/















Text
БИБЛИОТЕЧКА
БИБЛИОТЕЧКА
Выпуск 2
ГАЛЬВАНОТЕХНИКА
В. А. ИЛЬИН
ЦИНКОВАНИЕ,
КАДМИРОВАНИЕ,
ОЛОВЯНИРОВАНИЕ
Й СВИНЦЕВАНИЕ
Пятое издание,переработанное и дополненное
Под редакцией
д-ра техн, наук проф. П. М. Вячеславова
Ленинград «Машиностроение»
Ленинградское отделение
1983
ББК 34.663
И46
УДК 621.357: [669.58 + 669.738 + 669.68 + 669.48)
Рецензент Э. С. Брук
Ильин В. А.
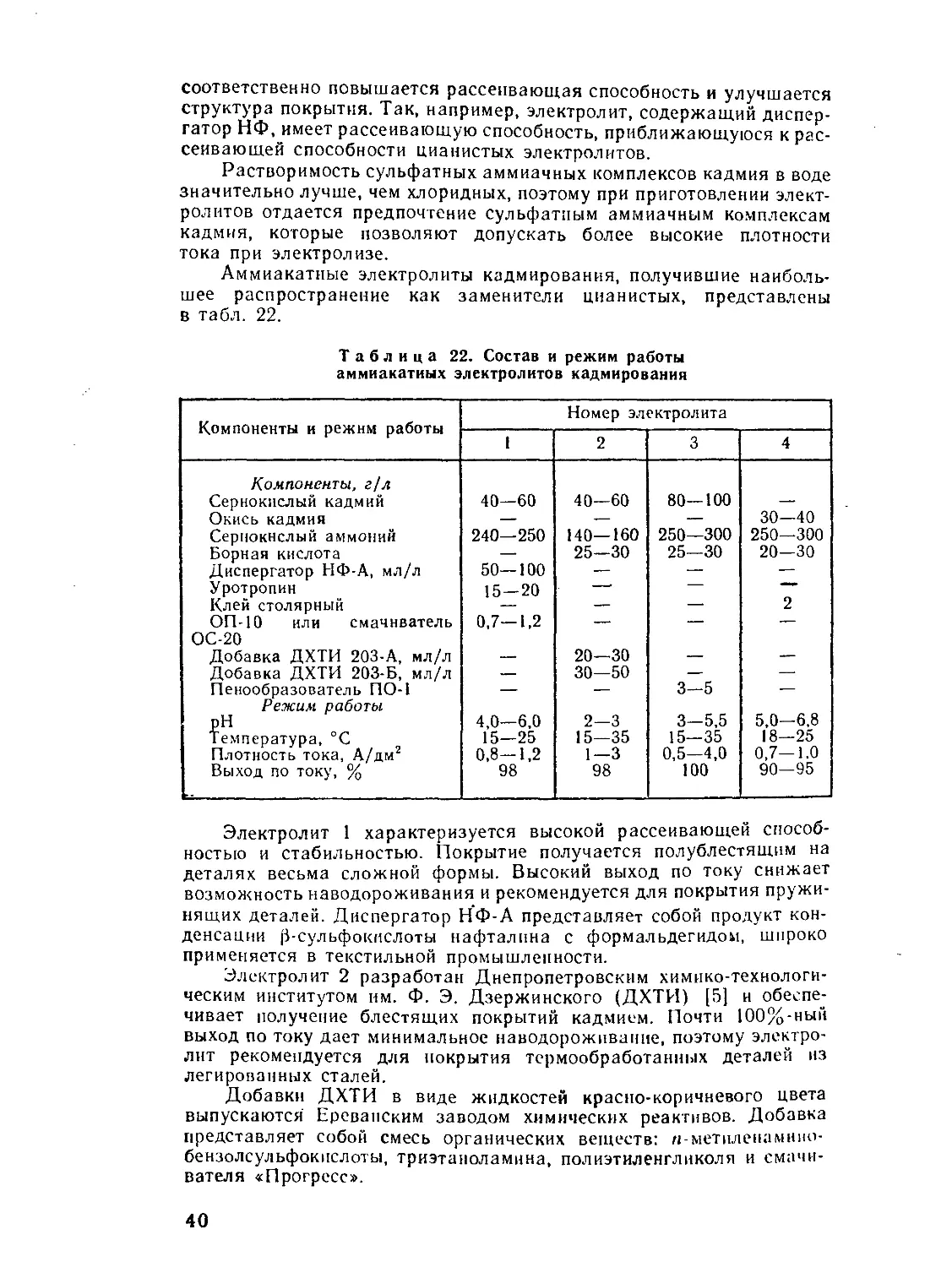
И46 Цинкование, кадмирование, оловянирование
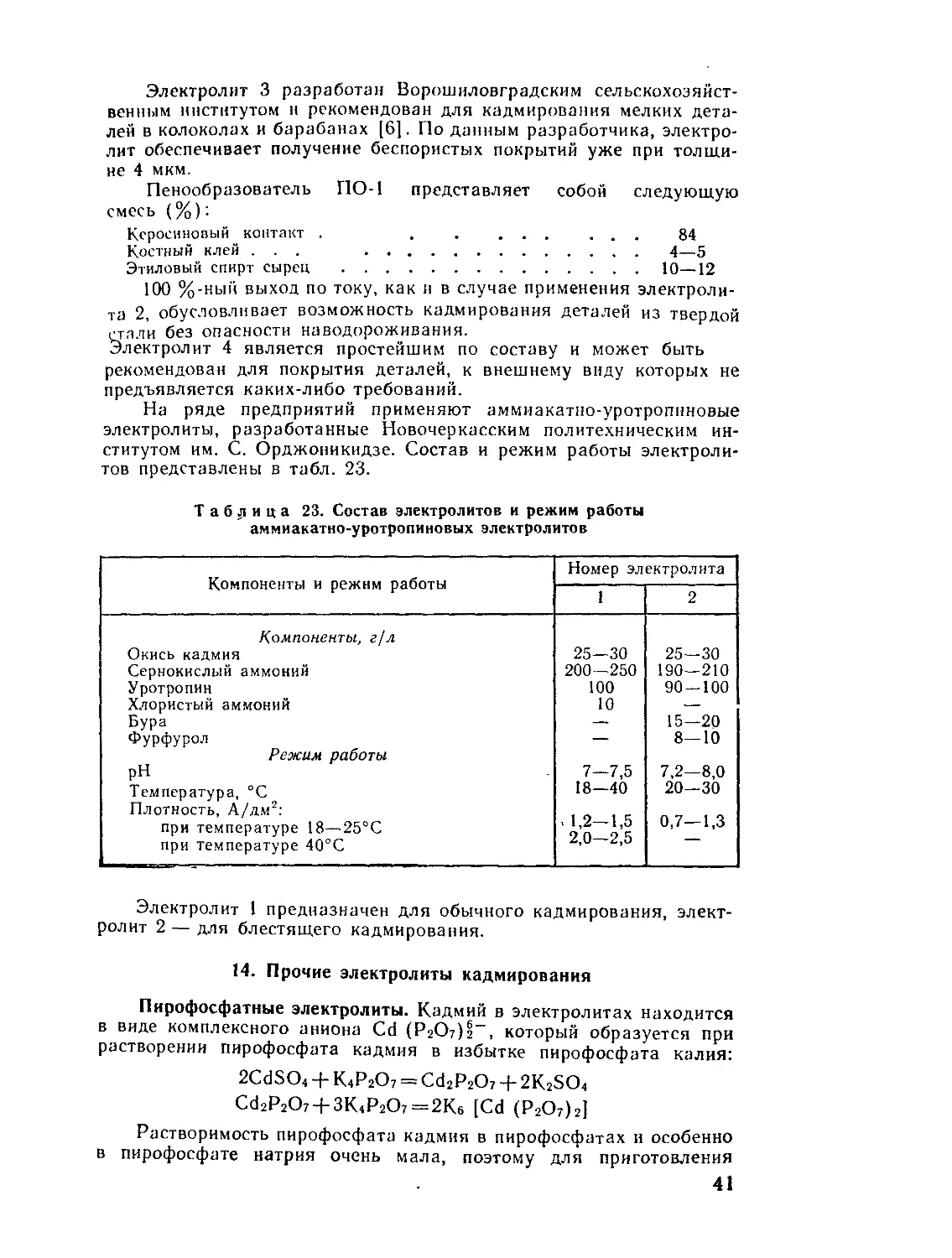
и свинцевание. — Изд. 5-е, перераб. и доп. —
Л.: Машиностроение, Ленингр. отд-ние, 1983. —
87 с., ил. — (Б-чка гальванотехника/Под ред.
П. М. Вячеславова; Вып. 2).
35 ю.
В брошюре изложены основные вопросы технологии нанесения
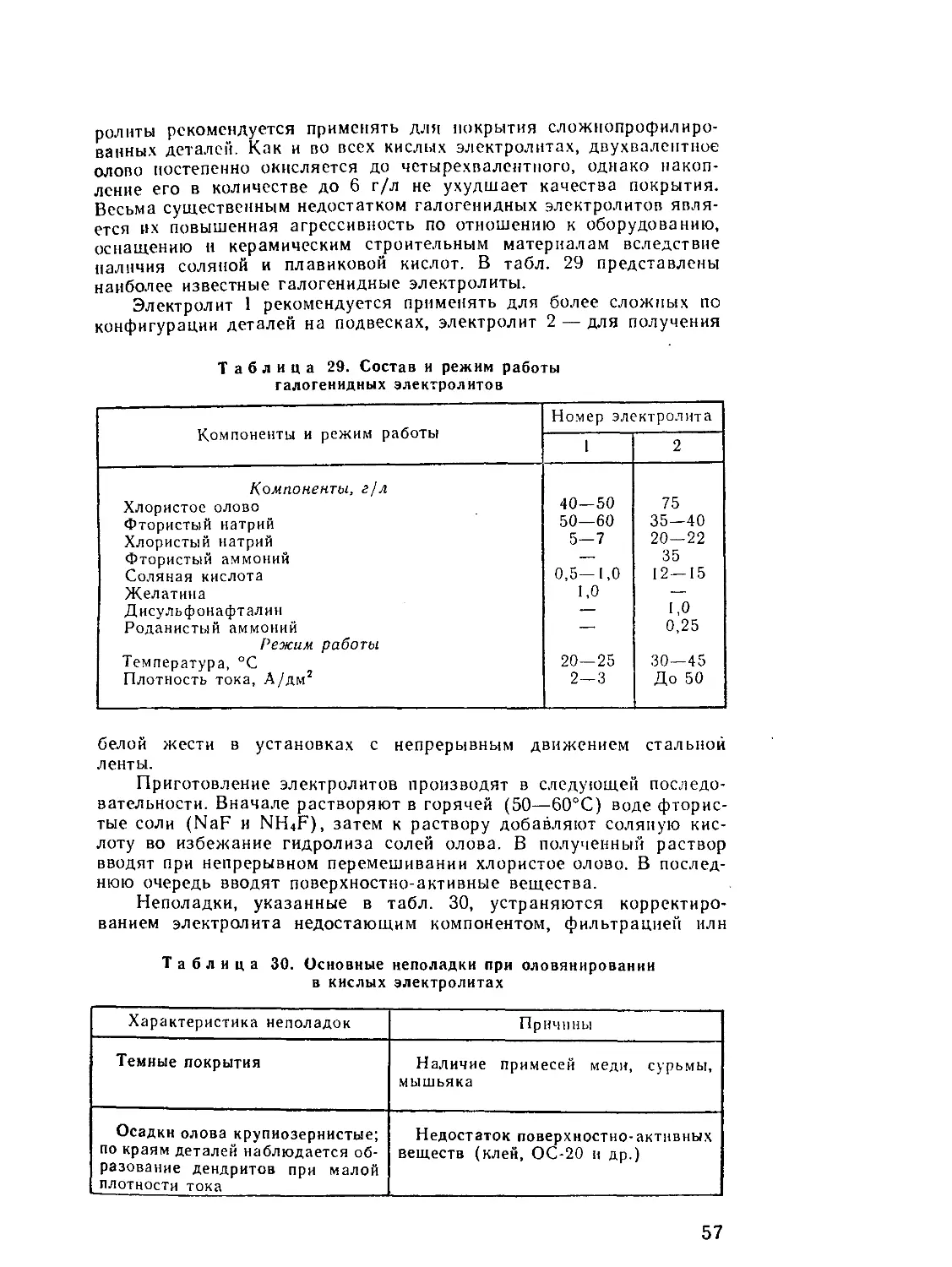
гальванических покрытий пинком, кадмием, оловом,свинцом н спла-
вами олова со свинцом. Приведены составы электролитов, режимы
осаждения покрытий и методы корректирования электролитов с
учетом опыта передовых отечественных предприятии. Рассмотрены
также пути снижения токсичных веществ в сточных водах.
Новое издание (4-е изд. 1977 г.) дополнено сведениями по
применению блестящих покрытий, более эффективных нецианнстых
электролитов и экономии химикатов.
Брошюра предназначена для рабочих, лаборантов и мастеров
гальванических цехов.
И
2704070000-081
038(01)-83
81-83
ББК 34.663
6П4.52
© Издательство «Машиностроение», 1977 г.
© Издательство «Машиностроение», 1983 г., с изменениями
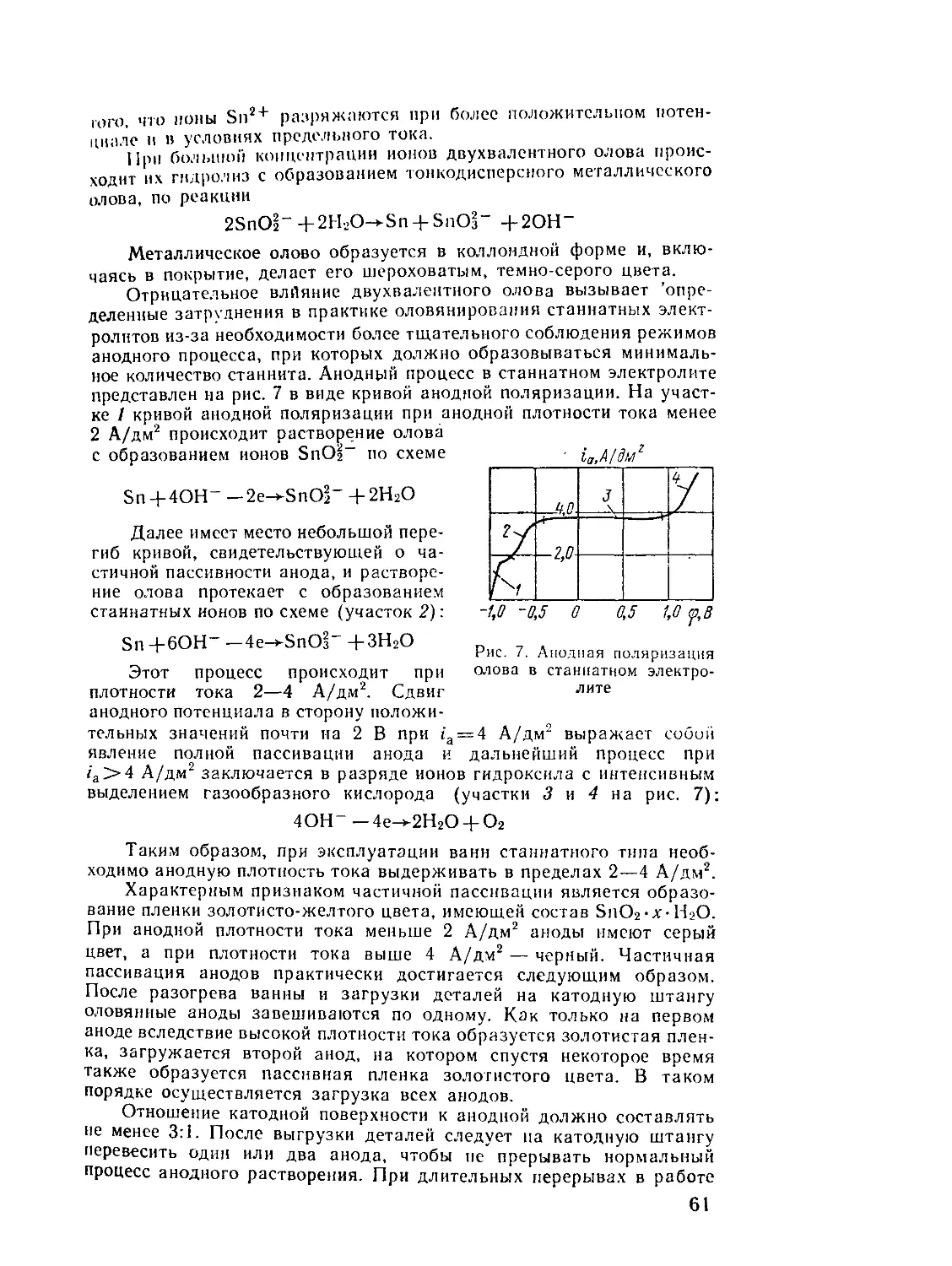
ПРЕДИСЛОВИЕ
Защита изделий от коррозии с помощью металлических покры-
тий широко применяется в машиностроении и других отраслях про-
мышленности. Цинковые и кадмиевые покрытия являются наиболее
распространенными видами покрытий, так как они обеспечивают
наиболее эффективную защиту в условиях атмосферной коррозии.
На долю нипковых покрытий приходится около 60% общей поверх-
ности, подвергающейся нанесению металлических покрытий. Важное
значение имеют также покрытия оловом и свинцом, которые обес-
печивают ряд специфических свойств поверхности, в том числе и спо-
собность к пайке.
Технологические процессы получения покрытий цинком, кадмием,
оловом и свинцом за последние годы значительно совершенство-
вались в направлении интенсификации, улучшения качества покры-
тий, экономии материалов и замены токсичных компонентов.
В брошюре уделено должное внимание этим вопросам, которые
получили освещение на основе опыта промышленных предприятий
и разработок ведущих исследовательских институтов.
Процессы цинкования, кадмирования, оловянирования и свин-
цевания, представленные в брошюре, охватывают все новые электро-
литы, внедренные в производство в течение периода, прошедшего
со времени выхода 4-го издания настоящей брошюры. В первую
очередь к ним относятся электролиты с добавками высокоэффек-
тивных поверхностно-активных веществ из серии «Лимеда» и «Ли-
конда» по разработкам Института химии и химической технологии
АН ЛитССР. Приведены необходимые сведения о новых электролитах,
в частности цинкатных, которые успешно заменяют токсичные
цианистые электролиты. Для каждого из рекомендуемых электро-
литов указаны их преимущества, что позволит читателю принять
правильные технические решения, исходя из конкретных ситуаций.
В брошюре обращено внимание на необходимость максимальной
увязки технологических процессов покрытий с практическими зада-
чами, стоящими перед работниками гальванических цехов, в том числе
на уменьшение степени наводороживания деталей, улучшение защит-
ных свойств покрытий на изделиях, имеющих сварные швы на
деталях, изготовленных методами порошковой металлургии и т. п.
В связи с тем, что в настоящее время вопросы создания безот-
ходной технологии и утилизации отходов производства приобрели
особую остроту, в брошюре сделана попытка обобщить и сумми-
ровать ряд практических рекомендаций по значительному сокращению
расхода металлов и уменьшению сброса в сточные воды продуктов,
используемых при цинковании, кадмировании и свинцевании.
Автор счел полезным выделить в отдельную таблицу все матери-
алы, применяемые в процессах нанесения покрытий, с указанием их
химических формул, а также государственных стандартов или техни-
ческих условий, по которым поставляются эти материалы.
Замечания и предложения по настоящей брошюре просим направ-
лять в Ленинградское отделение издательства «Машиностроение»
по адресу. 191065, Ленинград, ул. Дзержинского, д. 10.
I. ЦИНКОВАНИЕ
1. Свойства и основные области применения
Цинкового покрытия
тпгп4Т~ВеСЬМа Распространенный металл голубовато-серебрис-
плотносгь 7130 СгЛ/е^уЮЩ1,МИ основными физическими свойствами:
плотность 7130 кг/м , температура плавления 420°С, микротвердость
электролитического цинка 500-600 МПа, удельное электрическое
сопротивление 0,055 Ом-мм, удельная теплоемкость 385,2 кг-К
В химических соединениях цинк двухвалентен и является амфо-
терным металлом, который реагирует как с кислотами, так и со
щелочами, образуя соли. Стандартный электродный потенциал цинка
равен 0,76 В. Будучи более электроотрицателен, чем железо, в кон-
такте с ним цинк создает гальванопару, в которой он является
анодом, поэтому в результате коррозии цинк растворяется, защищая
этим железо от коррозионного разрушения. Электрохимическая защи-
та стали от коррозии с помощью цинка используется в технике
как протекторная защита различных подводных сооружений и в виде
защитного покрытия на стальных деталях различного назначения.
Цинковые покрытия являются самыми распространенными из метал-
лических покрытий.
Цинковые покрытия не только хорошо защищают стальные де-
тали от коррозии, но будучи эластичными, хорошо выдерживают
развальцовку, изгибы, вытяжку; свежеосажденные покрытия легко
паяются с бескислотными флюсами. Цинкованию подвергаются листы
кровельного железа, трубы, каркасные детали, шасси радиоприем-
ников, детали автомобилей, приборов, станков, сельскохозяйственных
машин, крепежные детали, проволока и другие изделия массового
производства.
В результате воздействия влажного воздуха, содержащего угле-
кислый газ, сернистые соединения, хлориды, сульфаты и некоторые
другие вещества, на поверхности цинка образуются светло-серые
продукты коррозии в виде основных солей цинка типа
ZnCO3-Zn (ОН)2, а также солей более сложного состава. Характерно,
что продукты коррозии цинка, заполняя поры в покрытии, тормозят
коррозионный процесс и этим улучшают защитные свонства покрытия.
Защитное действие цинкового покрытия значительно ослабляется
в атмосфере, содержащей продукты органического происхождения:
синтетические смолы, олифу, хлорированные углеводороды и другие
вещества.
Анодный характер цинка по отношению к стали обусловливает
возможность защиты оголенных участков поверхности, отстоящих на
расстоянии нескольких миллиметров от кромки покрытия. Забоины
и царапины в покрытии существенно не влияют па коррозию изделий.
Протекторное действие цинка обусловливает также защиту от корро-
зии непокрытой резьбы гаек, если они навинчены на оцинкованные
болты, срезы листовых оцинкованных материалов, проволоки п т. и.
Для повышения химической устойчивости цинка при воздейечвни
агрессивной атмосферы его поверхность подвергают хроматированию,
т. е. обработке в растворах, содержащих хромовую кисло!) или ее
соли. При этом в результате образуются пленки хроматов цинка.
Повышение устойчивости достигается также обработкой оцинкован-
ных деталей в растворах, содержащих соли фосфорной кислоты
(фосфатирование).
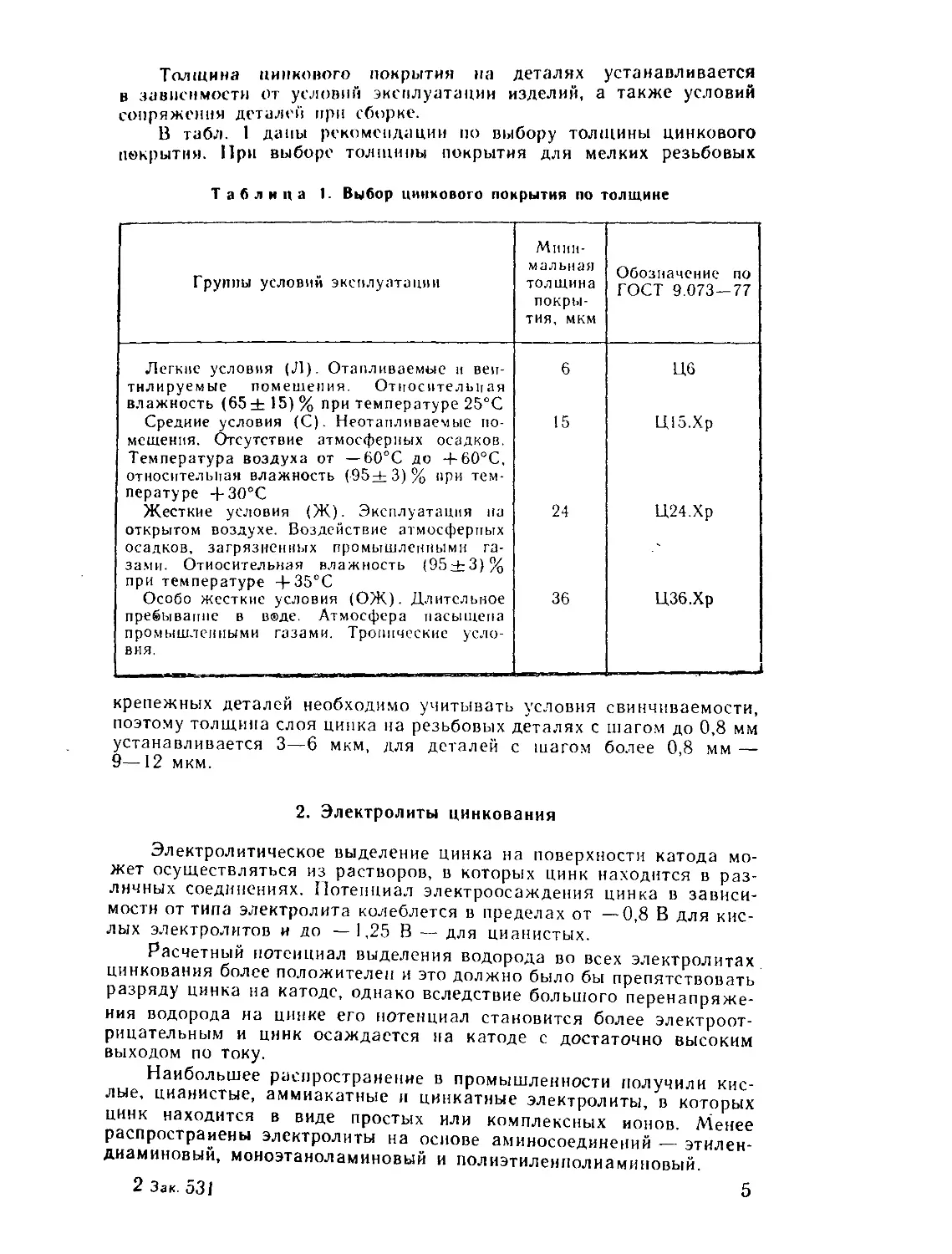
Толщина цинкового покрытия на деталях устанавливается
в зависимости от условий эксплуатации изделий, а также условий
сопряжения деталей при сборке.
В табл. 1 даны рекомендации по выбору толщины цинкового
покрытия. При выборе толщины покрытия для мелких резьбовых
Таблица 1. Выбор цинкового покрытия по толщине
Группы условий эксплуатации Мини- мальная толщина покры- тия, мкм Обозначение по ГОСТ 9.073—77
Легкие условия (Л). Отапливаемые и вен- тилируемые помещения. Относительная влажность (65± 15)% при температуре 25°С 6 Ц6
Средние условия (С). Неотапливаемые по- мещения. Отсутствие атмосферных осадков. Температура воздуха от — 60°С до + 60°С, относительная влажность (95±3)% при тем- пературе + зо°с 15 Ц15.Хр
Жесткие условия (Ж). Эксплуатация на открытом воздухе. Воздействие атмосферных осадков, загрязненных промышленными га- зами. Относительная влажность (95±3)% при температуре ф-35°С 24 Ц24.Хр
Особо жесткие условия (ОЖ). Длительное пребывание в воде. Атмосфера насыщена промышленными газами. Тропические усло- вия. 36 ЦЗб.Хр
крепежных деталей необходимо учитывать условия свинчиваемости,
поэтому толщина слоя цинка на резьбовых деталях с шагом до 0,8 мм
устанавливается 3—6 мкм, для деталей с шагом более 0,8 мм —
9—12 мкм.
2. Электролиты цинкования
Электролитическое выделение цинка на поверхности катода мо-
жет осуществляться из растворов, в которых цинк находится в раз-
личных соединениях. Потенциал электроосаждения цинка в зависи-
мости от типа электролита колеблется в пределах от —0,8 В для кис-
лых электролитов и до — 1,25 В — для цианистых.
Расчетный потенциал выделения водорода во всех электролитах
цинкования более положителен и это должно было бы препятствовать
разряду цинка на катоде, однако вследствие большого перенапряже-
ния водорода на цинке его потенциал становится более электроот-
рицательным и цннк осаждается на катоде с достаточно высоким
выходом по току.
Наибольшее распространение в промышленности получили кис-
лые, цианистые, аммиакатные и цинкатные электролиты, в которых
цинк находится в виде простых или комплексных ионов. Менее
распространены электролиты на основе аминосоединений — этилен-
диаминовыи, моноэтаноламиновый и полиэтиленполиаминовый.
2 Зак. 531 5
В этих электролитах цинк находится в виде комплексных катио-
нов с аминами, что обеспечивает получение достаточно качественных
и равномерно распределенных покрытий.
Однако амииосоединения относятся к категории токсичных сое-
динений, а надежных и простых методов обезвреживания сточных
вод, содержащих аминосоедииеиия, еще не разработано. Это является
основной причиной, сдерживающей широкое внедрение их в произ-
водство.
Электролиты обладают различными свойствами и прежде всего
различаются по величине катодной поляризации, оказывающей боль-
шое влияние на структуру покрытия. Чем больше величина катодной
поляризации, тем более мелкозернисты осаждаемые покрытия. На
рис. 1 представлены кривые катодной поляризации для некоторых
электролитов цинкования. Из рисунка видно, что наибольшей катод-
ной поляризацией обладает цианистый электролит, в котором полу-
чаются наиболее мелкозернистые покрытия с размером зерен
10~6—10“7 см. На рассеивающую способность оказывают влияние
угол наклона поляризационных кривых к оси потенциалов (поля-
ризуемость), электропроводность электролита и характер изменения
выхода по току от плотности тока. При этом возможны три случая:
1) выход по току с ростом плотности тока растет (кривая / рис. 2);
2) выход по току с ростом плотности тока не изменяется (кривая 2
рис. 2); 3) выход по току с ростом плотности тока падает (кривая 3
рис. 2).
Рис. 1. Катодная поляриза-
ция в электролитах цинко-
вания:
1 — сульфатный; 2 — ам-
миакатный; 3 — цианистый;
4 — цинкатный (при содер-
жании цинка 12 г/л)
Рис. 2. Зависимость катод-
ного выхода по току от плот-
ности тока
Если изменение катодной поляризации в Рабочем ИНТ£Р^
плотностей тока достаточно велико, электролит обладает
электропроводностью, а выход ио току надает с '1ЛО™ .cjj
то в этом случае электролиты обладают хорошей р ц,)Ико-
способностью, что характерно для цианистых электрол
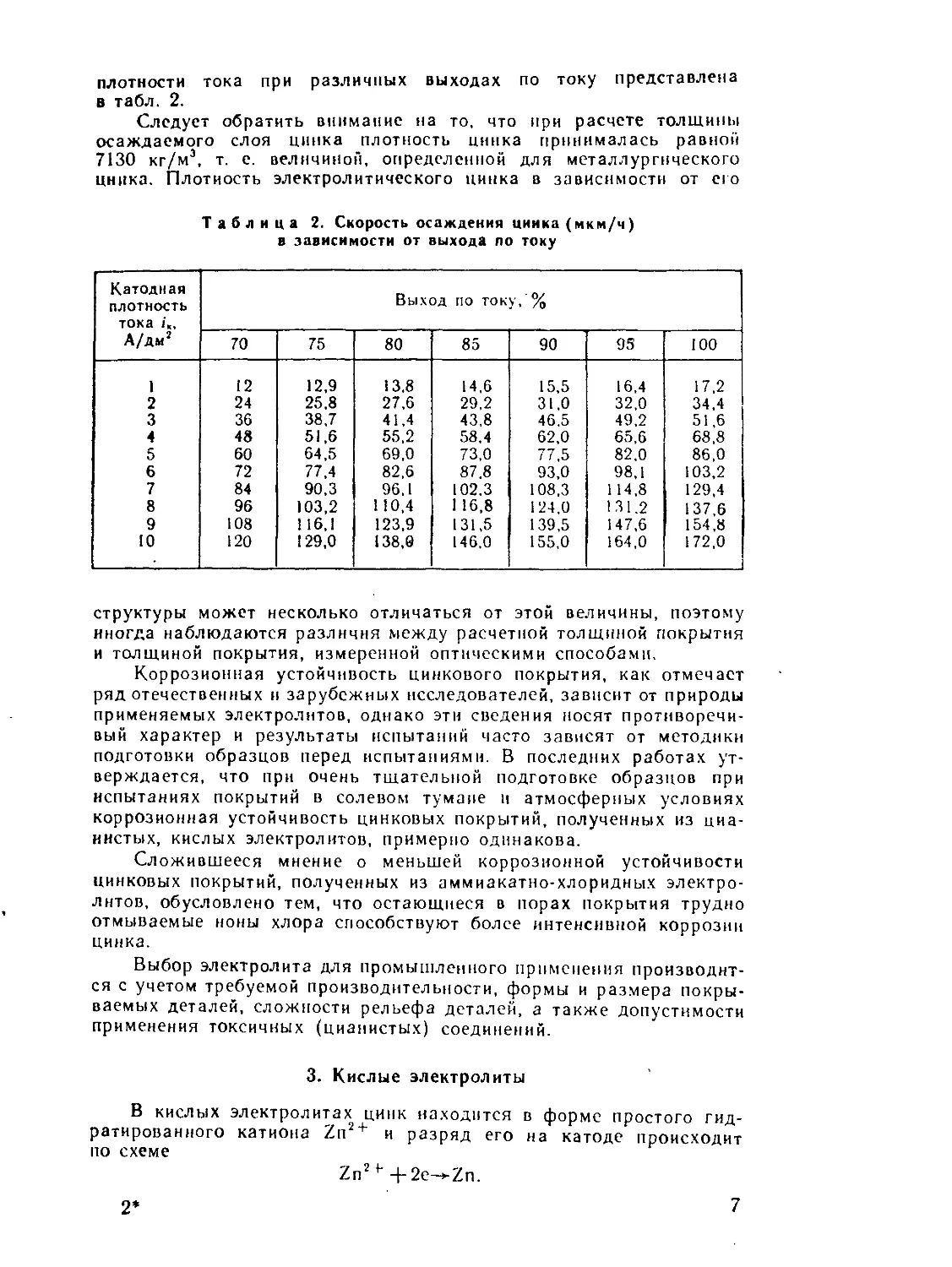
Во всех электролитах электрохимический эквивалент цинка>равен
0,339 мг/Кл. Скорость осаждения цинка в зависимости от
6
плотности тока при различных выходах по току представлена
в табл. 2.
Следует обратить внимание на то, что при расчете толщины
осаждаемого слоя цинка плотность цинка принималась равной
7130 кг/м3, т. е. величиной, определенной для металлургического
цинка. Плотность электролитического цинка в зависимости от его
Таблица 2. Скорость осаждения цинка (мкм/ч)
в зависимости от выхода по току
Катодная плотность тока А/лм2 Выход по току, %
70 75 80 85 90 95 100
1 12 12,9 13,8 14,6 15,5 16,4 17,2
2 24 25.8 27,6 29,2 31,0 32,0 34,4
3 36 38,7 41,4 43,8 46,5 49,2 51,6
4 48 51,6 55,2 58,4 62,0 65,6 68,8
5 60 64,5 69,0 73,0 77,5 82,0 86,0
6 72 77,4 82,6 87.8 93,0 98,1 103,2
7 84 90,3 96,1 102.3 108,3 1 14,8 129,4
8 96 103,2 110,4 1 16,8 124,0 1 3 1,2 137,6
9 108 1 16,1 123,9 131,5 139,5 147,6 154,8
10 120 129,0 138,0 146.0 155,0 164,0 172,0
структуры может несколько отличаться от этой величины, поэтому
иногда наблюдаются различия между расчетной толщиной покрытия
и толщиной покрытия, измеренной оптическими способами.
Коррозионная устойчивость цинкового покрытия, как отмечает
ряд отечественных и зарубежных исследователей, зависит от природы
применяемых электролитов, однако эти сведения носят противоречи-
вый характер и результаты испытаний часто зависят от методики
подготовки образцов перед испытаниями. В последних работах ут-
верждается, что при очень тщательной подготовке образцов при
испытаниях покрытий в солевом тумане и атмосферных условиях
коррозионная устойчивость цинковых покрытий, полученных из циа-
нистых, кислых электролитов, примерно одинакова.
Сложившееся мнение о меньшей коррозионной устойчивости
цинковых покрытий, полученных из аммиакатно-хлоридных электро-
литов, обусловлено тем, что остающиеся в порах покрытия трудно
отмываемые ноны хлора способствуют более интенсивной коррозии
цинка.
Выбор электролита для промышленного применения производит-
ся с учетом требуемой производительности, формы и размера покры-
ваемых деталей, сложности рельефа деталей, а также допустимости
применения токсичных (цианистых) соединений.
3. Кислые электролиты
В кислых электролитах цинк находится в форме простого гид-
ратированного катиона Zn2 + и разряд его на катоде происходит
по схеме
Zn2+ +2e->Zn.
2*
7
Выход по току близок к 100%. Анодный процесс протекает без
затруднений, что обеспечивает стабильность электролита по содержа-
нию солей цинка.
В отдельных случаях имеет место даже увеличение концентрации
цинка в электролите вследствие химического растворения цинковых
анодов.
Соли цинка (ZnSO4, Zn (BF4)2, ZnCI2) являются основными
компонентами электролита, которые образуют в растворе ионы
цинка Zn' . Для повышения электропроводности электролитов а так-
же для некоторого снижения степени диссоциации цинковых солей,
положительно влияющей на увеличение катодной поляризации, вво-
дятся соедииеиия, содержащие одноименный анион- Na2SO4 —
в сульфатных электролитах, KCI — в хлоридных, NH4BF, — во фтоп-
боратных. ж 1
Для поддержания показателя pH в указанных пределах в элект-
ролит вводят буферные добавки A12(SO4)3-b сульфатные,
ГЧН4С1 в хлоридные и Н3ВО3 — во фторборатные.
В кислых электролитах цинкования катодная поляризация весьма
незначительна и выход по току мало изменяется с ростом его плот-
ности, поэтому рассеивающая способность их мала и они могут быть
рекомендованы для покрытия деталей простой формы: листов, про-
волоки, болтов, наружной поверхности труб и т. п.
Добавкой к электролитам специальных поверхностно-активных
веществ и блескообразователей удается значительно увеличить катод-
ную поляризацию, в результате чего существенно повышается рас-
сеивающая способность и такие электролиты можно использовать
для покрытия сложнопрофилированных деталей. Примером такой
добавки является продукт, получивший название «Лимеда».
Известны и другие блескообразователи, например 2,6 (2,7)-наф-
талиндисульфиткислота, которая была одним из первых блескообра-
зователей для ванн никелирования и цинкования в отечественной
практике.
