/






























































Author: Волосатов В.А.
Tags: механика обработка металлов пневмопривод изобретения лениздат рационализаторство пневматические устройства
Year: 1975




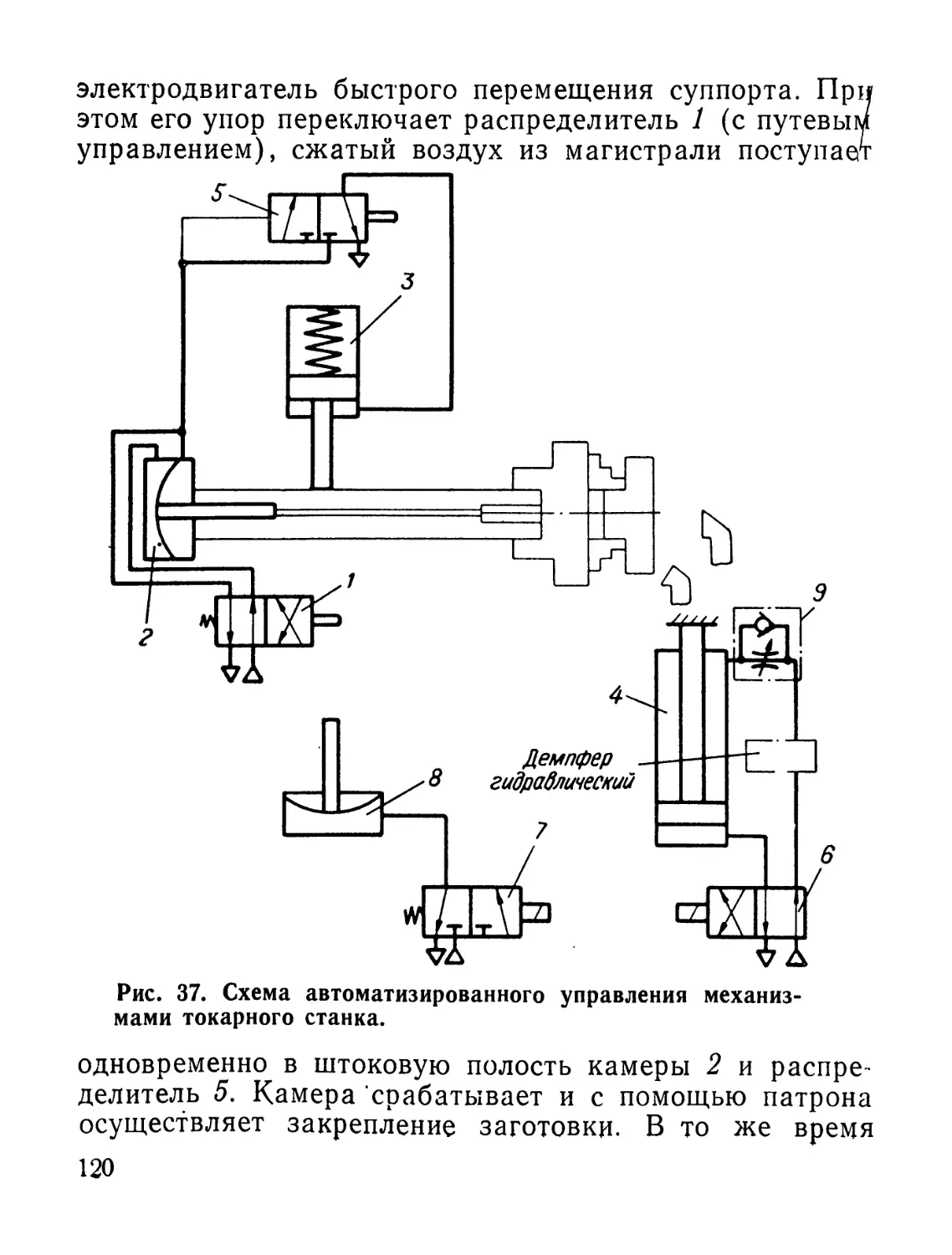
Text
в помощь
РАБОЧЕМУ-
ИЗОБРЕТАТЕЛЮ
И РАЦИОНАЛИ
с ЗАТОРУ л
В. А. ВОЛОС АТОВ
ЭЛЕМЕНТЫ
ПНЕВМО-
ПРИВОДА
В. А. ВОЛОСАТОВ
ЭЛЕМЕНТЫ
ПНЕВМОПРИВОДА
Л ЕНИЗДАТф 1975
THORNado
331
В 67
Развитие современной техники и технологйи
требует широкого применения механизмов, обес-
печивающих сокращение вспомогательного вре-
мени и тем самым повышающих производитель-
ность труда. Наряду с механическими, электриче-
скими и гидравлическими к числу таких механиз-
мов относятся пневматические устройства,
используемые в самых разных отраслях народ-
ного хозяйства, и в первую очередь — в металло-
обработке.
В брошюре рассмотрены аппаратура пневмо-
привода, пневмодвигатели, примеры их практиче-
ского, применения. Приведены некоторые схемы
пневмоуправления и пневмоавтоматики.
Брошюра предназначена в основном для ра-
бочих-изобретателей и рационализаторов, но
будет полезна также широкому кругу читателей,
желающих приобрести сведения в этой области
техники и применить их в своей практической
деятельности.
30102-147
М17К03)—75 © Лениздат, 1975 г.
ВВЕДЕН HE
Энергия сжатого воздуха (пневматика) получила
в настоящее время широкое технологическое применение,
вплоть до использования в технике автоматического ре-
гулирования и управления различными производствен-
ными процессами.
Особенно широкое практическое применение полу-
чила пневматика в зажимных станочных и слесарно-сбо-
рочных приспособлениях. Пневматические приводы по-
зволяют механизировать закрепление и раскрепление
заготовок, закрепление сменного инструмента (напри-
мер, фрез), транспортирование заготовок с одной опера-
ции на другую; неограниченные возможности для авто-
матизации многих технологических процессов имеет
пневмоавтоматика, интенсивно развивающаяся за по-
следние годы.
Применение сжатого воздуха в силовых приводах и
устройствах пневмоавтоматики оправдано какими поло-
жительными качествами пневматики, как, например, бы-
стродействие (скорость потока сжатого воздуха дости-
гает 25 м/сек), пожаро- и взрывобезопасность (утечки
воздуха из пневмосистемы не опасны), возможность ре-
гулирования давления в приводе, возможность выпуска
отработанного воздуха в атмосферу, что недопустимо,
например, при использовании гидроприводов. Конструк-
3
ции пневматических устройств довольно просты в изго-
товлении, отладке, эксплуатации и надежны в работе.
Однако пневматические устройства имеют и ряд не-
достатков, основными из которых являются довольно
низкое давление в сети (не более 6 кгс/см2), что вынуж-
дает нередко применять в зажимных узлах станочных
приспособлений механические усилители1, и специфич-
ный шум при выпуске из пневмодвигателя воздуха. По-
следнее устраняется применением глушителей или выво-
дом отработанного воздуха за пределы цеха по особой
магистрали.
Механизация и автоматизация технологических про-
цессов с помощью пневматических устройств является
наиболее простым и коротким путем снижения трудоем-
кости ручных операций, так как на большинстве пред-
приятий имеются источники сжатого воздуха, а изготов-
ление и освоение таких устройств почти всегда по силам
любому предприятию. Такие устройства позволяют за-
креплять заготовки в течение 3—5 сек, в то время как
ручные зажимные приспособления требуют затраты
15—30 сек. Характерно, что пневматические приводы
срабатывают почти одинаково быстро при закреплении
одной детали в нескольких местах или при установке
в одном (многоместном) приспособлении сразу несколь-
ких деталей. В последнем случае время закрепления де-
талей с помощью ручных зажимов соответственно воз-
растает и достигает 1—3 мин, а нередко и более.
В настоящее время большинство пневматической
аппаратуры, а также самих пневмодвигателей (особенно
универсального назначения) нормализовано и отчасти
стандартизовано соответствующими ГОСТами. Приве-
денные в настоящей брошюре некоторые специальные
1 Отдельно в настоящей работе механические усилители не рас-
сматриваются.
4
конструкции аппаратуры и двигателей не претендуют на
подмену нормалей и стандартов и рассмотрены только
как примеры частного решения определенной задачи,
связанной с конкретными условиями производства. Как
правило, необходимо применять нормализованные кон-
струкции, для чего в конце брошюры приведен перечень
стандартов по пневматическим приводам. Там же приве-
ден перечень стандартов ЕСКД1 на элементы пневмати-
ческих схем, что облегчит, на наш взгляд, чтение схем
пневматического управления, рассмотренных в гл. IV.
Технические характеристики нормализованной пнев-
моаппаратуры и некоторых двигателей приведены
в основном по данным каталога-справочника МС и ИП
[11] при расчетном давлении воздуха в магистрали
4 кгс/см2, скорости потока 17 м/сек, температуре +20° С
и атмосферном давлении 760 мм рт. ст.
Следует отметить, что пневматические приводы вклю-
чают в себя, кроме самого двигателя — потребителя
сжатого воздуха, комплекс, состоящий из источника
энергии (компрессора), необходимой аппаратуры и воз-
духопроводов. В настоящей брошюре рассмотрены от-
дельные элементы пневмоприводов и примеры конструк-
ций пневматизированных зажимных устройств, применя-
емых на промышленных предприятиях, а также некото-
рые схемы пневматического управления пневмодвигате-
лями и пневмоавтоматики.
Приведенный в брошюре , материал поможет рацио-
нализатору и изобретателю правильно выбрать нужную
аппаратуру управления пневматическим устройством и
конструкцию самого пневмодвигателя, а в случае необ-
ходимости определенную схему пневмоавтоматики при-
менительно к конкретным условиям своего производ-
ства.
1 Единая система конструкторской документации.
Глава I
ПОДГОТОВКА
И РЕГУЛИРОВАНИЕ
СЖАТОГО ВОЗДУХА
Перед тем как подать сжатый воздух, поступающий
от общезаводских или цеховых компрессорных устано-
вок в пневматическое устройство, его необходимо соот-
ветственно подготовить. От качества подготовки сжатого
воздуха во многом зависят надежность, долговечность
и безаварийность работы пневматических устройств.
Кроме очистки сжатого воздуха от влаги и механиче-
ских примесей, необходимо обеспечить контроль за его
давлением, регулирование, а также предотвратить воз-
можность аварии при случайном падении давления
в пневмосети или повреждении воздухопроводов. Возду-
хопроводящая магистраль, обеспечивающая сжатым воз-
духом пневматические устройства, должна включать
в себя комплекс аппаратуры подготовки, регулирования,
контроля и управления его потоком. Наиболее распро-
страненные виды такой аппаратуры общего назначения
рассмотрены в настоящей главе.
1. Подготовка
При подготовке сжатый воздух необходимо очистить
от механических примесей, влаги и остатков отработан-
ного компрессорного масла. Затем в нем нужно распы-
б
лить небольшие порции масла и отрегулировать (обыч-
но — понизить) его давление.
Фильтры - влагоотдели-
тели. Хорошо зарекомендо-
вали себя в работе филь-
тры-влагоотделители с ме-
таллокерамическим фильт-
ром типа В41-1 (рис. 1).
Сжатый воздух от маги-
страли поступает в отвер-
стие а корпуса 1 и попадает
в полость стакана 2 через
прорези отражателя 3, вы-
полненные таким образом,
чтобы придать потоку сжа-
того воздуха винтообразное
движение. При этом под
действием центробежных
сил мелкие частицы воды,
находящиеся в сжатом воз-
духе во взвешенном состоя-
нии, отбрасываются к стен-
кам стакана и, образуя кап-
ли, стекают в полость кол-
пака 6, перекрытую заслон-
кой 5. Осушенный таким
образом воздух проходит
через поры металлокерами-
ческого стакана 4, т. е.
фильтруется от механиче-
ских включений и пыли, ко-
^6
Рис. 1. Влагоотделитель с ме-
таллокерамическим фильтром
(типа В41-13 и В41-14).
торые также оседают на
дне колпака и удаляются при спуске накопившейся
в нем воды через кран 7. Далее сжатый воздух попадает
через отверстие б в воздухопроводящие трубы.
7
Фильтры-влагоотделители исполнения БВ41-1 отли-
чаются от фильтров основного исполнения (В41-1) уве-
личенной емкостью для стока влаги и мелкими конструк-
тивными изменениями. Все эти фильтры-влагоотдели-
тели хорошо работают при давлении воздуха до
6 кгс/см2, отделяют до 80% влаги и механические при-
меси величиной от 0,05 мм.
Московским опытным заводом пневмоаппаратов и
пневмоавтоматики1 выпускаются влагоотделители типа
ДВ41-16 и ДВ41-18 с условным проходом 25 и 40 мм со-
ответственно (ГОСТ 5.1278-72), обеспечивающие тон-
кость фильтрации от 40 мкм и степень влагоотделения
90%.
Недостатком многих таких влагоотделителей являет-
ся ручное управление спуском накопившейся в них
влаги. Кроме того, приходится часто следить за ее уров-
нем, чтобы не допускать переполнения отстойника. По-
этому большего внимания заслуживают применительно
к пневматическим системам, и особенно — системам
пневмоавтоматики, влагоотделители с автоматическим
спуском конденсата [11]. За уровнем последнего следит
поплавок, встроенный в резервуар для конденсата. При
наполнении резервуара поплавок открывает воздушный
клапан, и сжатый воздух приводит в действие дренаж-
ный клапан. Через него происходит слив конденсата. По-
сле этого поплавок перекрывает воздушный клапан, и
дренажный клапан закрывается. Такие влагоотделители
нормализованы и выпускаются станкостроительной про-
мышленностью (тип В41-3).
При использовании сжатого воздуха в системах пнев-
моавтоматики к качеству очистки воздуха предъявля-
ются более высокие требования. В этих случаях приме-
1 В дальнейшем этот завод сокращенно именуется Московский
завод пневмоаппаратов.
8
няют фильтры двухступенчатой очистки мод. 304 завода
«Калибр», в которых первая ступень очистки состоит из
слоя стеклянной ваты со слоем ультратонкого стеклян-
ного волокна; эти материалы хорошо фильтруют сжатый
воздух от имеющихся в нем остатков отработанного
компрессорного масла и механических загрязнений.
Вторая ступень очистки имеет фильтрующую гильзу-
патрон с тремя слоями фильтрующей ткани марки ФПП.
Ткань представляет собой слой ультратонких волокон из
различных полимеров. Она не смачивается водой, нечув-
ствительна к агрессивным средам и позволяет удавли-
вать частицы пыли размером от 10 мкм.
Сжатый воздух вначале проходит через два слоя
стекловолокна, а затем через ткань ФПП. Конденсат
стекает на дно прозрачного резервуара и сливается
вручную через вентиль. Специальный отражатель пре-
пятствует захвату конденсата сжатым воздухом при вто-
рой стадии очистки.
Фильтры мод. 304 имеют общую эффективность очи-
стки 99,95%. При средней загрязненности сжатого воз-
духа срок службы фильтрующего элемента составляет
не менее 3000 ч. В целях увеличения срока работы этого
элемента перед подачей воздуха в фильтр его необхо-
димо предварительно очистить, пропустив через влаго-
отделители типа П-В [11] и отстойники общего назна-
чения.
Фильтры тонкой очистки воздуха ФВ6 и ФВ25 имеют
степень очистки не менее 99,95% при максимальном дав-
лении воздуха на входе 8 кгс/см1 2. Первый является ин-
дивидуальным, а второй — групповым. Расход воздуха
6 и 25 м3/ч соответственно. Выпускаются они Каменец-
Подольским приборостроительным заводом
1 Ж. «Технология и организация производства», 1974, № 7,
Киев.
9
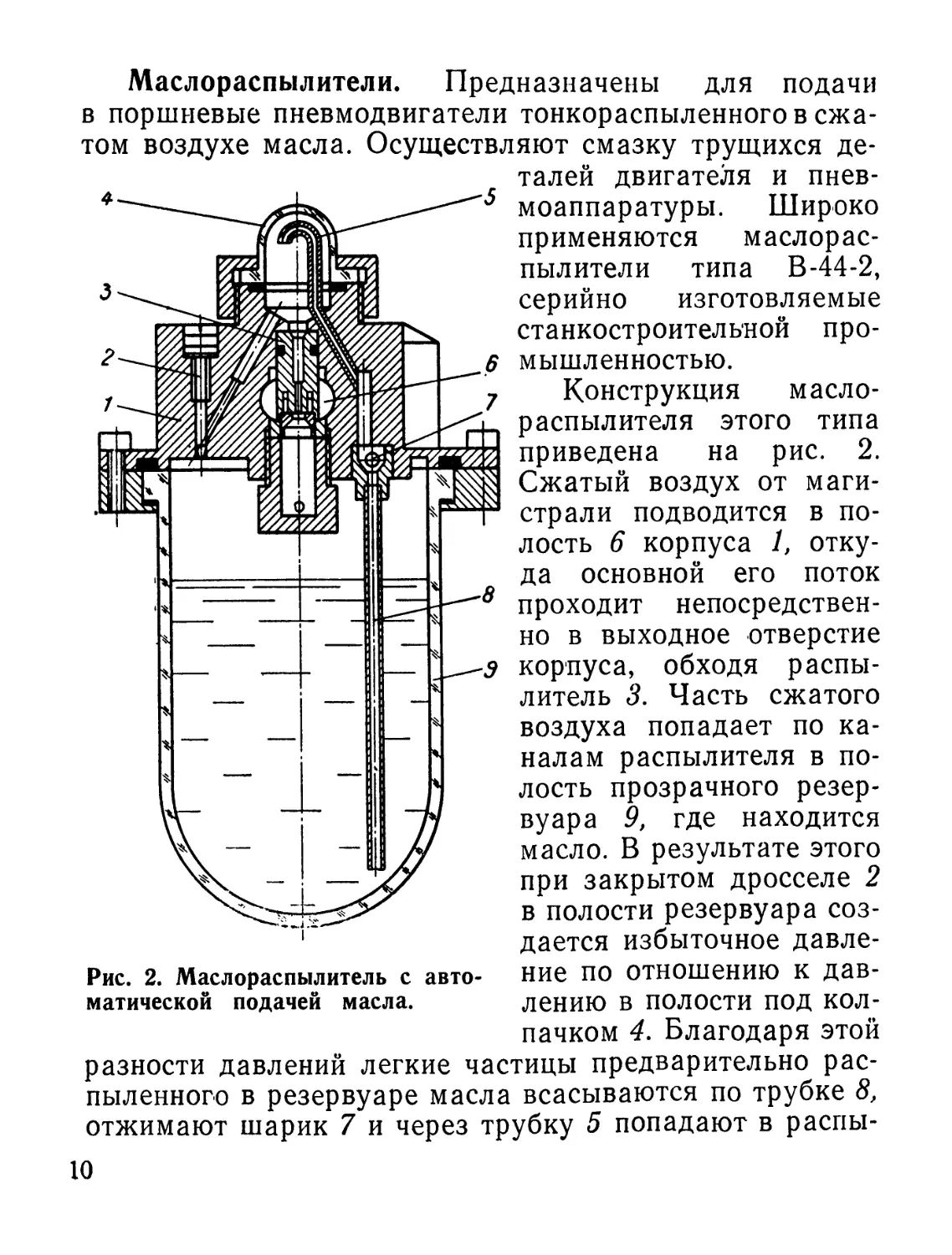
Рис. 2. Маслораспылитель с авто-
матической подачей масла.
Маслораспылители. Предназначены для подачи
в поршневые пневмодвигатели тонкораспыленного в сжа-
том воздухе масла. Осуществляют смазку трущихся де-
талей двигателя и пнев-
моаппаратуры. Широко
применяются маслорас-
пылители типа В-44-2,
серийно изготовляемые
станкостроительной про-
мышленностью.
Конструкция м асло-
распылителя этого типа
приведена на рис. 2.
Сжатый воздух от маги-
страли подводится в по-
лость 6 корпуса 1, отку-
да основной его поток
проходит непосредствен-
но в выходное отверстие
корпуса, обходя распы-
литель 3. Часть сжатого
воздуха попадает по ка-
налам распылителя в по-
лость прозрачного резер-
вуара 9, где находится
масло. В результате этого
при закрытом дросселе 2
в полости резервуара соз-
дается избыточное давле-
ние по отношению к дав-
лению в полости под кол-
пачком 4. Благодаря этой
разности давлений легкие частицы предварительно рас-
пыленного в резервуаре масла всасываются по трубке 8,
отжимают шарик 7 и через трубку 5 попадают в распы-
10
лйтель. Пройдя по отверстиям Последнего, масло распы-
ляется в основном потоке сжатого воздуха, поступаю-
щего в пневмосистему и далее в пневмодвигатель. Регу-
лируя положение дросселя, изменяют концентрацию
масла в потоке сжатого воздуха; при полностью откры-
том дросселе подача масла в пневмопривод прекра-
тится.
2. Контроль и регулирование
Контроль давления воздуха. При использовании
сжатого воздуха в различных устройствах необходимо
тщательно контролировать его давление в пневмомаги-
страли. Для визуальной оценки давления воздуха слу-
жат манометры, включаемые в пневмосеть после масло-
распылителя, т. е. перед регулирующей и распределяю-
щей аппаратурой.
Слуховой контроль давления сжатого воздуха в пнев-
момагистрали осуществляется с помощью индикаторов
[11]. Конструкция индикатора типа В52-11 приведена на
рис. З1. При постоянном давлении сжатого воздуха, по-
ступающего по центральному отверстию корпуса 1,
плунжер 3 перемещен влево, при этом его сферический
торец выдвинут из корпуса и размыкает контакты зум-
мера через рычаг или пружину. В случае падения дав-
ления воздуха ниже допустимого плунжер под дейст-
вием пружины 2 отходит вправо, а его сферический то-
рец замыкает контакты зуммера. Последний звуковым
сигналом извещает об отсутствии давления воздуха
в контролируемом участке пневмосистемы.
Несмотря на наличие в воздухораспределительной
сети контрольной аппаратуры, так или иначе сигнализи-
рующей о падении (или прекращении) давления сжа-
того воздуха, для предотвращения аварий при работе
1 Серийно изготовляются Московским заводом пневмоаппаратов.
11
с пневматизированными приспособлениями необходимо
включить в схему пневмообеспечения предохранитель-
ную аппаратуру. К числу такой аппаратуры принадле-
жат обратные клапаны и реле давления.
Обратные клапаны. Обеспечивают подачу сжатого
воздуха только в одном направлении, исключая его про-
хождение в обратную сторону. Обратные клапаны осо-
бенно необходимы в тех случаях, когда в зажимном
приспособлении отсутствуют элементы самоторможения,
т. е. при падении давления сжатого воздуха в поло-
сти двигателя может про-
изойти раскрепление заго-
товки и вследствие этого
авария или травма.
Известно довольно мно-
го конструкций обратных
клапанов. Наиболее надеж-
ными являются нормализо-
ванные и серийно выпуска-
емые Московским заводом
пневмоаппаратов клапаны
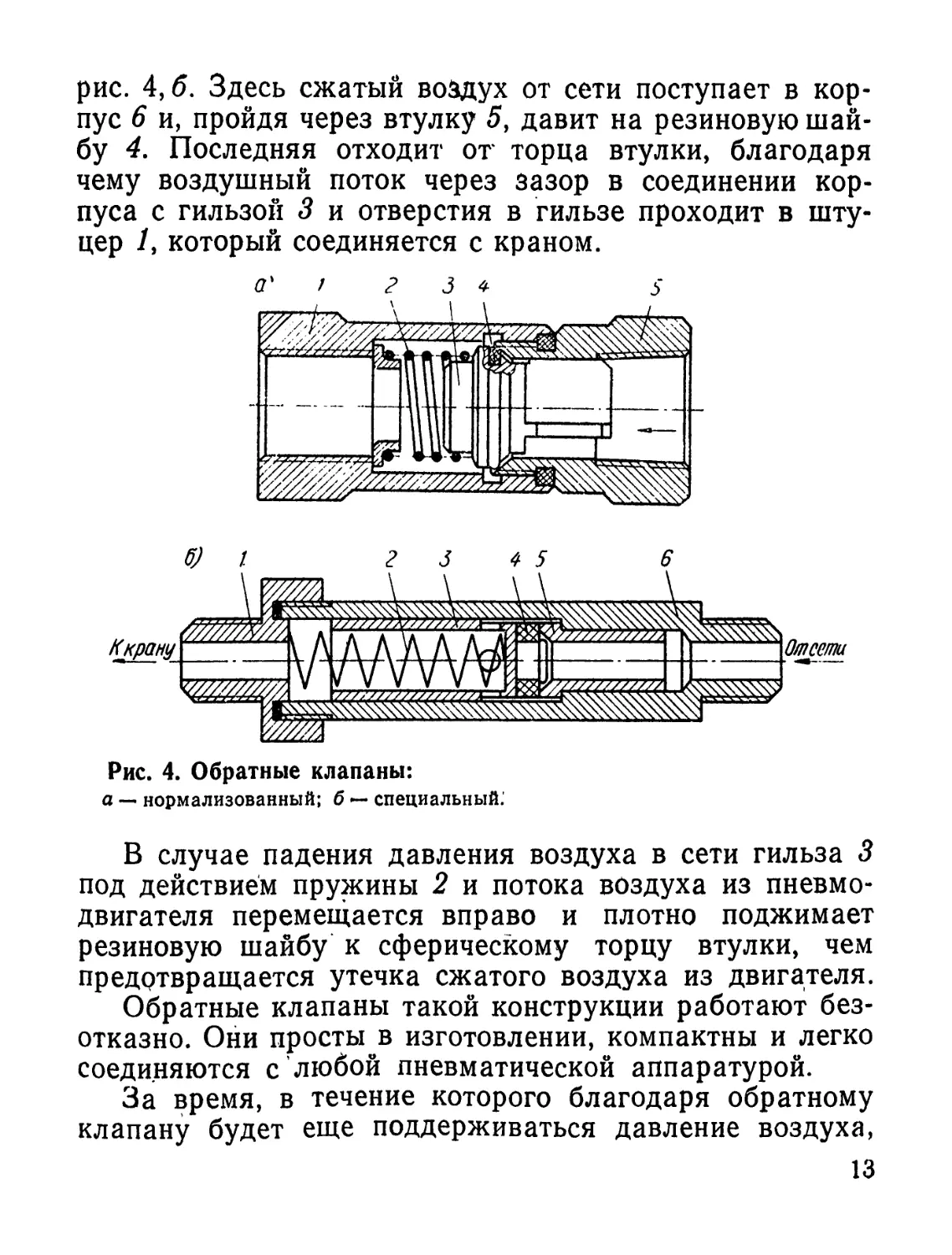
типа В51-1 (рис. 4, а).Такой
Рис. 3. Индикатор давления.
клапан монтируется непосредственно на воздухопрово-
дящих трубах с помощью резьбовых отверстий в кор-
пусе 1 и штуцере 5. Сжатый воздух от сети поступает
в направлении, указанном стрелкой, и, отжимая золот-
ник 3, проходит то его каналам в полость корпуса, а за-
тем к пневмодвигателю. В случае падения давления
в сети ниже давления в пневмодвигателе сжатый воздух
устремится в обратном направлении, т. е. от пневмодви-
гателя. При этом золотник под действием избыточного
давления воздуха и пружины 2 преградит с помощью
уплотнительного кольца 4 его быструю утечку из поло-
сти двигателя.
Обратный клапан с резиновой шайбой приведен на
12
рис. 4,6. Здесь сжатый воздух от сети поступает в кор-
пус 6 и, пройдя через втулку 5, давит на резиновую шай-
бу 4. Последняя отходит от торца втулки, благодаря
чему воздушный поток через зазор в соединении кор-
пуса с гильзой 3 и отверстия в гильзе проходит в шту-
цер 1, который соединяется с краном.
Рис. 4. Обратные клапаны:
а — нормализованный; б — специальный.
В случае падения давления воздуха в сети гильза 3
под действием пружины 2 и потока воздуха из пневмо-
двигателя перемещается вправо и плотно поджимает
резиновую шайбу к сферическому торцу втулки, чем
предотвращается утечка сжатого воздуха из двигателя.
Обратные клапаны такой конструкции работают без-
отказно. Они просты в изготовлении, компактны и легко
соединяются с любой пневматической аппаратурой.
За время, в течение которого благодаря обратному
клапану будет еще поддерживаться давление воздуха,
13
необходимое для безопасной работы пневмозажиМногб
устройства, должно сработать устройство (например,
реле или индикатор давления), дающее сигнал для пре-
кращения работы или отключающее станок.
