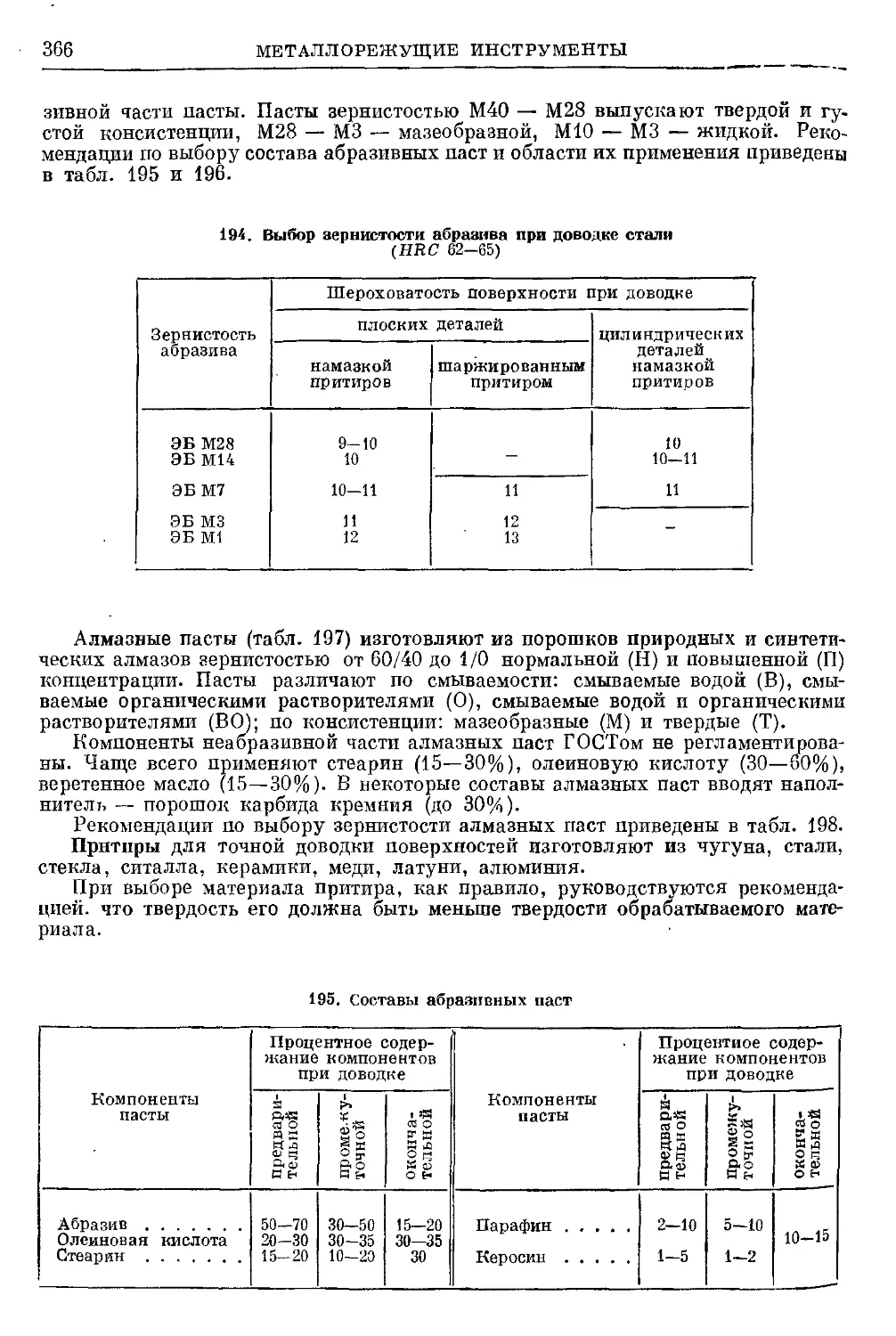
/

















































































































































































































































































































































































































































































































































































Text
СПРАВОЧНИК
ТЕХНОЛОГА
МАШИНОСТРОИТЕЛЯ
В ДВУХ ТОМАХ
Том 2
Редактор тома
Заслуженный деятель науки и техники РСФСР
д-р техн. паук проф. А. Н. МАЛО И
ИЗДАНИЕ ТРЕТЬЕ ПЕРЕРАБОТАННОЕ
«МАШИНОСТРОЕНИЕ»
Москва 1973
УДК 621.9@31)
Справочник технолога машиностроителя. В двух томах. Изд. 3,
переработанное. Том 2. Под ред. Заслуженного деятеля науки
и техники РСФСР д-ра техн. наук проф. А. Н. М а л о в а. М.,
«Машиностроение», 1972, стр. 568.
В справочнике приведены сведения по оборудованию, при-
способлениям и инструментам для обработки металлов резанием,
пластическим деформированием и электрофизическими методами,
по режимам резания, допускам и посадкам, средствам измерения,
технико-экономическому обоснованию технологических процессов.
В третье издание включены более полные сведения о режимах
резания.
Справочник предназначен для инженеров-технологов. Он мо-
жет быть полезен также студентам машиностроительных втузов.
Табл. 481, рис. 167, библ. 27 назв.
АВТОРЫ ТОМА:
В. Н. Гриднее, канд. техн. наук; В. В. Досчатое, инж.;
В. С. Замалин, инж.; А. И. Жданов, канд. техн. наук;
В. К. Исаченко, инж.; А. Н. Малое, Заслуженный деятель
науки и техники РСФСР д-р техн. наук проф.; П. И. Орлов,
канд. техн. наук; К. П. Панченко, канд. техн. наук; Л. А. Рож-
дественский, канд. техн. наук; А. Л. Стасюнас, канд. техн.
наук; 10. А. Шачнев, инж.; Ю. Г. Шнейдер, д-р. техн. наук
проф.; А. И. Якушев, д-р техн. наук проф.
ir^Ti_ - О Издательство „Машиностроение",1973г.
30-72
ОГЛАВЛЕНИЕ
Глава 1. МЕТАЛЛОРЕЖУЩИЕ
СТАНКИ (Малое А. П., Стасю-
нас А. П.) 5
Классификация станков 5
Нормы точности и жесткости 7
Технические характеристики 9
Токарные станки 9
Сверлильные и расточные станки 22
Шлифовальные и прошивочные
станки 32
Зубо- и резьбообрабатывающие
станки 45
Фрезерные станки 56
Строгальные и долбежные станки 62
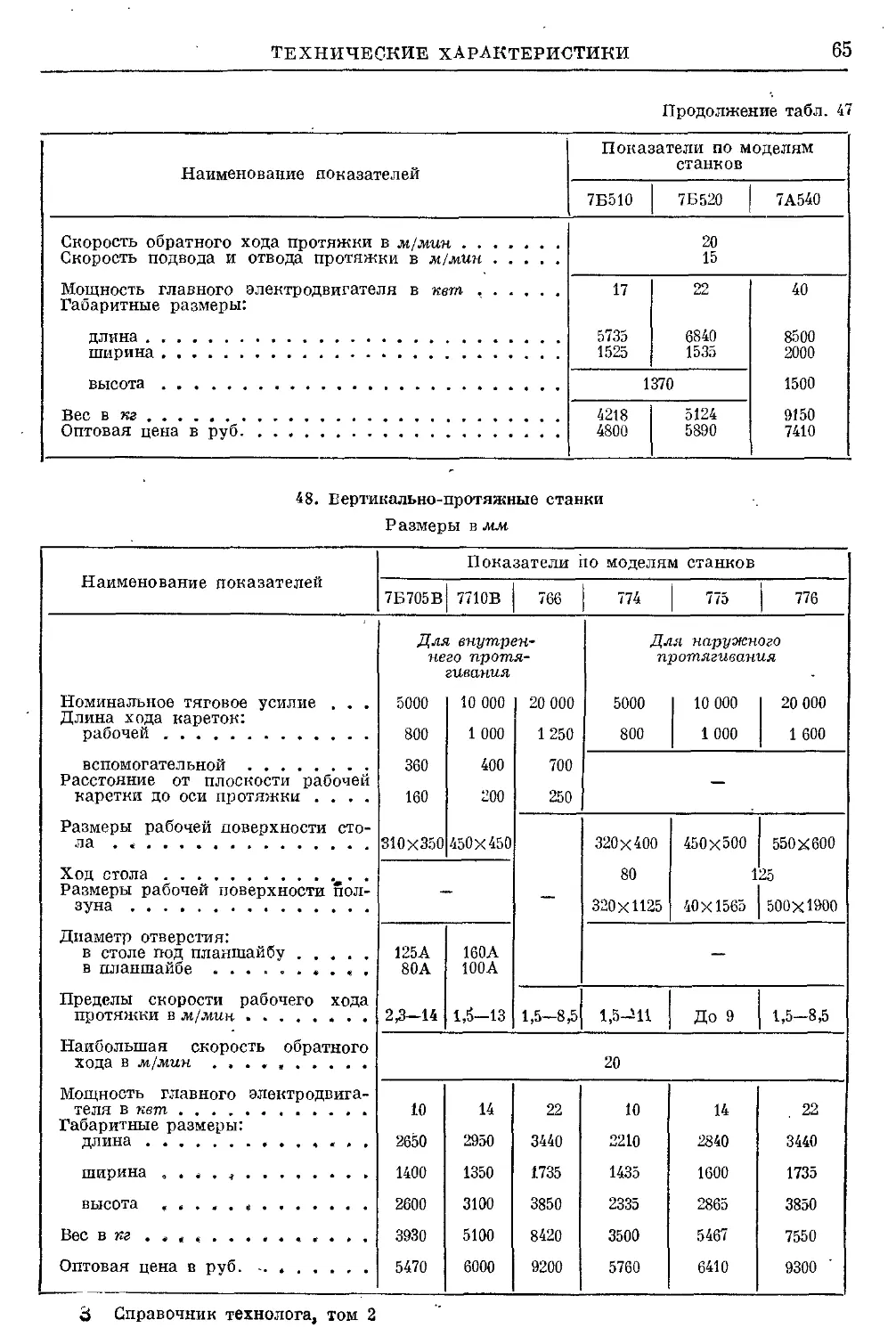
Протяжные и отрезные станки ... 64
Контуры станков в плане 67
Глава 2. ПРИСПОСОБЛЕНИЯ ДЛЯ
ОБРАБОТКИ НА СТАНКАХ
(Малое А. Н., Замалин В. С.) 69
Общие сведения 69
Универсальные приспособления ... 70
Специальные приспособления 84
Элементы и механизмы 85
Механизированные приводы зажим-
ных устройств 105
Делительные устройства 118
Настроечные и направляющие эле-
менты для режущих инструмен-
тов 118
Расчет приспособлений на точность 129
Автоматические и полуавтоматические
приспособления 130
Технико-экономические расчеты ... 138
Литература 139
Глава 3. МЕТАЛЛОРЕЖУЩИЕ ИН-
СТРУМЕНТЫ 140
Общие сведения (Гридпев В. Н.,
Малое А. В..) 140
Геометрические параметры режу-
щей части 140
Пластинки для режущей части ... 141
Износ инструментов 152
Расчет срока службы и расхода ин-
струмента 155
Смазочно-охлаждающие жидкости 162
1*
Резцы 1S3
Формы режущей части и основные
размеры 163
Резцы с механическим креплением
пластинок из твердого сплава 172
Фасонные резцы 175
Дробление и завивание стружки 185
Геометрические параметры режу-
щей части 187
Расточные инструменты 191
Резцы для тонкого точения 196
Сверла, зенкеры, развертки, протяжки
(Орлов П. Н., Малое А. Н.) 196
Сверла 197
Зенкеры 211
Развертки 213
Комбинированные инструменты 217
Протяжки и прошивки 218
Припуски на протягивание 234
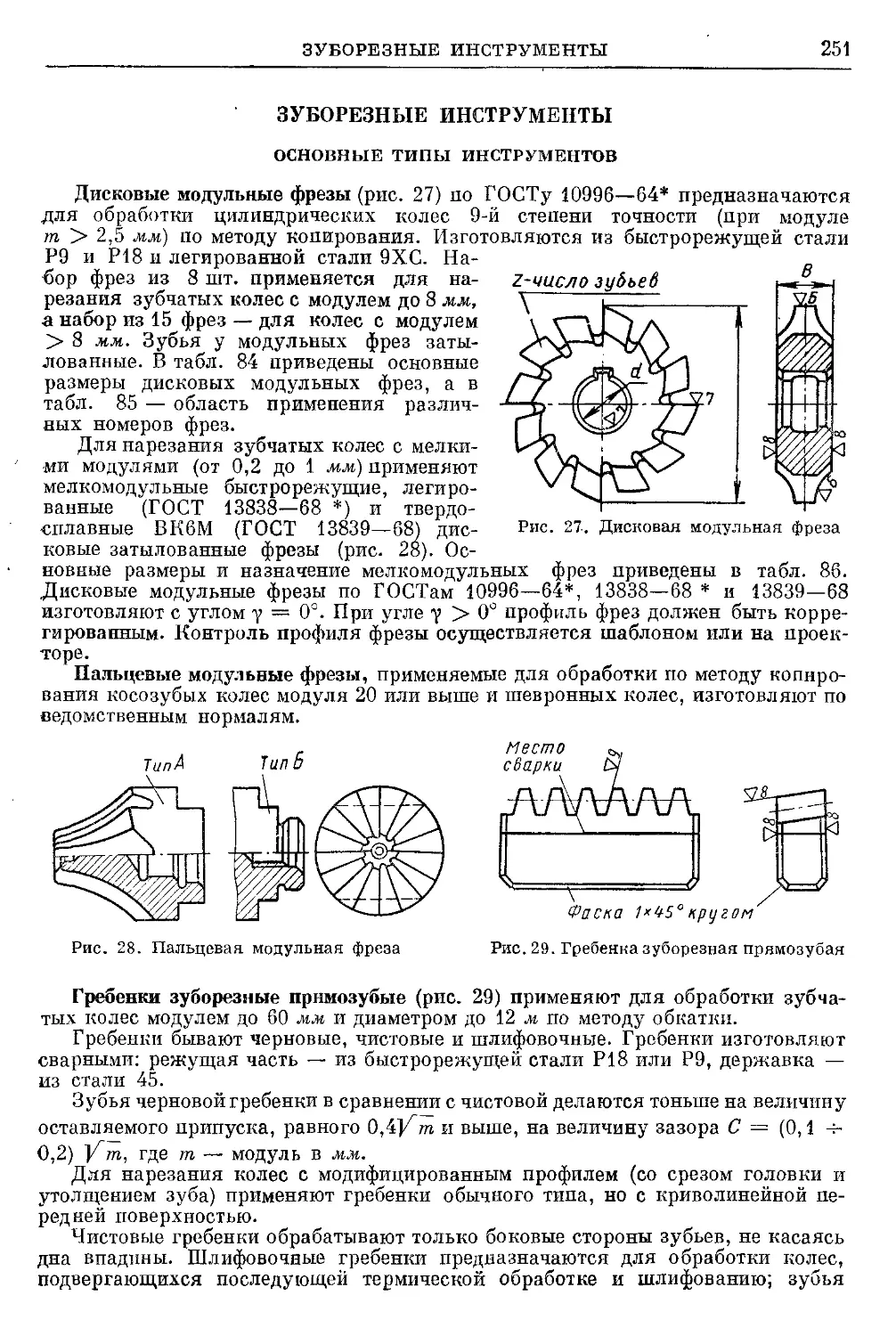
Фрезы общего назначения (Панчен-
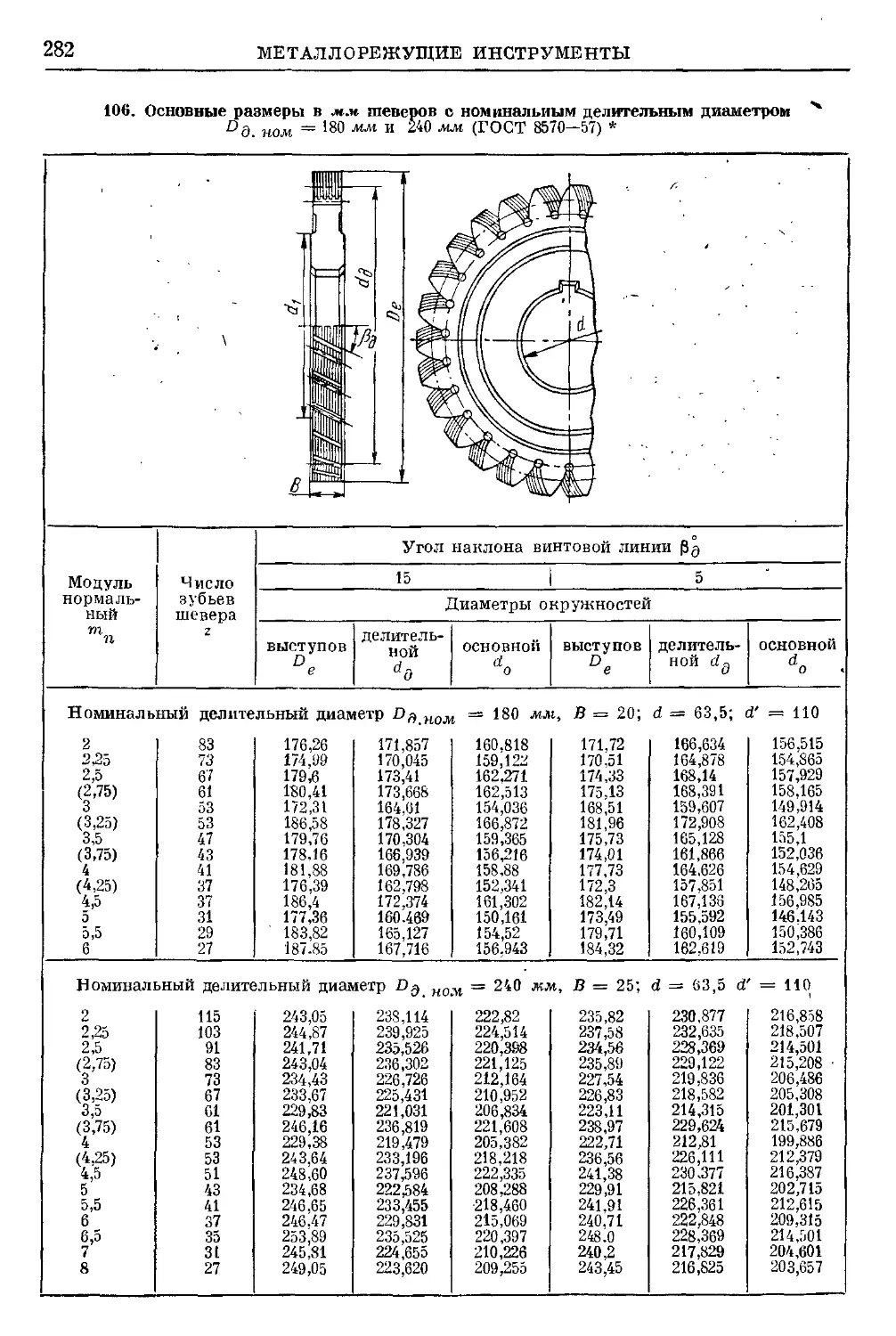
ко К. П.) 237
Основные типы фрез 237
Геометрические параметры 247
Зуборезные инструменты 251
Основные типы инструментов . . . 251
Геометрические параметры .... 288
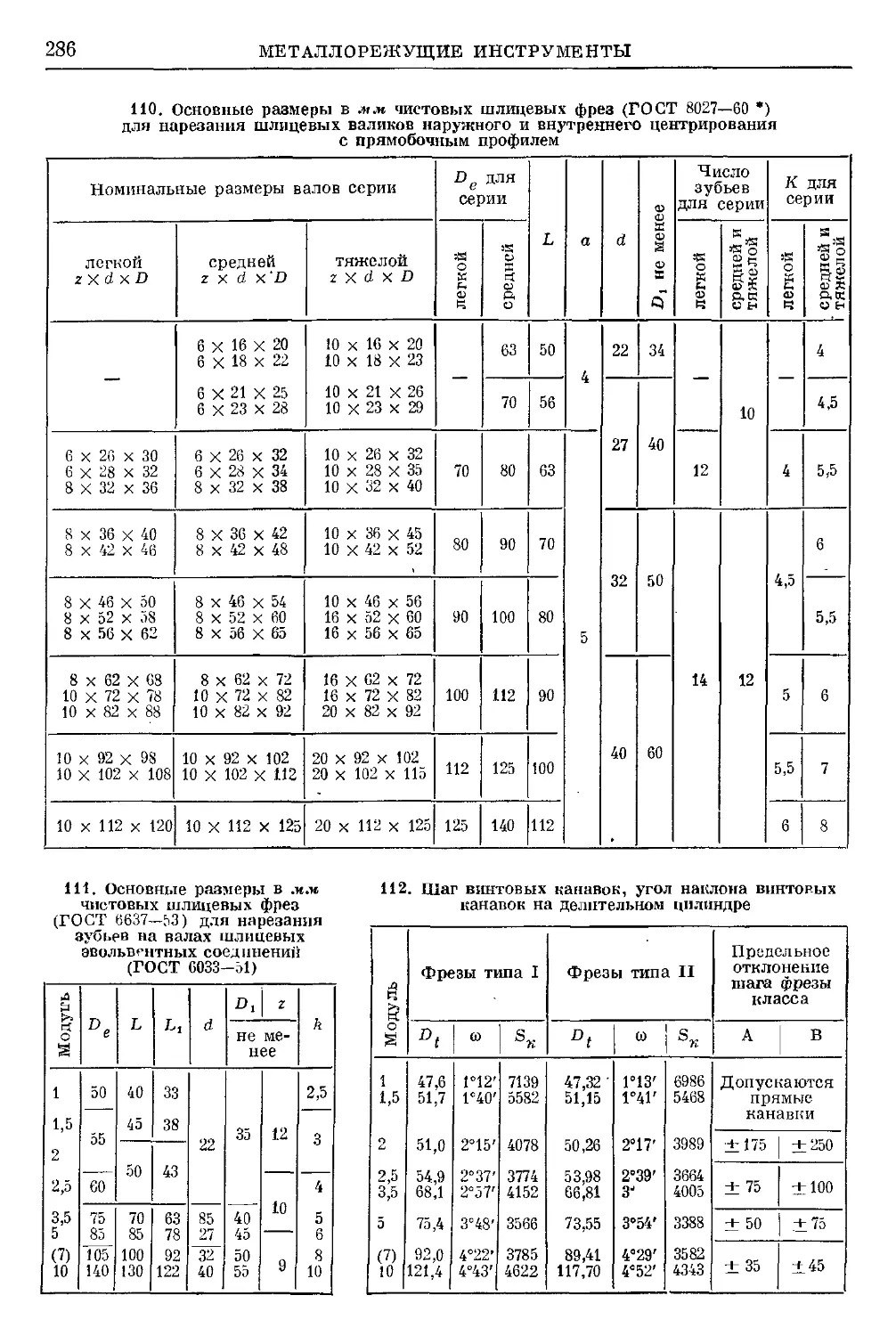
Резьбонарезные инструменты 289
Основные типы инструментов . . . 289
Геометрические параметры .... 310
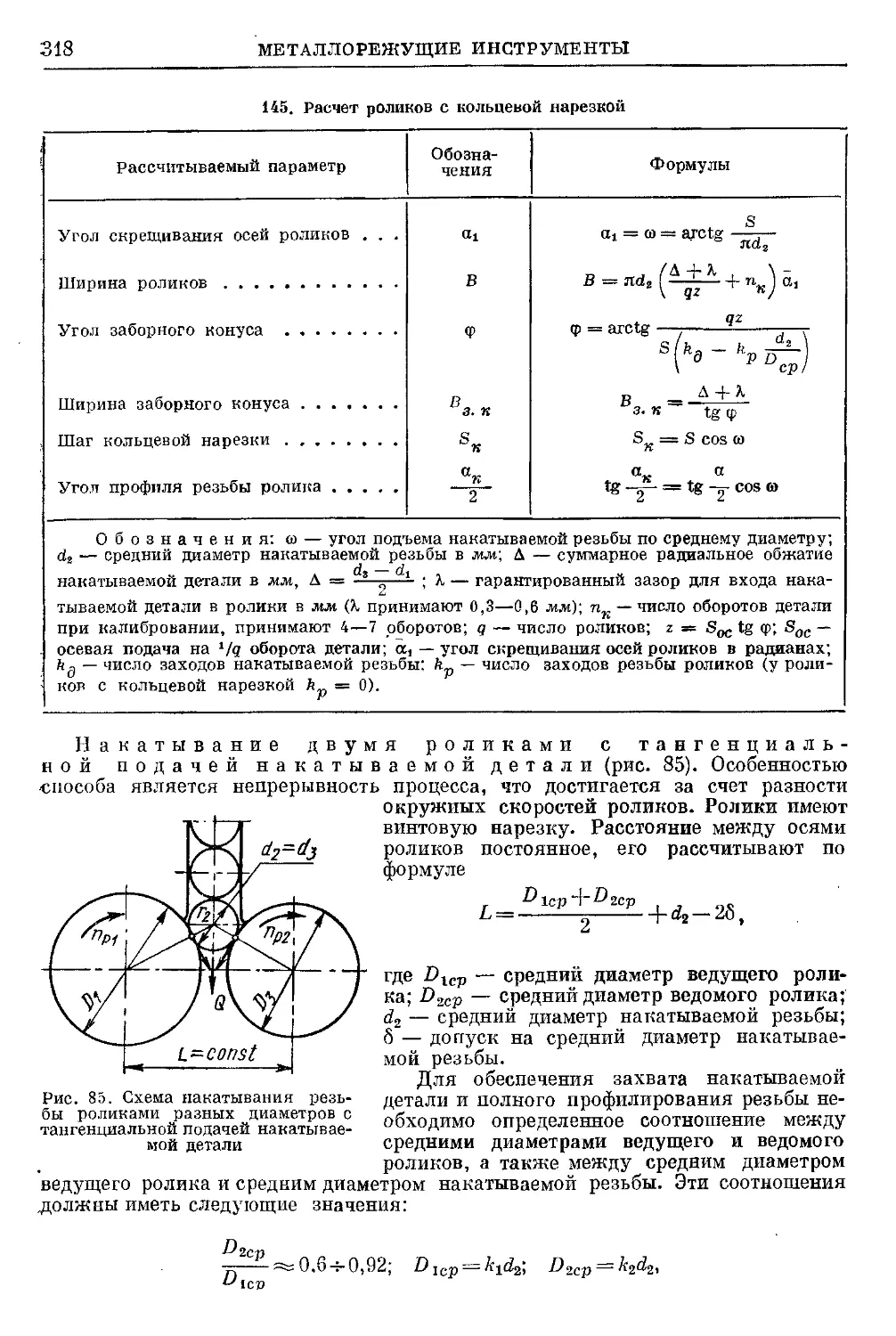
Резьбонакатные инструменты (Ма-
лое А. Н.) 311
Инструменты для накатывания на-
ружных резьб 311
Инструменты для накатывания вну-
тренних резьб 324
Слесарные инструменты 326
Инструменты для рубки и резки 326
Инструменты для опиливания и ша-
брения 323
Шлифовальные и доводочные инстру-
менты (Гриднее В. Н.) 331
Абразивные инструменты 331
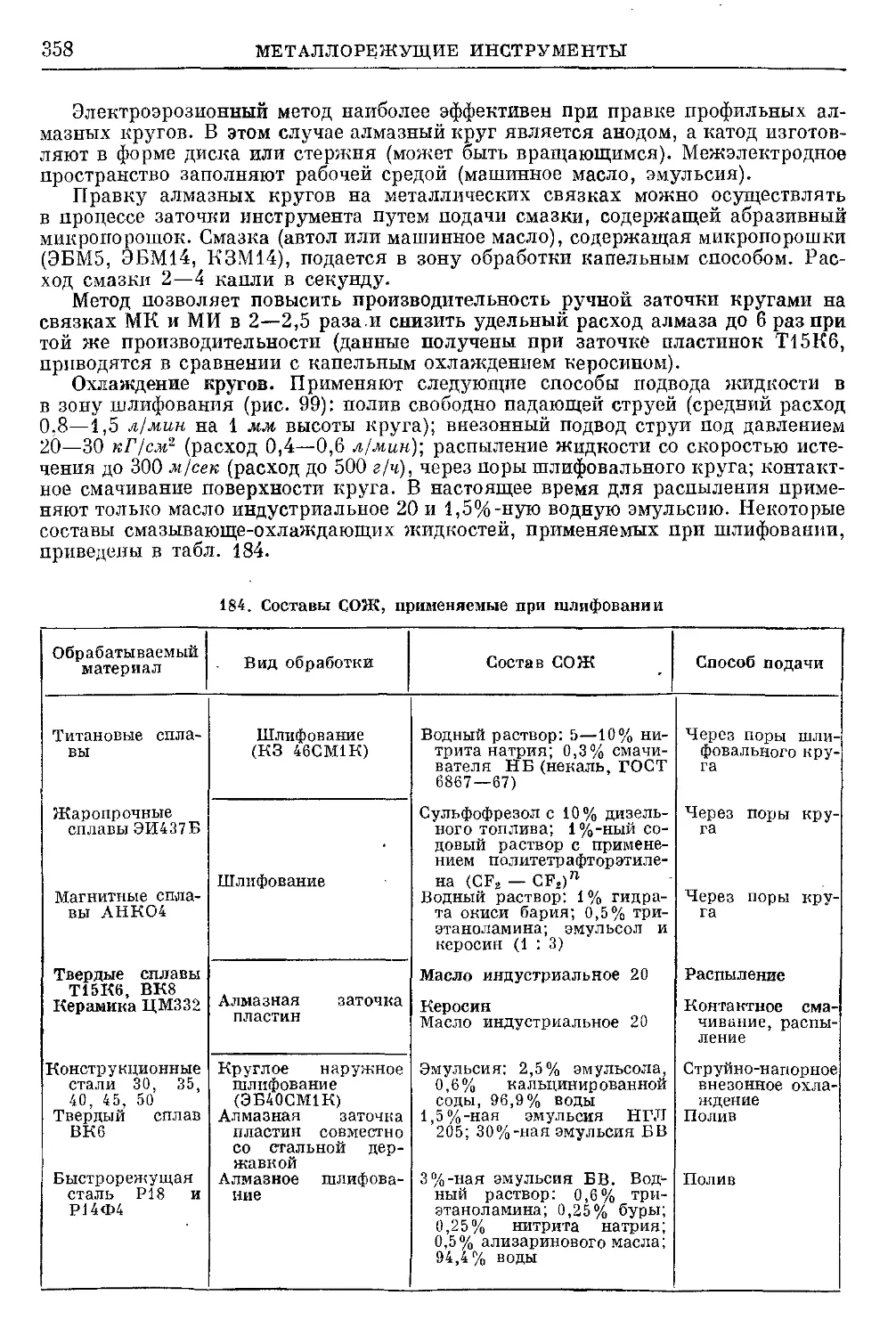
Шлифование 345
Электроабразивное шлифование 359
Хонингование 3G0
ОГЛАВЛЕНИЕ
Суперфиниширование
Доводка
Инструменты для чистовой обработки
пластическим деформированием
(ШнейВер Ю. Г.)
Инструменты для элсктроимпульсной
¦ обработки (Исаченко В. К.) . . . .
Выбор материала и профиля рабо-
чей части инструмента
Влияние инструмента на точность
обработки
Выбор способа изготовления и
крепления инструмента
Влияние инструмента на расчет
числа проходов для заданной об-
работки
Инструменты для электроискровой об-
работки
Выбор материала инструмента.
Влияние инструмента на техно-
логические характеристики об-
работки
Инструменты для ультразвуковой раз-
мерной обработки (УЗРО)
Литература
Глава 4. РЕЖИМЫ РЕЗАНИЯ
(РожОественский Л. А.)
Точение
Строгание
Сверление, рассверливание,зенкерова-
ние, развертывание
Фрезерование
Разрезание
Нарезание резьбы
Протягивание
Зубонарезание
Шлифование
362 Глава 5. ДОПУСКИ И ПОСАДКИ
363 \(Досчатов В. В.)\ 470
Допуски и посадки гладких цилия-
368 дрических соединений ........ 470
Отклонения формы и расположения
380 поверхностей 480
Допуски на угловые размеры 483
380 Допуски и посадки шпоночных соеди-
нений 485
383 Допуски и посадки шлицевых соедине-
ний 486
384 Допуски и посадки резьбовых соеди-
нений .*. . . 492
Литература 503
384 Глава в. МЕТОДЫ И СРЕДСТВА ИЗ-
МЕРЕНИЙ (Якушев А. И., Шач-
388 нее Ю. А.) 504
Методы измерений 504
Средства измерений 504
3gg Концевые и штриховые меры длины 504
Универсальные средства измерений 506
39g Специальные средства измерений 510
413 Автоматические средства контроля
размеров 520
Выбор измерительных средств . . . 528
414 Литература 534
414 Глава 7. ТЕХНИКО-ЭКОНОМИЧЕ-
431 СКОЕ ОБОСНОВАНИЕ ВАРИАН-
ТА ТЕХНОЛОГИЧЕСКОГО ПРО-
432 ЦЕССА (Жданов А. И.) 535
437 Выбор варианта при расчете себестои-
446 мости по методу прямого калькули-
447 рования , 535
453 Выбор варианта при расчете себестои-
456 мости по нормативному методу . . , 547
464 ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ ... 558
Глава 1
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
КЛАССИФИКАЦИЯ СТАНКОВ
Металлорежущие станки в зависимости от вида обработки делятся на 10 групп
л каждая группа — на 10 типов (табл. 1). Группы 0 и 4 оставлены свободными
для станков, работающих по новым видам обработки, например, электроэро-
зионные, ультразвуковые и др. Типы металлорежущих станков подразделяются
на типоразмеры в зависимости от главного параметра станка.
Условное обозначение (модель) станка состоит из сочетания трех или четы-
рех цифр и букв. Первая цифра обозначает номер группы, вторая — номер
типа, а последние одна или две цифры — типоразмер. Например, мод. 1К62
обозначает токарно-винторезный станок с высотой центров 200 мм. Буква,
стоящая после первой цифры, указывает на различное исполнение и модерни-
зацию основной базовой модели станка. Наличие буквы в конце цифровой части
обозначает модификацию базовой модели, степень точности или особенности
станка. Например, мод. 1К62Б и 1А616П — токарно-винторезные станки повы-
шенной точности, мод. 6М82Г — горизонтальный консольно-фрезерный станок.
Специальные, специализированные и опытные станки обозначаются индек-
сом из одной или двух букв и порядковым номером модели, буквенный индекс
присвоен каждому заводу, например, мод. ЕЗ-9 — обозначает 9-ю модель Егорь-
евского завода зуборезных станков.
По степени специализации металлорежущие станки подразделяются на три
вида: универсальные (общего назначения), специализированные и специальные.
Станки, предназначенные для особенно большого диапазона работ, называются
широкоуниверсальными.
По точности все станки делятся на пять классов: класс Н — нормальной,
класс П — повышенной, класс В — высокой, класс А — особо высокой точности
и класс С — особо точные станки.
Наименование
станков
Токарные
Сверлильные
. и расточные
Шлифовальные,
полировальные,
доводочные,
заточные
Зубо- и резьбо-
обрабатывающие
Фрезерные
Строгальные,
долбежные,
протяжные
Разрезные
Разные
с
S3
0
1
2
3
4
5
6
7
8
9
1. Типы
и группы металлорежущих станков
Типы
0
А втом
специа-
лизи-
рован-
ные
Резьбо-
нарез-
ные
Бара-
банно-
фре-
зерные
Отре
рез-
цом
1
аты и полу
одношпин-
делъные
Верти-
кально-
сверлиль-
ные
Кругло-
шлифо-
вальные
Зубостро-
гальные
для ци-
линдри-
ческих
колес
Верти-
кальво-
фрезерные
консоль-
ные
Продол
одно-
стоечные
зные, рабо
абразив-
ным
кругом
Опило-
вочные
автоматы:
много-
шпиндель-
ные
Одношпин-
дельные
полу-
автоматы
Внутри-
шлифо-
вэлыше
Зуборез-
ные для
кониче-
ских
колес
Фрезерные
непрерыв-
ного
действия
1ьные:
ДВУ-
стоечные
гающие:
гладким
или
насечным
диском
Пило-
насекаль-
пые
3 4 5 6
Револь-
верные
Много-
шпин-
дельные
полу-
автоматы
Обдироч-
но-шлифо-
вальные
Зубофре-
зерные для
цилиндри-
ческих и
шлицевых
валов
Продоль-
ные одно-
стоечные
Попереч-
но-стро-
гальные
Правйль-
но-отрез-
ные
Правиль-
но- и бес-
центрово-
обдир очные
Свер-
лильно-
отрезные
Коорди-
натно-
расточные
Специали-
зирован-
ные шли-
фовальные
1
Кару-
сельные
Радиаль-
но-свер-
лильные
Продоль-
но-шли-
фовальные
Токарные
и лобовые
Расточ-
ные
Заточные
1 1
Для наре-
зания чер-
вячных
пар
Копиро-
вальные
и грави-
ровальные
Долбеж-
ные
Пи
ленточ-
ные
Для обра-
ботки
торцов
зубьев
колес
Верти-
кальные
бескон-
сольные
Протяж-
ные
горизон-
тальные
лы:
дисковые
Для испыта-
ния сверл,
шлифоваль-
ных кругов
Резьбо-
фрезер-
ные
Продоль-
ные двух-
стоечные
Ножовоч-
ные
Делитель-
ные
машины
7
Много-
резцовые
Алмазно-
расточные
Плоско-
шлифо-
вальные
Зубоотде-
лочные,
провероч-
ные и
обкатные
Консоль-
но-фрезер-
ные опе-
рационные
станки
Протяж-
ные
верти-
кальные
Баланси-
ровочные
8
9
1
Специа-
лизиро-
ванные
Горизон-
тально-
сверлиль-
ные и
центровые
Притироч-
ные и по-
лироиаль-
ные
Зубо- и
резьбо-
шлифо-
вальные
Горизон-
тально-
фрезерные
консоль-
ные
Разные
токарные
Разные
сверлиль-
ные
Разные
станки,
работаю-
щие
абразивом
Разные
зубо- и
резьбо-
обрабаты-
вающие
Разные
фрезерные
станки
Разные
строгаль-
ные
НОРМЫ ТОЧНОСТИ И ЖЕСТКОСТИ
НОРМЫ ТОЧНОСТИ И ЖЕСТКОСТИ
2. Перечень стандартов на нормы точности и жесткости металлорежущих станков
а
и
;•.
а
в
s
Наименование станков
ГОСТ
1
1
1
1
1
1
1
2
2
3
4
5
6
'6
8
7
1
4
2
3
3
3
3
3
3
3
3
3
7
1
1
2
i
5
6
6
6
7
3
5
5
5
5
5
5
5
5
8
0
1
2
2
3
3
6
7
Л. Яоржы точности
Станки металлорежущие. Общие условия к стандартам на
нормы точности
Автоматы одношпинделыше продольного точения
Автоматы одношдиндельные револьверные
Автоматы токарные многошпиндельные прутковые горизон-
тальные
Полуавтоматы токарные многошпиндельные патронные гори-
зонтальные
Полуавтоматы токарные многошпиндельные патронные верти-
кальные
Токарно-револьверные
Автоматы сверлильно-отрезные многошпиндельные
Токарно-карусельные
Токарные общего назначения
Токарные повышенной точности (прецизионные)
Токарные затыловочные
Токарные многорезцовые полуавтоматы
Вертикально-сверлильные
Координатно-расточные одностоечные и двустоечные общего
назначения
Радиально-сверлильные
Горизонтально-расточные
Отделочно-расточные (алмазно-расточные) горизонтальные . . .
Отделочно-расточные (алмазно-расточные) вертикальные ....
Круглошлифовальиые
Круглошлифовальпые бесцентровые
Внутришлифовальные горизонтальные
Профильно-шлифовальные
Продольно-шлифовальные
Универсально-заточные
Заточные для резцов
Заточные для сверл
Плоскошлифовальные с крестовым столом и горизонтальным
шпинделем
Плоскошлифовальные с круглым магнитным столом и гори-
зонтальным шпинделем
Плоскошлифовальные с круглым магнитным столом и верти-
кальным шпинделем
Хонинг-станки вертикальные
Резьбообрабатывающие (винтонарезные и винтонакатные) . . .
Зубодолбежные вертикальные для цилиндрических колес . . .
Зубострогальные для конических колес о прямыми зубьями
Зуборезные для конических колес с круговыми зубьями . . .
Зубофрезерные вертикальные для цилиндрических колес . . .
Шлицефрезерные
Резьбофрезерные
Зубошсвинговальные полуавтоматы
8-53
8831-70
79-41
43—65
6819-70
6820-54
17-70
1085—41
44-56*
42-56
1969-43
685—67
850—41*
370—67
0744-53
' 98-59*
2110-57
11576—65
594—67
11654—65
2898-67
25-65
9735—65
13135—67
1584—65
624-70
599-67
273-67
14-62
27—62
2041-69
58-68
658—67
9153—67*
9152-67
659-67
5642—67
1797—68
13281—67
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
Продолжение табл. 2
о.
Наименование станков
ГОСТ
1
1
1- V,
7
7
7
7
8
8
9
9
2
3
4
5
6
7
3
6
1
1
1
1
3
3
6
6
7
7
1
2
3
6
2
7
1
6
1,2
3
Зубошлифовальные для цилиндрических колес, работающие
профильным кругом
Зубошлифовальные для цилиндрических колес, работающие
абразивным червяком
Зубошлифовальные для цилиндрических колес, работающие по
методу обкатки при единичном делении, вертикальные . . .
Зубошлифовальные для цилиндрических колес, работающие по
методу обкатки при единичном делении, горизонтальные . . .
Зубошлифовальные для конических колес
Шлицешлифовальвые
Резьбошлифовальные
Фрезерные вертикальные
Фрезерные вертикальные повышенной точности
Фрезерные консольные
Продольно-фрезерные
Фрезерные горизонтальные и универсальные повышенной точ-
ности
Продольно-строгальные <
Поперечно-строгальные
Долбежные
Протяжные общего назначения
Отрезные круглопильные
Ножовочные
Бесцентр ово-токарные
Головки делительные универсальные
Б. Нормы жесткости
Общие условия к стандартам на нормы жесткости металлоре-
жущих станков
Автоматы токарно-револьверные
Полуавтоматы токарные многошпиндельные патронные верти-
кальные
Токарно-револьверные
Токарные общего назначения
Внутришлиф овальные
Плоскошлифовальные с круглым магнитным столом и верти-
кальным шпинделем повышенной точности
Фрезерные вертикальные
Продольно-фрезерные
Продольно-строгальные
Поперечно-строгальные
13133—67
13086-67
7640-67
13150—67
13142—67
13134-67
8716-58
9726-61
155-41
13-54*
97-58
154-41
35-54*
16-59*
26-67
16025—70
и 16015-70
28-68
15-67
9252-59
986—69
7035-54*
11578—65
12110-66
17-70
7895—56
1397-67
10600—63
9726-61
11579-65
35-54*
16—59*
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
ТОКАРНЫЕ СТАНКИ
3. Одношпиндельные токарно-револьверные автоматы
Размеры в мм
Наименование показателей
Показатели по моделям станков
1Д112
1ДИ8
1Б124
1Б125
1Б136
1Б140
1165
Наибольшие размеры обрабатываемого прутка:
круглого (диаметр)
шестигранного (размер под ключ)
квадратного (сторона квадрата)
длина подачи прутка
длина протачивания
диаметр нарезаемой резьбы по стали
Количество поперечных суппортов
Наибольшее поперечное перемещение суппортов . .
Расстояние от револьверной головки до торца шпин-
деля
Число ступеней оборотов шпинделя (при правом и
левом вращении)
Число оборотов шпинделя в минуту:
при левом вращении *
при правом вращении
Мощность главного электродвигателя в кет . . . .
Габаритные размеры:
длина
ширина . .
высота
Вес в кг
Оптовая цена в руб
12
10
Ml О
60
50
18
15
13
М12
3
32
65-135
11
500-5000 400-4000
160—1600 125—1250
2,2
1630
740
1410
1100
2680
20
19
90
80
М18
40
64-180
4
45
75-210
200-3150
80-1250
1870
790
1750
4120
4,5
36
25
М22
3
40
64-180
3
160-
64-1000
1900
890
1870
790
1500
2250 1750
4220 4290
40 .
34
27
100
90
М24
45
75—210
2500
63-1000
7
1900
890
2300
8180
! числителе — при максимальной подаче, в знаменателе — при внешней подаче.
65*
75
56*
65
46*
52
120
М36
65
110—300
19
50—1600
25-800
10
2565
1150
1510
3000
7500
4. Токарные одношпиндельиые автоматы продольного точения и фасонно-отрезные
Размеры в мм
Наименование показателей
Наибольшие: диаметр обрабатываемого прутка
длина точения
диаметр сверления по стали
длина сверления . . . ,
диаметр нарезаемой резьбы по стали
длина нарезаемой резьбы
длина сверления
Количество суппортов
Рабочий ход суппортов:
балансира
стойки (№3)
стойки (№ 4 и 5)
Число ступеней оборотов шпинделя:
Число оборотов в минуту шпинделя
распределительного вала
Мощность главного электродвигателя в кет
Габаритные размеры:
длина
высота
Вес в кг
Оптовая цена в руб
Показатели по моделям станков
1Р103
ПОЗА
1103
4
50
-
МЗ
20
2
1Б10П
1Б10А
6
60
3
1А12П
1А12В
10
12"
1Ш6
Ш16П
16
80
5
30
М2
25
30
МЗ
М5
30
7
35
М8
35
5
4
12
1
1600-
1,4-
1,1
1100
715
9
12500
-4,0
1
1050
690
1345
380
400
4680
8
•го
10
18
1400-10000
0,254-50,8
1,5
1250
810
1430
630
3030
7000
12
30
15
20
900-8000
0,112—31,5
2,2
1465
870
1365
800
3710
6250
17
40
20
24
400—5600
0,044-20
2,8
3
1985
945
1520
1800
1200
7230
8320
1032
5—10
150
2
6
620-1962
3-15
2,2
1800
915
1275
1600
5350
Примечания: 1. Автоматы мод. 1 ЮЗА и 1Б10А — особо высокой точности, мод. 1Б10П, 1А12П и 1Ш6П — повышенной
точности, а остальное — высокой точности.
2. Автомат мод. 1Р103 — токарно-винторезный высокой точности, имеет специальные резьбонарезное и шлицепрорезное при-
способления для изготовления деталей типа «винт» и обеспечивает точность обработки но диаметру 0,008 мм, по длине 0,015 мм и
шероховатость обработанной поверхности по V 9.
3. Автомат мод. 1032 — фасоино-отрезной, предназначен для изготовления деталей типа распорок, роликов, иголок и др. из
круглого, квадратного или шестигранного материала, свернутого в бунт.
5. Токарные многошпиндельные горизонтальные прутковые автоматы
Размеры в мм
Наименование
показателей
Наибольшие размеры
обрабатываемого
прутка:
круглого (диа-
шестигр энного
(размер под
ключ)
квадратного <сто-
рона квадрата)
Наибольшая подача
прутка
Наибольший диаметр
нарезаемой резьбы
по стали
Число шпинделей . .
поперечных суп-
портов -.
Наибольший ход по-
перечных суппор-
тов по позициям:
I
П
III
IV
V
VI
VII
VIII ,
Показатели по моделям станков
1А225-6
с
27
20
150
М18
е
24
1А240-8
2
28
23
1А240-6
1А240-6К
40
35
28
1А240-4
1А240-4К
5
1265М-8
)
43
35
180
М24
8
6
40
65
30
1265М-6
65
55
45
1265М-'»
8
68
1А290-8
0
69
56
200
МЗО
й
40
65
30
~~
4
40
65
30
-
8
С
80
70
90
70
1А290-6
100
86
70
1А290-4
125A42)
-
260
М36
6
4
80
70
90
70
—
90
-
8
6 ¦
125
100
123
65
М60
6
125
123
651
—
4
125
123
-
Наименование
показателей
Рабочий ход про-
дольного суппорта
Общий ход продоль-
ного суппорта . . .
Работы, выполняемые
на позициях:
нарезание резьбы
быстрое сверле-
отрезка . . . , .
подача материала
независимая по-
дача инструмен-
тальных держа-
вок продольного
суппорта ...»
Число ступеней обо-
ротов рабочих
шпинделей в нор-
мальном (или бы-
строходном) испол-
Продолжение табл. 5
Показатели по моделям станков
1А225-6
0-70
90-160
Ш, IV,
V, VI
I, И, III,
IV, V, VI
III, IV
I, Ш,
IV, V, VI
24
1А240-8
III, IV,
V, VI,
VII,
VIII
VII, VIII
III, IV,
V, VI,
VII, VIII
21
1А240-6
1А240-6К
0-160
III, IV,
V, VI
II, III,
IV, V, VI
VI
III, IV,
V, VI
22
1А240-4
1А240-4К
III, IV
ч, ш<
IV
IV
III, IV
21
1265М-8
IV, V,
VI, VII
III, IV,
V, VI,
VII, VIII
VII, VIII
III, IV,
V, VI,
VII, VIII
24B8)
1265М-6
0-150
200
П1, IV,
V, VI
II, III,
IV, V, VI
VI
III, IV,
V, VI
26 B9)
1265М-4
III, IV
II, III,
IV
IV
III, IV
24 B7)
1А290-8
0-
1А290-6
210
А
III, IV,
V, VI,
VII, VIII
II, III,
IV, V,
VI, VII,
VIII
VII, VIII
Ш, IV, V,
VI, VII,
VIII
20
III, IV,
V, VI
II, III,
IV, V, VI
VI
III, IV,
V, VI
19
1А290-4
-
III,
IV
II, Ш,
IV
IV
III,
IV
20
Число оборотов ра-
бочих шпинделей
в минуту в.нормаль-
ном (или быстро-
ходном) исполнении
Продолжительность
холостого хода в
сек . « ,
Мощность электро-
двигателя главного
движения в кет . .
Габаритные размеры:
длина .......
ширина
высота ......
Вес в кг
Оптовая цена в руб.
280-2560
2,2В
5700
1250
1700
5700
17S—1730
142—1600
125—1230
13
6050
1600
1945
9000
13950
10000
12000
97-1176
(97—1810)
5,15
73—1065
G3-1590)
3,5
61—755
F1-1050)
5,15
80—703
70,5-567
545-426
4,3
30
5 460
1800
2 095
13500
17 500
1С 580
16 400
8037
7993
8016
2200
2360
19 500
27 290
19 000
23 880
22 980
Примечания: 1. Автоматы мод. 1А240-6К и 1 А240-4К — повышенной точности.
2. Шестишпиндельные автоматы могут работать как цьа трехшпиндельных, а восьмишпиндельные — как два четырех шпиндель-
ных (могут работать параллельно-последовательным циклом), так как в них имеется механизм подачи и зажима в двух пози-
циях.
6. Токарные многошпиндельные горизонтальные патронные полуавтоматы
Размеры в мм
Наименование показателей
Диаметр патрона
Наибольшие:
диаметр обрабатываемой де-
тали над продольным суп-
портом
длина обрабатываемой де-
тали
диаметр нарезаемой резьбы
по стали
Число рабочих шпинделей . .
Число поперечных суппортов
Рабочий ход:
поперечных суппортов по
позициям:
I
И
III
IV
V
VI
продольного суппорта . . .
Общий ход продольного суп-
порта
Работы, выполняемые на пози-
циях:
нарезание резьбы
Показатели по моделям станков
1А240П-8
100
100
1А240П-6
130
1А240П-4
160
1265ПМ-8
130
130
160
175
мзо
8
5
0-40
0-24
0-65
6
5
0-40
0-65
-
4
0-40
0—65
0—25
-
0-160
180
III, IV,
V, VI,
VII, VIII
III, IV,
V, VI
I
III, IV
8
5
0-80
0-90
1265ПМ-6
160 .
1265ПМ-4
200
1А290П-8
160
160
190
200
М31!
6
5
0-80
0-90
-
4
0-80
0—90
-
0-150
200
Ш, IV,
V, VI,
VII
ш viv,
Ill, IV
8
6
0—125
0-100
0-123
1А290П-6
200
1А290П-4
250
200
М60
6
5
0-125
0 123
4
0-125
0—123
-
0-210
275
III, IV,
¦¦ , VI,
VII, VIII
1 •
ш. rv,
V, VI
Ш, IV
быстрое сверление, развер-
независимая подача инстру-
ментальных державок
продольного суппорта . .
Число ступеней оборотов рабо-
чих шпинделей при нормаль-
ном (или быстроходном)
исполнении
Число оборотов шпинделя в ми-
нуту:
при нормальном исполне-
при быстроходном испол-
нении
Продолжительность холостого
хода в сек
Мощность электродвигателя
главного движения в кет
Габаритные размеры:
длина
ширина
"Вес в кг
Оптовая пена в руб
III, Г\',
V, VI,
VII
VII, VIII
ГП, IV,
V, VI,
VII
24
101 1440
101—1820
II III
IV, V,
VI
VI
III, IV,
V, VI
27)
81—1140
81—1610
3
17
4330
13150
1600
1945
8500
9900
11 III
IV
IV
III, IV
25B8)
63—1048
03—1320
3,6
13
4080
9700
II I1!
IV, V,
VI, VII
VII, VIII
III, IV,
V, VI,
VII
21 B5)
97—814
97 -1400
II III
IV. V
VI
III, IV,
V, VI
II, III
IV
IV
III, IV
24 B7)
78—804
78—1160
3,5
61 — 755
61-1100
5,15
3 885
1780
2 095
13500
17 630
1С 500
20 000
1 \
II III
IV, V,
VI, VII,
vnr
VII, VIII
III, IV,
V. VI,
VII, VIII
23 B7)
48- 630
48-1000
4,4
30
25 100
II III
IV, V,
VI
VI
III, IV,
V, VI
24 B7)
42—610
42—900
11, III
IV
IV
III, IV
23 B7)
42—560
42—800
4,3
5 425
2 200
2 360
16600
22 770
30 000
16
.МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
7. Токарные многошпиндельные вертикальные полуавтоматы чоследовательного действия
Размеры в мм
Наименование показателей
Наибольшие:
диаметр обрабатываемой детали . .
длина обрабатываемой детали . . .
Количество суппортов
Наибольшее перемещение суппортов
(вертикальное и горизонтальное) . .
Количество шпинделей
Число ступеней оборотов шпинделя. .
Число оборотов шпинделя в минуту:
при нормальном исполнении ....
при быстроходном исполнении . . ,
Вертикальная и горизонтальная по-
Мощность главного электродвигателя
в кет
Габаритные размеры:
длина
ширина
высота
Вес в кг
Оптовая цена в руб
Показатели по моделям станков
1К282
250
1283
1A2S3
1284
400
7
350/100
100
8
28
42—628
66-980
0,041-4
27,7; 35,7
3 070
2 945
3 872
17 500
30 000
28—410
43-635
0,064—4
22-100
3 252
3 065
4 011
19 000
185
5
200
6
23
21—184
0,168-7,3
22
2 985
3 150
3 694
15 000
13 730
1286-8
500
260
7
1286-6
630
275
5
400
8
6
21
20-200
ВЗ—630
16—160
50- 500
0,0315—4
40-115
4 140
4 270
4 905
32 000
65 650
3 705
4 2U5
5 078
33 500
60 500
8. Токарно-револьверные станки
Размеры в мм
Наименование показателей
Наибольшие: размеры обрабатывае-
мого прутка:
круглого (диаметр)
шестигранного (размер под
ключ)
квадратного (сторона квад-
Длина обработки прутка
Диаметр детали, обрабатываемой
в патроне:
над станиной
над поперечным суппортом . •;
Диаметр отверстия шпинделя . . .
1Н318
18
16
12
100
J250
130
31
Показатели по моделям (
1Н325
25
22
17
140
320
160
40
1А340
40
35
27
150
1В340
3
<го
80
1П365-1
111365-11
(80)
400
-
220
62
500
320
85
85
зтанков
1П371
100
A25)
630
420
130
1Г325
25
17
140
320
40
1341
1А341
40
31
2"
150
400
62
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
17
Продолжение табл. 8
Наименование показателей
Показатели по моделям станков
Я
3
<:
я
Й
Ось вращения револьверной го-
ловки ,
Число позиций револьверной го-
ловки
Расстояние от торца шпинделя до
передней грани револьверной го-
ловки
Наибольшее перемещение попереч-
ного суппорта:
продольное * , .
поперечное , , . .
Число:
ступеней оборотов шпинделя . .
оборотов шпинделя в минуту » .
ступеней подач револьверного
суппорта , ,
Пределы подач револьверного суп-
порта в мм/об
Число ступеней поперечных подач
Пределы поперечных подач
в мм/об *...
Мощность главного электродвига-
теля в пет
Габаритные размеры:
длина
ширина .
высота
Вес вкг
Оптовая цена в руб
Вертикальная
Гори-
зон-
таль-
н а я
12 16
90-
250
114-
400
140
14
100-
4000
3150
0,05—0,3
3
0.05-0,3
2,6/3,0
2920
800
3915
925
1555
1040
3250
1300
3350
200—
630
250-
630
450
260
275-1000
725
265
320-
1400
70-
400
82-
630
12
45-
2000
12
0,05—2,5
6
0,025-0,8
5,5 7,5
3000
1200 1300
1560
2200
5200
2260
34—
1500
11
20—
893
18
0,09-2,7
11
0,045-1,35
14
3700
1530
1530
4200
5450
3320
1565
1755
3400
4150
4200
22
4230
5930
1895
1660
6300
7050
7690
8500
3150
0,05 —
0,3
3
0,05-
0,3
2,6-
3,0
3980
1000
1555
1300
3020
60-
2000
12
0,05-
1,6
0,03-
0,4
5,5
3000
1200
1600
2200
3830
5360
Примечания: 1. Станок мод. 1А341 — с частичным программным управле-
нием. 2. Станок мод. 1П365-1 — патронный с рычажным управлением, мод. 1П365-П —
с кнопочным управлением. 3. Станок мод. 1371 — прутковый.
i). Токарно-карусельные станки
Размеры в мм
Наименование показателей
Наибольшие: диаметр обрабатываемого
изделия:
вертикальным суппортом
боковым суппортом
высота обрабатываемой детали ....
вес обрабатываемой детали в кг ...
Диаметр планшайбы
Ход ползуна вертикального суппорта . .
Число: ступеней оборотов планшайбы . .
оборотов планшайбы в минуту . .
ступеней подач суппорта
Вертикальная и горизонтальная подачи
суппортов в мм/об
Мощность главного электродвигателя
в кет
Габаритные размеры:
длина
ширина
высота
Вес в кг . ,
Показатели по моделям станков
1508
1510
800
Том
710
900
800
1000
1300
2000
710
"900
650
^59
1512
1 250
151й
1 COO
1000
3 200
1 120
775
5 000
1400
700
1520
2 000
1525
2 500
1250
6 300
1800
900
13 000
2 250
Ш532
3 200
1 GOO
16 000
2 800
1200
18
10 5U0
10 400
12
0,05-6,3
22
2320
2310
3120
8500
9000
14 500
16 000
5-250
4-200
3,15—
160
1,6—80
1,25-
63
IB
0,07—123
30
2 930
2 5115
3 210
2 840
3770
10 500
20 000
21 000
18 410
40
4 270
5 930
4 880
22 400
26 000
0,09-16
40/55
4 495
6 610
5 445
35 500
44 000
4 755
7 350
5 580
43 000
41 000
1540
4 000
2 000
50 000
4 000
1 250
1550
5 000
2 500
63 000
4 500
1600
1563
6 300
1580JI
8 000
3200
125 000
6 300
7 100
2000
1А591
10 000
5 000
200 000
8 750
3 200
Бесступенчатое регулирование
0,52—
48,7
0,34-
29,6
0,28—
23,2
0,23-
19,3
0,11-
11,2
Бесступенчатое регулирование
0,06-
470
G3
10 145
5 920
6 030
92 000
107 700
0,043-
352
0,035-285
125
11 410
6 5E0
6 920
131 000
129 500
14 200
8 210
17 600
8 815
8315
217 000
184 750
242 000
205 800
160
22 800
12 330
15 500
550 000
500 000
Примечание. Станки мод. 1508, 1510, 1512, 1516 — одностоечные, остальные модели — двустоечные.
10. Токярно-вгшторезные станки
Размеры в мм
Наименование
показателей
Наибольший диаметр об-
рабатываемой детали:
над станиной ....
над суппортом ....
Наибольший диаметр
прутка, обрабатываемо-
Расстояние между цент-
рами
Шаг нарезаемой резьбы:
метрической
дюймовой (число ни-
ток на 1")
модульной (модуль)
Диаметр отверстия
шпинделя
Конус отверстия пшни-
Наиболынее перемеще-
ние суппорта:
продольное
поперечное
Наибольшее перемеще-
ние верхних салазок
сечение державки резца
1603
16ОЗВ
160
80
IE 604
1604
200
100
18
250
НО
20
350
0.2-3,0
40-8
0,3-1
19,5
20
Морзе 3
250
95
15x22
21
Показатели по
1И611П
250
125
25
500
0,2-48
24-0,5
0,2-30
25
Морзе 4
350
115
60
78
500
1M6I
IAG16
1А1ИВП
320
160
180
34
710; 1000
0,5-6
48—з|
0,25-3
710
0,5-24
56-1
0,25-22
35
Морзе 5
640; 930
180
120
16x16
110
20X20
670
195
120
моделям
1К62
1К62Б
400
220
45
710;
1000;
1-100
станков
1К625
500
260
50
1000;
1400;
2000;
1М63
630
350
65
1400;
2800
1-192
24-
-2
0,5-48
47
52
Морзе 6
040; 930;
1330
250
140
20x25
930;
1330;
1930
350
145
30x30
70
Метри-
ческий
80
1120;
2520
400
200
30x40
1А64
800
450
165
1000
600
166
1250
900
_
2800
2800;
5000
6300
1-120
0,5-30
80
Морзе 6
2800
620
240
2800;
5000
640
280
45x45
Метри-
ческий
100
5850
720
300
40x60
Продолжение табл. 10
Наименование
показателей
Конус Морзе отверстия
Наибольшее перемещение
ииноли
Наибольшее поперечное
смещение бабки ....
Число ступеней оборотов
шпинделя
Число оборотов шпинде-
ля в минуту
Число ступеней подач
суппорта
Подача суппорта в мм/об:
продольная
Мощность главного элек-
тродвигателя в кет . .
Габаритные размеры:
Бес в кг
Оптовая цена в руб. . .
1603
1ВОЗВ
1Е604
1604
2
5о
±6
70
±8
Бесступенчатое регу-
лирование
56-3150
44—3000
Бесступенчатая
0,01-0,3
14-190
мм/мин
Ручная
14
1080
570
1170
550
520
3740
5000
1230
525
1180
525
3000
1310
690
1280
565
2250
2000
1И611П
3
85
±10
21
20—2000
25
0,022—6
0,011-3
3
1770
970
1300
1120
2750
Показатели по
1M6I
100
±12
24
12,5-1600
24
0,08-1.9
0.04^0.95
2090;
2380
1093
1450
1300;
1375
1650;
1800
1А616
1А616П
4
120
±10
21
9-1800
16
0.065-
0,91
0.065-
0,91
4
2135
1225
1220
1500
1610
1910
моделям станков
1К62
1К62Б
1К625
1М63
1А64
165
5
200
±15
23
12,5—2000
42
0,07-4,16
0.035-2,08
7,5-10
2522;
2812;
3212
1166
1324
2080—2290
2000—2600
10
2812;
3212;
3812
1216
1349
2310—2635
2570—3130
240
±10
22
10-1250
44
0,064—
1,025
0,026-
0,378
13
4950
1690
1420
3427;
5000
4000;
5900
166
6
300
±25
24
7,1-750
5-500
32
0,2—3,05
0,07-1,04
17
5825
20
1660
1170
7870
22
5825;
8050
10
1 760
12 500;
15 650
8 580;
9 700
±15
12
5—214
64
0,2—6.86
0,07—2,33
30
10100
2 320
2 000
24 300
18 200
Примечания: 1. Станки мод. 1603, 1Е604, 1604, 1И611П, 1К62Б — повышенной точности, а мод. 1603В — особо высо-
кой точности. 2. Кроме указанных в таблице, выпускаются токарно-винторезные станки следующих моделей: 1П611, 1П61 с ана-
логичными характеристиками мод. 1И611П и 1М61, а также станок особо высокой точности мод. 1В616.
g
11. Токарио-копиропалт.пые многорезцовые полуавтоматы
Размеры в мм
Наименование показателей
Наибольший диаметр обрабатываемой детали:
Наибольшая длина обрабатываемой детали
Число ступеней оборотов шпинделя
Число ступеней подач копировального суппорта ....
Продольная подача копировального суппорта в мм/об
Подача в мм/мин:
Мощность электродвигателя привода главного движения
Габаритные размеры:
Оптовая цепа в руб
Показатели до моделям
1708
320
200
500
1713
400
250
700
11
160-1600
8
125-1250
•13
0,003-1,6
-
10
2325
1 258
1 930
3 500
10 000
-
22
2 792
1415
2 100
4 600
11 000
1Б732
610
320
1000; U00;
2000
56-990
станков
1712
410
180
500
12
162-2040
Бесступенчатое
регулирование
1722
490
230
800
14
71-1410
-
-
20-450
10-240
55
3670- ЗД70;
4670
1800
2515
10 000; 11 500;
12 500
20—700
15-400
10
2465
1213
1900
3800
5210
18—400
22
3000
1436
2130
5500
5870
СВЕРЛИЛЬНЫЕ И РАСТОЧНЫЕ СТАНКИ
12. Вертикально-сверлильные станки
Размеры в мм
Наименование показателей
Наибольший условный диаметр сверления ....
Размеры рабочей поверхности стола
Расстояния:
от торца шпинделя до поверхности стола . . .
от торца шпинделя до поверхности фундамент-
ной плиты
от оси шпинделя до стойки (вылет шпинделя)
Наибольшие:
вертикальное перемещение стола
вертикальное перемещение сверлильной голов-
ход шпинделя
Конус Морзе отверстия шпинделя
Число ступеней оборотов шпинделя
Число оборотов шпинделя в минуту
Число ступеней механических подач шпинделя
Подача шпинделя в мм/об .
Крутящий момент на шпинделе кГ • см
Мощность главного электродвигателя в кет . . .
Габаритные размеры:
длина
Оптовая цена в руб
2Н103П
2В103П
3
140x140
35—175
35-175
100
100
40
—
2Н106П
2В106П
6
200x200
50—250
50-250
125
130
70
1а
Показатели по моделям станков
2Н112П
2ВП2П
12
250x250
70—420
70-420
160
250
100
2а
7/10
2000—16000
1000-8000
500—4000
Ручная подача
-
0,27/0,47
480
за)
570
45
200
250
0,4/0,6
560
405
645
80
240
0,6
785
465
805
120
400
2Н118
18
360x320
0-650
200
350
300
150
2
9
180—2800
6
0,1-0,56
560
880
1,5
870
590
2080
450
870
2Н125
25
400x450
60—700
690-1060
250
270
2Н135
35
450x500
30—750
750—1170
300
170
200
3
250
4
2Н150
50
500X560
0-800
700-1250
350
360
250
300
5
2170
75
630x750
100^950
900-1400
400
350
500
6
12
45—2000
31,5-1400
0,1-1,6
900
2500
2,2
ИЗО
805
22Э0
980
1650
1500
4000
4
1245
815
2690
1350
1060
22,4—1000
12
0,05-2,24
2350
8000
7,5
1353
890
3090
2000
2000
22-1018
Э
0,15-3,2
4 000
25 000
10
1630
1220
3445
3750
3280
Примечание. Станки с условным диаметром сверления 3,6 и 12 мм — настольно-сверлильные.
13. Радиально-сверлильные с
Размеры в мм
Наименование показателей
Наибольший условный диаметр сверления
Диаметр круга, описываемого при вращении рукава
его конппм
Расстояния:
от оси до колонны (вылет шпинделя)
от нижнего торца вертикального шпинделя до ра-
бочей поверхности фундаментной плиты (до пола)
Наибольшее горизонтальное перемещение сверлиль-
ной головки по рукаву (по станине)
Наибольшее вертикальное перемещение рукава по ко-
лоине
Конус Морзе отверстия шпинделя
Диаметр стакана шпинделя
Наибольшее вертикальное перемещение шпинделя . .
Число ступеней оборотов шпинделя
Число оборотов шпинделя в минуту
Число ступеней механических подач
Подача шпинделя в мм/об - . . .
Наибольшее усилие подачи в кг
Мощность электродвигателя привода главного движе-
ния в кет
Габаритные размеры:
длина .....
высота
Вес в кг
Оптовая цена в руб
Показатели по моделям станков
2М53
2Н53
35
325-1250
400—1400
925
700
4
—
300
12
50—2240
25—2500
2Н55
50
4370
410-1600
450—1600
1190
800
5
90
350
21
20-2000
12
0,04—1.8
3,0
2175
2250
1025
~т
2900
3070
2900
3400
0,056—2,5
2000
4
2G70
1000
3320
4100
4590
2М57
75
5690
500—2000
450-1800
1500
900
2М58
100
8500
500—3150
500—2500
2650
1500
6
110
450
125
500
22
12,5-1600
10—1250
18
0.063-3,15
3200 5000
7,Ь
3 620
1 550
3 875
9 500
10 780
13
4 850
1 730
'i 910
18 000
11 170
2Е52
25
1120
325—852
0-900
500
890
3
2Ш55
50
1800
1600
A50-1800)
A600)
5
2Ш57
75
2540
2240
A00-2360)
A600)
6
130
8
56-1400
3
0,1—0,2
500
2,2
1750
750
1900
1030
1140
Примечание. Станки мод. 2Е52, 2Ц155 и 2Ш57 — переносные тирокоуниверсальные (с поворотной
400
21
10—1000
0,1-
4
ЗЭ20
1650
3550
8000
^оловкой).
600
22
625-800
i
-1,12
7
4 780
2 460
4 795
18 250
24
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
14. Коордннатно-расточные одностоечные
Размеры
Наименование показателей
Размеры рабочей поверхности стопа
(ширина х длина)
Точность:
расстояния между осями рас-
точенных отверстий
диаметра (овальность) расто-
ченных отверстий
установки координат
установки стола по угловым
координатам в сек
Наибольший вес обрабатываемой
детали в кг
Наибольший диаметр сверления . .
Наибольший диаметр растачивания
Наибольшее перемещение стола:
продольное
поперечное
Расстояния:
от торца шпинделя до поверх-
ности стола
от оси шпинделя до стойки
(вылет) ,
Конус отверстия шпинделя
Наибольшее перемещение шпинделя
» перемещение шпиндель-
ной бабки
Число ступеней оборотов шпинделя
Число оборотов шпинделя в минуту
Число ступеней подач шпинделя . .
Подача шпинделя в мм/об
Число ступеней подач стола ....
Подача стола в мм/мин
Скорость быстрого перемещения
стола в мм/мин
Мощность электродвигателя глав-
ного привода в кет
Габаритные размеры:
длина
высота
Вес в кг
Оптовая цена в руб
Примечание. Станки мод.
Показатели
2400
Ф140
0,004
0,002
2410
2411
200 К 360
0,005
0,0025
0,003
12
15
4
12
125
100
45-180
120
55
8
40
250
0,0025
2421
2Б420
250 X 450
0,004
0,001
0,002
6
100
0,002
0,003
12
70
12
80
250
160
5-330
75—320
220
Морзе 1
45
90
65
200
180
55
320
200
75-400
280
250
Морзе 2
100
200
Бесступенчатое регулирование
250-3500
1
0,025
25—3000
-
0,03—0,06
135—3000
135—3000
з
0,015-0,06
-
0,245
870
745
1590
848
4640
1
1938 715 1 790
1330
1800
1245
8200
1660
1900
1 590
10 000
1050
2 220
1 365
16 000
220
9
46-2880
0,02-0,18
8
20-480
1200
0,75/0,9/
/1,2
1475
1 360
2 060
2 216
13 000
2У430 И 2444 — вертикально-расточные одностоечные
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
25
станки особо высокой точности
в мм
по моделям
2А430
280X560
станков
2В430
2431
320X560
0,006
0,003
0,004
16
150
и
60
0,002
0,003
12
200
80
0,005
0,002
6
250
18
120
400
250
100-425
310
100—500
320
120—500
360
Морзе 3
150
175
6
145-2900
250
9
46—2880
230
2В440А
400X800
2А450
630X1100
0,006
0,004
10
320
25
0,003
0,004
2Д450
630X1120
0,008
0,004
0,006
5
600
40
30
250
710
400 ¦
125-585
500
1000
630
250—750
200—800
710
Специальный
210
250
250
2У430
250X450
0,02
0,004
0,012
2444
400X710
0,016
0,003
0,006
—
—
16
70
400
250
90—415
310
Морзе 2
270
330
Бесступенчатое регулирование
75—3000
6
0,025-0,25
3
28-135
1100
0,8/1,8/2
1340
1500
2025
2330
7130
0,04—0,4
2 диап.
14,5-145
1610
1,1/1,3/1,7
1800
1440
2 250
2 560
14 500
0,02-0.2
50—2000
Бесступенчатое регулирование
0,03-0,16.
4-300
мм/мин
Бесступенчатое регулирование
22-600
1345
1,5
1900
1445
2 435
3 500
22 800
16-320
800
2 520
2195
2 385
3 540
18 330
30-200
1200
2
2 670
3 305
2 660
7 300
20 930
30-300
1500
2,2
3 305
2 705
2 800
9 100
29 495
150
175
6
96—2800
6
0,025-0,25
-
0.8/1,8/2
1280
1220
1730
1500
4410
350
30
160
630
400
120-630
490
Специальный
200
280
-
50-2000
-
5-500
-
20-500
1200
4,5
2 220
2 418
2 420
3 700
19 000
_ с координатным столом, повышенной точности.
15. Коордпнатно-расточные двуетоечные станки
Размеры в мм
Наименование показателей
Размеры рабочей поверхности етола
Наибольший вес обрабатываемой детали в кг
Наибольший диаметр сверления
Наибольший диаметр растачивания
Точность:
расстояния между осями расточенных отверстий . . .
диаметра расточенных отверстий (округлость)
установки координат
Постоянство диаметра в поперечном и продольном
направлениях
Наибольшее расстояние от торца шпинделя до поверх-
ности стола
Расстояние между стойками
Наибольшие перемещения:
стола
поперечины
гильзы шпинделя
Конус, шпинделя
Число оборотов шпинделя в минуту
Подача шпиндельных головок и стола в мм/мин
Мощность электродвигателя главного привода в кет . .
Габаритные размеры:
длина
ширина
высота
Вес в кг
Оптовая цена в руб
2А435
400X560
300
150
0.0016
"о ,ооз
630
400
500
480
150
45—2000
1,5
1870
1 720
2 295
2 000
23 870
Показатели
2А445
500X710
-
20
170
0,006
0,002
0,004
0,004
710
800
500
630
500
180
Морзе № 4
2200
10—300
2,8
2 010
1 760
2 285
3 000
80 000
по моделял
2455
630x900
40
800
1000
630
800
220
40-2000
40—2000
2,5-500
4,5
2 910
2 240
2 680
7 000
50 000
i станков
2В460
1000X1600
1500
—
250
0,015
0,008 |
0.006
1000
1400
1000
1400
360
Специальный
1260—2000
4-630
2,8
5 14')
4 110
3 770
20 000
102 560
2А470
1400X2240
2000
40
0,012
0,010
1400
2000
1400
2000
900
360
Морзе № 4
20-2000
0,8-630
3,9/2,6
6 570
5 023
4 710
.46 000
106 000
16. Горизонтально-расточные станки
Размеры в мм
Наименование показателей
Тип компоновки станка
Размеры рабочей поверхности
стола (ширина X длина) . . .
Диаметр выдвижного шпинделя
Конус отверстия шпинделя . . .
Наибольший вес обрабатывае-
мого изделия в кг
Перемещения:
шпиндельной бабки:
вертикальное
выдвижного шпинделя про-
дольное
радиального суппорта ....
стола:
поперечное
передней стойки:
продольное
поперечное
Число оборотов в минуту:
выдвижного пшинделя ....
планшайбы
Подача в мм/мин:
выдвижного шпинделя ....
шпиндельной бабки
Показатели по моделям станков
2Л61'(
2615
2620В
2620Е
2В22В
2622П
А
800X1000
80
1120X1300
90
Морзе 5
1000
800
2000
ПО
Морзе 6
2000
1500
1000
2А635
2В635
2Б635
2Г635
_\_
А — без задней
стойки
1600X1250
125
80
1250X1600
160
100
4000
1400
_
500
120
1000
800
710
170
—
1090
1000
1000
300
—
1600
1400
—
20-1600
12,5—2000
8—200
—
2,2—1760
1,4—1110
8—1255
5-315
3,2—1000
—
2 800
2654
В
1600X2000
150
Метри
80
-
2650
2651
В
1800X2500
160
200
1ескии
100
120
1200
2000
600
1240
240
1800
—
7,5—950
3,75-192
2—1500
1—750
2Б660
Б
2А680
В
E000X8100)
220
140
3000
1800
500
320
200
5000
2500
600
—
3200
4—800
2,5—160
1,25—1250
0,8—S00
600
800
«000
1—610
1-135
1—400
3—1200
0,5—250
0,5—71
0,5—300
2-1200
Продолжение табл. IB
Наименование показателей
стола (продольная и попе-
речная)
радиального суппорта ....
передней стойки (вдоль х
Мощность электродвигателя при-
вода главного движения в кет
Габаритные размеры:
Оптовая цена в руб
Показатели по моделям станков
2ЛЙ14
2615
2В20В
2620Е
2622В
2622П
1,4—1110
0,89—710
0,88—700
-
9
4 300
2 735
2 490
7 000
12 450
12 130
-
10
5 700
3 200
3 000
12 500
24 690
27 000
5 700
5 900
3 200
3 000
12 500
12 250
24 850
2А635
2В635
2БГ.35
2Г«35
2—800
2—800
-
14
7 500
6 845
3 515
3 930
28 820
26 650
33 010
7 500
6 645
3 515
3 930
27 900
25 630
31530
2654
1—750
0,5—375
1—750
17
10 700
5 900
6 000
41800
2650
2u5l
0.8—800
0,5—315
25
12 000
8 900
6 600
68 000
90 000
2Б060
2А680
1—400
1—400 х
X 3-1200
55
11500
11280
7 800
141000
207 440
0,5—300
0.5—250 X
X 2—1200
100
14 450
12 600
11 100
2G260
345 130
При м е ч а н и я: 1. По ГОСТу 7058—68* горизонтальные станки общего назначения изготовляются следующих типов: тип
А — с неподвижной передней стойкой и поворотным столом, имеющим продольное и поперечное относительно оси выдвижного
шпинделя перемещения; тип Б ¦— с продольно-подвижной передней стойкой и столом, перемещающимся перпендикулярно оси
шпинделя; тип В — с поперечно-подвижной передней стойкой, неподвижной плитой и с дополнительным перемещением передней
стойки или шпиндельной бабки, или пиноли, или с сочетанием этих узлов, или без дополнительных продольных перемещений.
Станки одного типоразмера изготовляются со шпиндельной бабкой с выдвижным шпинделем и радиальным суппортом на встроенной
планшайбе или с выдвижным шпинделем без радиального суппорта.
2. Станки типов А и Б имеют продольно переставляемые задние стойки с регулируемыми по высоте люнетами. Станки
типа В имеют съемную поперечно переставляемую заднюю стойку с регулируемым по высоте люнетом.
3. Кроме станков, указанных в таблице, выпускаются разновидности станков мод. 2620В, 2622В : 2620Г и 2622Г — без задней
стойки и с укороченной станиной; мод. 2620Д и 2622Д — с увеличенным столом A260 X 1400 и 1250 X 1600) для обработки круп-
ногабаритных корпусных деталей весом до 4000 кг; мод. 2622К — переносный, типа В.-
4. Станки мод. 2620В и 2622В — с навесными оптическими устройствами, а станок мод. 2620Е — с оптическими устрой-
ствами (для измереняй координат перемещений передней шпиндельной бабки, люнета задней стойки, стола в поперечном направ-
лении). Точность установки координат на станках: 0,025 мм на длине 100 мм и 0,07 мм на длине 1000 мм. Точность обработки
изделий на станках: овальность отверстия диаметром 150 мм, расточенного закрепленным в шпинделе резцом, 0,02 мм; конусность
отверстия диаметром 150 мм — 0,02 мм на длине 200 мм и 0,03 мм на длине 300 мм; параллельность осей отверстий на образцах,
растачиваемых при подаче шпинделя, 0,03 мм на длине 300 мм. Чистота обрабатываемого изделия V 6. Станок мод. 2622П — по-
вышепной точности.
5. На станках мод. 2620В, 2620Е, 2620Г и 2620Д можно нарезать метрическую и дюймовую резьбы при подаче шпинделя или
стола. На станках мод. 2622В, 2622П, 2622Г, 2622Д, 2622К, 2Б660 и 2А680 можно нарезать резьбу при подаче шпинделя.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
29
17. Горизонтальные алмазно-расточные станки
Размеры в мм
Найме новаяие показателей
Размеры рабочей поверхности стопа
(ширина X длина)
Диаметр растачиваемого отверстия
Наибольшее количество шпиндель-
ных головок, устанавливаемых на
мостике по типоразмерам:
I
It
Ш
IV
Наименьшие расстояния от оси
шпинделя до поверхности стола
(в зависимости от типоразмера
шпиндельной головки)
Наибольшие расстояния между
осями одинаковых головок по
типоразмерам:
1
II
Ш
IV
Наибольший ход стола
Количество Т-образных пазов на
столе
Ширина калибровочного паза стола
Расстояние между пазами
Наибольшее число оборотов шпин-
деля в минуту по типоразмерам:
I .... ...
II
III . . .
IV
Показатели по моделям станков
2705
2708
270ВВ
320X500
2712
2712В
2712А
2731
500x710
8—200
235—275
240
280
3
2
2
1
235—275
225—265
V3
3/2
3/2
2/1
310—350
300—340
140
170
200
260
450
710
3
18А
18А
18А
110
5000
3150
2000
1250
50x200
—¦
350
—
630
7
14А
70
150
150
560
3
18А
140
-
30
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
Продолжение табл. 17
Наименование показателей
Показатели по моделям станков
2705
2706
2706 В
2712
2712В
2712А
2731В
Подача стола (гидравлическая)
в мм/мин
Скорость быстрого перемещения
стола в м/мин
Мощность электродвигателя шпин-
дельных головок в кет
Габаритные размеры:
станка:
длина
ширина
высота .
шкафопульта:
длина
ширина
высота
Вес станка со шкафопультом в кг
10—500
2,5
3,5
3,5
5
3—200
1,2
1,5—5,5
1600
1100
1500
600
640
1100
2150
2040
1950
1100
1300
1500
Пбб
600
500
640
E40
1100
1200
2650
2915
2500
1356
640
1500
1200
600
500
640
40
1300
1200
4250
4350
3900
1900
1500
10—500
3,5
2,2
3210
2110
1950
4700
4150
Примечания: 1. Станки мод. 2705, 2706 и 2712—повышенной точности,
мод 2706В, 2712В и 2731В — высокой точности.
2. Станок мод. 2712А — особо высокой точности, обеспечивает: непостоянство диа-
метра в любом сечении 0,004 мм на длине 50 ли»; несоосность расточенных отверстий
относительно общей оси не более 0,003 мм для диаметра 120 мм и 0,004 мм для диаметра
до 200 мм на длине 100 мм; неперпендикулярность подрезанных торцов к оси расточен-
ных отверстий 0,005 хм на длине 100 мм; чистота расточенных отверстий и подрезанных
торцов V 6 — V 7 при обработке чугунных и стальных деталей и \/8 — V И — при
обработке деталей из цветных металлов.
3. Станки мод. 2705 и 2731 — односторонние, а остальные — двусторонние.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
31
18. Алмазно-расточные вертикальные станки повышенной точности
Размеры в мм
Наименование показателей
Показатели по моделям станков
278
2А78
2А78Н
278Н
278Л
278К
Размеры рабочей поверхности стола
(ширина х длина)
Наибольший диаметр сверления
в сплошном материале
Диаметр растачиваемого отверстия
Наибольшая длина растачиваемого
отверстия:
универсальным шпинделем . . .
шпинделем диаметром:
48
62
78
120 ...
Перемещение стола:
продольное
поперечное
Диаметр сменного шпинделя ....
Расстояние от торца шпинделя до
поверхности стола
Расстояние от оси шпинделя до
шпиндельной бабки
Расстояние от оси шпинделя до
направляющих колонны
Наибольшее перемещение бабки . .
Число ступеней оборотов шпинделя
Число оборотов шпинделя в минуту
Число ступеней подач
Подача в мм/об:
шпинделя
стола
Мощность электродвигателя при-
вода главного движения в кет
Габаритные размеры станка:
длина
ширина
высота . ,
Вес в кг
Оптовая цена в руб
500X1000
500x1250
65-165
185
300
410
400
50
62; 78; 120
30—580
270
340
6
О—450
2700
1405
2000
2250
1930
25
27-200
150—200
185
210—300
350-410
500x1200
65—165
185
300
410
800
150
Неподвижный
Й; 78; 120
25—525
280
350
62; 78; 120
30—580
270
340
500x1000
18
20—200
150—200
185
2 IP—300
350—410
800
340
48; 78; 120
25-525
280
550
12
26—1200
6
80—450
12
2ti—1200
0,05—0 2
1,7/2,3
2500
1500
2135
2300
4960
1250
1350
2055
2000
1470
1200
1200
1180
2000
1750
1850
1450
1260
1380
0,08—0.32
1,7/2,3
2500
1700
2440
2840
Примечание. Станки мод. 2А78Н, 278Н и 278Л — с неподвижным сто-
лом; мод. 278Л — облегченного типа.
ШЛИФОВАЛЬНЫЕ И ПРОШИВОЧНЫЕ СТАНКИ
19. Универсальные круглошлифовальные станки
Размеры в мм
Наименование показателей
Наибольший диаметр обрабатываемой де-
Наиболыпая длина обрабатываемой детали
Высота центров над столом
Диаметр шлифования:
внутреннего
Наибольшая длина шлифования:
наружного
внутреннего ...
Наибольшее продольное перемещение стола
Наибольший автоматический ход стола .
Наибольший угол поворота стола в град
Пределы скорости перемещения стола
в м/мин
Число оборотов в минуту шпинделя перед-
ней бабки
Конус Морзе отверстий шпинделя перед-
ней бабки и пиноли задней бабки , . .
Наибольший угол поворота передней
бабки к град
Диаметр шлифовального круга:
для наружного шлифования ......
для внутреннего шлифования
ЗА10П
75
2—15
8-15
140
30
-
±7
0,042—2
100—800
1
160—200
7-14
Показатели по
ЗВ10
100
150
80
1—15
3—15
150
15
180
2
+6;
0,025—1,25
100—1000
2
+30
170-200
2,8—14
ЗВ12
150
8—200
25—50
—7
0,1—5
78—780
3
+90; —30
200—300
17—40
моделям станков
500
450
75
550
4
ЗЕ12
120
10—60
20-40
±6
0,03—2 .
100—1000
4
250—350
8—32
ЗА130
3131
280
700
1400
8—280
30—100
630
1250
100
675
1290
15
±11
0,1—G
50—400
+90;
260—350
20—30
3140
ЗА 141
400
1000
2000
8—400
30—200
900
1800
105
920
1820
+3; —8
+2; —6
0.1—4
40—375
5
-30
280—400
20—50
Продолжение табл. 19
Наименование показателей
Показатели по моделям станков
ЗА10П
20
6—16
-
0,001
±90
3 340
36 000
-
0,75
745
670
1500
850
4 940
3BI0
10-20
5-10
60
0,0005
+30; —45
2 800
72 000
0,02—0,2
0,6
860
1 200
1 400
1 400
16 000
ЗБ12
¦50
20—32
НО
Ж12
25
10—25
125
0.002
+
2 250
16 750
-
1 930
24 000; 48 000
0.02—0,2
3
2 600
1 750
1 750
3 000
6 260
2 300
1 640
1 400
2 500
26 800
ЗА 130
3131
3140
ЗА141
40
16
286
0,0025/0,01
90
1 880/2 100
10 000
0,0025—0,04
к
3 060
4 990
2 000
1 650
3 780
4 600
6 590
6 850
32
300
0,0025/0,02
1 650 /1 980
7 000/10 000
0,0025—0,08
4 480
5 950
2 070
1675
6 400
7 700
8 330
9 000
Высота шлифовального круга:
для наружного шлифования
для внутреннего шлифования ....
Наибольшее перемещение шлифовальной
бабки
Перемещение на одно деление лимба . .
Наибольший угол поворота шлифовальной
бабки в град
Число оборотов шлифовального круга
в минуту:
при наружном шлифовании
при внутреннем шлифовании
Подача (врезная) шлифавальной бабки
при реверсировании стола
Мощность электродвигателя главного
движения в кет
Габаритные размеры:
длина
ширина
высота
Вес в кг
Оптовая цена в руб
Примечания: 1. Станок мод. ЗБ10 — особо высокой точности. Отклонение обработанных на нем деталей по геометри-
ческой форме не превышает 0,001 мм при шероховатости V 11 —V 12.
2. Станок мод. ЗЕ12 — особо высокой точности. Обесвечнвает течнесть и чистоту обработки по наружному диаметру изде-
лия: отклонение от заданного размера в партии не более 0,0015 мм; постоянство диаметра в поперечном сечении не более
0,001 мм; ностоянство диаметра в любом сечении не более 0,&82 мм; некругдеоть не более 0,0006 мм; шероховатость пвверкио-
ети ив ниже V 12. По внутреннему диаметру изделия — нвкруглость не белее 0,001 мм, постоянство диаметра в поперечном
сечении не более 0,001 мм, постоянство диаметра в любом сечении не более 0,002 мм, шероховатость поверхности не ниже V И.
Толчковая микроподача — в пределах 0,0001—0,0005 мм.
20. Круглошлифовальные станки
Размеры в мм
Наименование показателей
Наибольший ди.'ниетр обрабатываемой
детали
Наибольшая длина обрабатываемой детали
Высота центров над столом
Наибольший диаметр шлифования ....
Наибольшая длина шлифования
Наибольшее продольное перемещение стола
Скорость перемещения стола в м/мин . . .
Наибольший угол поворота стола в град
Число оборотов изделия в минуту ....
Конус центра: передней бабки
» » задней бабки
Диаметр шлифовального круга
Высота шлифовального круга ......
Показатели по моделям станков
ЗБ153
ЗБ153У
ЗЕ153
НО
500
80
120
50
450
550
0,1—5
+6; -7
80—800
Морзе 3
30
0,03-2
+ 6
84-840
ЗВ151
ЗБ151П
ЗА151
200
700
110
180
630
650
ЗБ161
ЗА161
280
1000
150
250
900
920
0,1—6
+3; —10
+3; —8
G3—400
Морзе 4
25
400
50
25
35
450—600
600
63
ЗА164В
ЗА 172
400
1400
2000
210
360
1250
то
1250
Шю
0,1—5
+2; —5
30—180
Морзе 6
65
750
500—750
ЗА172Б
ЗА172
560
2800
ибо
300
500
2500
3550
2800
4200
0,1—2,5
±6
9—90
Метр. 8
Метр. 80
60С
ЗА174Б
3AI74
800
4000
6000
410
710
3550
6000
3800
ёш
0,1-2,5
± 5
±~4
8—80
Метр. 100
100
—750
75
Продолжение табл. 20
Наименование показателей
Показатели по моделям станков
ЗВ153
ЗБ153У
3EI53
ЗБ151
ЗБ1МП
ЗА 151
ЗБ161
3A1G1
ЗА164Б
ЗА 164
ЗА172Б
ЗА172
ЗА 174В
ЗА 174
Диаметр отверстия шлифовального круга
Число оборотов шлифовального круга
в минуту
Наибольшее поперечное перемещение
Быстрый подвод шлифовальной бабки . .
Периодическая подача
Врезная подача в мм/мин
Мощность электродвигателя главного
движения в кет ¦.
Габаритные размеры:
длина
ширина
высота
Вес в кг
Оптовая цена в руб
203
1620
НО
40
0,002-0,024
5,5
2650
1755
1750
3000
6700
5500
127
1 600
125
25
0,02—0,:
3,0
2 300
1 640
1 300
2 870
18 440
305
1500—1100
200
1100
290
50
890
1300—890
250
1100-890
200
100
0,0025 '
0,0025—0,04
-
7,5
3100
4100
2100
1500
4200
5500
9300
5720
1560
4500
5530
5960
13
2 550
1 585
9 300
И »00
9 690
25
9 840
12 480
3 700
3 500
1 850
20 000
12 450
16 580
3 900
2 070
24 000
30 400
29 450
32 260
Примечания: 1. Станки мод. ЗБ153, ЗА151 и ЗА161 — полуавтоматы, предназначены для шлифования цилиндриче-
ских и пологих конических поверхностей изделий. При врезном шлифовании станки могут работать по полуавтоматическому
циклу до жесткого упора или с применением прибора активного контроля шлифуемого изделия.
2. Станок мод. ЗБ151П — повышенной точности, обеспечивает получение изделий по 1-му классу точности. Овальность
обработанной поверхности в пределах 0,0025 мм, конусность — 0,004 на 400 мм; чистота обработанной поверхности V 9
при продольном шлифовании и V 8 при врезном шлифовании.
3. Станок мод. ЗЕ153 — особо высокой точности, обеспечивает следующую точность обработки: овальность не более 0,001 мм;
некруглость не более 0,0006 мм; постоянство диаметра в продольном сечении 0,002 мм на длине 500 мм и в любом поперечном
сечении — не более 0J001 мм. Чистота обработанной поверхности V 12.
21. Бесцентрово-шлифовальные полуавтоматы
Размеры в мм
ё
Наименование показателей
Размеры шлифовального круга:
Размеры ведущего круга:
Число оборотов в минуту,
шлифовального круга
Мощность электродвигателя главного
Габаритные размеры:
длина . . , .
ЗД180
0,2—12
150—200
50
125—150
50
3325
30 -300
1,5
1560
1215
1525
1476
4820
ЗГ182
170—250
1910—272(
19-280
5
1800
1480
1365
2467
4140
Показатели i
ЗВ182
0,8—25
250—350
150
200—250
150
1890
15—150
5,5
3 290
2 045
1625
5 866
12 300
зо моделям станков
ЗА184
3-75
400—500
200
260—300
200
1337; 1910
3185
10-150
480—600
250
300—350
250
1086; 1566
10—130
13
3510
2200
1910
5670
10400
Примечания: 1. Полуавтоматы мод. ЗД180 и ЗА184 — высокой точности, а мод. ЗВ182 —
2. Бесцентровый доводочный полуавтомат мод. 3867 предназначен для шлифования и Доводки
изделий цилиндрической формы в условиях крупносерийного и массового производства. Изделия
продольной подачи на проход, при этом достигается шероховатость поверхности 8—10-го класса по
22
4 030
3 270
1 910
8 567
14 650
3867
6—75
-
560
162
125-310
22—315
5,5/6,5
2600
1800
1900
6500
особо высокой точности,
наружных поверхностей
обрабатываются методом
ГОСТу 2789—59.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
37
22. Внутришлифовальные станки
Размеры в мм
Наименование
показателей
Диаметр шлифуемых от-
верстий
Наибольшие:
длина шлифуемых от-
верстий
диаметр обрабатывае-
мой детали
ход стола
угол поворота бабки
детали в град ....
поперечное перемеще-
ние бабки детали
перемещение шлифо-
вальной бабки от ну-
левого положения:
вперед
назад
поперечное перемеще-
ние шлифовального
круга от гидропривода
диаметр и высота шлифо-
вального круга . . .
Число оборотов в ми-
нуту:
шпинделя бабки дета-
шлифовального шпин-
Прерывистая поперечная
подача шлифовального
круга на каждый ход
стола
Скорость перемещения
стола в м/мин:
при шлифовании . . .
при быстром продольном
подводе и отводе . .
ири правке
Число оборотов торце-
шлифовального шпин-
деля в минуту ....
Мощность электродвига-
теля привода шлифо-
вального круга в кет
Габаритные размеры:
длина
высота
Вес в кг
Оптовая цена в руб. . .
Показатели по моделям станков
32251]
ЗА225
6—25
50
160
ЗА227
ЗА227П
20—100
125
400
-
ЗА228
ЗА228П
50—200
200
560
500
ЗА229
100—400
320
800
ЗА230
200—800
500
1100
800
ЗА228Б
50—125
160
300
450
30
-
500—1500
600—2400
36 000
25000—80000
180—1200
8 400-
18 550
—
0.25—5,5 0.4—10
-
1,1
2260
1500
1600
1760
7600
3,0
2500
1490
1650
3100
6500
9550
200
60
300
100
320
150
ЗА229Б
100—250
200
400
550
24
200
60
100
10
1,5
150
85—600
4 500-
14 800
1.8
200
40—250
3350—
7000
0.001
1,5—8
10,5—12
0,1—2
4600
5,5
3360
1600
1930
4975
8530
9000
350X1U0
10—100
1890—
3350
0,001—
0,004
1,06
8
0,04—
1,5
1,5
110X63
10—700
6 580—
14 600
0,001-
1,5-
10,5-
0,1-
200X100
50-425
3350—
7250
-0,008
-8
-12
-2
-
7,5
4075
1900
1740
5500
9530
13,0
4 900
3 120
2120
14 524
4,0
3000
1570
1450
4350
7,5
3400
1800
1630
5300
—
Примечание. Станки мод. ЗА228Б и ЗА229В — полуавтоматы. В них при-
менена система активного контроля.
38
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
23. Шлицешлифовальные станки
Размеры в мм
Наименование показателей
Показатели по моделям станков
3450
3451
3451В
3451В
3451Г
ЗП451
Наружный диаметр шлифуе-
мых валов
Длина шлифуемых валов
Наибольшая длина шлифо
вания
Расстояние от оси шпин-
деля до рабочей поверх-
ности стола ...
Наименьшее расстояние от
острия центра делитель-
ного механизма до оси
шлифовального круга (при
диаметре шлифовального
круга 200)
Размеры рабочей поверх-
ности стола (ширина х
X длина)
Продольное гидравлическое
перемещение стола . . . .
Конус отверстия переднего
конца шпинделя
Конус отверстия пиноли
задней бабки
Диаметр и высота шлифо-
вального круга
Число оборотов шлифоваль-
ного круга в минуту . . .
Автоматическая подача кру-
га в мм/об
Ручная толчковая подача
круга
Скорость быстрого переме-
щения каретки в мм/мин
Скорость перемещения стола
в м/мин
Мощность электродвигателя
привода шлифовального
круга в кет
Габаритные размеры:
длина
ширина
высота
Вес в кг
Оптовая цена в руб.
11—56
200—500
350
250х 1345
200X600
1: 7
Морзе 2
F0—150) X16
4500; 6300; 7400
2,2
2623
4035
12 608
25—125
200-500
200—1000
350
850
200—1500
200—2000
1350
1850
212—362
150
250X1345
250x1845
200—620
200—1120
250X2345
250X2845
200—1620
200—2030
Морзе 6
Морзе 2
. (90—200) X 30
2800; 4550; 6300
0,005—0,07
0,005
453
1—15
2600
3450
4450
5250
1513
1900
6200
6820
11830
15 200
35—100
200-500
350
250x1345
200—620
2-10
2420
1905
4170
14 400
Примечание. Станок мод. ЗП451 — полуавтомат повышенной точности.
24. Плоскошлифовальные станки с прямоугольным столом
Размеры в мм
Наименование показателей
Размеры рабочей поверхности стола (ширинахдлина) . .
Наибольшая высота шлифуемой детали
Расстояние от оси шпинделя до рабочей поверхности стола .
Продольное перемещение стола
Наибольшие перемещения шлифовальной бабки:
поперечное
Длина и высота шлифовального круга
Диаметр отверстия шлифовального круга
Расположение оси шпинделя
Число оборотов шлифовального круга в минуту
Скорость продольного перемещения стола в м/мин ....
Поперечная подача за каждый ход стола
Вертикальная автоматическая подача шлифовальной
головки
Скорость быстрого перемещении шлифовальной бабки
в м/мин
Мощность электродвигателя привода шлифовального круга
Габаритные размеры:
длина
Примечания: 1. Станки мод. 3701 и 3711 — особе
2. Станки мод. 3722, 3731Б и ЗА732 — полуавтоматы,
3701
125x400
320
85-415
70-500
160
350
200x25
75
ЗБ70В
160x400
350
70-450
500
196
380
200x40
32
Показател!
3711
ЗГ71
200x630
325
85—450
320
80—450
70—710
240
365
250X32
7
235
370
250X25
5
I по моделям станков
ЗБ722
3722
320x1000
400
190—630
300—1050
400
440
450x63
203
ЗБ724
400x2000
500
220—755
300—2050
520
535
E00—
360)X100
305
Горизонтальное
3340
3-25
0,3-15
0,40
2,2
2100
1600
1830
2150
8560
1680—
4550
2—20
0,3—10
0,7
1,1/1,4
1464
1950
1610
1200
8270
2680
3—25
0,3—15
0,4
2740
5—20
0,3—4,2
0,27
2,2
1 860
2 085
1850
2 900
13 550
2580
1550
1960
1950
3100
1460
2-40
1,0-30
0,005
3-30
0,75—75
0,41
10
3410
2020
2290
7100
7300
7320
9350
30
5 660
2 580
2 755
14 950
15 020
3731
3731Б
200X630
320
950
ЗБ732
ЗА732
320x800
400
200—1200
320
25ОХF—
100)
150
415
400хE0—
150)
330
Вертикальное
2900
5—25
0,002—0,05
0,35
5,5
2770
1370
2300
3310
8850
18 020
1460
3-30
0,005—0,1
0,41
14
3550
1760
2290
6500
6990
8770
высокой точности, а мод. ЗБ70В и ЗГ71 — высокой точности,
снабженные приборами активного контроля.
40
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
25. Плоскошлнфовальные станки с круглым столом
Размеры в мм
Наименование показателей
Диаметр стола
Наибольший диаметр шли-
фуемой детали
Наибольшая высота шлифуе-
мой детали
Расстояние от оси торца
шпинделя до поверхности
стола
Наибольшее перемещение:
продольное стола ....
вертикальное шлифоваль-
ной бабки
Вертикальное перемещение
шлифовальной бабки на
одно деление лимба ....
Диаметр и высота шлифо-
вального круга
Расположение оси шпинделя
Число оборотов в минуту:
шлифовального круга . .
стола
Скорость возвратно-поступа-
тельного движения стола
в м/мин
Автоматическая подача шли-
фовальной бабки в мм/мин
Автоматическая вертикаль-
ная подача на двойной
ход стола
Скорость быстрого верти-
кального перемещения
шлифовальной бабки в
м/мин
Мощность электродвигателя
привода шлифовального
круга в кет
Габаритные размеры:
ширина
Вес в кг
Оптовая цена в руб ....
ЗБ740
ЗА 740
400
175
145—355
300
НО
Показатели по
ЗБ741
иоделям станков
ЗБ756
800
200
160—460
50—540
300
0,0025
B30—350) х 40
C25—450) х 63
Горизонтальное
1900
20—200
0,2-5
0,352
0,156
7
2055
1565
1935
3260
3300
8200
11570
1460
2—20
0,1—3
0,0025—0,05
0,32
10
3 180
1970
2 000
5 500
19 090
350
0-355
355
0,01
500хD0-100) '
3772Б
3772В
1000
170
220"
200
270"
0—230
0 380
230
380
500 X D0—150)
Вертикальное
975
5,85-29,8
3,9
0.015-1,5
-
30
2 770
2 305
2 596
7 500
12 490
0.36-1,82
0.05-0,2
0,224
3000
4495
3370
2270
ИЗО
10700
18820
17 040
Примечания: 1. Станок мод. ЗА740 — полуавтомат, снабженный прибором
активного контроля.
2. Станки мод. 3772Б и 3772А — полуавтоматы непрерывного действия с двумя
шлифовальными вертикальными бабками, позволяющими производить черновое и чисто-
вое шлифование за один проход. Перемещение шлифуемых деталей, контроль их разме-
ров, компенсация износа круга, разгрузка деталей и их размагничивание демагнитиза-
тором осуществляются автоматически. Мод. 3772В — с механическим креплением обра-
батываемых деталей.
26. Электроискровые и электроимпульсные копировалыю-прошивочные универсальные станки
Размеры в мм
Наименование показателей
Размеры:
рабочей поверхности стола (ширинах
ванны (ширинахдлина)
Диаметр прошиваемого отверстия ....
Наибольший вес в кг:
устанавливаемого электрода-инстру-
мента (с приспособлением)
устанавливаемой на столе заготовки . .
Расстояние от торца шпинделя до рабо-
чей поверхности стола
Рабочий ход шпинделя
Установочное перемещение инструмен-
тальной головки:
продольное
поперечное
вертикальное
Точность координатных перемещений ин-
Установочное перемещение стола (про-
дольное и поперечное)
Точность координатных перемещений стола
Точность установки стола по угловым
координатам в сек
Показатели по моделям станков
4720
160x200
или ф 160
228x214
0,5—30
1
8
30—2'iO
80
130
120
0.005
30
4В721
200X300
256x410
20-30
3
150—250
100
175
140
4Б722
250x400
300X480
4723
400x500
500X600
'.А 724
630X1000
700X1100
4725
1000x1600
4726
1250x2000
4611
4АШ1
320X485
40ОХ6ОО
-
-
12
120
290—470
180
200
100
25
450
300—500
200
380
250
50
1200
450—700
75/225
4000
250—1150
75/225
9800
410—1310
250
800
400
0.02
500
СМ
0.01
9 ^5
9
0—250
60
100
400
250
300
-
Продолжение табл. 26
Наименование покавателей
Показатели по моделям станков
4720
4В721
4 Б 722
4723
4А724
4725
4726
4611
4А6И
Наибольшая высота уровня рабочей жидко-
сти над поверхностью стола
Объем рабочей жидкости, заливаемой
в емкость станка, в л
Тип регулятора подачи .....
Наибольшая потребная мощность в пет
Частота следования импульсов в кгц , .
„ при черновой
Производительность — ———тт-
при чистовой
ботке в мм'/мин:
медь — сталь (графит — сталь)
медь — твердый сплав
Чистота поверхности
при черновой об ке.
при чистовой
медь — сталь (графит — сталь)
медь — твердый сплав
Габаритные размеры:
длина
ширина
высота
Вес в кг
Оптовая цена в руб
170
Полупро-
воднико-
вый
П.64
8—440
30/3
10/5
V4/V6
V5/V7
720
815
920
685
6020
190
42
Электрон-
ный
1,4
10; 22;
66
30/3
15/5
V4/V6
V5/V7
765
1580
660
15 500
300
420
500
500
1200
700
3500
770
4500
Магнитный полупроводниковый
Электрогидравли-
ческий
13,04 | 32,3 45
0,4; 8; 22 0,1;
1500/6
3500/6
7000/55
0,1; 0.4; 1, 8; 22;
44; 66; 100
A0000)/100
—/V»
1270
1070
2100
1750
16 000
—/V5
1500
1200
2000
2100
?0 000
-/V*
2000
1660
2500
4500
22 000
(-W3
4 500
5 100
3 880
13 500
2100
6300
5 000
5 395
4 640
15 000
20
1153
1450
280
2100
6300
Примечания: 1. Станки мод. 4720 и 4В721 — электроискровые, предназначены для обработки деталей из токопро-
водящих материалов, труднообрабатываемых обычным способом: небольших пресс-форм, вырубных, просечных и гибочных штам-
пов, фильер, сеток, щелей, а также для разрезания заготовок, шлифовальных и гравировальных работ,
2. Станки мод. 4Б722 и 4723 — электроимпульсные копировально-прошивочные, предназначены для обработки сложных
фасонных полостей и отверстий в закаленных, высоколегированных и инструментальных сталях и других токопроводящих мате-
риалов, труднообрабатываемых обычными способами механической обработки, например пресс-формы, штампы и др.
3. Станки мод. 4А724, 4725 и 4726 — электроимггульеные копировально-прошивочные, предназначены для обработки круп-
ных ковочных штампов, пресс-форм, кокилей, лопаток, межлопаточных каналов, а также прошивания фасонных отверстий и по-
лостей в закаленных, высоколегированных и инструментальных сталях, жаропрочных и твердых сплавах.
4. Станок мод. 4611 DА611) — электроимпульсный, предназначен для удаления остатков сломанного инструмента, а также
для обработки фасонных поверхностей и отверстий в деталях, не требующих высокой точности обработки.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
43
27. Ультразвуковые прошивочные станки
Размеры в мм
Наименование показателей
Размеры рабочей поверхности стопа
(ширина х длина)
Диаметр рабочей поверхности стопа . .
Наибольшая глубина обработки:
при рабочем перемещении головки
при рабочем и установочном пере-
мещении головки
Наибольшая площадь обработки в мм'
Наибольшие размеры обрабатываемого
Точность обработки
Координатные перемещения стола:
поперечное
Точность координатных перемещений
стола
Число оборотов в минуту:
ультразвуковой головки
стола ...
Тип генератора УЗГ
Акустическая мощность в пет ....
Наибольшая потребная мощность в кет
Габаритные размеры:
станка
Вес станка с принадлежностями в кг
Показатели по моделям станков
4770У
50X50
4770
125X165
-
5
15
—
20
-
0,05—0,1
310х305х
Х460
26
970
80
4771
4772А
4Б772
250
60
150
180
40x40
До 0,05
100
80
0,05
-0,4/2,2
0,25
1,0
615X325 X
Х445
500X380X
Х500
155
1150
До 0,01
120
100
300
40
180
1200
80X80
г, 0,02
ДооЛ
150
150
4773А
500x500
60
200
3000
looxioo
До 0,02
250
250
0,01
400
13
-0,4/22
0,4
1,5
520X670X
Х460
1200 X
Х700Х
Х1875
350
8000
_
6
-1,6/22ДЛ
1,6
4,5
9,0
530х650X
Х1280
1300Х
Х1050Х
Х2080
1500
1800
880
8000
-4/18
4,0
10,0
600X800х
Х1850
1570Х
Х1380Х
Х2000
2000
9000
Примечания: 1. Станок мод. 4770У, настольного типа предназначен для обра-
ботки неточных отверстий небольших размеров в деталях из твердых хрупких материа-
лов — стекла, керамики, ферритов и т. п.
2. Станки мод. 4770, 4771, 4772А, 4Б771 и 4773А предназначены для обработки
деталей из твердых хрупких материалов — стекла, кварца, керамики, ферритов, полу-
проводников, твердых сплавов и т. п.
44
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
28. Анодно-мехшшческие отреаные стаин.
Размеры в мм
Наименование показателей
Наибольшие: диаметр отрезаемой части
заготовки
длина отрезаемой части заготонии:
без вращения
с вращением
длина устанавливаемой заготовки:
без вращении
с вращением
Тип инструмента
Размеры электрода-инструмента:
диаметр X толщина
длина X ширина X толщина
Рабочая подача электрода-инструмента
в мм/мин
Производительность (при обработке не-
ржавеющей стали) см* 1 мин:
без вращения
с вращением
Наибольшая потребляемая мощность в
пет
Наибольший рабочий ток в а
Рабочее напряжение при номинальном
токе в е
Напряжение в сети в в
Габаритные размори:
длина
ширина
высота
Оптовая цена в руГ)
Показатели по моделям
4А82О
100
4AS21
150
J 0—4000
10—2000
200—8000
¦250—3000
4А822
350
10—6000
8000
4000
Круглый диск
650хA—2)
-
100
24; 27; 30
2100
1700
2100
4000
5000
800 х
0—180
15
30
51
600
19-34
станков
МЭ-12
МЭ-4>)
350
600
10—600
3000
-
Бесконечная лента
4990 х
Х»х1
2—300
:-<7onx'i0x0.8
№00x40x0,8
2—100
20
26,5
320
22-30
20
800
21—38
380
1730
1920
1740
2900
15 000
2600
1180
2408
3760
9500
2600
2700
1800
2000
2700
3200
7000
Примечание. Анодно-механические станки предназначены для поперечного
разрезания проката из нержавеющих, жаропрочных, кислотостойких, титановых и дру-
гих высоколегированных и закаленных сталей и сплавов.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
45
ЗУБО- И РЕЗЬБООБРАБАТЫВАЮЩИЕ СТАНКИ
29. Зубодолбежные полуавтоматы
Размеры в мм
Наименование показателей
Наибольшие:
модуль нарезаемого колеса ....
диаметр нарезаемого прямозубого
колеса
Число зубьев нарезаемого колеса . .
Наибольшая ширина венца нарезае-
мого колеса
Расстояния:
от торца шпинделя до поверхности
стола
между осями шпинделей инстру-
мента и детали
Диаметры:
базового отверстия в столе ....
Конус отверстия:
шпинделя стола
штосселя для установки инстру-
мента
Диаметр оправки под долбяк
Наибольший диаметр долбяка ....
Пределы двойных ходов долбяка в ми-
нуту
Круговая подача на один двойной ход
долбяка
Радиальная подача на один двойной
ход долбяка в мм (мм/мин) ....
Мощность электродвигателя главного
Габаритные размеры:
длина
ширина
Показатели по моделям станков
5107
0.2—1
80
5111
0.1—1
80
10—200
20
35—60
17-83
115
75—105
35/45
80
35А,
Морзе 4
Морзе 1
30
400—2000
250—1600
0,0125—0,56
—
0,6
725
650
1320
850
2400
0,8
ИЗО
1035
1730
1680
5В12
1—4
208
—
50
70—140
150
160
-
200—600
0,1—0,46
1,7
1320
940
1820
1850
2610
5140
5140Б
2—8
500
10—117
100
75—225
25—355
500
110А,
5BI50
5В150П
1
800
5Б16!
5В16Ш
2
1250
10—292
200
До 700
800
1010
120
Морзе 5
-
125
83—525
0,14-0,75
0,02-0,1
3,0
4,0
1 650
1200
2 350
4 100
13 790
44
200
33—188
0,2—1,5
443
-
25—150
0,3—1,5
A-5,4)
10
3 100
1583
3 500
10 200
13 540
7
3 250
1 900
3 500
10 400
15 440
18 000
30. Вертикальные зубофрезериые полуавтоматы, работающие червячной фрезой (для цилиндрических колес)
Размеры в мм
Наименование показателей
Наибольшие:
диаметр нарезаемого ко-
леса с прямым зубом
модуль нарезаемого ко-
леса
длина фрезерования (пря-
мозубых колес) ....
угол наклона зубьев на-
резаемого колеса в град
угол поворота фрезерного
суппорта в град ....
Расстояния:
между осями шпинделей
фрезы и стола
от оси фрезы до плоскости
стола
Наибольшие:
перемещение суппорта . ,
осевое перемещение фре-
зы
размеры червячной фре-
зы (диаметр х длина) . .
Число оборотов фрезы в ми-
нуту
Показатели по моделям станков
530П
50
5А30П
5308А
80
1
40
-
50
30X12
202—2040
72
-
3
43
82
30X12
202—2040
70
63—400
5К301
125
2,5
100
5306
530Ш
5310А
200
4,0
5,0
170
±45
40
100x90
115—500
-
75
125x125
90—450
80-500
1,5
5307
5307К
5А312
320
6
140
-
± 24
40—185
175—325
-
40—250
±45
-
100
160x160
63—400
180
-
180
65—255
120—300
180
50
160X145
94—G50
5К324
5К324А
500
8
5К32
5К32П
800
10
300
±60
—
60-350
80—500
210—570
360
80
200X200
50X310
5К328
5К328А
1250
12
560
± 45
±~60
_
-
225X240
31—200
5А342
5А342П
300—2000
20
760
+ 45
-
200—1300
580—1390
250X300
8-100
Продолжение табл. 30
Наименование показателей
Показатели по моделям станков
530П
5А30П
5308А
5К301
5306
5306К
53I0A
5307
5307К
5А312
5К324
5К324А
5К32
5К32П
5К328
5К328П
5А342
5А342П
Подача в мм/об (или
мм /мин)'.
осевая (вертикальная) . .
радиальная
тангенциальная
Мощность электродвигателя
привода главного движе-
ния в кет ........
Габаритные размеры:
длина
ширина
высота
Вес в кг
Оптовая цепа в руО. . . .
0,1-1,42
0,1-1,42
@,35—47)
@,35-47)
0,5—5
@,4—60)
0,02—
0,005г
0,014—
0,00035z
@,95—5)
A,2-11)
B,5—100)
A-10)
0,8-5,0
0,3-1,7
0,17-3,7 0,17—3,7
0,8
625
640
1525
400
2550
0,5
675
730
1450
470
2720
1,7
1090
650
1770
2800
-
2,2
1250
775
1820
1680
9200
5,5
1535
1550
927
ваГ
1895
1920
3000
3150
53 ВО
12 000
2,2
2140
2040
2010
4S00
8900
7,5
2100
1440
1950
6800
-
7,5
2060
1240
2250
5150
2500
1440
2650
1510
2000
7720
6400
7940
8650
7200
8740
10 900
0,05-5,6
0,22—2,6
0,07—
2,58
10
3750
3580
1850
Г79О
2250
2590
14 000
24 640
0,3-15
0,15—7,5
0,07—4
14
6 910
2 990
3 462
29 140
53 140
Примечания: 1. Полуавтоматы мод. 530П, 5А30П, 5К32П и 5А342П — повышенной точности, обеспечивающие 6-ю сте-
пень точности (ГОСТ 1643—56).
2. Полуавтоматы мод. &308А и 5310А — особо высокой точности, обеспечивающие 4-ю степень точности (ГОСТ 9178—59).
3. Полуавтоматы мод. 5306К, 5307К, 5К32А и 5К328А — для серийного производства.
31. Зубострогальные и зубофрезерные полуавтоматы для прямоэубых конических колес
Размеры в мм
а
Наименование показателей
Наибольшие:
диаметр обрабатываемого колеса при наибольшем
передаточном отношении 10:1
модуль нарезаемого колеса
Длина образующей делительного конуса нарезаемых
колес
Наибольшая ширина зубчатого венца
Угол установки бабки ивделия в град
Число зубьев нарезаемого колеса
Диаметр фрезы
Число двойных ходов резцов в минуту
Число оборотов фрезы в минуту
Продолжительность обработки одного зуба за один
проход в сек
Габаритные размеры:
длина
ширина
высота
Вес в кг
Оптовая цена в руб
Показатели по моделям станков
5П23
5ШЗБП
5Т23В
125
2,5
0—63
2,5/1,5
7-63
20
4-90
2
0—63
15
0-90
10—290
150
71—426
2,4-49
1,7
12-150
-
160-800
210-1030
-
3,5-112
1
1295
945
1700
1800
8000
8050
15-56
0,6
1 620
1050
1415
3 000
16 870
5230
320
5А250
5АЖ0П
500
8
20—150
50
0-259
90
4-90
10-100
275
25—170
2,5-76
2,8
10—200
5382
5282П
800
16
105-410
150
5А83
1600
30
200—800
270
4,5-90
10-160
10—300
-
450
30-307
17-127
-
4-123
3
2200
1600
7 800
18 030
7 000
8 700
20 700
33 800
9-500
7,5
2 700
2 270
1950
12 200
23 190
7
3 725
2 920
2 405
19 000
25 470
Примечания: 1. Полуавтоматы мод. 5П23 и 5230 предназначены для чернового и чистового нарезания конических колес
с прямыми зубьями двумя спаренными фрезами методом обкатки. Одновременно обрабатываются обе стороны зуба. На станках
можно нарезать колеса с бочкообразной формой зуба.
2. Станки мод. 5П23БП, 5А250П и 5282П— повышенной, а мод. 5Т23В — высокой точности.
32. Зуборезные полуавтоматы для конических колес с круговыми зубьями
Размеры в мм
Наименование
показателей
Наибольшие:
диаметр обрабатываемого
колеса при передаточ-
ном отношении 10 : 1 и
угле спирали 30° . . .
модуль нарезаемых колес
Длина образующей дели-
тельного конуса
Наибольшая ширина зубча-
того венца
Угол поворота бабки изде-
лия , . . . .
Число зубьев нарезаемого
колеса
Диаметр резцовых головок
в дюймах
Угол спирали нарезаемого
Число оборотов шпинделя
резцовой головки в минуту
Продолжительность обра-
ботки одного зуба в сек. .
Мощность электродвигателя
главного движения в пет
Габаритные размеры;
ширина
высота
Вес в кг
Оптовая цена в руб
5П23А
125
2,5
0-63
20
0—90°
5—200
'/.;.iVio;
IV»; 2; 37,
0—60
137—820
5-21,5
1,7
1295
945
5
1700
1800
7140
5А27С4
0-250
70
°43'-84°17'
6, 9, 12
34,6-218
7-80
2 470
1500
8 120
22 370
Показатели
525
500
10
0-260 |
5°30'—84°0'
5-100
6; 77г! 9; 12
—
25-325
5-76
4,5
2 200
1 600
7 500
13 920
77
по моделям станков
5Б231
0-230-
65
4-90°
2, 9; 12; 18
7
0-50
25-252
3—4
7
2280
1785
1710
7000
-
5Б232
V.; э; 12
3-52
3
2300
1850
1715
7500
528с
800
15
0-420
100
5°30'—84°0'
4-100
6; 14.\ 9;
12; 18
0-46
21-300
7,5-240
10
2G00
2 350
1950
14 000
22 430
5А284
1600
30
150—800
235
5-90°
10-150
457; 630
и 900 jhjvi
0-45
8,35-62
24-1250
13
5 600
4 000
3 200
41 670
122 1G0
50
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
33. Зуборезные станки для нарезки реек
Размеры в мм
Наименование показателей
Показатели по моделям станков
ЕЗ-9А
ЕЗ-9В
5412
5413
5414
Наибольшие:
длина нарезаемой рейки .
ширина нарезаемой рейки
нарезаемый модуль . . .
угол наклона зубьев рейки в град . .
Число двойных ходов допбяка в минуту
Число оборотов шпинделя (фрезы) в
минуту
Круговые подачи в мм/дв, ход
Продольная подача фрезы в мм/мин . .
Мощность главного электродвигателя в кет
Габаритные размеры:
длина
ширина
высота
Вес в кг
1100
170
*?_
12,0
25—150
1500
200
16
2500
35Э
24
3500
500
36
: 15
_
0,3-1,5
—
7/5,5
2505/2400
2305/2305
3700/3550
10300/10200
21,5-253
—
15,8-245
4,5
4 185
2 500
2 250
10 000
11-126
-
11,2-178
7,0
6 300
3 750
3 135
18 000
6,3-80
-
8-125
10
8 450
4 710
3 500
22 000
Примечание. Станки мод. 5412, 5413 и 5414 — зубофрезерные полуавтоматы,
работающие методом единичного деления.
34. Шлицефрезерные горизонтальные полуавтоматы
Размеры в мм
Наименование показателей
Наибольший диаметр изделия,
устанавливаемого над стани-
ной
Расстояние между центрами . .
Наибольшие размеры обрабаты-
ваемой детали:
диаметр
длина
модуль
Показатели по моделям станков
5350
5350А
5350Б
500
750
1000
1500
5350 В
2000
150
675
925
1425
1925
6
5А370
500
3000
2500
-
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
51
Продолжение табл. 35
Наименование показателей
Показатели по моделям станков
5350
5350А
5350Б
5350В
5А370
Число нарезаемых
(зубьев)
шлицев
Расстояние между осями шпин-
делей детали и фрезы ....
Наибольший диаметр фрезы . .
Диаметр фрезерной оправки . .
Конус отверстия:
пиноли задней бабки . . . .
шпинделя детали
Число оборотов фрезерного
шпинделя в минуту
Подача за один оборот заго-
товки
Скорость обратного быстрого
перемещения каретки в м/мин
Мощность электродвигателя
привода главного движения
в кет
Габаритные размеры:
длина
ширина
высота
Вес в кг
Оптовая цена is руб
4; 5; 6; 7;
8: 9; 10
2345
12- 14;
15; 16
18; 20;
21; 24
40—140
140
27; 32; 40
Морзе 5
Морзе 4
80-250
0,63-5
1,92
6,5/7
2595'.
3095
2S; 30;
32; 36
3595
10,7-102
0,31-15
13
7 780
365»
5350
3800
6000
1550
1650
4150
6510 .
4550
7160
3 265
2 380
28 635
53 660
Примечание. Полуавтомат мод. 5А370 — зубофрезеряый горизонтальный,
предназначен для нарезания цилиндрических колес с прямыми и косыми зубьями чер-
вячной фрезой. Кроме того, на полуавтомате предусмотрена возможность нарезания
зубчатых колес, изготовленных заодно с валом, наружного зацепления пальцевой и
дисковой фрезой, резьб, червяков и шлицев при наличии дополнительных узлов, постав-
ляемых за особую плату.
35. Зубошевинговальные и аубохонинговальные станки
Размеры в мм
Наименование показателей
Диаметр обрабатываемого колеса наружного зацепления
Наименьший диаметр обрабатываемого колеса внутрен-
него зацепления
Наибольшие:
длина зуба обрабатываемого колеса
угол наклона зубьев обрабатываемого колеса ....
Число оборота инструмента (или заготовки) в минуту
Продольные подачи стола в мм/мин
Радиальные подачи в мм/ход
Мощность главного электродвигателя в кет
Габаритные размеры:
длина
ширина
Вес в кг
Оптовая цена в руб
Показатели по моделям станков
5А702Г
60-320
5702
320
5703В
125-500
_
1,5-6
110
100
+ 35°
78—395
18,2—280
0,025-0,1
50-400
18-300
0,02-0,1
3
1950
1300
1400
3840
2 100
1 510
2 120
4 700
10 000
1,75-8
80
± 17°
78-395
18,2-280
0,025-0,1
2,8
1306
1625
2120
3500
5717С-1
5717С-2
300-800
285
2-8
2-10,5
5717
200-1250
600
2-10,5
200
±30°
C,92-№)
D0—240)
-
40—240
0,1—0,64 мм/об, изд.
0,025-0,075
4,5
5,5
2770
1845
2650
1900
6200
7000
5,5
3080
2690
2080
7800
5913
320
1,5-6
150
±45
250-1000
0-600
-
4,5
1700
1400
1850
3300
Примечания: 1. Станки мод. 5702 и 5А702Г — высокой точности, с горизонтальной осью детали.
2. Станки мод. 5703В, 5717С-1, 5717С-2 и 5717 —высокой точности, с вертикальной осью детали, предназначены для ше-
вингования цилиндрических прямозубых и косозубых колес наружного и внутреннего зацепления.
3. Полуавтомат мод. 5913 — зубохонинговальный, высокой точности, предназначен для чистовой обработки зубьев термо-
обработанных прямозубых, и косозубых колес наружного зацепления. Станок работает по методу обката при скрещивающихся
осях.
Зубошлифовальные станки и полуавтоматы для цилиндрических колес
Размеры в мм
Наименование показателей
Диаметр обрабатываемого
Модуль обрабатываемого
колеса
Наибольшая ширина обра-
батываемого колеса с пря-
мыми зубьями
Число зубьев обрабатывае-
Наиболыпий угол наклона
зубьев обрабатываемого
колеса в град
Наибольшие размеры шли-
фовального круга (диа-
метр X ширина)
Вид шлифовального круга .
Число оборотов шлифо-
вального круга в минуту .
Продольная подача — число
двойных ходов шлифоваль-
ного круга или заготовки
в минуту
Продольные подачи суппор-
та в мм/мин,
Показатели по моделям станков
5 А 830
5В830
5—125
0,2-1,25
80
12-140
5 А 832
5В832
20—200
0,3—2,5
100
5В833
40—320
0,5—4
150
12—200
± 45
400ХГ>0
400x63
400X80
5835
70—500
5831
5841
30-320
1,5—6
230
20-300
±30
450x110
Червячный
1500
0.8—73
3,0—ISO
1,6—15В
3,78—165
3,78—165
-
1,5—S
100
12—200
10—200
±45
250x16
350x20
5891
10—125
1—6
25
V—100
±25
250x25
586
25—500
1-10
200
10-300
0
3.50
Конический
2575
52—760
1920
15—280
2000; 2500
13—25
-
До 30
До 12
5851
35—320
2—10
170/220
10—120
±45
165—225
Два тарель-
чатых
210—3345
100—1800
Продолжение табл. 36
Наименование показателей
Радиальные подачи на один
ход суппорта
Мощность электродвигателя
привода шлифовального
круга в кет
Габаритные размеры:
длина
ширина
высота
Вес в кг
Оптовая цена в руб. . . .
Показатели по моделям станков
5А830
5В830
5А832
5В832
5В833
5835
0,02—0,008
3
2180
1950
2180
2000
1940
1810
6000
5720
3
4,1
2180/2110
2180/2450
1940/1985
G500/6000
22 470
25 400
2 400
2 500
2 040
8 180
28 500
5,5
3 290
2 180
2100
10 000
33 810
5831
0,75
2 390
2 110
2 990
4 750
11420
5841
5891
—
1,1
1985
2170
2300
4450
0,6
1500
1400
1750
2300
-
586
0,01—0,15
7,5
3350
2670
. 3017
8500
23 650
5851
0,75X2
3170
1820
1950
5500
91 550
Примечания: 1. Полуавтоматы мод. 5А830, 5В830, 5А832, 5В833 и 5835 — высокой точности, предназначены для шлифо-
вания прямозубых и косозубых цилиндрических колес абразивным червяком методом непрерывного обката.
2. Полуавтомат мод. 5841 — высокой точности, работает методом обката с единичным делением коническим шлифовальным
кругом. Гарантируется 5-я степень точности обработки (по ГОСТу 1643—56); наибольшая разность окружных шагов 0,008 мм,
наибольшая накопленная погрешность 0,018 мм, отклонение профиля 0,007 мм для изделия с т = 6 мм иг = 51.
3. Станок мод. 5851 — высокой точности, работает по методу обката двумя тарельчатыми кругами. На станке достигается
4-я степень точности обрабатываемых изделий и чистота их поверхности V 8а (по ГОСТу 2789—59).
4. Станок мод. 5891—особо высокой точности, предназначен для шлифования эвольвентных поверхностей зубьев особо
точных зуборезных инструментов и измерительных колес и работает методом обката (при помощи эвольвентного копира) с еди-
ничным делением. Гарантируется 3-я степень точности обработки и чистота поверхности V 9. Наибольшая разность соседних
окружных шагов 0,002 мм, наибольшая накопленная погрешность 0,008 мм, отклонение профиля 0,003 мм для изделия
с т = 2 мм и z = 60.
5. Полуавтомат мод. 586 — повышенной точности, предназначен для шлифования боковых эволъвентных профилей зубьев,
дна и переходных галтелей впадин цилиндрических прямозубых колес методом копирования профиля шлифовального круга
при единичном делении. Обеспечивается 5—6-я степень точности и шероховатость поверхности V 8.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
55
37. Реаьбошлифовальные универсальные Стайки высокой точности
Размеры в мм
Наименование показателей
Наибольший диаметр обрабаты-
ваемой резьбы
Расстояние между центрами . .
Размеры шлифуемой резьбы:
диаметр при шлифовании
одновиточным кругом . . .
диаметр при шлифовании
многониточным кругом . . .
наибольшая длина ....
Шаг шлифуемой резьбы:
метрической (в мм) ....
дюймовой (число ниток на
1")
модульной (модуль) ....
трапецеидальной (в мм) . .
Наибольшие:
высота шлифуемой резьбы .
угол подъема шлифуемой
наружной резьбы в град .
Величина затылования в ра-
диальном направлении ....
Наибольшее продольное пере-
мещение стола
Конус отверстия:
шпинделя передней бабки .
пиноли задней бабки ....
Диаметр шлифовального круга .
Высота одиониточного шлифо-
вального круга
Наибольший угол поворота
круга в вертикальной плос-
кости в град
Число оборотов шлифовального
круга в минуту:
при наружном шлифовании .
при внутреннем шлифовании
Окружная скорость шлифоваль-
ного круга в т/сек
Число оборотов детали в ми-
нуту
Мощность электродвигателя
привода шлифовального кру-
га в кет
Габаритные размеры:
ширина . .
Оптовая цена в руб
Показатели по моделям станков
5820
150
250
5821
140
350
125
65
190
265
0,25—12
98 4 5
0,3-4
2—12
9
±12
0,?з—2
-
1330—1905
8550—9450
0,8—60
2,4
1 645
1522
1 451
2 600
14 520
280
Морзе 4
Морзе 3
'400
25
12
28; 35
0,8—60
2,6
1 810
1545
1501
2 640
13 600
5822
200
500
2-150
4-120
400
0,25—24
28 3
0,3—14
5822БЗ
200
1500
20-150
20—120
1400
1,5—24
14—1
1-8
18
-
-
300-400
10
1425
5881
(MB 27)
125
350
Морзе 4
Морзе 3
400
15
144С—2660
-
0,3-45
-
30—55
0,15—22,5
4,5
2 510
2 025
1 480
8 850
11450
4 215
2 080
1445
7 000
19 830
-
300—400
13; 16; 20
30
1340—1910
-
0,4—20
3
2390
1725
1372
3265
ФРЕЗЕРНЫЕ СТАНКИ
38. Вертикальные консольные и бесконсольные фрезерные станки
Размеры в мм
Наименование показателей
Показатели по моделям станков
6Н104
160x630
30-330
—
400
125
330
1
71—3150
1
16-710
Ручная
1,5
1190
11511
15S0
800
1850
6Н10
200x800
40—390
500
160
350
г
50-2240
2
25—1120
18—800
9-400
3
1360
I860
1730
1160
2800
6М11
(ШИВ)
250x1000
30-445
310
14
30
580
200
412
>
40-2000
20-1000
6,3-333
4
2020
1900
2200
2070
6М12П
6М12ПБ
320X1250
30-400 '
Г.О
±45
70
700
240
370
31,5-16001 50-250
25-1250
8,3-416,6
7,5
2260
17
20
3000
2530
40-2000
13,3-
666,6
10
2395
:5
3065
2600
6А12П
UA12P
120X1250
35-435
320
3
18
760
260
400
У, 40—2000
18
20-1000
8-400
5,5
1765
2315
1950
2500
3880
2900
6М13П
6М13ПБ
400x1600
30-250
450
90
900
300
420
3
18
131,5—1600 | 50—250С
25—1250
8,3—416,6
10
25
21
22
4150
3250
40-2000
13,3-
666,6
654
630X1600
100-710
640
22
170
1250
600
I
Бе
ре
20-1500-
D—480)
13
65
35
35
4200
3210
3 080
4 190
3 140
10 600
16 190
6A5J
800x2000
50-900
6А59
1000x2500
50-1000
40
—
1600
750
2000
950
25—1250
сступенчатое
гулироьуние
10—250
10-1000
—
20
3 785
5 300
3 980
18 300
34 700
4 510
4 500
4 400
22 100
3 700
Размеры рабочей поверхности сто-
ла (ширина X Длина)
Расстояние от торца шпинделя до
поверхности стола
Расстояние от вертикальных напра-
вляющих до оси шпинделя ....
Поворот фрезерной головки в град
Число Т-оОразных пазов стола . .
Ширина Т-образного паза
Расстояние между Т-образными па-
зами
Наибольшее механическое переме-
щение стола:
продольное
поперечное
вертикальное
Конус Морзе отверстия шпинделя
(ГОСТ 836—62)
Число ступеней оборотов шпинделя
Число оборотов шпинделя в минуту
Число ступеней подач
Рабочая подача стола (или бабки):
продольная
поперечная
вертикальная
Мощность главного электродвигате-
ля в кет
Габаритные размеры:
длила
ширина
высота
Вес в кг
Оптовая цена в руб
Примечания: 1. Станок мод. 6М11В в отличие от станка мод. 6М11 имеет поворотную шпиндельную головку.
2. Станок мод. 6А12П имеет поворотную шпиндельную головку и программное управление.
3. Станки мод. 654, 6А56 и 6А59 — бесконсольные (с крестовым столом).
39. Горизонтальные и горизонтально-универсальные консольные фреаерные стайки
Размеры в мм
Наименование показателей
Показатели по моделям станков
6Н804Г 6Н80Г
6Н80
6М81Г
6М81
УМ82Г
ВМ82
6МЗЗГ
6М83
Размеры рабочей поверхности
стола (ширина X длина) . . .
Расстояние от оси шпинделя:
до стола
до хобота
Наибольшее расстояние оси вер-
тикальных направляющих до
задней кромки стола
Количество Т-образных пазов
Ширина Т-образного паза . . .
Расстояние между Т-образными
пазами
Наибольшие:
угол поворота стола в град . .
перемещение стола:
продольное
поперечное
вертикальное
Конус Морзе отверстия шпинде-
ля ГОСТ 836—62
Число ступеней шпинделя . . .
Число оборотов шпинделя в ми-
нуту
Число ступеней подач стола . .
Подача стола:
продольная
поперечная
вертикальная
Мощность главного электродви-
гателя в кет
Габаритные размеры:
длина
ширина
высота
Вес в кг
Оптовая цена в руб
160x630
30—330
115
70
1
400
125
71-3150
10—710
Ручная
1.5
1170
1155
13S5
780
2100
200x800
50—350 20—320
123
250X1000
320x1250
30-480
300
12
12
240
500
160
14Л„
+45
ИЗО
2750
50-2240
25—1120
18-800
9—400
3
1360
1860
1530
1150
2820
150
85—295
50
0-430
30—450
400x1600
580
200
450 |
±45
400
40-2000
20—1000
6,5—333
4
2020
1700
2200 ?250
5800 5800
420
2700
2330
155
70
700
240
18
18
7,5
2260
1745
1660
30-400
30-450
300
18А,
+ 45
380
420
190
90
900
300
30-380
+ 45
350
31,5-1600
25-1250
8,3—416,6
2800
2410
10
2565
2135
1770
3650 3750
2830 2890
Примечание. Модели, обозначенные буквой Г, — горизонтальные, т. е. с неповоротным столом
58
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
40. Широкоуниверсальные фрезерные станки
Размеры в мм
Наименование
показателей
Показатели по моделям станков
6Н80Ш
6M81III
6М82Ш
6М83Ш
675
675П
676
676П
Размеры рабочей поверхности
стола (ширина х длина) . . .
Расстояние до поверхности сто-
ла:
от оси горизонтального
шпинделя
от торца шпинделя поворот-
ной бабки
Расстояние от оси шпинделя по-
воротной головки до верти-
кальных направляющих ста-
нины
Число Т-образных пазов гори-
зонтального стола
Ширина Т-образного паза . . .
Расстояние между Т-образными
пазами
Конус отверстия:
горизонтального шпинделя
вертикального шпинделя . .
Наибольший угол поворота
шпиндельной головки в град:
в плоскости продольной по-
дачи
в плоскости поперечной по-
дачи
Наибольшее перемещение стола:
продольное
поперечное
вертикальное
Наибольшее поперечное переме-
щение бабки шпинделя ....
Число ступеней оборотов шпин-
деля:
горизонтального
вертикального
Число оборотов шпинделя в ми-
нуту:
горизонтального
вертикального
Число ступеней подачи стола
Подача стола в mmImuw.
продольная
поперечная (или бабки шпин-
деля)
вертикальная
Мощность главного электродви-
гателя в кет
Габаритные размеры:
длина
ширина
высота
Вес в кг ¦
Оптовая цена в руб
200x800
50-350
50—350
250—1000
30-430
50-500
32СХ1250 400X1600
30—450
80-560 15-495
200—800 244—755 260—820 250—900
3
14
50
2 (ГОСТ 836-62)
Морзе 4 Морзе 3
34-170
500
100
300
12
50—2240
56-2500
12
25—1120
18-800
9—400
2040
1860
1750
1360
3130
18
70
90
3 (ГОСТ 836—62)
2 (ГОСТ 836—62)
90
580
200
400
18
40—2000
20-1000
6,6—333
4,5
2020
2480
1945
2350
3000
360
135
700
260
90
900
300
420
18
31,5-1600
90-1400
18
25—1250
8,3-416,6
7,5
2445
1745
1880
3150
3180 •
10
2565
2135
1950
4300
4000
200x500
30-330
0-250
250X630
70-470
80-460
0—375
14
50
Морзе 4
±30
320
300
200
+90
450
400
400
ЗЬО
300
250
16
50—1630
63—2040
16
13-395
A3-395)
13—395
1,7
1000
1080
1630
950
'2000
2950
2,2
1200
1225
1758
1385
1470
2370
4200
Примечания: 1. Станки мод. 675 и 676 — широкоуниверсальные-инструмен-
тальные.
2. Станки мод. 6Н80Ш, 6М81Ш, 6М82Ш, 6М83Ш, 675П и 676П—повышенной точ-
ности.
41. Копировально-фрезерные станки
Размеры в мм
Наименование показателей
Показатели по моделям станков
6Л463
6Т463
6А461
6Н10К
6М11К GM12K
6MI3K
6М42К
6441Б
Размеры рабочей поверхности стола
изделия (ширина х длина) . . .
Наибольшая площадь копирования
(ширина X длина)
Расстояние от торца шпинделя до
поверхности стола детали ....
Масштаб копирования
Наибольшее перемещение стола
изделия:
продольное
поперечное
вертикальное
Конус отверстия шпинделя (ГОСТ
836—62)
Число ступеней оборотов шпинделя
Число оборотов шпинделя в минуту
Рабочая подача в мм/мин:
продольная
поперечная .
вертикальная ,
копировальная
Мощность главного электродвига-
теля в пет
Габаритные размеры:
длина
ширина
высота
Вес в кг
Оптовая цена в руб
200x320
1:1—1:50
10-260
1:1-1:10
125
250
200
12
320x200
0-325
1:1,5-1:10
415
325
200X800
50-350
500
160
300
250х1000|
150x450
30X445
580
200
415
32ОХ125О|
250x500
400x1600
30-470
1 : 1
700
240
370
900
320
420
1260-15 900 | 800-16 000
Ручная
Морзе 2
50-2240
20—1120
18-800
9-400
0,27
1100
1000
1260
300
1030
1100
1200
1250
320
1450
3
1360
0,6/0,85
1760
1230
1735
1000 | 1160
2320
Морзе 3
18
40—2000
20—1000
6,5-333
2255
2020
1900
2350
6840
25-1250
15-830
20—1000
13,2—666,6
20-315
7,5
2460
1800
2000
3700
4910
2700
2170
2265
4700
5490
320X800
320x450
200—400
400
260
B00)
15
80-1945
20—100
30-450
1625
1395
2000
2800
4290
630x1200
500X900
100-600
900
C50)
E00)
18
G3—3150
25—315
2,6/3
3500
2850
2575
7500
Примечания: 1. Станки мод. 6Л463 и 6Т463 являются гравировальными копировально-фрезерными с пантографом,
предназначены для плоского контурного копирования.
2. Станок мод. 6А461 — копировально-фрезерный с пантографами, предназначен для объемного копирования (в трех изме-
рениях).
3. Станки мод. 6Н10К, 6М11К, 6М12К, 6М13К построены на базе соответствующих вертикальных консольно-фрезерных
станков.
4. Станок мод. 6М42К — с крестовым столом (бесконсольный), с гидравлическим приводом, предназначен для контурного
копирования.
5. Станок мод. 6441Б — для объемного копирования.
60
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
42. Продольно-фрезерные одно
Разме
Наименование показателей
Показатели
6304
6305
6605
6306
Размеры рабочей поверхности стола
(ширина X длина)
Расстояния до поверхности стола:
от оси горизонтального шпинделя
от торца вертикального шпинделя
между торцами горизонтальных
шпинделей
Конус отверстия шпинделя. (ГОСТ
836—62) . '.
Наибольшие:
продольное перемещение стола . . .
допустимый вес обрабатываемой де-
тали в кг
Количество шпиндельных бабок:
горизонтальных
вертикальных
Наибольший угол поворота вертикаль-
ных фрезерных головок в град. . .
Число ступеней оборотов шпинделя
Число оборотов шпинделя в минуту
Рабочая подача в мм/мин:
стола
шпиндельной бабки
Мощность электродвигателей глав-
ного движения в пет
Габаритные размеры:
длина
ширина
высота
Вес в кг
Оптовая цена в руб.
400x1250
0-400
Конус 7 : 24
1250
18
40-2000
20-1000
10-500
4x2
3500
2635
1670
6350
5200
500X1250 500X1600
15-600
340-740
| 1600
1500
1 2
630X2000
0-600
15—800
- | 470-870
2000
2509
3 635
1 690
2 050
5 000
12 000
21
16-1600
10-3000
10—750
7,5
4 320
2 140
9 400
14 750
2330
7x2
5 200
3 520
13 600
16 650
10X2
6 000
2 750
3 800
19 000
22 140
10X3
5 850
4 100
3 600
22 500
24 650
Примечание. Одностоечные станки обозначаются цифрой 3, а двустоечные —
43. Карусельно-фрсзерные станки
Размеры в мм
Наименование показателей
Показатели по моделям станков
621М
6А23
6М23
6М23В
Диаметр стола
Расстояния:
от оси стола до направляющих стойки
от оси шпинделя до направляющих
стойки ....
от торца шпинделя до поверхности
стола
Количество шпинделей
Расстояние между осями шпинделей . . .
Конус отверстия шпинделя (ГОСТ 836—62)
Наибольший вес обрабатываемой детали
в кг
Максимальный диаметр фрезы
Число ступеней оборотов шпинделя . . .
1000
500—800
325
125-500
396
300
13
1400
835-1085
460
115-615
2
450 |
3
2000
325
9
1600
800-1100
355
86-650
100—600
465
2500
450 300X2/600
13 15
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
01
стоечные и двустоечные стайки
ры в мм
по моделям станков
6Г308
6Г608
800x2500
0—700
0—930
— 1550—1050
2500
4500
1
\
20
16-1250
10-3000
10—750
13X2
7 300
3 200
4 100
27 500
27 630
!3хз
7 300
4 100
3 800
28 000
27 450
6308
6608
800X3000
0-680
40—900
- 1620—1020
3
3550
6Г310
6Г610
1000x3200
0—900
0-1130
— |750-1250
3200
6000
1
;
+30
16
25-800
20-2000
20-1250
13X2
8 060
2 800
4 000
29 500
27 630
13x3
8 290
4 100
3 780
31 000
27 350
1
2
20
16-1250
10-3000
10—750
17x2
3 400
4 300
32%00
30 320
17Х4
3750
4 440
4 050
35 000
38 250
6310
6610
1000X4000
0—960
40—1180
- 1870-1270
4550
8000
1
2
+30
16
25—800
20—2000
20-1250
13x2
10 390
3 135
4 350
37 500
30 320
13X4
10 490
4 360
4 075
39 000
34 850
6У312
6У612 ) 6620
1250x4000
0-1050
250-1330
860-1490
2000X6300
0—1765
175-2180
1550-2250
4А
4 500
10 000
1
6 800
30 000
2
+45 и +30
18
25—1250 I 5—1000
5-500 1 10-1000
10—800
22x2
1
4 380
5 500
52 200
92 000
22x4
i 900
6 500
5 200
64 000
133 390
30x4
19 460
10 000
6 700
12 000
92 000
цифрой 6 типа станка (вторая цифра).
Продолжение табл. 43
Наименование показателей
Показатели по моделям станков
621М
6А23
6М23
Ш23В
Число оборотов шпинделя в минуту:
для чернового фрезерования
для чистового фрезерования
Число ступеней круговых подач стола . .
Круговая подача стола на диаметр 1000 мм
в мм/мин
Мощность главного электродвигателя
в кет , , . . .
Габаритные размеры:
длина
ширина
высота
Вес в кг
Оптовая пена в руб '
63-1000
100-1600
12
100—1250
10
3160
1480
3002
6325
5010
40—250
63—400
63-400
3 365
1640
3 255
10 500
16 960
31,5-500 „, ,.„„
50-800 2о-Ь30
12
63—800
13
3210
2090
3244
12 000 12 400
9 230 9 8йО
СТРОГАЛЬНЫЕ И ДОЛБЕЖНЫЕ СТАНКИ
И. Одностоечные и двустоечные продольно-строгальные станки
Размеры в мм
Наименование показателей
Наибольшие размеры обрабатываемой детали:
длина 4 .
высота
Расстояние между стоПками
Наибольшие:
расстояние между поверхностью стола и
поперечиной
Наибольший допускаемый вес в кг:
изделия на 1 м длины стола в кг ....
обрабатываемой детали
Размеры рабочей поверхности стола (шири-
Наиболыная длина:
хода стола
перемещения ползунов (суппортов) ....
Угол поворота суппортов в град. ......
Рабочие скорости стола в ж/лшк
Скорость обратного хода стола в м/мин . . .
Подачи суппортов поперечины в мм/ве. ход;
горизонтальные
вертикальные
Подачи боковых суппортов в мм/дв. ход:
горизонтальные
вертикальные
Наибольшее тяговое усилие на рейке стопа
в кГ
Мощность главного электродвигателя в кет
Габаритные размеры:
длина
ширина
высота
Вес в кг
Оптовая цена в руб
Показатели по моделям станков
7108 | 7208
2500
800
710
-
76
1000
1600
710x2500
2700
400
±75
2,8-80
0,1-32
0,1-32
5000
—
6600
2 545
2 950
21 500
24 180
3 020
3 400
19 500
25 000
7110
7210
3000
1000
900
-
1С
1100
00
1500
4500
900X3000
3200
4—90
12-90
7112
7212
4000
1250
1120
и
1350
20
7116
7216
7А256
6000
1600
1400
-
15
1800
00
2000
8000
1120x4000
4200
300
±60
12 000
1400X6000
6200
4—80
12-80
0,5-25
0,25—12,5
7000
40
7930
3620
3550
3880
3450
27 500
20 000
20 090
12 000
55
9 950
3980
4100
4380
3800
35 000
23 520
14 000
14 000
75
1 400
4 4;Ю
4 750
50 000
38 800
4 754
4 350
48 000
38 090
2 000
1800
2 150
1870
3 000
20 000
1800x6000
6000
400
7А278
8 000
2 800
2 450
3 000
2 550
70 000
2500x8000
8 000
550
±60 и ±45
1,5-75
0,5-50
0,25—25
0,50—50
15 000
1-50
0,5—100
0,25-50
0,5-100
20 000
55X2
14 140
6 000
4 850
68 700
87 150
19 000
7 710
6 210
122 800
147 850
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
63
45. Поперечно-строгальные станки
Размеры в мм
Наименование показателей
Длина хода ползуна ....
Расстояние между верхней
плоскостью стола и пол-
зуном
Наибольшее расстояние от
опорной поверхности рез-
ца до станины
Наибольшее сечение резца
Рабочая поверхность стола
(ширина х длина)
верхняя
Наибольшее перемещение
стола:
горизонтальное
вертикальное
Перемещение суппорта в вер-
тикальном направлении
Наибольший угол поворота
резцовой головки в град
Привод ползуна
Скорости ползуна в м/мин
Числа двойных ходов пол-
зуна в минуту
Поперечные подачи стола на
один двойной ход ползуна
Вертикальные подачи за
один двойной ход ползуна
Подачи суппорт? за один
двойной ход ползуна , . .
Мощность электродвигателя
привода главного движе-
ния в кет
Габаритные размеры:
длина
шпгина
высота
Вес в кг
Оптовая цена в руб
Показатели по моделям станков
7А311
8—200
50—200
310
12x20
200X200
320x150
250
150
7АЗЗ
12,5—320
70—300
400
16x25
320x280
-
360
230
70
7В35
7В35
20-500
7В36
30-700
90-400
560
32x20
350X500
415x435
375x380
500
31
150
Т70
800
7М36
150-700
80—400
840
40x25
450x700
520X635
650
Э
150
7М37
150-1000
80—500
1140
45x30
560x1000
-
700
320
800
420
200
+ 60
Механический
53-212
47-186
0,1-1,2
0,05—0,06
0,05—0,6
-
0,8-1,5
1380
800
1395
600
2160
1,7—3,0
1770
900
1540
900
2780
13,2—150
12,5—138
0,2—3,2
0,3-4,8
0,05-0,8
0,15-0,9
0,167—1,0
4,5
5,5
2470
2335
1260
1355
1540
1800
1540
1870
10,6—118
0,2-3,2
0,05-0,8
0,15—0,9
5,5
2950
1430
1650
2300
4280
Гидравлический
3-48
—
0,25-5
-
7,5
2850
1750
1780
3300
3830
10
3600
I860
1945
4500
4100
64
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
Долбежные стайки
Размеры в мм
Наибольшее расстояние:
от плоскости стола до нижнего кон-
ца направляющих долбяка ....
от наружной плоскости резцедержа-
теля до станины (вылет)
Диаметр рабочей поверхности стола . .
Наибольшее перемещение стола:
поперечное
Наибольший угол в град:
поворота стола
наклона долбяка
Пределы:
чисел двойных ходов долбяка в ми-
нуту
скоростей рабочего хода долбяка
в м/мин
подач стола за один двойной ход
долбяка:
продольных
круговых в град
Наибольшее усилие резания в кГ
Мощность главного электродвигателя
Габаритные размеры в мм:
высота
Вес в кг
Оптовая цена в руб
Показатели по моделям станков
7А412
10—100
240
330
360
350
280
6
52—210
0,1-1,0
0,07-0,67
585
0 8—1,5
1 950
980
1 825
1 050
23 600
Примечания: 1. Привод станков мод
а мод. 7М430 и 7М450 — гидравлический.
7Б420
25—200
320
450
500
400
7М430
120—320
500
590
630
500
360
5
40-165
—
0,l-f,2
0,067—0,81
1500
4,0
2580
1510
2490
2200
2560
7М450
120—500
700
725
800
650
10
5-36
—
5—34
0.2-2,4
0,1—1,4
2400
7,5
2425
1810
2890
5200
5130
. 7А412 и 7Б420
3300
10
2920
1990
3450
7750
8050
745А
300—1000
1250
1150
1250
1000
_
4-30
0,2-7
0,75-25
5000
28
4 300
3 120
5 375
17 000
16 410
— механический.
2. Станок мод. 745А имеет привод электромеханический по системе генератор —
двигатель с электромашинным усилителем. Механизм подач стола
станка мод. 745А
снабжен индивидуальным электродвигателем и сообщает столу продольное, поперечное
и круговое движения. Пределы круговой подачг
ход долбяка на диаметр 1250 мм.
[ стола: 0,75—25 мм
на один
двойной
ПРОТЯЖНЫЕ И ОТРЕЗНЫЕ СТАНКИ
47. Горизонтально-протяжные станки
Размеры в мм
Наименование показателей
Показатели по моделям
станков
7Б510
7Б520
7А540
Номинальные:
тяговое усилие в кГ
длина хода рабочего ползуна
длина хода заднего люнета
Диаметр отверстия:
в планшайбе
в опорной плите
Пределы скорости рабочего хода протяжки в м/мин
10 000
1250
550
100
150
1-9
20 000
1600
600
130
200
1,5-11
40 000
2 000
800
180
260
1,5-6,8
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
65
Продолжение табл. 47
Наименование показателей
Скорость подвода и отвода протяжки в м/мин
Мощность главного электродвигателя в кет
Габаритные размеры:
ширина
Показатели по моделям
станков
7Б510
7Б520
7А540
20
15
17
5735
1525
22
6840
1535
1370
4218
4800
5124
5890
40
8500
2000
1500
9150
7410
48. Вертикально-протяжные станки
Размеры в мм
Наименование показателей
Показатели по моделям станков
7Б705В 7710В
766
774
776
Для внутрен-
него протя-
гивания
Номинальное тяговое усилие . . .
