/















































































































































































































































































Text
СОДЕРЖАНИЕ
Предисловие .......................................................... 3
Глава 1. Сведения о конструкционных материалах....................... 4
§ 1. Стали...................................................... 4
§ 2. Цветные сплавы, полимеры и композиционные материалы ... 11
§ 3. Сортамент................................................. 14
Глава 2. Сварные соединения и расчет их прочности при статических на-
грузках ............................................................. 17
§ 1. Принципы расчета сварных соединений......................... 17
§ 2. Сварные соединения, выполненные дуговой сваркой............. 22
§ 3. Сварные соединения, выполненные контактной сваркой........ 33
§ 4. Соединения при специальных методах сварки................... 40
§ 5. Соединения при сварке пластмасс............................. 47
§ 6. Болтовые соединения........................................ 48
§ 7. Клееносварные соединения.................................... 49
§ 8. Паяные соединения......................................... 50
§ 9. Обозначение сварных‘соединений на чертежах.................. 52
§ 10. Соединения, работающие на изгиб и сложное сопротивление 55
§ 11. Расчет сварных соединений с угловыми швами на статическую
прочность с учетом направления силы в шве........................ 63
§ 12. Концентрация напряжений.................................. 67
§ 13. Распределение напряжений в стыковых швах.................. 69
§ 14. Распределение напряжений в лобовых швах................... 72
§ 15. Распределение напряжений в соединениях с фланговыми швами 74
§ 16. Распределение напряжений в комбинированных соединениях
с лобовыми и фланговыми швами.................................... 77
§ 17. Распределение усилий в нахлесточных соединениях, выполнен-
ных шовной сваркой............................................... 79
§ 18. Распределение усилий в точечных соединениях, выполненных
контактным способом............................................. 79
§ 19. Концентрация напряжений в паяных швах...................... 82
Глава 3. Механические свойства сварных соединений ................« 84
§ 1. Некоторые понятия теории упругости и пластичности........... 84
§ 2. Стандартные методы определения механических свойств свар-
ных и паяных соединений...................'...................... 88
§ 3. Влияние неоднородности механических свойств на прочность и
пластичность сварных соединений.................................. 92
§ 4. Механические свойства стыковых сварных соединений из сталей 99
§ 5. Механические свойства стыковых сварных соединений из цвет-
ных сплавов..................................................... 101
§ 6. Прочность и пластичность угловых швов.................... 104
§ 7. Прочность точечных сварных соединений..................... 109
§ 8. Прочность паяных соединений............................... 111
§ 9. Критерии оценки напряженно-деформированного состояния при
концентрации напряжений......................................... 113
§ 10. Характеристики сопротивляемости металла разрушению в при-
сутствии концентраторов ........................................ 117
§ 11. Влияние дефектов на механические свойства сварных соедине-
ний и их работоспособность ..................................... 126
Глава 4. Сопротивление усталости сварных соединений и методы ее повыше-
ния ................................................................ 133
§ 1. Прочность основного металла при переменных (циклических)
нагрузках....................................................... 133
271
§ 2. Сопротивление усталости сварных соединений, выполненных ду-
говой сваркой..................................................138
§ 3. Сопротивление усталости сварных соединений, выполненных кон-
тактной сваркой................................................143
§ 4. Методы повышения прочности сварных соединений при перемен-
ных нагрузках, влияние остаточных напряжений...................144
§ 5. Несущая способность сварных соединений при переменных на-
грузках .......................................................148
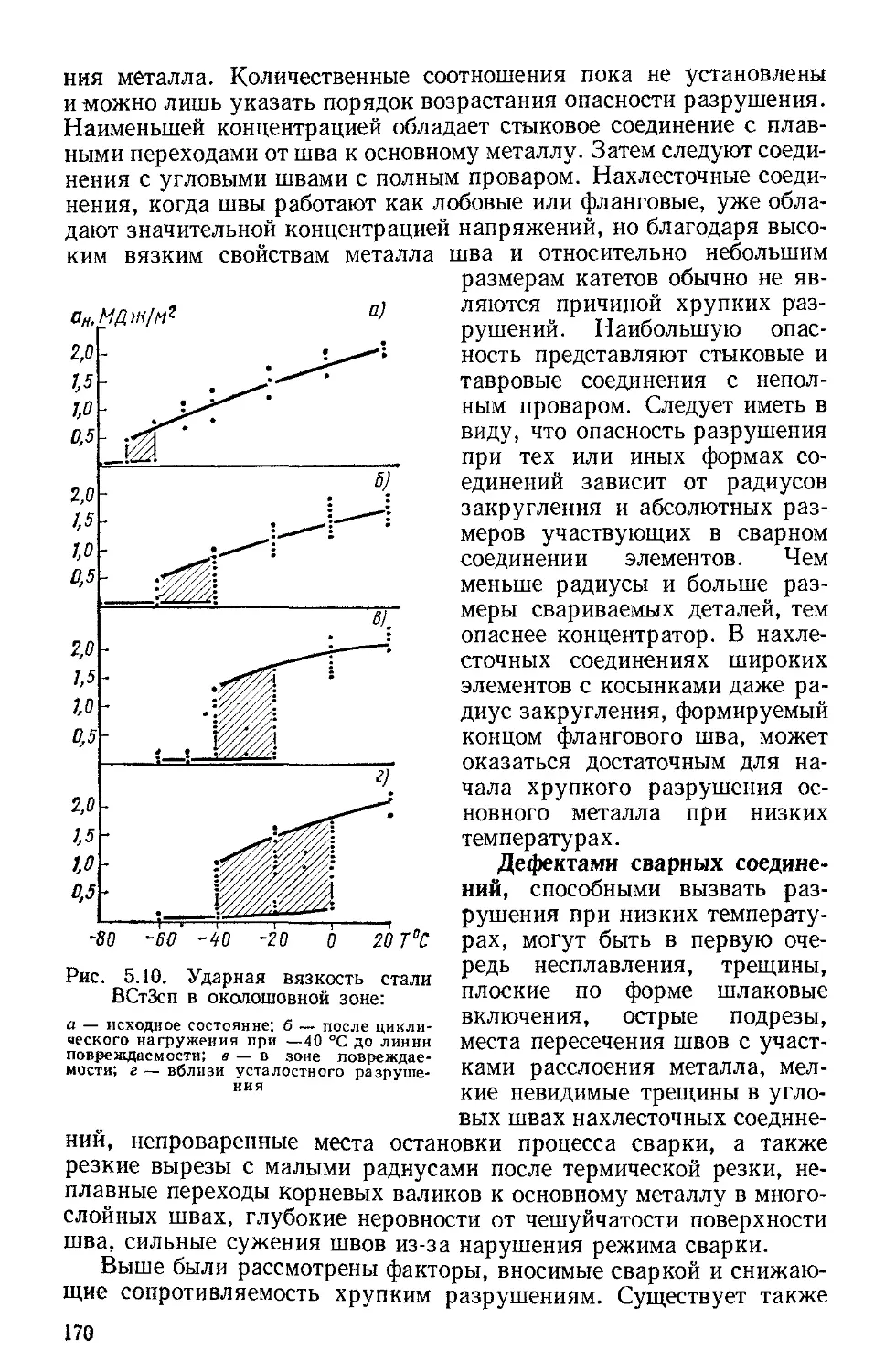
Глава 5. Влияние низких температур на свойства сварных соединений 159
§ 1. Изменение свойств металлов при понижении температуры . . . 159
§ 2. Основные факторы, снижающие хладостойкость сварных соеди-
нений .........................................................165
§ 3. Оценка хладостойкости сварных соединений..................171
§ 4. Примеры хрупких разрушений и методы повышения хладостой-
кости сварных соединений.......................................173
Глава 6. Прочность сварных соединений при высоких температурах . . . 174
§ 1. Свойства основного металла................................174
§ 2. Свойства сварных соединений при высоких температурах .... 180
§ 3. Расчет сварных соединений на прочность....................185
Глава 7. Собственные напряжения при сварке.........................186
§ 1. Основные понятия ........................................ 186
§ 2. Свойства металлов при высоких температурах................188
§ 3. Образование напряжений и деформаций при непрерывном на-
греве и остывании .............................................190
§ 4. Расчетное определение сварочных напряжений ...............193
§ 5. Экспериментальные методы определения сварочных напряжений 198
§ 6. Распределение сварочных напряжений в сварных соединениях 200
Глава 8. Деформации конструкций от сварки..........................204
§ 1. Деформации и перемещения в зоне сварных соединений......204
§ 2. Перемещения при сварке стыковых соединений..............213
§ 3. Перемещения конструкций балочного типа..................217
§ 4. Перемещения в оболочках.................................221
§ 5. Потеря устойчивости листовых элементов от сварки..........223
§ 6. Изменение размеров элементов конструкций с течением времени,
при механической обработке и в эксплуатации .................. 227
Глава 9. Методы уменьшения сварочных деформаций, напряжений и пере-
мещений ...........................................................231
§ 1. Характерные случаи вредного влияния сварочных напряжений,
деформаций и перемещений.......................................231
§ 2. Методы уменьшения сварочных напряжений....................235
§ 3. Методы уменьшения деформаций и перемещений от сварки . . . 239
Глава 10. Технологическая прочность сварных соединений.............245
§ 1. Горячие трещины...........................................245
§ 2. Холодные трещины..........................................249
§ 3. Повышение сопротивляемости образованию горячих и холодных
трещин „.......................................................253
Глава 11. Расчетная и конструкционная прочность....................255
§ 1. Причины несовпадения расчетной и конструкционной проч-
ности .......................................„.................255
§ 2. Рассеяние характеристик механических свойств металлов, гео-
метрических размеров элементов, нагрузок и вероятностные ме-
тоды оценки прочности ........................................ 260
§ 3. Пути сближения расчетной и конструкционной прочности .... 267
ГЛАВА 1
СВЕДЕНИЯ О КОНСТРУКЦИОННЫХ МАТЕРИАЛАХ
§ 1. Стали
Сталь — материал, наиболее широко применяемый в инженер-
ных сооружениях. Углеродистые стали подразделяют на низкоугле-
родистые (С = 0,09 0,25 %); среднеуглеродистые (С = 0,25 н-
-ь 0,46 %) и высокоуглеродистые (С = 0,46 -ь 0,75 %). Низкоугле-
родистые стали чаще применяют в строительных конструкциях,
среднеуглеродистые — в машиностроительных, высокоуглероди-
стые — в инструментальном производстве.
Углеродистые стали обыкновенного качества согласно ГОСТ
380—71 разделяются на три группы:
группа А — сталь поставляется по механическим свойствам;
группа Б — сталь поставляется по химическим свойствам;
группа В — сталь поставляется по механическим и химическим
свойствам. Стали этой группы более дорогие и применяются для
ответственных конструкций.
Нормированный химический состав углеродистых сталей обык-
новенного качества приведен в табл. 1.1.
Таблица 1.1
Нормируемый химический состав углеродистых сталей
обыкновенного качества по ГОСТ 380—71
Марка стали Содержание элементов, %
с Мп Si р s
не более
СтО Не более 0,23 — — 0,07 0,06
Ст2пс Ст2сп 0,09—0,15 0,25—0,5 0,05—0,17 0,12—0,3 0,04 0,05
СтЗкп СтЗпс СтЗсп СтЗГ пс 0,14—0,22 0,3—0,6 0,4—0,65 0,4—0,65 0,8—1,1 Не более 0,07 0,05—0,17 0,12—0,3 Не более 0,15 0,04 0,05
Ст4кп Ст4пс Ст4сп 0,18—0,27 0,4—0,7 Не более 0,07 0,05—0,17 0,12—0,3 0,04 0,05
Стбпс Ст5сп 0,28—0,37 0,5—0,8 0,05—0,17 0,15—0,35 0,04 0,05
Ст5Г пс 0,22—о,а 0,8—1,2 Не более 0,15 0,04 0,05
В сталях содержатся добавки кремния и марганца, а также
вредные примеси — сера и фосфор. Содержание серы и фосфора
в стали ограничивают.
Сталь получают главным образом из смеси чугуна, выплавляе-
мого в доменных печах, со стальным ломом. Сталь плавят в кон-
верторах, мартеновских печах и электропечах. Хорошее качество
конверторной стали обеспечивается продувкой кислородом. Наивыс-
шие сорта сталей получают их переплавом: электрошлаковым, ва-
куумным дуговым, электроннолучевым, плазменно-дуговым.
Плавка стали без достаточного количества раскислителей со-
провождается выделением газов. Такая сталь называется кипящей
(буквы «кп» в марке стали). Стали, раскисленные добавлением
кремния и алюминия, остывают в изложницах без интенсивного вы-
деления газов. Они называются спокойными (буквы «сп» в марке).
Рис. 1.1. Диаграмма деформации низ- Рис. 1.2. Схемы испытаний иа изгиб
коуглеродистой стали
Промежуточные стали — полуспокойные — обозначаются буквами
«пс». Спокойные и полуспокойные стали по механическим свой-
ствам, как правило, различаются между собой незначительно.
Спокойные стали обладают более стабильными свойствами, кипя-
щие — менее однородны, более склонны к хрупким разрушениям.
Производство спокойных сталей дороже, их обычно применяют
в ответственных конструкциях.
Нормированные показатели механических свойств углеродистых
сталей обыкновенного качества приведены в табл. 1.2.
Диаграмма деформации низкоуглеродистых сталей (рис. 1.1)
имеет горизонтальный участок, который определяет значение пре-
дела текучести от. Эта площадка текучести варьирует в пределах
0,2—2,5 %. Если на диаграмме деформации стали нет горизон-
тального участка, от определяется условно значением напряжения,
при котором остаточные деформации после снятия нагрузки состав-
ляют 0,2 %.
Деформации распределяются по длине образца неравномерно.
Они концентрируются на некотором участке, где возникают наи-
большие сокращения площади поперечного сечения, называемые
«шейкой». Этим объясняются различные требования к относитель-
ному удлинению 6 при разрыве длинных и коротких образцов.
5
Относительное удлинение б5 коротких образцов имеет большие
значения, чем относительное удлинение б10 длинных образцов.
Таблица 1.2
Нормируемые показатели механических свойств углеродистых сталей
обыкновенного качества по ГОСТ 380—71
Временное сопротивле- ние ав; МПа Предел текучести ат; МПа Относительное удли- нение коротких образцов б5, о/о Изгиб на 180° при диаметре оправки d
стали толщина обр азца s, ММ
до 20 20—40 40—100 до 20 20—40 40 до 20
СтО 310 — — — 23 22 20 d = 2s
ВСт2пс ВСт2сп 340—440 230 220 210 32 31 29 d = 0 (без оправ- ки)
ВСтЗкп 370—470 240 230 220 27 26 24
ВСтЗпс ВСтЗсп 380—490 250 240 230 26 25 23 d = 0,5s
ВСтЗГ пс 380—500 250 240 230 26 25 23
ВСт4кп ВСт4пс ВСтГ4сп 410—520 420—540 260 270 250 260 240 250 25 24 24 23 22 21 d = 2s
ВСтбпс ВСтбсп ВСтбГпс 500—640 460—600 290 290 280 280 270 270 20 20 19 19 17 17 d — 3s
Примечания: 1. Для листовой и фасонной стали толщиной s>• 20‘мм
значение предела текучести допускается на 10 МПа ниже по сравнению
с указанным. 2. При'3>20 мм диаметр оправки увеличивается на толщину
образца.
Пластичность сталей оценивают также испытанием на изгиб до
образования первой трещины, как показано на рис. 1.2, а. Так,
согласно ГОСТ 380—71 (табл. 1.2) трещины должны отсутствовать
при изгибе до параллельности сторон (а = 180°). При изгибе до
соприкосновения сторон (d = 0) догиб продолжают между парал-
лельными плоскостями (рис. 1.2, б).
Марку СтО присваивают стали, отбракованной по каким-либо
признакам. Эту сталь используют в неответственных конструк-
циях.
В ответственных конструкциях наиболее часто применяют
сталь СтЗсп. Цифра в марке стали характеризует содержание
в ней углерода. С повышением номера стали растут ее предел проч-
ности и предел текучести и уменьшается относительное удлинение.
С увеличением толщины металла значения ств, от и S несколько
снижаются.
6
Сопротивление удару ан, называемое ударной вязкостью, опре-
деляется путем ударного изгиба стандартных образцов на копре
Шарли при комнатных и низких температурах. Ударная вязкость
ян выражается отношением работы разрушения к площади попереч-
ного сечения образца (МДж/м2).
В табл. 1.3 приведены значения ан для распространенных ста-
лей ВСтЗпс и ВСтЗсп по ГОСТ 380—71.
Таблица 1.3
Ударная вязкость по ГОСТ 380—71 для листовой стали
Толщина образца, мм Ударная вязкость, МДж/ма, не менее
при температуре 20 °C при температуре —20 °C
5—9 0,8 0,4
10—25 0,7 0,3
26—40 0,5 —
С увеличением толщины металла и с понижением температуры
ударная вязкость ан уменьшается.
Термическое упрочнение — быстрое охлаждение нагретого об-
разца из стали СтЗ в воде и отпуск—увеличивает от на 25 %,
ов—на 20 %, а также повышает сопротивляемость удару при
низких температурах.
Таблица 1.4
Химический состав низколегированных сталей
Марка стали Содержание элементов, %
с Si Mn прочие
09Г2 14Г2 16ГС 09Г2С 10Г2С1 =5 0,12 0,12—0,18 0,12—0,18 =5 0,12 =5 0,12 0,17—0,37 0,17—0,37 0,4—0,7 0,5—0,8 0,9—1,2 1,4—1,8 1,2—1,6 0,9—1,2 1,3—1,7 1,3—1,65 Cr, Ni, Cu=5 0,3
15ГФ 0,12—0,18 0,17—0,37 0,9—1,2 Cr, Ni, Cu=5 0,3; V = 0,05 4-0,12
15ХСНД 0,12—0,18 0,4—0,7 0,4—0,7 Cr = 0,6 4- 0,9; Ni = 0,3 4- 0,6; Cu = 0,2 4- 0,4
10ХСНД =5 0,12 0,8—1,1 0,5—0,8 Cr = 0,6 4- 0,9; Ni = 0,5 4-0,8; Cu = 0,4 4- 0,6
16Г2АФ 0,14—0,2 0,3—0,6 1,3—1,7 V = 0,08 4-0,14; Cr, Ni, Cu=5 0,3; N = 0,015 4- 0,025
Примечание, Для всех марок стали содержание Ssg0,04 %;
Р =50,035 %.
7
В последнее время расширяется применение прочных сталей.
Повышение прочности достигается введением легирующих добавок
и термической обработкой. Легирующие добавки имеют следующие
условные обозначения: марганец—Г, кремний — С, никель—Н,
хром — X, молибден — М, ванадий — Ф, алюминий — Ю, медь —
Д, титан — Т, азот — А, бор — Р и т. д.
Таблица 1.5
Механические характеристики низколегированных сталей
Марка стали Толщина проката S, мм Предел прочности <?в, МПа Предел текучести пт, МПа Относи- тельное удлинение в». % Ударная вязкость, МДж/м2
при тем- пературе 20 °C при тем- пературе —40 °C
09Г2 4—20 21—32 450 310 300 21 — 0,3 0,4
14Г2 4—10 11—32 470 460 340 330 21 — 0,35 0,3
16ГС 4—10 33—60 500 470 ззо 290 21 0,6 0,4 0,3
09Г2С 4—10 33—60 500 460 350 290 21 0,6 0,4 0,35
10Г2С1 4—10 33—60 520 480 380 340 21 0,6 0,4 0,3
15ГФ 4—10 21—32 520 480 380 340 21 0,4 0,3
15ХСНД 4—32 500 350 21 — 0,3
10ХСНД 4—10 33—40 540 520 400 19 — 0,5
16Г2АФ 5—9 33—50 600 580 450 420 20 — —
Примечания: 1. Стали всех марок должны удовлетворять испыта-
нию на загиб в холодном состоянии на 180° при d = 2s, где d — диаметр
оправки; s — толщина проката. 2. Минимальное значение ударной вязкости
при температуре 20 °C по ГОСТ 9454—78 после механического старения
(по ГОСТ 7268—67) должно быть не менее 0,3 МДж/м2. 3. Для проката из
сталей 16ГС, 09Г2С, 10Г2С1 толщиной 11—32 мм и проката из стали 15ГФ
толщиной 11—20 мм механические свойства можно определять путем интер-
поляции. 4. Значения ав, от и 6В получены при растяжении стальных
образцов.
Низколегированные стали выпускают по ГОСТ 5058—65,
19281—73 и 19282—73 (табл. 1.4 и 1.5), а также по специальным
техническим условиям. Первые две цифры в обозначениях легиро-
8
ванной стали указывают среднее содержание углерода в сотых
долях процента, а цифры справа от условного обозначения эле-
мента — его среднее содержание в процентах.
Стали легируют таким образом, чтобы повышение прочности
и предела текучести сопровождалось сохранением достаточной
пластичности, ударной вязкости, технологической обрабатывае-
мости, свариваемости.
Присутствие кремния хорошо раскисляет сталь. Марганец устра-
няет вредное влияние серы, однако при содержании более 1,5 %
снижает пластические свойства. Полезно легирование сталей молиб-
деном, хромом, бором. Добавление никеля позволяет повысить хла-
достойкость стали, но экономически невыгодно.
Низколегированные стали общего назначения часто постав-
ляются в термически обработанном состоянии. Термическая обра-
ботка сталей закалкой — быстрым охлаждением после нагрева до
температуры 910 °C — способствует получению мартенситной струк-
туры высокой твердости и малой вязкости. Повышение вязкости
достигается последующим отпуском. Нормализация — охлаждение
с той же температуры на воздухе — позволяет получить ферритно-
перлитную устойчивую структуру.
Из табл. 1.5 видно, что в широком диапазоне толщин удар-
ная вязкость низколегированных сталей общего назначения при
температуре —40 °C оказывается не ниже 0,3 МДж/м2.
Применение низколегированных сталей в конструкциях непре-
рывно расширяется. Для уменьшения массы изделий применяют
прочные стали с пределом текучести от свыше 350—400 МПа и вы-
сокопрочные — с ст :> 600 МПа. Это является существенно важ-
ным при конструировании транспортных и других машин, а также
для экономии металла, что в конечном счете понижает стбимость
изделий.
Все стали, применяемые для строительных конструкций, согла-
сно СНиП (Строительные Нормы и Правила) подразделяются на
условные классы прочности (табл. 1.6) в зависимости от механи-
ческих свойств при растяжении.
Важным положительным свойством большинства низкоуглероди-
стых сталей обыкновенного качества и низколегированных сталей
является возможность получения сварных соединений со свойст-
вами, близкими к основному металлу. Это относится к соедине-
ниям, свариваемым контактной стыковой сваркой, дуговой, авто-
матической при сварке в среде защитных газов и под флюсом,
электроннолучевой и т. д. Как правило, наиболее удовлетвори-
тельно свариваются стали, содержащие не более 0,25 % угле-
рода.
Большое значение в производстве приобретают стали, обла-
дающие специальными свойствами: повышенной сопротивляемостью
коррозии при работе в агрессивных средах, жаропрочностью при
работе в условиях высоких температур и т. д.
Теплоустойчивые стали применяют для сварных конструкций,
работающих при температурах до 600 °C, — паропроводов высокого
9
давления, пароперегревателей и т. д. При эксплуатации конструк-
ций в условиях еще более, высоких температур необходимы спе-
циальные жаростойкие и коррозионностойкие стали.
Широко используются в различных конструкциях нержавеющие
стали и другие сплавы. Как правило, предел прочности таких ста-
лей невысок — 500—600 МПа, предел текучести — 200—300 МПа.
Стали обладают высокими пластическими свойствами (относитель-
ное удлинение от 20 до 30 %). Несмотря на свои высокие пласти-
ческие свойства, стали и сварные соединения из этих сталей чув-
ствительны к концентраторам напряжений в условиях перемен-
ных нагрузок. Из сталей этого типа изготовляют конструкции,
требующие высоких механических свойств при высоких температу-
рах, при работе в коррозионных средах.
Таблица 1.6
Классы стали для строительных конструкций
Класс стали Механические свойства при растяжении (не ниже)
временное сопро- тивление <тв> МПа предел текучести ат, МПа относительное удлинение 65, %
С 38/23 380 230 25
С 44/29 440 290 21
С 46/33 460 330 21
С 52/40 520 400 19
С 60/45 600 450 16
С 70/60 700 600 12
С 85/75 850 750 10
Примечание. При отсутствии выраженной площадки текучести за
предел текучести принимается напряжение, соответствующее остаточному
относительному удлинению 0,2 % (а0,2).
При сварке значительного большинства сталей разных марок
достигнута возможность получения соединений с хорошими меха-
ническими свойствами при работе в условиях низких и высоких
температур, при статических, переменных и ударных нагрузках,
в тонкостенных и толстостенных изделиях, в различных средах
(в атмосфере, под водой, в космосе, при сочетаниях нагрузок и
высоких температур и т. д.).
Помимо свойств, определяющих свариваемость, существенным
является возможность получения соединений, надежных в работе.
Для разных сталей это условие выполняется не одинаково.
Задачей проектанта является рациональный выбор материала,
наиболее хорошо отвечающего конкретным требованиям эксплуата-
ции и простоте выполнения технологического процесса сварки. Чем
выше свойства стали, в частности прочность, тем в большинстве
случаев должны быть выше требования, предъявляемые к качеству
технологического процесса.
10
§ 2. Цветные сплавы, полимеры
и композиционные материалы
В промышленности наряду с применением стали получают рас-
пространение цветные сплавы: в авиации, судостроении, строитель-
стве. Сплавы на основе алюминия и титана обладают значительно
меньшей плотностью по сравнению со сталями, хорошо сохраняют
свои свойства при работе в условиях низких температур. С другой
стороны, цветные сплавы имеют в несколько раз меньший, чем сталь,
модуль упругости, что понижает устойчивость элементов конструк-
ций, увеличивает их деформируемость.
По сравнению со сталями обыкновенного качества цветные сплавы
обладают повышенной чувствительностью к концентраторам напря-
жений. Это повышает требования к качеству обработки изделий и
особенно к качеству сварочных работ.
Механические свойства алюминиевых сплавов приведены
в табл. 1.7.
Таблица 1.7
Механические свойства алюминиевых сплавов
Система Марка сплава Сваривае- мость Состояние Механические свойства Коррози- онная стойкость
%- МПа <гт, МПа 610. %
А1 — Мп АМц Высокая Отожженное 130 50 23 Высокая
Al — Mg AMrl » по 50 30 Средне- высокая
Al - Mg АМг5 300 150 20
Al - Mg АМгб 340 170 20
Al — Mg Амгб Нагартовка ю% 350 250 14
Al-Mg Амгб Нагартовка 40 % 470 370 6
Al — Cu — Mg Д16 Низкая Закаленное н искусствен- но состарен- ное 450 400 7 Низкая 1
Al — Cu — Mg ВАД1 Средняя То же 430 280 18 Средняя
Al — Mg — Si АВ 330 270 15
Al - Mg - Zn АДЗЗ 310 250' 14 Средне- высокая
Al - Mg — Zn В92 Средняя » 440 320 13 Средняя
Al —Mg—Zn— -Cu В95 Низкая > 520 440 14 Низкая
П p н м e ч G = 2,6 -104 4- 2 ая и е. 7 • 104 Для вс МПа. ех сплавов Е — 6 8- 10*- Т- 7,0- О4 МПа;
Алюминиевые сплавы разделяются на деформируемые и неде-
формируемые. В сварных конструкциях применяется первый из наз-
ванных видов, недеформируемые — литейные сплавы — исполь-
зуются главным образом в отливках.
11
Алюминиевые сплавы не имеют площадки текучести, предел те-
кучести определяется при остаточной деформации, равной 0,2 %.
С понижением температуры ов, от и б несколько повышаются, поэ-
тому алюминиевые сплавы хорошо работают при низких темпера-
турах. С повышением температуры ов и от резко снижаются.
Существенным преимуществом алюминиевых сплавов перед ста-
лями является их коррозионная стойкость.
Сплав АМц и группа сплавов системы А1 — Mg относятся к де-
формируемым сплавам, не упрочняемым термической обработкой.
Эти сплавы свариваются наиболее хорошо. Они применяются в мяг-
ком отожженном состоянии, а также в слабо и сильно нагартован-
ном, т. е. подвергнутом пластической деформации с целью повыше-
ния предела текучести. При нагартовке показатели прочности су-
щественно повышаются (особенно от) при некотором снижении
относительного удлинения.
Наиболее распространены алюминиевые сплавы, легированные
магнием, особенно АМгб, который имеет предел прочности в нена-
гартованном состоянии около 0,8 от предела прочности СтЗ, предел
текучести от« 0,5 ств, относительное удлинение б = 18 4- 20 %.
Остальные алюминиевые сплавы (см. табл. 1.7) упрочняются терми-
ческой обработкой.
Сплавы, легированные медью, обладают повышенной прочностью,
но плохо свариваются. Их применяют преимущественно в закален-
ном и искусственно состаренном состояниях. Сплав В92 дуговой
сваркой сваривается значительно лучше, чем сплав Д16, но соеди-
нения чувствительны к коррозии под напряжением. Сварные соеди-
нения сплава Д16 по прочности ниже, чем основной металл, но
удовлетворительно работают при повышенных и низких темпера-
турах.
Методом порошковой металлургии получают теплопрочные мате-
риалы САП (спеченная алюминиевая пудра). САП обладают проч-
ностью до 330 МПа при комнатной температуре и 70—80 МПа при
Т = 500 °C.
При соответствующей дегазации материалы САП свариваются
удовлетворительно.
В сварных конструкциях начали применять титановые сплавы.
Они пока еще дороги, но обладают многими ценными свойствами.
Титановые сплавы, как и алюминиевые, имеют малую плотность
(около 4500 кг/м3) и высокие механические показатели.
Пределы прочности и текучести основного металла могут иметь
значения до 1000 МПа и выше, причем отношение от/ов = 0,85
-т- 0,95. У технического титана ВТ1-0 это отношение приближается
к 0,75. Близость значений от и ов является причиной повышенной
чувствительности к концентраторам напряжения, что отрицательно
сказывается на работе конструкций из титановых сплавов. Пре-
делы прочности сварных соединений составляют от 0,8 до 1 прочно-
сти основного металла.
Конструкции, изготовленные из титана, при относительно малой
массе обладают высокой стойкостью против коррозии, хорошими
12
механическими свойствами и красивым внешним видом. Они приме-
няются в химическом машиностроении, в некоторых видах лета-
тельных аппаратов, в судостроении, приборостроении, а также при
возведении монументов.
Конструкции из магниевых, медных и других сплавов встре-
чаются редко. Магниевые сплавы обладают малой плотностью и не-
высокими прочностными характеристиками. Разработаны методы их
сварки различными способами. Медные сплавы обладают высокой
плотностью, хорошей электропроводностью; свариваются различ-
ными способами.
Ряд ценных свойств имеют сплавы на основе бериллия Они обла-
дают высокой прочностью, пластичностью, высоким модулем упру-
гости, но используются крайне редко ввиду, с одной стороны,
своей высокой стоимости, а с другой — сложностью их обработки.
Бериллиевые сплавы очень токсичны и без применения особых
мер предосторожности могут принести большой вред здоровью
человека.
В промышленности широко применяются никелевые сплавы.
Никелевые сплавы хорошо свариваются под флюсом, аргонодуговым
способом. Разработан ряд марок электродов для ручной дуговой
сварки. Механические свойства швов при сварке никелевых сплавов
имеют достаточно высокие показатели, часто не уступают свойствам
основного металла.
Развивается применение полимеров. Полимеры используются
в декоративных изделиях, в ряде деталей машин, например подшип-
ников, в деталях транспортных конструкций.
Термопластичные полимеры (термопласты) — высокомолекуляр-
ные материалы, которые при нагреве до некоторой температуры
переходят в вязкотекучее состояние, а при последующем охлажде-
нии возвращаются в исходное. Эти материалы хорошо соединяются
сваркой. К хорошо свариваемым материалам относятся полистирол,
полиметилметакрилат, полиэтилен и многие другие. В сварных кон-
струкциях целесообразно применять винипласт и полистирол,
которые обладают относительно высокой прочностью, легко обра-
батываются и свариваются, хотя и имеют несколько повышенную
чувствительность к надрезу.
Механические свойства полимеров разнообразны, они нередко
достаточно высоки. Полимеры часто склонны к старению — ухуд-
шению физико-механических свойств с течением времени. В слабо-
нагруженных конструкциях полимеры заменяют металл.
В последние годы получили развитие конструкции из составных
композитных материалов, представляющих компактную массу с раз-
нородными составляющими, в частности с вкраплением в матрицу
высокопрочных или тугоплавких составляющих. Разрабатываются
методы сварки композитных материалов.
Созданы порошковые материалы. Из них легко выполняются
изделия любой формы. Порошковые материалы получают спеканием,
прессованием. Многие порошковые материалы имеют хорошие меха-
нические свойства и могут свариваться.
13
§ 3. Сортамент
В сварных конструкциях применяют металл в виде проката, от-
ливок, поковок и штампованных изделий. Наиболее часто сварные
конструкции изготовляют из проката. Его разделяют на группы:
листовой, простой сортовой, фасонный и периодический.
Листовой прокат. Листовую сталь получают прокаткой
между валками, без бокового давления. Сортамент на толстую листо-
вую сталь (ГОСТ 5681—57) включает листы толщиной от 4 до
160 мм. Листовой прокат приобретает все большее значение в про-
мышленности. Стоимость проката зависит от его сорта и размеров.
Наименьшую стоимость имеют профили типовых размеров.
Рис. 1.3. Фасонные профили проката отраслевого назначения
К простому сортовому прокату относят сталь
круглую, шестигранную, полосовую. Круглую сталь (ГОСТ 2590—71)
широко используют в качестве арматуры железобетонных сооруже-
ний, а также в строительных конструкциях, работающих под не-
большими нагрузками, например в фермах легкого типа.
Фасонные профили общего назначения.
Если элемент конструкции подвергается изгибу, то рациональ-
ность профиля с позиции минимальной массы при заданной несущей
способности определяется отношением IF IF, где IF — момент сопро-
тивления изгибу, F — площадь поперечного сечения. Чем больше
WIF, тем эффективнее используется профильный прокат.
14
Двутавровые балки (двутавры) — профильные элементы с боль-
шими моментами инерции при относительно небольших площадях
поперечного сечения. Номер двутавра указывает его высоту в сан-
тиметрах. Начиная с № 18 и выше, двутавры прокатывают с различ-
ной площадью поперечного сечения при одной и той же высоте про-
филя (ГОСТ 8239—72).
а)
Рис. 1.4. Примеры гнутых и прессованных профилей
Более экономичны двутавры с параллельными гранями полок
(так называемые широкополочные двутавры), широко применяемые
за рубежом. С пуском в 1978 г. нового универсального балочного
стана в Нижнем Тагиле такие двутавры выпускаются в СССР по
ТУ 14-2-24—72. Двутавры применяют в различных строительных и
машиностроительных конструкциях.
Угловая сталь (уголки) состоит из двух полок равной или нерав-
ной ширины. Сортамент угловой стали определяют ГОСТ 8509—72
и 8510—72. Уголки широко применяют в конструкциях ферм
и рам.
Швеллеры используют при конструировании станин, рам, эле-
ментов ферм и других видов конструкций. Сортамент швеллеров
определяет ГОСТ 8240—72,
15
Фасонные профили отраслевого назначе-
ния применяют в различных областях народного хозяйства: для
изготовления рельсов железнодорожного транспорта, тавровых и
зетовых элементов строительных конструкций и т. д. Сортамент
фасонных прокатных профилей весьма разнообразен (рис. 1.3).
Он включает периодические, штампованные, гнутые, прессованные и
трубчатые профили.
Периодические профили (переменного сечения) целесообразно
применять для арматуры железобетона. Винтообразная форма
стержня увеличивает его поверхность и улучшает сцепление
металла с бетоном. Применение периодического проката в машино-
строении выгоднее, чем обыч-
ного, так как позволяет
уменьшить массу конструк-
ций.
Штампованные профили
(толщина s = 5 -т- 6 мм) по-
лучают из листовой стали
холодной штамповкой. Осо-
бенность этих профилей —
большой момент инерции при
относительно малых площа-
дях поперечного сечения, а
следовательно, и малой мас-
се. Размеры штампованных
элементов зависят от конст-
Рис 1 5 Трубчатые фасонные профили
рукции прессов. Имеются
прессы, которые позволяют обрабатывать элементы длиной до 5—
6 м. Штампованные элементы находят широкое применение в авиа-
строении, автомобилестроении, строительстве.
Гнутые профили изготовляют из горячекатаной и холодноката-
ной отожженной листовой ленточной и полосовой стали обыкновен-
ного качества и из низколегированной стали.
Разработаны гнутые уголкй, специальные корытообразные про-
фили, неравнобокие, С-образные и многие другие, которые приме-
няются в тонкостенных конструкциях. Гнутые профили экономичны,
так как при относительно малой площади поперечного сечения и
малой массе они обладают повышенной жесткостью, что является
существенно важным при работе элементов на изгиб, продольное
сжатие, кручение.
Прессованные профили изготовляют из алюминиевых сплавов.
Примеры гнутых (а) и прессованных (б) профилей приведены
на рис. 1.4.
Трубчатые профили различных очертаний постоянного и пе-
ременного поперечного сечения изготовляют сваркой, горячей
прокаткой, прессованием, горячим и холодным волочением и
раздувкой. Помимо круглого профиля, наиболее распростра-
ненного в промышленности, изготовляют также фасонные трубы
(рис. 1.5).
16
Трубы выпускают с широким диапазоном диаметров и толщин
стенок. Их используют при монтаже трубопроводов, а также при
изготовлении решетчатых конструкций типа вышек, мачт и башен.
При проектировании следует учитывать, что стоимость 1 т труб
выше, чем стоимость сортового проката, а трубы малого диаметра
дороже, чем большого.
ГЛАВА 2
СВАРНЫЕ СОЕДИНЕНИЯ И РАСЧЕТ ИХ ПРОЧНОСТИ
ПРИ СТАТИЧЕСКИХ НАГРУЗКАХ
§ 1. Принципы расчета сварных соединений
Оценка несущей способности конструкций и соединений произ-
водится по предельным состояниям.
Так, согласно СНиПу, строительные конструкции и основания
следует рассчитывать на силовые воздействия по методу предель-
ных состояний, при которых конструкция, основание, здание или
сооружение перестают удовлетворять заданным эксплуатацион-
ным требованиям и требованиям при возведении.
Предельные состояния подразделяются на две группы.
К первой группе, соответствующей потере несущей
способности или непригодности к эксплуатации, относятся общая
потеря устойчивости формы, потеря устойчивости положения;
хрупкое, вязкое, усталостное или иного характера разрушение;
разрушение под совместным воздействием силовых факторов и не-
благоприятных влияний внешней среды; качественное изменение
конфигурации; резонансные колебания; состояния, при которых воз-
никает необходимость прекращения эксплуатации в результате
текучести материала, сдвигов в соединениях, ползучести и чрезмер-
ного раскрытия трещин.
Ко второй группе относятся предельные состояния,
затрудняющие нормальную эксплуатацию конструкции или сни-
жающие долговечность их вследствие появления недопустимых
перемещений (прогибов, осадок, углов поворота), колебаний, тре-
щин и т. п.
В строительных организациях в основу расчета по методу пре-
дельного состояния положены так называемые нормативные сопро-
тивления. В качестве нормативного сопротивления принято наи-
меньшее значение предела текучести стали. С учетом неоднород-
ности свойств стали расчетные сопротивления R получают делением
значений нормативных сопротивлений на коэффициент безопасно-
сти по материалам k№. Для низкоуглеродистой стали расчетное
сопротивление R составляет примерно 0,9 от.
При расчете по этому методу находят величины допускаемых
усилий в элементах. Допускаемые усилия определяют с учетом
коэффициента надежности и коэффициента условий работы т,
учитывающих специфический жараятер работы конкретных объек-
17
Трубы выпускают с широким диапазоном диаметров и толщин
стенок. Их используют при монтаже трубопроводов, а также при
изготовлении решетчатых конструкций типа вышек, мачт и башен.
При проектировании следует учитывать, что стоимость 1 т труб
выше, чем стоимость сортового проката, а трубы малого диаметра
дороже, чем большого.
ГЛАВА 2
СВАРНЫЕ СОЕДИНЕНИЯ И РАСЧЕТ ИХ ПРОЧНОСТИ
ПРИ СТАТИЧЕСКИХ НАГРУЗКАХ
§ 1. Принципы расчета сварных соединений
Оценка несущей способности конструкций и соединений произ-
водится по предельным состояниям.
Так, согласно СНиПу, строительные конструкции и основания
следует рассчитывать на силовые воздействия по методу предель-
ных состояний, при которых конструкция, основание, здание или
сооружение перестают удовлетворять заданным эксплуатацион-
ным требованиям и требованиям при возведении.
Предельные состояния подразделяются на две группы.
К первой группе, соответствующей потере несущей
способности или непригодности к эксплуатации, относятся общая
потеря устойчивости формы, потеря устойчивости положения;
хрупкое, вязкое, усталостное или иного характера разрушение;
разрушение под совместным воздействием силовых факторов и не-
благоприятных влияний внешней среды; качественное изменение
конфигурации; резонансные колебания; состояния, при которых воз-
никает необходимость прекращения эксплуатации в результате
текучести материала, сдвигов в соединениях, ползучести и чрезмер-
ного раскрытия трещин.
Ко второй группе относятся предельные состояния,
затрудняющие нормальную эксплуатацию конструкции или сни-
жающие долговечность их вследствие появления недопустимых
перемещений (прогибов, осадок, углов поворота), колебаний, тре-
щин и т. п.
В строительных организациях в основу расчета по методу пре-
дельного состояния положены так называемые нормативные сопро-
тивления. В качестве нормативного сопротивления принято наи-
меньшее значение предела текучести стали. С учетом неоднород-
ности свойств стали расчетные сопротивления R получают делением
значений нормативных сопротивлений на коэффициент безопасно-
сти по материалам k№. Для низкоуглеродистой стали расчетное
сопротивление R составляет примерно 0,9 от.
При расчете по этому методу находят величины допускаемых
усилий в элементах. Допускаемые усилия определяют с учетом
коэффициента надежности и коэффициента условий работы т,
учитывающих специфический жараятер работы конкретных объек-
17
тов рассматриваемой области техники. Коэффициенты ka и т опре-
деляют для стропильных ферм зданий, резервуаров, трубопрово-
дов и т. п. на основе всестороннего изучения работы конструкции.
Допускаемые усилия для элемента при продольной силе опреде-
ляют по формуле
Nwa^RmF/kB, (2.1)
где F — площадь поперечного сечения.
Расчетное усилие N должно быть гС Мдоп.
Аналогичным путем находят допускаемый момент при изгибе
(2.2)
где IF — момент сопротивления сечения.
Легко видеть, что величина Rm/ka представляет собой, по
существу, допускаемое напряжение. Коэффициенты т и ka неодина-
ковы не только для разных изделий, но в некоторых случаях и для
элементов одной конструкции. Таким образом, по этому способу
для разных конструкций расчет производится по различным допу-
скаемым напряжениям.
Коэффициенты условий работы некоторых элементов, согласно
СНиПу, имеют следующие значения: для балок и сжатых элементов
ферм, перекрытий т = 0,9; для сжатых основных элементов (кроме
опорных) решетчатых ферм при их гибкости X 60, т = 0,8; для
сжатых раскосов пространственных решетчатых конструкций
из одиночных уголков, прикрепляемых к поясам одной полкой,
т = 0,9; для сжатых элементов из одиночных уголков плоских
ферм т — 0,75; для колонн жилых и общественных зданий, а также
в подкрановых балках для кранов грузоподъемностью G > 5 т
т = 0,9. Ниже, в табл. 2.1, даны значения расчетных сопротивле-
ний R прокатной стали.
Таблица 2.1
Расчетные сопротивления сталей строительных конструкций, МПа
Род усилия Классы стали
С 38/23 С 44/29 С 46/33 С 52/40 С 60/45 С 70/60 С 85/75
Растяжение, сжатие и изгиб, R 210 260 290 340 380 440 530
Срез, 7?ср 130 150 170 200 230 260 310
Смятие торцовой поверх- ности (при наличии пригонки), Rcni.T 320 390 430 510 570 650 800
В табл. 2.2 приводятся расчетные сопротивления для сварных
соединений.
Расчетные сопротивления R основного металла различных алю-
миниевых сплавов, применяемых в строительстве, при сжатии, ра-
стяжении, изгибе имеют следующие значения, МПа:
АМц .... 40 АВТ1 (с термообработкой) .... 160—175
АМг .... 60—70 В92Т (с термообработкой) .... 190—260
АМгб .... 140
1»
Таблица 2.2
Расчетные сопротивления сварных соединений
в строительных конструкциях, МПа
Тип шва Род усилия Классы стали
С 38/23 С 44/29 С 46/33 С 52/40 С 60/451С 70/601 С 85/75
Сжатие, 210 260 290 340 380 440 530
Стыковой Растяжение автоматическая сварка, полуавто- матическая н руч- ная с физическим контролем качест- ва, 7?“ 210 260 290 340 380 440 530
полуавтоматиче- ская и ручная свар- ка, 180 220 250
Срез, R™ 130 150 170 200 230 260 310
sS О аз о Срез (условный) металл шва, 7?ущ 180 200 200 210 240 280 340
металл границы сплавления, 180 200 210 230 270 300 360
Расчетные сопротивления для швов алюминиевых конструкций
приведены в табл. 2.3.
Таблица 2.3
Расчетные сопротивления R, МПа, швов алюминиевых сплавов
Тип шва Род усилий АМц АМг АМгб АВТ1 В92Т
Стыковой Сжатие и растя- жение 40 70 140 110/90 170/150
Стыковой Срез 30 50 105 70 120
Угловой » 25 45 80 50 90
Примечание. Цифры, указанные в числителе, относятся к сварке
плавящимся электродом, в знаменателе — вольфрамовым.
В основу расчета машиностроительных конструкций и соедине-
ний положены допускаемые напряжения, которые устанавливаются
в зависимости от следующих факторов:
1) от свойств материалов—при улучшении механических
свойств допускаемое напряжение повышается;
2) от степени точности расчета прочности — чем точнее произ-
водится расчет прочности и полнее учитываются нагрузки, дей-
ствующие на конструкцию, тем меньше принимаемый коэффици-
ент запаса прочности, а следовательно, выше допускаемое напря-
жение;
1Э
3) от рода усилий (растяжение, сжатие, изгиб и срез);
4) от качества технологического процесса — это обстоятель-
ство имеет особенно большое значение при установлении допускае-
мых напряжений в сварных соединениях;
5) от характера нагрузок — при переменных нагрузках допу-
скаемое напряжение понижается по сравнению со статическими.
Допускаемые напряжения при растяжении [о]р обычно назы-
вают основными. Допускаемые напряжения при других видах усилий
определяются как производные от [о]р.
При сжатии коротких элементов, в которых продольный изгиб
не может иметь места, допускаемое напряжение [о]сж принимается
равным [о]р. При сжатии длинных элементов [о]сж принимается
равным [о]р<р, где <f — коэффициент продольного изгиба, зависящий
от гибкости сжатого элемента (см. гл. 18).
Для стальных конструкций допускаемые напряжения на изгиб
Ыи принимаются равными [о]р. При срезе допускаемое напря-
жение принимается в зависимости от теории прочности, положен-
ной в расчет. Обычно допускаемое напряжение на срез [г] = (0,5 4-
4- 0,6) [о1р.
Как правило, при статических нагрузках допускаемое напря-
жение [а!р = от/п2, где п, — коэффициент запаса прочности, при-
нимаемый обычно равным 1,4—1,6. При переменных нагрузках
допускаемое напряжение принимают равным [о]ру, где коэффи-
циент у 1 (см. гл. 4).
Допускаемые напряжения в швах машиностроительных кон-
струкций устанавливаются в зависимости от допускаемых напряже-
ний основного металла. Это положение позволяет проектировать
сварные соединения, равнопрочные основному металлу, не произ-
водя определения величин усилий, действующих в них; кроме того,
при конструировании соединений в этом случае нет необходимости
учитывать многие переменные величины, влияющие на выбор
коэффициентов запаса прочности разрабатываемой конструкции
(степень точности расчета и т. п.).
С технологической стороны такой способ установления допу-
скаемых напряжений в сварных соединениях вполне оправдан, так
как при сварке автоматом под флюсом, в среде защитных газов,
контактным способом и в других случаях механические свойства
швов зависят в значительной степени от механических свойств
основного металла.
Наиболее существенными факторами, влияющими на механиче-
ские свойства соединений и швов, а следовательно, и на значе-
ния допускаемых напряжений в них, являются качество выполне-
ния и вид технологического процесса сварки.
Сварные соединения сталей, выполненные дуговой сваркой,
по определению допускаемых напряжений делят на две группы.
К первой группе относятся швы низкоуглеродистых сталей
обыкновенного качества и низколегированных, у которых механи-
ческие свойства швов и околошовной зоны соответствуют свойст-
вам основного металла.
20
Ко второй группе относят швы сталей со специальными свой-
ствами: высокопрочных, коррозионноустойчивых и т. д., у кото-
рых свойства швов или металла околошовной зоны ниже свойств
основного металла.
Рекомендуемые допускаемые напряжения для швов первой груп-
пы приведены в табл. 2.4.
Таблица 2.4
Допускаемые напряжения для швов соединений ннзкоуглеродистых сталей
обыкновенного качества и низколегированных
Род усилия Тип шва Технологический процесс сварки Допускаемое напряжение
Растяжение, Стыковой Дуговая, автоматическая и полу- Ир
сжатие То же » автоматическая под флюсом, в СО2 Дуговая, электродами Э42А, ГСТ1Р
» » Э46А, Э50А Контактная [Ч]р
» Электроннолучевая Ир
» Диффузионная И£
Срез Угловой Дуговая, автоматическая и полу- 0,8 ИР
» Стыковой автоматическая под флюсом, в СО2 То же 0,65 |ст]р
При сварке низкоуглеродистой стали марки СтЗ, для которой
допускаемое напряжение [о]р = 160 МПа, допускаемые напря-
жения в швах, выполненных автоматической сваркой или электро-
дами Э42А, будут следующие: [о']р = 160 МПа, [о']сж — 160 МПа;
[т'] = 100 МПа, где [т'1 — допускаемое напряжение в шве при
срезе.
При стыковой контактной сварке, а также при стыковой сварке
трением и холодным способом в соединении могут быть приняты
те же допускаемые напряжения, что и в стыковых соединениях
при сварке дуговым методом, при условии, если технологический
процесс отработан и позволяет получить стабильные высокие
механические свойства соединений.
Для соединений, выполняемых точечной контактной и шовной
сваркой, допускаемые напряжения среза в точке устанавливаются
в зависимости от свойств металла и отработки технологического
процесса. В точках и швах допускаемые напряжения среза для
низкоуглеродистых и некоторых низколегированных сталей могут
быть приняты 0,4 от допускаемых напряжений [о]р основного ме-
талла и 0,3 [<т]р при отрыве.
Для швов второй группы сталей допускаемые напряжения наз-
начаются на основе специально проведенных экспериментов в усло-
виях, соответствующих работе проектируемой сварной конструк-
ции, видам соединений и т. д.
Аналогичным образом допускаемые напряжения назначаются на
основе специальных экспериментов для соединения сталей первой
группы при сварке холодным способом, трением, ультразвуком и
другими специальными методами.
21
Определение действительного распределения напряжений с уче-
том их концентрации в элементах и соединениях бывает трудным и
при оценке работы конструкции, нагруженной статически, в боль-
шинстве случаев себя не оправдывает.
Излагаемые ниже методы расчета прочности ставят задачи
оценить несущую способность, т. е. допускаемое усилие для про-
ектируемых объектов и соединений, не определяя действительного
распределения напряжений. Проектант принимает упрощенную
схему напряженного состояния без учета концентрации напряже-
ний, которая для него становится руководящей. Несущая способ-
ность конструкции определяется или по разрушающему напряже-
нию ов и коэффициенту запаса пъ или по напряжению от, вызываю-
щему текучесть, и коэффициенту запаса п2, который меньше zij.
Расчеты проводятся на основе элементарных методов сопротивле-
ния материала.
Более глубокий анализ напряженного состояния, имеющего ме-
сто в сварных объектах, и определение коэффициентов концентра-
ции напряжений в них осуществляются на базе теории упругости
и пластичности. Такие пути определения напряжений бывают не-
обходимы при оценке прочности конструкции под переменными
нагрузками, для установления с позиций механики материалов
условий распространения возникших в изделиях трещин, а также
при учете собственных напряжений, вызванных сварочным про-
цессом.
Методы определения напряжений в дополнение к излагаемым
методам определения несущей способности будут рассмотрены
в § 13.
§ 2. Сварные соединения, выполненные дуговой сваркой
Существует несколько наиболее распространенных способов
дуговой сварки.
Ручная дуговая сварка является универсальным технологиче-
ским процессом. Этим способом сваривают конструкции во всех
пространственных положениях, из разных марок сталей, цветных
сплавов в случаях, когда применение автоматических и полуав-
томатических методов не представляется возможным, например
при отсутствии требуемого оборудования, недостаточного осво-
ения технологического процесса.
Соединения при автоматической и полуавтоматической сварке
под слоем флюса, разработанной Институтом электросварки
им. Е. О. Патона совместно с другими НИИ и заводами, широко
применяются на заводах машиностроительной и строительной про-
мышленности. Автоматической сваркой под флюсом сваривают из-
делия с широким диапазоном изменения толщин, как правило, от
1 до 50 мм, иногда и более.
Применение автоматической и полуавтоматической дуговой
сварки в среде защитного углекислого газа, разработанной
ЦНИИТМашем, Институтом электросварки им. Е. О. Патона,
МВТУ и другими организациями, непрерывно расширяется. Этим
способом производится укладка швов во всех пространственных
положениях, хорошо свариваются элементы малых, средних и
больших (до нескольких десятков миллиметров) толщин из углеро-
дистых, низколегированных и некоторых высоколегированных ста-
лей.
Конструкции из аустенитных, мартенситных и ферритных жа-
ропрочных, теплоустойчивых сталей, многих алюминиевых, титано-
вых, медных, магниевых и других сплавов также успешно свари-
ваются в среде защитных газов.
Сварные соединения должны быть по возможности равнопроч-
ными с основным металлом элементов конструкций при всех тем-
пературах во время эксплуатации, а также при всех видах нагру-
зок (статических, ударных и вибрационных).
Слабыми участками в сварных соединениях могут быть швы,
зоны термического влияния и сплавления. Зоной термического
влияния называют участок основного металла, прилегающий к швам,
который в результате сварки изменяет механические свойства.
Последнее обстоятельство особенно имеет место при сварке термиче-
ски обработанных, а также нагартованных сталей и сплавов.
Улучшение механических свойств сварных соединений дости-
гается: 1) выбором рациональной конструктивной формы соедине-
ния; 2) применением рациональных методов сварки; 3) термической
и механической обработкой сварных конструкций после сварки.
Конструкции с равнопрочными сварными соединениями отвечают
требованиям экономичности. Избыточная прочность сварного сое-
динения по сравнению с целым элементом удорожает конструк-
цию и не улучшает условий ее эксплуатации. Недостаточная проч-
ность сварного соединения снижает несущую способность всей
конструкции и не позволяет полностью использовать рабочие
сечения ее элементов. Поэтому из условия равнопрочности расчет-
ные усилия соединений определяют:
при растяжении
Р = [о]р/7; (2.3)
при сжатии
Р = [а]сжГ; (2.4)
при изгибе
М = ЫРГ, (2.5)
где [crip — допускаемое напряжение при растяжении; [о1сж — допу-
скаемое напряжение при сжатии; F — площадь поперечного сече-
ния; W— момент сопротивления сечения.
В конструкциях со сварными соединениями в металле швов
могут возникать напряжения двух родов: рабочие и связующие.
Чтобы установить различие между рабочими и связующими напря-
жениями, рассмотрим несколько примеров.
На рис. 2.1, а изображены две полосы, соединенные стыковым
швом. Полосы подвергаются растяжению. Очевидно, что при раз-
23
рушении шва разрушится и вся конструкция. То же самое произой-
дет и в соединении, изображенном на рис. 2.1, б.
Сварные соединения, разрушение которых влечет за собой выход
из строя конструкции, будем называть рабочими, а напряжения,
действующие в этих соединениях, — рабочими напряжениями.
Совершенно иначе работает наплавленный металл в шве, соеди-
няющем две полосы, показанные на рис. 2.1, в. Наплавленный
металл, соединяющий полосы, деформируется вместе с основным
металлом; при этом в нем возникают напряжения. Если модуль
упругости наплавленного металла незначительно отличается от
модуля упругости основного, то в швах при их работе в преде-
лах упругих деформаций образуются напряжения приблизительно
той же величины, что и в растягиваемых полосах. Эти напряже-
ния, возникающие в швах, вследствие их совместной работы с ос-
новным металлом во многих случаях не опасны для прочности
конструкции и называются связующими. Пример связующих швов
показан и на рис. 2.1, г.
Рис. 2.1. Примеры рабочих (а, б) и связующих (в, г) швов
При расчете прочности сварных соединений определяют только
рабочие напряжения. Исследования подтверждают, что в большин-
стве случаев при анализе прочности сварных конструкций связую-
щие напряжения можно не учитывать.
Основными типами сварных соединений являются соединения
стыковые, нахлесточные, тавровые, угловые. В сварных конструк-
циях наиболее целесообразны стыковые соединения.
Стыковые соединения. Подготовка кромок стыкового соедине-
ния определяется технологическим процессом сварки и толщиной
соединяемых элементов. В табл. 2.5 приведены примеры подго-
товки кромок стыковых соединений при сварке под флюсом по
ГОСТ 8713—70. Можно видеть, что обозначения Cl, С2 и т. д. соот-
ветствуют определенному характеру выполнения шва (односторон-
ний, двусторонний, на подкладке и т. д.) и форме подготовленных
кромок. При других методах дуговой сварки подготовка кромок
регламентируется ГОСТ 14771—76 (в защитном газе) и 5264—69
(ручная).
При выполнении многослойных стыковых швов в защитном газе
все чаще используют щелевую подготовку кромок без их скоса.
Этот прием требует тщательной укладки слоев, его применяют
24
Т а б л иц а 2.5
Примеры стыковых соединений, выполняемых сваркой под флюсом
(по ГОСТ 8713—70)
Форма под- готовленных кромок Характер выполненного шва Форма поперечного сечения- Пределы тол- щин сварива- емых деталей, мм 6 2 6 'Я g о о я Q X Ф о „ о S l к ® К 6 я 5 щ а я 2 ® р-2 ч л и и £ а сс ® Л и о <
Подготовленных кромок выполненного шва
С отбортов- кой двух кромок Односторон- ний 1,5—3,0 С1
Двусторон- ний W///A 2,0—20,0 С2
Односторон- ний ьждддз 2,0—12,0 С4
Без скоса кромок Односторон- ний на флю- сомедной подкладке 4,0—10,0 С6
Двусторон- ний 14,0—24,0 С13
Односторон- ний на флю- сомедной подкладке 8,0—24,0 С17
Со скосом двух кромок Односторон- ний на сталь- ной под- кладке 8,0—30,0 С18
С криволи- нейным ско- сом двух кромок Двусторон- ний 24,0— —160,0 С21
С двумя симметрич- ными скоса- ми двух кромок » 20,0—60,0 СЗО
С двумя не- симметрич- ными скоса- ми двух кромок Двусторон- ний с пред- варительным наложением подварочно- го шва 16,0—60,0 С34
Примечание, Обозначение способов сварки рассмотрено в § 9
настоящей главы,
25
при сварке элементов толщиной до 50 мм. Как правило, стыковые
швы делают прямыми, т. е. направленными перпендикулярно дей-
ствующим усилиям.
Если элемент работает на растяжение, то допускаемое усилие
в сварном стыковом соединении
P = [o']ps/; (2.6)
при сжатии
(2.7)
Рис. 2.2. Очертания угловых швов:
а — нормальное; б — выпуклое; в — вогнутое; г —
с отношением катетов 1 : 1,5; д—с отношением
катетов 1:2; е — то же, с обработкой конца шва
где s — толщина основного металла, так как усиление шва не
учитывается; I—длина шва; 1<т']р—допускаемое напряжение ра-
стяжения сварного соединения; [о']сж— допускаемое напряжение
сжатия сварного соединения.
Если [а']р = 1о]р, то сварной шов равнопрочен основному
металлу.
При работе элементов из высокопрочных сталей наиболее сла-
бым участком в сварном соединении оказывается не металл шва,
а прилежащая к нему
зона, которая в резуль-
тате термического дей-
ствия дуги или образо-
вания концентраторов
напряжений может ока-
заться разупрочненной.
В таких случаях необ-
ходимо заменить расчет
прочности швов расче-
том прочности соедине-
ний в ослабленных зо-
нах с учетом особен-
ностей механических
свойств металла, его термической обработки и других факторов,
зависящих от конкретных условий. Если стыковой шов направлен
под углом а к усилию (как правило, а = 45°), то его следует счи-
тать равнопрочным основному элементу.
Нахлесточные соединения. В нахлесточных соединениях швы
называются угловыми.
При ручной сварке угловые швы имеют различные очертания:
нормальные, условно принимаемые очерченными в форме равнобед-
ренного треугольника, выпуклые, вогнутые (рис. 2.2, а—в).
Выпуклые швы нецелесообразны ни с технической, ни с эконо-
мической стороны. Они требуют больше наплавленного металла,
вызывают концентрацию напряжений.
Целесообразны швы, имеющие очертания неравнобедренных тре-
угольников с отношением основания шва к высоте 1,5 : 1; 2:1
(рис. 2.2, г, д). В швах этого типа иногда производят механиче-
скую обработку концов, чтобы обеспечить плавное сопряжение
наплавленного металла с основным (рис. 2.2, е). Подобного рода
26
и однопроходной полуавтоматической
Рис. 2.3. Угловые швы при сварке под
флюсом:
а — при укладке «в лодочку»; б — при укладке
наклоненным электродом; в — с глубоким про-
плавлением
швы, как будет показано ниже, целесообразно применять в кон-
струкциях, работающих при циклических нагружениях.
В широкой практике конструирования распространено приме-
нение угловых швов с нормальными очертаниями (рис. 2.2, а).
Размер катета углового шва нормального очертания обозначают /С.
Угловые швы при сварке под слоем флюса получаются с более
глубоким проплавлением, чем при ручной сварке. Их очертания
показаны на рис. 2.3, Расчетная высота шва зависит от глубины
проплавления, от технологического процесса сварки. Она опреде-
ляется величиной /Ср. При ручной и многопроходной автоматиче-
ской и полуавтоматической сварке 0 = 0,7; для двух- и трехпроход-
ной полуавтоматической сварки 0 = 0,8; для двух- и трехпроход-
ной автоматической сварки
сварки р = 0,9; для одно-
проходной автоматической
сварки р = 1,1.
Наименьшая толщина
рабочих швов в машино-
строительных конструкци-
ях 3 мм. Исключение со-
ставляют конструкции, в
которых толщина самого
металла меньше 3 мм.
-Верхний предел толщины
швов не ограничен, но
применение швов, у кото-
рых К 20 мм, встреча-
ется редко. В местах зажигания и обрыва дуги механические
свойства швов ухудшаются, поэтому минимальную длину рабо-
чих швов целесообразно ограничивать и принимать равной
30 мм. Швы меньших размеров применяют лишь в качестве нера-
бочих соединений. В зависимости от направления угловых швов
по отношению к действующему усилию их разделяют на лобо-
вые, косые, фланговые, комбинированное.
Лобовые швы направлены перпендикулярно усилию. В соедине-
нии, показанном на рис. 2.4, а, усилие Р передается двумя лобо-
выми швами. Вследствие эксцентриситета элементы несколько
искривляются. Расстояние между лобовыми швами следует прини-
мать С 4s. На рис. 2.4, б усилие Р передается через один лобо-
вой шов на накладку; далее это же усилие переходит с накладки
на второй лист. Таким образом, в соединении этого рода имеется
лишь один расчетный шов.
Рассмотрим несущую способность угловых швов. В лобовом
шве возникает несколько составляющих напряжений (рис. 2.4, в):
нормальные напряжения ст на вертикальной плоскости шва и каса-
тельные т на горизонтальной.
По методу, принятому в инженерной практике, расчет проч-
ности лобовых швов производится на срез. Этот метод является
условным и приближенным. При статических нагрузках и треуголь-
27
ном очертании шва слабым сечением считают Наименьшее сечение,
совпадающее с биссектрисой О—О прямого угла. По этой плоско-
сти проверяют прочность лобового шва; напряжение при этом не
должно превышать допускаемого [т'].
Рис. 2 4 Соединения с лобовыми и фланговыми швами-
а— с двумя расчетными лобовыми швами, б—с одним расчетным лобовым швом,
в — схема усилия в лобовом шве, г — фланговые швы, д — косой шов, е — комбиниро-
ванное соединение, ок — прикрепление уголка
Формула определения допускаемого усилия Р для соединения,
состоящего из одного расчетного лобового шва (рис. 2.4, б), имеет
следующий вид:
Р = (2.8)
и для соединения, приведенного на рис. 2.4, а, —
Р = 2[т']₽К/, (2.9)
где — расчетная высота шва, I — длина шва.
Фланговые швы. направлены параллельно усилию (рис. 2.4, г).
В них возникают два рода напряжений. В результате совместной
деформации основного и наплавленного металла во фланговых
швах образуются связующие напряжения. Как было указано выше,
их не учитывают при определении прочности соединения. По пло-
скостям соприкосновения валика флангового шва с каждым из ли-
стов, а также в самом валике возникают напряжения среза, которые
являются рабочими напряжениями соединения.
28
Расчет прочности швов производится по опасной плоскости
среза, совпадающей с биссектрисой прямого угла. Расчетная фор-
мула несущей способности составлена в предположении, что напря-
жения вдоль флангового шва распределены равномерно
Для конструкции, приведенной на рис. 2.4, г, расчетная фор-
мула имеет вид
Р = 2[т']₽/</. (2.10)
С учетом концентрации напряжений (см. § 12) расчетная длина
фланговых швов I 50К.
Косые швы направлены к усилию под некоторым углом
(рис. 2.4, д). Их часто применяют в сочетании с лобовыми и фланго-
выми.
Расчет прочности косых швов производится аналогично описан-
ному выше:
Р = [т']рА7. (2 11)
Пример комбинированных швов приведен на рис 2 4, е
Распределение усилий в отдельных швах, составляющих комби-
нированное соединение, не одинаково. Однако расчет прочности
комбинированных соединений производится согласно хорошо из-
вестному из курса сопротивления материалов принципу незави-
симости действия сил. В соединении с лобовыми и фланговыми
швами определение несущей способности следующее:
/> = Рл + Рфл, (2-12)
где Р—допускаемое усилие для комбинированного соединения;
Ря — допускаемое усилие для лобового шва, Рфл — допускаемое
усилие для фланговых швов.
Таким образом,
Р = [т'](Р/</л + 2р/</фл). (2.13)
Если катеты всех швов, входящих в состав комбинированного
соединения, равны между собой, то
P = [T']₽KL, (2.14)
где L длина периметра швов. Этим соотношением пользуются
при расчете соединения, показанного на рис. 2.4, е.
Некоторую особенность представляет расчет прочности швов,
прикрепляющих уголок, работающий под действием продольной
силы. Принимаем, что усилие Р в уголке действует в плоскости
прикрепленной полки (рис. 2.4, ж).
Усилие, воспринимаемое лобовым швом,
Рл = [<!№. (2.15)
Эксцентриситет приложения силы в расчете не учитывается.
Усилие, передаваемое на фланговые швы,
Рфл = Р-Рл. (2.16)
29
Это усилие распределяется между швами обратно пропорцио-
нально расстоянию от оси уголка до обеих кромок.
Таким образом, усилие в шве Zx будет
Р1 = РфЛ1/1л, (2-17)
усилие в шве Z2
Р2 = Р^/1Й. (2-18)
При расчете прочности прикреплений равнобоких уголков
приближенно можно принять
Л = 0,ЗРфл; Р2 = 0,7Рфл. (2.19)
Касательные напряжения в швах равны
Т1 = ^/(pKZi); т2 = P2/(pKZ2). (2.20>
Напряжение в каждом из фланговых швов не должно превышать
допускаемого [т'].
Конструктивно можно увеличить длину Zj относительно разме-
ров, требуемых по расчету прочности, до значения Z2.
Более точный метод расчета предусматривает учет не только
срезывающей силы, но и момента силы относительно центра тяже-
сти сечения швов (см.
§ Ю).
Тавровые соединения.
Применяют для соеди-
нения элементов, распо-
ложенных во взаимно
перпендикулярных пло-
скостях. Тавровые сое-
динения обычно можно
выполнять без подготов-
ки кромок (рис. 2.5, а).
На рис./ 2.5, б пока-
о)
Рис. 2.5. Тавровые соединения
8)
заны тавровые соедине-
ния с односторонней подготовкой кромок и подваром при толщине
листов от 4 до 26 мм, а на рис. 2.5, в— с двусторонней подготов-
кой кромок для элементов толщиной 12—60 мм.
При работе соединений (рис. 2.5, а) на растяжение расчетная
формула прочности имеет такой вид:
Р
«
P = 2[t']PKZ, (2.21)
а для соединения, приведенного на рис. 2.5, б, в,
P = [o']psZ. (2.22)
При работе узла, изображенного на рис. 2.5, а, на сжатие
усилие Р в действительности частично передается с горизонталь-
ного листа на вертикальный через плоскость соприкосновения ли-
стов. Проверка прочности швов соединения в этом случае произво-
39
дится исходя из условного предположения, что усилие передается
через швы. При этом [т'] повышается до величины [<т']сж-
При сварке полуавтоматами тавровые соединения могут выпол-
няться угловыми точечными швами (рис. 2.5, г). Применение точеч-
ных швов целесообразно главным образом в конструкциях с толщи-
ной листов s 4 -т- 5 мм.
Угловые соединения. Угловые соединения, выполняемые дуго-
вой сваркой вручную, показаны на рис. 2.6, а.
При автоматическом и полуавтоматическом способах сварки
соединения имеют вид, приведенный на рис. 2.6, б (s = 6 -ь 14 мм)
и на рис. 2.6, в (s =
= 10-=-40 мм). а) 6) в)
Угловые соединения
в основном применяются 1 Ц И
в связующих элементах
и расчету на прочность Рис- 2.6. Угловые соединения
не подлежат.
Пробочные проплавные соединения. Пробочные соединения ста-
вят при нахлесточном расположении листов, проплавляя верхний
более тонкий лист, в результате чего образуются круглые про-
плавные сварные соединения (рис. 2.7).
Пробочные соединения рациональны при толщине верхнего
листа s не более 5 мм.
При применении усовершенствованного оборудования с прину-
дительной подачей электродной проволоки в зону дуги можно сва-
ривать проплавными пробочными соединениями элементы толщиной
более 12 мм. Такие соединения можно получить сверлением отвер-
стий в одном из соединяемых лис-
Рис. 2.7. Проплавное соединение
тов и заполнением их наплавлен-
ным металлом. При этом диаметр
отверстий d может достигать 40 мм.
