/

Author: Кауфман Б.Н. Шмидт Л.М. Скоблов Д.А. Поволоцкий А.С.
Tags: физика строительство инженерия механика сырье цементный фибролит
Year: 1961



Text
АКАДЕМИЯ СТРОИТЕЛЬСТВА И АРХИТЕКТУРЫ СССР
ВСЕСОЮЗНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ
НОВЫХ СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ
«В Н И И Н С М»
й
ЦЕМЕНТНЫЙ
Я
£
ФИБРОЛИТ
Канд. техн, наук Б. И. КАУФМАН и Л. М. ШМИДТ
инженеры Д. А. СКОБЛОВ и А. С- ПОВОЛОЦКИЙ
ГОСУДАРСТВЕННОЕ ИЗДАТЕЛЬСТВО
ЛИТЕРАТУРЫ ПО СТРОИТЕЛЬСТВУ. АРХИТЕКТУРЕ
И СТРОИТЕЛЬНЫМ МАТЕРИАЛАМ
Москва — 1 961
В книге приводится характеристика физико-
механических и строительных свойств цементного
фибролита; дается описание сырьевых материа-
лов, а также его технологии на отечественных
предприятиях и за рубежом. Осьещаются вопро-
сы контроля качества материала и методы его
испытаний. Перечисляются области применения
цементного фибролита в строительстве.
Книга рассчитана на инженерно-технических
работников промышленности стооительных мате-
риалов.
ВВЕДЕНИЕ
Для выполнения принятой XXI съездом КПСС грандиозной
программы строительных работ потребуется большое количест-
во теплоизоляционных материалов. К 1965 г. по сравнению с
1958 г. намечено увеличить объем производства теплоизоля-
ционных материалов более чем в 5 раз.
Эффективными материалами являются теплоизоляционные
бетоны на древесных заполнителях — цементный фибролит, опи-
ло- и стружкобетоны.
Цементный фибролит представляет собой материал в виде
плит, получаемый путем прессования смеси портландцемента с
обработанной минеральными солями древесной шерстью. Он
позволяет обеспечить надежное утепление различных ограж
дающих конструкций (панельных стен, утоненных кирпичных
и каменных стен, чердачных перекрытий, бесчердачных и совме-
щенных кровель, стандартных деревянных домов), а также аку-
стическую защиту зданий массового строительства (звукоизо-
ляция междуэтажных перекрытий, звукопоглощающая отделка
стен и потолков, вентиляционных камер и каналов).
Цементный фибролит благодаря малому объемному весу об-
ладает высокими теплозащитными свойствами. Переплетение
лентообразных частиц древесной шерсти, связанных и покры-
тых тонким слоем минерального вяжущего, создает открытую,
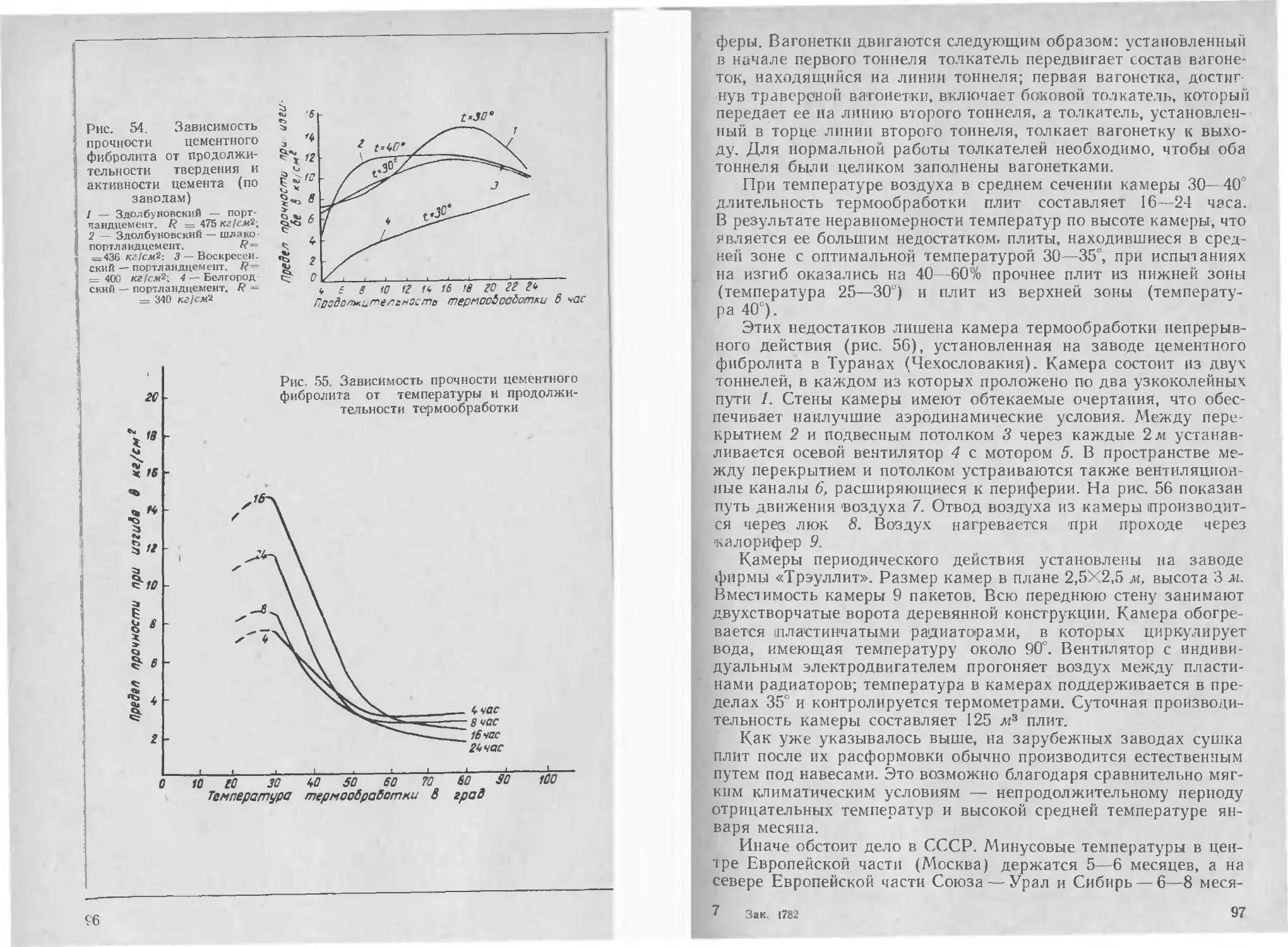
сильно развитую пористую структуру, что делает фибролит хо-
рошим звукопоглощающим материалом. Упругость и сжимае-
мость, присущие этим плитам, позволяют использовать их в
качестве звукоизолирующей прокладки в междуэтажных пере-
крытиях. Обработка древесной шерсти минерализатором и об-
разование на ее поверхности слоя минерального вяжущего де-
лает фибролит материалом значительно более грибо- и огне-
стойким, чем лесные материалы, не подвергаемые специальной
обработке. Гигроскопические свойства фибролита благоприятны.
Так, его равновесная влажность в два раза меньше, чем у
древесины. Фибролит благодаря своей крупнопористой струк-
туре очень быстро просыхает, хорошо пилится и хорошо дер-
жит штукатурный слой. При увеличении расхода цемента
с 180 220 кг до 270—320 кг на 1 мя плит повышается сопротив-
ление фибролита изгибу до 12—15 кг!см2, и тогда его можно
применять как конструктивный материал для устройства бес-
каркасных стен и перекрытий.
Фибролит на магнезиальном вяжущем появился в Австрии
еще в конце прошлого столетия, а цементный фибролит начал
выпускаться в Германии с 1928 г. За рубежом фибролит выра-
батывается под различными фирменными наименованиями: в
Австрии — «Гераклит», «Лигнолит», «Изодиле»; в Швеции —
•«Термит», «Серпонит», «Трэуллит»; в США и Канаде — «Соно-
терм», «Порекс», «Цемекс», «Термотекс»; в Чехословакии —
«Свэн» и др. Наиболее широко налажено производство и приме-
нение фибролита в ГДР, ФРГ и Швеции. В каждой из этих
стран объем производства фибролита превышает сейчас
30 млн. м2 в год.
В СССР в годы первой пятилетки было организовано произ-
водство магнезиального фибролита, причем, помимо многочис-
ленных мелких заводов, работал крупный высокомеханизиро-
ванный завод магнезиального фибролита в районе г. Люберцы.
Однако в годы, предшествовавшие Великой Отечественной вой-
не, производство каустического магнезита для строительных
нужд было приостановлено, поэтому выпуск магнезиального
фибролита пришлось прекратить.
После войны заводское производство цементного фиброли-
та было налажено в гг. Костополе (Ровенская область) и Тал-
лине, а в последние годы также в Витебске, Маклакове (Крас-
ноярский край), Сегеже (Карельская АССР) и Казани. Общая
мощность всех этих предприятий составляет примерно 60 тыс. м3
в год. Этот объем производства недостаточен, поэтому преду-
смотрено строительство большого количества крупных механи-
зированных цехов по производству цементного фибролита.
Часть этих цехов уже вступила в строй.
Для создания рентабельной промышленности цементного
фибролита и других теплоизоляционных бетонов на древесных
заполнителях необходимо всесторонне ознакомить широкие тех-
нические круги нашей страны с имеющимися по этим вопросам
данными.
В предлагаемой книге освещен отечественный и зарубежный
опыт производства и применения цементного фибролита и дру-
гих теплоизоляционных бетонов на древесных заполнителях, а
также результаты исследовательских работ, проведенных в
этой области во Всесоюзном научно-исследовательском инсти-
туте новых стройматериалов АСиА СССР (ВНИИНСМ) и в
других организациях.
Гл а в а I
ОСНОВНЫЕ СВОЙСТВА ЦЕМЕНТНОГО
ФИБРОЛИТА И ДРУГИХ ТЕПЛОИЗОЛЯЦИОННЫХ
БЕТОНОВ НА ДРЕВЕСНЫХ ЗАПОЛНИТЕЛЯХ
ОБЪЕМНЫЙ ВЕС
Объемный вес определяет важнейшие свойства теплоизоля-
ционных материалов, обусловливающие область их использова-
ния. Объемный вес фибролита колеблется от 250 до 500 кг!м\
Наиболее распространенные марки цементного фибролита
(марка определяется объемным весом) 300, 350, 400. Цемент-
ный фибролит объемного веса до 400 кг!м> можно использовать
только как теплоизоляционный материал, а объемного веса свы-
ше 400 кг!м3—как конструктивный.
Объемный вес опилобетонов и стружкобетонов на цементе
колеблется от 450 до 800 кг!м\ а при введении в состав мате-
риала минеральных добавок (песка, глины, извести, каменной
муки) доходит до 1 500 кг!м?. Опило- и стружкобетоны объем-
ного веса 450—600 кг/м? можно попользовать для теплоизоля-
ции, а более тяжелые - в качестве стеновых материалов.
МЕХАНИЧЕСКИЕ СВОЙСТВА
Механические свойства теплоизоляционных бетонов на дре-
весных заполнителях определяются при прочих равных услови-
ях размерами применяемого заполнителя и видом вя?кущего.
Фибролит изготовляется из древесной шерсти, представляю-
щей собой ленты древесины длиной 300—500 мм, шириной 1 —
6 мм и толщиной 0,1—0,8 мм. Стружкобетон и опилобетон —
материалы с коротковолокнистым древесным заполнителем,
имеющим длину до 30—40 мм.
Влияние длины древесного заполнителя на сопротивление
фибролитовых плит изгибу иллюстрируется данными опытов,
проведенных во ВНИИНСМе. Из еловой древесной шерсти раз-
личной длины при ширине лент 4,7 мм и толщине 0,3 мм изго-
товляли образцы цементного фибролита двух объемных весов—
5
300 и 450 кг!м3. Применялся цемент марки 500 из расчета 2 кг.
цемента на 1 кг шерсти.
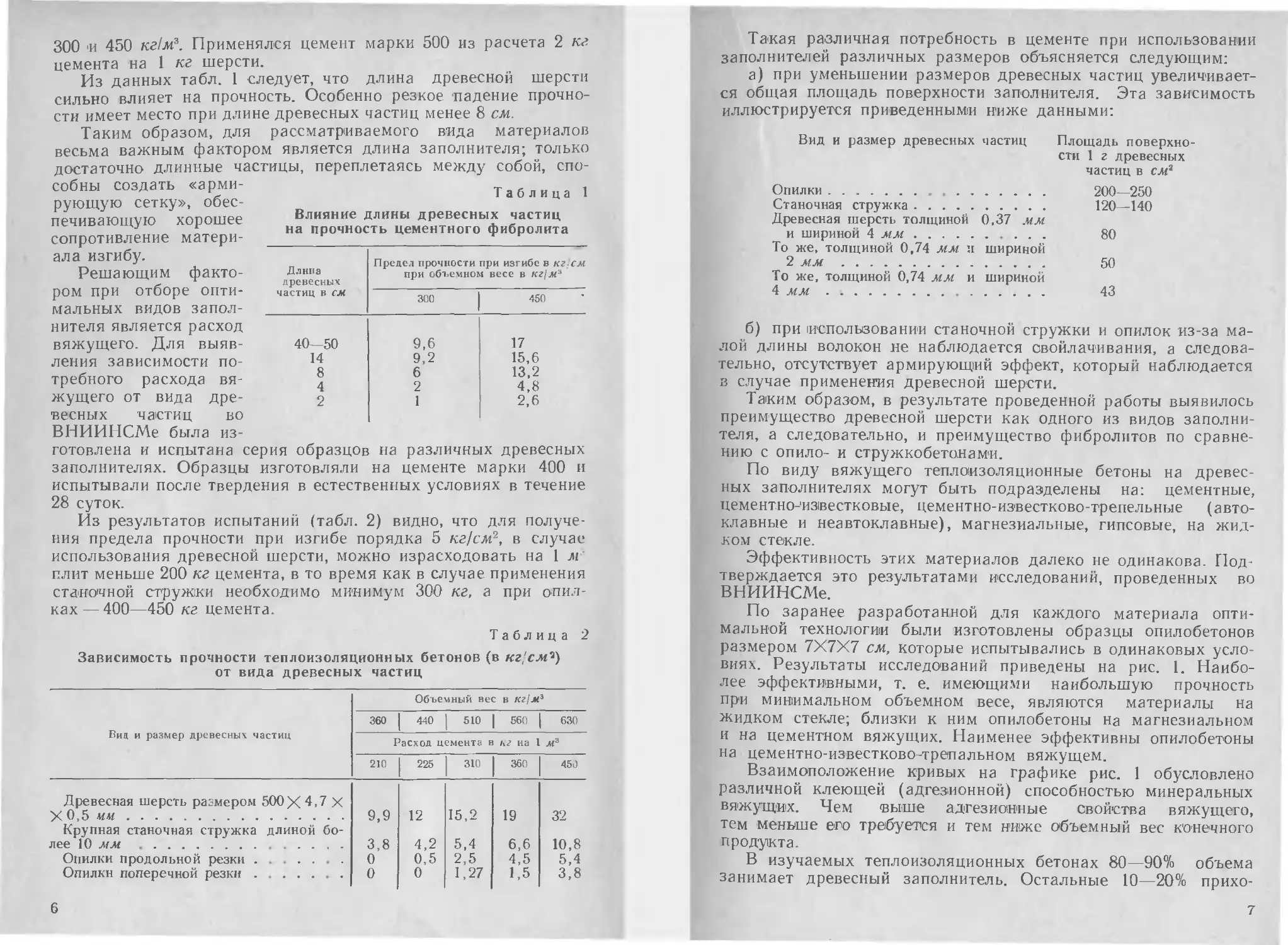
Из данных табл. 1 следует, что длина древесной шерсти
сильно влияет на прочность. Особенно резкое падение прочно-
сти имеет место при длине древесных частиц менее 8 см.
Таким образом, для рассматриваемого вида материалов
весьма важным фактором является длина заполнителя; только
достаточно длинные частицы, переплетаясь между собой, спо-
собны создать «арми- гягпи i
печивающую хорошее Влияние длины древесных частиц
] г на прочность цементного фибролита
сопротивление матери- _______£____________________________
ала изгибу. Решающим факто- ром при отборе опти- мальных видов запол- Длина древесных частиц в см Предел прочности при изгибе в кг':см при объемном весе в кг/м3
300 450
нителя является расход вяжущего. Для выяв- 40—50 9,6 17
ления зависимости по- 14 9,2 15,6
требного расхода вя- 8 4 6 2 13,2 4,8
жущего от вида дре- весных частиц во 2 1 2,6
ВНИИНСМе была из-
готовлена и испытана серия образцов на различных древесных
заполнителях. Образцы изготовляли на цементе марки 400 и
испытывали после твердения в естественных условиях в течение
28 суток.
Из результатов испытаний (табл. 2) видно, что для получе-
ния предела прочности при изгибе порядка 5 кг/см2, в случае
использования древесной шерсти, можно израсходовать на 1 м
плит меньше 200 кг цемента, в то время как в случае применения
станочной стружки необходимо минимум 300 кг, а при опил-
ках— 400—450 кг цемента.
Таблица 2
Зависимость прочности теплоизоляционных бетонов (в кг’см^)
от вида древесных частиц
Объемный вес в кг1м3
Виц и размер древесных частиц 360 440 510 560 630
Расход цемента кг на Ms
210 225 310 збо 450
Древесная шерсть размером 500 X 4,7 X X 0,5 о 9,9 12 15,2 19 32
Крупная станочная стружка длиной бо- лее 10 мм 3.8 4,2 5,4 6,6 10,8
Опилки продольной резки 0 0.5 2,5 4,5 5,4
Опилкн поперечной резки 0 0 1,27 1,5 3,8
6
Такая различная потребность в цементе при использовании
заполнителей различных размеров объясняется следующим:
а) при уменьшении размеров древесных частиц увеличивает-
ся общая площадь поверхности заполнителя. Эта зависимость
иллюстрируется приведенными ниже данными:
Вид и размер древесных частиц
Опилки ..........................
Станочная стружка................
Древесная шерсть толщиной 0,37 мм
и шириной 4 мм.................
То же, толщиной 0,74 мм и шириной
2 мм...........................
То же, толщиной 0,74 мм и шириной
4 мм.............................
Площадь поверхно-
сти 1 г древесных
частиц в см2
200-250
120—140
80
50
43
б) при использовании станочной стружки и опилок из-за ма-
лой длины волокон не наблюдается свойлачивания, а следова-
тельно, отсутствует армирующий эффект, который наблюдается
в случае применения древесной шерсти.
Таким образом, в результате проведенной работы выявилось
преимущество древесной шерсти как одного из видов заполни-
теля, а следовательно, и преимущество фибролитов по сравне-
нию с опило- и стружкобетонами.
По виду вяжущего теплоизоляционные бетоны на древес-
ных заполнителях могут быть подразделены на: цементные,
цементно-известковые, цементно-известково-трепельные (авто-
клавные и неавтоклавные), магнезиальные, гипсовые, на жид-
ком стекле.
Эффективность этих материалов далеко не одинакова. Под-
тверждается это результатами исследований, проведенных во
ВНИИНСМе.
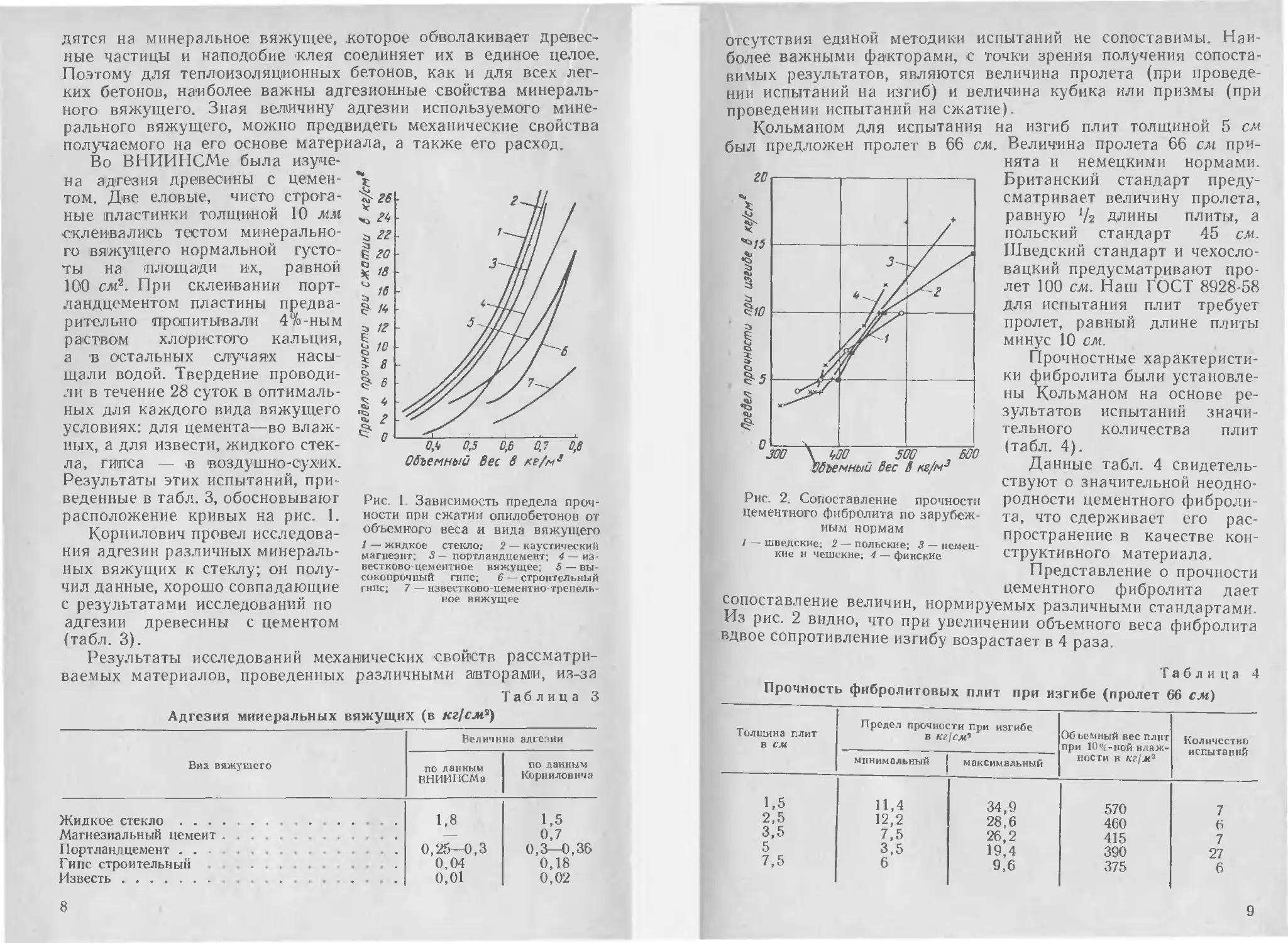
По заранее разработанной для каждого материала опти-
мальной технологии были изготовлены образцы опилобетонов
размером 7X7X7 см, которые испытывались в одинаковых усло-
виях. Результаты исследований приведены на рис. 1. Наибо-
лее эффективными, т. е. имеющими наибольшую прочность
при минимальном объемном весе, являются материалы на
жидком стекле; близки к ним опилобетоны на магнезиальном
и на цементном вяжущих. Наименее эффективны опилобетоны
на цементно-известково-трепальном вяжущем.
Взаимоположение кривых на графике рис. 1 обусловлено
различной клеющей (адгезионной) способностью минеральных
вяжущих. Чем выше адгезионные свойства вяжущего,
тем меньше его требуется и тем ниже объемный вес конечного
продукта.
В изучаемых теплоизоляционных бетонах 80—90% объема
занимает древесный заполнитель. Остальные 10—20% прихо-
7
Рис. 1. Зависимость предела проч-
ности при сжатии опилобетонов от
объемного веса и вида вяжущего
1 — жидкое Стекло: 2 — каустический
магнезит; 3 — портландцемент; 4 — из-
вестково-цементное вяжущее; 5 — вы-
сокопрочный гнпс; 6 — строительный
гипс; 7 — нзвестково-цементно-трепель-
ное вяжущее
дятся на минеральное вяжущее, которое обволакивает древес-
ные частицы и наподобие клея соединяет их в единое целое.
Поэтому для теплоизоляционных бетонов, как и для всех лег-
ких бетонов, наиболее важны адгезионные свойства минераль-
ного вяжущего. Зная величину адгезии используемого мине-
рального вяжущего, можно предвидеть механические свойства
получаемого на его основе материала, а также его расход.
Во ВНИИНСМе была изуче-
на адгезия древесины с цемен-
том. Две еловые, чисто строга-
ные пластинки толщиной 10 льм
склеивались тестом минерально-
го вяжущего нормальной густо-
ты на площади их, равной
100 см2. При склеивании порт-
ландцементом пластины предва-
рительно пропитывали 4%-ным
раством хлористого кальция,
а в остальных случаях насы-
щали водой. Твердение проводи-
ли в течение 28 суток в оптималь-
ных для каждого вида вяжущего
условиях: для цемента—во влаж-
ных, а для извести, жидкого стек-
ла, гипса — в воздушно-сухих.
Результаты этих испытаний, при-
веденные в табл. 3, обосновывают
расположение кривых на рис. 1.
Корнилович провел исследова-
ния адгезии различных минераль-
ных вяжущих к стеклу; он полу-
чил данные, хорошо совпадающие
с результатами исследований по
адгезии древесины с цементом
(табл. 3).
Результаты исследований механических свойств рассматри-
ваемых материалов, проведенных различными авторами, из-за
Таблица 3
Адгезия минеральных вяжущих (в кг/см?)
Вия вяжущего Величина адгезии
по данным ВНИИНСМа по данным Корниловнча
Жидкое стекло 1,8 1,5
Магнезиальный цемент . . — 0,7
Портландцемент 0,25—0,3 0,3—0,36
Гипс строительный . 0,04 0,18
Известь 0,01 0,02
8
отсутствия единой методики испытаний не сопоставимы. Наи-
более важными факторами, с точки зрения получения сопоста-
вимых результатов, являются величина пролета (при проведе-
нии испытаний на изгиб) и величина кубика или призмы (при
проведении испытаний на сжатие).
Кольманом для испытания на изгиб плит толщиной 5 см
был предложен пролет в 66 см. Величина пролета 66 см при-
нята и немецкими нормами.
Британский стандарт преду-
сматривает величину пролета,
равную '/2 длины плиты, а
польский стандарт 45 см.
Шведский стандарт и чехосло-
вацкий предусматривают про-
лет 100 см. Наш ГОСТ 8928-58
для испытания плит требует
пролет, равный длине плиты
минус 10 см.
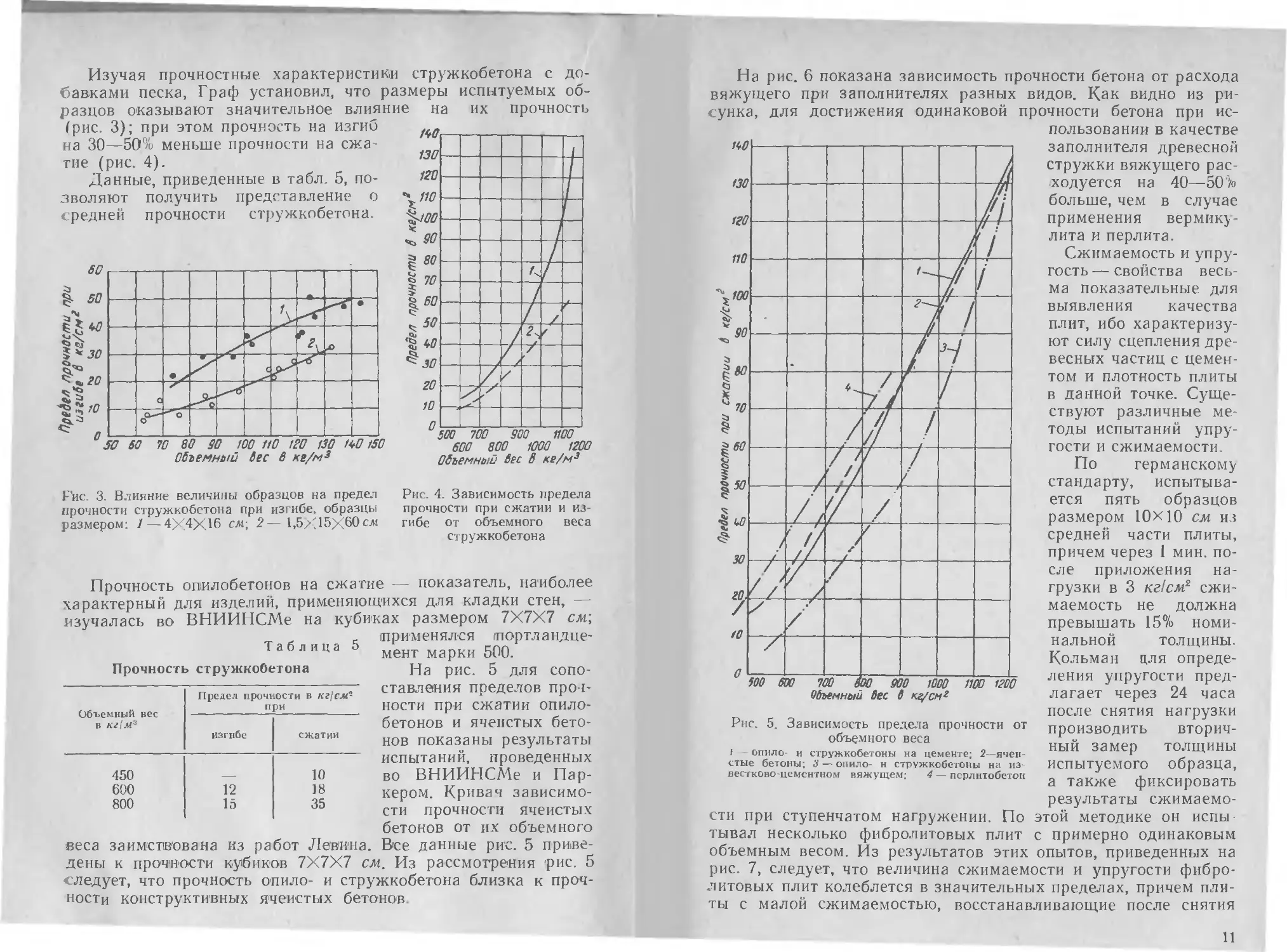
Прочностные характеристи-
ки фибролита были установле-
ны Кольманом на основе ре-
зультатов испытаний значи-
тельного количества плит
(табл. 4).
Данные табл. 4 свидетель-
ствуют о значительной неодно-
родности цементного фиброли-
та, что сдерживает его рас-
пространение в качестве кон-
структивного материала.
Представление о прочности
Рис. 2. Сопоставление прочности
цементного фибролита по зарубеж-
ным нормам
/ — шведские; 2 — польские; 3 — немец-
кие и чешские; 4 — финские
цементного фибролита дает
сопоставление величин, нормируемых различными стандартами.
Из рис. 2 видно, что при увеличении объемного веса фибролита
вдвое сопротивление изгибу возрастает в 4 раза.
Таблица 4
Прочность фибролитовых плит при изгибе (пролет 66 см)
Толщина плит в см Предел прочности при изгибе в кг/см* Объемный вес пл нт при 10°й-ной влаж- ности в кг/л3 Количество испытаний
минимальный максимальный
1,5 11,4 34,9 570 7
2,5 12,2 28,6 460 6
3,5 7,5 26,2 415 7
5 3,5 19,4 390 27
7,5 6 9,6 375 6
9
Изучая прочностные характеристики стружкобетона с до-
бавками песка, Граф установил, что размеры испытуемых об-
разцов оказывают значительное влияние
(рис. 3); при этом прочность на изгиб
на 30—50% меньше прочности на сжа-
тие (рис. 4).
Данные, приведенные в табл. 5, по-
зволяют получить представление о
средней прочности стружкобетона.
на их прочность
м
130
120
\110
%100
Z so
500 700 SOO 1100
600 800 1000 1200
Объемный Sec В ке/м3
Рис. 4. Зависимость предела
прочности при сжатии и из-
гибе от объемного веса
стружкобетона
Рис. 3. Влияние величины образцов на предел
прочности стружкобетона при изгибе, образцы
размером: 1 — 4X4X16 см-, 2—1,5?' 15X60 см
Прочность опилобетонов на сжатие — показатель, наиболее
характерный для изделий, применяющихся для кладки стен, -
изучалась во ВНИИНСМе на кубиках размером 7X7X7 см;
Таблица 5 Прочность стружкобетона применялся портландце- мент марки 500. На рис. 5 для сопо- ставления пределов проч- ности при сжатии опило- бетонов и ячеистых бето- нов показаны результаты испытаний, проведенных
Объемный вес в кг1м3 Предел прочности в кгjсм- ири
изгибе сжатии
450 — 10 во ВНИИНСМе и Пар-
600 800 12 15 18 35 кером. Кривая зависимо- сти прочности ячеистых бетонов от их объемного
веса заимствована из работ Левина. Все данные рис. 5 приве-
дены к прочности кубиков 7X7X7 см. Из рассмотрения 'рис. 5
следует, что прочность опило- и стружкобетона близка к проч-
ности конструктивных ячеистых бетонов
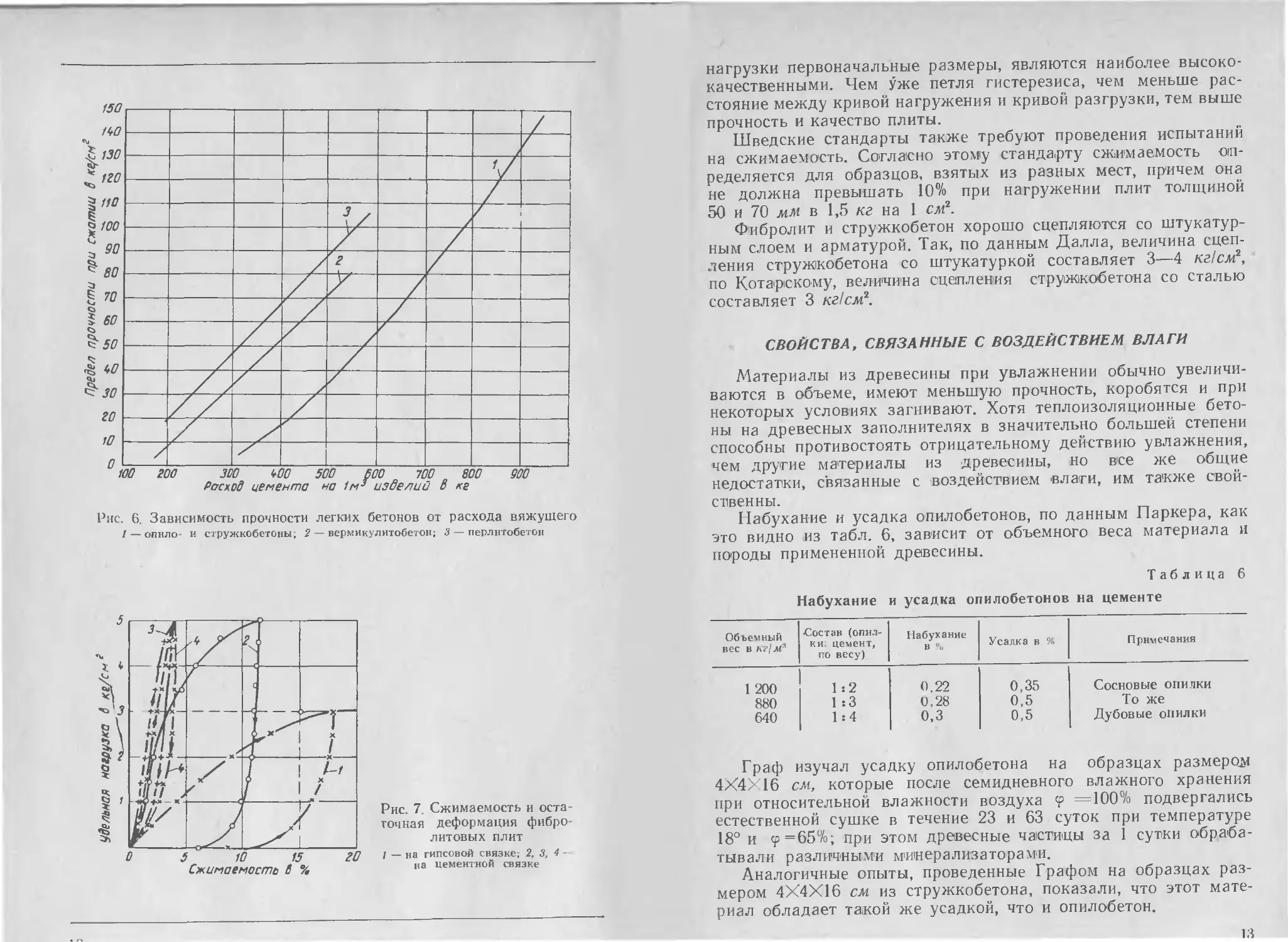
На рис. 6 показана зависимость прочности бетона от расхода
вяжущего при заполнителях разных видов. Как видно из ри-
сунка, для достижения одинаковой прочности бетона при ис-
пользовании в качестве
Рис. 5. Зависимость предела прочности от
объемного веса
I - опило- и стружкобетоны на цементе; 2—ячеи-
стые бетоны; 3 — опило- н стружкобетоны на из-
вестково-цементном вяжущем; 4 — псрлнтобетон
заполнителя древесной
стружки вяжущего рас-
ходуется на 40—50%
больше, чем в случае
применения вермику-
лита и перлита.
Сжимаемость и упру-
гость—свойства весь-
ма показательные для
выявления качества
плит, ибо характеризу-
ют силу сцепления дре-
весных частиц с цемен-
том и плотность плиты
в данной точке. Суще-
ствуют различные ме-
тоды испытаний упру-
гости и сжимаемости.
По германскому
стандарту, испытыва-
ется пять образцов
размером 10x10 см из
средней части плиты,
причем через 1 мин. по-
сле приложения на-
грузки в 3 кг!см2 сжи-
маемость не должна
превышать 15% номи-
нальной толщины.
Кольман цля опреде-
ления упругости пред-
лагает через 24 часа
после снятия нагрузки
производить вторич-
ный замер толщины
испытуемого образца,
а также фиксировать
результаты сжимаемо-
сти при ступенчатом нагружении. По этой методике он испы-
тывал несколько фибролитовых плит с примерно одинаковым
объемным весом. Из результатов этих опытов, приведенных на
рис. 7, следует, что величина сжимаемости и упругости фибро-
литовых плит колеблется в значительных пределах, причем пли-
ты с малой сжимаемостью, восстанавливающие после снятия
И
Рис. 6. Зависимость прочности легких бетонов от расхода вяжущего
/ — опнло- и стружкобетоны; 2— вермикулитобетон; 3— перлнтобетон
Рис. 7. Сжимаемость и оста-
точная деформация фибро-
литовых плит
/ — на гипсовой связке; 2, 3, 4 —
на цементной связке
нагрузки первоначальные размеры, являются наиболее высоко-
качественными. Чем уже петля гистерезиса, чем меньше рас-
стояние между кривой нагру?кения и кривой разгрузки, тем выше
прочность и качество плиты.
Шведские стандарты также требуют проведения испытаний
на сжимаемость. Согласно этому стандарту сжимаемость оп-
ределяется для образцов, взятых из разных мест, причем она
не должна превышать 10% при нагружении плит толщиной
50 и 70 мм в 1,5 кг на 1 см2.
Фибролит и стружкобетон хорошо сцепляются со штукатур-
ным слоем и арматурой. Так, по данным Далла, величина сцеп-
ления стружкобетона со штукатуркой составляет 3—4 кг!см2,
по Котарскому, величина сцепления стружкобетона со сталью
составляет 3 кг!см2.
СВОЙСТВА, СВЯЗАННЫЕ С ВОЗДЕЙСТВИЕМ ВЛАГИ
Материалы из древесины при увлажнении обычно увеличи-
ваются в объеме, имеют меньшую прочность, коробятся и при
некоторых условиях загнивают. Хотя теплоизоляционные бето-
ны на древесных заполнителях в значительно большей степени
способны противостоять отрицательному действию увлажнения,
чем другие материалы из древесины, но в'се же общие
недостатки, связанные с воздействием влаги, им также свой-
ственны.
Набухание и усадка опилобетонов, по данным Паркера, как
это видно из табл. 6, зависит от объемного веса материала и
породы примененной древесины.
Таблица 6
Набухание и усадка опилобетонов на цементе
Объемный вес в к?1м3 •Состав (опил- ки. цемент, по весу) Набухание в % Усадка в % Примечания
1 200 880 640 Граф I 4X4X16 с при относ естественн 18° и <?=( 1:2 1:3 1:4 [зучал ycaj м, которые пельной в ой сушке 55%; при э 0,22 0,28 0,3 тку опилоб после се лажности в течение гом древес 0,35 0,5 0,5 >етона на мидневногс воздуха f 23 и 63 су ные частиц Сосновые опилки То же Дубовые опилки образцах размером влажного хранения = 100% подвергались ток при температуре ы за 1 сутки обраба-
тывали различными минерализаторами.
Аналогичные опыты, проведенные Графом на образцах раз-
мером 4X4X16 см из стружкобетона, показали, что этот мате-
риал обладает такой же усадкой, что и опилобетон.
13
Усадка легких бетонов, исследованная по такой же методи-
ке, по данным Леви, составляла: для заполнителей с высоким
водопоглощен нем (вермикулит, перлит) - 2—4 мм!м, а для
других бетонов на пористых заполнителях — до 1 мм/м. Как
видим из данных табл. 7, усадка опилобетонов, особенно тех,
которые изготовлены с добавкой глин, значительно выше.
Высокая усадка, наблюдающаяся при воздушно-сухом твер-
дении стружке- и опилобетоном, вызвана уменьшением объема
древесного заполнителя при высыхании.
Несмотря на то, что величина усадки легких бетонов боль-
ше, чем тяжелых, усадочные трещины на изделиях из легких
Таблица 7
Усадка опилобетонов на цементе
с различными минеральными добавками
Объемный вес
бетонов после
высушивания
до постоянного
веса в кг1м3
Вид минеральной добавки
(минерализатор)
Усадка образцов в мм^м
после воздушно-сухого
хранения в течение
23 суток 63 сток
Первая серия опытов
Глиняное молоко . . ... 1 180 7,6 8,9
Известковое „ . .... 1 190 4,3 5 7
Цементное „ ... 1330 3,8 6
Вторая се р и я опытов
Глиняное молоко 910 7,8 9,1
Известковое . 940 4,2 5,3
Цементное „ .... 1 040 4,6 6,7
бетонов обнаруживаются значительно реже. Леви объясняет
это тем, что в пористом заполнителе легкого бетона хорошо
сохраняется влага, идущая на гидратацию цемента. Это же
относится к стружко- и опилобетонам.