Длина хода кареток:
рабочей
вспомогательной
Расстояние от плоскости рабочей
каретки до оси протяжки ....
Размеры рабочей поверхности сто-
ла . ,
Ход стола
Размеры рабочей поверхности пол-
зуна
Диаметр отверстия:
в столе под планшайбу
в планшайбе
Пределы скорости рабочего хода
протяжки в м/мин
Наибольшая скорость обратного
хода в м/мин
Мощность главного электродвига-
теля в пет
Габаритные размеры:
длина , . , .
ширина . . • . «
высота ,«...«
Вес в т ..............
Оптовая цена в руб.
3 Справочник технолога, том 2
5000
160
310x350
10 000
1000
400
200
450x450
125 А
80А
23-14
160А
100 А
1,5-13
20 000
1250
700
250
1,5—8,51
Для наружного
протягивания
5000
10 000
1000
20 000
1 600
320x400
320x1125
450x500
40x1565
550X600
125
500X1900
1,5-Ш До 9 1,5—8,5
20
10
2650
1400
2600
3930
5470
14
2950
1350
3100
5100
6000
22
3440
1735
3850
8420
9200
10
2210
1435
2335
3500
5760
14
2840
1600
2865
5467
6410
22
3440
1735
3850
7550
9300
66
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
9. Фрезерно-отрезныс полуавтоматы п автоматы и ножовочные отрезные станки
Размеры в мм
Наименование показателей
Наибольшие размеры про-
филя поперечного сечения
разрезаемой заготовки:
круглого (диаметр) . . .
квадратного (сторона) . .
швеллерного (номер про-
филя)
двутаврового (номер про-
филя)
Наибольшая длина:
заготовки, отрезаемой по
упору
хода бабки пильного
диска
Диаметр:
пильного диска (ГОСТ
4047 52) '
шпинделя под круглую
пилу
Длина ножовочного полотна
Ход рамы
Число оборотов шпинделя
в минуту
Число двойных ходов рамы
в минуту
Подача бабки пильного
Скорость в мм/мин:
быстрого подвода бабки
обратного хода бабки . .
подачи материала ....
Мощность электродвигателя
привода главного движе-
ния в кет
Габаритные размеры:
длина
ширина
высота
Вес в кг
Оптовая цена в руб
Показатели по
8А631
8А831а| 8А641
ПО
100
18
360
-
1500
300
350
32
8А641А
160
140
30
500
-
1500
320
500
70
моделям
8В66
240
220
40
-
710
станков
8В67
350
300
8В68
500
350
40
60
600
400
1010
120
-
6,6—39,7
4,3-31,2
33-
25,5
2,2-
20,3
-
1430
-
1,5-14
10-600
12-550
3300
2300
-
3500
3
1850
980
1900
2320
1470
1660
3000
2600
-
3500
5,5
2090
1100
2550
1610
2470
3860
3100
12-500
3500
2000
12-450
2750
3000
12-400
1200
1800
-
7,5
2550
1260
1175
3650
3400
Примечание. Станки мод. 8А631А и 8А641А — автоматы,
ной ножовочный станок.
10
3110
1575
2155
6850
7520
а мод.
14/20
3 760
1815
2 340
10 500
9 060
S72M —
872М
250
24
350
-
450
140; 180
-
85; 110
-
1>5
1470
690
885
600
790
отрез-
КОНТУРЫ СТАНКОВ В ПЛАНЕ
Однтшгиидельные токарные автоматы Ml-200
—<~Р
we
1S125
©V
1165
©
16 юп
1610А
—о
mis®
•П1БП
16124 '-'СЛ
16136 ш
1БШ0
1WJA Q
1103
1Р103
1А12П w
1АПВ
О0
1031
®
Токарныя многошпиндельные горизонтальные
автоматы
нигоо
1 А 225-е
-щ
1А 240-8
1А 2406
1А2ЧО-Ь
7
1265 MS
D
глГЛ
5
и
\Г
1265П-6
1265М-4
ь
а
^
&
Гокарные многошпиндельные полупбгломаты
М1:200
Токарнс-ребольверные стонки М1:200
Pi
^
1А240П-8
1А24ОП-6
[ А 240/7-4
®
К2В2
284
Q
1265ПМ-8
'265ПМ-8
1265ПМ-4 ©
1Н318
1А290П-8
\
ГА290П-6 V-r7\
1А290П-4 W
?
1283
1A2S3
1365
тзгь
1В340 ©
;/7jff
Q
1П371
1286-8
1286-6 Q
~ClP
1Г325
1341 "fl
68
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
Токарно-карусельные станки
Токарно-винторезные станки MV2Q0
Ml: 200
1508
1510
©
Mt.ifffo
15Z0
MUbOO
ХЗ
1Л532 V /
М 1:1000
1550
а
е
М1:Ц-00 M1.-U00
1512
1Боз ^=г
16О1В w
1516
mi.-woQ
1525
1И6ИП Q
миюоо
15Ь0
1Кв2 ©
1К626
1Е50Ч
^
1Г1В1 ©
тег — сг
IK625
мь-ю оо
1580/?
1М63
r^r
из
1А616П •
/дар- сГ
1K625
iA6t
@
165
ftV
i
миюоо
1563
/11-1000 а
?55
1A591
Вертикально-сверлильные станки MU 200
Токарно~когшрода/7ьные
рноюрезцобые полуавтоматы
Й=
/7W1
77?©
/7/5
MV WO
17Z2
0
2H11S
О
?W?5
0
?//«.
5®
0 Q
2Н150^" Z170
Радиально-сберлильные станки М1--200
1Б732
2М53
2Н53
1
@
2Н55
Глава 2
ПРИСПОСОБЛЕНИЯ ДЛЯ ОБРАБОТКИ НА СТАНКАХ
ОБЩИЕ СВЕДЕНИЯ
В зависимости от масштаба производства и технологических факторов ста-
ночные приспособления по назначению и конструктивному устройству подраз-
деляются на:
универсальные, предназначенные для оснащения производства разнотипных
деталей в пределах определенного диапазона габаритных размеров; . .
специализированные, предназначенные для оснащения производства деталей
определенного типа или типовых операций по деталям нескольких родственных
типов;
специальные, предназначенные для оснащения одной конкретной детале-
операции.
В условиях мелкосерийного и серийного производства особую роль приобре-
тают специальные универсально-сборные приспособления, (УСП). С их помощью
можно обеспечить высокую точность обработки (табл. 1). Элементы УСП нор-
мализованы и входят в состав нормалей машиностроения (детали: МН 3655—62
по МН 3833—62; узлы: МН 3834—62 по МН 3866—62).
1. Точность при сборке УСП
Характеристика технологических операций,
для которых предназначено приспособление
Сверлильные приспособления
Сверление отверстий (менее 10) в одной плоскости детали ....
Сверление в деталях, имеющих форму стержней, отверстий, оси
которых перпендикулярны или наклонены к осям, стержней под
некоторым углом
Сверление радиально-расположенных отверстий с поворотом де-
Сверлсние отверстий (с перекрещивающимися и пересекающимися
осями) в деталях малых и средних габаритных размеров . . .
Сверление отверстий с двух сторон детали
Сверление отверстий на малой площади детали, а также и в других
случаях, когда требуется создание специальпых условий . . .
Сверление отверстий в крупногабаритных и тяжелых деталях . . .
' Шлифовальные приспособления
Обработка плоскопараллельных деталей на плоскошлифовальных
То же, в многоместных приспособлениях
Достигаемая точ-
ность замыкающего
звена при сборке в мм
От ±0,02 до 0,03
Угловое смещение
до 20
От ±0,02 до 0,03
От ±0,05 до ±0,15
От ±0,1 до ±0,2
+0,02
До ±0,07
0,02
0,03
70
ПРИСПОСОБЛЕНИЯ ДЛЯ ОБРАБОТКИ НА СТАНКАХ
Продолжение табл. 1
Характеристика технологических операций,
для которых предназначено приспособление
Достигаемая точ-
ность замыкающего
звена при сборке в jiui
Угловое и профильное шлифование деталей средней сложности
и сложных
Фрезерные приспособления
Обработка одной или нескольких поверхностей с одного установа
Обработка нескольких поверхностей о точным их взаимным рас-
положением
Обработка деталей малых" габаритных размеров с невысокими тре-
бованиями к точности формы фрезеруемых поверхностей . . . .
Обработка деталей с малой высотой зажимаемых элементов . . .
Обработка деталей с несколькими радиально-расположенными
пазами
Фрезерование поверхностей путем сквозного перемещения обра-
батываемой заготовки относительно фрезы
Обработка угловых поверхностей с точным их расположением . . .
Токарные приспособления
Обтачивание и растачивание по 2-му классу точности:
с установочными базами, параллельными оси станка
с базированием на два отверстия
для обработки деталей по 3—4-му классам точности
То же, с установочными базами, расположенными под углом к оси
станка
То же, с эксцентричным расположением мест обработки
Обработка деталей, имеющих в качестве основной установочной
базы наружную цилиндрическую поверхность
Шлифование детали на токарном станке одного или нескольких
. отверстий с точными координатами
Строгальные приспособления
Обычное строгание
Профильное строгание
Контрольные приспособления
Проверка деталей, обработанных с точностью до 2-го класса вклю-
чительно
То же, со встроенными универсально-измерительными инстру-
ментами :
0.03—0.05
0,05
0.1
От 0,2 до 0.
0.3
0,05
,3
0.1
0,15 (угловое
смещение до 0°30')
0.03
0.04
0.05
0.07
0.05
0,05
0,5
0.5 .
От 0,2 до 0
От 0,01 до 0
От 0,01 до 0
,3
,05
,03
УНИВЕРСАЛЬНЫЕ ПРИСПОСОБЛЕНИЯ
Центры, поводковые устройства и кулачковые токарные патроны. Эскизы
конструкции, характеристики и размеры перечисленных универсальных при-
способлений приведены в табл. 2—5.
Для зажима заготовок сложной формы и тонкостенных заготовок к обычным
самоцентрирующимся ' кулачковым патронам применяют дополнительные ку-
лачки, плавающие кулачки и вспомогательные устройства.
Дополнительные кулачки (рис. 1), закрепляемые на основном кулачке с по-
мощью пазов и соответствующих им шипов или с помощью поперечных рифле-
ний на торцах сопрягаемых поверхностей и дополнительного сухаря.
Плавающие кулачки (рис. 2) служат для зажима заготовок, центрируемых
кольцами или стаканами, прочно соединенными с корпусом патрона.
Вспомогательные устройства, представляющие собой промежуточную де-
таль, применяют для закрепления в патроне заготовок сложной формы, когда
не представляется возможным зажать их непосредственно кулачками патрона.
¦ Сырые дополнительные кулачки к патронам применяют в индивидуальном
и серийном производствах, когда требуется высокая точность обработки или
имеется опасение порчи поверхности детали при зажиме. Их растачивают на
месте, после закрепления в патроне8
УНИВЕРСАЛЬНЫЕ ПРИСПОСОБЛЕНИЯ
71
2. Центры и поводковые устройства
Размеры в мм
А. Стандартные центры
Упорные центры (ГОСТ 13214—67).
Конус Морзе 0—6
Исполнение 1
Исполнение2
ЕЕЗь
Упорные полуцентры (ГОСТ 2576—67).
Конус Морзе 0—6
Исполнение 1
Исполнение 2
Упорные центры с отжимной гайкой
(ГОСТ 2575—67). Конус Морзе 0—6.
Конус метрический 80; 100; 120
Исполнение 1
Упорные ценгщ
и 1 : 7 (ГО(
метрический 8!
A40);
<
>ы с конусностью 1 : 10
^Т 7344—55). Конус
); (90); 100; A10); 120;
160; A80); 200
У///////////////////////.
э
V///)/////?////////////,
ГИЛ 5
-\
\%%%22л22&2л6Я%}
Вращающиеся центры
(ГОСТ 8742—62). Конус Морзе 2—6
Тип/
Тип 11
¦Конус Морзе. Конусность!'5
Вставки из твердых сплавов для центров
к токарным и пруглошлифовалъным
станкам. ГОСТ 2209—69. Форма 34
d — 5; 7; 11; 14; 18; 22; 32
4x?±i
Примечания: 1. Если размер конического отверстия больше, чем конус центра,
следует применять переходные втулки.
2. В целях повышения теплопроводности, износоустойчивости и повышения числа
оборотов обрабатываемых деталей применяют гальванические покрытия центра латунью
или медью. Толщина покрытия 0,2—0,3 мм.
3. Размеры, указанные в скобках, по возможности не применять.
4. Когда усилие на деталь не должно превышать заданной величины, используются
центры с манометром.
72
ПРИСПОСОБЛЕНИЯ ДЛЯ ОБРАБОТКИ НА СТАНКАХ
Продолжение,табл. 2
Б. Нестандартные центры
Центры с внутренним конусом для
деталей диаметром менее 6 мм
Центры с раздвижными кулачками для
многорезцовой обработки деталей класса
втулок (о литым отверстием)
06ра5а.тываепая
\ Неталь
Распорная втулка
Плавающие передние центры: 1) для
деталей, в которых необходимо при обточ-
ке точно выдержать линейные размеры от
торца — обычный центр
2) для деталей, обрабатываемых на не-
больших и средних токарных станках:
а) центр с поводковым пальцем
б) центр с тарельчатыми пружинами
ш
'тШг
Центры поводковые с внутренним кону-
сом (конструкции А. Н. Елагина) для
установки обрабатываемой детали без
прекращения вращения шпинделя токар-
ного станка
5. Вставки удерживаются пайкой латунью или медью.
6. Вставки из сплавов ВК2, ВКЗМ, ВК6, ВК6М, Т15К6, Т30К4 следует применять
при чистовом точении и шлифовании закаленных деталей с большими скоростями резания
и небольшими нагрузками, вставки из сплавов ВК4, Т5К10, Т14К8 — при полуобди-
рочном точении на средних скоростях резания и средних нагрузках и вставки из сплавов
ВК8, Т5К12В, ТТ7К12 — при обдирочном точении иа малых скоростях резания, но
с большими нагрузками.
7. Вставки могут быть также выполнены в виде пластинок.
УНИВЕРСАЛЬНЫЕ ПРИСПОСОБЛЕНИЯ
73
Продолжение табл. 2
В. Стандартные поводковые устройства
Поводковые патроны для фланцевых кон-
цов шпинделей (ГОСТ 2571—53) D = 200;
250; 315; 400; .500
А-А
Поводковые патроны для резьбовых
концов шпинделей (ГОСТ 2572—53) D —'
= 160; 200; 250; 315; 400
Хомутики поводковые для токарных и фрезерных работ (ГОСТ 2578—44) dHaUM =
3 + 12; 18 -s- 25; 35 -=-'5О; 65 -*• 80, ^„g = 12 •+• 18; 25 -*• 35; t50 + 65; 80 * 100
Тип Л
Тип Ь
Тип А применяется с поводко-
вым патроном, у которого поводком
служит палец, а тип Б •— с патро-
ном, у которого поводком служит
прорезь.
3. Диапазон диаметров обрабатываемых валов (осей) при работе
с поводковыми патронами (ГОСТ 2572—53) в сочетании с хомутиками
типов А И В (ГОСТ 2578—44)
Размеры в мм
Диаметр
патрона
D
160
200
250
315
400
*1 Д
Хомутики
Тип А
Номинальный размер
наименьший
6—12
18-25
35-50
65—80
наибольший
-
18—25
35—50
65—80
80—100
6—25
12-50
18—80
35—100
65—100
Тип В
Номинальный размер
наименьший
6—12
12—18
50—65
— диапазон диаметров обрабатываемых деталей.
наибольший
12-18
35—50
50-65
65—80
80-100
Д*1
6—18
6-50
18—65
65-80
74
ПРИСПОСОБЛЕНИЯ ДЛЯ ОБРАБОТКИ НА СТАНКАХ
Рио. 1. Дополнительные кулачки:
а — о регулируемыми винтами или с постоянными штифтами; б — с качающейся
губкой или с регулируемым виктоы для зажима заготовок по коническим поверх-
ностям; в — для зажима заготовок сложной формы; г — для зажима заготовок сту-
пенчатой формы; 1 — дополнительный кулачок; 2 — винт; з — штифт; 4 —• качаю-
щаяся губка
Рис. 2. Примеры иейилъаивания плавающих кулачков:
а — трехкулачковый спиралько-реечный патрон; б — приводной патрон;
s — патрон со специальными плавающими кулачками; 1 — корпус патрона;
2 — кулачки; з — диск; 4 — центрирующий палец; 5 — губки
УНИВЕРСАЛЬНЫЕ ПРИСПОСОБЛЕНИЯ 75
Пневматические патроны (табл. 5 и 6). Патроны с приводом кулачков от
пневмоцилиндра или пневмокамеры бывают: по числу кулачков — двухкулач-
ковые и трехкулачковые, а по приводу кулачков — рычажные и клиновые.
Расчет усилий для зажима кулачков стандарт-
ных трехкулачковых спирально-реечных пат р о -
н о в, а также стандартных четырехкулачковых патро-
нов с- независимым перемещением кулачков. Общую
силу зажима W, определяющую передаваемый патроном крутящий момент,
рассчитывают по формуле
где М — крутящий момент, стремящийся повернуть заготовку в патроне; WB —
сила зажима одним кулачком; / — коэффициент, равный 0,25—1,0; п — число
кулачков патрона; D — диаметр зажимаемой части заготовки; W — общая сила
зажима всеми кулачками.
При наличии заднего центра, а также при сравнительно длинных зажимных
поверхностях сила зажима
w °<>Р*
°~ Dnf '
где Do — диаметр обработки; Рг — вертикальная составляющая силы резания.
Сила зажима, приложенная к рукоятке ключа,
где &, — коэффициент, учитывающий передаточное отношение и к. п. д. меха-
низма патрона, равный 0,033—0,017. i
Расчет исходной силы на тяге приводных патронов:
а) для клиновых патронов
За/,
<? = 3ft(l+-2p)tg(P + q))W0.
б) для рычажных патронов
Q=3*(l+^)i!w0;
где к — коэффициент, учитывающий прочие (помимо /) потери на трение в меха-
низме патрона, равен 1,05; а — расстояние от точки приложения силы к кулачку
до направляющих; /, — коэффициент трения на направляющих, равен 0,15;
L —¦ длина направляющей части основного кулачка, соприкасающаяся с
корпусом; 6 — угол клина механизма; <р — угол трения в механизме па-
трона; Wo — сила зажима одним кулачком; I и 1г — малое и большое плечи
рычага.
Электрические патроны спостоянным магнитом не требуют ис-
точника постоянного тока, предназначены для чистового обтачивания и шли-
фования торцов тонких колец, дисков.
Электромагнитный патрон имеет то же назначение, что
и патрон с постоянным магнитом; в отличие от него зависит от источника
питания, но зато имеет значительно большую удерживающую силу и допу-
скает возможность установки на нем заготовок по необработанным поверх-
ностям.
76
ПРИСПОСОБЛЕНИЯ ДЛЯ ОБРАБОТКИ. НА СТАНКАХ
4. Самозажимные поводковые устройства
Размеры в мм
1. Патроны для работы без хом'утиков
Тип А В-в Гил Ь
Тип А используется при шлифовании и токарной обработке деталей, закрепляемых
на оправках (с квадратным концом), а тип Б — в центрах. Благодаря отсутствию хому-
тиков уменьшается возможность возникновения вибраций при обработке и сокращается
время на установку и закрепление детали.
2. Патроны с плавающим центром
Предназначены для токарных и главным образом многорезцовых станков при
обработке валов и осей диаметром 20—60 мм. Позволяют устанавливать детали на ходу
станка и доводить их до осевого упора
170
220
10
20
^mln
50
70
17,5
20,5
М16
40
70
90
220
240
не более
2.5
Конус
Морзе
УНИВЕРСАЛЬНЫЕ ПРИСПОСОБЛЕНИЯ
77
!
5. Кулачковые и пневматические патроны
Размеры в мм
1. Самоцентрирующиеся двухкулачковые патроны
Jan А Тип 6 KBadpamS'
.1=)
KBadpamS
Тип
О,
Af
наимень-
ший
наиболь-
ший
150
180
220
80А
90А
100А
4') А
48А
60А
51
60
61
74
93
104,5
Н3,5
133,5
52
63
82
45
52
62
12
14
18
250
300
375
235А
280А
350А
55
67
73
92
110
130
79
84
92
100
138
65
70
** Патроны имеют одну губку с радиусной опорной поверхностью, благодаря кото-
рой она может самоустанавливаться по заготовке.
2. Токарные трехкулачковые самоцентрирующиеся
о реечной подачей кулачков для тяжелых работ
о.
200
325
185А
305А
45
90
80
145
65
78
ПРИСПОСОБЛЕНИЯ ДЛЯ ОБРАБОТКИ НА СТАНКАХ
Продолжение табл. 5
3. Трехкулачковые самоцентрирующиеся без фланцев
(ГОСТ 2675—63)
D = 80; 100; 130; 160; 200; 250; 320; 400; 500; 630 мм
щ
t
си
Щ
I
ji
4. Трехкулачковые самоцентрирующиеся с фланцами
(ГОСТ 2675—63) для крепления на концы шпинделей,
исполнения А
D = 200; 250; 32,0; 400; 500; 630 мм
УНИВЕРСАЛЬНЫЕ ПРИСПОСОБЛЕНИЯ
79
Продолжение табл. э
5. Четырехкулачковые
кулачков, тип А
с независимым перемещением
(для резьбовых концов шпинделей).
(D = 160; 200; 250; 320; 400; 500; 630; 800; 1000 мм
А-А
Наличие радиальных пазов дает возможность помещать на патроне специальные
приспособления для закрепления деталей, а также уравновешивающие грузы для балан-
сировки патрона с деталью
6. Пневматические двух- и трехкулачковые (ГОСТ 5410—50):
а) патроны универсального назначения. D = 100; 130; A50); 160; A75); 200; 250;
320; 400 мм. Патроны с размером, указанным в скобках, предназначаются только для
многошпиндельных автоматов
ПРИСПОСОБЛЕНИЯ ДЛЯ ОБРАБОТКИ НА СТАНКАХ
Продолжение табл. 5
б) патроны для шпинделей с фланцевым концом. D = 130; 160; 200; 250; 320; 400;
500; 630 мм. Перемещение кулачков осуществляется посредством пневматического па-
трона, укрепленного на заднем конце шпинделя
6. Вращающиеся воздушные цилиндры двустороннего действия
Размеры в мм
150
200
250
300
400
35
45
60
100
125
150
140
ПО
210
184
242
292
345
464
30
40
50
М20
М27
М36
138
140
173
177
212
105
118
25
30
35
М12
М16
М20
Макси-
мальное
усилие на
штоке
в кГ
1000
1850
2900
4200
6800
Расход
воздуха на
один двой-
ной ход
в л
13
23
160
7. Экепентриковые п станочные тиекп
Размеры в мм
в)
а) с одной подвижной, губкой
95
НО
123
90
150
00
80
НО
100
26
40
50
-
90
114
130
120
lfiO
200
340
410
450
-
14
18
18
б) с двумя подвижными губкалш
10В
162
80
123
35
50
160
250
| 130
в) поворотные
310
490
14
18
14
18
110
180
50
105
78
140
145
205
260
423
193
280
12
14
12
14
82
ПРИСПОСОБЛЕНИЯ ДЛЯ ОБРАБОТКИ НА СТАНКАХ
ь
о
Я
к
о
а
I
jiCl
П^Т к;
щ
1 |
I
у
X
а
а
0J
а
о:
ей
S
F3
rt
а
к
S
в
R
QJ
tt
К
о< Д"
УНИВЕРСАЛЬНЫЕ ПРИСПОСОБЛЕНИЯ
7а. Прямоугольные электромагнитные и магнитные плиты (ГОСТ 3860—56)
Электромагнитные плиты
I
"ЁЗЙггэ
Магнитные плиты
L
**=!
Размеры В X L = 80 X 220; 125 X 280; 125 X 360; 200 X 450; 200 X 560; 320 X
X 710; 320 X 900; 450 X 1120; 450 X 1400; 630 X 1180; 630 X 2240
8 Сверлильные патроны
Размеры в мм
Стандартные патроны (ГОСТ 8522—70)
а) с наружным конусом для сверл с цилиндри-
ческим или коническим хвостовиком, тип I
Конус Морзе 0—5
Диаметр хвостовика у сверла: 1—6; 1,5—9;
2—12; 3—15;
б) с внутренним конусом для сверл с цилин-
дрическими хвостовиками, тип II
Конус Морзе 0—4.
Диаметр хвостовика у сверла: 0,5—3; 1—С;
1,5—9; 2—12; 3—15.
.Сверла' с цилиндрическим хвостовиком за-
крепляются непосредственно в патроне или по-
средством сменных втулок; сверла с коническим
хвостовиком закрепляются в патроне посредством
сменных втулок.
Нестандартные патроны
а) цанговые с коническим хвостовигмм
Конце Морзе
Конус
Морзе
D
12
16
22
Л.
32
38
50
115
135
147
172
193
40,5
41,5
53,5
54,5
77,3
27
32
46
Диаметр
хвостови-
ка инстру-
мента
5,1—8
8,1—12
84
ПРИСПОСОБЛЕНИЯ ДЛЯ ОБРАБОТКИ НА СТАНКАХ
Тип 6
h
-
QHUC МорЗС -л
б) быстросменные
ГиЛА
1
L
со штифтом
Конус
Морзе
3
4'
5
d
35
45
60
Продолжение
D ,
60
78
100
L
190
230-
285
табп. 8
1
96
112
135
Тиски (табл. 7). Помимо стандартных тисков, применяют нестандартные
тиски с усилителем зажима, рычажные, тиски с пневмоприводом и т. п.
Магнитные плиты (см. табл. 7а). Плиты бывают электромагнитные с вывод-
ной коробкой на продольной грани а или на поперечной грани б и магнитные.
Плиты с постоянными магнитами удобнее и проще в управлении и эксплуатации,
чем электромагнитные.
Сверлильные патроны. Размеры ц характеристики патронов приведены в
табл. 8.
СПЕЦИАЛЬНЫЕ ПРИСПОСОБЛЕНИЯ
Детали и узлы специальных станочных приспособлений стандартизованы и
нормализованы (табл. 9 и 10).
9. Стандарты на детали и узлы станочных приспособлений
Наименование
Болты:
о цилиндрическими и сфе-
рическими головками .
чистые в шестигранной
уменьшенной головкой
Г-образные — костыли . .
откидные
Винты:
с полукруглой, потайной
я цилиндрическими го-
повками . .
о внутренним шестигран-
ным отверстием ....
запорные в плоской го-
ловкой
для кондукторных втулок
Гайки:
с перекидными рукоят-
ками ..........
нрыльчатые
ГОСТ
9048-69
7808—70
9047-69
3033-55
1489—62
ПО 1491—62
8878-64
9049-69
9052-69
4738-67
8921—69
3385-69
Наименование
Опоры:
пластинчатые
регулируемые
под эксцентрики
Планки откидные
Прихваты:
отводные и поворотные
двусторонние
эксцентриковые
Рукоятки звездообразные. .
Рукоятки
Стойки делительных уст-
ройств, станочных приспо-
Ушки .
Шайбы:
быстросменные
подвесные
Щупы плоские и цилиндри-
ческие
Эксцентрики круглые ...
ГОСТ
4743—68
4084-68
по 4086-68
9053—68
9060-69
4734—69
по 4735—69
9057-69
9058—69 '
4742-68
8923-69
4589—69;
4590-69
4739-68
4087-69
4090—69
8925-68;
8926—68
9061-68
СПЕЦИАЛЬНЫЕ ПРИСПОСОБЛЕНИЯ
85
10. Нормали машиностроения на основные
Наименование
Винты установочные . .
Винты с шаровым концом
Винты запорные с нака-
танной головкой . . .
Втулки резьбовые с бур-
тиком
Втулки для фиксаторов
Зажимы клиновые, тан-
генциальные и др. . .
Опоры подводные ....
Опоры шаровые
Номер
МН 359—69
МН 361—60
МН 360—60
МН 371—60
МН 381—60;
МН 32—60
МН 339—60
по МН 341—60
МН 350—60;
МН 351—60
МН 384—60
детали и узлы станочных
Наименование
Пальцы установочные ци-
линдрические нарезан-
ные '. . . .
Призмы
Прихваты изогнутые . .
Фиксаторы
Хвостовики посадочные
Шпонки для установки
приспособлений ....
Штыри установочные , .
Эксцентрики-кулачки . .
приспособлении
Номер
МН 376—60
по МН 379—60-
МН 342—60
по МН 345-6Э
МН 383—60
МН 353—60
по МН 355—60
МН 369—60
МН 384—60
МН 380—60
МН 335—60
по МН 338—60
ЭЛЕМЕНТЫ И МЕХАНИЗМЫ
Установочные элементы и механизмы. Для установки и центрирова-
ния обрабатываемых деталей относительно режущего инструмента приме-
няют штыри опорные с рифленой, сферической и плоской поверхностями
(рис. 3, а) для установки . по иеобрабо-
, , , . , . , . . тайным поверхностям; пластины опор-
Щ '//?№//'¦ '"/kW/ '"№*/// ные (рис. 3, б), по обработанным поверх-
б)
1
ф
1
я.
1
ж
к
Ш
>
ш
Деталь
V////A
ЯП
Деталь
е)
Рис. 3. Установочные элементы:
а — опорные штыри; б — опорные пластины; в — регулируемые; г — подвод-
ные опоры
ностям; регулируемые опоры (рис. 3, в), по необработанным поверхностям в слу-
чаях, когда припуск у различных обрабатываемых деталей различен или когда
форма установочной поверхности изменяется.
Для придания обрабатываемой детали во время обработки дополнитель-
ной жесткости применяют подводные опоры (рис. 3, г).
Установочные пальцы служат для установки на них одним или двумя от-
ПРИСПОСОБЛЕНИЯ ДЛЯ ОБРАБОТКИ НА СТАНКАХ
верстиями обрабатываемых деталей (рис. 4, а, б, в, г). При установке обраба-
тываемой детали по плоскости и отверстию или по двум отверстиям в целях
компенсации отклонений установочных размеров детали посадочная поверх-
ность одного из пальцев
Ltx(расстояние между центрами должна быть срезанной
заготовки) (рис. 4, в, г). Размеры устаио-
г -| Т"|*~.г вочиых пальцев при исполь-
1ЙТ зовании срезанных пальцев
4is определяют расчетным пу-
тем (табл. 11). Для обеспече-
ния легкой установки ii съе-
¦ ма деталей при установке на
пальцы высоту их следует
рассчитывать по табл. 12.
Установочные призмы
(рис. 5, табл. 13) служат для
установки деталей пружин-
ными цилиндрическими по-
верхностями.
между центрами пальцев
в приспособлении )
Т?1Л1
базовая плоскость
г)
Рис. 4. Установочные пальцы:
а и б ¦— установка заготовки на
один палец; в — установка за-
готовки на два пальца; г — уста-
новка заготовки на один палец
и базовую плоскость
Л. Определение посадочных размеров при установке на пальцы (см. рис. 4, я и г)
Определяемая величина
Расчетная формула
Наименьший зазор между нап-
равляющим пояском срезанного
пальца и отверстием заготовки
Amin =
?>„-?>
где Do — наименьший диаметр отверстия;
D — наибольший диаметр срезанного пальца
Величина зазора для срезанного
пальца, обусловленная смещением
отверстий и установочных пальцев
за счет допусков на межцентровое
расстояние
2 = 1/+«1 -Amin.
где у и yt — наибольшие отклонения расстояний
между центрами отверстий и пальцев соответ-
ственно
Наименьший зазор между цилин-
дрическим пальцем и отверстием
заготовки
где D — наибольший диаметр цилиндрического
пальца
Ширина направляющего пояска
на срезанном пальце
Ь = •
Г>ЛП
(на основании предыдущих формул)
Ширина В пальца между среза-
ми (в зависимости от его диамет-
ра D) в мм
4-6
D-1
7-10
D— 2
11-18 | 19-30
31-50
D— К \ D-6
D—10
Погрешность установки за счет
возможного угла поворота заготов-
ки (а) вследствие посадочного за-
зора между установочными паль-
цами и отверстиями
tg a =
где Amax — наибольший зазор между стенкой
отверстия и направляющим пояском срезанного
пальца; Д'тах — наибольший зазор между стен-
кой отверстия и цилиндрическим пальцем;
L — расстояние между центрами отверстий
СПЕЦИАЛЬНЫЕ ПРИСПОСОБЛЕНИЯ
87
Центры используются при установке обрабатываемых деталей на токарных
и шлифовальных станках, а также при фрезеровании в приспособлениях с дели-
тельными устройствами. Типы центров см. стр. 71—72.
12. Определение высоты направляющей части пальцев
Определяемая величина
Расчетная формула
Рабочая высота пальца, исключающая
заклинивание заготовки при съеме
а) Установка заготовки на один палец
Н --
A)
где I — расстояние от оси отверстия до
опущенного края заготовки; D — наи-
меньший диаметр отверстия заготовки;
Дт5п — наименьший посадочный зазор
между пальцем и стенкой отверстий
б) Установка заготовки на два пальца
Рабочая высота пальцев, исключающая
заклинивание заготовки при съеме, для
условия
D = D, и / = ?,,.
Для окончательного определения Н надо
взять наименьшее ее значение из формул
A) и B)
д= L + 1 + Кп V2iL + D)&mia, B,
где L — расстояние между центрами от-
верстий
13. Установочная призма (см. рис. 5, а и б)
Значение
углов а°
В общем
виде
60
00
120
Расстояние Я от осно-
вания призмы до
центра окружности
м D в
' 2 sin^ 2tg-«-
h + 0,707 - 0,5В
h + 0,57S — 0,289В
Смещение S
центра окруж-
ности по
биссектрисе
D — d
2sin|-
D — d
D — d
1,414
D-d
1,732
Зажимные детали и механизмы (табл. 14—25)
закрепляют обрабатываемую деталь в приспособ-
лении. В зависимости от источника зажимного
усилия зажимы механизма разделяются на руч-
ные и механизированные. Ручные зажимы до-
лятся на простые и комбинированные. Первые
называют зажимами, а вторые, в зависимости от
исполнения, — прихватами или зажимами с ме-
ханизмами-усилителями.
Рис. 5. Установочные
призмы:
а — для коротких дета-
лей; б — для длинных
детал ей
88
ПРИСПОСОБЛЕНИЯ ДЛЯ ОБРАБОТКИ НА СТАНКАХ
14. Винтовые зажимы
Схема и формулы
Схема и формулы
Винты со сферическим торцом
(эскиз 1)
W --
Г] =
QI
rcp tg (о + ц,п]?)
lg a
tg (a + <W
W = ¦
Винт с кольцевой поверхностью
плоского торца (эскиз 3)
JQJ
1 Dj - D\
t?_o
1 д flj- Dl
*(« + <ряр) + т-—¦
3 rcp Du-D-e
Винты о плоскил торчож (эскиз 2)
Ql
Винт со сферическим опорным торцом
и наконечником (эскиз 4)
W =
1 = -
>ср tg (a + <pn2,) + -1 jiD
tga
tg(a + Vnp) + 4--tO
IV = -
Q?
rcpts(a + *«p) + )XjScts-T '
tg.a
^ (a + Фир) + ^cpR ctg .T"
Примечание. В формулах приняты обозначения: W — сила зажима, разви-
ваемая винтом, в кГ; Q — сила, приложенная к рукоятке винта, в пГ\ I — длина рукоятки
в мм; г — средний радиус резьбы в мм; ц — коэффициент трения на плоском торце;
Фпр — приведенный угол трения, tg <pnp = ¦ ; / — коэффициент трения при пло-
ском контакте; |5 — половина угла при вершине профиля резьбы; a — угол подъема
резьбы, tg а = -5 ; S — шаг резьбы в мм; D — наружный диаметр плоского торца
inrcp '
в мм; D и D — наружный и внутренний диаметр опорного торца или торца гайки в мм\
R — радиус сферы винта в мм; р! — угол конусного углубления наконечника; т] —
к. п. д. механизма (как правило, т] меньше 0,5).
СПЕЦИАЛЬНЫЕ ПРИСПОСОБЛЕНИЯ
89
15. Эксцентриковые зажимы
Тип эксцентрика и формулы
Тип эксцентрика и формулы
W =
Нруговой эксг^ентрик
01
I, [tg (а + ф) + tg ф,]
6 -у- + @,2 +0,4)
' 1 — cos у
Криволинейный эксцентрик
VV = -
Ql
rcp lS (а + Ф) + tg Ф1
1 h.
Примечание. В формулах приняты обозначения: W — сила зажима в пГ;
Q — сила, приложенная к рукоятке эксцентрика, в пГ; I — плечо приложения силы в мм;
<i —¦ расстояние от оси вращения эксцентрика до точки соприкосновения с заготовкой
(деталью) в мм; а — угол подъема кривой эксцентрика; f — угол трения между вксцен-
триком и заготовкой; ф! — угол трения на оси эксцентрика; б — допуск на размер обра-
батываемой заготовки от ее установочной базы до точки приложения силы зажима в км;
V — угол поворота эксцентрика; j — жесткость приспособления в кГ/мм; г — начальный
радиус эксцентрика в мм; гс„ — средний радиус эксцентрика в мм; р — угол между
начальным и конечным радиусом эксцентрика; h — разность между начальным и конеч-
ным радиусом эксцентрика в мм; е — эксцентрицитет кругового эксцентрика в мм.
16. Основные параметры круговых эксцентриков
Схемы положения эксцентрика и формулы
tg a
При у < 90°
_ е cos P
~ 0,oD — е sin р '
_ 0,5Р + е Sin P
~ cos a '
Л = е A - sin 3);
р = 90° - у
При у = 90
20<?
,tgcc =
D '
'i =
0,5Д
cos а
h = e
%J^\°
tg а =
При у > 90°
е cos p
0,5D + е sin |3
_ 0,5?> + е sin 3
~ cos а .
ft = с A + sin p)
р = у — 90°
Примечание. В формулах приняты обозначения: v — угол поворота вксцен-
трика; h — ход эксцентрика в мм; а — угол подъема эксцентрика; (, — расстояние от
центра вращения эксцентрика до точки соприкосновения его с заготовкой (деталью) в мм;
е — эксцентрицитет в мм; D — диаметр кругового эксцентрика в мм.
90
ПРИСПОСОБЛЕНИЯ ДЛЯ ОБРАБОТКИ НА СТАНКАХ
17. Прихваты
Схема и формулы
Схема и формулы
Отодвигаемый
прихват с регулируе-
мой опорой
W <Q; при I = 0.5L
W = 0,50
Откидной прихват
QL
W ¦
I
W всегда >(
Отпобвигаелшй при-
хват с приложением
усилия зажима па
конце прихвата
' QI
XV =
L - I
При I > 0.5L
W> У
Прихват кулачковый
со спиральной
канавкой для
поворота
XV = (
s =
nda
/! =
3ii0
s
tgp
Примечание. В формулах приняты обозначения: W — сила зажима, разви-
ваемая прихватом, в кГ; Q — сила, приложенная к винту, в кГ; L — расстояние от точки
опоры до точки приложения силы в лиг; I — длина плеча прижима в мм; Н — высота
направляющей части в мм; h — величина подъема кулачка при его отводе в мм; S — ве-
личина поворота по дуге в мм; а — угол поворота прихвата в град; f — коэффипиент
трения; |3 — угол подъема опирали (|3 = 30 -*- 40°).
18. Реечно-шестеоеночныс и винтовые механизмы
Схемы и формулы
Схемы и формулы
' h
m?Sl—i
1
L
XV =
O.SQR
h =
?R,
В
Illlllllll
a
Illl
W ¦¦
0.7QR
h —
LRj
СПЕЦИАЛЬНЫЕ ПРИСПОСОБЛЕНИЯ
Продолжение табл. 18
Схемы и формулы
Схемы и формулы
fcGL
йкАлКл/
il
L
п
W =
0.8Q A — 0.1
~2
зг^
/г =
W =
0.9QR h_ U
Примечание. В формулах приняты обозначения: W — сила зажима в кГ;
Q — сила, развиваемая приводом, в кГ; Е и В, — радиусы начальной окружности зуб-
чатых колес в мм; h — запас хода зажимного элемента в мм; L — ход поршня в мм;
t — шаг резьбы в мм; г — средний радиус резьбы в мм; а — угол подъема резьбы;
Ф •
¦ угол трения в резьбовой паре.
19. Прихваты и нажины с механическими усилителями
Схемы и формулы
Схемы и формулы
Резьбовые
W =
м
rcp tg (а Ч- Ф) ll cos а
Г] = 0,95
W = ¦
м
1 ?>3 — d"
l-tg(a-Kp,) I .
х tg fa + Ф]) -(- tg V2 I, • 11"°'9D
W =
M
1 1J _ A3 I
W2 = -
x cos ati; r\ = 0,90;
M
92
ПРИСПОСОБЛЕНИЕ ДЛЯ ОБРАБОТКИ НА СТАНКАХ
Продолжение табл. 19
Схемы и формулы
Схемы и формулы
W =
х cos а kr\ — q\
г, = 0,95; k = 1 - -'i-1
W = •
0,5M
, , 1 D3 — <1Л
rcp tg (а + Ф)+ -Yl^TZ-ai
1 — tg (а + Ф,) tg ф3 -j
tg (а + фО + tg ф2
¦ — 9
W =
M
1 Д3 — ds
I-I,
Wt =¦
- Ti — g;
M
1 D3 — d3
*плгггтт;со5ать-'
t) = 0,93, t), = 0,9
Эксцентр иковые
W = ¦
[tg (ax + (fT) + tg ф2] г (t
Л = 0,85
-j- cos ari;
' I,
W =
[tg (ax + фг) + tg ф2] г гх
T) = 0,96
W ¦¦
6.
[tg
¦3
(a
Ф
M
г + Фт)
ri =
a
+ tg ф
0,95
n
I
w =
[tg (ax + фт) + tg ф2]
ft-1- — /
-3!
СПЕЦИАЛЬНЫЕ ПРИСПОСОБЛЕНИЯ
93
Продолжение табл. 19
Схемы и формулы
Схемы и формулы
W =
М
'. [tg (аг + фт) + tg ф2] г
г-ТГ77»1-29; П = 0,95
' Примечание. В формулах приняты обозначения: W — развиваемая сила
зажима в кГ; М — момент на рукоятке в кГ -см; I, гь 12 (а —длины плеч прихвата в мм;
aj — угол подъема кривой эксцентрика в град; фу — угол трения между эксцентриком
и опорной плоскостью; г — расстояние от центра вращения эксцентрика до точки сопри-
косновения с опорной плоскостью в мм; tg Ф^ = /2 — коэффициент трения на оси эксцен-
трика; е — эксцентрицитет в мм; 3 — угол поворота эксцентрика в град; ф — угол
трения в резьбовом соединении; h — коэффициент, учитывающий смещения точки при-
ложения силы Q относительно оси; / = f2 = 0,1 — коэффициент трения; q — сопротив-
ление пружины в пГ; 'ц' — коэффициент, учитывающий трение в шарнирных соединениях
и направлениях; <$t — угол трения на скосе клина tg ф2 = tg ф3 = /
tgo.
е cos p
' 0,5D -t- e sin pi
0,5D + e sin pi
cos aj
20. ]
Схемы и формулы
W--
Рычажные
i, . h
\
§^
r
mini
T7H/
Ql,+l21]
1 ' '' ' '
'—«H
7////// U
HI
w =
¦*\
('iill 1
a
: i 14,1
Ц
'асчст механизмов усилителен
|
Схемы и формулы
С
в
^—^~-A'
—п—i
Шорнирно-рычажные
?-~^^
(г
w ¦ '
Sz = L
A — cos a);
1
v tg (a + &) + tg ф,
94
ПРИСПОСОБЛЕНИЯ ДЛЯ ОБРАБОТКИ НА СТАНКАХ
Продолжение табл. 20
Схемы и формулы
Схемы и формулы
S2 = 2L A — cos a);
S2 = 2L A — cos a);
Ш&риирпо-плучжерные
S2 = 2L A — cos a);
О |<м
S2 = 2L A —cos a);
К./шнов"Ь?е
y////////////////>
W = Q
1
t» (a + ф,) -f 1яфа
a
iv = o-
ts(a + (fi»p)-fts4'2~7r
Клино-плу11 жерпые
*з|«м
-
IV = (
3i
1 — tg (at + Ф,) tg ф, —
tg <a, + Ф,) + tg ф2
^РИ
И
^^"
W = Q
1 — tg (d + ф,) tg ф„
tg (aj + ф,) + tg фг
СПЕЦИАЛЬНЫЕ ПРИСПОСОБЛЕНИЯ
93
Продолжение табл. 20
Схемы и формулы
Схемы и формулы
W д
1 —
IV = Q.
tg (Oj + ф1пр) tg ф3 —
tg (al + «W) + f2
W = Qn
1 -(tg а, + ф,) tg фз -г- h
2 tg (a, + <r,l I,
h . ',
t
VV ^I'Ni
2'
!V = (
fc^WM U
1 - tg (at + ф1пр) tg ф3
tg (ax + ф1пр) tg ф2
ib
^?щ
'W = Qi\
1 — tg (a, +<p,) tg ф, ~ I,
tg (a, + Ф,) tg ф2 la
Комбинированные
W = Qr\
1 Jj_
* (Kl + V> + tg ф2 ' U
w=«;ti-
ts(ai + (Pmp)tg(P2
l r 1 . мл
Примечание. В формулах приняты следующие обозначения: W — сила за-
жима в кГ; Q — Сила, развиваемая приводом, в пГ; (t и 12 — длины плеч рычага; г\ =
= 0,97 -S-. 0,985 — к. п. д. передачи; L — расстояние между осями рычага; а и at углы
наклона рычага и клина; р — дополнительный угол к углу наклона рычага, которым
учитывают потери на трение скольжения в шарнирах, р = arosin / -=-=*= 1°; tg ф, =
d '"
= / д-; S2 — запас длины хода; ф! — угол трения на наклонной плоскости клина; ф2 —
угол трения на горизонтальной плоскости; ф3 — угол трения в направляющей плун-
жера; ( — расстояние от средней точки контакта консольного плунжера с клином до
середины направляющей плунжера; а — длина направляющей плунжера; ч>1пр — при-
веденный угол трения в роликовой опоре; / — приведенный коэффициент трения в ро-
ликовой опоре; d — диаметр оси ролика; D — диаметр ролика.
96
ПРИСПОСОБЛЕНИЯ ДЛЯ ОБРАБОТКИ НА СТАНКАХ
21. Расчет усилий зажима при использовании прихватов и рычагов
с пневматическим приводом
Схемы и формулы
Схемы и формулы
ей
W ''
т
ш
,ti7>
ух
Т-
ц
W = Q'. C0Sa n;
'.1 cos a, "
т) = 0,90
€МШ^
T) = 0,90
«4«V
W=Qt
1
; (a + 3) + tg ф2
d h
x cos й, т|; tg <f>2 = /; т| = 0,95
Bit-
W = Q2
I
tg(a + p) I,
r\ = 0,90
-r- cos a,n;
¦ yl^ 'V^'kjv. Л К И_^^ '
Vl Z, cos a, ''
^«^Q, ?|i',' feTi; л = 0,95
0, d
W--
2 tg (a + p)
ri = 0,95
tg a,
W = Q3-|f---TcosaT|
T| = 0,90
— 9!
T) = 0,90
— ?•
СПЕЦИАЛЬНЫЕ ПРИСПОСОБЛЕНИЯ
97
Продолжение табл. 21
Схемы и формулы
Схемы и формулы
W
= %(¦
3ft, \
— to- m —~
tg ф
2 V tg (а + р) -¦" ~* 1. )
W = Q,-
tg(a+vlnp) + tg(p8 •
tg ф2 = i« ф3 = /
41 tg (а + ф,) +tg<p2 'it!, ь
1гФ2 = /; tg<t, = f; и =0,95
IV =
щЗ§шг
"" It? (а, +ф;')-18Ф2,й '
_ 0,эД„ 4- <¦ sin pi
IV =
1 - tg (а + ф1пр)
t«(a + <Pinp) + t8(P2^7
( 1
Щ
j
Огь врищ
1
W' = O,—
(a -i- Ф,) -r tg-ф,,! г J
-.y-Tl
^w.
////'////////////¦'Л
W = <?1
l-tg(a-LTlnp) (t
cos a.
1 - t- <a + Ф1> ts ф., -"-^ ;
w = Qs 1«(о+ф,) + 1вф, • 17 T';
VV0 = Q,ft; r\ = 0.95
4 Справочник технолога, том 2-
98
ПРИСПОСОБЛЕНИЯ ДЛЯ ОБРАБОТКИ НА СТАНКАХ
Продолжение табл. 21
Схемы и формулы
Схемы и формулы
г, = 0,95
XV = Q.h
l — tg (a + фО tg ф3
рр __ п __ . '1.
ws tg (а + ф,) + tg ф2
tg ф2 = tg ф3 = /; Т) = 0,95
Qf
ii
\ г
«2
Т| = 0,95
W=Q,
гср 12 (ар + V
( cos а „ „.
х -р- • • т); л = 0,9о
A cos cti
W = Q,ftri; T) = 0,90
Примечание. В формулах приняты обозначения: <р, — угол трения на скосе
клина, tg <Pj = 0,1; Ф1п„ — приведенный угол трения на скосе клина; Ф1пг>= arctg / -=— ;
/ — 0,1 — коэффициент трения; D, —• диаметр ролика в мм; d — диаметр оси ролика
в мм; tg ф2 — коэффициент трения в направляющей части клина; р — дополнительный
угол к углу а, учитывающий трение в шарнирах планки, C = arcsin / -=— ; q — сопро-
зг2
D,
тивление пружины в пГ; k = 1 —-¦ f— коэффициент, учитывающий смещение точки
Li
приложения силы Р относительно оси; Qt = —г- рт),; Q2 = —у— (D2 — d^) pr\; Q3 —
= ¦— (D + аJ р; р — удельное давление воздуха (масла) в кГ/см2; tg ф; = f2 = 0,1 —
коэффициент трения на оси эксцентрика; т^ — коэффициент, учитывающий трение в уплот-
СПЕЦИАЛЬНЫЕ ПРИСПОСОБЛЕНИЯ
99
Продолжение табл. 21
нениях поршня (штока); т] — коэффициент, учитывающий трение в шарнирных соеди-
нениях и направляющих; ?>0 — диаметр эксцентрика в мм; т^ — средний радиус зубча-
того колеса в мм; at — угол подъема эксцентрика в граб; ф'' — угол трения между эксцен-
триком и поверхностью ползуна в град; R — расстояние от центра вращения до точки
соприкосновения с ползуном в мм; р\ — угол поворота эксцентрика в град; г — рас-
стояние от оси вращения эксцентрика до точки Соприкосновения с кулачком в мм;
ф, — угол трения между эксцентриком и кулачком в град; г — средний радиус резьбы
плунжера в мм; ар — угол подъема резьбы в град; фр — угол трения в резьбовом соеди-
нении в град (для метрической резьбы ф = й°39').
22. Формулы для расчетов при обработке деталей с установкой на центры
Эскизы и наименование деталей
Расчетные формулы и примечания
Схема воапикающих сил
Р -\/~(р ~Р — ^-4-Р2Х
х sin-g-.
При а = 60" Р : Ру : Рх =
= 1 : 0,45 : 0,35 и
D _ 1
Po = 0,54Pz; Q=A,3-1,5)PO
или 0 = @,7 -i- 0,85) Р
Поводок со штырями и плавающим центром
(схема к расчету)
Конус Морзе 6
1 2 3 \ 4 5 6
h 3s
P,D
1 — хвостовик; г — регулировочный винт;
3 — пружина; 4 — плавающий центр;
5, 7 —гайки; в — штыри
DxaTn tg -L-
nPzD tg J±-
" Огп ¦
Поводок с рифлениями (схема к расчету)
А-А
ь-У-Щ
ЧР D
gtz tg a/2 •
Q>
2PzD tg -|-
при а = 60° 7 = 90° и D = D,;
Q>iP,
4*
100
ПРИСПОСОБЛЕНИЯ ДЛЯ ОБРАБОТКИ НА СТАНКАХ
Продолжение табл. 22
Эскизы и наименование деталей
Поводок с качающейся рифленой шайбой
конструкции В. Н. Березовского
17 1 ь 1/3 Вид А
и\у)^ V , ¦ ¦ -Й^9^ . fllHlPnn
V/7V Yf//V////////
7777МЖ !_ш№
В 7В 5
1 — хвостовик; 2 — регулировочный винт;
з — пружина; 5 — плавающий центр;
4, 8 — гайки; в, 7 — шайбы
Расчетные формулы и примечания
При ft = 300 мп и Мк = 8500 кГ-мм
возможна обработка валика из
стали 45; d — 50 мм при t = 5 мм
и .S = 0,3 мм/об.
Усилие определяется по номо-
грамме
Обозначения: Ро — тала, действующая вдоль оси пиноли в кГ; Q — усилие
на штоке силового привода в кГ; h — глубина проникновения штырей или рифлений
в мм; в — напряжение смятия; п — количество штырей; z — количество рифлений.
23. Формулы для расчета зажимного усилия в патронах
Наименование и эскиз патрона и расчетные формулы
Трехкулачкоеый стандартный спирально-реечный
S3
Mnp=Wln-
W =
On/
Q, - «,VC
СПЕЦИАЛЬНЫЕ ПРИСПОСОБЛЕНИЯ
101
Продолжение табл. 23
Наименование и эскиз патрона и расчетные формулы
А-А
Двухкулачкавый с виптовым приводом-
.А
Pz sin T rcp tg (a' + fi)
Трехкулачковый рычажный
A-A
<j-nfe'(i+2L/,)s
4^
D, P
IV =
1 г
D/n
Трехпулачковый клиновой
Q = nft'(l+ !-/,):
x tg (p + p) IV;
102
ПРИСПОСОБЛЕНИЯ ДЛЯ ОБРАБОТКИ НА СТАНКАХ
Продолжение табл. 23
Наименование и ;>скиз патрона и расчетные формулы
Цанговый с тянущим зажимом
ЛУB?)' + р.*(а + Ф>
Цанговый с толкающим зажимом
+ Р*х [tg (а + ф) +
+ @,3 + 1,0) ц]
Мембранные
Q = 1,33ft tg p!
3l
Примечание. В формулах приняты обозначения: W — требуемая сила зажима
на каждом кулачке в пГ; Р^ — сила резания в кГ; а — угол призмы кулачка в град;
f — коэффициент трения на рабочих поверхностях кулачков (/ «* 0,23 -+- 0,6); ft —
коэффициент запаса; D — диаметр поверхности, по которой зажимается заготовка (базо-
вой поверхности) в мм; Dt ¦— диаметр обрабатываемой поверхности в мм; М — крутя-
щий момент на ключе в кГ -мм; а — угол подъема резьбы винта; ф — угол трения в
резьбе; I — вылет кулачка в мм; г, — длина направляющих кулачка в мм; 1г — рас-
стояние от оси винта до продольной оси призмы в мм; г — средний радиус резьбы
винта в мм; п — число кулачков; Q, — сила, приложенная к рукоятке ключа в кГ'
ftt — коэффициент, учитывающий передаточное отношение и к. п. д. патрона (ft, =
= 0,033 -> 0,017); Q — сила на штоке привода в кГ; а и 6 — малое и большое плечо ры-
чага в мм; р — угол клина в град; ф! — угол трения на наклонной поверхности клина
в граЭ; ft — коэффициент'запаса (ft2 = 1,2 + 1,5); ц, — коэффициент сцепления (ц =
= 0,3 + 1,0); Рх — осевая сила в кГ; М — момент, передаваемый цангой, в кГ -мм;
0! — угол наклона тарелки в рабочем состоянии.
СПЕЦИАЛЬНЫЕ ПРИСПОСОБЛЕНИЯ
103
24. Формулы для расчета зажимных усилий при аакреплеяин заготовок на оправках
Тип оправки,
эскиз и расчетная формула
Тип оправки,
эскиз и расчетная формула
Консольная жесткая с торцовым
зажимом
Консольная с тэазъеэпой втулкой
n^\x\SS?Su
V///A
"caKs, ca,
^Ъу///////.
hPD
2hPU
1K — da ~~ (Di + d) t '
fc =1,5-^2,5; / = 0,1-r 0,15
kP D
fe = 1,5-j- 2,5; /, = 0,15-r 0,2; Ф =» 5°43'
Консольная с тарельчатыми пружинами
М
Q = l,33fc tg о' -r?-1 ft = 1,5-f-2,5;
fti
M = /R °'7э0. ; / = 0Д -r 0,12; a' ^ 10°
к tg a
Консольная клиноплунжерная
&PZD cos ф sin (a, + ф,)
Id ' cos (ai + 2фО
t = 1,5 -^ 2,5; /=0,25-^0,5
Консольная роликовая
Q =
a2 = 4 -|- 7°;
ntga2
= 0,902
= 0,498 (d — dt) — 0,5dt;
H = 0,902 -j — 0,996d, =
°cm = 0M&
^l
«S laj кГ/см";
d, = @,25 H- 0,3) d;
L > l,5d,; H при d3 ^ 7°
Примечание. В формулах приняты обозначения: Q — сила, приложенная
к зажимной тяге, в вГ; fc — коэффициент запаса; Pz — сипа резания в кГ,- D — диаметр
104
ПРИСПОСОБЛЕНИЯ ДЛЯ ОБРАБОТКИ НА СТАНКАХ
Продолжение табл. 24
обрабатываемой поверхности в мм; d — диаметр оправки в мм; D, — диаметр упорного
бурта в дик; / и fi — коэффициенты трения; а — угол конуса оправки в град; ф — угол
трения на поверхности контакта оправки и разрезной втулки в град; М — крутящий
момент от еилы резания Pz в кГ -мм; а' — угол наклона тарелки в рабочем положении
в град; R — радиус установочной поверхности тарельчатой пружины в мм; а, — угол
наклона рабочей поверхности плунжера в град; <ti — угол трения на наклонной поверх-
ности плунжера в град; а2 — угол заклинивания в град; п — число роликов в оправке;
г — радиус ролика; Е — модуль упругости в кГ/см2; асм — напряжение смятия в кГ/см-;
L — длина ролика в см; dt — диаметр ролика в мм; Мтах — максимальный переда-
ваемый крутящий момент в кГ -см; f> — зажимной натяг в мм; ft — толщина тонкостен-
ной части втулки в мм; D2 — диаметр втулки в мм.
25. Формулы для расчета аажимных усилий пря закреплении яаготовок
на сверлильных и фрезерных станках
Способ закрепления, эскиз
и расче1-ная формула
Способ закрепления, эскиз
и расчетная формула
А. Обработка на сверлильных станках
Крепление иа плоскости прихватами
W--
кМ
\\nvNSj I TvV4VsVWc
Крепление в призмах
W =
kM sin а/2
W
Торцовое препление е накладном кондукторе
W =
hMn
1 / Dj — Ds\
Б. Обработка на фрезерных станках
Крепление боковыми зажимами
w
W*
hP2 (Ь + af) Р1г0
а/г + Ь) + z
(направление подачи перпендикулярно плоскости губок);
kP
«--ЯГ-
(/ ж 0,45, направление подачи параллельно плоскости
губок)
СПЕЦИАЛЬНЫЕ ПРИСПОСОБЛЕНИЯ
105
Продолжение табп. 25
Способ закрепления, эскиз
и расчетная формула
Способ закрепления, эскиз
и расчетная формула
Крепление па плоскости
прихватами
Крепление в призме
IW
^
/////////&/////////ЛУ/.
W—±V Pf+ PJ
^ = -fsinij/P?4 PS+PI
Крепление центральным торцовым зажимом
а
W = .
3 ' \D' — d' I
Примечание. В формулах приняты обозначения: W — сила зажима в кг;
h — коэффициент запаса; / — коэффициент трения на рабочих поверхностях зажимов
(для гладких поверхностей / = 0,25; с крестообразными канавками /= 0,45); М —
крутящий момент на сверле в кГ -дои; а — расстояние от оси сверла до оси прихвата
в мм; D — диаметр базовой поверхности в мм; а — угол призмы в град; п — число
одновременно работающих сверл; Pv P Р3 — составляющие силы резания
МЕХАНИЗИРОВАННЫЕ ПРИВОДЫ ЗАЖИМНЫХ УСТРОЙСТВ
Механизированные приводы зажимных устройств подразделяются на пнев-
матические, пневмогидравлические, гидравлические, механические, вакуум-
ные и электромеханические.
В станочных приспособлениях наиболее распространены пневматические и
реже пневмогидравлические, гидравлические и особенно электромеханические
и вакуумные приводы.
Механизированные приводы монтируют ;в корпусы приспособлений или вы-
полняют как самостоятельные узлы. Во втором исполнении приводы приобре-
тают универсальность и могут быть использованы в специальных, универсаль-
ных и универсально-наладочных приспособлениях.
Пневматические приводы (табл. 26). По характеру силового узла пневмати-
ческие приводы бывают двух типов: поршневые и диафрагменные.
Поршневые пневматические приводы бывают двусто-
роннего и одностороннего действия.
108
ПРИСПОСОБЛЕНИЯ ДЛЯ ОБРАБОТКИ НА СТАНКАХ
26. Расчетные аависимости по пневматическим приводам станочных приспособлений
Рассчитываемый параметр
Формула
Поршневые приводы
Сипа на штоке для приводов:
одностороннего действия .
двустороннего действия:
толкающая сила . . .
тянущая » .
сдвоенного привода
толкающая сила .
тянущая »
Диаметры:
шпилек для крепления крышек цилиндра
резьбы на штоке
Ориентировочное значение диаметра рабо-
чей полости пневмоцилиндра при извест-
ных Q и р
Время срабатывания
Расход сжатого воздуха на 1 ч работы для
приводов:
одностороннего действия
двустороннего действия
Диаметр воздухопровода
Объем рабочей полости, заполняемой сжа-
тым воздухом за один двойной ход штока
для приводов:
одностороннего действия
двойного действия
Q = TD2j>n-g
Q = -? BD* - d«) pr\
y =
d2
T (D*
— Q2) РЦ
-V-
iaQ
D ч= 0,7 YQ
При еЭ= 0,528 /=22,8.10
eL
62 Y^ 1.43 _a1.715
при. e =5 0,528 ( = 84,4 . 10"» ¦—.
Для ориентировочных расчетов
DL
t ~-
d'ot
W~
We = (V0 + V,)n
-У-&
nVt
q' = 0,7№D'L
q' = 0,785 BD« — dtfh
Диафрагменные приводы
Сила на штоке для пневмокамер односто-
роннего действия:
в исходном положении штока для таре-
льчатых и плоских диафрагм из про-
резиненных тканей
1 = -jg- (Pt + dyp-q
СПЕЦИАЛЬНЫЕ ПРИСПОСО БЛЕНИЯ
107
Продолжение табп. 26
Рассчитываемый параметр
Формула
Сила на штоке:
в положении после перемещения на
расстояние 0,ЗГ> для тарельчатых и
0,071) для плоских диафрагм
для плоских резиновых диафрагм:
в исходном положении штока ....
в положении после перемещения на
расстояние 0,2213
Сила на штоке для пневмокамер двусто-
роннего действия при d я= 0,7D для та-
рельчатых и плоских диафрагм из проре-
зиненных тканей — при d = D — 21 —
— B -г 4) мм для резиновых диафрагм:
в исходном положении штока
при ходе 0,3В для тарельчатых и 0,070
для плоских диафрагм
Сила на штоке для пневмокамер двусто-
роннего действия для плоских резино-
вых диафрагм при d =&D — 2t — B-^-4) мм
в исходном положении штока
в положении после перемещения на рас-
стояние 0,22В
Время срабатывания диафрагменного пнев-
мопривода
Объем рабочей полости, заполняемой сжа-
тым воздухом за один двойной ход штока
для камер:
одностороннего действия
двойного действия
Q = ^L(Dl + dJp_g
Q = — d2p - q;
_ 0,9я .
Q = -i— dzp-q
> = -jg- (D + d)*p
0.75Я
16
(D + d)*v
Q^^d'p
0.9я
d2p
_ L (D' + Dd + d2)
. q' = 0,26 (D^ + Dd + d2) L
q'= 0,52 (D= + Dd + d2 — l,51dj) L
Примечание. В формулах приняты обозначения: Q — сила на штоке в кГ;
D — диаметр поршня пневмоцилиндра в еж; d — диаметр штока пневмоцилиндра в см;
V — давление сжатого воздуха в кГ/см2; q — сила возвратной пружины при крайнем ра-
бочем положении поршня в пГ\ Т) — коэффициент полезного действия (ri « 0,85); dx — внут-
ренний диаметр резьбы (в мм) шпилек; d2—-для метрической резьбы на штоке в мм; а —
коэффициент затяжки (а =» 2,25); z —число шпилек; [а„] — допускаемые напряжения мате-
риала на растяжение в кГ/ммг; t — время срабатывания поршневых (диафрагменных)
Р,
пневмоприводов в сек; s =¦
pFp
; Pr — приведенная сила на штоке в начале движения
в кГ; F — площадь поршня в см'; |3, — коэффициент, учитывающий трение между порш-
нем и цилиндром (pt « 0,92); L — длина хода поршня в еж; |3 = -=р ; dg — диаметр
воздухопровода в еж; v — скорость протекающего воздуха в еж/сек (d=1500 + 2500 еж/сек)-
"з — расход сжатого воздуха за 1 ч работы пневмопривода в еж31ч; Vo — объем рабочей'
полости цилиндра в еж8; Vt — объем рабочей полости со стороны штока в см*; п — число
рабочих ходов поршня в час; V — объем сжатого воздуха, проходящего по воздухопро-
воду за один рабочий ход, в см3; t — время, необходимое для заполнения полости пнев-
моцилиндра в сек (следует задавать); D, — диаметр диафрагмы в см; d — диаметр опор-
ной шайбы; di — диаметр штока диафрагмы.
108
ПРИСПОСОБЛЕНИЯ ДЛЯ ОБРАБОТКИ НА СТАНКАХ
Первые используются в случаях, когда необходим значительный ход поршня,
а также если у приспособления есть самотормозящие зажимные механизмы,
требующие больших усилий на поршне во время не только рабочего, но и холо-
стого хода. Приводы одностороннего действия используют в случаях, когда ход
поршня и требуемые усилия при холостом ходе невелики, и, в частности, при
несамотормозящих зажимных механизмах приспособления. По конструктив-
ному выполнению поршневые пневмоцилиндры бывают стационарные, встроен-
ные, качающиеся, плавающие и вращающиеся
Одним из основных факторов, влияющих на нормальную работу пневмоци-
линдра, является герметичность цилиндра и изоляция друг от друга его полостей.
Для этой цели применяют различного типа уплотнения. Для неподвижных соеди-
нений в качестве уплотнения применяют: при давлениях до 100 кГ/см2 — про-
кладки из картона толщиной 1 мм или фибры; для давления св. 100 кГ/сл;2 —
прокладки из меди толщиной 2—3 мм и резиновые кольца.
Пневмоприводы (пневмоцилиндры, диафрагменные камеры, пневмоаппаратура
и воздухопроводы) нормализованы (МН 2936—62, МН 2952—62, МН 3450—62,
МН 3454—62 и др.).
Выбор диаметров пневмоцилиндров рекомендуется производить по табл. 27.
27. Ряды диаметров (в .им) цилиндров, штоков плунжеров и
1
5
6
8
10
12
14
16
18
20
22
25
28
30
32
35
38
2
3
-
20
25
30
35
*> 1 — общий;
*2 При новом
20
25
30
1
40
45
50
55
60
65
70
75
80
90
100
105
110
125
. 140
о
40
45
50
55
60
65
70
75
80
90
100
110
125
140
3
40
50
60
-
75
-
100
-
125
золотников •¦ (по МН 1250—E0)
1
150
160
180
200
210*2
220
250
280
300
320
360
400
420 *2
450
500
2 — диаметры гидроцилиндров; 3 — диаметры
проектировании применять не рекомендуется.
2
150
160
180
200
220
250
300
360
400
450
500
3
150
-
200
-
250
• 300
360
400
-
500
пнев м оцилиндр ов.
При выборе диафрагменных и пневматических камер рекомендуется руковод-
ствоваться следующими расчетными диаметрами диафрагм и их толщинами:
125/3—4, 160/3—4, 200/4—5; 250/5—6; 320/6—8; 400/8—10 (в числителе рас-
четный диаметр, а в знаменателе толщина диафрагмы в мм).
При выборе размеров воздухопроводов можно руководствоваться следующими
данными (в мм):
Диаметр поршня 50—100 125—150 200 250 300
Внутренний диаметр трубки . . 4—6 6—8 8—10 10—13 13—16
Гидроприводы (табл. 28). Наиболее широко гидравлические приспособле-
ния применяют на станках с гидрофицированной пОдачей. Для этого в станках
имеются специальные выводы для подачи масла к приспособлениям. Гидропри-
воды состоят из двух насосов: низкого и высокого давления. Насос низкого дав-
СПЕЦИАЛЬНЫЕ ПРИСПОСОБЛЕНИЯ
109
ления обеспечивает заполнение рабочих цилиндров и предварительный под-
яшм, а второй насос — окончательный зажим заготовки в приспособлении. Для
разделения потоков масла насосов низкого и высокого давления в гидросистеме
предусматривается разделительная панель с регулирующей предохранительной
аппаратурой. Если в станках гидропривода нот, то применяют универсальные
гидроприводы, которые бывают индивидуальными, малогрупповыми и группо-
выми.
28. Расчетные зависимости по гидроприввдам станочных приспособлений
Панель
управ-
ления
L
Бачок
с маслом
ч
Насосная
установка
с
двигателем
Рассчитываемый параметр
Формула
Производительность насоса
Мощность для привода насоса
Сила на штоке поршневого гидроцилиндра:
тянущая
толкающая
Скорость перемещения поршня в напра-
влении действия силы:
тянущей
толкающей
Время срабатывания (ориентировочное)
гидроцилиндра
Внутренний диаметр трубопровода гидро-
цилиндра
QL
vQ,.
N = ¦
612пг
я
4000Ол
= n(D*-d*)
i00OQM
t =¦
nD2
яР'7.
4 . 10»Q
¦*-шУЬ
do =
Примечание: В формулах приняты обозначения: QH — требуемая производи-
тельность насоса в л/мин', L — ход поршня гидроцилиндра в см; t — время срабатывания
гидроцилиндра в мин; р — давление масла в кГ/см*; ти — объемный к. п. д. гидро-
системы, учитывающий утечки масла; т|2 — к. п. д. насоса; <Э — сила на штоке (толкаю-
щая или тянущая) в кГ; D — диаметр поршня в см; d — диаметр штока в см; Т) — к. п. д.
гидроцилиндра; d0 — внутренний диаметр трубопровода в мм; Q4 — количество масла,
протекающего по трубопроводу, в л/мин; г>_ — скорость перемещения масла по трубо-
проводу в м/сек (для всасывающих и_ < 1,5 м/сек. для нагнетательных vT < 4 м/сек).
Индивидуальные гидроприводы используют для крупногабаритных заго-
товок, требующих зажима в нескольких местах, т. е. при необходимости иметь
несколько рабочих гидроцилиндров, работающих на прямую. Привод монти-
руется около станка.
но
ПРИСПОСОБЛЕНИЯ ДЛЯ ОБРАБОТКИ НА СТАНКАХ
Малогрупповые гидроприводы предназначены для обслуживания несколь-
ких станков с общим объемом масла рабочих гидроцилиндров приспособлений
до 5 л. '
Групповые гидроприводы предназначены для обслуживания приспособле-
ний на 15—20 станках с общим объемом масла в рабочих гидроцилиндрах до
20 л.
В качестве рабочих жидкостей, применяемых в преобразователях давления
и гидроцилиндрах, рекомендуются следующие марки масел: индустриальное 12,
индустриальное 20 и турбинное 22. Рабочие силовые гидроцилиндры, создающие
необходимые усилия зажима, передаваемые зажимным механизмом приспособ-
ления, представляют собой самостоятельный узел, устанавливаемый на любом
а;
Рис. 6. Гидроприводы поворотного действия:
а — однолопаотной; б — трехлопастной; в — двухлопастной
приспособлении. Размер и тип цилиндра выбирают в зависимости от необходимых
усилий зажима и конструктивных соображений при компоновке приспособлений.
Гидроцилиндры различают по роду действия (одностороннего и двусторон-
него) и по способу крепления в приспособлении или на столе станка.
Наряду с агрегатированными гидроцилиндрами в приспособлениях широко
используют гидроцилиндры, встраивая их в конструкцию приспособления.
В приспособлениях используют шестеренчатые насосы моделей Г11-11А-Ь Г11-24;
БГ11-11А-5-БГ11-14; ВГ11-11, лопастные моделей Г12-11А-4- Г12-24 и эксцентри-
ковые поршиевые моделей Г17-22А, Г17-32 и Г17-83. Диаметры гидроцилиндров
и диаметры штоков рекомендуется выбирать из следующего ряда: 40/20; 50/25;
60/30; 70/35; 80/40; 90/40; 100/50; 110/50; 125/60; 140/70 (в числителе диаметр
цилиндра, а в знаменателе диаметр штока в мм).
Если в технологической оснастке используются гидроприводы поворотного
действия (для переодических движений, рис. 6), расчет крутящего момента и
угловой скорости производят по формулам:
а) для однолопастного цилиндра поворотного действия
_РЪ
MKp = ^-(?>2_rf2); ш==.
2Ь(Д2_Й2) '
б) для многолопастных цилиндров поворотного действия
MKp = ^(D2-d*);
В формулах приняты обозначения: Мкр — крутящий момент на валу в-
кГ-см; ш — угловая скорость на валу в сев; D — диаметр цилиндра (барабана)
в см; d — диаметр вала лопасти в см; р — рабочее давление жидкости в кГ/см2;
Ь — ширина лопасти в см; z — число лопастей; ()ж — количество жидкости,
поступающей в цилиндр (действительная производительность насоса), в см3/мин.
В приводах поступательного движения, работающих на среднем и повышенном
давлении применяют веретенные масла 2 и 3 и турбинное масло Л.
СПЕЦИАЛЬНЫЕ ПРИСПОСОБЛЕНИЯ
111
В приводах вращательного движения применяют веретенное масло 3, тур-
бинное Л и машинные Л и С.
Пневмогидравлические приводы служат для преобразования сравнительно
низкого давления воздуха D—6 ати) в высокое давление масла (до 50 ати) и
для подачи последнего к рабочим гидроцилиндрам, воздействующим на звено
связи зажимного устройства приспособления.
Такой привод может обслуживать большое число зажимных точек, иногда
значительно удаленных друг от друга. Привод состоит из преобразователя дав-
ления с аппаратурой и подключаемых к нему рабочих гидроцилиндров, воздей-
ствующих на зажимные механизмы.
Пневмогидравлические приводы наиболее целесообразно применять в се-
рийном производстве при больших усилиях резания, а также при большом
количестве зажимных точек и больших габаритных размерах деталей. Осо-
бенно рационально их применение в многоместных и многопозиционных при-
способлениях.
Преобразователи давления. По принципу работы преобра-
зователи (приводы) давления делятся на преобразователи прямого действия и
преобразователи последовательного действия.
Преобразователь прямого действия (см. эскиз к табл. 28) представляет собой
камеру, заполненную маслом. Шток пневмоцилиндра, являющийся плунжером
гидросистемы, входит в камеру и вытесняет масло, давление которого передается
рабочему плунжеру, действующему на зажимное устройство приспособления.
Расчет давления, расхода воздуха и т. д. производят по формулам, приведенным
в табл. 29.
29. Пневмогидравлические приводы с преобразователем давления прямого действия
Рассчитываемый параметр
Формула
Коэффициент усиления
<-[1ЬУ
' \ d
Сила на штоке рабочего гидроцилиндра
Давление жидкости в рабочем гидроци-
линдре
где » — обычно принимается равным 15—20
4
Величина хода штока пневмоцилиндра . .
Расход воздуха на один цикл зажима . .
Диаметр рабочего гидроцилиндра
Диаметр пневмоцилиндра
Диаметр штока пневмоцилиндра
?,= !!
/' D у п
\ d
EL
Т
т- ЗТ „2г
V = — D\L
D = 1,13 |/-Q-
Dt = dY~ =0,56dKp
d =¦
Примечание. В формулах приняты следующие обозначения: ?>,— диаметр
пневмоцилиндра в см; D — диаметр гидроцилиндра в см; d — диаметр штока пневмоцк-
линдра в см; т\ — объемный к. п. д. привода (обычно тH " 0,95); цм — механический
к. п. д. преобразователя (обычно ri^ *= 0,95); ч\'м —механический к. п. д. гидроцилиндра
(обычно л» га 0,90); р — давление масла в кГ/см1 (обычно р = 50—60 кГ/см2); I — ход
штока рабочего цилиндра в см; п — число рабочих гидроцилиндров.
112
ПРИСПОСОБЛЕНИЯ ДЛЯ ОБРАБОТКИ НА СТАНКАХ
Штуцер для заливхи масло
6 рабочие цилиндры и 8 камеру
гидравлического цилиндра 7
В атмосферу
Ш
Существует много конструкций пневмогидравлических приводов, встроен-
ных в корпус приспособления, выполненных в виде отдельного узла и соеди-
ненных с корпусом приспособления и, наконец, выполненных в виде отдельного
универсального привода, обслуживающего группу приспособлений.
Приведенная на рис. 7 схема универсального преобразователя давления пря-
мого действия, выполненного в соответствии со схемой на табл. 29, показывает,
как обеспечивается работа нескольких рабочих гидроцилиндров.
Преобразователь последовательного действия представляет собой систему
двух блоков из пневмо- и гидроцилиндров. Вначале срабатывает блок низкого
давления, в результате чего осу-
ществляется предварительный за-
жим заготовки, а затем блок вы-
сокого давления, осуществляющий
окончательный зажим заготовки.
Существует много конструк-
тивных решений преобразователей
последовательного действия; в ос-
новном они отличаются исполне-
нием блока низкого давлепия.
Блок низкого давления выпол-
няется в трех вариантах. В пер-
вом варианте сжатый воздух не-
посредственно воздействует на
поверхность масла, помещенного
в полости низкого давления. Во
втором и третьем вариантах сжа-
тый воздух действует на жидкость
через поршень или через диафраг-
му. Более широкое применение
имеют блоки низкого давления,
выполненные по второму и
третьему вариантам.
На рис. 8 показана схема пре-
образователя последовательного
действия поршневого типа. Ци-
линдр разделен перегородками 1
и 2 на три секции. При пово-
роте рукоятки распределитель-
ного крана 3 в положение «Под-
жим» сжатый воздух из сети
поступает в полость В, перемещает поршень 4 вправо. При движении
поршня 4 масло из полости 7 по радиальным и центральному каналам в штоке 5
поступает в полость А. Поршень 6 с тягой, перемещаясь вправо, воздействует
на зажимной механизм и происходит предварительный поджим заготовки с уси-
лием 120 кГ. При повороте рукоятки распределительного крана в положение
«Зажим» сжатый воздух поступает в полость Ж и перемещает поршень 7 влево.
В момент, когда радиальные отверстия Д в штоке 5 перекроются цилиндром,
масло перестает циркулировать и в полости А резко повышается давление,
в результате чего заготовки в приспособлении окончательно зажимаются. При
повороте рукоятки крана в положение «Отпуск» сжатый воздух поступает в по-
лости Б и Е, все элементы привода возвращаются в исходное положение и обра-
ботанная деталь освобождается.
Преобразователь последовательного действия диафрагменного типа (табл. 30),
показанный на рис. 9, работает по следующему циклу. Для предварительного
поджима заготовки сжатый воздух из сети подается в полость А пневмомдрав-
лической камеры 1 и, воздействуя на резинов5ю диафрагму 2, заставляет жид-
кость, находящуюся в полости Б, поступать в полость В гидроцилиндра 3 и по
I
'///</////////'/.
Рис. 7. Схема пневмогидравпического преобра-
зователя давления прямого действия:
1 — клапан; 2 — кран; 3 — пневмоцилиндр;
4 — плунжер силового гидроцилиндра; б — рас-
пределительная коробка; в — рабочие гидроци-
линдры; 7 — манометр; 8 — бак с маслом (за-
пасной)
СПЕЦИАЛЬНЫЕ ПРИСПОСОБЛЕНИЯ
ИЗ
маслопроводу 4 в рабочий гидроцилиндр 5, шток которого и воздействует на
зажимной механизм приспособления, подводя его к заготовке. Для окончатель-
ного зажима заготовки в приспособлении с необходимым для обработки усилием
распределительный кран переключается, и сжатый воздух, поступая в полость Г
пневмоцилиндра 6, вызывает перемещение поршня, а значит, и плунжера 7
гидроцилиндра. После того как отверстие будет перекрыто, масло, выжимаясь
1 и
Л 5
Рис. 8. Схема пневмогидравличеокого пре-
образователя давления последовательного
действия
Рис. 9. Пневмогидравлический преобразо-
ватель давления последовательного дейст-
вия диафрагмеиного типа
из цилиндра 3 в маслопровод и рабочий гидроцилиндр 5, обеспечивает зажим
заготовки. Освобождение заготовки осуществляется пуском воздуха в полость Д.
Механогидравлические приводы (табл. 31, рис. 10) применяют в приспособ-
лениях, рассчитанных на большие усилия зажима. Привод состоит из винтового
механизма, приводимого в действие от руки, и гидроцилиндра, поршень кото-
рого воспринимает осевые усилия винта. Благодаря такому устройству осевое
усилие, передаваемое на поршень, увеличи-
вается во столько раз, во сколько площадь
поршня больше площади плунжера, передаю-
щего давление на масляную среду.
Достоинством такого привода является
отсутствие внешнего источника питания.
Зависимость между осевыми усилиями
винта и штока привода может быть определе-
на по формуле
PLD*
'rcptg(a + <p)&
Рис. 10. Схема механогидравличе-
ского привода
гДе Qvj. — усилие на штоке в кГ; Р — усилие, прикладываемое к рукоятке махо-
вичка, в кГ; L — расстояние от оси виита до рукоятки в см; гср — средний ра-
Диус резьбы винта в см; D — диаметр поршня в см; d — диаметр плунжера в см;,
a угол подъема резьбы — 2°30'—3°30'; ф — угол трения в резьбовом соеди-
нении ~ 6°34' (для метрической резьбы).
114
ПРИСПОСОБЛЕНИЯ ДЛЯ ОБРАБОТКИ НА СТАНКАХ
30. Основные размеры в мм и характеристика пневмогидравличсского преобразователя
давления последовательного действия диафрагмеиного типа
Сжатый Воздух
под диафрагмц
120
160
200
о,
155
230
300
d
30
40
50
(
68
84
102
L
450
489
558
L,
254
293
362
L,
37
97
117
152
Н
104
124
154
н,
250
286
335
14
18
Характеристика
Расход масла низ-
кого давления в ем3
(полость \'>)
400
900
2000
Расход масла высо-
кого давления в см?
(полость Vz)
50
200
Давление масла р2 при редуцированном
давлении сжатого воздуха pt в кГ/смг
32
48
64
80
СПЕЦИАЛЬНЫЕ ПРИСПОСОБЛЕНИЯ
115>
31. Расчетные зависимости механогидравлического привода
Рассчитываемые параметры
Формулы
Площадь поршня
Площадь сечения плунжера . . . .
Объем рабочей полости цилиндра
Давление в цилиндре при предва-
рительном закреплении
Угол подъема резьбы в резьбовом
соединении поршня
К. п. д. в резьбовом соединении
поршня и гайки .........
Необходимое усилие на рукоятке
маховика
Крутящий момент, передаваемый
фрикционной муфтой
F =
nd2
, где d — диаметр цилиндра в см
Fi =
ndi
, где d, — диаметр плунжера в см
V = (F — Fi) ti, где г\ — наибольший ход порш-
ня в cm
Q = (F — Ft) р, где р — удельное давление, разви-
ваемое поршнем, в кГ/см2
tg а = —~. где h, — шаг резьбы в еж; d2 — сред-
ний диаметр резьбового соединения в см
Т| =
tg (a + р)
соединении
Qh
, где р — угол трения в резьбовом
Р =
2Вят|
, где R — радиус маховика в см
116
ПРИСПОСОБЛЕНИЯ ДЛЯ ОБРАБОТКИ НА СТАНКАХ
Продолжение табл. 31
Рассчитываемые параметры
Окружное усилие на фрикционной
муфте (при одной паре трущихся
поверхностей)
Сипа нажатия пружины фрикцион-
ной муфты
К. п. д. в резьбовом соединении
плунжера
Давление в цилиндре при оконча-
тельном закреплении заготовки
Усилие на рукоятке маховика, не-
обходимое для окончательного за-
крепления заготовки
Полное усилие на рукоятке махо-
вика
Сила пружины регулирующего
клапана
Сила пружины обратного клапана
Формулы
М
-Pi = —-— , где г — средний радиус муфты в еж
Рг = —— , где ц — коэффициент трения фрикци-
онных дисков
111 ~ tgOii'+p) ' ГДе ™1 ~ уГ0Л подъема Резьбы
Q, = p,F,, где р1 — величина удельного давления,
развиваемого плунжером, в кГ/см'
р3 = *¦' 2—, где h2 — шаг резьбы в см
Pt= P + Р3 в кГ
P5 = PiF2, где F2 — площадь плунжера в см2
ре = p,Fs, где F, — площадь наружного торца
клапана в см2
При изготовлении механогидравлического привода необходима тщательная
пригонка уплотнения в гидроцилиндре, так как в случае просачивания масла
Рис. 11. Схемы электромеханических зажимных устройств:
I — электродвигатель; 2 — редуктор; з — муфта; 4 — пружина; 5 — винтовая пара
из-за отсутствия компенсирующего подбора может иметь место падение силы
зажима.
Механогидравлические приводы изготовляют как часть, встроенную в кор-
пус приспособления или как самостоятельное устро?хгво в виде питателя гидро-
лцилиндров.
СПЕЦИАЛЬНЫЕ ПРИСПОСОБЛЕНИЯ
117
Электромеханический привод (рис. 11). Силу Q, передаваемую к зажимным
элементам, в общем виде рассчитывают по формуле
Q = 71620
iVnt
rercptg(a + <p) •
где гср — средний радиус резьбы в см; i — передаточное отношение редуктора;
;у — мощность двигателя в л. с; п —¦
число оборотов двигателя в минуту; а —
угол подъема резьбы; <р — угол трения
в резьбовом соединении; г] — к. п. д. ре-
дуктора.
Вакуумный привод (рис. 12). Силу
зажима заготовки при использовании ва-
куумного привода рассчитывают по фор-
муле
W = PnpHk,
а)
Рис. 12. Схемы установок с вакуум-
ным приводом:
а — с использованием пневмоцилиндра
A — закрепляемая деталь; 2 — при-
способление; 3 — вакуумный цилиндр;
4 — пвевмоцилиндр; 5 —¦ четыреххо-
довой кран); б — с использованием
вакуумного насоса [I — закрепляемая
деталь; 2 — приспосебление; 3 — кран;
4 — воздушный баллон (ресивер); 5 —
вакуумный насос]
где W — сила зажима в кГ; Fn — по-
лезная площадь', ограниченная уплотне-
нием, в см2; рн — избыточное давление
в кГ/см*, рн = 1 — р; р — остаточное
давление в вакуумной полости приспо-
собления в кГ/см2; к — коэффициент гер-
метичности вакуумной системы (к =
= 0,8 н- 0,85).
Механические приводы. В качестве ис-
ходной силы для закрепления обрабаты-
ваемых деталей в этих приводах чаще всего
используются центробежные силы, движе-
ния частей станка, силы пружин и др.
На рис. 13 показаны две схемы центробежно-инерционных приводов,
тяговая сила, развиваемая этими приводами, определяется по формулам:
а) для привода по рис. 13, а
п—(Р T\j.lih — (h + h)fr.
V — \^ц—¦» ) К j:z— '.
4 g g
б) для привода по рис. 13, б
OfilGiR^k
<? =
о)
5)
g[tg(a + <p) + tg<pij-
Рис. 13. Схемацентробежно-инерционного привода
В формулах приняты обозначе-
ния: Q — тяговая сила привода в
кГ; Рц — центробежная сила од-
ного груза в кГ; Т — сопротивление пружины в кГ; G — вес груза в кг;
R — расстояние от центра груза до оси вращения в м; со — угловая ско-
рость вращения относительно оси в рад/сек; g — ускорение силы тяжести
в м/сек (g = 9,81 м/сек*); п — число оборотов привода в минуту; llt l2 — плечи
рычага в мм; г — радиус оси шарниров в мм; f — коэффициент трения в шарни-
рах; к — число грузов и пружин; Gt — вес одного шарика в кг; а — угол за-
клинивания шарика; ф, (pt — коэффициенты трения (ф = фх = 5°43'); Rt —
радиус окружности расположения шариков в м.
118
ПРИСПОСОБЛЕНИЯ ДЛЯ ОБРАБОТКИ НА СТАНКАХ
ДЕЛИТЕЛЬНЫЕ УСТРОЙСТВА
Делительные устройства служат для фиксации в требуемом положении отно-
сительно режущего инструмента поворотной части приспособления вместе с об-
рабатываемой деталью. Делительное устройство состоит из диска с отверстиями
/L А-А
Делительный диск
\ А. а)
Делительный диск
6)
Рис. 14. Фиксаторы
под фиксатор и фиксатора. Делительный диск
крепится на поворотной части приспособления.
Фиксаторы к дискам с горизонтальной осью
вращения показаны на рис. 14, а и б, а к дискам
с вертикальной осью вращения — на рис. 14, в.
Погрешность углового поворота обрабатываемой
детали при использовании этих устройств состав-
ляет 3—5'. С конструктивными разновидностями
делительных устройств можно познакомиться в
работах [1, 2, 3]. Наряду с дисками с отвер-
стиями применяют диски с угловыми пазами.
НАСТРОЕЧНЫЕ И НАПРАВЛЯЮЩИЕ ЭЛЕМЕНТЫ
ДЛЯ РЕЖУЩИХ ИНСТРУМЕНТОВ
Установочные эталоны для фрезерных приспособлений (рис. 15). Применя-
ются два вида эталонов: высотные и угловые. По высотным эталонам произво-
дится установка фрезы только на один размер, по угловым — установка по двум
взаимно перпендикулярным координатам.
Положение фрезы проверяется от установочного эталона и от него же, как от
базы, задаются размеры до установочных мест приспособления.
Для того чтобы не затупить инструмент, устанавливают по щупу, заклады-
ваемому между поверхностью эталона и режущим лезвием фрезы.
Расчет настройки по установам (рис. 16)
•"он — ¦/^нм~г\^попр —
или
Асп — ™нб~
&попр~ Ащ + Дз + Дж;
Дсн = 1,2]/ AJ + AJ + Ag; я„3„ = б-(АП0Пг)±Дсн).
В формулах приняты обозначения: Асн — размер статической настройки?
Ahq и Анм — наибольший и наименьший размеры обрабатываемой детали; б1—>
СПЕЦИАЛЬНЫЕ ПРИСПОСОБЛЕНИЯ
119
допуск на детали; Диопр — величина, на которую следует скорректировать раз-
мер иастройки Асн; Дсн — высота гребешков неровностей на обработанной
поверхности детали; Аж — упругое отжатие системы СПИД; Д3 — смещение
фрезы за счет зазоров в подшипниках шпинделя; At — погрешность определе-
ния поправки на настройку, At = 0,5 Апопр; Д2 — погрешность установки
по эталону, по щупу или тонкой бумаге, Д2 = 0,02 ~ 0,04; Д3 — погрешность
изготовления и сборки установочного эталона (оценивается допуском по 2-му
классу точности); аизн — допустимый износ фрезы.
Рис. 15. Установочные эталоны для фре-
зерных приспособлений:
а — высотные; б — угловые
Рис. 16. Схема для расчета
настройки по эталонам:
! — обрабатываемая деталь;
2 — эталон; з — щуп
Кондукторные втулки служат для направления инструмента при сверлении,
зенкерованин, расточке и развертывании. Размеры постоянных втулок — по
ОСТу 4922, 4923, а сменных втулок по ОСТу 4924. При сверлении малых близко
расположенных одно к другому отверстий, при сверлении удаленных от кондук-
торной плиты отверстий, при сверлении отверстий на цилиндрических поверх-
ностях применяют специальные кондукторные втулки.
Точность межцентрового расстояния при обработке отверстия по кондуктору
рассчитывают по формулам:
Tl^v,+i[(tS!) + (»^)]+™+f(e_e,)i±L;
73=3^Y4+t[(P-Pi) + F-61)]+m8 + 2pF-S1)
l + Ь
где Yj. и 7з — наименьшие отклонения размеров L заготовки в мм; 7г и 74 — наи-
большие отклонения размеров L кондуктора в мм; Р — наибольший допуск на
внутренний диаметр DeH основной втулки в мм; {5Х — наименьший допуск на
наружный диаметр DCM сменной втулки в мм; б — наибольший допуск на внут-
ренний диаметр deu сменной втулки в мм; бх — наименьший допуск на диаметр du
инструмента в мм; е — эксцентрицитет сменной втулки в мм; I — расстояние ме-
жду торцом втулки и заготовкой в мм; h —• высота направляющей втулки в мм;
Ь — глубина сверления в мм; R ¦— радиус закругления втулки в **; р — по-
правочные коэффициенты (р =^ 0,2-=- 0,3); R = 0,8; F = 0,8; т = 0,4; к =
= 0,3 -Ь 0,5.
120
ПРИСПОСОБЛЕНИЯ ДЛЯ ОБРАБОТКИ НА СТАНКАХ
Копиры являются элементами разнообразных устройств и приспособлений,
применяемых на фрезерных, токарных, шлифовальных и других станках при
обработке фасонных поверхностей.
Копиры для фрезерных станков. Построение профиля ко-
пира чаще всего выполняют графическим методом. В табл. 32 приведены пра-
вила построения копиров для плоского копировального фрезерования. Во всех
случаях для контакта с копиром использован копировальный ролик и при фре-
зеровании замкнутых контуров — аксиальное расположение ролика и фрезы.
При иных формах и расположениях копировального ролика построение выпол-
няется иначе и с ним можно ознакомиться в работе [3].
Копиры для токарных станков (табл. 33). Обычные копиры
используются для обрабатываемых деталей с углом наклона (к оси детали)
касательной к кривой, которая должна быть получена при обработке не более
45°. При большей величине этого угла усилие подачи значительно возрастает и
возможна поломка копировального устройства или станка. Чтобы обработать
такой профиль, применяют рас-
тянутые копиры, расчет и пост-
роение которых приведены в ра-
ботах [31.
Метод расчета обычных копи-
ров зависит от требуемой точно-
сти детали. Если деталь грубая.
а образующая тела вращения
криволинейная, предпочитают
графический метод, для точных
деталей предпочтение отдают ана-
литическому методу. Ниже при-
водятся основные сведения по
расчету копиров для токарных
станков.
Графический метод
построения копиров
для обработки фасон-
ных поверхностей на
токарных ста нках. Не-
обходимо спроектировать профили А1В1 и А2Вг (рис. 17) копирных планок
двухпланочного копира для обработки детали, профиль образующей которой
задан кривой АВ. Радиус вершины резца р равен радиусу копирного ролика г.
Центр окружности радиуса р, по которой заточена вершина резца, будет нахо-
диться всегда на одинаковом расстоянии от профиля АВ по направлению нор-
малй к последнему. Все точки резца, а следовательно, и поперечного суппорта,
с который связан резец, будут описывать такую же траекторию, как и центр
закругления вершины резца. Проведем ряд окружностей радиуса р, касатель-
ных к профилю обрабатываемой детали. Соединив центры их, найдем путь центра
вершины (кривая А'В'). Так как ось копирного ролика жестко связана с попе-
речным суппортом, на котором закреплен резец, то очевидно, ее траектория
есть линия А "В", эквидистантная линии А'В'. Затем радиусом, равным радиусу
копирного ролика, проведем ряд окружностей, центры которых расположены
ва линии А"В". Они будут представлять собой ряд последовательных положе-
ний ролика при обработке фасонного профиля АВ детали. Огибающие AjB^
и А2В2 этого ряда окружностей есть интересующие нас профили копирных
планок.
Профилирование копирных планок однопланочного копира с двумй роли-
ками производят аналогично. При использовании однопланочного копира
с одним роликом за профиль планки принимают профиль А1В1 или А2В2,
в зависимости от того, как расположена планка в копировальном меха-
низме. *
Рис. 17. Графическое профилирование копира
СПЕ ЦИАЛЬНЫЕ ПРИСПОСОБЛЕНИЯ
121
32. Копиры дли фрезерных станков (построение)
Тип копира и эскиз
Порядок построения и расчетные
формулы
Линейный незамкнутый
& F, F
Контур заготовки разбивают на участки,
каждый из которых представляет отрезок
прямой или дугу окружности. К этим от-
резкам проводят нормали, представляющие
собой перпендикуляры к прямолинейным
участкам контура или радиусы на криво-
линейных участках. На внешних участках
построенных нормалей откладываем от то-
чек пересечения А, В, С я т. д. отрезки,
равные радиусу фрезы ЛА, = BBi =r =
= —тт- , и получаем кривую AtBjCiDi-E, —
траекторию проекции оси фрезы. Траек-
тория проекции оси ролика АгВ2С2ВгЕг
представляет собой эквидистанткую кри-
вую. Для построения профиля копира
чертят ряд окружностей радиусом г, рав-
ным радиусу ролика
ров, расположенных на кривой A,B2C2D2
EtFt. Огибающая А,ВзСз1)зЕз этих окруж-
ностей представит собой профиль копира
Замкнутый или полузамкнутый, обра-
батываемые по поступательно-вращатель-
ной схеме с аксиальным расположением
копирного пальца:
а) Копировальный палец и фреза распо-
ложены на одной оси
Путь центров
j пальца и фрезы '
б) Копировальный ролик и фреза рас-
положены по одну сторону от оси враще-
ния детали, но на разных осях, расстоя-
ние между которыми k
Контур meomhu .
*v Путь центра
I пальца
* Контур копира
Путь центра фрезы
Из центра О вращения детали проводят
лучи с возможно малым шагом. Из центров,
расположенных на этих лучах, описывают
окружности, равные диаметру фрезы, а
значит и диаметру ролика, касательные
к обрабатываемому профилю детали.
Соединяя точки Ft, F2, . . . плавной кри-
вой, получим центровую линию фрезы, а
значит и ролика. Огибающая кривая к ок-
ружностям радиусом -
drt
и.р
или г .
= г„ является профилем копира. Таким
если d = йф, ролик и фреза
составляют одно целое, профиль копира
совпадает с профилем обрабатываемой де-
образом,
тали fi_ = R
+ ГФ~ГР
Из центра вращения детали проводят
лучи с возможно малым шагом. Из цент-
ров, расположенных на этих лучах, опи-
сывают окружности фрезы, касательные к
обработанному профилю детали. На тех же
лучах откладывают отрезки h, представ-
ляющие расстояние от оси фрезы до оси
копирного ролика, и находят точки распо-
ложения оси ролика. Соединив эти точки
плавной кривой, получим центровую ли-
нию ролика. Проводя окружности, равные
122
ПРИСПОСОБЛЕНИЯ ДЛЯ ОБРАБОТКИ НА СТАНКАХ
Продолжение табл. 32
Тип копира и эскиз
Порядок построения и расчетные
формулы
Нонщр заго/лодки Путь центра
i пальца
Контур копира
тьцентра
Фрезы
в) Котировальный ролик и фреза имеют
разностороннее расположение. Расстояние
между роликом и фрезой равно k
Пцть центра пальца
(вн/лор
копира
Контур
гаготооки
Заготовка
Путь центра Пцтъ центра
пальца
диаметру ролика, а затем огибающую
к этим окружностям, находим профиль
копира, пользуясь формулой
К = ft + Ня + г * - г„
Порядок построения аналогичен преды-
дущему и отличается тем, что величину k
откладывают от оси фрезы в сторону цент-
ра вращения обрабатываемой детали и
тем самым находят точки расположения
оси ролика. Соединив эти точки плавной
кривой, получим центровую линию роли-
ка. Затем, проведя на лучах окружности
dp
радиусом г = —?- , а затем проводят оги-
бающую к этим окружностям, она и будет
профилем искомого копира, пользуясь фор-
мулой
Ra + U
+ г.
Р
Примечание. В формулах приняты обозначения: RK — радиус копира; R —
радиус заготовки; г^ — радиус фрезы; г — радиус копировального ролика.
Если ролик конический, то его высота
где ДО« — суммарное удлинение диаметра фрезы в результате заточки; Ъ—тол-
щина копира; а. — угол конуса ролика.
СПЕЦИАЛЬНЫЕ ПРИСПОСОБЛЕНИЯ
123
33. Копиры для токарных станков
Тип образующей и эскиз
Формулы и пояснения к расчету
Прямая линия
Траектории центра ролика d и стороны
копира будут линиями, ей параллельны-
ми, а расстояние между ними равно диа-
метру ролика
Дуга
круга
Q
)
Л\\ ^ , 1
,3т
Аг
A i
Траектории центра закругления резца и
стороны копира будут дугами круга, опи-
санными из того же центра, что и обра-
зующая:
а) при внешнем касании между резцом
и образующей
d
d
R2 = R' + -^- = R + r + -^-;
б) при внутреннем касании между рез-
цом и образующей
Д, = Н' ^- = й_г_
. = R' Н—тр ~R
¦г +
Рабочая длина копира (расстояние между
рисками)
Lt = L
Hi
L, = L
Я
Дуга и прямая касательной к ней
Точкой касания во всех трех случаях яв-
ляется точка В. Точки касания D, и В2
элементов сторон копира лежат на ра-
диусе, проведенном через точку В:
Радиусы внешней и внутренней сторон
копира:
а) при внешнем касании между резцом
и образующей
¦R' + ~- = R+r + ~~
а)
124
ПРИСПОСОБЛЕНИЯ ДЛЯ ОБРАБОТКИ НА СТАНКАХ
Продолжение табл. 33
Тип образующей и эскиз
Формулы и пояснения к расчету
б) при внутреннем касании между рез-
цом и образующей
Я.-В'- * В_г * ;
R2 = R' + Ar = R - r +
Если задан размер Н, то
R
Н' = НТГ
H2=H-^f
а если угол а, то
Hi = Я, sin a; H2 = R2 sin а.
Расстояние до рисок
L, = H1 + (L-H); L2 = Я2 + (Ь-Н)
Касатвль?/ые г)узи
При внешнем касании между резцом и
образующей
Rl = R'_4 = R + r-4;
д2
:fi' +
'R+r+4.
При внутреннем касании между резцом
и образующей
R2 = B'-j-4- = H_r + A.
При внутреннем касании дуг (случай а)
Ы,= п
Н, =п-
R_p • - » д _ р .
L, = L + (P — p^sln т;
L2 = L + (Ps — P) sin t; sin т = ^ ~n
При внешнем касании дуг (случай б)
R'_. » _„ Д2 .
R + Р '
Н1=п
н2:
R + Р '
L, = L — (Р2 — Р) sin т;
L2 = L + (Р — Pi) sin т; sin x =
n-L
СПЕЦИАЛЬНЫЕ ПРИСПОСОБЛЕНИЯ
125
Продолжение табл. 33
Тип образующей и эскиз
Формулы и пояснения к расчету
Определение точек пере-
сечения прямолинейных эле-
ментов сложных копиров
1. Образующая тела вращения состоит
из двух пересекающихся прямых, образую-
щих с осью вращения углы at и а2
а)
б)
Для случая а, когда обе пересекающие-
ся линии расположены по одну сторону
прямой хх, параллельной оси вращения и
проходящей через точку пересечения,
Xl
х2
= Р1-
sin
cos
sin
COS
u2
a2
a2
a2
—
+
2
2
+
a, '
at
ai
Для случая б, когда обе пересекающие-
ся линии расположены по разные стороны
от линии хх,
sin
xt = р, ¦
«1 +а2
2
sin
а, + а2
, а, — о2
; х2 = рг
Для случая, когда одна из пересекаю-
щихся прямых параллельна оси вращения,
xt = pt tg -rp ; х2 = рг tg -=- .
В формулах". Pi — расстояние между об-
разующей и внешним участком копира;
рг — расстояние между образующей и вну-
тренним участком. Значения р, и р2 сле-
дующие:
Участок
образующей
Внешний
Внутренний
Участок копира
внутренний
Pi = -»- + г
и
Pi = -§ р
внешний
Рг = -я г
Рг = -у + г
126
ПРИСПОСОБЛЕНИЯ ДЛЯ ОБРАБОТКИ НА СТАНКАХ
Продолжение табл. 33
Тип образующей и эскиз
Формулы и пояснения к расчету
г. Определение точек пересечения для обра-
зующей, заданной дугой радиуса R и пря-
мой, составляющей с осью вращения угол а
Угол т (образован касательной и осью
вращения):
Н
(Н — расстояние от точки пересечения до
центра);
Hi = Н + Xi' Я2 = Н + х2 или
Ht = Rt sin Xu H2 = R2 sin т2.
Двойные знаки введекы в связи с тем, что
точки Bt и В2 пересечения элементов сторон
копира в зависимости от взаимного распо-
ложения элементов образующей могут быть
как по одну, так и по другую сторону точ-
ки В. Значения xt и х2 в зависимости от их
положения относительно линии хх рассчи-
тываются по формулам
sin
аг —oi
Xi = Р, -
Oj+Oj'
sin
«l + О-г
2
хг =
sin
cos
sin
cos
u2
a2
at
a,
— a,
2
+ a, ¦
2
— a2
2
— a2
*' = p>—S7
cos 2— ""° 2"
Значения углов Т[ и тг при a = 0:
Ti = arccos -^- ; т2 = arccos -—-,
а при а > 0
Р Р
xt = o±arccos =-^ *'; т2=а ± arccos-*1;
til
Р, = Р-(R-H,); P2 = P + (R2-R);
Р = R cos (а ± т) ••
<3. Пересечение двух дуговых элементов
Н'
Две дуги заменяют прямыми и углы,
образуемые с осью вращения, рассчитыва-
ют по формулам
sin X' = - — ; sin x" =
R
R
где Н' и Я" — расстояние от точки пере-
сечения В дуг до центра соответствующей
дуги;
Н1 = Н+з:1; Н2 = Н±ж2;
sin
х" — х'
*i = Pi-
. t" + Г '
Хг = Рг-
sin
т' + х"
sin
т" — т'
: 2
Г + Т"
*1 = Pi ¦
COS •
т' — t"
ж2 = Рг -
cos-
х' — х"'
2 ~"° 2
где р, — расстояние между образующей
и внешним участком копира; р2 — расстоя-
' СПЕЦИАЛЬНЫЕ ПРИСПОСОБЛЕНИЯ
127
Продолжение табл. 33
Тип образующей
и эскиз
Формулы и пояснения к расчету
ние между образующей и внутренним
участком; Pt и рг имеют следующие значе-
ния:
Участок
образующей
Внешний
Внутренний
Участок копира
внутренний
d
V\~~2 г
внешний
d
T>2 — 1) + Г
*1 Знак в формулах зависит от того, в какой четверти находится отрезок прямоли-
нейного элемента образующей или его продолжения, заключенный между осями коорди-
нат, проведенными через центр О дугового элемента, и в какой четверти находится точка
пересечения В.
При выборе знака следует руководствоваться следующими данными:
Положение отрезка
Положение точки
пересечения
Знак в формуле
Знаки в формулах
при:
I, И, III, IV четверти
I
-
-
+
II
+
-
-
IV
+
+
+
I
+
-
-
II
-
-
+
III
+
+
+
П
+
+
III
-
-
+
IV
+
-
-
+
_i_
III
-
IV
-
-
+
Примечания: 1. Полная длина копира берется больше расчетной рабочей длины
для того, чтобы ролик при выходе резца за пределы образующей не выходил за пределы
копира.
2. Точки касания роликом сторон копира, соответствующие его начальному положению,
должны быть зафиксированы на копирных планках путем нанесения рисок на расстояниях L,
и L2 от центра дуги.
3. Приведенные формулы верны как для внешнего, так и для внутреннего касания
между резцом и образующей.
При проектировании копирных планок необходимо соблюдать следующие
правила:
1. Радиус закругления вершины резца должен быть меньше наименьшего
радиуса кривизны вогнутого участка профиля обрабатываемой детали. В про-
тивном случае этот участок не будет обработан.
2. Сумма радиусов заточки резца и копирного ролика не должна превышать
минимального радиуса вогнутого участка профиля детали (это правило надо
соблюдать в том случае, если вогнутому участку профиля детали соответствует
выпуклый участок копирной планки или, наоборот, выпуклому — вогнутый.
Копирная планка находится между резцом и роликом).
3. Радиус копирного ролика не должен превышать радиуса заточки вершины
резца.
128
еТРИСПОСОБЛЕНИЯ ДЛЯ ОБРАБОТКИ НА СТАНКАХ
4. При замене резца новым или после его переточки и при ремонте или за-
мене ролика радиусы их должны оставаться равными принятым при профили-
ровании копирных планок. В противном случае профиль обрабатываемой де-
тали будет искажен.
5. Допустимый предельный угол подъема направляющей кривой профиля
неподвижного копира равен 45°. При дальнейшем увеличении угла подъема про-
филя возникает опасность поломки механизма вследствие сильно возрастающей
реакции на копирный ролик.
6. Режущая кромка резца должна быть установлена точно по высоте цент-
ров станка.
Пример расчета копира (рис. 18). Образующая обрабатываемой детали ABCDE. Радиус
закругления резца г = 2,5 мм, диаметр ролика d — 25 мм. Участки копира АгВ2С2, ВгС2?>2
Рис. 18. Схема к построению и расчету копира
и C|D[E, _ внутренние, а участки А1 В,Си BtCtDi и C2DaE2 — внешние. Элементы внут-
ренних участков сопряжены дугами.
1. Радиусы Й! и R2 копира рассчитывают по формулам согласно табл. 33
Ri = R — с - у = НО — 2,5 — 12,5 = 95 мм;
Д2
R - г -f -g- = 110 — 2,5 + 12,5 = 120 мм.
2. Положение точек пересечения сторон копира в,, Вг> С, С2, D, D,:
а) точки В, и В2. Искомые размеры ж, и х2.
Участок образующей ABC внутренний, отрезки АВ и ВС расположены по разные сто-
роны прямой, параллельной оси вращения и проходящей через точку пересечения В согласно
тгабл. 33
, cti + а,
х2
COS
sin
cos
ai
a,
at
2
- a2
2
+ a2
2
— o2
sin
15° + V
2
cos
sin
15'
^ = 0,19137pi;
2
15° 4- 7°
= p2
COS ¦
15° - 7°
= 0,19137p8;
P, = ^ + r = 12,5 + 2,5 = 15 мм x, = 0,19137 p, = 0,19137 -15 = 2,87 мм;
^2 = ~—г = 12,5 — 2,5 = 10 мм ж,«= 0,19137 ps - 0,19137 .10 = 1,91 мм\
РАСЧЕТ ПРИСПОСОБЛЕНИИ НА ТОЧНОСТЬ 129
б) тонки С, в С2. Искомые размеры Ht и Н2.
Ттол касательной в точке С согласно табл. 33
Н 44
Sin Тс - "S = Ш = °'4; Т = 23°55'-
Точка пересечения находится в IV четверти, продолжение прямолинейного элемента ВС,
заключенное между осями координат, — в III четверти. При этих условиях в формуле для Р
должен быть знак плюс:
Рс = Я cos (а + *с) = НО cos G° + 23° 55') = 94,7 .лии;
Р1 = Рс — (R — ffj) = 94,7 — A10 — 95) = 79,7 мм-
Р2 = Рс + (R2 - R) = 94.7 + С120 - И0) = Ю4,7 мм.
При этих же условиях знак в формулах для расчета tt и т2 должен быть минус;
d = а — arccos -=i = 7" — arccos —~ — — 26°.
Ri 9d »
т2 = а — arccos ~ = Т — arccos ' = — 22° 15'-
Hi 1Д) i
Н, = R, sin xt = 95 sin 26 = 41,6 лиц;
H2 = Д2 sin т2 = 120 sin 22° 15' = 45,6 мм;
в) точки X>i и Х>2. Искомые размеры Н3 и Н4.
Угол касательной в точке D
Нд 82
sin vD= — = m = 0,74545;
Тд = 48° 12;
Рд = R cos тд = 110 cos 48° 12' = 73,3 мм;
Ря = Рд — (R - Rj) = 73,3 — (ПО — 95) = 58,3 мм;
Р4 = Рд + (R2 - R) = 73,3 + A20 — 110) =. 83,3 мм;
Р2 58,3
т3 = arccos — = arccos ~- = 52° 10 ;
tl i 9D
т4 = arccos -g1 = arccos rsi- = 49°;
H3 = Rt sin T3 = 95 sin 52° 10' = 75,05 мм;
H4 = Д2 sin т4 = 120 sin 49° =83,3 мм.
Так как размеры копира должны быть проставлены от одной базы, рассчитываем раз-
меры mi, m2, т3, т4:
т, = iAfi2 — Н| — YR\ — Щ = ]/"952—41,62 — |А952 — 752 = 27,1 аьи;
т2 = ]/"R| — Н| - ]/"R2 — да = ]/202 — 45,б2 — jA202 — 83,32 = 24,613 мм\
т3 =т, — A17,13 — 62,4) tg7° = 21,37 ш;
т4 = т2 - A21,91 - 58,4) tg 7° = 17,943 мм.
РАСЧЕТ ПРИСПОСОБЛЕНИЙ НА ТОЧНОСТЬ
Расчетную суммарную погрешность приспособления Апр рассчитывают по
формуле
Апр =ё б — (At8 + Дуст + М)>
где S — допуск на обрабатываемой детали; к1 ¦— коэффициент, равный 0,8—
0,85; 8 — действительное значение погрешностей базирования заготовки в
5 Справочник технолога, том 2 -
130 ПРИСПОСОБЛЕНИЯ ДЛЯ ОБРАБОТКИ НА СТАНКАХ
приспособлении; &.уСт — погрешность установки, т. е. смещение заготовки
при закреплении; /% — коэффициент, равный 0,6—1,0; ш — точность обра-
ботки на данной операции.
Действительную погрешность базирования 8, т. е. разность предельных рас-
стояний измерительной базы относительно установленного на размер инстру-
мента, возникающую при несовмещении измерительной и установочной (техно-
логической) баз в результате нечетностей формы и размеров устанавливаемой
заготовки, получают расчетным путем [1] и [6].
Для того чтобы обеспечить заданную точность обрабатываемой детали, необ-
ходимо, чтобы
е «S гдоп,
где 8аОи — допускаемое значение погрешностей базирования заготовки в при-
способлении,
еаоп = б —ю.
Более точный расчет величины изложен в работе [1]. Значение погрешностей
установки Ауст зависит от типа приспособления и способа зажима и опреде-
ляется на основе опытных данных [1].
Определив суммарную погрешность приспособления, ее распределяют между
следующими составляющими звеньями размерной цепи:
Дггр = Иб„ + 6г/ + б3 + бп,
где 2бн — погрешность изготовления деталей приспособления; 8у — погреш-
ность установки приспособления на станке; б3 — погрешность вследствие кон-
структивных зазоров, необходимых для посадки на установочные элементы
приспособления; оп — погрешность перекоса или смещения ииструмента, воз-
никающая из-за неточности изготовления направляющих элементов приспособ-
ления (если направляющие отсутствуют, погрешность 6„ не учитывают).
Значения 6^, Ь3, бп определяют ояытным путем.
АВТОМАТИЧЕСКИЕ И ПОЛУАВТОМАТИЧЕСКИЕ ПРИСПОСОБЛЕНИЯ
В рассматриваемых приспособлениях полностью или частично автоматизи-
рованы установ, зажим заготовок, удаление обработанных деталей, перемещение
или поворот приспособления относительно режущего инструмента, если это
движение для обработки необходимо, но не допускается конструкцией станка,
очистка базовых поверхностей приспособления от стружки.
В зависимости от траектории движения обрабатываемой детали относи-
тельно инструмента автоматические и полуавтоматические приспособления бы-
вают с траекторией движения по окружности и с траекторией движения по пря-
мой или ломаной линии.
Конструктивное оформление этих приспособлений зависит от того, имеет ли
станок автоматическое управление циклом обработки или нет. Если автомати-
ческое управление циклом у станка отсутствует, в конструкции приспособления
необходимо предусмотреть подвижной стол, работающий от кулачка. Исклю-
чение из этого правила составляют приспособления, в которых орган, несущий
заготовки, имеет непрерывное движение относительно рабочего инструмента.
Автоматические и полуавтоматические приспособления рентабельны только
в крупносерийном и массовом производствах.
Приспособления с траекторией движения по окружности имеют непрерывное
или периодическое перемещение зажатых в приспособлении заготовок относи-
тельно инструмента.
Непрерывное вращение рабочего органа приспособления с зажатыми заготов-
ками осуществляется в результате установки приспособления на вращающемся
,столе (постоянном или сменном) станка от специального привода.
АВТОМАТИЧЕСКИЕ И ПОЛУАВТОМАТИЧЕСКИЕ ПРИСПОСОБЛЕНИЯ 131
По положению рабочего органа приспособления бывают с горизонтальной и
вертикальной осями вращения.
Приспособления с непрерывным вращением рабочего органа применяются
на горизонтально-фрезерных, вертикально-фрезерных н специальных шлифо-
вальных стайках.
Каждое из указанных приспособлений может быть полуавтоматическим и
автоматическим; в последнем случае приспособление имеет бункерное или мага-
зинное загрузочное устройство.
При конструировании этих приспособлений весьма важно обеспечить неболь-
шой холостой пробег инструмента.
На рис. 19 показан ряд схем полуавтоматических приспособлений.
В приспособлении типа а зажим заготовок осуществляется пружиной 1, по-
средством плунжера 2 с роликом 3 и вращающегося вместе с рабочим диском 4
качающегося диска 5. Освобождение обработанной детали осуществляется за
счет отжима диска 5 пружинами 6. Приспособление применяют для фрезеро-
вания шлицев у винтов и пазов в малогабаритных деталях. В приспособлении
типа б зажим заготовок, уложенных в призматические пазы барабана 1, осуще-
ствляется тросом 2, воздействующим на рычаги 3. Натяжение троса осуществ-
ляется пружиной 4, усилие которой регулируют гайкой 5. Приспособление
применяют на специальных шлифовальных станках для шлифования тор-
ца на небольших по размерам деталях: валах, втулках, граненых стержнях
и т. п.
Приспособление типа а в отличие от рассмотренных имеет вертикальную
ось вращения. Это приспособление применяют для более широкой номенклатуры
деталей на фрезерных станках.
Обрабатываемые детали 1 вручную вставляют в гнезда непрерывно вращаю-
щегося диска 2. Они сначала попадают в зону подпружиненной колодки 3,
которой и досылаются до установочной базы. При дальнейшем движении кор-
пуса установленные на нем пружинные рычаги 4, приходя в соприкосновение
с кулачком 5, установленным на поперечине, поворачиваются и, так как они
имеют резьбу, ввинчиваясь, обеспечивают зажим двух деталей. Компенсация
различных положений рычага 4 при определенной силе зажима (вследствие не-
точной регулировки и допусков на размер обрабатываемых деталей осуществ-
ляется пружиной 2. Затем детали попадают в зону фрезы, где и обрабатываются.
Удерживание детали в требуемом положении гарантируется за счет свойств
резьбы рычага зажима. После обработки детали при дальнейшем вращении
корпуса рычаги набегают на кулачок, которым они поворачиваются в обратную
сторону и освобождают обработанные детали от зажима. Последние, упираясь
в вилку, выталкиваются из рабочих гнезд корпуса и по желобу попадают в тару.
Приспособление типа г относится к категории универсальных приспособлений
с автоматическим зажимом для непрерывного фрезерования.
От редуктора, установленного на столе стайка, передается вращение червяч-
ному валу 2, который через червячное зубчатое колесо 3 передает движение
столу 4. В корпусе 1 запрессован шлицевой вал 5, на конце которого закреплен
копир 6. При вращении стола 4 роликовый подшипник 7 катится по копиру 6
и перемещает плунжер 9, который, сжимая тарельчатые пружины 10, перемещает
ползун 11 и закрепленный на нем кулачок 8, вследствие чего обрабатываемая
деталь прижимается к опоре 12. Когда деталь выходит из зоны фрезерования,
роликовый подшипник 7 начинает сходить с копира 6. Пружины 10 расслаб-
ляются и ползун 11 штырем 13 и упором 14 освобождает деталь. Зажимной раз-
мер регулируется перестановкой кулачка 8. Меняя кулачки 8 и опоры 12, можно
зажимать детали самых сложных конфигураций. При обработке деталей не-
больших партий целесообразно совмещать несколько операций в одну, т. е.
работать в перекладку. Это достигается установкой на каждую позицию соот-
ветствующей подкладки. Так, например, для обработки детали прямоугольной
формы достаточно иметь четыре различные подкладки, и деталь может быть
обработана с четырех сторон.
152
ПРИСПОСОБЛЕНИЯ ДЛЯ ОБРАБОТКИ НА СТАНКАХ
Наличие редуктора с индивидуальным приводом дает возможность данное
приспособление устанавливать на любом вертикально-фрезерном станке.
Тарельчатые пружины изготовляют из стали 65Г с последующей закалкой до
твердости HRC 50. Размеры тарельчатых пружин приведены в работе [1].
В рассмотренных выше полуавтоматических приспособлениях для непрерыв-
ного фрезерования зажимные механизмы имели привод механического действия.
Созданы также приспособления для непрерывного фрезероваиия с пневмо-
приводом зажимных механизмов.
На рис. 20 показано пневматическое приспособление для непрерывного фре-
зерования.
На поворотном столе по числу рабочих позиций или, что то же самое, по
числу граней стола 1 (так как в этом случае рабочий стол выполнен граненым)
2 3 U
Смещена на30'
П
Шлифовальный круг
* 6)
Рис. 19. Полуавтоматические при
АВТОМАТИЧЕСКИЕ И ПОЛУАВТОМАТИЧЕСКИЕ ПРИСПОСОБЛЕНИЯ 133
закрепляются пневматические зажимные механизмы 2. В центре стола вмонти-
ровано распределительное устройство 3. Золотник 4 распределительного устрой-
ства в верхнем и нижнем поперечных сечениях (сечения А—А и Г—Г) снабжен
срезами, образующими с цилиндром 5 золотника полости л, т, о, и, м, н, р, п,
по которым при вращении приспособления поток воздуха автоматически пере-
мещается в левую или правую полости цилиндров и тем самым осуществляет
зажим заготовок или освобождение обработанных деталей.
Практика эксплуатации приспособлений для непрерывной обработки позво-
ляет сделать следующие выводы:
1. Приспособления для непрерывной обработки позволяют резко повысить
производительность труда по сравнению с однопозицяонными и даже многопо-
зиционными приспособлениями, загружаемыми при остановке станка, за счет
значительного уменьшения удельного веса вспомогательного времени в общем
балансе штучного времени.
2. Зажимные механизмы приспособлений для непрерывной обработки могут
иметь ручной привод механический, гидравлический и пневматический.
В тех случаях, когда применяется механический привод зажимных механиз-
мов, учитывая, что зажимные заготовки имеют колебания в размерах, необхо-
димо в механизме предусматривать пружинные компенсаторы. Учитывая огра-
ниченность места для размещения компенсаторов, последние следует делать из
тарельчатых или плоских пружин.
3. При решении задачи установки и мест зажима необходимо выбирать их
так, чтобы правильность установки при зажиме не была нарушена. Если это
67 8 S
п /г а №
способления для зажима заготовок
134
ПРИСПОСОБЛЕНИЯ ДЛЯ ОБРАБОТКИ НА СТАНКАХ
условие не может быть выполнено, от автоматического зажима следует отказаться
и применить ручной зажим.
4. При использовании автоматических зажимов процесс зажима, если это
Диаметр фр
Диаметр фрезы
Ш
п р
Рис. 20. Пневматическое приспособление для непрерывного Фрезерования
возможно, следует разделять на два этапа: подготовка к зажиму и собственно
зажим.
5. При выборе привода для зажима предпочтение следует отдавать пневма-
тическому.
АВТОМАТИЧЕСКИЕ И ПОЛУАВТОМАТИЧЕСКИЕ ПРИСПОСОБЛЕНИЯ 135
Приспособления периодического действия с траекторией движения по окруж-
ности применяют главным образом на сверлильных и фрезерных станках. По
положению рабочего органа, несущего заготовки, эти приспособления бывают
с горизонтальной и вертикальной осью вращения. В основе любого из приспо-
соблений лежит механизм периодического поворота рабочего органа, выполняе-
мый в виде храповика многолопастного мальтийского креста или получервяка.
Если к точности поворота предъявляют повышенные требования (в приспособле-
ниях для фрезерных станков), помимо механизма поворота вводят еще меха-
низм фиксирования, а для быстродействующих приспособлений — механизм
Рис. 21. Приспособление периодического действия для сверлильных станков
автоматического выключения по окончании заданного числа поворотов. Погреш-
ность углового поворота заготовок для получервяков 7—81, храпового меха-
1иш 6—10', мальтийского механизма 5'.
На рис. 21 показана схема приспособления для сверлильных станков.
В приспособлении рабочий орган — диск 1 получает поворот вручную от ру-
коятки 2 и храпового механизма 3 или от кулачка при опускании пиноли станка,
а обратный отвод — пружиной. При повороте рукоятки рычажок 4 поворачи-
вает распределительный кран и воздух, поступая в пневмоцилиндр 5 (или пнев-
мокамеру) через шток и призму 6, фиксирует и зажимает заготовку.
Обратным поворотом рукоятки обработанная деталь освобождается от за-
жима, а собачка храпового механизма возвращается в исходное положение.
Приспособление из полуавтоматического легко может быть переделано в ав-
томатическое.
На рис. 22 приведен ряд схем приспособлений для фрезерования. Приспо-
собления аи б используются на станках, имеющих автоматический цикл. Поворот
храпового колеса 1, а значит и заготовки происходит от рейки 2, а фиксация
иоворота — от кулачка 3, управляющего вводом и выводом фиксатора 4.
136
ПРИСПОСОБЛЕНИЯ ДЛЯ ОБРАБОТКИ НА СТАНКАХ
Рис. 22. Приспособления с периодическим поворотом рабочего стола
Рио. 23. Приспособление для непрерывной и периодической обра-
ботки с цепью
АВТОМАТИЧЕСКИЕ И ПОЛУАВТОМАТИЧЕСКИЕ ПРИСПОСОБЛЕНИЯ 137
Приспособления «иг используются на станках, не имеющих автоматиче-
ского цикла. В обоих случаях приспособление установлено на каретку 1, кото-
рая получает поступательно-возвратное движение от кулачка 2. Поворот зажим-
ной заготовки происходит от храпового механизма 3. Приспособление с траекто-
рией движения по прямой используют на сверлильных, резьбонарезных, фрезер-
ных и других станках.
В) ^» . " г)
Рис. 24. Приспособления периодического действия для подачи и зажима заготовок
Для транспортирования обрабатываемых деталей используется бесконечная
цепь 1 (рис. 23), приводимая в движение через коническую пару зубчатых ко-
лес, червячную передачу и звездочки 2. На цепи 1 установлены приспособления
для обрабатываемых деталей. Пуск и остановка производятся рукояткой 3,
управляющей кулачковой муфтой. Если приспособление предназначено для
фрезерного станка, цепь движется непрерывно, а если для многошшшдельных
рядовых сверлильных станков, цепь движется периодически; приводная звез-
дочка в этом случае имеет число зубьев по числу шпинделей, а шаг цепи соответ-
ствует расстоянию между шпинделями.
На рис. 24 показано несколько схем приспособлений периодического дейст-
вия. В этих приспособлениях пневматика использована для подачи и зажима
заготовок. Особенно целесообразно применение пневматики в совокупности
с электроавтоматикой, включающей органы управления приспособления (пере-
ключающий кран, соленоид и др.).
138 ПРИСПОСОБЛЕНИЯ ДЛЯ ОБРАБОТКИ НА СТАНКАХ
ТЕХНИКО-ЭКОНОМИЧЕСКИЕ РАСЧЕТЫ
Экономическая целесообразность применения
п р испос обленил в общем виде может быть выражена следующим
образом:
где Р — затраты за год на эксплуатацию и амортизацию приспособления; N —
количество деталей, обрабатываемых в одном приспособлении в течение года;
9 — экономическая эффективность приспособления при обработке одной детали;
^(l+O.Oltf)^1*1^2*2
м
где Я — накладные расходы (от прямой заработной платы) в %; Ег — трудоем-
кость операции до применения приспособления; Е2 — трудоемкость операции
с применением приспособления; Ri и R, — тарифные ставки на данной опера- j
ции соответственно до и после применения приспособления; М — количество
приспособлений, применяемых при обработке данной детали.
Экономическая эффективность одного приспособления за год
где N0 — фактическое количество деталей, обрабатываемых в приспособлении
в течение года.
Определение годовых затрат на разработку, изго-
товление и эксплуатацию приспособлений:
для одного специального приспособления
—= \-?>с" I ь
СП '-'СП!
где А сп — отношение затрат на проектирование и отладку приспособления
к себестоимости его изготовления в металле; Всп ¦— отношение всех расходов
по эксплуатации приспособления за год к себестоимости его изготовления в ме-
талле; Т — срок эксплуатации приспособления, определяющийся длительностью
производства, в годах; Ссп — себестоимость изготовления приспособления в ме-
талле;
для одного универсального приспособления
где Ауп=-Г= — коэффициент амортизации универсального приспособления
(Т — срок эксплуатации приспособления до изиоса); Вуп — коэффициент затрат
на эксплуатацию универсального приспособления (отношение всех расходов на
эксплуатацию приспособления за год к себестоимости его изготовления в ме-
талле); СуП — себестоимость изготовления универсального приспособления
в металле;
для одного универсально-наладочного приспособления со сменными наладками
Гунп = у J Су + { f Х-Внл
где А у — отношение затрат на проектирование и отладку приспособления к себе-
стоимости его изготовления в металле; Ву — отношение всех расходов по экс-
плуатации приспособления за год к себестоимости его изготовления в металле;
Су — себестоимость изготовления приспособления (без сменных наладок) в ме-
талле; п — количество сменных наладок; Анл — отношение затрат на проекти-
рование сменной наладки к себестоимости ее изготовления в металле; Внл — от-
ЛИТЕРАТУРА 139
ношение расходов по эксплуатации сменной иаладки за год к себестоимости ее
изготовления в металле; Сн —¦ средняя стоимость одной сменной наладки; Т —
срок эксплуатации наладки в годах.
ЛИТЕРАТУРА '
1. Антонюк В. Е., Королев В. А., Б а ш е е в С. М. Справочник конструктора
по расчету и проектированию станочных приспособлений. Минск, изд-во «Беларусь», 1969.
2. А и с е р о в М. А. Приспособления для металлорежущих станков. М.—Л., «Машино-
строение», 1966.
3. Г Оранский Г. К. Фасонное точение. Минск, Гос. издательстро БССР, 1955.
4. Г о р о ш к и н А. К. Приспособления для металлорежущих станков. Справочник.
М., «Машиностроение», 1965.
5. Кор-саков В. С. Остановы конструирования приспособлений. М., «Машино-
строение», 1965.
6. Краткий справочник металлиста. Под ред. Малова А. Н. М., «Машиностроение», 1971.
7. М а л о в А. Н. Механизация и автоматизация универсальных станков. М., «Машино-
строение», 1969.
8. П л о т и ц и н В. г. Расчет настроек и наладок фрезерных станков. Л., «Машино-
строение», 1969.
Глава 3
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
ОБЩИЕ СВЕДЕНИЯ
ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЖУЩЕЙ ЧАСТИ
Геометрические параметры режущей части инструмента (рис. 1—2, табл. 1)
разделяют иа рабочие углы (углы движения) и статические углы (углы заточки).
Рабочие углы (см. рис. 1)
определяют, руководствуясь фи-
зической сущностью процесса
резания. Положение режущих по-
верхностей инструмейта (напри-
мер, резца) в процессе резания
координируют с учетом траекто-
рий рабочего движения точек ре-
жущего лезвия относительно
поверхности резания и направ-
Рис. 1. Рабочие углы резца.
Обозначения: ММ, — траектория рабочего
движения точки режущего лезвия; 1 ¦— по-
верхность движения; МЛ' — след пересе-
чения поверхности движения с задней пло-
скостью резца; 2 — плоскость, перпендику-
лярная вектору скорости резания W;
з — плоскость, касательная к передней по-
верхности резца
ный передний угол; 6 — угол резания; ф
г — угол в плане при вершине; и — угол
поперечного лезвия; а, — вспомогательный
Рис. 2. Основные элементы режущей части
инструмента:
а — резец; б — сверло; в — фреза, 1 — перед-
няя поверхность; 2 — задняя поверхность;
3,4,5 — режущие лезвия; I—I — след главной
секущей плоскости; II—л — след вспомога-
тельной секущей плоскости; М — М — след
плоскости, касательной к поверхности движе-
ния точки режущего лезвия; III — основная
плоскость; а — главный задний угол; V — глав-
— главный угол в плане; 3 — угол заострения;
наклона винтовой канавки; i|> — угол наклона
задний угол; ф, — вспомогательный угол в плане
ОБЩИЕ СВЕДЕНИЯ
141
ления векторов истинной скорости резания W и подачи s. Принцип коор-
динирования режущих поверхностей сверла, фрезы и других инструментов в
процессе обработки тот же. Траектория рабочего движения точки режущего
лезвия лежит на поверхности движения. При "продольном точении, растачива-
нии, сверлении, зенкеровании и развертывании эта поверхность — цилиндр,
при поперечном точении, фрезеровании и строгании — плоскость.
Статические углы (см. рис. 2) определяют с помощью координат-
ных плоскостей, выбираемых из условий наибольшей простоты ^изготовления
инструмента и его контроля. Положение плоскостей в пространстве зависит от
геометрических форм инструмента, методов его изготовления и контроля.
1. Определение рабочих и статических углов резца
Угол
Определение
Действительный
задний угол а
Действительный
передний угол у
Действительный
угол наклона глав-
ной режущей
кромки К
Действительный
главный угол
в плане ф
Главный задний
угол а
Передний угол у
Вспомогательный
задний угол ах
Главный угол
з плане <р и вспомо-
гательный угол
в плане ф!
Угол заострения 3
Угол при вершине
¦в плане 8
Угол наклона глав-
ного режущего
лезвия X,
Рабочие углы (см. рис. 1)
Угол между касательной к траектории MMt рабочего движе-
ния точки М режущей кромки и касательной к следу пересече-
ния MN задней поверхности инструмента с поверхностью дви-
жения
Угол между плоскостью, перпендикулярной вектору истин-
ной скорости резания XV, и плоскостью, касательной к передней
поверхности инструмента в направлении, нормальном к главной
режущей кромке
Угол между касательной к режущей кромке в данной точке М
и плоскостью, перпендикулярной вектору истинной скорости реза-
ния W в той же точке
Угол между вектором подачи s и касательной к главной ре-
жущей кромке в точке приложения вектора s
Статические углы (см. рис. 2)
Угол между главной задней поверхностью 'резца и плоско-
стью, проходящей через главное режущее лезвие перпендикулярно
к основной плоскости
Угол между передней поверхностью резца и плоскостью,
параллельной основной
Угол между вспомогательной задней поверхностью резца и
плоскостью, проходящей через вспомогательное режущее лезвие
перпендикулярно к основной плоскости
Углы между соответственно проекциями главного и вспомога-
тельного режущих лезвий на основную плоскость и плоскостью,
перпендикулярной к боковой плоскости резца
Угол между передней и главной задней поверхностями резца
Угол между проекциями режущих лезвий на основную пло-
скость
Угол между главным режущим лезвием и основной пло-
скостью
Примечание. В дальнейшем в качестве справочных данных для всех видов
обработки приводятся значения статических углов инструментов.
ПЛАСТИНКИ ДЛЯ РЕЖУЩЕЙ ЧАСТИ
Формы пластинок показаны на рис. 3 и 4, а основные размеры и назначение
их — в табл. 2—4. Форму и размеры пластинок выбирают в соответствии с фор-
мой и размерами режущей части инструментов. Рекомендации по выбору марок
твердого сплава и быстрорежущей стали при различных технологических усл<к
виях применения инструментов приведены в табл. 5 и 6.
142
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
01
Тип А
i \
I I
I I
1^
\сМ
Тип 5
Об
20С
07 i в
ш^°
I 4J
S'y^^S
t
Тип А
» Тип 5
I
It
Тип 5
Тип А
Tun i
116°
d
а
i^h.
ш
/ V* %J t г-г
r^L?
гс»«5°
/Г"Г-^Ч
с*чъ
85
f
20
>,
1
1
1
!/
И)
1
V
п -
—
- 1
1
1
1
$
- л
?!
24
25
J
0.5
.45]
I 20°,
^\~Т
у--=\-
гь
Тип А
26
'ип 6
.|.Р.*'*г
1-гт
iL
f
Рис. 3. Форма и основные размеры пластинек из твердого
ОБЩИЕ СВЕДЕНИЯ
143
J*
<О?
и «°
J5
И-4
V*
J#I_ J*
f»«"
Гц/7 ^
35
*;
*2
Ж'
iTil
к
,и?
±=Z
t ,
^4_ Ui.
5Е
.гпш
Тип В
SJ-
4J
«4
1г!
*5
2ff
W
«7
«
«¦9
5ff
^L
20 —
i
to
и?
ге^-г
tr
<i°
7"i/o Л
Tun 6
сплава для метаоллорешущих инструментов (ГОСТ 2209—69)
144
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
«I
L
п-
m
*S
60s
У
10°
60°
^<Г%90°
49
50
I
53
S<*
ЬЬ
1 ,
90
"?]
55 . Ю°
45/
?
57 /0°
»°
5«
68
Ь9
it
/77
I
-Ci
^
Тип А
n
90
^V-
¦fr
45
-1 ' Ля
i L
^f"
6 У\М
65
<o°
a
Рис. 4. Форма и основные размеры пластиной из быстрорежущей стали к резцам
(ГОСТ 2379—67)
ОБЩИЕ СВЕДЕНИЯ
145
2. Основные размеры в мм и назначение пластинок из твердого сплава (см. рис. 3)
Фор-
ма
01
02
06
07
09
10
11
12
13
14
15
1В
17
18
20
21
24
25
26
Основные
размеры
(
5—60
8—40
6—25
6—12
5—50
3—12
D
28,6-
46,5
1
Ь
3—22
7-22
4—14
10—18
3-25
10—20
10; 12
ъ
S
2—14
2,5—
10
2-8
3-5
2—14
2^ 7
d
10; 15
S
3—12 |10—20| 3—10
й
3-52
I
12—32
8—32
й
5,5-
31,5
1
8-16
10-32
12—45
6—45
16-32
2—32
h
4-28
ь
8-20
8—25
h
8-30
Ь
12—22
8—20
3—21
7-14
4—10
2,5—5
S
0,6-6
s
3-6
3-8
S
0,8—5
3-5
2,5—5
1,5-6
3—5-
2—4
1-3
Назначение
Резцы проходные
расточные
Резцы подрезные,
расточные
Резцы подрезные,
проходные
Резцы автоматные
Резцы проходные
прямые, расточные
Резцы резьбовые
Резцы чашечные
Резцы отрезные,
прорезные
Сверла спиральны*
и с прямыми ка-
навками
Резцы фасочные и
для обработки пазов
типа «ласточкин
хвост»
Резцы галтельные
и бандажные
Сверла для обра-
ботки неметалличе-
ских материалов
Резцы круглофа-
рочные
Резцы торцовые,
цековки
Фрезы концевые
и шпоночные, зен-
керы, цековки
Фрезы дисковые и
концевые, торцово-
цилиндрические
Зенкеры для сквоз-
ных отверстий
Развертки
Фор-
ма
31
32
34
35
36
38
39
41
42
43
44
45
40
47
48
49
50
51
Основные
размеры
1
13-50
20—50
1
12-55
D
10,5—
23
1
11,5—
33
16-40
18—40
(
10-25
D
18-25
1
12—18
12—20
-
Н
6,5;
7,5
—
2-25
16-20
11—26
12—28
Ь
12,5-
44
14—44
d
5-32
10—20
ь
4-10
7-40
2,5-
10
¦d
3,2—
5,2
я
7,5—
8,5
ь
7,8—
30
6—12
-
h
6; 7,5
4—18
S
2,5-7
5-8
-
d
4,3—
11,8
S
2—5
2—6
2,5-5
-
h
3,5-4
3,5—
12
4,5-7
-
d
3,4
1—3
4—7
12-16 3—3,5
4-11
7—19
3-4
3—7
Назначение
Фрезы угловые
Резцы для прорезки
канавок в шкивах
Центры к токарным
и шлифовальным
станкам
Фрезы торцовые
насадные
Фрезы торцовые и
концевые насадные
Сверла глубокого
сверления
Направляющие к
сверлам глубокого
сверления
Резцы расточные
для снятия тонких
стружек
Стружкозавиватель
к пластинам фор-
мы 12
Резцы шелобные
Резцы фасочные
Резцы расточные
для сквозных
отверстий
Резцы расточные
для глухих отвер-
Резцы проходные
и отрезные к авто-
матам продольно-
фасонного точения
Резцы для нареза-
ния трапецеидальной
¦ резьбы
Фрезы торцовые
Фрезы Т-образные
Резцы для прорезки
канавок под саль-
ников ые кольца
S. Основные размеры в мм и назначение пластинок из быстрорежущей стали к резцам (см. рис. 4)
Форма 1
41
43
44
45
47
48
49
50
Основные размеры
;
10-40
12—40
12—20
8; 10
12—40
4-15
10-30
Ь
10—30
[0—16
18; 20
14—40
15—28
12—40
S
5—16
6-10
6; 8
6—16
3-12
5—14
Назначение
Токарные проходные
отогнутые, упорные;
строгальные чисто-
вые
Токарные и стро-
гальные подрезные
Токарные и стро-
гальные проходные
с ф = 45°
Токарные проходные
с ф = 60°
Токарные резьбовые
Строгальные дву-
сторонние и фасон-
ные
Токарные отрезные,
канавочные, стро-
гальные, отрезные-
прорезные
Токарные фасочные,
строгальные для
пазов типа «ласточ-
кин хвост»
«
Форма
53
54
55
56
57
58
59
Основные размеры
;
20—35
20—40
6—16
12—20
12—20
40-60
40; 50
Ъ
7-29
12—30
15—20
40—60
40—60
12—32
16; 20
S
6-16
12-32
4—8
6-10
6—10
6—10
6; 8;
10
Назначение
Долбежные прорез-
ные и для шпоноч-
ных пазов
Долбежные проход-
ные двусторонние
Токарные резьбо-
вые
Токарные проходные
прямые с ф = 45°
Токарные проход-
ные прямые
с ф = 60"
Токарные проходные
прямые с ф = 75
и 90°
Токарные фасочно-
прорезные двусто-
ронние
Форма
60
61
62
63
64
65
66
Основные размеры
;
40—60
40—60
25-48
12—26
14—30
Ъ
12-25
10—20
12—25
40—80
20—50
12—20
S
6-12
6-10
6—12
8—12
5—12
4—8
Назначение
Токарные канавоч-.
ные для проточки
под выход резца и
шлифовального
круга
Токарные резьбовые
Токарные резьбовые
Строгальные чисто-
вые для симметрич-
ных призматических
направляющих
Строгальные чисто-
вые для несиммет-
ричных призмати-
ческих направляю-
щих
Строгальные кана-
вочные отогнутые
Стружколомы к то-
карным проходным
резцам
ОБЩИЕ СВЕДЕНИЯ
4. Формы и основные размеры неперетачпваемых твердосплавных пластинок
с отверстиями и выпрессованными лунками (по ТУ МКТС 560—62, ВНИИ)
и плоских для двустороннего использования
Форма
пластинки
Эскиз
Основные размеры в мм
.J-O.S
«-СМ
II
Трехгранная
14
18
22
26
3,5
5
5.5
6,5
3,2
3,2
4,2
5,2
4,2
5,2
6.2
Четырехгран-
14.
18
22
3,5
4,5
5.5
4.2
5,2
6,2
Пятигранная
18
22
Шестигран-
ная
4,5
5,5
6,5
5,2
6,2
6,2
Круглая.
Исполнение
I
10
12
16
20
3
3,6
4
4,5
5
148
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Продолжение табл. h
Форма
пластинки
Эскиз
Основные размеры в мм
,, + 0,2
Й-0.1
1*1
II
Круглая *2.
Исполнение
II
ht
10
12
16
20
4,5
5
5,5
6
3,6
4
4,5
5
Ромбиче-
ская *2
14
16
4
4,5
*1 Только для плоских пластин двустороннего использования.
*2 Только для пластин с выпрессованными лунками.
5. Выбор марок быстрорежущей стали при различных видах обработки резанием
Условия и вид
обработки
Черновая обработка, обра-
ботка при больших пода-
чах и средней глубине
резания, для инструмен-
тов, работающих в усло-
виях динамических нагру-
зок (резцы, долбяки, пилы)
Обработка червячными фре-
зами при скоростях реза-
ния 60—70 ж/мин
Нарезание резьбы метчика-
ми, гребенками, зенкеро-
ваиие по обработанному
отверстию, развертывание,
протягивание
Обработка аустенитной ста-
ли инструментами простой
формы
Марка
стали
Р18
Р6МЗ
М8
Р9К10
Р9Ф5
Р10К5Ф5
Условия и вид
обработки
Протягивание, развертыва-
ние
Обработка конструкционной
стали и чугуна (НВ до
250—260, о„ = 85 -Н
-М>0 кГ/лш2)
Обработка жаропрочной
аустенитной стали и улуч-
• шенной стали еысокой
прочности
Обработка улучшенных ста-
лей высокой прочности
@в5: 95 -f 100 кГ/мм2)
Марка
стали
Р14Ф4
Р9
Р18
Р18Ф2К5
Р9Ф2К5
Р9Ф2К10
Р10Ф5К5
Р18Ф2
Р14Ф4
Р9Ф5
в. Выбор марок твердого сплава при различных видах обработки резанием
Виды и характер обработки
Точение черновое по корке и окалине при
неравномерном сечении среза и преры-
вистом резании с ударами
Точение черновое по корке при неравно-
мерном сечении среза и непрерывном
резании
Точение черновое по корке при относи-
тельно равномерном сечении среза и не-
прерывном резании
Точение получистовое и чистовое при пр*е-
рывистом резании
Точное точение при прерывистом резании
Точное точение при непрерывном реза-
нии
Отрезка и прорезка канавок
Марка твердого сплава при обработке
углероди-
стой и
легиро-
ванной
стали
Т5К10
Т5К12В
ВК8
ВК8В
t
Т14К8
Т5К10
Т15К6
Т14.К8
Т15К6
Т14К8
Т5К10
Т30К4
Т15К6
Т30К4
Т15К6
TUK8
Т5К10
трудно-
обрабаты-
ваемых
материа-
лов
Т5К12В
ТТ7К12
ВК8
ВК8В
ВК4
ВК8
ВК8В
Т15К10
ВК4
ВК8
ВК4
ВК8
ВК8В
-
ВК4
ВК8
ВК8В
нержавею-
щей стали
аустенит-
ного
класса
Т5К12В
ВК8В .
ВК8
ВК4
ВК8
ВК6М
ВК4
ВК4
ВК8
ВК6М
ВК6М
вкзм
ВК6М
ВК4
'закален-
ной
стали
-
Т5К10
ВК4
ВК8
Т14К8
Т5К10
ВК4
Т30К4
Т15К6
ВК6М
вкзм
-
тятана и
сплавов
на его
основе
ВК8
ВК8В
ВК4
ВК8
ВК4
ВК4
ВК4
ВК6М
ВКЗМ
ВК4
ВК8
чугуна
НВ 240
ВК8
В-К8В
ВК4
ВК4
ВК8
ВК6
ВК4
ВК8
ВК4
ВК6
ВК8
ВК2
ВКЗМ
ВК4
ВК2
ВКЗМ
ВК4
ВКЙ
ВК8
лв
400—700
ВК8
ВК8В
ВК6М
ВК4
ВК6М
ВК2
ВК6М
ВК6М
ВК2
ВК6М
ВКЗМ
ВК2
ВК6М
ВК2
цветных
металлов
и их
сплавов
ВК4
ВКо
ВК8
ВК4
ВК6
ВК2
ВКЗМ
ВК4
неметал-
лических
материа-
лов
-
ВК4
ВК2
ВКЗМ
ВК4
ВК2
ВКЗМ
ВК4
ВК2
ВКЗМ
ВК4
ВК2
ВКЗМ
ВК2
ВКЗМ
ВК4
ВК2
ВКЗМ
БК4
Продолжение табл. В
Виды и характер обработки
Нарезание резьбы предварительное
Нарезание резьбы окончательное
Строгание а долбление черновое
Строгание и долбление получистовое и
чистовое
Фрезерование черновое
Фрезерование получистовое и чистовое
Сверление Сплошное неглубоких (нормаль-
ных) отверстий
Сверление сплошное глубоких отверстий
Марка твердого сплава при обработке
углероди-
стой и
легиро-
ванной
стали
Т15К6
Т14К8
Т30К4
Т15К6
Т5К12В
ВК8В
ВК15
Т5К10
Т5К12В
ВК8
ВК8В
Т15К6
Т14К8
Т5К10
Т30К4
Т15К6
Т14К8
Т5К10
Т5К12В
ВК8
ВК8В
Т15К6
Т14К8
Т5К10
Т5К12В
ВК8
трудно-
обрабаты-
ваемых
материа-
лов
Т15К6
Т14К8
ВК4
Т30К4
Т15К6
В14К8
Т5К12В
ТТ7К12
Т5К10
ВК4
ВК8
Т15К6
Т14К8
Т5К10
Т5К12В
ТТ7К12
ВК8В
ВК8
нержавею-
щей стали
аустенит-
ного
класса
ВК6М
ВК4
ВК6М
вкзм
Т5К12В
ВКЗ
ВК15
Т5К12В
ВК8В
ВК15
Т5К12В
Т5К10
Т14К8'
Т15К6
Т14К8
Т5К12В
ВК8В
ВК8
закален-
ной
стали
ВК6М
ВК4
ВКЗМ
-
титана и
сплавов
на его
основе
ВК4
ВК6М
вкзм
-
ВК4
ВК8
ВК8
ВК8В
-
чугуна
НВ 240
ВК2
ВКЗМ
ВК4
ВК8
ВК8В
ВК4
ВК6
ВК8
ВКВ
ВК4
ВК4
ВК6
ВК8
НВ
400 — 700
ВК6М
ВКЗМ
ВК2
-
ВК6М
ВК8
ВК8В
Цветных
металлов
и их
сплавов
вт
ВК6
ВК6М
ВК2
ВКЗМ
ВК8
ВК8В
неметал-
лических
материа-
лов
ВК2
ВКЗМ
ВК4
ВК2
ВКЗМ
ВК4
ВК6
ВК8
ВК4
ВК6
ВК4
ВК6
ВК8
ВК2
ВКЗМ
ВК4
ВК4
ВК6
ВК8
ВК2
ВК4
ВК2
ВКЗМ
ВК2
ВК4
О1
о
Продолжение табл.
Виды и характер обработки
Сверление кольцевое глубоких отверстий
Рассверливание неглубоких (нормальных)
предварительно просверленных отвер-
стий
Рассверливание неглубоких (нормальных)
отверстий в литых, кованых или штам-
пованных деталях
Рассверливание глубоких предварительно
просверленных отверстий
Рассверливание глубоких отверстий в ли-
тых, кованых и штампованных деталях,
а также отверстий с неравномерным
припуском на обработку и прерывистым
резанием
Зенкерование черновое
Зенкерование получистовое и чистовое
Развертывание предварительное и оконча-
тельное
Марка твердого сплава при обработке
углеро-
дистой и
легиро-
ванной
стали
Т15К6
Т14К8
Т5К10
Т5К10
Т5К12В
ВК8
ВК8В
Т15К6
Т14К8
Т5К10
Т5К12В
ВК8
ВК8В
Т15К6
Т14К8
Т5К10
Т5К12В
ВК8
Т30К4
Т15К6
Т14К8
Т30К4
Т15К6
трудно-
обрабаты-
ваемых
материа-
лов
нержавею-
щей стали
аустенит-
ного
класса
закален-
ной
стали
титана
и спла-
вов на
его осно-
ве
чугуна
НВ 240
НВ
400 — 700
цветных
метал-
лов и их
сплавов
неметал-
личе-
ских
материа-
лов
-
ВК4
ВК8
Т5К12В
ТТ7К12
ВК8
ВК8В
ВК8
Т5К12В
ВК8В
ВК8
ВК4
ВК8
Т5К12В
ТТ7К12
ВК8
ВК8В
Т5К10
ВК4
ВК8
Т15К6
Т14К8
Т5К10
ВК6М
Т30К4
TI5KB
ВК6М
ВКЗМ
Т5К12В
ВК8
ВК4
ВК6М
ВК4
ВК6М
ВК6М
ВК4
Т14К8
Т5К10
ВК8
ВК4
БК8
-
Т14К8
Т5К10
ВК8
—
-
Т30К4
ВКЗМ
ВК6М
ВК4
ВК8
ВК4
ВК8
ВК4
ВК6М
ВКЗМ
ВК2
ВКЗМ
ВК4
ВК4
ВК6
ВК8
ВК2
ВКЗМ
ВК4
ВК8
ВК8В
ВК4
ВК4
ВК6
ВК8
ВК2
ВКЗМ
ВК4
ВК2
ВКЗМ
ВК4
ВК6М
ВК6М
ВК4
BKGM
ВК4
-
ВК6М
ВК4
ВК6М
ВКЗМ
ВК2
ВКЗМ
ВК4
ВК4
ВКВ
ВК8
ВК2
ВКЗМ
ВК2
ВКЗМ
ВК4
ВК4
ВК8
ВК8В
ВК4
ВК6
ВК8
-
ВК4
ВК6
ВК2
ВКЗМ
ВК4
152
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
.Ширина fij изношенной
inflHpj't повеохности
'Изменение разме(
от износа зоднрп
повергности
Б-В
ИЗНОС ИНСТРУМЕНТОВ
Режущая часть инструментов изнашивается по передней и задней поверх-
ностям (рис. 5).
Износ по задней поверхности — основная причина потери инструментом его
режущих свойств. Критерием износа по задней поверхности принимается наи-
большая ширина h3 изношенной пло-
щадки. По величине h3 определяются
нормы износа инструмента. Обработка
чистовыми и мерными инструментами
прекращается при технологическом
критерии износа, т. е. когда обработан-
ная поверхность перестает удовлетво-
рять техническим требованиям по чис-
тоте и по точности. Величины допу-
стимого износа наиболее часто исполь-
зуемых инструментов
табл. 7—12.
приведены в
Рис. 5. Износ резца
Яеизношенная полоска шириной f
на передней поверхности
7. Величины допустимого износа 1\3 режущей части резцов из быстрорежущей стали
Типы резцов
Токарные проходные,
подрезные и расточные
Токарные прорезные и
отрезные
Строгальные проходные
и подрезные
Строгальные и долбеж-
ные прорезные и отрез-
ные
Долбежные проходные
При обработке стали, сталь-
ного литья, сплавов цвет-
ных металлов
Условия
обработки
С охлаждением
Без охлаждения
С охлаждением
Без охлаждения
Без охлаждения
he
в мм
1,5-2,0
0,3-0,5
0,8—1,0
0,3-0,5
1,5—2,0
0,8-1,0
0,3-0,5
При обработке чугуна
серого и ковкого
Условия
обработки
Черновое точение
Получистовое точение
На токарных станках
На станках:
продольно-строгаль-
ных
поперечно-строгаль-
ных
На строгальных и
долбежных станках
На долбежных стан-
ках
К
в мм
3,0—4,0
1,5—2,0
3,6—4,0
1,5—2,0
0,8—1,0
ОБЩИЕ СВЕДЕНИЯ
153-
8. Величины допустимого износа h3 режущей части резцов с пластинками
из твердого силача в мм
Типы резцов
Токарные проходные,
подрезные и расточ-
ные
Токарные прорезные
и отрезные
Строгальные проход-
ные и подрезные
Обрабатываемый материал
Сталь незакаленная и зака-
ленная, сплавы цветных и
легких металлов
Чугун, сплавы цветных и
легких металлов
Сталь и стальное литье,
сплавы цветных и легких
металлов
Чугуи, сплавы цветных и
легких металлов
Марка твер-
дого сплава
Т5К10
Т14К8; Т15К6
Т30К4; Т60К6
ВК8; ВК6
ВК8; ВК6;
ВК4
БКЗ; ВК2
Т5К10; Т14К8
ВК8
ВК8, ВК6
Подача S
в мм/об
>0,3
<0,3
9,3
—
>0,4лт/Эв.хоЭ
==0,4ли»/Эв.жоЭ
К
1,0—1,5
0,8-1,0
0.4—0,6
0,6—0,8
0,8—1,0
0,6—0,8
0,4-0,6
0,6—0,8
03—1,0
1,0—1,2
Примечание. При обработке жаропрочной стали и сплавов и нержавеющей
стали аустенитяого класса допустимый износ h3 = 0,3 ¦+¦ 0,4 мм.