Разработаны установки для вы-
полнения пробочных соединений
различных марок сталей в защит-
ной среде СО2.
Ввиду простоты оборудования
и высокой производительности
процесса проплавные пробочные соединения весьма экономичны.
Их применяют, в частности, при изготовлении конструкций сельско-
хозяйственных машин.
В большинстве случаев пробочные соединения являются связу-
ющими и рабочих усилий не передают. Расчет прочности соедине-
ний, участвующих в передаче усилий, производят аналогично рас-
чету прочности точечных соединений при контактной сварке.
Дуговые соединения алюминиевых сплавов. Дуговой сваркой
сваривают практически все алюминиевые сплавы, ио свариваемость
их различна. Сварные соединения алюминиевых сплавов обладают
повышенной чувствительностью к концентраторам напряжений по
сравнению с рядом сталей, применяемых в конструкциях (см. § 2
31
гл. 1), Поэтому к соединениям из алюминиевых сплавов предъяв-
ляют ряд требований к их конструктивному оформлению и предот-
вращению повреждений изделий в процессе производства. На
рис. 2.8 приведены рациональные виды сварных соединений при
сварке алюминиевых сплавов.
На рис. 2.9Г а, б приведены примеры стыковых соединений де-
талей из алюминиевых сплавов разных толщин при отсутствии экс-
центриситета, а на рис. 2.9, в, г— при наличии эксцентриситета.
s
с отбортовкой
$=0,4+1,5 ММ
s= 0,5+-5 мм
Стыковое с под кпадкой.
Стыковое с X-образным
швом
Рис. 2.8. Сварные соединения
ТадооВое угловой
одиночный шов
JbS>2MM
ЧаброВое угловой
обойной шов
У
ТавроВое с подготовкой
кромок
Нахлесточное, одиночный
углобои,
S^OfiMM
1=(2+4}С+20 мм
Нахлесточное, двойной углодои
алюминиевых сплавов
Предусмотрены варианты плавных сопряжений радиусом г швов
с основным металлом (рис. 2.9, а, в). Это сделано в целях устране-
ния концентраторов напряжений, понижающих предел прочности
соединений (рис. 2.9, б, г).
При изготовлении конструкций из алюминиевых сплавов реко-
мендуется применять стыковые соединения, а также соединения,
в которых сварные швы расположены в зонах пониженных рабочих
напряжений. Целесообразны конструкции повышенной гибкости
(деформируемости).
32
На рис, 2.10 приведены многочисленные примеры рациональных
и нерациональных сварных соединений из алюминиевых сплавов.
Соединения на рис. 2.10, а—к рациональны, так как сварные швы
удалены от зоны резкого изменения сечений. Соединения на
Рис. 2.9. Стыковые соединения алюминиевых сплавов'
а, в — рациональные, б, г — нерациональные
Рис. 2.10. Виды элементов алюминиевых конструкций
рис. 2.10, л—п имеют значительную угловую жесткость и находятся
в зоне концентрации. По сравнению с ними соединения, показанные
на рис. 2.10, р—у, несколько лучше, поскольку в них обеспечена
повышенная податливость.
§ 3. Сварные соединения, выполненные контактной сваркой
Соединения при стыковой сварке. Контактная стыковая сварка
имеет огромное распространение в различных конструкциях. Осо-
бенно эффективно ее применение при сварке изделий в массовом
производстве, например арматуры железобетона, типизированных
конструкций рам, продольных швов труб. Хорошо свариваются кон-
струкции из низкоуглеродистых, углеродистых, низколегирован-
33
них и некоторых высоколегированных сталей с площадью попе-
речного сечения до нескольких сотен квадратных сантиметров.
Контактным способом получают стыковые соединения элементов
с круглыми, квадратными, прямоугольными, трубчатыми, профиль-
ными (уголки, тавры, рельсы) сечениями. С увеличением периметра
детали и уменьшением ее толщины процесс сварки усложняется.
Наиболее хорошо соединяются элементы одинакового поперечного
сечения (рис. 2.11, а—в). Диаметры d, и d2 соединяемых элементов
круглого сечения (рис. 2.11, г), а также толщины труб Sj и s2
(рис. 2.11, д) по возможности не должны отличаться друг от друга
более чем на 15 %.
Возможность контактной сварки больших поперечных сечений
зависит от оборудования. Институтом электросварки им. Е. О. Па-
тона созданы установки для сварки газопроводных труб диаметром
1420 мм, и это не явля-
ется пределом. Площадь
поперечных сечений де-
талей, свариваемых кон-
тактным способом, при-
ближается к 1000 см3.
Специальный расчет
прочности стыков, сва-
ренных контактным спо-
собом и работающих под
статической нагрузкой,
не производится. Проч-
самого элемента. Сты-
только различные сорта
fi)
6)
Рис. 2.11. Соединения
при стыковой контакт-
ной сварке
ность стыка обеспечивается прочностью
ковой контактной сваркой сваривают не
сталей, но и цветные сплавы.
Соединения при точечной сварке. В большинстве случаев точеч-
ной сваркой сваривают изделия при условии расположения электро-
дов с двух сторон относительно свариваемых частей. Это предъяв-
ляет определенные требования к габариту конструкций. Разрабо-
таны установки, позволяющие производить точечную сварку при
одностороннем расположении обоих электродов.
Точечной контактной сваркой наиболее часто соединяют эле-
менты, имеющие малые толщины — от долей до нескольких милли-
метров (рис. 2.12, а). Хорошо свариваются прочные и высокопроч-
ные углеродистые стали, различные сплавы, в частности алюминие-
вые и титановые.
Не рекомендуется допускать точечных соединений элементов,
отношение толщин которых 3. Точечной сваркой можно свари-
вать также три детали и более. При этом элемент большей толщины
следует укладывать между двумя другими (рис. 2.12, б).
Сварными точками соединяют между собой не только плоские,
но и цилиндрические детали (рис. 2.12, в), стержни круглого сече-
ния с пластинами (рис. 2.12, г) и т. п. Весьма целесообразны для
сварки точками заготовки, имеющие открытые профили или с отбор-
товкой (рис. 2.12, д). На рис. 2.12, е показан узел менее рацио-
34
нальный, так как в процессе сварки большая масса металла вво-
дится в контур вторичной цепи, вследствие чего увеличивается
индуктивное сопротивление машины.
Рис 2 12 Примеры соединений при точечной сварке*
а, б — плоские заготовки, в, г — цилиндрические заготовки, д, з — рациональ-
ное соединение, е, ж — нерациональное соединение
На рис. 2 12, ж показана конструкция, свариваемая изогнутым
электродом, трудно выполнимая для сварки на точечной машине;
на рис. 2.12, з изобра-
жен рациональный узел.
В сварном точечном
соединении приняты сле-
дующие обозначения
(рис. 2.13): d — диа-
метр точки; t—шаг
точек; 4 — расстояние
от центра сварной точ-
ки до края детали в
направлении действия
силы Р; /2—расстоя-
ние от центра сварной
точки до свободной
Рис 2 13 Виды соединений с несколькими точ-
ками в зависимости от направления нагрузки оз
КрОМКИ В Направлении, а — продольное, б — поперечное, в — смешанное
перпендикулярном дей-
ствию силы Р; и /2 нормируются с учетом технологических и
силовых факторов.
Расстояние между центрами точек в соединении должно быть не
меньше некоторого предельного размера ввиду шунтирования тока
через ранее сваренную точку. Чем больше расстояние между свар-
ными точками, тем меньше шунтирование тока, следовательно,
35
стабильнее и лучше результаты сварки. Диаметр точки d назна-
чается в зависимости от толщины соединяемых элементов с учетом
обеспечения высококачественного технологического процесса. Диа-
метр электрода d3 контактной машины подбирается исходя из необ-
ходимого d. Как правило,
d = (0,8 4- 1) d3.
Рис. 2.14. Подготовка элементов и схема
рельефной сварки
имеют точки диаметром около 3,5s
t = 3d; = 2d~, ti = 1,5d.
Для стальных деталей ре-
комендуется d = 1,2s + 4 мм
при s sg 1,5 4- 3 мм; d =
= 1,5s + 5 мм при s j> 3 мм,
где s— наименьшая толщина
свариваемых частей.
В некоторых случаях
строительные конструкции
и более. Можно принимать:
В практике иногда применяют следующее соотношение между t,
s и d:
d=l,4(|/0,01/2-Hs- 0,10-
(2.23)
Для улучшения качества соединений точечную сварку иногда
заменяют рельефной, при этом более точно фиксируется зона
пропускания тока, уменьшается эффект шунтирования (рис. 2.14).
Рис. 2.15. Нерациональная (а) и рациональная (б) конст-
рукции узлов с точечными соединениями
Точки в сварном соединении следует располагать таким образом,
чтобы оии воспринимали преимущественно усилия среза, а не от-
рыва. На рис. 2.15, а конструкция нерациональна — точки в иен
работают на отрыв; на рис. 2.15, б— рациональна.
В ссединениях, изображенных на рис. 2.16, а, б, расчет проч-
ности точки производится на срез. Сварные точки могут быть
односрезными (рис. 2.16, а) и двусрезиыми
(рис. 2.16, б).
Расчетное напряжение в односрезной точке
T = 4P/(nda)^[rfl; (2.24)
36
в двусрезной точке
т = 2P/(nda) sg [tq],
(2.25)
а)
где [xj] — допускаемое напряжение в точке при срезе; d — диаметр
точки, Р — усилие, передаваемое на одну точку.
В действительности в точечном соединении могут иметь место
две формы разрушения: срез точек и разрыв основного металла
в зоне соединения Увеличение диаметра точки повышает ее сопро-
тивление срезу, увеличение толщины детали повышает сопротивле-
ние основного металла разрыву. При назначении диаметра согласно
формуле (2 23) расчет прочности точек можно производить только
на срез При работе сварной точки
на отрыв, например в конструкции,
изображенной на рис. 2 16, в, рас-
четное напряжение будет
о = 4P/(nd2) sg [<то], (2 26)
где [по! — допускаемое напряже-
ние в точке при отрыве.
Допускаемое напряжение в точ-
ке при отрыве [по! следует при-
нимать еще более низким, неже-
ли ВД. При этом целесообразно
пользоваться данными эксперимен-
тов.
Для легированных сталей и
цветных сплавов допускаемое на-
пряжение в точечных соединениях принимают на основе результа-
тов экспериментов с учетом условий нагружения и других фак-
торов.
Например, для алюминиевых сплавов расчетное усилие на срез Р
при точечном соединении, выполненном контактной сваркой на
машинах с импульсом постоянного тока, можно определять в зави-
симости от толщины основного металла и вида сплава, пользуясь
табл. 2.6.
Таблица 2.6
£ £
2 2
Рис 2 16 Точечное соединение,
работающее на срез и отрыв
а — односрезные точки, б — двусрез-
ные точки, в — работа на отрыв
Расчетные усилия Р, кН, на срез одной точки точечного соединения
алюминиевых сплавов
Толщина наиболее тонкого металла в соединениях, мм АМц АМгб АВТ1 В92Т
1,0 0,9 1,о 1,2 1,4
1,5 1,7 2,0 2,5
2,0 2,4 2,9 3,5
2,5 3,2 3,9 4,6
3,0 4,0 5,0 6,0
4,0 — 7,0 9,0 11
37
Рис. 2.17. Профильные элементы с точечными соединениями
Практически наиболее часто соединения конструируются сме-
шанными (см. рис. 2.13, в), так как один поперечный ряд неравно-
прочен с соединяемым элементом. Напряжение в точке такого со-
единения определяется в условном предположении, что все точки
работают равномерно:
т = 4P/(ind2) < [то], (2.27)
где i — число односрезных сварных точек в соединении.
Если точки двусрезные, то i — общее число плоскостей среза
в соединении. С учетом неравномерного распределения усилий
между точками допускаемое
напряжение [т£] в смешан-
ном соединении целесообразно
снизить на 10—20 %.
Часто в конструкциях
сварные точки являются свя-
зующими и рабочих напря-
жений не передают. Напри-
мер, при формировании про-
филей элементов конструк-
ций, которые воспринимают
продольное усилие, точки
служат для связи между от-
дельными частями. Соедине-
ния обшивок с каркасом
также часто осуществляют
точками. Указанные точки
при статических нагрузках в
большинстве случаев не ока-
зывают существенного влия-
ния на прочность. Примеры
сварки профильных элемен-
тов точками приведены на рис. 2.17. В верхнем горизонтальном
ряду даны точечные соединения, особенно удобные для сварки,
во втором ряду — удобные, в третьем — не вполне удобные, в чет-
вертом — трудные.
Соединения при шовной сварке. Шовная контактная сварка
допускает возможность соединений элементов от весьма малых тол-
щин до суммарной толщины 4 — 6 мм из сталей и цветных спла-
вов. Шовной сваркой, как правило, соединяют изделия при распо-
ложении роликов с обеих сторон соединяемых частей (рис. 2.18, а, б),
но можно производить сварку и иа подкладке при расположении
роликов с одной стороны (рис. 2.18, в).
При шовной сварке между соединяемыми элементами образуется
шов путем постановки ряда точек, перекрывающих друг друга.
Нахлесточные соединения образуют в соединениях эксцентри-
ситеты, в результате которых возникают помимо основных продоль-
ных сил изгибающие моменты. При этом прямолинейные элементы
(рис. 2.18, г) несколько искривляются (рис. 2.18, д).
'Р С ДГ ^1 Р
Рис. 2.18. Соединения при шовной сварке:
а — нахлесточное без скоса кромок; б — на*
хлесточное со скосом кромок (редко приме-
няется); в— стыковое без подготовки кромок
(редко применяется); г — сечение шва; д —
деформаций соединения после приложения
растягивающей силы
39
Поскольку элементы, свариваемые шовной сваркой, имеют ма-
лые толщины, влияние изгибающего момента незначительно и его
при расчете прочности не учитывают.
Напряжения в швах при шовной сварке определяют по усилию
среза
о = Р/(1а), (2.28)
где Р — действующая в соединении сила; а — ширина шва; I —
длина шва.
§ 4. Соединения при специальных методах сварки
Соединения при электрошлаковой сварке. Электрошлаковая
сварка является одним из прогрессивных бездуговых процессов
сварки. Она обеспечила создание комбинированных прокатно-
лито-ковано-штампованных изделий больших сечений, объединен-
ных в единый агрегат. Этим способом сваривают конструкции рам,
барабанов, крупных машиностроительных узлов, сооружений метал-
лургических комплексов и т. п. При электрошлаковой сварке ук-
ладку швов производят в вертикальном положении, выполняют
стыковые, угловые и тавровые соединения.
Нередко эти соединения являются связую-
щими, но их применяют и в качестве рабочих.
Электрошлаковой сваркой соединяют в ос-
новном элементы, имеющие толщины от 30 до
1000 мм и более, но в некоторых случаях
сваривают и меньшие толщины. Этим мето-
дом соединяют между собой листы, плиты,
тела круглого сечения, толстостенные трубы,
например пустотелые валы, и т. п.
Электрошлаковой сваркой можно соеди-
нять различные марки сталей: низкоуглеро-
дистые, углеродистые, низколегированные и
др. Она не требует скоса кромок, очень про-
изводительна и экономична (мало расходуется присадочной прово-
локи и флюсов). Однако конструкции, сваренные электрошлаковой
сваркой, при большой толщине стенок часто приходится подвер-
гать термической обработке—отпуску и нормализации для снятия
остаточных напряжений и улучшения структуры. Это несколько
удорожает производство.
Хорошо соединяются электрошлаковой сваркой детали из тита-
новых и алюминиевых сплавов.
На рис. 2.19 приведен пример соединения, выполненного элект-
рошлаковой сваркой. В большинстве случаев расчет швов при
электрошлаковой сварке не отличается от проверки напряжений
в основном элементе конструкции, так как площадь шва бывает
при этом эквивалентна площади основного металла. Приходится
лишь в некоторых случаях в месте стыков понижать допускаемое
напряжение. Примеры соединений (угловых и тавровых), получен-
ных электрошлаковой сваркой, приведены на рис. 2.20.
Рис. 2.19. Пример шва
при электрошлаковой
сварке
40
Соединения при сварке трением. Метод эффективен, так как
при этом расходуется малое количество энергии. Зона разогрева
имеет небольшую протяженность, а соединения достаточно прочны.
Этим методом сваривают инструменты, например приваривают ре-
жущую часть к державке из поделочной стали. Его используют
при изготовлении закладных частей арматуры железобетона, при
сварке некоторых изделий из труб, деталей машин.
Рис. 2 20 Примеры соединений при электрошлаковой сварке:
а, б — угловые, в — д — тавровые, е — стыковые
Сварка трением производится согласно одной из схем, изобра-
женных на рис. 2.21. В процессе относительного вращения деталей
прижатые друг к другу торцы соединяемых элементов разогре-
ваются. При достижении нужной температуры, зависящей от мате-
риала, вращение прекращают и увеличением силы Р производят
осадку. Хорошо свариваются между собой не только однородные,
но и разнородные металлы, например сталь + медь + алюминий.
Рис. 2.21. Схема сварки треиием:
а — при вращении одной детали, б — при вращении обеих дета-
лей, в — сварка с вращающейся проставкой, г — при поступа-
тельно-возвратном движении
При сварке трением получают стыковые и тавровые соединения
(рис. 2.22) с высокими механическими свойствами. Расчетные на-
пряжения в сварном соединении при этом оказываются эквивалент-
ными напряжениям в основном металле. Допускаемые напряжения
устанавливаются на основе специальных опытов.
Соединения при диффузионной сварке. Диффузионная сварка
позволяет соединять металлы, неметаллические материалы и ме-
таллы с неметаллическими материалами. Сварка производится в
вакуумных камерах при сжатии соединяемых элементов и их на-
хреве до температуры, меньшей температуры плавления материала.
Поэтому в таких сварных соединениях не наблюдается существен-
41
ных изменений физико-механических свойств по сравнению с основ-
ным материалом. Очень большое влияние на механические свойства
соединений оказывают температура нагрева, удельное давление
на контактных поверхностях, степень вакуума в камере, споссб
подготовки поверхностей,
продолжительность про-
цесса.
Диффузионная сварка
позволяет осуществить
многообразные формы со-
единений: по плоскости,
конической поверхности,
цилиндрической поверх-
ности, по сложным рель-
ефным поверхностям.
Определение расчетных
напряжений в соединени-
ях при этом способе свар-
Рис. 2.22. Примеры сварки трением:
а, б — стыковые; в — тавровое
ки производится так же,
как и в элементах основной конструкции. Допускаемые напряже-
ния должны быть назначены согласно проведенным специальным
экспериментам.
Соединения холодной сваркой. Холодной сваркой называют
процесс соединения металлов в результате пластической деформа-
ции путем осадки без нагрева. Наилучшим образом соединяются
холодной сваркой металлы с кубической гранецентрированной
структурой, обладающие хорошими пластическими свойствами: алю-
миний, медь, их сплавы, аустенитная сталь и т. д. Вакуум значи-
тельно улучшает условия холодной сварки. Очистка и выравнивание
свариваемых поверхностей, а также создание на них активных
центров достигается за счет пластической деформации.
При холодной сварке выполняют стыковые и нахлесточные сое-
динения.
42
Схема холодной сварки стыкового соединения приведена на
рис. 2.23, а. На рис. 2.23, б, в показана схема холодной точечной
сварки (/— свариваемые листы, 2—пуансоны). При углублении
пуансона 2 происходит пластическая деформация. Если заменить
точечные пуансоны роликовыми, то можно получить холодной свар-
кой шовное соединение (рис. 2.23, г).
Точечный и шовный виды холодной сварки чаще применяют
в связующих или слабо напряженных соединениях, так как вдавли-
вание вызывает концентрацию напряжений. Несущую способность
соединений устанавливают экспериментально с учетом свойств ме-
таллов и технологии производства работ.
Расчет прочности стыковых соединений, сваренных холодным
способом, может не производиться вовсе, так как их свойства часто
не отличаются от свойств основного
материала. Расчет прочности свар-
ных точек в нахлесточных соедине-
ниях производится на срез. На от-
рыв такие точки работают недоста-
точно удовлетворительно. Допускае-
мые напряжения назначаются по
опытным данным.
Холодная сварка применяется в
электротехнике, вакуумном машино-
строении и т. д.
Соединения при ультразвуковой
сварке. Сварка ультразвуком метал-
лов применяется в приборостроении.
При ультразвуковой сварке соеди-
няются поверхностные слои металла,
освобожденные от окисных пленок
(рис. 2.24).
Способность ультразвуковых колебаний разрушать поверхност-
ные пленки дает возможность сварки металлов с защитными покры-
тиями. Ультразвуком соединяются пластичные металлы: алюминий,
медь, аустенитная сталь, тантал. Возможно сваривание неметал-
лических материалов, например керамики.
Ультразвуком сваривают элементы малых толщин, как правило,
не свыше 1—2 мм, и особенно хорошо соединяются очень тонкие
элементы. Возможна приварка тонкого элемента к толстому.
При ультразвуковой сварке получают точечные и шовные сое-
динения, аналогичные соединениям контактной сварки. Расчет
прочности производят на срез так же, как и расчет соединений,
выполненных контактной сваркой. Допускаемые напряжения опре-
деляют на основе специальных экспериментов.
Соединения при электроннолучевой сварке. Электроннолучевая
сварка производится почти всегда в вакууме в специальных каме-
рах. Эту сварку применяют для специальных сортов сталей, туго-
плавких и активных металлов, например тантала, циркония, мо-
либдена и др. Целесообразно использование ее для некоторых
। Усилие
КолеЗания [прижатия
Рис. 2.24. Схема ультразвуко-
вой сварки металла
и адсорбированных газов
43
марок титановых и алюминиевых сплавов, а также для соединений
разнородных металлов.
При электроннолучевой сварке источник тепла сконцентриро-
ван в малом объеме, поэтому зоны проплавления и термического
влияния имеют весьма малую ширину. Благодаря относительно
высокой степени вакуума в камере (0,1—0,01 Па) механические
свойства сварных соединении
при этом способе сварки оказы-
ваются высокими. Электронно-
лучевой сваркой выполняют сты-
ковые, нахлесточные (рис. 2.25, а)
и тавровые (рис. 2.25, б) соеди-
нения. Кроме того, оказывается
возможным выполнять швы в
замкнутых объемах. Укладку
швов можно производить при
разных их положениях в про-
странстве. Электроннолучевая
сварка находит применение в
Рис. 2.25. Соединения при электрон-
нолучевой сварке:
а — нахлесточное; б — тавровое ЭНерГвТИЧеСКОМ МЭШИНОСТрОе-
нии, в приборостроении и т. д.
Расчет прочности соединений при электроннолучевой сварке во
многих случаях сводится лишь к расчету прочности основной де-
тали, так как соединения могут быть приняты равнопрочными
целому элементу. Нередко правильная оценка прочности соедине-
ний, особенно разнородных металлов, производится на основе спе-
циально проведенных эксперимен-
тов.
Сварка взрывом. Сварка взрывом
является одним из новых процес-
сов соединения однородных и разно-
родных металлов. Перспективно ис-
пользование эффекта взрыва глав-
ным образом для получения двух-
слойных элементов, производства на-
плавок. Сварка взрывом очень про-
изводительна. При правильном тех-
нологическом процессе механические
ваются стабильными и высокими.
Рис. 2.26. Схема высокочастот-
ной сварки с индукционным
подводом тока
свойства соединений оказы-
Сварка лазером. За последние годы перспективы применения
лазера для сварки значительно расширились. Создание лазеров
высокой мощности позволяет сваривать элементы конструкции тол-
щиной в десятки миллиметров. При больших толщинах элементов
сварка лазером производительна. Ее особенности — предельно уз-
кая зона термического влияния и малые величины остаточных де-
формаций. Имеются все основания считать лазерный процесс пер-
спективным для сварки как тонкостенных, так и толстостенных
изделий. Достигается кинжальное проплавление. Пластические
свойства швов высокие, шов стали СтЗ выдерживает двукратный
44
перегиб на 180°. Эффективно применение лазера для соединений
закаленных сталей.
Радиочастотная сварка. Схема радиочастотной сварки изобра-
жена на рис. 2.26. Радиочастотная сварка весьма производительна —
скорость достигает 50 м/мин. Количество потребляемой энергии и
температурное влияние ее на основной металл весьма незначи-
тельны. Радиочастотной сваркой соединяют не только стальные
трубы, но и трубы из цветных металлов. При сварке латунных труб
швы образуются так же, как и при обычной стыковой контактной
сварке, но из-за большой скорости процесса не происходит распла-
вления и испарения цинка в поверхностном слое. Этим способом
можно сваривать профильный металл при небольшой толщине эле-
ментов.
Примеры расчета. Рассмотрим два примера расчета угловых
швов, очерченных по равнобедренному треугольнику.
Рис. 2.27. Примеры расчета сварных соединений
Пример 1 (рис. 2.27, а). Швеллер № 12 прикреплен к листу лобовым и флан-
говыми швами. Сварка ручная (В = 0,7). Определить напряжения в швах при
Р = 180 кН.
Площадь сечения лобового шва, имеющего катет шва К = 5 мм,
£л = ZfiK = 12 0,7 0,5 = 4,2 см2.
45
Площадь сечения двух фланговых швов при К = 8 мм
Гфл=21рК = 2-20 0,7 0,8 = 22,4 см2.
Площадь сечения всех угловых швов прикрепления
Г = ^+^ = 26,6 см2.
Напряжение среза в швах
т = Р/Г = 0,18/0,00266 = 67,7 МПа.
Пример 2 (рис. 2 27, б). Уголок 90 X 90 мм имеет площадь сечения F =
= 15,6 см2. Допускаемое напряжение в металле уголка [о]р = 200 МПа, допу-
скаемое напряжение среза в шве [т'] = 120 МПа. Спроектируем сварное соеди-
нение, равнопрочное уголку; сварка однопроходная полуавтоматическая (0 =
= 0,8).
Допускаемое растягивающее усилие в уголке
f> = [o]pF = 200. 15,6- 10~4 = 0,312 МН.
Проектируем лобовой шов с катетом К = 9 мм.
Усилие, допускаемо? на лобовой шов, равно
Рл = [т'] РД/Л= 120 • 0,8 • 0,С09 0,09 = 0,078 МН.
Остальная часть усилия должна быть передана на фланговые швыз
РфЛ=Р — Рл = 0,234 МН.
Усилие, передаваемое на шов I,
Р1 = 0,7Рфл = 0,164 МН.
Катез шва 1 принимаем К. = 12 мм, тогда требуемая длина
[т']) = 0,164/(0,8 • 0,012 • 120) = 0,142 м.
Принимаем Zt= 14 см.
Усилие, передаваемое на шов 2,
Р2 = 0,ЗРфЛ = 0,07 МН.
Катет шва 2 принимаем К = 9 мм, тогда требуемая длина шва
Z2 = p2/(PK [т']) = 0,07/(0,8 • 0,009 • 120) = 0,08 м.
Принимаем Z2 = 8 см.
Примеры 3—6 предлагаются для самостоятельной работы по
расчету угловых швов.
Пример 3 (рис. 2.27, в). Полоса сечением 300 X 12 мм прикреплена к листу
фланговыми и косыми швами с катетами К = 12 мм и лобовым швом с катетом
К — 8 мм. Определить допускаемое усилие Р, если [т'] = 120 МПа; сварка авто-
матическая (р = 1).
Пример 4 (рис. 2.27, г). Определить требуемые длины фланговых швов для
прикрепления двух тяг уголкового профиля 100 X 100 X 8 мм. Площадь сечения
тяги F — 15,6 см2. Поддерживаемый груз Р = 200 кН, сварка полуавтоматиче-
ская (Р — 0,8).
Пример 5 (рис. 2.27, 5). Определить число сварных точек для прикрепле-
ния к листу швеллера № 6,5 площадью сечения F — 8,28 см2 и толщиной стенки
4,5 Мм при условии Р = 100 кН с допускаемым напряжением иа срез точки
ft'] = 90 МПа и произвести их расстановку с учетом t, и Z2.
Пример 6 (рис. 2.27, е). Полоса сечением 200 X 12 мм приваривается к листу.
Усилие Р — 500 кН, допускаемое напряжение шва [т'] — 130 МПа. Определить
количество наплавленного металла при швах в форме равнобедренного треуголь-
нйка с катетами К, равными 8 и 12 мм; сварка ручная (₽ = 0,7).
46
§ 5. Соединения при сварке пластмасс
Сварка горячим воздухом. При сварке воздух, нагретый в спе-
циальной горелке до 250—300 °C, в зоне сварки несколько охлаж-
дается. Сварка осуществляется присадочным прутком, подающимся
в разделку шва вручную или полуавтоматом.
Сварка нагревательным элементом. Позволяет сваривать угло-
вые, тавровые и стыковые соединения. Одним из способов этой сварки
Рис. 2.28. Схема ультра-
звуковой сварки пласт-
масс
одним из прогрессив-
Рис. 2.29. Ультразвуковая
сварка полимеров в труднодо-
ступных местах
является электроимпульсная сварка очень
тонких пленок толщиной в сотые доли
миллиметра. При этом узкая металлическая
лента прижимается к нахлестке соединяе-
мых пленок, нагревается током и быстро
охлаждается. Соединения обладают доста-
точной прочностью.
Сварка токами высокой частоты. Этим
способом сваривают поливинилхлорид, по-
лиамид и др. Разогрев соединяемых де-
талей производится роликами, через кото-
рые пропускается ток высокой частоты.
Сварка трением. Трением сваривают
стыковые соединения преимущественно
тел вращения: стержней круглого сече-
ния, труб.
Сварка ультразвуком пластмасс является
ных способов их соединения. Она производится по схеме, приве-
денной на рис. 2.28. Колебания волновода направлены перпенди-
кулярно плоскостям стыкуемых элементов. Сварка обычно произ-
водится односторонним способом, но
в некоторых случаях целесообразно
расположение волноводов с двух
сторон.
Ультразвуком можно сваривать
тонкие пленки, а также детали тол-
щиной в несколько миллиметров из
различных термопластичных материа-
лов: полистирола, полиэтилена, поли-
винилхлорида, винипласта и т. п. При
ультразвуковой сварке получают на-
хлесточные и тавровые соединения.
Нахлесточные соединения при
сварке ультразвуком могут быть то-
чечными и шовными. Для постановки точек применяют различные
системы волноводов, которые ставят сварные точки как по линии,
так и по сложному контуру. При этом особенно хорошие резуль-
таты получаются при сварке контурными волноводами, имеющими
в поперечном сечении круглый кольцевой профиль. Качество сое-
динений, сваренных ультразвуком, определяется продолжительно-
стью процесса, амплитудой колебаний волновода, усилием сдавлп-
47
вания. Ультразвуком можно сваривать несколько пластин, образую-
щих пакет, а также производить сварку в труднодоступных местах
(рис. 2.29).
Ультразвуком можно осуществлять сварку не только в месте
соприкосновения волновода с деталью, но и на некотором расстоя-
нии, которое зависит от свойств полимера и конфигурации конструк-
ции, подлежащей сварке. Сварка ультразвуком широко внедрена
в различных отраслях промышленности.
В настоящее время с помощью ультразвуковых колебаний до-
стигнута возможность соединения биологических тканей: костей,
мягких тканей.
§ 6. Болтовые соединения
Болтовые соединения применяются в конструкциях комбиниро-
ванного характера. Часть соединений, выполняемых в цеховых
условиях, проектируется сварными, другая часть, выполняемая
на монтаже, — с применением болтов. Как правило, это болты
высокой прочности, изготовляемые из сталей 40 X, 40ХФА, имею-
щих предел прочности при растяжении более 1000 МПа. Распре-
деление усилий в сварном соединении с такими болтами происходит
более равномерно, чем в сварном соединении с заклепками.
По точности изготовления болты разделяются на ряд групп:
болты повышенной точности изготовляются согласно ГОСТ 7805—70,
болты грубой точности — согласно ГОСТ 15589—70. Болты уста-
навливаются диаметром d от 10 до 48 мм при общей длине I = 40 4-
-4- 200 мм.
Болты повышенной точности могут быть поставлены в отверстия
с минимальным зазором 0,3—0,5 мм. Это обеспечивает передачу
усилия в результате плотного соприкасания болтов с деталями.
В некоторых случаях усилие передается посредством трения.
При этом не требуется плотное соприкасание тела болта со стен-
ками отверстия и, следовательно, упрощаются сборочные операции.
В строительных конструкциях расчет болтовых соединений на
срез производится по формуле
* = <2-29>
где i — число болтов; d — диаметр болтов; Р — усилие.
Расчет на смятие производится по формуле
осм = P/(ids) 7?бм, (2.30)
где s — наименьшая толщина соединяемых частей;
расчет на растяжение — по формуле
Расчетные сопротивления на срез 7?®р в зависимости от марки
стали принимаются от 150 до 300 МПа, на растяжение 7?® — от
170 до 400 МПа, на смятие 7?®— от 380 до 470 МПа.
48
Расчет высокопрочных болтов, работающих посредством тре-
ния, производится с учетом усилия натяжения болта
Л>= 0,650^ (2.32)
где о® — предел прочности болта; К® — его площадь сечения по
внутреннему диаметру.
Усилия, которые воспринимаются трением, составят
N — P6fm, (2.33)
где т = 0,9 — коэффициент условий работы; f —• коэффициент тре-
ния.
При отсутствии обработки соединяемых поверхностей f = 0,25;
при обработке щетками f = 0,35; при огневой обработке f = 0,40.
Рабочие усилия, воспринимаемые одним болтом,
W == О.ббо®/7^. (2.34)
Применение высокопрочных болтов облегчает условия монтажа
и нередко оказывается рациональным с позиций повышения рабо-
тоспособности конструкции при действии переменных и ударных
нагрузок.
Высокопрочные болты могут быть рекомендованы не только для
стальных конструкций, но и для конструкций из алюминиевых
сплавов, например АМгб, Д1Т, Д16Т и др. Применяют болты из
сплавов АВТ1, В94, Д16п и др.
Размещение болтов в конструкциях определяется следующими
условиями: минимальное расстояние между центрами 3,5 d, макси-
мальное расстояние между
центрами в крайних рядах 5d
или 10 5, то же, в средних 10 d
или 14 s; минимальное рассто-
яние от центра болта до края
элемента 2,5 d; максималь-
ное — 6 s.
Здесь d — внешний диа-
метр резьбы болта; s— на-
именьшая толщина соединяе-
мых частей.
§ 7. Клееносварные
соединения
Рис. 2.30. Прочность клееносварных со-
единений:
1 — клееносвариые соединения (клей ВК-1):
2 — сварные соединения; 3 — клепаные сое-
динения
Клееносварные нахлесточ-
ные соединения применяют
в конструкциях из алюминие-
вых сплавов. Клеевая прослойка повышает сопротивляемость кон-
струкции коррозии, а также воспринимает на себя часть усилия.
Кроме того, клеевые прослойки способствуют устранению рас-
крытия нахлестки и смягчают концентрацию напряжений, повышая
тем самым работоспособность конструкций. Сопоставление допус-
49
каемого усилия среза Рср клееносварных соединений со сварными
и клепаными в зависимости от толщины s соединяемых элемен-
тов дано на рис. 2.30.
Прочность клееносварных соединений в большой мере зависит
от температуры эксплуатации, а также от технологических и кон-
структивных параметров, состава клея, величины зазора, толщины
деталей. Эффективность склеивания повышается с уменьшением
толщины элементов.
§ 8. Паяные соединения
Пайка осуществляется присадочным металлом, называемым при-
поем, имеющим температуру плавления более низкую, нежели
металл соединяемых частей. Процесс пайки универсален. Пайкой
соединяют однородные и разнородные металлы, металл с графитом,
керамикой и другими неметаллическими материалами.
6)
я;
Рис. 2.31. Паяные трубчатые соединения
5)
Рис. 2.32. Паяные соединения в трубах с плоскими и штампован-
ными элементами:
а — внешнее расположение припоя; б — внутреннее расположение припоя
На рис. 2.31, а показано положение деталей перед пайкой, на
рис. 2.31, б— после пайки, которая происходит в результате за-
текания расплавленного припоя в зазор величиной в несколько де-
сятых долей миллиметра.
На рис. 2.32 изображены паяные соединения труб со штампован-
ными элементами. Надлежащая прочность паяного соединения обес-
печивается нахлесткой достаточно большой протяженности.
5Q
В)
-^ZZZZZZZZZZZZZSZZZZZZZZZZZZZ2i-^
г)
„ -~-^zzzzzzzzzzzzzzzzzzzzzzzzzzzza-~-
________
^-VZZZZZZZZ^ZZZZZZZZZk—
Рис. 2.33. Паяные соединения внахлестку (а, б) и встык (в, г, д)
Рис. 2.34. Паяные соединения втавр:
а — менее прочные; б, в — более прочные; г, д — хорошо сопротивляющиеся изгибу
н кручению
Рис. 2.35. Паяная сотовая конструкция
Расчет прочности паяных соединений производится в зависи-
мости от характера действующих сил. Если на соединения вна-
хлестку (рис. 2.33, а, 6) действуют продольные растягивающие или
сжимающие усилия Р, то паяные соединения работают на срез.
Напряжение по плоскости среза равно
т = £^[т'], (2.35)
где [ т' ] — допускаемое напряжение паяного шва на срез.
На рис. 2.33, в, г, д приведены примеры паяных соединений
встык. Паяные прямые швы (рис. 2.33, в) не всегда могут быть
рекомендованы для рабочих конструкций. Косые паяные (рис. 2.33, г)
швы обладают более высокой несущей способностью, особенно при
угле скоса 45°. Зигзагообразные соединения (рис. 2.33, д} не могут
быть признаны целесообразными. Они сложны в оформлении, а
разрушение наступает по сечению, совпадающему с вертикальной
плоскостью спая.
Паяные тавровые соединения, изображенные на рис. 2.34, а,
применяют главным образом в качестве связующих или малонапря-
женных в элементах, работающих на изгиб. Большей прочностью
обладают тавровые соединения, изображенные на рис. 2.34, б, в.
Паяные соединения открывают возможность создания жестких
и экономичных элементов, хорошо работающих на изгиб и кручение.
Примеры таких соединений изображены на рис. 2.34, г, д. Соедини-
тельные элементы впаиваются между двумя плоскостями. Паяные
сотовые конструкции (рис. 2.35) обладают жесткостью, небольшой
массой, компактностью.
§ 9. Обозначение сварных соединений на чертежах
Сварные соединения должны обозначаться по ГОСТ 2.312—72.
Шов сварного соединения изображают на чертеже: видимый —
сплошной основной линией, невидимый—штриховой линией. От
изображения шва проводят линию-выноску с односторонней стрел-
кой, указывающей место расположения шва.
На чертежах поперечных сечений границы шва изображают
сплошными основными линиями, а конструктивные элементы кро-
мок в границах шва — сплошными тонкими линиями. Вспомога-
тельные знаки для обозначения сварных швов приведены в табл. 2.7.
Обозначения сварных швов наносят над полкой линии-выноски
в случае лицевой стороны шва и под полкой для обратной стороны
шва. Эти обозначения имеют следующие элементы:
— обозначение стандарта на типы и конструктивные элементы
швов сварных соединений (см. табл. 2.8, столбец 1);
— буквенно-цифровое обозначение шва по стандарту (см.
табл. 2.8, столбец 5);
— условное обозначение способа сварки;
— знаки профиля шва и его катета для швов угловых, тавровых
и нахлесточных соединений;
52
— длина и расположение участков прерывистого шва;
— вспомогательные знаки согласно табл. 2.7.
Стыковое соединение обозначается С, угловое — У, тавровое —
Т, нахлесточное — Н, если форма шва не предусмотрена ГОСТом —
О (особый).
Таблица 2.7
Условные обозначения сварных соединений
Вспомога- тельный знак Значение вспомогательного знака Расположение вспо- могательного знака
Усиление шва снять о
Наплывы и неровности шва обработать с плавным переходом к основному металлу
Монтажный шов 2—
Шов прерывистый или точечный с цеп- ным расположением участков //
То же, с шахматным расположением
участков
Шов по замкнутой линии
Шов по незамкнутой линии
Цифры возле букв, например С25, Т4, указывают порядковый
номер данного шва в ГОСТе (вид соединения и шва, а также форму
разделки кромок и размеры соединения в сборе).
Способы сварки имеют следующие обозначения: дуговая — Э,
газовая — Г, электрошлаковая — Ш, в инертных газах — И, уль-
тразвуковая — Уз, трением — Тр, холодная — X, диффузионная —
Дф, контактная — К, электроннолучевая — Эл, лазерная — Лз,
взрывом — Вз, плазменная — Пз, в углекислом газе — У.
Буква перед обозначением вида сварки обозначает: Р — ручная,
А— автоматическая, П — полуавтоматическая.
53
Для автоматической сварки приняты следующие обозначения:
автоматическая сварка под флюсом без применения подкладок и
подварочного шва — А, автоматическая сварка под флюсом на
флюсовой подушке—Аф, автоматическая сварка под флюсом на
стальной подкладке — Ас, автоматическая сварка под флюсом на
флюсомедной подкладке — Ам, автоматическая сварка под флю-
сом с предварительным наложением подварочного шва — Апш,
автоматическая сварка под флюсом с предварительной подваркой
корня шва — Апк.
Те же индексы используются при указании технологических
особенностей полуавтоматической сварки (П, Пф, Пс и т. д.)
Для контактной сварки применяют следующие обозначения с ин-
дексами, отмечающими ее отдельные разновидности: Кр — шовная,
Кс — стыковая, Ксс — стыковая сопротивлением, Кео — сплавле-
нием, Кт — точечная.
Буквенные обозначения дуговой сварки и ручной дуговой сварки
на чертежах не проставляют. Буквенные обозначения других спо-
собов сварки проставляют на чертежах только в случае применения
нескольких способов. При использовании одного способа сварки
его указывают в технических требованиях на чертеже.
Условные обозначения швов сварных соединений установлены
государственными стандартами.
Таблица 2.8
Типы швов сварных соединений и их условные обозначения
гост Вид сварки Внд соецинення Пределы тол- щины спари- ваемых дета- лей, мм Условнис обозначения швов
5264—69 Ручная дуговая Стыковое Тавровое Нахлесточное Угловое 1—100 2—100 2—60 1-50 Cl—С25 Т1—Т11 Н1—НЗ У1-У10
8713—70 Автоматическая и полуавтомати- ческая под флюсом Стыковое Тавровое Нахлесточное Угловое 1,5—160 3—60 1—40 1,5—40 Cl—С34 Т1—Т13 Н1—Н6 У1—У10
14771—76 В защитных газах Стыковое Тавровое Нахлесточное Угловое 0,5—120 0,8—100 0,8—60 0,5—100 Cl—С28 Т1—Т10 Hl—Н2 У1—У10
15164—69 Электрошлакова я Стыковое Тавровое 16—800 16—500 С1—сз Т1—тз
14776—79 Проплавное про- бочное Нахлесточное 0,5—22 Н1—Н6
15878—70 Контактная Стыковое Нахлесточное ОД—6 Cl—С4 Hl—Н8
В условных обозначениях швов допускаются следующие упро-
щения: 1) при йаличии на чертеже швов, выполняемых по одному
и тому же стандарту, обозначение стандарта указывают только
54
в технических требованиях чертежа; 2) при наличии на чертеже
одинаковых швов обозначение на линии-выноске наносят у одного
из них, а для остальных швов, имеющих одинаковый номер, на
полке линии-выноски указывают только номер шва. Если же на
чертеже все швы одинаковы, то допускается их изображать линиями-
выносками без полок; 3) допускается не отмечать на чертеже швы
линиями-выносками, а приводить указания по сварке записью
в технических требованиях чертежа, если эта запись однозначно
определяет места сварки, способы сварки, типы швов и размеры их
конструктивных элементов.
Примеры условных обозначений приведены в табл. 2.9.
Таблица 2.9
Примеры условных обозначений сварных швов
Наименовоние шва
Пример обозначения
Шов стыкового соединения с криволиней-
ным скосом одной кромки, двусторонний, вы-
полняемый электродуговой ручной сваркой
при монтаже изделия. Усиление снято с
обеих сторон
ГОСТ526^-59-С9
Шов таврового соединения без скоса кро-
мок, двусторонний, прерывистый с шахмат-
ным расположением, выполняемый электроду-
говой ручной сваркой в защитных газах
плавящимся металлическим электродом по
замкнутой линии. Катет шва 6 мм. Длина
провариваемого участка 50 мм, шаг 100 мм
гуГОСТ М71-69-Т5'УП-М-тМ
Шов соединения внахлестку без скоса кро-
мок, односторонний,' выполняемый электроду-
говой полуавтоматической сваркой в защит-
ных газах плавящимся электродом. Шов по
незамкнутой линии. Катет шва 5 мм
rOCTW71-69-H1-yn-£5]
Упрощенное изображение одинаковых швов,
при условии полного обозначения одного из
них
То же, если все швы на чертеже оди-
наковы
§ 10. Соединения, работающие на изгиб
и сложное сопротивление
Примеры соединений, работающих на изгиб, показаны на
рис. 2.36, а, б. Если шов выполнен с подготовкой кромок
(рис. 2-36, д), то его размеры не отличаются отразмероВ привари-
&5
ваемой полосы. Поэтому напряжения в шве определяются по фор-
муле
° = [° ]р> (2.36)
где W = sh2/6; [сНр—допускаемое напряжение растяжения свар-
ного соединения; М — изгибающий момент.
Рис. 2.36. Схема соединений:
а, б — швы, работающие на изгиб; в—г — швы, работающие
на сложное сопротивление; д — схема нагружения углового
шва
При действии изгибающего момента М и продольной силы Р
(рис. 2.36, в, г)
a = M/W + P/F, (2.37)
где F = hs.
Если полоса приварена двумя вертикальными угловыми швами
(рис. 2.36, б), то напряжение в плоскости прикрепления О — О
(рис. 2.36, д) будет
a = M/Wc, (2.38)
где ТГС <— момент сопротивления угловых швов. В плоскости О — О
момент сопротивления двух сварных швов высотой h и катетом К
равен
U7C = 2W6. (2.39)
При этом следует иметь в виду два обстоятельства.
56
Во-первых, разрушение угловых швов обычно происходит не по
плоскости О — О. Поэтому расчетный момент сопротивления угло-
вых швов принимают по меньшему сечению; он будет равен
(2^40)
Во-вторых, расчет прочности швов следует производить не по
допускаемым нормальным напряжениям (плоскости О — О), а по
напряжениям на косой плоскости. Значение этих напряжений огра-
ничивают допускаемым напряжением на срез [т'1. Таким образом,
расчетное напряжение в швах (рис. 2.36, б) от момента М опреде-
ляют по формуле
т = ¥-йС[т]. (2.41;
При действии в этом соединении момента М и продольной силы Р
расчетное касательное напряжение в угловых швах (рис. 2.36, г)
равно
t = M/Fc + P/Fc^[t'], (2.42)
где Fc — площадь сечения угловых швов.
В швах, имеющих форму равнобедренного треугольника, Fc =
= 2-07 Kh.
Рассмотрим расчет прочности швов, лежащих в плоскости из-
гибающего момента (рис. 2.37).
Рис. 2.37. Сварные соединения в плоскости изгибающего момента Мл
а — схема расчета швов; б — пример расчета по способу расчленения
соединения
Расчет прочности проведем по способу расчленения соединения на составляю-
щие. Принимаем, что момент М уравновешивается моментом пары сил в гори-
зонтальных швах Л4Г и моментом защемления вертикального шва Л4В (рис. 2.37, а):
М = Л4Г + Л4В. (2.43)
Допустим, что швы имеют форму равнобедренного треугольника. В горизон-
тальных швах образуется пара сил. Ее момент равен
Л4г = т₽Ка(Л + К). (2.44)
Момент в вертикальном шве вычисляем по формуле
Л4в = т₽№/6. (2.45)
По формуле (2.43),
Л4 = тЗКа(Л+К)+т₽КЛ2/6, (2.46)
откуда касательное напряжение равно
т = Л4/[₽Ка (h + К) + РКЛ2/6] -< [т']. (2.47)
57
Пользуясь уравнением (2.47) при конструировании соединения,
легко определить требуемую длину швов а или катет К.
Пример расчета. Сконструировать прикрепление полосы сечением 150 X
X 20 мм вертикальными и горизонтальными швами, равнопрочное целому эле-
менту при изгибе (рис. 2.37, б); допускаемое напряжение [<т]р, сварка полуавто-
матическая (Р = 0,8); [r'J = 0,65 [о]р.
Момент, допускаемый в полосе, равен
A4 = [<7]pHZ = [<7]pSh2/6.
Момент, допускаемый в вертикальном шве при К = 20 мм и т' = 0,65 (<т]р,
равен
Л1в = 0,65 [а]р рКЛ2/6.
Момент, допускаемый в горизонтальных швах, вычисляется по формуле
МГ = М-МВ.
Усилие на один горизонтальный шов равно
рг = МГ/(Л+К) = [<T]p/i2 (s - 0,52К)/[6 (/. + К)].
Требуемая длина горизонтального шва при К. = 20 мм определяется по фор-
муле
а = Рг/[т'] рК = [(т]р/12 (s-0,52К)/[3,12 [сг]р (К+Л) К] «=0,02 м.
Из конструктивных соображений можно принять а = 50 мм.
Т„ = HJSMHa.
Рис. 2.38. Сварные соединения в пло-
скости изгибающего момента М:
а — схема расчета швов по способу поляр-
ного момента инерции, б — пример рас-
чета швов, в — определение результирую-
щих напряжений
В ряде случаев, в особенности когда соединения имеют сложную
форму (рис. 2.38, а) и расчленение их на составляющие затрудни-
тельно, расчет прочности целесообразно производить по способу
полярного момента инерции. Примем в качестве рабочей гипотезы,
что под действием момента М соединение стремится повернуться
относительно своего центра тяжести О. В элементе dF шва обра-
зуется реактивная сила
dT = rdF. (2.48)
Момент реактивной силы относительно точки О равен dAf =
» rrdF. Для всего соединения
M—^xrdF. (2.49)
F
58
Так как перемещение точек шва пропорционально расстояниям г
до центра вращения, то и напряжения т определяются как линей-
ные функции от г.
Из соотношения х/х± = г/1 находим т = х±г, где Xj — напря-
жение на условном расстоянии от центра, равном единице. Так
как %! не зависит от г, то формулу (2.49) можно записать так:
M=x1$r2dF. (2.50)
F
Интеграл представляет собой полярный момент инерции сварных
швов относительно точки О
$r2df = /p. (2.51)
F
Полярный момент инерции равен сумме двух осевых:
1Р = 1г + 1у. (2.52)
Находим напряжение:
(2.53)
Наибольшее напряжение равно
^гпах ~ (М//р) ггаах. (2.54)
Пример расчета. Определить напряжение в конструкции соединения
(рис. 2.38, б); сварка ручная (₽ = 0,7).
Определяем координаты центра тяжести швов соединения тавровой балки
с листом. Абсцисса центра тяжести периметра швов относительно вертикальной
кромки полосы равна
2- 1 • 10-5—30- 1 -0,5
2-10-1+30-1 -1>7см,
Момент инерции швов относительно оси г
/г = 303- 1/12+2 (10- 13/12+ 10 - 1 • 15,52) = 7056 см1,
Момент инерции относительно оси у
/у=2- 103- 1/12 + 2- 10- 1 (5 —1,7)2 + 30- 13/12+30 (1,7+ 0,5)2 = 532 см1.
Полярный мо.мент инерции периметра швов равен
/р = /г + /у = 7588 см1.
Расчетный полярный момент инерции швов (с учетом разрушения по пло-
скости, совпадающей с биссектрисой прямого угла)
/^ = 0,7-7588 = 5311 см^б.ЗН • 10~6 м1.
Изгибающий момент
Af = 0,025 • 1 = 0,025 МН • м.
Наибольшее напряжение от изгибающего момента в точке на расстоянии
rmax (рис. 2.38, 6) равно
тгаах = 0,025/0,162 + 0,0832/(5,311 • ИГ5) = 84,7 МПа.
Примем условно, что перерезывающая сила Q = Р = 25 кН воспринимается
только вертикальными швами. Тогда среднее напряжение в вертикальном шве
То = 0,025/(0,3 • 0,7 • 0,01) = 11,9 МПа.
59
Так как в зоне атах напряжение т0 = 0, то проверки результирующих на-
пряжений не требуется.
Определим напряжения в том же соединении методом расчленения на два
горизонтальных шва н один вертикальный по формуле (2.47):
т = 0,025/(0,7 • 0,01 -0,1 (0,3+0,01)+0,7-0,01 • 0,32/6) = 77,6 МПа.
По этому способу расчета т постоянно по длине горизонтальных швов.
Расчетное результирующее напряжение в пересечении горизонтального н
вертикального швов (рис. 2.38, в) равно
Трез = /77,62 +11,92 = 78,5 МПа.
Расчет прочности по способу полярного момента инерции дает
большее значение напряжения, поэтому вычисление напряжения по
Рис. 2.39. Сварное соединение в плоскости
изгибающего момента М. Расчет швов по
осевому моменту инерции
этому способу обеспечи-
вает больший запас проч-
ности.
В основе расчета по
способу осевого момента
инерции лежит допуще-
ние, что напряжения в
швах пропорциональны де-
формациям в основном
металле (рис. 2.39) и, сле-
довательно, возрастают в
линейной зависимости от
расстояния точки до нейтральной оси элемента. Реактивное уси-
лие в элементе равно
dT = rdF. (2.55)
Реактивный момент в элементе определяется по формуле
dM = ydT. (2.56)
Полный момент внутренних сил
M~^ydT = $TZ/dF. (2.57)
F
Принимаем, что напряжения представляют собой линейную
функцию расстояния до оси. При этом
т/т1 = г//1,
где т, — напряжение на расстоянии, равном единице от оси г.
Тогда
M^-c^dF. (2.58)
Интеграл выражает момент инерции швов относительно оси г.
Наибольшее напряжение
Т-max = М1(1гута < )sg[r']. (2.59)
Результаты расчета прочности по способу осевого момента не-
значительно отличаются от результатов расчета по способу расчле-
нения соединения на составляющие.
60
S) г)
Наиболее часто применяют первый способ, особенно при кон-
струировании соединений с учетом заданных усилий. Второй спо-
соб используют для определения расчетных напряжений при задан-
ных размерах соединений. Третий способ используют в тех случаях,
когда расчленение соединений затруднительно.
При рассмотрении прочности прикреплений элементов, рабо-
тающих на изгиб, будем предполагать, что угловые швы имеют
форму равнобедренного треугольника. Расчет прочности произ-
водится на срез в плоскости, совпадающей с биссектрисой прямого
угла и равной по площади $Ка,
где К — катет шва, а — длина
шва.
Определим напряжения в
сварном соединении, прикреп-
ляющем балку прямоугольного
поперечного сечения, работаю-
щую на изгиб, относительно оси
х— х fpис. 2.40, а).
Соединение сконструировано
с угловыми швами, охватываю-
щими профиль по периметру.
Нормальные напряжения в бал-
ке вызывают касательные на-
пряжения т в швах:
т = -^<[т']. (2.60)
Момент сопротивления
= (2.61)
Рис. 2.40. Сварные соединения эле-
ментов, обваренных по периметрам
угловыми швами:
а — прямоугольное сечение; б — круглое
сечение; в — двутавровое сечение; г —
коробчатое сечение
где /с — расчетный момент инерции периметра швов относительно
оси х — х. С учетом возможного разрушения по наименьшему сече-
нию /с = /р, где I — момент инерции периметра швов, т. е.
7с = р {2Kb[(/i + K)/2]s + 2№b/12 + 2K(/i + 2K)3/12}; (2.62)
l/max=/l/2 + ^ (2.63)
Для круглого поперечного сечения (рис. 2.40, б)
/с = р [л (d + 2К)4/64 — nd4/64]; (2.64)
!/max = ^/2/С. (2.65)
Расчет прочности прикрепления произвольных профилей дву-
тавровых, коробчатых (рис. 2.40, в, г), тавровых и других произ-
водится так же, как в случаях, рассмотренных выше, на основе
формул (2.60) и (2.61).
Если элемент работает при сложном сопротивлении — изгибаю-
щем моменте М и продольной силе JV, то суммарное напряжение
в соединении равно
T = ^i/max+^-, (2.66)
61
где Fz — расчетная площадь швов:
FZ = $KL, (2.67)
где L — длина периметра швов.
Если элементы нагружены поперечными нагрузками, то в них
возникают изгибающие моменты М и поперечные силы Q. Напряже-
ния в сварных швах от действия силы Q определяют с учётом сле-
дующих допущений поперечная сила воспринимается только вер-
тикальными швами, распределение напряжений по длине вертикаль-
ных швов равномерно. Таким образом, среднее напряжение в шве
от поперечной силы равно
То = <Ж, (2.68)
где F,, — расчетная площадь вертикальных швов.
На уровне верхней кромки вертикального листа в швах следует
проверить результирующие напряжения от действия момента и по-
перечной силы.
Напряжение от момента
Ъ = ¥~Уа, (2.69)
1 с
где у а — расстояние от оси, проходящей через центр тяжести сече-
ния, до горизонтальной верхней кромки (рис. 2.40, в).
Напряжение от поперечной силы
x0 = Q/(2p/</i). (2.70)
Результирующее напряжение
Трез = VТ1 + Ti < [Т']. (2.71)
Практика расчетов показывает, что проверка прочности по фор-
муле (2.60) является решающей.
Рис. 2 41. Расчет швов соединений при сложном сопротивлении
Пример расчета. Консольная балка двутаврового профиля (рис 2 41) при-
креплена по периметру угловыми швами с катетом К = 6 мм, продольная сила
М = 50 кН, поперечная сила Q = 2,5 кН, сварка полуавтоматическая (0 — 0,8).
62
Момент инерции периметра угловых швов равен
7 = 2 • 24’ • 0,6/12 + 2(19 0,6а/12 +19 • 0,6 • 12,92) +
+2 (2 • 8,6- 0,63/12+2 • 8,6 • 0,6 • 11,7а) =8000 см1.
Расчетный момент инерции угловых швов с учетом разрушения по опасной
плоскости (Р = 0,8)
/с =, /р = 0,8 • 8000 = 6400 см1.
Ордината уа = 12 см. Площадь всего периметра угловых швов
F = 2 • 24 • 0,6+2 • 19 • 0,6+4 • 8,6 • 0,6 = 72,2 см2.
Их расчетная площадь с учетом разрушения по опасной плоскости равна
Fc = fp = 0,8-72,2 = 57,7 см8.
Расчетная площадь вертикальных швов с учетом разрушения по опасной
плоскости будет
F'c=2 -0,8 -0,6 -24 = 23,0 см2.
Напряжения от изгиба на крайней кромке вертикального листа равны
Ti=Mya//t=0,025 • 1 • 0,12/(6400 • 10'8) = 47 МПа.
Напряжение от продольной силы в угловых швах соединения
rN = N/F<_ = 0,05/(57,7 • 10-4)=8,4 МПа.
Суммарное напряжение
т = 47+ 8,4 = 55,4 МПа.
Среднее касательное напряжение в вертикальных швах
0,025 ,. _
To=23 - 10^ = 0,9 МПа*
Результирующее напряжение при уа — 12 см
трез = /55,42+ 10,9а = 56,5 МПа.
Напряжение от изгиба при утах = 13,2 см
*=^тах//с = Х25-;^ • о, 132 = 51,6 МПа.
Суммарное напряжение от М и N при утах = 13,2 см
тсумм = 51,6+8,4=60,0 МПа.
§ 11. Расчет сварных соединений с угловыми швами
на статическую прочность с учетом
направления силы в шве
Изложенный ранее в настоящей главе метод расчета прочности
сварных соединений с угловыми швами ориентируется на мини-
мальную прочность шва, когда он работает на срез вдоль своей оси,
т. е. как фланговый.
В действительности, как будет показано в гл. 3, прочность
угловых швов может быть существенно выше прочности флангового
шва. Она зависит от направления нагрузки в угловом шве.
Разработанный в МВТУ им. Н. Э. Баумана метод расчета на
прочность сварных соединений с угловыми швами позволяет учесть
направление вектора нагрузки на каждом из участков шва и более
правильно выбрать размер катета шва, обеспечивая при этом равно-
63
прочность сварного соединения и присоединяемого элемента. Метод
расчета распространяется на сварные соединения, металл шва
которых находится в вязком состоянии и обладает достаточной пла-
стичностью. При этом условии более прочные участки соединения
могут быть вовлечены в пластическую деформацию и обеспечить
наряду с менее прочными участками соединения некоторую сред-
нюю, определяемую расчетом прочность соединения.
Рис 2 42 Диаграмма Са для углового шва из низкоуглеродистой
стали (а) при различных углах а действия нагрузки Ра (б)
ром угле а направления силы
Рис. 2 43. Схема разложения силы
Р, приложенной ко шву, на со-
ставляющие Рх и Ра
флангового шва. В области
Для применения этого метода необходимо располагать экспери-
ментальными значениями коэффициента увеличения прочности Са
(рис. 2.42), показывающего отношение прочности шва при некото-
Ра к минимальной прочности угло-
вого шва, когда он работает на
чистый срез по наименьшему сече-
нию. Наименьшая прочность обна-
руживается, koi да срез происхо-
дит вдоль шва или поперек шва
при а = 135° в случае равных
катетов К- Угол а отсчитывается,
как показано на рис. 2.42, б, от
плоскости непровара. Диаграмма
Са схематизирована. Необходимо
располагать данными о прочности
швов только в четырех точках:
а = 0; а = 45°, а = 90°, а =
= 135°. Принимается, что Са_0 =
= Ох-180°, Са-135’ — 1» т- е> УР0'
вень прочности при а = 135° при-
равнивается уровню прочности
гагрузок, вызывающих закрывание
плоскости непровара (180° <а < 360°), принимается Са_18о’ = Са,
что идет в запас прочности. При произвольном направлении на-
грузки Р в пространстве (рис. 2.43) коэффициент увеличения проч-
ности шва С вычисляется по формуле
С = Ca/j/Wy + acOSSy,
(2.72)
64
где v — угол, образованный вектором полной силы Р с продоль-
ной осью шва; а — угол, образованный проекцией силы Р на пло-
скость уг с плоскостью непровара,.
Силы Р и Ра, показанные на рис. 2.42 и 2.43, проходят через
центр тяжести сечения шва и не создают изгибающих моментов.
Коэффициент увеличения прочности шва С или Са (в случае у —
= 90°) можно формально рассматривать и как коэффициент фик-
тивного увеличения катета шва при постоянном уровне прочности
металла. Формула (2.72) удовлетворительно подтверждается экспе-
риментами.
Рис. 2.44. Сварные соединения, нагруженные силой Р (а) и мо-
ментом М (б)
Процедура поверочного расчета сварных соединений на стати-
ческую прочность по рассмотренному методу состоит в следующем.
Сначала для отдельных участков шва необходимо определить коэф-
фициенты увеличения прочности С. Например, для нахлесточного
соединения на рис. 2.44, а для фланговых швов 1 СА = 1; для лобо-
вого шва 2, у которого угол а = 0, согласно диаграмме на рис. 2.42
С2 = 1,5. Затем надо найти расчетную площадь среза Fcp. Расчет-
ная площадь среза в соединении на рис. 2.44, а составит
Fcp = 2PK/1C1 + PK/2C2. (2.73)
Расчетное напряжение
Трасч = P/Fcp = р/[рк (2/iCj + /2С2)]. (2.74)
В примере на рис. 2.44, б имеется брус, нагруженный момен-
том М и приваренный угловым швом К по периметру. Во всех точ-
ках периметра шва погонная сила направлена под углом а = 90°;
у = 0. Согласно графику на рис. 2.42, Са = 1,19, а по формуле (2.72)
С = Са. Расчетная площадь среза составит р/< (2Н + 2В) С.
Мшет инерции 1Х-Л расчетной площади среза составит
/х-л = [//3/12 + 2В(Я/2)2]РКС. (2.75)
Дальнейшее определение расчетного напряжения производится
обычным способом:
тра„ = (Л4//х-Д(ВД. (2.76)
65
При проектном расчете процедура, как всегда, сложнее. Рас-
смотрим порядок расчетов в этом случае. Пусть заданы нагрузка Р,
конфигурация швов и их длины Н и В (рис. 2.45). Угловой шов
с известным коэффициентом провара р = 0,7 (а + К)/К обварен по
периметру. Требуется определить катет шва К сначала из условия,
что он одинаков для всех швов 1, 2, 3, 4.
Вначале определяем направление нагрузок по концам отдель-
ных участков швов в точках А, С, D, Е, для чего принимаем ус-
ловно К — 1 см и определяем напряжения тр, ти и тк в четырех
точках от трех силовых факторов соответственно: перерезывающей
силы Q = Р, изгибающего момента Ми = Р1А и крутящего момента
Л4К — Р12. В каждой точке находим суммарный вектор т с учетом
Рис. 2.45. К расчету сварного соединения на прочность
того, что тр и тк действуют в плоскости соединения, а ти перпенди-
кулярно этой плоскости. Для шва 1 в точках А и С, для шва 2
в точках Е и D, для шва 3 в точках А и Е, для шва 4 в точках С
и D определяем свое Са по диаграмме на рис. 2.42, а затем С по
формуле (2.72). Для двух концов каждого шва вычисляем т/С и
принимаем в расчет то С, где т/С максимально. Допустим, что
для шва 2 были найдены С2Е и C2D, вычислены хЕ/С2Е и xD/C2D,
найдено максимальное отношение и оставлено для дальнейших рас-
четов С2Я = С2. Далее определяем так называемые расчетные ка-
теты швов для каждого участка:. К± = 1-Сг; К2 = 1-С2; К3 =
= ЬС3; = 1С4.
Для самой нагруженной точки, где суммарное т на первой ста-
дии расчета было наибольшим, с использованием известных разме-
ров длин швов и силовых факторов, а также катетов Ki, К2, Kj, Kt
находим расчетное напряжение трасч. По трасч и допускаемому на-
пряжению [т'] (или расчетному сопротивлению находим необ-
ходимый катет шва:
К = (трасч/[т']) • 1; К = (трасч/7?уВ) • 1. (2.77)
Пример расчета. Для случая на рис. 2.45 определить катет шва при Р
— 105 pi, _ зоо мм. /2 = 0; Н = 140 мм; В = 100 мм, приняв, что провар
обеспечивает (J = 0,84, = 150 МПа. Благодаря симметрии приложения на-
грузки напряжения достаточно определять только в точках С и D. Полагаем
д = 10 мм.
Определим напряжения тр от силы среза Р. Так как брус монолитный и обла-
дает высокой жесткостью по всему периметру сварного соединения, в расчет при
определении тр включаем весь периметр шва L = 2Н + 2В — 480 мм = 0,48 м:
р
rD = о ь-г — 24,8 МПа.
у рл/.
Момент инерции швов относительно оси х — х
1Х-х = 2В$К (Д/2)2 +2РКЯЗ/12 = 1207 см».
Находим напряжения:
ти = {PltUx-x) (Н/2) = 174 МПа.
Суммарное напряжение в точках С и D
т = Ктр + ти = У24,82+174,02 = 176 МПа.
Для шва / а = ас = 82°, так как вектор г смещен в сторону непровара; у = 0;
С\ = Са = 1,27. Для шва 2 а = aD =>= 98°, так как вектор т удален от непровара;
у=0, С2 = Са = 1,15. Для швов 3 и 4 а = 90°; у — 82°; Са = 1,19. Значе-
ние С8,4 согласно формуле (2.72) получаем близким к 1,19, так как у = 82° мало
отличается от 90°.
Определяем расчетные катеты: Ki = 1-CL = 1,27 см; К2 = 1,15 см; KSA =
= 1,19 см.
Площадь среза швов F — 48,5 см2.
Смещение центра тяжести сечеиия швов произойдет вверх и составит ДЛ- =
= 0,16 см. Новый момент инерции швов 1'х_х = 1450 см».
Находим расчетные напряжения от среза:
р
тРрасч = 7 =20,6 МПа.
Расчетное напряжение от изгиба
Час- ) (Я/2 + А-) = 148 МПа'
Суммарное расчетное напряжение
трасч = уГЧ 44 =150 МПа.
н г Ррасч ирасч
Необходимый катет шва согласно (2.77)
К = раСЧ- • 1 = 1 см = 10 мм.
«уВ
При использовании метода расчета, не учитывающего направление вектора
нагрузки, необходимый катет шва получим по формуле (2.77) при подстановке
в нее вместо трасч величины т = 176 МПа:
К'= 1,17 смяв 12мм.
Экономия наплавленного металла составит около 35—40%.
§ 12. Концентрация напряжений
В сварных соединениях распределение напряжений неравно-
мерно — имеет место их концентрация, т. е. образование значи-
тельных напряжений на участках малой протяженности.
Рассмотрим распределение напряжений в пределах упругих де-
формаций в полосе шириной а, ослабленной круглым небольшим
отверстием диаметром d (рис. 2.46, а).
87
Нормальные напряжения в поперечном сечении А — А
(рис. 2.46, а) определяются формулой
о = (о0/2) [2 + dW + (3/16) d*/y*]. $78)
При у. — d/2 о = Зов, г. е. теоретический коэффициент
концентрации аа = о/о0 = 3. При у = 2d о « 1,04 <х0.
В случае эллиптического отверстия (рис. 2.46, б) коэффициент
концентрации напряжений в пределах упругих деформаций
аа=1+2б/с. (2.79)
При с -> 0 ао -> оо. Это решение не точно, так как при малых
значениях с деформации, вызванные внешними силами, оказывают
существенное влияние на форму отверстия и формула (2.79) Не
выполняется.
Рис. 2.46. Концентрация напряжений:
а — в полосе с круглым отверстием, б — в полосе с эллиптическим
отверстием, в — распределение а в упругой стадии, г — распределе-
ние о в пластической стадии нагружения
Указанные местные напряжения в зоне концентрации не опасны
для прочности в конструкциях из пластичных металлов при ста-
тических нагрузках. Поясним это положение.
Диаграммы растяжения пластичного металла нередко схемати-
зируются. Их приближенно заменяют двумя прямыми: наклонной,
выражающей зависимость напряжения от деформации в упругой
области, и горизонтальной. Горизонтальная прямая показывает,
что при е > ет деформация протекает пластически, без увеличе-
ния нагрузки, приложенной к испытуемому элементу.
Вернемся к рассмотрению эпюры напряженной полосы, ослаб-
ленной отверстием (рис. 2.46, в). Напряженное состояние в,1оеле-
нии А — А близко к одноосному. Допустим, что около отверстия
68
напряжение а достигло значения от. Это соответствует деформа-
ции ет. При увеличении нагрузки Деформации возрбслй, но напря-
жения в зоне, где е > ет, как это следует из схематизированной
диаграммы растяжения, остаются равными от. Эпюра станет изме-
нять свою форму и выравниваться. Приближенно можно принять,
что она1 примет очертание, близкое к прямоугольному (рис. 2.46, г),
что и было положено в основу расчета прочности по элементарным
формулам.
Сглаживание эпюры напряжений в пластической стадии, рас-
смотренное на конкретном примере, является закономерным про-
цессом, имеющим место во многих элементах конструкций из йла-
стичных сталей (низкоуглеродистых и низколегированных) при
одноосных напряженных состояниях (а иногда и многоосных).
Однако концентрация напряжений существенно снижает прочность
при переменных нагрузках, а в случае ограниченной пластично-
сти металла — и при статических нагрузках.
Концентрацию напряжений в сварных конструкциях вызывают
следующие причины.
Технологические дефекты шва — газовые пузыри, шлаковые
включения и особенно трещины и непровары. Возле этих дефектов
при нагружении силовые линии искривляются, в результате чего
образуется концентрация напряжений. Коэффициенты концентра-
ции напряжений около указанных дефектов значительны, но при
их небольшом числе и размерах прочность сварных соединений
остается удовлетворительной. В плотных однородных стыковых
швах концентрация напряжений может быть сведена до минимума.
