/
















Text
Введение ................................................. 3
Особенности кислородной резки высоколегированных сталей 5
Основные сведения..................................... 5
Существующие способы резки высоколегированных сталей 7
Флюсы и аппартура для резки высоколегированных сталей 10
Флюсы.......................................Ю
Аппаратура............................................14
Металлургические особенности резки высоколегированных
сталей............................................ .... 27
Влияние легирующих элементов на свойства сталей . . 27
Влияние резки на качество сталей......................30
Классификация высоколегированных сталей в зависимости
от их способности подвергаться резке................37
Технология резки высоколегированных сталей................44
Основные характеристики режимов резки.................44
Техника резки ................................ ...... 51
- Деформация сталей при резке и их устранение ... 58
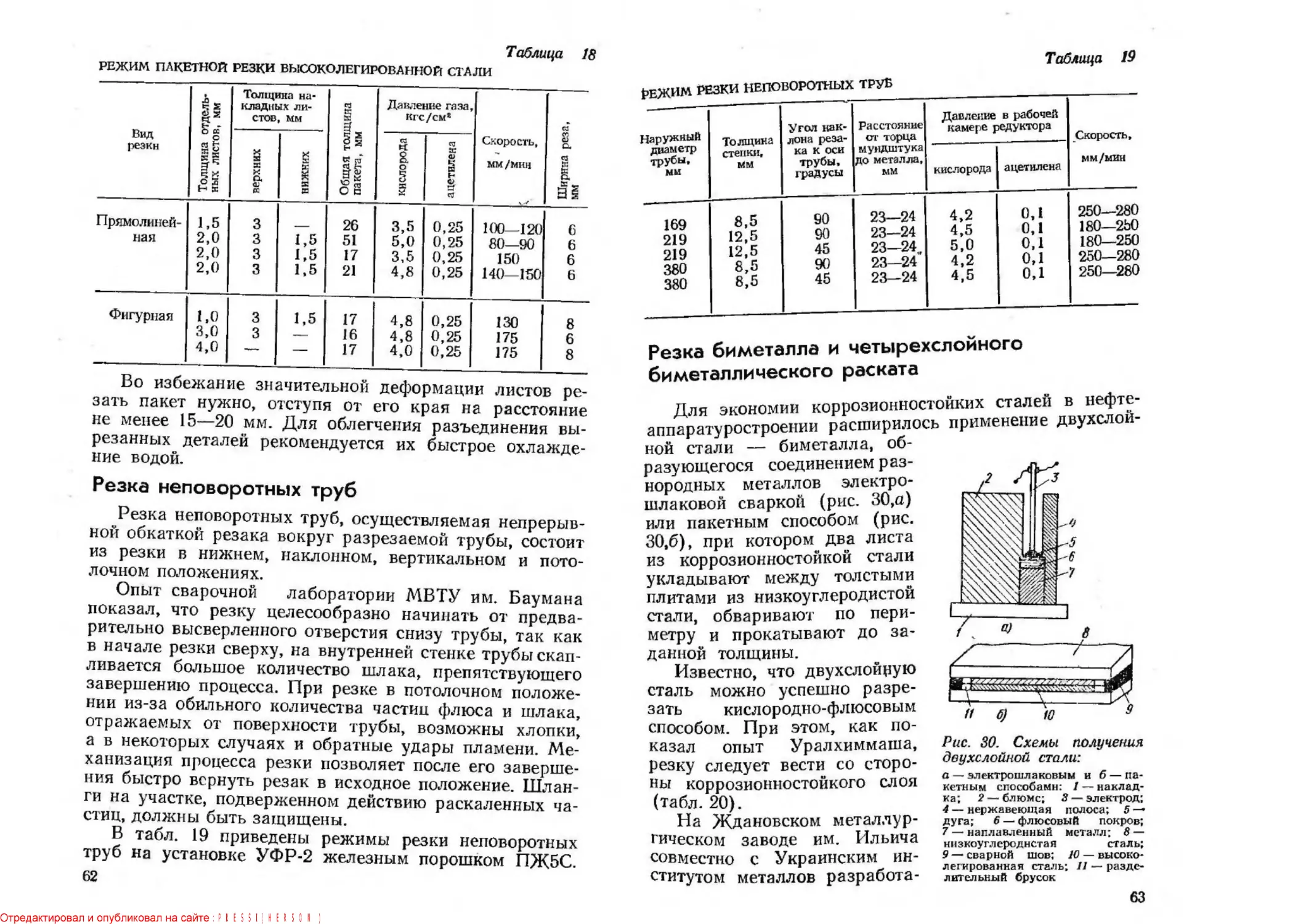
Пакетная резка................•-......................61
Резка неповоротных труб...............................63
Резка биметалла и четырехслойного биметаллического
паската.............................................63
А
Режимы резки сталей больших толщин . ..... 67
Резка стали толщиной более 100 мм.....................67
Кислородно-флюсовая очистка и отрезка литников на
стальных отливках...................................71
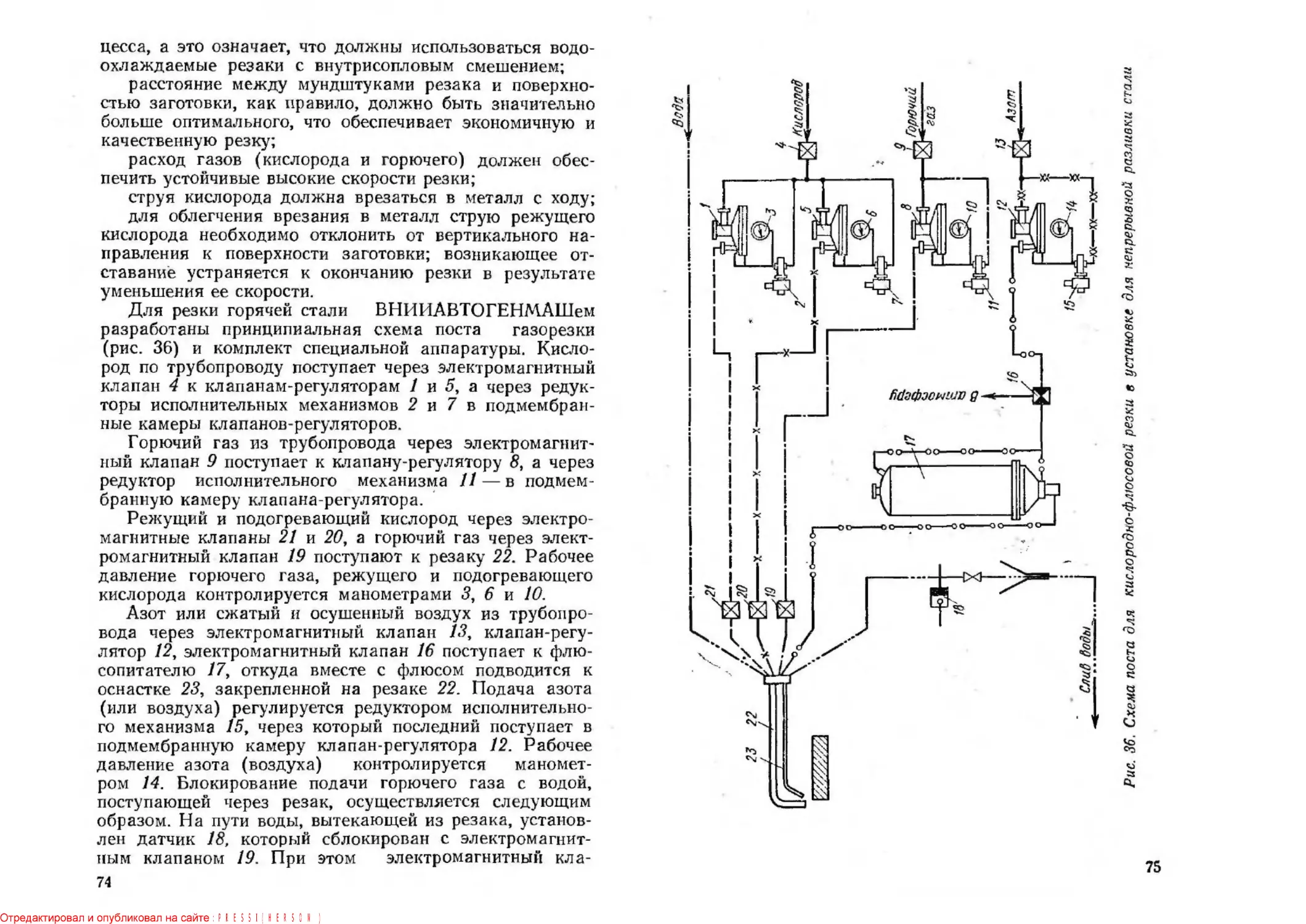
Кислородно-флюсовая резка горячего металла ... 73
Резка стали толщиной более 300 мм.....................77
Резка кислородно-порошковым копьем....................83
Организация работ и техника безопасности..................87
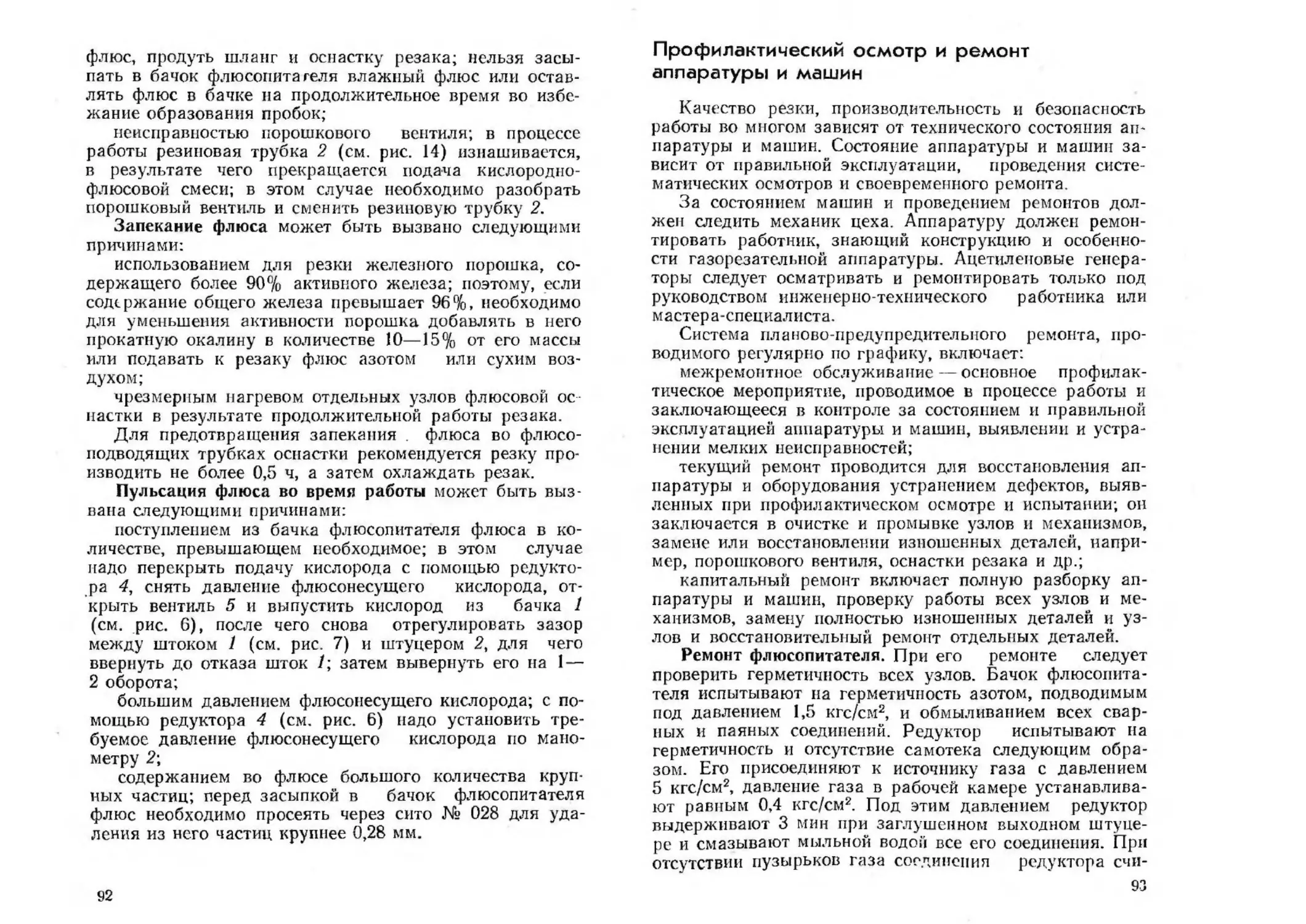
Оборудование рабочего поста для резки.................87
Подготовка рабочего места и уход за оборудованием . . 89
Устранение неполадок при работе на установке УРХС-5 91
Профилактический осмотр н ремонт аппаратуры и машин 93
Техника безопасности при резке........................94
Список литературы.................................... : 97
ВСЕСОЮЗНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ
И КОНСТРУКТОРСКИЙ ИНСТИТУТ
АВТОГЕННОГО МАШИНОСТРОЕНИЯ
ВНИИАВТОГЕНМАШ
БИБЛИОТЕКА ГАЗОСВАРЩИКА
О. Ш. Спектор
КИСЛОРОДНО-
ФЛЮСОВАЯ
РЕЗКА
Под редакцией
И. А. АНТОНОВА и Д. Л. ГЛИЗМАНЕНКО
Москва «Машиностроение» 1974
С71
УДК (621.791.55+621.794.04) : 669.15-194.3 (082.1)
Спектор О. Ш. Кислородно-флюсовая резка. М.,
«Машиностроение», 1974, 96 с.
В брошюре описаны оборудование, аппаратура, флю-
сы, технология кислородно-флюсовой резки высоколе-
гированных сталей, биметалла и биметаллического
раската, сталей больших толщин, а также технология
копьевой кислородно-порошковой резки неметалличе-
ских материалов.
Приведены примеры применения кислородно-флюсо-
вой резки в промышленности.
Освещен опыт отдельных заводов по резке листо-
вого металла и отрезке прибылей.
Брошюра предназначена для рабочих и мастеров,
работающих в области кислородной резки.
Табл. 30, ил. 45, список лит. 6 назв.
31206-074
038(01)-74
74-74
© Издательство «Машиностроение», 1974 г.
Ойзер Шмулевич СПЕКТОР
КИСЛОРОДНО-ФЛЮСОВАЯ РЕЗКА
Редактор издательства Ю. Л. Мврки:
Технический редактор Т. И. Андреева
Корректор Л. В. Асташенок
Сдано в набор 13/ХП 1973 г. Подписано к печати 28/П 1974 г.
Т-02871 Формат 84Х1081/з2 Бумага № 2.
Усл. леч. л. 5,04 Уч.-изд. л. 5,25
Тираж 10 000 экз. Зак. 1896 Цена 19 коп.
Издательство «Машиностроение»,
107885, Москва, 1-й Басманный пер., 3
Московская типография № 32 «Союзполиграфпрома» при Государ-
ственном комитете Совета Министров СССР по делам издательств,
полиграфии и книжной торговли
Москва, К-51, Цветной бульвар, д. 26
ВВЕДЕНИЕ
Одним из эффективных способов подготовки сталей
под сварку является кислородная резка, широкое при-
менение которой обусловлено ее высокой производи-
тельностью и точностью вырезаемых деталей, а также
возможностью механизации и автоматизации.
Однако не все металлы и сплавы поддаются обычной
кислородной резке. Низкоуглеродистую сталь перед рез-
кой предварительно нагревают подогревающим пламе-
нем до температуры белого каления. Затем сталь зажи-
гается в струе режущего кислорода; при этом образует-
ся шлак, который, расплавляясь, вытекает из разреза;
кислород вступает в соприкосновение со следующим
слоем. Таким образом, процесс резки протекает непре-
рывно.
Кислородная резка стали, содержащей свыше 4%
Сг, отличается от описанного способа резки образова-
нием на поверхности подогретого металла тугоплавкой
газонепроницаемой пленки шлака с высоким содержа-
нием окислов хрома. Наличие такой пленки исключает
последовательное окисление металла кислородной струей,
его горение, прекращает выделение теплоты и рас-
плавление металла. К таким сталям относятся кор-
розионностойкие (нержавеющие), а также жаростойкие
(окалиностойкие) и жаропрочные стали и сплавы, обла-
дающие высокими механическими и особыми физиче-
скими свойствами.
К числу собственно коррозионностойких сталей отно-
сятся только высокохромистые, содержащие до 15% Сг
и не более 0,6% М (1X13, 2X13, 3X13, 4X13, Х14). Ос-
новная особенность этих сталей — атмосферная корро-
зионпостойкость, т. е. способность не ржаветь на воз-
духе.
К высокохромистым коррозионностойким сталям от-
носятся также стали, содержащие 16—30% Сг (Х17,
Х25, Х28), и хромоникелевые стали, содержащие наряду
с хромом и никель (до 14%), например, Х17Н2,
0Х18Н10, Х18Н9, 2Х18Н9, Х18Н10Т, Х18Н12Б, 2Х13Н4Г9,
Х17Н13М21, Х17Н13МЗТ. Опи являются коррозионно-
стойкими в условиях действия различных кислот (в жид-
ком и газообразном состояниях).
Хромоникелевые коррозионностойкие стали сохраня-
ют аустенитную структуру даже при медленном охлаж-
дении с высоких температур, вследствие чего их приня-
то называть аустенитными. В отличие от других сталей
аустенитные после закалки в воде становятся пластич-
ными и более мягкими, чем до закалки.
В группу так называемых жаростойких и жаропроч-
ных сталей входят хромистые и хромоникелевые стали,
обладающие повышенной стойкостью против окисления,
т. е. образования окалины при высокой температуре, и
стали, сохраняющие прочность, а также окалиностой-
кость при высокой температуре (жаропрочные стали).
Из коррозионностойких сталей окалиностойкими при
температуре 1000—1100° С являются хромистые стали
Х25 и Х28. Коррозионностойкие хромоникелевые стали
могут быть использованы также в качестве жаропроч-
ных (при температуре до 600—500° С сталь Х18И10Т,
при более высоких температурах до 700—800° С сталь
Х17Н13МЗТ).
В связи с изложенным, эти стали и сплавы широко
применяют в современной химической и атомной про-
мышленностях, авиации, энергетике, реактивной и ра-
кетной технике.
Одним из средств обработки высоколегированных
сталей наряду с ковкой, штамповкой и механической об-
работкой является термическая (кислородная и газо-
электрическая) резка.
Однако высоколегированные стали и сплавы в раз-
личной степени чувствительны к термическому воздей-
ствию при нагреве, что затрудняет установление техно-
логического режима резки.
ОСОБЕННОСТИ КИСЛОРОДНОЙ РЕЗКИ
ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ
Основные сведения
Широкое применение кислородной резки высоколеги-
рованных сталей объясняется ее высокой производитель-
ностью, точностью вырезаемых деталей, а также воз-
можностью механизации и автоматизации.
Металл, предназначенный для кислородной резки,
должен обладать способностью воспламеняться в при-
сутствии кислорода и сгорать при температуре, которая
ниже точки его плавления. Шлак, образующийся при
сгорании, должен расплавляться раньше, чем разрезае-
мый металл. Сталь, содержащая более 1,6—1,8% С, не
может быть подвергнута кислородной резке, так как
температура воспламенения с повышением содержания
углерода повышается, а температура плавления снижа-
ется. Если точка плавления шлака расположена выше
точки плавления металла (например, для хрома 1830° С
и его окислов 2270° С, для никеля 1452° С и его окислов
1985° С), то для резки сталей с высоким содержанием
таких элементов, как хром и никель, необходимы спе-
циальные приемы.
Для успешного прстгекания кислородной резки необ-
ходимо и следующее условие. Известно, что теплоты, вы-
деляющейся при горении железа, недостаточно для не-
прерывности окислительного процесса, так как имеются
большие ее потери за счет теплоотвода и излучения.
Указанные потери теплоты восполняются подогреваю-
щим пламенем. Несмотря па относительно малое коли-
чество теплоты, вводимой в металл подогревающим пла-
менем 1(для листов толщиной до 20 мм всего 35% от
общего количества теплоты, а для листов большей тол-
щины 15% и менее), выключить последнее во время рез-
ки нельзя, так как это приведет к немедленному пре-
кращению процесса. В то же время согласованность по-
догрева с количеством выделяющейся теплоты при
горении железа является важным условием, обеспечи-
вающим высокую производительность и минимальный
расход подводимой энергии.
Перед резкой низкоуглеродистую сталь нагревают
подогревающим пламенем до температуры белого кале-
ния. Затем нагретая сталь воспламеняется в струе ре-
жущего кислорода, а образующийся при этом шлак
расплавляется и вытекает из разреза; кислород же всту-
пает в контакт со следующим участком. Таким образом,
процесс резки протекает непрерывно.
Описанный обычный способ кислородной резки нель-
зя применять для резки стали, содержащей более 4%
Сг. Это объясняется тем, что после первого мгновенного
окисления на поверхности начального участка резки об-
разуется тугоплавкая пленка окиси хрома. В образую-
щейся пленке хромистожелезистых окислов окиси хро-
ма содержится приблизительно столько же, сколько хро-
ма содержится в стали, т. е. около 20%. Температура
плавления хромистых железняков с таким содержанием
хрома более 2000° С, что значительно превышает темпе-
ратуру плавления разрезаемой стали.
Наличие пленки исключает последовательное окисле-
ние металла кислородной струей, его горение, при этом
прекращается выделение теплоты и расплавление метал-
ла. В результате отвода теплоты соседними участками
металла и охлаждающего действия струи кислорода
температура подогретой части металла понижается и
резка прекращается. Следовательно, для кислородной
резки высоколегированных сталей необходимо обеспе-
чить расплавление и перевод в шлак образующихся ту-
гоплавких окислов. Последние можно удалить перево-
дом их в более легкоплавкие соединения или дополни-
тельным нагревом до высоких температур.
Известны различные способы резки высоколегирован-
ных сталей, часть из них успешно применяют на практи-
ке. Эти способы характеризуются применением местно-
го нагрева с затратой значительного количества энергии
и потерей массы обрабатываемого металла за счет его
окисления (сгорания) или плавления.
В табл. 1 приведены основные способы резки, источ-
ники энергии, используемые для этой цели, и наиболь-
шая толщина разрезаемого металла.
6
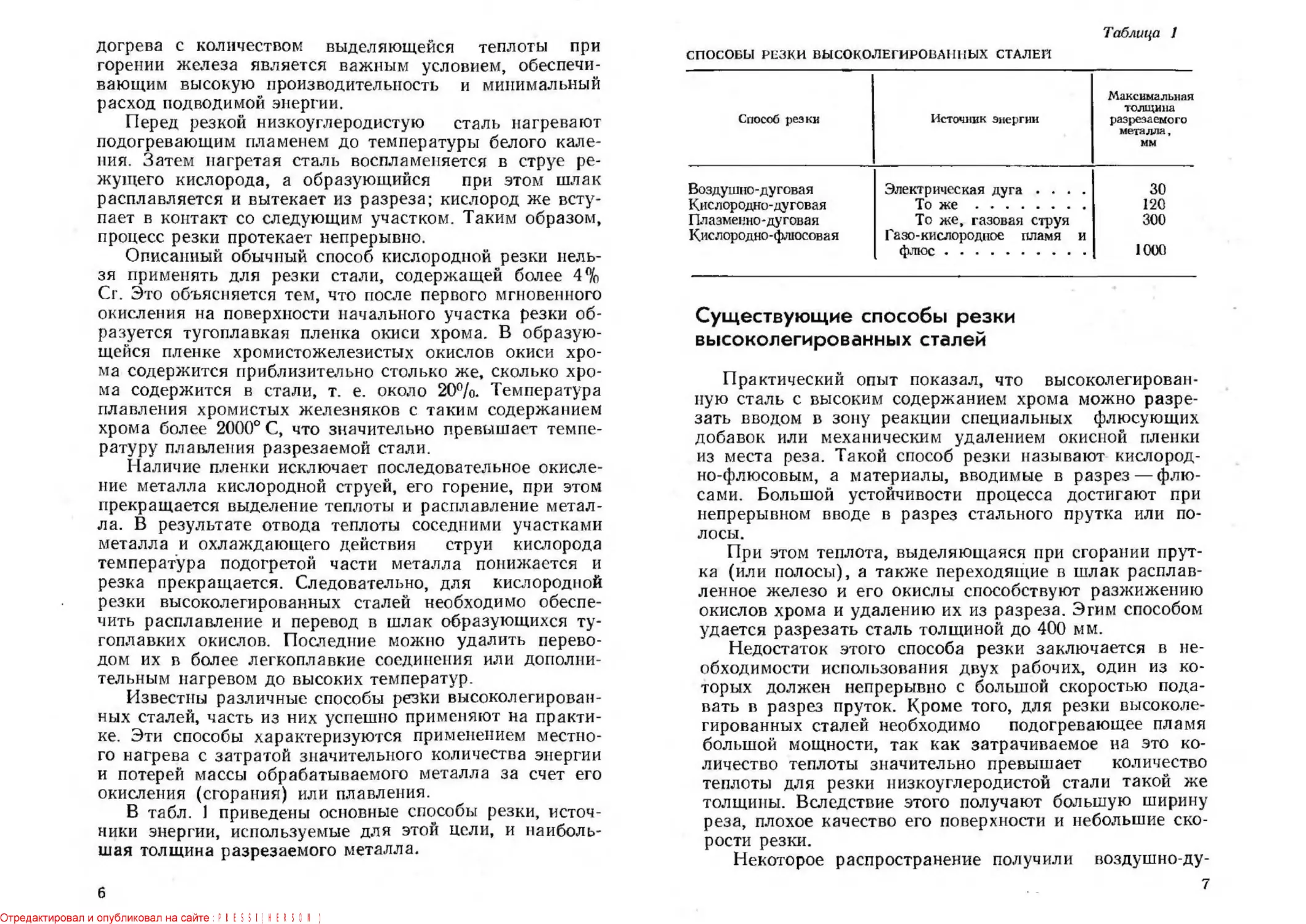
СПОСОБЫ РЕЗКИ ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ
Таблица /
Способ резки Источник энергии Максимальная толщина разрезаемого металла, мм
Воздушно-дуговая Электрическая дуга .... 30
Кислородно-дуговая То же 120
Плазменно-дуговая То же, газовая струя 300
Кислородно-флюсовая Газо-кислородное пламя и флюс 1000
Существующие способы резки
высоколегированных сталей
Практический опыт показал, что высоколегирован-
ную сталь с высоким содержанием хрома можно разре-
зать вводом в зону реакции специальных флюсующих
добавок или механическим удалением окисной пленки
из места реза. Такой способ резки называют кислород-
но-флюсовым, а материалы, вводимые в разрез — флю-
сами. Большой устойчивости процесса достигают при
непрерывном вводе в разрез стального прутка или по-
лосы.
При этом теплота, выделяющаяся при сгорании прут-
ка (или полосы), а также переходящие в шлак расплав-
ленное железо и его окислы способствуют разжижению
окислов хрома и удалению их из разреза. Этим способом
удается разрезать сталь толщиной до 400 мм.
Недостаток этого способа резки заключается в не-
обходимости использования двух рабочих, один из ко-
торых должен непрерывно с большой скоростью пода-
вать в разрез пруток. Кроме того, для резки высоколе-
гированных сталей необходимо подогревающее пламя
большой мощности, так как затрачиваемое на это ко-
личество теплоты значительно превышает количество
теплоты для резки низкоуглеродистой стали такой же
толщины. Вследствие этого получают большую ширину
реза, плохое качество его поверхности и небольшие ско-
рости резки.
Некоторое распространение получили воздушно-ду-
говая и кислородно-дуговая способы резки высоколеги-
рованных сталей. Однако наиболее эффективными спо-
собами резки высоколегированных сталей и сплавов
являются плазменно-дуговая и кислородно-флюсовая.