9. Величины допустимого износа h режущей части сверл, зенкеров и разверток в мм
Обрабатываемый
материал
Сверла
Зенкеры
Развертки
Диаметры
• 20 мм
> 20 мм
;20 мм
>20 мм
: 20 мм
> 20 мм
Инструменты из быстрорежущей и легированной стали
Сталь
Чугун
0,4—0,8
0,5—0 ..8
0,8-1,0
0,8—1,2
0,5—0,8
0,6—0,9
0,8—1,2
0,9—1,4
0,3-0,5
0,4—0,6
Инструменты с пластинками из твердых сплавов
Сталь (рассверлива-
ние) и чугун .
Закаленная сталь . .
0,4—0,8
0,8-1,2
,6-0,8 | 0,8-1,4
0,5—0,7
0,4—0,6
0,5—0,7
0,6—0,9
0,6—0,8
0,3-0,35
10. Величины допустимого износа Л5 режущей части фрез
в мм
Тип фрез
Сталь
Черновая
обработка
Чистовая
обработка
Чугун
Черновая
обработка
Чистовая
обработка
Цилиндрические и дисковые
Торцовые
Концевые:
d == 15 мм
of Г> 15 мм
Прорезные и отрезные . . .
Фасонные:
остроконечные
затылованные
Пилы круглые сегментные
0,4-0,6
1,5—2,0
0.15-0,2
6,3—0,5
0,15—0,2
0,6—0,7
0,3—0,4
0,15—0.25
0,3—0,5
0,1—0,15
0,2-0,25
0.2-0,3
0,2
0.5-0,8
1,5—2,0
0,15—0,2
0,3—0,5
0,15—0,2
0,6—0,7
0,3—0,4
0,2-0,3
0,3-0,5
0,1—0,15
0,2-0,25
0,2—0,3
0,2
0,5—0,7
0,6-0,8
154
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Продолжение табл. №
Для фрез, осна&денпых твердыми сплавами марок Т5К10, Т15К8 и Т15К6 при обра-
ботке стали и марок ВК8, ВК6 и ВК4 при обработке чугуна, допускается следующий
износ h3 в мм:
Тип фрез
Торцовые
Цилиндрические. . .
Дисковые
Фрезы-коронки . . .
Сталь авр в кГ/мм1
40-60
0.4-0,5
60—80
0,6-0,8
80-100
0.8—1,0
100—120
1,2—1,4
120—140
1,4—1,6
0.4—0.5
i 1,0—1,5
0,3—0.5
0.2—0.3
Примечание. При фрезеровании жаропрочной
стали аустенитного класса допустимый износ h3 = 0,2
Чугун
1,0—1,5
0.5—0,7
1,0—1,5
0.3—0.5
0.2—0,4
стали и сплавов, нержавеющей
-и 0,4 мм.
11. Величины допустимого износа h режущей части резьбонарезных инструментов
Инструмент
Резцы и гребенки резьбовые
Фрезы резьбовые,"групповые
Плашки:
круглые
тангенциальные
Головгки резьбовые самооткрываю-
щиеся
] Мегчики:
| машинные
/
гаечные автоматные
Условия работы
Черновое нарезание
Чистовое »
Нарезание
стали: S г= 1,25 мм
S г~ 1,75 мм
S > 1,75 мм
ковкого чугуна:
S == 1,25 мм
S =5 1,75 мм
S > 1,75 мм
-
При работе на болторезных станках
-
Нарезание:
стали
чугуна
Нарезание:
горячекатаных гаек
холодноштампованных и горяче-
штампованных травленых гаек
сверленых отверстий
ft*1 в мм
0.8-1,7
0,3—0.4
0.1—0.2
0,2—0,3
0,3-0,6
0,15—0.25
0.25—0.4
0Л -0,8
0,Ы0'5
0,8—2,0
0,35d0'5
0il25d
0,07с(
0,125d
0,05а»
0,05с(
1
ОБЩИЕ СВЕДЕНИЯ
155
Продолжение табл. 11
Резцы
спла
с
за
Резцы с
сплава
*i
Инструмент
пластинками из
пластинками из
к вращающимся
твердого
твердого
головкам
Условия работы
Черновое нарезание
Чистовое »
Нарезание:
неточной резьбы и предвари-
тельное
нарезание резьбы 3-го класса
точности за один проход
Здесь d — номинальный диаметр резьбы.
/г*1 в мм
0,08—0,1
0,3—0,4
0,8—1,0
0,3-0,4
12. Величины допустимого износа h3 режущей части зуборезных инструментов
из быстрорежущей стали и протяжек
Инструмент
h3
Черновая
обработка
0,5—0,8
0,8—1,0
0.3-0,4
1,0—1,4
0,8—1,0
0,8—1,2
0,3—0,6
в мм
Чистовая
обработка
0,2—0,4
0,2—0,3
0,6-0,8
0,08—0,12
0 2—0,4
0,15—0,3
Фрезы:
червячные ,
дисковые модульные ,
из стали марки У12А , ,
дисковые специальные для черновых проходов ....
конические спиральные ,
Долбяки
Резцы:
зубострогальные
для головок, обрабатывающих конические спиральные
колеса
Протяжки:
круглые
круглые прогрессивные ,
круглые шлицевые и шпоночные
0,2—0,3
0,3—0,4
РАСЧЕТ СРОКА СЛУЖБЫ И РАСХОДА ИНСТРУМЕНТА
Общую стойкость или срок службы инструмента' подсчитывают по формуле
М
To6 = (k + i)T, к-
где Tog — общая стойкость инструмента до полного его износа в мин; к — коли-
чество возможных переточек инструмента по ограничивающему размеру; Т —
период стойкости инструмента между его переточками в мин; М — величина
допустимого стачивания инструмента по размеру, ограничивающему число
переточек, в мм (табл. 13); h — величина стачивания за одну переточку в мм
(см. табл. 13), может быть определена по формуле h = h3 + а, в которой
ha — величина износа в мм (см, табл. 7—12), а— дополнительный припуск на
заточку в мм (табл. 14).
13. Величина допустимого стачивания режущей части инструментов и стачивания за одну переточку
Инструмент
.')скиз и размер, лимити-
рующий число переточек
Величина
допустимого
стачивания М
в мм
Величина стачивания за одну переточку h
в мм при обработке
черновой чистовой стали
чугуна
Резцы
из быстрорежущей стали
из твердого сплава
затачиваемые по задней гра-
ни
зцы дисковые из быстрорежущей стали
Фрезы
цельные
>резы со
отавными
ножами
цилиндрические дисковые
концевые
угловые
из быстрорежущей стали
с пластинками из твердого
сплава
: ШШ
@,7—0,9) С
@,6—0,7) С
@,6—0,7) Ь
0,83яС
0,6Я
@,5-2) Н
@,6—0,7) Ь
@,5—0,7) Ь
0,35—0,6
0,2—0,8 0,15—0,5
1,1—1,2
0,2—0,3
0,25
0,5—0,7
0,5—0,7 0,7—0,9
0,35—0,4
0,4—0,5
0.4—0,5
0,5—0,6
>
и
и
о
13
м
й
о
ьЗ
к
й
Продолжение табл. 13
Инструмент
Эскиз и размер, лимити-
рующий число переточек
Величина
допустимого
втачивания М
в мм
Величина стачивания за одну пере-
точку h в мм при обработке
черновой чистовой стали
чугуна
Фрезы шпоночные
Фрезы с затылованным зубом
Сверла спиральные
Зенкеры с коническим хвостовиком
Зенкеры цельные насадные
ч
- IT,-
@,5—0,7) (
@,7—0,8) Ь
@,6—0,8) I
@,5—0,6) ;„
сиг,
0,4—0,6
0,7—0,8
1,3—2
1-1,4
1,1-1,8
1,1—1,8
0,9—1,3
1,0—1,6
Продолжение табл. 13
Инструмент
Эскиз и размер, лимити-
рующий число переточек
Величина
допустимого
стачивания М
в мм
Величина стачивания за одну пере-
точку h в мм при обработке
черновой чистовой стали чугуна
Зенкеры с ножами из быстрорежущей
стали
Зенкеры с пластинками из твердого
сплава
Развертки
Метчики
цельные
с пластинками из твердого
сплава
с вставными ножами
машинные
\У////УЛУ//////Л
У//У//У/////7,
J
///////////{////У/,
0,7(
@,5-0,6) I
@,6—0,7) 1„
о,ъи
@,3-0,6) г.
@,6—0,7) I
0,6-0,9
0,3-0,5
1,4-1,8
1,4—1,6
0,8-1,0
0,5—0.9
0,4-0,8
0,6—4,5
0,4—3,5
Продолжение табл. 13
Инструмент
Эскиз и размер, лимити-
рующий число, переточек
Величина
допустимого
стачивания М
в мм
Величина стачивания за одну пере-
точку h в мм при обработке
черново^, чистовой стали чугуна
Метчики
Плашки
для конической резьбы
круглые
тангенциальные
Гребенки круглые к винторезным голов-
кам
Фрезы резьбовые гребенчатые
и
п
@,5—0,7) Ь
@,5-0,7) Ь
@,6-0,65) I
0.75Л
1а
0,8-1,7
0:2-0,8
1,1-2,4
0,9—1,:
0,3—0,7
Продолжение табл. 13
Инстр умент
Эскиз и размер, лимити-
рующий число переточек
Величина
допустимого
!тачивания М
в мм
Величина стачивания за одну пере-
точку /i в мм при обработке
черновой чистовой стали
чугуна
Резцы зубострогальные
Фрезы
червячные
Долбяки
модульные
0,7(
0,7Ь
для шлицевых валов
дисковые
чашечные
@,6—0,7) Н
1,0—1,5
0,6—0,8
0,6—0,9
0,9-1,1
хвостовые
@,46—0,5) Н
0,9—1,0
0,4-0,7
0,2—0,4
0,3—0,5
0,2—0,3
Продолжение табл. 13
Инстр умент
Эскиз и размер, лимити-
рующий число переточек
Величина
допустимого
стачивания М
в мм
Величина стачивания за одну пере-
точку h в мм при обработке
черновой чистовоч
чугуна
Шеверы дисковые для цилиндрических
зубчатых колес
0,6а
0,09-0,1
; Протяжки круглые, шлицевые, шпоноч-
i ные
0,6Ь
0,15-0,25
Шипы круглые сегментные для металлов
М = R —
0 7—0
Примечание. В рекомендуемых диапазонах наибольшие значения h принимают при наибольших сечениях резцов,
диаметрах фрез, сверл, зенкеров, разверток, при наибольших номинальных диаметрах резьбы для плашек и метчиков, наибольших
диаметрах резьбовых фрез, при наибольшем модуле и диаметре червячных фрез, наибольших диаметрах протяжек; и наоборот.
162
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Расчет необходимого количества инструментов на обработку заданного числа
заготовок для всех видов инструментов производится по формуле
А-^к
тобку
где А — потребное количество инструментов на обработку заготовки по
заданной программе; То — основное технологическое время на обработку
одной заготовки в мин; п — количество обрабатываемых заготовок, на
которое рассчитывается потребность в ииструменте; . ку — коэффициент,
учитывающий случайные убыли инструмента, может быть принят в пределах
ку = 1,05 ч- 1,3.
Нормы износа, стойкости и расхода режущего инструмента приведены в ра-
боте [1].
14. Дополнительный припуск на заточку
- Инструмент
Резцы
Сверла
Зенкеры
Развертки
Фрезы
Метчики
Припуск
на заточку
в мм
0,1—0,25
0,2-0,3
0,1—0,2
0,2-0,3
0,1—0.2
0,05—0,1
Инструмент
Плашки
Гребенки резьбонарезные
круглые
Резцы зубострогальные . .
Долбяки
Припуск
на заточку
в мм
0,05—0,1
0,05—0.15
До ОД
0,05
СМАЗОЧНО-ОХЛАЖДАЮЩИЕ ЖИДКОСТИ
При обработке материалов резцами, сверлами, зенкерами и фрезами, изго-
товленными из инструментальных сталей, наиболее важны охлаждающие свой-
ства жидкости, при обработке резьбонарезным и зубонарезным инструментом,
протяжками и развертками — ее смазывающие свойства.
Как правило, не рекомендуется применять смазочно-охлаждающие жидкости
при работе твердосплавным инструментом из-за быстрого разрушения твердо-
сплавных режущих лезвий.
Применяют следующие способы подвода яшдкости в зону обработки:
полив свободно падающей струей (при скорости струи 1—3 м/сек и сред-
нем расходе 10—15 л/мин), струйное охлаждение (при подаче жидкости
под давлением 20—30 кГ/см2 и расходе 0,4—0,6 л/мин); распыление жидко-
сти (при скорости струи до 300 м/сек и расходе до 500 г/ч); контактное сма-
чивание.
При охлаждении способом полива применяют все известные в машинострое-
нии жидкости. Для распыления используют только масло индустриальное 20
и 1,5%-ную водную эмульсию. В случае механического распыления жидкость
под высоким давлением вытекает непосредственно в атмосферу, при пневматиче-
ском распылении •— подается под небольшим давлением в поток воздуха, ско-
рость которого 50—100 м/ееп,
РЕЗЦЫ
163
Охлаждающая жидкость подается на рабочие поверхности режущего
лезвия или через инструмент непосредственно в зону обработки (при шли-
фовании).
Научные основы применения смазочно-охлаждающих жидкостей изложены
в работе [2].
РЕЗЦЫ
ФОРМЫ РЕЖУЩЕЙ ЧАСТИ И ОСНОВНЫЕ РАЗМЕРЫ
Отличительные признаки, формы режущей части и основные размеры рез-
цов приведены в табл. 15—19.
15. Отличительные признаки резцов
Отличительный признак
По виду станков
По виду обработки
По характеру обработки
По сечению стержня
По конструкции головой
По способу изготовления
По положению главного
режущего лезвия
По инструментальному ма-
териалу
Наименование резцов
Токарные, строгальные, долбежные, расточные, резцы
для полуавтоматов, автоматно-револьверные, специ-
альные
Проходные, подрезные, упорные, прорезные, расточные,
отрезные, галтельные, фасочные, резьбовые, фасонные
Обдирочные (черновые), чистовые, для тонкого (ал-
мазного) точения
Прямоугольные, квадратные, круглые
Прямые, отогнутые, изогнутые, оттянутые
Цельные, с приваренной встык головкой, с припаянной
пластинкой, с приваренной пластинкой, с наплавлен-
ной головкой, с механическим креплением пластинок,
вставки для дерновок
Правые, левые
Из быстрорежущей стали, из углеродистой или легиро-
ванной стали, с пластинками из твердого сплава,
с пластинками из минералокерамики, с закрепленным
алмазом
164
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
16. Токарные резцы*1 <ш> ГОСТам 10043-62 и 6743-61,
Размеры в мм
Тип I. Проходные отогнутые правъи
v левые г углем ф — 45°
-fe.
Тип На. Проходные прямые правъа
и левыр с углом ф = 45 и 60°
Исполнение I
1
Исппл
пен
if"
ie П
.1-
У
5ZEB \
X
Н],2
Bi
14
ц
'¦'ьа
при ф°
Г>0
10
4*=
1С
20
¦?>
32
40
E0)
10
12
16
20
25
_
12
ie
20
25
32
100
120
140
ПО
200
B40)
6
?
8
10
12
10
25
S
10
12
16
20
40
16
30
50'2
50
(Ю
70
80
100
A20)
1,5"
2*2
7
9
12
3
4,5
6
7
9
*' Везде в таблице: а) индексы обо-
значают: I -J- для резцов из быстроре-
жущей стали: 2 — для резцов с пла-
стинками из твердого сплава; б) в скоб-
ках указаны размеры только для рез-
цов с пластинками из твердого сплава.
*2 Только для резцов, из быстро-
режущей стали
16
20
25
32
D0)
E0)
10
12
16
20
10
12
IB
20
25
32
40
100
120
140
170
B00)
B40)
4,5
РЕЗЦЫ
105
Продолжение табл. IS
Типы 116 и III. П рох-лЬме прямые
и прямые упорные правые и левые
с углом ф — 75 и 90°
Исполнение ]
20°
^ . \
I Исполнение]]
1У
7?-
LL_1_±!
г
л
,т^">
Гипы IV и V. Проходные упорные отогну-
тые с углом ф = 90° и подрезные, /.тогпутые
левые и правые
Н,.,
В,,о
,2
В,
Ll,2
4*»
В
8
10
12
16
10"
4"
50*»
2A
10"
20*5
2э
32
A2); 20
!(,•«
1В
20
50
СО
70
80
A00)
100"
100"ь
120
140
30 *3
30
(S); й
3*s
8
10
40
50
16
20
32
40
E0)
10
12
20
25
12
12
16
16
20
20
25
25
32
32
40*'
100
120
140
170
200
B40)
6*'; 7*
7»«
6
7"; 8*'
9*7; ]0»i
?*»; 10*«
10*'; 12'
10"; 16
12"'; 16*»
12*'
*3 Только для проходных прямых упорных резцов из быстрорежущей стали с углом
Ф = 90°.
*4 Только для резцов иа быстрорежущей стали с углом ф = 75°.
*s Только для резцов из быстрорежущей стали.
*6 Только для резцог. из быстрорежущей стали с углом Ф = 90*.
*' Только для проходных.
*8 Только для подрезных.
166
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Продолжение табл. 16
Тип VI (VIII). Расточные для сквозные отверстий е углом ф = 60°
Исполнение Б
Н,,а
ВЬ2
mI,S
41,2
di
а,
12
It!
20
25
32
170
200
240
280
300
т.}
В
8
10
12
1В
12
14
18
22
25
16
20
25
120
3,й
140
4,Ь
170
140
170
5,5
10
25
40
16
20
25
32
40
80
100
120
160
180
35
10
т
Тип VI. Чистовые широкш
200
240
40
70
50
80
70
100
d2
19
16
20
25
32
40
10
12
16
20
100
120
140
170
200
10
12
16
20
25
РЕЗЦЫ
167
ffl,2
Тип VIT (VI11). Расточные для
злухих отверстии
Исполнение А
ь-^,—-г-л
m
m
№=
Bl,2
2
g
20
<
*9
5
100
120
140
170
140
170
''00
240
"И,"
1.5"
2,5
3,5
4,5
6
8
ш
15'8
20
25
30
W
60
40
70
50
80
70
100
Только для быстрорежущей стали.
i\
4
6
8
10
12
14
19
Исполнение Б
16
20
25
32
40
12
16
20
25
32
и
170
200
240
280
300
6
8
10
12
16
80
100
120
160
180
Тродопжение табп. 16
Tun VIII. Протэпые
E
«KXZ
Hi
Bi
4
6
8
10
12
16
U
50
60
70
80
1
IB
a,
4
5
3
4
5
4
5
6
8
4
5
6
8
10
5
6
8
10
12
h
4
6
8
in
10 1
12
1
i
15
168
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Продолжение табл.
Тип IX. Отрезные правые и левые
Исполнение I
л±
Форма. А Форма Ь
Исполнение /
__L Исполнение п
UL
Ш
Исполненией
Ш
}ыЫс*
11, Bt L, С,
П, И,
к И?
Исполнение I
| 50
10
12
10 | 10
70
100 —
Форма А
10
20
16
20
25
32
40
10
12
1В
20
25
100
120
НО
170
200
3
4
5
6
8
20
2Г>
35
38
to
Исполнение II
Форма Б
20
25
32
12
16
20
120
140
170
25
20
35
20
25
32
40
50
25
40
12
16
20
25
32
120
140
170
240
280
4
5
6
8
10
35
40
50
65
80
45
. 50
60
75
95
30
35
40
55
65
Типы X и XI. Фаеочпые односторонние и deycmopOHHvc ир.ачыс v левые
с углом ф=45°
Исполнение I
ИсполненияЦ
ОТ
Si
Hi
fii
L,
Исполнение I
10*'»
12*w
50*1»
60 •"
70*ю
80 *10
30
Ht
B,
Исполнение II
20
16
20
100
120
140
6
8
10
40
50
*i° Эти размеры для односторонних и двусторонних резцов, а остальные только для
двусторонних.
РЕЗЦЫ
169
17. Расточные державочные резцы*1
Размеры в мм
а) из быстрорежущей стали
(ГОСТ 10044—G2)
б) с пластинками
из твердого сплава
(ГОСТ 9795—61)
Эскиз
Н,
U,
н2
/. Расточные для прямого креплении
С
¦N
Еда
SP° a)
«ZZH
12
16
20; 25; 32
8 25; 32; 40
I
32; 40; 50
40; :0; «,Ч
03; S0
10
12
20
25
40; аО
40; 50; 63
63; 80
70; 80; 100
100; 125
II. Расточные упорные бля прямого крепления
10
12
16
20
25
32
40
6
8
10
12
16
20; 25; 32
40; 50
63; 80
25
25; 32; 40
32; W; 50
40; 50; 63
63; 80
80; 100
100; 125
125; 140
160; 180
*J Везде в таблице: а) индексы обозначают: I — для резцов из быстрорежущей стали;
2 — для резцоц с пластинками из твердого сплава; б) в скобках указаны размеры только
для резцов с пластинками из твердого сплава.
170
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Продолжение табп. 17
III. Расточные для косого крепления под углом 45°
r<s°
О
г
'0
10
12
10
20; 25; 32
20; 25; 32; 40
32; 40; 50
40; 50; 63
63; 80
3,5
5
6
7
9
6
8
10
12
16
25; 32
25; 32; 40
32; 40; 50
40; 50; 63
63; 80
3,5
5
7
7
9
IV. Расточные для косого крепления под углом 60е
<" . - °)
3
ч?>
10
12
16
20; 25; 32; 40
32; 40; 50
40; 50; 63
63; 80
4
5
6
8
16
20
25
32
40
63;
80;
100;
140;
180:
80
100
125
160
200
8
8
11
14
18
18. Строгальные резцы из быстрорежущей стали (ГОСТ 10045—6:
Размеры в мм
дан i
'?> а)
В"
12
16
190
220
170
200
(•¦
40
50
25
30
7
9
mf5
6
8
а"
12
16
20
РЕЗЦЫ
171
Продолжение табл. 18
32
40
50
63
И"
20
25
32
40
280
340
400
500
250
300
350
450
(«1
63
80
100
125
,*з
<1
35
40
45
12
14
16
22
10
12,5
15
20
*' Размеры Н, В, L — для резцов: проходных изогнутых правых
Ф = 45° (эскиз а); чистовых изогнутых широких (эскиз б); отрезных -
гнутых (эскиз 9).
*3 Для подрезных прямых правых и левых резцов (эскиз в).
*s Для отрезных — прорезных изогнутых резцов (эскиз д).
*' Для проходных изогнутых правых и левых резцов с углом <р
*5 Для подрезных прямых и изогнутых правых и левых резцов
*° Для проходных изогнутых правых и левых резцов с углом <р
*' Для отоезных — прорезных изогнутых резцов (эскиз Э).
а*»
20
25
32
40
аГ
8
Ш
8
12
12
15
—
и левых с углом
- прорезных изо-
= 45° (эскиз а).
(эскиз е и г).
= 45° (эскиз а).
19. Долбежные резпы из быстрорежущей стали (ГОСТ 10046—62)
Размеры в мм
Форма
I. Проходные двусторонние с углом ф = 45Г
20
25
32
40
50
12
16
20
25
32
250
300
350
450
500
35
0
45
55
60
_
11
14
17
20
24
_
_
II. Прорезные
Исполнение Г
~—неисполнение Ц
16
20
10
12
150
250
40
60
20
it
4
5
6
-
Исполнение II
20 | 12 | 250 [ 60 | 30 | 6
32
16
20
300
350
100
35
40
10
12
14
16
172
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Продолжение табл. 19
Форма
В В
Исполнение II
'(О
50
ВЗ
25 '@A
32
40
,МЮ
000
120
1.">0
180
250
50
50
«0
18
20
ilia. Для. шпрночиых пазов
Исполнение I
Исполнение /
12
90
100
110
40
50
2
3
4
8
4
20
Исполнение
2S0 | 90
23
32
300 100
350 | 130
400
150
10
12
5,5
7,6
11,5
i 15,4
22 ! 21,2
14 I 8
24
23,7
25,7
1116. Для шп
20
оночт
300
25
32
40
350
350
400
450
130
150
160
160
200
250
30
40
50
10
16
18
2A
20
30
36
35 60
РЕЗЦЫ С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ ПЛАСТИНОК
ИЗ ТВЕРДОГО СПЛАВА
При механическом креплении пластинок сокращаются расходы на экс-
плуатацию резцов, повышается их стойкость (на 30% и более), уменьшается
число переточек (в случаях применения резцов с неперетачиваемыми пла-
стинками).
При выборе способа базирования пластинок с механическим креплением
(рис. 6) следует учитывать, что силы резания должны восприниматься жесткими
опорами державки, а направление усилия зажима должно совпадать с основным
РЕЗЦЫ
173
направлением силы резания. В конструкциях резцов рекомендуется базирование
пластинок на твердосплавную подкладку, которая предохраняет корпус-дер-
жавки от повреждения в случае поломки пластинки.
а)
Рис. 6. Способы базирования пластинок на резцах:
я, г — по опорной и боковым сторонам державки; б, в — на твердосплавную подкладку и по
центральному отверстию; S — при помощи рифлений (при использовании перетачиваемых
пластин)
Способы крепления неперетачнваемых пластинок в державках резцов пока-
заны на рис. 7. Наиболее надежными способами крепления при всех видах то- .
карных работ являются: кропление с базированием по пазу (см. рис. 7, в, д) и
крепление силами резания (рис. 7, з). Остальные способы крепления пластинок
(рис. 7, а, б, г) применяют при чистовой и получистовой обработках.
А-А
Рис. 7. Способы крепления пеперетачиваемых твердосплавных пластин в державках резцов:
а — клиновой планкой; б — клиновой планкой, перемещаемой в направлении действия
силы резания; в — штифтом-эксцентриком; г — штифтом с базированием по отверстию; S —
планкой со сносом (для пластин с отверстиями); е — планкой-стружколомом; ж — винтом;
з — силами резания. Обозначения: 1 — подкладка; 2 — режущая пластина; з — штифт;
4 — клиновая планка; 5 — винт; в — корпус резца
Резцы с многогранными неперетачиваемыми пластинками из твердых спла-
вов марок Т14К8, Т15К6, ВК6, ВК8 применяют для токарной обработки дета-
лей на автоматических линиях и станках-автоматах.
Некоторые типы резцов с механическим креплением неперетачиваемых плас-
тинок приведены в табл. 20 и 21.
174
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
20. Форма и осноиные размеры в мм токарных проходных резцоь
с механическим креплением ненеретачивасмых пластинок
Обоз-
наче-
ние
раз-
мера
С трехгранной и четырехгранной
пластинкой*1
С пятигранной и шестигранной
пластинкой*2
В
Н
Я,
D
14
Ifi
18
?,п
14
14
20
22
120
14
20
20
24
120
18
20
25
29
120
18
22
25
29
140
22
22
32
36
170
22
B5)
C2)
C6)
A70)
B6)
B5)
D0)
Dо)
B00)
B6)
20
20
24
120
18
20
25
29
140
18
22
B5)
25
29
140
22
22
B5)
¦32
36
170
22
25
B8)
32
36
170
26
25
B8)
40
45
200
26
*' Цифры в скобках только для трехгранных пластинок.
*2 Цифры в скобках только для шестигранных пластинок и соответствующие им 22,
22, 25 и 25 без скобок только для пятигранных.
21. Форма и основные размеры в мм токарных расточных резцов
механическим креплением неперетачиваемых твердосплавных нлаетинок
Обоз-
наче-
ние
раз-
мера
D
L
т
С трех-
гранной
пластинкой
с углом
ф = 90 и 50°
22
16
200
3
14
28
20
240
4
14
Отогнутые
с трехгранной
пластинкой и
углом ф = 90°
и с четырех-
гранной плас-
тинкой и
углом
Ф = 60 и 45'
35
26
240
6
14
50
32
340
8
18
*l Dp — наименьший диаметр
растачиваемого отверстия.
РЕЗЦЫ
175
ФАСОННЫЕ РЕЗЦЫ
Фасонные резцы применяются для обработки наружных, внутренних и тор-
цовых поверхностей разнообразного профиля и различаются по конструктив-
ной форме, способу заточки, способу установки в рабочее положение и по харак-
Рис. 8. Типы фасонных резцов и их установка:
а, б — призматический и круглый резцы с боковыми плоскостями, перпендикулярными оси
обрабатываемой детали (резцы основного типа); в, г — призматический и круглый резцы;
с дополнительными углами наклона боковых плоскостей; 9 — строгально-долбежный резец
е — тангенциальный резец
Вид К'
/с
те.ру главного движения резания. По конструктивной форме фасонные резцы
разделяются на плоские или стержневые, призматические и круглые.
По характеру главного движения резания фасонные резцы могут быть раз-
делены на токарные и строгально-долбежные. В свою очередь, токарные фасон-
ные резцы по направлению подачи разде-
ляются на радиальные и тангенциальные.
Основные типы фасонных резцов и их ус-
тановка относительно обрабатываемой детали
показаны на рис. 8.
Размеры резцов. Стержневые рез-
ц ы (рис. 9). Сечение прямоугольное. Мень-
шая сторона сечения соответствует ширине
обрабатываемого профиля. Высота резца
(большая сторона сечения) должна обеспечи-
вать возможно большее количество переточек.
Для значительных по ширине фасонных по-
верхностей применяют резцы с приваренной
головкой. Ширина головки резца должна
быть меньше двух ширин державки (стерж-
ня) резца.
Призматические резцы. Раз-
меры резцов (табл. 22) зависят от способа их
крепления (рис. 10): за ласточкин хвост, боковое и с установкой на переднюю
плоскость и креплением их прижимом к базовой плоскости державки.
Резцы изготовляют: цельными из быстрорежущей стали марок Р18 или Р9,
с напаянными или приваренными пластинками из быстрорежущей стали,
А
Рис. 9. Основные размеры стерж-
невых фасонных резцов
176
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
с твердосплавными пластинками, размещенными на боковой поверхности; цели-
ком из твердого сплава с последующим креплением в специальных державках.
Круглые резцы. Размеры резцов выбирают в зависимости от типа
станка и державок для их крепления по табл. 23 и 24.
OSpaSambiSae< ¦
мая деталь
Рис. 10. Способы крепления призматических резцов:
а — за ласточкин хвост; б — боковое крепление; в — о установкой на перед-
нюю плоскость
Размеры фасонных круглых резцов могут быть рассчитаны также и по сле-
дующим формулам:
для наружной обработки . .
П„
:l=5tma. + k + m + 0,5d;
для обработки внутренних поверхностей ,
где /тах — максимальная глубина профиля в мм; к — глубина заточки передней
грани D—8 мм); т — толщина стенки корпуса E—6 мм); d — диаметр базового
отверстия; rmin — минимальный радиус обрабатываемого отверстия.
22. Размеры в мм призматических фасонных резцов с ласточкиным хвостом
Размеры рабочей части
Тт
6
10
15
20
До 30
» 45
> СО
> 100
с, не менее
10
15
20
25
35
Размеры ласточкина хвоста
24,1
40,6
47;6
57,6
54,4
23
39
40
56
72
15,4
24,4
31,4
41,4
54,4
/i
7,5
14
10
15
20
30
Примечания: 1. Длина резца принимается от 2 до 4 l
2. Призматические резцы, базируемые на переднюю плоскость, имеют длину не более
A,2 -s- 1,5) Ь, где Ь — толщина резца.
3. Размер К = Ь -|- d A + otg 30"), где d — диаметр мерительного ролика.
РЕЗЦЫ
177
23. Размеры в мм круглых фасонных резцов для наружной обработки
Наибольшая
глубина про-
филя летали
'max
-"min
d (A3)
Ui
И
14
18
25
50
GO
75
90
100
B0
12
16
20
22
М
27
40
9
И
15
18
23
30
28
34
42
45
52
55
Примечание. Общая ширина резца L определяется с учетом необходимости
придания ему дополнительных режущих кромок.
24. Размеры в мм круглых фасонных резцов для внутренней обработки
Для отверстий с J^Smm Аля отверстии с а'>25мм
Диаметр обраба-
тываемого отвер-
стия Dn
Размеры
для болта
di j i.
d2
Размеры хвостовика
dt
12-14
16-24
26—3d
38—45
45-55
12
18
24
28
10
12
14
16
15
IB
20
12
15
20
25
30
14
16
20
24
20
25
80
90
110
178
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Державки для круглых фасонных резцов нормализованы: для револьверных
автоматов МН 1233—60, МН 1234—60; револьверных станков МН 1026—60;
многорезцовых токарных полуавтоматов МН 2550—61 и МН 2551—61.
Обычно круглые фасонные резцы выполняют цельными из быстрорежущей
стали марки Р18 или Р9, но применяют также резцы, оснащениые пластинками
а)
120
Рис. 11. Круглые фасонные резцы:
¦ из быстрорежущей стали; б — с пластинками из твердого сплава
из твердых сплавов (рис. 11). После износаодпой кромки резец поворачивают
в державке. От поворота резец предохраняется специальными отверстиями (см.
рисунок в табл. 23) или торцовым зубчатым венцом (рис. 11, а).
Заточка призматических и круглых резцов производится по передней поверх-
ности, при этом угол заточки 20 = ар + у0 (рис. 12). При выборе угла заточки
фасонных резцов можно пользоваться данными, приведенными в табл. 25. -
25. Значения углов апточкп у и р*1 круглых и призматических резцов
пря а = 8-^-15° (см. рис. 12)
Обрабатываемый
материал
Сталь:
ав = 120-5-80 кГ/мм2
ае = 80-J-50 кГ/мм*
ав < 50 кГ/мм2
автоматная (А12 и др.)
Латунь:
ЛС59
Л62
0—10
10—15
15-20
15—20
0-5
5-10
|3° (мини-
мально-
допусти-
мый)
60
50
65
60
Обрабатываемый
материал
Бронза свинцовистая
Медь красная, алюминий
Чугун:
НВ < 150
НВ 150—200
НВ 200—250
V°
0-5
20—25
15
12
8
*' Значения углов заточки даны для наиболее удаленных наружных точек
резца и участков, параллельных оси обрабатываемой детали.
3° (мини-
мально
допусти-
мый)
65
40
55
60
профиля
Углы фасонного резца в сечении, параллельном основному сечению, через]
произвольно выбранную точку i профиля (рис. 13), а также углы фасонного рез-.
ца в сечениях, перпендикулярных к проекциям режущих кромок- (рис. 14), j
рассчитывают но формулам, приведенным в табл. 26. :
Пь О,
г)
заточки призматических и круглых фасонных Рис. 13. Углы фасонных резцов в произвольной точке про-
резцов . филя в сечении,параллельном основному:
о, б—наружная и внутренняя обработка призматическим
резцом; в, г — то же, круглым резцом
180
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
26. Формулы для расчета
Призматические резцы
уг = arcstn /sin Yo -~) = Yo ~
ai = 2» - Vi
Pi = Bo = con.st
aHi = arctg (tga^ln ф|)
YHi = arctg (tg Yj sin <p4)
углов фасонных резцов
Круглые резцы
У4=агсз1п /sin Yo~) = Y -y~
аг = 90 - |34 - Yj
Но
Р4 = arccos -R-
aHi == arcctg (tg dj sin tpj
\Hi == arctg (tg уг sin <p0)
Примечание. В формулах приняты следующие обозначения: Ro — радиус
резца в основной точке профиля; г0 — радиус детали в основном сечении профиля;
Г| — радиус детали в любом сечении, параллельном основному (сечение Cj); Yo — перед-
ний угол; у., «j, Р- — передний, задний углы и угол заострения в сечениях, перпенди-
кулярных к проекции режущей кромки на основную плоскость; ф^ — угол в точке i
между проекцией режущей кромки на основную плоскость и направлением подачи резца
(угол в плане).
Установка резцов. При установке призматического фасонного резца в случае
прямолинейной подачи последнего (рис. 15, А), основная точка его профиля Оп
располагается в плоскости Я„ и резец поворачивается вокруг точки Оп на вели-
чину угла а0. При установке круглых резцов (рис. 15Б) необходимо ось резца'
относительно плоскости По (оси детали) сме-
стить на величину.
йо = Дозта0.
При установке резцов, подаваемых по-
дуге окружности (рис. 16), расчету подлежат;
расстояние Re от основной точки профиля'.
резца до револьверной головкн и расстояние?
от оси револьверной головки до оси резца G. t
Расчет производят по формулам " \
tfe = Pcos8, G = y Щ + Щ ± 2RRo sin a,
где Р — расстояние от центра вращения рез- •.
ца до оси шпинделя; 6 = arcsin-Д; осталь-!
ные обозначения приведены на рис. 16. В фор-<
муле для расчета G при совпадении направле-;
ния вращения детали с направлением подачи ,
в подкоренном выражении используется знак'
«минус», ав случае несовпадения—знак «плюс».
Профилирование резцов. Профиль призматических и круглых резцов в нор-
мальном сечении не совпадает с профилем обрабатываемой детали в осевой плос- _'
кости. Разница между нормальными профилями резца и обрабатываемой детали
в различных точках фасонного профиля различна и по величине непрерывно
увеличивается пропорционально углу 2 = а + у. Профиль резца рассчитывают
по характерным точкам, положение которых определяется радиусами и осевыми
размерами. Расчет производят по формулам, приведенным в табл. 27,
Рис. 14* Углы фасонного резца в
сечении, перпендикулярном к про-
екции режущих кромок на основ-
ную плоскость
РЕЗЦЫ
181
27. Формулы дли расчета радиальных размеров профили фасонных резцов
a) tz---
а) Призматические
фасонные резцы
б) Круглые фасонпые резцы
2о = О-а + Уо
Ао = г sin Yo
Yj = arcsin —-
Aj = ± (Yo - V;)
Bi = ri cos Ai
щ = + (B; -r0)
2o = по + Yo
¦Ao = Го sin Yo
A.
Aj = ± (-Yo - V;)
Bj= ri cosA;
И'о = Яо cos 20
Ho = До sin 20
Q = VF0 - r.
2i = a'C^
182
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Продолжение табл. 27
а) Призматические
фасонные резцы
zi = ri sin Ai
Ti = Vе03 2°
б) Круглые фасонные резцы
Ti = Vе03 Yo
R йо
г Sin S{
Тг = Ro - Д4
Примечания: 1. Для расчета должны быть заданы: задний угол а0; передний
угол »0; радиус детали, обрабатываемой основной точкой профиля, —г-0;радиус детали
в узловых точках профиля —г^; радиус круглого резца в основной точке профиля—Ro.
2. При расчете Д^ и у^ знак плюс применяют при наружной обработке и минус —
при внутренней.
3. Расчеты резцов при изготовлении деталей 4 и 5-го классов точности выполняют
с точностью 0,005 мм с округлением конечных результатов до 0,01 мм.
По формулам, приведенным в табл. 27, рассчитывают радиальные размеры
профиля резца. Если на обрабатываемом профиле имеются угловые участки
{рис. 17, а), они также подлежат расчету по следующей формуле:
где Фт — угол профиля резца; 1Н — измеренное перпендикулярно боковым плос-
костям резца расстояние между узловыми точками, обозначающими начало и
конец наклонного участка профиля резца;
радиусные участки профиля (рис. 17, б и в).
С достаточной для практики точностью на рассчитываемом участке профиля
резца проводят соответствующим образом подобранную заменяющую дугу ок-
ружности. Расчеты выполняют следующим образом. За начало координат О
принимают одну из трех расположенных на криволинейном участке профиля
резца узловых точек и определяют координаты ха и у0 центра заменяющей дуги
окружности и ее радиус по формулам
а2г/г — 62у2
г/о =
62г2—а2хх
с с
а2 = *! + «/!, № = x\ + y\, c = 2(x2yl — x1yi), ,
При симметричном расположении заменяющей дуги окружности (рис. 17,
расчет упрощается и определяется только р и у0 по формулам
Т\ + *1
гт
Уо=р-тг.
К формулам приняты обозначения: хх — меньшая, а х2 — большая коорди-1
наты используемых при расчете точек; уг и у2 — координаты точек 1 ж 2. Осталь-|
ные обозначения см. на рис. 16. *
Все приведенные' расчеты относились к фасонным резцам основного типа.
Помимо этого, используют резцы, снабженные боковой заточкой передней плос-
кости или углами наклона боковых плоскостей относительно оси детали. Такие
резцы называют фасонными с дополнительными углами. Расчет профиля этих
РЕЗЦЫ
183
А Б
Рис. 15. Схемы образования углов сс0 и Vo при установке в рабочее положение призматиче-
ского (А) и круглого (В) фасонных резцов
По
а)
Рис. 16. Схемы установки фасонных резцов при подаче по дуге
окружности:
а — призматического; б — круглого
Рис. 17. Схемы для определения угловых размеров (а) и радиусных
участков (б, е) профиля фасонного резца
184
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
резцов, а также вопросы профилирования круглых фасонных резцов с винтовой
задней поверхностью и фасонных резцов для обработки торцовых поверхностей
изложены в работе [34 и 5]
Призматические фасонные резцы с тангенциальным направлением подачи.
Обрабатываемая деталь имеет вращательное движение," а резец получает прямо-
линейное движение, направленное по касательной (тангенциально) к обрабаты-
ваемым поверхностям (рнс. 18). В процессе резания углы а и у непрерывно из-
меняются (рис. 18, а). Изменение угла у тем больше, чем больше t и диаметр об-
рабатываемой детали D. В начальном положении А угол уА может быть даже от-
рицательным и постеяенио возрастет до уа в конечном положении В. Задний угол
6-д
а)
Рис. 18. Профилирование призматических фасонных резцов с тангенци-
альным направлением подачи
изменяется в обратном направлении. Передний угол у образуется заточкой, а
задний угол а установкой. Для постепенного введения в работу всего режущего
лезвия резцу придается угол в плане ф (угол между направлением подачи и ре-
жущим лезвием), величину которого выбирают в пределах 45—75°. Расчет
профиля фасонного резца с тангенциальным направлением подачи (рис. 18, б)
заключается в определении угла поворота резца на угол 6. Угол б не зависит от
формы профиля детали и определяется по формуле
tg6 = tg?ism a = ctg<psin а. • . |
Так как точки режущего лезвия имеют одинаковый угол искажения 2 =.
= а + у, то для получения высотных размеров профиля резца в сечении Б—Б,\
перпендикулярном базе крепления, надо соответствующие высотные размеры де-j
тали умножить на постоянный коэффициент искажения, определяемый
А =
cos (a+ 7)
cos 7
Зная угол б и коэффициент искажения h, вычисляют высотные размеры, на-
пример,
r = fc(r3-ri), Г1 = Л(г4-г2).- ' ,
Осевые размеры нормального профиля резца равны соответствующим осе-»
вым размерам детали. \
РЕЗЦЫ
185
ДРОБЛЕНИЕ И ЗАВИВАНИЕ СТРУЖКИ
При точении стали на высокой скорости резапия резцами с пластинками из
твердого сплава или минералокерамики необходимо дробление (ломание) или
завивание стружки. Это достигается: а) подбором соответствующих углов -ре-
жущей части резца (хорошие условия для дробления стружки создаются при
углах резца у = —5 -; 10", % = 10 ¦— 15°; ф = 60 -4- 80° и соотношении - =
= 5 -т- 10); б) образованием лунки (канавки) на передней поверхности резца;
в) образованием различной формы уступов (порогов), вышлифованных на пе-
редней поверхности резца; г) установкой препятствия на пути схода стружки.
Наиболее распространенные способы дробления и завивания стружки приве-
дены в табл. 28.
2S. Способы дробления и завивания стружки
а*2°
Лунка на передней по-
верхности резца ,
Размеры лунки выби-
рают в зависимости от
подачи,глубины резания,
скорости резания и свой-
ств обрабатываемого ма-
териала. При обработке
стали с аг= 80 кГ/мм2, с
t—l -i-5 мм и s^0,3 мм/об
выбирают Л = 2 -т- 3 мм
R=4 — е мм и / = 0,2 —
0,3 ли»'
Уступ (порог) на передней
поверхности резца
Наибольшее применение находят сле-
дующие размеры уступа: h = 0,6-8-1,5 мм,
Н = 0,2 ~ 0,5 мм, г = 100 -s-115°. Ширину
уступа К выбирают в зависимости от глу-
бины резания и подачи (меньшие размеры
К для меньших подач)
{ В ММ
0,4—1,4
1,5—6.5
7-13
s в мм/об
0,15—0,44
1,6, 2,
1,6, 3,5
3,4
0.45—0,7
Зеличина К
2,4, 2,8
4, 4,8
s 5, 5,5
0,71-1,03
3, 3,2
4,8, 5
5, 6
Ирипаивание на передней поверхности
резца пластинки из твердого сплава
или из быстрорежущей стали
А-А
10-20
а)
Расстояние В зависит от условий реза-
ния D, s, v) и свойств обрабатываемого
материала.
Толщина пластинки С=4 + 8 мм. При
параллельном расположении (а) стружка
сходит в виде спирали различного диамет-
ра, при расположении под углом F) про-
исходит стружколомание
Накладной стружколом
3 ^ ^^t\ , 2
1 — держатель, 2 — полка, 3 —накладка,
4 — винт, 5— припаянная пластинка твер-
дого сплава
186
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Продолжение табл. 28
Наплавка сормайта
на стержень резца
Сормаит
Размеры в мм
Сечение
резца
10x16
12X20
16X20
20X30
25x40
30X45
Накладной стружко-
Конструкция ГПИ
транспортного маши-
ностроения.
Устанавливается на
резцедержателе неза-
висимо от резца
Ф = 15 -*- 25°
т = 10 -*• 15°
Накладной сгпружколом
А-А
Конструкция ЛПИ им. Калинина. ; —
режущая пластинка, 2 — напаянная твер-
досплавная пластинка струшколома
Накладной регулируемый стружколом
I — корпус; 2 — стержень; з — пружина;
4, 5, в, 8, 12 — гайки; 7 — болт; 9 —
шайба; 10 — стопор; и — шайба
Накладной стружколом и стружкоот-
ражагпелъный экран
(Конструкция Уралмашзавода)
Стружколом — зкрап
(Конструкция завода им. Свердлова.
Устанавливается на резцедержателе)
РЕЗЦЫ
187
ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЖУЩЕЙ ЧАСТИ
Формы передней поверхности резцов приведены в табл. 29. Углы заточки в
зависимости от условий обработки для резцов из быстрорежущей стали и твер-
дых сплавов приведены в табл. 30—31.
Угол наклона главной режущей
кромки X выбирают в зависимости от
формы передней грани резца и усло-
вий работы. У резцов, имеющих фор-
му III передней поверхности (см.
табл. 29), угол X = 0°. У токарных
резцов с плоской формой передпей
LJ
Рис. 19. Элементы сопряжения режущих лез-
вий резцов
поверхности X = — 4 -.—(-4°; подрез-
ных, прорезиых, отрезных X = 0°;
строгальных и токарных для обра-
ботки прерывистых поверхностей
X = 10 -г- 20°. При обработке нежестких деталей X = —10 -г- —20°.
Сопряжение главной и вспомогательной задних граней резцов делается ра-
диусом г при вершине или переходным лезвием длиной /0, расположенным под
углом ф(, (рис. 19, табл. 32).
Геометрические параметры режущей части резцов с неперетачиваемыми плас-
тинками и резцов для обработки пластмасс приведены в табл. 33 и 34.
29. Форма передней поверхности резцов
S3
!§
г о
2 s
X О)
п К
О в в
Эскиз передней поверхности
Область применения
а — для резцов
из быстрорежу-
щей стали
б — для резцов с плас-
тинками из твердых
сплавов
Обработка
чугуна, обработ-
ка стали при
s < 0,2 мм/об,
для фасонных
резцов сложного
контура
Обработка стали с а >
> 80 кГ/лии2 при достаточ-
ной жесткости и вибро-
устойчивости заготовки.
Необходим стружколома-
тель
11
X'75-30
Обработка стали
при s>0,2 мм/об
Обработка серого и ковко-
го чугуна, обработка стали
с а > 80 пГ/мм2 при до-
статочной жесткости и ви-
броустойчивости заготовки.
Необходим струшколома-
тель
й &
НО
. о
Обработка стали
с обеспечением
струншоломания
"J
Обработка стали с о ^
== 80 кГ/ммг при t = \ ~
5 мм, s э; 0,3 мм/об.
Стружколомание обеспечи-
вается лункой: В = 2 —
2,5 мм; R = 4 -^ 6 мм,
глубина лунки 0,1 —
0,15 мм
188
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
0. Углы режущей части резцов
Обрабатываемый
материал
Материал режу-
щей части *1 и
форма передней
поверхности
Геометрические параметры режущей
части
Раз-
мер
фаски
в мм
ч
Точение, растачивание и строгание
Стапь углеродистая, легиро-
ванная, инструменталь-
ная, стальное литье НВ<
< 340; оер < 120 кГ/мм'
Чугун серый и ковкий
НВ < 220
Медь
Бронза, латунь
Сталь конструкционная,
углеродистая, легирован-
ная, стальное литье:
авр < 100 кГ/мм2 . .
авр > 100 жГ/лж1 . .
БС, Па, Ша
БС, 1а, Па, Ша
ВС, Па, Ш
ТС, 116, ПТб
16 Пб
—
3 Н-— 5
—10
25—30
12—18
23
30
25—30
15
—
8—12
10—15
12
о
-4-^+4
Чугун серый:
НВ < 220
Ни > 220
Чугун ковкий НВ 140—150
Точение и растачивание
ТС, Пб, 1П6
ТС, Пб, Шб
ТС, 16, Пб
—3
--
12
15
6-10
8-12
Непрерывное точение
Нержавеющая жаропрочная
и жаростойкая сталь:
' 25Х2МФА; 1Х12Н2ВМФ;
1XI7H2; 4Х1Ш818МФБ;
X12H2IIT3P; 1X21Н5Т;
0Х14Н28ВЯТЗЮР . . .
1X13: 2X13; 3X13; 4X13
Х23Н18
ЭИ654
1Х12ВНМФ
4Х14Н14В2М
Х18Н9Т
ТС, Пб
тс, то
' тс, 1а
0,2—0,3
0.3—0,4
0,6—0,8
0.6
_15- 10 —
12—15
15
5
Ю
-
10—20
10
10
8
10
С—8
12
1С—12
10
10
10
*' БС — быстрорежущая сталь; ТС —твердые сплавы; МК — мин;>ралокррамика.
РЕЗЦЫ
189
Продолжение табл. 30
Обрабатываемый
материал
Материал ре-
жущей части* '
и форма перед-
ней поверхно-
сти
Геометрические параметры режущей
части
Раз-
мер
фоски
в **
чр
Отрезание, прорезание канавок
Нержавеющая, жаропрочная
и жаростойкая сталь:
1Х17Н2; 12ХМ;
4Х14Н14В2М; Х18Н9Т;
4Х12Н8Г8МФБ . . . .
1X13; 2X13; 3X13; 4X13;
25Х2МФА; 1Х12Н2ВМФ
ТС, Пб
Шб
0,15—0,2
0,5-1,0
0,15-0,2
—5
10-12
10-20
8—J
Непрерывное точение
Жаропрочные сплавы на ни-
келевой и шелезоникеле-
вой основе:
ХН77ТЮ; ХН77ТЮР;
ХН70ВМТЮ
ХН35ВТЮ
ХН70ВМЮТ.
ХН35ВТ . . '.
ХН35ВМТ . .
ТС, 1а, Пб
БС, 1а
0.2—0,3
—5
I
12
15
0.0-0.8 I—I(H—1Г.
10
12
10
6—8
8
12
ХН70ВМТЮ
Прерывистое точение
БС, la I — '
10—l.i 12-15
ХН77ТЮ; ХН77ТЮР .
ХН35ВТ
Отрезание, прорезание канавок
ТС, Пб „15
ТС, la °'lD
10
15
Титановые сплавы ВТ и ОТ
Непрерывное точение
ТС, 1а, Пб ] — [ — ! 5—7 | 10—12
Точение по порке, обдирка слитков
I 0,2—0,3; —5 | 0 I 10—12
Отрезание, прорезание канавок
0.2—0,3 O-i-5 10 10
I 0
I 5-10
Сталь:
ае < 70 пГ/мм*
а„„ > 70 кГ/мм2
Чугун:
НИ < 220
НВ > 220
Непрерывное точение
МК, Пб, IIIб
МК, Пб
0,2—0,3
-10
10—15
10
0—5
8—10
0—5
190
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
31, Значения
Условия обработки
Обтачивание ступенчатых заготовок
недостаточной жесткости; обтачи-
вание, растачивание и строгание
ступенчатых поверхностей в упор;
подрезание, прорезание и отреза-
ние
Для отрезных резцов при отреза-
нии заготовок без бобышек . . .
Точение на проход заготовок малой
жесткости, растачивание чугуна
Точение и строгание жестких заго-
товок
Точение жестких заготовок проход-
ными резцами
Чистовое точение с малой глубиной
резания, строгание с большими
подачами D—6 мм)
Ф°
90
80
60—75
45-60
30—60
10—30
УГЛОВ ф И ф!
Условия обработки
Для проходных резцов при работе
без врезания:
из быстрорежущей стали . . .
с пластинками из твердого
сплава
Для проходных резцов при работе
с врезанием:
св. 3 мм
Для подрезных и расточных рез
цов;
из быстрорежущей стали . . .
с пластинками из твердого
сплава
Для прорезных и отрезных резцов
Для резцов отогнутых сечением:
до 20 X 30 мм
св. 20 X 30 мм
Для широких резцов
Ф°
5—10
15
15
20—30
10—15
20
1-2
45
30
0
32. Значения г, /0 и <р0
Резцы и условия работы
Проходные и расточные:
при s =? 0,2 мм/об . .
при s > 0,2 мм/об . .
Подрезные
Прорезные, отрезные . .
Расточные:
при чистовой обработке
при черновой обработке
0,5—5
1-3
0,5—2,0
0,3-0,8
0.2—0,5
0,75-1,5
Резцы и условия работы
Фо
Прорезные
Отрезные
Твердосплавные проходные
=»0,23
0,5-1,0
==2,0
75°
45°
15^20°
3. Геометрические параметры режущей части резца с неперетачиваемыми пластинками
Тип пластинки
Трехгранные . . .
Четырехгранные
»
»
Пятигранные. . .
Шестигранные
Ф
90'
45
60
75
60
45
Ф1
10
45
30
15
12
14
12
10
20
V
12
10
12
10
а
7,5
10
7
8
10
<Xi
7,5
0
7
8
5
Примечания
1. Приведенные углы соответствуют пла-
стинкам с выпрессованными лунками (ТУ
МКТС 560—Ь2). В массовом производстве
при работе на автоматах и полуавтоматах
применяют плоские пластинки (без выкру-
жек).
2. Фаска / = 0,2 мм при обработке твер-
дой стали; при работе с ударами ширину
фаски следует увеличить до 0,4—0,5 мм.
РАСТОЧНЫЕ ИНСТРУМЕНТЫ
191
34. Углы заточки резцов для обработки пластмасс
Обрабатываемый материал
Волокнит, фенопласт К73-2
Полистирол блочный
Текстолит, волокнит, фенопласты К18-2, К73-2,
аминопласты, полистирол
Материал
режущей части
ВК8, ВК6
Р18
Твердые сплавы
Р9, Р18
ДМ332 ,
Углы заточки
V
10
12
10
5
20
25
(-5) -0
а"
20
24
20
12
Примечание. Форма передней поверхности резцов плоская, с прямолинейной
режущей кромкой, с радиусом при вершине г = 1,5 мм и углом ф = 45°.
РАСТОЧНЫЕ ИНСТРУМЕНТЫ
Растачивание отверстий производится резцами с одним главным режущим
лезвием или многолезвийным инструментом (двусторонними резцами, пластин-
чатыми резцами, резцовыми блоками, расточ-
ными головками).
Формы и основные размеры стандарт-
ных расточных резцов токарных, автоматно-
револьверных и держд(вочных приведены
в табл. 16 и 17, а расточных резцов с непе-
ретачиваемыми твердосплавными пластинка-
ми — в табл. 21.
При работе на расточных станках рез-
цы устанавливают в расточных оправках
пли блоках по схемам, показанным на
рис. 20.
Конструкции расточных резцов с пла-
стинками из твердого сплава для рас-
точных блоков, а также способы кре-
пления резцов в оправках приведены
в табл. 35.
Для предварительной и чистовой обра-
ботки отверстий применяют пластинчатые
резцы и резцы-блоки, (табл. 36).
Производительным инструментом для рас-
тачивания отверстий в корпусных деталях,
цилиндрах и т. д., являются расточные резцы (табл. 37) и блоки (табл. 38)
с механическим креплением твердосплавных пластинок.
Рис. 20. Установка расточных рез-
цов в оправках и блоках
192
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
35. Расточные резцы для блоков п способы их крепления в оправках
F
10°
Упорные к расточным однорезцовым бло~
кам о мерными пластинками
Для блоков с мерными пластинками к
резцовым головкам
Для блоков с дифференциальным регу-
1ированием
Для однорезцовых блоков с точным ре-
гулированием
Н-репление резцов в расточных оправках
Концевое крепление в оправке для об-
работки отверстий малой длины я близко
расположенных от шпинделя станка
Штифтовое или винтовое крепление в
оправке, свободный конец которой может
поддерживаться направляющей втулкой
приспособления. Для обработки отверстий
длинных или расположенных на большом
расстоянии от шпинделя станка
Размеры оправок и резцов в зависимости от размера отверстия в мм
Длина обрабатываемого отверстия .
40—50
51—70
71—85
80—100 101—140 141-200
Диаметр расточной оправки ....
32
40
50
60
80
100
Диаметр или высота сечения дерша-
вочного резца
10
¦20
2k
РАСТОЧНЫЕ ИНСТРУМЕНТЫ
193
6. Пластинчатые резцы и их крепление
Резец из быстрорежущей стали
двусторонний
Резец регулируемый
1 1 г
Применяется для чистового растачива-
ния отверстий. Регулирование на размер
производится винтом 1, конусный конец
которого раздвигает два пластинчатых
односторонних резца 2, соединенных пру-
жиной з. Винты 4 закрепляют резцы
Резцы с пластинками из твердого сплава
Цилиндрическая
ленточка 0,1
3D
Односторонний
Двусторонний
Крепление пластинчатых резцов
Концевое кренлепие винтом Клиновое крепление Крепление с помощью гаек
Крепление винтом
с конической
головкой
Крепление шарнирно-
штифтовым способом
Углы режущей, части и размеры
пластинчатых резцов
Задний угол а = 8 + 10°, пе-
редний угол 7 = 5 -*- 10°. Глав-
ный угол в плане у резцов для
растачивания сквозных отвер-
стий 45°, для глухих — 90°. Угол
обратного конуса <Pi = 2 ¦+¦ Зф.
Длина цилиндрической части
резца устанавливается в пре-
делах I = @,1 + 0,2) D, где
D — диаметральный размер рез-
ца в мм.
7 Справочник технолога, том 2
194
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
37. Расточные резцы с механическим креплением твердосплавных пластинок
(конструкции ВНИИ)
Наименование
инструмента
Эекиз
Основные размеры в мм
I
°у
Резец с монолитной
твердосплавной ра-
бочей частью
га
1,5
10
11,5
12,5
13
1,5
2
2,5
6—15
Резец с цилиндри-
ческой твердо-
сплавной встав-
кой
140
30
40
50
«0
10
12
16
20
Резец с многогран-
ными неперетачи-
ваемыми пластин-
ками
См. табл. 21
22—40
Резец-зенкер с непе-
ретачиваемыми
пластинками из
твердого сплава
48
55
62
70
77
86
91
98
105
112
270
32
290
36
300
45
320
45
55
62
70
77
84
91
98
105
112
120
Расточный резец-
вставка с микро-
метрическим регу-
лированием
Тип ftlufl?
ТипУ-1иУ-2
35
26
Тип
4У1
4У2
4Ш
4П2
20-60
45
36
34
5У1
5У2
5Ш
5П2
•' Диаметр растачиваемого отверстия.
8. Блоки расточные с механическим креплением пластинок из твердого сплава
Типы конструкций
Основные размеры в мм
6)
Черновое и получистовое растачивание отверстий
Dp = 60 + 150
В
Я
В
Н
В
Н
59,4 64,5 69,4 74,4 79,4 84,4 89,4 94,4
45
22
99,4 104,4 109,4 114,4 119,4 124,4 129,4
50
26
139,4
149,4 -
50
26
Чистовое растачивание отверстий Dp = 50 + 150 мм
В
Н
В
н
50-52 55—58 60-62 05-68
45
20
95—
100
45
22
100—
110
110—
120
120—
130
50
25
70-75 75-80 80—85 85—90 90—95
45
22
130—
140
140—
150
196
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
РЕЗЦЫ ДЛЯ ТОНКОГО ТОЧЕНИЯ
Тонкая (алмазная) обработка является окончательной отделочной операцией
при наружном точении и главным образом при растачивании отверстий.
Типы и геометрические параметры алмазных резцов разработаны НИИЧас-
промом в нормали ОН-6-152-63. Резцы предназначены в основном для работы
на врезание и частично на проход при точении, фрезеровании и растачивании
деталей из цветных металлов и сплавов.
Наибольшее применение находит прямолинейная форма режущей кромки
резцов (рис. 21, а), для специальных работ применяются радиусные кромки
(рис. 21, б). Сочетание прямолинейных кро-
мок с радиусными и режущие кромки с усту-
пами не допускаются.
77°
А-А
г5,5
Рис. 21. Форма режущей части
алмазных резцов
Рис. 22. Конструкции державок: а — для точения;
б — для фрезерования
Резцы выполняются с углом заострения не менее 90°. Задний угол а при об-
работке методом врезания выполняется в пределах 2—4° на фаске Ъ = 0,1 ч-
0,4 мм. Вспомогательный задний угол а равен 8—12°. Передний угол у вы-
полняется по фаске а шириной не менее 0,6 мм, величина угла колеблется от — 8
до —15° при работе на врезание и от 0 до —5° при работе на проход.
Окончательно обработанные кристаллы алмаза механически закрепляются
в специальных державках. Конструкции державок разработаны НИИЧаспро-
мом. Некоторые конструкции державок приведены на рис. 22. Их основная осо-
бенность — возможность регулирования величины главного угла в плане <р и
угла наклона режущей кромки X.
СВЕРЛА, ЗЕНКЕРЫ, РАЗВЕРТКИ, ПРОТЯЖКИ
39. Рекомендуемые диаметры сверл, зенкеров и разверток для отверстий
3 и 2-го классов точности
о
о
обрабатыв
отверстия
3
/(
5
6
8
10
ч
Рн
первого ci
2,9
3,»
4,8
5,8
1 8
9,8
Диаметры в
второго ев
зенкеров
для отвер-
стий
точности
3
~
2
мм
Разверток
для
отверстий класса
точности
3
ЗА3
4,4,
6А3
8А3
10А3
чер-
новой
7,9В
9,96
г
чисто-
вой
ЗА
4А
ЪА
6А
8А
10А
о
ё
'я
обрабатыв
отверстия
ГЛ
13
14
15
Ifi
18
первого ci
11,8
12,8
13,8
14,8
15,8
17,8
Диаметры в
к
второго ci
зенкеров
длн отвер-
стий
ТОЧНОСТИ
3
_
2
11,85
12,85
13,85
14.85
15,85
17,85
мм
Разверток
ДЛЯ
отверстий класса
точности
3
12А,
13А,
14А,
ЪА3
16А,
18А3
чер-
новой
11,95
12,95
13,95
14,95
15,95
17,94
2
о
S=a
к о
р- я
12Л
13А
14А
15А
16А
18А
СВЕРЛА, ЗЕНКЕРЫ, РАЗВЕРТКИ, ПРОТЯЖКИ,
197
Продолжение табп. 39
О
и
о
«
а Ь
ю а
обр
отв
20
22
24
25
26
28
30
32
35
Диаметры в
эерл
о
о
о
пер
18.7
20,7
22,7
23,7
24,7
26,7
15,0
в
а
0J
о
о
о
а
ВТО
28,0
30,0
33,0
зенкеров
для отвер-
стий клас-
сти
3
19,8 -
21,8
23,8
24,8
25,8
27,8
29,8
31,75
34,75
2
19,8
21,8
23,8
24,8
25,8
27,8
29,8
31,75
34,75
Примечания: 1
класса точности следует
ток,
мм
разверток
отверстий 1
для
<лас-
са точности
3
204,
22А,
24,4 ,
25-А,
ЯВА,
28А3
30А3
32А3
35А3
6
я
а>в
(D О
В1 Я
19,94
21.94
23,94
24.94
25,94
27,94
29,98
31,98
34,93
В случае i
г
о
is о
tr м
20А
22Л
24А
25А
26А
28А
ЗОА
32А
35А
о
ь.
и к
SH
СС О
ю а
аи
-8S
38
40
42
45
48
50
(id
70
80
тримеяения
тринимать суммарный
указанных в таблице.
2. При обработке отверстий диаметром
3. При сверлении отверстий диаметром
диаметром соответственно
28 и 30 мл
ДО 15
30 и
ч
8
О
О
о
пер
30,0
Диаметры в
о
о
о
а
ВТО
36,0
38,0
40,0
43,0
4В,0
48,0
55 0
65,0
75,0
зенкеров
для отвер-
стий клас-
сти
3
37,75
39,75
41,75
44,75
47,75
49,75
59,5
69,5
79,5
2
37,75
39,75
41,75
44 75
47,75
49,75
59,5
69,5
79,5
одной развертки для
мм
разверток для
отверстий клас-
са точности
3
38А3
40 Д3
А2А,
45А3
48А3
50А3
60Д3
70А3
80А3
2
Л
к
а*
о о
W и
37,93
39,93
41,93
44,93
47,93
49,93
59,9
69,9
79,9
OS
S О
ЕГ И
38А
40А
42А
45А
48А
50А
60А
70А
80А
отверстий 2-го
припуск черновой и чистовой развер-
мм включительно в чугуне зенкерова-
32 мм
в чугуне применять одно сверло
4. Минимальный припуск на обработку также может
проф. В. М. Кована.
оыть определен по формуле
СВЕРЛА
40. Основные типы стандартных спиральных сверл и их размеры в мм
Наименование
ГОСТ
d
Сверла из быстрорежущей стали
С цилиндрическим хвостовиком:
короткая серия
средняя »
длинная »
С коротким цилиндрическим хвостови-
ком длинная серия
Малоразмерные с утолщенным цилин-
дрическим хвостовиком
С коническим хвостовиком:
нормальные
удлиненные
длинные
4010—64»
10902—64*
886-64*
12122—66
8034—67*
10903—64*
2092—64*
12121—66
Сверла, оснащенные пластинками из
С цилиндрическим хвостовиком
С коническим хвостовиком:
нормальные
укороченные
6647—64*
Примечание, d — диаметр; L — общая длина
1-20
0,25—20
1,95—20
1—9,5
0,1—1
6—80
6—30
6—30
L
32—130
20—205
85—255
48—155
14—25
14—32
140—515
225—395
160—350
твердого сплава
5-12
10—30
70—120
170—325
140—275
и
6—65
3—140
55—165
25—110
0,6—6
1,2—12
60—260
145—275
80—230
36—70
90—175
60—125
!0 — длина рабочей части.
198
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
§*«
Is
1,0
1,1
1,2
1,3
1,4
1,6
1,8
2,0
2,2
2,5
2,7
3,0
3,5
4.0
4,5
5,0
^ К
J,D
6,0
7,0
7,5
8,0
9.0
9,5
10,0
11,0
П,5
!2,0
14.0
15,0
16,0
17,0
18,0
19,0
20,0
22,0
24,0
25.0
26,0
27,0
<Ю п
30,0
'»о л
33,0
35,0
36,0
38 0
зэ)о
40,0
42,0
'«5,0
'<8,0
50,0
52,0
41. Рекомендуемые
Отверстия сквоз-
ные под крепеж-
ные
детали —
болты, вилтм.
шпильки
клепки
за-
по
ГОСТу 11284—65*
1-й
Ряд
1,2
1,4
1,6
1,8
2,2
2,7
3,2
4,3
5,3
6,4
8,4
10,5
12,5
14,5
16,5
18,5
21,0
23,0
25,0
28,0
31,0
37,0
43,0
50,0
П р г
2-й
ряд
1,3
1,5
1,7
1,9
2,4
2,9
3,4
4,5
5,5
6,6
9,0
11,0
13,0
15,0
17,0
19,0
22,0
24,0
26,0
30,0
33,0
39,0
45,0
52,0
i м е ч
а) для болтов
метг
d по
3-й
РЯД
—
—
2,6
3,1
3,6
4,8
5,8
7,0
10,0
12,0
15,0
17,0
19,0
21,0
24,0
26,0
28,0
32,0
35,0
42,0
48,0
56,0
а н и
S 1
ВО?
sis
I'go
1,2
1,6
A,5)
2,0
2,5
3,2
4,0
5,0
6,3
8,0
10,0
A2,0)
13,0
16,0
20,0
диаметры
сверл в мм в зависимости от
Сверление под резьбу
g
Я
а
X
0.75
0.85
0,95
1,1
1,25
1,45
1,6
1,75
2,05
2,5
2,9
3,3
3,8
4.2
5,0
6,0
6,7
7,7
8,5
9,5
10,2
12,0
14,0
15,4
17,4
19,4
20,9
23,9
26,4
29,4
31,9
34,9
37,4
40,4
42,8
46,8
e. В графе
— диаметр d
ГОСТам 1475—62
ставленной заклепки
по
ГОСТу 397—66*
ГОСТу 9150—59*; е)
по
0,2
0,8
0,9
1,0
1,2
1,4
1,6
0,25
1,75
1,95
0,35
2,15
2,65
3,15
0,5
3,5
4,0
4,5
5,5
6,5
7,5
8,5
9,5
10,5
11,5
13,5
15,5
17,5
19,5
21,5
хааначеиия
метрическую (по ГОСТу '
с шагом
0,75
5,2
6,2
7,2
8,2
9,2
10,2
11,2
13,2
15,25
17,25
19,25
21,25
23,25
26,25
29,25
32,3
«Диаметры крепежных
ГОСТам 7783—62 —
— 1491—62 и 8878—64:
1,00
7,0
8,0
9,0
10,0
11,0
13,0
14,0
15,0
16,0
17,0
19,0
21,0
23,0
24,0
26,0
27,0
29,0
32,0
35,0
38,0
41,0
44,0
47,0
51,0
1,25
8,7
10,7
12,7
изделий»
7817 — 62 *; б)
в) для заклепок
по ГОСТам 10299—68*—10304—62;
д) для резьб — номинальный
1,5
10,5
12,5
13,5
14,5-
15,5
16,5
18,5
20,5
22,5
23,5
24,5
25,5
26 5
28 ,*5
on к
о\) ,Э
31,5
33,5
34,5
36,5
37,5
38,5
40,5
43,5
46,5
48,5
50,5
2
16,0
18,0
20,0
22,0
23,0
25,0
26,0
28,0
on л
ои,и
31,0
34,0
37,0
38,0
40,0
43,0
46,0
48,0
50,0
«50—59)
3
26,9
29,9
32,9
35.9
36,9
38,9
41,9
44,9
46.9
48;э
4
37,9
40,9
43,9
47,9
указаны диаметры:
для
винтов — диа-
— диаметр d кепо-
г) для шплинтов —
диаметр
диаметр резьбы метрической по
отверстия под заклепки изготовляются по 1 и
по ГОСТу 11284—65*.
2-му ряду
размеров
0.25;
0,85;
1,45;
2,10;
2,75;
3,6;
4,8;
6,1;
7,5;
8,8;
ЮЛ;
11,4;
12,8;
15,25;
18;
B0,9);
2'<;
27,25;
30,75;
35;
C9,25);
44,5;
50,5;
63;
42.
0.30;
0,90;
1,50;
2,15;
230;
3,7;
4,9;
6,2;
' 7,6;
8,9;
10,2;
11,5;
13;
A5,4);
18,25;
21;
24,25;
27 5;
31;
C5,25);
39,5;
45;
51;
65;
Диаметры сверл
От 0,25
Св. 0,5
» 0,75
» 1
» 3
до 0,5
» 0.75
» 1,0
» 3
» 6
Градация диаметров
0,35;
0,92;
1,55;
2,20;
2,85;
3,8;
5,0;
6,3;
7,7
9,0;
10,3;
11,7;
13,1;
15,5;
18,5;
21,25;
24,5;
27,75;
31,25;
35,5;
40;
D5,25);
E1,5);
68;
*' Верхние отклонения
При
м е ч а и и
е. На
0.40;
0.95;
1,60;
2,25;
2,90;
3,9;
5,1;
6,4;
7,8;
0,1;
10,4;
11,8;
13,2;
15,75;
18,75;
21,5;
24,75;
28;
31,5;
C5,75);
40,5;
45,5;
52;
70;
Нижние
спиральных сверл г
0,45;
1,00;
1,65;
2,30;
2,95;
4,0;
5.2;
6,5;
7,9;
9,2;
10,5;
11,9;
13,3;
16;
19;
22;
25;
28,25;
31,75;
36,0;
41;
46;
53;
72;
[ допуски по диаметрам в мм (по ГОСТу 88а—64')
Градация диаметров
0,50;
1,05;
1,70;
2,35;
3,0;
4Д;
5,3;
6,6;
8,0;
9,3;
10.6;
12;
13,5;
16,25;
19,25;
22,25;
25,25;
28,5;
32;
C6,25);
D1,25);
46,5;
54;
75;
Допуски
отклонения •• (—)
диаметров
точного
исполнения
0.009
0.011
0,014
0,018
равны пулю.
сверл
общего
назначения
0.01
0.015
0.020
0,025
0,030
0,55;
1.10;
1,75;
2,40:
з,1;
4,2:
5,4;
6,7;
8,1;
9,4;
10,7;
12,1;
13,7;
16,5
A9,4);
22,5;
25,5;
28.75;
C2,25);
36,5;
41,5;
47;
55;
78;
0,60;
1,15;
1,80;
2,45;
C,15);
D,25);
5,5;
6,8;
8,2;
9,5;.
10,8;
12,2;
13,8;
16,75;
19,5;
22,75;
25,75;
29;
32,5;
37;
42;
47,5;
56;
80;
по диаметрам
сверлах точного исполнения в условное
Диаметры
От 6 до 10
» 10 » 18
» 18 » 30
» 30 » 50
» 50 » 80
обозначение
0,65;
1,20;
1,85;
2,50;
3,2;
4,3;
5,6;
«,9;
8,3;
9,6;
10,9;
12,3;
14;
17;
19,75;
23;
26;
29,25;
33;
37,5;
42,5;
48;
57;
сверл
0,70;
1,25;
1,90;
2,55;
3,3;
4,4;
5,7;
7,0;
8,4;
9,7;
и;
12,4;.
14,25;
17,25;
20;
23,25;
26,25;
29,5;
C3,25);
38;
43;
48,5;
58;
I
0,75;
1,30;
1,95;
2,60;
C,35);
4,5;
5,8;
7,1;
8,5;
9,8;
11,1;
12,5;
14,5;
07,4);
20,25;
23,5;
26,5;
30;
33,5;
C8,25);
D3,25);
49;
60;
0,80;
1,35;
2,00;
2,05;
3,4;
4,6;
5,9;
7,2;
8,6;
9,9;
11,2;
12,6;
14,75;
17,5;
20,5;
23,75;
26,75;
C0,25);
34;
38,5;
43,5; -
49,5;
61;
0,82;
1,40;
2,05;
2,70;
3,5;
4,7;
6,0;
7,3;
8,7;
10;
11,3;
12,7;
15;
17,75;
20.75;
B3,9);
27;
30,5;
34,5;
39;
44;
50:
62;
Нижние отклонения *• (—)
диаметров сверл
точного
теполиения
0,022
0,027
0.033
0,039
0,043
и маркировку добавляется
общего
назначения
буква Т
0,036
0,043
0,052
0,062
0,074
200
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
43. Геометрические параметры режущей части сверл из быстрорежущей стали
(формы заточки)
Вое размеры в мм, углы в град
2. Нормальная заточка сверл диаметром
от 0,25 до 12
св. 12 до 80
Нормальная (Н)
С подточкой поперечной
кромки (НП)
¦ . ^i
С подточкой поперечной
кромки и ленточки (НПЛ)
Обрабатываемый материал
Сталь, стальное литье,
чугун и медные сплавы
Сталь и стальное питье с 0„ до 50 кГ/мм*
с неснятой коркой
со снятой коркой
Размеры режущих элементов *1
Диаметр сверла d
Заточка
заднего
угла а
Подточка поперечной
кромки
Длина под-
точенной
кромки а
Длина
подточки
I
Длина подточки
ленточки *2 h
От 0,25 до 0,6
Св. 0,6 » 1
» 1 » 1,6
» 1,6 » 2,95
» 2,95 » 8
25 ±3
22 ±3
20 ±3
17± 3
16 ±3
» 10
» 12
» 16
» 20
» 25
» 32
». 40
» 50
» 63
» 70
10
12
16
20
25
» 40
» 50
» Г,3
» 70
» 80
12 + 3
11 ±3
1,5
2
2,5
3
3,5
6
7
11
13
15
1,5
СВЕРЛА, ЗЕНКЕРЫ, РАЗВЕРТКИ, ПРОТЯЖКИ
201
Продолжение табл. 43
11. Двойная заточка сверл диаметром св. 12 до SO мм
С подточкой поперечной
кромки (ДП)
С подточкой поперечной кромки
и ленточки (ДПЛ)
¦I *Р
С подточкой и срезан-
ной поперечной
кромкой (ДП-2)
h
Обрабатываемый материал
Стальное литье
о а > 50 пГ/мм2
и чугун о неснятой
кромкой
Сталь и стальное литье
с ав > 50 кГ/ммг и чугук
со снятой коркой
Чугун
со снятой коркой
Размеры режущих элементов *'
Диаметры
сверл
Заточка
заднего
угла
а
Подточка поперечной кромки
Длина
второй
кромки
Ь
Длина
подточен-
ной
кромки
а
Длина
подточки
I
Срез перемычки
Глубина
среза
h
Размер
подточки
по кромке
Длина
подточки
лен-
точки*2
к
2,3
2,9
3,6
4,5
Св. 12 до 16 12+3 2,5 1,5 3
16 » 20 3,5 2 4
20 » 25 4,5 2,5 5
» 25 » 32 5,5 3
» 32 » 40 7,0 3,5 7
» 40 » 50 ~~ 9,0 5 9
50 » 63 11 6 11 5,3
4,0
70 13 7 13
70 » 80 ' 15 • 8 15
1,5
2,0
2,5
3,3
3,5
*' Заточка: угла между режущими лезвиями 2ф = 118 rfc 3"; угла наклона попе-
речной кромки г]) для сверл диаметром от 0,25 до 2,95 мм не регламентируется, а св. 2,95
до 80 мм составляет 40—60°. Дополнительный угол 2ф„ = ТО ± 5".
*2 Ширина фаски /_ = 0,2 -т- 0,4 ли», угол подточки а, = 6 * 8°.
202
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Продолжение табл. 43
Форма заточки и геометрические параметры режущей части сверл для обработки
легких сплавов по нормали МН 70—65
Затонка сверл диаметром
1—30
нормальная (Н)
6—30
нормальная с подточкой
поперечной кромки (HII)
1—12
нормальная с углом
2<р = 140°
Область применения
Сверление отверстий глу-
биной до id
Сверление отверстий глубиной
до id в алюминиевых спла-
вах, кроме сплава марки Д1В
Сверление тонкостенных
деталей и пакетов из листа
Заточка сверл диаметром
3-30
1-3
с подточкой по режущей грани
2<р=130°
2ф=90°
d = 3 — 10; а = 1 — 1,5 при
= 1.5 — 2 пои d = 20 — 30
а = 0,4 — 0,8 при d = 3 — 10; а = 1 —
d = 10 -f 20; о = 1,5 Ч- 2 при d — 21
А-А
Область применения
Сверление отверстий глубиной более id
в алюминиевых сплавах типа Д16
Сверление отверстий в магниевых
сплавах типа МЛ5
Примечания: 1. У сверл диаметром до 2,95 мм заточка плоская, св. 2,95 мм —
коническая.
2. Подточку поперечной кромки (НП) сверл диаметром 8—10 мм делать только
у сверл с увеличенной сердцевиной.
3. Указанные в таблице значения заднего угла а измеряются в статическом состоя-
нии по наружной цилиндрической поверхности, развернутой на плоскость, между про-
веденной через периферийную точку главного режущего лезвия касательной к следу
затылованной поверхности и следом плоскости, перпендикулярной к оси сверла и про-
ходящей через ту же точку; около поперечной режущей кромки задний угол а — 26 •+• 35°
в зависимости от диаметра.
4. Двойная заточка с подточкой и срезанной поперечной кромкой (ДП-2) рекомен-
дуется при работе через кондукторные втулки во избежание получения овальных
отверстий.
5. Вспомогательный угол в плане ф, задается обратной конусностью на рабочей
части сверла в пределах 0,03—0,10 мм на 100 мм длины для сверл диаметром 1—18 мм
и 0,05—0,12 мм для сверл диаметром св. 18 мм.
СВЕРЛА, ЗЕНКЕРЫ, РАЗВЕРТКИ, ПРОТЯЖКИ
203
44. Геометрические параметры сверл из быстрорежущей стали в зависимости
от обрабатываемого материала
Обрабатываемый материал
Автоматная конструкционная
сталь . .
Инструментальная сталь ....
Нержавеющая и жаропрочная
Чугун
Титановые сплавы
¦ Медь
Медные сплавы
Алюминий и сплавы на его
основе
Магниевые сплавы
Целлулоид
Пластмассы:
волокнистые
слоистые
НВ
170—198
240—400
100—400
80—85
2ф°
118
118—150
127
90—150
135—140
100—118
118—150'
90—НО
70—118
80—90
30—35
45—50
70—80
45-55
50-55
45—55
50—55
45—55
50-55
45—55
45—60
45—55
а°
12—15
7-15
12—14
7—15
12
12—15
12—17
12
12—15
14-16
00°
24—32
31—35
24—32
30
28—40
10—40
24—50
10—50
10—20
S-20
Примечания: 1. При обработке нержавеющей и жаропрочной стали и сплавов
сверла должны обладать повышенной прочностью и жесткостью по сравнению со стан-
дартными сверлами. Поэтому они должны иметь увеличенную толщину сердцевины
@,3 ¦*¦ 0,4) d и уменьшенную длину режущей части (до 10d).
2. Бйлыпие значения угла 2ср и меньшие значения заднего угла а брать для более
твердых материалов.
3. Углы наклона спирали со рекомендуются для вновь проектируемых сверл. У стан-
дартных сверл диаметром d = 0,25 -*- 80 мм угол наклона со = 19 + 34° (меньшие зна-
чения соответствуют меньшим d).
45. Формы заточки и размеры режущих элементов спиральных сверл,
оснащенных пластинками из твердых сплавов при обработке чугуна
I. Нормальная (Н)
П. Нормальная с подточкой поперечной
кромки (НП)
Для сверл диаметром до 12 мм
J
III. Двойная (Д) для сверл диаметром
от 12 до 30 мм
IV. Двойная с подточкой поперечной
кромки (ДП) для сверл диаметром
от 12 до 80 мм
204
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Продолжение табл. 45
V. Нормальная заточка алмазным
инструментом для сверл диаметром
от 5 до 80 мм
Тип А
Геометрические параметры заточки,
обозначенные на рисунках I—V:
Углы в град
2ф = 118 ± 3
2ф0 = 70 + 5
а = 16 =± 3
Размеры в мм
а = 0,4 -=- 1,0A1)
а = 1,0 — 2,0(IV)
Ь = 2,5 ¦*¦ 5,5
п = 1,0 + 3,0
46. Геометрические параметры сверл, оснащенных пластинками из твердых сплавов,
в зависимости от обрабатываемого материала при ф = 55
Обрабатываемый материал
Чугун:
НВ 200
НВ 300—400
Стальное литье, нержавеющая сталь, хромоникелевая
сталь ае — 140 кГ/ммг
Инструментальная сталь, кокильные твердые отливки,.
марганцовистая сталь
Термически обработанная углеродистая и легирован-
ная сталь с crg > 100 кГ/тм2 HRC 45—64 ,
Ковкий чугун
Бронза фосфористая
Латунь, алюминий, дуралюмин, силумин, электрон,
баббит
Титановые сплавы
Пластмассы (терморсактивные):
порошковые ¦
волокнистые
слоистые
7
0
0
—2 + —3
—5 + —15
4
4—6
0
0—2
2ф
120
140
120
140
130-135
120
130
140
50—60
60—70
90—100
2Ф°
70—75
-
65
70—75
-
50
-
Примечания: 1. Задний угол а у стандартных сверл с пластинками из твер-
дого сплава диаметром d = 5 + 30 мм такой, как и у обычных спиральных сверл из
быстрорежущей стали. При сверлении отверстий в чугуне задний угол рекомендуется
10—17° при заточке по двум плоскостям.
2. Угол наклона винтовых канавок со у сверл с пластинками из твердого сплава
начинается у конца пластинки, а на ее длине выполняют прямые канавки. У стандартных
сверл диаметром й = 5 + 30 мм угол га = 15 + 20".
3. Вспомогательный угол в плане ф, задается обратной конусностью на твердосплав-
ных пластинках сверл, разница в диаметрах в начале рабочей части и в конце пластинки
должна быть 0,01—0,08 хм для сверл диаметром до 30 мм.
4. Двойная заточка сверл выполняется на длине переходного лезвия Ъ = 0,2d.
47. Размеры и допуска для монолитных сверл
из твердого сплава
(конструкция завода «Фрезер»)
118°13°
0,2-0,24
0,25т-0,31
0,32-0,35
0,36—0,49
0,5—0,725
0,75—1,0
15
17
20
2
2,5
3
4
5
6
Допуск на диаметр:
d = 0,2 -f- 0,31 — 0,008;
- d = 0,32 н- 0,58 — 0,01;
d = 0,6 н- 1,0 — 0,012.
Обратная конусность 0,01 на длине рабочей части
сверла.
48. Размеры и допуски для монолитных сверл
из твердых сплавов ВК15М и ВК10М
(хвостовик из стали 45)
(конструкция -завода «Фрезер»)
- ч
й
1,5—1,6
1,7—2,4
2,5-2,9
3,0-3,7
3,8—4,9
5.0—5,4
5,5—6,0
6,1-6,5
/
ч
d
d
d
Обратная
диаметра на
\
h
\« V
\ -V. Ч^ >
L 12
'////////////////У
L
35
38
45
52
56
60
65
Допуски
— 1 5 и- 3,0
— 31-5-60
— 60 + 65
И/
^ о. f,° вид А
w5
и
5
8
10
12
16
20
25
на диаметр:
_ 0,025;
, , — о,ОЗ;
. — П 36
¦
-
в льи
Чг
4
4-4,5
5
6
7
8
9
10
конусность 0,06—0,16 в зависимости от
длине спиральной части сверла.
49. Геометрические параметры и область применения перовых сверл
145
О
0(^20%. «2=30
&
¦Яро
Геометрические параметры
Назначение
Двойной угол в плане
Задний угол
Передний угол
Угол наклона поперечного лезвия . . . .
Ширина фаски
Обратная конусность на всей длине ка-
либрующей части сверла
2ф (по табл. 44)
а = 6 -г- 20°; а, = 3 -г- 20°,
а2 = 8 + 30°
V < 0° или V & 0° при наличии под-
точки передней поверхности
ф = 55 ¦+• 60°
-J\= ft = 0,1 + 0,2 мм
0,05 — 0,1 мм
Для обработки твердых поковок и
литья, когда требуется повышенная
жесткость инструмента; для обработки
ступенчатых отверстий (комбинированные
перовые сверла).
Большие значения задних углов а и alt
а также а2 для вязких и мягких материа-
лов, а меньшие — для хрупких и твер-
дых
СВЕРЛА, ЗЕНКЕРЫ, РАЗВЕРТКИ, ПРОТЯЖКИ
207
50. размеры сверл для кольцевого сверления отверстий в тонкостенных деталях
из легких сплавов
Для d = 30 -4- 80 мм
Рабочая часть — кольцевая коронка ч s
из быстрорежущей стали. Применяется 301 i
для сверления деталей со стенками ' t i ~Ьйг ц-
толщиной до 12 мм \7б° /^
Для d\
RSO
/?«*,
Рабочая часть — насадная коронка
или отдельные кольцевые зубья из Q
быстрорежущей стали. g
Для сверления деталей с толщиной в
стенки от 12 до 30 мм применяется
специальный выбрасыватель, смонти-
рованный в корпусе державки
~ч^
51. Сворла для глубокого сверления
Размеры и допуски в мм, углы в град
I. Сверла одностороннего резания
1. Пушечные сверла
А-А
ОЕЗъ
d = 1,1 + 25; f = 0,1 ч- 0,5; а = 6 ¦*- 20:
|3 = 30 н- 45
Обратная конусность 0,03—0,05 на 100 мм
длины. Рабочая часть из быстрорежущей стали
или с пластинками из твердого сплава
208
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Продолжение табл. 51
Вид А 10° /i-hLu
2. Ружейные сверла A — рабочая часть; 2 — хвостовик)
А. Рабочая часть изготовлена из быстрорежущей стали
d = 3 -к 17; R «= O,bd', е = 0,2d; г = 0,06d;
Н = 0,015d; h = 0,4 * 0,64; / = 0,16 + 0,4;
X = 0,27d; ф, = 64; ф2 = 72; ф3 = 55; \с = 8;
ф = 120; d = 6 (у кромки JV); ai = 15 (у кромки Т)
Обратная конусность 0,02 d на 100 мм длины.
Струшколомы выполняются с диаметра d ^ 10 мм.
Рабочая часть сверла d = lS-t-45 из сплошного ма-
териала с отверстием для подвода жидкости и фре-
зерованной канавкой
^J
Г1
с-с
Б. Рабочая часть оснащена пластинкой из твердого сплава
Jomevna для сберл с d *¦ ?5мм
К-±2'
Заточка для сверл сй> 25мн
й = 16 * 34; т = 2,5 * 5;
с = 3,2 + 6,5: / = 0,3 + 0,5.
У сверл d = 7 -)- 15 делают одинар-
ную заточку главного режущего лез-
вия под углом ф! = 80
3. Сверла с внутренним отводом стружки и наружным подводом охлаждающей жидкости
d = 10 + 100; е = 0,2d; г — 0,04d; В = 0,01d, (но не более 0,04 лип);
h = 0,47 + 3,2; / = 0,45 ^ 1,6; К = 0,15d.
Количество стружколомов от 1 до 6 в зависимости от d.
Обратная конусность 0,02A на 1DD мм длины.ТЛОичаи"частьTratJmiTpupBwymBHTSrami
соединяется с хвостовиком двух- или трехзаходной прямоугольной резьбой
СВЕРЛА, ЗЕНКЕРЫ, РАЗВЕРТКИ, ПРОТЯЖКИ
20 9>
Продолжение табл. 51
II. Сверла двустороннего резания
1. Спиральные сверла с прокатанными отверстиями для охлаждения
(конструкция завода «Фрезер»)
'^1&?°
d = 17,5 ¦*¦ 32,5; L = 230 f- 320;
1„ = 135 н- 200
Рабочая часть из быстрорежущей
стали
2. Спиральные сверла с внутренним отводом стружки и наружным подводом
охлаждающей жидкости
d
L
1
30—50
50—75
120—150
170—210
32—45
50—60
п
4,5
6,0
а
6
8
т
h
В МЛ
1,0
1,2
0,5
0,8
Обратная конусность 0,2 на 100 мм длинь
соединяется с хвостовиком при помощи двух-
Т
l
3,5
4,5
к
3
4
и
2,6-3,4
3,4—4,0
dcuR
fii
4,0-6,1
6.8-9,5
17—25,5
28,5—40
[. Рабочая часть из быстрорежущей стали
или трехзаходной прямоугольной резьбы
3. Спиральные сверла шнекового типа
PffO
НГ2
AsA
Для сверления отверстий до
C0 -5- 40) d в чугуне, стали и ма-
гниевых сплавах. со = 50 -*¦ СО;
к = 0,3 + 0,35d.
Обратная конусность 0,03—0,08 на
100 мм длины. Рабочая часть из бы-
строрежущей стали
210
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Продолжение табл. 51
III. Сверла, оснащенные пластинками из твердого
сплава, для скоростного сверления отверстий
диаметром 30—100 мм глубиной соответственно до 1500—12 000 мм
а — однозубое одностороннего резания
с припаянными пластинками из твер-
дого сплава или с одним вставным
резцом для отверстий диаметром
30—60 мм;
б — двузубое с разде льно расположен-
ными вставными ножами для отверстий
диаметром 70—80 мм;
виг — трезубое с раздельно рас-
положенными вставными ножами для
отверстий диаметром 80—100 мм;
д — кольцевое однозубое для отвер-
стий диаметром 70—100 мм
Двузубое сверло
д)
10рратныи_ конуелдналрав/щ^ АЛ .
~ - -т—
И
_0,8-15
1 — режущая часть; 2 — на-
правляющие шпонки из твер-
дого сплава
52. сверла центровочные комбинированные (ГОСТ 14952—69') для обработки
центровых отверстий (по ГОСТу 14034—68)
Тип
Основные размеры *> в мм
D
Тип
Основные размеры *' в мм
D
I
Для отверстий 60° без предохра-
нительного конуса
Для отверстий 75° без предохра-
нительного конуса
1—10 3,15—25
31,5—100
1,6-15,7
0,8—2,5 3,15—8
20—45
1,3-3,6
Для отверстий 60е с предохрани-
тельным конусом 120°
40—100
Для отверстий с дугообразной
образующей 4
1—6,3
6,3-25
1,6-9,8
0,8—10 3,15—31,5 31,5-100
3,8—30
*' d — диаметр сверловочной части; D — диаметр зажимной цилиндрической части
(хвостовика); L — общая длина сверла; ( — длина сверловочной части.
СВЕРЛА, ЗЕНКЕРЫ, РАЗВЕРТКИ, ПРОТЯЖКИ
211
ЗЕНКЕРЫ
53. Основные типы стандартных зенкеров и их размеры
ГОСТ
12489-67
3231—67
2255—67
12510—67
' кера; d —
Наименование
Зенкеры цельные:
I — с коническим хвостовиком
короткие
II — насадные
Зенкеры, оснащенные пластинками из
твердого сплава:
I — с коническим хвостовиком
длинные
II — насадные
Зенкеры насадные со вставными ножа-
ми из быстрорежущей стали
Зенкеры со вставными ножами, осна-
щенные пластинками из твердого
сплава:
I — с коническим хвостовиком . .
II — насадные
Основные размеры *' в мм
D
10—40
32-80
14—50
32-80
50—100
30-50
50—100
— диаметр зенкера; L — общая длина зенкера; 1
диаметр отверстия для насадных зенкеров.
L
160—305
185—355
30—52
180—305
205-355
40—65
(
55—70
260—305
55—70
1
80—160
105—210
85—160
110—210
13-32
22—40
_
d
13—32
—
-
22—40
— длина рабочей части зен-
54. Геометрические параметры зенкеров
Обрабатываемый материал
Сталь и стальное литье:
НВ < 180
НВ 180—225
НВ 225—270
НВ > 270
А-А
В-1 ^у«-
Щ
к
Y° при режущей
части из
быстро-
режущей
стали
15—20
12—15
5—10
твердого
сплава
0
0-: 5
—10
Вид К
i
?
.-А
8—10
60
30
0)°
25—30
10—20
/ в мм
0,8—2
212
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Обрабатываемый материал
Сталь:
нержавеющая, жаропроч-
ная, жаростойкая . . .
закаленная НЕС 51
(сгв = 160 ¦+• 180 кГ/мм2)
Жаропрочные сплавы ....
Титановые сплавы
Чугун:
НВ < 150
НВ 150—200
ИВ > 200
Алюминиевые и медные
сплавы
Магниевые сплавы
V при режущей
части из
быстро-
режущей
стали
0—3
10
4—6
10—12
6-8
25—30
твердого
сплава
—15
-
8
5
0
10—20
а°
6—15
10
8-Ю
9—11
8-10
10
Ф°
30—45
60
30
45
30—60
60
45—60
Продолжение
15—20
15
30
-
0)°
15—20
10—20
20
10
10—20
20—25
табл. 54
/ в мм
0,5—1
0,8—2
0,5—1
0,3—0,5
0,8—2
0,5-1
Примечания: 1. Для увеличения стойкости зенкеров необходимо:
делать переходную режущую кромку длиной 1 = 3( под углом' ф0;
подтачивать ленточки у быстрорежущих зенкеров на длине 1,5—2 мм от вершины зенкера;
затачивать заднюю поверхность по двум плоскостям: под углом а = 8 ¦+¦ 10" на длине
0,6—1,5 мм, а остальную часть под углом at = 15 + 20°; при обработке чугуна твердо-
сплавными зенкерами углы а = 10 -*- 17° и at = 20 +¦ 25°.
2. Отрицательный передний угол у твердосплавных зенкеров образуется созданием
фаски шириной 1,5—3 мм на передней поверхности.
3. Угол наклона режущего лезвия:
X = 0° для обработки стали, чугуна и бронзы;
^ = + 3 н- +5° для создания условий лучшего отвода стружки;
>• = +12 ¦*- +20° для усиления режущего лезвия на зенкерах, оснащенных твер-
дым сплавом.
4. Для твердых материалов надо брать меньшие, а для мягких — большие значения
углов а; <в и %.
5. Для сборных зенкеров с ножами из быстрорежущей стали и оснащенных твердым
сплавом рекомендуются: у = 3°; а = 6 + 8°; at = 15 + 20°; для быстрорежущих зен-
керов ф = 45 ¦*¦ 60° и 0) = 20°; для твердосплавных ф = 60°, ф0 = 30° и ш = 12 -s- 15°.
,6. Для зенкерования отверстий с прерывистыми стенками со — 20 * 30° (незави-
симо от обрабатываемого материала).
СВЕРЛА, ЗЕНКЕРЫ, РАЗВЕРТКИ, ПРОТЯЖКИ
213
55. Зенкеры перовые для обработки глухих отверстий в чугуне и бронзе
по нормалям машиностроения (МН 709—60 — 713—60)
Основные размеры в мм
Геометрические параметры
Зенкеры перовые с цилиндрическим хвостовиком для глухих отверстий
А-А
5—10
60-85
'15-22
10—15
16—22
23—32
34—35
Зенкеры перовые с коническим хвостовиком для глухих отверстий
120—135
155—180
200-215
250
25—30
35—45
45—50
. 55
РАЗВЕРТКИ
56. основные типы стандартных разверток
Тип развертки
Машинные цельные:
с цилиндрическим хвостовиком
с коническим хвостовиком . . .
насадные
Машинные со вставными ножами
из быстрорежущей стали:
тип I с коническим хвостови-
ком
тип II насадные
ГОСТ,
нормаль
машино-
строения
(МН)
1672—62»
883—65
Основные размеры в мм
D
3—9
10-32
25—50
32—50
40—100
L
СО—100
140—240
30—42
240—315
45-70
1
10—16
16-25
22—30
32—50
28—40
-
d
13—22
16—40
214
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Продолжение табп. 56
Тип развертки
ГОСТ,
нормаль
машино-
строения
(МН)
Основные размеры в мм
Машинные с пластинками из твер-
дого сплава:
тип I с цилиндрическим хво-
стовиком
тип II с коническим хвостови-
ком
тип III насадные
Машинные со вставными ножами
с пластинками • из твердого
сплава
Машинные с удлиненной рабочей
частью:
тип I с цилиндрическим хво-
стовиком
тип II с коническим хвосто-
виком
Ручные:
цилиндрические (цельные)
разжимные
Конические:
под конические штифты. Конус-
ность 1 + 50
О коническим хвостовиком под
конические штифты. Конус-
ность 1 : 50
конусность 1 : 30
с коническим хвостовиком. Ко-
нусность 1 : 30
под конусы Морзе
под укороченные конусы Морзе
с коническим хвостовиком под
конусы Морзе
под метрические конусы. Конус-
ность 1 : 20
с коническим хвостовиком под
метрические конусы. Конус-
ность 1 : 20
конусность 1:10
конусность 1:7
под коническую резьбу -т-г —2".
16
Конусность 1 : 16
Цилиндрические мелкоразмерные
с утолщенным хвостовиком . . .
Машинные цельные:
с торцовыми зубьями с кониче-
ским хвостовиком
насадные с торцовыми зубьями
11175—65
11176—65
11172—7Г
7722—70
3509—65'
11177—65»
10081—62'
11184-65'
10082—62
11182—65'
11181—65"
10079—62
И183—65'
10080—62
11179—65'
11180—65'
6226—65
8035—56"
МН 50—64
6—9
10—32
32—50
52—300
3—10
7—36
1—71
6—50
0,6—60
6-30
13-60
13-100
9,045—
63,348
7,067—
44,399
9,045—
63,348
4-100
4—100
38—100
18—65
6,389—
56,558
0,1-1
10—32
25—50
90—100
140—240
40—55
50—100
80—140
134—380
38—406
100—380
42—450
160—490
120-270
160—460
95—310
55—170
140—385
50—385
105—505
160—385
100—240
100—230
18—32 ;
140—240
32—42
15
15—22
30
30—55
25—80
54—210
18—203
45-15Р
21—355
80-335
80—184
80—216
64—205
24-90
64—205
32—260
32—260
90—260
60—145
20—52
3—16
16—25
22—30
5—10
5—10
62—154
62—180
48-172
13—65
48-172
22—214
22—214
75—225
40—112
10—2:
Примечания: 1. D — диаметр развертки; L — общая длина развертки;
I — длина рабочей части развертки; rf — диаметр отверстия насадной развертки.
2. Для конических разверток D — диаметр на расстоянии 1„ от заборной части.
СВЕРЛА, ЗЕНКЕРЫ, РАЗВЕРТКИ, ПРОТЯКЖИ
215
57. Формы заточек и размеры (в мм) режущих элементов
цилиндрических разверток
I. Заточка разверток для сквозных отверстий
Исполнение I — заборная часть с углом
в плане ф = 13 или ф = 5°
А-А
(«?.?• '
Д"Н^о цилиндрц^
Исполнение II — заборная часть
с углом в плане ф = 45°
поцилиндрц
D ном
Для материала
Ф = 15°
хрупкого
ф = 5°
Ном
Доп.
откл.
От 3 до 4
св. 4 » 6
»> 6 » 8
I) S » 9
» 8 » 10
» 10 » 17
» 17 » 24
» 24 » 30
» 30 » 34
» 34 » 40
» 40 » 45
» 45 » 50
1,0
2,0
2,5
3,0
3,5
4.0
4,5
2,0
0,10
3,0
4,5
5,0
5,5
6,5
7,0
8,5
0,15
1,0
0.20
1,5
2,0
0,30
5,5
10,5
2,5
0,35
± 0,05
± 0,10
0,3-0,4
0,4—0.6
0,5—0,7
0,6—0,9
0,8—1,2
1,0—1,4
1,2—1,6
1,3—1,8
1,5—2,0
1,6—2,1
1,8-2,4
Для ручных разверток угол в плане ф = 1°.
Отклонения ргзмеров ( и с = =fc -=- (А, = В?1
3 ?
Исполнение III — заборная часть ступен- ^Wi ~—— .-
чатая (кольцевая) вл' Ш° -Н -а
^
D ном.
Dt
Ном.
Доп.
откл.
Ном.
Доп.
откл.
Ном.
Доп.
10
Св. 10 до,17
» 17 » 24
» 24 » 30
D —0,2
—0,030
-0,035
-0,045
D — 0,5
-0,030
—0,035
—0,045
0,15
0,20
± 0,05
0,6-0,9
0.8—1,2
1,0—1,4
1,0—1,6
216
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Продолжение табл. 57
D ном.
Св. 30 до 34
» 34 » 40
» 40 » 45
» 45 » 50
Ном.
D -0,2
Доп.
ОТКЛ.
—0,050
Ном.
D -0,5
Доп.
ОТКЛ.
—0,050
1
3
1
Ном.
0,30
0,35
Доп.
ОТКЛ.
±0,10
h
1,3—1,8
1,5—2,0
1,6-2,1
1,8—2,4
Отклонения размера ' — — ~g~ (^ = В?)
11. Заточка разверток с mopt}oet>unu зубьями для глухих отверстий
I
¦to
I -i ~Г%\2юцити8ро
1
D ном.
10
Св. 10 до 17
» 17 » 24
» 24 » 30
» 30 » 34
» 34 » 40
» 40 » 45
» 45 » 50
/
Ном. 1 Доп. откл.
0,15
0,20
0,30
0,35
±0,05
+ 0,10
и
0,6-0,9
0,8—1,2
1,0—1,4
1,2-1,6
1,3—1,8
1,5—2,0
1,6—2,1
1,8—2,4
58. Геометрические параметры режущей и калибрующей части разверток *'
Обрабатываемый
материал
Сталь:
незакаленная
закаленная HRC 50 @^ =
= 160 •*- 180 кГ/мм2) . . .
нержавеющая, жаропрочная
и жаростойкая
Жаропрочные сплавы
Титановые сплавы
Чугун
Алюминиевые и медные сплавы
Магниевые сплавы
Передний угол у | Задний угол о°
при материале режущей части
быстро-
режущая
сталь
0
0
твердый
сплав
0-f—5
—10 Н 15
—
0
О-f — 5
-
быстро-
режущая
сталь
6-12
5—8
6—10
8—10
6—8
10—12
твердый
сплав
6-8
6
-
10
10—17
-
Угол
наклона
спинки
зуба ctj
10—20
10—15
15—20
•' Передний угол у: 5—10° для черновых разверток и при обработке особо вязких
металлов (нержавеющая сталь и т. д.); 12—15" для котельных разверток; для твердо-
сплавных разверток отрицательный передний угол создается на длине фаски /^ = 0,2 *
СВЕРЛА, ЗЕНКЕРЫ-, РАЗВЕРТКИ, ПРОТЯЖКИ 217
Продолжение табл. 58
0,3 мм _(для развертывания закаленной стали /, = 2 + 3 мм), а на остальной части
V = 0°. '
Задний угол а. Бблыпие значения для черновых разверток и разверток малого диа-
метра, а меньшие — для чистовых. У регулируемых твердосплавных и котельных раз-
верток заднюю поверхность затачивают по двум углам: а = 5 + 8° на длине 0,3—1,5 мм,
а на остальной части аг = 10 + 20°. На калибрующей части оставляют цилиндрическую
ленточку: для машинных разверток 0,05—0,3 мм (при обработке вязких металлов
0,05—0,08 мм),- для ручных ¦— 0,15—0,18 мм, для котельных 0,2—0,3 мм. Угол а на
калибрующей части тот же, что и на режущей.
Угол конуса заборной части ф. Для обработки сквозных отверстий: у ручных раз-
верток 0,5—1,5°; у машинных разверток для обработки вязких металлов 12—15°; для
обработки хрупких, твердых и труднообрабатываемых металлов и сплавов 3—5°; у котель-
ных разверток 1,5—3°.
Для обработки глухих отверстий при обработке всех материалов: у ручных развер-
ток 45°, у машинных 60°; у твердосплавных разверток обычно 15° с заточкой фаски на
торце под углом 45°. Для повышения класса чистоты обработанной поверхности режущую
часть твердосплавных разверток изготовляют с тремя лезвиями под углом 45, 15 и 2—5"
(на длине 0,8—2 мм). Для обработки закаленной стали твердосплавными развертками ф =
= 15° с переходным режущим лезвием <р0 = 1°30' -+- 2° длиной 1,5—2 мм.
У регулируемых разверток ф = 45° для обработки стали и ф = 5° для обработки
чугуна.
Угол наклона винтовой канавки со. Стандартные развертки имеют прямые канавки
(и = 0°). Для получения отверстий повышенной точности и класса чистоты обработанной
поверхности, а также для развертывания отверстий с продольными пазами применяют
винтовые развертки: для обработки серого чугуна и твердой стали 7—8°; для ковкого
чугуна и стали мягкой и средней твердости 12—20°; для алюминиевых и других легких
сплавов 35—45°; для котельных разверток 25—30°; у регулируемых разверток 3°.
КОМБИНИРОВАННЫЕ ИНСТРУМЕНТЫ
Комбинированные инструменты разделяют на две группы: инструменты для
¦обработки предварительно подготовленных отверстий и инструменты для обра-
ботки отверстий в сплошном материале. Инструменты обеих групп можно клас-
сифицировать:
по профилю обрабатываемых отверстий;
по типу комбинирования — однотипные и разнотипные;
по способу комбинирования режущих зубьев — с профильными зубьями,
с зубьями, расположенными по отдельным ступеням, с чередующимися зубьями
и смешанными зубьями;
по конструктивным признакам — цельные и разъемные;
по характеру работы ступеней — с последовательной работой, с одновремен-
ной работой и частично одновременной;
по способу направления инструмента — по кондукторным втулкам (непо-
движным и вращающимся), с помощью скользящих втулок, по ранее обработан-
ному отверстию и т. д.
В зависимости от назначения и формы отверстий комбинированные инстру-
менты, составленные из сверл, зенкеров и разверток, разделяют на инструменты:
для обработки одного отверстия; для обработки отверстий «в линию»; для чер-
новой и чистовой обработки за одну операцию (один проход); для обработки от-
верстий и плоскостей.
Конструкция комбинированного инструмента будет зависеть от формы и раз-
меров отверстия, расположения и числа отверстий при обработке «в линию»,
требуемой точности и класса чистоты обработанной поверхности при последова-
тельной обработке одного отверстия и величины припуска на обработку.
Типовые конструкции комбинированного инструмента приведены в табл. 59
и 60.
Форма отверстий, обрабатываемых комбинированными инструментами, ос-
новные сочетания различных форм отверстий и плоскостей, обрабатываемых
комбинированными инструментами, приведены в табл. 61.
218
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
59. Типовые конструкции комбинированного инструмента для обработки отверстий
Форма
отвер-
стий*
Эскиз, наименование инструмента и характер работы ступеней
Зенкер-развертка со встав-
ными ножами с последова-
тельной работой ступеней
Развертка двухступенча-
тая, цельная, с одновремен-
ной работой ступеней с пе-
редней и задней направляю-
щими
Зенкер двухступенчатый,
со вставными ножами, с
одновременной работой сту-
пеней с передней направляю-
щей
. ^ад-
Развертка ступенчатая,
цельная с профильными
зубьями
Зенкер трехступенчатый,
с пластинками из твердого
сплава с одновременной ра-
ботой ступеней
Подгруппа по табл. 61.
СВЕРЛА, ЗЕНКЕРЫ, РАЗВЕРТКИ, ПРОТЯЖКИ
219
Продолжение табп. 59
Форма
отвер-
стий*
Эскиз, наименование инструмента и характер работы ступеней
Зенкер трехступенчатый,
перовой, цельный, с одно-
временной работой ступеней
Зенкер со вставными но-
жами, с чередующимися
зубьями, с одновременной
работой ступеней
10
Вид М
^jUlSJMMSM j¦ почат„дм ступеней
Сверло-развертка с задне
направляющей частью (по
кондукторной втулке), с
последовательной работой
12
Сверло-зенкер двухступенчатый,
составной конструкции: разъемная
часть — сверло и неразъемная —
зенкер, с последовательной работой
ступеней
14
Сверло-зенкер двух-
ступенчатый, цельный, с
последовательной рабо-
той ступеней
220
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
60. Элементы профиля четырежромочных ступенчатых сверл в мм
D п d
f и /,
Dad
номин. доп.
fa U
9
10
11
12
13
14
15
16
17
18
19
20
¦21
22
23
24
25
as
27
—0,03
1,0
1,1
0,7
0,3
—0,036
1,2
1,4
l.fi
1,9
0.8
1,0
0,5
0.4
0,3
—0,043
2,3
0,4
1,5
0,6
2,8
0,5
—0,052
2,9
3,2
3,6
4,0
1,0
0,7
0,6
28
29
30
31
32
33
34
35
36
37
38
39
40
42
44
45
46
48
50
-0,052
4,4
4,8
5,2
5,6
6,0
2,5
1,0
—0,062
6,6
7 ?
3,0
7,8
0,7
1,0
0,8
0,9
Примечания: 1. Рекомендуемые отношения —г- =S 2.
2. Размеры /, с и R выбирать в зависимости от величины d; размеры /,яс, — в зави-
симости от величины D.
3. Размер а выбирать в зависимости от й, причем при —г- > 1,5 табличную вели-
чину а увеличивать на 20%.
4. Утолщение сердцевины а к хвостовику 1,4—1,8 мм на 100 мм длины рабочей
части.
5. Обратная конусность 0,05—0,08 мм на 100 мм длины для диаметров Вий.
6. Биение направляющих ленточек относительно хвостовика не более 0,05 мм.
СВЕРЛА, ЗЕНКЕРЫ, РАЗВЕРТКИ, ПРОТЯЖКИ
22t
61. Сочетания обрабатываемых поверхностей
Отдельные
цилиндрические, конические
1 При HQ/7W/C/U Л,
Цилиндрические Цилиндрические
и конические и плоские
Цилиндрические,
конические и плоек иt
ипельно поддотовленнодо oi
3 lJL / S ,А
4
г
1
V
аг
_1_
[л
4,
сплошном материале
11 ,<t,f
f
J ^
й,
I /?,.
1
I
У?
ПРОТЯЖКИ И ПРОШИВКИ
Внутренние протяжки. Данные об основных типах протяжек приведены в
табл. 62—65.
Наружные протяжки. При наружном протягивании обычно объединяют в
одну операцию обработку возможно наибольшего количества сопряженных по-
верхностей деталей; для этого протяжки соединяют в блоки. В блоке протяжки
размещают либо параллельно, либо последовательно, либо по смешанной схеме.
Протяжки и державки на колодке располагают с помощью точно обработан-
ных пазов, уступов, шпонок, упоров и соответствующих регулировочных уст-
ройств.
Производительность и себестоимость операции протягивания зависят не
только от схемы срезания припуска и геометрических параметров зубьев про-
тяжки, но, в большей степени, и от конструкции протяжного блока.
От конструкции блока зависят точность и качество обработки, время на смену
затупленных протяжек, способ перетачивания затупившихся зубьев, экономич-
ность использования инструментального материала. Поэтому при проектирова-
нии блока необходимо рационально решать следующие вопросы:
расчленение сложного профиля детали на элементарные участки, обрабаты-
ваемые набором простых технологичных протяжек;
выбор последовательности расположения протяжек;
выбор целесообразной системы подналадки (на станке или вне станка);
обеспечение доступной (удобной) регулировки протяжек;
в случаях высоких требований к чистоте и точности обработки предусмотреть
регулирующие устройства, отдельные для черновых и чистовых протяжек;
выбор направления сил, действующих в процессе протягивания на деталь,
из условия минимальных ее деформаций (для нежестких деталей);
выбор метода крепления протяжек на колодке, обеспечивающего надежность,,
свободный отвод стружки, минимальные габаритные размеры протяжек и быст-
рую их смену.
222
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
62. Основные типы стандартизованных внутренних протяжек
1ПГ~ТГ~
LJ—Ц
г It
2 _
тЧ
И
1 и
1}
с
и
ЛуЦШЦ
L '
ЦЩЦ]
vr
rhr
LLJ-
N
7
"ТгтО
_1?—О
/у
I — передняя замковая часть; 2 — шейка; з — передняя направляющая часть; 4 ¦*¦ ре-
жущая часть; S — калибрующая часть; в — задняя направляющая часть; 7 — задняя
замковая часть
Тип протяжки
Нормаль машино-
строения (НМ)
Протяжки круглые переменкого резания диаметром 10—90 мм .
Протяжки для квадратных отверстий со стороной от 10 до 60 мм
Протяжки для шлицевых отверстий с эвольвентным профилем
по ГОСТу 6033—51 (центрирование по наружному диаметру) .
Протяжки шлицевые переменного резания для соединений по
ГОСТу 1139—58 (центрирование По внутреннему диаметру) . .
Протяжки шлицевые переменного резания для соединений по
ГОСТу 1139—58 (центрирование по наружному диаметру) . . .
Протяжки шпоночные для пазов по ГОСТам 8788—68 и 8794—68
4171—62 — 4174—62
4934-63 - 4937-63
5513—64 — 5517—64
4262—63 — 4267—63
4250—63 — 4255—63
4207—63 — 4210-63
63. Перечень ГОСТов и нормалей машиностроения (МН) на протяжки и патроны'
ГОСТ и МН
ГОСТ 6767—63*
ГОСТы 9126—63*;
6767—63*;
7943—63*
ГОСТы 4043—70
4044—70
МН 104—63
146—63
МН 105—63
Наименование
Размеры калибрующих зубьев чистовых шлицевых протяжек
с эвольвентным профилем для обработки эвольвентных профилей
Технические требования на чистовые протяжки для цилиндриче-
ских, шлицевых отверстий с эвольвентным и прямобочным про-
филем
Размеры элементов крепления круглых и шпоночных протя-
жек
Конструкции и исполнительные размеры патронов для быстро-
сменного крепления протяжек: с хвостовиком диаметром 12 — 70
для автоматического крепления
Кулачковые патроны для крепления шпоночных протяжек
с хвостовиком по ГОСТу 4043—70
СВЕРЛА, ЗЕНКЕРЫ, РАЗВЕРТКИ, ПРОТЯЖКИ
223
64. Протяжки и прошивки длл обработки отверстий и наружных поверхностей
0Ю-О.О5
Протяжка круглая
переменного резания для
отверстий с точностью
0,01—0,04 мм
¦ п
Протяжка круглая профильного резания с выглаживающими зубьями для отвер-
стий по 2-му классу точности
Режущие зубья Калибрующие зубья Выглаживающие зубья
N1-21 №22 ~25 ' №26 -30
Стружколомы делать через зуб б шахматном
порядке с 1 по 21 зуд~ включительно
224
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Продолжение та5л. 6't
Протяжка шпицсвая, сборная из отдельных секций для шлицевых отверстий с точ-
ностью до 0,02—0,04 мм по диаметру и ширине паза
1 2 3
Поперечный профиль
фасочных зудьеб N*i—9
Зу5ья .№1,3,5 9 с выкружками
Зубья №72,1U,16... .66с выкружками
Остальные — без 8ыкрцжек
Протяжка шлицевая (елочная), комбинированная для отверстий с треугольным
профилем шлицев
Продольный
профит зубьев
Зубьл м°1,ъ,5 с выкружками Зу6ьяМ°7,8,9,10,11, п
Зубья f/,t,S и 13,Ш,М,Шбез с викружками
выкружек
3(/5ьяА/Ч7-Ч9
Протяжка шлицевая, цельная, четырехкомплектная, вторая для шлицевых
отверстий больших диаметров
В *
СВЕРЛА, ЗЕНКЕРЫ, РАЗВЕРТКИ, ПРОТЯЖКИ
225
Продолжение табл. 64
К
Рркущие калибрующие Выглаживающий Фасочнше
шпоночные шпоночные зуб J
Протяжка шпоночная,
комбинированная с вы-
глаживающим зубом для
точных пазов
гО^О^ч^ч.
IS
Протяжка шпоночная,
комбинированная, сбор-
ная для пазов в отвер-
стиях диаметром больше
40—30 мм
1 — хвостовик; 2 — ци-
линдрическая часть про-
тяжки; 3 — задняя на-
правляющая; 4 — винты;
б — шпоночная и 6 — фа-
сочная секции
Чистовые Калибрующие
калибрующие Черновые шпоночные шпоночные
круглые \ \ Фазочные
Протяжка для протя-
гивания трапецеидаль-
ных профилей, твердо-
сплавная, сборная
ЗД-аи
Протяжка круглая,
твердосплавная, сборная
с выглаживающими зубь-
ями
1 — хвостовик; г — оп-
равка; з — передняя на-
правляющая; 4 — режу-
щие кольцевые зубья;
б — выглаживающие зу-
бья; 6 — гайка
8 Справочник технолога, том 2'
226
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Продолжение табл. 64
St-
j,| 5° но первых в зубцах S_b
5 У но последних
ю
Протяжка круглая,
твердосплавная, сборная
служит секцией протяж-
ного блока для наруж-
ного протягивания ци-
линдрической поверхно-
сти
Прошивка шлицевал (елочная)
А-А
Прошивня шпоночная
А -А
65. Типовые конструкции комбинированных протяжек для шлицевых отверстий
и схемы срезания припуска*1
Конструкции протяжек и схемы срезания припуска
Тип 1
Протяжки обеспечивают высокую точность шлицевого отверстия при длине протя-
гивания до 30 мм. При больших длинах возрастает опасность перекоса детали.
Обдирочные зубья построены в двузубые секции — первый зуб секции имеет струж-
коделительные выкружки, второй — без выкружек. Диаметр второго зуба выполняется
на 0,04 мм меньше диаметра первого. Чистовые несекционные зубья имеют подъем на
каждый зуб и стружкоделительные выкружки, расположенные в шахматном порядке.
Калибрующие круглые зубья выполняются без подъема на зуб.
Шлицевая часть протяжки аналогична круглой. Черновые зубья построены из
секций по два зуба; первый зуб каждой секции выполнен с выкружками, второй — без
выкружек с диаметром, уменьшенным на 0,04 ли» против диаметра первого зуба секции.
Чистовые шлицевые зубья выполняются также в виде секций, но с уменьшенной подачей
на каждую секцию. Последние два-три зуба чистовой секции выполняются без выкружки
с уменьшенным подъемом на каждый зуб. Калибрующие зубья шлицевой части выпол-
няются без подъема на зуб и без выкружек
СВЕРЛА, ЗЕНКЕРЫ, РАЗВЕРТКИ, ПРОТЯЖКИ
' 227
Продолжение табл. 65
Тип 11
круглые ' иишцевые *щлицедые
Протяжки примевяют для отверстий с фаской з. Они снабжены двумя — тремя
фасочными зубьями (в конце протяжки) с подъемом 0,3—0,6 мм на каждый зуб. Фасоч-
ные зубья имеют шаг, равный шагу калибрующих шлицевых зубьев. Между шлицевой
и фасочной частью предусматривают увеличенный шаг (т = 15 ч- 20 мм) во избежание
подрезки фасочных зубьев при шлифовании шлицевых зубьев
Тип III
^шлицевые
круглые
Круглые зубья выполняют односекционными и без выкружек с увеличенными (отно-
сительно профильной схемы резания) подачами на каждый зуб.
Протяжки этого типа обеспечивают необходимую точность шлицевого отверстия при
длине протягивания более 30 мм, при числе одновременно работающих зубьев не менее
пяти и при подготовке отверстия под протягивание чистовой расточкой.
При протягивании коротких деталей возможен перекос в момент перехода протяжки
с последних шлицевых на первые круглые зубья, так как в этот момент шлицевые кали-
брующие зубья выходят из детали и мало влияют на ее центрирование, а первые круглые
могут (особенно при грубой подготовке отверстия) срезать незначительный припуск или
совсем не срезать его. Чтобы избежать «зарезы» на лезвии первого круглого зуба при
выходе шлифовального круга, яри шлифовании боковых сторон шлицевых зубьев между
этими группами предусматривается увеличенный шаг m размером не менее 16 мм
Тип IV
шлицевые шлиаевые
хруглые
Протяжки, помимо шлицевых и круглых, имеют фасочные зубья, расположенные
в начале протяжки, образующие фаски у основания шлица в отверстии и срезающие
значительную часть припуска шлицевых зубьев. Благодаря этому длина шлицевой части
протяжки уменьшается, что значительно повышает ее точность и снижает трудоемкость
изготовления.
Фасочные зубья группируются в двузубые секции и по конструкции аналогичны
шлицевым. Боковой профиль у фасочных зубьев шлифуют на проход; на первых зубьях
в каждой секции наносят лыски или выкружки. Конструкция шлицевой и круглой частей
протяжки и рекомендации по ее применению те же, что у протяжек III типа
8*
228
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Продолжение табл. 65
Тип V
.-- , чистовые и
Фасочные OSOuppwye калиоруЮщАобдироиные ] калибрующие
круглые круглые шлицевые шлицевые
Протяжки имеют последовательно расположенные фасочные, круглые и шлицевые
зубья. Они обеспечивают надежную работу при условии, что длина детали больше длины
калибрующей круглой части протяжки. Если это условие не выдержано, то при про-
хождении круглой калибрующей части возможен поворот заготовки, что приведет к не-
совпадению канавок, подготовленных фасочными зубьями, с первым шлицевым зубом,
имеющим значительную высоту. Такое несовпадение приводит к браку деталей и к по-
ломке протяжки
Схемы срезания припуска
Тип VI
Схему применяют для первого предварительного перехода
Тип VII
Схему применяют для последнего прохода при невысоких
требованиях к точности и качеству шлицевого отверстия. Про-
тяжки в этом случае обеспечивают высокую соосность диаметров
шлицевого отверстия, так как окончательное формирование шлицев
и внутреннего отверстия выполняется за один проход. Протяжки
срезают припуск по наружному и внутреннему диаметрам шлице-
вого отверстия. При этом выступы передней направляющей про-
тяжки последующего прохода выполняют с широкоходовой посад-
кой и шлифуют в минус от номинального размера, образуя значи-
тельный зазор. Этот зазор может привести к провороту детали на передней направляю-
щей и последующему несовпадению предварительно прорезанных шлицев детали
со шлицевыми зубьями протяжки второго прохода. В этом случае ка боковых сторо-
нах шлицев появляются ступеньки
Тип VIII
Схему применяют для последнего прохода. В этом случае
у протяжек впереди расположены несекционные шлицевые зубья
с шириной шлицев, равной заданной по детали. Эти зубья калиб-
руют шлицы, подготовленные предварительной протяжкой, срезая
припуск 1 по ширине шлица, оставленный при предварительном
проходе; следующая группа зубьев, построенная из двузубых сек-
ций с той же шириной шлицев, срезает припуск до образования
наружного диаметра шлицев до заданного размера; последняя группа круглых зубьев
обрабатывает внутренний диаметр, срезая припуск 2.
Такая схема обеспечивает высокую точность боковых сторон шлицев и рекомендуется
при малом допуске на их ширину.
*' Последовательность срезания припуска показана цифрами.
На рис. 23, а показана схема блока с параллельным размещением протяжек.
Конструкция компактна, требует минимального рабочего хода и обеспечивает
наименьшее машинное время протягивания. Однако она имеет ряд существенных
недостатков:
раздельная замена и подналадка плоских протяжек 1, срезающих припуск а
по линии разъема детали, невозможно без удаления боковых протяжек 2, врезаю-
щих припуск б. Кроме того, поднадалка возможна только вне станка;
СВЕРЛА, ЗЕНКЕРЫ, РАЗВЕРТКИ, ПРОТЯЖКИ
229
замена круглых протяжек 3, срезающих припуск в, затруднена из-за близкого
расположения (с перекрытием лезвий) плоских протяжек 1;
расположение лезвий всех протяжек с перекрытием (сечение А—А) вынуждает
согласовывать шаги зубьев протяжек и снабжать плоские и боковые протяжки
зубьями с двух сторон, что усложняет их изготовление — плоские протяжки
нетехнологичны;
круглые протяжки не могут быть использованы дважды (с поворотом), так
как они срезают припуск ниже центра детали на величину а;
А-А
чистовые плоские 4 и боковые 5 протяжки регулируются общими клиньями
6 и 7 с черновыми протяжками, что нерационально, так как стойкость черновых
протяжек выше, чем у чистовых, и одновременная замена всех протяжек приво-
дит или к повышению шероховатости обработанной поверхности или недоисполь-
зованию черновых протяжек;
конструкция не обеспечивает надежного удаления стружки и совершенно
непригодна при обработке вязких материалов.
Более рациональным является построение блока по последовательной схеме
(рис. 23, б). Здесь длина комплектов протяжек осталась неизменной, а длина бло-
ка возросла более чем в 3 раза. В конструкции устранены недостатки, свойствен-
ные первой схеме.
Преимущества этой схемы следующие:
возможность раздельной замены всех протяжек;
удобство и простота подналадки, осуществляемой на станке с малой затратой
времени;
плоские 1 (срезающие припуск а) и боковые 3 (срезающие припуск в) про-
230
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
тяжки имеют лезвия с одной стороны, шаги их зубьев могут быть не увязаиы с
другими протяжками, технология их изготовления упростилась и трудоемкость
снизилась;
припуск а срезается до круглых яротяжек 2, срезающих припуск б, поэтому
они режут только до центра детали и могут быть использованы дважды (с пово-
ротом), что вдвое повышает их суммарную стойкость;
все протяжки имеют отдельные регулирующие устройства (клинья): про-
тяжки 1 — клинья 6; протяжки 3 — клинья 7; чистовые боковые протяжки 4
и чистовые концевые протяжки 5, срезающие припуск г, имеют отдельные клинья
8 и 9. Такая конструкция позволяет рационально назначать стойкость черновых
и чистовых протяжек.
Недостаток приведенной схемы — чрезмерная длина рабочего хода и повы-
шенная вследствие этого трудоемкость операции протягивания.
А
2 1
тт.
-А
Ж.
1
в
11
5
6
Рис. 24
й
¦
-Б
I
-J
ш
1
j
8
¦
На рис. 24 показана схема блока, построенная по смешанной схеме. В этой
конструкции в начале блока размещены черновые протяжки 1, срезающие при-
пуск а по линии разъема детали и регулирующиеся клиньями 2.
Припуски бив срезаются одновременно круглыми протяжками 3 и боковыми
протяжками 4, размещенными параллельно. Это позволило сократить длину
блока, сохранив все преимущества второй схемы.
Регулирование черновых боковых протяжек 4 и чистовых боковых протяжек
5 осуществляется отдельными клиньями 6 ж 7.
Регулировка чистовых плоских протяжек 8, срезающих припуск г, осуществ-
ляется общим клином 9, что значительно облегчает эту сложную наладку.
Круглые протнжки крепят на колодке при помощи кассет 10; плоские про-
тяжки! и 8 крепят клиновыми прокладками 11. Крепление этих протяжек можно
производить, не снимая блока со станка (сверху). Боковые протяжки 5 крепят
к выступам колодки так, что головки винтов располагаются в колодке, а резьба
нарезана в протяжке. Это хотя и усложняет изготовление протяжек, но удобно
при их замене. Помимо сокращения длины блока, параллельное размещение
боковых и круглых протяжек создает благоприятное распределение сил, дейст-
вующих на деталь при обработке, и повышает точность ее изготовления.
Такую схему следует применять в особенности при протягивании нежестких
деталей.
СВЕРЛА, ЗЕНКЕРЫ, РАЗВЕРТКИ, ПРОТЯЖКИ
231
Геометрические параметры протяжек
66. Передний угол у у рабочей части протяжек
V
Форма профиля эубьев протяжек: а —¦ с криволинейной спинкой зуба; б — с прямоли-
нейной спинкой зуба; в — геометрические параметры режущей части
Обрабатываемый
материал
Обрабатываемый
материал
Сталь с ИВ:
==197 . .
198—22Н .
229 ...
Чугун серый с F.1 /3:
=^180
> 180
Чугун ковкий . . .
16—20
15
10
10
о
10
Алюминий и сплавы на его ос-
нове, красная медь, баббит .
Титановые сплавы
Латунь, бронза
Металлокерамические и желе-
зографитовые материалы . . .
20
10
5
Примечания: 1. Для увеличения размерной стойкости нерегулируемых про-
тяжек, обеспечивающих 2-й класс точности, на чистовых и калибрующих зубьях при
толщинах срезаемого слоя sz = 0,005 ч- 0,02 мм/вуб рекомендуется дополнительная
заточка фаски шириной /n = 0,5 + 1 мм под углом Уф — для стали и ковкого чугуна
Уф = 5°; для серого чугуна уф = — 5°; для бронзы и латуни Уф = — 10°.
2. При обработке стали у круглых протяжек диаметром до 20 мм допускается умень-
шение угла v до 8—10°.
67. Величина заднего угла о у протяжек (см. эскиз в табл. 66)
Тип
протяжек
Круглые и шлицевые ....
Шпоночные
Наружные:
регулируемые
нерегулируемые
Вид зубьев
Черно-
вые
Чисто-
вые
Калиб-
рующие
о в град
3
3—4
2
3—4
2
1
2
3-4
1—2
Черно-
вые
Чистовые и
калибрую-
щие
Допуск на величину
заднего угла а в мин
+30
±15
+30 ,
.232
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
G8. Геометрия зубьев протяжек из быстрорежущей стали для протягивания
жаропрочных н титановых сплавов
Тип протяжек
Жаропрочные сплавы
Y
ар
«к
Титановые сплавы
У
в град
15
3-5
10-12
2—3
5-7
3-5
5—7
10—12
2-3
8—10
Обозначения: у — передний угол; ар — задний угол режущих зубьев;
ак — задний угол калибрующих зубьев.
Примечание. Ббльшие значения задних углов для чернового предваритель-
ного протягивания, меньшие — для окончательного чистового протягивания.
89. Геометрические параметры зубьев протяжек для высоких скоростей резания
(до 30—85 м/мин) (см. эскиз в табл. 66, в)
Обрабатываемый
материал
Мал оуглер одистая
сталь
Срсднеуглеродистая
сталь
Высокоуглероди-
стая сталь
Жаропрочная сталь
и сплавы
НВ
160—190
180—220
200
-
Марка
материа-
ла рабо-
чей части
протяжек
ТТ7К12
Т5К12В
Т5К10
Т14К8
В КИМ
ТТ7К12
Т5К12В
Т5К10
Т14К8
ВКбМ
ТТ7К12
Т5К12В
Т5К10
ТОК8
BKUM
ВК8М
ВК6М
Y°
10
6
8
6
5-8
5
-
3
—5
0—2
—5
fn
в мм
0,8—1,0
0,1—0,4
0,8-1,0
0,1—0.4
0,8-1,0
0,1-0,4
1-2
6
4
6
4
аФ
1°30'—3°
До 0
1°30'-3°
ДоО
1°30'—3°
ДоО
и
в мм
0,2-0,8
0,1-0,3
0.2—0,8
0,1-0,3
0,2—0,8
0,1-0,3
0,1—0,8
СВЕРЛА, ЗЕНКЕРЫ, РАЗВЕРТКИ, ПРОТЯЖКИ
233
Продолжение табп. 69
Обрабатываемый
материал
Серый чугун
Бронза
НВ
180-220
-
Марка
материа-
ла рабо-
чей части
протяжек
ВК6М
ВК8
ВК8М
ВК6М
ВК8
ВК8М
V0
5-8
Ч
0
fn
в мм
0,5—1,0
4-6
6
аФ
Примечание. /„ и /з — ширина фаски по передней и задней грани;
у>ф и <х,ф — передний и задний угол дополнительно заточенной фаски.
70. Подачи на зуб $z в мм для протяжек, работающих по профильной
и генераторной схемам резания
Внутреннее протягивание
Тип прот;
гжек
Круглые
Шлицевые с прямоугольными,
треугольными и эвольвент-
ными шлицами
Шпоночные
Квадратные и шестигранные
Обрабатываемый материзл
Сталь
0,015—0,04
0,03—0,10
0,05—0.12
0,02—0,15
Чугун
0.03—0,10
0.05—0,12
0.05—0,20
Алюминий
и сплавы на
его основе
0,02—0,05
0,04—0,10
0.05—0.08
0 03-0,15
Бронза,
латунь
0.05-0.12
0,06-0,12
0,08—0,20
0,05—0.20
Наружное протягивание
Тип протяжки
Плоские, угло-
вые и канавоч-
вые
Цилиндрические
и фасонные
Схема резания
Профильная ....
Генераторная ....
Профильная ....
Генераторная ....
Сталь ав <
< 50 кГ/ммг
пав>
> 90 к Г/мм2
До 0,10
0,10-0,20
До 0,08
0,05—0,10
Сталь
°е =
= 50 -Н 90
кГ/мм2
До~0,12
0,15—0,50
До 0,10
0,10—0,20
Чугун
серый и
ковкий,
бронза
0.05—0,20
0,30—0,80
0,05-0.15
0,15—0,30
Алюми-
ний и
сплавы
на его
основе
0,03—0,20
До 0,30
0,03—0,10
До 0,15
234
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
71. Подача на зуб для протяжек, работающих по групповой схеме резания
Подача зубьев
черновой части
s2 в мм
До 0,03
Св. 0,05 до 0,1
» 0,1 » 0,2
» 0.2 » 0,3
Переходная
часть
О
С
-
@Л —
0,6) sz
й * 8
?*« н
№мок
—
1
Чистовая часть для классов чистоты поверхности
ка
§>.
С о
оо
—
0 03
0,05
0,06—
0,08
V4 и
и "сг
Щл я
й « О
-
1 2
2-3
V5
Подача
чистовых
зубьев
Переменная,
уменьшаю-
щаяся
(но не
более
0,025 мм
на послед-
нем зубе)
*' Групп из двух зубьев одинакового размера. Чистовая
может иметь зубья, построенные
П р и м е ч э
шему значению
н и е. Меньшее
как секциями,
число чистовых
подачи .sz черновой части
оз 5
§>>
?а
с о
К Он
ЯР
Во •
0.02—
0,035
0,035—
0.07
0,07—
0 1
0,1—
0,16
V6 и
и g^
е J J
Рч СО О
1—3
4—5
6—8
V7
Подача
чистовых
зубьев
Переменная,
уменьшаю-
щаяся
(но не
более
0,01 мм
на послед-
нем зубе)
часть групповых протяжек
так и с подъемом на каждый зуо.
зубьев или секций
в каждом интервале.
соответствует мень-
ПРИПУСКИ НА ПРОТЯГИВАНИЕ
72. Поля допусков и обозначения
, = d
инстр
-0,1 мм; А = dH
— <i0 (для 2 и 3-го классов
точности); А = dHauQ— d0 — at (для 5-го класса точности)
Обозначения: d — номинальный диаметр отверстия;
do наим — наименьший диаметр отверстия до протягивания;
dUHCmp — номинальный диаметр инструмента; А — полный
припуск на протягивание; dHauM — наименьший диаметр
отверстия после протягивания; dHaug— наибольший диаметр
отверстия после протягивания; Ах — допуск на диаметр d;
о, — величина разбивания отверстия; 0,1 мм — величина, учи-
тывающая уменьшение диаметра инструмента при переточках.
Приписки и табл. 73 и 74 приводятся по данным Кацева П. Г.
и Епифанова Н. П-
I
j
1
mm
=
яг
4
J
Св. 6 до 10
Св. 10 до 18
Св. 18
Допускаемые отклонения (+)
0,10
0,12
0,14
Величина разбивания а, в зависимости от допуска на диаметр отверстия в мм
Допуск
на диаметр
отверстия
Допуск
на диаметр
отверстия
Допуск
на диаметр
отверстия
До 0.025
I 0.027
0,03—0,033
0
0.002
0.001
0,035—0.05
0,06—0,10
0,11-0,17
0,005
0,01
0,02
0,18—0,29
0,30—0.34
Св. 0,34
0.03
0,04
0,05
СВЕРЛА, ЗЕНКЕРЫ, РАЗВЕРТКИ, ПРОТЯЖКИ
235
73. Припуски на протягивание круглыми и шлицевыми протяжками
Размеры в мм
Под круглые протяжки
Я
s
10
11
12
13
14
15
16
17
18
19
20
¦а
22
23
24
25
26
27
28
30
32
34
35
36
38
40
42
45
46
48
50
52
55
56
58
60
62
63
65
70
72
75
80
82
85
90
с припуском под шли-
фование (ПТ)
d
9.76
10,76
11,76
12.76
13,76
14,76
15.76
16,76
17,76
18,72
19.72
20,72
21,72
22,72
23,72
24,72
25,72
26,72
27,72
29,72
31,66
33,86
34,66
35,66
37,66
39,66
41,66
44,66
45,66
47,66
49,66
51,6
54,6
55,6
57.6
59,6
61.6
62,6
64,6
69,6
71,6
74,6
79,6
81,54
84,54
89,54
9,1
10,1
11,1
12,1
13,1
14,1
15,1
16,1
17,1
17,8
18,8
19,6
20,6
21,6
22,6
23,6
24,6
25,6
26,6
28,6
30,5
32,5
33,5
34,5
36,5
38,5
40,4
43,4
44,4
46,4
48,4
50.2
53,2
54,2
56,2
58,2
60,2
61,2
63,2
68,2
70,1
73,1
78,1
80,0
83,0
88,0
инстр
Св.
9,2
10,2
11,2
—
13,2
14,25
15,25
16,25
17,25
-
40,5
43,5
4'.,5
46,5
48.5
-
ЗР
-
12,2
-
17,9
18,9
19,7
20,7
21,7
22,7
23,7
24.7
25,7
26 7
28,7
30.6
32,6
33,6
34,6
36,6
35,6
40,5
43,5
44.5
46,5
48,5
50.3
53,3
54.3
56,3
58,3
60.3
61,3
63,3
68,3
70,2
73,2
78,2
80,1
83,1
88,1
Л
0 66
0,92
1,12
1 \(\
1 ?«
1,4
1,5
1,54
по 2 и 3-му
классам точности
9,4
10,4
11,4
12,4
13,4
14,4
15.4
16,4
17,4
18,1
19,1
19,9
20,9
21,9
22,9
23,9
24.9
25,9
26,9
28,9
30,8
32,8
33,8
34,8
36,8
38,8
40,7
43,7
44,7
46,6
48,7
50,6
53,6
54,6
56,6
58,6
60.6
61,6
63,6
68,6
70.5
73,5
78,5
80,5
83,5
88,5
инстр
Св.
9,о
10,5
11,5
12,5
13,5
14,5
15,5
16,5
17,5
18.25
19,25
20
21
22
23
24
25
26
27
29
—
32,9
34,9
36,9
38,9
—
ЗР
-
3A,9
32,9
33,9
34,9
36,9
38,9
40,8
43,8
44,8
46,8
48,8
50,7
53,7
54,7
56,7
58,7
60,7
61.7
63,7
68,7
70,6
73,6
78,6
80,6
83,6
88,6
0,6
0,9
1,1
1 2
1,3
1 4
1,5
Под шлицевые протяжки
по 2 и
классам
'!«
10,6
12,6
-
15,4
17,4
-
20,2
22,2
-
25,2
27,2
31,1
-
35,1
-
41,1
45.1
-
51
55
-
61
-
71
-
81
—
3-му
гочности
инстр
Св.
10,7
12,7
-
15.5
17,5
-
ЗР
-
20,3
22,3
-
25,3
27,3
31,2
-
35.2
-
41,2
45,2
-
51,1
55,1
-
61,1
-
71.1
-
81,1
-
0,4
0.4
-
0,6
0,6
-
0,8
0,8
-
0,8
0,8
0.9
0,9
-
0,9
0,9
-
1
1
-
1
-
1
-
1
-
по
d0
10,9
12,9
-
15,4
17,4
-
20,65
22,65
-
25,4
27J4
31,4
-
35,65
-
41,4
45,5
-
51,5
55,4
-
61,4
-
71.4
-
81,4
-
** Припуск увеличен, так как нет сверла большего диаметра.
Обозначения: dnT — диаметр отверстия после протягивания
технологическим (ПТ) под шлифование; Св. — сверло; ЗР — зенкер или
5-му классу
точности
Линстр
Св.
11
13
-
15,5
17.5
20,75
22.75
-
25,5
27,5
31,5
-
35,75
-
41,5
45.6
-
51,6
ЗР
-
31.5
-
35,75
-
41,5
45.6
-
51,6
55,5
-
61,5
-
71,5
-
81.5
-
оТз
0,3
-
0,8*ч
0.8"
-
0,6
0,6
-
0,85
0,85
0,9
-
0,65
-
0,9
0,8
-
0,85
0,95
-
0,95
-
0,95
-
1
-
с припуском
развертка.
236
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
74. Припуски на протягивание шпоночными протяжкам» в мм
В
3
4
5
6
8
10
12
и
16
18
20
24
28
32
36
40
45
50
П
2.
Диаметр
отверстия D
Св.
7
10
14
18
24
30
36
42
48
55
65
75
90
105
120
НО
170
200
До
10
14
18
24
30
36
42
48
55
65
75
90
105
120
140
170
200
230
1 при
наим
0,338
0,417
0,462
0,515
0,686
0,858
1,029
1,201
1,372
1,514
1,577
1,972
2,233
2,497
2,764
2,918
3,032
3,175
наиб
0,23
0,292
0,354
0,381
0.543
0,708
0,875
1,045
1,189
1,271
1,358
1,629
1,901
2,173
2354
2,386
2,564
2,75
Исполнение
I
(, •
1,1
1,6
2,1
2,6
3,1
3,6
3,6
4,1
5,1
5,6
6,1
7,2
8,2
9,2
10,2
11,2
12,2
14,2
0,2
0,24
II
-
1,9
2,3
2,6
2,9
2,9
3,3
3,6
4,0
4,3
5,2
5,9
6.7
7,4
8,7
9,9
11,2
-
0,12
0 16
0,2
0,24
римечания: 1. Исполнение I и II в соответствии с ГОСТом
А5 — допустимое отклонение по ОСТу 1015*.
I
II
Припуск А
1,558
2,137
2,682
3,235
3,946
4,618
4,789
5,461
6,632
7,274
7,877
9,372
10,633
11,897
13,204
14,358
15,742
17,615
-
2,482
2,935
3,406
3,878
4,049
4,661
5,132
5,674
6.037
7,332
8,293
9,397
10,354
11,818
13,132
14,615
8788—68.
75. Припуски на протягивание в мм
Прямоугольных (квадратных) отверстий
Больший
размер
отверстий
От 10 до 16
Св. 18 > 30
» 30 » 50
> 50 » 80
» 80 » 120
Припуск
на сторону
прямоуголь-
ника
0,8
1,0
1,2
1,5
1,8
Допустимое
отклонение
предвари-
тельной об-
работки (+)
0,24
0,28
0,34
0,40
0,46
Прямоугольных канавок
Ширина
канавки
От 3 до 6
> 6 > 10
» 10 » 18
г 18 » 30
» 30 » 50
Припуск
на ширину
канавки
0,4
0,6
0,8
1,0
1,2
Допускае-
мые откло-
нения пред-
варительной
обработки
(+)
0,16
0,20
0.24
0,20
0,34
ФРЕЗЫ ОБЩЕГО НАЗНАЧЕНИЯ
237
ФРЕЗЫ ОБЩЕГО НАЗНАЧЕНИЯ
ОСНОВНЫЕ ТИПЫ ФРЕЗ
7в. Основные типы фрез, их размеры в мм
I. Цилиндрические с мелким и крупным зубом из быстрорежущей стали
(ГОСТ 3752—59 *)
V
• а)
б) &¦
Примечания
J40, ••
50; J50J *2
63
80
ГЩ ; 100 *2
16*'
22
27
32
40
40*i; 50*»; 63*>
50; 63; 80
50; 63; 80; 100
63; 80; 100; 125
80; 100; 125; 160
10"'
10; 6'*
14; 8*2
16; ю*«
18; 12*2
1. Отмеченные знаком*1 — только для
фрез с мелким зубом, знаком *2 —
только для фрез с крупным зубом.
2. Размеры в рамке по возможности
не применять.
Л. Цилиндрические со вставными ножами из быстрорежущей стали (ГОСТ 9926—61*)
и оснащенные пластинками из твердого сплава
s///////////////////.
\гь-зо°
L
W
фрезы
а)
1
{
1
L
i
'У' У*
1
D
100
125
160
200
250
D,
62
80
100
125
d
32
40
50
60
d,
22
32
40
50
Номинальные длины
составных L
одинарных L
Ьг
Число
ношей п зубьев г
80; 120; 160; 200
100; 150; 200; 250; 300
150; 200; 250; 300
200; 250; 300
260; 325; 390
40
50
65
45; 75; 100
45; 70; 100
45; 75; 100
70; 100
10
12
12
Примечание. Размеры с индексом 1 и число зубьев z — для фрез с пластин-
ками (эскиз а), остальные — для фрез с ножами (эскиз б).
238
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Продолжение табл. 76
111. Дисковые пазовые (ГОСТ 3964—69) и трехсторонние *1 (ГОСТ 3755-69)
из быстрорежущей стали
1^.1
D
50
63
80
100
d
16
22
27
32
[3; 4]
[5] 6; 8;
8; 10;
10; 12
В
5; 6; [8]
A0); A2)
12; <14)
; 14; 16
m
[5]
о
не более
0,2
о,з; [0,2]
0,3
2
14
16
18
20
•' Цифры в квадратных скобках — только для пазовых, в кру. лых — только для
трехсторонних, а без скобок — для тех и других.
А-А
6-6
б
ь)
IV. Пазовые а и дисковые б из
быстрорежущей стали
а) Пазовые затылованные (ГОСТ 8543—57*)
D
50
62
fti
По
d
16
22
5;
В
4; 5;
6; G)
возможности не
6
*<; 8
применять.
z
12
14
б) Дисковые трехсторонние о разнонаправ-
ленными зубьями (ГОСТ 9474—60)
63
80
100
A25)'
22
27
32
5; 8; 10; 12
8; 10; 12. 14; 16
10; 12; 14; 16; 18; 20
12; 14; 16; 18; 20; 22
16»2; 12«з
18; 14*о
20*8; 16*3
22*2; 18*3
*• По возможности не применять,
*г Тип 1 — с мелким зубом.
•3 Тип II с нормальным зубом.
ФРЕЗЫ ОБЩЕГО НАЗНАЧЕНИЯ
239
Продолжение табл. 76
V. Дисковые трехсторонние со вставными
ножами
а) Из быстрорежущей стали (ГОСТ 1669-69
D
по рядам
2
180
-
224
1
80
100
125
160
200
-
250
315
d
?1
32
40
50
12; A4); 16; A8);
20; B2); 25
14; 18; 22; 28
12; 16; 20; 25; 32
14; 18; 22; 28; 36
12; 16; 20; 25; 32
A2); 16; 20; 25;
32; 40
14; 18; 22; 28; 36
18; 22- 28; 36; 45
20; 25; 32; 40; 50
12; 10
16; 14; 12; 10
20; 18; 16
20; 18; 16
24; 20; 18; 10
24; 22; 20; 18
26; 24- 20
30; 28; 26; 22
б) Из твердого сплава (ГОСТ 5348—69)
100
125
160
200
250
315
32; 27
40; 32
50; 40
60; 50
14; 18; 32
12; 16; 20; 25
14; 18; 22; 28
12; 16; 20; 25; 32
14; 18; 22; 28; 36
16; 20; 25; 32; 40
10
12
14
18
20
VI. Дисковые двусторонние со вставными
ножами, оснащенные твердым сплавом
(ГОСТ 6469—69)
D
по рядам
180
224
100
125
160
200
250
315
32
40
50
60
27
32
40
50
18
20
22
25
32
8
10
12
14
16
18
2d
240
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Продолжение табл. 76
VII. Прорезные (шлицееые) и отрезные (пилы круглые)
из быстрорежущей стали (ГОСТ 2679—61*)
Ряд ширин В: 0,2; 0,25; 0,32; 0,4; 0,5; 0,6; 0,8; 1,0; 1,2;
1,6; 2,0; 2,5; 3,0; 4,0; 5,0.
Ряд чисел зубьев г: 140; 125; 112; 100; 90; 80; 71; 63; 56;
50; 45; 40; 36; 32; 28; 25; 22; 20; 18; 16; 14.
Фрезы с крупным зубом (тип III) изготовляются двух
исполнений: а и б. Значение ширины В и чисел зубьев фрез
исполнения а приведены в числителе, а исполнения б —
в знаменателе дроби.
D
Тип I с мелким
зубом
В
Тип II с крупным
зубом
Тип III со средним
(нормальным) зубом
32
40
50
63
100
125
160
200
250
10
13
16
22
0,2-1,6
0,2—2,5
0,2—3,0
0,25-3,0
1,0-4,0
27
32
1,2-4,0
1,6-4,0
2,0-5,0
2,5-5,0
90-56
100—56
112-56
125-63
100-71
112-80
112-90
0,5—3,0
1,0—4,0
1,6-4,0
125-100
140-112
2,0—5,0
2,5-5,0
50—32
56—36
56-40
63—45
63-50
71-56
80-63
1,0—3,0
1,0-3,0
1,0-2,5
1,0-3,0
1,0-3,0
1,6—4.0
1,6-4,0
2,0-5,0
2,0-5,0
2,5—5.0
2,5—5,0
22-16
25-18
18—14
28—20
20-14
32-22
22-16
32—25
22-18
36-28
25-20
40-32
28-22
Тип А
VIII. Пилы круглые с сегментами из быстро-
режущей стали для металла
(ГОСТ 4047—52*)
275
350
510
710
1010
1430
2000
32
70
80
120
150
240
6
10,5
14,5
Число
зубьев г
56; 84; 112
56; 84; 112
72; 108! 144
96; 144; 192
120; 180} 240
144; 216; 288
176; 264; 352
сегмен-
тов
1*
18
24
30
36
44
ФРЕЗЫ ОБЩЕГО НАЗНАЧЕНИЯ
241
Продолжение табл. 76
Исполнение б 5-ю°
Исполнение В
15 -30 ;
*Т7Ч —ш!-
/ /7G ЦиЛиндру
не более 0,05
IX.
для пазо>
Хвостовые из быстрорежущей стали
з сегментных шпонок (ГОСТ 6648—68*)
Исполне-
ние фрезы
Б и В
D
4,3
7,5
10,8
14
17,5
20,5
23,8
27
30,2
34,6
41
48,6
12
14
15
1
1,5; 2
2; 2,5; 3
3; 4
3; 4; 5
4, 5
4; 5; 6
5; 6;
6; 8; 10
8; 10
10
15-30' 15 '-30'
X. Насадные из быстрорежущей стали
для пазов сегментных шпонок
(ГОСТ 6648—68) — тип II
59
70
85
16
22
27
8; 10
10; 12
10
Конус Морзе
1=15'
А-А
Б-Б
»а обоих торцая
XI. Для станочных Т-образных пазов из
быстрорежущей стали (ГОСТ 7063—63*)
(тип I — фрезы с нормальным зубом,
тип 11 — фрезы с крупным зубом)
Нормаль-
ный раз-
мер паза а
10
12
14
18
22
36
42
54
Типы
фрезы
I; II
II
D
17,5
21,5
25,5
32
38
49
59
71
83
93
d
10
12
16
20
25
32
42
48
54
В
8
9
10
14
18
22
28
31
36
40
Конус
Морзе
1
2
3
4
5
Тип
I
6
8
-
г
Тип
II
4
6
8
80
95
100
130
140
150
190
205
240
260
242
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Продолжение табл. 76
XII. Нопцевые из быстрорежущей стали
с неравномерным окружным шаром
(ГОСТ 8237—57*)
а) с, цилиндрическим хвостовиком
Dad
3
4
5
6
8
10
12
14*i
16
18*'
20
1
8
10
12
16
20
25
32
40
45
Конус
Морзе
Исполнение
А с нормаль-
ным зубом
со = 30°
Исполнение
Б с крупным
зубом
со = 45°
с. пиническим хвостовиком
Д Конус Морзе
14*'
16
I8*i
20
22*'
25
28*'
32
3ii*'
40
45*'
50
60
4 и 5
*г По возможности не применять.
Примечание. Значения углов <р (окружной шаг зубьев): г = 3; ф! = 110;
ф2 = 123°; ф3 = 127°; г = 4; ф, = 90°; ф2 = 80°; <р3 = 90°; <р4 = 95°; г = 5; ср, = 68°;
ф2 = 72°; ф3 = 76°; ф4 = 68°: срв = 76°; г = 6; ф, = 57°; ф2 = 63°; ср3 = 57°; <р4 = 63°;
фб = 57°: ф, = 63°.