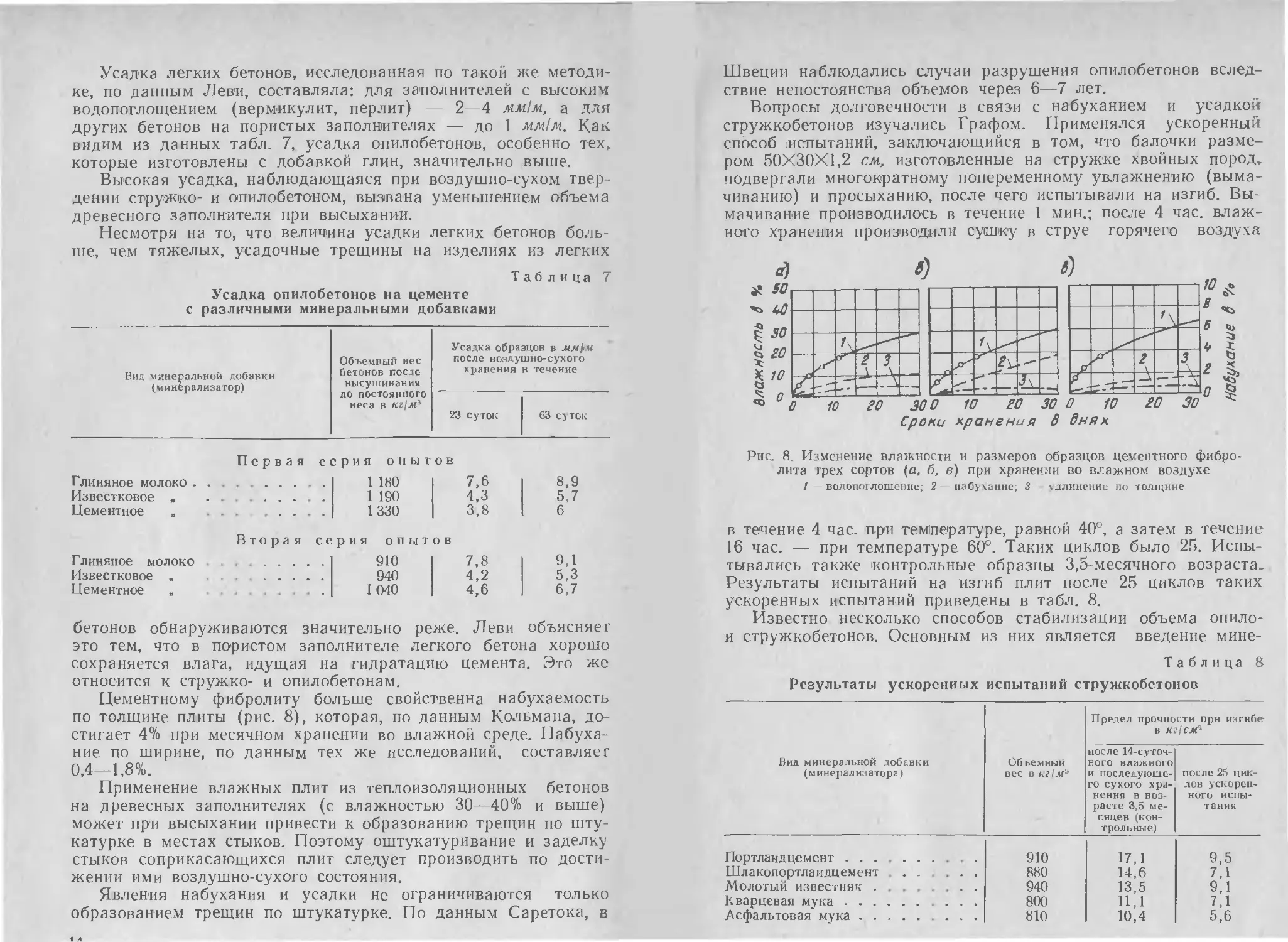
Цементному фибролиту больше свойственна набухаемость
по толщине плиты (рис. 8), которая, по данным Кольмана, до-
стигает 4% при месячном хранении во влажной среде. Набуха-
ние по ширине, по данным тех же исследований, составляет
0,4—1,8%.
Применение влажных плит из теплоизоляционных бетонов
на древесных заполнителях (с влажностью 30—40% и выше)
может при высыхании привести к образованию трещин по шту-
катурке в местах стыков. Поэтому оштукатуривание и заделку
стыков соприкасающихся плит следует производить по дости-
жении ими воздушно-сухого состояния.
Явления набухания и усадки не ограничиваются только
образованием трещин по штукатурке. По данным Саретока, в
Швеции наблюдались случаи разрушения опилобетонов вслед-
ствие непостоянства объемов через 6—7 лет.
Вопросы долговечности в связи с набуханием и усадкой
стружкобетонов изучались Графом. Применялся ускоренный
способ испытаний, заключающийся в том, что балочки разме-
ром 50X30X1,2 см, изготовленные на стружке хвойных пород,
подвергали многократному попеременному увлажнению (выма-
чиванию) и просыханию, после чего испытывали на изгиб. Вы
мачивание производилось в течение 1 мин.; после 4 час. влаж-
ного хранения производили сушку в струе горячего воздуха
Рис. 8 Изменение влажности и размеров образцов цементного фибро-
лита грех сортов (а, б, в) при хранении во влажном воздухе
1 — водопоглощевне; 2 — набухание; 3 хдлинение по толщине
в течение 4 час. при температуре, равной 40°, а затем в течение
16 час. — при температуре 60°. Таких циклов было 25. Испы
тывались также контрольные образцы 3,5-месячного возраста.
Результаты испытаний на изгиб плит после 25 циклов таких
ускоренных испытаний приведены в табл. 8.
Известно несколько способов стабилизации объема опило-
и стружкобетонов. Основным из них является введение мине-
Таблица 8
Результаты ускоренных испытаний стружкобетонов
Вид минеральной добавки (минерализатора) Обьемный вес в лг/л£3 Предел прочности прн изгибе в KCfCM?
после 14-суточ- ного влажного и последующе- го сухого хра- нения в воз- расте 3,5 ме- сяцев (кон- трольные) после 25 цик- лов ускорен- ного испы- тания
Портландцемент 910 17,1 9,5
Шлакопортлаидцемент 880 14,6 7,1
Молотый известняк . 940 13,5 9,1
кварцевая мука 800 11,1 7,1
Асфальтовая мука ... 810 10,4 5,6
ральных добавок и увеличение расхода вяжущего. Кроме того,
возможна обработка древесных частиц гидрофобными или водо-
непроницаемыми составами, натример парафиновой эмульси-
ей. Фирма «Третон», производящая опило- и стружкобетоны,
утверждает, что применяемые этой фирмой патентованные
пропитывающие средства обеспечивают набухание и усадку
таких материалов в пределах 0,1—0,2%. Наиболее распростра-
ненный за рубежом стружкобетон «дуризол», по данным фир-
мы-изготовителя, при нормальных условиях службы в здании,
в случае изменения его влажности с 4,5 до 1С|%, увеличивает-
ся в объеме на 0,4,%, а максимальное изменение объема воз-
можно до 1,2%.
Формоустойчивость характеризует способность материалов
сохранять плоскую форму при неравномерном увлажнении.
Фибролитовые плиты по формоустойчивости представляют со-
бой прекрасный материал, так как древесные частицы могут
при набухании занять прилегающие к ним пустоты. Коробление
же стружко- и опилобетонов при некоторых неблагоприятных
условиях может принимать опасные формы. Один из таких слу-
чаев был изучен Графом. Он исследовал набухание, усадку и
коробление оштукатуренных стружкобетонных плит размером
в плане 60X50 см и толщиной 1,3 см; на эти плиты наносились
различные по толщине слои раствора — 3,7 и 15 мм.
Половину плит после однодневной выдержки оштукатури-
вали, в то время как другую часть плит перед оштукатурива-
нием высушивали искусственным путем. Оштукатуренные после
однодневной выдержки плиты 6 суток хранили во влажных
условиях, а затем подвергали естественной сушке. Другую
часть плит, оштукатуренную после высушивания, трое суток
хранили во влажных условиях, после чего помещали в воздуш-
но-сухие условия. Величину коробления замеряли по отклоне-
нию точки пересечения диагоналей плоскостей плит от первона-
чального положения.
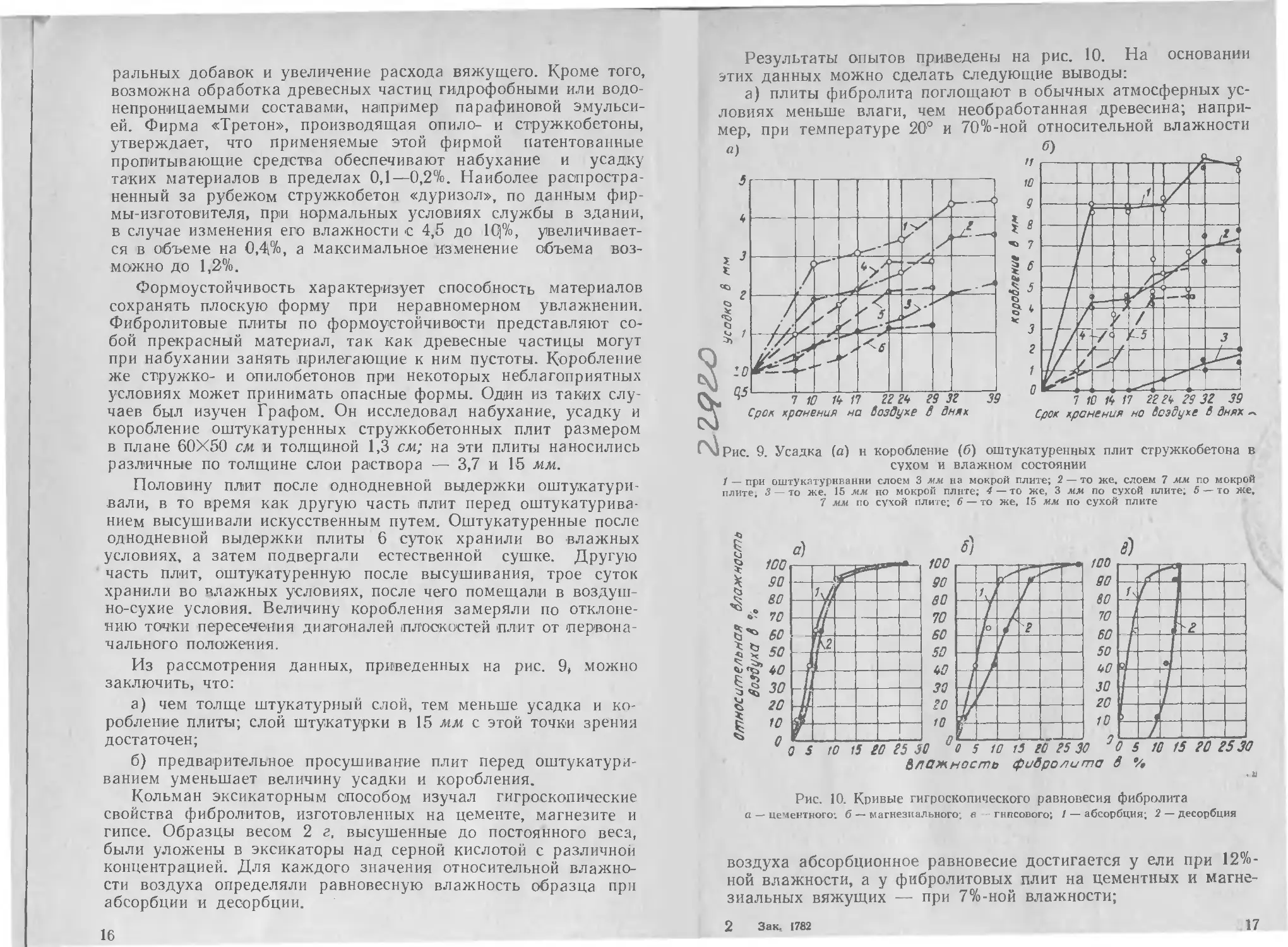
Из рассмотрения данных, приведенных на рис. 9( можно
заключить, что:
а) чем толще штукатурный слой, тем меньше усадка и ко-
робление плиты; слой штукатурки в 15 мм с этой точки зрения
достаточен;
б) предварительное просушивание плит перед оштукатури-
ванием уменьшает величину усадки и коробления.
Кольман эксикаторным способом изучал гигроскопические
свойства фибролитов, изготовленных на цементе, магнезите и
гипсе. Образцы весом 2 а, высушенные до постоянного веса,
были уложены в эксикаторы над серной кислотой с различной
концентрацией. Для каждого значения относительной влажно-
сти воздуха определяли равновесную влажность образца при
абсорбции и десорбции.
16
Результаты опытов приведены на рис. 10. На основании
этих данных можно сделать следующие выводы:
а) плиты фибролита поглощают в обычных атмосферных ус-
ловиях меньше влаги, чем необработанная древесина; напри-
мер, при температуре 20° и 70%-ной относительной влажности
Рис. 9. Усадка (с) н коробление (б) оштукатуренных плит стружкобетона в
сухом и влажном состоянии
1 — при оштукатуривании слоем 3 ля на мокрой плите; 2 — то же, слоем 7 мм по мокрой
плите, 3 — то же, 15 jmjw по мокрой плите; 4 — то же, 3 мм по сухой плите; 5 — то же,
7 мм по сухой плите; 6 — то же, 15 мм по сухой плите
Рис. 10. Кривые гигроскопического равновесия фибролита
а — цементного*, б — магнезиального; в - гипсового; 1 — абсорбция; 2 — десорбция
воздуха абсорбционное равновесие достигается у ели при 12%-
ной влажности, а у фибролитовых плит на цементных и магне-
зиальных вяжущих — при 7%-ной влажности;
2 Зак, 1782
17
б) при высокой влажности воздуха (<р=100%) плиты при-
обретают равновесную влажность, характерную для обычной
древесины при точке насыщения волокон 25—32%;
в) гистерезис (т. е. разница в величинах влагосодержания
при десорбции и абсорбции) для цементного фибролита неве-
лик и примерно такой же, как для древесины; при магнезиаль-
ном вяжущем гистерезис увеличивается, а при использовании
гипсовых вяжущих он уже весьма значителен и не похож по
форме на гистерезис древесины.
Таким образом, из трех изученных видов фибролита наи-
лучшими гигроскопическими свойствами обладает цементный
фибролит: он имеет не
только низкую равно-
весную влажность, но
н узкую петлю гистере-
зиса. Это положение
очень важно и говорит
о преимуществе цемен-
та по сравнению с маг-
незитом и гипсом, как
вяжущего для тепло-
изоляционных бетонов
с древесным заполни-
телем.
По данным Далла,
при 35%-ной относи-
тельной влажности воз-
духа стружкобетон
имеет влажность 4,5%,
при 50%-ной — 5%, а
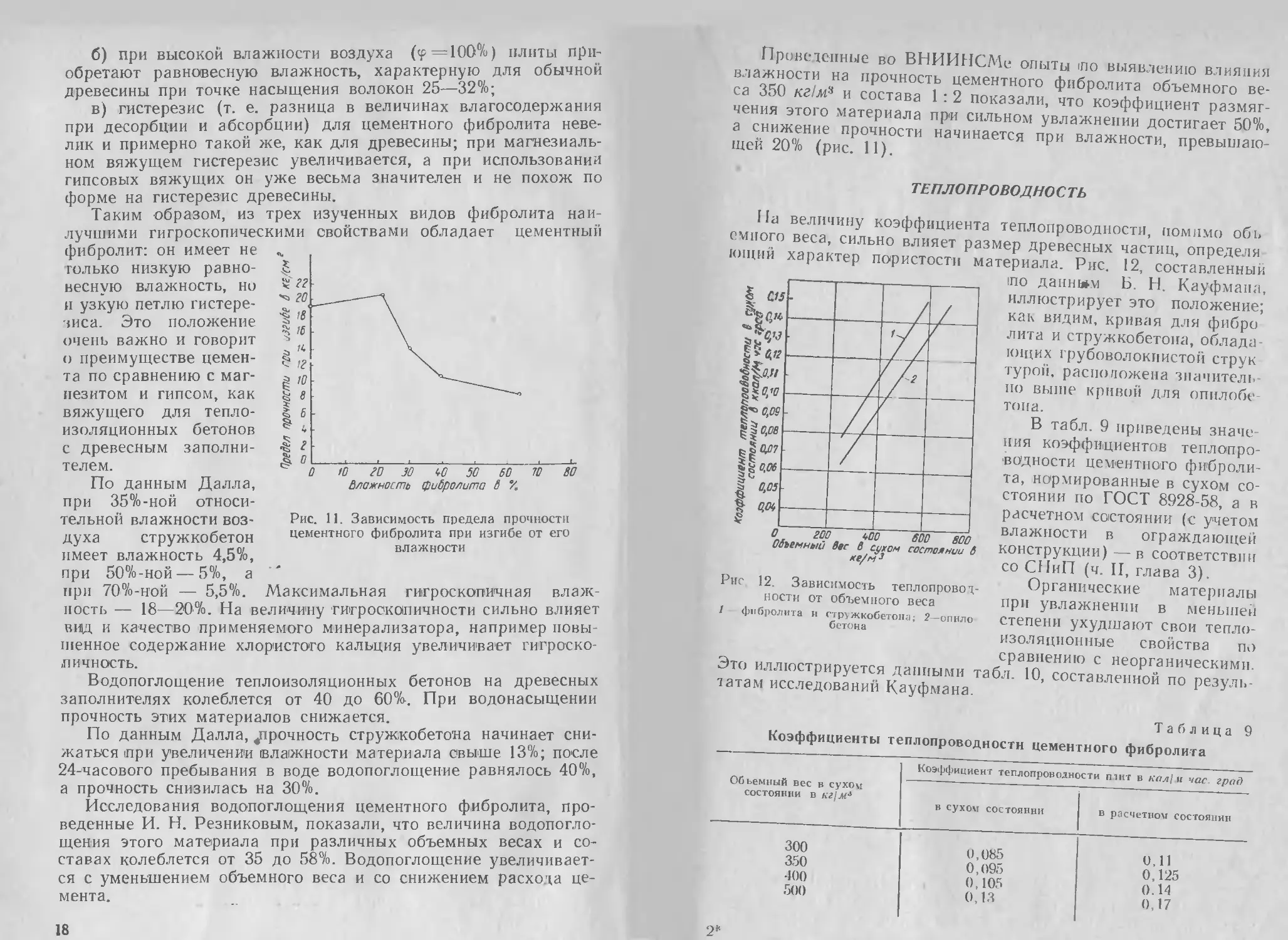
Рис. 11. Зависимость предела прочности
цементного фибролита при изгибе от его
влажности
при 70%-ной — 5,5%. Максимальная гигроскопичная влаж-
ность — 18—20%. На величину гигроскопичности сильно влияет
виц и качество применяемого минерализатора, например повы-
шенное содержание хлористого кальция увеличивает гигроско-
пичность.
Водопоглощение теплоизоляционных бетонов на древесных
заполнителях колеблется от 40 до 60%. При водонасыщении
прочность этих материалов снижается.
По данным Далла, прочность стружкобетона начинает сни-
жаться три увеличении влажности материала свыше 13%; после
24-часового пребывания в воде водопоглощение равнялось 40%,
а прочность снизилась на 30%.
Исследования водопоглощения цементного фибролита, про-
веденные И. Н. Резниковым, показали, что величина водопогло-
щения этого материала при различных объемных весах и со-
ставах колеблется от 35 до 58%. Водопоглощение увеличивает-
ся с уменьшением объемного веса и со снижением расхода це-
мента.
18
Проведенные во ВНИИНСМе опыты то выявлению влияния
влажности на прочность цементного фибролита объемного ве-
са 350 кг!м* и состава 1: 2 показали, что коэффициент размяг-
чения этого материала при сильном увлажнении достигает 50%,
а снижение прочности начинается при влажности, превышаю-
щей 20% (рис. 11).
ТЕПЛОПРОВОДНОСТЬ
На величину коэффициента теплопроводности, помимо обь
емпого веса, сильно влияет размер древесных частиц, определи
ющий характер пористости материала. Рис. 12, составленный
Рис 12. Зависимость теплопровот,-
ности от объемного веса
1 фибролита и стружкобетона; 2-опнло
бетона
то данным Б. Н. Кауфмана,
иллюстрирует это положение;
как видим, кривая для фибро
лита и стружкобетона, облада-
ющих грубоволокпистой струк
турой, расположена значитель-
но выше кривой для опилобе-
тона.
В табл. 9 приведены значе-
ния коэффициентов теплопро-
водности цементного фиброли-
та, нормированные в сухом со-
стоянии по ГОСТ 8928-58, а в
расчетном состоянии (с учетом
влажности в ограждающей
конструкции) — в соответствии
со СНиП (ч. II, глава 3).
Органические материалы
при увлажнении в меньшей
степени ухудшают свои тепло-
изоляционные свойства по
сравнению с неорганическими.
Это иллюстрируется данными табл. 10, составленной по резуль-
татам исследований Кауфмана.
Таблица 9
Коэффициенты теплопроводности цементного фибролита
Объемный вес в cyxovi состоянии в кг1мл Коэффициент теплопроводности плит в кал /и час. град
в сухом состоянии в расчетном состоянии
300 0,085 0,11
350 0,095 0,125
400 0,105 0.14
500 0,13 0,17
2"
Таблица 10
Влияние влажности на теплопроводность
теплоизоляционных материалов
Наименование материала
Древесноволокнистые плиты.............
Спилобетон............................
Фибролит и стружкобетон...............
Ячеистые бетоны.................. .
Прирост коэффициента теплопро- водности в % иа 1% объемной влаж- ности при объемном весе материала в кг!м3
200 300 400 600 600
8 6 4,6 3,8 3,1
11,4 8,2 6,4 5,2 4,3
13,8 9,8 7,5 6 5
— 17,2 15 13,4 12,2
Из табл. 10 видно, что величины прироста коэффициента
теплопроводности на 1 % объемной влажности для теплоизоля-
ционных бетонов с древесным заполнителем занимают проме-
жуточное положение
между величинами
прироста для чисто не
органических материа-
лов— ячеистых бето-
нов и чисто органи-
ческих древесно-волок-
нистых плит.
ЗВУКОПОГЛОЩЕНИЕ
Материалы рас-
сматриваемого вида
благодаря их высокой
и притом незамкнутой
пористости обладают
значительными звуко-
поглощающими свойст-
вами.
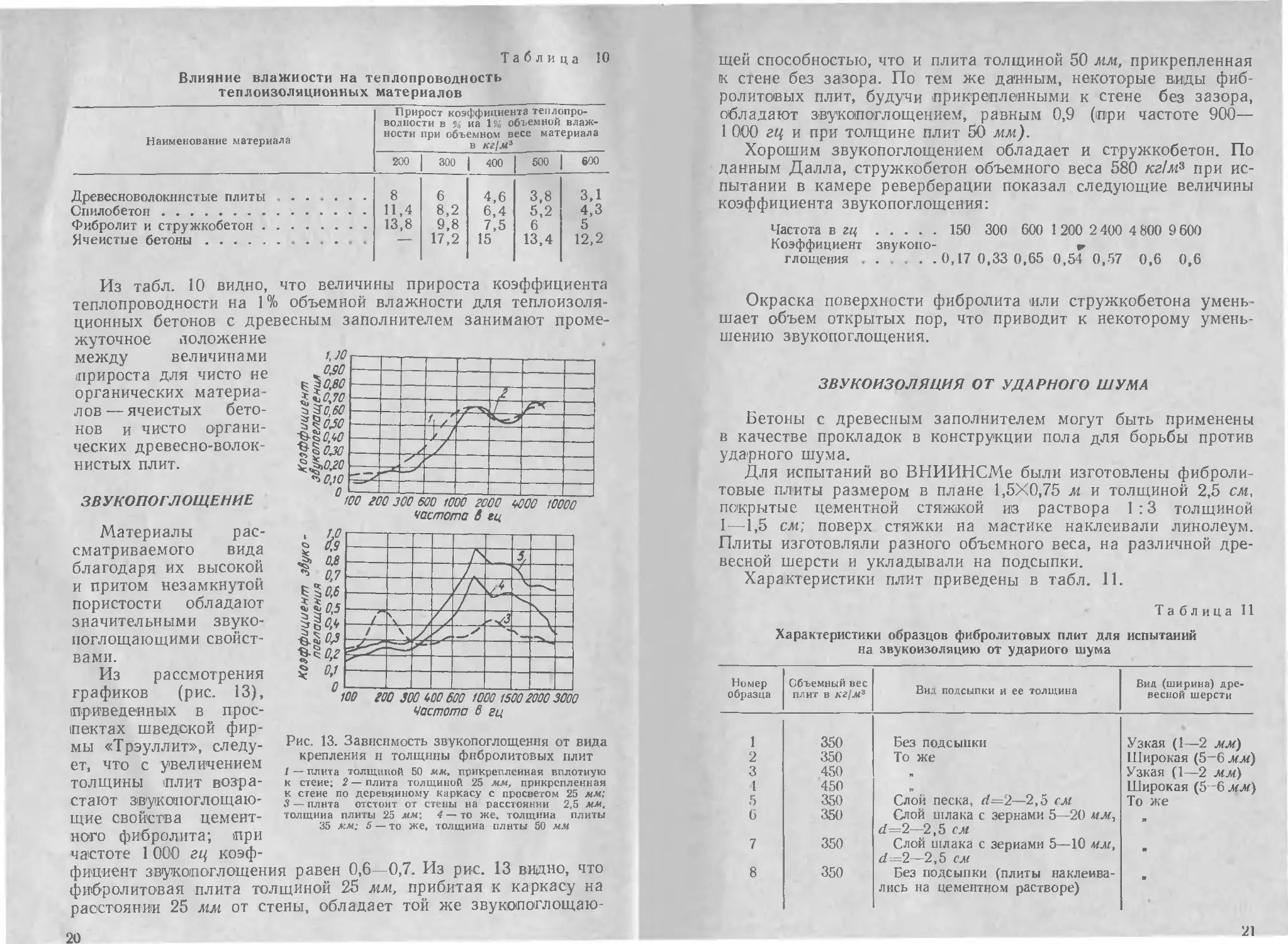
Из рассмотрения
графиков (рис. 13),
приведенных в прос-
пектах шведской фир-
мы «Трэуллит», следу-
ет, что с увеличением
толщины плит возра-
стают звукопоглощаю-
Рис. 13. Зависимость звукопоглощения от вида
крепления и толщины фибролитовых плит
1 — плита толщиной 50 мм, прикрепленная вплотную
к стене; 2 — плита толщиной 25 мм, прикрепленная
к стене по деревянному каркасу с просветом 25 мм:
3 — плнта отстоит от стены на расстоянии 2,5 мм.
толщина плиты 25 мм; 4 — то же. толщина плиты
35 мм: 5 — то же, толщина плиты 50 мм
щие свойства цемент-
ного фибролита; при
частоте 1 000 гц коэф-
фициент звукопоглощения равен 0,6—0,7. Из рис. 13 видно, что
фибролитовая плита толщиной 25 мм, прибитая к каркасу на
расстоянии 25 мм от стены, обладает той же звукопоглощаю-
20
щей способностью, что и плита толщиной 50 мм, прикрепленная
к стене без зазора. По тем же данным, некоторые виды фиб-
ролитовых плит, будучи прикрепленными к стене без зазора,
обладают звукопоглощением, равным 0,9 (при частоте 900—
1 000 гц и при толщине плит 50 мм).
Хорошим звукопоглощением обладает и стружкобетон. По
данным Далла, стружкобетон объемного веса 580 кг!м^ при ис-
пытании в камере реверберации показал следующие величины
коэффициента звукопоглощения:
Частота в гц....... 150 300 600 1 200 2 400 4 800 9 600
Коэффициент звукопо- г
глощения........ 0,17 0,33 0,65 0,54 0,57 0,6 0,6
Окраска поверхности фибролита или стружкобетона умень-
шает объем открытых пор, что приводит к некоторому умень-
шению звукопоглощения.
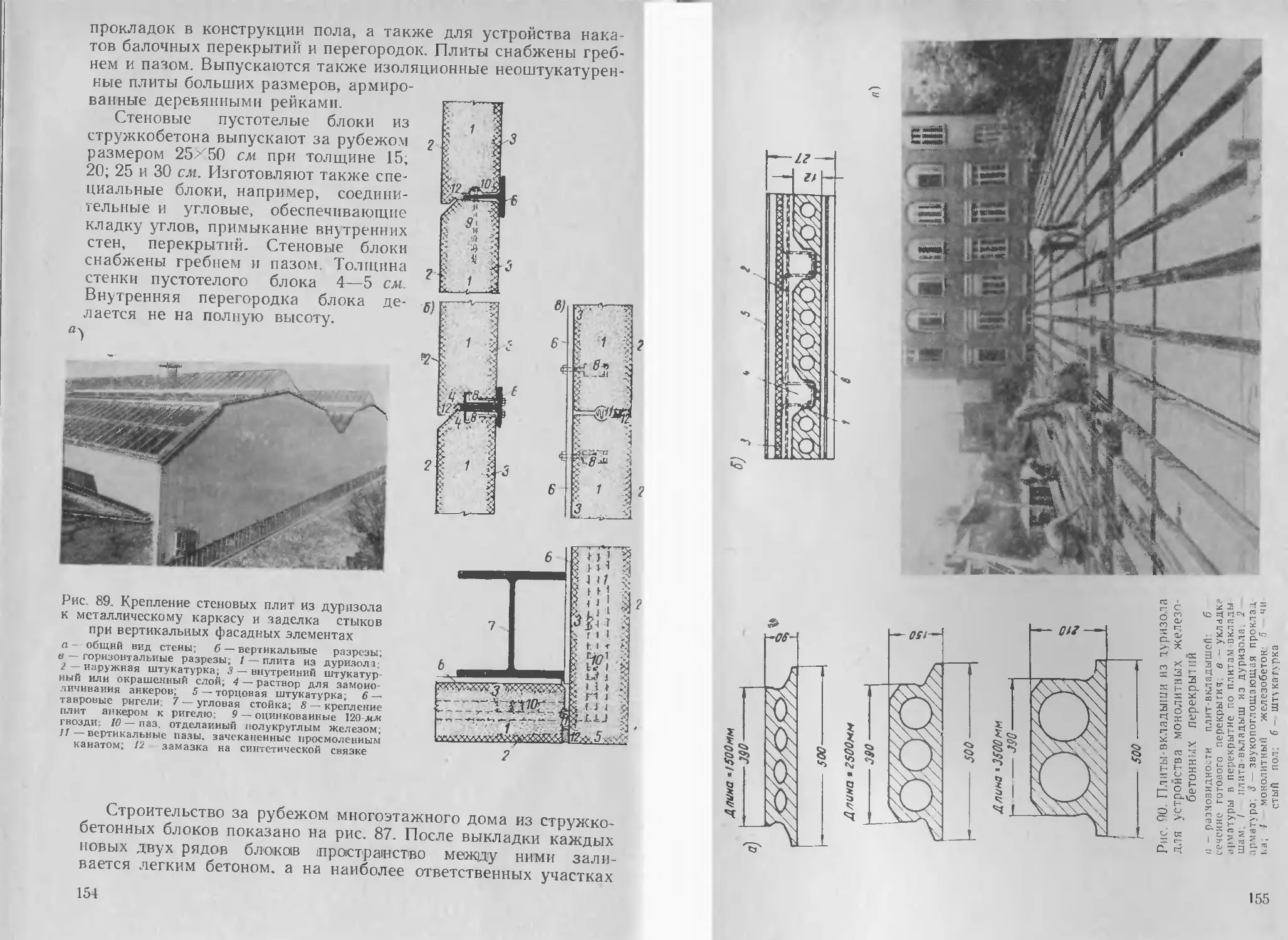
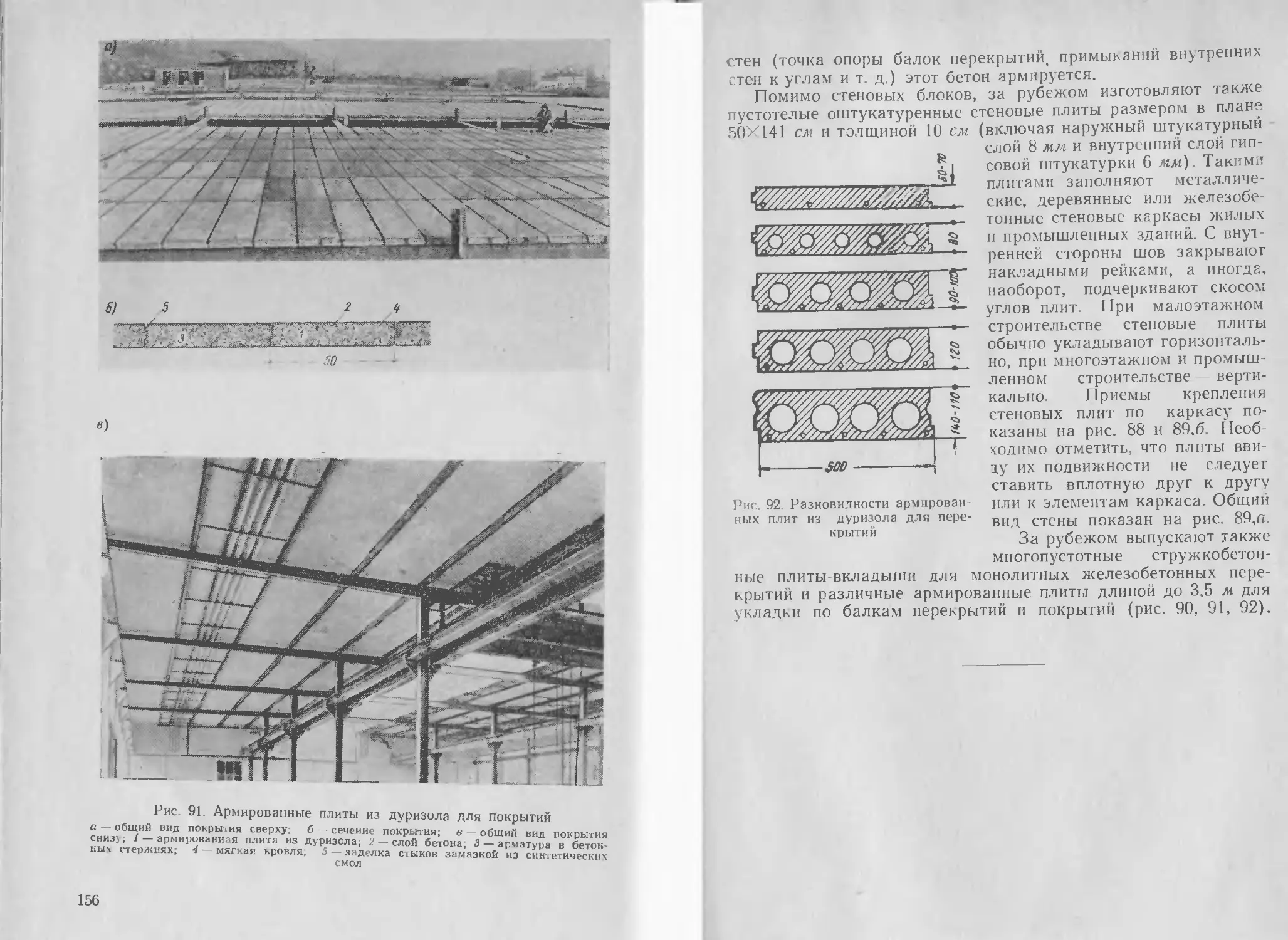
ЗВУКОИЗОЛЯЦИЯ ОТ УДАРНОГО ШУМА
Бетоны с древесным заполнителем могут быть применены
в качестве прокладок в конструкции пола для борьбы против
ударного шума.
Для испытаний во ВНИИНСМе были изготовлены фиброли-
товые плиты размером в плане 1,5X0,75 м и толщиной 2,5 см,
покрытые цементной стяжкой из раствора 1 :3 толщиной
1 —1,5 см; поверх стяжки на мастике наклеивали линолеум.
Плиты изготовляли разного объемного веса, на различной дре-
весной шерсти и укладывали на подсыпки.
Характеристики плит приведены в табл. 11.
Таблица 11
Характеристики образцов фибролитовых плит для испытаний
на звукоизоляцию от ударного шума
Номер образца Объемный вес плит в кг[м3 Вид подсыпки и ее толщина Вид (ширина) дре- весной шерсти
1 350 Без подсыпки Узкая (1—2 мм)
2 350 То же Широкая (5-6 мм)
3 450 н Узкая (1—2 мм)
1 450 п Широкая (5-6 мм)
5 350 Слой песка, d=2—2,5 см То же
6 350 Слой шлака с зернами 5—20 мм, d=2—2,5 см
7 350 Слой шлака с зернами 5—10 мм, d=2—2,5 см -
8 350 Без подсыпки (плиты наклеива- лись на цементном растворе) •
21
Испытание образцов плит производили в лаборатории аку-
стики НИИ строительной физики и ограждающих конструкций
АСиА СССР. Плиты укладывали на перекрытие из многопус-
тотных железобетонных панелей весом 250 кг/м2. В то время
как стандартная испытательная машина простукивала каж-
дый испытываемый образец в двух положениях, в приемной ка-
мере производили измерение спектров шума, производимого
ударной машиной в 1/.ч октавных полос. Далее для каждого
образца вычисляли уменьшение уровня звукового давления в
каждой 1/з октавных полос по сравнению со спектром шума,
возникающим в приемной камере при установке ударной ма-
шины непосредственно на перекрытие.
Как показывают результаты испытаний, звукоизоляция фиб-
ролитовых плит, изготовленных с применением широкой струж-
ки, несколько выше на низких частотах. Введение подстилаю-
щего слоя из песка шлака резко улучшает звукоизоляцию;
наилучшие результаты были получены при введении подстила-
ющего слоя из мелкого шлака. Плита, уложенная непосредст-
венно на цементный раствор, обнаружила низкую звукоизоля-
цию. Объемный вес фибролитовых плит почти не влияет на
звукоизоляционные свойства.
Результаты испытаний показывают, что применение цемент-
ного фибролита может с успехом обеспечить нормативную зву-
коизоляцию междуэтажных перекрытий, причем укладку его
следует производить по подстилающему слою из мелкого
шлака или песка.
БИОСТОЙКОСТЬ
Благодаря пропитке древесных частиц минеральными ве-
ществами, а также обволакиванию древесных частиц слоем це-
мента, все теплоизоляционные бетоны на древесных заполни-
телях относят к категории труднозагниваемых материалов. По
этой же причине эти материалы не могут быть разрушены гры-
зунами и насекомыми.
Для определения бисстойкости опилобетонов и фибролитов
во ВНИИНСМе совместно с Лабораторией деревянных конст-
рукций ЦНИИСКа были проведены специальные микологиче-
ские испытания. Из опилобетонов и фибролита изготовлялись
балочки разных весов размером 13,5; 3X3 см. Образцы, вы-
сушенные до постоянного веса при температуре 100°, помеща-
лись в опилки с влажностью 50—60%, зараженные грибком
Conniofora cerebella; контрольные образцы укладывались в
обыкновенные опилки с той же влажностью. После 6-месячного
хранения образцов их осматривали, просушивали до постоян-
ного веса и испытывали на изгиб.
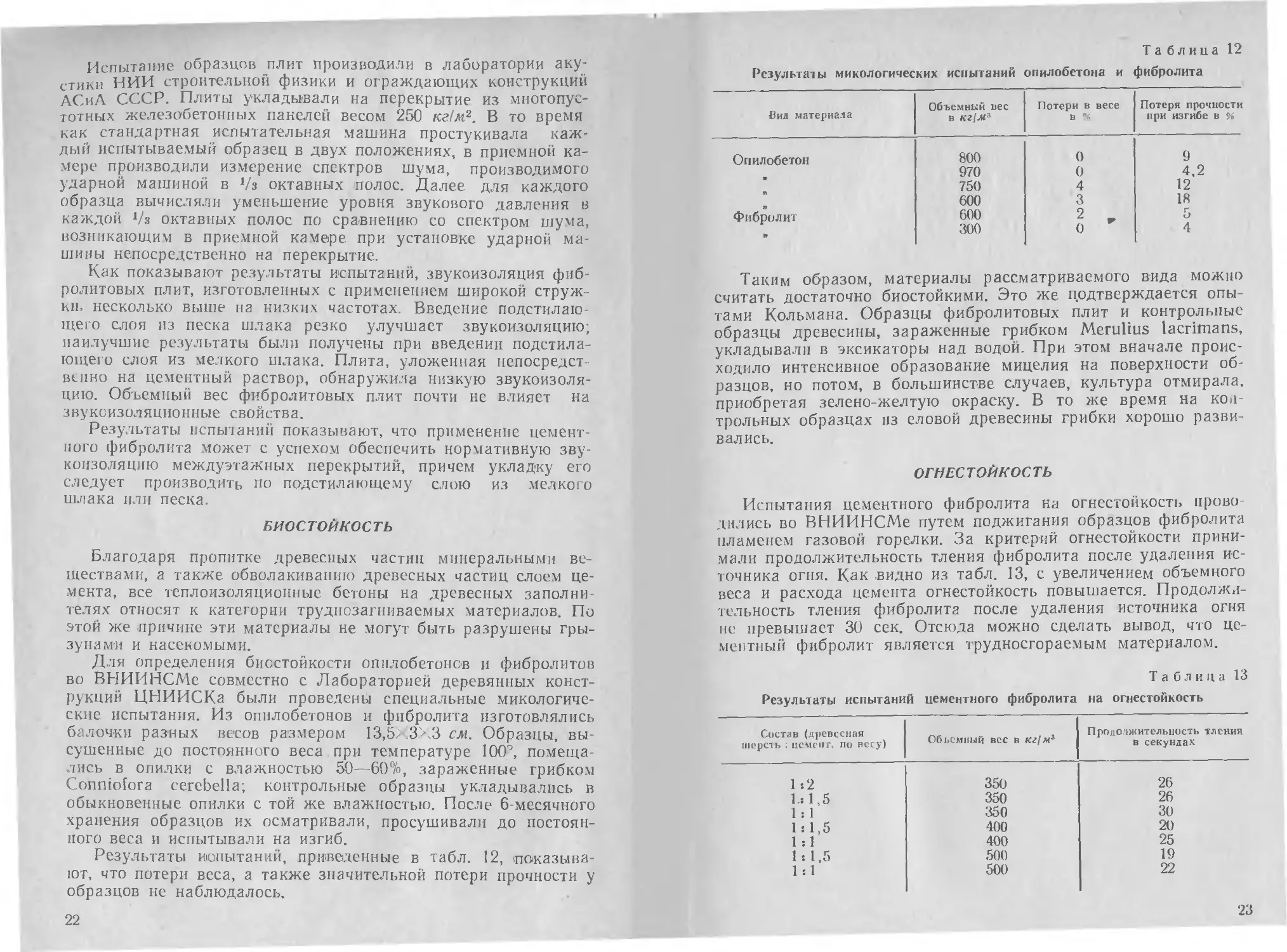
Результаты испытаний, приведенные в табл. 12, показыва-
ют, что потери веса, а также значительной потери прочности у
образцов не наблюдалось.
22
Таблица 12
Результаты микологических испытаний опилобетона и фибролита
Вид материала Объемный вес в кг[м3 Потери в весе в Потеря прочности при изгибе в %
Опилобетон 800 0 9
970 0 4,2
750 4 12
600 3 18
Фибролит 600 2 5
я 300 0 4
Таким образом, материалы рассматриваемого вида можно
считать достаточно биостойкими. Это же подтверждается опы-
тами Кольмана. Образцы фибролитовых плит и контрольные
образцы древесины, зараженные грибком Merulius lacrimans,
укладывали в эксикаторы над водой. При этом вначале проис-
ходило интенсивное образование мицелия на поверхности об-
разцов, но потом, в большинстве случаев, культура отмирала,
приобретая зелено-желтую окраску. В то же время на кон-
трольных образцах из еловой древесины грибки хорошо разви-
вались.
ОГНЕСТОЙКОСТЬ
Испытания цементного фибролита на огнестойкость прово-
дились во ВНИИНСМе путем поджигания образцов фибролита
пламенем газовой горелки. За критерий огнестойкости прини-
мали продолжительность тления фибролита после удаления ис-
точника огня. Как .видно из табл. 13, с увеличением объемного
веса и расхода цемента огнестойкость повышается. Продолжи-
тельность тления фибролита после удаления источника огня
нс превышает 30 сек. Отсюда можно сделать вывод, что це-
ментный фибролит является трудносгораемым материалом.