Нерациональные очертания швов. На основании данных теории
упругости установлено, что очертание швов оказывает большое
влияние на распределение в них внутренних сил. На металличе-
ских моделях и на моделях из прозрачного материала эти данные
экспериментально подтверждены.
Нерациональные конструкции соединений (примеры нерацио-
нальной конструкции соединений рассмотрены в следующих пара-
графах этой главы).
§ 13. Распределение напряжений в стыковых швах
В стыковых соединениях с обработанными гладкими поверх-
ностями швов, не имеющих внутренних дефектов — непроваров,
трещин, пор, шлаковых включений, напряжения от продольной
силы распределяются по поперечному сечению соединяемых эле-
ментов равномерно н определяются по формуле
<r = P/(/s). (2.80)
Когда поверхность имеет форму, показанную на рис. 2.47, а,
распределение напряжений по сечению становится неравномерным.
На рис. 2.47, б показано распределение напряжений в стыковом
соединении при2и= 13мми Д$ = 3мм(рис. 2.47, а). Зоны шва, сопря-
гаемые с основным металлом, испытывают концентрацию напряже-
69
ний. Средние напряжения на оси шва несколько меньше напряже-
ния в основном металле вне соединения.
Теоретическим путем установлено, что концентрация напряже-
ний в зоне стыкового шва может иметь три причины:
1. Концентрация напряжений, определяемая очертанием шва.
Назовем этот коэффициент концен-
трации коэффнциентбм формы аф.
Он зависит от величины
m — Uv^ (2.81)
(7 == ]/(As + s)/[(As2) s], (2.82)
где s — толщина соединяемых эле-
ментов; As—утолщение в зоне
шва; v—полуширина шва (рис.
2.47, а).
Когда т <: 3, коэффициент
формы шва
аф = /(п/р)п. (2 83)
где вид функции f (vl р) приве-
ден на рис. 2.48; р — радиус за-
кругления в зоне сопряжения шва
с основным металлом (он Опре-
деляется непосредственным измерением); ц является функцией т
(рис. 2.49).
При т > 3 т] « 1 (рис. 2.49) и коэффициент формы
аф = /(р*/р), (2.84)
где v* = 3/U.
Рис. 2.47. Распределение напряже-
ний в стыковом шве
Пример. Стыковое соединение листов s = 30 мм. Шов имеет As = 3 мм.
Ширина шва 2о = 30 мм. По данным замеров, р = 0,3 мм.
По формуле (2.82) определяем U = 0,35 мм^. По формуле (2.81), т = 5,2.
Коэффициент т| при этом равен 1,0. Тогда о* = 3/U = 8,5 мм. Отношение wp =
== 8,5/0,3 = 28. / (у/ р) = 2 (см. рис. 2.48). Таким образом, по формуле (2.83),
70
2. Концентрация напряжений в стыкуемых элементах вследст-
вие смещения кромок соединяемых деталей (рис. 2.50, а). Обозна-
чим этот коэффициент концентрации асм. Он равен
<хсм = 1 Зе, (2.85)
где е = AZs, А — размер смещения кромок; s—толщина свари-
ваемых элементов.
3. Концентрация напряжений в результате местного изгиба,
вызываемого остаточной деформацией при сварке, определяемой
величинами Сиу (рис. 2.50, б).
Коэффициенты концентрации характеризуют распределение на-
пряжений лишь при работе соединения в пределах упругих дефор-
маций. В тех случаях, когда результирующая деформация ерез
превышает ет, рост напряжений в соединении прекращается и
происходит их выравнивание. Концентрация же деформаций про-
должает увеличиваться до момента разрушения.
Рис. 2.49. Зависимость т| (т)
а)
777777777&±£^
Рис. 2.50. Депланация (а)
и изгиб стыкового шва (б)
Концентрация напряжений, возникающих в зоне пор, имеет
пространственный характер. Как показывают теоретические рас-
четы, коэффициенты концентрации напряжений возле сферических
пор в 1,5 раза меньше концентрации в зоне цилиндрических отвер-
стий того же радиуса и положения относительно поверхности.
Стыковые швы при всех видах сварки — дуговой, контактной,
электроннолучевой — являются оптимальными с точки зрения кон-
центрации напряжений. При доброкачественном технологическом
процессе, отсутствии пор, непроваров, включений, смещения кро-
мок, при доведении до минимума остаточных местных сварочных
деформаций и, наконец, что особенно важно, при рациональном
очертании швов, их плавных сопряжениях с основным металлом
результирующий коэффициент концентрации напряжений может
быть сведен до значений, близких к единице. В других типах сое-
динений такой результат получить практически невозможно.
71
§ 14. Распределение напряжений в лобовых швах
Изучение распределения напряжений в лобовых швах произво-
дилось теоретически — на основе положений теории упругости и
пластичности — и экспериментально — на моделях с применением
Рис. 2.51. Элементы сечения углового лобового
шва и схема приложения нагрузки Р
Рис. 2.52. Распределение эквивалентных на-
пряжений оэ в шве и околошовной зоне при
действии на шов нагрузки Р:
а, б — при средних напряжениях в минимальном
сечении, равных пределу текучести; в, г — в момент
начала разрушения швов. Утолщенной линией вы-
делена граница зоны пластических деформаций
°э = °г
поляризованного света, лаковых покрытий, тензометрирования.
В последнее время развивается метод численного моделирования
на ЭВМ, который позволяет получить наиболее полную инфорвда-
72
Рис. 2.53. Распределение напряжений в моде-
лях сварных соединений с двусторонними на-
кладками
цию о напряженно-деформированном состоянии металла шва и
в отличие от других расчетных методов достаточно хорошо согла-
суется с данными экспериментов. Расчет и эксперимент подтвер-
дили наличие значительной концентрации напряжений в лобовых
швах и большое влияние на распределение напряжений конфигу-
рации поперечного сечения шва: глубины проплавления е, угла
при вершине fic и фор-
мы свободной поверхно-
сти шва (рис. 2.51).
Концентрация напряже-
ний заметно снижается
при увеличении глуби-
ны проплавления, уве-
личении угла Рс в. слу-
чае действия усилия
вдоль катета, располо-
женного напротив угла
рс, и введении плавных
переходов от шва к по-
верхности соединяемых
деталей.
Расчеты на ЭВМ,
проведенные в свароч-
ной лаборатории МВТУ
им. Н. Э. Баумана, по-
казали, что при возра-
стании нагрузок проис-
ходит выравнивание де-
формаций и снижение
концентрации напряже-
ния. На рис. 2.52 при-
ведены распределения
напряжений в лобовых
швах при средних на-
пряжениях в минималь-
ных сечениях, равных пределу текучести (рис. 2.52, а, б), и в мо-
мент начала разрушения швов (рис. 2.52, в, г). Из рис. 2.52, а, б
видно, что области концентрации напряжений располагаются у
корня шва (точка Л) и по линиям перехода от шва к соединяе-
мым деталям (точка В на рис. 2.52, а и точка С на рис. 2.52, б).
При увеличении нагрузки (рис. 2.52, в, г) густота линий рав-
ных напряжений уменьшается, что говорит о снижении концентра-
ции напряжений. Важную роль при этом играет направление на-
грузки по отношению к плоскости непровара. При одинаковых
уровнях средних напряжений нагрузка, перпендикулярная пло-
скости непровара (рис. 2.52, б), дает большую концентрацию на-
пряжений, чем параллельная плоскости непровара (рис. 2.52, а).
Эта закономерность сохраняется вплоть до начала разрушения
(рис. 2.52, в, г).
73
Напряжения в лобовых швах концентрируются в плоскости AD,
проходящей через корень шва А, причем положение этой плоскости
зависит от направления нагрузки Р. В дальнейшем по этой пло-
скости, как правило, происходит разрушение шва.
Распределение напряжений в соединениях с лобовыми швами
(рис. 2.53, а) показано на рис. 2.53, б (сечение Л — А), на рис. 2.53, в
Рис. 2.55. Концентрация напряже-
ний в тавровом сварном соединении
(сечение С — Л) и на рис. 2.53, г
(сечение В — В). Наибольший ко-
эффициент концентрации = 2
имеет место в сечении Л — Л
(рис. 2.53, б)
Рис. 2.54. Сварное соединение полос
разной толщины sx и %
В нахлесточных соединениях с двумя лобовыми швами усилия
между ними распределяются равномерно, в случае если элементы
имеют равные толщины.
При неодинаковых толщинах (рис. 2.54) распределение усилий
между элементами определяется формулой
В1/Р2 = 1 + [(s2 - sO/sJ • 0,66Z/(0,66Z + 2s2), (2.86)
где Рг — усилие в шве, находящемся на элементе меньшей тол-
щины Sj; Р2 — усилие в шве, находящемся на элементе большей
трещины s2; I — длина нахлестки.
Концентрация напряжений имеет место также в лобовых швах
тавровых соединений. Так, возле ребер жесткости, приваренных
к растягиваемому элементу (рис. 2.55, а), образуется концентра-
ция напряжений ол по сечению А — А. Эпюра этих напряжений
показана на рис. 2.55, б. Коэффициент концентрации напряжений
в шве таврового соединения зависит от его очертания и от формы
сопряжения с основным металлом.
§ 15. Распределение напряжений в соединениях
с фланговыми швами
В соединениях с фланговыми швами имеет место концентрация
напряжений в швах и в основном металле полос между швами.
Рассмотрим соединение из двух узких полос, соединенных
швами с катетом К длиной I (рис. 2.56). Ввиду незначительной
ширины полос условно примем распределение напряжений а в по-
лосах равномерным по их ширине.
Основные элементы под действием растягивающих усилий удли-
няются и перемещаются, во фланговых швах образуются сдвиговые
74
деформации. Прямоугольный элемент dx шва 1—1—2—2 обра-
щается в Г—Г—2"—2' (рис. 2.56, а). Наибольшие деформации
наблюдаются в крайних точках шва, наименьшие—в средних.
Прртому касательные напряжения распределяются по длине швов
неравномерно.
Рис. 2.56. Распределение усилий в соединении с длинными фланго-
выми швами, прикрепляющими узкую полосу:
а — общий вид соединения; б — распределение т по длине шва при Fi = F2,
в — распределение т по длине шва при Fi < F2
В соединениях, у которых площади поперечных сечений соеди-
няемых деталей равны (Ft = F2 = F), напряжение в точке х шва
определяется уравнением
хх = аР [ch ах ch а (/ — х)]/(40Е sh al), (2.87)
где
a=]/r4G/(EF);
G — модуль сдвига; Е — модуль упругости; I — длина шва.
Эпюра хх, приведенная на рис. 2.56, б, представляет собой гра-
фик функции гиперболического косинуса и называется цепной
линией. Наибольшие значения принимает в точках х = 0 и
х = I:
Тщах = аР (1 + ch а/)/(4рЕ sh al) аР (cth aZ)/(4p/Q, (2.88)
d = y"4G/(£f)-
(2.89)
Для равнопрочных соединений (2 [т'1 $Е1 = [ст]рР) при усло-
вии [т'] = 0,6 [о]р и Р = 0,7, а также учитывая, что cth al та 1,
теоретический коэффициент концентрации напряжений в стальном
75
(Е = 2'105 МПа; G — 8-10* МПа) фланговом шве
«а = ттах/гСр = 0,58 г //<0,7К), (2.90)
где тср = Р/(2/0К).
При неравновеликих площадях поперечных сечений элементов
Fx и F2, например при Fr <; F2, напряжение (рис. 2.56, в) равно
Tx = aP[F1ch ах 4- F2 ch а (I — х)]/[20/< (Ft -|-F2) sh а/]; (2.91)
при этом
а = V2G + F^EFJJ. (2.92)
Распределение тх вдоль швов имеет асимметричный характер:
при х = 0
т0 = аР (Fx + F2 ch а/)]/[2р/С (Л + F2) sh «/]; (2.93)
при х — 1
Xl = аР (Fi ch al + F2)/[20K (Fx + F2) sh al\. (2.94)
Наибольшее значение тх будет со стороны элемента с меньшим
поперечным сечением. Коэффициент концентрации напряжений при
Рис 2 57 Распределение напряжений ах в широкой на-
кладке соединения с короткими фланговыми швами
условии, что прочность швов равна прочности элемента меньшего
поперечного сечения Fx, равен
аа = 0,87 1/(1 -{-р) (у, ch al -f-1 )/sh al, (2.95)
где у. = Fx/F2. При условии, что все деформации упругие, эпюра
распределения тх имеет вид, показанный на рис. 2.56, в.
Рассмотрим распределение нормальных напряжений между
фланговыми швами в соединениях с накладкой (рис. 2.57). Допу-
стим, что фланговые швы имеют небольшую длину, и примем ири-
ближенно, что напряжения т вдоль их длины одинаковы. Ширину
же листов 2а будем считать значительной и определять концентра-
цию напряжений ох в металле листов, вызванную фланговыми
швами. Силовой поток в растянутом листе сгущается в зоне флан-
говых швов, а средняя часть напряжена меньше. Поэтому в рас-
сматриваемом соединении неравномерно распределяются нормаль-
76
ные напряжения. .Они максимальны на краях накладки и мини-
мальны в середине. Напряжение вдоль оси х на расстоянии у
от осн накладки составляет
a^ = 2,3TOchyz//sh Va, (2.9'6)
где а— половина ширины накладки; I— половина длины накладки;
V = 2,3/1; т0 — среднее касательное напряжение во фланговых
швах; т0 = <jcpas/(0/</) — среднее напряжение в накладке; s —
толщина накладки; <тср — среднее напряжение в соединяемых
элементах; I — длина шва. Максимальное напряжение
Omax = 2,3T0cth(2,3a/Z). (2.97)
Эпюра <зх имеет вид, изображенный на рис. 2.57, н выражается
законом гиперболического косинуса, т. е. цепной линией.
При К/ = s теоретический коэффициент концентрации напряже-
ний для этого соединения
аа — 3,3а cth (2,3а//)//. (2.98)
При различных отношениях all коэффициент концентрации аа
принимает следующие значения:
а/1 ................. 0,1 0,5 1,0 2,0
аа....................... 1,45 2,01 3,37 6,61
Приведенные данные показывают, что при значительном уве-
личении ширины листа по сравнению с длиной фланговых швов
коэффициент концентрации нормальных напряжений в листе воз-
растает. В соединениях с фланговыми швами всегда возникает кон-
центрация напряжений. В соединениях с длинными фланговыми
швами при небольшом расстоянии между ними концентрация
образуется главным образом в концах фланговых швов (концент-
рация касательных напряжений тЛ). В соединениях с короткими
фланговыми швами при относительно большом расстоянии между
ними концентрация возникает преимущественно в основном металле
на участке между швами (концентрация нормальных напряже-
ний <тА). В соединениях, применяемых в сварных конструкциях,
образуются обе разновидности концентраций в более или менее
резко выраженной форме.
§ 16. Распределение напряжений в комбинированных
соединениях с лобовыми и фланговыми швами
Распределение напряжений в соединениях с накладками нерав-
номерно. В тех соединениях, где стыковые швы перекрыты односто-
ронними накладками, образуется эксцентриситет н появляется из-
гибающий момент. В таких соединениях напряжения не только не
уменьшаются по сравнению со стыковым швом без накладки, но
даже заметно возрастают. В соединениях, не имеющих стыковых
77
швов, накладки также вызывают значительную концентрацию на-
пряжений.
На рис. 2.58, а показаны результаты экспериментального изу-
чения распределения напряжений в различных поперечных сече-
ниях (Л — А, Б — Б, В — В) соединений с односторонними на-
кладками, когда накладки приварены к соединяемым полосам только
фланговыми швами. В точках, близко расположенных к фланговым
Рис. 2 58. Распределение напряжений в соединени-
ях с накладками без стыковых швов.
а — распределение о между фланговыми швами, б —
выравнивание распределения су в соединениях с лобовым
и фланговыми швами
швам, образуется концентрация напряжений; точки, удаленные от
швов и лежащие возле оси элемента, напряжены весьма слабо.
Вдали от накладок эпюра напряжений в поперечном сечении вырав-
нивается и элемент работает более равномерно.
Неравномерность распределения напряжений по поперечному
сечению накладок значительно уменьшается при добавлении к флан-
говым швам лобовых. Это можно видеть на рис. 2.58, б, где показано
распределение напряжений в таком соединении в сечениях Г —- Г,
Д-Д, Е — Е.
78
§ 17. Распределение усилий в нахлесточных соединениях,
выполненных шовной сваркой
В соединениях, выполненных шовной контактной сваркой, не-
равномерность распределения напряжений вызвана рядом причин.
1. Распределение напряжений а в зоне шва по толщине детали
при растяжении происходит неравномерно. Коэффициент концентра-
ции напряжений аа при растяжении деталей приближенно выра-
жается формулой
аа = 2,3s cth (2,3s/b)/b,
(2.99)
?0
где s — толщина детали;
b — ширина шва.
Как правило, аа неве-
Рис. 2.59. Появление концентрации напря-
жений в соединениях с шовными швами:
а — неравномерное распределение а по толщине;
о — изгиб соединения
лик и лишь незначительно
превышает единицу. Рас-
пределение а при растя-
жении показано на эпюре
рис. 2.59, а.
2. При растяжении соединения происходит изгиб детали
(рис. 2.59, б). Напряжение от изгиба
°изг — ЗсТо/(1 -'г Ь ]/^ 3o!t/E/s),
(2.100)
где сг0 — номинальное напряжение в соединении от растягивающей
силы.
Как видно из формулы (2.100), напряжение от изгиба анзг не является линей-
ной функцией от номинального напряжения о0. Эго объясняется тем обстоятельст-
вом, что с увеличением о0 уменьшается плечо силы. Например, при b/s— 3 и
о0= 800 МПа по формуле (2.100) <тнзг = 1350 МПа. Отношение оизг/о0 = 1,69.
При о0 = 200 МПа и <тизг = 510 МПа отношение оизг/о0 = 2,52.
При уменьшении напряжения о0 оизг/о0 -> 3.
Следует помнить, что вывод верен лишь при работе соединений
в пределах упругих деформаций. За пределом текучести происхо-
дит некоторое выравнивание напряжений и коэффициент концент-
рации при этом снижается.
§ 18. Распределение усилий в точечных соединениях,
выполненных контактным способом
В точечных соединениях возникает концентрация напряжений,
обусловленная рядом факторов.
1. В результате сгущения силовых линий основной металл
испытывает концентрацию напряжений в надточечной зоне
(рис. 2.60, а). Интенсивность сгущения определяет концентрацию.
Она растет с ростом отношения t/d, где t — расстояние между точ-
ками в направлении, перпендикулярном действию силы; d — диа-
метр точки. Расчетом установлено,, что коэффициент концентрации
79
напряжений аа в этом соединении находится В пределах (0,62 Ш) <
<«а < (t/d) и может вычисляться по приближенной формуле
аа = 0,38 + 0,62^. (2ЛЙ1)
На рис. 2.60, б показана эпюра распределения а в продольном
сечении соединения. Максимального значения напряжение достигает
в сечении О — О.
Усилия в отдельных точках соединения, расположенных в про-
дольном ряду, при их работе в упругой области неодинаковы. При
условии, что поперечные сечения
Рис 2 60 Распределение напряжений в
точечных соединениях
а — общий вид. 6 — распределение о в про-
дольном сечен ин
= 1 /[0,53 (In (b/d)— 0,46)], t —
гдиняемых элементов Fr — F2
и при числе точек в ряду I = 3
усилия в крайних точках
Рг = рз = р (т + 1)/(2т +
+ 3); в средней точке Р2 —
= Р/(2т + 3). При i = 4
усилия в крайних точках
Л = = Р (2m + l)/(4m +
+ 4). При числе точек в ряду
t = 5 усилия в крайних точ-
ках Pj = Р6 = Р (2m2 + 4m +
+ l)/(4m2 + Ют + 5); P2 =
= Pi = P (m + l)/(4m2 -|-
+ 10m + 5); в средней точке
P3=PI(itrF + Ют + 5) Здесь
P — усилие на продольный
ряд точек; m = Z7(sg), где £ —
точек в продольном ряду;
s — толщина свариваемых листов; Ь — ширина образца или шаг
в поперечном направлении; d — диаметр точки.
Если принять расстояние между точками t = 3d, b — 3d, то
5 = 2,95. При этих условиях распределение усилий между точ-
ками в продольном ряду дано в табл. 2.10.
Таблица 2 10
Распределение усилий между точками
Номера точек Число точек в продольном ряду
3 4 5
1 0,444Р 0,436Р 0.435Р
2 0,112Р 0,064Р 0,058Р
3 0,444Р 0,064Р 0,014Р
4 0,436Р 0.058Р
5 0,435Р
Крайние точки оказываются нагруженными значительно силь-
нее, чем средние. С увеличением числа точек в продольном ряду
такая диспропорция возрастает. Подобное явление имеет место
80
при работе в пределах упругости. За пределами текучести насту-
пает значительное выравнивание усилий.
2. В соединении возникает изгиб, аналогичный случаю шовной
сварки (рис. 2.59), который вызывает дополнительное напряжение
изгиба оизг, вычисляемое по формуле
оизг = Зо0/ (1 4- d V 3o0/E/s), (2.102)
где о0 — напряжение в основном металле соединения; Е — модуль
упругости. Если принять о0/£ = 0,001, то
Оизг = 30о/(1 + 0,055d/s); (2.103)
ои31/о0 уменьшает свое значение с уменьшением толщины соеди-
няемых деталей s.
Рис. 2.61. Распределение силовых потоков и напряжений а и т в зоне кон-
центраторов'
а — лобовые швы» б — стыковые швы. е — фланговые швы. г — в местах изме-
нения сечения растянутых элементов
При учете указанных концентраторов максимальное расчетное
напряжение в элементах, соединяемых точкой, для типовых соот-
ношений размеров в зоне точки приближенно равно
Стах = <ТИзГ«а- (2.104)
Все приведенные соотношения выведены в предположении работы
соединений в пределах упругих деформаций.
Условные способы расчета точек, изложенные в § 3, не дают
действительного представления о полях напряжений в околошов-
вдксвонах в пределах упругости. Сварная точка испытывает напряг
жения в пределах упругих деформаций во много раз больше расчет-
81
ных. Этим и объясняется низкая прочность точек при работе под
переменными нагрузками.
При статических нагрузках за пределом упругих деформаций
концентрация напряжений в значительной степени смягчается- и
значения разрушающих усилий, найденные опытным путем, незна-
чительно отличаются от расчетных.
Распределение напряжений в зоне концентраторов соответствует
распределению гидродинамических потоков. На рис. 2.61, а пока-
заны такие потоки, образуемые в лобовом шве, на рис. 2.61, б —
встыковом, на рис.2.61, в— вдоль флангового шва, на рис.2.61, г—
в месте изменения ширины растягиваемого элемента. Зачерненные
участки соответствуют эпюрам нормальных о и касательных т
напряжений.
§ 19. Концентрация напряжений в паяных швах
В паяных швах возникает концентрация напряжений, оказы-
вающая заметное влияние на работоспособность всего соединения.
Рассмотрим распределение напряжений в стыковом паяном шве —
тонкой мягкой прослойке с пре-
делом текучести, меньшем, не-
жели у основного металла. Мо-
дуль упругости мягкой прослой-
ки также меньше модуля упру-
гости основного металла, поэто-
му она обладает повышенной
деформируемостью.
Исследования, основанные
на уравнениях теории упругости
и пластичности, показали, что
на контактных плоскостях и в
зоне мягкой прослойки возни-
кает сложнонапряженное состо-
яние при работе ее в пределах
пластических деформаций. Оно
повышает от и о,,.
Рассмотрим работу стыко-
вых паяных соединений элемен-
тов с круглым поперечным се-
Рис. 2.62 Напряжения в мягкой про-
слойке стержня под действием растя-
гивающей силы в зоне пластических
деформаций
чением. В зоне пластических деформаций в мягкой прослойке
образцов, нагруженных продольной силой, образуются напряже-
ния (рис. 2.62): ог— вдоль оси образца, ор— в направлении ра-
диуса, Gt — по направлению касательной, трг — в кольцевых
поверхностях.
Из теории пластичности следует, что наибольшие напряжения
образуются на контактных плоскостях. Если модули упругости
основного металла и мягкой прослойки близки между собой, то
напряжения на контактных плоскостях определяются уравне-
ниями
— °т [ 1 ~Ь (2/3) (7? — p)/So];
сгр = а/ = о, (2/3) (7? - p)/s0,
(2.105)
(2.106)
где сгт — предел текучести металла прослойки при одноосном на-
пряженном состоянии; R — радиус цилиндрического образца; р —
радиус, определяющий положение точки в образце; s0 — толщина
прослойки.
Наибольшие значения напряжений достигаются на оси элемента,
т. е. при р = 0. С уменьшением толщины прослойки sfl напряже-
ние резко увеличивается. Теоретически показано, что малое значе-
ние модуля упругости прослойки £прОсл п0 сравнению с модулем
упругости основного металла £осн,мет способствует повышению
прочности и понижению пластичности стыкового паяного шва.
Рис. 2.63. Распределение т в паяном со-
единении в пределах упругих деформа-
ций
Рис. 2.64. Коэффициенты кон-
центрации напряжений аа в
паяных соединениях внахлестку
в зависимости от 2Gs/(£,s0).
Иная картина наблюдается в паяных соединениях нахлесточ-
ного типа, наиболее распространенного в изделиях. Распределение
касательных напряжений т по длине нахлестки в направлении
действия сил происходит неравномерно и в значительной степени
аналогично условиям работы сварных фланговых швов. Для соеди-
нения двух деталей с равными площадями поперечных сечений
F = sb (рис. 2.63) наибольшее значение усилия qmax на единицу
длины паяного шва в концевых точках определяется уравнением
<7шах = (а£/2) [(1+ Ch a/)/(sh а/)], (2.107)
где
a = V2Gb/(EFs0); (2.108)
G — модуль упругости металла паяного шва при сдвиге; Е — модуль
упругости основного металла при растяжении; s0 — толщина мяг-
кой прослойки; b — ширина шва; I — длина шва; s—толщина
основного металла.
Если из условия статической равнопрочности паяного шва
оснцвному металлу принять ст = 2т и I = 2s, F = sb, то
al = У 2Gbl2/(EF s0) = У2Gb4s2/(Ebss0) = 2 У 2Gs/(Es0). (2.109)
83
Коэффициент концентрации напряжений в паяном шве
сс0 = ^тах/<7о = аР/ [(1 + ch a/)/(sh а/)]/2Р = al [(1 -4- ch a/)/(sh а/)]/2.
(2.110)
Коэффициент аа определяют в значениях функции от 2Gs/(Fs0)
(рис. 2.64). Чем меньше отношение G/E, тем соответственно меньше
коэффициент концентрации.
Преимуществом паяных швов является возможность образова-
ния пластических деформаций в нахлесточных паяных соединениях,
сопровождаемых снижением напряжений в крайних точках соеди-
нений и выравниванием эпюры напряжений по длине соединения.
При сопоставлении значений концентраций напряжений в пая-
ном и сварном нахлесточных соединениях, состоящих из двух
лобовых швов, коэффициенты концентрации напряжений высоки
в обоих случаях, но при пайке они ниже. Это обстоятельство объяс-
няется более рациональной конструктивной формой паяного соеди-
нения по сравнению со сварным.
ГЛАВА 3
МЕХАНИЧЕСКИЕ СВОЙСТВА СВАРНЫХ СОЕДИНЕНИЙ
§ 1. Некоторые понятия теории упругости и пластичности
Рис. 3 1 Диаграмма растяжения металла:
1 — условная, 2 — действительная
Определение некоторых механических свойств металлов произ-
водят, используя простые схемы нагружения — растяжение, сжа-
тие, кручение. При растяже-
нии получают диаграмму за-
висимости условных на-
пряжений а — P/Fo от
условных деформа-
ций е = А///о, используя
силу Р, первоначальную пло-
щадь поперечного сечения Fo,
удлинение образца А/ и пер-
воначальную расчетную дли-
ну образца /0. Условная диа-
грамма зависимости напряже-
ний от деформаций (рис. 3.1)
позволяет определить предел
пропорциональности — точка
А; действительный предел
текучести, при котором на-
чинаются пластические деформации, — точка В; условный
предел текучести о02 — точка С как пересечение прямой
линии, которая параллельна упругому участку диаграммы ОА и
84
отсекает на оси е отрезок величиной 0,2 %, с кривой линией Диа-
граммы; временное сопротивление ов — точка D,
при котором наступает потеря пластической устойчивости и начи-
нает появляться шейка; напряжение разрушения металла1—
точка Е. Измерением длины /к и диаметра шейки разрушенного
образца определяют также относительное удлинение
6 = (1К — 1в)П0 и поперечное сужение ф = (Fo — F^IF0,
где FK — площадь минимального сечения шейки образца после
разрыва.
Диаграмму условных напряжений используют для построения
диаграммы действительных напряжений од и деформаций ед. Д е й-
ствительные напряжения находят как отношение
силы Р к действительной площади поперечного сечения образца
од = PIF, а действительные деформации — как
интеграл бесконечно малых приращений относительных деформа-
ций d///:
г
8Д^= J d/// = ln (///0) = 1п[(/0 + Д/)//0] = 1п(1+е). (3.1)
/о
Действительные деформации ед, или, как их еще называют,
логарифмические, заметно отличаются от условных деформаций е,
если значения последних превышают 0,15—0,2 (15—20 %).
Полная деформация состоит из упругой и пластической:
е = 8у4-рПл- (3-2)
Коэффициент поперечной деформации (коэффициент Пуассона)
в пределах упругих деформаций
Ру = — е1ГОП/еу = 0,25 0,3. (3.3)
За пределами упругости приращение продольных пластических
деформаций вызывает поперечную деформацию с коэффициентом
0,5, в то время как приращение упругих деформаций продолжает
вызывать поперечные деформации с прежним коэффициентом ру.
Поэтому коэффициент Пуассона, обозначенный за пределами упру-
гости как р', изменяется по мере роста пластической деформации
от ру до 0,5:
р' = — епоп/е = — [ру (еу/е) 4- 0,5 (епл/е)]. (3.4)
Так как пластическая составляющая деформации имеет коэффи-
циент поперечной деформации рпл = 0,5, то это означает, что изме-
нения объема от пластических составляющих деформации не проис-
ходит.
Закон неизменяемости объема при пластической деформации
может быть записан как
ex 4-fy 4~е2 =0, (3.5)
пл ^пл 1 пл v '
где еА;пл, еУпл, еДпл — действительные пластические деформаций
в направлении координатных осей х, у, г. Упругие составляющие
деформации вызывают изменение объема тела.
85
При неодноосном напряженном состоянии в общем случае в
каждой точке тела имеются напряжения ох, оу, ог, тху, гуг, ггх
и деформации ех, ъу, ег, уху, ууг, угх. Важными характеристиками
напряженного и деформированного состояния являются
интенсивность напряжений, е, — интенсив-
ность деформаций:
Oi = (1/К2) V(ох - Су)2 4- (Оу - о,)2 + (ог- oxf -ф 6 (iiy 4- -ф 4- т|.г);
_ (3’6)
= (К2/3) K(e-v - е^)а + (ьу - ег)2 + / - sj2 +
4'(3/2)(Yij/4'T5z4'T«) (3-7)
В случае выбора главных осей
о,- = (1//2) Г(О1 - <УгУ 4- (аг - пз)3 + (р3 - <ъ)2; (3.8)
Б/ = (/2/3) V (8Х - 82)2 4- (82 - 8зГ 4- (е3 - 802. (3.9)
Энергетическая теория пластичности принимает, что пластиче-
ские деформации при сложнонапряженном состоянии возникают
при Oi = от (от — предел текучести). Это положение в целом хорошо
подтверждается экспериментами. Из него, в частности, вытекают
некоторые важные в практическом отношении следствия. При
трехосном растяжении или сжатии отдельные компоненты могут
заметно превосходить предел текучести металла, но при этом
о, <С от и пластические деформации не возникнут. При двухосном
напряженном состоянии, когда ог = —о3, а о2 = 0, что соответ-
ствует чистому сдвигу, пластические деформации начнутся при
максимальном напряжении оу = ат//3 < оу.
Для расчетов напряженного состояния за пределами упругих
деформаций используют теории пластичности. Одно из основных
положений теорий пластичности состоит в том,что для различных
напряженных состояний конкретного металла принимается спра-
ведливой одна и та же экспериментальная зависимость между
напряжениями и деформациями.
Деформационная теория пластичности устанавливает единую
связь между интенсивностью напряжений о; и интенсивностью
деформаций е;- независимо от схемы напряженного состояния. Эта
связь может быть найдена для каждого конкретного металла из
результатов испытаний на одноосное растяжение. При этом напря-
женном состоянии согласно (3.8) получаем ot = о. Связь между
Sj и е найдем с учетом ех = 8 и зависимости (3.4), из которой поду-
чаем 82 = 83 = —р/8. Тогда согласно формуле (3.9) имеем
8f = (2/3) (1 4- у') 8 = 8 - 80 = 8 - (1 - 2уупр) о/(3£), (3.10)
где 80 = (бх 4~ е2 4~ е3)/3 — средняя деформация, которая связана
со средним напряжением оп = (о^ 4- о2 4- о3)/3 зависимостью 80 =
= (1 — 2уупр) оп/Е. Так как о2 = о3 = 0, то о0 = ох/3 = о/З.
86
Более точной является теория течения, которая устанавливает
единую связь между интенсивностью напряжений о, и интегралом
йё/пл интенсивности приращений пластических деформаций неза-
висимо от схемы напряженного состояния. Эта связь также может
быть получена из результатов испытаний на одноосное растяже-
ние. При одноосном растяжении <д = ох = о. Величина dez
может быть найдена из общей зависимости для многоосного нагру-
жения:
(de*™ ~ <Чл)2 +(аЧл “ Йегпл)2 +(Йегпл “ d4.,)2 +
о
+ + + <ЗЛ‘)
где йеХ[1л, —приращения пластических деформаций на
бесконечно малом участке деформирования. При одноосном растя-
жении dy = 0, а согласно (3.5) de^ = de^ = — (х/2) deXn =
= —Тогда из (3.11) получаем de,-^ = deXn? a J de(-^ =
-- &Х 8Пл*
*ПЛ пл
На рис. 3.2, а показана типичная зависимость
а на рис. 3.2,6—зависимость о,-= /
с упрочнением. Для при-
ближенного аналитиче-
ского описания диа-
грамм растяжения, ког-
да упругой деформацией
по сравнению с пласти-
ческой можно пренеб-
речь, используют зави-
симость
Ot=f (е,),
deZnJ для материала
Рис. 3.2. Диаграммы зависимости = f (е() (а)
и щ = f (jdeinJ]) (б), используемые в теории
пластичности
о(- = Ле?пл> (3.12)
где А и п — постоянные
для конкретного материала; — интенсивность пластических
деформаццй.
Показатель степени п носит название показателя степени упроч-
нения материала при пластической деформации-, для углеродистых
и низколегированных сталей в неупрочненном состоянии п =
= 0,25 -ь 0,3; для сталей высокой прочности п = 0,05 4-0,1. По-
вышение прочности металла обычно сопровождается уменьшением п.
Нрупрочняемый, так называемый идеально упругопластический,
материал имеет п = 0. Показатель степени п не является мерой
пластичности металла, обнаруживаемой при разрушении. Однако
в большинстве случаев общая закономерность состоит в том, что
чем меньше п, тем меньше 6.
Различают плоское напряженное состояние и плоскую дефор-
мацию. При плоском напряженном состоянии
87
= 0, а ег 0, что соответствует работе тонкой пластины, на-
груженной в плоскости пластины напряжениями ох и <зу. Пластина
изменяет свою толщину вследствие поперечной (пуассоновой) де-
формации. При плоской деформации ег = 0, 9^0.
Идеальные условия плоской деформации можно представить, если
рассматривать пластину, помещенную между двумя абсолютно
жесткими плитами, которые позволяют пластине деформироваться
в плоскости, но полностью исключают как утолщение, так и уто-
нение пластины. Это приведет к тому, что в местах, где пластина
должна была бы утолщаться, появятся сжимающие напряжения ог,
а в местах возможного утонения — растягивающие напряжения ог.
В обоих случаях при плоской деформации ог = р (ох 4- оу).
§ 2. Стандартные методы определения механических свойств
сварных и паяных соединений
Существует много стандартных методов определения механи-
ческих свойств металлов. Это испытания на растяжение, испытания
гладких образцов на статический изгиб и надрезанных образцов
на ударный изгиб, определение твердости металла, испытание на
длительную прочность и многие другие. Основное назначение этих
испытаний состоит в получении количественных характеристик
металла, необходимых для выполнения инженерных расчетов.
Часть методов предназначена для получения характеристик ме-
талла, которые хотя и не участвуют как количественные в расчетах
на прочность, но используются для качественной оценки работо-
способности изготовляемых из него деталей или для установления
соответствия металла техническим условиям на его поставку.
Большая часть этих методов испытаний может быть применена
также и для оценки механических свойств металла шва, о коло-
шовных зон или даже сварных соединений. Тем не менее существу-
ет отдельный стандарт (ГОСТ 6996—66 «Сварные соединения. Ме-
тоды определения механических свойств»), который специально
регламентирует процедуру испытаний только сварных соединений.
Назначение этих методов испытаний состоит в определении
механических свойств, которые используются для количественной
и качественной оценки работоспособности сварных соединений и
конструкций, а также для сравнения механических свойств основ-
ного металла и металла сварных соединений с целью оценки соот-
ветствия принятой технологии сварки тем требованиям, которые
предъявлены к сварной конструкции. Рассмотрим основные требо-
вания к образцам и условиям проведения стандартных испытаний
сварных соединений.
В испытаниях на статическое растяжение образцов (рис. 3.3)
определяют условный или действительный предел текучести щ,
временное сопротивление ов, относительное удлинение после раз-
рыва на образцах, рабочая длина /0 которых в пять раз больше
диаметра d0, относительное сужение после разрыва ф. Образцы
изготовляют из металла шва, участков околошовной зоны или
88
наплавленного металла. Отбор образцов ведут либо непосред-
ственно йз конструкции, либо из специально сваренных соедине-
ний. Такие образцы используются для испытаний при нормальной
и пониженной температурах. Образцы с резьбой на концах исполь-
зуются при различных температурах, в том числе и при повышенных.
Для определения сопротивляемости металла разрушению при
ударных нагрузках в присутствии концентратора проводят испы-
тания на ударный изгиб
надрезанных образцов
(рис. 34). Определяют
так называемую удар-
ную вязкость ан метал-
ла шва, околошовной зо-
Рис. 3 3. Пример образца для испытаний на
статическое растяжение при нормальной или
пониженной температуре
ны в различных участ-
ках и наплавленного
металла. Надрез распо-
лагают в том месте, где
необходимо определить
свойства. Используют надрезы с различной остротой. Чем острее
надрез, тем меньше работа, затрачиваемая на изгиб образца до появ-
ления трещины, и тем больше работа, идущая на распространение
трещины по образцу аа = A IF, где А — работа, идущая на удар-
ный излом образца; F — площадь поперечного сечения в зоне над-
реза. Величину аа в СИ выражают в Дж/м2 или (чаще) в кратных
единицах — МДж/м2. Ранее применялась единица 1 кгс-м/см2 л;
ж 0,1 МДж/м2.
а)
55 ± 0,60
10*010
Рис. 3 4. Образцы для испытаний на ударный изгиб:
а — тупой надрез, б — острый надрез
Измерение твердости металла позволяет косвенно судить о его
механических свойствах и структурном состоянии, а также позво-
ляет определить размеры закаленных и отпущенных зон, степень
упрочнения и разупрочнения металла в сварном соединении. Изме-
рение твердости основного металла, металла околошовной зоны
и шва производят на приборах Виккерса, Роквелла и Бринелля
89
на макрошлифах поперечного сечения образцов. Твердость опре-
деляют вдавливанием в необходимые точки образца индентора —
алмазной пирамиды (Виккерс), алмазного конуса (Роквелл) или
стального шарика (Бринелль) — с последующим измерением-^аз-
мера отпечатка и пересчетом в соответствующие единицы твер-
дости (HV, HRC, НВ).
Испытание сварного соединения на статическое растяжение
предназначено для определения прочности сварного соединения.
Для определения прочности стыковых соединений используют
плоские образцы, представленные на рис. 3.5. Утолщение шва
Рис. 3.5. Образцы для определения прочно-
сти стыкового соединения:
а — без уширения образца в захватной части;
б — с уширением образца
Рис. 3.6. Образец для определения времен-
ного сопротивления металла шва при испы-
таниях на статическое растяжение
снимают механическим пу-
тем. Разрушение происхо-
дит обычно по наименее
прочному участку соедине-
ния. Уровень прочности,
определяемый таким пу-
тем, характеризует проч-
ность сварного соединения
в целом, а не прочность
отдельной слабой зоны
(см. § 3).
Для определения проч-
ности металла шва в об-
разцах делают выкружку,
ослабляющую среднюю
часть образца (рис. 3.6).
Определяют временное со-
противление по формуле
Ов = kP/F,
где k — поправочный ко-
эффициент, для сталей
k = 0,9; F — площадь на-
именьшего поперечного
сечения до испытания.
Для определения пла-
стичности металла стыко-
вых сварных соединений
проводят испытания образцов на статический изгиб. Образцы
прямоугольной формы (рис. 3.7, а, б), вырезанные вдоль или
поперек стыкового шва и механически обработанные со всех сто-
рон, помещают на две опоры специального приспособления и
производят изгиб образцов посередине пуансоном,имеющим радиус
закругления, соответствующий конкретной толщине образца. Изгиб
производят до появления трещины или надрывов длиной более 5 мм
на растянутой стороне образца. Угол а (рис. 3.7, в) характеризует
пластичность металла сварного соединения.
Свойства паяных соединений определяют при ударном и стати-
ческом нагружениях согласно ГОСТ 23046—78 и 23047—78. Стати-
90
Рис. 3.7. Образцы для определения угла загиба:
а — шов расположен вдоль образца; б — шов расположен поперек образца; в — вид
образца после испытания
Рис, 3 8. Образцы для определе-
ния прочности паяных соедине-
ний:
а — соединение внахлестку; б — со-
единение по цилиндрической поверх-
ности
а]
8)
Направление
у Зар а
Напрабле
ние удара
Направление
удара
Напрабле-
ние удара
Рис. 3.9. Образцы для ударных испытаний паяных соединений:
О-— на ударный изгиб; б — на ударный срез; в — на ударный изгиб для стыковых сое-
динений; г — на ударный изгиб для косых соединений
ческую прочность на срез определяют на образцах соединений
внахлестку (рис. 3.8, а) или на образцах паяных телескопических
соединений (рис. 3.8, б). Ударные испытания в зависимости от рас-
положения спая проводят на различных по форме образцах. Сбёдй-
нения внахлестку испытывают на ударный изгиб или на ударный
срез (рис. 3.9, а, б). Паяные соединения встык испытывают на
ударный изгиб, располагая ось надреза в плоскости спая (рис. 3.9, в).
В случае косого расположения спая под углом 30° или 45° образец
для испытания на ударный изгиб имеет более сложную форму
(рис. 3.9, г). Во всех случаях ударных испытаний свойства паяных
соединений характеризуют работой разрушения А, отнесенной
к начальной площади спая F (а = A IF). При прочном и пластичном
спае в пластическую деформацию частично вовлекается также и
основной металл. Таким образом, удельная работа разрушения а
является характеристикой паяного соединения, а не металла
припоя.
§ 3. Влияние неоднородности механических свойств
на прочность и пластичность сварных соединений
Сварное стыковое соединение в поперечном сечении имеет не-
сколько участков, которые могут существенно различаться между
собой по механическим свойствам (рис. 3.10). Это сам шов 1, около-
шовная зона 2, материал которой у ряда сталей претерпевает струк-
турные превращения и может иметь повышенную твердость и проч-
4 3 2 /234
Рис. 3 10. Стыковое сварное соедине-
ние
ность, зона высокого отпуска 3,
в которой у термически обрабо-
танных сталей прочность и
твердость понижены в резуль-
тате сварочного нагрева. Далее
следует зона 4, нагревавшаяся
до более низких температур,
материал которой по-разному
изменяет свои свойства в зави-
симости от марки стали или сплава. В той или иной мере для
всех сварных соединений характерно различие механических
свойств металла в разных участках, соизмеримых с размерами
соединения, главным образом с толщиной свариваемых элементов s,
называемое механической неоднородностью. Сварные соединения
являются несущими элементами конструкций, в которых неодно-
родность свойств может быть весьма значительной. При установив-
шемся режиме сварки ширина зон и их механические свойства
мало меняются по длине сварного соединения. Обычно рассматри-
вают неоднородность свойств и чередование зон в поперечном
сечении сварного соединения.
Простейший случай неоднородности имеет место при стыковой
сварке наклепанных термически неупрочняемых сталей и сплавов,
например аустенитных сталей или алюминиевых сплавов, которые
упрочнены холодной прокаткой. Нагрев, до высоких температур
92
унимает, наклеп, достигнутый при холодной прокатке металла.
На рис. 3.11 показано распределение твердости в сварном соедине-
нии из сплава АМгб. Твердость шва и околошовной зоны близки
к твердости отожженного металла. Предел прочности и предел те-
кучести оказываются заметно
ниже, чем у основного ме-
талла, а пластичность повы-
шается. Представление о раз-
мерах зоны и степени разуп-
рочнения дает также табл. 3.1.
Зоны, где металл обладает
пониженным пределом теку-
чести по отношению к преде-
лу текучести соседнего метал-
ла, называют мягкими
прослойками.
Паяные стыковые соедине-
ния, припой в которых менее
прочен, чем основной металл,
также содержат мягкую про-
слойку. Прочность таких соединений зависит не только от проч-
ности металла мягкой зоны, но и от ее относительного размера
х = й/s, где h— ширина прослойки; s— толщина металла.
HV - Основной нагортоВанный металл
120 '
110
100
SO
80
70
О 2 4 6 8 10 12 14 16 18 20 22 24 1,ММ
Отожженный металл
СВарной шов
Рис. 3.11. Распределение твердости по
Виккерсу сварного шва из сплава АМгб
(s = 2,8 мм)
Таблица 3.1
Изменение свойств наклепанного металла
в сварных стыковых соединениях
Материал, вид сварки Половина ширины зоны разупрочне- ния в сварном соединении, мм Основной металл в наклепанном состоянии Сварное соединение в зоне разупроч- нения
ав, МПа а, град ов, МПа а', град
Сплав АМгб (s = 2,8 мм), автоматическая аргонодуговая сварка 16—18 410 35 340 150
Сталь 12Х18Н9Т (s = 3 мм), автоматиче- ская сварка под флюсом 12—14 1100 — 550 —
Другим типичным примером образования механической неод-
нородности и прослоек является сварка термически обработанных
сталей. Будем для простоты рассматривать сварку без присадоч-
ного металла. Тогда шов и околошовная зона, нагретые до темпе-
ратуры выше Лс„ в процессе охлаждения закаливаются и имеют
более высокую твердость и прочность, чем основной металл. Этот
участок называют т в е р д о й прослойкой (рис. .3,12, <а).
93
Рядом с ней по обе стороны находятся участки высокоотпущенного
металла, который и по отношению к основному металлу, и по от-
ношению к твердой прослойке имеет пониженный предел текучести.
Эти зоны образуют две мягкие прослойки. В случае если термиче-
ски обработанная сталь сваривается аустенитным швом (рис. 3.12, б),
возникает еще более сложное сочетание мягкого аустенитного шва,
двух твердых и двух мягких прослоек. Если отношение пределов
текучести прослойки и соседнего участка больше единицы, то
прослойка будет твердой; в обратном случае — мягкой
а)
Т8ердая_
Мягкие
прослойки
Рис. 3.12. Твердые и мягкие прослойки в сварных соединениях
6)
Мягкие
прослойки
Твердые
прослойки
Необходимость изучения прослоек объясняется тем, что меха-
нические свойства сварных соединений, такие, как прочность, де-
формационная способность, энергоемкость при разрушении, а также
место и характер разрушения,
зависят от степени и топографии
механической неоднородности.
Механические свойства об-
разца, вырезанного из мягкой
прослойки и имеющего низкую
прочность, еще не свидетельст-
вуют о том, что сварное соеди-
нение в целом обладает такими
же свойствами. Взаимодействие
отдельных зон протекает слож-
ным образом, и агрегатная проч-
ность сварного соединения, как
правило, не совпадает с проч-
ностью какой-либо прослойки.
Рассмотрим случай, когда
растягивающая сила направлена
Рис. 3.13. Диаграммы зависимости на-
пряжения о от деформации е для раз-
личных зон сварного соединения при
растяжении вдоль шва:
1 — основной металл; 2 — зона термиче-
ского влияния (твердая прослойка); 3 —
шов
вдоль шва и все прослойки испытывают одинаковые деформации.
Деформационная способность соединения и, как показано ниже,
его несущая способность ограничены пластичностью металла наи-
менее пластичной прослойки. На рис. 3.13 показаны диаграмм
зависимости напряжения от деформации в различных зонах свар-
ного соединения. Точки Alt А2 и А3 соответствуют разрушению
образца. Разрушение наступит при е = ед3. При этом напряжения
Oi в основном металле, о3 в шве и о2 в твердой прослойке будут
сильно различаться. Продольная растягивающая сила в основном
воспринимается участком основного металла, так как его площадь
94
намного превосходит и площадь поперечного сечения шва, и пло-
щадь твердой прослойки. И хотя уровень напряжений о2 в твердой
прослойке будет велик, средние напряжения будут близки к а1(
что существенно ниже разрушающих напряжений в точке Яр
Это означает, что прочность сварного соединения с твердой про-
слойкой, нагруженного вдоль шва, окажется ниже, чем прочность
такого же элемента из основного металла, так как разрушение
в последнем случае произойдет при напряжениях, близких к о'1<<тл,.
Отрицательное влияние твердой
прослойки сказывается сильнее, б,
если по длине соединения встре-
чаются резкие изменения сече-
ния шва, вызывающие концен-
трацию напряжений, или еще
хуже — поперечные трещины
или другие дефекты в твердой
прослойке.
При действии силы вдоль
шва наличие малопрочных мяг-
ких прослоек практически не
влияет на общую несущую спо-
собность нагруженного элемен-
та, так как площадь прослоек
обычно невелика.
Рис. 3.14. Зависимость ав, Ар и Д от
относительной толщины прослойки
Рассмотрим работу мягкой прослойки при растяжении стыко-
вого соединения поперек шва (рис. 3.14) достаточно большой протя-
женности за плоскость чертежа. В упругой стадии нагружения мяг-
кая прослойка и соседние участки деформируются однородно, и
при достижении предела текучести материала мягкой прослойки оТм
в ней возникает пластическая деформация, в то время как соседние
участки остаются в упругом состоянии. При дальнейшем повыше-
нии нагрузки и деформации коэффициент поперечной деформации р,
у прослойки будет выше, чем у соседнего металла. По мере разви-
тия пластической деформации в прослойке р, -+ 0,5, в то время
как в упругих частях р = 0,3. Из-за неодинаковой поперечной
деформации возникают касательные напряжения, максимальные
на плоскостях раздела. Они будут препятствовать поперечному
сужению прослойки в направлении толщины листа. Чем уже про-
слойка, т. е. чем меньше х = h/s, тем меньшее поперечное сужение
получает прослойка к моменту возникновения в ней истинных
разрушающих напряжений ар. Так как среднее истинное разруша-
ющее напряжение ор меняется мало, то в более узких мягких про-
слойках площадь утоненного поперечного сечеиия прослойки F?
к моменту разрушения будет больше, а следовательно, будет
больше и разрушающая сила Рр:
= (3-13)
В этом заключается причина повышения несущей способности
(эффект контактного упрочнения). Повышение разрушающей силы
95
не может происходить беспредельно, так как соседние с мягкой
прослойкой более прочные участки также при определенных усло-
виях начнут пластически деформироваться. Чем более прочны
соседние зоны, тем больше эффект контактного упрочнения. Твёрдые
прослойки, находящиеся рядом с мягкими, усиливают этот эффект.
Можно рассматривать идеализированный случай работы мягкой
прослойки, считая соседние с прослойкой участки металла абсо-
лютно твердыми, недеформируемыми. Тогда будут выполняться
условия плоской деформации, так как деформация в направлении
за чертеж будет равна нулю (см. § 1). В этом случае временное
сопротивление соединения с мягкой прослойкой Ов можно опреде-
лить по формуле
О; = Овм/Сх, (3.14)
где оВм — временное сопротивление металла мягкой прослойки;
Ки — коэффициент контактного упрочнения в случае плоской
деформации: _
Ях = (л+1/*)/(2Кз)- (3-15)
Если прослойка не идеально прямоугольная, как это бывает
в сварных соединениях, то х = E/s2, где F — площадь попереч-
ного сечения прослойки; s — толщина металла.
Прочность соединения достигнет прочности соседнего, более
прочного металла, если временное сопротивление Ов в формуле
(3.14) станет равным временному сопротивлению оВт более проч-
ного металла. При этом Кип = оВт/оВм. По формуле (3.15) опре-
делим предельную относительную толщину прослойки хпред, при
которой достигается равнопрочность соединения:
хпред=1<2ГЗ/<ипред-л). (3.16)
Например, если Овт/оВм = 1,2, то по формуле (3.16) получаем
хпрсд = 1. При /Q > 1,2 относительная толщина мягкой про-
слойки хпред должна быть еще меньше. Следует, однако, иметь
в виду, что повышение прочности соединения с мягкой прослойкой
за счет уменьшения х ограничено уровнем истинного разрушающего
напряжения металла мягкой прослойки.
Относительное поперечное сужение ф в мягкой прослойке и аб-
солютное удлинение образца Д зависят от относительной толщины
прослойки х и свойств металлов в соединении. На рис. 3.14 видно,
что в широких прослойках, когда эффекта контактного упрочне-
ния еще не наблюдается, ф остается постоянным при уменьшении х,
а Д постепенно падает по мере уменьшения доли длины участка
мягкой прослойки в общей длине образца. В области контактного
упрочнения ф резко падает, так как возрастают поперечные каса-
тельные напряжения, препятствующие сужению прослоек. Удли-
нение образца Д при уменьшении х также сначала уменьшается, но
затем, когда реализуется повышение прочности, Д возрастает,
96
поскольку в пластическую деформацию в большей мере вовлека-
ется основной металл.
При испытании соединений с мягкой прослойкой на изгиб ,до
разрушения разрушающий момент Мр, при котором появляются
трещины в прослойке, не зависит от относительной ширины про-
слойки х. Это можно объяснить тем, что разрушение при изгибе
не связано с образованием шейки и изменением размеров попереч-
ного сечения. Поэтому касательные напряжения, действующие
вблизи границ мягкой прослойки, хотя и влияют на процесс пласти-
ческой деформации во время нагружения, но не изменяют суще-
ственно толщины образца и его момента сопротивления. Разруше-
ние наступает, когда максимальное напряжение в крайнем волокне
достигает истинного разрушающего напряжения металла мягкой
Рис. 3.15. Схематичное распределение
напряжений при изгибе полосы с мяг-
кой прослойкой
Мягкая прослойка
Рис. 3.16. Мягкая широ-
кая прослойка в кольце-
вом шве цилиндрического
сосуда, работающего под
внутренним давлением р
прослойки ор. Если принять, что зависимость напряжения о от де-
формации е при о > сгг имеет линейный характер и к моменту разру-
шения эпюра напряжений в сечении выглядит, как показано на
рис. 3.15, то разрушающий момент равен
Мр = W (ор + 0,5от), (3.17)
где W—момент сопротивления сечения; сгт—предел текучести
металла мягкой прослойки.
При работе соединений с мягкой прослойкой в элементах кон-
струкций влияние мягкой прослойки на прочность может несколько
изменяться. В сосудах с внутренним давлением р, где сгокр = 2оо(.,
мягкая прослойка с малой х в кольцевом шве работает аналогично
сварному соединению, которое растягивается вдоль прослойки.
Пониженной прочности металла прослойки при этой схеме не обна-
руживается, так как разрушение происходит вдоль сосуда. Если
х велика, то мягкая прослойка удлиняется в окружном направле-
нии сильнее, чем остальная часть сосуда, в результате чего искрив-
ляется прямолинейная образующая (рис. 3.16). Разрушение может
наступить вдоль образующей сосуда в зоне прослойки вследствие
повышенной деформации в окружном направлении или даже по
окружности из-за дополнительных деформаций изгиба и растяже-
ния вдоль сосуда. Твердые прослойки в кольцевом сварном соеди-
нении разрушаются раньше, чем остальная часть сосуда достигает
97
Рис. 3.17. Схема расположения
образцов:
Хе 1 — поперек проката: № 2___
вдоль проката; ОХ — направление
проката. Стрелками показано на-
правление действия сил при испы-
таниях на растяжение
ката (рис. 3.17). Во время
локна, встречает большее
предельной пластической деформации в окружном направлении.
Этот случай аналогичен растяжению сварного соединения вдоль шва
при наличии в нем твердой прослойки. Момент разрушения зави-
сит от пластичности твердой прослойки.
Мягкая прослойка в продольном шве ведет себя примерно так же,
как при испытании образцов на одноосное растяжение с попереч-
ной мягкой прослойкой. Твердые прослойки в продольных швах
сосуда, если они не попадают в зону концентрации напряжений,
обычно не снижают прочности сосуда.
Выше были рассмотрены идеализированные случаи работы со-
единений с прямоугольной формой мягких прослоек. В сварных
соединениях прослойки могут находиться под углом к направлению
действия сил, иметь произвольную форму поперечного сечения
и иначе влиять на прочность. Однако
общая тенденция их влияния оказы-
вается такой же, как в случаях, рас-
смотренных в настоящем параграфе.
Одним из видов неоднородности
механических свойств металла явля-
ется анизотропия, она выра-
жается в различии свойств металла
при нагружении его в разных на-
правлениях. Различными могут быть
пластичность, прочность, ударная
вязкость, коэффициент поперечной
деформации, модуль упругости и дру-
гие свойства. Анизотропия металла
возникает чаще всего во время про-
катки. Прочность, пластичность,
ударная вязкость, как правило, выше
у образцов, вырезанных вдоль про-
разрушения трещина, пересекая во-
сопротивление, чем двигаясь вдоль
волокон. Особенно низкими бывают прочность и пластичность
металла по толщине листа. При наличии расслоений в металле
пластичность отдельных образцов в этом направлении близка к
нулю. Во время термической резки или сварки, если усадка
металла происходит в направлении толщины листа, в зоне рас-
слоений появляются трещины. Передача растягивающих усилий в
направлении толщины может предусматриваться при проектиро-
вании сварных конструкций лишь в тех случаях, когда есть
полная уверенность, что используемый металл не склонен к обра-
зованию расслоений, а механические свойства в направлении тол-
щины соответствуют уровню, предусмотренному техническими
условиями.
Анизотропия может выражаться в различном сопротивлении
металла пластической деформации, различном упрочнении и,
как следствие, в различных коэффициентах поперечной дефор-
мации.
98
В этом случае анизотропию можно оценивать по отношению
поперечных пластических деформаций Р = ехпл/егпл и/? = е^/е^,
где щ и ej —поперечные пластические деформации соответ-
ственно в направлении длины и толщины проката при растяжении
образца № 1; и —поперечные пластические деформации
при растяжении образца № 2 (рис. 3.17).
Если материал изотропен во всех трех направлениях, то Р =
= /? = !. Если материал изотропен в плоскости и анизотропен
в направлении толщины, то Р = Р =/= 1. У некоторых видов тонко-
листового проката титановых сплавов анизотропия выражена сильно,
сопротивление пластической деформации в направлении толщины
значительно больше, чем в плоскости (Р = Р = 4 4- 7). При двух-
осном растяжении, например в сферическом или цилиндрическом
сосуде давления, металл имеет возможность пластически деформи-
роваться в плоскости листа только при утонении его по толщине.
Ввиду большого сопротивления пластической деформации по тол-
щине прочность при таких схемах нагружения заметно возрастает.
Так, максимальное окружное условное напряжение в цилиндри-
ческом тонкостенном сосуде давления из титанового сплава с со-
держанием 5 % А1 и 2,5 % Sn в 1,5 раза выше, чем максимальное
условное напряжение при одноосном растяжении.
§ 4. Механические свойства стыковых
сварных соединений из сталей
В настоящее время в сварных конструкциях применяются многие
марки сталей, различающиеся между собой по химическому со-
ставу, термической обработке и механическим свойствам. Столь
же значительно и число применяемых сварочных материалов, спо-
собов сварки и видов обработки соединений, обеспечивающих
необходимые механические свойства сварных соединений. Целе-
сообразно поэтому рассматривать лишь общие закономерности обес-
печения необходимой прочности и пластичности сварных соеди-
нений.
Свойства сварных соединений зависят от металла шва и свойств
различных зон термического влияния. Для подавляющего большин-
ства сталей удается получить такой химический состав металла
шва и его структуру, которые обеспечивают прочность и пластич-
ность металла шва не ниже, а во многих случаях и выше тех же
характеристик основного металла. Как правило, этого удается
достигнуть непосредственно после сварки, а в некоторых случаях —
после термической обработки сварной конструкции. Свойства около-
шовной зоны в основном зависят от реакции основного металла на
термический цикл сварки; на них крайне мало влияет состав металла
шва. В большинстве случаев, в особенности для сложнолегирован-
ных сталей, чувствительных к термическому циклу сварки, задача
обеспечения необходимых механических свойств сварных соеди-
нений сводится к достижению необходимых свойств металла в зо-
99
нах термического влияния сварки. Существуют определенные воз-
можности за счет регулирования термического воздействия сварки
цолучить свойства зоны термического влияния, обеспечивающие
равнопрочность и достаточную пластичность сварного соединения
по сравнению с исходным основным металлом. В ряде случаев для
высокопрочных и сложнолегированных сталей необходимо прово-
дить термическую обработку отдельных сварных деталей или всей
конструкции, чтобы устранить последствия отрицательного влия-
ния термического цикла сварки на свойства околошовной зоны.
Кратко рассмотрим пути обеспечения необходимой -прочности
и пластичности металла шва. Как указывалось в гл. 1 и 2, для
уменьшения многообразия рассматриваемых марок сталей в строи-
тельстве они классифицированы независимо от химического со-
става на классы.
Таблица 3.2
Механические свойства наплавленного металла
и стыковых сварных соединений
Механические свойства металла шва или на- плавленного металла при применении электро- дов диаметром более 2,5 мм Механические свойства свар- ного соединения при приме- нении электродов диаметром 2,5 мм и менее
Тип элек- времеиное со-
временное сопро- относительное ударная вяз- противление
тивленне раз- удлинение кость аа, угол загиба
рыву а МПа 6, % МДж/м2 разрыву Ojp МПа а', град
не меиее не менее
Э34 340 340 30
Э42 420 18 0,8 420 120
Э42А 420 22 1,4 420 180
Э46 460 18 03 460 120
Э46А 460 22 1,4 460 150
Э50 500 16 0,6 500 90
Э50А 500 20 1,3 500 150
Э55 550 20 1,2 550 140
Э60 600 16 0,6 — —
Э60А 600 18 1,0 — —
Э70 700 12 0,6 —
Э85 850 12 0,5 — —
Э100 1000 10 0,5 —
Э125 1250 6 0,4 —. —
Э145 1450 5 0,4 — —
Примечание. Для электродов типов Э85, Э100 Э125, Э145 механи-
ческие свойства указаны после термической обработки.
Относительное удлинение 6 снижается от 25 % для С 38/23
до 10 % для С 85/75.
Электроды для ручной сварки соответственно подразделяются
на типы, приведенные в табл. 3.2.
При правильном выборе типа электрода качественная ручная
сварка обеспечивает свойства металла шва, не уступающие свой-
100
ствам основного металла. При автоматизированных способах
сварки это может быть достигнуто выбором химического состава
электродных проволок, легированием металла флюсом и смеши-
ванием присадочного и основного металла при расплавлении. Тер-
мическая обработка позволяет дополнительно повысить механи-
ческие свойства металла шва.
Отрицательное влияние термического цикла на околошовную
зону может проявляться в росте зерна вблизи линии сплавления,
понижении пластичности металла в зоне, испытавшей перекристал-
лизацию, понижении прочности в зоне высокого отпуска, если
основной металл перед сваркой находился в термически обрабо-
танном состоянии. Степень указанных воздействий может меняться
в зависимости от термического цикла сварки, химического состава
стали и ее термической обработки до сварки. Прочность сварных
стыковых соединений может зависеть от концентрации напряжений
в месте перехода от шва к основному металлу, а также от абсолют-
ных и относительных размеров зон с различными свойствами (мяг-
кие и твердые прослойки). Следует отметить, что чем выше уровень
прочности основного металла и его чувствительность к концентра-
торам напряжений, тем труднее обеспечить в конструкции равно-
прочность сварного соединения и основного металла. В этих слу-
чаях может потребоваться как термическая обработка сварного
соединения, так и его механическая обработка для уменьшения
концентрации напряжений или даже термомеханическая обработка
соединений, заключающаяся в пластической деформации металла
сварного соединения перед термической обработкой.
Закономерности протекания пластической деформации и разру-
шения стыковых соединений при их нагружении весьма близки
к рассмотренным в § 3 для соединений с прослойками. Влияния,
вносимые концентрацией напряжений, как правило, несущественны,
если рассматривается поведение стыкового соединения с полным
проваром из пластичных металлов и при однократном статическом
нагружении. Высокопрочные материалы, которые весьма чувстви-
тельны к концентрации напряжений, разрушаются обычно в зоне
перехода от шва к основному металлу, где имеется концентрация
напряжений.
§ 5. Механические свойства стыковых
сварных соединений из цветных сплавов
Получить равнопрочные сварные соединения из алюминиевых,
магниевых и титановых сплавов сложнее, чем из сталей. Во многих
случаях соединения из этих сплавов оказываются неравнопрочными
с основным металлом.
Алюминиевые сплавы. На механические свойства сварных со-
единений из алюминиевых сплавов оказывают существенное влия-
ние степень защиты зоны расплавленного металла от воздуха, ко-
личество содержащихся в защитном инертном газе примесей кисло-
рода и азота, состав присадочной проволоки, степень очистки
101
основного металла и присадочной проволоки от окислов и загряз-
нений, способ сварки, толщина металла.
Для сплавов невысокой прочности, а также для сплавов, нахо-
дящихся в ненаклепанном состоянии, предел прочности сварных
соединений приближается к пределу прочности основного ме-
талла.
Некоторые алюминиевые сплавы свариваются, будучи в накле-
панном состоянии. Термическое воздействие сварки снимает наклеп
в широкой зоне, вследствие чего прочность таких соединений
оказывается на уровне отожженных и горячекатаных сплавов
(рис. 3.18). Восстановить прочность таких соединений можно только
ве,мпа
sou
soo
wo
ПроОотка KMrtj
за счет пластической деформации
металла специальной прокаткой
роликом сварных соединений.
Рис. 3.18. Предел прочности
сварных соединений алюминие-
вых сплавов:
/ — основной металл; 2 — сварные
соединения с усилением; 3 — то же,
без усиления
Рис. 3.19. Изменение прочности и
пластичности сварных соединений
из сплава Д20 в зависимости от
вида термической обрабо1ки:
1 — основной металл; 2 — закалка
старение — сварка: 3 — закалка —
сварка — закалка — старение; 4 — от-
жиг — сварка — закалка — старение
В алюминиевых сплавах, которые в исходном состоянии терми-
чески упрочнены, соединения после сварки существенно уступают
по прочности основному металлу. Термической обработкой и ста-
рением удается заметно повысить прочность сварных соединений
и приблизиться к уровню прочности основного металла (рис. 3.19).
После полной термической обработки сплава Д20 прочность свар-
ного соединения составляет 90—95 % от прочности основного ме-
талла. В соединениях из разнородных сплавов прочность зависит
от менее прочного сплава и присадочного металла.
Большинство алюминиевых сплавов хорошо свариваются кон-
тактной сваркой. Современное оборудование и технология обеспе-
чивают соединение деталей из алюминиевых сплавов малой и сред-
ней толщины (рис. 3.20). Прочность на отрыв из-за высокой кон-
центрации напряжений заметно ниже прочности на срез.
Магниевые сплавы. Прочность сварных соединений магниевых
сплавов также составляет 70—100 % от прочности основного ме-
талла.
102
Примерно равнопрочными основному металлу оказываются со-
единения из термически неупрочняемых магниевых сплавов типа
МА2-1. Для других сплавов прочность соединений может быть по-
вышена применением присадочных материалов, измельчающих
структуру металла шва, например с добавками редкоземельных
элементов, а также термической обработкой. Уровень прочности
и пластичности сварных со-
единений некоторых магние-
вых сплавов показан на рис.
3.21.
Титановые сплавы. Пре-
дел прочности титановых
сплавов в зависимости от ле-
гирования и термической об-
работки' в основном колеблет-
ся от 500 до 1300 МПа. Для
большинства Титановых спла-
вов средней прочности харак-
терна относительно невысо-
кая пластичность по углу
загиба (а 80 4- 100°) и
относительному удлинению
(S8 = 8 15 %).
Прочность сварных соеди-
нений, как правило, близка
к прочности основного метал-
ла. Пластичность сварных
соединений зависит От соста-
ва и структуры шва, а так-
же от характера структурных
превращений в околошовной
зоне под влиянием термиче-
ского цикла сварки. Литая
Рис. 3.20. Разрушающие усилия Р иа
срез (а) и на отрыв (б) для сварных то-
чечных соединений в зависимости от тол-
щины металла $:
I _ АМц; 2 — АМгЗ; 3 — АМг5; 4 — АМгб:
5 — АМг61; 6 — Д16АМ, Д20АМ; 7 — Д16АТ.
В95Т1
структура шва понижает его
пластичность, но ее можно
повысить соответствующим
выбором присадочного метал
ла и последующей термиче-
ской обработкой: отжигом,
закалкой со старением, не-
полным отжигом для сниже-
ния остаточных напряжений. Пластичность околошовной зоны
существенно зависит от структуры сплава. Сплавы с «-струк-
турой (ВТ1, ВТ5), не изменяющие ее при сварке, а также
сплавы с небольшим содержанием p-фазы (ОТ4, ВТ4, ВТ20, АТ2,
АТЗ, АТ4) имеют после сварки достаточную пластичность свар-
ного соединения. Мартенситные титановые сплавы (ВТ6, ВТ14,
ВТЗ-1) после сварки имеют низкую пластичность и подвергаются
отжигу.
103
Для некоторых цветных сплавов, в частности алюминиевых,
с целью обеспечения равнопрочности основного металла и сварного
соединения, но главным образом для уменьшения массы, делают
утолщение металла в зоне сварного соединения. Это можно достичь
Рис. 3.21. Пределы прочности и угол загиба сварных
соединений магниевых сплавов:
ав — предел прочности основного металла; ов — предел проч-
ности сварного соединения, а — угол загиба сварного соедине-
ния
осадкой краев листа перед сваркой, но обычно механическим или
химическим фрезерованием производят утонение всех участков
сварной конструкции до или после сварки, исключая зону разупроч-
нения.
§ 6. Прочность и пластичность угловых швов
Угловые швы работают в крайне разнообразных условиях дей-
ствия нагрузок. В тавровых соединениях они могут выполняться
как с полным, так и с неполным проваром. В нахлесточных соеди-
нениях угловые швы в зависимости от направления сил работают
либо как лобовые, либо как фланговые, а в некоторых случаях вос-
принимают комбинированные нагрузки.
Распределение напряжений в угловых швах крайне неравно-
мерно, непровары при ограниченной пластичности металла шва
могут существенно влиять на их прочность. У соединений пластич-
ных металлов разрушению предшествует существенная пластическая
деформация, что позволяет оперировать средними по сечению напря-
жениями и влияние концентраторов напряжений во внимание не
принимать.