Угол подточки f(j,l
^-A luheS на торце
г-6 "~~
XIV. Концевые с коническим хвостовиком,
оснащенные коронками из твердого сплава
(ГОСТ 8720—69)
D
10
12
14*1
16
18*1
20
22*i
4,3
5,5
6,5
7,8
9,2
10,5
11,8
Н
10
12
I; 18
10; 20
15
I
8
10
6; 16
8; 18
*' По возможности не применять.
ФРЕЗЫ ОБЩЕГО НАЗНАЧЕНИЯ
243
Продолжение табп. 76
Место Кенус Мирзе
маркировки \ -I Л,
XV. Концевые с коническим хвостовиком, оснащен-
ные винтовыми пластинками из твердого сплава
(ГОСТ 8720—69)
I
Исполнения
I II
120
135
160
190
14")
170
205
II
22
38
II I II
64 -
81
102,5
129,5
30
33
40
34
40
Конус
Морзе
без торцовых зцЬьеЬ
jq° Конус Морзе
XVI. Концевые обдирочные с затылованным
зубом и с коническим хвостовиком
из быстрорежущей стали
(ГОСТ 4675—59*)
то С торцовыми зудьями g ^_ _
25
32
40
50
63
80 .
23,5
29
30.51
44
60
I
50; 80
55; 85; 130
65; 100; 160
70; 115; 180
80; 125; 200
90; 140; 224
Конус
Морзе
10
XVII. Шпоночные
Б-б Я ? 20мм
t6-20j(IZ \?п° Уг°л наклона винтовой. . .
I / канавки ,А-Д
112-14"
Конус Морзе
3
a — via быстрорежущей стали
(ГОСТ 9140-68*)
8*1
10*'
12*2
14
20
12
Конус
Морзе
10
12
14
12
244
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Продолжение табл. 76
Тип П
Номдс Морзе
6)
б — о пластинками из твердого сплава
(ГОСТ 6396—68*)
18"
20*з
24*з
28*3
32*s
Зб*з
40*з
25
32
40
50
63
20
25
30
16
Конус
Морзе
а а б
12
14
*' Тип I. *' Тип I и II. *3 Тип II.
Тип I
V от Ь0 до 60 мм ^—L ^i Вот 63 до 100'пм
XVIII. Торцовые насадные
из быстрорежущей стали
(ГОСТ 9304—69)
Тип I — о мелким зубом D
от 40 до 50 мм — крепление
на продольной шпонке: D от
63 до 100 мм — крепление
на торцовой шпонке.
Тип II — о крупным вубом
100
di
Тип
Тип
II
XIX. Торцовые насадные со вставными ножами
из быстрорежущей стали
(ГОСТ 1092—69)
100
125
160
200
250
d
27
32
40
50
В
36
40
45
В1
30
34
37
(
8
10
10
14
16
20
26
ФРЕЗЫ ОБЩЕГО НАЗНАЧЕНИЯ
245
Продолжение табп. 76
V ют 1О0 до гаОмп »5-9.
XX. Торцовые насадные со вставными ножами,
оснащенные твердым сплавом
(ГОСТ 8529—69)
100
125
160
200
250
320
400
500
630
32
40
50
128,57
128,57; 221,44
50
55
60
75
85
10
12
14
18
20
26
30
D от 80 до 250мм
XXI. Торцовые насадные со вставными ножами.
оснащенные твердым сплавом (мелкозубые)
(ГОСТ 9473—60*1
100
125
160
200
250
315
400
500
630
27
32
40
50
128,57
128,57; 221,44
34
38
42
71
10
14
16
20
24
28
34
40
246
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Продолжение табп. 73
XXII. Полукруглые вогнутые и выпуклые из быстрорежущей стали (ГОСТ 9305—69*)
„. Ти"!
Тип U
Тип 1
Тип II
50
63
100
125
22
27
32
1,5; 2; 2,5
2,5; 3; 4
4; 5; 6; 8
8; 10; 12
12; 15
7; 8; 10
10; 12; 14
14; 18; 22; 28
28; 3d; 40
40; 48
3; 4; 5
5; 6; 8
8; 10; 12; 16
16; 20; 24
25; 32
14
12
10
XXIII. Одпоугловые из быстрорежущей
стали (нестандартизованы)
Тип I
8; 10
13
16; 20
Тип II
6; 7; 8; 9
9; 11; 12; 14
11; 13; 14; 16
Тип I Тип II
18
20
22
24
20
Тип I
Тип II ,о ?л<
55-90° ~ в ~?}0
XXIV. Двухугловые из быстрорежущей стали
(нестандартизованы)
Тип I
6; 8; 10; 13
8; Ю; 13; 16
10; 13; 16
Тип II
6; 7; 8; 9
9; 11; 12; 14
11; 13; 14; 16
ФРЕЗЫ ОБЩЕГО НАЗНАЧЕНИЯ
247
ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ
Геометрические параметры режущей части фрез показаны на рис. 25, реко-
мендуемые величины углов приведены в табл. 77—83.
Д-Д
Рис. 25. Углы заточки у фрез
Задний угол ап, измеряемый в нормальной плоскости, может быть рассчитан
по формулам:
для цилиндрических фрез с винтовыми или наклонными зубьями
tga
to an = —s—•;
8 cos со'
для фасонных фрез
tgan = tgacoss -;
для угловых кромок фрез
tgare = tg a sin q>,
в которых со — угол наклона винтовых или наклонных зубьев; ср — главный
угол в плане угловой кромки; е — угол наклона касательной к профилю в дан-
ной точке; R — наибольший радиус фасонного профиля; г — расстояние рас-
сматриваемой точки фасонного профиля от оси фрезы.
Вспомогательный угол в плане cpt измеряется в осевой плоскости между про-
екцией торцовой режущей кромки на осевую плоскость и прямолинейной обра-
зующей обработанной поверхности.
У дисковых фрез для обработки пазов величину фх рассчитывают по формуле
Д5
где АВ — допустимое уменьшение ширины фрезы в мм; ht — высота стачивае-
мого слоя зуба по диаметру до пределов, установленных допуском на ширину
паза в мм.
248
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
У торцовых фрез для чистового фрезерования угол наклона вспомогательной
торцевой кромки на зачистных зубьях 2 и 3 (рис. 26) q>j = 0° на длине 10 = D -=-
6) $о (so — подача фрезы в мм/об). У дисковых фрез
на этой же длине угол q>j = 0°30'.
Угол наклона главной режущей кромки к обеспечи-
вает более плавное врезание и выход зуба из контакта
с обрабатываемой заготовкой. Величина угла X = 5° для
несимметричного и X = 10 -т- 15° для симметричного фре-
зерования торцовыми фрезерными головками.
Угол наклона винтовой канавки зубьев фрезы
Рис. 28. Углы заточ-
ки у торцовых фрез:
1 — основной зуб; 2 и
з — зачистные зубья
co = arctg
яРк
Bz
где D — диаметр, фрезы в мм; В — ширина фрезерования в мм: z — число зубьев
фрезы; к — целое число, выбираемое из условия, что к 3= Кг,-
Направление винтовых зубьев (правое и левое) берут так, чтобы осевая сла-
гающая сила резания была направлена на шпиндель станка.
77. Углы резания трехсторонних фрез со вставными ножами, оснащенные
твердым сплавом (ГОСТ 5348—69)
Обрабатываемый металл
Сталь с пределом прочности при растя-
жении:
а < 80 кГ/ммг
О" — 80 н- 120 кГ/жж2
ff > 120 кГ/мм*
ер
Чугун
Марка твердого
сплава
Т15К6
Т15К6 и Т5К10
ВК8
Y°
—5
—10
—15
+5
ап и аф
20
20-25
10—15
2-5
78. Величины задних углов фрез
Тип фрез
Цилиндрические и торцовые
Дисковые двусторонние и трех-
сторонние
Концевые и угловые с цилин-
дрическим и коническим хво-
стовиком
Угловые насадные
Характеристика фрез
С мелкими зубьями
С крупными зубьями и встав-
ными ножами
С прямыми мелкими зубьями
С прямыми крупными зубьями
и со вставными ножами
С наклонными мелкими зубьями
С наклонными крупными эубья-
ми и с наклонными вставными
ножами
D < 10 мм
D = 10 + 20 мм
D > 20 мм
о°
на цилин-
дриче-
ских
зубьях
16
12
20
16
12
25
20
16
на торцо-
вых
зубьях
8
6
8
ФРЕЗЫ ОБЩЕГО НАЗНАЧЕНИЯ
249
Продолжение табп. 78
Тип фрез
Т-образные (для станочных па-
зов и сегментных шпонок)
Дисковые пазовые незатылован-
ные
Шлицевые (прорезные)
Отрезные (круглые пилы)
Фасонные
Пилы с приклепанными сегмен-
тами
Фрезерные головки со вставны-
ми ножами, оснащенные твер-
дым сплавом
Дисковые фрезы, оснащенные
твердым сплавом
Характеристика фрез
В ^ 25 мм
D > 25 мм
Незатылованные с мелкими
зубьями
С затылованными зубьями
С крупными зубьями
Для обработки стали:
а =?110 кГ/мм2
авр > 110 кГ/лш2
Серого чугуна
Для обработки:
стали
серого чугуна
о°
на цилин-
дриче-
ских
зубьях
25
20
30
20
16
12
16
15
20
12
20
на торцо-
вых
зубьях
6
-
20
25
17
10
' 6
79. Величина переднего угла у фрез
Обрабатываемый металл
Сталь:
авр < 60 кГ/мм2
°вр ~ 6° ¦*" ЮО кГ/мм2
авр > 100 пГ/мм2
V
20
¦15
10
Обрабатываемый металл
Чугун:
НВ =? 150 кГ/мм*
НВ > 150 кГ/мм?
Y°
15
10
Примечание. При усадке стружки 6<0,45, среднее значение 7 = 20";
| = 0,45 + 0,5; v = 15°; ?> 0,55; V = 10°.
80. Величины углов в плане у фрез
Тип фрез
Торцово-конические 13>150лш
Торцовые: D < 150 мм ....
D 2= 150 мм ....
Дисковые двусторонние:
D < 90 мм
D =- 90 мм
ф»
20
30
45
60
-
25
30
Тип фрез
Торцовые и дисковые при об-
работке взаимно перпендику-
лярных плоскостей
Торцовые, оснащенные твердым
сплавом
Ф"
90
60
45
250
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
81. Геометрические параметры режущей
Обрабатываемый
металл
Сталь:
°вг> ^ ^ кГ/мм2
авр = 65 + 80 кГ/мм2
авр = 85 •*¦ 95 кГ/мм2
авр = 100 + 120 кГ/мм2
Чугун:
НВ < 200
НВ 2004-250
Задний
угол а"
при
si
12—15
V *
oV
18—20
Угол а° (торцовый)
8—10
гасти ф[
Передний угол у
(для дисковых и
торцовых фрез)
+5
—5
-10
+5
0
)ез, оснащенных твердым сплавом
Угол наклона
X" для
торцовых
+5+15
+10
+20
дисковых
трехсторон-
них
—10+15
-
Углы в плане
о
е-
20-60
°&
10-30
V
5
s
ha
° =
-5
Г*
Ck О
II
1—1,5
Примечания: 1. Для чистового и размерного (точного) фрезерования а =
= 5 -ь 10° и передний угол при фрезеровании стали (с™ = 60 + 80 кГ/мм2) у° = — 5°.
2. При фрезеровании припуска не свыше 3 мм в условиях повышенной жесткости
системы станок — заготовка <р = 20 -s- 30°. При фрезеровании припуска 3—6 мм в усло-
виях нормальной жесткости <р = 45 ¦+• В0°.
3. При симметричном фрезеровании торцовыми фрезами, когда начальная толщина
срезаемого слоя а = 0,00 мм, к = +15°. При несимметричном фрезеровании (а <
< 0,45 мм), К — +5°. При обработке чугунных заготовок при угле <р = 45° угол X =
= +20°, а при <р = 60° угол к = +10°.
82. Вспомогательные углы в плане ф, у фрез
Тип фрез
Прорезные
шлицевые
Отрезные
(круглые пилы)
D
В
в мм
40—60
75
75—110
110—200
0,6—0.8
Св. 0.6
1—3
Св. 3
1 2
Св.~2
2-3
Св. 3
0°15'
0°30'
0°30'
1°30'
0°30'
1
0°15'
0°30'
Тип фрез
Торцовые и концевые
с торцовыми зубьями;
дисковые дву-и трех-
сторонние; Т-образ-
ные; пазовые незаты-
лов энные
Торцовые и концевые
без торцовых зубьев
Шпоночные и фрезы,
оснащенные твердым
сплавом
Пилы с приклепан-
ными сегментами
D
В
Ф1
в мм
-
-
1-2°
1'30'—2°
8—10°
5-6°
2+3°
83. Углы наклона зубьев к оси фрезы
Тип фрез
Цилиндрические:
с крупным зубом
с мелким зубом
сдвоенные
Концевые
Шпоночные
Wo
30
20
55
35-45
15
Тип фрез
Дисковые:
двусторонние
трехсторонние
Торцовые:
с цельными зубьями ....
со вставными зубьями ....
15
8—15
10
ЗУБОРЕЗНЫЕ ИНСТРУМЕНТЫ
251
z-число зубьев
ЗУБОРЕЗНЫЕ ИНСТРУМЕНТЫ
ОСНОВНЫЕ ТИПЫ ИНСТРУМЕНТОВ
Дисковые модульные фрезы (рис. 27) по ГОСТу 10996—64* предназначаются
для обработки цилиндрических колес 9-й степени точности (при модуле
т > 2,5 мм) по методу копирования. Изготовляются из быстрорежущей стали
Р9 и Р18 и легированной стали 9ХС. На-
бор фрез из 8 шт. применяется для на-
резания зубчатых колес с модулем до 8 мм,
а набор из 15 фрез — для колес с модулем
> 8 мм. Зубья у модульных фрез заты-
лованные. В табл. 84 приведены основные
размеры дисковых модульных фрез, а в
табл. 85 — область применения различ-
ных номеров фрез.
Для нарезания зубчатых колес с мелки-
ми модулями (от 0,2 до 1 **) применяют
мелкомодульные быстрорежущие, легиро-
ванные (ГОСТ 13838—68 *) и твердо-
сплавные ВК6М (ГОСТ 13839—68) дис-
ковые затылованные фрезы (рис. 28). Ос-
новные размеры и назначение мелкомодульных фрез приведены в табл. 86.
Дисковые модульные фрезы по ГОСТам 10996—64*, 13838—68 * и 13839—68
изготовляют с углом y = 0°. При угле у > 0° профиль фрез должен быть корре-
гированным. Контроль профиля фрезы осуществляется шаблоном или на проек-
торе.
Пальцевые модульные фрезы, применяемые для обработки по методу копиро-
вания косозубых колес модуля 20 или выше и шевронных колес, изготовляют по
ведомственным нормалям.
Рис. 27. Дисковая модульная фреза
Тип А
Тип В
Место
сварки
Рис. 28. Пальцевая модульная фреза
Фаска 1*45°кругом
Рис. 29. Гребенка зуборезная прямозубая
Гребенки зуборезные прямозубые (рис. 29) применяют для обработки зубча-
тых колес модулем до 60 мм и диаметром до 12 м по методу обкатки.
Гребенки бывают черновые, чистовые и шлифовочные. Гребенки изготовляют
сварными: режущая часть — из быстрорежущей стали Р18 или Р9, державка —
из стали 45.
Зубья черновой гребенки в сравнении с чистовой делаются тоньше на величину
оставляемого припуска, равного 0,4]Ат и выше, на величину зазора С = @,1 ч-
0,2) уОга, где т — модуль в мм.
Для нарезания колес с модифицированным профилем (со срезом головки и
утолщением зуба) применяют гребенки обычного типа, но с криволинейной пе-
редней поверхностью.
Чистовые гребенки обрабатывают только боковые стороны зубьев, не касаясь
дна впаднны. Шлифовочные гребенки предназначаются для обработки колес,
подвергающихся последующей термической обработке и шлифованию; зубья
252
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
шлифовочных гребенок, как и черновых, делают меньше на величину оставляе-
мого припуска на шлифование, равную 0,2]Аот и выше, на ту же величину зазора
С, что и у черновых гребенок.
Передний угол у получают либо наклонной установкой гребенки, либо за-
точкой.
84. Основные размеры в мм дисковых модульных фрез
Модуль
по рядам
Ширина В для фрез номеров*1
1 AV2)I 2 B»/,)| 3CV2)UDV2)|5EV2)J6F>/2)[ 7 GV2)
1,25
XT
2
2,5
1,25
1,375
1,75
2,25
2,75
3,5
4,5
5,5
19
14
70
3,25
3,75
4,25
6,5
80
125
22
12
27
32
10
4,5
5
5,5
6
7
8
8.5
9,5
10,5
11,5
12
13
14
15
15,5
16,5
18
20
21,5
23
24,5
28
31 C1)
34 C4)
37 C7)
41 D0)
47 D6)
53 E2)
4,5
5
5,5
6
6,5
7,5
8,5
9,5
10
И
12
13
13,5
14,5
15
16
17,5
19
21
22,5
24
27
30 C0)
33 C3)
36 C6)
39 C9)
46 D5)
52 E1)
4
4,4
5
5,5
6,5
7,5
8
9
10
10,5
11,5
12,5
13
14
14,5
15,5
17
18,5
20
21,5
23
26
29 B9)
32 C2)
35 C4)
38 C7)
44 D3)
50 D9)
4
4,5
5
5,5
6,5
7
8
8,5
9,5
10,5
И
12
12,5
13,5
14
15
16,5
18
19,5
21
22
25
28 B8)
31 C1)
34 C3)
37 C6)
43 D2)
48 D8)
4
4,5
5
5,5
6
7
7,5
8,5
9
10
10,5
11,5
12
13
13,5
14,5
16
17,5
19
20
21,5
24,5
27 B7)
30 C0)
33 C2)
36 C5)
41 D1)
47 D6)
k
4,5
5
5
6
6,5
7,5
8
9
9,5
10,5
И
12
12,5
13
14
15,5
17
18
19,5
21
24
27 B6)
29 B9)
32 C1)
35C4)
40 C9)
45 D5)
4
4
4,5
5
5,5
6,5
7
8
8,5
9,5
10
11
11,5
12
12,5
13,5
15
16
17,5
19
20
23
26 B5)
28 B8)
31 C0)
34 C3)
39 C8)
44 D3)
4
4
4,5
5
5,5
6
7
7,5
9
9,5
10,5
И
11,5
12
13
14,5
15,5
17
18
19,5
22
24
27
29
32
37
42
•' В скобках указаны дробные номера фрез и число зубьев для них.
85. Назначение номеров фрез в зависимости от числа зубьев нарезаемого колеса*1
Номер
фрезы
>ор из
фрез
гй со
я
Si щ
*1
' колес
о
л
зуб
о
S
12—13
12 A3)
2 BV.)
14—16
14 A5—16)
3 C72)
17-20
17—18
A9—20)
4 DV.)
21—25
21—22
B3—25)
В скобках указаны дробные номера фрез и
5 E»/i)
26—34
26—29
C0—34)
6 F'/2)
35—54
35—41
D2—54)
7 G'/а)
55—134
55-79
(80—134)
число зубьев для них.
8
рейка
«
12
в
ЗУБОРЕЗНЫЕ ИНСТРУМЕНТЫ
253
88. Основные размеры в мм мелкомодульных фрез из быстрорежущей стали
в твердых сплавов
Модуль
h
не менее
0.2—0,5
0,2—1
16
20
25
32
0,6—1,5
3,2
0,6-2,7
13
0,8
1
1,2
1,5
0,2
0,3
0,5
2,5
4
4,4
4,7
0.2
0,3
Правая гребенка
Левая гребенка
Чистовые гребенки изготовляют двух классов А и Б. Гребенки класса А
предназначены для изготовления колес 7-й степени точности, гребенки класса
Б — для колес 8 и 9-й степеней точности.
Гребенки зуборезные косозубые (рис. 30) применяют для обработки шеврон-
ных колес с т = 3 -г- 24 мм наружного зацепления. Угол наклона зубьев 30°.
Обработка шевронных колес ведется попере-
менно двумя гребенками с левой и правой
стороны.
Червячные модульные фрезы применяют
для обработки по методу обкатки цилиндри-
ческих прямозубых и косозубых колес. Они
бывают черновыми, чистовыми и повышенной
точности для обработки колес 7-й степени
точности.
Черновые червячные фре-
з ы. Во избежание получения больших иска-
жений профиля необходимо, чтобы угол
подъема винтовой линии по среднему дпамет-
ру у многозаходных фрез не превышал 10°,
а у однозаходных 5°. Черновые фрезы изго-
товляют из стали марки Р18 с карбидным
баллом 3—4 и передним углом у = 5 -т- 10°.
Черновые червячные фрезы делают двух
типов: для нарезания колес под долбление
(двухзаходные с обычным профилем) и под
шевингование (однозаходные с модифициро-
ванным профилем).
Чистовые червячные фрезы делают однозаходными из стали
марок Р18 с карбидным баллом 3—4 единицы. Фрезы общего назначения изго-
товляют трех классов точности — А, В и С. Фрезы классов А и В имеют шлифо-
ванную затылованную заднюю поверхность и предназначаются для обработки
зубчатых колес 8 и 9-й степени точности. Фрезы класса С имеют заднюю поверх-
ность, затылованную резцом (нешлифованную), и предназначены для обработки
зубчатых колес 10 и 11-й степеней точности. Фрезы класса А изготовляют с флан-
кированным профилем; фрезы класса В и С — с нефланкированным профилем.
Рис. 30. Гребенка зуборезная ко-
созубая
254
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
87. Размеры в
Модули по
рядам
1
1
1,25
1,5
2
2,5
3
2
1,125
3
1,375
1,75
2,25
2,75
3,5
3,25
3,75
De
70
80
90
100
112
d
32
40
мм цельных прецизионных
I
Л±±.
$¦
w
i
1
50
60
60
65
70
ЛАААААА^
тек
им
ш
L
70
80
90
100
112
www
iSL
%
а
4
5
Число
зубьев г
16
14
а
[
\
i
(>1>ез класса -
1
F
Модули по
рядам
1
4
5
6
8
10
2
4,5
5,5
7
9
3
4,25
6,5
\А
^\
De
125
140
160
180
200
225
d
50
60
80
85
90
95
110
L
125
140
155
175
195
120 | 215
а
5
Число
зубьев г
14
12
Примечания: 1. Фрезы по 1-му ряду модулей являются предпочтительными
для применения.
2. По согласованию о потребителем фрезы могут быть изготовлены с заборным ко-
нусом.
3. Допускается изготовление фрез с гнездами под торцовые шпонки по
ГОСТу 9472—60.
Мо
1
1,25
1,5
2
2,5
3
4
П
на.
цули по
эядам
2
1,125
1,375
1,75
2,25
2,75
3,5
4,5
р и в
з
3,25
3,75
4,25
1 е ч
Размерь
De
63
70
80
90
100
а н i
d
27
32
i e.
в мм сдельных (
(по ГОСТу 932
40
50
См.
L
корот-
кие
40
50
63
70
80
90
приме
длия-
ные
63
80
90
100
112
125
чание
>рез общего
<—60*) (см.
d
4
5
к т
Число
зубьевz
12
10
абл.
назначения
рис. к табл.
Модули
по рядам
1
5
6
8
10
12
87.
2
5,5
7
9
11
14
3
6,5
De
112
125
140
160
180
классов
87)
d
40
50
60
75
А, Б и С
L
корот-
кие
100
112
125
140
160
длин-
ные
140
160
180
200
225
d
5
Число
зубьев г
10
ЗУБОРЕЗНЫЕ ИНСТРУМЕНТЫ
255
Чистовые червячные фрезы могут быть изготовлены с заборным конусом.
Для правозаходной фрезы заборный конус делают слева, для левозаходиой —
справа, если смотреть на переднюю поверхность зуба.
Для нарезания цилиндрических колес 7-й степени точности применяют чис-
товые червячные фрезы повышенной точности изготовления (прецизионные,
класс АА).
В нормальном сечении профиль зубьев червячных фрез выполняют как точ-
ный исходный контур зубчатой рейки.
Основные размеры фрез с модулем от 1 до 20 мм классов АА, А, Б, и С при-
нимают по ГОСТу 9324—60 * (табл. 87—89).
89. размеры в мм сборных фрез общего
назначения классов А, В и С
(по ГОСТу 9324—«О»)
Для т от Ьдо 7 мм
Модуль по
рядам
10
12
16
20
11
14
18
180
200
225
40
50
250
60
200
225
250
Примечание. См. примечание
к табл. 87.
Числа зудьеЬ г'Я
Мля т от 8 мм и Ьыш?
Сухари распола-
гать по одному
но кождои epeopwg
v/. Иа среднем битне
Рис. 31. Червячная модульная фреза сбор-
ной конструкции со вставными гребенками
Рис. 32. Червячная модульная фреза сбор-
ной конструкции со вставными зубьями
Для повышения точности профиля обработанных зубчатых колес целесооб-
разно стандартный угол давления а подвергнуть коррекции, уменьшив его в за-
висимости от угла подъема винтовой линии а на делительном цилиндре на вели-
чину Да„.
Величина коррекции углов давления а в нормальной плоскости на чистовых
червячных фрезах:
га 2 3 4 4,5 5 5.5 6 6,5 7
Дап 0 1 1,5 2 2,5 3,5 4 5 6
здесь со — угол подъема вннтопой линии на делительном цилиндре в град; Дап —
величина уменьшения угла давления в нормальной плоскости червячной фрезы
в мин.
Чистовые червячные фрезы могут изготовляться также с прямыми канавками,
если угол подъема гребня г^5°. Точность получаемых зубчатых колес при этом не
снижается. Контроль профиля зуба этих фрез производится в осевой плоскости.
Для изготовления зубчатых колес для бесшумных быстроходных передач
применяют фланкирование зубьев червячных фрез, в результате чего происхо-
дит подрезка головки зуба зубчатого колеса ножкой зуба червячной фрезы,
.256
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
утолщение ножки у зубьев червячных фрез производится под углом а^, большем
угла давления а (ГОСТ 9324—60 *).
В целях экономии быстрорежущей стали модульные червячные фрезы с мо-
дулем т^5 мм могут быть изготовлены сборной конструкции. Фрезы с моду-
лями от 10 до 20 мм изготовляют со вставными гребенками (рис. 31); фрезы с
более крупным модулем — со
вставными зубьями (рис. 32). Раз-
меры сборных фрез с модулями от
10 до 20 мм принимают по ГОСТу
9324—60 * (см. табл. 89).
Для фрезерования зубчатых
колес применяют также червячные
фрезы, оснащенные твердым спла-
вом (рис. 33) марок Т5К10, Т15К6
и ВК8.
Для обработки зубьев цилинд-
рических колес с модулями от 0,1
до 1 мм с исходным контуром по
ГОСТу 9587—68 B0-градусное за-
VHC- 33нЛе?в%ГсшГнУымиагЯре!еРнкаами:СНащеН- Депле™е) применяют червячные
1 — твердосплавные гребенки; г — корпус фре- чистовые мелкомодульиые фрезы
зы; з — зажимные гайки; 4 — прокладки по ГОСТу 10331—63 *. Фрезы из-
готовляют трех классов точности:
А А, А и.В- Фрезы класса АА — прецизионные, предназначаются для обработки
зубчатых колее 7-й степени точности; фрезы класса А —• для изготовления
колес 8-й степени точности и фрезы класса В — для колес 9-й степени точно-
сти. Мелкомодульные фрезы изготовляют из быстрорежущей стали марки Р18
с карбидным баллом не более 4 единиц. По соглашению с потребителем
фрезы класса В могут быть изготовлены из легированной стали марки 9ХС,
при этом профиль может быть нешлифованным. Фрезы, изготовленные из стали
марки Р18 любой степени точности, должны иметь шлифованный профиль. Ба-
зовое отверстие шлифуется и до-
водится у фрез класса А А до у 10, - ¦ 'v'
класса А до V 9, класса В до V8.
Стружечные канавки прямые. Пе-
редняя поверхность — V8. Задняя
поверхность у фрез класса АА —
V9; А и В — V8; У фрез с нешли-
фованным профилем — V6. Основ-
ные размеры .фрез приведены в
табл. 90.
Червячные фрезы для нареза-
ния червячных колес. Для чер-
вячной передачи могут приме-
няться три типа червяков — ар-
химедов, эвольвентный и с прямолинейным профилем в нормальном сечении
(конволютный). Выбор типа червячной фрезы определяется типом червяка,
принятого в червячном зацеплении.
Применяют два способа фрезерования червячных колес — с радиальной по-
дачей фрезы и тангенциальной.
Червячные фрезы, работающие с радиальной подачей, имеют зубья постоян-
ной высоты (без заборного конуса). С радиальной подачей могут работать как
однозаходные, так и двухзаходные фрезы при нарезании колес с четным числом
аубьев z > 60 и многозаходные, когда число зубьев нарезаемого колеса и числа
заходов фрезы не имеют общих множителей.
Фрезы, работающие с тангенциальной подачей, имеют заборный конус
{рис. 34) на длине 2,5—3 ниток.
Рис. 34. Червячная фреза, работающая с танген-
циальной подачей
ЗУБОРЕЗНЫЕ ИНСТРУМЕНТЫ
257
С тангенциальной подачей могут работать все фрезы независимо от заход-
ыости, если соблюдено неравенство
«./'-(*)¦•
tg a > t;
где а — угол давления в град; dx— диаметр делительного цилиндра основного
червяка в мм; а — угол подъема винтовой линии червяка по делительному ци-
линдру в град; D — наружный диаметр червяка в мм.
90. Размеры в м.п червячных чиетокых однозаходных мелкомодульиых фрез
для цилиндрических зубчатых колес с эвольвентным профилем (ГОСТ 10331—63*)
Модуль
по рядам
1
Наимено-
вание раз-
мера
Значения размера при D
25
32
40 I 50 [F3)
0,Ю
0,12
0,15
0,20
0,25
0,30
0,40
0,50
0,60
0.80
1,00
0,11
0.14
0,18
0,22
0,28
0:35
0,45
0,5о
0,7
0,9
25
B5)
32
40
50
10
13
16
22 27
»i
20
! 32 40
Lj при т:
до 0,15
Св. 0.15
до 0.5
F3)
Св. 0.5
до 0,6
Св. 0,5
до 0,S
Св. 0,5
до 1
10 12 16 20 25 I 32 | 40
12
12
16
20
25
32
Способ фрезерования с тангенциальной подачей более точен, чем способ фрезе-
рования с радиальной подачей.
При нарезании червячных колес, сцепляемых с архимедовым червяком
(с прямобочным профилем в осевом сечении), червячными фрезами не обеспечи-
вается требуемой точности, так как червячные фрезы с прямобочным профилем
не поддаются шлифованию. Максимально достижимая точность нарезанных ко-
лес в этом случае не превосходит 9-й степени. Поэтому в целях повышения точ-
ности червячные колеса обрабатывают летучими резцами (рис. 35) с тангенциаль-
S Сираиочпик технолога, том 2
258
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
ной подачей (радиальная недопустима), что позволяет получить колеса 8-й сте-
пени точности, хотя производительность при этом будет ниже, чем при нареза-
нии червячными фрезами. Для нарезания крупномодульных червячных колес це-
лесообразно применять дисковую фрезу для предварительной прорезки впадин.
На чистовую обработку летучим резцом в этом случае оставляется припуск
<if-so
Рис. 35. Летучий резец для Рис. 36. Многозаходный летучий резец для на-
нарезания зубьев червячного . резания многозаходных червячных колес
колеса архимедовой пары:
1 — оправка; 2 — резец;
S — установочный шаблон;
4 — штифт крепления резца
1—3 мм на сторону (в зависимости от модуля), считая по делительной окружности
в средней плоскости колеса. При нарезании многозаходных червячных колес
рекомендуется применять многозаходные летучие резцы (рис. 36), что дает по-
вышение производительности пропорционально числу заходов.
Нарезание глобоидальных червячных колес на обычных зубофрезерных стан-
ках производится летучими резцами (черновое нарезание, рис. 37) и глобоидаль-
ными шеверами (чистовое на-
резание, рис. 38).
Долбяки зуборезные (табл.
91) предназначены для обработ-
ки цилиндрических колес с пря-
мыми и косыми зубьями внут-
реннего и наружного зацепле-
ния, а также шевронных колес.
В соответствии с ГОСТом
9323—60 * долбяки изготов-
ляют пяти типов и трех клас-
сов точности: АА (прецизион-
ные), А и В: Долбяки класса
АА предназначены для нареза-
ния колес 6-й степени точности,
класса А — 7-й степени точно-
сти и класса В — 8-й степени
точности. Долбяки хвостовые
прямозубые и косозубые (тип IV и V) изготовляют только класса точности В,
хотя могут быть изготовлены и класса А, но лишь по требованию заказчика.
Долбяки дисковые прямозубые (тип I) и чашечные прямозубые (тип III)
с делительным диаметром dg = 75, 100 и 125 мм изготовляются трех классов
точности (АА, А и В). Долбяки косозубые дисковые (тип II) и прямозубые ча-
шечные (тип III) с делительным диаметром dg = 50 мм изготовляются только
классов точности А и В. Долбяки всех типов и всех классов точности изготов-
ляются из быстрорежущей стали марки Р18 с карбидным баллом не более 3 еди-
ниц. Хвостовые долбяки изготовляются сварными — режущая часть из стали
марки Р18, хвостовая — из стали марок 45 или 40Х.
Рис. 37. Схема черново-
го нарезания глобои-
дального червячного ко-
леса летучими резцами
Рис.38.Схема чистового
нарезания глобоидально-
го червячного колеса
глобоидальным червяч-
ным шевером
ЗУБОРЕЗНЫЕ ИНСТРУМЕНТЫ
259
91. Размеры в мм зуборезных чистовых долбяков (ГОСТ 9323—60*)
Тип.1. Дисковые прямозубые для обработки колес с наружным и внутренним
20-градусным зацеплением
Классы точности АА, А и В
Исходное\
печение -*
Номинальный
делительный
диаметр
Модуль
т
75
100
125
160
200
1-4, 5
1-6,5
5-9
8-10
10—12
79,55-89,14
104,60-122,27
139,32—151,30
182,48-188,10
228,10—237,72
31,743
44,443
88,9
101,6
8-3,8
11,5—4,5
5,5-9
8-10
10-12
8—12
14
20
25
12-17
17-22
26
30
40
76-17
100-16
25—14
20-17
41 Размер а — расстояние от передней поверхности долбяка до его исходного (рас-
четного) сечения.
Тип. П. Дисковые косозубые для нарезания цилиндрических колес с винтовым зубом
20-градусного зацепления.
Классы точности А и В
goygt К фЧЧ-,441 Исходное
Угол
наклона
винто-
вой
линии
Номи-
наль-
ный
дели-
тельный
диаметр
Модуль
нор-
маль-
ный
тп
торцо-
вый
т„
15
23
100
1-7
1,036-7,243
1,087-7,568
105,18—120,45
106,67-121,06
10,63—4,35
9,19—3,96
10 и 12
22 и 25
100-14
94-13
260
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Продолжение табп. 91
Тип 111. Чашечные прямозубые для цилиндрических прямозубых колес
наружного 20-градусного зацепления
Классы точности АА, А и В
6°.
j
к
и
1
я>
Номи-
нальный
делитель-
ный
диаметр
Модуль
50
75
100
125
1,125-3,5
1,125—6.5
5-9
52,55—59,14
79,55-87,42
105,23-122,27
139,32-151,30
20
31,743
44-443
1,125-3,5
8-4,2
И,5-4,5
5,5-9
10 и 12
8 и 10
10 и 12
12-17
12—17
17-22
26
28 и 30
30 и 34
33
50-14
67-22
90-16
25-14
Тип IV. Хвостовые прямозубые' для цилиндрических колес
внутреннего 20-градусного зацепления
Класс точности В
Конус Морзе
укороченный
¦Исходное
сечение
Номи-
нальный
дели-
тельный
диаметр
Модуль
Конус
Морзе
25
38
1,125-3
1,125-4
28,39-34,71
41,89-47,36
1,125-1,8
0,2
10-15
12-17
76-80
97-102
26
ЗЬ
23-9
34-9
ЗУБОРЕЗНЫЕ ИНСТРУМЕНТ^
201
Тип
Угол
наклона
винтовой
линии g°
15
(аь=6°!2')
23
(аь=6°30')
V. Хвостовые косозубъ
внутрен
Номи-
нальный
делитель-
ный ди-
аметр
38
ie
нег
К
а
5°
Эля цилиндрических колес с
э 20-градусного зацепления
ласе точности В
%
Модули
нор-
маль-
ный
тп
1-4
торцовый
ms
1,034-4,135
1,086-4,368
Конус ПорзеЛ
укороченная,
г- V* /
Исходное
~ сечение
De
39,93-48,35
40,73-49,42
а
2Д1—0,48
2,30—0,48
Продолжение
винтовым зубом
табл. 91
¦н
12-17
L
97-102
г
36-9
Профиль зуба долбяков всех типов и всех классов точности изготовляют
в двух исполнениях: I — для колес нефланкированных (рис. 39) и II — для флан-
кированных (со срезом профиля у вершины) колес (рис. 40). Профиль зуба в
исполнении II изготовляется
только для модулей от 2 до й=А Контрольное
4,5 мм. сечение
s , 2,5 А
Рис. 39. Профиль
зуба нефланкировая-
ного долбяка
Рис. 40. Профиль зуба фланкированного
долбяка
Для нарезания мелкомодульных колес (от 0,1 до 1 мм) применяют мел-
комодульные долбяки, основные размеры которых регламентированы ГОСТом
10059—62 *.
Долбяки для обработки валов и втулок шлицевых соединений изготовляют
по ГОСТу 6762—65* трех типов (табл. 92): I — дисковые, II — чашечные, III —
хвостовые. Хвостовые долбяки выполняют только с классом точности В.
262
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
92. Основные размеры в мм долбяков (ГОСТ 6762—65*)
Номиналь-
ный дели-
трлышй
диаметр
75
100
125
Номиналь-
ный дели-
тельный
диаметр
50
л
Модуль
1
1,5
2,5
3,5
Э
0)
3,5
5
0)
10
0)
10
N
Модуль
1
1,5
2
2,5
3,5
N
50
34
25
20
14
76
50
$
30
22
15
10
гя
т
15
10
18
2
Тип 1. Дисковые долбя?
г^ Г
¦
id
Ве
m
*
С
сходное
sveffue
Диаметр окружностей
делитель-
ный (ig
!
76
75
76
75
77
75
70
98
100
105
100
126
120
О
в
и
о
X
о о
о-а
65,665
64,801
65,665
64,801
66,529
64,801
60,481
84.673
86,401
90,721
86,401
108,866
103,682
К
О
>>
So*
77,61
77,42
79,22
79,03
83,00
83,58
82,01
104,00
108,58
117,01
117,15
138,01
137,15
посадоч-
ного от-
верстия
d
31,743
44,443
g
1
50
SO
Тип II. Чашечные долбяки
6°
1Г
а
Ш
Jutfcfe
1
\71D
f
3J
Dp
ч;
Исходное
venue
Диаметры окружностей
делитель-
ный d,.
50
51
50
49
основной
43,201
44,065
43,201
42,337
выступов
51.61
53,42
53,43
54,29
55,00
посадоч-
ного от-
верстия d
20
выточки
28
3
я
37
Смещение
исходного
сечения а
Смещение
исходного
сечения а
1
1,5
3
3,75
5,25
1
1,5
2
2,5
5,25
7,5
10,5
5,25
7,5
10,5
15
10,5
15
Ширина
ступицы Ь
10
12
Ширина
ступицы Ь
8
10
12
\L
Длина
зубьев II
12
15
17
Высота
долбяка Я
12
15
17
20
22
20
26
Высота
долбяка В
25
ЗУБОРЕЗНЫЕ ИНСТРУМЕНТЫ
263
Продолжение табл. 92
А '
Ном
ный
тель
дна»
75
уль
Мод
1
1,Ь
2
3,5
3,5
5
(П
10
G)
10
Номи-
нальный
делитель-
ный
диаметр
16
20
38
Мо-
дуль
1
1,5
1
1,5
2
1
1,5
2
1
1,5
2
2,5
3,5
5
N
76
50
48
30
22
28
20
15
10
18
12
2
12
9
16
10
9
20
Н
10
38
25
19
15
И
9
Диаметры
А
Я со
дели
ный
76
75
76
75
77
90
100
105
100
126
.120
вной
X
о о
отз
65,665
64,801
65,665
64,801
66,529
84,673
86,401
90,721
86,401
108,866
103,682
упов
окружностей
к Q
77,6
77,42
79,2
79,0
>
!
83,00
104,00
108,5
117,0
117,1
138,0
137,1
Тип 111.
• ¦ и
н.
а—-
ти
ы
а 11
!
L
1
)
, ,¦"
Т н Ь8
§°в
поса
ного
вере
31,743
44 443
Долбяки
L
6°\
4 -
-г
s
X
в1
50
63
ицы
а
>.
64
80
IP
Смев
исхо
сече
1
1,5
2
2,5
5,25
7,5
10,5
15
10,5
15
ияа
ицы Ь
Шир
ступ
10
16
о:
л и
Дли
зубь
17
20
22
26
эта
яка В
§§
Яд
30
32
34
38
хвостовые
конус Морзе
укороченный
' ^-Исходное
сечение
*
Диаметр окружностей
делитель-
ный
d6
12
13,5
16
15
18
20 .
21
20
38
37,5
38
37,5
38,5
45
основ-
ной
do
10.368
11,664
13,824
12,960
15,552
17,280
18,144
17,280
32,833
32,401
32,833
32,401
33,265
38,881
высту-
пов
De
13,82
16^23
17,82
17,73
21,64
21,82
23,73
23,64
39,61
40,07
41,43
41,79
44,50
53,58
Смеще-
ние ис-
ходного
сечения
а
2
3
2
3
4
2
3
4
1
2,25
3
3,75
5,25
7,5
Длина
зубьев
Н
10
12
12
15
17
Длина
долбяка
В
60
78
100
102
16
2Ь
зь
264
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Для нарезания зубьев валов и втулок шлицевых соединений с эвольвентным
профилем (угол профиля 30°) применяют чистовые зуборезные долбяки клас-
сов точности А и В. Долбяки класса А служат для обработки втулок с по-
лем допуска на ширину впадины по Ss и обработки валов с полями допусков на
толщину зуба по S3H, S3C и S3X. Долбяки класса В служат для обработки вту-
лок с полями допусков ширины впадины по SsaC и 54 и для обработки валов с
полями допусков толщины зуба по SiaII; S3a; SsaX и S^III (см. ГОСТ 6033—51
на шлицевые соединения с эвольвентным профилем).
Профиль зуба долбяков для шлицевых соединений — эвольвентный (см.
рис. 39). Передний угол у = 5°, задний угол по окружности выступов а = 6°.
Боковой задний угол аб = 3°00'41". Долбяки предназначены для нарезания
шлицевых отверстий при центрировании по профилю (по S) и шлицевых валов
с плоской впадиной шлицев при центрировании как по профилю (по S), так
и по наружному диаметру (по D).
При подборе размеров долбяков для нарезания шлицевых отверстий следует
руководствоваться данными табл. 93.
Резцы зубострогальные чистовые (табл. 94 и 95) применяют для нарезания
методом обкатки конических колес с прямыми зубьями. Их изготовляют по
ГОСТу 5392—64* четырех типов: I — для модулей 0,3—3,25 мм; II — для
модулей 0,5—5,5 мм; III — для модулей 1 — 10 мм; IV — для модулей 3—20мл1.
Резцы сварные: режущая часть из быстрорежущей стали марки Р18, державка
из стали марок 45 или 40Х. В комплект входят два резца — правый и левый,
каждый из которых обрабатывает одну сторону зуба.
Для предварительной обработки прямозубых конических колес с модулем свы-
ше \6мм применяют прорезные резцы, изготовляемые по ведомственным нормалям.
Зуборезные фрезы-протяжки
^ (рис. 41) применяют для кругового
протягивания зубьев конических
прямозубых колес на специальных
станках. Фрезы-протяжкы изгото-
вляют сборной конструкции диа-
метром 540 мм с радиалыю рас-
т-А положенными резцами с угловым
АгА
Рис. 41. Фреза-протяжка зуборез-
ная для нарезания конических ко-
лес с прямыми зубьями: 1 —первый
черновой резец; г —последний чис-
товой резец; з — нарезаемое зубча-
тое колесо; 4 — место установки
приспособления для снятия фасок
Рис. 42. Влок резцов зуборезной
Фрезы-н ротяжки
шагом 4—5°. Резцы (рис. 42) затыловаяы по профилю шлифованием, благодаря
чему их профиль по передней грани при переточках не меняется.
В процессе протягивания протяжка вращается с постоянной угловой ско-
ростью и перемещается параллельно дну впадины зуба. За один оборот протяжки
осуществляется предварительное и окончательное нарезание одной виадины.
Между первым и последним зубьями протяжки имеется свободный от зубьев
промежуток, предусмотренный для поворота заготовок при делеции ее на один
зуб без отвода инструмента в копце каждого рабочего цикла. Протяжка имеет
рабочую часть (черновую) и калибрующую (чистовую). Черновое нарезание
осуществляется при движении протяжки вдоль нарезаемой виадины в направле-
нии от узкого конца зуба к широкому, а чистовое нарезание — при подаче в об-
ратном направлении.
ЗУБОРЕЗНЫЕ ИНСТРУМЕНТЫ
265
93. Размеры в мм долбяков для нарезания шлпцев отверстий
Номинальный
долбяка
dQ
75
100
125
Модули
2,5
3,5
7
10
Наименьший номинальный диаметр окружности выступов соединения,
которое может быть обработано долбяком без срезания головки
и подрезки ножки зуба, а также при условии, что переходные
кривые не превышают установленных норм
100 .
-
120
140
-
160
200
220
240
94. Размеры в мм зубострогальных резцов для конических колес с прямым зубом,
нарезаемых методом обкатки
{ГОСТ 5392—64»)
/ удсличрно
Модули по рядам
1
I
рас-
qeTH.
Ht
0.3
0,35 |
1,00
0,12
10,35
9,96
0.4
I
0.5
0.6
0,8
1,0
1.25
1,5
2,0
3,0
0.45
1,25
0,16
10,45
10,00
0,55
1,50
0,19
10,55
24
0.7 |
2,25
0,24
10,85
10,03
0,9
2,50
0,32
10,91
10,00
1,125
3,20
0,40
11,15
9,99
1,375
1,75
i 225 |
2,75
i 3,25
3,5
4,5
5,6
7,0
8,5
0,48
0,62
0.80
1,20
11,27
11,6
12,55
13,10
10,00
9,96
10,00
10,01
20
18
16
1,0
1,5
2,0
2,4
0,03
0,04
0,05
О.0Г,
0,08
o.oe
o,i;>
0,0S 0,19
0,10
0,12
0,16
0,20
0,22
0,30
0,3$
0,45
206
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Продолжение табп. 94
А
Модули по рядам
1
0,5
0,6
0.8
1,0
1,25
1,5
2
0,55
0,7
0,9
1,125
1,375
1 1,75
2,0
2.25
3
2.5 | |
3,0
4,0
2,75 ;
3,50
1
5,0
4.5
5,5
3,2!
3,75
4.25
i
\ / А,
1
ь
—%
%й
N
75
Iуделичено
h
1,5
2,25
2,5
3,2
3,5
4,5
5,6
7
8,5
9,4
11,5
14
b
0,19
0,24
0,32
0,40
0,48
0,62
0,80
0.96
1,2
1,35
1,6
2
в
16,05
16,33
16,41
16,65
16,77
17,1
17,5
184
18,6
18,9
19,7
20,6
pac-
четн.
15,5
15,51
15,5
15,49
15,5
15,46
15,55
15,51
15,48
15,51
15,5
20
. В
я
i
\
I
25
26
24
23
22
21
19
18
16,5
-
28
26
25
24
23
21
20
18
h2
-
1
1,5
I
r
-
0,06
0,08
0,10
0,12
0,16
0,20
0,22
0,25
0,32
ri
0,05
0,06
0,08
0,15
0,19
0,22
0,3
0,38
0,45
0,5
0,6
0,75
ЗУБОРЕЗНЫЕ ИНСТРУМЕНТЫ
267
Продолжение табл. 94
Модули по рядам
1
I
рао-
четн.
Н,
1,25
1,5
2,0
2,5
3,0
4,0
5,0
6,0
10
1,125
3,2
1,375
3,5
1,75
4,5
2,25
5,6
2,75
3,25
8,5.
3,5
3,75
9,4
4,25
11,5
4,5
5,5
14
6,5
16.5
0,40
14,66
13,49
36
38
0,48
14,80
13,53
0,62
15,10
13,46
30
37
0,80
15,50
13,46
36
33
0,96
16,0
13,45
35
1,20
16,6
13,51
31
33
1,35
16,9
13,48
30
32
1,60
17,7
13,51
28
30
1,5
22,5
2,0
18,6
27
29
13,5
2,3
19,5
24
17,5 | 2,5 | 19,8 | 13,43
2'.
20
22,5
25
2,9 20,8 13,52
3,2 | 21,7 | 13,51
3,6 22,6
13,50
20
19 21
17 —
0,06
0,15
0.08
0.19
0,10
0,22
0,12
0,30
0,16
0,38
0,20
0.45
0,22
0.50
0.25
0,С0
0,32
0.38
0,44
0,50
0,56
0,75
0,90
1.0
1.2
1,3
0,63
1,5
268
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
95. Размеры в мм аубоетрогальных резцов для конических колес с прямым вубом
нарезаемых методом обкатки (ГОСТ 5392—64*)
Модули
по рядам
1
3,0
3,5
4,0 j
5,0
ti,0
8
10
.2
16
20
4,5
5,5
7
3
3,25
3,75
4,25
6.5
11
14
18
/i
8,5
9,4
11,5
14
16,3
17,5
20
22,5
25
27,5
30
35
40
45
50
Х?9
С
b
1.2
1,35
1,0
2,0
2,3
2,5
2,9
3,2
3,6
—щ
25
Г
23,5»
23,90
24,08
25,59
26,5
26,8
27,8
28,7
29,6
3,9 1 30,5
4,3
31,4
5,0 j 43,2
5,7
6.4
7,2
45,1
46,9
48,7
t_
гН
к / ы></
11— Г Ьц^ -,- -
1Г
*^i[
^ 3*25=75
125
¦с
:
-д-й /
/V-W Увеличено
J_S\20°
(
рао-
четн.
20,5
20,48
20,49
20.43
20,52
20,51
20,50
20,49
20,48
30,46
30,54
30,52
30,50
Н
60
75
н,
4'J
за
•
1
48
47
45
42
40
39
36
34
31
29
20
36
31
26
23
В
"Ь, 1,
(Вт
1
20°
¦v *
51
\
50
49
47
44
42
41
38
36
33
31
28
38
33
28
24
:
h,
1,5
2
2,5
6°
8
12
К
39,78
54,31
с
0,2
0,22
0,25
0,32
0,38
0,45
0,50
0,56
0.63
0,70
0,76
0,88
1,00
1,14
1,26
Ч
0,45
0,50
0,60
0,75
0,90
1,0
1,2
1,3
1,5
1,6
1,8
2Д
2,4
2,7
3,0
ЗУБОРЕЗНЫЕ ИНСТРУМЕНТЫ
269
При круговом протягивании нарезаются зубья конических колес не с аволь-
веитным профилем, а с профилем, близким к дуге окружности. Схема срезания
припуска огибающая, хотя движение обкатки отсутствует.
Зуборезные головки (табл. 96—100) применяют для нарезания конических
колес с косыми зубьями, очерченными по дуге окружности (рис. 43).
Головки бывают одно-, двух- и трехстороннего резания. Последние предназ-
начены только для чернового нарезания колес.
По конструктивному оформлению зуборезные резцовые головки изготовляют
цельными и сборными. Цельные головки изготовляют только двустороннего ре-
зания п применяют для нарезания колес с малыми
модулями (до 2,5 мм). Номинальные диаметры цель-
ных головок 20—80 мм. Сборные головки бывают
также черновыми и чистозыми.
Черновые сборные головки изго-
товляют двух типов: Г — двусторонние и Т — трех-
сторонние с номинальными диаметрами 160—500 мм.
Черновыми двусторонними головками нарезают ко-
леса с углом делительного конуса ф =S 45 по методу
обкатки, а трехсторонними — колеса с углом ф 5? 45°
методом врезания.
Чистовые сборные головки изго-
товляют с номинальными диаметрами 100—1000 мм
пяти типов: Д — двусторонние; односторонние:
Н — с наружными резцами; В — с внутренними
резцами; НП — с увеличенным числом наружных резцов; ВП
ным числом внутренних резцов
Рис. 43. Параметры зуСа
KOHHqeCKoro колеса
С увеличен-
Двусторониие чистовые резцовые голопки предназначены главным образом
для нарезания колеса большего из пары.
Согласно ГОСТу 11902—66 установлены следующие номера резцов для рез-
цовых головок: чистовых 0—2—4—6—8—10—12—14—16—18—20—22—24—
30—36—42; черновых 0—6—12—18—24.
Углы профилей резцов рабочих сторон определяют по формулам:
— для чистовых резцов и цельных головок
ae = afl^10iV; сц = аа + 10iV;
— для черновых резцов
at = ag-i0N; a: = afl + l(W,
где N — номер резца; ЮЛ' — в минутах.
96. Диаметры резцовых головок и наибольшие параметры нарезаемых конических колос
с круговыми зубьями с компнальным углом зацепления а~ = 20° (ГОСТ П902-N)
Номиналь-
метр
¦°и в мм
20
25
32
40
50
60
80
100
125
Параметры конических колес
Наиболь-
шая вы-
сота зуба
h
4
5
6
7
8
9
10
в мм
Наибольший модуль
торцовый
ms
—
4
4,5
нормаль-
ный m
0.8
1
1,25
1,5
2
2.25
2,5
3
3,5
Номи-
диаметр
D в мм
160
200
250
315
400
500
630
800
1000
Параметры конических колес
Наиболь-
шая вы-
сота зуба
h
12
15
18
24
30
36
45
60
70
в мм
Наибольший модуль
торцовый
5
6
g
10
13
16
2fl
26
30
нормаль-
it ый m
4
5
(j
8
10
12
18
20
25
270
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
97. Разводы, ширина вершин и радиусы закруглений в мм резцовых головок
(по ГОСТу 11902—йб)
Развод
резцов
по рядам
1
0,2
0,25
0.32
0,4
0,5
0,6
0,8
—
1,0
{,3
1,6
2,0
V
2
а,7
0,9
1,1
1,4
1,8
2,2
Ширина вершины
Se
Радиус за-
кругления
г
Резцы
чистовые
и черно-
вые
наруж-
ные и
внутрен-
ние
0,13 *'
0,16"*'
0.22 *'
0,32 *'
0,45
0,6
0,9
1,2
Обозна-
чения
А
Б
ТТ
Е
Ж
И
к
м
черно-
вые
средние
—
Обозна-
чения
—
чистовые наруж-
ные и внутрен-
ние
0,2
0,3
0,4
0,6
черновые
средние
—
Развод
резцов
по рядам
W
1
2,6
3,2
5,2
6?
—
8,0
10,0
13,0
16,0
20,0
2
2,8
3,6
4,6
6,0
7,0
9,0
12,0
14,0
18,0
Ширина вершины
Se
Радиус
закругле-
ния г
Резцы
чистовые
и черновые
наруж-
ные и
внутрен-
ние
1,8
2,5
3,5
5,0
7,0 *'
11,0 *'
Обозна-
чения
Р
У
X
ш
ю
я
черно-
вые
средние
2,2
3,2
4,2
5,5
7,5
Обозна-
чения
Т
Ф
Ц
ш
э
чистовые наруж-
ные и внутрен-
ние
0,9
1.2
1,8
2,5
3,5 *2
5,0 *2
черновые
средние
0,8
1,2
1,5
1,8
2,5
*' Только для чистовых резцов.
*2 Только для чистовых наружных и внутренних.
Примечания: 1. Разводы резцов по 1-му ряду являются предпочтительными
для применения.
2. По требованию потребителя допускается на резцах увеличение радиуса закруг-
ления.
98. Предельные значения образующих диаметров цельных и сборных чистопых
двусторонних головок (ГОСТ 11902—66)
Номинальный
диаметр
головки
D в мм
20
25
32
40
50
60
80
100
125
Пределы образующих диа-
метров в мм
наружного
De
20,2—20,7
25,2-25,8
32,32—33,0
40,32-41,3
50,32—51,6
60,32-61,8
80,32-82.0
100.4—102,6
125,4-127,8
внутреннего
Dl
19,8-19,3
24,8-24,2
31,68-31,0
39,68-38,7
49,68-48,4
59,68-58,2
79,68—78,0
99,6-97,4
124.6-122,2
Номинальный
диаметр
головки
?>н в мм
160
200
250
315
400
500
630
800
1000
Пределы образующих диа-
метроп в мм
наружного
De
160,6-163,6
200.6—204,0
250.6—255,2
316,0-321,5
401,0—408,0
501,0-510,0
632,0—642,0
802,0-816,0
1003,2—1020,0
внутреннего
Dl
159,4-156,4
199,4—196,0
249,4-244,8
314.0-308,5
399,0-392,0
499,0—490,0
628,0-618,0
798,0—784,0
996,8—980.0
Приме'чание. Образующие диаметры цельных и сборных чистовых двусто-
ронних головок устанавливаются в зависимости от развода резцов по формулам:
наружный D = D -f W- внутренний Dj = D — W.
ЗУБОРЕЗНЫЕ ИНСТРУМЕНТЫ
271
У9. Предельные значения образующих диаметров сборных односторонних головок
и разность арифметической прогрессии ряда образующих диаметров (ГОСТ 11902— 66)
Номинальный
диаметр голов-
ки D в мм
100
125
160
200
250
Базовое расстоя-
ние корпуса чи-
стовой головки
К в мм
41
54
71
76
82
89
100
112
122
Пределы обра-
зующих диаметров
в мм
наружно-
го De
92-102
118-128
152-168
164-182
178—196
192-217
214-241
238—263
258-283
внутрен-
него D.
96—106
122-132
156-172
170-188
184-202
198—223
220-247
244—269
264-289
Разность про-
грессии ряда
0,4
1,0
Н оминальный
диаметр голов-
ки D в мм
315
400
500
630
800
1000
Базовое рас-
стояние корпу-
са чистовой го-
ловки К в мм
129
140
151
179
225
285
360
453
Пределы образую-
щих диаметров
в мм
наружно-
го De
276-300
288-322
320-344
382-412
478-514
600-639
764-818
952—1018
внутрен-
него D-
286-310
308—332
330—354
392-422
490—526
618-657
784—838
980-1046
Разность про-
грессии ряда
2,0
3,0
Примечание. Образующие диаметры сборных односторонних гоповок опреде-
ляются по формулам:
наружный De = DH — 2Дг; внутренний D^ = DH + 2Ar,
где tsr — суммарная поправка радиуса головки, определяемая из расчета наладоч-
ных установок зуборезного станка.
100. Предельные значения рядов образующих диаметров сборных черновых
двусторонних и трехсторонних головок (ГОСТ 11906-S6*)
Номинальный
диаметр
головки
D в мм
160
200
250
315
400
500
Головки двусторонние
Головки трехсторонние
Пределы образующих диаметров в мм
наружного D
160,6—163,2
200,6-203,6
250,6-254,6
316,0—321,0
401,0-407,0
501,0-509,0
внутреннего D .
159,4—156,8
199,4-196,4
249,4—245,4
314,0—309,0
399,0-393,0
499,0—491,0
наружного Dg
162,6-163,2
202,6-203,6
252,6—254,6
317,6-321,0
402,6-407.0
502,6—509,0
внутреннего ?>j
157,4-156,8
197.4-196,4
247,4-245,4
312,4-309,0
397,4—31K,0
497.4-491,11
Примечание. Образующие диаметры сборных черновых двусторонних и трех-
сторонних головок определяются по формулам:
наружный D = D -у- W, внутренний D^ = D — W.
101. Размеры в мм цельных зуборезных головок для конических колес
с круговыми аубьями (ГОСТ 11903—63)
20
25
32
40
50
60
80
D
45
48
56
68
89
Я
28,2
28,8
29,2
29,8
30,5
31,6
31
Hi
-
16
14
h
5
6
7
8
9
Р
50
60
50
32
Пределы
разводов
резцов W
0,2-0,7
0.2-0,8
0,32—1,0
0,32-1,3
0,32-1,6
0,32—1,8
0,32—2,0
Число
резцов
4
8
272
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Размеры цельных черновых и чистовых резцовых головок по ГОСТу 11903—fiti
с номинальными диаметрами 20, 25, 32 и 50 мм (рис. 44) и с номинальными диа-
метрами 60 и 80 мм (рис. 45) приведены в табл. 101.
Размеры сборных черновых двусторонних головок типа Г с номинальным диа-
метром до 400 мм (рис. 46) и с номинальным диаметром 500 мм (рис. 47), а также
трехсторонних типа Т с номинальным диаметром до 400 мм (рис. 48) и с номи-
нальным диаметром 500 мм (рис. 48) приведены в табл. 102.
Peieif " *^
наружный
*А JLj /fS- JL?
/7-У?
Рис. 44. Резцовая головка цельная для Рис. 45. Резцовая головка цельная для чис-
чернового нарезания конических колес с тового нарезания конических колес с дуговы-
дуговыми зубьями ми зубьями
Размеры сборных чистовых двусторонних головок (тип Д) с номинальными
диаметрами до 400 мм включительно (рис. 50) и номинальными диаметрами
св. 400 до 1000 мм включительно (рис. 51) для нарезания конических колес с
круговыми зубьями и углом зацепления ад = 20° по ГОСТу 11904—66 приве-
дены в табл. 103.
Размерысборных односторонних с наружными резцами и номинальными диа-
метрами до 400 мм включительно типа Н и НП с увеличенным числом зубьев
(рис. 52) и размеры головок тех же типов с номинальными диаметрами св. 400
до 1000 мм включительно (рис. 53). а также размеры сборных односторонних
с внутренними резцами с номинальными диаметрами до 400 мм включительно
типа В и ВП с увеличенным числом зубцов (рис. 54) и размеры головок тех же
типов (В и ВП) с номинальными диаметрами от 400 до 1000 мм включительно
(гшс. 5 1 приведены в табл 1 4.
Резец
Рис. 46. Резцовая головка сборная, двусторонняя, DH = 400 ж»
для чернового нарезания конических колес с дуговыми зубьями:
/ — корпус; 2 — резец наружный; з — резец внутренний; 4,
5 — подкладки; в — rhht крепежный; 7 — винт указательный;
S — винт съемочный; 9 — винт крепежный; 10 — кольцо
Рис 47. Резцовая головка типа Г, сборная, двустороннего ре-
зания, DH = 500 мм для чернового нарезания конических ко-
лес с дуговыми зубьями:
j — корпус; 2 — резец наружный; 3 — резец внутренний; 4,
5 — подкладки; в — винт крепежный; 7 — винт указательный;
8 — винт съемочный; 9 — винт крепежный; 10 — кольцо.
Резец 5
наружный \"^*»
А
6~6
Резец
Внутренний^
Резец средний
А
Б'б
Рис. 48. Резцовая головка типа Т, трехстороннего резания,
DH = 400 мм для чернового нарезания конических колес ду-
говыми с зубьями:
j — корпус; 2 — резец наружный; 3 — резец внутренний; 4,
5 — подкладки; в — винт крепежный; 7 — винт указательный;
S — винт съемочный; в — винт крепежный; ю — кольцо;
11 — резец средний; 12 — подкладка под средний резец
Рис. 49. Резцовая головка типа Т, трехстороннего резания,
Он = 400 мм для чернового нарезания конических колес, с
номинальным диаметром головки Dn = 500 мм:
1 — корпус; 2 — резец наружный; з — резец внутренний; 4,
g — подкладки; в — винт крепежный; 7 — винт указательный;
8 — винт съемочный; 9 — винт крепежный; 10 — кольцо; 11 —
резец средний; 12 — подкладка под средний резец
Б-Б
Резей
Б-Б
А-А
В та.
Р„=ЮО, 125.200,250,315 а Шмм
I
Рис. 50. Чистовая двусторонняя головка типа Д с номиналь-
ным диаметром DH = 400 мм:
I — корпус; 2 — резец наружный; з — резец внутренний; 4,
i — подкладки; в — винт крепежный; 7 — винт указателыши;
s — винт съемный; Э — клин подвижный; 10 — клип регули-
ровочный; 11 — винт регулировочный; 12 — штифт
Резей
внутренний
Рис. 51. Чистовая двусторонняя головка типа Д с номиналь-
ным диаметром от 100 до 400 мм вкл.:
I — корпус; 2 — резец наружный; 3 — резец внутренний; 4,
S — подкладки; в — винт крепежный; 7 — винт указательный;
S — винт съемный; 9 — клин подвижиый; 10 — клин регули-
ровочный; И — винт регулировочный; 12 — штифт
Резец
наружный
5-Б
?г?
w
д-fy о Вц-700,125,200,250,315иШмм ВЧ}
Рис 52 Чистовая, сборная, односторонняя головка с наруж-
ными резцами типа Н и НП с Dn = 400 мм:
1 — корпус- 2 — резец наружный; 3 — резец внутренний; 4,
5 — подкладаи; 0 — винт крепежный; 7 — винт указательный;
8 — винт съемный; 9 — клип подвижный; 10 — клин регули-
ровочный; 11 — винт регулировочный; 12 — штифт
А-А
DH 00,630 и 800мм
Рис 53 Чистовая, сборная, односторонняя головка с номи-
'нальпым диаметром Ои = = 4UU * 1000 мм:
1 — корпус- 2 — резец наружный; 3 — резец впутренний; 4
5 — подкладки; в — винт крепежный; 7 — винт указательный;
8 — винт съемный; 9 — клин подвижный; 10 — клин регули-
ровочный; 11 — винт регулировочный; 12 — штифт
Б-Б
А-А
—I
6 DH'l00,125,200,250,315u't00Mn
D тал
А-А
DH=500,630 ивООмм 8-Ь
Рис. 54. Чистовая, сборная, односторонняя головка с внут-
ренними резцами типа В и ВП с Dn — 400 мм:
j — корпус; 2 — резец наружный; 3 — резец внутренний, 4,
S — подкладки; ь — впит крепежный; 7 — винт указатель-
ный; 8 — винт съемный; 9 — клин подви>кный;70 — клин ре-
гулировочный; И — винт регулировочный; 12 — штифт
Рис. 55. Чистовая, сборная, односторонняя головка с внут-
ренними резцами типа В и ВП с D— 400 -*• 1000 мм:
I — корпус; г — резец наружный; 3 — резец внутренний; 4,
д — подкладки; в — винт крепежный; 7 — винт указательный;
g — винт съемный; 9 — клин подвижный;/» — клин регули-
ровочный; 11 — винт регулировочный; 12 — штифт
102. Размеры в мм сборных черновых трех- и двусторонних головок для нарезания конических колес с круговыми зубьями
(ГОСТ 11904-66).
160
200
250
315
400
500
¦"шах
211,2
251,6
304,6
379,0
471,0
585,0
я»
81,4
106,4
177,8
285,75
55,25
58,55
61,55
72,65
81,20
89,90
E5,0)
E8,3)
F1,3)
G2,3)
(80,8)
(98,6)
Вазовое
расстояние
корпуса
К,
73
92
116
146
185
233
К«
71
90
ИЗ
142
181
228
Без скобок для трехсторонних, в скобках
Посадочное
отверстие
d
58,23
127
215,8
Форма
Конус-
ность
Цилин-
дрическое
12
?,п
Ь
20
22
28
30
12,85
1В
.'1
8
10
Ф°
60
30
45
15
Число ревцов
2
наружн.
и
внутр.*1
4(8)
5A0)
6A2)
8A6)
9A8)
сред.*2
8
10
12
16
18
— для двусторонних головок. *2 Только для трехсторонних
Пределы разводов
резцов *'
to
2,6-3,2
2,6—3,6
2,6-4,6
2,6—6,0
2,6-7,0
2,6-9,0
головок.
@,6-3,2)
@,6-3,6)
@,6—4,6)
A,0-6,0)
A,0-7,0)
A,0-9,0)
103. Размеры в мм сборных чистовых двусторонних головок для нарезания конических колес с круговыми зубьями
и углом зацепления и = 20° (ГОСТ 11904—66)
100
125
160
200
250
315
400
500
630
800
1000
¦^тах
138,6
163,8
209,6
254,0
305,2
379,5
470,0
586,0
736,0
920,0
1144,0
Dt
46
81.4
106,4
177,8
285,75
408
Н
43,2
55,2
60,8
63,2
78,2
84,2
99,0
149,8
154,8
1643
Базовое рас-
стояние кор-
пус;! К
41
54
71
89
112
140
179
225
285
360
453
Посадочное отверстие
d
25,4
58,23
127
215.8
330
Форма
Конусность
1 : 12
Конусность
1 :24
Цилиндриче-
ское
10
12
20
32
ft
20
25
28
30
40
55
b,
12
12,85
16
32
h
4
8
10
15
Ф°
45
60
30
45
15
Число рез-
цов г
4
6
8
10
12
14
16
18
4
6
8
10
12
14
16
18
Пределы
разводов
резцов w
0,4-2,6
0,4-23
0,6—3,6
0,6-4,0
0,6-5,2
1,0-6,5
1,0-8,0
1,0-10,0
2,0-12,0
2,0-16,0
3,2—20,0
104. Размеры в мм сборных чистовых односторонних головок с наружными (Н и НП) и внутренними (В и ВЦ) резцами
для нарезания конических колес е круговыми зубьями и углом зацепления а^ = 20° (ГОСТ 11904—66)
Dn
100
125
160
200
250
315
400
500
630
800
1000
°шах
138
1С4
214
232
246
267
291
313
333
358
380
402
474
5!Ю
733
922
1142
Dt
46,0
81,4
106,4
177,8
285.75
408,0
Н
Тип головки
Н, В
43,2
55,2
60.8
63,2
78,2
84,2
89,0
149,8
154.8
164,8
НП, ВП
-
62,5
62,5
76,1
S2,S
97,9
-
Базовое
расстоя-
ние кор-
пуса Я
41
54
71
76
82
89
100
112
122
129
140
151
179
225
28о
360
453
Посадочное отвер-
стие
г;
25,4
58,23
127
215,8
330
Форма
Конусность
1: 12
Конусность
1 : 24
Цилиндри-
ческое
10
12
20
32
Ь
Тип головки
Н, В
20
25
28
30
40
55
НП, ВП
-
20
20
25
28
-
ь,
12
12,85
16
32
Л
4
8
10
15
Ф°
45
60
30
45
15
Число резцов
по типам
головок
Н, В
8
12
16
20
24
28
32
36
НП, ВП
-
16
20
24
28
32
-
280
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Размеры черновых резцов к сборным головкам: наружные и внутренние
идя головок типов Г и Т, средние для головок типа Т принимают по
ГОСТу 11905—66. Размеры чистовых резцов наружных для головок типов
Д и Н, внутренних для головок типов Д и В, наружных для головок типов
НП и внутренних для головок типа ВП — так же по ГОСТу 11905—66.
Технические требования на зуборезные головки для нарезания конических
колес с круговыми зубьями — по ГОСТу 11906—66 *.
• Дисковые шеверы (рис. 56, табл. 105—109) изготовляют из быстрорежущей
стали марки Р18 (HRC 62—65). Для шевингования колес с прямыми зубьями
применяют дисковый шевер с косыми зубьями, наклоненными к оси под углом
Закруглить
Сечение нормальное
к Витку
клеймения
Угол наклона, оси
отберстия d'
Рис. 56. Дисковый шевер для шевингования ци-
линдрических зубчатых колес
б)
Рис. 57. Форма канавок на боко-
вой стороне зуба шевера: а —,
сквозные; б ;— несквозные
5—15°, а колес с косыми зубьями — либо прямозубые шеверы, либо косозубые,
но так, чтобы разница в наклонах зубьев колеса п шевера была в пределах
10—15°.
Дисковые шеверы общего назначения для шевингования колес с некорриги-
рованным профилем и с углом профиля исходного контура рейки 20° стандарти-
зированы (ГОСТ 8570—57*). Стандартом предусмотрены шеверы классов А,
В и С с номтальными делительными диаметрами 85 мм для модулей 1,125—г
1,5 мм; 180 мм для модулей 1,25—6 мм; 240 мм для модулей 2—8 мм.
Шеверы класса А применяют для шевингования колес 6-й степени точности;
класса Б — для колес 7-й степени точности; класса С — для колес 8-й степени
точности.
Канавки на боковых эвольвентных сторонах зуба шевера могут быть
сквозными и несквозными. Форма их стандартизована ГОСТом 8570—57*
(рис. 57).
Для повышения точности шеввнгованных колес число зубьев у шевера при-
нимают некратным числу зубьев колеса.
Для шевингования цилиндрических колес с мелкими модулями от 0,2 до
1,0 мм и 20-градусным зацеплении применяют мелкомодульные шеверы с но-
минальным делительным диаметром dg, ном = 85 мм трех классов точности А,
В и С. Шеверы класса А предназначены для шевингования колес 6-й степени точ-
ности, класса В — для шевингования колес 7-й степени точности и класса С —
для колес 8-й степени точности. Их изготовляют из стали Р18 с баллом карбид-
ной неоднородности не более 4 единиц, который устанавливается на расстоянии
Ъ мм от окружности выступон шевера.
105, Основные размеры 6 мм шеверой с номинальным делительным Диаметром (ГОСТ 8570—57)
Эскиз
"> д. ппм = 85 ¦*"'
Модуль
нормаль-
ный
Число
зубьев
шепера
Дипметры окружностей
выступов
делитель-
ной dg
основной
do
Угол
наклона
Г'ЫПТОНОЙ
линии
09
Чз
к
¦
I
1
fa
¦
1,125
31,713
1,375
1,5
76
67
02
58
89,29
87,79
89,59
91.64
86.819
85,042
86.565
88.342
81/i35
79,769
81,197
82364
10
16
б> dd. н<ш='8° мм
Лх
110
Модуль
нор-
маль-
ный
тп
1,25
1,375
1,5
1.75
Число
зубьеп
шевера
115
100
Угол наклона винтовой линии р, в град
15
Диаметры окружностей
иысту-
пов
153,77
HiS ,03
184,09
187,23
дели-
тельной
148,222
163,704
178,585
181,174
основ-
ной
do
189,262
153,189
167,114
169,537
высту-
пов
D „
149,25
163Д5
178,66
181,73
дели-
тельной
144.3
15S.729
173,159
175,67
OCHOR-
ной
do
135,537
149,090
162,643
165.0
20
60
63,5
282
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
106. Основные размеры в мм шевсров с номинальным делительным диаметром
°д. ном = 180 лип и 240 мм (ГОСТ 8570—57) *
Модуль
нормаль-
ный
тп
Число
зубьев
шевера
Угол наклона винтовой линии 0д
15
Диаметры окружностей
выступов
D
делитель-
ной
основной
выступов
D
делитель-
ной d
д
основной
do
Номинальный делительный диаметр Df, ном =180 мм, В = 20; d = 63,5; d' = 110
2
2,25
2,о
B,75)
(!l5)
C,75)
4
D,25)
4,5
5
5,5
6
83
13
67
61
53
53
47
43
41
37
37
31
29
27
176,26
174,99
179,6
№0,41
172,31
186,58
179,76
178,16
181,88
176,39
186,4
177,36
183,82
187.85
171,857
170,045
173,41
173,668
164,01
178,327
170.304
166,939
169,786
162,798
172,374
160.469
165,127
167,716
160,818
159,122
162,271
162,513
154,036
166,872
159,365
156,216
158,88
152,341
161,302
150,161
154,52
156.943
171,72
170,51
174,33
175,13
168,51
181,96
175,73
174,01
177,73
172,3
182,14
173,49
179,71
184,32
166,634
164,878
168,14
168,391
159,607
172,908
165,128
161,866
164.626
157,851
167,138
155,592
160,109
162,619
156,515
154.S65
157,929
158,165
149,914
162,408
155,1
152,036
154,629
148,205
156,985
146.143
150;386
152,743
Номинальный делительный диаметр Dg ном = 240 мм, В = 25; d = S3,5 d' = 110
2
2,25
2,5
B,75)
If
C,75)
tf>
5
5,5
6
6,5
8
115
103
91
83
73
67
Cl
61
53
53
51
43
41
37
35
31
27
243,05
244,87
241,71
243,04
234,43
233,67
229,83
246,16
229,38
243,64
248,60
234,68
246,65
246.47
253;89
245,81
249,05
238,114
239,925
235,526
236,302
226,726
225,431
221,031
236,819
219,479
233,196
237,596
222,584
233,455
229,831
235,525
224,655
223,620
222,82
224,514
220,388
221,125
212,164
210,952
206,834
221,608
205,382
218,218
222,335
208,288
218,460
215,069
220,397
210,226
209,255
235,82
237,58
234,56
235,89
227,54
226,83
223,11
238,97
222,71
236,56
241,38
229,91
241,91
240,71
248.0
240,2
243,45
230,877
232,635
228,369
229,122
219,836
218,582
214,315
229,624
212,81
226,111
230,377
215,821
226,361
222,848
228,369
217,829
216,825
216,858
218,507
214,501
215,208
206,486
205,308
201,301
215,679
199,886
212,379
216,387
202,715
212,615
209,315
214,501
204,601
203,657
ЗУБОРЕЗНЫЕ ИНСТРУМЕНТЫ
283
107. Размеры в мм
Модуль
нормаль-
ный
п
1,125
1,25
1,375
1,5
1,75
2
2,25
2,5
2,75
3
3,25
3,5
3,75
4
4,25
4,5
5
5,5
6
6,5
7
8
При
85
2,644
2,937
3,231
3,525
меч
элементов профиля зуба
<:
с
1
шеверов
Si,
¦*
/
по Ну
—*-
ге
Номинальный делительный
180 и 240
3,12
3,44
3,75
4,37
5,24
5.76
6,44
6,96
8,15
8.67
9,2
9,97
10,5
11,02
11,55
12,6
' 13,65
14,7
15,75
16,8
18,9
85
h'
1,24
1,37
1,51
1,65
йп
1,77
1,96
2,16
2,36
/
з нормальном
сечении (ГОСТ 8570—57)*
диаметр шевера й^
180
Ра =
h'
2,47
2,61
2,75
3,03
2,2
2,47
3,09
3,37
3,85
4,12
4,73
5,61
6,04
6,8
7,01
8,45
9,35
10,07
= 15°
s»
2,76
2,96
3,16
3,55
3,14
3,53
4,18
4,57
5,11
5,5
6,14
6,97
7,47
8,22
8,57
10,0
11,04
11,94
\ н и е. Профиль зубьев шеверов
сов В и С. Профиль зубьев шеверов классе
Рэ =
h'
2,47
2,61
2,75
3,03
2,54
2,8
3,09
3,37
4,45
4,52
5,3
¦ 6,07
6,55
7,22
7,5
8,95
9,8
10.85
= 5°
2,76
2,96
3,16
3,55
3,39
3,78
4,18
4,57
5,55
5,8
6,55
7,31
7,85
8,53
8.93
ю;з7
11,37
12,52
). ном
240
Ра =
h'
2,47
2,а
3,09
3,37
3,85
412
4,4
4,67
4,95
5,22
5,5
6,05
6,6
8,317
9,18
10,58
12,72
распространяется
А выполняется в
ниями потребителя с допусками, установленными
= 15°
8п
3,34
3,53
4,18
4,57
5,11
5,5
5,9
6,29
6,68
7,08
7,47
8,25
9,04
10,67
11,69
13,09
15,45
За =
h-
2,47
2,47
3,09
3,37
3,85
4,12
4,4
4,67
4,95
5,22
5,5
7,05
7,77
8,93
9,81
11,18
13,31
на шеверы
соответствии
ГОСТом 8570 — 57*
= 5°
sre
3,34
3,53
4,18
4,57
5,11
5,5
5,9
6,29
6,68
•7,08
7,47
8,98
9,9
11,12
12,15
13,53
15,85
клас-
с требова-
108. Основные размеры в мм дисковых мелкомодульных шеверов (ГОСТ 10222—62*)
для шевингования цилиндрических некорригированных колес с исходным контуром
(ГОСТ 9587—68) B0-гралусное зацепление)
Модули
но рядам
1
0,2
0,25
0,3
0,4
0,5
0,6
0,8
1,0
0,22
0,28
0,35
0,45
0,55
0,7
0,9
1-
!TJ?
438
396
348
312
292
246
212
192
172
154
146
122
106
94
86
Диаметры
Ч G*S
0} 0} °
дня
88,951
88,464
88,342
88,708
88,951
87,428
86,108
87,733
87,327
86,007
88,951
86,717
86,108
85,905
87,327
&^
о оз
А О
И С
89,39
88,95
88.89
69,32
89,61
88,20
86,99
88,72
88,43
87,22
90.27
88,26
87,87
87,88
89,53
*i
± о
|-а
и«
о о
о к
83,435
82,978
82,864
83,207
83,435
82,007
80,769
82,292
81,912
80,673
83,435
81,340
80,769
80,578
81,912
«ч
а а
а»
Эд
12
16
i>
23 -
sa05
ая«
а в с
М CD QJ
ПИЙ
11
15
*» d = 31,743; rf, = 60; |3S = 'О0-
Примечания: 1. Шеверы по 1-му ряду модулей являются предпочтительными
для применения. 2. Шпоночные канавки — по ГОСТу 9472—70,
284
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
109. Размеры в мм профиля зуба дирковых мелкомодульных шеверов для
шевингования цилиндрических некоррпгированных колес 20 градусного
зацепления (ГОСТ 10222—82 •)•'
3/1 , '
\J
/ \ <¦ /
, VT
Модули
1
0,2
0.25
0,30
0,40
0,50
0.60
0,8
1,0
но рядам
2
0,22
0,28
0,35
0,45
0,55
0,7
0,9
Высота зуба
ft
0,490
0.530
0.612
0,686
0,735
0.857
0,980
1,102
1,225
1,347
1,470
1,715
1,960
¦ 2,205
2,450
*' Размеры зубьев шеверов определяются по формула»
где коэффициент высоты головки зуба 1'
окружности
С
Высота
головки ft'
0,220
0.242
0,275
0.308
0.330
0.385
0.440
0,495
0,550
0,605
0.660
0.770
0.880
0.990 •
1,100
Толщина
зуба по дуге Sn
0.314
0,34В
0.393
0,440
0,471
0.550
0.628
0.707
0,785
0.864
0;942
1,099
1,257
1,414
1,571
: высота головки зуба h' = f'm
= 1,1; толщина зуба по дуге делительной
я т
2
Реечные шеверы (рис. 58) не стандартизированы, изготовляют из марки Р18.
Шевер состоит из отдельных зубьев, закрепленных в корпусе: для обработки
прямозубых колес под углом 30°, а для
косозубых колес — в положении, пер-
пендикулярном к оси корпуса.
Червячные шеверы (рис. 59) не
стандартизированы. Шевер представляет
агтчжтттттттт
Рис. 58. Реечный шевер для шевинго-
вания цилиндрических колес повышен-
ной точности
Рис. 59. Червячный шевер
собой червячную фрезу с мелким незатылованным зубом, получающимся в ре-
зультате нарезания на боковых сторонах неглубоких канавок.
По размерам и профилю червячный шевер соответствует червяку, работаю-
щему в паре с червячным колесом.
Червячный шевер может иметь профиль архимедова червяка, эвольвентного
червяка или прямолинейный профиль в нормальном сечении в соответствии
с профилем основного червяка.
ЗУБОРЕЗНЫЕ ИНСТРУМЕНТЫ
28Г>
Шлицевые червячные фрезы, предназначенные для фрезерования методом
обкатки многошпоночных (шлицевых) валиков с прямолинейным профилем,
изготовляют двух типов: с усиками (рис. 60) для шлицевых соединений с внут-
ренним центрированием и без усиков (рис. 61) для шлицевых соединений с наруж-
ным центрированием (ГОСТ 1139—58).
Рис. 60. Червячная шлицевая фреза с усика-
ми для обработки шлицевых валов внутрен-
него центрирования
Рпо. 61. Червячная шлицевая фреза бе»
усиков для обработки шлицевых валов на-
ружного центрирования
Последними изготовляют валики с закругленными угловыми переходами во
впадинах. Червячными фрезами с усиками обрабатывают валики с правильным
боковым профилем по всей высоте шлицевого выступа. Для предварительной об-
работки шлицевых валиков применяют чериовые шлицевые фрезы, для оконча-
тельной обработки — чистовые. Последние стандартизированы (табл. 110) и
-%>»зо
Тип I
Рис. 62. Червячная шлицевая фреза для шлицевых валов с эвольвентным
профилей
предназначены для обработки шлицевых валов легкой, средней и тяжелой се-
рий с прямобочным профилем с точностью по толщине зуба S2FI, S2C, S2X, S2JI,
S3JI no центрирующему виутренне.му диаметру по Л2а; по центрирующему иа-
ружному диаметру по ГОСТу 1139—58. Допуски на профиль зуба стандартом
не регламентированы.
Для чистового нарезания шлицевых валов с эвольвентным профилем (рис. 62)
применяют чистовые червячные фрезы классов точности А и В по ГОСТу 6637—53*
двух типов: тип I — для обработки палов с плоской впадиной; тип II — для
обработки валов с закругленной впадиной.
286
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
НО. Основные размеры в мм чистовых шлицевых фрез (ГОСТ 8027—60 •)
для нарезания шлицевых валиков наружного и внутреннего центрирования
с прямобочным профилем
(S
(i
8
8
8
8
X
8
8
10
10
10
H
10
Номинальные размеры валов
легкой
гх d
X
V
X
у
X
X
X
X
X
X
X
У
X
X
26
28
32
36
42
46
52
56
62
72
82
9?,
102
112
X
X
X
X
У
X
X
X
X
X
X
X
X
X
X
и
.40
:«
36
40
46
50
.)8
62
«8
78
88
98
108
120
средней
2 X d
6 X 16
6 X 18
6 X 21
6 X 23
6 X 26
6 X 28
8 х 32
8 X 36
8 X 42
8 х 46
8 X 52
8 X 56
8 X 62
10 X 72
10 х 82
X
X
X
V
X
X
X
X
X
X
X
X
X
X
X
X
10 х 92 х
10 X 102
10 X 112
X
X
и
20
22
?"S
28
32
34
38
42
48
54
«1
В5
72
82
92
0?
112
125
серии
тяжелой
2
10
10
10
10
10
1A
10
10
10
10
16
16
1R
16
20
90 X
20 X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
d
16
18
?1
23
26
28
32
Ж
42
46
52
5В
е,2
72
82
92 V
102
20 х
12
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
и
20
23
26
29
32
35
40
45
52
56
60
Во
72
82
92
102
X
X
115
125
De
для
серии
К
70
80
»0
100
112
125
а
К
о
63
70
80
90
100
112
125
140
L
50
56
63
/0
80
90
100
112
о
4
5
d
22
27
32
40
и
Я
С)
34
40
50
60
Число
зубьев
для
ё
12
14
зерии
?з
йк
о. к
о н
10
1?
К
ДЛЯ
серии
*
О)
R
4
4,0
5
b,i>
6
at
о н
4
4,5
5,5
6
5,5
6
7
8
111. Основные размеры в .и.и
чистовых шлицевых фрез
(ГОСТ 6637—ЬЗ) для нарезания
зубьев на валах шлицевых
эвольвентных соединении
(ГОСТ G033-51)
112. Шаг винтовых канавок, угол наклона винтовых
канавок на делительном цилиндре
-а
и
>>
§
1
1,5
2
2,5
3,5
5
G)
10
De
50
55
60
75
85
105
140
L
40
45
50
70
85
100
130
и
со со
00 СО
43
63
78
92
122
й
22
85
27
2"
40
о,
г
не ме-
нее
35
40
45
50
55
12
10
9
k
2,5
3
4
5
6
8
10
й
&
S
1
1,5
2
2,5
3,5
о
G)
10
Фрезы типа I
Dt
47,6
51,7
51,0
54,9
68,1
75,4
92,0
21,4
со
1-12'
Г40'
2°15'
2°37'
2°57'
3°48'
4°22'
4°43'
sK
7139
5582
4078
3774
4152
3566
3785
4622
Фрезы типа II
Dt
47,32-
51,15
50,26
53,98
66,81
73,55
89,41
117,70
О)
1°13'
1-41'
2°17'
2°39'
3J
3°54'
4°29'
4°52'
6986
5468
3989
3664
4005
3388
3582
4343
Предельное
отклонение
шага фрезы
класса
А
В
Допускаются
прямые
канавки
±175
± 75
±50
±35
±250
±100
±75
±45
ЗУБОРЕЗНЫЕ ИНСТРУМЕНТЫ
287
Основные размеры фрез, чиело стружечных канавок (z), величина падения
затылка приведены в табл. 111, а значения шага SK, угла со на делительном диа-
метре Dt приведены в табл. 112.
Шлицевые червячные фрезы с удлиненным зубом (рис. 63) применяют для
обработки шлицевых валиков с узкими и глубокими впадинами, в тех случаях,
когда обработка впадин чистым методом обкатки затруднительна. Обработку
осуществляют смешанным методом: боко-
вые стороны впадины шлицевого валика
обрабатывают по методу обкатки, а впа-
дину и угловые переходы от боковых сто-
рон к дну канавки — по методу копиро-
вания. Фрезы с удлиненным зубом явля-
Задняя обточка по Вершине i
зуЬьвв-кольцевая
Рис. 63. Червячная фреза определенной уста-
новки для обработки шлицевых валиков с глу-
бокими шлицами
ось_ хр а нового
лa/is, V
Рис. 64. Червячная фреза определенной
установки для обработки храповых колес
ются фрезами определенной установки — образование правильного профиля
впадины на валике с надлежащими угловыми переходами нозмояшо лишь при
вполне определённой установке фрезы относительно валика. Фрезы устанавли-
вают вдоль их оси так, чтобы продолжение плоскости симметрии кольцевой ка-
навки фрезы совпало с осью шлпце-
вого валика. Это положение на стан-
ке точно выверено.
Диаметр фрезы, диаметр отвер-
стия под оправку и число зубцов на
окружности принимают такие же,
как у обычных шлицевых,червячных
фрез. Однако длину фрезы опреде-
ляют по количеству зубьев, участ-
вующих в резании при постоянной
установке фрезы (перестановки фрезы
вдоль оси исключаются). Обычно эту
длину берут равной 2—2,5 осевого
шага. Шлицевые фрезы определенной
установки не стандартизированы.
Червячные фрезы постоянной установки длн обработки храповых колес
(рис. 64). Обработку осуществляют смешанным методом: обкатка и фасонное фре-
зерование. Правильный профиль колеса можно получить только при вполне оп-
ределенной установке фрезы. Установку производят по первому чистовому зубу
фрезы относительно оси валика (размер h). Левая и правая боковые стороны про-
филя зубьев имеют разные шаги Snp > SA благодаря чему фреза имеет коничес-
кую форму.
Рис. 65. Червячная фреза для обработки эволь-
вентных скосов на торцах зубьев колеса
288
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Червячные фрезы для скругления зубьев цилиндрических зубчатых колес
применяют для торцовой обработки зубьев (рис. 65). Обработку ведут методом
обкатки на. обычных зубофрезерных станках. В рабочем положении ось фрезы
горизонтальна и находится в вертикальной плоскости, касательной к основному
цилиндру диаметром Do (рис. 66). Для правильного ориентирования заготовки
Рис. 66. Схема установки червячной фре-
зы при торцовой обработке зубьев
Рис. 67. Червячная фреза для
обработки эвопьвентных скосов
при наличии токарной фаски на
торце колеса
относительно впадины между режущими зубьями фрезы служит фиксатор К.
Подача фрезы осуществляется сверху вниз. Червячные фрезы позволяют получить
плавный переход от обработанной торцовой поверхности зубьев колеса к окруж-
ности впадин, что уменьшает концентрацию напряжений в указанных- местах.
Для скругления зубьев по эвольвентным скосам, когда торцовая часть зуб-
чатого колеса имеет фаску с углом ф = 15 -г- 20°, применяют червячные фрезы,
показанные на рис. 67.
ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ
Задние и передние углы у зуборезных фрез всех типов измеряют в плоскости,
перпендикулярной к оси, фрезы, у долбяков — в плоскости, проходящей через
ось, причем задние углы относятся к точкам профиля, лежащим на наружной
(наибольшей) окружности.
113. Передние и задние углы у зуборезных инструментов
Вид инструмента
и условия резания
Модульные дисковые фрезы:
черновые
чистовые
Модульные пальцевые фрезы
Червячные фрезы:
черновые
чистовые
Резцы летучие для нареза-
ния червячных колес . . .
Долбяки зуборезные:
на вершине зуба
на боконых сторонах . .
Углы в град
задний
15
10-12
8-10
й—7
2—3
перед-
ний
8-10
0
5—10
0
5
Вид инструмента
и условия резания
Гребенки зуборезные:
прямозубые
косозубые со специаль-
ной заточкой передней
грани:
на вершине зуба ....
у основания зуба . . .
Резцы зуборезные для кони-
ческих колее
Головки зуборезные:
для твердой стали ....
для вязкой стали ....
Конические червячные фре-
зы
Углы в град
задний
э°30'
2—3
На бо-
KOBOii
сторо-
не
12
11—13
7-8
перед-
ний
6°30'
5-7
15—17
20
22 27
0
РЕЗЬБОНАРЕЗНЫЕ ИНСТРУМЕНТЫ
289
На боковых профильных сторонах величину заднего угла подсчитывают по
формулам, и она зависит от величины заднего угла по наружной окружности и
от угла наклона касательной к профилю в рассматриваемой точке.
У зуборезных гребенок и резцов задние и передние углы образуются при их
установке и измеряются в плоскости, нормальной к режущему лезвию.
Рекомендуемые величины передних и задних углов приведены в табл. ИЗ.
РЕЗЬБОНАРЕЗНЫЕ ИНСТРУМЕНТЫ
А-А
ОСНОВНЫЕ ТИПЫ ИНСТРУМЕНТОВ
Винторезные самооткрывающиеся головки применяют для нарезания резьбы
на токарных, сверлильных и револьверных станках, на автоматах и специальных
болторезных станках. Их различают по типу применяемых гребенок (с круглыми,
тангенциальными и плоскими гре-
бенками) и габаритам. Головки с
тангенциальными и плоскими гре-
бенками не стандартизированы.
Винторезные самооткрываю-
щиеся головки с круглыми гребен-
ками (табл. 114) обеспечивают на-
резание резьбы по 1-му классу
точности. Они предназначены для
нарезания наружных метрических
и дюймовых резьб с номинальным
диаметром 4—90 мм и шагом до
4 мм.
Гребенки (табл. 115), приме-
Рис. 68. Самооткрывающаяся винторезная голов-
ка о тангенциальными гребенками (плашками)
няемые на винторезных самоот-
крывающихся головках, изготовляют из быстрорежущей стали марок Р18 или Р9.
Винторезные самооткрывающиеся головки с тангенциальными гребенками
(рис. 68) предназначены для нарезания цилиндрических резьб по 2-му клас-
су точности и конических трубных
резьб на специальных болторезных
станках.
Тангенциальные плашки (табл.
116) к винторезным головкам при-
меняются двух типов (тип А и В),
отличающихся способом крепления в
головках.
Винторезные самооткрывающиеся
головки с плоскими гребенками (плаш-
ками) применяют для нарезания
резьбы на автоматах типов 1112, 1118,
1124 и 1136 (рис. 69). Головки и
плашки не стандартизированы. Раз-
меры плоских плашек приведены в
табл. 117.
Рис. 69. Самооткрывающаяся винторезная го-
ловка с плоскими гребенками для нарезания
резьбы на автоматах типа 1112, 1118, 1124 и
1136
Гребенки любой конструкции в
самооткрывающихся резьбонарезных
головках должны устанавливать так, чтобы их резьбовые вершины (точка 7 на
рис. 70) находились всегда выше центра детали на некоторую величину h. В резуль-
тате такой установки между резьбовыми поверхностями нарезаемой детали и про-
фильными поверхностями резьбовых элементов гребенок образуются контактные
площадки как следствие упругой и пластической деформации материала детали.
Пш1 всех поочих равных условиях азыеоы эт х к тактнь х пл тапок (аяттпи-
290
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
ховано на рис. 70) зависят от конструкции гребенок. Наименьшие контактные
площадки дают круглые гребенки (I), несколько большие — плоские гребенки
(II), такие же по размеру контактные площадки дают тангенциальные гребенки
(III) и самые большие контактные площадки дают плоские гребенки с винтовыми
резьбовыми элементами (IV). Так как с увеличением контактных площадок
значительно улучшаются условия самоцентрирования головок и условия само-
подачи и уменьшается подрезание резьбы, то лучшими гребенками с этой точки
зрения следует признать гребенки типа IV по рис. 70, а, затем III и II и наконец
I (круглые гребенки).
Плоские гребенки типа IV и II почти вышли из употребления вследствие ма-
лого срока их службы (по числу переточек), а тангенциальные (тип III) увели-
чивают габаритные размеры головок, не размещающихся на автоматах. Лабора-
торией АМ-2 МВТУ им. Баумана разработана конструкция секторных гребенок
Рис. 70. Резьбонарезная головка с секторными гребенками:
а — различные типы применяемых гребенок; б — секторные гребснкщ
в — четыре секторных гребенки из разрезанного кольца
(рис. 70, в), которые при больших площадках центрирования (как у гребенок
типа IV) дают большое число переточек (такое же большое, как тангенциальные
гребенки) при малых габаритных размерах головок. Конструкция головки с сек-
торными гребенками разработана на базе стандартной резьбонарезной головки,
имеет одинаковые с нею габаритные размеры и, следовательно, может применяться
на автоматах, полуавтоматах и револьверных станках. Наибольший радиус R го-
ловки с секторными гребенками (рис. 70, б)' такой же, как у головки КА по
ГОСТу 3307—61*. Разница только в конструкции кулачка, гребенки и способе
ее крепления. Комплект из четырех секторных гребенок изготовляют из одного
кольца (см. рис. 70) с нарезаиными с внутренней стороны кольцевыми резьбо-
выми элементами и затем разрезанного на четыре части.
Для нарезания резьб малого диаметра A,5—4 мм) возникают затруднения
в размещении гребенок на головке, поэтому все стандартные головки предназ-
начены для нарезания резьб диаметром от 4 мм и выше.
Для нарезания мелких резьб диаметром 1,7—3,5 мм на полуавтоматах мод.
1318. ВНИИ разработана конструкция самооткрывающейся головки с круглыми
гребенками (рис. 71), в которой диаметр нарезаемой резьбы регулируется при
помощи винтов 9. Точность нарезаемой резьбы соответствует 2-му классу.
Плашки круглые (табл. 118—121) изготовляют из стали марок 9ХС; ХВСГ,
ХГСВФ; применяют ля на езания цилин рических и конических езьб 3 и 2-го
РЕЗЬБОНАРЕЗНЫЕ ИНСТРУМЕНТЫ
291
114. размеры в мм винторезных самооткрывающихся головок с круглыми гребенками
(ГОСТ 3307—61 •)
Ь)
И5/не долее)
/—ч
J
J
if—н-
Диаметры
нарезае-
мых
резьб
Обозначения головок ••
невра-
щаю-
щихся
вра-
щаю-
щихся
специ-
альных
невра-
щаю-
щихся
вра-
щаю-
щихся
специ-
альных
( (не менее)
невра-
щаю-
щихся
вра-
щаю-
щихся
4—10
6—14
9—24
12—42
24—60
52—90
1К
2К
ЗК
4К
5К
6К
1КА
2КА
ЗКА
4КА
5КА
6КА
1КИ-19
75
20; 25
25; 30
25
25,4
105
30
30
125
155
195
38
45
70
45
70
80
40
45
70
45
80
100
120
150
55
60
65
90
65
80
120
105
** Невращающиеся — для нарезания резьб на токарных и револьверных станках:
вращающиеся — для нарезания резьб на сверлильных станках и автоматах;
специальные — для автоматов 1112, 1118, 1124 и 1136.
115. Размеры в мм круглых гребенок к винторезным езмооткрывающимся головкам
типов IK, 1KA и 1КИ
Шаг
резьбы
S
0,5
0,7
0,75
0,8
1,0
1,25
1^5
Обозначения
гребенок
1-0,5
I-0.5A
1-0,7
1-0,75
1-0,75А
1-0,8
1-1
I-1A
1-1,25
1-1,5
30,65
28,65
32,00
26,00
27,00
32,07
24,35
31,35
29,70
28,05
ср
30,32
28,32
31,54
25,51
26,51
31,55
23,70
30,70
28,89
27,07
1,25
1,95
2,1
2,5
2,95
3,4
1Л*
292
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
11В. Размеры в мм тангенциальных гребенок (плашек) к винторезным головкам
для нарезания метрической, дюймовой и трубной резьб (ГОСТ 2287—HI *)
Заточка /
Тип В Х^
та 4^
Заточка /7
-I—I-
тт
/НД 0°Ю'-0°!0'
I, то профилю}
Г
IF1
ч*
W
^7Ш 1-
Тип
Ролик
Резьба
метри-
ческая
дюймо-
вая
Шаг
трубная
Число ниток
на 1"
7J
10
16
10
18
19,5
40
12,5
2,8
14,2
20
25
40
75иЮ0
17
29
0,3
0,5
17,7
30.6
25
4,5
1—2
1—4
4-6
20—10
20—6
6-4
100
29
33
48
130
19; 14
19; 14; И
14; И
19; 14; И
14; 11
Примечания: 1. Длина заборной части I, =& Aг + 1) 2,75 мм, где B — высота
профиля резьбы в мм.
2. Для работы на станках без ходового винта плашки типа А и Б затачиваются по
форме I, а для работы с ходовым винтом по форме II. Заточка по форме / производится
до впадины за первым зубом с полным профилем.
L
-\~\ ^^_^ч
—-и
m_ii i
ы
117.
Размеры
b
a
as
*i
-f
'Г
плоских плашек к
Обозначение
головки
DS»/i."
DS1"
винторезным головкам
Размеры в льи
В
7,915
10,280
Н
14.2
21,0
а
4,8
7,0
Ь
3,176
4,755
п
8
11
РЕЗЬБОНАРЕЗНЫЕ ИНСТРУМЕНТЫ
293
118. Основные размеры в мм круглых плашек (ГОСТ 9740—62*) для нарезания
метрических резьб диаметром 1—5 мм (по ГОСТу 8724—58)
во' Тип Б
Диаметр
резьбы по
рядам
1.2
2,0
2,5
3,0
5,0
1,1
1.4
1,8
ад
3,5
4,5
12
16
20
Резьба с крупным
шагом
0,25
0,3
0,35
0,4
0,45
0,5
@,6)
0,7
@,75)
0,8
1,5
Резьба о мелким шагом S
0,5 | 0,35 | 0,25 | 0,2
Н
1.S
d0
3,8
3,2
1.5
119. Основные размеры круглых плашек (ГОСТ 9740—62*) для нарезания резьб метрических диаметром 5,5—135 мм
и дюймовых диаметром Vi—2 (см. рис. в табл. 118)
ю
CD
Диаметры резьб
метрических
в мм по
ГОСТу 8724—58
1-й
рял
6,0
8
10
12
16
20
24
-
2-й
РЯД
-
14
-
18
22
-
3-й
ряд
E,5)
7
9
11
15
17
-
25
B6)
дюймовых
по
ГОСТу
6357—52
Гтруб)
-
(V.)
'Л
-
-
V»
С/в)
-
по
ОСТу
НКТП
1260
Чл
V..
"/в
('/.в)
Ч,
(V,,)
'/,
-
1
-
?>
в
мм
20
25
30
38
4э
55
Шаги метрические по ГОСТу 8724—58 в мм
крупные
S
—
1,0
1,25
A,25)
1,5
A,5)
1,75
2
2
. 2,5
3
-
—
7
9
И
14
14
18
22
-
мелкие S
4
2
Н
-
14
16
—
1
1,5
Я
-
11
10
12
/
1,25
1,0
Н
-
11
И
10
-
7
8
10
12
—
-
8
—
0,75
Н
5
7
8
10
10
10
12
1
1
7
7
8
0,5
Н
5
7
8
10
10
10
1
-
5
7
7
7
Шаги дюймо-
вые S
по
ГОСТу
6357—52
по
ОСТу
НКТП
1260
Н в jiijw
-
8
И
-
10
-
l'l
12
7
9
11
14
14
-
18
22
-
Общие размеры
в мм
do
3,8
5,2
6,0
6,5
7,5
8,5
Ь
3,2
4,0
5.0
5,3
k
0,6
0,8
1,0
1,2
1,5
Я
РЕЗЬБОНАРЕЗНЫЕ ИНСТРУМЕНТЫ
1,8
6,5
о
я
| .О
1 <м
i
1
1 2
1 S-
1
о
9,0
1 ?
1
со
<м
со
см
о
1 S
о
1 2
I 2
1 2
1 2
CD
(ГС
1
1
о
ОО
*|
1
1
1
1
1
о
1 Э
1 3
1
1
1
CM
CD
см
to
СО
1
1
СО
СО
1
1
Й 1
а 1
1
1
Й
о
см
in
I
1
in
1 Й
1 a
о
(М
1
СО
см
1 Й
1- 3
1
1 S
CD
S3
-
О
со
СО
S3
ш
ш
о
см
о
я
Й
о
С")
! L°
1 <м
1 Й
3,5
1
1
1 я
8
1
а
| 1
1
1 "
1 '
1 S3
1 >
1
1
C8)
1
П 1
to
со
ей
со
1
1
о
<ro
4,5
1
1
о
**
Ь -
со
оо
in
1
1
to
оо
in
о
СП
1
1
i
1
<# 1
о
I
СО
1
<м
in
I
1
Ш 1
5,5
о
со
E,5)
105
1
1
to
оо
CD
1
1
CO
CD
120
CO
1
1
Й
1 8
1
1
CD
in
1
о
CD
1
S
1
s
1
•3
1
CO
CD
? 1
1
CM
Г--
Продолжение табл. 119
Диаметры резьбы
метрических
В МЛ1 ПО
ГОСТу 8724-58
1-й
ряд
-
80
90
100
110
_
125
—
-
2-й
ряд
76
-
85
95
105
115
120
_
130
-
3-й
ряд
75
G8)
-
(82)
-
135
дюймовых
по
ГОСТу
6357-52
(труб)
ПО
Г.СТу
НКТП
1260
D
в
мм
120
135
150
170
200
*' Допуски назначают: для
с зазорами (ГОСТ 10191—62) —
Шаги метрические
крупные
S
Н
по ГОСТу 8724—58 в мм
мелкие S
6
4
3
2
Н
36
-
3fi
-
36
36
30
-
30
-
30
30
25
-
-5
-
25
25
25
25
/
20
20
1,
Н
20
-
20
-
20
25
25
/
15
-
-
15
20
20
1,25
1,0
Н
20
-
20
—
/
15
-
16
—
0,75
Н
0,5
Н
скользящей метрической резьбы (ГОСТ 91 50—59*) назначают
по ГОСТу 11044—64; для резьб с натягами (ГОСТ 4608—65)
Шаги дюймо-
вые S
ПО
ГОСТу
6357—52
ПО
ОСТу
НКТП
1260
Н в мм
Общие размеры
в мм
*'
13
-
по ГОСТу 11045—64;
— по ГОСТу 11189—65
Примечания: 1. Тип А — для резьб диаметрами 1—2,5 мм, тип Б — для резьб диаметром св. 2,5 до
В — для резьб диаметром св. 5 мм.
2. Плашки, диаметры и шаги которых указаны в скобках, по возможности не применять.
3. Число стружечных отверстий стандартом не регламентируется.
4. Для плашек с резьбой 12 мм при изготовлении их на автоматических линиях допускается принимать D X
X 14 и 38 X 10, вместо 30 X И и 30 X 8.
10
12
14
IB
h
20
2,5
R
для резьбы
5 мм; тип
Н = 38 х
РЕЗЬБОНАРЕЗНЫЕ ИНСТРУМЕНТЫ
297
120. Основные размеры в мм круглых плашек беи стружечных отверстий
(по ГОСТу 8860—60) для нарезания ревьб 0.25—0,9 мм (по ГОСТу 9000—59)
Номиналь-
ный диаметр
резьбы d
0.25
0,3
0,35
0,4
0,45
0,5
0,55
0,6
0,7
0,8
0,9
Шаг резьбы
S
0,075
0,08
0,09
0,1
0,125
0,15
0,175
0,2
0,225
0.3
0,35
0,45
0.55
0.65
0,75
0,85
0,27
0,32
0,37
0.42
0,47
0,53
0,58
0.65
0,75
0,85
0,95
121. Основные размеры в мм круглых плашек (ГОСТ 6828—69) для нарезанил
дюймовых ревьб с углом профиля 60° (ГОСТ 6111—52 *) и трубных
конических резьб (ГОСТ 6211—69)
Обозначе-
ние разме-
ра резьбы
(дюймы)
V»
Ve
•А
7»
V.
Зи
1
IV.
2
D
25
30
38
45
55
65
75
90
105
1*6
щ
Плашки j
6111—52
Н
11
12
18
24
28
30
32
8,4
10,7
14,2
17,7
22Д
27,4
34,3
43,1
49,2
61,2
ш
Основная —
5 п/7оскость\
ч
\ =
*--
А
Л
ЦТ
1ля резьбы по ГОСТам
h
4,4
7,2
9,1
11,8
12,4
Н
13
18
24
26
30
32
34
36
3211—69
о.
10,3
13,8
17,4
21,9
27,4
34,4
43,1
49,0
60,8
6,1
7,2
8,2
10,5
11,9
12,8
13,8
йо
5,2
6,0
6,5
7,5
8,5
10,0
11,5
13,0
4,5
5,5
7,0
9,0
11,0
12,5
15,0
16,0
18.0
ь
1,5
2,0
3,0
4.0
5.0
5.3
G j
7,0
9,0
10
/>
0,8
1,0
1,-
1,5
1,8
2.0
29 8
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
D
10
12
16
20
25
32
122.
L
90
96
92
100
96
105
100
112
125
НО
132
150
Основные
ном
10
16
12
20
16
25
20
32
25
40
32
50
0,5
10
16
12
20
16
25
размеры в мм
Г
Н ¦
i_
[ШШШ
,/ „
гребенчатых резьбовых фрев с коническим
(ГОСТ 1336—62 •)
конус Морзе
L
— "Н
i
0,6 | 0,7
10,2
16,2
12
19,8
16,2
25,2
9,8
16,1
11,9
20,3
16,1
25,2
-
при
0,75
9,75
15,75
12
20.25
15,75
24,75
20.25
32,25
иаге
0,8
9,6
16
12
20
16
24,8
20
32
S по
1,0
10
16
12
20
16
25
20
32
25
40
32
50
//раВоре/куща*
ш
Ле8?пежщоь
ГОСТу 9150—59 *
1.25
10
16.25
12,5
20
16,25
25
20
32,5
25
40
32,5
50
1,5
9
16,5
12
19,5
16,5
25,5
19,5
31,5
25,5
40,5
31,5
49,5
1,75
15,75
24,5
19,25
31,5
24,5
40,25
31,5
49
2,0
16
24
20
32
24
40
32
50
\
2,5
-
20
32,5
25
40
32,5
50
хвостовиком
3
-
21
30
24
39
30
48
cl
10
12
16
20
22
Конус
Морзе
ljv uu ju uu it»,;) ад uu du no
123. Основные размеры в мм насадных гребенчатых резьбовых фрез (ГОСТ 1336—62)
"'»"»"•»"» * Исполнение В Исполнении 8и ВЛ А,бив ВЛ
Исполнение А
L при шаге S по ГОСТу 9150—59
1,0 1,25 | 1,5 | 1,75
2,0 I 2,5
3,0 | 3,5 1 4,0 | 4,5 1 5,0 | 5,5 | 6.0
16
15
32
20
20
25
32
32
40
63
80
100
32
40
50
40
50
63
50
63
80
63
80
100
19,5
24
19,5
25
19,25
24,5
31,25
32,5
40
31,5
32
30
32,5
30
45.5 ! 40,25 |
40
39
31,5
32
30
40,5
49,5
40,5
49,5
40,25
49
40,25
49
40
50
40
50
39
4Ь
39
48
31,5
38,5
49
38,5
49
63
62 i 62,5 i
63
49,5 I 49
50
| 48 | 49
63
62 | 62,5 |
63
79,5 | 78,75 |
80 [
62 | 62,5 |
80 I
100 I
78 ; 77
63
78
99
77
32
40
48
40
48
60
48
60
80
60
80
100
40,5
49,5
63
49,5
63
76,5
63
76,5
99
50
60
80
60
80
100
60,5
77
99
13
16
1В
22
30
42
10
40
50
52
РЕЗЬБОНАРЕЗНЫЕ ИНСТРУМЕНТЫ
299
Гребенчатые резьбовые фрезы применяют для нарезания наружных и внут-
ренних метрических резьб на резьбофрезерных станках.
Фрезы изготовляют двух типов: I — с коническим хвостовиком (табл. 122)
и II — насадные (табл. 123).
По предельным отклонениям профиля нарезаемой резьбы оба вида фрез
разделяются на две степени точности: Е — для нарезания резьбы по 2-му клас-
су и Н — для нарезания резьбы по 3-му классу точности.
А -А
Ь /
Рис. 71. Самооткрывающаяся винторезная головка ВНИИ для нарезания резьбы диамет-
ром 1,7—3,5 мм:
1 — гребенкодержатель; 2 — нажимное кольцо; 3 — кулачки; 4 — гребенки; б — винты;
6—8 — пружины; 9 — регулировочные винты; 10 — хвостовик; 11 — упорное кольцо;
12 — муфта; is — палец; 14 — ручка; IS — регулировочное кольцо; 16 — стержень; п —
звездочки
Насадные фрезы изготовляются четырех исполнений: А — без выточек у тор-
цов; Б •— с выточками у обоих торцов; В — праворежущие с выточкой у одного
торца; ВЛ — леворежущие с выточкой у одного торца.
Гребенчатые фрезы изготовляются со шлифованным и нешлифованным зубом.
Шлифованный зуб имеет двойную затыловку. Число зубьев на окружности от 6
до 16. Угол со = 30 -г- 45°. Фрезы могут изготовляться как с прямыми, так и с
винтовыми канавками, при этом угол подъема винтовой канавки не более 7°.
Допускается изготовление фрез с длиной рабочей части (L или I) по номиналь-
ному размеру, при этом неполные нитки должны быть срезаны.
При длинах ? = 16 и 20 мм насадные фрезы исполнения В исключаются.
Гребенчатые фрезы изготовляют из быстрорежущей стали марки Р18.
Дисковые резьбовые фрезы применяют для предварительного нарезания
резьб с крупным шагом в основном трапецеидального профиля на длинных
ходовых винтах и червяках. После фрезерования производится чистовое нареза-
ние резьбы резцом или шлифованием профильным кругом.
300
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Дисковые резьбовые фрезы стандартизированы и изготовляют из быстроре-
жущей стали марки Р18 (табл. 124).
Четырехрезцовая головка для нарезания резьбы с большими скоростями
(вихревое нарезание) показана на рис. 72, а суппортное приспособление для ее
крепления — на рис. 73. Конструк-
ция и размеры резцов к головкам
приведены в табл. 125.
& *S —
l !
i l Ьт
Рис. 72. Четырехрезцовая головка для
вихревого нарезания резьбы
Рис. 73. Приспособление для крепления
резцовой головки: 1 — шпиндель; 2 — кор-
пус; 3 — подшипник; 4 — шкив; S — шпонка
Метчики применяют для нарезания резьбы в сквозных и глухих отверстиях.
Ручные метчики (табл. 126) изготовляют с накатанной резьбой. Для
нарезания резьб с шагом до 3 мм применяют комплекты из 2 шт., а для нарезания
резьб с шагом св. 3 мм — комплекты из 3 шт.
Гаечные метчики (табл. 127) предназначены для нарезания резьбы
в сквозных отверстиях преимущественно на сверлильных станках.
Машинн о-ручные метчики (табл. 128) со шлифованным про-
филем служат для нарезания резьбы по ГОСТу 9150—59 *, ОСТу НКТП 1260
и ГОСТу 6357—52 машинным способом (всех размеров резьб) и вручную (резьб
с шагом до 3 мм включительно). Метчики изготовляются двух видов: одинар-
ные — исполнение а — для сквозных отверстий и исполнения б — для глухих
отверстий; комплектные — из 2 шт. в комплекте A — черновой, 2 — чис-
товой).
Гаечные метчики (ГОСТ 1604—60) и машинно-ручные (ГОСТ 3266—60 *)
изготовляют из четырех степеней точности С, Д, Е и Н. Ручные метчики
(ГОСТ 9522—60 *) изготовляют двух степеней точности Е и Н.
Допуски на резьбу метчиков даются по пяти элементам — шаг резьбы, по-
ловина угла профиля, наружный, средний и Внутренний диаметры. Размеры
допусков регламентированы ГОСТом 7250—60.
РЕЗЬБОНАРЕЗНЫЕ ИНСТРУМЕНТЫ
301
Машинно-ручные и гаечные метчики изготовляются из стали Р18, ручные —
из стали У10А, УНА и У12А по ГОСТу 1435—54 *.
Для нарезания резьб с натягами по ГОСТу 4608—65 регламентированы до-
пуски по ГОСТу 11188—65, которые даются так же по пяти параметрам.
Для нарезания метрических резьб диаметром 0,25—0,9 мм (ГОСТ 9000—59)
применяют машинные метчики с цилиндрическим хвостовиком без квадрата
(см. табл. 128).
Конические метчики (табл. 129) предназначены для нарезания
коиической резьбы с углом профиля 60° по ГОСТу 6111 — 52* и трубной кониче-
ской резьбы по ГОСТу 6211—69.*
124,
Основные размеры в мм дисковых резьбовых фрез для трапецеидальной резьбы
(ГОСТ 10142-62 *)
Для S=?J0mm ДляЗ = 12^?1тн
30° *-и.30°
¦=>Ъ пТ5 -=1-4
Шаг
резьба
S
10
12
16
20
24
100
10
14
18
22
27
а,
40
Глубина
фрезеро-
вания
1,25
1,75
2,25
3,0
3,5
4,5
5,5
6,5
9,0
И
13
125. Геометрические параметры резцов для вихревого нарезания резьбы
В=Н
Обрабатываемый
металл
Стапь оерг=90 кГ/мм2
Чугун, цветные метал-
лы и сплавы
Вид
резь-
бы
На-
руж-
ная
Шаг
резь-
бы
в мм
До 3
Св. 3
до 5
Св. 5
Размеры и углы резца
В
60
V
—4
59°30'
58°30'
Автоматные метчики с изогнутым хвостовиком
(табл. 130) предназначены для нарезания резьб по ГОСТу 9150—59* и ОСТу
НКТП 1260 в гайках на специальных гайконарезных автоматах.
126. Размеры в мм ручных метчиков (ГОСТ 9522—60 *) для нарезания метрической резьбы (по ГОСТу 9150—59 *)
^
Шаг резьбы
S
Диаметр нарезае-
мой резьбы
(по стандартному
ряду) d
Шаг резьбы
S
Диаметр нарезае-
мой резьбы
(по стандартному
ряду) d
0,25
0,3
0,35
0.4
0,45
0,5
0,6
0,7
0,75
03
1,0
1,25
1,5
1,75
2
2,5
3
3,5
4
!'5
0,2
0,25
0,35
0,5
Для крупных шагов
1; 1,1; 1,2
1,4
1,6; 1,8
2
2,2; 2,5
3
3,5
4
4,5
5
6; 7
8; 9
10; 11
12
14; 16
18; 20; 22
24; 27
30; 33
36; 39
42; 45
48; 52
7; 8
10
12
16
18
20
28
32
40
45
55
60
Для мелких шагов
5-7
1—1,8
2; 2,2
2,5; 3; 3,5
4—22
8; 10
12; 16
2,2
6
6; 5,5
6; 7
8
9
11; 12
14; 16; 18
20; 22
25
28; 32
32; 36
36; 40
2,2
3
3; 4
5-18
1,8
2,4
3,8
4,9
4,9; 4,3
4,9; 5,5
6,2
7
9; 10
11; 12; 14,5
16; 18
20
22; 24
24; 29
29; 32
1,8
2,4
2,4; 3
3,8-14,5
0,75
1,0
1,25
1,5
2,0
3,0
4,0
1,27 B0) *
1,411 A8)
1,588 A6)
1,814 A4)
2,117 A2)
2,309 (И)
2,540 A0)
2,822 (9)
3,175 (8)
3,629 G)
4,233 F)
5,080 E)
5,644 D,5)
0.907 B8)
1,336A9)
1,814 A4)
2,309 A1)
6-33 12; 16 6-25
8-52 20; 25 6-40
10; 12; 14 20 8-11
12—52 20; 25 9—40
18-52 40; 45 14-40
30—52 45 25—40
42—52 60 32—40
Дюймовая резьба по ОСТу НКТП 1260
V/'
Vie"
V."
'/.„"
¦А"; 7.»"
?
l'/e"; Wi"
1»/."; IV."
1»/,"; 1»Л"
1'/8"; 2"
Трубная резьба по ГОСТу 6357—52
У."
'/."; V."
'/."; V»"; '/,"¦¦
7."
1"; lv."; iv4";
l'/g"; IV."
18
25
32
40
11; 14
18; 18; 22; 25
28; 28; 32;
32; 36
4,9-20
4,9-32
6,2—9
7—32
11-32
.20-32
24-32
20
25
32
40
45
50
55
60
6
7
8
9; 11
12
14
18
20
22; 25
28; 32
32; 36
36; 40
4,9
5,5
6,2
7; 9
10
11
14,5
16
18; 20
22; 24
24; 29
29; 32
6,2
9; 11
14,5; 14,5;
IS; 20
22; 23; 24;
24; 29
*' В скобках указано число ниток на 1".
РЕЗЬБОНАРЕЗНЫЕ ИНСТРУМЕНТЫ
303
127. Размеры в мм гаечных метчиков для нарезания метрической резьбы ••
для крупных шагов (ГОСТ 1604—60)
Unit f??*,i»MM
А -А
&ПЯй^\Ьмм
L
'Р-
6-6
Шаг
резь-
бы S
0,5
0,6
0,7
0,75
0,8
1,0
1,25
1,5
1,75
2
0.75
1,0
1,25
1,5
2,0
3,0
4,0
Диаметр
нарезае-
мой резьбы
(по стан-
дартному
ряду) d
3
3,5
4
V
6; 7
8; 9
10; 11
12
14; 16
16-22
8-33
10; 12
12-52
18—52
30-52
42-52
Допуски на размер метчиков по ГОСТу 7250—60.
1
10
12
14
16
20
25
30
36
40
16
20
25
30
40
60
80
2,2
?
3,5
4
4,5; 5,5
6; 7
8
9
И; 12
12-18
6—25
8; 9
11-40
14-40
25-40
32-40
а
1,8
2,2
2,4
2,7
3
3,4; 4,3
4,9; 5,5
6,2
7
9; 10
10-14,5
4,9-20
6,2; 7
9-32
11—32
20-32
24-32
128. Основные размеры в мм машинно-ручных метчикоз для метрической резьбы
(по ГОСТу 9000—59) диаметром 0,25—0,9 мм (ГОСТ 88э9—60)
Номинальный
диаметр
резьбы d
0,25
0,3
0,35
0,4
0,45
0,5
0,55
0.6
0,7
0.8
0,9
75°
—ч
Шаг
резьбы
S
0,075
0,08
0,09
0,1
0,125
0,15
0,175
0,2
0,225
—'—» ~~\—
1
1 ' 1
1
1
яг s
*=№
(
—к
-J
^—"—'-'
L
16
20
1
2,8
3
3,2
4
4,5
5,8
6,0
6,5
h
2,5
2,8
3,2
3,6
4,5
4,8
5,0
12 для отверстий
сквозных
0,23
0,24
0,27
0,30
0,37
0,44
0,53
0,60
0.70
глухих
0,15
0.16
0,18
03
0,26
0,30
0.35
0,411
304
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
129. Основные размеры в мм метчиков для конической резьбы (ГОСТ 6227—67 *)
Обозначение
размера резьбы
(дюймы)
V.
V»
%
1
2
L
50
55
65
75
85
95
110
120
140
140
It '3 шага
резьбы
Основная плоскость
-*1F
L
Метчики для резьбы
по ГОСТу
6111-52*
16
18
24
26
30
32
40
42
45
10
11
15
16
21
26
27
28
6211—69 *
18
24
26
32
36
42
45
48
50
12
16
13
22
24
28
30
32
34
d
8
11
14
18
22
28
32
36
45
а
6,2
9
11
14,5
18
22
24
29
35
h
9
12
14
17
21
25
27
32
38
Р
17
22
25
29
36
40
45
50
7
10
12
16
20
25
29
33
42
г
3
5
5
Примечания: 1. По согласованию с потребителем допускается изготовление
метчиков без кольцевых канавок.
2. По требованию потребителя метчики для резьбы Vie"—lU" должны изготовляться
соответственно со следующими диаметрами хвостовиков: 6, 8 и 11 мм, при этом размеры
rilt a, h, P, г — по ГОСТу 3266—60* в зависимости от диаметра хвостовика.
1
Бесканавочные метчики (рис. 74) служат для нарезания резьбы
в сквозных отверстиях прочных, но пластичных материалов, а также в листовой
стали и легких сплавах.
Рис. 74. Бесканавочный метчик для на-
резания резьбы в сквозных отверстиях
Рис. 75. Плашечный метчик для нареза-
ния резьбы в плашках
Плашечные метчики (рис. 75) предназначены для нарезания резь-
бы в плашках до сверления стружечных окон. Имеют длинную режущую часть
1р — 46 ниток для получения чистой поверхности по резьбовым ниткам плашки.
Маточные метчики (рис. 76) применяют для калибрования резьбы
у плашек после сверления стружечных окон. Имеют увеличенное число перьев
F—8) по сравнению с обычными метчиками и винтовые каиавки для исключения
попадания пера метчика в стружечное окно плашки.
РЕЗЬБОНАРЕЗНЫЕ ИНСТРУМЕНТЫ
305-
130. Размеры в жм гаечных авто-
матных метчиков с ивогнутым хво-
стовиком для нарезания метриче-
ской резьбы (ГОСТ 6951-60)
Шаг резьбы
Диаметр наре-
заемой резьбы
(по стандарт-
ному ряду)
0,8; 1,0
1,25; 1,5
1,75; 2,0
2,5; 3
0,5
0,75
1,0
1,25
1,5
2,0
5; 6
8; 10
12; 14; 16
18-24
5; 6
6; 8; 10
8; 10
12; 14; 16
18; 20; 22
10
12; 14
12; 14; 16
18; 20; 22; 24
18-24
Для крупных шагов
16; 20
" "" 100
25; 30
35; 40; 40
50—60
160
220
3,6; 4,4
5,5; 7,3
10,5; 12,5
14-19
135
165
250
340
55
80
115
150
Для мелких шагов
10
16
20
25
30
40
100
160
220
100
160
220
3,9; 4,9
4,5-8,1
5,8-7,8
9,5-13,5
15,5—19,5
7,5'
9,5; 11,3
9,2—13,0
15—20,5
14,5-20,0
135 | 55 |
32
43
95
32
165
250
340
165
80
115
150
80
250
340
115
150
43
60
95
43
60
95
Регулируемые (сборные) метчики (рис. 77) служат для
нарезания резьб большого диаметра C6—95 мм).
Метчики, показанные на рис. 74—77, не стандартизированы, размеры при-
нимают по ведомственным нормалям.
Рис. 76. Маточный метчик для калиброва-
ния резьбы в плашках
Рис. 77. Регулируемый (сбор-
ный) метчик для нарезания резь-
бы большого диаметра
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Рис. 78. Самовыключающаяся резьбонарезная головка КБ завода
«Фрезер»
Рис. 79. Самовыключающаяся гоповка ВНИИ
РЕЗЬБОНАРЕЗНЫЕ ИНСТРУМЕНТЫ
307
Метчики изготовляют четырех степеней точности: С, Д, Е и Н. Метчики сте-
пени точности С и Д изготовляют только со шлифованным профилем, Е и Н —
со шлифованным и нешлифованным профилем. Метчики степени точности С
гарантируют получение резьбы по 1-му классу, Д и Е (со шлифованным профи-
лем) и по 2-му классу и метчики степени точности Н — по 3-му классу точности.
Ручные метчики изготовляют из стали марок У12Аили Р18; машинные, гаечные
и автоматные — из стали марок Р18 или Р9. Автоматные метчики с изогнутым
хвостовиком изготовляют сварными — режущая часть из стали марки Р18,
хвостовик из стали марки 45.
Самовыключающиеся резьбонарезные головки применяют в условиях массо-
вого производства для нарезания точных внутренних резьб большого диаметра.
На токарных, револьверных и специальных станках и автоматах применяют
головки стационарного типа (не вращающиеся); на сверлильных и резьбонарез-
ных, специальных станках и автоматах применяют вращающиеся головки. Кроме-
того, применяют универсальные головки стационарные и вращающиеся на лю-
бом из перечисленных станков.
131. Резьбонарезные самовыключающиеся головки КБ завода «Фрезер»
Обозяачеиие
головки
КБ 1
KB 2
КБ 3
КБ 4
Диаметр
нарезаемой
резьбы в мм
36-39
42—48
52-60
64-76
Обозначение
головки
КБ 5
КБ 6
КБ 7
Диаметр
нарезаемой
резьбы в мм
80-95
100-130
135-165
Самовыключающиеся резьбонарезные головки для внутренних резьб не стан-
дартизированы и выпускаются по ведомственным нормалям.
На рис. 78 приведена самовыключающаяся резьбонарезная головка КБ за-
вода «Фрезер». Эти головки изготовляют семи размеров (табл. 131) для иареза-
ния резьб в диапазоне 36—165 мм.
Для нарезания трубной цилиндрической
и дюймовой резьб, а также метрических
резьб всех шагов диаметров 38—80 мм
можно применять самовыключающиеся
резьбонарезные головки ВНИИ (рис. 79).
Резьбовые резцы применяют для наре-
зания наружной и внутренней резьб по
профильной (рис. 80, а), генераторной
(рис. 80, б) и смешанной профильногене-
раториой (рис. 80, в) схемам резания.
Трапецеидальные резьбы нарезают преиму-
щественно по профильной схеме резания,
которая менее производительна, чем гене-
раторная, но позволяет получать более
высокий класс чистоты поверхности резь-
бы. Смешанная схема резания по произво-
дительности занимает промежуточное поло-
жение между профильной и генераторной схемами резания при получении хо-
рошего качества поверхности.
Резьбовые резцы разделяются на плоские (стержневые), призматические (по
типу призматических фасонных резцов) и круглые (по типу круглых фасонных
резцов).
Плоские(стержневые) резцы (табл. 132—133), применяемые
для нарезания наружных и внутренних резьб, устанавливают без поворота на
Рис. 80. Схемы резания при резьбона-
резании:
а — профилькая; б — генераторные;
в — смешанная профильно-генератор-
ная; S — осевая подача; S' — ради-
альная (поперечная) подача; S" — по-
дача под углом (в направлении обра-
зующей профиля — резьбы)
-308
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
угол подъема нарезаемого резьбового витка. Для резьб с углами подъема 6 ==с 4°
задние углы oq = а2 = 3 ¦+• 6°, для резьб с углом подъема 8 > 4° ах = 10°,
а2 = 3 -т- 5°; для многозаходных резьб аг = 8° + S, оц = 8° — в. Передний
угол на чистовых резьбовых резцах у = 0°, на черновых у = 5 -s- 25° в зависи-
мости от качества обрабатываемого материала. Угол е- — по профилю резьбы.
Для нарезания резьбы с большими скоростями резцы оснащают пластинками
из твердого сплава марки Т15К6 (табл. 134 и 135). Передний угол у = 0 -f- 3°.
•Задний угол двойной: а, = 7 -f- 10° и а = 5°; угол X = 5°.
132. Размеры в мм резьбовых резцов для нарезания наружной метрической резьбы
Наиболь-
ший шаг
резьбы
2
3
4
В
10
12
16
Н
16
20
25
L
125
150
(
25
30
35
15
20
25
b
6
8
10
т
1,5
2
2,5
133. Размеры в мм резьбовых резцов для нарезания внутренней метрической резьбы
I
—*tffi
JJ
- -ЯТЧ
i. ^^
1 /
ll . /
о
D
s
10
12
15
20
25
30
L
140
150
220
250
280
300
I
20
25
30
35
b
5
6
9
14
18
h
6,5
8
10
15
20
25
R
4
5
8
12
15
134. размеры в мм резьбовых резцов с пластинками иа твердого сплава
для нарезания наружной метрической резьбы
В
10
12
16
20
Я
16
20
25
30
L
125
150
Пластинки
а
6
8
10
12
Ь
14
18
20
с
3,5
5
6
7
Номер
формы
1101
1103
1105
1107
г
3
4
5
6
РЕЗЬБОНАРЕЗНЫЕ ИНСТРУМЕНТЫ
309
Рис. 81. Призматический резь-
бовой резец
Рис. 82. Круглый резьбовой
резец
Рис. 83. Резьбовые гребенки".
о — плоские; б—тангенциальные; в —круглые
135. Размеры в мм резьбовых резцов с пластинками из твердого сплава
для нарелання внутренней метрической резьбы
D
10
12
15
20
25
1.
150
220
250
280
1
1
6
\
Л
+—
щ( е=бо°±го
i
6
7
Э
14
18
h
8
10
15
20
m
4
5
8
12
15
D 1
Щ? ,
—f f
\
»»А
>1 f
5°
л»
%J72°
Пластинки
а
4
6
8
10
Ь
10
14
18
20
с
2,5
3,5
о
Г.
HoMi:p
формы
1109
1101
1103
1105
Г
2
3
4
5
310
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Призматические резьбовые резцы (рис. 81) затачивают
только по передней грани. Задний угол достигается наклоном в державке. Их
применяют для треугольных резьб с углами подъема резьбы 8 =g 3 -s- 5°.
Круглые резьбовые резцы (рис. 82). Задний угол (а = 10 н-
12°) достигается установкой центра резца выше центра нарезаемой детали
на величину h = R sin-z, где R — радиус резца. Передний угол у делают обычно
равным 0°.
При нарезании точных резьб призматические и круглые резцы требуют кор-
рекционного расчета профиля.
Призматические и круглые резьбовые резцы экономичны, так как допускают
большое число переточек. Резцы не стандартизованы, размеры принимаются п»
ведомственным нормалям.
Резьбовые гребенки (рис. 83) плоские (стержневые), призматиче-
ские и круглые с кольцевой или винтовой нарезкой применяют для нарезания
резьбы полного ярофиля в один проход.
ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ
Угол обратного конуса q/ на метчиках делают для предотвращения защемле-
ния метчика в нарезаемой резьбе. Для образования угла ф' наружный, средний
и внутренний диаметры резьбы метчика уменьшают по направлению к хвостовой
части из расчета на 100 мм длины:
а) у ручных и машинных метчиков:
для резьбы с шагом S — 0,2 -*- 1 мм на 0,10 мм;
» » » S = 1,25 -s- 2,5 мм на 0,08 мм;
» » » 5 = 3-^5 мм на 0,05 мм;
б) у гаечных, станочных и автоматных метчиков:
для резьбы с шагом S = 0,2 -f- 1 мм на 0,15 мм;
» » » S = 1,25 -г- 2,5 мм на 0,12 мм;
» » » S = 3 ~- 5 мм на 0,10 мм.
При нарезании резьбы в легких сплавах величина уменьшения диаметров со-
ставляет 0,2—0,3 мм на 100 мм длины.
При нарезании резьбы гребенками различного типа необходимо устанавли-
вать гребенки так, чтобы образовался угол ф' = 0°30" -г- 1°.
Угол наклона режущей кромки % затачивают на длине заборной части 1г
у метчиков, плашек и гребенок для направления стружки вперед по движению
инструмента. Исключение составляют инструменты, предназначенные для наре-
зания резьбы в глубоких отверстиях. Величины задних и передних углов, а
также числа зубьев резьбонарезных инструментов приведены в табл. 136—138.
Величину угла % принимают в пределах 7—10°.
У бесканавочных метчиков угол к = 9 -г- 12°; у круглых плашек и гребенок
для резьбонарезных головок % — 1 -=- 2°.
136. Задние углы для резьбонарезных инструментов
Инструмент
Гаечные и машинные метчики
Ручные метчики
Метчики для легких сплавов:
в сквозных отверстиях . . .
в глухих
Задний
угол
в град
10-12
6-8
5-8
3-4
Инструмент
Плашки круглые
Гребенки тангенциальные . . .
Фрезы дисковые
Фрезы гребенчатые
Задний
угол
в град
10-12
8-10
5-8
8-10
РЕЗЬБ ОН АКАТНЫЕ ИНСТРУМЕНТЫ
311
137. Передние углы у° у резьбонарезных инструментов
Обрабатываемый металл
Сталь мягкая
» средней твердости
» твердая
Чугун и бронза
Латунь . . .-
Легкие сплавы
Сталь автоматная
» легированная
и инструментальная
Чугун ковкий
Метчики
12-10
8-10
5
0—5
10
30
10
5
8
Круглые
плашки
20-25
15-20
10-12
20
25
12
20
Круглые
гребенки
Танген-
циальные
гребенки
25
20
10
25
25
30
25
25
20
15
20
138. Числа
Симметричный .
Несимметричный
зубьев у дисковых
Профиль
резьбовых фрез для трапецеидальной
Шаг нарезаемой
3-5
38
80
6-8
34
70
резьбы
резьбы
1
1
в мм
9—16
30
60
Угол наклона канавок со на метчиках обычно делают равным 0°. У специаль-
ных метчиков для улучшения отвода стружки делают винтовые канавки под уг-
лом ш = 8-5- 15°, дающие тот же эффект, что и угол 'к. Для метчиков с правой
резьбой канавки левые, а с левой резьбой — правые.
РЕЗЬБОНАКАТНЫЕ ИНСТРУМЕНТЫ
Накатывание резьбы применяется для металлов с ае
твердостью до HRC 37.
60 кГ/мм2 и б > 8%
ИНСТРУМЕНТЫ ДЛЯ НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ
Основные способы накатывания резьб, используемые в машиностроении, и
область их применения приведены в табл. 139.
Накатывание плоскими плашками осуществляется на резьбонакатных стан-
ках, а при отсутствии их — на приспособлениях, установленных на поперечно-
строгальных станках.
Плашки работают в комплекте из двух штук: одна плашка неподвижная, а
другая совершает поступательно-возвратное движение. Направление угла подъе-
ма реаьбы на плашках противоположно направлению накатываемой ими резьбы.
Размеры плашек для накатывания метрической резьбы диаметром от 3 до
27 мм регламентированы ГОСТом 2248—69* (табл. 140). Размеры плашек для на-
катывания резьб диаметром менее 3 мм и более 27 мм зависят от типа станка и
определяются в каждом конкретном случае.
312
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
139. Способы накатывания наружной резьбы и их применение
Способ накатывания
Эскиз
Применение
и характеристика
Плоскими
плашками
fssni
Крепежные резьбы диа-
метром до 35 жж, точностью 2
и 3-го классов. Резьба на
шурупах для дерева и са-
монарезающих шурупах
для металла
Роликами
с радиальной
подачей
роликов на
накатываемую
деталь
Метрические резьбы по-
вышенной точности (тугие
1-го класса) и обычной
точности B и 3-го классов)
диаметром от 2 до 100 мм
Роликами
с осевой
подачей
накатываемой
детали
Метрические и трапеце-
идальные резьбы обычной
точности при любой длине
накатываемой детали
Роликами
с танген-
циальной
подачей
накатываемой
детали
Крепежные резьбы диа-
метром от 1 до Юлии, точ-
ностью 2 и 3-го классов
Вращающим-
ся роликом и
неподвиж-
ными
сегментами
Крепежные резьбы диа-
метром до 10 мм, точно-
стью 2 и 3-го классов
РЕЗЬВОНАКАТНЫЕ ИНСТРУМЕНТЫ
313
Продолжение табл. 139
Способ накатывания
Эскиз
Применение
и характеристика
Тремя роли-
ками с осевой
подачей
накатываемой
детали
^
Крепежные резьбы диа-
метром от 4 до 33 мм, точ-
ностью 2 и 3-го классов
(используются в резьбона-
катных нераскрывающихся
головках — плашках)
Тремя роли-
ками с
радиальной
подачей
роликов
Крепежные резьбы диа-
метром от 2 до 52 мм, точ-
ностью 2 и 3-го классов
(используются в резьбона-
катных раскрывающихся
головках)
Обозначения: Нь Н2, Н3 —накатной инструмент; 3 — заготовка; PQC — уси-
: осевой подачи заготовки; Рт — усилие тангенциальной подачи.
140. Размеры резьбонакатных плашек в мм
Диаметры
накатываемых
резьб
3; 3,5; 4
4; 4,5; 5; 6
6; 7; 8; 9; 10
8, 5; 10; 11; 12
10; 11; 12; 14; 15; 16
14; 15; 16; 17; 18; 20
18; 20; 22; 24; 25; 27
25; 32
25; 32; 40
32; 40; 50
32; 40; 50;
63
40; 50; 63;
80
40; 50; 63;
50; 63; 80;
100
Н
25
25
32
40
45
50
50
Длина плашек
подвиж-
ной
85
125
170
220
250
310
400
непод-
вижной
L
НО
150
200
230
285
375
Примечания; 1. Допускаемые отклонения по размерам L, Н, В по Д,. Раз-
ность между размерами В у подвижной и неподвижной плашек комплекта в пределах
класса точности 2а. Допускаемое отклонение шага между двумя любыми нитками на
Длине 25 мм в пределах ± 0,03 мм. Отклонение направления ниток на длине 100 мм
в пределах ± 0,02 мм. Допускаемое отклонение от параллельности между плоскостью,
проходящей через вершины резьбы, и опорной поверхностью не должно превышать:
на всей ширине плашки — 0,02 мм; на длине до 170 мм — 0,03 мм; на длине св. 170
до 250 мм — 0 05 мм: на длине св. 250 о 400 мм — 0,07 мм.
314 МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Плашки по ГОСТу односторонние, ряд предприятий изготовляет двусторон-
ние плашки.
Основным элементом, определяющим процесс формирования резьбы при нака-
тывании, является заборная часть. Для резьб с шагом до 1 мм нитки по всей
длине фрезеруют параллельно основанию, а заборную часть получают путем
шлифования поверху. Для резьбы с шагом более 1,25 мм нитки на заборной части
фрезеруют по всему профилю под углом.
С целью лучшего захвата заготовок на заборной части делают поперечные
канавки с шагом 1—2 мм и глубиной 0,2—0,3 мм.
Режимы накатывания резьбы плашками. Для мате-
риалов с ав < 60 кГ/мм2 средняя скорость накатывания v — 5 -*- 7 м/мин, а
для материалов с ав > 60 кГ/мм2 v = 15 -f- 20 м/мин.
Среднюю скорость накатывания и частоту вращения заготовки рассчитывают
по формулам:
2ln LH nn
и=Ш м/мин' П1=^гоб'мш'
где LnM — длина неподвижной плашки в мм; d2 — средний диаметр накатывае-
мой резьбы в мм; I — путь ползуна с плашкой в мм, п — лисло двойных ходов
в минуту.
Усилия накатывания плоскими плашками:
радиальная составляющая (нормальная к профилю резьбы) ^
lvte У teBr — te)
Р =0,72 Р° 1 -(НВ + 22);
к S cos a/2 cos со v '
тангенциальная составляющая (по образующей профиля)
Рт = @,15-8-0,18) PR,
где 1р — длина накатываемой резьбы в мм; S — шаг резьбы в мм; te — глубина
резьбы в мм; со — .угол подъема винтовой поверхности резьбы; г — радиус за-
готовки в мм; НВ — число твердости материала заготовки по Бринеллю; а —
угол профиля резьбы.
Накатывание роликами с радиальной подачей роликов применяется для метри-
ческих резьб обычных B и 3-го классов) и тугих A-го класса) диаметром от 2 до
100 мм. Оси роликов параллельны оси накатываемой заготовки, которая сво-
бодно вращается и перемещается в радиальном направлении одним из роликов.
Ролики для накатывания метрических резьб бывают: а) с открытым контуром,
у которых внутренний диаметр резьбы не ограничивается точными размерами
и не участвует в формировании вершин накатываемой резьбы; б) с замкнутым
контуром, у которых внутренний диаметр резьбы ограничен допуском и вслед-
ствие этого формирует вершину резьбы детали.
Ролики с открытым контуром применяют для накатывания резьбы на дета-
лях, работающих в условиях приложения динамических нагрузок, во всех ос-
тальных случаях применяют ролики с закрытым контуром.
Комплект роликов состоит из двух штук.
Резьба роликов: для правых резьб — левая многозаходная, для левых
резьб — правая многозаходная.
Размеры роликов и допускаемые отклонения элементов их профиля регла-
ментированы ГОСТом 9359—69.
По ГОСТу предусматривается выполнение роликов (с замкнутым контуром)
двух типов и двух исполнений. Ролики типа А (рис. 84, а) предназначены для
станков с расстоянием между осями шпинделей: наибольшим 230 мм и наимень-
шим 130 мм (станки мод. 5А935, GWR-80) для накатывания метрических резьб
с крупным шагом в диапазоне от МЗ до МЗб и мелким шагом в диапазоне от
М4 X 0,5 до М45 X 2. Ролики типа Б (рис. 84, б) предназначены для станков
с расстоянием между осями шпинделей наибольшим 135 мм и наименьшим 90 мм
¦1
РЕЗЬБОНАКАТНЫЕ ИНСТРУМЕНТЫ
315
(станки мод. 5933) для накатывания метрических резьб с крупным шагом в диапа-
зоне от МЗ до М27 и мелким шагом в диапазоне от М4 X 0,5 до М45 X 2. Испол-
нением I предусмотрены ролики для резьб не ниже 1-го класса точности, а ис-
полнением II — для резьб не ниже 2-го класса точности. В централизованном
порядке изготовляют ролики исполнения I. а исполнения II — по особому за-
казу.
шо 5
о)
Форма о
Форма б
Рис. 84. Резьбонакатные ролики:
о — типа А; б — типа Б
Допускаемые отклонения на параметры накатных роликов приведены в
табл. 141.
При накатывании резьб диаметром 2 мм и менее применяют специальные нак-
ладные головки к накатным станкам.
Режимы накатывания роликами. Радиальные подачи могут
быть выбраны по табл. 142.
Число оборотов, которое делает заготовка за время профилирования резьбы,
приведено в табл. 143.
Скорость накатывания зависит от материала накатываемой детали: для ла-
туни 100—120, мягкой стали 80—100, стали средней твердости 60—40; твердой
стали 15—20; титановых сплавов 12—14 м/мип-
Усилие для накатывания метрической резьбы рассчитывают по формулам
PR = 3.
У е D
D*
pt=o,mpR,
d —с
•d.ia-f-™8
cos a/2
K\
где Р^ — сила радиального давления в кГ; d1 — внутренний диаметр накаты-
ваемой резьбы в мм; а — ширина вершины и впадины резьбы в мм; К — число
Закатываемых ниток резьбы; Р( — тангенциальная сила, создающая момент
316
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
вращения заготовки вокруг оси, в кГ; а — угол профиля резьбы; ат — предел
текучести металла в момент накатывания в кГ/мм2; е — модуль предельной упру-
гости металла в кГ/мм2; DH — наружный диаметр ролика в мм; d3as — диаметр
заготовки в мм.
141. Допускаемые отклонения на параметры рсзьбонакатных роликов
Проверяемые параметры
Допускаемые отклонения в мм
Исполнение I Исполнение II
Отклонение шага между двумя любыми нитками на
длине 25 мм не должно превышать для S:
до 1,5 мм
св. 1,5 мм
Отклонение по наружному диаметру для ширины
роликов В
Конусность по среднему диаметру:
до 50 мм
св. 50 мм
Биение среднего и наружного диаметров относи-
тельно оси отверстия
Биение торцов относительно оси отверстия на диа-
метре 100 мм
Разность ?>„ двух роликов в комплекте
JH
Разность DCp двух роликов в комплекте
±0,015
± 0,020
0,5
0,03
0,04
0,03
0,02
0,05
0,05
- 0.025
: 0,030
1,0
0,06
0,08
0,03
0,2
0,15
142. Радиальные подачи при накатывании резьбы роликами
Шаг
в мм
0,2-0,5
0,5-0,8
1,0
1,5—1.75
2—3
Материал накатываемой заготовки
Алюми-
ний
Бронза,
латунь
Сталь с ов в кГ/мм1
40
50
70
90
Радиальные подачи э„ в мм/об заготовки
0,03
0,05
0,085
0 1
0,02—0,1
0,03-0,16
0,03-0,15
0,06—0,15
0,08—0,17
0,1—0,2
0,1-
0,025—0,12
0,06—0,1
0,08-0,15
0,25
0,02—0,07
0,035—0,09
0,05—0,12
0,05—0,17
0,02
0,025
0,035
0,045
143. Число оборотов заготовки за время профилирования резьбы
Шаг
резьбы в мм
1,0—1,5
1,75—3
Материал заготовки
Алюминий
Бронза,
латунь,
мягкая
сталь
Сталь с
а в = 50 -f- 70
кГ/мм2
Сталь
ае = 70 -Н 90
кГ/мм?
Сталь
ае = 90кГ/мм:'
Число оборотов
4-6
Р—8
6—8
8—10
10-12
14—18
14-18
20—30
20—30
30—40
РЕЗЬБОНАКАТНЫЕ ИНСТРУМЕНТЫ
317
Накатывание метрической резьбы на полых де-
талях. Для того чтобы исключить разрушение полой детали при накатывании
резьбы, должно быть соблюдено условие
Qu^Qo,
где QH — усилие, необходимое для накатывания; Qg — усилие, выдерживаемое
деталью из условия прочности.
Для накатывания метрической резьбы на стальных деталях принимают
_a?L Dcpdcp
Уи 150 * DCB + dcp'
Q9 =
0,318r0-
Таким образом, условие возможности накатывания резьбы на полых деталях",
имеет вид
Dcpdcp
о
оя
D
:470 —.
ср-
""ср
Значения К = 470 — приведены в табл. 144. В формулах приняты обозначе-
ния: dcp — средний диаметр накатываемой резьбы; Dcp — средний диаметр на-
катного ролика; L — длина детали; г0 — радиус центральной оси детали (коль-
ца); z0 — положение нейтральной оси.
Ш. Значения величины К для стальных деталей с
РезьОа
8x1,25
10x1,5
12x1,25
12x1,5
12x1,75
14x2
16x1,5
Значения К
2,5
140
100
90
85
3
250
1R5
145
135
125
lift
95
при
толщине
стенки в мм
3,5
230
200
1!M
180
150
140
4
300
260
240
230
205
195
5
345
330
В
7
Резьба
16x2
18x1 5
18x2,5
20x2,5
24x1,5
24x2
27x3
2,5
метрической резьбш
Значения К при толщине
стенки
3
85
3,5
125
1.25
100
95
100
4
170
175
145
130
125
!Ю
85
в мм
5
Ж)
280
245
дао
210
165
145
6
430
370
335
310
260
230
7
390
320
Накатывание длинных резьб осуществляется двумя спосо-
бами: роликами, оси которых параллельны, и роликами, оси которых скрещи-
ваются.
Первый способ накатывания предусматривает использование обычных резь-
бонакатных станков. Ролики имеют винтовую нарезку, размеры которых для
обеспечения осевого перемещения накатываемой детали должны иметь опреде-
ленное соотношение диаметров роликов и накатываемой детали. Расчет парамет-
ров роликов приведен в работе [2]. Второй способ накатывания осуществляется
на специальных станках типа РН-10К. Для этих станков диаметры роликов при-
нимают в пределах 100—110 мм.
Для накатывания в этом случае используют, как правило, ролики с кольце-
вой нарезкой (исключение составляет накатывание многозаходных резьб, для
которых используют винтовые ролики).
Основные зависимости по расчету параметров роликов с кольцевой нарезкой
приведены в табл. 145.
318
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
145. Расчет роликов с кольцевой нарезкой
Рассчитываемый параметр
Обозна-
чения
Формулы
Угол скрещивания осей роликов
Ширина роликов
Угол заборного конуса
Ширина заборного конуса . . . .
Шаг кольцевой нарезки
Угол профиля резьбы ролика . .
«1
В
3. П
к
2
о, = со = arctg
nd2
В = nd.
Д+ /.
k±+ "*)*•
Ф = arctg •
qz
s'fea-"pZJ
cp
Вз.к =
A + X
tgcp
S cos со
tg -5- = tg -=- cos a
Обозначения: со — угол подъема накатываемой резьбы по среднему диаметру;
ds — средний диаметр накатываемой резьбы в мм; Д — суммарное радиальное обжатие
накатываемой детали в мм, А = -2-g—- ; X — гарантированный зазор для входа нака-
тываемой детали в ролики в мм (X принимают 0,3—0,6 мм); пк — число оборотов детали
при калибровании, принимают 4—7 оборотов; q — число роликов; z = Sg,. tg cp; Soc —
осевая подача на '/q оборота детали; а, — угол скрещивания осей роликов в радианах;
kg — число заходов накатываемой резьбы; kv — число заходов резьбы роликов (у роли-
ков с кольцевой нарезкой h = 0).
d2=d3
Накатывание двумя роликами с тангенциаль-
ной подачей накатываемой детали (рис. 85). Особенностью
•способа является непрерывность процесса, что достигается за счет разности
окружных скоростей роликов. Ролики имеют
винтовую нарезку. Расстояние между осями
роликов постоянное, его рассчитывают по
формуле
где Dlcv — средний диаметр ведущего роли-
ка; D2cp — средний диаметр ведомого ролика;
d2 — средний диаметр накатываемой резьбы;
б — допуск на средний диаметр накатывае-
мой резьбы.
Для обеспечения захвата накатываемой
детали и полного профилирования резьбы не-
обходимо определенное соотношение между
средними диаметрами ведущего и ведомого
роликов, а также между средним диаметром
ведущего ролика и средним диаметром накатываемой резьбы. Эти соотношения
должны иметь следующие значения:
Рис. 85. Схема накатывания резь-
бы роликами разных диаметров с
тангенциальной подачей накатывае-
мой детали
D
2ср
О,
= 0.6-i-0,92; Z)Icp = /cid2l D2cp = k2d2,
РЕЗЬБОНАКАТНЫЕ ИНСТРУМЕНТЫ
319-
где fcx и к2 — число заходов из условия равенства углов подъема винтовых
нарезок роликов и накатываемой резьбы.
146. Размеры в мм роликов для накатывания резьбы с тангенциальной
подачей накатываемых деталей
• Нарезаемая
D
ном
2
2,6
3
4
5
6
резьба
ном
0,4
0,45
0,5
0,7
0,8
1
°,ср
139,2
143,09
144,45
148,93
147,84
149,8
Большой ролик
°1*ар
139,5
143,3
144,7
149Д
148,3
150,4
\
80
62
54
42
33
28
D2CP
111,3
115,4
115,0
120,5
116,48
117,7
Малый ролик
2 нар
111,5
115,7
115,3
121
117
118,3
\
64
50
43
34
26
22
Порядок расчета следующий. Сначала рассчитывают диаметр большего ро-
лика по формуле
D _ 2,2(d2-dx)
'Юр*
/2
где / = 0,1 — коэффициент трения между роликами и накатываемой деталью;
d2 и dt — средний и внутренний диаметры на-
катываемой резьбы.
Затем определяют D2cp = 0,8 ?>1ср и уточ-
няют D2Cp == k2d2, где к2 — число заходов резь-
бы ролика.
Размеры роликов для накатывания резьбы
диаметром от 2 до 6 мм приведены в табл. 146
[1, 2].
Для накатывания роликами с тангенциаль-
ной подачей накатываемой детали могут быть
использованы универсальные роликовые на-
катные станки при незначительной их пере-
делке.
Накатывание вращающимся роликом и не-
подвижными секторами (одним или несколь-
кими). Накатываемые детали непрерывно из
загрузочного устройства (иногда вручную)
подаются в зазор между вращающимся роли-
ком с винтовой нарезкой и сектором тоже с
нарезкой (рис. 86). Резьба на ролике и секто-
рах многозаходная с одинаковыми углами
подъема. Для накатывания правой резьбы
резьба на ролике левая, на секторах правая,
а для накатывания левой резьбы — наоборот.