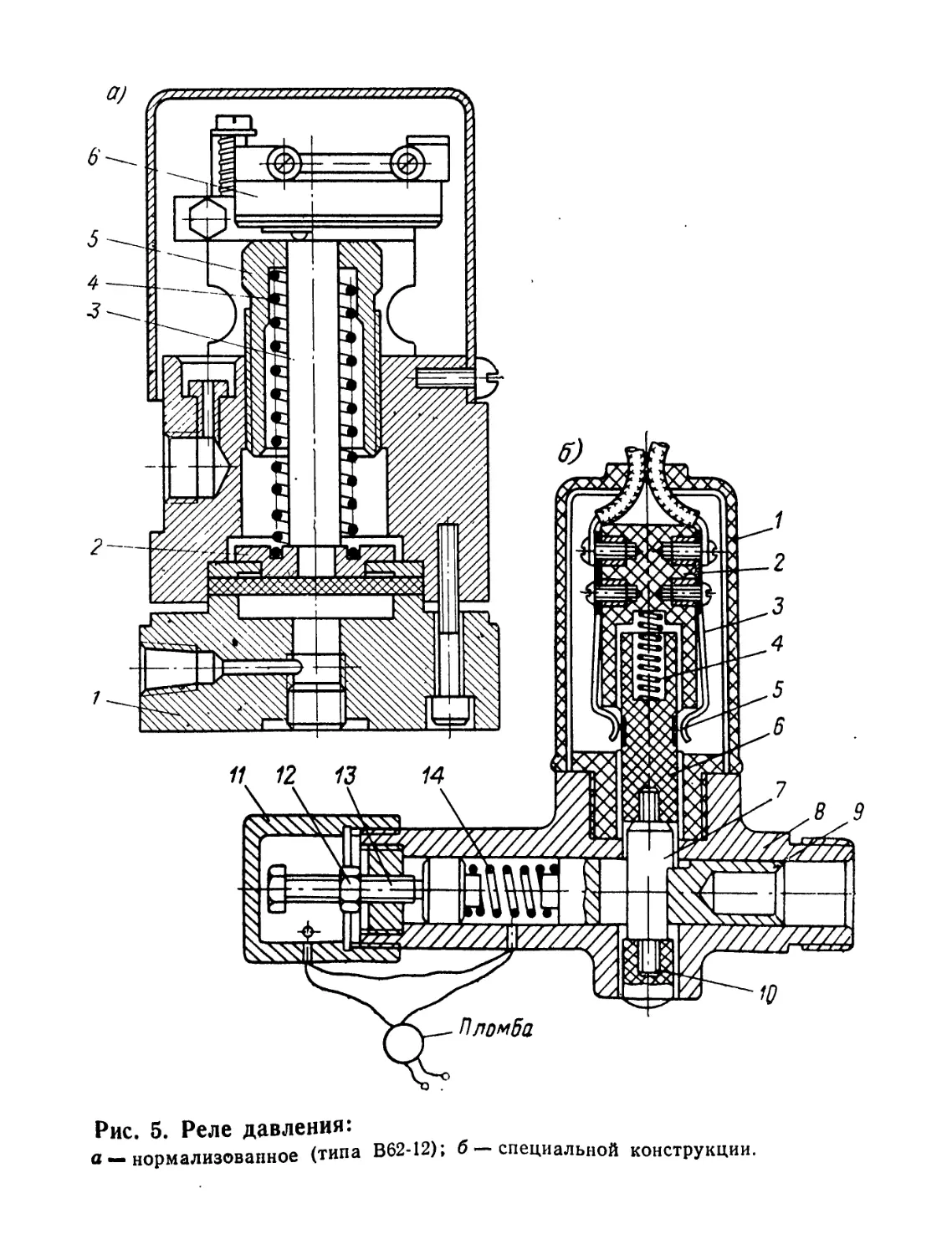
Реле давления. Для автоматического отключения
электропривода станка в случае падения давления сжа-
того воздуха предназначаются реле давления (рис. 5).
Через одно из двух отверстий в корпусе 1 (рис. 5, а)
сжатый воздух от сети попадает в полость корпуса и
воздействует на мембрану. По второму отверстию кор-
пуса сжатый воздух поступает по своему назначению
(к двигателю). При изгибе мембраны под давлением
воздуха фланец 2 и шток 3 перемещаются вверх. Торец
штока замыкает контакты микропереключателя 6, вклю-
ченного в цепь электропитания привода станка. Если
давление сжатого воздуха в сети упадет ниже допусти-
мого, то мембрана под действием пружины 4 распря-
мится, опуская фланец в шток. При этом контакты ми-
кропереключателя размыкаются, прекращая электро-
снабжение привода станка. После восстановления дав-
ления воздуха в сети шток вновь замыкает контакты
микропереключателя, и электроснабжение привода стан-
ка восстанавливается. Пуск электродвигателя станка
при этом производится нажатием кнопки на пульте.
Усилие пружины регулируется на нужную величину
резьбовым колпаком 5. Этим достигается настройка
реле на максимально допустимое для данной операции
давление воздуха (обычно 2—4 кгс/см2), соответствую-
щее обычно давлению, на которое отрегулирован регуля-
тор давления, если он включен в состав аппаратуры
данного пневмоустройства. Такие реле (типа В62-12)
выпускаются Московским заводом пневмоаппаратов; они
имеют чувствительность (наименьшую разницу в давле-
нии, при которой срабатывает реле) 0,4 кгс/см2 и время
срабатывания не более 0,2 сек.
14
Рис. 5. Реле давления:
а — нормализованное (типа В62-12); б — специальной конструкции.
Некоторую специфику имеет настройка таких реле
на необходимое давление. Вначале реле подключается
к пневмосети при давлении воздуха от 1 до 6 кгс/см2.
Через регулятор давления (см. ниже) устанавливается
давление сжатого воздуха, поступающего в реле, на
0,5 кгс/см2 превышающее давление срабатывания реле.
При этом торец штока должен замкнуть контакты ми-
кропереключателя. Если же это не происходит, то регу-
лируются натяжение пружины и положение микропере-
ключателя. При прекращении подачи сжатого воздуха
через регулятор давления размыкаются контакты микро-
переключателя, что контролируется электролампой.
Хорошо зарекомендовало себя на практике реле кон-
струкции завода «Электрик», показанное на рис. 5,6.
Оно надежно и удобно в работе, легко монтируется
в пневмосистемах, просто в изготовлении.
В корпусе 8 выполнены два отверстия: горизонталь-
ное и вертикальное. В первом расположен поршень 9,
а во втором — вкладыш 7, проходящий через паз порш-
ня. Вкладыш скреплен с подвижной колодкой 6, изго-
товленной из текстолита. Колодка имеет контактное
кольцо 5. С другой стороны вкладыш скреплен с кноп-
кой 10. К корпусу крепится кронштейн 2 с двумя токо-
проводящими клеммами 3; вывод от одной клеммы со-
единяется с кнопкой включения электродвигателя стан-
ка, вывод другой клеммы — с фазой электродвигателя.
Кронштейн закрыт текстолитовым кожухом 1, привер-
нутым к корпусу.
Правый резьбовой торец корпуса соединяется через
тройник с обратным клапаном, от которого сжатый воз-
дух попадает в горизонтальное отверстие корпуса и от-
жимает поршень влево. Вкладыш своим уступом опи-
рается на заплечико поршня и удерживается таким об-
разом в крайнем верхнем положении. При этом контакт-
ные концы клемм будут расположены на контактном
16
кольце колодки, и электрический ток будет поступать
к двигателю станка. Далее через тройник сжатый воз-
дух поступает в пневмосеть.
В случае падения давления сжатого воздуха в сети
ниже допустимого срабатывает отрегулированная на со-
ответствующее давление возвратная пружина 14\ она
отожмет поршень вправо. При этом заплечико поршня
выйдет из соединения с уступом вкладыша, и последний
под действием пружины 4 переместится вниз. Теперь
контактные концы клемм выйдут из соприкосновения
с контактным кольцом колодки, электрическая цепь пи-
тания двигателя станка разомкнется, и работа электро-
двигателя станка прекратится. Пока шпиндель станка
будет еще некоторое время вращаться под действием
инерционных сил, давление воздуха в пневмоприводе па-
дать не будет благодаря наличию обратного клапана.
Следовательно, внезапной аварии (например, раскреп-
ления заготовки) не произойдет.
Регулировка возвратной пружины производится бол-
том 13. При этом необходимо добиться такого натяже-
ния возвратной пружины, которое обеспечит срабатыва-
ние реле при нужном для данной операции давлении (за
давлением наблюдают по манометру). После регули-
ровки пружины болт контрится гайкой 12, а на хвосто-
вую часть корпуса навертывается колпачок 11. После
этого колпачок пломбируется представителем службы
техники безопасности. Вскрывать пломбу разрешается
в исключительных случаях, например при ремонте реле
или регулировке его на другое 'давление и только с ве-
дома службы техники безопасности. После восстановле-
ния в сети нужного давления сжатого воздуха включе-
ние реле производится нажатием на кнопку 10, а вклю-
чение электродвигателя станка — на кнопку «пуск».
Регуляторы давления. Служат для регулирования
(понижения) давления сжатого воздуха и автоматиче-
17
ского поддержания его на заданном уровне. Понижение
давления сжатого воздуха необходимо во избежание
деформирования тонкостенных деталей и деталей, изго-
товляемых из легких сплавов и неметаллических мате-
риалов, а также для других целей (см. гл. IV).
Нормализованный регулятор давления с ручным
управлением типа В57-1 показан на рис. 6, а. Сжатый
воздух от сети подводится к присоединительному отвер-
стию А корпуса 1 и попадает в полость Д. При отжатой
с помощью основной пружины 6 шайбе 3 образуется воз-
духопроводящая щель, через которую сжатый воздух
попадает в выходное отверстие Б. Величина этой щели
(между шайбой и торцом прилива корпуса) регулиру-
ется сжатием основной пружины винтом 7; соответствен-
но регулируется давление сжатого воздуха на выходе из
регулятора. При полностью ослабленной основной пру-
жине нижняя пружина 4 прижимает шайбу к торцу при-
лива корпуса и перекрывает проход сжатого воздуха.
Этому также способствует давление воздуха, поступаю-
щего в полость Д из магистрали.
В случае падения давления сжатого воздуха на входе
снижается сопротивление сжатию основной пружины, и
она через мембрану 5 и стержень 2 отжимает шайбу,
увеличивая воздухопроводящую щель. При этом давле-
ние сжатого воздуха на выходе останется относительно
постоянным. Сила основной пружины уравновешивается
также сжатым воздухом, воздействующим на мембрану
через отверстие В.
Нормализованные регуляторы давления типа БВ57-1
отличаются от рассмотренного наличием дополнитель-
ного клапана для автоматического сброса сжатого воз-
духа в атмосферу в случае прекращения потребления его
следующим за регулятором аппаратом (например, при
прерывистом цикле работы пневмодвигателя). Благо-
даря этому удается поддерживать давление на выходе
18
ч)
б)
Рис. 6. Регуляторы давления:
а — нормализованный (типа В57-1); б—двухпоршневой.
регулятора с более высокой точностью, не допуская пре-
вышения его сверх отрегулированного.
Высокой чувствительностью обладает регулятор двух-
поршневого типа, приведенный на рис. 6, б. В корпусе 1,
разделенном на две сообщающиеся полости А и Б, по-
мещены два поршня разного диаметра: верхний 7 —
большего, а нижний 10— меньшего; каждый поршень
имеет резиновое уплотнение. Связаны они между собой
винтами 3 и распорными втулками 2.
Сжатый воздух от сети подводится к фланцу 11, от-
куда поступает в полость А и соответственно в полость
Б корпуса. В результате того, что верхний поршень
имеет большую площадь, чем нижний, клапан 8 поджи-
мается к конусному седлу корпуса. Регулируя давление
пружины 6 с помощью винта 4, ввернутого в стакан 5,
изменяют величину воздухопроводящей щели между сед-
лом корпуса и конусом клапана, а следовательно, и дав-
ление воздуха, поступающего через штуцер 9 в пневмо-
двигатель. Величина этого давления контролируется по
манометру, устанавливаемому в штуцере. -В случае из-
менения давления сжатого воздуха, поступающего из
сети, пружина 6 моментально реагирует на это, сокра-
щая или, наоборот, увеличивая воздухопроводящую
щель. Таким образом клапан обеспечивает автоматиче-
ское поддержание заданного давления сжатого воздуха,
поступающего в пневмодвигатель.
Этот регулятор давления хорошо зарекомендовал
себя на практике; он несложен и надежен в работе.
Однако использование его, как и некоторых нормализо-
ванных регуляторов, требует, чтобы в пневмосистеме
был обеспечен непрерывный расход сжатого воздуха
или осуществлялся его периодический сброс в атмо-
сферу.
Стабилизаторы типа СДВ6 и СДВ25 предназначены
для понижения и стабилизации давления сжатого воз-
20
духа при питании пневматических исполнительных меха-
низмов. Первый из них является индивидуальным ста-
билизатором, а второй — групповым. Расход воздуха со-
ответственно равен 6 и 25 м3/ч, давление воздуха на вхо-
де— 3,5—8 кгс/см2, на выходе — 0,2—3 кгс/см2. Выпус-
каются Каменец-Подольским приборостроительным за-
водом.
Известны конструкции регуляторов давления с кла-
панами для сброса сжатого воздуха в атмосферу, кото-
рые срабатывают при превышении-давления на выходе
на 0,2 кгс/см2 против заданного. Однако в системах пнев-
моавтоматики необходимо применять более современные
конструкции двухкаскадных стабилизаторов давления,
поддерживающих давление воздуха на выходе с высо-
кой точностью [5]. Производятся такие аппараты на за-
воде «Калибр». Они представляют собой два ряда жест-
ких диафрагм, подпружиненных тарированными пружи-
нами, реагирующими на малейшее изменение давления
воздуха. Стабилизаторы имеют аварийный и предохра-
нительный клапаны и обычно выполняются вместе
с фильтром. Погрешность давления на выходе не превы-
шает 0,02 кгс/см2 при колебании питающего давления от
2,5 до 6 кгс/см2.
3. Распределение
Распределение потока сжатого воздуха в заданном
направлении в пневматических устройствах производит-
ся кранами, воздухораспределителями и клапанами раз-
личной конструкции и назначения. Большая часть такой
аппаратуры нормализована и серийно выпускается стан-
костроительной промышленностью [11].
Воздухораспределительные краны. Предназначены
для впуска сжатого воздуха в полости пневматического
двигателя и выпуска его в атмосферу после завершения
21
Цйкла работы. На практике существует много разноёиД*
ностей кранов ручного управления, отличающихся друг
от друга назначением, конструкцией и присоединитель-
ными элементами. Наибольшее распространение полу-
чили краны с плоскими и цилиндрическими золотника-
ми. В большинстве случаев они применяются в пневма-
тической станочной оснастке и некоторых машинах.
Основные данные нормализованных кранов такого
назначения приведены в литературе [11; 12]. Для поясне-
ния принципа их работы и устройства ниже рассмотрены
некоторые оригинальные конструкции кранов.
Трехходовые краны предназначаются для впуска
сжатого воздуха только в одну (рабочую) полость дви-
гателя, т. е. позволяют выполнить с помощью сжатого
воздуха одно рабочее движение штока пневмодвигателя.
Они применяются для управления двигателями односто-
роннего действия, где возврат штока в исходное поло-
жение (холостой ход) происходит без помощи сжатого
воздуха.
В соответствии с ЕСКД (ГОСТ 2.781-68) трехходовые
краны в сокращенных записях надо обозначать «Рас-
пределитель 3/2» — по числу линий связи (ходов) с ма-
гистралью, двигателем и атмосферой (числитель) и чи-
слу характерных позиций перемещения золотника (зна-
менатель). Здесь число линий связи равно трем: маги-
страль, одна полость двигателя и атмосфера.
Конструкция трехходового крана с плоским золотни-
ком показана на рис. 7, а. В корпусе 4 укреплены два
штуцера, один из которых 9 соединяется с помощью на-
кидной гайки с трубопроводом от сети, а с помощью
штуцера 5 кран связывается с двигателем. В крышке 8
помещен плоский золотник 6, который под действием
пружины 7 поджимается к нижней плоскости корпуса
крана. Поворот золотника производится рукояткой 1 че-
рез ось 3; гайка 2 скрепляет ось с рукояткой.
22
Рис. 7. Воздухораспределительные краны:
а — трехходовой; б — четырехходовой; в — золотник трехходо-
вого крана; г — золотник четырехходового крана.
Золотник такого крана (рис. 7, в) имеет паз а и паз б
с отверстием, а также сквозное отверстие в. При сред-
нем положении рукоятки сжатый воздух через паз б и
отверстие золотника поступает в полость между золот-
ником и крышкой крана, чем обеспечивается надежное
поджатие золотника к корпусу и герметичность соедине-
ния. Если повернуть рукоятку вправо, то отверстие в зо-
лотника совместится с отверстием в корпусе крана и
воздух поступит в рабочую полость двигателя. При по-
вороте рукоятки влево паз а золотника соединит отвер-
стие в корпусе крана с отверстием г (см. рис. 7,а), и
отработанный воздух выйдет из полости двигателя в ат-
мосферу. В любом положении рукоятки сжатый воздух
попадает в полость между золотником и крышкой и
поджимает золотник к корпусу во избежание утеяек
воздуха.
Конструкция крана отличается простотой и неболь-
шими габаритами. Благодаря наружной резьбе на шту-
цере 5 он может присоединяться непосредственно к кор-
пусу пневмодвигателя, к корпусу блока аппаратуры или
монтироваться на панели управления.
Четырехходовые краны обеспечивают подачу сжатого
воздуха поочередно в обе полости пневмопривода, т. е.
позволяют выполнить два хода штока, каждый из кото-
рых может быть использован в качестве рабочего. Такие
краны имеют широкое распространение на практике.
Они называются четырехходовыми по числу ходов для
распределения воздуха (входной канал, два канала для
подачи воздуха в полости двигателя и один для выхода
его в атмосферу). Сокращенно по ЕСКД они записы-
ваются «Распределитель 4/2».
Конструктивно такой кран (рис. 7,6) отличается от
рассмотренного выше тем, что здесь штуцеры располо-
жены под углом 90° друг к другу, а в корпусе имеется
одно поперечное отверстие, сообщающееся с атмосфе-
24
рой. Через дополнительное вертикальное отверстие попе-
речное отверстие связано с канавкой а золотника
(рис. 7,г).
При повороте рукоятки крана вправо сжатый воздух
по канавке б и двум сквозным отверстиям в золотнике
проходит через левый штуцер в полость двигателя.
Одновременно сжатый воздух, находящийся в другой
полости двигателя, выходит в атмосферу через канавку
а золотника и правый штуцер. При повороте рукоятки
влево сжатый воздух аналогичным путем подается
в другую полость двигателя, а из первой полости —
в атмосферу.
Управление двумя связанными по циклу работы
пневмодвигателями может осуществляться шестиходовы-
ми трехпозиционными нормализованными кранами
(«Распределитель 6/3») типа В71-33, которые называют
кранами последовательного включения. Рукоятка такого
крана имеет три фиксированных положения. Соответст-
венно таким краном обеспечивается последовательное
соединение двух рабочих полостей с магистралью сжа-
того воздуха (положения I и II рукоятки), а затем вы-
пуск отработанного воздуха в атмосферу (положение
III рукоятки).
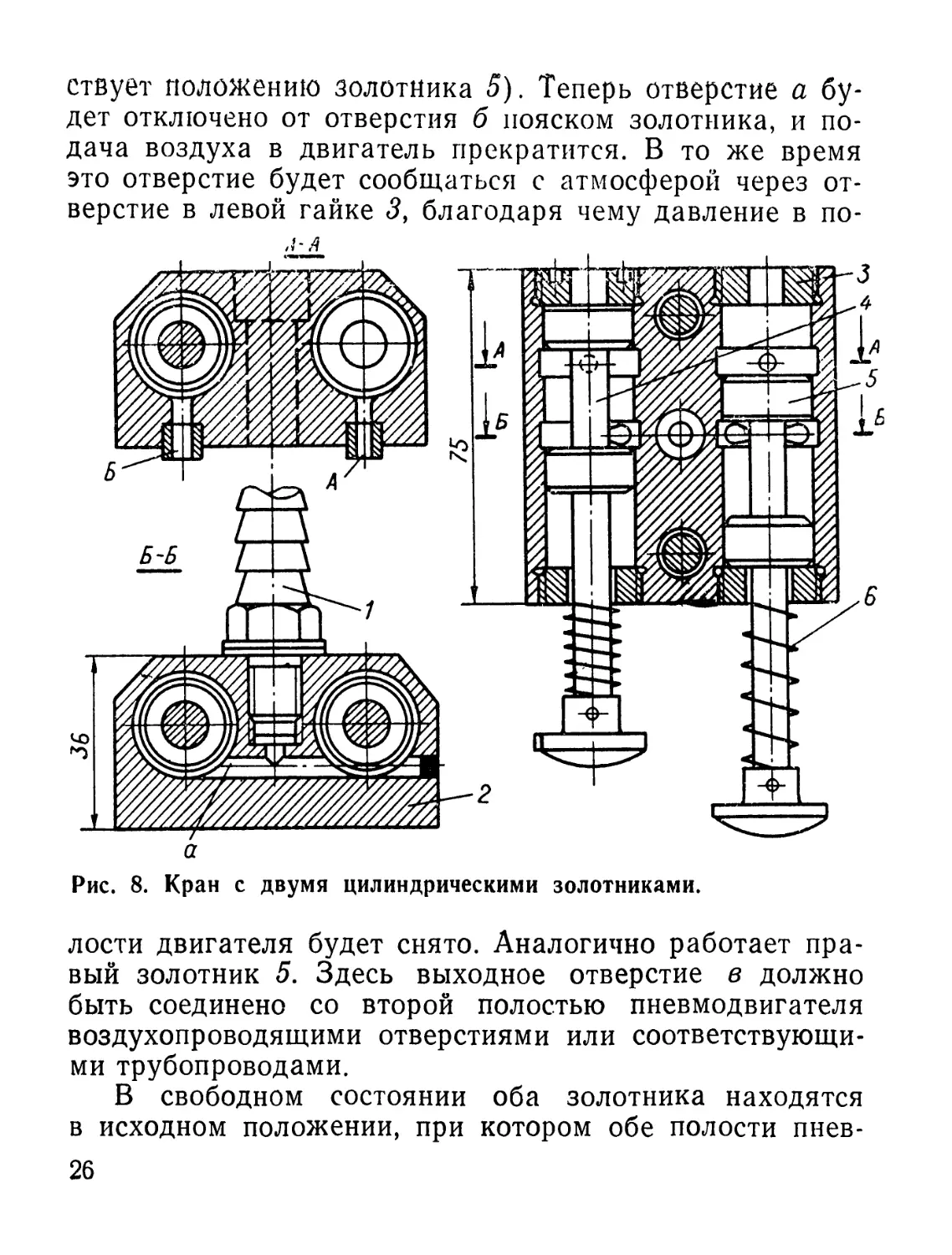
Воздухораспределительный кран с ручным управле-
нием и двумя цилиндрическими золотниками приведен
на рис. 8. В корпусе 2 имеются два продольных отвер-
стия, в которых перемещаются золотники 4 и 5. Сжатый
воздух от сети по штуцеру 1 поступает в горизонтальное
отверстие корпуса.
При нажатии на золотник 4 сжатый воздух по от-
верстию а попадает в полость между двумя поясками
золотника, а отсюда по вертикальному отверстию б —
в полость пневмодвигателя. После прекращения воздей-
ствия на золотник последний под действием пружины 6
отходит в исходное положение (на рисунке это соответ-
25
ствует положению золотника 5). Теперь отверстие а бу-
дет отключено от отверстия б пояском золотника, и по-
дача воздуха в двигатель прекратится. В то же время
это отверстие будет сообщаться с атмосферой через от-
верстие в левой гайке 3, благодаря чему давление в по-
ст
Рис. 8. Кран с двумя цилиндрическими золотниками.
лости двигателя будет снято. Аналогично работает пра-
вый золотник 5. Здесь выходное отверстие в должно
быть соединено со второй полостью пневмодвигателя
воздухопроводящими отверстиями или соответствующи-
ми трубопроводами.
В свободном состоянии оба золотника находятся
в исходном положении, при котором обе полости пнев-
26
модвигателя сообщаются с атмосферой. Поэтому краны
такой конструкции применяются в двусторонних пневма-
тических устройствах с самотормозящими звеньями
связи, где в процессе обработки раскрепление заготовки
из-за отсутствия в какой-либо полости двигателя сжа-
того воздуха произойти не может; для раскрепления ее
необходимо подать сжатый воздух в определенную по-
лость пневмодвигателя. Такие краны легко встраиваются
в пневмоустройства, панели и блоки управления многих
видов оборудования. Они надежны в эксплуатации и
удобны в работе.
Для управления пневматическими устройствами, ко-
гда необходимо освободить руки оператора, служат пе-
дальные распределительные краны с цилиндрическими
золотниками. Они наиболее часто применяются при сле-
сарно-сборочных и сверлильных работах [3].
Воздухораспределители. Применяются для автомати-
зации управления пневматическими двигателями и про-
изводят подачу сжатого воздуха в его полости. Переме-
щение цилиндрических золотников у различных воздухо-
распределителей может производиться электрическими
или пневматическими сигналами, а также с помощью
механического воздействия на золотник. Они могут быть
трех- и четырехходовыми.
Наиболее распространенными являются двухпозици-
онные четырехходовые воздухораспределители типа
В74-1 и В74-2. Они имеют одностороннее механическое
(путевое) управление, а возврат золотника в исходное
положение в первых осуществляется пружиной, а во
вторых — сжатым воздухом.
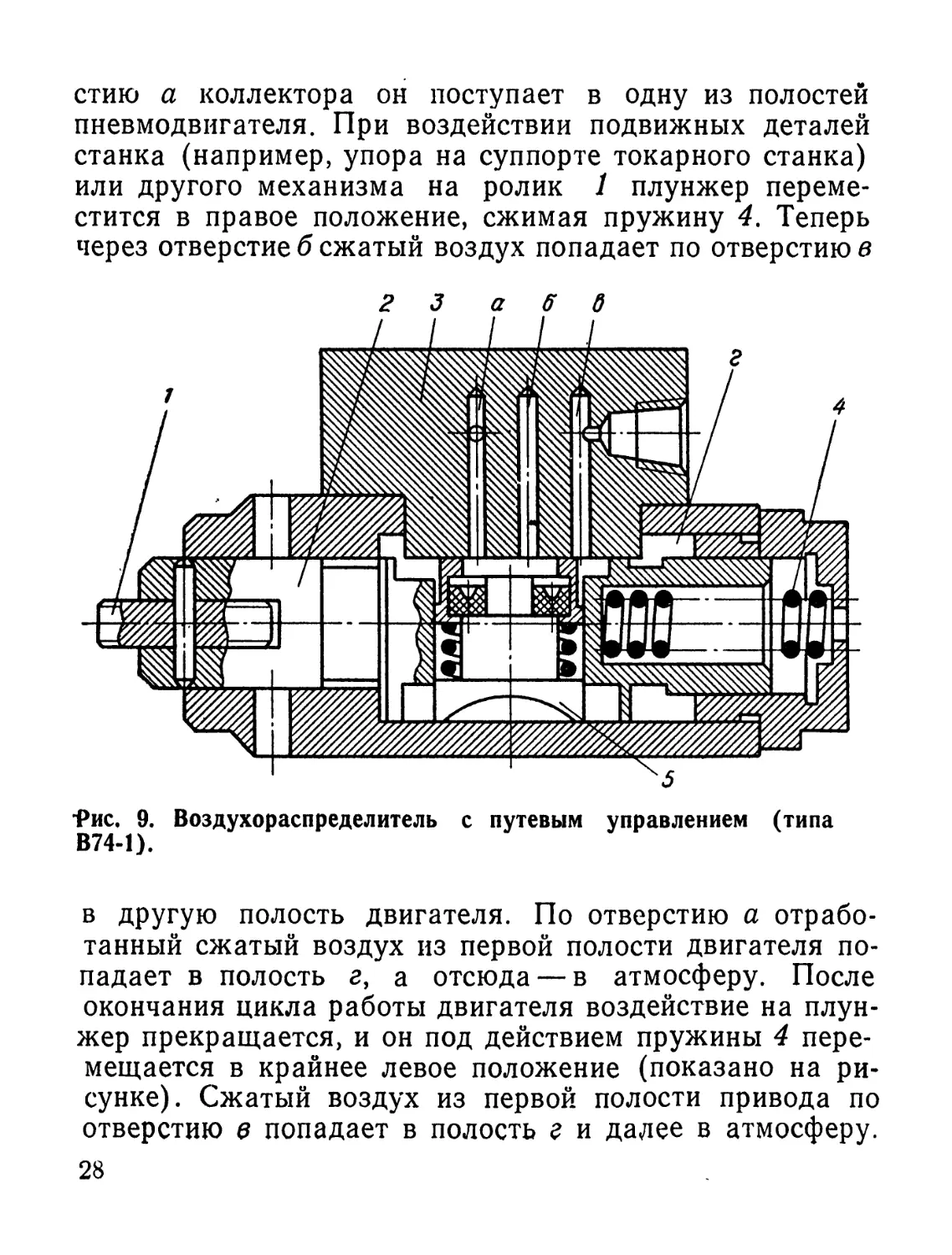
Конструкция воздухораспределителя типа В74-11
с путевым механическим управлением показана на рис. 9.