Рассмотрим вначале прочность и пластичность угловых швов,
выполненных из пластичных металлов, по свойствам близким к ос-
новному металлу. Как показывают экспериментальные данные,
в этом случае наибольшие пластические деформации при нагрузке и
последующее начальное разрушение возникают вблизи такого се-
чения On (рис. 3.22), в котором интенсивность напряжений а{, вы-
численная по средним напряжениям, является максимальной. Угол,
104
образованный этой плоскостью с осью Оу, обозначим <р. Для опре-
деления положения этой плоскости вычислим напряжения о,.
Сила Р в общем случае может быть направлена произвольно. Раз-
ложим силу Р на две составляющие: Рх, направленную вдоль угло-
вого шва, и Ра, расположенную в плоскости yz. Сила Рх вызывает
касательные напряжения тЛ. вдоль шва. Определим длину отрез-
ка ОА при равных катетах К шва:
О A = Kj[V2 cos (ф- 45°)].
Касательные напряжения в плоскости On
тЛ. = /2 Рх cos (ф - 45°)/(К/),
(3.18)
(3.19)
где I — длина шва.
Наибольшие касательные напряжения их будут в сечении с
Ф = 45°; они составят
^ах=К2>л/(К0- (3.20)
Определим средние напряжения в шве от силы Ра.
В сечении On, расположенном под углом ф, будут воз-
никать как нормальные <ja, так и касательные та напряжения.
Рис. 3.22. Разложение силы Р на составляющие Рх и Ра для
определения положения плоскости On с максимальной ин-
тенсивностью напряжений о,-
Проекция силы Ра на ось On будет уравновешена касательными
напряжениями ти, а проекция силы Ра на перпендикулярную к On
ось будет уравновешена нормальными напряжениями оа. Проекция
силы Ра на ось On, обозначенная Рх, равна
Рт= PaCOS (180° — а —ф) = — Pracos (а~Нр)- (3.21)
Касательные напряжения
Тх = — К2 Ра, cos (а + ф) cos (ф — 45°)/(/<7). (3.22)
105
Проекция силы Ра на перпендикулярную к On ось, обозначен-
ная Ро, равна
Ро = Ра sin (180° - а - <р) = Ра sin (а ф- <р). (3.23)
Нормальные напряжения
стгх = У2 Ра sin (аф-ф) cos (ф — 45°)/(Л7). (3.24)
Интенсивность напряжений на площадке On
О; = V'occ 3 (Та4~ т£). (3.25)
Подставляя в (3.25) выражения (3.19), (3.22), (3.24), получим
пластические деформации по мере
Рис. 3.23. Линии одинаковых интенсивностей
пластических деформаций е,- в угловом тав-
ровом шве
о,- =V2 cos (ф —45°) + 2 cos2 («+ф)] +ЗРх/(/С/)- (3.26)
Угол ф для сечения с наибольшим сц можно найти из условия
>=°- <3-27)
Именно в этом сечении начнутся и будут интенсивно развиваться
роста нагрузки. В соседних
участках также будет раз-
виваться пластическая де-
формация по мере упроч-
нения металла в наиболее
нагруженном сечении. На
рис. 3.23 показаны линии
одинаковых интенсивнос-
тей пластических дефор-
маций е,- полученные
расчетом по теории тече-
ния. Видно, что они сгу-
щаются вблизи максималь-
но нагруженного сечения
On. Если металл находит-
ся в вязком состоянии, то
последующее разрушение
происходит в основном по
этой же плоскости On. По
мере снижения вязкости
металла характерно откло-
нение плоскости последу-
ющего разрушения в сто-
рону, обеспечивающую
преобладание нормального
отрыва, т. е. к линии Ok,
несмотря на то
плоскость менее
жена.
Прочность угловых швов зависит от свойств металла и направ-
ления нагрузки Р (см. рис. 3.22). Прочность шва увеличивается
по мере перехода от схемы нагружения шва на срез к схеме нагру-
что эта
нагру-
106
жения на отрыв. Наименьшую прочность угловые швы имеют,
когда сила Р направлена вдоль шва (угол у — 0). Наибольшая проч-
ность будет при у = 90°, а = 45°; наименьшее сечение при этом
Рис 3 24 Результаты испытаний сварных соединений с угловыми швами в за-
висимости от направлении нагрузки, определяемого углами а и у
а — испытания на прочность, б — испытания на пластичность
работает на разрыв. Следует отметить, что в этом случае попереч-
ного утонения швов, как при растяжении гладких образцов, не
наблюдается. На рис. 3.24 показаны результаты испытаний угловых
швов на прочность и на пластичность, когда углы а и у направления
нагрузки изменялись от 0 до 90°. Коэффициент увеличения проч-
ности С = /’разр/-Рразр.фл выражает отношение прочности углового
107
шва при произвольном направлении нагрузки к прочности фланго-
вого шва. Пластичность металла шва оценивали как епл = ДПл/р/С,
где Дпл — пластическое перемещение в угловом шве, предшеству-
ющее его разрушению; р/С — наименьшее сечение шва. Значение
Дпл определялось измерением перемещения одной детали образца
относительно другой в направлении приложения силы Р. Сварные
соединения выполнялись на СтЗпс проволокой Св-08 под флюсом
АН-348А «в лодочку» и имели швы с катетом К. = 6 мм.
При у = 90° и а = 0 шов работает как лобовой и в 1,5 раза
прочнее, чем фланговый. При у = 90° и ос = 90° шов работает как
тавровый и имеет прочность в 1,19 раза большую, чем фланговый.
Меньшую прочность таврового углового шва по сравнению с лобо-
вым можно объяснить неблагоприятным расположением плоскости
концентратора, нормально ориентированной по отношению к на-
грузке. Наибольшая плас-
Ри^. 3 25 Разрушение сварных соединений
с угловыми швами, прочность металла кото-
рых существенно выше прочности основного
металла, в зависимости от направления при-
ложения нагрузки Р
точность (рис. 3.24, б) у
фланговых швов, наимень-
шая — в тавровом соеди-
нении. Лобовой шов зани-
мает промежуточное поло-
жение.
На прочность угловых
швов влияют размер ка-
тета шва, коэффициент
концентрации напряже-
ний, вызванный непрова-
ром, различие механиче-
ских свойств металла шва
и основного металла.
Когда шов находится в пластичном состоянии, концентрация напря-
жений в меньшей мере влияет на прочность. Поэтому увеличение
катета шва, хотя и сопровождается ростом коэффициента концент-
рации напряжений, тем не менее приводит к пропорциональному
росту прочности. Повышение прочности может быть достигнуто
увеличением глубины провара, что равносильно увеличению ка-
тета шва. Прочность соединений повышают применением более проч-
ных присадочных металлов. Когда металл шва существенно проч-
нее основного металла, разрушение происходит по основному ме-
таллу на границе сплавления со швом путем чистого среза в случае
лобового шва и таврового соединения (рис. 3.25, а, б) или путем
среза с отрывом при наличии нормальных напряжений в случае
ос = 45° (рис. 3.25, в).
Соединение из алюминиевого сплава АМг61 с угловыми швами
также имеет различную прочность в зависимости от направления
приложенной силы (табл. 3.3). Лобовые швы в 1,4—1,5 раза проч-
нее, чем фланговые.
Зависимость прочности угловых швов от направления силы вы-
зывается в основном различием в напряженном состоянии углового
шва (преобладание среза или отрыва) и влиянием объемности на-
108
пряженного состояния в случае отрыва, возникающего вследствие
связи шва с основным металлом и невозможности по этой причине
образования шейки. Вторая причина аналогична эффекту контакт-
ного упрочнения, который наблюдается в стыковых сварных соеди-
нениях, имеющих мягкую прослойку (см. § 3). При достаточной
пластичности металла шва концентрация напряжений и объемность
напряженного состояния способствуют повышению прочности угло-
вого шва.
Таблица 3.3
Прочность угловых швов на сплаве ДМг61
с присадочной проволокой АМг61, МПа
Способ сварки Фланговый Лобовой
Ручная, вольфрамовый электрод 119—155 139 178 — 210 192
Автоматическая, плавящийся электрод 108-132 120 164 — 209 184
Примечание. В числителе — разброс значений; в знаменателе — сред-
ние арифметические.
§ 7. Прочность точечных сварных соединений
Точечные нахлесточные сварные соединения имеют, как указы-
валось в гл. 2, крайне высокую концентрацию напряжений. Зазор
между листами настолько мал,
что по периметру литого ядра
концентратор может рассматри-
ваться как кольцевая трещина,
охватывающая место сплавле-
ния.
Прочность точечных соедине-
ний зависит от прочности метал-
ла и диаметра точки. При кон-
тактной сварке диаметр точки
определяется толщиной свари-
ваемых листов. В связи с более
высокой концентрацией напря-
Рис. 3.26. Зависимость минимальной
прочности на срез сварной точки от
предела прочности металла при раз-
личной толщине тонкого листа:
/ — s = 0,8 мм; 2 — s = 1,2 мм; 3 —
s = 1,5 мм; 4 — s ~ 2,0 мм; 5 — s =
— 3,0 мм
жений при работе точки на отрыв по сравнению с работой на
срез прочность зависит также от направления действия силы и
чувствительности металла к концентрации напряжений. Несущие
точечные сварные соединения обычно применяют при работе на
срез в листах относительно малой толщины из сравнительно плас-
тичных металлов. При этом отрицательное влияние концентрации
напряжений проявляется слабо и зависимость минимальной проч-
ности точек на срез от предела прочности металла для сталей и
титановых сплавов прак-
тически линейна (рис.
3.26). Прочность точек
на срез у пластичных
металлов может быть
пропорциональна пло-
щади среза, однако проч-
ность точек на срез ча-
ще выражают в зависи-
мости от толщины ме-
талла, так как диамет-
ры точек находятся с
ней в сложной зависи-
мости (рис. 3.27).
Рис. 3.27. Зависимость мини-
мальной прочности точки на
срез от толщины листа при
разных уровнях прочности
основного металла:
алюминиевые сплавы
1 — ав < 130 МПа; 2 — ав =
= 130 4- 200 МПа; 3 — ав =
= 200 4- 300 МПа; 4 — <?в >
> 320 МПа; стали и титановые
сплавы. 5 — ав < 500 МПа;
6 — а = ООО 4- 600 МПа; 7 —
ав = 600 4- 700 МПа; 8 — ав =
= 700 4- 800 МПа, 9 — =
= 800 4- 900 МПа
Прочность точек на отрыв заметно уступает прочности на срез
вследствие неблагоприятного расположения концентратора по от-
ношению к направлению действия сил (рис. 3.28). Это видно из
сравнения уровней минимальной прочности на отрыв и на срез
для титанового сплава ОТ4, предел прочности которого составляет
700—900 МПа. Из рис. 3.28 видно также рассеяние прочности,
вызванное различием диаметров точек при одной и той же толщине
металла, а также непостоянством уровня прочности исходного
металла.
Чувствительность металла к концентрации напряжений, факти-
ческое соотношение между диаметром точки и толщиной металла
ПО
предопределяет характер разрушения точки. При высокой чувстви-
тельности металла к концентрации напряжений и малом отноше-
нии диаметра точки к толщине при работе точки на отрыв происхо-
дит разрыв литого ядра
по плоскости листов. В
благоприятных случаях
при работе на отрыв про-
исходит срез листа по пе-
риметру точки при сохра-
нении целым литого ядра
на одной из половин об-
разца. При работе на срез
возможен любой из двух
видов разрушения. Вырыв
листа по периметру точки
более благоприятен; это
указывает на высокую
прочность точки и относи-
тельно малую чувствитель-
ность металла к имеющей-
ся концентрации напря-
жений.
Рис. 3.28. Прочность точки в
зависимости от толщины метал-
ла при срезе Рср и при отрыве
РОтр Для титановых сплавов ОТ4
(Г) и ВТ1-2 (2); — средние зна-
чения; — минимальные значе-
ния
§ 8. Прочность паяных соединений
В § 8 гл. 2 были рассмотрены различные типы паяных соедине-
ний и технологические методы их получения. Прочность паяных
соединений зависит от сочетания механических свойств припоя и
основного металла, от конструкции соединения (стыковое, косое,
нахлесточное), от прочности связей между припоем и основным
металлом, зависящей от их конкретного сочетания, а также от
вида технологического процесса пайки и флюсов, от толщины слоя
припоя, от соотношения площадей соединения и поперечного сечения
соединяемых элементов. Последним фактором часто пользуются
для получения равнопрочных с основным металлом соединений,
если прочность припоя ниже прочности основного металла. На-
пример, путем изменения угла или увеличения длины нахлестки
в косых и нахлесточных соединениях можно повысить прочность
соединения при недостаточной прочности металла припоя в шве.
Благодаря малой толщине припоя и способности его во многих слу-
чаях образовывать за счет диффузии новые сплавы или даже пол-
111
ностью растворяться в основном металле имеются большие возмож-
ности технологическими приемами регулировать прочность пая-
ного соединения.
Влияние концентрации напряжений (см. § 19 гл. 2) на проч-
ность паяных соединений зависит от вида нагрузки, свойств основ-
ного металла и припоя, конструкции соединения. В стыковых со-
единениях реализуется эффект контактного упрочнения (см. § 3),
Концентрация касательных напряжений создает объемное напря-
женное состояние, что при достаточной пластичности припоя при-
водит к повышению прочности соединения и может рассматри-
ваться как положительный эффект. На рис. 3.29 показана зависи-
мость прочности стыкового паяного соединения из армко-желеца
Рис 3 29 Зависимость прочности стыко-
вого паяного соединения от размера h
зазора
с пределом прочности о„ =
= 340 МПа, паянного медью
от размера зазора. При срав-
нительно тонкой прослойке
(h sg 0,3 мм) за счет контакт-
ного упрочнения достигается
равнопрочность. При даль-
нейшем увеличении толщины
прослойки прочность падает.
В нахлесточных соединениях
при статических нагрузках
пластичность обычно приме-
няемых припоев оказывается
достаточной, чтобы воспри-
нять концентрацию касатель-
ных напряжений и сдвиговых
деформаций без разрушения спая при величине нахлестки, доста-
точной для получения паяного соединения, равнопрочного основ-
ному металлу. При дальнейшем увеличении длины нахлестки
коэффициент концентрации сдвиговых деформаций растет, но умень-
шается среднее касательное напряжение на единицу длины нахлест-
ки, поскольку предельная нагрузка не может быть выше разруша-
ющей нагрузки для сечения основного металла.
Для оценки свойств паяных соединений используют также ха-
рактеристики вязкости (см § 2), получаемые при ударном срезе,
изгибе и комбинированной «нагрузке Ударная вязкость, характе-
ризующаяся работой разрушения паяного соединения, в основном
отражает свойства паяного шва, если он существенно уступает по
прочности основному металлу. Ударная вязкость дает представле-
ние о пластических свойствах шва как такового и о влиянии тол-
щины спая. При прочности шва, близкой к прочности основного
металла, в пластическую деформацию вовлекаются и участки основ-
ного металла. В этом случае ударная вязкость характеризует агре-
гатную энергоемкость разрушения паяного соединения в целом и
его чувствительности к концентрации напряжений при ударном
нагружении. Чем выше вязкость, тем меньше чувствительность
соединения к концентрации напряжений.
112
§ 9. Критерии оценки напряженно-деформированного
состояния при концентрации напряжении
Разнообразные примеры распределения напряжений в сварных
соединениях, которые дают представление о закономерностях кон-
центрации напряжений, рассмотрены в гл. 2. В § 2 настоящей главы
рассмотрены стандартные методы определения свойств сварных
соединений, в которых в основном используются образцы без
острых надрезов. В ряде случаев необходимо оценивать сопротив-
ляемость металла разрушению на образцах с острыми надрезами.
Прежде чем излагать методы и характеристики оценки сопротивляе-
мости металлов разрушению в присутствии концентратора, необ-
ходимо ознакомиться с критериями и понятиями, которыми при-
нято описывать напряженно-деформированное состояние металла
в таких случаях.
Рис. 3.30. Распределение напряжений и деформаций в пластине с над-
резами,
а — общий вид нагруженной пластины, б — эпюра напряжений в упругой
области, в — эпорв» дпфпрмтптий и напря. евий при °\тах> ат
На концентрацию напряжений влияют форма элемента (рис.
3.30, а), его линейные размеры (h, t, В), радиус концентра-
тора р. угол между гранями концентратора а и вид приложенной
нагрузки (растяжение, изгиб, сдвиг и т. п.).
Рассмотрим случай тонкой пластины, когда напряжения по
толщине = 0. В ослабленном концентраторами сечении дейст-
вуют средние напряжения (рис. 3.30, б)
oX(.D = a^B/h. (3.28)
Степень концентрации напряжений при р т4 0 принято оцени-
вать коэффициентом концентрации напряже-
ний
СС/т — Ох /
а *тах/ хср>
(3.29)
где <Л-таХ — максимальное напряжение.
Если пренебречь влиянием напряжений оу в ослабленном сече-
нии, то в упругой области коэффициент концентрации напряжений
НЗ
аа примерно совпадает скоэффициентом концентра-
ции деформаций
ае = Чпах/Чр- <3'30)
Коэффициенты концентрации напряжений аа и деформаций а£
в упругой области не зависят от уровня приложенных напряже-
ний сх.
Если максимальное напряжение достигнет предела текучести
от, вблизи концентраторов появятся зоны пластических деформа-
ций. Коэффициент концентрации напряжений аа по мере роста
нагрузки будет уменьшаться вследствие отставания роста <Лгтах
от сх (рис. 3.30, в).
Если h ;> t, то изменение h при постоянном t мало влияет на
коэффициент концентрации напряжений. Такие надрезы называют
мелкими. Коэффициент концентрации в них зависит от изменения t.
Чем больше t, тем выше коэффициент концентрации. Наоборот,
при t^h коэффициент концентрации напряжений в основном за-
висит от изменения h и мало зависит от изменения t. Такие надрезы
называют глубокими. В них чем больше h, тем выше коэффициент
концентрации напряжений.
Чем меньше радиус концентратора р и угол а между его плоско-
стями, тем выше коэффициент концентрации. При а = 0, когда
грани параллельны, коэффициент концентрации аа ~ V tt Р или
«а ~ ]/h/p.
В последние два десятилетия для оценки прочности металлов
при наличии в них трещин применяют положения линейной меха-
ники разрушения. Она оперирует с концентраторами, у которых
р = 0. В этом случае расчетное механическое напряжение стано-
вится равным бесконечности, а понятие коэффициента концентра-
ции напряжений теряет свой смысл. Для оценки поля напряжений
вблизи концентратора используют понятие коэффициента
интенсивности напряжений в вершине трещины
при упругих деформациях, обозначаемого К, и понятие интен-
сивности освобождения э н ер г и и деформа-
ции, обозначаемой G. Рассмотрим растянутую напряжениями о
тонкую бесконечную пластину (плоское напряженное состояние),
имеющую разрез в виде трещины а = 0 (рис. 3.31, а), и в виде вы-
реза са^О (рис. 3.31, б).
Для трещины длиной I в бесконечной пластине формула коэффи-
циента интенсивности напряжений имеет вид
2< = ]/’(л72)аУ/; (3.31)
а для интенсивности освобождения энергии
G = ло2//(2Е). (3.32)
Величина К характеризует распределение напряжений у конца
трещины и выражается в Н/м3/!>, а величина G— это энергия, осво-
бождающаяся в растянутой пластине при возможном подрастании
114
Рис. 3.31. Бесконечная пластина с надрезами
(Р = 0):
а — трещина с а •= 0; б — вырез с 0; в — изме-
нение G
трещины на единицу площади; ее единица — Дж/ма. Обе эти вели-
чины взаимосвязаны: в случае плоского напряженного состояния
G = №/£; (3.33)
при плоской деформации
6 = (1-ц2)^/Д (3.34)
Понятия плоского напряженного состояния и плоской деформа-
ции даны в § 1.
Для других случаев расположения трещин, например в растя-
нутой полосе, при боковых трещинах глубиной t (см. рис. 3.30, а),
значение К зависит от отношения размеров t/h. При t > h К ~ Vh
и практически не зависит от t. Аналогичным образом К зависит
от линейных размеров и
при изгибе образцов.
При изгибе К также
пропорционален о, ко-
торое берется без учета
концентрации напряже-
ний. Например, о =
= <тср = M/W (рис.
3.32, а), где W = sh?/6,
s—-толщина пластины.
В ряде случаев в форму-
лах для вычисления К
используют среднее на-
пряжение без учета ос-
лабления, т. е. W =
= sB2!&, а = Р/F (рис.
3.32,6), где F = Bs —
площадь поперечного
сечения.
Величины К и G
используются для оцен-
ки свойств металла при
наличии в них трещин.
При испытании в момент начала движения трещины регистрируют
уровень критического напряжения о и, зная размеры образца и
трещины, вычисляют по соответствующим формулам критические
значения и Gc для испытуемого металла (подробнее эти воп-
росы освещены в следующем параграфе).
Для надрезов, заканчивающихся, как и трещина, нулевым ра-
диусом, но имеющих угол а 0 (рис. 3.31, б), значение и размер-
ность К зависят от угла а. Если в острие такого выреза есть не-
большая трещина AZX (рис. 3.31, б), значения величин К и G, имею-
щих в этом случае уже обычные для себя единицы Н/м’1'2 и Дж/м2, за-
висят не только от A Z, но и от длины выреза Z и угла а, причем рост G
в зависимости от AZ происходит по закону, выражаемому кривой 2
(рис. 3.31, в), крайне быстро и значение G приближается к прямой 1,
115
описывающей зависимость G в случае наличия трещины длиной I.
При А/^ А/j кривая 2 и прямая 1 сливаются, что позволяет рас-
сматривать вырез длиной I как некоторую эквивалентную ему тре-
Рис. 3.32. Распределение напряжений в пластинах с различными
концентраторами:
а — боковой надрез, а ф 0, б — центральная трещина, в — нецентральная
трещина
щину длиной g при том же напряжении ст. Размер эквивалентной
трещины вычисляется по формуле
g = 2СэЕ/(лст2), (3.35)
где G3 находят по рис. 3.31, в при экстраполяции прямолинейного
Рис. 3.33. Различные случаи определения
раскрытия 6:
а —изменения расстояния между точками А и В;
б— раскрытие конца трещины; в — интеграл уп-
ругопластических деформаций
участка кривой 2 до пере-
сечения с осью G.
Сравнение концентрато-
ров с острыми надрезами
(р -> 0) между собой по
длине g позволяет распо-
ложить их в определенный
ряд по степени опасности,
как это делают, используя
понятие коэффициента кон-
центрации напряжений аа.
В качестве характери-
стики напряженно-дефор-
мированного состояния ис-
пользуют также понятие
раскрытия вершины кон-
центратора 6. Первона-
чально оно было приме-
нено к концентраторам с
р =7^= 0 и означало прира-
выреза (рис. 3.33, а), выражаемое
нагружения и АВ до нагружения:
щение размера а у дна
как разность длин Л1В1 после
6 = Л1В1-ЛВ.
(3.36)
Затем это понятие было перенесено на трещины и стало означать
либо раскрытие дна трещины (рис. 3.33, б), что довольно неопре-
116
деленно, либо интеграл упругопластических деформаций е на
длине CD в пределах зоны пластических деформаций (рис. 3.33, в).
В последнем качестве величина д как характеристика напряженно-
деформированного состояния у конца трещины получает все боль-
шее использование.
Характеристикой деформированного состояния металла вблизи
надреза является также коэффициент интенсивности
деформаций V (м*/г), который в простейшем случае концент-
ратора с параллельными гранями а = 0 (рис. 3.33, а) вычисляется
по формуле _ _
V = emax]/p =есра£]/р. (3.37)
Комплекс аЕ р слабо зависит от р, так как в случае парал-
лельных граней надреза коэффициент концентрации ае « Д/]/ р.
Значение величины А пропорционально ]//. При р = 0 (трещина)
значение величины V с точностью до постоянного коэффициента
совпадает с коэффициентом интенсивности напряжений
V = 2K/(]/S Е). (3.38)
При а 0 размерности величин V и К зависят от угла а.
Таким образом, для численного определения V по формуле (3.37)
необходимо знать геометрические размеры тела и среднюю деформа-
цию еср.
Использование рассмотренных в настоящем параграфе понятий
для определения механических характеристик металла и сварных
соединений дано в следующем параграфе.
§ 10. Характеристики сопротивляемости металла
разрушению в присутствии концентраторов
Традиционным приемом оценки механических свойств металла
является нагружение образца или детали до разрушения с регист-
рацией в процессе испытания и (или) после него каких-либо харак-
теристик напряженно-деформированного состояния. При обработке
результатов определяют точки, соответствующие переходу от одного
состояния к другому. Например, напряжение в момент начала те-
кучести называют пределом текучести материала от, значение коэф-
фициента К в момент начала движения трещины называют крити-
ческим коэффициентом интенсивности напряжения материала /Сс.
Не следует смешивать между собой характеристики напряженно-де-
формированного состояния (например, о — напряжение) и механи-
ческие характеристики металла (от — предел текучести металла),
часто обозначаемые одинаковыми буквами с введением различных
индексов.
Механические характеристики могут быть классифицированы
по различным признакам. В частности, можно выделить характе-
ристики, оценивающие сопротивляемость металла появлению тре-
щины в концентраторе, началу движения имеющейся трещины, рас-
пространению трещины.
117
Появление трещины в концентраторе. Наиболее распростра-
ненной характеристикой оценки прочности металла, сварного со-
единения или детали в присутствии концентратора является сред-
нее разрушающее напряжение <тср.р, определяе-
мое в случае растяжения и среза отношением разрушающей
силы Рр к площади ослабленного сечения или отношением раз-
рушающего момента Мр к моменту сопротивления W при изгибе.
Однако оценка свойств только по среднему напряжению часто
не обнаруживает отрицательного влияния концентратора, пока он
не превысит некоторого значения. Например, испытание стыкового
(рис. 3.34, а) или углового (рис. 3.34, б) шва с непроваром до раз-
Рис. 3.34. Вид диаграммы при испытании свар-
ных соединений с непроваром:
а, б — образцы; в — диаграмма
рушения может давать
высокие значения Рр и
(тср.р при небольших раз-
мерах непровара и до-
статочной пластичности
металла. При увеличе-
нии размера непровара
или ухудшении свойств
металла среднее разру-
ш ающее н ап ря жение <т с„ р
будет уменьшаться. Це-
лесообразно наряду с
определением Рр регист-
рировать пластичность
металла или соединения
Ар, например, путем
записи в процессе испы-
тания перемещения А,
т. е. изменения расстоя-
ния между точками А
и В. На рис. 3.34, в показана диаграмма Р (А). Кривая 1 указы-
вает на большую пластичность соединения, а кривая 2 свидетель-
ствует о малой пластичности. При увеличении толщины металла
или непровара при малой пластичности средние разрушающие
напряжения могут заметно падать, принимая значения, отмеченные
крестиками. Для исключения влияния упругости участка АВ
можно из полного перемещения Ар вычесть упругую его составля-
ющую Аупр р и получить пластическую составляющую Апл р =
= Ар — Аупрф (рис. 3.34, в).
Значение Аплр характеризует среднюю разрушаю-
щую пластическую деформацию есрр в ослаблен-
ном концентратором сечении:
^ср. Р Апл.р/^усл>
где /усл—некоторая условная длина (рис. 3.34, а), на которой
распределены деформации е, образующие перемещение Аплр.
В ряде случаев Апл р ;> Аупр.р и можно пользоваться для оценок
величиной Ар.
118
Оценка свойств сварных соединений по среднему разрушающему
напряжению стср.р используется очень широко. Значительно реже
применяют оценку по пластичности еср р, например при испытаниях
на изгиб стыковых и нахлесточных сварных соединений (рис. 3.35).
Образец нахлесточного или стыкового соединения (рис. 3.35, а, б),
имеющий ослабление для сосредоточения деформаций вблизи
линии сплавления, устанавливается в приспособление (рис. 3.35, д)
для консольного изгиба образца и нагружается до появления
трещины по линии сплавления. Этот момент может быть зареги-
стрирован визуально. Испытание прекращается, измеряется угол
Рис. 3.35. Определение еср. р при ис-
пытании сварных соединений на изгиб:
а — образец нахлесточного соединения:
б — образец стыкового соединения с пол-
ным проваром: в — образец стыкового сое-
динения с непроваром; г — образец после
испытаний; д — приспособление для испы-
таний
0р изогнутого образца (рис. 3.35, а), по значению которого мож-
но приближенно определить среднюю разрушающую деформацию
evp.p на поверхности образцов:
ecp.p = 0pS/(2Z), (3.39)
где 9Р — угол поворота, рад; s — толщина металла; / — ширина
ослабления для образцов с полным проваром.
Рекомендуется принимать I = s, тогда
есР.р = 6р/2. (3.40)
Если разрушение образца произошло внезапно, то по зареги-
стрированному перемещению /р в момент разрушения прибли-
женно вычисляется 9р = /р/Л, где L — расстояние от плоскости
концентратора до точки контакта штока с образцом.
Схема испытания на рис. 3.35, д может быть использована для
определения свойств металла стыкового шва в присутствии кон-
центратора типа непровара (рис. 3.35, в). При непроваре более
30—35 % от толщины металла ослабление I можно не создавать.
В образцах с непроваром из низкоуглеродистых и низколегиро-
ванных сталей, как показывают экспериментальные исследования,
119
величина есрр может быть приближенно вычислена по формуле
еср.р№ 0,89р. (3.41)
Показатель пластичности еср.р характеризует не только пла-
стические свойства металла, но также и влияние радиуса концен-
тратора, угла а перехода от шва к основному металлу в образ-
цах (рис. 3.35, а, б), толщины металла s или шва s,. Таким обра-
зом, есрр отражает совместное влияние различных параметров
сварного соединения, в том числе и механической неоднород-
ности, вызванной термическим и деформационным циклами сварки,
быть вычислен критический
коэффициент интенсивности
деформаций Vp по формуле
(3.37). Коэффициент Кр отра-
жает только свойства метал-
ла и геометрические особен-
ности зоны конца непровара
(радиуса непровара). Значе-
ния Ур могут использоваться
как характеристики сопро-
тивляемости зоны концентра-
ции сварных соединений раз-
Для образца с непроваром может
Рис. 3 36 Схема испытаний двух скреп-
ленных между собой образцов
рушению, отражающие влияние термического цикла сварки и
радиусов перехода к основному металлу, и применяться для вы-
бора технологии, режимов сварки и термической обработки.
При ударных испытаниях момент образования трещины заре-
гистрировать трудно. В этом случае может быть применена схема
испытания нагружением силой Р двух образцов, соединенных
жестко между собой (рис. 3.36), при которой пуансон имеет пло-
скую площадку и тем самым обеспечивает равные деформации
обоих образцов вплоть до разрушения одного из них. По изгибу
неразрушившегося образца определяют е .
Кроме рассмотренных выше силовых и деформационных харак-
теристик сопротивляемости металла зарождению трещины в кон-
центраторе используют также энергетические характеристики-.
работу зарождения трещины А3 (Дж) и энер-
гию зарождения трещины G3 (Дж/м2). Работу за-
рождения трещины А3 можно определять на образцах разнообраз-
ной формы и размеров, но эта характеристика сильно зависит
от вида образца и может использоваться только для сравнитель-
ных испытаний различных металлов, зон сварных соединений при
неизменном типе и размерах образца. Для этой цели часто исполь-
зуют призматические образцы сечением 10 X 10 мм и длиной 55 мм
с односторонним надрезом глубиной 2 мм, которые испытывают
на изгиб, нагружая образец силой Р и измеряя прогиб f. Схема
испытаний и диаграмма представлены на рис. 3.37. Площадь ОАВ
пропорциональна работе изгиба образца до появления трещины;
площадь АВС пропорциональна упругой энергии, накопленной
в образце к началу его разрушения; площадь BAD характеризует
120
работу Ар, затрачиваемую на распространение трещины по телу
образца. Существует ряд методов для определения 43 и Др [23].
Энергия зарождения трещины G3 от концентратора тесно свя-
зана с величинами Gc и Gic, определение которых рассматрива-
ется ниже применительно к стадии начала движения трещины.
Отличие их состоит в том, что Gc и G[c относятся к стадии начала
движения разрушения от имеющейся трещины, a G3 — к моменту
появления трещины от какого-либо концентратора.
Начало движения имеющейся трещины. При растяжении беско-
нечной пластины с трещиной длиной I трещина начинает распро-
Рис. 3.37. Определение работы зарождения А3
и работы распространения Др трещины при
изгибе надрезанного образца
страняться после того, как напряжение а достигло определенного
(критического) уровня, при котором соблюдается равенство при-
ращений работы, поглощаемой на разрушение металла, и энергии
упругих деформаций пластины, освобождающейся при подрастании
трещины. Впервые ука-
занное энергетическое
условие для идеализи-
рованной схемы разру-
шения рассмотрел Гриф-
фитс. Тело предполага-
ется идеально хрупким,
т. е. энергия расходует-
ся только на образова-
ние новой поверхности
(поверхностного натяже-
ния). Если в сплошной
растянутой пластине толщиной, равной 1, образовать трещину
длиной I, то потенциальная энергия в пластине уменьшится на
U = nZ2tr7(4E).
(3.42)
Появление новых поверхностей сопровождается затратами энер-
гии
GB0B = -GZ, (3.43)
где G—энергия поверхностного натяжения.
Суммарное изменение энергии составит
Uz = л/2о2/(4Е) - GI. (3.44)
Если энергии будет освобождаться больше, чем поглощаться,
трещина начнет самопроизвольно двигаться без увеличения напря-
жения. Это соответствует моменту равенства приращений энергии,
т. е.
4г=°- <з-45)
Дифференцируя (3.44), получаем
n/o2/(2E)-G = 0. (3.46)
121
Отсюда получим формулы для критического напряжения и кри-
тической длины трещины:
G^V2GE/(niy, (ЗАТ)
l^ = 2GE/(n&). (3.48)
Из (3.46) также получим критическое значение энергии
Gc = n/o2/(2£). (3.49)
Подобные выкладки справедливы и в том случае, если считать,
что энергия расходуется не только на создание поверхностного
натяжения, но и на пластическую деформацию металла у концов
трещины. Это формально не изменяет ход рассуждения. Таким
образом, при испытании образца в виде пластины с трещиной
достаточно зарегистрировать значение напряжения в момент на-
чала движения трещины, чтобы вычислить затем по формуле (3.49)
характеристику металла Gc. Для оценки свойств металла исполь-
зуют также критический коэффициент интенсивности напряже-
ний /Сс — силовую характеристику, связанную с полем напря-
жений у конца трещины:
7<C = /GJ. (3.50)
С учетом (3.49) получим
Лс = о,рЛл//2. (3.51)
Не следует смешивать начало движения трещины, связанное
с разрушениями частиц металла по мере роста нагрузки и зоны
пластических деформаций у конца трещины, с началом движения
трещины по энергетическому условию, когда напряжения в образце
достигают максимально возможного для конкретного образца
значения.
Зависимость (3.50), если выполняются условия плоской дефор-
мации, записывается следующим образом:
tfIc = ]/GlcE/(l-.ii2). (3.52)
При испытании нагружением силой Р образцов крупных раз-
меров их разрушение наступает внезапно на линейном участке
диаграммы (рис. 3.38, а) и определение Kic и Glc как раз соот-
ветствует моменту максимальных средних напряжений ос. Пере-
мещение v регистрируют напротив надреза с трещиной на базе АВ
(рис. 3.38, в, г). Если при определении /Cjc и Gjc используют образцы
меньших размеров, то либо условия плоской деформации выдер-
живаются не полностью, либо область пластических деформаций
у конца трещины становится большой и диаграмма перестает
быть линейной (рис. 3.38, б). В этих случаях энергетические за-
траты на разрушение крупного образца и образца ограниченных
размеров до состояния, соответствующего точке С, могут не совпа-
дать. Поэтому применяют условную процедуру обработки резуль-
татов испытаний, проводя линию ON на 5 % ниже линии упру-
122
того участка, и для определения Д[с и Gjc берут напряжение oq.
Достоверность найденной величины проверяют по дополнитель-
ным признакам, изложенным в [20]. Величины /С1с и Gjc носят
название критериев Ирвина.
Энергия зарождения трещины от концентратора G3 определя-
ется аналогично Gc, но с использованием в формуле (3.49) вели-
чины g вместо I (см. § 9). При хрупком разрушении металла от кон-
центратора, как в случае, показанном на рис. 3.38, а, для рас-
чета используется критическое напряжение ос. Для концентра-
торов с параллельными гранями (а = 0) величина G определя-
ется, как для образцов с трещинами. Для концентраторов с а > 0
при разрушении металла, как на рис. 3.38, б, определение G3 про-
изводится путем дополнительного решения пластических задач.
0 tr о и-
Рис. 3.38. Виды кривых (а, б) «напряжение — смещение» при
определении Л[с и GIc на образцах путем их изгиба (в) или
растяжения (г)
В качестве характеристики сопротивляемости металла началу
движения трещины используют также деформационный критерий —
критическое раскрытие трещины дс. Понятие
раскрытия трещины д освещено в § 9. Критическое значение дс
соответствует раскрытию в момент начала движения трещины.
Для определения /С1с (/Q, G[c (Gc) и дс используют разно-
образные по форме образцы, которые преимущественно испыты-
вают на изгиб или на растяжение продольной нецентрально при-
ложенной силой (рис. 3.38, в, г). Общим для всех образцов явля-
ется наличие предварительно созданной трещины. Чем выше вяз-
кость металла и ниже его предел текучести, тем более крупные
образцы требуются для корректного определения указанных выше
характеристик.
Критерии механики разрушения применимы для оценки сопро-
тивляемости металла разрушению не только при наличии сквозных
по толщине листа трещин. В равной мере, а в практическом отно-
шении даже чаще, эти понятия применимы также для несквозных
трещин, распространяющихся от поверхности (рис. 3.39). Эти
трещины при увеличении напряжения (нагрузки) растут преиму-
123
щественно в направлении толщины, мало увеличиваясь по длине I.
Даже при небольших толщинах s на большей части криволиней-
ного фронта трещины обеспечиваются условия плоской деформа-
ции, что следует рассматривать как неблагоприятное обстоятель-
ство, так как небольшие трещины могут оказаться критическими.
При приближении фронта трещины к противоположной поверх-
ности на участке «!, разном по размеру у различных металлов,
возникают условия деформирования металла, близкие к плоскому
напряженному состоянию, что проявляется в повышенной пласти-
ческой деформации металла перед разрушением. Для вычисле-
ния К в зависимости от уровня напряжений и формы трещины
имеются соответствующие формулы [1031.
Рис. 3.39. Поверхностная
трещина в металле
Рис. 3.40. Вид поверхностей разрушения
образца из металла толщиной s
Распространение трещин. Для оценки сопротивляемости ме-
талла распространению трещин используют разнообразные каче-
ственные и количественные характеристики. Среди количественных
характеристик более объективными являются энергетические. При
движении трещины в листовом металле толщиной s работа затра-
чивается в основном на пластическую деформацию металла у по-
верхностей разрушения (рис. 3.40). Внутренние участки, нахо-
дящиеся в условиях плоской деформации, деформируются меньше,
чем участки на поверхности листа, где имеет место плоское на-
пряженное состояние и возникают зоны сдвига, поглощающие
значительную часть затрачиваемой работы. Чем толще металл,
тем менее существенна роль сдвига в полной работе разрушения.
В связи с этим следует различать работу разрушения Ся металла
конкретной толщины s и работу разрушения настолько большой
толщины, при котором обеспечивается условие плоской деформа-
ции Gin образца. Индекс «д» означает движение трещины. Оче-
видно, что Од > Gifl. Если в конструкции используется металл
конкретной толщины, то нет необходимости определять Gi4.
Имеется много методов определения работы распространения
трещины на образцах относительно малых размеров (10 X 10 X
X 55 мм). Общим недостатком большинства этих методов является
игнорирование влияния толщины металла на работу распростра-
нения трещины и использование для испытания пластичных (вяз-
121
ких) металлов таких по размерам образцов, внутри которых не мо-
жет разместиться зона пластических деформаций, образующаяся
у конца трещины в крупном образце. Эти методы должны рас-
сматриваться в основном как средство для сравнительных испыта-
ний металлов. Ряд этих методов предусматривает уменьшение
до минимума работы зарождения трещины Л3, с тем чтобы вся
работа разрушения, отнесенная к площади разрушения, могла
рассматриваться как Ар — удельная работа разрушения при рас-
пространении трещины. Например, при испытании по методу
Б. А. Дроздовского в призматических образцах сечением 10 X 10мм
создают усталостную трещину глубиной до 3 мм. Широко приме-
няются также образцы Шарпи сечением 10 X 10 мм и V-образным
надрезом с малым радиусом у дна (см. рис. 3.4, б).
Имеются также методы определения работы распространения
трещины с использованием более крупных листовых образцов,
с записью параметров процесса или с механическими приемами
выделения работы распространения трещины. Основное внимание
в этих методах уделяется схеме нагружения образца, по возмож-
ности лучше соответствующей реальному процессу и исключающей
неучитываемые потери энергии.
В других случаях для определения работы распространения
трещины в элементах конструкций применяют метод тепловой волны,
основанный на том, что более 95 % работы, истраченной на рас-
пространение трещины, идет на пластическую деформацию и пре-
вращается в теплоту. При распространении трещины теплота
выделяется практически мгновенно на границе образовавшейся
трещины и в дальнейшем распространяется, как от мгновенного
плоского источника. На некотором расстоянии от места прохож-
дения трещины заранее на поверхности металла или в глубоких
тонких отверстиях приваривают электроды в виде проволок диа-
метрам 0,2 мм, образуя, таким образом, термопары (рис. 3.41, а).
Спай / должен располагаться на расстоянии г = 3 -«- 15 мм
от трещины, а спай 2 — на достаточном расстоянии, чтобы, когда
температура в точке 1 достигнет максимума (рис. 3.41, б), темпера-
тура в точке 2 изменилась бы незначительно. Без учета тепло-
отдачи, которая в данном случае из-за малой разности температур
тела и воздуха ничтожна, бд можно определить по формуле
Gs = 4,13cpxATmax, (3.53)
где ср—объемная теплоемкость.
Для оценки сопротивляемости металла движению трещины ис-
пользуют также различные неэнергетические характеристики: в о-
локнистость излома, скорость распростра-
нения трещины.
Установлено, что вязкий или хрупкий характер поверхности
разрушения металла зависит от объема металла, вовлеченного
в пластическую деформацию при движении трещины. Хрупкие
участки соответствуют малой пластической деформации подповерх-
ностных слоев, вязкие (волокнистые) изломы, наоборот, свидетель-
125
ствуют о большой пластической деформации металла, указывающей
на большую работу, израсходованную при разрушении. Между
работой, затраченной на распространение трещины, и площадью
волокнистых участков излома имеется пропорциональная зависи-
мость. Резкое уменьшение волокнистости в изломе при понижении
температуры испытания свидетельствует о резком уменьшении
работы разрушения. Поэтому степень волокнистости излома исполь-
зуется как характеристика для определения критической темпера-
. туры, например при 50 %
' площади с волокнистым
Рис. 3.41. Определение работы распростра-
нения трещины путем регистрации Ттах по
методу тепловой волны:
изломом (см. гл. 5).
Различают распростра-
нение трещин со скоростя-
ми в десятки и сотни мет-
ров в секунду и распрост-
— ранение трещин при пов-
торных нагружениях невы-
сокими напряжениями,
когда трещина продвигает-
ся при каждом цикле на-
а — схема расположения электродов в зоне пред- ГруЖбНИЯ НЗ ВССЬМЯ МЗЛОв
полагаемого движения трещины, б — термический _„_ . „ -v..........
цикл в точке 1 рЗССТОЯНИб, ХруПКИМ рЗЗ-
рушениям соответствуют
высокие скорости распространения трещин — обычно более 500—
600 м/с, полухрупким и вязким — относительно малые—100—
400 м/с и менее.
При циклических нагрузках регистрируют число циклов и путь,
пройденный трещиной. Скорость распространения трещины d//dAZ
(мм/цикл) зависит от размаха интенсивности напряжений Д/С
в пределах цикла, в меньшей степени от абсолютного уровня /С
и частоты нагружений. Значение d/ALV изменяется в весьма широ-
ких пределах: от нуля при малых Д/С и /С ДО 10~3 мм/цикл и более.
Для переменной нагрузки Парисом предложена следующая
приближенная эмпирическая зависимость:
d//dAZ = СоД/Са,
(3.54)
где Со, а — постоянные коэффициенты, определяемые при обработке
экспериментальных данных.
§ 11. Влияние дефектов на механические свойства
сварных соединений и их работоспособность
Формирование сварных соединений в процессе сварки проис-
ходит под влиянием большого числа факторов.
Форма, размеры, поверхности сварных швов всегда имеют
отклонения от проектных. Радиусы сопряжений швов с основным
металлом колеблются в широких пределах. Взаимное расположе-
ние соединенных элементов также может отличаться от проект-
ного вследствие смещений и угловых поворотов. Сплошность ме-
126
талла сварных соединений в некоторых случаях нарушается из-за
появления пор, шлаковых включений, пленок оксидов, несплавле-
ния шва с основным металлом, непроплавления соединения, тре-
щин и др. Соединения могут иметь подрезы и наплывы. Подобные
отклонения на практике оказываются неизбежными и, безусловно,
оказывают влияние на механические свойства сварных соединений.
Степень влияния различных отклонений в различных условиях
эксплуатации будет разной. При малых отклонениях формы соеди-
нения от проектной изменение прочности может быть пренебрежимо
малым. Поэтому не всякие отклонения и не всегда относят к дефек-
там сварных соединений. Дефектами считают недопустимые откло-
нения. Граница между теми и другими, конечно, условна и уста-
навливается нормами. Нормы, согласно которым отклонения отно-
сят к дефектам и браку, должны в первую очередь устанавли-
ваться на основе изучения влияния отклонений на прочность
и другие эксплуатационные свойства сварных изделий. Однако
часто нормы по дефектности устанавливают, ориентируясь на тех-
нически достижимый уровень качества сварных соединений, чтобы
поддерживать культуру производства на высоком уровне.
Проблема влияния дефектов на прочность сварных соединений
крайне сложна и многопланова. Решить ее можно, учитывая усло-
вия эксплуатации, характер дефекта и свойства металла сварного
соединения. Поэтому исследования в области влияния дефектов
на прочность группируются вокруг отдельных вопросов. Напри-
мер, в особые направления выделяются вопросы влияния дефектов
при переменных нагрузках, в условиях коррозии, при низких тем-
пературах и т. д.; в зависимости от вида дефекта рассматривается
влияние трещин, непроваров, пор, смещений, мест перехода от на-
плавленного металла к основному и т. п.; проводят исследования
различных материалов: высокопрочных сталей, алюминиевых и
титановых сплавов и т. д. В связи с таким многообразием проб-
лем в настоящем параграфе рассматриваются только наиболее
принципиальные вопросы чувствительности металла к концентра-
ции напряжений, а именно при наличии трещин как наиболее
опасных дефектов при статических нагрузках.
Наибольшее влияние дефекты оказывают при переменных на-
грузках (см. гл. 4). При статических нагрузках вопрос о влиянии
дефектов на прочность в большинстве случаев сводится к вопросу
о чувствительности металла к концентрации напряжений. Обще-
принятого определения понятия чувствительности металла к кон-
центрации напряжений не существует. Наметились два направле-
ния в оценке чувствительности— на базе аппарата механики раз-
рушения в отношении трещин и трещинообразных дефектов и на
базе теории концентрации напряжений.
Все металлы в той или иной мере чувствительны к концентра-
ции напряжений. Под действием статической нагрузки при нали-
чии трещин в качестве меры чувствительности, а лучше сказать,
в качестве меры нечувствительности металла к концентрации
напряжений в условиях плоской деформации можно использовать
127
Критический коэффициент интенсивности напряжений металла Ки-
Чем он выше, тем менее чувствителен металл к концентрации
напряжений. Однако при другой температуре тот же самый металл
может оказаться чувствительным к концентрации напряжений.
Так как каждый металл обладает определенным уровнем проч-
ности — пределом текучести и пределом прочности — и обычно
предназначен для работы при напряжениях, несколько мень-
ших от, то оценку нечувствительности в присутствии трещин более
точно можно дать по отношению /<1с/ат. Для образного представ-
ления эту величину можно рассматривать как пропорциональную
корню квадратному из длины трещины в бесконечной пластине,
при которой среднее разрушающее напряжение равно ог. Тогда
^1Уп, = о,У'^АД/от = У'л72уТт, (3.55)
где /т—длина трещины, вызывающая разрушение металла при
с = ат.
Для высокопрочных сталей размер составляет миллиметры
или даже десятые доли миллиметра — эти стали крайне чувстви-
тельны к наличию трещин; низколегированные стали невысокой
прочности при комнатной температуре имеют /т, измеряемое сот-
нями миллиметров. Таким образом, чувствительности этих групп
сталей к концентрации напряжений различаются более чем в 10 раз.
Однако не всегда толщина металла достаточна, чтобы можно
было создать условия плоской деформации и дать оценку нечувст-
вительности по /С1с/от. Уход от плоской деформации не означает
перехода к плоскому напряженному состоянию. В условиях непло-
ской деформации существует широкая гамма промежуточных на-
пряженных состояний. Чем меньше толщина проката из одного
и того же металла, тем менее чувствителен он к концентрации
напряжений, т. е. его разрушение при одной и той же длине I
сквозной или одной и той же относительной глубине l!s несквозной
трещины будет происходить при более высоких напряжениях.
В известной мере можно говорить, что толщина в данном случае
является фактором хотя и не относящимся к свойствам металла,
но влияющим на его чувствительность к наличию трещин. При
сквозных трещинах нечувствительность металла конкретной тол-
щины к концентрации напряжений в условиях неплоской деформа-
ции может быть оценена по отношению /О /оу. При этом Кс —
наименьший при рассеянии значения критического коэффициента
интенсивности напряжений Кс, которые определены при напря-
жениях, меньших от. Это означает, что из серии значений Кс,
найденных и при о > от, Кс — максимальное, которое может
быть вообще воспринято металлом данной толщины без разруше-
ния при наличии сквозной трещины. Образная трактовка Кс =
= У л Ц остается той же самой, что дана для формулы (3.55).
В случае поверхностных (несквозных) трещин оценка нечувст-
вительности металла к концентрации напряжений для монолитных
деталей большого сечения также проводится по соотношению (3.55),
128
так как условия плоской деформации здесь могут быть реализованы
полностью. В листовых металлах с толщиной выше определенного
уровня, различного для каждого отдельного металла, несквозная
трещина также может создавать условия для корректного опреде-
ления /<с в рамках линейной (упругой) механики разрушения,
т. е. при напряжениях меньше от. При большей толщине оценку
нечувствительности металла к концентрации напряжений также
можно проводить по Дс/а-г- При малых толщинах оценка по /Сс/от,
т. е. по силовому критерию, приведет к абсурду, так как при
окр > от значения /Сс будут получаться тем меньше, чем тоньше
металл.
Чтобы сохранить единство подхода к оценке чувствительности
листового металла любой толщины к концентрации напряжений
как чувствительных к концентрации, так и нечувствительных
материалов, следует при окр > от переходить к деформационному
критерию механики разрушения Ур и давать оценку по отноше-
нию (VP/PT) (Vл/2). При окр <_ от оценку можно давать как по /Сс,
так и по Ур, потому что результаты будут получаться одинако-
выми. Вычисление V при а > от производится по тем же форму-
лам, что и /С, но вместо среднего расчетного напряжения в ослаб-
ленном сечении образца берется средняя деформация еср, опреде-
ление которой в частном случае при изгибе надрезанного с одной
стороны образца может быть проведено по формуле (3.41). Имея
металлы с разными свойствами (при этом могут быть представ-
лены образцы разной толщины), можно расположить их по кри-
терию /ССт/от или (Ур/ет)(У^л/2) в ряд нечувствительности к концен-
трации напряжений. В практическом плане следует, однако, иметь
в виду, что один и тот же металл разной толщины будет иметь раз-
ную чувствительность к сквозной трещине, но может иметь оди-
наковую чувствительность к несквозной, трещине. В образцах
с несквозной трещиной при одинаковой чувствительности и оди-
наковой относительной глубине трещины металл меньшей тол-
щины будет разрушаться при больших напряжениях и больших
деформациях, чем тот же металл большей толщины. Это отражает
влияние толщины как конструктивного фактора, потому что на ма-
лой толщине невозможно иметь трещину более глубокую, чем
толщина металла.
В случае нетрещиноподобных дефектов самой разнообразной
формы область нечувствительности металла к концентрации на-
пряжений для конкретной толщины и конкретного сварного соеди-
нения оценивают по среднему разрушающему напряжению. Если
оно составляет не менее 0,95ов, то соединение считается нечувстви-
тельным к концентрации напряжений при наличии данного кон-
центратора. На рис. 3.42 показаны кривые изменения прочности
сварных соединений с различной глубиной непровара при испыта-
ниях их на растяжение. Если снижение прочности происходит
прямо пропорционально уменьшению площади поперечного сече-
ния соединения, т. е. осрр остается примерно постоянным, а ов сни-
129
жается по прямой (линии 1), то такое сварное соединение условно
считают нечувствительным к концентрации напряжений. Если
снижение прочности происходит непропорционально изменению
поперечного сечения (кривые 2), то такое соединение считают чув-
ствительным к концентрации напряжений. Такой подход к оценке
чувствительности сварных соединений к концентрации напряже-
ний практикуется на базе аппарата теории концентрации напря-
жений.
бв, МПа
। । । । । ।____i___।-----
Ю 20 30 00 50 ВО 70 80 7.
Глубина непровара
Рис. 3 42 Зависимость прочности сварных соединений
от глубины непровара
Следует, однако, отметить, что постоянное или мало изменяю-
щееся осрр еще не свидетельствует о том, что металл или сварное
соединение никак не реагируют на изменение коэффициента кон-
центрации напряжений. На рис. 3 43 кривая 1 показывает зави-
симость условного напряжения от деформации в гладком образце
при статическом нагружении. При наличии небольшой концентра-
ции напряжений зависимость среднего напряжения от средней
деформации того же металла выразится кривой 2. В момент раз-
рушения в точке Ci средние напряжения могут оказаться выше
временного сопротивления, хотя средняя деформация есрр при
этом будет существенно ниже, чем у гладкого образца. При уве-
личении концентрации напряжений (кривая <3) снижается не только
средняя деформация, но и среднее разрушающее напряжение
в точке С3. Степень снижения среднего разрушающего напряжения
будет зависеть в каждом конкретном случае от свойств материала
и уровня концентрации напряжений.
130
Хотя дефекты и концентраторы в сварных соединениях много-
образны, возможна их некоторая схематизация и унификация.
Такие дефекты и концентраторы, как неправильной формы тре-
щины, непровары, несплавления, шлаковые и окисные включения,
цепочки близко расположенных пор, подрезы, царапины, места
перехода от наплавленного металла к основному, вытянутые в длину
и расположенные своим большим размером и средней плоскостью
перпендикулярно силовому потоку, могут быть сведены к некото-
рой эквивалентной длине трещины g [см. формулу (3.35)], если
допустить возможность образования в острие дефекта трещины
небольшой длины А/, порядка десятых долей миллиметра. Микро-
скопические исследования показывают, что во многих случаях,
хотя далеко не всегда, эти
концентраторы действительно
содержат короткие трещинки.
Методы расчетной оценки
работоспособности сварных
соединений и конструкций в
присутствии трещины интен-
сивно разрабатываются и со-
вершенствуются. Оценка ра-
ботоспособности конструкций
в присутствии трещины или
острого концентратора сво-
дится к определению ряда
коэффициентов запаса и срав-
нению их с предельно до-
пустимыми. Числовые зна-
чения коэффициентов запаса
Рис. 3.43. Зависимость средних напряже-
ний от средних деформаций при растя-
жении образцов с различной степенью
концентрации напряжений
устанавливаются отраслевыми документами, например рекоменда-
тельными техническими материалами ЦНИИТмаша. В расчетах
могут использоваться коэффициент запаса по прочности (по сред-
нему разрушающему напряжению) пп = оСр.р/оэ; коэффициент
запаса по пластичности (по средней разрушающей деформации)
пе = еср р/еэ; коэффициент запаса по критическому размеру де-
фекта щ = lKVll3, коэффициент запаса по критическому числу
циклов нагружения nN = Мкр/Мэ; коэффициенты запаса по тре-
щиностойкости, устанавливаемые по коэффициенту интенсивности
напряжений — пк = KJK3 и по коэффициенту интенсивности
деформаций — nv = VvIV3.
В указанных выше соотношениях: оэ, еэ — максимальные сред-
ние напряжения и деформации в расчетном сечении в период экс-
плуатации изделия или при его испытании; /кр — критический
размер дефекта (трещины), вызывающий разрушение при о = <тэ;
1Э — фактический размер дефекта (трещины) в изделии, который
в процессе эксплуатации может изменяться от начального раз-
мера 1ЗЛ1 до конечного 1ЗК за счет своего подрастания при цикличе-
ских нагрузках с числом циклов в период эксплуатации N3, NKp —
число циклов нагрузок, вызывающих подрастание трещины до кри-
131
тического размера /кр; оср.р, еср р — разрушающие средние напря-
жения и деформации в расчетном сечении при наличии в нем тре-
щины /э (в начале эксплуатации — /э н, в конце эксплуатации — /э.к);
К3, Va — коэффициенты интенсивности напряжений и деформаций
в период эксплуатации изделия или при его испытании, вычислен-
ные по стэ, еэ и /э (/ЭЛ1 или /э.к); /Сс, Ур —- критические коэффициенты
интенсивности напряжений и деформаций при /э (/ЭЛ1 или 1ак).
Для выполнения поверочных расчетов во всех указанных выше
вариантах необходимо располагать следующими данными: 1.
Рис. 3.44. Схематические зависи-
мости аср.р, еср.р, и Рр от раз-
мера трещины I
Экспериментальными значениями
средних разрушающих напряже-
ний оср.р и средних разрушаю-
щих деформаций еср р, а также /Сс
и Ур во всем возможном диапа-
зоне изменения размера трещины I
с учетом ее геометрических соотно-
шений и положения (поверхност-
ная трещина, сквозная) (рис. 3.44).
2. Экспериментальными (или рас-
четными) зависимостями подрас-
тания трещины А/ от числа цик-
лов N при разных АК, т. е. все-
ми необходимыми значениями ко-
эффициентов в формуле (3.54) в
широком диапазоне A/G
Процедура расчета различна
в зависимости от того, отыски-
вается ли допустимый размер де-
фекта или производится проверка
допустимости уже имеющегося
дефекта. В последнем случае рас-
чет проще. Для отыскания до-
пустимого размера дефекта может
быть использован метод последовательного перебора. Рассмотрим
порядок расчета при определении допустимости имеющегося де-
фекта.
Пусть известны размер и очертания начального дефекта 1ал и эксплуатацион-
ные и испытательные напряжения аэ. По числу циклов нагрузок N3 за период
эксплуатации определяют подрастание трещины и находят 13 к. Для 1Э н и к
определяют разрушающие напряжения аср р и разрушающие деформации есрр,
используя данные, показанные на рис. 3.44. Находят пд, который для конкретных
конструкций регламентируется соответствующими нормами. Рекомендуется, чтобы
ио был не менее 1,75—2,5, если аср р < <4- Если <тср р > <гт или а9 > 0,8 ат,
достаточно, чтобы пе было не менее 7—15. Определяют nN, пк. По рис. 3.44
при аср р = аэ находят критический размер дефекта /кр, а затем щ. Рекомендуется,
чтобы hi был не менее 3—6, если берется начальный размер дефекта /эн, или не
менее 2—3, если берется конечный размер /э к. Зная размер начального дефекта
н имея данные для определения подрастания длины трещины, по к определяют
число циклов ЛГ , а затем и nN. Значение nN должно быть не менее 10. Коэффи-
циент запаса по трещиностойкости пк находят, вычисляя К по формулам линей-
ной механики разрушения, т. е. в предположении справедливости формул для
132
упругой стадии работы материала с учетом известных аэ, /ЭЛ!, l3 к, a бэрут при
тех же /э н и А.к- Аналогично находят Уэ, который в упругой области равен
2К KV яЕ), а затем и nv. Коэффициенты запаса по трещиностойкости устанавли-
ваются техническими условиями. В случае линейной зависимости К от нагрузки
на конструкцию пк = no, nv = п&.
К дефектам сварных соединений относят также и неоднородность
механических свойств, когда она достаточно велика. Например,
хрупкие зоны, т. е. зоны с низким /С1с, могут явиться даже при
малых размерах дефекта источником разрушения. Опасность хруп-
ких зон состоит также в том, что они, будучи по размерам при-
мерно в два раза меньше критических трещин для основного ка-
чественного металла, тем не менее способны вызвать протяженные
разрушения. Объясняется это тем, что энергия, освободившаяся
при пробегании трещины по хрупкому участку /хр, где она почти
не расходуется на пластические деформации металла, и равная
л/хрп2/ (4£'), затем идет на прохождение трещины по более вяз-
кому участку при длинах трещин I, меньших критических, /хр <
с с А<р-
Достигнув критических размеров, трещина далее распростра-
няется, используя энергию, освобождающуюся при ее дальнейшем
подрастании. В расчетах хрупкую зону длиной /хр следует рас-
сматривать как трещину длиной 2/хр.
ГЛАВА 4
СОПРОТИВЛЕНИЕ УСТАЛОСТИ СВАРНЫХ СОЕДИНЕНИЙ
И МЕТОДЫ ЕЕ ПОВЫШЕНИЯ
§ 1. Прочность основного металла при переменных
(циклических) нагрузках
Современные методы расчета прочности деталей основаны на
гипотезах непрерывности, однородности и изотропности мате-
риала. В действительности распределение усилий между зернами
металла происходит неравномерно. В некоторых зернах могут
иметь место значительные пластические деформации, в результате
чего образуются микротрещины. При переменных нагрузках они
имеют тенденцию развиваться: сначала развитие трещин происхо-
дит очень медленно, далее постепенно ускоряется, а на последнем
этапе происходит внезапное разрушение. При этом местные на-
пряжения оказываются опасными для прочности не только хруп-
ких, но и пластичных металлов.
Анализ природы усталостного разрушения очень сложен, так
как требует изучения неоднородной среды (кристаллиты и меж-
кристаллические среды). В сварных соединениях задача анализа
значительно осложняется наличием остаточных напряжений и
неоднородностью свойств различных зон наплавленного и основ-
ного металлов.
133
Прочность при переменных нагрузках зависит главным обра-
зом от числа циклов нагружения, амплитуды изменения
напряжения, формы и размеров испытуемых образцов, их мате-
риала, состояния поверхности, вида нагружения (изгиб, круче-
ние), свойств среды, в которой производится испытание (воздух,
вода и т. п.).
На рис. 4.1, а показана диаграмма прочности металла в зави-
симости от числа циклов нагружений N. Максимальное напря-
жение, при котором материал не разрушается при достаточно боль-
шом числе циклов нагру-
жения, называется пре-
дел о м выносливо-
сти. При испытаниях
стальных образцов предел
выносливости определяют
при N = 107.
Если образец испыты-
вают при меньшем числе
нагружений, то значение
разрушающих напряжений
называют пределом
ограниченной вы-
носливости.
На рис. 4.1, б изобра-
жена диаграмма прочности
Рис. 4.1. Диаграмма прочности стали в за-
висимости от числа нагружений N.
а — в декартовых координатах, б — в полуло-
гарифмических координатах
металла в зависимости от
числа циклов нагружения,
построенная в полулога-
рифмических координатах.
Число циклов в логарифмическом масштабе отложено по оси
абсцисс, а значения разрушающих напряжений — по оси ординат.
Опытами подтверждено, что зависимость <т = f (N) (рис. 4.1) при
построении в этих координатах может быть изображена двумя
отрезками прямой: наклонным и горизонтальным. Горизонталь-
ная прямая соответствует пределу выносливости.
Предел выносливости зависит в значительной степени о т х а-
рактеристики цикла. Цикл — совокупность всех зна-
чений напряжений за время одного периода нагружения.
Отношение г = <ттш/Отах называют коэффициентом амплитуды
или характеристикой цикла, где <ттах и <гтш — соответственно
наибольшее и наименьшее напряжения цикла.
На рис. 4.2, а показана схема цикла симметричного нагруже-
ния | Отах | = | отш |, на рис. 4.2, б— знакопостоянного нагру-
жения, на рис. 4.2, в— асимметричного знакопеременного нагру-
жения | Отах | ¥= | ffminl, а на рис. 4.2,2—отнулевого. Пре-
делы выносливости, определенные при симметричном цикле,
обозначаются о^, при отнулевом — <т0, при произвольном—аг.
Наибольшее значение имеют пределы выносливости при испыта-
ниях на изгиб, несколько меньшее — при осевом нагружении
134
и наименьшее — при кручении. Характер изменения напряжений по
времени бывает различным: как синусоидальным (рис. 4.2, а—г),
так и другой формы (рис. 4.2, д, е).
В целях изучения пределов выносливости в зависимости от ха-
рактеристики циклов строится диаграмма выносли-
вости. Наиболее часто пользуются построением диаграммы
выносливости испытуемых образцов по методу Смита, представлен-
ной в схематизированной форме на рис. 4.3. По оси абсцисс от-
а/
кладываются значения средних
напряжений ЦИКЛа От = (Отах +
+ отin)/2, по оси ординат—на-
пряжения Отах И Omin- Под уГЛОМ
45° к оси абсцисс проводится
прямая. Амплитуды Щ, = (Отах —
— Omin) /2 откладываются симмет-
рично относительно этой прямой.
Рис. 4.2. Осциллограммы нагру-
жений с различными характери-
стиками циклов
Рис. 4.3. Диаграмма прочности и уста-
лости В координатах omax’ amin> От
Прямые пересекаются в точке К, которая характеризует цикл
с бесконечно малой амплитудой. Условно принимают, что эта
точка соответствует пределу прочности ов. Отрезок ОА выра-
жает значение предела выносливости при симметричном цикле.
При этом вт = 0.
В большинстве случаев пользуются участком диаграммы с на-
пряжениями, не превышающими предела текучести <гт. Из точки D
с координатами оу, от проводят горизонтальную прямую до пере-
сечения с прямой Aft в точке N. Эту точку проецируют на пря-
135
рис. 4.4 показана
от среднего напря)
На
И СГппп
сжатия
мую А 'К в точку М. Ломаная линия ANDMA' выражает схема-
тизированную диаграмму усталости в пределах упругих деформа-
ций. Отрезок ВС выражает значение предела выносливости при
пульсирующем цикле о0; ОВ = о0/2.
Проведем из точки О прямую под произвольным углом а к оси
абсцисс, тогда
। __ сттах _ 2<Ттах ___ ______/д п
g ~ ~ сттах-Ьстгтп ~ 1 + (CTmin/CTmax) ’
По этому отношению для заданного цикла г определяют tg а.
Точка Р определяет значение предела выносливости при заданном
цикле нагружения.
ная диаграмма Зависимости отах
I от в области растягивающих и
сжимающих напряжений. С рос-
том средних сжимающих напряже-
ний амплитуда разрушающих на-
пряжений растет, пределом роста
является о^ж — предел текучести
при сжатии.
Отношение предела выносли-
вости и предела текучести при
испытании стандартных гладких
образцов из низкоуглеродистых
сталей на изгиб в условиях сим-
метричного цикла равно о-х/о., »
лз 0,64-0,7. Для низколегирован-
ных конструкционных сталей от-
ношение меньше, чем для
н из коу гл ерод истых.
Обычно при повышении тем-
пературы пределы выносливости
сталей понижаются. В агрессивных средах предел выносливости
значительно уменьшается. Прочность деталей конструкций при
переменных нагрузках зависит от концентрации напряжений.
Эффективным коэффициентом концентрации
напряжений Ка называется отношение предела выносли-
вости гладкого образца к пределу выносливости образца при нали-
чии концентратора; Ka^ 1, причем чем ближе /Сэ к 1, тем лучше
работает изделие. У хрупких материалов эффективный коэффи-
циент концентрации Ка близок к теоретическому ао (см. гл. 3),
в пластичных он значительно меньше.
Опытами установлено, что при значениях г, близких к еди-
нице, концентрация напряжений не оказывает существенного влия-
ния на предел выносливости. С уменьшением г влияние концентра-
торов на понижение предела выносливости растет, наибольшего
значения Ка достигает при г = —1.
Расчетным путем пределы выносливости для образцов с кон-
центраторами определяются на основе статистической теории
136
усталостных разрушений, разработанной С. В. Серенсеном и
В. П. Когаевым. Пределы выносливости образцов круглого сече-
ния диаметром d из сталей обыкновенного качества можно находить
по соотношению
1g (о^а, - 8,9) =1,4 — 2,3 Ig {nd/[(2/p) + (2/d)]}, (4.2)
где аа — теоретический коэффициент концентрации; р—радиус
закругления в вершине концентратора.
Чувствительность к концентраторам в образцах из низколеги-
рованной стали может быть выше, чем из низкоуглеродистой.
Пределы выносливости сталей, испытанных при изгибающих уси-
лиях и симметричных циклах, приведены в табл. 4.1.
Таблица 4.1
Пределы выносливости сталей МПа
Испытуемый образец СтЗкп СтЗсп Сталь 15ХСНД
Лист без обработки 121 158 188
Лист шлифованный 134 198 —
Лист с отверстиями 86 ПО 150
Предел выносливости основного металла в околошовной зоне
иногда изменяется по сравнению с пределом выносливости образ-
цов из основного металла, не подвергавшегося влиянию процесса
сварки. Восстановить предел выносливости можно термической
обработкой сварного соединения.
Заметное влияние на сопротивление усталости оказывают также
размеры сечений образцов или конструктивных элементов. При
увеличении диаметра образцов с 10 до 200 мм значения предела
выносливости стали 22 снизились с 215 до 165 МПа, а стали 35 —
со 155 до 90 МПа.
Крайне отрицательное влияние на усталостную прочность ока-
зывает коррозионный эффект в агрессивных средах (табл. 4.2).
Таблица 4.2
Пределы выносливости сталей в коррозионной среде при Д1 = 5 • 107 циклов
Сталь ав, МПа (J—i, МПа
на воздухе в пресной воде в соленой воде
Углеродистая, улучшенная 440 250 140 65
Никелевая 630 340 155 115
Хромованадиевая 1050 465 130
Нержавеющая 620 380 260 210
Кремвевикелевая 1760 770 120
137
Сварные конструкции в некоторых областях техники подвер-
гают испытаниям при низкой частоте нагружений и доводят до раз-
рушения при нескольких десятках тысяч циклов. Такие испыта-
ния называются повторно-статическими. Многие явления, свой-
ственные поведению образцов под усталостными нагрузками, имеют
место при повторно-статических нагрузках. Прочность образцов
зависит от наличия концентраторов в соединениях, свойств материа-
ла и качества сварных соединений.
Тем не менее сопротивляемость сварных соединений нагруже-
ниям при низкой частоте (несколько циклов в минуту, в час, в сутки)
заметно хуже, чем при испытаниях с высокой частотой. Низко-
частотные нагрузки снижают прочность всех видов материала
и сварных соединений. Низкочастотным нагружениям подверга-
ются конструкции подводных судов, резервуарно-котельные кон-
струкции. Низкочастотные колебания нагрузки, модулированные
более высокой частотой, особенно резко снижают усталостное сопро-
тивление сварных конструкций.
§ 2. Сопротивление усталости сварных соединений,
выполненных дуговой сваркой
В сварных конструкциях предел выносливости зависит от мате-
риала, технологического процесса сварки, формы конструкции,
а также от рода усилия и характеристики цикла нагружения.
Влияние технологического процесса сварки на прочность при
переменных нагрузках обычно изучают на образцах стандартного
типа, имеющих стыковые швы. В образцах со снятым усилением
концентрация напряжений практически отсутствует. Как показали
результаты многочисленных опытов, в таких обработанных свар-
ных образцах из низкоуглеродистых и ряда низколегированных
конструкционных сталей отношение оД/а.1 0,9, где о-х — пре-
дел выносливости образца из основного металла при симметричном
цикле; оД — предел выносливости стыкового сварного соединения.