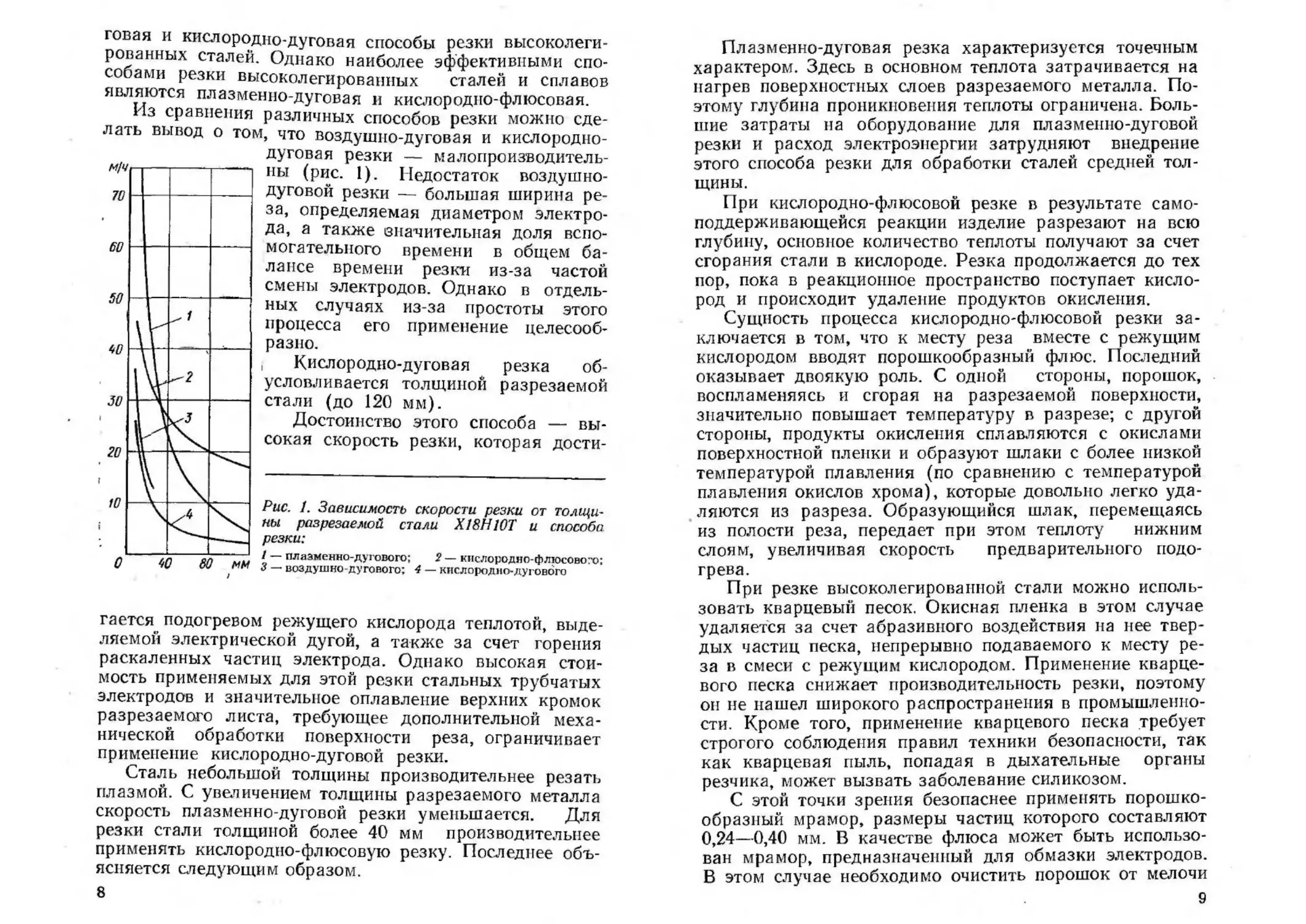
Из сравнения различных способов резки можно сде-
лать вывод о том, что воздушно-дуговая и кислородно-
дуговая резки — малопроизводитель-
ны (рис. 1). Недостаток воздушно-
дуговой резки — большая ширина ре-
за, определяемая диаметром электро-
да, а также значительная доля вспо-
могательного времени в общем ба-
лансе времени резки из-за частой
смены электродов. Однако в отдель-
ных случаях из-за простоты этого
процесса его применение целесооб-
разно.
Кислородно-дуговая резка об-
условливается толщиной разрезаемой
стали (до 120 мм).
Достоинство этого способа — вы-
сокая скорость резки, которая дости-
Рис. 1, Зависимость скорости резки от толщи-
ны разрезаемой стали Х18Н10Т и способа
резки:
1 — плазменно-дугового; 2 — кислородно-флюсового;
3 — воздушно-дугового; 4 — кислородно-дугового
гается подогревом режущего кислорода теплотой, выде-
ляемой электрической дугой, а также за счет горения
раскаленных частиц электрода. Однако высокая стои-
мость применяемых для этой резки стальных трубчатых
электродов и значительное оплавление верхних кромок
разрезаемого листа, требующее дополнительной меха-
нической обработки поверхности реза, ограничивает
применение кислородно-дуговой резки.
Сталь небольшой толщины производительнее резать
плазмой. С увеличением толщины разрезаемого металла
скорость плазменно-дуговой резки уменьшается. Для
резки стали толщиной более 40 мм производительнее
применять кислородно-флюсовую резку. Последнее объ-
ясняется следующим образом.
Плазменно-дуговая резка характеризуется точечным
характером. Здесь в основном теплота затрачивается на
нагрев поверхностных слоев разрезаемого металла. По-
этому глубина проникновения теплоты ограничена. Боль-
шие затраты на оборудование для плазмепно-дуговой
резки и расход электроэнергии затрудняют внедрение
этого способа резки для обработки сталей средней тол-
щины.
При кислородно-флюсовой резке в результате само-
поддерживающейся реакции изделие разрезают на всю
глубину, основное количество теплоты получают за счет
сгорания стали в кислороде. Резка продолжается до тех
пор, пока в реакционное пространство поступает кисло-
род и происходит удаление продуктов окисления.
Сущность процесса кислородно-флюсовой резки за-
ключается в том, что к месту реза вместе с режущим
кислородом вводят порошкообразный флюс. Последний
оказывает двоякую роль. С одной стороны, порошок,
воспламеняясь и сгорая на разрезаемой поверхности,
значительно повышает температуру в разрезе; с другой
стороны, продукты окисления сплавляются с окисла ми
поверхностной пленки и образуют шлаки с более низкой
температурой плавления (по сравнению с температурой
плавления окислов хрома), которые довольно легко уда-
ляются из разреза. Образующийся шлак, перемещаясь
из полости реза, передает при этом теплоту нижним
слоям, увеличивая скорость предварительного подо-
грева.
При резке высоколегированной стали можно исполь-
зовать кварцевый песок. Окисная пленка в этом случае
удаляется за счет абразивного воздействия на нее твер-
дых частиц песка, непрерывно подаваемого к месту ре-
за в смеси с режущим кислородом. Применение кварце-
вого песка снижает производительность резки, поэтому
он не нашел широкого распространения в промышленно-
сти. Кроме того, применение кварцевого песка требует
строгого соблюдения правил техники безопасности, так
как кварцевая пыль, попадая в дыхательные органы
резчика, может вызвать заболевание силикозом.
С этой точки зрения безопаснее применять порошко-
образный мрамор, размеры частиц которого составляют
0,24—0,40 мм. В качестве флюса может быть использо-
ван мрамор, предназначенный для обмазки электродов.
В этом случае необходимо очистить порошок от мелочи
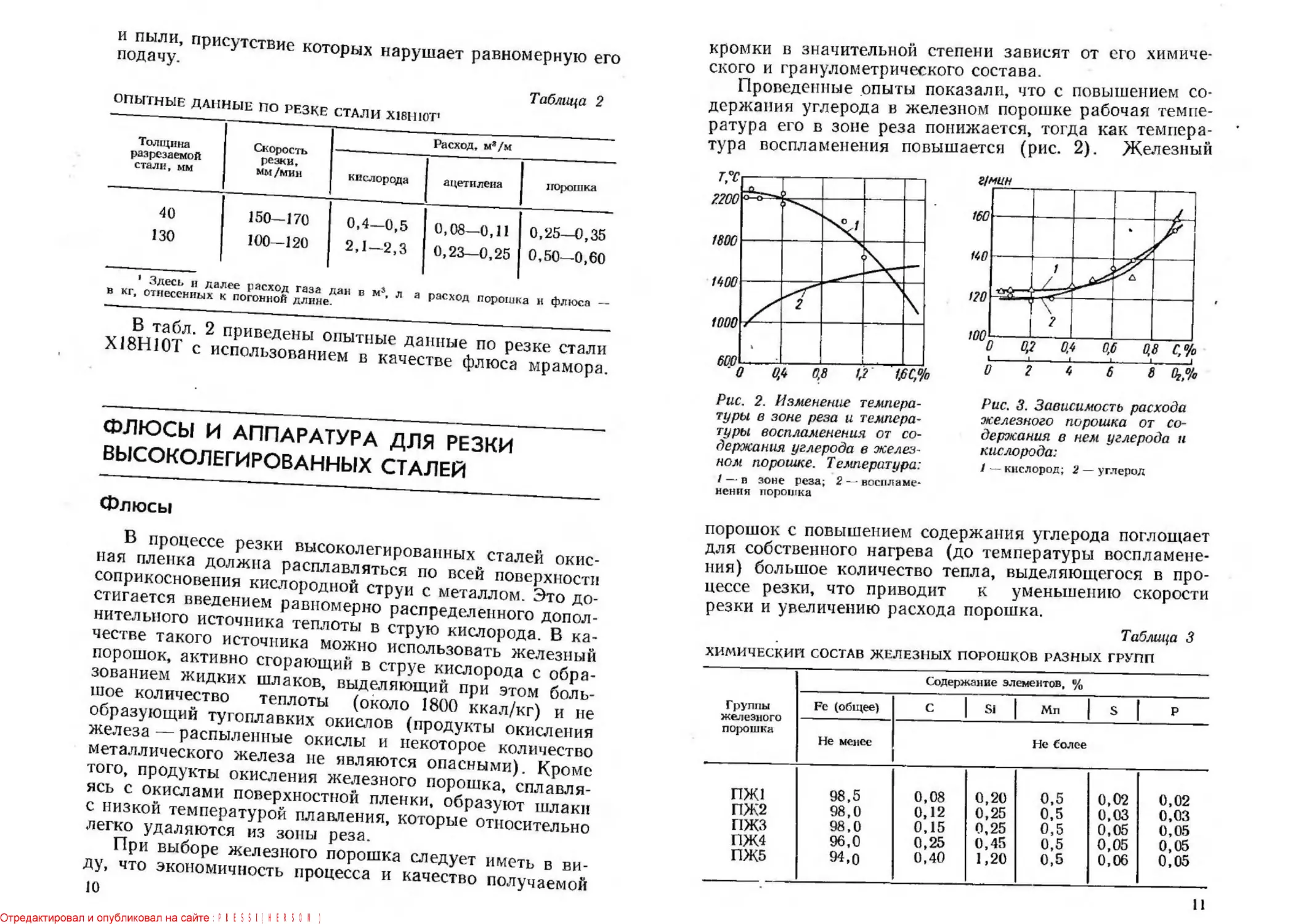
и пыли, присутствие которых нарушает равномерную его
подачу.
Таблица 2
ОПЫТНЫЕ ДАННЫЕ ПО РЕЗКЕ СТАЛИ Х18Н10Т’
Толщина разрезаемой стали, мм Скорость резки, мм/мин Расход, м”/м
кислорода ацетилена порошка
40 150—170 0,4—0,5 0,08—0,11 0,25—0,35
130 100—120 2,1—2,3 0,23—0,25 0,50—0,60
’ Здесь н далее расход газа дан в м3, л а расход порошка и флюса —
в кг, отнесенных к погонной длине.
В табл. 2 приведены опытные данные по резке стали
Х18Н10Т с использованием в качестве флюса мрамора.
ФЛЮСЫ И АППАРАТУРА ДЛЯ РЕЗКИ
ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ
Флюсы
В процессе резки высоколегированных сталей окис-
ная пленка должна расплавляться по всей поверхности
соприкосновения кислородной струи с металлом. Это до-
стигается введением равномерно распределенного допол-
нительного источника теплоты в струю кислорода. В ка-
честве такого источника можно использовать железный
порошок, активно сгорающий в струе кислорода с обра-
зованием жидких шлаков, выделяющий при этом боль-
шое количество теплоты (около 1800 ккал/кг) и не
образующий тугоплавких окислов (продукты окисления
железа — распыленные окислы и некоторое количество
металлического железа не являются опасными). Кроме
того, продукты окисления железного порошка, сплавля-
ясь с окислами поверхностной пленки, образуют шлаки
с низкой температурой плавления, которые относительно
легко удаляются из зоны реза.
При выборе железного порошка следует иметь в ви-
ду, что экономичность процесса и качество получаемой
10
кромки в значительной степени зависят от его химиче-
ского и гранулометрического состава.
Проведенные опыты показали, что с повышением со-
держания углерода в железном порошке рабочая темпе-
ратура его в зоне реза понижается, тогда как темпера-
тура воспламенения повышается (рис. 2). Железный
Рис. 2. Изменение темпера-
туры в зоне реза и темпера-
туры воспламенения от со-
держания углерода в желез-
ном порошке. Температура:
/ — в зоне реза; 2 — воспламе-
нения порошка
Рис. 3. Зависимость расхода
железного порошка от со-
держания в нем углерода и
кислорода:
1 — кислород; 2 — углерод
порошок с повышением содержания углерода поглощает
для собственного нагрева (до температуры воспламене-
ния) большое количество тепла, выделяющегося в про-
цессе резки, что приводит к уменьшению скорости
резки и увеличению расхода порошка.
Таблица 3
химический состав железных порошков разных групп
Группы железного по|юшка (Содержание элементов, %
Ре (общее) с 81 Мп 8 р
Не менее Не более
ПЖ1 98,5 0,08 0,20 0,5 0,02 0,02
ПЖ2 98,0 0,12 0,25 0,5 0,03 0,03
пжз 98,0 0,15 0,25 0,5 0,05 0,05
ПЖ4 96,0 0,25 0,45 0,5 0,05 0,05
ПЖ5 94,0 0,40 1,20 0,5 0,06 0,05
В табл. 3 приведен химический состав железного по-
рошка (ГОСТ 9849—61).
Па процесс резки влияет также содержание кислоро-
да в железном порошке. Кислород присутствует в по-
рошке в виде окислов, образовавшихся в связи с восста-
новлением металлургической окалины, или в результа-
те окисления поверхности частичек порошка. Эти окислы
тормозят процесс резки, так как на их нагрев расходу-
ется дополнительное количество теплоты.
Установлено, что если в порошке содержится до
0,3% С и до 6% О2, то расход его при резке практиче-
ски не увеличивается (рис. 3). При увеличении содержа-
ния углерода и кислорода расход порошка увеличивает-
ся, а качество поверхности реза ухудшается.
При выборе гранулометрического состава железного
порошка главными критериями являются степень его
транспортабельности и плавность регулирования расхо-
да. Оптимальный гранулометрический состав характери-
зуется сыпучестью порошка, определяемой временем, не-
обходимым для ссыпания 100 г порошка через воронку
с диаметром калиброванного отверстия 2,5 мм. Опреде-
ление сыпучести железных порошков различного грану-
лометрического состава показало, что экономически вы-
годнее применять порошки с ограниченным размером
частиц (0,07—0,12 мм); их сыпучесть составляет 45—
50 с/100 г; сыпучесть порошков с размером частиц
0,16—0,25 мм уменьшается почти в 2 раза. Подача по-
рошков такого гранулометрического состава неравно-
мерна и расход их значительно увеличивается.
В большинстве случаев от применения в качестве
флюса железного порошка получают удовлетворитель-
ные результаты, однако в отдельных случаях необходи-
мо для этой цели использовать специальные смеси.
Опыт показал, что при резке хромоникелевых сталей и
сплавов наибольшую эффективность получают при до-
бавлении к железному порошку 10—15% алюминиевого
порошка. Это вызвано тем, что при указанном составе
флюса образуются достаточно жидкотекучие шлаки,
температура плавления которых не превышает 1300° С.
Для резки применяют алюминиевый порошок АПВ
(ТУ 48-01-16-70), в котором должно быть не более 13%
примесей, в том числе 5% Си, 1,5% 2п, 2,3% Мп,
2,3% №, 0,7% 5п и 0,7% РЬ.
Кроме того, отечественной практикой было установ-
лено, что при резке бетона и железобетона в качестве
флюса должна быть использована смесь железного и
алюминиевого порошков в соотношении 4:1—6:1.
Опыты по поверхностной кислородно-флюсовой резке
высокохромистых сталей 1X13 и 2X13 показали, что луч-
шего качества поверхности реза и более устойчивого
процесса резки достигают введением во флюс, кроме
железпого порошка, до 15—20% силикокальция. Окись
кальция способствует отделению шлака от металла пос-
ле резки. Применяемый силикокальций КасиО, Каси1
или Каси2 (ГОСТ 4762—71) должен содержать не ме-
нее 23—31% Са и 62—59% 31; не более 1,5—3,0% А1,
0,04% 8 и 0,05% Р.
На заводе «Красный Октябрь» |(г. Волгоград) ус-
пешно используют в качестве флюса смесь алюминиево-
магпиевого порошка с ферросилицием или силикокаль-
цием соответственно для разделительной и поверхност-
ной резки коррозионностойких сталей. При этом алю-
миниево-магниевый порошок, входящий в порошковую
смесь, сгорая в струе кислорода, повышает температуру
пламени, а ферросилиций или силикокальций воздейст-
вует на окислы хрома в зоне резки как флюсующая до-
бавка.
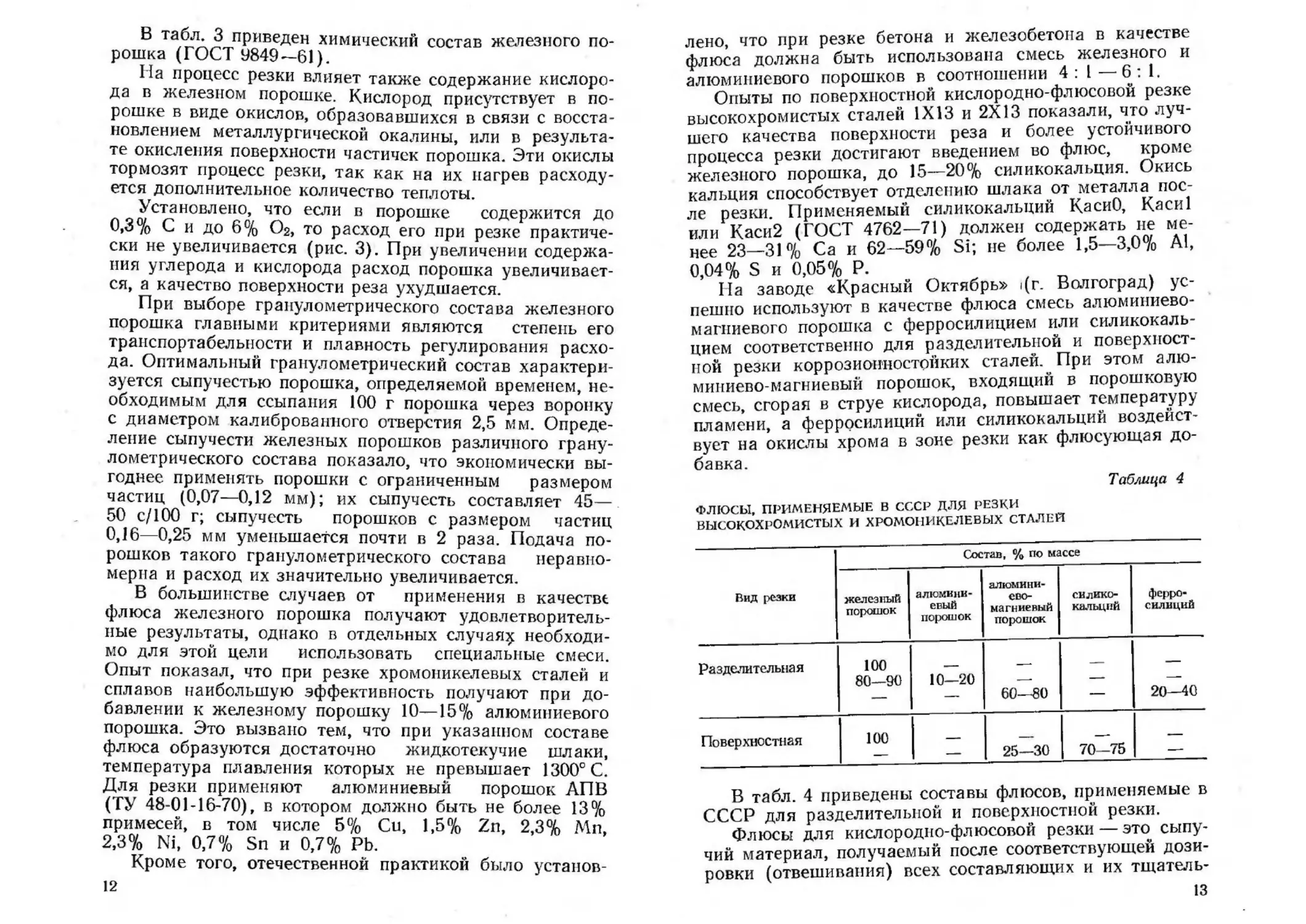
Таблица 4
ФЛЮСЫ, применяемые в СССР для РЕЗКИ
ВЫСОКОХРОМИСТЫХ И ХРОМОНИКЕЛЕВЫХ СТАЛЕЙ
Вид резки Состав, % по массе
железный порошок алюмини- евый порошок алюмини- сво- магниевый ПО}>ОШОК силико- кальций ферро- силиций
Разделительная 100 —— — .
80—90 10—20 — — ——
— 60—80 — 20—40
Поверхностная 100 — - - -
— — 25—30 70—75 —
В табл. 4 приведены составы флюсов, применяемые в
СССР для разделительной и поверхностной резки.
Флюсы для кислородно-флюсовой резки — это сыпу-
чий материал, получаемый после соответствующей дози-
ровки (отвешивания) всех составляющих и их тщатель-
пого перемешивания. Алюминиевый порошок, силико*
кальций и алюминиево-магниевый порошок отбирают
для шихты путем рассева через сита № 007 и № 028
(ГОСТ 6613—73). При этохм количество частиц мельче
0,07 мм не должно превышать 10%, а частиц крупнее
0,28 мм—5%. Железный порошок просеивают через
сита № 028 или 045 (в зависимости от применяемой
установки для резки) для отсева частиц крупнее 0,28 мм
и 0;5 мм. Наличие крупных частиц может привести к не-
равномерности поступления флюса в резак.
Составляющие флюса и готовый флюс нужно хра-
нить в сухом, теплом помещении в герметически закры-
’ вающейся таре; в противном случае перед использова-
нием их надо просушить для удаления атмосферной
влаги.
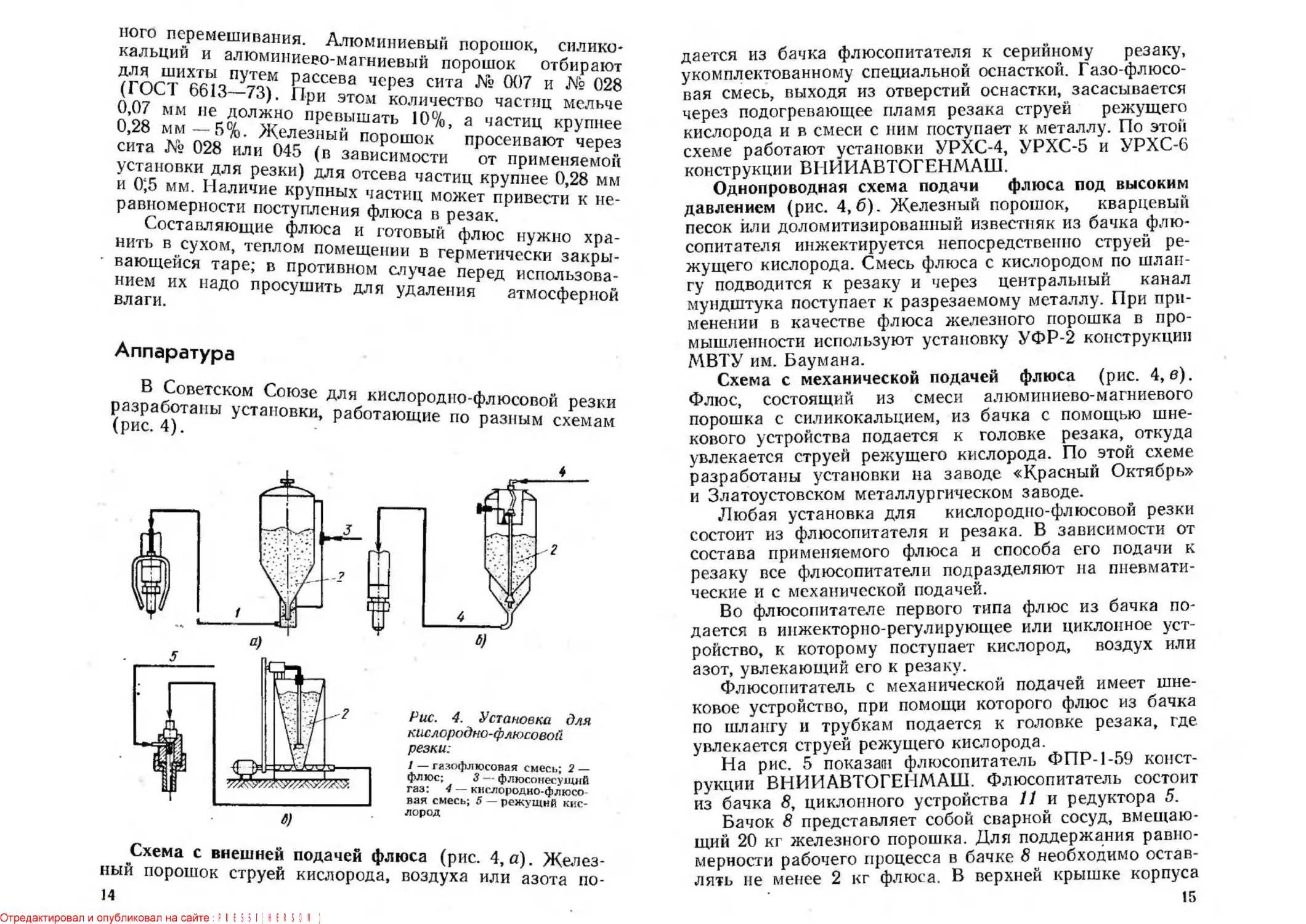
Аппаратура
В Советском Союзе для кислородно-флюсовой резки
разработаны установки, работающие по разным схемам
(рис. 4).
Рис. 4. Установка для
кислородно-флюсовой
резки:
1 — газофлюсовая смесь; 2 —
флюс; 3 — флюсонесущнй
газ: 4 — кислородно-флюсо-
вая смесь; 5 — режущий кис-
лород
Схема с внешней подачей флюса (рис. 4, а). Желез-
ный порошок струей кислорода, воздуха или азота по-
14
дается из бачка флюсопитателя к серийному резаку,
укомплектованному специальной оснасткой. Газо-флюсо-
вая смесь, выходя из отверстий оснастки, засасывается
через подогревающее пламя резака струей режущего
кислорода и в смеси с ним поступает к металлу. По этой
схеме работают установки УРХС-4, УРХС-5 и УРХС-6
конструкции ВПИИАВТОГЕНМАШ.
Однопроводная схема подачи флюса под высоким
давлением (рис. 4,6). Железный порошок, кварцевый
песок или доломитизироваппый известняк из бачка флю-
сопитателя инжектируется непосредственно струей ре-
жущего кислорода. Смесь флюса с кислородом по шлан-
гу подводится к резаку и через центральный канал
мундштука поступает к разрезаемому металлу. При при-
менении в качестве флюса железного порошка в про-
мышленности используют установку УФР-2 конструкции
МВТУ им. Баумана.
Схема с механической подачей флюса (рис. 4, в).
Флюс, состоящий из смеси алюминиево-магниевого
порошка с силикокальцием, из бачка с помощью шне-
кового устройства подается к головке резака, откуда
увлекается струей режущего кислорода. По этой схеме
разработаны установки на заводе «Красный Октябрь»
и Златоустовском металлургическом заводе.
Любая установка для кислородно-флюсовой резки
состоит из флюсопитателя и резака. В зависимости от
состава применяемого флюса и способа его подачи к
резаку все флюсопитателя подразделяют на пневмати-
ческие и с механической подачей.
Во флюсопитателе первого типа флюс из бачка по-
дается в инжекторно-регулирующее или циклонное уст-
ройство, к которому поступает кислород, воздух или
азот, увлекающий его к резаку.