Ряд органических добавок выполняет роль смачивателей, умень-
шающих возможность образования питтинга вследствие задержки
пузырьков водорода на покрываемой поверхности.
К кислым электролитам относятся электролиты на основе суль-
фатных, хлоридных и фторборатных солей цинка.
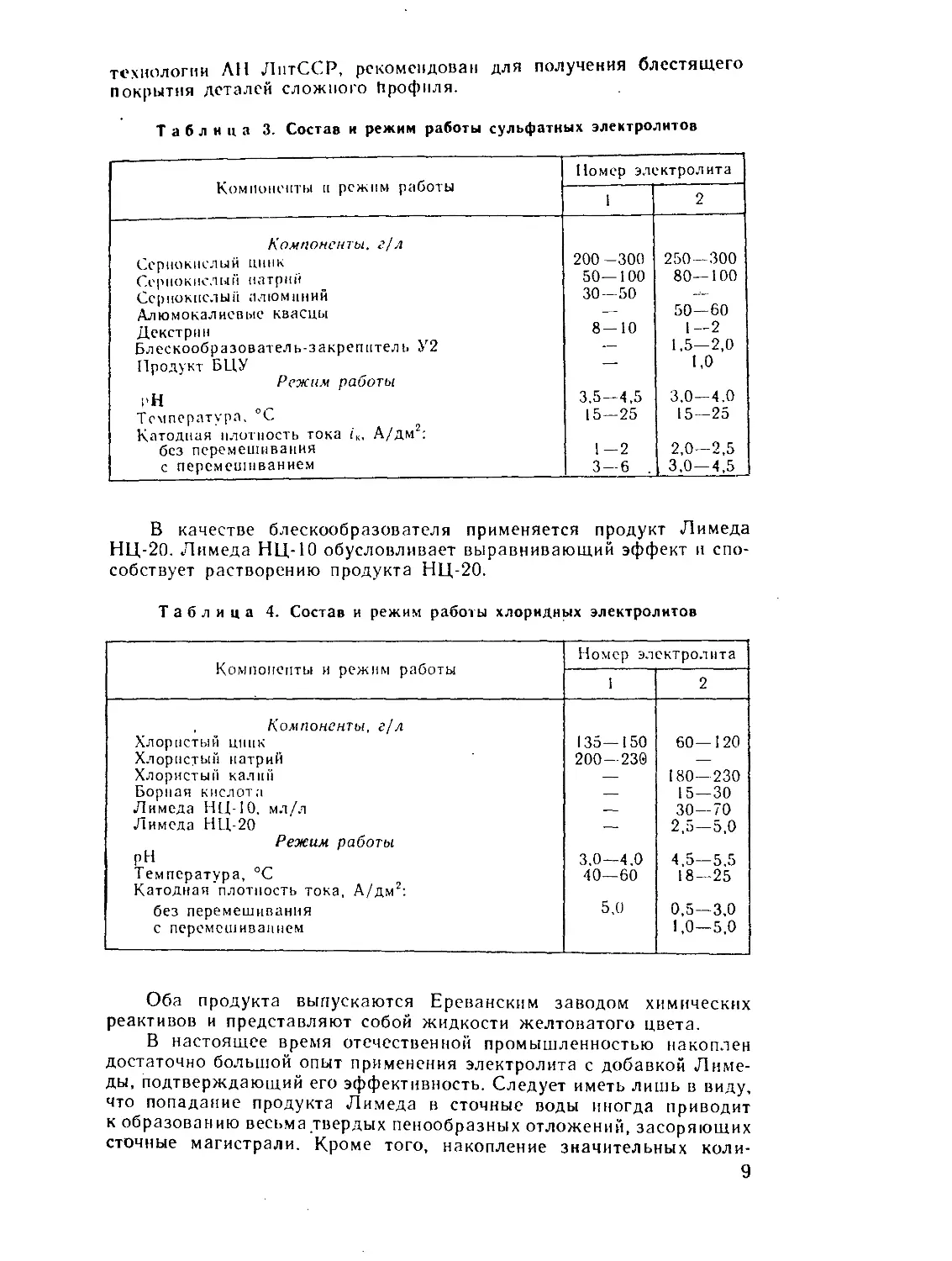
Наиболее простым и дешевым электролитом, получившим наи-
большее распространение в промышленности, является сульфатный
электролит, который представлен в табл. 3 в виде двух вариантов,
электролит 1 — для получения покрытий, к декоративным качествам
которого никаких требований не предъявляется, и электролит 2
электролит блестящего цинкования.
Выход по току в сульфатных электролитах составляет 95 98%,
причем величина его не меняется при изменении плотности тока
в указанных пределах.
При цинковании проволоки или лепты в конвеперпых установках,
где благодаря нагреву электролита и повышению концентрации
ZnSO4-7H2O до 500 г/л катодная плотность тока может быть доведена
до 40—60 А/дм2.
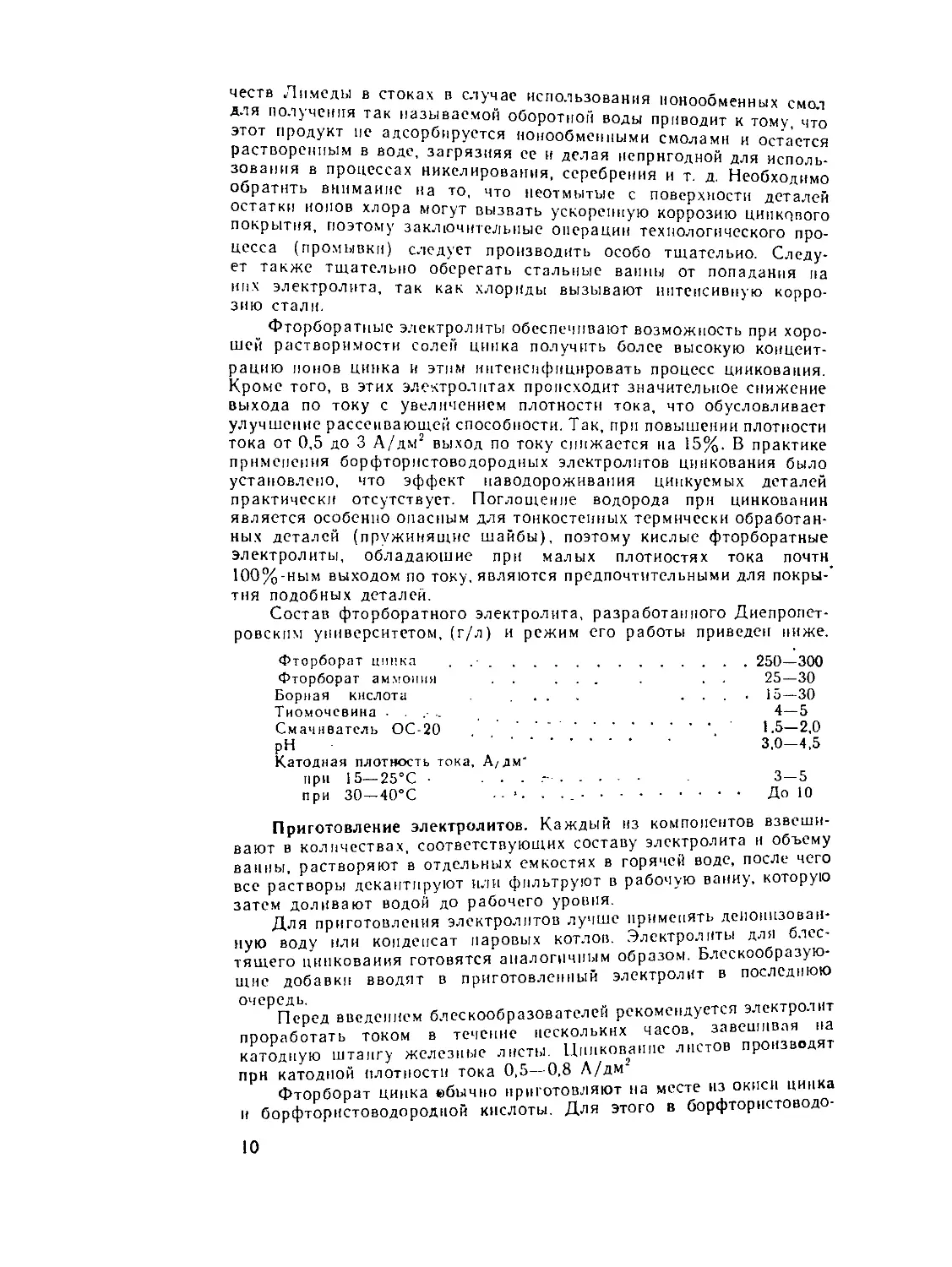
Хлоридные электролиты представлены в табл. 4.
Электролит 1 применяется для цинкования листовых материалов
и проволоки и рассчитан на применение очень высоких плот hoi го
тока. Электролит 2, разработанный Институтом химии и химической
8
технологии ЛН ЛптССР, рекомендован для получения блестящего
покрытия деталей сложного Профиля.
Таблица 3. Состав и режим работы сульфатных электролитов
Компоненты н режим работы Помер электролита
1 2
Компоненты, г/л Сернокислый цинк Сернокислый натрий Сернокислый алюминий Алюмокалиевые квасцы Декстрин Блескообразователь-закрепитель У2 Продукт БЦУ Режим работы pH Температура, °C Катодная плотность тока С, А/дм : без перемешивания с перемешиванием 200 -300 50—100 30—50 8—10 3.5—4,5 15—25 1-2 3—6 . 250—300 80—100 50—60 1-2 1,5—2,0 1,0 3.0—4.0 15—25 2,0—2,5 3,0—4,5
В качестве блескообразователя применяется продукт Лимеда
НЦ -20. Лимеда НЦ-10 обусловливает выравнивающий эффект и спо-
собствует растворению продукта НЦ-20.
Таблица 4. Состав и режим работы хлоридных электролитов
Компоненты и режим работы Номер электролита
1 2
, Компоненты, г/л Хлористый цинк Хлористый натрий Хлористый калий Борная кислота Лимеда НЦ-10. мл/л Лимеда НЦ-20 Режим, работы рн Температура, °C Катодная плотность тока, А/дм2: без перемешивания с перемешиванием 135—150 200—230 3,0—4,0 40—60 5.0 60—120 180—230 15—30 30—70 2,5—5,0 4,5—5,5 18—25 0,5—3,0 1,0—5,0
Оба продукта выпускаются Ереванским заводом химических
реактивов и представляют собой жидкости желтоватого цвета.
В настоящее время отечественной промышленностью накоплен
достаточно большой опыт применения электролита с добавкой Лиме-
ды, подтверждающий его эффективность. Следует иметь лишь в виду,
что попадание продукта Лимеда в сточные воды иногда приводит
к образованию весьма твердых пенообразных отложений, засоряющих
сточные магистрали. Кроме того, накопление значительных коли-
9
честв Димелы в стоках в случае использования ионообменных смол
для получения так называемой оборотной воды приводит к тому что
этот продукт не адсорбируется ионообменными смолами и остается
растворенным в воде, загрязняя ее и делая непригодной для исполь-
зования в процессах никелирования, серебрения и т. д. Необходимо
обратить внимание на то, что неотмытые с поверхности деталей
остатки ионов хлора могут вызвать ускоренную коррозию цинкового
покрытия, поэтому заключительные операции технологического про-
цесса (промывки) следует производить особо тщательно. Следу-
ет также тщательно оберегать стальные ванны от попадания па
них электролита, так как хлориды вызывают интенсивную корро-
зию стали.
Фторборатные электролиты обеспечивают возможность при хоро-
шей растворимости солей цинка получить более высокую концент-
рацию ионов цинка и этим интенсифицировать процесс цинкования.
Кроме того, в этих электролитах происходит значительное снижение
выхода по току с увеличением плотности тока, что обусловливает
улучшение рассеивающей способности. Так, при повышении плотности
тока от 0,5 до 3 А/дм2 выход по току снижается на 15%. В практике
применения борфторнстоводородных электролитов цинкования было
установлено, что эффект наводороживания цинкуемых деталей
практически отсутствует. Поглощение водорода при цинковании
является особенно опасным для тонкостенных термически обработан-
ных деталей (пружинящие шайбы), поэтому кислые фторборатные
электролиты, обладающие при малых плотностях тока почти
100%-ным выходом по току, являются предпочтительными для покры-
тия подобных деталей.
Состав фторборатного электролита, разработанного Днепропет-
ровским университетом, (г/л) и режим его работы приведен ниже.
Фторборат цинка ............................ 250—300
Фторборат аммония . . ... . . . 25—30
Борная кислота ... . . . • 15—30
Тиомочевина ..... 4—5
Смачиватель ОС-20 ....................... 1.5—2,0
pH .... з о—4,5
Катодная плотность тока. А/дм'
при 15— 25°С . . . .......... 3-5
при 30—40°С ............................ До 10
Приготовление электролитов. Каждый из компонентов взвеши-
вают в количествах, соответствующих составу электролита и объему
ванны, растворяют в отдельных емкостях в горячей воде, после чего
все растворы декантируют или фильтруют в рабочую ванну, которую
затем доливают водой до рабочего уровня.
Для приготовления электролитов лучше применять деионизован-
ную воду или конденсат паровых котлов. Электролиты для блес-
тящего цинкования готовятся аналогичным образом. Блескообразую
щие добавкп вводят в приготовленный электролит в последнюю
0,СРПеред введением блескообразователей рекомендуется электролит
проработать током в течение нескольких часов, завешивая •’
катодную штангу железные листы. Цинкование листов пр
прн катодной плотности тока 0,5—0,8 А/дм
Фторборат цинка ебычно приготовляют на месте из окиси цинка
и борфторнстоводородной кислоты. Для этого в борфторнстоводо-
10
родную кислоту добавляют при перемешивании окись цинка. Расчет
необходимого количества материалов ведут по реакции
ZnO4-2HBF4 = Zn (BF<)24-H2O.
Аналогичным образом приготовляют фторборат аммония.
Свежеприготовленные сульфатные или фторборатные электро-
литы цинкования нуждаются в проработке их током на случайных
катодах в виде листов из стали с максимальной поверхностью.
Эта операция в зависимости от чистоты взятых исходных матери-
алов может длиться от нескольких часов до нескольких дней. Целе-
сообразно для предварительного испытания качества вводимых в
электролит солей и добавочных компонентов производить так назы-
ваемую технологическую пробу, которая заключается в том, что
в небольшую ванну (5—10 л) с хорошо проработанным электролитом
вводят подготовленные для приготовления или корректирования
материалы и оценивают изменение качества покрытия. Если покры-
тия получаются очень темными, то следует воздержаться от исполь-
зования испытуемого материала.
Корректирование электролитов. Периодически, по данным хими-
ческого анализа, в состав электролита добавляют отдельные компо-
неты до необходимого количества.
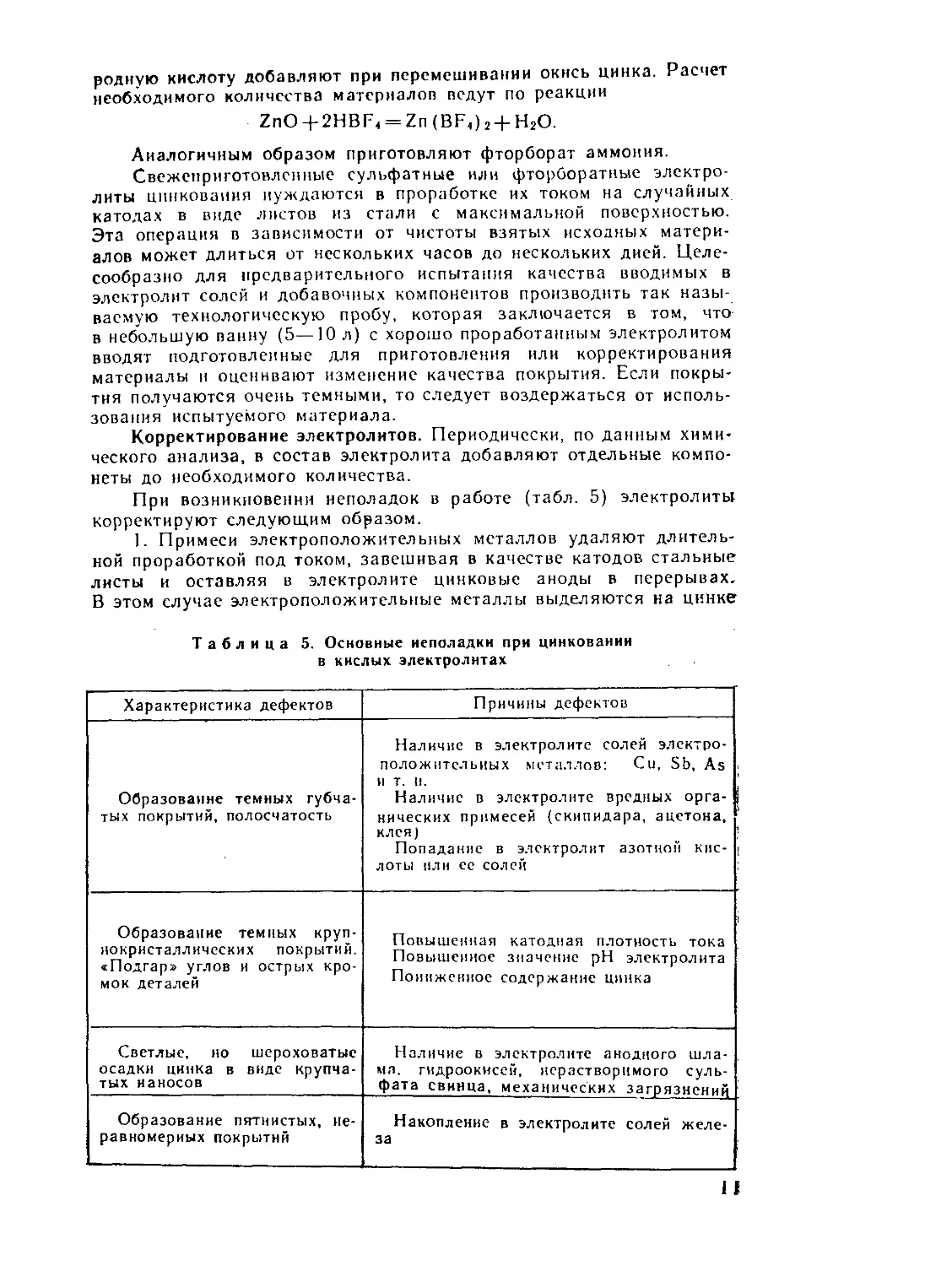
При возникновении неполадок в работе (табл. 5) электролиты
корректируют следующим образом.
1. Примеси электроположительных металлов удаляют длитель-
ной проработкой под током, завешивая в качестве катодов стальные
листы и оставляя в электролите цинковые аноды в перерывах,
В этом случае электроположительные металлы выделяются на цинке
Таблица 5. Основные неполадки при цинковании
в кислых электролитах
Характеристика дефектов Причины дефектов
Образование темных губча- тых покрытий, полосчатость Наличие в электролите солей электро- положительных металлов: Си, Sb, As и Т. II. Наличие в электролите вредных орга- нических примесей (скипидара, ацетона, клея) Попадание в электролит азотной кис- лоты пли ее солен
Образование темных круп- нокристаллических покрытий. «Подгар» углов и острых кро- мок деталей Повышенная катодная плотность тока Повышенное значение pH электролита Пониженное содержание цинка
Светлые, но шероховатые осадки цинка в виде крупча- тых ианосов Наличие в электролите анодного шла- ма. гидроокисей, нерастворимого суль- фата свинца, механических загрязнений
Образование пятнистых, не- равномерных покрытий Накопление в электролите солей желе- за
11
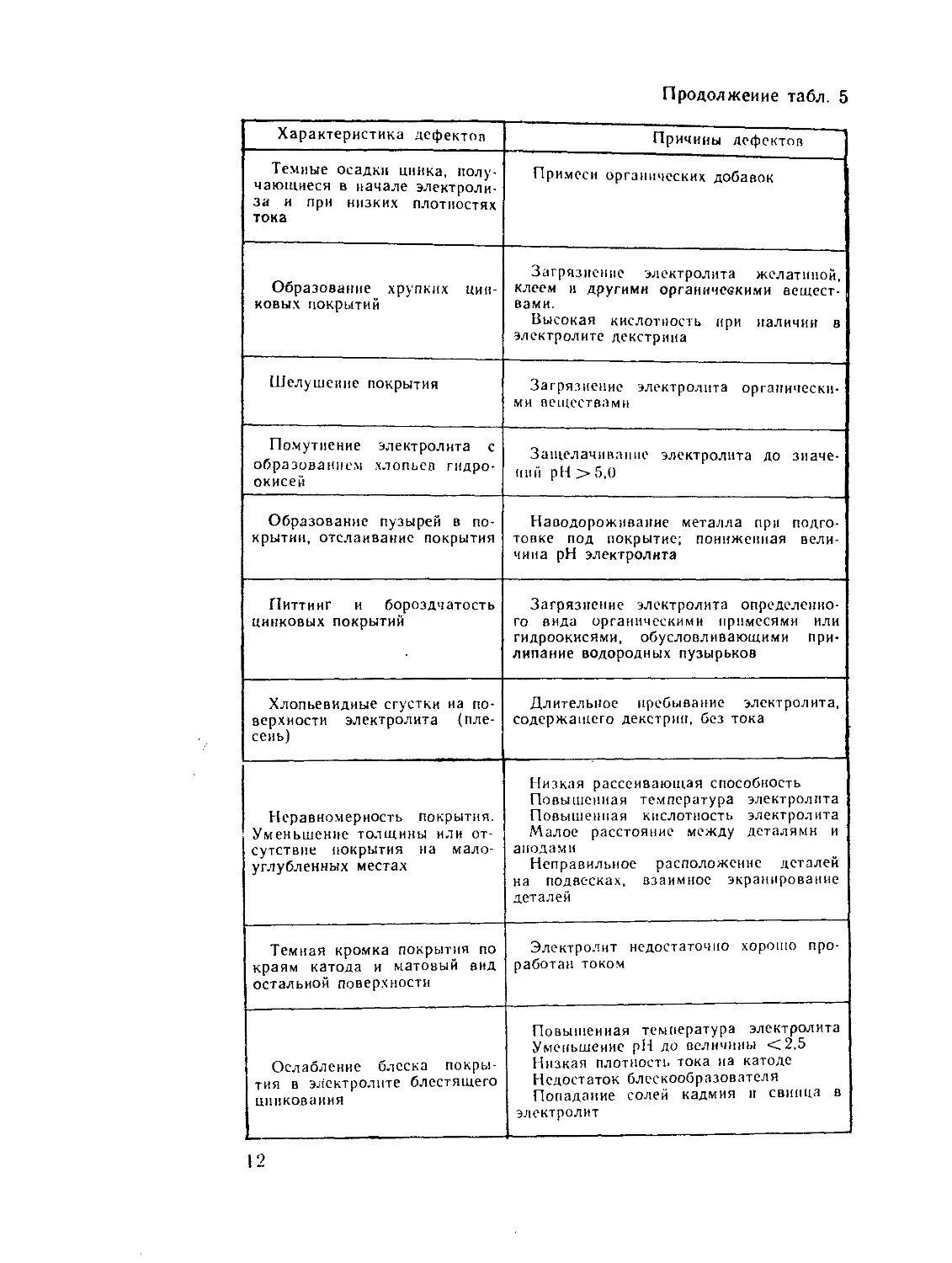
Продолжение табл. 5
Характеристика дефектов Причины дефектов
Темные осадки цинка, полу- чающиеся в начале электроли- за и при низких плотностях тока Примеси органических добавок
Образование хрупких цин- ковых покрытий Загрязнение электролита желатиной, клеем и другими органичевкими вещест- вами. Высокая кислотность при наличии в электролите декстрина
Шелушение покрытия Загрязнение электролита органически- ми веществами
Помутнение электролита с образованием хлопьев гидро- окисей Защелачивание электролита до значе- ний pH >5,0
Образование пузырей в по- крытии, отслаивание покрытия Наводороживание металла при подго- товке под покрытие; пониженная вели- чина pH электролита
Питтинг и бороздчатость цинковых покрытий Загрязнение электролита определенно- го вида органическими примесями или гидроокисями, обусловливающими при- липание водородных пузырьков
Хлопьевидные сгустки иа по- верхности электролита (пле- сень) Длительное пребывание электролита, содержащего декстрин, без тока
Неравномерность покрытия. Уменьшение толщины или от- сутствие покрытия на мало- углубленных местах Низкая рассеивающая способность Повышенная температура электролита Повышенная кислотность электролита Малое расстояние между деталями и анодами Неправильное расположение деталей на подвесках, взаимное экранирование деталей
Темная кромка покрытия по краям катода и матовый вид остальной поверхности Электролит недостаточно хорошо про- работан током
Ослабление блеска покры- тия в электролите блестящего цинкования Повышенная температура электролита Уменьшение pH до величины <2,5 Низкая плотность тока иа катоде Недостаток блескообразователя Попадание солей кадмия н свинца в электролит
вследствие контактного обмена по схеме Zn + Cu2+-»-Zn2 + + Cu.
Выделившиеся на поверхности цинка металлы очищаются стальными
щетками.
2. Органические примеси удаляют фильтрованием через активи-
рованный уголь, который адсорбирует всевозможные соединения
органического происхождения.
3. От механических примесей в виде анодного шлама и других
нерастворимых в воде частиц освобождаются фильтрованием через
суконные фильтры или фильтры из синтетических тканей.
4. Железо удаляют путем окисления Fe2 + в Fe3+> вводя в нагре-
тый до 70—80°С электролит перекись водорода (0,5 мл/л) и осаждая
железо в виде гидрата окиси действием Na2CO3.
4. Цианистые электролиты
В цианистых электролитах цинк находится в виде комплексных
анионов Zn (CN)T и Zn (ОН)2-. Осаждение цинка происходит по
СХеМе Zn (CN)l~+2e-^Zn + 4CN.
Помимо разряда цинка на катоде происходит разряд водородных
ионов, вследствие чего выход по току в цианистых электролитах
значительно ниже, чем в кислых и колеблется в пределах 50—80%.
Катодная поляризация в цианистых электролитах весьма значи-
тельна, что является одной из причин, обусловливающих высокую
рассеивающую способность этих электролитов. Высокая рассеиваю-
щая способность является также следствием того, что выход по току
значительно падает с ростом плотности тока. Цианистые электролиты
благодаря высокой рассеивающей способности и стабильности в рабо-
те широко используются в промышленности для цинкования деталей
сложной формы.
Помимо цианистых соединений цинка типа Na2 [Zn (CN)4],
Na [Zn (CN)3], образующихся при взаимодействии окиси цинка и
цианистого натрия, в электролите образуется также цинкат натрия
по реакциям: 2ZnO + 4NaCN == NaaZn (CN)4 + Na2ZnO2
ZnO + 2NaOH = Na2ZnO2 + H2O
В присутствии воды цинкаты натрия представляют собой смесь
соединений Na2ZnO2, Na2Zn (ОН)з, Na2Zn (ОН)4.
Относительные количества цианистой соли цинка и цинката
натрия зависят соответственно от количества цианистого натрия
и едкого натра в электролите. Осаждение цинка происходит из
обоих соединений одновременно. Избыточное количество цианидов
необходимо для повышения катодной поляризации и увеличения
рассеивающей способности, в то же время увеличение содержания
цианидов влечет за собой снижение катодного выхода по току.
Едкий натр вводится в электролит для расширения интервала
рабочих плотностей тока, повышения электропроводности, а также
для того, чтобы воспрепятствовать образованию синильной кислоты
при поглощении электролитом углекислого газа из воздуха. Карбо-
низация происходит главным образом за счет едкого натра по реакции
2NaOH + CO2 = Na2CO3 + H2O.
Глицерин вводится для улучшения структуры покрытия и полу-
чения полублестящих осадков цинка. Назначение сульфида натрия
3 Зак. 531 13
TawfnJ, B осаждении в Р1|Де нерастворимых сульфидов катионов
тяжелых металлов, случайно попадающих в электролит.
Указанное выше снижение выхода по току с ростом плотности
тока необходимо учитывать при определении времени выдержки
в ванне (см. табл. 2). Следует также учитывать, что увеличение
плотности тока до 5 А/дм и более эффекта интенсификации не дает
так как фактическая скорость осаждения покрытия не возрастает’
Значительное выделение водорода влечет за собой его проникно-
вение в кристаллическую решетку углеродистых сталей, из которых
изготовлены детали, следствием чего является повышенная хруп-
кость металла, приводящая к появлению трещин и поломкам деталей.
Особенно часто это наблюдается при цинковании пружинящих шайб,
спиральных и пластинчатых пружин.
Для удаления поглощенного водорода в технологических про-
цессах цинкования с применением цианистых электролитов для тер-
мообработанных и пружинящих деталей предусматривается прогрев
деталей при температуре 200°С в течение не менее 2 ч. Однако
полностью удалить водород не удается и поэтому повышенная хруп-
кость деталей сохраняется.
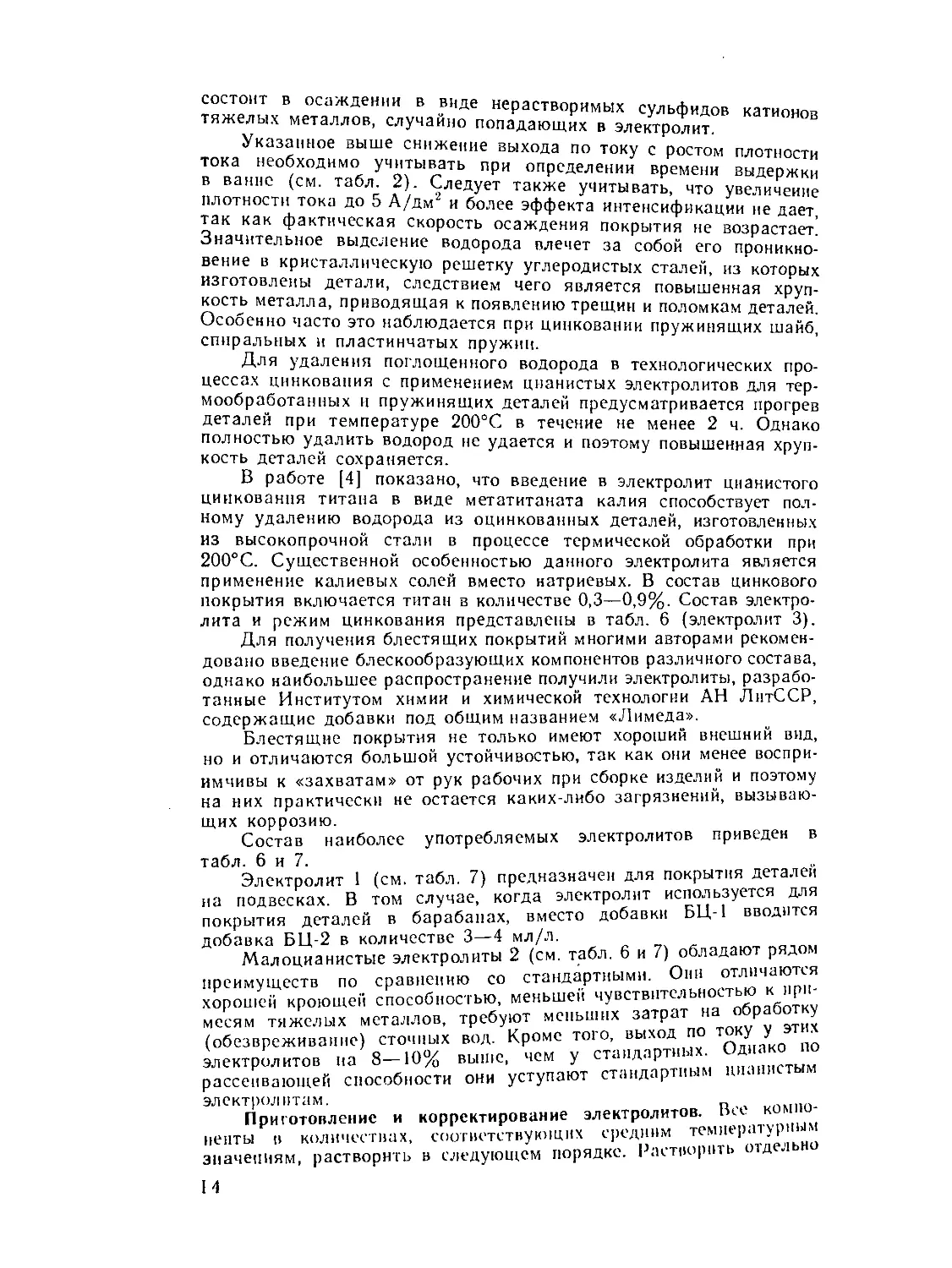
В работе [4] показано, что введение в электролит цианистого
цинкования титана в виде метатитаната калия способствует пол-
ному удалению водорода из оцинкованных деталей, изготовленных
из высокопрочной стали в процессе термической обработки при
200°С. Существенной особенностью данного электролита является
применение калиевых солей вместо натриевых. В состав цинкового
покрытия включается титан в количестве 0,3—0,9%. Состав электро-
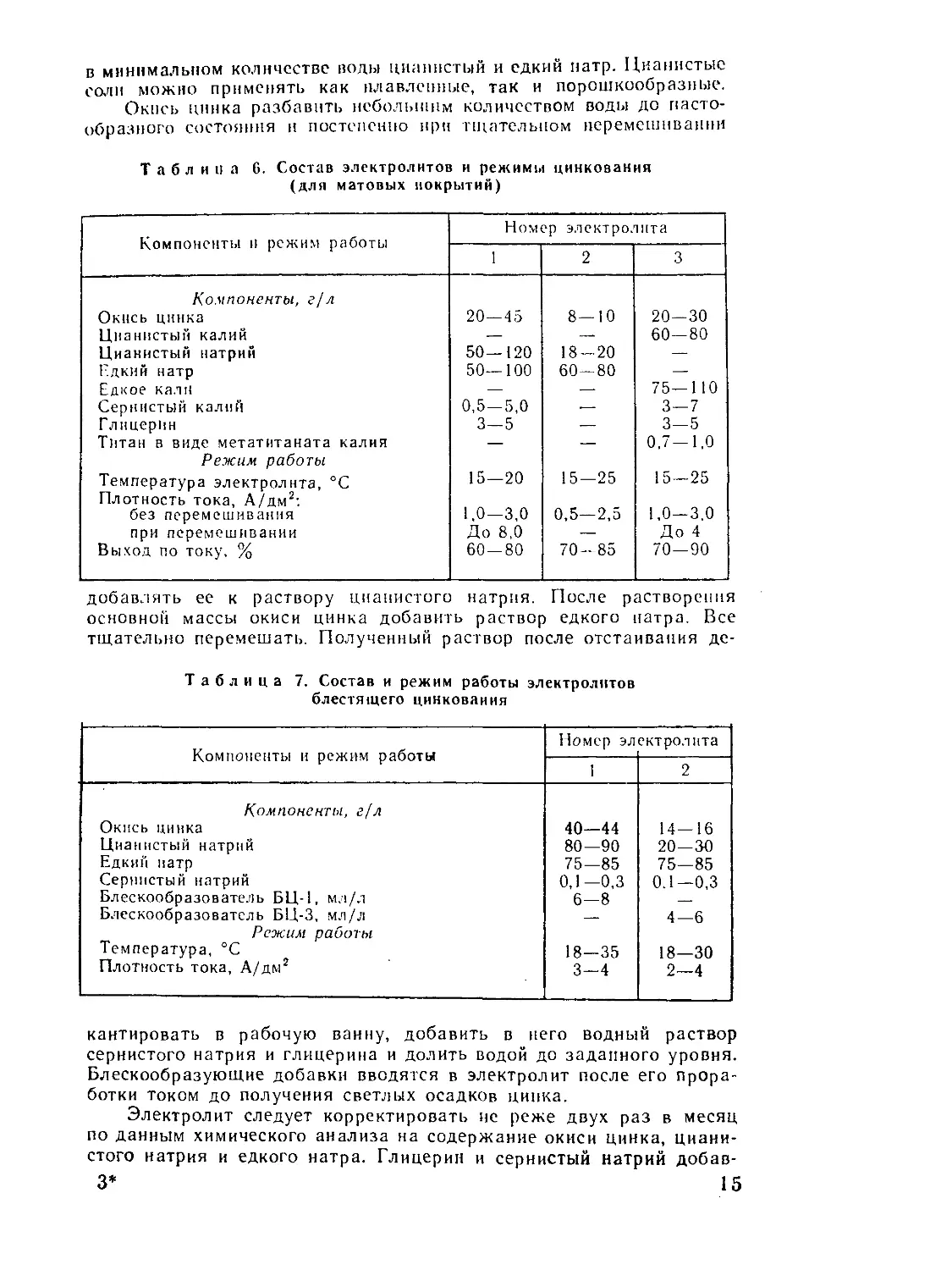
лита и режим цинкования представлены в табл. 6 (электролит 3).
Для получения блестящих покрытий многими авторами рекомен-
довано введение блескообразующих компонентов различного состава,
однако наибольшее распространение получили электролиты, разрабо-
танные Институтом химии и химической технологии АН ЛитССР,
содержащие добавки под общим названием «Лимеда».
Блестящие покрытия не только имеют хороший внешний вид,
но и отличаются большой устойчивостью, так как они менее воспри-
имчивы к «захватам» от рук рабочих при сборке изделии и поэтому
на них практически не остается каких-либо загрязнений, вызываю-
щих коррозию.
Состав наиболее употребляемых электролитов приведен в
табл. 6 и 7.
Электролит 1 (см. табл. 7) предназначен для покрытия деталей
на подвесках. В том случае, когда электролит используется для
покрытия деталей в барабанах, вместо добавки БЦ-1 вводится
добавка БЦ-2 в количестве 3—4 мл/л.
Малоцианистые электролиты 2 (см. табл. 6 и 7) обладаю р Д
преимуществ по сравнению со стандартными. Они отли ’а^тся
хорошей кроющей способностью, меньшей чувствительностью к ирш
месям тяжелых металлов, требуют меньших затрат н Р У
(обезвреживание) сточных вод. Кроме того, выход по ку У °
электролитов на 8—10% выше, чем у стмларти . Ом»»»о
рассеивающей способности они уступают стандар
электролитам. „
Приготовление и корректирование электролитов.
центы н количествах, соответствующих средним темнерапн 1
значениям, растворить в следующем порядке. Растворить о д
14
в минимальном количестве воды цианистый и едкий натр. Цианистые
соли можно применять как плавленные, так и порошкообразные.