Значения предела выносливости при автоматической сварке более
стабильны, чем при ручной. Это объясняется лучшим качеством
сварных швов.
При действии переменных нагрузок следует отдельно рассма-
тривать прочность швов и прочность прилегающего к ним основ-
ного металла. В большинстве случаев в стыковых соединениях
разрушение наступает в околошовных зонах. Это объясняется
наличием в них концентраторов напряжений от швов с необрабо-
танной поверхностью, а также разупрочнений легированных или
закаленных сталей в результате теплового действия сварочной
дуги. На рис. 4.5 приведены усталостные характеристики сталей
и алюминиевого сплава Д16Т и их сварных соединений. Высокие
отношения пределов выносливости соединений к пределам прочности
основного металла имеют низкоуглеродистые стали. Аустенит-
ные стали, высокопрочная сталь марки ЗОХГСНА, сплав марки Д16Т
имеют низкие значения о_х/ов и оД/ов.
138
Стали повышенной прочности наиболее эффективно исполь-
зуются в условиях статических и переменных нагрузок при г > 0.
Если значения коэффициентов концентрации напряжений конструк-
ции высоки и г-------1, то эффективность применения высоко-
прочных сталей резко понижается. Как показали исследования
Института электросварки им. Е. О. Патона (табл. 4.3), с этом
случае пределы выносливости для сталей с совершенно различными
значениями пределов прочности
почти не отличаются.
При наличии технологиче-
ских дефектов (шлаковых вклю-
чений, пор, окислов, трещин,
непроваров и т. п.) прочность
сварных соединений при пере-
менных нагрузках резко падает.
Даже небольшой непровар кор-
ня шва образует надрез и кон-
центрацию напряжений, что мо-
жет существенно снижать проч-
ность стыковых соединений при
переменных нагрузках. Влияние
непровара на уменьшение уста-
лостной прочности зависит от
рода материала. Очень чувст-
вительны к непроварам сварные
соединения из аустенитных ста-
лей типа 12Х18Н9Т и титановых
сплавов. На рис. 4.6 показано
изменение пределов выносливо-
сти сталей и алюминиевых спла-
вов в зависимости от глубины
непровара.
Большое влияние на предел
выносливости оказывает очерта-
ние поверхности швов. У вы-
пуклых стыковых швов он более
новного металла (вертикальная штри-
ховка); основного металла (незашт-
рихованные полосы); сварного со-
единения (косая штриховка)
низкий, чем у гладких; весьма хорошие результаты получаются
при снятии усилений стыковых швов или при их обработке, обес-
печивающей плавный переход от шва к основному металлу.
Получить соединения с хорошей прочностью можно не только
при сварке прокатных элементов, но и при сварке литых деталей
или прокатных с литыми.
Прочность при переменных нагрузках тавровых соединений
в значительной степени зависит от подготовки кромок. Экспери-
ментально доказано, что предел выносливости таврового соедине-
ния, сваренного с подготовкой кромок, выше, чем того же соеди-
нения без подготовки. Причиной этого является концентрация
напряжений из-за непровара кромок. При сварке тавровых соеди-
нений на автоматах под флюсом глубина проплавления больше.
139
Это обстоятельство улучшает работу соединений, подвергающихся
переменным нагрузкам (рис. 4.7).
Таблица 4.3
Пределы выносливости сварных стыковых соединений
низколегированных сталей при числе циклов N
Марка стали °В’ МПа а_ъ МПа Марка стали °В’ МПа a~i, МПа
М = 2-108 М = 10’ М = 2-108 М=10’
М16С 448 70 09Г2С 518 77
14Г2 596 97 —— 10Г2С1 615 — 67
15ГС 622 100 —_ 15ХСНД 584 70 —
19Г 500 89 —. юхснд 600 78 —
10Г2СД 518 — 70 15ХГ2СМФР 762 •— 72
Прочность нахлесточных соединений и соединений с наклад-
ками, работающие при переменных нагрузках, низка из-за кон-
центрации напряжений в соединениях этого рода. Она образуется
Рис. 4.6. Влияние глубины непровара
в корне шва на предел выносливости
стыковых соединений при растяжении
(/ = 0,1 -г- 0,3; N = 2- 10е циклов):
1 — АМгб, 2 — ннзкоуглеродистая сталь;
3 — 12Х18Н10Т; 4 — Д16Т, 5 — ЗОХГСА
Рис. 4.7. Пределы выносливости тав-
ровых соединений в зависимости от
разделки кромок:
/ — основной металл, 2 — образец, сварен-
ный на автомате с разделкой кромок, 3 —
то же, при сварке вручную, 4 — образец,
сваренный вручную, без разделки кромок;
5 — то же, при сварке автоматом
в основном металле вблизи угловых швов, между швами, в попереч-
ных сечениях самих швов, а также по длине швов вследствие нерав-
номерного распределения усилий.
140
Для стали СтЗ при растягивающих усилиях и г = 0,15 соеди-
нения с лобовыми швами при отношении катетов 2:1, когда меха-
ническая обработка отсутствует, имеют предел выносливости 81—
109 МПа, а при ее наличии— 113 МПа. У соединений с фланго-
выми швами обычного типа предел выносливости составляет 76 МПа,
а в соединениях с выточками в накладках у начала фланговых
швов — до 90 МПа. Эти
данные указывают на
низкие усталостные свой-
ства соединений с угло-
выми швами и на воз-
можность их повышения
путем применения улуч-
шенных конструктив-
ных форм и технологиче-
ской обработки. Работо-
способность соединений
с фланговыми швами
при переменных нагруз-
ках зависит от длины
фланговых швов, от ши-
рины накладок и рас-
стояния между швами.
На рис. 4.8 приве-
дены кривые пределов
выносливости для раз-
ных типов сварных со-
Рис. 4.8. Пределы выносли-
вости сварных соединений с
концентраторами напряжений
Схемы Видов сварных соединений
Вид В плане Разрезы
Стыковое
соединение
~с обработкой
стыкового шва
Технологическим путем
1,0
1,0
1,33
1,1
Без механической obpa-
1,4
1,8
1,6
2,2
2,0
2,8
1,3
3,2
3,5
2,5
3,4
0,0
о.о
0,9
Обрыв
поясов
Рис. 4.9. Эффективные коэффициенты концент-
рации Кэ сварных соединений сталей СтЗ и
15ХСНД
К3
15ХСНД
СтЗ
осуществленный плавный
переход от шва к основному металлу
Ручная
сварка
обрыв
стенки
единений из низкоуглеродистой стали. Кривая 1 получена для
сварных соединений с наиболее резкими концентраторами напря-
жений, кривая 4 — с наиболее слабыми концентраторами, кри-
вые 2 и 3 — с промежуточными. Для соединений из более проч-
ных сталей а'г/Ов имеют еще меньшие значения.
Ш
На рис. 4.9 приведены значения эффективных коэффициентов
концентрации /Сэ, полученные опытным путем при испытаниях
сварных соединений и элементов конструкций из сталей СтЗ и
15ХСНД. Стыковые соединения имеют наименьшие К3, соединения
с фланговыми швами — наибольшие. В конструкциях из низко-
легированной стали 15ХСНД коэффициенты К3 выше, чем в кон-
струкциях из стали СтЗ.
Влияние концентраторов на прочность при переменных на-
грузках наглядно видно на рис. 4.10, где изображены различные
виды сварных соединений и их пределы выносливости при испыта-
ниях в условиях отнулевых циклов г = 0.
Рис. 4.10. Пределы выносливости сварных соединений из стали 37 при г = 0:
/ — целая полоса: 2 — полоса с отверстием; 3 — модель соединения с лобовыми швами;
4 — шов обработан, подварен: 5 — шов не обработай, подварен; 6 — шов без подвара;
7 — крестовое соединение, швы не обработаны, 8 — то же, швы обработаны, 9 — соеди-
нение с заклепками; 10 — поперечный валик без обработки, 11 — косой стыковой шов
обработан, 12 — то же, не обработан, подварен; 13 — фланговые швы обработанные
Экспериментальным путем установлено, что усталостная проч-
ность сварных соединений элементов больших толщин, сваренных
электрошлаковым способом, из низкоуглеродистых и углеродистых
сталей, например марки 35Л, удовлетворительна. С увеличением
размера сварного элемента предел выносливости несколько сни-
жается. Однако достаточная прочность сварных соединений при
переменных нагрузках позволяет применять электрошлаковую
сварку в самых ответственных машиностроительных конструк-
циях.
Заметное влияние на повышение усталостной прочности оказы-
вает термообработка сварных конструкций. Это видно из данных
табл. 4.4, где приведены результаты испытаний сварных соедине-
ний из низкоуглеродистой стали 22К. При сварке элементов боль-
142
ших толщин термическая обработка, особенно в сочетании со сня-
тием усиления, приводит к заметному повышению усталостной
прочности.
Таблица 44
Предел выносливости элементов 65x75 мм при различной термообработке
Вид соединения Т ермообработка а' , МПа
Основной металл Нет 185
Сварное соединение с V-об- разным швом » 75
То же Отпуск при 620° С 115
То же, усиление шва снято Нет 105
То же Отпуск при 620° С 145
» Нормализация при 930° С и отпуск при 620° С 175—185
§ 3. Сопротивление усталости сварных соединений,
выполненных контактной сваркой
Соединения, выполняемые контактной стыковой сваркой, обла-
дают высокими механическими свойствами не только при статиче-
ских, но и при переменных нагрузках. При сварке низкоуглеро-
дистых и многих низколегированных сталей соединения имеют
предел выносливости, близкий к пределу выносливости основного
металла. Большое влияние на усталостную прочность оказывает
качество провара стыка, а также состояние его поверхности. При
грубой обработке поверхности предел выносливости меньше; при
гладкой, особенно полированной, — больше.
Усталостная прочность точечных соединений значительно усту-
пает прочности стыковых. Точечные соединения условно рассчиты-
вают по напряжениям среза. Однако их разрушения при работе
под переменными нагрузками всегда происходят в результате раз-
рывов металла в надточечной или околоточечной зонах. Эти раз-
рушения вызваны концентраторами напряжений. Усталостная
прочность точечных соединений в очень большой степени зависит
от того, являются ли они связующими или рабочими, от рода мате-
риала и степени его чувствительности к концентраторам напря-
жений.
Данные экспериментов показывают, что пределы выносливости
рабочих точек намного ниже, чем связующих, что наименее чув-
ствительны к концентраторам точечные соединения из низкоугле-
родистых сталей, более чувствительны соединения из аустенитной
стали 12Х18Н10Т и из стали ЗОХГСА после закалки и низкого
отпуска.
Усталостная прочность в сильной степени зависит от конст-
рукции соединения. Чем больше шаг между точками в ряде, направ-
ленном перпендикулярно действующей силе, тем выше концентра-
14?
ция напряжений и ниже усталостная прочность. В соединениях
с двухсрезными точками усталостная прочность повышается почти
Характеристика, цикла
Рис. 4.11. Зависимость предела
выносливости точечных соедине-
ний от характеристики цикла
в три раза по сравнению с одно-
срезными. Качество сварных точек,
особенно рабочих, также влияет на
усталостную прочность. Внутренние
трещины в точке оказывают неболь-
шое влияние на значение разрушаю-
щей нагрузки; наружные же трещи-
ны могут снизить ее в три раза и
более. Очень большое влияние на
усталостную прочность точек оказы-
вает характер цикла испытаний (рис.
4.11). При знакопеременных нагру-
жениях предел выносливости в не-
сколько раз меньше, чем при знако-
постоянных.
Усталостная прочность соедине-
ний, выполненных шовной сваркой,
ниже, чем стыковой, но выше, чем
точечной, так как шовные соедине-
ния обеспечивают более равномер-
ный силовой поток. Примерные зна-
чения эффективных коэффициентов
концентрации напряжений для точечных и шовных соеди-
нений приведены в табл. 4.5.
Таблица 4.5
Коэффициент точечных и шовных соединений
Марка материала
Сталь 10 ....................
Сталь 12Х18Н10Т..............
Титановый сплав .............
Алюминиевый сплав Д16Т.......
Сталь ЗОХГСА.................
Толщины соединяемых частей, мм Связующие Рабочие
точеч- ные шов- ные точеч- ные шов- ные
3—3 1,4 1,25 7,5 5,0
1,5—1,5 2,0 2,0 12,0 7,5
1,5-1,5 2,0 1,3 10,0 5,0
1,5—1,5 2,0 1,3 12,0 2,25
1,5—1,5 2,0 — 12,0 —
§ 4. Методы повышения прочности сварных соединений
при переменных нагрузках. Влияние остаточных напряжений
Формы разрушений сварных конструкций, работающих при
переменных нагрузках, разнообразны. Места разрушения опре-
деляются наличием дефектов в сварных швах, нерациональным
очертанием сварных соединений, а также наличием зон отпуска
в соединениях термообработанных сталей (рис. 4.12). При сварке
144
термически обработанных легированных сталей наименьшую проч-
ность при переменных нагрузках в сварном соединении имеет основ-
ной металл в зоне отпуска. Аналогичное понижение предела вынос-
ливости в зоне отпуска наблюдается в сварных соединениях тер-
мически обработанных цветных сплавов (алюминиевых, магниевых
и др.). Разрушение, как правило, происходит на небольшом рас-
стоянии А от границы шва (рис. 4.12), где предел выносливости
ниже, чем в основном металле, не подвергавшемся отпуску. Повы-
шают прочность сварных соединений легированных сталей при
переменных нагрузках последующей термической обработкой изде-
лия. Чтобы предотвра-
тить снижение прочно-
сти при переменных на-
грузках, необходимо ра-
ционально спроектиро-
вать сварную конструк-
цию, т. е. создать кон-
структивные формы, ко-
торые обеспечивали бы
максимальное устране-
ние концентрации на-
пряжений (рис. 4.13).
Повышению устало-
стной прочности способ-
ствует механическая об-
работка сварных дета-
лей, обеспечивающая
Низкауглеродистые стали
Термообравитинные
Рис. 4.12. Локализации вероятных разрушений
сварных соединений из низколегированных ста-
лей при переменных нагрузках
пииихГииииа
низколегированные стали
жж
плавные сопряжения
наплавленного и основ-
ного металла. Эффектив-
ность такого приема
можно видеть на примере приварки планок к листовым элемен-
там, изображенным на рис. 4.14. Для сравнения указаны пределы
ВЫНОСЛИВОСТИ О’-!.
Плавные переходы от наплавленного металла к основному
получаются и при обработке швов аргонодуговой сваркой вольфра-
мовым электродом. После такой обработки стыковых соединений
из стали СтЗ предел усталости повысился с 80 до 120 МПа.
Эффект повышения сопротивления усталости соединений из низ-
коуглеродистых и низколегированных сталей достигается также
механической зачисткой швов.
Много исследований было проведено для установления влияния
остаточных напряжений на несущую способность сварных соеди-
нений и конструкций. Было показано, что для различных сталей,
видов концентраторов напряжений влияние полей остаточных
напряжений на несущую способность может быть совершенно раз-
личным. Они могут понижать ее, часто не оказывают влияния,
а в некоторых случаях даже повышают. Аналитически предел
выносливости образца с остаточными напряжениями при г = —1
145
приближенно может быть выражен следующей формулой:
a-i0CT = a-i (1 - a0C1/ffB), (4.3)
где а Л—предел выносливости при симметричном цикле; сг0СТ —
остаточные растягивающие напряжения в зоне возможного раз-
рушения; ов — предел прочности материала.
Отпуск при температуре 650 °C, устраняющий остаточные на-
пряжения, вызванные сваркой, как правило, не повышает усталост-
ную прочность низкоуглеродистой стали. Это объясняется тем, что
отпуск не только устраняет остаточные напряжения, но и изменяет
Рис. 4.13. Рекомендуемое оформление соединений со стыковыми и угловыми
швами, работающих под переменными нагрузками
до некоторой степени механические свойства металла — снижает
предел текучести. На рис. 4.15, а, б можно видеть различное влия-
ние отпуска на усталостную прочность образцов из низкоуглеро-
дистой стали. При нагружениях в условиях симметричного цикла
отпуск полезен, при г = 0 польза его исчезает, при г > 0 он может
снизить предел выносливости.
В зависимости от знака остаточных напряжений действие их
также различно. Например, предел выносливости образца из ста-
ли СтЗ с надрезами на кромках при действии отнулевых на-
грузок составлял 74 МПа. При нагреве образца по оси, т. е. при
создании в надрезе остаточных сжимающих напряжений, предел
выносливости повысился до 110 МПа. В то же время при проковке
образца по оси — создании в надрезе растягивающих остаточных
146
напряжений — усталостная прочность понизилась до 56 МПа.
Таким образом, остаточные напряжения могут быть не только вред-
ными, но и полезными. Если в зоне наибольших растягивающих
напряжении от внешних нагру-
зок создать остаточные сжимаю-
щие напряжения, то последние
будут способствовать повыше-
нию усталостной прочности
сварных соединений. Благопри-
ятные остаточные напряжения
сжатия можно создать местной
пластической деформацией. С
этой целью сварные соединения
иногда подвергают поверхност-
ной механической обработке:
прокатке роликами или, что
является более простым и
удобным, обдувке дробью, об-
работке пневматическим молот-
ком или пучком проволок удар-
ными методами. При этом в по-
верхностных слоях металла
происходит пластическая дефор-
мация, которая вызывает на-
а — выкружка в целом элементе полосы;
б — выкружка в приваренном элементе;
в — деконцентратор; г — швы без обра-
ботки
клеп металла, сопровождаю-
щийся повышением ат, и, кроме того, образуются остаточные на-
пряжения сжатия. Чем выше коэффициент концентрации напря-
Рис. 4.15. Результаты испытаний сварных образцов с фланговыми (д) и пересе-
кающимися стыковыми (б) швами при переменных нагрузках:
1 — в исходном состоянии; 2 — после высокого отпуска
жений в сварном соединении, тем более эффективно применение
поверхностной обработки швов.
Эффект повышения предела выносливости сварных точечных сое-
динений достигается их обжатием ковочным давлением при осты-
147
вании. Проковка повышает сопротивляемость усталостным раз-
рушениям в 1,4—2 раза, а при обработке специальными инстру-
ментами и скоростной проковке — в 2,2—3 раза.
Институтом электросварки им Е. О. Патона разработан способ
повышения усталостной прочности сварных соединений обжатием
посредством взрыва. Вдоль швов укладывают трубки со взрывча-
тым веществом. В результате действия взрывной волны усталост-
ная прочность повышается.
Выносливость сварных соединений может быть увеличена пред-
варительным их нагружением при одновременном устранении вред-
ных растягивающих остаточных напряжений в зоне концентрации.
Иногда считают полезным создавать предварительные напряжения
в тонкостенных конструкциях и подвергать их вибрации. При этом
остаточные растягивающие напряжения уменьшаются на несколько
десятков процентов, а сопротивление усталостным нагрузкам повы-
шается.
§ 5. Несущая способность сварных соединений
при переменных нагрузках
Расчет прочности сварных конструкций, работающих под пере-
менными нагрузками, производится по марке металла, характе-
ристике цикла г, эффективным коэффициентам концентрации на-
пряжений Кэ и продолжительности эксплуатации, определяемой
числом нагружений.
Следует подчеркнуть, что сварные соединения при переменных
нагрузках рассчитываются, во-первых, с учетом прочности основ-
ного металла, находящегося в зоне сварных швов, где в результате
концентрации напряжений прочность существенно снижается, а во-
вторых, с учетом прочности самого шва. Единая методика опреде-
ления прочности сварных конструкций при переменных нагрузках
отсутствует.
При проектировании строительных конструкций руководству-
ются нормами СНиПа; разработаны нормативные данные для судо-
строения, конструирования подъемно-транспортных машин, мосто-
строения. Указанные нормы имеют некоторые различия, учитываю-
щие особые условия работы.
При расчете по СНиПу основное внимание при переменных
нагрузках уделяют расчету прочности основного металла в зоне
сварных швов, считая, что прочность швов достаточно обеспечена
расчетом на равнопрочность основному металлу при статическом
нагружении. При этом эффективные коэффициенты концентрации
напряжений учитываются косвенным путем. Каждый тип соедине-
ния причисляется к одной из восьми условных групп. Номера этих
групп для характерных сварных соединений приведены в табл. 4.6.
Целая полоса металла относится к группе 1, при наличии в ней выреза —
к группе 1 или 4 в зависимости от радиуса выреза Металл в стыковых соедине-
ниях в месте перехода к необработанному стыковому шву относят к группе 4
или 5, а то же соединение при обработке стыкового шва — к группе 2 или 3.
148
Таблица 4.6
Группы элементов и соединений при расчете на усталость по СНиПу.
Эффективные коэффициенты концентрации напряжений Кз по нормам
Минтяжмаша для краностроения
Схема соединения и расположение расчетного сечения а — а Характеристика сечения Группа эле- мента или со- единения
тгтт 4^ Ы Й « а ш у Основной металл с необработанной прокатной поверхностью и с прокатны- ми, обрезанными или обработанными ме- ханическим путем кромками в сечениях вне сварных швов, заклепок и болтов То же, но с кромками, обрезанными газовой резкой: машинной ручной 1 2 4 1,0/1,0 1,2/1,2 1,8/1,4
! Т Основной металл с необработанной прокатной поверхностью и обработанны- ми механическим путем кромками при разной ширине в радиусе перехода: г = 200 мм г= 10 мм 1 4 1,0/1,0 2,0/1,6
с) г=г=5 !— <9, g, _ 1 * QI i Основной металл в месте перехода к необработанному стыковому шву с уси- лением, имеющим достаточно плавный переход: а) при стыковании листов одинако- вой толщины и ширины б) при стыковании листов разной ширины или листов разной толщины с плавным переходом 4 5 1,8/1,4 2,5/2,0
4 t f_a f -5. ° Н пгт ’ VaJ* ?-U ~ ‘ » “Tea ' я ““ d 1 м и Основной металл в месте перехода к стыковому шву, обработанному в этом месте абразивным кругом или специаль- ной фрезой: а) при стыковании листов одинако- вой толщины и ширины б) при стыковании листов разной толщины илн ширины 2 3 —
149
Продолжение табл. 4.6
Схема соединения и расголожеиие рас- четного сечения Характеристика сечения Группа эле- мента или соединения
а — а
0) Основной металл в месте перехода к поперечному (лобовому) угловому шву: а) при передаче усилия через швы без механической обработки при отноше-
,g l^1 J j
cl' ' нии катетов 1 : 1,5 (при направлении большего катета вдоль усилия) то же, при механической обработке перехода от шва к основному металлу 7 4 3,2/2,5
ffl б) без механической обработки при передаче усилия через основной металл 6 1,6/1,2
I M 1 то же, при зачистке зоны перехода от
шва к основному металлу 4
а\ .Г .1 П I-J- Основной металл в соединениях с фланцами при плавном переходе шва к основному металлу: с глубоким проваром присоединения то же, с механической обработкой пе- рехода от сварного шва к основному ме- таллу 7
1 аР 1 4 —
Xg->4- Основной металл в соединениях с
- (j -pii фланговыми швами, работающими на срез от осевой силы, в местах перехода от элемента к концам фланговых швов неза- висимо от обработки: а) с двумя фланговыми швами
1 II н-^!д 8 4,0/3,2
й) , ,g |g , tDr№ б) с фланговыми и лобовыми швами в) при передаче усилия через основ- ной металл 8 8 2,0/1,6
г) 1 ig 2 , г) щеки анкеров для крепления сталь- 8
ных канатов
рЕМ Га Основной металл вблизи диафрагм и ребер, приваренных угловыми швами к растянутым поясам балок и элементам ферм: без механической обработки швов, но при наличии плавного перехода от швов к металлу при ручной и полуавтомати- ческой сварке то же, при механической обработке швов 4 2 1,6/1,2
150
Продолжение табл. 4.6
Схема соединения и расположение рас- четного сечения а — а 'Характеристика сечения Группа эле- мента или соединения Кэ
Hzjl la । ic , т 1 la Сварные сечения двутаврового, тавро- вого и других типов, сваренные непре- рывными продольными швами: автоматической сваркой при действии усилия вдоль оси шва по основному ме- таллу 2 —
1-5 i 1 ?- T-5 t=^£uq Обрыв поясного листа сварной балки при уменьшении толщины (ширины) листа к месту обрыва с уклоном 1 : 5, без механической обработки поперечного (лобового) шва с соотношением катетов 1 : 2 7 3,2/2,5
hr-n,
w t a\ Фасонки прямоугольной формы, при- вариваемые встык или втавр к элемен- там конструкций, без механической об- работки перехода от фасонки к элементу 8 2,8/2,0
Фасонки, привариваемые встык или втавр к стенкам и поясам балок, а также к элементам ферм, при плавной криво- линейной форме и механической обра- ботке перехода от фасонки к элементу конструкции, при полном проваре на всю толщину фасонки 4 1,4/1,2
151
Продолжение табл. 4.6
Схема соединения и расположение рас- четного сечення а — а Характеристика сечения Группа эле- мента или соединения *э
Фасонки прямоугольной и трапециевид- ной формы, привариваемые к поясам балок внахлестку с обваркой по контуру нахлестки, без механической обработки зон концентрации напряжений 7 —
Фасонки трапециевидной формы, прива- риваемые двумя фланговыми и двумя ко- сыми швами (с соотношением катетов 1 : 1 для фланговых и 1-1,5 для косых швов), при механической обработке швов на концах фасонок 5
1 Основной металл трубы у сварного шва, выполненного на подкладном кольце 4 —
Основной металл трубы растянутого раскоса при s = 8n/Dn = 1/14, где би и Du— толщина и наружный диаметр трубы пояса 8 —
Основной металл трубы растянутого раскоса, когда ут = dp/Dn = 0,4 4-0,7, а = 45 4- 60°, то при: S5s 1/14 1/14 > s === 1/20 1/20 > s === 1/35 где s = бп/Оп = 1/14, dp и Dn — на- ружные диаметры труб раскосов и пояса. 6 7 8 —
Примечание. В числителе даны значения Кэ для сталей С 44/29,
С 46/33, С 52/40, в знаменателе — для стали С 38/23.
152
Основной металл в месте соединения с лобовым швом относят к группе 4 или 7
в зависимости от наличия или отсутствия обработки.
В строительных конструкциях расчет прочности производят
с учетом расчетных сопротивлений (см. гл. 2). Значения расчетных
сопротивлений при переменных нагрузках умножают на коэффи-
циент
у = с/(а — bf) (4.4)
в случае, если наибольшее напряжение растягивающее, и
у = с/(Ь —аг), (4.5)
если наибольшее напряжение сжимающее, где г — характеристика
цикла; коэффициенты а, b и с находят из табл. 4.7.
Таблица 4.7
Коэффициенты а, b и с
Класс стали Группа соедине- ния а ь с при числе циклов N
5-10s 1G6 2- 10в 3-IC6 5-10*
1 2 1,20 1,30 0,60 0,70 1,2
С 38/23 3 4 5 1,55 1,85 2,10 0,95 1,25 1,50 1,3 1,1 1,о 0,95 0,9
6 7 8 2,75 3,50 4,80 2,15 2,90 4,20 1,4 1,2 0,85
1 2 1,25 1,45 0,65 0,85 1,2 1,1
С 44/29 С 46/33 3 4 5 1,80 2,40 2,75 1,20 1,80 2,15 1,4 1,2 1,0 0,95 0,9
6 7 8 3,80 4,80 6,00 3,20 4,20 5,40 1,6 1,3 0,85
Пример 1. Определить несущую способность прикрепления полосы шири-
ной 200 мм и толщиной s= 10 мм к косынке лобовым'швом длиной 1Г = 20 см
и двумя фланговыми /2 — 15 см; г = 0,2; сталь С 38/23; расчетное сопротивление
R = 210 МПа для основного металла при растяжении и Яу = 150 МПа при срезе
для угловых швов. Допускаемое напряжение находим при условии, что коэф-
фициент условия работы т = 0,9; коэффициент безопасности k= 1,1; число
нагружений М>5-106.
Допускаемые напряжения при статическом нагружении
[о]р = Rm/k=210 • 0,9/1,1 = 172 МПа;
в угловых сварных швах
[т'] = /?ут/£= 150-0,9/1,1 = 122 МПа.
153
Согласно табл. 4.6, соединение относится к группе 8. По табл. 4.7 находим
коэффициенты с = 0,85; а = 4,8; Ь = 4,2;
у = 0,85/(4,8-0,2-4,2) = 0,215,
[<у]рУ = 36,9 МПа.
Несущая способность сварного соединения по основному металлу в зоне
сварных швов
p = te[<j]pV = 0,2 - 0,01 -36,9 = 0,0738 МН.
Проверяем равнопрочиость сварных швов основному металлу при статиче-
ском нагружении.
Для основного металла
Pi = te[a]p =0,2-0,01 172 = 0,344 МН.
Для угловых швов при Р — 0,7 и катете Д’ = 1 см
Р2 = РД (/i + 2Z2) [т'] = 0,7 0,01 (0,24-2 • 0,15) 122 = 0,426 МН.
Так как Р2 > Pi, то равнопрочиость обеспечена и несущая способность свар-
ного соединения при переменных нагрузках определяется найденным значением
Р = 0,0738 МН.
Пример 2. Определить напряжения в швах, прикрепляющих уголок 100 X
X 100 X 10 мм из стали С 46/33 одним лобовым /л = 10 см (размер уголка) и
двумя фланговыми швами /фЛ( = 20 см и 1^ = 8 см; Р = 250 кН; расчетное
сопротивление иа растяжение в металле R — 290 МПа; иа срез в угловых швах
Ry = 200 МПа; число нагружений /V = 106. Характеристика цикла г = 0,6.
Преобладающее напряжение сжимающее. Коэффициент условия работы т — 0,8,
коэффициент безопасности k = 1, 2.
Допускаемое напряжение в основном металле при статических нагружениях
[а]р = Дт/£ = 290 • 0,8/1,2 = 193 МПа.
В угловом шве
[т'] = Яут/6 = 200-0,8/1,2= 133 МПа.
Соединение относится к группе 8. Согласно табл. 4.6,
у = с/(Ь — аг) = 0,722.
Допускаемое напряжение в основном металле
[а]р7= 193 0,722= 139,5 МПа.
Напряжение от силы Р в уголке (площадь сечения F = 19,6 см2)
о=Д/Д = 0,25/0,00196= 127,5 МПа < 139,5 МПа.
Таким образом, прочность соединения по основному металлу обеспечена.
При статическом нагружении несущая способность уголка
Р1 = F [а]р = 0,00196- 193 = 0,378 МН.
Соответственно несущая способность угловых швов
^2 = ₽7<(/л + /фл1 + /фл2) [тЧ =0,7-0,01 (0,14-0,24-0,08) 133 = 0,354 МН.
Так как Pi « Р2, то при переменных нагрузках проверка прочности сварных
швов не требуется.
Расчет сварных соединений при проектировании кранов конст-
рукции Минтяжмаша имеет ряд особенностей по сравнению с рас-
четом по СНиПу.
При определении предела выносливости значения эффективных
коэффициентов концентрации напряжений /С, используют непо-
средственно, причем не только применительно к основному металлу
вблизи шва, но и при расчете самих сварных швов. Изменяется
и оценка долговечности. Если по СНиПу долговечность рассчитывают
154
изменением коэффициентов а, Ь, с (см. табл. 4.7) через значитель-
ные интервалы чисел нагружений: 0,5-10®; 10е и т.д., то по нор-
мативам Минтяжмаша долговечность оценивают по отношению
числа ожидаемых крановых нагружений к числу нагружений,
определяющих предел выносливости. Иначе оценивают и значение
полезной нагрузки в зависимости от режима работы крана (тяже-
лый, средний). Не анализируя глубоко особенности расчета проч-
ности крана как целого сооружения, рассмотрим методы расчета
сварных соединений в крановых конструкциях.
Допускаемое напряжение в основном металле, околошовной
зоне и в сварном шве определяется соотношением [ст]р = <зг/п,
где ог — предел выносливости для элементов конструкций в за-
висимости от эффективного коэффициента концентрации и ха-
рактеристики цикла г; п — коэффициент запаса, который может
быть в первом приближении принят 1,6.
Значения эффективных коэффициентов концентрации напряже-
ний /Сэ характерных типов сварных соединений для основного
металла приведены в табл. 4.6, а для сварных швов— в табл. 4.8.
Значения ог даны в табл. 4.9.
При ограниченной выносливости, т. е. при числе нагружений
jV 2-Ю6, данные табл. 4.9 умножают на коэффициент £, значе-
ния которого для 5= 2 даны в табл. 4.10.
Таблица 4.8
Коэффициенты для сварных швов
Характеристика расчетного сечения Коэффициенты для стали Схемы соединения и расположения расчетного сечения а — а
углеродистой низколеги- рованной
Стыковые швы (по оси шва) с полным проваром корня шва: а) при автоматической сварке б) при ручной сварке 1,2 1,4 1,4 1,6 а а i_ 1 1 а а
Стыковые швы (по оси -шва) с неполным проваром корня шва или при отсутствии обрат- ной подварки 2,5—3,2 3,2—4,0 а а 1 1 1 а а
Угловые швы: а) поперечные (лобовые) швы по расчетному сечению шва: при автоматической сварке при ручной сварке б) продольные (фланговые) швы по расчетному сечению, проходящему по длине шва при ручной сварке 1,6 2,5 3,0 2,5 3,2 4,0 а) а gv а а
155
Таблица 4,9
Пределы выносливости |о]г, МПа, для элементов конструкций из стали класса С 38/23 (оп = 380 МПа, от = 230 МПа)
в зависимости от эффективного коэффициента концентрации напряжений К3 и характеристики цикла г
'<э Сжатие Растяжение
°0,в %,4 °0,2 % °-0,2 *-0,4 °-0,6 *-0,8 °-i *-0,8 *-0,6 *-0,4 *-0,2 % %,2 *0,4 %,в *0,8
1 — —230 —230 —230 —230 —208 —175 -151 134 145 159 175 196 222 230 230 230 230
1,2 — —230 —230 —230 —208 —171 —145 —125 111 121 133 148 166 190 212 229 230 230
1,4 — —230 —230 —222 — 175 —145 — 123 —107 95 104 115 128 145 166 186 212 230 230
1,6 — —230 —230 —190 -151 —126 — 107 —94 83 91 101 113 128 148 166 190 222 230
1,8 — —230 —222 —166 —133 -111 -95 —83 74 81 90 101 115 133 150 173 203 230
2,0 — —230 — 183 —132 —103 —85 —71 —62 55 61 68 78 90 107 123 144 173 216
2,2 — —230 —162 —117 —92 —76 —64 —55 49 55 62 70 82 97 112 131 159 200
2,5 — —207 —137 —100 —79 —65 —55 —48 43 48 54 61 71 85 98 116 141 178
2,8 — —177 -119 —88 —69 —57 —49 —42 38 42 47 54 63 76 88 104 127 162
3,2 — — 148 -101 —75 —59 —49 —42 —36 32 36 41 47 55 66 76 91 112 144
3,6 —228 — 127 —87 —65 —52 —43 —37 —32 29 32 36 41 48 58 68 81 100 129
4,0 —196 -111 —77 —57 —46 —38 —33 —28 25 28 32 37 43 52 61 73 90 117
Примечание. За предел выносливости условно принято предельное напряжение при М = 2-106 циклов нагруже-
ний, если Кэ<2, и при N = 5 • 106, если
Т а б л и ца 4.10
Значение коэффициента £ при числе циклов нагружения N
IV = 5-10*
JV = 2-IO5
N = 8 10=
N = 2-10®
Характеристика цикла
—1 -0,6 0 0,4 0,8 —1 -0,6 0 0,4 0,8 —1 —0,6 0 0,4 0,8 —1 —0,6 0 0,4 0,8
2,0 2,7 2,4 1,9 1,6 1,3 2,0 1,8 1,6 1,4 1,2 1,5 1,4 1,3 1,2 1,1 1,2 1,2 1,1 1,1 1,1
2,2 2,9 2,5 2,0 1,7 1,3 2,1 1,9 1,6 1,4 1,2 1,5 1,5 1,3 1,2 1,1 1,2 1,2 1,2 1,1 1,1
2,5 3,1 2,7 2,1 1,8 1,4 2,2 2,0 1,7 1,5 1,3 1,6 1,5 1,4 1,3 1,2 1,3 1,2 1,2 1,1 1,1
2,8 3,3 2,9 2,3 1,9 1,5 2,3 2,1 1,8 1,6 1,3 1,6 1,5 1,4 1,3 1,2 1,3 1,2 1,2 1,1 1,1
3,2 3,6 3,2 2,4 2,0 1,6 2,4 2,2 1,9 1,7 1,4 1,7 1,6 1,4 1,3 1,2 1,3 1,3 1,2 1,2 1,1
3,6 3,8 3,4 2,6 2,2 1,7 2,6 2,3 2,0 1,7 1,4 1,7 1,6 1,5 1,4 1,2 1,3 1,3 1,2 1,2 1,1
4,0 4,1 3,6 2,8 2,3 1,8 2,7 2,5 2,0 1,8 1,5 1,8 1,7 1,5 1,4 1,3 1,3 1,3 1,2 1,2 1,1
Следует отметить некоторые особенности расчета сварных сое-
динений, имеющих и фланговые и лобовые швы, эффективные коэф-
фициенты концентрации напряжений которых существенно отли-
чаются по значению. Так, в случае прикрепления полосы только
фланговыми швами (рис. 4.16, а) и фланговыми и лобовым
(рис. 4.16, б) при расчете соединения по швам используют коэффи-
циент /<э для флангового шва, а при расчете соединений только
с лобовыми швами (рис. 4.16, в) или с обваркой по контуру
(рис. 4.16, г) принимают коэффициент для лобового шва.
Рис. 4.16. Варианты прикреплений элемента угловыми швами:
а — фланговыми; б — фланговыми и лобовым; в — лобовыми; г — обваркой по
контуру
Произведем расчет сварных соединений согласно нормам подъемно-тран-
спортных машин Мицтяжмаша.
Пример 1. Определить несущую способность сварного соединения полосы
из углеродистой стали 200 X 10 мм, приваренной вручную (0 = 0,7) к косынке
лобовым швом Zt = 20 см и двумя фланговыми Z2 = 15 см при катете швов К —
= 1 см. Характеристика цикла г = 0,2.
Коэффициент концентрации напряжений для сталей С 38/23 согласно табл. 4.6
в зоне фланговых швов принимается равным = 3,2. Предел выносливости аг
при Л/= 5-Ю6 нагружений согласно табл. 4.9 при = 3,2 и г — 0,2 прини-
мается равным 76 МПа. Допускаемое напряжение при коэффициенте запаса п. =
= 1,6 равно [а]р = аг/я = 47,5 МПа.
Несущая способность полосы Р{ = [olpf = 47,5-0,002 = 0,095 МН.
Для сварных швов согласно табл. 4.8 и 4.9 = 3,0 и ог 82 МПа. Поэтому
допускаемое напряжение в шве при срезе [т'] = 0,65 аг/п = 33,4 МПа.
Несущая способность швов при 0 = 0,7
P2 = 0K(Zf+2Z2) [т'] = 0,7 0,01 (0,2+2-0,15)-33,4 = 0,117 МН.
Несущая способность соединения по наименьшему значению составляет 0,095 МН.
При расчете по СНиПу несущая способность такого соединения составляет
0,0738 МН.
Пример 2. Проверить прочность уголка 100 X 100 X 10 мм из стали С 38/23,
прикрепленного фланговыми швами. Усилие Р = 250 кН, число нагружений
N = 200 000, г — 0,4 при преобладающем сжатии. Значение К3 в основном ме-
талле у фланговых швов для стали С 38/23 равно 3,2 (см. табл. 4.6). При N =
= 5-10е и г= 0,4 при преобладающем сжатии аг = 148 МПа (табл. 4.9). При
М=0,2-106 (табл. 4.10) коэффициент £ = 1,7, поэтому предел ограниченной
выносливости аг = 148-1,7= 252 МПа.
-огр
Допускаемое напряжение в основном металле при п— 1,6
[а]сж = 252/1,6= 158 МПа.
Напряжения в уголке (площадь сечения F = 19,6 см2) от усилия Р
о=Р/Р = 0,25/0,00196= 127,5 МПа.
Так как а < [ст}, то прочность уголка обеспечена.
158
ГЛАВА 5
ис. 5 1. Зависимость модуля упругости
Е различных металлов от температуры
ВЛИЯНИЕ НИЗКИХ ТЕМПЕРАТУР НА СВОЙСТВА
СВАРНЫХ СОЕДИНЕНИЙ
§ 1. Изменение свойств металлов при понижении температуры
Об изменении свойств металлов при понижении температуры
обычно судят, ориентируясь на их свойства при комнатных темпе-
ратурах (18—20 °C). Следует различать поведение металлов, уста-
новленное на гладких образцах и при статическом нагружении
(предел текучести <т0.2, предел прочности св, истинное разрушаю-
щее напряжение ср, относи-
тельное удлинение 6, попе- Е
речное сужение ф), и поведе- 55
ние металлов при испытании
образцов с надрезами при
статическом или ударном на-
гружении. У подавляющего
большинства металлов при
понижении температуры пре-
дел прочности, предел теку-
чести, твердость увеличива-
ются, и, казалось бы, эти из-
менения свойств могут быть
использованы для назначения
более высоких допускаемых
напряжений и облегчения
конструкций. Однако это /4
удается сделать редко. Во-
первых, многие конструкции
эксплуатируются как при
низких, так и при повышен-
ных температурах, что застав- 7
ляет ориентироваться на бо-
лее низкие значения с0 2 и ст,..
Во-вторых, почти во всех де-
талях и конструкциях имеет-
ся концентрация напряже- 0
ний,а при понижении темпе-
ратуры чувствительность мно- р
гих металлов к надрезам рез-
ко возрастает. На первый
план выступает сопротивляемость хрупким разрушениям. Лишь в
отдельных случаях, когда максимальные рабочие нагрузки дейст-
вуют только при низких температурах, а металл при этом нечувст-
вителен к концентрации напряжений, удается повышать допускае-
мые напряжения. Такие примеры известны в криогенной технике.
Характер изменения свойств металлов при понижении темпера-
туры зависит от многих факторов — вида кристаллической решетки,
159
Рис. 5.2. Прочность и пластичность при низких температурах коррозионно-
стойких сталей (а), титановых (б), алюминиевых (в) и магниевых (г) сплавов
химического состава, величины зерна, термической обработки —•
и проявляется по-разному в зависимости от условий нагружения
и напряженного состояния. Модуль упругости слабо повышается
(рис. 5.1). Изменение ов, а0,г и различных металлов показано
на рис. 5.2. Наиболее сильные изменения <тв и а0,2 характерны для
коррозионностойких сталей и титановых сплавов (рис. 5.2, а, б).
160
Рис. 5.3. Зависимость от /а2° от темпе-
0.2 0-2
ратуры:
1 — о°о < 200 МПа; 2 — о2^ = 250 4-
-у 40о'мПа: 3 — a2«a = 600 -у 75о“МПа; 4 —
— азо = 1000— 1200 МПа; 5 — <у20- = 1400 -2-
0.2 ‘ 0.2
4- 1800 МПа
У металлов и сплавов с гранецентрированной кубической решет-
кой (y-Fe, Al, Си) с понижением температуры предел текучести
по сравнению с пределом прочности повышается незначительно_
они относятся к хладостойким. Пластичность и ударная вязкость
у них почти не меняются. У металлов и сплавов с объемноцентри-
рованной кубической решеткой (a-Fe, Сг) предел текучести повы-
шается значительно сильнее,
чем предел прочности, пла-
стичность заметно понижает-
ся — они относятся к хлад-
ноломким . Изменение преде-
ла текучести у сталей зави-
сит от его уровня при ком-
натных температурах. Чем
ниже предел текучести при
20 °C, тем сильнее он изменя-
ется при понижении темпе-
ратуры (рис. 5.3).
Отметим еще ряд особен-
ностей в изменении свойств
металлов при понижении тем-
пературы.
1. Пластичность обычно
уменьшается. Более резко —
у конструкционных углеро-
дистых и низколегированных
сталей. Слабее—у других
металлов. В некоторых слу-
чаях происходит увеличение
пластичности (у ряда алюми-
ниевых и медных сплавов).
2. Сопротивление устало-
сти при переменных нагруз-
ках в большинстве случаев
возрастает.
3. Чувствительность к
концентрации напряжений
при острых надрезах возра-
стает, а ударная вязкость
(работа разрушения) умень-
шается наиболее заметно у железа, углеродистых и низколеги-
рованных сталей невысокой прочности, которые имеют резко
выраженную область температур перехода от вязкого к хрупкому
разрушению.
Понятие хрупкого разрушения в первую очередь
следует связывать с энергоемкостью распростра-
нения разрушения, т.е. с глубиной зоны пластических
деформаций, возникающей при прохождении трещины, и значе-
нием пластической деформации у поверхности разрушения. При
161
значительной пластической деформации, возникающей- как на по-
верхности, так и в глубине, поверхность разрушения волокнис-
тая. При отсутствии пластической деформации или крайне малом
ее значении поверхность излома кристаллическая.
К вязким разрушениям относят такие, поверхность которых
имеет полностью волокнистый излом. К хрупким разрушениям
относят разрушения с кристаллической поверхностью- излома.
Промежуточное положение занимают полухрупкие разрушения,
Рис. 5 4 Характер изменения доли
площади с волокнистым изломом В
(%), работы разрушения «н, предела
текучести ат и среднего разрушающего
напряжения ojp р в зависимости от
температуры испытания для низко-
прочных сталей
у которых часть поверхности
имеет кристаллический, а часть
поверхности — волокнистый из-
лом. Понижение температуры,
увеличение скорости нагруже-
ния, увеличение концентрации
напряжений способствуют пе-
реходу от вязких форм разру-
шения к хрупким.
Высокая работоспособность
многих деталей машин, свар-
ных соединений и элементов
сварных конструкций при по-
ниженных температурах решаю-
щим образом зависит от их спо-
собности сопротивляться хруп-
ким разрушениям. Следует, од-
нако, отметить, что для многих
материалов даже комнатные температуры могут быть областью
их хрупкого поведения и лишь при повышенных температурах
разрушения становятся вязкими.
Рассмотрим основные методы оценки свойств металлов при изме-
нении температуры в связи с возможным их охрупчиванием. Наи-
более распространенным и простым методом оценки изменения
свойств является испытание на ударную вязкость. При этом испы-
тании выявляется как абсолютный уровень ударной работы раз-
рушения ан, который довольно сильно зависит от типа и остроты
надреза, так и характер разрушения — вязкий или хрупкий
(рис. 5.4). Чем острее надрез, крупнее зерно, больше размеры образ-
ца и выше скорость нагружения, тем правее и ниже располагается
кривая ан. Так же смещается и кривая В. Принято определять так
называемую первую критическую температуру ГКР1, при которой
площадь волокнистого излома составляет 50 %.
Для деталей, в которых возможно присутствие трещин или дру-
гих трещиноподобных дефектов, проводят сериальные испытания *
* Сериальные испытания предусматривают определение свойств металла
или сварных соединений в некотором интервале изменения какого-либо пара-
метра с достаточно мелким шагом его изменения, сериальные температурные испы-
тания проводят обычно с шагом АТ =5—15 °C, чтобы получить плавную кри-
вую изменения исследуемой характеристики.
162
образцов металла для определения К\с (/Сс)> Gjc (Gc) или ёс. Ха-
рактер изменения кривых /Gc, Gic, ёс сходен с кривой ан на рис. 5.4.
По расположению экспериментальных точек судят о безопасных
уровнях напряжений и области температур эксплуатации.
Для конкретных деталей или узлов может быть путем испыта-
ний определена так называемая вторая критическая темпера-
тура Ткр2 (рис. 5.4), при которой среднее разрушающее напряже-
ние образца или конкретной детали оср.р становится равным пре-
делу текучести металла при этой температуре. Величина Ткр2 мо-
жет быть различной в зависимости от коэффициента концентрации
напряжений в детали, характера приложения нагрузок, среды,
наличия собственных напряжений. В некоторых случаях Ткр2 >
> Т'кр,, например, при расположении концентраторов напряжений
в зонах пониженной вязкости металла (в местах закалки при сварке,
деформационного старения металла, плохой защиты). Разрушение
при сгср.р - ат может произойти в пределах хрупкой зоны при тем-
пературе, при которой трещина в основном металле может рас-
пространяться дальше, только как вязкая.
В связи с возможностью распространения трещин в металле
на значительные расстояния, что важно для таких конструкций,
как трубопроводы, корпуса кораблей, определяют также удельную
работу динамического (быстрого) распространения трещины Осд
в листовом металле. Обычно для этих целей используют крупные
образцы, позволяющие, во-первых, образоваться у острия тре-
щины такому размеру зоны пластических деформаций, который
характерен для реальной конструкции, и, во-вторых, подвести
значительную энергию к концу трещины, чтобы имитировать усло-
вия разрушения конструкции с большой накопленной потенциаль-
ной энергией. Характер кривой Gc д при этом сходен с ан на рис. 5.4,
но кривая GC Jt располагается заметно правее. При этих испыта-
ниях одновременно можно получить результаты для построения
кривой В.
Существуют специальные методы для определения температур
торможения движущихся трещин (при более низких температурах
в ответственных конструкциях металл применять нельзя). В част-
ности, метод Робертсона предусматривает испытание листовых
образцов (рис. 5.5, а) относительно большой ширины (несколько
сотен миллиметров) с натуральной толщиной металла s. Перед
разрушением образец с одной стороны подогревается, а с другой —
охлаждается. Различные образцы испытывают при различных
напряжениях. К образцу вначале прикладывают растягивающее
напряжение а, а затем наносят удар для создания движущейся
трещины. В некоторой зоне с известной температурой трещина
останавливается. Простейшая обработка результатов испытания
состоит в построении диаграмм, показанных на рис. 5.5, б. Точки
соответствуют температуре остановки трещины. Ломаные линии
делят область графика на две зоны. В левой верхней части рисунка
находится область температур и уровней напряжений, где трещина
распространяется. При более низких напряжениях или более
163
высоких температурах трещина останавливается. Естественно, что
эти результаты справедливы лишь для элементов конструкций,
близких по размерам и энергоемкости к испытываемым образцам.
При значительной накопленной энергии трещины могут распростра-
няться и в области более высоких температур. Так как фронт тре-
щины не является прямолинейным (рис. 5.5, в), то имеется неко-
торая неопределенность в определении температуры остановки
Рис. 5.5. Испытания по Т. Робертсону:
а — образец (/ — место нагрева, 2 — м^стц
охлаждения, 3 — место нанесения удара)*,
б — результаты испытаний для трех различ-
ных сталей, в — характер излома
трещины. Поэтому применяют другую обработку результатов.
Имеется участок совершенно хрупкого излома (косая штриховка),
затем появляются зоны сдвига (прямая штриховка), которые уве-
личивают свою ширину по мере перехода в область более высоких
температур. При температуре выше Ts хрупкие участки исчезают
полностью. В средней по толщине части листа трещина проходит
до точки Ттр. Оценку можно производить по температуре Т05 (при
ширине зоны сдвига 0,5 мм) и по температуре Ts (точки оконча-
ния зоны хрупкого излома).
164
§ 2. Основные факторы, снижающие хладостойкость
сварных соединений
Хладостойкость сварных соединений в основном определяется
маркой основного металла. Однако присадочные материалы, тех-
нология выполнения сварных соединений, их конструктивное
исполнение также в значительной мере определяют поведение свар-
ных конструкций при низких температурах. Рассмотрим кратко
факторы, вносимые сваркой и влияющие на хладостойкость. Сле-
дует отметить, что указанные ниже факторы, как правило, дей-
ствуют в совокупности, и выделить влияние каждого из них в от-
дельности бывает трудно. Можно приближенно проводить такую
оценку, оставляя постоянными остальные факторы. Последующей
оптимизацией можно получить высокие показатели хладостойкости.
Рис. 5.6. Верхние пороги хладноломкости металла шва при сварке элек-
тродами УОНИ 13/45'
1 — сварка прн Т = 20 °C, 2 — сварка прн 7’ — —45 °C
Химический состав металла шва зависит от состава присадоч-
ного металла, степени смешивания с основным металлом, легиро-
вания элементами и выгорания их при сварке, защиты зоны рас-
плавленного металла. Свойства металла шва также зависят от спо-
соба сварки, погонной энергии сварки, характера кристаллизации,
температуры изделия и окружающей среды при сварке и многих
других факторов. При определении приемлемого варианта получе-
ния шва обычно проводят совокупную оценку влияния всех факто-
ров, оптимизируя отдельные из них.
Наиболее простой способ сравнительной оценки свойств—
испытание на ударную вязкость с определением как абсолютного
уровня вязкости металла при температуре выше порога хладнолом-
кости, так и самого температурного порога хладноломкости Т^р,.
Верхним порогом хладноломкости принято счи-
тать температуру, при которой полностью исчезают в изломе образ-
165
цов хрупкие участки. Свойства металла шва нередко различаются
в зависимости от направления разрушения надрезанного образца —
вдоль направления сварки или против. На рис. 5.6 приведен при-
мер, когда оптимизация условий сварки шва (погонной энергии)
проводилась по порогу хладноломкости. Естественно, что при
изменении условий сварки одновременно изменялись химический
состав шва и его кристаллизация. Лучшие результаты получились
при погонной энергии сварки от 1800 до 2400 кДж/м.
Термический цикл сварки весьма существен для зон термического
влияния, удовлетворительные свойства которых при неизменном
составе основного металла могут быть получены только за счет
рационального термического цикла. Термический цикл, который
зависит от погонной энергии и скорости сварки, определяет ско-
рость охлаждения. Он способен вызывать рост зерна, закалку
Т,°с
-20
Погонная энергия сварки
Рис. 5 7. Влияние погонной энергии сварки на положение верхних поро-
гов хладноломкости металла шва при сварке электродами УОНИ 13/45
(/), зоны рекристаллизации стали СтЗсп (2), зоны рекристаллизации
стали 20 (3)
металла, его старение, отпуск и т. д. Одни и те же условия сварки
неоднозначно влияют на порог хладноломкости шва и околошов-
ных зон двух близких по составу сгалей СтЗсп и 20 (рис. 5.7).
(Штриховкой показан диапазон погонных энергий, благоприятный
для металла шва.)
Вредное влияние термического цикла сварки на свойства ме-
талла околошовных зон и шва можно уменьшить, применяя подо-
грев или последующую термическую обработку сварного изделия.
В табл. 5.1 приведены данные по испытанию образцов на ударный
изгиб. На брусья размером 60 X 60 X 650 мм из стали 35ГЛ
электродами МЭЗ-04 наплавлялись поперечные валики, которые
создавали на границе наплавки в районе концентратора хрупкие
зоны закалки.
Образцы, прошедшие отжиг, не разрушались, так как была
устранена неоднородность, вызванная локальной закалкой. Об-
166
разцы с зоной закалки разрушались хрупко. Как будет показано
ниже, для улучшения свойств зоны, претерпевшей закалку, во мно-
гих случаях достаточно проводить лишь высокий отпуск.
Таблица 5.1
Влияние подогрева и термической обработки
иа вязкость и пластичность образцов с наплавкой
Состояние Работа ударного изгиба %’ МДж/м2 Угол загиба а, град Примечания
Без наплавки >3,0 30 Образцы не разруша-
Наплавка с подогревом и мест- ным отжигом >2,97 26 лись То же
Наплавка без подогрева с общим отжигом >2,85 22
Наплавка с подогревом без от- жига 1,1 13 Обр азцы р а з р уш а лись хрупко
Наплавка без подогрева и без отжига 0,39 0 То же
Для сталей, чувствительных к термическому циклу сварки,
особенно если металл сваривается в термически обработанном со-
стоянии, в первую очередь необходимо оптимизировать условия
сварки по термическому воздействию на околошовную зону, затем
в случае недостаточно высоких свойств металла шва улучшать их
соответствующим выбором присадочных материалов.
Пластические деформации металла и деформационное старение
относятся к наиболее сильным отрицательным факторам, вызываю-
щим хрупкость при понижении температуры в случае, если они про-
исходят в неблагоприятно ориентированных концентраторах напря-
жений, расположенных в зоне нагрева от сварки. К неблагоприятно
ориентированным относятся концентраторы, плоскость которых рас-
положена перпендикулярно направлению главной деформации
удлинения. Это, например, непровары в перпендикулярно пересе-
кающихся стыковых швах, непровары в корне многослойных швов,
где концентрируются пластические деформации по мере укладки
слоев, это стыки двух не сваренных между собой элементов, пересе-
каемые перпендикулярными швами, концы фланговых швов в зоне
перехода стержневого элемента к косынке, места остановки про-
цесса сварки, в которых возник непровар, плоскость которого пер-
пендикулярна оси шва, места пересечения соединений с непол-
ностью проваренными швами. К неблагоприятно ориентированным
концентраторам относятся также линии перехода от шва к основному
металлу и непровары в тех случаях, когда на некотором неболь-
шом расстоянии от них параллельно укладываются короткие швы,
поперечная местная усадка которых вызывает концентрацию пла-
стических деформаций.
167
Пластические деформации создаются, как правило, вследствие
усадки металла или при его гибке. Пластическая деформация
в концентраторе, накопленная при температуре, когда металл нахо-
дится в вязком состоянии, отрицательно сказывается затем в случае
работы металла при низкой температуре. Если низкоуглеродистую
Рис. 5.8. Влияние деформационного старения и последую-
щего отпуска на прочность и пластичность образцов из ста-
ли 15ХСНД с надрезами:
1 — исходное состояние: 2 — после старения; 3 — после старения
и отпуска
или низколегированную сталь, склонную к деформационному старе-
нию, после пластической деформации нагревают до 200—300 °C,
то происходит заметное ее охрупчивание. Такой же эффект возни-
кает, когда пластические деформации происходят непосредственно
при температуре 200—300 °C; это называют условно динамическим
старением- Перечисленными примерами не ограничиваются случаи
концентрации пластических деформаций и старения металла. Од-
168
нако на указанные выше случаи падает большинство зарегистриро-
ванных примеров хрупких разрушений при пониженных темпера-
турах. На рис. 5.8 показаны результаты испытаний на растяжение
образцов. Регистрировались среднее разрушающее напряжение
Оср.р 11 средняя разрушающая деформация еср р в ослабленном сече-
нии. В первом случае на образцах из стали 15ХСНД при комнатной
температуре производилась
прокатка средней части
вдоль образца для созда-
ния деформации около 1 %
(у дна надреза возникала,
естественно, существенно
большая пластическая де-
формация). Затем образцы
проходили старение при
Т = 250° С в течение 3 ч.
Старение вызывало допол-
нительное снижение сред-
ней пластической деформа-
ции примерно на 2 %, и
оср.р при Т < —40 °C ста-
новилось ниже о02. После-
дующий отпуск образцов
при Т — 650 °C в течение
3 ч устранил вредное
влияние старения. Во вто-
ром случае (рис. 5.9, а, б)
по кромке образца из ста-
ли 22К с размерами, как
на рис. 5.8, производи-
лась наплавка валика.
Сварочная пластическая
деформация вызывала в
корне надреза динамиче-
ское деформационное ста-
рение непосредственно в
процессе сварки. Это при-
вело к снижению еср р во
Рис. 5.9. Пластичность (а) и прочность (б)
надрезанных образцов из стали 22К:
1 — исходное состояние; 2 — после наплавки по
кромке; 3 — после наплавки и высокого отпуска
при Т == 650 °C
всем диапазоне температур
и смещению 7’кр., примерно в область от —30 до —40 °C. После-
дующий отпуск восстановил прочность и пластичность.
Форма сварных соединений в случае вязкого состояния ме-
талла и отсутствия дефектов, как правило, при однократном нагру-
жении не является причиной разрушения сварных конструкций
при средних напряжениях, меньше расчетных или близких к ним.
При хрупком или полухрупком состоянии металла неудачная форма
сварных соединений может оказаться достаточной причиной, чтобы
произошло разрушение из-за концентрации напряжений. Опасность
тех или иных конструктивных форм зависит от степени охрупчива-
169
ким вязким свойствам металла
Рис. 5.10. Ударная вязкость стали
ВСтЗсп в околошовной зоне:
а — исходное состояние; б — после цикли-
ческого нагружения при —40 °C до линнн
повреждаемости; в — в зоне повреждае-
мости; г — вблизи усталостного разруше-
ния
ния металла. Количественные соотношения пока не установлены
и-можно лишь указать порядок возрастания опасности разрушения.
Наименьшей концентрацией обладает стыковое соединение с плав-
ными переходами от шва к основному металлу. Затем следуют соеди-
нения с угловыми швами с полным проваром. Нахлесточные соеди-
нения, когда швы работают как лобовые или фланговые, уже обла-
дают значительной концентрацией напряжений, но благодаря высо-
шва и относительно небольшим
размерам катетов обычно не яв-
ляются причиной хрупких раз-
рушений. Наибольшую опас-
ность представляют стыковые и
тавровые соединения с непол-
ным проваром. Следует иметь в
виду, что опасность разрушения
при тех или иных формах со-
единений зависит от радиусов
закругления и абсолютных раз-
меров участвующих в сварном
соединении элементов. Чем
меньше радиусы и больше раз-
меры свариваемых деталей, тем
опаснее концентратор. В нахле-
сточных соединениях широких
элементов с косынками даже ра-
диус закругления, формируемый
концом флангового шва, может
оказаться достаточным для на-
чала хрупкого разрушения ос-
новного металла при низких
температурах.
Дефектами сварных соедине-
ний, способными вызвать раз-
рушения при низких температу-
рах, могут быть в первую оче-
редь несплавления, трещины,
плоские по форме шлаковые
включения, острые подрезы,
места пересечения швов с участ-
ками расслоения металла, мел-
кие невидимые трещины в угло-
вых швах нахлесточных соедине-
ний, непроваренные места остановки процесса сварки, а также
резкие вырезы с малыми радиусами после термической резки, не-
плавные переходы корневых валиков к основному металлу в много-
слойных швах, глубокие неровности от чешуйчатости поверхности
шва, сильные сужения швов из-за нарушения режима сварки.
Выше были рассмотрены факторы, вносимые сваркой и снижаю-
щие сопротивляемость хрупким разрушениям. Существует также
170
несколько факторов, увеличивающих опаснвсть хрупкого разруше-
ния и зависящих от условий эксплуатации. Одной из основных при-
чин подобного рода является усталость металла. Проявляется она
двояко. На первой стадии вследствие циклических нагрузок в зоне
концентрации напряжений возникает усталость металла н появ-
ляются микротрещины. На этой стадии нет еще отдельных видимых
трещин, однако сопротивляемость металла началу разрушения
понижается. При ударном нагружении снижается работа начала
разрушения— это увеличивает скорость распространения трещины,
повышает критическую температуру хрупкости. На рис. 5.10 пока-
заны значения ударной вязкости металла околошовной зоны, испы-
тавшего после нанесения надрезов циклические нагрузки. Позднее,
на второй стадии, появляются трещины усталости. Они весьма опас-
ные концентраторы, так как, достигая критических размеров, вы-
зывают внезапное разрушение сварной конструкции. Данные о ко-
личестве разрушений, регистрируемых на работающем оборудова-
нии, показывают, что число их растет по мере увеличения срока
службы. Эго вызвано как накоплением усталости в металле, так и
появлением усталостных макротрещин. Примеры разрушения свар-
ных конструкций от усталости и лабораторных образцов при низких
температурах приведены в книге [55].
На сопротивляемость хрупким разрушениям сварных конструк-
ций помимо усталости отрицательно влияют также старение (изме-
нение свойств металла в процессе длительного его пребывания при
высоких температурах), наводороживание и радиация. Эти факторы
уменьшают вязкость металла и повышают критические темпера-
туры.
§ 3. Оценка хладостойкости сварных соединений
Для сварных соединений характерна неоднородность механиче-
ских свойств металла в различных зонах сварного соединения.
Поэтому хладостойкость металла определяют в нескольких местах
сварного соединения по вязкости при ударном изгибе надрезанных
образцов. Надрез располагают в различных зонах. В многослойных
швах возможна неоднородность свойств по высоте поперечного сече-
ния вследствие различных условий охлаждения металла и сегрега-
ции вредных примесей по мере укладки отдельных слоев. Соответ-
ственно образцы изготовляют из корневой, верхней и средней
частей шва. Для швов, выполненных за малое число проходов, такое
различие свойств, как правило, не наблюдается. В однопроход-
ных швах, как указывалось выше, на сопротивляемость металла
шва разрушению оказывает влияние направление кристаллитов,
формирующееся в процессе его кристаллизации. Наиболее слабым
участком обычно является ось шва. Располагая надрез по оси шва,
свойства металла определяют по работе разрушения при движе-
нии трещины как по направлению сварки, так и в противополож-
ном направлении. Непровар в шве создает концентрацию пластиче-
171
ских деформаций металла при сварке и, как показывают опыты,
в некоторых случаях при определении Kz представляет собой более
опасный надрез, чем усталостная трещина. В тех случаях, когда оце-
нивается сопротивляемость металла шва разрушению в условиях
пониженных температур, испытания шва проводят с натуральным
концентратором в виде непровара и при вычислении Кс по результа-
там испытаний принимают его в виде трещины.
Заранее бывает трудно сказать, какие участки зоны термиче-
ского влияния обладают минимальной сопротивляемостью хрупкому
разрушению. Надрезы располагают с небольшим шагом, чтобы
проследить изменение свойств металла в зависимости от уровня
максимальной температуры при сварке. Обычно исследуют ряд
сечений от линии сплавления до зон с температурой нагрева
200—250 °C.
Вторая особенность определейия хладостойкости сварных соеди-
нений состоит в оптимизации условий сварки. Ориентируясь на
наименее хладостойкую зону, варьируют режимы сварки, чаще всего
погонную энергию, добиваясь наилучших показателей по ударной
вязкости. Существуют методы испытаний, использующие образцы,
по форме и размерам близкие к натуральным сварным соединениям
или даже узлам. Они позволяют оценить агрегатную сопротивляе-
мость соединения или сварного узла. При испытании таких образ-
цов определяют вторую критическую температуру Ткр,, при кото-
рой стср.р = ст0>2. Следует заметить, что в лабораторных условиях
сварные узлы обычно дают более низкие критические температуры
из-за малого числа испытываемых образцов. Рассеяние свойств ме-
таллов, режимов сварки, форм концентраторов, а главное, их ради-
усов приводит на практике к тому, что отдельные экземпляры изде-
лий имеют более высокую критическую температуру хрупкости.
Чтобы выявить свойства сварных узлов при температуре выше
Ткр2, определяют пластичность как при низких, так и при более
высоких температурах. Значения температуры, при которых реги-
стрируются стабильные высокие результаты по пластичности, обес-
печивают максимально возможные механические свойства. При
наличии отдельных выпадов низкой пластичности данная темпе-
ратура не может рассматриваться как исключающая хрупкие раз-
рушения.
Расчетную оценку допустимости трещин при эксплуатации свар-
ных конструкций проводят, ориентируясь на кривую минимальных
значений Kic как функции температуры. Характер кривой /Cic
по виду сходен с кривой ап на рис. 5.4. В § 11 гл. 3 был изложен
метод расчета, в котором использовалась кривая /Сс в зависимости
от длины трещины. При использовании в расчетах Kic, поскольку
его значение не зависит от длины трещины, находят предельно
допустимую минимальную температуру, при которой еше выпол-
няются все требования прочности при различных коэффициентах
запаса.
172
§ 4. Примеры хрупких разрушений и методы повышения
хладостойкости сварных соединений
Практика изготовления и эксплуатации сварных конструкций
располагает, к сожалению, большим числом примеров разрушений
из-за концентраторов в местах, где сварка вызывала заметные
изменения свойств металла. На рис. 5.11 представлены примеры
неудовлетворительного или неудачного проектирования и изготовле-
ния сварных соединений, которые явились очагами разрушений при
низких температурах. На рис. 5.11, а—г показаны элементы, кото-
рые перед сваркой не были соединены между собой. Элементы на
Рис. 5.11. Примеры разрушений в сварных конструкциях
рис. 5.11, д—ж были предварительно сварены, но имели непровар, от
которого распространилась трещина. Стыковое соединение на
рис. 5.11, к имело непровар в корне шва. На рис. 5.11, з окно, обра-
зованное газовой резкой, имело острый угол, на рис. 5.11, и про-
цесс сварки остановлен на листе, в результате чего произошел
надрез от подплавления и от него возникла трещина; на
рис. 5.11, л электрошлаковый шов 1 заварен последним в жестком
контуре; на рис. 5.11, м шов 3 пересекал листовой элемент 1, в кото-
ром было расслоение металла 4. От расслоения возникла трещина
в шве и зоне растягивающих напряжений листа 2. Трещины на
рис. 5.11 показаны волнистыми линиями.
Методы повышения хладостойкости сварных соединений и кон-
струкций состоят в следующем. Используются такие сварочные ма-
173
териалы, которые при оптимальных режимах сварки и последующей
термической обработке дают металл шва, не уступающий по хладо-
стойкости основному металлу. Осуществляется подбор режима
сварки, обеспечивающий достаточную хладостойкость зон термиче-
ского влияния. При этом стремление уменьшить зону термического
влияния и разупрочнения в диапазоне температур высокого отпуска
приводит к необходимости сваривать при малых погонных энер-
гиях, а это, в свою очередь, создает высокие скорости охлаждения
и вызывает сильную закалку в зоне перекристаллизации. Примене-
ние последующего отпуска может облегчить задачу подбора режимов
сварки. Известно, что в ряде случаев высокий отпуск снижает вынос-
ливость сварных соединений. Опасность хрупкого разрушения пред-
ставляется более существенной, чем некоторое снижение выносли-
вости, поэтому для конструкций, работающих при низких темпера-
турах, обычно назначают высокий отпуск. Однако выбор режимов
для сталей сложного легирования, в которых возможны процессы
необратимого изменения свойств металла, может оказаться труд-
ным. Возможное образование холодных и горячих трещин нередко
диктует свои требования к режимам сварки, которые входят в про-
тиворечие с требованиями хладостойкости. Например, малые ско-
рости электрошлаковой сварки, позволяющие избежать горячих
трещин, вызывают сильный рост зерна вблизи линии сплавления.
Для восстановления вязкости металла зоны термического влияния
необходимо проводить нормализацию изделия с отпуском.
Рациональное конструктивное оформление сварных узлов, устра-
нение малых радиусов перехода, отсутствие непроваров и примене-
ние эффективных методов контроля качества также позволяют
существенно повысить сопротивляемость хрупким разрушениям.
Для повышения сопротивляемости хрупким разрушениям при низ-
ких температурах можно предварительно нагружать конструкции
при нормальных температурах, когда невозможны хрупкие разру-
шения. Появление в концентраторах больших пластических дефор-
маций, которые должны были бы возникнуть при низких темпера-
турах, увеличивает радиус концентратора и создает после разгрузки
в зоне концентратора остаточные сжимающие напряжения. После-
дующее нагружение при низких температурах вызывает незначи-
тельные пластические деформации в концентраторе или не вызывает
их вовсе.
ГЛАВА 6
ПРОЧНОСТЬ СВАРНЫХ СОЕДИНЕНИЙ
ПРИ ВЫСОКИХ ТЕМПЕРАТУРАХ
§ 1. Свойства основного металла
С ростом температуры в металле снижается прочность межатом-
ных связей. Поэтому деформации и напряжения могут изменяться
во времени даже при постоянных нагрузках. Различают два основ-
ных процесса— ползучесть и релаксацию. Изменение деформаций
174
во времени при постоянных напряжениях называют ползу-
честью металла, а изменение напряжений во времени при
постоянных деформациях — простой релаксацией или
релаксацией.