Флюсонитатель с механической подачей имеет шне-
ковое устройство, при помощи которого флюс из бачка
по шлангу и трубкам подается к головке резака, где
увлекается струей режущего кислорода.
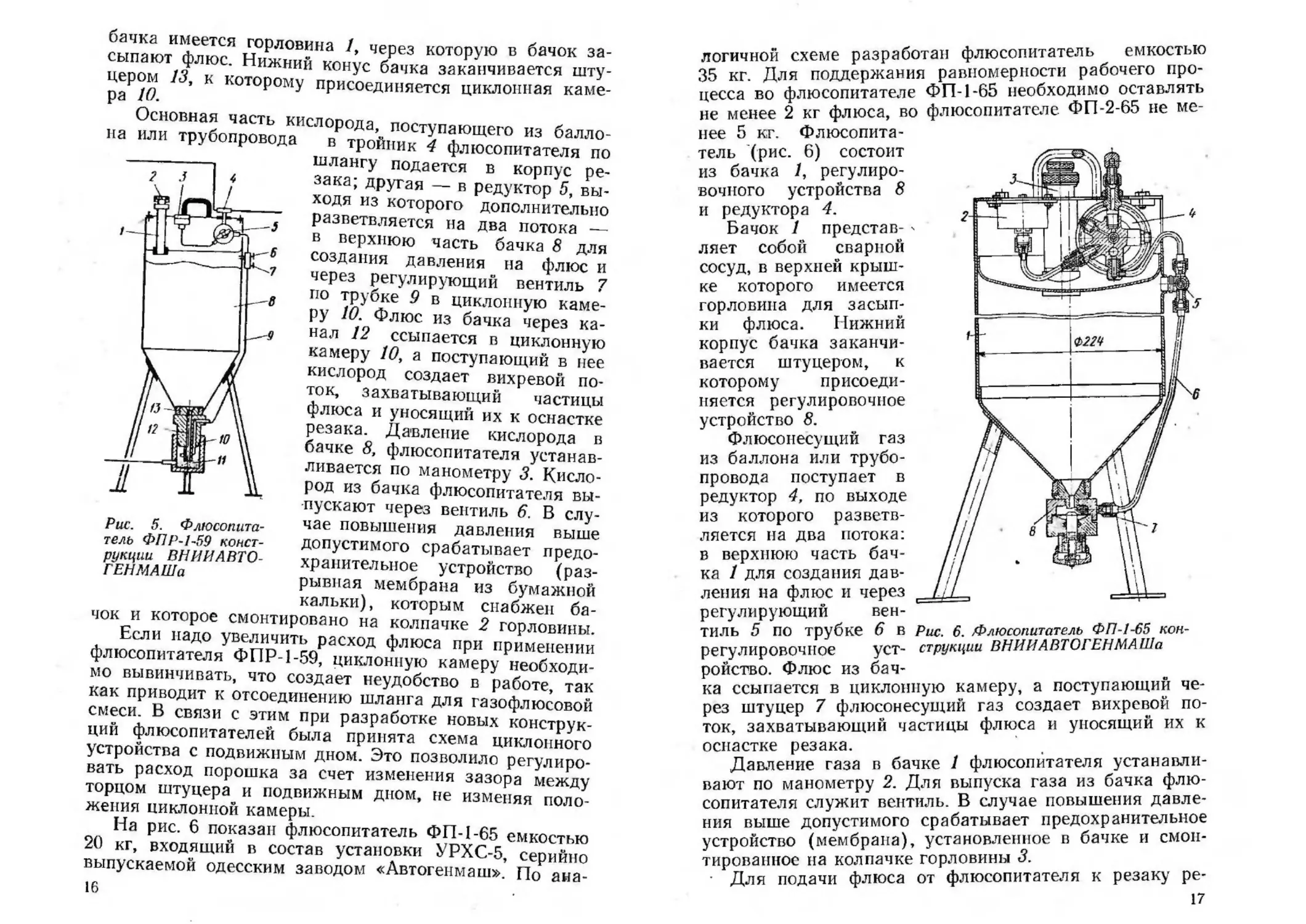
На рис. 5 показан! флюсопитателя ФПР-1-59 конст-
рукции ВНИИАВТОГЕНМАШ. Флюсопитатель состоит
из бачка 8, циклонного устройства 11 и редуктора 5.
Бачок 8 представляет собой сварной сосуд, вмещаю-
щий 20 кг железного порошка. Для поддержания равно-
мерности рабочего процесса в бачке 8 необходимо остав-
лять не менее 2 кг флюса. В верхней крышке корпуса
бачка имеется горловина /, через которую в бачок за-
сыпают флюс. Нижний конус бачка заканчивается шту-
цером 13, к которому присоединяется циклонная каме-
ра 10.
Основная часть кислорода, поступающего из балло-
на или трубопровода в тройник 4 флюсопитателя по
Рис. 5. Флюсопита-
тель ФПГ-1-59 конст-
рукции ВНИИАВТО-
ГЕНМАШа
шлангу подается в корпус ре-
зака; другая — в редуктор 5, вы-
ходя из которого дополнительно
разветвляется на два потока —
в верхнюю часть бачка 8 для
создания давления на флюс и
через регулирующий вентиль 7
по трубке 9 в циклонную каме-
ру 10. Флюс из бачка через ка-
нал 12 ссыпается в циклонную
камеру 10, а поступающий в нее
кислород создает вихревой по-
ток, захватывающий частицы
флюса и уносящий их к оснастке
резака. Давление кислорода в
бачке 8, флюсопитателя устанав-
ливается по манометру 3. Кисло-
род из бачка флюсопитателя вы-
пускают через вентиль 6. В слу-
чае повышения давления выше
допустимого срабатывает предо-
хранительное устройство (раз-
рывная мембрана из бумажной
кальки), которым снабжен ба-
чок и которое смонтировано на колпачке 2 горловины.
Если надо увеличить расход флюса при применении
флюсопитателя ФПР-1-59, циклонную камеру необходи-
мо вывинчивать, что создает неудобство в работе, так
как приводит к отсоединению шланга для газофлюсовой
смеси. В связи с этим при разработке новых конструк-
ций флюсопитателей была принята схема циклонного
устройства с подвижным дном. Это позволило регулиро-
вать расход порошка за счет изменения зазора между
торцом штуцера и подвижным дном, не изменяя поло-
жения циклонной камеры.
На рис. 6 показан флюсопитатель ФП-1-65 емкостью
20 кг, входящий в состав установки УРХС-5, серийно
выпускаемой одесским заводом «Автогенмаш». Но ана-
6. Флюсопитатель ФП-1-65 кон-
щкции ВНИИАВТОГЕНМАШа
\ф22Ч
логичной схеме разработан флюсопитатель емкостью
35 кг. Для поддержания равномерности рабочего про-
цесса во флюсопитателе ФП-1-65 необходимо оставлять
не менее 2 кг флюса, во флюсопитателе ФП-2-65 не ме-
нее 5 кг. Флюсопита-
тель (рис. 6) состоит
из бачка 1, регулиро-
вочного устройства 8
и редуктора 4.
Бачок 1 представ- '
ляет собой сварной
сосуд, в верхней крыш-
ке которого имеется
горловина для засып-
ки флюса. Нижний
корпус бачка заканчи-
вается штуцером, к
которому присоеди-
няется регулировочное
устройство 8.
Флюсонесущий газ
из баллона или трубо-
провода поступает в
редуктор 4, по выходе
из которого разветв-
ляется на два потока:
в верхнюю часть бач-
ка 1 для создания дав-
ления на флюс и через
регулирующий вен-
тиль 5 по трубке 6 в
регулировочное уст-
ройство. Флюс из бач-
ка ссыпается в циклонную камеру, а поступающий че-
рез штуцер 7 флюсонесущий газ создает вихревой по-
ток, захватывающий частицы флюса и уносящий их к
оснастке резака.
Давление газа в бачке 1 флюсопитателя устанавли-
вают по манометру 2. Для выпуска газа из бачка флю-
сопитателя служит вентиль. В случае повышения давле-
ния выше допустимого срабатывает предохранительное
устройство (мембрана), установленное в бачке и смон-
тированное на колпачке горловины 3.
Для подачи флюса от флюсопитателя к резаку ре-
комендуется применять шланг с внутренними диаметром
6 мм и длиной не более 10 м.
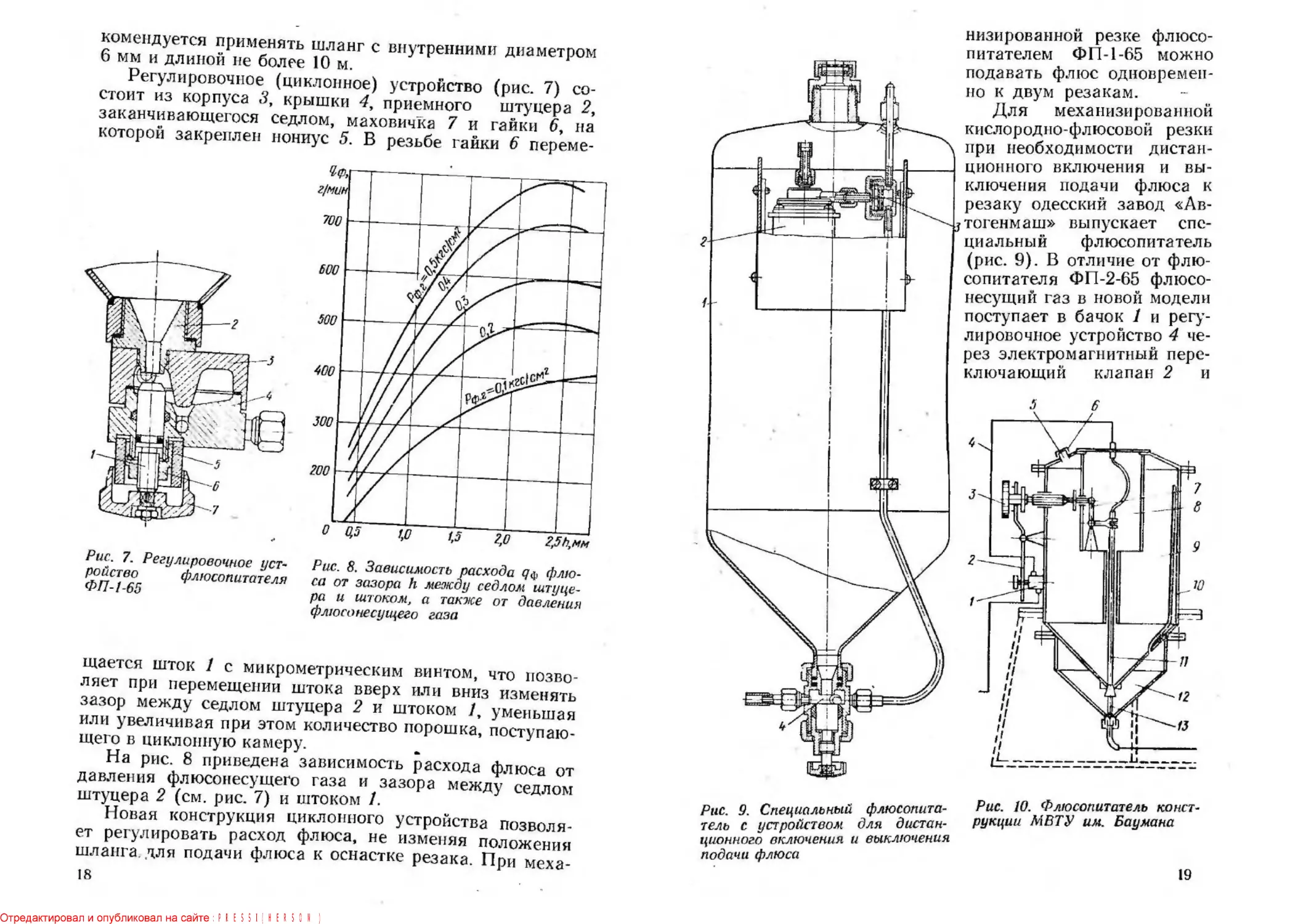
Регулировочное (циклонное) устройство (рис. 7) со-
стоит из корпуса 3, крышки 4, приемного штуцера 2,
заканчивающегося седлом, маховичка 7 и гайки 6, на
которой закреплен нониус 5. В резьбе гайки 6 переме-
Рис. 7. Регулировочное уст- Рис. 8. Зависимость расхода флю-
ройство флюсопитателя са от зазора Л между седлом штуце-
ФП-1-65 ра и штоком, а также от давления
флюса не сущего газа
щается шток 1 с микрометрическим винтом, что позво-
ляет при перемещении штока вверх или вниз изменять
зазор между седлом штуцера 2 и штоком /, уменьшая
или увеличивая при этом количество порошка, поступаю-
щего в циклонную камеру.
На рис. 8 приведена зависимость расхода флюса от
давления флюсонесущего газа и зазора между седлом
штуцера 2 (см. рис. 7) и штоком /.
Новая конструкция циклонного устройства позволя-
ет регулировать расход флюса, не изменяя положения
шланга, для подачи флюса к оснастке резака. При меха-
18
Рис. 9. Специальный флюсопита-
тель с устройством для дистан-
ционного включения и выключения
подачи флюса
визированной резке флюсо-
питателем ФП-1-65 можно
подавать флюс одновремен-
но к двум резакам.
Для механизированной
кислородно-флюсовой резки
при необходимости дистан-
ционного включения и вы-
ключения иодачи флюса к
резаку одесский завод «Ав-
тогенмаш» выпускает спе-
циальный флюсопитатель
(рис. 9). В отличие от флю-
сопитателя Ф11-2-65 флюсо-
несущий газ в новой модели
поступает в бачок 1 и регу-
лировочное устройство 4 че-
рез электромагнитный пере-
ключающий клапан 2 и
Рис. 10. Флюсопитатель конст-
рукции МВТУ им. Баумана
фильтр 3. При выключенном клапане 2 емкости бачка
и циклонного устройства соединены с атмосферой.
Широкое применение такие флюсопитатели получили на
газорезках установок непрерывной разливки стали.
Флюсопитатсль, входящий в установку УФР-2 кон-
струкции МВТУ им. Баумана (рис. 10), представляет
собой герметически закрытый бачок 9, нижняя часть
которого имеет форму конуса. В верхней части бачка
смонтирована изолированная от флюса камера 8 с ры-
чажным устройством управления порошковым клапа-
ном 11. При вращении штурвала регулятора 3 по часо-
вой стрелке через систему тяг и рычагов 7 открывается
клапан 11 и флюс из бачка 9 пересыпается в нижнюю
коническую камеру 12. Одновременно рычаг 2 открывает
клапан 1 и основная часть кислорода по шлангу 4 по-
ступает в инжектор 13 флюсопитателя, увлекая за собой
флюс в канал режущего кислорода резака.
В крышку бачка вварен штуцер 5, через который в
бачок засыпают флюс. В колпачке 6 смонтирована мем-
брана, разрывающаяся при давлении свыше 10 кгс/см2.
Для выравнивания давления нижняя коническая каме-
ра 12 и бачок 9 соединены между собой трубкой 10.
Так как при резке неметаллических материалов в основ-
ном используют порошки с частицами величиной не бо-
лее 0,06 мм, то была разработана специальная конст-
рукция флюсопитателя ФПР-3 (рис. 11). В отличие от
флюсопитателя, приведенного на рис. 10, в указанной
конструкции нижняя коническая камера 1 заканчивает-
ся штуцером 2, к которому присоединено циклонное
устройство 3 и вибратор 4. Флюс из камеры 1 через
канал 5 ссыпается в циклонное устройство, а посту-
пающий в него сжатый воздух создает вихревой поток,
захватывающий частицы флюса и уносящий их к ре-
заку или копьедержателю.
Вибратор закрепленный на циклонном устройстве,
равномерно встряхивает бункер, что исключает возмож-
ность скапливания и зависания порошка в бункере и
перед входом в циклонное устройство.
На заводе «Красный Октябрь» разработали и успеш-
но применяют аппаратуру для резки высоколегирован-
ной стали с использованием в качестве флюса смеси
алюминиево-магниевого порошка с силикокальцием или
ферросилицием. Схема флюсопитателя, разработанного
этим заводом, приведена па рис. 12. Флюс равномерно
20
Рис. И. Флюсопитатсль ФПР-3
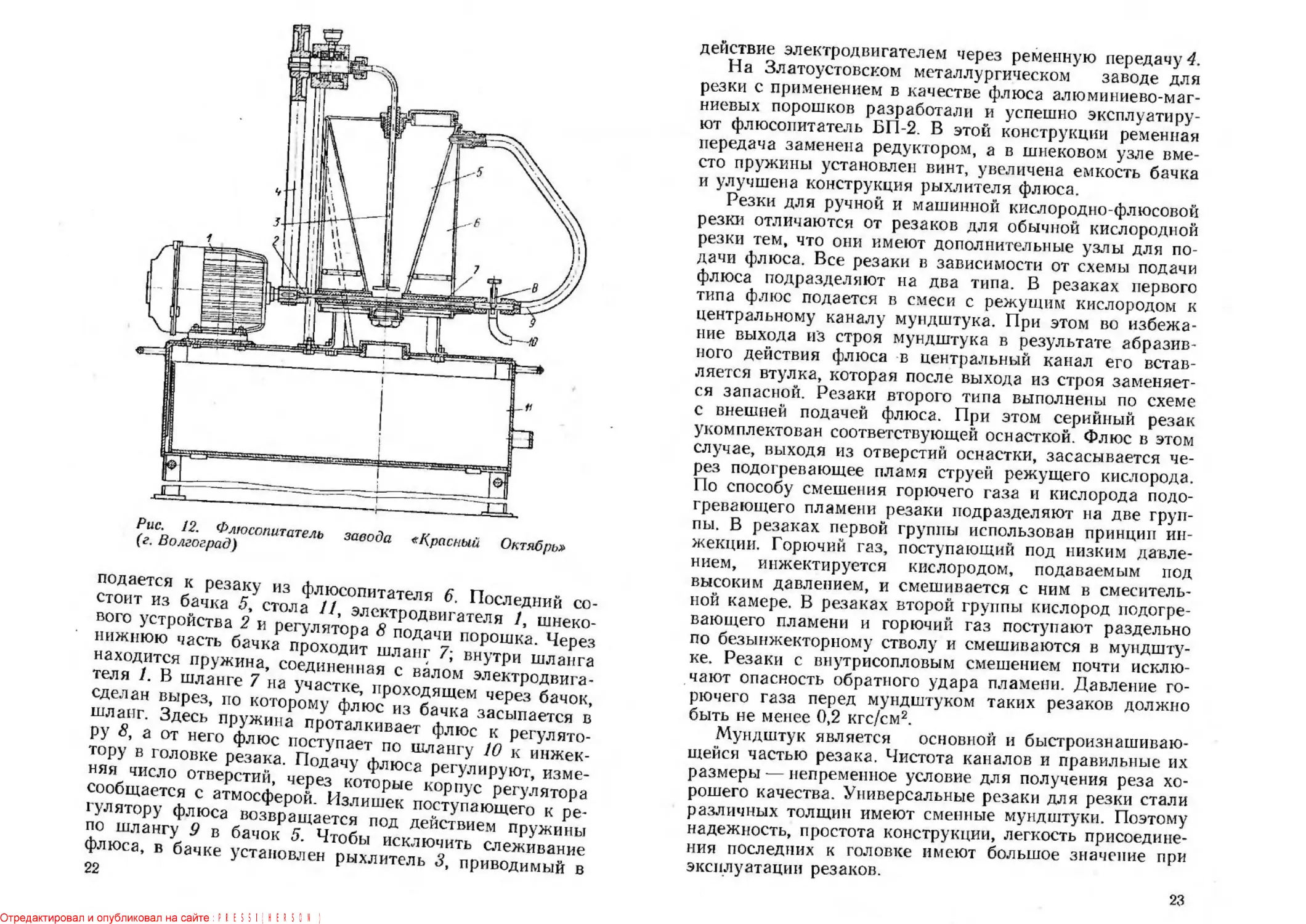
Рис. 12. Флюсопитатель завода «Красный Октябрь»
(г. Волгоград)
подается к резаку из флюсопитателя 6. Последний со-
стоит из бачка 5, стола //, электродвигателя 1, шнеко-
вого устройства 2 и регулятора 8 подачи порошка. Через
нижнюю часть бачка проходит шланг 7; внутри шланга
находится пружина, соединенная с валом электродвига-
теля 1. В шланге 7 на участке, проходящем через бачок,
сделан вырез, но которому флюс из бачка засыпается в
шланг. Здесь пружина проталкивает флюс к регулято-
ру 8, а от него флюс поступает по шлангу 10 к инжек-
тору в головке резака. Подачу флюса регулируют, изме-
няя число отверстий, через которые корпус регулятора
сообщается с атмосферой. Излишек поступающего к ре-
гулятору флюса возвращается под действием пружины
по шлангу 9 в бачок 5. Чтобы исключить слеживание
флюса, в бачке установлен рыхлитель 3, приводимый в
22
действие электродвигателем через ременную передачу 4.
На Златоустовском металлургическом заводе для
резки с применением в качестве флюса алюминиево-маг-
ниевых порошков разработали и успешно эксплуатиру-
ют флюсопитатель Б11-2. В этой конструкции ременная
передача заменена редуктором, а в шнековом узле вме-
сто пружины установлен винт, увеличена емкость бачка
и улучшена конструкция рыхлителя флюса.
Резки для ручной и машинной кислородно-флюсовой
резки отличаются от резаков для обычной кислородной
резки тем, что они имеют дополнительные узлы для по-
дачи флюса. Все резаки в зависимости от схемы подачи
флюса подразделяют на два типа. В резаках первого
типа флюс подается в смеси с режущим кислородом к
центральному каналу’ мундштука. При этом во избежа-
ние выхода из строя мундштука в результате абразив-
ного действия флюса в центральный канал его встав-
ляется втулка, которая после выхода из строя заменяет-
ся запасной. Резаки второго типа выполнены по схеме
с внешней подачей флюса. При этом серийный резак
укомплектован соответствующей оснасткой. Флюс в этом
случае, выходя из отверстий оснастки, засасывается че-
рез подогревающее пламя струей режущего кислорода.
По способу смешения горючего газа и кислорода подо-
гревающего пламени резаки подразделяют на две груп-
пы. В резаках первой группы использован принцип ин-
жекции. Горючий газ, поступающий под низким давле-
нием, инжектируется кислородом, подаваемым под
высоким давлением, и смешивается с ним в смеситель-
ной камере. В резаках второй группы кислород подогре-
вающего пламени и горючий газ поступают раздельно
по безынжекторному стволу и смешиваются в мундшту-
ке. Резаки с внутрисопловым смешением почти исклю-
чают опасность обратного удара пламени. Давление го-
рючего газа перед мундштуком таких резаков должно
быть не менее 0,2 кгс/см2.
Мундштук является основной и быстроизнашиваю-
щейся частью резака. Чистота каналов и правильные их
размеры — непременное условие для получения реза хо-
рошего качества. Универсальные резаки для резки стали
различных толщин имеют сменные мундштуки. Поэтому
надежность, простота конструкции, легкость присоедине-
ния последних к головке имеют большое значение при
эксплуатации резаков.
Рис. 13. Резак РАФ-1-65 для кислородно-флюсовой резки
Все мундштуки, используемые в резаках для кисло-
родной резки, можно подразделить на три основные
группы:
составные (из двух самостоятельных деталей), имею-
щие кольцевую щель для выхода горючей смеси; разра-
ботаны шлицевые составные мундштуки;
цельные неразборные, изготовляемые из одного куска
металла »(с высверленными каналами для режущего
кислорода и горючей смеси подогревающего пламени);
их часто называют многосопловыми;
с внутрисопловым смешением; в них подогревающий
кислород и горючий газ подводятся по раздельным ка-
навам и смешиваются лишь в месте соединения этих
каналов в общий выходной канал; они получили широ-
кое применение при резке горячего металла.
Резак РАФ-1-65 (рис. 13), входящий в состав серий-
ной установки УРХС-5, состоит из серийного ручного ре-
зака типа «Пламя», укомплектованного специальной ос-
насткой.
Оснастка резака состоит из порошкового вентиля 4
для включения и выключения подачи флюса, колодоч-
ки 2, к которой присоединены две сменные Ътулки 3 с
внутренним диаметром 3 мм, установленные под углом
25° к оси мундштука, тройника 1 и систем трубок, свя-
зывающих эти узлы.
Порошковый вентиль (рис. 14) состоит из корпуса /,
в который вставлена резиновая трубка 2, закрепленная
ниппелями 3 и гайками 4. В резьбе направляющего шту-
цера 5 перемещается шток 6, который, перемещаясь, да-
вит на резиновую трубку и, сжимая ее, перекрывает ка-
нал для прохода флюса.
Оснастка, показанная па рис. 13, позволяет дообору-
довать любой машинный резак, а также резаки, рабо-
тающие на керосине.
в качестве горючего
Рис. 14. Порошковый
вентиль
На Борисоглебском заводе химического машиностро-
ения внедрена кислородно-флюсовая резка коррозион-
ностойкой стали с использован
керосина. Для резки были
применены флюсопитатели
установок УРХС-4 и УРХС-5
и керосинорез РК-62, доуком-
плектованный оснасткой для
подачи флюса к месту реза.
При резке давление во
флюсопитателе поддержива-
лось 0,6—0,8 кгс/см2, давление
режущего кислорода 10—
12 кгс/см2. Скорость резки ли-
стов толщиной до 120 мм бы-
ла близкой к скорости резки углеродистой стали. Эко-
номический эффект, полученный от внедрения этого
способа резки, составил свыше 500 руб. в год.
Ручной резак установки УФР-2 представляет собой
модернизированный резак УР с головкой, изготовленной
по типу машинного резака, и цельным мундштуком с
центральным каналом для кислородно-флюсовой струи
и шестью концентрически расположенными каналами
для подогревающей смеси. Резак иимеет два вентиля —
для ацетилена и подогревающего кислорода; подача ре-
жущего кислорода перекрывается на флюсопитателе.
Трубка для кислородно-флюсовой смеси на резаке из-
готовлена из высокоуглеродистой закаленной стали
(У10), что повышает ее стойкость против абразивного
действия флюса.
На рис. 15 показана схема резака конструкции заво-
да «Красный Октябрь». Кислород, поступающий к реза-
Рис. 15. Резак конструкции завода «Красный Октябрь» для руч-
ной разделительной резки
ку, разветвляется: одна его часть образует с ацетиленом
горючую смесь,, другая — режущий кислород, проходя
через зазор между головкой 7 резака и инжектором 6,
засасывает поступающий флюс. Резак снабжен автома-
тическим выключателем подачи флюса 5. Когда па ре-
заке открывают вентиль режущего кислорода, под дав-
лением его струи перемещается плунжер 4, находящий-
ся внутри выключателя. При этом клапан 2 прижимает-
ся к трубке 1 и струя режущего кислорода засасывает
флюс. При перекрытии вентиля режущего кислорода
клапан 2 под действием пружины 3 занимает исходное
положение, трубка 1 соединяет головку резака с атмо-
сферой, инжекция порошка прекращается.