Окись цинка разбавить небольшим количеством воды до пасто-
образного состояния и постепенно при тщательном перемешивании
Таблица 6. Состав электролитов и режимы цинкования
(для матовых покрытий)
Компоненты п режим работы Номер электролита
1 2 3
Компоненты, г/л
Окись цинка 20—45 8—10 20—30
Цианистый калий — — 60—80
Цианистый натрий 50—120 18—20 —
Едкий натр 50—100 60—80 —
Едкое кали — — 75-110
Сернистый калий 0,5—5,0 — 3—7
Глицерин 3—5 — 3—5
Титан в виде метатитаната калия — — 0.7—1,0
Режим работы
Температура электролита, °C 15—20 15—25 15—25
Плотность тока, А/дм2: 1,0—3,0
без перемешивания 1,0—3,0 0,5—2,5
при перемешивании До 8,0 — До 4
Выход по току, % 60—80 70—85 70—90
добавлять ее к раствору цианистого натрия. После растворения
основной массы окиси цинка добавить раствор едкого натра. Все
тщательно перемешать. Полученный раствор после отстаивания де-
Таблица 7. Состав и режим работы электролитов
блестящего цинкования
Компоненты и режим работы Номер электролита
1 2
Компоненты, г/л Окись цинка 40—44 14-16
Цианистый натрий 80—90 20—30
Едкий натр 75—85 75—85
Сернистый натрий 0,1—0,3 0.1—0,3
Блескообразователь БЦ-1, мл/л 6-8 —
Блескообразователь БЦ-3, мл/л — 4—6
Режим работы Температура, °C 18—35 18—30
Плотность тока, А/дм2 3—4 2—4
каптировать в рабочую ванну, добавить в него водный раствор
сернистого натрия и глицерина и долить водой до заданного уровня.
Блескообразующие добавки вводятся в электролит после его прора-
ботки током до получения светлых осадков цинка.
Электролит следует корректировать не реже двух раз в месяц
по данным химического анализа на содержание окиси цинка, циани-
стого натрия и едкого натра. Глицерин и сернистый натрий добав-
3* 15
ляют, исходя из внешнего вида покрытий. Обычно при двухсменной
работе ванны через 2—3 дня добавляют сернистый натрий из
расчета 0,1.—0,3 г/л.
Блескообразующие добавки Лимеда БЦ-1, БЦ-2, БЦ-3 вводятся
по мере ослабления блеска покрытия, приблизительно 250 мл после
прохождения 3600 кКл электричества.
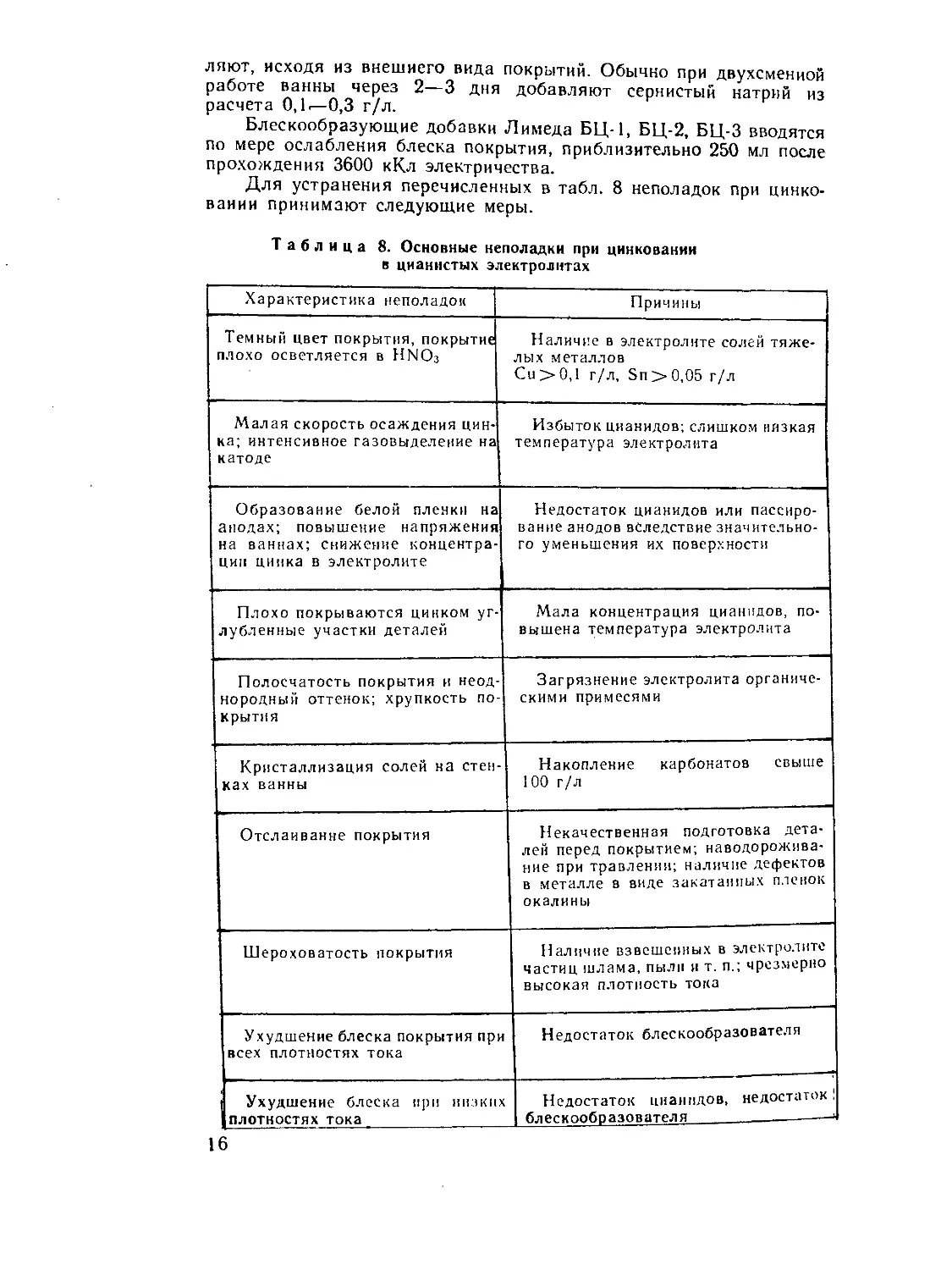
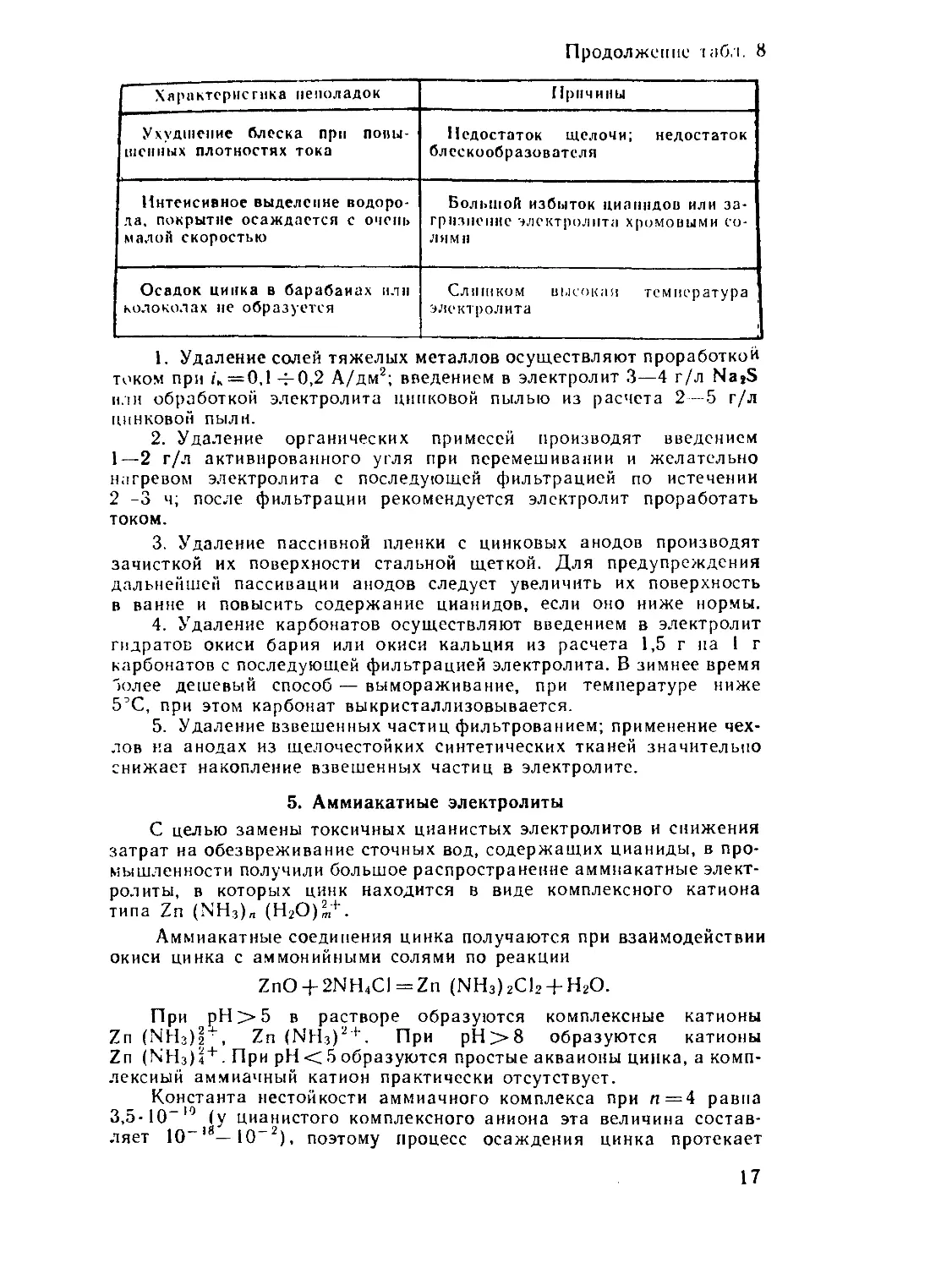
Для устранения перечисленных в табл. 8 неполадок при цинко-
вании принимают следующие меры.
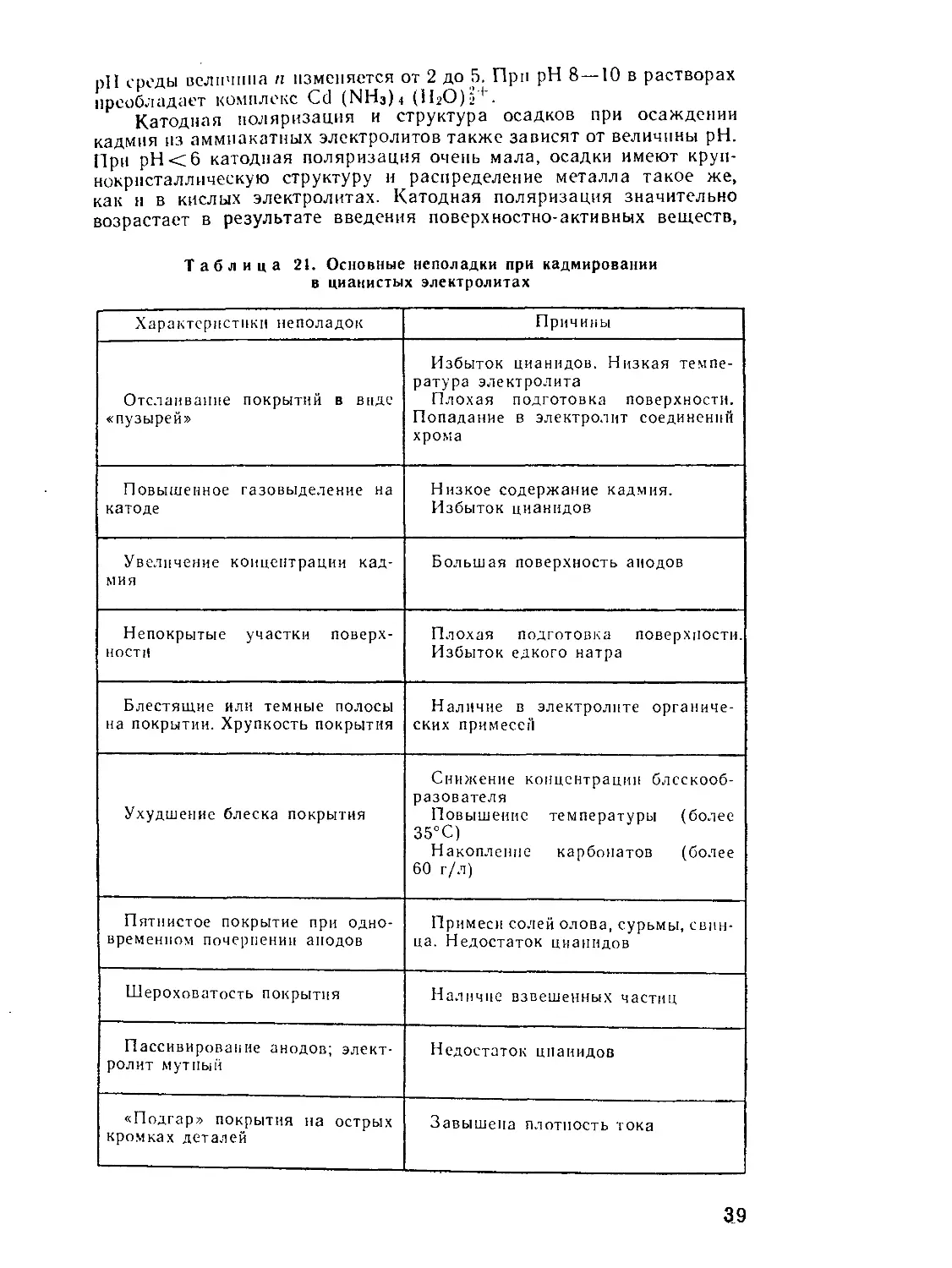
Таблица 8. Основные неполадки при цинковании
в цианистых электролитах
Характеристика неполадок Причины
Темный цвет покрытия, покрытие плохо осветляется в HNOs Наличие в электролите солей тяже- лых металлов Си>0,1 г/л, Sn>0,05 г/л
Малая скорость осаждения цин- ка; интенсивное газовыделение на катоде Избыток цианидов; слишком низкая температура электролита
Образование белой пленки на анодах; повышение напряжения на ваннах; снижение концентра- ции цинка в электролите Недостаток цианидов или пассиро- вание анодов вследствие значительно- го уменьшения их поверхности
Плохо покрываются цинком уг- лубленные участки деталей Мала концентрация цианидов, по- вышена температура электролита
Полосчатость покрытия и неод- нородный оттенок; хрупкость по- крытия Загрязнение электролита органиче- скими примесями
Кристаллизация солей на стен- ках ванны Накопление карбонатов свыше 100 г/л
Отслаивание покрытия Некачественная подготовка дета- лей перед покрытием; наводорожива- ние при травлении; наличие дефектов в металле в виде закатанных пленок окалины
Шероховатость покрытия Наличие взвешенных в электролите частиц шлама, пыли и т. п.; чрезмерно высокая плотность тока
Ухудшение блеска покрытия при всех плотностях тока Недостаток блескообразователя
Ухудшение блеска при низких плотностях тока Недостаток цианидов, недостаток, б л е с кообразователя 1
16
Продолжение табл. 8
Характерце гика неполадок Причины
Ухудшение блеска при повы- шенных плотностях тока Недостаток щелочи; недостаток блескообразователя
Интенсивное выделение водоро- да, покрытие осаждается с очень малой скоростью Большой избыток цианидов или за- грпзнеике электролита хромовыми со- лями
Осадок цинка в барабанах или колоколах не образуется Слишком высокая температура электролита
1. Удаление солей тяжелых металлов осуществляют проработкой
током при ц—0,1 4-0,2 А/дм2; введением в электролит 3—4 г/л NajS
или обработкой электролита цинковой пылью из расчета 2—5 г/л
цинковой пыли.
2. Удаление органических примесей производят введением
1—2 г/л активированного угля при перемешивании и желательно
нагревом электролита с последующей фильтрацией по истечении
2 -3 ч; после фильтрации рекомендуется электролит проработать
током.
3. Удаление пассивной пленки с цинковых анодов производят
зачисткой их поверхности стальной щеткой. Для предупреждения
дальнейшей пассивации анодов следует увеличить их поверхность
в ванне и повысить содержание цианидов, если оно ниже нормы.
4. Удаление карбонатов осуществляют введением в электролит
гидратов окиси бария или окиси кальция из расчета 1,5 г на 1 г
карбонатов с последующей фильтрацией электролита. В зимнее время
более дешевый способ — вымораживание, при температуре ниже
5’С, при этом карбонат выкристаллизовывается.
5. Удаление взвешенных частиц фильтрованием; применение чех-
лов на анодах из щелочестойких синтетических тканей значительно
снижает накопление взвешенных частиц в электролите.
5. Аммиакатные электролиты
С целью замены токсичных цианистых электролитов и снижения
затрат на обезвреживание сточных вод, содержащих цианиды, в про-
мышленности получили большое распространение аммиакатные элект-
ролиты, в которых цинк находится в виде комплексного катиона
типа Zn (NH3)n (Н2О)2,+ .
Аммиакатные соединения цинка получаются при взаимодействии
окиси цинка с аммонийными солями по реакции
ZnO + 2NH4Cl =Zn (NH3)2C12-|-H2O.
При pH >5 в растворе образуются комплексные катионы
Zn (NH3)2 + , Zn (NH3)2 + . При рН>8 образуются катионы
Zn (NH3)4 + • При pH < 5 образуются простые акваионы цинка, а комп-
лексный аммиачный катион практически отсутствует.
Константа нестойкости аммиачного комплекса при п = 4 равна
3,5-10“10 (у цианистого комплексного аниона эта величина состав-
ляет 10“ — 10 ), поэтому процесс осаждения цинка протекает
17
с большой катодной поляризацией, возрастающей по мере увеличе-
ния pH электролита.
Хорошая рассеивающая способность электролита, близкая к рас-
сеивающей способности цианистых электролитов, обусловливается
также их высокой электропроводностью. Удельная электропровод-
ность аммиакатных электролитов на 30—40% выше, чем у цианистых.
Повышенная электропроводность электролита приобретает особое
значение при покрытии деталей в колоколах или барабанах, так как
достигается возможность ведения процесса при напряжении 5 В
вместо 10 В при использовании цианистых электролитов. Аммиа-
катные электролиты практически безвредны для рабочих, обслужи-
вающих ванны, стабильны в работе и легко корректируются. Компо-
ненты электролита — недефицитные и дешевые материалы.
Аммиакатные электролиты имеют и ряд технических преиму-
ществ перед цианистыми и, в частности, с их помощью легче покры-
ваются чугуны, а тонкостенные и термообработанные детали не под-
вергаются наводороживанию вследствие высокого выхода по току
(94-98%).
В состав электролитов вводят буферные соединения для ста-
билизации величины pH в катодной зоне; в качестве буферных
соединений используют борную кислоту или уксуснокислые соли.
Практика цинкования подтвердила эффективность введения в состав
электролита уротропина, который образует комплексный аммиачно-
уротропиновый катион Zn [ (C6H|2N4) 4(NH3) 2]2 + . Наличие в электро-
лите указанного комплексного катиона обусловливает значительную
катодную поляризацию и соответственно улучшение рассеивающей
способности.
Так, например, аммиакатно-уротропиновый электролит, разрабо-
танный Новочеркасским политехническим институтом, имеет такую же
рассеивающую способность, как цианистые электролиты.
Измерение величины рассеивающей способности по методу раз-
ноудаленных катодов дало следующие результаты: 40—59% — для
аммиакатно-уротропинового электролита и 55—65%—для циа-
нистого.
Величина pH электролитов также оказывает большое влияние
на рассеивающую способность и структуру покрытий; по мере уве-
личения pH рассеивающая способность улучшается. Для поддержа-
ния pH в пределах 8,0—8,5 в состав электролитов вводят раствор
аммиака, однако это вызывает ряд осложнений при эксплуатации
подобных электролитов, так как в щелочной среде аммиак улету-
чивается и требуется частая корректировка электролита водным
раствором аммиака или пропусканием газообразного аммиака.
В отличие от цианистых аммиакатные электролиты менее чувстви-
тельны к попаданию в них органических примесей, а так как они
слабощелочные или почти нейтральные, то не разрушают изоляцион-
ные материалы, наносимые на подвески или на поверхность покры-
ваемых деталей.
Для получения блестящих покрытий, обладающих хорошим
внешним • видом, предложены различные блескообразователи, в том
числе бензальдегид, ванилин, фурфурол и ряд других, однако наиболь-
шее распространение получили добавки, разработанные Институтом
химии и химической технологии АН ЛитССР под названием икон
да ZiiSR». Этот продукт поставляется Ереванским заводом хи.мн
ческих реактивов в трех вариантах — А, В и С.
18
Ликонда ZnSR — А ул уч тает рассеивающую способность элект-
ролита и обеспечивает растворимость основного блескообразователя
(Ликонда ZnSR — В). Ликоида ZnSR — С в начальный состав элект-
ролита не вводится, а используется только для его корректировки.
Блестящие покрытия с равномерным распределением цинка по
поверхности сложпопрофилироваиных деталей получают также с
использованием блескообразователя ДХТИ-102, разработанного
Днепропетровским химико-технологическим институтом (ДХТИ)
им. Ф. Э. Дзержинского. Добавка поставляется Черкасским заводом
химических реактивов им. XXV съезда КПСС.
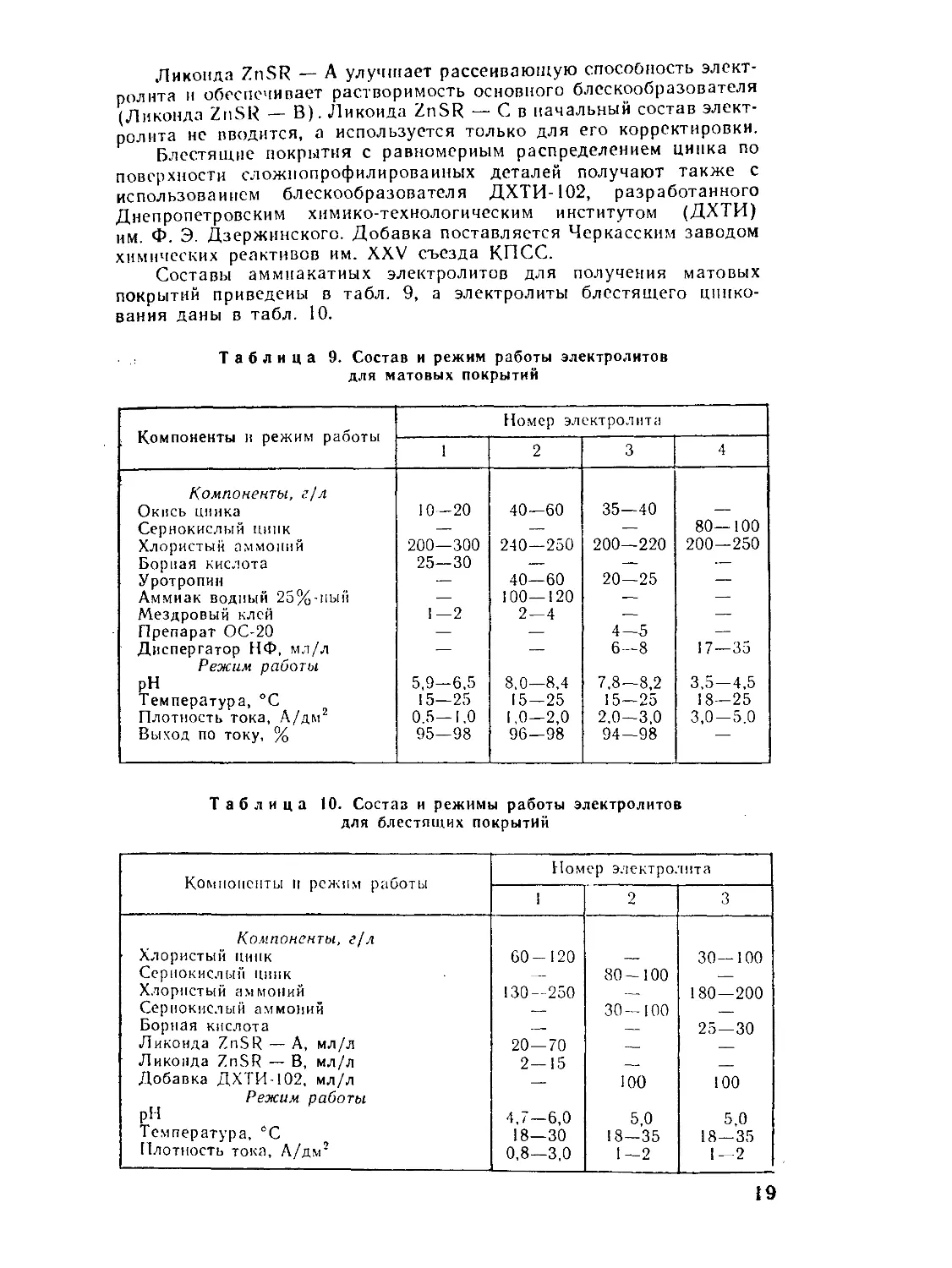
Составы аммиакатных электролитов для получения матовых
покрытий приведены в табл. 9, а электролиты блестящего цинко-
вания даны в табл. 10.
Таблица 9. Состав и режим работы электролитов
для матовых покрытий
Компоненты в режим работы Номер электролита
1 2 3 4
Компоненты, г!л
Окись цинка 10—20 40—60 35—40 —
Сернокислый цинк — — — 80—100
Хлористый аммоний 200—300 240—250 200—220 200—250
Борная кислота 25—30 — — —
Уротропин — 40—60 20—25 —
Аммиак водный 25%-ный — 100—120 — —
Мездровый клей 1—2 2-4 — —
Препарат ОС-20 — — 4—5 —
Диспергатор НФ, мл/л Режим работы — — 6-8 17—35
рн 5,9—6,5 8,0—8,4 7,8—8,2 3,5—4,5
Температура, °C 15—25 15—25 15—25 18—25
Плотность тока, А/дм2 0.5—1,0 1,0—2,0 2.0—3,0 3,0—5.0
Выход по току, % 95—98 96—98 94—98 —
Таблица 10. Состав и режимы работы электролитов
для блестящих покрытий
Компоненты и режим работы Номер электролита
1 2 3
Компоненты, г/л Хлористый цинк 60—120 30—100
Сернокислый цинк — 80-100
Хлористый аммоний 130-250 —. 180—200
Сернокислый аммоний 30—100
Борная кислота 25—30
Ликонда ZnSR — А, мл/л 20—70
Ликонда ZnSR — В, мл/л 2—15
Добавка ДХТИ-102, мл/л 100 100
Режим работы pH 4,7—6,0 5,0 5.0
Температура, бС 18—30 18—35 18—35
Плотность тока, А/дм2 0,8—3,0 1—2 1—2
19
Электролит 1 является наиболее дешевым и простым по составу
рекомендуется для покрытия несложных по форме деталей и деталей
в колокольных и барабанных ваннах. Значительное улучшение оас-
сеивающеи способности этого электролита может быть достигнуто
введением вместо клея ингибитора ПБ-8/2 в количестве 3—5 г/л
и синтанола ДС-10 в количестве 5—10 г/л.
Электролит 2 обладает наибольшей рассеивающей способностью
и рекомендуется для покрытия сложной формы. Цинковые аноды
склонны к пассивации, поэтому необходимо, чтобы отношение анодной
поверхности к катодной было равным 3:1.
Электролит 3 является более совершенным вариантом электро-
лита 2, так как в нем не происходит пассивирования анодов благодаря
введению уксуснокислого аммония и диспергатора НФ.
Электролит 4 применяют только для покрытия мелких деталей
в барабанах и колоколах, так как в стационарных ваннах происходит
интенсивное растворение анодов.и обильное шламообразование.
Электролиты 1 и 2 равноценны и выбор их определяется усло-
виями снабжения блескообразующими добавками. Электролит 3,
в котором сульфаты заменены на хлориды, является полным аналогом
электролита 2.
Блестящие осадки получаются непосредственно из ванны и не
нуждаются в осветлении.
Приготовление и корректирование электролитов. При приготов-
лении электролита 1 (см. табл. 9) необходимо растворить отдельно
в горячей воде хлористый аммоний и борную кислоту, окись цинка
ввести в раствор хлористого аммония в виде кашицы при тщатель-
ном перемешивании, затем добавить борную кислоту и отфильтро-
вать раствор в рабочую ванну. Клей замочить в холодной воде на
24 ч, затем нагреть до 60—80°С и полученную равномерно раз-
мешанную массу влить в отфильтрованный раствор; долить ванну
водой до заданного объема.
Для приготовления электролитов 2 и 3 (см. табл. 9) надо раство-
рить отдельно хлористый аммоний в горячей воде и уротропин —
в холодной; растворы соединить, подогреть до 70—80°С, добавить
25%-ный аммиак из расчета 100 мл/л и при интенсивном помеши-
вании всыпать окись цинка. Прочие компоненты вводятся в электролит
в последнюю очередь. Приготовление электролита 4 (см. табл. 9)
производится аналогичным образом. Только вместо окиси цинка
добавляется концентрированный раствор сернокислого циика.
Приготовленные электролиты необходимо проработать при катод-
ной плотности 0,5—1,0 А/дм2 до получения светлых осадков цинка,
пропуская электрический ток в количестве 7000—10 000 Кл/л. Элект-
ролиты следует корректировать не реже двух раз в месяц по данным
химического анализа на содержание окиси цинка, хлористого аммо-
ния, уротропина.
Величина pH корректируется добавками гидрата окиси аммония
при необходимости повышения pH и добавлением уксусной кислоты
при необходимости снижения pH.
Электролиты, приведенные в табл. 10, приготавливают следую-
щим образом: в отдельной емкости растворяют при подогреве до
50—60°С хлористый аммоний, после чего туда же вводят хлористы
цинк. Раствор охлаждают и фильтруют в рабочую ванну. Туда же
вводят растворенную в отдельной порции борную кислоту (элект
рол и г 3).
20
В прозрачный раствор при перемешивании добавляют блеско-
образователь Ликонда ZnSR — В. При этом электролит вначале
мутнеет, но затем, при дальнейшем перемешивании, становится проз-
рачным. Значение pH при необходимости устанавливается добавле-
нием соляной кислоты пли гидроокиси аммония.
Добавка ДХТ11 (электролит 3) вводится так же, как и Ликонда
ZnSR - А
Источником попадания в электролиты солей тяжелых металлов
(меди, железа, свинца) обычно является окись цинка, отдельные
партии которой бывают значительно загрязнены; железо чаще всего
накапливается в результате растворения деталей, падающих с под-
весок на дно ванны.
Удаление попавших в электролит катионов Cu2 + , Fe2 + и других
достигается проработкой электролита током при iK — 0,24-0,3 А/дм2
до получения светлых осадков цинка или введением в электролит
цинковой пыли с последующей фильтрацией электролита.
Электролиты блестящего цинкования корректируют также и вве-
дением блескообразователей по мере ухудшения внешнего вида покры-
тия, так в электролит I (см. табл. 10) вводят корректирующую добаа-
ку Ликонда ZnSR — С после прохождения 18 000—25 000 Кл элект-
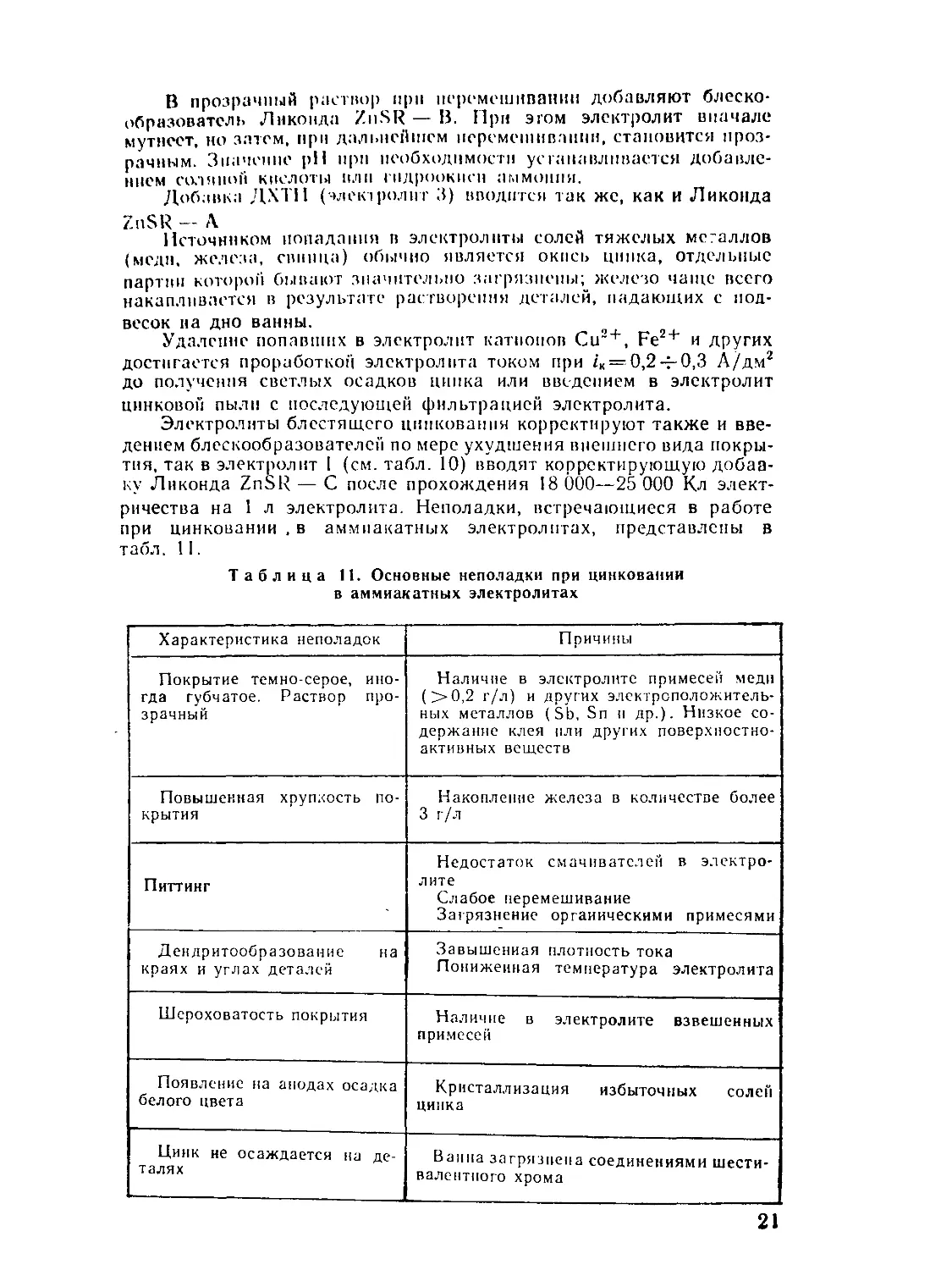
ричества на 1 л электролита. Неполадки, встречающиеся в работе
при цинковании , в аммиакатных электролитах, представлены в
табл. 11.
Таблица 11. Основные неполадки при цинковании
в аммиакатных электролитах
Характеристика неполадок Причины
Покрытие темно-серое, ино- гда губчатое. Раствор про- зрачный Наличие в электролите примесей меди (>0,2 г/л) и других электроположитель- ных металлов (Sb, Sn п др.). Низкое со- держание клея пли других поверхностно- активных веществ
Повышенная хрупкость по- крытия Накопление железа в количестве более 3 г/л
Питтинг Недостаток смачивателей в электро- лите Слабое перемешивание Загрязнение органическими примесями
Дендритообразование на краях и углах деталей Завышенная плотность тока Пониженная температура электролита
Шероховатость покрытия Наличие в электролите взвешенных примесей
Появление на анодах осадка белого цвета Кристаллизация избыточных солей цинка
Цинк не осаждается на де- талях Ванна загрязнена соединениями шести- валентного хрома
21
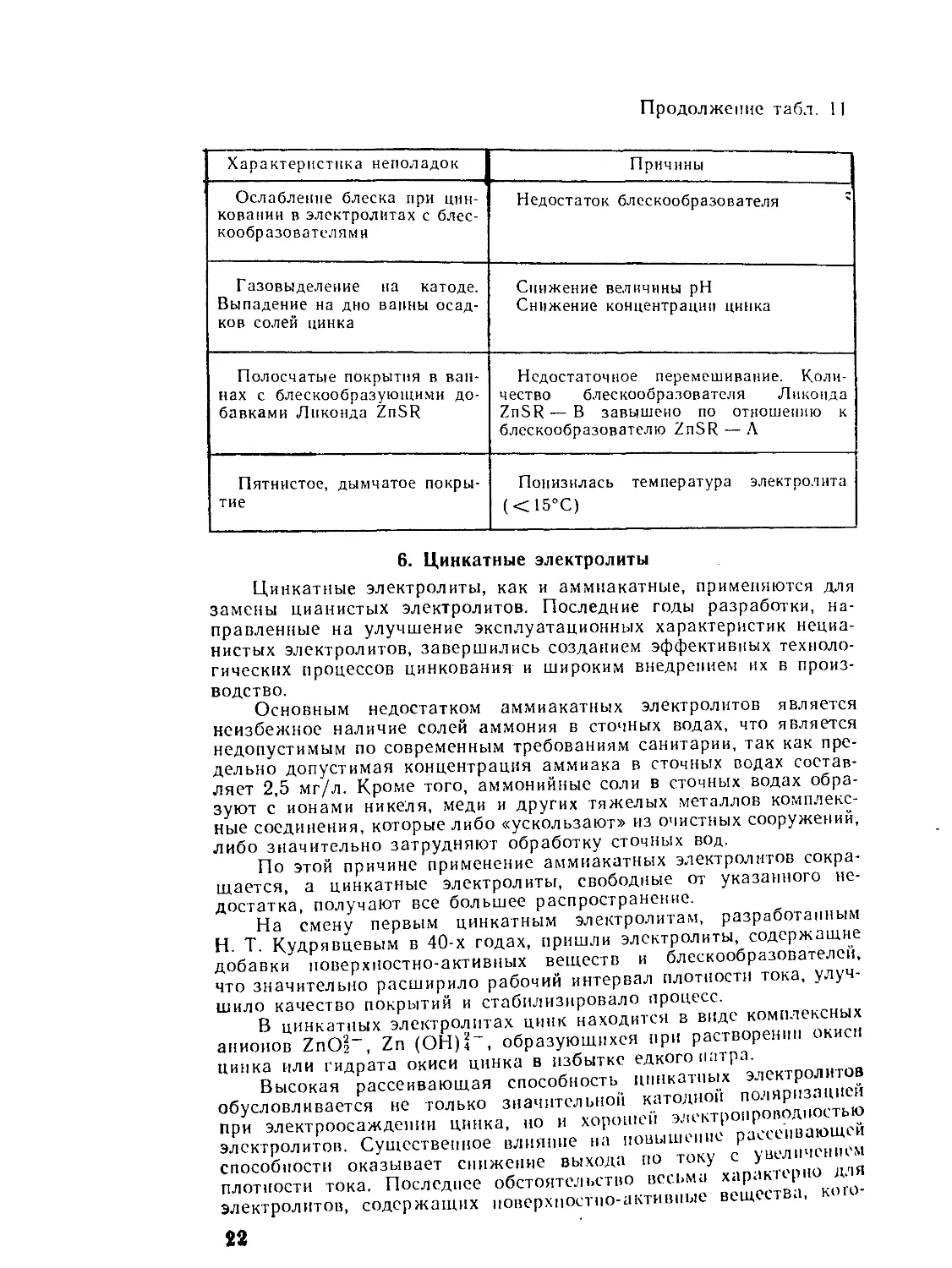
Продолжение табл. 11
Характеристика неполадок Причины
Ослабление блеска при цин- ковании в электролитах с блес- кообразователями Недостаток блескообразователя
Газовыделеиие на катоде. Выпадение на дно ванны осад- ков солей цинка Снижение величины pH Снижение концентрации цинка
Полосчатые покрытия в ван- нах с блескообразующими до- бавками Ликонда ZnSR Недостаточное перемешивание. Коли- чество блескообразователя Ликонда ZnSR — В завышено по отношению к блескообразователю ZnSR — А
Пятнистое, дымчатое покры- тие Понизилась температура электролита (< 15°С)
6. Цинкатные электролиты
Цинкатные электролиты, как и аммиакатные, применяются для
замены цианистых электролитов. Последние годы разработки, на-
правленные на улучшение эксплуатационных характеристик нециа-
нистых электролитов, завершились созданием эффективных техноло-
гических процессов цинкования и широким внедрением их в произ-
водство.