Таблиц а 13
Результаты испытаний цементного фибролита на огнестойкость
Состав (древесная шерсть : цемент, по весу) Обьсмный вес в кг[мг Продолжительность тления в секундах
1 -.2 350 26
1:1,5 350 26
1 : 1 350 30
1 : 1,5 400 20
1 :1 400 25
1 : 1,5 500 19
1:1 500 22
23
Кольман проводил испытания оштукатуренных и неошту-
катуренных образцов, причем одна из поверхностей образца
подвергалась воздействию пламени с температурой 1000° в те-
чение 20 мин. Оштукатуренные плиты в конце испытаний на
стороне, не подвергающейся воздействию пламени, имели тем-
пературу 50—70°. При испытании неоштукатуренных плит вы-
явилось, что рыхлые фибролитовые плиты (с объемным весом
250 кг/м3) прогорели насквозь; у плит с нормальной плотностью
этого не наблюдалось, причем температура на стороне, не под-
вергавшейся действию пламени, также составляла 50—70°.
Наименьшие потери в весе (1,4—1,9%) были получены при ис-
пытании оштукатуренных плит; у неоштукатуренных плит на-
блюдалась потеря в весе до 25%.
Глава II
ХИМИЧЕСКОЕ ВЗАИМОДЕЙСТВИЕ ДРЕВЕСИНЫ
С ЦЕМЕНТОМ И СПОСОБЫ ЛОКАЛИЗАЦИИ
ДРЕВЕСИНЫ
Первые попытки связать древесные частицы цементом не
увенчались успехом: цемент либо совсем не затвердевал, либо
твердел очень медленно, и изделия получались недостаточно
прочными. Начало научных исследований древесно-цементных
композиций относится к 1924 г. Уже тогда было очевидно,
что древесина содержит 1вещества, отрицательно влияющие на
цемент.
Борьба с влиянием этих веществ составляет одну из основ-
ных задач технологии цементного фибролита и других тепло-
изоляционных бетонов с древесным заполнителем. Вследствие
этого вопросу о химическом взаимодействии древесины с це-
ментом и способам соответствующей обработки древесины не-
обходимо уделить особое внимание.
КОМПОНЕНТЫ ДРЕВЕСИНЫ, ОТРИЦАТЕЛЬНО ВЛИЯЮЩИЕ i []
НА ЦЕМЕНТ
К числу компонентов древесины, которые могут отрицатель-
но воздействовать на цемент, следует отнести гемицеллюлозу,
крахмал и экстрактивные вещества.
Гемицеллюлоза представляет собой полисахарид, близкий
по своему строению и химическому составу к клетчатке. Од-
нако она более доступна воздействию разбавленных кислот и
щелочей, под влиянием которых способна гидролизоваться и
переходить в простейшие сахара — гексозы и пентозы.
Как видно из табл. 14, химический состав гемицеллюлозы в
различных породах колеблется в больших пределах.
Гексозаны — ангидриды гексоз, главнейшими представи-
телями которых являются маннан, галактан, глюкан. При гид-
ролизе маннан дает маннозу, глюкан — глюкозу, галактан —
25
Таблица 41
Содержание гемицеллюлозы в древесине
Порода древесины Содержание гемицеллюлозы в %
пентозаны гексозаны сумма
Ель . 9 10,5 19,5
Сосна . 8,5 11,3 19,8
Осина 22,9 0,45 23,3
галактозу. Маннан легко растворяется в горячей воде и в ще-
лочах.
Пентозаны — ангидриды пентоз, главнейшими представи-
телями которых являются ксилан и арабан. При гидролизе кси-
лан дает ксилозу, а арабан — арабинозу. Ксилан быстро, но
все же не полностью, растворяется в щелочах; >в воде ксилан
сильно набухает.
Поскольку цементное тесто представляет собой щелочную
среду с рН~11—12, способность гемицеллюлозы гидролизо-
ваться щелочью и переходить в сахара, а затем растворяться
в воде может играть серьезную роль в производстве цементного
фибролита.
Крахмал в растениях находится в виде гранулированных
зерен, не растворимых в холодной воде. При повышении темпе-
ратуры зерна частично растворяются.
В лиственной древесине количество крахмала колеблется эт
1 до 5% в зависимости от породы; в древесине хвойных пород
крахмала не находят. Зимой количество крахмала уменьшает-
ся — он расходуется на питание растений, превращаясь в са-
хара и масла. Эти масла являются смесью жиров пальметина
и стеарина. Поскольку последние способны образовывать тон-
кие пленки на поверхности древесных частиц, они могут ока-
зать известное влияние на качество цементного фибролита.
Экстрактивными веществами, содержащимися в древесине,
являются танниды (дубильные вещества), некоторые раствори-
мые моносахара, органические кислоты, минеральные соли и
кислоты, жирные и смоляные кислоты, летучие масла и пр.
При экстрагировании водой из древесины извлекают ду-
бильные и сахаристые вещества, органические кислоты, мине-
ральные соли и кислоты. Остальные экстрактивные вещества-
жиры, смолы, воски, эфирные масла и др. могут быть выделе-
ны только органическими растворителями (серный эфир, спирг
и др.).
Танниды — производные многоатомных фенолов — экстра-
гируются из древесины горячей водой; холодной водой из-за
большой величины молекул (до 100 ммк) они экстрагируются
плохо.
26
Органические кислоты (уксусная, щавелевая, муравьиная)
содержатся в древесине в незначительном количестве (до
0,2—0,3% от ее веса).
Растворимые сахара (сахароза, глюкоза, фруктоза и т. д.),
обладая малым размером части (до 1 ммк), легко диффунди-
руют через стенки клеток древесины и легко вымываются во-
дой. Поэтому они наиболее опасны для цементного фибролиту
и других теплоизоляционных бетонов с древесным заполните-
лем.
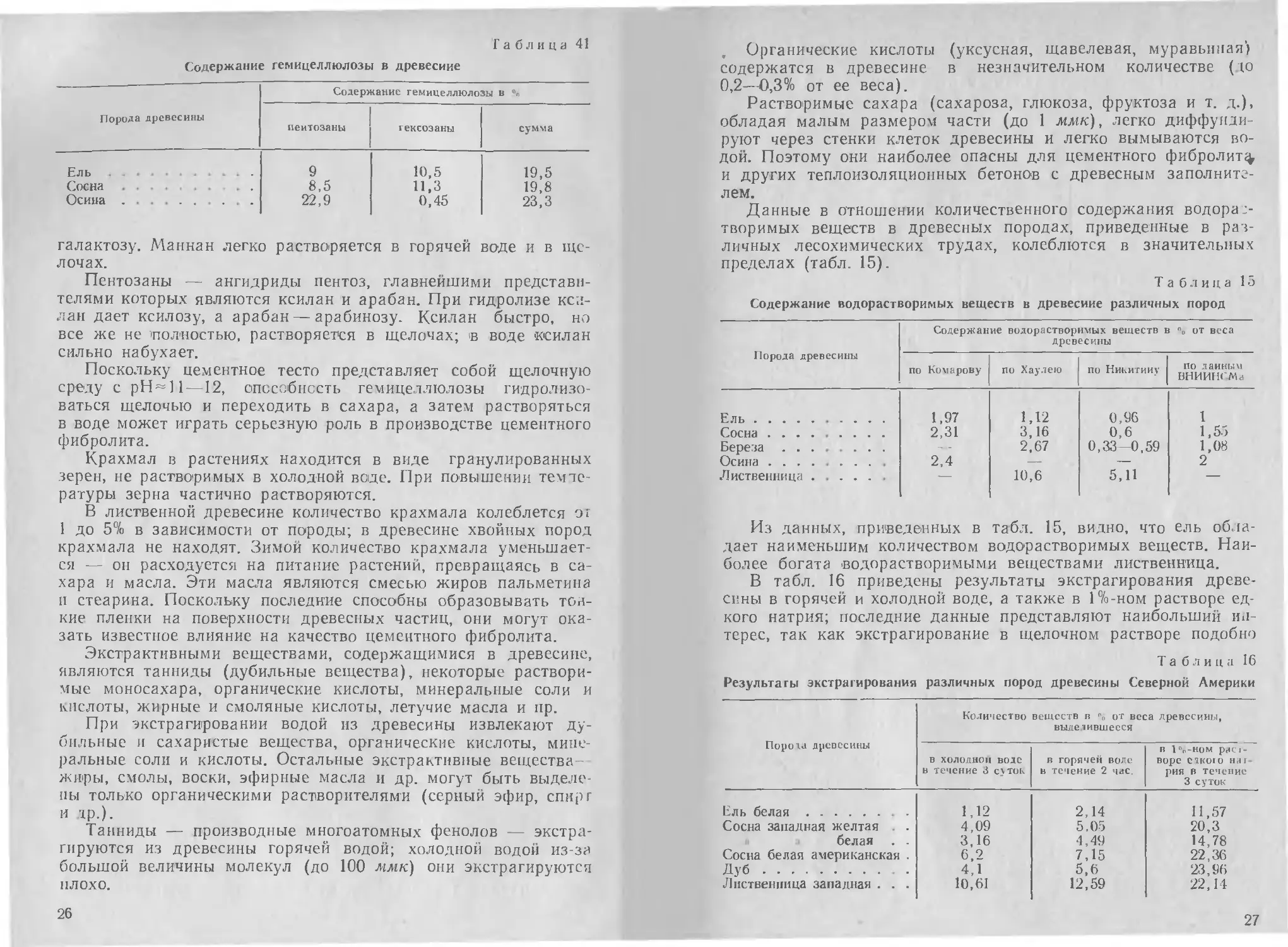
Данные в отношении количественного содержания водора:-
творимых веществ в древесных породах, приведенные в раз-
личных лесохимических трудах, колеблются в значительных
пределах (табл. 15).
Таблица 13
Содержание водорастворимых веществ в древесине различных пород
Порода древесины Содержание водорастворимых веществ в % от веса древесины
по Комарову по Хаулею по Никитину по данным ВНИИНСМа
Ель 1,97 1,12 0,96 1
Сосна 2,31 3,16 0,6 1,55
Береза — 2,67 0,33—0,59 1,08
Осина ........ 2,4 —- — 2
Лиственница -— 10,6 5,11 —
Из данных, приведенных в табл. 15, видно, что ель обла-
дает наименьшим количеством водорастворимых веществ. Наи-
более богата водорастворимыми веществами лиственница.
В табл. 16 приведены результаты экстрагирования древе-
сины в горячей и холодной воде, а также в 1%-ном растворе ед-
кого натрия; последние данные представляют наибольший ин-
терес, так как экстрагирование в щелочном растворе подобно
Таблиц а 16
Результаты экстрагирования различных пород древесины Северной Америки
Порота древесины Количество веществ в % от веса древесины, выделившееся
в холодной воде в течение 3 суток в горячей воле в течение 2 час. В 1%-НОМ pdCJ- воре едкою нат- рия в течение 3 суток
Ель белая 1,12 2,14 11,57
Сосна западная желтая 4,09 5.05 20,3
белая . . 3,16 4,49 14,78
Сосна белая американская . 6,2 7,15 22,36
Дуб . 4,1 5,6 23,96
Лиственница западная . . . 10,61 12,59 22,14
27
процессам, происходящим в древесных частицах при их взаимо-
действии с цементом.
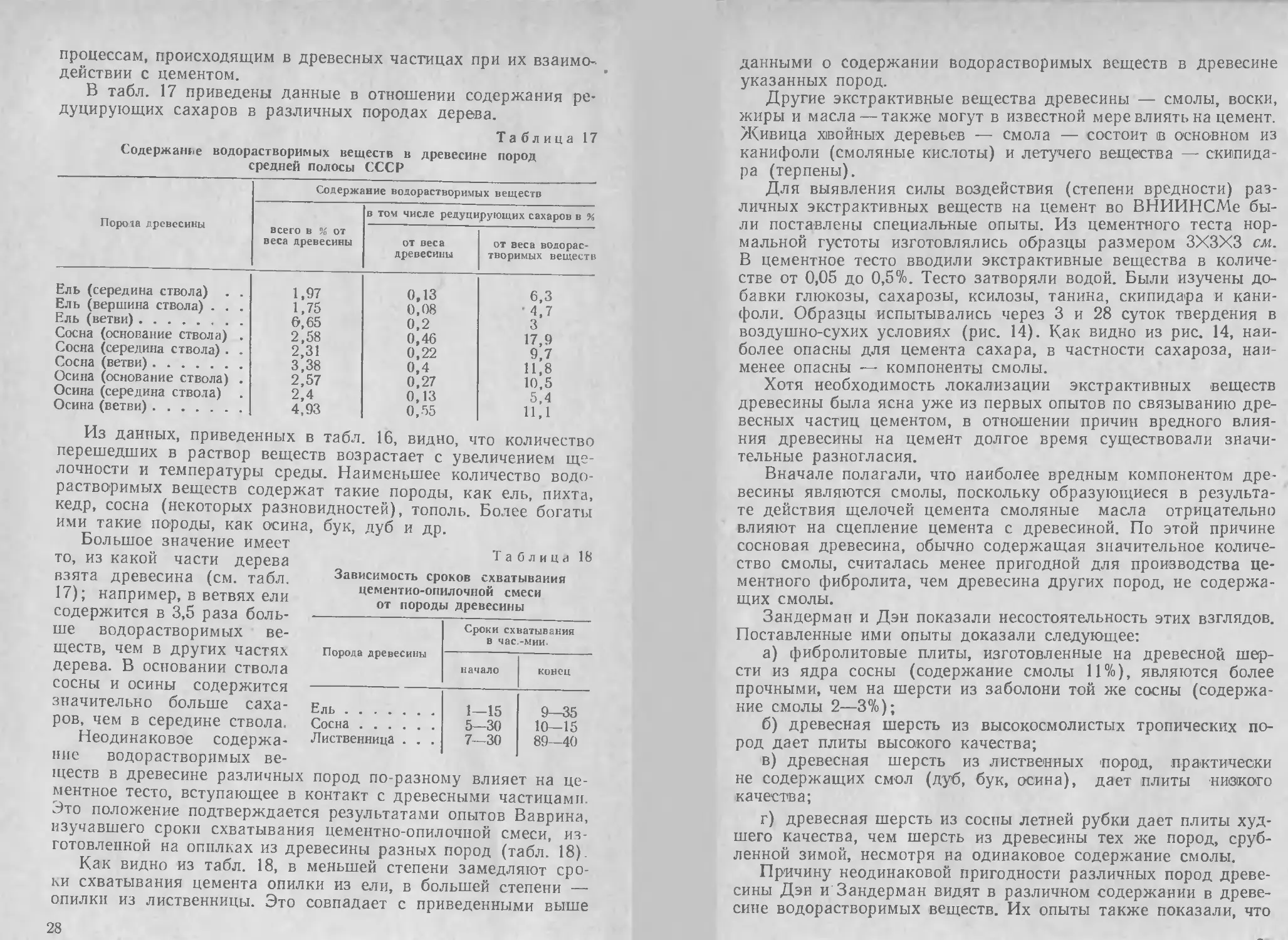
В табл. 17 приведены данные в отношении содержания ре-
дуцирующих сахаров в различных породах дерева.
Таблица 17
Содержание водорастворимых веществ в древесине пород
средней полосы СССР
Порога древесины Содержание водорастворимых веществ
всего в % от веса древесины в том числе редуцирующих сахаров в %
от веса древесины от веса водорас- творимых веществ
Ель (середина ствола) . . 1,97 0,13 6,3
Ель (вершина ствола) . . . 1,75 0,08 ' 4,7
Ель (ветви) 6>,65 0,2 3
Сосна (основание ствола) . 2,58 0,46 17,9
Сосна (середина ствола) . . 2,31 0,22 9,7
Сосна (ветви) 3,38 0,4 11,8
Осина (основание ствола) . 2,57 0,27 10,5
Осина (середина ствола) 2,4 0,13 5.4
Осина (ветви) 4,93 0,55 П.1
Из данных, приведенных в табл.
16, видно, что количество
перешедших в раствор веществ возрастает с увеличением ще-
лочности и температуры среды. Наименьшее количество водо-
растворимых веществ содержат такие породы, как ель, пихта,
(некоторых разновидностей), тополь,
бук, дуб и др.
кедр, сосна
ими такие породы, как осина,
Большое значение имеет
то, из какой части дерева
взята древесина (см. табл.
17); например, в ветвях ели
содержится в 3,5 раза боль-
ше водорастворимых ве-
ществ, чем в других частях
дерева. В основании ствола
сосны и осины содержится
значительно больше саха-
ров, чем в середине ствола.
Неодинаковое содержа-
Более богаты
ние водорастворимых ве-
Таблица 18
Зависимость сроков схватывания
цементио-опилочной смеси
от породы древесины
Порода древесины Сроки схватывания в час.-мии.
начало конец
Ель 1—15 9—35
Сосна 5—30 10—15
Лиственница . . . 7—30 89—40
пород по-разному влияет на це-
ществ в древесине различных
ментное тесто, вступающее в контакт с древесными частицами.
Это положение подтверждается результатами опытов Ваврина,
изучавшего сроки схватывания цементно-опилочной смеси, из-
готовленной на опилках из древесины разных пород (табл. 18).
Как видно из табл. 18, в меньшей степени замедляют сро-
ки схватывания цемента опилки из ели, в большей степени —
опилки из лиственницы. Это совпадает с приведенными выше
28
данными о содержании водорастворимых веществ в древесине
указанных пород.
Другие экстрактивные вещества древесины — смолы, воски,
жиры и масла — также могут в известной мере влиять на цемент.
Живица хвойных деревьев — смола — состоит в основном из
канифоли (смоляные кислоты) и летучего вещества —- скипида-
ра (терпены).
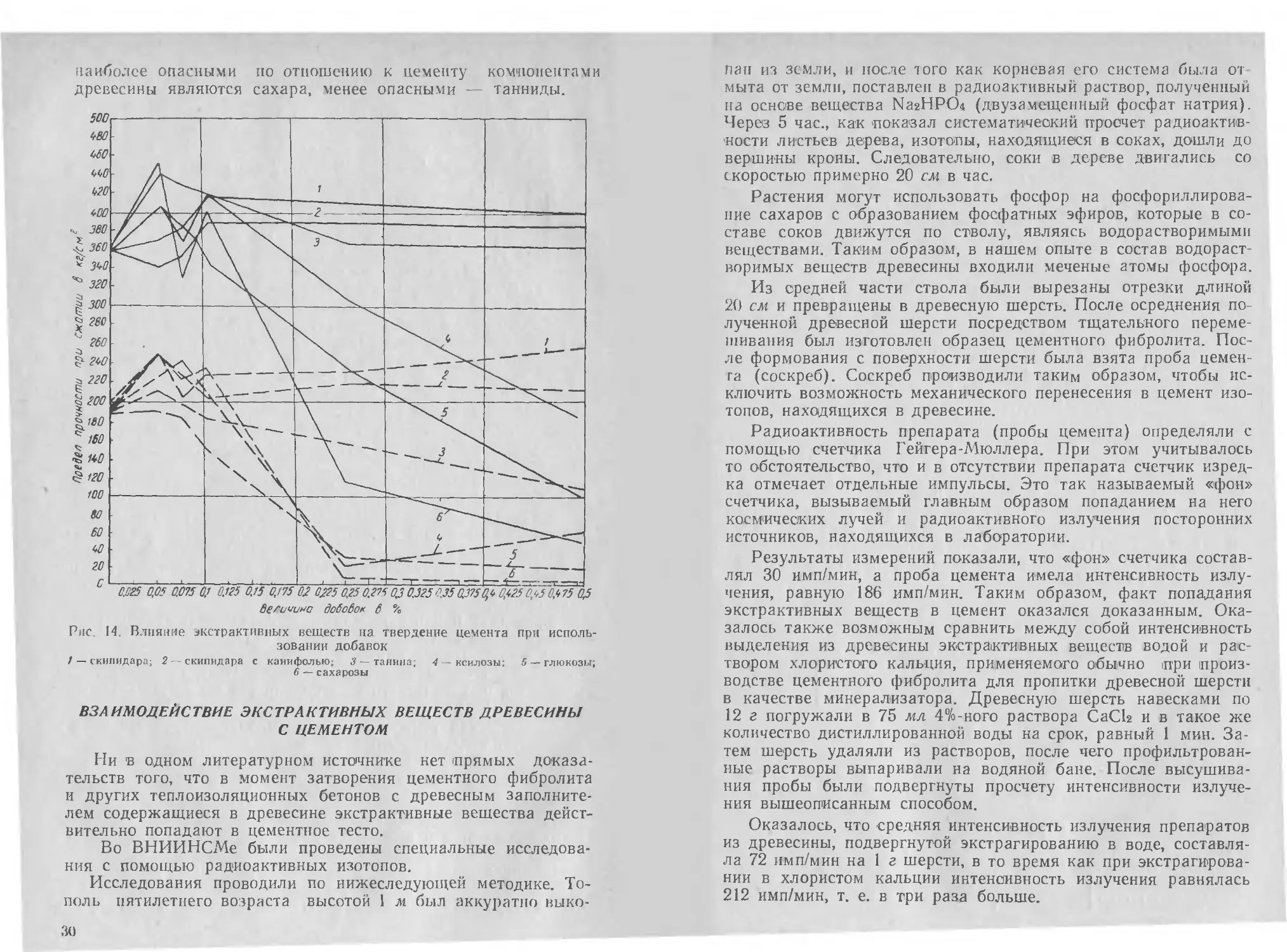
Для выявления силы воздействия (степени вредности) раз-
личных экстрактивных веществ на цемент во ВНИИНСМе бы-
ли поставлены специальные опыты. Из цементного теста нор-
мальной густоты изготовлялись образцы размером 3X3X3 см.
В цементное тесто вводили экстрактивные вещества в количе-
стве от 0,05 до 0,5%. Тесто затворяли водой. Были изучены до-
бавки глюкозы, сахарозы, ксилозы, танина, скипидара и кани-
фоли. Образцы испытывались через 3 и 28 суток твердения в
воздушно-сухих условиях (рис. 14). Как видно из рис. 14, наи-
более опасны для цемента сахара, в частности сахароза, наи-
менее опасны — компоненты смолы.
Хотя необходимость локализации экстрактивных веществ
древесины была ясна уже из первых опытов по связыванию дре-
весных частиц цементом, в отношении причин вредного влия-
ния древесины на цемент долгое время существовали значи-
тельные разногласия.
Вначале полагали, что наиболее вредным компонентом дре-
весины являются смолы, поскольку образующиеся в результа-
те действия щелочей цемента смоляные масла отрицательно
влияют на сцепление цемента с древесиной. По этой причине
сосновая древесина, обычно содержащая значительное количе-
ство смолы, считалась менее пригодной для производства це-
ментного фибролита, чем древесина других пород, не содержа-
щих смолы.
Зандерман и Дэн показали несостоятельность этих взглядов.
Поставленные ими опыты доказали следующее:
а) фибролитовые плиты, изготовленные на древесной шер-
сти из ядра сосны (содержание смолы 11%), являются более
прочными, чем на шерсти из заболони той же сосны (содержа-
ние смолы 2—3%);
б) древесная шерсть из высокосмолистых тропических по-
род дает плиты высокого качества;
в) древесная шерсть из лиственных пород, практически
не содержащих смол (дуб, бук, осина), дает плиты низкого
качества;
г) древесная шерсть из сосны летней рубки дает плиты худ-
шего качества, чем шерсть из древесины тех же пород, сруб-
ленной зимой, несмотря на одинаковое содержание смолы.
Причину неодинаковой пригодности различных пород древе-
сины Дэн и Зандерман видят в различном содержании в древе-
сине водорастворимых веществ. Их опыты также показали, что
наиболее опасными по отношению к цементу компонентами
древесины являются сахара, менее опасными — танниды.
Рис. 14. Влияние экстрактивных веществ на твердение цемента при исполь-
зовании добавок
/ — скипидара; 2 — скипидара с канифолью; 3~ танина; 4 — ксилозы: 5 — глюкозы;
6 — сахарозы
ВЗАИМОДЕЙСТВИЕ ЭКСТРАКТИВНЫХ ВЕЩЕСТВ ДРЕВЕСИНЫ
С ЦЕМЕНТОМ
Ни в одном литературном источнике нет (прямых доказа-
тельств того, что в момент затворения цементного фибролита
и других теплоизоляционных бетонов с древесным заполните-
лем содержащиеся в древесине экстрактивные вещества дейст-
вительно попадают в цементное тесто.
Во ВНИИНСэМе были проведены специальные исследова-
ния с помощью радиоактивных изотопов.
Исследования проводили по нижеследующей методике. То-
поль пятилетнего возраста высотой 1 м был аккуратно выко-
30
пап из земли, и после того как корневая его система была от
мыта от земли, поставлен в радиоактивный раствор, полученный
на основе вещества Na2HPOi (двузамещенный фосфат натрия).
Через 5 час., как показал систематический просчет радиоактив-
ности листьев дерева, изотопы, находящиеся в соках, дошли до
вершины кроны. Следовательно, соки в дереве двигались со
скоростью примерно 20 см в час.
Растения могут использовать фосфор на фосфориллирова-
пие сахаров с образованием фосфатных эфиров, которые в со-
ставе соков движутся по стволу, являясь водорастворимыми
веществами. Таким образом, в нашем опыте в состав водораст-
воримых веществ древесины входили меченые атомы фосфора.
Из средней части ствола были вырезаны отрезки длиной
20 см и превращены в древесную шерсть. После осреднения по-
лученной древесной шерсти посредством тщательного переме-
шивания был изготовлен образец цементного фибролита. Пос-
ле формования с поверхности шерсти была взята проба цемен-
та (соскреб). Соскреб производили таким образом, чтобы ис-
ключить возможность механического перенесения в цемент изо-
топов, находящихся в древесине.
Радиоактивность препарата (пробы цемента) определяли с
помощью счетчика Гейгера-Мюллера. При этом учитывалось
то обстоятельство, что и в отсутствии препарата счетчик изред-
ка отмечает отдельные импульсы. Это так называемый «фон»
счетчика, вызываемый главным образом попаданием на него
космических лучей и радиоактивного излучения посторонних
источников, находящихся в лаборатории.
Результаты измерений показали, что «фон» счетчика состав-
лял 30 имп/мин, а проба цемента имела интенсивность излу-
чения, равную 186 имп/мин. Таким образом, факт попадания
экстрактивных веществ в цемент оказался доказанным. Ока-
залось также возможным сравнить между собой интенсивность
выделения из древесины экстрактивных веществ водой и рас-
твором хлористого кальция, применяемого обычно три произ-
водстве цементного фибролита для пропитки древесной шерсти
в качестве минерализатора. Древесную шерсть навесками по
12 г погружали в 75 мл 4%-ного раствора СаСк и в такое же
количество дистиллированной воды на срок, равный 1 мин. За-
тем шерсть удаляли из растворов, после чего профильтрован-
ные растворы выпаривали на водяной бане. После высушива-
ния пробы были подвергнуты просчету интенсивности излуче-
ния вышеописанным способом.
Оказалось, что средняя интенсивность излучения препаратов
из древесины, подвергнутой экстрагированию в воде, составля-
ла 72 имп/мин на 1 г шерсти, в то время как при экстрагирова-
нии в хлористом кальции интенсивность излучения равнялась
212 имп/мин, т. е. в три раза больше.
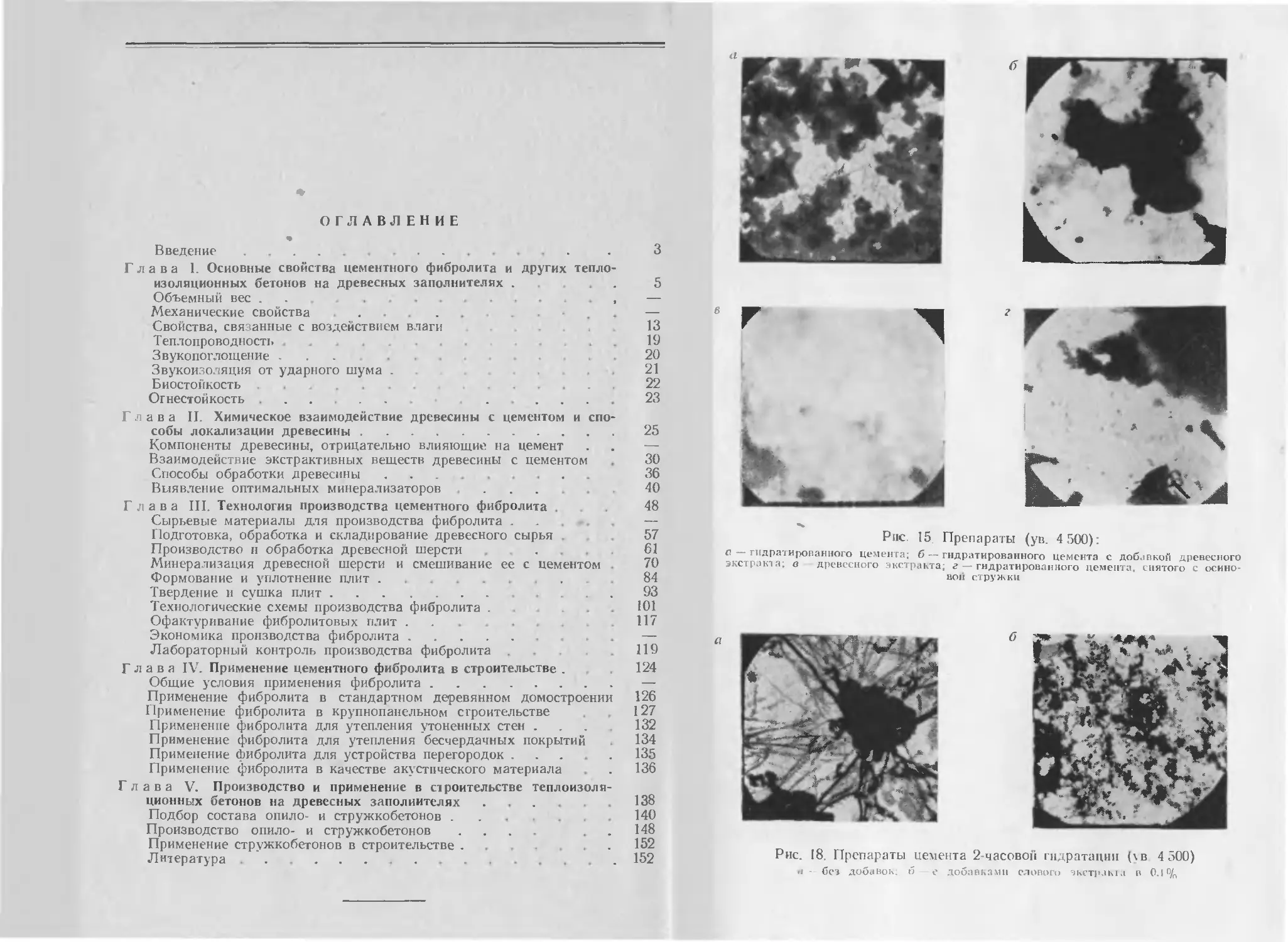
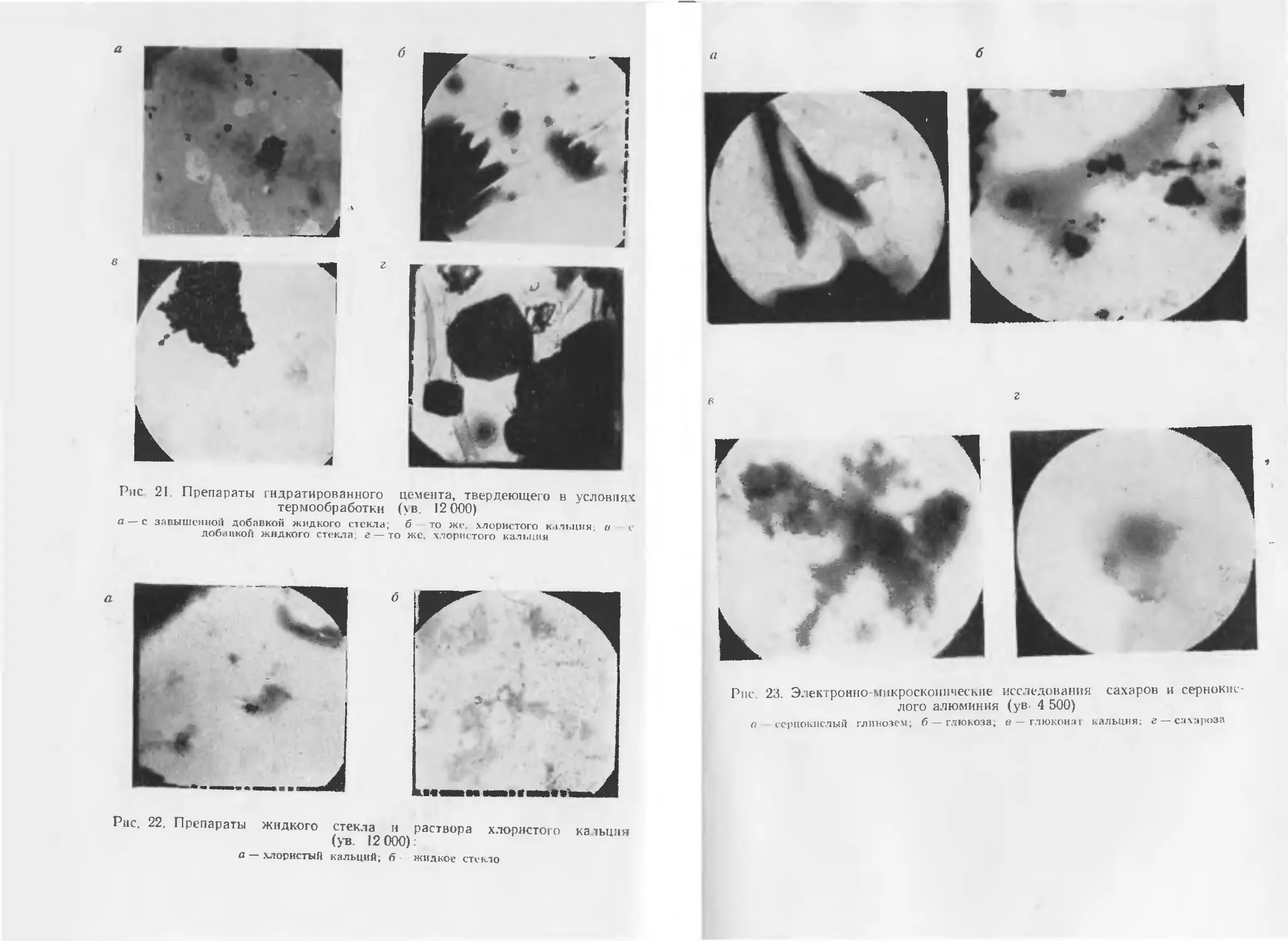
Не ограничившись этими опытами, во ВНИИНСМе были
проведены электронно-микроскопические исследования. На рис.
15,а показана фотография обычного препарата гидратирован-
ного цемента, твердевшего в естественных условиях 24 часа, а
на рис. 15,6 — препарата этого же цемента, но затворенного
с добавкой древесного экстракта, во втором случае вокруг зе-
рен цемента видна полупрозрачная масса. Наличие этой мас-
сы несомненно связано с введением в цемент добавки древес-
ного экстракта, что подтверждается рис. 15,в, на котором изоб-
ражен препарат самого экстракта, просматриваемый под элек-
тронным микроскопом в виде такой же полупрозрачной массы.
Такая же масса видна вокруг зерен цемента и на рис. 15,г, где
изображен препарат гидратированного цемента, взятый непо-
средственно из образца цементного фибролита суточного твер-
дения, изготовленного на осиновой древесной шерсти, характе-
ризуемой, как и&вестно, большим количеством экстрактивных
веществ. Все это свидетельствует о попадании экстрактивных
веществ в цемент.
Помимо того, во ВНИИНСМе были проведены опыты, имев-
шие целью выявить количественную сторону явления, а также
механизм действия водорастворимых веществ на цемент.
Исследования были начаты серией опытов по экстрагирова-
нию древесных частиц в воде и в предельно насыщенном раст-
воре гидрата окиси кальция (рН=12). Навески древесной шер-
сти из ели, сосны, березы и осины по 10 г каждая помещались
в сосуд с 400 см3 дистиллированной воды или раствора Са(ОН)г
при температуре 20° на различные сроки: 3 и 15 мин., 3 часа
и 3 суток. Профильтрованные экстракты затем выпаривали на
водяной бане, а остаток высушивали. Результаты исследования
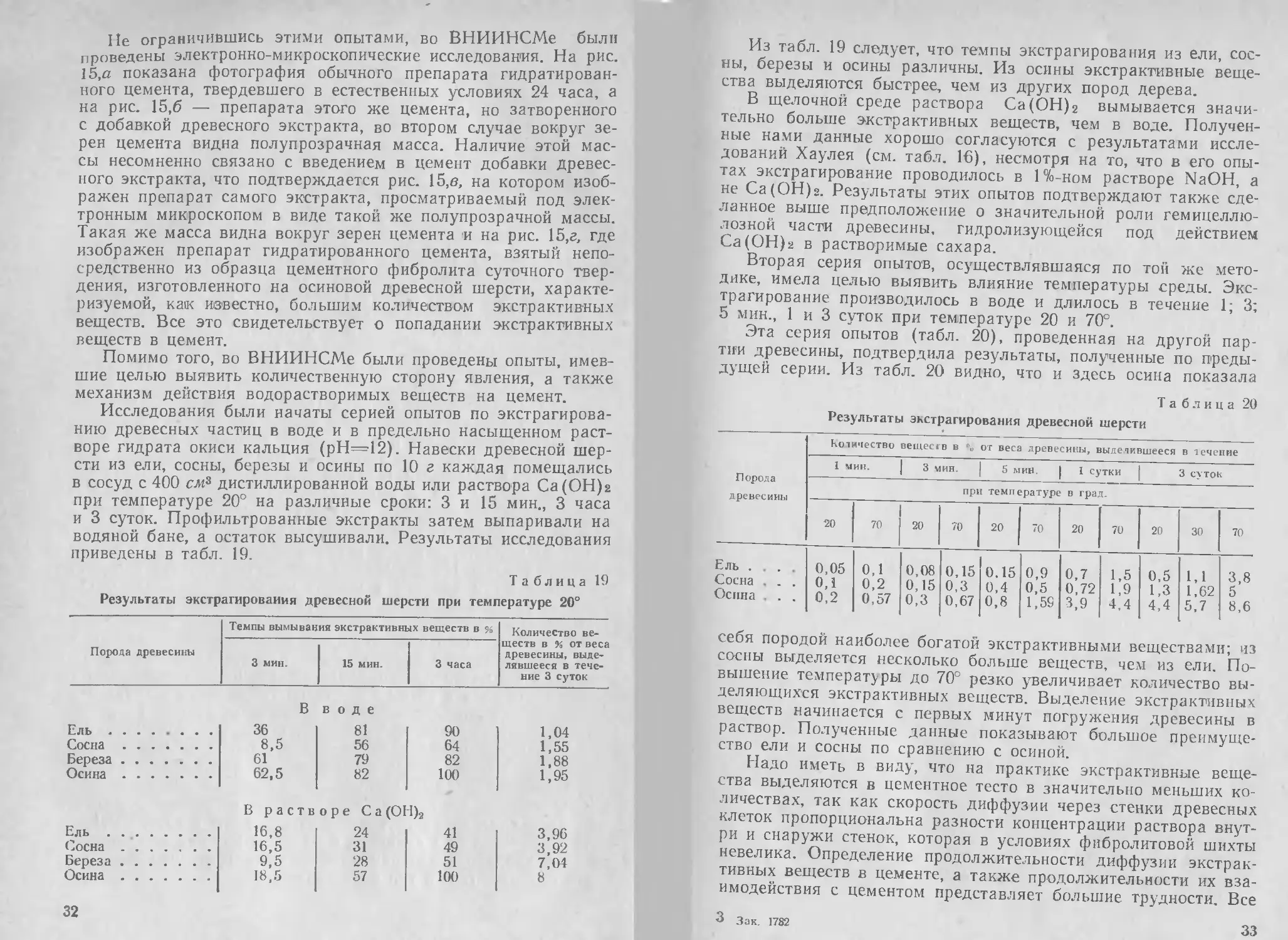
приведены в табл. 19.
Таблица 19
Результаты экстрагирования древесной шерсти при температуре 20°
Порода древесины Темпы вымывания экстрактивных веществ в % Количество ве- ществ в % от веса древесины, выде- лявшееся в тече- ние 3 суток
3 мин. 15 мин. 3 часа
в воде
Ель 36 81 90 1,04
Сосна 8,5 56 64 1,55
Береза 61 79 82 1,88
Осина 62,5 82 100 1,95
В растворе Са (ОИ)2
Ель 16,8 24 41 3,96
Сосна 16,5 31 49 3,92
Береза 9,5 28 51 7,04
Осина 18,5 57 100 8
32
Из табл. 19 следует, что темпы экстрагирования из ели, сос-
ны, березы и осины различны. Из осины экстрактивные веще-
ства выделяются быстрее, чем из других пород дерева.
В щелочной среде раствора Са(ОН)2 вымывается значи-
тельно больше экстрактивных веществ, чем в воде. Получен-
ные нами данные хорошо согласуются с результатами иссле-
дований Хаулея (см. табл. 16), несмотря на то, что в его опы-
тах экстрагирование проводилось в 1%-ном растворе NaOH, а
не Са(ОН)г. Результаты этих опытов подтверждают также сде-
ланное выше предположение о значительной роли гемицеллю-
лозной части древесины, гидролизующейся под действием
Са(ОН)а в растворимые сахара.
Вторая серия опытов, осуществлявшаяся по той же мето-
дике, имела целью выявить влияние температуры среды. Экс-
трагирование производилось в воде и длилось в течение 1; 3;
5 мин., 1 и 3 суток при температуре 20 и 70°.
Эта серия опытов (табл. 20), проведенная на другой пар-
тии древесины, подтвердила результаты, полученные по преды-
дущей серии. Из табл. 20 видно, что и здесь осина показала
Таблица 20
Результаты экстрагирования древесной шерсти
Порода древесины Количество веществ в % от веса древесины, выделившееся в лечение
1 мин. 3 мин. 5 мин. 1 сутки 3 суток
при температуре в град.
20 70 20 70 20 70 20 70 20 30 70
Ель .... Сосна . . . Оспна . . . 0,05 0,1 0,2 0,1 0,2 0,57 0,08 0,15 0,3 0,15 0,3 0,67 0.15 0,4 0,8 0,9 0,5 1,59 0,7 0,72 3,9 1,5 1,9 4,4 0,5 1,3 4,4 1,1 1,62 5,7 3,8 5 8,6
себя породой наиболее богатой экстрактивными веществами; из
сосны выделяется несколько больше веществ, чем из ели. По-
вышение температуры до 70° резко увеличивает количество вы-
деляющихся экстрактивных веществ. Выделение экстрактивных
веществ начинается с первых минут погружения древесины в
раствор. Полученные данные показывают большое преимуще-
ство ели и сосны по сравнению с осиной.
Надо иметь в виду, что на практике экстрактивные веще-
ства выделяются в цементное тесто в значительно меньших ко-
личествах, так как скорость диффузии через стенки древесных
клеток пропорциональна разности концентрации раствора внут-
ри и снаружи стенок, которая в условиях фибролитовой шихты
невелика. Определение продолжительности диффузии экстрак-
тивных веществ в цементе, а также продолжительности их вза-
имодействия с цементом представляет большие трудности. Все
з Зак. 1782
33
жно считать, что интенсивность поступления экстрактив-
же/'^[еств ослабевает с момента начала схватывания цемен-
тами по-видимому, к концу периода схватывания практически
прекращается.