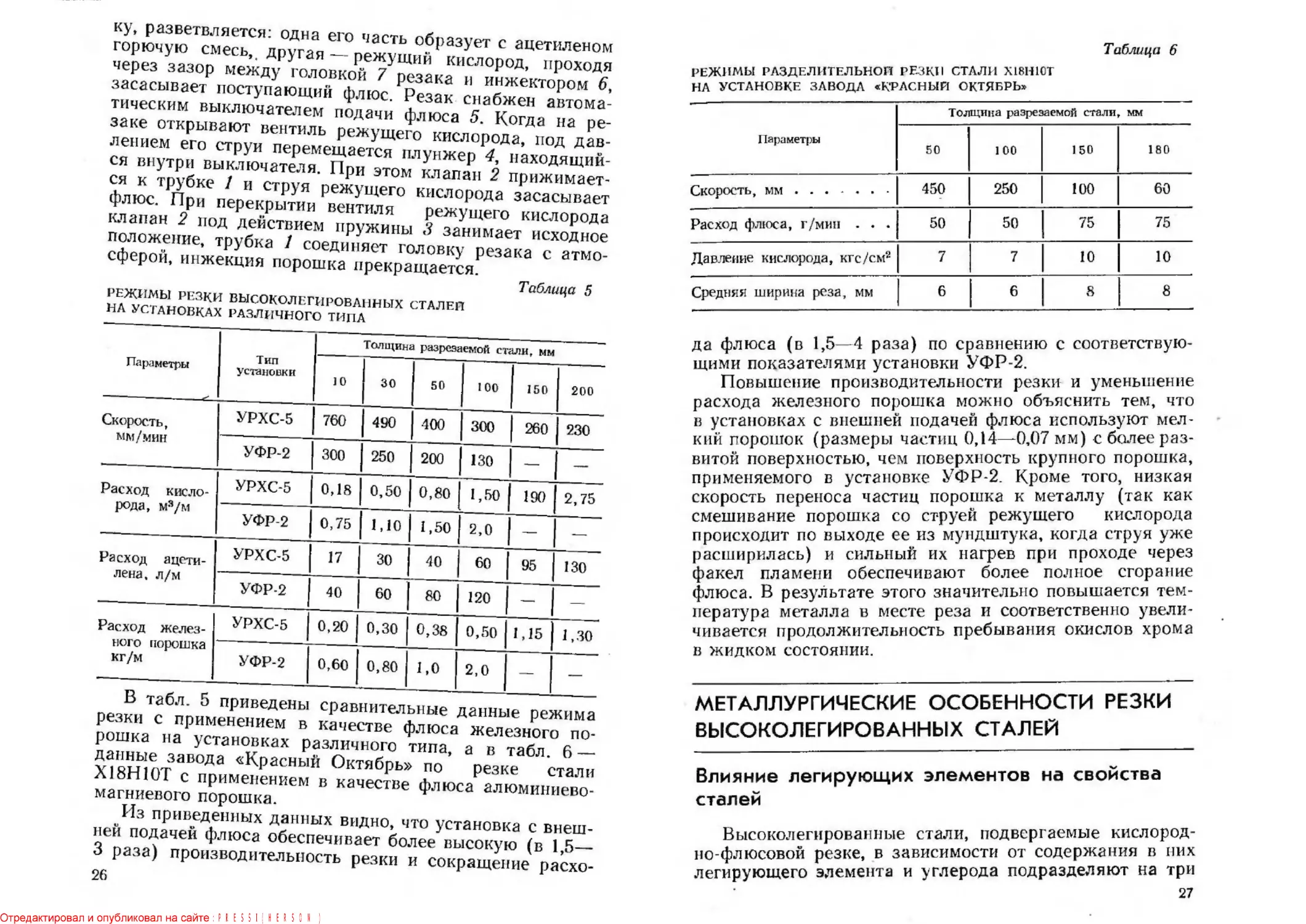
Таблица 5
РЕЖИМЫ РЕЗКИ ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ
НА УСТАНОВКАХ РАЗЛИЧНОГО ТИПА
Параметры Тип установки Толщина разрезаемой стали, мм
10 30 50 100 150 200
Скорость, мм/мин УРХС-5 760 490 400 300 260 230
УФР-2 300 250 200 130 —
Расход кисло- рода, м8/м УРХС-5 0,18 0,50 0,80 1,50 190 2,75
УФР-2 0,75 1,10 1,50 2,0 — " -
Расход ацети- лена. л/м УРХС-5 17 30 40 60 95 130
УФР-2 40 60 80 120 — -
Расход желез- ного порошка кг/м УРХС-5 0,20 0,30 0,38 0,50 1,15 1,30
УФР-2 0,60 0,80 1,0 2,0 — —
В табл. 5 приведены сравнительные данные режима
резки с применением в качестве флюса железного по-
рошка на установках различного типа, а в табл. 6 —
данные завода «Красный Октябрь» по резке стали
Х18Н10Т с применением в качестве флюса алюминиево-
магниевого порошка.
Из приведенных данных видно, что установка с внеш-
ней подачей флюса обеспечивает более высокую (в 1,5—
3 раза) производительность резки и сокращение расхо-
26
РЕЖИМЫ РАЗДЕЛИТЕЛЬНОЙ РЕЗКИ СТАЛИ Х18Н10Т
НА УСТАНОВКЕ ЗАВОДА «КРАСНЫЙ ОКТЯБРЬ»
Параметры Толщина разрезаемой стали, мм
50 1 00 150 180
Скорость, ММ 450 250 100 60
Расход флюса, г/мин . . . 50 50 75 75
Давление кислорода, кге/см2 7 7 10 10
Средняя ширина роза, мм 6 6 8 8
да флюса (в 1,5—4 раза) по сравнению с соответствую-
щими показателями установки УФР-2.
Повышение производительности резки и уменьшение
расхода железного порошка можно объяснить тем, что
в установках с внешней подачей флюса используют мел-
кий порошок (размеры частиц 0,14—0,07 мм) с более раз-
витой поверхностью, чем поверхность крупного порошка,
применяемого в установке УФР-2. Кроме того, низкая
скорость переноса частиц порошка к металлу (так как
смешивание порошка со струей режущего кислорода
происходит по выходе ее из мундштука, когда струя уже
расширилась) и сильный их нагрев при проходе через
факел пламени обеспечивают более полное сгорание
флюса. В результате этого значительно повышается тем-
пература металла в месте реза и соответственно увели-
чивается продолжительность пребывания окислов хрома
в жидком состоянии.
МЕТАЛЛУРГИЧЕСКИЕ ОСОБЕННОСТИ РЕЗКИ
ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ
Влияние легирующих элементов на свойства
сталей
Высоколегированные стали, подвергаемые кислород-
но-флюсовой резке, в зависимости от содержания в них
легирующего элемента и углерода подразделяют на три
основные структурные группы: аустенитные, ферритные
и мартенситные.
Установлено, что легирующие элементы по-разному
влияют на процесс резки стали. Одни из них не влияют
на резку, но вызывают повышенную склонность кромок
реза к закалке, другие — замедляют резку или образуют
карбиды.
Ниже рассмотрено влияние легирующих элементов
на структуру и коррозионные свойства высоколегирован-
ных сталей, а также на разрезаемость стали.
Хром образует весьма устойчивые карбиды, которые
выпадают по границам зерен, способствуя возникнове-
нию межкристаллитной коррозии. Карбиды выпадают
при температуре 400—800° С, этот процесс зависит от
продолжительности выдержки стали при указанных тем-
пературах. С этой точки зрения характерна резка высо-
колегированных сталей больших толщин, у которых
сравнительно широкая зона нагрева и металл у поверх-
ности реза продолжительное время находится при высо-
ких температурах. При наличии хрома сталь обладает
способностью к самозакаливанию, при этом твердость
ее повышается.
Никель является слабо окисляемым элементом.
Сплавы, содержащие 30—40% Ы1» окисляются прибли-
зительно с такой же скоростью, что и чистый никель.
Вследствие этого никель при расплавлении переходит
в соседние слои металла. Добавка никеля в хромистые
стали (не более 2%) увеличивает их прокаливаемость
(особенно сталей небольших сечений), что может выз-
вать трещинообразовапие.
Углерод. В применяемых на практике высоколегиро-
ванных и кислотоупорных сталях содержится не более
0,5% С. Такое количество углерода не препятствует
удовлетворительному протеканию резки. Однако при
резке таких сталей необходимо помнить о том, что угле-
род повышает чувствительность этой стали к межкри-
сталлитной коррозии. Предельное содержание углерода,
при котором отсутствует восприимчивость стали к меж-
кристаллитной коррозии, зависит от содержания в ней
хрома и определяется из следующей зависимости:
Сг —80%С> 16,8.
Влияние никеля на содержание углерода в стали про-
тивоположно влиянию хрома: с увеличением никеля от
28
9 до 13% в стали с 18% Сг содержание углерода долж-
но быть уменьшено от 0,025 до 0,016%; при этом обес-
печивается невосприимчивость стали к межкристаллит-
ной коррозии.
Марганец хорошо окисляется. Марганец (до 2%)
снижает температуру плавления стали, но одновременно
снижает и температуру плавления окислов, вследствие
чего резка не требует специальных приемов. Однако вы-
сокое содержание марганца в стали обусловливает за-
метное повышение твердости кромок реза. Такая сталь
очень чувствительна к перегреву, и ее механические
свойства сильно колеблются даже при небольших изме-
нениях давления режущего кислорода и мощности подо-
гревающего пламени.
Кремний, содержащийся в стали в обычных количе-
ствах, не препятствует резке. Кремний уменьшает чув-
ствительность хромоникелевых сталей к межкристаллит-
ной коррозии, а также повышает их стойкость при высо-
ких температурах. Однако с увеличением содержания
кремния в стали процесс резки замедляется.
Молибден, введенный в хромоникелевую сталь, по-
вышает ее твердость. Сталь мартенситного класса, со-
держащая молибден, должна быть подвергнута терми-
ческой обработке до и после резки.
Алюминий в высоколегированной стали повышает ее
сопротивление окислению путем образования защитной
пленки окислов алюминия. Алюминий в высокохроми-
стых сталях при высоких температурах вызывает рост
зерен и хрупкость. Поэтому после резки такие стали
надо подвергать термической обработке — нагреву до
750—850° С и быстрому охлаждению в воде.
Вольфрам немного повышает коррозионную стойкость
аустенитных сталей, а также их сопротивляемость к
межкристаллитной коррозии. Однако вольфрам вызыва-
ет хрупкость стали. Для предотвращения образования
трещин в процессе резки высоколегированных сталей
мартенситного класса, содержащих вольфрам, необходи-
мо их подогревать перед резкой до 300—420° С и под-
вергать отпуску при 650—760° С после резки.
Титан обладает большим сродством к углероду и
азоту. Благодаря образованию карбидов и нитридов ти-
тана устраняется межкристаллитная коррозия в хромо-
никелевых сталях.
Обычное содержание титана в сталях (до 3%) не
ухудшает резки, а наоборот повышает их стойкость про-
тив трещпнообразования у кромки реза.
Ниобий подобно титану обладает значительным срод-
ством к углероду и образует карбиды. Благодаря этому
высокохромистые стали с ниобием менее подвержены
хрупкому разушению при высоких температурах, и их
можно разрезать без последующей термической обра-
ботки.
Влияние резки на качество сталей
Кислородно-флюсовая резка вызывает интенсивное
тепловое воздействие на разрезаемый металл, так как в
разрез одновременно со струей кислорода вводят желез-
ный порошок, который, сгорая, значительно повышает
температуру металла в зоне реакции.
Кроме того, для резки коррозионностойких сталей
необходим интенсивный нагрев поверхности металла
вдоль линии реза, так как температура воспламенения
этих сталей выше температуры воспламенения углеро-
дистых сталей. Поэтому в зоне, прилегающей к поверх-
ности реза, происходит изменение структуры, химиче-
ского состава на поверхности реза, твердости металла,
примыкающего к поверхности реза, а также уменьшение
антикоррозионной стойкости.
Проведенные исследования показали, что зона тем-
пературного влияния образцов толщиной 20—1000 мм
простирается на глубину 2—55 мм (рис. 16) и состоит
обычно из двух участков: перегрева и переходной струк-
туры, прилегающей к основному металлу.
Как видно из рис. 17, ц, па поверхности реза хромо-
никелевой стали, нагретой свыше 1500° С, имеется не-
равномерный по глубине оплавленный участок, состоя-
щий из аустенита дендритного строения. Структура
поверкости реза высокохромистых сталей характеризу-
ется наличием крупноигольчатого мартенсита, переходя-
щего в мелкоигольчатый мартенсит, а затем в троосто-
сорбит (рис. 17,6).
В табл. 7 приведены скорости резки и глубина зоны
температурного влияния.
Глубина зоны температурного влияния зависит от
кратности нагрева металла кромки во время резки. По
данным отдельных заводов известно, что глубина зоны
зо
Рис. 16. Зависимость глубины зоны температурного влия-
ния от толщины разрезаемой стали
Рис. 17. Структура зоны температурного влияния при резке, стали
Х18Н9 (а) и 2X13 (б)
температурного влияния при двух- и трехкратном нагре-
вах (рез прямой с последующим образованием фаски
с одной и обеих соторон) в 1,5—2 раза больше глубины
ХАРАКТЕРИСТИКА ЗОНЫ ТЕМПЕРАТУРНОГО
ВЛИЯНИЯ КРОМКИ РЕЗА
Марка стали Толщина, мм Скорость резки, мм/мин Глубина зоны температурно- го влияния Структура
общая участка пере- грева (макси- мальная) основного металла участка перегрева
Х18Н10Т, про- кат 14 300 3,6 0,4 Аустенит Аустснит- феприт
Х17Н13МЗТ, прокат 14 270 3,6 0,12 Аустенит- феррит Аустенит- карбиды
1X13, прокат 1X13, 10 300 3,5 0,08 Троосто- мартенсит Мартенсит
отливка 140 240 6,5 0,54 Фсррит- троостиг Троосто- мартснсит
Х18Н9, отливка 130 240 5,0 1,26 Аустенит- феррит- карбиды Аустенит- феррит
Х18Н10Т, от- ливка 140 210 5,5 1,36 Аустенит Аустенит- феррит
0Х18Н12Б, от- ливка 140 100 8,5 1,60 Аустенит Аустенит
Х23Н18, отлив- ка 130 но 7,5 1,53 Аустенит Аустенит- феррит
XI7, отливка 140 240 7,1 0,9 Феррит игольчатый— троостит Троостомар- тенсит
зоны при однократном нагреве 1(рез прямой под углом
90° к поверхности листа).
Высокохромистая сталь на участке перегрева при
резке имеет структуру закалки и состоит из мартенсита
и троостомартенсита. Поэтому металлы, склонные к воз-
душной закалке, для предотвращения образования
трещин рекомендуется резать после предварительного
подогрева до 300—370°С. Это подтверждается дан-
ными, полученными та Электростальском заводе
тяжелого машиностроения при вырезке проб и ребер
жесткости на лопастях для гидротурбин, отлитых из
стали 25Х14Н-Л. Для выявления трещин, вызванных
резкой, лопасти после резки подвергали двойной норма-
лизации; охлаждали распыленной водой со скоростью
примерно 40° С в минуту. В табл. 8 приведены толщины
32
вырезанных проб, температура металла перед резкой,
твердость в месте реза, а также результаты макроиссле-
дования после травления.
Таблица 8
температура металла перед резкой И результаты
МАКРОИССЛЕДОВАНИЯ ЗОНЫ ТЕМПЕРАТУРНОГО ВЛИЯНИЯ
Толщина ме- талла, мм 1 Темпера- тура металла перед резкой, °С Твердость в месте реза по Бринелю Результаты макроисследования
на поверхности реза в металле, примы- кающем к поверхности реза
60 200—240 512 Сетка трещин Неглубокие трещины (0,10—0,15 мм)
65 360 500 Трещин нет Трещин нет
80 300-320 495 То же То же
При кислородно-флюсовой резке значительно изме-
няется содержание легирующих элементов на поверхно-
стях кромок реза и вблизи их. В табл. 9 приведены ре-
зультаты исследования химического состава металла на
поверхности реза, а на рис. 18 и 19 показано распреде-
ление основных легирующих элементов в слое металла,
Таблица 9
ИЗМЕНЕНИЕ ХИМИЧЕСКОГО СОСТАВА МЕТАЛЛА
НА ПОВЕРХНОСТИ РЕЗА
Марка стали Толщина, стали, мм Место взятии пробы Содержание легирующих элементов, %
Сг Мп Ы1 81 11рочие
Х18НЮТ 14 Основной металл Поверхность кром- ки роза .... 18,0 4,3 0,62 0,21 9,0 8,5 0,70 0,21 0,75 Т1 0,21 Т1
Х17Н13МЗТ 14 Основной металл Поверхность кром- ки реза .... 18,3 3,5 0,79 0,26 14,35 9,4 0,77 0,36 3,35 Мо 0,41 Т1 3,20 Мо 0,20 Т1
1X13 10 Основной металл Поверхность кром- ки реза .... 12,8 7,57 0,50 0,18 0,25 0,51 0,45 0,14 1 1
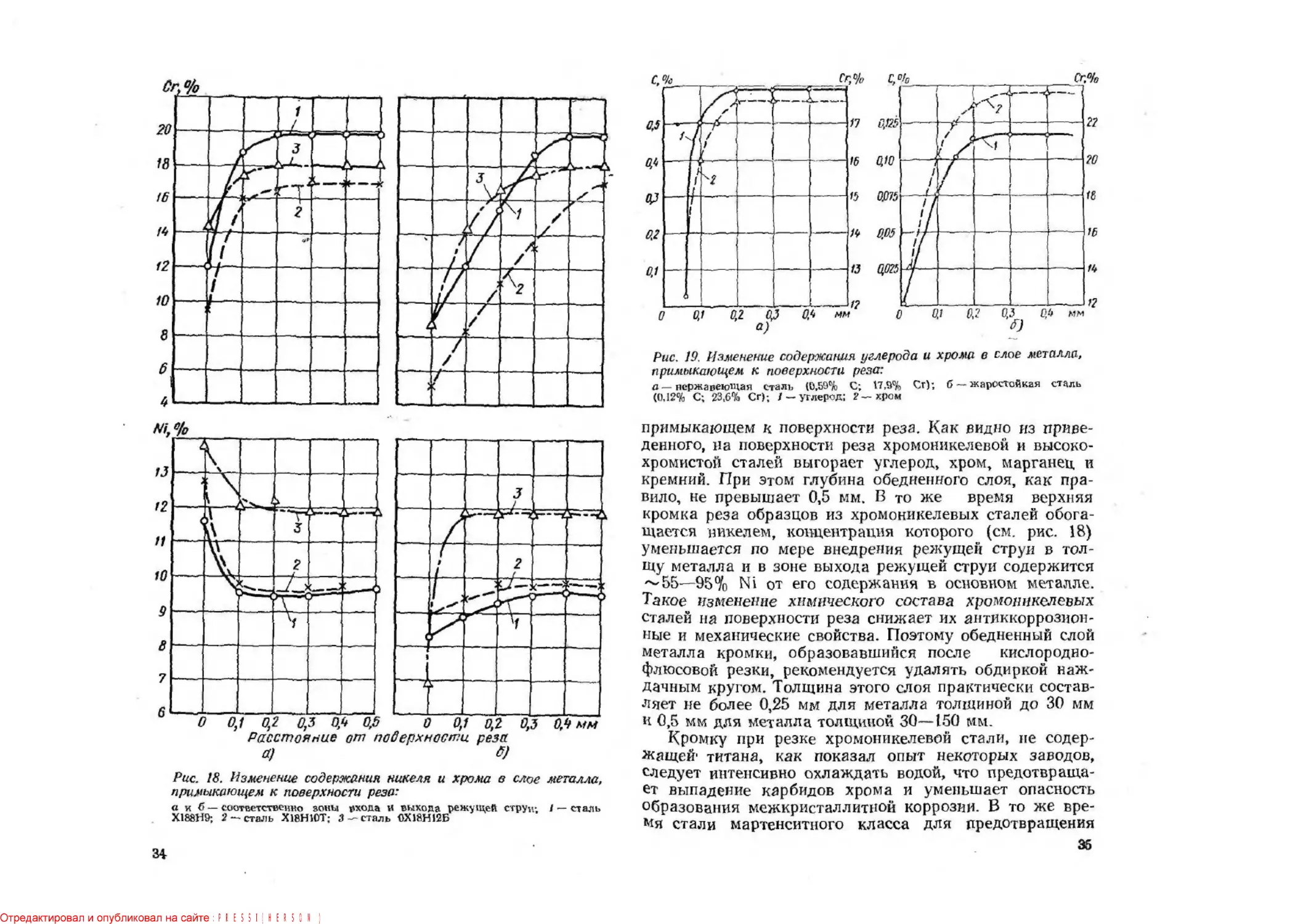
Рис. 18. Изменение содержания никеля и хрома в слое металла,
примыкающем к поверхности реза:
а и б — соответственно аоны входа М выхода режущей струн; / — сталь
Х188Н9; 2 —сталь Х18Н10Т; 3 — сталь ОХ18Н12Б
Рис. 19. Изменение содержания углерода и хрома в слое металла,
примыкающем к поверхности реза:
а—нержавеющая сталь (0,59% С; ВД Сг); б — жаростойкая сталь
(0,12% С; 23,6% Сг); / — углерод; 2—хром
примыкающем к поверхности реза. Как видно из приве-
денного, па поверхности реза хромоникелевой и высоко-
хромистой сталей выгорает углерод, хром, марганец и
кремний. При этом глубина обедненного слоя, как пра-
вило, не превышает 0,5 мм. В то же время верхняя
кромка реза образцов из хромоникелевых сталей обога-
щается никелем, концентрация которого (см. рис. 18)
уменьшается по мере внедрения режущей струи в тол-
щу металла и в зоне выхода режущей струи содержится
^55—95% ЬВ от его содержания в основном металле.
Такое Изменение химического состава хромоникелевых
сталей на поверхности реза снижает их антиккоррозион-
ные и механические свойства. Поэтому обедненный слой
металла кромки, образовавшийся после кислородно-
флюсовой резки, рекомендуется удалять обдиркой наж-
дачным кругом. Толщина этого слоя практически состав-
ляет не более 0,25 мм для металла толщиной до 30 мм
к 0,5 мм для металла толщиной 30—150 мм.
Кромку при резке хромоникелевой стали, не содер-
жащей' титана, как показал опыт некоторых заводов,
следует интенсивно охлаждать водой, что предотвраща-
ет выпадение карбидов хрома и уменьшает опасность
образования межкристаллитной коррозии. В то же вре-
мя стали мартенситного класса для предотвращения
трегципообразования перед резкой следует предвари-
тельно подогревать до 300—370° С.
В практике эксплуатации нефтеаппаратуры трубо-
проводов и других металлоконструкций из высоколеги-
рованной стали редки случаи непосредственного сопри-
косновения разрезанных кромок с агрессивной средой;
в большинстве случаев с пей соприкасаются сварные
швы, выполняемые обычно дуговой сваркой по кромкам,
которые получены кислородно-флюсовой резкой. Поэто-
му наибольший интерес, с точки зрения механической
прочности и коррозионной стойкости конструкции, пред-
ставляет зона совместного теплового воздействия резки
и дуговой сварки, т. е. околошовная зона.
Таблица 10
МЕХАНИЧЕСКИЕ СВОЙСТВА СВАРНЫХ СОЕДИНЕНИЙ,
КРОМКИ КОТОРЫХ ПОЛУЧЕНЫ РЕЗКОЙ
Марка стали Предел прочности. К1'С /мм* Относительное удлинение, % Угол изгиба, градусы
Х18Н10Т 66,8 40,2 180
0Х18Н12Б 65,2 34,2 180
В табл. К) приведены механические свойства сварных
соединений из сталей Х18НЮТ и 0Х18Н12Б, кромки ко-
торых были подготовлены с помощью кислородно-флю-
совой резки и сварены электродами ЭНТУ-3 и ЦЛ-11.
Как видно из данных табл. 11, состав наплавленного
Таблица 11
ХИМИЧЕСКИЙ СОСТАВ (%) ОСНОВНОГО И НАПЛАВЛЕННОГО
МЕТАЛЛОВ
Марка стали Место взятия пробы С $1 Мп Сг № Т1 кь
Х18Н10Т Основной ме- талл .... Металл шва 0,10 0,10 1 0,61 0,42 0,67 0,56 18,38 18,50 9,40 8,92 0,50 Следы —
0Х18Н12Б Основной ме- талл .... Металл шва 0,09 0,09| 0,62 0,74 0,76 1,16 18,54 17,40 10,20 10,20 0,05 0,80 0,90
металла практически аналогичен составу основного ме-
талла.
Металлографическое исследование шлифов сварных
соединений, а также коррозионные испытания образцов
показали, что они обладают высокой стойкостью против
межкристаллитной коррозии в натуральном состоянии
и после отпуска в течение 2 ч при (550° С.
Испытания сварных соединений на ударную вязкость
подтвердили возможность использования кислородно-
флюсовой резки для подготовки кромок под сварку.
В табл. 12 приведены сравнительные данные испытаний
Таблица 12
РЕЗУЛЬТАТЫ ИСПЫТАНИЙ СВАРНЫХ ОБРАЗЦОВ ИЗ СТАЛИ
Х18Н10Т НА УДАРНУЮ ВЯЗКОСТЬ
Толшива стали, мм Ударная вязкость кромок, кгс^м/см1
обработанных механическим способом полученных резкой и зачищенных абразивным кругом
25 16,6 17,55
25 15,07 12,90
40 12,77 13,45
40 14,20 14,40
сварных образцов, кромки которых были обработаны
строганием на станке и кислородно-флюсовой резкой с
последующей зачисткой поверхности реза абразивным
кругом.
Классификация высоколегированных сталей
в зависимости от их способности подвергаться
резке
Многие сварные узлы и конструкции из высоколеги-
рованных сталей имеют сложную геометрическую фор-
му и большие габаритные размеры. Для их изготовле-
ния широко применяют отливки, поковки и листовой
материал, обрабатываемые кислородно-флюсовой рез-
кой. Сложный химический состав этих сталей неблаго-
приятно сказывается на их поведении при резке. Для
исключения возможности образования трещин в техно-
логический процесс резки вводят дополнительные терми-
ческие операции.
Во избежание появления закалочных трещин реко-
мендуется предварительный подогрев высокохромистых
сталей перед резкой и последующее з а медленное охлаж-
дение вырезанных деталей. Если полученные детали тре-
буют дальнейшей механической обработки, то после
охлаждения или вырезки их надо подвергать отпуску.
Температура подогрева высокохромистых сталей перед
резкой составляет 250—350° С. Опыт Электростальского
завода тяжелого машиностроения показал, что высокое
качество (без трещин) металла кромки (сталь 25X14НЛ)
может быть достигнуто за счет предварительного подо-
грева отливки до 240—260° С. Однако в зависимости от
размеров и сложности формы обрабатываемого изделия
эта температура может изменяться до 500—550° С, осо-
бенно при подогреве в печи и в случае, когда изделие
транспортируют к месту резки.
Известно, что напряжения, возникающие в процессе
резки, могут достигать больших величин и при небла-
гоприятных условиях (жесткая конструкция, неправиль-
ная последовательность резки и т. п.) вызывать значи-
тельную деформацию изделия, а в отдельных случаях
надрывы. Для снятия напряжений изделие после резки
обычно подвергают отпуску. Из опыта сварки изделий
из высокохромистых сталей известно, что оптимальная
структура и необходимые механические свойства свар-
ного соединения могут быть достигнуты в том случае,
если изделия перед отпуском подвергают промежуточно-
му охлаждению при температуре 100—200° С. Указанное
было учтено при разработке технологии отрезки прибы-
лей на отливках из стали 0Х12НДЛ. На рис. 20 приве-
ден температурный режим отливок верхнего обода ко-
леса гидротурбины для Асуанской ГЭС массой 75 т при
отрезке прибылей диаметром 1000 мм, принятый на
Невском машиностроительном заводе им. Ленина. От-
ливки перед резкой подогревали в печи. Для поддержа-
ния требуемой температуры во время резки отливку по-
догревали специальными горелками, а отрезанные прибы-
ли оставляли на отливке до окончания резки. Прибыли
отрезали с помощью установки ПА^Р-1000. При этом
расход кислорода составлял 200—250 м3/ч, природного
газа 22—25 м3/ч, железного порошка 70—90 кг/ч. Про-
зе
Рис. 20. Температурный режим отливок из стала
0Х12НДЛ при отрезке прибылей диаметром 1000 мм
должительность отрезки и температура отливки при этом
приведены на рис. 21.