Основным недостатком аммиакатных электролитов является
неизбежное наличие солей аммония в сточных водах, что является
недопустимым по современным требованиям санитарии, так как пре-
дельно допустимая концентрация аммиака в сточных водах состав-
ляет 2,5 мг/л. Кроме того, аммонийные соли в сточных водах обра-
зуют с ионами никеля, меди и других тяжелых металлов комплекс-
ные соединения, которые либо «ускользают» из очистных сооружений,
либо значительно затрудняют обработку сточных вод.
По этой причине применение аммиакатных электролитов сокра-
щается, а цинкатные электролиты, свободные от указанного не-
достатка, получают все большее распространение.
На смену первым цинкатным электролитам, разработанным
Н. Т. Кудрявцевым в 40-х годах, пришли электролиты, содержащие
добавки поверхностно-активных веществ и блескообразователей,
что значительно расширило рабочий интервал плотности тока, улуч-
шило качество покрытий и стабилизировало процесс.
В цинкатных электролитах цинк находится в виде комплексных
анионов ZnOl", Zn (ОН)Г, образующихся при растворении окиси
цинка или гидрата окиси цинка в избытке едкого шпра.
Высокая рассеивающая способность цинкатных электролитов
обусловливается не только значительной катодной поляризацией
при электроосаждении цинка, но и хорошей электропроводность
электролитов. Существенное влияние на повышение рассеивающем
способности оказывает снижение выхода по току с увеличением
плотности тока. Последнее обстоятельство весьма харакирно д.1
электролитов, содержащих поверхностно-активные вещества, ког
22
пыс, адсорбируясь на катодной поверхности, снижают перенапряже-
ние’водорода н этим способствуют увеличению количества выде-
ляющегося водорода при повышенных плотностях тока, а следо-
вательно, н снижению по току.
Как показано в работах Новочеркасского политехнического,
института, цинкатные электролиты с добавками полиэтиленполиамина
имеют рассеивающую способность (по Херингу и Блюму) 40—45%,
тогда как цианистые — 50%.
Электролит для получения блестящих покрытий Лимеда НБЦ
разработан Институтом химии н химической технологии АН ЛитССР
п внедрен на многих предприятиях страны.
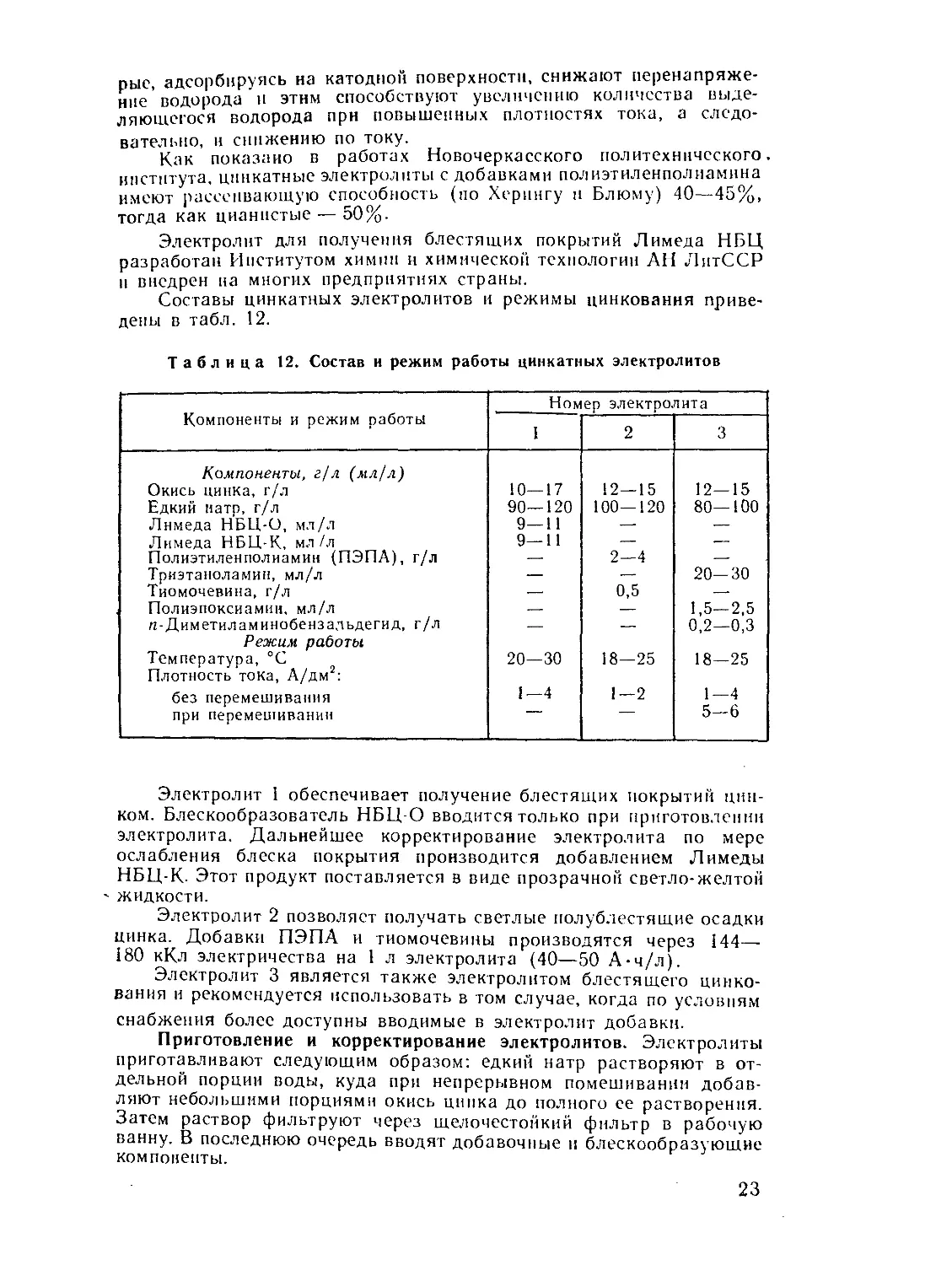
Составы цинкатных электролитов и режимы цинкования приве-
дены в табл. 12.
Таблица 12. Состав и режим работы цинкатных электролитов
Компоненты и режим работы Номер электролита
I 2 3
Компоненты, г/л (мл)л) Окись цинка, г/л 10—17 12—15 12—15
Едкий натр, г/л 90—120 100—120 80—100
Лнмеда НБЦ-О, мл/л 9—11 — —
Лимеда НБЦ-К, мл/л 9—11 — —
Полиэтиленполиамин (ПЭПА), г/л — 2—4 —
Триэтаноламин, мл/л — — 20—30
Тиомочевина, г/л — 0,5 —
Полиэпоксиамин, мл/л — — 1,5—2,5
н-Диметиламинобензальдегид, г/л — — 0,2—0,3
Режим работы. Температура, °C 20—30 18—25 18—25
Плотность тока, А/дм2: без перемешивания 1—4 1—2 1—4
при перемешивании 5—6
Электролит 1 обеспечивает получение блестящих покрытий цин-
ком. Блескообразователь НБЦ-О вводится только при приготовлении
электролита. Дальнейшее корректирование электролита по мере
ослабления блеска покрытия производится добавлением Лимеды
НБЦ-К. Этот продукт поставляется в виде прозрачной светло-желтой
- жидкости.
Электролит 2 позволяет получать светлые полублестящие осадки
цинка. Добавки ПЭНА и тиомочевины производятся через 144—
180 кКл электричества на 1 л электролита (40—50 А-ч/л).
Электролит 3 является также электролитом блестящего цинко-
вания и рекомендуется использовать в том случае, когда по условиям
снабжения более доступны вводимые в электролит добавки.
Приготовление и корректирование электролитов. Электролиты
приготавливают следующим образом: едкий натр растворяют в от-
дельной порции воды, куда при непрерывном помешивании добав-
ляют небольшими порциями окись цинка до полного се растворения.
Затем раствор фильтруют через щелочестойкий фильтр в рабочую
ванну. В последнюю очередь вводят добавочные и блескообразуюшие
компоненты.
23
Полиэпоксиамин (ПЭА) представляет собой продукт конденсации
уротропина и эпихлоргидрина. Для приготовления ПЭА необходимо
растворить 140 г уротропина в 280 г воды, добавить 93 г эпихлор-
гидрина и полученную смесь подогреть с обратным холодильником
до температуры 70°С. По окончании реакции (15—30 мин) темпе-
ратура раствора повышается до 90—100°С и образуется готовый
продукт п виде жидкости коричневого цвета, которая вводится в
электролит.
Диметиламинобензальдегид перед введением в ванну растворяют
в триэтаноламине, смесь разбавляют десятикратным количеством
воды и вводят в ванну.
Корректирование электролитов по основным компонентам (цинк
и едкий натрин) осуществляют по данным химического анализа.
Добавочные компоненты вводят по мере ухудшения внешнего вида
покрытия в соответствии с рекомендациями, представленными выше.
Неполадки, встречающиеся в работе при цинковании в цинкатном
электролите, аналогичны неполадкам, характерным для щелочного
цианистого электролита.
Корректирование электролита 3 по блескообразователям произ-
водится после пропускания через электролит 10—15 кКл/л электри-
чества; полиэпоксиамина вводят 0,5 мл/л, диметиламинобензаль-
дегида — 0,05 г/л, растворенного в пятикратном количестве триэта-
ноламина с последующим разбавлением в десятикратном количестве
воды.
Карбонизация электролита приводит к снижению электропро-
водности, что отрицательно сказывается на рассеивающей способ-
ности и ухудшается растворение анодов.
7. Пирофосфатные электролиты
Для замены токсичных цианистых электролитов рекомендованы
также пирофосфатные электролиты, в которых цинк находится в виде
пирофосфатного комплексного аниона [Zn (PzOrJzl “•
Пирофосфатные электролиты совершенно безвредны, устойчивы
в работе и характеризуются высокой рассеивающей способностью,
приближающейся к рассеивающей способности некоторых цианистых
электролитов.
Однако, вследствие плохой растворимости пирофосфатов цинка,
особенно натриевых солей, процесс ведется с обязательным подо-
гревом электролита при относительно низких значениях плотности
тока. Кроме того, цинковые аноды плохо растворяются в пирофосфат-
ных электролитах вследствие образования на них труднораство-
римых пленок из соединений цинка.
Легирование цинковых анодов алюминием в количестве
0,05—0,5% снижает возможность их пассивирования. Понижение
температуры электролита ускоряет процесс пассивирования анодов.
При использовании пирофосфата аммония вместо пирофосфата калия
образуются также аммиачные комплексы цинка Zn (МНз)г (ОН)2,
которые несколько снижают катодную поляризацию.
Помимо пирофосфатов в состав электролитов вводят фосфаты
в виде Na2HPCh с целью придания электролиту буферных свойств
в интервале pH 8—12.
С целью получения полублестящих или блестящих осадков цинка
в составы электролитов вводят различные органические вещества,
цитраты, сахарин, декстрин, ванилин, фурфурол и др.
24
Катодная плотность тока в значительной степени зависит от
температуры электролита и перемешивания. Катодный выход по току
колеблется в пределах 65—90%, причем более резкое снижение отме-
чается при увеличении плотности тока до 2,5 А/дм2.
Повышенная температура электролита способствует разложению
пирофосфата вследствие гидролиза по реакции
Р2ОГ + Н2О->2РОГ + 2Н+
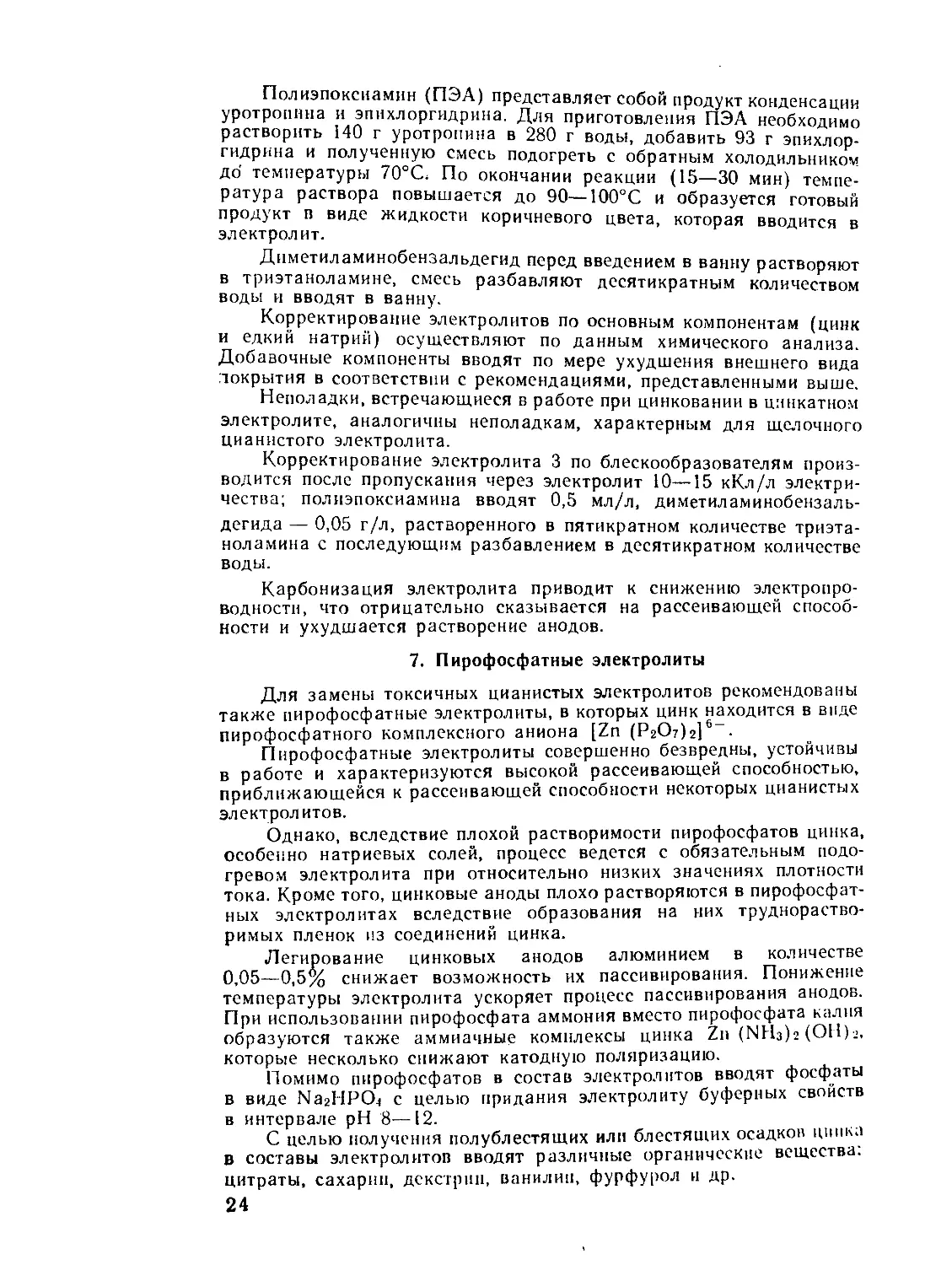
В табл. 13 приведены составы электролитов и режимы цинко-
вания, хорошо зарекомендовавшие себя в производстве.
Электролит 1 является наиболее простым в приготовлении н
эксплуатации и допускает применение повышенных плотностей тока.
Таблица 13. Состав и режим пирофосфатных электролитов
Компоненты и режим работы J Номер электролита
1 2
Компоненты, г/л
Сульфат цинка 50—90 60—70
Пирофосфат калия 250—350 300—330
Сульфат аммония 15—20 —
Двухзамещенный фосфат аммония — 45—55
Хлористый аммоний 20—50 —
Декстрин 1—3 —-
Мездровый клей 3—5 —-
Сульфаниловая кислота Режим работы — 0,1—0,5
pH Плотность тока (А/дм2) при: 7,5—8,5 8,5—9,0
t= 184-20°С 2,0—3,5 1—2
< = 454-50оС 5,0—5,5 2—5
Анодная плотность тока, А/дм 0,7—1,2 0,5—1,0
Выход по току, % 85—95 83—92
Для получения блестящих покрытий в электролит рекомендовано
вводить ванилин в количестве 0,1—2,0 т/л. Электролит 1 разработан
Институтом неорганической химии АН ЛатвССР.
Электролит 2 — электролит блестящего цинкования, характери-
зуемый наибольшей рассеивающей способностью и рекомендуемый
для покрытия сложнорельефных деталей. Электролит разработан
Харьковским политехническим институтом.
Приготовление и корректирование электролитов. Для приготов-
ления электролитов рассчитанное количество пирофосфата калия н
сульфата цинка растворяют отдельно в подогретой до 70—80°С воде.
При перемешивании в раствор пирофосфата калия вливают раствор
сульфата цинка. Вначале образуется творожистый осадок пиро-
фосфата цинка по реакции
2ZnSO4 4-K4P2O7 = Zn2P2O7 + 2K2SO4
Затем растворяют в избытке пирофосфата калия с образованием
комплексной соли Кб [Zn (Р2О7)2] по реакции
Zn2P2O7 + 3K4P2O7 = 2K6 [Zn (Р2О7)2]
25
Полученному раствору дают остыть, а появляющийся при этом
кристаллическим осадок сульфата калия отфильтровывается или уда-
ляется декантацией. Ионы SO*-, неизбежно присутствующие
в электролите, не влияют на процесс цинкования, поэтому каких-либо
операций по их удалению из раствора проводить нецелесообразно.
После этого в раствор прибавляют приготовленные в отдельной
порции воды растворы аммонийных солей, доливают ванны до рабо-
чего уровня и в последнюю очередь вводятся заранее приготовлен-
ные растворы декстрина или клея.
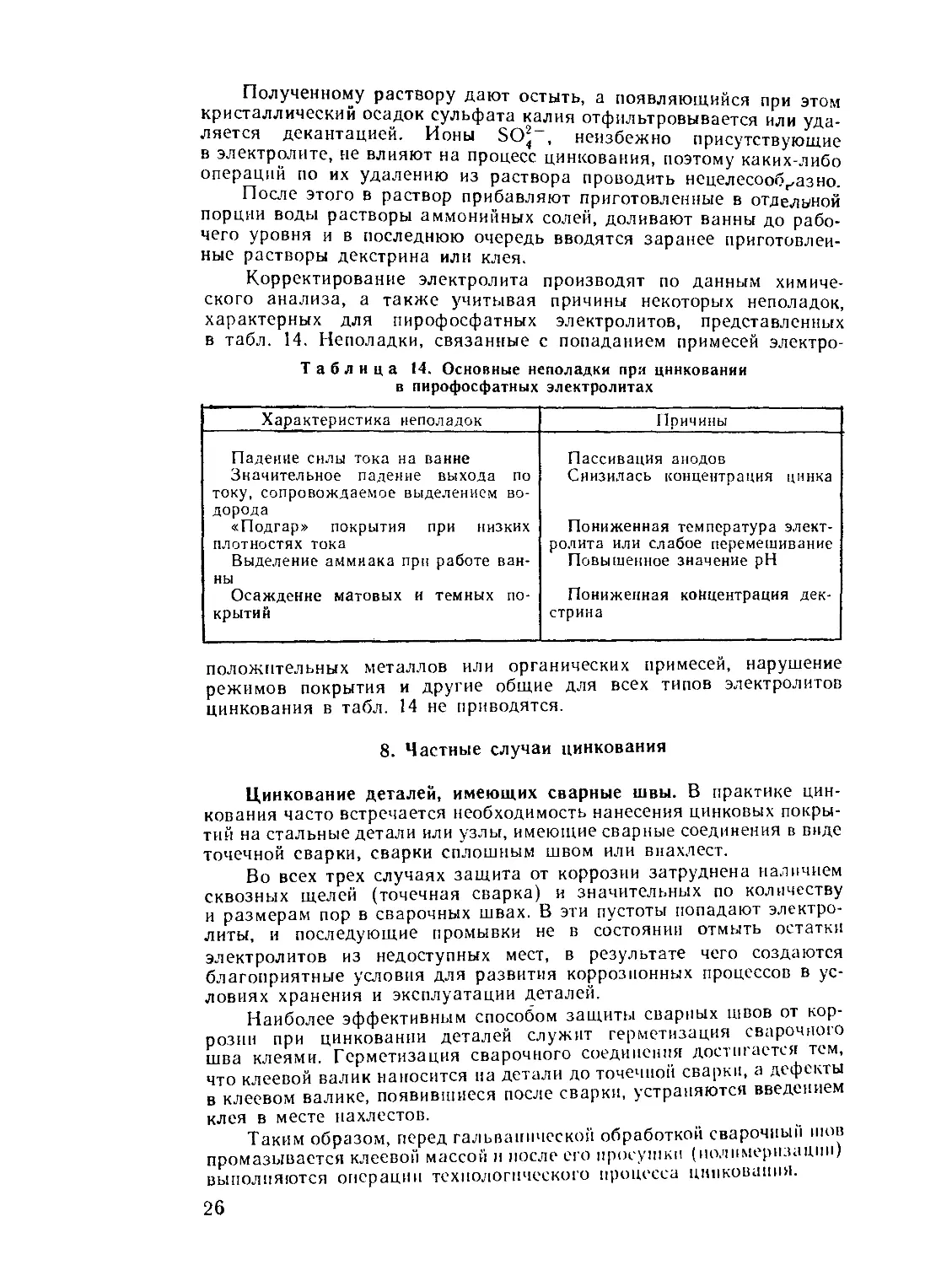
Корректирование электролита производят по данным химиче-
ского анализа, а также учитывая причины некоторых неполадок,
характерных для пирофосфатных электролитов, представленных
в табл. 14. Неполадки, связанные с попаданием примесей электро-
Таблица 14. Основные неполадки при цинковании
в пирофосфатных электролитах
Характеристика неполадок Причины
Падение силы тока на ванне Значительное падение выхода по току, сопровождаемое выделением во- дорода «Подгар» покрытия при низких плотностях тока Выделение аммиака при работе ван- ны Осаждение матовых и темных по- крытий Пассивация анодов Снизилась концентрация цинка Пониженная температура элект- ролита или слабое перемешивание Повышенное значение pH Пониженная концентрация дек- стрина
положительных металлов или органических примесей, нарушение
режимов покрытия и другие общие для всех типов электролитов
цинкования в табл. 14 не приводятся.
8. Частные случаи цинкования
Цинкование деталей, имеющих сварные швы. В практике цин-
кования часто встречается необходимость нанесения цинковых покры-
тий на стальные детали или узлы, имеющие сварные соединения в виде
точечной сварки, сварки сплошным швом или внахлест.
Во всех трех случаях защита от коррозии затруднена наличием
сквозных щелей (точечная сварка) и значительных по количеству
и размерам пор в сварочных швах. В эти пустоты попадают электро-
литы, и последующие промывки не в состоянии отмыть остатки
электролитов из недоступных мест, в результате чего создаются
благоприятные условия для развития коррозионных процессов в ус-
ловиях хранения и эксплуатации деталей.
Наиболее эффективным способом защиты сварных швов от кор-
розии при цинковании деталей служит герметизация сварочною
шва клеями. Герметизация сварочного соединения достигается тем,
что клеевой валик наносится на детали до точечной сварки, а дефекты
в клеевом валике, появившиеся после сварки, устраняются введением
клея в месте нахлестов.
Таким образом, перед гальванической обработкой сварочный шов
промазывается клеевой массой и после его просушки (полимеризации)
выполняются операции технологического процесса цинкования.
26
Выбор клея является весьма важной задачей, так как от его
способности затекать в поры и щели зависит герметичность сварного
шва Кроме того, клей должен быть устойчив в растворах (электроли-
тах), применяемых при подготовке поверхности и при цинковании.
Клей должен быть также достаточно термостоек, чтобы обеспечить,
например, выполнение операции обезводорожпвания.
Для указанных целен используют эпоксидные клеи марок БОВ-1,
ВК-1МС и ВК-9, приготавливаемые па месте, а также клей ФЛ-4С,
поставляемый централизованно в виде двух продуктов: клей по
ТУ 6-05-1110—74 и отвердитель по ТУ 6-10-1263—72. Отверждение
клеев производится по следующим режимам:
для клея ВК-9 температура 25°С в течение 24—25 ч или темпе-
ратура 60°С в течение 2—3 ч;
для клея ВК-1МС — отверждение ступенчатое, температура
25°С в течение 18—24 ч, затем температура 120°С в течение 2,5—3,0 ч;
подъем температуры от 40 до 120 С плавно в течение 1,2—2 ч;
для клея БОВ-1 — температура 25°С в течение 3—4 сут. или тем-
пература 75°С в течение 5—6 ч;
для клея ФЛ-4С — ступенчатая сушка при температуре от 40°С
до 140°С, общее время сушки 9 ч.
Сварка деталей производится не позднее 6 ч с момента навесе
ния клея.
Более подробные сведения о способах приготовления эпоксидных
клеев ВК-9, ВК.-1МС и БОВ-1 можно найти в специальных руко-
водствах.
Очень стойкая герметизация сварных швов достигается приме-
нением новых типов полимеров — анаэробных клеев (например,
клея марки «Анатерм», поставляемого по ТУ6-01-2-383—74), которые
обладают способностью полимеризоваться без доступа воздуха и об-
разовывать весьма прочные полимерные пленки.
При нанесении электролитических покрытий на детали, имеющие
сварные швы, в технологических процессах необходимо предусмат-
ривать:
1. Применение абразивной или пескоструйной обработки при уда-
лении с поверхности окалины и плотной корки окислов.
Такой способ подготовки взамен травления в кислотах исключает
возможность внесения в поры шва кислых растворов, вызывающих
интенсивную коррозию сварного шва.
2. Использование на всех операциях процесса щелочных раство-
ров и электролитов. Для цинкования следует применять любой из
вариантов цианистых или цинкатных электролитов. Это требование
обусловлено тем, что щелочь, попавшая в поры, не воздействует на
сталь и даже в том случае, если щелочные растворы не до конца
отмыты, после высыхания на стенках пор остается палет щелочных
солей. Во влажной среде соли в порах растворяются, но образовав-
шаяся пленка влаги имеет щелочной состав, который ингибирует
процесс коррозии.
3. Увеличение продолжительности операций промывок до
3 5 мин. Удлиненные промывки способствуют более полному удале-
нию остатков растворов (электролитов) из труднодоступных мест.
Особенно это важно при промывке после цинкования, так как высох-
шие цинковые соли гигроскопичны, что может способствовать уско-
ренной коррозии цинкового покрытия при эксплуатации.
4. Увеличение температуры сушки до 100-110°С при продол-
жительности сушки 1-1.5 ч. Более форсвргаав„ый р^„„"Рс°Хи
27
способствует полному удалению влаги из пор, изделий и других участ-
ков, в результате чего исключается возможность появления таких
дефектов покрытия, как потеки, полосчатость.
Цинкование деталей, изготовленных методом порошковой метал-
лургии. Производство деталей сложной формы посредством спекания
порошковых материалов получает все большее распространение
в промышленности как один из прогрессивных методов формооб-
разования. Однако детали, полученные этим методом, характеризу-
ются значительной пористостью, величина которой колеблется в пре-
лах 5—20%. Применяя процесс горячего динамического прессова-
ния, добиваются уплотнения порошков до 98%, но и в этом случае
пористость детали сохраняется, что обусловливает большие трудности
для получения качественных защитных покрытий. Открытые поры,
кроме того, являются причиной так называемой внутренней коррозии,
вследствие впитывания в детали влаги и образования очагов коррозии
в порах детали.
Повышение коррозионной стойкости порошковых изделий может
быть достигнуто путем заполнения пор при пропитке деталей гидро-
фобными жидкостями.
Наибольший эффект достигается применением кремнийорганиче-
ской жидкости 136-41 (ГОСТ 10834—76). В качестве растворителей
могут быть использованы бензин или негорючие жидкости: трихлор-
этилен или перхлорэтилен. Однако эти жидкости характеризуются
низкой стабильностью и по прошествии 4—5 дней в растворе крем-
нийорганической жидкости накапливаются хлор-ионы и гидроксил-ио-
ны, которые вызывают коррозию. Стабильность растворов на основе
хлорированных углеводородов может быть существенно увеличена
введением добавочных компонентов — стабилизаторов и, в частности,
уротропина в количестве 5 г/л.
Большое значение для качества пропитки имеет так называемая
проникающая способность растворов, от которой зависит степень
заполнения пор гидрофобизирующим составом. Проникающая спо-
собность зависит от ряда факторов: размера и глубины пор, концент-
рации и природы растворителя, способа пропитки и т. д. Опытным
путем определено, что оптимальной концентрацией кремнийоргани-
ческой жидкости является 10—20%-ный раствор. Процесс пропитки
жидкостью 136-41 осуществляется в вакуумных установках при оста-
точном вакууме 1,3—1,6 кПа в течение 20 мин, что позволяет значи-
тельно улучшить проникающую способность и равномерность запол-
нения пор.
Полимеризация гидрофобной пленки происходит при температуре
150°С в течение 1,5—2 ч. При этом следует иметь в виду, что более
длительная полимеризация приводит к деструкции полимера и его
разрушению.
Полимеризованная кремнийорганическая жидкость, оставшаяся
на поверхности детали, удаляется галтовкой с шлифовальным порош-
ком М40. Цинковое покрытие лучше всего осаждается в слабоще-
лочной или нейтральной среде, которая не разрушает кремнийорга-
иическую пленку, поэтому для цинкования порошковых деталей ис-
пользуют обычно аммиакатные электролиты при pH 6,5—7,5.
Перед операцией цинкования детали необходимо обезжирить для
чего целесообразно, как и в случае обезжиривания сварных соеди-
нений, применять техническое моющее средство ТМС-31, которое
является хорошим ингибитором коррозии.
28
Схема технологического процесса цинкования порошковых дета-
лей, таким образом,, может быть представлена в следующем виде.
1. Обезжиривание трихлорэтиленом или фреоном-113 в течение
2_______3 мни в ультразвуковых установках любой конструкции.
2. Пропитка под вакуумом в 10%-пом растворе жидкости 136-41.
В качестве растворителя применяется трихлорэтилен или тетрахлор-
этилен, стабилизированные уротропином.
3. Полимеризация при температуре 140—150°С в течение
1,0—1,5 ч в термошкафу.
4. Галтовка в барабане с абразивом в течение 5—6 ч.
5. Обезжиривание в водном растворе ТМС-31 (50—80 г/л)
при температуре 70—80°С в течение 20—30 мин.
6. Промывка в горячен и холодной воде.
7. Активирование в 5—10%-ном растворе серной кислоты. Про-
должительность 0,1—0,3 мин.
8. Промывка в холодной воде.
9. Цинкование в аммиакатном электролите 1 или 3 (см. табл. 9).
Толщина покрытия выбирается по табл. 1.
10. Промывка в холодной воде.
11. Пассивирование (хроматирование).
12. Промывка в холодной и горячей воде.
13. Сушка.
Цинкование деталей, изготовленных из высокопрочной стали,
и пружинящих деталей. Технологический процесс цинкования деталей
из высокопрочных марок стали, пружинящих деталей, а также дета-
лей, которые после покрытия подвергаются механическим дефор-
мациям, характеризуется рядом особенностей, связанных с необхо-
димостью исключения возможности наводороживання на всех опера-
циях процесса.
Кроме того, цинковое покрытие должно быть достаточно элас-
тичным, устойчивым к воздействию ударных нагрузок, развальцовок,
изгибов и т. д.
При наличии на поверхности деталей консистентных смазок
и машинных масел очистку поверхности рекомендуется производить
в негорючих органических растворителях: трихлорэтилене, стабили-
зированном уротропине (0,01 г/л), трифтортрихлорэтане (фре-
он-1 13), хлористом метилене и в других растворителях.
Эта операция должна производиться с использованием специаль-
ного оборудования, исключающего контакт работающего с парами
растворителя и предусматривающего регенерацию загрязненных раст-
ворителей с минимальными их потерями.
При отсутствии такого оборудования очистку деталей можно
производить в 3—6%-ных растворах технических моющих средств,
например ТМС-31, МЛ-52, паста синтетическая «Триалон» при тем-
пературе 70—85°С. Обработка производится до полного удаления
смазочных материалов. Для ускорения процесса очистки растворы
рекомендуется перемешивать очищенным воздухом, вводя при этом
в их состав пеногасители.
Для деталей, подвергнутых термообработке и имеющих на по-
верхности окалину, рекомендуется удалять ее следующим образом.
Разрыхлить окалину в растворе, содержащем NaOH (400—600 г/л)
и NaNOj (100 120 г/л), при температуре 140°С в течение 20—40 мин.
Допускается использовать для этой цели раствор ванны щелочного
оксидирования. После промывок удалить окалину в соляной кислоте.
4 Зак. 531
29
» тсжнже етИиИ„ИнВвИТ0₽ ,Кг,ТаЛ"Н КИ'> ° 3-5 г/л
Детали с плотным слоем окалины следует подвергнуть абра-
зивной обработке. Для деталей, не имеющих окалины, очистку можно
завершить химическим или электрохимическим (анодным) обезжири-
ванием в щелочных растворах. Операцию активирования непосредст-
венно перед цинкованием рекомендуется производить в 5—10%-ном
растворе HCI с добавлением 40—50 г/л уротропина.
Выбор электролита следует осуществить с учетом минимального
наводороживания покрытия и металла, из которого изготовлена
деталь, а также сложности рельефа деталей. Если детали имеют
простую форму, можно применить фторборатный электролит при ма-
лых плотностях тока, для деталей сложной конфигурации — аммиа-
катный электролит 3 (см. табл. 9). Детали особо сложной конфи-
гурации можно цинковать в цианистом электролите с добавкой
метатитаната калия (электролит 3 табл. 6).
Как показал накопленный производственный опыт, использование
электролитов с блескообразующими добавками типов «Ликонда»,
«Лнмеда» и других приводит к повышению хрупкости цинковых
покрытий и на деталях, подвергающихся воздействию ударных
нагрузок, отмечается местное отслаивание покрытия (сколы). После
промывки следуют операции осветления и пассивирования. Учитывая
необходимость последующей термообработки, с целью обезводоро-
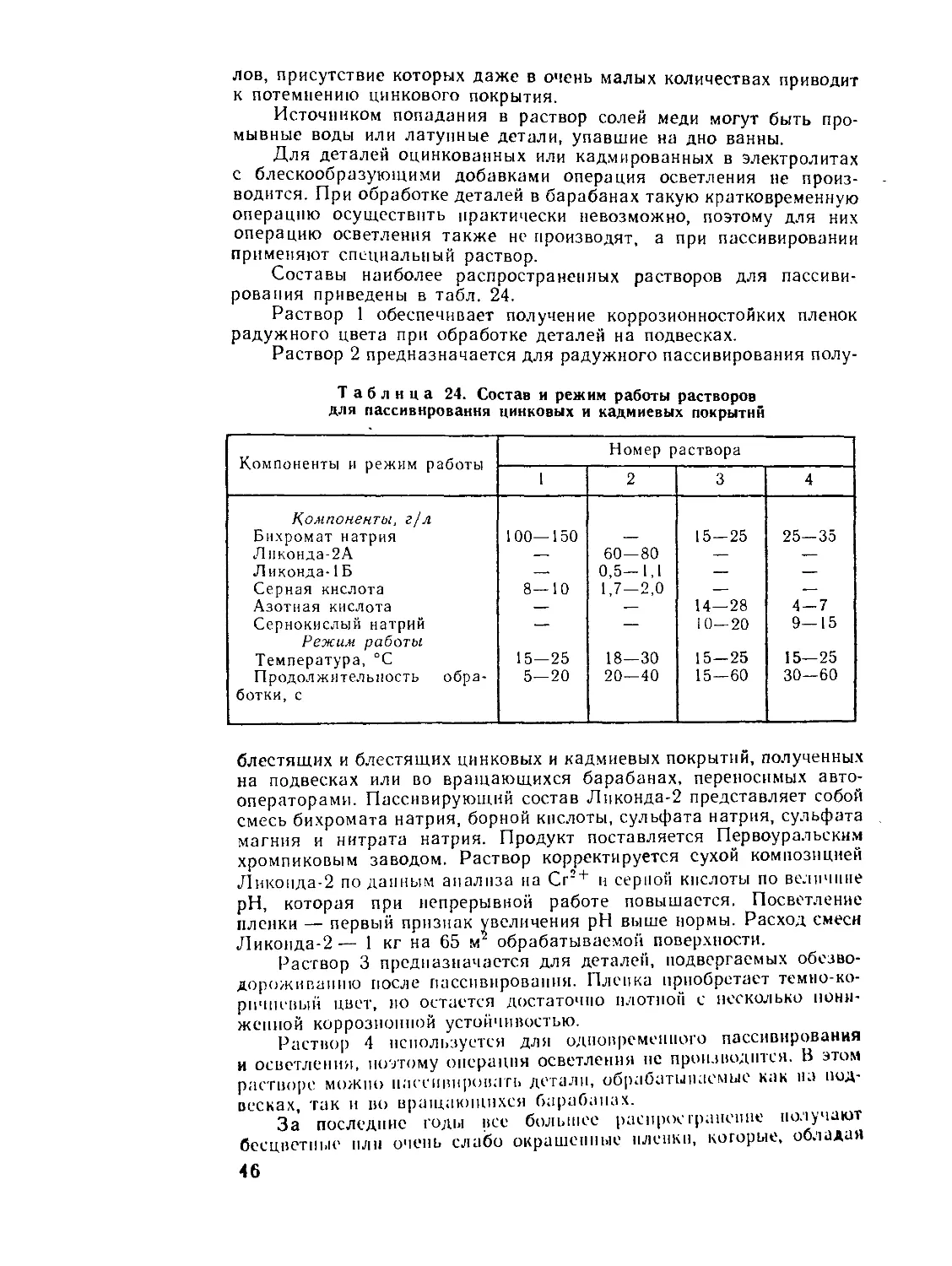
живания применяют раствор 3 (табл. 24), обеспечивающий получе-
ние более термостойкой хроматной пленки. Если к хроматной пленке
предъявляются более высокие требования по внешнему виду, то
допускается операцию осветления и пассивирования производить
после обезводороживания.