Сжатый воздух из магистрали по отверстию б в коллек-
торе 3 попадает в расточку на торце золотника 5, рас-
положенного в отверстии плунжера 2. Отсюда по отвер-
27
стию а коллектора он поступает в одну из полостей
пневмодвигателя. При воздействии подвижных деталей
станка (например, упора на суппорте токарного станка)
или другого механизма на ролик 1 плунжер переме-
стится в правое положение, сжимая пружину 4. Теперь
через отверстие б сжатый воздух попадает по отверстию в
2 3 a ff О
Рис. 9. Воздухораспределитель с путевым управлением (типа
В74-1).
в другую полость двигателя. По отверстию а отрабо-
танный сжатый воздух из первой полости двигателя по-
падает в полость г, а отсюда — в атмосферу. После
окончания цикла работы двигателя воздействие на плун-
жер прекращается, и он под действием пружины 4 пере-
мещается в крайнее левое положение (показано на ри-
сунке). Сжатый воздух из первой полости привода по
отверстию 0 попадает в полость $ и далее в атмосферу.
28
Четырехходовой двухпозиционный воздухораспреде-
литель с путевым управлением и пружинным возвратом
типа В79-11 конструктивно отличается от распредели-
теля типа В74-11 расположением присоединительных от-
верстий для воздухопроводов и имеет консольно распо-
ложенный управляющий ролик, смонтированный на дву-
плечем рычаге. Второе плечо рычага несет на себе кла-
пан. При воздействии механического упора станка на
ролик рычаг поворачивается и открывает клапан. Сжа-
тый воздух из полости распределителя выходит в атмо-
сферу, поршень перемещается и соединяет полости дви-
гателя с магистралью и атмосферой. При прекращении
воздействия на ролик клапан закрывается, и поршень
усилием пружины возвращается в исходное положение.
Происходит перераспределение потока сжатого воздуха.
Двухпозиционные трехходовые воздухораспредели-
тели типа В67-2 (в двух исполнениях) имеют односто-
роннее пневматическое управление и могут применяться
в качестве нормально закрытого или открытого аппа-
рата, в то время как другие воздухораспределители яв-
ляются только нормально открытыми. Воздухораспреде-
лители этого типа применяют для управления работой
пневмодвигателей двустороннего действия с объемом
полостей до 0,065 м3 или других более мощных воздухо-
распределителей с пневмоуправлением.
Воздухораспределители типа В63-1 (четырехходовые
двухпозиционные) имеют двустороннее пневматическое
управление, а типа В63-2 — одностороннее. Перемеще-
ние поршня в этих распределителях происходит под дей-
ствием сжатого воздуха, только в первых он подводится
с двух сторон, а во вторых — с одной стороны [11]. Эти
распределители имеют максимальный расход сжатого
воздуха до 1,6 м3/мин при расчетном давлении 4 кгс/см2,
т. е. предназначены для управления более мощными
двигателями с большим расходом сжатого воздуха.
29
Известны также воздухораспределители с односто-
ронним (типа В64-2) и двусторонним (типа БВ64-1 и
ПБВ64-1) электропневматическим управлением [11].
Клапаны. Для управления воздухораспределепием
в системах пневмоавтоматики применяют различные
клапаны: с путевым, ручным и пневматическим управ-
лением. Применение таких клапанов позволяет согла-
совать работу нескольких пневматических двигателей по
времени и циклу срабатывания или полностью автома-
тизировать весь цикл работы пневматических устройств.
Они могут встраиваться в пневматизированное приспо-
собление или работать в качестве самостоятельной аппа-
ратуры. Большинство конструкций клапанов нормали-
зовано [11].
Трехходовые двухпозиционные клапаны типа В76-2
называют нормально закрытыми, так как при отсутст-
вии управляющего воздействия на них сжатого воздуха
проход его от входного к выходному отверстию закрыт.
Для соединения двух независимых воздухораспреде-
лителей (кранов или клапанов) с одной выходной мощ-
ностью в системах пневмоуправления применяют разде-
лительные клапаны типа В67-11 [11]. При подаче сжа-
того воздуха в одно из входных отверстий такого кла-
пана поршень преграждает проход воздуха из второго
входного отверстия, а первое соединяет с выходным от-
верстием.
Практические применения рассмотренной выше воз-
духораспределительной аппаратуры приведены в следу-
ющих главах.
4. Блоки аппаратуры
Необходимая для надежной и безопасной работы
пневматического двигателя аппаратура монтируется на
воздухопроводных трубах около рабочего места, где
30
эксплуатируется пневматическое устройство. Выполне*
ние этой аппаратуры в виде отдельных узлов загромо-
ждает рабочее место, затрудняет монтаж и демонтаж
воздухопроводов, усложняет их быструю переналадку,
замену или ремонт. Кроме того, использование аппара-
туры в виде самостоятельных, взаимно не связанных
механических узлов в ряде случаев не позволяет мон-
тировать трубопроводы под полом, а заставляет выпол-
нять их подвесными, что загромождает цеха. Поэтому
за последние годы у нас и за рубежом все большее рас-
пространение получает аппаратура, скомплектованная
в комплексные агрегаты-блоки, обеспечивающие боль-
шие удобства в эксплуатации и позволяющие упростить
системы пневмоподводки.
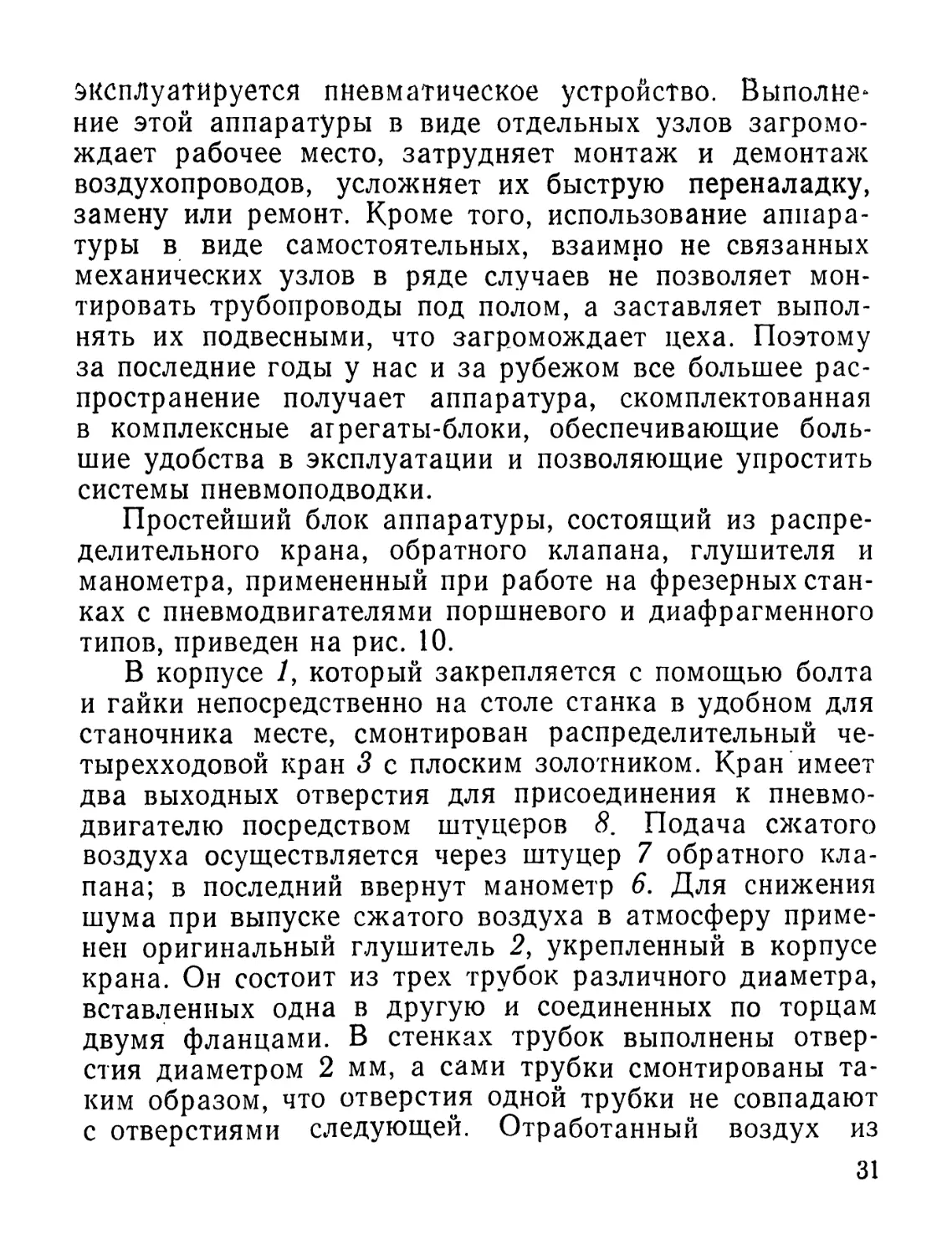
Простейший блок аппаратуры, состоящий из распре-
делительного крана, обратного клапана, глушителя и
манометра, примененный при работе на фрезерных стан-
ках с пневмодвигателями поршневого и диафрагменного
типов, приведен на рис. 10.
В корпусе /, который закрепляется с помощью болта
и гайки непосредственно на столе станка в удобном для
станочника месте, смонтирован распределительный че-
тырехходовой кран 3 с плоским золотником. Кран имеет
два выходных отверстия для присоединения к пневмо-
двигателю посредством штуцеров 8. Подача сжатого
воздуха осуществляется через штуцер 7 обратного кла-
пана; в последний ввернут манометр 6. Для снижения
шума при выпуске сжатого воздуха в атмосферу приме-
нен оригинальный глушитель 2, укрепленный в корпусе
крана. Он состоит из трех трубок различного диаметра,
вставленных одна в другую и соединенных по торцам
двумя фланцами. В стенках трубок выполнены отвер-
стия диаметром 2 мм, а сами трубки смонтированы та-
ким образом, что отверстия одной трубки не совпадают
с отверстиями следующей. Отработанный воздух из
31
пневмодвигателя проходит через отверстия всех трубок
и без большого шума выходит в атмосферу; при этом
уровень шумов снижается с 80—100 до 20—30 дб.
Рис. 10. Блок пневмоаппаратуры для фрёзерных стан-
ков.
Известны конструкции серийно выпускаемых глуши-
телей (типа П-П и П-ГП) [11]. В них набор трубок за-
менен одной пористой втулкой — активным глушителем
с радиальным выходом. Втулка снаружи защищена ме-
таллической сеткой и стянута с фланцами шпилькой.
32
Глушитель П-ГП имеет меньшее сопротивление, но
большие, чем глушитель П-П, размеры.
В примененном в этом блоке кране 3 рукоятка обще-
принятой конструкции (см. рис. 7) заменена ручкой 4,
не выступающей за корпус крана и закрытой кожухом 5.
Это предотвращает возможность переключения крана и
срабатывания пневмодвигателя при работе на фрезер-
ных, сверлильных и других станках при случайном воз-
действии рабочего на выступающую за габариты крана
рукоятку. В то же время относить краны или блоки
управления далеко за пределы зоны обслуживания
нецелесообразно, так как это вызывает необходимость
в лишних движениях и снижает эффективность внедре-
ния пневматики.
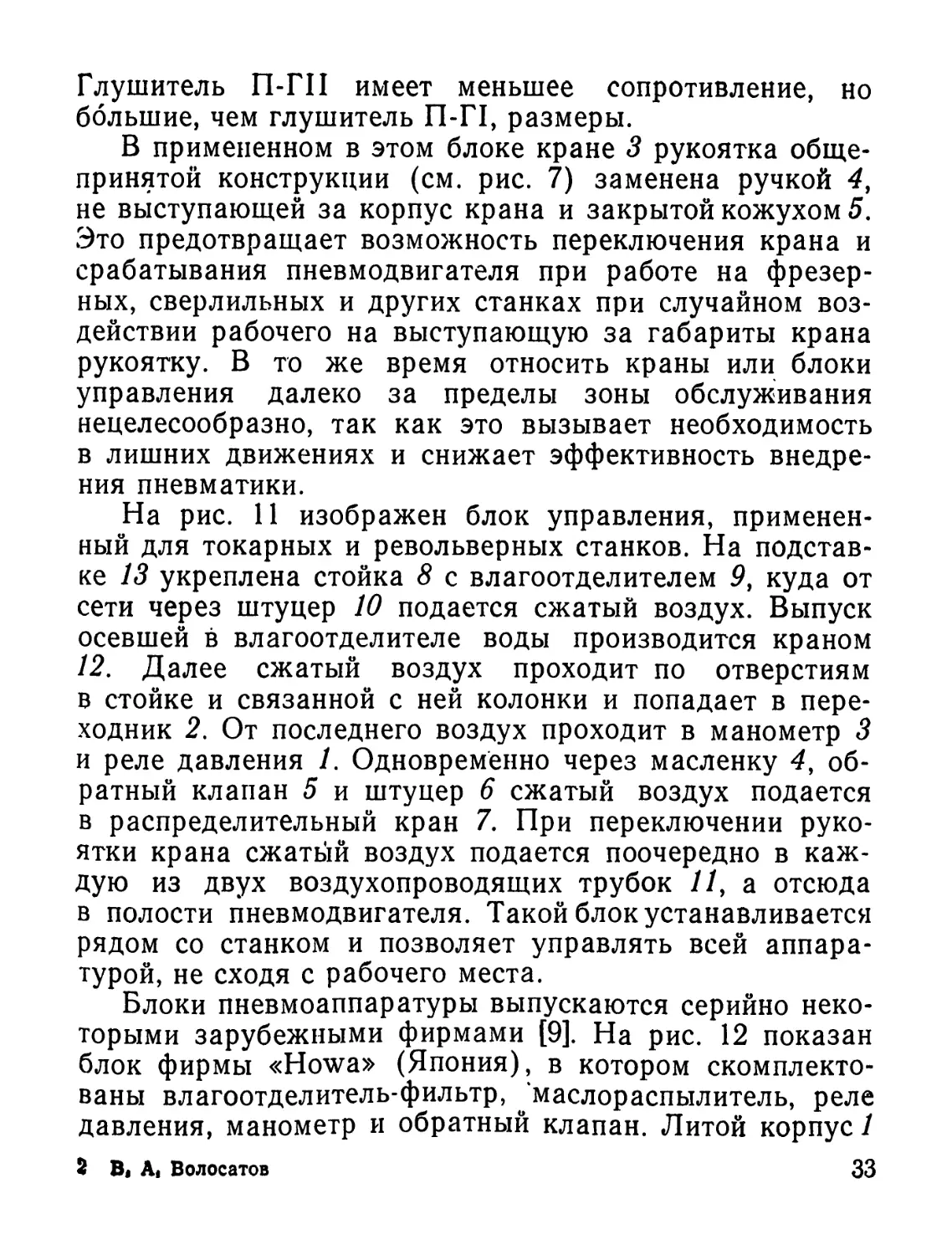
На рис. 11 изображен блок управления, применен-
ный для токарных и револьверных станков. На подстав-
ке 13 укреплена стойка 8 с влагоотделителем 9, куда от
сети через штуцер 10 подается сжатый воздух. Выпуск
осевшей в влагоотделителе воды производится краном
12. Далее сжатый воздух проходит по отверстиям
в стойке и связанной с ней колонки и попадает в пере-
ходник 2. От последнего воздух проходит в манометр 3
и реле давления 1. Одновременно через масленку 4, об-
ратный клапан 5 и штуцер 6 сжатый воздух подается
в распределительный кран 7. При переключении руко-
ятки крана сжатий воздух подается поочередно в каж-
дую из двух воздухопроводящих трубок 11, а отсюда
в полости пневмодвигателя. Такой блок устанавливается
рядом со станком и позволяет управлять всей аппара-
турой, не сходя с рабочего места.
Блоки пневмоаппаратуры выпускаются серийно неко-
торыми зарубежными фирмами [9]. На рис. 12 показан
блок фирмы «Howa» (Япония), в котором скомплекто-
ваны влагоотделитель-фильтр, ^'маслораспылитель, реле
давления, манометр и обратный клапан. Литой корпус 1
2 Bi А, Волосатое 33
Рис. 11. Блок пневмоаппаратуры для токарных и револьверных
станков.
закрепляется непосредственно в станке в удобном для
работы месте через резьбовые отверстия, выполненные
на всех его боковых стенках. Сжатый воздух подает-
ся в фильтрующую камеру
через штуцер, вворачивае-
мый в отверстие 2, и прохо-
дит через фильтр и пру-
жинный обратный клапан,J
закрытые крышкой 3. Уро-
вень влаги, скапливающей-
ся в дренажной камере/
контролируется через смо-г
тровое окно 10, а периоди-
ческий выпуск ее произво-
дится через кран 11. Ре-
ле управления срабатывает
при давлении воздуха в се-
ти 0,2 кгс/см2.
Масло заливается через
пробку 7 в отдельную каме-
ру. Уровень его заливки
Рис. 12. Блок аппаратуры
фирмы «Howa».
контролируется через окно
8, а подача сжатого воздуха для распыления масла
производится краном 6. Рукояткой 5 регулируется дав-
ление масла, что контролируется по манометру 9. Через
глазок 4 можно наблюдать за циркуляцией масла.
5. Подвод сжатого воздуха
В общем случае схема пневмоподводки, к каждому
станку с пневмоустройством должна состоять из следую-
щей аппаратуры (рис. 13):
1) кран-вентиль для подключения данной точки к
цеховой воздушной магистрали или отключения от
нее;
35
2) фильтр (влагоотделитель), предназначенный для
улавливания твердых частиц, пыли и грязи, а также ча-
стиц воды и отработанного компрессорного масла;
3) маслораспылитель, обеспечивающий распыление
небольших порций масла в потоке сжатого воздуха для
смазки трущихся пар пневматических устройств (напри-
мер, в поршневых двигателях и пневмоаппаратуре);
4) манометр для контроля давления воздуха в маги-
страли;
Рис. 13. Структурная схема включения пневматического
двигателя:
/-кран-вентиль; 2 — влагоотделитель-фильтр; 3— регулятор дав-
ления; 5 — маслораспылитель; 5—манометр; 6 — обратный клапан;
7 — реле давления; 8 — распределительный кран; 9— поршневой
пневмодвигатель.
5) обратный клапан, предотвращающий быстрое па-
дение давления сжатого воздуха в рабочей полости дви-
гателя в случае снижения его в магистрали;
6) реле давления, отключающее электропривод стан-
ка (или другого устройства) в случае падения давления
в магистрали ниже допустимого;
7) кран для распределения потока сжатого воздуха.
Указанная схема пневмоподводки может частично
изменяться в зависимости от конкретных условий экс-
плуатации пневматизированного устройства и его кон-
63
струкции. Так, например, в случае применения диафраг-
менных камер наличие маслораспылителя не только не
обязательно, но даже вредно, так как масло, попадая
в полость такого двигателя, ускоряет разрушение проре-
зиненной диафрагмы. В некоторых устройствах пневмо-
автоматики также исключается применение маслораспы-
лителей. Однако для надежной работы двигателей порш-
невого типа, особенно с длиной хода подвижных частей
свыше 50—100 мм, подача в их полости распыленного
в воздухе масла обязательна. При использовании порш-
невых цилиндров с меньшей величиной хода маслорас-
пылители специально можно не вводить, так как для
исправной работы таких двигателей достаточно и тех
незначительных порций масла, которые почти неизбежно
просачиваются через фильтры от компрессора и зано-
сятся вместе с потоком сжатого воздуха в полость дви-
гателя.
В схемах пневмоподводки для сложных систем пнев-
моавтоматики требуется особенно надежная очистка
сжатого воздуха. Поэтому в этих случаях, как правило,
не ограничиваются одним фильтром-влагоотделителем,
а устанавливают дополнительный; при необходимости
в магистраль включают несколько таких фильтров, и да-
же перед каждым механизмом, требующим тщательной
очистки сжатого воздуха. Для более надежной очистки
сжатого воздуха от влаги кроме индивидуального для
каждой точки пневмоподводки влагоотделителя-фильтра
устанавливают магистральные влагоотделители, обслу-
живающие группу пневмоустановок.
При обработке в пневматизированном приспособле-
нии тонкостенных заготовок или заготовок из легкоде-
формируемых материалов (дюралюминия, меди и т. п.)
в схему пневмоподводки включают регуляторы, пони-
жающие давление сжатого воздуха до нужной величины
и автоматически поддерживающие это давление на
37
заданном уровне. Такие регуляторы включают в маги-
страль вместе с манометром между маслораспылителем!
и обратным клапаном.
Некоторые пневматические зажимные устройства,
имеют самотормозящие звенья связи привода с зажим-
ными деталями. В этом случае нет опасности раскрепле-
ния заготовок в процессе обработки при внезапном па-
дении давления в магистрали, а следовательно, нет и
необходимости включать в схему пневмоподводки обрат-
ный клапан и реле давления.
Таким образом, состав аппаратуры в схеме пневмо-
подводки в каждом отдельном случае уточняется в зави-
симости от конкретных требований к эксплуатации
каждого пневматического устройства и с учетом особен-
ностей его конструкции, материала, форм обрабатывае-
мой заготовки и других условий, оговоренных паспортом
или руководством по эксплуатации данного устройства.
Следует указать, что каждая схема пневмоподводки дол-
жна обязательно согласовываться со службой техники
безопасности и без ее ведома не изменяться. Самоволь-
ный демонтаж или подключение какой-либо пневмоап-
паратуры недопустимо, так как это может привести к не-
счастному случаю или порче пневматического устрой-
ства.
В условиях мелкосерийного и индивидуального про-
изводства нередко на одном станке эксплуатируются
различные пневматические устройства, требующие нали-
чия различной аппаратуры, обязательной в одном слу-
чае и, наоборот, недопустимой при использовании дру-
гого устройства. В этих случаях необходимо часть аппа-
ратуры отключать, для чего в пневмомагистрали предус-
матриваются обводные воздухопроводы с дополнитель-
ными кранами-вентилями. Отключение и подключение
аппаратуры в этих случаях производится механиком
цеха и регистрируется в специальном документе.
38
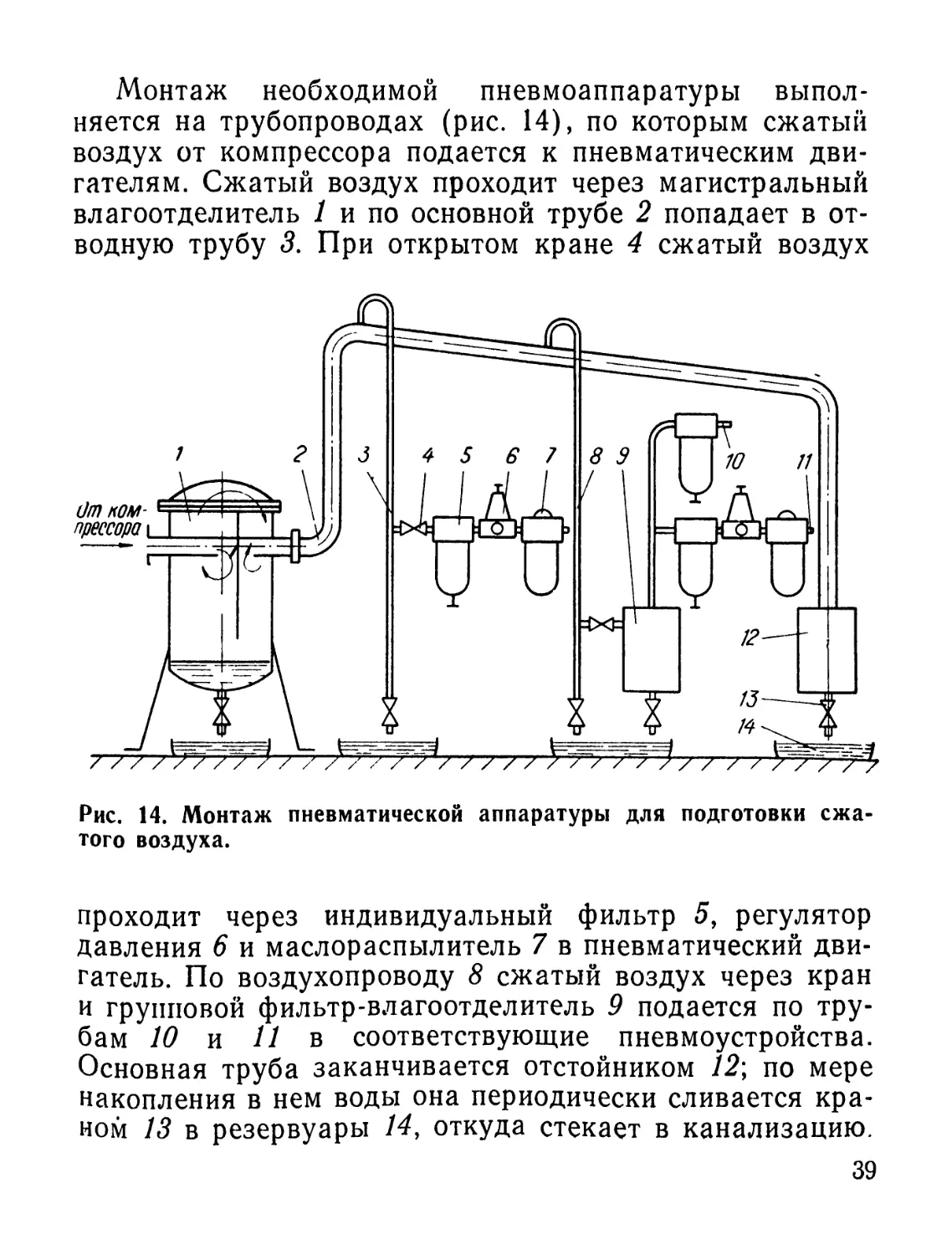
Монтаж необходимой пневмоаппаратуры выпол-
няется на трубопроводах (рис. 14), по которым сжатый
воздух от компрессора подается к пневматическим дви-
гателям. Сжатый воздух проходит через магистральный
влагоотделитель 1 и по основной трубе 2 попадает в от-
водную трубу 3. При открытом кране 4 сжатый воздух
Рис. 14. Монтаж пневматической аппаратуры для подготовки сжа-
того воздуха.
проходит через индивидуальный фильтр 5, регулятор
давления 6 и маслораспылитель 7 в пневматический дви-
гатель. По воздухопроводу 8 сжатый воздух через кран
и групповой фильтр-влагоотделитель 9 подается по тру-
бам 10 и 11 в соответствующие пневмоустройства.
Основная труба заканчивается отстойником /2; по мере
накопления в нем воды она периодически сливается кра-
ном 13 в резервуары 14, откуда стекает в канализацию.
39
Аналогично сливается влага из других отстойников
пневмосистемы и из отводных труб.
Такой комплект пневмоаппаратуры решает задачу
только подготовки сжатого воздуха и не включает
в себя регулировочную, предохранительную и воз-
духораспределительную аппаратуру. Эта аппаратура
может комплектоваться в отдельные блоки или встраи-
ваться непосредственно в пневматизированное уст-
ройство.
Воздухопроводящие трубы обычно располагаются
вдоль пролетов или стен цеха. Такое расположение воз-
духопроводов удобно для монтажа, ремонта и демон-
тажа аппаратуры, но не отвечает современным эстети-
ческим требованиям к общему виду цехов. Поэтому луч-
ше трубопроводы располагать под полом в специальных
траншеях, закрытых съемными настилами, а аппаратуру
комплектовать в специальные блоки управления и рас-
полагать непосредственно на рабочих местах, оснащен-
ных пневматизированными устройствами.
Воздухопроводы выполняются обычно из стальных
водогазопроводных труб. Сечение магистральных (основ-
ных) труб принимается равным 25 мм, а отводных —
10 мм. Основные трубы подвесного монтажа должны
иметь небольшой уклон (порядка 3:1000), что обеспе-
чивает надежный сток конденсата и удаление различ-
ных осадков (ржавчины и грязи). Присоединение от-
водных труб к магистральным С помощью водопровод-
ной арматуры лучше производить в верхней части основ-
ных труб. Это предотвращает попадание в отводные
трубы излишней влаги и осадков из магистральных
труб. Следует отметить, что пневмоподводку систем
пневмоавтоматики, где особое внимание уделяется каче-
ству очистки и подготовки сжатого воздуха, лучше вы-
полнять латунными или медными трубами и соединять
основные и отводные трубы соответствующей армату-
40
рой. Однако для воздухоснабжения станочных пневма-
тизированных приспособлений применять латунные,
а тем более медные трубы экономически не оправ-
дано.