С целью выявления механизма действия водорастворимых
веществ древесины на цемент в цементное тесто нормальной
густоты вводили добавки сахарозы и водной вытяжки из ели
(еловый экстракт) в количестве от 0,015 до 1%. Из цементного
теста изготовляли образцы размером 3X35,3 см, которые ис-
пытывались через 1; 3 и 7 суток воздушно-сухого хранения (см.
рис. 16 и 17).
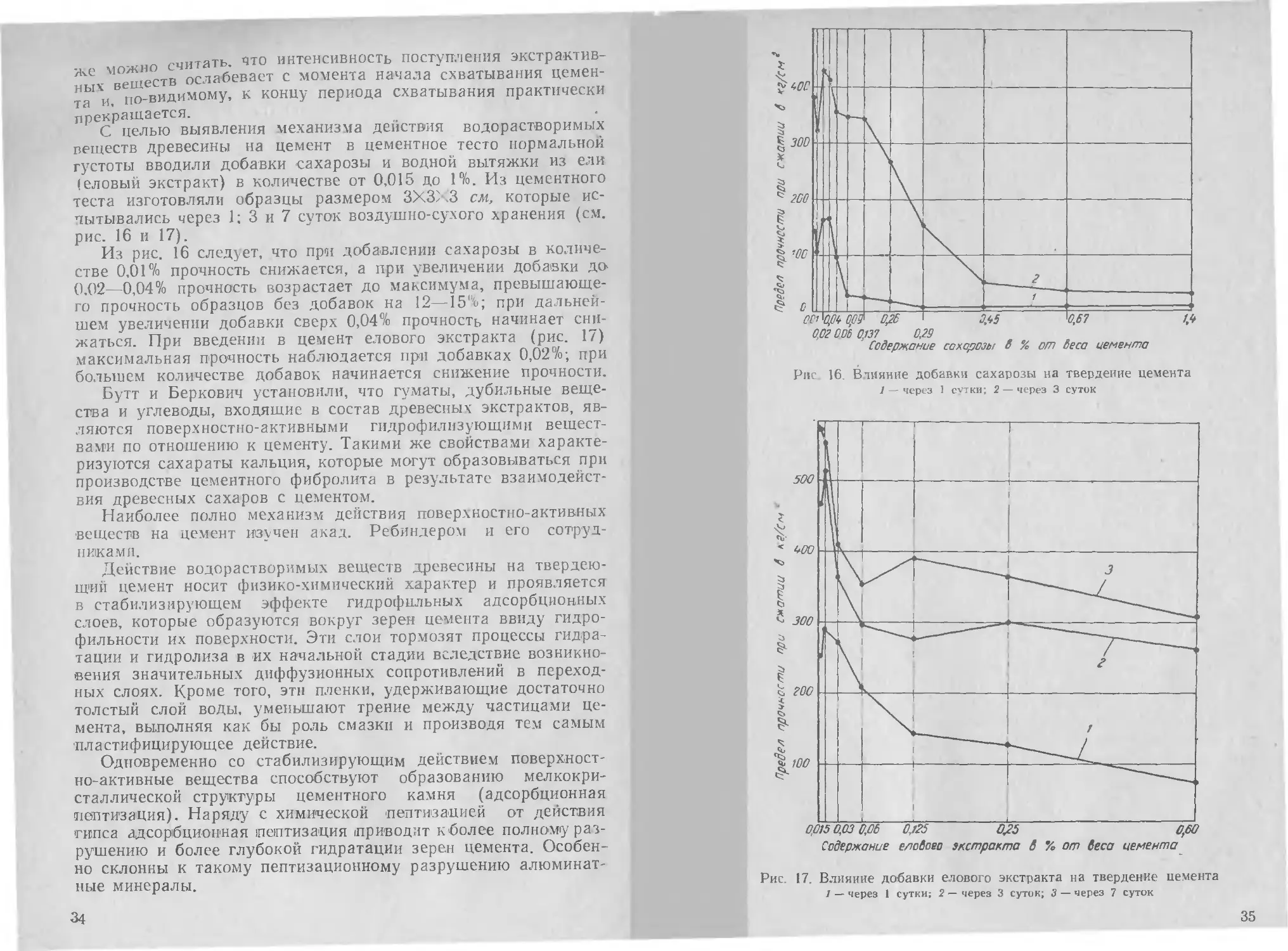
Из рис. 16 следует, что при добавлении сахарозы в количе-
стве 0.01% прочность снижается, а при увеличении добавки до
0,02—0,04% прочность возрастает до максимума, превышающе-
го прочность образцов без добавок на 12—15%; при дальней-
шем увеличении добавки сверх 0,04% прочность начинает сни-
жаться. При введении в цемент елового экстракта (рис. 17)
максимальная прочность наблюдается при добавках 0,02%; при
большем количестве добавок начинается снижение прочности.
Бутт и Беркович установили, что гуматы, дубильные веще-
ства и углеводы, входящие в состав древесных экстрактов, яв-
ляются поверхностно-активными гидрофилнзующими вещест-
вами по отношению к цементу. Такими же свойствами характе-
ризуются сахараты кальция, которые могут образовываться при
производстве цементного фибролита в результате взаимодейст-
вия древесных сахаров с цементом.
Наиболее полно механизм действия поверхностно-активных
веществ на цемент изучен акад. Ребиндером и его сотруд-
никами.
Действие водорастворимых веществ древесины на твердею-
щий цемент носит физико-химический характер и проявляется
в стабилизирующем эффекте гидрофильных адсорбционных
слоев, которые образуются вокруг зерен цемента ввиду гидро-
фильности их поверхности. Эти слои тормозят процессы гидра-
тации и гидролиза в их начальной стадии вследствие возникно-
вения значительных диффузионных сопротивлений в переход-
ных слоях. Кроме того, эти пленки, удерживающие достаточно
толстый слой воды, уменьшают трение между частицами це-
мента, выполняя как бы роль смазки и производя тем самым
пластифицирующее действие.
Одновременно со стабилизирующим действием поверхност-
но-активные вещества способствуют образованию мелкокри-
сталлической структуры цементного камня (адсорбционная
пептизация). Наряду с химической пептизацией от действия
гипса адсорбционная пептизация приводит к более полному раз-
рушению и более глубокой гидратации зерен цемента. Особен-
но склонны к такому пептизационному разрушению алюминат-
ные минералы.
34
Рис 16 Влияние добавки сахарозы на твердение цемента
1 — через 1 сутки; 2 — через 3 суток
Содержание e/ioBoeo экстракта в % от Веса цемента
Рис 17. Влияние добавки елового экстракта на твердение цемента
I — через 1 сутки; 2 — через 3 суток; 3 — через 7 суток
35
При некоторых сочетаниях добавок гипса и вышеперечис-
ленных органических веществ происходит такое интенсивное
диспергирование в цементном тесте, что наступает весьма бы-
строе схватывание цемента.
Этот эффект, описанный Ребиндером и Сегаловой и неодно-
кратно имевший место при проведении экспериментальных ра-
бот ВНИИНСМа, объясняется тем, что при малых добавках
поверхностно-активных веществ, т. е. при малой степени насы-
щения адсорбционными слоями, преобладает эффект дисперги-
рования. Преобладание эффекта диспергирования над эффектом
стабилизации и вызывает отмеченное выше явление. Наоборот,
при больших добавках поверхностно-активных веществ преоб-
ладает эффект стабилизации, что предотвращает или замедля-
ет процесс гидратации и структурообразования.
Для изучения этих явлений применительно к воздействию
водорастворимых веществ древесины на цемент во ВНИИНСМе
были предприняты электронно-микроскопические исследования.
Рассматривались препараты цемента Воскресенского завода с
различными сроками гидратации и добавками елового экстрак-
та в количестве до 0,3%.
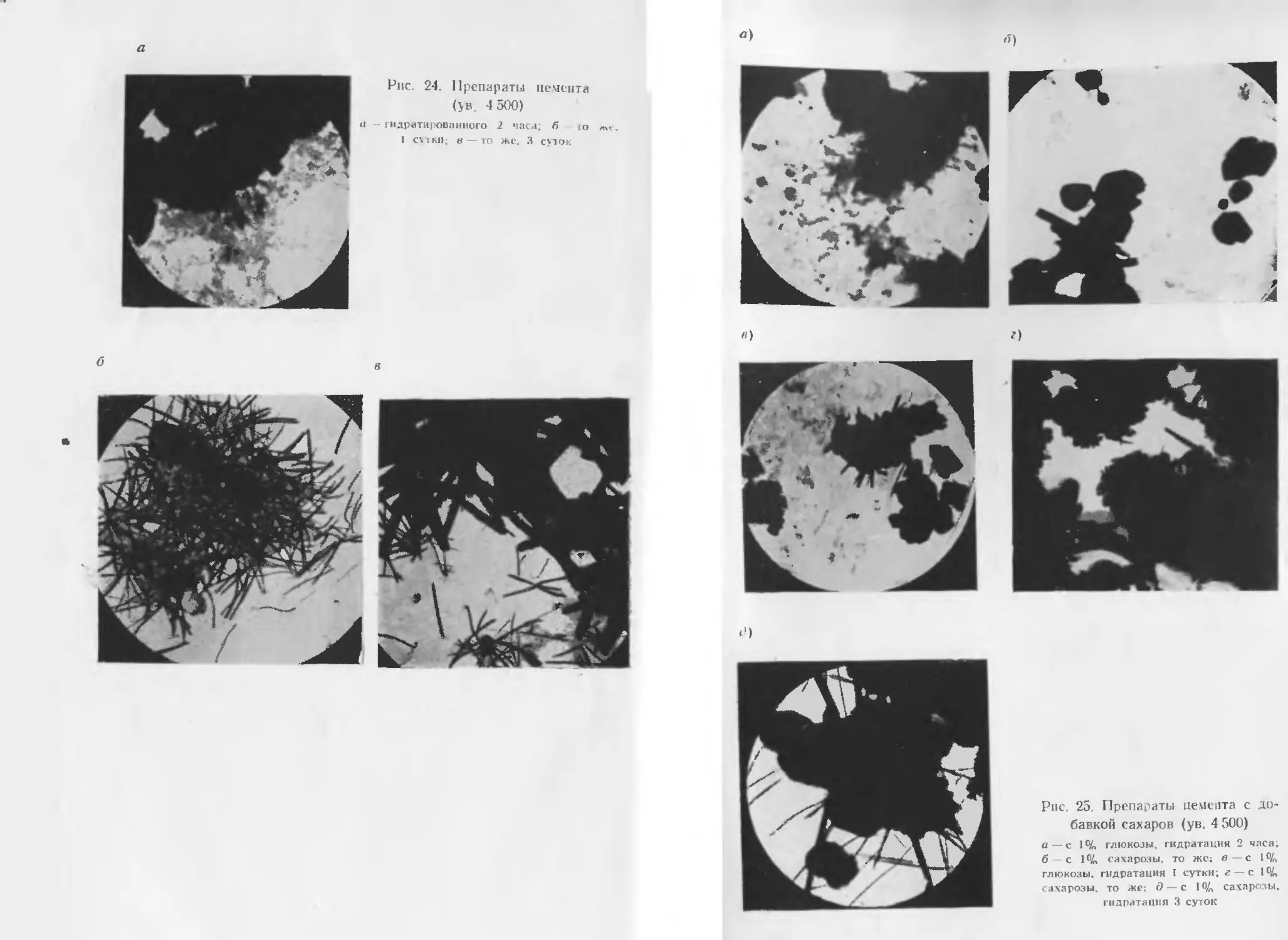
Препарат цемента без добавки, гидратированный в течение
2 час., как видно из рис. 18,а, обнаруживает типичную картину
гидратации зерен цемента, проросших кристаллами продуктов
гидратации. На препаратах цемента 2-часовой гидратации с
добавкой елового экстракта (рис. 18,6) отчетливо видно, что
такие явления, как прорастание волокнистых новообразований
и кристаллообразование, свойственные нормально гидратирую-
щемуся цементу, отсутствуют. На этих препаратах частицы
цемента окружены полупрозрачными оболочками аморфной
массы, представляющей собой водорастворимые вещества. На
рис. 18,6 видна пептизация, имеющая место при малых добав-
ках елового экстракта к цементу. Многочисленные мелкие кри-
сталлические новообразования при отсутствии нитеобразных
прорастаний (наблюдаемых на рис. 18,а) говорят о том, что
органическая добавка вызвала в цементе адсорбционное мо-
дифицирование кристаллобразования и пептизацию. Аналогич-
ное явление имеет место и на препаратах цемента, гидратиро-
ванного в течение 3 и 6 суток. Таким образом, можно утверж-
дать, что действие водорастворимых веществ древесины на
цемент аналогично действию хорошо изученных поверхностно-
активных веществ, например сульфитно-спиртовой барды.
СПОСОБЫ ОБРАБОТКИ ДРЕВЕСИНЫ
Обработка древесины с целью локализации экстрактивных
веществ может осуществляться физическим или химическим
способами, а также их комбинацией. Физическое воздействие
может осуществляться кислородом (окисление), солнечными
лучами, теплом и водой. Химическая локализация достигается
36
путем обработки древесных частиц специальными веществами
с целью перевода древесных сахаров в нерастворимые или
безвредные для цемента соединения, а также создания на по-
верхности древесных частиц непроницаемых пленок.
При выдерживании древесины на воздухе в ее составных
частях происходят сложные биохимические и физико-химиче-
ские процессы. Дубильные вещества окисляются и впитывают-
ся в стенки древесных клеток. Водорастворимые сахара под-
вергаются действию различных бактерий, бродят и частично
окисляются, а также остекловываются в процессе высыхания
или кристаллизуются, переходя в менее растворимые формы чо
сравнению с сахарами, находящимися в соках свежесрублен-
ного дерева.
Никитин указывает, что по мере выдерживания древесины
на воздухе уменьшается количество водорастворимых сахаров.
Гемицеллюлоза в процессе выдерживания также претерпе-
вает изменения, выражающиеся в уменьшении количества легко
гидролизуемых веществ и в переходе этих веществ в лигнины.
Скипидар улетучивается из смолы, в результате чего она за-
густевает.
Сареток указывает, что посредством окисления древесины
на воздухе, особенно при действии солнечных лучей, вредные
для цемента компоненты древесины (сахара, дубильные веще-
ства, смолы) превращаются в безвредные нерастворимые в во-
де вещества. Сареток считает возможным ускорять естествен-
ный процесс окисления древесных частиц добавлением к ним
катализаторов, например, некоторых видов бактерий пли неор-
ганических солей, дающих щелочную реакцию, так как в ще-
лочной среде сахара быстро окисляются.
Основной недостаток локализации древесных частиц есте-
ственным окислением заключается в длительности процесса.
Значительно быстрее — за несколько минут—происходит окис-
ление в процессе высокотемпературной обработки с доступом
воздуха; при этом начинается распад древесины — она приоб-
ретает коричневый цвет, выделяя при этом газообразные ве-
щества. Прочность древесных частиц при высокотемпературной
обработке несколько снижается, но это компенсируется приоб-
ретенными свойствами — стабильностью объема частиц и хи-
мической пассивностью по отношению к цементу.
К физическим способам следует также отнести обработку
древесины водой, причем особенно действенна горячая вода.
Сареток пришел к выводу, что сплавной лес содержит меньше
водорастворимых сахаров, чем лес, доставленный другим пу-
тем, и что в процессе выдерживания древесины сахара могут
вымываться из нее даже дождем.
В древесине, долго пролежавшей под водой, увеличивается
количество золы и веществ, растворимых в горячей воде, но
зато уменьшается содержание гемицеллюлозы.
37
Дэн и Зандерман доказали эффективность выдерживания
древесной шерсти, изготовленной из свежесрубленной древеси-
ны. Древесная шерсть в их опытах улучшала свои свойства
на протяжении 3 суток хранения; плиты, отформованные в день
изготовления шерсти, через 14 суток твердения выдерживали
разрушающую нагрузку, равную 31 кг; плиты, отформованные
из той же шерсти, хранившейся в течение 1 суток, — 34 кг,
2 суток — 40 кг и 3 суток — 55 кг.
Поставленные во ВНИИНСМе опыты преследовали цель—
выявить степень локализации экстрактивных веществ различных
пород древесины при действии воды и воздуха. Исследования
проводились по следующей методике. Часть древесной шерсти
из наиболее распространенных у нас пород древесины (ель,
сосна, береза, осина) промывали в течение 3 суток в проточной
воде; другую же часть хранили в помещении лаборатории рых-
лым слоем толщиной 40—50 см. Затем из той и другой шерсти
на цементе марки 400 Воскресенского завода были отформова-
ны образцы фибролита объемного веса 400 кг!мл. Минерализа-
цию производили раствором хлористого кальция концентрации
1,04. Все образцы испытывали через 1 сутки воздушно-сухого
хранения (табл. 21).
Таблица 21
Результаты испытания образцов фибролита, отформованных
из вымытой и невымытой древесной шерсти
Предел прочности при изгибе в кг] см4
образцов, отформованных
Порода древесины из шерсти, вымытой в течение 3 суток из невымытой свеже- изготов ченной шерсти
Ель 2,9 2,2
Сосна .... 3,2 9
Береза 2,9 1
Осина 2 0
Из табл. 21 видно, что промывание шерсти в воде является
весьма действенным средством. Благодаря вымыванию водо-
растворимых веществ из древесины прочность цементного фиб-
ролита резко возрастает, причем оказывается возможным по-
лучать фибролит и на древесной шерсти из осины.
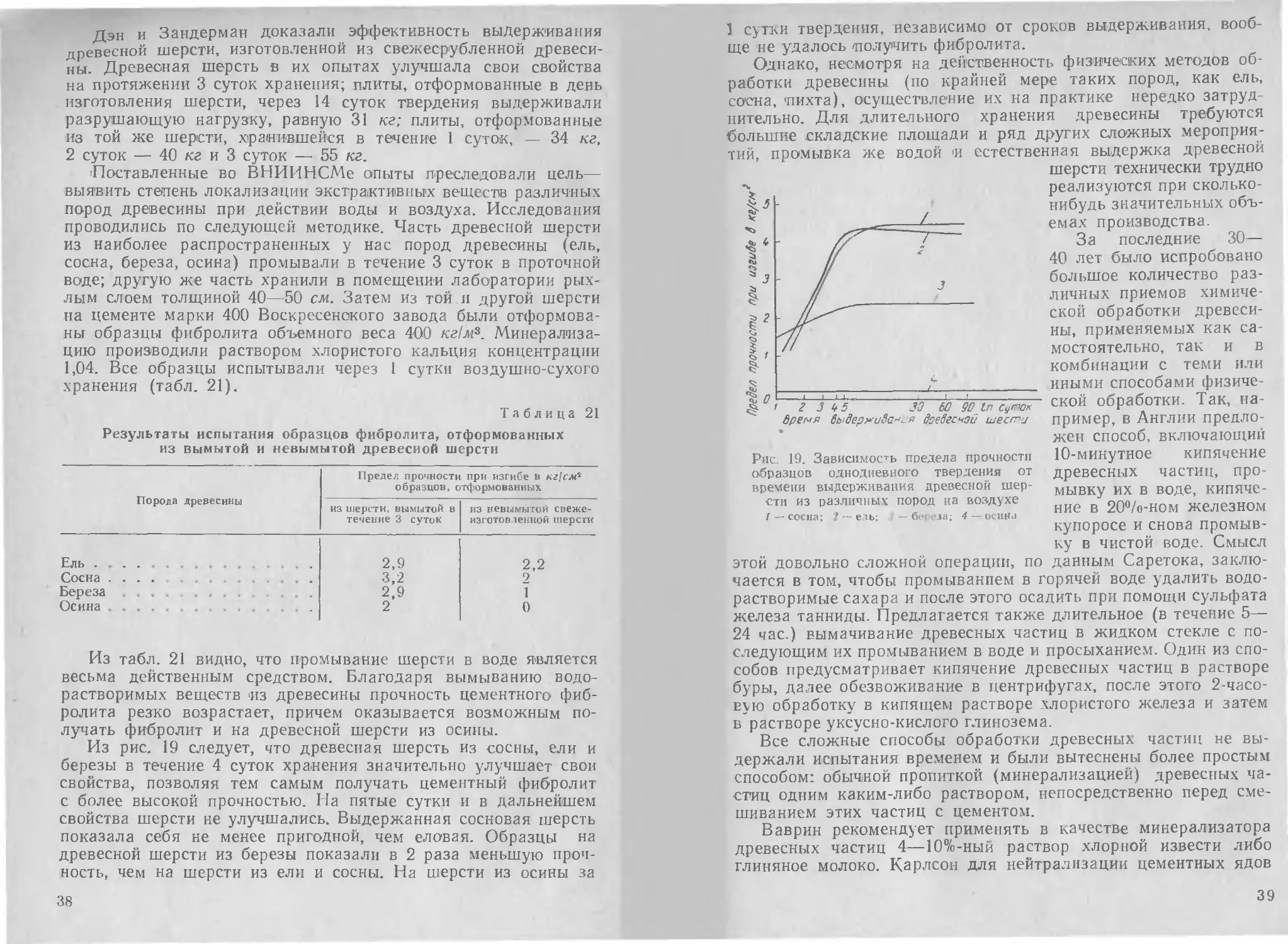
Из рис. 19 следует, что древесная шерсть из сосны, ели и
березы в течение 4 суток хранения значительно улучшает свои
свойства, позволяя тем самым получать цементный фибролит
с более высокой прочностью. На пятые сутки и в дальнейшем
свойства шерсти не улучшались. Выдержанная сосновая шерсть
показала себя не менее пригодной, чем еловая. Образцы на
древесной шерсти из березы показали в 2 раза меньшую проч-
ность, чем на шерсти из ели и сосны. На шерсти из осины за
38
1 сутки твердения, независимо от сроков выдерживания, вооб-
ще не удалось /получить фибролита.
Однако, несмотря на действенность физических методов об-
работки древесины (по крайней мере таких пород, как ель,
сосна, пихта), осуществление их на практике нередко затруд-
нительно. Для длительного хранения древесины требуются
большие складские площади и ряд других сложных мероприя-
тий, промывка же водой и естественная выдержка древесной
шерсти технически трудно
реализуются при сколько-
нибудь значительных объ-
емах производства.
За последние 30—
40 лет было испробовано
большое количество раз-
личных приемов химиче-
ской обработки древеси-
ны, применяемых как са-
мостоятельно, так и в
комбинации с теми или
иными способами физиче-
ской обработки. Так, на-
пример, в Англии предло-
жен способ, включающий
10-минутное кипячение
древесных частиц, про-
мывку их в воде, кипяче-
ние в 20°/о-ном железном
купоросе и снова промыв-
ку в чистой воде. Смысл
Рис. 19. Зависимость предела прочности
образцов однодневного твердения от
времени выдерживания древесной шер-
сти из различных пород на воздухе
I — сосна; 2 — ель; — бегчиа; 4 — осина
этой довольно сложной операции, по данным Саретока, заклю-
чается в том, чтобы промыванием в горячей воде удалить водо-
растворимые сахара и после этого осадить при помощи сульфата
железа танниды. Предлагается также длительное (в течение 5—
24 час.) вымачивание древесных частиц в жидком стекле с по-
следующим их промыванием в воде и просыханием. Один из спо-
собов предусматривает кипячение древесных частиц в растворе
буры, далее обезвоживание в центрифугах, после этого 2-часо-
вую обработку в кипящем растворе хлористого железа и затем
в растворе уксусно-кислого глинозема.
Все сложные способы обработки древесных частиц не вы-
держали испытания временем и были вытеснены более простым
способом: обычной пропиткой (минерализацией) древесных ча-
стиц одним каким-либо раствором, непосредственно перед сме-
шиванием этих частиц с цементом.
Ваврин рекомендует применять в качестве минерализатора
древесных частиц 4—10%-ный раствор хлорной извести либо
глиняное молоко. Карлсон для нейтрализации цементных ядов
39
предтагает также пропитывать древесные частицы в течение
5__10 мин. раствором хлорной извести с концентрацией 1—2%.
Паркер указывает на возможность минерализации древесных
частиц щелочными растворами (NaOH, КОН), но тут же ука-
зывает на недостатки такой обработки — древесина разру-
шается щелочью с выделением дополнительных количеств экс-
трактивных веществ; в случае применения древесных частиц
хвойных пород Паркер рекомендует к цементу добавлять из-
весть в количестве '/.ч—1/а от его объема. Возможность обра-
ботки древесных частиц известью подтверждена и работами
Графа. Котарский в качестве минерализатора применял смесь
извести и сульфата, не указывая, однако, какого именно суль-
фата.
В Германии, по данным Федорова, были опробованы следу-
ющие минерализаторы: известковое и цементное молоко, жид-
кое стекло, хлористый кальций, коллоидные взмученное™, же-
лезный купорос, флюат магния, фтористые соли магния, серно-
кислый магний, фосфорно-кислый магний, медный аммиак и др.
Однако на практике там применяют только растворы хлори-
стого кальция и жидкого стекла. Эти два минерализатора (или
по крайней мере один из них — хлористый кальций) наиболее
распространены при производстве цементного фибролита и в
других европейских странах.
На некоторых зарубежных производствах применяют патен-
тованные минерализаторы, состав которых засекречен. Однако
Сареток считает, что все эти патентованные средства пред-
ставляют собой не что иное, как смеси тех или иных солей.
В современной литературе нет данных, которые точно объ-
ясняют механизм действия многих минерализаторов. Поэтому
их можно в этом отношении классифицировать лишь весьма
условно.
Имеется группа локализующих средств, воздействие которых
основано на окислении, например хлорная известь (СаСЬО) и
перманганат калия (КМпО4). К средствам, обезвреживающим
древесину путем создания непроницаемой пленки на ее поверх-
ности, можно отнести жидкое стекло. К средствам, действую-
щим физико-химическим путем, относятся сернокислый глино-
зем, известь, коллоидные взмученное™, глина. Пропитывающи-
ми средствами, действующими химическим путем, являются
сульфат железа, флюат магния, медный аммиак и др.
ВЫЯВЛЕНИЕ ОПТИМАЛЬНЫХ МИНЕРАЛИЗАТОРОВ
Первым в Советском Союзе вопросами минерализации за-
нимался Резников. Изучая в качестве минерализатора жидкое
стекло и хлористый кальций, он пришел к выводу, что хлори-
стый кальций обеспечивает наивысшую, по сравнению с жидким,
стеклом, прочность цементного фибролита.
40
Для проведения опытов по изысканию оптимального мине-
рализатора во ВНИИНСМе были выбраны: сернокислый гли-
нозем (минерализатор, не применявшийся ранее), сода и суль-
фат натрия. В качестве контрольных минерализаторов приме-
няли жидкое стекло и хлористый кальций. Использовалась вы-
держанная еловая шерсть и цемент Белгородского завода мар-
ки 400.
Результаты испытания образцов фибролита объемного веса
350 ка/лг3 1- и 28-суточного возраста, приведенные в табл. 22,
позволяют считать, что лучшими из испробованных минерализа-
торов являются сернокислый глинозем и хлористый кальций.
Таблица 22
Результаты испытания образцов фибролита
на различных минерализаторах
Минерализатор Концентрация (удельный вес) Предел прочности при изгибе в K2)cmq
через сутки через 28 суток
Хлористый кальций . . . 1,03 5,8 20,3
Сернокислый глинозем ... 1,03 5,6 18,2
Сода . . 1,03 2,8 6,4
Жидкое стекло 1,03 5,5 12,6
Сульфат натрия . . . 1,03 4,2 15,4
Известковое молоко 1,04 2,3 12,8
В целях изыскания новых минерализаторов во ВНИИНСМе
изучали также действие сильных окислителей — пергидроля,
марганцово-кислого калия, хлорной извести. Минерализаторы-
окислители применялись при изготовлении образцов одновре-
менно с добавкой сахарозы к цементу в размере 0,1 и 0,5%
от его веса. Это делалось с целью выявления локализующего
действия окислителей по отношению к сахарам древесины. Дре-
весную шерсть обрабатывали растворами окислителей с кон-
центрацией 1,02. Образцы испытывали через 1 сутки и 3 суток
твердения. Применяли выдержанную еловую шерсть и цемент
Белгородского завода марки 400. Фибролит имел объемный вес
350 кг!мл.
В результате проведения этих опытов обнаружилось, что
окислители и хлористый кальций при обычной минерализации
(кратковременное окунание или обрызгивание) не способны
противостоять отравляющему действию сахаров по отношению
к цементу. Только жидкое стекло и сернокислый глинозем, взя-
тые в качестве контрольных минерализаторов, показали хоро-
шие результаты.
Способность сернокислого глинозема и жидкого стекла обез-
вреживать древесину была подтверждена следующей серией
опытов, где применяли древесную шерсть, изготовленную из
выдержанной и свежесрубленной древесины ели. березы и
°СПЕсли образцы фибролита объемного веса 350 кг/м?, изго-
товленные на хлористом кальции и свежей шерсти, показали
в большинстве случаев через 1 сутки твердения в естествен-
ных условиях крайне незначительную прочность или дали брак,
Таблица 23
Результаты испытаний образцов фибролита
суточного твердения на различных минерализаторах
Минерализатор Предел прочности при изгибе в кг/см? фибролита на древесной шерсти
из ели из березы из осины
выдер- жанной све- жей выдер- жанной све- жей выдер- жанно и све- жей
Хлористый кальций .... 5,8 1,4 2,8 1,02 0,4 0
Сернокислый глинозем 4,8 3,6 4,1 2,5 3.4 3,2
Жидкое стекло 5,1 3,2 4,3 2,3 4,8 2,8
то такие же образцы на сернокислом глиноземе и жидком стек-
ле за тот же период твердения показали высокую прочность
(табл. 23).
Необходимо бы-
ло также выяснить,
не уменьшает ли
сернокислый глино-
зем и жидкое стекло
конечную прочность
цементного фибро-
лита. Для этого бы-
ли поставлены опы-
ты, где образцы
фибролита объемно-
го веса 350 кг)мл, из-
готовленные на вы-
держанной еловой
шерсти и на цемен-
те Белгородского за-
вода марки 400,
твердели в есте-
ственных условиях в
течение 1, 2, 3, 7, 14
Рис. 20. Влияние вида минерализатора на ско-
рость твердения цементного фибролита (за 28
суток)
и 28 суток (рис. 20). Эти образцы изготов-
лялись с применением трех минерализаторов — хлористого
кальция, жидкого стекла и сернокислого глинозема.
Первые сутки твердения являются наиболее показательным
и одновременно решающим периодом для вызревания плит це-
42
ментного фибролита. В течение первых суток в основном за-
канчивается взаимодействие древесины с цементом, происходит
формирование структуры материала и достигается распалубоч-
ная прочность. Из рассмотрения рис. 20 видно, что прочность
фибролита, минерализованного сернокислым глиноземом, че-
рез 28 суток несколько уменьшается (на 10—12%) по сравне-
нию с прочностью фибролита, изготовленного с применением
хлористого кальция. Однако по темпам твердения в ранние
сроки (1—3 суток) сернокислый глинозем показал лучшие ре-
зультаты. Жидкое стекло обеспечивает быстрое твердение фиб-
ролита в ранние сроки, но конечная прочность образцов при
этом почти в два раза уменьшается по сравнению с прочно-
стью фибролита, 1минерализован'ного хлористым кальцием.
Таким образом, опыты показали, что хлористый кальций
позволяет получить плиты высокого качества только в случае
использования древесной шерсти из выдержанных хвойных по-
род, в то время как жидкое стекло и сернокислый глинозем
дают возможность использовать древесину любой породы и с
любой степенью выдерживания.
Для выявления характера влияния хлористого кальция и
сернокислого глинозема на древесные сахара, танниды и тер-
пены, а также характера влияния составных частей древесных
экстрактов на цемент в присутствии минерализаторов, в
ВНИИНСМе были поставлены специальные опыты *.
Образцы размером 3X3X3 см изготовлялись из теста нор-
мальной густоты цемента Белгородского завода марки 400.
В тесто вводили добавки с одним из указанных выи?е веществ
в количестве от 0,05 до 0,5%. Тесто затворялось водой, а также
растворами хлористого кальция или сернокислого глинозема
с удельным весом 1,03. Образцы испытывали через 3 и 28 су-
ток твердения в воздушно-сухих условиях. Результаты испы-
таний приведены в табл. 24.
Из данных табл. 24 можно сделать следующие выводы:
а) наиболее опасной для цемента является сахароза; менее
опасны ксилоза и глюкоза;
б) глюконат кальция отравляет цемент в значительно мень-
шей степени, чем глюкоза;
в) танниды и терпены (скипидар) являются замедлителями
твердения цемента;
г) хлористый кальций является хорошим нейтрализатором
дубильных веществ, но слабо противостоит стабилизирующемх
действию сахаров;
д) небольшие добавки компонентов экстрактивных веществ
древесины (до 0,075%) способны увеличивать прочность це-
ментного камня во все сроки твердения;
е) сернокислый глинозем является сильным, обезврежива-
ющим сахара средством.
* Эти работы проводились совместно с Гнпростандартдомом.
43
Механизм локализации древесных частиц сернокислым гли-
ноземом, по-видимому, заключается в том, что сахара, с одной
стороны, в результате воздействия сернокислого глинозема ча-
стично переводятся в безвредные для цемента вещества и, с
другой стороны, адсорбируются на поверхности! дисперсных ча-
стиц глинозема, что и предотвращает попадание сахаров в це-
мент. Помимо того, что жидкое стекло воздействует на дре-
весные сахара своей щелочной составляющей, оно еще образу-
ет при минерализации на поверхности древесных частиц плен-
ки кремневой кислоты, которые препятствуют прониканию экс-
трактивных веществ в цемент. Хлористый кальций, осаждая
танниды, также производит некоторое локализующее действие.
Большинство минерализаторов, в том числе хлористый
кальций, жидкое стекло и сернокислый глинозем, являются ус-
корителями схватывания и твердения цемента. Благодаря ус-
корению процесса схватывания сокращается период взаимо-
действия ядов с цементом, а вследствие ускорения и активиза-
ции твердения цемента более успешно преодолевается стабили-
зирующее действие экстрактивных веществ.
Для уточнения характера действия хлористого кальция
жидкого стекла и сернокислого глинозема на цемент были пред-
приняты электронно-микроскопические исследования.
На рис. 21 показаны фотографии препаратов гидратирован-
ного цемента (24 часа гидратации при (=30°) с оптимальными
(1—1,5%) и завышенными против оптимальных (3—3,5%) до-
бавками хлористого кальция и жидкого стекла. На рис. 22
представлены снимки препаратов хлористого кальция с кон-
центрацией 1,04 и жидкого стекла с концентрацией 1,05.
На снимках препаратов цемента с завышенным содержа-
нием хлооистого кальция и жидкого стекла (рис. 21, а и б)
просматриваются зерна цемента, окруженные по всему полю-
полупрозрачным аморфным веществом, представляющим со-
бой в одном случае гель кремневой кислоты, в другом — хло-
ристый кальций (см. рис. 22, а и б). Не говоря уже об отсут-
ствии в поле зрения кристаллических прорастаний, совершенно
не наблюдается следов гидратации, обычно выявляемой по
изъеденным поверхностям зерен цемента. Рис. 21, а и б пока-
зывают, что цемент сильно отравлен.
При гидратации цемента с добавкой жидкого стекла опти-
мальной величины (рис. 21,в) наблюдаются зерна со слабо
изъеденными поверхностями и ромбические кристаллы в не-
большом количестве; кроме того, просматривается полупрозрач-
ная масса, по-видимому, представляющая собой гель кремне-
вой кислоты жидкого стекла.
На снимках препаратов гидратированного цемента с опти-
мальным содержанием хлористого кальция (рис. 21,г) по все-
му полю видны скопления кристаллов, причем следы аморфной
массы очень незначительны.
44
Ю О оо 04 — ЭО 87 50 75 г- о со Г 'СИ р,СОЮ
ОО Ю Г"- Г хн- СО VZ со СО ОО Г- СО СО г—
ЮСО 04 ЮСО 04 lQ СО 04 Ю СО 04 Ю СО 04 юсо 04
ю хр ССО 04 СОЮ 48 60 40 ю ОС СО СП хр Г- СОХР
<Е О СИЮ оох Ю СО г—со хР 04 ю
Я о Г- 04 СО Ю хр Ю СО СОСО хр со 04 04 СО
OJ х ио Сут( о о г- СП О О! СП Ю СО юс о ’ О со -Р 04 Ю
га о хг СИ СП О 04 СО ОО Ю 04 со оо г- СО Хр О 1О) со
га а” 00 СМ хр 04 04 Ю Ю хр 04 СО СО <ОСО СО 04 хР СО со со СО
о СП -
<D 04 О Ю со СО г— ООО о СОЮ СИ 04 04 СО СО СИ -- — о о
о CD СО Ю ОО СП со со 04 ОО 04 04 Ю О □О со О
XT Ю 04 04 Ю хр хр СО СО со СО со СО СО СО со со хг
см7 Ю СО 04 Ю 04 Ю 04 02 44 87 Xf о ОО ' т—. GO О СИ О
см 04 О О О • СО СО ОО СО 00 Г— СИ Т--Ч < !
о СО 04 04 — СО хГ 04 СО’— 04 СО 04 04
х ю О- О СО О 04 Ю хРООО со со GO ОО СО сп сою
х с У—' Хр СО Г-ч Т—< СО СП СП СО ОО СО 04 СО СО хг 22 17 29 < Ю 04 СО 04 хР
S »—• Г'-. GO СО 00 хр Ю оо ОО СО 04 СП СО Г- О о со
о хр Ю Ю СО Ю СО СО СОСО СО СП СО СО СО г— хР о г-
X СО 04 CM СО 04 04 СО 04 04 СО 04 04 04 04 04 СО со 04
с СО
LO
C_J СО хР СП 56 85 67 04 СО СО 04 СО Ю 04—< Ю СО со Г—
CJ о СО СИ хР хр юсО хр 04 Г- ьою ’-ч СО 04
О id ХР»— 04 СО со 04 со со со 04 СО ’— — 1 со 04 04 04
О ю о О СО 04 СО Г— — сою Ю г-04 со ю ю СО Ю СИ
Е СЕ Ю — 00 Г- со хр о ю г- СО СП СО — —I СО ОсОС
о co со 04 04 04 СО 04 04 СО 04 ~ 04 —’ 04 СО со 04 04 04
си ст
си * о. СП Г— СО СО’—' ю Г-04 СО ОО ’— г^ю — ’-ч со Хр
г» ю оо СО xt- со Г— Г— СИ ХРЮ 04 —« со ю Г- ОО СИ
с 04 -ч 04 04 СО^ ' 04 СО — 04 04 СО ’-Ч Т—1
ю 04 CH kQ ОКСС ОО СО Г- О ’-н со О СП Ю 04 о
V—< О О со СО ’— GC — О’— О СО 04
о 04 — 04 со 04 СО Ю 04 04
ю Ю 04 СО хр т—। СО О СП оо со г— ю СИ хр СО
о СОЮСО Ю ю сою —i СО СИ СП
-—« 04 04 —’ со »-ч 1 , 1
-
о X . газ • газ • < ТО • • газ ’ - газ •
X CD ф то . ф . S . ' Ф S - 0J • . s . ф S • о •
о я га ст глино: льция • о к к = s X 2 • ©« • Е S' . Ч Л ' о 5 « «га ЛИН 03 ЛЬЦИЯ • о к X X х X . -Q
га я га гаЗ • о ЬС ТО ’ О bi t_ то . то О bi ф . газ о Ф то о ~ . газ О bS
х я 3 s ' ° 2 • у о •§2 ’ 2 Р ' ° 2 • ' о 2 .’§2
Oj X “ * ? X с; ° S о 2 О S о ° н 2 ь? 5 2 • S Й 'X я. КИС кто
с серне хлор я Си • g-g • о X • о S X о, • 0,0 ф ТО • ф X • X Ь • 5.° . 2 5 s s. S-S • 2 х • ° X 33 о, • . 8 х
* Й’Й’ ’ О- о. • Си о. - си си ’ 5" • CXQ,
о о о о О О с ° о о
газ н т Ч “ “ « “ И щ СО И с _ Ш И
rf о О rat CJ £ J } О Ф £ О е( О U
О гаЗ газ О газ то О то газ о то газ О газ газ
аз си си таа CQCL Си CQCL Оч CQ Он О- соси си
ль- । Ф
газ >> щ
га £ ЬЙ гаг
m ° со 5 S» О X коза ТО X § « газ О газ О О, иды (, Пэного ства) о, газ 5
ьг о И то газ х и Ф X
л. =; X X газ = >о S X
и f—' с>
54
Большая прочность фибролита на хлористом кальции по
сравнению с фибролитом на жидком стекле объясняется, по-
видимому. тем, что гель кремневой кислоты жидкого стекла
препятствует гидратации цемента. Полученные в результате
этих исследований данные показывают также, что избыток ми-
нерализатора ведет к сильному замедлению, а иногда к полно-
му прекращению процессов гидратации.
Как видно из приведенной выше табл. 23, использование
в качестве минерализатора сернокислого глинозема позволяет
получать фибролит удовлетворительного качества на таком ви-
де древесного сырья, на котором в случае применения хлори-
стого кальция фибролит вообще трудно получить, напри-
мер на древесной шерсти из невыдержанной осины, но ми-
нерализация сернокислым глиноземом неизбежно сопряжена с
повышением содержания БОз в цементе.
На 1 м3 фибролита объемного веса 350 кг!м3 требуется
170 л раствора сернокислого глинозема с концентрацией 1,03.
В этом количестве раствора содержится 11,2 кг сернокислого
алюминия, в том числе 1,44 кг окиси алюминия и 3,32 кг анги-
дрида серной кислоты. Эти добавки при расходе 220 кг цемен-
та на 1 м3 фибролита в предположении того, что примерно
количества раствора сернокислого глинозема попадает в це-
мент (остальное поглощается древесной шерстью), составляют
в пересчете на гипс около 1,5% к весу цемента. Таким образом,
при использовании в качестве минерализатора сернокислого
глинозема в цемент вводится значительное количество гипса.
Для изучения действия сернокислого глинозема на цемент в
присутствии сахаров были предприняты специальные электрон-
но-микроскопические исследования. Попутно предстояло выяс-
нить, имеются ли различия в действии различных видов сахаров
на цемент. Исследования были начаты с рассмотрения под элект-
ронным микроскопом исходных веществ: сернокислого глинозе-
ма, сахаров и цемента.
Сернокислый глинозем (рис. 23, а) представляет собой
аморфную массу, располагающуюся по препарату неравномер-
ным слоем. Фотографии свидетельствуют о большой дисперс-
ности этого вещества. Рассмотрение препаратов глюкозы
(рис. 23, б) и глюконата кальция (рис. 23, в) не показало раз-
личия между ними. Видно лишь аморфное вещество, на фоне
которого располагаются зерна различной величины, кристал-
лов же правильной формы не наблюдается. Несколько по-иному
выглядит препарат сахарозы (рис. 23, г).
Для электронно-микроскопических исследований использо-
вался цемент Белгородского завода марки 400. Препарат этого
цемента двухчасовой гидратации интересен тем, что на нем
удалось увидеть некристаллические нов'ообра1301вания цемента
(продукты гидратации), которые как бы вытекают из гидрати-
рующегося зерна (рис. 24, а).
46
Наблюдается полная гидратация цемента суточного тверде-
ния, препарат сплошь покрыт кристаллами различной формы,
негидратированных зерен не видно (рис. 24, б). Препараты
цемента 3-суточной гидратации (рис. 24, в) показали ту же
картину.
Прежде чем перейти к изучению действия добавки серно-
кислого глинозема на цемент, изучалось действие на него саха-
ров. Из рассмотрения препаратов (рис. 25 и 26) создается впе-
чатление, что действие сахарозы на цемент с точки зрения за-
медления процесса гидратации проявляется более сильно, неже-
ли действие глюкозы; явления стабилизации на препаратах це-
мента с добавками сахарозы наблюдаются более явственно.