Размеры ролика и секторов могут быть рас-
считаны по формулам
Dpcp==<Hkc; kc = kp-\-2;
1
.—
в)
\T\j~
Deep — "¦ерке'г
Dccp=Dpcp-\-2d2;
Scp — Skp-,
Sc — Skc,
где d2, Dp Cp и Dccp — средние диаметры
Рис. 86. Схема накатывания резь-
бы между сектором и роликом:
1 — ролик резьбонакатной; 2 — сек-
тор резьбонакатной; з —подающий
диск; 4 — направляющие; 5 — бун-
кер
резьб накатываемой детали, ролика и сектора
в мм; S, Sp, Sc — шаги резьб детали, ролика
и сектора в мм; kv и ке — число заходов резьб
ролика и сектора (обязательно четное).
Накатывание резьбонакатными головками (табл. 147). По конструкции резь-
бонакатные головки для накатывания наружных резьб по циклу работы могут
320
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
быть разделены на две группы: нераскрывающиеся (реверсивные) головки, или,
как их иногда называют, плашки, и раскрывающиеся (нереверсивные) головки
(рис. 87, а и б).
147. Основные данные по резьбонакатным
головкам завода «Фрезер»
Тип
головки
Н е р а о к р
НП-1
НП-2
НП-3
НП-4
Р а о к р ы i
НГН-2
НГН-3
НГН-4
ВНГН-1
ВНГН-2
В НГН-3
ВНГН-4
ВНГН-5
Размеры накатываемых
резьб в мм
Диапазон
диаметров
Шаг
ывающиеся головки
4-7
8-16
18-24
27-33
0,7-1
1-2
1,5—2
1-2
)ающиеоя головки:
а) нееращающиеся
4-6
8-16
17-27
0,7—1,0
0,72—2,0
1,5-3,0
б) универсальные
2-4
4-6
8—16
16-27
30-52
0.4-0,7
0,7-1
0,75—2
1-3
Наибольший 5
Рис. 87. Резьбонакатные головки:
а — регулируемая НП-1; б — не-
регулируемая
Нераскрывающиеся головки (резьбонакатные плашки) бы-
вают регулируемые и нерегулируемые. Описание конструкции резьбонакатных
плашек приведено в работе [2].
Головки работают по принципу самозатягивания.
Резьба у роликов кольцевая. Резьбонакатные ролики
имеют заборную и калибрующую части. Комплект
роликов данного шага резьбы накатывает резьбу лю-
бого диаметра в пределах диапазона диаметров дай-
ной головки. Ролики в комплекте отличаются порядко-
вым номером, определяющим величину смещения
резьбы от торца ролика, которая изменяется у каждо-
го последующего ролика на величину, равную шагу
резьбы, деленному на количество роликов в комплекте.
Это смещение необходимо для образования непрерыв-
ной винтовой линии на накатываемой детали. Плашки
централизованным порядком изготовляются для нака-
тывания правой резьбы; для накатывания левой резь-
бы необходимо иметь специальные корпуса с обратным
(по сравнению с правой резьбой) расположением нак-
лона отверстий под оси роликов.
Нераскрывающиеся нерегулируемые головки отли-
чаются от регулируемых отсутствием ряда деталей,
обеспечивающих регулировку положения роликов,
т. е. более просты по конструкции. Для обеспечения продольной подачи плашки
вдоль оси накатываемой детали оси роликов повернуты относительно оси
Рис. 88. Схема расчета
размеров корпуса голов-
ки для накатывания
резьбы
РЕЗЬБОНАКАТНЫЕ ИНСТРУМЕНТЫ
321
детали на угол р\ приблизительно равный углу подъема резьбы
(рис. 88):
p~co = arctg-*-, ;
где S — шаг резьбы в мм; d2 — средний диаметр резьбы в мм.
148. Размеры в мм резьбонакатных роликов для плашек
30°'1°
РолакНЧ L-^t
Ролик №2 -?JZ
-т—
I
щ
ы
щ
к
60'
О
/К А А
0.545°
Т j }
Резьба
Диаметр
2—5
6-24
8-24
27—52
Шаг
0,4-0,8
1,25-2
1
1,5-2
О
10
20
25
30
d
5
10
15
20
h
7S
Размеры роликов приведены в табл. 148.
Резьбонакатные плашки применяют и для накатывания конических резьб.
В головках для накатывания конической трубной резьбы оси роликов накло-
нены под двумя углами; аг — угол наклона
в диаметральной плоскости головки, учиты-
вающий конусность накатываемой резьбы;
(о — угол подъема резьбы детали.
При накатывании конической резьбы тре-
буется применение специальных роликов, при
установке которых в головке биссектриса
угла рабочего профиля роликов становится
перпендикулярной оси накатываемой резьбы.
Ролики для конической резьбы изготовляются
цилиндрическими и имеют несимметричные
половины углов профиля 28°12' и 31°48' (об-
щий угол профиля 60°), что вызвано поворо- Рис- 89- РазмеРы к°РпУса головки
том осей в корпусе головки на угол а,. До-
пустимое отклонение углов <% и со ± 5'. Размеры корпуса головки (рис. 89)
определяют по формулам:
do = d,
гср осп
S Рср
16 cos ах
h — h
_2( h 1-6-М sin a — @,05 ч-0,1);
cos cti '
/)ср = 230-2(Л1-А/г1); a = -|tgab
где do — расстояние между осями отверстий в корпусе; dcp. осн — средний диа-
метр в основной плоскости в мм.; а — угол поворота осей в головке; Dcp — сред-
ний диаметр ролика; Da — наружный диаметр ролика; h — высота головки
профиля резьбы; Д/^ — допустимое отклонение; lt — длина резьбы (ГОСТ
6211—69*); 12 — рабочая длина резьбы (ГОСТ 6211—69*); Ь -~ толщина шай-
бы; ах — угол уклона (ах = 1°47'); hY — ширина ролика; а — расстояние от
Корпуса до шайбы; dm — диаметр шайбы.
Раскрывающиеся головки (см. табл. 147) выполняют невра-
Щающимися НГН и вращающимися ВНГН; первые используют на станках
11 Справочник технолога, том 2
322
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
149. Размеры роликов для раскрывающихся резьбонакатных головок
типа НГН и ВНГН (см. рис. 90)
Тип
головки
ВНГН-2
НГН-2
ВНГН-3
ВНГН-.3
НГН-3
ВНГН-3
Шаг
резьбы
в мм
0,7
0,8
1
0,75
1
1,25
1,5
Накатывае-
мая резьба
М4
М5
Мб
МИ
М8; М9; М10
МИ; М12
М14; М16
М8; М9; М10
М12
М8; М9
М10; МИ;
Ml 2
М14; М16
Размеры
роликов
в мм
D
19,2
И9.6
18,87
40
42
40
36
42
36
41
37
В
10
18
й
11,5
22
Тип
головки
ВНГН-3
ВНГН-4
НГН-4
Шаг
резьбы
в мм
1,75
2
1
1,5
2
2,5
3
Накатывае-
мая резьба
М12
М14; М16
М16; М18;
М20; М22
М16; М19;
М20
М24; М27
М16
М24; М27
М18; М20;
М22
М24; М27
Размеры
роликов
в мм
D
40
37
69,6
70
63
71,3
65
70
65
В
25
d
36
Примечания: 1. Длина заборной части (l,5-i-3) S, угол заборной части
Ф = 10°.
2. Ролики изготовляют из стали Х12М; Х12Ф1.
Шаг
резьбы
0,75
1
1,25
1,5
1,75
2,0
150. Размеры резьбы роликов
D
36,2
40,4
36
40
42
40,3
35,892
40,892
39,871
36,855
DcP
35,768
39,968
35.424
39,350
41,350
39,58
35.026
40,02ti
38,863
35,701
(
1,625
2,2
2,975
3,34
4,08
4,3
h
(ролик
№ 3)
0,5
0,667
1,083
1,0
1,416
1,334
мм) к
оезьбонакатным
(
номи-
наль-
ная
0,216
0,288
0,36
0,433
0,504
0,577
откло-
нение
(+)
0,029
0,032
0.036
0,037
0 039
0^40
Ч
наи-
мень-
шая
0,26
0,35
0,44
0,53
0,61
0,70
головкам (см.
R
наи-
боль-
ший
0,10
0,14
0,18
0,21
0.25
0.28
наи-
мень-
ший
0,07
0,11
0,14
0,17
0.21
0,24
рис. 91)
Накатывае-
мые резьбы
Ml 2; Ml 4;
Ml 6
М8; М9; М10
М14; М16
МИ; М12
М8; М9; М10
М12; М8; М9
М14; М16
М10; МИ;
М12
М12
М14: М16
РЕЗЬБОНАКАТНЫЕ ИНСТРУМЕНТЫ
323
токарной группы, а вторые — на болторезных, сверлильных станках и много-
шпиндельных токарных автоматах.
Помимо этих головок, в промышленности эксплуатируются головки конструк-
ции отдельных заводов СССР и зарубежных фирм. Раскрывающиеся головки ра-
ботают по принципу самозатягивания. Размеры роликов к головкам и элементы
резьбы иакатных роликов приведены на рис. 90 и 91 и в табл. 149 п 150.
•
--
//А
В
Рис. 90. Размеры
роликов
№1
Рис. 91. Элементы резьбы
№3
151, Скорости накатывания резьбы
Скорости накатывания резьбы резьбонакатными
головками приведены в табл. 151.
Смазочно-охлаждающне жидкости, применяемые при накатывании резьбы:
для конструкционной стали — сульфофрезол марки Р или веретенное масло; для
стали 1Х18Н9Т составы (в %) — 60
сульфофрезола, 15 олеиновой кисло-
ты, 15 керосина, 81,5 веретенного
масла, 10 канифоли, 2,5 олеиновой
кислоты, 1,0 каустической соды,
3,0 воды, 2,0 спирта; для алюми-
ниевых сплавов — керосин.
Диаметр заготовки под накаты-
вание резьбы. Для резьб по ГОСТу
9150—59* диаметр заготовки опре-
деляют по формуле
<**» = у/* + <*! "
-0,210952;
Число витков
резьбы
8 и более витков
Меньше 8 витков
Материал заготовки
Углеродистая,
легированная,
нержавеющая
и жаропроч-
ная сталь
Жаро-
прочные и
титановые
сплавы
Скорость накатывчния
в м/мип ¦
3-7
1-3
1—3
1-3
где d, dt — соответственно наружный
и внутренний диаметры резьбы; S —
шаг резьбы.
Если после накатывания производят металлопокрытие детали, диаметр за-
готовки рассчитывают по формуле
d,,
-V
d* + d\
2
It
Диаметры заготовок, рассчитанные по формулам, корректируются по резуль-
татам опытного накатывания.
Диаметр заготовки под накатывание должен быть выдержан с большей точ-
йостью, чем при нарезании. Обычно допуск на диаметр заготовки-принимают рав-
11*
324
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
ным половине допуска на средний диаметр накатываемой резьбы, что соответ-
ствует классу точности За (табл. 152).
Шероховатость поверхности под накатывание должна быть не ниже 5-го клас-
са по ГОСТу 2789—59.
В процессе накатывания происходит удлинение (вытягивание) заготовки:
0,2—0,3% при обычном накатывании; до 1% при накатынании роликами с коль-
цевой нарезкой (с осевым перемещением заготовки). Торец у накатанной детали
неровный.
152. Допуски на диаметр заготовки под накатывание резьбы в мм
и методы изготовления заготовок
Интервал диаметров
От 3 до 6
Св. 6 » 10
» 10 » 18
» 18 » 30
Методы изготовления
заготовки
Допуск на средний диаметр
резьбы 2-го класса точности
0,07-0,10
0,10-0,12
0,12-0,16
0,16-0,19
Волочение, высадка
Обтачивание:
головкой
тангенциальным резцом . . .
Шлифование
Допуск на диаметр заготовки
для класса точности
3
0,025
0,030
0,035
0,045
+
За
0,048
0,058
0,070
0,084
—
+
4
0,08
0,10
0,12
0,14
+
ИНСТРУМЕНТЫ ДЛЯ НАКАТЫВАНИЯ ВНУТРЕННИХ РЕЗЬБ
Накатывание малых по диаметру внутренних резьб осуществляется раскат-
никами, а большего диаметра — накатными головками.
Раскатники получили наибольшее применение для накатывания метрических
резьб диаметром от 3 до 30 мм при условии, что длина резьбы у деталей из меди,
латуни ЛС59-1, алюминия и его спла-
вов < 8 d; из мягкой стали < 3d; из
стали 20 и 1Х18НТ < 2d (d — диа-
метр резьбы в мм).
Накатывание внутренней резьбы
осуществляется на вертикально-свер-
лильных агрегатных станках и стан-
ках токарной группы. Раскатники
(рис. 92) состоят из заборной, калиб-
рующих частей и хвостовика. На за-
борной части резьба коническая с
полным профилем. В поперечном се-
чении раскатник имеет трехгранную
форму (для диаметров более 20 мм
предпочтительнее четырехгранное се-
чение). Исполнительные размеры
раскатников для накатывания внут-
ренних резьб диаметром до 10 мм
приведены в табл. 153, а формулы для расчета — в табл. 154 (по данным
О. С. Андрейчикова) С целью снижения величины крутящего момента раскат-
ники диаметром свыше 5 мм следует снабжать смазочными канавками по всей
длине рабочей части на нерабочих участках профиля. Число канавок соответст-
вует числу граней. Стойкость раскатников в 6—50 раз выше стойкости метчиков.
Рис. 92. Раскатник
РЕЗЪБОНАКАТНЫЕ ИНСТРУМЕНТЫ
325
153. Исполнительные размеры раскатников и диаметры отверстий
под раскатывание в мм (см. рис. 90)
резьба
М4
MB
М10
п
вания
do
4,08
6,12
10,18
р и м е
резьбы
dcP
3,60
5,42
9,11
den
3,29
4,97
8,44
Ф° для резьб
сквоз-
ных
1
глу-
хих
15
h для
сквоз-
ных
14
22
33,5
резьб
глу-
хих
1,4
2
3
К
0,29
ОЗб
0,39
5Х
0,49
оТзз
2
3
4
4
6
Диаметр
под раска-
тывание
363+0,05
9>18 +0,07
ч а н и е. На заводах имеется опыт применения раскатников для накаты-
диаметром до 30 мм при условии, что шаг резьбы менее 1,5 мм.
154. Формулы для расчета раскатников
Определяемый параметр раскатника
Диаметры:
средний
внутренний
переднего торца
Длина:
заборного конуса
калибрующей части
Величина затылования
Количество граней
Угол спада архимедовой спирали для
затылования
Размеры смазочных канавок:
ширина
глубина
радиус закругления
Размер хвостовика
Расчетные формулы
d, = (d + 0,15S)-°o
dcp = (dz + 2/3A)-6cp
aT = dpac-°'1S
(dcp ~ dr)
2 ¦ 4- 0,«3S
''""¦ tg<p
При S < 0,5 (B = 15 -!- 20;
При S < 1,0 lK = 10 + 15;
При 9 < 1,5 lK = 8 + 10
* 2z tg%
z = 3 ¦*¦ 4 (для резьб повышенной
точности г — 4)
V=5-f8°
Ьк = 0,lndQ
hK == 0.5S
fiK = 0,5bK
По нормалям для машинных метчиков
Обозначения: 60 — допуск на изготовление наружного диаметра раскат-
ника (для раскатников от МЗ до М10 следует принимать 0,01 мм): 6ср — допуск на изго-
товление среднего диаметра (принимать как и для метчиков степени точности С по
ГОСТу 7250—60); С н — допуск на изготовление внутреннего диаметра.
326
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Диаметр отверстия под раскатывание рассчитывают по формуле
йрас=]Аф5-^
3849d0 0,57735йЛ
0,5 +
0,3849di 0,57735d2N
где d0 — наружный диаметр раскатника в мм; d — диаметр накатываемой резь-
бы в мм; S — шаг резьбы в мм; d2 — средний диаметр накатываемой резьбы в мм;
dy — внутренний диаметр накатываемой резьбы в мм.
Режим накатывания раскатниками. Скорость раскатывания в стали 6—10
м/мин, а в цветных металлах и сплавах до 30 м/мин. При повышенных тре-
бованиях к шероховатости поверхности резьбы (V 8—V9) скорость не более
6 м/мин.
Накатывание внутренних резьб накатными головками. Опыт работы еще не-
достаточен для обобщения и рекомендаций. Ознакомиться с конструкциями
головок можно в работе [2]. Резьбы диаметром от 100 мм и выше вначале наре-
зают резцом или фрезой, оставляя припуск по среднему диаметру. В подготов-
ленное таким образом отверстие ввинчивают головку для накатывания резьбы.
Головка имеет три ролика и получает принудительное вращение; ролики вра-
щаются под действием сил трения. Ролики имеют кольцевую нарезку, ось каж-
дого ролика повернута на угол подъема накатываемой резьбы.
Скорость накатывания головками 12—20 м/мин.
СЛЕСАРНЫЕ ИНСТРУМЕНТЫ
ИНСТРУМЕНТЫ ДЛЯ РУБКИ И РЕЗКИ
Рубка. Ударным инструментом при рубке служат слесарные и пневматические
молотки, а режущим ¦— зубила, крейцмейсели, канавочники.
Слесарные молотки изготовляют с .квадратным и круглым бойками из стали
50, 40Х, У7. Рабочую часть закаливают до HRC 49—56. Размеры и вес молотков
регламентированы ГОСТом 2310—54.
Рукоятки для молотков (МН 547—60) изготовляют из рябины, клена, кизила,
граба или комлевой части березы. Они имеют овальное поперечное сечение с от-
ношением диаметров 1,5 : 1. Отношение размеров сечений у концов рукоятки
должно быть 1,25—1,5.
При рубке зубилом на 1 мм ширины лезвия зубила должно приходиться 30—
40 г веса молотка, а для крейцмейселя 80 г. При выборе веса молотка нужно учи-
тывать характер работы, возраст и физическую силу работающего (табл. 155).
155. Данные для выбора слесарных молотков
Вес молотка в г
Выполняемые
работы ....
Категории рабо-
тающих, для
которых ре-
комендуется
вес молотка
Длина рукоятки
молотка в мм
50
100
200
300
400
Легкие
500
600
Средние
Для учеников в возрасте (лет)
13-14
250—300
15-17
Для
взрослых
рабочих
320-350
800
1000
Тяжелые
Для
физически
развитых
рабочих
400
СЛЕСАРНЫЕ ИНСТРУМЕНТЫ
327
Характеристики пневматических молотков приведены в табл. 156.
Инструмент для рубки (зубила) изготовляют из стали У7А и У8А (табл. 157).
Резка. Для разрезания сортовогоипрофильногоматериалаприменяют ножовки,
а для листового — ножницы. Ножовки для разрезания металла подразделяются
на ручные и механические. Область применения ножовочных полотен, размеры
и геометрические параметры приведены в табл. 157—160.
156. Характеристика пневматических (рубильных) молотков
Модель
молотка
МР-4
МР-5
МР-6
Условия
рубки
Легкие
Средние
Тяжелые
Длина
в мм
Вес в кг
с рабочим наконеч-
ником
300
370
500
4,45
5,27
5,9S
Расход
воздуха
в м'/мин
0,8—0,9
Работа
удара
в кГ-м
0,9 .
1,2
1,6
1 Число
Ударов
в минуту
3500
2200
1600
Примечание. Давление воздуха в сети 5 am, диаметр шланга в свету 16 мм.
Обрабатываемый
материал
Угол заострения в
град
157.
Чугун,
твердая
сталь,
бронза
70
Углы заострения зубил
Сталь мяг-
кая и сред-
ней твер-
дости
60
Латунь,
медь
45
Алюминие-
вые сплавы
35
Титановые
сплавы
45
Примечание. Зубило при рубке устанавливают с наклоном задней грани
к обрабатываемой поверхности под углом не более 5°.
158. Применение ручных ножовочных полотен в зависимости от величины
шага зубьев
Шаг зубьев
в мм
Полотно предназначено для разрезания
0,8
1,0
1,25
1,6
Листового материала и деталей с тонкими стенками
Кабелей и тонкостенных труб
Профильного стального проката, стальных труб, электрических кабелей,
меди, латуни, алюминия
Чугуна и Д!ягкой стали
159. Геометрические параметры зубьев ножовочных полотен
У,
Разрезаемый материал
Алюминиевые и медные сплавы
Сталь и чугун
Углы зубьев в град
Y
12
0
35
30
|3
43
60
328
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
160. Основные размеры в мм ножовочных полотен (ГОСТ 6645—68*)
Длина
и высота
Толщина
Шаг зубьев
Ручные
250x13
300 X 13
0,65
0,8
1,0
1,25
300x16
0,8
1,0;
1,25
1,6
Станочные
350x25
1,25
1,6
2,5
350 X 32
400x32
1,6
450x32
400x40
450 X 401 600x50
2,0
2,5
4,0
2,5
4,0
6,3
Примечание. Полотна ножовочные ручные изготовляют из стали Р9 или
Х6ВФ, а станочные из стали Р9 или Р18. Рабочая часть полотна (зубья) имеет твердость
у ручных HRC 60—61, а у станочных HRC 61—64.
ИНСТРУМЕНТЫ ДЛЯ ОПИЛИВАНИЯ И ШАБРЕНИЯ
Слесарные напильники 'общего назначения (ГОСТ 1465—69) в зависимости
от числа насечек на 10 мм разделяют на драчевые, личные и бархатные (табл.
161—162).
Рашпили регламентированы ГОСТом 6876—68. Их размеры и номера насечки
приведены в табл. 163.
161. Величина припуска и точность обработки напильниками различных классов в мм
Класс напильника
Драчевый № 0 и 1
Личной № 2 и 3 ...
Бархатный № 4 и 5
Припуск
на обработку
0,5—1,2
0,1-0,3
0,025—0,05
Слой металла,
снимаемый за
один ход
0,1—0,2
0,02-0,03
0,025—0,01
Достигаемая
точность обработки
0,25-0,6
0,02—0,05
До 0,01
182. Количество насечек
Длина
напильника
в мм
1
' 100
125
160
200
250
315
400
на 10 мм
длины
ДЛЯ
каждого размера длины напильника
Количество основных насечек
Номер насечек
0
-
4,5
1
14
12
10
8,5
7
6
1)
20
17
14
12
10
8,5
3
28
24
20
17
14
12
4
40
34
28
24
20
—
5
56
48
40
34
28
—
Примечание. Количество вспомогательных насечек на 10 мм длины напиль-
нниов всех типов должно находиться в соответствии с количеством основных насечек:
Для напильников с количеством основ-
ных насечек
Количество вспомогательных насечек
меньше, чем основных, на
До 5
1,5
6—8,5
2
10-14
3
17-24
4
28-40
5
Св. 40
6
СЛЕСАРНЫЕ ИНСТРУМЕНТЫ
329
16 3. Размеры рашпилей и номера рашпильной насечки
Длина рабо-
чей части
рашпиля
в мм
250
350
Число зубьев на
20 мм по ширине
1
5
4
Число рядов зубьев
на 20 мм по длине
Число насечек узкой сто-
роны на 10 мм длины
Кп насечки
2
1
7'
6
2
1
9
8
7
2
18
14
Надфили (табл. 164) регламентированы ГОСТом 1513—67. Наряду с обыч-
ными надфилями при доводочных работах при изготовлении штампов, армиро-
ванных твердым сплавом, и других работах используют алмазные надфили, из-
готовляемые гальваническим способом путем заращивания зерен синтетического
алмазного порошка в стальной корпус •— основу. В качестве абразивного ма-
териала рекомендуется применять алмазные порошки зернистостью АС16 — АС4.
А
Длина рабо-
чей части*1
в мм
40
60
80
164.
Размеры надфилей
. Длина рабочей части
, номера и число насечек
Номер насечки
1
X
2
X
3
X
X
4
X
X
5
X
X
6
X
X
Примечания
1. Номер насечки харак-
теризуется числом основных
насечек на 10 мм его длины.
2. Знаком X указано, ка-
ких номеров насечки и ка-
ких длин должны изгото-
вляться надфили каждого
типа.
*' 40 мм только для трехгранных односторонних овальных и ножовочных надфи-
лей; 60 и 80 мм для пазовых надфилей с насечками № 1 и 2 и для всех насечек остальных
типов надфилей.
Б. Размеры сечений
Тип надфиля
Плоские тупоносые
Плоские остроносые
Квадратные
Трехгранные
Трехгранные
сторонние .
одно-
Размеры сечения при
длине рабочей части
надфиля в мм
40
-
3x1
Й0
4x1
2x2
2,8
4x1,4
80
5,5x1,5
3x3
4
5,5x2
Тип надфиля
Круглые . .
Полукруглые
Овальные . .
Ромбические
Ножовочные
Пазовые . , .
Размеры сочения при
длине рабочей части
надфиля в мм
40
-
3x1
—
4х1х
ХОД
60 1 80
2,5
4x15
3,5x1,4
4,5х1.4х
хО,3
4x1
3,5
5x2
5,5х-х
х0,5
5,5x1,3
Форма, размеры и наименования надфилей из синтетических алмазов прини-
маются в соответствии с ГОСТом 1513—57.
Восстановление режущих свойств напильников. Напильники восстанавливают
Дважды, после чего их пересекают. Напильники общего назначения восстанав-
ливают обдувкой песком, химическим и электролитическим способами.
330
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Стойкость напильников общего назначения (в ч) характеризуется следующими
данными по видам обрабатываемого материала:
сталь средней твердости 100—120
» твердая 80—100
» мягкая, бронза, латунь, алюминий 120—150
Машинные напильники бывают стержневые, дисковые, и концевые (борна-
пильники). Стержневые напильники используют на станках с прямолинейным
возвратно-поступательным движением, дисковые — на станках типа приводной
бабки с вращательным движением шпинделя и концевые — на станках типа
ОЗС.
Стержневые напильники изготовляют по нормалям заводов-
изготовителей, а концевые — по нормалям МН 2227—61 — МН 2250—61.
Дисковые напильники изготовляют диаметром 150—250 мм
односторонние при толщине < 8 мм и двусторонние при толщине > 8 мм с кре-
стовой насечкой. Число оборотов напильника 130—150 в минуту. Их применяют
для зачистки облоя у отливок и снятия заусенцев у деталей после обработки на
станках.
165. Основные размеры в мм и область применения шаберов для плоскостей плит,
линеек, призм, угольников, направляющих станков и др.
Типы шаберов
Эскиз
а
2—2,3
В
6-8
8
1
50
60
R
40
55
Плоские:
односторонние со
вставной пластиной
350
450
двусторонние
цельные
2,5—3
3-4
50
40
55
350
450
из круглого
материала
12
16
20
2,5-3
50
50
40
55
350
450
с приваренной рс-
жушей частью
":зеэе1
20
25
3-4
50
55
450
ШЛИФОВАЛЬНЫЕ И ДОВОДОЧНЫЕ ИНСТРУМЕНТЫ
331
Шаберы (табл. 165—166). Материал шаберов — сталь инструментальная
У10А, У12А твердостью HRC 64—66.
Наряду с цельными шаберами и шаберами со вставными пластинками из угле-
родистой инструментальной стали применяют шаберы со вставными пластинками
из быстрорежущей стали или твердых сплавов.
166. Углы заточки шаберов
1 W
а) 6) 6}
Угол в зрад
Заострения р . . . .
Установки а
Резания о
Материал обрабатываемой детали
Стапь
Чугун,
бронза
Алюми-
ний,
латунь
Сталь
Чугун,
бронза
Алюми-
ний,
латунь
Тип шабера
Плоский а и полукруглый б
75—90
90—100
12-25
90-115
105-125
35-40
20-30
55—70
Трехгранный в
65—75
75—85
15—25
80-100
90-110
35—40
20-30
55—70
ШЛИФОВАЛЬНЫЕ И ДОВОДОЧНЫЕ ИНСТРУМЕНТЫ
АБРАЗИВНЫЕ ИНСТРУМЕНТЫ
Основные абразивные материалы, применяемые в абразивных инструментах,
приведены в табл. 167.
Абразивы изготовляют в виде порошков различной зернистости (табл. 168—
169).
Основные типы абразивных и алмазных абразивных инструментов для шли-
фования, хонингования, суперфиниширования и доводки приведены в табл. 170—
Абразивные инструменты изготовляют из абразивных порошков (табл. 168)
и различных связок (табл. 172), которые обеспечивают определенную степень
твердости инструмента (табл. 173). Структура инструментов (табл. 174) опреде-
ляется объемным содержанием зерен.
Некоторые рекомендации по выбору зернистости абразивных инструментов
для различных видов обработки приведены в табл. 175.
Алмазные абразивные инструменты изготовляют из порошков природных
и синтетических алмазов (см. табл. 169) и связок (см. табл. 172).
332
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
167. Абразивные материалы
Наименование
Алмаз
Корунд
Наждак
Кварц
Алмаз
Кубический нитрид
бора (эльбор)
Карбид:
бора
кремния зеленый
кремния черный
Электрокорунд:
белый
нормальный
хромистый
титанистый
Монокорунд
Условное обо-
значение марки
Основные
компоненты
Природные
А
Е
Н
Кв
Углерод (решетка
П TTllflf ?4 О ?4 \
А12О3 (80—95%)
А12О3 B5—60%),
примеси
SiO2 (98%)
Синтетичеспие
АСО, АСР, АСВ
АСК, АСС, АСМ,
АСН, АСЕ
КНБ
КБ
К36, К37,
К38, К39
КЧ5, КЧ7,
КЧ8
36, Э7, 98,
99, Э9А, ЭБ
32, Э2К, 93
94, 95
ЭХ
ЭТ
Мб, М7, М8
Углерод (решетка
алмаза)
Соединение бора
с азотом
В,-2С (85—94%)
SiC (96—99%),
т-г «TV тли* д fbfJT
примеси
SiC (95—98%),
ТТтчтд ДЛИ О Vt
А12О3 (96—99%),
т-т Л Т» 11 ft Q Л tjt
lipUlMcL/Jl
A12O3 (92—95%),
примеси
А12О3 (не менее
97 %), х р омистые
соединения
А12О3
(не менее 97%),
ТЮ, (не менее 2%)
А12О3 (97—98%),
монокристалл
Микро-
твердость
в кГ/мм2
10 060
3 000
1200
1000
10 100
8 000—10000
4 900
3 500
3 300
2 250
2 000
—
2 200
Температур-
ная граница
потерь абра-
зивых
свойств в "С
600—700
1200—1400
1100-1200
1100—1200
600—700
2000
1000—1200
1000-1200
1200-1400
1200—1400
—
—
Обозначение
. по ГОСТу
3647—59*
200
160
125
100
80
63
50
40
32
25
20
16
168
зернистости
в дюймовой
системе
Шлифзерно
10
12
16
20
24
30
36
46
54
60
70
80
. Зернистость абразивных порошков
Размер зерна
основной
фракции
в мкм
2500—2000
2000—1600
1600—1250
1250—1000
Л ПАА ООП
1UUU—ВШ
800—630
630—500
500—400
400—315
315—250
250—200
200-160
Обозначение
по ГОСТу
3647-59*
зернистости
в дюймовой
системе
Размер зерна
основной
фракции
в мкм
Шлифпорошки.
12
10
8
6
5
4
3
М40
М28
М20
М14
мю
М7
М5
МЗ
100
120
150
180
230
280
320
160—125
125-100
100-80
80-63
63-50
50-40
40
Микр опор ошки
М40
М28
М20
Ml 4
МЮ
М7
М5
МЗ
40-28
28-20
20—14
14-10
10-7
7-5
5-3
3-1
ШЛИФОВАЛЬНЫЕ И ДОВОДОЧНЫЕ ИНСТРУМЕНТЫ
333
169.
Зернистость алмазных порошков (по ГОСТу 9206—70)
Зернистость порошков по маркам
А
АСО
АСР
АСВ
АСК
АСС
Размер основной
фракции в мкм
Шлифпорошпи широкого диапазона зернистостей
МО/250
250/160
160/100
100/63
63/40
1G0/100
100/63
63/40
250/160
160/100
100/63
—
400/250
250/160
160/100
100/63
_
250
160
100
63
40
Шлифпорошки узкого диапазона зернистостей
630/500
500/400
400/315
315/250
250/200
200/160
160/125
125/100
100/80
80/63
63/50
50/40
160/125
125/100
100/80
80/63
63/50
50/40
250/200
200/160
160/125
125/100
100/80
80/63
63/50
400/315
315/250
250/200
200/160
160/125
125/100
100/80
80/63
500/400
400/315
315/250
250/200
200/160
160/125
125/100
100/80
—
630/500
500/400
400/315
315/250
250/200
200/160
160/125
125/100
500
400
315
250
200
160
125
100
ьо
63
50
40
Соответствие
зернистости
порошков,
изготовлен-
ных по
ТУ2037-4-69 и
ГОСТу9206—59
400/250
250/160
160/100
100/63
63/40
50
40
32
25
20
16
12
10
8
6;5
Микропорошпи
AM, АН
60/40
40/28
28/20
20/14
14/10
10/7
7/5
5/3
3/2
2/1
1/0
АСМ, АСН
60/40
40/28
28/20
20/14
14/18
10/7
7/5
5/3
3/2
2/1
1/0
От 60 до 40
» 40 » 28
» 28 » 20
» 20 » 14
» 14 » 10
» 10 » 7
» 7 » 5
» 5 » 3
» 3 » 2
» 2 » 1
» 1 и мельче
Примечания: 1. У шлифпорошков из синтетических алмазов
4
М40
М28
М20
Ml 4
М10
М7
М5
МЗ
—
Ml
приведенных
марок хрупкость уменьшается, а прочность увеличивается в последовательности: АСО -*
-*. ДРР ' лрд АРТ? _» ДПР
2. Микропорошки марок АН и АСН обладают повышенной абразивной
по сравнению с порошками марок AM и АСМ.
3. Обозначение шлифпорошка марки AGO из синтетических алмазов
63/40: шлифпорошок АСО (
3/40 ГОСТ 9206—70.
способностью
зернистостью
334
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
170. Типы, основные размеры и области применения абразивных инструментов
Круги шлифовальные (ГОСТ 2424—67*)
Тип и наименование
Основные размеры в мм
D (Di)
Я (Я,) Л(Ь) оо(Р°)
Область приме-
нения
ПП — плоские прямого
профиля
л
3—1060
1—305
6—250
Шлифование круг-
лое наружное, внут-
реннее, бесцентро
вое, плоское перифе-
рией круга. Зубо-и
шлицешлифование.
Заточка резцов
2П — плоские с двусто-
ронним коническим про-
филем
250—500
76—254
8—36
3-8
40—60
Шлифование зуОь-
ев колес
ЗП — плоские 45°-го
конического профиля
а
250; 300 76; 127 6—13
Шлифование зубьев
колес, заточка пил
4ГГ — плоские с малым
углом конического профиля
SO—500
20—203
6—32
2—5
TUT
R^*l
15—35
Шлифование зубь-
ев колес. Заточка пил
и фрез
ПВ — плоские с выточкой
D,
10—600
E—375)
3—305
13—100
Круглое и внут-
реннее шлифование
(обеспечивают удоб-
ное и надежное креп-
ление)
ПВК — плоские с кониче-
ской выточкой
300—750
127—305
50; 80
10; 15; 20
Круглое шлифова-
ние с подрезкой тор-
ца
ПВД — плоские с двусто-
роиней выточкой
250—900
A50—375)
76—305
40-275
Круглое шлифо-
вание. Ведущие кру
ги при бесцентровом
шлифовании
ШЛИФОВАЛЬНЫЕ И ДОВОДОЧНЫЕ ИНСТРУМЕНТЫ
335
Продолжение табл. 170
Круги шлифовальные (ГОСТ 2424—67")
Тип и наименование
Основные размеры в мм
D (DO
Я (Я,) h (Ь) а° C°)
Область приме-
нения
ПВДК — плоские с дву-
сторонней конической
выточкой
750
ПР — плоении рифленые
500—
1340
Уу?*±
ПН — плоские наращен-
ные
500—
1340
¦•¦¦¦'¦:.¦:.'¦:¦
D
5:
Д — диски
, а ,
80-500
'в
90—685
ЧЦ — чашки цилиндри-
ческие
-„ Л „
—
¦¦¦:¦.)
1
[^
\
40—300
C2—
250)
305
51—250
51—350
20; 32
76—580
13—127
80
16
40-75
0,6—4
50—150
25—100
B0—75)
Круглое шлифова-
ние с подрезкой тор-
ца
Обдирочное (реже
чистовое) плоское
шлифование на спе-
циальных станках
(круги ПР приме-
няют при опасности
прижога и нагрева
обрабатываемых де-
талей)
Отрезание, проре-
зание пазов
Плоское шлифова-
ние торцом круга
Заточка инстру-
мента. Плоское шли-
фование торцом кру-
га. Обработка отвер-
стий
ЧК — чашки конические
50—300,
13—150
25—150
щ
J
50; 68:
70; 80
D5; 60;
65; 80)
Заточка инструмен-
та. Плоское шлифо-
вание (например, на-
правляющих станин
станков)
336
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Продолжение табп. 170
Круги шлифовальные (ГОСТ 2424—67*)
Тип и наименование
Основные размеры в мм
D (?>,) a H (H,) h ф) а" @°)
Область примене-
ния
Тарелки:
IT
80—250
Jr
шм
13; 20;
32
8-25
2-й
D-13)
Заточка и доводка
передних граней
зубьев фрез
2Т
175
32
16; 20
A6)
Заточка червячных
ЗТ
225; 275
40
18; 20
2—8
Шлифование зубь-
ев долбяков и зубча-
тых колес
4Т
150—350
32; 127
10; 20;
40
Шлифование зубь-
С — для шлифования
калибровых скоб
100—300
32—127
8—40
Шлифование кали-
бровых скоб
Головки шлифовальные {ГОСТ 2447—64)
ГЦ — цилиндрические
И
ГУ — угловые
1
3—40
16—40
1—6
5; 6
6—6
8; 10
Шлифование и за-
чистка отверстий и
профильных поверх-
ностей
Зачистка пазов,
выточек, канавок
соответствующей кон-
фигурации
ШЛИФОВАЛЬНЫЕ И ДОВОДОЧНЫЕ ИНСТРУМЕНТЫ
337
Продолжение табп. 170
Головки шлифовальные (ГОСТ 2447—64)
Тип и наименование
Основные размеры в мм
D(Dt)
Н (Н,) ft (Ь) | а" C°)
Область примене-
ния
ГК — конические с углом
конуса 60°
ео°
10
20
32
25
32
50
Зачистка центро-
вых отверстий и ко-
нических поверхно-
стей
ГСв — сводчатые
6—32
2-6
10—50
До 2"
Зачистка профиль-
ных - поверхностей
большого радиуса
штампов и пресс-форм
ГКЗ — конические со
скругленной вершиной
8—40
3—13
16—6»
B—5)»'
Зачистка комбини-
рованных фасонных
поверхностей
ГШ — шаровые
10—32
4—13
Зачистка криволи-
нейных поверхностей
малого радиуса и
сферических поверх-
ностей
ГШЦ — шаровые с цилин-
дрической боковой поверх-
ностью
16—25
5; 6
20—ВО
7,5; 10;
12,5*'
Зачистка фасонных
поверхностей
•' Здесь указаны размеры радиуса R.
338
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Продолжение табп. 170
Бруски шлифовальные (ГОСТ 2456 — 67*)
Тип и наименование
H(D)
Область приме-
нения
,БКв — квадратные
4-25
16—200
t !я! _ L J,
БП — плоские
8—40
25—200
4—20
Ручные шлифоваль-
ные и доводочные
работы,хонингование
отверстий, суперфи-
ниширование цилин-
дрических поверхно-
стей
БХ — плоские для хонин-
гования
2—15
40-150
3—14
БТ — трехгранные
60°
6—16
150
БКр — круглые
100—150
F-16)
УК
Ручная слесарная
обработка фасонных
поверхностей
БПкр — полукруглые
в
150; 200
A3; 16; 20)
4^Р
Сегменты шлифовальные (ГОСТ 2464—67*)
Тип и наименование
В
Bt
Н
СП — плоские
&
45—150
20—55
60—250
ШЛИФОВАЛЬНЫЕ И ДОВОДОЧНЫЕ ИНСТРУМЕНТЫ
339
Продолжение табл. 170
Тип и наименование
Я
1С — выпукло-вогнутые
60—150
40—110
76—200
85-300
2С — вогнуто-выпуклые
80; 95
70; 80
125; 175
170; 250
ЗС — выпукло-плоские
110; 380
75—210
40-250
100-300
200—500
4С — плоско-выпуклые
100; 190
0; 180
40; 50
220; 400
5С — трапециевидные
100
50
46
85
16
125
40
150
Примечания: 1. Ряды основных размеров:
а) кругов и шлифовальных головок:
D = 3, 4, 5, 6, 8, 10, 13, 16, 20, 25, 32, 40, 50, 63, 80, 100, 125, 150, 175, 200,
250, 300, 350, 400, 450, 500, 600, 750, 900, 1060, 1400;
d = 1; 1,6; 2, 3, 4, 6, 8, 10, 13, 16, 20, 32, 51, 76, 127, 203, 305;
Я = 6, 8, 10, 13, 16, 20, 25, 32, 40, 50, 63, 80, 100, 125, 150, 200, 250;
б) шлифовальных брусков
В = 2, 3, 4, 5, 6, 8, 10, 13, 16, 20, 25, 32, 40;
Н = 4, 10, 13, 16, 20;
L = 15, 40, 50, 75, 100, 125, 150, 200;
в) шлифовальных сегментов:
В — 45, 60, 75, 80, 90, 100, 110, 120, 125, 150, 210, 280;
Н = 20, 25, 36, 40, 50, 55;
L = 60, 125, 150, 175, 200, 250.
Подробно все типоразмеры абразивных инструментов см. в соответствующих ГОСТах,
2. Условные обозначения:
а) круга типа ПП, D = 150 ** Я = 75 мм, п = 65 мм из карбида кремния зеле-
ного на бакелитовой связке: ПП 150 X 75 X 65 — КЗ-Б ГОСТ 2424—67*;
б) головки цилиндрической D = 20 мм; Я = 25 мм; ГЦ 20 х. 25 ГОСТ 2447—64;
в) бруска типа БКв, В = 25 am, L — 150 мм из электрокорунда белого на керами-
ческой связке: БКв 25 X 150 — ЭБ-К ГОСТ 2456—67 •;
г) сегмента типа СП, В = 60 мм, Я — 25 мм, L = 125 мм, из нормального электро-
корунда на бакелитовой связке:
СП 60 X 25 X 125 — Э-Б ГОСТ 2464—67 *.
340
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
171. Типы, основные размеры и области применения алмазных абразивных
шлифовальных инструментов
Круги
Форма и наименование
Основные размеры в мм
D
Н
Область примене-
ния
АПП — плоские прямого
профиля (ГОСТ 16167—70)
16—500
Hip
ш
*
2-50
5-305
Vs
Круглое, наруж-
ное, внутреннее, пло-
ское и бесцентровое
шлифование, заточка
инструментов
АШП — плоские прямого
профиля без корпуса
(ГОСТ 16168—70) ¦
10; 13
6; 10
2; 3;
4
Внутреннее шлифо-
вание, доводка отвер-
стий
ш
А2ПП — плоские прямого
профиля трехсторонние
(ГОСТ 16169—70)
125—250
6—
20*i
32-127
2; 3;
4
АПВ — плоские с выточ-
кой (ГОСТ 16170—70)
В
0-300
Ш
Ш
18; 20;
23; 25;
30; 32
20—127
3: 5;
40;
1,5;
3; 5
Заточка инструмен-
тов, шлифование кам-
ней
АПВД — плоские с дву-
сторонней выточкой
(ГОСТ 16171—70)
Л
100^-250
6-25
20—127
3; 5
10;
20
1; 2
3; 5
Заточка инструмен-
тов , шлифование де-
талей мерительных
инструментов
\ь.
ш
АЧК — чашечные кониче-
ские (ГОСТ 16172—70)
В
50-250
20-52
16-127
2; 3;
5; 10;
20
1,5;
3; 5
Заточка инструмен-
тов по задней поверх-
ности, шлифование
некоторых деталей
штампов
ШЛИФОВАЛЬНЫЕ И ДОВОДОЧНЫЕ ИНСТРУМЕНТЫ
341
Продолжение .табл. 171
Круги
Форма и наименование
Основные размеры в мм
D
Н
d
Область примене-
ния
А1ЧК — чашечные кони-
ческие (ГОСТ 16173—70)
50; 80;
125;
150
25; 32;
40
1С; 20;
32; 51
3; 5;
8; 10
Доводка задней по-
верхности зубьев
многолезвийного ин-
струмента
А2ЧК — чашечные кони-
ческие (ГОСТ 16174—70)
50; 80;
100;
125;
150
20; 25;
32; 40
16; 20;
32; 51
3; 5
AT — тарельчатые
(ГОСТ 16175—70)
50—150
6: 10,
13\ 16
6-51
•Ч
^F—
1
t
1;
1,5;
2; 3;
5; 10
1,5
Заточка инстру-
ментов с прямым зу-
бом и углом профи-
ля канавки до 30°
по передней поверх-
ности, шлифование
деталей штампов
А1Т — тарельчатые
(ГОСТ 16176—70)
50—150
6; 10;
13; 16
16—51
fSs
3^
1;
1,5;
2;
3; 5
1,5;
2; 3
То же, с углом до
45"
^
АЗТ— тарельчатые
(ГОСТ 16177—70)
32-150
6; Ю,
13; 16
10-51
1,5;
2;
3; 5;
10
1;
1,5;
2; 3
Заточка инструмен-
тов с винтовыми ка-
навками по передней
поверхности
А4Т — тарельчатые
(ГОСТ 16178—70)
25-300
13;
16;
20;
25
32; 51;
76
2; 3
Доводка малогаба-
ритных инструментов
с винтовыми канав-
ками по передней по-
верхности зубьев
342
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Продолжение табп. 171
Круги
Форма и наименование
Основные размеры в мм
D НиН
а", Я S
Область примене-
ния
А2П — плоские с двусто-
ронним коническим
профилем (ГОСТ 16179—70)
25; 50;
125;
250;
300;
350;
400
Я,
3; 4;
6
6—203
а°
30;
40;
60;
90;
120
2; 4
5
Профильное шли-
>вание, заточка ин-
струментов, шлифова-
ние резьб, обработка
деталей штампов
А5ТС — плоские с полу-
кругло-выпуклым профилем
(ГОСТ 16180—70)
50—150
2—32
16—51
R
1—
16*!
2-7
Шлифование струж-
коломательных кана-
вок на резцах
'4Ш%7777///,
т
d
'Шт7///Щ>:
Головки (ГОСТ 17116—71-Н17122—71)
Форма и наименование
Я
Область приме-
нения
н Исполнение U
АГЦ — цилин-
дрические
3-20
3-20
2-8
40;
60;
80;
Шлифование и за-
чистка отверстий и
профильных поверх-
ностей
АГУ — угловые
6-20
3-15
3-8
40;
60;
80
Шлифование и за-
чистка пазов, кана-
вок и выточек
—зга
Т
АГК — кони-
ческие
6-20
6-18
3-8
40;
Шлифование цен-
тровых отверстий и
конических поверх-
ностей
А1ГК — кони-
ческие
усеченные
6—20
4-12
3-8
40;
60;
Шлифование кони-
ческих поверхностей
ШЛИФОВАЛЬНЫЕ И ДОВОДОЧНЫЕ ИНСТРУМЕНТЫ
343
Продолжение табп. 171
Форма и наименование
Я
L Область применения
fl-та! АГСВ — СВОД-
jf чатые
6—20
9-24
3-8
60;
Зачистка профиль-
ных поверхностей
АГПш — полу-
=>H-\i 1М шаровые
6-20
6-14
3-8
40;
60;
80
Шлифование и за-
чистка сферических
и фасонных поверх-
ностей
Бруски (ГОСТ 1660В—71)
Форма и наименование
Хонинговальные
2—16
2-6
25—150
3—150
Обработка точных
отверстий
D = 3 •+• 600 мм,
L до 1200 ям
У *>
Для суперфиниширования:
исполнение А
6-30
2-30
50
Обработка беговых
дорожек колец под-
шипников
В
исполнение
в
<*>
S
12-25
10-20
20-50
Обработка наруж-
ных цилиндрических
поверхностей, бортов
колец подшипников
Примечания: 1. Стандарта распространяются на алмазные круги на орга-
нической, металлической и керамической связках с концентрацией алмазов 150; 100;
75 и 50%.
2. Головки в исполнении I выпускаются: D = 3 и 4 мм (АГЦ); D — 6; 8; 10 мм
(АГУ, АГК); D = 6; 8 мм (А1ГК, АГСв, АГПш).
3. Условные обозначения:
а) типоразмера круга АПП D = 300 мм, Н = 16. мм, d = 76 мм: 2720—0145
ГОСТ 16167—70;
б) головки АГК D = 20 мм, о' = 8 ли», Н = 18 ш: 2748—0159 ГОСТ 17118—71;
в) хонинговального бруска В = 6 лш, Н = 3 jhjh, L = 50 лив, г = 16 лш, испол-
нения I, из шлифпорошка марки АСР, зернистостью 80/63: с концентрацией 100%, на
металлической связке марки Ml:
2768—0037—1—АСР 80/63—100—Ml—ГОСТ 16606—71.
4. Размерный ряд параметра В для всех головок (кроме АГЦ): 6, 8, 10, 12, 16,20лш.
Ряды основных размеров брусков:
Вх = 2, 3, 4, 6, 8, 12, 16; Бс = 6, 8, 10, 12, 16, 20, 25, 30;
Нх = 2, 3, 4, 5, 6; Нс = 10, 16, 20 (еуперфияишные бруски исполнения А изго-
товляются с размерами Нс в указанных пределах по требованию заказчика);
Lx = 25, 35, 40, 50, 75, 100, 125, 150; Lc = 20, 25, 30, 35, 40, 50:
г = г, = 3, 5, 6, 10, 16, 20, 25, 30, 40, 50, 60, 75, 100, 125, 150.
5. На корпусе круга диаметром 60 мм и более наносят: товарный знак предприятия-
изготовителя, обозначение круга, марку и зернистость алмазного порошка, концентрацию
алмазов в процентах, марку связки, номер стандарта, год изготовления.
344
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
172. Виды, основные компоненты и области применения связок
Вид связки
и обозначений
Основные компоненты
Область применения
Связки для абразивных ипструментое
Керамическая К
Глина, полевой шпат,
кварц, растворимое стекло,
декстрин
Все виды шлифования (исклю-
чения: скоростная обдирка, разре-
зание и прорезание узких пазов,
плоское шлифование сегментными
кругами, шлифование желобов ко-
лец шариковых подшипников)
Селикатная С
Растворимое стекло, на-
полнитель (окись цинка,
мел, глина)
Плоское шлифование закаленной
стали, заточка инструментов с тон-
кими режущими лезвиями, шлифо-
вание торцов роликов подшипни-
ков .
Магнезиальная М
Каустический магнезит,
раствор хлористого магния
Заточка топоров, стоповых но-
жей, напильников, лезвий безопас-
ных бритв
Бакелитовая Б
Фенолформальдегидная
смола
Плоское шлифование торцом кру-
га, оВдирочное шлифование, отре-
зание и прорезание пазов, заточка
инструментов, отделочное шлифо-
вание цилиндров, кулачков, роли-
ков, хонингование, резьбошлифо-
вание
Глифталевая Г
Синтетическая смола из
глицерина и фталевого ан-
гидрида
Отделочное шлифование деталей
из закаленной стали
Вулканитовая В
Искусственный каучук,
вулканизующие добавки
Отделочное шлифование и поли-
рование (гибкие круги), чистовые
операции при фасонном шлифова-
нии, отрезание, прорезание, шли-
фование пазов, ведущие круги при
бесцентровом шлифовании
Связки для алмазпых абразивных инструментов
Органические О
Наполнитель: абразивные
порошки, порошки метал-
лов, органические смолы
Чистовое (доводочное) шлифова-
ние твердых сплавов, закаленной
стали, заточка инструментов, су-
перфиниширование
Металлические М
Медь, олово, алюминий,
абразивные порошки
Шлифование твердых сплавов,
керамики, оптического стекла, фер-
ритов, драгоценных камней, бето-
на; заточка твердосплавных инстру-
ментов; хонингование закаленных
стали и чугуна, хромовых покры-
тий, алюминиевых сплавов
Керамические К
Наполнитель: металличе-
ский порошок, обожженная
глина
Шлифование быстрорежущей
стали, заточка твердосплавных
пластин совместно со стальной
державкой
ШЛИФОВАЛЬНЫЕ И ДОВОДОЧНЫЕ ИНСТРУМЕНТЫ
345
Алмазные круги на органических связках изготовляют из порошков марки
АСО. Они работают в режиме самозатачивания и не требуют частой правки. Кру-
ги на металлических связках изготовляют из порошков марок АСР и АСВ. Они
имеют небольшой удельный расход и высокую размерную стойкость, склонны
к засаливанию и требуют частой правки. Алмазные круги на керамических связ-
ках изготовляют из порошков марки АСР. Содержание алмазного порошка в
инструментах оценивается концентрацией по следующей шкале (в %): 25; 50;
100; 150; 200. За.100%-ную концентрацию алмазов в алмазоносном слое условно
принимают содержание алмазного порошка в количестве 4,39 карата в 1 см3,
или 0,878 мг в 1 мм3. Действительное объемное содержание алмазного порошка
в слое в 4 раза меньше, чем номинальное процентное выражение концентрации.
Так, при 100%-ной концентрации алмазный порошок фактически занимает
только 25% объема алмазоносного слоя, а остальные 75% объема занимают связ-
ка и наполнитель.
м
см
с —
ст
173.
Твердость
инструмента
— среднемягкий
средний
— среднетвердый .
Шкала твердости абразивных инструментов
Степень
твердости
Ml- М2- МЗ
СМ1; СМ2
Cl, C2
CTl, CT2, СТЗ
Т —
ВТ -
ЧТ -
Твердость
инструмента
- весьма твердый . . .
- чрезвычайно твердый
Степень
твердости
Tl T2
ВТ1,' ВТ2
ЧТ1, ЧТ2
174. Структура абразивных инструментов
Структура
Плотная
Средняя
Открытая
Номер структуры
0, 1, 2, 3
4, 5, 6, 7, 8
9, 10, 11, 12
Содержание абразивных
зерен в % по объему
62, 60, 58, 56
54, 52, 50, 48, 40
44, 42, 40. 38
175. Зернистость абразивных инструментов дл* различных видов обработки
Номер
зернистости
Виды обработки
125-80
80-25
40—16
25-12
12-0
6-4
М40 и мель
Обдирочные операции: зачистка заготовок, отливок, поковок, про-
ката, штампованных деталей
Плоское шлифование торцом круга, заточка резцов, правка абразив-
ных инструментов, отрезание
Предварительное и окончательное шлифование деталей, заточка ре-
жущего инструмента
Чистовое шлифование деталей, обработка профильных поверхностей,
заточка мелкого инструмента, шлифование хрупких материалов
Доводочное шлифование, доводка режущего инструмента, предвари-
тельное хонингование, заточка тонких лезвий
Доводочное шлифование металлов, стекла и т. п., резьбошлифова-
ние, чистовое хонингование
Окончательное хонингование, суперфиниширование, доводка тонких
лезвий и мерительных поверхностей калибров, резьбошлифование
изделий с мелким шагом
ШЛИФОВАНИЕ
Выбор инструмента. Шлифование осуществляется абразивными (см. табл. 170)
и алмазными (см. табл. 171) кругами и головками. Некоторые рекомендации по
выбору зернистости и характеристик абразивных кругов приведены в табл. 175
и 176.
176.
Вид шлифования
Круглое наружное с
продольной пода-
чей
То же, с радиальной
подачей
Бесцентровое с про-
дольной подачей
То же, с радиальной
подачей
Внутреннее
Плоское периферией
круга на станках
с прямоугольным
стол ом
То же, торцом круга
Плоское периферией
круга на стапках с
круглым столом
То же, торцом круга
Выбор характеристики шлифовального круга (рабочая скорость шлифования до 35 м/сек
Класс
чисготы
обра-
ботки
5
6
7
8
5
6
7
8
5
6
7
8
5
6
7
8
5
6
7
8
5
6
7
8
5
6
7
8
5
6
7
8
5
6
7
8
Конструкционная сталь (углеродистая
и легированная)
HRC sg 30
Э50С1К
Э4 0-50С2К
Э,ЭБ40СТ1К
ЭБ16-25СТ1К
Э50С2К
Э40-50СМ1К
Э.ЭБ40СТ1К
9Б16—25GT2K
Э50С2К
Э40-50СТ1К
Э.ЭБ40СТ1К
ЭБ16-25СТ2К
Э50СТ1К
Э40-50СТ1К
Э.ЭБ40СТ2К
ЭБ16-25СТ2К
Э50С1К
Э40С2К
Э,ЭБ25С2К
Э,ЭБ16СТ1К
Э50СМ2К
Э40СМ2К
Э25С1К
Э16С1К
Э50СМ1Б
Э40СМ1Б
Э25СМ2Б
Э25СМ2Б
Э50СМ2К
Э40СМ2К
Э25С1К
Э16С1К
¦ Э50СМ1Б
Э40СМ1Б
Э25СМ2Б
Э25СМ2Б
НДС 30-50
Э50СМ2К
Э40-50С1К
Э,ЭБ40С1К
ЭБ16 -25С2К
ЭБ50С1К
Э40-50СМ2К
Э,ЭБ40С)К
ЭБ16-25С2К
Э50С1К
Э40-50С2К
Э.ЭБ40С2К
ЭВ16-25СТ1К
Э50С2К
Э40-50С2К
Э,9Б40СТ1К
ЭБ16-25СТ1К
Э50СМ2К
Э40С1К
Э.ЭБ25С2К
Э,ЭБ16С2К
Э50СМ1К
Э40СМ1К
Э25СМ2К
Э16СМ2К
Э50СМ1Б
Э40СМ1Б
Э25СМ1Б
Э25СЫ1Б
Э50СМШ
Э40СМ1К
Э25СМ2К
Э16СМ2К
Э50СМ1Б
Э40СМ1Б
Э25СМ1Б
Э25СМ1Б
НЛС> 50
Э50СМ1К
Э40-50СМ2К
Э,ЭБ40СМ2К
ЭБ16-25С1К
Э50СМ2К
Э40-50СМ2К
Э,ЭБ40С1К
ЭБ16-25С2К
Э50СМ2К
Э40-50СМ2К
Э.ЭБ40С1К
ЭБ16-25С2К
Э50С1К
Э40-50С1К
Э,ЭБ40С2К
ЭБ16-25С2К
ЭВ50СМ2К
ЭБ40СМ2К
ЭБ25С1К
ЭБ16С2К
Э50МЗК
Э40МЗК
Э25СМ1К
91GCM1K
Э50СМ2Б
Э40М2Б
Э25МЗБ
Э25МЗБ
Э50МЗК
Э4 0МЗК
Э25СМ1К
Э16СМ1К
Э50М2Б
Э40М2Б
Э25МЗБ
Э25МЗБ
Жаропрочная
и нержавеющая
сталь
Э50СМ1Б,К
Э40- 50СМ1Б.К
Э,ЭБ40СМ2Б,К
ЭБ16—25GM2B.K
Э50СМ2Б.К
Э40—50СМ2Б.К
Э,ЭБ40С1Б,К
ЭБ16-25С1Б.К
Э50СМ2Б.К
Э40-50СМ2Б.К
Э,ЭБ40С1Б.К
ЭБ16-25С1Б,К
Э50С1Б.К
Э40—50С1Б.К
Э,ЭБ40С2Б,К
ЭБ16-25С2Б.К
ЭБ50СМ1К.Б
..¦Б40СМ2К.Б
ЭБ25С1К,Б
ЭБ16С1К.Б
Э50МЗК.В
Э40МЗК,Б
Э25СМ1К,Б
Э16СМ1К,Б
Э50М2Б
Э40М2Б
Э25МЗБ
Э25МЗБ
Э50МЗК.Б
Э40МЗК.Б
Э25СМП«,Б
Э16СЫ1К,Б
Э50М2Б
Э40М2Б
Э25МЗБ
Э25МЗБ
Чугун и бронза
КЧ50СМ1К
K44U-50CM1K
КЧ.Э40СМ2К
КЧ.Э16-25СМ2К
КЧ50СМ2К
КЧ0-5ОСМ2К
КЧЭ40С1К
КЧЭ16-25С1К
КЧ0СМ2К
КЧ0-5ОСМ2К
КЧЭ40С1К
КЧЭ1в-2аС2К
КЧОСШ
КЧ0-50С1К
КЧЭ40С2К
КЧЭ16-25С2К
КЧ0СМ1К
КЧ0СМ2К
КЧ925СМ2К
КЧЭ16С1К
КЧЭ50СМ2К
КЧЭ4 0СМ2К
КЧЭ25С1К
КЧЭ10С1К
КЧЭ50СМ2Б
КЧЭ40СМ2Б
КЧЭ25С1Б
КЧЭ25С1Б
КЧЭ50СМ2К
КНЭ40СМ2К
КЧЭ25С1К
КЧЭ1ВС1К
КхШ50СМ2Б
КЧЭ40СМ2Б
КЧЭ25С1Б
КЧЭ25С1Б
ШЛИФОВАЛЬНЫЕ И ДОВОДОЧНЫЕ ИНСТРУМЕНТЫ
347
Алмазные круги применяют для шлифования твердых сплавов, жаропрочной
и легированной стали, закаленного чугуна, драгоценных камней, оптического
и технического стекла, специальных видов керамики, кварца, ситалла, ферритов,
германия, кремния и ряда других материалов.
При выборе зернистости алмазных кругов могут быть приняты за основу
следующие рекомендации (в мкм): для предварительного шлифования 200/160—
160/125; для чистового шлифования 100/80—63/50; для доводочного шлифования
40/28 и мельче. Если предварительное и окончательное шлифование производится
одним кругом, то следует применять круги зернистостью 125/100—100/80 мкм.
Алмазные круги обеспечивают шероховатость поверхности в следующих преде-
лах: зернистость 200/160—100/80 мкм — 7—9-й классы чистоты (ГОСТ 2789—59);
100/80—63/50 мкм — 9—10-й классы, 40/28—5/3 мкм — 10—13-й классы (данные
получены при обработке твердых сплавов). Для увеличения производительности
шлифования и уменьшения удельного износа алмазных кругов выбирают наи-
ьбольшую зернистость, которая обеспечивает требуемый класс чистоты поверхно-
сти детали.
Для заточки и доводки многолезвийного твердосплавного инструмента реко-
иендуется использовать четыре круга разной зернистости (в мкм):
200/160—100/80 для черновой заточки; 80/63—63/50 для чистовой заточки;
50/40—40/28 для доводки граней; 20/14—10/7 для доводки фасок.
Рекомендации по выбору связок при шлифовании алмазными кругами раз-
личных материалов приведены в табл. 177.
177. Связки, применяемые в алмазных абразивных инструментах
Марка
Б1
Б2
БЗ
Б4
Б5; Б
Б-156
БР
В
К-18-2
Компоненты
О р г а
Область применения
нические
Бакелитовые
Карбид бора, пульвербаке-
лит
Железный порошок, пуль-
вербакелит
Электрокорунд белый, гра-
фитовый препарат, пуль-
вербакелит
Карбид кремния зеленый,
пульвербакелит
—
Карбид бора, смесь порош-
ков цветных металлов,
пульвербакелит
Фенолформальдегидная смо-
ла, эластомер
Шлифование азотированной стали 38ХМЮА,
хромированной стали типа ЗОХГСНА, хро-
ма, никеля
Чистовое (доводочное) шлифование твердых
сплавов, режущих инструментов, быстро-
режущей стали
Шлифование стали 38ХА, 18ХГТ, цементи-
рованной стали 12Х2Н4А, азотированной
стали 38ХМЮА, хонингование стали
12ХНЗА (НПС 50—60)
Шлифование стали 38ХМЮА, планированной
стали 12Х2Н4А
Суперфиниширование стали ШХ15
Шлифование твердых сплавов, заточка твер-
досплавного инструмента' совместно со
стальной державкой
Шлифование стали 9Х, ШХ15, 9ХНС (до
V 12), чистовое шлифование цилиндрических
поверхностей
Вулканитовая
Шлифование стали Х2Н8, 9Х5Ф, Р9, ШХ15
и твердого сплава ВК8
Кар болитовая
Древесная мука, смола яо-
волачного типа
Доводочное шлифование твердого сплава и
керамики ЦМ 332
348
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Продолжение табл. 177
Марка
Р2
ТО-2
Д1
эзм
Ml
ми
мк
М5
М5-1
М5-2
М5-4
Ml/Си
С22
МС
МС1
МС2
МСЗ
МС6
МС8
МС15
МС5
МС12
МС14
МС20
МС24
МС26
МС29
К1
КЗ, К5
СК (Кб)
Компоненты
Область применения
Органические
_
—
Карбид бора, смола К, по-
лиэтилен, полиамин
—
Метал
Медь, олово
Медь, олово, карбид крем-
ния зеленый
Медь, олово, карбид крем-
ния
Связка литая
Связки на алюминиевой
основе
Медь, олово, металлизиро-
ванные алмазные зерна
Основа — алюминий
Металле
Основа — бронза, стекло-
видная составляющая
Медь, олово, титан, окись
алюминия
—
Медь, олово, хром, окись
алюминия
Медь, кобальт, добавки из
стеклокристаллических ма-
териалов
Многокомпонентные системы
с дисперсионными добав-
ками в виде окислов алю-
миния, кремния, хрома,
магния, титана и др.
К е р а
Наполнитель — обожженная
глина
Наполнитель — металличе-
ский порошок
Шлифование стали (до V 14)
Шлифование стали Р9, Р18
Суперфиниширование прокатных валков из
твердых сплавов
Шлифование полупроводниковых материалов
лические
Шлифование твердых сплавов, хонингование
алюминиевых сплавов АК6, АК8, Д16Т,
В95 и АЛ2
Шлифование твердых сплавов
Шлифование твердых сплавов, чугуна
НИХАРТ (HRC 58—60)
Шлифование твердых сплавов с большим
съемом
Шлифование твердых сплавов, керамики.
стекла, ситаллов, бетона
Хонингование закаленного чугуна СЧ 21-40
(HRC 40-47)
Предварительное шлифование оптического
стекла
силикатные
Хонингование закаленной стали 35ХС и
твердых сплавов
Заточка резцов из твердых сплавов, шлифо-
вание твердых сплавов
Шлифование твердых сплавов без охлажде-
ния
Хонингование закаленной стали, закален-
ного чугуна, хромовых покрытий
Хонингование закаленной стали 38ХА, алю-
шиниевых сплавов АК8 и АЛ2
Хонингование
мические
Шлифование твердых сплавов со стальной
державкой, с охлаждением и без него, це-
ментируемой стали 12Х2Н4А.
Шлифование стали Р18, Р9Ф5, Р10К5Ф5,
DQT?1 П
V У I\L U
Шлифование твердых сплавов и закаленной
стали
Шлифование быстрорежущей стали
ШЛИФОВАЛЬНЫЕ И ДОВОДОЧНЫЕ ИНСТРУМЕНТЫ
349
Выбор концентрации производят с учетом связки и зернистости алмазного
круга. Предварительное и чистовое шлифование кругами зернистостью 80/63—
200/160 мкм наиболее экономично при 75—100%-ной концентрации кругов на
бакелитовой связке и 100—150% -ной концентрации кругов на металлической
связке.
При профильном шлифовании кругами типа А2П следует использовать круги
высокой концентрации. Круги, изготовляемые методом гальванического покры-
тия, могут иметь концентрацию до 200%.
D
й
н
Предельные отклонения
-О,05
69,85
70,00
+ 0,013
19,05
20.00
в,
20
20;10
а)
Рис. 93. Алмазные ролики:
о — для автоматической правки кругов; б — для правки кругов фасонного профиля
Правка абразивных кругов осуществляется алмазными инструментами и ал-
мазозаменителями (табл. 178,—181). Правящие инструменты работают по методу
обточки, шлифования, обкатки.
Установка инструментов для правки на станке осуществляется с помощью
различных приспособлеиий.
Алмазные резцы, алмазы в оправках, алмазные карандаши должны быть
кестко закреплены в приспособлении. Алмазные карандаши типа Ц устанавли-
вают с наклоном в сторону враще-
ия шлифовального круга под углом
Ё0—15° (рис. 94); типа С под
Углом 2—5°. Для восстановления
режущих свойств карандашей их пе-
риодически поворачивают на 50—60°.
Конструкция индексирующей голов-
ки и схемы установки ее на шлифо-
вальных станках показаны на рис. 95.
Инструменты - алмазозаменители
крепят в специальных державках
(рис. 96 и 97). Оптимальное коли-
Рис. 94. Схемы установки алмазного инстру-
мента по отношению к шлифовальному кругу:.
а — по центру; б — ниже центра
чество инструментов на державке:
для звездочек и металлических дисков (тип 2) — 8—12 шт., для металли-
ческих (тип 1), твердосплавных и абразивных дисков — 2 шт.
Режимы правки абразивных кругов приведены в табл. 182.
Правка алмазных кругов осуществляется следующими методами (рис. 98):.
абразивными инструментами (обтачивание брусками, шлифование кругами);
обкатыванием кругами с относительным скольжением и без скольжения; до-
водкой свободным абразивным зерном; электрохимическими способами (химиче-
ское травление, электроэрозия); путем подачи абразивной смазки в процессе
работы алмазного круга.
Бруски абразивные при правке закрепляют в тисках или в специальных за-
жимных приспособлениях. Рекомендации для выбора брусков приведены в.
350
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Ш/Ш//////////, У/ШШ/ШШ
95. Индексирующая головка'(а) и схемы установки головки на плоскошлифовальных
(б) и круглошлифовальных (в) станках
Рис. 96. Державка ДО-75 для правки шлифовальных кругов:
а — конструкция; б — схема установки на станке
ШЛИФОВАЛЬНЫЕ И ДОВОДОЧНЫЕ ИНСТРУМЕНТЫ
351
табл. 183. Бруски изготовляют на керамической связке. Рекомендуемые режимы
правки икруга = 25 4- 40 м/сек, Snpog = 0,4 н- 0,5 м/мин; Snon — 0,03 -н
-г- 0,04 мм/дв. ход.
Метод правки абразивными брусками дает наилучшие результаты при цравке
алмазных кругов на органических связках.
Наиболее целесообразным методом правки алмазных кругов на металличе-
ской связке является метод шлифования с охлаждением. Правящий инстру-
мент — абразивный круг имеет принудительный привод и устанавливается на
а — стальными звездочками
f>l
Рис. 97. Державки для правки кругов алмазозаменителями:
б — шлифовальным кругом
специальном приспособлении. Правку кругов методом шлифования можно про-
изводить: на заточных станках путем установки специального приспособления;
на универсальных шлифовальных станках с закреплением алмазного круга на
оправке, устанавливаемой в центрах; на токарном станке с помощью специаль-
ной наладки (установка алмазного круга в центрах, установка правящего абра-
зивного круга на суппорте в специальном приспособлении).
По рекомендации ВНЙИАлмаза алмазные круги на металлической связке
следует править кругами из карбида кремния зеленого зернистостью 25—40
и твердостью СТ1 — СТ2, а круги на органической связке кругами зернистостью
В—16 и твердостью СМ2 — С1.
При правке на универсальных станках применяют следующие режимы:
гкорость алмазного круга va± к — 1 ч- 3 м/сек; скорость правящего круга vn_ к =
= 25-^-35 м/сек; Snpog =1-5-2 м/мин; Snon = 0,02 -г- 0,04 мм/дв. ход.
352
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
178. Инструменты для правки абразивных кругов
Наименование
Алмазные резцы (см. табл. 179)
Алмазы в оправках(НО 004—62,
НИ И Алмаз)
Алмазные карандаши (см.
табл. 180)
Алмазные ролики по ГОСТу
16014—70 (см. рис. 93)
Алмазные бруски (ОН 037-58—
64)
Металлические диски (см.
табл. 181)
Металлические звездочки (см.
табл. 181)
Твердосплавные диски (моно-
литные и из зерен твердого
сплава)
Абразивные диски (см.
табл. 181)
Абразивные круги (см.
табл. 181)
Область применения
Правка кругов сложного фасонного профиля
Правка кругов прямого и фасонного профиля с точ-
ной геометрией
Правка кругов различных типов при шлифовании
по 1—2-му классу точности
Одновременная правка криволинейных и прямоли-
нейных участков шлифовального круга по методу
врезания или с продольной подачей
Правка кругов с прямолинейными участками про-
филя в пропессе шлифования
Правка кругов по методу обкатки при обдирочном
шлифовании по 3—4-му классам точности и 6—7-му
классам чистоты
Правка кругов по методу обкатки при грубом обди-
рочном шлифовании
Правка кругов зернистостью 46—80, твердостью до
СТ2 при шлифовании по 2-му классу точности и
9-му классу чистоты
Правка кругов по методу шлифования зернисто-
стью 36—80, твердостью СТ2 и ниже при чисто-
вом шлифовании
Правка кругов при получистовом и чистовом шли-
фовании
179. Некоторые типы алмазных инструментов для правки шлифовальных кругов
Наименование и эскиз
Марка
Размеры в мм
d
Область применения
l*h
90°; 10
i V"
Алмазная игла
АИ1
АИ2
9,5
35
Правка резьбошлифо-
вальных кругов
50
АР5
Профилирование много-
ниточных резьбошли-
фовальных кругов
F3
<
Правка и профилирова-
ние абразивных чер-
вяков на зубошлифо-
вальных станках мод.
5А830
ШЛИФОВАЛЬНЫЕ И ДОВОДОЧНЫЕ ИНСТРУМЕНТЫ
353
180. Карандаши алмазные (ГОСТ 607—63)
Эскиз
Марка
Размеры
в мм
Количе-
ство
алмазов
в слое
Область применения
Нарапдаши типа Ц
фюх±
ш
Ц2
ЦЗ
щ
Ц5
Ц6
A
8
55
43
Шлифование внутреннее DK =
=12 •+• 60 мм
= 70 + 175 мм
Шлифование: плоское DK до
250 мм; бесцентровое Х>„ до
300 мм; BHyTf
200 мм и более
450 мм; плоское D = 300 ¦+•
500 мм, бесцентровое D =
= 300 ¦*¦ 600 мм
Шлифование:
= 500 -!- 600 мм; бесцентровое
л = 400 -и 600 мм
Исполнение 1
Ф10Х,
С1
С2
сз
С4
С5
Карандаши типа С
D d
14
18
14
10
12—14
4-5
2-4
5-7
Шлифование: круглое DK —
= 750 -*- 1100 мм; беспевтро-
вое D~ = 400 ¦+• 600 мм
Шлифование: круглое Dx до
450 мм; бесцентровое DK =
= 300 мм
Шлифование: круглое; плоское
DK = 300 *- 500 лип; бесцен-
тровое; внутреннее
Шлифование: круглое; плоское;
бесцентровое
354
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Продолжение табл. 18J
Эскиз
Марка
Размеры
в мм
Зерни-
стость
Область применения
Карапдаши типа И
HI
Н2
НЗ
Н4
Н5
Н6
Н7
10
63/50
400/315
Правка однониточяых шлифовальных
кругов с шагом до 0,5 мм
100/80
125/100
200/160
315/250
То
То
То
То
же,
же,
же,
же,
с
с
с
с
шагом
шагом
шагом
шагом
0
0
1
2
,5—0,8
,8—1,25
,25—2,0
,0—3,0
мм
мм
мм
мм
То же, с шагом 3,0 мм и более
Правка зубошлифовальных и шлице-
шлифовапьных кругов
Примечания: 1. DK — диаметр шлифовального круга.
2. Карандаши марок С1 и С5 более износостойки, чем карандаши марок С2 и СЗ.
3. Карандаш марки С4 может быть использован для автоматической правки кругов.
4. Не рекомендуется применять алмазные карандаши при правке: неотбалансиро-
ванных кругов; вручную, без крепления карандаша в приспособлении; нового шлифо-
вального круга после установки его на станке; кругов зернистостью 50 и выше.
5. Условное обозначение карандаша типа С, марки 2, исполнения 1: Карандаш
С2-1, ГОСТ 607—63.
181. Алмазозаменители для правки шлифовальных кругов
Наименование и эскиз
Размеры в мм
d,
Область применения
Диски металлические (ГОСТ 4803—67)
Исполнение I Испо/тепиеЕ
" ™ Вид А развернуто
Тип 1
Тип 2
50
70
50
70
Тип 1
14
28
Тип 2
35
35
46
24
46
При чистовом и по-
лучистовом шли-
фовании
При грубом шлифо-
вании
ШЛИФОВАЛЬНЫЕ И ДОВОДОЧНЫЕ ИНСТРУМЕНТЫ
355
1
у
'/,
А
lie-
Y
Наименование и эскиз
не
Звездочки металли-
ческие
(ГОСТ 4803—67)
а
i
D
¦?4
Диска абразивные
(ГОСТ 6565—67)
1
1
Круги абразивные
из карбида кремния
черного
Размеры ?
D
36
50
70
50
70
63
80
100
125
150
d
14
28
20
32
20
32
20
32; 51
Примечание. Диски н звездочки изготовляются и*
лей 10, 20 и 30. Диски типа 2 и звездочки изготовляются из
дость дисков HRC 55—60 при глубине цементации 0,3—0,
мм
<*¦
24
34
50
Н
4
6
Н
20; 32
20
25; 32
20; 32
32
Продолжение табл. 181
Область применения
При грубом обди-
рочном шлифова-
нии
Правка кругов зер-
нистостью 36—80,
твердостью СТ2 и
ниже при чисто-
вом шлифовании
Правка кругов при
получистовом и
чистовом шлифо-
вании
) стали марки Ст. 3 и ста-
гонколистовой стали. Твер-
5 -лиг.
12*
356
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
182. Режимы правки абразивных шлифовальных кругов
Правящий инструмент
Алмазные карандаши
Алмазные ролики
Металлические диски и
звездочки
Твердосплавные диски
(монолитные и из зе-
рен твердого сплава)
' Абразивные диски
Абразивные круги
Вид шлифования
(операция)
Круглое наружное, бесцен-
тровое, плоское (чистовое)
Внутреннее
Резьбошлифование
Зубошлифование
Шлицешлифование
Профильное шлифование
Автоматическая правка
Предварительное шлифова-
ние
Предварительное
Окончательное
Окончательное
Предварительное
Окончательное
Величина подачи
поперечной
в мм/де.. ход
0,005—0,030
0,005—0,020
0,005—0,030
0,005-0,040
0,01-0,04
0,03-0,04
0,02—0,04
0,01—0,03
0,02—0,03
0,03
0,01—0,02
продоль-
ной
в м/мин
0,1—0,4
0,5-3,0
0,05—0,15
0.05-0,4
0,2—0,5
0,1—0.4
0,05—0,5
' 1,0—1,5
0,5-1,0
0,2—0,5
0,2—1,0
Число
про-
ходов
2-3
2—4
3
2
Рис. 98. Методы правки алмазных кругов:
о — обтачивание абразивным бруском; б — шлифование абразивным кругом; в — обкатыва-
ние абразивным кругом; г — доводка свободным абразивом; 6 — электрохимическая правка;
е — правка абразивной смазкой ч
ШЛИФОВАЛЬНЫЕ И ДОВОДОЧНЫЕ ИНСТРУМЕНТЫ
357
183. Рекомендации для выбора абразивных брусков дпи правки алмазных
кругов методом обточки
Связка алмазного
круга
Металлическая Ml,
МИ, М5 и керами-
ческая
Бакелитовая Б1; Б2
Зернистость
алмазного круга
в мкм
200/160-100/80
80/63—03/50
50/40
100/80—50/40
40/28 и менее
Характеристика абразивного бруска
Материал
КЗ
ЭБ
Твердость
С1—С2
СМ1— СМ2
МЗ—СМ2
Зерни-
стость
16—25
8—12
3—4
8—10
М40
струк-
туры
5
8
9
6
ВНИИ рекомендует следующие режимы правки алмазных кругов на металли-
ческих связках на токарном станке с применением специального приспособле-
ния: va п = 20 -т- 40 м/мин; vn.K = 9 -s- 12 м/сек; SnpOg = 0,5 -т- 1 м/мип;
SnOn = 0,01 -г- 0,03 мм/дв. ход.
Правка методом обкатывания (правящий абразивный круг вращается за счет
трения с алмазным кругом) наиболее эффективна при торможении правящего
круга или при перекрещивающихся осях алмазного и абразивного круга.
pi
fk;w
т
Очиститель
Воздух^
от сети *^г
Регулятор
давления
Смеситель
' Рнс=const
Фильтр
Струя воздух о —
жидкостной, смеси
в)
Рис. 99. Способы подвода СОЖ при шлифовании:
а — полив свободно падающей струей; б — струйное внезонное охлаждение; в — схема уста-
новки для распыления жидкости; г — подача жидкости через поры шлифовального круга;
1 — для кругов шириной 8—10 мм; II — для подачи по всей ширине круга
Метод доводки рабочей поверхности алмазного круга свободным абразивом
используют для кругов тина АПВ, АПВД, АЧК, AT, работающих торцом, и при-
меняют главным образом при восстановлении режущих свойств кругов. Доводку
производят, на стеклянных или металлических (сталь, чугун) дисках (плитах).
Для кругов на бакелитовой связке применяют электрокорунд, для кругов на
металлической, керамической и гальванической связках — карбид кремния.
Правку производят вручную без охлаждения.
Электрохимическая правка алмазных кругов осуществляется на стайках
для электролитической обработки путем изменения полярности тока.
358
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Электроэрозионный метод наиболее эффективен при правке профильных ал-
мазных кругов. В этом случае алмазный круг является анодом, а катод изготов-
ляют в форме диска или стержня (может быть вращающимся). Межэлектродное
пространство заполняют рабочей средой (машинное масло, эмульсия).
Правку алмазных кругов на металлических связках можно осуществлять
в процессе заточки инструмента путем подачи смазки, содержащей абразивный
микропорошок. Смазка (автол или машинное масло), содержащая микропорошки
(ЭБМ5, ЭБМ14, КЗМ14), подается в зону обработки капельным способом. Рас-
ход смазки 2—4 капли в секунду.
Метод позволяет повысить производительность ручной заточки кругами на
связках МК и МИ в 2—2,5 раза и снизить удельный расход алмаза до 6 раз при
той же производительности (данные получены при заточке пластинок Т15К6,
приводятся в сравнении с капельным охлаждением керосином).
Охлаждение кругов. Применяют следующие способы подвода жидкости в
в зону шлифования (рис. 99): полив свободно падающей струей (средний расход
0.8—1,5 л/мин на 1 мм высоты круга); внезонный подвод струи под давлением
20—30 кГ/см2 (расход 0,4—0,6 л/мин); распыление жидкости со скоростью исте-
чения до 300 м/сек (расход до 500 г/ч), через поры шлифовального круга; контакт-
ное смачивание поверхности круга. В настоящее время для распыления приме-
няют только масло индустриальное 20 и 1,5%-ную водную эмульсию. Некоторые
составы смазывающе-охлаждающих жидкостей, применяемых при шлифовании,
приведены в табл. 184.
184. Составы СОЖ, применяемые при шлифовании
Обрабатываемый
материал
Титановые спла-
вы
Жаропрочные
сплавы ЭИ437Б
Магнитные спла-
вы АНКО4
Твердые сплавы
113l\Q} ХЭХ\О
Керамика ЦМ332
Конструкционные
стали 30, 35,
40, 45, 50
Твердый сплав
ВК6
Быстрорежущая
сталь Р18 и
Р14Ф4
Вид обработки
Шлифование
(КЗ 46СМ1К)
Шлифование
Алмазная заточка
пластин
Круглое нарушное
шлифование
(ЭБ40СМ1К)
Алмазная заточка
пластин совместно
со стальной дер-
шавкой
Алмазное шлифова-
ние
Состав СОЖ
Водный раствор: 5—10% ни-
трита натрия; 0,3% смачи-
вателя НБ (некаль, ГОСТ
6867—67)
Сульфофрезол с 10% дизель-
ного топлива; 1%-ный со-
довый раствор с примене-
нием политетрафторэтиле-
на <CFS — CF2)"
Водный раствор: 1 % гидра-
та окиси бария; 0,5% три-
этаноламина; эмульсол и
керосин A : 3)
Масло индустриальное 20
Керосин
Масло индустриальное 20
Эмульсия: 2,5% эмульсола,
0,6% кальцинированной
соды, 96,9% воды
1,5% -ная эмульсия НГЛ
205; 30%-ная эмульсия БВ
3%-ная эмульсия БВ. Вод-
ный раствор: 0,6% три-
этаноламина; 0,25% буры;
0,25% нитрита натрия;
0,5% ализаринового масла;
94,4% воды
Способ подачи
Через поры шли-
фовального кру-
га
Через поры кру-
га
Через поры кру-
га
Распыление
Контактное сма-
чивание, распы-
ление
Струйно-напорное
внезонное охла-
ждение
Полив
Полив
ШЛИФОВАЛЬНЫЕ И ДОВОДОЧНЫЕ ИНСТРУМЕНТЫ
359
ЭЛЕКТРОАБРАЗИВНОЕ ШЛИФОВАНИЕ
Электроабразивное шлифование (рис. 100) применяют для обработки твердых
сплавов, жаропрочной, нержавеющей сталей и инструментальной стали, магни-
тотвердых и магнитомягких сплавов, вольфрама и некоторых других материалов.
Электроабразивное шлифование осуществляется как абразивными, так и ал-
мазными кругами.
12 1
I ¦ I г /тч. /
Абразивные круги для
электрошлифования изго-
товляют иа металлических
связках СЭШ-1, СЭШ-2 и
применяют для обработки
стали Р18, У8, ХВГ, ШХ15,
сплавов ЮНДК-24 (шлифо-
ванпе магнитных колец, сег-
ментов), металлорежущих
инструментов из стали Р18.
Алмазные круги изго-
товляют на связках М5,
М5-5, МВ-1, МЭ-1 и приме-
няют для шлифования твер-
дых сплавов ТК и ВК, для
заточки твердосплавных ин-
струментов, а также в случае
одновременной обработки
твердого сплава и стали.
Электроабразивное шлифование осуществляется при следующих характери-
стиках инструмента и режимах: алмазными кругами зернистостью 100/80,
125/100, 100%-ной концентрации, абразивными кругами К316, К320; плотность
тока 50—100 а/см2 и напряжение 6—10 в при обработке твердых сплавов; 100—
200 а/см2, 6—14 в при обработке стали; скорость шлифовального круга в преде-
лах 20—30 м/сек. Составы электролитов приведены в табл. 185.
185. Электролиты для элсктроабразивного шлифования
S)
Рис. 100. Электроабразивное шлифование:
а — схема процесса; б — электрическая схема; 1 —шли-
фовальный круг; 2 — электролит; 3 — деталь; 4 — ;
зивные зерна
Компоненты электролита
Нитрат натрия (NaNO2) . .
Нитрит натрия (NaNO3) . .
Нитрит калия (KNO3) . . .
Фосфорнокислый натрий
(NaPO3)
Сегветова соль
(С.Н.О, • 4Н2О)
Бура (Na2B4O, • 10Н2О). . .
Сода (Na2CO3)
Хлористый натрий (NaCl)
Вода
Лимоннокислый натрий . .
ЭНИМС
1
оТз
5
2
0,6
15
Составы электролита
Шлифование кру-
гами КЗ,
связка СЭШ-2
1
0,5
15
2
—
3
15
-
-
94,7
84,4
84,5
-
15
80
5
3
-
82
в %
ЗИЛ
3
6
0,75
- '
91,25
Шлифование
кругами АСВ,
связка М5
1
0,2
5
-
0,3
1,0
-
93,5
2
5
-
5
0,8
0,0
-
88,7
360
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
ХОНИНГОВАНИЕ !
Применяют преимущественно для окончательной обработки отверстий точ-1
ной формы и осуществляют абразивными (см. табл. 170) и алмазными (см.
табл. 171) брусками, закрепленными в хонинговальных го-
ловках.
Обработку ведут (рис. 101) при вращении и возвратно-посту-
пательном перемещении инструмента, скорости которых изме-
няются в пределах 10—100 и 5—20 м/мин соответственно. Брус-
ки имеют жесткое силовое замыкание с обрабатываемой поверх-
ностью (удельное давление 2—10 кГ/см'г) и управляемую
радиальную подачу для удаления припуска.
Выбор инструмента. Абразивные бруски изготовляют из
электрокорунда белого и карбида кремния зеленого зернистостью
от 16 до М5 на керамической и бакелитовой связках. Бруски на
бакелитовой связке имеют большую стойкость и повышают про-
изводительность на 20—60% по сравнению с брусками на кера-
мической связке.
Рекомендации по выбору зернистости и твердости брусков
в зависимости от величины снимаемого припуска и шероховато-
сти обработанной поверхности приведены в табл. 186 и 187.
Алмазные бруски применяют для хонингования закаленной
стали, чугуна, твердых сплавов, алюминиевых сплавов и хромо-
вых покрытий. Стойкость алмазных брусков при обработке чугуна в 100—
200 раз, а при обработке стали в 30—50 раз выше стойкости абразивных брус-
ков, что позволяет удалять припуск до 0,2—0,3 мм и быстро исправлять
овальность и конусность отверстий.
186. Твердость абразивных брусков при различных условиях хонингования
Рис. 101. Схе-
ма обработки
хонингованием
Зернистость
брусков
12-8
6-4
М40-М14
Снимаемый
припуск
на диаметр
в мм
0,05-0,5
0,01-ОД
0,05—0,5
0,01—0,1
0,05—0,5
0,01—0,1
Твердость брусков
для обработки
стали
СМ2-СТ2
С2—Т2
МЗ—СТ1
СМ2—Т1
ВМ2—С1
С1—СТЗ
чугуна
С2—Т2
СТ2—ВТ2
СМ2—СТЗ
СТ2—Т2
СМ1—СТ2
С1— Т2
Примечания
1. При выборе твердости
следует ориентироваться на
середину указанных диапа-
зонов .
2. С увеличением твер-
дости обрабатываемого ма-
териала следует уменьшать
твердость брусков.
Алмазные бруски изготовляют из порошков природных и синтетических ал-
мазов (см. табл. 169) зернистостью 400/315—10/7, концентрации 50 и 100%, иа
органических, металлических и металлоенликатных связках. Рекомендации по
выбору зернистости брусков в зависимости от величины снимаемого припуска и
шероховатости обработанной поверхности приведены в табл. 188 и 189, по выбору
связок — в табл. 177.
Установка и приработка брусков. Бруски прикрепляют к колодкам ховин-
говальных головок наклеиванием (абразивные бруски), напаиванием (алмазные)
или механическими способами. Для паклейки применяют целлулоидный B0—
30% целлулоида и 70—80% ацетона), бакелитовый C5—40% бакелита и 60—65%
наполнителя) или силикатный клей,
ШЛИФОВАЛЬНЫЕ И ДОВОДОЧНЫЕ ИНСТРУМЕНТЫ
361
187.
Зерни-
стость
брусков
Класс
чистоты
поверх-
ности
Шероховатость поверхности стальных деталей при хонинговании брусками
различной зернистости на керамической связке
16
5-6
12
5—7а
10
66-76
8
6в—7в
6
7а—8а
5
76—86
4
7в—8в
М40
8а—9а
М28
86—9в
М20-М14
Эа-10в
Примечание. Бруски на бакелитовой связке при той же зернистости обеспе-
чивают чистоту обработанной поверхности на один класс выше.
Количество брусков в головке выбирают из условия, что их суммарная ши-
рина должна составлять 0,25—0,5 длины окружности отверстия. При хонингова-
нии шлицевых отверстий это соотношение должно быть
увеличено до 0,8. Рекомендуется четное число брусков
в головке (8, 6, 4 и 2) с диаметральным расположением
их по окружности. Соотношения длины брусков, вели-
чины хода и выхода их вдоль образующей обрабаты-
ваемого отверстия приведены на рис. 102.
Абразивные и алмазиые бруски после установки в
головку проходят приработку по отверстию хонингуе-
мой заготовки составом, состоящим из 40% порошка
(КЗ, КЧ, ЭБ) и 60% солидола. Зернистость порошка
берется на один-два номера крупнее зернистости при-
рабатываемых брусков. Приработка прекращается при
достижении 60—70% площади контакта брусков с по-
верхностью отверстия.
Смазка и охлаждение. При хонинговании абразив-
ными брусками применяют жидкости на основе ке-
росина (табл. 190). На некоторых заводах применяют
жидкости на водной основе, содержащие триэтаноламин
A—2%), нитрит натрия @,25—0,5%) и глицерин
@,25—0,6%). При хонинговании алмазными брусками применяют чистый
керосин или смеси керосина с веретенным или индустриальным маслами.
Рис. 102. Схема для оп-
ределения длины хода
1Х и выхода 1Ь хонинго-
вальных брусков".
I = @,5—0,75) L;
1Ь^Ч>1\ lx = L+2lb—l
188. Шероховатость поверхности при хонинговании стали 40Х (HRC 48—50)
алмазными брусками
Класс
чистоты
поверх-
ности
до обработки
после
обработки
Зернистость алмазного порошка
400/315
315/250
3
5
250/200
200/160
4
6
160/125
125/100
5
7
100/80
80/63
6
8
63/50
50/40
7
9
60/40
40/28
28/20
8
10
20/14
14/10
Г-
9
11
12
362
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
189. Зернистость алмазных брусков при хонинговании
Обрабатываемый
материал
Чугун
Сталь закаленная
(HRC 58—65)
Сталь закаленная
(HRC 46—52)
Классы чистоты поверхности
(ГОСТ 2789—59)
до хонингова-
ния
6—7
8
6-7
8
8-9
7
8
9
после хонин-
гования
8
9
8
9
10
8
9
10
Зернистость
брусков
63/50—80/63
28/20-40/28
100/80
50/40—63/50
28/20
63/50—80/63
28/20
20/14
Снимаемый
припуск на
диаметр в мк
20—30
10—20
20-30
10-20
5—10
20—30
10—20
5—10
190. Составы жидкостей на основе керосина, применяемые при хонинговании
абразивными брусками
Обрабатываемый
материал
Сталь
Чугун
Алюминий и сплавы
на его основе
Компоненты жидкости и их содержание в %
Керосин
50—80
50—80
25
100
80-90
80—82
95
Масло
Индустриальное 20, 20—50
То же, 15—47
Сульфофрезол 75
Индустриальное 20, 10—20
Скипидар 7—8
Состав ДЛС-5 (масло МК-14 и
осерненное хлопковое масло
9 : 1)
Олеиновая
кислота
3-5
-
10—12
СУПЕРФИНИШИРОВАНИЕ
Применяется для окончательной обработки наружных и внутренних цилинд-
рических, конических и сферических поверхностей деталей абразивными (см.
табл. 170) и алмазными (см. табл. 171) брусками с целью уменьшения высоты
микроиеровностей и, в отдельных случаях, исправления геометрической формы
поверхностей.
Обработка ведется (рис. 103) при вращении детали со скоростью 10—75 м/мин,
продольном перемещении бруска со скоростью 0,3—1,5 м/мин и осциллирую-
щем движении его вдоль образующей обрабатываемой поверхности с числом
колебаний в пределах 500—2000 в минуту. Бруски имеют упругий контакт с по-
верхностью детали и давление в зоне контакта 2—4 кГ/см2.
Выбор инструмента. Абразивные бруски для суперфиниширования (табл. 191)
изготовляют из микропорошков преимущественно на керамической связке.
Прессованные бруски зернистостью М40—М14 применяют для предваритель-
ной обработки; литые бруски, имеющие склонность к повышенному износу я
самозатачиванию, применяют для окончательной обработки.
Алмазные бруски применяют для суперфиниширования стали высокой твер-
дости, твердых сплавов и керамики. Бруски изготовляют из порошков синтети-
ШЛИФОВАЛЬНЫЕ И ДОВОДОЧНЫё ИНСТРУМЕНТЫ
363
191. Характеристики брусков для суперфиниширования
Характеристика
бруска
КЗ М40 —М14 М—СМ К
ЭБ М40—М14 М-СМК
(прессованные)
КЗ М14-М10 СМ-С К
(литые)
КЗ М7 С К (питые)
ЭБ(ЭХ) МЗ СТ К (литые)
Глинозем М5-МЗ Б
ЭБ (ЭХ) Ml CT К (литые)
Глинозем М1-М2 Б
КЗ М14-М7 М-СМК
(литые)
АСМ 14/10—7/5 Б
Область применения
Обработка закаленных сталей (НЕС 55—65) по 9—10-му
классам чистоты поверхности
То же, по 10—11-му классам чистоты
То же, по 11-му классу чистоты
То же, по 12-му классу чистоты
Обработка закаленных сталей (HRC 55—65) по 13-му
классу чистоты
Обработка нержавеющих и жаропрочных сталей, сырых
сталей и цветных сплавов по 10—11-му классам чи-
стоты
Обработка твердых сплавов по 10—11-му классам чи-
стоты
ческих алмазов зернистостью 28/20—5/3, с концентрацией 100, 150 и 200% на
органических связках (см. табл. 177).
Бруски для суперфиниширования устанавливают в специальных приспособ-
лениях. Рабочую ширину бруска
(рис. 104) выбирают с учетом диамет-
ра обрабатываемой детали из соотно-
шения В = @,4 -т- 0,7) D. С увеличе-
нием диаметра
В
отношение -=г умень-
&
ОД
Рис. 103. Схема обра-
ботки суперфиниширова-
нием
Рис .104. Форма и
размеры бруска
для суперфини-
ширования
шают. Длина бруска составляет
A,5—3) В. Количество брусков в
приспособлении при суперфиниширо-
вании деталей диаметром до 40 мм —
1 шт., 40—175 мм — 2 шт., св.
175 мм — 2—4 шт.
Бруски для суперфиниширова-
ния, закрепленные в приспособле-
ния, проходят предварительную
приработку двумя способами: шкур-
кой зернистостью 16—25, наложен-
ной на деталь и перемещаемой
вместе с нею относительно бруска; деталью, смоченной охлаждающей жидко-
стью, при медленном ее вращении и колебательных движениях бруска.
Смазка для суперфиниширования состоит из смеси керосина G5—90%) и
веретенного масла A0—15%). В состав жидкостей рекомендуется вводить 3—5%
олеиновой кислоты. При суперфинишировании нержавеющей стали, жаропроч-
ных сплавов и сплавов цветных металлов применяют чистое масло.
ДОВОДКА
Доводку как самостоятельную операцию применяют для окончательной обра-
ботки особо точных плоских, цилиндрических, сферических и конических по-
верхностей. Она позволяет одновременно получить точную форму поверхностей
364
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
с отклонениями не более 0,1—2 мкм, точное взаимное расположение их в преде-
лах 2—5 мкм, отклонения от заданных размеров в пределах 1—3 мкм и чистоту
поверхностей в пределах 12—14-го
классов.
Доводку осуществляют (рис. 105)
абразивными и алмазными микропорош-
ками (см. табл. 168 и 169) и притирами
из различных материалов.
Деталь перемещают относительно
притира (или наоборот) со скоростью
10—100 м/мин и прижимают к его ра-
бочей поверхности силой, создающей
давление в пределах 0,2—2 кГ/см2.
1 - обраба'тьт^емаяТтал^-слой, со- Доводка различается по способу по-
держащий абразивные зерна; а — притир дачи абразивной смеси в зону обработки
192. Способы подачи абразива в доводочных процессах
Способы подачи абразива,
схема процесса
Оптимальный характер
движения зерен в абра-
зивном слое
Область .
применения
Характер
доведенной
поверхности
Непрерывная подача (по-
лив) в виде суспензии в про-
цессе обработки
Перекатывание и про-
скальзывание зерен с
непрерывной заменой
затупившихся зерен но-
выми
/У/////У////////У/У/УУ/////У71
Периодическая подача (на-
мазка) в виде пасты перед
каждым переходом
Расположение зерен в
один слой, перекаты-
вание и дробление их,
частичное шаржирова-
ние зерен в притир и
обрабатываемую деталь
Предварительное закреп-
ление (шаржирование) зе-
рен в притир с последую-
щей подачей смазки
Движение зерен, за-
крепленных в притире
относительно детали
Предвари-
тельная
доводка
Окончатель-
ная доводка
Сетка рисок и
кратерообразные
следы от пере-
катывавшихся
зерен
Кратеро-
образная
(матовая)
Зеркальная
с сеткой
микрорисок
Зеркальная
с сеткой
микрорисок
Примечание. Характер доведенной поверхности при одном и том же способе
подачи абразива может меняться с изменением поведения зерен в слое.
ШЛИФОВАЛЬНЫЕ И ДОВОДОЧНЫЕ ИНСТРУМЕНТЫ
365
(табл. 192) и способами обработки различных поверхностей (табл. 193), отличаю-
щихся по количеству одновременно работающих притиров, по условиям ориента-
ции их друг относительно друга и относительно деталей и по характеру относи-
тельного движения детали и притира.
Доводка по способу «свободного притира» (см. табл. 193) обеспечивает только
высокую точность формы доведенной поверхности. Доводка по способу «жестких
осей» позволяет получить помимо точной формы и размера поверхности точное
расположение ее относительно базовой.
Выбор инструмента. Для доводки используют природные абразивы корунд,
глинозем, веискую известь, крокус, алмаз и синтетические абразивы: электро-
корунды (Э, ЭБ, ЭХ, ЭТ), карбиды бора и кремния, окислы алюминия, хрома,
железа, окислы редкоземельных элементов, синтетический алмаз.
Для доводки незакаленной и закаленной стали применяют карбид кремния
в электрокорунд; чугуиа — карбид кремния; бронзы, латуни, меди и алюминие-
иых сплавов — окись хрома, алюминия, крокус, глинозем. Рекомендации для
выбора зернистости абразива при доводке закаленной стали приведены
в табл. 194.
193. Виды доводочных операций
Обраба-
тываемая
поверх-
ность
Схемы обработки
односторонней
одним притиром
двусторонней
двумя
притирами
односторонней
трубчатым
притиром
Примечания
I
Пло-
скость
Сфера
Цилиндр
^
У///^\У///А
i ?
i -м, Н ,,~/
Ш/Л У/Ж
г 1
1 *-#
as-
Зой;
o*i
о м
м Si
S °В
Bia"S,
ее s с
Ш
. W . . О.
о @ g & = &
B||s
wggi» S
aio В a S S
35 a a 2,a
я и S3 g Me
Б s а о а а
а Я"С kgb
Алмазные микропорошки (см. табл. 169) применяют для доводки закаленной
стали, твердых сплавов, керамики, ситалла, ферритов, кварца, германия, крем-
вия и других твердых материалов.
Наиболее распространенным доводочным инструментом являются пасты.
" состав абразивных паст входят микропорошки и различные компоненты неабра-
366
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
зивной части пасты. Пасты зернистостью М40 — М28 выпускают твердой и гу-
стой консистенции, М28 — МЗ — мазеобразной, М10 — МЗ — жидкой. Реко-
мендации по выбору состава абразивных паст и области их применения приведены
в табл. 195 и 196.
194. Выбор зернистости абразива при доводке стали
(HRC 62-65)
Зернистость
абразива
ЭБМ28
ЭБМ14
ЭБМ7
ЭБ МЗ
ЭБМ1
Шероховатость поверхности при доводке
плоских
намазкой
притиров
9-10
10
10-11
11
12
деталей
шаржированным
притиром
-
11
12
13
цилиндрических
деталей
намазкой
притиров
10
10-11
11
-
Алмазные пасты (табл. 197) изготовляют из порошков природных и синтети-
ческих алмазов зернистостью от 60/40 до 1/0 нормальной (Н) и повышенной (П)
концентрации. Пасты различают по смываемости: смываемые водой (В), смы-
ваемые органическими растворителями (О), смываемые водой и органическими
растворителями (ВО); по консистенции: мазеобразные (М) и твердые (Т).
Компоненты неабразивной части алмазных паст ГОСТом не регламентирова-
ны. Чаще всего применяют стеарин A5—30%), олеиновую кислоту C0—60%),
веретенное масло A5—30%). В некоторые составы алмазных паст вводят напол-
нитель — порошок карбида кремния (до 30%).
Рекомендации по выбору зернистости алмазных паст приведены в табл. 198.
Прнтиры для точной доводки поверхностей изготовляют из чугуна, стали,
стекла, ситалла, керамики, меди, латуни, алюминия.
При выборе материала притира, как правило, руководствуются рекоменда-
цией, что твердость его должна быть меньше твердости обрабатываемого мате-
риала.
195. Составы абразивных паст
Компоненты
пасты
Олеиновая кислота
Стеарян
Процентное содер-
жание компонентов
при доводке
предвари-
тельной
50—70
20-30
15—20
промеку-
точной
30—50
30-35
10-20
оконча-
тельной
15 20
30-35
30
Компоненты
пасты
Керосин
Процентное содер-
жание компонентов
при доводке
предвари-
тельной
2—10
1-5
промежу-
точной
5—10
1-2
оконча-
тельной
10-15
ШЛИФОВАЛЬНЫЕ И ДОВОДОЧНЫЕ ИНСТРУМЕНТЫ
367
196. Зернистость и область применения абразивных паст
Группа паст
Зернистость
Вил, обработки
Чистота доведенной
поверхности
Грубая .
Средняя
Тонкая .
М40-М20
М14-М5
МЗ-М1
Предварительная
Промежуточная
Окончательная
V 8— V Ю
V Ю- V12
V 12- V Н
Примечание. Вязкость паст уменьшается с уменьшением зернистости абра-
197. Алмазные пасты (ГОСТ 16877—71)
Зернистость
пасты
60/40
40/28
28/20
20/14; 14/10
10/7; 7/5
5/3
3/2
2/1; 1/0
Концентрация алмаз-
ного порошка в %
(по массе) #1
Н
П
20
14
10
Цвет пас-
ты и эти-
кетки
Красный
Голубой
Зеленый
Желтый
Н — нормальная, П — повышенная.
Примечания: 1. Обозначение зер-
нистости пасты соответствует обозначению
зернистости алмазного порошка (по ГОСТу
9206—70), из которого изготовлена паста.
2. Условное обозначение пасты из по-
рошка марки AM, зернистостью 40/28, нор-
мальной концентрации, смываемой водой,
мазеобразной консистенции: Паста алмазная
AM 40/28, НВМ ГОСТ 16877—71.
198. Выбор зернистости алмазных паст
Зернистость
алмазного
порошка
в пасте
40/28
28/20
20/14
14/10
10/7
7/5
5/3
3/2
2/1—1/0
Шероховатость
поверхности
при доводке
стали
ШХ15
9
9—10
10—11
11
11-12
12
12-13
13
13—14
сплава
ВК8
9—10
10—11
11
11—12
12
12—13
13
13-14
и
От материала притира и его структуры существенно зависит поведение
абразивных зерен в слое пасты.
Наилучшие результаты по качеству доведенной поверхности обеспечивают
притиры из перлитного чугуна (НВ 100—200), а по производительности —
стальные притиры. Притиры из цветных металлов рекомендуется применять при
доводке по способу «жестких осей», т. е. когда точность обработки не зависит от
точности формы рабочей поверхности притира.
При доводке по способу «свободного притира» точность притира определяет
точность формы доведенной поверхности.
Точность рабочей поверхности притира обеспечивают применением трудно-
изнашиваемых материалов, равномерным износом его при соответствующей на-
стройке станка и периодической правкой.
Правку плоских притиров производят вручную по способу трех плит или на
точной лекальной плите, на доводочных станках с применением правильных
колец или в процессе доводки при соответствующей настройке станка.
199. Выбор неполного штучного времени при машинной доводке
Операция
Двусторонняя до-
водка двумя прити-
рами плоскостей и
цплиндров на вер-
тикально-доводочных
станках
Доводка отверстий
чугунным притиром
Обрабатываемый материал
Сталь инструментальная и кон-
струкпионная легированная зака-
ленная или цементированная.
Чугун легированный закаленный
Сталь конструкционная легиро-
ванная закаленная.
Чугун
Сталь инструментальная и кон-
струкционная закаленная или це-
ментированная.
Чугун легированный закаленный
Сталь конструкционная легиро-
ванная незакаленная.
Чугун
Класс
чистоты
поверх-
ности
после до-
водки
9
10
11
12
13
9
10
9
10
11
12
13
9
10
Суммарная влощадь обработки в см2 до
32
63
125
250
500
1000
1500 2000
Время на доводку поверхности в мин.
2,2
3,3
5,9
9,1
16,9
3,4
5,1
0,9
1,3
2,3
3,7
6,8
1,4
2Д
¦
Примечание. Приведено время доводки абразивными порошками i
дится поправка к = 0,6.
2,5
3,7
6,8
10,4
19,4
3,9
5,9
1,0
1,4
2,7
4,2
7,8
1,6
2,4
2,8
4,3
7,7
11,9
21
4,5
6,1
1,1
1,6
3,0
4,8
8,5
1,8
2,5
3,3
4,9
8,9
13,6
25
5,1
7,7
-
-
3,8
5,7
10,2
15,7
29
5,9
8,9
-
-
4,4
6,5
11,8
18,1
34
6,8
10,2
-
-
«ш настами. Для доводки алмазными
5,0
7,5
13,6
21,0
39
7,8
11,8
-
-
5,7
8,6
15,6
24,0
45
9,0
13,6
-
-
пастами вво-
ИНСТРУМЕНТЫ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ
369>
Цилиндрические и сферические притиры правят контрпритирами или непо-
средственно в процессе доводки.
Правку притира следует заканчивать абразивом той зернистости, которая
будет применяться в последующей доводочной операции.
Режимы доводки (табл. 199). Скорость движения детали относительно притира
выбирают в пределах (в м/мин): 50—100 для предварительной доводки; 10—20
для окончательной доводки; 5—7 при доводке шаржированными притирами.
Рекомендации по выбору давления приведены ниже:
Выбор давления при
Вид обработки
Предварительная доводка. .
Окончательная доводка:
стали
цветных металлов ....
хрупких материалов . . .
Давление
в кГ/см2
1,5-2
0.6—1
0,2-0,4
0,05—0,2
Вид обработки
Предварительная доводка
цилиндров
Окончательная деводка ци-
линдров
Давление
в кГ/см2
0,4-0,6
0,2-0,3
ИНСТРУМЕНТЫ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ
ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ
Данные о назначении, области применения, точности и качестве обработанной
поверхности (шероховатость поверхности, степень и глубина наклепа), достигае-
мых при различных методах чистовой обработки пластическим деформированием
с использованием инструментов различной конструкции, приведены в табл. 200.
Данные табл. 200 относятся к основным, наиболее широко применяемым,
в промышленности, а также — новым безусловно перспективным методам чисто-
вой обработки пластическим деформированием различной формы поверхностей
деталей машин и приборов: наружных цилиндрических (JY» 1—13), отверстий
(№ 14—24), плоских (№ 25—31), профильных (№ 32—38).
Рекомендации по выбору инструмента в зависимости от формы обрабатывае-
мой поверхности, целевого назначения, прочности и жесткости заготовки, харак-
тера производства приведены на рис. 106, где обозначено: ж—жесткие; у.
д, и. д, уд. д — упругого, инерционного, ударного действия; рее — регулируе-
мые на размер. К неравножестким деталям с отверстиями условно относят
такие, у которых отношение разности максимальной и минимальной толщин
стенки к максимальной не превышает 20—30%, а также неравностенные детали
с минимальной толщиной стенки > 1—12 мм и детали с фланцами.
Примеры пользования схемой, показанной на рис. 106.
1. Для обработки наружной цилиндрической поверхности (/) с целью отделки
(Б) малопрочной и неравножесткой детали (б) в условиях индивидуального
производства A) наиболее целесообразно использовать инструмент: одношари-
ковый обкатник упругого действия [4] или универсальную виброобкатную голов-
ку [10] (может быть использована как для «гладкого», так и вибрационного обка-
тывания).
2. Для обработки внутренней цилиндрической поверхности (II) с целью
калибрования (А) среднепрочной, неравножесткой детали (б) в условиях серий-
ного производства B) наиболее целесообразно использовать один из следующих
инструментов: выглаживающую прошивку [14], выглаживающую протяжку
115], многошариковый раскатник жесткий, регулируемый [18], многороликовый
раскатник жесткий [20], многороликовый раскатник ударного действия [22].
Выбор инструмента из числа рекомендуемых в примерах следует производить
исходя из дополнительных не учитываемых в схеме условий: наличие готового-
инструмента, возможности и уровень культуры инструментального цеха и др.
По форме обрабатываемых подерхностеп
1
/ 1 Наружные цилиндрические
Внутренние цилиндрические1 /// Пло <
Ж
Профильные
ill
XXIL ХХХХХХХ
-КХ
_L I I
XXX
Калибрование* отделка
По целевому назначению
Е
Отделка
| В | Упрочнение*отделка
/
//
\ш
1
«ЙНММШИЙМШ 1'^ hi^ ^Ш &«3 \irs]\^n] МИНИН И ИИ
По прочности и жесткости обрабатываемых деталей
а Прочные, равножестние
6 Средне прочные, неравнотесткие
1
/
1
//
1
///
1
IV
1
/
1
//
1
///
1
@@и
По характеру производства
X
/ Индивидуальное, мелкосерийное.
—
I Серийное, крупносерийное, массовое
Рис. 106. Схема рекомендаций по выбору инструментов для чистовой обработки металлов давлением
200. Назначение, область применения, точность и качество поверхности при чистовой обработке металлов
пластическим деформированием различным инструментом
63
Способ обработки,
используемый
инструмент
Хмелевое
назначение
Обрабатываемые
детали и их пре-
дельные размеры
в мм
Принципиальная
схема
Достигаемые:
точность
(класс)
шерохо-
ватость
поверхно-
сти
(класс)
степень
наклепа
в % к^
исходной
глубина
наклепа
в мк
Выглаживание
твердосплавной
пластиной
Выглаживание
алмазным
наконечником
Обкатывание одпо-
роликовым обкат-
пиком упругого
действия
Обкатывание одно-
шариковым обкат-
ником (dm=10 мм)
упругого действия
Обкатывание много-
шариковыми обкат-
никами упругого
действия
Обработка наружных цилиндрических поверхностей
Отделка,
упрочнение
Оси, валики глад-
кие, ступенчатые,
жесткие d > 20;
( неограничена
Оси, валики,
d > 5 < 50;
Z неограничен;)
Оси, валы гладкие
и ступенчатые
жесткие d> 50;
К 500
Оси, валы гладкие
маложесткие
d> 10; (<50
Оси, валы гладкие
d>8;
( неограничена
Нераз-
мерный
2-1
Нераз-
мерный
11—12
S—11
50—60
20-25
20-40
До 600
До 1000
До 5000
Обкатывание треч-
роликовьш обкат-
ником упругого
действия:
а) с принудитель-
ной подачей
заготовки;
б) с самоподачей
заготовки
Обкатывание
жестким
многороликовым
обкатанном
Обкатывание
между роликами
10 Вибрационное
обкатывание
одношариковым
обкатником
упругого действия
Калибрование,
отделка
Рихтование,
калибрование,
отделка.
упрочнение
Отделка,
упрочнение
Оси, валы, трубы
гладкие и ступенча-
тые маложесткие
d> 20;
I неограничена
Оси, валы гладкие,
ступенчатые
d > 20;
/ неограничена
Оси, валики глад-
кие, ступенчатые,
конические
радиальноуравно-»
вешенные,
с?=1 + 5; (=50
Оси, валы гладкие
мало/кесткие,
d> 10; ; <50
Радиалыю-
уравновешеиные
Радиально-
неуравновешен-
ные
3-2
Нераз-
мерный
8—12
S—12
3-12
20—50
До 15 000
До 100
До 5000
Продолжение табл. 200
У
*»
Способ обработки,
используемый
инструмент
Целевое
назначение
Обрабатываемые
детали и их пре-
дельные размеры
в мм
Принципиальная
схема
Достигаемые:
точность
(класс)
шерохо-
ватость
поверх-
ности
(класс)
степень
наклепа
в % к„
исходной
глубина
наклепа
в мп
Ударная обработка
шариковыми голов-
ками инерционного
действия
Отделка,
упрочнение
Оси, палы; d> 10;
I неограничена
Нераз-
мерный
8—10
15—30
До 500
12
13
Оси, валы глад-
кие; d< 500;
( неограничена
Одновременное
точение и обка-
тывание шаром
Калибрование,
отделка,
упрочнение
8—9
30—40
До 1000
3—2
Оси, валы глад-
кие; d < 200;
I неограничена
8—10
20-50
До 15 000
14
Обработка отверстий
Прошивание
выглаживающими
прошивками:
а) цельными;
б) наборными
Протягивание
выглаживающими
протяжками
Калибрование,
отдзлка
Детали со сквозны-
ми отверстиями,
d < 100; 1< 50
Детали типа втулок
со сквозными отвер-
стиями, d< 100;
I неограничена
8—9
9—10
40-50
20—40
/
До
5000
1
16
17
18
19
Раскатывание
одношариковым
раскатилиом
упругого действия
Раскатывание мно-
гошариковыми
раскатниками
упругого действия
Раскатывание
жесткими регули-
руемыми шарико-
выми раскатниками
Раскатывание
роликовыми
раскатниками
упругого действия
Отделка,
упрочнение
Калибрование,
отделка
Отделка,
упрочнение
Детали со сквоз-
ными отверстиями,
d> 20; ( < 100
Детали со сквозны-
ми отверстиями ма-
ложесткие не осе-
симметричные
d> 40;
/ неограничена
Детали со сквоз-
ными отверстиями,
d> 20:
I неограничена
Детали со сквоз-
ными отверстиями
среднежесткие,
d > 60;
I неограничена
1
у / / / / / /
1
ж
Нераз-
мерный
3-2
Hep аз-
мер ubiii
Р—11
20—50
20—40
20-50
20—40
До 2000
До 5000
Раскатывание
роликовыми жест-
кими нерегулируе-
мыми раскатниками
с цилиндрическими
роликами
Калибрование,
отделка
Детали со сквоз-
ными и глухими
отверстиями
d = 6—8 мм:
г = 30
2—\
10—11
и выше
20—40
Продолжение табл. 200
Способ обработки,
используемый
инструмент
Целевое
назначение
Обрабатываемые
детали и их пре-
дельные размеры
в мм
Принципиальная
схема
Достигаемые:
точность
(класс)
шерохо-
ватость
поверх-
ности
(класс)
степень
наклепа
в % к
исходной
глубина
наклепа
в мк
со
СП
21
22
23
Раскатывание
жесткими регули-
руемыми роликами
с цилиндрическими
роликами
Детали с глухими
отверстиями,
жесткие, d> 20;
I неограничена
До 15 000
Калибрование,
отделка
3—2
20—50
Раскатывание жест-
кими нерегулируе-
мыми роликовыми
раскатниками
ударного действия
Детали со сквоз-
ными отверстиями,
d> 20;
( неограничена
9—11
До 5000
Раскатывание
вибрирующим
раскатником
упругого действия
Отделка,
упрочнение
Детали со сквоз-
ными отверстиями
маложесткие,
d> 20;
I неограничена
24
Ударная обработка
шариковыми
головками
инерционного
действия
Упрочнение,
отделка
Детали с отвер-
стиями, d> 70;
I неограничена
20—40
До 2000
Нераз-
менный
S—10
15—30
До 500
/—-
Обработка плоских поверхностей
26
27
29
Обкатывание одно-
шариковым,
одпороликовым
обкатником
упругого действия
Обкатывание
многошариковым
обкатником:
а) жестким;
б) упругого дей-
ствия
Обкатывание
многороликовым
обкатником
«вдавливанием»
Обкатывание:
а) шаром на попе-
речцо-строгальном
станке;
б) роликом на про-
дольно-строгальном
станке
Одновременное
торцовое фрезе-
рование и обка-
тывание шаром
Отделка,
упрочнение
а) Калиброва-
ние, отделка,
упрочнение;
б) отделка,
упрочнение
Калибрование,
отделка,
упрочнение
Отделка,
упрочнение
Калибрование,
отделка,
упрочнение
Детали ¦— тела вра-
щения с торцо-
выми поверхно-
стями
if не ограничен
Детали типа плат
и плит.
Габаритные разме-
ры не ограничены
Детали с кольце-
выми торцовыми
поверхностями,
d< 300
Детали с плоскими
поверхностями
большой длины-
Габаритные раз-
меры не ограни-
чены
Детали с плоски-
ми поверхностями.
Габаритные
размеры не огра-
ничены
t t
Hep аз-
мерная
9—12
9—11
10—12
9-11
7—9
20-40
До 5000
До 8000
До 5000
До 1000
Продолжение табл. 200
to
00
Способ обработки,
используемый
инструмент
Целевое
назначение
Обрабатываемые
детали и их пре-
дельные размеры
в мм
Принципиальная
схема
Достигаемые:
точность
(класс)
шерохо-
ватость
поверх-
ности
(класс)
степень
наклепа
в % к
исходной
глубина
наклепа
в мк
30
31
Виброобкатывагше
торцовых
поверхностей
Отделка,
упрочнение
Диски, подпятники,
d и I"— не ограни-
чены
?
8-10
До 2000
20—50
Обкатывание
радиусных
галтелей:
а) роликом;
б) шаром;
в) шарами
а) Калиброва-
ние, отделка,
упрочнение,
б) и в) отделка,
упрочнение
Детали с галтелями
и сферическими
канавками,
( <50
а) 8—10
б) 9—11
в) 9—11
До 5000
>^\ ^* *-
32
33
Обкатывание
профильных
поверхностей
роликом
«вдавливанием»
Обкатывание сфе-
рических поверх-
ностей, двумя
роликами
«вдавливанием»
Отделка
Обработка профильных поверхностей
Детали — тела
вращения жесткие-,
d< 50, К 30
Детали со сфери-
ческими поверх-
ностями,
г — не ограничен
Нераз-
мерная
8—9
8-10
15—20
До 200
До 300
34
Обкатывание
между роликами
Калибрование,
отделка
Профильные
ролики,
d< 50; (< 80
3—2
9—10
30—40
До 1500
35
36
37
38
Обкатывание
профильных
поверхностей
«обводом»:
а) шаром;
б) роликом
Отделка,
упрочнение
Детали — тела
вращения жесткие,
d = 50; I не ог-
раничена
а) 20-40
б) 15—20
а) До 500
б) До 200
8—10
Обкатывание
шарообразных
поверхностей
«обводом»:
а) шарами;
б) роликом
Отделка
Детали
с шарообразными
поверхностями
Нераз-
мерная
15—20
До 300
Обкатывание
профильных
линейчатых поверх-
ностей сферическим
роликом
Отделка,
упрочнение
Детали типа пла-
стин, лопаток,
( не ограничена
Обкатывание внут-
ренних профильных
поверхностей
жестким
многороликовым
обкатником
«вдавливанием»
Калибрование,
отделка
Детали типа
втулок,
d < 200; г< 100
10—20
7—8
4-3
15-20
До 200
380
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
ИНСТРУМЕНТЫ ДЛЯ ЭЛЕКТРОИМПУЛЬСНОЙ ОБРАБОТКИ
ВЫБОР МАТЕРИАЛА И ПРОФИЛЯ РАБОЧЕЙ ЧАСТИ ИНСТРУМЕНТА
201. Выбор основных материалов рабочей части инструмента
Показатели
сравнения
инструмента
Область
применения
Стоимость и
дефицит-
ность
Эксплуата-
ционная
стойкость
Износ
Производи-
тельность
обработки.
Стабильность
процесса
Материал инструмента •'
Медь Ml, M2 •»
Обработка твердых
сплавов; прошивка ще-
лей и отверстий малого
диаметра; чистовая об-
работка на повышен-
ных частотах
Высокая
Хорошо противо-
стоит всем видам дина-
мических и статиче-
ских нагрузок
Велик износ
Максимальна при
1Ср> 150 а. Процесс
стабилен для всех об-
рабатываемых мате-
риалов
Алюминиевые сплавы
Д1, АлЗ, Ал5 *з
Предварительная об-
работка полостей и от-
верстий в стали и жа-
ропрочных сплавах
Средняя
Удовлетворительно
работает при всех ви-
дах нагрузки
Велик износ
Диапазон стабиль-
ных режимов уже,
чем у меди; меньше
номенклатура обраба-
тываемых материалов
Углеграфитированный
ЭЭГ
Обработка: деталей из
отбеленного чугуна и
жаропрочных сплавов;
твердых сплавов при по-
вышенных режимах с
вращением инструмента
Низкая
Невысокая прочность
при изгибных и ударных
нагрузках
Износ минимален
Максимальна при
1ср< 150 а. Стабиль-
ность удовлетвори-
тельна для большин-
ства обрабатываемых
материалов
41 Кроме перечисленных, можно использовать: 1) сплав МЦ-4 (износ и стабильность
процесса близки к медному инструменту; для обработки твердых сплавов); 2) серый чугун
(износ близок к меди) для обработки на небольших мощностях, а при вращении инстру-
мента — на повышенных); 3) вольфрам (средняя величина износа; для прошивки отвер-
стий небольшого диаметра и разрезки стали и жаропрочных сплавов при использовании
в качестве инструмента фасонного проката — прутков и лент).
*2 Медь для изготовления инструмента наиболее целесообразно использовать в виде
фасонного проката.
*а Профиль инструмента из алюминиевых сплавов не должен иметь элементов ма-
лого сечения.
202. Зависимость износа у, производительности обработки М и шероховатости
обработанной поверхности Н от материала инструмента при примой или обратной
полярности его включения
Материал
инструмента
Медь
ЭЭГ
Чугун СЧ 15-32 .
Латунь ЛС59 . . .
Прямая полярность
V в %
6,8
0,2
> 15,0
11,0
М в мм*/мин Н в мкм
155
335
40
490
125
235
95
180
Обратная полярность
YB%
0,85
2,15
5,8
10,45
М в мм3/мин
345
170
150
430
Н в мкм
120
115
125
Примечания: 1. Инструмент — сплошной цилиндрический диаметром 10 мм;
сквозная прошивка детали (сплав Д1) толщиной 10 мм; генератор МГИ-2М; ток 1с„ = 30 а
и 1кз—60 а; напряжение [7Ср—14 в.
2. Обработка стали медным инструментом при небольших значениях 1Ср (~ 10 о)
и изменении Uxx генератора с 15 до 30 в резко уменьшает износ (<м увеличивается
~ на 0,3). Производительность'—не снижается.
3. Специальная форма рабочих импульсов (новые широкодиапазонные генераторы)
обеспечивает резкое снижение износа для металлических инструментов (алюминий, медь).
ИНСТРУМЕНТЫ ДЛЯ ЭЛЕКТРОИМПУЛЬСНОЙ ОБРАБОТКИ
381'
203. Зависимость износа инструмента, выполненного из различных материалов,
от режима обработки
Материал инструмента
Сплав Д1
Ал5
СЧ 15-32
Медь
ээг
Примечание,
масло индустриальное
10
39
10
8
0,2
Износ v в
20
40
27,3
12
10
0,45
30
27,3
22,7
13,2
12
0,9
Обрабатываемый материал —
12; площадь обработки — 6000
% при
40
22,7
20,5
14,4
13
1,0
сталь
мм1;
токе 1Ср в а
60
20
19,1
15 3
13,5
1,2
45; рабочая
частота / =
80
17'.
17 7
1R 4
14
0,9
100
14,1
16,4
17,3
14,5
0,6
жидкость —
400 имп/сек.
204. Зависимость износа инструмента от площади обработки при различных режимах
1ср в а
30
150
V в % при площади обработки F в мм*
500—1000
16,5—15,4
26,0—19,1
2000—3000
13,1—13,25
18,2—17,4
4000—5000
13,5-13,75
18,25—19,0
6000
14,0
19,75
Примечания: 1. Инструмент — медь, обработка стали 45; рабочая жидкость —
масло индустриальное 12, / = 400 имп/сек.
2. Небольшие величины 1ср (~ 10 о), v= 7,0-5-7,5% для площади обработки
500—6000 мм2.
205. Зависимость режимов обработки от профиля рабочей яасти инструмента
Особенности обработки
и инструмента
" Обработка твердых сплавов моно-
литным инструментом
Обработка твердых сплавов труб-
чатым инструментом
Обработка сквозных отверстий
трубчатым инструментом в деталях
из стали и жаропрочные сплавов
Оптимальный режим для максимальной
производительности
При F == 100 мм' — 1ср= A2 -ь 15) F а; при
F > 150 жж2 — 1ср=F-ь9) В a; f = 400 имп/сек
Допустимая плотность тока 25—40 а/см2 при
7Ср == ВО a; f = 400 имп/сек
Форсированные режимы — 40—80 а/см2 при
прокачке рабочей жидкости через инструмент
206. Зависимость производительности обработки от профиля инструмента
и глубины обработки
Инструмент
Сплошной (без прокачки)
Ступенчатый (без прокачки) . . .
Ступенчатый (с прокачкой) ....
Производительность
глубине
10
300
340
.295
20
30
375
400
300
340
295
в мм' /мин при различной
обработки в мм
40
60
80
1G0
315
290
305
280
300
275
Примечание. Возможность обработки на большую глубину при высокой про-
изводительности обеспечивается специальной геометрией инструмента.
382
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
207. Зависимость допускаемой мощности J»s и среднего значения тока Гср
от материала инструмента
Материал
Медь ....
Алюминий .
ЭЭГ ....
L/m= 105 в,
/ = 400 имп/сек,
/„= 900 ->1100 мксек
^ср max
250—300
160—180
120—150
"ср max
8—10
6—5
3,5—4,5
L'm= 135 в,
/ = 100 имп/сек,
tu= 2500 мксек
¦ 1 ср max
Р.-
ср max
t'm=200e,
/ = 100 имп/сек,
tu~ 2500 мксек
^ср max
*ср max
. Не достигнуты
400—450
300—350
15—15,5
12,5-13
Не достигнуты
400
15
208. Зависимость точности обработки от инструмента
Составляющие Д^ в мм
Факторы, влияющие на величину погрешности
Дт= L (au— ад) F,—в,)
Материал инструмента и детали, размеры
обрабатываемой детали. Максимальная вели-
чина Дт— инстр умент из алюминия и сплавов
на его основе
Принудительное охлаждение инструмента и чистовая обработка на спецстанках
снижают величину Дт до 3 раз (А 5; при этом для широкого диапазона размеров сос-
тавляет 0,04—0,2 мм)
ДИр Fд — боковой и &т — торцо-
вый зазоры);
6б = Сб1У* мк;
Дббя= 0,001 -ь 0,002 мм для фи-
нишных операций
Анастш 0,02 (средняя величина);
Днаст^0,01 (для оптических от-
счетных установочных устройств);
. Аб
; 0,7 (для станков со
свободно подвешенным шпинделем,
с жестким направлением шпинделя
ДО 0,2)
Изменение расчетной величины зазора в про-
цессе обработки (номинальный зазор учитывается
при изготовлении инструмента, принимается во
внимание предполагаемая величина износа инст-
румента)
Установка инструмента относительно детали
(установочные шаблоны, плитки, угольники
и т. п.) по специальным базирующим элементам
вспомогательной части инструмента
Амплитуда продольных колебаний инструмента
Апр\ вес, форма и вылет инструмента. Приме-
нение кондукторных втулок снижает амплитуду
боковых колебаний инструмента Ад (см. табл.
209)
Принятые обозначения: L — размер обрабатываемой детали в мм;
аи, ад— коэффициенты линейного расширения материала инструмента и обрабатывае-
мой детали соответственно в лш/°С; 8, — температура окружающей среды в °С;
ег — температура рабочей жидкости к концу обработки в =С; Cg— коэффициент (для
стали 240 мкм/дж): Ws — энергия импульса в дж; q — безразмерный коэффициент
(для стали 0,36).
ИНСТРУМЕНТЫ ДЛЯ ЭЛЕКТРОИМПУЛЬСНОЙ ОБРАБОТКИ
383
ВЛИЯНИЕ ИНСТРУМЕНТА НА ТОЧНОСТЬ ОБРАБОТКИ
Точность при ЭИМ обработке (табл. 208—212) в основном определяется сум-
марной погрешностью горизонтальных размеров
д„ = д
ъ cm
.Д +Д _|_Д
m ' наст ' пР'
где Аст — погрешность из-за поперечных вибрацпй инструмента. Возникает
при сообщении инструменту полезных продольных колебаний, совпадающих
с направлением подачи; &.наст — погрешность иастройки (установки и выверки
инструмента относительно детали; установки режима обработки); Дт — погреш-
ность, возникающая при нагреве инструмента и детали в процессе обработки;
Дир — погрешность в результате износа инструмеита и образования зазора
между инструментом и деталью.
209. Зависимость амплитуды боковых колебаний инструмента
от амплитуды продольных колебаний и веса инструмента
Вес в кг
1,5
5,0
10,0
Амплитуда в мм
продольная АПр
0,05—0,15
боковая Ад
0.04-0.05
0,015—0.03
0,01—0,02
Напряжение на
вибраторе в в
25—45
30-70
45—95
210. Зависимость расчетного бокового межэлектродного зазора при различных Гс„
от материала инструмента
Материал
Медь . . . ,
ээг
Зазор в мм при 1Ср в а
10—20
0,25—0,32
-0,33
30—40
0,37—0,40
-0,41
50—60
0,43—0,455
—0,46
70-80
0,48
-0,48
Примечание. Данные получены при обработке стали и твердых сплавов.
211. Зависимость величины расчетного межэлектродного зазора между горизонтальными
и наклонными поверхностями профиля инструмента и обрабатываемой полости
от материала инструмента при различных 1ср
Материал инструмента
Алюминий
Медь
ЭЭГ
Зазор в мм при 1ср в а
25—50
—0,42
0,22-0,24
0,15—0,16
75—100
0,43-0,44
0,26—0,29
0,185—0,21
150-200 .
0,47—0,50
0,35-0,41
300
0,57
—
Примечание. Данные получены при обработке стали и твердых сплавов
с использованием генераторов типа МГИ2, МГИЗ.
384
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
212. Зависимость средней величины Д^; от материала инструмента,
размеров и материала обрабатываемой детали
Материал
детали
Сталь
Жаропрочные
сплавы
Твердые сплавы
инструмента
Алюминий ....
Медь
ЭЭГ
Медь
ЭЭГ
Д^ в мм при размерах детали в мм
25—100
0,04—0,06
0,04—0,045
0,04—0,055
0,04—0,045
200
0,11
0,06
0,1
0,06
400
0,2
0,1
0,16
800
0,4
0,16
0.32
ВЫБОР СПОСОБА ИЗГОТОВЛЕНИЯ И КРЕПЛЕНИЯ ИНСТРУМЕНТА
Способ изготовления инструмента зависит от сложности и требуемой точности
размеров профиля его рабочего элемента, серийности изготовления и материала
инструмента. Точность изготовления инструмента влияет на точность получае-
мых размеров. Допуска на размер детали
где &и — допуск на размер инструмента; Aog — возможная расчетная погреш-
ность обработки.
При би ^г @,3 -г- 0,5) Доб возможным изменением действительной величины
Аоб можно пренебречь. Изготовление инструмента с указанной величиной 8и
(в среднем 0,015—0,1 мм) соответствует обычной точности инструментальной
обработки.
Профиль рабочей части инструмента (табл. 213—214) выбирают из расчета
оставления припуска на заданной поверхности обрабатываемой детали, равного
величине межэлектродного зазора, для последующей обработки и выполняют
с учетом характера формообразования — поступательного прямолинейного дви-
жения или вращения инструмента, обкатки обрабатываемой детали.
ВЛИЯНИЕ ИНСТРУМЕНТА НА РАСЧЕТ ЧИСЛА ПРОХОДОВ
ДЛЯ ЗАДАННОЙ ОБРАБОТКИ
Количество обрабатываемых деталей одним инструментом без его носстаяов-
ления (правки) определяют по формуле
6
где б — допуск на искажение профиля обработки из-за износа инструмента (обыч-
но б = 0,5 послеоперационного допуска); у — относительный износ инструмента
на наиболее изнашиваемом его участке; Н — глубина профиля обработки на
участке максимального абсолютного износа инструмента (или максимальная
глубина профиля при одинаковых величинах износа на всех участках инстру-
мента).
Целесообразна правка инструмента простой формы (периодическая заточка
его рабочей части). Количество правок
Нпр
^утН + 0,3'
где Нпр — припуск по длине инструмента (в мм) для его правки.
ИНСТРУМЕНТЫ ДЛЯ ЭЛЕКТРОИМПУЛЬСНОЙ ОБРАБОТКИ
385
213. Зависимость профиля рабочей части инструмента и его размеров
от вида обработки и ее особенностей
Вид обработки
Профиль рабочего элемента, его особенности
Прошивка сквозных отверстий
при прямолинейном движении ин-
струмента
Прошивка сквозных отверстий
трепанирующим инструментом
Прошивка отверстий с верти-
кальными стенками в стальных
деталях при шестком допуске на
прямолинейность образующих от-
верстия
Получение поверхности объем-
ного фасонного профиля при пря-
молинейном движении инструмента
Обработка с поступательным
круговым движением инструмен-
та [4]:
а) допуск на размеры для обра-
ботки Э= 0,2 мм
б) допуск на размеры для обра-
ботки < 0,2 мм
а) Разрезка; шлифование вра-
щающимся инструментом И)
б) плоское и круглое шлифование
в) профильное шлифование
Стержень постоянного по длине сечения
(небольшая толщина детали), ступенчатого
(большая толщина детали). Размеры инструмента
уменьшены на величину
д = Ч + *о + б
Толщина стенок 5; 0,7 мм. Длина рабочей части
(при форсированных режимах) в 4—10 раз больше
толщины прошиваемой детали. Учет величины Д
Ступенчатый инструмент из ЭЭГ. Размеры
сечения рабочего элемента на длине 8—10 мм
от торца уменьшены на величину Д. Раз-
меры остальной части — на величину Д +
+ @,5 + 1,2) мм на сторону
Профиль рабочего элемента выполняется
с учетом величины Д (при различной вели-
чине 6 для вертикальных, наклонных и горизон-
тальных участков; см. табл. 210 и 211)
а) Размеры формообразующей поверхности
рабочей части уменьшены на величину д (для
черновых режимов)
б) Эквидистанты контурных линий горизон-
тальных сечений профиля проводятся от кон-
турных линий аналогичных сечений полости
детали на расстоянии, равном сумме 6 (черновые
режимы) и наибольшей высоты микронеровно-
стей поверхности полости
а) Диски толщиной 1—2 мм
б) Диски или цилиндры (размеры с учетом
необходимой жесткости инструмента, его износа,
размеров детали и т. п.).
в) Профиль в сечениях вдоль оси эквидистан-
тен заданному профилю аналогичных сечений
детали; размеры уменьшены на величину, равную
сумме межэлектродного зазора и припуска под
последующую обработку
Примечания: 1. zg — толщина дефектного слоя, остающегося после ЭИМ
обработки и удаляемого последующей обработкой; zg— толщина слоя, компенсирующего
погрешность обработки; 8 — величина межзлектродного зазора.
2. Величина г0 увеличивается (для последующей УЗ доводки): чистовые инстру-
менты до 0,1—0,2 мм; черновые до 0,2—0,3 мм.
3. Для серийного изготовления инструмента при повышенных требованиях к точ-
ности получаемой полости целесообразна (после нескольких пробных прошивок) локаль-
ная коррекция размеров инструмента, рассчитанного по приводимым таблицам.
214. Зависимость способа крепления инструмента от вида обработки
и ее особенностей
Особенности обработки
и рабочей части инструмента
Конструкция элементов крепления инструмента
Прошивка или обработка с вин-
товым ¦ движением инструмента
стержневого типа
Крепление с помощью хвостовика, выполнен-
ного за одно целое с рабочей частью инстру-
13 Справочник технолога, том 2
386
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Продолжение табл. Л4
Особенности обработки
и рабочей части инструмента
Конструкция элементов крепления инструмента
Прошивка сложнофасонным ин-
струментом:
а) мелкосерийная обработка;
б) серийная обработка
Обработка вращающимся инст-
рументом
Обработка при обкатке инстру-
мента
Обработка инструментом из ЭЭГ
при серийной обработке однотип-
ных деталей
Одновременная обработка нес-
кольких отверстий небольшого
диаметра
Многоконтурная обработка
Унифицированные хвостовики крепятся к ин-
струменту по резьбе или с помощью фланца.
Выверка положения инструмента:
а) на его плоские площадки наносят контроль-
ные метки или инструмент снабжают контроль-
ным углом; на фланцах — штуцера для прокачки
рабочей жидкости;
б) инструмент имеет два базовых цилиндриче-
ских отверстия под контрольные штифты
Для небольших цилиндрических инструмен-
тов — хвостовик (повышены требования на точ-
ность изготовления)
Обычно — крепление на оправках (базирование
аналогично креплению на шлифовальных кругах)
Хвостовик, базирование по плоским базовым
площадкам или цилиндрической поверхности
Вспомогательная часть инструмента (с базами
для крепления) — из стали. Рабочую часть
приклеивают к вспомогательной эпоксидным
клеем марок ЭД5, ЭД6 (дополнительно крепят
двумя-тремя винтами) или присоединяют
только механическим способом (например, ласточ-
киным хвостом)
Рабочие элементы крепят к токопроводящей
оправке припоем ПОС40(йО)
Рабочие элементы крепят к одному изоля-
ционному основанию (оправке)
Примечание. Целесообразно применение патронов с набором съемных держа-
телей инструмента (рис. 107). Возможны способы крепления, приведенные в разделе
электроискровой обработки (см. в табл. 223 эскизы 7 и 8).
215. Количество проходов при обработке в зависимости от ее особенностей.
(пособы компенсации влияния износа инструмента на точность формообразования
Особенности обработки
Прошивка сквозных отверстий
простой формы с вертикальными
образующими
Сложнофасонная сквозная и глу-
хая прошивка
Компенсация влияния износа инструмента
при различном количестве проходов
Однопроходная обработка. Рабочая часть инст-
румента удлиняется (для медного инструмента —
1,5—2 толщины прошиваемой детали). Мини-
мальный расход инструмента — при многопро-
ходной обработке несколькими инструментами
Многопроходная обработка несколькими инст-
рументами. Размеры последовательно сменяемых
инструментов — без учета износа в процессе
обработки
Количество проходов (количество инструментов) п для обработки одной де-
тали при многопроходной обработке (табл. 215) определяют из выражения
Г Л I
lg
1 — ут -f- у тВ
утВ
где В — безразмерный коэффициент, вычисляемый по формуле
1 — A — ут)A+у)т
V«[(l+V)m-1] '
В--
ИНСТРУМЕНТЫ ДЛЯ ЭЛЕКТРОИМПУЛЬСНОЙ ОБРАБОТКИ
387
216. Зависимость ут от J при заданном числе проходов обработки
1
3,16
10
100
1000
1
0,40
0,12
0,015
0,005
2
0,89
0,45
0,13
0,045
Примечание.
значений ут.
ут при заданном
3
1.07
0,675
0,30
0,15
*
1,14
0.80
0,46
0,27
5
1,175
0,875
0.575
0,37
Для других величин \
числе проходов
6
1,185
0,92
0,65
0,46
7
1,20
0,95
0,71
0,53
8
1,20
0,97
0,75
0.585
возможна интерполяция
»
1,21
0,99
0,78
0,63
10
1,215
1,0
0.81
0,Й7
приведенных
При серийной обработке и оптимальном многопроходном использовании ин-
струмента с постоянной периодичностью его замены для всех проходов (от чер-
нового до чистового) расход инструмента на одно изделие определяют из выраже-
ния ,
~=0,6Y 7X67|,
т.
Н
которое справедливо для 1,671 > 1; | = —, где уч — допустимый износ ннстру-
Уч „
мента на последнем (чистовом) проходе: часть допуска на получаемый обработкой
размер; при 1,67$ — 1 л ^_^
' . --=0,67^1,676-1.
W3M
г
_^
№4М
и
1 а
410
\ ^
i '"'
г
5/f
J
\
Рис. 107. Патрон с набором сменных держателей инструмента
13*
388
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Количество обрабатываемых деталей т при многопроходной обработке, за-
данном числе проходов и требовании на точность получаемых размеров при из-
вестном износе у определяют по табл. 218 и 217.
217. Зависимость допустимого количества деталей Для
от его износа при заданных глубине обработки
V в %
0,2
0,5
ОД
1,0
2,0
аЗработки одним инструментом
в допуске на обработку
Н
10
50
20
14
10
5
Примечание
обработки.
20
24
9
7
4
3
30
12
7
4
3
2
50
6
Э
3
2
1
100
4
2
1
-
\ можно немного изменить за счет припуска
200
3
1
-
300
1
-
, оставляемого после
ИНСТРУМЕНТЫ ДЛЯ ЭЛЕКТРОИСКРОВОЙ ОБРАБОТКИ
Метод электроискровой обработки (ЭИС) наиболее эффективен при обработке
поверхностей до 500 мм2. Экономическая целесообразность применения этого'
метода во многом определяется эрозионной стойкостью инструмента (особенно
для ЛС-гонераторов).
ВЫБОР МАТЕРИАЛА ИНСТРУМЕНТА. ВЛИЯНИЕ ИНСТРУМЕНТА
НА ТЕХНОЛОГИЧЕСКИЕ ХАРАКТЕРИСТИКИ ОБРАБОТКИ
При изготовлении инструмента необходим припуск на предварительные рас-
четные размеры для экспериментальной корректировки действительных размеров
(табличные значения у — средние для инструмента упрощенной геометрической
формы). Допуск на размеры чернового инструмента должен составлять 25 (при
чистовом режиме) со знаком минус, а чистового — должен соответствовать до-
пуску на заданный размер.
Способы изготовления инструмента определяются его материалом, слож-
ностью заданного профиля и серийностью обработки (возможно применение сор-
тового проката).
Непрофилированный проволочный инструмент (табл. 218—230) эффективен
для операций (вырезка деталей, получение сквозных отверстий с прямолиней-
ными образующими, точение кольцевых и винтовых узких пазов на цилиндри-
ческих заготовках, шлифование торцом проволоки и т. п.), при которых его из-
нос незначительно сказывается на точности обработки.
На точность получаемых размеров влияют величина и нестабильность меж-
электродного зазора и, в меньшей степени, износ проволоки. Величина износа
определяется режимом обработки, толщиной обрабатываемой детали и скоростью
перемотки, а величина межэлектродиого зазора зависит от режима обработки
и материала детали.
Нестабильность межэлектродного зазора вызывается нестабильностью режима
и вибрацией проволоки, которая снижается при уменьшении длины рабочего
участка и более мягких режимах.
Расчет параметров, влияющих на точность обработки, необходимо выполнять
до табл. 231.
ИНСТРУМЕНТЫ ДЛЯ ЭЛЕКТРОИСКРОВОЙ ОБРАБОТКИ
389
218. Износ инструмента в производительность обработки (ЭИС станок ЛК318
с разобщенным генератором коротких импульсов / = 1200 имп/сек; 'м = 7 мксек;
W =1 дж; U, = 150 в)
s scp
Обрабатываемые материалы
Твердый сплав ВК8 ....
Углеродистая сталь
Жаропрочный сплав ....
Медь
Латунь
Вольфрам
Бериллий
Материал инструмента (прямая
Латунь
М
в мм3/мин
75
90
120
210
200
230
40
135
V в %
295
25
62
46,5
9
78
195
8
Мед1
М
В MM3/MUH
48
80
102
120
220
136
31
85
V в %
340
ПО
79
60
480
149
300
88
полярность)
Чугун
М
в мм'/мип
22,5
7,5
11,2
48
60
1,8
7,8
43
Y в %
980
1600
870
220
28
60
2750
52
219. Напое инструмента (у), производительность обработки и шероховатость
обработанной поверхности (генератор ВГИ-3; f = 22 кгц; tu = 8 мксек; Um = 80 в;
инструмент цилиндрический диаметром 10 мм; сквозная прошивка сплава Д1
толщиной 10 мм)
Материал
инструмента
ЭЭГ
Латунь ЛС59 ....
Прямая полярность
У в %
8,7
12,8
13,1
м
в мм3/мин
18,3
20,6
38,1
Н в мкм
65
54
51
Обратная полярность
V в %
44,5
57,3
35,7
М
в мм'/мин
11,9
3,9
20,6
Н в мкм
53
35
47
2 20. Зависимость минимального поперечного сечения F цилиндрического инструмента
от материала инструмента и режима обработки (ЭИС станок «ЭРОЗИМАТ»,
износ инструмента у невысок)
Материал
Латунь
Медь . .
Парамет-
ры режи-
ма
При
инструмента
С в мкф . .
1^ в а ...
м е ч а н и е.
F в мм
2 при
черновой
1
1500
500
50
13,5
2
600
200
30
5,6
3
400
140
18
3,5
4
200
70
10
2,0
режимах обработки
чистовой
5
50
15
3
6
50
5
7
12
1
0,065
2,5
0,7
Ббльшие плотности тока вызывают увеличение v
8
7
0,2
0,013
0,5
9
5
0,1
0,005
0,3
390
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
221. Зависимость износа инструмента от его материала и материала обрабатываемой детали
при специальной форме импульсов (приставка ЗПБО к ЭИС станку ЛКЗ-18)
Материал
инструмента
Медь
Латунь
Алюминий
Сталь
Твердый сплав . . .
Чугун
Материал детали
Медь
Латунь
0,06
30
0,03
144
0,1
425
0,2
480
0,74
1,36
0,7
18,4
0.26
62
0,57
77
1,97
334
0.47
7,7
Алюминий
Сталь У8
М В ММ'/мип
У в %
7,5
0,54
12,9
13,7
54
11,5
1,3
50,5
15,3
2,85
19,4
6,76
3,96
1,8
0,8
150
2,26
32,8
0,91
14J
2,02
3,31
0,7
~2~
Твердый
сплав
0,5
21,8
0,16
2480
0,18
2740
0,57
127
0,04
23,2
0,88
200
Чугун
4,72
1,71
4,64
42,3
2,8
59
6,9
19
0,85 .
2,3
3,6
26,3
Примечание. Наиболее эффективно применение приставки для обработки на
мягких режимах и при серийной обработке деталей.
222. Зависимость межэлектродного зазора S (между инструментом а деталью)
от режима чистовой обработки
D = D +
Winin ещах
+ 2S
С в мкф
Величина S в мм
(на сторону)
0,005
0,3
0,026-0,032
0,013
0,5
0,034—0,038
0,065
0,7
0,05—0,06
2,5
0,06-0,07
Примечания: 1. Обработка закаленной стали толщи-
ной 6 мм (предварительно прошито отверстие диаметром 7 лип);
диаметр инструмента 8 мм, материал — закаленная сталь.
2. Для режимов черновой обработки величина S может
достигать 0,4—0,45 мм.
3. Нанесение слоя хрома толщиной около 0,02 мм на бо-
ковую поверхность инструмента снижает величину S прибли-
зительно в 2 раза.
ИНСТРУМЕНТЫ ДЛЯ ЭЛЕКТРОИСКРОВОЙ ОБРАБОТКИ
391
223. Зависимость конструкции инструмента от особенностей операции обработки
Операция
обработки
Конструкция инструмента и особенности его использования
Прошивка отвер-
стий диаметром 0,02—
0,075 мм (сквозных
цилиндрических и с
заходным конусом
см. работу [12])
/ц = B -г- 2,5) Нг;
1 — вольфрамовая про-
волока; 2 — слой меди
Слой меди — для жест-
кости инструмента и его
крепления, для получе-
ния заходного конуса,
соосного с цилиндриче-
ским отверстием. Вылет
инструмента влияет на
диаметр получаемого от-
верстия (см. табл. 224)
Прошивка сквоз-
ных отверстий диа-
метром 0,1—2,0 мм
а) Инструмент б) Кондуктор
ОтВерс
0ы*од(
Бронзу
Текстолит
Изделие
I — глубина прошиваемого отверстия
Стандартная медная,
латунная или вольфра-
мовая проволока. Вылет
инструмента влияет на
величину диаметра полу-
чаемого отверстия. Не-
обходим кондуктор (см.
табл. 225). При прошив-
ке отверстий диаметром
0,1—0,5 мм lQ = 0,5 + 1,5,
а диаметром 0,0—2 мм
I =5-4-10 мм
Прошивка сквоз-
ных отверстий диа-
метром 5 мм и выше
Трепанирующий инструмент
Державка
.Отверстие для
выхода газов
Инструмент
Конусность хвостовика
инструмента 1 : 20; воз-
можно изготовление ин-
струмента из листового
материала (см. прошивку
фасонных отверстий)
Прошивка фасон-
ных отверстий
При изготовлении ин-
струмента из листового
материала необходима
калибровка профили
после изготовления
I j^Hamoan | | ,
лромту-'-Л,^11'""''"')''™ lm
точной <Ш/ктцпет ТГГ
nonatmi, F±b=i.A'/>№<M'»»»J— —
Прошивка отвер-
стий и пазов глуби-
ной больше 8 мм
Перемычка
Стугрпь
pDDDI|
Ступень _
Ооомежшпочноя полнеть
61
Суммарная длина сту-
пеней равна 2,5—3 зна-
чениям глубины проши-
ваемого отверстия (паза)
а — прошивка отверстий; б -
ка пазов
- прошив-
392
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Продолжение табп. 223
Операция
обработки
Конструкция инструмента и особенности его использования
Прошивка глубоких пазов в твердых сплавах
1 — оправка; 2 —
текстолитовая пла-
стинка; 3 — винт;
4 — прижимная
планка; S — при-
жимной болт; 6 —
латунный электрод
б)
1 — оправки; 2 — текстолитовая пла-
стина; 3 — винт; 4 и S — прижимные
планки; в — прижимной винт; 7 — ла-
тунный электрод
Черновой инструмент—
меднографитовая компо-
зиция МГ-2, чистовой —
латунь.
Для чистовой обработ-
ки — поднутрение торца
инструмента (эскиз а)
Возможен наборный ин-
струмент (эскиз б) для
прошивки пазов
Разрезка деталей
Инструмент ножевого типа. Возможно использование кровсль-
иого железа толщиной 0,7—1,2 мм
Гравирование
талей
Непрофилированный инструмент-проволока,
вольфрамовая проволока небольшого диаметра
Целесообразна
Клеймение деталей
Высота клейма 3—7 мм (не меньше 2 мм). Обычно фольга
толщиной 0,1—0,2 мм (латунь). Клеймо припаивается к держав-
ке припоем ПОС 40. Износ инструмента ус„ = 0,05 ¦+• 0,22 мм
на одно клеймение
Примечания: 1. При изготовлении инструмента из листовой латуни заготовку
отжигают (нагрев при 520° С; выдержка i ч; охлаждение вместе с печью; отжиг в пласти-
нах-оправках). 2. Конусность сквозных отверстий устраняют неизношенной частью
инструмента (длина рабочей части около 1,5—2 толщин прошиваемой детали), глухих —
многопроходной обработкой или правкой торцовой изношенной части инструмента.
224. Оптимальные величины вылета инструмента в зависимости от диаметра инструмента
Диаметр инструмента в мкм
Вылет инструмента в мм
Диаметр получаемого отверстия в мкм . .
15
До 0,8
20-30
20
1,0
25-35
30
1,2
35-45
40
1,5
45-55
50
1,8
55—65
60
2,0
65-75
Примечание. Инструмент — вольфрам ВАЗ, обрабатываемая деталь — твер-
дый сплав (толщина 0,1 мм).
ИНСТРУМЕНТЫ ДЛЯ ЭЛЕКТРОИСКРОВОЙ ОБРАБОТКИ
393
225. Зависимость производительности обработки и точности получаемых размеров
от вылета инструмента при применении кондуктора
Вылет
инструмента
в мм
6
12
24
Диаметр отверстий в мм
со стороны
входа
инструмента
0,52
0,60
0,68
выхода
инструмента
ОД
0.45 .
Длитель-
ность-обра-
ботки
в мин
3,3
2,8
2,2
Примечание
Дальнейшее увеличение
вылета вызывает нестабиль-
ность процесса обработки
226. Рекомендуемый материал проволоки в зависимости от необходимых
эксплуатационных параметров
Материал
проволоки
Неизолированная
медь
Неизолированная
латунь
Вольфрам ВАЗ
или молибден
Характеристика материала
Малое удельное сопротивление, высокие пласти-
ческие свойства, относительно невысокая стои-
мость
Недостаточная прочность на разрыв
Хуже меди по значению р, лучше — по проч-
ностным параметрам
Хуже латуни по значению р, лучше — по проч-
ностным параметрам.