У большинства конструкционных металлов при нагревании до
температур (0,4 4- 0,5) 7П, (где Тпл выражена в К) процесс ползу-
чести выражен сравнительно слабо. При более высокой темпера-
туре характер кривых ползучести зависит от уровня приложенных
напряжений (рис. 6.1). Типичная кривая ползучести, например при
о = 190 МПа, содержит три участка, что соответствует трем стадиям
ползучести. Первая стадия—неустановившаяся, когда скорость
пластической деформации ползучести de/d/ уменьшается. На вто-
рой, установившейся, стадии про-
цесс протекает с минимальной ско-
ростью. На третьей стадии ско-
рость пластической деформации
возрастает и наступает разруше-
ние. При невысоких температурах
и малых напряжениях вторая и
третья стадии могут отсутствовать.
При высоких температурах и на-
пряжениях первая стадия может
непосредственно перейти в третью
и кривая будет иметь вид, анало-
гичный кривой с ст = 200 МПа.
В эксплуатационных условиях
наибольший интерес представляют
вторая (когда недопустимы суще- Рис. 6.1. Кривые ползучести стали
ственные изменения размеров дета- ЭИ756 при температуре 600 °C
лей) и третья стадии ползучести,
связанные с разрушением. Так как вторая стадия обычно продол-
жается намного больше, чем первая, деформацию ползучести оце-
нивают, как правило, по второй стадии. С ростом напряжения и
температуры возрастает скорость ползучести. Многие эксперимен-
тальные данные хорошо описываются зависимостью
Cmin — А?СТга,
(6-1)
где ётш — скорость пластической деформации de/dZ на второй ста-
дии; пи k — постоянные коэффициенты, зависящие от температуры
и состава металла; ст—напряжение при одноосном растяжении.
На рис. 6.2 представлены экспериментальные точки и линии в соот-
ветствии с формулой (6.1), которые в логарифмических координа-
тах являются прямыми. Значения kun приводятся в справочной
литературе.
Для деталей установок, работающих при высоких температурах,
нередко бывает необходимо устанавливать допускаемое напряжение
в зависимости от пластической деформации, возникающей вслед-
ствие ползучести. В качестве условной характеристики сопротив-
ляемости металла ползучести принимают предел ползучести ст„,
175
который может определяться двояко. Для машин и установок с ма-
лой общей длительностью работы — не более сотен часов — за
предел ползучести принимают напряжение, при котором
деформация за заданный промежуток времени достигает значения,
установленного техническими условиями. В деформацию включают
как существенную часть и деформацию на первой, неустановив-
шейся, стадии ползучести. Для деталей установок, работающих
длительное время, учиты-
вают деформации на уста-
новившейся стадии. Пре-
делом ползучести в этом
случае является напряже-
ние, при котором скорость
деформации соответствует
установленной технически-
ми условиями. Для деталей
стационарных энергетиче-
ских установок скорость
деформации обычно при-
нимают 1 % за 105 ч (или
примерно 11,5 года) и
предел ползучести обозна-
чают как стг10», где Т —
температура испытания,°C.
Испытания обычно прово-
дят в течение 2-Ю3 —
6-103ч при заданной тем-
пературе и разных (обыч-
но трех) уровнях напря-
жений. Затем, используя
формулу (6.1), откладыва-
ют результаты испытаний
на графике 1g ст — 1g ёт1п
Рис. 6 2. Зависимости между напряжением
о и минимальной скоростью пластической
деформации ёт1п для стали 60X16М2А
и экстраполируют прямую в точку установленной скорости де-
формации, например 10 5 %/ч, для получения стп (рис. 6.3).
Испытание металла на длительную прочность проводят до раз-
рушения образца. Чем выше температура и напряжение, тем раньше
происходит разрушение. Точка перелома прямой линии (рис. 6.4, а)
соответствует переходу от вязких разрушений с образованием
шейки, которые характерны для высоких напряжений, невысоких
температур и сравнительно коротких промежутков времени до раз-
рушения, к хрупким межзеренным (интеркристаллическим) разру-
шениям, которые происходят при более низких напряжениях, вы-
соких температурах и длительных выдержках. Переход к хрупким
разрушениям происходит за счет постепенного ослабления границ
зерен.
На каждом из прямолинейных участков справедлива степенная
зависимость
t = Лст~т,
(6-2)
176
6, МПа
ЩПг-
!_______1______I______। ।
10'5 10 10 1O'Z £,4-f
Рис. 6.3. Схема определения предела
ползучести оп по результатам испытаний
при более высоких напряжениях
где t— время до разрушения; А и т— постоянные для данного
материала, температуры и характера разрушения. Зависимость
(6.2) позволяет экстраполировать результаты кратковременных
испытаний на более длитель-
ный срок, но во избежание
существенных ошибок не бо-
лее чем на порядок.
Прочность материала при
высокой температуре, нахо-
дящегося под напряжением
в течение длительного вре-
мени, оценивается преде-
лом длительной
прочности Стд.п — напря-
жением, вызывающим разру-
шение при заданной температуре через определенный промежуток
времени. Для стационарных установок принимают одп = o10s, вы-
зывающее разрушение через 105 ч. Для транспортных установок
используют О\„2, ст10>, СТ104.
На рис. 6.5 приведены
значения o,„s для ряда
материалов.
Для сокращения вре-
мени испытаний на дли-
тельную прочность ис-
пользуют параметриче-
ские зависимости между
температурой испытания
и временем до разруше-
ния при неизменном на-
пряжении. Одной из
наиболее распространен-
ных является зависи-
мость Ларсона—Милле-
ра (рис. 6.6)
P = T(C + ]gt), (6.3)
где Р — параметр, ко-
торый является посто-
Рис. 6.4. Зависимость длительной прочности (а)
и пластичности (б) от температуры и времени
испытания до разрушения
янным числом для
конкретного металла
и уровня приложен-
ных напряжений; Т —
температура, К; С — постоянная, часто близкая к 20; /— время, ч.
Параметрическая зависимость позволяет по данным относи-
тельно кратковременных испытаний при более высоких температу-
рах определять длительную прочность при более низких (эксплуата-
ционных) температурах. Для получения значения параметра необ-
ходимо иметь результаты нескольких испытаний при постоянном
177
напряжении, разных температурах и однотипном разрушении.
При этом максимальная температура испытания не должна превы-
шать рабочую более чем на 50—100 °C.
Пластичность металла, оцениваемая по удлинению
образцов до разрушения, существенно зависит от характера разру-
01-----i-----1----1-----1----1_____
450 500 550 600 650 000 Т, °C
Рис. 6.5. Пределы длительной проч-
ности о 5 для металлов в зависимо-
10
сти от температуры
шения (рис. 6.4, б). При вязком
разрушении происходит моно-
тонное уменьшение пластичности
по мере увеличения времени до
разрушения. При переходе от
вязкого разрушения к хрупкому
межзеренному (/3, /2) пластич-
ность резко снижается. Разру-
шения конструкций, в том чис-
ле и сварных, при высоких тем-
пературах, как правило, проис-
ходят без заметной пластиче-
ской деформации, т. е. хрупко.
Изучение причин хрупкости по
результатам испытаний на дли-
тельную прочность требует боль-
шого времени и затруднено раз-
бросом значений пластической
деформации. Более стабильные
результаты по высокотемпературной пластичности могут быть полу-
чены за сравнительно короткие промежутки времени при испыта-
ниях с постоянной скоростью деформации, обеспечиваемой равно-
мерным перемещением захватов машины. Установлены закономер-
ности изменения пластичности при высоких температурах. При
Рис. 6.6. Зависимость между пределом длительной прочности и параметром Лар-
сона — Миллера:
а — для нержавеющей стали в области температур 650—970 °C, б — для стали 15Х1М1Ф
относительно невысоких температурах в случае вязкого разрушения
пластичность снижается с уменьшением скорости деформации. Од-
нако это снижение невелико. При более высоких температурах
с уменьшением скорости деформации происходит переход к меж-
зеренному разрушению, что влечет за собой существенное умень-
178
шение пластичности. В некоторой диапазоне скоростей деформации
пластичность достигает минимума, и при дальнейшем уменьшении
скорости либо не меняется, либо слабо повышается. Значение ми-
нимальной пластичности может быть одним из критериев склонно-
сти стали к хрупкому разрушению.
При испытаниях с постоянной скоростью деформации, но раз-
личных температурах пластичность имеет минимум, положение
которого смещается в область более низких температур при мень-
шей скорости деформации. В перлитных сталях минимальная пла-
стичность наблюдается в области 500—600 °C и составляет 3—5 %.
Аустенитные стали более склонны к хрупким разрушениям. Мини-
мальная пластичность у них составляет доли процента в диапазоне
550—600 °C. У сплавов на нике-
левой основе пластичность пада-
ет при 600—750 °C. Значения
минимальной пластичности оп-
ределяются характером легиро-
вания, структурой, зависящей
от термической обработки, пред-
варительной пластической де-
формацией, которая снижает
пластичность.
Концентраторы напряжений
снижают прочность и пластич-
Рис. 6.7. Кривая релаксации
ность при высоких температу-
рах. Чувствительность материала к концентрации напряжений
выявляется при растяжении цилиндрических образцов со спираль-
ным надрезом и оценивается следующими коэффициентами:
°д.пя/°д.пг;
Кв = 5Н/6Г,
(6-4)
(6-5)
где стд.Пн, б„ ‘— длительная прочность и пластичность надрезанного
образца; стд,Пг, 6Г— то же, гладкого образца. Значения Ка нахо-
дятся в пределах 0,5—1, а Кб может изменяться в большом диапа-
зоне от 0,8 до 0,04; особенно низкие значения Кв У высокопрочных
аустенитных сталей и сплавов на никелевой основе.
Процесс простой релаксации протекает при постоянной полной
деформации, которая включает в себя упругую и пластическую
составляющие:
а0/К = а/£' + епл, (6.6)
где ст0 —• начальное напряжение, вызывающее полную деформацию
аа!Е-, о/Е — упругая составляющая деформации, переменная во
времени; епл— пластическая деформация ползучести. Упругая
составляющая деформации непрерывно уменьшается, а пластиче-
ская — увеличивается. Характер кривой ст при постоянной темпе-
ратуре показан на рис. 6.7.
179
Для сварных конструкций процесс релаксации напряжений
представляет интерес как средство снижения собственных остаточ-
ных напряжений после сварки (см. гл. 7).
§ 2. Свойства сварных соединений при высоких температурах
Свойства сварных соединений при высоких температурах эксплу-
атации отличаются от свойств основного металла при тех же темпе-
ратурах главным образом по двум причинам.
1. В сварных соединениях возникают участки (металл шва и
зоны термического влияния) с иными механическими свойствами,
чем у основного металла. Отличия обусловлены иным химическим
составом металла шва и его структурой по сравнению с основным
металлом. В зонах термического влияния могут происходить глубо-
кие изменения вследствие ослабления границ зерен в результате
перегрева, дисперсионного упрочнения этих зон в процессе действия
рабочих температур.
2. В сварных соединениях возникает концентрация напряжений,
которая при высоких температурах действует как фактор концен-
трации пластических деформаций ползучести и как фактор посто-
янно действующего напряжения в местах объемных схем напряжен-
ного состояния, где ползучесть затруднена.
Оценка механических свойств шва и зон термического влияния
в отдельности не может дать ответа на вопрос о поведении свар-
ного соединения в целом, так как при высоких температурах в про-
цессе ползучести металла происходит сложное механическое взаимо-
действие отдельных зон, приводящее как к исчерпанию пластич-
ности металла некоторых мест, так и к образованию объемных
напряжений в прослойках с последующим хрупким разрушением.
Неоднородность механических свойств, обусловленная условиями
сварки, реакцией основного металла на термический цикл, выбо-
ром присадочных металлов, может быть уменьшена термической
обработкой.
Предел ползучести сварного соединения, который характери-
зует сопротивление ползучести на установившейся стадии, обычно
не определяют, так как участок сварного соединения составляет
лишь небольшую часть сварной конструкции и не может оказать
заметного влияния на общее изменение его при эксплуатации.
Предел ползучести отдельно для металла шва определяют, чтобы
выбрать такую композицию шва, которая обеспечивает предел пол-
зучести, не уступающий основному металлу. Для этого достаточно
провести сравнительное испытание образцов разных составов при
температуре эксплуатации и одном уровне напряжений.
Главными свойствами сварных соединений являются длительная
прочность и пластичность. Представление об уровне длительной
прочности основного металла, металла шва и сварных соединений
дают результаты испытаний, приведенные в табл. 6.1.
Сварные соединения для определения длительной прочности чаще
всего испытывают на одноосное растяжение. Образец включает
180
в себя металл шва, околошовные зоны и основной металл. Такое
испытание при расположении шва поперек образца позволяет выя-
вить наименее прочный участок, а при расположении шва вдоль
образца — наименее пластичный участок сварного соединения. При
таких испытаниях из-за малого сечения цилиндрического образца
не удается в полной мере выявить эффект контактного упрочнения
и возможную локализацию пластических деформаций в отдельных
зонах, а также пластичность отдельных очень узких участков, так
как общее удлинение образца регистрируется как сумма пластиче-
ских деформаций всех зон. Эффект контактного упрочнения, соответ-
ствующий реальным условиям работы соединений, может быть выяв-
лен на более крупных образцах. Степень разупрочнения сварного
соединения относительно основного металла зависит от свойств ос-
новного металла и его реакции на термический цикл сварки, атакже
от температуры испытания и времени до разрушения. Сварные
соединения термически неупрочненных сталей, таких, как углеро-
дистые, хромомолибденовые и аустенитные с карбидным упрочне-
нием, равнопрочны основному металлу, и разрушение обычно про-
исходит вне границы сплавления.
Таблица 6.1
Пределы длительной прочности основного металла,
металла шва и сварных соединений ад п> МПа
Марка стали Тип электрода ^ИСП* °C Основной металл Металл шва Сварное соединение
Длительность /исп, ч
163 104 1 0Б 11» 10* 10» 10» 10* 10»
20 15ХМ- 12Х1МФ 12Х18Н12Т X15H35B3T Э42А эхм ЭХМФ ЭА1М2фа ЭА4ВЗБ2 420 510 565 650 650 170 125 80 240 165 120 170 130 100 130 100 70 240 210 185 210 140 90 260 170 НО 190 130 80 180 140 100 260 210 170 170 125 80 240 165 110 170 120 80 130 100 70 240 200 160
Длительная прочность сварных соединений термически упроч-
ненных сталей может быть существенно ниже вследствие разупроч-
нения в зонах термического влияния. В хромомолибденованадиевых
сталях разупрочняется участок высокого отпуска и неполной пе-
рекристаллизации, в аустенитных сталях и сплавах с интерметал-
лидным упрочнением — участок вблизи линии сплавления, нагре-
ваемый до температур аустенизации. Зоной разупрочнения может
быть и сам шов, если не обеспечена его равнопрочиость основному
металлу, что обычно более вероятно в сталях с высокой степенью
легирования. Разупрочненные участки выступают в роли мягких
прослоек (см. гл. 3). Общая закономерность подкрепляющего дей-
ствия соседних более прочных участков на мягкую прослойку при
высоких температурах сохраняется, если разрушение прослойки
131
происходит вязко. Влияние высоких температур из-за ползучести
металла проявляется в слабом подкрепляющем действии соседних
участков, но более важно, что при длительных выдержках разру-
шение в прослойке может произойти хрупко, причем уровень проч-
ности при этом может оказаться даже ниже уровня прочности
металла мягкой прослойки. На рис. 6.8 показана зависимость дли-
тельной прочности мягкой прослойки от времени, если прочность
основного металла выше прочности прослойки. Металл мягкой про-
слойки, испытанный отдельно, на участке 1 разрушается вязко,
а на участке Г при длительных выдержках — хрупко. При контакт-
ном упрочнении прочность соединения с прослойкой при вязких
разрушениях выше прочности самого металла прослойки (линии 2
и <3), причем для тонкой прослойки
Рис. 6.8. Схема изменения длительной
прочности металла мягкой прослойки ши-
риной d:
1 — длительная прочность мягкой прослойки
при свободной деформации в вязком (!) и
хрупком (/') состояниях; 2, 3 — прочность
мягкой прослойки в вязком состоянии при
контактном упрочнении (х2 > х3): 2', 3' —
прочность мягкой прослойки в хрупком' со-
стоянии
шения в мягкой прослойке имеют
(линия 3) эффект упрочнения
проявляется сильнее. Вслед-
ствие эффекта контактного
упрочнения напряжение в
мягкой прослойке не являет-
ся одноосным, что уменьшает
пластическую деформацию
ползучести. Уменьшение пла-
стической деформации из-за
объемности напряженного со-
стояния приводит, в свощ
очередь, к более раннему
переходу мягких прослоек
от вязкого разрушения к
хрупкому, причем их проч-
ность оказывается ниже проч-
ности металла мягкой про-
слойки. На рисунке переход
от вязкого разрушения к
хрупкому показан скачкооб-
разно. На самом деле разру-
обычно смешанный характер,
сочетая в разной пропорции участки внутризеренных и межзерен-
ных трещин. При более длительных выдержках преобладают меж-
зеренные (хрупкие) участки разрушения.
Степень проявления эффекта контактного упрочнения зависит
от разницы свойств основного металла и мягкой прослойки, а также
от относительной толщины прослойки. На рис. 6.9 приведены гра-
фики длительной прочности и пластичности сварного соединения
с мягкими прослойками разной толщины. Для сравнения взяты
основной металл и металл мягкой прослойки, первый из которых (/)
более прочен, а второй (2) более пластичен. При / < 4 разрушение
происходит по основному металлу. При t = tx разрушение переходит
в прослойку большей толщины (<3), поперечное сужение ф резко
падает. При t> tx наклон линии прочности <3 больше, чем линии 1,
что объясняется объемным напряженным состоянием и снижением
уровня пластической деформации. При этом увеличивается число
182
фрагментов межзерениого излома. В случае более тонкой про-
слойки (4) разрушение в иее переходит позже (при t — 4), но
наклон прямой 4 оказывается круче, а уменьшение пластичности
значительнее вследствие более сильного эффекта объемного охруп-
чивания. При большой длительности уровни прочности соединения
с прослойкой могут стать даже ниже уровня прочности самого
металла мягкой прослойки (2).
В зависимости от относительной толщины мягкой прослойки х
(рис. 6.10) меняется отношение предела длительной прочности
соединения Од п к пределу длительной прочности основного ме-
талла Од п, а также пластичность металла до разрушения 6 или ф.
Причем это изменение зависит от .
времени t до разрушения. Для г
сравнительно широкой прослойки у
(и > 0,5) контактного упрочнения
недостаточно и прочность соедине-
ния соответствует прочности мяг-
кой прослойки.
В случае непродолжительного
времени до разрушения (кривая 4)
прочность соединения оказывает-
ся равной прочности основного
металла и при сравнительно широ-
ких прослойках (х = 0,3 -s- 0,4).
Соединения с узкими прослойками
равнопрочны основному мёталлу
при большем времени до разруше-
ния, но обнаруживают меньшую
пластичность. При весьма боль-
шом времени до разрушения (4)
t, tz ig t
Рис. 6.9. Схема зависимости дли-
тельной прочности (а) и пластично-
сти (6) сварного соединения с мяг-
кой прослойкой
принципиально возможно разруше-
ние, при котором прочность соеди-
нения окажется даже ниже проч-
ности металла мягкой прослойки.
Из рис. 6.10 видно, что уменьше-
ние длительной прочности сопровождается снижением пластично-
сти, служащим надежным признаком перехода сварного соединения
к хрупкому разрушению.
Часто местами хрупкого разрушения являются зоны вблизи ли-
нии сплавления, охватывающие сравнительно небольшие по протя-
женности участки. Этот тип разрушения получил название локаль-
ных разрушений. Для оценки склонности сварных соединений к ло-
кальным разрушениям используют различные методы, которые мо-
гут быть разделены на три группы.
1. Технологические жесткие пробы. Для этих проб проводят
сварку образцов, в той или иной мере воспроизводящих неблагопри-
ятные условия, оказываемые сваркой на изменение свойств металла
и образование остаточных напряжений. Последующая выдержка
образцов в печах должна приводить к образованию трещин. Их
183
выявляют либо осмотром, либо разрезкой образцов на куски для
определения числа трещин. Определяют также минимальное время
до появления трещин. Технологические пробы подходят в основном
для выявления более склонных к локальным разрушениям сталей и
относятся к качественным методам испытаний.
2. Имитация термического цикла сварки на образцах. Методы
этой группы основаны на воспроизведении термического цикла
сварки на основном металле и последующем испытании образца
в условиях, отвечающих режиму эксплуатации. Хотя такие ме-
тоды дают количественные
результаты оценки, они не
в полной мере воспроизво-
дят влияние сварки, на-
пример деформационный
цикл и диффузионные про-
цессы. Преимущество их
состоит в том, что они
не предусматривают про-
ведения сварки и могут
быть использованы для
оценки качества стали на
металлургических заво-
дах.
3. Испытание образ-
цов, вырезанных из свар-
ных соединений. В этом
случае образец несет в
себе термодеформационное
воздействие сварки, а тер-
мические и силовые усло-
вия эксплуатации созда-
ются во время испытаний.
Недостатком таких испы-
таний является отсутствие
собственных напряжений,
свойственных натуральным
сварным соединениям. Ис-
пытание образцов на изгиб
Рис. 6.10. Влияние относительной ширины
мягкой прослойки на длительную прочность
(а) и пластичность (б) сварного соединения
с постоянной скоростью деформации (методика Центрального кот-
лотурбинного института) выявляет склонность сварных соединений
к локальным хрупким разрушениям. За показатель стойкости
сварного соединения хрупкому разрушению принимают относи-
тельное удлинение крайнего волокна до появления трещины в об-
разце (рис. 6.11). Склонность к хрупким разрушениям возрастает
с уменьшением скорости деформации, что в данном случае соот-
ветствует увеличению длительности испытания.
Одной из главных причин хрупкости является дисперсионное
упрочнение. Повышение стойкости к хрупким разрушениям металла
шва и околошовной зоны в основном достигается за счет ослабле-
184
ния эффекта дисперсионного упрочнения путем соответствующего
выбора химического состава основного и наплавленного металла,
Рис. 6.11. Зависимость пластичности образцов из сварных соеди-
нений стали 12Х18Н10Т от температуры и скоростей деформации
20%/ч (/), 0,67 %/ч (2) и 0,067 %/ч (3)-
а — без термообработки, б — стабилизация 10 ч при 800 °C, в — аустени*
зация 1 ч при 1150 °C и стабилизация 10 ч при 800 °C
режимов сварки и термической обработки. Конкретные рекоменда-
ции приведены в книге [2].
§ 3. Расчет сварных соединений на прочность
Расчет сварных соединений, работающих при высоких темпера-
турах, выполняется по допускаемым напряжениям, которые назна-
чают в зависимости от допускаемых напряжений для основного
металла, способа сварки, термической обработки и контроля каче-
ства сварных соединений. Допускаемые напряжения для основного
металла принимают равными минимальному из следующих соотно-
шений: [o'] = [o'] = <J7/n2; [a] — o„.n/n3; [о] = вп/п4, где ов,
От, ад.п и о'п — гарантированные при температуре эксплуата-
ции соответственно временное сопротивление, предел текучести,
предел длительной прочности и предел ползучести (для весьма
точных узлов). Коэффициенты запаса лх, п2, пз> пз принимают в соот-
ветствии с табл. 6.2.
Таблица 6.2
Коэффициенты запаса
Тип конструкции «2 п$ «4
Стационарные котельные установ- ки (трубы, барабаны и т.п.) 2,6 1,5 1,5 1,0
Стационарные турбинные установки 3,75—4,0 1,65—2,0 1,5—3,0 1,0
185
В зависимости от рабочей температуры характеристиками для
расчета на прочность являются:
при температуре ниже 250 °C (для углеродистых сталей и стали
12Х1МФ) — временное сопротивление ов;
при температуре 260—420 °C (для углеродистых сталей) и ниже
550 °C (для стали 12Х18Н10Т) — предел текучести от;
при температуре выше 420 °C (для углеродистых сталей), выше
470 °C (для стали 12Х1МФ), выше 550 °C (для сталей 12Х18Н10Т и
12Х18Н12Т)—предел длительной прочности <тдп.
Допускаемые напряжения для сварных соединений [o'] опреде-
ляют умножением допускаемых напряжений для основного металла
[ст] на коэффициент прочности <р, учитывающий отрицательное вли-
яние сварки. При полном проваре по всей толщине, проведении
в необходимых случаях термической обработки и контроле качества
шва по всей длине неразрушающими методами <р = 1 для углероди-
стой, низколегированной марганцовистой и хромомолибденовой ста-
лей, сталей типа 12Х18Н10Т и им подобных; <р = 0,8 для хромо-
молибденованадиевой и высокохромистой сталей. Коэффициент
прочности стыковых соединений углеродистой и низколегированной
марганцовистой сталей, контроль качества которых неразрушаю-
щими методами производится не по всей длине, принимается в зави-
симости от способа сварки: ф = 0,85 при автоматической двусто-
ронней сварке под флюсом, электрошлаковой сварке, контактной
сварке, односторонней ручной и автоматической сварке под флюсом
на подкладке или с подваркой корня шва, ручной сварке в СО2 или
аргоне; <р = 0,7 при всех других, не указанных выше видах сварки.
Для других сварных соединений и новых марок сталей допускае-
мые напряжения должны устанавливаться по результатам испыта-
ний сварных соединений.
ГЛАВА 7
СОБСТВЕННЫЕ НАПРЯЖЕНИЯ ПРИ СВАРКЕ
§ 1. Основные понятия
В теории сварочных деформаций и напряжений принято исполь-
зовать расположение осей координат, показанное на рис. 7.1. Ось
Ох направлена вдоль шва, Оу — поперек шва в плоскости пластины,
Ог— поперек шва в направлении толщины. Соответственно разли-
чают напряжения ох, ау, <уг, хлу, хуг, хгл, деформации ех, &у, ъг, уху,
У угг Угх и перемещения точек тела и — по оси Ox, v — по оси Оу,
w — по оси Oz.
Расширение и сокращение металла от неравномерного нагрева
или охлаждения, а также от структурных превращений образуют
так называемые собственные, или внутренние деформации и напряже-
ния при сварке. В отличие от напряжений и деформаций, создавае-
мых нагрузками, собственные напряжения и деформации сущест-
вуют в теле при отсутствии каких-либо нагрузок.
186
Рис. 7.1. Расположение коорди-
натных осей в пластине
и
Собственные напряжения — это такие напряже-
ния, которые существуют в теле при отсутствии приложенных
к нему поверхностных или объемных (инерционных, гравитацион-
ных) сил.
Чтобы более ясно понимать причины образования собственных
напряжений, рассмотрим различные виды деформаций металла.
1. Температурные деформации вызваны из-
менением размера частиц тела при изменении температуры. К тем-
пературным деформациям условно относят также деформации, воз-
никающие в процессе структурных превращений'.
sa = aT, (7.1)
где а — средний коэффициент линейного расширения в интервале
изменения температуры от 0 до Т, включающий в себя и влияние
структурных превращений, °CJ;
Т — изменение температуры в ка-
кой-либо точке тела, °C.
Сдвиговые температурные де-
формации уа в изотропных телах
не возникают.
2. Наблюдаемые деформации еи
и ун характеризуют изменения
размеров тела — линейных и угло-
вых, которые можно зарегистриро-
вать измерительными приборами. В
ности их называют деформациями, не присваивая им никакого ин-
декса.
3. Собственные (внутренние) деформации состоят из упругих
еуПр, Тупр и пластических еп„ упл.
Указанные виды деформаций связаны между собой следующими
соотношениями:
8И = ЕуПр + еПл + (7.2)
Тн = ТУПр + ТпЛ- (7-3)
Если до процесса нагрева или охлаждения в точке тела возникли
начальные пластические деформации еОпл и уОпл, вызванные пред-
шествующими деформациями, то формулы (7.2) и (7.3) примут
следующий вид:
ен = еупр + Д£пл + еа + 80пл; (7-4)
Th Тупр 4" ^Тпл “F То пл> (7'5)
где Депл и Д-упл — приращения пластических деформаций на стадии
рассматриваемого процесса.
Собственные напряжения классифицируются по различным
признакам. По п р и ч и н е, их вызвавшей, они делятся на напря-
жения от упругого или пластического механического деформирования
при сборке, монтаже и правке-, от упругих и пластических деформа-
ций из-за неравномерного нагрева деталей', от неравномерного изме-
нения объема тела при фазовых превращениях. По времени
187
существования они могут быть временными, существую-
щими в период выполнения технологической операции или проте-
кания физического процесса, и остаточными, устойчиво сохраняю-
щимися в течение длительного периода. Собственные напряжения
бывают одноосными (линейными), двухосными (плоскостными) и
трехосными (объемными). В зависимости от объема, в пределах
которого напряжения взаимно уравновешены, они называются на-
пряжениями первого рода (макрообъем), второго рода (зерно) и
третьего рода (кристаллическая решетка).
§ 2. Свойства металлов при высоких температурах
Для вычисления собственных напряжений довольно часто при-
ходится использовать характеристики свойств металлов при высоких
температурах.
Теплофизические характеристики, такие, как объемная тепло-
емкость су, теплопроводность Л. и температуропроводность а, берут
обычно средними в необходимом интервале температур. В табл. 7.1
указаны их значения для случая сварки металлов. Коэффициенты
Рис. 7.2 Дилатограммы металлов без структурных превращений (а) и
со структурными превращениями (6)
линейного расширения а также обычно берут средними в некото-
ром диапазоне температур. Однако в ряде случаев приходится
пользоваться дилатограммами — экспериментально полу-
ченными графиками изменения линейного размера образца от тем-
пературы (рис. 7.2). В металлах, не испытывающих структурных
превращений, изменение длины образца происходит монотонно
(рис. 7.2, а), поэтому используют не мгновенное значение а =
= de/ctf, а принимают а = е/Т = tg 6. В металлах со структурными
превращениями, например в углеродистых и легированных сталях,
график имеет сложный характер (рис. 7.2, б). При охлаждении ме-
талла от максимальной температуры нагрева до точки N — начала
структурного превращения — происходит монотонное сокращение
образца, а затем, несмотря на снижение температуры, его удлине-
ние. После завершения структурного превращения (точка К) обра-
зец вновь начинает сокращаться. Положение точек начала Тн и
конца Тк структурных превращений зависит от химического состава
188
металла и термического цикла охлаждения (скорости охлаждения).
Чем выше скорость охлаждения, тем ниже Та и Тк. От состава
металла и скорости охлаждения зависит также деформация ес
структурного превращения.
Механические свойства металла также зависят от температуры.
Модули упругости Е и сдвига G снижаются с ростом темпера-
туры, в то время как коэффициент Пуассона р. несколько возрастает
с, МПа.
Е, МПа
Рис. 7.3. Зависимость модулей упру-
гости Е, G и коэффициента Пуассона
р. от температуры для стали 25
Рис. 7.4. Диаграмма зависи-
мости напряжения от дефор-
мации для идеального упру-
гопластического металла
(рис. 7.3). Характер зависимости напряжения а от деформации е
при растяжении образца изменяется сложно при повышении темпе-
ратуры. Когда материал рассматривают как идеальный упругопла-
стический (рис. 7.4), диаграмма может быть описана лишь двумя
характеристиками — модулем упругости Е и пределом текучести <гт;
ет = сгт/£.
Таблица 7.1
Теплофизические свойства некоторых металлов
Материал а-ю«, к-» Т^, °с, ср для К, су, а X Вт/(м-К) су, МДж/(мэ-К) а, см2/с
Низкоуглеродистые и низколегированвые стали 12—16; 16,5—17* 500—600 38—42 4,9—5,2 0,075—0,09
Аустенитные хро- мо-никелевые стали 16—20 600 25—33 4,4—4,8 0,053—0,07
Алюминий 23—27 300 270 2,7 1,0
Технический титан 8,5 700 17 2,8 0,06
* Средний коэффициент линейного расширения а'в диапазоне температур 0—1000 °C,
при определении которого исключено сокращение металла вследствие структурного пре-
вращения.
На рис. 7.5 представлены графики зависимости сгт от темпера-
туры для некоторых металлов (сплошные линии). Иногда эти слож-
189
ные графики заменяют схематизированными (пунктирные линии).
Для низкоуглеродистой стали предел текучести при изменении
вт, МПа
600 г-
Рис. 7.5. Зависимость предела текучести металлов
от температуры:
1 — пизкоуглероднстая сталь; 2 — титановый сплав
температуры от 0 до 500 °C принимают постоянным, а затем пони-
жающимся до нуля при 600 °C. В действительности и при Т >
> 600 °C предел текучести металла не равен нулю. Для титанового
сплава изменение оу принимают в виде одной прямой линии.
§ 3. Образование напряжений и деформаций
при непрерывном нагреве и остывании
Изучение собственных напряжений при сварке целесообразно
начинать с простейших примеров. Рассмотрим изменение напряже-
ния при нагреве стержня, закрепленного по концам (рис. 7.6, а),
до 500 °C и последующем его охлаждении. Будем полагать, что мо-
дуль упругости Е и предел текучести от для низкоуглеродистой
стали изменяются непрерывно с повышением температуры, как
показано на рис. 7.3 и 7.5. Материал идеальный упругопластиче-
ский (см. рис. 7.4). Напряжения сжатия на рис. 7.6, б будем откла-
дывать вниз, а напряжения растяжения—вверх; полные дефор-
мации удлинения, равные сумме упругих и пластических, —
вправо, а деформации укорочения — влево. Для определения де-
формаций будем использовать формулу (7.2), а для определения
напряжений — формулу
о = £супр. (7.6)
В закрепленном по концам стержне наблюдаемая деформация ен
равна нулю. Поэтому из (7.2) для полной собственной деформации
®' ^упр 4* ^пл = (7.7)
190
Так как при нагреве еа > 0, то согласно (7.7) е = еупр + епл < 0.
Поэтому кривая из точки О идет вниз влево. В расчетах исполь-
зуется действительная зависимость стт от температуры, показанная
сплошной линией 1 на рис. 7.5, изменение модуля упругости Е
происходит, как показано на рис. 7.3, коэффициент линейного
расширения а принимаем не зависящим от температуры в диапазоне
температур до 600 °C и равным 12- 10 ° °С г; отсчет температур ве-
дется от 0 °C. Пока напряжение о не достигнет предела текучести
в некоторой точке А, соответствующей температуре примерно 100 °C,
Рис. 7.6. Образование напряжений в стержне с жестко заделанными концами:
а — схема испытания; б — напряжения н деформации в с!ержне из низкоуглероднстой
стали; в — напряжения н деформации в стержне нз титанового сплава
пластических деформаций нет. Участок О А не является прямой
линией, потому что по мере повышения температуры модуль упруго-
сти Е несколько уменьшается и согласно (7.6) напряжения
не зависят линейно от еупр. В точке А напряжения достигают пре-
дела текучести. При дальнейшем повышении температуры напря-
жение равно стт, хотя полная деформация 8 — —еа возрастает. На
участке АВ вследствие падения стт напряжение ст снижается. В точке
В нагрев стержня прекращается. В стержне имеются пластические
деформации 8ПЛВ, равные согласно (7.7)
8плв — 8ав 8упрв; (7.8)
где еупрв = —агв/Ев-, сттв и Ев — предел текучести и модуль упру-
гости металла при температуре Тв.
При охлаждении отсчет пластических деформаций епл на стадии
остывания стержня следует начать заново. Пластические деформа-
ции еплв в формуле (7.4) будут играть роль начальных деформаций
191
еОпл. Так как наблюдаемая деформация равна нулю, имеем
®упр “F А8Пл (7*9)
На участке ВС напряжения изменят знак и, пока полная дефор-
мация е <; <гт/£, пластические деформации отсутствуют Аепл = 0.
В точке С появляются пластические деформации и далее вплоть
до полного охлаждения (точка D) напряжения остаются равными
пределу текучести металла при соответствующей температуре
согласно кривой 1 на рис. 7.5. После полного остывания еа = 0.
Остаточная пластическая деформация равна алгебраической сумме
пластической деформации, возникшей при нагреве, и приращения
пластической деформации, возникшей при остывании. Согласно
формуле (7.9), с учетом еа = 0 получим
П Л "Г" £) ' £упр£) D* (7*1 0)
Остаточная пластическая деформация отрицательна (деформа-
ция укорочения). Действительно, если конец растянутого стержня
освободить от закрепления, то стержень сократится по длине на
размер gtd!Ed.
Следует обратить внимание на то, что в случае жестко заделан-
ного по концам стержня согласно формуле (7.7) по горизонтальной
оси на рис. 7.6, б откладывается температурная деформация еа =
= аТ. Если считать значение а в некотором интервале температур
постоянным, то горизонтальную ось можно рассматривать в неко-
тором масштабе и как ось температур.
Рассмотрим аналогичный процесс нагрева стержня из титано-
вого сплава, изменение предела текучести которого показано на
рис. 7.5 и в виде пунктирной линии на рис. 7.6, в. Для титанового
сплава проведем построения, как для стали на рис. 7.6, б. Законо-
мерность снижения модуля упругости Е с температурой у титанового
сплава примерно такая же, как у низкоуглеродистой стали, но
значение его у титанового сплава в два раза меньше. Коэффициент
линейного расширения согласно табл. 7.2 примем 8,5-10~6 °C-1.
Напряжения при нагреве достигают предела текучести в точке А
при температуре около 300 °C. На участке ЛВг будут протекать
пластические деформации *. Если процесс нагрева прервать при
температуре около 600 °C и далее стержень охлаждать, то напряже-
ния на всем участке B1D1 нигде не станут равными пределу теку-
чести. Если нагрев завершить при Т « 700 °C в точке В2, то при
охлаждении в точке С2 возникают пластические деформации, кото-
рые, однако, прекращаются в точке так как приращение темпе-
ратурной деформации Аеа будет меньше приращения Ает = Аот/£,
т. е. д&а1дТ <zdztldT. В этом случае напряжения в стержне хотя
и растут, следуя линии K2D2, но остаются ниже предела текучести
металла, в том числе и после полного остывания в точке D2.
* Для наглядности на рнс 7 6, в сплошные и пунктирные линии, там где
они совпадают, изображены рядом.
192
§ 4. Расчетное определение сварочных напряжений
В предыдущем параграфе были рассмотрены примеры определе-
ния напряжений в стержнях, жестко закрепленных по концам.
В некоторых простейших случаях напряжения при сварке могут
быть определены точно таким же способом. Например, с использо-
ванием гипотезы плоских сечений могут быть просто определены
напряжения в очень широкой пластине, по кромке которой переме-
щается источник нагрева (рис. 7.7, а). Поперечные сечения I, II, III
принимаем не искривляющимися и не перемещающимися относи-
тельно друг друга. Рассматриваем только напряжения ах. В про-
дольных сечениях 1, 2 и 3 будут разные термические циклы, пока-
занные на рис. 7.7, б—г. Временные напряжения ах будут зависеть
от температуры и характера ее изменения. На рис. 7.7, б в области
Рис. 7.7. Образование временных и остаточных напряжений ах
при нагреве кромки широкой пластины движущимся источником
теплоты
высоких температур напряжения на участке АВ отсутствуют, да-
лее появляются растягивающие напряжения — они достигают
предела текучести. На рис. 7.7, в напряжения сжатия в сечении 2
на участке CD равны пределу текучести, затем меняют знак, но
в процессе остывания металла не достигают предела текучести. В се-
чении 3 максимальные температуры незначительны, напряжения
сжатия не вызывают пластической деформации (рис. 7.7, г) и после
полного остывания напряжения ах в этой точке отсутствуют. Эпюра
остаточных напряжений ох в поперечном сечении показана на
рис. 7.3, д.
Более сложным является определение сварочных напряжений
в случае, когда искривлением сечений можно пренебречь, но взаим-
ные перемещения поперечных сечений в процессе сварки относи-
тельно друг друга необходимо учитывать. Для определения свароч-
ных напряжений в сталях в этих случаях могут быть использованы
графорасчетные методы Г. А. Николаева и Н. О. Окерблома. В этих
методах приняты следующие допущения.
1. Рассматривают только продольные напряжения ах. Попереч-
ные напряжения су и касательные хху считают равными нулю.
193
2. Поперечные сечения плоские, но могут перемещаться относи-
тельно друг друга.
3. Зависимость предела текучести для низкоуглеродистой стали
схематизирована по типу, показанному пунктирной линиеи 1 на
рис. 7.5.
4. Материал идеальный упругопластический (см. рис. 7.4).
2Ь" +
Рис. 7.8. Определение одноосных свароч-
ных напряжений графорасчетным методом
Г. А. Николаева:
а — эпюра продольных деформаций в сече-
нии 1—Г, б — поле температур прн сварке;
в — эпюра продольных деформаций, возник-
ших на стадии остывания
5. Модуль упругости Е
постоянен во всем диапазоне
температур.
6. Свариваемые пластины,
каждая шириной В, считают
достаточно длинными (рис.
7.8), чтобы можно было ис-
пользовать квазистационар-
ное распределение темпера-
тур; температура по толщине
пластин распределена равно-
мерно.
На рис. 7.8, б показано
квазистационарное распреде-
ление температур при сварке
длинных в направлении х—х
пластин. В методе Г. А. Нико-
лаева рассматриваются дефор-
мации и напряжения только
в двух сечениях пластины: в
сечении 1—1, соответствую-
щем наибольшей ширине изо-
термы 600 °C, и в сечении 2—
2 после полного остывания
пластины (сечение 2—2 на
рисунке не показано). Счита-
ется, что свариваемые встык
пластины собраны на прихват-
ках и относительно друг дру-
га не поворачиваются, т. е.
это соответствует случаю
проплавления целой пласти-
ны шириной 2В.
Рассмотрим распределение
собственных напряжений и
деформаций в сечении 1—1,
используя равенство (7.4).
Перед сваркой начальные де-
формации еОпл были равны нулю, а температурные в рассматривае-
мом сечении еа = аТ. Тогда, перенося в левую часть гупр + епл,
а в правую часть ен и меняя знак, получаем
^упр, АЕпЛ, 1>Н1 ^СС1 ^хГ•
(7.11)
194
Решим уравнение (7.11) графически. Возьмем рядом с сечением
1—1 второе сечение Г—Г, находящееся от него на расстоянии,
равном единице. Температурная деформация выделенной полоски
в направлении Ох составит аТ. Отложим значения величины —аТ,
находящейся в правой части уравнения (7.11), на рис. 7.8, а в виде
толстой кривой линии вниз как отрицательные. Теперь необходимо
определить eHl- Согласно допущению 2, поперечные сечения не ис-
кривляются, поэтому наблюдаемая деформация ен полоски между
1—1 и Г—Г будет одной и той же по всей ширине пластины 2В.
Положение линии пг—пг', определяющей на рис. 7.8, а значение
еН1, можно находить путем подбора методом последовательных при-
ближений, исходя из условия взаимной уравновешенности соб-
ственных напряжений в пределах поперечного сечения 1—1. Как
известно, собственные напряжения при одноосном напряженном
состоянии пропорциональны упругим деформациям ст = еупр£.
Поэтому достаточно получить уравновешенную эпюру упругих
деформаций еупр, чтобы иметь уравновешенность собственных на-
пряжений. Рассмотрим подробно определение упругих и пластиче-
ских деформаций при произвольно выбранном еН1. После того как
проведена линия пг—пг', показывающая предположительное зна-
чение еН1, вниз от пг—т' откладывают предельно возможную упру-
гую деформацию еупр = ет = стт/Е и проводят горизонтальную
линию ас. В соответствии с рис. 7.5 ет постоянна до Т = 500 °C.
В диапазоне от 500 до 600 °C предел текучести меняется линейно,
поэтому на участке се упругая деформация убывает до нуля и
остается равной нулю при Т 600 °C.
На рис. 7.8, а вертикально заштрихована эпюра упругих дефор-
маций, а косо — эпюра пластических деформаций. Если окажется,
в
что эпюра упругих деформаций уравновешена, т. е. § еупр dy = 0,
—в
то еН1 выбрана удачно. Если нет, то нужно задаться новым положе-
нием линии пг—пг' и повторить построение.
Наблюдаемая деформация еН1 на рис. 7.8, а оказалась положи-
тельной, и это означает, что пластина в процессе нагрева при сварке
удлиняется. Упругие деформации удлинения показаны со знаком
плюс, а деформации укорочения — со знаком минус. Зоны шири-
ной испытывают только упругие деформации, зоны Ь2 и Ь3 — упру-
гие и пластические, а зона bi — только пластические деформации.
Зоны Ь2, Ь3 и составляют так называемую зону пластических
деформаций 2&п.
Для определения остаточных деформаций и напряжений нужно
рассмотреть стадию остывания пластины, т. е. перейти от распре-
деления деформации в сечении 1—1 к распределению деформаций
в некотором сечении 2—2, условно находящемся при температуре,
равной 0 °C. Для этого следует воспользоваться уравнением (7.4),
в котором в качестве начальных деформаций будут присутствовать
пластические деформации, найденные в сечении 1—1. По отношению
к состоянию в сечении 2—2 состояние в сечении 1—1 является на-
чальным.
195
Перепишем уравнение (7.4) в другом виде, введя индексы для
рассматриваемого состояния:
8упр2 + Д®пл2 = 8н2 6а2 8опл2- (7.12)
Так как после полного остывания Т = О °C, то еа2 = 0.
Для определения упругих и пластических деформаций еупр2
и ДеПЛ2 воспользуемся графическим методом. Отложим на рис. 7.8, в
в виде толстой линии эпюру —еОпЛ2. Начальные деформации е0пЛ2 =;
= ДеПЛ1 в сечении 1—1. Так как пластические деформации ДеПЛ1
были деформациями укорочения волокон металла при нагреве и
имеют знак минус, то —е0ПЛ2 = —ДеПЛ1 будет положительной,
поэтому она отложена вверх. Искомая деформация еН2 будет одина-
кова по всей ширине пластины, так как принята гипотеза плоских
сечений. Далее необходимо задаться некоторой отрицательной вели-
чиной еН2, сдвинув начало координат на линию п—п'. Ординаты
кривой kfpf'k' выражают левую часть равенства (7.12), т. е. сумму
упругих и приращений пластических деформаций, соответствующих
стадии остывания. Чтобы получить отдельно значения упругой и пла-
стической составляющих, необходимо воспользоваться пределом
текучести сгт при комнатной температуре и определить максимально
возможную упругую деформацию еупр2тах = £т- Отложим ет =
= от/Е на рис. 7.8, в. Тогда косо заштрихованная часть fpf будет
выражать приращения пластических деформаций удлинения ДеПЛ2,
возникших при остывании, а прямо заштрихованная часть эпюры —.
в
упругие деформации. Если окажется, что § eynP2dy = 0, то поло-
—в
жение линии п—п' выбрано удачно. Если эпюра упругих деформа-
ций, пропорциональных остаточным напряжениям, не уравновешена,
то следует задаться новым положением п—п', т. е. новым еН2. Оста-
точные пластические деформации еплост равны алгебраической
сумме пластических деформаций при нагреве ДеПЛ1 и приращений
пластических деформаций при остывании ДеПЛ2 (эпюра aff'a'):
£ПЛ.ОСТ Д^ПЛ, Н- Дбпл2- (7.1 3)
Так как в рассматриваемом случае ДеПЛ1 по модулю больше
ДеПЛ2, то знак епл ост совпадает со знаком ДеПЛ1. Это означает, что оста-
точные пластические деформации представляют собой деформации
укорочения.
Метод Г. А. Николаева позволяет получить распределение оста-
точных напряжений о0СТ = еупр2Е и относительное укорочение сва-
ренной пластины еН2. Как следует из расчета, максимальные оста-
точные напряжения в низкоуглеродистой стали являются растяги-
вающими, равны пределу текучести и наблюдаются в зоне шва и
околошовной зоне, нагревающейся до сравнительно высоких тем-
ператур. В основном металле, где температура была ниже (200—•
300 °C), остаточные напряжения — сжимающие.
196
Аналогичным путем можно определить напряжения при наплавке валика
на кромку полосы (рис. 7.9) или при сварке двух не одинаковых по ширине по-
лос. Отличие будет состоять в том, что поперечные сечения 1—1 и 1’—Г, оста-
ваясь плоскими, будут не только поступательно перемещаться, но и поворачи-
ваться относительно друг
друга.
Положение линий т —
т' и п — п.' необходимо вы-
бирать так, чтобы не только
показанные прямой штрихов-
кой суммы упругих деформа-
в
цин ( вупр dy = 0, но и суммы
0 в
их моментов j eynpt/ dy = О,
О
что равносильно уравнове-
шенности собственных на-
пряжений по сумме сил и по
сумме моментов сил. Косой
штриховкой (контур acemgpa)
показана эпюра пластических
деформаций при нагреве (рис.
7.9, а) и (контур fpf) при ос-
тывании (рис. 7.9, 6). Оста-
точные пластические дефор-
мации представлены эпюрой
aff'go. Ширина различных
зон обозначается b-,. bs, b.>, Z>4
и &п аналогично рис. 7.8.
В методе Н. О. Окер-
блома определение де-
формаций и напряжений
производится в несколь-
ких последовательно рас-
положенных друг за
другом сечениях, что
позволяет проследить
изменение упругих и
пластических деформа-
ций в процессе сварки.
В первом сечении на-
а)
Рис. 7.9. Одноосные напряжения при наплавке
валика на кромку полосы
чальные деформации принимаются равными нулю. В последующих
сечениях в качестве начальных деформаций еОпл присутствуют пла-
стические деформации, полученные для предыдущего сечения. Урав-
нение (7.12) преобразуется к следующему виду для n-го сечения:
еупр +АеПл —бн еа еопл , (7-14)
где начальная деформация еОпЛл может быть представлена как пла-
стическая деформация, накопленная на предыдущих этапах:
п—1
Еопл =ЕПл = У] ДЕпл., (7.15)
197
Переходя от сечения к сечению, можно получить в каждом из
них распределение упругих деформаций и напряжений, а также
наблюдаемые деформации.
Алгоритм графорасчетных методов несложен при составлении
программы для ЦВМ, что позволяет быстро решать подобные за-
дачи.
При необходимости можно учесть зависимость модуля упругости
Е от температуры, а также структурные превращения. В последнем
случае температурные деформации 8а берутся непосредственно
с дилатограммы (см. рис. 7.2, б) при соответствующих температу-
рах.
Точное определение напряжений и деформаций при сварке про-
водят методами теории пластичности [3], как правило, с исполь-
зованием метода конечных элементов на мощных ЭВМ. Все тело
рассматриваемой пластины разбивают на конечные элементы, более
мелкие в зоне нагрева и более крупные в малонагретых частях пла-
стины. Процесс сварки разбивают на небольшие отрезки времени.
Сначала напряжения и деформации вычисляют в конце первого
отрезка времени и находят поле упругих и пластических деформа-
ций. Затем, зная поле пластических деформаций в конце и
приращение температурных деформаций на отрезке времени Д/2,
определяют упругие и пластические деформации в конце Д/2-
Решение продолжают до получения установившегося характера
напряжений и деформаций при сварке пластины. В этом методе
могут быть учтены любые изменения свойств металла, вызванные
изменением температуры и пластической деформацией. Метод поз-
воляет получить напряжения ах, ау, т;ху и все компоненты деформа-
ции в элементах пластины.
Аналитические методы решения ввиду сложности сварочных
задач большого распространения не получили.
§ 5. Экспериментальные методы определения
сварочных напряжений
Существуют экспериментальные методы определения остаточных
напряжений: рентгеновский, магнитный, ультразвуковой и меха-
нические. Чаще используют механические методы, которые основаны
на измерении деформаций металла при освобождении его от оста-
точных напряжений. Сварочные напряжения определяют, например,
для анализа напряженного состояния при исследовании выносли-
вости соединений, сопротивляемости разрушению при наличии тре-
щин, коррозионной стойкости, а также в целях установления эффек-
тивности использованных методов снижения собственных напряже-
ний при сварке, после сварки или термической обработки и для
определения усадки и возникающих при этом перемещений. В каче-
стве измерительных преобразователей перемещений часто исполь-
зуют механические приборы и тензорезисторы, значительно реже —
индуктивные и пневматические преобразователи. Рассмотрим пример
определения одноосных остаточных напряжений o.v в сварной
198
пластине (рис. 7.10, а). До разрезки пластины на полосы
(рис. 7.10, б) на ней делают специальные отверстия на расстоянии Б
для установки на них механических мерительных приборов или на-
клеивают тензорезисторы. Размер баз Б несуществен (обычно 10—
100 мм), так как предполагают, что напряжения в этом случае доста-
точно мало изменяются по длине. Чтобы учесть возможный изгиб,
снимают показания приборов с двух сторон пластины. Затем пла-
стину режут на полосы шириной Ь. Проводят последующие измере-
ния и по разности пока-
заний приборов опреде-
ляют деформацию e.v и
остаточные напряжения:
4>ст= —е*£- (7,16)
Можно вырезать попе-
речную полоску разме-
ром Lj (рис. 7.10, в),
который не должен быть
более Ьп, т. е. половины
ширины зоны пластиче-
ских деформаций 2&п.
При этом одноосные на-
пряжения также снима-
ются достаточно полно.
Для определения
двухосных напряжений
базы Б и квадратики
при разрезке нужно
брать по возможности
меньших размеров (рис.
7.10, г) и в общем случае
иметь в каждом квадра-
тике не по две, а по три
базы (рис. 7.10, д) для
определения ох, <зу и тху.
Если есть уверенность,
Рис. 7.10. Расположение мерительных баз и
тензодатчиков при определении остаточных сва-
рочных напряжений:
а — одноосные напряжения ох в пластине; б — раз-
резка на полосы, в — вырезка поперечной полосы,
г — разрезка на квадраты с измерением в двух на-
правлениях, д — разрезка на квадраты с измерением
в трех направлениях вблизи шва
что касательные напря-
жения гху малы, то, чтобы вычислить остаточные напряжения,
достаточно измерить возникающие в результате разрезки дефор-
мации гх и е.у по двум главным направлениям:
°\>ет = — Е (е* + Не</)/(1 - и2);
<Wt = —£(еу + иеД/(1-р2). (7.17)
Двухосные остаточные напряжения на поверхности массивных тел
определяют аналогично описанному выше для пластины. Металл
вокруг мерительных баз подрезают по кольцу кольцевым сверлом
или по квадрату фрезами на глубину не менее 0,6 размера стороны
квадрата или диаметра.
199
Для определения остаточных напряжений в глубине металла
сверлят тонкие глубокие отверстия и размещают в них измеритель-
ные преобразователи в различных направлениях. Производят на-
чальные измерения, а затем из металла вырезают цилиндры диа-
метром не менее пяти диаметров отверстий, причем отверстие нахо-
дится в центре цилиндра. В этом случае напряжения не искажены
сверлением отверстия. Повторные измерения позволяют определить
необходимые для подсчета трехосных напряжений деформации.
Временные напряжения в процессе сварки определяют, устанав-
ливая на поверхность детали три близко расположенных деформо-
метра, которые непрерывно регистрируют наблюдаемые деформации
е.Хн, &Ун и УхУн- Зачеканенной в деталь вблизи баз термопарой непре-
рывно измеряют температуру, затем на дилатометре определяют
дилатограмму металла при заданном термическом цикле сварки.
Из дилатограммы получают закон изменения температурной дефор-
мации еа во времени, а по разностям — еа и eVh — еа находят
закон изменения собственных деформаций. Разбивая весь процесс
на отдельные отрезки времени А/и получая приращения собственных
деформаций Аеж, и АуХ|/ на каждом из этих отрезков, затем ме-
тодами теории пластичности вычисляют временные напряжения [3].
§ 6. Распределение сварочных напряжений
в сварных соединениях
Современные представления о распределении собственных напря-
жений в сварных соединениях сложились на основе эксперимен-
тальных и расчетных данных. Поля этих напряжений крайне много-
образны и изменчивы от случая к случаю. Наиболее стабильный
характер имеют остаточные напряжения вдоль швов ох. В образцах
толщиной до 15—20 мм, сваренных за 1—3 прохода плавлением,
структурные превращения в которых завершаются при высоких
температурах, распределение напряжений имеет вид, показанный
на рис. 7.11. В низкоуглеродистых и аустенитных сталях максималь-
ные напряжения наблюдаются в шве и вблизи него. Они при-
мерно равны пределу текучести. В титановых и алюминиевых спла-
вах максимальные напряжения могут составлять (0,5 ч- 0,8) <гт,
а иногда и ниже. Более высокие напряжения возникают при сварке
мощными источниками с высокой скоростью. В зоне, несколько
меньшей зоны пластических деформаций, действуют растягивающие
напряжения. За пределами этой зоны напряжения обычно сжимаю-
щие и мало меняются по ширине пластины. Из-за искривления пла-
стин во время сварки или от изгиба напряжения <тх вдалеке от оси
шва могут быть близкими к нулю или даже растягивающими.
Структурные превращения, если они происходят при темпера-
турах ниже 300—400 °C, существенно изменяют характер напряже-
ний в зоне пластических деформаций (рис. 7.12). Центральная
часть — шов и околошовная зона — испытала при нагреве и осты-
вании структурные превращения (рис. 7.12, а), которые заверши-
ло
лись при низкой'температуре и сопровождались существенным удли-
нением металла. Здесь возникли напряжения сжатия. При сварке
таких сталей аустенитными электродами в шве возникают растяги-
вающие напряжения (рис. 7.12, б); в околошовной зоне, где про-
изошли структурные превращения, имеются напряжения сжатия.
5) В! г)
б, МПа б, МПа, б, МПа
1
J400 МО 200
-200
-200
-100
Рис. 7.11. Распределение остаточных напряжений ах вблизи шва свар-
ных пластин:
а — ннзкоуглероднстая сталь СтЗ (s = 8 мм); б — аустенитная сталь 12Х18Н9Т
(s = 2 мм); в — титановый сплав ОТ4 (s = 1,5 мм); г — алюминиевый сплав АМгб
(s = 10 мм)
Рис. 7.12. Характер распределения остаточных напряжений в од-
нопроходных сварных соединениях среднелегироваиных сталей,
испытывающих структурные превращения:
а — присадочный металл совпадает с основным металлом; б — присадоч-
ный металл — аустенитная сталь
В большей части зоны пластических деформаций, где структурные
превращения не возникали, действуют напряжения растяжения.
За пределами зоны пластических деформаций в основном металле
в таких сталях продольные напряжения ох, как правило, сжимаю-
щие, но могут быть растягивающими (показано на рис. 7.12, а
201
пунктирной линией), если вклад зоны сжатия в центральной части
весьма значителен.
Все рассмотренные закономерности распределения напряже-
ний ах в стыковых соединениях полностью относятся к соедине-
ниям с угловыми швами, выполненными за 1—5 проходов, — нахле-
сточным, тавровым и угловым.
Помимо продольных в сварных однопроходных соединениях
возникают также поперечные оу и касательные хху напряжения.
Значительные касательные напряжения гху образуются в местах
высоких градиентов напряжений o.v и ау, т. е. по концам швов.
Рис. 7.13. Остаточные напряжения в швах большой толщины:
а — при многослойной сварке; б — при электрошлаковой сварке плиты толщиной s =
=s 700 мм
В швах большой толщины остаточные напряжения зависят от
способа выполнения шва и последовательности укладки слоев.
В многослойных сварных соединениях из низкоуглеродистых сталей
напряжения ах в шве близки к <гт. Распределение напряжений ау
в V-образном соединении, которое сваривалось в свободном состо-
янии, показано кривой 1 на рис. 7.13, а. Напряжения <ту в корне
шва при толщинах более 40—60 мм велики из-за большой пластиче-
ской деформации при угловом перемещении. Каждый очередной
слой вызывает поперечную усадку и изгиб заваренной части, созда-
вая в корне шва растяжение. Если шов выполняется на пластинах,
которые не могут поворачиваться, то каждый новый слой будет
вызывать в корне шва только сжатие. В результате появятся боль-
шие сжимающие напряжения ау > от в корне шва и растягивающие
<тп « 0,5 <гт на поверхности (кривая 2 на рис. 7.13, а).
Электрошлаковая сварка, выполняемая за один проход, вызы-
вает в образцах толщиной более 150—200 мм объемные напряжения
в глубине металла (рис. 7.13, б). Все три компонента напряжений
при этом растягивающие, на поверхности o.v и оу—сжимающие.
Такой характер напряжений объясняется сопротивлением основ-
ного металла усадке зоны сварного соединения как в продольном
направлении, так и по толщине, а также неравномерностью рас-
202
пунктирной линией), если вклад зоны сжатия в центральной части
весьма значителен.
Все рассмотренные закономерности распределения напряже-
ний ах в стыковых соединениях полностью относятся к соедине-
ниям с угловыми швами, выполненными за 1—5 проходов, — нахле-
сточным, тавровым и угловым.
Помимо продольных в сварных однопроходных соединениях
возникают также поперечные <ту и касательные т;ху напряжения.
Значительные касательные напряжения гху образуются в местах
высоких градиентов напряжений o.v и <ту, т. е. по концам швов.
Рис. 7.13. Остаточные напряжения в швах большой толщины:
а — при многослойной сварке; б — при электрошлаковой сварке плиты толщиной s =
= 700 мм
В швах большой толщины остаточные напряжения зависят от
способа выполнения шва и последовательности укладки слоев.
В многослойных сварных соединениях из низкоуглеродистых сталей
напряжения ах в шве близки к <гт. Распределение напряжений оу
в V-образном соединении, которое сваривалось в свободном состо-
янии, показано кривой 1 йа рис. 7.13, а. Напряжения <ту в корне
шва при толщинах более 40—60 мм велики из-за большой пластиче-
ской деформации при угловом перемещении. Каждый очередной
слой вызывает поперечную усадку и изгиб заваренной части, созда-
вая в корне шва растяжение. Если шов выполняется на пластинах,
которые не могут поворачиваться, то каждый новый слой будет
вызывать в корне шва только сжатие. В результате появятся боль-
шие сжимающие напряжения ау > от в корне шва и растягивающие
<тп « 0,5 <гт на поверхности (кривая 2 на рис. 7.13, а).
Электрошлаковая сварка, выполняемая за один проход, вызы-
вает в образцах толщиной более 150—200 мм объемные напряжения
в глубине металла (рис. 7.13, б). Все три компонента напряжений
при этом растягивающие, на поверхности ах и оу—сжимающие.
Такой характер напряжений объясняется сопротивлением основ-
ного металла усадке зоны сварного соединения как в продольном
направлении, так и по толщине, а также неравномерностью рас-
202
варке узкого кольца. Окружное сокращение почти полностью
передается на область 1.
Точечные соединения имеют осесимметричное распре-
деление напряжений (рис. 7.15). При остывании центральной части
в ней возникают растягивающие напряжения с равными компонен-
тами <jr = о> = <гт. На некотором расстоянии окружные напряже-
ния at становятся сжимающими. Значения радиальных напряже-
ний убывают примерно по закону 1/г2, оставаясь растягивающими.
В низкоуглеродистых сталях зона двухосного растяжения соответ-
ствует участку, нагревавшемуся выше температуры 150—200 °C.
При стыковой контактной сварке стержней продольные (по оси)
напряжения на поверхности
сжимающие, а в глубине метал-
ла все три компонента растяги-
вающие.
Таким образом, рассмотрение
остаточных напряжений в ос-
новных видах сварных соедине-
ний показывает, что максималь-
ные растягивающие напряже-
ния, как правило, близки к пре-
делу текучести. В некоторых
случаях они превышают <гт (кор-
ни многослойных швов, участки
в глубине электрошлаковых со-
Рис. 7.15. Остаточные напряжения стг
и Ст/ в точечных сварных соединениях
единений). Пластические деформации металла при сварке в отсут-
ствие концентраторов напряжений составляют 1—2 %. При нали-
чии концентраторов—непроваров, несплавлений, шлаковых вклю-
чений — пластические деформации могут быть настолько значи-
тельны, что будет существенно исчерпываться деформационная
способность металла, в некоторых случаях даже наступать его раз-
рушение. При сложении остаточных напряжений с рабочими часто
возникают небольшие пластические деформации, которые в подав-
ляющем большинстве случаев не влияют на прочность (см. гл. 9).
ГЛАВА 8
ДЕФОРМАЦИИ КОНСТРУКЦИИ ОТ СВАРКИ
§ 1. Деформации и перемещения в зоне сварных соединений
Сварка вызывает искажение размеров и формы элементов свар-
ных конструкций, их укорочение, изгиб, потерю устойчивости,
закручивание. Эти искажения выражаются в перемещениях, кото-
рые зависят от формы сварной конструкции, расположения швов
в ней, толщины металла. Многообразные виды перемещений свар-
ных конструкций порождаются относительно небольшим числом
видов деформаций и перемещений, возникающих в зоне сварных
соединений. Деформации и перемещения в зоне сварных соедине-
204
ний зависят от количества теплоты, вводимого при сварке, рас-
пределения температур, свойств свариваемого металла.
Один из наиболее простых расчетных приемов определения пере-
мещений сварных конструкций состоит в выделении двух самостоя-
тельных этапов расчета. На первом находят деформации и переме-
щения в зоне сварных соединений — эту часть называют термо-
механической частью задачи, а на втором методами сопротивления
материалов или теории упругости определяют перемещения в кон-
струкции, используя результаты, полученные на первом этапе.
Эту часть называют деформационной частью задачи. Удобство
такого приема состоит в том, что одни и те же результаты термомеха-
нической части задачи, полученные один раз расчетным или экс-
периментальным путем, могут затем многократно использоваться
при решении деформационных задач для самых разнообразных
видов конструкций.
Рис. 8.1. Сварная пластина с остаточными пластическими дефор-
мациями епл ост
Различают пять основных видов деформаций и перемещений
в зоне сварных соединений.
1. Продольные остаточные пластические
деформации еХпдост, создающие так называе-
мую усадочную силу Рус. В гл. 7 при определении
продольных напряжений ох по методу Г. А. Николаева на рис. 7.8, в
была получена эпюра остаточных пластическйх деформаций епл ост.
Чтобы установить зависимость между усадочной силой Рус и епл<ост,
рассмотрим более подробно состояние сваренной пластины.
Разрежем пластину шириной 2 В на продольные полоски,
чтобы освободить каждую из них от имеющихся напряжений сгх
(рис. 8.1, а). Концы полос расположатся так, как показано на
рис. 8.1, а. Полоски, находящиеся за пределами зоны 2 Ьп пласти-
ческих деформаций, будут иметь начальную длину Lo. Полоски
внутри этой зоны будут короче, потому что они имеют остаточную
пластическую деформацию епл ост, которую берут со знаком минус.
205
Укорочение AL = епл OCTL0. Концы полос будут геометрически
повторять характер эпюры еплост на рис. 8.1, б. Приложим к уко-
роченным полосам растягивающие силы р, образующие в полосках
напряжения о, чтобы длина всех полос стала одинаковой и равной L(>
(рис. 8.1, в):
Р = ^ПЛ.ОСТ^* (§• О
«Склеим» между собой полоски. При этом они образуют целую
пластину с напряжениями ох = р по концам в пределах зоны пла-
стических деформаций. Остальная часть ширины будет свободна
от напряжений. В действительности к торцам сваренной пластины
никаких сил не приложено, поэтому уравновесим силы р равными
им по значению и противоположными по направлению (рис. 8.1, г).
Интеграл от распределенной нагрузки —р, взятый в пределах
зоны пластических деформаций 26п, даст некоторую силу, кото-
рая называется фиктивной усадочной силой Рус. Поскольку
епл.ост < 0, то Рус < 0, или
+Ьп
Lyc ~ ^пл. ocT^sdz/, (8.2)
~Ьп
где s — толщина пластины.
Рус вызовет по всей ширине равномерное сжатие <тсж = Pytl(2Bs)
и сформирует совместно с напряжениями о = р, которые образо-
вались в пределах зоны 26п при растяжении полосок, эпюру оста-
точных собственных напряжений вх, которые были в пластине
до ее разрезки на полосы. Укорочение пластины от силы Рус выра-
жается величиной
Anp = PycL0/(2BsL). (8.3)
Таким образом, если пренебречь влиянием характера распре-
деления сил р по торцам пластины и заменить их силой Рус, то бу-
дем иметь пластину, нагруженную по концам швов. Собственные
напряжения в разных точках по ширине могут быть определены
по общему правилу вычисления напряжений в пластине, имеющей
остаточные пластические деформации укорочения епл-ост:
0* = —enJ1.0CT£ + Pyc/(2Bs). (8.4)
епл.ост и Рус в формуле (8.4) отрицательны. Напряжения ох
показаны в сечении пластины на рис. 8.1, г. Как видим, определе-
ние усадочной силы Рус сводится к определению эпюры остаточных
пластических деформаций епл ост, которая может быть найдена
различными расчетными методами. Для исключения погрешностей,
вызываемых различными допущениями в расчетных методах, уса-
дочную силу часто определяют экспериментально. Для этого
достаточно измерить длины полосок до сварки и после разрезки
пластины, как это было изложено в гл. 7 при определении оста-
точных напряжений. По разности показаний нужно найти измене-
ние длины полосок А, а затем определить еплост = A/L, где Б —
длина базы измерения. По формуле (8.2) вычисляют Рус. Можно
206
измерить изменение длины пластины в результате сварки Л^,
на какой-либо начальной базе Lo, а затем воспользоваться форму-
лой (8.3) для вычисления Рус.
При сварке легированных сталей, испытывающих структурные
превращения, в зоне пластических деформаций могут возникнуть
и пластические деформации удлинения (рис. 8.2). У отдельных
сталей сила Рус может оказаться растягивающей, т. е. Рус > 0.
В этом случае пластина после сварки удлиняется, а не укорачи-
вается. Однако у подавля-
ющего большинства метал-
лов сила Рус сжимающая.
Для разных сталей и
сплавов получены эмпири-
ческие формулы для вычи-
сления Рус в зависимости
от условий сварки. Для
низкоуглеродистых и НИЗ- рис g 2. Распределение епл ост в низкоугле-
колегированных сталей С родистой стали (а) и в стали, при сварке
пределом текучести ДО испытавшей структурные превращения (6)
300 МПа при дуговой
сварке стыковых, тавровых и нахлесточных соединений весьма
жестких (с большой площадью поперечного сечения) элементов
за один проход значение Рус.ж, выраженное в ньютонах, может
быть определено по формуле
РУс.ж = - [230 000/(<?о + 12 600) + 3,58] q/v„ (8.5)
где q •— эффективная мощность, Дж/с; ус — скорость сварки, см/с;
q0 = q! (ус$Расч) — удельная погонная энергия сварки, Дж/см2;
spac4—расчетная толщина сва-
риваемого элемента, см;
= 0,5 (Sj + s2) в стыковых или
угловом соединении пластин
толщиной Sj и з2 (рис. 8.3, а, б)
или spac4 = 0,5 (2sn + sc) в
тавровом или нахлесточном
соединении (рис. 8.3, в, а).
Формула (8.5) действительна
в диапазоне q0 от 4000 до
38 000 Дж/см2.
В случае многопроходной
Рис. 8.3. Сварные соединения, выполнен-
ные однопроходной сваркой
сварки зоны пластических
деформаций от последующих слоев могут перекрывать зону плас-
тических деформаций, образованную ранее уложенными слоями.
При сварке таврового соединения последовательно двумя одина-
ковыми угловыми швами, зоны пластических деформаций кото-
рых перекрываются, суммарная усадочная сила от двух швов-
составляет 1,3—1,45 усадочной силы от первого шва. При ук-
ладке большего числа слоев данные приведены в справочнике [8].
207
Из-за нагрева кромки усадочная сила возникает и при резке
металла. Погонная энергия при газовой резке стали, приходя-
щаяся на одну кромку для толщин s = 0,64-4,0 см, равна
q/Vy = 42 600(13,5 — s)s, (8.6)
где s выражено в см, a qlvy — в Дж/м.