На препарате с добавкой сахарозы (рис. 25) видны гидрати-
рованные зерна цемента, в то время как препарат цемента без
добавок в этот же срок твердения выглядит совершенно иным
образом (см. рис. 24, б). Хотя вид препарата цемента с добав-
кой сахарозы 3-суточной гидратации говорит о том, что замед-
ляющее действие сахара за этот срок преодолено, все же в поле
зрения также наблюдаются негидратированные зерна
(рис. 25, д). Препараты цемента с добавкой сернокислого гли-
нозема представляют собой необычную картину.
На .рис. 26, а показан препарат, взятый из пробы новообра-
зований, полученных в результате взаимодействия сернокислого
глинозема с цементом через 2 часа гидратации (серая масса
в растворе над цементом). Это скопление частиц, по нашему
мнению, состоит из зарождающихся кристаллов гипса (палочко-
образные частицы) и кристаллов гидрата окиси кальция (круг-
лые частицы). Действительно, проба, взятая из этих же новооб-
разований, через 2 суток гидратации подтверждает такое предпо-
ложение (рис. 25, б); на этом препарате видны скопления круп-
ных кристаллов гипса. Добавка к цементу сернокислого глино-
зема вместе с сахарозой вызвала появление веществ, просмат-
риваемых под микроскопом в виде тонких пленок (рис. 26, в)
и полупрозрачных кристаллов (рис. 26, г и д).
Препарат суточной гидратации цемента с добавками сахаро-
зы и сернокислого глинозема (рис. 26, г) совершенно не похож
на препарат цемента того же срока твердения с одной добавкой
сахарозы (см. рис. 25, г). На препаратах цемента, содержащего
наряду с сахарозой также и добавку сернокислого глинозема,
не наблюдается эффекта стабилизации. Наоборот, в поле зре-
ния много кристаллов и очень мало негидратированных зерен;
особенно много кристаллов гипса, что не характерно для препа-
ратов цемента без добавок сернокислого глинозема.
Таким образом, проведенные электронно-микроскопические
исследования наглядно показали процессы, происходящие при
гидратации цемента с добавками сахаров и сернокислого,
глинозема.
Глава III
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА
ЦЕМЕНТНОГО ФИБРОЛИТА
СЫРЬЕВЫЕ МА СЕРИАЛЫ ДЛЯ ПРОИЗВОДСТВА ФИБРОЛИТА
Выбор древесины. Для производства цементного фибролита,
правда, с неодинаковым успехом могут быть использованы раз-
личные древесные породы. По степени пригодности древесные
породы располагаются в следующем порядке: ель, пихта, то-
поль, сосна, береза, осина, бук, лиственница.
За текущее семилетие предусматривается довести выпуск
фибролитовых плит до 4—5 млн. м3 в год. В 1 м3 фибро-
литовой плиты содержится 100—1'15 кг древесной шерсти, т. е.
0,2—0,25 м3 древесины. Для получения этого количества шерсти
на Костопольском ДСК расходуется 0,4—0,45 м3, на Таллинском
заводе 0,45 м3 кругляка. В зарубежных странах на 1 м3 фибро-
лита затрачивается 0,32 —0,36 м3 высококачественного отбор-
ного выдержанного баланса. Отсюда видно, что для обеспечения
программы в 5 млн. м3 фибролита ежегодно потребуется при-
мерно 5X0,4=2 млн. м3 древесного сырья.
При непрерывно растущей потребности в пиломатериалах и
в продукции целлюлозно-бумажной промышленности расходо-
вание на изготовление фибролита сырья, пригодного для распи-
ловки и производства бумаги, тем более недопустимо, что фиб-
ролит при соблюдении известных условий можно изготовлять и
из малоценной древесины.
Для производства древесной шерсти в соответствии с ГОСТ
5244-50 строгаемая древесина должна отвечать следующим тре-
бованиям: не иметь гнили и свилеватости; сучки до 30 .« допу-
скаются не более 5 шт. на 1 пог. м; косослой не свыше 4%.
Эти требования аналогичны требованиям, предъявляемым к вы-
сокосортной древесине, но относятся они в данном случае не к
длинномерному кругляку, а к чуракам длиной 0,5 м. Между тем
48
чураки, отвечающие этим высоким требованиям, можно выби-
рать при разделке на лесоразработках хлыстов из той части
ствола, которая обычно идет для дров, и снабжать фибролито-
вые заводы готовыми полуметровыми чураками.
Все это касается общих принципов снабжения древесиной
фибролитовых заводов. Серьезное значение имеют также и ниже-
следующие вопросы, играющие важную роль в обеспечении про-
мышленности цементного фибролита сырьем.
1. Наиболее приемлем для производства древесной шерсти
кругляк диаметром 10—35 см. Однако в целях расширения
сырьевой базы можно применять и чураки диаметром свыше
35 см (с расколкой их), а также тонкомерные чураки диаметром
8—9 см.
2. Из кругляка диаметром 20 см и выше, с наличием одно-
сторонней наружной, а также сердцевинной гнили, можно полу-
чать здоровую часть полена, вполне пригодную при производ-
стве древесной шерсти для фибролита. Такие поленья в настоя-
щее время не используются, так как ручная выколка гнили
очень дорога и трудоемка, но при применении гидроокорочного
барабана это сырье, особенно часто получаемое из осиновых
дров, может быть использовано для производства фибролита.
3. Вполне возможно также применение срезок и горбылей,
хотя при этом получается повышенный процент короткомерной
шерсти, чго снижает качество плиты и несколько снижает про-
изводительность древошерстных станков.
Выбор цемента и способов его активизации. Для производ-
ства цементного фибролита наилучшие результаты дают быстро-
твердеюшие и быстросхватывающиеся цементы. На это указыва-
ют Кольман, Зондерман и Дэн, проведенные во ВНИИНСМе
исследования и, наконец, опыт работы наших и зарубежных
заводов.
Быстротвердеющий цемент благодаря высокому содержа-
нию трехкальциевого силиката и особенно трехкальциевого алю-
мината способен очень активно схватываться и твердеть в ран-
ние сроки. Эти свойства необходимы для преодоления отравля-
ющего действия экстрактивных веществ древесины и для сокра-
щения периода их взаимодействия с цементом в ранние сроки
твердения цементного фибролита. Таким образом, для производ-
ства фибролита следует применять высокоалюминатные алито-
вые цементы.
При искусственном твердении цементного фибролита с успе-
хом можно использовать шлакопортландцементы. При естествен-
ном твердении медленно твердеющие шлакопортландцементы и
портландцементы применять нежелательно, так как это приво-
дит к удлинению сроков твердения, необходимых для достижения
распалубочной прочности фибролитовых плит, а также повыша-
ет стоимость фибролита, ибо вызывает необходимость увеличе-
ния парка форм и площади производственных помещений.
4
Зак. 1782
49
При использовании низкомарочных цементов увеличивается
расход вяжущего и повышается объемный вес фибролита. По-
этому для производства цементного фибролита следует приме-
нять цемент высокой активности и, во всяком случае, марки не
ниже 400, причем в последнем случае обязательно осуществлять
мероприятия по активизации схватывания и твердения применя-
емого цемента.
На Костопольском ДСК, использующем цементы марок
400—500, для активизации схватывания и твердения цемента
при производстве фибролита постоянно применяют два техноло-
гических приема — добавляют к цементу гипс в количестве
3—4% от веса цемента и осуществляют вибродомол. Введение
гипса из-за необходимости точной его дозировки и равномерного
распределения по всей массе цемента представляет определен-
ные трудности. Вибродомольное хозяйство также усложняет и
удорожает производство. В связи с этим необходимо остано-
виться на эффективности указанных мероприятий по активиза-
ции твердения цемента.
Во ВНИИНСМе были проведены экспериментальные работы
по выявлению эффективности добавки гипса к цементу при ес-
тественном твердении фибролита. Работы проводили на шести
различных клинкерах, с разными по величине добавками двух
видов гипса (высокопрочного и строительного); в качестве ми-
нерализатора применялся хлористый кальций.
Для всех изученных клинкеров были получены положитель-
ные результаты при 5—7%-ной добавке гипса (рис. 27). По-
скольку на цементном заводе обычно добавляют гипс в количе-
стве не свыше 3—4%, то введение дополнительного количества
гипса, таким образом, представляется вполне обоснованным.
Интересно было также выявить целесообразность добав-
ки гипса и вибродомола в условиях искусственного твердения
цементного фибролита. Работа проводилась на цементе Здол-
буновского завода с активностью 475 кг/см2, после добавления
в цемент гипса общее содержание SO3 в цементе составляло
3%. Удельная его поверхность равнялась 3 100 см2/г; после вве-
дения в цемент дополнительного количества гипса часть цемента
была один раз пропущена через вибромельницу М-200, в ре-
зультате чего удельная поверхность его возросла до 4 000 см2]г.
На этих трех видах цемента (обычный, с добавкой гипса и
вибромолотый) и на хорошо выдержанной сосновой шерсти из-
готовляли образцы фибролита объемного веса 350 кг]мг
(рис. 28). Термообработка образцов производилась при темпе-
ратуре 30° в различные сроки (в течение 4, 8, 16 и 24 час.); суш-
ка осуществлялась при температуре 70° и относительной влаж-
ности воздуха 70%. В качестве минерализатора в одних случа-
ях применялся хлористый кальций (кривые 1, 2 и 3), в других—
жидкое стекло (кривая 4).
50
бозраст в сутках
4*
51
Из рассмотрения результатов этих опытов можно сделать
следующие выводы:
а) при искусственном твердении цементного фибролита до-
бавки гипса к цементу незначительно ускоряют скорость его
твердения;
б) вибродомол значительно увеличивает прочность во все
сроки твердения (4, 8, 16 и 24 часа);
в) в случае минерализации древесной шерсти жидким стек-
лом вибродомол и добавка гипса не дают эффекта.
В целом на осно-
вании результатов,
проведенных во
ВНИИНСМе экспери-
ментальных работ и
Опыта производства це-
ментного фибролита на
Костопольском ДСК,
можно считать, что
роль добавки гипса и
вибродомола сводится
к следующему. С уве-
личением содержания
гипса в цементе до 7%
уменьшаются сроки
схватывания (начало
схватывания цемента
становится равным
13—15 мин.), а следо-
вательно, сокращается
и период взаимодей-
ствия экстрактивных
веществ древесины с
цементом. Кроме того,
активизируются про-
цессы схватывания и
ПроВолжительность термообработки В час
Рис 28. Зависимость прочности фибролита от
вида цемента и минерализатора при различной
продолжительности термообработки
1 — цемент с 5%-ной добавкой гнпса, внбродомоло-
тый; 2 — то же. с 5% гипса; 3 — то же, без добавок;
4 — зона минерализации жидким стеклом
первоначального твер-
дения цемента. Таким "образом, цемент с дополнительной добав-
кой гипса, пропущенный один раз через вибромельницу, стано-
вится быстротвердеющим.
Поскольку нашим фибролитовым заводам придется, в основ-
ном, работать на цементе марки 400, в лучшем случае — марки
500, будет весьма целесообразной организация на фибролитовых
заводах добавления гипса и вибродомола цемента, что позволит
повысить фактическую активность применяемого цемента, отсю-
да и прочность фибролита на 20—25%.
Оба эти мероприятия, не предусматриваемые зарубежной
технологией производства фибролита, в состоянии в значитель-
ной мере устранить дефекты, связанные с недостатком высоко-
52
марочных цементов. Рекомендуется вводить следующие добав-
ки гипса, удовлетворяющего требованиям ГОСТ 125-41:
при содержании в цементе до 1,5% SO3—4% гипса к весу
цемента;
то же до 2% SO3—3% то же;
. „ до 2,5% SO3—2,5% , , .
Гипс вводят в цемент при тщательном перемешивании всу-
хую до тех пор, пока не будет получена однородная масса.
Выбор минерализатора и его применение. Наиболее актив-
ным средством борьбы с вредным влиянием экстрактивных ве-
ществ древесины, как уже указывалось выше, является мине-
рализация древесной шерсти жидким стеклом или сернокислым
глиноземом. Жидкое стекло и сернокислый глинозем сокращают
сроки схватывания цемента, уменьшают период взаимодействия
экстрактивных компонентов древесины с цементом и, кроме то-
го, в отличие от хлористого кальция оказывают самостоятельное
локализующее влияние на экстрактивные вещества древесины.
Хлористым кальцием можно минерализовать как выдержан-
ную, так и невыдержанную древесину ели и сосны. Однако в
последнем случае требуется естественная или искусственная
сушка древесной шерсти (см. ниже) или применение нижесле-
дующих мероприятий:
а) минерализация древесной шерсти производится методом
окунания (см. ниже);
б) в цемент вводится добавка гипса;
в) применяется вибромол цемента.
Шерсть из древесины березы и осины целесообразно мине-
рализовать раствором жидкого стекла, так ка'к при этой дре-
весине, в случае использования хлористого кальция, слишком
длителен период твердения фибролита в формах (2—3 суток), а
качество плит получается низким.
Что касается сернокислого глинозема, то, поскольку этот
минерализатор в фибролитовом производстве еще не приме-
няется, использовать его на первых порах можно только в опыт-
ном порядке. Хлористый кальций (плавленый) в соответствии
с ГОСТ 450-41 должен удовлетворять требованиям, приведен-
ным в табл. 25.
Хлористый кальций должен храниться в герметически закры-
той таре. Помимо плавленого хлористого кальция, можно при-
менять концентрированные растворы хлористого кальция, удов-
летворяющие требованиям ОСТ 10932-40, а также более жидкие
растворы хлористого кальция, но с удельным весом не ниже
1,02—1,04 и при условии, что состав сухого вещества этих рас-
творов удовлетворяет требованиям табл. 25.
Жидкое стекло в соответствии с ГОСТ 962-41 должно удов-
летворять требованиям, приведенным в табл. 26. Жидкое стекло
должно храниться в крытом складе, в зимнее время обязатель-
но в отапливаемом помещении.
53
Таблица 25
Характеристика хлористого кальция
Наименование компонентов Содержание компонентов в %
1-й сорт 2-й сорт
Хлористый кальций, не менее 67 67
Хлористый магний, не более 0,9 Не нормиру-
Хлориды щелочных металлов (в пересчете на хлористый натрий), не более .... 2 ется То же
Хлорноватокислый калий, не более . . . — 2
Нерастворимый в воде остаток (прокален- ный), не более 0.2 0,5
Хлорное железо (в пересчете на Fe), не более 0,02 0,05
Таблица 26
Характеристика жидкого стекла
Наименование показателей Виды жидкого стекла
содовое содов о-сульфат- ное сульфатное
Химический состав в % Кремнезем Окись железа и окись алю- миния, в сумме, не более Окись кальция, не более . Серный ангидрид, не более Окись натрия Вода, не более Модуль Удельный вес 32 -34,5 0,25 0,2 0,18 11—13,5 57 2,6—3 1,5-1,55 28 32 0,4 0,3 1 10—12 60 2,56-3 1,43—1,5 28—32 0,5 0,35 1,5 10-12 60 2,56-3 1,43—1,5
Допускается применение жидкого стекла с удельным весом
менее 1,43, но не ниже 1,04 -1,06 и при условии, что состав су-
хого вещества этого жидкого стекла удовлетворяет требованиям
табл. 26. При изготовлении жидкого стекла на фибролитовом
заводе из силикат-глыбы последняя должна удовлетворять тре-
бованиям ГОСТ 917-41.
Состав сернокислого глинозема согласно ГОСТ 5155-49 дол-
жен быть следующий:
А12О3 не менее 9%; H2SO4 не более 0,9%; Fe2O3 не более
0,5%; нерастворимый осадок не более 23%.
При опытном применении сернокислого глинозема необхо-
димо соблюдать ряд условий; с этой целью нами приводятся
методические указания по применению этого нового вида мине-
рализатора.
54
Сернокислый глинозем представляет собой кристаллическое
вещество, обычно поставляемое промышленностью в виде ком-
ков желтого цвета. Стоимость 1 т сернокислого глинозема 100—
240 руб. Он находит применение в качестве коагулянта при во-
доочистке и для осаждения сточных вод, а также для производ-
ства бумаги, картона, древесно-волокнистых плит.
Кристаллический сернокислый глинозем растворяется в два
приема в двух баках. Сначала в первом баке (бак разведения,
снабженный мешалкой или подводкой сжатого воздуха) гото-
вится раствор глинозема концентрации 30—40%, а затем во вто-
ром баке (бак рабочего раствора) раствор доводится до рабо-
чей концентрации, отстаивается и хранится.
. Разведение глинозема в первом баке производится горячей
водой с температурой 60—80°. Растворение продолжается около
1 часа с включенной мешалкой или компрессором.
Затем водный раствор глинозема спускают через сетку в бак
рабочего раствора, куда для разбавления до нужной рабочей
концентрации добавляется вода.
Температура рабочего раствора в момент использования
должна быть не выше 30°.
Продолжительное хранение раствора глинозема снижает его
качество. Поэтому заготовлять раствор более чем на двое суток
не рекомендуется.
Для получения рабочего раствора нужной концентрации (см.
ниже) можно пользоваться ориентировочными данными табли-
цы с учетом содержания в данном сернокислом глиноземе окиси
алюминия (содержание окиси алюминия обычно указывается в
паспорте на сернокислый глинозем).
Концентрация (плотность) рабочего раствора определяется
ареометром по удельному весу. Перед определением плотности
раствор должен обязательно отстаиваться в течение 10—15 мин.
Таблица 27
Зависимость между плотностью и содержанием
в растворе сернокислого глинозема
Плотность раствора по удельному весу Количество сернокислого глинозема в I л раствора в г при содержании окиси алюминия в %
13 14 15
1,016 32 30 28
1,021 43 40 37
1,026 54 50 47
1,031 65 60 56
1,036 75 70 65
1,04 86 80 75
1,045 97 90 84
1,05 108 100 93
55
Для минерализации древесной шерсти применяют рабочий
раствор сернокислого глинозема с концентрацией (плотностью)
1,02—1,035. Нижние пределы концентрации раствора приме-
няются при использовании шерсти из выдержанной древесины
и цемента марки свыше 400, верхний предел концентраций —
при использовании шерсти из невыдержанной древесины и це-
мента марки 400.
Оптимальная концентрация раствора в указанных пределах
уточняется заводской лабораторией.
Минерализация древесной шерсти производится обычными
механизмами либо путем окунания шерсти в рабочий раствор,
либо путем ее обрызгивания этим раствором. Длительность об-
работки шерсти раствором устанавливается лабораторией опыт-
ным путем исходя из местных условий (влажность шерсти
и пр.) Расход сернокислого глинозема на 1 кг древесной шерсти
составляет 0,05—0,1 кг.
При минерализации древесной шерсти раствором сернокис-
лого глинозема должны быть предусмотрены устройства:
а) для осаждения и удаления нерастворимого осадка раство-
ра в баках и резервуарах;
б) для повторного использования излишка раствора, стекаю-
щего с шерсти после ее обработки;
в) для перемешивания древесной шерсти в процессе обрызги-
вания.
Пробу сернокислого глинозема отбирают от каждого вагона
из нескольких точек; общий вес отобранных проб должен быть
не менее 2 кг. Отобранные пробы соединяют вместе, тщательно
перемешивают и методом квартования отбирают среднюю пробу.
Для определения нерастворимого остатка из средней пробы
сернокислого глинозема берут навеску в 10 г и растворяют в
70—80 см3 горячей воды. Отфильтрованный нерастворимый ос-
таток промывают водой. Фильтр с остатком высушивают, а по-
том прокаливают до постоянного веса. Определение содержания
нерастворимого остатка в процентах производится по формуле
у3-100
<h
где <72 — вес остатка после прокаливания,
91 — навеска сернокислого глинозема.
На основании данных о содержании нерастворимого остатка
корректируют состав .рабочего раствора сернокислого глинозе-
ма и устанавливают потребный его расход.
В случае необходимости определяется содержание в серно-
кислом глиноземе окиси алюминия в соответствии с ГОСТ
5155-49.
Сернокислый глинозем перевозится навалом в тщательно
очищенных закрытых вагонах. На каждую партию сернокисло-
го глинозема потребителю высылается сертификат (паспорт).
56
Сернокислый глинозем следует хранить в специальном поме-
щении, защищенном от атмосферных осадков.
Производство должно быть обеспечено двухнедельным запа-
сом сернокислого глинозема.
Агрессивность сернокислого глинозема по отношению к стали
значительно выше, чем у хлористого кальция. Поэтому при ис-
пользовании сернокислого глинозема необходимо провести ни-
жеследующие мероприятия:
1) бак для разведения концентрированного раствора емко-
стью в 3—3,5 л!3 должен выполняться из дерева или из бетона,
офактуренного керамическими плитками;
2) концентрированный раствор должен подаваться в бак ра-
бочего раствора по пластмассовому или резиновому шлангу;
3) элементы системы минерализации (бак, трубы и др.) не-
обходимо выполнять из нержавеющей стали. В случае исполь-
зования обычных сортов стали необходимо защищать поверх-
ность системы перхлорвиниловой краской. Целесообразно так-
же применять пластмассовые или металлические трубы с рези-
новыми или винипластовыми покрытиями
ПОДГОТОВКА, ОБРАБОТКА И СКЛАДИРОВАНИЕ
ДРЕВЕСНОГО СЫРЬЯ
Подготовка древесного сырья — один из наиболее важных
моментов в производстве цементного фибролита. От правильной
подготовки древесного сырья зависит расход цемента, качество
продукции, продолжительность производственного цикла и др.
Подготовка и обработка древесного сырья слагается из следу-
ющих основных операций: выдерживание, расторцовка, раскол-
ка и окорка.
На зарубежных предприятиях древесина .перед строганием
выдерживается 6—9 месяцев в теплое время года в виде 2-л
балансов (выдерживание древесины в холодное время года не
улучшает ее свойств). На Костопольском ДСК и на Таллин-
ском заводе древесину выдерживают в чураках не менее 6 ме-
сяцев.
При снабжении фибролитового завода дровяным долготьем
возможны различные способы подготовки сырья.
Обычно долготье раскряжевывается на отрезки длиной
1—2 м, которые подвергаются механической окорке. После это-
го окоренные отрезки расторцовываются на чураки длиной
0,5 м и вывозятся на склад для выдерживания в штабелях. Вы-
держанные чураки подвозятся, по мере надобности, к строгаль-
ным станкам.
Другой способ отличается от первого тем, что древесина
выдерживается на складе в отрезках длиной 1 2 м, кото-
рые расторцовываются в цехе перед подачей в строгальные
станки.
57
Оба эти способа обладают существенными недостатками,
снижающими полезный выход чурака и вызывающими непроиз-
водительную затрату труда, электроэнергии и инструмента.
Кондиционный (с точки зрения производства фибролита) отре-
зок длиной 1—2 м встречается реже, чем отрезок длиной 0,5 м.
Поэтому 'приходится оставлять при полуметровом кондицион-
ном чураке еще полтора метра некондиционного, который
после окорки пойдет в брак. Древесину приходится подносить
к торцовочному станку до окорки и затем вторично после
окорки.
Рис. 29. Схема технологической линии подготовки древесного сырья
Чураки с небольшой наружной или сердцевинной гнилью выбра-
ковываются, так как удаление гнили вручную очень трудоемко.
При втором способе добавляется непроизводительный труд иа
транспортировку некондиционной части древесины на склад, а
затем к цеху, а также на штабелевку и расштабелевку. Нельзя
к тому же не учитывать, что при механической окорке теряется
значительная часть древесины.
Все эти недостатки отпадают при рекомендуемой ниже тех-
нологии, схема которой приведена на рис. 29.
Прибывающее сырье разгружается на площадку 1. По этой
площадке передвигается балансирная пила 2, которой расторцо-
вывают сырье на чураки длиной 0,5 м (операции по расторцов-
ке долготья предусмотрены на тот случай, если сырье постав-
ляется в виде дровяного долготья, а не полуметровыми чурака-
ми). Кондиционные чураки диаметром до 20 см укладываются
на транспортер 3, над которым установлен металлоискатель 4.
Чураки с металлическими включениями сбрасываются с транс-
портера и идут в отход, а годные направляются дальше к гид-
роокорочному барабану 5. Чураки диаметром более 20 см и с
внутренней гнилью по транспортеру 6 двигаются к колуну 7.
-58
Здесь они раскалываются и по транспортеру 8 направляются
к гидроокорочному барабану 5. Окоренная древесина отвозится
на склад сырья 9 и укладывается в штабеля, а отходы поступа-
ют на склад топлива 10.
Эта технология обеспечивает максимальный выход кондици-
онного чурака при минимальной затрате труда. Кроме того, хра-
нение в полуметровых чураках сокращает продолжительность
выдерживания древесины в несколько раз, а тем самым умень-
шает потребность в складских площадях.
На складе сырья чураки укладываются в штабель шириной
2 м в 4 ряда, торец к торцу. Длина штабеля 50 м, высота 2,5 м.
Укладка в более высокие штабеля очень трудоемка и нецелесо-
образна. Основанием штабеля служит настил из бревен диамет-
ром 15—20 см, уложенных на толстые поленья.
Первичная расторцовка производится обычными круглопиль-
ными стационарными или передвижными балансирными пилами.
В СССР выпускаются балансирные пилы со следующими ха-
рактеристиками:
Диаметр пилы ......................... 700—1 000 мм
Число оборотов пильного вала в минуту . 1 500—900
Мощность мотора....................... 6,8—7,6 кет
Вес агрегата.......................... 210—230 кг
Максимальный диаметр распиливаемого
бревна............................... 250—360 мм
Часовая производительность А балансирной пилы опреде-
ляется по формуле
Л = 3600/<у
аТ
где К — коэффициент использования пилы с учетом простоев и
вспомогательных операций;
q — объем одного бревна в м3;
а — количество резов в одном бревне;
Т — время на один пропил в секундах, включающее:
ti — время на опускание пилы до соприкосновения с брев-
ном;
^2 — время на пиление;
t:i — время на подъем пилы;
tt — время на подачу бревна вдоль его оси на длину
чурака.
Затраты времени на один пропил зависят от размеров бре-
вен, организации работ, мощности привода, квалификации ра-
бочих (табл. 28).
Для расколки используют станки различных видов. Так,
применяются колуны с возвратно-поступательным движением
клина, вертикальные и горизонтальные. В горизонтальном колу-
59
не стальной клин прикреплен к ползуну, который получает дви-
жение от кривошипного механизма при скорости вращения ва-
ла 60 об/мин. Ход клина составляет от 0,25 до 0,35 длины чу-
рака. Расстояние между клином, в его крайнем положении, и
метровым чураком составляет 10—15 см.
Таблица 28
Расход времени на расторцовку бревен
на балансирной пиле
Наименование операций Продолжительность операции в секундах при диаметре бревен в см
15 20 25 30 35 40
Опускание пилы к бревну . . 1 0,9 0,8 0,7 0,6 0,5
Пиление . . 1 1,7 2,7 4 5,8 8
Подъем пилы 2 2 2 2 2 2
Продвижение бревна для следую-
щего реза 4 4,5 6 7,5 9 12
Итого 8 9.1 11,5 14,2 17,1 22,5
При работе на горизонтальном колуне чураки длиной до
1 м подкатывают и укладывают в выемку станины по направле-
нию хода клина. Подача чураков к колуну и отвозка расколотой
плашки призводятся транспортерами. Станок обслуживает 1 че-
ловек.
Применяется также цепной древокольный станок типа КЦ-5.
Полено укладывается сверху на направляющие и подается упо-
ром на нож с лезвием, расположенным под углом 8° к вертика-
ли и углом заострения 17—25°. Производительность станка —
около 20 чураков диаметром до 500 мм и длиной до 1 250 мм в
минуту. Скорость подающей цепи 0,55 м!сек. Потребляемая
мощность 10 кет. Вес станка около 2 500 кг.
Известны и ротационные станки (например системы Рагоз-
кина). Эти станки более производительны, чем описываемые
выше. Поленья раскалываются стальными клиньями, укреплен-
ными по окружности вращающегося диска. Окружная ско-
рость клиньев 0,3 м/сек, диаметр диска 1 200 мм, потребляемая
мощность 14 кет. Вес станка 4 т.
При среднем диаметре поленьев 22 см производительность
станка 30 мт’/час плотной древесины.
На некоторых предприятиях вместо колки производят распи-
ловку толстомерных чураков на высокопроизводительных круг-
лопильных станках для кругляка. Большим преимуществом их
является то, что получается ровная поверхность пропила, бла-
годаря чему повышается производительность древошерстных
станков, а выход мелочи и мусора уменьшается.
60
ПРОИЗВОДСТВО И ОБРАБОТКА ДРЕВЕСНОЙ ШЕРСТИ
Правильный выбор размеров древесной шерсти имеет боль-
шое экономическое и техническое значение. С увеличением тол-
щины строгаемой шерсти возрастает производительность стан-
ков и снижается расход электроэнергии. Однако с толщиной
Рис. 30. Зависимость прочности цементного фибролита от толщины
древесной шерсти (в мм)
/—0.3: 2 — 0.5; 3 — 0,1; -/—0,5; 5 — 0.1
шерсти связаны и такие свойства, как эластичность шерсти,
прочность, качество поверхности, внешний вид и состояние кро-
мок плит, а также удобоукладываемость шихты при формовании.
Во ВНИИНСМе на древесной шерсти различной толщины
(0,5; 0,4; 0,3; 0,1 льи) с постоянной шириной 4,7 мм изготовляли
образцы фибролита с разным расходом цемента. В качестве
минерализатора применяли хлористый кальций (рис. 30, кри-
вые 1, 2 и 3) и жидкое стекло (кривые 4 и 5).
Результаты этих опытов показали, что для цементного фиб-
ролита марок 250, 300, 350 при нормальном расходе цемента
61
прочность не меняется в случае уменьшения толщины шерсти
с 0,5 до 0,2 мм. При дальнейшем уменьшении толщины шерсти
прочность плит начинает падать ввиду того, что при этом резко
увеличивается площадь поверхности древесной шерсти и сокра-
щается, следовательно, количество цемента, приходящегося на
единицу площади.
В случае увеличения расхода цемента сверх обычных норм
при неизменном расходе шерсти образцы, изготовленные на
древесной шерсти с толщиной 0,1—0,2 мм, показывают более
высокую прочность в сравнении с образцами, изготовленными
на шерсти толщиной более 0,2 мм. Объясняется эго тем, что
первые образцы характеризуются более плотной структурой и
имеют на единицу объема больше переплетений, чем образ;гы,
изготовленные на толстой шерсти, взятой в том же количестве
по весу.
Увеличение толщины шерсти сверх 0,5 мм позволяет умень-
шить расход цемента, но при этом резко понижается ее эластич-
ность, а ломкость резко возрастает.
Имеется эффективный путь для увеличения толщины шерсти
без увеличения ломкости, заключающийся в уменьшении ее ши-
рины до 1 —1,5 мм. В этом случае без потери эластичности дре-
весной шерсти можно увеличить толщину до 0,6—0,7 мм.
Уменьшение ширины шерсти само по себе, как показали опы-
ты, не влияет на прочность, но при этом улучшаются внешний
вид и звукопоглощающие свойства плит.
Выбор толщины древесной шерсти определяется также тол-
щиной и объемным весом плит: чем толще прессуемая плита,
тем толще может быть древесная шерсть.
Таким образом, при производстве цементного фибролита
может быть использована древесная шерсть двух крайних раз-
новидностей:
а) широкая: с толщиной 0,25—0,45 мм и шириной 4—5 мм;
б) узкая: с толщиной 0,5—0,7 мм и шириной 1,5—2,5 мм.
Рекомендуется работать на смешанной по толщине древесной
шерсти.
В соответствии с ГОСТ 5244-50 древесная шерсть должна
удовлетворять следующим требованиям:
а) содержание шерсти длиной от 200 до 500 мм должно со-
ставлять не менее 88%, длиной от 50 до 200 мм — не более 10%,
длиной менее 50 мм —не более 2%;
б) шерсть должна быть чистой, без гнили, коры и посторон-
них примесей и иметь цвет и запах здоровой древесины;
в) влажность (абсолютная) шерсти — не более 22%, но для
шерсти, изготовляемой непосредственно на фибролитовых заво-
дах для собственных нужд, требования в отношении влажности
не нормируются;
г) шерсть должна иметь форму плоских лент, не скрученных
в спираль, без узлов и рвани.
62
Производство древесной шерсти сводится по существу к стро-
ганию, которое осуществляется на специальных станках, с дели-
тельными и строгальными ножами, отделяющими от чурака или
плашки ленты нужных размеров. Максимальная длина шерсти
определяется длиной чурака, ширина —расстоянием между дели-
тельными ножами, производящими продольные надрезы, а тол-
щина — толщиной слоя, снимаемого строгальным ножом.
На графиках рис. 31 и 32, заимствованных у Кольмана, при-
ведены данные, важные для расчета производительности стан-
ков и определения выхода древесной шерсти, а также количест-
Рис. 31. Зависимость количества от-
ходов от диаметра елового баланса
при переработке его на древесную
шерсть
/ — горбыль; 2 — мелочь
Рис. 32 Зависимость производитель-
ности станка от диаметра чурака при
строгании ели воздушно-сухой влаж-
ности
ва отходов. На рис. 31 показана зависимость количества отхо-
дов (горбыля и мусора) от диаметра елового чурака при стро-
гании его на древесную шерсть, а на рис. 32 показана зависи-
мость производительности станка от диаметра чурака ели.
На горизонтальном импортном древошерстном станке мож-
но одновременно закреплять четыре чурака диаметром до 20 см
или 2 чурака диаметром до 40 см. Производительность станка
зависит от толщины шерсти, среднего диаметра чураков, поро-
ды древесины, ее сучковатости, влажности, от заточки ножей.
Теоретически, как это видно из рис. 32, производительность
станка для изготовления древесной шерсти достигает оптималь-
ной величины при таком диаметре чурака, когда могут одновре-
менно действовать все четыре места строгания (кривая /); при
превышении диаметра свыше 20 см производительность резко
понижается из-за того, что не используются полностью стро-
гальные устройства, и только при удвоенном диаметре чураков
(40 см), который является предельным, достигается снова опти-
мальная производительность (рис. 32, кривая 2). На практике
зависимость производительности древесной шерсти от диаметра
чурака выражается не ломаной, а непрерывной кривой. Это
объясняется тем, что количество строгаемых чураков часто
уменьшается до трех, так как одновременно можно строгать
63
Рис. 33. Баланс древесины при
переработке ее на стружку в за-
висимости от ее влажности
I — шерсть; 2 — остатки; 3 — мусор
два чуража диаметром меньше 20 см и один—большего диамет-
ра (кривая 3).
При многочасовой работе и расчете средних величин произ-
водительности нужно учитывать и время потерь, которые неиз-
бежны при смене чураков, строгальных ножей и гребенок, что
не нашло отражения на теоретических кривых рис. 32. При не-
больших диаметрах чураков потери времени увеличиваются
вследствие большего количества заправок. На практике при
строгании диаметры чураков всегда смешаны, поэтому нужно
ориентироваться не на теоретические кривые I и 2, определен-
ные для отдельных групп диаметров, а на кривую 4, характери-
зующую работу на сортаменте,
смешанном по диаметрам.
Рассмотрение кривой 4 позво-
ляет сделать следующие выводы:
при диаметрах кругляка от 15 до
40 см производительность станка
для древесной шерсти фактиче-
ски не зависит от диаметра чура-
ка; при среднем диаметре менее
15 см производительность начи-
нает падать.
При замерзании свободной
воды, содержащейся в древесине,
время строгания и количество от-
водов повышаются.
Работа станков зависит также
и от породы древесины. При стро-
гании березы расход энергии по-
вышается на 25—30 % по сравнению со строганием еловой дре-
весины; увеличивается износ станка; срок службы дчительных
и строгальных ножей уменьшается на 20—30%.
Станки работают нормально при влажности древесины 20—
30%. При более высокой влажности забиваются ножи, а при бо-
лее низкой влажности шерсть ломается, из-за чего образуется
много мелочи и мусора, снижающих качество фибролитовых
плит (рис. 33). Строгать чурак нужно в направлении роста
дерева (снизу вверх). Очень важно правильное размещение и
заточка ножей. Делительные ножи следует устанавливать таким
образом, чтобы они выступали за плоскость строгального ножа
на полуторную толщину древесной шерсти. Резательные ножи
должны выступать за плоокость строгальной плиты на 1—5 мм.
Для правильной установки строгальных ножей рекомендует-
ся пользоваться специальными шаблонами.
Смена ножей должна проводиться через каждые 2 часа.
В зависимости от характера движения ножей различают дре-
вошерстные станки с прямолинейно-возвратным и вращатель-
ным движением (ротационные).
64
У станков первой группы режущий инструмент устанавли-
вается в ножевую плиту, являющуюся ползуном кривошипного
механизма. Комплект режущих инструментов таких станков
состоит из набора тонких делительных ножиков, разделен-
ных металлическими прокладками, и одного или нескольких
строгальных ножей. Делительные ножики производят продоль-
ные надрезы через всю длину чурака, а строгальные ножи сни-
мают слои древесины, равные заданной толщине шерсти.
Станки с прямолинейно-возвратным движением режущих
инструментов разделяются на следующие:
1) .станки с горизонтальным и вертикальным расположением
ножевой плиты;
2) станки простого и двойного действия; v первого станка за
один оборот кривошипа ножевая плита делает один рабочий и
один холостой ход, а у другого — оба хода рабочие;
3) одно-, двух-, трех и четырехкратные — по количеству сни-
маемых слоев древесины за один ход;
4) одно-, двух-, четырех и восьмиполенные — в зависимости
от количества одновременно строгаемых поленьев (чураков);
5) правосторонние и левосторонние — в зависимости от
расположения привода.
В Советском Союзе наиболее распространен древошерстный
станок СД-3 (новозыбковский завод «Волна Революции»), по-
казанный на рис. 34. Это горизонтальный четырехполенный ста-
нок. Чурак подается рифлеными вальцами, из которых два
длинных 1 вращаются в неподвижных подшипниках, а четыре
коротких 2 помещены в отдельных суппортах 3, передвигающих-
ся по направляющим станины 4. При подъеме груза 5 переме-
щается суппорт по направляющим станины, а вместе с ним и
рифленый валик 2.
Главный вал 6, на котором насажены два шкива 7 (рабо-
чий и холостой), получает вращение от мотора 8. На другом
конце главного вала насажен маховик 9, от него через палец
кривошипа 10 и шатун 11 получает возвратно-поступательное
движение ножевая плита 12.
В плиту устанавливают два строгальных и комплект целитель-
ных ножей. Величина выступа ножей регулируется специальны-
ми винтами. Делительные ножи крепятся в ножевой плите дву-
мя затяжными болтами. Направляющие ножевой плиты смазы-
ваются от насоса под давлением 50 атм. Насос приводится в
действие через цепную передачу от одного из валов подачи.
Четырехполенный станок СД-3 имеет нижеследующие ха-
рактеристики:
Наибольший диаметр чурака.................. 350 мм
Толщина изготовляемой шерсти............0,05—1 мм
Длина обрабатываемого полена............ 430—510 мм
Электродвигатель АО-32-8, 20 квш........... 785 об/мин
Общие размеры станка: длина—4 500, ширина—1650, высо-
та—1 200 мм
5
Зак. 1782
65
0?С/
Рис. 34. Горизонтальный древошерстный станок СД-3
а — вид сбоку; б — вид сверху
66
Производительность станка СД-3, по данным НИИДревма-
ша, составляет при толщине шерсти 0,5 мм и влажности 25%—
2,85 т в смену.
На качество шерсти влияет также продолжительность рабо-
ты делительных и строгальных ножей. Проведенные Ленинград-
ским филиалом ЦНИИМод опыты показали, что срок работы
этих ножей после заточки не должен превышать 3 час. Боль-
шое влияние на продолжительность работы делительных ножей
оказывает качество стали, из которой они изготовляются, и спо-
соб заточки. Надежную высококачественную заточку строгаль-
ных ножей можно получить только на хорошо отрегулирован-
ных ножеточильных автоматах. Существуют также специальные
станки для заточки делительных ножей.
Для расчета производительности Q древошерстных станков
можно пользоваться формулой
Q = IbSzanT^kyk^ кг,
где / длина чурака в м;
b — средняя ширина строгания одного чурака в м; для
бревен диаметром 120—160 мм равна 0,83 диаметра,
а для больших диаметров — 0,81—0,82 диаметра чу-
рака;
S — толщина шерсти в мм,
z — количество устанавливаемых чураков в станке; для
станков двойного действия величина z равна 2zb где
Zi — количество чураков, строгаемых во время одного
хода ножевой плиты;
а — кратность станка с возвратно-поступательным движе-
нием режущих инструментов;
п — число оборотов главного вала в минуту;
Т — продолжительность работы в минутах;
7 — объемный вес строгаемой древесины в кг!м-\
ki — коэффициент, учитывающий потерю времени на сум-
му чураков и равный 0,9—0,95 (в зависимости от тол-
щины шерсти и чурака);
k2 — коэффициент использования рабочего времени станка;
7( — коэффициент, учитывающий полезный выход шерсти
после отсева мелочи и мусора.
Коэффициент k2 зависит от организации работ, технического
состояния станка и его обслуживания. Даже при самом лучшем
уходе за станком величина простев составляет (в %): регули-
ровка ножей — 1, смена ножей — 1,5—2, устранение засоре-
ний—2—3, технические простои — 0,5, уборка станка и рабо-
чего места—1—2, итого 6—8%. Следовательно, /г2 = 0,92—0,94.
Для уменьшения засорений рекомендуется закрывать ко-
зырьками гайки крепления строгальных ножей.
5*
67
На величину коэффициента 1г2 влияет также влажность сырья
(чем влажнее сырье, тем коэффициент по абслоютному значе-
нию меньше); колеблется в пределах от 0,75 до 0,85.
Выше уже отмечалась эффективность естественной выдерж-
ки древесной шерсти. Так, на Таллинском заводе в случае при-
менения невыдержанной древесины шерсть держат перед ис-
пользованием 3—4 суток в стогах, в результате чего качество
фибролита улучшается. Однако способ этот практически при-
меним только на заводах малой мощности.
Гримме и Фойгт рекомендуют при использовании невыдер-
жанной древесины применять искусственную сподсушку древес-
ной шерсти при температуре 110°. Искусственное высушивание
древесной шерсти в специалыных сушилках с точки зрения лока-
лизации экстрактивных веществ менее эффективно, чем естест-
венное выдерживание шерсти, но искусственное высушивание
практически легче организовать. Кроме того, он обеспечивает
стабильность сырья по влажности, а также более полное прохож-
дение процесса минерализации. Однако древесная шерсть может
искусственно подсушиваться лишь до влажности 20—25%. Пере-
сушивание вызывает сильную ломкость шерсти.
Для сушки древесной шерсти могут быть применены камер-
ные или конвейерные сушилки.
При камерной сушке шерсть расстилается на решетке или
на решетчатом полу, которые подогреваются снизу трубами па-
рового отопления. Для равномерности сушки и ее ускорения
шерсть следует переворачивать. В сушилке подвешиваются вы-
тяжные трубы для отсоса увлажненного воздуха.
Камерные сушилки обладают рядом недостатков: решетча-
тый пол и трубы забиваются, что задерживает тепло и создает
опасность в пожарном отношении; материал сушится неравно-
мерно, имеются трудоемкие операции (шерсть переворачивают
вручную).
В конвейерных сушилках шерсть движется на ленточном
транспортере слоем толщиной в 200—400 мм. В сушильный ка-
нал или в тоннели вентиляторами через калориферы нагнетается
воздух, имеющий температуру 60—'110° и влажность 20%. Дли-
тельность сушки составляет 4—10 мин. Воздух через шерсть дол-
жен двигаться со скоростью 0,4—0,6 м/сек. Скорость движения
ленты конвейера со слоем шерсти — от 1,2 м/сек. Выходящий из
сушилки воздух имеет температуру 40—55° и влажность 60—
80%. Производительность конвейерных сушилок от 200 до
1 000 кг сухой шерсти в час. На 1 кг испаряемой влаги расхо-
дуется около 2 кг пара.