Внутренний диаметр каждой воздухопроводящей тру-
бы должен быть согласован с объемом потребляемого
пневмодвигателем воздуха и условным проходом пнев-
моаппаратуры. Это обеспечивает необходимую скорость
срабатывания двигателя и отсутствие ощутимых пере-
падов давления воздуха в пневмоприводе.
Глава II
ПНЕВМАТИЧЕСКИЕ
ДВИГАТЕЛИ
В качестве двигателей в пневматизированных станоч-
ных приспособлениях наиболее часто применяют порш-
невые цилиндры и диафрагменные камеры. С помощью
этих механизмов осуществляют в основном закрепление
и раскрепление заготовки, а подчас ориентацию и транс-
портирование ее на рабочие позиции.
Известны также отдельные примеры использования
ротационных и камерных пневматических двигателей?
Первые получили практическое применение в пневмати-
ческих инструментах для слесарно-сборочных работ,
а вторые — в приспособлениях для обработки заготовок
большой длины, где крепление производится большим
числом прижимов. Однако широкого распространения
эти механизмы в станочной оснастке не получили вслед-
ствие сравнительно небольшого усилия, развиваемого
такими приводами.
6. Поршневые цилиндры
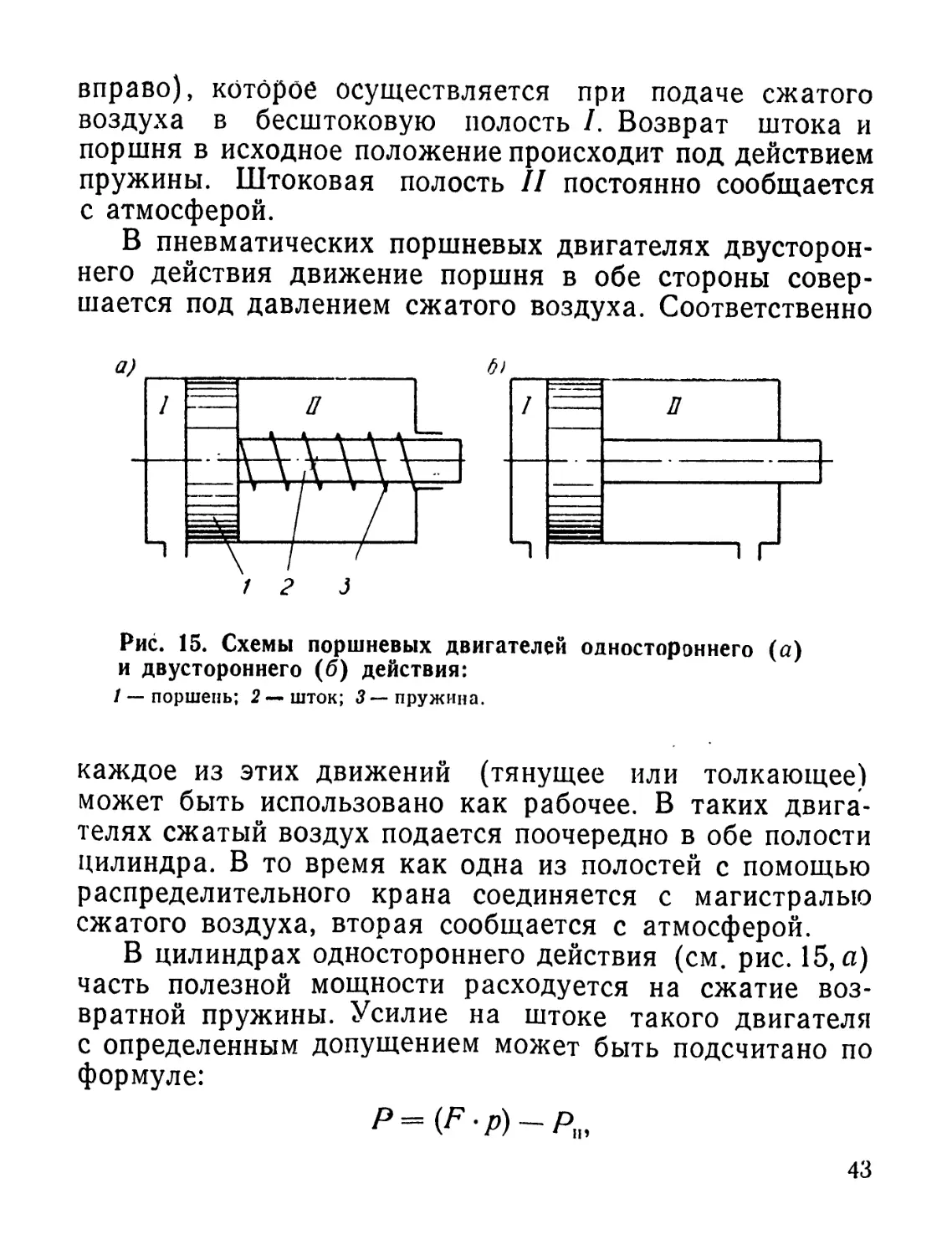
Поршневые цилиндры-двигатели по принципу работы
подразделяются на цилиндры одностороннего (рис. 15, а)
и двустороннего (рис. 15,6) действия. Первые имеют
только одно рабочее движение штока (по рисунку —
42
вправо), которое осуществляется при подаче сжатого
воздуха в бесштоковую полость /. Возврат штока и
поршня в исходное положение происходит под действием
пружины. Штоковая полость II постоянно сообщается
с атмосферой.
В пневматических поршневых двигателях двусторон-
него действия движение поршня в обе стороны совер-
шается под давлением сжатого воздуха. Соответственно
Рис. 15. Схемы поршневых двигателей одностороннего (а)
и двустороннего (б) действия:
/ — поршень; 2—шток; 3—пружина.
каждое из этих движений (тянущее или толкающее)
может быть использовано как рабочее. В таких двига-
телях сжатый воздух подается поочередно в обе полости
цилиндра. В то время как одна из полостей с помощью
распределительного крана соединяется с магистралью
сжатого воздуха, вторая сообщается с атмосферой.
В цилиндрах одностороннего действия (см. рис. 15, а)
часть полезной мощности расходуется на сжатие воз-
вратной пружины. Усилие на штоке такого двигателя
с определенным допущением может быть подсчитано по
формуле:
P=(F.p)-P„,
43
где Р— усилие на штоке, кгс;
F — площадь поршня, см2;
р — расчетное давление воздуха на поршень,
кгс/см2;
Рп — усилие сжатия пружины, кгс.
Расчетное давление воздуха обычно принимают рав-
ным 4 кгс/см2, а усилие сжатия пружины равным ее мак-
симальной нагрузке.
Аналогично (без учета Рп) определяется мощность
цилиндра двустороннего действия при заполнении сжа-
тым воздухом бесштоковой полости / (см. рис. 15,6),
т. е. при толкающем движении штока. При тянущем
движении штока мощность будет несколько меньше, так
как часть полезной площади поршня занята штоком.
В этом случае
P = p(F-Fm),
где — площадь сечения штока, см2.
Таким образом, в поршневых двигателях двусторон-
него действия такого типа толкающее усилие шток^
всегда больше, чем тянущее.
Приведенные формулы не учитывают потери на тре-
ние, которые в поршневых цилиндрах являются след-
ствием трения в местах уплотнения поршня и штока,
а также возможного перекоса подвижных частей при-
вода под действием их веса. Практически на такие по-
тери расходуется до 20—25% полезной мощности двига-
теля.
Цилиндры одностороннего действия конструктивно
несколько проще, чем двустороннего действия, так как
в этом случае не требуется уплотнения полости, сооб-
щающейся с атмосферой. Соответственно и потери на
трение в таких механизмах меньше, чем в приводах дву-
стороннего действия. Однако двигатели одностороннего
действия могут быть применены только в тех случаях,
44
когда усилие, необходимое для возврата зажимных эле-
ментов приспособления в исходное положение, сравни-
тельно невелико и может быть обеспечено пружиной.
Кроме того, ход штока такого двигателя не должен пре-
вышать 30—35 мм, так как в противном случае возврат-
Рис. 16. Типы поршневых двигателей:
а — встроенный; б — качающийся; в — плавающий.
ная пружина будет иметь большую длину, что приведет
к увеличению размеров цилиндра. Большой ход штока
может быть обеспечен в цилиндре двустороннего дей-
ствия.
Если усилие, получаемое на штоке, недостаточно для
надежного зажатия детали, а диаметр цилиндра не
45
может быть увеличен по конструктивным соображениям,
то применяют так называемые сдвоенные двигатели.
Усилие на штоке двигателя сдвоенного типа увеличива-
ется в 1,8—1,9 раза. Однако потери на трение в таких
двигателях возрастают, так как соответственно увеличи-
вается число уплотнений подвижных элементов (порш-
ней и штоков).
В сдвоенных двигателях для возврата штока в исход-
ное положение необходимо впустить сжатый воздух
только в одну полость, а вторая должна все время сооб-
щаться с атмосферой. Это позволяет несколько упро-
стить конструкцию и уменьшить число уплотнений.
По способам крепления двигатели поршневого типа
подразделяются на встроенные, качающиеся и плаваю-
щие (рис. 16). Первые закрепляются в корпусе приспо-
собления и являются его неотъемлемой частью. Качаю-
щиеся обычно выносятся из зоны крепежного приспособ-
ления; они могут быть универсальными и многократно
используются в различных компоновках (наладках).
Плавающие двигатели применяются в тех случаях, ко-
гда необходимо направить усилие в две взаимно проти-
воположные стороны и зажатие детали с каждой сто-
роны производится раздельно.
7. Диафрагменные камеры
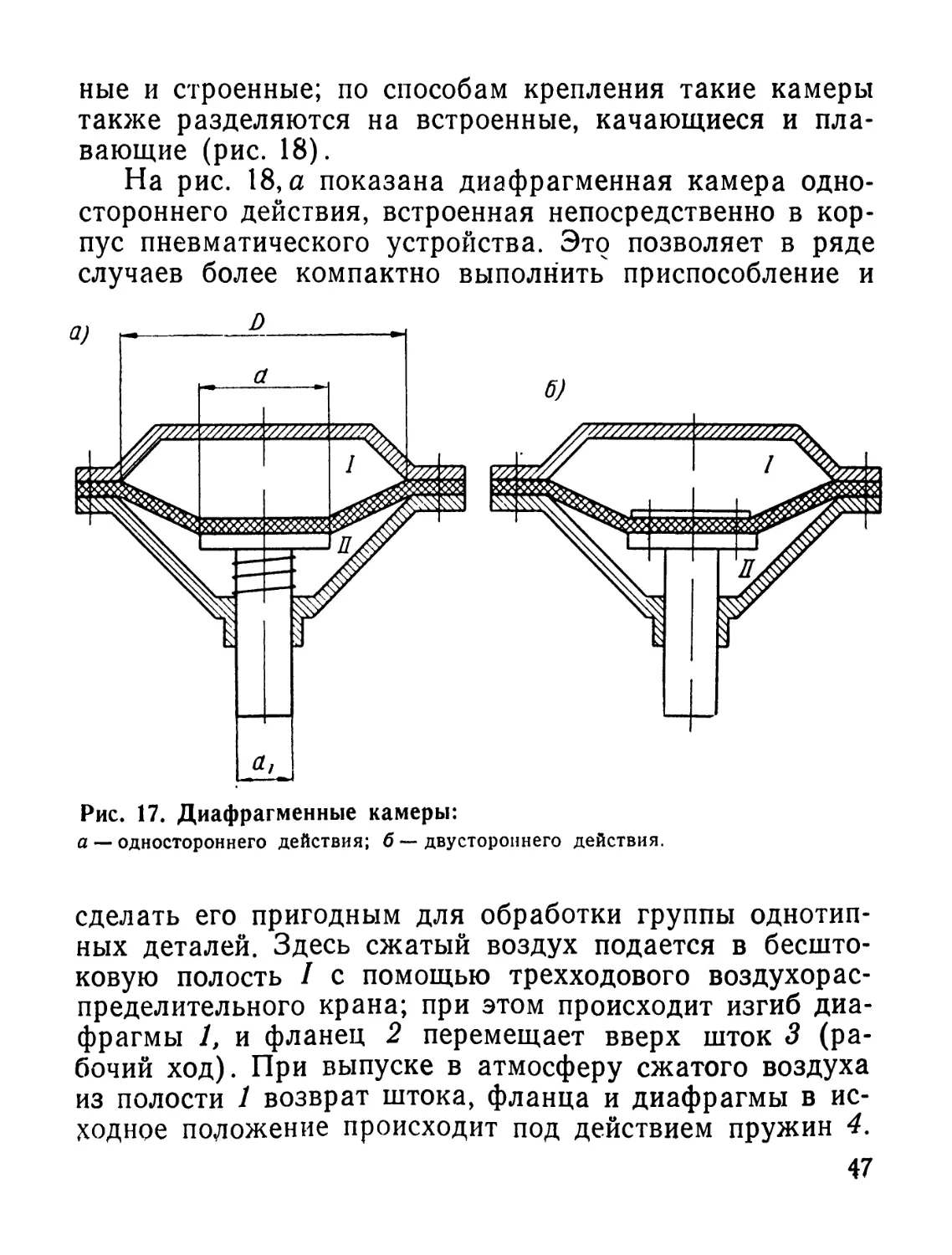
Конструктивно диафрагменный пневматический дви-
гатель представляет собой полую камеру, разделенную
эластичной диафрагмой на две изолированные друг от
друга полости (рис. 17). Перемещение штока происхо-
дит при изгибе диафрагмы под действием сжатого воз-
духа.
Диафрагменные камеры, как и поршневые цилиндры,
могут быть одностороннего и двустороннего действия;
по числу рабочих полостей различают камеры сдвоен-
46
ные и строенные; по способам крепления такие камеры
также разделяются на встроенные, качающиеся и пла-
вающие (рис. 18).
На рис. 18, а показана диафрагменная камера одно-
стороннего действия, встроенная непосредственно в кор-
пус пневматического устройства. Это позволяет в ряде
случаев более компактно выполнить приспособление и
Рис. 17. Диафрагменные камеры:
а — одностороннего действия; б —- двустороннего действия.
сделать его пригодным для обработки группы однотип-
ных деталей. Здесь сжатый воздух подается в бесшто-
ковую полость I с помощью трехходового воздухорас-
пределительного крана; при этом происходит изгиб диа-
фрагмы 1, и фланец 2 перемещает вверх шток 3 (ра-
бочий ход). При выпуске в атмосферу сжатого воздуха
из полости 1 возврат штока, фланца и диафрагмы в ис-
ходное положение происходит под действием пружин 4.
47
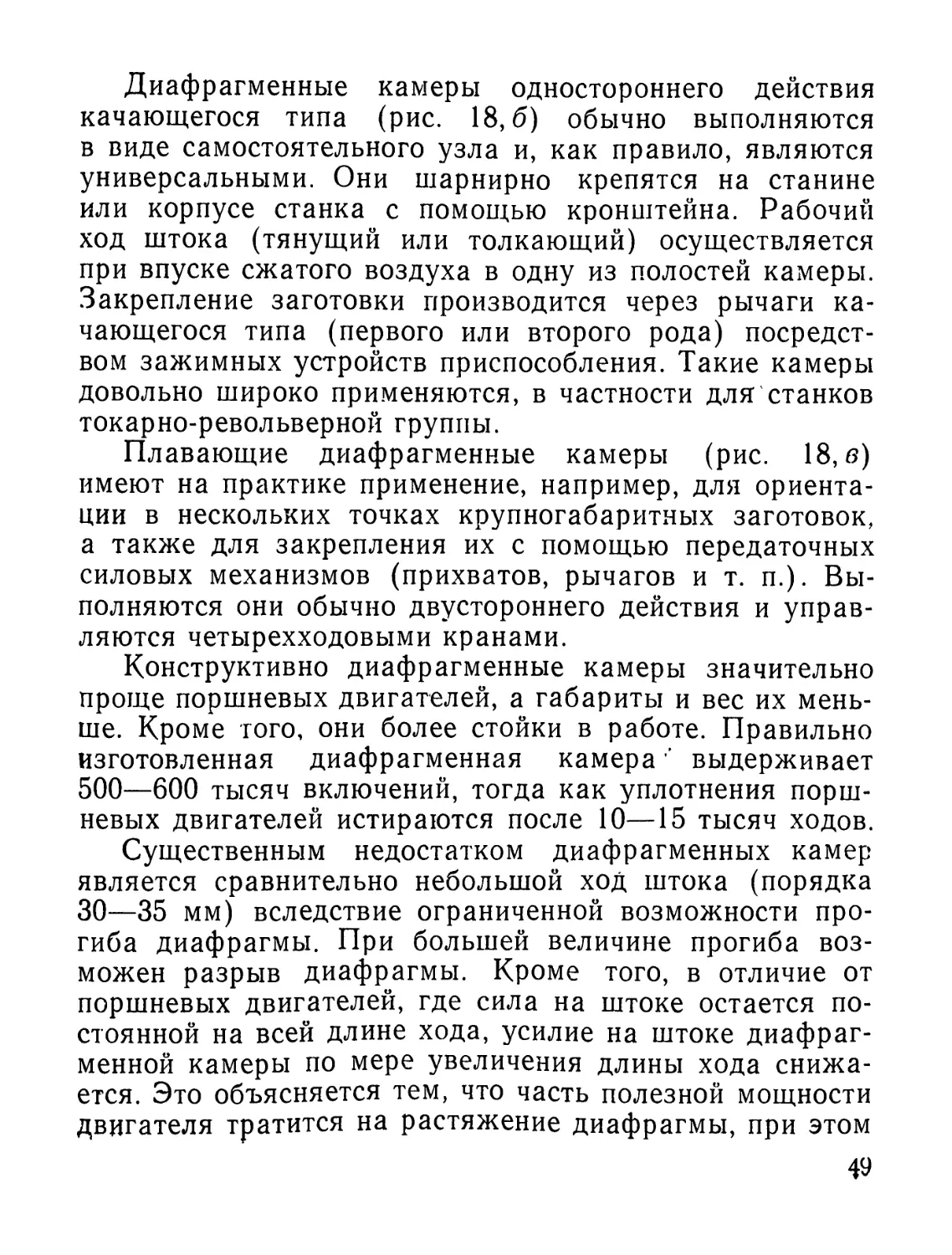
Рис. 18. Компоновка диафрагменных камер:
Я — устроенная; б — качающаяся; в — плавающая.
Диафрагменные камеры одностороннего действия
качающегося типа (рис. 18,5) обычно выполняются
в виде самостоятельного узла и, как правило, являются
универсальными. Они шарнирно крепятся на станине
или корпусе станка с помощью кронштейна. Рабочий
ход штока (тянущий или толкающий) осуществляется
при впуске сжатого воздуха в одну из полостей камеры.
Закрепление заготовки производится через рычаги ка-
чающегося типа (первого или второго рода) посредст-
вом зажимных устройств приспособления. Такие камеры
довольно широко применяются, в частности для станков
токарно-револьверной группы.
Плавающие диафрагменные камеры (рис. 18, в)
имеют на практике применение, например, для ориента-
ции в нескольких точках крупногабаритных заготовок,
а также для закрепления их с помощью передаточных
силовых механизмов (прихватов, рычагов и т. п.). Вы-
полняются они обычно двустороннего действия и управ-
ляются четырехходовыми кранами.
Конструктивно диафрагменные камеры значительно
проще поршневых двигателей, а габариты и вес их мень-
ше. Кроме того, они более стойки в работе. Правильно
изготовленная диафрагменная камера ’’ выдерживает
500—600 тысяч включений, тогда как уплотнения порш-
невых двигателей истираются после 10—15 тысяч ходов.
Существенным недостатком диафрагменных камер
является сравнительно небольшой ход штока (порядка
30—35 мм) вследствие ограниченной возможности про-
гиба диафрагмы. При большей величине прогиба воз-
можен разрыв диафрагмы. Кроме того, в отличие от
поршневых двигателей, где сила на штоке остается по-
стоянной на всей длине хода, усилие на штоке диафраг-
менной камеры по мере увеличения длины хода снижа-
ется. Это объясняется тем, что часть полезной мощности
двигателя тратится на растяжение диафрагмы, при этом
49
с увеличением хода возрастает и сопротивление растя-
жению, а следовательно, снижается усилие на штоке.
При данной величине прогиба диафрагмы потери
мощности привода находятся в прямой зависимости от
величины отношения рабочего диаметра диафрагмы
к диаметру опорного диска. Так, например, при прогибе
диафрагмы 30 мм и отношении-g- =0,2 (см. рис. 17) эти
потери составят примерно 110 кгс; при той же величине
прогиба, но отношении =0,5 потери составят около
170 кгс. Таким образом, чем меньше отношение-^, тем
меньше затраты мощности на растяжение диафрагмы и
тем больше КПД камеры.
Увеличение отношения рабочего диаметра диафраг-
мы к диаметру опорного диска позволяет увеличить пло-
щадь рабочей (активной) части диафрагмы, а следова-
тельно, и мощность двигателя. Практически принимают
d Л _
о-=50,8.
Учитывая, что с увеличением прогиба диафрагмы
усилие на штоке, при прочих равных условиях, снижа-
ется, величину хода штока в таких двигателях при изо-
гнутых диафрагмах следует принимать равной примерно
0,2D. При плоских диафрагмах ход штока с учетом ми-
нимальных потерь не должен превышать 0,15D.
Приближенное значение усилия на штоке диафраг-
менной камеры одностороннего действия может быть
определено по следующей формуле (при впуске сжатого
воздуха в бесштоковую полость I, рис. 17,а):
P=0,2[(D + rf)2p]-Pn,
где Р---усилие на штоке, кгс;
D — диаметр рабочей части диафрагмы, см;
50
d— диаметр опорного диска, см;
р — давление воздуха в сети, кгс/см2;
Рп — усилие пружины, кгс.
Усилие на штоке камеры двустороннего действия бу-
дет составлять (при впуске сжатого воздуха в штоковую
полость II, рис. 17,6):
Р = 0,1 [(£> + а?)2 - р,
где di — диаметр штока, см.
Коэффициенты 0,2 и 0,1 учитывают потери на дефор-
мацию диафрагмы и трение в месте уплотнения штока
(для камеры двустороннего действия). Формулы спра-
ведливы при величине хода штока не более 0,25.0.
8. Уплотнения и диафрагмы
Уплотнения поршней и штоков. На качество и дли-
тельность работы пневматических двигателей большое
влияние оказывает выбор варианта уплотнений поршня
и штока. Нередки случаи, когда неправильное конструк-
тивное решение или некачественное изготовление узлов
уплотнения приводит к частым ремонтам двигателя и
его плохой работе, что снижает эффективность приме-
нения пневматцческого привода в целом.
Уплотнения в подвижных и неподвижных соедине-
ниях пневматических приводов должны отвечать следу-
ющим основным требованиям:
1) обеспечивать полную герметичность соединения,
что проверяется при повышенном давлении воздуха
(7—8 кгс/см2);
2) обеспечивать простоту сборки и разборки узла;
3) обладать высокой износостойкостью (для подвиж-
ных соединений) и хорошо противостоять действию ма-
сла и температурных колебаний как в самом двигателе,
так и в окружающей среде;
51
4) уплотнения подвижных соединений должны обео
печивать минимальные потери мощности на трение.
В качестве уплотнений для поршней и штоков пнев-
модвигателей зачастую применяют кожаные уголковые
манжеты и резиновые V-образные манжеты.
Однако, как показала практика ряда заводов, кожа-
ные уплотнения обладают рядом существенных недо-
статков как конструктивного, так и эксплуатационного
характера. Так, например, применение кожаных манжет
приводит к необходимости выполнять поршень сборной
конструкции, что усложняет и удорожает изготовление
двигателя в целом. При эксплуатации кожаные манже-
ты необходимо периодически подтягивать, что вынуж-
дает производить дополнительную разборку и сборку
двигателя.
Кожаные манжеты являются источниками больших
потерь мощности на трение, так как они имеют боль-
шую площадь соприкосновения с полостью цилиндра.
По практическим данным, эти потери составляют от 50
до 60%. При длительных перерывах в работе кожаные
уплотнения ссыхаются и отходят от стенок цилиндра,
что нарушает герметичность соединения.
От указанных недостатков свободны уплотнения
в виде резиновых колец круглого сечения (по ГОСТам
9833-73 и 18829-73), которые устанавливаются в канавки
поршня или проточки под шток. Такие уплотнения полу-
чили широкое применение в пневматических механиз-
мах. Они долговечны, надежны в работе, просты в изго-
товлении и, кроме того, позволяют резко упростить кон-
струкцию узлов их связи с поршнем или штоком пнев-
модвигателя.
Уплотнительные О-образные кольца устанавлива-
ются в кайавки, при этом кольцо сжимается и принимает
вид овала. В осевом направлении кольцу обеспечивается
определенная свобода (зазор), чтобы гарантировать
52
ПопаДанйё сжатого воздуха в канавку, гДё оно располо-
жено. Под давлением сжатого воздуха кольцо деформи-
руется и заполняет зазор между уплотняемыми дета-
лями (например, поршнем и цилиндром). Характерно,
что с повышением давления воздуха в полости цилиндра
такие уплотнения обеспечивают более надежную герме-
тичность узла.
Резиновые кольца уплотнений изготовляются из ма-
лостойкой резиновой смеси. Такие кольца обеспечивают
надежную герметичность; потери на трение при их
использовании минимальные, так как площадь сопри-
косновения их с поверхностью цилиндра или штока не-
значительна.
Для обеспечения длительной и надежной работы та-
кого уплотнения необходимо, чтобы уплотняемые по-
верхности цилиндра или штока были обработаны до
чистоты не ниже V9, а канавки под уплотнение — не
ниже V6. Кромки и острые углы канавок под уплотни-
тельные кольца должны б^ггь закруглены. Размеры ре-
зиновых уплотнительных колец, а также профиль и раз-
меры канавок для них выбираются по соответствующим
стандартам.
Диафрагмы. Основой диафрагменных пневматиче-
ских двигателей является диафрагма. От правильности
выбора материала и методов ее крепления во многом
зависят надежность и долговечность работы пневматиче-
ского механизма.
Материалом для диафрагм, применяемых в пнев-
матических станочных приспособлениях, служит обычно
мягкая листовая маслобензостойкая резина толщиной
3—8 мм с прокладками из технической хлопчатобумаж-
ной ткани корд. Диафрагмы наиболее успешно и дли-
тельно работают, если предел прочности их при растя-
жении составляет не менее 45 кгс/см2, а относительное
удлинение равно 350%.
53
В пневматических двигателях применяют плоские и
изогнутые (тарельчатые) диафрагмы, конструкция и
основные размеры которых определяются ГОСТом
11942-71. Плоские резиновые диафрагмы в процессе ра-
боты подвергаются растяжению, на что затрачивается
часть полезной мощности привода. Поэтому такие диа-
фрагмы целесообразно применять при небольшом ходе
штока (порядка 5—8 мм). При большей величине про-
гиба диафрагмы резко снижается усилие на штоке и,
кроме того, возникает опасность обрыва диафрагмы; по-
следнее может привести к аварии.
Диафрагмы изогнутой формы в процессе работы
почти не подвергаются растяжению. Под действием сжа-
того воздуха такая диафрагма лишь изгибается в на-
правлении давления воздуха, при этом усилие на штоке
двигателя не снижается.
В качестве диафрагм для пневматических двигателей
зачастую используют серийно выпускаемые мембраны,
которые применяются в автомобильной промышлен-
ности.
При отсутствии диафрагмы тарельчатой формы, из-
готовленной вулканизацией в пресс-форме, практикуется
применение искусственно деформированных диафрагм.
Для этого плоскую заготовку диафрагмы принимают
несколько больше (на 0,8—1,5%) по диаметру, чем по-
садочное место (обычно расточка) в корпусе двигателя,
вследствие чего при установке ее образуется некоторый
излишек материала. Благодаря этому диафрагма при
работе не растягивается, а как бы выворачивается в на-
правлении давления воздуха. Испытания изготовленных
таким образом диафрагм показали, что'усилие на штоке
двигателя в этих случаях остается практически неиз-
менным на всей длине хода. Проверка работоспособно-
сти подобной диафрагмы после 2 млн. включений пока-
зала ее хорошую износостойкость.