Высокая стоимость. Дефицитность
^min/^max в мм
0.05-0,08
0,5
0,05-0,08
0,5
0.025-0.03
0,1
227. Расчет минимально допустимой скорости перемотки проволоки при минимально
необходимом натяжении ее для устойчивого процесса обработки
Расчетные параметры
Исходные параметры
Особенности
PHmin=
21 + РНо
Минимально необходимое
натяжение проволоки для
устойчивого процесса
ботжи
Р д0 — начальное натяжение
проволоки; Руд — среднее за
импульс давление на едини-
цу поверхности лунки (при-
близительно 10е ¦**
W,, =
С У*
2
сек2.*2
Wu — средняя энергия им-
пульса; J — допускаемые
колебания проволоки @,003—
0,004 мм); h0 = @,95 —
1,15) 10-s м'/дж*^ для ста-
ли; ft0 = A,10 -f- 1,25) Ю-8
для твердых сплавов; А —
расстояние между опорами
для проволоки
где С в мкф; U в в. Боль-
шие из указанных значения
fto для проволоки больших
диаметров. Оптимальные
значения Pit . для медной
"mm
и вольфрамовой проволо-
ки — по табл. 228; Рщ —
по табл. 229
394
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Продолжение табл. 227
Расчетный параметры
Исходные параметры
Особенности
vmin=
KWJ
snp snpmln
мм/сеп.
Минимальная скорость пе-
ремотки проволоки,гаранти-
рующая ее прочность, не ни-
ше прочности на разрыв
после прохождения через
зону обработки (при Рд . )
Snp — сечение проволоки до
обработки; Snftnln — сече-
ние проволоки после выхода
из зоны обработки; / — ча-
стота повторения разрядных
импульсов в гц; h, — @,005 4-
0,0058) d в мм'/дж для
стали; й4 = @,0058 -fO,0067)x
Xdnph мм3/дж — для твердых
сплавов
Если Vmjn (расчет иая)
больше предельно допусти-
мой для станка, необходимо
увеличить диаметр проволо-
ки. Для А > ^детали значе-
ния Kt брать меньшие из
указанных
nPmin
= KS-
Рн
min
о — удельная сила разрыва
кГ ¦ м
проволоки в ;
К8 =1,15 4-1,20
Если Snpmin>Snp, необ-
ходимо увеличить диаметр
проволоки или выбрать мяг-
че решим
228. Зависимость диаметра проволоки и натяжения Рд проволоки от ее материала
Материал
Диаметр в мм
Натяжение Рд . в Г
Медь
0,05
15
0,08
75
0,1
85
0,15
125
0,5
2000
Вольфрам
0,04
75
229. Зависимость начального натяжения латунной проволоки Pgo от ее диаметра
и состояния
Состояние проволоки
Твердая
Мягкая отожженная
Рдо в 10~3 кГм/сек2м2 при диаметре проволоки в мм
0,1
200—300
0,15
600-700
250—300
0,20
1500-1600
500—600
0,25
2500-2700
1700—1800
0,30
4000—4200
2800-2900
230. Зависимость относительного расхода проволоки •' от скорости перемотки,
материала и толщины обрабатываемой детали
Скорость
перемотки
и мм/мин
500
700
1000
1200
1500
1900
*' Латунь
Относительный расход проволоки
3
ВК15
22,9
32
45,6
55
68,8
88
Л62; диаметр
У10А
П,4
24,8
35,3
42,6
53,3
68
0,1 мм;
при толщине детали в
по маркам материалов^
20
ВК15
24
33,3
46,7
55,7
69,5
88,2
1К, = о,5 о; и
У10А
18,6
25,8
36,1
43,2
53,8
68,2
= 90 в.
30
ВК15
25,5
35,2
49,7
59
73,5
93
мм
У10А
193
27,3
38,5
45,7
57
72
ИНСТРУМЕНТЫ ДЛЯ ЭЛЕКТРОИСКРОВОЙ ОБРАБОТКИ
395
231. Расчет параметров, влияющих на точность обработки непрофилированным
инструментом-проволокой
Параметр,
влияющий
на точность
Меж электродный
зазор (на одну сторо-
ну)
Радиус скругления
на внутренних углах
Средняя величина
уклонов
Прогиб проволоки
(при вибрациях)
Степень очистки
паза от продуктов
эрозии
Расчет
а' =0,53оС*/«(;*/я A + 0,014/1)
а' = 0,62Cl/aU2A (I -f 0,0i4h)
-| / Sffiin
у л
гш1п 2= гп + а'
1-13"—1'29"
|aon =0,003 4-0,004 мм
-, / dlF 4- 2a'dr,r 4- 2 (а')>- ^<Р
- у 1*
' Г (dnp + 2аУ
Особенности
Обработка стали
Обработка твердых
сплавов
Проволока диамет-
ром 0,1—0,3 мм
Проволока диамет-
ром 0,1—0,3 мм; тол-
щина детали 2—30 мм
Сохраняется ста-
бильность процесса
обработки
При увеличении
диаметра проволоки
и жесткости режима
j возрастает
Примечания: 1. Л — толщина обрабатываемой детали; ?ти1 — по табл. 202;
гп — радиус рабочей части проволоки; dnp — диаметр проволоки; /г — величина сво-
бодного перемещения проволоки в. направлении, противоположном подаче.
2. Для других диаметров проволоки при любых режимах обработки погрешность
¦ расчета величины г- == 10 + 12%.
3. Погрешность расчета величины о' =S 6 ->- 7% для любых допустимых значений
-"пер и РН. .
4. При обработке стали на жестких режимах, d э= 0,25 мм и толщине обрабаты-
ваемой детали меньше 3 мм степень очистки паза не влияет на точность.
232. Зависимость точности обработки при точении глухих пазов непрофилированпым
проволочным инструментом от рабочей среды, окружной скорости заготовки и глубины паза
Рабочая среда
Промышленная
вода
Масло индустриаль-
ное 12 и керосин
A: 1)
Окружная
скорость
заготовки
в мм/сек
23
8,6
Ширина паза на глубине в мм
0,1
0,51
0,515
0,535
0,575
0,5
0,495
0,5
0,52
0,56
1,0
0,485
0,488
0,512
0,55
3,0
0,46
0,465
0,48
0,522
4,0
0,428
0,445
0,466
0,515
5,0
0,33
0.43
0,45
0,505
6,0
0,41
0,435
0,5
Полная
глубина
в мм
5.2
7,0
7,о
Примечание. Диаметр заготовки 20 мм; инструмент — отожженная латунная
проволока (ЛС62) диаметром 0,44 мм; 1кз = 2,4 a; Uxx = 220 в; С = 4,5 мпф.
Диаметр проволоки рассчитывают по формуле
где Н — ширина паза; о' — межэлектродный зазор на одну сторону.
При черновой обработке дополнительно учитывают припуск 0,1—0,05 мм на сторону.
396
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Точность обработки повышается при использовании мягкой отожженной
проволоки из-за ее рихтовки в направляющих элементах станка. Точность обра-
ботки (ширина паза и конусность) при получении глухих пазов шириной до
0,5 мм зависит от бокового износа (продольный износ не влияет на точность)
проволоки-инструмента (табл. 232).
Качество обработанной поверхности зависит от режима обработки и степени
очистки паза от продуктов эрозии /.
Более жесткие режимы и меньшие величины / снижают чистоту поверхности.
Максимальная чистота обработки непрофилированным инструментом-проволо-
кой — до V 9 (особо мягкие режимы).
ИНСТРУМЕНТЫ ДЛЯ УЛЬТРАЗВУКОВОЙ
РАЗМЕРНОЙ ОБРАБОТКИ (УЗРО)
Сменный инструмент. Площадь рабочего торца и геометрия сменного инстру-
мента зависят от вида обработки, размеров обрабатываемой площади,твердости
обрабатываемого материала и мощности УЗ преобразователя (табл. 233—235).
Площади торца инструмента при заданной площади обработки рассчитывают
по формуле
- _. A,10^ 1,15) gw
Su Р '
где SU3A — излучающая поверхность торца преобразователя; к — коэффициент
усиления концентратора.
При изменении специального профиля инструмента (пустотелый трепанирую-
щий, перфорированный, обратноконусный и др.) и при изготовлении его из изно-
состойких материалов производительность обработ-
ки увеличивается.
При прошивке глухих отверстий для обеспече-
ния точности обработки до 0,05 мм количество
смен инструмента определяют из выражения
3 + 1пЯ
Рис. 108. Неразъемное сое-
динение инструмента и кон-
центратора:
о — за одно целое;
б — стыковая сварка
0.7 '
где Н — глубина обрабатываемого отверстия в мм.
Обычно точность глухих отверстий (особенно
донной части) не выше 0,05 мм.
Использование комбинированных инструментов
при получении сквозных отверстий повышает точ-
ность обработки.
Крепление инструмента к концентратору. Способ
и качество соединения инструмента с концентрато-
ром существенно влияет на эффективность УЗ обра-
ботки. В зависимости от области применения способ крепления целесообразно
выбирать по табл. 236. При обработке малогабаритных деталей из сверхтвердых
материалов целесообразно крепить обрабатываемую деталь к концентратору
при неподвижном инструменте.
Выбор материала в зависимости от назначения ииструмента целесообразно
производить по табл. 237.
Инструмент-концентратор (табл. 238—263) изготовляют из одной заготовки
различными способами механической обработки или раздельно инструмент и
концентратор с последующим неразъемным соединением их сваркой (рис. 108).
ИНСТРУМЕНТЫ ДЛЯ УЛЬТРАЗВУКОВОЙ РАЗМЕРНОЙ ОБРАБОТКИ (УЗРО) 337
233. Технологические характеристики и область применения инструментов
для ультразвуковой размерной обработки
Тип инструмента
Выполнен за одно целое
с концентратором (при из-
готовлении или последую-
щем неразъемном соедине-
нии инструмента и концен-
тратора)
Сменный. Разъемным сое-
динением крепится к кон-
центратору. Заменяется пос-
ле износа
Технологические харак-
теристики
Надежен в эксплуатации.
Большие амплитуды коле-
баний.
Станки большой мощно-
сти.
Высокая точность обра-
ботки
Менее надежен в эксплу-
атации. Небольшие ампли-
туды колебаний. Станки ма-
лой и средней мощности.
Средняя точность обработ-
ки
Целесообразность
применения
Единичное производство.
Чистовая обработка твер-
дых сплавов и закаленной
стали
Мелкосерийное, серийное
и массовое производство
(особенно при использова-
нии фасонного проката и
штамповки в качестве ин-
струмента)
234. Рекомендуемый инструмент в зависимости от характера обработки
и особенностей обрабатываемого материала
Характер и особенности
обработки
Рекомендуемый инструмент
Особенности инструмента
Сквозная прошивка ци-
линдрических и фасонных
отверстий больших диамет-
ров. Вырезание дисков диа-
метром до 50 мм
Пустотелый однолезвий-
ный инструмент (ступенча-
тый для небольших толщин
обрабатываемого материала)
Толщина выступов и сте-
нок — не менее пяти диамет-
ров зерна абразива (мини-
мальная 0,5 мм) — для об-
работки хрупких материа-
лов. Оптимальная толщина
для материалов высокой
твердости 1,0—1,5 мм
Сквозная и глухая про-
шивка отверстий небольших
диаметров и пазов неболь-
ших размеров
Дельный обратноконус-
ный инструмент и цельный
инструмент с использова-
нием кондукторов
Геометрию инструмента и
данные для расчета см. в
табл. 2,38
Вырезание дисков диамет-
ром менее 10 мм в хрупких
материалах (количество ди-
сков до 600 шт.)
Пустотелый многолезвий-
ный инструмент
Набор трубок, припаивае-
мых к концентратору при
помощи специальной обой-
мы, см. в табл. 238 (эскизы
1 и 2)
Разрезка заготовок боль-
ших размеров. Глубина ре-
за до 100 мм (со специаль-
ными приспособлениями)
Однолезвийный ленточный
инструмент
Толщина ленты 0,15—
0,50 мм. Минимальная тол-
щина определяется износом
и устойчивостью ленты. Ши-
рина ленты до 40 мм
398
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Продолжение табл. 234
Характер и особенности
'бработки
Рекомендуемый инструмент
Особенности инструмента
Паять ПОС ЬО
Вырезание пластин не-
больших размеров из хруп-
ких материалов,— раскрой
на квадратные пластины раз-
мером 2X2 мм
Многолезвийный пластин-
чатый инструмент
Толщина пластин лезвий
до 0,2 мм. Они припаяны к
чашке концентратора. Набор
лезвий крепят мягким при-
поем к концентратору
Конусный инструмент
Снятие фасок. Получение
конусных отверстий
Угол конуса инструмента
р меньше угла получаемого
конуса а:
ctg р = A + К) ctg a,
где К — относительный из-
нос индтрумента
Гравирование и маркиро-
вка деталей
а) Непрофилированный
игла-инстр умент
б) Инструмент с негати-
вом рисунка на рабочем
торце
а) Сменный. Целесообра-
зен для стекла и твердых де-
талей небольших размеров
с использованием трафаре-
тов и пантографов.
б) Позитивные участки
торца заглублены до 1,0 мм,
негативные — полированы.
Ограничен размер маркиру-
емой площади
Примечание. Наружную поверхность тонкостенного инструмента шлифуют
для исключения поломок. Равномерный износ пустотелого инструмента обеспечивается
при совпадении внешнего и внутреннего контуров. Устранение неравномерного продоль-
ного износа многолезвийного пустотелого инструмента осуществляется его торцеванием
без снятия со станка в течение 1—2 мин на пластинке из вязкой стали (рабочий решим
с подачей суспензии). Погрешность получаемой плоскостности до 0,03 мм.
ИНСТРУМЕНТЫ ДЛЯ УЛЬТРАЗВУКОВОЙ РАЗМЕРНОЙ ОБРАБОТКИ (УЗРО) 399
235. Инструменты для прошивки отверстий (а, о, а) и пазов (б, /)
ТГ г
f I
им
Г ос'
пв
В
!
г-л/'
Я
ЦТ
•л
п
в
-
о и б — для легкообрабатываемых материалов; ва.г — о калибрующей ленточкой —
для труднообрабатываемых материалов на глубину до 6 мм: д — на глубину более
6 мм
Обра-
ботка
Размеры в мм
Во
°min
"min
Черновая
Чистовая
1,5-2,5
0,1-0,3
О„-@,4-г0,6)
DH + b-2da
Ви-@,4-г0.6)
BH+A-2da
>и-2(Ь+*а)
Вп-Ч^а]
0,5-2,0
Примечания: 1. DH (Вд) — номинальный- размер обрабатываемого отверстия
(паза); Д — допуск на обработку; da — размер зерна чистового абразива в мм.
2. Механическая прочность инструмента ограничивает размеры Do (Во . ).
Коробление инструмента, возникающее в процессе сварки, устраняется до
полнительной механической обработкой (необходим припуск 1,5—2,0 мм).
Общая методика расчета инструмента-концент-
ратора: определение профиля и резонансной длины, нахождение опасного
сечения и величины переменного напряжения в нем; выбор материала для изго-
товления.
Примеры расчета экспоненциальных инструментов-концентраторов трепаип-
рующего, ножевого, круглого волнового и полуволнового приведены в работе [6].
400
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
236. Способы крепления инструмента в зависимости от амплитуды колебаний
в напряжений растяжеиия-сжатия
Способ крепления
•"max
"max
в мкм
в кГ/мм*
Особенности
крепления
1. Резьбовое
2. Резьбовое
с пружинной
шайбой
25
Возможно ослабле-
ние соединения при
работе. Недостаточ-
ная соосность инстру-
мента и концентра-
тора. Простота уста-
новки и съема ин-
струмента
110-150
Увеличиваются по-
тери в сочленении.
Нет ослабления сое-
динения при работе.
Недостаточная соос-
ность инструмента и
концентратора
3. Резьбовое
с пайкой мягким
припоем
30
Незначительные
потери в сочленении.
Исключается произ-
вольное отвинчива-
ние инструмента при
работе. Недостаточ-
ная соосность инстру-
мента и концентра-
тора
4. Резьбовое с цен-
трирующим конусом
или цилиндром
110—150
Обеспечение соос-
ности инструмента и
концентратора. Ре-
комендуемый угол
при вершине конуса
около 38°
5. Прессовая
посадка в горя-
чем состоянии
7ТЧ
20
0—100
Значительны поте-
ри в сочленении. Не-
обходима механиче-
ская обработка после
соединения (для чи-
стового инстр умента).
Рекомендуемый угол
при вершине конуса
5 — 10°
6. Пайка мягким
припоем
Надежное соедине-
ние для инструмента
малой массы. Недо-
статочная соосность
инструмента и кон-
центратора
ИНСТРУМЕНТЫ ДЛЯ УЛЬТРАЗВУКОВОЙ РАЗМЕРНОЙ ОБРАБОТКИ (УЗРО) 40f
Продолжение табл. 236
Способ крепления
в кг/ммг
Особенности
крепления
7. Пайка мягким
припоем с цен-
трирующим
конусом и
цилиндром
1
<20
<80
Обеспечение соос-
ности инструмента и
концентратора. Целе-
сообразно применять
для многолезвийного
инструмента (тонких
пластин, шпилек диа-
метром до 2 мм и
пустотелых трубок
диаметром до 10 мм
с толщиной стенок
0,1—0,2 мм)
Пайка твердым
припоем
>40
>160
Наиболее надежное
и прочное соедине-
ние. Более высокая
соосность инструмен-
та и концентратора
обеспечивается при-
менением центрирую-
щих шпилек. Боль-
шая трудоемкость
пайки. Необходи-
мость механической
обработки чистового
инструмента после
пайки
9. Накидной гайкой или цанговым зажимом
25
110-150
Не рекомендуется
для инструмента диа-
метром больше 5 мм.
Масса гайки влияет
на рассогласование
системы
Примечания: 1. Соединения, выполненные по способам 1, 2, 5, 6, 7, 9, целе-
сообразны при обработке деталей из хорошо обрабатывающихся материалов {стекло,
феррит и др.); по способу 8 — твердых сплавов и закаленной стали, твердой кера-
мики и т. п.
2. Для соединений по способам 1—4 на инструменте и концентраторе необходимы
лыски для установки и съема инструмента; по способу 9 — только на концентраторе.
3. Для соединений по способам 1—8 деталь при обработке устанавливается по инстру-
менту (рабочая часть его выполнена в виде ловителя, высота 1,5—2,0 мм поперечные
размеры уменьшены на величину припуска для центровки перед обработкой).
4. Для соединений по способу 8 рекомендуется припой ПСр40КН rfnn ПСр45, флюс
№ 209, нагрев в печи при 7.20—730° С C0—35 мин), охлаждение со скоростью 50° С/ч.
Допустима пайка в пламени газовой горелки (паяльной лампы).
5. При пайке мягкими припоями рекомендуется нагрев газовой горелкой (паяльной
лампой), припой ПОС-40.
«32
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
237. Рекомендуемый материал инструмента в зависимости от области его применения
Назначение инструмента
Обработка твердых сплавов и закален-
ной стали
Обработка хрупких материалов (отекло,
феррит, керамика)
Раскрой полупроводниковых материа-
лов на пластины
Вырезка дисков из полупроводниковых
материалов
Прошивка отверстий малого диаметра
Разрезка заготовок больших размеров
Обработка алмазов
Материал инструмента
Сталь ХВГ У7, У8, У9, У10, 20 35,
45, Х18Н9Т
Сталь 20, 30, 40, 45, 50, У8; твердый
сплав ВК8
Инструментальная сталь 65Г
Никель (трубки по нормализованному
размерному ряду)
Сталь 70, У8, Х18Н9Т
Сталь У8А, 65Г, 60G
Нержавеющая сталь Х18Н9Т
Примечания: 1. Твердый сплав ВК8 целесообразен для инструментов простой
формы с небольшой площадью рабочего торца.
2. Закалка рекомендуется для черновых инструментов простой формы.
3. При обработке твердых сплавов на небольшую глубину и при единичном (мелко-
серийндм) изготовлении инструмента наиболее целесообразна сталь 45, У8, У10 без тер-
мообработки. Для серийного изготовления инструмента — сталь 45 (закалка и средний
отпуск), сталь У8 (нормализация)
238. Концентратор с трубчатым многолезвийным инструментом
а) Концентратор
Паять ПОС-Ы
/""
—
щ
1!
б) Графитовая обойма для пайкп набора
трубок к чашке концентратора
60*60
D
¦¦ <*(п + 0,155); S = 0,866D;
», Зпг + ]
35,8
11,1
20,3
35,8
10,6
14,7
35,1
15,7
21,8
84,1
31
9,6
17,6
31
8,9
12,5
30,4
13,6
18,9
29,5
Применяется для трубок
Диаметр
трубок
в мм
1,15
1,55
1,55
1,55
2,05
2,05
2,05
3,05
3,05
3,05
Количество
трубок
в обойме (ЛГ)
. 721
37
127
397
19
37
217
19
37
91
где d — диаметр трубки; JV — общее число трубок; п — нечетное число трубок в одном
ряду по внутреннему диаметру чашки инструмента
ИНСТРУМЕНТЫ ДЛЯ УЛЬТРАЗВУКОВОЙ РАЗМЕРНОЙ ОБРАБОТКИ (УЗРО) 403
239. Сравнительные характеристики разнопрофильных инструментов
по производительности и износу
Перфорированный
инструмент
Показатель
качества инстру-
мента
Скорость обработки
A0г мм/мин) при
глубине обработки
3,5/6,0 мм
Относительный износ
в %
Инструмент
цельный
6,2/4,7
55-58
кольцевой
кольцевой
перфориро-
ванный
Толщина стенки 6=1,5 мм
9,2/6,2
57-64
13-16/10-12
48-52
Примечание. Оптимальное количество отверстий 2; d = 0.25D: h = 8 +
10 мм (базовое отверстие — нижнее); Л, — с учетом продольного износа инструмента.
240. Зависимость диаметра, площади и глубины обработки от выходной
мощности УЗ генератора
Оптимальная площадь обра-
ботки в мм2
Наибольший диаметр сквозной
обработки кольцевым инстру-
ментом в ли»
Наибольшая глубина обработ-
ки в мм
Наибольший диаметр глухой
обработки в мм
Выходная мощность УЗ гене-
ратора в кет
1000—2200
90
500-1000
75
40—50
35—60
2,0-2,5
25—35
1,0—1,5
180-500
50
' 30-40
15—25
0,5-0,7
80-180
25
10-15
0.25
10-60
9
6-10
0,15—10
0,05-0,1
Примечание. Допустима обработка инструментом с меньшей площадью рабочего
торца в несколько проходов (строчками).
241. Влияние размеров и массы инструмента на расчет концентратора
Характеристика инструмента
Мм мала. 8uSSeblXK
lu =S 0,1 Н- 0,15 lve3n
Рекомендации по расчету концентратора
Влиянием инструмента можно пренебречь
Концентратор укорачивают. Вес удаленной
частя равен весу инструмента. Допустимо при
См. примечание 2
404
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
Продолжение табл. 241
Характеристика инструмента
1и > 0,15 -г 0,2|ре3к
su *** sowxK
Линейные размеры поперечного сечения
инструмента соизмеримы с величиной X
Рекомендации по расчету концентратора
Инструмент как часть комбинированного
концентратора — см. расчет в работе
[7J
Диаметр окружности, описывающей вы-
ходной торец концентратора, не меньше
1/г -г 7з диаметра" окружности, описываю-
щей рабочий торец инструмента
Примечания: 1. Ми — масса инструмента; 'U,S — длина и площадь попе-
речного сечения инструмента; lpe3 , Seblx — резонансная длина и площадь выходного
торца концентратора; р — плотность материала концентратора.
2. При fpe3 = 18 н- 22 кгц рекомендация допустима, если lu :S 30 + 37 мм (мощ-
ность УЗ станка 1,6 ш) и lu =~ 5 + 8 мм (мощность УЗ станка 0,4 ква).
242. Продольный износ инструмента в зависимости от его материала
при обработке различных материалов
Обрабатываемый
материал
Т30К4
Т5К10 ... . .
ВК8
Свноксаль
Агат . . ...
Минералокерамика ЦМ-332 . .
Материал инструмента
Сталь
ЭЯ1Т
Стаяь 45
Латунь
ЛС 59-1Л
Дуралюмин
Продольный износ инструмента в %
58
77
79
10
0,9
11
87
99
103
12
1,5
13
210
240
242
28
4,4
32
750
800
860
138
13
164
Примечание. Инструмент цилиндрической формы, наружный диаметр 6 мм,
внутренний диаметр 4 мм, длительность обработки 2 мин, частота 18,7 кгц, амплитура
0,1 мм, абразив — карбид бора № 5.
243. Влияние глубины обработки на продольный износ инструмента
Материал инструмента
Сталь Х18Н9
Сталь 45
Сталь У8 (отожженная) ....
Сталь Р9 (быстрорежущая)
Сплав ВК8
Глубина обработки в мм
5
Аи в мм
0.2
0,14
0,08
0,09
0,045
Кпр в %
4,0
2,8
1,6
1,8
0,9
10
Дм в мм
0,33
0,25
0,23
0,16
0,12
Кпр в %
3,3
2,5
2»
1,6
1,2
15
Ди в мм
0,55
0,42
0,37
0,25
0,20
Кпр в %
3,7
2,8
25
1,7
1,3
Примечание. Обрабатываемый материал — керамика высокой твердости, абра-
зив — карбид бора № 10; инструмент трубчатый 7X4 мм.
ИНСТРУМЕНТЫ ДЛЯ УЛЬТРАЗВУКОВОЙ РАЗМЕРНОЙ ОБРАБОТКИ (УЗРО) 405
244. Влияние толщины стенок пустотелого трубчатого (g ) и лезвийного
инструмента EЛ) на ег0 продольный износ
в мм
0,5
1,0
1,5
2,0
2,5
Кпр
в %
35—40
12-15
7-8
~6
Условия обработки
Обрабатываемый материал—
минералокерамика
НМ-332; инструмент: ма-
териал — сталь 45, труб-
чатый, наружный диа-
метр 6 мм
«л
в мм
0,06
0,45
t
0,7
Кпрод
в %
100
45
33
Условия обработки
Обрабатываемый материал
ВК8; инструмент: зака-
ленная сталь, плоский;
ширина 12 мм
Примечания: 1. Продольный износ определяет начальную длину инстру-
мента. Максимально допустимый припуск Д( к расчетной длине не должен превышать
величины Х/8 (для УЗ станков мощностью 0,5—1,5 кет).
2. При обработке твердых сплавов целесообразны низкие рабочие частоты, допу-
скающие большой абсолютный продольный износ инструмента.
245. Зависимость поперечного ианоса инструмента от его материала
Параметры износа
Абсолютный износ Д^ в мм . .
Относительный износ Кп0Пер
в %
Материал инструмента
Сплав
ВК8
0,03-0,032
0,2
Сталь У8
закален-
ная
0,045
0,3
Сталь У8
отожжен-
ная
0,082
0,55
Сталь
Х.18Н9
0,088-0,09
0,6
Сталь 45
0,10
0,08
Примечание. Обрабатываемый материал — твердая керамика (HRA 91), глу-
бина обработки 15 мм.
246. Зависимость поперечного износа инструмента и конусности получаемого
отверстия от зернистости абразива
Параметры износа
Абсолютный износ Д^
в мм
Конусность отверстия . .
¦
№ зернистости абразива
12
0,015-0,03
-
10
3°
8
0,01-0,027
6
0,01-0,018
-
5
1°45'
3
0,002—0,005
1°15'
Примечание. Обрабатываемый материал — твердый сплав. Поперечный
проявляется на торповой части инструмента, длина которой приблизительно
0,5 глубины обработки.
М14
40-50'
износ
равна
406
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
247. Зависимость производительности обработки от профиля инструмента
Толщина
стенки пусто-
телого
инструмента
в мм
Монолитный
4,5
2,5
0,5
Рабочая
поверхность
торца инстру-
мента
в мм2
78,5
75,4
59
15
Объемная
производи-
тельность
в мма/мин
0,33
0,44
1,0
2,85
Скорость
прошивки
в мм/мин
0,008
0,015
0,18
Примечание
Инструмент — цилиндри-
ческий, наружный диамегр
10 жж, обрабатываемый ма-
териал ВК6, абразив — кар-
бид бора № 3, рабочая ча-
стота 22 кгц.
248. ^авиеимоеть производительности обработки и разбивки отверстия ДОИ от профиля
инструмента, амплитуды колебаний, обрабатываемого материала
и глубины обработки
Профиль и размеры
инструмента в мм
У
О
30
20
-
to
Скорость
прошивки
в мм/мин
(абразивов
JV» I0/J* 5)
0,3-0,33
0.076
0,054
0,117
0,108
0,115
0,110
0,110
0.070
Марка обра-
батываемого
материала
ВК15, ВК20
ВК25, ВКЗО
ВК8В
Ампли-
туда ко-
лебаний
2Л в мкм
-
51-59
68-70
60—72
76-100
Глубина
прошивки
в мм
10-12
7,5
7,8
7,3
в мм
0,22-0,28
0,45
0,30
вг24
0,19
0,28
0,22
0,48
0,40
Примечание. Материал инструмента — сталь 50, абразив — карбид бора.
ИНСТРУМЕНТЫ ДЛЯ УЛЬТРАЗВУКОВОЙ РАЗМЕРНОЙ ОБРАБОТКИ (УЗРО) 407
249. Зависимость производительности обработки от материала инструмента
Материал инструмента
Скорость прошивки в мм/мин
Сплав
ВК8
1,50
Сталь У8
закален-
ная
1,45
Сталь У8
отожжен-
ная
Сталь 45
0,78
Сталь
Х18Н9
0.68
Примечание. Инструмент — пустотелый цилиндрический диаметром 7X4 мм;
обрабатываемый материал — керамика высокой твердости; абразив — карбид бора № 10;
частота 18 кгц; амплитуда 40 мкм; удельная статическая нагрузка 0,15 кГ/мм2.
250. Погрешность обработки в зависимости от параметра инструментов
Погрешности полу-
чаемых размеров
Параметры инструмента,
влияющие на погрешность
Приемы, приводящие к снижению
погрешности получаемых размеров
Разбивка отверс-
тия, полости AD
Пластичность материала.
Профиль поперечного сече-
ния
Выбор материала инструмента
меньшей пластичности и большей
прочности. Специальное профили-
рование инструмента
Конусность полу-
чаемого отверстия,
полости
Материал инструмента
его поперечный износ
Выбор материала инструмента
большой твердости. Применение
сменного (черновой, чистовой, до-
водочный) инструмента при про-
шивке глухих или конусных сквоз-
ных отверстий. Устранение погреш-
ности неизношенной частью инстру-
мента при прошивке сквозных
отверстий постоянного сечения
Увеличение номи-
нальных заданных
размеров
Неизменные размеры ин-
струмента по его длине с уче-
том образующегося бокового
зазора
Занижение размеров поперечного
сечения инструмента в зависимости
от заданной точности обработки,
применяемого абразива и вида об-
работки
Эллиптичность
круглых отверстий
Отклонение центра тя-
жести профиля поперечного
сечения инструмента от его
оси
Строгая соосность центра тяжести
и оси инструмента
Примечание. Прп соосности концентратора и инструмента и строгой перпен-
дикулярности оси инструмента к поверхности обрабатываемой детали эллиптичность
отверстий ^ 0,01 мм (при чистовой обработке). Отклонения в соосности и установке ин-
струмента вызывают эллиптичность до 0,06 мм.
408
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
251. Размеры инструмента в зависимости от заданной точности обработки
и применяемого абразива
Точность обра-
ботки
в мм
+ 0.04
-н 0,02
+ 0,01
+¦ @,005-^-0,007)
Конусность
3°
1°45'
1°15'
40'—50'
№ абразива
10
5
3
М14
Занижение размеров инструмента
в мм
Цилиндрические
отверстия
0,33
0,24
0.12
0,07
Конусные сквоз-
ные отверстия
(угол 1°30')
0,17
0,12
0,05
0,03
Примечание. Для глухих отверстий точность ~ в 2 раза нише. Обрабаты-
ваемый материал — твердый сплав; абразив — карбид бора.
252. Величина разбивки отверстия Д?>н, профиль инструмента
и обрабатываемым материал
Профиль инструмента
Пустотелый трубчатый . .
Монолитный цилиндриче-
ский
AD в мм
п
Стекло
0,33
0,42
Твердый сплав
0,28
0,38
Примечание
Обработка отверстий
глубиной 15 мм; абра-
зив— карбид бора № 12
253. Влияние инструмента на чистоту обработанной поверхности
Дефекты обработанной
поверхности
Шероховатость (высота
микронеровностей) ста-
бильного характера
Макро- и микроизъяны
локального характера
Причины образования
дефектов
Побочное резание между
боковой поверхностью ин-
струмента и стенками от-
верстия
Кавитационная эрозия по-
верхности инструмента (ин-
тенсифицируется при рас-
клепывании торца инстру-
мента)
Методы повышения чистоты
обработанной поверхности
Специальная геометрия ин-
струмента (обратноконусные и
др.); повышение чистоты рабо-
чих поверхностей инструмента
Специальная геометрия ин-
струмента; периодическое уда-
ление пораженного кавернами
торцового слоя; изготовление
инструмента из менее пластич-
ных материалов
254. Чистота рабочих поверхностей чистового и доводочного инструментов
в зависимости от требуемой чистоты обработанной поверхности и применяемого абразива
Чистота рабочей поверхности инструмента
Чистота обработанной поверхности
Кг абразива -
V6
V5
10
W
V6
5
V8
V7
3
V9
V8
М14
Примечание. Обрабатываемый материал — твердый сплав.
ИНСТРУМЕНТЫ ДЛЯ УЛЬТРАЗВУКОВОЙ РАЗМЕРНОЙ ОБРАБОТКИ (УЗРО) 409
255. Коэффициент использования металла заготовки т| и относительный вес
концентратора G (но сравнению с оптимальным по весу ступенчатым концентратором)
в зависимости от коэффициента усиления
Инструмент-концентратор
Прямой конусный
Экспоненциальный
Катеноидальный
Ступенчатый
г
огам
tl
отн
г*1
отн
т| при коэффициентах усиления К
2
0,58
1,9
0,58
1,45
0,52
1,1
0,75
4
0,40
2,8
0,34
2,3
0,30
1,3
0,63
6
8
10
-
0,28
3,15
0,25
1,5
0,58
0,24
4,0
0,22
1,7
0,56
0,22
4,85
0,20
1,9
0,55
256. Общая характеристика инструментов-концентраторов
Достоинства
Недостатки
Область применения
Ступенчатый цилиндрический
Простота расчета,
конструирования и
изготовления с мини-
мальными отходами
Небольшая жесткость. Умень-
шение амплитуды колебаний при
износе инструмента. Невысокая
прочность при больших ампли-
тудах
Обработка хрупких материа-
лов (небольшой износ инстру-
мента) на специализированных
станках. Обработка площадей
выше 200 мм2
Небольшая чув-
ствительность к изно-
су инструмента. Вы-
сокая прочность и
жесткость
Экспоненциальный
Сложен в расчете, конструи-
ровании и изготовлении. Неэко-
номичен при изготовлении (ве-
лики отходы)
Обработка твердых сплавов
и закаленной стали (большой
износ инструмента) на универ-
сальных станках. Обработка
площадей до 200 ммг
Небольшая чувст-
вительность к износу
инструмента. Неболь-
шой вес. Достаточная
прочность и жесткость
Катеноидальний
Сложен в расчете, конструи-
ровании и изготовлении. Неэко-
номичен при изготовлении (ве-
лики отходы)
Обработка твердых сплавов и
закаленных сталей (большой из-
нос инструмента) на универсаль-
ных станках. Обработка пло-
щадей до 200 мм2
Высокая жесткость.
Простота расчета,
конструирования и
изготовления.
Не-
большие отходы при
изготовлении
Прямой конусный
Максимальный коэффициент
усиления 4,6 (низкая произво-
дительность). Наибольшие по-
тери энергии. Невысокая проч-
ность
Обработка хрупких материа-
лов при небольших амплитудах
колебаний. Обработка площа-
дей до 200 мм?
Примечания: 1. Прочность ступенчатых инструментов-концентраторов повы-
шается усложнением конструкции в зоне перехода ступеней (введением галтели —
рис. 109).
2. При небольших величинах N коэффициенты усиления конических, экспоненциаль-
ных и катеноидальных инструментов-концентраторов близки по величине.
Рис. 109. Галтель без концентрации напряжений при
сжатии и растяжении. Построение галтели может быть
выполнено по следующим данным:
V
d
dy
d
0,0
1,636
0,005
1,594
0,01
1,572
0,01
1,483
0,10
1,374
0,20
1,260
0,5
1,096
1,0
1,019
1,6
1,0
1
257. Расчетные формулы инструментов-концентраторов
Тип инструмента-
концентратора
Закон изменении
сечений
Резонансная длина полу-
волцового концентратора
Теоретический коэффициент
усиления амплитуды
Расположение узла
смещения
Ступенчатый
симметричный
Sj = const;
S; = const
tt — l2 — — •
А. С
К = Nz;
«-VT-ft
Экспоненциальный
¦In N
<P = T^
K = N
«,-i'reteJgL
Ь =
/S^
In" ЛГ
Ki:
^.,
Катеноидальный
Arch N
^KT~
V =
»„
p 2 *кт
Уу' + (Archive
л
У tg V =
cosK;/p
*-VD
~ ( I
'(/ — X X
x arctg — etch Arch N;
ArchAf
V
Прямой конусный
s* = si (*-**):
N — 1
1„=4-|
— Jt
6 =
iVi
"p 2 *»¦ sk л '
tg<p=-
с N — 1
V
(I — Af)«
+ 1
2я/1„
2л//т
С 00
< = — arctg —
у т сф
x sin -
Примечания: 1. Расчеты применимы, если линейные размеры любого поперечного сечения концентратора не превы-
шают величины %/2.
2. Рекомендуемое отношение диаметров торцов конических концентраторов ——— ^ 5.
3. Средняя величина К д= 4 н- 5 (черновая сквозная прошивка); К =» 3 -г- 4 (чистовая); большие К целесообразны при обра-
ботке твердых сплавов и закаленной стали.
ИНСТРУМЕНТЫ ДЛЯ УЛЬТРАЗВУКОВОЙ РАЗМЕРНОЙ ОБРАБОТКИ (УЗРО) 411
258. Величина iV =
Д1
(отношение
диаметров торцов концентратора)
расположение узла смещения по длине
концентратора и величина коэффициента |
N
2
4
6
8
10
Ко-
нус-
ный
0,43
0,38
0,36
0,34
0,33
Экспо-
ненциаль-
ный
0,43
0,36
0,33
0.31
0,30
Коэффициент |
Ко-
нус-
ный
1,045
1,155
1,190
Экспо-
ненциаль-
ный
1,03
1,092
1,15
1,20
1,24
Примечание. !„ — резонансная
длина концентратора; 1СМ — расстояние
от торца концентратора J3, до узла смеще-
ния.
259. Величина N и коэффициент
усиления К амплитуды колебаний
торца концентратора
К
2
4
6
8
10
N
Ступенча-
тый
1,41
2,0
Катенои-
дальный
2,4
5,1
8,7
12,5
Экспонен-
циальный
2,0
4,0
6,0
8,0
10,0
Прямой
конусный
2,0
3,2
3,8
4,2
4,4
260. Упрощенный расчет и построение профиля катеноидальиого
инструмента-концентратора
<
F
Длина инструмента-кон-
центратора I
Коэффициент
ния К
усиле-
Координата узла смеще-
ния Х„
Диаметр концентратора
в узле смещения D
1к =» -Z- @,028л1 +0,91)
при 2 < N < 5;
L
.А. 0,155 (]У0'153 -0,24)
при N > 5
К=0,Ш1-" при Л'>2
Ха = -
0.5(„
D =d (О.ЗЗЗЛ7 + 0,64)
при N < 3;
Dv-d
при N > 3
D = d @.38Л7 +0,5)
412
МЕТАЛЛОРЕЖУЩИЕ ИНСТРУМЕНТЫ
261. Расчет на прочность инструментов-концентраторов
Инстру-
МРНТ-КОН-
центра-
тор
Ступен-
чатый
Прямой
конусный
Экспо-
ненциаль-
ный
Кате-
ноидаль-
ный
Напряжение
в опасном сечении
в кГ/ммг
О = А2^ =
= At • 2я//рВ
-ft")
" 1-Ч'
а^ЕА.Щ- е$% sin KlX
-
Максимально
допустимое
напряжение
в пГ/ммг
"max ^
< 4,95-102А2
"max <
<2Д-102Аг
^шах ^
< 2,75-102Аг
"max <
< 3,25-10M2
Максимально
допустимая
амплитуда ра-
бочего торца
в мм
А2 < 0,7 х
А2 < 2,25X
хЮ-з.о_1р
А2 < 1,52 х
х 10-а_1р
А2 < 1,5х
><10-^-1Р
Среднее
значение
допускаемых
напряжении
в кГ/мм*
Примечания: 1. Значения о"тах и А2 — для /„ = 20 кгц (наиболее распро-
страненная для УЗ станков) и К ^ 4.
2. Среднее значение допускаемых максимальных напряжений указано с учетом целе-
сооОразного запаса прочности по сравнению с пределом выносливости материала при
переменном растяжении.
262. Рекомендации по выбору материала инструмента-концентратора
Максимальная амплитуда
колебаний
Материал инструмента-кон-
центратора
I
До 0,04 мм
Сталь 45, 50
II
До 0,06 мм
Сталь 40Х, 65Г,
60С2, ЗОХГСА,
38ХМЮА
III
Больше 0,06 мж
Титановые сплавы
марок ВТ1, ВТ2,
ВТЗ, ВТЗ-1
Примечание. При работе на маломощных станках и для изготовления ступен-
чатых инструментов-концентраторов целесообразны материалы II и III групп, а при
работе на мощных станках — т группы.
ИНСТРУМЕНТЫ ДЛЯ УЛЬТРАЗВУКОВОЙ РАЗМЕРНОЙ ОБРАБОТКИ (УЗРО) 413
263. Выбор способа крепления инструмента-концентратора к преобразователю
или переходному концентратору в зависимости от области применения
Способ крепления
Пайка к преобразователю
Простое резьбовое или
резьбовое на шпильке
Накидной гайкой
Накидной гайкой с правой
и левой резьбой
Область применения
1. УЗ обработка с боль-
шими амплитудами колеба-
ний.
2. Для концентраторов
волновой длины с разъемом
на расстоянии К/2
1. При использовании пе-
реходных концентраторов.
2. При длине инструмен-
та-концентратора, равной
Я/2
Диаметр входного торца
инструмента-концентратора
больше диаметра выходного
торца переходного концен-
тратора
Особенности способа
Припой ПСР-40КН, флюс
№ 209. Высокая надежность
и жесткость соединения
Простота конструкции.
Хороший акустический кон-
такт. Достаточная надеж-
ность и жесткость. Изделие
устанавливают по привер-
нутому инструменту
Тщательная притирка сое-
диняемых поверхностей.
Инструмент-концентратор
устанавливают по обрабаты-
ваемому изделию
Соединение гайки с пере-
ходным концентратором —
левая трапецеидальная резь-
ба, с инструментом-концен-
тратором — нормальная
резьба. Допустимо умень-
шение диаметра входной
части на длине до 12 мм
Примечание. Если пакет преобразователя выполнен из железоалюминиевых
сплавов, целесообразна взамен пайки стыковая сварка.
ЛИТЕРАТУРА
1. Дарманичев С. К. Фасонные резцы. М., «Машиностроение», 1968.
2. Дейнеко В. Г. Новые способы накатывания резьбы и других профилей. М.,
Машгиз, 1961.
3. Клушин М. И. Научно-технические основы применения СОЖ при резании метал-
лов. Иваново, 1968.
4. Л и в ш и ц А. Л., Кравец А. Т. и др. Электроимпульсная обработка металлов,
М., «Машиностроение», 1967.
5. Марков А. И. Резание труднообрабатываемых материалов при помощи ультра-
звуковых и звуковых колебаний. М., Машгиз, 1062.
6. Мечетнер Б. X. Концентраторы — инструменты для УЗ обработки. Способы
их крепления. М., НИИМАШ, 1965.
7. Методы расчета и конструирования инструмента для ультразвуковой обработки.
Руководящие материалы, М., ЭНИМС, 1963.
8. Нормы износа, стойкости и расхода режущего инструмента. Научно-исследователь-
ское бюро технических нормативов. М., Машгиз, 1961.
9. Писаревский М. И. Новый инструмент для накатывания резьбы и шлицев.
М., «Машиностроение», 1966.
10. С е м е н ч е н к о И. И. и др. Проектирование металлорежущих инструментов.
М., Машгиз, 1962.
11. Фру мин Ю. Л. Высокопроизводительный резьбообрабатывающий инструмент.
М., Машгиз, 1963.
12. Холоднов Е. В. Электроискровое изготовление отверстий малого диаметра.
Научно-технический реферативный сборник «Электрофизические и электрохимические методы
обработки», М., НИИМАШ, 1970, № 3.
Глава 4
РЕЖИМЫ РЕЗАНИЯ
Уровень режима резания находится в зависимости от типа и конструкции
инструмента, материала и геометрии его режущей части, качества заточки, пра-
вильности установки и закрепления инструмента на станке, состояния си-
стемы СПИД и определяет силы резания и расходуемую при резании мощ-
ность.
При иазначении и расчете режима резания учитывают тип и размеры инстру-
мента, материал его режущей части, материал и состояние заготовки, тип обору-
дования и его состояние. При этом следует помнить, что элементы режима резания
находятся во взаимной функциональной зависимости, устанавливаемой эмпири-
ческими формулами, что глубина резания и подача непосредственно влияют на
стойкость Т инструмента, с которой, в свою очередь, связана скорость реза-,
ния.
Глубина резания t: при черновой обработке назначают по
возможности максимальную t, равную всему припуску на обработку или боль-
шей части его; при чистовой обработке — в зависимости от тре-
буемых степени точности и шероховатости обработанной поверхности.
Подача s: n p и черновой обработке выбирают максимально воз-
можную подачу, исходя из прочности и жесткости системы СПИД, мощности
привода станка н других ограничивающих факторов; при чистовой об-
работке — в зависимости от требуемых степени точности и шероховатости
обработанной поверхности.
Скорость резания v рассчитывают по формулам, учитывающим величины
глубины резания и подачи, установленной стойкости с внесением поправок на
физико-механические свойства обрабатываемого материала, качество заготовки,
вид обработки, материал режущей части инструмента, смазочно-охлаждающую
жидкость и др.
Толщина срезаемого слоя а — кратчайшее расстояние между двумя последо-
вательными положениями режущего лезвия.
Ширина срезаемого слоя Ь — расстояние между обработанной и обрабатывае-
мой поверхностями, измеренное вдоль режущего лезвия.
Характеристики элементов резания для различных видов обработки приве-
дены в табл. 1.
ТОЧЕНИЕ
Глубина резанин: при черновой обработке глубина резания
обычно равна всему припуску на обработку; при чистовой обработ-
ке с шероховатостью поверхности до 5-го класса чистоты включительно t =
= 0,5 -г- 2,0 мм; для 6 и 7-го классов t = 0,1 —J— 0,4 мм.
Подача (табл. 2—6). При черновой обработке выбранную подачу следует
проверить по прочности державки резца и пластинки из твердого сплава, жест-
кости обрабатываемой детали и прочности механизма станка.
ТОЧЕНИЕ
415
Прочность державки резца проверяют расчетом на изгиб (рис. 1) от действия
вертикальной составляющей силы резания:
вт[о]и
где [а]и = 20 кГ/мм2 для державок из конструкционной стали.
Для резцов с пластинками из твердого сплава выбранную подачу проверяют
по прочности пластинки (табл. 7).
Проверку по жесткости обрабатываемой детали производят, исходя пз точ-
ности обработки (стрела прогиба детали / в мм не должна превышать 0,25 поля
допуска, соответствующего данной операции). В этом случае радиальную силу Ру,
допускаемую точностью обработки, опре-
деляют по следующим формулам:
Py = f —й деталь установлена в цент-
I3
pax;
. 130-Б/
Py = f~~u один конец детали зажат
I3
.3EJ
в патроне, второй — поджат
центром;
Py==f— деталь закреплена в пат- Рис. 1. Расчетная схема для резца
роне;
здесь I — длина детали (заготовки) в мм; Е — модуль упругости в кГ/мм2'
J — момент инерции поперечного сечения детали.
Проверку подачи, исходя из прочности механизма подачи, производят по
уравнению Рх ^ Рст, а исходя из прочности механизма коробки скоростей или
мощности электродвигателя — по уравнению
где Рх — осевая составляющая силы резания в кГ; 2М — двойной крутящий
момент на шпинделе станка в кГ ¦ м; Рст и 2Мст—осевая
__ , I ; _ сила и двойной крутящий момент, допускаемые соответст-
венно прочностью механизма подачи и коробки скоростей,
устанавливаются по паспорту станка.
^ Скорость резания рассчитывают по следующим форму-
^ лам: при наружном продольном и поперечном точении и
•<-.- растачивании
J С
у = _v Kv м/мин.
*Y7]
I!
Рис. 2. Твердо-
сплавный проход-
ной резец с до-
полнительным
лезвием
ntxvs»v
при отрезании, прорезании и фасонном точении
TmsV'
¦ Kv м/мин.
Среднее значение стойкости Т при одноинструментной обработке равно 60 мин,
за исключением фасонного точения, для которого Т = 120 мин, и точения рез-
цами с дополнительным лезвием (рис. 2), для которых Т = 30 -f- 45 мин.
Постоянная Cv для данных табличных условий резания и показатели степени
xv, yv и m приведены в табл. 8.
Вид обработки
Точение, растачива-
ние, отрезание
Строгание, долбление
Фрезерование
Сверление
Рассверливание, зен-
керование, развер-
тывание
Протягивание
Резьбойарезание:
резцом
метчиком, плаш-
кой, гребенкой
Скорость
резания и
в м/мин
TlDn
v~ luuo
'п.д
л/Jn
и = ТоШ7
вп.д
пПп
"~ 1т
1. Элементы резания для основных видов
Глубина реза-
ния t в мм
t
см. рис. 5
D
'= Т~
о-а
2
-
i
-
Подача >~
s в мм/об
s в мм/дв. ход
s в мм/зуб
S = s 2 В ММ/об
s t = s,zn в мм/мин
я в мм/зуб
s = szz в мм/об
s в мм/зуб
? = 1п. v В жж/о6
s = s в мм/об
к. р
¦
обработки
Толщина
среза а а мм
о- = s sin ф
Переменная
а = sz sin *
а== — sin ф =
= sz sin ф
Ширина
среза Ь в льи
1, -.. '
SI1) Ф
Длина рабочего
участка режу-
щего лезвия
t
Ь = —:
S1D ф
Длина рабочего
участка режу-
щего лезвия
В зависимости от схемы резания
"и. р .
a = sin ф
Переменная.
Длина контакта
режущей кромки
с обрабатывае-
мым материалом
Площадь
поперечного
сечения
среза /
в мм2
t = is = ab
Переменная
/ = аЪ
f = t — = аЬ
t = аЪ
резьбовой фрезой
Зубонарезание:
дисковой модуль-
ной фрезой
гребенкой,
дисковым долбя-
ком
червячной модуль-
ной фрезой
Шлифование:
наружное круглое
внутреннее
бесцентровое
плоское перифе-
рией круга
2Ln
v~ 1000
nDn
" ШГ
60 • 1000
в м/сек
Глубина
профиля
резьбы
Глубина
впадины
3Уба (*тах)
Переменная для
различных
зубьев
Переменная
для различных
зубьев
t
snV = V v в мм1°6
к в мм/мин
м
зг в мм/зуб
s в мм/об
5 В ММ/миП
snp
SP
в мм/дв.ход
sz в мм/зуб
8 В ММ/об}
s в мм /об
s в мм/об
sM в мм/мин
sM = ve sin aX в мм/мин
V
s = —— в мм/об
о пз
s в мм/дв. ход
1
Переменная
Переменная
Длина контакта
режущей кромки
с обрабатывае-
мым материалом
Переменная
/ = ab
Переменная
= -!».«
Длина контакта
круга с заго-
товкой
Обозначения: D — диаметр инструмента или обрабатываемой детали в мм; «2 — подача на зуб в мм/зуб; s — подача
на один оборот в мм/об; sM — подача минутная в мм/мин; sK — подача круговая в мм/дв. ход; s — подача продольная
в мм/дв. ход; s — подача радиальная в мм/дв. ход: vn g — скорость поступательного движения в м/мин; L — длина хода инстру-
мента детали в мм; tH „ — шаг нарезаемой резьбы в мм; v3 — скорость перемещения заготовки в м/мин; п и п — частота враще-
ния инструмента и заготовки в об/мин; а — средняя мгновенная толщина срезаемого слоя в мм) а — угол поворота ведущего
круга в град', t. — фактическая глубина шлифования в мм.
2. Подачн при черновом наружном точении резцами с пластпнкзми из твердого сплава и из быстрорежущей стали
Диаметр детали
в лик
До 20
Св. 20 до 40
Св. 40 до 60
Св. 60 до 100
Св. 100 до 400
Св. 400 до 500
Св. 500 до 600
Св. 600 до 1000
Св. 1000 до 2500
Размер
державки
ревца в мм.
От 16X25
до 25X25
От 16X25
до 25X25
От 16X25
до 25x40
От 16X25
до 25X40
От 16X25
до 25X40
От 20X30
до 40X 60
От 20X30
до 40X 60
От 25X40
до 40X60
От 30X45
до 40X60
Обрабатываемый материал
Сталь конструкционная углеродистая,
легированная и жаропрочная
До 3
0,3—0,4
0,4-0,5
0,5—0,9
0,6-1,2
0,8—1,3
1,1—1,4
1,2-1,5
1,2-1,8
1,3-2,0
Св. 3
до 5
0,3-0,4 ¦
0,4-0,8
0.5-1,1
0,7—1,2
1,0—1,3
1,0-1,4
1,1-1,5
1,3-1,8
Чугун
Подача в в мм/об при глубине резания t
Св. 5
до 8
0,3—0,7
0,5- -0,9
0,6-1,0
0,7-1,2
0,8-1,3
0,9-1,4
1,2-1,6
Св. 8
до 12
-
0,4-0,8
0,5-0,9
0,6-1,2
0,6-1,3
0,8-1,4
1,1-1,5
Св. 12
-
0,4—1,1
0,4-1,2
0,7-1,3
1,0—1,5
До 3
0,4-0,5
0,6-0,9
0,8—1,4
1,0—1,5
1,3-1,6
1,5—1,8
1,5-2,0
1,6-2,4
Св. 3
до 5
-
0,5-0,8
0,7-1,2
0,9-1,4
1,2—1,5
1,2-1,6
1,3-1,8
1,6-2,0
и медные сплавы
в мм
Св. 5
до 8
-
0,4-0,7
0,6—1,0
0,8-1,1
1,0-1,3
1,0—1,4
1,4-1,8
Св. 8
ДО 12
-
0,5—0,9
0,6—0,9
0,8-1,0
0,9-1,2
1,0—1,3
1,3-1,7
Св. 12
-
0,7—0,9
0,8—1,0
0,9—1,2
1,2—1,7
Примечания: 1. Нижние значения подач соответствуют меньшим размерам державки резца и более прочным обрабаты-
ваемым материалам, верхние значения подач — большим размерам державки резца и менее прочным обрабатываемым материалам.
2. При обработке жаропрочных сталей и сплавов подачи свыше 1 мм/об не применять.
3. При обработке прерывистых поверхностей и на работах с ударами табличные значения подач следует умножать на
коэффициент 0,75—0,85.
4. При обработке закаленных сталей табличные значения подачи уменьшать, умножая на коэффициент 0,8 для стали
с HRC 44—56 и на 0,5 для стали с HRC 57—62.
.- „л. -V-- IPJ- -¦ ,t..JUt...i.. ..a r ... i... . ,-„.ji. i 1.1..L. i. .;„,. . .1
резцами с пластинками из твердого сплава и из быстрорежущей стали
Резец или оправка
Обрабатываемый материал
Диаметр
круглого се-
чения резца
или размеры
прямоуголь-
ного сечения
оправки в мм
Вылет
резца
или
оправ-
ки в
мм
Сталь конструкционная углеродистая,
легированная и жаропрочная
Чугун и медные сплавы
Подача s в мм/оО при глубине резания t в мм
12
20
12
20
10
12
16
20
25
30
40
40x40
60x60
75x75
50
60
100
125
150
200
150
300
150
300
300
500
800
0,08
0,10
0,10-0,20
0,15-0,30
0,25-0,50
0,40—0,70
0,08
0,15
0,15-0.25
0,15-0,40
0,20—0,50
0,25—0,60
0,6-1,0
0,4-Ч),7
0,9—1,2
0,7-1,0
0,9-1.3
0,7-1,0
Токарные и токарно-револъверные станки
0,12-0,16
0,12-0,20
0,20—0,30
0,30-0.40
0,40—0,60
0,50-0,80
0,10
0,12
0,12—0,20
0,12-0,30
0,15—0,40
0.5-0,7
0,3—0,6
0.8-1,0
0,5-0,8
0,8-1,1
0,6-0,9
0,4-0.7
0,6-0,8
0,4-0,7
0,7-0,9
0,5-0,7
0,12—0,18
0,15-0.25
0,25—0,35
0,30-0,50
0,40-0,60
0,60—0,80
0,7—1,2
0,6—0,9
1,0-1,5
0,9-1,2
1,1-1,6
—
0,10-0,18
0,12-0.25
0,25-0,35
0,25-0,45
0,30—0,60
0,5-0,9
0,4-0,7
0,8-1,2
0,7-0,9
0,9-1,3
0,7-1,1
0,6-0,8
-
0,4-0,5
0,3-0,4
0,6-0,9
0,5-0,7
0,7-1,0
0,6-0,8
о
м
в
а
н
Карусельные станки
200
300
500
700
1,3-1,7
1,2-1,4
1,0-1,2
0.8-1,0
1,2-1,5
1,0-1,3
0,9-1,1
0,7-0,8
1Д-1,3
0,9-1,1
0,7—0,9
0,5-0,6
0,9—1,2
0.8-1.0
0,6—0,7
0,8-1,0
0,6-0,8
0,5-0,6
1,5-2,0
1,4—1,8
1,2—1,6
1,0-1,4
1,4-2,0
1,2-1,7
1,1—1,5
0,9-1,2
1,2-1,6
1,0—1,3
0,8—1,1
0,7-0,9
1,0-1,4
0.8—1,1
0,7-0,9
0,9-1,2
0,7-0,9
0.6-ОГ
Примечания: 1. Верхние пределы подач рекомендуются для меньшей глубины резания при обработке менее прочных
материалов, нижние —¦ для большей глубины резания и более прочных материалов.
2. При обработке прерывистых поверхностей и при работе с ударами табличные значения подачи умножать на коэффи-
циент 0,75—0,85.
3. При обработке жаропрочных сталей и сплавов подачу свыше 1,0 мм/об не применять.
4. При обработке закаленных сталей табличные значения подачи уменьшать, умножая на коэффициент 0,8 для стали
о НДС 44—56 и на 0,5 для стали с HRC 57—62.
со
4. Подачи для чистовой обработки
5. Подачи при прорезании палов и отреаании
Класс
чистоты
по ГОСТу
2789—59
V4
V5
VS
Обрабатыва емый
материал
Сталь углеродистая и ле-
гированная
Чугун, бронза и алюми-
Сталь углеродистая п ле-
гированная
Чугун, бронза и алюми-
ниевые сплавы
Сталь углеродистая и ле-
гированная
Чугун, бронза и алюми-
Радиус г при вершине резца
в мм
0,5
1,0
2,0
Подача s в мм/об
0,30-0,50
0,25-0,40
0,18-0,25
0,15—0,25
0,10-0,11
0,10-0,15
0,45^0,60
0,40—0,50
0,25-0,30
0.25-0,40
0,11—0,16
0,15-0,20
0,55-0,70
0,50-0,60
0,30-0,40
0,40-0,60
0,15—0,25
0,20-0,35
Примечания: 1. При обработке стали со скоростью v >
> 50 м/мин подачу увеличивать, вводя поправочный коэффициент 1,25.
2. При обработке жаропрочной стали и сплавов и титановых спла-
вов с v ^> 50 м/мин подачу уменьшать, вводя поправочный коэффи-
циент 0,7—0,8.
3. Радиус при вершине резца ориентировочно равен 0,5 мм для
резцов сечением до 12X20 мм; 1 мм для резцов сечением до
30x30 и 2 мм для резцов сечением 30x45 и более.
4. При точении с роликовыми державками на токарно-револьвер-
ных станках подача зависит не только от класса чистоты, но и от тре-
буемой точности, поэтому при точности обработки по 3—4-му клас-
сам применять табличные подачи; при точности обработки по 5-му
классу подачу увеличивать, вводя поправочный коэффициент 1,2.
Диаметр обра-
ботки в мм
Ши-
рина
резца
в мм
Обрабатываемый материал
Сталь кон-
струкционная
углеродистая
и легирован-
ная, сталь-
ное литье
Подача 6
Чугун, мед-
ные и алю-
миниевые
сплавы
в мм/об
Топорно-револьверные станки
До 20
Св. 20 до 40
» 40 » 60
» 60 » 100
» 100 » 150
» 150 »
До 2500
3
3-4
4-5
5-8
6-10
10—15
Карусель
10-15
16—20
0,06-0,08
0,10-0,12
0,13-0,16
0,16-0,23
0,18—0,26
0,28-0,36
пые станки
0,35—0,45
0,45-0,60
0,11-0,14
0,16—0,19
0,20—0,24
0,24-0,32
0,30-0,40
0,40-0,55
0,55-0,60
0,60-0,70
Примечания: 1. При отрезании сплош-
ного материала диаметром больше 60 мм при прибли-
жении резца к оси детали до 0,5 радиуса табличные
значения подачи следует уменьшать на 40—50%.
2. Для закаленной конструкционной стали таб-
личные значения подачи уменьшать на 30% при
HRC < 50 и на 50% при HRC > 50.
3. При работе резцами, установленными в ре-
вольверной головке, применять коэффициент 0,8.
ТОЧЕНИЕ
421
6. Подачи при фасонном точении
Ширина
резца
в мм
8
10
15
20
30
40
50 и более
Подача
20
0,03—0,080
0,03—0,070
0,02-0,055
-
в мм/об при диаметре
обработки в мм
25
0,040—0,090
0,040—0,085
0,035-0,075
0,030—0,060
-
40 и более
0,040-0,090
0,040—0,085
0,040—0,080
0,035-0,070
0,030—0,060
@,025—0,055)*'
*' Только при диаметре обработки 60 и более.
Примечание
Меньшие подачи брать для
более сложных профилей и
твердых металлов, большие —
для простых профилей и мяг-
ких металлов.
7. Подачи, допускаемые прочностью пластинки из твердого сплава, при точении
конструкционной стали реэцами с главным углом в плане ф = 45°
/
Толщина
пластинки
из твердого
сплава в лш
4
6
8
10
Подача s
в мм/об при
глубине ре-
зания t
в мм до
4
1,3
2,6
4,2
6,1
7
1,1
2,2
3,6
5,1
13
0,9
1,8
3,0
4,2
22
0,8
1,5
2,5
3,6
Примечания
1. В зависимости от механических свойств стали
на табличное значение подачи вводить поправочный
коэффициент 1,2 при ад = 48 + 64 кГ/ммг, 1,0 при
ав = 65 ¦*- 87 кГ/мм2 и 0,85 при cg = 87 -н 117 кГ/мм*.
2. При обработке чугуна на табличное значение по-
дачи вводить поправочный коэффициент 1,6.
3. В зависимости от главного угла в плане на таб-
личное значение подачи вводить поправочный коэффи-
циент 1,4 при ф = 30°; 1,0 при ф = 45°; 0,0 при ф =60°
и 0,4 при Ф = 90е.
4. При обработке с ударами подачу уменьшать на
20%.
Общий поправочный коэффициент kv на скорость резания представляет собой
произведение из отдельных коэффициентов (kv = KMVKnvKuvK(fVK<flvKrvKqvKov),
каждый из которых отражает влияние определенного фактора на скорость реза-
ния: KMV — качество обрабатываемого материала (табл. 9—13); Knv — состояние
поверхности заготовки (табл. 14); Kuv — материал режущей части (табл. 15);
K(fV, K<tiV, Krv, Kqv — параметры резца; главный угол в плане, вспомогательный
угол в плане, радиус при вершине, поперечное сечение державки (табл. 10).
Последние три коэффициента — только для резцов из быстрорежущей стали;
Kov — вид обработки (табл. 17).
Режимы резания при обработке закаленной стали твердосплавными резцами
приведены в табл. 18, а при тонком (алмазном) точении — в табл. 19.
422
РЕЖИМЫ РЕЗАНИЯ
8. Значения коэффициента и показателей степени в формулах скорости
резания при обработке резцами
Вид обработки
Обработка стш
Наружное продольное
точение проходными
резцами
То же, резцами с допол-
нительным лезвием *3
Отрезание
Фасонное точение
Нарезание крепежной
резьбы "
Нарезание трапецеидаль-
ной резьбы *4
Вихревое нарезание кре-
пежной и трапецеи-
дальной резьбы **
Обработка жаропрочн
Наружное продольное
точение проходными
резцами
Наружное продольное
точение проходными
резцами
Материал
режущей
части
резца
ш конструкци
Т15К6 *г
Р18*2
Т15К6 •>
Т5К10 *"
Р18*2
Р18*2
Т15К6 *'
Р18*2
Р18*2
Т15К6 •'
ой стали XI HI
ВК8*1
Р18*2
Обработка се;
ВК6*'
Характеристика
подачи
очной углеродисто
s до 0,30
s св. 0,30 до 0,70
s св. 0,70
s до 0,25
s св. 0,25
S ДО t
S СВ. t
-
Черновые
проходы:
8^2 ММ
s>2 мм
Чистовые
проходы
Черновые
проходы
Чистовые
проходы
-
49 Т (ЭЯ1Т) в соа
уого чугуна НВ 1
s до 0,40
s св. 0,40
Коэффициент и показатели
степени
Cv
й оЛ =
в
420
350
340
87,5
56
292
47
23,7
22,7
244
14,8
30
41,8
32,6
47,8
2330
поянии
110
31
90
292
243
xv
75 кГ/
0,15
0,25
0,30
0,15
-
0,23
0,70
0,60
0,45
0,60
0,50
поставк
0,20
0,15
ммг
0.20
0,35
0,45
0,33
0,66
0,15
0,30
0,80
0,66
0,50
0,30
0,25
0,30
0,20
0
0,50
т
0,20
0,125
0,18
0.20
0,25
0,30
0,20
0,11
0,08
0,13
0,14
0,18
0,50
и НВ 141
0,45 I „,-
0,55 °>15
0,20
0,40
0,20
ТОЧЕНИЕ
423
Продолжение табл. 8
Вид обработки
Материал
режущей
части
резца
Характеристика
подачи
Коэффициент и показатели
степени
Наружное продольное
точение резцами с до-
полнительным лез-
вием **
ВК6'
s> t
8<t
324
0,40
0,20
0,20
0,40
0,28
Отрезание
ВК8"
Р18"
68,5
22,5
0,40
0,20
0.15
Нарезание крепежной
резьбы
BK0*1
83
0,45
0,33
Наружное продольное
точение проходными
резцами
Обработка ковкого чугуна НВ 150
ВК8*1
Р18'2
s до 0,40
s св. 0,40
s до 0,25
s св. 0,25
317
215
106
75
0,15
0,20
0,20
0,45
0,25
0,50
0,20
0,125
Отрезание
ВК6*1
Р18*»
47
0,40
0,50
0,20
0,25
Обработка медных сплавов гетерогенных средней твердости НВ 100—140
Наружное продольное
точение проходными
резцами
Р18
s до 0,20
S св. 0,20
270
182
0,12
0,25
0,50
0,23
Обработка силумина и литейных алюминиевых сплавов
о =10 + 20 кГ/ммг, НВ sg 65; дуралюмина в = 30 н- 40 кГ/мм2, НВ < 100
Наружное продольное
точение. проходными
резцами
Р18*1
s до 0,2
s св. 0,2
485
328
0,12
0,25
0,50
0,23
*1 Без охлаждения. *2 С охлаждением. " См. рис.2.»4 Расчетная формула на стр. 447
Примечания: 1. При внутренней обработке (растачивании, прорезании кана-
вок в отверстии, внутреннем фасонном точении) принимается соответствующая скорость
резания для наружной обработки с введением поправочного коэффициента 0,9.
2. При обработке без охлаждения конструкционных и жаропрочных сталей и сталь-
ного литья всеми видами резцов из быстрорежущей стали вводить на скорость резания
поправочный коэффициент 0,8.
3. При отрезании и прорезании с охлаждением резцами Т5К10 конструкционных
сталей и стального литья вводить на скорость резания поправочный коэффициент 1,4.
4. При фасонном точении глубокого и сложного профиля на скорость резания вво-
дить поправочный коэффициент 0,85.
5. При обработке резцами из быстрорежущей стали термообработанных сталей ско-
рость резания для соответствующей стали уменьшать, вводя поправочный коэффициент:
0,95 — при нормализации; 0,9 — при отжиге; 0,8 — при улучшении.
424
РЕЖИМЫ РЕЗАНИЯ
9. Поправочный коэффициент К , учитывающий влияние механических
свойств обрабатываемого материала на скорость резания
Обрабатываемый материал
Сталь конструкционная угле-
родистая и легированная и
стальное литье
Чугун:
серый
ковкий
Материал режущей части инструмента
Твердый сплав
Быстрорежущая сталь
Расчетная формула
к 75
mv ае
1 190 N1,25
mv ~ \ НВ )
/ 150 N1,25
mv \ ИВ )
*„-'.(^)"*
к ( т Yv
mv \ НВ )
mv \ ИВ)
Примечание. Значения коэффициента С учитывающего группу стали, и
показатель степени nv приведены в табл. 10.
10. Значения коэффициента С и
скор<к.ти резания (см. табл. 9)
показателя степени п в формулах для расчета
Обрабатываемый материал
Сталь:
углеродистая (С < 0,6%)
автоматная
никелевая
хромистая
хромоникелевая
углеродистая (С > 0,6%), марган-
цовистая и хромоникельволь-
фраыовая
хромомолибденовая, хромоникель-
молибденовая, хромоалюминие-
вая, хромомолибденоалюминие-
вая и близкие к ним
хроыомарганцовистая, хромокрем-
нистая, хромокремнемарга^цови-
стая, хромоникельмарганцови-
стая и близкие к ним
инструментальная быстрорежущая
Чугун:
серый
ковкий
Коэффициент
обрабаты-
ваемости
См
1,0
1 2
1.0
0.8
0,9
0,8
0.7
0,6
-
*д При ае < 45 кГ/мм2 показатель степени п
*2 При с < 55 кГ/жж2 показатель степени п
о V
Показатель степени пщ
Точение
1,75»>
1,75
1,50
1,75
1,25
1,50
1.23
1,70
= — 1,0.
= — 0,9.
Сверление
и рассверли-
вание
0.9*2
1,05
0,9
1,3
Фрезеро-
вание
!
0,9**
1,0
1,45
1,35
1,0
0,95
0,85
ТОЧЕНИЕ
425
И. Поправочный коэффициент Л , учитывающий влияние физико-механических свойств
жаропрочной стали и сплавов на скорость резания
Марка стали
или сплава
в кГ/мм2
Усреднен-
ное значе-
ние коэффи-
циента К
Марка стали
или сплава
в кГ/ммг
Усреднен-
ное значе-
ние коэффи-
циента К
Х18Н9Т
1Х12Н2ВМФ
20Х15НЗМА
25Х2МФА
30ХН2МФА
1Х17Н2
1Х12ВН
13Х14НВФРА
20ХЗМВФ
4Х12Н8Г8МФБ
4Х14Н14В2М
Х12Н20ТЗР
1Х21Н5Т
Х23Н18
ЗХ19Н9МВБТ
ЭИ654
0Х14Н28ВЗТЗЮР
ЭИ812
СНЗ
СН2
55
110—146
75-90
110—145
SO-130
65
70—120
70
72-80
82-100
60-62
73
90
130
1,0
0,8-0,3
0,7-0,3
0,75
0,4-0,15
1,0—0,75
1,1
0,5-0,4
1,5-1,1
0,95—0,72
1,06
0,85
0,65
0.S0
0,40
0,50
0.20
0,35
1,30
0,75
ХН78
ХН75МБТЮ
ХН60В
ХН77ТЮ
ХН77ТЮР
ХН35ВТ
ХН70ВМТЮ
ХН70ВМЮТ
ЭИ929
ЭИ893; ЭИ766
ЭИ767
ХН35ВТЮ
ЖСЗД
ВЛ7-45У
ВТЗ-1; ВТЗ
ВТ5; ОТ4
ВТ6; ВТ8
ВТ14
1X13; 2X13
3X13; 4X13
78
75
85—100
95
100-125
100-125
90—100
95—115
90—95
100
50—60
95-120
75-95
90—120
90-140
60—110
85-110
0,75
0,53
0,48
0,40
0,26
0,50
0,25
0.23
0,25
0,20
0,10
0,22
0*15
0,30
0,40
0,70
0.35
0.53—0.43
1.5-1.2
1,3-0,9
12. Поправочный коэффициент К , учитывающий влияние физико-механических
свойств медных сплавов на скорость резания
Группа сплавов
Гетерогенные
высокой
твердости
НВ > 140
средней
твердости
НВ 100 — 140
Свинцовистые
при основной
гетерогенной
структуре
Гомо-
генные
Сплавы с содер-
жанием свинца
< 10% при ос-
новной гомоген-
ной структуре
Медь
Сплавы с со-
держанием
свинца > 15%
Коэффициент К
0,7
1,0
1,7
2.0
4.0
8,0
12,0
13. Поправочный коэффициент К , учитывающий влияние физико-механических
свойств алюминиевых сплавов на скорость резания
Группы сплавов
Силумин и литейные сплавы
ag = 20 + 30 кГ/мм', НВ> 65
(закаленные). Дуралюмин
ав = iO-t-ЪикГ/мм', НВ> 100
(закаленный)
Силумин и литейные сплавы
ов = 10 + 20 кГ/мм',
НВ =g: 65. Дуралюмин
ов = 30 ¦)- 40 кГ/мм2,
НВ < 100
Дуралюмин
og = 20 -*- 30 кГ/мм'
Коэффициент KMV
0,8
1,0
1,2
426
РЕЖИМЫ РЕЗАНИЯ
У
14. Поправочный коэффициент Knv на скорость резания, учитывающий состояние
поверхности заготовки
Состояние поверхности заготовки
Без корки
С коркой
Прокат
Поковка
Стальное и чугунное литье
обычное
с загрязнен-
ной коркой
Медные и
алюминиевые
сплавы
Коэффициент Кп
1,0
0,9
0,8
0,8—0,85
0,5-0,6
0,9
V
15. Поправочный коэффициент Kuv, учитывающий влияние материала режущей части
инструмента на скорость резания
Обрабатываемый
материал
Сталь конструкционная
и стальное литье .
Сталь н сплавы жаро-
прочные
Сталь закаленная
Чугун серый и ковкий
Медные и алюминиевые
сплавы
Значения коэффициента Kuv в зависимости от марки инстру-
ментального материала
Т5К12В
0.35
ВК8
1,0
Т5К10
0,65
Т5К10
1,4
Т14К8
0,8
Т15К6
...
Т15К6
1,00
Р18
0,3
HRC 35—50
Т15К6
1,0
ВК8
0.S3
Т30К4
1,25
В Кб
1,0
Р18; Р9
1,0
В Кб
0,85
ВК4
1,1
ВК4
2,5
ВК8
0,83
вкз
1,15
В Кб
2,7
Т15К6Т
1,15
Т30К4
1,4
ВК8
0,4
-
HRC 51—62
ВК4
1,0
ВК2
1,25
В Кб
0,92
ВК8
0,74
-
9ХС; ХВГ
0,6
У12А
0,5
16. Поправочные коэффициенты, учитывающие влияние параметров реаца
на скорость резания
Главный
угол
в плане
ф в град
20
30
Коэффи-
циент
1,4
1,2
41 Учитывается
Вспомо-
гатель-
ный угол
в плане * '
Ф1
в град
Ю
15
только для
Коэффи-
циент
1,0
0,97
резцов из
Радиус
при вер-
шине
резца ** г
в мм
1
2
Коэффи-
циент
Krv
0,94
1,0
Сечение
державки
резца *'q
в мм
12x20
16X16
16X25
20X20
быстрорежущей стали.
Коэффи-
циент
Kqv
0,93
0,97
ТОЧЕНИЕ
427
Продолжение табл. 1G
Главный
угол
в плане
ф в град
45
60
75
90
Коэффи-
циент
K(fV
1,0
0,9
0,8
0,7
Вспомо-
гатель-
ный угол
в плане* *
4I »
в град
20
30
45
-
Коэффи-
циент
Кф1"
0,94
0,91
0,87
-
Радиус
при вер-
шине
резца*' г
в мм
3
-
5
-
Коэффи-
циент
Krv
1,03
-
1,13
-
Сечение
державки
резца*1 q
в мм
20x30
25x25
25X40
30x30
30X45
40x40
40X60.
Коэффи-
циент
1,0
1,04
1,08
1,12
17. Поправочный коэффициент Kov, учитывающий влияние вида обработки
на скорость реаания
Вид обработки
Схема резания
Отношение
диаметров d з D
Коэффициент
Наружное точение:
продольное
поперечное
1,0
0.0—0,4
0,5-0,7
0,8-1,0
1,24
1,18
1,04
Отрезание
Прорезание
1,0
0,5-0,7
0,8—0,95
0,96
0,84
Сила резания (рис. 3). Составляющие силы резания (тангенциальную Rz,
радиальную Ру и осевую Рх) при наружном продольном и поперечном точении,
растачивании, отрезании, прорезании и фа-
сонном точении рассчитывают по формуле
Рг(Ру\ Px) = CptXPsVPvnPKp КГ.
При отрезании, прорезании и фасонном
точении t — длина лезвия резца.
Постоянная Ср для данных (расчетных)
условий резания и показатели степени хр, ур
я пр для каждой из составляющих силы ре-
зания приведены в табл. 20.
Поправочный коэффициент Kv представ-
ляет собой произведение из ряда коэффициен-
тов (Кр = КмрКфК^рКхрКГр)
учитывающих
изменение против табличных условий резания.
Рис. 3. Схема расположения сос-
тавляющих силы резания
428
РЕЖИМЫ РЕЗАНИЯ
18.
Подача s
в мм/об
0,2
0,3
0.4
03
0,6
0,05
0,08
0.12
0,16
0,20
Режимы резания при точении закаленно» стали реалами
из твердого сплава
Ширина
прореза-
ния
в мм
-
3
4
6
8
12
с пластинками
Твердость обрабатываемого материала HRC до
35
39
43
46
49
51
53
56
59
62
Скорость резания о в м/мин
157
140
125
116
108
131
89
65
51
43
Наруж-i
135
118
104
95
88
ПО
75
55
43
36
чое прос
116
100
88
79
73
Прореза
95
65
47
37
31
олъное
107
92
78
71
64
пие паз
83
56
41
32
27
точение
83
70
60
53
48
1
70
47
35
27
23
76
66
66
—
61
41
30
23
20
66
54
45
—
54
37
27
—
48
39
33
—
46
31
23
—
32
25
—
38
25
18
—
26
20
- '
29
19
14
—
Примечания: 1. В зависимости от глубины резания на табличное значение
скорости резания вводить поправочный коэффициент: 1,15 при i = 0,4 ¦*¦ 0,9 мм; 1,0 при
t — 1 -f- 2 мм и 0,91 при t = 2 Н- 3 лци.
2. В зависимости от класса чистоты обработанной поверхности на табличное зна-
чение скорости резания вводить поправочный коэффициент: 1,0 flnflVo; 0,9 для V 6
и 0,7 для V 7.
3. В зависимости от марки твердого сплава вводить на скорость резания поправоч-
ный коэффициент Kuv:
Характеристика обрабатываемого
материала
Марка твердого сплава
Коэффициент Kuv
НДС 35-49
Т30К4
1,25
Т15К6
1,0
ВК6
0,85
ВК8
0,S3
HRC 50-62
ВК4
1,0
ВК6
0,92
ВК8
0,74
4. В зависимости от главного угла в плане резца вводить на скорость резания по-
правочный коэффициент К„„ из табл. 16.
о. При работе без охлаждения вводить на скорость резания поправочный коэффи-
циент 0,9.
19. Режимы резания при тонком (алмазном) точении на быстроходных токарных
станках повышенном точности и на алмазно-расточных станках
Обрабатываемый материал
Сталь: ов < 65 кГ/ммг
66-80 »
>'8О »
Чугун: НВ 149-163
156—229
170—241
Алюминиевые сплавы и .баббит
Бронза и латунь
Марка мате-
риала режу-
щей части
инструмента
Т30К4
ВК2 — ВКЗ
ВК2 — ВКЗ
Достигаемый
класс чистоты
обработанной
поверхности
V7
V6
V7 - VS
Подача s
в мм/об
0,06—0,12
0,06—0,12
0,04—0.10
Скорость
резания v
в м/мин
250—300
150-200
120—170
150—200
120-150
100—120
300—600
ВК2 — ВКЗ | V7-V8 | 0,04—0,08 | 180-500
Примечания: 1. Глубина резания 0,1—0,15 мм.
2. Предварительный проход с глубиной резания 0,4 мм улучшает геометрическую
форму обработанной поверхности.
3. Величину подачи в указанных пределах выбирать в зависимости от требуемого
класса чистоты поверхности.
20. Значения коэффициента и показателей степени в
Обрабатываемый
материал
Сгаль конструк-
ционная и сталь-
ное литье
og = 75 кГ/мм2
Сталь жаропроч-
ная Х18Н9Т
(ЭЯ1Т) НВ 141
Чугун серый
НВ 190
Чугугг ковкий
НВ 150
Медные сплавы
гетерогенные
средней твер-
дости НВ 120
Алюминий
и силумин
Материал
режу щей
части ин-
струмента
Твердый
сплав
Быстрорежу-
щая сталь
Твердый
сплав
Быстрорежу-
щая сталь
Твердый сплав
Быстрорежу-
щая сталь
Вид обработки
Наружное продольное и попе-
речное точение и растачивание
Наружное продольное точение
резцами с дополнительным
лезвием * '
Отрезание и прорезание
Нарезание резьбы
Наружное продольное и по-
перечное точение и растачи-
вание
Отрезание и прорезание
Фасонное точение
Наружное продольное и попе-
речное точение и растачивание
Наружное продольное и по-
перечное точение и растачи-
вание
Наружное продольное точение
резцами с дополнительным
лезвием * '
Нарезание резьбы
Отрезание и прорезание
Наружное продольное и попе-
речное точение и растачивание
Отрезание и прорезание
Наружное продольное и по-
перечное точение и растачи-
вание
Отрезание и прорезание
Наружное продольное и попе-
речное точение и растачивание
Отрезание и прорезание
формулах (
^ставляющих силы резания
при точении
Коэффициенты и показатели степени в формулах
для составляющей
тангенциальной Р
СР
300
384
408
148
200
247
212
204
92
123
103
158
81
100
139
55
75
40
50
ХР
1,0
0,90
0,72
1,0
1,0
Vp
0,75
0,90
0,80
1,70
0,75
1,0
0,75
0.85
1,8
1,0
0,75
1,0
0,66
1,0
0,75
1,0
ПР
—0,15
0
0,71*»
0
0,82*2
0
радиальной Р
S
243
355
173
125
-
54
61
—
43
88
-
ХР
0,9
0,6
0,73
0,9
-
0,9
0,6
—
0,9
-
0,6
0,8
0,67
0,75
-
0,75
0,5
—
0,75
-
пР
-0,3
0
0
-
0
—
0
-
осевой Рх
СР
339
241
-
67
-
46
24
—
38
40
-
ХР
1,0
1,05
1,2
-
1,0
1,05
—
1.0
1.2
-
0,5
0,2
"
0,65
-
0,4
6,2
—
0,4
0,65
-
пР
—0,4
0
-
0
—
0
-
*' См. рис. 2. *2 См. формулу на стр. 452.
Примечание. При фасонном точении резцами с неглубоким и несложным профилем силу резания уменьшать на 10—15% .
л.
со
430
РЕЖИМЫ РЕЗАНИЯ
21. Формулы для расчета поправочного коэффициента К , учитывающего влияние
механических свойств конструкционных сталей и стального литья, серого
и ковкого чугуна на силы резания
Коэффициент
Сталь конструкционная
и стальное литье
.Лмр— \ 75 /
К при обрабатываемом материале
Чугун
с!рый
*-мр —\ 190 У
ковкий
к -(m)V
МР \ 150 /
*' Показатель степени п см. в табл. 22.
22. Показатель степени п в формулах для расчета коэффициента К (см. табл. 21) f
учитывающего влияние механических свойств обрабатываемого материала на силы
резания
Обрабатываемый материал
Составляющая силы резания
при точении
танген-
циальная
радиаль-
ная Р
осевая Р„
Крутящий мо-
мент М и осе-
вая сила Ро
при сверле-
нии и рассвер-
ливании
Окружная
сила реза-
ния при
фрезеро-
вании Р_
Показатель степени п при материале режущей части
инструмента
С, СО
Ь 3
?з
el
S.i
о в
ИЗ
«С
Ei о
I!
ид
us
as
из
Ь-1 О
II
31
Сталь конструкционная и
стальное литье:
ае< 60 кГ/мм* . . .
а, > 60 кГ/лш2 . . .
0,75
0,35
0,75
1,35
2,0
1,0
1,5
0,75
0,3
Чугун серый и ковкиД . . 0,4 0,55 1,0 1,3 0,8 1,1
0,6
1,0 0,55
23. Поправочный коэффициент KMV' учитывающий влияние качества медных
и алюминиевых сплавов на силу резания
Коэффициент К для медных сплавов
Коэффициент Км для
алюминиевых сплавов
Гетерогенные
н<4
«Й5
Со
о н
«Л
НЙ5
Свинцовистые
при основной ге-
терогенной струк-
туре и свинцови-
стые с содержа-
нием свинца
< 10% при основ-
ной гомогенной
структуре
I
§3
о!
Дуралюмин
1,0
0,75
0,65-0,70
1,8—2,2
1,7-2,1
0,25-0,45
1,0
1,5 2,0
2,75
СТРОГАНИЕ
431
24. Поправочные коэффициенты, учитывающие влияние геометрических параметров
режущей части инструмента на составляющие силы резания при обработке
стали и чугуна
Параметры
Наименование
Главный угол
в плане <р в град
Передний угол у
в град
Угол наклона
главного леввия
К в град
Радиус при вер-
шине г В ММ
Величина
30
45
60
90
30
45
60
90
-15
0
10
12-15
20—25
—5
0
5
15
0,5
1,0
2,0
3,0
5,0
Материал
режущей
части
инструмента
Твердый
сплав
Быстрорежу-
щая сталь
Твердый
сплав
Быстрорежу-
щая сталь
Твердый
сплав
Быстрорежу-
щая сталь
Поправочные коэффициенты
Обозна-
чение
Чр
кгр
Величина коэффициента для
составляющей
тенген-
циальной
Рг
1,08
1,0
0.94
0,89
1,08
1,0
0,98
1,08
1,25
1,1
1,0
1,15
1,0
1,0
0,87
0,93
1,0
1,04
1,10
радиаль-
*АРу
1,30
1,0
0,77
0,50
1,63
1,0
0,71
0,44
2,0
1,4
1,0
1,6
1,0
0,75
1,0
1,25
1,7
0,66
0,82
1,0
1,14
1,33
осевой
Рх
0,78 '
1,0
1,11
1,17
0,70
1,00
1,27
1,82
2,0
1,4
1,0
1,7
1,0
1.07
1,0
0,85
0,65
1,0
Если механические свойства обрабатываемого материала отличаются от при-
веденных в табл. 20, вводят поправочный коэффициент на качество материала Кмр,
определяемый для стали и чугуна по табл. 21 и 22, для медных и алюминиевых
сплавов — по табл. 23.
Влияяие геометрических параметров резца на составляющие силы резания
учитывается коэффициентами К^р, К^р, К\р, Кгр, приведенными в табл. 24.
Мощность резания рассчитывают по формуле
При одновременной работе несколькими инструментами эффективную мощ-
ность определяют как суммарную мощность для отдельных инструментов.
СТРОГАНИЕ
Глубина резанин. При черновой и чистовой обработке глубину резания при
строгании назначают, руководствуясь теми же соображениями, что и при точении
(см. стр. 414).
432
РЕЖИМЫ РЕЗАНИЯ
Подача. При черновой обработке плоскостей величину подачи
s в мм/дв. ход выбирают по максимальному значению из табл. 2 в зависимости от
сечеция державки резца и глубины резания; при чистовой обработке —
из табл. 4: при прорезании пазов и отрезании — из табл. 5.
Скорость резанин. При строгании плоскостей проходными резцами, при про-
резании пазов и отрезании скорость резания рассчитывают по соответствующим
формулам для точения с введением дополнительного поправочного коэффици-
ента Kyv (табл. 25), учитывающего ударную нагрузку.
Сила резания. Расчет составляющих силы резания производят по формулам
для точения.
Режимы резания для строгания плоскостей широкими резцами (рис. 4) при-
ведены в табл. 26.
Мощность резания рассчитывают по той же формуле, что и для точения.
25. Поправочный коэффициент К , учитывающий
влияние ударной нагрузки на скорость резания
при строгании
Тип станка
Коэффициент
Продольно-
строгальный
1,0
Поперечно-
строгальный
0,8
Долбежный
0,6
Рис. 4. Строгальный твер-
досплавный резец для чисто-
вой обработки плоскостей
26. Режимы резания при обработке плоскостей на чугунных деталях широкими резцами
из сплава марки ВК8 иа продольно-строгальных станках
Характер обработки
Полу чистовая V 4—V 5
Чистовая V 6—V 7:
предварительный
проход
окончательный про-
ход
Площадь
обрабатывае-
мой поверх-
ности в мг
до
-
6
8
13
17
22
Число
прохо-
дов
1
1-2
Глубина
резания t
в мм
До 2
0,15-0,3
0,05—0,1
Подача s
в мм/дв. ход
10-20
12-16
Скорость
резания v
в м/мин
14-18
5—15
15
11
7
5
4
Примечание. Для получения класса чистоты V 6 — V 7 необходимо: а) пря-
молинейный участок лезвия доводить до V 10 с контролем прямолинейности по лекаль-
ной линейке; б) установку резца на станке производить с проверкой в горизонтальной
плоскости; в) смачивать обрабатываемую поверхность керосином.
СВЕРЛЕНИЕ, РАССВЕРЛИВАНИЕ, ЗЕНКЕРОВАНИЕ, РАЗВЕРТЫВАНИЕ
Глубина резания при сверлении t = 0,5D, при рассверливании, зенкеро-
вании и развертывании t = 0,5B? — d), где d и D — диаметры отверстия в мм
до и после обработки.
Подача. Максимально допустимые подачи при сверлении, зенкеровании и раз-
вертывании без учета ограничивающих факторов приведены в табл. 27. Послед-
ние учитываются коэффициентами, приведенными в примечании к таблице.
При рассверливании выбранную по табл. 27 подачу для сверления с учетом соот-
ветствующих коэффициентов, увеличивают в 2 раза.
27. Подача при сверлении, яеийеровании и развертывании стали, чугуна, медных и алюминиевых сплавов инструментами
из быстрорежущей стали
Диаметр
инструмен-
та D
в мм
До 2
Св. 2 до 6
» 6 » 10
» 10 » 15
» 15 » 20
» 20 » 25
» 25 » 30
» 30 » 40
» 40 » 50
» 50 » 60
» 60 » 80
Сталь и стальное литье
ав < 80 кГ/жжг
s
я
1
к
о
0,05—0,06
0,08-0,18
0.18—0,28
0,25-0,35
0,34-0,43
0,39—0,47
0,45—0,55
0,55-0,00
0,60—0,65
0,65-0,70
о
а
о
X
X 0}
??
—
0,5-0,6
0,6-0,7
0,7—0,9
0,8-1,0
0,9-1,2
1,0—1,3
1,1—1,3
1,2-1,5
га
1
п
П 0}
го a
Он В
-
0,8
(
>,9
,0
,1
,2
,4
,5
,7
2,0
ов > 80 кГ/мм2
Э
Я
QJ
&
в
О
0,04-0,05
0,06-0,12
0,13—0,21
0,19-0,26
0,25-0,32
0,29-0,35
0,32-0.40
0,35-0,40
0,40-0,45
0,45—0,50
й
М
О
ft
QJ
X
К CD
о н
СО в
—
0,5—0,6
0,6-0,7
0,7-0,9
0,8-1,0
0,9-1,2
1,0—1,3
1,1—1,3
1,2-1,5
1
а
м
в
a
а>
М
СО 0}
СО s
а. ?
-
0.8
0,9
1,0
1,1
1,2
1,4
1,5
1,7
2,0
Чугун серый и ковкий, медные и алюминиевые сплавы
НВ < 200
s
в
0J
Р.
0J
п
Q
0,09-0,11
0,18-0,33
0,36-0,57
0,52—0,70
0,65—0,86
0,78—0,96
0,90—1,05
1,00—1,10
1,10-1,15
1,15-1,20
§
&
Я CD
—
0,7—0.9
0,9-1,1
1,0—1,2
1,1-1,3
1,2-1,7
1,6—2,0
1,8-2,2
2,0-2,4
CQ
и S
Он я
-
2,2
2,4
2,6
2,7
3,1
3,3
3,8
4,3
5,0
НВ > 200
а;
1
т
О
0,05-0,07
0,11—0,22
0,22—0,34
0,31—0,42
0,40-0,53
0.47-0,57
0,54—0,60
0,36—0,70
0,68-0,75
0,72-0,80
cs
т
о
&
к
со 3
¦ —
0,5-0,6
0.6-0,75
0,7-0,8
0,8—0,9
0,9-1,0
1,0-1,2
1,2-1,5
1,4-1,7
CQ
В
S.
а
СО CLJ
Он Я
-
1,7
1,9
2,0
2,2
2,4
2,6
ЗД
3,4
3,8
Примечания: 1. Приведенную для сверления подачу применяют при сверлении отверстий в жестких деталях с допуском
не выше 5-го класса точности под последующую обработку сверлом, зенкером или резцом при глубине сверления ( < 5-D. Подачу
следует уменьшать: при I = 5?> на 10%, при 1 — 7?> на 20%, при I = 10?) на 25%. Подачу также следует уменьшать, учиты-
вая технологические факторы:
а) при сверлении отверстий в деталях средней жесткости с допуском не выше 5-го класса точности или под последующую
обработку сверлом, зенкером или резцом, вводя коэффициент 0,75:
б) при сверлении точных отверстий под последующую обработку развертками или под нарезание резьбы метчиками, при
сверлении центровочными сверлами, при сверлении отверстий в деталях малой жесткости и с неустойчивыми опорными поверхно-
стями, вводя коэффициент 0,5.
2. Приведенную для зенкерования подачу применяют, когда допуск на отверстие не превышает 5-го класса точности или
под последующую обработку зенкером и разверткой или двумя развертками. Подачу следует уменьшать при зепкеровании отвер-
стий по 3—4-му классам точности с малой глубиной резания, при повышенных требованиях к шероховатости поверхности, при
последующей обработке одной разверткой или нарезании резьбы метчиком, вводя коэффициент 0,7.
3. Приведенную для развертывания подачу применяют при предварительном (черновом) развертывании под последующий
чистовой проход ра'зверткой. Подачу следует уменьшать:
а) при чистовом развертывании отверстий за один проход по 3—4-му классам точности или с поверхностью по V 5 — V 6-му
классам чистоты, а также при развертывании отверстий под полирование или хонингование, вводя коэффициент 0,8;
б) при чистовом развертывании после предварительного развертывания, отверстий по 2-му классу точности или с поверхно-
стью V 6 — V 7.
4. Для твердосплавных зенкеров подача такая же, как для зенкеров из быстрорежущей стали, для сверл и разверток — на
40% меньше.
5. Во избежание поломки сверла при сверлении сквозных отверстий рекомендуется выключать автоматическую подачу
при выходе его из отверстия.
434
РЕЖИМЫ РЕЗАНИЯ
28. Значения коэффициентов и показателей степени в формуле скорости
резания при сверлении, рассверливании, зенкеровании, развертывании
Вид обработки
Марка
материала
режущей
части инст-
р$мента
Условия
обработ-
ки
(s в мм/об)
Коэффициент и показатели степени
4V
Обработка конструкционной углеродистой стали ое— 75 кГ/мм2
Сверление *'
Рассверливание •'
Зенкерование •'
Развертывание '
Р18
ВК8
Р18
Т15К6
Р18
Т15К6
=?0,2
>0.2
7,0
9,8
16,2
10,8
16,3
18,0
10,5
100,6
0,4
0,6
0,3
0,6
0,3
Q
0,2
0
0,7
0.5
0,3
0,5
0,3
0,65
0,2
0.25
0,3
0,25
0,4
0,7
Обработка конструкционной закаленной стали о
Зенкерование *'
Развертывание *'
Т15К6
= 160
10,0
14.0
180 пГ/мм\ HRC 49—54
0,6
0,4
0,3
0,75
0,6
1,05
0,45
0,S5
Обработка Жаропрочной стали Х18Н9Т (ЭЯ1Т) в состоянии поставки НВ 141
Сверление *> I P18 | — I 3,57 | 0,5 |' 0 I 0,45 I 0,12
Обработка серого чугуна НВ 190
Сверление *2
Рассверливание *2
Зенкерование
Развертывание *2
Р18
ВК8
Р18
ВК8
Р18
ВК8
Р18
ВК8
«0.3
>0,3
14.7
17,1
34,2
23,4
56,9
18,8
105,0
15,6
109,0
0^5
0,45
0,25
0,5
0,2'
0,4
0,2
0
0
0,1
0,15
0,1
0,15
0,1
0
0,55
0,4
0,3
0,4
0,45
0,4
0,45
0,5
0,125
0,2
0,125
0,4
0,125
0,4
0,3
0,45
Обработка ковкого чугуна НВ 150
Сверление *'
Сверление *2
Рассверливание *'
Рассверливание *2
Зенкерование *'
Зенкерование *2
Развертывание *J
Развертывание *а
Р18
ВК8
Р18
ВК8
Р18
ВК8
Р18
ВК8
=?0,3
>0,3
21,8
25,3
40,4
34,7
77,4
27,9
143
23,2
148
0,25
0,45
0,25
0,5
0,2
0,4
0,2
0
0,1
0,15
0,1
0,15
0,1
0
0,55
0,4
0,3
0,4
0,45
0,4
0,45
0,5
0,125
0,2
0,125
0,4
0,125
0,4
0,3
0,45
Обработка медных гетерогенных сплавов средней тве%
-^ О Я 1 9R 1 '
Сверление*1 Р18 > 0,3 | 32*6 |
•сти НВ 100—140
0,55 !
0,4 ]
0,25
0
0,125
Обработка силумина и литейных алюминиевых сплавов О"в= 10 -+- 20 кГ/ммг,
ЯВ=?65; дуралюмина о = 30 ч- Ы кГ/мм2, НВ == 100
Сверление
Р18
= 0,3
>0,3
36,3
40,7
0,25
0,55
0,4
0,125
41 С охлаждением. *2 Без охлаждения.
Примечание. Рассчитанные по формуле скорости резания действительны для
спиральных сверл с двойной заточкой и подточкой перемычки. При нормальной заточке
рассчитанную скорость резания уменьшать, умножая на коэффициент 0,85.
СВЕРЛЕНИЕ, РАССВЕРЛИВАНИЕ, ЗЕНКЕРОВАНИЕ, РАЗВЕРТЫВАНИЕ 435
Скорость резания рассчитывают по формуле •
V~ X » KV M/MUH-
Tmt vs v
Значения постоянной Cv и показателей степени приведены в табл. 28, а пери-
ода стойкости Т — в табл. 29.
Общий поправочный коэффициент на скорость резания, учитывающий отлич-
ные от табличных условия резания, представляет собой произведение из коэф-
фициентов:
Kv = KjnvKuvKlw
где KMV — коэффициент на качество обрабатываемого материала (см.табл. 9—13);
Kuv — коэффициент на инструментальный материал (см. табл. 15); K[v — коэф-
фициент, учитывающий глубину просверливаемого отверстия, приведен в табл. 30.
29. Средние значения периода стойкости Т сверл, зенкеров и разверток
Инструмент
(операция)
Сверло
(сверление
и рассвер-
ливание)
Зенкер
(зенкерова-
ние)
Развертка
(разверты-
вание)
Обрабатываемый
материал
Сталь конструкцион-
ная и стальное литье
Сталь нержавеющая
и жаропрочная
Чугун серый и ковкий,
медные и алюминиевые
сплавы
Сталь конструкционная
и стальное литье
Чугун серый и ковкий,
медные и алюминиевые
сплавы
Сталь конструкционная
и стальное литье
Чугун серый и ковкий,
медные и алюминиевые
сплавы
Материал
режущей
части
инструмента
Быстрорежущая
сталь
Твердый сплав
Быстрорежущая
сталь
Твердый сплав
Быстрорежущая
сталь
Твердый сплав
Быстрорежущая
сталь
Твердый сплав
Быстрорежущая
сталь
Твердый сплав
Стойкость Г в мин при
диаметре инструмента
в мм
in
а
15
6
20
-
6—10
25
8
35
20
1
45
15
60
30
40
30
60
45
21-30
50
25
75
40
31—40
70
-
110
50
80
50
70
120
75
105
41—50
90
—
140
60
51—60
ПО
-
170
80
61—ЬО
—
100
120
90
110
140
180
135
165
210
Крутящий момент и осевую силу при сверлении рассчитывают по формулам
M = CMDqMsyMKp кГ-м,
po=cpdWpkp кг,
а при рассверливании — по формулам
M = CMDqMtX"sV^Kp кГ-м,
P0 = CpDqPtXPsvPKp кГ.
436
РЕЖИМЫ РЕЗАНИЯ
Значения постоянных См и Ср для данных (расчетных) условий резания и по-
казатели степени приведены в табл. 31.
Коэффициентом Кр = Кмр учитываются отличные от табличных механические
свойства обрабатываемого материала; значения его для стали и чугуна см. в
табл. 21 и 22, а для медных и алюминиевых сплавов — в табл. 23.
30; Поправочный коэффициепт К^ на скорость резания,
учитывающий влияние глубины обрабатываемого отверстия
Вид обработки
Глубина обрабатываемого от-
верстия в диаметрах ....
Коэффициент Kiv .
Сверление
3D
1,0
4D
0,85
5В
0,75
6D
0,7
8D
0,6
Рассверливание,
зенкер ование,
развертывание
-
1,0
31. Значения коэффициентов п показателей степени в формулах крутящего
момента и осевой силы при сверлении и рассверливании
Обрабатываемый
материал
Сталь конструкцион-
ная и стальное литье
сгв= 75 кГ/мж'-
Сталь жаропрочная
Х18Н9Т (ЭЯ1Т)
Чугун серый НВ 190
Чугун ковкий НВ 150
ЗТедныс сплавы гетеро-
генные средний твер-
дости НВ 100—140
Наименова-
ние
операции
Сверление
Рассверли-
вание
Сверление
Рассверли-
вание
Сверление
Материал
режущей
части
ипструмспта
Быстро-
режущая
сталь
Твердый
сплав
Быстроре-
жущая сталь
Твердый
сплав
Быстро-
режущая
сталь
Коэффициент и показатели степени
в формуле кру-
тящего момента
см
0,0345
0,09
0,041
0,021
0,012
0,085
0,021
0,01
0,012
1М
2,0
1,0
2,0
о о
1,0
2,0
2,2
2,0
хм
0,9
0,7а
у.ч
0,8
0,7.
0,8
в формуле
осевой силы
СР
68
37,8
143
42,7
42
23,5
43,3
32,5
31,5
Ч
1,0
1,0
1,2
1,0
1,2
1,0
*Р
1,3
1,2
ъ
0,7
0,8
0,75
0,4
0,8
0,75
0,8
Примечание. Рассчитанные по формуле осевые силы при сверлении действи-
тельны П.ТТЯ гверл с подточенной перемычкой; без подточки перемычки осевая сила при
сверлении воараетает в 1,33 раза.
Крутящий момент при зенкерованпи и развертывании из-за отсутствия рас-
четных формул можно определять приближенно, рассматривая каждый зуб
пнетруыепта как расточной резец, работающий на диаметре D инструмента:
CjfWvK^M
М = frv~-Ki.M; ^
ФРЕЗЕРОВАНИЕ
437
здесь sz — подача в мм на один зуо инструмента, равная —, где s — подача
Z
в мм!об, a z — число зубьев инструмента.
Коэффициенты и показатели степени см. в табл. 20—24 для тангенциальной
составляющей Pz.
Мощность резания определяется по формуле
лт Мп
N = W5 кет,
где число оборотов инструмента или детали
1000у ,,
п — —=— об/мин.
пи
ФРЕЗЕРОВАНИЕ
Тип фрезы обусловливается схемой фрезерования (рис. 5). Диаметр фрезы
для сокращения основного технологического времени выбирают по возможности
Фрезы цилиндрические
'зы торцевые
наименьшей величины с учетом
жесткости системы СПИД, раз-
меров обрабатываемой поверх-
ности или глубины фрезерова-
ния, формы и размеров обра-
батываемой детали.
При фрезеровании торцо-
выми фрезами следует иметь
в виду, что для достижения-
производительных режимов
резания должно соблюдаться
определенное положение фре-
зы по отношению к заготовке:
для конструкционной стали
необходимо врезание зуба фре-
зы с минимальной толщиной-
срезаемого слоя, что соответ-
ствует положению, изобра-
женному на рис. 6,а;
но станках с
маятниковой
подачей
Фрезы шпоночные при работе ¦¦
на вертикально'
фрезерных
ста н кох
(в один проход)
Рис. 5. Виды фрезерования'
Рис. 6. Расположение заго-
товок относительно фрезы,
обеспечивающее оптималь-
ные условия резания при
торцовом фрезеровании:
а — заготовка из конструк-
ционной стали, врезание при
Со = @,03 -г- 0,05) D; б —
заготовка из жаропрочной
стали, выход зуба при К —0
438
РЕЖИМЫ РЕЗАНИЯ
32. Подачи при черновом фрезеровании плоскостей п уступов торцовыми,
цилиндрическими и дисковыми фрезами с пластинками из твердого сплава
Мощность
станка в пет
5—10
Св. 10
Сталь
Чугун и медные сплавы
Подача на один зуб фрезы sz в мм при марке твердого сплава
Т15К6
0,09—0,18
0,12—0,18
Т5К10
0,12—0,18
0,16-0,24
БК6
0,14—0,24
0,18—0,28
ВК8
0,20—0,29
0,25—0,38
Примечания: 1. Приведенные значения подач действительны для цилиндриче-
ских фрез при ширине фрезерования В =s 30 мм; при В > 30 мм табличные значения
подач уменьшать на 30%.
2. При фрезеровании пазов дисковыми фрезами приведенные в таблице подачи умень-
шать в 2 раза.
3. При фрезеровании с приведенными в таблице подачами достигается 6—7-й класс
чистоты.
33. Подачи при черновом фрезеровании торцовыми, цилиндрическими
и дисковыми фрезами из быстрорежущей стали
Мощность стан-
ка или фрезер-
ной головки
в кет
Св. 10
5—10
До 5
Мощность стан-
ка или фрезер-
ной головки
в пет
5—10
До 5
Жесткость
системы
деталь —
приспособле-
ние
Повышенная
Средняя
Пониженная
Повышенная
Средняя
Пониженная
Средняя
Пониженная
Жесткость
системы
деталь —
приспособле-
ние
Повышенная
Средняя
Пониженная
Средняя
Пониженная
Фрезы цельные с крупным зубом или
со вставными ножами
торцовые и дисковые
цилиндрические
Подача на один зуб sz в мм при обработке.
стали
0,20—0,30
0,15-0,25
0,10-0,15
0,12—0,20
0,08—0,15
0,06—0,10
0,04-0,06
чугуна и мед-
ных сплавов
0,40—0,60
0,30—0,50
0,20—0,30
0,30—0,50
0.20—0,40
0,15—0,25
0,15—0,30
0,10—0,20
стали
0,40-0.60
0,30—0,40
0,20—0,30
0.12—0,20
0,10—0,15
0,06—0,10
чугуна и мед-
ных сплавов
0,60—0,80
0,40—0,60
0,25—0,40
0.20—0,30
0,12—0,20
0,10—0,15
Фрезы цельные с мелким зубом
торцовые и дисковые
цилиндрические
Подача на один зуб вг в мм при обработке
стали
0,08—0,12
0,06—0,10
0,04—0,08
0,04—0,06
чугуна и мед-
ных сплавов
0.20—0,35
0,15—0,30
0,10—0,20
0,12-0,20
0,08—0,15
стали
0.10—0,15
0,06—0,10
0,06—0,08
0,05—0,08
0,03-0,06
чугуна и мед-
ных сплавов
0,12—0.20
0,10—0,15
0,08—0,12
0,06—0,12
0,05—0,10
Примечания: 1. Бблыпие значения подач брать для меньшей глубины и
ширины фрезерования, меньшие — для ббльших значений глубины и ширины.
2. При фрезеровании жаропрочной стали подачи брать те же, что для стали, но
не выше 0,3 мм/зуб.
34.
Подачи при фрезеровании концевыми, угловыми, фасонными с полукруглым профилем, прорезными н отрезнымп
фрезами из быстрорежущей стали стальных деталей
Диаметр
фрезы D
в мм
16
20
25
35
40
50
60
75
90
НО
150—200
Типы фрез
Концевые
Фасонные полу-
круглые и угловые
Концевые
Фасонные полу-
круглые и угловые
Прорезные
Концевые
Фасонные полу-
круглые и угловые
Прорезные
Фасонные полу-
круглые и угловые
Прорезные
Отрезные
Фасонные полу-
круглые и угловые
Прорезные
Отрезные
Фасонные полу-
круглые и угловые
Отрезные
Подача на один зуб sz в мм при глубине фрезерования t в мм
3
0,08—0,05
0,10—0,06
0,12—0,07
O.ltj—0,10
0,08—0,04
0,20—0,12
0,09—0,05
0.00Э—0,005
0.25—0,15
0,10-0,06
0,010—0,006
¦0,10—0,06
0,013—0,008
0,12—0,08
-
0,12—0,07
-
5
0,06—0.05
0,07—0.04
0,09—0,05
0,12—0,07
0,07—0,05
0,14—0.08
0,07—0,05
0,007—0,003
0,15-0,10
0,08—0,05
0,008—0,004
0,08—0,05
0,01—0,005
0,10—0,06
0,015—0,005
0,12-0,05
-
6
—
0,08—0,04
0,10—0,05
0,06—0,04
0,12—0.07
0,A6—0,03
0,01—0,007
0,13—0,08
0,07—0,04
0,012—0,008
0,07—0,04
0.015—0,01
0,025—0,015
0,09—0,05
0,025—0,01
0,03—0,015
0,11-0,05
0,03—0,02
0,03—0,025
8
-
0,08—0,05
0,00—0,03
0,10—0,07
0,06—0,03
0,012—0,008
0,06—0,04
0,01.г)—0,01
0,022—0,012
0,07—0,05
0,022-0,01
0,027—0,012
0,10—0,05
0,028—0,016
0,03—0,02
10
-
0,05—0,03
0,015—0,01
0,02—0,01
0,06—0,04
0,02—0,01
0,025—0,01
0,09—0,04
0,027—0,015
0,03—0,02
12
-
0,06—0,03
0,017—0,008
0,022—0,01
0,08—0,04
0,023—,0,015
0,025—0,02
15
-
0,015—0,007
0,02—0,01
0,07—0,03
0,022—0,012
0,025—0,02
0,03—0,02
20
-
0,05—0,03
0,023—0,013
0,025—0,015
30
-
0,02—0,01
Примечания: 1. При фрезеровании чугуна, медных и алюминиевых сплавов подачи могут быть увеличены
на 30—40%.
2. В таблице приведены подачи для фасонных полукруглых фрез с выпуклым профилем; для таких же фрез с вогнутым
профилем подача должна быть уменьшена на 40%.
3. Фрезы прорезные и отрезные при глубине фрезерования до 5 мм применяют с мелким зубом, при глубине фрезерования
св. 5 мм — с крупным зубом. _ - •
440
РЕЖИМЫ РЕЗАНИЯ
для жаропрочной стали должна быть минимальная толщина срезаемого слоя
при выходе зуба фрезы из заготовки (рис. 6,6). Несоблюдение указанного правила
приводит к значительному снижению стойкости инструмента.
Глубина фрезеровании по возможности устанавливается максимальная, рав-
ная припуску на обработку, за исключением случаев' повышенного требования
к точности и классу чистоты поверхностей, когда обработку ведут в два про-
хода — черновой и чистовой.
Подача. Исходной величиной подачи при черновом фрезеровании является
величина ее на один зуб sz (табл. 32—35), при чистовом фрезеровании — на один
оборот фрезы s (табл. 36), по которой для дальнейшего использования вычисля-
ется величина подачи на один зуб sz = —, где z
число зубьев фрезы.
35. Подачи при фрезеровании плоскостей и уступов твердосплавными концевыми фрезами
Вид фрезы
С коронкой
С винтовыми
пластинками
Диаметр
фрезы D
в мм
10—12
14—16
18—22
20-25
30—40
50—60
Подача на один зуб фрезы sz в мм при глубине
фрезерования t в мм
1-3
0,03—0,025
0,06—0,04
0,08—0,05
0,12—0,07
0,18—0,10
0.20-0,10
5
0,04—0,03
0,06—0,04
0,10—0,05
0,12—0,08
0,16—0,10
8
-
0,04-0.03
0,10—0,03
0.10—0,06
0.12—0,08
12
-
0.08—0,05
0,10—0,05
0,12—0,06
Примечания: 1. Верхние пределы подач для чернового фрезерования при
малой ширине фрезерования В на мощных станках, нижние — при большой ширине
фрезерования на станках средней мощности.
2. Приведенные значения подач обеспечивают получение обработанной поверхно-
сти в пределах 5—6-го класса чистоты.
3G. Подачи при чистовом фрезеровании плоскостей торцовыми, дисковыми
и цилиндрическими фрезами
Класс чистоты
по ГОСТу 2798-59
V4
V5
V6
V7
Типы фрез
Торцовые и диско-
вые со вставными
ножами
из твер-
дого
сплава
из быст-
рорежу-
щей
стали
Цилиндрические из быстрорежущей стали при обрабаты-
ваемом материале и диаметре в мм
Сталь и стальное литье
40-75
90—130
150-200
Чугун, медные и алюминие-
вые сплавы
40—75
90—130
150—200
Подача на один оборот фрезы s в мм
0,5—1,0
0,4-0,6
0,2-0,3
0,15
1,2—2,7
0,5—1,2
0,23-0,5
—
1,0-2,7
0,6—1,5
1,7—3,8
1,0—2,1
2,3—5.0
1,3—2,8
1,0—2,3
0,6-1,3
1,4—3,0
0,8—1,7
1,9—3,7
1,1-2,1
-
ФРЕЗЕРОВАНИЕ
441
37. Значения коэффициента и показателей степени в формуле скорости
резания при фрезеровании
Типы фрез
Мате-
риал
режущей
части
Операция
Параметры
режима
резания
Коэффициент и показатели
степени в формуле
скорости резания
С„
4v
xv
uv
Pv
Обработка конструкционной углеродистой стали Од= 75 кГ/мм2
Торцовые
Цилиндриче-
ские
Дисковые
со вставными
ножами
Дисковые
цельные
Концевые
Прорезные
и отрезные
Фасонные
полукруглые
выпуклые
Фасонные полу-
круглые вогну-
тые и угловые
Шпоночные
двухперые
Т15К6*'
Р18 *2
Т15К6*1
Р18 *2
Т15К6*1
Р18*2
Фрезерование
плоскостей
Фрезерование
плоскостей
и уступов
Фрезерование
пазов
Фрезерование
плоскостей,
уступов и пазов
Фрезерование
плоскостей
и уступов
Прорезание
и отрезание
Фрезерование
фасонное
Фрезерование
фасонное и уг-
ловых каиавок
Фрезерование
шпоночных
пазов
>0,1
=~35
>35
>
>2
= 0,15
==0.1
>0,1
<0,12
0,12
<0,0В
0,06
«0,1
>0,1
332
64,'
41
390
4'i3
616
700
55
35,4
1340
740
1825
691)
75,5
48,5
68,5
46,7
53
44
12
0,2
0,25
0,1'
0,45
0,2
0,25
0,45
0,25
0,45
0,3
0,1
0,19
0,38
0,19
0,38
0,3
0,4
0,3
0,5
0,3
0,28
0,4
0,12
0,4
0,12
0,4
0,2
0,4
0,2
0,5
0,2
0,25
0,2 I 0
0,15
-0,0!
0,08
0,1
0,1
0,2
0,1
0,1
0,2
0,33
0,35
0,2
0,33
0,2
0,33
0,26
Концевые
с коронками
Концевые
с напаянными
пластинками
Т15К6 *'
Фрезерование
плоскостей
и уступов
0,44
0,24
0,1
0,13
0,37
Обработка конструкционной легированной стали Ов— 75 кГ/мм2
Концевые
с коронками
I Концевые
I с напаянными
пластинками
Т15К6 •'
Фрезерование
плоскостей
и уступов
—
—
—
200
313
0,65
0,32
0,28
0,18
0,23
0,5
442
РЕЖИМЫ РЕЗАНИЯ
Продолжение табл. 37
Типы фрез
Мате-
риал
режущей
части
Операция
Параметры
режима
резания
В
в
мм
t
в
мм
в мм
Коэффициент
г и показатели
степени в формуле
скорости резания
xv
uv
Pv
m
Обработка жаропрочной стали Х18Н9Т
ВК8
Торцовые
Фрезерование
плоскостей
(ЭЯ1Т) в состоянии поставки
Цилиндриче-
ские
Концевые
Р18*2
Фрезерование
плоскостей
и уступов
-
-
-
108
49,6
44
22,5
0.2
0,15
0,29
0,35
0,06
0,2
0,3
0,21
0,3
0,34
0,48
0,2
0,1
0,03
0
0,1
ода
0,14
0,24
0,27
Торцовые
Цилиндри-
ческие
Дисковые со
вставными
ножами
Дисковые
цельные
Концевые
Прорезные
и отрезные
Обработка серого чугуна ИВ 190
ВК6*
Р18*
ВК6*»
Р18*1
Фрезерование
плоскостей
Фрезерование
плоскостей,
уступов и пазов
Фрезерование
плоскостей
и уступов
Прорезание
и отрезание
<2,5
;2,5
;0,15
>0,15
г=0,2
>0,2
€0,2
>0,2
445
923
588
1180
750
57,6
27
85
72
30
0,2
0,37
0,7
0,15
ОД
ОЛЗ
0,40
0,5
0,35
0,4
0,19
0,47
0,19
0,47
0,2
0,6
0,4
0,4
0,2
0,1
0,23
0,3
0,1
0,3
0,2
0,1
0,14
0,3
0,1
0,3
0,1
0,32
0,15
0,42
0,25
0,15
0,25
0,15
Торцовые
Цилиндри-
ческие
Дисковые
со вставными
ножами
Обработка ковкого чугуна ИВ 150
Дисковые
цельные
ВК8*1
Р18*
Фрезерование
плоскостей
Фрезерование
плоскостей,
уступов
и пазов
0.18
>0,18 577
90,5
57,4
77
49,5
г=0,1
>0,1
«0,1
>0,1
«0,1
>0,1
105,8
95,8
0,22
0,25
0,45
0,25
0,17
0,1
0,3
0,1
0,32
0,2
0,4
0,2
0,4
0,2
0,22
0Д5
0,1
ОД
0,33
0,2
0,33
0,2
ФРЕЗЕРОВАНИЕ
443
Продолжение табл. 37
Типы фрез
Мате-
риал
режущей
части
Операция
Параметры
режима
резания
В
Коэффициент и показатели
степени в формуле
скорости резания
Чх,
Концевые
Фрезерование
плоскостей
и уступов
Р18»2
Прорезные
и отрезные
Прорезание
и отрезание
68,5
74
0,45
0,25
0,3
0,2
ОД
0.2
0,1
0,33
0.2
Обработка гетерогенных медных сплавов сред
Торцовые
Цилиндри-
ческие
Дисковые
со вставными
ножами
Дисковые
цельные
Концевые
Прорезные
и отрезные
Р18*
Фрезерование
плоскостей
Фрезерование
плоскостей,
уступов и пазов
Фрезерование
плоскостей
и уступов
Прорезание
и отрезание
1вОв
-
средней твердости
—
«0,1
>0,1
«0,1
>0,1
==0,1
>0,1
-
136
86,2
115,5
74,3
158.5
102
144
103
111,3
0,25
0,45
0,25
0,45
0,25
НВ
0,1
0,3
100—140
0,2
0,4
0,2
0,4
0,2
0,4
0,2
0,15
0,1
0.2
0,1
0,33
0,2
0,33
0,2
Обработка силумина и литейных алюминиевых сплавов ав=10 -*- 20 кГ/мм2, Ш? « 65;
дуралюмина а = 30 н- 40 кГ/мж2, НВ ^ 100
Торцовые
Цилиндри-
ческие
Дисковые
со вставными
ножами
Дисковые
цельные
Концевые
^Прорезные
и отрезные
Р18"
Фрезерование
плоскостей
Фрезерование
плоскостей
и уступов
Прорезание
и отрезание
_
=5 0,1
>0,1
«0,1
>0,1
«0,1
>0,1
—
245
155
208
133,5
285
183,4
259
185,5
200
0,25
0,45
0,25
0,45
0,25
0,1
0,3
0,2
0,4
0,2
0,4
0,2
0,4
0,2
0,15
0,1
0,2
0,1
0,2
0,33
0,33
0,2
*' Без охлаждения. *2 С охлаждением.
Примечание. Скорость резания для торцовых фрез рассчитана при ф = 60°.
В зависимости от величины этого угла ее следует изменять: при ф = 45° в 1,6 раза; при
Ф = 30° в 1,25 раза; при ф = 45° в 1,1 раза; при Ф = 90° в 0,87 раза.
444
РЕЖИМЫ РЕЗАНИЯ
Скорость резания — окружная скорость фрезы в mjmuh рассчитывается^
по формуле
CvDq*
TmtXvSy*BUVzPv
Kv
Обозначения глубины фрезерования t и ширины фрезерования В для раз-
личных видов фрезерования приведены на рис. 5. Величины постоянной Cv и пока-
зателей степени даны в табл. 37, а периода стойкости Г — в табл. 38. Общий по-
правочный коэффициент на скорость резания, учитывающий отличные от таблич-
ных условия резания,
Kv — ^MvKnvKuv>
где KMV — коэффициент, учитывающий качество обрабатываемого материала
{см. табл. 9—13); Knv — коэффициент,- учитывающий состояние поверхности
заготовки (см. табл. 14); Kuv — коэффициент, учитывающий инструментальный
материал (см. табл. 15).
38. Средние значения периода стойкости фрез
Типы фрез
Торцовые
Цилиндрические со
вставными ножами
Цилиндрические с мел-
ким зубом
Дисковые
Концевые
Прорезные и отрезные
Фасонные и угловые
in
см
—
60
Стойкость Г в мин при диаметре фрезы в
М3
ш о
О «
120
90
о„
¦*«
и о
-
120
120
-
о
О1П
г—
И О
ОН
>«_
¦>«
а о
О а.
о °
га о
Ос
180
ISO
о о
3§
180
120
150
о
1Л О
-а
и с
и и
ая
а о
и й
а о
240
мм
ю о
о а
300
300
400
и о
и«
420
-
180
240
—
-
GO | 75
120
180
I2-J
150
180
-
Сила резания. Величину окружной силы резания при фрезеровании рассчи-
тывают по формуле
Рт=-
CptXPsVPBUPz
DqPnwP
Kv кГ;
здесь г — число зубьев фрезы, а я — число оборотов фрезы в минуту. . ¦
Значения постоянной Ср и показателей степени приведены в табл. 39.
Общий поправочный коэффициент на силу резания Кр благодаря особенностям
процесса резания при фрезеровании зависит только от качества обрабатываемого
материала, выражаемого коэффициентом Кмр, величина которого определяется
для стали и чугуна по табл. 21,22, а для медных и алюминиевых сплавов по табл. 23.
Крутящий момент на шпинделе
PZD
М = -—,„„„¦ кГ . м,
где D — диаметр фрезы в мм.
Мощность резания
" 2 • 1000
л = -А"
102 ¦ 60
ФРЕ ЗЕ РОВАНИЕ
445
39. Коэффициент и показатели степени в формуле окружной силы Pz
при фрезеровании
Типы фрез
Материал режущей части
инструмента
Коэффициент и показатели степени
У г.
Обработка конструкционной углеродистой стали о"в = 75 кГ/мм2
Торцовые Твердый сплав
Быстрорежущая сталь
Твердый сплав
Цилиндрические
Концевые
Диеновые, прорез-
ные и отрезные
Фасонные полу-
круглые (выпуклые
и вогнутые) и угло-
вые
Быстрорежущая сталь
Твердый сплав
Быстрорежущая сталь
Твердый сплав
Быстрорежущая сталь
825
82,2
101
68,2
12,5
68,2
261
68,2
47
1,0
0,95
0,88
0,86
0,85
0,86
0,9
0,86
0,75
0,8
0,75
0,72
0,75
0,72
0,8
0,72
1,1
1,0
1Д
1,0
0,2
0
—0,13
0
0,1
0
1,3
1,1
0,87
0,86
0,73
0,86
1,1
0,86
Обработка жаропрочной стали Х18Н9Т (ЭЯ1Т) в состоянии поставки НВ 141
Торцовые
Концевые
Твердый сплав
Быстрорежущая сталь
218
82
0,92 0,78
0,75 0,6 !>
1,15
Торцовые
Цилиндрические
Обработка серого чугуна НВ 190
Твердый сплав
Цилиндрические,
концевые, дисковые,
прорезные и отрезные
Быстрорежущая сталь
54,5
58
30
0.9
0,83
0.74
0,8
0,65
1,0
1.0
0,9
0,83
Обработка ковкого чугуна НВ ISO
Торцовые
Цилиндрические,
концевые, дисковые,
прорезные и отрез-
ные
Твердый сплав
Быстрорежущая сталь
491
30
1,0
0,86
0,75
0,72
1,1
1,0
0,2
0
1,3
Обработка гетерогенных медных сплавов среЭмей твердости НВ 100—НО
Цилиндрические,
концевые, дисковые,
прорезные и отрез-
ные
Быстрорежущая сталь
22,6
0,86
0,72
1,0
0
0,86
Примечания: 1. Окружную силу Pz при фрезеровании алюминиевых сплавов
рассчитывать, как для стали, с введением коэффициента 0,25.
2. При износе фрез до допустимой величины окружная сила Pz возрастает: при
обработке мягкой стали в 1,75—1,9 раза; при обработке стали средней твердости и твер-
дой, а также чугуна — в 1,3—1,4 раза.
446
РЕЖИМЫ РЕЗАНИЯ
РАЗРЕЗАНИЕ
Разрезание производится дисковыми и ленточными пилами, ножовками,
абразивными кругами.
Подача. Для дисковых пил подача sz, устанавливаемая на один зуб, и для
ленточных пил минутная подача sM приведены в табл. 40.
Скорость резания для дисковых пил, приводных ножовок и ленточных пил
выбирают по табл. 41. Отрезание производят абразивными кругами на вулкани-
товой или бакелитовой связке, шириной 3—6 мм, зернистостью 50—25, твердо-
стью СТ1—СТЗ при скорости резания 50—70 м/сек и подаче 135—150 мм/мин.
40. Подачи при разрезании металла дисковыми и ленточными пилами
Разрезаемый
металл
Сталь:
ав == 40 кГ/мм* . .
og = 404-60 кГ/мм*
Подача sz
в мм на
зуб при
разреза-
нии дис-
ковыми
пилами
0,04—0,20
0,03-0,15
0,02—0,10
Подача s^,
в мм /мин
при раз-
резании
ленточ-
ными
пилами
=?50
Разрезаемый
металл
Бронза ...
Латунь
Подача s2
в мм на
зуб при
разреза-
нии дис-
ковыми
пилами
—
Подача sM
в мм/мин
при раз-
резании
ленточ-
ными
пилами
г= 90
=?110
==140
41. Скорости резания при разрезании металла дисковыми пилами,
ножовками и ленточными пилами
Разрезаемый металл
Дисковые пилы
Приводные
ножовки
Ленточ-
ные
пилы
Скорость резания v в м/мин при режущей
части инструмента из стали
быстро-
режу-
щей
углеро-
дистой
быстро-
режу-
щей
углеро-
дистой
Сталь конструкционная:
Cg == 40 кГ/мм2
ов = 40 -^ 60 КГ/ЛШ2
о > 60 кГ/ммг
Сталь инструментальная
Фасонное стальное литье
Сталь жаропрочная и нержавеющая
Чугун ковкий и серый:
НВ=5 200
НВ>200
Бронза:
ов =5 30 кГ/мм2
ов>30 »
Латунь
26-30
18-26
16—22
11-14
14-18
8-12
10-12
12-13
18-20
16—18
12—16
8-10
10-16
10
38—42
25-36
12-21
12-14
30
20-25
10—15
10
8-9
100-200
60-160
100-200
18—28
12—14
25-28
18-21
25-36
15—20
10
20
15
20—25
16-20
10-15
6—12
9—12
5-8
15—30
15-40
НАРЕЗАНИЕ РЕЗЬБЫ
447
НАРЕЗАНИЕ РЕЗЬБЫ
Глубина резания и подача. Нарезание резцами резьбы с шагом S ^2,5 мм
производят по профильной схеме с радиальной подачей sv (рис. 7,а), с шагом
S > 2,5 мм: черновые проходы — по генераторной схеме с боковой подачей ад,
а чистовые — по профильной схеме (рис. 7,6).
Величина поперечной (радиальной) подачи при нарезании резьбы резцами
определяет глубину резания t, равную высоте резьбового профиля при нарезании
резьбы за один проход или части его, соответствующей числу проходов г, необ-
ходимых для образования резьбы. Число проходов выбирают по табл. 42
и 43. Величины подач sz на один резец при
вихревом нарезании резьбы вращающимися
головками приведены в табл. 44, а на один
зуб резьбовой гребенчатой фрезы — в табл. 45.
Подачу xz на один зуб дисковой фрезы при
нарезании трапецеидальной резьбы прини-
мают равной 0,03 мм для резьб 2-го класса и
0,06 мм для резьб 3-го класса точности. Мет-
чики, плашки и резьбовые головки работают
. с самоподачей.
Скорость резания. При нарезании крепеж-
ной резьбы резцами с пластинками из твер-
дого сплава скорость резания вычисляют по
формуле
Припцск но чистовые
*~ npoxodbi
а)
S)
TmSyv
Kv м/мин;
Рис. 7. Схема образования резьбо-
вого профиля резцом:
а — по профильной схеме резания;
б — по генераторной схеме резания
при нарезании крепежной и трапецеидальной резьбы резцами из быстрорежущей
стали на токарных станках — по формуле
Cv
Tmt*vsVv
Kv м/мин;
при вихревом нарезании метрической и трапецеидальной резьбы твердосплав-
ными резцами во вращающихся головках — по формуле
v=-
Tmsxv?v
¦ Kv м/мин.
Значения коэффициента Cv и показателей степени см. в табл. 8.
Общий поправочный коэффициент на скорость резания, учитывающий отлия-
ные от табличных условия резавия:
"¦v — "¦ mv^uv^-cvi
где Кмх, — коэффициент, учитывающий качество обрабатываемого материала
(см. табл. 9—13); Kuv — коэффициент, учитывающий материал режущей части
инструмента (см. табл. 15); Kcv — коэффициент, учитывающий способ нарезания
резьбы, берется равным 1,0, если резьба нарезается черновым и чистовым, рез-
цами, и равным 0,75, если резьба нарезается одним чистовым резцом.
448
РЕЖИМЫ РЕЗАНИЯ
42. Число проходов при нарезании резьбы метрической и трапецеидальной по стали
резьбовыми резцами с пластинками из твердого сплава марки Т15К6 и по чугуну —
• с пластинками из твердого сплава марки ВК6
Шаг
резьбы S
в мм
1,5
1
3
4
о
6
8
10
12
16
Сталь конструкционная углеро-
дистая и легированная
Чугун
Резьба
метрическая на-
ружная
трапецеидальная
наружная
метрическая
наружная
трапецеидальная
внутренняя
Число проходов i (Че — черновых, Чи — чистовых)
Че
3
5
6
7
8
-
Чи
2
-
Че
-
5
6
7
8
10
12
14
18
Чи
-
3
4
5
ft '
Че
2
3
4
' 5
-
Чи
—
2
-
Че
-
4
5
6
7
9
10
12
14
Чи
-
3
4
5
Примечания: 1. Число проходов указано для нарезания метрической резьбы
по 3-му классу точности. При нарезании точной резьбы, кроме указанного в таблице
числа проходов, применять дополнительно: для резьбы 2-го класса точности один — два
чистовых прохода, для резьбы 1-го класса точности два — три чистовых прохода.
2. При нарезании внутренней метрической резьбы количество черновых проходов,
указанных в таблице для наружной резьбы, увеличить на один.
3. При нарезании метрической резьбы на жаропрочной стали Х18Н9Т число про-
ходов увеличивать на 30%, а на закаленной стали — в 2—3 раза.
43.
Число проходов при нарезании метрической и трапецеидальной резьбы
резцами из быстрорежущей стали
Шаг
резьбы S
в мм
Сталь конструкционная
углеродистая
Сталь конструкционная
легированная и стальное
литье
Чугун, бронза
и латунь
Число проходов г (Че — черновых; Чи — чистовых)
Че
Чи
Че
Чи
Че
Чи
Резьба крепежная метрическая наружная однозаходная
,25-1,5
1,75
2,0—3,0
3,5-4,5
5,0-5,5
6,0
4
5
6
7
S
9
10
12
НАРЕЗАНИЕ РЕЗЬБЫ
449
Продолжение табп. 43
Шаг
резьбы S
в мм
4,0
6,0
¦ 8,0
10
12
16
20
Сталь конструкционная
углеродистая
Сталь конструкционная
легированная и сталь-
ное литье
Чугун, бронза
и латунь
Число проходов г (Че — черновых; Чи — чистовых)
Че
Резьба я
10
12
14
18
21
28
35
Чи
ърапецеидалг
7
9
10
Че
ная наружная
12 '
14
17
22
25
33
42
Чи
однозаходнс
8
10
12
Че
1Я
8
9
11
14
17
22
28
Чи
6
7
8
Примечания: 1. Число проходов указано для нарезания крепежной метриче-
ской резьбы по 3-му классу точности и трапецеидальной резьбы средней точности. При
нарезании метрической резьбы по 2-му классу точности и точной трапецеидальной резьбы,
кроме указанного в таблице числа проходов, необходимо применять дополнительно
два — три зачистных прохода при скорости резания 4 м/мин.
2. При нарезании многозаходных резьб указанное в таблице число проходов увели-
чивается- на один — два прохода для каждого захода резьбы.
3. При нарезании внутренней резьбы число проходов увеличивать: черновых —
на 20—25%; чистовых — на один для метрической резьбы, а для трапецеидальной —
на один с шагом до 8 мм и на два с шагом более 8 мм.
44. Подачи при вихревом нарезании метрической и трапецеидальной резьбы
резцами с пластинками из твердого сплава Т15К6 на стальных деталях
Механические свойства стали
ав в кГ/мл^
55
65
75
85
НВ
153-161
179-192
210-220
235-250
Подача на один
резец $z
в мм
1,0-1,2
0,8—1,0
0,6—0,8
0.4-0,6
Примечание
Большие значения подач назна-
чать при нарезании резьбы на же-
стких деталях, меньшие —на де-
талях пониженной жесткости.
При нарезании резьбы с ограниченным выходом резца (в упор) и необходимости
при этом ручного отвода резца скорость резания рассчитывают по формуле
nDf
^шШб м/мин'
где D — номинальный диаметр резьбы в мм; f — ширина выточки для выхода
резца в мм; S — шаг нарезаемой резьбы в мм; х — время на отвод резца и пере-
ключение станка на обратный ход, равное 0,01—0,04 мин.
Скорость резания при нарезании метрической резьбы метчиками, круглыми
плашками или резьбовыми головками рассчитывают по формуле
С„&
Tmsvv
Kv м/мин,
15 Справочник технолога, том 2
450
РЕЖИМЫ РЕЗАНИЯ
а при нарезании резьбовыми гребенчатыми фрезами — по формуле
TmsxvSv'<
Kv м/мин.
Постоянная Cv, показатели степени и средние значения периода стойкости Г
для различных инструментов приведены в табл. 46.
Данные о стойкости ориентировочные, так как обычно ее рассчитывают по
скорости. Скорость резания устанавливают, имея в виду, что качественная резьба
может быть получена нарезанием плашками со скоростью v не более 4 м/мин,
а винторезными головками — не более 14—16 м/мин. Наиболее производитель-
ное и экономичное нарезание резьбы метчиками и гребенчатыми резьбовыми
фрезами достигается при максимальных скоростях резания, допускаемых быстро-
ходностью и мощностью оборудования.
45. Подачи на один зуб гребенчатой резьбовой фрезы
Обрабатываемый
материал
Сталь:
ав s 80 кГ/ммг
(Те>80 >
Чугун:
серый .
ковкий
Обрабатываемый
материал
Сталь:
ов =~ 80 кГ/мм2
ае > 80 »
Чугун:
серый
ковкий
Диаметр нарезаемой резьбы в мм
До 30
Св. 30 до 50
Подача на один зуб фрезы sz в мм при шаге
нарезаемой резьбы S в мм
До 1
0,03—0,04
0,02-
0,05—0.06
0,04—0,05
Св. 1
ДО 2
0,04—0,05
-0,03
0,06-0,07
0,05-0,06
Св. 2
ДО 3,5
0,05—0,06
0,07—0,08
0,06—0,07
До 1
0,04—0,05
0,03-0,04
0,06—0,07
0,05-0,06
Св. 1
ДО 2
0,05—0,06
0,07—0,08
0,06—0,07
Св. 2
ДО 4
0,06—0.07
0,04-0,05
0,08-0,09
0,07-0,08
Диаметр нарезаемой резьбы в мм
Св. 50 до 76
Св. 76
Подача на один зуб фрезы sz в мм при шаге
нарезаемой резьбы S в мм
До 1
0,05-0,06
0,03—0,04
0,07—0,08
0,06—0,07
Св. 1
ДО 2
0,06-0,07
0,04-0,05
0,08—0,09
0,07-0,08
Св. 2
до 4]
0,07-
0,05—0,06
0,09-
0,08-
До 2
-0,08
| 0,04—0,05
-0,10
-0,09
Св. 2
ДО 4
0,08-0,09
0,05-0,06
0,10-0,12
0,08—0,09
Примечание. Для нарезания резьбы 1-го класса точности подачу умень-
шать на 25%.
46. Значения коэффициентов и показателей степени в формулах скорости резания и крутящего момента
для метчиков, плашек, резьбовых головок и резьбовых фрез
Обрабатываемый
материал
Сталь конструкцион-
ная углеродистая
Cg = 75 кГ/ммг
Чугуп:
серый НВ ISO
ковкий НВ 150
Силумин
Инструмент
Метчики:
машинные
гаечные
гаечные автомат-
ные
Плашки круглые
Резьбовые головки
с круглыми и тан-
генциальными
гребенками
Фреза резьбовые
гребенчатые
Метчики гаеч-
ные
Мате-
риал
режу-
щей
части
Р18
9ХС
У12А
Р18
Смазывающе-
охлаждаю-
щая
жидкость
Сульфофре-
зол
Эмульсия
Сульфофре-
зол
Без охлаж-
дения
Эмульсия
Керосин
Среднее
значение
стойкости
Т
в мин
90
120
150—180
240-270
150
Коэффициенты и показатели степени
в формуле
скорости резания
Cv
64,8
53,0
41,0
2 7
7,4
198,0
140,0
245,0
20,0
1,2
0,4*"
0,5*i
1,2
0,5
1,2 '
0,3
2,0
0,5
т
0,9
0.5
0,33
1,0
0,9
крутящего момента
См
0,0270
0,0041
0,0025
0.04Г*
0,0460
-
0.0U22
ч
1,4
1,7
2,0
1,1
-
1,8
1,5
-
1,5
1
41 Показатель степени х .
Примечание. Крутящий момент, оассчиташгой по табличным данным, соответствует условиям нарезания инструмен-
том после заточки. К концу периода стойкости, когда износ достигает предельной величины, крутящий момент увеличивается
для метчиков в 2,5—3 раза, для плашек — в 1,5—2,0 раза.
452
РЕЖИМЫ РЕЗАНИЯ
Поправочный коэффициент Kv = KMVKuvKmv, где коэффициенты KMV, Kuv
и KMV учитывают обрабатываемый и инструментальный материалы и точность
нарезаемой резьбы соответственно их значениям, приведенным в табл. 47.
47.
Об
Сталь
углеро-
дистая
Сталь
легиро-
ванная
Чугун
серый
Поправочные коэффициенты на скорость резания и крутящий
метчиков, плашек и резьбовых головок
рабатываемый
материал
ое < 50 кГ/мм2
ав = 50 -|- 70 кГ/мм2
Ов = 70 ^- 80 »
ае < 70 кГ/мм2
ад = 70 -^ 80 кГ/жл42
НВ< 140
НВ 140—180
НВ > 180
Чугун ковкий
Латунь и бронза
момент
Поправочные коэффициенты на скорость
резания в зависимости от
обраба-
тываемого
материала
0,7
1,0
0,9
0,8
1,0
0,7
0,5
1,7
2,0
марки инстру-
ментального
материала Kuv
Р18
1,0
9ХС,
У10А,
У12А
0,7
класса точности
резьбы Kmv
1
0,8
2
1,0
3
1,25
для
Поправочный коэф-
фициент Км„ на
крутящий момент
1,3
1,0
0,85
1,0
1,2
1,5
0,8
-
Силы и мощность резания. Тангенциальную составляющую силы резания для
твердосплавных резьбовых резцов при нарезании резьбы по стали и чугуну опре-
деляют по формуле
i P
где Ср — постоянная для стали и чугуна, устанавливаемая как и показатели сте-
пени из табл. 20, а число проходов I в зависимости от шага резьбы S в мм —
из табл. 42. Поправочный коэффициент Кр= Кмр, учитывающий качество обра-
батываемого материала, вычисляют по формулам, приведенным в табл. 21.
Мощность при нарезании резьбы вычисляют по формуле
iV =
102 • 60
При нарезании резьбы метчиками, плашками и резьбовыми головками кру-
тящий момент рассчитывают по формуле
M = CMDqMSVMKp кГ-м,
где D — номинальный диаметр резьбы в мм; S — шаг резьбы в мм.
ПРОТЯГИВАНИЕ
453
Значения постоянной См и показателей степени приведены в табл. 46, а зна-
чения поправочного коэффициента Кр = Кмр, учитывающего качество обрабаты-
ваемого материала — в табл. 47.
Мощность резания рассчитывают по формуле
ЮООр
nD "
975 Квт'
где га=-
При вихревом нарезании резьбы за один проход вращающейся головки мощ-
ность резания определяют по формулам:
для треугольной резьбы
N=~ фп квт'
для трапецеидальной резьбы
0,02851.25о,в,о,51/>,8
N = -
При нарезании резьбы за несколько проходов, а также при нарезании не-
стандартной резьбы рассчитанную мощность следует умножать на отношение
фактической высоты профиля, срезаемой за один проход, к высоте резьбы по
ГОСТу.
ПРОТЯГИВАНИЕ
Подача при протягивании — размерный перепад между соседними зубьями
(рис. 8) — является элементом конструкции протяжки и задается конструк-
тором.
Скорость резанин, определяемую требованиями к классу чистоты и точности
обработки, выбирают по табл. 48 в зависимости от группы скорости, устанавлива-
емой из табл. 49. При нормативной скорости резания заданный класс чистоты
поверхности может быть достигнут при оптимальных значениях переднего и зад--
него углов, при величине подачи на
чистовых зубьях и припуске на чисто-
вую часть протяжки в пределах значе-
ний, указанных в табл. 50. ^^^гт^-^sr ,
Нормативная скорость резания срав- Уб.'^^Ук
нивается с максимальной скоростью ра-
бочего хода станка и скоростью резания,
допускаемой мощностью двигателя стан-
ка, - ,
N
У = Ы20-р-Т) м/мин, рис_ g_ Схема резания при иротяги-
* 7! Г* 1Т.ГГ IS" ХЯ
S;*A2-A,
где N — мощность двигателя станка в квт; Pz — сила резания при протягива-
нии в кГ; т) — к. п. д. станка.
В качестве рабочей скорости принимают наименьшую из сравниваемых ско-
ростей.
Сила резания. Расчет силы резания при протягивании производят по формуле
Рг = р%Ь кГ,
где р — сила резания на 1 мм длины лезвия в кГ, зависящая от обрабатываемого
материала и величины подачи sz в мм на один зуб протяжки (табл. 51); 26 —
454
РЕЖИМЫ РЕЗАНИЯ
48. Скорости резания для
Группа
скорости
резания
(см. табп. 49)
I
II
III
IV
протяжек из быстрорежущей стали Р18 или
Р9
Скорость резания в м/мин при классах чистоты и точности обработки
5—4-й класс чистоты или
3-й класс точности и грубее
для протяжек
цилинд-
рических
шлице-
вых
8
7
6
i
шпоноч-
ных и для
наруж-
ного про-
тягивания
10
8
7
4
6-й класс чистоты или 2-й класс
точности для протяжек
цилиндри-
ческих
6
5
4
3
шлице-
вых
5
4,5
3,5
2,5
шпоноч-
ных и для
наружно-
го протя-
гивания
7
6
5
3,5
7—8-й
класс
чистоты
для про-
тяжек
всех
типов
4
3
2,5
2
Примечания: 1. При протягивании наружных поверхностей с'допуском до
0,03 мм секциями протяжек с фасонным профилем скорость резания снижать до 4—5 т/мин.
2. Для протяжек из стали ХВГ табличные скорости резания снижать на 25—30%.
49
Твердость
НВ
До 156
Св. 156 до 187
» 187 » 197
» 197 » 229
»> 229 » 269
» 269 » 321
Твердость
НВ
До 156
Сн. 156 до 187
» 187 » 197
» 197 » 22!)
» 229 » 269
» 209 » 321
Группы скорости резания при протягивании стали
и чугуна
Сталь
углеро-
дистая и
автомат-
ная
марган-
цовистая
и хромо-
ванадие-
вая
хроми-
стая
хромо-
молибде-
новая
хромо-
кремнис-
тая и
кремне-
марган-
цовистая
хромо-
марган-
цовистая
хромо-
кремне-
марганцо-
вистая
Группа скорости резания
IV
III
II
I
II
III
II
III
II
I
II
III
-
II
III
-
II
III
IV
II
I
II
III
Сталь
нике-
левая
хромо-
никеле-
вая
хромо-
марган-
цовомо-
либдено-
вая
никель-
молиб-
дено-
вая
хромо-
иарган-
цовисто-
титановая
хромо-
никель-
молибде-
новая
-
II
III
Чугун
серый
ков-
кий
Группа скорости резания
-
IV
III
II
III
II
III
-
I
II
III
-
III
II
III
-
II
—
-
III
IV
I
II
—
I
-
ПРОТЯГИВАНИЕ
455
50. Параметры чистовой части протяжки, обеспечивающие заданный
класс чистоты поверхности
Обдирочная
часть
Подача
в мм
Переходная
часть
Подача
h
п
а мм
о*
КЗ
Чистовая часть
для 4—5-го классов чисто-
ты поверхности
as
G о*
л-
ID*
is
Ъ о
вг а
s ч
Подача
%
в мм
для 6—7-го классов чистоты
поверхности
||
2 а
1§
Подача
sz
ч
В JWJ№
До 0,05
0,02-0,03
1—3
Св. 0,05
ДО 0,1
Св. 0,1
до 0,2
(O,4-O,6)sZo
Св. 0,2
до 0,3
0,03—
0,05
0,06—
0,08
1-2
Переменная,
постепенно
уменьшаю-
щаяся, не
более 0,025
на последнем
зубе
0,035-
0,07.
4—5
0,07—0,1
4-7
Переменная,
постепенно
уменьшаю-
щаяся,
не более
0,01 на
последнем
зубе
2-3
0,1-0,16
6-8
*' Секции — группы из двух зубьев одинакового размера, применяемые у протяжек
переменного (прогрессивного) резания. Чистовая часть этих протяжек может иметь зубья,
построенные как секциями, так и с подъемом на каждый зуб.
51. Сила резания р в пГ, приходящаяся
Подача
на один
зуб sz
в мм
0,01
0,02
0,03
0,04
0,06
0,08
0,10
0,12
0,14
0,16
0,18
0,20
0,22
0,25
0,30
Сталь углеродистая
?
V/
а;
6,5
9,5
12,3
14,3
17,7
21,3
24,7
28,5
32 Д
36,0
39,5
42,7
45,6
49,5
56,4
i
аэ
I:
7Д
10,5
13,6
15,8
19,5
23,5
27,3
31,5
35,7
39,8
43,6
47,3
50,3
54,5
61,5
i
Л
а:
8,5
12,5
16,1
18,7
23,2
28,0
32,5
37,5
42,5
47,2
52,0,
56,2
60,0
«5,0
73,0
на 1 мл
Обрабатываемый
Сталь
Й
7/
ч
а;
7,6
12,6
15,7
18,4
23,8
28,0
32,8
37,8
423
47,1
52,5
57,6
62,0
68,0
78,5
ь длины
натериал
легированная
а
Т
со
2
8,5
13,6
16,9
19,8
25,5
30,2
35,4
40,7
45,7
51,0
56,5
62,0
66,7
73,0
84,5
Л
S;
9,1
15,8
18,6
21,8
28,2
33,5
39,0
45,0
50,5
56,0
62,5
68,5
73,8
81,0
93,3
лезвия зуба протяжки
Чугун
серый
1
V/
5,5
8,1
10,4
12,1
15,1
18,0
20,7
24,3
27,3
30,5
33,4
36,0
38,5
42,1
47,6
!
л
7,5
8,9
11,6
13,4
16,0
20,0
23,6
26,8
30,3
33,6
37,0
40,2
42,7
46,5
52,2
Примечание. Значения силы резания приведены для нормальных •*
эксплуатации, а именно: а) передние и задние углы зубьев оптимальные; б) работа
до допускаемой величины износа.
X,
6,3
7,3
9,4
10,9
13,4
16,4
19,2
22,0
25,0
27,6
30,2
32,6
34,9
37,6
43,1
условий
ведется
456 РЕЖИМЫ РЕЗАНИЯ
наибольшая суммарная длина лезвий всех одновременно режущих зубьев, опре-
деляемая из уравнения
где Ъ — периметр резания в мм, равный длине обрабатываемого контура детали
или больше ее на величину ^-^ при наклонном расположении зубьев под углом \;
zc — число зубьев в секции (для протяжек с профильной или генераторной схемой
резания zc = 1); ц — наибольшее число одновременно режущих зубьев, опреде-
ляемое из выражения
I
где I — длина протягиваемой поверхности в мм ( за вычетом выточек, если тако-
вые имеются); S — шаг режущих зубьев.
Вычисленное значение z; округляют до ближайшего целого числа.
ЗУБОНАРЕЗАНИЕ
Глубина резания. Черновую обработку производят за один проход. Когда
мощность станка или жесткость системы недостаточны, припуск на черновую
обработку срезают за два прохода с глубиной резания 1,4т при первом черновом
проходе и 0,7т при втором, где т — модуль нарезаемого колеса в мм.
Чистовую обработку в два прохода применяют только при долблении зубьев
цилиндрических колес дисковыми долбяками для получения поверхности не
ниже 6-го класса чистоты и точности не ниже 7-й степени при модуле 6 мм и выше.
В этом случае используют двухпроходный кулачок радиальной подачи и режимы
резания назначают такие же, как при нарезании зубьев за один проход инстру-
мента.
Подача. Рекомендуемые величины подач при нарезании цилиндрических зуб-
чатых колес из среднеуглеродистой конструкционной стали червячными и диско-
выми фрезами и зуборезными долбяками приведены в табл. 52—54, а при наре-
зании шлицевых валов шлицевыми червячными фрезами — в табл. 55. Попра-
вочные коэффициенты на подачу при изготовлении зубчатых колес и шлицевых
валов из углеродистой и легированной стали приведены в табл. 56.
Рекомендуемые величины подач при нарезании червячных колес червячными
фрезами приведены в табл. 57.
Подачи для шевингования стальных и чугунных зубчатых колес дисковыми
шеверамп из быстрорежущей стали (продольная подача стола на один оборот де-
тали «об и радиальная — на один ход стола sp) приведены в. табл. 58.
Продольную подачу стола рассчитывают но формуле
Z
где zu — число зубьев инструмента; г — число зубьев колеса; п — частота вра-
щения колеса в о(\1мин.
Скорость резания. При нарезании зубчатых колес червячными и дисковыми
фрезами, а также зуборезными долбяками скорость резания рассчитывают по
формуле
Q .
Р" м у х KV M/MUH, -
ЗУБОНАРЕЗАНИЕ
457
52, Подачи при нарезании цилиндрических
с НВ 156—207 одноааходными червячными
Модуль т
в мм
До 1,5
Св. 1,5 до 2,5
» 2,5 » 4
» 4 » 6
» 6 » 8
» 8 » 12
» 12 » 16
» 16 » 22
» 22 » 26
зубчатых колес из стали 35 и 45
фрезами из быстрорежущей стали
Подача на один оборот заготовки sog в мм
для чернового нарезания при мощности
зубофрезерного станка в кет
1,5-2,8
0,8-1,2
1,2-1,6
1,6-2,0
1,2—1,4
-
3-4
1,4-1,8
2,4-2,8
2,6-3,0
2,2-2,6
2,0-2,2
-
5-9
1,6—1,8
10-14
—
2,4-2,8
2,8-3,2
2,4-2,8
2,2-2,6
2,0-2,4
1,8^2,2
1,5-2,0
2,6-3,0
2,4—2,8
2,2-2,6
2,0-2Д
15-22
-
2,6—3,0
2,4-2,8
2,2—2,6
1,8-2,2
1,2-1,8
1,5—2,0
для чистового нарезания
по сплошному
металлу
по предвари-
тельно проре-
занному зубу
при классе чистоты
4-5
1,0-1,2
1,2-1,8
6
0,5—0,8
0,8-1,0
-
4^5
2,0-2,5
3,0—4,0
6
0,7—0,9
1,0—1,2
Примечания. 1. Лри черновой обработке колес из чугуна НВ 170—210 подачу
увеличивать на 10%.
2. Для многозаходных червячных фрез подачи уменьшать: при двух заходах —
на 25%, при трех заходах — на 35%.
3. Для фрез с заточкой по задней грани (острозаточенных) подачи увеличивать
на 20%.
4. При попутном фрезеровании подачи увеличивать на 20—25%.
5. При нарезании косозубых колес с углом наклона зуба |3 значение подачи умно-
жать на cos p.
53. Подачи при нарезании пилиндрических зубчатых колес из стали 35 и 45
с НВ 156—207 дисковыми модульными фрезами
Модуль m
в мм
Число одно-
временно
работающих
фрез
Подача на
один оборот
фрезы s
в мм
Модуль т
в мм
Число одно-
временно
работающих
фрез
Подача на
один оборот
фрезы s
в мм
Зубофрезерные и горизонтально-
фрезерные станки.
От 2 до 4
Св. 4 » 6
» 6 » 12
1"
1,2—2,0
0,6—1,0
0,5-0,8
Зубофрезерные станки
Св. 12 до 14 2,0-3,5
» 14 » 18 > 2 1,7—3,1
Св. 18 до 22
» 22 ,> 26
» 12 » 14
» 14 » 18
» 18 » 22
» 22 » 26
1 *2
2*2
1,5-2,8
1,4—2,5
1,6—2,8
1.4-2,5
1,2-2,2
1,1-2,0
*' Материал режущей части— твердый сплав.
** Материал режущей части — быстрорежущая сталь.
Примечания: 1. При обработке зубчатых колес из чугуна НВ 170—210
подачу увеличивать на 75%.