На рис. 35 показана схема конвейерной сушилки для древес-
ной шерсти. Тоннель имеет длину 19 м. Через люк в одном кон-
це тоннеля шерсть попадает на движущуюся сетчатую ленту.
В тоннеле сушилки в направлении, противоположном движению
шерсти, циркулирует горячий воздух, нагнетаемый вентилятора-
68
ми через пластинчатый калорифер. Шерсть на движущейся лен-
те лежит слоем толщиной 200—250 мм. Для лучшего воздейст-
вия теплого воздуха и равномерности просушки шерсть перед
подачей ее в тоннель разрыхляется. Доступ холодного воздуха
в тоннель через входной и выходной люки тоннеля предупреж-
Рис. 35. Схема конвейерной сушилки Кречетова
/ — устройство для забора свежего воздуха; 2 — слой шерсти; 3 — паро-
провод; 4— калорифер; 5 — вентилятор; 6 — выходное отверстие для от-
работанного воздуха; 7 — люк для загрузки шерсти
дают заслонки-фартуки, приподнимаемые движущимся слоем
стружки. Металлическая сетчатая лента натянута на шарнир-
ные цепи, перекинутые через два валика со звездочками. Сет-
чатый транспортер приводится в движение электродвигателем
в 1,7 кет. Температура поступающего в тоннель воздуха 73—78°,
а отходящего 40°. Среднее давление пара у калорифера 2 атм.
Рис. 36. Схема конвейерной су-
шилки
1—люк для подачи древесной шерсти;
2 — распределительная призма; 3 —
сетка для задержки мелочи; 4 — сетча-
тый транспортер; 5 — выходное отвер-
стие для влажного воздуха или газа;
6 — устройство для подачи сушильного
агента
В течение 8-минутной сушки шерсть, имевшая первоначальную
влажность 50%, выходит с конечной влажностью 20%- Недо-
статки этой сушилки: шерсть загружается и выгружается вруч-
ную; пол тоннеля засоряется мусором, удаление которого край
не неудобно.
Более совершенная конструкция сушилки показана на рис. 36
В ней воздух нагнетается сверху и распределяется специальной
призмой на два потока. Левый поток движется по направлению
движения шерсти, а правый •— против направления движения.
Воздух нагревается калорифером, находящимся в отдельном
помещении и обслуживающим несколько сушилок. Транспортер,
69
по которому движется шерсть, состоит из трех ремней шириной
до 5 см, к которым прикреплены рейки сечением 7) >25 мм. По-
ступая в сушилку, шерсть попадает под встречный поток горя-
чего воздуха и подсыхает. Под призмой она подсушивается вто-
рым потоком. Охлаждаемый воздух отсасывается вентилятором.
Путь горячего воздуха в сушильном канале регулируется по-
очередным открыванием двух вытяжных отверстий. Загружает-
ся сушилка через открытый приемник, расположенный непосред-
ственно у древошерстного станка, таким образом, что шерсть
прямо от станка попадает на наклонную деревянную решетку,
где она частично очищается от мусора, и уже затем поступает
на транспортер сушилки.
МИНЕРАЛИЗАЦИЯ ДРЕВЕСНОЙ ШЕРСТИ И СМЕШИВАНИЕ
ЕЕ С ЦЕМЕНТОМ
Существуют два способа смешивания древесной шерсти с це-
ментом — мокрый и сухой.
Первый способ применяется редко. В СССР по этому спосо-
бу работает только завод в Таллине. При мокром способе спе-
циальная минерализация не производится, а шерсть непосредст-
венно окунается в цементный раствор, содержащий добавки
жидкого стекла и хлористого кальция. Цементный раствор при-
готовляют в двухлопастной мешалке принудительного действия
Диаметр цилиндра мешалки 0,65 м, высота 0,7 м. Емкость ме-
шалки 220 л. Лопасти делают 32 об/мин. Мощность мотора
2,7 кет.
Приготовленный раствор выливают в ванну для окунания
шерсти через отверстие в стенке цилиндра, находящееся у са-
мого дна и закрываемое шибером. Ванна для окунания имеет
корытообразную форму; длина ее 2,3 м, ширина (сверху) 1 м,
глубина 0,65 м, емкость 680 л. С одной стороны ванны установ-
лена растворомешалка, а с другой в нее на глубину 0,4 м входит
транспортер, установленный под углом 60°, длиной 2.5 м. шири-
ной 0,6 м. Транспортер приводится в действие мотором мощно-
стью 4,5 кет. Шерсть опускается в ванну вручную на 3—4 мин.
Далее фибролитовая шихта (шерсть, покрытая цементным
раствором) подается транспортером на сетчатую раму виброгро-
хота, длиной 4 м и шириной 1 м, на котором из шихты удаляется
избыток раствора. Размер ячеек сетки 10X10 мм, толщина
проволоки 3 мм. Амплитуда 100 мм, число колебаний в минуту—
170. Мощность мотора виброгрохота 7,5 кет. Под сеткой уста-
новлен желоб для обратного стока излишка раствора. Затем
шихта поступает в формы.
Производство фибролитовых плит мокрым способом облада-
ет следующими недостатками.
1. Во избежание осаждения цемента необходимо все время
вручную перемешивать цементное тесто в ванне. Осаждение
70
цемента можно в известной мере предотвратить, например, со-
вместным добавлением жидкого стекла и хлористого кальция.
Однако при этом ухудшается качество фибролита.
2. Цемент часто схватывается, что приводит к перерывам в
работе для чистки ванны и к потерям цемента, которым обраста-
ет оборудование.
3. При мокром способе в фибролит вводится большое количе-
ство воды, что отражается на качестве плит.
При сухом способе все эти недостатки отпадают. По сухому
способу шерсть (влажностью 20—25%) смачивается минерали-
затором, посыпается цементом и тщательно перемешивается.
Пропитка древесной шерсти растворами минерализаторов
производится до ее смешивания с цементом с помощью специ-
альных механизмов путем окунания шерсти в раствор минера-
лизатора или путем ее обрызгивания этим раствором. Расход
сухого вещества минерализатора на 1 кг шерсти ( влажностью
22%) 0,06—0,11 кг. В .пересчете на раствор это составляет 140—
150 л на 1 лг3 плит.
На большинстве заводов применяется обрызгивание ввиду
простоты этого способа. Окунанием пользуются лишь на неко-
торых наших заводах в Маклаково и Сегеже, а также на чеш-
ских заводах в гг. Остраве и Колине.
Необходимая длительность пропитки шерсти устанавливает-
ся опытным путем заводской лабораторией с учетам местных
условий (влажность шерсти, условия пропитки и пр.).
При пропитке древесной шерсти растворами минерализато-
ров должны быть предусмотрены устройства для осаждения и
удаления нерастворимого осадка раствора и для повторного ис-
пользования стекающего с шерсти, после ее пропитки, излишка
раствора.
Система для осуществления минерализации обычно состоит
из мешалки для растворения твердого вещества минерализато-
ра, в которую подается горячая вода при 60—80°, и двух резер-
вуаров — одного для хранения концентрированных растворов и
другого для разведения растворов до рабочих концентраций и
одновременно для его хранения. Резервуар для хранения рабо-
чих растворов должен быть снабжен змеевиками для поддержа-
ния температуры в пределах 30—-40°, а также системой труб и
насосов для перекачки раствора.
Выбор способа минерализации имеет очень важное значение
как с точки зрения вымывания экстрактивных веществ, так и
введения в шихту оптимального количества влаги в процессе
минерализации.
Для всех бетонов на древесных заполнителях, в том числе и
для фибролита, величина В/Ц является важнейшим производст-
венным фактором, определяющим получение высококачествен-
ных изделий (тюд В/Ц понимается отношение всего количества
влаги, содержащегося в шихте, к весу цемента).
71
Водоиементкое отношение
Рис. 37. Влияние водоцементного отношения и
способа обработки минерализатором на прочность
фибролита за сутки твердения
а — минерализация жидким стеклом (сплошные линии —
обрызгивание. точки — окунание); б — минерализация
хлористым кальцием (/ — окунание; 2 — обрызгивание>
бетонов,
1 ярко
оптп-
Для изучения фактора В/Д во ВНИИНСМе изготовлялись
образцы составов 1:1; 1:1,5; 1:2; 1:3 (шерсть: цемент,
по весу) с широким диапазоном водных добавок, начиная от
В/Ц—6,4 до В1Ц=Ч,‘2, при постоянном количестве минерализа-
тора (в пересчете на твердое вещество).
.Минерализация в этих опытах осуществлялась обрызгивани-
ем и окунанием. Об-
разцы испытывались
через 1 сутки твер-
дения в естествен-
ных условиях. Ре-
зультаты этой рабо-
ты, приведенные на
рис. 37, позволяют
сделать следующие
выводы:
а) при производ-
стве цементного
фибролита, как и
для всех Г
наблюдается
выраженный
мум ВЩ;
б) с увеличением
в составе фибролита
древесной
оптимальная
чина
стает;
в) для состава
1 :2 при объемном
весе фибролита
400 кг/л«3 оптималщ
ное В/Ц находится в
пределах 0,8—1,1;
г) левая ветвь
кривой ВЩ харак-
теризует шихту с не-
достатком влаги, что
не позволяет как
следует перемеши-
вать шерсть с цемен-
том и обеспечить не-
шерсти
вели-
ВЩ возра-
обходимое для гид-
ратации цемента ко-
личество влаги; на-
оборот, избыток вла-
ги приводит к выте-
72
канию цементной суспензии в нижюю часть плиты и к разрых-
лению структуры цементного камня;
д) «жирные» составы дают более крутые кривые для ВЩ, а
«тощие» — пологие, что характерно вообще для всех видов бе-
тонов;
е) способ окунания дает наилучшие результаты; эти резуль-
таты совпадают с оптимальными, полученными при обрызгива-
нии; таким образом, при окунании древесной шерсти в раствор
с последующим стеканием из нее избытка влаги автоматически
достигается оптимальное увлажнение, соответствующее полному
водонасыщению древесной шерсти. Окунание дает высокие ре-
зультаты благодаря тому, что при погружении шерсти в раствор
происходит энергичное вымывание водорастворимых веществ из
поверхностных слоев шерсти, причем этот процесс начинается
сразу в момент окунания. Благодаря вымыванию цементных
ядов с поверхности шерсти при смешивании на границе дерева
п цемента уже не могут создаваться высокие концентрации экст-
рактивных веществ, в то время как их диффузия через стенки
древесных клеток происходит медленнее, чем процесс схватыва-
ния цемента.
Водорастворимые вещества, попавшие в раствор минерали-
затора при окунании, уже не так страшны для цемента ввиду
того, что при смешивании они распределяются по всей массе
цемента, не создавая в нем опасных концентраций.
Далее было изучено влияние фактора ВЩ при искусственном
твердении цементного фибролита. Образцы изготовляли по обыч-
ной методике и подвергали термообработке при температуре
30° в течение 16 час. и сушке до 20%-ной влажности при темпе-
ратуре 70°. Результаты испытаний приведены в табл. 29.
Таблица 29'
Влияние ВЩ и способа минерализации на прочность
цементного фибролита искусственного твердения
Вид минерализатора Предел прочности при изгибе в кг}см* в зависимости от ВЩ Предел прочности при изгибе в кг/см? при изго- товлении образцов способом окунания
0,6 0,72 | 0.82 1,08 1,2 1,32
Хлористый каль- ций 4,8 8,5 6,8 3,8 2 1 8,9
Жидкое стекло . 3,4 4 5 4,8 6,8 4,9 6,9
Как видно из данных табл. 29, были получены такие же ре-
зультаты, что и при естественном твердении. Образцы, изготов-
ленные методом обрызгивания с избытком влаги, оказались ху-
же образцов, изготовленных методом окунания. На основании
результатов данной серии опытов можно сделать вывод, что
метод окунания следует предпочесть методу обрызгивания. Экс-
73'
перименты, произведенные в производственных условиях, также
подтвердили это положение.
На рис. 38, а показано в схематическом виде оборудование
для минерализации древесной шерсти способом обрызгивания,
применяемое на Костопольском ДСК- Древесная шерсть / рас-
Рис. 38. Схема минерализации методом обрызгивания
а — при помощи карусели; б - иа сетчатом транспортере
кладывается в металлические ковши-корзины с перфорирован-
ными стенками 2, объем древесной шерсти в одном ковше рас-
считан на изготовление одной плиты. Дозировка древесной шер-
сти производится по объему. Шесть металлических корзин (ков-
шей), прикрепленных на стрелах 3 к вертикальной оси 4, двига-
ются по окружности, образуя карусель. Ковши поочередно под-
ходят под душевые форсунки, расположенные над каруселью;
над каждой каруселью имеется по две форсунки. После выхода
ковша с древесной шерстью из сферы действия душевых фор-
сунок излишек раствора минерализатора стекает в чашу, уста-
74
новленную под каруселью, и из нее в чаны, из которых раствор
снова перекачивается к душевым форсункам. Когда ковщ с ми-
нерализованной древесной шерстью располагается над смесите-
лем, карусельщик опрокидывает его, и шерсть падает в смеси-
тель. Каждую карусель обслуживает один рабочий (он же и опе-
ратор смесителя), который загружает древесную шерсть в ме-
таллические корзины, вращает карусель, опрокидывает ее над
смесителем и нажатием кнопки на пульте управления включает
мотор смесителя и весовой дозатор цемента. Способ этот очень
трудоемок.
На рис. 38, б показана схема установки для минерализации
шерсти, рекомендуемая Гримме и Фойгтом. Установка состоит
из бесконечной сетчатой транспортерной ленты 1. Длина ленты
рассчитана так, что на ней размещается одновременно шесть
доз шерсти 2. Над лентой размещены две душевые воронки 3
для смачивания шерсти минерализатором. На полу под лентой
установлен желоб 4, в который стекает излишек раствора мине-
рализатора из шерсти. В конце ленты установлен смеситель 5,
куда сбрасывается минерализованная шерсть.
Минерализация производится поточным методом, тактами по
36 секунд (время, необходимое для смачивания дозы шерсти ми-
нерализатором). Взвешенная с учетом влажности, доза шерсти
расстилается >в рыхлом состоянии на первом участке I сетчатой
ленты. Мотор включается, лента продвигается на один такт и
настланная доза шерсти попадает на участок II под душевую
воронку. В это время на новом участке настилается следующая
доза шерсти. По истечении 36 секунд мотор опять включается
на один такт, доза шерсти выходит из-под душевой воронки и в
течение последующих четырех тактов проходит через участки
I! - VI, с нее в течение 144 секунд стекает излишек 'раствора ми-
нерализатора в подставленный внизу желоб; на шестом такте
шерсть падает в мешалку. Излишек раствора минерализатора
поступает из желоба в*верхний резервуар для дальнейшего ис-
пользования. Доза шерсти может быть рассчитана и на две пли-
ты, что повышает производительность установки. С-корость дви-
жения ленты и подачи раствора минерализатора можно регули-
ровать. Над последним участком перед мешалкой устанавли-
вается запасная душевая воронка 3 на случай, если требуется
дополнительное обрызгивание.
На рис. 39 показано мпнерализационно-смесптельное отделе-
ние автоматизированного завода фибролитовых плит фирмы
«Трэуллит» (Швеция). Пневмотранспортом по трубопроводу
/ шерсть от станков, проходя через коллектор 2, выходит на
вибрационный стол 3. Его длина около 4,5 м и ширина 0,8—
0,9 м. Стол состоит из 6 секций, приводимых в движение шести-
коленчатым валом. Привод вибрационного стола осуществляется
от индивидуального электромотора мощностью около 7 л. с.
Вал вращается со скоростью около 200 об/мин, с такой же ско-
75
Рис 39 Схема оборудования для минерализации и смешивания па заводе фирмы «Трэуллит»
а — продольный разрез; i — план
76
ростью совершают колебательные движения 6 секций вибраци-
онного стола, продвигающие шерсть к 'мешалке и одновременно
переворачивающие ее. По бокам стола имеются вертикальные
стенки высотой 200 мм, предотвращающие выпадение шерсти, а
под ним корыто 4 для сбора избытка раствора. Движущаяся по
столу древесная шерсть обрызгивается минерализатором, посту-
пающим из бака через форсунку 5.
На рис. 40 показан агрегат для минерализации древесной
шерсти на заводе фибролитовых плит финской фирмы «Тайола».
Шерсть поступает от станков в бункер 1, а отсюда — через от-
верстие—на наклонный пластинчатый транспортер 2, закрытый
сверху металлическим коробом 3; транспортер сделан из сетча-
той ленты с прикрепленными сверху планками. Над транспор-
тером установлены два барабана 4 с закрепленными по окруж-
ности штырями. Барабаны двигаются в направлении, противопо-
ложном движению транспортера, и разрыхляют шерсть для бо-
лее полного ее смачивания минерализатором. В конце транспор-
тера, снабженного вибратором 5, установлен третий барабан 6,
вращающийся по ходу транспортера и разравнивающий слой
шерсти по всей ширине транспортера для равномерного смачи-
вания ее минерализатором. При прохождении шерсти по пла-
стинчатому транспортеру мелочь и пыль выпадают через отвер-
стия сетки. С пластинчатого транспортера шерсть падает на
наклонный вибрационный стол 7, состоящий из четырех секций-
трясунов, предназначенных для подбрасывания и перемешива-
ния шерсти. Над вибростолом установлено корыто 8 с раство-
ром минерализатора, вытекающим на слой шерсти. К торцу виб-
ростола примыкает транспортер 9 с резиновой обкладкой, кото-
рый подает шерсть в смеситель. Излишек раствора минерализа-
тора стекает в подставленный внизу бак 10, а затем (пере-
качивается в корыто 8. Вверху установлена труба 11 для вытя-
жки пыли.
На рис. 41, а показан простейший способ минерализации дре-
весной шерсти способом окунания на транспортере. Транспор-
тер, изготовленный из сетчатой ленты 1, установлен в ванне 2
с раствором минерализатора 3. Древесная шерсть 4 загружается
на медленно движущийся в ванне транспортер, увлажняется и
выносится транспортером из ванны. Излишек раствора минера-
лизатора стекает с шерсти обратно в бассейн во время подъема
ее по наклонной части транспортера.
На рис. 41, б показан способ минерализации древесной шер-
сти в подъемном ковше мешалки, применяемый на заводах в
Маклакове и Сегеже. Доза древесной шерсти /, достаточная для
изготовления одной плиты, загружается в сетчатый подъемный
ковш мешалки 2. Подъемный ковш, наполненный шерстью,
опускается в бассейн 3 с раствором минерализатора. После
выдержки в течение 20—30 секунд ковш медленно поднимается
по направляющим и опрокидывается над мешалкой 4. Снизу
77
Рис. 40. Агрегат для минерализации древесной шерсти на финском за-
воде «Тайола» (вид сбоку)
Рис. 41. Минерализация способом окунания
а — при помощи транспортера; б в ковше скипового подъемника мешалки
74
направляющих прикреплен металлический лист, по которому
излишек раствора минерализатора стекает обратно в бассейн.
При произво|дительности завода до 1 000—1 200 м2 плит в смену
этот способ минерализации является самым простым и удобным.
Смешивание минерализованной древесной шерсти с цемен-
том может осуществляться в специальном смесителе любой кон-
струкции как периодического, так и непрерывного действия.
Рис 42. Смеситель для фибролитовой шихты
<4 — боковой вид: б вид сверху; в — поперечный разрез по барабану г -
продольный разрез барабана; 1 — корпус смесителя; 2 — барабан; 3 — вал;
4 — билль); ) - шибер отверстия для выпуска шихты
Для смешивания минерализованной древесной шерсти с це-
ментом марки 400 требуются следующие его количества:
а) для плит марок 300 и 350 на 1 кг шерсти (влажностью
22%) — 1,9 кг цемента;
б) 'для плит марки 400—1,7 кг цемента;
в) для плит марки 500 — 1,3 кг цемента.
В случае применения шерсти с влажностью более или ме-
нее 22% дозировка соответственно меняется; при использовании
79
цемента марки выше 400 дозировка устанавливается опытным
путем заводской лабораторией.
Смесители для фибролитовой шихты должны быть устроены
таким образом, чтобы древесная шерсть не свойлачивалась и
не переплеталась вокруг вала смесителя. Смесители бывают
периодического и непрерывного действия.
На рис. 42 показана схема смесителя периодического дейст-
вия, применяемого на Костопольском ДСК Цемент падает из
Рис 43. Схема смесителя системы Каспари (ГДР)
а — вид спереди; б — вид сбоку; 1 — бункер; 2 — рессеивающее
сито; 3 — вороика для загрузки древесной шерсти; 4 — мотор
дозатора на расположенный под ним вращающийся распыли-
тель. Распыление сокращает в 3—4 раза время, требуемое для
перемешивания шихты, что увеличивает производительность
смесителя и уменьшает количество ломаной шерсти. После пе-
ремешивания шибер смесителя откидывается, и шихта по на-
клонному лотку подается в подготовленную форму.
Характеристика смесителя
Габаритные размеры:
длина........................ .............. I 800 мм
ширина.................................1 100 „
высота.................................1 100 .
Потребная мощность мотора...................4,5 кет
Число оборотов барабана смесителя в минуту . . 60
Производительность (в зависимости от размеров изготовляе-
мых плит) — 1—2 м3 в час.
На рис. 43 показана схема смесителя периодического дейст-
вия системы Каспари (ГДР). Минерализованная шерсть попа-
80
дает через загрузочный желоб в смеситель, внутри которого вра-
щаются два зубчатых вальца. Цемент хранится в бункере, ус-
тановленном над смесителем. Оттуда он падает на подвесное
качающееся сито, которое распределяет цемент равномерно по
всей шихте. Готовая шихта выпускается через шибер, откры-
ваемый рычагом вручную.
Характеристика смесителя
Габаритные размеры:
ширина . .................................. 900 мм
длина ..... .............. 800 ,
Объем................................ около 0,6 мг
Потребная мощность мотора . . ..............2,5 кет
Производительность..........................1,5—3 м*
плит в час
Применяемая в Чехословакии мешалка непрерывного дейст-
вия для приготовления фибролитовой массы показана на рис. 44.
Она представляет собой вращающийся барабан длиной 3 470 жж
и диаметром 2 100 мм, внутри которого расположена крыльчат-
ка. Эксцентрицитет между осью барабана и крыльчатки по го-
ризонтали 150 жж и по вертикали 100 мм. Барабан и крыльчат-
ка вращаются в одном направлении; барабан делает 19 об/мин,
а крыльчатка — 47 об/мин.
Мешалка завода фибролитовых плит фирмы «Трэуллит»
(см. выше рис. 39) представляет собой металлический бункер 6
длиной около 6 м, шириной 1,5 ж и высотой 1,8 ж, установлен-
ный с небольшим уклоном в сторону выхода шихты. Внутри бун-
кера в продольном направлении размещен пустотелый вал диа-
метром около 300 жж, вращающийся со скоростью 100 —
120 об/мин. На валу закреплены при помощи зажимных хомути-
ков 18 трехрожковых вилок, развернутых под углом 150° к оси
вала. Вращающиеся вилки захватывают шерсть и перемешива-
ют ее 'С цементом, одновременно перемещая смесь вдоль бун-
кера к выходному отверстию. Наклон вилок и самого бункера
обеспечивает полное перемещение шерсти к выходному отвер-
стию. Над мешалкой расположен бункер 7 для цемента емкостью
25 т. В нижней закругленной части бункера установлен шнеко-
вый транспортер-дозировщик; за один оборот шнека подается
1 кг цемента. Шнековый транспортер имеет индивидуальный мо-
тор с коробкой передач. Количество цемента, подаваемого в
единицу времени в смеситель, регулируется скоростью вращения
шнека.
На рис. 45 показан смесительный барабан завода фибролито-
вых плит фирмы «Тайола» (Финляндия), представляющий собой
металлический цилиндр 1 с внутренним диаметром 1 600 мм,
установленный наклонно под углом 10—15° для удобства раз-
грузки. Внутри барабана расположен лопастной вал 2 для пере-
мешивания шерсти с цементом и перемещения смеси к выходно-
му отверстию. Вал находится правее и ниже оси барабана и вра-
6
Зак. 1782
81
Рис. 44. Смеситель непрерывного действия завода «Свен» (Чехословакия)
Рис. 45. Смеситель фирмы «Тайола» (Финляндия)
а —общий вид; б — вид сверху; в — разрез барабана
6*
83
щается со скоростью 21,6 об/мин. Приводится он в движение от
индивидуального электропривода 3 через редуктор 4. Цемент
в барабан подается дозировочным устройством, управляемым
вручную.
ФОРМОВАНИЕ И УПЛОТНЕНИЕ ПЛИТ
Готовая смесь цемента с шерстью из мешалки поступает в
формы. Толщина слоя засыпки цемента с шерстью, в зависимо-
сти от толщины готовой плиты h, составляет: 3—4 h — для плит
марок 300—350; 4—6 h — для марок 400—500.
Конструкция форм должна обеспечивать возможность пакет-
ного прессования плит, а также сохранения отпрессованных плиг
на длительное время в зажатом состоянии. Все крупные произ-
водства предусматривают пакетное прессование: в пакеты со-
бирается до 20 форм.
Заводы фирмы «Трэуллит» применяют стальные формы. Дру-
гие предприятия применяют деревянные формы.
Формы состоят из поддонов с прикрепленными к ним или сво-
боднолежащими бортовыми элементами. Высота бортовых эле-
ментов может равняться требуемой толщине плит либо толщине
слоя засыпки шихты в формы; в первом случае верхняя плос-
кость плиты отформовывается при прессовании поддоном выше-
лежащей плиты, а бортовые элементы формы служат ограничи-
телями; во втором случае формы должны иметь специальные
крышки, опускающиеся при прессовании внутрь формы до полу-
чения плиты необходимой толщины.
Бортовые элементы, т. е. две продольные и две торцовые
стенки, могут быть соединены между собой и, таким образом,
представлять собой рамку, устанавливаемую на поддон, как это
сделано на Костопольском ДСК и Таллинском заводе (рис. 46),
или состоять из четырех отдельных элементов, как это имеет ме-
сто по технологии финской фирмы «Тайола». Стальные формы,
применяемые на заводе фирмы «Трэуллит», имеют наглухо при-
деланные борта (рис. 47)
На Костопольском ДСК пакеты набираются на подъемнике-
снижателе. Заполненная шихтой и покрытая крышкой пресс-
форма подается по рольгангу на подъемни1к-снижатель. Один из
рабочих нажимает кнопку на пульте управления, и подъемник
опускается на высоту одной пресс-формы, после чего на него
устанавливается следующая пресс-форма. Таким путем на подъ-
емнике комплектуют пакет из девяти форм, который затем под-
нимают до отметки уровня пола. Пакет комплектуется на двух
брусьях размером 20x20 см, расположенных на верхней пло-
щадке подъемника и отстоящих один от другого на расстоянии
100 см. В пространство между брусьями под укомплектованный
пакет подводится ручная вагонетка с подъемной платформой для
отправки пакета под пресс.
84
На заводе фирмы «Тайола» установлено автоматическое па-
кетонаборное устройство, показанное на рис. 48. Конвейер пред-
ставляет собой металлическую раму 1, по периметру которой
передвигается втулочная цепь 5. По периметру рамы двигаются
подвешенные на роликах 3 захваты 4, с крюками 2. Конвейер
приводится в действие индивидуальным электродвигателем 7 че-
рез привод 6.
Рис. 46. Деревянная пресс-форма, применяемая на заводе ТЭП (Таллин)
а — днище; б — боковая рама; в — крышка
Наполненная шихтой пресс-форма подходит по рольгангу под
захват 4, находящийся на передней направляющей стойке 8 ра-
мы 1. В то время, когда крюки 2 захватывают пресс-форму
с шихтой, цепь поднимает захват с пресс-формы вверх
по передней направляющей стойке 8, а на его место
подходит следующий захват. При последующих тактах
первый захват с пресс-формой переходит на верхнюю горизон-
тальную часть рамы и двигается дальше, к задней вертикальной
направляющей 9 рамы 1. Здесь пресс-форма опускается на не-
приводной рольганг 10, на котором собирается пакет В месте
85
комплектации пакета уровень пола ниже уровня пола цеха на
750 мм. Пакет, набранный из 10—15 плит, в зависимости от тол-
щины, подается по рольгангу 10 в пресс. Около пакетонаборщи-
ка находится площадка обслуживания и пульт управления.
Под верхней горизонтальной площадкой подвешено предохра-
нительное перекрытие.
Рис. 47. Металлическая пресс-форма завода «Трэуллит» (Швеция)
а - вид спереди; б — план в — вид сбоку
На заводах фирмы «Трэуллит» установлено пакетонаборное
устройство, которое одновременно является и прессом (рис. 49).
Прессование здесь происходит за счет веса вышележащих плит
и форм. Наполненная шихтой пресс-форма поступает с главного
транспортера на прессовый роликовый транспортер 1. Пресс со-
стоит из двух рядов вертикальных стоек 2, соединенных между
собой для устойчивости в каждом ряду металлическими связка-
ми. Стойки играют роль направляющих при сборке пакета. По
основанию пресса установлено два ряда стоек 4, на которых на-
ходятся горизонтальные балки 5, уложенные на высоте 100 мм
от роликового транспортера. Каждая балка снабжена четырьмя
упорами 6, имеющими скосы с нижней стороны. Между направ-
ляющими стойками под роликовым транспортером расположен
86
згзг
ом------------Hz#-1
87
мощный пневматический цилиндр 7, на верхнем конце поршня
этого цилиндра закреплена площадка 8. Ширина этой площадки
меньше ширины пресс-формы и она проходит между рядами ро-
ликов, на которых лежит пресс-форма своими продольными
краями.
Рис. 49. Пакетонаборное устройство фирмы «Трэуллит»
Роликовый транспортер 1 вводит наполненную пресс-форму
в пакетоукладочное устройство. Пресс-форма, дойдя до крайнего
положения, упирается своим торцом в выключатель 9, который
открывает клапан пневматического цилиндра. Поршень 10 диа-
метром около 300 мм поднимает при этом пресс и выдвигает
упоры 6; когда пресс-форма поднимается над упорами, они при
помощи пружин возвращаются в исходное положение, а пресс-
88
форма ложится на упоры 6. Когда поршень доходит до крайнего
верхнего положения, открывается клапан и сжатый воздух воз-
вращает поршень в крайнее нижнее положение. Таким же об-
разом осуществляется подъем остальных пресс-форм.
При укладке заполненных форм в пакеты днище верхней
пресс-формы является крышкой для нижней пресс-формы. На
верхнюю пресс-форму пакета (первую по порядку поступления
в пакетоукладчик) укладывается тяжелая металлическая крыш-
ка— прокладка весом 100 кг, которая отделяет один пакет от
другого, образуя зазоры. В эти зазоры входят вилки автопо-
грузчика, транспортирующего пакет в камеру твердения. Плиты
прессуются в процессе набора пакета давлением веса верхних
наполненных пресс-форм и крышек, при этом верхняя форма,,
прессуя шихту в нижней, ложится на ее борта. Пакет из 10 плит
толщиной по 75 мм и размерами в плане 2 000X500 мм, с учетом
толщины днищ и верхней крышки-прокладки, имеет общую вы-
соту 90—95 см. По высоте в пакетоукладчик вмещается три па-
кета. После набора всех трех пакетов верхний пакет вывозится
автопогрузчиком в камеру твердения.
Вес одного пакета составляет:
вес металлических форм . . . 90X10=900 кг
„ фибролитовых плит . . . 21X10=210 „
„ верхней крышки.......100X1 =100 „
Итого... 1 210 кг
Таким образом, на нижнюю плиту давление составляет
1 210x3—(90 + 21) =3519 кг и чем ближе к верху, тем давление
на плиту меньше; давление на самую верхнюю плиту составляет
всего 100 кг. т. е. равно весу верхней крышки.
При таком незначительном давлении возможно прессовать
плиты цементного фибролита с объемным весом 300—350 кг!мА
только в случае, если производится предварительная подпрес-
совка шихты. По шведской технологии она осуществляется под-
прессовывающим валиком 9 (см. рис. 64).
Для прессования плит можно применять прессы любой кон-
струкции, обеспечивающие возможность выдержки пакета плит
при максимальном давлении, которое без предварительной под-
прессовки составляет:
а) от 0,1 до 1 кг! см- при прессовании плит марок 300—350
б) » 1,5 » 4 » » » » » 400—500
Можно применять прессы гидравлические, а также эксцен-
триковые приводные и механические, ручные и ударно-винтовые,
Но самыми удобными и надежными в работе являются прессы,
гидравлические. Нужная рабочая высота пресса и величина хо-
да поршня зависят от конструкции пресс-формы, толщины и ко-
личества прессуемых плит. Обычно на гидравлическом прессе
прессуют пакет в 10—20 плит.
89>
На рис 50 показан винтовой 20-тонный пресс, установленный
на Костопольском ДСК- Характеристика пресса следующая:
Мощность...............................
Габаритные размеры:
длина..................................
ширина...........................
высота...........................
Мощность мотора .........
Размеры прессующей плиты
Ход винтов...............
Скорость движения винтов .
Производительность ....
20 т
3 260 мм
1260 »
350 .
. . . . 5,8 кет
. . . 2260 x420 л/л/
. . . . 700 „
0,6 м мин
1—2,5 л/3 плит в час
Современные .прессы, устанавливаемые на фибролитовых за-
водах, прессуют не только в вертикальном направлении, но и с
боков. На рис. 51 показан гидравлический пресс завода фирмы
«Тайола», работающий по этому принципу. Пресс общей мощ-
ностью 350 т, работающий на минеральном масле, имеет 14 гид-
равлических домкратов по 25 т каждый, установленных на тра-
версах с пяти сторон. На траверсе в верху пресса установлено
2 домкрата, на продольных сторонах — по 4 и на торцовых — по
2 домкрата. Пакеты прессуются последовательно в несколько
приемов.
После прессования пакеты могут зажиматься с помощью од-
ного из пяти способов, показанных на рис. 52.
Расформовывают пакеты отвердевших плит либо вручную,
либо с помощью различных приспособлений, в том числе авто-
матически действующих пакеторазборных устройств. Такое уст-
ройство (сепаратор) установлено на заводе фирмы «Трэуллит»
(см. ниже рис. 64); по своей конструкции оно аналогично пакето-
сборщику. Устройство также снабжено пневматическим цилин-
дром с вертикально движущимся поршнем, предназначенным для
подъема и опускания пакетов, но отличается от пакетосборщика
наличием двух рычагов 33, на захватах которьгх лежат пакеты
Нажимом кнопки на пульте управления поршень 32 подни-
мает пакеты и этим самым освобождает от груза поддерживаю-
щие рычаги 33. В этот момент включается второй пневмоци-
линдр, который отводит рычаги 33 в сторону. Далее с того же
пульта управления поршень цилиндра 32 переключается на
спуск. Когда пакет опускается на толщину одной пресс-формы,
поддерживающие рычаги 33 возвращаются в первоначальное
положение. Поршень с лежащей на его площадке пресс-формой
продолжает опускаться до тех пор, пока пресс-форма не ляжет
на роликовый транспортер, который подает ее к выбивному уст-
ройству; при этом транспортер движется в направлении, обрат-
ном движению главного роликового транспортера. После выдачи
нижних 10 пресс-форм на роликовый транспортер таким же об-
разом ложится металлическая крышка-прокладка. Роликовый
реверсивный транспортер пакеторазгрузочного устройства ав
90
91
Рис. 51. Гидравлический пресс завода фирмы «Тайола»
/ — рольганг; 2 — домкрат; 3 — прессовая балка; 4 — рама; 5— масляный насос с мотором;
6 — прессуемый пакет
92
тематически переключается на обратное направление (по ходу
главного роликового транспортера), и крышка подается к по-
перечному транспортеру.
Из сепаратора пресс-форма поступает® выбивное устройство
(рис. 53). Форма заходит своими боковыми ребрами в пазы 1 за-
хватных рычагов 3, находящиеся ниже уровня роликового транс-
Рис. 52. Зажимы для пакетов форм
а — стяжки болтами: б — гребенчатая косая;
в стяжка клином.- г — гребенчатая стяжка
прямая
портера и поворачиваю-
щиеся вокруг оси 2. На-
жатием кнопки на пуль-
те управления приво-
дятся в действие рыча-
ги 3, описывающие угол
в 120°, опрокидывающие
пресс-форму вместе с
плитой. Это достигается
посредством действия
пневматического цилин-
дра 4, в котором пор-
шень перемешается в
вертикальном направле-
нии; при помощи тяг 5
поршень поворачивает
зубчатый сектор 6, с ко-
торым сцепляется зуб-
чатка 7, закрепленная на
поворотной оси 2, и вме-
сте с поршнем поднима-
ются и опускаются рыча-
ги. Одновременно с ры-
чагами поднимаются при-
мерно на 100 мм восемь
поддерживающих кронштейнов 8, на которые ложится выбитая
из пресс-формы плита. Плита из пресс-формы выбивается сле-
дующим образом: поршень поднимает захватные рычаги 3 с за-
жатой в их пазах пресс-формой. Рычаги 3, поворачиваясь во-
круг оси 2, ударяют пресс-форму об амортизаторы 9, и благо-
даря инерционной силе плита выпадает на поддерживающие
кронштейны 8, которые опускаются, и плита ложится на ролико-
вый транспортер 10, подающий ее на обрезку. После освобож-
дения пресс-формы захватные рычаги возвращаются в перво-
начальное положение.
ТВЕРДЕНИЕ И СУШКА ПЛИТ
Фибролитовые плиты, зажатые в формах, проходят есте-
ственное или искусственное твердение. Отвердевшие плиты рас-
формовываются и направляются на сушку до достижения имя
влажности в 20% согласно требованиям ГОСТ 8928-53.
93
94
Естественное твердение плит при нормальной температуре
(18, 20°) требует достаточно длительных сроков (не менее 2 су-
ток) и практически целесообразно лишь для предприятий малой
мощности. В целях сокращения сроков выдержки плит в формах
применяют искусственную термообработку при повышенных
температурах.
Термообработка плит цементного фибролита обычно прово-
дится сухим теплом. Пропарка, т. е. термовлажностная обра-
ботка, не применяется.
В целях выявления оптимальных режимов термообработки
во ВНИИНСМе были проведены специальные эксперименталь-
ные работы. Образцы фибролита объемного веса 350 кг!м* изго-
товляли из выдержанной сосновой древесной шерсти на четырех
видах цемента. В качестве минерализатора были использованы
жидкое стекло концентрацией 1,05 и хлористый кальций концен-
трацией 1,04.
Температуру термообработки меняли от 30 до 80° ступенями
по 10°; ее продолжительность — от 4 до 24 час., а /в некоторых
случаях до 36 час. ступенями по 4 часа. После термообработки
образцы извлекали из форм и высушивали при температуре 70°
и влажности воздуха 65%. Готовые образцы испытывали на из-
гиб и сравнивали между собой по силе сцепления между струж-
ками, осыпаемости и внешнему виду.
Из результатов этих опытов, приведенных на рис. 54—55,
видно, что наибольшая прочность фибролита на портландцемен-
те и шлакопортландцементе Здолбуновского завода имеет ме-
сто при температуре 30° и продолжительности термообработки
16 час., для фибролита на цементе Воскресенского завода — при
температуре 40° и продолжительности 16—24 час., для фиброли-
та на цементе Белгородского завода — при температуре 30° и
продолжительности 24 часа. В случае увеличения сроков термо-
обработки сверх указанных величин прочность не повышается,
а для цемента Здолбуновского завода она даже снижается. При
повышении температуры термообработки сверх указанных зна-
чений, одновременно с уменьшением прочности (рис. 55) ухуд-
шается качество поверхности цементного фибролита, появляют-
ся такие дефекты, как осыпаемость, пыление, слабое сцепление
между стружками.
Таким образом, оптимальная температура термообработки
цементного фибролита лежит в пределах между 30 и 40° при про-
должительности термообработки 16—24 часа.
Для термообработки применяют камеры непрерывного и пе-
риодического действия.
Ниже описывается камера непрерывного действия Косто-
польского ДСК- Камера имеет П-образную форму и состоит из
двух тоннелей длиной по 50 м и переката (траверсный путь с
траверсной тележкой). В середине тоннелей проходит узкоко-
лейный путь, по обеим сторонам которого установлены калори-
95
Рис. 54. Зависимость
прочности цементного
фибролита от продолжи-
тельности твердения и
активности цемента (по
заводам)
/ — Здолбуновский — порт-
паидцемент. R 475 кг(см'2\
2 — Здолбуновский — шлако-
портландцемент, Z? =
— 436 кг1см2-, 3 — Воскресен-
ский-портландцемент. /? —
— 400 кг!см2\ 4 — Белгород
скин — портландцемент. /? =
- 340 кг/сл#
96
ферм. Вагонетки двигаются следующим образом: установленный
в начале первого тоннеля толкатель передвигает состав вагоне-
ток, находящийся на линии тоннеля; первая вагонетка, достиг
нув траверсной вагонетки, включает боковой толкатель, который
передает ее на линию второго тоннеля, а толкатель, установлен-
ный в торце линии второго тоннеля, толкает вагонетку к выхо-
ду. Для нормальной работы толкателей необходимо, чтобы оба
тоннеля были целиком заполнены вагонетками.
При температуре воздуха в среднем сечении камеры 30— 40°
длительность термообработки плит составляет 16—24 часа.
В результате неравномерности температур по высоте камеры, что
является ее большим недостатком, плиты, находившиеся в сред-
ней зоне с оптимальной температурой 30—35°, при испытаниях
на изгиб оказались на 40—60% прочнее плит из нижней зоны
(температура 25—30°) и плит из верхней зоны (температу-
ра 40°).
Этих недостатков лишена камера термообработки непрерыв-
ного действия (рис. 56), установленная на заводе цементного
фибролита в Туранах (Чехословакия). Камера состоит из двух
тоннелей, в каждом из которых проложено по два узкоколейных
пути 1. Стены камеры имеют обтекаемые очертания, что обес-
печивает наилучшие аэродинамические условия. Между пере-
крытием 2 и подвесным потолком 3 через каждые 2ai устанав-
ливается осевой вентилятор 4 с мотором 5. В пространстве ме-
жду перекрытием и потолком устраиваются также вентиляцион-
ные каналы 6, расширяющиеся к периферии. На рис. 56 показан
путь движения 'воздуха 7. Отвод воздуха из камеры производит-
ся через люк 8. Воздух нагревается при проходе через
’калорифер 9.
Камеры периодического действия установлены иа заводе
фирмы «Трэуллит». Размер камер в плане 2,5X2,5 м, высота 3 м.
Вместимость камеры 9 пакетов. Всю переднюю стену занимают
двухстворчатые ворота деревянной конструкции. Камера обогре-
вается пластинчатыми радиаторами, в которых циркулирует
вода, имеющая температуру около 90°. Вентилятор с индиви-
дуальным электродвигателем прогоняет воздух между пласти-
нами радиаторов; температура в камерах поддерживается в пре-
делах 35° и контролируется термометрами. Суточная производи-
тельность камеры составляет 125 м3 плит.
Как уже указывалось выше, на зарубежных заводах сушка
плит после их расформовки обычно производится естественным
путем под навесами. Это возможно благодаря сравнительно мяг-
ким климатическим условиям — непродолжительному периоду
отрицательных температур и высокой средней температуре ян-
варя месяца.