Глава III
ПНЕВМАТИЧЕСКИЕ
ДВИГАТЕЛИ
СТАНОЧНОЙ ОСНАСТКИ
В пневматизированной станочной оснастке специаль-
ного назначения пневматические двигатели встраи-
ваются, как правило, непосредственно в корпуса при-
способлений. Такая оснастка пригодна для определенных
деталей и применяется в условиях массового и серий-
ного производства. Выносные пневмодвигатели в боль-
шинстве случаев универсальны, т. е. Пригодны для об-
работки группы однотипных деталей. Обладая всеми
преимуществами быстродействующей оснастки, такие
приспособления исключают необходимость изготовления
большого количества специальной технологической
оснастки, что резко снижает сроки и стоимость подго-
товки производства и дает возможность быстрее осваи-
вать выпуск новых изделий. В условиях мелкосерийного
и серийного производства применение пневматики мо-
жет быть оправдано именно при условии внедрения уни-
версальных и универсально-групповых пневматических
приспособлений.
9. Оснастка для токарных
и револьверных станков
Обычно пневматическая оснастка для станков этой
группы состоит из пневмодвигателя и зажимного при-
способления. Последнее связывается с двигателем
55
с помощью тяг и рычагов. Пневмодвигатели в таких слу-
чаях, как правило, универсальны, т. е. могут использо-
ваться для ряда зажимных приспособлений, предназна-
ченных для закрепления различных деталей и родствен-
ных по принципу работы. Наиболее широкое примене-
ние получили кулачковые и цанговые патроны [4].
В качестве силовых пневматических двигателей для
токарных и револьверных станков применяются поршне-
вые цилиндры и диафрагменные камеры, закрепляемые
на хвостовой части шпинделя станка, на станине или на
корпусе передней бабки. Двигатели, закрепляемые на
хвостовой части шпинделя, в процессе работы станка
получают вращение, а закрепляемые на станине или на
корпусе передней бабки при работе не вращаются.
Примером вращающегося привода может служить
диафрагменная камера, приведенная на рис. 19. Корпус
ее состоит из трех частей: обода 5, левой 4 и правой 7
крышек, скрепленных между собой винтами. Между
крышками и ободом расположены две резиновые диа-
фрагмы 8. С помощью шайб 10 диафрагмы укреплены на
диске 9, который жестко связан со штоком 6. Сжатый
воздух через штуцера 12 и отверстия штока попадает
поочередно в полости камеры и прогибает диафрагмы,
перемещая влево или вправо шток. Резьбовое отверстие
последнего посредством тяги связывается с зажимными
элементами крепежного приспособления, закрепленного
на переднем торце шпинделя станка. Срабатыванием
этого приспособления производится закрепление и рас-
крепление обрабатываемой детали.
Уплотнение штока этой камеры осуществлено ман-
жетами 3 воротничкового типа. Герметичность в соеди-
нении штока с крышками достигается подтягиванием
колец И, при этом манжеты плотно охватывают шток,
предотвращая утечку сжатого воздуха из полостей ка-
меры.
56
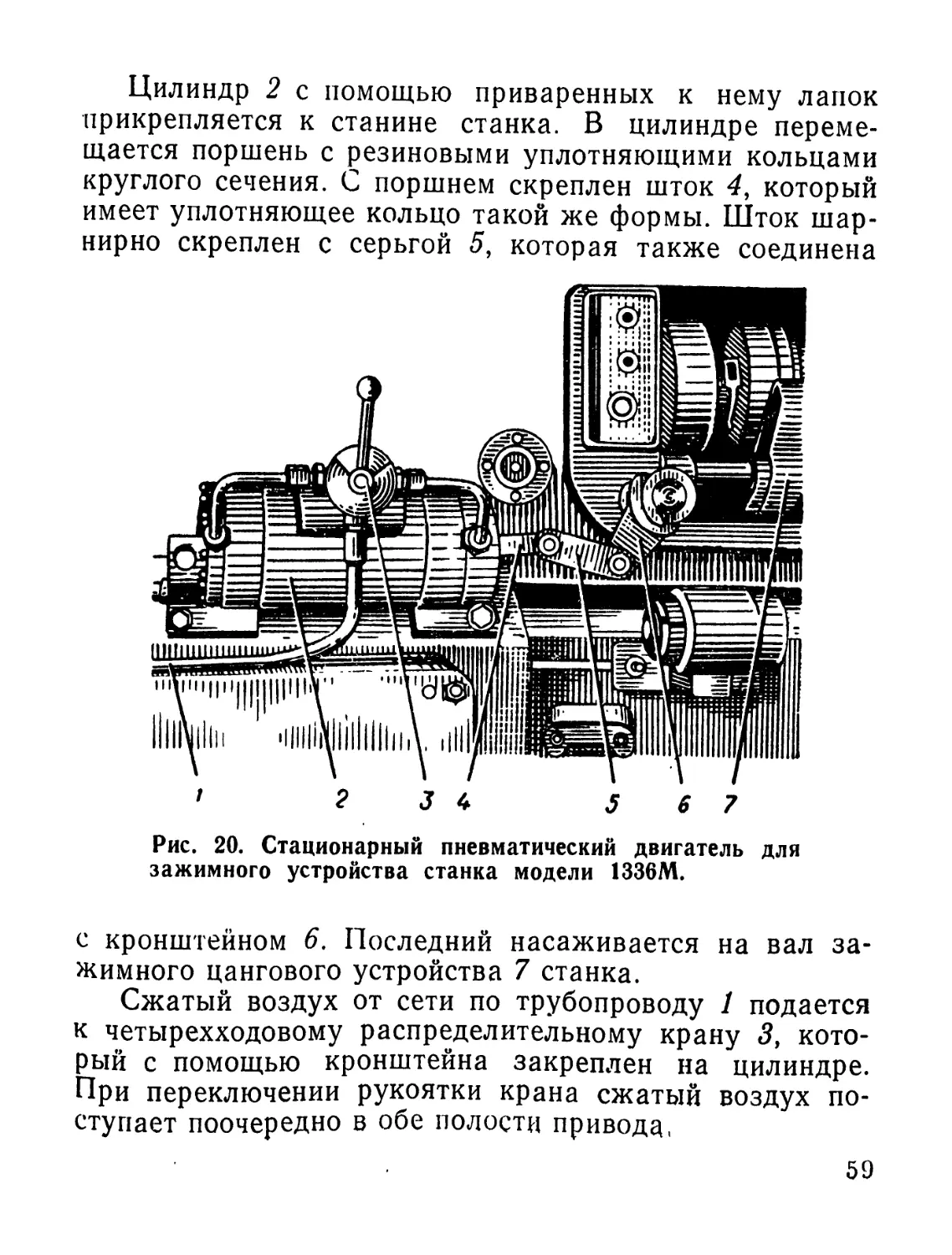
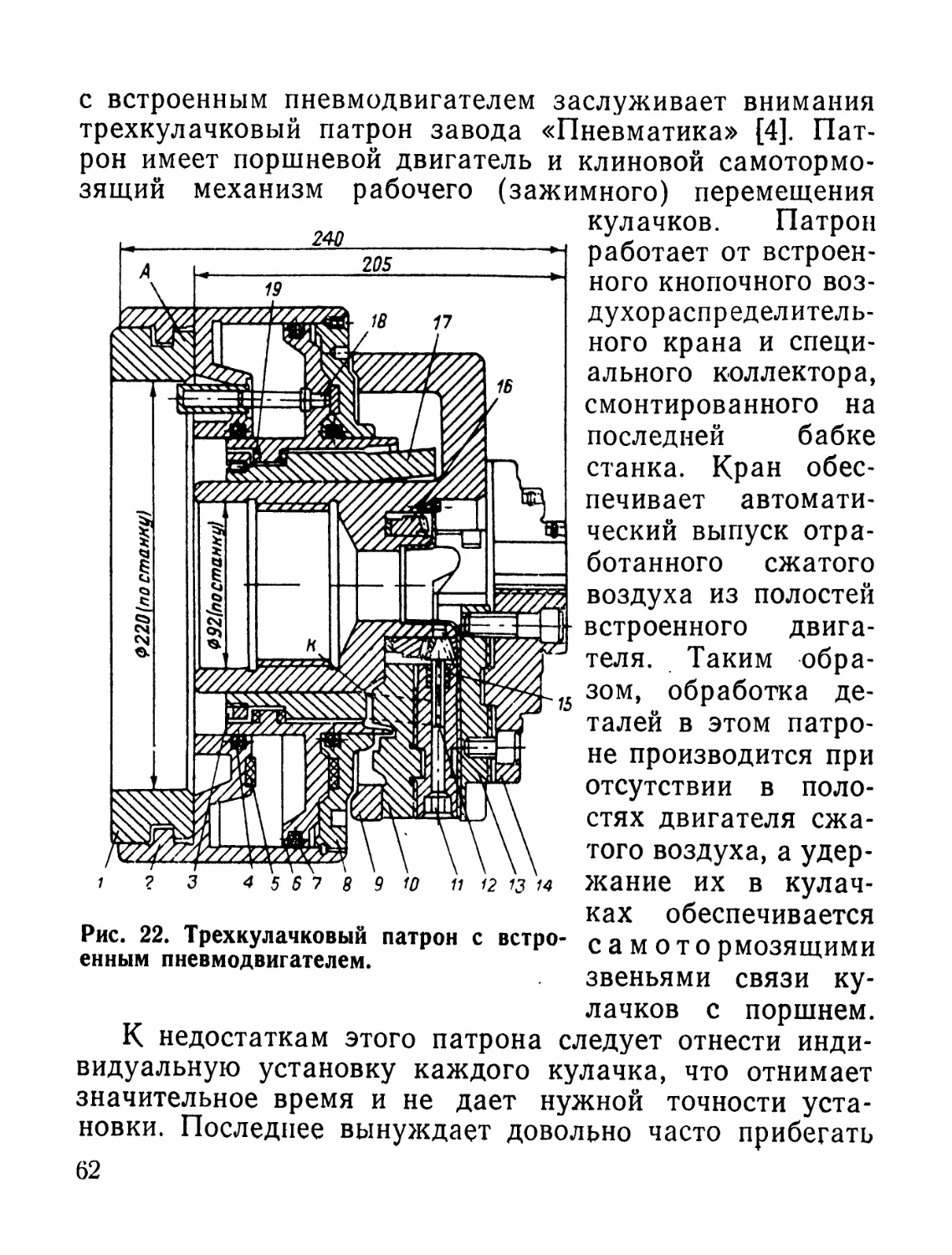
Воздухоприемная головка представляет собой кор-
пус 1, который соединен со штоком подшипниками каче-
ния. Герметичность в соединении штока с головкой обес-
печивается соблюдением минимального зазора (порядка
0,02—0,03 мм) между штоком и втулкой 2, запрессо-
ванной в корпусе. Корпус камеры закрепляется на план-
шайбе болтами.
57
При обработке пруткового материала и заготовок
большой длины применяют диафрагменные камеры с по-
лым штоком. Конструктивно такие камеры сходны с при-
веденной выше; они подробно освещены в литературе[1].
Вращающиеся поршневые цилиндры также приме-
няются в качестве механизированных двигателей зажим-
ных приспособлений токарных, револьверных и кругло-
шлифовальных станков. Они могут быть с полым или
стержневым штоком.
Недостатком большинства конструкций вращаю-
щихся двигателей являются их большие габариты, а сле-
довательно, и вес. Закрепление их непосредственно на
шпинделе станка создает вредные дополнительные на-
грузки на подшипники шпинделя, вызывая их ускорен-
ный износ. Это особенно ощутимо при большой мощно-
сти станков (более 5—6 кВт), где вес двигателей неред-
ко достигает 20—30 кгс и более; малейшая статическая
неуравновешенность вращающегося при работе двига-
теля ускоряет износ подшипников шпинделя станка.
Другим недостатком является необходимость примене-
ния для них ограждений, предотвращающих возмож-
ность несчастного случая.
Эти недостатки устраняются при использовании для
токарных и револьверных станков невращающихся дви-
гателей, которые монтируются на станине или на кор-
пусе передней бабки станка. Невращающиеся двигатели
пневматизированной оснастки для этих станков проще
конструктивно и дешевле в изготовлении, а монтаж и
демонтаж их, как правило, несложен.
Пример применения стационарного невращающегося
пневматического двигателя поршневого типа для зажим-
ного цангового устройства револьверного станка приве-
ден на рис. 20*.
1 Конструкция слесаря завода «Ленполиграфмаш» Б. В. Ели-
сеева.
58
Цилиндр 2 с помощью приваренных к нему лапок
прикрепляется к станине станка. В цилиндре переме-
щается поршень с резиновыми уплотняющими кольцами
круглого сечения. С поршнем скреплен шток 4, который
имеет уплотняющее кольцо такой же формы. Шток шар-
нирно скреплен с серьгой 5, которая также соединена
Рис. 20. Стационарный пневматический двигатель для
зажимного устройства станка модели 1336М.
с кронштейном 6. Последний насаживается на вал за-
жимного цангового устройства 7 станка.
Сжатый воздух от сети по трубопроводу 1 подается
к четырехходовому распределительному крану 3, кото-
рый с помощью кронштейна закреплен на цилиндре.
При переключении рукоятки крана сжатый воздух по-
ступает поочередно в обе полости привода,
59
При перемещении поршня и штока вправо серьга че-
рез кронштейн поворачивает вокруг своей оси вал за-
жимного устройства, при этом происходит зажим мате-
риала. Освобождение заготовки произойдет, когда пор-
шень и шток переместятся влево.
Благодаря применению таких двигателей на Ленин-
градском заводе полиграфических машин резко сокра-
Рис. 21. Стационарный пневмоцилиндр с качающимся ры-
чагом.
щены затраты вспомогательного времени и облегчен
ручной труд; производительность труда станочников на
большинстве операций возросла на 15—20%.
Надежны в работе широко применяемые на этом же
заводе пневматические двигатели с качающимся рыча-
гом к револьверным станкам (рис. 21). Здесь поршневой
цилиндр укреплен на кронштейне, смонтированном на
станине станка. С помощью двуплечего рычага-вилки,
шарнирно связанного со штоком, производится переме-
60
щение конусной муфты, при этом срабатывает цанговое
зажимное устройство.
Рассмотренные пневмозажимные устройства для ре-
вольверных и токарных станков состоят из двух взаимно
связанных узлов: пневмодвигателя и зажимного приспо-
собления. к их недостаткам относится сложность мон-
тажа и демонтажа. Кроме того, наличие связывающей
их тяги, проходящей внутри шпинделя, сокращает в из-
вестной мере технологические возможности станка, так
как даже тяги пустотелой конструкции перекрывают на
некоторую величину отверстие шпинделя.
За последние годы на ряде заводов успешно внед-
рены в производство новые типы пневмозажпмных пат-
ронов со встроенными двигателями, свободные от ука-
занных недостатков. Принципиальным отличием таких
патронов является соединение в них непосредственно са-
мого зажимного приспособления и пневматического дви-
гателя.
Пневмозажимные патроны такого типа обладают
следующими эксплуатационными преимуществами:
1) не снижают технологических возможностей токар-
ных и револьверных станков, т. е. позволяют полностью
использовать проходное отверстие шпинделя;
2) не требуют значительных затрат времени на мон-
таж и демонтаж, которые в ряде случаев не превышают
времени установки патрона с ручным зажимом заго-
товок;
3) имеют самотормозящие звенья связи в соединении
поршня с зажимными кулачками, что позволяет рабо-
тать при снятом давлении воздуха в рабочей полости
двигателя; это обеспечивает полную безопасность рабо-
ты даже в случаях внезапного падения давления сжа-
того воздуха и, кроме того, предотвращает преждевре-
менный износ деталей патрона.
Из большого числа кулачковых и цанговых патронов
61
с встроенным пневмодвигателем заслуживает внимания
трехкулачковый патрон завода «Пневматика» [4]. Пат-
рон имеет поршневой двигатель и клиновой самотормо-
зящий механизм рабочего (зажимного) перемещения
240
205
Рис. 22. Трехкулачковый патрон с встро-
енным пневмодвигателем.
кулачков. Патрон
работает от встроен-
ного кнопочного воз-
духораспределитель-
ного крана и специ-
ального коллектора,
смонтированного на
последней бабке
станка. Кран обес-
печивает автомати-
ческий выпуск отра-
ботанного сжатого
воздуха из полостей
встроенного двига-
теля. Таким обра-
зом, обработка де-
талей в этом патро-
не производится при
отсутствии в поло-
стях двигателя сжа-
того воздуха, а удер-
жание их в кулач-
ках обеспечивается
с а м о т о рмозящими
звеньями связи ку-
лачков с поршнем.
К недостаткам этого патрона следует отнести инди-
видуальную установку каждого кулачка, что отнимает
значительное время и не дает нужной точности уста-
новки. Последнее вынуждает довольно часто прибегать
62
к перерасточке кулачков, что ограничивает применение
таких патронов в условиях небольшой серийности про-
изводства.
Приведенная на рис. 22 конструкция пневматиче-
ского трехкулачкового патрона 1 наряду с другими поло-
жительными качествами имеет специальное приспособ-
ление, обеспечивающее быстрый монтаж на станке не
вращающегося при работе пневматического цилиндра.
Это приспособление представляет .собой узел байонет-
ного типа, в котором постоянно закрепленное на фланце
передней бабки станка кольцо с четырьмя выступами А
взаимодействует с аналогичными выступами корпуса 2
пневматического цилиндра. Соответствующие поверхно-
сти выступов кольца и корпуса выполнены под углом
4°30', благодаря чему обеспечивается надежное самоза-
клинивающее крепление цилиндра на кольце при мини-
мальных затратах подготовительного времени.
В корпусе под действием сжатого воздуха переме-
щается поршень 6, уплотненный резиновыми кольцами
4 и 7. Во избежание ударов поршня о корпус и крышки
8 предусмотрены резиновые амортизаторы 5.
На корпусе установлен двухзолотниковый кран 7,
к штуцеру которого с помощью резьбовой муфты присо-
единяется шланг от сети сжатого воздуха. В исходном
положении золотников крана сжатый воздух не попа-
дает в полости пневмоцилиндра. При нажатии на золот-
ник он перемещается до упора и соединяет полость ме-
жду буртиками с вертикальным каналом в корпусе ци-
линдра (на рисунке не видны). Таким образом, сжатый
воздух попадает в соответствующую полость цилиндра.
При впуске сжатого воздуха в левую полость двига-
теля поршень отходит вправо и перемещает конусную
втулку 17. Последняя посредством скосов /С сообщает
1 Авторское свидетельство № 125111 (автор В. А. Волосатой).
63
Рис. 23. Пневматические
с встроенными двигателями.
патроны
движение ползунам 10, ко-
рне перемещаются по Т-об-
разным пазам корпуса 9.
Ползуны при помощи регу-
лировочных винтов И сооб-
щают движение кассетам 13,
а с ними и кулачкам 14;
происходит сжатие кулач-
ков. Соответственно раз-
жим их произойдет при вы-
пуске сжатого воздуха в
правую полость привода.
После срабатывания ку-
лачков патрона станочник
прекращает воздей-
ствие на золотник,
который под дейст-
вием пружины от-
ходит в исходное
положение. Теперь
вертикальный канал
в корпусе окажется
отключенным от се-
ти, и сжатый воз-
дух из полости при-
вода выйдет в атмо-
сферу. Таким обра-
зом осуществляется
работа в патроне
при отсутствии дав-
ления сжатого воз-
духа в полостях
двигателя.
Самоцентрир у то-
щая наладка кулач-
64
ков происходит при вращении одного из трех регулиро-
вочных винтов 11, подпружиненных пружинами 15. От
винта через коническую шестерню 12 вращение сооб-
щается центральной шестерне 16, а от нее двум осталь-
ным шестерням 12 и соответствующим регулировочным
винтам; последние перемещают остальные кулачки.
Корпус патрона навертывается на шейку шпинделя
станка. В процессе работы вращение получают лишь
корпус патрона и связанные с ним детали; детали дви-
гателя при этом не вращаются.
Палец 18 предотвращает случайный поворот поршня,
который может произойти в случае впуска сжатого воз-
духа в привод до полной остановки вращающихся при
работе деталей патрона. При этом поршень может по-
лучить вращение от ползуна, так как будет выбран за-
зор между торцом поршня или гайки 3 и одной из тек-
столитовых прокладок 19, жестко посаженных на пол-
зуне. Поворот поршня в корпусе привода может приве-
сти к преждевременному износу уплотняющих резино-
вых колец и самого поршня.
Техническая характеристика патрона
Усилие зажима (при расчетном давлении воз-
духа 5 кгс/см2).......................... 6300 кгс
Перемещение кулачков от пневматики ... 5,2 мм
Максимальный диаметр зажимаемого прутка . 37 мм
Максимальный диаметр зажимаемой штучной за-
готовки ...................................130 мм
То же, на разжим кулачков................ 200 мм
То же, при обратно установленных кулачках 100 мм
Вылет вращающейся части................. 205 мм
Патрон такой конструкции применен на станках мо-
дели 1К62; общий вид его приведен на рис. 23, а; на
рис. 23,6 показан общий вид пневматического патрона
с встроенным поршневым двигателем для закрепления
пруткового материала. Принципиально конструкция его
3 В. А. Волосатой 65
сходна с предыдущей. Здесь три кулачка, зажимающие
пруток, сжимаются посредством конусной втулки. Осе-
вое перемещение последней осуществляется клином, на
который воздействует поршень пневмодвигателя. Раз-
жим кулачков производится пружинами.
Для распределения потока сжатого воздуха в обоих
патронах применены встроенные двухзолотниковые кра-
ны по типу приведенного на рис. 8.
10. Оснастка для фрезерных станков
Большое значение при работе на фрезерных станках
имеют универсальные пневматические двигатели, так как
они позволяют обходиться без довольно сложных и до-
рогих специальных фрезерных приспособлений со встро-
енными двигателями. Универсальные двигатели дают
возможность без усложнения конструкции зажимного
приспособления и существенных затрат на оснастку ме-
ханизировать операции по закреплению и раскреплению
деталей и повысить тем самым производительность труда
станочника.
Универсальные силовые двигатели можно в течение
длительного времени не снимать со станка и использо-
вать для работы с различными зажимными приспособ-
лениями. При переходе на обработку другой детали
нужно лишь заменить приспособление, которое подклю-
чается к пневмодвигателю без дополнительных затрат
времени. Применение таких пневмодвигателей дает воз-
можность путем сравнительно простой модернизации
существующих приспособлений с ручным зажимом пере-
водить их на пневматический зажим. Хороший опыт
в этой части имеется на ленинградском заводе «Эконо-
майзер».
В качестве универсальных пневмодвигателей при ра-
боте на фрезерных станках применяют диафрагменные
66
камеры, поршневые цилиндры и пневмозажимные
столы.
Диафрагменные камеры, как правило, используют
в качестве приставного двигателя и устанавливают не-
посредственно на столе фрезерного станка рядом с за-
жимным приспособлением; реже камеры монтируются
непосредственно на приспособлении или приспособле-
ние— на корпусе камеры.
Диафрагменные камеры могут быть с центрально
или консольно расположенным штоком. Первые приме-
няются редко вследствие сложности их компоновки с
приспособлением и небольшого усилия зажима. Вторые
имеют рычаги-усилители, которые обеспечивают боль-
шие усилия зажима и более удобны в эксплуатации.
Универсальная пневматическая камера односторон-
него действия с консольно расположенным штоком при-
ведена на рис. 24, а. В корпус 1 камеры впрессована
гильза 2, в которой перемещается шток 4. Сжатый воз-
дух через штуцер 9 попадает в полость между резино-
вой диафрагмой 6 и крышкой 5; при этом диафрагма
давит на шайбу 3, а последняя поворачивает рычаг 7
вокруг оси 10; шток перемещается вверх и передает дви-
жение зажимным деталям приспособления. Возврат по-
движных деталей камеры в исходное положение проис-
ходит под действием пружины 3. Шток кроме выступаю-
щей сферической части имеет с противоположной сто-
роны резьбовое отверстие а, благодаря которому можно
осуществить связь камеры с зажимными деталями при-
способления. Рычаг с соотношением плеч около 1 :4 по-
зволяет получить на штоке усилие около 1500 кгс (при
давлении сжатого воздуха в сети 4 кгс/см2). Ход штока
равен 10 мм.
Камера работает от трехходового воздухораспреде-
лительного крана в комплекте с обратным клапаном и
регулятором давления.
67
Эта аппаратура, смонтированная обычно в блоки,
устанавливается либо на столе станка в удобном для
3 4 5 В 7 8 9
Рис. 24. Универсальные пневматические камеры:
а — одностороннего действия; б — двустороннего действия.
работающего месте, либо монтируется прямо на корпусе
двигателя. Наличие обратного клапана обязательно, так
как фрезерные приспособления зачастую не имеют само-
68
тормозящих элементов, предотвращающих раскрепление
детали при падении давления воздуха в магистрали. Ре-
гулятор давления применяют, как правило, при эксплуа-
тации универсальных камер для обеспечения возможно-
сти снижения зажимного усилия при обработке деталей
легкодеформируемой формы.
Представленная на рис. 24,6 пневматическая камера
двустороннего действия имеет трехплечий рычаг 2, ко-
торый качается на оси, впрессованной в корпус 1 каме-
ры. Длинное плечо рычага шарнирно связано с вклады-
шем 4. При впуске сжатого воздуха в одну из полостей
камеры (а или б) происходит прогиб диафрагмы 3.
Вкладыш перемещается соответственно вниз или вверх,
благодаря чему происходит поворот рычага. Рычаг с по-
мощью одного из двух выступающих из камеры корот-
ких плеч соединяется с зажимными деталями приспособ-
ления и приводит их в действие, т. е. осуществляет за-
крепление— раскрепление обрабатываемой заготовки.
Распределение потока сжатого воздуха производится
смонтированным на корпусе камеры четырехходовым
краном 5. Другая необходимая аппаратура монтируется
отдельно от камеры.
На практике обе камеры применяются достаточно
широко на фрезерных, сверлильных и других станках.
Например, рационализаторы завода «Экономайзер»
многие приспособления с ручным закреплением загото-
вок перевели на механизированное за счет применения
таких камер. Многочисленные варианты компоновки их
с зажимными приспособлениями предусматривают воз-
можность использовать все рабочие движения штока или
рычага этих камер.
В серийном и мелкосерийном производстве значи-
тельное сокращение потерь вспомогательного времени
при работе на фрезерных станках можно получить за
счет применения тисков с встроенными пневматическими
69
двигателями. Такие тиски должны обладать всеми каче-
ствами универсальной оснастки, удобством и надежно-
стью в эксплуатации. Отечественной промышленностью
освоен серийный выпуск машинных тисков с диафраг-
менным пневмодвигателем.
Для механизации закрепления фрез могут быть при-
менены пневматические затяги различных конструкций.
Недостатком большинства из них является то, что во
время работы пневмодвигатель затяга вращается вместе
со шпинделем станка. Это вызывает необходимость про-
изводить тщательную статическую балансировку за-
тяга в целом, так как малейшая неуравновешенность его
приводит к быстрому износу подшипников шпинделя
станка; особенно ощутимо это при работе на повышен-
ных скоростях резания (свыше 800—900 об/мин шпин-
деля).
Поэтому заслуживает внимания конструкция затяга,
где цилиндр не имеет вращения (рис. 25). Здесь ци-
линдр 4 с корпусом 1 установлен на станине станка.
В цилиндре перемещается поршень 2, который с помо-
щью двух радиально-упорных шарикоподшипников
скреплен со стержнем 3; последний имеет резьбовое со-
единение с инструментом (фрезой). Затяг инструмента
происходит при подаче сжатого воздуха в полость ци-
линдра через штуцер 3; раскрепление его произойдет при
впуске сжатого воздуха через штуцер 6 и крышку 5
в цилиндр.
Штифты 7 предотвращают возможность случайного
проворота не вращающегося при работе станка поршня;
при перемещении поршня в осевом направлении верхний
штифт, впрессованный в крышку, входит в соответствую-
щее (глухое) отверстие поршня до того, как нижний
штифт выйдет из отверстия. Вращающийся при работе
станка стержень скрепляется со шпинделем станка с по-
мощью колпака 9, Во избежание раскрепления инстру-
70
мента во время работы необходимо в сеть пневмопод-
водки питания такого устройства включать обратный
клапан и реле давления.
Рис. 25. Пневматический затяг фрез для вертикально-фрезерных
станков.
При создании таких устройств следует учитывать,
что для раскрепления фрезы всегда требуется большее
усилие, чем для затяга ее в шпинделе. Так, например,
закрепление фрез и фрезерных головок с помощью пнев-
матического затяга на станках с мощностью двигателя
до 3—4 кВт требует усилия на штоке порядка 1200 кгс,
а раскрепление— 1400—1500 кгс.
71
Наряду с различными универсальными приспособле-
ниями при работе на фрезерных станках применяются
универсально-групповые приспособления. Такие приспо-
собления предназначаются для деталей определенного
класса (например, валов, планок и др.) и допускают
при переналадке обработку группы однотипных деталей
различных размеров, т. е. являются в определенной мере
универсальными.