Для обезводороживания хорошо промытые и высушенные детали
помещают в сушильный шкаф и при температуре 190—200 С выдер-
живают в течение 2 ч.
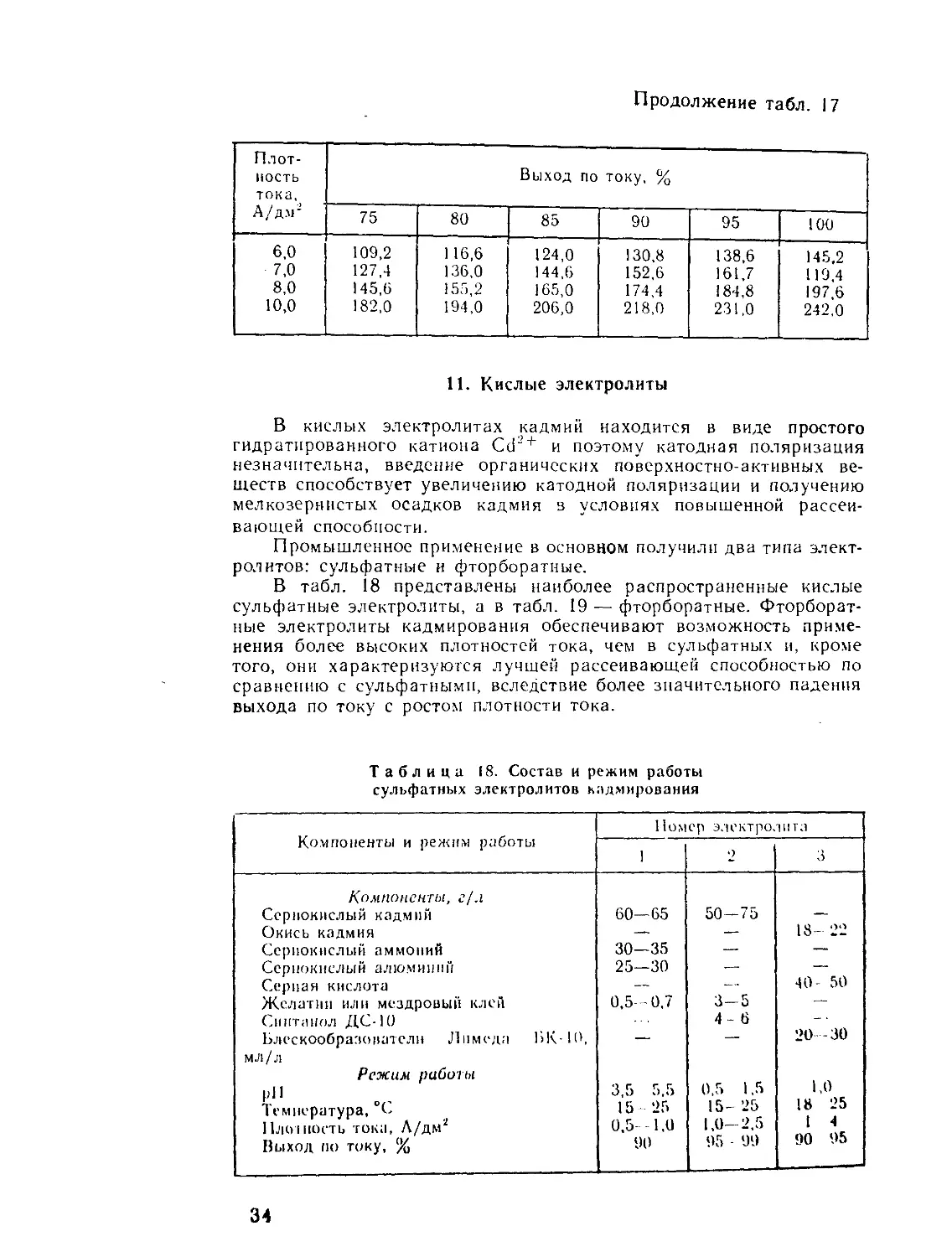
11. КАДМИРОВАНИЕ
9. Свойства и основные области применения
кадмиевого покрытия
Кадмиевые покрытия эластичны, легко поддаются развальцовке,
штамповке, изгибам; свежеосажденные покрытия хорошо паяются
с бескислотными флюсами.
Способность их к пайке после хранения значительно лучше,
чем у цинковых покрытий.
Химические свойства кадмия аналогичны свойствам цинка, одна-
ко он более устойчив в кислых растворах и в щелочах. Кадми
относится к электроотрицательным металлам, его стандартный потен-
циал 0,40 В.
В гальванической паре с железом вследствие малой разницы
в потенциалах (стандартный потенциал железа —0,44 В) кадмий мо-
жет выполнять функции анода и катода в зависимости от условии
эксплуатации.
Так, в растворах, содержащих хлориды или сульфаты (морская
вода), кадмий является анодным покрытием для стальных деталей
и хорошо защищает нх от коррозии.
30
В среде, содержащей углекислый газ, кадмий становится като-
дом. Таким образом, защитные свойства кадмиевого покрытия сущест-
венно изменяются с изменением состава среды.
На поверхности кадмия в атмосферных условиях образуются
светло-серые и темные продукты коррозии в виде пленки из карбо-
натов и основных солей кадмия (СбСОз) толщиной 5—10 мкм,
которая, как и в случае цинкового покрытия, несколько тормозит
коррозионный процесс.
В атмосфере, насыщенной промышленными газами (SO2, SO3),
образуются также сульфаты кадмия (CdSO4), которые хорошо раст-
воримы и легко смываются дождями, в результате чего защитные
свойства кадмия в промышленной атмосфере значительно хуже,
чем у цинка.
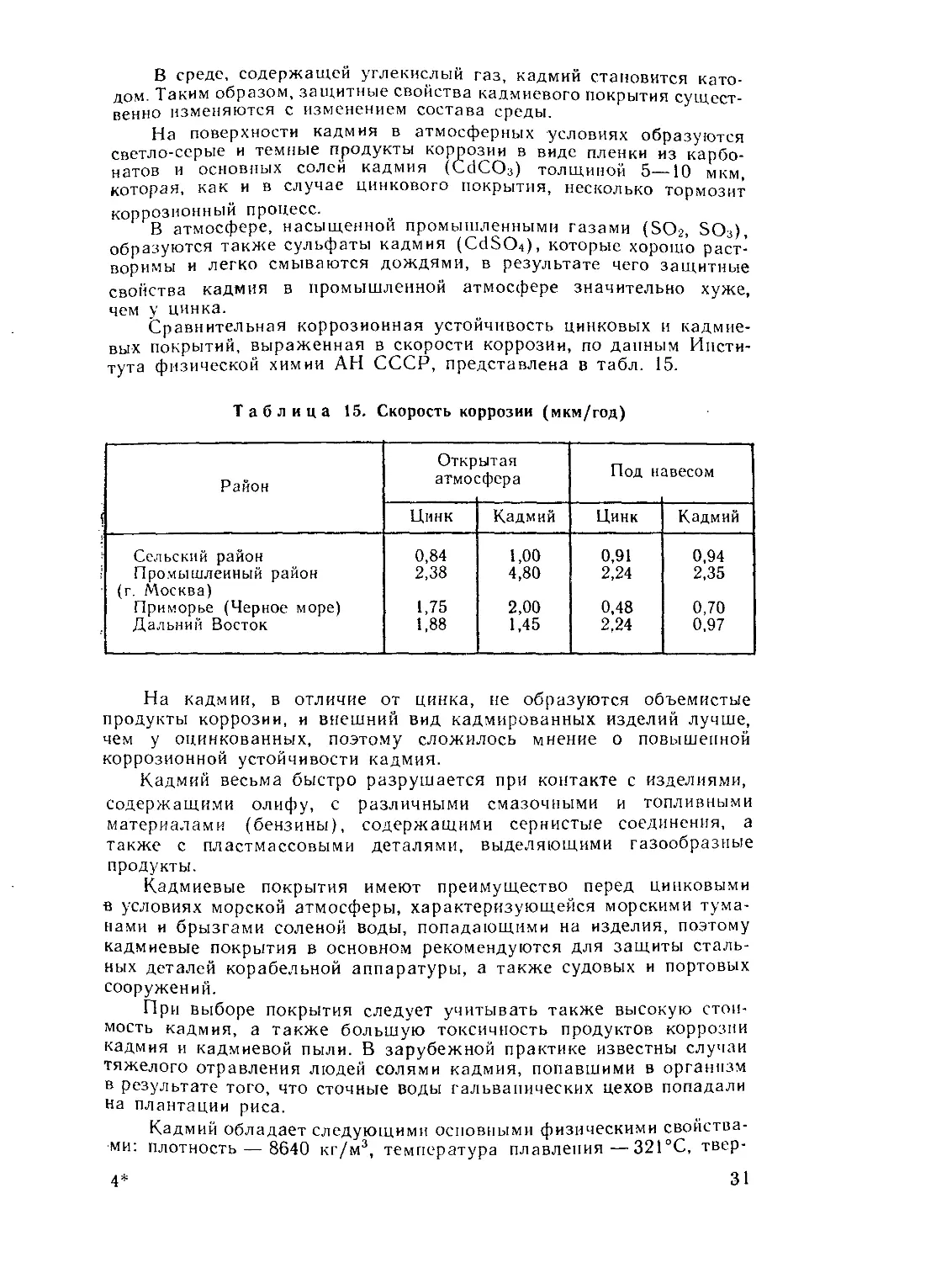
Сравнительная коррозионная устойчивость цинковых и кадмие-
вых покрытий, выраженная в скорости коррозии, по данным Инсти-
тута физической химии АН СССР, представлена в табл. 15.
Таблица 15. Скорость коррозии (мкм/год)
Район Открытая атмосфера Под навесом
Цинк Кадмий Цинк Кадмий
Сельский район 0,84 1,00 0,91 0,94
Промышленный район 2,38 4,80 2,24 2,35
(г. Москва) Приморье (Черное море) 1,75 2,00 0,48 0,70
Дальний Восток 1,88 1,45 2,24 0,97
На кадмии, в отличие от цинка, не образуются объемистые
продукты коррозии, и внешний вид кадмированных изделий лучше,
чем у оцинкованных, поэтому сложилось мнение о повышенной
коррозионной устойчивости кадмия.
Кадмий весьма быстро разрушается при контакте с изделиями,
содержащими олифу, с различными смазочными и топливными
материалами (бензины), содержащими сернистые соединения, а
также с пластмассовыми деталями, выделяющими газообразные
продукты.
Кадмиевые покрытия имеют преимущество перед цинковыми
в условиях морской атмосферы, характеризующейся морскими тума-
нами и брызгами соленой воды, попадающими на изделия, поэтому
кадмиевые покрытия в основном рекомендуются для защиты сталь-
ных деталей корабельной аппаратуры, а также судовых и портовых
сооружений.
При выборе покрытия следует учитывать также высокую стои-
мость кадмия, а также большую токсичность продуктов коррозии
кадмия и кадмиевой пыли. В зарубежной практике известны случаи
тяжелого отравления людей солями кадмия, попавшими в организм
в результате того, что сточные воды гальванических цехов попадали
на плантации риса.
Кадмий обладает следующими основными физическими свойства-
ми: плотность—8640 кг/м3, температура плавления—321°С, твер-
4*
31
дость электролитического кадмия 350-500 МПа, удельное электриче-
Р°™вД'ние - °'Оп удельная
ZOU,O /ДЖ/ ( КГ • 1\) .
В табл. 16 представлены рекомендации по выбору толщи-
ны кадмиевого покрытия в зависимости от условий эксплуатации
изделии. J
К кадмиевому покрытию предъявляются следующие требования-
цвет — светло-серый или серебристо-белый. Хроматированное покры-
Таблица 16. Толщина кадмиевого покрытия
Условия эксплуатации Мини- мальная тол- щина, мкм Обозначение по ГОСТ
Температура воздуха от — 60 до + 60°С. Отно- сительная влажность (95±3)% при температуре 30°С. Эксплуатация на открытом воздухе, перио- дическое воздействие морских туманов 12 Кд 12.Хр
Относительная влажность (95±3)%. Темпе- ратура 35°С в условиях морского тумана 24 Кд 24.Хр
Для деталей, постоянно находящихся во влаж- ной атмосфере, насыщенной морскими испаре- ниями 30 Кд ЗО.Хр
тие должно иметь цвет от золотисто-желтого до желтовато-зеленого
с радужным оттенком. Коричневый цвет не допускается. Как и в цин-
ковых хроматированных покрытиях, допускается отсутствие хромат-
ной пленки в труднодоступных для обработки местах, а также в порах
и раковинах литья, сварочных швах и малых отверстиях. Допуска-
ется также нарушение хроматной пленки в виде отдельных рисок,
точек, пятен.
10. Электролиты кадмирования
Электролитическое осаждение кадмия может осуществляться из
растворов, содержащих кадмий как в виде простых солей, так и в виде
комплексных катионов или анионов. Большое перенапряжение водо-
рода на кадмии позволяет осаждать его из водных растворов с доста-
точно высоким выходом по току.
Свойства электролитов кадмирования определяются характе-
ром кривых катодной поляризации, приведенных на рис. 3. Из рисунка
видно, что из цианистого и пирофосфатного электролитов кадмий
осаждается на катоде при более высокой поляризации, чем из суль-
фатного электролита, не содержащего специальных добавок.
В присутствии добавок поверхностно-активных веществ и блеско-
образователей получаются светлые и более равномерные по толщине
покрытия.
Цианистые электролиты получили наибольшее распространение
в промышленности благодаря высокой рассеивающей способной и,
стабильности в работе и хорошему качеству покрытия. Пирофосфат-
32
ные электролиты характеризуются также значительной катодной
поляризацией и практика кадмирования подтвердила хорошие свойст-
ва этих электролитов.
Применением ряда поверхностно-активных добавок, увеличивших
катодную поляризацию в кислых электролитах, удалось значительно
повысить рассеивающую способность кислых электролитов.
Наиболее высокая рассеивающая способность цианистых элект-
ролитов обусловлена не только значительной катодной поляриза-
цией, но и более существенным падением выхода по току с ростом
катодной плотности тока (рис. 4).
Рис. 3. Катодная поляриза-
ция в электролитах кадмиро-
вания:
1 — сульфатный; 2 — ам-
миакатный; 3 — цианистый
Рис. 4. Зависимость выхода
но току от катодной плот-
ности тока в электролитах
кадмирования:
1 — сульфатный; 2 — циа-
нистый
С целью улучшения качества покрытия в электролиты всех
типов вводят добавки поверхностно-активных веществ. Водородная
хрупкость кадмиевых покрытий представляет собой еще не до конца
решенную проблему, она максимальна при использовании цианистых
электролитов и значительно снижена при кадмировании в кислых
фторборатных электролитах.
Во всех электролитах кадмий находится в двухвалентной форме
и его электрохимический эквивалент равен 0,582 мг/Кл. Скорость
осаждения кадмия в зависимости от применяемой плотности тока
и при различных выходах по току представлена в табл. 17.
Таблица 17. Скорость осаждения кадмия (мкм/ч)
Плот- ность тока, А/дм2 Выход по току, %
75 80 85 90 95 100
0,5 9.1 9,7 10,3 10,9 11,5 12,1
1,0 18,2 19,4 20,6 21,8 23,1 24,2
2,0 36,4 38,8 41,2 43,6 46,2 48,4
3,0 54,6 58,3 61,8 65,4 62,3 72,6
4,0 72,8 77,6 82,5 87,2 92,4 96 8
5,0 91,0 97,0 100,0 109,0 115,0 121,0
33
Продолжение табл. 17
Плот- ность тока, А/ддг Выход по току, %
75 80 85 90 95 100
6.0 109,2 1 16,6 124,0 130,8 138,6 145,2
7,0 127,4 136,0 144,6 152,6 161,7 119,4
8,0 145,6 155,2 165,0 174,4 184,8 197,6
10,0 182,0 194,0 206,0 218,0 231,0 242,0
11. Кислые электролиты
В кислых электролитах кадмий находится в виде простого
гидратированного катиона Cd"’+ и поэтому катодная поляризация
незначительна, введение органических поверхностно-активных ве-
ществ способствует увеличению катодной поляризации и получению
мелкозернистых осадков кадмия в условиях повышенной рассеи-
вающей способности.
Промышленное применение в основном получили два типа элект-
ролитов: сульфатные и фторборатные.
В табл. 18 представлены наиболее распространенные кислые
сульфатные электролиты, а в табл. 19 — фторборатные. Фторборат-
ные электролиты кадмирования обеспечивают возможность приме-
нения более высоких плотностей тока, чем в сульфатных и, кроме
того, они характеризуются лучшей рассеивающей способностью по
сравнению с сульфатными, вследствие более значительного падения
выхода по току с ростом плотности тока.
Таблица 18. Состав и режим работы
сульфатных электролитов кадмирования
Компоненты и режим работы Номер электролита
1 о 3
Компоненты, г/л
Сернокислый кадмий 60—65 50—75 —
Окись кадмия — — 18- 22
Сернокислый аммоний 30—35 — —
Сернокислый алюминий 25-30 .— —
Серная кислота —. —- 40- 50
Желатин или мездровый клей 0,5 -0,7 3-5 —
Сиитаиол ДС-10 4-6 — .
Блескообразователи Лпмсда БК-10, — — 20 30
мл/л Режим работы 1,0
pH 3,5 5,5 0,5 1,5
Температура, °C 15- 25 15- 25 18 25
Нлонюсть тока, Л/дм2 0,5 -1,0 1,0—2,5 1 4
Выход по току, % 90 95 - 99 90 95
34
Фторборатпые электролиты дороже, чем сульфатные, из-за высо-
кой стоимости соединений бора. Анодный выход по току во всех
кислых электролитах около 100%, а в ряде случаев вследствие хими-
ческого растворения кадмия в кислой среде превышает 100%.
Таблица 19. Состав и режим работы фторборатных электролитов
Компоненты и режим работы Номер электролита 1
1 2
Компоненты, г/л
Фторборат кадмия 140—160 200—220
Фтористоводородная кислота 35—40 40—45
Фторборат аммония Нафталиидисульфокислота 2,6—2,7 или закрепи- 25—40
те.и, ДЦУ 1—2
Столярный клен 1—2 /
Режим работы
pH Плотность тока, А/дм2 <1 3,2—3.6
при температуре 20 С о 3—4 2—3
при температуре до 50 С 6—8
Электролит 1 рекомендуется для покрытия мелких деталей в коло-
колах или барабанах. Он обладает хорошей электропроводностью,
легко приготавливается, устойчив в эксплуатации.
Электролит 2 характеризуется повышенной рассеивающейсиособ-
ностью и рекомендуется для покрытия сложнопрофилпрованпых
деталей. Высокий выход по току обеспечивает минимальное наводо-
роживание, что особенно важно при покрытии пружинящих деталей.
Введение в электролит синтанола ДС-10 способствует также получе-
нию светлых, мелкозернистых осадков кадмия.
Электролит 3 является электролитом блестящего кадмирова-
ния. Блсскообразующая добавка БК-Ю разработана Институтом
химии и химической технологии АН ЛитССР. Добавка БК-Ю обла-
дает также и выравнивающим действием, обеспечивая этим повыше-
ние защитных свойств покрытия на деталях с грубо обработанной
поверхностью.
Электролит 1 более простой по составу, применяется для полу-
чения покрытий, к внешнему виду которых не предъявляется особых
требований; электролит 2 — для блестящего кадмирования.
Приготовление и корректирование электролитов. Сульфатные
и фторборатные электролиты кадмирования приготовляются ана-
логично соответствующим электролитам цинкования.
Встречающиеся неполадки при эксплуатации кислых электро-
литов кадмирования связаны обычно с увеличением или уменьше-
нием кислотности. Так, при увеличении pH покрытие в углублениях
темнеет, при понижении pH осадки кадмия становятся более крупно-
зернистыми.
Неполадки, характерные для кислых электролитов цинкования
(см. табл. 5), имеют место и для кислых электролитов кадмирования.
Корректирование электролитов также производится на основе
данных химического анализа. Поверхностно-активные вещества
35
и блескообразователи добавляются в электролиты по мере ухудше
ния внешнего вида покрытий и ослабления их блеска.
12. Цианистые электролиты
Основным компонентом в цианистых электролитах является
комплексная цианистая соль кадмия; высокая устойчивость ком-
плексного аниона Cd (CN)4~ обусловливает значительную катодную
поляризацию, вследствие чего эти электрол.иты обеспечивают хоро-
шую рассеивающую способность и высококачественное покрытие.
Основная соль кадмия получается через окись кадмия или
сульфата кадмия по реакции
CdSO4 + 2NaCI = |Cd (CN)2 + Na2SO4
Выпавший осадок Cd (CN)2 отделяется декантацией, а затем
растворяется в избытке цианистого натрия
Cd (CN)2 + 2NaCN = Na2 [Cd (CN)4]
Остатки неотмытого сульфата натрия не оказывают отрица-
тельного влияния па процесс кадмирования. Некоторый избыток
цианистого натрия необходим для обеспечения устойчивости ком-
плексной соли кадмия, улучшения структуры и рассеивающей спо-
собности электролита. Избыток цианистого натрия необходим также
для уменьшения анодной поляризации и повышения растворимости
кадмиевых анодов. Однако слишком большой избыток цианидов вле-
чет за собой падение выхода по току и более интенсивное наводорожи-
вание металла. Оптимальным следует считать NaCN:CdO= 2,5:3,0.
Едкий натр вводится в электролит для повышения электропро-
водности. Поверхностно-активные вещества так же, как и в незна-
чительном количестве соли никеля, необходимы для получения глад-
ких, а иногда и блестящих покрытий.
В процессе электролиза происходит накопление карбонатов
вследствие взаимодействия электролита с углекислым газом из воз-
духа. Накопление карбонатов свыше 60 г/л приводит к снижению
выхода по току и уменьшению интервала плотности тока, в котором
получаются блестящие осадки кадмия.
Процесс кадмирования в цианистом электролите, как указы-
валось выше, характеризуется наводороживанием металла основы
и покрытия, что влечет за собой охрупчивание стальных деталей
вплоть до их поломок. Установлено, что блестящие покрытия обла-
дают плохой водородолроницаемостью, поэтому при прогреве деталей
до температуры 200°С с целью обезводороживания водород не только
не удаляется из металла основы, но и диффундирует из покрытия
в основу, усугубляя этим эффект наводороживания.
Для полного удаления водорода при нагреве деталей до тем-
пературы 200°С в течение 3—4 ч следует осаждать кадмии из
специального электролита, содержащего титан; в этом случае ц кад-
миевое покрытие включается до 0,5% титана.
Состав и режим работы наиболее распространенных цианистых
электролитов кадмирования представлены в табл. 20.
Электролит 1 является типовым цианистым электролитом, дру^
.. » , nuAT.in -Аппктпппити ппимРПЯЮШИРСЯ в поэктнкс гальванпче
гие цианистые электролиты, применяющиеся в практике галькин
ских цехов, отличаются лишь некоторыми отклонениями от указан
36
Таблица 20. Состав и режим работы
цианистых электролитов кадмирования
Компоненты и режим работы Номер электролита
1 2 3
Компоненты, г/л
Окись кадмия 35—45 26—30 15—40
Цианистый натрин 90—130 130—150 —
Цианистый калий — — 100—150
Едкий натр 20—30 — —
Сернокислый аммоний — — 10—30
Сернокислый натрий 40—50 — —
Сернокислый никель 1 — 2 — —
Декстрин 8—12 — 1—5
Метатитанат калия (в пересчете на Т1) — — 0,3—0,8
Лимеда БК-2с, мл/л — 19—21 —
Режим работы
Температура, С 15—25 18—22 18-25
Плотность тока, С, А/дм^ 0,5—1,0 2—4 1,0—2,5
Пои реверсировании (Ta:Th) iK, А/дм" 1,0—2,0 — —
Выход по току, °/о 85—90 80—85 80 — 85
ных в табл. 20 концентраций компонентов и видом поверхностно-
активного вещества.
Так, вместо декстрина применяют какой-либо из следующих
продуктов (г/л):
Сульфипированное касторовое масло......................8 10
Концентрат сульфитно-спиртовой барды....................8—12
Сульфитный щелок........................................8—10
Ализариновое масло......................................5—10
Моющее средство «Прогресс», мл/л........................2,5—3
Анодный выход по току несколько больше катодного, что при-
водит к увеличению концентрации кадмия в процессе электролиза.
Для снижения концентрации кадмия завешивают дополнительные
стальные нерастворимые аноды. Электролит может использоваться
как в стационарных вайнах, так и в барабанах.
Электролит 2 разработан Институтом химии и химической тех-
нологии АН ЛитССР и является электролитом блестящего кадми-
рования. Блескообразователь БК-2с применяется только при приго-
товлении электролита, корректировка электролита производится до-
бавкой БК-2. Блескообразователи БК-2 и БК-2с легко окисляются,
поэтому перемешивание электролита сжатым воздухом недопустимо.
Электролит может применяться как в стационарных ваннах, так
и в барабанах, в последнем случае плотность тока снижается до
1 —1,5 А/дм2.
Электролит 3 обеспечивает получение кадмиевых покрытий,
легированных титаном, и рассчитан на применение в тех случаях,
когда наводороживание деталей особенно опасно; почти полное обез-
водороживание происходит после прогрева кадмированных деталей
при температуре 200°С в течение 2 ч. Электролит разработан Инсти-
тутом физической химии АН СССР.
Приготовление и корректирование электролитов. Растворить
в отдельных порциях минимального количества воды цианистый
37
натрий, едкий натр, сернокислый натрий и сернокислый никель. Окись
кадмия развести в небольшом количестве воды до кашицеобразного
состояния и вводить небольшими порциями в раствор цианистого
натрия (калия).
Комплексная цианистая соль кадмия образуется по реакции
CdO + 4NaCN + H2O = Na2 [Cd (CN)4] + 2NaOH.
Вследствие образования едкого натра по реакции не требуется
Дополнительно вводить едкий натр в состав электролита. Сернокис-
лый кадмий (если электролит готовится с использованием этой соли)
растворить в горячей воде. В полученный раствор при перемеши-
вании влить раствор едкого натра. После полного осаждения гидрата
окиси кадмия слить с осадка раствор. Затем в раствор цианистого
натрия вводить небольшими порциями при перемешивании полужид-
кий гидрат окиси кадмия до полного его растворения. Затем ввести
растворы сернокислого натрия и сернокислого никеля. Полученный
раствор тщательно перемешать и после отстаивания декантировать
в рабочую ванну, после чего вводить выбранное поверхностно-актив-
ное вещество и долить ванну водой до рабочего объема.
Количество необходимого для осаждения Cd (ОН)2 едкого натра
рассчитывается по реакции образования Cd (ОН)2:
CdSO4 + 2NaOH = Cd (OH)2 + Na2SO4.
Корректирование электролита основными компонентами произ-
водится по данным химического анализа не реже двух раз в месяц.
Вредными примесями являются соли более электроположительных
металлов (свинец, олово, сурьма) в количестве более 0,05 г/л каж-
дого, мышьяка — более 0,005 г/л. Удаление этих примесей, как и при
цинковании, достигается проработкой током или осаждением с по-
мощью сульфидов. Примеси олова вначале удаляют обработкой
цинковой пылью, а затем проработкой током при /к = 0,30,5 А/дм2
Содержание до 0,15 г/л шестивалентных соединений хрома
не влияет на катодный выход металла по току, но вызывает появле-
ние пятнистых осадков на катоде и отслаивание покрытия. Для
восстановления шестивалентного хрома добавляют к электролиту
0,1—0,5 г/л Na2S2O3. Загрязнение электролита органическими ве-
ществами приводит к образованию темных и пористых осадков,
иногда органические примеси в электролите вызывают образование
блестящих полос и хрупкость покрытия.
Наиболее эффективным способом удаления органических приме-
сей является обработка электролита активированным углем в коли-
честве 2 г/л с последующей фильтрацией.
Карбонаты можно удалить осаждением их гидроокисью бария
из расчета 1,5 г гидроокиси бария на 1 г карбонатов. Избыток
карбонатов можно удалить также вымораживанием, для чего электро-
лит следует перекачать в емкость, находящуюся в неотапливаемом
помещении в зимнее время (температура воздуха — 5—10 С).
Основные неполадки, встречающиеся при кадмировании в циа-
нистых электролитах, представлены в табл. 21.
13. Аммиакатные электролиты
В аммиакатных электролитах кадмий находится в виде ком-
плексного катиона Cd (NH3)„ (ГСО);,,1 . В зависимости от величины
38
pH среды величина п изменяется от 2 до 5. При pH 8—10 в растворах
преобладает комплекс Cd (МНз)< (НгО)^1 •
Катодная поляризация и структура осадков при осаждении
кадмия из аммиакатных электролитов также зависят от величины pH.
При pH<6 катодная поляризация очень мала, осадки имеют круп-
нокристаллическую структуру и распределение металла такое же,
как н в кислых электролитах. Катодная поляризация значительно
возрастает в результате введения поверхностно-активных веществ,
Таблица 21. Основные неполадки при кадмировании
в цианистых электролитах
Характеристики неполадок Причины
Отслаивание покрытий в виде «пузырей» Избыток цианидов. Низкая темпе- ратура электролита Плохая подготовка поверхности. Попадание в электролит соединений хрома
Повышенное газовыделение на катоде Низкое содержание кадмия. Избыток цианидов
Увеличение концентрации кад- мия Большая поверхность анодов
Непокрытые участки поверх- ности Плохая подготовка поверхности. Избыток едкого натра
Блестящие или темные полосы на покрытии. Хрупкость покрытия Наличие в электролите органиче- ских примесей
Ухудшение блеска покрытия Снижение концентрации блескооб- разователя Повышение температуры (более 35°С) Накопление карбонатов (более 60 г/л)
Пятнистое покрытие при одно- временном почернении анодов Примеси солей олова, сурьмы,свин- ца. Недостаток цианидов
Шероховатость покрытия Наличие взвешенных частиц
Пассивирование анодов; элект- ролит мутный Недостаток цианидов
«Подгар» покрытия на острых кромках деталей Завышена плотность тока
39
соответственно повышается рассеивающая способность и улучшается
структура покрытия. Так, например, электролит, содержащий диспер-
гатор НФ, имеет рассеивающую способность, приближающуюся к рас-
сеивающей способности цианистых электролитов.
Растворимость сульфатных аммиачных комплексов кадмия в воде
значительно лучше, чем хлоридных, поэтому при приготовлении элект-
ролитов отдается предпочтение сульфатным аммиачным комплексам
кадмия, которые позволяют допускать более высокие плотности
тока при электролизе.
Аммиакатные электролиты кадмирования, получившие наиболь-
шее распространение как заменители цианистых, представлены
в табл. 22.
Таблица 22. Состав и режим работы
аммиакатных электролитов кадмирования
Компоненты и режим работы Номер электролита
1 2 3 4
Компоненты, г/л Сернокислый кадмий 40—60 40—60 80—100
Окись кадмия — — — 30—40
Сернокислый аммоний 240—250 140—160 250—300 250—300
Борная кислота — 25—30 25—30 20—30
Диспергатор НФ-А, мл/л 50—100 — — —
Уротропин 15—20 —— —
Клей столярный — — — 2
ОП-10 или смачиватель 0,7—1,2 —— — —
ОС-20 Добавка ДХТИ 203-А, мл/л 20—30 — —
Добавка ДХТИ 203-Б, мл/л — 30—50 — —
Пенообразователь ПО-1 — — 3—5 —
Режим работы pH 4,0—6,0 2—3 3—5,5 5,0—6.8
Температура, °C 15—25 15—35 15—35 18—25
Плотность тока, А/дм2 0,8—1,2 1—3 0,5—4,0 0,7—1.0
Выход по току, % — - - -- - - -- 98 98 100 90—95
Электролит 1 характеризуется высокой рассеивающей способ-
ностью и стабильностью. Покрытие получается полублестящим на
деталях весьма сложной формы. Высокий выход по току снижает
возможность наводороживания и рекомендуется для покрытия пружи-
нящих деталей. Диспергатор НФ-А представляет собой продукт кон-
денсации (З-сульфокислоты нафталина с формальдегидом, широко
применяется в текстильной промышленности.
Электролит 2 разработан Днепропетровским химико-технологи-
ческим институтом им. Ф. Э. Дзержинского (ДХТИ) [5] и обеспе-
чивает получение блестящих покрытий кадмием. Почти 100%-ный
выход по току дает минимальное наводороживание, поэтому электро-
лит рекомендуется для покрытия термообработанных деталей из
легированных сталей.
Добавки ДХТИ в виде жидкостей красно-коричневого цвета
выпускаются Ереванским заводом химических реактивов. Добавка
представляет собой смесь органических веществ: м-метпленамнио-
бензолсульфокислоты, триэтаноламина, полиэтиленгликоля и смачи-
вателя «Прогресс».
40
Электролит 3 разработан Ворошиловградским сельскохозяйст-
венным институтом н рекомендован для кадмирования мелких дета-
лей в колоколах и барабанах [6]. По данным разработчика, электро-
лит обеспечивает получение беспористых покрытий уже при толщи-
не 4 мкм.
Пенообразователь ПО-1 представляет собой следующую
смесь (%):
Керосиновый контакт . . . ... ... 84
Костный клей ... ............................ 4—5
Этиловый спирт сырец ................................10—12
100 %-нын выход по току, как и в случае применения электроли-
та 2, обусловливает возможность кадмирования деталей из твердой
щ-яли без опасности наводороживания.
Электролит 4 является простейшим по составу и может быть
рекомендован для покрытия деталей, к внешнему виду которых не
предъявляется каких-либо требований.
На ряде предприятий применяют аммиакатно-уротропиновые
электролиты, разработанные Новочеркасским политехническим ин-
ститутом им. С. Орджоникидзе. Состав и режим работы электроли-
тов представлены в табл. 23.
Таблица 23. Состав электролитов и режим работы
аммиакатно-уротропиновых электролитов
Компоненты и режим работы Номер электролита
1 2
Компоненты, г/л Окись кадмия Сернокислый аммоний Уротропин Хлористый аммоний Бура Фурфурол Режим работы pH Температура, °C Плотность, А/дм2: при температуре 18—25°С при температуре 40°С 25—30 200—250 100 10 7—7,5 18—40 - 1,2—1,5 2,0—2,5 25—30 190—210 90—100 15—20 8—10 7,2—8,0 20—30 0,7—1,3
Электролит 1 предназначен для обычного кадмирования, элект-
ролит 2 — для блестящего кадмирования.
14. Прочие электролиты кадмирования
Пирофосфатные электролиты. Кадмий в электролитах находится
в виде комплексного аниона Cd (Р2О7)2~, который образуется при
растворении пирофосфата кадмия в избытке пирофосфата калия:
2CdSO4 4- К4Р2О7 = Cd2P2O7 + 2K2SO4
Cd2P2O7 + 3K4P2O7 = 2K6 [Cd (P2O7)2J
Растворимость пирофосфата кадмия в пирофосфатах и особенно
в пирофосфате натрия очень мала, поэтому для приготовления
41
электролита необходимо брать 15—20-кратный избыток К4Р2О7 по
отношению к CdSO4.
Пирофосфатные электролиты характеризуются незначительной
катодной поляризацией, поэтому рассеивающая способность их срав-
нительно невелика при малых плотностях тока, однако вследствие
значительного падения выхода по току с ростом плотности тока
и введения в состав электролита трилона Б (торговое название
двунатриевой соли этилендиаминтетрауксуспой кислоты) рассеиваю-
щая способность при плотности тока до 2 А/дм2 существенно воз-
растает.
Состав электролита следующий (г/л):
Сернокислый кадмий..............;....................18—20
Пирофосфат калия...................................190—200
Трилон Б...........................................35—38
Температура электролита — 50 С; плотность тока: катодная —
0,2—2,0 А/дм2, анодная — 0,2—0,4 А/дм2.
Электролиты на основе аминопроизводных. К этой группе
электролитов относятся растворы солей кадмия с различными ком-
плексообразователями: трилоном Б, этилендиамином, моноэтанол-
амином, полиэтиленполиамином и т. п.
Наиболее перспективным следует считать трилонатный электро-
лит, который менее токсичен, чем остальные и не вызывает таких
трудностей при обработке сточных вод, как, например, этилен-
диаминовые электролиты. Трилонатный электролит имеет следующий
состав (г/л):
Сернокислый кадмий...................................40—60
Едкое кали...............-...........................20—35
Сульфат натрия.......................................30—40
Трилон Б...................................... . . . 75—100
Температура электролита 18—25°С, плотность тока 0,5—
2,0 А/дм2.
15. Частные случаи кадмирования
Кадмирование деталей из алюминиевых сплавов. Кадмирование
деталей из алюминия и его сплавов применяется в том случае, когда
детали из алюминия сопрягаются со стальными оцинкованными или
кадмированными деталями. Технология нанесения гальванических
покрытий на алюминиевые сплавы, как известно, затруднена наличием
на алюминии естественной окисной пленки, а также большим электро-
отрицательным потенциалом алюминия, освобожденного от окисной
пленки.
Существует несколько способов нанесения гальванических покры-
тий на детали из алюминия и его сплавов [2]: цинкатный способ;
осаждение покрытий на слой никеля, железа, полученных способом
цементации; осаждение покрытий по пористому оксидному слою и т. д.
Ниже приведен способ получения прочносцепленных кадмиевых
покрытий, не получивший еще большого распространения, однако
уже испытанный в производственных условиях. Описываемый способ
предусматривает нанесение покрытий на детали из алюминиевых
литейных сплавов АЛ-2 и АЛ-9, выполненных методом литья под
давлением или по выплавленным моделям, т. е. методами, обеспе-
чивающими минимальную пористость поверхности. Наличие пор в де-
42
талях усугубляет трудности получения качественных покрытий, так
как заполняющие поры щелочные и кислые (хлоридные) растворы
служат причиной коррозии алюминия и, как следствие этого, вызыва-
ют последующее вспучивание покрытий.
Описываемый способ кадмирования исключает применение ще-
лочных растворов как при подготовке поверхности, так н в процессах
нанесения покрытий. Учитывая сложнорельефность деталей, полу-
чаемых литьем, предусматривается подслой никеля, наносимый хими-
ческим (бестоковым) восстановлением. Ниже представлена техно-
логия кадмирования деталей.