2. При нарезании косозубых колес с углом наклона зуба Э значение подачи умно-
жать на cos p.
458
РЕЖИМЫ РЕЗАНИЯ
54. Подачи при нарезании цилиндрических зубчатых колес из стали 35 и 45
с НВ 156—207 дисковыми долбяками из быстрорежущей стали
Характер обработки
Черновая в один проход
под последующую чистовую
обработку долбяком
Чистовая по 6-му классу
чистоты:
по сплошному материалу
по предварительно обра-
ботанному зубу
Модуль т
в мм
До 4
Св. 4 до 6
» 6 » 8
До 3
Св. 3 до 8
Подача круговая sK в мм/де. ход при
мощности зубодолбежного станка в кет
1,0—1,5
0,35—0,40
0,15-0,20
1,6-2,5
0,40—0,45
0,30—0,40
2,6—5,0
0,40—0,50
0,30—0,40
Св. 5,0
—
0,40-0,50
0,25—0,30
0,22-0,25
Примечания: 1. При обработке зубчатых колес из чугуна НВ 170 — 210 по-
дачу увеличивать на 10%.
2. При черновой обработке в два прохода значения подач увеличивать на 20%.
3. При черновой обработке под последующее шевингование значения подач умень-
шать на 20%, а под шлифование — на 10%.
4. Ббльшие значения подач применять при обработке зубчатых колес с числом
зубьев свыше 25, меньшие — для колес с числом зубьев до 25.
5. Радиальные подачи (подачи врезания) принимать равными 0,1—0,3 от соответ-
ствующей круговой подачи.
55. Подачи при фрезеровании шлицевых валов из стали 35 и 45 с НВ 156—207
червячными шлипевыми фрезами из быстрорежущей стали
Характер обработки
Черновая под шлифование
Чистовая по сплошному материалу (V 6)
Диаметр
вала D
в мм
14—52
54-82
90-125
14-52
54-82
90-125
Высота
шлицев h
ь мм
1,5-3
3-5
5—6,5
1,5-3
3-5
5-6,5
Подача на
один оборот
заготовки sflg
в мм
1,8-2,0
2,2
2,4-2,5
0,6
0.8
1,2
Примечание. При черновой обработке червячными фрезами с усиками подачу
уменьшать на 15%.
56. Поправочный коэффициент KMS на подачу, учитывающий
механические свойства стали
Сталь конструкционная углеродистая
35
45
50
Сталь конструкционная легированная
35Х,
40Х
12ХН4А, 20ХНМ,
18ХГТ, 12ХНЗ,
20Х
ЗОХГТ
18ХНВА,
38ХМЮА, 5ХНМ,
6ХНМ, ОХНЗМ
Коэффициент KMS при НВ
156-187
170-207
1,0
до 241
170-229
0,9
156—207
1,0
156—229
156-207
0,9
156—229
0,8
229—285
0,7
ЗУБОНАРЕЗАНИЕ
459
57. Подачи при нарезании червячных колес из серого чугуна ЯВ 170—210
и из бронзы ИВ 120 червячными фрезами из быстрорежущей стали
Модуль
т
в мм
3
4
5
Диаметр
фрезы D
в мм
70
80
90
Подача на один обо-
рот заготовки в мм
радиаль-
ная Sp
0,60—0,90
0,55—0,95
0,50—0,90
танген-
циальная
1,4—1,6
1,3-1,5
1,2—1,4
Модуль
т
в мм
6
8
10
12
Диаметр
фрезы' D
в мм
125
145
164
171
Подача на один обо-
рот заготовки в мм
радиаль-
ная sp
0,50—0,85
0,45-0,78
0,40—0,74
0,60—0,70
танген-
циальная
sr
1,2-1,3
1,1—1,2
-
Примечание. При нарезании многозаходных колес подачу уменьшать пропор-
ционально числу заходов.
58. Подачи при шевинговании стальных и чугунных зубчатых колес
дисковыми шеверами из быстрорежущей стали
Степень
точности
зубчатого
колеса
6
7
Класс
чистоты
поверхности
8 и выше
7
8 и выше
7
Продольная подача стола за один оборот,
детали s в мм при числе зубьев зубчатого
колеса
17
0.15-0,20
0,20-0.25
0,15—0,20
0,20-0,25
25
0,20—0,25
0,25-0,30
0,20—0,25
0,25—0,30
40
0,25—0,30
0,35-0,40
0,25-0,30
0,35-0,40
100
0,35—0.40
0,5 -0,6
0,35-0,40
0,5 —0,6
Радиальная
подача на
один двойной
ход стола
SP
в мм
0,02—0,025
0,04-0,05
при фрезеровании шлицевых валов червячными шлицевыми фрезами — по
формуле
су
Kv м/мин,
где Т — среднее значение периода стойкости в мин; s — подача: для червяч-
ных модульных и шлицевых фрез s= sog в мм на один оборот заготовки; для дол-
бяков круговая s = sK в мм на двойной ход; для дисковых модульных фрез
s = sz в мм на один зуб фрезы; m — модуль нарезаемого колеса в мм; и — число
шлицев шлицевого валика; Kv — общий коэффициент, представляющий собой
произведение из ряда поправочных коэффициентов, учитывающих конкретные
условия резания.
Значения постоянной Cv и показателей степени в формулах скорости резания,
а также средние значения стойкости приведены в табл. 59; в табл. 60 указаны
значения поправочного коэффициента KMV, учитывающего качество обрабатыва-
емой стали, а в табл. 61 значения коэффициентов, учитывающих конструктив-
ные и другие особенности инструментов.
В табл. 62—^65 содержатся рекомендации по выбору скоростей в различных
случаях обработки зубьев зубчатых колес: при чистовом нарезании червячными
модульными фрезами по предварительно прорезанному зубу (табл. 62); при наре-
зании зубьев цилиндрических и конических колес дисковыми модульными фре-
зами и червячных колес червячными фрезами (табл. 63); при нарезании кониче-
ских прямозубых колес зубострогальными резцами из быстрорежущей стали
(табл. 64); при закруглении зубьев колес пальцевыми зубозакругляющими фре-
зами (табл. 65).
460
РЕЖИМЫ РЕЗАНИЯ
59. Значения коэффициентов и показателей степени в формулах скорости
резания при нарезании зубчатых колес и шлицевых валов
Инструмент
Фрезы червячные
модульные:
однозаходные
корригированные
конструкции
ВНИИ (остроза-
точевные)
Долбяки зуборез-
ные дисковые
Фрезы червячные
для шлицевых валов:
с наружным цен-
трированием -'(без
усиков)
с внутренним цен-
трированием (с уси-
ками)
Фрезы дисковые мо-
дульные
Обрабатывае-
мый
материал
Сталь 45
НВ 207
Чугун серый,
НВ 170—210
Сталь 45,
НВ 207
Чугун серый,
НВ 170—210
Сталь 45,
НВ 207
Чугун серый.
НВ 170—210
Сталь 45,
НВ 207
Характер
нарезания
Черновое
Чистовое
Черновое
Чистовое
Черновое
Чистовое
Черновое
Чистовое
Черновое
Чистовое
Черновое
Чистовое
Черновое
Мо-
дуль
m
в мм
1,5-6
7-26
1,5-3
1,5—26
1,5-3
4-6
7-26
3-6
7-12
3-12
1,5—8
-
14-26
Коэффициенты и пока-
затели степени
Cv
312
350
560
198
152
270
322
406
455
228
49
90
54
ИЗ
780
390
663
331
49
yv
0,5
0,85
0,3
0,4
0,33
0,Ь
0,3
0,5
0,25
0,5
0,45
xv
0
ОД
—0,5
0,15
-0,4
0
0,1
0
од
0,15
0,3
0
0,15
0
1,28
0
«г,
-
0,37
-
И
0,33
0,5
0.2
0.3
0,33
0,2
0,3
0,2
0,3
0,4
0,33
Среднее значе-
ние стойкости Т
в мин
480
240
960
480
400
240
400
240
600
300
600
300
480
Примечания: 1. На табличные значения стойкости Т для червячных модуль-
ных фрез всех типов вводить поправочный коэффициент Кг, равный 0,5 при модулях
m до 4 мм; 0,75 при модулях m св. 4 до 6 дне; 1,0 при модулях m св. 6 до 8 лип;
1,5 при модулях m св.-8 до 12 мм; 2,0 при модулях m св. 12 мм.
2. Табличные значения стойкости для дисковых долбяков и червячных шлицевых
фрез действительны при размерах, указанных в таблице. *
60. Поправочный коэффициент KMV, учитывающий влияние механических
свойств конструкционной стали на скорость резания
Марка стали
35
45
50
35Х; 40Х
Твердость
НВ
156-187
170—207
280-241
170-229
156-207
Коэффи-
циент
KMV
1Д
1,0
0,8
0,9
1,0
Марка стали
12ХН4А: 20ХНМ;
1 18ХГТ; 12ХНЗ; 20Х
ЗОХГТ
18ХНВА; 38ХМЮА;
5ХНМ; 6ХНМ; 0XH3M
Твердость
НВ
156—229
156—207
156-229
229—285
Коэффи-
циент
HMV
0,9
03
0,6
ЗУБОНАРЕЗАНИЕ
461
61. Поправочные коэффициенты на скорость резания в зависимости
от конструктивных особенностей инструментов и других факторов
Фактор, влияю-
щий яа скорость
резания
Заходы фрезы
Осевые переме-
щения инстру-
мента
Точность
Профиль зуба
фрезы
Шлицы шлице-
вого вала
Положение зубьев
нарезаемого
колеса
Количество
зубьев нарезае-
мого колеса
Проходы
Наименование
инструмента
Фрезы червячные
модульные
Фрезы червячные
модульные и
шлицевые
Фрезы червячные
модульные при
обработке стали
Фрезы червячные
шлицевые
Фрезы червячные
модульные и
долбяки диско-
вые
Долбяки диско-
вые
Фрезы червячные
модульные
Значения влияющих факторов и величины
коэффициентов
Число заходов з
Коэффициент K3V
Количество переме-
щений фрезы w
Коэффициент Kwv
Класс точности Д
Коэффициент Кд„
Профиль зуба п фре-
зы
Коэффициент Knv
Число шлицев наре-
заемого валика и
Коэффициент Kuv
Угол наклона зубьев
р в град
Коэффициент Kqv
Число зубьев наре-
заемого колеса г
Коэффициент K2V
Число проходов г
Коэффициент K-v
1
1,0
0
1,0
с
2
0,85
1
1,1
В
1,0
С уси-
ками
0,85
4
0,85
0
Без
уси-
ков
1,0
6
1,0
15
1,0
12
0,95
20
1,0
Один
проход
3
0.75
2
1,2
А
0.8
8'
1,1
30
0,9
40
1,1
-
3
Св.
3
1,3
-
10
1,2
45
0,8
80
16
1,4
60
0,7
120
1,2
-
20
1,5
Два прохода
Пер-
вый
проход
1,0
Второй
проход
1,4
62. Скорости резания при чистовом нарезании зубчатых колес червячными
модульными фрезами по предварительно прорезанному зубу
Модуль m
в мм
Св. 3 до 12
Св. 12
Сталь марок Зо, 45; НВ 207
Чугун серый НВ 170—210 |
Скорость реэания v в м/мин при классе чистоты поверхности !
V 4- V 5
22-25
18-20
V 6
18-20
14-16
V4-V 5
23—26
20-22
V 6
20-22
16—18,
Примечание. Поправочные коэффициенты на скорость резания, учитывающие
механические свойства материала заготовки, конструктивные и другие особенности
инструмента, приведены в табл. 60 и 61.
462
РЕЖИМЫ РЕЗАНИЯ
3. Скорости резания при нарезании зубьев на цилиндрических и конических
колесах дисковыми модульными фрсаами и на червячных колесах
червячными фрезами
Типы обра-
батываемых
зубчатых
колес
Цилиндри-
ческие
Конические
Червячные
Типы
станков
Зубофрезерные
и горизон-
тально-фрезер-
ные
Зубофрезер-
ные
Зубофрезер-
ные и гори-
зонтально-
фрезерные
Зубофрезер-
ные
Модуль т
в мм
До 2
Св. 2 до 4
» 4 » 6
» 6 » 8
» 8 » 12
14-18
22-26
4-8
3-4
5-6
8-12
Сталь НВ 209
Чугун серый
НВ 170—210
и бронза
Скорость резания v в м/мин при мате-
риале режущей части инструмента
' Быстроре-
жущая сталь
Р18
-
16—17
17,5—18
32
-
Твердый
сплав
Т15К6
206-223
180-205
185-200
175—187
161—173
-
Быстроре-
жущая сталь
Р18
-
13
14
25
26,4—24,5
23,0
22,5-20,5
Примечание. Поправка на скорость резания в зависимости от механических
свойств заготовки устанавливается коэффициентом Кжс, значения которого приведены
в табл. 60.
64. Скорость резания при нарезании конических прямозубых колес из стали 45
(НВ 170—207) и серого чугуна зубострогальными резцами
Характер
нарезания
Черновое
Чистовое
Скорость ре-
зания V
в м /мин
18—20
20—24
Примечание
Поправка на скорость в зависимости от механи-
ческих свойств материала заготовки устанавливается
коэффициентом КМ1], значения которого приведены
в табл. 60
65. Скорость резания при закруглении зубьев колес пальцевыми
зубоаакругляющими фрезами
Модуль нарезаемого колеса т в мм . . .
Число проходов
Скорость резания v в м/мин
3
1
17,7
4
2
23,5
5
3
29,2
В
4
35
7
5
27,4
S
6
31,4
Примечание. Подача на один зуб фрезы sz — 0,08—0,12 мм/зуб.
ЗУБОНАРЕЗАНИЕ
463
Расчетную скорость резания при шевинговании дисковыми шеверами опре-
деляют по формуле
sin ф
v=v0 ——-j м/мин,
cos р
где vo — окружная скорость шевера на начальном диаметре в м/мин, определяе-
мая яо табл. 66; ф — угол установки шевера в град; {3 — угол наклона зубьев
колеса в град.
66. Окружные скорости дискового шевера на начальном диаметре v
при шевинговании стальных и чугунных колес
Марка материала
Сталь
15, 20, 25
30, 35
40, 45, 50
20Х, 35Х, 40Х, 18ХГТ, 30Х.ГТ,
12ХН4А, 20ХНМ, 12ХНЗ,
18ХНВА, 38ХМЮА, 5ХНМ,
6ХНМ, 0XH3M
Чугун серый
Твердость
НВ
До 170
Св. 170 до 196
» 196 » 217
» 217 » 285
До 229
До 210
Окружная
скорость v0
в м/мин
150
140
130
80
105
110
67. Значение коэффициентов и показателей степени в формулах
мощности для червячных фрез и долбяков
Режущий инструмент
Фрезы червячные мо-
дульные однозаход-
ные el
Фрезы червячные мо-
дульные корригиро-
ванные
Долбяки дисковые
Фрезы червячные шли-
цевые
Обрабатываемый
материал
Сталь 45, НВ 207
Чугун серый, НВ 170—
210
Сталь 45, НВ 207
Чугун серый, НВ 170—
210
Сталь 45, НВ 207
Коэффициенты и показатели
степени
CN
124
62
175
179
139
42
VN
0,9
1,0
0,65
1.7
1,0
2,0
—
** В случае применения двухзаходных фрез рассчитанная мощность
в 1,64 раза, в случае применения трехзаходных фрез — в 2 раза.
uN
-1
1Д
-
1,1
IN
0
0,11
-
увеличивается
Мощность. Требуемую на резание мощность рассчитывают по формулам в
аависимости от типа инструмента:
для червячных модульных фрез
N=iO'»CNsVNmXNDUN,'lNvKN кет;
464
РЕЖИМЫ РЕЗАНИЯ
для дисковых долбяков
N=lO-iCNsVNmXNzqNvKN кет;
для червячных шлицевых фрез
N=iO-*CNsVNdUNvKN. кет,
где s — подача на один оборот детали в мм для червячных модульных и шлице-
вых фрез и круговая подача в мм на двойной ход для дисковых долбяков; т —
модуль нарезаемого колеса в мм; z — число зубьев нарезаемого колеса; D —
наружный диаметр инструмента в мм; d — наружный диаметр глянцевого ва-
лика; v — скорость резания в м/мин; KN — поправочный коэффициент на
мощностг,, учитывающий измененные условия эксплуатации.
Значения постоянной CN и показателей степени в формулах приведены
в табл. 67, а значения поправочных коэффициентов — в табл. 68.
68. Поправочные коэффициенты на мощность при зубонарезании
для конструкционной стали различных марок в зависимости от механических свойств
Марка стали . .
Твердость по
Бринеллю НВ.
Коэффициент
kmN
35
156—187
0,9
45
170—207
1
208—241
1,2
50
170—229
1,1
35Х;
40 X
156—207
1
12ХН4А;
20ХНМ;
18ХГТ;
12ХНЗ:
20Х
156—229
зохгт
156—207
18ХНВА;
38ХМЮА;
5ХНМ;
6ХНМ;
ОХНЗМ
156-229
1,1
230-285
1,4
ШЛИФОВАНИЕ
Разработку режимов резания при шлифовании начинают с установления
характеристики инструмента.
Выбор инструмента при абразивном и алмазном шлифовании различных кон-
струкционных и инструментальных материалов производят по данным, приве-
денным на стр. 331—357.
Окончательная характеристика абразивного или алмазного инструмента
выявляется в процессе пробной эксплуатации с учетом конкретных технологи-
ческих условий.
Основными элементами режима резания при шлифовании являются: а) окруж-
ная скорость рабочего круга vK в м/сек, которая для абразивных кругов обычно
является максимальной допускаемой прочностью круга; б) скорость вращатель-
ного или поступательного движения детали vg в м/мин; в) глубина шлифования t
в мм — слой металла, снимаемый периферией или торцом круга; г) продольная
подача s — перемещение шлифовального круга в направлении его оси в мм на
один оборот детали при круглом шлифовании или в мм на каждый ход стола при
плоском шлифовании периферией круга; д) радиальная подача sp — перемещение
шлифовального круга в радиальном направлении в мм на один оборот детали
при врезном шлифовании (табл. 69).
89. Режимы резания для различных видов шлифования, ваточки и доводки
Элементы режима резания
Обрабатывае-
мый
материал
Характеристика процесса
шлифования
Скорость
круга vK
в м/сек
Скорость
детали
окружная
или продоль-
ная VQ
в м/мин
Глубина
шлифования
t в мм
Продольная
подача s
Радиальная
подача s
Р
Круглое наружное шлифование
Конструкцион-
ные металлы и
инструменталь-
ная сталь *'
Твердые спла-
вы *2
С продольной подачей на
каждый ход:
предварительное
окончательное
С продольной подачей на
двойной ход
Врезанием:
предварительное
окончательное
С продольной подачей:
предварительное
окончательное
30—35
20—30
30—35
12—25
15—55
20—33
30—50
20—40
10—20
20—30
0,01—0,025
0,005—0,015
0,015—0,05
@,3-0,7) В
@,2-0,4) В
@,3—0,7) В
0,0075—0,01
0,5—0,8 м/мин
0,3—0,5 »
0.0025—0,075
мм/об детали
0,001—0,005
мм/об детали
Круглое внутреннее шлифование
Конструнцион-
ные металлы и
инструменталь-
ная сталь "
Твердые спла-
вы*2
На станке общего назна-
чения:
предварительное
окончательное
На полуавтоматических
станках:
предварительное
окончательное
На полуавтоматических
станках:
предварительное
окончательное
0,005—0,02
0,0025—0,01
0,0025—0,005
0,0015-0,0025
0,005—0,01
0,005—0,0075
@,4—0,7) В
@,25—0,4) В
@,4-0,75) В
@,25—0,4) В
0,4—0,5 м/мин
0,2—0,4 »
Йродолженйе табл. 69
Обрабатывае-
мый
материал
Конструкцион-
ные металлы
и инструменталь-
ная сталь *»
Характеристика процесса
шлифования
На проход:
предварительное при
d =s 20 мм
предварительное при
d > 20 мм
окончательное
Врезанием:
предварительное
окончательное
Скорость
круга vK
в м/сек
Скорость
Летали
окружная
или продоль-
ная Vq
в м/мин
Элементы режима
Глубина
шлифования
t в мм
Круглое бесцентровое шлифование
•
30-35
20—120
40—120
10—45
10—30
0,02—0,05
0,05—0,2
0,0025—0,01
-
Плоское шлифование периферией круга
На станках с круглым сто-
лом:
предварительное
На станках с прямоуголь-
ным столом в серийном
производстве:
предварительное
окончательное
На станках с прямоуголь-
ным столом инструменталь-
ного типа:
предварительное
окончательное
30—35
20—60
40—СО .
8—30
15—20
3-8
0,005—0.015
0,005—0,01
0,015—0,04
0,005—0,015
0.05-0,15
0,01—0.015
резания
Продольная
подача s
0,5—3,8 м/мин
1,2—2,0 »
-
@,3—0,6) В
@,2-0,25) В
ФА— 0,7) В
@,2—0,3) В
1,0—2,0 мм/ход
1,0—1,5 »
Радиальная
подача sp
.
0,001—0,005
мм/об детали
¦
Твердые
сплавы *2
На станках с прямоуголь-
ным столом инструмен-
тального типа:
предварительное
окончательное . .
20—30
25-35
4—5
2—3
0,03—0,04
0,01—0.02
0,5- 1,0
0.3—0,4
Плоское шлифование торцем круга
Конструкцион-
ные металлы
и инструмен-
тальная сталь *'
На станках с прямоуголь-
ным столом:
предварительное
окончательное . .
На станках с круглым сто-
лом с вертикальной пода-
чей на каждый оборот
стола:
предварительное
окончательное
На станках с круглым сто-
лом однопроходного шли-
фования с автоматической
подачей деталей:
предварительное
окончательное
0,015—0.04'
0,005—0,01
0-015—0,03
0,005
0,1—0,15
0,005
Заточка и доводка режущих инструментов
Инструменталь-
ная сталь *'
Инструменталь-
ная сталь *2
Твердые
сплавы *'
Заточка
Доводка
Доводка
Заточка предварительная
18—25
18—32
15
20—25
20—30
1,0—3,0
0,5—1,5
1,0—1,5
1,5—2,0
1,0—2,0
ОД-0,7
0,02—0.04 мм/
0,005—0,01
0,01
0,03
0,01—0.02
0,005—0,02
дв. ход
»
»
»
»
»
Твердые Заточка чистовая
сплавы *2 Доводка
*» Инструмент — абразивные круги. *- Инструмент — алмазные круги.
Примечания: 1. В — ширина круга в мм.
2. Для расчета мощности при круглом шлифовании, если значение продольной подачи приведено в м/мин, вычисляют
продольную подачу в мм/об детали по формуле s мм/об = s м/мин <ппп,1д , где d — диаметр детали з мм; vg — окружная
_ скорость детали в м/мин.
lOOOsg
468
РЕЖИМЫ РЕЗАНИЯ
70. Значения коэффициентов и показателей степени в формулах
мощности при шлиф вании
Вид и характер
шлифования
Круглое наружное:
с поперечной по-
дачей на двойной
ход стола
с поперечной пода-
чей на каждый
ход стола
врезное
Круглое внутрен-
нее
Круглое бесцентро-
вое:
на проход
врезное
Плоское перифе-
рией круга:
на станках с пря-
моугольным сто-
лом
на станках с круг-
лым столом
Плоское торцом
круга:
на станках с пря-
моугольным сто-
лом
на станках о круг-
лым столом
я 3 -
f § *
§111
СЗН
СН
СЗ
ч
СИ
СЗ
СЗН
СН
СЗ
СН
СЗ
ч
Шлифовальный
круг
Зернис-
тость
50-40
50
40
50
40
50—40
25
40
40—25
25
40
25
40
50
50—40
125
80—50
50
80—50
50
Твердость
СМ1—СМ2
СМ2
СМ1—С1
С1
СМ1—С1
СМ1
С1-СТ1
СМ2
СМ1-С1
СМ2
С1
СТ2
МЗ-С1
МЗ—СМ1
М2
С1
СТ1
Ml—CM2
МЗ
Ml—CM2
МЗ
CMl—CM2
СМ2
Коэффициенты и показатели
степени
CN
1,3
2,2
2,В5
0,14
0,27
0.36
0,3
0,81
0,1
0,075
0.28
0.34
0,07
0,52
0.59
0,68
0,53
0,7
0.17*2
0.39*2
о;59*2
1,9*8
1,31**
5.2*з
3,8**
4,0*3
2,6**
г
0,75
0,5
0,8
0,5
0,35
0,55
0,85
0,6
0,65
1,0
0.8
0,7
0,5
0,3
0,4
X
0,85
0,5
0,8
0,4
1,0
0,6
0,65
0,8
0.65
0,5
0.25
0,4
V
0,7
0,55
-
0.4
0,7
0,5
-
0.8
0.7
0.5
я
-
0,2
0,3
0,5
-
2
-
1,1)
-
1,0
-
0,6
0,3
0,45
*> Условные обозначения: СЗН — сталь закаленная и незакаленная; СН — сталь
незакаленная; СЗ — сталь закаленная; Ч — чугун.
*2 Круги иа бакелитовой связке; во всех остальных случаях связка керамическая.
*3 Круг кольцевой.
*4 Круг сегментный.
Примечание. Абразивный материал: электрокорунд при обработке стали,
карборунд при обработке чугуна.
ШЛИФОВАНИЕ 469
Эффективная мощность рассчитывается по формулам:
при шлифовании периферией круга с продольной подачей
N = CNvrdtxsv<P кет;
при шлифовании периферией круга с радиальной подачей (врезное шлифо-
вание):
N = CNvrdsvpd%z кет;
при шлифовании торцом круга
где d — диаметр шлифования в мм; Ь — ширина шлифования в мм, равная длине
детали при круглом врезном шлифовании и поперечному размеру поверхности
детали при шлифовании торцом круга.
Значения постоянной CN и показателей степени в формулах приведены
в табл. 70.
Глава 5
ДОПУСКИ И ПОСАДКИ
ДОПУСКИ И ПОСАДКИ ГЛАДКИХ ЦИЛИНДРИЧЕСКИХ СОЕДИНЕНИЙ
Основные понятия и определения. Номинальный размер (рис. 1)—
основной размер, определяемый исходя из функционального назначения детали,
служащий началом отсчета отклонений.
Действительный размер — размер, получаемый непосредствен-
ным измерением, с допустимой погрешностью.
Предельные размеры (рис. 1,а) — два предельных значения
размера, между которыми может колебаться действительный размер. Один из них
называется наибольшим предельным размером, друюй — наименьшим *.
Допуск размера (рис. 1,6) — разность между наибольшим и наи-
меньшим предельными размерами.
Верхнее предельное отклонение (рис. 1,6) — алгебраиче-
ская разность между наибольшим предельным размером и номинальным размером.
Нижнее предельное отклонение (рис. 1,6) — алгебраи-
ческая разность между наименьшим предельным размером и номинальным
размером.
Действительное отклонение — алгебраическая разность
между действительным и номинальным размером.
При сборке двух деталей, входящих одна в другую, различают внешнюю'
«охватывающую» поверхность и внутреннюю «охватываемую» поверхность
(рис.1).
Для круглых тел охватывающая поверхность носит общее название «отвер-
стие», а охватываемая — «вал».
Зазор — положительная разность между размерами отверстия и вала
(размер отверстия больше размера вала).
Натяг — положительная разность между размерами отверстия и вала
до сборки (размер вала больше размера отверстия).
Допуск посадки— разность между наибольшим и наименьшим
зазорами (в посадках с зазором) или наибольшим и наименьшим натягом (в по-
садках с натягом). В переходных посадках допуск посадки равен алгебраической
разности между наибольшим и наименьшим натягом или сумме наибольшего
натяга и наибольшего зазора.
Посадка (рис. 2,а и 6) — характер соединения деталей, определяемый
величиной получающихся в нем зазоров или натягов. Посадка характеризует
большую или меньшую свободу относительного перемещения соединяемых де-
талей или степень сопротивления их взаимному смещению.
* Предельными размерами ограничиваются действительные размеры годных деталей,
полученные измерением с допустимой погрешностью. Случаи, когда предельными размерами
должны ограничиваться действительные размеры с учетом погрешностей измерения, должны
оговариваться особо.
ДОПУСКИ И ПОСАДКИ ГЛАДКИХ ЦИЛИНДРИЧЕСКИХ СОЕДИНЕНИЙ 471
Посадки разделяются на три группы:
посадки с зазором (рис. 2), при которых обеспечивается зазор в соединении;
посадки с натягом (рис. 2), при которых обеспечивается натяг;
переходные посадки (рис. 3), при которых могут получаться как зазоры, так
¦а натяги.
Г
-Ч
Шулевая линия
<0
ч
Рис. 1. Графическое изображение допусков и посадок:
а — к понятию о предельных размерах; б — упрощенное изображение
допусков и отклонений
Системы допусков и посадок. Система отверстия (рис. 2,о)
характеризуется тем, что в ней для всех посадок одной и той же степени точности
(одного класса), отнесенных к одному и тому же номинальному диаметру, яре-
Рис. 2. Допуски и посадки:
а — система основного отверстия; б — система основного вала;
1 и 2 — посадки с зазорами; з — переходные посадки; 4 — по-
садки с натягами
дельные отклонения отверстий остаются постоянными. Осуществление различных
посадок достигается за счет соответствующего изменения яредельных отклоне-
ний валов.
* К посадкам с зазором относятся и «скользящие» посадки, в которых нижняя граница
поля допуска отверстия совпадает с верхней границей поля допуска вала.
472
ДОПУСКИ И ПОСАДКИ
В системе отверстия нижнее отклонение отверстий равно нулю. Такое отвер-
стие называется основным отверстием (А).
Система вала (рис. 2,6) характеризуется тем, что в ней для всех посадок
одной и той же степени точности (одного класса), отнесенных к одному и тому же
номинальному диаметру, предельные
отклонения валов остаются постоянны-
ми. Осуществление различных посадок
достигается за счет соответствующего
изменения предельных отклонений от-
верстий.
В системе вала верхнее отклонение
вала равно нулю. Такой вал назы-
вается основным валом (В).
Обе системы являются несимметрич-
ными, предельными, причем допуск от-
верстия в системе отверстия всегда
будет направлен в сторону увеличения
отверстия (в тело), а допуск вала в системе вала — в сторону уменьшения вала
(в тело).
Нулевая линия* служит началом отсчета отклонений от номиналь-
ного размера, причем в системе отверстия она определяет размер наименьшего
отверстия, а в системе вала — наибольшего вала.
мнм
У/////Л Папе допуска отверстия
Ъ$Ш$}$Поля допусков далоб
Рис. 3. Переходные посадки (систем основ-
ного отверстия)
+300
+ 200
+ 100
О
-100
-200
-300
-400
„Пр22аПр121
to Ч^^СОк
ТХ
Рис. 4. Схема посадок с натягами, переходных и с зазорами в системе отверс-
тия для диаметров 18—30 мм
В зависимости от величины допусков зазора и натяга при одинаковых по-
садках и одних и тех же номинальных диаметрах различают посадки разной
степени точности, группируемые по отдельным классам точности.
Обозначения. Классы обозначаются арабскими цифрами в виде индексов
к обозначениям посадок (Ах, Хх, А, С, А3, Х3, А?а, С3а и т. д.). Для облегчения
* Понятием «нулевая линия» пользуются при графическом построении допусков
1рис. 1, б).
ДОПУСКИ И ПОСАДКИ ГЛАДКИХ ЦИЛИНДРИЧЕСКИХ СОЕДИНЕНИЙ 473
начертания во 2-м классе точности, ввиду большого его распространения, ин-
декс 2 опускается.
Основания систем обозначаются: отверстие буквой А, вал — В.
Отверстие в системе вала и вал в системе отверстия обозначаются буквами
и цифрами соответствующих им посадок и классов точности.
Допуски и посадки для размеров 1—500 мм. Величины основных допусков
отверстий и валов приведены в 'табл. 1, а отклонения полей допусков предпочти-
тельного применения — в табл. 2—4. Рис. 4 и 5 дают представление о всей номен-
клатуре полей допусков по системе ГОСТ.
В отдельных случаях, при невозможности по техническим и экономическим
условиям уложиться в допуски, предписываемые системой, разрешается поль-
+ Ц-00
+300
+ 200
+100
О
-100
-200
-300
ш,
Ш3 ct
S, Г,Т,Ц, ГТ)Яр"" ' Т2а B2aQ
"Р?2а B3t
Рис. 5. Схема посадок о натягами, переходных и с зазорами в систе-
ме вала для диаметров 18—30 мм
зоваться комбинациями из отдельных элементов посадок или элементов посадок
системы отверстия и системы вала или элементов посадок разных классов точности.
Допуски на свободные размеры, т. е. размеры, не входящие в размерные цепи
и не влияющие непосредственно.на характер соединения поверхностей, принято
назначать по одному из классов больших допусков G, 8, и 9-й классы по ОСТу
1010, см. табл. 1).
В тех случаях, когда по технологическим или конструктивным условиям
не требуется иного расположения (например, симметричного), поля допусков
свободных размеров должны располагаться аналогично полям допусков основ-
ных валов и отверстий в тело, т. е. от нулевой линии в плюс для отверстий
{охватывающих размеров) и от нулевой линии в минус для валов (охваты-
ваемых размеров). В этих случаях допуски валов обозначаются В7, Вв, В9, а допу-
ски отверстий А7, А8, Ад.
В табл. 5 приведены ряды допусков свободных линейных размеров в 'интер-
вале 1—3150 мм.
В зависимости от специфических условий производства (характер продук-
ции, серийность, принятая технология, преобладающие размеры и т. д.) допуски
на свободные размеры механически обработанных поверхностей принимают
по I—III рядам таблицы.
474
ДОПУСКИ И ПОСАДКИ
1. Допуски основных отверстии и валоа по системе ОСТ для интервала размеров 1—500 .п.п
Классы
точности
02
03
04
05
06
07
08
09
1
2
2а
3
За
4
5
7
8
9
Обозначе-
ния полей
и знаки
А02 +
В02-
Ао,+
Воз—
А>4 +
А05+
А(,в +
Во,-
А„+
В07~-
А„8 +
в„„-
В „
Ai+
в,-
ft
t±
Аза+
ВЗа~
к+-
А-„+
В,-
Г-
А,+
в»~
л,+
в,-
Допуски в мкм для интервалов номинальных размеров в мм
ё§
0,2
0,3
0,5
0,8
1,2
2
3
4
6
4
10
6
14
9
20
40
60
120
250
400
600
со
•л
и о
ОЙ
М о
•он
0,25
0,4
0,6
1,0
1,5
2,5
4
о
8
Г)
13
8
18
12
25
4S
SO
160
300
480
750
б
9
6
16
10
22
15
30
58
100
200
360
580
900
о
-нСО
а о
Ом
0,3
0,5
0,8
1,2
2
3
5
8
И
8
19
12
27
18
35
70
120
240
430
701)
1100
Св. 18
до 30
°g
Ш о
ОЙ
0,4
0,6
1,0
1,5
2,5
4
6
9
13
9
23
14
33
21
45
84
140
280
520
840
1300
7
11
15
И
27
17
39
25
50
!00
170
340
620
1000
1600
So
00
И О
О Й
0,5
0,8
1,2
2
3
5
8
13
18
13
30
20
4В
30
60
120
200
400
740
1200
1900
Св. 80
до 120
0,6
1,0
1.5
2,5
4
6
10
15
21
15
35
23
54
35
70
140
230
4Н0
870
1400
2200
Си. 120
до 180
0,8
1,2
2
3,5
5
8
12
,8
24
18
40
27
СЗ
40
80
If»
260
530
1000
1600
2500"
Св. 180
до 260
1,2
2
3
4,5
7
10
14
20
27
20
45
30
73
47
90
185
300
600
1150
1900
29U0
Св. 260
до 360
2
4
6
8
12
16
23
30
22
50
35
84
54
100
215
340
В80
1350
2200
3300
Св. 360
до 500
2,5
4
6
8
10
15
20
27
35
25
60
40
95
62
120
250
380
760
1550
2500
3800
Примечания: 1. При использовании для контроля свободных размеров только
универсальных средств, измерения данные табл. 1 могут быть несколько изменены за
счет сокращения числа' интервалов градаций диаметров и длин и округления величин
допусков.
2. Нижние отклонения отверстий и верхние валов равны нулю.
3. Допуски валов 1-го класса практически равны допускам отверстий класса 09.
ДОПУСКИ И ПОСАДКИ ГЛАДКИХ ЦИЛИНДРИЧЕСКИХ СОЕДИНЕНИЙ 475
2. Поля допусков
Класс точ-
ности
1
2
2а
3
За
4
5
отверстий
Ряды пред-
почтительно-
сти и обозна-
чения полей
-
А = С
-
А2а=С2а
А3 = С3
-
Аза=Сза
А4 = С4
-
А5 = С5
** Нижнее
П р и м е ч
2. Поля дс
подшипников к
г) a
Hi
п,
г
я
п
-
X
-
-
Обозначение
отклонения
и знаки
Вн±
в+
н-
в-
н—
н-
в+
Н-
в+
н+
В+* '
в+
н+
В+*1
В+* 1
Вн+
В+* '
ДЛЯ I
1редпочтительного применения
при
размерах
1-500 мм
Отклонения в мкм для интервалов номинальных
размеров в мм
в о
ОН
1
5
4
2
2
13
3
7
7
3
10
22
8
14
20
32
7
40
60
90
30
.120
отклонение равно
а я и я: 1. Схему
пусков отверстий
ачеяия.
Св.
3 до 6
1
7
5
3
3
1В
4
9
9
4
13
27
10
18
25
44
11
48
80
120
40
160
too
Ш О
о и
1
8
6
4
4
20
4
12
11
5
16
33
13
22
30
55
15
58
100
150
50
200
Св. 10
ДО 18
1
10
7
5
5
24
5
14
13
6
19
40
lfi
27
35
70
20
70
120
180
60
240
Св. 18
до 30
2
12
8
6
6
30
6
17
16
7
23
50
20
33
45
85
25
84
140
210
70
280
So
in
ffl о
ОН
2
14
9
7
7
35
7
20
18
8
27
60
25
39
50
100
32
100
170
250
80
340
о
00
П о
ОЙ
2
16
10
8
8
40
8
23
20
10
30
70
30
46
60
120
40
120
200
300
100
400
нулю,
расположения полей допусков
Н,, IJi и П предпочтительны в
Св. 80
до 120
3
19
12
9
10
45
9
26
23
12
35
90
40
54
70
140
50
140
230
350
120
460
Св. 120
до 180
3
22
14
10
12
52
10
30
27
14
40
105
50
63
80
165
60
160
260
400
130
530
So
m о
Ом
3
25
16
11
15
60
11
35
30
16
45
120
60
73
90
195
75
185
300
450
150
600
см. на рис. 4
основном для
So
М CD
СО
И О
о «
4
28
18
13
18
70
12
40
35
18
50
140
70
84
100
225
90
215
340
500
170
680
поса
Ш о
О ее
5
32
20
15
20
80
15
45
40
20
60
160
80
95
120
255
105
250
380
570
190
760
ЧОК
1
476
ДОПУСКИ И ПОСАДКИ
3.
Класс точности
1
2
2а
3
4
0
Поля допусков валов для предпочтительного
Ряды предпочти-
тельности и обозна-
чения полей
1-й ряд
-
н
-
с = в
-
X
-
C, = Ba
-
С4 = В4
С6 = В5
Х-ь
2-й ряд
С,-В,
Г
-
п
-
д
-
С2а = Вга
-
Ш,
-
Обозначение от-
клонения и знаки
Н-* '
В +
я+
в+
н—
H_*i
в-
ы-
в-
н—
fl-
u-
ff— •»
н-*>
в
н
в-
н-
в-
Н—
Я-*1
в-
Н-
применения при размерах 1—500
мм
Отклонеяия в jujcm для интервалов номинальных
размеров и мм
От 1 до 3
4
СО СО
7
3
6
3
9
8
18
12
25
9
20
7
32
17
50
60
30
90
120
60
180
Св. 3 до 6
5
16
8
4
8
4
12
10
22
17
35
12
25
11
44
25
65
80
40
120
160
80
240
Св. 6 до 10
6
20
10
12
5
10
5
15
13
27
23
45
15
36
15
55
35
85
100
50
150
200
100
300
Св. 10 до 18
8
24
12
14
2
6
12
6
18
16
33
30
55
18
35
20
70
45
105
120
60
180
240
120
360
Св. 18 до 30
9
30
15
17
7
14
8
22
20
40
70
21
45
25
85
60
130
140
70
210
280
140
420
Св. 30 до 50
11
35
18
20
8
17
10
27
25
50
80
25
50
32
100
75
160
170
80
250
340
170
500
Св. 50 до 80
13
40
20
23
3
10
20
12
32
30
60
65
105
30
60
40
120
95
195
200
100
300
400
200
600
*1 Верхнее отклонение равно нулю.
Примечания: 1. Схему расположения полей допусков (
2. Для допусков d = В, и П предпочтительны в основном
ников качения.
Св. 80 до 120
15
-45
23
26
12
23
15
38
40
75
80
125
35
70
50
140
120
235
.230
120
350
460
230
700
Св. 120 до 180
18
52
25
30
14
27
18
45
50
90
100
155
40
80
60
165
150
285
260
130
400
530
260
800
Св. 180 до 260
20
60
30
35
4
16
30
22
52
60
105
120
180
47
90
75
195
180
330
Св. 260 до 360
22
70
35
40
18
35
26
60
70
125
140
210
54
100
90
225
210
380
300 340
150
450
600
300
900
;м. на рис. 5.
для посадок
170
500
680
340
1000
Св. 360 до 500
25
80
40
45
5
20
40
30
70
80
140
170
245
62
120
105
255
250
440
380
190
570
760
380
1100
подшип-
i. Поля допусков валов для посадок с натягом, предпочтительные для применения при размерах 1—500 м.н
Класс
точно-
сти
2
2а
Класс
точно-
сти
2
2а
Ряды предпоч-
тительности и
обозначение
полей
1-й ряд
-
пр'ш
2-й ряд
Пр
-
Ряды предпоч-
тительности и
обозначение
полей
1-й ряд
-
nPJ2a
ПР22а
3-й ряд
Пр
-
Откло-
нения
и знаки
B-f
Н+
в+
н+
в+
н+
Откло-
нения
и знаки
в+
н+
в+
Н+
в+
Отклонения и мкм для интервалов номинальных размеров в мм
От 1
до з
18
12
24
15
32
18
Св. 3
ДО 6
23
15
31
19
' 41
23
Св. 6
ДО 10
28
18
38
23
50
28
Св. 10
до 18
34
22
46
28
60
33
Св. 18
до 24
Св. 24
до 30
42
28
56
35
74
41
81
48
Св. 30
до 40
Св. 40
до 50
52
35
68
43
99
60
10»
70
Св. 50
до 05
Св. 65
до 80
65
45
83
53
133
87
89
59
148
102
Св. 80
до 100
85
60
106
71
178
124
Отклонения в мкм для интервалов номинальных размеров п мм
Св. 100
до 120
90
70
114
79
198
149
Св. 120
до 140
Св. 140
до 150
ПО
80
132
92
233
170
Св. 150
до 160
Св. 160
до 180
125
95
140
100
253
190
148
108
173
210
Св. 180
до 220
145
115
168
122
308
236
Св. 220
до 260
165
135
186
140
356
284
Св. 260
до 310
195
160
222
170
431
390
Св. 310
до 360
220
185
242
190
471
390
Св. 360
до 440
260
220
283
220
557
460
Св. 440
до 500
300
260
315
252
637
540
Примечали я: 1. Схему расположения полей допусков см. на рис. 4.
2. Поле допуска Пр предпочтительно для применения в интервале 1—80 мм.
~4
478
ДОПУСКИ И ПОСАДКИ
Ряды допусков IV и V близки к экстраиолированиым допускам но 10 и 11-му
классам и могут применяться для назначения допусков литых и кованых деталей,
а также и для допусков свободных размеров деталей из неметаллических ма-
териалов.
Допуски и посадки ИСО*1. При ремонте импортного оборудования и изготов-
лении изделий по лицензионным чертежам может возникнуть необходимость
в применении (или соответствующей замене) допусков и
мим посадок системы ИСО.
+300\- | В системе ИСО установлено 18 квалитетов (классов
А или степеней) точности (табл. 6). Квалитеты 01—4 пред-
назначены в основном для допусков калибров: 5—12 —
+250
+200
+150
+100
+50
О
-50
-юо
+100
¦+50
0
-50
-100
-150
-200
-250
-300
Отверстия
Ц^ М N р Нулевая линия
&LZA
1В
ZC
¦й±'я-а?1^
ff с/ ^
х У гга
т
р+~1 —' .4—- —
\ Валы
Нулевая линия
1
Рис. 6. Схема посадок системы ИСО и для диамет-
ров 6—10 мм
для допусков изделий и 14—16 •— для допусков на свободные размеры.
Полная номенклатура полей допусков ИСО показана на рис. 6. Поля допусков
отверстий в системе ИСО обозначаются прописными, а валов — строчными
латинскими буквами; обозначению Н соответствует в системе ГОСТ обозначение
основного отверстия А, а обозначению h —.обозначение основного вала В.
Поля допусков валов и отверстий и посадки обозначаются соответствующей
буквой и номером квалитета:
*' ИСО (ISO) — Международная организация по стандартизации.
ДОПУСКИ И ПОСАДКИ ГЛАДКИХ ЦИЛИНДРИЧЕСКИХ СОЕДИНЕНИЙ 479
Примеры: ф 30Я7; ф 50F8; Ф 80s6 (отверстия);
Ф ЗОй.7; ф 50/8; m 80s6 (валы);
Ф 30Н7/Л7; Ф 50Н8//8; ф 80s6/fc6 (посадки).
В технической литературе и чертежах могут встретиться также ссылки на
допуски IT (IT7; ±1/21X5; ±1Т6 и т. д.)- Такие ссылки говорят об использовании
допусков по квалитетам ИСО (см. табл. 6).
Более подробно о системе допусков и посадок ИСО см. рекомендацию ИСО
Р286.
5. Допуски свободных линейных размеров в мм
Номинальный
размер в
От 1 до
Св. 6 »
» 18 »
» 50 »
» 120 »
мм
6
18
50
120
260
I
0,3
0,4
0,6
0,8
1,0
Ряд
II
0,4
0,6
0.9
1,2
2,0
допусков
III
1,0
1,5
2,0
2,5
IV
1 5
2,5
3,5
4,5
V
3,5
3,0
7,0
Номинальный
размер
»
»
»
»
260
500
800
1250
2000
в
тто
»
»
»
мм
500
800
1250
2000
3150
I
1.5
2,0
2.1
3,0
4,0
Ряд
II
2,5
3,0
4,0
5,0
6,0
допусков
III
3,5
50
6,0
7,0
9,0
IV
6,0
8,0
.10,0
11,0
[14.0
V
9,0
12,0
14,0
18,0
22,0
6. Числовые величины основных допусков ИСО
Квалитеты
Во
§="
2 II
о й
§1
о з
и
2 ^
ши
н °
sg
13
До 3 вкл.
Св. 3 до 6
» 6 » 10
» 10 » 18
» 18 » 30
» 30 » 50
.» 50 » 80
» 80 » 120
» 120 » 180
» 180 » 250
» 250 » 315
» 315 » 400
» 400 » 500
Квалитеты
шус
,001
н=>
а ||
3 "
ЕС ~*
ю ^
о
Щ 2
о 3
О N
«
MS
о э
R Ч
§в
о.„
si
|&
I
«I
До 3 вкл.
Св. 3 до 6
» 6 » 10
» ' 10 » 18
» 18 » 30
» 30 » 50
» 50 » 80
» 80 » 120
» 120 » 180
» 180 » 250
» 250 » 315
» 315 » 400
» 400 » 500
Для размеров менее 1
01
0,3
0,4
0,5
0,6
0,8
1
1,2
2
2,5
3
4
8
14
18
22
27
33
39
46
54
63
72
81
89
97
0
0,5
0,6
0,8
1
1,2
1,5
2
3
4
5
6
9
25
30
36
43
52
62
74
87
100
115
130
140
155
1
0,8
1
1,2
1,5
. 2
2,5
3,5
4,5
6
7
8
10
40
48
58
70
84
100
120
140
160
185
210
230
250
2
1,2
1,5
2
2,5
3
4
5
7
8
9
10
И
60'
75
90
. 110
130
160
190
220
250
290
320
360
400
мм квалитеты 14—16 не
3
. 2
2,5
3
4
5
6
8
10
12
13
15
12 ¦
100
120
150
180
210
250
300
350
400
460
520
570
630
4
3
4
5
6
7
8
10
12
14
16
18
20
13
140
180
220
270
330
390
460
540
630
720
810
890
970
применяются
5
4
5
6
8
9
11
13
15
18
20
23
25
27
14* ^
250
300
360
430
520
620
740
870
1000
1150
1300
1400
1550
6
6
И
13
16
19
22
25
29
32
36
40
15*'
400
480
580
700
840
1000
1200
1400
1600
1850
2100
2300
2500
7
10
12
15
18
21
25
30
35
40
46
52
57
63
16* »
600
750
900
1100
1300
1600
1900
2200
2500
2900
3200
3600
4000
1
-480
ДОПУСКИ И ПОСАДКИ
ОТКЛОНЕНИЯ ФОРМЫ И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ
Основные определения и понятия. Отклонение формы — отклонение
формы реальной поверхности или профиля от формы геометрической поверх-
ности или профиля. Количествеиное отклонение формы оценивается как наиболь-
шее расстояние между измеренной реальной поверхностью и прилегающей поверх-
ностью или между измеренным реальным профилем и прилегающим профилем.
Шероховатость поверхности при рассмотрении отклонений формы ие учиты-
вается.
Основными видами отклонений формы" являются:
не плоскостность — наибольшее расстояние между измеренной реальной
(Поверхностью и прилегающей плоскостью (рис. 7, а).
Прилегающая
плоскость
а)
Прилегающая
окружность
Реальная
^поверхность
Реальный профиль
Прилегающая
прямая
Реальный
'профиль
Нецилиндричность
Реальная
поверхность
Прилегающий
цилиндр
8)
Прилегоющии профиль
\ Реальный
^ профиль
Отклонение профиля
продольного сечения
а) е)
Рис. 7. Виды отклонений формы:
о — неплоскостность; б — непрямолинейность; в — нецилиндричность; г — некруг-
Некруглоеть
г)
лость; д — отклонение профиля продольного сечения; е —. изогнутость
Непрямолинейность — наибольшее расстояние между измеренным реальным
•профилем и прилегающей прямой (рис. 7, б).
Элементарными видами неплоскостности и непрямолинейности являются
вогнутость и выпуклость.
Нецилиндричпостъ — наибольшее расстояние между измеренной реальной
поверхностью и прилегающим цилиндром (рис. 7, в).
Нецилиндричность включает некруглость и отклонение профиля продольного
сечения,
Некруглость — наибольшее расстояние между измеренным реальным про-
филем и прилегающей окружностью (рис. 7, г).
Некруглость характеризует совокупность всех отклонений формы попереч-
ного сечения цилиндрической поверхности. Элементарными видами некруглости
являются овальность и огранка.
Отклонение профиля продольного сечения — наибольшее расстояние от точек
реального профиля до соответствующей стороны прилегающего профиля
(рис. 7,5).
Прилегающий профиль образуется двумя параллельными прямыми, сопри-
касающимися с реальным профилем вне материала детали и расположенными
ОТКЛОНЕНИЯ ФОРМЫ И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ
481
по отношению к нему так, чтобы отклонение формы было наименьшим. Откло-
нение профиля продольного сечения характеризует совокупность всех откло-
нений формы в этом сечении.
Элементарными видами отклонения профиля продольного сечения являются
конусообрааностъ, седлообразностъ и бочкообразностъ.
Изогнутость — непрямолинейность геометрического места центров попе-
речных сечений цилиндрической поверхности (рис. 1 ,е). Количественно изогну-
тость оценивается так же, как отклонение профиля продольного сечения.
Отклонение расположения — отклонение от номинального
расположения рассматриваемой поверхности, оси или плоскости симметрии
относительно баз, или отклонение от номинального взаимного расположения
Прилегающие Реальные
плоскости поверхности
Непарал/гельность а-Ь
а)
Радиальное биение
аmax
б)
Вазовая поверхность
Несоосность
Торцовое диение 0ff
д)
Рис. 8. Виды отклонений расположения:
о — непрямолинейность; б — неперпендикулярность; в — торцовое биение; г — радиальное
биение; 9 — несоосность; в — несимметричность
рассматриваемых поверхностей симметрии. В общем случае при рассмотрении
отклонений расположения (кроме радиального и торцового биений) отклонения
формы поверхности не учитываются. Таким образом, реальные поверхности
заменяются прилегающими.
Отклонение расположения характеризуется следующими видами:
непараллсльность плоскостей — разиость наибольшего и наименьшего рас-
стояний между прилегающими плоскостями на заданной площади или длине
(рис. 8,а).
Различают также: непараллельностъ прямых в плоскости — разность наи-
большего и наименьшего расстояний между прилегающими прямыми на задан-
ной длине.
Иепараллелъностъ прямых в пространстве — оценивается как отклонение
от параллельности проекции этих прямых в двух взаимно перпендикулярных
целесообразно выбранных плоскостях.
Перекос осей — непараллельность проекций осей на плоскость, перпендику-
лярную к общей теоретической плоскости и проходящую через одну из осей.
Непараллелъностъ между поверхностью вращения и плоской поверхностью —
разиость наибольшего и наименьшего расстояний между прилегающей плоскостью
и осью поверхности вращения на заданной длине.
16 Справочник технолога, том 2 -
7. Предельные
отклонения размеров,
Интервалы Номинальных значений (в мм)
длин * *
св.
10
25
60
160
400
1000
2500
—
6300
ДО
10
25
60
160
400
1000
2 500
3 000
10 000
диаметров
* 2
СВ.
6
18
50
120
260
500
800
1250
ДО
6
18
50
120
260
500
800
1250
2000
* s
св.
6
18
50
120
260
500
800
1250
ДО
6
18
50
120
260
500
800
1250
2000
__
|
СВ. j ДО
—
—
10
25
60
160
4000
1000
2500
6300
10
25
60
160
400
1 000
2 500
6 300
10 000
форм
и расположения
поверхностей
Предельные значения отклонении (длин.
I
0.25
0,3
0,4
0,5
0,6
0,8
1
1,2
1,6
2
2,5
3
4
5
6
9
10
16
TI
0,4
0,5
0,6
0,8
1
1,2
1,6
2
2,5
3
4
5
6
8
10
12
16
25
III
0,6
3
0,8
1
1,2
1,6
2
2,5
3
4
5
6
8
10
12
16
20
25
40
диаметров, разменов)
в мкм по степеням томности
IV
1
5
1,2
1,6
2
2,5
3
4
5
6
8
10
12
16
20
21)
30
40
60
V
1,6
8
2
2,5
3
4
5
6
8
10
12
16
20
25
30
40
50
60
100
VI
2,5
12
3
4
5
6
8
10
12
16
20
25
30
40
50
60
80
100
160
VII
4
20
5
й
8
10
12
16
20
25
30
40
50
60
80
100
120
160
250
VIII
6
30
8
10
12
16
20
25
30
40
50
60
80
100
120
160
200
250
400
** Для определения отклонений от плоскостности и прямолинейности. Вместо назначения отклонений
скается ее нормирование путем указания числа пятен на заданной площади
IX
10
50
12
16
20
25
30
40
50
60
80
100
120
160
200
250
300
400
600
X
16
80
20
25
30
40
50
60
80
100
120
160
200
250
300
400
500
600
1000
XI
40
60
100
160
250
400
600
1000
1600
XII
60
100
160
250
400
600
1000
1600
2500
от плоскостности допу-
(обычно 25X25 мм) при контроле «на краску».
*г Для определения предельных значений радиального биения. Для того чтобы получить предельные значения "овальности,
конусообразное™, бочкообразное™ и седлообразное™, указанные в таблице величины должны быть удвоены и округлены до
ближайшего предпочтительного числа.
*3 Для определения отклонений формы цилиндрических поверхностей
. Предельные отклонения формы и расположения
поверхностей назначают при наличии особых требований, вытекающих из условий работы, изготовления
или измерения деталей.
В остальных случаях отклонения формы и расположения поверхностей ограничиваются полем допуска иа размер (диаметр), на
расстояния между поверхностями, их осями или плоскостями симметрии.
Для получения предельных значений несоосности и несимметричности в
случае, если они оговариваются независимым допу-
ском, указанные в таблице величины должны уменьшаться в 2 раза с округлением результата до ближайшего предпочтительного
числа.
*4 Для определения отклонений от параллельности и перпендикулярности. Под номинальным размером понимается длина.
на которой задается предельное отклонение от параллельности и перпендикулярности, или диаметр, на
дельное торцовое биение.
котором задается пре-
ДОПУСКИ НА УГЛОВЫЕ РАЗМЕРЫ
483
Неперпендикулярность плоскостей, осей или оси и плоскости — отклонение
угла между плоскостями, осями или осью и плоскостью от прямого угла (90°),
выраженное в линейных единицах на заданной длине (рис. 8, б).
Торцовое биение—разность наибольшего и наименьшего расстояний между
отдельными точками торцовой реальной поверхности и плоскостью, перпенди-
кулярной к базовой оси вращения, измеренная на заданном диаметре при враще-
нии детали (рис. 8, в).
Радиальное биение поверхностей вращения — разность наибольшего и наи-
меньшего расстояний между отдельными точками реальной поверхности и базо-
вой осью вращения детали (рис. 8, г).
Несоосность относительно базовой поверхности — наибольшее расстояние
между осью рассматриваемой поверхности и базовой осью на всей длине рассмат-
риваемой поверхности или расстояние между этими осями в заданном сечении
(рис. 8,5).
Несимметричность — наибольшее расстояние между плоскостями (осями)
симметрии рассматриваемой поверхности и плоскостью (осью) симметрии базовой
поверхности (рис. 8,с).
Предельные отклонения размеров, формы и расположение поверхностей при-
ведены в табл. 7.
Зависимый допуск — допуск расположения, величина которого
зависит не только от заданного предельного отклонения расположения, но п от
действительных отклонений размеров рассматриваемых поверхностей 1.
Независимый допуск — допуск расположения, величина которого
определяется только заданным предельным отклонением расположения и не за-
висит от действительных отклонений размеров рассматриваемых поверхностей.
ДОПУСКИ НА УГЛОВЫЕ РАЗМЕРЫ
Приведенные в табл. 8 и на рис. 9 допуски распространяются на угловые раз-
меры деталей, шаблонов и контршаблонов для их контроля, а также на угловые
размеры наружных и внутренних конусов гладких конических деталей ц на
калибры для их контроля, если таковые
не регламентированы специальными стан-
дартами.
Поля допусков на размеры углов
(включая гладкие конусы), как правило,
располагают симметрично по отношению
к номинальному размеру угла.
Отклонения размеров углов отсчиты-
вают от номинального размера угла. В от-
дельных случаях в зависимости от спе-
цифических требований, определяемых
конструкцией и условиями резаиия, допу-
скается одностороннее илн несимметричное
расположение полей допусков относитель-
но номинального размера угла.
Степени точности допусков на углы назначают в зависимости от предъявляе-
мых требований. Соотношения между величинами допусков на деталь и допу-
сками на шаблон или калибр, а также соотношения между величинами допусков
на шаблон или калибр и допусками на контршаблон или контркалпбр могут
назначаться исходя из следующих зависимостей:
* При зависимых допусках должны задаваться предельные отклонения расположения,
соответствующие наименьшим предельным размерам охватывающих поверхностей (отвер-
стий) и наибольшим предельным размерам охватываемых поверхностей (валов). При откло-
нениях действительных размеров от указанных выше предельных значений (в пределах полей
допусков на размеры) допускается превышение предельных отклонений расположения на
величину, компенсированную отклонениями размеров,
16*
Рис. 9. Схема расположения допусков
на угловые размеры:
а к б — соответственно допуски в ли-
нейных и угловых величинах
484
ДОПУСКИ И ПОСАДКИ
Интервалы длин
в мм меньшей
стороны угла
| Св.
' »
»
»
»
»
»
»
»
»
»
»
»
До
3
5
Ь
12
20
32.
50
80
120
200
320
500
800
1250
ДС
»
»
»
»
»
»
»
»
»
»
»
»
5
8
12
20
32
50
80
120
200
320
500
800
1250
2000
П р и м е ч а
2, Значения
1
8.
Обозначе-
ние от-
6/-
а/2
6/2
о/2
6/2
o/L
6/2
а/2
6/2
а/2
6/2
а/2
6/2
а/2
6/2
а/2
6/2
а/2
6/2
а/2
6/2
а/2
6/2
а/2
6/2
а/2
6/2
а/2
6/2
а/2
Допуски
клонения
I
на угловые
II
1 Ш
размеры (ГОСТ 8908
Степени
IV
V
-58)
точности
Предельные отклонения углов ±
40"
0,6
30"
0,4
0,8
25"
0,6
20"
0.8
1,2
15"
0,9
1,5 •
12"
1,2
1,9
10"
1,6
25
8"
2
3,2
6"
2,4
3,6
5"
3
5
4"
4
6,5
3"
4.8
7,5
3"
7,5
12
2"
8
12,5
2"
12,5
20
Г
0,9
50"
0,7
1,3
40"
1
1,6
30"
1,2
1,8
25"
1,5
2,5
20"
2
3,2
15"
2,4
3,8
12"
3
4,8
10"
4
6
8"
4,8
8
6"
6
9,5
5"
8
12,5
4"
10
16
3"
12
19
3"
19
30
ГЗО"
1.4
1*15"
М
1,9
1'
1,5
2,4
50"
2
3
40"
2,4
4
30"
3
4,8
25"
4
6
20"
5
8
15"
6
9
12"
7
12
10"
10
16
8"
13
20
6"
15
24
5"
20
31
4"
25
40
2'30"
2,3
2'
1,8
3
1'30"
2,3
3,6
Г15"
3
4,5
Г
3,6
6
50"
5
8
40"
6,5
10
30"
7,5
12
25"
10
15
20"
12
20
15"
15
24
12"
19
30
10"
25
40
8"
32
50
6"
37,5
60
4'
3,6
3'
2,7
4,5
2'30"
3,8
6
2'
4,8
7,2
1 '30"
5,5
9
1'15"
7,5
12
У
9,5
15
50"
12,5
20
40"
16
24
30"
18
30
25"
25
40
20"
32
50
15"
37,5
60
12"
48
75
10"
62,5
100
6'
5,4
У
4,5
7,5
4'
С
9,6
3'
7,2
10,8
2'30"
9
15
2'
12
19
1'30"
14,5
22,5
1'15"
19
30
1'
24
36
50"
30
5J
40"
40
04
30"
48
75
25"
62,5
100
20"
80
125
15"
94
150
н и я: 1. Схему расположения нолей допускоЕ
а/2 указаны для двух пределов длин.
VII
VIII
IX
1 Х
(значения а/2 в мкм)
10'
9
8'
7,2
12
6'
9
14,4
5'
12
18
4'
14,5
24
3'
18
29
2'30"
24
37,5
2'
30
48
1'30"
36
54
Г15"
45
75
1'
60
96
50"
80
125
40"
100
160
30"
120
187,5
25"
156
250
25'
22,5
20'
18
30
15'
22,5
36
12'
28,8
43,2
10'
36
60
8'
48
77
6'
57,5
90
5'
75
120
4'
96
144
3'
108
180
2'30"
150
240
2'
192
300
1'30"
225
360
1'15"
300
469
1'
375
600
см. на рис.
1°
54
50'
45
75
40'
60
96
30'
72
108
25'
90
150
20'
120
192
15'
144
225
12'
180
288
10'
240
360
8'
288
480
6'
360
576
5'
480
750
4'
600
960
3'
720
1125
2'30"
938
1500
9.
2°30'
135
2'
108
180
1»30"
135
216
1°15'
180
270
1°
216
350
50'
300
480
40'
384
600
30'
450
720
25'
600
900
20'
720
1200
15'
900
1440
12'
1152
1800
10'
1500
2400
8'
1920
3000
6'
2250
3600
ДОПУСКИ И ПОСАДКИ ШПОНОЧНЫХ СОЕДИНЕНИЙ
485
допуск на угол шаблона или калибра (исключая углы конических очертаний)
выбирают близким к 10% величины допуска на угол детали;
для контршаблонов или контркалибров (исключая углы конических очер-
таний) допуски принимают близкими к 5% величины допуска на угол детали.
Допуски на свободные угловые размеры (свободными угловыми размерами
считаются углы габаритных
размеров деталей, не сопрягаю- 6
щихся с другими деталями) *' J* *
выбирают по одной из наиболее
грубых степеней (см. табл. 8).
ДОПУСКИ И ПОСАДКИ
ШПОНОЧНЫХ СОЕДИНЕНИЙ
Основанием для выбора до-
пусков и посадок наиболее
распространенных призмати-
ческих и сегментных шпонок
служит ГОСТ 7227—58.
Допуски на размеры шпонок
и пазов должны назначаться:
для высоты шпонки h —
В4 (см. табл. 1);
для глубины паза вала t и
втулки i] — Аь (см. табл. 1);
I | Поле допуска на ширину шпонки
ЕЗЭ Поле допуска на ширину паза вала
Wft Поле допуска на ширину паза втулки
Рис. 10. Схема посадок шпоночных соединений при
ширине шпонки Ъ = 10 мм
для длины призматической
шпонки I — В7 (см. табл. 1 и
ГОСТ 2689—54);
для длины паза вала под
призматическую шпонку — As
(см. табл. 1).
для диаметра сегментной шпонки d —¦ Въ (см. табл. 1);
для диаметра паза вала под сегментную шпонку — с отклонением в плюс
от номинала, не более 8% от диаметра шпонки.
Для сопряжения призматических и сегментных шпонок со впадинами вала
и отверстия предусмотрены посадки, показанные на схеме рис. 10.
9. Характеристика шпоночных соединений
Вид соединения
Неподвижное напряжен-
ное по валу, скользящее во
втулке
Неподвижное напряжен-
ное по валу, ходовое во
втулке
Неподвижное плотное по
валу, ходовое во втулке
Предельные отклонения
размеров
Шпонка
Паз вала
ПШ
Паз
втулки
Аз
ПШ,
А3
Назначение посадок
Для индивидуального
и серийного производ-
ства (общее машино-
строение)
Для массового произ-
водства (автомобиле-
строение и т. п.)
Для направляющих
шпонок
Примечания: 1. Схему расположения полей допусков см. на рис. 10.
2. Основные размеры шпоночных соединений см. стр. 000.
486
ДОПУСКИ И ПОСАДКИ
Характеристики сопряжений, получающихся при предусмотренных систе-
мой посадках, приведены в табл. 9, а величины отклонений специальных шпо-
ночных посадок — в табл. 10.
10. Величины отклонений специальных шпоночных посадок
Номинальная
ширина
шнонки и
паза в мм
От 1 до 3
Св. 3 » 6
» 6 » 10
» 10 » 18
Пазы вала и втулки
ПШ
В
(-)
10
15
20
Я
(-)
50
55
65
75
ЯШ,
В
(+)
55
65
75
85
Н
(+)
10
15
20
25
Номинальная
ширина
шпонки и
паза в мм
Св. 18 до 30
» 30 » 50
» 50 » 80
» 80 » 120
Пазы вала п втулки
ПШ
В
(-)
25
32
40
50
Н
(-)
90
105
125
150
ПШ,
В
( + )'
100
100
140
160
н
(+)
30
35
40
45
ДОПУСКИ И ПОСАДКИ ШЛИЦЕВЫХ СОЕДИНЕНИИ
Прямобочные шлицевые соединения (ГОСТ 1139—58). Отклонения размеров
профиля шлицевых отверстий и валов отсчитывают, от общих для отверстия
и вала номинальных размеров D, d и Ъ.
Для диаметров поверхностей центрирования (D или d), для ширины впадин
отверстия и толщины зубьев вала (Ь) установлены следующие предельные откло-
нения:
предельные суммарные (С) отклонения (нижние для размеров отверстия
и верхние для размеров вала), определяющие соответствующие номинальные
размеры комплексных калибров;
предельные отклонения верхние (В) и нижние (Н) одного только диаметра
центрирующей поверхности, ширины впадин отверстия и толщины зубьев вала.
Разности между нижними и суммарными предельными отклонениями раз-
меров отверстия и разности между суммарными и верхними предельными откло-
нениями размеров вала компенсируют погрешности формы и взаимного располо-
жения зубьев, а также эксцентрицитет поверхности центрирования относительно
шлицев.
Верхние предельные отклонения толщины зубьев вала и нижние предель-
ные отклонения ширины впадин отверстия, указанные в таблицах, не являются
обязательными и могут корректироваться по опытным данным изготовителя.
Обозначение и схемы полей допусков. Обозначение
полей допусков (посадок) шлицевых соединений прямобочного профиля состоит
из обозначения поверхности центрирования, номинального размера отверстия,
(А А \
вала или соединения, посадки по центрирующему диаметру -^-; — и т. д. и вы-
\Ь л 1
бранной посадки по ширине
вается. только посадка по Ь
S2C
El
Sin
и т. д.). В случае центрирования по Ь указы-
п т. д. . В числителе указывается обозначение
полей допусков отверстии, а в знаменателе — валов.
Примеры обозначения при центрировании:
отверстий
по D D6 X 23 X 26 А ¦ U3
по d d8X 42x48 A -U,
по Ь 620X92X102 U3
валов
D6X 23X26 CS2C
СЙХ42Х48 XStX
b20X92xl02S,#
соединений
D6X 23X26
Й8Х-42Х48
А
С"
А
А'
620Х92Х 102 -
и3
S2 С
Ui
SiX
и,
мл
>tO
20
t
-i-O
20
UO
60
80
100
120
Поля допусков размера d
Отверстия валы
Ширина впадин
отверстия
мк
'00
80
60
«О
20
-О
' 20
ЬО
60
80
too
Поля допусков размера b
Толщина зу5ьеВ дала
щ
I I Пол? допуска
Поле компенсации погрешностеп
расположения элементов профиля
а
Рис. 11. Схема расположения полей допусков размеров d и Ь
при центрировании по d. Интервал размеров 30—50 мм
Поля допусков размера D
Отверстия
валы
Рис. 12. Схема расположения полей допусков размеров
при центрировании по D. Интервал размеров 30—50
D и Ь
мм
ДОПУСКИ И ПОСАДКИ
11. Предельные отклонения наружных D и внутренних d диаметров отверстии
и валов при центрировании соответственно по D и d
Условные
обозначе-
ния
полей
допусков
Наимено-
вания
предель-
ных
отклоне-
ний и
знак
Интервалы диаметров *2 в мм
Св. 10
ДО 18
Св. 18
до 30
Св. 30
ДО 50
Св. 50
ДО 80
Св. 80
до 120
Св. 120
до 180
Отклонения в мкм
Отклонения диаметров отверстий
А
Н+
Q
в+
н
с-
19
0
9
[35] B7)
9
23
0
10
[45] C3)
и
10
27
0
12
[50] C9)
12
30
0
Ц
[60] D6)
0
14
35
0
16
[ТОН54)
16
40
0
20
80
0
20
Отклонения диаметров валов
Г
п
С
Д
X
Л*1
Ш*г
С2а
Л2а
с+
в+
н+
с+
в+
н—
с+
в
н-
с+
в-
н-
с-
в-
н-
с~
в-
н-
с-
в-
н—
с+
в
н—
с-
в-
н-
33
24
12
15
6
9
0
12
3
В
18
8
16
33
[8] B1)
зо
55
8
45
75
9
0
18
8
32
75
40
30
15
17
7
10
0
14
2
8
22
10
20
40
[10] C0)
40
70
10
60
95
10
0
21
10
40
92
47
35
18
20
8
12
0
17
2
10
27
13
25
50
[13] C8)
5U
85
13
75
115
12
0
25
13
50
112
*' В квадратных скобках указаны значения только
*2 Последняя графа значений только для D.
54
40
20
24
10
U
0
20
2
12
32
16
30
60
.16; E0)
65
105
16
95
145
14
0
30
16
60
134
60
45
23
28
12
16
0
23
2
15
38
24
40
75
[24] F5)
8и
125
24
120
175
¦ 16
0
35
24
72
159
72
52
25
34
14
20
0
27
2
18
45
30
50
90
30
юо
155
30
150
210
20
0
40
30
85
185
цля D, в круглых только для d.
ДОПУСКИ И ПОСАДКИ ШЛИЦЕВЫХ СОЕДИНЕНИЙ
489
12. Предельные отклонения размера 6 при центрировании по наружному D
и внутреннему d диаметрам и по боковым сторонам зубьев
обозна-
чения
полей
(V
IVs
s,n
StJ?
s2n**
S2C**
S2X
Наимено-
вания
предель-
ных
отклоне-
знак
Интервалы внутренних диаметров d в лип
Св. 10
до 18
Св. 18
до 30
Св. 30
до 50
Отклонения в
Отклонения ширины впадины отверстий
в+
С
в+
н+
с
в+
н+
с
в+
н+
с
с+
в+
н-
с+
в
н-
с
в-
н-
с+
в+
н-
с+
в
н-
с
в—
н-
с
в-
н-
с
в-
н-
50
30
0
75
40
0
33
14
0
50
14
0
Отклонения
20
7
11
14
0
18
0
14
32
20
7
30
14
0
35
0
14
50
а
30
65
0
30
85
*' Только при центрировании по
*2 Только при центрировании по
*3 Только при центрировании по i
*4 Только при центрировании по t
60
35
0
95
50
0
40
17
0
60
17
0
70
40
0
115
65
0
50
22
0
70
22
0
толщины зубьев валов
25
8
14
17
0
21
0
17
40
25 '
8
35
17
0
45
0
17
60
0
35
80
0
35
100
30
8
18
22
0
25
0
22
50
30
8
40
22
0
50
0
22
70
0
45
95
0
45
120
i.
Св. 50
ДО 80
Св. 80
ДО 120
мкм
90
55
0
140
80
0
СО
30
0
00
30
0
110
70
0
170
100
0
75
40
0
ПО
40
0
40
10
20
30
0
30
0
30
СО
40
10
50
30
0
60
0
30
90
0
60
120
0
60
150
50
10
25
40
0
35
0
40
75
50
10
60
40
0
70
0
40
ПО
0
80
150
0
80
185
D и по боковым сторонам зубьев.
1 ш D.
0.
490
ДОПУСКИ И ПОСАДКИ
Центрирование по внутреннему диаметру d. Схема расположения нолей
допусков размеров d и b при центрировании по внутреннему диаметру d приве-
дена на рис. И, соответствующие величины полей допусков — в табл. 11 и 12,
а рекомендуемые сочетания полей допусков размеров d и Ъ при центрировании
по d ¦— в табл. 13.
Центрирование по наружному диаметру D. На схеме (рис. 12) показано рас-
положение полей допусков центрируемого диаметра D отверстий и валов, а также
показаны и соответствующие посадки по ширине шлицев Ъ. Табл. 11 и 12 содер-
жат величины самих допусков, а табл. 13 дает рекомендуемые сочетания полей
допусков размеров D и Ъ.
13. Рекомендуемые сочетания полей допусков
Посадка
по
d; D
Ь
Поля
допусков
отверстия
вала
отверстия
вала
41 Только при центрировании по D.
А
П
X
л
Vi, U,"
Sin
S2X
Центрирование по шлицам (Ь). При центрировании по Ь предусмотрены по-
садки, показанные на схеме рис. 13. При центрировании по Ъ допускаются любые
сочетания (комбинации) полей допусков отверстий (U3, U4) и полей допусков
валов (Si, S2, SjX, S2X). i
Поля допусков размера b
Ширина Впадин
отверстия
60 ¦
20
Толщина зубьев
вала
т
--о
го
ьо
во
Рис. 13. Схема расположения полей до-
пусков размера b при центрировании по
Ь. Интервал размеров 30—50 ял
*120
±80
+ kO
-W
-120
-160
Отверстия
Валы
CD Поле дописка
1-
w компенсации расположения
Рис. 14. Схема расположения полей допусков
ширины впадины отверстий и толщины зубьев
валов при центрировании по 8 и модуле сое-
динений 2—2,5 мм
Величины полей допусков ширины впадин отверстий и толщины зубьев валов
приведены в табл. 12.
Допуски нецентрирующих диаметров. Если по условиям принятого техноло-
гического процесса обработки шлицевых отверстий и валов не требуется повышен-
ная точность обработки нецеитрирующих диаметров, допуски и предельные
отклонений указанных диаметров следует принимать по табл. 14.
ДОПУСКИ И ПОСАДКИ ШЛИЦЕВЫХ СОЕДИНЕНИЙ
491
Эвольвентные шлицевые соединения. Допуски шлицевых соединений диа-
метром 12—400 мм с эвольвентным профилем зубьев и модулем 1—10 мм регла-
ментированы ГОСТом 6033—51.
В эвольвентных шлицевых соединениях предусмотрено только два вида
центрирования: по эвольвентным профилям зубьев (по S); по наружному диа-
метру соединения (по D).
Для соединений с эвольвентным профилем зуба установлены три предела
отклонения ширины впадин отверстия и толщины зубьев вала (табл. 15).
Обозначения и схемы полей допусков. Система обо-
значения размеров эвольвентных шлицевых валов, отверстий, соединений
в сборе и их посадок имеет много общего с обозначением шлицевых соединений
с прямобочным профилем.
14. Предельные отклонения нецентрирующих диаметров D или d
Центрирова-
ние .
о
а
к
о
а
Q
I d по D или по Ь
Наименова-
ние предель-
ных откло-
нений и знак
Отверстие
в+
н+
с+
Вал:
С+
в—
Н—
Отверстие:
в+
н+
С-
Вал:
С-
Н-
Обо-
зна-
чение
-
Интервалы нецентрирующих диаметров в мм
Св. 10
ДО 18
Св. 18
до 30
Св. 30
до 50
Св. 50
до 80
Св. 80
до 120
Св. 120
.до 18В
Отклонения в мкм
360
120
60
180
240
0
60
420
140
70
210
280
0
70
500
170
80
250
340
0
80
СОО
200
100
300
400
0
100
700
230
120
350
460
0
120
800
260
130
400
530
0
130
См. размер dl
Пример. Соединение с номинальным наружным диаметром D = 50 мм модулем та =
S
= 2,5 мм, числом зубьев 18, центрированием по S и посадкой по S За (см. табл. 19) обо-
значают S,_
50 х 2,5 х 18^г—?.
То же соединение, но при центрировании поиис посадкой по D -= обозначают
¦ А .4.
50 х 2,5 X 18 ~
п V
При обозначении отдельных отверстий или валов указывают размеры соединения и
обозначения полей допусков отверстий или валов (т. е. числитель или знаменатель дроб-
ной части обозначения).
Центрирование по эвольвентным профилям зубьев (по S). На схеме рис. 14
. показано расположение полей допусков отверстий и валов при центрировании
492
ДОПУСКИ И ПОСАДКИ
по S, а в табл. 19 указаны предельные отклонения при предусмотренных стан-
дартом рекомендуемых посадках.
15. Предельные отклонения ширины впадин отверстия и толщины зубьев вала
при центрировании по S
Обозначе-
ние
допусков
Наимено-
вание
предельных
отклонений
и знак
Интервал модулей
в мм
1 и
1,5
3,5
5и7
10
Отклонения в мкм
Отклонение ширины впадины отверстия
s3
S3a
s4
в+
н+
с
в+
сН+
В4-
н+
с
45
20
0
70
30
0
100
40
0
55
25
0
85
35
0
125
45
0
65
30
0
100
40
0
150
50
0
80
40
0
120
50
0
180
60
0
Отклонение толщины зуба вала
S3H
S3C
с+
в+
н
с+ .
в
н-
45
25
0
20
0
25
55
30
0
25
0
30
65
35
0
30
0
35
80
40
0
40
0
40
Обозначе-
ние
допусков
S,X
S3aH
S3aC
V
stm
Наимено-
вание
предельных
отклонений
и знак
С
В-
н-
с+
н+
с+
в
н-
с
в-
н-
с- ¦
в-
н-
Интервал модулей
в мм
1 и
1,5
2—
3,5
5 и 7
10
Отклонения в мкм
0
20
45
70
40
0
30
0
40
0
30
70
30
60
120
0
25
55
85
50
0
35
0
50
0
35
85
35
70
150
0
30
65
100
60
0
40
0
60
0
40
100
40
80
180
0
40
80
120
70
0
50
0
70
0
50
120
50
110
230
Центрирование по наружному диаметру D. Предельные отклонения наруж-
ного диаметра вала и отверстия при центрировании по наружному диаметру D
принимаются по отклонениям, предусмотренным для посадок гладких цилиндри-
ческих поверхностей в системе отверстия.
Рекомендуются следующие посадки:
А_
Т
А
П' С = В
А_
Д
А2а ,
Г :
С=В'
Ala
д
А2а
При центрировании по D отклонения ширины впадин отверстия и толщины
зубьев вала S рекомендуется принимать по ходовой посадке класса За пли гап-
рокоходовой посадке 4-го класса.
Допуски нецентрирующих диаметров. Если по условиям обработки не тре-
буется использование нецентрирующих диаметров в качестве технологических
баз обработки, предельные отклонения указанных диаметров рекомендуется
принимать: а) наружный диаметр вала Dg по отклонениям вала Xs или С4;
б) внутренний диаметр отверстия dA по отклонениям основных отверстий А3,
Аза или At.
ДОПУСКИ И ПОСАДКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
Основные понятия. У большинства резьбовых соединений основным поса-
дочным размером является средний диаметр резьбы (рис. 15).
Отклонением среднего диаметра называется разность между действительным
и номинальным значениями среднего диаметра, резьбы.
ДОПУСКИ И ПОСАДКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
493
Отклонением шага называется разность действительного и номинального
расстояний между двумя любыми витками резьбы в пределах длины свинчива-
ния или заданной длины.
Отклонением угла наклона стороны профиля называется разность действи-
тельного и номинального угла наклона сторон профиля. Длярезьб ссимметричным
профилем это отклонение называется отклонением половины угла профиля,
Номинальный профиль
•ъ
1
1
!
-§
Поле допуска внут^
реннеи резбы
Щ
Поле допуска
наружной резьЬы
$^U>N* Гайка /
•а'
223-Поле допуска болта
^SB-Поле дописка гайки
а. 15
. Схема резьбового сое-
динения
Рис. 16. Схема резьбового
соединения о метрической
резьбой скользящей посадки
Понятия о предельных размерах и предельных отклонениях, допуске и поле
допуска, зазорах и натягах, посадках в «системе основной гайки (системе отвер-
стия) и в системе основного болта или винта (система вала) соответствуют при-
веденным выше.
Суммарным допуском на средний диаметр резьбы называется допуск, при ко-
тором нижнее отклонение гайки и верхнее отклонение болта (винта) ограничивают
величину приведенного среднего
диаметра, а верхнее отклонение
гайки и нижнее отклонение бол-
та (винта) — величину собствен-
но среднего диаметра.
№Д-Поле допуска дол та
P\\\N-/7/?/?^ допуска г а пни
Рис. 17. Схема резьбового соеди-
нения с метрической резьбой (по-
садки с зазорами)
т-Поле допуска болта K/!j"A Кл.ЗаШ
Ъ?Ь-Поле допуска гайки
Рис. 18. Схема посадок по d2 (скользящие посад-
ки и посадки с зазорами)
Характер резьбового соединения определяется в основном посадкой по сред-
нему диаметру, в зависимости от которой резьбы подразделяются на:
скользящие — верхнее отклонение среднего диаметра болта равно нижнему
отклонению гайки (рис. 15 и 16);
с зазорами — поле допуска среднего, диаметра болта расположено под полем
допуска гайки (рис. 17);
с натягами — поле допуска среднего диаметра болта расположено над полем
допуска гайки (рис. 18);
494
ДОПУСКИ И ПОСАДКИ
с переходными посадками (плотные) — поля допусков среднего диаметра
болта и гайки перекрываются.
Допуски метрической резьбы скользящих посадок. Приведенные допуски
для метрических резьб скользящих посадок (см. рис. 16 и 18 и табл. 16 и 17)
распространяются на резьбы по ГОСТу 9150—59 *.
Отклонения и допуски отсчитываются от линии теоретического профиля
в направлении, перпендикулярном к оси болта (см. рис. 16).
Верхнее отклонение наружного диаметра гайки и нижнее отклонение внут-
реннего диаметра болта не устанавливаются; необходимые зазоры по этим диа-
метрам должны обеспечиваться резьбообразующими инструментами.
Для резьб 3-го класса с шагами до 0,75 мм включительно допускается выход
dnap болта за нижнюю границу до предела, обусловленного допуском на d2.
Выбор соответствующего класса точности производится в зависимости от
назначения изделий; допускаются сочетания гаек и болтов разных классов точ-
ности.
Свинчиваемость резьбовых соединений обеспечивается при условии, что дли-
на свинчивания изделий не превышает длины применяемых калибров более чем
на 25%.
При проверке резьбовых изделий предельными калибрами нет надобности
в проверке отклонений шага и угла профиля, так как эти элементы резьбы кос-
венно контролируются проходными и непрохоцнымй калибрами.
Допуски метрической резьбы с зазорами. Для резьб с гарантированными за-
зорами (см. рис. 17 и 19) установлены нормы верхних отклонений (зазоры), обо-
значаемые буквами Д, Л, Ш для болтов и буквой X для гаек (см. табл. 16 и 17).
Отклонения нормы Л равны величинам допусков 1-го класса, отклонения нормы Д
составляют половину верхнего отклонения нормы Л; отклонения нормы Ш рав-
иы допускам 2-го класса. Отклонения нормы X являются средними между от-
клонениями Д и Л.
Гарантированные зазоры, обеспечиваемые допусками по табл. 16 и 17, могут
использоваться и для нанесения защитных покрытий. Необходимые зазоры могут
получаться как за счет сочетания болтов с зазорами с гайками X, так и при исполь-
зовании гаек скользящей посадки (С).
В отличие от резьб скользящей посадки за критерий для отнесения резьб
с зазорами к тому или иному классу точности принята не величина соответствую-
щего поля допуска, а положение нижней границы поля допуска (В) для болтов
и верхней границы .(В) — для гаек.
Нормы отклонений и классы точности наружного (d) и внутреннего (с?2) диа-
метров резьбы должны быть такими же, как и для среднего диаметра, но для
болтов класса 2а по наружному диаметру принимается класс 26 (см. табл. 16 и 17).
При принятии для среднего диаметра болтов классов точности 2а и 3 допу-
скается для наружного диаметра болтов с шагом до 0,8 мм включительно и для
внутреннего диаметра гаек с шагом 1 мм и выше принимать класс точности За
(по договоренности).
Допуски метрической резьбы с натягами. Приводимые ниже допуски для мет-
рической резьбы с крупными и мелкими шагами 0,8—3 мм и диаметрами 5—48 мм
предназначены для образования резьбовых соединений с натягами по среднему
диаметру (без участия сбега резьбы в креплении шпилек) у стальных шпилек,
сопрягаемых с гнездами (резьбовыми отверстиями) из следующих материалов
и при длинах свинчивания, указанных ниже:
Материалы деталей с резь-
бовым отверстием ....
Длина свинчивания
Сталь и титано-
вые сплавы
l-l,25d
Чугун
1,25—l,5d
Алюминиевые
и магниевые
сплавы
1,5—2d
ДОПУСКИ И ПОСЛДКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
495
16. Предельные отклонения метрических резьб с крупными шагами
для болтов и гаек
альные диа-
d в мм
Номин
метры
1-1,2
1,4
1,6; 1,8
2
2,2; 2,5
3
3,5
4
4,5
5
6; 7
8; 9
10; 11
12
14; 16
18-22
24; 27
30; 33
36; 39
42; 45
48; 52
56; 60
64; 68
ei
*2
верхние
*3
П[
и
со
3
ю .
Е§
о
а
р.
0,25
0,3
0,35
0,4
0,45
0,5
0,6
0,7
0,75
0,8
1
1,25
1,5
1,75
2
2,5
3
3,5
i
4,5
5
5,5
6
Все диаметры
(d, йг и d,)
НО*2
(+)
24
26
25
20
32
34
38
41
44
44
49
54
60
64
68
76
83
90
96
102
108
ИЗ
118
ВО»2(-)
*
16
17
19
20
22
23
25
27
29
29
33
36
40
42
46
50
55
60
64
R8
72
75
78
#
ч
32
35
38
41
43
45
50
54
58
58
65
72
80
85
91
101
110
120
128
136
144
150
157
*
В
—
112
123
133
142
159
174
'188
201
213
225
236
246
Отклонения
в мкм
Средний диаметр болта
и гайки (d2 и dt)
НС
-
54
58
58
65
72
80
85
91
101
110
120
128
136
144
150
157
см
50
55
59
64
67
71
78
84
90
90
101
112
123
133
142
159
174
188
201
213
225
236
246
и ВО (+)
«
см
60
70
75
84
89
94
103
111
119
119
125
140
155
175
188
209
229
248
265
281
297
305
305
со
84
92
99
106
112
118
130
140
150
150
168
187
205
222
237
265
290
313
335
355
375
393
410
•з
*
то
то
200
220
245
264
283
215
345
373
399
423
447
468
488
Наружный
диаметр болта
№
65
80
90
100
110
120
130
140
150
160
180
200
240
260
290
330
370
400
420
450
500
550
600
НО
-
190
215
235
280
300
335
380
420
460
485
520
570
625
680
-)
ог
65
80
90
100
110
120
130
йо
150
220
250
300
350
380
410
480
550
550
600
656
700
750
800
Отклонения, предназначенные лишь для посадок о зазорами.
НО —нижние отклонения только для гаек, а для болтов, равно
, отклонения только для болтов.
НО — нижние отклонения для болтов; ВО — верхние отклонения
Значения только для нижних отклонений для болтов при пооадказ
имечание. Схему расположения полей допусков см. рис. 16,
»
СО
20
95
110
120
130
145
155
165
180
220
285
335
390
420
455
530
575
610
665
720
770
825
880
Внутрен-
ний
диаметр
гайки di
ВО
СО
j_
80
90
100
110
120
140
160
180
190
200
200
210
250
„280
300
320
380
420
480
550
600ч
650
700
(+)
•
Сб
235
265
310
345
370
395
465
510
575
650
710
765
820
нулю; ВО —
для гаек.
с с зазорами.
17 и 19.
496
ДОПУСКИ И ПОСАДКИ
17. Предельные отклонения метрической
¦а
В
s
Й
нальные
Номи
в мм
1-1,8
2; 22,
2,5; 3
3,5
4-5,5
6-9
10-16
18-22
6-9
10—16
18-27
30-33
8-9
10-07
18-28
30—52
56—80
10-14
12-17
18-28
30—52
55-80
85-120
125—150
18-28
30-52
55—80
82-120
125-180
30—52
55—80
85-120
125—180
42-80
85—120
125-180
70-80
85—120
125—180
I
Я
ю
СО
о
а
1
о я
0,25
0,35
0,5
0,75
1
1,25
1,5
2
3
4
6
Все
W
НО*2
(+)
Н
22
24
29
32
38
42
45
52
45
49
56
64
49
52
60
68
75
54
60
68
75
83
90
98
75
83
90
98
105
90
98
105
ИЗ
105
113
120
118
126
135
диаметрь
d2 и dt)
резьбы с
Отклонения
ВО** (—)
а
fcf
14
16
19
22
25
28
30
35
30
зз
37
42
за
35
40
45
50
36
40
45
50
55
60
65
50
55
60
65
70
R0
65
70
75
70
75
80
78
84
90
Ч
29
1 32
38
43
50
56
60
70
60
65
75
85
65
70
80
90
100
72
SO
90
100
110
120
130
100
111)
120
130
140
120
130
140
150
140
150
160
157
168
1Ь0
*
—
112
123
135
150
165
180
200
155
170
185
?П0
220
190
200
220
240
дао
230
250
246
26Я
280
*' Отклонения, предназначенньк
мелкими
в мкм (болтз
Средний диаметр
болта и гайки (d2)
НО(-)
60
65
75
85
65
70
НО
9A
100
72
80
«0
100
110
120
130
100
110
120
130
140
120
130
140
150
140
150
160
—
<м
45
50
59
65
80
90
100
НО
95
105
120
135
101
НО
125
140
155
112
123
135
1511
165
180
200
155
170
185
200
220
190
200
220
240
то
230
250
246
262
280
и ВО (+)•»
56
60
75
85
100
110
125
140
120
130
145
165
125
140
155
175
195
140
155
170
190
210
230
250
195
210
'ЛЗО
250
270
230
250
270
290
270
290
310
305
325
345
75
84
99
115
130
145
160
180
160
175
195
220
168
185
аи»
230
250
187
205
220
250
270
300
320
250
280
300
33A
350
310
330
360
390
360
380
410
/.10
435
460
•
л
со
-
200
220
240
270
300
220
250
270
300
330
360
390
310
340
360
400
430
380
410
440
470
430
460
500
490
520
555
э лишь для посадок с
*2 НО — нижнее отклонение только для гаек, а для
ние отклонения трлько для болтов.
*8 НО — нижние
При
меч
а н и е
этклонения для болтов;
Схему расположения
БО
ionef
шагами для болтов и гаек
и гайки)
Наружный
диаметр болта
(di)
НО(-)
50
65
90
120
150
180
200
240
29П
370
420
600
*
-
?.15
235
280
3.45
425
485
680
со
50
65
90
120
150
250
300
350
410
520
600
800
зазором.
болтов равно нулк
— верхние отклонения
[ допусков см
рис
16,
*
а
со
65
80
ПО
145
180
285
335
390
455
575
665
880
; ш
для
17 р
Внутрен-
ний
диаметр
гайки
W,)
ВО(+)
СО
65
80
100
140
190
200
210
250
300
380
480
700
#
сЗ
съ
-
235
265
310
370
455
575
820
— верх-
гаек.
i 19.
ДОПУСКИ И ПОСАДКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
497
Профиль резьбы, расположение полей допусков и сами допуски должны
соответствовать указанным на рис. 19 и 20 и в габл. 18—?0.
„ А03 А03 At2
Посадки =^ ; -р—г и ттгн осуществляются с сортировкой гнезд и шпилек по
1аг 1 od 1 \?
среднему диаметру на группы.
"%&-Поле допуска гнезда
^^~Поле допуска шпильки
Рис. d9. Схема резьбового соединения
(посадки с натягами)
Ав? А03 А,2
^-Поле допуска гнездо
Ъ—Лоле допуски' шпильки
Рис. 20. Схема посадок по d2 для по-
садок с натягами:
1—11—III — границы сортировочных
групп
Выбор посадок для тугих резьбовых соединений производится в зависимости
от их назначения, материала гнезд и др. Рекомендуется следующее преимущест-
венное использование посадок:
А
~- — для шпилек, сопрягаемых с гнездами из чугуна и алюминиевых сплавов;
1 о
А„2
7jr для шпилек, сопрягаемых с гнездами из алюминиевых и магниевых
АП3
сплавов;
~— — для шпилек, сопрягаемых с гнездами из стали и титановых сплавов;
1 Оо
Аг2
Tfrr, — для шпилек, сопрягаемых с гнездами из чугуна.
1 it
Сортировка резьбы на группы производится, как правило, по собственно сред-
нему диаметру, в средней части длины резьбы гнезда и шпильки.
Конусообразность и овальность по среднему диаметру резьбы должны быть
не более допуска на средний диаметр группы, а бочкообразыость и седлообраз-
ность — не более половины допуска на средний диаметр группы. Обратная кону-
сообразность не допускается.
Допускаемые отклонения шага и половины угла профиля шпилек и гнезд
на длине свинчивания следующие:
Шаг резьбы в мм. 0,8 и 1,25
Отклонение по шагу резьбы
в мм (+) 0,012
Отклонение половины угла
профиля в мин 50
1,5 и 1,75
0,016
45
2 и 2,5
0,020
40
3
0,024
35
498
ДОПУСКИ И ПОСАДКИ
18. Метрическая резьба тугой посадки. Предельные отклонения и допуски
для посадки ¦ °
1 л*
Номинальный диаметр
резьбы d в мм
5«
6; 8
8 ;10; 12
10; 12;
14; 1В
18; 20;
22
12
14; 16
1н; Л;
22; 24;
27
30; 33
18; 20; 1
22
24; 27
36; 39;
42; 48
*2
*3
п
в нап
2.
ком д
оговар
3.
нения
4.
резьбо
мые с[
гнезда
П
щим и
сальнь
5.
даны j
6.
в поса
Шаг резьбы S в мм
0.S
1
1.25
}•'
\ 1,75
1-
2,5
}'
Гнездо
(внутренняя резьба)
Внутрен-
ний
диаметр
d,
+
о
X
X
к
Я
+
X
о
г»
I
Средний
диаметр d2
Граница
групп *'
I и II
(+)¦
й
в±
Шпилька (наружная резьба)
Средний диаметр d2
*
ш+
Граница
групп *'
I и II
(+)
*
о
а
«I
Внутренний
диаметр d,
*
L
*
S
>>
О |
Наруж-
ный
диаметр
d
О
О
h
я I
о
;>>
«1
Отклонение в мк
80
ПО
130
| 150
170
200
220
Значения
В скобка:
В скобка
р и м е ч а
равлешш,
Форма вп
опускается
ивается в
Верхнее о
гнезда d и
Наиболыг,
вым калии
)езы профи
сдельные
нструменто
ши средсп
Радиусы
1ля резьбо(
Нижнее п
А„
180
200
210
250
| 280
300
320
380
22
24
27
30
32
35
37
42
40
42
45
44
48
55
60
65
70
75
85
80
85
90
44
48 AU8)
55 A25)
60 A40)
65 A50)
65A55)
70 A70)
75 A80)
85A95)
80 A90)
85 B05)
90 B15)
всей стропи только для п
с значения допусков для
к значения верхних откло
н и я: 1. Отклонения отсч
перпендикулярном к оси
адины резьбы шпильки —
изготовление шпилек с
чертеже или в техусловия
тклонение наружного диам
йг равны нулю,
ши внутренний диаметр р
ром-кольцом или другим и
ля по диаметру, равному
размеры внутреннего диаме
м и непосредственно прове]
!ЯМИ.
5акругления шадины проф
эбразующего инструмента i
редельное отклонение гнезд
граничивают приведенный
66
72
83
90
98
105
ИЗ
128
120
128
135
88
96D0)
110D5)
120 E0)
130 E5)
140 F0)
150 F5)
170 G0)
27
48 C6)
70 E5)
96 G6)
86 F6)
101
120A12)
145 A35)
168 A58)
173 A63)
122(97) ! 191 A81)
148 A18)
138 A08)
118 (93)
160 G0)| 200 A70)
170 GU)
180 G5)
4„г
посадки . " .
нений для поса
итываются от но
резьбы,
закругленная. 1
плоскосрезанной
к.
етра гнезда не н
езьбы шпильки
змерительным и
наименьшему вн
гра шпильки обе
эяются лишь по
иля резьбы г.,.,
пил
i непосредственн
а и верхнее пред
средний диамет!
262 B27)
252 B17)
214 B04)
219 B09)
229 B14)
260 B45)
301 B86)
306 B91)
50
60
90
120
130
150
170
^0
№И „ ¦ .
1 0
минального профиля ре.
1о согласованию с зака
впадиной. Это спецназ
ормируется. Нижние от
ограничивается проход
тетрументом, имеющим
утреннему диаметру per
спечиваются резьбообра
мере необходимости уни
ому контролю не подле;
ельное отклонение шпил
) резьбы.
120
140
160
200
250
280
320
)ьбы
зчи-
1ЬНО
кло-
ным
пря-
ьбы
зую-
вер-
08S
кат.
ьки
ДОПУСКИ И ПОСАДКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
499
19. Метрическая резьба тугой посадки.
Предельные отклонения и допуски для посадки
А03
т0з
1
а^
3
в и
?а
!»
Е а
6; 8
8; Ю; 12
10; 12; "
14; 16
18; 20; 22
12
14; 16
18; 20- 22;
24- 27
30; 33
18; 20; 22
24; 27
П р и 1
*
а
ОЭ
3
л
Рн
Ей
g
1
1,25
1,5
1,75
2
2,5
3
Гнездо
(внутренняя резьба)
Внутрен-
ний
диаметр
II
+
о
>>
§
п
Средний
диаметр d2
Граница
групп
I и
II
(+)
Ни
III
(+)
+
к
X
а
Я
Шпилька (наружная резьба)
+
&
к
S
к
Я
Средний
диаметр d2
Граница
групп
I и
II
II и
III
(+)
+
X
а
Я
Внутрен-
ний
диаметр
d,
т
-
к
я
о
а
о
п
Наруж-
ный
диаметр
CD I
я!
d
т
ё,
R
и
Отклонение в лие
140
160
180
200
220
250
200
230
250
270
300
16
18
20
22
23
25
28
27
28
32
36
40
44
46
50
56
54
56
48
55
60
65
70
75
85
80
85
32
36
40
44
46
50
56
54
56
я е ч а н и е. См. примечания к табл. 18
48
55
60
65
70
75
85
80
85
64
73
80
87
93
100
ИЗ
107
ИЗ
«0
92
100
109
116
125
141
134
141
64
88
116
107
143
172
163
147
226
291
120
146
168
173
191
214
219
229
260
301
60
90
120
130
150
170
140
160
200
220
250
280
20. Метрическая резьба тугой посадки.
А,г
Предельные отклонения и допуски для посадки ,_
1 xj
К я
Я 3
Ню
8; 10; 12
1,25
Гнездо
(внутренняя резьба)
Внутрен-
ний
диаметр
1 +
80
ПО
200
210
Средний
диаметр d2
Граница
групп
I и II
(+)
+
Шпилька (наружная резьба)
Средний диаметр
С12
+
Граница
групп
I и II
(+)
Внутрен-
ний
диаметр
Отклонение в мк
32
52
72
85
97
117
133
27
47
137
162
Наруж-
ный
диаметр
d
So
60 140
90 I 160
500
ДОПУСКИ И ПОСАДКИ
Продолжение табл. 20
Номинальный диаметр
резьбы d в мм
10; 12;
14; 16
18; 20; 22
12
14; 16
18; 20;
22; 24; 27
30; 33
18; 20; 22
24; 27
36; 39;
42; 48
Шаг резьбы S в мм
Ь
1,75
2
2,5
1-
Гнездо
(внутренняя резьба)
Внутрен-
ний
диаметр
d,
а>
Ё
+
о
а
о
Н
Средний
диаметр d2
Граница
групп
I и II
(+)
+
I
о
К
Шпилька (наружная резьба)
Средний диаметр
d2
+
о
X
S
X
Граница
групп
I и II
(+)
+
о
И
а
И
Внутрен-
ний
диаметр
dt
я
X
Рн
О
И
X
о
>>
с
о
«
Наруж-
ный
диаметр
d
и
«1
т
о
>.
к
о
«
Отклонение в жтгж
130
150
170
200
220
250
280
300
320
380
40
45
42
45
50
55
50
55
60
80
90
85
91
100
НО
101
110
120
70
75
77
85
90
95
95
105
НО
ПО
120
130
140
150
145
160
170
150
165
162
176
190
205
196
215
230
66
51
90
112
98
83
164
217
202
188
198
211
235
244
254
281
326
336
120
130
150
170
200
220
250
280
320
Примечание. См. примечания к табл. 18.
Mytpma
Допуски трубной цилиндрической резьбы. Схема расположения полей допус-
ков на трубную цилиндрическую резьбу (рис. 21) построена с учетом специфи-
ческих особенностей этой резьбы (закруглен-
ный профиль, возможность размещения уплот-
нений и нарезание профилирующим инстру-
ментом). Величины допусков трубной цилинд-
рической резьбы по среднему диаметру, а также
на расстояния вершин и впадин резьбы от линии
среднего диаметра (кг и /г,) указаны в табл. 21.
Из схемы расположения полей допусков
следует, что иа наружный и внутренний диа-
метры резьбы будут влиять не только допуски
размеров h, и /г,, но также и фактические
Рис. 21. Схема резьбового соеди- „ттрбяния гпргтнргп тгиямртпя
. нения с трубной цилиндрической колеоания среднего диаметра.
резьбой Следует также иметь в виду, что при-
веденные в табл. 21 допуски на расстоя-
ния /г, и h2 являются исходными при проектировании резьбообразующих инстру-
ментов и факультативными при приемке изделий.
ДОПУСКИ И ПОСАДКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
501
Допуски трапецеидальной резьбы (табл. 22). Приведенные в табл. 20 отклоне-
ния и допуски трапецеидальных резьб отсчитываются от соответствующих диа-
метров резьбы в направлении, перпендикулярном к оси резьбы (рис. 22).
Гайка
Рис. 22. Схема резьбового соединения с
трапецеидальной резьбой (посадка с зазо-
ром по dz)
МКМ
300
200
100
-Ло
1Ч00
200
300
WO
500
Рис.
-Гайки
—
V//
Щ
////
Кл.1
4NSS
Щ
К/1.7
щ
м
-Ви
КлЗ
ш
Ж
1
it
K/lJX
—
23. Схема посадок по d2 (скользящая
посадка и посадки с зазором)
21. Отклонения и допуски для трубной цилиндрической резьбы от '/э ДО 6"
Обозначение разме-
ра резьбы в дюймах
(V.)
'Л
7.
Чг-'/*
'/*
1-1'/.
17.-2V,,
2'/а
2з/4-3
37,
4
5
В
Число ниток на 1"
28
19
14
11
Допуски
среднего диа-
метра по
классам точ-
ности в мкм
2
133
137
148
161
174
193
224
255
270
286
3
219
228
247
265
286
321
370
421
.446
473
Резьба трубы
Резьба муфты
Расстояние от линии среднего диаметра в мкм
вершины
резьбы
наиб.
265
400
545
700
наим.
215
340
485
640
630
620
впадины
резьбы
наиб.
340
488
641
800
810
820
наим.
290
428
581
740
вершины
резьбы
наиб.
340
478
631
790
800
820
наим.
290
428
581
740
впадины
резьбы
наиб.
265
400
545
700
наим.
215
350
495
650
640
630
Примечания: 1. Схему расположения полей допусков см. на рис. 21.
2. Основные размеры резьбы см. стр. 000.
502
ДОПУСКИ И ПОСАДКИ
в
И!
Шаг
2
3
4
5
6
8
10
12
16
20
24
32
40
аметр
В»
оз
аю
Ном
резь
10-16
18—28
10-14
30-44
46-60
16—20
62-80
22—28
85-110
30-42
120—150
22-28
' 44—60
160—190
30—42
62-80
200-220
44—60
85-110
240—300
62-80
120—170
85—110
180-220
120—170
240—300
180-220
240—300
12. Трапецеидальная
Наруж-
ный
диа-
метр *'
d
о
1
S
100
150
200
2j0
300
400
500
600
800
1000
1200
1500
2000
Внутрен-
ний
диа-
метр 41
di
нижн
S
тн со
444
503
572
588
595
695
694
799
780
885
883
931
1021
1006
1063
1106
1164
1202
1316
1395
1465
1605
1685
1870
2040
2021
2324
41 Верхние отклонения
*2 Верхнее отклонение
*3 Нижние отклонения
. — f
в
к
со
54?.
623
692
705
737
840
849
949
945
1050
1083
1133
1223
1228
1,'«8
1334
1406
1449
1576
1675
1745
1920
2001
2195
2375
2415
2765
резьба. Предельные
Винт
Средний
Отклонение
верхн *2
В К
34
37
45
56
67
75
82
93
105
112
131
149
ч
X
со
132
158
187
205
234
268
300
зда
372
420
448
525
590
равны нулю.
1 кл
V <
1
ч
к
197
210
221
266
266
266
314
308
359
349
398
390
413
461
454
476
499
518
536
593
619
656
720
758
840
866
908
1044
. равно нулю.
шжн.
X
(М
294
314
336
392
392
400
462
46?
530
522
585
590
620
682
680
710
738
772
800
835
S20
970
1068
1120
1230
1268
1341
1541
отклонения
и допуски
диаметр йг
в мкм
— Ь'
ч
со
362
388
410
465
478
485
565
565
650
635
720
720
758
830
820
865
900
948
978
1070
1135
1190
1305
1370
1520
1565
1643
1884
ч
к
X
со
460
485
530
585
595
627
710
7?,0
ЬОО
800
«85
920
960
1032
1042
1090
1128
1190
1225
1330
1415
1470
1620
1685
1845
1900
2037
2330
то наружному диаметру d
Гайка *
верхн. + Ъ
ч
V.
197
210
221
266
266
266
314
308
359
349
398
390
413
461
454
476
499
51S
53Н
593
619
656
720
758
840
866
908
1044
ч
ж
280
295
355
355
355
418
410
478
465
530
520
550
615
605
635
665
690
715
790
8?5
875
960
1010
1120
1155
1210
1392
ч
со
328
355
372
428
440
440
520
515
595
578
660
650
690
765
745
790
825
865
895
985
1040
1100
1200
1265
1400
1450
1512
1740
равны нулю.
3
Внутрен-
диаметр
й\
+
в
верх
100
150
200
250
300 .
400
500
600
800 .
1000
1200
1500
2000
ЛИТЕРАТУРА 503
Предусмотренные ГОСТом 10177—62 классы точности винтов и гаек указаны
на рис. 23. Класс точности резьбы выбирают в зависимости от назначения изде-
лий; допускаются сочетания винтов и гаек разных классов точности.
ЛИТЕРАТУРА
Справочник контролера машиностроительного завода. Допуски, посадки, линейные
измерения. Изд. 2-е, переработ., Коллектив авторов под ред, д-ра техн. наук проф. А. И. Яку-
шева. М., «Машиностроение», 1970.
Глава 6
МЕТОДЫ И СРЕДСТВА ИЗМЕРЕНИЙ
МЕТОДЫ ИЗМЕРЕНИИ
В зависимости от измеряемых параметров изделия, размеры или погрешности
которых влияют на результат одного измерения, методы подразделяются на диф-
ференцированные и комплексные, а в зависимости от принципа определения
действительного значения измеряемой величины — на прямые и косвенные.
Прямые измерения — измерения, при которых искомая величина опреде-
ляется непосредственно по показаниям прибора или по отклонению размера изде-
лия от установочной меры. Прямые измерения подразделяются на непосредствен-
ные (абсолютные) и относительные (сравнительные).
При непосредственных измерениях определяется значение
всей измеряемой величины непосредственно по показаниям прибора (термин
«абсолютные измерения» нельзя считать достаточно четким, так как всякое изме-
рение по определению является сравнительным), а при относительных
измерениях определяется значение отклонения измеряемой величины от размера
установочной меры или образца; искомая величина находится алгебраическим
суммированием отклонения (показания) прибора и размера установочной меры.
Косвенные измерения характеризуются тем, что искомая величина опреде-
ляется косвенно по результатам прямых измерений величин, связанных с искомой
определенной зависимостью (например, измерение угла при помощи синусной
линейки).
Дифференцированный (поэлементный) метод измерения характеризуется не-
зависимым измерением каждого параметра изделия в отдельности.
Комплексный метод измерения характеризуется измерением такого параметра,
действительное значение которого отражает погрешности ряда других параметров
изделия (например, контроль зубчатых колес методом обкатки при однопрофиль-
ном зацеплении). Наиболее часто применяется комплексный метод контроля,
позволяющий одновременно контролировать несколько параметров путем срав-
нения действительного контура контролируемого изделия с предельными (напри-
мер, контроль гладких, резьбовых и шлицевых изделий предельными калибрами,
контроль на проекторах).
СРЕДСТВА ИЗМЕРЕНИЙ
КОНЦЕВЫЕ И ШТРИХОВЫЕ МЕРЫ ДЛИНЫ
Концевые меры. Размеры, точность и технические условия для концевых
мер длины регламентированы ГОСТом 9038—59.
Рабочие размеры концевых мер установлены в пределах от 0,1 до 2000 мм
С градацией 0,001; 0,01; 0,1; 0,5; 10,0; 25,0; 50,0; 100 и 1000 мм.
Концевые меры скомплектованы в 14 стандартных наборов G—116 шт.).
По точности изготовления концевые меры подразделяются на четыре класса:
СРЕДСТВА ИЗМЕРЕНИЙ
505
0, 1, 2 и 3-й. Для концевых мер, находящихся в эксплуатации, отклонения сре-
динной длины которых превышают значения, допускаемые для 3-го класса по
ГОСТу 9038—59, устанавливаются дополнительные классы — 4 и 5-й.
По точности аттестации концевые меры делятся на пять разрядов. Чем выше
разряд концевых мер, тем точнее методы и средства их аттестации.
Выбор класса или разряда концевых мер определяется допустимым соотно-
шением погрешности срединного размера меры к погрешности, допускаемой при
данном измерении изделия. Рекомендуемое назначение концевых мер приведено
в табл. 1 и 2.
Штриховые меры длины наиболее широко используются в качестве рабочих
штриховых эталонов, образцов штриховых мер и шкал приборов, а также в инст-
рументах, предназначенных для грубых измерений (измерительные линейки,
рулетки и т. п.).
1. Назначение образцовых концевых мер для проверки измерительных средств
Разряды об-
разцовых
концевых мер,
применяемых
с учетом
поправок
2
3
4
5
5
5
Классы образ-
цовых кон-
цевых мер,
применяемых
без учета
поправок
-
0
1
2
3
4 и 5
Проверяемые измерительные средства
Измерительные приборы с допустимой погрешностью пока-
заний менее 0,1 мкм
Измерительные приборы с допустимой погрешностью пока-
заний от ±0,1 до ±0,25 мкм.
Оптические длинномеры с допустимой погрешностью показа-
ний от ± 1,0 до ± 4,5 мкм.
Измерительные машины (основные шкалы) 4-го разряда
Измерительные приборы с допустимой погрешностью пока-
заний от й: 0,2 до ± 2,0 мкм.
Микрометры рычажные с допустимой погрешностью пока-
заний ± C—4) мкм.
Микрометры 0-го класса.
Измерительные машины (основные шкалы) 5-го разряда
Микрометры 1 и 2-го классов.
Скобы рычажные с допустимой погрешностью показаний
от ± 2 до ±5 мкм.
Глубиномеры микрометрические с допустимой погрешностью
показаний от =ь5 до ±10 мкм.
Нутромеры микрометрические с допустимой погрешностью
показаний от +8 до ±40 мкм
Скобы индикаторные с допустимой погрешностью показа-
ний от +10 до ±25 мкм
Штангенциркули, штангенглубиномеры и . штангенрейс-
массы с допустимой погрешностью показаний от +20
до ±300 мкм
Примечания: 1. Назначение концевых мер для проверки измерительных
средств, не указанных в настоящей таблице, устанавливается инструкциями стандар-
тов, мер и измерительных приборов Госкомитета Совета Министров СССР.
2. Измерительные приборы с допустимой погрешностью показаний 0,1 мкм и менее
могут проверяться по разностям длин концевых мер, определенных с погрешностью,
Меньшей, чем ± @,05 + 0,Ь -103 0 мкм, где ( — номинальный размер меры в мм.
506
МЕТОДЫ И СРЕДСТВА ИЗМЕРЕНИЙ
2. Рекомендуемое назначение концевых мер для измерения калибров размеров
от 0,1 до 500 мм
Разряды
концевых
мер
4
5
Классы
концевых
мер
1
2
3
Калибры рабочие для
валов и отверстий
1-го класса (кроме .X,)
Xi, 2, 2а, 3 и За классов
4, 5, 7, 8 и 9-го классов
Калибры контрольные
2, 2а и 3-го классов
(кроме X, и Ш3)
X, и Ш3; За, 4, 5, 7, 8
и 9-го классов
УНИВЕРСАЛЬНЫЕ СРЕДСТВА ИЗМЕРЕНИЙ
Штангенинструменты. Выпускаются следующие штангенинструменты: штан-
генциркули (ГОСТ 166—63 *) с пределами измерений 0—125, 0—150, 0—200,
0—320, 0—500, 250—710. 320—1000, 500—1400, 800—2000, 1500—3000, 2000—
4000 мм; штангенглубпномеры (ГОСТ 162—64) с верхними пределами измерений
200 и 500 мм; штангенрейсмассы (ГОСТ 164—64) с пределами измерений 0—250,
40-400, 60—630, 100—1000, 600—1600, 1500—2500 мм.
Нониусы штангенпнетрументов изготовляют с величиной отсчета 0,1 и 0,05;
применяются штангенинструменты с величиной отсчета 0,02 мм.
Погрешность показаний штангенинструмента нормируется в пределах вели-
чины отсчета. Исключением являются штангенинструменты с большим пределом
измерений, для которых погрешность может превышать величину отсчета по
нониусу.
Микрометрические инструменты. Характеристики микрометрических инст-
рументов приведены в табл. 3.
3.
Характеристика
Верхние пределы измерений
в мм
Цена деления п мм ....
Измерительное усилие в н
Микрометрические инструменты
Микрометры для наружных
измерений
(ГОСТ 6507—60)
От 25 до 600 с интервалом
кратным: 25 до 300;
100 » 600
0,01
7-1-2
Микрометри-
ческие нутро-
меры (ГОСТ
10—58 •)
50-10 000
0,01
Микрометри-
ческие глу-
биномеры
(ГОСТ
7470—67)
25; 50;
75; 100
0,01
5 + 2'
Примечание. Суммарные погрешности глубиномера в интервале 0—25 мм
не должны превышать а: 5 мкм. Погрешности установочных мер размером 25 мм не
должны превышать =& 1 мкм, а размером 50 и 75 ли» — ±1,5 мкм.
Механические измерительные приборы (табл. 4). Характеристики механиче-
ских приборов приведены в табл. 4. На основе рычажно-зубчатых приборов
изготовляют: скобы с отсчетными устройствами различных типов (СР — с ценой
деления 0,002 мм для размеров от 0 до 150 мм с интервалом шкалы 25 мм; СИ —
с ценой деления 0,01 мм от 0 до 150 мм с интервалом 50 мм, от 100 до 700 мм
с интервалом 100 мм и от 700 до 1000 мм с интервалом 150 мм); индикаторные
нутромеры с ценой делений 0,001, 0,002 и 0,01 мм и различными пределами
измерений.
СРЕДСТВА ИЗМЕРЕНИЙ
507
4. Механически
Наименование и ГОСТ
Приборы с пружин
Головки измерительные пружинные —
микрокаторы F933—61)
Головки измерительные пружинно-опти-
ческие — оптикаторы A0593—63)
Индикаторы рычажно-пружинные с нор-
мальным и удлиненным наконечниками (типа
миникатор)
Головки измерительные пружинные мало-
габаритные (типа микатор)
Приборы рычаж
Головки измерительные рычажно-зубчатые
Индикаторы ¦ рычажно-зубчатые
многооборотные
Индикаторы часового типа E77—68)
е приборы
Тип
ним механизм
Ot-ИГП
02-ИГП
05-ИГП
1-ИГГГ
2-ИГП
5-ИГП
10-ИГП
01П
02П
05 П
ИРП
05-ИПМУ
05-ИПМ
1-ИПМУ
1-ИПМ
2-ИПМ
но-зубчатпые
ММ-5
ММ-3
1-МКМ
2-МКМ
—
i-ИГМ
2-ИГМ
Цена
деления
Предел
измерения
в мм
ом
0,0001
0,0002
0,0005
0,001
0,002
0,005
0,01
0.0001
0,0002
0,0005
0.001
0.0005
0.001
0,002
0,0005
0,001
0,002
0.01
0.001
0:002
0,01
-1-0,003
+0,006
+0,015
+0,03
+0,06
+0,15
+0,2
+0,012
+0,025
+0,05
+0,04
+0,08
+0,015
+0,025
+0,03
+0,05
+0,1
+ 0,015
+0,03
+0,05
+ 0.1
0,16
0.8
0—1
0-2
0-2
0-5
0—10
0-50
Оптико-механические и оптические приборы (табл. 5). Оптиметры и
ультраоптиметры построены на принципе автоколлимации и предназ-
начены для измерения размеров калибров, плоскопараллельных концевых
мер длины и точных изделий. Горизонтальный оптиметр снабжается принадлеж-
ностями для измерения внутренних диаметров от 13,5 до 150 мм, резьб, а также
вертикальными и горизонтальными центрами. Для удобства отсчета оптиметры
снабжены проекционными насадками. Погрешность показаний оптиметров равна
+ 0,2 мкм на участке шкалы до +0,06 мм и + 0,2>мкм в пределах всей шкалы,
равной +0,1 мм. Допустимая погрешность показаний ультраоптиметра не более
±0,1 мкм в пределах всей шкалы, рапной 25 или 83 мкм. Измерительное усилие
оптиметров составляет не более 200 г,
508
МЕТОДЫ И СРЕДСТВА ИЗМЕРЕНИЙ
5. Оптико-механические и оптические измерительные приборы
Наименование приборов и ГОСТ
Пределы измерений
прибора
Цена
деления
Вертикальные оптиметры E405—54) .
Горизонтальные оптиметры E405—54)
Ультраоптиметры ИКП-2
Измерительные машины ИЗМ
Длинномеры оптические вертикальные
ИЗВ-2
Длинномеры оптические горизонтальные
ИКУ-2
Проекторы большие БП
Проекторы часовые ЧП (ЧП-Г, ЧП-2) . .
Интерферометры контактные о перемен-
ной шкалой, вертикальные ИКПВ
(ПИУ-2) (8290 — 57)
Интерферометры контактные с переменной
шкалой, горизонтальные ИКПГ (ПИУ-3)
(8290—57)
Оптические делительные головки ОДГ-60;
ОДГ-30; ОДГ-10
Оптические делительные столы ОДС;
ОДС-2
0—180 для длин; 0—150 для
диаметров (наружных)
0—350 для длин; 0—225 для
наружных и 13,5—150 для
внутренних диаметров
0-250
0—1000; 0—2000; 0—4000;
0—6000
0—100 (по шкале)
0—300
0—60
0-360°
0-50
0—150+50 дел.
0—250+50 дел.
0—360°; 0—1000 мм
0—360°
0,001
0,001
0,0002
0,001
0,001
0,001
0,005
3'
0,001
От 0,00005
до 0,0002
От 0,00005
до 0,0002
1'; 30"-
10"
30"; 1"
Измерительные машины предназначены для измерения точных
изделий, калибров и инструментов больших размеров. Погрешность показаний
при непосредственных измерениях определяют по формулам
+ I 0,5 -f- —г мкм при измерении длин L до 100 мм;
i @,5 -[- лтгр:) мкм при измерении длин L св. 100 мм.
Оптические длинномеры предназначены для измерения точных
изделий и калибров. Допустимые погрешности показаний определяют по форму-
лам
( . . L \
— ~Ь опл мкм ПРИ измерении наружных размеров;
± B,5+^г-г) мкм при измерении внутренних размеров.
\ 1UU/
В приборе ИКУ-2 шкала проектируется на экран.
Измерительные микроскопы (табл. 6) применяют для точных
измерений длин и углов различных изделий, имеющих сложный профиль (резьб,
шаблонов, кулачков, фасонных режущих инструментов, некоторых элементов
червячных и зубчатых передач), а также для измерения радиусов, расстояний
между осями отверстий и т. п.
СРЕДСТВА ИЗМЕРЕНИЙ
509
6. Микроскопы
Характеристика
Цена деления на барабанах микровинтов
для линейных измерений в мм ....
Предел линейных измерений в мм:
в продольном направлении
в поперечном направлении
Рабочий ход микровинтов в мм
Предельная погрешность измерения в мкм
Цена деления отсчетного микроскопа для
угловых измерений в мин
Пределы угловых измерений в град . . .
Оптическое увеличение (сменные объек-
тивы)
Примечания: 1. В формулах: I
объекта измерения в мм.
2. Предельные погрешности измерения
ММИ;
ММИ-2
0,003
75
25
25
±E + й +
^ 1500;
1,0
0-360
30х
БМИ;
БМИ-1
0,005
150
50
25
±№
+ hl^
т зоооУ
1,0
0-360
Юх, 15х,
ЗОХ, 50х
— измеряемая длина в мм;
УИМ-21;
23; 24
0,001
200
E00-УИМ-24)
100
B00-УИМ-24)
См. примеча-
ние п. 2
1,0
0-360
ЮХ; 15*
ЗОХ; 50Х;
A0. 20, ЗОх
-УИМ-24)
Н — высота
длин на универсальном микроскопе:
/ 7 7Т Г \
в продольном направлении теневым методом ± ( 3 + ~ + т^тк \ мкм,
\ ,iU 4UUU /
в поперечном направлении теневым
Ф + Тъ + Ш)™-
3. Предельная погрешность измерения
теневым методом ±[в + -^) мкм, с
с ножами
1етодом ± C+50+ 2500/ мкм" с ножами
диаметров гладких цилиндров в центрах
/ т \
ножами -t- ( 2,7 -J—== I мкм.
\ /
Проекторы применяют для контроля различных изделий сложной
формы и малых габаритных размеров. Отклонения размеров изделия определяют
непосредственным сличением контура изображения изделия, проектируемого
в увеличенном масштабе на экран проектора, с номинальным контуром, вычер-
ченным в том же масштабе; сличением контура изображения детали с двойным
контуром, вычерченным по предельным размерам изделия, или измерением откло-
нений при помощи отсчетного устройства проектора. В зависимости от конфигу-
рации проверяемого изделия измерения на проекторе можно производить в про-
ходящем или отраженном свете.
Увеличение проекторов составляет 10, 20, 50 х, а у часового проектора 100 х
(съемные объективы). Суммарная погрешность микрометрических пар не более
+0,003 мм.
Помимо проекторов, указанных в табл. 5, применяются также проекторы
типа ПМК и МИС-2 для быстрого контроля изделий по предельным отклонениям.
Эти проекторы отличаются от предыдущих тем, что с помощью узких зеркально
отполированных металлических полосок на экране проектируется не вся деталь,
510 МЕТОДЫ И СРЕДСТВА ИЗМЕРЕНИЙ
а только ее крайние участки. Погрешность измерения этими проекторами при
увеличении 50х не превышает 0,01 мм.
Пневматические приборы используют для бесконтактных измерений. Они под-
разделяются на приборы, регистрирующие давление (приборы низкого давления
с р «S 0,12 кГ/см" и высокого давления с 0,5 s? p =S 2 кГ/см2) и приборы, регист-
рирующие скорость воздушного потока.
Пневматические приборы с водяным манометром
(типа Солекс). Высота водяного столба равна 500 мм. Шкалу прибора можно счи-
тать практически равномерной лишь на некотором участке B50—400 мм). Дейст-
вительная цена каждого деления определяется градуировкой прибора.
Передаточное отношение на равномернрм участке шкалы обычно находится
в пределах 2500—5000. Интервал деления составляет 5 мм при цене деления
0,001—0,002 мм. Иногда передаточное отношение доводят до 10 000 при цене деле-
ния 0,001 мм и интервале деления 10 мм. Предельная погрешность измерения
±0,5 цены деления шкалы.
Пневматические измерительные приборы с по-
плавковым указателем — поплавковые микромеры
(типа ротаметра). Передаточное отношение от 2000 до 10 000 и более при цене
деления. 0,002 мм и менее и при интервале деления от 2 мм и более. Предельная
погрешность показаний равна ±0,5 цены "деления шкалы.
Универсальные пневматические приборы типа
дельтаметра позволяют записывать отклонения размеров с передаточными
отношениями до 100 000 с погрешностью 1—2% от предела измерения по шкале.
Построенный по дифференциальной схеме прибор позволяет измерять разности
двух давлений, что используется при контроле геометрической формы, взаимного
положения поверхностей, углов и др.
Пневматические длинномеры выпускают одноблочные типа
316 и многоблочные типов 325-2 C, 4, 5, 6) с одновременным контролем соответст-
венно 2, 3, 5,8 и 10 размеров с пределом измерения 0,1 и 0,04 мм. Пневматические
длинномеры низкого давления имеются двух типов: 307 и 308 с дополнительным
показывающим устройством.
Пневматические самобалансирующиеся приборы типов 324 и 327 (со свето-
сигнальным устройством) имеют цену деления 0,0002; 0,0005; 0,001 мм и пределы
измерения: ±40 делений (для 324) и ±25 делений (для 327).
СПЕЦИАЛЬНЫЕ СРЕДСТВА ИЗМЕРЕНИЙ
Измерение углов и конусов. Угловые меры — плитки (ГОСТ
2875—62) комплектуются в восемь наборов с различным количеством плиток,
позволяющих собрать любой угол с градацией в 1°, 10', Г и 30". Наборы
выпускаются трех классов точности: 0, 1 и 2.
Угловыми мерами углы измеряют путем установления величины наибольшего
просвета между сторонами измеряемого угла и угловой меры, либо констатацией
отсутствия просвета между ними. Величину просвета до 30 мкм устанавливают
по образцам просвета, а более 30 мкм щупами.
Синусные линейки (ГОСТ 4046—61 *) изготовляют трех типов:
I — без опорной плиты с одним наклоном; II — с опорной плитой и одним
наклоном; III — с двумя опорными плитами и двойным наклоном. Ширина линеек
I и II типов может быть равной 40; 60; 80; 90; 120 и 140 мм, а линеек III типа —
120 или 180 мм. Расстояние между осями роликов равно 100; 200; 300 илн 500 мм.
Широкие синусные линейки приспособлены для установки на них одновременно
нескольких изделий, а также вспомогательных приспособлений (дисков, призм
и пр.). Углы установки линейки а рассчитывают по формуле
h
sm a = j-
СРЕДСТВА ИЗМЕРЕНИЙ
511
где h — размер установочного блока концевых мер в мм; L — расстояние между
осями роликов в мм.
Для измерения отклонений от заданного угла определяют для двух точек
разность расстояний от базы (плиты) до свободной поверхности измеряемой дета-
ли, установленной на синусной линейке
(рис. 1).
Отклонение Да от заданного угла под-
считывают по формуле
tgAcc=y,
где п — разность показаний измеритель-
ного прибора (миниметр, индикатор и т. п.)
в двух точках, отстоящих друг от друга на
расстоянии I.
Предельные погрешности метода изме-
рения углов приведены в табл. 7.
Углы внутренних конусов иногда из-
меряют с помощью двух шариков или ро-
ликов различного диаметра, определяя
величину их углубления.
Измерение углов координатным методом на универ-
сальном микроскопе состоит в определении конусности измерением двух диамет-
ров косинуса De u de (с помощью ножей) и расстояния I между ними.
\Я
Рис. 1. Измерение конуса с помощью
синусной линейки
7. Предельные погрешности измерения углов
Длина
стороны
измеряемого
изделия
Б ММ
10
20
30
50
70
100
Погрешности (+)
15
100
17
12
11
10
10
200
15
9
7
В
5
ЗС
100
18
13
12
на синусных линейках
в сек
на плитках 1-го класса при измеряемых углах
и длине линейки в мм
°
200
15
9
8
7
6
45°
100
21
17
16
15
2(Ю
16
10
9
8
60°
100
27
24
23
200
28
24
13
12
80°
100
70
200
35
В этом случае конусность равна
K = 2tga = -De~~(
I
Угломерные приборы. Для измерения углов с точностью до 2'
и грубее применяют угломеры с нониусом и ценой деления 2' и 5'.
Для повышения производительности угловых измерений применяют индика-
торные угломеры. Для проверки центральных углов различных изделий, а также
Для точных угловых делений при обработке деталей применяют оптические дели-
тельные головки, которые изготовляют с ценой деления!' и 30". Для точных
512
МЕТОДЫ И СРЕДСТВА ИЗМЕРЕНИЙ
измерений угла между двумя гранями изделия применяют гониометры с предель-
ной погрешностью измерения от +30 до +2".
Уровни. Слесарные, рамные (ГОСТ 9392—60) и микрометрические
применяют для измерения малых угловых отклонений от горизонтали и вер-
тикали.
Средства и методы измерения отклонений формы и расположения поверхнос-
тей. Овальность измеряют универсальными приборами, величину оваль-
ности определяют как разность наибольшего и наименьше-
го показаний прибора, полученных при повороте изделия
под измерительным наконечником на 180°.
Огранку (рис. 2, а) измеряют при установке де-
тали в кольце, диаметр которого равен наибольшему
предельному размеру вала. Но часто огранку измеряют
при установке детали на призму с углом а, равным 60 или
90°. За величину огранки принимают разность наиболь-
шего и наименьшего показаний прибора, умноженную на
коэффициент, зависящий от числа граней и угла призмы
(табл. 8). При этом могут использоваться универсальные
приборы.
Проверка конусности сводится к измерению
обычными средствами диаметра в двух сечениях, отстоя-
щих друг от друга- на длину сопряжения или на задан-
ном расстоянии.
Проверка бочкообразности и корсет-
нос т и (седлообразности) производится измерением
диаметров изделия в трех сечениях вдоль оси (двух край-
них и одного между ними). Величину бочкообразности
или корсетности определяют наибольшей разностью
диаметров среднего и одного из крайних сечений.
Изогнутость (рис. 2, б) проверяют измерением наи-
большей стрелы прогиба в продольном сечении изделия.
Бочкообразность, корсетностьи изогнутость можно контролировать лекальной
линейкой с оценкой видимого просвета.
Для увеличения производительности процесса измерения отклонений формы
применяют специальные приспособления и приборы механического, электро-
контактного, пневматического и других
принципов действия.
Для измерения некруглости
применяют макропрофилографы, позво-
ляющие записывать погрешности фор-
мы деталей в поперечном сечении. Заво-
дом «Калибр» выпускается индуктивньгй
прибор типа 218 с пределом измерения
3—300 мм и тип 246 для деталей типа
шпинделей с пределами измерения 20—
300 мм по диаметру и 1200 мм по вы-
соте деталей.
П рямолинейность и неплоскостность может проверяться
поверочными линейками методами световой щели, линейных отклонений и «пятен
на краску». Для контроля методом световой щели применяют лекальные линейки.
Величину просвета определяют с помощью образцов просвета. Для контроля
методом линейных отклонений ярименяют поверочные линейки с широкой рабо-
чей поверхностью, которые в зависимости от отклонений от прямолинейности
и параллельности изготовляют 0, 1 и 2-го классов точности. Зазор в различных
точках между линейкой и проверяемой поверхностью определяют щу-
пом, концевыми мерами или измерительным прибором (например, индика-
тором}. Имеются специальные приборы типа ППС-11 и ИС-36.
Рис. 2. Измерение:
а — огранки; б —
изогнутости цилинд-
рических деталей
8. Коэффициенты пересчета показаний
прибора при измерении огранки на призме
Число граней
огранки
3
5
Угол призмы
60°
7з
90°
'/2
СРЕДСТВА ИЗМЕРЕНИЙ
513
Контроль неплоскостности поверочными плитами производится по методу
«пятен на краску». Поверочные плиты изготовляют размером от 100x200 до
ЮООх 1500 мм 0 и 1-го классов точности.
Наряду с названными средствами для контроля прямолинейности применяют
следующие методы: измерение уровнем, оптические методы измерения (колли-
мационные п автоколлимациоеные) и др.
Плоскость малых доведенных поверхностей проверяют техническим интерфе-
ренционным методом с помощью плоских стеклянных пластин (ГОСТ 2923—59*).
Этот метод применяют для определения отклонений от плоскостности, не превы-
шающих 2 мкм. Погрешность метода зависит от
плоскостности стеклянных пластин и не превышает
+ 0,1 мкм.
Контроль расстояний между
осями отверстий производится на инстру-
ментальном или универсальном микроскопах, про-
екторах, а также штангенциркулями и микрометрами.
Расстояние между осями определяют по резуль-
татам измерения диаметров отверстий (или диамет-
ров контрольных валиков, плотно входящих в от-
верстия) и расстояния между их краями (рис. 3):
L = h +
dt-
i=U-
dt + d2 h + l2
Рис. З. Измерение расстоя-
ний между осями отверстий
В крупносерийном и массовом производствах расстояния между осями конт-
ролируют специальными калибрами или приспособлениями с показывающими
приборами.
Контроль взаимной перпендикулярности внеш-
них поверхностей (плоских или цилиндрических) производят обычно
стандартными угольниками, а у мелких деталей —
на микроскопах и проекторах.
Контроль взаимной перпенди-
кулярности осей двух отверстий
или перпендикулярности оси отверстия торцу (или
базовой плоскости) осуществляется специальными
калибрами-шаблонами или с помощью приспособ-
лений.
Контроль соосности цилиндрических
поверхностей производят с помощью контрольных
скалок (валиков), плотно вставляемых в проверяе-
мые отверстия.
На одном из валиков закрепляют индикатор
(рис. 4). Измерительный наконечник индикатора
приводят в соприкосновение с поверхностью второго
валика, после чего валик с индикатором поворачи-
вают на 360°. Размах колебаний стрелки индика-
тора равен удвоенному эксцентрицитету, т. е. 2е.
Величина несоосеости может быть определена также по несовпадению осей
валиков, имеющих на одном конце центры.
Исполнительные размеры и допуски контрольных валиков соответствуют
размерам и допускам проходных калибров.
Для контроля соосности отверстий разных диаметров изготовляют ступен-
чатые валики.
Допуск на несоосность ступеней валиков не должен превышать V5 допуска
иа несоосиость отверстий контролируемой детали.
Для оценки фактической величины несоосности отверстий применяют приспо
собления с показывающими приборами.
!/217 Справочник технолога, том 2
У//Л
Рис. 4. Контроль .чесоосно-
сти отверстий
514
МЕТОДЫ И СРЕДСТВА ИЗМЕРЕНИЙ
Контроль больших размеров. К большим размерам в машиностроении при-
нято относить размеры свыше 500 мм.
В табл. 9 приведены предельные погрешности наиболее распространенных
средств контроля больших размеров.
9. Предельные погрешности измерительных инструментов и
для больших размеров
Измерительные средства
и методы
Штангенциркули с отсчетом 0,1 мм . . .
Индикаторные скобы . :
Накладные приборы
Микрометрические нутромеры
Метод опоясывания: образцовой рулеткой
рабочей рулеткой
Погрешности
500
1000
100
28
20
-
36
50
33
53
34
207
приспособлении
(±) в мкм при
размерах в мм
2000
200
62
100
«0
65
53
238
3000
300
89
230
85
77
75
262
измеряемых
4000
400
119
400
117
86
101
286
5000
—
144
630
141
95
119
301
Контроль шероховатости поверхности. Для количественной оценки шерохо-
ватости применяют щуповые приборы (профиломотры, профилографы) и опти-
ческие приборы (двойной микроскоп и интерференционный микроскоп), а для
качественной — образцы шероховатости и сравнительный микроскоп.
Профилометры для цехового контроля шероховатости поверхности
типа 240 (ГОСТ 9504—60) предназначены для б—12-го классов.
Основные характеристики щуповых приборов для определения шерохова-
тости поверхности по Rz с пружинным механизмом (микрокаторным) приведены
в табл. 10.
10. Приборы щуповые с пружинным механизмом (микрокаторным)
для определения шероховатости поверхности
Тип
2ИПШ
1ИПШ
02ИПШ
01ИШЯ
Классы чистоты
4—5
6-7
8—9
10—11
Шкальная
Предел измере-
ния в мм (±)
0,06
0,03
0,006
0,003
головка
Цена деления
в мм
0,002
0,001
0,0002
0,0001
Измерительное
усилие в мн
50
20
Щуповой профилограф-профилометр (лабораторный) мод. 201
(ГОСТ 9504—60) предназначен для измерения шероховатости поверхности
5—12-го классов чистоты по показывающему прибору и 5—14-го классов при
записи профилограммы с пределами увеличения 1000—200 000 (вертикального)
и 2—4000 (горизонтального). Погрешность показаний ±10%.
Оптические приборы. Двойной микроскоп МИС-11 предназначен
для лабораторного измерения шероховатости поверхностей 3—9-го классов
чистоты. Допустимая погрешность показаний прибора находится в пределах
4,5—18% при измерении шероховатости 3—7-го классов и в пределах 13г5—24%
при измерении шероховатости 6—9-го классов.
СРЕДСТВА ИЗМЕРЕНИЙ
515
Интерференционный микроскоп МИИ-4 предназначен для лабораторных
измерений ншроховатости поверхностей 10—14-го классов.
Погрешности измерения высот неровностей визуальным методом составляют
0,08—0,04 мкм при измерении шероховатости 10—12-го классов и 0,4—0,03 мкм
при измерении шероховатости 13—14-го классов.
Микроинтерферометр МИИ-5 позволяет определять только визуально,
с помощью окулярного винтового микрометра в белом свете шероховатости
поверхности 10—14-го классов.
Импрессионно-репликовый интерферометр МИИ-10 применяется для измере-
ния шероховатости труднодоступных и внутренних поверхностей, а также
поверхностей деталей без снятия их со станка. На приборе рассматривается не
сама поверхность, а ее отпечаток (реплика).
Образцы шероховатости поверхности. В цеховых усло-
виях применяется метод оценки шероховатости поверхностей визуальным сравне-
нием деталей с образцами шероховатости. Этот метод дает надежные результаты
контроля шероховатости поверхностей до 6-го класса включительно.
¦О ^
"с.
Sn,"P"
S3»*ww&
¦, прав
Ось резьбы
перемещения
VA^jJWa/
Рис. 5. Погрешности при измерении элементов резьбы на микроскопах и способы
их исключения
Сравнительные микроскопы (накладного, переносного и ста-
ционарного типов) применяют для улучшения качества контроля шероховатости
до 10-го класса сравнеиием с образцами.
Контроль цилиндрических резьб. Дифференцированный метод
контроля применяют, когда допуски заданы отдельно на средний диаметр,
шаг и половину угла профиля, и тогда, когда допуск на средний диаметр включает
погрешности шага и половины угла профиля, т. е. является допуском на приве-
денный средний диаметр.
При комплексном методе производят проверку приведенного
среднего диаметра, включающего диаметральные компенсации отклонений шага
и половины угла профиля.
Наибольшее распространение, особенно для резьбовых деталей массового
и серийного производства, получили резьбовые калибры. Иногда применяют
комплексный контроль резьбы малых размеров на проекторах сравнением дей-
ствительного контура проверяемой резьбы с предельным на всей длине свинчи-
вания.
Измерения отдельных параметров цилиндриче-
ских резьб (табл. 11). Средний диаметр резьбе шагом более 0,5 мм измеряют
с помощью ножей, для устранения погрешностей измерения из-за возможной
неперпендикулярности оси изделия линии измерения (рис. 5, а) за действитель-
ный размер среднего диаметра принимают среднее арифметическое из результа-
тов измерения по правым сторонам профиля (дающего размер больше действп
тельного) и левым сторонам его (дающего размер меньше действительного).
!/„17*
516
МЕТОДЫ И СРЕДСТВА ИЗМЕРЕНИЙ
П. Основные средства измерения отдельных параметров
цилиндрических резьб
Измерительные
средства
Универсальный микро-
скоп с ношами
Инструментальный ми-
кроскоп с ножами
Оптиметр и измери-
тельная машина; конце-
вые меры 4-го разряда;
проволочки 0-го класса
точности
Оптиметр и измери-
тельная машина; конце-
вые меры 5-го разряда
и проволочки 1-го клас-
са точности
Рычажный микрометр;
проволочки 1-го класса
точности
Микрометр; проволоч-
ки 1-го класса «ч'чности
Микрометр резьбовой
Универсальные микро-
CnUllbl.
с ножами
без ножей
Инструментальные ми-
кроскопы:
с ножами; концевые
меры 5-fo разряда
без ножей: концевые
меры 5-го разряда
Инструментальные ми-
кроскопы:
с ножами
без ножей
Шагомер с ценой де-
ления 0.002 мм
Объекты
измерения
Пределы
измерения
в мм
Предельные погрешности изме-
рения (=fc) в мкм для диаметров
*
1-18
18-50
50-100
Измерения среднего диаметра йг
Рабочие и
контрольные
калибры
Резьбовые
детали
Контроль-
ные
калибры
Рабочие
калибры
Резьбовые
детали
Рабочие и
контрольные
калибры
1-100
1—25
1-100
1-50
1-600
1—350
1 — 100
1—50 при
d < 50
Измерения шага ?
Резьбовые
детали
1—50 ори
и, ^z 00
1—75 при
d < 58
Иа длине не
более 60 мм
2,5
3,5
4,5
6
1,4—1,6
2,6—3,0
1,4-1,7
2,7-3,1
1,5-1,8
2,8-3,2
7
От 11 до 30 в зависимости от
диаметра
От 25 до 100 и более в зависи-
мости от величины шага и по-
грешностей —<? и S изделий и
вставок
1,5
2
2,5
3
2,5
3
3,5
4
3,0
3,5.
—
5
8
От 10 до 15 для нарезанной и
от 5 до 10 для шлифованной резьб
Измерения половины угла профиля о:/2
Универсальный и ин-
струментальный микро-
скопы:
с ножаыи
Рабочие и
контрольные
калибры
1-100;
1-58
Для шагов более 0,5 мм
1 3 V
±B+^)
СРЕДСТВА ИЗМЕРЕНИЙ
517
Продолжение табл.
Измерительные
средства
Объекты
измерения
Пределы
измерения
в мм
Предельные погрешности изме-
рения (±) в жкм для диаметров
в мм
1-18
18-50
50—100
Универсальный и ин-
струментальный микро-
скоп
без ношей
Для шагов менее 0,5 мм
Рабочие и
контрольные
калибры
1-100 и
1—58 для
всех шагов
±C + i
для шагов более 0,5 мм
±(з+4
Инструментальные ми-
кроскопы:
о ношами
без ношей
Диаметр не
более 58 мм,
шаг не менее
0,5 мм
±B + ~
при удовлетвори-
тельном состоянии образующих
профиля
Резьбовые
детали
Диаметр не
более 58 мм
при любом
шаге
Для шагов менее 0,5 мм
±(з-7
S
для шагов более 0,5 мм
'*?
при удовлетворительном состоя-
нии образующих профиля
Универсальный микро-
сноп
Инструментальный ми-
кроскоп
Инструментальный ми-
кроскоп
Измерения внутреннего
Рабочие и 1—100
контрольные
калибры
Резьбовые
детали
таметра
10
Примечания: 1. Погрешности измерения d2 методом трех проволочек, ука-
занные в таблице, не учитывают в полной мере возможных дефектов образующих профиля.
2. Измерение шага резьбовых калибров на инструментальном микроскопе следует
производить лишь при отсутствии универсального микроскопа.
3. Пределы измерений на инструментальном микроскопе указаны для малой модели
(ММИ). Для микроскопа большой модели (ВМИ) пределы измерений составляют: 150 мм
при измерении шага, 80 мм при измерении половины угла профиля.
Измерение среднего диаметра резьбы методом трех проволочек заключается
в следующем: во впадины резьбы закладывают три проволочки равного диаметра
d (рис. 6), и при помощи оптиметра, вертикального длиномера, миниметра или
микрометра измеряют размер М, а затем определяют средний диаметр по формуле
d2 = M-
l(l +
1
. а
siny
-Ь
Jctgf
Чтобы устранить влияние погрешностей угла профиля, обычно пользуются
проволочками с так называемыми наивыгоднейшими диаметрами (табл. 12).
17 Справочник технолога, том 2-
518
МЕТОДЫ И СРЕДСТВА ИЗМЕРЕНИЙ
12. Размеры в мм проволочек (ГОСТ 2475—62) для метрической резьбы
Шаг
резьбы
0.2
0,25
0.3
0.35
0.4
0.45
0.5
0,6
Наивыгод-
нейший диа-
метр прово-
лочек
0,118
0,142
0,170
0,201
0,232
0.260
0.291
0.343
Шаг
резьбы
0,7
0.75
0,8
1,0
1,25
1,5
1,75
2,0
Наивыгод-
нейший диа-
метр прово-
лочек
0,402
0,433
0,461
0.572
0,724
0.866
1,008
1,157
Шаг
резьбы
2,5
3,0
3,5
4,0
4,5
5,0 •
5,5
6,0
Наивыгод-
нейший диа-
метр прово-
лочек
1,441
1,732
2,020
2,311
2,595
2,886
3,177
3,468
Измерение шага резьбы производят главным образом на микроскопах (с но-
жами и без ножей). Для устранения влияния возможного перекоса оси измеряе-
мого изделия в горизонтальной плоскости шаг следует измерять по правым
и левым сторонам профиля (рис. 5, б), а для устранения влияния перекоса изделия
в вертикальной плоскости шаг (при d ^ 3) надо из-
мерять со стороны профиля, обращенной к наблю-
дателю, и с противоположной стороны изделия
(рис. 5, в). За действительный размер Sn принимают
среднее арифметическое из четырех измерений:
Sn =
п, прав ~т~ ьп, лев < " п, прав > " п, л
Рис. 6. Измерение резьбы
методом трех проволочек
Для измерения шага резьбы деталей иногда при-
меняют также стационарные или накладные шаго-
меры.
Измерение половины угла профиля можно про-
изводить на универсальном и инструментальном
микроскопах. Половину угла профиля обычно из-
меряют попутно с измерением шага или среднего
диаметра. Чтобы исключить систематические ошиб-
ки измерения вследствие несовпадения оси резьбы и оси центров половину угла
профиля следует измерять в одном осевом сечении, но с двух сторон (рис. 5, г).
В этом случае действительные значения половины угла профиля подсчитывают
по формулам
а, ч f('") + f(/r)
~9~ (прав.)— 9 >
я, , >+7<">
о \лев<) п •
Половину угла профиля можно измерять на проекторах.
Внутренний диаметр наружных резьб измеряют микроскопами, а также спе-
циальными (остроконечными) вставками к резьбовому микрометру или к какому-
либо контактному прибору.
Контроль зубчатых передач. Точность зубчатых передач может быть опре-
делена с помощью комплексных или дифференциальных показателей. Примерные
комплексы параметров для контроля цилиндрических зубчатых колес приведены
в табл. 13.
1&. Примерные комплексы параметров для контроля цилиндрических зубчатых колес в различных отраслях машиностроения
Нормы
Кинемати-
ческой
точности
Плавности
работы
Контакта
зубьев
Бокового
зазора
Прямозубые и узкие косозубые колеса
Измеритель-
ные и дели-
тельные
Авиационные, автомобиль-
ные, станочные и тяговые
Тракторные, подъемные
и сельскохозяйственные
машины
Широкие косозубые колеса
Турбинные
Редукторные
Прокатные
и подъемные
Степени точности зубчатых колеи по ГОСТу 1643—56
3-5
5—6
6F (дг„ и е/)
Д(о и 61
6li (ДМ)
6—7 j 8—9
60а и S0L
V
6<,а и 60L
(?„ и S0L)
°га (80
9-11
?о
61
Пятно контакта
Да
(AM)
Да
(б„Л/)
oL
3-5
Ео и 6ф?
6F
Пятно
контакта
(ДВ2> 6Ьп
и Д«о)
dh
6-8 j 8-10
Е„ и
бФ2 FB)
6F (SO
и Д(о или
abs и еьо
Во и
60L
6!
Пятно
контакта
6Л.
FГ-)
Примечание. Таблица составлена по данным научно-технической информации № 295 ЦНИИТМАШа.
В скобках указаны заменяющие комплексы контролируемых параметров.
520 МЕТОДЫ И СРЕДСТВА ИЗМЕРЕНИЙ
При приемочном контроле для оценки эксплуатационных показателей пере-
дачи предпочтительно использовать комплексные методы и выполнять его при
совмещении измерительной базы с монтажной базой изделия.
В ряде случаев целесообразно заменять непосредственный контроль парамет-
ров зацепления профилактическим контролем кинематической и геометрической
точностей станка, точности режущего инструмента, заготовки и их установки.
Профилактический контроль особенно эффективен при производстве крупно-
габаритных колес. Его можно осуществлять также дифференцированной
проверкой отдельных параметров зубчатых колес, по результатам которой
выявляют погрешности технологического процесса и производят его подна-
ладку.
Такую проверку выполняют при совмещении измерительной базы с техноло-
гической.
В стандартах на допуски зубчатых передач все предельные отклонения заданы
для случая контроля точности колеса относительно его рабочей оси. При переходе
на вспомогательную базу (наружный цилиндр заготовки, торец колеса и др.)
необходимо учитывать погрешности, вносимые этой базой в результате измерения.
Средства измерения параметров зубчатых и червячных передач приведены
в табл. 14.
Проверка кинематическойи циклической погреш-
ностей осуществляется методами, указанными в табл. 15.
Проверка параметров зубчатых передач, опре-
деляющих полноту контакта сопряженных зубьев.
Полнота контакта зубьев сопряженных колес, помимо комплексного показателя—
пятна контакта, может быть определена также проверкой направления и прямо-
линейности контактной линии, а для широких косозубых колес ¦— еще и осевых
шагов.
Контактную линию проверяют на контактомерах прямолинейности, контакто-
мерах наяравления, на универсальных контактомерах или на других универсаль-
ных зубоизмерительных приборах. Осевой шаг можно проверять шагомерами
для осевого шага.
Постоянство хода винтовой линии зуба узких косозубых колес проверяют
ходомерамл.
Проверка положения исходного контура и тол-
щины зуба по постоянной хорде. Для определения бокового
зазора между неработающими профилями зубьев необходимо измерить величину
радиального смещения исходного контура тангенциальными зубомерами или тол-
щину зуба по постоянной хорде каждого из колес зубчатой пары штангензубо-
мерами пли оптическими зубомерами.
АВТОМАТИЧЕСКИЕ СРЕДСТВА КОНТРОЛЯ РАЗМЕРОВ
В качестве автоматических средств приемочного контроля для рассортировки
готовых деталей на группы размеров или селективной сборки, а также при сто-
процентном контроле ответственных деталей целесообразно применять контроль-
ные автоматы, которые как средства массового контроля изготовляются
специально для данного изделия (или данного типа). Проектирование
средств автоматического контроля основано на применении типовых узлов
(табл. 16).
Технологический контроль дает возможность по результатам измерений
качественных характеристик изготовляемых деталей регулировать ход техно-
логического процесса. Такой метод технического контроля называют активным
контролем. Автоматический активный контроль называют управляющим.
Средства управляющего контроля, выпускаемые отечественной промышлен-
ностью, приведены в табл. 17,
СРЕДСТВА ИЗМЕРЕНИЙ
521
14. Средства измерения параметров зубчатых и червячных колес
Измерительные средства
Приборы:
универсальный для контроля кинематической
погрешности цилиндрических колес (для ком-
плексного однопрофильного контроля)
для контроля кинематической погрешности ци-
линдрических колес (с промежуточным колесом)
универсальный для контроля кинематической по-
грешности цилиндрических колес (для комплекс-
ного однопрофильного контроля) без измери-
тельных колес
универсальный зубоизмерительный с оптическим
угловым лимбом для контроля цилиндрических
и конических колес
механизированный для контроля окружного шага
и накопленной погрешности на угле 180° цилин-
дрических колес
для контроля окружного шага и биения кониче-
ских колес
Шагомеры:
с тангенциальными наконечниками для окружного
шага цилиндрических колес
для основного Шага колес внешнего зацепления
для основного шага колес внутреннего зацепления
Биениемер для цилиндрических и конических колес
(ГОСТ 8137—59)
Нормалемер для колес внешнего зацепления
Микрометр рычажный нормалемер (ГОСТ 4381—68)
Микрометр-нормалемер (ГОСТ 6507—60)
Нормалемер для колес внутреннего зацепления
Прибор для комплексного двухпрофильного контро-
ля (межцентромер) цехового типа
Волномер
Эвольвентомеры:
универсальный для контроля колес внешнего и
внутреннего зацепления
индивидуально-дисковый с устройством для кон-
троля винтовой линии
Контактомеры:
универсальный для контроля цилиндрических
зубчатых колес (группы А по ГОСТу 5368—58)
с приспособлением для контроля осевого шага
универсальный для контроля цилиндрических
зубчатых колес (группы Б по ГОСТу 5368—58)
Приборы:
для контроля винтовой линии осевого и окруж-
ного шага цилиндрических зубчатых колес
для контроля осевого шага на станке
Зубомеры:
тангенциальный
кромочный индикаторный
кромочный для колео внутреннего зацепления
Колеса измерительные зубчатые:
жесткие
регулируемые (с переменной толщиной зуба)
по ГОСТу 6512—58
Тип
—
18630
(БВ-608К)
—
БВ-966
Взамен
модели
17750
БВ-754
БВ-5004
КЛ-10
/БВ-10Я01
БВ-5001
—
1KMH
M3-25
КВН
BM10C
—
18700
(БВ-1089)
BB-973
~—
БВ-50101
БВ-5014
ЗТ-10
ЗИМ-15
БВ-5016
1
И
Пределы изме-
рения в мм
d до 40;
то = 0,2 -f 1,25
Межцентровое
расстояние
100 400 мм
d = i0 — 400;
m =1-7-10
d = 10 —160;
m = 0,3 -f- 1,25
d = 20 — 160;
m = 0,5 ~ 1,25
d до 1000;
m до 16
m = 2-^ 10
m = 1,75-f-10
d = 200 наимен.'
m — 1 — 10
d до 160;
m = 0,3 -7-2
Длина общей
нормали в мм:
0—160
0—20
0—25
0—160
Межцентровое
расстояние
20—160 мм
т = 1,5-г- 10
d до 400;
т = 1 — 10
d = 400 F00 на-
садные);
т = 1 -т- 16
d = 40 -т- 400;
т = 1 -f-10
d до 400;
m = l-f 10
d = 40 — 400;
т = 2 -f-' 10
Наибольший
осевой шаг 200
т = 2 — 10
т = 1 — 15
711 = 1-7-10
т = 0,3 — 1;
т = 1,25— 10
т = 2 — 1'0
522
МЕТОДЫ И СРЕДСТВА ИЗМЕРЕНИЙ
Продолжение табл. 14
Измерительные средства
Прибор индуктивный самопишущий с круговым дат-
чиком для контроля кинематической точности зу-
бодолбежных и зубострогальных станков
Магнитоэлектрический кинематомер для контроля
кинематической погрешности зубофрезерных стан-
ков и механизмов с зубчатыми передачами
Тив
БВ-5003М
Пределы изме-.