Благодаря применению универсально-групповых при-
способлений удается избежать необходимости изготовле-
ния специальных приспособлений для каждой новой де-
тали, что значительно сокращает затраты и сроки под-
готовки нового производства. В то же время применение
комплекта необходимых универсально-групповых при-
способлений взамен обычной универсальной оснастки
дает существенное снижение затрат подготовительного
времени на переналадку. Достигается это путем некото-
рой специализации установочных и зажимных элемен-
тов приспособления применительно к деталям опреде-
ленной группы.
Особое значение для заводов с небольшой серийно-
стью производства и частой сменой изделий имеет при-
менение быстродействующих пневматических универ-
сально-групповых приспособлений.
Для фрезерования деталей типа брусков и планок
по плоскости на Ленинградском заводе полиграфических
машин успешно применено несколько различных по раз-
мерам универсально-групповых многоместных приспо-
соблений с пневматическим зажимом заготовок. Одно из
них, приведенное на рис. 26, предназначено для работы
на вертикально-фрезерном станке.
В сварном корпусе приспособления смонтированы
шесть пневматических поршневых цилиндров двусторон-
него действия. В каждом цилиндре помещен поршень
с резиновым уплотнительным кольцом. С поршнями
72
скреплены штоки. Уплотнением штоков также служат
резиновые кольца. Со штоками шарнирно скреплены ка-
чалки, которые шарнирно связаны с зажимами.
Заготовки (одновременно несколько штук) уклады-
ваются на закаленную и точно шлифованную опору,
Рис. 261 Универсально-групповое пневматическое приспособление для
фрезерования планок.
привернутую к корпусу приспособления. При подаче
сжатого воздуха через четырехходовой воздухораспреде-
лительный кран в рабочие полости цилиндров поршни
перемещают штоки, при этом рычаги поворачиваются
на осях и перемещают зажимы, которые закрепляют за-
готовки. При подаче сжатого воздуха в другие полости
73
цилиндров поршни отводят зажимы в исходное положе-
ние, освобождая заготовки.
Присоединение шланга от магистрали к приспособ-
лению производится с помощью муфты, которая навер-
тывается на резьбовую часть обратного клапана, ввер-
нутого в кран. Воздух к цилиндрам подводится по ла-
тунным трубкам с внутренним диаметром 6 мм. Присо-
единение их к корпусам и крышкам цилиндров произво-
дится с помощью штуцеров и накидных гаек; герметич-
ность соединений трубок со штуцерами обеспечивается
благодаря конусной развальцовке концов трубок.
Приспособление легко переналаживается. На нем
можно обрабатывать прямоугольные заготовки толщи-
ной от 5 до 20—25 мм и шириной от 10 до 60 мм. При
изменении ширины обрабатываемых заготовок в преде-
лах 10—15 мм закрепление их обеспечивается за счет
регулировки вылета зажимов, что осуществляется спе-
циальными регулировочными гайками. Если ширина за-
готовок изменяется в больших пределах, то зажимы за-
меняются другими, с большим или меньшим вылетом.
Аппаратура пневмообеспечения этого приспособле-
ния состоит из фильтра-влагоотделителя, маслораспыли-
теля, реле и регулятора давления; последние три аппа-
рата скомпонованы в блок аппаратуры и смонтированы
на стойке, расположенной около станка (см. рис. 26).
Кран и обратный клапан встроены в приспособление.
Усилие на штоке каждого цилиндра приспособления
составляет около 300 кгс, что при соотношении плеч ры-
чага 1 : 1 обеспечивает надежное закрепление заготовок.
Так, например, в этом приспособлении успешно обраба-
тываются прямоугольные заготовки размерами 25Х40Х
Х1Ю мм на вертикально-фрезерном станке при 900—
1000 оборотов шпинделя в минуту и глубине резания
около 2 мм. Одновременно ведется обработка четырех
таких заготовок,
74
Переналадка приспособления производится Непосред-
ственно в производственном цехе и занимает не более
10—15 мин. Применение комплекта таких приспособле-
ний значительно повысило производительность труда
Рис. 27. Фрезерное приспособление с камерным пневмодвигателем.
благодаря одновременной обработке нескольких загото-
вок, в то время как раньше заготовки фрезеровались
поштучно в тисках.
Для аналогичной цели предназначено групповое при-
способление с камерным пневмодвигателем (рис. 27).
В таких двигателях зажимное усилие создается за счет
75
деформации резиновой камеры, в которую подается сжа-
тый воздух. Приспособление имеет сварной корпус 1,
в котором размещена камера 3. Один конец камеры пе-
рекрыт зажимами, а второй соединен через обратный
клапан с воздухопроводящим трехходовым краном. При
подаче сжатого воздуха в камеру она раздвигает в обе
стороны фланцы 2, которые через штыри 4 давят на
прихваты-качалки 5. Последние производят закрепление
заготовок. В приспособлении одновременно обрабаты-
вают 56 заготовок, для чего служат 28 двухпозиционных
прихватов (по 14 с каждой стороны), работающих неза-
висимо друг от друга.
В качестве камеры в таких двигателях используются
дюритовые шланги различных размеров, изготовленные
из маслобензостойкой резины, упрочненной тканевыми
прокладками. Они прочны и работают надежно. Изве-
стен опыт применения таких двигателей для закрепле-
ния в 40 точках заготовок длиной до 5 м [4].
Преимуществами таких пневмодвигателей являются
их конструктивная простота, а также возможность само-
стоятельного срабатывания большого числа прихватов,
что особенно важно при закреплении в одном многоме-
стном приспособлении заготовок, имеющих, например,
значительный разброс по размеру в (см. рис. 27). Недо-
статком их является небольшое зажимное усилие, кото-
рое зависит от площади прилегания камеры к фланцу
каждого штока и давления сжатого воздуха ,с учетом
потерь на сжатие возвратных пружин и трения в соеди-
нениях штоков с корпусом приспособления. Например,
при диаметре камеры порядка 50 мм и площади приле-
гания ее к фланцу 36 см2 усилие на каждом штоке дан-
ного приспособления составляет примерно 100 кгс (дав-
ление воздуха 4 кгс/см2, потери 25%). С учетом соотно-
шения плеч прихвата 1 : 1,5 усилие зажима равно около
150 кгс.
7G
Для устойчивой работы приспособлений с такими ка-
мерами (из дюритовых шлангов) К. А. Дзюбандовский
[4] рекомендует соблюдать следующие основные зависи-
мости (рис. 27):
1) размер а не должен быть менее 3/;
2) ход штока...не более 0,2 исходного диаметра ка-
меры;
3) расстояние между смежными фланцами не дол-
жно быть менее 5 мм;
4) края фланцев, сопрягаемые с камерой, должны
быть скруглены радиусом не менее 21.
Нашли практическое применение фрезерные пневма-
тические приспособления с такими камерами односто-
роннего действия, где фланцы расположены только с од-
ной стороны камеры, а другая ее сторона опирается на
неподвижные детали приспособления. Преимущество
двусторонних камерных пневмодвигателей в том, что
здесь наиболее полно используются возможности самой
камеры, т. е. повышается их КПД.
Из числа универсальной и универсально-групповой
пневматизированной оснастки для выполнения фрезер-
ных работ следует дополнительно отметить плавающие
столы с пневматическим фиксированием положения
верхней (плавающей) плиты, неподвижный круглый стол
с пневматическим двигателем диафрагменного типа, за-
жимы рычажные одно- и двухпоршневые, а также раз-
личные пневматические подставки. Эта пневматическая
оснастка в основном нормализована нормалями машино-
строения; ряд типоразмеров выпускается отечественны-
ми заводами'. Применение такой оснастки позволяет
перевести на быстродействующее крепление заготовок
многие фрезерные приспособления и наладки с ручными
1 См., например, «Обработка металлов резанием». Под ред.
Г. Л. Монахова. М., «Машиностроение», 1974.
77
зажимными механизмами и повысить этим эффектив-
ность производства.
Для фрезерования шлицов, лысок и граней на дета-
лях цилиндрической формы может успешно применяться
делительное универсально-групповое приспособление
Рис. 28. Делительное приспособление с трехкулачковым пневмати-
ческим зажимом заготовки и автоматическим делением.
с пневматическим трехкулачковым зажимом, показанное
на рис. 28 (конструкция Л. Я. Звягильского и Р. Г. Яков-
лева, завод «Русский дизель»). Отличие его от других
приспособлений аналогичного назначения является ме-
ханизированный поворот (деление) зажимной головки
с заготовкой, осуществляемый от одного общего пневмо-
цилиндра.
78
В корпусе 7 зажимной Г^ловки’ соединяющемся с ци-
линдром 5 шарикоподшипником 14, помещена конусная
втулка 9. Эта втулка имеет конусную часть К и три ра-
диально направленных прорези, с помощью которых
втулка связывается с тремя ползунами 11 (см. сечение
АЛ). При перемещении втулки 9 вверх ползуны расхо-
дятся, а при движении ее вниз — сходятся к центру при-
способления. Винтами 12 с ленточной нарезкой ползуны
соединены с кулачками 13. Этими винтами производится
установка кулачков на нужный размер (по рискам на
корпусе). Ползуны и кулачки перемещаются по Т-об-
разным пазам корпуса.
Поршневой пневматический цилиндр 5 скреплен
с основанием 1 приспособления, которое с помощью про-
ушин закрепляется на столе фрезерного станка. В ци-
линдре помещается поршень 4 с двумя впрессованными
в него штифтами 6. Поворот поршня по отношению
к основанию предотвращается колонками 3.
При впуске сжатого воздуха в полость А цилиндра
поршень с помощью фланца втулки 8 перемещает вниз
конусную втулку 9, которая сближает кулачки и произ-
водит зажим заготовки. После обработки определенных
поверхностей заготовки (например, дйух граней при
фрезеровании квадрата или шестигранника) переклю-
чают рукоятку крана и впускают сжатый воздух в по-
лость Б. При этом происходит подъем поршня, а вместе
с ним и пальца-копира 2, впрессованного в него. Палец
скользит по скосу одного из пазов, выполненных на об-
разующей шпинделя 10 (см. развертку копира), и пово-
рачивает его вместе со скрепленным с ним корпусом 7
на половину угла поворота зажимной головки. При этом
осевого перемещения конусной в гулки, а следовательно,
и раскрепления заготовки не произойдет, так как штиф-
ты 6 совместятся с выемками на фланце конусной втул-
ки и свободно пройдут сквозь них, не воздействуя на
79
втулку 9. Полный поворот зажимной головки на нужный
угол, заданный шагом пазой копира шпинделя, произой-
дет при повторном впуске сжатого воздуха в полость А
привода, когда при перемещении поршня вниз палец-
копир благодаря скосу паза на шпинделе довернет по-
следний в нужное положение.
При каждом новом подъеме и опускании поршня па-
лец-копир производит очередной поворот зажимной го-
ловки с закрепленной в ней заготовкой. После того как
шпиндель вместе с корпусом и конусной втулкой повер-
нется на 360°, штифты 6 вновь совместятся с приливами
на фланце конусной втулки. Теперь при перемещении
поршня вверх произойдет перемещение конусной втулки
и освобождение заготовки.
После установки в кулачки очередной заготовки вна-
чале закрепляют ее впуском сжатого воздуха в полость
А двигателя. После каждого прохода набором фрез пе-
реключают подачу воздуха, вследствие чего происходит
поворот зажимной головки на нужный угол.
Благодаря самоторможению в соединении конусной
втулки 9 с ползунами 11 (уклон 5°30') обработка заго-
товки в этом приспособлении может производиться при
сообщающихся с атмосферой полостях А и Б. Кроме
того, при включении приспособления в сеть нет необхо-
димости применять обратный клапан и реле давления.
Это также положительно отличает рассмотренную кон-
струкцию от других делительных приспособлений с пнев-
матическим зажимом заготовок.
Аппаратура пневмопривода этого приспособления
включает в себя фильтр, маслораспылитель, регулятор
давления и воздухораспределительный четырехходовой
кран. Последний может быть встроен в приспособление
или смонтирован в блоке аппаратуры, располагаемом
в удобном для станочника месте.
80
На данном приспособлении можно производить деле-
ние на угол, кратный 60° (на шпинделе имеется 6 па-
зов). Однако по такому же принципу можно создать
конструкцию с другим числом делений. Усилие зажима
в кулачках составляет около 2000 кгс (при давлении
воздуха в сети 4 кгс/см2); ход кулачков от пневмопри-
вода— 2,5—3 мм.
Наряду с универсальными и универсально-группо-
выми пневматическими приспособлениями при выполне-
нии фрезерных операций широкое распространение по-
лучает специальная пневматизированная оснастка, при-
менение которой экономически оправдано в условиях
устойчивого серийного и массового производства.
Примером специальной пневматической оснастки, мо-
жет служить показанное на рис. 29 двухместное приспо-
собление для фрезерования пазов типа «ласточкин
хвост» в деталях полиграфического машиностроения,
успешно внедренное на Ленинградском заводе полигра-
фических машин.
В основание 1 впрессована термически обработанная
гильза 3, в которой расположен поршень 4 со штоком 5.
С последним скреплена серьга 6, в которой шарнирно
укреплена качалка 7. Концы качалки также шарнирно
связаны с двумя рычагами 8, укрепленными на осях
в корпусе 9 приспособления. Два зажима 10 точно пере-
мещаются в пазах корпуса.
Две заготовки устанавливаются в точно выполненные
пазы корпуса между верхними 13 и нижними 11 базо-
выми планками, жестко закрепленными на корпусе, и
подводятся к их базовым поверхностям двумя клиньями
12. Перемещение последних осуществляется вкладышем
15 при вращении гайки 14.
Подвод сжатого воздуха от крана к приспособлению
осуществляется по латунным трубкам внутренним диа-
метром 6 мм, которые соединены со штуцерами приспо-
81
собления накидными гайками. Конусная развальцовка
торцов трубок плотно поджимается этими гайками
к конусным окончаниям штуцеров. Кран смонтирован на
Рис. 29. Фрезерное двухместное приспособление с встроенным
пневмоцилиндром.
основании приспособления. Для подвода воздуха к по-
лостям цилиндра в основании и крышке 2 просверлены
отверстия диаметром 6 мм. Уплотнение поршня и штока
82
выполнено резиновыми О-образными кольцами, а крыш-
ки— резиновой прокладкой.
При подаче сжатого воздуха, поступающего от четы-
рехходового воздухораспределительного крана и обрат-
ного клапана, в нижнюю (рабочую) полость цилиндра
поршень, шток и серьга перемещаются вверх. При этом
качалка поворачивает рычаги, а последние зажимами
производят закрепление заготовок. Освобождение их
происходит при подаче сжатого воздуха в верхнюю по-
лость цилиндра.
Фрезерование одновременно двух заготовок произво-
дится набором из двух фрез; правильность установки их
по отношению к базовым плоскостям приспособления
достигается ориентацией по контрольным валикам-ка-
либрам, укладываемым при наладке приспособления
в его базовые пазы.
Внедрение этого приспособления значительно сокра-
тило трудоемкость фрезерования пазов.
11. Пневматические сверлильные
приспособления
При работе на сверлильных станках, как и на-другом
металлорежущем оборудовании, целесообразно приме-
нять универсальные и универсально-групповые перена-
лаживаемые пневматические приспособления. К их чи-
слу можно отнести машинные тиски, пневмозажимные
столы, подставки и т. п. Многие виды такой оснастки
нормализованы нормалями машиностроения и приво-
дятся в литературе [3; 4].
Представляет интерес универсально-групповой пнев-
матизированный блок-корпус (рис. 30) для сверления
(зенкерования и развертывания) деталей типа рычагов,
шатунов и вилок с базой от предварительно выполнен-
ного отверстия на ступице, успешно применяемый
83
Рис. 30. Пневматический блок*корпус (а) для сверления деталей
типа рычагов и сменная наладка (б) к нему.
84
на Машиностроительном заводе, би рассчитан на боль-
шое число сменных наладок и конструктивно довольно
прост.
В сварном основании 1 (рис. 30, а) расположены две
подвижные тяги — нижняя 7 и верхняя 8. Тяги поме-
щены в точно выполненных пазах основания блока. Про-
дольное перемещение в этих пазах тяги получают от
поршневого пневмоцплиндра 13 плавающего типа. Шток
И цилиндра шарнирно скреплен с верхней тягой, а вы-
ступающая резьбовая цапфа 12 корпуса цилиндра-—
с нижней. На верхней плоскости тяги 8 нанесены риф-
ления, которые контактируют с рифлениями на нижней
плоскости стойки 9. Благодаря этому колодка может
устанавливаться в нужном положении; крепление ее на
верхней тяге производится болтом 10 и гайкой. Головка
болта размещается в Т-образном пазу верхней тяги. Ко-
лодка имеет Т-образный выступ для связи с зажимными
элементами наладки (см. ниже).
Нижняя тяга осью 5 шарнирно соединена с качал-
кой 3, укрепленной в пазу основания на оси 4. Второе
плечо качалки входит в паз зажима 2, который переме-
щается в вертикальном направлении по отверстию втул-
ки 6. Положение втулки строго увязано допусками
с двумя продольными и поперечными базовыми пазами
на лицевой поверхности основания.
Типовая сменная наладка к этому блоку для сверле-
ния двух отверстий в стенках вилки рычага показана на
рис. 30, б. Она включает в себя базовую втулку 2, при-
жимную быстросменную шайбу 1 и сам кондуктор. Ба-
зовая втулка точно фиксируется по втулке (злока и слу-
жит для правильной ориентации рычага по заранее вы-
полненному отверстию в его ступице. Прижимная шайба
связывается с зажимом блока посредством кольцевых
проточек.
Кондуктор состоит из мерной по высоте подставки 3
85
й двух кондукторных плит 5 и 7, в которых расположёны
термически обработанные втулки. Между этими плита-
ми помещен подвижный трафарет 6; с помощью Т-об-
разной выемки он связывается с выступом стойки блока.
В зависимости от формы вилки рычага его рабочая
часть выполняется призматической или другой конфи-
гурации.
Правильная ориентация кондуктора по размеру L
достигается установкой шпоночного выступа колодки
в соответствующий поперечный паз на основании блока,
а также точностью расположения кондукторных втулок
по отношению к этому шпоночному выступу. В попереч-
ном направлении положение кондуктора обеспечивается
штифтом S, который базируется по одному из мерных
продольных пазов на основании блока. Крепление кон-
дуктора в нужном положении производится двумя бол-
тами и гайками за фланцы подставки; при этом головки
болтов размещаются в двух продольных пазах основа-
ния блока.
При впуске сжатого воздуха в рабочую полость
пневмоцилиндра его шток переместится влево. Верхняя
тяга переместит влево стойку, при этом трафарет кон-
дуктора наладки сцентрирует заготовку и произведет ее
предварительное крепление. Когда закончится переме-
щение верхней тяги, корпус цилиндра начнет переме-
щаться вправо, а нижняя тяга повернет качалку против
часовой стрелки. Качалка опустит зажим, а с ним и при-
жимную шайбу наладки. Произойдет окончательное
крепление заготовки.
После сверления отверстий в заготовке поток сжа-
того воздуха направляют в другую полость цилиндра.
При этом тяги переместятся в противоположные пер-
вому циклу стороны: верхняя — вправо, а нижняя —
влево и освободят заготовку. Прижимную шайбу сни-
мают, заготовку поворачивают вокруг оси базового
86
отверстия и выводят ее правый конец из кондуктора,
а затем снимают с базовой втулки наладки.
При эксплуатации такой оснастки кроме аппаратуры
подготовки сжатого воздуха обязательно наличие пре-
дохранительной аппаратуры — реле давления и обрат-
ного клапана, а также четырехходового воздухораспре-
делительного крана.
Применение такого блока механизирует закрепление
заготовок и позволяет сократить число специальных кон-
дукторов для сверления каждой отличной по размерам
и форме детали. Стоимость изготовления сменной на-
ладки к такому блоку в несколько раз меньше стоимо-
сти изготовления специального кондуктора.
Широкое распространение при работе на сверлиль-
ных станках имеют скальчатые кондукторы. Обладая
всеми преимуществами быстродействующих приспособ-
лений, скальчатые кондукторы допускают переналадку
для обработки ряда деталей определенного типа. Их
можно широко применять в условиях различной серий-
ности производства — от крупносерийного до мелкосе-
рийного.
Скальчатые кондукторы с пневматическими двигате-
лями обеспечивают большую эффективность, так как
уменьшают затраты физического труда станочника. В то
же время они не сложнее таких же кондукторов, рабо-
тающих от ручного привода, а иногда даже проще их.
Наличие определенного набора скальчатых пневматиче-
ских кондукторов необходимых типоразмеров позволяет
исключить изготовление значительного количества спе-
циальных кондукторов, что ощутимо снижает стоимость
и сокращает сроки подготовки производства новых изде-
лий.
Многие типы пневматических скальчатых кондукто-
ров консольного и портального исполнения нормализо-
ваны нормалями машиностроения.
87
Одна из конструкций нормализованного консольного
пневматического скальчатого кондуктора, получившая
довольно широкое распространение на практике, приве-
дена на рис. 31. В литом чугунном корпусе 1 располо-
Рис. 31. Пневматический скальчатый кондуктор консольного
типа.
жена гильза 2 пневмоцилиндра, в которой под действием
сжатого воздуха перемещается поршень 9 с резиновым
уплотнительным кольцом. С поршнем жестко скреплен
шток 5, а с ним скреплена прижимная плита 6. Шток
имеет вертикальное перемещение по направляющим
88
втулкам 4. В нижней втулке расположено резиновое
уплотнительное кольцо, а в верхней — войлочный саль-
ник, предохраняющий втулки от загрязнения. Прижим-
ная плита имеет направление по двум колонкам, что
обеспечивает точное положение се по отношению к кор-
пусу кондуктора.
Правильная установка на прижимной,плите и кор-
пусе сменных наладок достигается фиксацией их по ци-
линдрическим и ромбическим пальцам 7, впрессованным
в прижимную плиту и опоры 8. Для этой же цели можно
использовать точно выполненное центральное отверстие
в корпусе, а также боковые пальцы сменных опор. По-
следние применяются по необходимости и придаются
к. кондуктору для сокращения, габаритов сменных нала-
док и расширения технологических возможностей кон-
дуктора. С этой же целью к кондуктору придается приз-
матическая опора, позволяющая выполнять радиальные
отверстия в деталях цилиндрической формы. Крепление
сменных наладок к прижимной плите и корпусу произ-
водится винтами через специально выполненные в них
отверстия.
Прижимная плита в таких кондуктора^ выполняется
обычно в виде скобы, что позволяет располагать кон-
дукторные втулки в плитах наладок в различных ком-
бинациях и расширяет номенклатуру обрабатываемых
деталей. Кондуктор управляется ручным четырехходо-
вым воздухораспределительным краном 3 с плоским зо-
лотником.
В комплект обязательной аппаратуры воздухоснаб-
жения должны входить обратный клапан и реле давле-
ния. Регулятор давления применяют в случае обработки
в таких кондукторах тонкостенных легкодеформируемых
деталей.
Управление пневмодвигателем таких кондукторов
можно довольно просто механизировать. Для этого на
89
цапфе оси рукоятки перемещения шпинделя вертикаль*
но-сверлильного станка укрепляют кулачок-копир, вьь
ступающая часть которого воздействует на ролик возду-
хораспределителя (см. рис. 9). При опускании шпинделя
станка кулачок поворачивается вокруг своей оси, и его
выступающая часть перемещает плунжер воздухорас-
пределителя; сжатый воздух подается в рабочую полость
пневмоцилиндра кондуктора, и происходит закрепление
заготовки.
Продолжая перемещать шпиндель станка вниз, про-
изводят сверление. При этом кулачок своей выступаю-
щей частью продолжает воздействовать на ролик возду-
хораспределителя, не перемещая его плунжер. При
подъеме шпинделя станка происходит поворот кулачка
в обратную первому циклу сторону. В конце перемеще-
ния шпинделя вверх ролик соскальзывает с выступаю-
щей части кулачка, плунжер воздухораспределителя воз-
вращается в исходное положение, и золотник срабаты-
вает. При этом сжатый воздух из рабочей полости ци-
линдра кондуктора выходит в атмосферу, а полость хо-
лостого хода цилиндра соединяется с пневмосистемой.
Происходит раскрепление заготовки.
При работе на радиально-сверлильных станках полу-
чили применение встроенные в станок пневматические
столы-тумбы (ГОСТ 16206-70). В них входит, как пра-
вило, поршневой двигатель, шток которого распола-
гается в центральном отверстии стола станка и связы-
вается с зажимным приспособлением посредством тяг и
рычагов.
Глава IV
ПНЕВМАТИЧЕСКИЕ
СИСТЕМЫ УПРАВЛЕНИЯ
Пневматической системой .управления работой како-
го-либо механизма называют такую систему, в которой
необходимый цикл работы полностью обеспечивается
только пневматическими средствами, без применения
других, например чисто электрических. Пневматические
системы управления относительно- просты и надежны
в работе, что обусловливает все расширяющееся их при-
менение в промышленности. Наряду с высокой надеж-
ностью эти системы управления позволяют обеспечить
довольно высокую скорость срабатывания исполнитель-
ных механизмов — до 10 переключений в секунду [13].
Графически пневматические системы управления
представляют в виде схем, включающих в себя аппара-
туру, пневмодвигатели и воздухопроводы в условных
изображениях.
При выборе схемы пневматического управления не-
обходимо обеспечить надежность работы устройства и
аппаратуры, применение нормализованных и серийно
выпускаемых аппаратов и минимальное их число.
Ниже приводятся некоторые из наиболее часто
встречающихся схем пневматического управления и при-
меры их практического применения. В табл. 1 даны по-
яснения использованных в схемах графических изобра-
91
жений (по ЕСКД). Список соответствующих стандартов
условных графических изображений приведен в конце
брошюры (приложение 1). В этих схемах воздухорас-
пределители изображены, как принято, в исходной пози-
ции. Для понимания действия их в другой рабочей по-
зиции мысленно переставляют соответствующий квадрат
распределителя на место исходной позиции, оставляя
линии связи в прежнем положении. Иллюстрацией ска-
занному является первая из рассмотренных ниже схем
(см. рис. 32, а).
Следует также пояснить, что вспомогательные рас-
пределители, управляющие основными (главными) рас-
пределителями, изображают в таких схемах в меньших
размерах, чем основные. Отдельные виды аппаратуры,
скомпонованные в блоки (или встроенные), обведены на
схемах штрихпунктирной линией, т. е. заключены в об-
щий контур.
В целях упрощения приведенных схем в них не вклю-
чена общепринятая аппаратура подготовки сжатого воз-
духа; она рассмотрена в гл. I.
12. Управление работой одного
пневмодвигателя
В пневматических устройствах с одним пневмодвига-
телем общепринятые схемы управления применяют
в основном для: 1) регулирования скорости перемещения
штока; 2) регулирования усилия на штоке; 3) торможе-
ния или остановки штока в нужном положении.
Регулирование скорости перемещения штока
пиевмодвигателя применяется с целью обеспечения
плавного или, наоборот, прерывистого по скорости пере-
мещения выходного элемента (штока) пневмоустройства
на всей длине его хода. Эта скорость, при прочих рав-
ных условиях, прямо зависит от количества (объема)
92
сжатого воздуха, поступающего в рабочую полость пнев-
модвигателя за единицу времени, и скорости выхлопа
отработанного воздуха. Заметим, что из-за сжимаемости
воздуха добиться точной регулировки скорости и высо-
кой плавности перемещения выходного элемента пнев-
модвигателя довольно сложно, а при резких изменениях
величины внешней нагрузки подчас и невозможно.
Однако правильный выбор схемы регулирования и пара-
метров пневмодвигателя позволяет обеспечить достаточ-
ную для многих механизмов плавность перемещения
его выходного элемента с довольно широким диа-
пазоном скоростей. Большую плавность можно обеспе-
чить за счет применения пневмогидравлического управ-
ления [11].
Регулирование скорости заполнения сжатым возду-
хом полостей пневмодвигателей и выхлопа отработан-
ного воздуха производят посредством дросселей, позво-
ляющих регулировать скорость движения сжатого воз-
духа за счет сокращения или увеличения воздухопрово-
дящего отверстия. Известны конструкции дросселей со
встроенным обратным клапаном типа В77-1 и В77-2 [И]
и без него [4]. Первые нормализованы и серийно выпус-
каются нашей промышленностью. Они обеспечивают
дросселирование только в одном направлении, а в дру-
гом осуществляется свободный (быстрый) проход потока
сжатого воздуха. Обратный клапан в таких дросселях
аналогичен приведенному на рис. 4, а. В дросселях без
обратного клапана скорость потока сжатого воздуха ре-
гулируется при прохождении его в обе стороны.