Иначе обстоит дело в СССР. Минусовые температуры в цен-
тре Европейской части (Москва) держатся 5—6 месяцев, а на
севере Европейской части Союза — Урал и Сибирь — 6—8 меся-
7
Зак, 1782
97
»ез; б — план; в -
продольный разрез
98
цев в году, вместо 3—4 месяцев в Швеции п Финляндии. Значи-
тельно ниже у нас и средние температуры января месяца: для
Москвы —10°, Кирова —14°, Свердловска —15,6°, Омска и Но-
восибирска — 19°, Иркутска - -20,9", в то время как для Сток-
гольма эга температура равна —Г, а для Хельсинки —6".
Для определения необходимой продолжительности естествен-
ной сушки цементного фибролита в зависимости от климата во
ВНИИНСМе были проведены соответствующие опыты. Образцы
(объемного веса 350 кг'мл) после искусственного твердения при
температуре 35°, имевшие влажность в размере 40—45%, выдер-
живали при различных температурных условиях и ежедневно
взвешивали для определения темпов потери влаги.
Этими опытами установлено следующее: влажность образ-
цов, находившихся под открытым (с боков) проветриваемым на-
весом при средней температуре 15° и 75%-ной влажности возду-
ха, снизилась до требуемой ГОСТ величины уже на 5—6 сутки.
Влажность же образцов, находившихся в аналогичных темпера-
турно-влажностных условиях, но в закрытом помещении (усло-
вия теплого склада), уменьшилась до 20% лишь на 9—10 сутки.
Образцы, находившиеся при температуре +5° и ср = 80%, в усло-
виях отсутствия движения воздуха, через 10 суток снизили свою
влажность до 35%, но в дальнейшем перестали сохнуть. Образцы,
находившиеся при температуре —17° и у=80%, также в усло-
виях отсутствия движения воздуха, в течение 2 недель совсем
не потеряли влаги.
Другие опыты, проведенные ВНИИНСМом непосредственно
в производственных условиях, показали, что естественная суш-
ка под навесом благодаря наличию движения воздуха все же
ведет к высыханию плит даже и при отрицательных темпера-
турах, но это происходит крайне медленно. Так, средняя влаж-
ность фибролитовых плит, находившихся под навесом при тем-
пературе —9°, по истечении 2 недель составляла 31%, т. е. боль-
ше чем в 1,5 раза превышала величину, требуемую ГОСТ.
Отсюда ясно, что если ориентироваться в наших условиях
только на применение естественной сушки плит под навесами,
то это приведет к резкому замедлению производственного цикла
в осенне-зимний период и вызовет к тому же необходимость в
значительных капиталовложениях на устройство больших пло-
щадей навесов.
Следовательно, необходимо по крайней мере в течение по-
ловины года создавать' на наших заводах особые условия для
сушки плит. Это может быть осуществлено либо путем устрой-
ства отапливаемых складов, где поддерживается температура
порядка 18—20° при усиленном воздухообмене, либо путем
применения искусственной сушки в специальных сушильных
камерах.
Работами ВНИИНСМа установлено, что оптимальная тем-
пература сушки фибролитовых плит в сушильных камерах дол-
7*
99
жна составлять 60—70е, влажность воздуха 60 70% и скорость
движения воздуха 3 -4 м в сек.; необходимый срок сушки при
этих условиях не превышает 24 час. В таких камерах плиты
устанавливаются на ребро в специальных сушильных вагонет-
ках (рис. 57).
С точки зрения расхода топлива, капитальных вложений и
эксплуатационных затрат использование сушильных камер с по-
вышенной температурой сушки экономически рентабельнее, не-
Рис. 57. Вагонетка с плитами для подачи в сушильную камеру
а — вид с торца; б — вид сбоку
желн применение отапливаемых складов. Однако возникает во-
прос, в какой мере искусственная сушка влияет на качество
фибролитовых плит.
Опытами ВНИИНСМа установлено, что прочность фиброли-
товых плит объемным весом 350 кг!м?, подвергаемых искусствен-
ному твердению при температуре 30—40° и искусственной сушке
до влажности 20% при температуре 60—70°, по сравнению с проч-
ностью плит, выдерживаемых в естественных условиях (при тем-
пературе 15°) в течение 28 суток, снижается в среднем на 22%
(опыты проведены на фибролитовых плитах, изготовленных на
5 различных портландцементах, причем величина снижения
прочности колебалась в пределах от 18 до 25%).
Эти обстоятельства необходимо учитывать при выборе спо-
соба сушки фибролитовых плит. При работе на высокоактивных
цементах, когда некоторое снижение прочности плит, подвергае-
мых искусственной сушке в камерах, не играет существенной ро-
ли, можно ориентироваться на применение сушильных камер.
В противном случае сушку плит в осенне-зимний период следует
осуществлять в отапливаемых складах.
100
ТЕХНОЛОГИЧЕСКИЕ СХЕМЫ ПРОИЗВОДСТВА ФИБРОЛИТА
Производство цементного фибролита не представляет слож-
ности. Оборудование для производства фибролита может быть
изготовлено в любой хорошо оснащенной механической мастер-
ской. .Могут строиться заводы самой различной мощности. Ниже
рассматриваются технологические схемы различных по мощно-
сти предприятий, работающих по сухому способу.
На рис. 58 показана принципиальная схема полумеханизиро-
ванной мастерской по производству 2—3 тыс. м3 цементного
фибролита в год. Сырьем для производства служит древесная
Рис. 58. Схематически)! п ian цеха по производству 2—5 тыс.
цементно-фибролитовых плит в год
шерсть, хранящаяся в закромах 1. Отсюда вручную ее загру-
жают в подъемный металлический ковш 2 с перфорированной
сеткой (емкостью на одну плиту), который опускается по на-
правляющим в бак 3 с раствором минерализатора, установлен-
ный рядом с мешалкой. После полуминутной выдержки ковш с
шерстью поднимается по направляющей и опрокидывается в
мешалку 4. Снизу направляющих закреплен лист железа, по ко-
торому излишек раствора минерализатора стекает обратно в
бак 3. Минерализатор поступает в бак 3 по трубопроводу само-
теком из цистерны, установленной на некотором возвышении.
Цемент подается из склада 5 в мешалку периодического дей-
ствия посредством нории и рассеивается при поступлении в
мешалку вращением рифленого валика, установленного над
нею. По наклонным лоткам 6 шихта выходит из барабана на
стол 7 с пеприводными роликами, на который поступают пресс-
формы из штабеля 8. Заполненные пресс-формы собирают в
пакеты Я посте чего их на тележке 10 отвозят под пресс 11. По-
следний может быть ручным для одиночного прессования или
винтовым для пакетного прессования. При работе в летнее вре-
мя предварительная выдержка плит для твердения п сушка их
101
после расформовки производятся под открытыми навесами;
в зимнее время выдержка производится в отапливаемом поме-
щении 12, а сушка — в сушилке 13.
На рис. 59 показан цех цементного фибролита в Макла-
кове, мощностью 10 тыс. №. Чураки от балансирной плиты на
вагонетках по узкоколейному пути 1 доставляются в древо-
шерстное отделение, где установлены два станка 2. Отсюда
шерсть поступает по ленточному транспортеру 3 в приямок ски-
пового подъемника, где она пропитывается , раствором хлори-
стого кальция, который приготовляется в двух чанах 4 и подает-
П7Я
Рис о9. Схематический план цеха по производству 10 тыс. л«3 в год
цементно-фибролитовых плит в г. Маклакове
ся самотеком по трубам. После минерализации шерсть с помо-
щью скипового подъемника направляется в мешалку 5, где она
перемешивается с цементом. Цемент хранится в прирельсовом
складе, откуда он подается в приемный бункер 6 в специально
опрокидывающемся контейнере. Из бункера 6 цемент подают и
распределяют по мешалкам при /помощи элеватора и шнека 7
через весовой дозатор. Из мешалок шихта поступает дозами
(на одну плиту) в пресс-формы, подаваемые вручную по не-
приводному рольгангу 8, расположенному под мешалками.
Шихта разравнивается вручную и слегка утрамбовывается по
углам и кромкам; во избежание прилипания шихты к пресс-
форме последнюю изнутри смазывают глиняным раствором, из-
вестковым молоком или нефтепродуктами. Наполненную шихтой
пресс-форму накрывают крышкой и подают вручную по непри-
водному рольгангу 8 к электротельферу 9, при помощи кото-
рого укладывают плиты на вагонетку в пакеты по девять штук
в каждом.
Прессование производится в механическом прессе 10 мощ-
ностью 20 т. Пакеты устанавливаются по два на вагонетку, ко-
торая двигается по траверсному пути 11 для отправки в камеры
твердения 12 по узкоколейному пути; емкость каждой камеры
составляет шесть вагонеток по 48 плит, итого 288 плит. Цех име-
ет шесть камер периодического действия, из которых две исполь-
102
зуются для твердения и четыре камеры для сушки плит до влаж-
ности 20%. Из камер твердения вагонетки с подъемными плат-
формами подаются в отделение распалубки 13. Отсюда плиты
поступают на сушку, а затем на склад готовой продукции 14.
На рис. 60 показан план фибролитового цеха Костопольско-
го ДСК производительностью 20 тыс. Л13 в год. На основном про-
изводстве, в том числе подготовке древесины, занято 76 человек
при работе в 2 смены, а всего (включая операции по разгрузке
древесины и цемента, рабочих, занятых на электростанции и ко-
тельной, и пр.) — 107 человек.
Рис. G0. Схематический план цеха цементно-фибролитовых плиг мощиостыо
20 тыс .и- в год при Костропольском домостроительном комбинате
Прибывающий на завод автотранспортом или в железнодо-
рожных платформах широкой колеи круглый лес выгружают
па бирже сырья I. В имеющемся на бирже навесе установлены:
маятниковая пила 1, циркульная пила 2 и балансирная пила 3.
Каждую пилу обслуживают три человека. Один из них произво-
дит расторцовку на полуметровые кондиционные чураки и вы-
резает некондиционную часть. Двое подсобных рабочих нака-
тывают бревна на питатель пилы, выбрасывают некондиционные
вырезки и раскалывают толстые чураки. Поступившую на за-
вод древесину отвозят по узкоколейке 4, укладывают в штабеля
н выдерживают в теплое время года в течение 3—4 месяцев. Вы-
держанную древесину погружают в узкоколейную вагонетку с
деревянным решетчатым контейнером и подают вручную в дре-
всшерст'ное отделение II. В этом отделении установлено четыре
древошерстных станка 5; при древошерстном отделении имеется
камера IX для оттаивания чураков в зимнее время. С помощью
скипового подьемника 6 и заключенного в металлический короб
сетчатого транспортера древесную шерсть подают в смеситель-
ное отделение, расположенное на втором этаже. Здесь ее загру-
жают вручную в металлические корзины с перфорированными
103
сетками (объемом на 1 плиту) для минерализации. В цехе уста-
новлено 4 карусели.
Цемент поступает по железной дороге и выгружается па
оклад III. В помещении склада цемента расположена вибро-
мельница для домола цемента. Далее цемент через элеватор
попадает в расходные силосы V. К цементу добавляется гипс 7
в количестве 3 4% от его веса.
Хлористый кальций поступает по железной дороге в цистер-
нах в виде раствора (концентрацией 33%) и перекачивается на-
сосом в металлические цистерны. Рабочий раствор хлористого
кальция концентрацией 1,04 и температурой 30—40° приготов-
ляют в двух чанах 8 емкостью 10 м3 каждый, снабженных Змее-
виками для подогрева и насосами для подачи воды и перекачки
готового раствора к душевым воронкам.
Из смесительного барабана, расположенного на втором эта-
же, на высоте 3,6 м, готовую шихту по наклонному лотку по-
дают в формовочное отделение IV. Пустые пресс-формы и крыш-
ки к ним расположены на рольганге 9 с неприводными ролика-
ми. С этого стола через короткий роликовый столик пресс-формы
подают на рольганг 10, откуда они поступают одна за другой
под наклонный лоток для наполнения шихтой. После этого
формы подаются на два поперечных коротких рольганга И, где
на них укладывают крышку, а затем передвигают к гидравли-
ческому подъемнику 12. Нажимом кнопки на пульте управле-
ния подъемник опускают на высоту одной пресс-формы и на
него накатывают следующую. Таким порядком набирается пакет
из девяти форм. После того как пакет собран, подъемник под-
нимает его до уровня пола, а под 'пакет, в промежуток между
подкладками, подводится ручная подъемная тележка, котора i
увозит его под пресс 13. Нажатием кнопки на пульте управле-
ния включается пресс. При прессовании крышки, размеры кото-
рьтх в плане несколько меньше внутренних размеров формы,
вдавливаются в них, прессуя шихту.
Зажатый в прессе пакет схватывается струбцинами и па
подъемной вагонетке 14 отправляется в камеру твердения VII,
после прохождения которой вагонетки с пакетами затвердев-
ших плит попадают в распалубочное отделение VI. Вагонетка,
наполненная расформованными плитами (58 плит), транспорти-
руется в сушильную камеру VIII. Высвобождаемые в резуль-
тате распалубки формы подают по транспортеру 9 на формовку.
После выхода вагонетки из сушильной камеры плиты перегру-
жают на ручные вагонетки и отвозят на склад готовой продук-
ции X или под навес на платформе XI. Одновременно специаль-
ным совком или ножом размерами 400X150,00 мм с двумя руч-
ками на ребрах кромок обрезается «бахрома».
На рис. 61 показана схема технологической линии производ-
ства цементного фибролита на заводе «Свен» в г. Остраве (Чехо-
словакия) производительностью 30000 ж3 в год. Выработка
104
Рис. 61, с. Схематический разрез завода «Свон» по производству 30 тыс. Л11 це-
ментно-фибролитовых плит в год (г. Острава, Чехословакия)
105
в смену на одного работающего составляет 47 м2, а на одного
производственного рабочего 68,5 м2. Всего в смену выпускается
1200—1 400 м2 фибролита. Линию обслуживают 27 человек, в
том числе 19 производственных рабочих, включая занятых на
складских операциях.
Полуметровые чураки и поленья подвозятся на вагонетках
емкостью по 0,5 лг3 к установленным в ряд пяти древошерстным
Рчс. 62. Валик-щуп для регулирования подачи цемента на заводе «Свен»
станкам 1—5. Готовая шерсть падает вниз на скребковый транс-
портер 6; скребковый транспортер, проходя по ванне для мине-
рализации, в конце ее поднимается вверх под углом 100- 110°;
наклонная часть транспортера заключена в четырехугольный ло-
ток. Древесная шерсть, попадая в ванну, насыщается раствором
минерализатора и вносится транспортером вверх. Во время дви-
жения шерсти с нее стекает излишек раствора минерализатора,
попадающий по стенкам шахты обратно в ванну. С транспорте-
ра 6 минерализованная шерсть падает на короткий ленточный
транспортер 7, который направляет ее в смесительный бара-
бан 8. Одновременно элеватор подает в этот же барабан цемент
из бункера 9. Поступление цемента регулируется автоматически
в зависимости от толщины слоя древесной шерсти посредством
вращающегося валика-щупа (рис. 62). Из смесительного бара-
бана шихта падает на (поперечный ленточный транспортер 10,
107
под желоба 12. Двое рабочих
!Duc. 63. Деревянный щит-стяжка, при-
g меняемый на заводе «Свен»
который подает ее на реверсивный ленточный транспортер 11.
Этот транспортер, совершая возвратно-поступательное движе-
ние, подает шихту в наклонные желоба 12, откуда она падает
в пресс-формы 13. Каждая порция шихты равна объему, требуе-
мому для изготовления одной плиты заданного размера.
Пресс-формы поднимают подъемником 14 и укладывают в
контейнер 15, из которого они выдвигаются при помощи цепных
транспортеров 16 п подаются
уплотняют шихту по пери-
метру рамки и продвигают
пресс-форму на транспор-
тер 17, который задвигает
ее в пресс 18 (головка прес
са и вид его в зажатом со-
стоянии показаны на рис.
61,6, в).
После набора полного
пакета в 18-25 штук (в за-
висимости от их тол шины)
по торцам устанавливаю)
деревянные щиты, служа-
щие стяжками для пли г,
которые крепятся при помо-
щи скобы и клина (рис. 63).
Затем под пакет подводят
вилки аккумуляторного ав-
топогрузчика и увозят его
в помещение для твердения.
Распалубка плит после
твердения производится
вручную. Освобожденные
пресс-формы поднимаются
подъемником 14 в контейнер 15, а готовые плиты укладываются в
стопы на деревянные подкладки и увозятся на склад для есте-
ственной сушки. После 7—8 дней сушки кромки очищают, а пли-
ты в случае надобности раскраивают на необходимые размеры
двухпильными форматными пилами. Если требуется фигурная
обработка кромок плит (фальц, гребень и др.), то она произво-
дится на фрезерных станках. Готовые плиты хранятся под на-
весами. В штабель укладываются прокладки из деревянных ре-
ек толщиной 15 мм. через две плиты — при толщине 25 мм и че
рез одну плиту — при толщине 30 мм и выше.
На рис. 64 показана технологическая линия по производству
цементного фибролита на заводе фирмы «Трэуллит» мощностью
100 тыс. л3 в год. Линию, начиная от подачи чураков к древо-
шерстным станкам до вывозки готовой продукции на склад, об-
служивают 8 человек. Всего на заводе в зимнее время <в одну
смену работают 50 человек, а при работе в летнее время в две
108
смены 75 80 человек. На этой полуавтоматической линии вы-
рабатываются плиты только объемным весом 300 кг!м* при тол-
щине 75 мм. Древесным сырьем служат окоренные еловые ба-
лансы длиной 1,5 м, диаметром 8—20 см, поступающие на завод
с влажностью около 25% после выдержки в лесу.
В древошерстном отделении, находящемся на расстоянии
50 м от главною корпуса, установлено шесть четырехполенных
древсшерстных станков (два станка резервные). Под каждым
древошерстным станком установлен вентилятор с индивидуаль-
ным электродвигателем мощностью около 10 л. с., который гонит
шерсть по трубам диаметром 250 мм. По этим трубам шерсть
подается на минерализацию и смешивание с цементом (см. вы-
ше), который поступает на завод в специальных железнодорож-
ных вагонах; разгружается цемент шнековым транспортером.
По гибкому шлангу цемент подается в подвальный этаж цеха,
а оттуда шнековым транспортером в бункер емкостью в 25 ч,
расположенный на втором этаже цеха над смесительным устрой-
ством. В нижней суженной части бункера установлен шнек-пи-
татель, подающий в смеситель 200 кг цемента на каждые 100 кг
шерсти. При одном обороте шнека в смеситель поступает 1 кг
цемента.
Пресс-формы подаются автоматически роликовым транспор-
тером '1 с индивидуальным электродвигателем 2, который
продвигает их к месту формования 3. Из смесителя шихта 4 по-
ступает непрерывным потоком на ленточный транспортер 5 с
индивидуальным электродвигателем 6, расположенным над ро-
ликовым транспортером 1. Длина этого ленточного транспорте-
ра 11 м, скорость движения — 30 м1мин. В конце ленточного
транспортера 5 установлен разравнивающий барабан, снабжен-
ный шипами 7 с индивидуальным электродвигателем 8. Бара-
бан вращается в сторону, противоположную движению ленточ-
ного транспортера; своими шипами он захватывает шихту и на-
стилает ее равномерным слоем в пресс-форму. У места формов-
ки стоят двое рабочих, которые контролируют равномерность
настила шихты и, в случае необходимости, разравнивают ее.
Для уплотнения слоя шихты и его выравнивания по линии
главного потока в 5 м от места наполнения пресс-форм шихтой
установлен роликовый пресс 9 с индивидуальным электродвига-
телем 10, играющий роль подпрессовщика. Пресс представляет
собой пустотелый чугунный валик диаметром около 600 мм. Ва-
лик приподнимается и опускается на шарнире в зависимости от
толщины слоя шихты. Удельное давление при подпрессовке со-
ставляет около 5—6 кг! см2. Регулируется оно грузами, подве-
шиваемыми на рычагах с обеих сторон валика.
Шихта образует непрерывный ковер. Для отделения одной
наполненной пресс-формы от другой за роликовым транспорте-
ром установлен автоматически действующий круглопильный ста-
нок 11 с циркульной пилой 12 диаметром 800—1 000 мм (рис. 64,
109
Рис. 64. Схема технологической линии по производству 100 тыс. .и3 цементно фибролитовых плит
в год на заводе фирмы «Трэу.ттит»
а — боковой вид; б - план
Рис. 65. Автоматический круглоплитный станок фирмы «Трэуллит» для разрезки подпрессованных плит
станина 2 — прижимная рама; 3 — качающая рама; 4 — прижимной рычаг; .5 поддерживающий ролик, 6- колесо; 7- рельсы;
пресс-форма с плитой; 9 -тяга; 10 -ролики; И- желоб; 12, 13, /4 - пиевмоцилнндры; /5 — цирк\ тьная пила; 16 ограждение,
17 — электродвигатель
112
65); па зубьях диска виды напаяны пластинки из твердых спла-
вов. Пила смонтирована на каретке, двигающейся по рельсам 13.
Вся операция распиловки ковра для разделения пресс-форм
длится 10—16 сек. После распиловки производится подравнива-
ние шихты по периметру формы двумя рабочими. Отделенные
одна от другой наполненные металлические пресс-формы посту-
пают на роликовый транспортер 14 длиной около 13 м, приво-
димый в движение индивидуальным электродвигателем 15. Ско-
рость его движения в 2—3 раза больше скорости транспортера /.
В конце транспортера 14 установлена ванна 16, в которой нахо-
дится распылитель с водо-масляной эмульсией. Когда пресс-
форма проходит над ванной, она нажимает рычаг, включающий
опрыскиватель, который смазывает снизу днище пресс-формы
для предотвращения прилипания к нему шихты.
Пакетосборщик 17 (он же пресс) и его принцип действия
описаны выше. Набранные пакеты увозятся автопогрузчиком в
камеру термообработки, где твердеют при температуре 35' в
течение 1 суток. После камеры твердения пакет подается вилоч-
ным автопогрузчиком в пакеторазборное устройство (сепара-
тор) 18, принцип действия которого описан выше. Сепаратор
автоматически отделяет от пакета по одной пресс-форме и укла-
дывает ее на роликовый транспортер 19, который двигается к
выбивному устройству 20, описанному выше. После разборки
всех десяти форм на роликовый транспортер попадает лежав-
шая сверху пакета крышка-прокладка. В этот момент ролико-
вый транспортер автоматически переключается на движение в
обратном направлении, т. е. по ходу главного конвейера, бла-
годаря чему крышка-прокладка попадает на поперечный транс-
портер 21, который подает ее автоматически на транспортер 14
через каждые 10 прошедших по нему форм с шихтой.
Освобожденную от плиты пресс-форму возвращают обратно
на роликовый транспортер 19, передающий ее через поперечный
транспортер 22 на роликовый транспортер 1. Расформованную
плиту укладывают на транспортер 23, который подает ее на про-
дольную обрезку, производимую двумя круглыми пилами 24 с
индивидуальными моторами. При обрезке .плита прижимается
вращающимся валиком 25. После продольной опиловки плита
доходит до конца транспортера 23, где захватывается цепным
транспортером с упорами 26 и подается в другую пару пил 27
с индивидуальными моторами для опиловки поперечных кромок.
Готовую, обрезанную по размеру плиту подают к лифту 28. укла-
дывающему ее в штабель 29. Постепенно опускаясь, штабель
доходит до установленного на полу роликового транспортера 30,
ложится на него и перемещается на неприводной роликовый
транспортер 31, с которого увозится автопогрузчиком для про-
должения твердения в течение 1 суток в помещении цеха. После
этого плиты отправляются на естественную сушку под навес.
На рис. 66 показана схема технологической линии по произ-
8
Зак. 1782
113
Ьодству цементного фибролита на заводе фирмы <<Тайола./,
мощностью около 120 тыс. /с’ плит в год. Сырьем для изготов-
ления древесной шерсти служит еловый окоренный баланс дли-
ной 2 м, диаметром 80—200 мм, зимней заготовки, выдержанный
на складах в пунктах отгрузки. На заводе имеются отделения;
формования плит /, прессования плит //, выдержки готовых
плит ///, разборки пакетов IV, навес для сушки плит V. Древо-
шерстное отделение и склады находятся в отдельно расположен-
ных помещениях, а смесительное, формовочно-прессовое, отде-
ления выдержки и распалубки — в главном корпусе.
Рис. 66. Схема технологической линии по производству
Обработка древесины проводится следующим образом; по
транспортеру кругляк подается со склада к разделочной пло-
щадке, где он расторцовывается на двухметровые обрезки, кото-
рые отсюда транспортером подаются к многопильному торцово-
му станку (слешер) для дальнейшей расторцовки на чураки
длиной по 0,5 м. Последние автоматически сбрасываются на
транспортер, который перемещает их к четырем древошерстным
станкам. Под каждым станком установлен ленточный транспор-
тер шириной 600 мм с приводом на четыре скорости, которые
транспортируют шерсть в приямок. Отсюда она пневматически
передается в бункер смесительного отделения. Остающиеся пос-
ле строжки горбыльки рабочий сбрасывает на ленточный транс-
портер, который уносит их на склад топлива. Коротыши, после
расторцовки кругляка, также сбрасываются на ленточный транс-
портер, подающий их на автомашину для отвозки на склат, топ-
114
лива. Производительность каждого станка около 3 i шерсти в
смену из перерабатываемых 9 л3 кондиционного чурака. По-
лезный выход около 70% по весу древесины, идущей в строжку
Древесная шерсть подается пневмотранспортером от станков
в минерализационно-смесительное устройство, принцип действия
которого описан выше. Плиты формуются на не1при1водном
рольганге 1. являющемся формовочным конвейером; длина роль-
ганга 32 м. ширина 0,5 м и высота 0,65 .и. Стоящий у начала
рольганга рабочий берет из стопы один поддоп (семислойная
фанерная плита толщиной 10 мм), укладывает его на рольганг
фибролитовых плит на заводе фирмы «Тайо.та»
и подталкивает по роликам к механизму подачи поддонов 2.
Каждый поступающий в механизм подачи поддон толкает все
пропущенные впереди него поддоны сплошной лентой до конца
конвейера. Механизм подачи состоит из двух приводных подаю-
щих гуммированных валиков, расположенных ниже поддонов.
Опоры валиков закреплены в раме стола рольганга. Сверху над
поддонами против этих канавок установлены пневматические
колеса, прижимающие поддон к валикам. К обоим бортам сто-
ла рольганга, на всю его длину, прикреплены металлические
уголки; одна полка уголка расположена горизонтально над ро-
ликами, по которым движется поддон, а другая, вертикальная,
прикреплена к столу рольганга. Продольные кромки поддона,
прижатые пневмоколесами-прижимами, заходят иод горизон-
тальную полку уголков, которые служат направляющими для
поддонов.
8
115
За подающим механизмом, па некоторой высоте, установлен
бак .3 со слабым кислотным раствором. Из бака через подвешен-
ную в горизонтальном положении перфорированную трубу сма-
чивается поверхность поддонов раствором во избежание прили-
пания шихты.
Двигаясь дальше по рольгангу, поддон попадает под
настилочную машину 4, из которой шихта то ленточному
транспортеру 5 настилается на поддон. Валик 6 регулирует по
дачу шихты. Затем поддон проходит под валами 7, которые раз-
равнивают шихту по всей его площади. Над транспортером и
валами установлен металлический кожух для предотвращения
разбрасывания шихты. Заполненные относительно ровным сло-
ем шихты поддоны выходят сплошной лентой из-под кожуха
формовочного устройства и попадают под пресс предвари-
тельного обжатия плит 8. Пресс состоит из двух нижних валов,
одного верхнего и двух боковых. Последние имеют форму
усеченного конуса и расположены основанием вверх с обоих
продольных боков 'поддонов. Барабаны имеют гладкую по-
верхность.
Поддоны с предварительно опрессованными плитами дви-
гаются дальше к пакетонаборному конвейеру 9, принцип работы
которого описан выше. Под этим конвейером проходит рольганг
10, на который укладываются нижние рамы 11; рамы изго-
товляют из брусьев сечением 100X150 мм, с оковкой углов метал-
лическими угольниками, причем по обоим торцам рамы имеются
пружины для крепления стержня струбцин. Набранный пакет из
10—15 плит в зависимости от их толщины проталкивается с
рольганга 10 вручную на рольганг 12, ведущий в пресс 13 (см.
выше). Тут же находится тельфер 14 для подъема к прессу
струбцин 15, поступающих из распалубочного отделения по роль-
гангу 16. По окончании запрессовки пакет стягивается в прессе
струбцинами. Снимается давление, и пакет выкатывается из
пресса.
Автопогрузчик 17 доставляет скрепленный пакет в отделе-
ние 111 для выдержки. После 24-часовой выдержки автопогруз
чик 17 доставляет пакет в отделение IV к месту распалубки
плит 18. Здесь же на фрезерном станке 19 зачищаются кромки
плит, и после этого плиты отвозятся автопогрузчиком 17 на есте-
ственную сушку в отделение V.
Освобождающиеся после распалубки нижние рамы основа-
ния пакетов собираются в пункте 20 и подаются к пакетному
конвейеру 21. Плиты, привозимые автопогрузчиком па сушку,
снимаются по одной и ставятся вручную продольным ребром на
стеллажи. Для улучшения продуваемости, ускоряющей сушку,
между плитами вставляются деревянные рейки, подвешенные к
балкам перекрытия. На складе установлено два круглопильных
станка для переработки дефектных плит на меньшие раз-
меры.
116
ОФАКТУРИВАНИЕ ФИБРОЛИТОВЫХ ПЛИТ
Фибролитовые плиты могут выпускаться с завода и офакту-
ренными. Для этого на поверхность плит наносят тонкий штука-
турный слой (10—15 мм). Для наружной отделки применяют
цементно-песчаные растворы состава 1:2—1:3 (цемент : песок);
для внутренней — чистогипсовые или гипсоюлилочные растворы
состава 1:0,5—1:1 (гипс : опилки).
Офактуривание может проводиться как по готовым плитам,
так и в процессе их производства.
Готовую плиту укладывают в разборную металлическую рам-
ку с бортами, превышающими толщину плиты на толщину шту-
катурного слоя. Поверхность плиты увлажняют, после чего на
нее наносят слой раствора, который разравнивается стальной
полутеркой, скользящей по ребрам рамки. Затем рамку разби
рают, а плиту подают на твердение и сушку.
Имеется и другой способ офактуривания готовых плит, при-
годный для гипсовых растворов. На гладкую поверхность, на-
пример стекло, выливают ровным слоем по всей поверхности
гипсовый раствор концентрации жидкой сметаны. На раствор
укладывают фибролитовую плиту и слегка прижимают ее. Че-
рез 3—5 мин. процесс офактуривания закончен, и плита может
быть отправлена на сушку.
При офактуривании фибролитовых плит, в процессе их фор-
мирования, на дно пресс-формы укладывают полированный,
слегка смазанный маслом алюминиевый лист, на который насти-
лают слой раствора в 15 мм. Затем следует слой шихты, соот-
ветствующий заданной толщине плиты. Сверху накладывают
крышку или в этих целях используют дно следующей пресс-
формы. Набранный пакет подают в пресс.
ЭКОНОМИКА ПРОИЗВОДСТВА ФИБРОЛИТА
В табл. 30 и 31 приведены технико-экономические показатели
и калькуляция себестоимости цементного фибролита объемного
веса 300 кг,м'л при производстве его на предприятиях различной
мощности, запроектированных Гипролеспромом, ГПИ-2 и Инду-
стройпроектом. При этом предприятия по мощности были раз-
делены на следующие группы:
а) мощностью 10 тыс. Л13 в год — на отечественном обору-
довании;
б) мощностью 20 тыс. лг3 в год — на отечественном оборудо-
вании;
в) мощностью 100 тыс. лг* в год — на оборудовании швед-
ской фирмы «Трэуллит»;
г) мощностью 120 тыс. лз3 в год — на оборудовании финской
фирмы «Тайола».
Как видно из табл. 30 и 31 с увеличением мощности пред-
приятия улучшаются его технико-экономические показатели и
117
1 a б тиц a JO
Технико-экономические показатели производства цементного
фибролита с объемным весом 300 кг/м* на предприятиях
разной мощности
Паи мсноса нис цок а затете и Мощность претприягий в тыс. м* в юд
10 20 100 120
Расход основных материалов на 1 л3 фибролита: древесины в мЛ . . . . 0.4 0,4 0.4 0,4
цемента в кг . . 190 190 190 190
хлористого кальция в кг ... И И 11 11
волы в л .... 200 200 200 200
Расход силовой электроэнергии на 1 м3 фибролита в квт.-ч 15 17 18 16
Расход пара на 1 м3 фибролита в т 0,2 0,2 0,2 0,2
Количество работающих на пред- приятии: производственных рабочих . . 28 45 85 118
вспомогательных рабочих . . . 1 2 4 4
ИТР, служащих и МОП .... 7 7 13 13
Сменная выработка на 1 производ- ственною рабочею в м3 фибро- лита 1,15 1,45 3,8 3,3
Общие капиталовложения на пред- приятие в тыс. руб. .... 1 100 1 825 6 820 7 350
Удельные капиталовложения на 1 м3 фибролита в руб НО 91 68,2 61,3
Коммерческая себестоимость 1 м3 фибролита в руб. . 169,44 160,93 146,61 148,9
Таблица 31
Калькуляция стоимости цементного фибролита
с объемным весом 300 кг!м3 на предприятиях разной мощности
Наименование статей расхода Стоимость в руб. на 1 лс*' фибролита прн мощности предприятии в тыс мл в год
10 20 100 120
Материалы:
основные (за вычетом стоимости отходов) 83,71 83,71 83,71 83,71
вспомогательные (10 % о г стои- мости основных) . 8,37 8,37 8,37 8,37
Электроэнергия силовая .... 5,25 5,95 6,3 5,6
Пар Зарплата производственных рабочих 9 9 9 9
с начислениями 14,74 11,85 6,43 7,41
Цеховые расходы:
зарплата вспомогательных рабо- чих, ИТР, служащих и МОП
с начислениями 8,85 4,95 1,43 1,29
118
Продолжение табл. 31
Наименование статей расхота Стоимость в руб- ня 1 ж1 фибролита при мощности предприятий в тыс. жя в год
10 20 100 120
Цеховые расходы: содержание зданий и оборудо- вания, амортизация и текущий ремонт и пр 8,58 9 9,39 9,65
Итого цеховая себестоимость . . 138,50 132,83 123.83 125,03
Общезаводские расходы (60% от зарплаты производственных рабо- чих) ... ... .... 8,84 7,10 3,86 4.45
Итого заводская себестоимость 147,34 139,93 127,49 129,48
Коммерческие расходы (15% от за- водской себестоимости) 22,1 21 19,12 19,42
Итого коммерческая себесто- имость ... . 169,44 160,93 146,61 148,9
Примечание. Количество рабочих и расход электроэнергии в 1абл. 30
и 31 взяты без учета погрузочио разгрузочных и транспортных работ при
складских операциях, а также без учета вибропомола цемента. Капитало-
вложения не учитывают стоимости энергетической базы, коммуникаций,
складов и жилищно!о строительства.
снижается себестоимость продукции. Однако немаловажную
роль в экономике производства цементного фибролита играет
степень оснащения предприятия. Так, завод фирмы «Трэуллит»
благодаря высокому уровню автоматизации производства яв-
ляется более рентабельным предприятием, нежели завод фирмы
«Тайола», хотя мощность последнего несколько выше. Немало-
важную роль играют также вид и порода применяемого сырья,
транспортные расходы и другие факторы.
ЛАБОРАТОРНЫЙ КОНТРОЛЬ ПРОИЗВОДСТВА ФИБРОЛИТА
При производстве фибролитовых плит должен осуществлять-
ся постоянный контроль:
а) качества исходного сырья — древесины и древесной шер-
сти, цемента, гипса, минерализаторов хлористого кальция, жид-
кого стекла, сернокислого глинозема, по всем показателям соот-
ветствующих ГОСТ и ТУ;
б) качества выпускаемой продукции по всем показателям
ГОСТ 8928-58 «Плиты фибролитовые на портландцементе».
в) условий ведения технологического процесса; влажности
древесной шерсти; применяемой температуры и концентрации
рабочих растворов минерализаторов и длительности пропитки
ими древесной шерсти, фактических расходов минерализаторов,
цемента, гипса; условий вибропомола цемента и его результа-
тов; условий формования и 'прессования плит; температуры и
119
влажности воздуха при твердении и сушке плит, а также дти-
тельности этих процессов и пр.
Результаты испытаний фиксируются в специальных журна-
лах, причем записи в этих журналах должны быть связаны с но-
мерами партий плит, указанных в паспортах па отгружаемую
продукцию.
По физико-механическим свойствам, в соответствии с ГОСТ
8928-58, плиты фибролитовые на портландцементе должны
удовлетворять требованиям, указанным в табл. 32.
ГОСТ предусматривает следующие размеры плит: длина
2 000 и 2 400 мм; ширина — 500 и 550 лш; толщина—25, 50, 75
и 100 мм (по согласованию потребителя с заводом могут выпу-
скаться плиты и других размеров). Допускаемые отклонения:
по длине и ширине 5 мм, по толщине ±3 мм.
Таблица 32
Физико-механические характеристики фибролитовых плит
Марки 1( тит Обьемный ECC В CJ- жом состоянии в кг м\ не более Предел прочности при изгибе в лг см* не менее В тажность в °... не более Коэффициент тептопро- волиости в сухом состоя- нии в ккал^м час град, не более
300 360 4 20 0,085
з.го 350 5 20 0,095
400 400 7 20 0,105
500 500 12 20 0,13
Плиты должны иметь правильную прямоугольную форму,
быть однородными по структуре, без трещин, .впадин, вьппук-
лостей и расслоений. Не допускаются отколотые или надломлен-
ные ребра и углы, а также «бахрома» на кромках плит. На по-
верхности плит не должно быть выколов в виде белых пятен,
а поверхностный слой не должен осыпаться.
Каждую партию отгружаемых фибролитовых плит следует
ком1пле1ктовать плитами одной марки и одина1кс®ого размера.
Партия должна сопровождаться паспортом, где указываются:
наименование и адрес завода-изготовителя, номер партии, раз-
мер, марка и количество (в м3) плит в партии, результаты ис-
пытаний плит.
Потребитель имеет право производить контрольную провер-
ку качества плит. Для определения размеров, формы, сгрукту
ры и качества поверхности отбирают 0,5% плит от партии, но
не менее 10 шт.; из числа этих плит выбирают для определения
физико-механических свойств 0,15% плит от партии, но не ме-
нее 3 шт.
Размеры плит по ГОСТ 8928-58 определяют с точностью до
1 мм с помощью линейки или рулетки. Длину и ширину плит
измеряют в трех местах (по краям и по середине), а толщину —
120
в шести местах. Толщину устанавливают при помощи двух ме-
таллических пластинок, укладываемых сверху и снизу плит, и
кронциркуля.
Форму плит проверяют с помощью угольника. Отклонение
грани не должно превышать 3 мм при длине стороны 500 мм.
Влажность по ГОСТ 8928-58 определяют высушиванием об-
разцов размером в плане 10.'10 см, выпиленных по два (о тин
из средней части и один из края) из трех плит. Выпиливание
производится после испытания плит на изгиб.
Объемный вес по ГОСТ 8928-58 определяют взвешиванием
(с точностью до 100 а) и обмером целых плит (с точностью до
1 мм) перед их испытанием на изгиб. Исходя из результатов
определения влажности, объемный вес плит у в сухом состоя-
нии вычисляют по формуле
где Q —вес плиты в кг;
V — объем плиты в м:>;
W—влажность плиты.
По финскому, германскому, чехословацкому и польскому
стандартам объемный вес определяется в воздушно-сухом со-
стоянии после кондиционирования плит в течение 14 суток в
помещении с температурой 20° и влажностью воздуха 65—70'1".
По шведскому стандарту объемный вес определяют высу-
шиванием и обмером пяти образцов — половинок плит. Анало-
гично поступают и при проведении испытаний по финскому
стандарту.
Согласно ГОСТ 8928-58 предел прочности при изгибе опре-
деляют по трем целым плитам. Плиту устанавливают на две
параллельные горизонтальные опоры, находящиеся на одном
уровне. Расстояние между краями плиты и осью опоры должно
равняться 50 мм. На середине плиты размещают платформу с
двумя пуансонами, отстоящими друг от друга на расстоянии
200 мм. Нагружение должно осуществляться равномерно до на-
чала потрескивания плиты. Если после двухминутного переры-
ва плита не сломается, то нагружение продолжают медленно
до полного излома. Предел прочности при изгибе вычисляют по
формуле
„ 3P« + 0,75QZ 2
Л ----------—— кг см1,
bh?
1де Р - -вес разрушающего груза в кг;
Q — собственный вес плиты в кг;
и — расстояние от оси опоры до осг. пуансонов в см;
[ — расстояние между осями опор в см;
h — толщина плиты в см.
121
За величину предела прочности при изгибе плит данной пар-
тии принимают среднее арифметическое из результатов испыта-
ний трех (или более) плит, причем прочность отдельных испы-
танных плит не должна быть ниже требуемой для плит данной
марки более чем на 10%.
По германскому стандарту испытание производится при про-
лете 66 см. Такой небольшой пролет позволяет исключить соб-
ственный вес плиты. Нагружают плиту через полоску из желе-
за шириной 40 мм и толщиной не менее 6 мм.
По Британскому стандарту плиты испытываются при проле-
те, равном 90 см. Плита кладется на закругленные опоры. На-
грузка прикладывается к деревянным брускам размером 7,5/
Х5 см, расположенным в одной четверти пролета от опоры. На-
грузка увеличивается от нуля со скоростью, не превышающей
100 кг в минуту. Максимальная нагрузка должна действовать
не более I мин. Плита, не треснувшая при действии максималь-
ной нагрузки, считается выдержавшей испытание.
По шведскому стандарту плиты нагружаются на два пуансо-
на, которые устанавливаются на полоски из листового железа
5X50 мм по всей ширине плиты. Такие же полоски укладывают
на опорах плиты. Груз накладывают ступенями, равными при-
мерно 1/5 максимальной нагрузки. Каждое новое нагружение
производится с интервалом в 3 мин. и длится 0,5 мин. Пролет
принят равным 1 м. Расстояние между пуансонами 40 см. Пре-
дел прочности при изгибе /?||р вычисляют по формуле
9СР , о
= ~^Кг СМ~’
где Р —нагрузка в кг;
b — ширина плиты в см;
h —толщина плиты в см.
Почти все зарубежные стандарты предусматривают перед
проведением испытаний механических свойств кондиционирова-
ние плит при температуре 15 или 20° и влажности воздуха, рав-
ной 65 1 1%. При этом одними стандартами установлены опреде-
ленные сроки, другими — кондиционирование проводится до до-
стижения постоянной влажности.
По чешскому стандарту испытанию подвергаются целые
плиты при расстоянии между опорами 100 мм. Нагрузку при-
кладывают на середине единичным грузом, действие которого
равномерно распределяется при помощи железной полоски ши-
риной 40 мм и толщиной 6 мм. Предел прочности при изгибе
вычисляют по формуле
м?
122
Финский, чешский, шведский и немецкий стандарты преду-
сматривают испытания на сжимаемость, которые проверяются
следующим образом.
По финскому и шведскому стандартам вырезается три квад-
ратных образца размером 15X15 см из средней части, угла и из
края длинной стороны. По немецкому и чешскому стандартам
вырезаются образцы размером 20X20 см.
Образцы укладываются между ровными металлическими
плитами и нагружаются грузом, соответствующим удельному
давлению 3 кг! см2. Через 1 мин. нагрузку снимают н опреде-
ляют толщину образца и его сжимаемость.
По шведскому стандарту груз наращивается ступенями но
112,5 кг (0,5 кг/см2). Каждое увеличение груза производится
в течение 0,5 мин., а груз выдерживается неизменным в течение
3 мин. до следующего увеличения. Измерения производят до за-
грузки и через 3 мин. после максимального нагружения.