По аналогичному термическому циклу была обрабо-
тана более сложная отливка колеса гидротурбины из
Рис. 21. Продолжительность отрезки и температура отлив-
ки во время отрезки прибылей:
/'-обод; // — пенек; /~5 —порядок резки прибылей
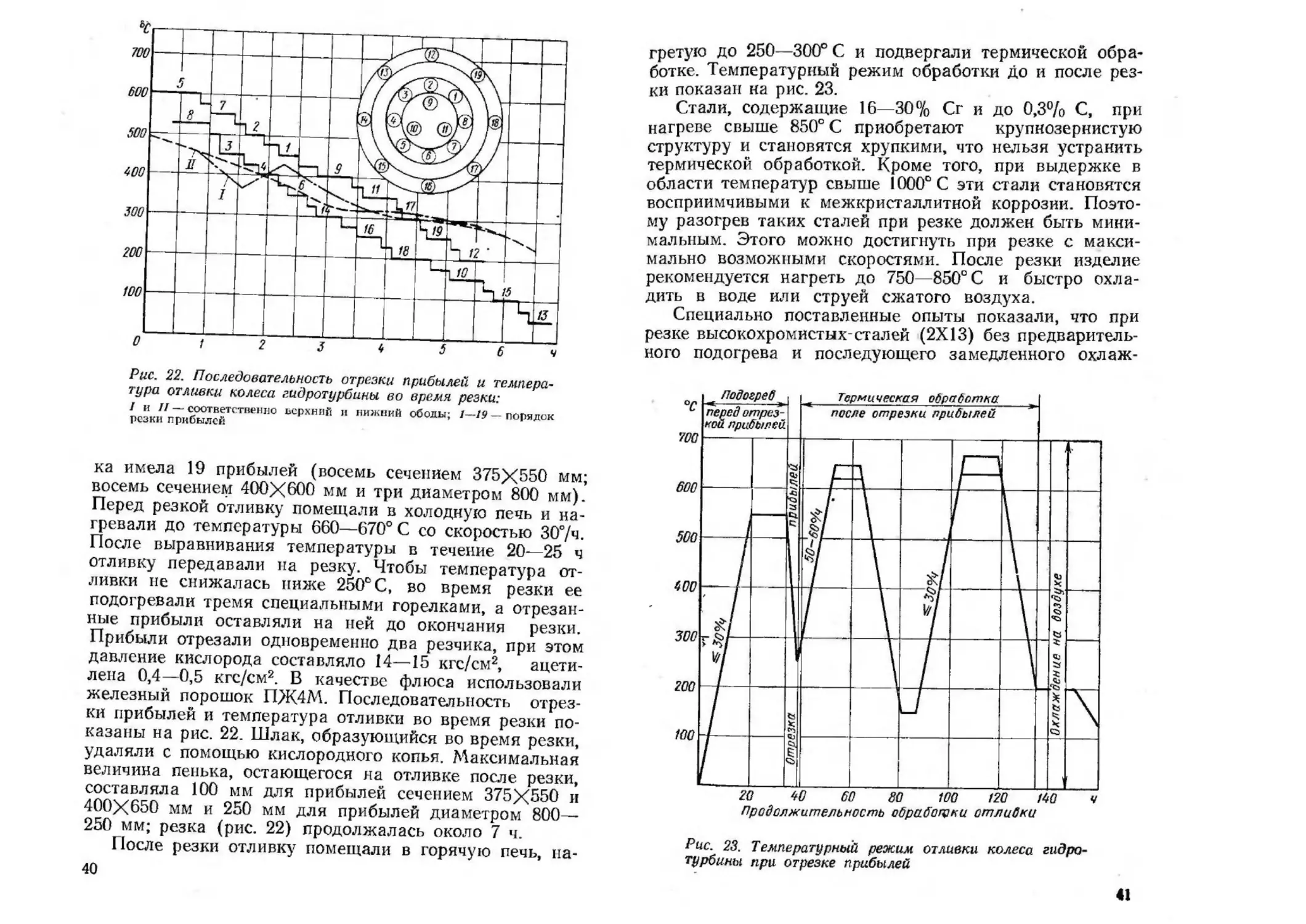
Рис. 22. Последовательность отрезки прибылей и темпера-
тура отливки колеса гидротурбины во время резки:
1 и II— соответственно верхний и нижний ободы; 1—19 — порядок
резки прибылей
ка имела 19 прибылей (восемь сечением 375X550 мм;
восемь сечением 400X000 мм и три диаметром 800 мм).
Перед резкой отливку помещали в холодную печь и на-
гревали до температуры 660—670° С со скоростью 30°/ч.
После выравнивания температуры в течение 20—25 ч
отливку передавали па резку. Чтобы температура от-
ливки пе снижалась ниже 250е С, во время резки ее
подогревали тремя специальными горелками, а отрезан-
ные прибыли оставляли на пей до окончания резки.
Прибыли отрезали одновременно два резчика, при этом
давление кислорода составляло 14—15 кгс/см2, ацети-
лена 0,4—0,5 кгс/см2. В качестве флюса использовали
железный порошок ПЖ4М. Последовательность отрез-
ки прибылей и температура отливки во время резки по-
казаны на рис. 22. Шлак, образующийся во время резки,
удаляли с помощью кислородного копья. Максимальная
величина пенька, остающегося на отливке после резки,
составляла 100 мм для прибылей сечением 375X550 и
400X650 мм и 250 мм для прибылей диаметром 800—
250 мм; резка (рис. 22) продолжалась около 7 ч.
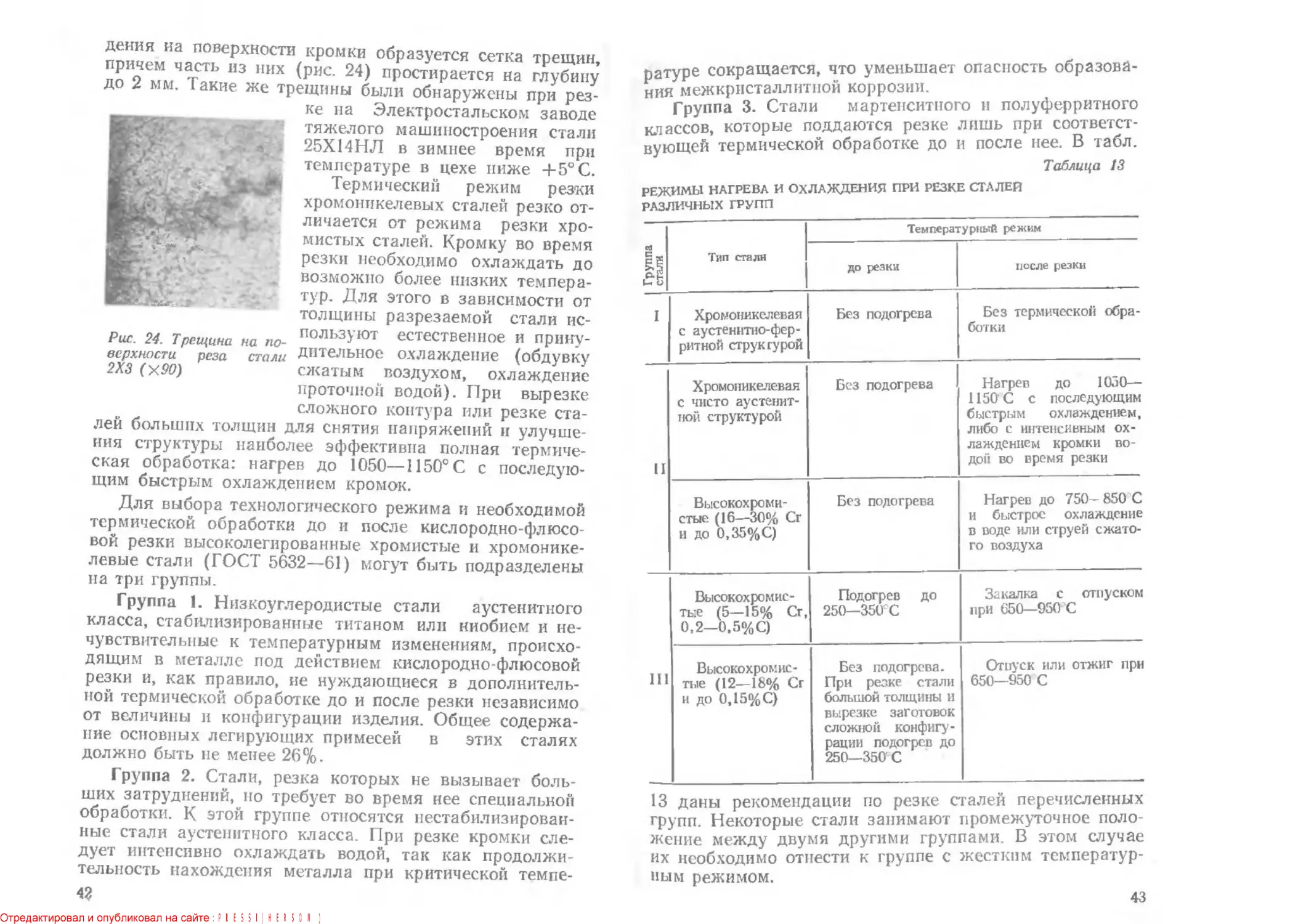
После резки отливку помещали в горячую печь, па-
гретую до 250—300° С и подвергали термической обра-
ботке. Температурный режим обработки до и после рез-
ки показан на рис. 23.
Стали, содержащие 16—30% Сг и до 0,3% С, при
нагреве свыше 850° С приобретают крупнозернистую
структуру и становятся хрупкими, что нельзя устранить
термической обработкой. Кроме того, при выдержке в
области температур свыше 1000° С эти стали становятся
восприимчивыми к межкристаллитной коррозии. Поэто-
му разогрев таких сталей при резке должен быть мини-
мальным. Этого можно достигнуть при резке с макси-
мально возможными скоростями. После резки изделие
рекомендуется нагреть до 750—850° С и быстро охла-
дить в воде или струей сжатого воздуха.
Специально поставленные опыты показали, что при
резке высокохромистых-сталей (2X13) без предваритель-
ного подогрева и последующего замедленного охлаж-
Продолжительность обработки отливки
Рис. 23. Температурный режим отливки колеса гидро-
турбины при отрезке прибылей
Рис. 24. Трещина на по-
верхности реза стали
2X3 (Х90)
дения на поверхности кромки образуется сетка трещин,
причем часть из них (рис. 24) простирается на глубину
до 2 мм. 1акие же трещины были обнаружены при рез-
ке на Электростальском заводе
тяжелого машиностроения стали
25Х14НЛ в зимнее время при
температуре в цехе ниже 4-5° С.
Термический режим резки
хромоникелевых сталей резко от-
личается от режима резки хро-
мистых сталей. Кромку во время
резки необходимо охлаждать до
возможно более низких темпера-
тур. Для этого в зависимости от
толщины разрезаемой стали ис-
пользуют естественное и прину-
дительное охлаждение (обдувку
сжатым воздухом, охлаждение
проточной водой). При вырезке
сложного контура или резке ста-
лей больших толщин для снятия напряжений и улучше-
ния структуры наиболее эффективна полная термиче-
ская обработка: нагрев до 1050—1150° С с последую-
щим быстрым охлаждением кромок.
Для выбора технологического режима и необходимой
термической обработки до и после кислородно-флюсо-
вой резки высоколегированные хромистые и хромонике-
левые стали (ГОСТ 5632—61) могут быть подразделены
па три группы.
Группа 1. Низкоуглеродистые стали аустенитного
класса, стабилизированные титаном или ниобием и не-
чувствительные к температурным изменениям, происхо-
дящим в металле под действием кислородно-флюсовой
резки и, как правило, не нуждающиеся в дополнитель-
ной термической обработке до и после резки независимо
от величины и конфигурации изделия. Общее содержа-
ние основных легирующих примесей в этих сталях
должно быть не менее 26%.
Группа 2. Стали, резка которых не вызывает боль-
ших затруднений, по требует во время нее специальной
обработки. К этой группе относятся пестабилизирован-
ные стали аустенитного класса. При резке кромки сле-
дует интенсивно охлаждать водой, так как продолжи-
тельность нахождения металла при критической темпе-
42
ратуре сокращается, что уменьшает опасность образова-
ния межкристаллитной коррозии.
Группа 3. Стали мартенситного и полуферритного
классов, которые поддаются резке лишь при соответст-
вующей термической обработке до и после нее. В табл.
Таблица 13
РЕЖИМЫ НАГРЕВА И ОХЛАЖДЕНИЯ ПРИ РЕЗКЕ СТАЛЕЙ
РАЗЛИЧНЫХ ГРУПП
Группа стали Тип стали Температурный режим
до резки после резки
I Хромоникелевая с аустенитно-фер- ритной структурой Без подогрева Без термической обра- ботки
II X ромоникелевая с чисто аустенит- ной структурой Без подогрева Нагрев до 1030— 1150 С с последующим быстрым охлаждением, либо с интенсивным ох- лаждением кромки во- дой во время резки
Высокохроми- стые (16—30% Сг и до 0,35%С) Без подогрева Нагрев до 750— 850 С и быстрое охлаждение в воде или струей сжато- го воздуха
Высокохромис- тые (5—15% Сг, 0,2—0,5%С) Подогрев до 250—350 С Закалка с отпуском при 650—950 С
III Высокохромис- тые (12—18% Сг и до 0,15% С) Без подогрева. При резке стали большой толщины и вырезке заготовок сложной конфигу- рации подогрев до 250—350 С Отпуск или отжиг при 650—950 С
13 даны рекомендации по резке сталей перечисленных
групп. Некоторые стали занимают промежуточное поло-
жение между двумя другими группами. В этом случае
их необходимо отнести к группе с жестким температур-
ным режимом.
ТЕХНОЛОГИЯ РЕЗКИ ВЫСОКОЛЕГИРОВАННЫХ
СТАЛЕЙ
Основные характеристики режимов резки
Кислородно-флюсовая резка основана на горении ме-
талла в кислороде. На поверхность металла, предвари-
тельно нагретую до необходимой температуры (в место
начала резки), направляют струю кислорода в смеси с
флюсом. Флюс и основной металл загораются, при этом
выделяющаяся теплота передается через образовавший-
ся шлак нижележащим слоям металла, которые также,
воспламеняясь в струе кислорода, сгорают. Плавное пе-
ремещение участков горения металла создает непре-
рывную (по толщине) линию разделения (разрез) ра-
нее монолитного изделия. Шлаки, образующиеся в про-
цессе резки, удаляют из разреза кислородной струей
или под действием силы собственного веса.
Производительность и экономичность резки зависят
в основном от давления кислорода перед соплом и рас-
хода кислорода в единицу времени. На экономичность
и качество резки влияет расход флюса, подаваемого в
зону реза, и скорость перемещения резака по отноше-
нию к металлу <(скорость резки).
Давление кислорода. Чем больше давление кислоро-
да перед резаком при данных толщине разрезаемой
стали и диаметре горлового сечения сопла режущего
кислорода, тем больше кислорода протекает через сопло
и соприкасается с поверхностью разрезаемой стали в
единицу времени и тем лучше, казалось бы, условия для
окисления металла.
Однако опыт заводов показал, что при увеличении
давления свыше некоторого предела качество поверхно-
сти реза значительно ухудшается, а скорость резки
уменьшается. Это объясняется следующим: во-первых,
с повышением давления кислорода увеличивается ско-
рость протекания частиц кислорода и флюса через раз-
рез и, следовательно, их потери; во-вторых, с повышени-
ем давления кислорода (при неизменном выходном
сечении сопла) увеличивается диаметр струи по выходе
из сопла, а следовательно, и ширина реза, вследствие
чего увеличивается количество металла, удаляемого из
44
разреза. В результате, для металла определенной тол-
щины существует оптимальная величина давления. Ве-
личины давления кислорода для резки коррозионностой-
кой стали толщиной до 100 мм приведены ниже
(см. табл. 15).
Концентрация кислорода. Наиболее обычными при-
месями кислорода является азот, аргон и водяные пары.
Проведенные работы показали, что чем меньше приме-
сей содержится в кислороде, тем больше скорость рез-
ки. В результате использования части кислорода на
окисление распределение примесей по сечению кисло-
родной струи неравномерно. Наибольшая концентрация
примесей наблюдается у поверхности металла. По мере
проникновения кислородной струи в глубь металла ак-
тивность реакции окисления уменьшается и для компен-
сации вредного влияния пониженной концентрации кис-
лорода приходится уменьшать скорость резки. Это под-
тверждается сравнительными данными, полученными
при резке стали Х18Н10Т толщиной 10 и 40 мм
(табл. 14). Из рассмотрения данных таблицы следует,
Таблица 14
ЗАВИСИМОСТЬ СКОРОСТИ РЕЗКИ ОТ РОДА ФЛЮСОПЕСУЩЕГО ГАЗА
Толщина листа, мм Флюсонесущий газ Расход газа, м3/ч Расход флюса, г /мнн Максимальная скорость рез- ки, мм/мин Ширина реза, мм Отставание л ин ии реза? УМ
режущего кислорода подогрева- ющего кислорода ацетилена флюсонс- сущего газа
Кислород . . . 6,05 1,35 1,17 2,18 100 1360 4,7 9
10 Возд} х . . . . 6,05 1,35 1,17 2,18 100 1080 5,0 10
Азот 6,05 1,35 1,17 2,20 100 1000 4,7 8
Кислород . . . 7,85 1,40 1,22 2,25 100 590 6,5 30
40 Воздух .... 7,85 1,40 1,22 2,26 100 480 6,0 25
Азот 7,85 14,0 1,22 2,30 100 460 6,2 36
что для получения равноценного качества реза (ширины,
отставания) в случае изменения концентрации кислоро-
да в режущей струе за счет ввода в нее азота или воз-
духа, поступающего к резаку в смеси с флюсом, макси-
мальную скорость резки пришлось уменьшить примерно
Расход режущего кислорода. Металл сжигают и
продукты сгорания удаляют струей режущего кислоро-
да. Расход кислорода режущей струи складывается из
расхода кислорода на окисление разрезаемого металла,
кислорода на окисление флюса, вдуваемого в разрез, и
кислорода на выдувание шлака.
Количество кислорода, необходимого для окисления
разрезаемого металла и флюса, определяется количест-
вом сжигаемого металла и флюса и средним расходом
кислорода па их сжигание.
На выдувание окислов из разреза расходуется очень
большое количество кислорода (в связи с большой сцеп-
ляемостью шлака с кромками). При увеличении толщи-
ны металла и, как следствие, ширины разреза облегчает-
ся удаление из него шлака, и расход кислорода на вы-
дувание уменьшается. В то же время при резке стали
малых толщин (до 20 мм) значительное количество
кислорода теряется в результате высоких скоростей кис-
лородной струи.
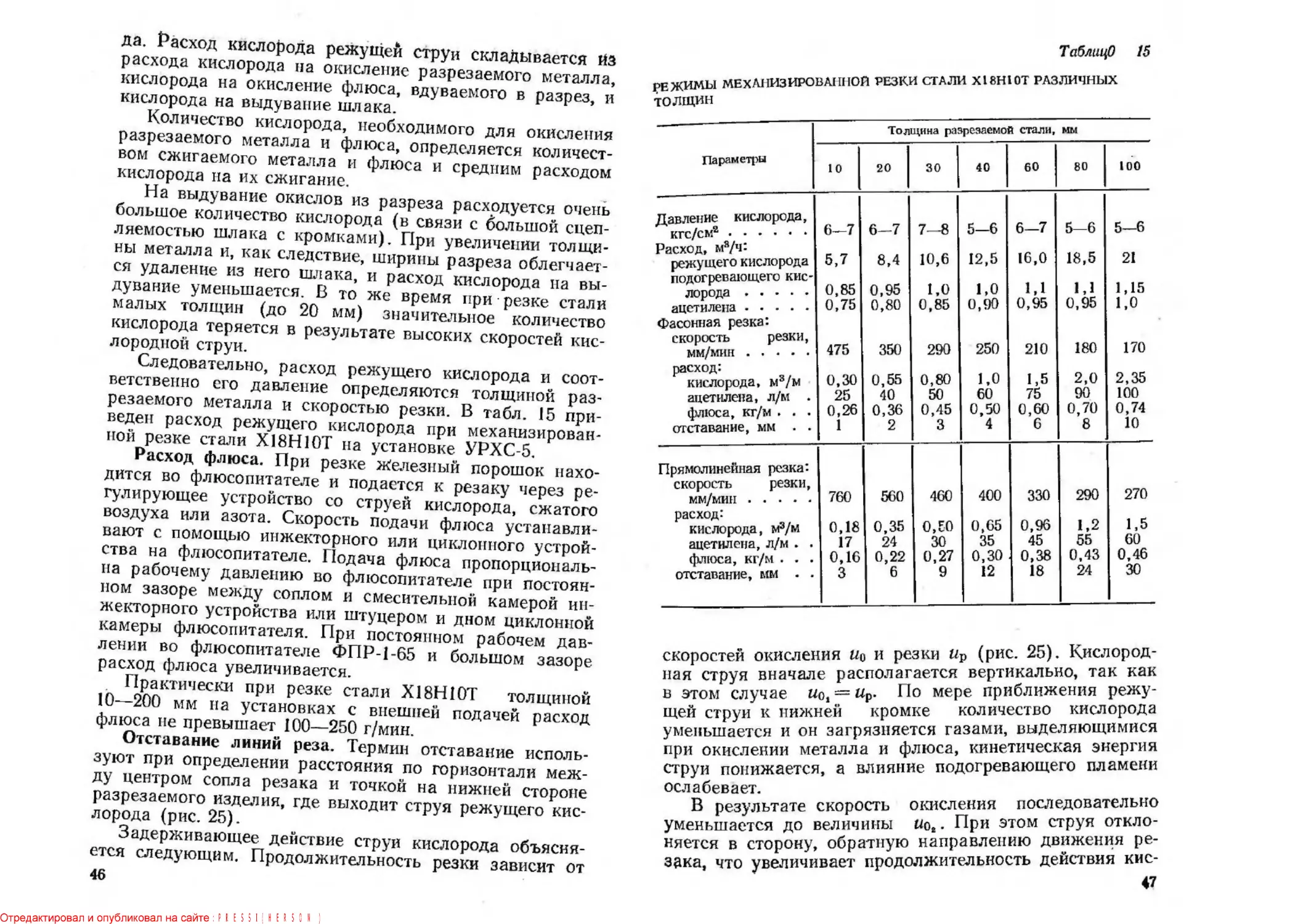
Следовательно, расход режущего кислорода и соот-
ветственно его давление определяются толщиной раз-
резаемого металла и скоростью резки. В табл. 15 при-
веден расход режущего кислорода при механизирован-
ной резке стали Х18Н10Т на установке УРХС-5.
Расход флюса. При резке Железный порошок нахо-
дится во флюсопитателе и подается к резаку через ре-
гулирующее устройство со струей кислорода, сжатого
воздуха или азота. Скорость подачи флюса устанавли-
вают с помощью инжекторного или циклонного устрой-
ства на флюсопитателе. Подача флюса пропорциональ-
на рабочему давлению во флюсопитателе при постоян-
ном зазоре между соплом и смесительной камерой ин-
жекторного устройства или штуцером и дном циклонной
камеры флюсопитателя. При постоянном рабочем дав-
лении во флюсопитателе ФПР-1-65 и большом зазоре
расход флюса увеличивается.
Практически при резке стали Х18Н10Т толщиной
10—200 мм па установках с внешней подачей расход
флюса не превышает 100—250 г/мин.
Отставание линий реза. Термин отставание исполь-
зуют при определении расстояния по горизонтали меж-
ду центром сопла резака и точкой на нижней стороне
разрезаемого изделия, где выходит струя режущего кис-
лорода (рис. 25).
Задерживающее действие струи кислорода объясня-
ется следующим. Продолжительность резки зависит от
46
РЕЖИМЫ МЕХАНИЗИРОВАННОЙ РЕЗКИ СТАЛИ Х18Н10Т РАЗЛИЧНЫХ
толщин
Параметры Толщина разрезаемой стали, мм
10 20 30 40 60 80 100
Давление кислорода, кгс/см2 6—7 6—7 5-6 6—7 5-6 5-6
Расход, м8/ч: режущего кислорода 5,7 8,4 10,6 12,5 16,0 18,5 21
подогревающего кис- лорода 0,85 0,95 1,0 1,0 1,1 1,1 1,15
ацетилена 0,75 0,80 0,85 0,90 0,95 0,95 1.0
Фасонная резка: скорость резки, мм/мин 475 350 290 250 210 180 170
расход: кислорода, м8/м 0,30 0,55 0,80 1,0 1,5 2,0 2,35
ацетилена, л/м . 25 40 50 60 75 90 100
флюса, кг/м . . . 0,26 0,36 0,45 0,50 0,60 0,70 0,74
отставание, мм . . 1 2 3 4 6 8 10
Прямолинейная резка: скорость резки, мм/мин 760 560 460 400 330 290 270
расход: кислорода, м3/м 0,18 0,35 О СП о 0,65 0,96 1,2 1,5
ацетилена, л/м . . 17 24 30 35 45 55 60
флюса, кг/м . . . 0,16 0,22 0,27 0,30 0,38 0,43 0,46
отставание, мм . . 3 6 9 12 18 24 30
скоростей окисления и0 и резки пр (рис. 25). Кислород-
ная струя вначале располагается вертикально, так как
в этом случае — По мере приближения режу-
щей струи к нижней кромке количество кислорода
уменьшается и он загрязняется газами, выделяющимися
при окислении металла и флюса, кинетическая энергия
струи понижается, а влияние подогревающего пламени
ослабевает.
В результате скорость окисления последовательно
уменьшается до величины По2. При этом струя откло-
няется в сторону, обратную направлению движения ре-
зака, что увеличивает продолжительность действия кис-
лорода на поверхность реза и обеспечивает среднюю
Л “о2 \
скорость резки
пр=------
> со8 а
При постоянной скорости резки величина отставания
I) постоянна, что подтверждается формой бородок на
поверхности реза. Отставание происходит в меньшей или
большей степени при любой
Рис, 25. Схема процесса
отставания
разновидности кислородной
резки. При фигурной .резке
важно ограничить величину от-
ставания для сохранения фор-
мы вырезаемого изделия.
Уменьшение скорости резки
уменьшает отставание. Такое
же действие па величину от-
ставания оказывает и увеличе-
ние размера сопла, а также
предварительный подогрев ли-
ста или заготовки.
Скорость резки. Устойчивый процесс резки и хоро-
шее качество поверхности разрезаемых кромок без зна-
чительного отставания могут быть достигнуты только
тогда, когда скорость перемещения резака по линии
реза соответствует скорости окисления металла по тол-
щине разрезаемого листа или заготовки. Скорость пере-
мещения резака должна быть согласована с количест-
вом подаваемого в разрез флюса и кислорода. При этом
необходимо иметь в виду, что очень малый расход флю-
са приводит к увеличению отставания, а чаще к пепро-
резанию металла. Слишком большой расход флюса вы-
зывает чрезмерный перегрев металла, значительное уве-
личение ширины реза и сильное зашлаковывание кромок
реза. Повышением давления режущего кислорода мож-
но увеличить скорость резки, при этом значительно
увеличивается ширина реза у нижней кромки. Резку
здесь можно рассматривать только как заготовительную
операцию.
На рис. 26 приведены скорости резки низкоуглероди-
стой и высоколегированной сталей. Из рассмотрения ри-
сунка видно, что скорости при кислородно-флюсовой
резке высоколегированной стали практически мало от-
личаются от скоростей при кислородной резке низкоуг-
леродистой стали.
Скорость вырезки деталей с криволинейным конту-
Рис, 26. Зависимость скоро-
сти резки от толщины раз-
резаемого металла:
I — кислородная резка низко-
углеродистой стали; 2 — кисло-
родно-флюсовая резка высоко-
легированной стали
ром в случае отставания линии реза, не превышающего
10% их толщины, должна быть уменьшена в среднем
на 60% (см. табл. 15). Так как при ручной резке нельзя
достигнуть большой равномерности перемещения резака
(как при машинной резке),
скорости резки соответст-
венно понижаются.
Мощность подогревающе-
го пламени. В процессе рез-
ки подогревающее пламя
должно нагревать не только
разрезаемый металл, ио и
флюс, поступающий к месту
реза. Если мощность подо-
гревающего пламени мала,
то металл в начальный мо-
мент резки будет недоста-
точно нагрет и не будет
полностью сгорать требую-
щееся количество флюса,
вследствие чего теплоты,
выделяющейся на поверхности металла, будет недоста-
точно для осуществления резки.
Практически мощность подогревающего пламени для
высоколегированной стали на 15—25% выше мощности
пламени при кислородной резке низкоуглеродистой ста-
ли одинаковой толщины.
Ширина реза зависит от диаметра выходного отвер-
стия для режущего кислорода (внутреннего мундшту-
ка), давления режущего кислорода и скорости резки.
Так как перечисленные параметры зависят от толщины
разрезаемого металла, ширину реза обычно принимают
также в зависимости от его толщины (табл. 16).
Ширина резов, выполненных ручными резаками, всег-
да больше ширины резов при машинной резке (табл. 16).
Это объясняется недостаточно равномерным перемеще-
нием резака при ручной резке.