Подготовка поверхности. Обезжиривание производится с по-
мощью моющих средств: препаратов МЛ-51 (МЛ-52) или ТМС-31
в количестве 50—80 г/л при температуре 70—80°С в течение 5—8 мин.
После обезжиривания детали промываются в горячей проточной
воде (температура 70—90°С в течение 0,25—0,5 мин) и затем погру-
жаются для травления в раствор гидрата окиси кальция (4—5 г/л
при температуре 70—80°С в течение 10—15 мин). Гидрат окиси
кальция Са (ОН)2 как очень слабый щелочной раствор удаляет с
поверхности окисные пленки, образуя плохорастворимые продукты,
закупоривающие литейные поры. Благодаря этому тормозится разви-
тие коррозионных процессов алюминия. После промывки в теплой
воде детали погружаются в раствор химического никелирования.
Химическое никелирование. Состав раствора (г/л) следующий:
Сернокислый никель .................................. 20
Фосфорноватистокислый натрий (гипофосфит натрия) . 25
Уксусный натрий...................................... 10
Фтористый натрий................................... 0,4
Тиомочевина........................................ 0,003
Уксусная кислота (до pH 4,1—4,3)...................6,2—6,3 мл/л
Температура раствора 90°С. Скорость осаждения покрытия
25—27 мкм/ч при плотности загрузки 1 дм2/л. Толщина покрытия
составляет 12 мкм для средних условий эксплуатации и 18 мкм —
для жестких. Детали необходимо встряхивать. Корректирование pH
раствора следует производить через каждые 30 мин, добавляя 4 мл/л
10%-ного раствора NaOH. При этом следует избегать попадания
щелочи на детали. После промывки и сушки покрытие подвергается
термической обработке.
Термообработка. Термическая обработка производится с целью
получения устойчивой структуры химически осажденного никель-
фосфорного сплава и повышения твердости покрытия. Она осуществ-
ляется в сушильном электрическом шкафу типа СНОЛ-2,5 при
температуре 200—220°С в течение 30—60 мин.
Кадмирование. Операции кадмирования предшествуют операции
обезжиривания и активирования (декапирования), так как в резуль-
тате термообработки никелевое покрытие окисляется и адсорбирует
из воздуха находящиеся в нем органические продукты.
Обезжиривание производится химическим способом в раство-
ре (г/л):
Едкий натр.............................................. 10—20
Кальцинированная сода .... .................. 20____30
Тринатрнйфосфат............ ....................... 30_______50
Натриевое жидкое стекло............................... 3—5
Препарат ОС-20 ... . . \ ’ 0,5—1,0
43
Температура раствора 70-90°С. Продолжительность обработки
3 мин. После промывки горячей и холодной водой следует ак-
тивирование в растворе соляной кислоты 150__200 г/л
Кадмирование необходимо производить в электролитах 1-9
(см. таол. 22). г
Толщина слоя кадмия устанавливается в зависимости от условий
эксплуатации в следующих значениях: для легких условий эксплуа-
тации — 6—9 мкм, для средних условий эксплуатации — 12 мкм
для жестких условий эксплуатации — 18 мкм.
Заключительные операции — осветление и пассивирование —
выполняются так же, как и в обычной технологии кадмиро-
вания.
Кадмирование пружинящих шайб (шайбы Гровера). С целью
минимального наводороживания пружинящих шайб при кадмирова-
нии необходимо весь комплекс операций технологического процесса
выполнять с учетом снижения количества выделяющегося водорода
на каждой операции: опыт ряда киевских предприятий в этом направ-
лении позволил обеспечить 100%-ный выход годных при кадмирова-
нии указанных деталей.
В технологическом процессе кадмирования предусмотрены сле-
дующие операции:
1) анодное электрохимическое обезжиривание в обычном щелоч-
ном электролите;
2) снятие окалины в растворе (г/л):
Соляная кислота........................................150—200
Катапин БПВ.......................................... 3—5
Температура раствора 18—25°С, продолжительность 15—30 мин;
3) снятие травильного шлама в щелочном растворе (г/л) на
аноде:
Едкий натрий....................................... 50—70
Кальцинированная сода............................. zo—3U
Тринатрийфосфат ............................... 20—30
Температура 60—70°С, анодная плотность тока (а = 5 4-10 А/дм2,
продолжительность 1—3 мии;
4) активирование в растворе (г/л):
Соляная кислота.................................... ^0 100
Катапин БПВ........................................
Температура 18-25°С, продолжительность 2-3 мии;
5) кадмирование в сульфатио-аммониевом электролите с д
кой диспергатора НФ (электролит 1 по табл. 22); °
6) обезводороживание при температуре 180—200 С в течение 2 ч,
7) активирование в растворе серной кислоты 5 15 1/л при
температуре 18—25°С в течение 3—5 с;
8) осветление в растворе состава:
„ . , . 80—110
Хромовый ангидрид, г/л..........................
Серная кислота, мг/л ..........................• •
Температура 18—25°С, продолжительность 5—15 с;
9) пассивирование в растворе 3 (табл. 24).
44
16. Пассивирование и фосфатирование
цинковых и кадмиевых покрытий
Пассивирование (хроматирование) покрытий. В атмосфере повы-
шенной влажности и переменной температуры при воздействии кис-
лорода воздуха и промышленных газов цинк подвергается интен-
сивному разрушению, покрываясь продуктами коррозии белого цвета.
Кадмий более устойчив, чем цинк, но со временем также теряет
свой первоначальный вид, темнеет и покрывается продуктами кор-
розии.
Для усиления защитных свойств цинкового и кадмиевого по-
крытия детали, непосредственно после нанесения покрытия, подвер-
гают химической обработке в растворах хромовой кислоты или ее
солей в кислой среде. Подобная операция называется пассиви-
рованием.
Сущность процесса заключается в том, что при контакте цинка
или кадмия с хромовокислым раствором происходит частичное
растворение цинка или кадмия и восстановление шестивалентного
хрома до трехвалентного по реакции.
Na2Cr2O7 + 3Zn + 7H2SO4 = 3ZnSO4 + Cr2(SO4)3 + Na2SO4 + 7H2O
Одновременно с этим происходит выделение водорода:
Zn + 2Н+ = Zn2+ + Н2
и гидролиз Сг2 (SO4)3 с образованием гидроокиси хрома, а также
основных хроматов, которые создают на поверхности цинка или кад-
мия тонкую пленку нерастворимых соединений с общей формулой
Сг2Оз-СгОз*/гН2О. Кроме этих продуктов в составе пленки обнаружи-
вается в малых количествах Zn2+ и SO2-.
Примерный состав хроматной пленки (%) следующий: Crvl —
7—12; Сг111 — 25—30; SO1~ — 2—3,5; Na — 0,2—0,5; Zn—
2—2,5; Н2О — 15—20. Защитные свойства хроматной пленки зависят
главным образом от общего содержания хрома в пленке, и при
содержании хрома более 2,0 мг/дм2 достигается максимальная кор-
розионная стойкость.
Хроматы цинка и хрома придают пленке характерные цвета
побежалости радужных оттенков. Скорость образования пленки зави-
сит от кислотности хромовокислых растворов и продолжительности
обработки, причем более интенсивен рост пленки в первые секунды.
Толщина пленки, как правило, не превышает 1 мкм. После обработки
детали тщательно промывают в холодной и теплой воде и сушат при
температуре не выше 60°С. Нагрев до более высоких температур
приводит к разрушению хроматной пленки вследствие ее дегидра-
тации. После сушки детали рекомендуется выдержать при комнатной
температуре 20—40 ч, при этом завершается процесс твердения
пленки.
Операции пассивирования обычно предшествует операция освет-
ления, которая выполняется в одном из следующих растворов (г/л):
азотная кислота — 10—30; ангидрид хромовый — 100—150 или сер-
ная кислота 8—10.
Температура растворов 15—25°С, время выдержки в первом
растворе 2—10 с, во втором — 2—5 с.
Следует внимательно следить за состоянием раствора для освет-
ления и избегать заноса в него солей меди и других тяжелых метал-
45
лов, присутствие которых даже в очень малых количествах приводит
к потемнению цинкового покрытия.
Источником попадания в раствор солей меди могут быть про-
мывные воды или латунные детали, упавшие на дно ванны.
Для деталей оцинкованных или кадмированных в электролитах
с блескообразующими добавками операция осветления не произ-
водится. При обработке деталей в барабанах такую кратковременную
операцию осуществить практически невозможно, поэтому для них
операцию осветления также не производят, а при пассивировании
применяют специальный раствор.
Составы наиболее распространенных растворов для пассиви-
рования приведены в табл. 24.
Раствор 1 обеспечивает получение коррозионностойких пленок
радужного цвета при обработке деталей на подвесках.
Раствор 2 предназначается для радужного пассивирования полу-
Таблица 24. Состав и режим работы растворов
для пассивирования цинковых и кадмиевых покрытий
Компоненты и режим работы Номер раствора
1 2 3 4
Компоненты, г/л
Бихромат натрия 100—150 — 15—25 25—35
Ликонда-2А — 60—80 — —
Ликонда-1 Б — 0,5—1,1 — —
Серная кислота 8—10 1,7—2,0 — —
Азотная кислота — — 14—28 4-7
Сернокислый натрий Режим работы — — 10—20 9—15
Температура, °C 15—25 18—30 15—25 15—25
Продолжительность обра- ботки, с 5—20 20—40 15—60 30—60
блестящих и блестящих цинковых и кадмиевых покрытий, полученных
на подвесках или во вращающихся барабанах, переносимых авто-
операторами. Пассивирующий состав Ликонда-2 представляет собой
смесь бихромата натрия, борной кислоты, сульфата натрия, сульфата
магния и нитрата натрия. Продукт поставляется Первоуральским
хромпиковым заводом. Раствор корректируется сухой композицией
Ликонда-2 поданным анализа на Сг2+ н серной кислоты по величине
pH, которая при непрерывной работе повышается. Посветление
пленки — первый признак увеличения pH выше нормы. Расход смеси
Ликонда-2— 1 кг на 65 м2 обрабатываемой поверхности.
Раствор 3 предназначается для деталей, подвергаемых обезво-
дороживапию после пассивирования. Пленка приобретает темно-ко-
ричневый цвет, но остается достаточно плотной с несколько пони-
женной коррозионной устойчивостью.
Раствор 4 используется для одновременного пассивирования
и осветления, поэтому операция осветления не производится. В этом
растворе можно пассивировать детали, обрабатываемые как па под-
весках, так и во вращающихся барабанах.
За последние годы все большее распространение получают
бесцветные пли очень слабо окрашенные пленки, которые, обладая
46
такой же коррозионной устойчивостью, имеют значительно лучший
внешний вид. В табл. 25 представлены составы растворов и режимы
получения бесцветных пассивных пленок.
"Раствор 1 образует цветную хроматную пленку на цинковом
покрытии, которая после промывки водой осветляется погружением
на j—2 мин в раствор тринатрийфосфата (25—30 г/л) при темпе-
ратуре 15—25°С.
Раствор 2 образует коррозионпостойкне бесцветные пленки на
цинковом и кадмиевом покрытии. Продукт Ликонда-21 разработан
Таблица 25. Состав и режим работы растворов
для бесцветной пассивации
Компоненты и режим работы Номер раствора
1 2 3
Компоненты, г!л
Бихромат натрия 225—275 — —
Ликонда-21 — 30—60 —
Ликонда-22А — — 2—4
Ликонда-22Б — — 0,1—0,2
Серная кислота, мл/л 8—10 0,9 —
Азотная кислота, мл/л 100—110 —- 8—15
Сернокислый натрий Режим работы 4—6 —* —
рн — 1,9—2,5 —
Температура, °C 15—25 15—30 15—35
Продолжительность, с 10—30 20—40 10—60
Институтом химии и химической технологии АН ЛнтССР и постав-
ляется Первоуральским хромпиковым заводом.
Раствор 3 образует бесцветные с голубоватым оттенком пленки
на цинковом покрытии. Продукт Ликонда-22 также разработан
Институтом химии н химической технологии АН ЛитССР и постав-
ляется Первоуральским хромпиковым заводом.
Основные неполадки при пассивировании цинковых и кадмиевых
покрытий происходят в результате разбавления раствора, так как
в пассивирующие растворы вносятся мокрые детали, а при их извле-
чении из растворов часть раствора уносится в промывные воды.
В результате разбавления раствора пленки получаются пятнис-
тыми. Пятнистость пленок может иметь место также в результате
очень слабого перемешивания раствора деталями. При недостатке
в растворах кислоты (завышенное значение pH) пленка не образуется
совсем. Передержка деталей в ванне пассивирования влечет за
собой образование рыхлых пористых пленок. Повышенное содержа-
ние серной кислоты также приводит к образованию плохосцепленпых
рыхлых пленок.
Для некоторых специальных целен Институтом химии и хими-
ческой технологии АН ЛитССР разработаны процессы черного пас-
сивирования и хроматирования, которые обеспечивают хорошую кор-
розионную устойчивость цинкового покрытия и глубокую черную
окраску поверхности. Процессы получили наименование «Ликонда-31»
и «Ликонда-32».
4 7
ва (г/л*)’: "Р0ЦеСС Ликонда-31 осуществляется в растворе соста-
Ликонда-31............................................ —
Хромовый ангидрид................................ ЗЯ—49
Уксусная кислота, мл/л ’ 70—80
Величина pH 2,0—3,0, продолжительность обработки 4—6 мин.
Продукт Ликонда-31 поставляется Ереванским заводом химических
реактивов.
Цвет пленки, может изменяться от светло-желтого до фиолето-
вого. Коричневый цвет пленки недопустим и свидетельствует о ее
низком качестве.
В случае бесцветной пассивации бывает трудно распознать
наличие пассивной пленки, так как поверхность блестящего цинка
или кадмия без пассивации имеет аналогичный вид. Наличие пас-
сивной пленки определяется следующим образом. Каплю раствора,
состоящего из уксуснокислого свинца (50 г/л), наносят на поверх-
ность и выдерживают 5 с, затем каплю снимают фильтровальной
бумагой. Если на поверхности хроматная пленка отсутствует, то
образуется черное пятно контактно выделившегося свинца, а хромат-
ная пленка предотвращает реакцию контактного обмена.
Этим же способом можно оценивать качество радужной хро-
матной пленки, выдерживая каплю раствора уксуснокислого свинца
в течение 60 с.
Сцепление хроматных пленок проверяют обычно с помощью мяг-
кой карандашной резинки. Доброкачественная пленка не должна сти-
раться при трении резинки по поверхности хроматированных по-
крытий.
На крупногабаритных деталях допускают отдельные пятна на
участках, затрудненных для промывки. Нарушение пассивной пленки
в виде отдельных царапин считается допустимым, так как при
попадании влаги на оголенные от пленки участки вследствие вымы-
вания хромовых солей происходит вторичное пассивирование и защит-
ные свойства пленки сохраняются.
Фосфатирование цинковых и кадмиевых покрытий. Фосфатирова-
ние покрытий производят обычно в том случае, когда деталь или часть
ее подвергается окраске с целью обеспечения эксплуатации в особо
жестких условиях.
Сущность процесса фосфатирования заключается в том, что при
взаимодействии цинка или кадмия с кислыми солями фосфатов
марганца и железа образуются прочные пленки фосфатов цинка
(кадмия), железа и марганца темно-серого цвета.
Составы и режим работы растворов для фосфатирования цинка
и кадмия представлены в табл. 26.
Выбор раствора производят исходя из возможностей оборудова-
ния и наличия материалов. Раствор 4 рекомендуется применять при
замене кадмиевых покрытий на цинковое, фосфатированное.
При фосфатировании в растворах 1 и 2 необходимы стальные
ванны с нагревом, а для растворов 3 и 4 нужны ваины, футеро-
ванные винипластом. В процессе фосфатирования детали периоди-
чески встряхивают. Операция фосфатирования сопровождается выде-
лением водорода, которое прекращается как только образовалась
фосфатная пленка. Необходимо учитывать, что в процессе фосфатиро-
48
вания происходят значительный съем металла (6—9 мкм), поэтому
толщина покрытия должна быть увеличена на эту величину.
Методики анализа пассивирующих солей Лнконды представляют-
ся разработчиком. В качестве примера ниже приведены методы хими-
ческого анализа продуктов Ликоида-2А и Ликопда-21
Таблица 26. Состав и режим работы растворов
для фосфатирования
Компоненты и режим работы Номер раствора
1 2 3 4
Компоненты, г/л
Препарат Мажеф 30—40 — — —
Ликонда ф-1 — — —— 100
Азотнокислый цинк 30—60 10—20 — —
Азотнокислый барий — 30—40 — —
Фосфорнокислый цинк однозамещеннын — 8—12 — —
Ортофосфорная кислота — — 20-35 —
Нитрит натрия Режим работы — — 20-30 —
Температура раствора, °C 88—98 75—85 15—25 18-30
Продолжительность обра- ботки, мин 30—35 10—15 30 5—7
Определение содержания пассивирующей соли Ликонда-2А
Реактивы
Фтористокислый аммоний «чда»
Соляная кислота «хч»
Йодистый калий «хч»
Крахмал 1%-ный раствор (растворитель 10 г/л крахмала и
30 г/л борной кислоты «чда»).
Проведение работы
1. Отобрать пипеткой по 2 мл пассивирующего раствора Ли-
конда-2 в две конические колбы емкостью 200 мл, в которые пред-
варительно налить по 50 мл дистиллированной воды.
2. Прибавить по 2 г кислого фтористокислого аммония.
3. Прибавить по 10 мг концентрированной соляной кислоты.
4. Прибавить по 2 мл 10%-ного йодистого калия.
5. Титровать 0,1 н раствором тиосульфата натрия до светло-
соломенного цвета, после чего добавить несколько капель индикатора
крахмала и продолжать титрование до перехода окраски от темно-
синей к светло-зеленой.
6. Концентрацию пассивирующей соли Ликонда рассчитать по
формуле х = 4,2а, где а — количество раствора тиосульфата, пошед-
шего на титрование, с точностью не менее 0,1 см3.
Определение содержания пассивирующей соли Ликонда-21 в растворе
Реактивы
Соляная кислота «хч»
Йодистый калий «хч» (10%-ный раствор)
Тиосульфат натрия «чда» (0,02 н раствор)
49
Крахмал 1 %-ный раствор (растворяется 10 г/л крахмала в раст-
воре 30 г/л борной кислоты марки «чда»),
Сульфампновая кислота «чда».
Проведение работы
1. Отобрать пипеткой две порции раствора для пассивирования
по 2 мл в две конические колбы емкостью 200 мл, в которые предва-
рительно налито по 50 мл воды.
2. Прибавить по 10 мл концентрированной соляной кислоты.
3. Прибавить по 0,1 г сульфамиповой кислоты.
4. Прибавить по 2 мл раствора йодистого калия.
5. Подержать 5 мин в темноте.
6. Прибавить несколько капель крахмала.
7. Титровать 0,02 и раствором тиосульфата натрия до перехода
интенсивной синей окраски в светло-зеленую.
8. Вычислить содержание в растворе соли Ликонда-21 (г/л)
по формуле х = 7,78а, где х — содержание соли Ликонда-21, г/л;
а — количество раствора тиосульфата, пошедшего па титрование, мл.
Более подробные сведения о процессах пассивирования и фосфа-
тирования представлены в одном из выпусков настоящей биб-
лиотечки.
111. ОЛОВЯНИРОВАНИЕ
17. Свойства и основные области применения
оловянных покрытий
Оловянные покрытия чрезвычайно пластичны и легко выдер-
живают развальцовку, штамповку, изгибы. Свежеосажденное олово
легко паяется при применении спиртоканифольных флюсов. При
продолжительном хранении даже в хороших условиях способность
к пайке ухудшается, через две-три недели она ухудшается настолько,
что детали приходится подвергать повторному облуживанию или
оплавлению.
Легирование олова небольшим количеством висмута (0,3—5%)
значительно улучшает способность покрытия к пайке даже после
длительного хранения (более полугода). Сплавы олова со свинцом,
кобальтом, никелем и другими металлами характеризуются также хо-
рошей способностью к пайке и широко применяются в радиотехни-
ческой и приборостроительной промышленности.
Олово обладает высокой химической стойкостью. Разбавленные
растворы серной, соляной и азотной кислот взаимодействуют с оловом
очень медленно, сернистые соединения почти не действуют. Креп-
кие растворы щелочей растворяют олово только при нагревании.
В органических кислотах олово очень устойчиво.
Стандартный потенциал олова —0,14 В, следовательно, в гальва-
нической паре с железом оно более положительно и в условиях
атмосферной коррозии электрохимически железо не защищает, так
как является катодным покрытием. По отношению к изделиям из
медных сплавов олово является анодным покрытием. В присутствии
органических веществ, содержащихся в пищевых продуктах, потен-
циал олова становится более электроотрицательным и в этих условиях
оно надежно защищает сталь от коррозии. Продукты коррозии олова
безвредны для человеческого организма. Кроме того, олово относится
50
к числу очень немногих материалов, которые при контакте с нише-
выми продуктами не меняют их вкуса.
По этим причинам олово с давних времен применяется в качестве
покрытия жести, идущей на изготовление консервных банок, а также
для покрытия изделий, связанных с хранением и приготовлением
ПИШИ-
При низких температурах (от —30 до —50 С) олово склонно
к переходу в серую a-модификацию и рассыпается в порошок. Процесс
этот значительно ускоряется и начинается при более высоких темпе-
ратурах, если происходит «заражение» компактного металлического
олова p-модификации кристаллами серого а-олова. Это явление,
известное под названием «оловянной чумы», необходимо учитывать
при выборе покрытий для изделий, эксплуатирующихся при низких
температурах.
На способность к пайке оловянных покрытий и сплавов олова
большое влияние оказывают примеси металлического и неметалли-
ческого характера, которые, находясь в электролитах, включаются
в состав покрытия.
Примеси меди, цинка попадают в покрытие также в результате
диффмзчн этих металлов из латуни, металла, из которого изготовлены
детали. Для устранения этого явления применяют никелевый подслой
толщиной не менее 3 мкм.
Примеси органических веществ включаются в покрытие вслед-
ствие введения в состав электролита смачивателей, блескообразо-
вателей и других компонентов, причем различные органические
компоненты производят различный эффект. Например, замена в элект-
ролите клея и фенола на синтетические ПАВ (ОС-20) улучшает
паяемость покрытия. Применение блестящих покрытий оловом в за-
висимости от природы блескообразователя приводит к ухудшению
свойства паяемости, а иногда к улучшению в результате того, что ор-
ганическая добавка не включается в осадок олова, а структура покры-
тия получается более плотной и более стойкой против окисления.
Для улучшения физико-механических свойств оловянного покры-
,ия и, в первую очередь, улучшения способности к пайке покрытия
оплавляют.
При длительном хранении оловянированных деталей и в условиях
эксплуатации отмечались многочисленные случаи самопроизвольного
роста нитевидных кристаллов перпендикулярно поверхности, пред-
ставляющих собой олово p-модификации. Длина нитевидных кристал-
лов, называемых «усами» или «вискерами», достигает 4—5 мм при
толщине 0,5—2 мкм, а иногда и более. Нитевидные кристаллы
прорастают даже через изоляционные пленки и вызывают замыкание
цепей в приборах и радиотехнических изделиях. Причины появления
подобных дефектов покрытия еще недостаточно изучены, однако
установлено, что на образование «усов» в значительной степени влия-
ют материал катода, внутренние напряжения в покрытии, наличие
примесей в покрытии, а также характер окружающей среды. Одним
из определяющих факторов роста «усов» является толщина покры-
тия. На покрытиях толщиной менее 0,5 мкм нитевидные кристаллы
не образуются. Наибольшая скорость образования «усов» наблюда-
лась на покрытиях толщиной 5 мкм. Быстрее всего появляются
«усы» на латунных деталях, что связывают с миграцией цинка
в покрытие; применение никелевого подслоя тормозит процесс обра-
зования нитевидных кристаллов, но ие исключает его.
51
О влиянии природы электролита на рост «усов» у исследователей
еще нет единого мнения, и результаты наблюдений имеют проти-
воречивый характер. Большинством исследователей установлено, что
основным фактором образования нитевидных кристаллов являются
внутренние напряжения в покрытии, вызванные наводороживанием,
диффузией металла основы в покрытие и занесение примесей в ме-
талл покрытия. В последнем случае влияние примесей различно.
Так, примеси цинка, кадмия, мышьяка ускоряют появление «усов»,
а примеси никеля, кобальта, висмута значительно замедляют это
явление.
Олово обладает следующими основными физическими свойст-
вами: плотность — 7280 кг/м3, температура плавления — 232°С,
удельное электрическое сопротивление — 0,115 Ом-мм, удельная теп-
лоемкость 226,1 Дж/(кг-К). Твердость электролитического олова
1,5—1,7 МПа.
18. Электролиты оловянирования
Олово относится к категории амфотерных элементов и в кислой
среде образует соли типа SnSO4, SnCI2, в которых оно двухвалентно.
В щелочной среде олово образует соединения станниты (Na2SnO2)
и стаинаты (Na2SnOs); в первом случае олово двухвалентно, во
втором — четырехвалентно. Соответственно электролиты оловяниро-
вания делятся на кислые, где олово находится в виде катиона Sn2+,
и щелочные, где олово входит в состав аниона SnO2-. Электролиты
на основе аниона SnO2~ (станниты) не получили развития в галь-
ванотехнике, так как олово выделяется в виде осыпающихся крупных
кристаллов, а соли двухвалентного олова в щелочной среде являются
плохорастворимыми веществами.
При электролизе кислых электролитов оловянирования имеет
место весьма характерное явление — образование дендритных нарос-
тов олова вместо сплошного гладкого покрытия, и только добавление
к электролитам поверхностно-активных веществ и введение некоторых
органических добавок (фенол, крезол) обеспечивают получение
гладких покрытий.
Различие в валентности олова обусловливает разную скорость его
осаждения в кислых и щелочных электролитах. При одинаковых
плотностях тока в кислых электролитах осаждается вдвое больше
олова, чем в щелочных, а если принять во внимание, что выход
по току в кислых электролитах близок к 100%, а в щелочных он
находится в пределах 65—80%, то различие в скорости осаждения
становится еще больше. В табл. 27 представлены ’данные о ско-
рости осаждения олова в зависимости от плотности тока и выхода
по току.
Из кислых электролитов применяются растворы солей олова сер-
ной, соляной, борфтористоводородной, сульфаминовой кислот. Из ще-
лочных, кроме станнатных, известны также пирофосфатные электро-
литы.
Характер катодной поляризации в кислых и щелочных (стан-
натных) электролитах несколько различается, в щелочных электроли-
тах она более значительна (рис. 5). Зависимость выхода по току от
плотности тока в станнатных электролитах более ярко выражена
(рис. 6). По этим двум причинам рассеивающая способность щелоч-
52
пых электролитов значительно превосходит рассеивающую способ-
ность кислых.
Рис. 5. Катодная поляриза-
ция в электролитах оловяни-
рования:
/ — сульфатный без добавок
ПАВ; 2 — сульфатный с до-
бавками ПАВ; <? —станнат-
ный
Рис. 6. Зависимость выхода
по току от плотности тока
в станнатиых электролитах:
1—станнат калия; 2—
станнат натрия
Таблица 27. Скорость осаждения олова (мкм/ч)
Плот- ность тока, А/дм2 Выход по току, %
65 70 75 80 85 90 95 100
0,5 i- — — 12,0 12,8 13,7 14,4 15
4,9 5,3 5,7 6,0 6,4 6,8 7,2 —
1,0 — — — 24,0 25,6 27,7 29,2 30
9,8 10,6 11,3 12,0 12,8 13,8 6 —
2,5 — — — 60,0 64,0 68,0 72,0 75
24,5 26,5 28,5 30,0 — — — —
3,0 — — — 72,4 76,8 83,4 87,6 90
29,6 31,8 34,0 36,2 — — — —
3.5 — — — 84,4 90,0 95,0 100.3 105
34,5 37,1 39,7 — — — — —
Примечание. В числителе представлена скорость о для кислых электролитов, в знаменателе — для щелочных сажденн ч олова
19. Кислые электролиты
В кислых электролитах осаждение олова протекает по схеме
Sn2+ +2e->Sn
Во всех кислых электролитах в качестве обязательного ком-
понента имеется какое-либо поверхностно-активное вещество
(клей, фенол, желатина и т. п.), без которого, как отмечалось выше,
53
сплошного слоя не образуется. Другой существенной особенностью
кислых электролитов является введение значительного количества
свободной кислоты для подавления гидролиза солей олова. При недо-
статке кислоты могут образовываться трудпорастворимые гидраты
или основные соли олова [Sn(OH)2, Sn(OH)CI и т. п.|. Повышенная
концентрация водородных ионов в электролите не оказывает влияния
на снижение выхода по току вследствие большого перенапряжения
водорода на олове. Для повышения электропроводности в электро-
литы добавляют проводящие соли, например сульфат натрия в серно-
кислом электролите. Эту же роль выполняет и свободная кислота.
Поверхностно-активные и коллоидные вещества, вводимые в элект-
ролиты, не только улучшают структуру покрытия, по и способствуют
улучшению рассеивающей способности, которая превосходит рассеи-
вающую способность кислых электролитов меднения и цинкования.
Сульфатные электролиты. В литературных источниках приводит-
ся несколько вариантов сульфатных электролитов, отличающихся
природой поверхностно-активных компонентов. Рекомендуются такие
добавки, как фенол, крезол, сульфированный крезол, эмульгатор
ОП-Ю, однако присутствие этих веществ в сточных водах даже
в малых количествах недопустимо из-за губительного воздействия их
на живые организмы водных бассейнов; обезвреживание подобных ве-
ществ является чрезвычайно сложной задачей, а биологическая
очистка стоков не эффективна. По этой причине электролиты с указан
ными добавками не включены в состав рекомендованных (табл 28)
Т а б л и ц а 28. Состав и режим работы
сульфатных электролитов оловянирования
Компоненты и режим работы Номер электролита
1 2 3
Компоненты, г/л (мл/л) Серпокислое олово, г/л 40—50 50—60 30-45
Серная кислота, г/л 50—80 100-140 140—180
Сернокислый натрий, г/л 30—50 — —
Препарат ОС-20, г/л 2—5 — —
Сннтанол ДС-10, г/л — 3—5 5-15
Днепрол, мл/л 1— 8-10 —
Лимеда Sn-2, мл/л - — 3-10
Формалин (37%), мл/л — — 3-6
Режим работы Температура, °C 15-25 15-25 15-25
Плотность тока, А/дм2 1-2 1-5 2-3
Выход по току, % 95—98 90-96 85-95
Электролит 1 — простейший по составу электролит для полу-
чения гладких, но матовых покрытий, широко применяется в прибо-
ростроении, покрытия легко оплавляются. Плотность тока при пере-
мешивании может быть повышена до 4—5 А/дм2.
Электролит 2 блестящего оловянирования разработан Днепро-
петровским химико-технологическим институтом им. Ф. Э. Дзержин-
ского. Блескообра чующая добавка «Днеирол» представляет собой
продукт конденсации ацетилацетопа с формалином. Добавка гото-
вится предприятием по методике разработчика.
54
Электролит 3 также является электролитом блестящего оловя-
ннровання разработки Института химии и химической технологии
АН ЛнтССР. Блескообразователь Лпмеда Sn-2 представляет собой
темно-желтую жидкость, не растворимую в воде и растворимую
в спирте. Поставляется Ереванским заводом химических реактивов
по ТУ 6-09-4615—78. Перемешивание электролита рекомендуется осу-
ществлять движущимися катодными штангами.
Отличительным свойством блестящих оловянных покрытий, полу-
ченных из электролитов 2 и 3, является хорошая способность к пайке
после длительного хранения, хороший декоративный вид и повышен-
ные защитные свойства.
При покрытии мелких деталей во вращающихся барабанах
плотность тока (электролиты 2 и 3) должна быть снижена до
1—2 А/дм2.
Осадки блестящего олова весьма чувствительны к механическим
загрязнениям от частиц олова, образующихся при растворении оло-
вянных анодов, поэтому рекомендуется оловянные аноды заключать
в чехлы из хлориновой ткани.
Приготовление и корректирование электролитов. Сернокислое
олово растворить, перемешивая в воде, подкисленной серной кислотой.
Раствору дать отстояться в течение 10—12 ч и фильтровать в ванну,
после чего добавить серную кислоту до нормы. Отдельно растворить
сернокислый натрий и отфильтровать раствор в ванну, ввести вещест-
во ОС-20, предварительно растворенное в небольшом количестве
теплой воды. Электролит тщательно перемешать и проработать при
плотности тока 0,1—0,2 А/дм2 до получения светлого и плотного
покрытия оловом.
Приготовленный электролит подлежит обязательной проработке
током для удаления возможных примесей меди. Корректирование
электролитов оловянирования производят по данным химического
анализа на содержание SnSO4, H2SO4, Na2SO4. Поверхностно-актив-
ные вещества добавляют в зависимости от внешнего вида покры-
тия и руководствуясь нормами расхода блескообразующих компо-
нентов. Так, например, продукт Лимеда Sn-2 расходуется в ко-
личестве 1,0—1,2 мл на 1 л электролита при покрытии толщиной
1 мкм.
Феиолсульфоновые электролиты. Фенолсульфоновые электролиты
получили применение в производстве белой жести, так как они
допускают применение высоких плотностей тока, что позволяет вести
процесс покрытия жести при непрерывном и достаточно быстром
движении ленты до 160 м/мин. Фенолсульфоновая кислота
CeH4OHSO3H применяется в виде 70%-ного водного раствора. Сер-
нокислое олово взаимодействует с фенолсульфоновой кислотой по
реакции
SnSO4 + 2C6H4OHSO3H->Sn (C6H4OHSO3)2 + H2SO4.
В состав электролита вводятся органические добавки не только
для получения мелкокристаллических гладких покрытий. Включаясь
в покрытие, эти добавки снижают поверхностное натяжение олова
при его оплавлении, чем способствуют получению зеркально блестя-
щего покрытия. Эту функцию в электролите выполняет монобутнл-
фенилфенолсульфонат натрия («арескап 100»),
В установках для лужения жести применяют электролит следую-
щего состава (г/л):
55
Сульфат олова (в пересчете на металл) , ап
Фенолсульфоновая кислота .............. ь- уп
Диокснднфенилсульфон , , .................... ' ’ ’ ,п
«Арескап 100».......................................04 10
„„ мТл°^1а2Я Ji-потность тока при движении дейты достигает
30-32 А/дм Температура электролита 35-55°С. Катодный выход
по току — 95%, анодный — близок к 100%.
В результате такого соотношения выходов по току происходит
постепенное накопление олова в электролите, которое устраняется
посредством замены части оловянных анодов на нерастворимые из
высококремиистой стали.
Фторборатные электролиты. Фторборатные электролиты в гальва-
нотехнике широко используются для интенсификации процессов
электроосаждения металлов, так как вследствие возможности полу-
чить высокую концентрацию ионов металла в электролите достига-
ется возможность значительного увеличения катодной плотности тока.
Для фторборатпого электролита оловянирования рекомендуется
электролит состава (г/л):
Фторборат олова.........................................180—200
Борфтористоводородная кислота...................... . 45—60
Борная кислота........................................ 25—30
Ингибитор И1-А........................................ 2—3
Вместо ингибитора И1-А возможно использовать столярный
клей. Электролит допускает применение катодной плотности тока
до 10 А/дм2 при перемешивании электролита. Температура электро-
лита 18—35°С.
Электролит рекомендован для покрытия непрерывно движущейся
ленты жести или проволоки.
Приготовление электролитов осуществляют следующим образом.
В раствор хлористого олова вводят небольшими порциями NaOH
при непрерывном помешивании, при этом выпадает осадок гидрата
окиси олова по реакции
SnCl2 + 2NaOH = Sn (OH)2 + 2NaCl
Осадок Sn(OH)2 отделяют от раствора, содержащего NaCl,
декантацией. Затем приготавливают раствор HBF4 и в него вводят
Sn(OH)2 для получения Sn(BF4)2.
Галогенидные электролиты. Галогенидные электролиты, получив-
шие применение в промышленности, характеризуются тем, что в них
одновременно присутствуют хлор-иоиы и фтор-ионы, с которыми
олово образует комплексные анионы типа SnF4“, SnF2Cl2-. Наличие
комплексных соединений олова в сочетании с добавками новерхиостио-
активных веществ обусловливает значительную катодную поляриза-
цию и получение гладких мелкозернистых осадков олова. Гало-
генидные электролиты используют главным образом в производстве
белой жести, осаждая олово иа движущуюся стальную полосу. Высо-
кая катодная плотность тока, доходящая до 50 А/дм2, обеспечивает
хорошую производительность процесса.
В качестве добавок поверхностно-активных веществ рекомендо-
ваны желатина, столярный клей, тетрабутнламмоиин, продукт ОС--0,
дисульфопафталин и др. Вследствие большой катодной поляризации
и хорошей электропроводности электролитов их рассеивающая спо-
собность значительно лучше, чем рассеивающая способность сульфат-
ных или фторборатных электролитов, поэтому галогенидные элек!-
56
ролнты рекомендуется применять для покрытия сложнопрофилиро-
ванных деталей. Как и во всех кислых электролитах, двухвалентное
олово постепенно окисляется до четырехвалентпого, однако накоп-
ление его в количестве до 6 г/л не ухудшает качества покрытия.
Весьма существенным недостатком галогенидных электролитов явля-
ется их повышенная агрессивность по отношению к оборудованию,
оснащению н керамическим строительным материалам вследствие
наличия соляной и плавиковой кислот. В табл. 29 представлены
наиболее известные галогенидные электролиты.
Электролит 1 рекомендуется применять для более сложных по
конфигурации деталей на подвесках, электролит 2 — для получения
Таблица 29. Состав и режим работы
галогенидных электролитов
Компоненты и режим работы Номер электролита
1 2
Компоненты, г)л Хлористое олово Фтористый натрий Хлористый натрий Фтористый аммоний Соляная кислота Желатина Дисульфонафталин Роданистый аммоний Режим работы Температура, °C Плотность тока, А/дм2 40—50 50—60 5—7 0,5—1,0 1,0 20—25 2—3 75 35—40 20—22 35 12—15 1,0 0,25 30—45 До 50
белой жести в установках с непрерывным движением стальной
ленты.
Приготовление электролитов производят в следующей последо-
вательности. Вначале растворяют в горячей (50—60°С) воде фторис-
тые соли (NaF и NH4F), затем к раствору добавляют соляную кис-
лоту во избежание гидролиза солей олова. В полученный раствор
вводят при непрерывном перемешивании хлористое олово. В послед-
нюю очередь вводят поверхностно-активные вещества.
Неполадки, указанные в табл. 30, устраняются корректиро-
ванием электролита недостающим компонентом, фильтрацией илн
Таблица 30. Основные неполадки при оловянировании
в кислых электролитах
Характеристика неполадок Причины
Темные покрытия Наличие примесей меди, сурьмы, мышьяка
Осадки олова крупнозернистые; по краям деталей наблюдается об- разование дендритов при малой плотности тока Недостаток поверхностно-активных веществ (клен, ОС-20 и др.)