2. Равномерные по толщине поперечные
остаточные пластические деформации еу ,
интеграл которых дает поперечную у с а д -
к У Лпоп- При нагреве или проплавлении целой пластины движу-
щимся источником теплоты в ней помимо продольных собственных
деформаций возникают и попереч-
ные собственные деформации е.у,
которые обычно создают попе-
речные пластические деформации
е„ • Металл от нагрева рас-
^ПЛ.ОСТ г г
ширяется — в нем возникают на-
пряжения сжатия. Наиболее низ-
кие значения сгт наблюдаются в
области высокого нагрева, где и
образуются пластические дефор-
мации. На рис. 8.4, б показан
примерный характер распределе-
ния еи по ширине пластины.
Если точку О по оси шва (рис. 8.4,а)
принять как неподвижную, то
можно определить перемещения
v точек А, В, D в направлении
у
к оси шва как интеграл $ еу йу
о пл-ост
(рис. 8.4, в), где верхний предел интегрирования принимает зна-
чения Уд, Ув, Уо- Точки В и D одинаково смещаются к оси шва,
так как зона поперечных пластических деформаций ограничена
размерами —Ьу^ и +&i/n, а точки В и D находятся за ее пределами.
Ширина пластины сокращается на размер
Апоп = &У-
поп J ^пл.ост
—Ь
(8-7)
В стыковом соединении пластин с зазором (рис. 8.5, а) рас-
ширение металла в поперечном направлении происходит намного
свободнее, чем при сварке целой пластины. Нагреваемые кромки
достаточно свободно перемещаются в зазор, в результате чего
возникают перемещения v, показанные на рис. 8.5, б. Максимально
возможное перемещение каждой кромки при отсутствии тепло-
отдачи в воздух
УтаХ = —(8.8)
208
где q — мощность, вводимая в обе кромки (в каждую кромку вво-
дится <?/2); ц.—скорость сварки; s—толщина листа; а—коэф-
фициент линейного расширения; су — объемная теплоемкость (см.
табл. 7.1).
После максимального сближения в точке О кромки на стадии
охлаждения отходят в обратном направлении, пока металл нахо-
дится в жидком состоянии или имеет низкий предел текучести.
В некоторой точке F металл приобретает достаточную прочность,
и величина 2vF обозначается как поперечная усадка Дпоп = 2vF <
<2птах. В зависимости от усло-
вий и способа сварки Дпоп имеет
разные значения:
где А — эмпирический коэффици-
ент. При электрошлаковой сварке
А = 1,6; при электродуговой
сварке с полным проплавлением
А ж 1,0-ь1,2.
Абсолютное значение Дпоп из-
меняется в широких пределах в
зависимости от вводимой при свар-
ке энергии. При дуговой одно-
проходной сварке стыкового со-
единения металлов толщиной до
3—5 мм Дпоп составляет обычно
десятые доли миллиметра, до 5—
20 мм ДПоп — 0,5 4- 1,5 мм, при электрошлаковой сварке Дпоп =
= 34-8 мм и более. Поперечная усадка в случае неполного про-
плавления листа, например в нахлесточных и тавровых соедине-
ниях, также имеет большое практическое значение. Коэффициенты А,
входящие в формулу (8.9), для случая неполного проплавления
приведены в справочнике [81.
При определении Дпоп по формуле (8.9) q— это эффективная
мощность, вводимая в пластину, для которой находят попереч-
ную усадку. Для нахлесточных и тавровых соединений определе-
ние эффективной мощности qn, вводимой в лист толщиной s„, к ко-
торому приваривают другой лист толщиной sp, приближенно можно
проводить по формуле
qu = 2qsJ(2sn + sp), (8.10)
где q — полная эффективная мощность источника нагрева. По-
перечная усадка может быть определена экспериментально путем
измерения баз, расположенных поперек шва с одной и другой сто-
рон пластины. Размер измеряемых баз должен быть больше ши-
рины зоны, которая нагревалась до 150 °C (для сталей). Вели-
чина Дпоп находится как полусумма значений, полученных на ли-
цевой и обратной сторонах.
209
3. Неравномерные по толщине попереч-
ные пластические деформации, образующие
угловое перемещение р в зоне сварного
соединения. Неравномерные по толщине или неравномер-
ные по сечению многослойного шва поперечные пластические де-
формации Еупд ост вызывают поворот одной части пластины отно-
сительно другой на угол р (рис. 8.6). При проплавлении целой
а) 6) д)
Рис. 8.6. Угловое перемещение при сварке стыковых (а, б), нахле-
сточных (в), тавровых (г — е) соединений
пластины или выполнении углового шва угол Р зависит от отно-
шения H/s глубины провара к толщине пластины, формы провара
и его ширины. Характер зависимости Р (H/s) показан на рис. 8.7.
При малой глубине провара непроваренная часть сопротивляется
усадке проваренной части. При большой глубине провара эпю-
ра гу о(_т достаточно равномерна по толщине. В обоих случаях
угол р мал. Однако и при полном проваре часто возникает угол
Рис. 8.7. Характер зави-
симости 3 от H/s
поворота р (пунктирная линия на схеме
рис. 8.7). При сварке двух однопроходных
швов (см. рис. 8.6, е) угол р2 определяется
суммой углов рх от неравномерной усад-
ки листа 6П при сварке шва 1, р2 от не-
равномерной усадки шва 2 и рш от усадки
собственно шва 2 в направлении его гипо-
тенузы. Угол Рш мал по сравнению с при-
мерно одинаковыми рх и [32. Поэтому угол
Р v « 2рх. При К ==с 0,5sn (рис.8.6, е) угол
Рх в радианах для сталей можно прибли-
женно вычислить по формуле
рх =0,1 (АХ-0,1). (8.11)
Шов с одним и тем же катетом К/ можно выполнить с большим
или меньшим проплавлением листа. Поэтому зависимость (8.11)
справедлива при эффективной погонной энергии, вводимой в лист,
qjvz = 16 000 № для KJsB sg 0,5, qa/vz = 10 500 № для K/s„ < 0,7,
а при qjvz = 7500 № для K/sa 1, где К выражено в см, a qjvz —
в Дж/см; </п можно определить по формуле (8.10). Для случая
<7п/^с — Ю 500 № на рис. 8.8 показана зависимость Рх от тол-
210
щины листа sn и катета шва К- Уменьшение при малых sn вы-
звано ростом относительного проплавления H/sn (см. рис. 8.7).
Аналогичный вид имеют кривые и для алюминиевых сплавов
АМг5В, АМгб, АМг61 (рис. 8.9) при сварке двух угловых одно-
проходных швов. На рис. 8.9 показано также перемещение А края
полки при L = 180 мм (А = PsL).
Рис. 8 8. Зависимость от $п и К при сварке сталей
Аналитических зависимостей углов р для широкого изменения
условий сварки нет. Значения р несложно получить эксперимен-
тально, используя профилограммы в перпендикулярном шву на-
правлении.
4. Перемещения
в зоне шва в на-
правлении пер-
пендикуляра к по-
верхности свари-
ваемых листов w,
которые образуют
смещение Аг. Пере-
мещения w возникают ча-
ще всего при сварке ме-
талла небольшой толщи-
ны. Нагрев металла, со-
провождающий сварку, вы- Рис. 8 9. Зависимость и Д от «п и К при
зывает его расширение И сварке алюминиевых сплавов
образование временных на-
пряжений сжатия. В тонком (до 1 мм) металле может возникнуть
потеря устойчивости — одна кромка смещается относительно дру-
гой, и это положение фиксируется швом. Возникает смещение Аг.
Неравномерный нагрев по толщине вызывает изгиб листа в про-
цессе сварки. Если один лист по этой причине перемещается,
а другой — нет, то также возникает смещение Дг. Наиболее зако-
номерный характер имеют перемещения w при сварке кольцевых
211
швов оболочек. Вследствие расширения при нагреве значительная
зона вблизи кромки оболочки удлиняется в направлении окруж-
ности, возникают радиальные перемещения свариваемых кромок.
Радиальные перемещения кромок w будут разные, если оболочки
имеют разную жесткость, как, например, показано на рис. 8.10, а,
когда одна из оболочек представляет собой часть шпангоута, а дру-
гая не имеет дополнительных жесткостей. Эти перемещения по длине
развертки части периметра показаны кривыми / и 2. Они реги-
стрировались на расстоянии 6 мм от свариваемых кромок. Шов
зафиксировал относительное перемещение кромок, и на рис. 8.10, б
показано их положение после полного остывания. Возникло сме-
щение Лг, которое снижает прочность и устойчивость оболочек.
Перемещения w могут быть вычислены, но обычно их определяют
экспериментально.
w, мм
Рис 8 10. Перемещения в зоне
кольцевого шва цилиндрической
оболочки (s = 6 мм) из алюми-
ниевого сплава
5. Сдвиговые деформации уху, которые обра-
зуют в сварном соединении смещение АЛ.
При сварке в зоне нагрева точки свариваемых пластин переме-
щаются в направлении оси х. Впереди источника нагрева они
движутся в одном направлении с ним, а позади него — в противо-
положном. Максимальные перемещения и различны — наиболь-
шие у кромок, они убывают с увеличением координаты у. Возни-
кают сдвиговые упругие и пластические деформации. При прочих
CL Q и v
равных условиях ----------—, т. е. зависит от удельной погонной
су vcs
энергии, вводимой в каждую из свариваемых пластин. В практи-
ческом отношении интерес представляет то обстоятельство, что
при одинаковых температурных полях максимальное перемеще-
ние цк края пластины, наблюдаемое примерно в точке положения
источника, в 1,5 раза больше, чем максимальное перемещение цс
середины пластины (рис. 8.11). Такое явление обычно наблюдается
при сварке нахлесточных или тавровых соединений. Разница
в перемещениях ик и цс может оказаться еще больше, если в при-
вариваемый лист вводится теплоты больше, чем в полку. Разница
212
в перемещениях Дх = мк — мс зафиксируется швом и сохранится
как остаточная. Привариваемое ребро или нахлестка переместятся
после полного остывания в направлении сварки. Значение &х
при нормальном ведении сварки металла толщиной 5—10 мм состав-
ляет несколько десятых долей миллиметра, но может быть и более
миллиметра при сильном разогреве привариваемого элемента.
При контактной точечной или шовной сварке нахлесточных соеди-
нений также могут возникать смещения Дх в результате сдвига
электродов относительно друг друга или сильного сопротивления
вращению одного из роликов.
а)
б]
Рис. 8.11. Перемещения и впереди источника теплоты
при его движении по середине пластины (а) или краю (б)
Рассмотренные выше деформации и перемещения в зоне свар-
ных соединений, особенно Рус и Дпоп, будут в дальнейшем неодно-
кратно использованы для описания и вычисления разнообразных
искажений формы сварных конструкций при решении деформа-
ционных задач.
§ 2. Перемещения при сварке стыковых соединений
Сварка стыковых соединений — одна из наиболее часто встре-
чающихся операций в сварочном производстве. Рассмотрим основ-
ные виды перемещений в плоскости пластин.
Вначале рассмотрим перемещения при термической резке полос.
Отрезка полос от листа сопровождается их изгибом от нагрева
кромки (рис. 8.12, а).Кривизна отрезаемой полосы будет различной
для сечений /, //, ///. Если полоса длинная, а процесс отрезки
идет в течение продолжительного времени, то кривизна может
даже-изменить знак, так как начало полосы успеет остыть и тем-
пература выравняется. Кривизну полос можно определить графо-
расчетным методом Н. О. Окерблома, для которого разработаны
программы расчета на ЭВМ. Чем шире отрезаемая полоса, тем
меньше ее изгиб. Например, верхняя часть листа (рис. 8.12, а),
от которого отрезают полосу, тоже может рассматриваться как
полоса большой ширины. Ее изгиб практически не будет заметен.
После полного остывания полоса изогнется, как показано на
рис. 8.12, б. Определение изгиба полосы относится к деформацион-
ной части задачи. Воспользуемся результатами термомеханической
части задачи, изложенными в § 1. Усадочную силу для весьма
213
жесткой полосы Рус.ж вычисляем по формуле (8.5). При этом
q/vp = q/vz находим по формуле (8.6), а в формуле для q0 значе-
ние Spac4 = s/2, где s — толщина разрезаемого листа. При вычисле-
нии фактически действующей силы Pyz, показанной на рис. 8.12, б,
необходимо учесть жесткость отрезаемой полосы как балочного
элемента:
Рус = Рус.ж/[1 - Рус.* (6I//1 + еУ12 + 1/П/О, (8.12)
где от — предел текучести свариваемого или разрезаемого ме-
талла; /ь /2, F — главные центральные моменты инерции и пло-
щадь поперечного сечения полосы (или свариваемой балки); ег
и е2 — эксцентриситеты приложения усадочной силы относительно
главных центральных осей поперечного сечения,
Рис. 8.12. Перемещения при отрезке полос
Точка приложения усадочной силы должна совпадать с центром
тяжести эпюры остаточных пластических деформаций еП10СТ. Так
как ширина зоны пластических деформаций при резке невелика,
то с небольшой погрешностью, увеличивающей изгиб, силу при-
кладывают к кромке посередине толщины листа. Отсюда е2 = В/2,
а е2 = 0. Для рассматриваемой полосы Д = sB3/12; F = Bs.
Определив силу Рус, можно вычислить продольное укорочение
и изгиб отрезанной полосы.
Продольное укорочение
Дпр = Рус//(££). (8.13)
Стрела прогиба
/ = Рус<?1/2/(8£/1) = MP/&EIJ, (8.14)
где М = Ру^ — момент усадочной силы относительно центра
тяжести поперечного сечения.
Угловой поворот торцов относительно друг друга
6 = MZ/(8£/!).
(8.15)
214
Допустим, что после отрезки полосы 1 производится отрезка
полосы 2 (рис. 8.12, в). В широкой полосе после отрезки узкой
полосы образовалась усадочная сила РуС2, которая, заметим,
будет несколько меньше Рус (рис. 8.12, б) согласно формуле (8.12).
Эта усадочная сила во время резки полосы 2 будет создавать изги-
бающий момент -Рус/ и сжатие полосы 2 в сечении А — А. Растя-
гивающие напряжения от изгиба в зоне резки ои = PyCieiW =
= 6Pyc«e/(B2s) будут преобладать над напряжениями сжатия осж =
= Рус,/ (5s) от силы РУс2. Суммарное напряжение является растя-
гивающим и уменьшает остаточные пластические деформации
и усадочную силу. После отрезки полосы на нее будут действовать
не равные между собой силы РуС2 и Рус
(рис. 8.12, г). Обычно РуС2 > Рус, и по-
лоса будет больше искривлена от влия-
ния первого реза, как показано на рис.
8.12, г. Если резка всех полос произво-
дится сразу с помощью многорезакового
автомата, то1 искривляются после резки
лишь крайние полосы, так как у них
только одна кромка подвергалась на-
греву при резке. Все остальные полосы
будут прямые.
Рис. 8.13. Перемещения при
сварке пластин
Сварка стыкового соединения может
производиться без прихваток как с за-
зором между пластинами, так и без
него. Типичным примером сварки с зазором является электро-
шлаковая сварка. В общем случае в процессе сварки пластин с
зазором возникает одновременно несколько видов перемещений
(рис. 8.13).
1. Изгиб полос от неравномерного иагрева их по ширине. Рас-
пределение температур Т по ширине пластины показано на рис. 8.13.
Изгиб приводит к раскрыванию сварочного зазора.
2. Перемещения, вызываемые остыванием пластин в заварен-
ной части шва. Сокращение зоны термического влияния в попереч-
ном направлении оу (рис. 8.13) приводит к поступательному сбли-
жению пластин Дпос, а главное, к их повороту 9, который вызы-
вает закрывание зазора.
3. Перемещения, вызываемые изменением объема металла при
его структурных превращениях в процессе сварки. Они могут
как открывать, так и закрывать зазор при сварке.
Сочетание трех перечисленных выше видов перемещений может
создавать самые разнообразные изменения зазора в процессе сварки.
Перемещения, описываемые в п. 2, определяют по формулам
Дпос = a'qF bJtncysvy, (8.16)
9 = a'<7Fe/(2nXs), (8-17)
где а — коэффициент линейного расширения без структурных
превращений (их влияние будет учтено отдельно); для низкоугле-
родистых и низколегированных сталей а' ~ (16,5 -ь 17) -Ю-6 1/°С;
215
F& и Fs— безразмерные функции, приведенные на рис. 8.14,
зависящие от безразмерной длины заваренного шва vJi/Ча и без-
размерной теплоотдачи пластин при сварке;
Ьха
22 Г 27,2 • 10~’ае
I cysv^
(о,н8^У’6Т66,
(8.18)
где е — степень черноты поверхности сварираемых пластин; для
проката черных металлов 8 = 0,9; А, а, су приведены в табл. 7.1.
Предотвратить поступательное сближение при электрошлаковой
сварке закреплением пластин или их скреплением между собой
практически невозможно из-за громадных сил усадки, возникаю-
щих в свариваемых пластинах. Если на некоторой длине h± шва
угловые перемещения устранены, то для определения углового
перемещения, возникшего на участке шва от /г2 до h2, необходимо
из 02 при h2 вычесть 02 при
Структурные превращения типа а -> у сопровождаются умень-
шением объема металла, а обратные у ->а — увеличением объема.
В процессе сварки, на стадии нагрева металла, между изотермами
ЛС1 и ЛСа (рис. 8.15) в зоне шириной I происходят структурные
превращения а -► у. Через некоторое время в той же зоне в интер-
вале температур от Тп до идет процесс у ->а. В заштрихован-
216
ной зоне объем металла увеличивается. Пока заштрихованная
зона находится в начальной части шва — до середины заварен-
ной части, ее расширение приводит к
закрыванию сварочного зазора. Когда же
заштрихованная зона становится ближе к
месту сварки, чем к началу шва, пово-
рот пластин от ее расширения будет от-
крывать сварочный зазор.
В сталях с высокой степенью легиро-
вания, у которых Тв и Тк низкие, а йс
велика, процесс закрывания зазора обыч-
но продолжается, пока длина h шва не
превышает 1,5 м. В низкоуглеродистых и
низколегированных сталях, таких, как
стали 20 или 20ГС, открывание зазора на-
чинается при длине шва 0,6—0,7 м.
Изменения зазора при электрошлако-
вой сварке могут привести к нарушению
режима сварки, так как при этом меня-
ются скорость сварки и соотношение меж-
ду основным и присадочным материалом
при формировании шва. В некоторых слу-
чаях чрезмерное открывание зазора при-
водит к вытеканию ванны из-под форми-
Рис. 8.15. Зоны структур-
ных превращений при
сварке
рующих ползунов, а закрывание — к короткому замыканию
мундштуков на изделие.
§ 3. Перемещения конструкций балочного типа
К конструкциям балочного типа относятся собственно балки,
колонны и рамные конструкции, состоящие из отдельных балок.
Характерными особенностями сварных конструкций балочного
типа являются их относительно большая длина по сравнению с вы-
сотой и шириной, поясные швы вдоль всей длины, наличие попереч-
ных швов, прикрепляющих ребра, диафрагмы и вспомогательные
°l S) В}
1
Рис. 8.16. Сварная балка с продольными швами
элементы. Если в балках имеются несимметрично расположенные
продольные и поперечные швы, то из-за большой длины балок
в них возникают значительные прогибы.
После сварки продольного шва I (рис. 8.16, а, б) возникают
усадочная сила Рус, которая создает укорочение балки, вычисляе-
217
мое по формуле (8.13), и момент от силы Рус на плече е, относи-
тельно центра тяжести сечения, который вызывает изгиб балки,
вычисляемый по формуле (8.14). В качестве площади F в фор-
муле (8.13) берут суммарную площадь пояса и стенки, а- в ка-
честве — момент инерции площади тавра относительно оси 1—1,
проходящей через центр тяжести. Если к сваренному тавру при-
соединяют еще один пояс швом II (рис. 8.16, в), то от него отдельно
находят укорочение и изгиб. Площадью F является вся площадь
поперечного сечения двутавра, а момент инерции I находят отно-
сительно оси 2—2 также для всей площади. Эксцентриситетом для
усадочной силы шва II является плечо е2. Прогибы от швов I и II
в рассмотренном примере имеют разные знаки. При нахождении
Рис. 8 17. Двутавровая балка с поперечными швами
суммарного прогиба их следует вычитать. Если поперечное сече-
ние симметрично относительно оси 2—2, то остаточный прогиб
при изгибе от сварки двух швов у балки будет направлен кверху,
т. е. шов I вызывает больший прогиб, чем шов II.
Если балка состоит из нескольких продольных элементов, ко-
торые вначале собирают на прихватках, а затем сваривают, то при
вычислении укорочений и прогибов прихваточные швы считают
достаточно прочными и жесткими, чтобы обеспечить совместную
работу всех элементов. Например, если балка (рис. 8.16, в) сна-
чала собрана на прихватках, то в расчет перемещений от швов /
и II вводят всю площадь поперечного сечения и берут момент
инерции относительно оси 2—2, а также эксцентриситет es для
шва I и эксцентриситет е2 для шва II.
Поперечные швы, расположенные перпендикулярно продоль-
ной оси балки, вызывают укорочение балки, а если они располо-
жены не в центре тяжести ее поперечного сечения, то и ее изгиб.
Пусть на пояс двутавровой балки (рис. 8.17, а, б) уложен попереч-
ный валик, который вызвал поперечную усадку в поясе Апоп <0.
Удалим из балки кусок полки длиной I (показано в верхней части
рис. 8.17, а) и приложим к нему силы Р, вызывающие удлинение
218
этого куска на размер —Дпоп:
Р = —AaonEFB/l, (8.19)
где Fn — площадь поперечного сечения верхней полки.
После удаления куска I в балке никаких напряжений, вызван-
ных швом, не будет. Не будет также укорочения и изгиба. Воз-
вратим кусок с силами Р в балку (рис. 8.17, в) и «приклеим» его
к полке. Снимем фиктивные силы Р, приложив противоположные
им силы —Р (рис. 8.17, г). Силы —Р на длине I балки вызовут
ее укорочение
^ = -PH(FE). (8.20)
Подставим в (8.20) величину Р из (8.19):
Лпр = AIlonFn/F. (8.21)
Силы —Р создадут изгибающий момент М = —Ре и вызовут
поворот сечения I относительно сечения II на угол ср:
q> = Ml/(EI), (8.22)
где I — момент инерции всего поперечного сечения относительно
оси у — у.
Выразим М в формуле (8.22) через Р из (8.19). Получим
ф = Апопке//- (8.23)
Величина Fae = 5П представляет собой статический момент
поперечного сечения пояса, где произошла усадка Апоп, относи-
тельно центра тяжести сечения балки. Поэтому
Ф = Апоп5п/7. (8.24)
Таким образом, формулы (8.21) и (8.24) не содержат длины
участка I. Можно считать, что поперечный шов вызывает местное
укорочение длины балки и излом ее оси на угол <р (рис. 8.17, г)
в области поперечного сечения балки, где расположен шов. Рас-
суждения и формулы не изменятся, если считать, что поперечный
шов уложен на вертикальной стенке. В этом случае в формулах
(8.21) и (8.24) вместо Fn и Sn появятся площадь и статический
момент площади того участка, где уложен шов.
Большие прогибы балок возникают, если имеется много попереч-
ных швов и они расположены несимметрично по ширине элемента.
На рис. 8.17, д, ебалка имеет ребра, приваренные к полке и стенке,
толщина которых з„ и sc может быть разной. Определение угла <ps
от двух приваренных ребер производится в этом случае суммиро-
ванием углов, возникших от усадки полки фп и усадки стенки фс.
Угол фп определяется от усадки АП0Пп полки на участке (В — sc).
Угол фс определяется от усадки стенки от швов с двух сторон,
т. е. 2АП0Пс, на участке 1В, плечо которого при определении стати-
ческого момента 5 от площади /Bsc берется равным эксцентриси-
тету е. Зная углы Фх = фп + фс в каждом из сечений, где распо-
219
ложено по два ребра, и расстояния между ребрами I, можно с по-
мощью построения на рис. 8.17, ж определить прогиб балки f
в средней точке. В рассматриваемом случае он равен
/ = <р2 (3Z/2 + 2Z + Z).
(8.25)
В балках может возникать различного рода закручивание про-
дольной оси. На рис. 8.18, а показана крутильная форма потери
устойчивости. Усадочная сила в крестообразной балке создает
в периферийной части сечения сжатие, в результате чего листовые
Рис 8 18 Закручивание сварных балок
элементы теряют устойчи-
вость. Закручивание ба-
лок длиной L с закрытым
профилем (рис. 8.18, г),
например коробчатых
(рис. 8.18, б), может воз-
никать вследствие смеще-
ния Av при приварке сте-
нок к поясу (рис. 8.18, в).
Такое смещение равно-
сильно по своему дейст-
вию приложению фиктив-
ных крутящих моментов М
(рис. 8.' 8, г). Угол закру-
чивания балки от смеще-
ния в однсм шве
Ф = Дд£/®к, (8.26)
где L — длина балки; сок — удвоенная площадь, охватываемая
средней линией тонкостенного сечения.
Для примера, изображенного на рис. 8.18, б, сечение имеет
удвоенную площадь сок = 2-30-40 см2 = 2400 см2.
Если швы сварены в противоположных направлениях, то за-
кручивание от отдельных швов суммируется. Если швы 1 и 4 и
швы 2 и 3 сварены в разных направлениях, то угол <р будет в четыре
раза больше, чем при сварке одного шва. Закручивание балок
тем больше, чем меньше сок и больше L. Закручивание возни-(
кает вследствие неодновременной поперечной усадки углового
шва по его длине (рис. 8.18, д). Например, шов 1 по мере его
заварки закручивает верхний пояс, а шов 2 — нижний, так как,
швов 3 и 4 пока нет, а есть лишь прихватка. Швы 3 и 4 не могут
вызвать такое же противоположное закручивание в противопо-
ложном направлении из-за жесткости швов 1 и 2. Сварка в кон-
дукторах или жесткие прихватки устраняют этот дефект. Значи-
тельное кручение может возникать у тонкостенных открытых
профилей при укладке продольных швов, расположенных вне
осей симметрии.
Для рамных конструкций специфическим искажением формы
является так называемая пропеллерность, при которой противо-
220
положные углы выступают из плоскости рамы в разных направ-
лениях.
При сварке двутавровых балок, особенно с широкими полками,
существенное искажение формы вызывают угловые перемещения 0
при сварке поясных швов (см. рис. 8.6). В балках в результате
сварки возможна потеря устойчивости стенок или полок. Это
уменьшает их несущую способность при работе на изгиб или на
сжатие. Потеря устойчивости рассмотрена в § 5.
§ 4. Перемещения в оболочках
Рис 8 19. Перемещения в зоне
кольцевого шва тонкостенной ци-
линдрической оболочки от расчет-
ной нагрузки р, вызванной остаточ-
ными пластическими деформациями
В оболочках возникают временные и остаточные перемещения.
От временных перемещений при сварке кольцевых швов частично
зависят конструкции приспособлений и оснастка. Например, пре-
дотвратить радиальные перемещения в тонкостенных оболочках
(см. рис. 8.10) можно прижатием кромок роликами, перекатываю-
щимися впереди сварочной горелки, или использованием охваты-
вающего жесткого кольца. Во вто-
ром случае сварку необходимо вы-
полнять изнутри.
В толстостенных оболочках при
электрошлаковой сварке радиаль-
ные перемещения незначительны,
но возникают перемещения v по-
перек шва, которые сильно из-
меняют сварочный зазор в про-
цессе сварки. Ввиду пространст-
венного расположения стыка в от-
дельных местах периметров воз-
никает значительное закрывание
зазора, которое, будучи зафик-
сировано швом, после полного
остывания превращается в остаточные перемещения. Наибольшая
поперечная усадка возникает в зоне около 0,4 периметра, считая
от места начала сварки. Это вызывает излом продольной оси сва-
риваемого цилиндра. При больших длинах цилиндров или осей
необходимо проводить предварительную сборку, создавая клино-
видный зазор.
Рассмотрим остаточные перемещения. В кольцевых швах тон-
костенных цилиндрических оболочек после сварки возникает окруж-
ная усадочная сила, которая действует на оболочку аналогично
распределенной нагрузке р (рис. 8.19, а), повторяющей характер
эпюры продольных остаточных пластических деформаций еплост:
р = епл ост£ь/г, (8.27)
где s—толщина стенки оболочки; г—радиус цилиндрической
оболочки. В результате образуется местный изгиб и уменьшение
диаметра в зоне кольцевого шва (рис. 8.19, б), которое распростра-
няется примерно на длину I = Зя Уr2s2/[3 (1 — р2)]/4. Макси-
221
мальный радиальный прогиб может составлять около 0,5 — 2,0 мм.
Использование при сварке жесткого подкладного кольца умень-
шает епл ост. Для приближенных расчетов перемещений в оболочке"
нагрузку р на рис. 8.19 можно принимать равномерно распределен-
ной по ширине зоны пластических деформаций 2ЬП:
р = Рус/(2&пг), (8.28)
При сварке алюминиевых оболочек радиальные перемещения
во внешнюю сторону в процессе сварки оказываются настолько
значительными, что возникает изгиб краев оболочек, который фик-
сируется швом. Последующее остывание хотя и создает дополни-
тельные перемещения, аналогичные представленным на рис. 8.19, б,
но не может полностью устранить ранее возникший изгиб. Остаточ-
ные перемещения в алюминиевых оболочках направлены обычно
наружу.
При выполнении продольных швов оболочек заметные времен-
ные перемещения возникают при
Рис. 8.20. Перемещения в цилиндрических
оболочках от продольных швов
электрошлаковой сварке, в осо-
бенности при сварке одно-
временно двух швов на
заготовках полуцилиндри-
ческой формы. Перемеще-
ния возникают такие же,
как при электрошлаковой
сварке стыковых соедине-
ний (см. § 2). Остаточные
перемещения от продоль-
ных швов в длинных ци-
линдрических оболочках
диаметром D состоят из
прогиба f (рис. 8.20, б),
который вычисляется, как в балках, по формуле (8.14) при извест-
ных усадочной силе Рус и моменте инерции кольцевого сечения
Оболочки, а также местных искажений формы окружности на тор-
цах, характер которых будет понятен, если рассмотреть короткую
оболочку на рис. 8.20, а. В короткой оболочке изгибу от усадочных
сил Рус сопротивляется не весь периметр оболочки, а лишь часть
его, показанная на рис. 8.20, в дугой АВС. Центр тяжести этой
дуги находится в точке Olt а е — плечо усадочной силы. Ввиду
малого момента инерции дуги АВС относительно оси 1—1, про-
ходящей через точку Оъ возникает значительный изгиб образую-
щей короткой оболочки, обозначенный (рис. 8.20, а). Форма
оболочки искажается: размер Dr в середине цилиндра становится
меньше, a D2 на краю — больше, чем диаметр D до сварки. В длин-
ных оболочках их концевые участки испытывают подобные пере-
мещения. Кольцевые швы в сферических оболочках создают пере-
мещения, аналогичные перемещениям от кольцевых швов в цилин-
дрических оболочках.
К оболочкам часто приваривают штуцера, патрубки, горловины,
элементы крепления, швы которых имеют либо форму кольца
222
в сферических, либо форму прямоугольника или кольца (в планер
в цилиндрических оболочках. Размеры этих швов обычно намного
меньше, чем диаметры оболочек. Искажение в первую очередь
выражается в приближении привариваемого элемента к центру
оболочки. Если элемент приварен снаружи угловыми швами,
то оболочка под этим местом становится плоской или сильно умень-
шается ее кривизна. При работе сосуда под внутренним давлением
в таких местах появляются дополнительные напряжения, вызван-
ные уменьшением кривизны.
есж
Рис. 8.21. Потеря устойчивости сварной
двутавровой балки
>ко собственных сварочных напря-
определить устойчивость в период
§ 5. Потеря устойчивости листовых элементов от сварки
Под действием усадочных сил в элементах конструкций воз-
никают напряжения сжатия, вызывающие потерю устойчивости,
которой в основном подвержены листовые элементы толщиной
до 10—15 мм. Особенно зна-
чительны перемещения у тон-
ких (до 3—4 мм) листов.
Встречаются два типа за-
дач, связанных с потерей ус-
тойчивости, существенно от-
личающихся по сложности
решения: 1. Определение воз-
можности потери устойчиво-
сти. 2. Определение переме-
щений после потери устойчи-
вости.
Задачи первого типа про-
ще — для их решения требу-
ется найти критические силы
и напряжения. Устойчивость
элементов может рассматри-
ваться либо в отношении то
жений, либо, если необходим!
эксплуатации, в отношении рабочих и собственных напряжений.
Решение таких задач включает в себя: а) определение формы,
размеров н условий закрепления элемента, который может потерять
устойчивость; б) определение действующих сил и напряжений;
в) определение критических сил и напряжений и сравнение их
с действующими.
Рассмотрим ход решения задачи на примере сварной двутавро-
вой балка (рис. 8.21, а). Усадочные силы вызывают в продольном
направлении сжатие стенки и поясов, которые могут потерять
устойчивость. Стенка представляет собой прямоугольную пластину
(рис. 8.21, б) шириной hz и длиной I, длинные стороны которой
считаем находящимися в жесткой заделке, так как они прива-
рены к поясам. Усадочные силы 2Рус на некотором расстоянии
от концов создают равномерное сжатие <усж = 2PyJF, где F —
площадь поперечного сечения балки. Поэтому пластина нагружена
223
по коротким сторонам напряжениями осж. Критические -напряже-
ния для этого случая нагружения
<ткр = 7л,2Е (sc//ic)2/[12 (1 - ц2)]. (8.29)
Если осж > окр, произойдет потеря устойчивости. Полка также
может потерять устойчивость. Половина полки шириной около В/2
представляет собой пластину, заделанную только по одной длин-
ной стороне (рис. 8.21, в). Пластина нагружена напряжениями осж.
Критическое напряжение для такой пластины
окр= 1,ЗЗл2Е(2зп/В)2/[12(1 — р,2)]. (8-30)
При приварке листа к каркасу нахлесточным соединением
(рис. 8.22, а) основные перемещения создаются усадочными
силами — фактор поперечной усадки крайне мал. Поэтому лист
Рис. 8.22. Листовые элементы, теряющие устойчивость в сварных
конструкциях
рассматриваем как прямоугольную пластину, заделанную по всем
четырем сторонам, с напряжениями сжатия вдоль пластины
2Pyc/(sB2) и поперек пластины 2Pyt./(sB1), где s—толщина листа.
В плоских элементах оболочек также встречаются примеры
потери устойчивости. При вварке круглых элементов в плоский'
лист (рис. 8.22, б) в нем возникают радиальные напряжения рас-
тяжения аг и окружные напряжения сжатия ое. Последние чаще
всего вызывают потерю устойчивости. Радиальные критические
напряжения зависят от радиуса гп, ограничивающего зону пла-
стических деформаций и толщины листа s:
<тг =3E(s/rn)2/[12(l-,u2)]. (8.31)
кр
В большинстве случаев, если не рассматривать металлы, испы-
тывающие структурные превращения при невысоких температу-
рах, остаточные напряжения при г = г„ примерно равны от/рА3.
Если от/рА3 > , то будет потеря устойчивости. Крупные листы
(рис. 8.22, б) теряют устойчивость, имея по периметру обычно две
впадины и две выпуклости. Чем меньше отношение наружного
радиуса листа к гп, тем больше волн возникает в листе.
Плоские днища также теряют устойчивость под действием
радиальных напряжений сжатия (рис. 8.22, в). Жесткость края
224
цилиндрической оболочки в радиальном направлении намного
меньше, чем жесткость днища в его плоскости. Поэтому радиальные
напряжения сжатия аг = PyJ (rs), возникающие от усадочной
силы в угловом соединении, почти полностью воспринимаются
днищем. Критические напряжения для круглой, заделанной fto кон-
туру, пластины
оЛко = 1,49л2Д (s/r)2/[12 (1 - ц2)], (8.32)
а в случае шарнирного опирания
о>кр = 0,425л2Д (s/r)2/[12(1 - р2)]. (8.33)
Рассматриваемый случай является промежуточным, так как
край оболочки, к которому приварено днище, нельзя считать жест-
кой заделкой. Оценку устойчивости можно дать по коэффициенту,
среднему между 1,49 и 0,425, т. е. близкому к 1.
8)
Тонкие листы (s - ' 1 мм) со стыковым соединением теряют
устойчивость и в процессе сварки. Для предотвращения этого их
прижимают к подкладке, оставляя минимальное расстояние I
от зажимного клавиша до стыка, необходимое для прохода горелки
и наблюдения (рис. 8.22, г).
Во многих случаях листовые элементы в сварных конструкциях
все же теряют устойчивость. Если уровень выхода листов из пло-
скости не выше допустимого, то к правке не прибегают. Для опре-
деления перемещений при напряжениях выше критических необ-
ходимо располагать зависимостями между ними при о > окр.
Рассмотрим порядок решения задачи второго типа также на
примере вертикальной стенки двутавра (рис. 8.23, а). Будем пола-
гать, что пояса устойчивости не теряют. На графике (рис. 8.23, б)
по горизонтальной оси отложено продольное укорочение балки Дпр
по мере роста усадочных сил в поясных швах. Предельная дефор-
мация епр = Д„р/7. В поясах будет линейно увеличиваться сила
Р„ = 2ЕпепрЕ', где 2ЕП — площадь поперечного сечения обоих
поясов. В стенке до потери устойчивости (точка А) сила Рс •=
= ЕсепрЕ также будет расти линейно. Затем Рс зависит нели-
нейно от Дпр. Сумма Рп + Д = Р% должна составить 2РуС —
это происходит в точке В. После потери устойчивости в точке А
225
стенка будет искривляться (рис. 8.23,-а), образуя волны с мак-
симальным отклонением от оси Wmax, которое также нелинейно
зависит от Апр и епр. Если известны функции Рс (епр) и штах (епр),
то можно графически найти точку В, а затем и штах в этой точке.
Листы со стыковым соединением представляют собой наименее
жесткие элементы и легко теряют устойчивость. Искривление носит
сложный характер (рис. 8.24, а) — имеется одинаковая кривизна 1/R
по всей длине пластины I и переменная в поперечном сечении 1—1.
Рис. 8.24. Потеря устойчивости стыковых соединений листов
Такая форма объясняется тем, что лист, изгибаясь по дуге окруж-
ности, располагает зону 2ЬП с растягивающими напряжениями
на минимальном радиусе /?т1п и частично снижает потенциальную
энергию собственных напряжений. Затраты энергии на изгиб
в двух направлениях меньше, чем изменение энергии от снижения
собственных напряжений при разгрузке. Пластина занимает поло-
жение, обеспечивающее минимум потенциальной энергии в ней.
На рис. 8.24, б показано изменение потенциальной энергии в еди-
нице длины пластины в зависимости от кривизны 1/R при 2В =
= 300 мм, 2&„ = 40 мм, s = 1,5 мм, Е = 21-101 МПа, р = 0,3
и различных начальных максимальных растягивающих напряже-
ниях о в шве. Точки А соответствуют минимуму потенциальной
энергии. При принудительном увеличении или уменьшении кри-
визны пластина после освобождения снова возвращается в поло-
жение устойчивого равновесия. Для пластины без остаточных
226
напряжений (пунктирная линия) равновесие соответствует пло-
ской форме. Момент усадочной силы на плече ООХ (рис. 8.24, а)
вызывает равномерное искривление сваренной пластины. Чем
больше Рус, меньше s и В, тем сильнее искривляется пластина.
Лишь очень узкие пластины (25 » 2ЬП) имеют малую кривизну.
Тонкие листы после сварки практически всегда необходимо пра-
вить, так как отклонения от плоскости достигают десятков мил-
лиметров.
Потеря устойчивости возникает у многих сварных конструкций:
в обшивках кораблей, металлических вагонов, предметах бытовой
техники. Устранение перемещений достигается, как правило, прав-
кой.
§ 6. Изменение размеров элементов конструкций
с течением времени, при механической обработке
и в эксплуатации
Размеры сварных конструкций при эксплуатации не должны
выходить за пределы установленных допусков. Для малоответ-
ственных узлов, не требующих дополнительной механической обра-
ботки, требования точности и стабильности размеров достигаются
достаточно легко. Размеры сварных конструкций в станках, дви-
гателях должны быть более точными — такие конструкции после
сварки подвергаются механической обработке. Наиболее высокие
требования предъявляют к деталям и узлам прецизионных станков,
мерительных инструментов, гироскопических приборов.
Потеря необходимой точности может возникнуть в процессе
эксплуатации. Термически необработанные сварные конструкции
имеют остаточные собственные напряжения и ту или иную степень
нестабильности структур металла, возникшую в процессе сварки.
Именно эти две особенности сварных конструкций требуют осо-
бого подхода при назначении термической обработки. Многие свар-
ные конструкции не могут быть термически обработаны либо по-
тому, что это удорожает стоимость производства, либо потому, что
это технически невозможно.
Размеры термически необработанных сварных конструкций
могут самопроизвольно изменяться во времени при отсутствии
каких-либо дополнительных силовых воздействий на них. Следует,
однако, сразу подчеркнуть, что эти изменения размеров имеют
значения лишь для ряда машиностроительных и приборостроитель-
ных конструкций высокой точности. Изменение размеров происхо-
дит по двум причинам: во-первых, вследствие пластических дефор-
маций в металле из-за наличия в нем остаточных напряжений
и, во-вторых, вследствие изменения объема металла при медленном
протекании структурных превращений в зонах со структурной
нестабильностью, возникшей в процессе сварки.
Остаточные напряжения после сварки часто близки к пределу
текучести металла. Именно в зонах с такими максимальными на-
пряжениями и возникает пластическая деформация. Самопроиз-
227
вольное изменение напряжений весьма мало. Измерения остаточ-
ных напряжений с точностью до 10—20 МПа на протяжении даже
нескольких лет не показали их существенных изменений. Однако
установлено, что в процессе релаксации напряжений при комнат-
ной температуре в сталях с содержанием углерода от 0,025 до
0,39 % начальные напряжения с уровнем 100—200 МПа через
несколько лет снизились на 1,5—2,5 %. Такие изменения недопу-
стимо снижают точность высокопрецизионных устройств. Изме-
нение остаточных напряжений во времени может усиливаться
от естественного колебания температуры окружающей среды.
При более высоких температурах процессы релаксации интенси-
фицируются. Возможно колебание уровня собственных напряже-
ний из-за разных коэффициентов линейного расширения шва и
основного металла в сварных соединениях, что также способствует
усилению релаксации.
Структурная нестабильность является одной из основных
и в ряде случаев существенных причин изменения размеров во вре-
мени. Она образуется в металлах, характер структурных превра-
щений в которых зависит от скорости остывания металла в про-
цессе сварки. Аустенитные стали в процессе сварки не испытывают
структурных превращений; низкоуглеродистые стали СтЗ, 20 и им
подобные слабо реагируют на изменение скорости остывания и
завершают структурные превращения у -> а при высоких темпера-
турах. В этих металлах структурная нестабильность не возникает.
Среднеуглеродистые и низколегированные стали 35, 4X13, 25ХГС,
ЗОХГСА, 12Х5МА и другие могут иметь в зоне структурных пре-
вращений, нагревающейся при сварке выше температуры АС1
(около 800—850 °C), остаточный аустенит, распад которого во вре-
мени увеличивает объем металла. Если при сварке в результате
очень быстрого переохлаждения аустенит практически полностью
превращается в мартенсит (стали 35, 4X13), то с течением времени
идет процесс отпуска мартенсита закалки и объем металла умень-
шается. Таким образом, при том или ином виде структурного
превращения усадочная сила будет уменьшаться (при распаде
остаточного аустенита) или увеличиваться (при отпуске мартен-
сита закалки).
Деформации во времени происходят также в сварных соедине-
ниях термически упрочняемых алюминиевых сплавов системы
А1 — Zn — Mg. В них идут структурные изменения, связанные
с распадом пересыщенного твердого раствора цинка и магния.
Характер изменения усадочной силы во времени при комнат-
ной температуре, полученный на лабораторных образцах, показан
на рис. 8.25, а. У титанового сплава ВТ1 и аустенитной стали
1Х16Н25АМ6, не испытывающих при сварке структурных пре-
вращений, а также у стали СтЗ, структурные превращения в кото-
рой происходят при высоких температурах, усадочная сила умень-
шается из-за пластических деформаций металла в процессе релак-
сации напряжений. В сталях 4X13 и 35 усадочная сила растет
вследствие уменьшения объема металла в зоне, где идет процесс
228
отпуска мартенсита закалки. Повышение температуры до 100 ’С
(рис. 8.25, б) усиливает как пластическую деформацию, так и отпуск
мартенсита.
Механическая обработка термически необработанных сварных
деталей всегда сопровождается необратимыми деформациями и иска-
жением размеров. Эти искажения происходят либо непосредственно
во время обработки, либо в момент съема детали со станка, либо
в незначительной мере в процессе вылеживания после механиче-
ской обработки. Во время механической обработки удаляют металл,
в котором были собственные остаточные напряжения. Особенно
значительны они в зоне пластических деформаций. Происходит
нарушение равновесия внутренних сил. Если известны уровень
Рис. 8.25. Изменение усадочной силы с течением времени
остаточных напряжений и объем снятого металла, то можно опре-
делить АР — изменение силы. Если закрепление детали не мешает
ей деформироваться, то изменение размера возникает сразу. При
обточке наружной поверхности вала (рис. 8.26, а), сваренного
многослойной сваркой, нарушается прямолинейность внутреннего
отверстия, обработанного ранее. При обточке цилиндра (рис. 8.26, б)
появляется бочкообразность внутренней поверхности вследствие
частичного уменьшения окружной усадочной силы. При закрепле-
нии детали (рис. 8.26, в, г) сварной шпангоут (рис. 8.26, в) после
съема со стола утратит форму правильной окружности, а сварная
балка (рис. 8.26, г) частично изогнется и не будет иметь плоской
обработанной поверхности. В этих случаях требуется либо пере-
креплять детали перед финишными операциями (рис. 8.26, в, г),
либо производить повторную обработку поверхностей с малыми
объемами удаляемого металла (рис. 8.26, а, б).
Искажение формы обработанных поверхностей может происхо-
дить также в результате различия сил резания на закаленных
и незакаленных участках зон неотпущенного сварного соединения.
229
В процессе вылеживания после механической обработки дефор-
мирование с течением времени может происходить потому, что
перераспределение остаточных напряжений во время механической
обработки могло вызвать пластические деформации в отдельных
зонах и активизировать процесс релаксации.
Рис. 8.26. Примеры механической обработки деталей,
сопровождающейся их деформацией
В процессе эксплуатации изменение размеров происходит под
влиянием дополнительного силового воздействия на сварную
деталь. Если сумма стост + <тра6 достигает предела текучести, воз-
никает необратимая пластическая деформация. Нагружение де-
тали может возникнуть в процессе перевозки и монтажа. Разли-
чают нагружение детали статическими и переменными (вибрацион-
ными) нагрузками. При статическом нагружении двутавровой
Рис. 8.27. Нагружение сварной балки с остаточными напряжениями
балки силой Р (рис. 8.27, а), имеющей зоны 1 и 2 (рис. 8.27, б)
с остаточными растягивающими напряжениями, близкими к от,
рабочие напряжения о-раб вызывают пластическую деформацию
в зоне 2 и она выключается из восприятия нагрузки. Прогиб балки
при этом нагружении происходит так, как если бы сечение балки
было без зоны 2 (рис. 8.27, в). При этом 1Х> 1Х'- Поэтому при
приложении нагрузки возникает прогиб /' = МР/ (8FIX'), а при
снятии нагрузки, когда пластических деформаций не будет, про-
230
изойдет выпрямление f = —МР/ (8Е/Х). Разность /' — / = А/ даст
остаточную деформацию.
Йриложение вибрационных нагрузок также сопровождается
суммированием остаточных и дополнительных напряжений с про-
теканием пластических деформаций. Вибрация может вызывать
некоторое понижение предела текучести металла и усиливать
искажение размеров по сравнению со статическими нагрузками
при равном уровне приложенных сил.
ГЛАВА . 9
МЕТОДЫ УМЕНЬШЕНИЯ СВАРОЧНЫХ ДЕФОРМАЦИЙ,
НАПРЯЖЕНИЙ И ПЕРЕМЕЩЕНИЙ
§ 1. Характерные случаи вредного влияния сварочных
напряжений, деформаций и перемещений
Очень часто служебные свойства и работоспособность сварных
конструкций практически не зависят от собственных сварочных
напряжений и деформаций. Имеются, однако, примеры их выражен-
ного отрицательного действия. В процессе конструирования, изго-
товления и эксплуатации сварных конструкций необходимо это
учитывать.
Напряжения, пластические деформации и искажения формы
конструкций специфическим образом ухудшают свойства изделий.
Поэтому их. влияние обычно изучают раздельно.
Собственные напряжения и пластические деформации. Остаточ-
ные напряжения и деформации могут влиять на получение и сохра-
нение точных размеров и форм сварных конструкций, а также на их
прочность и работоспособность.
1. Перераспределение сил и напряжений в деталях в процессе
механической обработки вызывает изменение их размеров и форм.
2. С течением времени происходит небольшая релаксация напря-
жений и превращения нестабильных составляющих структуры
металла, если они имеются. Возникают дополнительные переме-
щения.
3. В процессе изготовления, транспортировки, монтажа и экс-
плуатации сварных деталей с остаточными напряжениями собствен-
ные напряжения складываются с напряжениями от различных
внешних нагрузок. Из-за этого происходят пластические деформа-
ции, кдторые дополнительно возрастают при неблагоприятных
температурных условиях и изменяют размеры деталей.
4. Растягивающие остаточные напряжения снижают вибрацион-
ную прочность сварных конструкций. Если они действуют в зонах,
где есть концентрация напряжений и неоднородность механических
свойств, то там в первую очередь возникают разрушения от уста-
лости. Степень отрицательного влияния растягивающих напряже-
ний зависит от уровня эксплуатационных напряжений и коэффи-
циента концентрации напряжений. Чем выше рабочие напряжения
231
и чем выше концентрация напряжений, тем меньше доля влияния
растягивающих напряжений, и, наоборот, при невысоких рабочих
напряжениях и малых концентрациях напряжений относительное
отрицательное влияние растягивающих остаточных напряжений
обнаруживается сильнее. Объясняется это тем, что остаточные
напряжения взаимно уравновешены, и если произошла пластиче-
ская деформация, в результате которой они понизились, то соб-
ственные напряжения самопроизвольно не восстанавливаются.
Поэтому при высоких рабочих напряжениях и высокой концентра-
ции напряжений на первых же циклах нагрузки возникают.пла-
стические деформации от суммы рабочих и остаточных напряже-
ний. Кроме того, значительная концентрация напряжений по своему
влиянию превалирует над собственными напряжениями. (-При
небольшой концентрации напряжений остаточные растягивающие
напряжения сохраняют свой высокий уровень в процессе эксплуа-
тации и увеличивают средние напряжения цикла, тем самым пони-
жая выносливость.
5. Остаточные растягивающие напряжения могут понижать
статическую прочность сварных соединений. Степень влияния
зависит от свойств металла, его деформационной способности, уровня
концентрации напряжений, предварительной пластической дефор-
мации металла. Если металл при рассматриваемой температуре
мало чувствителен к концентрации напряжений и не испытал
большой предварительной пластической деформации, то остаточные
растягивающие напряжения не влияют на статическую прочность.
В противном случае даже сами собственные напряжения могут
вызвать самопроизвольные разрушения. Статическая прочность
высокопрочных сталей с невысоким /Cic/<tt при наличии остаточных
напряжений, близких к <гт, и острых концентраторов может суще-
ственно снижаться. Стали невысокой прочности, находясь в.области
температур вязкого состояния металла, практически нечувстви-
тельны к остаточным напряжениям. Исключение составляют слу-
чаи, когда в процессе сварки возникают очень большие пластиче-
ские деформации, например в корне многослойного шва значитель-
ной толщины. Из-за пластической деформации металл изменяет
свои свойства и имеет низкую деформационную способность. Стали
невысокой прочности, находясь в области температур хрупкого
или полухрупкого состояния, особенно если они испытали в про-
цессе сварки деформационное старение, становятся крайне чув-
ствительными к растягивающим остаточным напряжениям (см.
гл. 5). На рис. 9.1 показано резкое падение прочности сварных
образцов по мере перехода в область температур хрупкого состояния
металла. Образец состоит из двух собранных с очень малым зазо-
ром пластин, к которым тавровым соединением приварены с двух
сторон ребра длиной 220 мм и толщиной 16 мм. В ребре в зоне,
расположенной у стыка пластин, возникают деформационное ста-
рение и высокие остаточные напряжения.
Остаточные напряжения, возникающие в глубине металла при
сварке деталей толщиной более 150—200 мм, могут быть растяги-
232
вающими по Всем направлениям. В этом случае, несмотря на высо-
кий уровень отдельных компонентов напряжений, пластическая
деформация не будет возникать вследствие малой интенсивности
напряжений:
Oi = У[(О1 - ^)2 + (02 - Оз)2 + (Оз - °Т)2]/2. (9.1)
так как разности напряжений, входящие в формулу, малы. Возни-
кает так называемая жесткая схема напряжений, при которой
отдельные компоненты могут существенно превышать уровень
предела текучести .металла. Кроме того, металл большой толщины
менее однороден, чем тонкий; в нем могут быть скопления неметал-
лических включений, рыхлоты. Разрушение может произойти,
когда напряжения достиг-
нут критического уровня,
который зависит от харак-
тера скопления микро- и
макродефектов и свойств
металла.
6. Сжимающие остаточ-
ные напряжения понижают
местную устойчивость тон-
костенных элементов свар-
ных конструкций. При
суммировании рабочих и
Рис. 9.1. Изменение предела прочности свар-
ных крестовых образцов в зависимости от
температуры
остаточных напряжений потеря устойчивости может возникнуть
при нагрузках меньше расчетных, а в некоторых случаях —
даже от остаточных напряжений.
7. Коррозионное растрескивание, а иногда и процессы корро-
зии усиливаются под влиянием остаточных растягивающих напря-
жений как первого, так и более высоких родов.
8. Как будет рассмотрено в гл. 10, остаточные растягивающие
напряжения являются необходимым условием появления так назы-
ваемых холодных трещин в закаливающихся сталях. Они возни-
кают непосредственно после сварки в процессе вылеживания свар-
ных конструкций.
9. Остаточные напряжения являются носителями энергии упру-
гой деформации. При одноосных напряжениях энергия, запасен-
ная в единице объема, пропорциональна квадрату напряжения:
(9-2)
Так как напряжения максимальны в зоне сварных соединений,
Т0 значительная часть энергии сосредоточена там. Начавшееся
по каким-либо причинам разрушение в дальнейшем поддержива-
ется энергией остаточных напряжений. Трещина может распростра-
ниться на значительную длину, сделав невозможным последующий
ремонт разрушившейся детали. Энергия остаточных напряжений
усиливает динамику процесса разрушения, увеличивает скорость
233
движения трещин и способствует переходу от вязкого разрушения
к хрупкому.
Перемещения, вызываемые сваркой. Отрицательное влияние
перемещений может обнаруживаться непосредственно в процессе
изготовления сварной конструкции.
1. Перемещения свариваемых деталей создают деформации
в зоне кристаллизующегося металла и могут привести к образова-
нию горячих трещин (см. гл. 10).
2. Во время сварки в ряде случаев возникают перемещения
в зоне формирования сварного соединения. При электрошлаковой
сварке изменение зазора изменяет скорость сварки. Сварочный
зазор может закрываться или открываться в таких пределах, что
процесс может даже прерваться. При дуговой сварке тонкого
металла из-за потери устойчивости возникает прожог листов.
В результате перемещений при сварке кромки листов смещаются
по толщине и образуют ступеньки. При сварке нахлесточных
соединений возникшие ранее остаточные перемещения не позво-
ляют деталям плотно прилегать друг к другу и сварка углового
шва ведется в этом случае по зазору, что приводит к затеканию
металла в зазор. Чтобы обеспечить соединение листов, необходимо
завышать катет шва. При автоматической сварке угловых швов
возможно даже их несплавление. При шовной сварке из-за ранее
возникшей волнистости металл набегает впереди роликов и воз-
никает непровар.
3. Перемещения элементов при сварке затрудняют последую-
щий процесс сборки деталей между собой, а иногда делают ее невоз-
можной без проведения дополнительной правки. Например, после
сварки тонких листов ($ 4 мм) их приходится править, так как
отклонения от плоскости велики и не позволяют проводить каче-
ственную сборку. Если тонкостенные оболочки имеют кольцевые
швы, выполненные вблизи края, то это приводит к местному изме-
нению диаметра и при последующей сборке таких оболочек друг
с другом возникает ступенька, что обычно недопустимо. При поузло-
вой сварке часто возникают затруднения из-за несовпадения поса-
дочных и присоединительных размеров собираемых после сварки
узлов вследствие возникших перемещений. Искажения в про-
странстве бывают иногда настолько существенны и сложны, что
приходится подгонку отдельных мест осуществлять вручную, а в не-
которых случаях вынуждены проводить предварительную полную
сборку, что уменьшает возможности механизации и автоматиза-
ции сварочного производства.
4. Из-за возникающих от сварки перемещений приходится
назначать завышенные припуски на механическую обработку,
чтобы иметь возможность обработать все предусмотренные черте-
жом поверхности. На рис. 9.2, а показан полый вал с угловым
изломом 9 в зоне кольцевого шва. При значительной длине вала
необходимо увеличить толщину s стенки, чтобы можно было про-
вести обточку по всей длине. Рама на рис. 9.2, б имеет пропеллер-
ность. Толщина платиков 1 должна быть увеличена, чтобы после
234
механической обработки верхние поверхности всех платиков ле-
жали в одной плоскости. Это увеличивает расход металла и время
на обработку.
5. Некоторые виды перемещений изменяют геометрические ха-
рактеристики сечений. Например, появление угла 0 после выпол-
нения поясных швов уменьшает момент инерции двутавровой балки
вследствие приближения краев полок к главной оси поперечного
сечения. Изгиб колонн от сварки, окружные сокращения оболо-
чек от кольцевых швов, уменьшение кривизны в оболочках в ме-
стах приварки к ним различных элементов создают при эксплуата-
ции более высокие напряжения при тех же нагрузках вследствие
появления не учтенных расчетом изгибающих моментов и растя-
гивающих напряжений.
Рис. 9 2 Перемещения в сварных деталях, вызывающие увеличе-
ние припуска на механическую обработку
6. Начальные перемещения могут вызывать уменьшение устой-
чивости, в особенности местной. Общая устойчивость изогнутых
колонн, сжатых труб с местными деформациями стенок также
несколько снижается.
7. В летательных аппаратах, судах, энергетических установ-
ках перемещения, искажающие поверхности, которые обтекаются
потоками газа или жидкости, увеличивают сопротивление потоку.
В деталях машин и механизмов искажения размеров вызывают
увеличение сил трения или даже заклинивание.
8. Значительные отклонения от правильных геометрических
форм нарушают требования технической эстетики, ухудшают
товарный вид таких изделий, как вагоны, автомобили, суда, пред-
меты бытовой техники.
§ 2. Методы уменьшения сварочных напряжений
В основе известных методов уменьшения сварочных напряже-
ний и искажений форм сварных конструкций лежат три основных
способа их регулирования.
1. Уменьшение объема металла, вовлекаемого в пластическую
деформацию на стадии его нагрева, и уменьшение самой пластиче-
ской деформации.
2. Создание в зонах пластических деформаций, возникших
от нагрева, дополнительных деформаций противоположного знака.
235
Это может быть выполнено как при остывании, так и после пол-
ного охлаждения.
3. Компенсация возникающих деформаций и перемещений путем
симметричного расположения швов, создания дополнительных зон
пластических деформаций, предварительного перемещения, обеспе-
чения свободной усадКи и др.
Рассмотрим некоторые методы.
Подогрев при сварке изменяет поля температуры и сварочных
деформаций, а также в ряде случаев и свойства металла, воздей-
ствуя на термический цикл. При этом изменяются напряжения,
создаваемые структурными превращениями. В отношении пласти-
ческих деформаций подогрев, с одной стороны, уменьшает предел
текучести, модуль упругости и перепад температур. Это способствует
уменьшению максимальных остаточных напряжений. С другой
стороны, он расширяет зону пластических деформаций, если тепло-
вложение при сварке остается прежним. При подогреве до очень
высоких температур, при которых от мало, остаточные напряжения
также весьма малы.
Проковка применяется как в процессе сварки по остывающему
металлу, так и после полного остывания. Проковкой осаживают
металл по толщине, создавая пластические деформации удлинения
в плоскости, перпендикулярной направлению удара. Этим дости-
гают уменьшения растягивающих или даже появления сжимающих
остаточных напряжений. Эффект от проковки зависит от темпера-
туры, количества теплоты, которое выделяется при проковке,
и значения пластической деформации. Если температура в зоне
проковки выше, чем в остальном (непрокованном) металле, то в про-
цессе последующего остывания и температурного сокращения ме-
талла сжимающие напряжения будут уменьшаться и могут перейти
даже ₽ растягивающие. При холодной проковке нагрев обычно
невелик и можно создать высокие сжимающие напряжения. Про-
ковка ведется механизированным инструментом с малыми (до 6—
7 м/с), средними (до 100 м/с) и высокими (более 100 м/с) скоростями
движения бойка. Проковка маневренна, в этом ее преимущество
перед другими методами. Следует опасаться снижения пластич-
ности металла вследствие ее исчерпания при проковке.
При импульсной обработке взрывом используют заряды лен-
точного типа, которые укладывают на обрабатываемые поверхности.
Взрыв, который проводят в специальной камере, создает напряже-
ния в поверхностном слое. Применяется этот метод как средство
повышения выносливости сварных соединений при переменных
нагрузках. При такой обработке происходит перераспределение
остаточных напряжений.
Прокатка зоны сварного соединения используется главным об-
разом для уменьшения остаточных перемещений или для заглажи-
вания швов. В местах прокатки растягивающие напряжения умень-
шаются и могут стать сжимающими.
Приложение нагрузок. Во время сварки нагрузки прикладывают
так, чтобы в зоне сварки создать растягивающие напряжения; Это
236
а]
Рис. 9.3. Схема процесса снижения остаточ-
ных напряжений местным нагревом
как показано стрелкой на рис. 9.3, а,
уменьшает остаточные напряжения растяжения и усадочную силу.
Если нагружение производится после сварки, необходимо, чтобы
напряжения от нагрузки складывались с остаточными растягиваю-
щими напряжениями и вызывали пластические деформации. После
снятия нагрузки напряжения снижаются. Для полного снятия
напряжения от нагрузки должны быть близки к пределу теку-
чести металла, что обычно трудно достижимо.
Применяют как статическое, так и вибрационное нагружение.
В последнем случае напряжения снижаются незначительно, но этого
бывает достаточно, чтобы в дальнейшем сумма рабочих и остаточ-
ных напряжений не искажала размеров конструкций при эксплуа-
тации.
Создание неравномерных нагревов и охлаждений. Если создать
с двух сторон сварного соединения нагретые зоны, как показано
на рис. 9.3, а, то металл,
расширяясь, вызовет рас-
тяжение вдоль шва и сжа-
тие поперек шва (рис.
9.3, б). Такая схема на-
пряжений благоприятна
для протекания пластиче-
ских деформаций в на-
правлении вдоль шва, что
как раз необходимо для
снятия остаточных растя-
гивающих напряжений.
Перемещая зоны нагрева,
охлаждая металл позади источника теплоты, процесс можно сде-
лать непрерывным.
Если создавать концентрированное охлаждение участка с рас-
тягивающими напряжениями, то он будет сокращаться и вызывать
суммирование остаточных напряжений с растягивающими напря-
жениями от охлаждения. Это вызовет пластическую деформацию
и последующее снижение остаточных напряжений после выравни-
вания температур.
Местный концентрированный нагрев отдельных зон применяют,
чтобы вызвать усадку металла в месте нагрева и создать напря-
жения сжатия в соседних зонах. Как средство регулирования
напряжений он находит ограниченное применение, но для правки
конструкций такой прием используют широко (см. § 3).
Отпуск сварных конструкций применяют для изменения струк-
туры и свойств металла и снижения остаточных напряжений. При-
менение отпуска для снижения остаточных напряжений целесо-
образно, если предъявляются повышенные требования к прочности
сварной конструкции и точности ее размеров при последующей
эксплуатации. Кроме того, иногда целесообразно восстановить
пластические свойства в зонах, где концентрировались пластиче-
ские деформации при сварке, а также повысить сопротивляемость
хрупким разрушениям. В остальных случаях применение отпуска
237
не рекомендуется из-за удорожания стоимости производства кон-
струкций.
Различают общий отпуск, когда равномерно нагревают
изделие целиком; местный — нагревают лишь часть конструк-
ции в зоне сварного соединения; поэтапный — источник
нагрева движется вдоль конструкции, например трубы или обо-
лочки, и последовательно нагревает ее участки, поэлемент-
ный — термической обработке подвергают узлы сварной конструк-
ции, а затем сваривают их между собой. Основное достоинство
отпуска как метода сни-
жения остаточных на-
пряжений в том, что он
не вызывает пластиче-
ских деформаций, кото-
рые бы уменьшали пла-
стичность металла.
Операция отпуска со-
стоит из четырех стадий:
нагрева, выравнивания
температур, выдержки
и остывания. В основ-
ном напряжения снима-
ются на стадии нагрева
(рис. 9.4). Степень сни-
жения напряжений за-
висит в основном от до-
стигнутой температуры
процессе выдержки про-
Рис. 9 4 Снижение интенсивности напряжений
о, (сплошные кривые) и трехосных напряжений
в сварном соединении большой толщины (пунк-
тирная кривая)
и мало зависит от скорости нагрева. В
исходит дополнительное некоторое снижение напряжений щ, ко-
торое происходит в соответствии с формулой
а/ = аОв(1 -г
(9-3)
где Оов — напряжение в начале выдержки, т. е. в конце стадии
нагрева; t— время выдержки, мин; t0 — постоянная, равная 10 мин;
Р — коэффициент, зависящий от марки стали и температуры, из-
меняется в пределах от —0,08 до —0,16.
Длительная выдержка как средство снижения напряжений
не рекомендуется. Более эффективно несколько повысить темпера-
туру отпуска. Нужно назначать такую температуру отпуска для
снижения напряжений, чтобы исключить возможность охрупчива-
ния стали.
Как указывалось выше, при сварке и термической обработке
массивных деталей в глубине металла возникают объемные напря-
жения. Их уменьшение происходит в значительной мере из-за
пластических деформаций и релаксации напряжений в приповерх-
ностных слоях, а не в глубине металла. Ползучесть металла на по-
верхности вызывает перераспределение напряжений, и происходит
их снижение во всем объеме тела. Следует, однако, иметь в виду,
что максимальные напряжения в областях с объемным напряжен-
238
ным состоянием все же в 2—2,5 раза выше (рис. 9.4), мем при одно-
осной или двухосной схеме напряжений. Увеличение продолжи-
тельности выдержки в этих случаях не дает положительного эф-
фекта, так как замедление релаксации напряжений на поверх-
ности является причиной такого же замедленного снижения на-
пряжений в глубине. Температуры отпуска (°C), обеспечивающие
снижение остаточных напряжений до уровня (0,05 -ьО,2) от, для
различных металлов находятся в следующих пределах:
Магниевые сплавы........ 250—300 Конструкционные стали . . 580— 680
Алюминиевые сплавы . . . 250—300 Аустенитные стали .... 850—1050
Титановые сплавы ....... 550—600 Ниобиевые сплавы .... 1100—1200
Подробные сведения о релаксации напряжений при отпуске
приведены в книге (24].
§ 3. Методы уменьшения деформаций и перемещений
от сварки
Меры по уменьшению деформаций и перемещений от сварки
предусматриваются на всех этапах проектирования и изготовле-
ния большинства сварных конструкций.
На стадии разработки проекта нужно принимать
такие конструктивные решения, которые бы позволили технологу
избежать значительных искажений сварной конструкции и орга-
низовать при необходимости правку.
1. Назначают минимальные объемы наплавляемого металла;
сечения угловых швов следует принимать по расчету на прочность
или в соответствии с рекомендациями о минимальных катетах
швов. Площадь поперечного сечения и погонная энергия при одно-
проходной сварке, усадочная сила и поперечная усадка обратно
пропорциональны квадрату катета шва №.
2. Используют способы сварки с минимальным тепловложением,
например контактной вместо -дуговой, многопроходной вместо
однопроходной. При назначении вида сварки следует иметь в виду
допустимые скорости охлаждения металла и не превышать их/
3. Балочные конструкции проектируют с таким поперечным
сечением и расположением швов, чтобы моменты, создаваемые уса-
дочными силами, были уравновешены, а углы излома <р от попереч-
ных швов, взаимно компенсировали прогибы. Это обеспечивает
минимальный изгиб балок.
4. Следует стремиться к таким последовательностям сборочно-
сварочных операций, при которых моменты инерции и площади
поперечных сечений во время выполнения тех или иных швов были
по возможности максимальными. Например, последовательное
наращивание элементов в сложных конструкциях дает большие
искажения размеров, чем сборка всей конструкции на прихватках,
а затем сварка.
5. В некоторых случаях целесообразно обеспечить свободное
сокращение элементов от усадки, чтобы не вызывать искажений
239
конструкции в целом. Например, нахлесточное, еще не сваренное
соединение позволяет смещаться листам, не передавая остальной
части конструкции усадку. Стыковое соединение листов выполняют
до прикрепления их к другим частям конструкции, обеспечивая
возможность беспрепятственной поперечной усадки швов.
6. В конструкциях с тонкостенными элементами швы распола-
гают либо на жестких элементах, либо вблизи них.
7. Во всех случаях, когда есть опасение, что возникнут неже-
лательные искажения размеров и формы конструкции, проектиро-
вание ведут так, чтобы обеспечить возможность последующей
правки.
При разработке технологии и осуществлении свар-
ки используют следующие мероприятия.
1. Применяют рациональную последовательность сборочно-сва-
рочных операций, которая либо предусмотрена проектом конструк-
ции, либо выбрана технологом в пределах имеющихся' у него воз-
можностей. Например, конструкцию расчленяют на отдельные
узлы, которые могут быть по отдельности легко выправлены, а за-
тем сварены между собой с минимальными отклонениями. Опре-
деленной последовательностью наращивания элементов сложной
балочной конструкции также можно уменьшить искажения. Сборку
целесообразно вести от наиболее жесткого элемента.
2. Назначают экономичные способы и режимы сварки с мини-
мальным тепловложением и таким характером искажений, который
безвреден для качества конструкции. Например, если недопустим
излом длинной трубы в зоне кольцевого шва, то применяют много-
проходную сварку. Регулированием скорости охлаждения и хими-
ческого состава металла шва изменяют характер структурных пре-
вращений и усадочную силу.
3. Применяют соответствующую оснастку и приспособления для
сборки и закрепления свариваемых элементов. Они особенно эффек-
тивны для ликвидации временных перемещений, которые значи-
тельны по размеру, но не сопровождаются большими усадочными
силами, например прижатие тонких листов при сварке стыковых
соединений, закрепление ребер и диафрагм при выполнении угло-
вых швов, удержание листа в плоскости при контактной точечной
и шовной сварке, фиксация элементов рамы при сварке ее в углах
и пересечениях.
4. Назначают размеры заготовок с учетом последующей усадки,
например выставление переменного по длине зазора при электро-
шлаковой сварке (рис. 9.5, а), компенсация угла при сварке сты-
ковых соединений (рис. 9,5, 6), создание предварительной кривизны
балки (рис. 9.5, в) путем выкраивания стенки с кривизной, натя-
жение А (рис. 9.5, г) или термическое удлинение Ат стенки двутавра
(рис. 9.5, д), чтобы она при последующей усадке не потеряла устой-
чивости.
5. Предварительной пластической деформацией заготовок перед
сваркой создают перемещения, противоположные ожидаемым при
сварке. Например, изгибают полки, чтобы уменьшить грибовид-
240
ность от укладки продольных швов в балке, раскатывают края
обечаек перед сваркой кольцевых швов, изгибают в штампах края
отверстий в оболочках, чтобы компенсировать последующее пере-
мещение соединения к оси оболочки.