рения в мм
Цена деления
(в 1 мм записи)
1; 2; 4; 8"
Погрешность
прибора
0,5—20"
15. Контроль комплексных и дифференцированных показателей
кинематической точности и плавности зубчатых колес
Схема контроля
Опреде-
ляемый
параметр
Основные методы
1 2
сЬ
Однопрофиль-
ная проверка
кинемати-
ческой по-
грешности
циклической
погрешности
Непрерывное измерение разности угла по-
ворота в однопрофильном зацеплении с эта-
лонным колесом J проверяемого 2 и эталон-
ного 3 зубчатых колес. Разность регистриру-
ется отсчетным или записывающими устрой-
ствами.
Наибольшая разность показаний или отсче-
тов за один оборот-
Среднее значение многократно повторяю-
щихся изменений показаний прибора в пре-
делах одного оборота
Циклическая
погрешность
для широких
косозубых
колес
Путем определения волнистости, которая
измеряется на базе, равной нечетному числу
длин волн
Погрешность
обката
Определяется; 1) путем контроля погрешно-
сти окружного шага зубчатого колеса, не сня-
того с зуборезного станка;
2) косвенно, проверкой кинематической по-
грешности зубообрабатывающего станка и т. п.
Двухпрофиль-
ная проверка
колебания из-
мерительного
межцентро-
вого расстоя-
ния при
оценке:
плавности
кинемати-
ческой
точности
В плотном двухпрофильном зацеплении,
когда проверяемое колесо поджимается к эта-
лонному, определяется межцентровое расстоя-
ние при зацеплении каждого зуба проверяе-
мого колеса с эталонным. Приняв одно из
таких значений за начальное и установив его
как нуль при измерении, определяют откло-
нения измерительного мешцентрового расстоя-
ния от принятого нуля.
Определяют колебание измерительного меж-
центрового расстояния на одном зубе как
среднее арифметическое разностей показаний
при переходе с одного зуба на другой.
Определяют колебание измерительного меж-
центрового расстояния за оборот как разность
наибольшего и наименьшего показаний за
один оборот
СРЕДСТВА ИЗМЕРЕНИЙ
523
Продолжение табл. 15
Схема контроля
Определяе-
мый
параметр
Основные методы
Погрешность
окружного
шага при
оценке:
кинемати-
ческой
точности
плавности
Определяют как неравномерность шагов по
окружности, близкой к делительной и концен-
тричной с ней. Так как действительное зна-
чение шага будет зависеть от радиуса окруж-
ности, за отклонение окружного шага при-
нимают разность между окружным шагом,
принятым за начало отсчета, и измеряемым.
При измерении базовый наконечник устанав-
ливают на базовую поверхность одного зуба,
а измерительный — на одноименную поверх-
ность в точках пересечения этих поверхно-
стей с выбранной окружностью.
Погрешность окружного шага может быть
определена при измерении угловых шагов
колеса универсальными угломерными прибо-
рами: теодолитом, оптической делительной
головкой и т. п.;
Определяют по диаграмме неравномер-
ностей последовательных шагов за оборот
колеса как разность наибольшей и наимень-
шей (с учетом знака) ординат или как раз-
ность наибольшего и наименьшего показаний
прибора за оборот проверяемого колеса при
измерении угловых шагов;
Определяют как среднее за оборот значение
разности показаний прибора при переходе с
одного зуба на другой ^_^
Примечание. За базу измерения принимают: посадочное отверстие колеса,
окружность впадин, окружность выступов; вспомогательную окружность, соосную с по-
садочным отверстием.
Отклонение
основного
шага
Основной шаг определяют как расстояние
между параллельными касательными к двум
соседним правым {или левым) эвольвентным
профилям зубьев. Шагомер с помощью конце-
вых мер настраивают на номинальный раз-
мер. Действительная величина основного шага
равна алгебраической сумме показаний при-
бора и размера блока концевых мер. Контроль
кромочными наконечниками б в сравнении
с тангенциальными а включает методическую
погрешность; в результат измерения вклю-
чаются местные погрешности профиля. Откло-
нение основного шага определяют как среднее
значение за оборот разностей действительных
и номинального значений основного шага
Примечание. По отклонению основного шага определяют среднее отклонение
радиуса основной окружности; погрешность угла профиля исходного контура.
524
МЕТОДЫ И СРЕДСТВА ИЗМЕРЕНИЙ
Продолжение табп. 15
Схема контроля
Определяе-
мый
параметр
Основные методы
Радиальное
биение
зубчатого
венца
На биениемерах радиальное биение опреде-
ляют как накопленное за оборот:
1) колебание измерительного наконечника
относительно оси зубчатого колеса (рис. а);
2) колебание радиального смещения ролика,
закладываемого поочередно во впадины между
зубьями, при установке зубчатого колеса
с оправкой в центрах (рис. б);
3) колебание расстояния М при последо-
вательной установке двух роликов (рис. в)
для нечетного числа зубьев М = М' +
+ d0 f\ — sin?-~ n\
Примечание к пп. 2 и 3. Для оценки соответствия нормированной точности
результат измерения пересчитывают на d0 (или наоборот).
Отклонение
и колебание
длины общей
нормали
При проверке не требуется специальной
базы, поэтому ее можно производить как спе-
циальными (см. табл. 14), так и универсаль-
ными инструментами и приборами. Величину
отклонения определяют как разность действи-
тельного и номинального значений, а величину
колебания — как разность между наиболь-
шими и наименьшими действительными значе-
ниями длины общей нормали при последова-
тельном измерении всех групп звеньев по
окружности проверяемого колеса
Отклонение
профиля
зуба
Проверку производят: сопоставлением дей-
ствительного профиля зуба с контуром шабт
лона (проверка на просвет для 9—11-й степе-
ней точности; сличением проекции контура
зуба, увеличенного в 30—100 раз, с теоре-
тическим контуром, вычерченным с тем же
увеличением; измерением отклонений действи-
тельного профиля от эвольвенты на эвольвен-
томерах
СРЕДСТВА ИЗМЕРЕНИЙ
525
16. Типовые узлы средств автоматизации и механизации контроля размеров
Наименование
Датчики электроконтактные (ГОСТ 3899—68):
малогабаритный (пылезащитное исполнение)
амплитудный
амплитудный малогабаритный (пылезащитное испол-
нение)
Датчик электроконтактный предельный (для подачи
команд электрокопировальному устройству карусель-
ного станка)
Головки измерительные:
рычажно-зубчатая с двумя электроконтактами
пружинная: с двумя электроконтактами
с тремя электроконтактами
пружинно-оптическая малогабаритная фотоэлектри-
ческая
Датчики:
фотоелектрические сортировочные
пневмоэлектроконтактные самобалансирующиеся мем-
бранные:
двухконтактный
четырехконтактный
шести контактный
пневмоэлектроконтактные:
мембранный однопредельный
сильфонный двухнедельный и амплитудный
сильфонный шестипредельный
Тип
228
229
233
234
231
241
6310602
2ЭКШ
ЗЭКШ
эдп
ЭДП-Зк
ДФП
ДФМ
244
243
245
ВВ-Н808
236
235
Предел
измерения
в мм
0-1
0-0,4
0-0,2
—
±0,25
+ 0,05
± 0,025
Количе-
ство групп
сорти-
ровки
До 50
Число
делений
шкапы
80 (± 40)
Рабочее
давление
в кГ/см!
0,5-2
Количе-
ство кон-
тактов
2
3
2
3
2
7
Цепа
деления
в мм
0,01
0,001
0,0005
0.001
0,002
0,005
От
0,001
ДО
0,0002
Рабочий
ход силь-
фона
в мм
1- 2
526
МЕТОДЫ И СРЕДСТВА ИЗМЕРЕНИЙ
17. Приборы для контроля размеров в процессе обработки (активный контроль)
Наименование
Тип
Основные параметры
и размеры в мм
Предел
измере-
ния
Отсчетное
устройство
Цена
деле-
ния
Предел
измерения
Приборы (пневматические) с на-
стольными скобами для активного
контроля наружных диаметров
валов с гладкой и прерывистой
поверхностями в следующих моди-
фикациях:
с дпухкомандным отсчетным
устройством для автоматического
контроля
с четырехкомандным отсчетным
устройством для автоматиче-
ского контроля
с отсчетным устройством для
визуального контроля
Приборы (пневматические) с накид-
ными скобами для контроля на-
ружных диаметров валов с глад-
кой поверхностью (с возможно-
стью контроля узких шеек) в
следующих модификациях:
с двухкомандным отсчетным
устройством для автоматическо-
го контроля
с четырехкомандным отсчетным
устройством для автоматического
контроля
с отсчетным устройством для ви-
зуального контроля
Приборы (пневматические) с на-
стольными прецизионными скоба-
ми для активного контроля на-
ружных диаметров валов с глад-
кой поверхностью с возможностью
шлифования по сопрягаемой дета-
ли, в следующих модификациях:
с универсальным контактным
измерительным устройством (для
измерений в сечениях, близких
от торца изделия)
с пневматическими калибрами-
пробками (для измерений в сече-
ниях, далеких от торца изделия)
с двухкомандным отсчетным уст-
ройством для автоматического
контроля
с отсчетным устройством
визуального контроля
для
БВ-1096-40
БВ-1096-70
БВ-1096-129
БВ-1096-220
0.001-2К
0.001-4К
0,001-В
БВ-1096-НЗ-100
БВ-1096-НЗ-160
0.001-2К
0.001-4К
0,001-В
БВ-4009-40
БВ-4009-70
БВ-4009-125
НД
0.001-2К
0,001-В
2,5-40
С—70
30-120
50—220
0,001
+0,1 + -0,02
6-100
90—160
0,001
+0,1 + -0,02
2,5-40
6—70
30—125
2,5—70
6-125
0,001
4-0,1 + —0,02
СРЕДСТВА ИЗМЕРЕНИЙ
527
Продолжение табл. 17
Наименование
Приборы (индуктивные) для актив-
ного автоматического контроля
наружных диаметров валов с глад-
кой поверхностью:
с накидной скобой
со скобой, быстро переналажи-
ваемой на другой размер
Прибор (с механической отсчетной
головкой) с накидной скобой для
активного визуального контроля
наружных диаметров валов с
гладкой поверхностью
Прибор для активного автоматиче-
ского контроля диаметров отвер-
стий с гладкой поверхностью
Прибор для активного автоматиче-
ского контроля диаметров отвер-
стий с гладкой и прерывистой по-
верхностями к круглошлифоваль-
ному полуавтомату мод. ЗА227Б
Саратовского завода
Прибор (индуктивный) для актив-
ного автоматического контроля
диаметров отверстий о гладкой
поверхностью
То же к внутришлифовальному
станку модели ЗА230 (по зака-
зам)
Подналадчик (электроконтактный)
к плоскошлифовальиому станку
непрерывного действия
Прибор (электроконтактный) для
активного автоматического конт-
роля к плоскошлифовальным
станкам со съемом припуска за
несколько проходов
Устройство измерительное для
автоматической подналадки к бес-
центрово-шлифовальным станкам,
работающим <<напроход>>
Приборы (электроконтактные) для
активного автоматического конт-
роля к желобошлифовальным
станкам
Микрометр электрический для не-
прерывного измерения отклонении
от заданного размера толщины
ленты в процессе холодной про-
катки
'* Наименьшее время пребывания
Тип
АНИТИМ
357/ДИ-1
БВ-3023-60
ОКБ-8Э5А
ОКБ-1711
3772Б-40
БВ-1005
207
Предел
измере-
ния
d =54-125
d=\ iO-f-250
d = 4-^60
3—1С
16-60
20-125
200—800
0,05 •>
0,03 *'
Предел
измере-
ния
1-20
0 l 5,5
Погрешность
прибора
0,002
U j U \)о
0,003
0,002
0.003
0,005
0,002
0,01
детали под измерительным наконечником в сек.
528
МЕТОДЫ И СРЕДСТВА ИЗМЕРЕНИЙ
ВЫБОР ИЗМЕРИТЕЛЬНЫХ СРЕДСТВ
Выбор измерительных средств определяется заданной точностью изготовле-
ния и конструктивными особенностями измеряемой детали, объемом выпуска
деталей и экономическими показателями средств измерения (стоимость прибора,
его производительность, время настройки, требуемая квалификация контро-
лера).
Заданная точность изготовления детали определяет точность измерения или
контроля. Предельная суммарная погрешность измерения должна составлять
определенную часть допуска на изготовление. Погрешность контроля или изме-
рения предельных значений не должна изменять установленных предельных раз-
меров детали. На практике допускается некоторый переход за границу задан-
ного допуска (табл. 18 и 19).
После выбора предельной погрешностп измерения измерительное средство
пз наиболее распространенных выбирают по табл. 20 при контроле наружных
размеров и по табл. 21 при контроле внутренних размеров (более полные таблицы
см. в работе [5]). В табл. 20, 21 для ряда измерительных средств приведены вари-
анты их использования с учетом разрядов и классов применяемых концевых
мер длины и допустимых отклонений от нормальной температуры измерения,
а для контроля внутренних размеров погрешность измерения дана также с уче-
том шероховатости поверхности, так как она влияет на установку измерительных
наконечников. При более высоких классах чистоты, чем указанные в табл. 20
и 21, погрешность будет меньше. Приведенные в этих таблицах значения предель-
ных погрешностей не относятся к измерению отклонений формы. Погрешность
показаний собственно прибора и его измерительное усилие регламентируется
соответствующими стандартами и даны в паспорте ярибора.
18. рекомендуемые допустимые соотношения между погрешностью
измерения и допуском детали различных классов точности [6]
Объекты измерения
и классы точности
Валы 1-го класса, кроме
X,
Отверстия 1-го класса;
2-го класса, кроме Гр;
X; Л; Ш
Валы X,; 2-го класса;
2а класса, кроме Л, Ш,
тх, х2а, пР2ш
Отверстия: Гр, X, Л, Ш;
2а класса; А,; С3; Х3.
Валы: Л, Ш, ТХ, Х2а,
Пр22а\ 3-го класса, кро-
ме Ш3
Отверстия и валы Ш3;
За, 4, 5, 7, 8, 9-го
классов
Предельная
погрешность
измерения
в % от
допуска
35
30
25
—
Количество
неправильно
принятых
деталей
в % от
числа
проверенных
3,5
B,3)
3,0
2,5
2,0
A,6)
Количество
неправильно
забракован-
ных деталей
в % от чис-
ла проверен-
ных
5,5
C,6)
4,5
C,0)
3,5
B,5)
2,8
B,0)
Величина
выхода
за границы
поля допуска
0,186а,т
@,1660ст)
0.156Sem
@.14<W
0,10в9ет
@,106ает)
ошдет
@,086ает)
Примечание. В скобках даны допустимые при контроле существенно положи-
тельные величины (при контроле колебания размеров, биения, эксцентрицитета и т. п.).
49. Величины допустимых предельных погрешностей измерений [6]
Отверстия
—
1-го класса,
кроме Xi
X,; 2-го класса,
кроме
Гр, X, Л, Ш
X, Гр; 2а класса
Л, Ш,
Валы
1-го класса,
TJ1 f\ /"ъ "Я ж f\ \^
кроме Л\
Xi, 2-го класса,
кроме Гр, X,
J1 Ш ТХ
Xi, Vp; 2a класса,
кроме Х2а, Пр22а
л, ш, тх, х2а,
Пр22а
3-го класса,
кроме Ш,
Ш3
3-го класса
4-го класса
5-го класса
7-го класса
8-го класса
9-го класса
Предельная погрешность измерения =fc
От 1
до 3
1,5
2,0
3,0
3,5
5,0
7
8
12
24
50
80
120
Св. 3
ДО 6
2,0
2,5
3,5
4,5
6,0
8
10
16
32
60
95
150
Св. 6
ДО 10
2,0
3,0
4,0
5,0
7,0
10
12
20
40
70
120
180
Св. 10
ДО 18
3,0
3,5
5,5
7,0
9,0
12
14
24
48
85
140
220
Св. 18
до 30
3,0
4,0
6,0
8,0
11,0
14
17
28
55
105
160
260
Св. 30
до 50
4,0
5,0
7,5
10,0
12,0
17
20
34
70
125
201)
320
Д в мпм при интервалах размеров в мм
Св. 50
до 80
4,5
6,0
9,0
11,0
15,0
20
24
40
80
150
240
380
Св. 80
до 120
5,0
7,0
10,5
14,0
18,0
23
28
45
90
170
280
420
Св. 120
до 180
6,0
7,5
12,0
lfi,0
20,0
27
32
52
105
200
32U
500
Св. 180
до 260
7,0
8,0
13,0
18,0
22,0
30
37
60
120
220
380
560
Св. 260
до 360
7,5
9,0
15,0
21,0
25,0
34
43
65
130
260
420
630
Св. 360
до 500
9,0
10,0
18,0
24,0
30,0
38
50
75
150
300
500
750
20. Предельные погрешности измерения наружных размеров и глубин различными измерительными средствами [6]
Наименование
измерительного
средства
Штангенциркули с
отсчетом по нониу-
су:
0,1 мм
0,05 мм
Условия измерения
Разряд (класс)
применяе-
мых конце-
вых мер
-
Диапазон
показа-
ний в мм
-
Темпе-
ратур-
ный
режим
в °С
-
Интервалы размеров в мкм
1-3
3—6
С—18
18—30
30—50
50—80
80-120
120—
180
180—
260
260—
360
360-
500
Предельные погрешности измерения в мм
150
80
160
ао
170
190
200
100
210
230
110
Продолжение табл. 20
Наименование
измерительного
средства
Индикаторы:
часового типа (ИЧ)
при относительных
измерениях
Микрометры гладкие
при настройке на
нуль по устано-
вочной мере
Рычажные скобы при
установке по кон-
цевым мерам
Рычажно-зубчатые
головки при отно-
сительных измере-
ниях:
1МКМ
2МКМ
Индикаторы:
многооборотные
(ШГМ) при отно-
сительных измере-
ниях
2ИГМ
Условиг
Разряд (класс)
применяе-
мых конце-
вых мер
5C)
5B)
-
5B)
5B)
4A)
5B)
4 A)
C)
5 B)
C)
5B)
измерения
Диапазон
показа-
ний в мм
1
0,1
в начале
второго
оборота
+0,05
±0,03
±0,10
±0,06
1
0,1
2
1
0,2
Темпе-
ратур-
ный
режим
в °С
2
«I
*2
-
5
2
5
2
Интервалы размеров
1—3
3—6
6—18
18—30
30—50
50—80
80—120
в лип
120—
180
180—
260
260—
360
360—
500
Предельные погрешности измерения в мм
9,5
4,5
5,5
4,5
5
6,5
7,5
9,5
5
2,0
1,4
0,7
1,9
1,1
1,5
0,8
1,6
0.9
2,5
1,8
1,2
2,0
1,2 | 1,3
4,5
2,0
1,5
2,5
1.5
5
3
8,5
5,5
5,5
3,5
9
6
5,5
13
6
4,5
3,0
2,5
3,5
2,5
8
4
10
8,5
4 | 4,5
10
6
п
7
И
7
22
R,5
6,0
4,0
3,5
4,0
3,5
10
4,5
12
11
5,5
5,5
5,5
—
14
ij
15
14
6,5
12
9
36
И
14
11
49
12
—
о
Головки измеритель-
ные пружинные:
01-ИГП
02-ИГП
0,5-ИГП
1-ИГП
2-ИГП
5-ИГП
ИПМ при относи-
тельных измере-
ниях
Головки измеритель-
ные пружинно-оп-
тические при отно-
сительных изме-
ОШ
02П
05П
Оптиметры:
вертикальные
гор изонтальные
3@)
2
3 @)
2
3@)
2
5B)
4 A)
5 B)
4A)
C)
5B)
4A)
з @)
3@)
2
3 @)
2
5 B)
4 A)
3 @)
5 B)
4 A)
3 @)
+0,003
0,003
+0,006
0,006
±0,015
0,015
+0,03
0,03
+0,06
0,06
±0,15
0,15
+0,05
+о,оз
+0,012
0,010
+ 0,025
0,02
+0,05
0,05
+0,1
±0,06
2—3 дел.
-10.1
±0,06
2—3 дел.
2
1
2
1
2
1
5
2
5
2
5
2
2
1
2
1
2
1
9
1
2
1
0.35
0,25
0,4
0,3
0,6
0,45
0,3
0,6
0,35
0,7
0,4
1,0
0,6
1,7
1Д
4
1Д
0,6
0,3
0,25
0,3
1,3
0,7
ОЛ
0,25
0,35
0,25
1.4
0.8
1,8
1,2
0,60
0,4
0,7
0,4
0,8
0,5
1,8
0,9
2,0
1,3
1
0,5
1
0,6
1,1
0,6
2,5
1Д
3,0
1,5
4,5
3,0
1,5
0,8
0,45
0.3
0,45
0,3
0,6
0,35
0,7
0.4
0,45
0,3
0,7
0,45
0,35
1,9
0,9
0,6
0,4
0,6
0,4
0,8
0,4
и,»
0,6
0,35
0,9
0,6
0,4
1,0
0,7
0,4
1
0,8
0,45
3,5
2,5
1,1
1,00
0,5
1,0
0,5
1,0
0,6
1,2
1,0
0,0
1
0,6
1,4
0,7
1,4
0,7
1,5
0,8
3,5
1,5
3,5
1,»
5,5
4,5
3,5
1,5
1.4
0,7
1,4
0,7
1,4
0,7
1.6
1,4
0,8
1,0
1,4
0,8
2,5
1,2
2,5
1,2
2,5
1,2
6,0
2,5
6,0
2,5
7,0
6,5
6,0
2,5
2,э
1,2
2,5
1,0
2,5
1,2
2 5
1,2
2,5
1,3
3,5
1,8
3,5
1,8
3,5
1,8
8,5
3,5
8,5
3,5
9,5
9,0
8,5
3,5
3,5
1.7
3,5
1,7
3,5
1,8
3,5
1,8
3,5
1,3
13
5,0
2,5
—
19
24
—
7,5
3,5
-
Наименование
измерительного
средства
Интерферометры кон-
тактные вертикаль-
ные ИКПЗ
Микроскопы инстру-
ментальные боль-
шая и малая моде-
ли БМИ и ММИ
Универсальные изме-
рительные микро-
скопы УИМ
Длмнномеры:
горизонтальные
ИКП-2
вертикальные
ИЗВ-2
Часовые проекторы
Большие проекторы
Условия измерени?
Разряд (класс)
применяе-
мых конце-
вых мер
2
3 @)
4
-
Диапазон
показа-
ний в мм
-
Для деталей
плоской
цилиндрической в
центрах
-
Условия измеренш
Направление переме-
щения стола
Продольное
Поперечное
Продольные
Поперечные
Темпе-
ратур-
ный
режим
в °С
0,1
2
2
1
i
Увели-
чение
50Х
ЮОх
50Х
ЮОХ
50Х
50Х
1—3
3-6
A-18
18—30
Интервалы размеров
30-50
50—80
80-120
в мм
120—180
Предельные погрешности измерения
0,25
0,30
35
4,0
3
6,0
1,5
5,5
5,0
3,5
0,3
0,45
4,5
4
6,5
1,0
6,0
5,5
6,0
5,5
5,5
6,5
6,0
1,7
6,5
6,0
7,0
6,5
6,0
6,0
6,5
*' При работе находится в руках. *г При работе находится в
7,0
стойке.
5
0,35
0,50
5,5
6
7,0
2,0
1,8
7,0
6,5
6
8,0
2,2
2,0
5
0,45
0,70
7,0
7 \
3,0
2,5
.7,0
Продолжение
табл. 20
180—260
260—360
360—500
в мм
-
7,5
9,5
8,0
3,0
7,5
-
10
—
3,5
-
8,5
-
со
СРЕДСТВА ИЗМЕРЕНИЙ
533
21. Предельные погрешности измерения внутренних диаметров
различными измерительными средствами [6]
Наименование
измерительного
Штангенцир-
кули с отсчетом
по нониусу
0,1 мм
То же, 0,05 мм
Нутромеры:
микрометриче-
ские с вели-
чиной отсчета
0,01 мм
индикаторные
с ценой деле-
ния 0,01 мм
•
индикаторные с
ценой деления
0,001 и
0,002 мм
повышенной
точности
Горизонтальные
оптиметры
Микроскопы:
БМИ и ММИ
УИМ-21.
Двухсопловые
пневматические
пробки с при-
бором низкого
давления
Условия измерения
вв
о а
«я
c2g
ft
i §
в * к
3 -г
« о 2§
—
13
од
0,03
0,1
0,03
0.1
0,03
±0,06
C)
5B)
5B)
5 B)
4A)
—
Суммарный
зазор между
пробкой .
и отверстием
в мм:
Св. 0,01 до 0,02
» 0,02 » 0,03
» 0,03 « 0,04
» o.o'i . •).<)•;
о
X
«j>
V 5
\79
V V
v a
V 7
V»
V7 7
V.
V7
V '-
V <
Температур-
ный
э (до
:! (св.
Л (ДО
2 (С!!.
2 (сн.
:'. (до
2 (сн
режим
°С
1
200 мм/
200 л«)
100 лж|
100 мм)
100 ЖЖ!
100 мм)
100 ил)
100 лл)
1
2
5 (до 50 мм)
2 (ев
50 лл)
2
Интервалы размеров в лл1
3—18
IS—50
50-120
120—260
1
260—500
Предельные погрешности
измерения в
200
1
?
7,5
4
5
4,5
2,8
3
3 1>
2
2,5
1
1,8
2,3
3,0
4,2
Г0
'7,5
9,5
5
8
5,5
3,о
4
-
з,ь
4,5
6
2,0
2,5
3,3
4,5
230
170
15
10
9
12
С)
10
6,5
4,5
5,5
1 5
%
3,0
3,5
4,0
5,0
мкм (+)
300
200
10
12
14
8
11
7,5
6,5
7
250
—
q
27
20
14
16
10
13
11
9
10
-
534 МЕТОДЫ И СРЕДСТВА ИЗМЕРЕНИЙ
Конструктивные особенности контролируемой детали, т. е. конструктивные
формы, число контролируемых параметров, габаритные размеры и вес детали,
влияют на выбор средств измерения. Контролируемый размер должен соответст-
вовать пределам измерения на приборе. Тяжелые детали больших габаритных
размеров контролируют переносными измерительными средствами. При большом
количестве контролируемых параметров рекомендуется применять многомерные
приборы. Размеры тонкостенных деталей и деталей из легких сплавов пред-
почтительно контролировать бесконтактным методом или на приборах с неболь-
шими измерительными усилиями.
ЛИТЕРАТУРА
1. Справочник контролера машиностроительного завода. Изд. 2-е, под ред. Яку-
шева А. И., М., «Машиностроение», 1970.
2. Т а й ц В. А., Марков Н. Н. Нормы точности и контроль зубчатых колес.
М. — Л., Машгиз, 1962.
3. И в а н о в А. Г. и др. Измерительные приборы в машиностроении. М., «Машино-
строение», 1964.
4. Коротко в В. П., Тайц Б. А. Основы метрологии и точности механизмов
приборов, М., Машгиз, 1961.
5. Марков Н.Н. Выбор измерительных средств для линейных измерений от 1 до
300 мм в зависимости от точности изготовления. М., НИИМАШ, 1965.
6. 3 я б р е d а Н. Н., Ш е г а л М. Я. лабораторные занятия по курсу «Основы вза-
имозаменяемости и технические измерения». М., «Машиностроение», 1966.
Глава 7
ТЕХНИКО-ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ ВАРИАНТА
ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
Вариант технологического процесса в целом или отдельной операции выби-
рают путем сопоставления затрат на производство продукции по действующему
(базовому варианту) и проектируемому процессам. Расчет производят по формуле
5> = (C1 + i?HA-1)-(C2+i?H^2)) A)
где Э — годовой экономический эффект в руб.; Сх и С2 — себестоимость продук-
ции по действующему и проектируемому технологическим процессам в руб.
в расчете на годовой объем производства; К1 и К2 — единовременные вложения
в основные и оборотные фонды в условиях действующего и проектируемого
технологических процессов на годовой объем производства в руб.; Ен — коэффи-
циент эффективности, единый для всех вариантов технологического процесса,
для действующих предприятий — фактически достигнутый, для вновь проекти-
руемых — нормативный (принимают Ен = 0,15).
Если проектируемые варианты технологического процесса не изменяют
единовременных затрат в основные фонды и оборотные средства, то вариант
технологического процесса можно выбирать по разности себестоимости изготов-
ления детали или выполнения технологической операции.
Расчет себестоимости продукции при выборе варианта технологического
процесса может быть осуществлен методом прямого распределения затрат (ме-
тодом калькулирования) или нормативным методом.
ВЫБОР ВАРИАНТА ПРИ РАСЧЕТЕ СЕБЕСТОИМОСТИ
ПО МЕТОДУ ПРЯМОГО КАЛЬКУЛИРОВАНИЯ
Метод прямого калькулирования заключается в том, что затраты по всем
статьям технологической себестоимости обработки изделия, детали или выполне-
ния операции определяют прямым расчетом по месту и времени осуществления
технологического процесса по формуле
С = М + 3 + Э+И+А+О + Р коп., B)
где М — стоимость материалов или заготовки (стоимость материалоз и полуфабри-
катов учитывают при сравнительной оценке эффективности, если новый
технологический процесс предусматривает изменение технологии производства
заготовки и норм расхода материалов); 3 — основная и дополнительная
заработная плата производственных рабочих с начислением по соцстраху;
Э — затраты на силовую электроэнергию; И — затраты на инструмент и приспо-
собления; А —: амортизационные отчисления от балансовой стоимости оборудо-
вания; О — затраты по содержанию оборудования; Р — затраты на текущий
ремонт оборудования.
Стоимость материалов или заготовок определяют по
прейскурантным ценам (табл. 1—7).
536 ТЕХНИКО-ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ ВАРИАНТА ПРОЦЕССА
1. Отпускные цены н>1 отливки из серого чугуна (ГОСТ 1412—70) марок СЧ 00, СЧ 12-28.
СЧ 15-32, СЧ 18-36 и стальные отлипни n:i углеродистой стали (ГОСТ 977—63 *) марон
15Л, 20Л, 25Л, ЗОЛ, 35Л, '.ОЛ, 45Л, 50Л и 55Л
Вес отливки в кг
Размер заказов по коли-
честву отливок III группы
серийности
Отпускная цена в руб. за тонну
по группам сложности
До 0,2
Св. 0,2 до 0,3
> 0,5 > 1,0
» 1 > 3
> 3 > 10
> 10 t 20
» 20 » 50
» ,"H > 200
» 200 > 500
> 500 t 1 000
> 1 000 > 3 000
» 3 000 » 10 000
> 10 000 в более
35 001
30 001
20 001-
12 001
6 001
300
2 501
1 501
1 001-
601
201
51-
' 26
200 000
160 000
-120 000
до S0 000
-60 000
-35 000
-20 000
-20 000
- 6.000
- 3 000
- 750
- 150
73
265
310
230
300
235
280
210
255
185
230
170
210
160
190
145
175
130
165
125
155
120
150
115
145
110
140
300
370
285
¦360
270
385
245
283
205.
260
190
240
175
220
160
210
153
200
143
1W
133
180
130
175
345
435
330
425
315
400
290
370
265
340
245
315
230
295
205
270
195
260
190
250
180
235
163
220
160
215
400
510
385
500
370
470
340
440
315
405
295
380
280
355
260
330
240
31.1
230
305
220
290
200
270
195
'265
_46J3_
595
445
585
423
550
395
515
370
480
345
455
330
125^
310
40&
.290
85"
275
370
265
50
240
330
235
230
Примечания: 1. В числителе указаны цены для чугунного, в знаменателе —
для стального литья.
2. Группы сложности: 1-я — пористые отливки, преимущественно плоскостные,
малоответственного назначения;
2-я — несложные отливки открытой коробчатой или цилиндрической формы, на-
пример плиты, маховички со спицами, втулки, фигурные фланцы,, шестерни без литых
зубьев, железнодорожные колеса и т. п.;
3-я — отливки средней сложности — открытой коробчатой или цилиндрической
формы ответственного назначения;
4-я — сложные отливки закрытой коробчатой или цилиндрической формы ответ-
ственного назначения;
5-я — особо сложные и уникальные отливки.
3. Окончательную отпускную цену устанавливают с поправкой на серийность
(см. табл. 3 и 4).
4. Стоимость моделей, стер-жневых ящиков, шаблонов и другой оендстки, а также
затраты на все виды их ремонта включены в отпускные цены и дополнительной оплате
не подлежат.
РАСЧЕТ СЕБЕСТОИМОСТИ ПО МЕТОДУ ПРЯМОГО КАЛЬКУЛИРОВАНИЯ 537
2. Группы
серийности деталей в зависимости от веса и количества отливок i
Вес отливки в кг
До
Св. 0,2
»
>
0,5
1
3
10
20
50
200
500
1000
3 000
10 000 и
0,2
ДО
2
г 1
0,5
1
3
10
20
60
200
500
1000
3 000
0 000
более
Примечани
с цен, приведенных
доплата за 1 т отли
Количество отливок
I
> 1 000 001
> 800 001
> 600 001
> 450 001
> 300 001
> 200 001
> 120 001
> 70 001
> 40 001
> 20 001
>6 001
—
-
11
200 001—1 000 000
160 001—800 000
120 001-600 000
90 001-450 000
60 001—300 000
35 001—200 000
20 001-120 000
10 001- 70 000
? 001- 40 000
3 001— 20 000
751- 6 000
>151
>76
в заказе для
III
35 001-200 000
30 001—160 000
20 001—120 000
12 001— 90 000
6 001— 60 000
3 001- 35 000
2 501— 20 000
1 501- 20 000
1001- 6 000
601— 3 000
201- 750
54— 150
26— 75
< заказе
групп серийности
IV
2501—35 000
2001—30 000
1501-20 000
1001-12 000
501— 6 000
301— 3 000
201- 2 500
101— 1 500
76- 1 000
51— 600
31- 200
11- 50
6- 25
V
<2500
<2000
<1500
< 1000
<500
< 300
<200
<100
<75
<50
<30
<Ю
<5
е. Для заказов, относящихся по количеству к I и II группам,
в табл. 1, производится скидка, а для IV и V групп серийности —
вок в размерах, приведенных в табл. 3.
Заработную плату производственных рабочих определяют по тру-
доемкости обработки в соответствии с действующей тарифной сеткой, по формуле
3 = ТкТвК,
C)
где 3 — заработная плата на обработку детали (выполнения операции) в коп.;
Тк — штучно-калькуляционное время на обработку детали (выполнение опера-
ции) в мин; Т3 — тарифная ставка заработной платы 1-го разряда в коп.
(табл. 8—9); К — тарифный коэффициент, соответствующий разряду работ.
К числу производственных рабочих относят наладчиков оборудования, кото-
рые при бухгалтерском методе калькулирования часто учитываются в составе
цеховых расходов. Размер заработной платы наладчиков (с учетом количества
обслуживающих станков) определяют по той же формуле, что и заработной
платы станочников.
Затраты на силовую электроэнергию при определении
себестоимости продукции находят по формуле
3 =
В
D)
где Э — расход электроэнергии на единицу продукции за период работы обору-
дования в квт-ч; N — установленная мощность.электродвигателей в кет; К1 —
коэффициент использования мощности электродвигателя; К^ — коэффициент
использования электродвигателя по времени; Ф — фонд рабочего времени обору-
дования в станко-часах; В — выпуск изделий за то же время в шт.
18 Справочник технолога, том 2-
3. Скидки и доплаты в руб. к ценам на отливки для разных групп серийности (при отклонениях в заказе по количеству от ш группы)
Вес отливки в кг
До 0.2
Св. 0,2 до 0,5
0,5 » 1
1 » 3
» 3 » 10
» 10. » 20
» 20 » 50
» 50 '» 200
» 200 » 500
» 500 » 1000
» 1000 » 3000
От 3 000 до 10 000
» 10 000 и более
Скидка с прейскурантных цен отливок III группы
серийности
для I группы по количеству
в заказе (производстве)
по группам сложности
1
112
140
105
133
96
120
86
108
74
94
67
85
61
76
52
65
46
58
42
52
37
47
33
42
Зо
38
2
145
183
138
170
128
160
116
145
103
130
ж
120
87
ПО
76
95
69
85
64
80
58
73
53
66
49
00
з
170
210
162
205
153
lSo
140
175
128
160
120
150
112
140
100
127
93
117
88
110
81
100
75
95
70
89
4
200
250
193
240
183
230
170
215
157
198
14Ь
187
140
176
128
1В0
110
156
ИЗ
140
105
130
99
125
Ю
118
5
240
305
235
295
225
285
215
270
203
255
195
245
187
235
175
220
166
210
100
200
153
190
146
185
140
176
для II группы по количе-
ству в заказе (производ-
стве) по группам слож-
ности
ч
56
60
52
58
48
52
43
47
37
40
34
36
30
33
26
28
23
25
21
23
19
20
17
18
15
16
2
73
80
69
75
63
70
58
63
52
50
47
ЬО
43
47
38
40
34
38
32
35
29
30
26
29
24
2ii
3 1
85
92
80
88
76
83
70
~77~
64
70
60
65
56
60
50
55
47
50
44
48
40
44
37
40
ЗЬ
* I
100
по
96
105
90
100
85
93
78
86
74
80
70
76
64
70
60
65
56
60
53
58
50
~54~
4а
50
5
120
130
117
128
ИЗ
123
108
~ПТ
102
ПО
98
105
93
100
88
95
83
90
80
87
76
83
73
80
70
76
Доплаты к прейскурантным ценам отливок III группы
серийности
для IV группы по коли-
честву в заказе (произ-
водстве) по группам
сложности
1
50
56
42
53
38
48
34
43
30
37
27
34
24
30
20
26
18
23
16
~2б"
14
18
13
16
12
15
2
58
73
55
70
51
64
46
58
40
50
37
47
34
43
30
~W
27
35
25
32
23
29
20
26
19
4"
» I
68
85
65
80
60
76
56
70
50
65
48
60
44
56
40
50
37
46
35
44
32
40
30
37
28
35
4
80
100
77
97
73
92
68
~86~
63
80
59
75
56
70
50
65
48
60
45
~ЭТ~
42
53
39
50
37
47
5
97
120
94
118
90
114
86
108"
80
102
78
98
75
94
70
88
66
84
64
80
60
76
58
73
5В
70
для V группы по коли-
честву в заказе по груп-
пам сложности
<
100
Тзб"
95
128
85
117
77
104
67
90
60
80
55
74
47
63
40
56
50
50
45
45
40
40
35
37
132
117
124
168
115
155
105
140
93
125
85
115
78
105
69
93
62
84
75
78
70
70
63
05
55
60
3
153
205
146
195
137
185
127
ТдГ
115
155
108
145
100
135
90
123
84
ИЗ
105
105
95
98
90
90
89
85
182
245
175
235
165
225
155
.205
143
190
137
180
126
170
115
155
108
145
13л
Тэт"
125
128
115
120
110
ТпГ
5
219
295
212
285
205
275
195
260
184
245
176
235
169
225
153
215
150
205
190
195
180
185
175
175
165
170
Примечания: 1. Цены отливок 111 группы серийности см. в табл. 2.
2. В числителе указаны скидка и доплата для чугунного, в знаменателе — для стального литья.
РАСЧЕТ СЕБЕСТОИМОСТИ ПО МЕТОДУ ПРЯМОГО КАЛЬКУЛИРОВАНИЯ 539
i. Группы серийности поковок
Вес поковки
в кг
До 2
Св. 2 до 8
» 10 » 25
» 25 » 70
» 180 » 320
» 320 » 700
» 700 » 1000
Количество поковок
в заказе для групп
серийности
II
301—600
251-500
201-400
151—300
51—100
41- 80
31— 60
III
151-300
126—250
101-200
76-150
26- 50
21- 40
16— 30
Вес поковки
в кг
Св. 1 000 до 3 000
» 3 000 » 4 500
» 4 500 » 10 000
» 10 000 » 14 000
» 14 000 » 30 000
» 30 000 » 80 000
80 000
Количество поковок
в заказе для групп
серийности
II
21-40
16-30
13-24
11-20
9-16
7-12
5- 8
III
11—20
8-15
7-12
5—10
4- 8
3- 6
2- 4
Примечания. В зависимости от веса и количества поковок в заказе цены
дифференцированы по четырем группам.Шо всем видам поковок свободной ковки соот-
ветствующей весовой группы: к группе I относят заказы (производство) с числом поковок,
превышающим количество, указанное по группе II; к группе IV относят заказы (произ-
водство) с меньшим количеством поковок, чем указано по группе III.
5. Отпускные цены на поковки, изготовляемые свободной ковкой для III группы
по серийности (количеству)
Вес поковок
и иг
До 2
Св. 2 до 10
» 10 » 25
» 25 » 70
» 70 » 180
» 180 » 320
» 320 » 700
» 700 » 1000
» 1 000 » 3 000
» 3 000 » 4 500
» 4 500 » 10 000
» 10 Й00 » 14 000
14 000
Сталь обыкновен-
ного качества
(ГОСТ 535-58)
Углеродистая каче-
ственная сталь
(ГОСТ 1050—601
Качественная
легированная сталь
(ГОСТ 4543—61)
Цена в руб. по группам сложности
335
295
260
240
225
215
205
195
190
185
180
175
173
2
385
335
295
265
245
230
215
205
200
195
190
185
180
3
435
385
345
315
290
270
250
230
220
210
205
200
J95
4
495
435
395
365
335
310
285
260
240
230
220
215
210
1
350
310
275
250
235
225
215
205
200
195
190
185
183
2
400
350
310
275
255
240
225
215
210
205
200
195
190
3
450
400
360
325
300
280
260
240
230
220
215
210
205
4
510
450
410
375
345
320
295
270
250
240
230
225
220
1
480
430
385
355
335
315
300
290
280
275
270
265
260
О
530
475
.420
390
365
340
320
310
300
295
290
285
280
3
590
525
460
. 430
400
370
345
330
320
315
310
305
300
4
080
585
505
470
435
405.
380
355
345
340
335
330
325
Примечания: 1. Группы сложности:
1-я — поковки простые с постоянным сечением без отверстий и выступающих частей
(шайбы, глухие фланцы, плиты, валы гладкие);
2-я — поковки гладкие и с уступами, с незначительно меняюшимся сечением и
поковки с отверстиями, бруски прямоугольные (длиной 1—8 м);
3-я — сложные поковки с небольшим количеством переменных сечений: валы глад-
кие (диаметром свыше 200 мм и длиной свыше 8 ж) двух- и трехступенчатые шестерни
с бобышкой и отверстием;
4-я — особо сложные по конфигурации поковки, требующие гибки и разводки
(хомуты, рычаги, уникальные поковки весом более 80 т).
2. На заготовки других групп серийности (по количеству) скидки и доплаты назна-
чают по табл. 6.
540 ТЕХНИКО-ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ ВАРИАНТА ПРОЦЕССА
6. Скидки и доплаты в руб. за 1 т для разных групп поковок из углеродистой стали
Вес поковок
в кг
Скидки с прейскурантной цены для поковок
по количеству в заказе подпадающих
под группу
II
Доплаты к прейску-
рантной цене для по-
ковок IV группы по
количеству в заказе
Группы сложности поковок
1
3 | 4
До 2
Св. 2 до Ю
» 10 » 25
» 25 » 180
» 180 » 320
» 320 » 1000
» 1000 » 4500
4500
75
G1
42
32
25
18
12
10
90
73
51
40
31
22
15
13
108
85
60
45
35
26
19
16
50
40
30
20
15
8
6
5
62
50
35
25
20
13
8
7
75
60
40
30
25
15
10
8
90
72
50
40
30
20
12
10
75
60
50
45
40
35
32
30
85
70
60
55
50
45
42
40
100
80
70
65
60
55
52
50
110
90
80
75
70
65
62
Примечания: 1. За основу берут цены поковок III группы по серийности
(см. табл. 5).
2. Для поковок, изготовляемых из стали, к скидкам и доплатам, приведенным в таб-
лице, применяют следующие поправочные коэффициенты: по стали обыкновенного каче-
ства— 1,0; по легированной качественной стали — 1,10; по легированной высокока-
чественной стали — 1,15.
3. Определение группы сложности см. в примечании К табл. 5.
7. Оптовые цены на заготовки, полученные горячей штамповкой без механической
обработки (в руб. за 1 т)
Вес штампованных
поковок в пг
До 0,25
Св. 0.25 до 0,63
» 0,03 » 1,6
» 1,6 » 2,5
» 2,5 » 4
» 4 » 10
» 10 » 25
» 25 » 63
« 63 » 160
» 160 » 400
400 и более
Углеродистая сталь
(ГОСТ 1050—60 **)
1
590
465
360
310
260
230
210
200
195
190
185
1 2
640
515
405
350
295
2S5
240
230
215
210
205
Сталь обыкновенного
качества
(ГОСТ 535—58)
Цена в руб. за 1 т ]
! 3
705
580
465
400
345
305
275
255
240
235
230
¦ 4
775
640
525
460
400
345
315
285
275
265
260
1 | 2
570
450
345
295
245
215
195
185
180
175
170
620
500
390
335
280
250
225
210
200
195
190
Примечания: 1. Оптовые цены установлены
(по ГОСТу 7505—55). Горячие объемные поковки 1,2
с применением доплат в следующих размерах (в %):
то группам
3
685
5И0
450
385
330
290
260
240
225
220
215
4
750
620
505
440
380
325
290
270
260
250
245
на поковки
и 4-й групп
Высоколегированная
сталь
(ГОСТ 4543—61 *)
сложности
1 *
750
605
500
425
375
345
320
310
300
295
290
1 2
810
665
555
480
420
380
345
330
320
315
310
3
870
725
610
535
4В5
420
375
355
345
340
335
4
.340
785
670
590
510
460
415
395
380
370
365
3-й группы точности
точности оплачивают
РАСЧЕТ СЕБЕСТОИМОСТИ ПО МЕТОДУ ПРЯМОГО КАЛЬКУЛИРОВАНИЯ 541
Продолжение табл.;
Материал штамповок
Низколегированная и легированная качественная сталь
Высоколегированная качественная сталь, сплавы из
цветных металлов
Группа точности
по ГОСТу 7505—55
1-я
15,0
10,0
2-я
10,0
6,5
4-я
5,0
3,5
2. Группы сложности штампованных поковок:
1-я — поковки гладкие, прямоугольные, без выступающих частей и отверстий, без
специальных требований по макроструктуре;
2-я — поковки с незначительно меняющимся сечением; тела вращения с отверстиями
в плоскости разъема штампов. Призматические горячие поковки с ребрами, прошитыми
отверстиями и с выступами. Горячие поковки, полученные методом выдавливания на
горизонтально-ковочных машинах (не более чем в 3 прохода). Коленчатые валы с изги-
бом в одной плоскости без противовеса;
3-я — поковки, имеющие выступающие части или отверстия; тела вращения с вы-
ступами (шестерни с зубьями); призматические поковки типа балки передней оси авто-
мобиля; горячие поковки с ребрами высотой h = 1,5 основания; горячие поковки, полу-
ченные методом выдавливания или высадки с полостями, у которых Ijd =s 1,5 (I — глу-.
бина и d — диаметр полости); горячие поковки, получаемые на горизонтально-ковочных
машинах в четыре перехода; коленчатые валы с противовесами, распределительные валы;
4-я — особо сложные поковки; тела вращения в комбинации с несколькими реб-
рами; горячие штамповки с ребрами, у которых высота йэ=1,5 основания; горячие
поковки, полученные методом выдавливания или высадки с полостями, у которых
J/dS 1,5; горячие штамповки, полученные на горизонтально-ковочных машинах в пять
и более переходов; коленчатые валы с коленами в различных плоскостях, лопатки.
8. Тарифные ставки заработной платы рабочих для заводов станкостроительной
и инструментальной промышленности первой группы
я
к
а
S
1
2
3
4
5
6
в
¦э
о
- и
us
1"
1,0
1,067
1,099
1,183
1,375
1,599
Повременщи ки
на холодных
работах
асовая
авка
коп.
РБв
34,4
36,7
37,8
40,7
47,3
55,0
Примечание.
есячная
авка
руб.
коп.
Soas
60-06
64—08
65-99
71-66
82-59
96—03
Повременщики
на горячих рабо-
тах и сдельщики
на холодных ра-
ботах
асовая
авка
коп.
FSra
35,8
37,8
41,3
47.4
55,0
64,0
есячная
авка
руб.
коп.
Saras
62-50
65—99
72-11
82—76
96—03
111-74
Повременщики на
особо тяжелых и
вредных
работах
и сдельщики на
горячих
асовая
авка
коп.
F он
38,7
41.5
47,3
54,3
63,1
73,4
работах
есячная
авка
руб.
коп.
Я о ю В
67—57
72-45
82-59
94-81
110-17
128-16
Сдельщики на
асовая
авка
коп.
V 5га
41,5
44,1
50,3
57,7
67,1
78,0
Ставка на 1 месяц дана при 7-часовом рабочем дне и
продолжительности рабочего времени 174,6 ч в месяц.
есячная
авка
руб.
кон.
S о га я
72-45
77-00
87—82
100-74
117-16
136—19
средней
Стоимость потребной электроэнергии определяют умножением величины Э
на плановую стоимость 1 квт-ч, которая состоит из оплаты по тарифу за 1 квт-ч,
платы за присоединенную суммарную мощность трансформаторов и расходов
по содержанию заводской трансформаторпой подстанции и электросетей. При
обработке на станке разных изделий затраты ыа электроэнергию распределяют
между ними пропорционально нормированному машинному времени.
542 ТЕХНИКО-ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ ВАРИАНТА ПРОЦЕССА
ее
се
а
аз
а.
1
2
3
4
5
В
9.
Повременщики на
холодных работах
Часовая
ставка
39,9
42,6
43,8
47.2
54,9
63,8
Прим
Месячная
ставка
в руб.
и коп.
69—67
74-38
76-47
82—41
95-86
. 111-39
; ч а н и я:
2. Тарифные ставки
Министров СССР от 26
Тарифные
ставки для
Сдельщики на
холодных работах
Часовая
ставка
в коп.
¦41,5
43,8
47,9
55,0
63,8
74,2
Месячная
ставка
в руб.
и коп.
72-46 ¦
76-47
83—63
96-03
И1-39
129—55
1. См. примечание к
рабочих-станочников
Повременщики на
работах с вредными
условиями труда
Часовая
ставка
в коп.
41,9
44,7
46,0
49,6
57,6
67,0
табл. 8.
Месячная
ставка
в руб.
и коп.
73-16
78—05
80—32
86-60
100-57
116-98
указаны в соответствии с постановлением
Сдельщики на рабо-
тах с вредными
условиями труда
Часовая
ставка
в коп.
43,6
46,0
50.3
57,8
67,0
77,9
ЦК КПСС
Месячная
ставка
в руб.
и коп.
76-13
80—32
87-82
100-92
116-98
136—01
и Совета
сентября 1967 г. Тарифные ставки для заводов станкостроитель-
ной и инструментальной промышленности см. в табл.
8.
Затраты на режущие (Ир) и измерительные (Ии) инст-
рументы и приспособления (Л):
И = Ир + Ии+П. E)
Затраты на металлорежущие инструменты (Ирв коп.), отнесенные к единице
продукции (операции), вычисляют по формуле
C"+^M007\№ ' * F)
ир=-
где Си — первоначальная стоимость инструментов в руб.; Сп— затраты на пере-
точку до полного износа инструментов в руб.; Тэ —• общее время эксплуатации
инструментов в мин; Тшт — штучное время операции в мин.
Затраты на переточку определяют по формуле
Сп = пТ3
100
G)
где Сп — общая сумма затрат на переточку инструментов в руб.; п — количество
nej еточек до полного износа инструментов; Тэат — нормированное время на одну
заточку в мин; Ззат — заработная плата заточника с начислениями по соцстраху
за 1 мин в коп.
Стоимость универсальных инструментов принимают по прейскуранту оптовых
цен, а специальных инструментов — по плановой цене предприятия-изготови-
теля. Затраты на переточку инструментов составляют примерно 30% его отпуск-
ной цены.
Затраты по эксплуатации измерительных инструментов обычно малы, поэтому
при расчетах экономической эффективности их можно не учитывать. Затраты
на измерительные инструменты приведены в нормативах НИИБТН. Затраты
на приспособления и специальную оснастку станков на станко-минуту определяют
по формуле
П =
^ 100 коп,
C)
где С0 — общая стоимость оснастки по фактической или плановой оценке в руб.;
К3 — коэффициент увеличения стоимости за счет затрат на текущий ремонт
.оснастки и приспособлений; Ф — фонд времени оборудования в станко-минутах
10. Нормы затрат на оснастку и приспособления на 1 станко-минуту работы оборудования
Груп-
па
слож-
ности
цри-
;пособ-
ления
Тип приспособления
Характеристика приспособлений
Габаритные
размеры
Количество деталей
ориги-
наль-
ных
унифи-
циро-
ванных
крепеж-
ных
Трудо-
емкость
в ч
Себе-
стои-
мость
в руб.
Первона-
чальная
стоимость
приспо-
собления
в руб.
Среднего-
довая
стоимость
эксплуа-
тации
в руб.
Нормы
затрат
на I стан-
ко-минуту
работы
в руб.
Кондуктор для сперления
Патрон к шестишпиндельно-
му токарно-карусельному
полуавтомату типа 1283
Гидравлическое приспособ-
ление для протягивания
Приспособление для фрезе-
рования с ручным зажи-
мом
Кондуктор с ручным заг.;и-
мом ,
Патрон поводковый
Пневматический кондуктор
для сверления 4 отверстий
Пневматическое приспособ-
ление для клеймения . .
Пневматическое приспособ-
ление для протягивания
шатуна
Гидравлическое приспособ-
ление для шлифования ша-
тунных шеек коленчатого
вала
Пневматическое приспособ-
ление для фрезерования
сегментных шпоночных ка-
навок к коленчатому валу
135x50x60
0 254X100
535x350x280
410x190x180
420X180X330
0 23ВХ400
445x295x225
490X270X190
280X260X280
242x218x305
1150x255x22»
1
21
31
32
20
И
16
17
25
18
46
4
2
9
16
15
4
26
21
18
3,
63
-
9
37
64
38
21
48
47
63
50
98
13
108
174
193
190
135
¦ 174
204
251
216
492
13,6
106,6
199,1
200,1
195,0
173,0
286,0
242,7
291.3
356,7
563,3
<90,Г
90,0—169,0
169,1-227,0
227,1-292,0
292,1-390,0
390,1—650,0
54,6
78.0
108,5
150,0
215,0
312,0
0,034
0,036
0,056
0.072
0,096
. 0,148
Примечание. Разбивка приспособлений на группы дает возможность любое намеченное проектом приспособление отне-
сти к одной из групп и, пользуясь трудоемкостью, определить его себестоимость. При укрупненных расчетах можно пользоваться
нормативной величиной затрат- на 1 етанко-минуту, помещенной в последней графе таблицы. В том случае, когда одновременно
используют несколько приспособлений, в расчет принимают суммарную норму. Например, в работе одновременно используют
два приспособления: одно 1-й группы сложности, второе — 4-й. В этом случае в себестоимость одной минуты работы включают
сумму @,034 + 0,072 = 0,106).
544 ТЕХНИКО-ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ ВАРИАНТА ПРОЦЕССА
Стоимость оснастки погашается обычно в течение двух лет (Ф=429 тыс. мин).
Затраты на оснастку и приспособления могут быть приняты приближенно
по табл. 10.
Затраты по эксплуатации приспособлений можно определять по нормативам,
приведенным в работе.
Затраты на амортизационные отчисления. Для
исчисления затрат на амортизацию оборудования необходимо произвести расчет
стоимости оборудования по всем сравниваемым вариантам технологического про-
цесса. Цену оборудования принимают по прейскуранту оптовых цен или опре-
деляют расчетным путем. Стоимость автоматических линий можно принимать
по табл. И и 12.
В случаях, когда технологическим процессом предусматривается модерниза-
ция оборудования, к его балансовой стоимости прибавляют затраты на модер-
низацию.
Амортизационные отчисления на единицу продукта (А) рассчитывают по
формуле
где Б — первоначальная балансовая стоимость оборудования в руб.; Н — норма
амортизационных отчислений в % ; В — годовой объем выпуска продукции в шт.
Если на станке изготовляют несколько деталей, амортизационные отчисления
между ними распределяют пропорционально машинному времени Тт по формуле
100Ф м'
где Ф — годовой фонд рабочего времени оборудования.
A0)
11. Структура себестоимости оборудования автоматических линий (в %)
Элемент затрат
Комплексные
автоматиче-
ские линии
Автоматиче-
ские линии
из агрегат-
ных станков
Материалы
Зарплата основная и дополнительная с начислениями по
соцстраху .
.Специальные расходы (износ специального инструмента,
моделей, расходы по освоению и т. п.)
Услуги сторонних организаций
Общецеховые расходы
Цеховые расходы, связанные с работой оборудования . . .
Общезаводские расходы
Потери от брака
Прочие расходы
Итого заводская себестоимость . . .
Внепроизводственные расходы
Полная коммерческая себестоимость
Рентабельность в %
25,8
13,0
34,1
10,0
16,6
0.8
15,2
12,2
18,7
0,8
ОД
98,2
1,8
100,0
20
24,4
0,2
10,7
9,5
9,!
0,7
0,1
99,3
0,7
100,0
120
Затраты на содержание оборудования (Со) зависят от
его сложности и времени работы. Чем сложнее оборудование и выше коэффициент
загрузки, тем выше расходы на его содержание. В сумму этих расходов включают
затраты на материалы (смазочные и обтирочные материалы, охлаждающие жид-
кости, уемни и т. п.), связанные с эксплуатацией оборудования, и заработную
РАСЧЕТ СЕБЕСТОИМОСТИ ПО МЕТОДУ ПРЯМОГО КАЛЬКУЛИРОВАНИЯ 545
плату рабочих (смазчики, слесари, станочники и др.)- Величину расходов опре-
деляют по нормам, приведенным в единой системе ППР. Во всех случаях
расходы по содержанию единицы оборудования в год составят:
Со = 31 + 32 + 33 + М,
A1)
где Зх; 32; 33 — доля заработной платы с начислениями соответственно станоч-
ника, смазчика, слесаря по наблюдению за оборудованием в руб.; М — стоимость
материалов (смазочные, обтирочные, охлаждающие жидкости и т. д.) в руб.
12. Примерные нормативы для расчета себестоимости оборудования
автоматических линий на 1 кг веса
Вид оборудования
Металлорежущее . . .
Транспортно-загрузоч-
ное
Контрольное
Упаковочное
Электрооборудование
Прочее
Среднее по всем видам
оборудования ....
Автоматические линии комплексной
обработки
Коммерческая
себестоимость
ID
>•
m
3,2
2,6
7,4
6,0
3,1
3,8
3,7
в % к средней стои-
мости всех видов
оборудования
47,0
15,4
9,6
6,2
0,9
20,9
100,0
в % к средней стои-
мости металлорежу-
щего оборудования
100,0
32,8
20,4
13,2
1,0
44,5
-
Первоначальные
затраты
ID
>•
а
ш
2,5
1,8
5,8
4,6
1,9
2,8
2,7
в % к средней
стоимости
78,0
69,0
79,0
77,0
61,0
74 ¦
72,5
в % к средней стои-
мости металлорежу-
щего оборудования
25,3
18.7
9,6
1,5
30.0
-
Коммерческая себе-
стоимость 1 кг обо-
рудования линии из
агрегатных станков
о
>>
о,
я
1,6
2,6
1,7
в % к средней
стоимости всех ви-
дов оборудования
83.5
16,5
-
в % к средней
стоимости металло-
режущего оборудо-
вания
19,7
-
Примечания: 1. К автоматическим линиям для комплексной автоматизации
относятся линии, охватывающие производственный процесс по полному циклу, заканчи-
вающийся изготовлением и выпуском товарной продукции.
2. Линии из агрегатных станков типичны для частичной автоматизации производ-
ственного процесса, т. е. когда на автоматической линии обрабатывается одна деталь
или выполняется часть операций по се обработке. В этом случае сравнительную себе-
стоимость определяют лишь по прямым затратам, связанным с эксплуатацией автомати-
ческой линии.
3. Для расчета амортизационных отчислений по приведению затрат принимают балан-
совую стоимость оборудования, слагающуюся из отпускной цены и расходов на транспорт
и монтажные работы. Для получения отпускной цены себестоимость умножают на коэф-
фициент 1,2, а для получения балансовой цены отпускную цену умножают на коэффи-
циент 1,1. Пример: себестоимость автоматической линии 60 тыс. руб., отпускная
цена будет 60-1,2 = 72 тыс. руб., а балансовая стоимость 72-1,1 = 79,2 тыс. руб.
Бели на оборудовании установлена ременная передача, то добавляют еще долю
заработной платы C4) шорника и стоимость пошивочных материалов. Нормы
расхода материалов для ухода за оборудованием приведены в единой системе
ППР. Стоимость материалов определяют по соответствующим прейскурантам
с добавлением транспортно-заготовительных расходов предприятий (8—10%
от отоимости материалов).
546 ТЕХНИКО-ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ ВАРИАНТА ПРОЦЕССА
Затраты по содержанию оборудования, приходящиеся на единицу обработан-
ной продукции, определяют по формуле
°=Ь <12)
где Вг — объем выпуска продукции в шт.
Следует учитывать, что рабочие перечисленных профессий одновременно
обслуживают большое количество оборудования. Например, норма обслужива-
ния на одного смазчика в смену установлена 500—1000 ремонтных единиц, для
шорника 200—300 физических единиц, имеющих ременную передачу, а для сле-
саря 350—500 ремонтных единиц.
Долю заработной платы C), приходящуюся на отдельный станок, определяют
для каждой профессии и каждой группы оборудования по формуле
л
где Т1 — часовая тарифная ставка заработной платы рабочего 1-го разряда в коп.;
К — тарифный коэффициент, соответствующий разряду работы; Зд — допол-
нительная заработная плата в коп.; Ч — начисления на заработную плату по
соцстраху в коп.; Л — длительность смены в ч.; Н — сменная норма обслужива-
ния в единицах ремонтной сложности; R — категория сложности станка в ремонт-
ных единицах.
Затраты по текущему ремонту оборудования явля-
ются одной из крупных статей расходов и в среднем достигают 10%, а по отдель-
ным видам оборудования 30—40% его балансовой стоимости. Их определяют
по нормативам единой системы ППР.
Заработную плату рабочих по ремонту определяют по количеству ремонтов
и их трудоемкости. Затраты на материалы и накладные расходы определяют
в процентах к основной заработной плате.
Делением общей стоимости ремонта на годовой выпуск продукции получают
долю затрат на ремонт, входящую в себестоимость единицы продукции.
В том случае, когда на оборудовании одновременно обрабатывают несколько
деталей или выполняют несколько операций, затраты распределяют между ними
пропорционально нормированному машинному времени (Тм) по формуле
Р>-?т» A4)
где Рх — затраты на текущий ремонт станка в руб. на 1 станко-минуту работы;
Р — сумма годовых затрат на ремонт станка в руб.; Фм — фонд машинного вре-
мени работы станка в год в мин; Тм — норма машинного времени на обработку
детали или выполнение операции в мин.
Выбор варианта технологического процесса. Суммируя величины изменяю-
щихся статей калькуляции, получим себестоимость обработки детали (или выпол-
нения операции) в коп.:
С1==3 + Э-\-И~\-А+0 + Р, A5)
где 3 — заработная плата производственных рабочих с начислениями по соц-
страху; Э — затраты на электроэнергию для технологических целей; И — затра-
ты на инструмент и приспособления; А — амортизационные отчисления от балан-
совой стоимости оборудования; О — затраты по содержанию оборудования;
Р — затраты на текущий ремонт оборудования.
В случае, когда вариант технологического процесса изменяет затраты на сырье
и материал, полученную суммарную себестоимость обработки увеличивают на
стоимость материалов.
РАСЧЕТ СЕБЕСТОИМОСТИ ПО НОРМАТИВНОМУ МЕТОДУ
547
Вариант технологического процесса, который имеет наименьшие значения
себестоимости (С или Ct) при неизменных капитальных вложениях, и следует
считать экономически наиболее эффективным. Однако снижение себестоимости
продукции не всегда свидетельствует об экономической эффективности техноло-
гического процесса. Иногда наименьшая себестоимость продукции создается
значительными дополнительными капитальным» вложениями. В таких случаях,
помимо изменения себестоимости, необходимо определять сумму приведенных
затрат. Пди определении экономической эффективности технологических про-
цессов, вызывающих изменения величины основных средств (К), необходимо
определять и результаты совокупных затрат (текущих и капитальных). Экономи-
ческая эффективность в этом случае определяется сопоставлением уравнений
приведенных затрат.
Различные варианты технологических процессов требуют для своего осуще-
ствления, как правило, разной величины капитальных вложений (К). Возможны
случаи, когда большие капитальные вложения дают небольшое снижение себе-
стоимости, что вызывает сомнение в их целесообразности. Это легко установить
методом приведенных затрат.
Соизмерение приведенных затрат различных вариантов технологических
процессов будет характеризовать их прогрессивность.
Поясним это на примере (табл. 13).
13. Пример расчета годового экономического эффекта
Показатели
Объем производства (В)
Себестоимость единицы изделия (С)
Стоимость основных средств (К)
Коэффициент эффективности (Еп)
Единица
измерения
тыс. шт.
руб.
тыс. руб.
По технологиче-
скому процессу А
(базовому)
200
7,3
250,0
0,15
По технологи-
ческому про-
цессу Б
200
6,8
750.0
0,15
Согласно уравнению A) имеем
Э = A460,0 + 37,5) — A360 + И2,5) = 25 тыс. руб.
Следовательно, технологический процесс Б экономически эффективен и его
внедрение в промышленность целесообразно.
Таким же способом производят подсчет экономической эффективности при
сравнении нескольких технологических процессов.
ВЫБОР ВАРИАНТА ПРИ РАСЧЕТЕ СЕБЕСТОИМОСТИ
ПО НОРМАТИВНОМУ МЕТОДУ
Нормативный метод заключается в следующем. На предприятии разрабаты-
вают нормы по всем статьям прямых затрат на производство, приведенные к одной
станко-минуте. По этим нормам и на основе расчетной станко емкости определяют
себестоимость продукции по сравниваемым вариантам.
Нормы разрабатывают по следующим статьям затрат: заработная плата произ-
водственных рабочих (станочников и наладчиков)с начислениями по соцстраху;
электроэнергия для технологических целей; инструмент; износ специальных
приспособлений; содержание оборудования; текущий ремонт оборудования;
амортизация оборудования.
Себестоимость (С в коп.) по каждому из вариантов равна произведению суммы
затрат по элементам в 1 мин на фактическое время обработки изделия:
С = (Я+Н2+Э+И+П+А+Я5+Нтр)Тф,
A6)
548 ТЕХНИКО-ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ ВАРИАНТА ПРОЦЕССА
где Н и Я2 — норма заработной платы с начислениями по соцстраху станочника
и наладчика; 9 — норма затрат на электроэнергию; И — затраты на инструмент;
П — нормы затрат на специальное приспособление; #5 — норма стоимости
содержания станка; Нтр ¦— норма стоимости ремонта станка; А — стоимость
амортизации станка; Тф — фактическая норма времени обработки изделия
в мин (станкоемкость).
С учетом коэффициента выполнения нормы
71
Т „ ¦* гит 4г\п
где т| — процент выполнения нормы.
ю
Пример. На токарную обработку заготовки шестерни установлена норма времени
мин. Фактическое выполнение норм составляет 125%. Следовательно, Г. =—^тр— =
8 мин.
Нормы затрат по заработной плате приведены в табл. 14, а на силовую элект-
роэнергию — табл. 15.
Норму затрат на силовую электроэнергию в коп/мин вычисляют по формуле
60 '
где N — установленная мощность электродвигателя в кет; Кг — коэффициент
использования электродвигателя по мощности; А'2 — коэффициент использования
электродвигателя по временк; С — стоимость кет ¦ ч электроэнергии в коп.
Нормы затрат на инструмент, отнесенные к одной станко-минуте (по данным
ЭНИМС), приведены в табл. 16 и 17.
Норму затрат по амортизационным отчислениям на 1 мин работы станка опре-
деляют делением суммы годовых амортизационных отчислений на время (в мин)
работы станка в год (табл. 18).
Нормы затрат по содержанию оборудования (Нъ) приведены в табл. 19, а на
текущий ремонт (Нтр) — в табл. 20.
Нормы затрат и нормы обслуживания установлены в условных единицах
ремонта (УЕР), приведенных в единой системе ППР |3]. Умножая эту норму
на время работы станка, затраченное на обработку изделия, получают полную
величину затрат на обработку детали (выполнение операции) по содержанию
оборудования, которую и включают в себестоимость изделий, деталей, операций.
Удельный вес затрат на текущий ремонт оборудования в себестоимости про-
дукции достаточно высок, что обязывает особенно внимательно подходить
к определению норм затрат для укрупненного подсчета себестоимости и эконо-
мической эффективности новой техники. Размеры затрат по текущему ремонту
оборудования зависят от ремонтной сложности оборудования, ремонтного цикла
и режима работы. Эти нормы определяют по формуле
' 3+М+Ц+Э
ятр— ф ,
где Нтр — норма затрат по текущему ремонту на единицу ремонто-сложности
(ЕРС) на 1 станко-минуту в коп.; 3 — основная и дополнительная заработная
плата с начислениями по соцстраху в коп.; М — стоимость ремонтных материалов
в коп.; Ц — цеховые расходы в коп.; 9 — стоимость ремонта электрической
части оборудования в коп.; Ф — годовой фонд работы оборудования в мин.
Размер накладных расходов принимают по техпромфинплану завода.
14. Норма расхода в коп. (на 1 станко-минуту) производственной заработной платы
рабочих-станочников с начислениями по соцстраху
Разряд работы
1
2
3
4
5
6
Тарифный коэф-
фициент
1,00
1,06
1,15
1,32
1,53
1,78
Тарифная
ставка
заработной
платы
в час
41,5
43,8
47,9
55,0
63,8
74,2
в минуту
0,690
0,730
0,800
0,920
1,060
1,240
Дополнительная
заработная плата
F%) на 1 минуту
0,041
0,044
0,048
0,055
0,061
0,070
Начисления по
соцстраху G,5%)
на 1 минуту
0,056
0,058
0,064
0,073
0,082
0,098
Полная заработная
плата с начисле-
ниями на 1 минуту
0,787
0,832
0,912
1,048
1,203
1,414
Норма заработной платы с начислениями на i станко-минуту
при проценте перевыполнения нормы
1
0,008
0,795
0,008
0,840
0,009
0,921
0,010
1,058
0,012
1,215
0,014
1,428
2
0,016
0,803
0,017
0,849
0,018
0,930
0,021
1,069
0,024
1,227
0,028
1,442
3
0,024
0,811
0,025
0,857
0,027
0,939
0,031
1,079
0,036
1,239
0,042
1,456
4
0,032
0Щ
0,033
0,865
0,036
0,94В
0,042
1,090
0,049
1,252
0,057
U471
5
0,040
0,827
0,042
0,874
0,046
0,958
0,052
1,100
0,061
1,264
0,071
1,485
6
0,048
0,835
0,051
0,883
0,055
0,967
0,063
1,111
0,074
1,277
0.085
1,499
7
0.056
0,843
0,059
0,891
0,065
0,977
0,073
1,121
0.086
1,289
0,099
1,513
8
0,064
0,851
0,067
0,899
0,073
0,985
0.084
1,132
0,098
1,301
0,113
1,527
9
0,072
0,859
0,075
0.9U7
0,082
0,994
0,094
1,142
0,111
1,314
0,127
1,541
10
0,080
0,867
0,083
0,915
0,091
1,003
0,105
1,153
0,123
1,326
0,141
1,555
20
0,160
0,947
0,166
О,9Й8
0,182
1,094
0,210
1,258
0,246
1,449
0,282
1,696
30
0,240
1,027
0,249
1,081
0,273
1,185
0,270
1,363
0,369
1,572
0,424
1,837
40
0,230
1,107
0,332
1,164
0,364
1,276
0,360
1,468
0,492
1,695
0.564
1,978
50
0,400
1,187
0,415
1,248
0,456
1,373
0,450
1,573
0,615
1,818
0,707
2,119
Примечания: 1. Нормы определены при 7-часовом рабочем дне и тарифной сетке 1 : 6 и рабочем времени 174,6 ч
в месяц согласно постановлению ЦК КПСС и Совета Министров СССР от 26 сентября 1967 г.
2. В числителе показана норма заработной платы за перевыполненную величину нормы трудоемкости,
в знаменателе — нарастающий итог в зависимости от величины выполнения нормы трудоемкости.
3. Для определения заработной платы на обработку детали (выполнение операции) норму расхода заработной платы
умножают на станкоемкость детали. Например: норма трудоемкости детали 10 мин. Норма перевыполняется на 10%, станкоемкость
будет 9 мин. Разряд работы 4-й. При этих условиях норма расхода заработной платы будет 1,153 коп. в минуту. Затраты
по заработной плате составят 9x1,153 = 10,377 коп.
Н ш g я о
*-О fi СОЯ" К COI-H
' >Э Н * О&О * «
"|- 5=8 о»я
ill! «e»:
ill
НИ =111
я и га к
О" ЕС и
sfgf ""
о етя§
IMS
1 В Я
3 и И
Ря!
В1.
И го
5 6" S
-о Е о s
SsoS
В ? SB
и"< 2 И
ГФ
feeg "foil
•oE t
CD X С
Зя
;о.и
иц
!oovl
; И о :
s-H3i
к» ИЗ
lilfl
ISP iEs--
§?я§
ГО й W ?
r|t-B
о й ы
- W CD Я
то и о
• ш p н
°>„ и
| Йа
S
S о
СО
0> CD 43 В E
' III
OOl
№
I °>
B.gS
ь-gg'gg
СЛЮСЭ
- - -^з"
о о о "о ьл ю"о to ui"o^j< co^j"cD^o"oi ^"го"^-*
-ООООООЬЛООЙСО
CDCDCDOCDCDCDCDC
, CD CO Oi^-»- OOO'l-JojCDGCOitP'lNSi-^OOOOCD
oocowoooobbwboob''6oVu''b:'''*
OO-UICOOO OOO ССЭГООСО
ooooooooooooooooooooooooooo
^]ЪЪЪз*'Ъсосо'Ь"'н1''^'-*ооЪоЪоЪооо'ЬЪЪЪо
-.^^^ ^j. <ioi^cooj*»utoto-oooo55co
^tOCOtO-JOU'tOCDCDlNSOlCDJr-tptOH-.h—t—н-ь
;coccooooootcto*>C50itoM
OOOOOOOOOOOOOOOOOOOOOOOQOOO
'Jd'Vgc oc c;*> *>¦»?> to "to to й*"^* о о о о о"о'оо"о"Ъ|Сз ЬсЪ
-~ла5«лк>со<хсг- — o*4M*^oaioiie'COfv3i-.gooc
О i ^J СО *Ч О ОС СО О* СО "*J СО ^* О ^^ СО СЛ СО СС ОС ОЭ О^ СО t
OOOOOCOOOOOOOOOOOOOOOOiO
OtOH— —
г-О СОЮ
1-*^— — ОООООООООООООСОООООООООО
—j—j-.^h— СЭ _О ООООООООООООООООООООО
со'[о'^*о'6осоо:"с;<1Ь;"?о"у ы'^'^^э'о'сэ"о'о'о o'fe'2'o'^'fci'o
^h^^^^^GCOOO'^UltOCCt?>l^=i>^000'C5CC^tP'E-CO'=—¦
-;ООООООООООООООООООСОГООH[ООЗГО
ЬоЪЪ^Ъсл*1о:мЬ'^'-*"*ЬЬооЬЬоооЬ''дЪчс
"*>t>EN3CD*0OTCD0105it>-J'-bO*-JCJiCJ410tOf-iOOOOOOC
с* Кр is СО ** С5 ,СО OStP'OCJlCOf-^OCOCJ'Corf^'— C0G0*^OJOJtO^C_
ЭО О О GO С
1-ь~*»-*—*CDOOO>00>C>C>C>00>C>C>C>C>C>C>C>00000>
^е^*Г|Ч N1 N"S ?Q^l О^ЧСл'»4>'со CO tO •""* '-^^D ^^^~^^^^^^^>C^'^'^F^*?^''^^<f^^^
OCOtOCO-JlN30tOit>rO Ч05 01СОЮ--^-005оОО
^ "J »t^ О ^-1 VI *?*¦ *O CO CO GO CO CJT CO O^ $?D t?* CJ' fP4 »^ Co *яя)* О
DOOOOOOOOOOOOOOOaiOOO CO.Cl CO
l-kt-*h*>-b*-*OO000OOOOOOOOO0OOOOOOO
1^) ел ел i-. w- со оз*1слсосоЬзн*^Ъооооооо^
СЛ01СООО»-»1СОСО>*>н'^1СС050-^*»ССООС5^A0ГО'-ьО>С
СЛ tO OS CO CJ* CO >?¦• >&¦• СЛ О СЛ •"* tO C^ СЛ О * СЛ CO *•* •""* J^* СЛ rf
OOO CD,O OOOCDOOOOOCDOOOOOOtOCOC
i"8S§
-^-•.^ан— OOOOOOOOOOOOOOOOOOOOOOCD
ЬЬ"*"'-^Ьсп1л*>а>м"^^*оооЬооЬ o'fetoo'o
i^i Z i. *^^ ^ Vt ^T^ ("Л .t*. ^*^^ Г\ *\ r"""* ^*^^ Г^ *t^ ¦ - i^ 4 ^^^ * n !«.« hn i a *^"S С—^ У^^ь CD <****^ ^^ СГ4
-ОООООООООООООООООООООО
oo&vibuw'fob'^oobobbbcbobo'o
0"ii-*|\JA0C0U'Ul-0lP-CDC0a3lt>C0t0ClCJCDOCDOCD
orf>*-*>C5u*oocba-ito-^a3*-*4P-»-*o
COOOOOCPCDOO^OOCOCi
COi-A f—h—н-_-* CDOOO OOO_OCD CDOCDOOOOOOOOO
boo^J-Jwbtb So as i?> i?> со to н* »^ о о о о о о о о о'о'о'о
ООСОМСПМ^-С000305СЛ>?-СССЛОог-^-^0;*>|Й--^0501^^0—*
OOSOOOOOOOOOOOOOOGOOO'JWwOi'C.
СО СО tSS М^*^"^" CD О CD О ОО CD^O CD О О О О О О ОО О О О
'СО*^* CD CD СЯ •"* "^* CD "^J СЛ ^* СО tO tO *—* ^-^ О О О О О О О О O*^D О
C0t0CDtS3C0CC>C0C0*»*»C0CJl*4O>C0"*C005it>t0'-bOO5OOO
uimH—oiiocjirf^p-i^p-iaicoj^^oiococotocoo; со -^ m ** n> —*
ооооооооооссооооооооо^о&й^го
13 tO CO CO *-*^*^ >"" OOCDOOOOCDCDOOOOOOOOOO
'Lj'i>'io'6i'^COtO О СС СО'О'Ifi-"tO tO"""J—^ О О О "о *О "О "О "CD'О О
-JOCO"-bCOOiCOCOCJlOOii-J"-JCOCJitOO-JOfCO'-iCf—OCDOC
f-^OrOtOO'CT. ifr-OO^OlO'dCDl-^CCGOCO-JOC^GOOlOOJtyiCOro
O>OOOC>OOOC>OC;OOOOOOC>OOOC0CCtP'0it0iP*
„вн-.н-.t—OiCDCDOOCDCDOCDOOOOOCDOOOOOOOCD
"сл'со'сосо cc'1-J':;^i'a3^>o;"ccto"^*Hio boobooobobbo
"c^caffl^wocooKioj^oj^ooogooo
3OCOOOOOO03tDOW0300
Ь^ V^^- "~ ^If Vrf- 4-<4 r— vw 4_
OCDOCDOOOOOOOOCDCDCDOOOOOOCD
"" "" =-oooobooc "" "
"cD "^J "^J ОЭ "tO CD CD CO 3i *» it-
CJlCoOCJ«fB>-JCOOOCO —
-OOOCDOOOCDOCDOO
J3CD-^CHCOtOi-*oCDoOCDO
JCHf—COlfc-COtOO-JSJ^Oirf^tO —
^ooooooooaicicrf^o
t0t0t0'-*^*'-^'-iO>C>OO>C>O>C>OOO>OOOOO>OOOOO>
bbbb*-'*"'tD'Jb*-WM'*"-'^oobbobQQbbb
kt-« GO J>- GO CO **J ^-^ CO CO ^-^ CO >&¦• ZZs CO rO ^-* GC OS *P* CO **** ^D О ^D О Сз О
co-JcO(p-cotoatoio-JcjicjT-b*'Go-Ja3*-toi—
OOOOOOOOOO.OOOOO'OtP-GCriNGi
ОМ GO CO
OOO О
UMMMh*|-^H'COOOOOOOOOOOOOOOOOO
^ViijOT&cVi*>^cb6icbiP>foto'^'^'i^'Ooooo'?
EO-JCO*--OOC0 04 0'CO*^C5CDCJio:ht-CDGOa3COl—-^<
CD *¦ h— -J ф O> O3 O3 О tO CO tO CO СЛ С --¦¦'-¦ "
0>000000>OOOOCDOOC
Is
vDDaftodn viHVHdve яинуаоноояо яонояьииюноне-онинха!, одд
РАСЧЕТ СЕБЕСТОИМОСТИ ПО НОРМАТИВНОМУ МЕТОДУ
551
16. Средняя стоимость (в коп.) эксплуатации металлорежущего инструмента,
отнесенная к i станко-минутс работы
отнесенная к 1 станко-минутс работы
(по видам инструмента)
Наименование инструмента
Резцы:
из быстрорежущей стали ....
оснашенные твердым сплавом . .
резьбонарезные
Сверла и развертки:
из быстрорежущей стали ....
оснащенные твердым сплавом . .
Зенкеры:
из быстрорежущей стали ....
оснащенные твердым сплавом . .
Фрезы:
из быстрорежущей стали ....
из твердых1 сплавов
оснащенные твердым сплавом
(без червячных фрез)
червячные, оснащенные твердым
сплавом
Долбяки из быстрорежущей стали
Протяжки
Пилы круглые сегментные из
быстрорежущей стали (к отрез-
ным станкам)
Полотна ножовочные из быстро-
режущей стали
Виды
Шлифовальный ин-
струмент
Обрабатываемый материал
сталь
черно-
вая
0,099
0,102
0.115
0.258
0,272
0,330
0,245
0,298
0,175
0,525
0,590
чугун
Виды обработки
чисто-
вая
0,088
0,092
0,114
0,145
0,259
0,214
0.254
¦ 0,176
0,284
0,169
0,324
0,293
черно-
вая
0,090.
0,102
чисто-
вая
0.079
0,092
—
0,202
0,259
0.243
0,290
0,210
0.288
0,172
0,425
-
шлифовальных работ
Средняя
стоимость
0,088
0,096
0,114
0,220
0,257
0,250
_
0,440
0,625
0,364
0,036
Шлифование
круглое
0,242
бесцен-
тровое
0,540
внутрен-
нее
0,132
плоское
перифе-
рией
круга
0,204
торцом
круга
0,163
Средне-
взвешен-
ное
значение
Стоимости
0,095
—
Средне-
взвешен-
ное
значение
0,230
Примечание. При использовании для обработки одного изделия нескольких
инструментов, различных по цене, определяют суммарное время использования инстру-
мента и суммарную его стоимость. Делением суммарной стоимости на суммарное время
использования получают среднюю норму стоимости инструмента на 1 мин работы, кото-
рую и закладывают в калькуляцию себестоимости продукции.
552 ТЕХНИКО-ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ ВАРИАНТА ПРОЦЕССА
17. Средняя стоимость (в коп.) эксплуатации металлорежущих инструментов,
отнесенная к 1 станко-минуте
(по группам и размерам станков)
Станки
Полуавтоматы многорезцо-
вые
Револьверные
Токарно-каруоепьные
Токарно-винторезные
Вертикально-сверлильные
Радиально-сверлильные
Горизонтально-расточные
Зубофрезерные
Зубодолбежные
Зубострогальные
Горизонтально-фрезерные
Вертикально-фрезерные
Продольно-фрезерные двух-
шпиндельные
Резьбонарезные
Шпоночно-фрезерные
Лр одольно-стр огальные
Поперечно-строгальные
Долбежные
Протяжные
Отрезные
Характеристика станка
(размеры в мм)
Диаметр изделия: 200
320
Диаметра прутка: до 22
св. 22
Диаметр стола: до 1000
св. 1000
Высота центров: 200
св. 200
Диаметр сверла: до 25
до 50
до 80
Диаметр сверла: до 50
до 80
Диаметр шпинделя: 60
св. 60
С осью вращения:
вертикальной
горизонтальной
—
С длиной стола: до 1000
св. 1000
С длиной стола: до 1000
св. 1000
С длиной стола до 5000
С длиной хода ползуна до 500
С длиной хода долбяка до 300
Работающие:
ножовочным полотном
круглой пилой
Характер производства
Индиви-
дуальное
0,112
0,125
0,118
0,165
0,124
0,180
0,114
0,139
0,136
0,175
0,222
0,216
0,275
0,170
0,222
0,485
0,615
0,332
0,201
0,181
0,192
0,248
0,290
0,316
0,360
0,240
0,217
0,123
0,163
0,645
0,036
0,364
Серийное
0,113
0,127
0,120
0,166
0,142
0,201
0,136
0,147
0,138
0,183
0,224
0,226
0,286
0,186
0,233
0,495
0,635
0.372
0.201
0.182
0,202
0256
0,310
0,330
0,370
0.240
0'220
0,127
0,104
0,750
-
Для всестороннего анализа принятого варианта технологического процесса
целесообразно дополнительно учитывать следующие технико-экономические пока-
затели: изменение объема производства в результате внедрения нового техноло-
гического процесса; изменение численности рабочих (отдельно производственных
и вспомогательных); выработку рабочих до и после внедрения нового техноло-
гического процесса; трудоемкость единицы изделия; рентабельность в абсолют-
ной сумме и в % к основным средствам; число единиц оборудования; объем про-
дукции с единицы оборудования; коэффициент использования рабочего фонда
оборудования; производственные площади в ж2; съем продукции с м1 площади;
уровень рентабельности производственных фондов.
Эти показатели могут быть рассчитаны как в денежном, так и в натуральном,
выражении.
РАСЧЕТ СЕБЕСТОИМОСТИ ПО НОРМАТИВНОМУ МЕТОДУ
553
«s!
Я
° »
СС В
Й|'
Ing,
о о **
о toio
О О о"
Ш СО 00
СЧСЧ<ГО„
ая«
1Л CD CVJ
оо о
ONCO
о"оо"
lO iT5 t—
оо~о"
¦Jj* -S" О
о оо
1/Э ОЭ (ГО
оо о
О.-З1 CD
°°°
оо о"
CM C4JC3
оо,о.
о о О
OtMO
0,0,0
о"оо
о,о,о,
о"оо"
t— о «л
о см со"
5 is II«Sg
OOO
С^ч-> CO
ooo
gas
ooo
Soil
oo"o"
OtO CD
oo"o
¦Э О C7J
ьоо
э.0,0,
JO"o
0,0,0
o*o"o
Sqq,
ooo
See
ooo
Cso'o"
s K
CJ^C^JCJ^
О CD-JJ*
— zo to
ooo
о о" о"
с^ о а
ooo
ooo
CD(M—I
o"o о
о о о
00 C^ О
CJ C^ <#
ooo
CSJtMCO
0.0^0,
111
ooo
CD OS CO
ooo
0,0,0,
oo^o1
COOi Ч-"
о o^»
0,0.0,
О СЭ О
ooo
qqq,
ooo
3 К
COO,—1_
4)Св tiffi
Ills
g S ftS
IIII
ell
1 u щя
Й ¦o
CD 1П CM
tDlO C5
¦*mco
<TOt— CO
(M(M<TO
COtMCC
¦(-¦(MCVJ
(MOO
оо о
r- ~^co
sss
(TOOSCO
(TOCO -JJ*
ooo
00 COO
(M(TO-#
Я:0*0-
ooo
ooo
0,0,0
o'o'o
0,0,0.
ooo
ooo
0,0,0,
o"oo
Hi
s к
SCa
(M (JJC^
2 3 g
gg I
о s a
to m S
ей Л 5
111
О iTO
CM CM
oo"
ss
o_o,
oo
(M О
tor-
о о
T--CD
S3
oo
2Я
oo
si
oo
-S'CO
o^c^
oo
СЧ1 tD
о о
o«#
o^o,
oo"
oo
(O(O
gg
о о
и
•Ч1Ч.
оо
Cs"o
Й S
оо сэ
со to с-з
оо сэ
©ол о
оо о
оо о
оо
ор^ о.
оо о
оо о
0,0 О,
оо сэ
W К
gs s
s a
о" со* с\Г
Я К щ
Вф
iis«i3filB
О |л
it
os a go
m g 2« gg.ll
1 I !Mn.s
§ ° §,g°"sa°
g, S ^§sKO +
I.I И!5
;M3i;iiSs
а К C S о S Й s о й
P о 9. 2 я
S 53
3 3
Я CD
a
554 ТЕХНИКО-ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ ВАРИАНТА ПРОЦЕССА
19. Нормы затрат по содержанию оборудования на 1 жим работы станка в иоп.
(при 7-часовом рабочем дне и тарифной сетке 1:6)"
Станки
Металлорежущие, кроме
автоматов и полуавто-
матов • . . . .
Металлорежущие тяже-
лые и уникальные . .
Автоматы и полуавто-
маты
Автоматические линии
Количество единиц ремонтосложности
1
0,006
0,008
0,007
0,010
2
0,013
0,016
0,014
0,020
3
0,019
0,025
0,020
0,030
4
0,025
0,033
0,027
0,040
5
0,031
0,041
0,034
0,050
6
0,038
0,049
0.041
0,060
7
0,044
0,057
0.048
0,070
8
0,050
0,066
0,054
0,080
9
0.057
0,074
0,061
0,090
10
0,063
0,082
0,068
0,099
15
0,094
0,123
0,102
0,149
20
0,126
0,164
0,136
0,198
*' Для предприятий с низшей оплатой труда коэффициент снижения расходов 0,90.
Примечания: 1. По обслуживанию оборудования, имеющего ременные пере-
дачи, на каждый станок на 1 мин работы добавляют 0,008 поп., независимо от слож-
ности ремонта.
2. В расход по содержанию оборудования вошли: стоимость материалов, связан-
ных с работой оборудования (смазочные, обтирочные, ремни и пр.); заработная плата
рабочих, занятых обслуживанием оборудования: слесарей, станочников, по изготовле-
нию деталей к станкам, смазчиков, шорников и т. п.
3. Стоимость материалов рассчитана по нормам единой системы ППР. Прейску-
рантные цены в расчете увеличены на транспортно-заготовительные расходы в раз-
мере 10%.
4. Заработная плата рассчитана из следующих условий: нормы межремонтного
обслуживания на одного рабочего в смену взяты из единой системы ППР; тарифная
сетка 1 : 6, ставка 1-го разряда для сдельщиков — 35,8 коп. для повременщиков — 34,4;
для станочников-сдельщиков — 41,5. Приняты разряды рабочих: смазчик — 2-й разряд
сетки повременщиков; станочник, слесарь — 3-й разряд сетки сдельщика; шорник —
2,5-й разряд сетки повременщика; приработок принят в размере 15%.
5. Для предприятий, отнесенных ко второй и третьей группе, даны коэффициенты,
на которые следует умножить сумму, указанную в нормативах, так как она рассчитана
для предприятий первой группы оплаты.
Примеры нормативного расчета вариантов технологического процесса. Пример 1. Деталь
можно обработать по технологическим процессам А и В. В первом случае деталь обрабаты-
вают на токарном станке с электродвигателем мощностью 4 квгп, во втором — 5,8 кет, коэф-
фициент использования электродвигателя (Т^У. в первом случае 0,6, во втором — 0,65;
¦сложность ремонта первого станка 10 ЕРС, второго — 11 ЕРС; норма времени обработки
изделия соответственно 10 и 8 мин; коэффициент выполнения норм принимаем на одном
уровне — 1,25. Стоимость станка в первом случае 0 9 тыс. руб., во втором — 1,2 тыс. руб.
Время занятости станков составляет: первого A0 : 1,25) = 8 мин, второго (8 : 1,25) = 6,4 мин.
Разряд работы в обоих случаях 2-й. Годовой объем производства 10 тыс. шт. Пользуясь
исходными данными и приведенными выше нормативами, получим сравнительную себестои-
мость изделий (табл. 21).
Следовательно, при обработке детали по технологическому процессу В достигаем сни-
жения себестоимости на 17,7%. Разность приведенных затрат вариантов А и В составит
•годовой экономический эффект варианта В:
Э =- A0,8 коп. X 10 000 + 0,9 тыс. руб. X 0,15) —
- (8,9 коп. X 10 000 + 1,2 тыс. руб. X 0,15) = 145 руб.
Пример 2. По действующему технологическому процессу А шестерню диаметром 78,75 мм
¦изготовляют из калиброванной стали 20 диаметром 85 мм. Новым технологическим про-
цессом В намечено заготовку получать горячей штамповкой с последующей обработкой на
сверлильном и многорезцовом станках. Показатели этих двух технологических процессов
приведены в табл. 22.
Для определения экономической эффективности технологического процесса проводят
сравнение себестоимости обработки по технологическим операциям двух процессов А и В.
Поскольку вид заготовки меняется, то в себестоимость включается и стоимость заготовки.
Так как объем производства не меняется, то сравнение себестоимости производят только по
статьям расходов, которые подвергаются изменению.
Сравнительные данные по расчету себестоимости приведены в табл. 23.
РАСЧЕТ СЕБЕСТОИМОСТИ ПО НОРМАТИВНОМУ МЕТОДУ
555
20. Нормы затрат на текущий ремонт металлорежущих станков на 1 мим
работы в коп. (на 1 ремонтную категорию)
Длитель-
ность
ремонт-
ного
цикла
(в годах)
4,5
5,0
5,5
¦ 6,0 •
6,5
7,0
7,5
8,0
8,5
9
9,5
10
10,5
11
12
12,5
13,0
13,5
14
14,5
15,0
16,0
17,0
17,5
18,5
20,"
23,о
Группа оборудования
Легкие и средние
станки весом
до 10 m
выпуска
до 1967 г.
0,009
0,008
0,007
0,006
0,0058
0,0054
0,0052
0,0048
0,0043
0,0042
0,0040
0,0038
0,0036
0,0033
- -
0,0030
-
выпуска
после
1967 г.
0,0055
0,0050
0,0046
0,0042
0,0038
0,0035
0,0034
0,0031
0,0029
0,0027
0,002В
0,0025
0,0024
0.0023
0,0022
0,0019
0,0018
-
Крупные
и тяже-
лые
станки
весом
10—100 т
0,014
0,011
0.010
0.010
0,009
0,008
0,0078
0,007
0,0067
0,0064
0,0060
0,0057
0,0054
0,0052
0,0047
0,0043
0,004
-
Особо
тяжелые
и уни-
кальные
весом
свыше
100 m
0,023
0,021
0,019
0,018
0,016
0,015
0,014
0,013
0,012
0,011
0,010
0,009
0,008
0,007
0,0065
0,0062
0,0060
0,0057
0,0052
0,0045
Примечания
1. Нормы рассчитаны для
предприятий первой группы
и для станков в возрасте до
20 лет.
2. При расчете затрат на
ремонт станков возрастом от
20 лет и выше" следует приме-
нять коэффициент 1,15.
3. Для расчета затрат на
текущий ремонт предприятий
второй группы применяют коэф-
фициент 0,95, а для предприятий
третьей группы местной про-
мышленности — 0,85.
21. Расчет себестоимости обработки детали в коп.
Элементы затрат
Стоимость обработки детали
в коп. по технологическ ому
процессу
Основная и дополнительная заработная плата с начис-
лениями по соцстраху:
станочника
наладчика
Затраты иа силовую энергию
Стоимость инструмента!
Затраты по содержанию станка
Затраты на текущий ремонт станка
Амортизационные отчисления . . . . ,
Итого себестоимость 1 станко-минуты обработки . , .
Станочное время обработки в мин (фактическое) . . . .
Полная себестоимость обработки детали
1,040
1,040
0,033
0,114
0,063
0,070
0.036
1,346
8
0,768
0,050
0,114
0.068
0,077
0.048
1,397
6,4
8,941
556 ТЕХНИКО-ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ ВАРИАНТА ПРОЦЕССА
22. Исходные данные для расчета себестоимости обработки детали
1 Показатели
Годовой объем производства в шт
Заготовка:
цена 1 кг материала в руб. .
стоимость в коп
Станки:
модель
установленная мощность электродвига-
теля в пет
сложность ремонта б К PC
отпускная цена оборудования в тыс.
Сменность работы
Коэффициент использования оборудования
Трудоемкость в нормо-минутах
В том числе машинное время
Коэффициент выполнения норм
Стапкоемкость в станко-мин
Разряд работы:
станочника
наладчика
Технологи-
ческий
процесс А
(токарно-
револьверная
обработка)
20 000
3,26
0,23
74,98
1К37
14
11
2,04
2
0,85
10,0
5,5
1,2
8
3
4
Технологический
процесс В
Сверление
20 000
2,05
0,40
82
2А150
7
9
0,69
2
0,85
3,0
1,8
1,2
2,5
2
Токарная
обработка
20 000
1720
14,5
9
1,4
2
0,85
5,0
3,0
1,2
4,2
2
3
Пользуясь данными табл. 23, находим годовой экономический эффект:
Э = (98,44 х 20 000 + 0,15 х 2040) — [(85,785 + 10,733) х 20 000 +
+0,15 х 3090] = 19 994 — 19 767 = 227 руб.
Себестоимость продукции по технологическому процессу Б ниже себестоимости по дей-
ствующему технологическому процессу. Приведенные затраты технологического процесса В
ниже, следовательно, он более эффективен.
23. Расчет себестоимости механической обработки детали
Статьи затрат
Заработная плата с начислениями:
станочника
наладчика
Стоимость электроэнергии
Износ инструмента
Содержание оборудования
Текущий ремонт оборудования
Амортизация оборудования
Итого затрат на 1 станко-минуту обра-
ботанной детали
Станкоемкость в станко-мин
Итого затрат на механическую обра-
ботку деталей в коп
Себестоимость заготовки
Полная себестоимость детали в коп. . . .
Размер затрат на 1 станко-минуту в коп.
Технологи-
ческий
процесс А при
обработке
на револьвер-
ном станке
1,09
1,26
0,158
0,165
0,669
0,077
0,114
2,933
8
23,46
74,98
98,44
Технологический процесс В
при обработке на станках
вертикально-
сверлильном
0,998
0,077
0.222
0,057
0,063
0,097
1,514
2,5
3,785
82
S5.785
токарном
0,998
1,094
0,158
0,112
0,061
0.063
0,079
2,565
4,2
10,733
ПРЕДМЕТНЫЙ АЛФАВИТНЫЙ УКАЗАТЕЛЬ
557
Абразивные бруски 360, 361—363; — Типы
и размеры 338
Абразивные инструменты 331; — см. также
Абразивные круги, Алмазные пасты
— Зернистость для различных видов обра-
ботки 34 5
— Связка 341
— Структура 345
— Твердость 345
— Тины и размеры, область примене-
ния 334—343
Абразивные круги шлифовальные — см.
также Абразивные инструменты
— Выбор характеристики 346
— Правка 349, 350, 351; — Алмазозаме-
нители 354—355; — Инструменты 352;—
Режимы 356
— Типы, размеры, область применения
334—336
Абразивные материалы 332
— Пасты 365, 366, 367
— Порошки 332 — 333, 365
Автоматизация и механизация средств
контроля размеров 520, 525—527
— Приборы — см. Активный контроль
размеров
— Узлы типовые 523
Автоматические и полуавтоматические при-
способления 130 —13 7
Активный контроль размеров — Прибо-
ры — 'Характеристики 526 — 527
Алмазы 332
Алмазно-расточные станки — Нормы точ-
ности и жесткости — ГОСТы 7 — Тех-
нические характеристики 29—31
Алмазные абразивные инструменты — см.
Алмазные бруски, Алмазные карандаши,
Алмазные круги
Алмазные бруски 360—363; — Типы, раз-
меры 343; — Охлаждение при хонин-
говании 361, 362
Алмазные головки — Типы, размеры, об-
ласти применения 342—343
Алмазные карандаши — Типы, размеры,
область применения 353—354
Алмазные круги 340
— Зернистость 348
— Охлаждение 358
— Правка 349—351, 356—358
— Связки 347
— Типы, размеры,
340 — 343, 345
Алмазозаменители для правки шлифоваль-
ных кругов 354—355
Алмазные пасты 366 — 367
Анодно-мсханические абразивные станки —
Технические характеристики 44
Бесцентрово-шлифовальные полуавтома-
ты — Технические характеристики 36
Биениемеры для конических и цилиндриче-
ских колес — Назначение, пределы изме-
рения 521
Биение — Определение 483
Блоки протяжные 228—230
расточные — Основные размеры, ти-
пы 195
Бочкообразность — Определение 481; —
Проверка 512
Болты для станочных приспособлений —
ГОСТы 84
Бруски — см. Алмазные бруски, Шлифо-
вальные бруски,
область применения
В
Валы — см. также Шлицевые соединения
— Диаметры — Измерение — Погрешности
предельные 533
— Допуски для диаметров 1 — 500 жж 473,
474
— Поля допусков предпочтительного при-
менения для диаметров 1 — 500 мм 475
— Система допусков 472, 473
Вертикальные зубофрезерные полуавтома-
ты — Технические характеристики 46
Вертикально-протяжные стайки — Нормы
точности и жесткости — ГОСТы 8
— Технические характеристики 65
Вертикально-сверлильные станки — Нормы
точности и жесткости 7
— Технические характеристики 22
Верхнее предельное отклонение — Опреде-
ление 470
Вилки для станочных приспособлений —
ГОСТы 84
Винтовые зажимы — Расчетные форму-
лы 88
— Схемы 88
Винторезные головки 289—292
Винторезные гребенки 289—292
Винты для станочных приспособлений —
ГОСТы 84
— Нормали 85
Внутришлифовальные горизонтальные
станки — Нормы точности и жесткости 7
— Технические характеристики 37
Вогнутость — Определение 480
Волномеры 521
Втулки кондукторные 119
Выпуклость — Определение 480
Гайки дли станочных приспособлений —
ГОСТы 84
Гидроприводы зажимных устройств — см.
Приводы зажимных устройств гидравли-
ческие
Глубина наклепа при чистовой обработке
металлов пластическим деформирова-
нием 372
Глубина обработки 381, 403, 404, 406
Глубина прошивки отверстий 406
Глубина резания при зенкерованик, раз-
вертывании, сверлении 416, 432
при зубонарезании 417, 456
при нарезании резьбы 416, 417, 447
при строгании 431, 432
при точении 414
при черновой и чистовой обработ-
ке 414
при шлифовании 417
Глубина фрезерования 440
Глубиномеры микрометрические 506
Головки алмазные шлифовальные — см.
Алмазные головки
Головки делительные оптические — см.
Оптические делительные головки
• винторезные — см. Винторезные го-
ловки
зуборезные — см. Зуборезные головки
измерительные пружинные малогаба-
ритные (микаторы) 507, 531
измерительные пружинные (микрока-
торы) 507, 531
измерительные пружинно-оптические
531
измерительные рычажно-зубчатые
507, 530
558
ПРЕДМЕТНЫЙ АЛФАВИТНЫЙ УКАЗАТЕЛЬ
нераскрывающиеся (резьбоиакатные - 1797—68 7
плашки) 320—321 1969—43 7
— — раскрывающиеся 321—323 2041—69 7
резьбонакатные— ом. Резъбонакат- 2092—64" 197
ные головки 2110 57 7
резьбонарезные 306—307 2209—69 71,
Горизонтально-расточные станки — см. Рас- 142, 143
точные станки 2248 — 69*311
Горизонтальные алмазно-расточные стан- 2287—61*292
ки — см. Расточные станки 2310 — 54 327
Горизонтальные и горизонтально-универ- 2379—67 144
сальные фрезерные станки — см. Фре- 2424 — 67*334
верные станки 336 339
ГОСТы 8—53 7 2447—64 336,
10—58 506 • 337 339
13-54* 8 2456-67*
14-62 7 338, 339
15 — 67 8 . 2464 — 67*
16 — 59* 8 338, 339
17 — 70 7, 8 2475—62 520
25—65 7 2571 — 53 73
26-67 8 2572 — 53 73,
27-62 7 74
28 — 68 8 2575 — 67* 71
35 — 54* 8 2576 — 67*71
42-56 7 ' • 578—44 73,
43-65 7 74
44 — 56* 7 . 2675 — 63 78
58 — 68 7 2679 — 61* 240
79—41 7 2689 — 54*485
97 — 58 8 2789 — 59 36,
98 — 59* 7 324,348,362
154—41 8 2875 — 62 510
155—41 8 2898 — 67 7
162—64 506 2923 — 59*513
164—64 506 3033 — 55 84
166—63* 506 3057—54 132
273 — 67 7 3266 — 60*
370 — 67 7 300, 304
397—66* 198 3307 — 61*
535 — 58 540 . 290, 291
577—68 507 3385—69 84
594 — 67 7 3509 — 65*214
599 — 67 7 3647 — 59*332
607 — 63 353, • ¦ 3752 — 59*237
354 • • 3755-69 238
624 — 70 7 3860-56 83
658 — 67 7 3899 — 68 525
659 — 67 7 ' 3964 — 69 238
685 — 67 7 4010 — 64*197
836 — 62* 56 4043 — 70 222
883-65 213 4044 — 70 222
885 — 64* 199 . 4045 — 57**82
886 — 64* 197 4046 — 61*510
977 — 65* 536 4047 — 52*240
986—69 8 4084 — 68 н-
1050 — 60" -4086 — 68 84
540 . 4087—69 84
1085— 41 7 4090-69 84
1092 — 69 244 4381 — 68 521
1139 — 58 222, 4543 — 61*540
285, 486 ' 4589 — 69 84
1336 — 62*298 4590 — 69 84
1412—70 536 4608 — 65 296,
1435 — 54*301 - . 301
1465 — 69 328 4734 — 69 84
1475 — 62* + 4735 — 69 84
1491 — 62*198 4738 — 67 84
1489 — 62* + • 4739 — 68 84
1491 — 62* 84 4742 — 68 84
1513 — 67 329 4743 — 68* 84
1584 — 65 7 4803 — 67 354,
1604 — 60 300 355
1643 — 56 521 5348 — 69 239,
1669 — 69 239 248
1672—62*213 5368-58 521
5392-64*
264, 265, 26S
5405 — 64 508
5410—50**79
5642—67 7
6033 — 51 222,
264, 286,
491
6111 — 52*
297, 301,
304
6211—69 297,
301, 304
6226—65 214
6227—67*304
6357 — 52 294,
296, 300
6396 — 68*244
6464 — 69 7
6469 — 69 239
6507 — 60 506,
521
6512 — 58*521
6565 — 67 355
6637 — 53*285
6645 — 68*328
6647—64*197
6648—68*241
6762 — 65*261
6767 — 63*214
6782 — 67 262
6819 — 70 7
6820 — 54 7
6828—69 297
6867—67 358
6876—68 328
6933 — 61*507
6951 — 60 305
7035—54* 8
7058 — 68* 28,
7063 — 63*241
722-7 — 58 485-
7250 — 60*
300, 303
7344 — 55 71
7470-67*506
7505-55 541
7640 — 67 8
7722 — 70 214
7783-62* -4-
7817 — 62*
• 198
7808 — 70 84
7895 — 56 8
7943 — 63*214
8027 — 60*286
8034 — 67*197
8035—56*214
8137 — 59 521
8237 — 57*242
8290 — 57 508
8522 — 70 83
8529 — 69*245
8543 — 57*238
8570 — 57*
280, 281,
282, 283
8673 — 68 286
8716 — 58 8
8720 — 69 242.
243
8724 — 58 293„
249, 296
8742 — 62 71
8788-68*
222, 236
GO CO CO -J —3 —J^]^]f-
"¦ »вя
I I
I I I
O^ Oi Ci <
СЛСЛОЧ
* * *
MtOtO
i i i
ъстэстэ с
a roto t-
oo
Ф-СО О
#>O5CO
III!
йсзэоьсзэа
- >P~ *>tf>rF
ooo
СООЬСЛ
О OCD
coow
oo oo о
CO tO 1N3 — >-»-
ыюгоссц
— CO to i—-4
I I I I I
O5O5 СТЭ СТЭ ОЭ
to oe to to to
* » *
tOO»
o*
tO"N>
сл°го
oo
i-*O
>?>CO
to to
I I
С35СТЭ
toco
EC
о oo oo
о о о о о
СО СО -Л СЛ *-
I I
Й5 Oi Oi С^ СТЭ
to to to to to
мм и*
to-^b- to-4
oaaosto^
I I
twCTi
О CTi h^-
I I
Cl СТЭСТЭ Ol O5 O5
CO CO 0C
ГГ1 I I I I I I I I I I I I I I I I I
I I C5CTiCTiCTiCTiOiOi<^'<^'CnCTi-]a5CT:'CT:'CT:"^C1tT1
^D^э •»»» * *» ** *кч„
• -Jooto mto mw tooo
i— co^^to ел со *-"¦ to to to »-»¦ '"*' to to ю *?
-^СЛСОСОСЛСО СТЭСЭОЬОС J^lyi tO *"" U1 CJ> ** "^
occai^tou -_ о ел *> j^ooai
to"
to oo со to t^to
о со о со слел
*• to со ^o
О GO
ОССЧ
I I
CD CD
о о
ел ел
¦-о tsr
I I
ZOZOZOO
-a- ^ с0
to^э^
CO rP-
CO tfi CO CD «О ОС
OO О О GO
rP- *> J^CO OCO
{D004000C3
IMIII!
ОЭ C5 СТЭ СЛ ел C5 С
СОФСОСО CDOO Q
cO000O0cj»toC0Q
00 CO GO
со со to
mcoi-*
I I
p
OOCOoo
OOOO <]
сясода
со со се
CDOO CO
O-^ t35
OOOO О
I I I
co*-o
(jit- tO CO—ItO
I I
1 ' ' ' о аш, ф», nit» "»
so 5 ^j a ^ a a a^sH
1 Sigssgse-o-ioJ:
•д 5э д gj ja H
О -3 О H Ш И
7111ЕЕ
о а-
?елг:
lillllll^
«tsi,s s
5 ae;
Si
1-1
3 call's '
«¦¦III...
""Sgs gl I
4 ОС ^1 ^] ^j
JOCDoo^,
11 11
л—j—j^j ~a
3OGOO
-acococooj
ёё?ё
¦|-a' i—О
i OS Oi tO
СТЭ?
саэо
^СЛСО
н^ОсОоо-оелслСО'Р4
I I I II I I I I I I I I
OOOOOOOOOOOOCDOO
осоо^осо1-*(-^ел'-*-ь^-Оо1-^'-^1-»'СОсссс)сссс>01слсз>ел
COOJOD^Oiit'OWQJ^OOtOtO^OOOOOtn^M-J
соое1-*(е-о^осо^со-1^стэ10рл-оо>ел*-со10'К'сооостэ
III I I I I I I I 1 II 1 I I II II I I
O103OS05Ol<3^<3^OlOl~^CTi<3^O5OSi33<3^CJiC5<3^<3^<3^OlOS
COOO--J~^"-J"-JOO"^-JC—)—-1<З^О5О5<3^<З^О1С1О^СЗ>СЗ>СЗ>ел
coco
oo
CO OS CO
ooo
CO OiC
ooc
) CO 05 00
¦ rff-,6-
) (E) О
oo
ooco -^oooo
co1-
i-^ О i-^-cn H»-
о to to to to-a oo oc-j
tooo ~j-j ста
totot-э
oo cotoo
OO OOOO GO
*>C0 *-O5
MM
53 O5 Ol <li
ели»ел ел
6 * *
со
СО *-»О
560
ПРЕДМЕТНЫЙ АЛФАВИТНЫЙ УКАЗАТЕЛЬ
— Режимы 368, 467
— Станки 6
Долбежные резцы — см. Резцы долбежные
из быстрорежущей стали
Долбежные станки — Нормы жесткости и
точности — ГОСТы 8
— Технические характеристики 64
Долбление зубьев цилиндрических колес
— Инструменты — см. Долбяки зуборезные
— Режимы 456, 458, 460—461, 463—464
— Станки 64
Долбяки для нарезания шлицев отверстий
264, 265
для обработки валов и втулок шлице-
вых соединений 261 — 264
— дисковые 262
хвостовые 263
чашечные 262 — 263
зуборезные — Выбор быстрорежущей
стали 148; — Выбор твердого спла-
ва 150; — Износ допустимый 152,
155; — Припуск на заточку 162; —
Стачивание допустимое 160; — Срок
службы, расход 155—163; — Формы,
размеры 258—261
дисковые прямозубые и косозубые
259
хвостовые прямозубые и косозубые
260-261
чашечные прямозубые 260
Допуск посадки и размера—Определение 4 70
зависимый 483
¦ независимый 483
Допуски — Определение 470—472; — а
также см. Поля допусков
зависимые 4 83
зазора или натяга — Определение 470
на диаметры заготовок под накаты-
вание резьбы 323. 324
на угловые размеры 483—48'i. 4 85
па свободные линейные размеры 4 73,
474, 478, 479
независимые 483
нецентрирующих диаметров шлице-
вых соединений 490, 491, 492
резьб метрических с зазором 494—498
с натягом 494, 497 — 500
•— скользящих посадок 494
— трапециевидных 501 — 503
трубной цилиндрической 500, 501
Допуски и посадки — Основные понятия я
определения 470—471; — Обозначения
472—473
для размеров 1 — 500 мм 473, 474—477
• соединений цилиндрических гладких
470—479
резьбовых 492
шлицевых 486—492
• — шпоночных 485, 486
Допуски н посадки ИСО (Международная
организация по стандартизации) для ре-
монта импортного оборудования 478, 4 79
Дробление и вавивание стружки — Способы
185—186
3
Зависимый допуск — Определение .483 •
Заготовки под накатывание резьбы — Диа-
метры 323 — 324
Зажимные детали и механизмы
— Конструкции, размеры, расчетные фор-
мулы 87—105
— Механизированные приводы 105—118
Зажимы винтовые 88, 96—99
клиновые, тангенциальные и др. —
Нормали 85
реечно-шестереночные 90—91
¦ резьбовые 91—02
с механическими усилителями 91—99
эксцентриковые 89, 92—93, 96 — 98
Зазор — Определение 470
гарантированный 494, 495—496
Заточка режущих инструментов — При-
пуски дополнительные 1621
— Инструменты для заточки 335—336,
340—342
— Режимы 467
— Стачивание допустимое — Величины
155—161
Заточка шаберов — Углы 331
Заточные станки — Нормы жесткости и
точности — ГОСТы 7
Зенкерование — Инструменты — см. Зен-
керы
— Режимы 432—437
— Стойкость инструментов 4 35
Зенкеры — Геометрические параметры
211-212
— Диаметры рекомендуемые 196—197
— Износ режущей части допустимый 153
— Марки быстрорежущей стали 148
— Припуски на заточку 162
— Размеры и типы 211
— Срок службы и расход 155, 157, 158
— Стачивание — Величины допустимые
159
— Стойкость 435
Зенкеры — двухступенчатые 219
— — перовые для обработки глухих отвер-
стий 213
со вставными ножами 220
трехступенчатые с пластинками и»
твердого сплава 219
перовые 220
Зенкер — развертка 219
Зернистость абразивных инструментов 345,
362, 366
Зубила слесарные 326, 327
Зубодолбежные полуавтоматы — Нормы
точности и жесткости 7
— Технические характеристики 4 5
Зубонарезные — см. Нарезание зубчатых
колес
Зубоизмерительные приборы 521 — 524
Зубомсры оптические 521; — см. Оптиче-
ские зубомеры
Зуборезные и зубообрабатывающие стан-
ки — см. под названием каждого из них,
например: Зубодолбежные полуавтоматы.
Зубонарезные полуавтоматы, Зубошли-
фовалъные станки
Зуборезные головки — Диаметры номи-
нальные 269
— Образующие диаметров — Предельные
значения 270 — 271
— Разводы, ширины вершин и радиусы за-
круглений 270
— Размеры 271 — 279
— Резцы 280
Зуборезные гребенки косозубые 253
прямозубые 251, 252, 253
Зуборезные инструменты — см. также под
названием каждого из них, например:
Долбяки, Зуборезные головки, Зуборезные
гребенки, Резиы. Фрезы, Шеверы
— Износ режущей части 152—155
— Припуск на заточку 162
— Срок службы, расход 155—162
— Стачивание допустимое 156—161
Зуборезные полуавтоматы для конических
колес с круговыми зубьями — Техниче-
ские характеристики 49
ПРЕДМЕТНЫЙ АЛФАВИТНЫЙ УКАЗАТЕЛЬ
5G1
•Зуборезные станки для нарезания реек —
Технические характеристики-50
Зубострогальные н зубофрезерные полу-
автоматы для прямозубых конических
колес — Технические характеристики 48
Зубофрезерные полуавтоматы (вертикаль-
ные), работающие червячной фрезой —
Технические характеристики 46
Зубошевинговальные и зубохонинговальные
станки — Технические характеристики 52
Зубошлифовальные станки и полуавтоматы
для цилиндрических колес — Техниче-
ские характеристики 53—54
Зубчатые колеса — См. Нарезание губча-
тых колес, Зубья колес
Зубья колес — Измерение и контроль 518—
524
И
Измерения — Методы 504
— Определение
— Средства 504 — 534; — Выбор 528—
534; — Меры концевые и штриховые
504 — 506
автоматические 520—527
специальные 510—520
универсальные 506 — 510
Измерения больших размеров 514
диаметров — Погрешности допусти-
мые 528—533; — средства 516
—— длин
зубчатых колес 518—521
калибров концевыми мерами 506
конусов 510
косвенные 504
непосредственные 504
отклонений формы и расположения
поверхностей 512—513
прямые 504
резьб цилиндрических 515—518
углов 510
углов координатным методом 511
шероховатости поверхности 514 — 515
Измерительные инструменты для больших
размеров 514
Измерительные машины 508
Измерительные микроскопы — см. Микро-
скопы измерительные
Измерительные приборы — см. Приборы
измерительные
Индикаторы 507, 530
Инструментальные материалы — см. Ма-
териалы для инструментов
Инструменты для накатывания резьб вну-
тренних 324 — 326
наружных 311—324, а также см. под
названием каждого из них, например:
Плашки резъбонакатные, Раскатпи-
ки, Резьбонакатные головка, Резъбо-
нанатные ролики
Инструменты для опиливания и шабрения
328—331; — а также см. под их назва-
нием, например: Надфили, Шаберы
для резки 327—328
для рубки 326 — 327
для ультразвуковой размерной обра-
ботки — Инструмент — концентра-
тор 396, 402—413; — Крепление ин-
струмента к концентратору 396, 400 —
401; — Материал инструмента — Вы-
бор 402; — Сменный инструмент 396,
397
для чистовой обработки металлов
пластическим деформированием —
Инструмент — Рекомендации по вы-
бору — Схема 370—371; — Способы,
их назначение, область применения,
точность и качество поверхности при
обработке различным инструментом —
Таблица и схемы способов 372—379
для электроимпульсной обработки —
Материал и профиль рабочей части
380—382, 384, 385, 386; — Расчет
числа проходов 384 — 388; — Способ
изготовления и крепления 384, 385,
386; — Точность обработки 383—384
для электроискровой обработки 388;—
Материал 393; — Непрофилирован-
ный проволочный инструмент 388—
394; — Расчет параметров 388, 395,
396
: для шлифования и доводки — 331 —
336; — а также см. под их названием
например: Абразивные бруски, Абра-
зивные головки, Абразивные инстру-
менты, Абразивные круги, Алмазные
бруски, Алмазные головки, Алмазные
карандаши, Алмазные круги
комбинированные для обработки от-
верстий 217—221
металлорежущие — см. Металлоре-
жущие инструменты
Интерферометры 508, 532
К
Калибры — Измерение концевыми мерами
506
— Измерение оптическими длиномерами
507, 508
Кинематическая точность и плавность зуб-
чатых колес 522 — 524
Кинематометр магнитноэлектрический 522
Комбинированные инструменты для обра-
ботки отверстий 217—221
Коидуктор накладно» — Расчетная форму-
ла зажимного усилия и схема закрепле-
ния заготовок 104
Кондукторные втулки 119
Контактомеры 521
Контрольное приспособление 70
Контроль размеров 514, 525
• резьб цилиндрических 515—518
зубчатых передач 518—520
Конусообразность — Определение 481
Конусность — Проверка 512
Конусы — Измерение 510 — 512
Концевые меры длины 504 — 506
Копиры — для токарных станков — Гра-
фический метод построения для обработ-
ки фасонных поверхностей 120; — При-
мер расчета 128; — Расчетные формулы,
схемы 123—128
для фрезерных станков — Расчетные
формулы, схемы 120 —122
Координатно-расточные станки одностоеч-
ные особо высокой точности — Техниче-
ские характеристики 24—25
двустоечные —Технические характе-
ристики 26
Копировалыю-фрезерные станки — Техни-
ческие характеристики 59
Карусельно-фрезёрлмё станки — Техниче-
ские характердапйШ 60
Корсетность — Проверка 512
Крутящий момент при зенкеровании и раз-
вёртывании 436
при нарезании резьбы 452
при сверлении и рассверливании 435
при фрезеровании 444
Кулачки к самоцентрирующимся патро-
нам — Характеристики — Расчет усилий
зажима 74 — 75
562
ПРЕДМЕТНЫЙ АЛФАВИТНЫЙ УКАЗАТЕЛЬ
Л
Линейки синусные 510—511
М
Магнитные плиты 83—84
Материалы для инструментов концентрато-
ров — 412
• инструментов для электроимпульсной
обработки 380, 381, 382, 383, 384
•— для электроискровой обработки
388, 389, 390
для ультразвуковой размерной об-
работки 402, 404, 405, 407
Межцентромеры 523
Меры— см. Конщвые меры длины; Угло-
вые меры; Штриховые меры
Металлорежущие инструменты — см, под
названием каждого из них, например;
Доводочные инструменты, Долбяки, Про-
тяжки, Развертки, Резцы, Сверла, Фре-
зы: — а также см. под рубрикой Инстру-
менты — специальные виды инструмен-
тов, как например: Инструменты для
накатывания резьб. Инструменты для
опиливания и шабрения и т. д.; — см.
также Делительные устройства, Зубо-
резные инструменты
— Геометрические параметры режущей
части 140 — 141
— Износ режущей части 152—155
— Марки быстрорежущей стали — Выбор
— Марки твердых сплавов — Выбор 149—
i 51
— Настроечные и направляющие элементы
118—129
Металлорежу1цие станки — см. под назва-
нием каждого из них, например: Дол-
бежные станки, Зуборезные и зубообраба-
тывающие станки, Иоординатно-расточ-
иые станки, Сверлильные станки, Токар-
ные станки
— Классификация — Типы и группы 5—6
— Контуры в плане 67—68
— Нормы точности и жесткости — ГОСТы
7-8
— Технические характеристики 9—66
— Условные обозначения (нумерация) 5
Методы измерения — см. L Измерения
Метрические резьбы — Нарезание — Режи-
мы 447—453
— Накатывание 311 — 326
¦ Метчики 300
— Износ 154
— Марки быстрорежущей стали — Вы-
бор 150
— Припуски на заточку 162
— Срок службы и расход 155 и 162
— Стачивание — Величины допустимые
158—159
Метчики автоматные 301, 305
бескаиавочные 304
гаечные 300, 303
конические 301, 304
маточные 304, 305
машинно-ручные 301 — 303
плашечные 304
регулируемые (сборные) 305
ручные 300, 302
Механизированные приводы зажимных
устройств — ом. Приводы зажимних
устройств
Механические усилители — Расчетные фор-
мулы 93 — 95
Механические измерительные приборы
506 — 507
Микаторы 507
Микроинтерферомстры 517
Микрокаторы 507
Микрометрические глубиномеры 506
Микрометрические нутромеры 506
Микрометрические инструменты 506
Микрометры 506, 516, 521, 525
Микроскопы измерительные 508—509, 533
. интерференционные 515
инструментальные 516, 517, 532
• резьбовые 516
рычажные 516
сравнительные 515
универсальные 516, 517, 532
Миникаторы 507
Молотки пневматические (рубильные) 327
¦ слесарные 326
Мощность резания при зеикеровании 437
¦ при зубонарезании 463—464
при нарезании резьбы 453
при развертывании, рассверливании
и сверлении 437
¦ при строгании 432 D31)
при точении 431
при фрезеровании 444
при шлифовании 469
Н
Надфили 329
Накатывание резьб внутренних накатными
головками 326
раскатниками 324; — Диаметры от-
верстия под раскатывание — Разме-
ры, расчетные формулы 324—326; —
Режимы 326
Накатывание резьб наружных — Диаметры
заготовок 323—324; — Смазывающе-
охлаждающие жидкости 162—163; 323 —
Способы 312, 313
вращающимися роликами и неподвиж-
ными секторами 319
длинных 317, 318
плашками плоскими 311, 312, 313, 314
• резьбоиакатными головками 319—323
роликами с радиальной подачей их
314 — 318;
с тангенциальной подачей детали
318—319
Напильники машинные 330
ручные 328—329
Напильники — Восстановление режущих
свойств 329
— Стойкость 330
Нарезание зубчатых колес — Режимы ре-
зания 456—464
— Режущие инструменты 251—289
— Станки 7—8, 45 — 50
Нарезание резьб — Приспособления 300
— Режимы 447—453
— Режущие инструменты 289—311
— Станки 7
Настроечные и направляющие элементы
режущих инструментов 118—129
Натяг — Определение 470
Независимый допуск — Определение 483
Некруглость — Определение 480; — Изме-
рение 512
Непараллельность — Определение 481
Неперпсндикуляриоеть — Определение
483; — Контроль 513
Неплоскостность — Определение 480; —
Контроль 512, 513
Непрямолинейность — Определение 481; —
Контроль 512—513
ПРЕДМЕТНЫЙ АЛФАВИТНЫЙ УКАЗАТЕЛЬ
563
Несимметричность — Определение 483
Несоосиость — Определение 483; — Кон-
троль 513
Нециликдричноелъ — Определение 480
Нижнее предельное отклонение — Опреде-
ление 470
Ножовочные отрезные станки — Техниче-
ские характеристики 66
Номинальный размер — Определение 470
Нормалемеры — 521
Нулевая линия — Определение 472
Нутромеры 533
О
Обработка металлов пластическим деформи-
рованием— си. Инструмент для чисто-
вой обработки пластическим деформиро-
ванием ..
Овальность — Определение 480; — Изме-
рение 512
Огранка — Определение 480; — Измерение
512
Опоры для станочных приспособлений —
ГОСТы 84; — Нормали 85
Оправки — Типы и формы для расчета за-
жимных усилий при закреплении заго-
товок 103
Оптико-механические приборы измеритель-
ные 507 — 510
Оптиметры и ультраоптиметры 507—508,
516, 531, 533
Оптические длиномеры 508
Оптические делительные головки 507, 508
Оптические делительные столы 508
Оптические приборы измерительные — см.
Приборы измерительные оптические
Отверстия — см. Шлицевые соединения; —
см. также Инструменты комбинирован-
ные для обработки отверстий
— Диаметры — Измерения — Погрешности
предельные допустимые 533
— Контроль расстояния между отверстия-
ми 508—509; 513
— Отклонения 488, 489, 492
— Поля допусков предпочтительного при-
менения для диаметров 1 — 500 мм 475
Отделочное шлифование — см. Шлифова-
ние
Отклонения — см. Допуски и посадки,
Валы, Отверстия, Резьбовые соединения
Отклонения формы и расположения по-
верхностей — Основные понятия и опре-
деления 480—483
— Предельные значения 482.
— Средства и методы измерения 512
Отрезные станки — Нормы точности и
жесткости — ГОСТы 8
— Технические характеристики 44, 66
Охлаждение брусков абразивных при хо-
нинговании 361, 362
кругов абразивных при шлифовании
358
П
Пальцы установочные 85—87; — Нормаль
85; — Высота направляющей части —
Определение 87; — Посадочные разме-
ры 86
Пасты — См. Абразивные материалы —
Пасты
Патроны к станкам — Конструкции, раз-
меры, расчетные формулы, технические
характеристики 70, 73—80; — Типы и
формулы для расчета зажимных усилий
100-102
пневматические 74 — 75, 77—80
¦ сверлильные 83—84
электрические с постоянным магни-
том 75
: электромагнитные 76
Перекос осей — Определение 481
Перпендикулярность — Контроль 513
Пластинки для режущей части инструмен-
тов — см. Металлорежущие инструмен-
ты
— Износ допустимый 153
— Марки быстрорежущей стали — Вы-
бор 148
твердых сплавов — Выбор 149—151
— Назначение, размеры, формы 141 —148
Питатели механогидравлнческие 115—116
Шашечные метчики — см. Метчики пла-
шечные
Плашки — Припуск на заточку 162
круглые — Износ допустимый 154; —
Размеры 290, 292, 293, 294—297; —
Срок службы и расход 153, 162; —
Стачивание допустимое 158; — Углы
310, 311
• плоские к винторезным головкам 292
резьбонакатные — Размеры 311—314
тангенциальные — Износ допустимый
154; — Срок службы и расход 155,
162; — Стачивание допустимое 159; —
Углы 311
Плиты магнитные и электромагнитные
83 — 84
Пневматические приборы измерительные
510
Поверхности — Отклонения — Допуски
480—4 83
Поводковые устройства — Конструкции,
размеры и характеристики 73—74, 76
Погрешности измерения 528 — 533
Погрешность измерения углов на синусных
линейках 511
Подачи при механической обработке метал-
лов 414; — Расчетные формулы по основ-
ным видам обработки 416—417
Подачи при зубонарезании 456—459
при протягивании 233—234, 453—455
при прорезании пазов и отрезании 420
при правке шлифовальных кругов 356
при разрезании дисковыми и ленточ-
ными пилами 446
при резьбонарезании 447—450
при сверлении, рассверливании, зен-
керовании и развертывании 432—433
при точении 414—415, 416, 418
при точении конструкционной стали
резцами с главным углом в плане
ф = 45° 421
при фасонном точении 421
при черновом наружном точении 418
при черновом растачивании 419
при черновом строгании 418, 432
при черновом фрезеровании 438—440
при чистовой обработке резцами 420
—— при чистовом строгании 420, 432
при чистовом фрезеровании 440
при шлифовании 464—467
Поля допусков валов предпочтительного
применении при размерах 1 — 500 мм 476
-— для посадок, с натягом, предпочти-
тельные для применения при размерах
1 — 500 мм 477
на протягивание отверстий 234
отверстий для предпочтительного при-
менения при размерах 1 — 500 мм 475
Поля допусков (посадок) шлицевых соеди-
нений 486—492
— Обозначение и схемы 486, 487, 490
564
ПРЕДМЕТНЫЙ АЛФАВИТНЫЙ УКАЗАТЕЛЬ
— Предельные отклонения 488—489, 491 —
492
— Рекомендуемые сочетания 490
Посадка — Определение 470; — см. также
Допуски и посадки, Поля допусков шлице-
выос соединений
Правка кругов абразивных 349; — Алмазо-
заменителями 354—355; — Инструменты
352—354; — Режимы 356
алмазных — Инструменты — Выбор
357; — Методы 349 — 351, 356
Предельные размеры — Определение 470
Преобразователи давления в пневмогидрав-
личсскнх приводах 111 — 113
Предельные отклонения размеров, формы
и расположения поверхностей 482—4 83
Приборы измерительные механические
506-510
накладные 514
оптико-механические 507—508
оптические 507—508
. пневматические 510
рычажно-зубчатые 507
о пружинным механизмом 507
угломерные 511, 512
Приборы для активного контроля размеров
в процессе обработки 520, 520—527.
для измерения параметров зубчатых
и червячных колес 520, 521 — 524
Приводы зажимных устройств станочных
приспособлений 105
вакуумные — Расчетные формулы 117
¦ гидравлические — Расчетные зависи-
мости 108 — 111
механические—Расчетные формупыП 7
механогидравлические — Расчетные
зависимости 113, 115—116
• пневматические дифференциальные и
поршневые 105—108; — Расчетные за-
висимости 106—107; — Выбор диа-
метров 108
пневмогидравлические — Расчетные
зависимости 111 —113
электромеханические '— Расчетная
формула 117
Призмы установочные — ГОСТы 84
— Нормали 85
— Размеры — Расчетные зависимости 84 —
86, 104 — 105; — а также см. Зажим-
ные детали и механизмы, Зажимы, При-
воды зажимных устройств
Припуски на протягивание — Схемы среза-
ния 226—228, 230; — Величины 235—236
Приспособления для обработки на стан-
ках — Точность при сборке УСП 69—70
автоматические и полуавтоматические
130—137
специализированные — Конструкции,
размеры и характеристики 69
специальные 69; — Конструкции, раз-
меры, расчетные формулы и характе-
ристики 85—128; — Стандарты и нор-
мали на детали и узлы 84—85
универсальные 69; — Конструкции,
размеры и характеристики 70—84
универсально-сборные 69—70
контрольные, сверлильные, строгаль-
ные, токарные и шлифовальные —
Точность при сборке УСП 69—70
фрезерные — Точность при сборке
УСП 69—70; — Установочные эле-
менты 118—128
Приспособления
— Делительные устройства 118
— Настроечные и направляющие элементы
для режущих инструментов 118—128
— Расчет на точность 129—130
— Технико-экономические расчеты 138—-
139
Приспособлении с траекторией движения
по окружности с нормальным вращением
рабочего органа 130 — 134
периодического действия 135—137
— Припуск на заточку дополнительный
162
— Припуски на протягивание 234—236
— Размеры и конструкции — Перечень
ГОСТов и нормалей машиностроения 222
— Срок службы и расход 155, 162
— Стачивание режущей части 161
Притиры для точной доводки поверхностей
366
Прихваты — ГОСТы 84
— Нормали 85
— Расчетные формулы и схемы 90—93,
104 — 105
Пробки двухсопловые пневматические 533
Проекторы 508, 509, 510, 532
Протягивание — Режимы 4 53—456
Протяжки — Выбор быстрорежущей стали
148
— Геометрические параметры 231 — 233
— Износ режущей части допустимый 155
— Подачи на зуб 233—234
— Поля допусков и обозначения 234
Протяжки внутренние 218; — Основные ти-
пы и размеры 223—228; Размеры и кон-
струкции — Перечень ГОСТов и Норма-
лей машиностроения 222
для обработки отверстий и наружных
поверхностей 223—228
—— комбинированные для шлицевых от-
верстий и наружных поверхностей
226 — 228
наружные 218, 228—230
Протяжные блоки 228—230
Протяжные станки — Нормы точности и
жесткости — ГОСТы 8
— Технические характеристики 64—65
Профили копиров 120—129
резьбы дюймовой
метрической
Профилографы 514
Профилометры 514
Прошивки 226.; — Припуски на протяги-
вание 235—236
Прошивочные станки — Технические ха-
рактеристики 41—43
Прямобочные шлицевые соединения — До-
пуски и посадки 486—490
Радиальное биение — Определение 483
Развертки
— Выбор материала для режущей части
148, 151
— Геометрические параметры режущей и
калибрующей частей 140, 216—217
— Диаметры рекомендуемые 196—197
— Износ режущей части допустимый 148—
153
— Назначение и размеры пластинок 141 —
145
— Припуски на заточку 162
— Размеры и типы 213—214
— Размеры и формы заточки режущих
элементов 215
— Срок службы и расход 155—162
— Стачивание допустимое 158
Размеры — Контроль 522—527
Раскатники 324
ПРЕДМЕТНЫЙ АЛФАВИТНЫЙ УКАЗАТЕЛЬ
565
— Расчетные формулы 325
— Размеры исполнительные 325
Растачивание
— Инструменты — см. Резцы, Расточные
инструменты
— Приспособления 69—139; — Кондук-
торные втулки — Расчет точности меж-
центрового расстояния; — Расчет на
точность 129—130; — Технико-экономи-
ческие расчеты 138; — Точность при
сборке УСП 70
— Режимы 414—417; 419—431
— Элементы резания 416—417
Расточные инструменты — см. также Резцы
расточные
— Блоки с механическим креплением пла-
стинок из твердого сплава — Основные
размеры, типы 195
— Резцы — Способы крепления в оправ-
ках — Размеры 192
пластинчатые — Способы крепления в
оправках — Размеры 193
с механическим креплением твердо-
сплавных пластинок — Размеры и
форма 194
Расточные станки 6
— Нормы жесткости и точности — ГОСТы 7
— Технические характеристики 24—31
Расход инструментов 155—162
Рашпили 328 — 329
Реечно-шестереночные механизмы — Рас-
четные формулы, схемы 90—91
Режущие инструменты — см. Металлоре-
жущие инструменты, а также Комбини-
рованный инструмент для обработки
отверстий; Износ инструментов
Режимы резания 414; — Характеристики
элементов .резания 416—417; — а также
см. по видам обработки, например:
Зубонарезание, Нарезание резьбы, Раста-
чивание, Зенкерование, Развертывание,
Сверление (и рассверливание), Строга-
ние, Точение, Фрезерование, Шлифование
при обработке закаленной стали твер-
досплавными резцами 421, 428
при тонком (алмазном) точении 421,
428
Резание металлов — Виды — Основные эле-
менты — Формулы 414—417; — Глуби-
на, подача, режимы, скорость, условия
414; — а также см. под названием видов
обработки, например: Зубонарезание,
Нарезание резьбы, Протягивание, Раз-
резание, Сверление, Строгание, Точение,
Фрезерование, Шлифование
Резка металлов на заготовки 327, 328
Резьбовые гребенки к винторезным голов-
кам 289—290; — Износ 152, 155; —
Припуск на заточку 162; — Размеры
291—292; — Срок службы и расход 155
162; — Стачивание 159
круглые 289—290; — Размеры 291
плоские 289—290; — Размеры 292,
310
тангенциальные 289; — Размеры 292
Резьбовые калибры — см. Калибры резь-
бовые
Резьбовые прихваты — см. Прихваты резь-
бовые
Резьбовые резцы — см. Резцы резьбовые
Резьбовые соединения — см. Допуски и
посадки.
Резьбовые фрезы гребенчатые — см. Фре-
зы резьбовые гребенчатые
дисковые — см. Фрезы резьбовые диско-
вые
Резьбонакатные головки — Размеры 319-
320
Резьбонакатные инструменты 311—326
Резьбонакатные плашки — см. Плашки
Резьбонакатные раскатники — см. Раскат-
ники
Резьбонакатиыс ролики — Размеры 314 —
319
Резьбонарезные головки самооткрывающие-
ся — Износ режущей части допустимый
154, 155; — Размеры 289—291; — Кон-
струкция 299
• самовыключающиеся 307
четырех резцовые для нарезания резь-
бы с высокими скоростями (вихревое
нарезание) 300, 301
Резьбонарезные инструменты — Геометри-
ческие параметры 301; — Износ 154 —
155; — Размеры и типы 289 — 311; —
Срок службы, расход 155, 162; — а также
см. под названием каждого из них, на-
пример: Винторезные головки; Метчики;
Плашки резьбонакатные; Резьбовые гре-
бенки; Резцы резьбовые; Резьбонарезные
головки; Фрезы резьбовые гребенчатые;
Фрезы резьбовые дисповые
Резьбообрабатывающие станки — Нормы
жесткости и точности — ГОСТы 7—8; —
Технические характеристики 55
Резьбы — Измерение и контроль 515—
518; — см. также Допуски и посадки
Резцы
— Геометрические параметры режущей
части 140—141, 187—191
— Долбпеяие и завивание стружки —
Способы 185—186
— Заточка 187—191; — Стачивание допу-
стимое 156; — Углы 187 — 190
— Значения г и /0 190
— Износ режущей части 152, 153, 155
— Отличительные признаки 163
— Пластинки из твердого сплава 145, 147,
148, 149, 150
— Профилирование 180, 182—184
— Углы заточки для обработки пластмасс
191
режущей части 187—190
Ф, ф1, фо — значения 190
— Установка 180, 183
— Формы передней поверхности 187
режущей части 163 — 172
Резцы автоматно-револьверные 163
алмазные 352
для вихревого нарезания резьбы 301
для тонкого точения 196
долбежные из быстрорежущей стали
для шпоночных пазов 172
• прорезные 171
проходные 171
зубострогальные чистовые 264, 265—
268
расточные державочные из быстроре-
жущей стали 169—170
резьбовые 142—145; — Размеры 307—
309; — Размеры пластинок 145
строгальные из быстрорежущей стали
170 — 171
токарные отрезные правые и левые
168
прорезные 167
• проходные 164—165
проходные и расточные с механи-
ческим креплением неперетачивае-
мых. пластинок 172—174
расточные для сквозных отверстий
166
566
ПРЕДМЕТНЫЙ АЛФАВИТНЫЙ УКАЗАТЕЛЬ
расточные для глухих отверстий 167
фасонные односторонние и двухсто-
ронние правые и левые 168
фасонные стержневые призматические
и круглые — Заточка 178—180; —
Профилирование 180—182, 184; — Раз-
меры и типы 175—178; — Установка
180, 183; — Формулы для расчета
размеров профиля 181 — 182
призматические с тангенциальным
направлением подачи 184
Резцы (и блоки) с механическим креплением
неперетачиваемых пластинок из твердого
сплава — см. Расточные инструменты
Ролики резьбоиакатные — см. Резъбона-
патные ролики
Рубка металлов на заготовки 326, 327
Рукоятки для станочных приспособлений —
ГОСТы 84
Рычажные механизмы 93
Сверла — Геометрические параметры режу-
щей части 140 — 141, 200—208
— Диаметры 196—199;
— Заточка 202—204; — Припуск допол-
нительный 162; — Стачивание допусти-
мое 157
— Износ режущей части 152, 153
— Марки твердого сплава для нластииов —
Выбор 150, 151
— Размеры пластинок 145
— Размеры режущих элементов 200—201
— Размеры и типы 197, 205, 207—208
— Срок службы и расход 155, 162
Сверла для кольцевого сверления тонко-
стенных деталей из легких сплавов —
Размеры 207
—- для обработки легких енлавов — Гео-
метрические параметры и формы 202
монолитные из твердого сплава —
Размеры и допуски 205
из быстрорежущей стали — Геоме-
трические параметры 200—201, 203;—
Размеры и типы 197; — Формы заточ-
ки — Размеры режущих элементов
200—201
оснащенные пластинками из твердых
сплавов — Геометрические парамет-
ры 204; — Размеры режущих элемен-
тов и формы заточки 203—204; —
Размеры основные и типы 197
перовые — Геометрические параметры
и область применения 206
центровочные комбинированные 210
для глубокого сверления — Допуски,
размеры и тины 207—210
пушечные 207
ружейные 208
с внутренним отводом стружки и
наружным подводом охлаждающей
жидкости 208 и 209
с прокатанными отверстиями для
охлаждения 209
шнекового типа 209
для скоростного сверления отвер-
стий диаметром 30 —100 мм 210
для сверления отверстий глубиной
соответственно до 1500—12 000 мм
210
двузубое сверло 210
четырехкромочные ступенчатые —
элементы профиля 221
Сиерление (и рассверливание) — Инстру-
менты 196—210, 220 — 221
— Приспособления 69, 83 — 84
— Режимы резания 432—437
— Станки 22—23
— Усилия при закреплении заготовок ня
станках — Расчетные формулы 104
Сверлильные патроны — Размеры и харак-
теристики 83—84
Сверлильные станки — Контуры в плане
68; — Нормы жесткости и точности 7,
8; — Технические характеристики 22—
23; — а также см. под названием каждого
из них, например: Вертипалъно-свер-
лильные станки. Радиалъно-сверлилъные
станки
Сверло — развертка 220
Сверло — зенкер 220
Сегменты шлифовальные — Типы, Разме-
ры, области применения 338—339
Силы резания (Расчетные формулы)
при накатываниирезьбы плашками 314
роликами 315, 317
при нарезании резьбы 4 52
при протягивании 453, 455, 456
при сверлении 435
— — ври строгании 432
при точении 427, 431
при фрезеровании 444—445
Седлообразность — Определение 481
Синусные линейки 510, 511
Система допусков и посадок — Определе-
ние 471—4 72; — Обозначения 4 72—473
Скобы индикаторные 514
Скорость окружная заготовки при электро-
импульсиой обработке 395
Скорость перемотки проволоки при электро-
искровой обработке 393, 394
Скорость накатывания резьб плашками 314
резьбонакатными головками 323
роликами 315
Скорость резания при доводке 467
при заточке 467
при нарезании зубчатых колес 417,
456, 459, 462, 463
при нарезании резьб различными ин-
струментами — Расчетные формулы
416, 447, 449, 450; — Поправочные
коэффициенты 422—424, 451—452
при отрезании — Расчетные формулы
416; — Поправочные коэффициенты
427
при протягивании 453, 454
при разрезании 446
при сверлении, развертывании и зен-
керовании — Расчетные формулы 416,
435; — Поправочные коэффициенты
434, 436
при строгании — Расчетная формула
416
при тонком (алмазном) точении 428
при точении закаленной стали резца-
ми с пластинками из твердого сплава
428
при точении — Расчетные формулы
416; — Коэффициенты поправочные
422 — 427
при фрезеровании — Расчетные фор-
мулы 416, 444; — Поправочные коэф-
фициенты 441—443
при шевинговании 463
при шлифовании — Расчетные фор-
мулы 417; — Поправочные коэффи-
циенты 465—467
Слесарные инструменты для рубки 326—327
для резки 327—328
для опиливания и шабрения 328—331
Смазочно-охлаждающие жидкости 162—
163
ПРЕДМЕТНЫЙ АЛФАВИТНЫЙ УКАЗАТЕЛЬ
567
Соосность — Контроль 513; — см. также
Несоосностъ
Срок службы инструментов, расход 155, 162
Средства измерений — см. Измерительные
средства
Стандарты н нормали на детали и узлы ста-
ночных приспособлений 132—134; — а
также см. ГОСТа
Станки металлорежущие — см. Металло-
режущие ¦ станки.
Стачивание инструментов допустимое 156—
161
Станочные приспособления — см. Приспо-
собления для обработки на станках
Стойки для станочных приспособлений —
ГОСТы 84
Стойкость режущих инструментов —Фор-
мулы для подсчета 155
—— напильников 330
Строгальные стайки — Нормы жесткости
и точности 7—8; — Технические харак-
теристики 62—63
Строгание — Инструменты 264 — 268
— Режимы резания 431—432
— Станки 62—63
— Элементы резания 416
Структура абразивных инструментов 345
Суперфиниширование 362, 363
Твердые сплавы для пластинок режущей
части металлорежущих инструментов —
Марки — Выбор для различных видов
обработки 141 — 152
Твердость абразивных инструментов —
Шкала 345
Тиски станочные — Размеры 82
эксцентриковые — Размеры 81
Токарные резцы — см. Резцы, токарные
Токарные станки — Классификация — Ти-
пы и группы 5—6; — Контуры в плане
67—68; — Нормы жесткости и точно-
сти — ГОСТы 7—8; — Технические ха-
рактеристики 9 — 21
— Вертикальные полуавтоматы последо-
вательного действия 16
— Винторезные 19—20
— Карусельные 18
— Копировальные многорезцовые полу-
автоматы 21
— Многошпиндельные горизонтальные па-
тронные полуавтоматы 14 — 15
— Многошпиндельные горизонтальные
прутковые автоматы 11—13
— Одношпиндельные автоматы продольно-
го точения и фасонно-отрезные 10
— Револьверные автоматы 9
— Револьверные 16—17
Торцевое биение — Определение 483
Точение 414—431
У
Угловые меры 510
Угловые размеры — Допуски 483—485
Угломерные приборы 511, 512
Углы — Измерение 510 — 512
Углы металлорежущих инструментов —
Рабочие 140—141; — Статические 141
Ультразвуковая размерная обработка — см.
Инструменты для ультразвуковой раз-
мерной обработки.
Ультраоптиметры 508
Установочные элементы и механизмы 85
Установочные пальцы 85—87
Универсальные измерительные приборы
506 — 510
Ушки для станочных приспособлений —
Уровни 512
Ф
Фасонные резцы — см. Резцы фасонные
Фиксаторы для станочных приспособле-
ний — Нормаль 85
Фрезсрно-отрезпые полуавтоматы и авто-
маты — Технические характеристики 66
Фрезерные приспособления 70
Фрезерные станки — Нормы жесткости и
точности 8
— Технические характеристики 56—61
Фрезы общего назначения
— Геометрические параметры режущей
части 140, 247—250
— Износ режущей части допустимый 152
154, 155
— Размерь! и типы 237—246
— Размеры пластинок твердого сплава
145, 150
— Стачивание допустимое 156, 157.
Фрезы двухугловые из быстрорежущей ста-
ли 246
__ дисковые 238—239
для станочных Т-образных пазов 24|
зубообрабатывающие червячные для
обработки храповых колес 287
— для округления зубьев 288
шлицевые 285—287
— — зуборезные — Геометрические • пара-
метры 288—289; — Назначение номе-
ра в зависимости от числа зубьев
нарезаемого колеса 252
дисковые модульные 251, 252
мелкомодульные 253, 257
кольцевые модульные 251
• сборные общего назначения 255
—¦ цельные общего назначения 254
цельные прецизионные 254
——— червячные модульные для нареза-
ния цилиндрических прямозубых
'и косозубых колес 253, 256
червячные для нарезания червяч-
ных колес 256, 257—258
концевые 242—243
насадные для пазов сегментных шпо-
нок 241
одноугловые 246
¦ пазовые 238
пилы круглые с сегментами 240
—— полукруглые 246
— — прорезные (шлицевые) 240
резьбовые гребеночные 299
— дисковые 299, 300
торцовые 244—245
хвостовые для пазов сегментных шпо-
нок 241
¦ шпоночные 243
цилиндрические 237
Хвостовики для станочных приспособле-
ний — Нормаль 85
Хонингованне 360
— Инструменты — Выбор 360; — Зерни-
стость 360, 362; — Приработка и уста-
новка 360; — Стойкость 360
— Смазка и охлаждение 361, 362
— Схемы обработки и определения длины
входа и выхода брусков 360—361
— Шероховатость поверхности 361
568
ПРЕДМЕТНЫЙ АЛФАВИТНЫЙ УКАЗАТЕЛЬ
Ц
Центрирование валов, отверстий, соедине"
иий — Допуски центрирующих диамет"
ров 490, 491; — Обозначения 486; —
Предельные отклонения 488—492
по внутреннему диаметру 490
по наружному диаметру 490, 492
по шлицам 490
по эвольвентному профилю зубьев
491—492
Центры установочные — Конструкции —
Размеры — Характеристики 70 — 72
— Расчет при обработке деталей с уста-
новкой на центры — Формулы 99—10
Ч
Чашечные долбяки — см. Долбяки
Червячные фрезы — см. Фрезы зубообра-
батпывающие червячные
Ш
Шаберы — Материал 331
— Углы заточки 331
Шагомеры 521
Шайбы для станочных приспособлений —
ГОСТы 84
Шеверы дисковые 280 — 281
• реечные 284
червячные 284
Шлицевые червячные фрезы — см. Фрезы
зубообрабатывающие червячные шлицевые
Шероховатость поверхностей — Контроль
Шлифовальные бруски — см. Абразивные
бруски
Шлифовальные головки — Типы, размеры
области применения 336; — см. также
Алмазные головки
Шлифовальные инструменты — см. под
названием каждого из них, например:
Абразивные бруски, Абразивные круги,
Шлифовальные головки, Сегменты шли-
h фовалъные
Шлифовальные круги — см. Абразивные
круги
Шлифовальные сегменты — см. Сегменты
шлифовальные
Шлифовальные пасты — см. Абразивные
материалы — Пасты
Шлифовальные станки — Нормы жесткости
и точности — ГОСТы 7, 8; — Техниче-
ские характеристики 32—40
— Бесцентровошлифовальиые 36
— Внутришлифовальные 37
— Круглошлифовальиые 34—35
универсальные 32—33
— Плоскошлифовальные 39
с круглым столом 40
— Шлицешлифовальные 38
Шлифование — Инструменты 331—366; —
Режимы резания 464—469; — Станки
7—8, 32—40; — Элементы резания 417
электроабразивное 359
Шлицевые соединения прямобочные — До-
пуски и посадки 486—490
эвольвентные — Допуски и посадки
491—492
Шлицефрезерные горизонтальные полуав-
томаты — Нормы жесткости и точно-
сти — ГОСТы 7
Шпиндели 120, 125
Шпонки для станочных приспособлений —
Нормаль 85
Шпоночные соединения — Характеристи-
ка 485—486
— Допуски 485
— Отклонения специальных посадок 486
Штангенглубиномсры 506
Штангенинструменты 506
Штангенциркули 514, 529, 533
Штихмассы
Штриховые меры длины 504 — 505
Штыри для станочных приспособлений —
Нормаль 85
Щ
Щуповый профилограф — профплометр 504
Щупы для станочных приспособлений —
ГОСТы 84
Щуповые приборы с пружинным механиз-
мом (микаторы) 507
Э
Эвольвентные шлицевые соединения — До-
пуски и посадки 491—492
Эвольвснтомеры 521
Эксцентрики круговые — ГОСТы 84
— Расчетные формулы, схемы 89
Эксцентрики — кулачки — Нормаль 85
Экйцентриковые зажимы — Расчетные фор-
мулы, схемы 89
Эксцентриковые прихваты 92, 93
Эксцентриковые тиски 129
Электрические патроны 128
Электроабразивное шлифование 359
Электроимпульсная обработка — см. Ин-
струменты для электроимпулъсной обра-
ботки
Электроискровая обработка — см. Инстру-
менты для электроискровой обработки
Электролиты для электроабразивного шли-
фоианил 359
Электромагнитные плиты 83
Электромагнитные патроны 128
Эталоны установочные для фрезерных при-
способлений 118 — 119
СПРАВОЧНИК ТЕХНОЛОГА, ТОМ II
Редактор издательства М. С. Хухлин
Технические редакторы Т. Ф. Соколова и А. Ф. Уварова. Корректор Л. в. Асташеноп
Переплет художника А. Я. Михайлова
Подписано к печати 20.VII 1973 г. Т-12022. Формат 60x90'/ie. Бумага № 3. Печ. л. 35,5,
Уч.-изд. л. 48,4. Тираж 55 000 экз. A-й завод 1—40 000). Заказ № 151. Цена 2 р. 53 к.
Издательство «Машиностроение», 107831, Москва, Б-78, 1-й Басманный пер., 3.
Отпечатано с матриц ордена Трудового Красного Знамени Ленинградской типографии № 1
«Печатный Двор» им. А. М. Горького Главполиграфпрома Комитета по печати при Совете
Министров СССР, г. Ленинград, Гатчинская ул., 26, в типографии издательства «Таврида»
Крымского обкома КП Украины, г, Симферополь, проспект Кирова, 32/1,