57
Продолжение табл. 30
Характеристика неполадок Причины
Покрытие рыхлое с «загаром» на углах Высокая плотность тока. Понижен- ное содержание олова
Расслоение электролита Длительный перерыв в работе на вайнах
Шероховатость покрытия Загрязнение электролита механиче- скими примесями. Накопление ионов хлора более 2 г/л (в сульфатном электролите)
Снижение выхода по току и ухудшение качества покрытия в виде серого оттенка Накопление четырехвалентного олова более 6 г/л Наличие примеси азотной кислоты
Интенсивное образование шла- ма на анодах во фторборатном электролите Присутствие двуокиси кремния
перемешиванием в случае расслоения. Соли меди и других электропо-
ложительных металлов удаляются посредством проработки электро-
лита током до тех пор, пока осадки олова не станут светлыми. От при-
месей меди можно избавиться также введением в электролит оловян-
ного порошка при непрерывном помешивании. Металлическое олово
при этом контактно вытесняет медь из раствора. От примесей солей
азотной кислоты избавиться практически невозможно. В этом случае
производят замену электролита. Для использования олова из отра-
ботанного электролита следует введением концентрированного раство-
ра Па2СОз или NaOH осадить олово в виде гидрата окиси Sn (ОН)2-
После отстаивания раствор сливается в очистные сооружения, а
оставшийся гидрат окиси олова растворяют в серной, борфтористо-
водородной или соляной кислоте и полученный раствор используется
для приготовления нового электролита или для его корректировки.
20. Пирофосфатные электролиты
Соли олова при взаимодействии с пирофосфатами калия или
натрия образуют комплексные соединения двух- и четырехвалентпых
ионов. Для гальванотехники можно использовать только ионы двух-
валентного олова, так как ионы четырехвалентного олова, даже в ма-
лых количествах накапливающиеся в электролите, приводят к образо-
ванию рыхлых, почти губчатых осадков.
Соли олова реагируют с пирофосфатами, образуя нерастворимый
пирофосфат олова:
2SnCl2 + Na4P2Oz = Sn.>P2O7 + 4NaCI.
58
При избытке пирофосфата осадок растворяется с образованием
комплексных соединении:
Sn2P2O7 4-Na4P2O7 = 2Na2 [Sn (Р2О7)]
или
Sn2P2O?4-3Na4P2O? = 2Nao [Sn (РгО?)?]-
Первая реакция протекает при pH <4, а вторая — при избытке
пирофосфата, когда среда становится более щелочной (pH 8—9).
С целью улучшения качества оловянных покрытий в электролит
вводятся различного.рода добавки органических веществ: декстрин,
желатина, р-нафтол, клей и т. п. Для предотвращения окисления
Sn2+ в Sn4+ вводят такие добавки, как гидрохинон, солянокислый
гидразин, пирокатехин, резорцин, а также сочетания из двух или
трех добавок.
Пирофосфат калия обладает лучшей растворимостью, чем пиро-
фосфат натрия, поэтому в составе электролитов предпочитают при-
менять калиевые соли.
Наиболее стабильным в эксплуатации является электролит, раз-
работанный Институтом неорганической химии АН ЛатвССР следую-
щего состава (г/л) и режима работы:
Олово (в пересчете на металл).......................... 65—75
Пирофосфат калия ...................................... 520—560
Солянокислый гидразин................................ 8—12
Желатина или столярный клей (гидролизованный) .... 2—2,5
Эмульгатор «Прогресс-2», мл/л............................ 3—5
pH.....................о.................................... 8—8,5
Температура электролита, °C............................. 25—70
Катодная плотность тока, А/дм2.............................. До 6.0
Выход по току, %......................................... 80—90
Рабочая плотность тока зависит от температуры электролита:
при 18—25°С и перемешивании плотность тока составляет
3—3,5 А/дм2, при 40—50°С — 4 А/дм2 и при 60—70°С — до 6 А/дм2.
Взамен пирофосфатов можно применить более дешевый н доступ-
ный продукт — триполифосфат калия или натрия. Электролит на
основе триполифосфата рекомендуется использовать при оловяни-
ровании деталей из алюминия и его сплавов.
Для практического применения рекомендован полифосфатный
электролит следующего состава (г/л):
Хлористое олово.......................-..................Н2
Триполифосфат калия.................................... 720
Хлористый аммоний....................................... 90
Столярный клей......................................... 8,0
Йодистый калий......................................... 0,5
Температура электролита 60°С, pH 7,8—8,5, катодная плотность
тока при этом до 10 А/дм2.
Приготовление пирофосфатных электролитов производится
в следующем порядке. Рассчитанное количество хлористого олова
(SnCl2-2H2O) растворяют в небольшом объеме горячей воды (80°С),
подкисленной соляной кислотой, и отдельно растворяют для осажде-
ния Sn2P2O? пирофосфат калия. При перемешивании в раствор
SnCl2 вливают раствор пирофосфата калия; полученный осадок
Sn2P2O7 отстаивается и его несколько раз промывают горячей
59
водой для отмывки от ионов хлора. После отмывания осадок раство-
ряется в избыточном количестве пирофосфата калия.
К приготовленному раствору добавляют отдельно растворенный
солянокислый гидразин и гидролизованную желатину или столярный
клей.
Гидролиз желатины (или клея) производят следующим образом.
Набухшую в воде желатину (2 г на 70 мл воды) подогревают до
кипения, затем добавляют 1,7—2,0 мл концентрированной соляной
кислоты на каждые 2 г желатины и кипятят 1,5—2 мин. Приготов-
ленный горячий раствор желатины добавляют при перемешивании
к подогретому электролиту, после чего в него вводят жидкость
«Прогресс» или другие поверхностно-активные вещества. Электролит
корректируют до pH 8—8,5.
При длительной работе ванн вследствие поглощения углекис-
лого газа из воздуха (карбонизация) и корректирования электро-
лита хлористыми солями олова происходит накопление карбонатов
и хлоридов. При содержании их свыше 70 г/л электролиты следует
заменить новыми. Олово из отработанных электролитов извлекают
следующим образом. В электролит небольшими порциями вводят
соляную кислоту, которая вначале нейтрализует избыток NaOH,
а затем осаждает олово в виде оловянной кислоты НгЗпОз. Введение
следует прекратить, убедившись, что следующие порции кислоты
уже не вызывают образования осадка. Избыток НС1 недопустим,
так как приводит к растворению осадка и переводу его в хорошо
растворимые хлористые соли олова.
21. Станнатные электролиты
В станнатных электролитах олово находится в виде четырех-
валентиого иона и входит в состав аниона SnOj~. Разряд олова
на катоде происходит по схеме
SnOi-+4e + 3H2O—Sn+6OH~
и в результате выделения олова катодная зона значительно защела-
чивается. Выход металла по току в станнатных электролитах значи-
тельно падает с ростом плотности тока, что наряду с большой
электропроводностью электролита и большой катодной поляризацией
обусловливает очень хорошую рассеивающую способность электроли-
тов, причем в случае использования калиевых солей выход по току
несколько выше. На рис. 6 показана зависимость выхода по току от
плотности тока для двух типов станнатных электролитов.
Очень хорошая рассеивающая способность станнатных электро-
литов, несмотря на их меньшую производительность, определяет
область применения — электролиты используют для покрытия особо
рельефных деталей, а также мелких деталей, помещенных на сетки
насыпью.
Оловянные покрытия, полученные из станнатных электролитов,
отличаются мелкозернистой структурой, легко поддаются оплавлению
и хороню паяются с канифольными флюсами.
Вредной примесью в электролите являются ионы двухвалент-
ного олова в виде аниона станнита SnOp , которые попадают в элект-
ролит в результате анодного растворения олова при низких плот-
ностях тока. Присутствие двухвалентного олова в малых количе-
ствах влечет за собой образование губчатых осадков олова вследствие
60
юго, что ионы Sn2 + разряжаются при более положительном потен-
циале и в условиях предельного тока.
При большой концентрации ионов двухвалентного олова проис-
ходит их гидролиз с образованием тонкодисперсного металлического
олова, по реакции
2SnOi~ 4-2H2O->Sn4-SnO?- +2ОН~
Металлическое олово образуется в коллоидной форме и, вклю-
чаясь в покрытие, делает его шероховатым, темно-серого цвета.
Отрицательное влияние двухвалентного олова вызывает ’опре-
деленные затруднения в практике оловянирования станнатных элект-
ролитов из-за необходимости более тщательного соблюдения режимов
анодного процесса, при которых должно образовываться минималь-
ное количество станнита. Анодный процесс в станнатном электролите
представлен на рис. 7 в виде кривой анодной поляризации. На участ-
ке 1 кривой анодной поляризации при анодной плотности тока менее
2 А/дм2 происходит растворение олова
с образованием ионов SnO2_ по схеме
Sn+4OH- -2e->SnOi- +2Н2О
Далее имеет место небольшой пере-
гиб кривой, свидетельствующей о ча-
стичной пассивности анода, и растворе-
ние олова протекает с образованием
станнатных ионов по схеме (участок 2):
Sn-f-бОН-—4е—>-SnO2 -|-ЗН2О
Этот процесс происходит при
плотности тока 2—4 А/дм2. Сдвиг
Рис. 7. Анодная поляризация
олова в станиатном электро-
лите
анодного потенциала в сторону положи-
тельных значений почти иа 2 В при га = 4 А/дм2 выражает собой
явление полной пассивации анода и дальнейший процесс при
4>4 А/дм2 заключается в разряде ионов гидроксила с интенсивным
выделением газообразного кислорода (участки 3 и 4 на рис. 7):
4ОН“—4е->2Н2О-(-О2
Таким образом, при эксплуатации ванн станнатного типа необ-
ходимо анодную плотность тока выдерживать в пределах 2—4 А/дм2.
Характерным признаком частичной пассивации является образо-
вание пленки золотисто-желтого цвета, имеющей состав SnO2-x-H2O.
При анодной плотности тока меньше 2 А/дм2 аноды имеют серый
цвет, а при плотности тока выше 4 А/дм2 — черный. Частичная
пассивация анодов практически достигается следующим образом.
После разогрева ванны и загрузки деталей на катодную штангу
оловянные аноды завешиваются по одному. Как только на первом
аноде вследствие высокой плотности тока образуется золотистая плен-
ка, загружается второй анод, на котором спустя некоторое время
также образуется пассивная пленка золотистого цвета. В таком
порядке осуществляется загрузка всех анодов.
Отношение катодной поверхности к анодной должно составлять
не менее 3:1. После выгрузки деталей следует па катодную штангу
перевесить один или два анода, чтобы не прерывать нормальный
процесс анодного растворения. При длительных перерывах в работе
61
ванн необходимо извлекать аноды из электролита, чтобы сохранить
пассивную пленку. В зарубежной практике оловянирования известен
опыт применения оловянных анодов, содержащих около 1% алюми-
ния. На таких анодах пассивная пленка образуется при меньших
плотностях тока и скорость анодного процесса приближается к ско-
рости катодного. Кроме того, эти аноды обеспечивают повышение
анодного выхода по току на 30—40%, что особенно важно в процес-
сах, протекающих при повышенных катодных плотностях тока. Состав
и режим работы электролитов, рекомендуемых для оловянирования,
представлены в табл. 31.
Таблица 31. Состав и режим работы электролитов оловянирования
Компоненты и режим работы Номер электролита
1 2
Компоненты, г[л Станнат натрия Станнат калия Едкий натр Едкий калий Уксуснокислый натрий Режим работы “• Температура электролита, “С Плотность тока, А/дм2 Выход по току, % 50—100 10—15 15—20 60—80 1—2 70—50 150—165 20—25 80-90 6-10 90—80
Электролит 1 является самым распространенным в практике
оловянирования. Он достаточно стабилен в работе, чему способствует
введение уксусно-кислого натрия в качестве буферного соединения.
Осаждение олова происходит при выходе по току 70—80% при
малых плотностях тока и он падает до 50% при плотности тока
2—2,5 А/дм2. Для окисления небольших количеств двухвалентного
олова, накапливающихся в электролите, рекомендуется периодически
вводить в него 1—2 мл/л перекиси водорода.
Электролит 2 является более производительным, так как допус-
кает применение более высокой плотности тока благодаря тому, что
в нем концентрация олова в 1,5 раза больше и осаждение покрытия
идет при более высокой температуре и более высоком выходе по
току по сравнению с электролитом 1. Повышенная концентрация
олова создается вследствие лучшей растворимости K2S11O3 по сравне-
нию с Na2SnO3, которая еще больше возрастает с повышением темпе-
ратуры, тогда как растворимость Na2SnOsC повышением температуры
падает. Электролит также обладает несколько лучшей рассеивающей
способностью по сравнению с электролитом 1, что обусловливается
тем, что электропроводность электролита 2 на 25% выше электро-
проводности электролита 1.
Приготовление электролитов. При использовании станнита нат-
рия или калия в виде готового продукта электролит готовится
последовательным введением в рабочую ванну концентрирован-
ных растворов стапиата, щелочи и уксуснокислого натрия. При
отсутствии станната электролит готовится следующими двумя спо-
собами:
62
1 IIpinоroivicinic из SiiClvJllaO или SnC.U • 51UO.
В небольшом количестве теплой воды растворяется хлорное
олово н отдельно едкий натр. Оба раствора сливаются при энергичном
nepcMeiiiiiBaiiiiii. Образующийся при этом осадок металлооловяниой
кислоты удаляется декантацией. В полученный раствор вводят осталь-
ные компоненты и ванна доливается водой до рабочего уровня.
Безводное хлорное олово представляет собой сильно дымящуюся
жидкость, поэтому для приготовления электролита не используется.
2 . Приготовление из SnCl2-2H2O.
В подогретый водный раствор хлористого олова вводится раствор
едкого натра. При этом образуется раствор станнита натрия (на 40 г
SnC12-2H2O следует брать 34 г NaOH). Затем станнит натрия
окисляется в станнат введением перекиси водорода, а также посред-
ством проработки током с частично запассивированными анодами.
После того как процесс окисления Sn2+ в Sn'l+ закончен, о чем судят
по отсутствию губчатого осадка на катоде, ванна доливается водой до
рабочего уровня и корректируется по данным химического анализа.
Существенным недостатком вышеприведенных способов является
неизбежное присутствие в электролитах ионов хлора, которые, не
оказывая отрицательного воздействия на качество покрытия, спо-
собствуют коррозии стальных ванн.
Основные неполадки при лужении в станнатных электролитах
представлены в табл. 32.
Т аблица 32. Неполадки при оловянировании
в станнатных электролитах
Характеристика неполадок Причина
Темное губчатое и рыхлое покрытие Наличие в электролите двухва- лентного олова (более 1 г/л); большое содержание щелочи; по- вышенная плотность тока; низ- кая температура электролита
Темно-серое покрытие, плохо паяю- щееся непосредственно после нанесе- ния покрытия Наличие меди (более 0,1 г/л)
Пассивная пленка образуется на анодах с большим затруднением Наличие в электролите приме- сей железа и свинца
Бурное газовыделение иа катоде, малая скорость осаждения покрытия Избыток щелочи пли недостаток олова
Помутнение электролита, белый на- лет на анодах Недостаток щелочи
Пассивирование. С целью повышения химической стойкости оло-
вянных покрытий при контакте их с пищевыми продуктами произ-
водят дополнительную химическую или электрохимическую обработку
этих покрытий, называемую пассивированием. Химическое пассиви-
63
рование осуществляют погружением деталей в раствор, состоящий
из хромового ангидрида (10 г/л) и фосфорной кислоты (50 мл/л)
/ял ТГеР/а?Ре 85°С’ ИЛИ В РаствоР двухромовокислого натрия
Сот™ ?0-20т™"срагУРе 80~95”С. Продолжительность обра-
Для химического пассивирования белой жести применяют ра-
створ (г/л): двухромовокислый натрий — 3, едкий натр — 10, эмуль-
гатор ОП-7-3,5. Температура 90°С. Продолжительность 15—20 с.
При электрохимическом пассивировании получают более толстые
пленки посредством обработки оловянированных деталей на аноде
в растворе NaOH (50 г/л) при 20°С и анодной плотности тока
2—5 А/дм\
22. Электролиты для получения оловянного покрытия,
легированного висмутом
За последние годы на предприятиях различных отраслей про-
мышленности получило широкое применение оловянное покрытие,
легированное висмутом в количестве 0,5—1,5% висмута. Этот вид
покрытия в отличие от чистого олова значительно лучше сохраняет
способность к пайке и не нуждается поэтому в оплавлении. Многие
исследователи считают, что легирование оловянного осадка висмутом
предотвращает переход олова в a-модификацию и снижает вероят-
ность иглообразования, но, видимо, не исключает ее, так как в прак-
тике одного из ленинградских предприятий был зафиксирован случай
образования нитевидных кристаллов на матовом покрытии олово —
висмут. Экономический эффект от внедрения покрытия олово —
висмут создается за счет исключения из технологического процесса
операции оплавления покрытия.
Для получения матового покрытия олово — висмут используется
электролит состава (г/л): сернокислое олово (40—60), серная кис-
лота (100—НО), сернокислый висмут (0,8—1,5), хлористый натрий
(0,3—0,8), препарат ОС-20 (4—5). Температура электролита
15—25°С. Катодная плотность тока 1—2 А/дм .
При эксплуатации этого электролита следует иметь в виду,
что на оловянных анодах при отсутствии тока происходит контактное
выделение висмута как более положительного металла, что может
привести к снижению концентраций солей висмута в электролите
вплоть до полной их потери.
Чтобы исключить это явление, рекомендуется не оставлять ванну
без тока при выгрузке деталей, а перевешивать один из анодов на
катодную штангу. Снижение содержания висмута в покрытии проис-
ходит также и вследствие уменьшения концентрации хлористого нат-
рия в электролите, необходимо в таком случае добавить хлориды
в количестве 0,2—0,3 г/л. Висмут является более электроположи-
тельным, чем олово, и при малом его содержании в электролите его
выделение на катоде происходит на предельном токе. Увеличение
плотности тока способствует увеличению в сплаве более электроотри-
цательного компонента, т. е. олова. Перемешивание и нагрев электро-
лита содействуют увеличению количества висмута в сплаве.
Значительное распространение получили электролиты для осаж-
дения блестящих покрытий сплавом, что обусловливается лучшей
способностью к пайке и возможностью снижения толщины покрытия,
так как блестящие покрытия менее порнегы.
64
Составы электролитов для осаждения блестящих покрытий
сплавом представлены в табл. 33.
Покрытие сплавом в электролите 1 получается полублестящим,
елкозернистым и сохраняет способность к пайке с бескислотными
жпюсамн до одного года. В качестве блескообразователя служат
4 4-диамино-3,3 - диметоксидифенилметан (ДДДМ). Этот продукт
Таблица 33. Состав и режим работы электролитов
для получения блестящих оловянных покрытий,
содержащих висмут
Компоненты и режим работы Номер электролита
1 2 3
Компоненты, г/л . Сернокислое олово Серная кислота Азотнокислый висмут Сернокислый висмут Препарат ОС-20 Формалин (40%-ный, мл/л) Блескообразователь, мл/л Режим работы Температура электролита, °C Плотность тока, А/дм" 40—60 100—1 10 0,8-1,5 0,3—0,8 2—2,5 3—5 г/л 18—25 0,5—2,0 35—45 140—180 0,5—1,0 4—5 5—10 5—10 15—25 2—4 40—50 100 0,5—1,0 6—20 20 6 15—25 2—7
выпускается по ТУ 16П-466—68 в виде светло-желтого порошка,
нерастворимого в воде, но хорошо растворимого в спирте и серной
кислоте.
Добавка ДДДМ совместно с препаратом ОС-20 предотвращает
контактное выделение висмута на анодах, что делает этот электролит
стабильным в эксплуатации.
Содержание висмута в покрытии колеблется в пределах 0,3—-
0,38%, причем хлористый натрий не влияет на состав осадка, как это
отмечено для электролита без блескообразующих добавок. Как пока-
зал заводской опыт работы, наличие хлоридов даже ухудшает
качество покрытия. Пористость покрытия практически исчезает при
толщине более 3 мкм. Электролит 2 разработан и эффективно внедрен
с 1974 г. Рижским радиозаводом им. А. С. Попова. Электролит
обеспечивает получение блестящих покрытий сплавом с содержанием
висмута до 1,5%. Блескообразователем является продукт конденсации
уксусного альдегида с ацетоном, в готовом виде не выпускается
и приготавливается непосредственно предприятием по методике,
указанной ниже. Как и в электролите 1, в присутствии блескооб-
разователя не происходит контактного выделения висмута на олове.
Электролит 3 разработан Московским химико-технологическим
институтом им. Менделеева. Содержание висмута в покрытии также
не превышает 1%. Блеск покрытия обеспечивается введением в ка-
честве блескообразователя продукта БОС-2, который рекомендован
также для получения блестящих покрытий из сплава олово — свинец
в борфтористоводородным электролите. Продукт БОС-2 представляет
собой жидкость темно-вишневого цвета и поставляемся Химическим
заводом им. Войкова (Москва) по ТУ 6-09-05-318—75.
65
Приготовление электролитов. В дистиллированную или демине-
рализованную воду при тщательном перемешивании небольшими
порциями вводят серную кислоту в количестве, соответствующем
рецептурному. В полученном растворе растворяют сернокислое олово
также вводя его небольшими порциями при перемешивании В от-
дельной емкости в горячей воде растворяют поверхностно-активные
вещества и приготавливают раствор блескообразователя, то и другое
в виде концентрированных растворов.
После охлаждения основного раствора в него вводят остальные
компоненты и в последнюю очередь соли висмута, которые раство-
ряют в небольшом количестве электролита.
Блескообразующую добавку для электролита 2 приготовляют
следующим образом. Для приготовления 1 л продукта смешивают
730 мл ацетона с 330 мл гидрата окиси аммония (25%-ный) и 400 мл
50%-ного раствора едкого натра. К смеси в вытяжном шкафу
добавляют по каплям, непрерывно перемешивая и охлаждая до 30°С,
400 мл уксусного альдегида. Ампулы с уксусным альдегидом предва-
рительно охлаждают в холодной воде до 15—18°С (температура
кипения альдегида 22°С). Альдегид реагирует с раствором едкого
натра и смесь сильно нагревается, поэтому вливать альдегид в посуду,
где до этого находился раствор щелочи, нельзя. При добавлении
уксусного альдегида к смеси происходит реакция конденсации и
образуется продукт коричневого цвета. Через 5—10 мин продукт
разделяется на два слоя: верхний — коричневый и нижний — бес-
цветный. Бесцветный слой — это раствор едкого натра, который
можно использовать вторично. Верхний слой — нейтрализованный
продукт конденсации. Отделение продуктов от остального раствора
в зависимости от количества приготовляемого продукта осуществляют
с помощью делительной воронки, сифонированием или осторожным
сливом верхнего слоя в отдельную емкость. Продукт следует хранить
в закрытых бутылях темного цвета.
Корректирование электролитов. По данным химического анализа
не реже двух раз в месяц производится корректирование по основным
компонентам и формалину.
Добавки блескообразователей и поверхностно-активных веществ
ОС-20 производятся в результате оценки внешнего вида покрытия
или на основании испытаний электролита в ячейке Холла. В практике
осаждения блестящих покрытий сплавом О-Ви вырабатываются
нормативы расхода блескообразователей в зависимости от коли-
чества протекшего электричества. Так, например, в электролите 2
расход продукта конденсации составляет 200—300 г на 3600 кКл
(1000 А-ч).
Содержание висмута в электролите корректируется на основании
его анализа в электролите по упрощенной методике или анализа
состава покрытия. Снижение висмута в покрытии до 0,3—0,5% сви-
детельствует о необходимости дополнительного введения солеи вис-
мута в электролит. Основные неполадки в работе представлены
в табл. 34.
Электролит для получения блестящих покрытий весьма чувстви-
телен к примесям ионов никеля, меди, кадмия, железа, цинка,
а также анионов NO.?. В присутствии этих примесей покрытие ста-
новится матовым н плохо паяется. Допустимые концентрации (г/л):
никеля — 0,3; меди — 0,4; кадмия — 0,8; железа — 0,5; цинка — 2.0;
NO7 — 0,2. Удаление указанных примесей достигается проработкой
66
током, однако при накоплении Гег+ или Ni24 более 0,9 г/л электролит
приходится полностью заменять.
Упрощенный метод определения висмута. В пробирку наливают
5 мл электролита, добавляют 5 мл раствора KCNS или NaCNS
Таблица 34. Основные неполадки при эксплуатации электролитов
для покрытия сплавом олово — висмут
Характеристика неполадок Причины
Электролит для Покрытие шероховатое матовых покрытий Загрязнение механическими приме- сями
Покрытие темно-серого цвета плохо паяется Наличие меди в электролите
В покрытии низкое содержание висмута Недостаточное содержание висмута в электролите Недостаток хлоридов; повышенная температура и плотность тока
Пятнистость покрытия Электролит для Покрытие темное Ослабление блеска покрытия Плохая промывка деталей блестящих покрытий Наличие примесей тяжелых метал- лов Недостаток блескообразователя; повышенная температура; занижена плотность тока
Покрытие пятнистое Недостаток формалина; недоброка- чественный продукт блескообразова- теля
Покрытие блестящее, но темное и хрупкое Избыток блескообразователя
с концентрацией 30 г/л. При этом выпадает осадок. Если электро-
лит не содержит висмута, то цвет осадка белый или розовый, в при-
сутствии висмута цвет осадка желтый. Так же определяют цвет
осадка эталонов электролита, которые содержат соответственно 0,5;
1,0 и 1,5 г/л сульфата висмута. Сравнивая цвета осадка, судят
о количестве висмута в электролите. Метод дает хорошие результаты
при отсутствии солей железа в электролите, в противном случае
ярко-красное окрашивание раствора может маскировать цвет осадка.
67
23. Химическое оловянирование и регенерация олова
Химическое оловянирование. Этот процесс получил применение
для покрытия латунных или бронзовых деталей тонким слоем олова
для облегчения пайки или защиты их от окисления на период меж-
операцнонного хранения. Покрытие химическим способом может быть
использовано также для защиты в легких условиях эксплуатации.
Процесс химического оловянирования контактный и основан на осаж-
дении олова из раствора за счет разности потенциалов, возникающей
между потенциалами медной поверхности, и выделения олова
в данном растворе. В присутствии тиомочевины потенциал меди зна-
чительно смещается в сторону более электроотрицательного значе-
ния, что дает возможность осуществления контактного выделения
олова. Химическое оловянирование осуществляется погружением
детален из меди и ее сплавов в раствор состава (г/л):
Хлористое олово ... .........................10—20
Тиомочевина..................... .....................80—90
Соляная кислота, мл/л................................15—17
Хлористый натрий......................................75—90
Температура раствора 55—65°С. Продолжительность опера-
ции — 25—30 мин. Толщина осаждаемого покрытия около 1 мкм.
Детали, помещаемые в корзинки или на сетки, в процессе нанесения
покрытия должны периодически встряхиваться. Раствор корректи-
рованию не подлежит и обычно рассчитывается на одноразовое
использование с учетом того, что 1 л раствора можно покрыть 50 дм~
поверхности. Для химического (бестокового) оловянирования сталь-
ных деталей используется раствор хлористого олова (2—5 г/л)
в насыщенном растворе виннокислого калия (натрия). Температура
раствора 95—100°С. Детали загружаются в оцинкованные корзины
н периодически встряхиваются. Продолжительность обработки зави-
сит от величины обрабатываемой поверхности и может изменяться
в пределах от 10 мин до 2 ч. Для нормальной работы раствора
необходимо, чтобы на 1 дм2 обрабатываемой поверхности приходилось
12—15 мл раствора.
Имеется производственный опыт химического осаждения олова,
легированного кадмием, для покрытия проводников печати плат
и деталей из меди и ее сплавов с целью обеспечения пайки.
Покрытие толщиной 3—4 мкм получают погружением детален
на 25—30 мин в раствор состава (г/л):
Хлористое олово .......................................... 8
Хлористый кадмий ......................................... 6
Тиомочевииа.............................................. 45
Кислота серная........................................... 40
Температура раствора, °C..............................18—25
Регенерация олова. В связи с высокой стоимостью олова необ-
ходимо с забракованных луженых деталей, с подвесочных приспо-
соблений, с обрезков белой жести, с деталей, подвергшихся час-
тичному азотированию, а также с использованной консервной тары
полностью удалить олово для его повторного использования. Наиболее
эффективным способом регенерации олова является электрохимиче-
ский способ анодного растворения. Электролитом служит раствор
едкого натра (70—90 г/л), нагретый до 60—70°С. Детали, с которых
68
следует удалять олово, загружают в специальные приспособления
в виде каркасов, обтянутых стальной проволокой или сеткой. Приспо-
собления завешивают на анодную штангу ванны. В качестве катодов
применяют стальные листы. Отходы белой жести предварительно
разрезают ножницами, а консервные банки разрывают па специаль-
ных валках. Перед загрузкой в ванну загрязненные консервные банки
обезжиривают в горячем щелочном растворе при температуре
80— 100°С в течение 20—30 мин.
Анодное растворение олова осуществляется по режимам щелоч-
ного оловянирования. В начале электролиза олово с деталей перехо-
дит в раствор, а на катодах выделяется водород. После накоп-
ления олова в электролите оно начинает осаждаться в виде губчатого
осадка, так как при электрохимической регенерации практически
невозможно обеспечить режим анодного процесса, при котором проис-
ходит растворение олова с образованием станната.
Губчатый осадок олова периодически очищается стальными
скребками в ванне с водой, где он хранится на дне ванны, до тех пор,
пока не накопится достаточное количество для дальнейшей обработки.
Тщательно промытый осадок закладывают в стальную форму и спрес-
совывают в виде брикетов, просушивают их при температуре
100—П0°С и расплавляют в графитовых тиглях. При регенерации
олова с латунных деталей цинк, попадающий в электролит в виде
цинката, оседает на катоде и загрязняет губчатый осадок олова. Для
очистки от примесей цинка осадок обрабатывают 15%-ны.м раствором
соляной кислоты, которая растворяет цинк с выделением газообраз-
ного водорода. После прекращения газовыделения, свидетельствую-
щего об окончании реакции, осадок несколько раз промывают водой
и затем подвергают дальнейшей обработке.
Оплавление оловянных покрытий. С целью облегчения панки
оловянированных деталей, снижения пористости покрытий, а также
устранения причин, вызывающих рост нитевидных кристаллов, реко-
мендуется оловянные покрытия оплавлять, после чего они приобре-
тают зеркально-блестящий вид. В производстве белой жести операция
оплавления особенно необходима, так как тонкие покрытия оловом
(1—2 мкм) весьма пористы. Качественное оплавление получается
в том случае, если толщина покрытия не превышает 6—8 мкм, при
больших толщинах расплавленное олово собирается в капли, в резуль-
тате чего покрытие становится неравномерным по толщине.
Для оплавления покрытий используются муфельные печи или
специально созданные установки, в которых оплавление производится
в воздушной среде или в жидком теплоносителе. Последний вариант
предпочтителен, так как при этом не происходит окисления по-
верхности.
В качестве теплоносителя рекомендуется касторовое масло или
смесь, состоящая из дистиллированного глицерина (950 г) и соляно-
кислого диэтиламина (50 г). Температура среды 240—260°С. Про-
должительность 1—2 с.
С целью обеспечения хорошей растекаемости расплавленного
олова детали перед оплавлением погружают в раствор флюса, состав
которого выбирают в зависимости от назначения изделия. В простей-
шем случае флюсом служит 5—6%-ный раствор смесн хлористого
цинка и хлористого аммония в отношении 3:1 по массе.
Более ответственные детали флюсуют в растворе канифоли
(200—400 г) с этиловым спиртом (техническим) (800—600 г).
69
После оплавления детали нужно встряхивать для удаления
излишков глицерина. При оплавлении детали не должны касаться
друг друга.
Мелкие детали после погружения в теплоноситель целесообразно
перегрузить в центрифугу, в которой в результате действия центро-
бежной силы излишки теплоносителя н расплавленного металла
сбрасываются.
Для смыва теплоносителя с деталей используются ванны с горя-
чей водой с последующей сушкой на воздухе.
24. Декоративное покрытие «Кристаллит»
Декоративное текстурированное покрытие «Кристаллит», разра-
ботанное А. П. Эйчисом [8], широко применяется для декоративной
отделки различных изделий культурно-бытового назначения. Получе-
ние «Кристаллита» основано на способности олова после термооб-
работки (оплавления) при особых режимах образовывать структуру
кристаллов различной величины и формы, создающих благодаря
преломлению световых лучей своеобразную декоративную поверх-
ность, аналогичную изморози на стекле. Технологический процесс
получения «Кристаллита» состоит из гальванического оловянирова-
ния, термообработки покрытия, проявления кристаллического узора,
окрашивания.
Гальваническое оловяннрование. Покрытие оловом наносят пре-
имущественно в обычных кислых электролитах. Толщина покрытия
обычно составляет 4—5 мкм. При толщине менее 3 мкм олово почти
полностью окисляется в процессе термообработки и становится невоз-
можным получение «Кристаллита». При толщине более 5—6 мкм
наблюдается каплеобразование при оплавлении, что ухудшает деко-
ративные свойства покрытия.
Получение более крупных кристаллов является основной задачей,
которая ставится перед технологией получения «Кристаллита». В свя-
зи с этим проведенными исследованиями установлено, что на кристал-
лическую структуру покрытия состав электролита влияния практи-
чески не оказывает.
Размеры и форма кристаллов очень сильно меняются в зави-
симости от природы металла основы. При одинаковых условиях на
стальной основе образуются крупные кристаллы, а иа латунной или
медной — мелкие.
Термообработка. Наиболее простым способом термообработки
является прогрев деталей в воздушной среде, в печах при темпера-
туре выше 270°С и последующее охлаждение. Прогрев заканчивается
после того, как на поверхности деталей появляются соломенно-
желтые цвета побежалости.
Особо важной операцией является способ охлаждения деталей,
так как в зависимости от условий теплоотвода получаются крис-
таллы различной величины п формы. В местах сильного охлаждения
образуются резко выраженные центры кристаллизации. Этим пользу-
ются для получения крупных узоров, напоминающих лепестки цветов,
листов и т. д.
Проявление кристаллического узора. Проявление кристалличе-
ского узора можно осуществлять различными способами: химическим
травлением в растворе соляной кислоты, анодным травлением в соля-
ной кислоте (30—60 г/л) при плотности тока ь—504-60 А/дм"
70
)i времени проявления 2—3 с. Однако значительно лучшие результаты
получаются при повторном оловянированин в том же кислом электро-
пите. Качество проявления кристаллической структуры при прочих
равных условиях зависит от применяемой катодной плотности тока.
Чем меньше плотность тока, тем более четкая, крупная и красивая
структура узора достигается при этом. Но применение очень низких
плотностей тока (менее 0,1 А/дм2) нецелесообразно, так как это
связано с очень длительными выдержками. При плотности тока более
0 4 А/дм2 кристаллический узор, не достигая возможной рельеф-
ности и яркости, уже через несколько минут начинает мутнеть. Поэто-
му оптимальными условиями проявления кристаллической структуры
в обычном сернокислом электролите оловянирования следует считать
у _-0 1-1.0 4 А/дм2 и продолжительность 20—10 мин. Отмечено, что
все условия, приводящие к росту катодной поляризации, отрицательно
сказывается на яркости и «глубине» получаемого узора. По этой при-
чине следует избегать введения в электролит в больших количествах
поверхностно-активных веществ и тем более не применять стапнат-
ные, пирофосфатные и другие электролиты, характеризующиеся
большой катодной поляризацией.
Окрашивание узора. Для повышения декоративных качеств по-
верхности с покрытием «Кристаллит» можно наносить различного,
цвета лаки, но слабая светостойкость органических красителей сни-
жает декоративные свойства изделий. А. П. Эйчисом отработан метод
электрохимического окрашивания, основанного на получении тонких
пленок закисных соединений меди при катодной обработке по спе-
циальным режимам.
В результате интерференции света пленки приобретают окраску
от фиолетового до красного со всеми оттенками, характерными для
спектра.
Процесс электрохимического окрашивания осуществляется сле-
дующим образом: непосредственно после получения кристаллического
узора по вышеприведенным режимам детали тщательно промываются
в воде и загружаются в ванну меднения, электролит которой имеет
состав (г/л): медный купорос 8—15, бура кристаллическая 125—150.
В этом электролите медь находится в виде комплексной соли
N34 [Си (В4О7)2] •
Вначале детали выдерживают в электролите без тока в течение
1 мин, затем включается ток из расчета ц = 0,1 4-0,15 А/дм2 в тече-
ние 1,5—2 мин до появления бледно-розового равномерного осадка
меди.
После этого ток снижается до ;к = 0,005 А/дм2. Продолжитель-
ность определяется в зависимости от требуемой окраски в соответст-
вии с табл. 35.
Таблица 35. Изменение интерференционных цветов
с течением времени электролиза
Время, мин Цвет пленки Время, мин Цвет пленки
0,3-2,0 2,0-3,5 3,5—6,5 6,5—8,5 Золотисто-коричневый Фиолетовый Сине-голубой Салатный 8,5—12,0 12,0—13,5 • 13,5—15,5 15,5—19,0 Золотистый Розовый Малиновый Зеленый
71
IV. СВИНЦЕВАНИЕ
25. Свойства и основные области применения
свинцового покрытия
Свинец химически стойкий металл, не растворяющийся в
растворах серной и хромовой кислот, а также в слабой соляной кисло-
те. На воздухе свинец легко окисляется, покрываясь пленками окис-
лов. Едкие щелочи, азотная кислота и многие органические кислоты
разрушают свинец. Стандартный потенциал свинца —0,13 В, следо-
вательно, в электрохимической паре с железом он является катодом,
поэтому не может служить надежным защитным покрытием. Для
деталей из меди и ее сплавов свинец является анодным покрытием
Плохие защитные свойства, слабая химическая устойчивость, недо-
статочная механическая прочность, малая твердость и электропро-
водность обусловливают неперспективность использования свинцо-
вых покрытий в приборостроении и машиностроении. Кроме того,
соли и другие растворимые соединения свинца весьма токсичны,
поэтому свинцовые покрытия нельзя использовать для изделий быто-
вого назначения. Свинцевание поэтому имеет весьма узкое применение
в промышленности, ограничиваясь защитой деталей от воздействия
серной и хромовой кислот, их солей и различных продуктов, содержа-
щих сульфиды, а также защитой от воздействия рентгеновских
лучей. На машиностроительных предприятиях свинцовые покрытия
наносят с целью снижения коэффициента трения между деталями,
так как свинец обладает хорошими антифрикционными свойствами.