Припуски при резке. Если после резки заготовки
подвергают механической обработке, резку можно вести
на максимально возможных скоростях. При этом для
заготовок необходимо предусматривать припуски, нали-
чие которых обычно вызвано:
погрешностью реза (местными вырывами, неперпен-
дикулярностью и др.);
ШИРИНА РЕЗА В ЗАВИСИМОСТИ ОТ ТОЛЩИНЫ РАЗРЕЗАЕМОГО МЕТАЛЛА
ЩСПОСОБА РЕЗКИ
Толщина металла, мм Ширина реза при резке, мм
ручной машинной
5—25 у 3,5-5,5
25—50 7-9 5,5—7
50—100 9-11 7—9
100—200 11—13 9—11
механическими и электрическими погрешностями га-
зорезательной машины или ручной резки;
изменением структуры и химического состава слоя
металла, вызванным в результате его нагрева и быстро-
го охлаждения;
минимальными размерами деформаций, возникаю-
щих во время резки, при условии соблюдения установ-
ленной технологической последовательности резки.
Таблица 17
ПРИПУСКИ (ММ) В ЗАВИСИМОСТИ ОТ СПОСОБА РЕЗКИ
Способ резки Размер наруж- ного или внутреннего вырезаемого контура, мм Толщина металла, мм
10—16 1 Ю сч 1 о о 1Э 1 ю сч 50—100 о о сч 1 о о 10-16 16-25 25—50 50—100 005—001 —
Прямолинейный рез Криволинейный рез
Машин- До 1000 7 9 10 13 15 8 10 11 14 16
пая Свыше 1000 до 2000 Свыше 2000 7 9 10 13 15 8 10 11 14 16
• до 5000 9 И 12 15 17 10 12 13 16 18
Свыше 5000 11 13 14 17 19 12 14 15 18 20
Ручная До 1000 Свыше 1000 10 12 14 16 18 11 13 15 17 19
до 2000 Свыше 2000 10 12 14 16 18 11 13 15 17 19
до 5000 12 14 16 18 20 13 15 17 19 21
- Свыше 5000 14 16 18 20 22 15 17 19 21 23
бо
В табл. 17 приведены размеры припусков (по дан-
ным Ленинградского завода «Большевик») для ручной
машинной резки.
Техника резки
Подготовка флюсопитателя ФПР-1-65. Кислородно-
флюсовая резка на установке УРСХ-5, работающей по
схеме внешней подачи флюса, мало отличается от обыч-
ной кислородной резки низкоуглеродистой стали. Новым
в технике кислородно-флюсовой резки является подго-
товка флюсопитателя и эксплуатация резака.
Порошок от флюсопитателя к резаку рекомендуется
подавать с помощью шлангов с внутренним диаметром
6 мм и длиной не более 10 м. В случае необходимости
используют шланги большей длины, однако это может
привести к неравномерной подаче порошка.
Перед засыпкой в бачок флюсопитателя порошок не-
обходимо просеять. Нельзя засыпать в бачок влажный
порошок, так как это может привести к его слеживанию
и закупорке флюсовых каналов.
Правильность выбора расхода флюса можно устано-
вить визуально при осмотре верхней кромки реза: на
верхних кромках остаются не-
большие валики расплавлен-
ного железного порошка
(рис. 27).
Повышенный расход флю-
са вызывает увеличение раз-
меров валиков и замедляет
процесс резки. Малый расход
флюса также замедляет про-
цесс резки из-за недостаточно-
го количества теплоты, выде-
лившейся в разрезе, и увели-
ченной вязкости шлаков.
Рис. 27. Примеры, харак-
теризующие правиль-
ность выбора расхода
флюса:
а — недостаточный; б — оп-
тимальный; в — большой
Для увеличения подачи
флюса к резаку открывают порошковый вентиль (см.
рис. 14) и постепенно увеличивают давление кислорода
во флюсопитателе до 0,5 кгс/см2 (максмально рекомен-
дуемое давление). Если при таком давлении количества
подаваемого флюса все еще недостаточно, необходимо
снизить давление во флюсопитателе до 0,4 кгс/см2 и по-
вернуть вентиль 5 (см. рис. 6) на 1,5 оборота от закры-
того положения.
Подачу флюса можно уменьшить, открыв порошко-
вый вентиль на резаке (см. рис. 14) и постепенно пони-
зив давление во флюсопитателе до 0,1 кгс/см2 (мини-
мальное давление). Если при таком давлении количест-
во подаваемого флюса все еще велико, необходимо
увеличить давление во флюсопитателе до 0,2 кгс/см2 и
повернуть вентиль 5 (см. рис. 6) па 72 оборота от от-
крываемого положения.
Для бесперебойной работы флюсопитателя недопу-
стимо полное израсходование флюса из бачка. Если уро-
вень засыпаемого порошка в бачок флюсопитателя ста-
нет ниже 100 мм, то, как показала практика, наблю-
дается неравномерная пульсирующая подача порошка
к резаку.
Подготовка стали перед резкой. В некоторых случа-
ях детали сложной конфигурации из холоднокатаной
высокохромистой стали перлитного и мартенситного
классов перед резкой должны быть подвергнуты терми-
ческой обработке. Рекомендации по выбору температур-
ного режима до и после резки приведены в табл. 13.
Перед резкой листовой металл должен быть выправ-
лен и тщательно очищен от грязи. Отклонения от гори-
зонтальной плоскости не должны превышать 3 мм на
1 м погонной длины. На поверхности металла не долж-
но быть расслоений и других явных дефектов, ухудшаю-
щих качество вырезаемой детали.
Резка на переносных машинах, а также ручная рез-
ка требуют предварительной разметки деталей. На очи-
щенной поверхности разметчик наносит необходимые
построения и контур детали. При одновременной раз-
метке на листке нескольких деталей между их контура-
ми необходимо оставлять зазор, равный пе менее 1,5 ши-
рины разреза.
Листовой металл необходимо уложить па стол или
подкладки. Высоту подкладок выбирают исходя из того,
чтобы свободное пространство под разрезаемым изде-
лием было не менее 300 мм для свободного стекания
шлака.
Расстояние между мундштуком и разрезаемым ме-
таллом. Для успешного протекания процесса необходи-
мо, чтобы перед резкой началось воспламенение и го-
рение флюса на поверхности разрезаемого металла. По-
52
этому расстояние между торцом мундштука и поверхно-
стью разрезаемого металла должно быть значительно
больше такого же расстояния при резке низкоуглероди-
стой стали одинаковой толщины. Указанное расстояние
зависит, во-первых, от толщины разрезаемого металла
и, во-вторых, от его температуры перед резкой. Обычно
при резке коррозионностойкой стали толщиной до 100 мм
на установке УРХС-5 это расстояние принимают равным
25 мм, тогда как при резке металла большей толщины
и металла, подогретого перед резкой, указанное рас-
стояние составляет 40—60 мм. При резке горизонтально
расположенного листового металла резак обычно уста-
навливают под прямым углом к разрезаемой поверхно-
сти. Однако многие квалифицированные резчики уста-
навливают резак под острым или тупым углом, так как
при резке лома, приливов и литников на отливках уста-
новка резака под прямым углом не всегда допустима.
При вертикальном положении резака по отношению
к разрезаемой поверхности необходимую скорость его
перемещения газорезчик устанавливает по скорости по-
тока шлака. При оптимальной скорости резки шлак вы-
летает из разреза под углом 90°. При уменьшении ско-
рости резки поток шлака опережает направление струи.
С увеличением скорости перемещения резака шлак вы-
текает с отставанием относительно оси струи кислорода.
Подготовка газорезательной машины. До начала ра-
боты необходим тщательный осмотр машины.
Корпус машины, суппорт, резак, флюсовая оснастка
и направляющие рельсовые пути должны быть насухо
протерты и очищены от грязи и остатков масла. В за-
висимости от выполняемых работ машину устанавлива-
ют на рельсовый путь, на направляющий угольник или
прикрепляют к ней циркульное устройство. После про-
верки редукторов, шлангов, баллонов или магистрали
резак присоединяют к источникам газа. Установив элек-
трический выключатель на корпусе машины в положе-
ние «Стоп» «(или «Выключено»), подключают ее к элек-
трической сети.
Для разогрева смазки, особенно при работе в зимнее
время и низкой температуре окружающего воздуха, ма-
шину включают на 1—2 мин на небольшой скорости.
Затем рукояткой реостата устанавливают скорость ее
движения, а с помощью редукторов — рабочее давление
газов в зависимости от толщины разрезаемого металла.
После регулирования количества поступающих газов
горючей смеси, флюса и режущего кислорода резак
устанавливают в вертикальное положение или под уг-
лом по градуировке, имеющейся па его державке, и про-
веряют надежность его крепления и оснастки.
Подготовка и укладывание копирных щитов и копи-
ров. Газорезчик должен следить за тем, чтобы копирпые
щиты были в строго горизонтальном положении, при
этом должно быть обеспечено сцепление магнитного ро-
лика с копирными рейками. Необходимо также прове-
рить исправность копирных щитов, так как при транс-
портировке и укладке они могут быть покороблены, а
их размеры искажены.
Перед началом работы рабочие поверхности копир-
ных реек и вставок очищают. Наличие на рабочей по-
верхности грязи, окалины и других загрязнений приво-
дит к буксованию магнитного ролика (пальца) и ухуд-
шению качества обработки. Копиры устанавливают с
помощью магнитных присосов на копировальных столах
(в случае координатных и параллелограммных машин)
в горизонтальное положение, с тем чтобы магнитный
ролик соприкасался с ребром копира по всей длине об-
разующей ролика, совмещенной с копиром. Размещение
копира и последующие его перемещения необходимо
увязывать с экономным раскроем металла, поэтому в
отдельных случаях, например при использовании маши-
ны шарнирного типа, целесообразнее применять пере-
движные столы (тележку), с тем чтобы не смещать ко-
пир при вырезке каждой последующей детали.
После размещения копирного щита и разрезаемого
листового металла машину подготовляют к пуску. Суп-
порт машины должен легко перемещаться по хоботу, а
сама машина должна свободно перемещаться по на-
правляющим путям. Во избежание задевания магнит-
ного ролика за плоскость копирного щита, ролик опу-
скают, затем проверяют свободный ход резака над раз-
резаемым листовым металлом и смотрят, не выходит ли
резак за его пределы. До начала резки осматривают га-
зовую систему и проверяют плотность всех присоеди-
нений.
Порядок включения и выключения подачи флюса.
Для зажигания горючей смеси резака при кислородно-
флюсовой резке нужно применять те же приемы, что и
при работе с резаком при обычной кислородной резке
54
низкоуглеродистой стали. Необходимо помнить, что
вентиль подачи флюса на резаке следует открывать пос-
ле того, как подогревающее пламя будет зажжено, а
перед выключением горючего газа и подогревающего
кислорода нужно закрыть вентиль подачи флюса и ре-
жущего кислорода.
Начало резки. При резке листового металла с кром-
ки резак устанавливают перпендикулярно к поверхности
металла так, чтобы почти весь мундштук находился над
ним. После подогрева некоторого объема металла до
температуры, близкой к температуре плавления, резак
сдвигают назад так, чтобы только часть центрального
канала режущего кислорода находилась над кромкой.
Затем пускают флюс и режущий кислород.
Из опыта кислородно-флюсовой резки можно сделать
вывод о том, что продолжительность подогрева металла
в момент начала резки значительно меньше продолжи-
тельности подогрева при обычной кислородной резке.
Практически этот процесс позволяет осуществлять без-
остановочное врезание режущей струи в металл.
Еси резать не с кромки, а с середины листа, то место
пробивки отверстия подогревают, а затем на него на-
правляют флюс и кислородную струю. После загорания
металла плавно, с небольшой скоростью перемещают
резак; в это время кислородная струя, постепенно вре-
заясь в металл (на длине 10—40 мм), разрежет его по
всей толщине. Ниже дана продолжительность пробивки
одного отверстия в зависимости от толщины разрезае-
мого листового металла:
Толщина листа, мм 10 20 30 40 70 90
Время пробивки,
мии........... 0,25 0,5 0,75 1,0 1,5 2,0
Для обеспечения устойчивой работы резака пламя
должно быть отрегулировано с небольшим избытком го-
рючего газа.
При резке па установках, работающих по одиопро-
водной схеме подачи флюса, отверстия пробивают с
дополнительным вводом в зону реакции низкоуглеро-
дистой проволоки диаметром 8—12 мм.
После установления процесса горения металла по
всей его толщине резак относительно разрезаемого ме-
талла должен перемещаться равномерно. Чем равномер-
нее это перемещение, тем более высокий класс чистоты
поверхности реза и тем большую при этом можно при-
менять скорость резки.
Ведение процесса резки. Резчик во время резки дол-
жен находиться в таком положении, при котором можно
следить за движением резака, смотреть вниз в разрез,
регулировать скорость процесса и расстояние между
мундштуком и изделием.
Окончание резки. Резак по окончании резки следует
задержать, с тем чтобы вначале прорезать нижнюю
кромку.
На газорезательиых машинах, применяемых в про-
мышленности, можно производить прямолинейную рез-
ку, вырезать фигурные детали и подготавливать кромки
под сварку.
Наладка газорезательных машин различных типов в
основном одинакова. Существенна разница в наладке
стационарных и переносных машин.
Прямолинейная резка. Наладка стационарных ма-
шин, оснащенных магнитным копировальным механиз-
мом, заключается в установке копира и резака. В ка-
честве копира используют линейку с тщательно обрабо-
танной рабочей поверхностью или правленый стальной
уголок. Копир закрепляют на магнитно-копировальном
столе или в специальном приспособлении с учетом полу-
чения реза в заданном направлении, в намеченной части
обрабатываемого листового металла и экономного его
раскроя. На некоторых стационарных машинах прямо-
линейная резка может быть выполнена с помощью меха-
нической головки. Для этого ведущий ролик механиче-
ской головки устанавливают в положение, соответствую-
щее направлению резки, и закрепляют стопорным
болтом.
Резак устанавливают в суппорте перпендикулярно к
поверхности обрабатываемой листовой стали при выпол-
нении вертикального реза или под заданным углом к
ней при выполнении наклонных резов. Выбор скорости
резки зависит от толщины разрезаемого металла
(см. табл. 15).
Наладка переносных машин в части установки реза-
ка и выбора скорости резки соответствует наладке ста-
ционарных машин.
Переносная машина получает направление по линии
реза от направляющего копира, в качестве которого мо-
жет быть использован стальной уголок, по ребру кото-
56
рого перемещается направляющий ролик. При прямоли-
нейной резке машина может перемещаться по специаль-
ному рельсу, который укладывают на обрабатываемый
листовой металл. Рельс струбцинами или грузами за-
крепляют на листе в положение, при котором обеспечи-
вается проход машины по всей длине реза.
Вырезка фигурных деталей. Наладка стационарных
машин, оснащенных магнитным копирным приводом, за-
ключается в установке
копиров и регулировании
скорости резки. В начале
резки во избежание мест-
ного оплавления и вы-
хватов части кромок де-
талей, имеющих фигур-
ный замкнутый контур,
необходимо применение
некоторых дополнитель-
ных приемов. Они за-
ключаются в том, что
рез начинают не с пред-
полагаемого контура де-
тали, а вне его — от
свободной кромки (кром-
ки листа, ближайшего
участка реза уже выре-
занной из листа детали)
либо от пробитого отвер-
стия вне внутреннего
контура детали. В этих
случаях после начала
резки резак должен быть
выведен на линию конту-
ра реза, определяемую
Рис. 28. Установка резаков
1 и 2 для получения кромок
с односторонним скосом
копиром. Резак выводят на копир ручным переме-
щением до совмещения с ним копирующего устройства
или с помощью вспомогательного шаблона (для копир-
пых устройств с магнитным роликом). Причем, когда
ролик со вспомогательного шаблона переходит на основ-
ную поверхность копира, шаблон убирают.
Одной из широко применяемых операций, выполняе-
мых резкой, является подготовка кромок под сварку.
Фаски под сварку можно снимать одновременно двумя
резаками, при этом каждый резак может питаться флю-
сом от одного флюсопитателя. Схема снятия фасок С
односторонним скосом показана на рис. 28. Резаки уста-
навливают на расстоянии А один за другим по направ-
лению резки. Резак для наклонного реза, который уста-
навливают вторым, вступает во взаимодействие с метал-
лом после того, как первый уже произвел А мм реза.
Величину А выбирают в зависимости от толщины раз-
резаемого металла и исходя из того, чтобы исключить
возможность приваривания шлака к нижней кромке
реза.
Резак для вертикального реза устанавливают пер-
вым, что уменьшает толщину металла, разрезаемого
вторым резаком, за счет притупления кромки.
Деформации сталей при резке и их устранение
Неравномерный нагрев листового металла при резке
приводит к образованию значительных напряжений —
деформаций (коробления) в нем и в вырезаемой детали.
Деформация кромок начинается вскоре после начала
резки, причем из-за перемещений листового металла и
отрезаемой детали размеры последней после резки и
полного охлаждения не совпадают с размерами, задан-
ными копиром. Величина конечных деформаций при рез-
ке пропорциональна квадрату длины листового металла
и тем больше, чем меньше его ширина и скорость резки
при прочих равных условиях.
При резке фигурных деталей необходимо учитывать,
что вследствие тепловой деформации ширина разреза
увеличивается. Для вырезки детали в точном соответст-
вии с заданными размерами надо стремиться к тому,
чтобы при резке возникали как можно меньшие дефор-
мации. *;
В практике известны следующие общие приемы, ко-
торые позволяют уменьшить деформации, возникающие
в процессе резки.
Состояние напряженности листового металла перед
резкой. Здесь рассматривается листовой металл, кото-
рый не подвергался предварительной термической об-
работке. В этом случае для устранения внутренних на-
пряжений следует применять отжиг или отпуск.
Габаритные размеры деталей (линейные размеры и
толщина). Чем больше толщина детали и чем меньше
отношение линейных размеров к ее толщине, тем мень-
58
шим деформациям подвержена деталь, так как происхо-
дит более равномерный ее нагрев.
Листовой металл крепят с помощью прижимных
струбцин или других фиксирующих приспособлений. Ре-
комендуется применять специальные приемы непре-
рывной резки с разрезкой оставленных перемычек пос-
ле полного охлаждения листа. При вырезке деталей с
замкнутым наружным контуром лист зажймают и остав-
ляют несколько перемычек для сохранения жесткой
связи между деталью и закрепленной обрезью. По окон-
чании вырезки всех деталей разрезают оставшиеся пере-
мычки. Во избежание смещения этих участков от задан-
ной линии реза в них во время резки вставляют клинья.
Отход после резки. Наименьшей деформации при
резке можно достигнуть тогда, когда площадь вырезае-
мой детали сравнима с площадью заготовки, из которой
ее вырезают, так как в этом случае наибольшей дефор-
мации подвергаются отходы, а не деталь. При точной
вырезке деталей желательно, чтобы обрезь обладала
большей подвижностью, чем вырезаемая деталь. Для
достижения этого целесообразно вырезать детали не из
большого листа, а из предварительно вырезанных заго-
товок (карт). В тех случаях, когда этого сделать нель-
зя и детали необходимо вырезать из большого листа,
следует разработать последовательность резки. При
этом в первую очередь вырезают те стороны детали, ко-
торые имеют наименьший припуск на механическую об-
работку. Однако в производственных условиях в боль-
шинстве случаев это маловыполнимо. Поэтому на прак-
тике стремятся к получению отхода минимального раз-
мера. Необходимо учитывать, что чрезмерно гибкий от-
ход может привести к искажению размеров получаемой
детали, в связи с чем наиболее рациональной является
технология резки, при которой часть металла, идущая
в отход, остается замкнутой и не может быть подверг-
нута свободному деформированию.
Скорость резки. На величину внутренних напряже-
ний влияет скорость резки, с увеличением кото-
рой уменьшается количество теплоты, поглощаемой
единицей длины реза, что уменьшает деформацию
детали.
Положение листа в процессе резки. Необходимо сле-
дить за тем, чтобы лист, подвергающийся разделке, не
провисал под действием местного нагрева. Поэтому же-
лательно наличие стеллажей для резки с большим чис-
лом опор.
Равномерный нагрев значительно уменьшает внутрен-
ние напряжения. При прямолинейной линии реза следу-
ет применять резки с направлением от средины к краям
разрезаемого листа, детали сложной конфигурации надо
вырезать по отдельным участкам, при этом желательно,
чтобы они были расположены напротив друг друга; вы-
резать детали обратно ступенчатым методом и т. д.
Достижению равномерного нагрева способствует од-
новременная резка несколькими резаками. Чтобы исклю-
чить искажения фигур простейшей конфигурации (на-
пример, при вырезке полос), целесообразно резку вы-
полнять одновременно двумя резаками, установленными
иа необходимую ширину полосы или заготовки. В этом
случае флюс можно подавать от одного флюсопитателя.
На рис. 29 показана кислородно-флюсовая резка стали
толщиной 30 мм двумя переносными машинами со ско-
ростью 320—460 мм/мин; расход кислорода составлял
7—8 м3/ч, ацетилена 0,85—1,0 м3/ч и флюса 170—
200 г/мин.
При серийном производстве деталей опытным путем
определяют величину и характер деформации и с уче-
том этого изготовляют копир.
В результате неравномерного нагрева и плохого за-
Рис. 29. Резка листа одновременно двумя переносными газореза-
тельными машинами
крепления листового материала при резке он вспучи-
вается или провисает. На практике с этим сталкиваются
при резке металла толщиной до 20 мм. Вспучивание или
провисание металла в большей пли меньшей степени
уменьшает расстояние режущего сопла от поверхности
листа, что отражается на качестве резки. Для уменьше-
ния влияния указанного необходимо, чтобы суппорт для
крепления резака имел плавающее устройство. В от-
дельных случаях для уменьшения деформации целесо-
образно охлаждать металл водой непосредственно в
процессе резки.
Пакетная резка
К особенностям кислородно-флюсовой резки следует
также отнести значительную протяженность зоны высо-
ких температур, которая образуется за счет подогреваю-
щего пламени и горения флюса в кислороде. При резке
металла малых толщин флюс используется не полно-
стью, так как некоторая часть его сгорает вне зоны ре-
акции резки, т. е. после того, как флюс прошел через
разрез, образованный резкой. С увеличением толщины
металла флюс используют более эффективно. Поэтому
при вырезке большого числа одинаковых деталей из
тонколистовой стали, особенно с криволинейным конту-
ром, экономически целесобразна пакетная резка, кото-
рая не требует специальной подготовки листового ме-
талла, укладываемого в пакет; здесь нужно листы
скрепить в нескольких местах, чтобы исключить возмож-
ность их взаимного смещения при резке. При укладке
исправленных листов в пакет допускается наличие мест-
ных зазоров между ними (до 2—4 мм). Оптимальная
толщина пакета в зависимости от толщины разрезаемо-
го металла, как показала практика, должна быть равна
25—100 мм, а габаритные размеры листов, укладывае-
мых в пакет, должны не превышать 2000X1 ^00 мм.
В связи с тем, что мощность подогревающего пламе-
ни и расход флюса выбирают исходя из суммарной тол-
щины пакета, верхний лист сильно перегревается и при
малой толщине коробится. Поэтому при резке листов
толщиной менее 4 мм на пакет сверху и снизу наклады-
вают листы из углеродистой стали. По данным МВТУ
им. Баумана, в табл. 18 приведены режимы кислородно-
флюсовой резки высоколегированных сталей пакетом.
РЕЖИМ ПАКЕТНОЙ РЕЗКИ ВЫСОКОЛЕГИРОВАННОЙ СТАЛИ
Вид резки Толщина отдель- ных листов, мм Толщина на- кладных ли- стов, мм Общая толщина пакета, мм Давление газа, кгс/см* Скорость, мм/мин Ширина реза, мм
верхних НИЖНИХ кислорода ацетилена
Прямолиней- 1.5 3 . 26 3,5 0,25 100—120 6
пая 2,0 3 1,5 51 5,0 0,25 80—90 6
2,0 3 1.5 17 3,5 0,25 150 6
2,0 3 1,5 21 4,8 0,25 140—150 6
Фигурная 1,0 3 1,5 17 4,8 0,25 130 8
3,0 3 — 16 4,8 0,25 175 6
4,0 — 17 4,0 0,25 175 8
Во избежание значительной деформации листов ре-
зать пакет нужно, отступя от его края на расстояние
не менее 15—20 мм. Для облегчения разъединения вы-
резанных деталей рекомендуется их быстрое охлажде-
ние водой.
Резка неповоротных труб
Резка неповоротных труб, осуществляемая непрерыв-
ной обкаткой резака вокруг разрезаемой трубы, состоит
из резки в нижнем, наклонном, вертикальном и пото-
лочном положениях.
Опыт сварочной лаборатории МВТУ им. Баумана
показал, что резку целесообразно начинать от предва-
рительно высверленного отверстия снизу трубы, так как
в начале резки сверху, на внутренней стенке трубы скап-
ливается большое количество шлака, препятствующего
завершению процесса. При резке в потолочном положе-
нии из-за обильного количества частиц флюса и шлака,
отражаемых от поверхности трубы, возможны хлопки,
а в некоторых случаях и обратные удары пламени. Ме-
ханизация процесса резки позволяет после его заверше-
ния быстро вернуть резак в исходное положение. Шлан-
ги на участке, подверженном действию раскаленных ча-
стиц, должны быть защищены.
В табл. 19 приведены режимы резки неповоротных
труб на установке УФР-2 железным порошком ПЖ5С.
62
^ЕЖИМ РЕЗКИ НЕПОВОРОТНЫХ ТРУБ
Наружный диаметр трубы, мы Толщина стенки. мм Угол нак- лона реза- ка к оси трубы, градусы Расстояние т торца мундштука до металла, мм Давление в рабочей камере редуктора Скорость, мм/мин
кислорода ацетилена
169 8,5 90 23—24 4,2 0,1 250—280
219 12,5 90 23—24 4,5 0,1 180—250
219 12,5 45 23—24* 5,0 0,1 180—250
380 8,5 90 23—24 4,2 0,1 250—280
380 8,5 45 23—24 4,5 0,1 250—280
Резка биметалла и четырехслойного
биметаллического раската
Для экономии коррозионностойких сталей в нефте-
аппаратуростроении расширилось применение двухслой-
ной стали — биметалла, об-
разующегося соединением раз-
нородных металлов электро-
шлаковой сваркой (рис. 30,а)
или пакетным способом (рис.
30,6), при котором два листа
из коррозионностойкой стали
укладывают между толстыми
плитами из низкоуглеродистой
стали, обваривают по пери-
метру и прокатывают до за-
данной толщины.
Известно, что двухслойную
сталь можно успешно разре-
зать кислородно-флюсовым
способом. При этом, как по-
казал опыт Уралхиммаша,
резку следует вести со сторо-
ны коррозионностойкого слоя
(табл. 20).
На Ждановском металлур-
гическом заводе им. Ильича
совместно с Украинским ин-
ститутом металлов разработа-
Рис. 30. Схемы получения
двухслойной стали:
а — электрошлаковым и б — па-
кетным способами: 1 — наклад-
ка; 2 —-блюмс; 3 —электрод;
4 — нержавеющая полоса; 5 —
дуга; 6 — флюсовый покров;
7 — наплавленный металл; 8 —
низкоуглероднетая сталь;
9 — сварной шов; 10 — высоко-
легированна я сталь; // — разде-
лительный брусок
РЕЖИМЫ РЕЗКИ ДВУХСЛОЙНОЙ СТАЛИ
Толщина, мм Расход Скорость, ММ/мин 1
биметалли- ческого листа коррозион- ностойкого слоя кислорода, м3/м природного газа, л/м флюса, г/м
21 6 0,30 35 30 320
32 7 0,36 40 400 300
36 7 0.38 45 430 280
на и освоена в промышленных условиях технология про-
изводства крупногабаритных двухслойных листов па-
кетным способом, позволяющая из четырехслойного
симметричного пакета получать двухслойные листы тол-
щиной свыше 25 мм, шириной до 3000 мм и длиной до
8000—10 000 мм.