6. Искусственным охлаждением — подачей воды при контакт-
ной сварке, обдувом газоводяной смесью при некоторых других
способах сварки, использованием охлаждаемых подкладок и на-
кладок в зажимных приспособлениях — уменьшают зону пласти-
ческих деформаций.
7. Создают в зоне сварки с помощью приспособлений или спе-
циальных установок напряжения растяжения (обычно путем из-
гиба, реже растяжением), чтобы уменьшить усадочную силу. Такой
прием используют при сварке балок.
8. Создают непосредственно после сварки пластические дефор-
мации удлинения проковкой металла специальным инструментом
или сварочным электро-
дом при точечной кон-
тактной сварке.
Для правки конст-
рукций после сварки
используют различные
механические и терми-
ческие способы.
Механические спосо-
бы основаны на созда-
Рис. 9.5. Создание перемещений, противополож-
ных сварочным
сваркой, и включают гибку, растяже-
нии пластических де-
формаций удлинения с
целью компенсации пла-
стических деформаций
укорочения, вызванных
ние, проковку, статическое осаживание металла по толщине под
прессом для его удлинения в плоскости, вибрацию, прокатку. При
этом не стремятся к тому, чтобы обеспечить равномерное уменьше-
ние пластических деформаций и остаточных напряжений в зоне
сварного соединения. Необходимо, чтобы усадочная сила, опреде-
ленная по формуле (8.2), стала близкой к нулю.
Рассмотрим подробно, как происходит устранение деформаций
в тонколистовых сварных конструкциях прокаткой зоны сварного
соединения цилиндрическими роликами. Прокатка создает пласти-
ческую деформацию металла по толщине и приводит в основном
к удлинению металла в продольном и отчасти в поперечном направ-
лении. В подавляющем большинстве случаев остаточные пластиче-
ские деформации, вызванные сваркой, сосредоточены только в шве
и околошовной зоне, т. е. на участке сравнительно небольшой
ширины 2&п- В остальных частях сварной конструкции деформа-
ции упругие. Чтобы устранить деформации во всем изделии, доста-
точно создать при прокатке пластические деформации, равные по
значению, но противоположные по знаку сварочным только в пре-
делах зоны 2&п.
241
Прокатка производится стальными роликами шириной 5—15 мм.
Поскольку удлинение металла в поперечном направлении невелико,
то устраняются деформации, вызванные продольной усадкой.
На рис. 9.6, а показано распределение напряжений ах в непро-
катанном шве, а на рис. 9.6, б—г — эпюры вх после прокатки
в разных режимах. Растягивающие напряжения могут понизиться,
оказаться близкими к нулю или даже перейти в сжимающие. Оста-
точное напряжение <ткон в прокатанной зоне зависит от многих
факторов. Связь между напряжениями в металле и параметрами
Рис. 9.6. Изменение продольных напряжений ох при различных приемах про-
катки зоны сварного соединения
режима прокатки узкими роликами выражается следующей фор-
мулой:
Р* „ 6,74scjt (оК0Н От)2 Онач ' 1 >5Окон ~Ь 0 »5от) /q д\
Ь2 £(0,7от + 0,3онач) ’
где Р — усилие на ролики; d — диаметр роликов; Ь — ширина
рабочего пояска роликов; s — толщина металла в зоне прокатки;
от— предел текучести металла в зоне прокатки; Е — модуль упру-
гости; онач — начальные остаточные напряжения в металле перед
прокаткой.
При известных параметрах режима прокатки и <тнач по формуле
(9.4) можно определить остаточное напряжение после прокатки.
Формула (9.4) справедлива, если <ткон > —0,7 от.
Экспериментально и расчетным путем показано, что для каж-
дого металла при заданных размерах роликов и толщине металла
242.
в зоне прокатки существует определенное усилие на ролики Рп,
при котором остаточные напряжения, примерно равные до про-
катки пределу текучести, снижаются после прокатки до нуля. Уто-
нение металла при этом составляет около 0,5—1 %. На основании
формулы (9.4), если онач « от, а окон = 0, для определения Ро
получена формула
P0 = bV 10,Ids^/E. (9.5)
Вычисленное по формуле (9.5) усилие на ролики Ро должно уточ-
няться при правке конкретного изделия.
Если ширина зоны пластических деформаций, вызванных свар-
кой, Велика, а ролик узкий, то околошовную зону необходимо про-
катывать последовательно (рис. 9.6, д), с порядком положения ро-
ликов 1—5. В случае невозможности прокатать всю зону пластиче-
ских деформаций 2ЬП (рис. 9.6, е) необходимо создать перекат в зоне,
доступной для прокатки (положение роликов 1 и 2), назначая Р>Рй,
чтобы собственные напряжения были уравновешены в пределах
узкой зоны и не передавали сжимающие усилия на остальную часть
конструкции. Если в шве нежелательно снижать пластические
свойства металла при прокатке (рис. 9.6, ж), то прокатывают при
повышенных усилиях только околошовную зону, добиваясь устра-
нения деформаций за счет напряжений сжатия в околошовной зоне.
Для нахлесточных соединений суммарная толщина spaC4 при ис-
пользовании формул (9.4) и (9.5) равна 2s. Прокатка может приме-
няться и для устранения деформаций от точечных сварных соеди-
нений.
Если прокатка не дает достаточного исправления, то ее можно
повторить. Повторная прокатка по одному и тому же месту при не-
изменном усилии вызывает затухающую пластическую деформа-
цию, составляющую не более 10—15 % от деформации предыдущего
пропуска. Для получения большей пластической деформации при
повторных прокатках следует повысить усилие. Механическая
правка прокаткой требует высокого качества сборки перед свар-
кой и определенной очередности сборки, сварки и правки. Если
сварка одного из швов не ухудшает качества сборки второго, то
исправление может выполняться после сварки обоих швов.
Устранение деформаций прокаткой осуществляется на элементах
толщиной до 8—12 мм, но возможно и на больших толщинах. Для
получения равномерной пластической деформации металла по тол-
щине отношение d/s не следует принимать менее 15—20. Прокатка
может применяться на изделиях из сталей, титановых и алюминие-
вых сплавов. Не рекомендуется применять прокатку для конструк-
ций из малопластичных материалов. При наличии коррозионной
среды требуется проверка влияния прокатки на коррозионную
стойкость сварных соединений.
Термические способы также основаны на создании пластических
деформаций необходимого знака. При местных нагревах (так на-
зываемая термическая правка) создают пластические деформации
укорочения. Это означает, что нагрев, как правило, должен про-
243
водиться вне зон пластических деформаций, возникших при сварке.
Например, в изогнутых балках нагревают более длинную сторону
(рис. 9.7, а) и вызывают обычную усадку металла, как при сварке.
Усадочная сила после местного нагрева выпрямляет балку. В ли-
стах, потерявших устойчивость от напряжений сжатия (рис. 9.7, б),
создают нагревы и усадку в зонах сжатия. Сокращение листа
в результате термической правки и последующего остывания обес-
печивает его выпрямление. Углеродистые стали обычно нагревают
газовым пламенем до 600—800 °C. Нагрев ведут пятнами или по-
лосами. Необходимо стремиться к кратковременному и концентри-
рованному нагреву, чтобы соседние зоны оставались ненагретыми
и сопротивлялись расширению нагретого металла, вызывая в нем
усадку.
Рис. 9.7. Использование местного нагрева для создания усадки
металла
5)
Зоны нагреби
О результатах правки можно судить лишь после полного осты-
вания конструкции. Листовые элементы иногда после нагрева
осаживают молотками на плоскость. Так как нагретый металл
имеет низкий предел текучести, то он легко осаживается и в нем
при этом возникают пластические деформации укорочения.
Успех правки зависит от квалификации и опыта правщика, так
как технологу трудно регламентировать и контролировать все пара-
метры правки. Благодаря простоте, универсальности и маневрен-
ности термическая правка нашла широкое применение в произ-
водстве.
Термическая правка путем общего нагрева детали при отпуске
без использования приспособлений невозможна, так как напряжения
снижаются как в зонах растяжения, так и в зонах сжатия. Равно-
весие сил почти не нарушается, а следовательно, перемещения
сохраняются. Если детали с помощью жесткого приспособления
придать нужную форму, а затем поместить ее вместе с приспособ-
лением в печь, то будет происходить релаксация напряжений до
низкого уровня. При освобождении детали из приспособления после
отпуска она не деформируется и сохраняет ту форму, которую ей
придали. К этому, довольно дорогому способу правки прибегают
в тех случаях, когда другими методами не удается добиться необхо-
димого эффекта.
ГЛАВА 10
ТЕХНОЛОГИЧЕСКАЯ ПРОЧНОСТЬ СВАРНЫХ СОЕДИНЕНИИ
§ 1. Горячие трещины
Под технологической прочностью сварных
соединений понимают их способность выдерживать без разрушения
различного рода воздействия, которые могут возникнуть в процессе
сварки, остывания или вылеживания сварных конструкций под
влиянием сварочных деформаций и напряжений.
Различают так называемые горячие трещины, которые
представляют собой межкристаллические разрушения, возника-
ющие во время кристаллизации металла, а также при высоких
температурах в твердом состоянии из-за вязкопластической дефор-
мации, и холодные трещины, природа которых может быть
различной. У многих низколегированных и легированных сталей
они образуются под влиянием фазовых превращений в твердом
состоянии после окончания процесса сварки в течение последующих
нескольких суток. В процессе сварки и остывания могут возникать
также деформационные трещины, вызванные исчерпанием
пластичности металла в концентраторах напряжений. Последний
вид трещин не относят к технологической прочности, а рассматри-
вают их как проявление ограниченной пластичности металлов и де-
формационного старения, возникающих вследствие термического
цикла сварки и высокого уровня сварочных деформаций и напряже-
ний (см. гл. 5).
Исследованиями установлено, что в процессе сварки в зоне
затвердевания расплавленного металла в большинстве случаев воз-
никают напряжения растяжения вследствие образующихся дефор-
маций удлинения металла. Собственные деформации е в соответ-
ствии с формулой (7.2) равны разности наблюдаемых ен и температур-
ных еа деформаций:
8 8упр “Ь ®пл (10.1)
Структура формулы (10.1) показывает, что одной из причин
появления деформаций удлинения является температурная усадка
металла, выражаемая величиной е^. Если температура понижается,
т. е. ДТ < 0, то—еа =— аДТ положительна. Следовательно, даже
при ен < 0 может возникать деформация удлинения. Деформации
удлинения будут еще больше, если ен > 0. Значения ен становятся
положительными вследствие сложных процессов нагрева и охлаж-
дения соседних участков. Значения ен зависят также от формы сва-
риваемых деталей и их закрепления. Например, при приближении
шва к краю пластины (рис. 10.1, а) происходит расширение металла
в направлении сварки цс и резкое увеличение размера I в зоне
кристаллизующегося металла ванны при развороте кромок. Узкие
пластины (рис. 10.1, б) при сварке сильно изгибаются от неравно-
мерного нагрева и создают удлинение металла в районе участка
рядом со сварочной ванной; одновременно по той же причине про-
245
исходит увеличение размера Z2. Механические испытания металлов
при высоких температурах показывают, что пластичность металла 6
в некотором интервале между температурами солидуса Тс и ликви-
дуса Та очень мала (рис. 10.2). Этот интервал получил название
температурного интервала хрупкости (ТИХ).
Наличие ТИХ, в котором минимальная пластичность может
снижаться до 0,1—0,5 %, является одной из основных причин
образования горячих трещин. За период пребывания металла
в этом интервале могут накопиться такие деформации удлинения,
которые превзойдут уровень пластичности в ТИХ. Возможность
образования горячих трещин тем больше, чем меньше пластичность
металла в ТИХ, чем шире ТИХ и чем больше темп а* собствен-
ных деформаций удлинения е при сварке. Под темпом понимают
Рис. 10.1. Примеры образования значи-
тельных деформаций удлинения кристал-
лизующегося металла в процессе сварки
Рис. 10.2. Зависимость плас-
тичности металла 6 от темпера-
туры Т
скорость изменения деформации по температуре а* = -у У неко-
торых сплавов могут быть два и даже три температурных интервала
хрупкости. При этом второй и третий интервалы проявляются при
температурах ниже 7\.
Горячие трещины возникают как в швах, так и вблизи линии
сплавления в околошовной зоне. Они могут располагаться как
вдоль, так и поперек шва.
Образование трещин зависит главным образом от состава метал-
ла шва и основного металла, формы и размеров свариваемого узла
конструкции, режимов и условий сварки. Существуют разнообраз-
ные методы и приемы определения сопротивляемости сварных со-
единений образованию горячих трещин. В начале развития иссле-
дований технологической прочности пригодность металлов и при-
нятой технологии для производства сварных конструкций опреде-
ляли путем пробы — сварки специально подобранного образца или
серии образцов. В разных странах разработано много разнообразных
сварочных технологических проб. Они отличаются между собой фор-
мой образца и условиями сварки. В каждой из проб принят опреде-
ленной формы образец, который должен обеспечивать по возмож-
ности больший уровень е по формуле (10.1), чтобы заведомо созда-
вать больший темп собственных деформаций в шве в период кри-
246
сталлизации металла. Например, на рис. 10.3, а, б показаны об-
разцы некоторых проб, в которых трещины возникают вследствие
повышенной деформации изгиба образцов при их проплавлении
(рис. 10.3, а) или сварке (рис. 10.3, б). Если сваривается металл,
хорошо сопротивляющийся образованию горячих трещин, и при-
меняются достаточно высококачественные сварочные материалы, то
горячие трещины в образцах проб могут и не образовываться.
В этом случае остается открытым вопрос о фактической сопротив-
ляемости металла образованию горячих трещин. Для интенсифика-
ции процесса образования деформаций с целью получения горячих
Рис. 10.3. Образцы для испытаний на технологическую прочность
трещин в лабораторных условиях образцы в процессе сварки могут
дополнительно деформироваться испытательной машиной, которая
создает за определенный промежуток времени в дополнение к де-
формациям (ен— еа) машинную деформацию ем. На рис. 10.3, в, г
показаны примеры образцов, которые дополнительно нагружаются
машиной во время сварки. На рис. 10.3, в образцы непосредственно
в процессе укладки валика закручивают в направлении <р, а на
рис. 10.3, г растягивают с заданной скоростью деформации, при
этом сопротивляемость швов образованию горячих трещин оцени-
вают длиной трещины /тр.
Один из простейших способов оценки качества металла по его
сопротивляемости образованию горячих трещин состоит в том,что
сваривают узел конструкции, наиболее подверженный образованию
трещин, и определяют наличие в нем трещин. При сравнении двух
металлов или вариантов технологии таким методом невозможно
судить, какой из них лучше, если трещин нет вовсе. В этом — один
из основных недостатков такого подхода. В ряде проб оценку ведут
по длине образующейся в образце трещины. Чем длиннее трещина,
тем хуже металл.
247
В качестве признака оценки используют также минимальный или
максимальный размер образца, при котором появляются горячие
трещины. Например, проваривают пластины разной ширины или
с различной глубиной боковых прорезей.
Известны приемы оценки условий сварки, когда одни и те же
образцы сваривают с разной погонной энергией или с различной
скоростью сварки. Определяют неблагоприятные условия и в даль-
нейшем назначают такие режимы, которые наиболее удачны в от-
ношении сопротивляемости образованию трещин.
Как видно на примере нескольких упомянутых проб (рис. 10.3),
они могут быть предназначены либо для качественной, либо для
количественной сравнительной оценки сопротивляемости образова-
нию горячих трещин.
Одним из совершенных методов количественной оценки сопро-
тивляемости сварных соединений образованию горячих трещин
является метод испытания, в котором предусматривается растяже-
ние с различными скоростями затвердевающего металла шва с целью
п определения критической скорости окр
I перемещения захватов машины, до-
« статочной для возникновения горя-
|—*- чих трещин. При этом окр = Дкр/Д/,
где ДКр— перемещение в ТИХ, при-
Рис. 10 4. Схема растяжения водящее к образованию трещины;
образца в процессе сварки Д/—время пребывания металла В
ТИХ. Существуют разные приемы
реализации этого метода, например путем растяжения образца
при сварке стыкового соединения или его изгиба (рис. 10.4).
Недостаток этого метода состоит в том, что нельзя сравнивать
между собой по показателю окр результаты испытаний различ-
ных по размерам образцов или при различных условиях сварки,
так как при этом изменяется температурный режим образца
и одной и той же скорости перемещения захватов будут соответ-
ствовать разные деформации, накопленные металлом за период
пребывания его в ТИХ. Более точной мерой сопротивляемости
металла образованию горячих трещин является критический темп
деформации а*Р, определяемый приближенно как отношение кри-
тического значения перемещения кромок свариваемых элементов
за время деформирования в ТИХ к значению ТИХ [8].
Горячие трещины образуются не только в сталях, но и в спла-
вах на основе других металлов, в частности алюминия. В табл. 10 I
приведены результаты испытаний сварных соединений из алюми-
ниевых сплавов с целью определения уровней окр. Чем выше окр,
тем выше сопротивляемость сплава образованию горячих трещин.
Для оценки принятых конструктивных форм по их способности
сопротивляться образованию горячих трещин применяют так на-
зываемую оценку по эталонному ряду электродов. Используя сва-
рочные материалы с заранее определенными для них и разными окр
или а*Р> сваривают одинаковые типовые узлы сварной конструкции
и определяют тот уровень v или а*, при котором в сварном узле
248
появляются горячие трещины. Найденные значения величин явля-
ются показателем уровня возникающих в сварных соединениях
темпов собственных деформаций при сварке и признаком степени
совершенства конструктивных решений и принятой технологии
сварки. Если трещины появляются при сварке электродами с вы-
соким окр, то это означает, что в данном узле при сварке развива-
ются большие деформации удлинения, способные вызвать горячие
трещины. Если трещины не образуются даже при сварке низко-
качественными электродными материалами с низким показателем
цкр, то это свидетельствует о том, что данный конструктивный узел
слабо подвержен образованию в нем горячих трещин.
Таблица 10.1
Показатели сопротивляемости сварных соединений
образованию горячих трещин
Основной металл Присадочный металл v„. мм/мнн кр
АМгЗМ АМгЗ 10,5*
АМгбМ АМгб 8*
М40-М М40 5,5*
Д20М Д20 5,2*
АМцМ АМц 4,3*
* Трещины в шве.
** Трещины в околошовной зоне.
Основной металл Присадочный металл мм/мнн кр
АМгМ АМг 3,7*
АВТ АВ 3,7**
Д16Т АВТ 2,8*
В95Т АК 1,3**
§ 2. Холодные трещины
Наиболее часто холодные трещины возникают в легированных
сталях в тех случаях, когда металл под действием термического
цикла сварки претерпевает полную или частичную закалку. В этих
случаях холодные трещины при сварке появляются в результате
замедленного разрушения свежезакаленной стали от действия оста-
точных сварочных напряжений. Холодные трещины в зависимости
от состава и класса стали могут быть вызваны: а) мартенситным пре-
вращением аустенита у среднелегированных сталей мартенситного
и перлитного классов; б) сегрегацией примесей на границах аустенит-
ных зерен при повторном нагреве до 400—700 °C при сварке с на-
сыщением водородом у низкоуглеродистых среднелегированных
сталей бейнитного класса; в) выделением у высокохромистых фер-
ритных сталей карбонитридных фаз по границам зерен; г) скопле-
нием в околошовных зонах перлитио-ферритных сталей неметалли-
ческих включений в элементах полосчатой микроструктуры стали
(ламелярные трещины в околошовной зоне).
Исследованиями установлено, что холодные трещины имеют
участок зарождения разрушения и участок распространения тре-
щины. На участке зарождения, не превышающем размера несколь-
ких зерен, разрушение происходит по границам зерен и является
хрупким. Развитие разрушения может сопровождаться пластиче-
ской деформацией.
244
Можно обметить несколько особенностей появления холодных
трещин.
1. Холодные трещины появляются под действием постоянной
или медленно меняющейся нагрузки при напряжениях существен-
но ниже (в 2—3 раза) уровня кратковременной прочности, найден-
ной при обычном нагружении в испытательных машинах. Уровни
напряжений, при которых появляются трещины, соизмеримы с оста-
точными напряжениями при сварке. Поэтому сварочные напряже-
ния могут вызвать образование холодных трещин. Для появления
разрушения необходимо некоторое время.
2. Наименьшая сопротивляемость возникновению холодных тре-
щин обнаруживается непосредственно после сварки, а затем проч-
ность постепенно растет и явления замедленного разрушения
сильно ослабевают спустя некоторое время (от 2 до 25 сут).
Рис. 10.5. Зависимость прочности а при замедленном разрушении
от максимальной температуры нагрева Т
3. Склонность к замедленному разрушению полностью подавля-
ется при охлаждении металла до температур ниже —70 °C, но вос-
станавливается при нагреве до +20 °C; существенно ослабляется
при нагреве до 100—150 °C и исчезает при нагреве до 200—300 °C.
Основными факторами, способствующими появлению холодных
трещин, являются: 1) неблагоприятное структурное состояние ме-
талла, соответствующее высоким скоростям охлаждения стали,
перегреву, старению; 2) присутствие растягивающих напряжений
I рода; 3) наличие водорода в металле сварного соединения.
Холодные трещины могут образовываться в любой зоне сварного
соединения: в шве, околошовной зоне, по линии сплавления; они
могут располагаться как вдоль, так и поперек оси шва.
Методы оценки сопротивляемости металла образованию холод-
ных трещин достаточно разнообразны. Для оценки свойств основ-
ного металла и его реакции на термический цикл сварки применяют
£09
Рис. 10.6. Образец крестовой пробы
длиной 200—300 мм из металла
малые образцы, прошедшие нагрев и охлаждение по циклу, близ-
кому к сварочному. Испытания проводят на замедленное разруше-
ние под постоянной нагрузкой, прикладываемой в течение 20—72 ч
непосредственно после термического воздействия. Образцы растя-
гивают или изгибают. Минимальное разрушающее напряжение
принимают за показатель сопротивляемости разрушению. Суще-
ствуют разновидности такого испытания основного металла, отли-
чающиеся максимальной температурой нагрева и последователь-
ностью ступенчатого приложения нагрузки при различных темпе-
ратурах остывания для имитации действия сварочных напряжений.
В качестве примера на рис. 10.5 приведены кривые зависимости
минимальной прочности при изгибе от максимальной температуры
нагрева для двух марок ста-
лей. Наименьшая прочность
соответствует температуре
нагрева, при которой начи-
нается оплавление границ
зерен.
Для оценки сопротивляе-
мости сварных соединений об-
разованию холодных трещин
применяют сварочные техно-
логические пробы и специ-
альные машинные испытания.
Существует много проб, от-
личающихся между собой по
форме и размерам образцов,
процедуре сварки и методам
оценки стойкости. Например,
крестовая проба (рис. 10.6)
предусматривает сварку балв
толщиной s = 10 4- 30 мм и шириной листов b около 150 мм, с
катетом швов от8 до 20 мм при различных начальных температу-
рах образца от— 40 до +250 °C в последовательности выполнения
швов, показанной на рисунке их номерами. Через 4 сут из образца
вырезают три поперечные темплета по 25 мм шириной и после
травления выявляют имеющиеся трещины. Оценка сварных соеди-
нений проводится по протяженности трещин, их количеству, месту
расположения в тех или иных швах и начальной температуре из-
делия, при которой трещины появляются.
В пробе ЦНИИТС используют листы с толщиной, соответству-
ющей применяемой в конструкции, и размером 1000 X 2000 мм
для сварки стыкового шва длиной 2000 мм. Листы перед сваркой
собирают на поперечных, приваренных к листам с одной стороны
через 400 мм ребрах высотой 250 мм. Сварку ведут при различных
начальных температурах. Через сутки после сварки образец просту-
кивают массивным молотком для раскрытия образовавшихся хо-
лодных трещин. Затем делают продольные и поперечные шлифы для
выявления трещин. С помощью пробы определяют условия сварки*
251
при которых соединения являются стойкими против образования
трещин.
Машинные методы испытаний предусматривают сварку и после-
дующее нагружение образцов относительно небольших размеров.
Размеры их должны быть такими, чтобы при сварке воспроизводи-
лись термические, деформационные и металлургические процессы,
характерные для условий сварки элементов конструкций. Нагрузка
Рис. 10 7. Схема закрепления и нагружения при испытании стыковых (а)
и тавровых (б, в) образцов
создается испытательной машиной после сварки при температуре
50 °C. Схема нагружения зависит от толщины металла и вида свар-
ного соединения. Для толщины металла 1—3 мм и стыкового соеди-
в МПа
2/7/?'------------1-----------1-----------1------------1---------
0 5 10 15 20 t, V
Рис. 10 8 Результаты испытания образцов
тавровых соединений из стали 30ХН2МФА
нения используется плоский круглый или восьмиугольный обра-
зец, заделанный по контуру диаметром 100 мм и нагруженный одно-
сторонней изгибающей на-
грузкой. При толщине 3—
6 мм используют образцы
стыковых соединений (рис.
10.7, а), а при толщине
больше 6 мм — образцы
тавровых соединений (рис.
10.7, б, в) и схему кон-
сольного изгиба. При кон-
сольном изгибе стыкового
образца плечо изгиба LY
расположено перпендику-
лярно продольной оси шва,
чтобы по всей длине шва
были одинаковые изгибаю-
щие напряжения. Тавровые соединения нагружаются по схеме
рис. 10.7, б для испытания околошовных зон и по схеме 10.7, в
для испытания металла шва. Для локализации разрушения в вер-
тикальной стенке полку делают из малоуглеродистой стали, не
склонной к образованию холодных трещин. За количественный
показатель сопротивляемости образованию холодных трещин при-
нимают минимальное напряжение от внешней нагрузки, вызы-
252
вающее разрушение образцов или образование в них трещин.
На рис. 10.8 представлены результаты испытаний сварных соеди-
нений сталиЗОХН2МФА.На рис. 10.8 линией 1 показана зависимость
времени до разрушения образца от уровня напряжения, приложен-
ного непосредственно после сварки. Приложение нагрузки после
6 сут выдержки не дает снижения уровня разрушающих напряже-
ний (линия 2).
В табл. 10.2 и 10.3 приведены уровни разрушающих напряже-
ний, которые в ряде случаев существенно ниже временного сопро-
тивления, найденного в условиях кратковременного нагружения.
Видно, что разрушающие напряжения тем выше, чем меньше со-
держание углерода в стали; растяжение или изгиб поперек шва
более опасны, чем вдоль шва.
Т а б л и ц а 10.2
Минимальные разрушающие напряжения, МПа, в швах,
полученных аргоно-дуговым переплавом основного металла
Материал Растяже- ние попе- рек шва Растяже- ние ВДОЛЬ шва Консоль- ный изгиб поперек шва Консоль- ный изгиб вдоль шва Двухос- ный изгиб при плос- ком нап- ряженном состоянии
4X13 175 200 175 200
2X13 350 400 200 230 410
42Х2ГСНМА 260 320 175 200
30Х2ГСНВМА 330 ^00 — —
43ХЗСНМВФА 150 450 155 300 100
ЗЗХЗСНМВФА 350 510 — — 350
28ХЗСНМВФА 400 600 300 350 —
Т а б л и ц а 10.3
Минимальные разрушающие напряжения, МПа,
в околошовной зоне сварных швов, полученных
после аргоно-дугового переплава проволоки Св-08
Материал Растяжение поперек шва Растяжение вдоль шва
2X13 530 660
42Х2ГСНМА 310 630
43ХЗСНМВФА 430 555
Холодные трещины образуются не только в легированных ста-
лях, но и в сплавах других металлов.
§ 3. Повышение сопротивляемости образованию горячих
и холодных трещин
Различные металлы по-разному сопротивляются образованию
горячих и холодных трещин и чаще всего основное внимание при-
ходится уделять какому-нибудь одному виду. Многие металлы
вообще не требуют специальных мер борьбы с трещинами при соблю-
263
дении обычных мер подготовки основного металла и свароч'ных
материалов перед сваркой, соблюдении рациональных режимов
и т. и. Решающее значение для борьбы с горячими трещинами
в швах имеет выбор присадочного металла. Основной металл также
может быть улучшен без существенного изменения своего состава
путем изменения технологии его производства^ Основная цель -г-
повысить пластичность металла в температурном интервале хруп-
кости и уменьшить этот интервал.
Существуют приемы, с помощью которых воздействуют на умень-
шение деформаций металла, протекающих в высокотемпературной
области. Так, для стыковых соединений листов принимают меры
по уменьшению поперечных деформаций удлинения, создавая закре-
пление на начальном и конечном участках шва. Необходимо иметь
в виду, что при пересечении швом участков, в которых есть растя-
гивающие напряжения, могут возникнуть повышенные деформации
удлинения, например при пересечении шва с неснятыми свароч-
ными напряжениями или при переварке прихватки, в которой воз-
никли большие растягивающие усилия в процессе сварки. Для
устранения этих недостатков применяют предварительное перере-
зание этого участка (если позволяет конструкция), его подогрев
непосредственно перед сваркой или изменение конструктивных ре-
шений. Следует избегать также концентраторов в зоне кристалли-
зующегося металла, например стыковых швов с непроваром, замко-
вых соединений, сварки на остающейся подкладке.
Для борьбы с холодными трещинами кроме рациональ-
ного выбора основного металла и присадоч-
ных материалов существенное значение имеет регулиро-
вание термического цикла в процессе сварки, а также послесвароч-
ная обработка сварных соединений, в частности термическая. Вы-
сокое содержание углерода (свыше 0,3 %), марганца, хрома (свыше
1 %), никеля (более 1,5 %) снижает сопротивляемость образова-
нию холодных трещин. В низколегированных сталях с углеро-
дом ниже 0,1—0,12 % холодные трещины практически не
встречаются. Легирование стали ванадием, молибденом, титаном
повышает сопротивляемость. Предварительная термическая обра-
ботка — отжиг для укрупнения карбидов, изотермическая закалка
с высоким отпуском и термомеханическая обработка — также по-
вышает сопротивляемость сталей образованию холодных трещин.
В отношении химического состава металла шва сохраняются те же
рекомендации, что и для основного металла. Если швы могут быть
выполнены из менее склонных к трещинам, чем основной металл,
материалов, этим следует пользоваться.
Сварку некоторых высокопрочных сталей проводят аустенит-
ными электродами, которые уменьшают перегрев околошовной
зоны и снижают в ней концентрацию диффузионного водорода.
Прокалка электродов и флюсов, осушение защитных газов, пре-
дупреждение попадания влаги в зону сварки способствуют умень?
шению количества водорода в шве и повышают сопротивляемость
холодным трещинам.
254
Увеличение погонной энергии сварки уменьшает скорость охла-
ждения и в ряде случаев, например для низколегированных сталей,
благоприятно для повышения сопротивляемости холодным трещи-
нам. Ограничением в данном случае является чрезмерное укрупне-
ние зерна от перегрева, особенно для некоторых среднелегирован-
ных сталей. То же относится и к предварительному подогреву.
Более рационально проводить сопутствующий подогрев или вести
сварку таким образом, чтобы последующими слоями шва вызывать
отпуск образовавшегося мартенсита.
Эффективным средством борьбы с холодными трещинами яв-
ляется отпуск сразу после сварки до начала их образования. Отпуск
в данном случае изменяет структурное состояние металла и вызы-
вает релаксацию напряжений I рода.
ГЛАВА 11
РАСЧЕТНАЯ И КОНСТРУКЦИОННАЯ ПРОЧНОСТЬ
§ 1. Причины несовпадения расчетной
и конструкционной прочности
В настоящей главе дается обзор состояния проблемы, связан-
ной с обеспечением несущей способности сварных конструкций.
Под несущей способностью обычно понимают способ-
ность конструкции сопротивляться наступлению предельных состоя-
ний (см. гл. 2). Несущая способность деталей и конструкций в боль-
шинстве случаев связана с действующими напряжениями и проч-
ностью. Понятие несущей способности шире, чем понятие проч-
ности. Появление течи вследствие нарушения сплошности от кор-
розии, недостаточная жесткость, появление вибрации непосред-
ственно не связаны с прочностью, но являются предельными со-
стояниями, определяющими несущую способность некоторых кон-
струкций.
В данной главе рассматриваются только те предельные состоя-
ния, которые связаны с уровнем действующих напряжений и проч-
ностью. Под прочностью в широком инженерном смысле слова
понимают способность материала или детали сопротивляться не
только разрушению, но и наступлению текучести, потере устойчи-
вости, распространению трещин и др.
Условия работы современных машин и сооружений довольно
разнообразны. К большому числу факторов, способных оказать
существенное влияние на несущую способность сварной конструк-
ции, в первую очередь относятся: а) действующие нагрузки и вы-
зываемые ими напряжения; б) статический или динамический ха-
рактер приложения нагрузок, а в последнем случае и их спектр —
пульсирующий, симметричный, случайный; в) неодноосность дей-
ствующих напряжений; г) концентраторы напряжений, различаю-
щиеся как по коэффициенту концентрации напряжений, так и по
геометрической форме; д) собственные остаточные напряжения;
255
е) температура эксплуатации, в некоторых случаях переменная
либо в пределах конструкции, либо во времени; ж) среда и поро-
ждаемые ею физические и химические процессы на поверхности;
з) потоки элементарных частиц излучения; и) время эксплуата-
ции.
Помимо перечисленных, так называемых внешних факторов,
существует большое число факторов, отражающих реакцию мате-
риала на возникшие состояния и протекающие процессы, т. е. то,
что принято называть свойствами материалов в широком смысле
этого понятия. Свойства материалов и элементов конструкции,
в которых они физически воплощены, крайне многообразны: а) упру-
гость, характеризуемая модулем упругости Е, и пластическая
деформируемость, описываемая диаграммой о = f (е); б) прочность,
выражаемая при однократном нагружении пределом текучести, вре-
менным сопротивлением, истинным разрушающим напряжением;
в) пластичность в виде относительного удлинения и поперечного
сужения; г) упрочняемость материала и пластическая неустойчи-
вость при растяжении; д) упругая неустойчивость при сжатии;
е) сопротивляемость накоплению усталостных повреждений, в том
числе у острия трещины; ж) прочность при повторных пластиче-
ских нагружениях; з) сопротивление ползучести; и) длительная
прочность и пластичность при высоких температурах; к) старение
металла под воздействием деформации, температуры, времени;
л) сопротивление началу разрушения в присутствии концентрато-
ров — надрезов, трещин; м) сопротивление быстрому динамиче-
скому распространению трещин; н) стойкость против общей межкри-
сталлитной коррозии, а также против коррозионного растрескива-
ния; о) сопротивление замедленным разрушениям; п) хладостой-
кость и др.
В конкретных условиях эксплуатации указанные факторы высту-
пают в сложном взаимодействии и определяют конструкци-
онную прочность изделия, под которой обычно понимают
установленную в результате эксплуатации или испытания при конк-
ретных свойствах материала, значении и характере действия нагру-
зок, температуре, среде, а также технологии изготовления способ-
ность конструкции сопротивляться наступлению тех предельных
состояний, от которых зависят ее служебные свойства. Разумеется,
не все факторы в одинаковой мере проявляют себя каждый раз.
В простейших случаях работоспособность конструкции зависит лишь
от немногих из них. Это позволяет при расчете тех или иных кон-
струкций ограничиваться только главными факторами.
Ограничение числа учитываемых в расчете факторов вызывается
рядом причин: 1. Недостаточностью соврёменных знаний, необхо-
димых для построения универсального расчетного аппарата. 2. Не-
разработанностью и сложностью теории, которая бы могла одно-
временно учесть влияние большинства факторов. 3. Высокой стои-
мостью и большой продолжительностью испытаний, которые необ-
ходимо было бы провести для создания и применения такой теории.
4. Стремлением обеспечить доступность расчетов для лиц, не име-
256
ющих глубокой научной подготовки в специфических вопросах
прочности.
Это приводит к тому, что расчетная прочность обычно не совпа-
дает с конструкционной. Расчетная прочность — это
установленная в результате расчета путем использования экспери-
ментальных характеристик материала и аппарата теории способ-
ность конструкции сопротивляться наступлению тех предельных
состояний, от которых зависят ее служебные свойства.
Исторически сложилось так, что первоначально разрабатыва-
лись методы расчета, которые принимали во внимание какой-либо
один, главный фактор. Большинство современных методов расчета
построены именно по такому принципу. Например, расчет на стати-
ческую прочность по предельному состоянию наступления теку-
чести предусматривает сравнение среднего напряжения с пределом
текучести металла без учета концентрации напряжения; расчет на
устойчивость рассматривает только потерю устойчивости и т. д.
Соединение в одном методе расчета двух или нескольких факторов
во взаимодействии между собой — явление довольно редкое даже
при современном уровне развития науки о прочности. На примере
расчетов на выносливость [44] можно видеть, что при учете такого
фактора, как нестационарность характера нагружения, потребо-
валась разработка сложных проблем суммирования повреждае-
мости, над которыми ученые интенсивно трудятся уже многие годы.
Таким образом, одна из основных причин несовпадения расчетной
и конструкционной прочности заключается в отсутствии комплекс-
ного учета многочисленных, совместно влияющих факторов вслед-
ствие сложности построения теории.
Опыт создания и эксплуатации новых конструкций показывает,
что второй причиной несовпадения является временное исключение
из рассмотрения слабо изученных факторов, которые впоследствии
оказываются в ранге основных. Покажем это на примерах. Проблема
влияния дефектов на прочность существовала всегда, но она не име-
ла той остроты, которая возникла в связи с разработкой новых
высокопрочных конструкционных материалов, которые, с одной
стороны, могут воспринимать весьма высокие напряжения, а с дру-
гой — крайне чувствительны к концентрации напряжений.
На рис. 11.1, а схематично показана зависимость отношения кон-
струкционной прочности <гк к временному сопротивлению <хв ма-
териала от коэффициента концентрации напряжений а или длины
эквивалентной трещины /экв (при р = 0) для невысокопрочного
(/) и высокопрочного (2) материалов. Отношение эксплуатацион-
ного напряжения оэ к <хв показано в виде пунктирной линии. Невы-
сокопрочные материалы мало чувствительны к концентраторам.
Эго предопределяет постоянство о&/ав при достаточно больших
значениях а и /экв, что фактически означает допустимость довольно
крупных дефектов в виде непроваров, трещин и т. п. Сварные
конструкции из невысокопрочных материалов удовлетворительно
работают, не обнаруживая отрицательного влияния имеющихся
дефектов. Опасные по размерам дефекты могли обнаруживаться
257
самыми простыми приемами контроля, да и вероятность появления
крупных дефектов к тому же мала. Высокопрочные материалы
разрабатываются с целью эксплуатации их при высоком уровне
напряжений оэ. Вследствие высоких напряжений <т9 и крайней
чувствительности этих материалов к концентраторам размеры до-
пустимых концентраторов близки к разрешающей способности
физических методов контроля. Частота появления дефектов, хотя
Рис. 11.1. Влияние длины трещины
/5КВ и коэффициента концентрации на-
пряжений а на конструкционную
прочность (а) и долговечность (б)
и сократилась вследствие улучшения технологии, все же осталась
на уровне, крайне осложняющем надежную безаварийную эксплуа-
тацию конструкции. Недооценка
опасности концентраторов, а в
некоторых случаях и пренебре-
жение их влиянием на первых
порах применения высокопроч-
ных материалов приводили к
неожиданным разрушениям.
Аналогичная ситуация сло-
жилась с усталостной прочно-
стью конструкций (рис. 11.1,6).
Высокую долговечность (число
циклов нагружений N до разру-
шения) элементов конструкций
из высокопрочных материалов
удается обеспечить только при
весьма малых а и /9КВ. На прак-
тике же приходится снижать до-
пускаемые напряжения до уров-
ня прочности низкопрочных ма-
териалов ввиду наличия кон-
центрации напряжений. В про-
тивном случае происходит неожиданная быстрая поломка конст-
рукций, работающих при повышенных переменных нагрузках.
Широкое освоение районов Севера, Сибири и Дальнего Востока
сопровождалось массовым применением техники, которая до этого
зарекомендовала себя как вполне надежная в районах с умеренно
низкими температурами. Большинство машин, как известно, изготов-
ляется из дешевых конструкционных сталей, которые весьма хорошо
работают при температурах, обеспечивающих их вязкое состояние,
но имеют порог хладноломкости, ниже которого они крайне чувст-
вительны к концентрации напряжений и способны хрупко разру-
шаться. Это обстоятельство не было учтено не только эксплуата-
ционниками, но на первых порах и конструкторами, которые до-
пускали использование в машинах северного исполнения слабо-
хладостойких сталей, что привело ко многим случаям разрушений.
Третьей существенной причиной, порождающей несовпадение
расчетной и конструкционной прочности, является неправильный
выбор предельных состояний и критериев для оценки прочности
конструкций. Это не только снижает ценность и достоверность рас-
четных методов, но и отрицательно сказывается на квалнфициро-
258
Рис. 11.2. Схематичная зависимость
среднего разрушающего напряже-
ния <тср.р и средней разрушающей
деформации есрр от коэффициента
концентрации напряжений а
изменению коэффициента кон-
ванном подходе к оценке конструкционной прочности при испыта-
нии изделий и принятии решения об их массовом изготовлении.
Широко распространенным примером неправильного выбора
предельного состояния является расчет сварной конструкции по
предельному состоянию наступления текучести, в то время как она
должна быть рассчитана на выносливость по предельному состоянию
разрушения от усталости или на сопротивляемость разрушению при
низких температурах из-за концентрации напряжений.
Много совершается ошибок по причине неправильного выбора
критериев. Например, иногда в качестве критерия работоспособ-
ности используют ударную вязкость металла. Однако несоответствие
коэффициента концентрации на-
пряжений в лабораторном образце
размером 10 X 10 '< 55 мм с тем,
что есть в конструкции, не позво-
ляет переносить эти результаты
на оценку изделия.
Иногда ошибки в оценке не-
сущей способности совершаются
из-за использования только си-
ловых критериев вместо
комбинации их с деформационны-
ми. Заметим, что все имеющееся
многообразие критериев имеет в
качестве первичной (эксперимен-
тальной) информации либо силу,
либо перемещение — остальные
величины определяют расчетом как
производные от них, в том числе
и работу. Главное отличие д е-
формационных крите-
риев от силовых состоит в том,
что деформационные критерии
одинаково хорошо чувствительны к
центрации напряжений а (рис. 11.2) во всем диапазоне его измене-
ния, в то время как силовые критерии хорошо реагируют на изме-
нение а, пока среднее напряжение остается ниже от. В диапазоне
относительно небольших а, что как раз характерно для большин-
ства конструкций, силовые критерии менее представительны, в осо-
бенности если разница между сгт и ов невелика. Например, при
испытании сосудов давления из высокопрочных сталей, качество
изготовления которых удовлетворяет некоторому минимуму так,
что аср.р > уровни разрушающих напряжений отличаются
слабо. Заключение о качестве технологии и сварных соединений
в отношении концентрации напряжений в них можно дать только
по величине средней окружной разрушающей деформации сосуда
[521. При определении лишь оср р объективную оценку дать трудно.
Критерий критического раскрытия конца трещины перед разру-
шением &с также имеет преимущество перед силовыми критериями,
259
если конструктивные элементы разрушаются после протекания
пластической деформации. Испытания на малоцикловую усталость,
когда число циклов не превышает 10*—105, чаще проводят, регла-
ментируя деформацию цикла, а не напряжение.
Четвертая причина состоит в вероятностной природе формиро-
вания конструкционной прочности. Здесь есть два аспекта. Один
связан с комбинацией различных факторов и их неблагоприятным
сочетанием. А второй заключается в том, что каждый из факторов
имеет рассеяние. Возможности статистического подхода в настоя-
щее время используются лишь в отдельных случаях, например
в расчетах на усталость. В обозримом будущем невозможность
учета статистической природы формирования конструкционной
прочности будет одной из главных причин отклонения расчетной
прочности от действительной.
Расчетная прочность может совпадать с конструкционной только
при применении вероятностных методов расчета с учетом рассеяния
действующих факторов. При детерминистическом подходе к расчету
одному полученному расчетному уровню прочности будет всегда
соответствовать некоторая совокупность неодинаковых результа-
тов фактически наблюдаемой конструкционной прочности в не-
скольких опытах.
Пятая причина связана с вероятностным характером появления
и распределения дефектов в сварных конструкциях, что трудно
учесть заранее. Во-первых, возможно появление дефектов там,
где они раньше отсутствовали и не требовали постоянного и сплош-
ного контроля продукции. Во-вторых, разрешающая способность
методов контроля гарантирует высокую вероятность обнаружения
дефектов только выше определенного размера. При некоторых
малых размерах дефектов вероятность их обнаружения резко па-
дает. В-третьих, всегда возможен случайный пропуск опасного
дефекта, который должен был быть выявлен методами контроля.
Это создает в большой партии проконтролированных изделий не-
которую вероятность разрушимости, которая зависит от вероят-
ности пропуска опасного дефекта.
§ 2. Рассеяние характеристик механических свойств
металлов, геометрических размеров элементов, нагрузок
и вероятностные методы оценки прочности
Сопоставляя между собой расчетную и конструкционную проч-
ность, необходимо иметь в виду один из важнейших факторов,
влияющих на несущую способность конструкции, — фактор рассея-
ния механических свойств металлов, геометрических размеров се-
чений и действующих нагрузок. Конструкционная прочность, объек-
тивно отражающая влияние рассеяния, всегда по своей природе
является величиной, изменяющейся в довольно широких пределах.
Обычно пользуются сравнением некоторых средних значений фак-
тической конструкционной прочности и расчетной. Даже при их
совпадении остается открытым вопрос о возможном рассеянии кон-
260
струкционной прочности и вероятности достижения отдельными
экземплярами изделий предельных состояний.
Возможна оценка прочности по крайце неблагоприятному соче-
танию всех входящих в расчет величин. При небольшом числе
факторов, каждый из которых имеет небольшое рассеяние, резуль-
тат может получиться вполне удовлетворительным, указывающим
на полную невозможность наступления предельного состояния при
эксплуатационных напряжениях. Однако в ряде случаев, особенно
при значительном рассеянии факторов, такая оценка дает весьма
низкие уровни несущей способности, а из-за отсутствия информа-
ции о вероятности наступления
предельного состояния трудно
решить вопрос о возможности
эксплуатации таких изделий.
Рассмотрим некоторые примеры
влияния рассеяния на проч-
ность.
Такие характеристики метал-
ла, как от, ов, б, а„, отличаются
от образца к образцу даже в
пределах одного листа металла,
а тем более в различных листах.
Характер наблюдаемых рассея-
ний показан на рис. 11.3. Такие
диаграммы строят по результа-
там испытаний большого числа
образцов. По вертикальной оси
можно при этом откладывать
либо число появлений резуль-
тата т, либо частость т/га —
Рис 11 3 Кривые распределения ме-
ханических свойств стали 15ХСНД
(число случаев п = 1358)
относительную частоту появления результата в долях единицы
или в процентах, как это представлено на рис. 11.3. Величина
га означает полное число испытанных образцов. Отдельные точки
на диаграмме соответствуют появлению какого-либо результата
в заданном интервале изменения величины, например в интервале
10 МПа. Изменение интервала при обработке одних и тех же
результатов ведет к изменению частоты и частости.
Эмпирическая диаграмма частот называется гистограммой. Сред-
нее значение случайной величины, например для временного сопро-
тивления ов, обозначается как бв и вычисляется по формуле
I==fe l = k l — k
sb= 2 =4 2 °в»т‘= 2 °b‘a’ (111)
i=i »=i i=i
где pt — mjn — частость.
Среднее значение случайной величины называют также матема-
тическим ожиданием. В качестве количественной характеристики
распределения случайных величин кроме среднего значения, о кото-
ром сказано выше, используют дисперсию D н среднее квадратиче-
261
ское отклонение S:
t=fe
D = S (<Ч - &в)2 Рй
1
S = ]/D.
(11.2)
(П-3)
a} б)
Рис. 11.4. Кривые нормального рас-
пределения
На участке 6S находится более 99 % всех результатов из пар-
тии размером п. Чем больше S, тем больше рассеяние значений.
Величина 6S характеризует область рассеяния.
При переходе к большим числам п обнаруживается, что распре-
деления случайных величин могут быть описаны различными ана-
литическими зависимостями. Од-
ним из часто встречающихся
законов является закон нор-
мального распределения Гаусса
(рис. 11.4, а)
f(x) =—’ e-u-J)’/(2s«)
(И-4)
где f (x) — плотность вероятно-
сти распределения величины х.
Если положить S = 1 и перенести кривую на х, т. е. располо-
жить симметрично относительно начала координат, то будем иметь
нормированную и центрированную функцию (рис. 11.4, б)
f(z) = ^Ue-22/2.
1 V ’ /2л
(11.5)
Площадь под кривой нормального распределения равна еди-
нице. Вероятность появления величины г < г0 вычисляется сле-
дующим образом:
г» г»
Вер (г<z0) = Ф(г0) = £ f(z)dz =С e~22/2dz. (11.6)
У 2л J
—со —со
Дисперсия вычисляется по формуле
D = jj (х — х)2 f (х) dx.
(И-7)
В примерах, которые будут рассмотрены ниже, используют кри-
вую нормального распределения, однако следует иметь в виду, что
могут быть разнообразные законы распределения случайных вели-
чин.
При анализе прочности конструкций в большинстве случаев
приходится иметь дело с тремя группами величин: 1) механиче-
скими свойствами материалов; 2) геометрическими размерами эле-
ментов сечений, концентраторов напряжений; 3) уровнем действу-
ющих нагрузок или напряжений.
262
Величины, в каждой из указанных групп имеют рассеяние. Рас-
смотрим, какими вероятностными понятиями следует пользоваться
при сравнении между собой механических свойств различных ме-
таллов и, в частности, сварных соединений при оценке неравнопроч-
ности сварного соединения
и основного металла. Ес-
ли прочности основного
металла и сварного соеди-
нения имеют рассеяние
(кривые 1 и 2 на рис. 11.5),
то обычная оценка нерав-
нопрочности сварного со-
единения по отношению
г) = Ов/бв sC 1 не учиты-
вает величины рассеяния.
Если в основу сравне-
ния положить равную ве-
Рис. 11.5. Кривые рассеяния временного со-
противления для сварного соединения (/) и
основного металла (2)
роятность разрушения, что
означает равенство зачерненных площадей на рис. 11.6, то нера-
внопрочность должна оцениваться отношением
Л — Ов rnin/Ов min*
(11.8)
Разной вероятности разрушения будет соответствовать разный
коэффициент неравнопрочносГи. Чтобы устранить такую неопре-
деленность, целесообразно поль-
зоваться стандартным отклоне-
нием, а именно 3S. Тогда
Рис. 11.6. Сварные элементы, имею-
щие в своем составе по два сварных
соединения 1 и 2
Ч ав 35св. соед/(^в ^^осн.м)*
(11.9)
При таком методе оценки
неравнопрочность обычно бы-
вает больше, чем при оценке ее
по средним, так как 3SCB сосд 2s
OCJOCH.M*
Уровень прочности конст-
руктивного элемента зависит от
числа слабых звеньев. На рис.
11.6, а показан пример сосуда
с двумя продольными швами 1
и 2, а на рис. 11 6, б— стержень с двумя последовательно распо-
ложенными соединениями. Пусть кривая на рис. 11.7, б показы-
вает рассеяние прочности Р сварного соединения 1. Тогда кривая
вероятности неразрушимости одного сварного соединения изо-
бразится, как показано на рис. 11.7, а, сплошной линией. Веро-
ятность неразрушимости системы из двух звеньев равна произве-
дению вероятностей неразрушимости каждого звена, т. е.
Hs = НхНг.
(11.10)
263
Так как каждое соединение 1 и 2 выполняется независимо от другого
в одинаковых условиях, то прочность каждого сварного соедине-
ния является независимой Ьеличииой и в данном случае Нг = Н2,
а Hs = HI.
Для определения закона распределения прочности системы
fz (Р) по известному закону распределения плотности вероятности
прочности одного звена ft (Р) (одного сварного соединения) вос-
пользуемся положением, согласно которому плотность вероятности
распределения прочности равна первой производной вероятности
неразрушимости. Тогда
р AH? d//a <ШЛ
На рис. 11.7, в показана кривая 2НЪ а на рис. 11.7, г— кри-
вая fz (Р) в виде произведения 2Нг[\ (Р). Если принять (Р)
в виде симметричной кривой нормального распределения, то функ-
ция /д (Р) является асимметричной кривой, максимум которой
смещен в область меньших значений Р. Средний уровень прочности
системы из двух звеньев уменьшается по сравнению с уровнем проч-
ности одного звена.
Прочность элемента определяется свойствами металла и сече-
нием элемента. Например, прочность соединения встык на рис. 11.6,6
Р = пвР, (11.12)
где Св—предел прочности; F—площадь поперечного сечения.
Каждая из величин <тв и F имеет рассеяние. Рассмотрим изме-
нение Р в зависимости от изменения ав и F. Среднее значение
Р = aBF и, казалось бы, рассеяние величин ав и F не должны
влиять на вероятность разрушимости. Однако дисперсия Dz произ-
264
ведения двух величин х и у, определяемая но формуле
D, DJ^ + ^+^Ц,, > (11.13)
влияет на вероятность разрушимости при неизменном уровне экс-
плуатационной нагрузки.
Пусть дв = 500 МПа; F = 100 мм2, средние квадратические от-
клонения So = 30 МПа, Sf — 6 мм2. Соответственно дисперсии
Da = 900, Df = 36. Дисперсию прочности найдем по формуле
(11.13) Dp = 1,8-107 Н2, среднее квадратическое отклонение
SP = ]/D; = 4250 Н; P = oBF = 5-105 Н.
Коэффициент вариации силы vP = Sp/P = 0,085, что заметно
выше коэффициентов вариации v0 = vF = 0,06.
Рис. 11.8. Изменение кривой распре-
деления и вероятности разрушимости
при фиксированном значении Рэ
Рис. 11.9. Характер изменения кри-
вой рассеяния при понижении
прочности вследствие влияния кон-
центрации напряжений
Влияние среднего квадратического отклонения при неизменном
среднем Р на вероятность разрушимости Ф можно видеть из примера
на рис. 11.8. Разрушение наступит при Р Рэ, где Р3 — макси-
мальная эксплуатационная нагрузка. Увеличение рассеяния при
переходе от закона распределения плотности вероятности, пока-
занного сплошной кривой, к закону, показанному пунктирной кри-
вой, при постоянном Р приводит к росту вероятности разрушимо-
сти Ф2 по сравнению с Фх, которые пропорциональны заштрихо-
ванным площадкам:
ра
Ф= J f(P)dP. (П-14)
о
Конечно, площади поперечных сечений не могут настолько
изменяться, чтобы существенно влиять на уровень вероятной раз-
рушимости. Однако коэффициенты концентрации напряжений a
могут оказать чрезвычайно сильное влияние.
Как следует из рис. 1[ .1, а, при малых значениях а концентра-
торы не влияют на прочность, но начиная с определенного уровня
снижают ее примерно по гиперболическому закону
Р = <\Р/а. (П.15)
265
Это означает, что если уровень концентрации напряжений огра-
ничен определенным значением а, то кривая 1 распределения проч-
ности (рис. 11.9) не будет пересекаться с уровнем максимальной
эксплуатационной нагрузки Р3. Возрастание а выше некоторого
определенного уровня, не изменяя существенно средней величины
Р2, сильно увеличивает область левой ветви кривой 2. Заштрихо-
ванная площадь пропорциональна вероятности разрушения.
Максимальные нагрузки Ртах в большинстве случаев не оста-
ются постоянными, а могут изменяться в некоторых пределах.
В этом случае, как показано на рис. 11.10, величина Ртах имеет
рассеяние. Отношение средней разрушающей нагрузки Рр к сред-
ней максимальной нагрузке Ртах является в обычном понимании
коэффициентом запаса. Однако может существовать некоторая
Рис. 11.10. Кривые рассеяния максима-
льной эксплуатационной нагрузки Ртах
и прочности Рр
Ф(2о)
область, которая перекрывается двумя кривыми, что означает
Ртах > Рр (на рис. 11.10 заштрихована). Вероятность разруши-
мости для этого случая будет равна $ F (Ртах) f (Рр) dPmax.
о
а в случае закона нормального распределения F (Ртах) и f (Рр)
вероятность разрушения может быть вычислена как интеграл ве-
роятности Ф (z0) по формуле (11.6), где z0 = (Pmax— Pp)/]/Si + S2;
здесь Sj и S2 — средние квадратические отклонения. Значение г0
тем меньше, чем больше средние квадратические отклонения Si и S2,
а это означает, что вероятность разрушения Ф (г0) при неизменных
средних Ртах и Рр будет возрастать с увеличением рассеяния Ртах
и Рр. График зависимости Ф (z0) от z0 показан на рис. 11.11. В ка-
честве коэффициента запаса при вероятностном методе оценки проч-
ности предлагается брать п = (Рр—3Si)/(Pmax + 3S2) (рис. 11.11).
Вероятностные методы в расчетах на прочность находят все
большее применение для оценки надежности деталей и конструк-
ций. Надежность — это свойство изделия выполнять задан-
266
ные функции, сохраняя свои эксплуатационные показатели в заданных
пределах в течение требуемого промежутка времени или тре-
буемой наработки. Каждое свойство имеет меру. В области проч-
ности чаще всего мерой свойства детали выполнять заданные функ-
ции является значение какой-либо характеристики детали в срав-
нении с максимально возможной в эксплуатации, т. е. по отноше-
нию к конкретной детали это ее фактический коэффициент запаса п.
Если речь идет о наличии (n > 1) или отсутствии (п 1) свойства
изделия выполнять заданные функции, то по отношению к совокуп-
ности изделий применяется понятие вероятности. В этом случае
надежность — это вероятность выполнения заданных функций от-
дельными изделиями при наличии большого числа однотипных изде-
лий, образующих некоторую совокупность. Если же само изделие
представляет собой сложную совокупность (систему) отдельных
элементов, каждый из которых может вызвать отказ, то надежность
в этом случае — это вероятность выполнения системой заданных
функций в определенных условиях в течение требуемого периода
времени. Применительно к расчетам на прочность, когда необхо-
димо, чтобы не наступило то или иное предельное состояние, под
надежностью следует понимать вероятность ненаступления предель-
ных состояний, ограничивающих нормальную работу изделия.
§ 3. Пути сближения расчетной и конструкционной прочности
Практика расчетов, проектирования, исследования, изготовле-
ния и эксплуатации сварных конструкций накопила большой опыт
по обеспечению их надежной работы. Сближение, а в некоторых
случаях и совпадение расчетной и конструкционной прочности
обеспечиваются системой различных мероприятий. В области расче-
та это достигается непрерывным совершенствованием расчетных ме-
тодов.
Для более точного совпадения расчетной и конструкционной
прочности необходимо выполнение ряда условий.
1. Правильный выбор предельных состояний, по которым про-
изводится определение прочности.
2. В пределах каждого из рассматриваемых предельных состоя-
ний выбор таких показателей, которые наилучщим образом под-
ходят для количественного выражения величины прочности.
3. Применение такого аппарата теории, который бы позволял
вычислить запасы прочности или вероятности разрушимости на
основе использования простейших характеристик металла.
4. Учет в случае необходимости дополнительных факторов, ко-
торые в используемом расчетном методе не являются основными,
например схемы напряженного состояния, неоднородности свойств
металла, дефектов, собственных напряжений, температуры, харак-
тера действующих нагрузок, среды, статистического рассеяния
характеристик металла и др.
Использование коэффициентов запаса при правильно выбранных
расчетных предельных состояниях является методом назначения
267
таких условий эксплуатации (уровня напряжений, числа нагруже-
ний) ,по сравнению с расчетной прочностью, при которых возмож-
ное неблагоприятное рассеяние факторов, которое не учтено рас-
четом, не понизит конструкционную прочность изделия до уровня,
соответствующего эксплуатационным условиям. Вероятность раз-
рушимости, которая не равна нулю, остается при этом методе рас-
чета неизвестной. Чем больше ожидаемое рассеяние конструкцион-
ной прочности и чем менее точен метод расчета, тем больше прини-
маемые коэффициенты запара. Таким образом, сама идея введения
коэффициентов запаса предполагает возможность большой вариа-
ции конструкционной прочности.
При применении вероятностных методов расчета обходятся без
коэффициентов запаса, а оперируют допустимой вероятностью раз-
рушимости [44]. Лишь в этом случае при правильно учтенных фак-
торах возможно совпадение расчетной и конструкционной проч-
ности в том смысле, что совпадут средние величины, законы распре-
деления и дисперсии расчетной и конструкционной прочности.
На стадии проектирования помимо выполнения ряда задач, свя-
занных со служебным назначением конструкции, стремятся при-
нять такие решения, которые бы по возможности исключили дей-
ствие неясных в расчетном и научном плане факторов, например
назначают такие формы конструкции, которые позволяют определить
напряжения в них, применяют апробированные материалы и т. д.
Если металл крайне чувствителен к концентрации напряжений,
необходимо в расчет вводить трещину, эквивалентную дефекту, ко-
торый может оказаться невыявленным. При создании новых изде-
лий проводится исследование их несущей способности, получение
необходимой для расчета экспериментальной информации о проч-
ности, распределении напряжений и уровне их концентрации.
Разработка технологии предусматривает выполнение условий,
которые сформулированы конструктором. С помощью технологи-
ческих приемов стремятся устранить те факторы, которые трудно
учесть расчетом. Например, термическая обработка устраняет не-
однородность механических свойств, снимает остаточные напря-
жения, наличие которых довольно трудно учесть, правкой устра-
няют несовершенства формы, которые могут вызывать концентра-
цию напряжений, не предусмотренную расчетом. Предусматрива-
ется система проверки качества выпускаемой продукции, прово-
дится контроль готовых изделий с целью выявления возможных де-
фектов, которые, как правило, расчетом не учитываются. Нередко
контроль распространяется на все производимые детали. Ответ-
ственная продукция подвергается 100%-ным пробным испытаниям
при повышенных нагрузках. Эти испытания являются эффектив-
ным средством повышения вероятности их неразрушимости и сбли-
жения расчетной и конструкционной прочности, но также имеют
ограниченные возможности. Объясняется это тем, что характер и
размеры дефектов могут изменяться во времени, свойства металлов
под влиянием различных факторов также могут претерпеть изме-
нения.
268
Намечают и проводят профилактические осмотры и ремонт кон-
струкций. В некоторых случаях осуществляют контроль неразру-
шающими методами с целью обнаружения дефектов, которые могли
появиться в процессе эксплуатации. Это делают, например, в мостах,
железнодорожных рельсах и ряде других сварных конструкций,
которые подвергаются действию переменных нагрузок.
Перечисленные в настоящем параграфе мероприятия не конкре-
тизированы, потому что каждое из них настолько обширно, что
может явиться предметом деятельности проектного института, НИИ,
лаборатории, завода.
Ниже приводится пример сопоставления результатов расчет-
ного определения роста размеров трещин с фактическим их ростом
при циклическом нагружении сосудов.
Пример расчета. При сварке сосудов из стали СП28 толщиной 1 мм вблизи
поверхности по линии сцлавления образуются отдельные поры или цепочки пор,
которые в процессе эксплуатации сосуда при циклических нагрузках превра-
щаются в постоянно растущие трещины. Допустимость сохранения отдельных
пор или их скоплений должна устанавливаться на основании закономерностей
их роста.
Для расчетной оценки опасности пор была принята расчетная модель, со-
гласно которой на поверхности отдельных пор или в пределах площади, охваты-
вающей цепочку пор, после некоторого числа циклов No образуется трещина,
которая в дальнейшем растет как в направлении образующей сосуда, так и по
толщине стенки, сохраняя неизменным первоначальное соотношение своих раз-
меров, от которых зависит коэффициент Q в формуле для подсчета коэффициента
интенсивности напряжений:
X = oKl,21nZ/Q, (11.16)
где о — окружное напряжение в стенке сосуда; / — глубина поверхностной тре-
щины.
Для определения скорости подрастания трещины при пульсирующей нагрузке
была использована формула
^Г = СК“, (11.17)
в которой числовые значения С и а приняты как средние на основе обработки
опытных данных о скорости развития усталостных трещин по 19 типам сталей
[44]: С= 2,95-10'21 мъ37>/(цикл-Н2’26),
а=2,25, если в м/цикл, а К —в Н/м3^2.
Проверка пригодности расчетной модели была произведена на семи сосудах,
в которых имелось 41 место с порами или скоплениями пор с начальной глубиной
0,18—0,22 мм. Испытания проводились при пульсирующих нагрузках, вызы-
вающих в стенках максимальные напряжения в пределах 1330—1372 МПа. Число
циклов нагружений Мф отдельных сосудов составляло 475, 596, 722, 852, 992,
1000, 1000. Предварительными исследованиями было установлено, что трещины
на границах пор при этих уровнях напряжений возникают примерно через Na =
= 100 циклов. Поэтому в качестве расчетного числа циклов нагружения при
росте трещин принималось Np = — 100.
После испытаний сосуды разрушали и производили замер начальных разме-
ров пор или скоплений их /н и конечных размеров усталостных трещин по тол-
щине стенки /ф. По известным 1Я и Q определяли начальное состояние и путем
интегрирования функции (11.17) с подстановкой в нее формулы (11.16) находили
конечные расчетные размеры трещин /р. Отношение фактической глубины тре-
щины /ф к расчетной /р показывает, во сколько раз фактический результат отли-
'чается от расчетного, что позволяет судить о пригодности расчетной модели при
269
оценке допустимости сохранения в-сосудах тех или иных нор. На рис. Н.12, а
представлена гистограмма распределения /ф//р, из которой следует, что в боль-
шинстве случаев фактические размеры трещин меньше расчетных, т. е. /ф//р < 1,
где т — число случаев. Среднее значение величины /ф//р соответствует 0,822,
в то время как расчетное равно 1,0. Отличие расчетных данных от фактических
увеличивается с ростом числа циклов нагружений (см. рис. 8 12, б). Это указы-
вает на то, что более верные расчетные результаты, т. е. совпадение среднего
S)
Рис. 11.12. Результаты, полученные при сопоставлении фактических и расчет-
ных. длин трещин
результата на гистограмме с единицей, могут быть получены при показателе сте-
пени а. в формуле (11.17), несколько меньшем 2,25. Для исключения случаев раз-
рушения сосудов из-за преждевременного прорастания трещин при оценке проч-
ности по принятой расчетной модели необходимо учитывать рассеяние фактиче-
ских результатов. Для этого необходимо отступить вправо от среднего значения
0,822 на 3S = 0,58, полученных в данном эксперименте (рис. 11.12, а). При
использовании принятой расчетной модели минимальный коэффициент запаса
«/или по конечной длине трещины при Np sg 1000 циклов получается 1,4. Для
уменьшения вероятности разрушимости, которая при 3S все же остается около
0,3 %, и с учетом некоторого несовершенства расчетной модели коэффициент
запаса должен быть принят более 1,4.
ББК 30.616
Н63
УДК 624.014.25
Рецензенты:
кафедра сварочного производства
Киевского политехнического института
(зав. кафедрой д-р техн, наук, проф. И. Р. Пацкевич)
и д-р техн, наук, проф. В. С. Игнатьева
(Московский инженерно-строительный институт)
Николаев Г. А., Куркин С. А., Винокуров В. А.
Н63 Сварные конструкции. Прочность сварных соедине-
ний и деформации конструкций: Учеб, пособие. — М.:
Высш, школа, 1982. — 272 с., ил.
В пер.: 95 к.
Учебное пособие выходит в двух книгах.
В первой книге рассмотрены вопросы прочности и пластичности сварных
соединений в условиях низких и высоких температур, при статических и пере-
менных нагрузках, методы расчета их на прочность, а также деформации
конструкций от сварки.
Вторая книга посвящена рассмотрению конструктивных особенностей раз-
личных типов сварных изделий, их расчетам, проектированию и изготовлению.
Предназначается для студентов сварочных специальностей вузов.
3202000000—341 ББК 30.616
Н 001(01)—82 75-82 6П4.3
Георгий Александрович Николаев,
Сергей Александрович Куркин,
Виталий Александрович Винокуров
СВАРНЫЕ КОНСТРУКЦИИ.
ПРОЧНОСТЬ СВАРНЫХ СОЕДИНЕНИЙ
И ДЕФОРМАЦИИ КОНСТРУКЦИЙ
Зав. редакцией К. И. Аношина. Редактор А. В. Дубровский. Мл. редактор Н. М. Ива-
нова. Художественный редактор В. П. Спирова. Технический редактор Е. И. Герасимова.
Корректор Г. А. Чечеткива
ИБ № 3384
Изд. № От-324. Сдано в набор 16.02 82. Подп. в печать 10.06.82. Т-12310. Формат 60X90Vi«.
Бум. тип. №2. Гарнитура литературная. Печать высокая. Объем 17 усл. печ. л. 17 усл.
кр.-отт. 17,66 уч-изд. л. Тираж 30 000 экз. Зак. № 309. Цена 95 коп.
Издательство «Высшая школа». Москва, К-51, Неглинная ул., д. 29/14.
Ордена Октябрьской Революции, ордена Трудового Красного Знамени Ленинградское
производственно-техническое объединение «Печатный Двор» имени А. М. Горького
Союзполиграфпрома при Государственном комитете СССР по делам издательств, поли-
графии и книжной торговли. 197136, Ленинград, П-136, Чкаловский просп., 15.
© Издательство «Высшая школа», 1982
ПРЕДИСЛОВИЕ
Создание сварной конструкции, полностью отвечающей своему
служебному назначению, экономичной при изготовлении и надеж-
ной в эксплуатации, представляет собой комплексную задачу,
которая включает проектирование, исследование прочности, расчет,
рациональное построение технологии изготовления с применением
средств механизации и автоматизации.
За последние годы в СССР достигнуты выдающиеся успехи в про-
ектировании, изготовлении и исследовании прочности сварных
конструкций.
Цикл дисциплин «Расчет и проектирование сварных конструк-
ций», «Технология производства сварных конструкций», «Специ-
альные главы прочности сварных конструкций», «Остаточные напря-
жения и деформации при сварке», «Механизация и автоматизация
сварочного производства» дает студентам-сварщикам сведения,
необходимые для успешного решения задачи по созданию полноцен-
ной сварной конструкции.
В последние годы в связи с увеличением потока научной ин-
формации стало особенно ясно, что именно на пути тесной увязки
дисциплин, образующих цикл, удается избежать дублирования
излагаемого в лекциях материала, обеспечить преемственность
курсов, сэкономить время для введения в программы новых тем,
которые раньше не рассматривались. Настоящее учебное пособие
представляет собой систематическое изложение вопросов, входя-
щих в учебные программы указанных выше дисциплин, читаемых
студентам сварочной специальности в МВТУ им. Н. Э. Баумана.
Одновременно содержание книги охватывает аналогичные по на-
званию программы учебных планов специальностей 0504 «Оборудо-
вание и технология сварочного производства» и 0411 «Металлургия
и технология сварочного производства» с 5-летними сроками обу-
чения.
Учебное пособие состоит из двух частей. В первой части рас-
смотрены вопросы прочности и пластичности сварных соединений
при статических и переменных нагрузках в условиях низких и
высоких температур, методы расчета их на прочность, а также
деформации конструкций от сварки. Во второй части рассмотрены
конструктивные особенности различных типов сварных изделий,
вопросы технологии их изготовления, расчета и проектирования,
а также автоматизации производства и применения ЭВМ в расче-
тах и проектировании конструкций.
Книга может быть также использована лицами других специ-
альностей при изучении вопросов прочности, расчета, проекти-
рования и производства сварных конструкций различного назна-
чения.
Главы 1, 2 (кроме § 11), 4, 18—22 написаны Г. А. Николаевым,
главы 12— 17 — С. А. Куркиным, главы, 3, 5— 11, § 11 главы
2и§ 1 главы 23—В. А. Винокуровым: Глава 23 по просьбе авто-
ров написана Э. А. Гладковым (кроме § 1).