Регулировать скорость перемещения штока пневмо-
двигателя можно выключением дросселя на входе в ра-
бочую полость или на выходе отработанного воздуха.
Дросселирование на входе, как правило, применяется
при относительно грубом регулировании скорости, так
как не обеспечивает плавного перемещения штока по
93
Таблица 1
Графические изображения некоторых элементов пневматических схем
Наименование элемента
Основная линия воз-
духопровода
Линия управления ап-
паратурой
Соединение линий воз-
духопровода
Перекрещивание воз-
духопроводов без
соединения
Изображение
Наименование элемента Изображение
Регулятор давления *ЛЛ
Клапан последователь- ности J 1 1 $ >
Распределитель четы- рехходовой двухпо- зиционный с управ- лением от кулачка и пружинным возвра- том
То же, с ручным уп- равлением
— X
Подвод сжатого воз-
духа
То же, с управлением
от рукоятки
Выпуск сжатого возду- ха в атмосферу >
Рабочая позиция под- вижного элемента воздухораспредели- теля —
Закрытый ход в пози- ции “Г
Направление потока сжатого воздуха в позиции - — -
Клапан обратный ——
Дроссель 4
/
То же, с управлением
от электромагнита и
пружинным возвра-
том
Цилиндр односторон-
него действия без
указания способа
возврата щтока
То же, с пружинным
возвратом штока
Цилиндр двусторон-
него действия с од-
носторонним штоком
I
1
L 1
Камера мембранная
одностороннего дей-
ствия
То же, двустороннего
действия
ряду причин, зависящих от типа пневмодвигателя (см.
стр. 98).
Рассмотрим несколько схем регулирования скорости
Рис. 32. Схемы ручного управления с регулированием скорости
перемещения штока одного цилиндра:
а — одностороннего действия с пружинным возвратом; б — одностороннего
действия с беспружинным возвратом; в — двустороннего действия; г —
двустороннего действия без обратных клапанов.
перемещения поршня в пневмодвигателях различного
типа и назначения.
Схема с ручным управлением (рис. 32, а) предусма-
тривает регулирование скорости перемещения поршня
пневмоцилиндра одностороннего действия с возвратной
96
пруЖИйой. Здесь применен дроссель с встроенным об-
ратным клапаном (типа В77-1), включенный для дрос-
селирования воздуха на входе в рабочую (бесштоковую)
полость цилиндра. При переключении воздухораспреде-
лителя 2 (трехходовой двухпозиционный кран типа
В71-2) из положения I в положение II сжатый воздух
через отрегулированный на определенную скорость по-
тока воздуха дроссельный канал попадает в бесштоко-
вую полость, и поршень с заданной скоростью переме-
щается вправо (рабочий ход). В это время обратный
клапан закрыт, что преграждает сжатому воздуху сво-
бодный проход мимо дроссельного канала.
По окончании рабочего цикла, когда воздухораспре-
делитель переключен в положение /, выхлоп сжатого
воздуха из рабочей полости цилиндра происходит бес-
препятственно через открытый обратный клапан и, сле-
довательно, дроссельный канал. Поршень совершит бы-
стрый возврат в исходное положение (показано на схе-
ме) под действием возвратной пружины или механизма,
работающего от пневматического устройства (беспру-
жинный возврат поршня).
Если дроссель с обратным клапаном включить
в схему в обратном направлении, т. е. нй выхлопе, то
станет возможным регулирование скорости возврата
поршня и штока двигателя в исходное положение. При
этом скорость рабочего хода поршня регулироваться не
будет.
Следует заметить, что регулировать скорость переме-
щения поршня таких цилиндров очень трудно из-за на-
личия пружины, противодавление которой неравномерно
по длине хода поршня. В начале хода скорость переме-
щения поршня равна заданной с помощью дросселя.
Затем, по мере сжатия возвратной пружины, эта ско-
рость будет уменьшаться и, наконец, в конце хода мо-
жет достичь определенной критической величины: пор-
4 В. А. Волосатое
97
шень может остановиться. Ввиду всего сказанного такая
схема регулирования скорости применяется довольно
редко.
Схема, показанная на рис. 32,6, используется для
управления скоростью рабочего хода поршня пневмоци-
линдра одностороннего действия с беспружинным воз-
вратом подвижных элементов — под действием веса
груза или давления деталей механизма (вертикальная
компоновка пневмоцилиндра). Здесь в схему включены
два дросселя (типа В77-1) с обратными клапанами. При
подаче сжатого воздуха в бесштоковую полость цилин-
дра (рабочий ход) он свободно проходит через откры-
тый обратный клапан дросселя 2 и дроссель /; обрат-
ный клапан последнего при этом закрыт, благодаря чему
можно отрегулировать дросселем 1 скорость рабочего
хода поршня. Скорость возврата поршня в исходное по-
ложение регулируется дросселем 2, через который про-
исходит выхлоп отработанного воздуха, так как его об-'
ратный клапан при этом закрыт.
В этом случае дросселирование на входе (рабочий
ход) также не обеспечивает плавности хода поршня
вследствие того, что вторая (холостая) полость цилинд-
ра сообщается с атмосферой. Поршень двигателя не
встречает сопротивления давления воздуха во второй по-
лости и начинает перемещаться при недостаточном до-
ступе в рабочую полость сжатого воздуха , что сокра-
щает время выстоя поршня перед началом хода, т. е.
нарушает цикл работы пневмодвигателя. Наибольшая
скорость перемещения поршня в таких случаях зача-
стую достигается только к концу рабочего хода. Это по-
вышает чувствительность пневмодвигателя к изменениям
нагрузки в течение рабочего цикла, что может привести
к нарушению плавности хода поршня и даже к кратко-
временным его остановкам. По указанным причинам
98
дросселирование с целью достижения плавности переме-
щения поршня лучше производить на выходе сжатого
воздуха из пневмодвигателя.
На рис. 32, в приведена схема управления цилиндром
двустороннего действия, где регулирование скорости пе-
ремещения поршня производится на выходах. При пере-
ключении воздухораспределительного четырехходового
крана 3 сжатый воздух из магистрали свободно прохо-
дит в бесштоковую полость цилиндра через открытый
обратный клапан дросселя 2. В это же время штоковая
полость пневмоцилиндра соединяется с выхлопом через
дроссель /, обратный клапан которого закрыт. Таким
образом, в штоковой полости можно создать необходи-
мый подпор сжатого воздуха, обеспечивающий плав-
ность рабочего хода; при этом следует учитывать проти-
водавление нагрузки (деталей зажимного устройства
или механизма). Скорость перемещения поршня при об-
ратном ходе управляется дросселем 2, так как его об-
ратный клапан в это время закрыт и выхлоп сжатого
воздуха из бесштоковой полости цилиндра может проис-
ходить только через канал дросселя.
При такой схеме регулирования скорости перемеще-
ния поршня давление в нужной полости двигателя воз-
растает довольно быстро, так как выход сжатого воз-
духа из второй полости через дроссель происходит го-
раздо медленнее и зависит от точности регулирования
самого дросселя. Заданная скорость перемещения порш-
ня достигается гораздо быстрее, чем в предыдущих схе-
мах, и далее почти не изменяется, т. е. движение проис-
ходит равномерно. В случае возрастания внешней на-
грузки и замедления скорости хода штока давление воз-
духа в рабочей полости быстро возрастает, а в полости,
соединенной с атмосферой, соответственно снижается.
Поэтому скорость движения поршня сравнительно бы-
стро восстанавливается. Сокращение внешней нагрузки
99
также существенно не изменяет скорость, так как при
этом происходит обратное первому случаю перераспре-
деление давлений воздуха в полостях двигателя.
Следует заметить, что эта схема может оказаться
малоприемлемой для цилиндра небольшого диаметра
(до 30—50 мм) с небольшой длиной хода штока (до
20—30 мм) и соответственно малым расходом сжатого
воздуха. При этом требуется очень точное регулирова-
ние дросселя, а вследствие малых объемов сжатого воз-
духа в полбстях двигателя он зачастую не оказывает
стабилизирующего влияния на изменение скорости пере-
мещения поршня.
Представляет интерес схема регулирования скорости
перемещения поршня цилиндра двустороннего действия,
показанная на рис. 32, г, где два дросселя без обратных
клапанов присоединены непосредственно к выхлопным
отверстиям пятиканального воздухораспределительного
крана с ручным управлением и раздельным выхлопом.
Здесь дросселирование скорости выхлопа отработанного
воздуха производится только за счет самих дросселей.
В то время когда одна из полостей двигателя соединена
с пневмомагистралью и заполняется сжатым воздухом,
выхлоп из другой полости происходит через дроссель.
Таким образом создается противодавление во второй по-
лости и тем самым регулируется скорость перемещения
поршня пневмодвигателя.
Эта схема надежна и конструктивно проще, так как
здесь отсутствуют обратные клапаны. По этой же при-
чине в таких схемах потери давления на 10—15% мень-
ше, чем в схемах с обратными клапанами [7]. Однако
при этом воздухораспределительный кран необходимо
встраивать непосредственно в пневмоустройство вблизи
пневмодвигателя. Это сократит длину воздухопроводов
от крана до цилиндра и соответственно объем находяще-
гося в них воздуха, повысит чувствительность системы
100
регулирования, исключив возможность возникновения
скачкообразного движения поршня.
Схема автоматического управления работой пневмо-
цилиндра двустороннего действия с регулированием ско-
рости перемещения поршня на выхлопе приведена на
рис. 33, а. Здесь в качестве главных воздухораспредели-
телей потока применены более простые, чем в предыду-
щей схеме, трехканальные распределители 1 й 2 с одно-
сторонним пневматическим управлением (типа В67-2),
к .выхлопным отверстиям которых присоединены дрос-
сели 3 и 4 (без обратных клапанов). Распределитель 1
соединен воздухопроводом с бесштоковой полостью ци-
линдра, а распределитель 2 — со штоковой. Каждый из
них соединен с магистралью сжатого воздуха. Оба рас-
пределителя соединены общим воздухопроводом с возду-
хораспределителем 5 (типа В74-1), а через него — с дру-
гим распределителем 6 и трехходовым клапаном 7 (типа
В76-2). Распределитель 6 и клапан 7 также соединены
с магистралью сжатого воздуха.
При показанном на схеме положении распределите-
лей сжатый воздух из бесштоковой полости через рас-
пределитель 1 и его дроссель уже выпущен в атмосферу,
а штоковая полость двигателя через распределитель 2
соединена с магистралью. Толкатели этих двух распре-
делителей отжаты в крайнее положение пружинами, так
как сжатый воздух из них выведен в атмосферу через
распределитель 5 и клапан 7 (кулачок штока, двигателя
воздействует на ролик распределителя 5). Из другой по-
лости распределителя 5 сжатый воздух выведен в. атмо-
сферу через открытый под действием пружины распре-
делитель 6.
Работа аппаратов и двигателя, собранных по этой
схеме, происходит при включении клапана 7. Сжатый
воздух из магистрали через этот клапан и распредели-
тель 5 (последний не переключен, так как его полость
10)
Рис. 33. Схемы автоматического управления одного ци-
линдра двустороннего действия с регулированием скоро-
сти перемещения штока:
а — движение с одной скоростью; б — движение с двумя ско«
ростями.
соединена с атмосферой через распределитель 6) посту-
пает в полости распределителей 1 и 2 и производит их
переключение. При этом распределитель 2 отключается
от магистрали и соединяет штоковую полость двигателя
через дроссель 4 с атмосферой. В то же время распре-
делитель 1 соединяет напрямую, минуя дроссель 3, бес-
штоковую полость двигателя с магистралью. Поршень
начнет перемещаться вправо (рабочий ход). Скорость
его перемещения при этом будет регулироваться скоро-
стью выхлопа сжатого воздуха из штоковой полости, т. е.
зависеть от регулировки дросселя 4, который и обеспе-
чит необходимый подпор сжатого воздуха в штоковой
полости двигателя.
В конце рабочего хода (или в определенном циклом
работы механизма месте его) кулачок штока переклю-
чит распределитель 6, который, подключившись к маги-
страли сжатого воздуха, переключит распределитель 5.
При этом полости главных распределителей 1 и 2 соеди-
нятся через распределитель 5 с атмосферой, и под дей-
ствием пружин произойдет их переключение. Теперь
сжатый воздух из бесштоковой полости цилиндра будет
через распределитель / и его дроссель с определенной
скоростью выходить в атмосферу, а полость, занятая
штоком, беспрепятственно заполняться сжатым возду-
хом через распределитель 2, минуя дроссель 4 (положе-
ние по схеме). Поршень двигателя начнет перемещаться
влево с определенной дросселем 3 скоростью. В конце воз-
врата штока двигателя кулачок вновь переключит рас-
пределитель 5, и цикл повторится (при включенном кла-
пане 7).
В некоторых пневматизированных устройствах необ-
ходимо получить на протяжении рабочего хода две ско-
рости перемещения штока пневмодвигателя: вначале
быстрое перемещение, а затем меньшую (регулируемую)
скорость. Эта задача может быть решена по схеме
юз
приведенной на рис. 33, б. Здесь клапан 1 в положении,
показанном на схеме, пропускает сжатый воздух из маги-
страли через открытый клапан дросселя 2 в штоковую
полость цилиндра. Поршень перемещается влево с за-
данной дросселем 3 скоростью (его обратный клапан
закрыт). В определенном месте хода штока влево его
кулачок включает распределитель 5. Однако выхлопа
сжатого воздуха из штоковой полости цилиндра не про-
исходит, так как соединения распределителей 4 и 5 при
этом не произошло.
При переключении крана / сжатый воздух через от-
крытый обратный клапан дросселя 3 будет свободно
поступать в бесштоковую полость цилиндра и одновре-
менно по магистрали управления (показана на схемах
тонкими сплошными линиями) в полость распредели-
теля 4. В это время последний открывает свободный вы-
хлоп сжатого воздуха из штоковой полости цилиндра,
минуя дроссель 2 с закрытым под напором воздуха об-
ратным клапаном. Поршень цилиндра будет при этом
быстро перемещаться вправо (рабочий ход) до тех пор,
пока кулачок его штока не переключит распределитель 5,
а последний не перекроет свободный выход сжатого воз-
духа из штоковой полости цилиндра в атмосферу. Те-
перь дальнейший выход воздуха из этой полости будет
происходить только через дроссель 2 с закрытым обрат-
ным клапаном. Регулировкой этого дросселя и будет
определяться скорость дальнейшего (замедленного)
движения штока цилиндра до окончания рабочего
хода. Изменяя положение распределителя 5 по отноше-
нию к копиру штока или размеры самого копира,
можно изменять длину быстрого и замедленного Хода
штока.
Эту схему можно применять и в случае необходимо-
сти обеспечения двух скоростей возврата поршня в ис-
ходное положение. Для этого аппаратуру воздухоснаб-
104
жения нужно смонтировать в обратном изображенному
на схеме порядке, т. е. аппаратуру бесштоковой поло-
сти подключить к штоковой полости, а аппаратуру што-
ковой полости — к бесштоковой.
Регулирование усилия на штоке пневмодви-
гателя применяют в различных целях; главная из них —
создать постоянное усилие зажима (например, в станоч-
ных пневматических приспособлениях), не зависящее от
перепадов давления в воздухопроводящей сети. Для
этого перед пневмодвигателем устанавливают регулятор
давления.
Регулятор давления целесообразно ставить во всех
случаях, когда нет необходимости полностью использо-
вать давление в магистрали и для обеспечения надеж-
ной работы пневматического устройства можно принять
рабочее давление ниже сетевого. Практически макси-
мальное рабочее давление для большей части станочной
пневматизированной оснастки составляет 4 кгс/см2, в то
время как в сети давление воздуха равно 5—6 кгс/см2.
Многие виды такой оснастки работают при еще мень-
шем рабочем давлении. Поэтому в целях экономичного
расходования сжатого воздуха, уменьшенйя нагрузок на
детали двигателя и приспособления следует устанавли-
вать регулятор давления перед входом в рабочую по-
лость каждого пневмодвигателя.
На рис. 34, а приведена схема включения регулятора
давления 2 (типа БВ57-1) на входе в рабочую полость
цилиндра. Управление работой последнего производится
ручным переключением крана 1 (типа В71-2). В положе-
нии крана по схеме сжатый воздух от магистрали про-
ходит в бесштоковую полость цилиндра через регулятор
давления, а штоковая полость соединена с атмосферой.
При переключении крана сжатый воздух от магистрали
поступит в штоковую полость, а рабочая полость ци-
линдра соединится с атмосферой. Обратный клапан и
5 В. А. Волосатов
105
Рис. 34. Схемы управления с регулированием усилия на штоке
пневмоцилиндра.
другая необходимая аппаратура устанавливаются перед
краном.
Эта схема (без обратного клапана) зачастую приме-
няется в станочных приспособлениях с самотормозящи-
ми зажимными элементами, когда усилие возврата пор-
шня больше усилия, необходимого при его рабочем ходе.
На входе в полость холостого хода двигателя регуля-
тор давления целесообразно устанавливать с целью эко-
номии расхода сжатого воздуха (рис. 34,6). Однако
такую схему следует применять только в тех случаях,
когда для возврата поршня достаточно заниженного (по
отношению к сетевому) давления воздуха и при значи-
тельном его расходе, т. е. при больших объемах поло-
стей цилиндров.
Наряду с этими случаями регулирование усилия
с помощью регуляторов давления применяют, когда надо
в течение одного рабочего хода изменять давление на
штоке. Это практикуется, например, в станочных пнев-
матических приспособлениях с предварительной подачей
заготовки до базовых мест при небольшом усилии и по-
следующим силовым ее креплением. Для этой цели
можно применить схему управления, показанную на
рис. 34, в.
В положении четырехходового двухпозиционного кра-
на 1 (типа В71-2), показанном на схеме, сжатый воздух
из магистрали попадает через распределитель 2 с путе-
вым односторонним управлением (типа В74-1) в регуля-
тор давления 3 (типа БВ57-1) и воздействует на пор-
шень двустороннего цилиндра. Шток последнего переме-
щается влево и посредством деталей приспособления
производит предварительное закрепление заготовки
с минимально необходимым усилием, заданным регуля-
тором. Одновременно сжатый воздух из штоковой поло-
сти холостого хода через кран выходит в атмосферу.
В определенном циклом работы приспособления месте
107
кулачок штока переключает распределитель 2. Сжатый
воздух от магистрали попадает по другому воздухопро-
воду в ту же полость цилиндра, минуя регулятор давле-
ния, т. е. с максимальным (сетевым) давлением. Произ-
водится окончательное (силовое) крепление заготовки.
При этом воздухопровод с регулятором давления отклю-
чается от магистрали.
При переключении крана штоковая полость цилиндра
соединяется через него с магистралью, а бесштоковая —
с атмосферой через прямой воздухопровод. Происходит
возврат штока в исходное положение. Когда кулачок
штока перестанет действовать на ролик распределителя,
произойдет переключение его; теперь бесштоковая по-
лость будет сообщаться с атмосферой по воздухопроводу
с регулятором давления.
Торможение штока в конце хода применяется
чаще всего с целью исключения динамических нагрузок,
возникающих при ударе поршня о крышки или дно ци-
линдра. Распространенным способом торможения порш-
ня являются встроенные в крышки цилиндра дроссели
и специально выполненные в этих крышках расточки [8].
Поршень имеет с двух сторон уплотненные манжетами
приливы, один из которых в конце хода перекрывает
основное выхлопное отверстие не работающей в данный
момент полости. Тогда дальнейшее опорожнение этой
полости может производиться только через дроссель, чем
и создается необходимый подпор, т. е. осуществляется
торможение. Аналогично производится торможение при
перемещении поршня в другом направлении (в цилин-
дре двустороннего действия). Этот способ прост по
исполнению, но имеет существенный недостаток — отно-
сительно большой тормозной путь.
Схема автоматического торможения поршня в конце
хода для цилиндров двустороннего действия приведена
на рис. 35, а. При переключении крана 1 сжатый воздух
108
Рис. 35. Схемы торможения хода штока,
поступит в бесштоковую полость цилиндра, и поршень
начнет перемещаться вправо. Одновременно штоковая
полость соединится с атмосферой через открытый канал
распределителя 3, минуя дроссель 2 с обратным клапа-
ном (тормозной золотник). В конце рабочего хода штока
его кулачок нажмет на толкатель распределителя, и
дальнейший выход в атмосферу сжатого воздуха из
штоковой полости будет происходить через дроссель.
Благодаря этому в штоковой полости будет создан под-
пор; произойдет торможение хода поршня. При новом
переключении крана бесштоковая полость соединится
с атмосферой, а в штоковую будет подаваться сжатый
воздух из магистрали сначала через дроссель, а после
срабатывания распределителя — напрямую, как пока-
зано на схеме. Преимуществом этой схемы является воз-
можность довольно точного регулирования длины тор-
мозного пути за счет изменения конструкции кулачка
штока и положения по отношению к нему самого рас-
пределителя.
Автоматизировать управление перемещением штока
цилиндра двустороннего действия с его торможением
в конце хода можно по схеме, приведенной на рис. 35, б.
Здесь применена следующая нормализованная аппара-
тура управления:
а) воздухораспределители четырехходовые, двухпо-
зиционные, с односторонним путевым управлением и
пружинным возвратом, поз. 1, 3 (типа В74-4);
б) кран распределительный трехходовой с ручным
управлением, поз. 2 (типа В71-2);
в) воздухораспределитель четырехходовой, двухпози-
ционный, с двусторонним пневматическим управлением,
поз. 5 (типа В63-13);
г) тормозной золотник (поз. 4), состоящий из дрос-
селя с обратным клапаном (типа В77-1) и распредели-
теля (типа В74-1).
ПО
В положении аппаратуры по схеме сжатый воздух из
бесштоковой полости через нормально открытый проход
распределителя 5 выпущен в атмосферу. Обе управляе-
мые сжатым воздухом полости этого распределителя со-
единены с атмосферой через распределители 1, 2 и 3.
В штоковую полость цилиндра сжатый воздух подан из
магистрали через распределитель 5 и тормозной золот-
ник 4 с открытым обратным клапаном (минуя дроссель).
При включении крана 2 сжатый воздух из магист-
рали управления подается в распределитель 4 и проис-
ходит его переключение; при этом сжатый воздух от
основной магистрали поступит в бесштоковую полость
двигателя, и поршень начнет перемещаться вправо.
Одновременно сжатый воздух из штоковой полости ци-
линдра свободно выходит в атмосферу через открытый
канал тормозного золотника и распределитель 5. В на-
чале хода верхний кулачок штока сойдет с ролика рас-
пределителя 1, и последний сработает под действием
пружины. Из полости распределителя 5 сжатый воздух
выйдет в атмосферу через распределитель 1, не препят-
ствуя очередному срабатыванию распределителя 5.
"Начало торможения хода штока произойдет в мо-
мент, когда нижний кулачок его переключит распреде-
литель тормозного золотника, перекрыв тем самым сво-
бодный выход сжатого воздуха из штоковой полости
цилиндра. В дальнейшем выход сжатого воздуха будет
происходить только через дроссель (обратный клапан
закрыт). В штоковой полости цилиндра создается «воз-
душная подушка», т. е. обеспечивается безударная оста-
новка поршня. Величина тормозного пути регулируется
размерами нижнего кулачка и положением тормозного
золотника относительно этого кулачка.
В конце рабочего хода срабатывает распределитель
3, при переключении которого сжатый воздух по возду-
хопроводам управления попадет в распределитель 5 и
111
переключит последний, соединив бесштоковую полость
с атмосферой, а штоковую — с главной магистралью че-
рез вновь открытый канал свободного выхода воздуха.
Происходит возврат поршня в исходное положение. При
этом вначале срабатывает распределитель 3, обеспечи-
вая выхлоп сжатого воздуха из распределителя 5 в ат-
мосферу. В конце обратного хода штока срабатывает
распределитель 1 и подает импульс сжатого воздуха от
включенного в сеть крана 2 в распределитель 5; проис-
ходит переключение последнего, и цикл повторяется
автоматически.
Останов поршня в исходном положении (показано
на схеме) произойдет при переключении крана, т. е. со-
единении через него управляющей сети распределителя 1
с выходом.
Различные варианты таких схем позволяют осущест-
влять торможение поршня путем подачи в полости ци-
линдра противодавления, причем применение в этих
схемах двух распределителей с односторонним электро-
магнитным управлением обеспечивает торможение прак-
тически в любой точке хода штока. Управление распре-
делителями при такой схеме производится от отдельного
автоматического устройства — командоаппарата Ч
Обеспечение останова поршня в одном (или несколь-
ких) промежуточном положении достигается, как пра-
вило, за счет создания равновесия усилий в обоих поло-
стях управляемого цилиндра. Это может осуществляться
различными схемами управления, одна из которых при-
ведена на рис. 35, в. При включении распределителя 2
сжатый воздух по магистрали управления поступит
в распределитель 3 и переключит его, соединив штоко-
вую полость двигателя с атмосферой. Через регулятор
1 См. «Пневматические силовые приводы и системы управления».
НИИМАШ, М., 1966.
112
давления 5 и распределитель 4 сжатый воздух будет
поступать в бесштоковую полость, и поршень начнет пе-
ремещаться вправо. Движение его прекратится в момент
вторичного переключения распределителя 3 с помощью
распределителя 2. При этом за счет настройки регуля-
тора давления достигается равновесие усилий в обоих
полостях цилиндра, и поршень останавливается. Приме-
нив путевое управление распределителем 2, можно осу-
ществить останов поршня в любом месте хода. Даль-
нейшее движение поршня вправо произойдет при но-
вом переключении распределителя 3, когда штоковая
полость двигателя вновь будет соединена с атмо-
сферой.
Возврат поршня в исходное положение происходит
при соединении бесштоковой полости с атмосферой че-
рез распределитель 4\ переключение последнего произ-
водится включением в магистраль управления распреде-
лителя 1. При этом регулятор давления отключается от
двигателя, а выход сжатого воздуха в атмосферу из бес-
штоковой полости осуществляется через выхлопное от-
верстие распределителя 4.
В этой схеме может быть применен регулятор давле-
ния (типа БВ57-1), который имеет дополнительный кла-
пан для сброса сжатого воздуха в атмосферу при отсут-
ствии его расхода на выходе, т. е. в течение времени
опорожнения бесштоковой полости двигателя. Распреде-
лители 1 и 2— трехходовые двухпозиционные клапаны,
например, типа ГВ76-21, а распределители 3 и 4 — типа
В63-13.
13. Управление несколькими
пневмодвигателями
Управление работой двух или нескольких пневмодви-
гателей производится чаще всего с целью синхронизации
движения их поршней по скорости и времени. Рассогла-
113
сованность их работы может произойти по причинам
разности нагрузок и потерь (утечек) в воздухопрово-
дах, самих двигателях и аппаратуре управления.
Простейшим и наиболее действенным способом син-
хронизации параллельной работы двух цилиндров явля-
ется жесткая механическая связь двух или нескольких
поршней (штоков) с управлением от одного воздухорас-
пределителя. Эту связь в сдвоенных и строенных цилин-
драх, расположенных соосно, осуществляет обычно один
общий шток, а в цилиндрах, расположенных в разных
осях, стержни-перекладины или зубчатые реечные меха-
низмы. Связанные таким образом пневмодвигатели ра-
ботают синхронно (параллельно) по скорости и времени
срабатывания и позволяют соответственно увеличить
усилие на выходном элементе привода.
Зачастую необходимо обеспечить последовательную
работу двух или нескольких пневмоцилиндров, когда,
например, один из них производит подачу заготовки на
рабочую позицию, а второй осуществляет ее силовое
крепление. В схемах с ручным управлением такой по-
следовательности срабатывания цилиндров можно до-
стигнуть с помощью шестиходовых трехпозиционных рас-
пределительных кранов типа В71-3 [11]. Применение та-
кого распределителя позволяет вначале совершить рабо-
чий ход поршня одного цилиндра, а затем второго. Хо-
лостой ход поршней обоих цилиндров происходит одно-
временно при третьем положении золотника крана.
Полуавтоматическую последовательную работу двух
цилиндров можно обеспечить клапаном последователь-
ности, представляющим собой аппарат для автоматиче-
ской подачи сжатого воздуха во второй пневмодвига-
тель, после того как первый закончил рабочий цикл.
Срабатывает клапан последовательности благодаря не-
которому повышению давления сжатого воздуха, подве-
денному к его управляемой полости от сработавшего
114
(первого) пневмодвигателя. Известна конструкция нор-
мализованного клапана последовательности (типа
В62-21) [12]. Хорошо зарекомендовал себя в работе кла-
пан последовательности конструкции завода им. Лиха-
чева [7]. Управление работой таких клапанов — пневма-
тическое. Схема управления двумя цилиндрами с после-
довательным включением рабочего хода с помощью кла-
панов приведена на рис. 36, а. В положении аппаратуры,
показанном па схеме, сжатый воздух из бесштоковых
полостей цилиндров 1 и 2 выпущен в атмосферу: из пер-
вого— через распределитель 7 с односторонним пневма-
тическим управлением, а из второго — через распреде-
литель 5 с двусторонним управлением. В штоковые по-
лости этих цилиндров сжатый воздух «поступает от тех
же распределителей.