Таблица 21
ОПЫТНЫЕ ДАННЫЕ ПО РЕЗКЕ ЧЕТЫРЕХСЛОЖНОГО РАСКАТА
Общая толщина пакета, мм Диаметр горла режу- щего сопла, мм Давление режущего кислорода перед резаком, кгс/см* Расход режущего кислорода, м3/ч Угол атаки режу- щей струи, а Зазор между листами пакета, мм Скорость, мм/мин Качесггю поверхности реяа нижнего листа пакета
42 3,5 1,5 13,5 90 1,0 230 Неглубокие бороздки
42 3,5 1,5 13,5 90 1,5 200 Вых гщты глубиной до 2 мм
42 3,5 2.0 16,0 90 2,5 180 То же до 3 мм
42 2,0 9,0 17,5 50 1,5 340 Неглубокие бороздки
42 2,0 7,5 15,0 50 3,0 220 Выхваты глубиной до 2 мм
42 2,0 7,5 15,0 50 ' 6,0] 170 То же до 3 мм
72 4,0 1,6 18,0 30 1,5 170 То же до 3 мм
72 4,0 1.8 19,0 45 1.5 200 То же до 4 мм
В табл. 21 приведены результаты опытной резки че-
тырехслойного раската кислородом низкого давления
при вертикальном направлении струи режущего кисло-
рода (а=90°). Как видно из таблицы, удовлетворитель-
ного качества реза можно достигнуть, если зазор между
коррозионностойкими листами был не более 1 мм. При
увеличении зазора качество поверхности реза нижнего
листа пакета значительно ухудшалось, па кромке появ-
лились выхваты глубиной до 3 мм, а скорость резки при
прочих равных условиях уменьшалась почти в 1,5 раза.
Дальнейшие эксперименты показали, что лучшее ка-
чество поверхности реза достигается при резке с а=50°
кислородом высокого давления. При этом практически
одинаковая производительность резки и более высокое
качество кромки были достиг-
нуты при значительно мень-
шем расходе режущего кисло-
рода (в 1,5 раза) по сравне-
нию с расходом кислорода
низкого давления. На рис. 31 ^^-«-а****- *
показана поверхность кромки
реза одного из образцов, по-
лученных при зазоре между
листами пакета, равном 1,5 мм.
В то же время увеличение Рис. 31. Внешний вид
расхода режущего кислорода
на 25% при прочих равных
условиях позволяет увеличить
скорость резки в 1,5 раза. Од-
поверхности реза четы-
рсхслойного раската тол-
щиной 4? км
нако и в этом случае при увеличении зазора свыше
2 мм в углеродистом слое нижнего листа образуются
глубокие бороздки, а иногда и выхваты. Было установ-
лено, что на качество поверхности реза значительное
влияние оказывает толщина раската. Так, например,
при толщине пакета, равной 72 мм, на кромке нижнего
листа (особенно в углеродистом слое) образуются вы-
хваты глубиной до 4 мм даже при зазоре между ли-
стами, равном 1,5 мм.
Опытные данные по кислородво-флюсовой резке че-
тырехслойного раската были проверены на Ждановском
металлургическом заводе им. Ильича. Резку вели па са-
моходной тележке типа ПЛТ-1, скорость которой состав-
ляет 20—300 мм/мин. Для резки использовали желез-
ный порошок ПЖ2М, а в качестве флюсоыесущего га-
за — азот.
Ниже приведены рабочие режимы механизированной
кислородно-флюсовой резки четырехслойного раската,
при которых были получены лучшие результаты:
Толщина разрезаемого пакета, мм
Зазор между листами пакета, мм...........
Расстояние между торцом мундштука и по-
нерхностыо металла, мм....................
Давление в кгс/см2:
кислорода.................................. 5,5 6
природного газа......................... 0,04
азота................................ 0,3
Скорость резки, мм/мин.................... 150 .120
Ширина реза, мм............................. 7 8
Биметаллические стали должны обладать высокой
стойкостью против коррозии в агрессивных средах. В свя-
зи с этим был изучен состав металла кромки в месте кон-
такта двух разнородных сталей.
Таблица 22
ИЗМЕНЕНИЕ ХИМИЧЕСКОГО СОСТАВА ПОВЕРХНОСТНОГО СЛОЯ ПРИ РЕЗКЕ
Место взятия пробы на образце Элемент Содержание элемента, %
в исход- ном метал- ле на расстоянии от поверхности реза (мм)
0 0, 07 0,21
Высоколегиро- ванный слой: верх Хром . . . 18,0 • 13,3 13,6 18,1
Никель . . 10 9,9 10,36 10,5
Титан . . . 0,38 0,17 0,32 0,37
низ Хром • . . 18,0 10,5 10,2 10,6
Никель . . 10 8,4 8,9 8,2
Титан . . . 0,38 0,08 0,08 0,10
Углеродистый слой верх Хром . . . 7,85 7,0 8,9
Никель . . — 7,10 6,1 6,9
низ Хром . . . - Си. Сл. Сл.
Никель . . — 2,51 2,51 - -
В табл. 22 показаны изменения химического состава
металла у поверхности реза двухслойной стали, получен-
ной электрошлаковой сваркой. Резку производили со
стороны коррозионностойкого слоя. Из приведенных
данных видно, что в углеродистом слое в месте его кон-
такта с нержавеющим слоем металл у поверхности ре-
за обогащается хромом и никелем. На поверхности кром-
ки реза в углеродистом слое содержится 2,5—7%
РЕЖИМЫ РЕЗКИ СТАЛЕЙ БОЛЬШИХ ТОЛЩИН
Резка стали толщиной более 100 мм
Обычная аппаратура, как правило, рассчитана на
резку стали толщиной до 200 мм. Однако уже при резке
стали толщиной более 100—150 мм возникают опреде-
ленные трудности, увеличивающиеся с увеличением ее
толщины.
При обработке стали толщиной более 100 мм на про-
цесс резки влияет неравномерность ее нагрева по тол-
щине. В результате этого окисление нижних слоев
протекает медленнее, чем верхних, что обусловливает
значительную величину отставания. Поэтому для обеспе-
чения механизированной резки стали толщиной 100 мм
и более необходимо провести следующие мероприятия:
установить в начале резки мундштук резака под пря-
мым углом к разрезаемой поверхности либо под неболь-
шим углом в сторону, обратную движению;
после нагрева кромки металла и включения подачи
флюса одновременно приоткрыть вентиль режущего кис-
лорода так, чтобы давление перед резаком составляло
1 —1,5 кгс/см2, и включить механизм передвижения реза-
ка; начальная скорость резки должна составлять при-
мерно 50% номинальной;
по мере врезания струи режущего кислорода в сталь
необходимо постепенно увеличивать скорость резки и
давление кислорода (с помощью вентиля на резаке) в
следующей последовательности: после разрезки металла
примерно на ’/з его толщины постепенно повышать дав-
ление до 2—3 кгс/см2 и увеличивать одновременно ско-
рость резки на 10—15% по сравнению с начальной ско-
ростью; дальнейшее повышение давления режущего
кислорода (до 4,5—5,5 кгс/см2) и скорости резки (на
10—15%) надо производить уже после разрезки метал-
ла примерно на 2/з его толщины;
по окончании резки металла нельзя сразу увеличи-
вать давление для уменьшения отставания, так как это
приводит к увеличению последнего за счет резкого ох-
лаждения зоны реза и чрезмерного выдувания шлака;
чтобы избежать этого, необходимо нижнюю часть метал-
ла разрезать на длине 40—50 мм; затем постепенно и
одновременно увеличить скорость резки и давление кис-
лорода до номинальных значений;
в конце резки для уменьшения отставания плавно
уменьшать се скорость, которая должна нс превышать
50% оптимальной.
Па рис. 32 показано качество поверхности резов, по-
лученных при резке слябов из стали Х18Н10Т толщиной
150 мм.
Кислородио-флюсовая резка получила широкое при-
менение при обработке отливок. Так, например, внедре-
Рис. 32. Поверхности резов, полученные
при резке слябов из стали Х18Н10Т тол-
щиной 150 МА!
пне па Электростальском заводе тяжелого машинострое-
ния этого процесса при отрезке технологических ребер
на лопастях гидротурбин позволило повысить произво-
дительность труда в 8 9 раз по сравнению с производи-
тельностью при ранее применявшейся механической
обработке. Кроме того, кислородно-флюсовая резка поз-
волила заводу сократить транспортные расходы, свя-
занные с перевозкой лопасти, так как ребра и техно-
логические пробы отрезали параллельно с электродуго-
вой сваркой.
На заводе «Серп и молот» из многолетнего опыта
сделай вывод о том, что более совершенным и экономич-
ным способом отрезки прибылей на отливках из корро-
зионностойкой стали является механизированная кисло-
родно-флюсовая резка. Как видно из рис. 33, рабочий
Рис. 33. Схема поста
леи на отливках из
стали
для отрезки прибы-
высокояегированной
пост для отрезки кольцевых прибылей состоит из пово-
ротного стола /, на который укладывают отливку 2,
стойки с резаком 3 и флюсопитателя 4. После врезания
струи кислорода в металл начинают вращать стол с от-
ливкой вокруг ее оси, производя резку. На рис. 34
показана отрезка прибыли на отливке из стали
Х17Н13МЗТ. При резке выделяется значительное коли-
чество пыли и газов, поэтому рабочий пост оборудован
вытяжной вентиляцией. Мощность вентиляционной уста-
новки выбрана исходя из того, чтобы воздухообмен у
рабочего места составлял 25000—30000 м3/ч. Примене-
ние вытяжной вентиляции позволило улучшить условия
работы газорезчика (во время резки он находится на
некотором расстоянии от отливки), а также повысить
производительность тр^да на 20% по сравнению с про-
изводительностью труда при ручной резке (табл, 23).
Рис. 34. Отрезка кольцевой прибыли на отливке из стали
Х17Н13МЗТ
Тазлица 23
ЗАВИСИМОСТЬ ПРОИЗВОДИТЕЛЬНОСТИ ОТ СПОСОБА РЕ^КИ
Изделие Марка стали Масса отливки, кг Диаметр при- были. мм Продолжи- тельность от- роки прибыли, мин Повышение произво- дительности резки, %
наружны! 1 внутрен- ний 1 1 .РУЧНЫМ резаком | на пово- ротном столе
Ступица . . Х18Н10Т 250 370 70 5,5 4,3 22
Крышка . . Х17Н13МЗТ 260 350 70 7,8 5,0 36
Бандаж . - Х17Н13МЗТ 450 715 300 19,0 14,0 26
Преимущество кислородно-флюсовой резки при об-
работке отливок подтверждается опытами, проведенны-
ми и на других заводах.
На Ленинградском металлическом заводе, начиная с
1963 г., для отрезки литейных припусков толщиной
30—450 мм на лопастях гидротурбин из сталей 20X1 ЗИЛ
и 10Х18ИЗГЗД2Л применяют кислород но флюсовую рез-
ку. Внедренце этого способа резки позволило сократить
70
Рис. 35. Отрезка технологических припусков на лопасти
гидротурбины
цикл обработки одной лопасти с 62 до 4 ч. Только в
1963 г. от внедрения кислородно-флюсовой резки при об-
работке лопастей завод получил экономию, равную
4000 руб.
На рис. 35 показана отрезка технологических при-
пусков на лопасти гидротурбин Воткинской ГЭС.
Кислородно-флюсовая очистка и отрезка
литников на стальных отливках
Как известно, удалить пригар со стальных отливок
обычным кислородным резаком не удается. Когда же
поверхность покрыта пригаром, нельзя отрезать литни-
ки и прибыльную часть. На Харьковском заводе транс-
портного машиностроения им. В. А. Малышева для этих
операций успешно применяют кислородно-флюсовую
резку. В качестве флюса была использована смесь же-
лезного порошка (20%) и прокатной окалины (80%).
При этом частиц крупнее 0,25 мм содержалось не более
5%, а частиц меньше 0,08 мм — 15%.
Очистку и отрезку выполняли при давлении кисло-
рода перед резаком 5—7 кгс/см2, природного газа 0,4—'
0,6 кгс/см2, расход флюса составлял 8—10 кг/ч.
При кислородно-флюсовой очистке отливок расстоя-
ние между торцом мундштука и обрабатываемой поверх-
ностью поддерживалось равным 25 мм, что обеспечивало
условия для удовлетворительного введения флюса в зону
реза, а также исключало перегрев флюсовой оснастки,
приводящий к запеканию в ней флюса и засорению
мундштука.
Все отливки, поступающие па обработку, тщательно
очищали от формовочной земли. Очистка от раздели-
тельной резки отличается тем, что мундштуку в процес-
се работы придают колебательное движение. Угол меж-
ду поверхностью и струей кислорода должен быть равен
20—35°, при этом следует помнить, что наибольшему
углу соответствует наибольшая глубина реза.
При обработке—очистке плоских поверхностей
удобно держать резак, опираясь локтем о колено. Это
помогает поддержать постоянным расстояние между
мундштуком и изделием и обеспечивать равномерное
перемещение резака. Технико-экономический эффект от
применения такого способа очистки приведен в табл. 24.
Таблица 24
ЗАВИСИМОСТЬ ПРОИЗВОДИТЕЛЬНОСТИ ОЧИСТКИ ОТ СПОСОБА
ОБРАБОТКИ ОТЛИВОК
Наименование операции Трудоемкость очистки, мин
пневматичес- ким зубилом кислородно- флюсовой (ЭСЭКОЙ
Предварительная обрубка 105 —
Отрезка литников и прибылей ...... 22,9 20
Кислородно-флюсовая очистка дефектов — 60
Окончательная очистка 236 30
Итого . . . 363,9 ИО
В результате внедрения кислородно-флюсовой очист-
ки отливок экономия, полученная заводом, составила
5,5 тыс. руб.; при этом улучшены условия труда рабо-
чих, занятых на указанных операциях. Использование
кислородно-флюсовой очистки стальных отливок от при-
72
гара и для отрезки прибылей позволило в 10 раз повы-
сить производительность по сравнению с производитель-
ностью при резке электрической дугой металлическими
электродами и облегчить условия труда рабочих-обруб-
щиков.
Кислородно-флюсовая резка горячего металла
Резка горячего металла характеризуется следующим:
толщиной резрезаемого металла, как правило, пре-
вышающей 50 мм и температурой более 600° С;
установкой привода перемещения резаков, как пра-
вило, в холодное помещение;
повышенными скоростями резки для сохранения тех-
нологического ритма производства (например, при не-
прерывной разливке);
использованием п реимуществен но прямолинейной
резки;
невысокими требованиями к качеству поверхности
реза;
осуществлением резки в нижнем положении и при
горизонтальном направлении струи режущего кислоро-
да в случае дистанционного управления процессом.
Таблица 25
ЗАВИСИМОСТЬ СКОРОСТИ РЕЗКИ ОТ ТЕМПЕРАТУРЫ ЗАГОТОВОК
Толщина заготовки, мм Скорость, мм/мин
2 ОС 700—760сС 800— 870сС
100 120 280 300
150 105 250 260
200 90 210 225
250 85 2(Х) 210
300 75 175 185
В табл. 25 приведены максимальные скорости резки
заготовок толщиной 100—300 мм в холодном и нагретом
состояниях.
Из сказанного можно сформулировать следующие
требования, предъявляемые процессу резки:
конструкции резаков и режимы резки должны обес-
печивать высокую устойчивость и непрерывность про-
цесса, а это означает, что должны использоваться водо-
охлаждаемые резаки с внутрисопловым смешением;
расстояние между мундштуками резака и поверхно-
стью заготовки, как правило, должно быть значительно
больше оптимального, что обеспечивает экономичную и
качественную резку;
расход газов (кислорода и горючего) должен обес-
печить устойчивые высокие скорости резки;
струя кислорода должна врезаться в металл с ходу;
для облегчения врезания в металл струю режущего
кислорода необходимо отклонить от вертикального на-
правления к поверхности заготовки; возникающее от-
ставание устраняется к окончанию резки в результате
уменьшения ее скорости.
Для резки горячей стали ВНИИАВТОГЕНМАШем
разработаны принципиальная схема поста газорезки
(рис. 36) и комплект специальной аппаратуры. Кисло-
род по трубопроводу поступает через электромагнитный
клапан 4 к клапанам-регуляторам / и 5, а через редук-
торы исполнительных механизмов 2 и 7 в подмембраи-
ные камеры клапанов-регуляторов.
Горючий газ из трубопровода через электромагнит-
ный клапан 9 поступает к клапану-регулятору 5, а через
редуктор исполнительного механизма 11 — в подмем-
бранную камеру клапана-регулятора.
Режущий и подогревающий кислород через электро-
магнитные клапаны 21 и 20, а горючий газ через элект-
ромагнитный клапан 19 поступают к резаку 22. Рабочее
давление горючего газа, режущего и подогревающего
кислорода контролируется манометрами 3, 6 и 10.
Азот или сжатый и осушенный воздух из трубопро-
вода через электромагнитный клапан 13, клапан-регу-
лятор 12, электромагнитный клапан 16 поступает к флю-
сопитателю 17, откуда вместе с флюсом подводится к
оснастке 23, закрепленной на резаке 22. Подача азота
(или воздуха) регулируется редуктором исполнительно-
го механизма 15, через который последний поступает в
подмембранную камеру клапан-регулятора 12. Рабочее
давление азота (воздуха) контролируется маномет-
ром 14. Блокирование подачи горючего газа с водой,
поступающей через резак, осуществляется следующим
образом. На пути воды, вытекающей из резака, установ-
лен датчик 18, который сблокирован с электромагнит-
ным клапаном 19. При этом электромагнитный кла-
74
Рис. 36. Схема поста для кислородно-флюсовой резки в установке для непрерывной разливки
Рис. 37. К определению расхода газов и флюса при резке горя
чего металла
пан /9 откроется только в том случае, если через ре-
зак 22 протекает вода.
Использование описываемой схемы поста позволяет,
как показал опыт Горьковского металлургического заво-
да, автоматизировать процесс резки при минимальном
вмешательстве в него оператора.
Процесс резки осуществляется в следующей последо-
вательности. Когда заготовка, подаваемая к месту рез-
ки, установлена в заданное положение, специальный
датчик подает сигнал и газорезка начинает перемещать-
ся синхронно с заготовкой. В резаки (в случае резки
двумя резаками, перемещающимися навстречу друг дру-
гу) подают газы и флюс, автоматически зажигается го-
рючая смесь и при включенной струе режущего кислоро-
да резаки с небольшой скоростью приближаются к за-
готовке.
После врезания струи кислорода в металл скорость
перемещения резаков плавно увеличивается до макси-
76
мально допустимой для данной толщины металла. По
достижении заданного положения резаками при резке
заготовок большой ширины (резаки не доходят до сере-
дины заготовки) подана газов и флюса в один из них
прекращается, и он возвращается в исходное (началь-
ное) положение; резку заготовки завершает второй ре-
зак, причем перед окончанием процесса скорость пере-
мещения резака уменьшается.
По окончании резки во второй резак поступает им-
пульс на прекращение подачи газов и флюса, реверси-
рование его, расцепление VI возврат тележки в исходное
положение.
С помощью графика, показанного на рис. 37, можно
определить расход газов и флюса в зависимости от тол-
щины и ширины разрезаемой заготовки.
Резка стали толщиной более 300 мм
Исследования процесса резки стали большой толщи-
ны показали, что для нормального его протекания необ-
ходима равномерная подача режущего кислорода и
флюса по всей глубине разреза. Наличие в металле внут-
ренних дефектов может вызвать изменение направления
струи, ее завихрения и привести к образованию выхва-
тов на поверхности реза. Поэтому стали больших тол-
щин, как правило, разрезают при низком давлении кис-
лорода, что позволяет каждой частице кислорода в те-
чение большего времени соприкасаться с поверхностью
разрезаемого металла, вследствие чего уменьшаются не-
производительные потери кислорода. Струя имеет боль-
шой диаметр. Шлак, образующийся в большом количе-
стве, заполняет раковины и другие пустоты, в результа-
те чего кислородная струя сохраняет устойчивость и на-
правление. При этом уменьшается количество теплоты,
уносимой из разреза избыточным кислородом и балласт-
ными газами, не участвующими в реакции. Это подтвер-
дилось опытами по резке заготовок из стали Х18Н10Т
на заводе «Серп и молот» (табл. 26).
Как показали опыты, кислородно-флюсовую резку
стали толщиной 200—800 мм можно осуществить за
один проход, соблюдая следующее:
отливку устанавливать таким образом, чтобы высота
свободного пространства под прибылью составляла око-
ло 60% ее толщины в месте реза, но не менее 300 мм;
Таблица 26
ОПЫТНЫЕ ДАННЫЕ ПО РЕЗКЕ СТАЛИ ТОЛЩИНОЙ 250—800 ММ
Толщина разреза- емой стали, мм Расход газа, м’/ч Расход железного порошка, г/мин Средняя скорость, мм/мин Ширина реза у кромки, мм
кислорода пропана верхней нижней
270 55 1.5 400 165 12 15
320 65 1,7 500 100 12 19
450 95 2,1 600 95 13 28
600 105 2,8 750 75 13 40
700 140 3,2 830 60 14 54
800 140 3,5 830 60 15 60
это необходимо для свободного вытекания струи режу-
щего кислорода и шлака;
расстояние между торцом мундштука и поверхностью
разрезаемого металла должно составлять 50—60 мм;
подача флюса и режущего кислорода должна быть
включена после того, как будет зажжена горючая смесь;
Одновременно с подачей режущего кислорода, не дожи-
даясь разрезки металла на всю толщину, начинать пере-
мещение резака; при этом начальная скорость врезания
кислородной струи должна составлять примерно 30—
50% нормально допустимой скорости для данной тол-
щины металла; при правильном начале резки шлак те-
чет по разрезаемой поверхности сплошной струей и под-
текает под деталь; при неправильном начале процесса
у нижней части поверхности детали образуется ушире-
ние, что не позволяет разрезать ее на всю глубину; та-
кой дефект в начале врезания может быть вызван не-
правильно установленным давлением кислорода, недо-
статочным расходом подаваемого флюса, резким пуском
кислорода, излишне большой скоростью движения пере-
мещения резака в момент врезания;
после того, как у нижней кромки металл будет раз-
резан па 40—50 мм, плавно увеличивать скорость пере-
мещения резака до оптимальной, при этом необходимо
следить за тем, чтобы струя кислорода проходила через
металл с отставанием, не превышающим примерно 10%
его толщины;
перед окончанием процесса резки постепенно умень-
шать скорость перемещения тележки, при этом скорость
резки не должна превышать 30—50% оптимально до-
пустимой; по мере приближения к окончанию резки не-
обходимо постепенно наклонять мупдштук в направле-
нии, обратном перемещению резака, чтобы струя режу-
щего кислорода вначале разрезала нижнюю часть
детали; по достижении этого увеличить скорость пере-
мещения резака или уменьшить расход кислорода, что-
бы избежать уширения реза;
использовать резаки с внутрисопловым смешением
горючего с подогревающим кислородом;
уделять особое внимание операциям, предшествую-
щим резке; место начала резки следует подогреть, при-
чем нагреваемый участок должен быть ближе к нижней
торцовой поверхности заготовки; при этом мундштук
должен находиться над кромкой на расстоянии, не пре-
вышающем 7з своего диаметра;
для увеличения эффективности процесса регулиро-
вать пламя с большим избытком горючего газа, прак-
тически этого можно достигнуть, регулируя пламя таким
образом, чтобы общая длина видимого факела пламени
(при закрытом вентиле режущего кислорода) была
больше толщины разрезаемого металла;
мундштук резака устанавливать под небольшим уг-
лом к торцовой поверхности в направлении перемеще-
ния резака, при этом оптимальный угол наклона должен
составлять 2—3°.
ВНИИАВТОГЕНМАШем разработана установка
УРХС-6 для ручной кислородно-флюсовой резки стали
толщиной до 500 мм (рис. 38). В комплект установки
входят флюсопитатель 4 марки ФП-2-65 и серийная уста-
новка УРР-700 для ручной кислородной резки углеро-
дистой стали толщиной до 700 мм, которая состоит из
резака /, кислородной рампы 5 с рамповым редукто-
ром 6, ацетиленовой рампы 2 с постовым редуктором 3.
Эксплуатационная характеристика установки приве-
дена ниже.
Для аналогичной цели в МВТУ им. Баумана разра-
ботана установка УФР-4.
На рис. 39 показана установка ПМР-1000, разрабо-
танная ВНИИАВТОГЕНМАШем для механизированной
резки высоколегированной стали толщиной до 1000 мм.
Установка позволяет резать слитки и отрезать плоские
и круглые прибыли в нижнем и горизонтальном поло-
жениях.
Установка состоит из самоходной тележки 5, переме-
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА УСТАНОВКИ УРХС-6
В ЗАВИСИМОСТИ ОТ ТОЛЩИНЫ РАЗРЕЗАЕМОЙ СТАЛИ, ММ
300 | 400 500
Давление режущего кислорода перед ре- ’ заком, кгс/см2 . . 2,5-3,0 2,5—3,0 2,5—3,0
Расход, м8/ч: кислорода .... ** 60-65 75—80 90—95
ацетилена .... » 2,4-2,8 . 3,0—3,4 3,6—4,0
Расход’флюса, г/мин 270— 400 .'370—550 470—700
Скорость2резки, мм/мин 80—60 75—55 65—45
Рис, 38. Схема установки УРХС-6 конструкции РН ИИАВТО ГЕН-
МАШ а
щающейся по рельсовому пути 11. На тележке установ-
лен опорный узел 4У в направляющих которого закреп-
лена балка 3. На балке смонтированы привод 6 для
подъема и поворота резака, суппорта 2, в котором за-
креплен резак /, и противовесы 7, позволяющие уравно-
вешивать систему при изменении вылета резака.
Включение и выключение подачи газов и регулирова-
ние давления газов, поступающих к резаку, осуществля-
ет блок газопитателя 8. Для подачи напряжения к те-
лежке, приводам подъема и поворота резака, а также
к электромагнитным запорным клапанам имеется блок
электропитания 10. Железный порошок подается от
80
РЕЖИМЫ РЕЗКИ ПРИБЫЛЕЙ И РЕЗКИ СЛИТКОВ ТОЛЩИНОЙ 1000 ММ
НА УСТАНОВКЕ ПМР-1000
Периметры Прибыль из стали 2 0X1 ЗИЛ* Слиток из стали
0Х12НДЛ* Х17Н18М.ЗТ**
Давлет иге, к гс /см2: режущего кислорода ве- ред резаком • . , . » 2,3—3,0 3,0 3,0
подогревающего кисло- рода перед мундшту- ком 0,5 0,6 0,7—0,9
горючего газа перед мундштуком 0,3 0,4 0,6—0,7
Положение резака Горизонтальное Ветикальнсе
Расход режущего кислорода, м3/ч 200—250 250 200—260
Расход железного порошка, кг/мин . . 0,8 0,8 1,0—1,5
Расстояние между торцом мундштука и разрезаемой поверхностью, мм . . . . 60—80 70 60—80
Средняя скорость, мм/мин 30-40 20—30 20—30
Ширина реза, мм: иа входе струи кислоро- да в металл «30 32 «35
на выходе струи кисло- рода из металла . . . 60—80 60 100
* Ленинградский газ; 65% природного газа ставропольского месторождения,
35% сланцевого газа.
** Горючий газ—ацетилен.
флюсопитателя 9. Для настройки резака по высоте, точ-
ной установки его по отношению к кромке, а также ди-
станционного управления процессом резки используют
переносный электрический пульт 12.
В табл. 27 приведены опытные данные по отрезке
прибылей и резке слитков толщиной 1000 мм с помощью
установки ПМР-1000.
*
Рис. 39, Установка ПМР-1000
ВНИИАВТОГЕНМАШа
для резки стали конструкции
Рис. 40. Зависимость расхода газов, флюса и скорости пезкц от тол
щины разрезаемой стали:
гкоРОС*ь резки; 2 режущий кислород; 3 ириро 1нъ!й газ- 4 -ацетин
5— пропан; б - флюс; 7-возд\х или азот ацчп.кн
На рис. 40 приведены зависимости расхода газов,
флюса и скорости резки от толщины разрезаемой стали
Зависимость ширины реза и наибольшей части прибыли.
остающейся после рез-
ки па изделии («пе-
нек»), в зависимости
от толщины разрезае-
мой стали дана на м
рис. 41.
Установка ПМР-
1000 внедрена на Нев-
ском машииострои- §
тельном заводе им. \0
Ленина для отрезки |
прибылей па отливках §•
верхнего обода колеса
гидротурбины Асуан-
ской ГЭС. Отливки
массой 75 т имели пять
прибылей диаметром
1000 мм. Направление ю
режущего кислоро-
да — горизонтальное.
Для этой операции
было израсходовано
Толщина разрезаемой стали
около 600 м3 кислоро-
да, 60 м3 природного
газа и 150 кг желез-
Рис. 41. Зависимость ширины реза
и высоты пенька от толщины разре-
заемой стали:
пого порошка. Про-
должительность от-
1 — ширина реза; 2 — высота пенька
резки прибылей с учетом переналадки установки —
пе более 5 ч. Это позволило уменьшить более чем в
5 раз продолжительность обработки отливки верхнего
обода колеса по сравнению с продолжительностью при
ранее применяемой механической обработке на гори-
зонтально-расточных станках.