В гальванотехнике свинцовые покрытия применяют для защиты
подвесочных приспособлений от растворения при таких анодных
процессах, как электрополирование в растворах серной, хромовой
и фосфорных кислот. Весьма эффективно использование свинцевания
для покрытия тонких проволок и деталей различных конструкций,
служащих дополнительными анодами при хромировании пресс-форм,
волочильных фильер и т. д. Толщина свинцовых покрытий колеб-
лется в пределах 50—2000 мкм в зависимости от назначения изделий.
Свинец обладает следующими основными физическими свойст-
вами: плотность — 11 340 кг/м3, температура плавления — 327°С,
удельное электрическое сопротивление — 0,207 Ом-мм, удельная теп-
лоемкость— 129,8 Дж/(кг-К), твердость электролитического свин-
ца — 40—70 МПа.
26. Электролиты свинцевания
Для свинцевания в основном используют кислые электролиты,
из которых наиболее широкое применение получили фторборатные,
феиолсульфоновые и кремнефторидные электролиты. В этих электро-
литах свинец находится в виде двухвалентного катиона РЬ2+, его
электрохимический эквивалент равен 1,074 мг/Кл. Известны, плюмбит
ные электролиты, где свинец находится в форме аннона PbOj- , однако
практического применения эти электролиты не получили.
Катодная поляризация, как правило, незначительна и повышает-
ся за счет введения добавок коллоидного характера. Данные о ско-
рости осаждения свинца приведены в табл. 36.
Состав фторборатного электролита (г/л) и режим работы сле-
дующие;
72
Таблица 36. Скорость осаждения свинца (мкм/ч)
в зависимости от выхода по току
Плот- ность тока, А/дм2 Выход по току, %
90 91 92 93 94 95
0.5 15,4 15,5 15,7 15,8 16,0 16,2
1,0 30,8 31,1 31,5 31,8 32,1 32.5
2,0 61,6 62,2 63,0 63,6 64,2 65,0
3,0 92,4 93,3 94,5 95,4 96,3 97,5
4,0 123,2 124,4 126,0 128,4 128,4 130,0
5,0 154,0 155,5 157,5 159,0 160,5 162,5
Фторборат свинца ..................................... 180—200
Борфтористоводородная кислота ........................ 40—45
Столярный клей........................................0,5—1,0
Температура электролита, °C ......................... 15—25
Плотность тока iK, А/дм2.............................. 2
Выход по току, % . . ............................. 90
Фторборатный электролит характеризуется сравнительно низкой
рассеивающей способностью и склонен к образованию дендритов на
участках, где наблюдается повышенная плотность тока. При больших
толщинах (более 100 мкм) для повышения прочности сцепления
с основой необходимо поверхность покрываемых деталей подвергать
пескоструйной обработке.
Приготовление электролита аналогично приготовлению других
фторборатных электролитов.
Состав кремнефторидного электролита (г/л) и режим работы
следующие:
Кремнефторидный свинец . . ..........................80—150
Кремнефтористоводородная кислота......................20—35
Бориая кислота........................................5_____6
Столярный клей........................................0,5—1,0
Температура электролита, °C.........................[5—25
Плотность тока 1К, А/цм2..............................1,0—1,2
Выход по току, %......................................... 95
Кремнефторидный электролит по эксплуатационным качествам
не имеет особых преимуществ по сравнению с фторборатным, но
значительно дешевле.
Основной компонент электролита — кремнефтористоводородная
кислота, являющаяся отходом при производстве суперфосфата. Гото-
вая кислота имеет низкую концентрацию (до 37%) и более концент-
рированные по содержанию свинца электролиты приготовить трудно.
В приготовленную H2SiF6 загружают глет или свежеосажденный
углекислый свинец, который растворяется по следующей реакции:
Pb(OH)2.2PbCO3 + 3H2SiF6 = 3PbSiF6 + 2CO2 + 4H2O
При эксплуатации электролита следует иметь в виду, что основ-
ным фактором, определяющим нормальную работу ванны, является
правильное соотношение между свинцовой солью и свободной
73
HaSiFe.ripH избытке H2SiFe отмечается газовыделение на катоде,
обусловливающее ухудшение качества покрытия, и значительное
падение выхода по току. При недостатке H2SiF6 происходит ее гид-
ролиз с образованием фтористого водорода, отравляющего атмосферу
Основным компонентом фенолсульфонового электролита являет-
ся фенолсульфоновый свинец: Pb (C6H4OHSO3)2 — соль фенолсуль-
фоновой кислоты, получаемой в результате сульфирования фенола
по реакции
С6Н5ОН + H2SO4 = C6H4OHSO3H + Н2О
Фенолсульфоновая кислота, реагируя с соединениями свинца,
образует соответствующую соль:
2C6H.lOHSO3H + PbCO3 = Pb (C6H4OHSO3)2 + CO2 + H2O.
Состав электролита (г/л) и режим работы следующие:
Свинцовая соль парафенолсульфоновой кислоты..........140—200
Фенолсульфоновая кислота.............................20—40
Столярный клей.......................................0,5—1
Температура электролита, °C..........................18—60
Плотность тока ц. А/дм2..............................0,5—1,0
Выход по току, %.......................................90—95
Особенностью приготовления фенолсульфоновой кислоты явля-
ется соблюдение условий сульфирования, которые состоят в следую-
щем: в чугунный или эмалированный сульфатор загружают фенол
и нагревают до температуры плавления (45 С), после чего неболь-
шими порциями добавляют концентрированную H2SO4 в количестве,
на 10—20% превышающем количество фенола. Затем при непрерыв-
ном перемешивании доводят температуру до 100—110°С и смесь
выдерживают в течение 24 ч.
Преимуществом фенолсульфонового электролита является воз-
можность получения из него более светлых осадков свинца, которые
имеют значительно лучшую адгезию покрытия с основным металлом.
Наличие в боратном и кремнефторидном электролитах фтористых
соединений обусловливает специфические требования к футеровке
ванн. Наиболее устойчивой является футеровка такими материалами,
как винипласт, резина, полипропилен и другие материалы. Свинцо-
вая футеровка совершенно непригодна вследствие химического
и электрохимического ее разрушения; нельзя также применять
керамические или эмалированные ванны.
При эксплуатации ванн свинцевания, как и при других процессах,
следует не допускать занесения в электролит солей других металлов,
главным образом, солей меди, сурьмы и своевременно корректировать
электролиты но данным химического анализа.
Добавку клея и других поверхностно-активных веществ произ-
водят по мере ухудшения внешнего вида покрытия.
Основные неполадки при свинцевании в кислых электролитах
приведены в табл. 37.
Щелочные электролиты. Щелочные электролиты характеризуются
тем, что основными компонентами являются соединения, в которых
свинец находится в виде комплексного иона, обычно в виде аниона:
плюмбита PbOi~, пирофосфата [РЬ (РгО?)»]" или тартрага
[РЬ (С4Н4Об)]2" • . .
74
Естественно, что щелочные электролиты отличаются значительно
большей катодной поляризацией и поэтому обеспечивают более мел-
козернистую структуру покрытия и более высокую равномерность его
распределения по поверхности изделий, чем покрытия, полученные
в кислых электролитах.
Пирофосфатные электролиты. Рекомендуется электролит состава
(г/л); свинец в пересчете на металл— 10—15; пирофосфат калия
Таблица 37. Основные неполадки при свинцевании
в кислых электролитах
Характеристика неполадок Причина
Крупнокристаллический осадок по всей поверхности Недостаток клея пли другого ПАВ; пониженное содержание свободной кислоты
Образование шлама из фторис- того свинца Недостаток борной кислоты при составлении электролитов
Плохое сцепление покрытия с деталью Наводороживанне изделий в про- цессе травления и обезжиривания; не- достаточная очистка поверхности
Наросты на краях деталей, зна- чительное газовыделенне на като- де Высокая катодная плотность тока; избыток свободной кислоты
(К4Р2О7• ЗН2О) — 95—100; закрепитель «Устойчивый-2» — 2; темпе-
ратура раствора 60°С, катодная плотность тока 0,5—1,0 А/дм2.
При интенсивном перемешивании катодная плотность тока может
быть повышена до 4—5 А/дм2. Вещества, получившие название
«закрепителей» (ДЦУ, ДЦМ, У-2), представляют собой продукт
конденсации дициандиамида с фенолформальдегидом. В присутствии
одного из закрепителей качество свинцовых покрытий значительно
улучшается и образование дендритных осадков исключается. При-
готовление этого электролита можно производить используя азотно-
кислый свинец и пирофосфат калия. К раствору азотнокислого свинца
прибавляется нагретый до 60—80°С концентрированный раствор
пирофосфата. Вначале образуется осадок пирофосфата свинца
РЬ2Р2О?, который в избытке пирофосфата растворяется по реакции
Pb2P2O7 + 3K.fP2O^2K6 [РЬ (Р2О7) 2]
Плюмбитные электролиты. Состав электролитов и режимы
работы представлены в табл. 38.
Электролит 1 обеспечивает получение гладких осадков свинца
при наличии в нем продуктов, образующихся в результате омыления
канифоли едким натром. Свинцовые аноды в щелочном электролите
склонны к пассивации, поэтому в состав электролита вводятся вин-
нокислые соли тартраты. Вместо сегнетовой соли возможно приме-
нение вещества под названием калий — натрий виннокислый. Де-
пассивирующее действие тартратов (сегнетова соль) обусловливается
75
Таблица 38. Состав и режим работы плюмбитных электролитов
Компоненты и режим работы Номер электролита
1 2
Компоненты, г]л Уксуснокислый свинец Свинец (в пересчете на металл) Едкий натр Виннокислый калий — натрий Глицерин Канифоль Режим работы Температура электролита, °C Катодная плотность тока, А/дм2 Выход по току, % 75—90 200 50 6 60—70 1,0—1,5 95—100 80—100 140—180 50—60 20—60 0,5—2,0 95—100
образованием комплексного аниона РЬС4Н40в- при анодном раство-
рении свинца; в избытке щелочи комплекс, по-видимому, разрушается
с переходом свинца в плюмбитный ион по реакции
KNa (Pb(C4H4O6)] +2NaOH = KNaC4H4O6 + Na2PbO2 + H2
Электролит 2 является более концентрированным по содержанию
свинца и поэтому допускает применение более высоких плотностей
тока. Однако растворимость плюмбита натрия в щелочном растворе
весьма ограничена, поэтому в состав электролита вводят глицерин,
который в четыре раза увеличивает растворимость плюмбита и этим
достигается возможность эксплуатации электролита без подогрева.
Введение глицерина позволяет также устранить пассивацию свин-
цовых анодов, которая наступает при анодной плотности тока
0,5 А/дм2. В присутствии глицерина анодное растворение происходит
с образованием глицератов свинца и анодная плотность тока может
быть повышена до 2 А/дм2 без пассивации анодов.
Плюмбитные электролиты можно приготовить двумя способами:
химическим растворением свежеосажденного гидрата окиси свинца
РЬ (ОН)2 в нагретом до 80°С растворе едкой щелочи (КОН или
NaOH) или же анодным растворением металлического свинца. В по-
следнем случае необходимо катод заключить в пористую диафрагму,
чтобы воспрепятствовать потере свинца за счет его осаждения на
катоде.
Для всех типов плюмбитных электролитов характерен процесс
карбонизации вследствие поглощения углекислого газа из воздуха.
В результате карбонизации снижается содержание едкого натра, что
способствует пассивированию свинцовых анодов. Предельно допусти-
мое количество карбонатов 60—80 г/л. Удаление карбонатов по мере
их накопления до 30—50 г/л следует производить вымораживанием
при температуре —5°С или добавлением в электролит гидроокиси
кальция или бария, как это делается при корректировании всех
известных щелочных электролитов.
Трилонатные электролиты. Он разработан Ленинградским тех-
нологическим институтом им. Ленсовета н успешно прошел завод-
ские испытания. Электролит более стабилен но составу в условиях
длительной эксплуатации и не подвергается разложению. Осадки
свинца уже при толщине 5 8 мкм беенористы п блеегящп. Рас-
76
60—240
1—3
1—3
1—5
сеивающая способность более чем а 2 раза превышает рассеивающую
способность борфторнстоводородпого электролита. Малая пористость
осадков свинца, гладкость и равномерность их распределения зна-
чительно повышает защитные свойства покрытия. Испытаниями уста-
новлено, что свинцовое покрытие толщиной 40 мкм защищает изделия
от воздействия серной кислоты, тогда как при свинцевании в фтор-
боратном электролите для этого необходима толщина покрытия до
100 мкм. ..
Состав электролитов следующий (г/л):
Азотнокислый свинец ....
Нитрнлтрнуксусвая кислота (т'рилон А)
Желатина................... ...
Препарат ОС-20
Полиокс-100
Водный аммиак
Температура электролита 18—25°С, катодная плотность при ме-
ханическом или воздушном перемешивании до 4 А/дм". Катодный
выход по току 94—97%, анодный выход по току около 100%. Электро-
лит готовится посредством смешивания соли свинца (например,
РЬСОз) и трилона А в отношении 1:3 по массе с последующей
заливкой водой. Добавлением аммиака устанавливается pH электро-
лита, после чего вводятся добавки ПАВ. Желатина перед введением
в электролит обрабатывается в соляной кислоте из расчета 1 мл
кислоты на I г желатины и затем нейтрализуется.
Возможна замена рекомендованных ПАВ на другие, например
ОП-7 вместо ОС-20, клей — вместо желатины, однако качество
осадка при этом несколько ухудшается. Недостатком электролита
является высокая стоимость основного компонента (трилона А),
поэтому данный электролит целесообразно использовать при неболь-
ших по объему ваннах.
V. ОСНОВНЫЕ ТЕХНОЛОГИЧЕСКИЕ РЕКОМЕНДАЦИИ
27. Правила работы на ваннах
Для получения покрытий хорошего качества необходимо следить
за чистотой электролитов, не допуская попадания в них вредных
примесей, тщательно подготовлять поверхность деталей перед нане-
сением покрытий и соблюдать следующие основные правила работы
на ваннах.
1. Для постоянства состава электролита и равномерного рас-
пределения покрытия на деталях необходимо поддерживать отноше-
ние площади катодной поверхности к анодной равным 1:1 или 1:2.
При этом площадь поверхности анода, обращенного к стенке ванны,
берется наполовину.
2. Вода для приготовления электролитов должна иметь жест-
кость не более 5 мг-экв/л; общее содержание солей в воде должно
составлять не более 120 мг/л.
3. Не допускать падения деталей с подвесочных приспособ-
лений на дно ванны, так как упавшие детали, растворяясь, загрязняют
электролит солями меди, железа, цинка, свинца, олова.
77
4. Следить за тем, чтобы крючки, к которым крепятся аноды,
не омывались электролитом при повышении уровня электролита
в ванне, так как в этом случае происходит их анодное растворение
и попадание в электролит меди и цинка.
5. Ежедневно чистить аноды стальной щеткой для удаления
с их поверхности солевых и окисных пленок. Эту операцию нежела-
тельно производить с оловянными анодами для щелочных электро-
литов.
6. Загрузку ванн деталями производить таким образом, чтобы
объемная плотность тока (отношение силы тока, проходящего через
ванну, к объему электролита) не превышала величины 0,5 А/л для
ванн с подогревом. При повышенных значениях объемной плотности
тока электролиты самопроизвольно нагреваются за счет Джоулева
тепла.
7. Тщательно обезжиривать и промывать детали во избежание
заноса с деталями органических примесей (масла) и травильных
растворов.
8. Не допускать попадания смазочных масел в электролит
с монорельсов, тельферных устройств и других узлов механизирован-
ных и автоматических линий, расположенных над ваннами.
9. Своевременно очищать штанги вайи, контакты, крючки
и другие токонесущие части от окнслов.
10. Своевременно фильтровать электролиты, освобождая их от
механических примесей, накапливающихся при длительной работе,
заключать аноды в чехлы из хлориновой ткани, чтобы не допускать
попадания анодного шлама в электролиты.
11. В стальных ваннах для щелочных электролитов, не имеющих
облицовки пластиками, не следует допускать близкого расположения
анодов к стейкам и дну ванны во избежание утечек тока к стенкам
ванны. Утечки тока вызывают осаждение покрытия иа стенках
ванны (катодные участки) и разрушение ванн (анодные участки).
12. В ваннах щелочного лужения следует применять аноды в виде
узких пластин, так как при наличии широких анодов их рабочая
часть, обращенная к стейкам ванны, вследствие пониженной плот-
ности тока остается не пассивированной.
28. Рекомендации по созданию безотходной технологии
При осаждении покрытий цинком, кадмием, оловом и свинцом,
как и других гальванических покрытий, много ценных продуктов
и солей металлов попадает со сточными водами в очистные сооруже-
ния и после соответствующих отработок в виде илистых отложений
закапывается в землю в специально отведенных для этого местах.
В связи с принятыми мерами ио охране природы и необходимости
утилизировать цепные материалы из отходов гальванического про-
изводства ниже приводится ряд рекомендаций, направленных на то,
чтобы технологические процессы гальванопокрытия исключили или
свели к минимуму унос солей металлов с промывными водами.
Для уменьшения уноса электролита деталями при извлечении
их из ванн рекомендуется установить над ваннами ручного обслужи-
вания штату на стойках, иа которую следует перевешивать подвес-
ки с деталями по мере разгрузки ванны. Если разгрузка выполняется
автоопсратором, то в программе его движения необходимо предусмот-
реть выдержку детали над ванной в течение не менее 15 с. Этого
78
времени достаточно для того, чтобы большая часть захваченного дета-
лями электролита стекла в ванну.
Промывку деталей после гальванической ванны необходимо вы
полнить в две операции: промывка в ванне-сборнике, содержащей
непроточную воду, промывка в ванне с проточной водой каскадного
типа. Такой способ промывки деталей после покрытия в сочетании
с указанным выше приемом задержки деталей над ванной снижает
потери металла в 10—15 раз.
Вода из ванн-сборников, содержащая соли металла и компонен-
ты электролита, используется для долива до уровня рабочих ванн.
В том случае, если в рабочих ваннах уровень сохраняется стабиль-
ным, извлечение металлов из ванн-сборников можно осуществить
методом электролиза при очень малых плотностях тока или более
простым способом — внутреннего электролиза, который особо эффек-
тивен для растворов, содержащих ионы ценных металлов: кадмий,
олово, никель, медь, свинец. Способ улавливания заключается
в следующем: по одной из стенок ванны-сборника располагаются
пластины из цинка или магния, обернутые стеклотканью или хлори-
новой тканью, по другой стенке — пластины из коррозионностойкой
стали. Пластины магния (цинка) и коррозионностойкой стали соеди-
няются проводом, в результате чего создается короткозамкнутый
гальванический элемент. Коррозионностойкая сталь служит катодом,
а магний или цинк — анодом.
В результате работы этого гальванического элемента на катоде
осаждается металл обычно в виде порошка, который легко счищается
с пластины из коррозионностойкой стали и может утилизироваться
различными способами. В результате принятия всех вышеперечислен-
ных мер соли кадмия, олова и свинца в сточные воды практически
не попадают.
С целью исключения цианистых токсичных соединений в электро-
литах и сокращения этим расходов на обезвреживание сточных вод
следует по возможности использовать нецианистые электролиты, сос-
тавы которых приведены в настоящей брошюре.
Целесообразно также стремиться к тому, чтобы применять элект-
ролиты с минимальным количеством компонентов и с пониженными
их концентрациями. С этой точки зрения пирофосфатные электролиты,
содержащие обычно значительное количество пирофосфата калия
(до 350 г/л), уступают щелочным (цинкатным, станнатным и т. п.),
так как сточные воды от ваии с щелочными электролитами
после извлечения из них металлов служат нейтрализаторами кислых
стоков.
Большие потери материалов влечет за собой практика так назы-
ваемых «залповых сбросов», когда в результате небрежного обслу-
живания ванн электролиты выходят из строя и выливаются в кана-
лизацию. На отдельных предприятиях делаются даже попытки узако-
нить эту практику путем введения нормативов на смену электролитов
через несколько месяцев. Подобную практику следует признать пороч-
ной, так как электролиты при своевременном их корректировании
и соблюдении правил работы на ваннах служат годами, а иногда и
десятилетиями без частичной или полной смены электролитов. И в слу-
чае замены электролита на свежий весь металл, находящий-
ся в растворе «старого» электролита, должен быть извлечен
электролизом с нерастворимыми анодами или выделен химическим
способом.
79
29. Правила приемки покрытий
Детали с покрытием осматриваются невооруженным глазом при
освещении рассеянным светом. На покрытии не допускаются непо-
крытые участки поверхности, отслаивание, образование вздутий, ше-
роховатость, губчатые и рыхлые осадки металла. Покрытия должны
быть светлыми, гладкими и блестящими, если они получены в электро-
литах с блескообразующими добавками. Пассивированные цинковые
и кадмиевые покрытия не должны иметь темно-коричневого цвета.
Отдельные дефекты покрытия в соответствии с требованиями
ГОСТ 9.301 — 78 допускаются в ограниченном количестве. К ним отно-
сятся следы от подвесочных приспособлении, следы (потеки) от
воды, отсутствие покрытия в труднодоступных участках поверхности
детали (внутренних полостей трубчатых изделий, мест нахлеста
сварочных швов, пор литья и паяных соединений). Допускаются
также незначительные повреждения па анодных покрытиях (цинк,
кадмий) в виде очень мелких неглубоких царапин.
Прочность сцепления (ГОСТ 9.302 — 79) проверяют нанесением
сетки царапин с помощью стального острия. Покрытие считается
качественным, если в точках пересечения царапин не происходит
отслаивания в виде мелких чешуек металла. Для листовых материа-
лов прочность сцепления определяется изгибом под углом 90°С в обе
стороны. Изгибание производят до тех пор, пока не произойдет
излома. Покрытие считается качественным, если в местах излома
не происходит отслаивания.
Для проволок диаметром до 2 мм прочность сцепления покрытия
проверяют навивкой проволоки на стержень утроенного диаметра
до 10—15 витков, плотно прилегающих друг к другу. Покрытие не
должно растрескиваться или отслаиваться.
Толщина покрытия является одним из важнейших параметров,
определяющих коррозионную устойчивость изделий, поэтому опреде-
ление толщины покрытия является необходимой контрольной опера-
цией. Обычно контролю на толщину слоя покрытия подвергаются
от 1 до 3% деталей из каждой партии. В соответствии с
ГОСТ 9.302—79 используются различные методы определения толщи-
ны покрытия как на готовых деталях, так н на образцах-свидетелях,
завешиваемых в ванне одновременно с деталями.
На ряде предприятии практикуется контроль толщины покрытия
в процессе его нанесения путем периодического извлечения одной-
двух деталей из ванн и проверки толщины слоя покрытия на них.
Разрешение на выгрузку деталей из ванн дается после того, как
достигнута.требуемая толщина покрытия. Подобная практика оправ-
дывается в том случае, когда рабочие не имеют еще должной квали-
фикации или в условиях многоиомепклатурного мелкосерийного про-
изводства, когда за одну загрузку помещают разнохарактерные
по форме детали н пе представляется возможным правильно опреде-
лить суммарную поверхность покрываемых деталей.
30. Удаление дефектных покрытий
Цинковое покрытие удаляется химическим растворением его
в растворе (г/л) следующего состава и режима:
50 -100
3 5
15-25
Соляная кислота . .
Катапин КИ-1 ....
Температура раствора, °C
80
Каталин КИ-1 вводится для того, чтобы уменьшить воздействие
кислот на металл основы — сталь.
Кадмиевое покрытие с деталей из стали и медных сплавов
удаляется без воздействия на металл основы в одном из следующих
растворов (г/л):
1. Азотнокислый аммоний
2. Азотнокислый аммоний
Соляная кислота
Температура растворов, °C •
. . . , . 450-550
..........100—150
......... 10 — 12
. . 15—25
Оловянное покрытие с деталей из стали без повреждения основы
удаляется анодным растворением в растворе, содержащем 50— 100 г/л
едкого натра, при температуре раствора 60—70°С и плотности тока
С = 3-У5 А/дм2. Материал катода — сталь.
С деталей из меди и ее сплавов покрытие растворяется хими-
чески в растворе следующего состава и режима работы:
Соляная кислота, л . .
Окись сурьмы, г .
Вода, мл
Температура раствора, °C
1
12
125
15—25
Контактно выделившуюся сурьму следует удалять с поверхности
деталей в 10%-ном горячем растворе щелочи.
Сплав олово — висмут удаляется с деталей из черных и цветных
металлов химическим растворением в концентрированной соляной
кислоте, разбавленной водой в отношении 1:1. Температура раствора
50—60°С.
Раствор является весьма агрессивным по отношению к стали,
поэтому повторное удаление покрытия производить не рекомендуется.
Сплав олово — висмут можно удалять также анодным растворением
при плотности тока 3—5 А/дм2 в растворе, содержащем едкий натр
(10—20 г/л) при температуре 60—70°С.
Недоброкачественные свинцовые покрытия можно удалять хими-
ческим или электрохимическим способами. Наиболее удобен электро-
химический способ, заключающийся в анодном растворении свинца
в 10%-ном растворе NaOH при температуре 60—70°С и плотности
тока /а = 1 4- 3 А/дм2.
Растворение свинца химическим способом осуществляется в раст-
воре следующего объемного содержания:
Уксусная кислота (ледяная) ................................... 5
Перекись водорода ............................................ 1
Вода............................................................14
31. Материалы, применяемые при цинковании,
кадмировании, оловяиировании и свинцевании
Характеристики анодов, применяемых при нанесении покрытий
представлены в табл. 39.
Материалы применяемые при нанесении покрытий цинком, кад-
мием, оловом и свинцом, представлены в табл. 40.
81
Таблица 39. Аноды для гальванических ванн
Материал анода Марка ГОСТ или ТУ Допустимое содержание примесей, %
Цинк Кадмий ЦО; Ц1. Ц2 КдО; Кд1 1180-71 1468-71 РЬ< 0.003. Fe< 0.07, Са< 0,002; As <0,005; Sn< 0,002; Sb <0.005; Bi <0,002;
Олово (отливает- ся непосредственно в цехе в поддоны из кровельного желе- за) 01. 02 860—75 Pb<0,04; S<0,015; Si<0,01. As<0.015; Cu<0,01, ВК0.01, Al <0,02; Zn <0.002
Свинец СО; Cl; С2 3778-77 Fe< 0.001, Sb<0,001
Таблица 40. Материалы, применяемые при цинковании,
кадмировании, оловянировании, свинцевании
Материал Химическая формула ГОСТ или ТУ Ква- лифи- кация
Альдегид ук- сусный Алюминий сернокислый СНзСОН A12(SO,)3- 18Н2О ГОСТ 9585—77 Ч
Аммиак вод- ный NH»OH ГОСТ 9-77 Техн
» > » ГОСТ 3760—79 Ч
Аммоний азотнокислый NH4NO3 ГОСТ 22867—77 >
Аммоний двухромово- кислый ( NHj) гСг2O7 ГОСТ 3763—76 »
Аммоний ро- данистый N1UCNS СТ СЭВ222—75 *
Аммоний сер- нокислый (NH,)2SO« ГОСТ 3769—78 •
Аммоний ук- суснокислый nh,c2h,o2 ГОСТ 3117-78 >
Аммоний фос- форнокисл ый двузаметенный (NH,)2HPO, ГОСТ 3772-74 ч
Аммоний фто- ристый NH,F ГОСТ 9546-75 Техн
Аммоний хло- ристый NH.CI ГОСТ 2210-73
*2
Продолжение табл. 40
Материал Химическая формула ГОСТ или ТУ Ква- лифи- кация
Ангидрид хромовый СгО, ГОСТ 2548-77 Техн
Ацетон (СН3)2СО ГОСТ 2603—79 »
Бария гидрат окиси Ва(ОН)г ГОСТ 10848—79 »
Бнхромат натрия NajCrjO? ГОСТ 2651—78 »
Блескообра- зователь БОС-2 — ТУ 6-09-05-318—75 »
Блескообра- зователь ДХТИ-203 — ТУ 6-09-4652—78 >
Блескообра- зователь БЦУ ТУ 6-16-815—73 >
Вещество вспомогатель- ное ОП-7 и ОП-Ю ГОСТ 8433—81 >
Висмут сер- нокислый Вi*2 (SO4) з • зн ?о МРТУ 6-09-6595—70 ч
Водорода пе- Н2О2 ГОСТ 177—77 Техн
Гидразин со- лянокислый NH2— NH2-2HC1 ГОСТ 22159-76 >
Глицерин ди- намитный С3Н5(ОН)э ГОСТ 6259-75 »
Диаминодн- метоксидифе- инл (ДДДМ) — ТУ 16п-466-68 »
Диспергатор НФ — ГОСТ 6848—79 »
Дисульфо- нафталиновая кислота CioH6(S03H)2 ТУ 6-14-1019—78 »
Ингибитор ПБ-8/2 — — »
Ингибитор И-1-Е — ТУ 3840-327-72 >
Кадмия окись CdO ГОСТ 1 1120-75 ч
Кадмии сер- нокислый CdSO,-8/3H2O ГОСТ 4456-75 »
Кадмий хло- ристый CdCl2 ГОСТ 4330-76 »
Кали едкое кон ГОСТ 9285-78 »
Калий — натрий виннокислый KNaC,H4O6-4H2O ГОСТ 5845-79
Калия мета- титанат K2TiO3 ТУ 6-09-2153 — 72 »
Калий пиро- фосфорнокис- лый K,P2O,-3H2O ТУ 6-09-4689 — 78 »
Калин хло- ристый KC1 ГОСТ 4234—77 >
Калий циа- нистый KCN ГОСТ 8465—79 Техн
Каталин ВДВ — ТУ 6-01-674—72 »
83
Продолжение табл. 40
Материал Химическая формула ГОСТ или ТУ Ква- лифи- кация
Квасны ало- KAI(SO<)2- 12Н2О ГОСТ 15028-77 Техи
миннево-калие- вые
Кислота азот- HNO, ГОСТ 4461—77 Ч
пая
Кислота бор- Н.ВОз ГОСТ 9656—75
пая
Кислота бор- фтористоводо- родная HBF, ТУ 6-09-2577-77
Кислота сер- H2SO, ГОСТ 667 — 77 : Техн
ная аккумуля- торная Кислота суль- фаниловая H2C6H,SO3H ГОСТ 5821—69 Ч
Кислота со- на ГОСТ 6-01-1194 — 79 Техн
ляная Кислота фто- ристоводород- ная HF ГОСТ 2567—7.3 »
Клей мездро- вый — ГОСТ 3252-80 >
Кислота ор- тофосфорная НзРО, ГОСТ 10678—76 ч
Масло касто- ровое — ГОСТ 6757—73 ГОСТ 2263-79 Техн
Натр едкий NaOH
Натрий оло- вяинокислый Na2SnO3 ТУ 6-09-1506—72 ч Техн
Натрий сер- нистый Na2S ГОСТ 596—78 ГОСТ 6318-77
Натрий сер- нокислый Na2SO<- 10H2O
ГОСТ 2080-76
Натрий ук- суснокисл ЫЙ NaC2HjO2-3H2O
ГОСТ 2871—75
Натрий фто- ристый Натрий хло- NaF
NaCl ГОСТ 4233-77 ч
рнстый Натрий циа- NaCN ГОСТ 8464—79 Техн
иистый Никель сер- нокислый NiSOi-7H2O ГОСТ 4465-74 ТУ 6-09-1502—72 ч
Олово серио- SnSO,
кислое SnCl2-2H2O
Олово хло- ГОСТ 36-78
ристое Олово хлор- SnCI«-5H2O ТУ 6 00-3084 —76 Техн
ное иятиводиос ТУ 6-09-2683—77
Олово бор- фтористоводо- S и (BF«)2 ч
родное ! 1спообразо- —. ГОСТ 6948 -70 Техн
ватель IIO-I Полиэтилеи- полиами» — ТУ 6-02-594-75 »
84
Продолжение табл. 40
Материал Химическая формула ГОСТ пли ТУ Ква- лифи- кация
Препарат ОС-20 —- ГОСТ 10730-76 Техн
Препарат для фосфатирова- ния «Мажеф» OCT 6-25-14—79
Продукт ДЦУ (закрепитель) — ТУ 6858—69 »
Продукт Лн- конда Zn—SF ТУ 6-00-4286—76 »
Продукт Ли- конда-2 — ТУ 6-09-3662—74 »
Продукт Ли- конда 1Б — ТУ 6-09-3862—74 »
Продукт Ли- конда-21 — ТУ 6-18-193—77
Продукт Ли- конда-22 — ТУ 6-18-214 — 76 »
Продукт Ли- конда-31 — ТУ 6-09-4410—77 »
Продукт Ли- меда Sn-2 — ТУ 6-09-4615—78 »
Продукт Ли- меда-БК — ТУ 88 ЛитССР 3-78 »
Продукт Ли- меда-НЦ — ТУ 6-09-4428—79
Продукт Ли- меда-НБЦ — ТУ 6-09-4798—79 »
Продукт Ли- меда-БЦ — РСТ ЛитССР 870—78 »
Сиитаиол ДС-10 — ТУ 6-14-577—77
Сода кальци- нированная Na2C03 ГОСТ 5100—73
Свинец угле- кислый РЬСОз ГОСТ 10275—74 ч
Свинца окись РЬО ГОСТ 9199—77
Трицатрий- фосфат NajPO., ГОСТ 261—76 »
Триэтанола- мин N(CH2CH2OH)3 ТУ 6-09-2448—79
Трилон (А) (иитрилтриук- сусная кислота) NO(C2H3O2)3 ГОСТ 10329-74 »
Ткань хлори- новая — ТУ 6-09-4615—78 >У
Тномочевипа CS(NH2)2 ГОСТ 6344—73 ч
Трилон Б (двунатриевая соль этилендиа- минтетрауксус- иой кислоты) CI0H|4N2Na2O8-2H2O ГОСТ 10652—73 »
Уголь активи- рованный БАУ — ГОСТ 6217-74 Техн
Уротропин (CH2)6N ГОСТ 1381-73 »
Формалин (37%-ный) 1 CH2O ГОСТ 1625-75 »
85
Продолжение табл. 40
Материал Химическая формула ГОСТ или ТУ Ква- лифи- кация
Фурфурол — ГОСТ 10930—74 Техн
Цинка окись ZnO ГОСТ 10262—73
Цннк серно- кислый ZnSO,-7H2O ГОСТ 4174—77
Цинк хлорис- тый ZnCI2 ГОСТ 4529—78 »
Этилендиамин (CH)2(NH2)2 ТУ 6-09-146—75
СПИСОК ЛИТЕРАТУРЫ
1. Вейхерт М. Т. Новые интенсифицированные процессы получения блестящих
покрытий. Л.: ЛДНТП, 1975. 33 с.
2. Инженерная гальванотехника в приборостроении./Под ред. д-ра техн, наук
А, М. Г и н б е ₽ г а. М.: Машиностроение, 1977. 5’10 с.
3. Каталог. Новые гальванические процессы. Черкассы: НИИТЭХИМ, 1979. 18 с.
4. Кудрявцев Н. Т. Электролитические покрытия металлами. М.: Химия, 1979. 340 с.
5. Пилавов Ш. Г., Чернявский В. Ф. Электролиты кадмирования из сульфатно-
аммониевых электролитов.— Защита металлов, 1980, № 1 с. 88—90.
6. Попов Е. Р. Инютина В. М., Найвельт В. М. Композиция добавок к электролиту
кадмирования.— Защита металлов, 1980, № 3, с. 354 — 355.
7. Пурин Б. А., Цера' В. А., Озола Э. А. Комплексные электролиты в гальвано-
технике. Рига: Лиесма, 1978. 263 с.
8. Эйчис А. П. Метаддо-лаковые покрытия. Киев: Техника, 1975, с. 102—122
9. Ямпольский А. И., Ильин В. А. Краткий справочник гальванотехника. Л.;
Машиностроение, 1981. 262 с.
ОГЛАВЛЕНИЕ
Предисловие ..................................................
1 Свойства и основные области применения цинкового
покрытия ........................................... •
2. Электролиты цинкования .............................
3. Кислые электролиты................................
4. Цианистые электролиты...............................
5. Аммиакатные электролиты.............................
6. Цинкатные электролиты...............................
7. Пирофосфатные электролиты.........................
8. Частные случаи цинкования.................. . . . .
3
4
II Кадмирование...............................................
9. Свойства и основные области применения кадмиевого
5
7
13
17
22
24
26
30
покрытия.......................... . .............
10. Электролиты кадмирования . ....................
11. Кислые электролиты...................................
12. Цианистые электролиты..........................
13. Аммиакатные электролиты.............................
14. Прочие электролиты кадмирования.....................
15. Частные случаи кадмирования.........................
16. Пассивирование и фосфатирование цинковых и кадмиевых
покрытий ...............................................
III. Оловянирование...........................................
17. Свойства и основные области применения оловянных
покрытий ............................................
18. Электролиты оловянирования ....................
19. Кислые электролиты..................................
20. Пирофосфатные электролиты......................
21. Станиатные электролиты .............................
22. Электролиты для получения оловянного покрытия, леги-
рованного висмутом ....................................
23. Химическое оловянирование и регенерация олова . . .
24. Декоративное покрытие «Кристаллит» .................
IV. Свинцевание .............................................
32
34
36
38
41
42
45
50
52
53
58
60
25. Свойства и основные области применения свинцового
покрытия ................................................
26. Электролиты свинцевания .............................
V. Основные технологические рекомендации........................
27. Правила работы иа ваннах ............................
28. Рекомендации по созданию безотходной технологии .
29. Правила приемки покрытий ............................
30. Удаление дефектных покрытий ........................
31. Материалы, применяемые при цинковании, кадмировании,
оловянирования и свинцевании ............................
Список литературы ....
64
68
70
72
77
78
80
81
86
И Б № 3706
Виталий Алексеевич Ильин
ЦИНКОВАНИЕ,
КАДМИРОВАНИЕ,
ОЛОВЯНИРОВАНИЕ
И СВИНЦЕВАНИЕ
(Библиотечка гальванотехника, выпуск 2)
Редактор Н. С. Аникиева
Художественный редактор С. С. Венедиктов
Технический редактор Т. И. Витошинская
Корректор А. И. Лавриненко
Обложка художника В. Э. Нефедовича
Сдано в набор 02.02.83. Подписано в печать 25.07.83. М-42418.
Формат 84ХЮ8|/л2- Бумага типографская № I, Гарнитура литературная.
Печать высокая. Усл. печ. л. 4,62 Усл. кр.-отт. 4,83. Уч.-нзд. л. 6,74.
Тираж 25.000 экз. Заказ 531. Цена 35 коп.
Ленинградское отделение ордена Трудового Красного Знамени издательства
«Машиностроение», 191065, Ленинград, ул. Дзержинского, 10
Ленинградская типография № 2 головное предприятие ордена Трудового
Красного Знамени Ленинградского обьеднненпя «Техническая книга»
им. Евгении Соколовой Союзполнграфнрома при Государственном комитете
СССР по делам издательств, полиграфии и книжной торговли. 198052,
г. Ленинград, Л-52, Измайловский проспект, 29.
Фотографировал Семенюченко Владимир
chem_vova@mail.univ.kiev.ua; vova2002@mail.ru