При выключении распределителя 3 сжатый воздух
по магистрали управления поступит в главный распре-
делитель 5 и переключит его. Теперь сжатый воздух по
основной магистрали поступит от этого распределителя
в бесштоковую полость цилиндра 2, и поршень его нач-
нет перемещаться вправо. Когда закончится рабочий
ход поршня цилиндра 2 и давление в его бесштоковой
полости превысит давление, на которое отрегулировал
клапан последовательности 4, последний сработает.
Сжатый воздух по магистрали управления поступит
в управляемую полость распределителя 7 и переключит
его. Теперь из основной магистрали сжатый воздух че-
рез этот распределитель поступит в бесштоковую по-
лость цилиндра 1, и его поршень начнет перемещаться
вправо. По окончании его перемещения давление в бес-
штоковой полости цилиндра 1 возрастет и произойдет
переключение клапана последовательности 6. Последний
подает пневматический сигнал на переключение глав-
ного распределителя 5 в исходное положение по схеме,
так как сжатый воздух из второй управляющей полости
115
Этого распределителя был выпущен в атмосферу благо-
даря кратковременному включению распределителя 3
при пуске системы управления.
Рис. 36. Схемы управления работой двух цилиндров:
а — последовательной работы в полуавтоматическом цикле; б — последо-
вательной работы в автоматическом цикле.
При переключении распределителя 5 поршень цилин-
дра 2 начнет возвращаться в исходное положение.
Сразу же произойдет падение давления в его бесштоко-
116
вой полости, что вызовет снятие сигнала с клапана по-
следовательности 4 и его переключение. Одновременно
снимается сигнал пневмоуправления с главного распре-
делителя 6, он переключится и соединит бесштоковую
полость цилиндра 1 с атмосферой, а штоковую — с основ-
ной магистралью. Поршень этого цилиндра возвратится
в исходное положение (холостой ход).
Цикл повторится при новом кратковременном вклю-
чении распределителя 3, что может производиться вруч-
ную или упорами периодически вращающегося стола ре-
вольверного устройства.
Эта схема исключает возможность возникновения
ложных сигналов на переключение главных распредели-
телей, что может произойти при получении сигналов на
клапаны последовательности из бесштоковых полостей
двигателей. Это объясняется кратковременным повыше-
нием давления в бесштоковых полостях в момент сдвига
поршней.
Данная схема основана на управлении цилиндрами
с контролем по давлению. Преимуществом таких схем
является отсутствие конечных переключателей-распреде-
лителей. Недостаток их — возможность/повышения дав-
ления даже в штоковой полости цилиндра, управляю-
щего работой клапана последовательности, из-за слу-
чайного заклинивания поршня второго пневмодвигателя
этого механизма. При этом могут возникнуть ложные
сигналы на срабатывание клапанов последовательности
и соответственно нарушение цикла.
Поэтому большего внимания заслуживают схемы
пневмоуправления с путевым контролем, работающие
с помощью конечных выключателей. На рис. 36,6 при-
ведена схема автоматической последовательной работы
двух цилиндров с управлением конечными выключателя-
ми-распределителями. При включении трехпозиционного
распределителя 5 сжатый воздух от распределителя 6 по
117
магистрали управления поступает в главный распреде-
литель 3 и переключает его. Сжатый воздух от главного
распределителя, соединенного с основной магистралью,
поступает в бесштоковую полость цилиндра <$, а его
штоковая полость соединяется с атмосферой. Шток этого
цилиндра начинает перемещаться влево. Кулачок его
штока освобождает распределитель 2, он срабатывает
под действием пружины и соединяет полость второго
главного распределителя 7 с атмосферой. Последний
подготовлен к переключению. В конце или в определен-
ной точке хода штока цилиндра 8 он переключает рас-
пределитель 1, который подает сигнал (пневматиче-
ский) на переключение распределителя 7.
При переключении последнего сжатый воздух из
основной магистрали поступает в бесштоковую полость
цилиндра 9, и его поршень начинает перемещаться влево.
При этом вначале сработает переключатель 6, благо-
даря чему сжатый воздух из полости распределителя 3
выйдег в атмосферу через распределитель 5. В конце
или другой точке хода штока цилиндра 9 произойдет
переключение распределителя 4 и одновременно распре-
делителя 5. Теперь шток цилиндра 8 начнет отход в ис-
ходное (левое) положение, а после срабатывания рас-
пределителя 2 и переключения распределителя 7 начнет-
ся возврат штока второго цилиндра. При включенном
распределителе 5 в конце хода штока цилиндра 9, когда
произойдет переключение распределителя 6, цикл повто-
рится.
Изменяя положение распределителей, управляющих
работой главных распределителей 3 и 7, по отношению
к кулачкам штоков, геометрию и размеры самих ку-
лачков, можно достигнуть последовательного сраба-
тывания двух цилиндров в нужном положении их
штоков.
118
14. Примеры пневмоавтоматики
Большое развитие и практическое применение полу-
пила за последние годы пневмоавтоматика, позволяю-
щая частично или полностью автоматизировать опреде-
ленный технологический процесс за счет применения
сжатого воздуха. Пневмоавтоматика успешно применя-
ется в системах управления различными металлорежу-
щими станками, прессами, транспортными средствами и
другими машинами; известны примеры полной автома-
тизации сборочных операций и создания автоматических
линий, управляемых пневмоавтоматикой [8; 11].
Ниже сделана попытка в рамках настоящей работы
рассмотреть отдельные примеры пневмоавтоматики, на
базе которых можно разработать схемы автоматизации
ряда наиболее распространенных на практике операций.
Автоматизация токарных операций. Простейшим при-
мером пневмоавтоматики может служить управление за-
креплением и раскреплением заготовок в кулачковом
или цанговом патроне, работающем от пневмодвигателя
поршневого или диафрагменного типа. При этом в каче-
стве командного пневмоаппарата наиболее часто исполь-
зуются распределители с электромагнитным управле-
нием, которые срабатывают от электрических конечных
выключателей. Подача команды на срабатывание пнев-
модвигателя увязывается с включением и выключением
электродвигателя главного привода, для того чтобы во
время вращения шпинделя станка не произошло рас-
крепления заготовки.
Схема автоматизированного пневматического управ-
ления работой токарного станка приведена на рис. 37.
Заготовка вручную устанавливается в трехкулачковый за-
жимной патрон, работающий от пневматической камеры
2 двустороннего действия, смонтированной на хвостовой
части шпинделя станка. Кнопкой «пуск» включается
П9
электродвигатель быстрого перемещения суппорта. При
этом его упор переключает распределитель 1 (с путевым
управлением), сжатый воздух из магистрали поступает
Рис. 37. Схема автоматизированного управления механиз-
мами токарного станка.
одновременно в штоковую полость камеры 2 и распре-
делитель 5. Камера срабатывает и с помощью патрона
осуществляет закрепление заготовки. В то же время
120
переключается распределитель 5, и сжатый воздух по-
ступает в штоковую полость цилиндра 3, освобождая
шпиндель станка от воздействия тормоза. Одновременно
срабатывает конечный электровыключатель и включает-
ся электродвигатель главного привода станка.
После завершения быстрого подвода суппорта, что
осуществляется отключением соответствующего электро-
двигателя конечным электровыключателем, включается
электромагнит распределителя 7 и он переключается.
Сжатый воздух поступает в бесштоковую полость каме-
ры S; она срабатывает и включает муфту продольного
(рабочего) перемещения суппорта. Производится точе-
ние детали по наружному контуру.
В конце рабочего хода суппорта размыкается элек-
тромагнит распределителя 7; он переключается под дей-
ствием пружины, и сжатый воздух из камеры 8 выходит
в атмосферу. Шток камеры отходит в исходное положе-
ние и отключает муфту продольного перемещения суп-
порта; последний останавливается. Одновременно сра-
батывает электромагнит распределителя 6, он переклю-
чается, и сжатый воздух поступает в бесштоковую по-
лость цилиндра 4. Шток последнего жестко скреплен
с основанием суппорта, а корпус с кареткой поперечного
хода (каретка отсоединена от винта). Корпус цилиндра
перемещает каретку от центра к периферии детали —
производится подрезание фланца. При этом в штоковой
полости этого цилиндра -создается небольшой подпор
сжатого воздуха, так как выход его из этой полости про-
изводится через дроссель 9 с закрытым обратным кла-
паном.
За счет регулировки этого дросселя добиваются нуж-
ной скорости перемещения каретки. Для обеспечения
плавности перемещения каретки обычно в трассу возду-
хоснабжения штоковой полости цилиндра включается
гидравлический демпфер (см. брошюру «Элементы гид-
121
роавтоматики» Э. И. Крамского), поэтому на схеме эта
трасса воздухопровода разорвана.
После подрезания фланца включается электродвига-
тель быстрого перемещения суппорта, и он возвращается
в исходное положение. Затем снимается электросигнал
с распределителя 6, он переключается, и цилиндр 4 воз-
вращает каретку суппорта в исходное положение (до
упора). В конце возврата суппорта останавливается
электродвигатель главного привода станка и одновре-
Рис. 38. Схема пневмоуправления токарного станка.
менно переключаются распределители 1 и 5. При этом
сжатый воздух из полости цилиндра 3 выходит в атмо-
сферу, и под воздействием пружины шток цилиндра 3
производит торможение шпинделя станка. Камера 2
освобождает заготовку, так как сжатый воздух из ее
штоковой полости через распределитель 1 выходит
в атмосферу, а в бесштоковую полость поступает из ма-
гистрали.
На рис. 38 показана модернизированная автором
схема пневмоуправления токарным станком мод. 1К62,
122
в которой применены четырёхходовые двухпозиционные
распределители 4/2 без электроуправления. При кратко-
временном воздействии на кнопку распределителя 5 он
переключается и срабатывает пневмокамера /. Фикса-
тор накопителя пропускает на исходную позицию одну
заготовку, после чего этот распределитель под действием
пружины вновь переключается и сжатый воздух из ка-
меры 1 выходит в атмосферу. Фиксатор отсекает осталь-
ные заготовки.
Поступившая на исходную позицию заготовка пере-
ключает распределитель 6', заставляя сработать ци-
линдр 2; шток последнего перемещает заготовку на по-
зицию загрузки со скоростью, заданной дросселем 9 с об-
ратным клапаном. Поданная на позицию загрузки заго-
товка переключает распределитель 7 и одновременно
освобождает ролик распределителя 6. Последний сраба-
тывает и подает сжатый воздух в штоковую полость ци-
линдра 2. Поршень этого цилиндра возвращается в ис-
ходное положение с максимальной скоростью, так как
обратный клапан дросселя 9 не препятствует свобод-
ному проходу сжатого воздуха. Одновременно распре-
делитель 7 подает сжатый воздух в бебштоковую по-
лость цилиндра <3, и шток его перемещает заготовку по
лотку на линию центров станка. За счет подпора сжа-
того воздуха в штоковой полости этого цилиндра, что
обеспечивается дросселем 10 с обратным клапаном, до-
стигается нужная скорость перемещения заготовки.
Далее включается привод продольной подачи суп-
порта. В начале его перемещения копир переключает
распределитель 8 и срабатывает цилиндр 4; шток по-
следнего поджимает заготовку задним вращающимся
центром к переднему — поводковому, имеющему торцо-
вые ведущие зубцы. При дальнейшем перемещении суп-
порта производится точение валика по наружному диа-
метру.
123
После окончаний операции копир суппорта освобож-
дает ролик распределителя S, он переключается, и ци-
линдр 4 отводит задний центр в исходное положение.
Деталь освобождается и по лотку попадает в тару.
Одновременно конечный выключатель подает команду
на возврат суппорта в исходное положение. При этом
произойдет холостое срабатывание цилиндра 4, но по-
дача очередной заготовки в центры осуществится при
повторном нажатии на переключатель 5.
Аналогичная схема применена, например, в Ленин-
градском объединении им. Я. М. Свердлова для точения
ступенчатых валиков диаметром от 25 до 80 мм на стан-
ке мод. 1А62, оснащенном гидросуппортом.
Автоматизация сверлильных операций. Эти работы
можно автоматизировать с помощью сжатого воздуха.
Автоматизация рабочих перемещений шпинделя на-
стольного вертикально-сверлильного станка и кондук-
тора скальчатого типа с помощью пневматики осущест-
вляется путем применения двух поршневых цилиндров
двустороннего действия. Один из них встроен в корпус
кондуктора, а шток второго скреплен с рейкой переме-
щения шпинделя станка. Управление работой этих ци-
линдров производится двумя распределителями и пуско-
вым четырехходовым клапаном с пружинным возвратом.
В исходном положении механизмов штоковая полость
цилиндра рейки и бесштоковая полость цилиндра кон-
дуктора соединены через распределители с магистралью
сжатого воздуха, а бесштоковая полость цилиндра рейки
и штоковая полость цилиндра кондуктора (рабочие по-
лости) — с выхлопом. .
После установки заготовки в кондуктор кратковре-
менно воздействуют на пусковой клапан, и сжатый воз-
дух по магистрали управления попадает в первый рас-
пределитель с односторонним путевым и пневматическим
управлением. Этот распределитель переключается, и
124
сжатый воздух rio основной магистрали поступает в што*
ковую полость цилиндра рейки. Происходит закрепле-
ние заготовки в кондукторе и начинается перемещение
шпинделя с инструментом. После прекращения воздей-
ствия на него клапан с помощью пружины переклю-
чается, и сжатый воздух из первого распределителя вы-
ходит в атмосферу; распределитель подготовлен к пере-
ключению. При этом второй распределитель (с односто-
ронним путевым управлением и пружинным возвратом)
соединяет бесштоковую полость цйлиндра кондуктора
с атмосферой.
После завершения обработки кулачок, укрепленный
на шпинделе, заставляет сработать первый распредели-
тель, и сжатый воздух из рабочих полостей обоих ци-
линдров выйдет в атмосферу. Одновременно кулачок
рейки заставляет сработать второй распределитель; он
отключает бесштоковую полость цилиндра кондуктора
от выхлопа и соединяет ее через первый распределитель
с магистралью. Теперь сжатый воздух через первый рас-
пределитель попадает в штоковую полость цилиндра
рейки и одновременно в бесштоковую полость цилиндра
кондуктора. Цилиндр рейки осуществит /подъем шпин-
деля станка, а цилиндр кондуктора освободит заго-
товку. Механизмы станка и пневмосистемы возвраща-
ются в исходное положение; цикл закончен. Повторение
его произойдет при новом кратковременном нажатии на
кнопку клапана.
Отработанный сжатый воздух из цилиндра кондук-
тора используется в таких схемах для удаления заго-
товки из кондуктора. Однако это осуществимо при не-
больших габаритах и весе самой заготовки.
На практике такие схемы управления используются
при сверлении мелких нормализованных деталей (вали-
ков, гаек, втулок и т. д.). При этом полную автоматиза-
цию процесса можно осуществить, применив бункерную
125
загрузку заготовок с подачей их на рабочую позицию
пневматическим шиберным устройством. В этих случаях
в качестве пускового клапана применяют распредели-
тели с односторонним путевым или электромагнитным
управлением и пружинным или пневматическим возвра-
том; переключение его увязывают с работой шиберного
устройства. Включение пневматической системы управ-
ления производят трехходовым клапаном с рукояткой и
фиксатором.
Сказанное поясняется схемой автоматизированного
управления работой вертикально-сверлильного станка,
приведенной на рис. 39. В положении аппаратов по
схеме бесштоковые (рабочие) полости цилиндров дву-
стороннего действия 1, 2 и 3 соединены соответственно
через главные распределители 13, 14 и 7 с атмосферой,
а штоковые полости этих цилиндров через эти же рас-
пределители— с магистралью сжатого воздуха. Ци-
линдр 1 осуществляет подачу заготовки из накопителя
на рабочую позицию, цилиндр 2 — закрепление ее, а ци-
линдр 3 производит перемещение шпинделя станка.
Работа аппаратов управления и механизмов по за-
данному циклу начинается включением трехходового
клапана 4. При этом по управляющей магистрали от
распределителя сжатый воздух поступает в распредели-
тели 12 и 13 и переключает их. Распределитель 13 сра-
батывает и соединяет бесштоковую полость цилиндра 1
с магистралью. Шток его перемещается влево и произ-
водит подачу заготовки в кондуктор. В то же время рас-
пределитель 12 подает сжатый воздух к распределите-
лям 5 и 9. В конце хода штока цилиндра 1 его кулачок
переключает распределитель 5, который переключает
сжатым воздухом распределитель 14. Последний соеди-
няет с магистралью бесштоковую полость цилиндра 2,
он срабатывает и производит крепление заготовки в кон-
дукторе. После этого кулачок штока цилиндра 2 воздей-
126
Рис. 39. Схема автоматизированного управления работой вертикально*сверлильного
станка.
ствует на распределитель Р, благодаря чему управляю-
щий сигнал переключает распределитель 7, Сжатый воз-
дух через этот распределитель поступает в рабочую по-
лость цилиндра 3 и происходит перемещение шпинделя;
производится сверление.
После завершения операции кулачок штока цилинд-
ра 3 переключает распределитель 10, а последний по
управляющей магистрали подает сигнал на срабатыва-
ние распределителей 7 и 12. Цилиндр 2 производит
подъем шпинделя, а распределитель 12 соединяет с ма-
гистралью распределители 11 и 8. После возврата штока
цилиндра 2 в исходное положение от его кулачка пере-
ключается распределитель 11, а затем распределитель 14.
Последний соединяет бесштоковую полость цилиндра 2
с атмосферой, а штоковую — с магистралью. Поршень
этого цилиндра отходит вправо, и в конце хода кулачок
его штока переключает распределитель 8. Управляющий
сигнал от последнего подается в левую полость распре-
делителя 13, он переключается и соединяет с магистра-
лью штоковую полость цилиндра /; его шток переме-
стится в исходное положение и вновь переключит рас-
пределитель 6. При включенном клапане 4 цикл повто-
рится. Зачастую при работе на сверлильных станках
применяют поворотные столы, позволяющие осуществить
многопозиционную обработку деталей. Автоматизиро-
вать работу таких устройств с помощью пневматики
можно по схеме, приведенной на рис. 40. Такая схема
применена, в частности, для сверления четырех отвер-
стий в крышках электродвигателей [8].
Вертикально-сверлильный станок мод. 2А135 осна-
щен поворотным столом с двумя вертикально располо-
женными накопителями. Один из них предназначен для
заготовок, а второй — для деталей после сверления. По-
воротный стол имеет отверстия для ориентации загото-
вок и транспортирования их на позиции обработки от-
128
верстий. Цилиндр 1 производит поворот стола на задан-
ный угол; цилиндры 2 и 3 предназначены для загрузки
очередной заготовки в отверстие стола и удаления про-
сверленной детали.
Рис. 40. Схема пневмоуправления работой сверлильного станка
с поворотным столом.
При подаче электрического сигнала на электромаг-
нит распределителя 12 он переключается и подает сжа-
тый воздух из магистрали в бесштоковую полость ци-
линдра 1. Переключение этого распределителя обеспе-
129
чивается сбросом давления воздуха из пневматически
управляемой полости его через включенные распредели-
тели И, 10 и 7. Шток цилиндра 1 перемещается вправо
и с помощью рейки и шестерни осуществляет поворот
стола. В конце перемещения штока переключается рас-
пределитель 9, одновременно включается электрический
конечный выключатель, который подает сигнал на пере-
мещение шпинделя станка со сверлильной головкой 4.
Головка воздействует на распределитель 6, он сраба-
тывает и через включенный распределитель 9 сбрасы-
вает давление воздуха из пневматически управляемой
полости распределителя 13. Под воздействием избыточ-
ного давления в другой полости этого распределителя
он переключается и подает сжатый воздух в бесштоко-
вые полости цилиндров 2 и 3. Их штоки перемещаются
вверх, освобождают ролики распределителей 10 и 11, и
они переключаются. Благодаря возрастающему давле-
нию воздуха в левой полости распределителя 12 он пе-
реключается, и шток цилиндра 1 возвращается в исход-
ное положение. При этом стол удерживается в нужном
положении фиксаторами.
Штоки цилиндров 3 и 2 производят удаление деталей
в накопитель и подачу очередной заготовки в отверстие
стола. После окончания операции сверления срабаты-
вают два рычага, которые переключают распределители
5 и 8. Подается сигнал на переключение распредели-
теля 13, и срабатывают цилиндры 2 и 3. Их штоки опус-
каются в исходное положение и переключают распреде-
лители 10 и 11. Одновременно электрический конечный
выключатель подает сигнал на подъем шпинделя станка.
Цикл работы механизмов и аппаратов управления по-
вторится после включения распределителя "7 и подачи
очередного электрического сигнала на распределитель 12.
Скорость перемещения штоков всех трех цилиндров
регулируется дросселями 14 с обратными клапанами.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Ан сер о в М. А. Приспособления для металлорежущих
станков. М.—Л., «Машиностроение», 1966.
2. Бравичев В. А. Гидравлические и пневматические авто-
матизирующие устройства металлорежущих станков. М., «Машино-
строение», 1964.
3. В о л о с а т о в В. А. Пневматические приспособления к ме-
таллорежущим станкам. Лениздат, 1961.
4. Дзюбандовский К. А. Пневматические приспособления.
М.—Л., «Машиностроение», 1969.
5. Дмитриев В. Н., Градецкий В. Г. Основы пневмо-
автоматики. М., «Машиностроение»,\1973.
6. Евдокимов В. П. Механизированные приводы станочных
приспособлений. Лениздат, 1964.
7. 3 а в и с л я к Н. И. Современны^ приспособления к металло-
режущим станкам. М.—Л., «Машиностроение», 1967.
8. Морозов А. И. Применение пневматических устройств для
автоматизации в машиностроении. М., «Машиностроение», 1965.
9. М о н а х о в Г. А., К у з н е ц о в Ю. И. Современные высоко-
производительные станочные приспособления. М., Щ1ИМАШ, 1973.
10. Пневматические системы управления станками, прессами и
другими машинами. Альбом схем. М., НИИМАШ, 1971.
11. Пневматическое оборудование. Каталог-справочник. М.,
НИИМАШ, 1967.
12. ЭНИМС. Воздухораспределительная аппаратура. Контроль-
но-регулирующая аппаратура. Аппаратура подготовки воздуха. Ру-
ководящие материалы. Изд. IV. М., 1966.
13. ЭНИМС. Пневматические системы управления для автома-
тизации станков и других машин. М., 1964.
ПРИЛОЖЕНИЯ
Приложение 1
Стандарты ЕСКД на обозначения графические
пневматических схем
гост Наименование стандарта
2.780-68 Обозначения условные графические. Элементы гидравлических и пневматических сетей
2.781-68 Обозначения условные графические. Аппаратура распределительная и регулирующая гидравлическая и пневматическая
2.782-68 Обозначения условные графические. Насосы и двигатели гидравлические и пневмати- ческие
2.783-69 Обозначения условные графические в схемах. Элементы привода и управления общего приме- нения
2.784-70 Обозначения условные графические. । Элементы трубопроводов 1
132
Приложение 2
Некоторые стандарты по пневмоприводам
гост Наименование стандарта
5.1278-72 17437-72 5.800-71 15112-69 18468-73 5.534-70 5.533-70 18467-73 5.1861-73 16516-70 14063-68 12449-67 12853-67 12447-67 12446-67 Фильтры-влагоотделители воздушные типоразме- ров ДВ41-16 и ДВ41-18. Требования к качеству аттестованной продукции Фильтры-влагоотделители воздушные на Рном— = 10 кгс/см2 Фильтры воздуха типов ФВ6 и ФВ25. Требования к качеству аттестованной продукции Конденсатоотводчики. Основные параметры Пневмоклапаны редукционные на Рпом=10 кгс/см2 Реле давления типа В62-12. Требования к каче- ству аттестованной продукции Реле давления типа РДШ. Требования к каче- ству аттестованной продукции Пневмораспределители крановые на давление Рном=Ю кгс/см2 Ппевмораспределители трехлинейные В76-21, БВ76-21, ИВ76-21\ КВ76-21, МВ76-21, ОВ76-21, ГВ76-21, ДВ76-21. ^ребовани^ к качеству атте- стованной продукций Гидравлические, пневматические и смазочные си- стемы. Условные проходы Аппаратура гидравлическая и пневматическая. Основные параметры \ Приводы пневматические. Номинальные расходы воздуха Приводы гидравлические и пневматические и сма- зочные системы. Присоединительные резьбы Приводы гидростатические и пневматические и смазочные системы. Нормальные диаметры Приводы гидростатические и пневматические и смазочные системы. Номинальные числа оборо- тов
133
Продолжение
гост Наименование стандарта
12445-67 12448-67 15608-70 18460-73 6540-68 11942-71 9833-73 18829-73 9887-70 5410-50 16682-71 16886-71 16206-70 Приводы гидростатические и пневматические и смазочные системы. Номинальные давления Приводы гидростатические и пневматические и смазочные системы. Номинальные емкости Цилиндры пневматические на номинальное давле- ние 10 кгс/см2 Пневмоприводы. Общие технические требования Цилиндры гидравлические и пневматические. Основные параметры Диафрагмы из неметаллических материалов. Кон- струкция и основные размеры Кольца резиновые уплотнительные круглого сече- ния для гидравлических и пневматических устройств. Конструкция • и размеры. — Взамен ГОСТ 9833-61 в части размеров Кольца резиновые уплотнительные круглого, сече- ния для гидравлических и пневматических устройств. Технические требования. — Взамен ГОСТ 9833-61 в части технических требований Механизмы исполнительные пневматические мем- бранные ГСП. — Взамен ГОСТ 9887-61 Патроны пневматические двух- и трехкулачковые. Основные размеры (в части клиновых патронов заменен ГОСТ 16886-71, в части рычажно-кли- новых патронов — ГОСТ 16682-71) Патроны токарные самоцентрирующие трех- и двухкулачковые рычажно-клиновые. Основные размеры. — Взамен ГОСТ 5410-50 в части ры- чажно-клиновых патронов Патроны токарные самоцертрирующие трех- и двухкулачковые клиновые'. Основные размеры.— Взамен ГОСТ 5410-50 в части клиновых патро- нов Стул-тумба неподвижный с пневматическим за- жимом. Основные размеры
ОГЛАВЛЕНИЕ
Введение ........................................... 3
Глава I. ПОДГОТОВКА И РЕГУЛИРОВАНИЕ СЖАТОГО
ВОЗДУХА.......................................... 6
1. Подготовка.................................... 6
2. Контроль и регулирование......................11
3. Распределение.................................21
4. Блоки аппаратуры..............................30
5. Подвод сжатого воздуха........................35
Глава II. ПНЕВМАТИЧЕСКИЕ ДВИГАТЕЛИ..................42
6. Поршневые цилиндры............................42
7. Диафрагменные камеры..........................46
8. Уплотнение и диафрагмы........................51
Глава III. ПНЕВМАТИЧЕСКИЕ ДВИГАТЕЛИ СТАНОЧ-
НОЙ ОСНАСТКИ................................... 55
9. Оснастка для токарных и револьверных станков ... 55
10. Оснастка для фрезерных станков..............66
И. Пневматические сверлильные приспособления . ... 83
Глава IV. ПНЕВМАТИЧЕСКИЕ СИСТЕМЫ УПРАВЛЕНИЯ 91
12. Управление работой одного пневмодвигателй .... 92
13. Управление несколькими пневмодвигателями . . . .113
14. Примеры пневмоавтоматики...........................119
Литература и источники ........131
ПРИЛОЖЕНИЯ...................... 132
Приложение 1. Стандарты ЕСКД на обозначения
графические пневматических схем.............132
Приложение 2. Некоторые стандарты по пневмопри7
водам........................... * .... . 133
Виктор Алексеевич Волосатое
ЭЛЕМЕНТЫ ПНЕВМОПРИВОДА
Редактор С. И. Борщевская
Художественный редактор И. 3. Семенцов
Технический редактор Г. В. Преснова
Корректор А. Г. Ткалич
Сдано в набор 11/11 1975 г. Подписано к печати
22/V 1975 г. М-26200. Формат 70X108V32- Бумага
тип. № 2. Усл. печ. л. 5,95. Уч.-изд. л. 5,70.
Тираж 18 000 экз. Заказ № 27. Цена 26 коп.
Лениздат, 191023, Ленинград, Фонтанка, 59
Ордена Трудового Красного Знамени
типография им. Володарского Лениздата,
191023, Ленинград, Фонтанка, 57.
26 коп.