Резка кислородно-порошковым копьем
Для резки неметаллических материалов практическое
применение получила наряду с кислородно-флюсовой
резкой и резка порошковым копьем. Наиболее произво-
дительной и экономичной является резка порошковым
копьем (табл. 28).
СКОРОСТЬ ОБРАБОТКИ БЕТОНА И РАСХОД МАТЕРИАЛА В ЗАВИСИМОСТИ
ОТ СПОСОБА ЕГО РЕЗКИ
Способ резки Скорость обработ- ки бетона, см3/мин Расход материала на 1 дм3 удаляемого бетона
Труб, кг । Проволо- ки, кг Кислоро- да, м3 Флюса, кг
Кислородным копьем Кислородно-флюсовая Кислородно-порошковым копьем . . 167 100 300 5,8 0?5 0,2 2,0 5,5 2,5 4,5 2,5
Порошковое копье обладает характерными особенно-
стями обычного кислородного копья, глубоко проникаю-
щего в металл, и преимуществом процесса кислородно-
флюсовой резки. Так как действие порошкового копья
состоит в основном в расплавлении и раскислении ма-
териала, то резку копьем можно успешно использовать
при резке таких материалов, как железобетон, огнеупор-
ный кирпич, «законченный» металл и т. д.
Рис. 42. Схема установки УФ Р-5 резки кислородно-порошковым
копьем:
1 — флюсопитатель; 2 — тележка; 3 — копьедержатель
В СССР для резки кислородно-порошковым копьем
разработана установка УФР-5 (рис. 42), состоящая из
флюсопитателя ФРП-3 (см. рис. 11) и копьедержателя
РФК-1 (рис. 43), в которой в отличие от многих зару-
бежных установок флюс подается струей воздуха под
84
давлением 2,5—3,0 кгс/см2. Во избежание зависания
флюса в бункере флюсопитателя и обеспечения нормаль-
ной транспортировки его по каналам флюсопровода
бункер имеет шариковый вибратор, создающий равно-
мерную его вибрацию. Копьедержатель служит для за-
Рис. 43. Копьедержатель РфК-1
крепления трубки (копья) и снабжен инжектором /,
обеспечивающим необходимый подсос флюса струей
кислорода, выходящей под достаточно высоким давле-
нием из центрального канала 2. Па копьедержателе
смонтировано мембранное устройство мембрана кото-
рого разрывается при давлении 3 кгс/см2. Это устройст-
во исключает возможность попадания во флюсовой
шланг и флюсопитатель кислорода при закупорке вы-
ходного отверстия копья шлаком.
Опыт резки показал, что наиболее эффективно при-
менять флюс, состоящий из 85% железного и 15% алю-
миниевого порошков. В качестве копья рекомендуется
применять стальные трубки размером 1/4", 3/8" и 1/2"
длиной 3—6 м.
Перед резкой конец трубки нагревают до красного
каления ацетилено-кислородным пламенем или другим
источником теплоты. При горении флюса, вытекающего
из трубки, выделяющаяся теплота позволяет расплавить
строительные и огнеупорные материалы. Шлак, образу-
ющийся при резке, вытекает из зоны реакции под дейст-
вием струи продуктов горения.
Процесс прожигания отверстий начинается с нагрева
рабочего конца копья и воспламенения его при подаче
- мод небольшим избыточным давлением (1—2 кгс/см2)
кислорода и флюса. После расплавления материала
(бетона) и заглубления копья давление кислорода по-
вышают до рабочего. Для достижения наибольшей эф-
фективности процесса рабочий конец копья должен от-
стоять от передней торцовой стенки прожигаемого от-
верстия на расстоянии, равном 30—50 мм.
В процесс прожигания копье равномерно подают
вперед. В некоторых случаях целесообразно копье по-
ворачивать примерно на 20—30е в обе стороны, что
улучшает условия стекания шлака из образуемого отвер-
стия. При прожигании отверстий в поверхностях, рас-
положенных горизонтально, копье наклоняют под углом
5—10° от горизонтали, что позволяет повысить скорость
и улучшить условия удаления шлака. В табл. 29 приве-
Таблица 29
РЕЖИМЫ ПРОЖИГАНИЯ ОТВЕРСТИЙ В ЖЕЛЕЗОБЕТОНЕ
Глубина и диаметр прожигаемого отверстия, мм Расход флюса, кг/ч Давление кислорода, кгс/см* Расход кисло] юда, мя/ч Расход сталь- ной трубки м/м длины отверстия Диаметр копья, дюймы Скорость прожига- ния, мм/мин
До 500; 50—55 30 6—7 60—80 4 3/8 120—180
500—1000; 55—60 30 8—10 80—100 4—5 3/8 80—120
1000—1500; 60—70 30 10—12 100—120 5-6 3/8 40—80
дены технико-экономические данные процесса прожига-
ния отверстий в железобетоне.
По данным МВТУ им. Баумана два проема разме-
ром 640X540 мм и два отверстия диаметром 240 мм в
бетонной стене толщиной 600 мм вырезали в следующей
последовательности. Порошково-копьевой вырезке прое-
мов предшествовало прожигание отверстий кислород-
ным копьем. Продолжительность прожигания каждого
отверстия составляла около 5 мин основного времени,
при этом было израсходовано 4,4 м стальной трубки
диаметром 1/2" и 8,3 м3 кислорода.
Вырезка всех проемов и прожигание отверстий про-
86
должалось 10 ч основного времени; при этом было из-
расходовано около 560 м3 кислорода, 420 кг флюса,
17,5 м стальной трубки диаметром 1/2", 166 м стальной
трубки диаметром 3/8", 8 кг низкоуглеродистой прово-
локи диаметром 5 мм и 60 м3 сжатого воздуха.
Экономия, полученная от применения норошково-копь-
евой резки вместо сверления проемов на бурильной
установке УПБ-25 за счет уменьшения времени простоя
при сооружении конструкций, составила около 24 000 руб.
В качестве наполнителей кислородного копья могут
быть использованы порошки различных металлов. На-
пример, для увеличения термохимического эффекта кис-
лородного копья стальную трубку заполняют проволокой
технического титана. Описываемый способ (Авторское
свидетельство № 149297. Бюллетень изобретений, № 15,
1962, с. 49) основан на свойстве расплавленного титана
и его окислов растворять любые огнеупорные материа-
лы (шамотный кирпич, гранит, бетон и т. д.).
Описываемый способ термохимической копьевой рез-
ки позволяет увеличить более чем в 3 раза скорость про-
жигания отверстий по сравнению со скоростью при
применении обычного кислородного копья.
ОРГАНИЗАЦИЯ РАБОТ И ТЕХНИКА
БЕЗОПАСНОСТИ
Оборудование рабочего поста для резки
Оборудование поста для ручной резки состоит из
флюсопитателя, кислородного баллона или кислородной
рампы, кислородного редуктора, ацетиленового баллона
или баллона с другим горючим газом с редуктором или
ацетиленового генератора, гибких шлангов, соединяющих
источники газопитания с резаком и флюсопитателем, и
резака.
При механизированной резке в состав оборудования
поста входит стационарная или переносная машина,
перемещающая резак с заданной (регулируемой) ско-
ростью.
Флюсопитатель должен находиться на расстоянии не
более 5 м от места резки, с тем чтобы резчик мог на-
блюдать за его работой, а кислородный баллон — на
расстоянии не менее 5 м от ацетиленового генератора.
При работе в стационарных условиях целесообразно
централизованное питание кислородом и горючим газом
от распределительных трубопроводов. В этом случае в
местах отбора ацетилена или других горючих газов дол-
жны быть установлены предохранительные затворы.
В помещениях, в которых производится кислородно-
флюсовая резка, площадь каждого рабочего места
должна составлять не менее 4 м2 (без площади, зани-
маемой оборудованием, и проходов между рабочими ме-
стами, шириной не менее 1 м). Свободная высота по-
мещений от уровня пола до низа выступающих конст-
руктивных элементов непосредственно над рабочими
местами должна быть не менее 2,5 м. Ширину проходов
между опорными столами и станиной машины опреде-
ляют исходя из производственных условий (450—
500 мм).
Площадь, необходимая для размещения переносных
газорезательных машин, определяется максимальной
площадью раскраивае-
мых листов или макси-
мальными габаритными
размерами деталей или
заготовок, обрабатывае-
мых с помощью этих
машин. В производствен-
ных закрытых помеще-
ниях должна быть уста-
новлена вентиляция, ис-
ключающая возможность
скопления продуктов сго-
рания горючих газов, флюса и других вредных веществ.
Для улучшения условий работы резчика, сокращения
вспомогательного времени на укладку листа, съем выре-
занных деталей и отходов рабочее место должно быть
оборудовано специальным столом. В промышленности
наибольшее распространение получили столы с опорны-
ми вставками, полосами толщиной 1,5—2,0 мм, установ-
ленными на ребро (рис. 44).
Для механизации уборки шлака и мелких отходов
после резки столы для укладки разрезаемых листов на
отдельных заводах комплектуют специальными короба-
ми-контейнерами и транспортерами.
88
Рис. 44. Схема для укладки раз-
резаемых листов
Наладку оборудования, (смену мундштуков, оснаст-
ки, установку приспособления, настройку на нужный ра-
диус вырезки и т. д.), засыпку флюса в бачок флюсопи-
тателя осуществляет резчик. Отдельные узлы машин
переналаживают и регулируют специально выделенные
для этой цели наладчики.
Подготовка рабочего места и уход
за оборудованием
Перед началом работы резчик должен осмотреть ра-
бочее место, убрать с пего лишние предметы и легко
воспламеняющиеся материалы, проверить состояние
спецодежды. Необходимо также проверить, не имеют
ли оболочки баллонов с газами и их вентили поврежде-
ний, не просрочена ли дата очередного испытания бал-
лонов и исправна ли присоединительная резьба на шту-
цере вентиля. При осмотре кислородных баллонов
необходимо убедиться, что на них нет следов масел и
жиров, а у ацетиленовых баллонов проверить наличие
и исправность кожаной прокладки в гнезде присоеди-
нительного штуцера. Перед присоединением баллона к
рампе или редуктора к баллону или трубопроводу нуж-
но тщательно продуть вентиль.
Перед присоединением редуктора к баллону необхо-
димо осмотреть входной штуцер и накидную гайку ре-
дуктора (исключая ацетиленовый редуктор) и убедиться
в исправности присоединительной резьбы к гайке, отсут-
ствии следов масел и жиров (на кислородных редукто-
рах), а также в наличии и исправности уплотняющей
фибровой прокладки (для всех редукторов, кроме аце-
тиленового) и фильтра во входном штуцере. Если после
присоединения редуктора к вентилю баллона будет об-
наружено, что в сальник вентиля проходит газ, следует
закрыть вентиль и подтянуть ключом сальниковую гай-
ку. Если этот дефект не может быть исправлен, надо
закрыть вентиль и вернуть баллон на завод-наполнитель.
Пе допускается использовать редуктор, у которого обна-
ружен самотек газа.
Получаемый флюс необходимо проверить на влаж-
ность. Перед засыпкой в бачок флюсопитателя флюс
надо просеять с целью удаления из него крупных ча-
стиц.
Если для питания рабочего поста ацетиленом исполь-
зуют переносной ацетиленовый генератор, то подгото-
вить его к работе следует в соответствии с указаниями
инструкции по эксплуатации. Если питание горючим га-
зом и, в частности, ацетиленом происходит от распреде-
лительного трубопровода, то необходимо проверить ис-
правность постового водяного затвора и наличие в нем
воды на уровне контрольного крана. Проверить исправ-
ность всех частей флюсопитателя и резака, а также пра-
вильность установки флюсопитателя относительно места
резки.
После того, как перечисленные подготовительные
операции закончены, нужно соединить флюсопитатель
и резак шлангами с кислородными и ацетиленовым ре-
дукторами, установленными на баллонах или на распре-
делительных газопроводах, или с выходным ниппелем
постового водяного затвора. Первой монтируют кисло-
родную линию. Затем, используя инжекторную аппара-
туру, проверяют наличие разрежения (подсоса) в аце-
тиленовом канале резака. Только посте этого присоеди-
няют к резаку ацетиленовый шланг. Установив при
закрытых вентилях резака давление кислорода и аце-
тилена (по манометрам на редукторах) в соответствии
с технологической инструкцией, нужно немного приот-
крыть (не больше, чем на 0,5 оборота) вентиль кисло-
рода на резаке, затем открыть полностью вентиль аце-
тилена и зажечь горючую смесь. Затем открыть пол-
ностью вентиль кислорода и вентилем ацетилена отре-
гулировать нормальное для данного процесса пламя.
После этого регулируют флюсопитатель для обеспечения
подачи необходимого количества порошка к резаку.
После проведения указанных операций приступают к
процессу резки. При гашении пламени в первую очередь
закрывают ацетиленовый вентиль.
Резчик во время резки должен наблюдать за пламе-
нем и по мере обеднения смеси ацетиленом приоткры-
вать вентиль ацетилена или увеличивать давление аце-
тилена па редукторе. Если запас ацетилена исчерпан,
надо прекратить работу и охладить мундштук.
При обратном ударе пламени следует немедленно
прекратить подачу флюса, закрыть ацетиленовый вен-
тиль, затем кислородный вентиль и охладить резак до
полного остывания мундштука и смесительной камеры.
Прежде чем пламя будет зажжено вновь, необходимо
90
проверить уровень воды в водяном затворе и состояние
разрывной мембраны на затворе (при ее наличии).
Необходимо тщательно проверить степень затяжки
накидной гайки смесительной камеры, так как в резуль-
тате нагрева и обратных ударов она может ослабнуть,
что приведет к попаданию кислорода в ацетиленовый
канал и может вызвать обратный удар пламени.
При засорении мундштука, что выражается в нару-
шении инжекции и уменьшении количества поступающе-
го в пламя ацетилена или в частых хлопках пламени,
его следует снять и продуть с наружной стороны струей
кислорода. Причиной частых хлопков пламени в реза-
ках может быть также ослабление посадки мундштука,
в результате чего подаваемый к резаку режущий кисло-
род попадает в к^пал горючей смеси и нарушает нор-
мальное горение пламени. Для устранения этого надо
снять мундштук и проверить посадку, отшлифовав в
случае необходимости уплотняющие поверхности.
По окончании резки необходимо закрыть вентили
всех баллонов, выпустить газ из всех коммуникаций и
освободить нажимные пружины редукторов.
Устранение неполадок при работе
на устанвке УРХС-5
В процессе кислородно-флюсовой резки в установке
УРХС-5 могут возникнуть неполадки, нарушающие этот
процесс.
Прекращение поступления флюса. В процессе резки
или после дополнительной досыпки флюса во флюсопи-
татель при возобновлении процесса может прекратиться
поступление флюса во флюсопитатель. Это может быть
вызвано следующими причинами:
перегибом шланга кислородно-флюсовой смеси, под-
водящим флюс к резаку, в результате чего образуется
пробка; для устранения этого необходимо отсоединить
шланг от резака и флюсопитателя и продуть шланг;
влажностью флюса при небрежном хранении уста-
новки и флюса; влага может попасть в бачок флюсопи-
тателя и флюсоподводящий шланг, в результате чего
подача флюса к резаку прекратится; для устранения
этого необходимо вскрыть бачок, снять циклонную ка-
меру, высыпать из бачка флюс, просушить бачок и
флюс, продуть шланг и оснастку резака; нельзя засы-
пать в бачок флюсопитателя влажный флюс или остав-
лять флюс в бачке на продолжительное время во избе-
жание образования пробок;
неисправностью порошковою вентиля; в процессе
работы резиновая трубка 2 (см. рис. 14) изнашивается,
в результате чего прекращается подача кислородно-
флюсовой смеси; в этом случае необходимо разобрать
порошковый вентиль и сменить резиновую трубку 2.
Запекание флюса может быть вызвано следующими
причинами:
использованием для резки железного порошка, со-
держащего более 90% активного железа; поэтому, если
содержание общего железа превышает 96%, необходимо
для уменьшения активности порошка добавлять в него
прокатную окалину в количестве 10—15% от его массы
или подавать к резаку флюс азотом или сухим воз-
духом;
чрезмерным нагревом отдельных узлов флюсовой ос-
настки в результате продолжительной работы резака.
Для предотвращения запекания . флюса во флюсо-
подводящих трубках оснастки рекомендуется резку про-
изводить не более 0,5 ч, а затем охлаждать резак.
Пульсация флюса во время работы может быть выз-
вана следующими причинами:
поступлением из бачка флюсопитателя флюса в ко-
личестве, превышающем необходимое; в этом случае
надо перекрыть подачу кислорода с помощью редукто-
ра 4, снять давление флюсонесущего кислорода, от-
крыть вентиль 5 и выпустить кислород из бачка 1
(см. рис. 6), после чего снова отрегулировать зазор
между штоком 1 (см. рис. 7) и штуцером 2, для чего
ввернуть до отказа шток /; затем вывернуть его па 1 —
2 оборота;
большим давлением флюсонесущего кислорода; с по-
мощью редуктора 4 (см. рис. 6) надо установить тре-
буемое давление флюсонесущего кислорода но мано-
метру 2;
содержанием во флюсе большого количества круп-
ных частиц; перед засыпкой в бачок флюсопитателя
флюс необходимо просеять через сито № 028 для уда-
ления из него частиц крупнее 0,28 мм.
Профилактический осмотр и ремонт
аппаратуры и машин
Качество резки, производительность и безопасность
работы во многом зависят от технического состояния ап-
паратуры и машин. Состояние аппаратуры и машин за-
висит от правильной эксплуатации, проведения систе-
матических осмотров и своевременного ремонта.
За состоянием машин и проведением ремонтов дол-
жен следить механик цеха. Аппаратуру должен ремон-
тировать работник, знающий конструкцию и особенно-
сти газорезательной аппаратуры. Ацетиленовые генера-
торы следует осматривать и ремонтировать только под
руководством инженерно-технического работника или
мастера-специалиста.
Система планово-предупредительного ремонта, про-
водимого регулярно по графику, включает:
межремонтное обслуживание — основное профилак-
тическое мероприятие, проводимое в процессе работы и
заключающееся в контроле за состоянием и правильной
эксплуатацией аппаратуры и машин, выявлении и устра-
нении мелких неисправностей;
текущий ремонт проводится для восстановления ап-
паратуры и оборудования устранением дефектов, выяв-
ленных при профилактическом осмотре и испытании; он
заключается в очистке и промывке узлов и механизмов,
замене или восстановлении изношенных деталей, напри-
мер, порошкового вентиля, оснастки резака и др.;
капитальный ремонт включает полную разборку ап-
паратуры и машин, проверку работы всех узлов и ме-
ханизмов, замену полностью изношенных деталей и уз-
лов и восстановительный ремонт отдельных деталей.
Ремонт флюсопитателя. При его ремонте следует
проверить герметичность всех узлов. Бачок флюсопита-
теля испытывают на герметичность азотом, подводимым
под давлением 1,5 кгс/см2, и обмыливанием всех свар-
ных и паяных соединений. Редуктор испытывают па
герметичность и отсутствие самотека следующим обра-
зом. Его присоединяют к источнику газа с давлением
5 кгс/см2, давление газа в рабочей камере устанавлива-
ют равным 0,4 кгс/см2. Под этим давлением редуктор
выдерживают 3 мин при заглушенном выходном штуце-
ре и смазывают мыльной водой все его соединения. При
отсутствии пузырьков газа соединения редуктора счи-
93
таются газонепроницаемыми. Для определения самоте-
ка газа сразу же после испытания соединений редукто-
ра на газонепроницаемость вывертывают регулирующий
винт до освобождения нажимной пружины, снимают с
выходного штуцера редуктора заглушку и смазывают
мыльной пеной отверстие выходного штуцера. Отсутст-
вие пузырьков газа говорит о том, что самотека нет.
При благоприятных результатах испытания флюсо-
питатель собирают и проверяют на герметичность под
давлением 1,5 кгс/см2.
Техника безопасности при резке
Общие положения: к выполнению работ по кислород-
но-флюсовой резке допускаются лица пе моложе 18 лет,
сдавшие техминимум;
при использовании ацетилена от передвижного гене-
ратора необходимо соблюдать все правила и требова-
ния инструкции по эксплуатации данного генератора;
необходимо следить за правильным и герметичным
присоединением шлангов к резаку, флюсопитатслю, ре-
дукторам и т. д.; тщательно проверять перед зажига-
нием пламени плотность всех соединений установки;
выполнять работу только при наличии вентиляции
или местных отсосов; при отсутствии вентиляции или
при недостаточной ее надежности для защиты дыхатель-
ных путей использовать шлемы маски с принудительной
подачей чистого воздуха; работать в наглухо застегну-
той спецодежде из плотной ткани и в рукавицах, с тем
чтобы пе оставалось незащищенных участков кожи;
во избежание повреждения глаз брызгами шлака,
частицами флюса, искрами и т. д. резчику запрещается
работать без защитных очков.
Индивидуальные защитные средства. Глаза газорез-
чика при кислородно-флюсовой резке должны быть за-
щищены от искр и лучей пламени. Большую опасность
для резчика представляют искры, образующиеся при
резке. Для защиты глаз от искр, лучей пламени газо-
резчики должны работать в очках (ГОСТ 9802—61 «Очки
для защиты глаз от механических повреждений и вред-
ных излучений на производстве»). Светофильтры для
очков выбирают в соответствии с ГОСТ 9497—60
(табл. 30). Для предохранения цветных стекол от искр
и брызг расплавленного металла перед ними устанавли-
вают прозрачные стекла, которые по мере надобности
заменяют.
РЕКОМЕНДАЦИИ ПО ВЫБОРУ ЗАЩИТНЫХ СВЕТОФИЛЬТРОВ
Назначение Светофильтры Визуаль- ный коэф- фициент пропуска- ния, %
обозначе- ние классифи- кационный номер
Для газовой сварки и резки пламенем средней мощности Для газовой сварки и резки пламенем большой мощности Г-2 Г-3 5 6 0,984 0,303
Газорезчики закрепляют очки на голове резиновой
тесьмой, что позволяет при необходимости и во время
перерывов в работе быстро и легко передвигать их на
лоб. Использование защитных очков при работе обяза-
тельно.
Для предотвращенния ожогов (каплями и брызгами
расплавленного шлака, флюса и металла) газорезчики
работают в выдаваемой спецодежде — брезентовых брю-
ках, куртке и рукавицах. Куртка должна быть застег-
нута на все пуговицы, обшлага рукавов завязаны; нель-
зя заправлять куртку в брюки; ее надо носить навыпуск;
длина брюк должна быть такой, чтобы закрывались бо-
тинки. Ботинки должны быть плотно зашнурованы, что-
бы искры и капли металла и шлака не попали на ноги
и не могли вызвать их ожогов. Запрещается выполнение
газорезательных работ без плотных рукавиц и головного
убора, плотно закрывающего волосы. Для работы в хо-
лодное время па открытом месте газорезчикам выдают
валенки и ватный костюм.
Вентиляция. Количество пыли и газов, выделяющих-
ся при кислородно-флюсовой резке коррозионностойких
сталей, обычно больше пыли и газов при кислородной
резке низкоуглеродистой стали.
Степень запыленности помещений зависит от многих
факторов: рода материала (прокат, отливки), подвер-
гающегося резке, толщины разрезаемого металла, при-
меняемого флюса, числа одновременно работающих по-
стов, объема помещения и т. п.
Количество пыли и газа, попадающих в зону дыха-
ния рабочего, зависит от его положения во время резки.
При ручной разделительной резке, когда резчику прихо-
дится нагибаться над резаком, в зону его дыхания попа-
95
дает наибольшее количество вредных выделений. При
машинной резке пыль и газы частично проходят мимо
резчика, при этом в зону его дыхания попадает мень-
шее количество вредных выделений. Проведенное Ле-
нинградским институтом гигиены труда и профзаболе-
ваний исследование показало, что машинная и ручная
кислородно-флюсовая резки характеризуются выделени-
ем в воздух рабочей зоны больших количеств пыли.
Концентрации окислов железа и хрома — не высоки;
концентрации окислов марганца обычно не превышают
предельно допустимых.
Полученные данные говорят о практически незначи-
тельном влиянии кислородно-флюсовой резки при ис-
пользовании в качестве флюса железного порошка на
организм резчика, и его можно устранить применением
соответствующей вентиляции.
При резке па открытом воздухе, например на склад-
ских или монтажных площадках, специальной вентиля-
закрытых помещениях,
н а оборот, необходимо
оборудовать рабочее
место местной вытяж-
ной вентиляцией, а
участок, где произво-
дится резка, — обще-
обменной вентиляцией.
При выборе мест-
ных отсосов при резке
металлов необходимо
учитывать, что вредные
вещества распростра-
няются вместе с газо-
вой струей, выходящей
из резака, с большой
скоростью. Изменить
направление этой струи
практически невозмож-
можно, поэтому прием-
ное отверстие местного
отсоса должно быть установлено навстречу пылегазово-
не треоуется. при резке в
Рис. 45. Местный отсос на рас-
кройном столе:
1 — сборный воздуховод; 2 — щелевое
отверстие в боковой стопке короба;
3 — клапан; 4 — всасывающий пыле-
газоприемннк; 5 — ручка клапана
му потоку.
Для ручной и механизированной резки предложены
конструкции столов, короб которых служит пылегазо-
приемником. Один из таких столов показан на рис. 45.
Объем удаляемого воздуха должен составлять 2000—
2700 м3/ч на 1 м2 площади стола. Поверхность стола
должна быть не менее чем на 80% закрыта разрезаемы-
ми листами» тогда у места резки будет обеспечена необ-
ходимая скорость всасывающего воздушного потока.
Для уменьшения объема удаляемого воздуха вытяжные
воздуховоды целесообразно разделить на секции, снаб-
женные заслонками с ручками, которыми можно управ-
лять с рабочего места; открыта должна быть та секция,
против которой производится резка.
При резке на газорезательных машинах управление
секциями может быть автоматизировано с помощью
пневматической системы включения и отключения ши-
беров.
Когда резку производят на постоянном рабочем месте
(на заводах «Серп и молот», Л4еталлическИй им. XXII
съезда КПСС, «Красный котельщик» и др.), применяют
нижнюю вытяжку. Преимущество такой вентиляции —
в отводе газов во время резки от нижней части разре-
заемого металла.
Однако местная вентиляция не может быть установ-
лена при резке на непостоянных рабочих местах или при
отрезке прибылей па крупногабаритных отливках. В этих
случаях воздушную среду оздоровляют общеобменной
вентиляцией.
При работе в закрытых помещениях в теплые месяцы
года необходимо максимально использовать естествен-
ный приток воздуха. В зимние месяцы года приточный
воздух цадо подогревать, для того чтобы температура в
помещении была не ниже 12° С.
СПИСОК ЛИТЕРАТУРЫ
1. Брандштедт Б. Разделительная и поверхностная кислородно-флю-
совая резка металлов. М., Машгиз, 1961, 110 с.
2. Воинов Е. С. Кислородно-флюсовая обработка лопастей гидро-
турбин. Сб. «Технология сварочного производства», М.—Л., «Ма-
шиностроение», 1964, с. 202—205.
3. Гололобов Д. И., Литвинов Б. М. Огневая зачистка нержавею-
щих н жаропрочных сталей. — «Сталь», 1959, № 2, с. 145—147.
4. Тихомиров А. В. Порошково-копьевая резка железобетона. —
«Механизация строительства», 1968, № 5, с. 13—16.
5. Спектор О. Ш. Кислородно-флюсовая резка нержавеющих сталей.
М., «Машиностроение», 1969, 175 с.
6. Столпер Б. А. и др. Кислородно-флюсовая отрезка прибылей
нержавеющей стали. — «Сварочное производство», 1964, № 9,
«. 32—33.
СЕРИЯ «6 И 6Л И ОН КА ГАЗОСШЩШ*
Некрасов Ю. и.
Некрвсов Ю. и.
Газы — заменители
ацетилена
Спектор О. Ш.
Трофимов А. А.,
Сухмиии Г. К,
Трофимов А. А.,
Сухмиии Г. К*
Кислороднофлюсовая резка
Машинная кислородная резка
Ручная кислородная резка
♦ МАШИНОСТРОЕНИЕ*
и опубликовал на сайте: И Е $ $ I ( В Е К $ О К )