Глава IV
ПРИМЕНЕНИЕ ЦЕМЕНТНОГО
ФИБРОЛИТА В СТРОИТЕЛЬСТВЕ
Цементный фибролит может применяться в сочетании с лю-
быми строительными материалами и в различных областям
строительства: для утепления стеновых (панелей, утоненных (кир-
пичных и каменных стен, стандартных деревянных домов, чер-
дачных перекрытий, бесчердачных и совмещенных кровель, а
также для звукоизоляции междуэтажных перекрытий, для уст-
ройства межквартирных и межкомнатных перегородок, звуко-
поглощающей отделки стен и потолков и пр.
Опыт применения цементного фибролита в нашем строитель-
стве ввиду пока еще незначительного выпуска этого материала
невелик. В то же время за рубежом цементный фибролит исполь-
зуется весьма широко. Дальнейшее покажет, в какой из пере-
численных областей строительства цементный фибролит полу-
чит у нас преимущественное практическое применение.
ОБЩИЕ УСЛОВИЯ ПРИМЕНЕНИЯ ФИБРОЛИТА
Плиты цементного фибролита нужно укладывать при влаж-
ности, не превышающей 20%. Нарушение этого условия можег
(привести к ухудшению качества строительства и к увеличению
сроков отделочных работ, а в некоторых случаях и к значитель-
ным по объему переделкам.
После оштукатуривания плит с завышенной против нормы
влажностью обычно наблюдается растрескивание штукатурки
в местах стыков, а иногда и выколы по поверхности плит вплоть
до образования на стене солевых подтеков хлористого кальция,
которые и вызывают необходимость переделки отделочных и
электромонтажных работ. Кроме того, применение влажных плит
снижает теплозащитные свойства ограждающих конструкций,
что особенно опасно, когда плиты в конструкции находятся в ус-
ловиях, исключающих их просыхание, например в утепляющем
слое бесчердачных и совмещенных кровель и т. п.
124
Оштукатуривание плит следует вести с соблюдением обыч-
ных условии. Поверхность плит перед нанесением грунта дол-
жна быть слегка увлажнена. Внутренние поверхности могут
штукатуриться обычным известково-гипсовым раствором, а на-
ружные — известково-цементным раствором.
Плиты должны отстоять от всякого рода топок и дымоходов
на расстоянии не менее чем 25 см; трубопроводы (канализацион-
ные, газовые, отопительные), раковины, умывальники и прочее
Рис. 67. Заделка стыков фибролитовых плит
а — сетка для армирования швов; б — ткань для стыков
оборудование следует крепить к конструктивным частям зда-
ния, а не к фибролитовым плитам.
При креплении плит необходимо применять гвозди с шайбой
диаметром не менее 30 мм. По стыкам между плитами следует
укладывать полосы из редкой ткани шириной 10 см для
предотвращения появления трещин на поверхности стены; на-
клейка тканевых полос производится на жидком гипсовом или
цементном растворе. Наиболее надежным способом является
прибивка по линиям стыков проволочными скобочками полос
тонкой штампованной или проволочной сетки шириной 10 см
(рис. 67).
Для прокладки скрытой электропроводки в фибролитовых
плитах делают треугольные вырезы. Провода прокладывают в
трубках. При наружной проводке по роликам последние крепят-
ся непосредственно к плитам. Для штепсельных розеток, выклю-
чателей, соединительных коробок должны быть установлены спе-
циальные конусные дюбеля.
Плиты цементного фибролита могут быть разрезаны. Для
резки плит следует применять хорошо отточенные пилы с мел-
125
КИМИ зубьями, при этом кромки плит получаются чистыми и
ровными, а структура плиты ие нарушается. Рубить края плиты
топором не разрешается.
ПРИМЕНЕНИЕ ФИБРОЛИТА В СТАНДАРТНОМ ДЕРЕВЯННОМ
ДОМОСТРОЕНИИ
При утеплении каркаса фибролитовыми плитами обычно про-
странство между стойками заполняют одним слоем плит, а вто-
рым обшивают стойки снаружи или внутри.
Утепление каркаса можно также производить путем обшивки
его одновременно с наружной и внутренней стороны, с оставле-
нием воздушного промежутка на ширину стойки. В этом случае
для улучшения теплоизоляционных свойств и с целью повыше-
ния огнестойкости стены необходимо перегораживать воздуш-
ную прослойку горизонтальными диафрагмами, т. е. брусками
той же толщины, что и стойки каркаса. Диафрагмы устанавли-
вают горизонтально, через каждый метр.
Наружную обшивку стены плитами производят по высоте
не ниже 50 см от земли. Плиты следует ставить на слой цемент-
ного или известково-цементного раствора толщиной 1 см, укла-
дываемого по ребру нижней плиты. Плотно прижимать плиты
друг к другу не следует.
Плиты, устанавливаемые между' стойками, крепят гвоздями,
забиваемыми с наружной стороны стойки. Гвоздь для крепле-
ния плит к элементам каркаса должен иметь такую длину,чтобы
он вошел в дерево на 40—50 мм. Шаг между гвоздями должен
составлять не более 30 см. Помимо гвоздей, плиты можно кре-
пить скобами, дюбелями или кляммерами, изображенными на
рис 68.
а)
Рис. 68. Утепление утоненных кирпичных стен цементным фибролитом
« -специальные нагели с ершами для крепления фибролита к деревянным конструк-
циям н к кирпичной кладке; б — хомутик для крепления фибролитовых плит, в —• хо
мутнк для крепления плит к стойкам каркаса
126
Особое внимание следует обращать на обработку швов меж-
ду плитами и элементами каркаса, так как вследствие дефор-
маций, возникающих в деревянном каркасе и в фибролите, на
штукатурке могут появиться трещины. В связи с этим швы меж-
ду плитами и элементами деревянного каркаса перекрывают
полосами металлической сетки, пришивая их при .помощи про-
волочных скобочек к краям фибролитовых плит.
На рис. 69 показана конструкция одноэтажного каркасного
дома с мансардой, наружные стены которого утеплены двумя
слоями фибролитовых плит толщиной по 75 мм (проект Гипро-
стандартдома). Плиты с внутренней стороны устанавливаются
вертикально и крепятся между стойками каркаса с сечением
брусков 50У80 мм; плиты наружного слоя устанавливают в го-
ризонтальном положении, перекрывая швы между плитами вну-
треннего слоя. Накат перекрытия над первым этажом дома со-
стоит из одного слоя фибролитовых плит толщиной 75 мм, ко-
торые крепят на гвоздях к черепным брускам балок. При от-
сутствии утепленного мансардного помещения чердачное пере-
крытие должно быть утеплено двумя слоями фибролитовых плиг
толщиной по 50—75 мм.
Представляет интерес конструкция панелей стандартных де-
ревянных домов из фибролита, применяемая в Чехословакии,
которая представляет собой деревянную рамку (рис. 70) с за-
прессованной в ней фибролитовой массой; общая толщина па-
нели 130 мм. Рамка, изготовляемая из деревянных брусков, ре-
шает вопрос стыкования панелей при сборке стен дома. Сов-
мещение фибролитовых плит с деревянным каркасом дает воз-
можность увеличить индустриальность сборки домов, уменьшить
объемный вес фибролита до 250 кг!м? и обеспечить защиту кро-
мок фибролитовых плит при транспортировании. Кроме того,
исключается потребность в бортовых элементах, необходимых
при обычном производстве фибролитовых плит.
ПРИМЕНЕНИЕ ФИБРОЛИТА В КРУПНОПАНЕЛЬНОМ
СТРОИТЕЛЬСТВЕ
Сравнительно большие размеры фибролитовых плит, их жест-
кость, прочность, хорошие теплюзащитные свойства, а также их
био- и огнестойкость позволяют рекомендовать плиты цемент-
ного фибролита для теплоизоляции крупных панелей.
Одни из первых опытных образцов железобетонных панелей,
утепленных цементным фибролитом, были выполнены на Косто-
польском ДСК (рнс. 71). В фибролитовой плите во время прес-
сования были сделаны углубления, соответствующие ребрам же-
лезобетонной плиты. После этого на плиту, уложенную в опа-
лубку, укладывали арматуру и бетон.
Впервые фибролит в 1крупно1па'нельном строительстве был при-
менен одной из строительных организаций Красноярского края.
127
1
128
Рис- 69. Конструкция стандартного дома с применением
цементного фибролита (проект Гипростандартдома)
а — разрез по стене; б — разрез по коньку; в — угловой узел;
г — узел примыкания перегородки к наружной стене; д — узел
перегородки с деревянным блоком; е - узел примыкания внут-
ренней несущей стены и оконного блока; ж — узел внутренней
несущей стены; з — узел наружной стены с деревянным блоком;
1 фибролит 7,5 си; 2 — штукатурный слой 3 — глиняная об-
мазка; 4 — пергамин; 5 — стойка каркаса; 6 — гидроизоляция;
7 — гвозди; 8 — пакля
ч к—
9 Зак. 1782
129
Там было построено несколько цехов из панелей, представляю-
щих собой железобетонные элементы, утепленные цементным
фибролитом. Поверхность фибролита, обращенная внутрь цеха,
оштукатуривалась.
Рис. 71. Опытная панель, утепленная фибролитом
Одно из оригинальных конструктивных решений применения
фибролита приведено на рис. 72 (Финляндия). Конструкция сте-
ны состоит из слоя несущего железобетона, облицованного сна-
ружи панелями размером I 370X1 370 мм, состоящими из плит
Рис. 72. Конструкция стены жилого
дома в г. Хельсинки
/ железобетон; 2 — фибролитная плита:
3 железобетонная облицовка-, 4—мине-
ральная вата
цементного фибролита, офак-
туренных железобетонными
плитами.
На рис. 73 показана кон-
струкция панелей жилого пя-
тиэтажного дома на 80 квар-
тир с применением фиброли-
та, разработанная Проект-
ным институтом № 2 Мин-
строя РСФСР. Панели наруж-
ных стен размером 271Х
Х319 см и 271X574,5 см со-
стоят из двух железобетонных
слоев толщиной по 30 мм, ар-
мированных сеткой; между
этими слоями закладываются
плиты цементного фибролита
общей толщиной 120 мм. Вся
толщина панели составляет
180 мм.
При опытном изготовлении таких панелей на поддон укла-
дывалась арматурная сетка и бетонировался наружный слой
панели. После прокладки двух фибролитовых плит снова ста-
вилась арматурная сетка и производилось бетонирование внут-
9*
131
реннего слоя панели. При бетонировании стеновых панелей с
оконными и дверными проемами одновременно с плоскими арма-
турными сетками укладывалась арматура элементов панели,
окаймляющих оконные и дверные проемы. Вес панелей для на-
ружных стен приведенной конструкции составляет в зависимости
Vol/
Рис. 73. Панель с утеплением
фибролитом конструкции Про-
ектного института № 2 Мин-
строя РСФСР
/—цементный фибролит; 2 —метал-
лическая сетка.- 3 — пробки для
крепления радиаторов; 4 — то же.
для крепления панели; 5 — каркас
из железобетона вокруг проема
от их размеров от 0,91 до 3,63 т. Расход бетона составляет
0,3 At3, расход металла — 21,7 кг на 1 лР жилой площади дома.
ПРИМЕНЕНИЕ ФИБРОЛИТА ДЛЯ УТЕПЛЕНИЯ
УТОНЕННЫХ СТЕН
С точки зрения прочности одно двухэтажные здания могут
иметь стену толщиной в 1 — 1,5 кирпича, однако этой толщины
недостаточно по соображениям теплозащиты. Последняя обес-
печивается облицовкой утоненных стен эффективными утепли-
телями, в том числе фибролитовыми плитами.
Облицовка утоненных стен фибролитом производится либо
примораживанием плит непосредственно к стене на растворе,
либо креплением плит к реечному каркасу. Каркас обычно кре-
пят к стене на пробках (рис. 74).
132
Рис 74 Утепление утоненных кирпичных стен цементным
фибролитом
а - по слою раствора; б — по деревянным брускам; 1 — кирпичная
кладка; 2 — фибролит; 3 — цементный раствор; 4 — наружная шту-
катурка; 5 —внутренняя штукатурка; 6 — бруски; 7 — сетка по шву;
8 плинтус; 9 — гвозди оцинкованные с широкой шляпкой
133
ПРИМЕНЕНИЕ ФИБРОЛИТА ДЛЯ УТЕПЛЕНИЯ БЕСЧЕРДАЧНЫХ
ПОКРЫТИЙ
На рис. 75,а показана применяемая в Финляндии конструкция
верхних покрытий производственых зданий, которая состоит из
«борных железобетонных плит, песчаной подготовки и двух
слоев фибролитовых плит. Верхние более тонкие плиты, будучи
уложенными с промежутками, образуют вентиляционные кана-
Рис. 75. Утепление фибролитом бесчердачнух перекрытий
а по железобетонному настилу; б фибролитовые плиты с метал-
лическим обрамлением; в — по нижнему и верхнему поясам прогонов,
I — мягкая кровля; 2 — скобы, 3 цементный фибролит; 4 — прогон;
5 — вентиляционные каналы; 6 — железобетонная плита. 7 — стяжка;
8 — битуминизированная бумага, 9 песок
лы. По фибролиту укладывается битуминизированная бумага, а
поверх нее цементная стяжка и мягкая кровля. Достоинством
такой конструкции является наличие вентиляционных каналов,
обеспечивающих доступ воздуха к фибролиту. Это обеспечивает
просыхание теплоизоляционного слоя, а следовательно, поддер-
жание в нем высоких теплозащитных свойств. В отечественной
практике цементный фибролит укладывают для утепления кро-
вель аналогичным образом, но без оставления воздушных ка-
налов.
В Англии для утепления кровель выпускают плиты цементно-
го фибролита, имеющие по продольным ребрам четверти, и об-
134
рамленные стальными тонкостенными швеллерами (рис. 75,6),
а также полосы из какого-либо эффективного теплоизоляцион
ного материала, предназначенные для укладки в паз, образуе-
мый в стыках плит. Плиты снизу не штукатурятся, благодаря
чему они одновременно являются звукопоглощающей отделкой
потолка
Фирма «Смит и Канцлер» (США) рекомендует для утепления
кровель применять два слоя цементного фибролита; один слой
по нижнему поясу прогонов, другой — по верхнему (рис. 75,в).
Плиты фибролита этой фирмы толщиной 7,5 см при объемном
весе 470 кг!мл могут применяться в указанной конструкции при
пролетах 0,8—1 м.
ПРИМЕНЕНИЕ ФИБРОЛИТА ДЛЯ УСТРОЙСТВА ПЕРЕГОРОДОК
Фибролиговые перегородки устанавливают на прочные осно-
вания Плиты следует укладывать на известково-цементном или
гипсовом растворе. Перегородка со стеной соединяется посред-
ством оставленной в стене борозды глубиной 5 см в которую
Рис. 76. Применение фибролита для устройства перегородок
а — двухслойной без каркаса с воздушным промежутком; б двухслойной по раз-
дельному каркасу; в — однослойной бескаркасной; г — детали крепления перегородок
к потолку и полу; /-*-цементный фибролит; 2 - штукатурка; 3 — стойки каркаса;
4 — верхняя и ннжняя обвязки, 5 — хомуты для скрепления плит
заходят плиты перегородки (на растворе) по всей ее высоте.
Дверные блоки соединяют с перекрытием и полом при помощи
вспомогательных креплений. Для бескаркасных перегородок еле
дует применять плиты объемного веса 400—500 кг/мА.
Чаще всего перегородки из фибролитовых плит устанавли-
вают с применением деревянных каркасов, прикрепляемых к по-
лу и потолку. Деревянные стойки перегородки сечением 5X8 см
устанавливаются на таком расстоянии, чтобы размещаемые вер-
тикально плиты полностью умещались между ними и чтобы меж
ду стойками и плитой не образовывался зазор. Стыки плит со
стойками следует перекрывать полосой сетки шириной 10 см.
135
В зарубежной практике оправдала себя внутриквартирная
перегородка, показанная на рис. 76,а. Такая конструкция со-
стоит из двух свободно стоящих фибролитовых плит толщиной
по 50 мм с небольшим (1—2 см) воздушным промежутком меж-
ду ними. Междуквартирные перегородки, которые должны об-
ладать более высокой звукоизоляцией, а также перегородки в
больницах, гостиницах и тому подо'бных зданиях 'выполняются
двухслойными с раздельным каркасом (рис. 76, б). Конструк
ция применяемой 'в США бескаркасной однослойной перегород-
ки из фибролита показана на рис. 76, в.
ПРИМЕНЕНИЕ ФИБРОЛИТА В КАЧЕСТВЕ АКУСТИЧЕСКОГО
МА ТЕ РИАЛ А
На рис. 77, а показана применяемая за рубежом конструкция
междуэтажного перекрытия со звукоизоляционной фибролито-
вой прокладкой, которая укладывается по песчаной прослойке.
В зарубежной практике
применяется и конструкция,
изображенная на рис. 77,6. По
железобетонному перекрытию
через 60 см укладывают лаги—
бруски шириной 40—60 мм и
высотой 50—70 мм. Между ла-
гами по слою песка располага-
ют фибролитовые плиты тол-
щиной, равной высоте лагиза
вычетом слоя песка. Поверх
фибролита укладывают гидро-
Рнс. 77. Применение фибролита в ка-
честве звукоизоляционной прокладки
в междуэтажных перекрытиях
а — звукоизоляция из фибролита но песча-
ной прослойке; б — звукоизоляционная про-
кладка из фибролита в конструкции пола
по деревянным лагам; I — чистый пол;
2 — бетонная стяжка: 3 — водонепроницае-
мая бумага; 4 — фибролитовая плита; 5-
песок; 6 — железобетонное перекрытие;
7 — деревянные лаги
изоляционную бумагу, а затем
по лагам пришивают дощатый
пол или паркетные щиты.
Получила распространение
за рубежом и звукопоглощаю-
щая отделка фибролитовыми
плитами помещений концерт-
ных залов, кино, аудиторий,
шумных производственных по-
мещений и т. п. (рис. 78,а и б).
В этих целях выпускаются спе-
циальные акустические плиты на отборной шерсти с уменьшен-
ной шириной.
Для получения красивого шва по всему периметру плит сни-
мается фаска. Плиты примораживают к потолку и стенам на
растворе либо крепят посредством дюбелей, либо по бруска.м
каркаса на некотором расстоянии (до 5 см) от стены. Иногда
швы отделывают фасонной обкладкой. При открытых швах пли-
136
ты рекомендуется крепить специальными шурупами с крупной
декоративной головкой.
Для придания звукопоглощающей отделке нарядного вида
поверхность фибролита окрашивают в светлые тона, например
золотистой бронзой или охрой. Применяют также светло-зеле-
ную окись хрома или светло-голубой ультрамарин с последую-
Рис. 78. Применение фибролита в качестве звукопоглощающего ма-
териала
а — способы крепления фибролитовых плит к стенам и перекрытию: б — спо-
собы оформления стыка фибролитовых плит; 1 — основание; 2 — фибролитовая
плита; 3 — дюбеля; 4 — фигурные обкладки; 5 — каркас
щей накаткой валиком серебристой бронзы. Хороший эффект
достигается нанесением двух слоев различной краски один на
другой.
Для окраски фибролитовых плит надлежит применять крас-
ки, устойчивые по отношению к щелочам. Окраска применяется
клеевая или на безмасляных эмульсиях. В случае необходимости
получить блестящую поверхность можно применять лаки на
синтетических смолах.
Глава V
ПРОИЗВОДСТВО И ПРИМЕНЕНИЕ
В СТРОИТЕЛЬСТВЕ ТЕПЛОИЗОЛЯЦИОННЫХ
БЕТОНОВ НА ДРЕВЕСНЫХ ЗАПОЛНИТЕЛЯХ
В послевоенные годы как в отечественном, так и в зарубеж-
ном строительстве получили распространение бетоны с заполни-
телем из мелких древесных частиц — опилок и дробленой струж-
ки от деревообрабатывающих станков. Хотя такого рода бето-
ны требуют большего расхода цемента, чем фибролит, они бла-
годаря использованию дешевого древесного сырья, оказывают-
ся экономически достаточно эффективными. Вместе с тем, по-
скольку опило-и стружкобетоны обладают значительно большим
объемным весом, чем цементный фибролит, их сравнительно
редко применяют для чисто теплоизоляционных целей, а ис-
пользуют преимущественно в качестве конструктивно-изоляцион-
ных материалов (стеновых, перегородочных и т. п.).
Расход цемента в таких бетонах на I м3 колеблется в пре-
делах о г 150 до 500 кг. Однако следует иметь в виду, что опи-
ло- и стружкобетоны с расходом цемента менее 280—300 кг на
1 м3 можно укладывать только монолитным способом, ибо по-
лучение достаточно прочных и транспортабельных изделий! при
таком расходе вяжущего затруднительно.
В состав опило- и стружкобетонов большей частью вводят
различные минеральные добавки (глину, песок, трепел). Иног-
да в шихту для нейтрализации вредно действующих на цемент
экстрактивных веществ древесины добавляют известь. Такие до-
бавки, как известь, глина и трепел придают шихге большую по-
движность. Для ускорения твердения цемента и для минерали-
зации древесных частиц используют хлористый кальций, жид-
кое стекло, хлорную известь и др.
В качестве утеплителя бесчердачных кровель промышленных
зданий институтом ЮжНИИ предложен опилобетон под наиме-
нованием термопорит. Материал характеризуется следующим
расходом вяжущих на 1 м3: цемента — 230 кг, известкового те-
138
ста—100 кг. Кроме того, он содержит добавку растворимого
стекла и хлорной извести. Термопорит имеет предел прочности
при сжатии от 5 до 15 кг'см2 при объемном весе от 500 до
650 кг1мя. Укладывается он монолитным способом.
Тем же институтом предложен другой опилобетон под наи-
менованием «термиз». на 1 ж3 которого расходуется (в кг): це-
мента — 150—170; трепела—2СО—240; извести-пушонки—30—
50. Термиз естественного твердения имеет предел прочности при
сжатии — 5—10 кг!см2. Объемный вес термиза колеблется от
550 до 700 кг!м*. Предназначается он преимущественно для
утепления кровель.
Опилобетон на цементе с добавкой песка нашел применение
для строительства стен сельскохозяйственных сооружений в
Латвийской ССР.
Наибольшее распространение в зарубежном строительстве
имеет опилобетон, изготовляемый по способу шведской фирмы
«Третон». Способ обработки опилок фирмой «Третон» сохра-
няется в секрете. Предел прочности при сжатии такого опило-
бетона на цементе с добавкой песка составляет до 50 кг!см2
при объемном весе до 1 300 кг/мя. Опилобетон «Третон» приме-
няют для изготовления изделий (пустотелых стеновых блоков,
перегородочных плит и пр.), а также укладывают и монолит-
ным способом (например, для устройства оснований под настил
из линолеума, плиток, паркета). Опилки, обработанные по
способу фирмы «Третон», используют и в растворах для штука-
турки и кладки, а также для звукопоглощающей отделки поме-
щений.
В Польше изготовляется опилобетон с применением цемент-
ного вяжущего. В качестве минерализатора рекомендуется при-
менять хлорную известь с концентрацией раствора 4—10%, гли-
ну, коллоидные ввмученно'сти, а в качестве заполнителя—опил-
ки хвойных пород с влажностью 20—30%.
В Австралии применяется опилобетон на цементе с добавкой
песка. Такой опилобетон состава 1 : 1,25 : 0,75 (цемент: опил-
ки: песок) имеет предел прочности при сжатии 90 кг/см2 при
объемном весе 1 000 кг!м\ Для укладки основания под пол ре-
комендуется состав 1:1:2 или 1:2:1 (цемент : спилки :песок).
В качестве минерализатора опилок применяется хлористый
кальций.
За рубежом также широко применяются изделия из сгружко-
бетона, изготовляемого по способу швейцарской фирмы «Дури-
зол». Расход цемента колеблется в пределах от 300 до 450 ка/лР.
Здания с применением дуризола сооружаются в странах с раз-
личным климатом — от холодной Гренландии до тропических
зон Африки. Далл указывает, что в США и Канаде имеется ряд
дуризоловых заводов, работающих по лицензиям, закуплен-
ным в Швейцарии. Из дуризола изготовляют блоки и плиты.
139
ПОДБОР СОСТАВА ОПИЛО- И СТРУЖКОБЕТОНОВ
Во ВНИИНСМе было изучено влияние производственных
факторов на свойства опило- и стружкобетонов Этой работой
было доказано, что для получения высококачественных изде-
лий большое значение имеет вид применяемого минерального
вяжущего, правильный подбор состава, интенсивность уплотне-
ния и условия вызревания. Под правильным подбором состава
понимается не только установление правильного соотношения
между вяжущим и заполнителем, но, что не менее 'важно, тра-
вильное назначение водной добавки.
Имеется определенное сходство свойств пористых минераль-
ных заполнителей, применяемых в легких бетонах, и древесных
частиц, заключающееся в способности тех и других как отсасы-
вать воду из окружающей массы вяжущего, так и отдавать свою
влагу твердеющему вяжущему, сохраняя в каждый данный мо-
мент равновесие между водонасыщением вяжущего и запол-
нителя.
Основная трудность при подборе состава опило- и стружко-
бетонов заключается в том, что неизвестно, как распределяется
влага между древесными частицами и вяжущими, каково опти-
мальное содержание теста вяжущего (истинное ВЩ) для по-
лучения массы бетона с наилучшей удобоукладываемостью.
Для выявления баланса влаги во ВНИИНСМе были постав-
лены специальные опыты, которые показали, что предел увлаж-
нения древесных частиц в шихте оптимальной влажности со-
ставляет 240—300% от их собственного веса, а истинное водо-
цементное отношение колеблется от 0,2 до 0,4 в зависимости от
жирности состава. Чем жирнее состав, т. е. чем больше вяжу-
щего, тем меньше истинное водоцементное отношение.
Правильное назначение величины водной добавки очень
важно: недостаток влаги ведет не только к чрезмерному обез-
воживанию цементного теста в результате отсоса воды из него
заполнителем, но и к ухудшению удобоукладываемости древес-
но-цементной массы, из-за чего даже при значительной затрате
труда на уплотнение не удается получить доброкачественных
изделий, ибо недостаточно увлажненные древесные частицы
упруги и при уплотнении пружинят.
Переувлажнение также недопустимо: избыток воды, свыше
той, которая удерживается древесными частицами и той, кото-
рая нужна для нормального твердения цемента, ослабляет це-
ментный камень. Отсюда следует, что имеется оптимум водо-
содержания. Этот факт подтверждается известной работой Н. А.
Попова по изучению легких бетонов.
Для определения оптимальной водной добавки, обеспечиваю-
щей оптимальную подвижность древесно-цементных масс,
был предложен прибор, действующий по принципу выжимания
влаги из массы посредством ее вибрирования с пригрузкой (виб-
140
ровыжимание). При этом способе подвижность массы характе-
ризуется временем вибровыжимания в секундах.
Прибор состоит (рис. 79,а) из виброплощадки с вертикально
направленными колебаниями, цилиндра (рис. 79,6) со скощен-
ными краями у основания и с лапами для крепления прибора
к виброплощадке, вкладыша весом 1,5 кг (рис. 79,в).
Для получения показателей на приборе отвешивается пор-
ция древесно-цементной массы (100 г), взятой как средняя про-
ба от всего замеса, и закладывается в цилиндр прибора, после
чего сверху ставится вкладыш (пригрузка). В момент пуска
виброплощадки включается секундомер, а в момент появления
обильной влаги (молока вяжущего) вокруг основания цилиндра,
секундомер выключается. Количество секунд с момента пуска
до появления влаги является «показателем подвижности». По-
казатель подвижности, характеризующий массу оптимальной
удобоукладываемости, можно назвать «показателем оптималь-
ной подвижности». Для получения точных показаний на прибо-
ре нужно иметь не меньше трех отсчетов, за окончательный по-
казатель следует взять среднее арифметическое из них.
В самом начале работы необходимо найти свойственный это-
му прибору «показатель оптимальной подвижности», который
определяют опытным путем: для какой-либо древесно-цемент-
ной массы изготовляют образцы с различными водовяжущимп
отношениями при постоянной работе уплотнения. Состав,
показавший наименьший коэффициент выхода, является опти-
мальным, а соответствующий этому составу показатель подвиж-
ности в секундах является «показателем оптимальной подвиж-
ности».
Как показали опыты, проведенные во ВНИИНСМе, для каж-
дого прибора может быть получен универсальный показатель
оптимальной подвижности, действительный для всех древесно-
цементных масс, независимо от расхода и вида вяжущего.
При нижеследующих технических характеристиках вибро-
площадки: частота колебаний — 2 850 кол/мин; кинетический
момент — 3,77 кг!см; возмущающая сила — 380 кг; средняя ам-
плитуда колебаний — 0,4 мм; вес вкладыша—1.5 кг; внутрен-
ний диаметр цилиндра — 50 мм; «показатель оптимальной по-
движности» равнялся 12—15 сек. для всех исследуемых древес-
но-цементных масс, для всех составов по жирности (от 1 : 1,5 до
1:7 — древесные частицы, вяжущее, по весу) и для всех видов
минеральных вяжущих.
Изучение влияния основных производственных факторов на
прочность опило- и стружкобетонов показало, что химический
фактор — фактор взаимодействия древесины с цементом, — про-
являемый в первые сутки твердения, приобретает из-за большой
поверхности опилок и дробленой стружки еще большее значе-
ние, чем при производстве цементного фибролита. Из данных
табл. 33 видно, что из опилок в те же сроки выделяется в 2—3
141
Рис. 79. Прибор для определения пластичности опилобетонных
масс. Вибровыжиматель
а — общий вид, б — схема прибора; в — вкладыш
142
раза больше экстрактивных веществ, чем из древесной шерсти,
изготовленной из той же древесины.
Таблица 33
Интенсивность вымывания экстрактивных веществ в холодной воде
в зависимости от вида древесных частиц (ель)
Вид древесного сырья Количество экстрактивных веществ в % от веса сухой древесины при сроках экстрагирования
3 мин. 15 мин. 3 часа 24 часа
Древесная шерсть . . 0,2 0,24 0,34 0,5
Опилки 0,54 0,62 0,66 1,03
С точки зрения удобоуплотняемости лучше применять опил-
ки и стружку влажностью 25—30%; однако с точки зрения ло-
кализации цементных ядов их следует перед использованием
Рис. 80. Зависимость прочности от вели-
чины работы уплотнения
хранить на воздухе слоем дс
0,5 м. Желательно произво-
дить перелопачивание отхо-
да 1 раз в 2—3 дня.
Изучение влияния круп-
ности древесных частиц по-
казало, что при жирных со-
ставах крупность частиц не
влияет на прочность бето-
нов (вяжущее имеется в из-
бытке); при тощих составах
использование, например,
опилок поперечной резки
приводит к снижению проч-
ности в связи с резким уве-
личением общей поверхно-
сти опилок в условиях недо-
статка вяжущего.
Изучение фактора рабо-
ты уплотнения показало
следующее (рис. 80).
1. Увеличение работы уп-
лотнения сдвигает оптимум
водосодержания в сторону
уменьшения ВЩ, правда, в значительно меньшей степени, чем
для обычных легких бетонов.
2. Эффект от увеличения пригрузки с 10 г!см2 до 150 г!см2
при уплотнении масс вибрированием является незначительным;
это говорит о том, что пригрузка в 10—20 г!см2 вполне доста-
точна.
143
3. С увеличением работы уплотнения увеличивается зона
оптимума, т. е. кривая ВЩ становится более пологой.
Изучение влияния водоцементного фактора (рис. 81) для
опилобетонов различных составов показало следующее.
1. Кривые ВЩ для опило- и стружкобетонов имеют гот же
вид, что и аналогичные кривые для легких бетонов на пористых
минеральных заполнителях.
Рис. 81. Зависимость прочности, объемного веса и коэффициента
выхода опилобетон а от ВЩ
144
2. Прочностные показатели образцов при изменении водоце-
ментного отношения меняются в широком диапазоне.
3. По мере уменьшения расхода вяжущего кривые ВЩ ста-
новятся более пологими (аналогичное явление характерно для
всех бетонов).
Расход вяжущего в кг
на 1м3 изделий
Расков вяжущего в кг
на 1ке опилок
Рис. 82 (а, б, в). Зависимость проч-
ности от расхода вяжущего и способа
минерализации
4. Из-за большой водо-
поглощающей способно-
сти древесных частиц во-
допотребность тощих со-
ставов намного больше,
чем жирных.
Изучение фактора рас-
хода и активности вяжу-
щего выявило зависи-
мость между этими фак-
торами и прочностью,
что иллюстрируется
рис. 82,о. Из графиков
видно, что увеличение
расхода вяжущего на еди-
ницу объема изделия вы-
зывает приблизительно
пропорциональный рост
прочности. Если по оси
абсцисс откладывать рас-
ход вяжущего на единицу
веса заполнителя (рис. 81,6), то тогда получается еще более
чистая пропорциональная зависимость прочности от расхода
вяжущего. Изменение активности вяжущего или изменение спо-
соба обработки заполнителя (минерализации) вызывает изме-
нение угла наклона кривой на графике (рис. 82,в). Чем жирнее
состав (т. е. чем больше расход вяжущего), тем значительней
эффект от увеличения активности вяжущего. Чем больше ак-
10 Зак. 1782
115
тивность вяжущего, тем больше угол наклона прямой к оси
абсцисс.
Таким образом, опило- и стружкобетоны в отношении влия-
ния активности вяжущего и его расхода на прочность ведут се-
бя так же, как и легкие бетоны, и подчиняются тем же законо-
с)
2,6
2,6
2,Ь
<ь
S 2,2
а г, о
I'Л
*
в*/,г
in
ё 0,8
0,6
Состав опилобетона (опилки: блжушие, по бесу)
__I
ГВ
Рис. 83. Зависимость оптимального водосодержания от состава опилобето-
нов, расхода и вида вяжущего
1 — при гипсовом вяжущем; 2 — на цементном вяжущем при минерализации жидким
стеклом: 3 — на цементном вяжущем при минерализации хлористым кальцием: 4 —
на известковоцементном вяжущем; 5 — иа известково-цементно-трепельном вяжущем
мерностям, какие были установлены Н. А. Поповым для легких
бетонов.
Построены зависимости оптимального водосодержания от
состава (рис. 83,о) и от расхода вяжущего на 1 лг3 материала
(рис. 83,6).
146
Это позволяет рекомендовать способ подбора состава опило-
и струж'кобетонов. Подбор состава 'заключается в изготовлении
и испытании образцов трех—четырех составов с предваритель-
но выявленной оптимальной водной добавкой. Строят три кри-
вые (рис. 84): кривая зависимости оптимального водовяжуще-
го отношения от расхода вяжущего, кривая зависимости водо-
вяжущего отношения от состава, кривая прочности при сжатии
при оптимальных ВЩ.
Приводим пример подбора состава опилобетона по заданной
прочности изделия. Требуется подобрать состав известково-це-
ментного опилобетона с пре хелом прочности при сжатии
10 кг!см2 и объемным весом 550 кг/м3. Тогда:
а) по рис. 84,а определяем, что для получения прочности на
сжатие 10 кг! см2 при марке цемента 400 необходимо израсхо-
довать 300 кг вяжущего на 1 лх3 бетона;
б) по рис. 84,6 определяем оптимальную водную добавку
ВЩ при расходе цемента 300 кг на 1 лх3 изделий; водовяжущее
отношение будет равно 2;
в) по рис. 84,в находим нужное соотношение вяжущего и’за-
полнителя; оно будет равняться 1:1,15 (опилки: вяжущее, по
весу).
10'
147
ПРОИЗВОДСТВО ОПИЛО- И СТРУЖКОБЕТОНОВ
Технологический процесс производства опило- и стружкобе-
тонов состоит из нижеследующих операций:
а) измельчения и сепарации древесных частиц по фракциям;
б) минерализации древесных частиц;
в) смешивания минерализованных древесных частиц с вя-
жущими;
г) добавления к цементно-древесной массе песка и смешива-
ния с ним (при производстве изделий повышенной прочности);
д) наполнения пресс-форм и уплотнения (без набора в па-
кеты) ;
е) твердения изделий;
ж) механической обработки по размерам и сушки изделий.
Рис. 85. Производство дуризола
я ~ древесная стружка пневмотранспортом поступает со склада в це\; б — смеситель
для массы дуризола; в—уплотнение д>рнзоловых блоков на вибропрессе
Требуемая фракция древесных частиц определяется видом
изготовляемых изделий. Неоштукатуренные изделия должны
иметь предельный размер частиц не свыше 15 мм, а оштукату-
риваемые — не свыше 25 мм. Минимальный размер древесных
частиц — 5 мм. Опилки обычно нуждаются только в отсеве из-
лишне мелких частиц. Станочная стружка подвергается дробле-
нию и затем просеиванию и фракционированию.
Древесные отходы хранят в сухом проветриваемом помеще-
нии (рис. 85,а), откуда их пневматическим способом или с по-
мощью скребкового транспортера направляют в сепаратор.
Применяют сепараторы барабанного или плоского типа. Остат-
ки с сит поступают пневмотранспортом в отдельные закрома.
Стружку, не прошедшую через крупную сетку, отправляют на
148
повторное измельчение. Из закромов стружки или опилки по-
дают пневмотранспортом на минерализацию и смешивание.
Минерализация древесных частиц производится сернокис-
лым глиноземом и известковым молоком или хлористым каль-
цием. Концентрированные растворы минерализаторов приготов-
ляют в специальных резервуарах, откуда их перекачивают в
расходные баки, а затем подают на минерализацию. Расходный
бак известкового молока должен иметь перемешивающее уст-
ройство.
Минерализация производится в том же смесителе, где пере-
мешиваются древесные частицы с цементом. Смеситель пред-
ставляет собой вертикально установленный металлический ци-
линдр (рис. 85,6), опирающийся и вращающийся на шарико-
подшипнике. Сверху имеется люк для подачи древесных частиц,
минерализаторов и цемента, а на дне цилиндра — отверстие для
выгрузки потовой смеси. Затвор (шибер), перекрывающий это
отверстие, открывается и закрывается при помощи рычагов.
Внизу, снаружи цилиндра, установлен зубчатый венец цепной
передачи привода, вращающего цилиндр. Внутри цилиндра вра-
щаются лопасти в направлении, обратном вращению корпуса,
обеспечивающие лучшее перемешивание.
После загрузки в смеситель определенного количества струж-
ки или опилок туда подают сернокислый глинозем, а затем из-
вестковое молоко. По окончании минерализации, проводимой в
течение 1—2 мин., в смеситель поступает цемент. На крупных
предприятиях его подают пневматически, на мелких же загру-
жают вручную в бункер скипа. Смешивание минерализованной
увлажненной стружки или опилок с цементом длится 1,5—2 мин.,
после чего готовую смесь выгружают через нижний затвор в
приемник.
В случае необходимости получения материала повышенной
прочности минерализацию осуществляют в чанах или бассейнах
с наклонными стенами для обеспечения стока излишка раствооа
минерализатора из древесных частиц во время их выемки из
бассейна. Стружку или опилки насыпают в бассейн, перемеши-
вают в растворе в течение 1—2 мин., а затем извлекают сетча-
тыми ковшами. После стока излишка раствора минерализован-
ные частицы засыпают в мешалку, где они смешиваются с це-
ментом.
После того как древесные частицы покрываются цементом,
в мешалку добавляют песок и, если нужно, воду. Песок запол-
няет пустоты между древесными частицами, придает бетону
большую плотность, что увеличивает прочность и облегчает
формование изделий. При использовании тонкой и мелкой
стружки или опилок песок вводят в цементно-древесную массу
в объемном соотношении 6:1 (масса: песок); с повышением
требований в отношении прочности изделий количество вводи-
мого песка увеличивается.
149
Плиты формуют в следующем порядке. Металлический или
фанерный поддон, слегка смазанный щелочью для предотвра-
щения прилипания цементно-древесной массы, устанавливают
на стол-рольганг. На поддон ставят металлическую разборную
рамку, также слегка смазанную изнутри. Пресс-форма напол-
няется цементно-древесной массой и проталкивается на роли-
ках дальше, где масса разравнивается лопатками и утрамбовы-
вается по периметру и по углам. Затем форма проталкивается
под пресс, где масса спрессовывается до высоты, фиксируемой
ограничителем. Рьшаг или винт, поднимаясь в исходное поло-
жение, поднимает крышку, и открытая шресс-форма с опрессо-
ванной массой выталкивается по роликам из пресса. Потом ме-
таллическую рамку снимают, а поддон с плитой уносят на пло-
щадку и укладывают для твердения, которое длится 4- -7 дней,
в зависимости ст температуры воздуха в цехе.
Этим же способом формуют полые плиты. По торцам рамки
имеются круглые отверстия, в которые вкладывают трубы
Цементно-древесная масса трамбуется между трубами и по
периметру еще более тщательно. После прессования вынимают
сначала трубы, затем снимают боковины пресс-формы и поддон
с плитой относят на площадку для твердения.
Для формования пустотелых блоков применяют специаль-
ный вибростол с пригрузом (рис. 85,в). Свежеотформованный
пустотелый блок на поддоне по транспортеру подают на стелла-
жи для твердения.
Изделия формуют также в стальных формах. Последние за-
полняют массой и вибрируют их с пригрузкой в 10—20 г/см2 на
вибростоле при частоте 3 500—4 000 колебаний в минуту и ам
плитуде 0,4—1 мм. Частота колебаний зависит в основном отве
личины частиц заполнителя: чем крупнее частипы, тем выше
частота. По мере оседания массы, во время вибрирования, до-
бавляют новые порции до полного заполнения формы. После
вибрирования в течение Ча мин. форма с отпрессованным изде-
лием ставится на ровный пол и ее боковины снимаются. Съем
боковин производится осторожно, во избежание порчи изделия.
После 4—7-дневного твердения в помещении изделия выдержи-
вают на складе в течение 28 дней.
Масса после снятия пригрузки обычно разбухает на 1—2 мм
(в основном по направлению прессования), причем величина
разбухания зависит от степени уплотнения, упругости древесных
частиц и т. п.
Для придания блокам стандартных размеров обрабатывают
их поверхности с помощью устройства типа двухшпиндельных
деревообрабатывающих фрезерных станков. Вместо стальных
фрез на шпиндели устанавливают абразивные круги. Один
шпиндель поставлен в подшипниках, неподвижно закрепленных
в станине станка, а другой в подшипниках, закрепленных в
150
Рис. 86. Складирование изделий из дуризола
а — стеновые блоки; б — теплоизоляционные плиты; в — плиты для перекрыти
суппорте, передвигающемся в горизонтальном направлении.
Просвет между абразивами, соответствующий размеру обраба-
тываемого блока, регулируют передвижением суппорта. Каж-
дый шпиндель снабжен индивидуальным электродвигателем.
К этому станку подводится гусеничный звеньевой транспортер.
Последний расположен перпендикулярно к оси станка и прохо-
дит в просвете между абразивами. Пустотелый блок, подлежа-
щий обработке, укладывается плашмя на звено двигающегося
транспортера, который продвигает его к просвету между точиль-
ными камнями. Станочник подводит рычагом подвижной суп-
порт до заданного размера обрабатываемого блока, обтачи-
вая его с торцов.
Складирование изделий производится на открытом воздухе
(рис. 86)
ПРИМЕНЕНИЕ СТРУЖКОБЕТОНОВ В СТРОИТЕЛЬСТВЕ
За рубежом изоляционные плиты из стружкобетона выпу-
скаются двух видов: а) неоштукатуренные шириной 50 см, дли-
Рис. 87. Применение стеновых
блоков из дуризола
а — общий вид строящегося 9-эгаж
ного дома: б — замоиоличивание в
армирование стены, выложенной из
блоков
ной 100 и 150 см и толщиной 3; 5; 7 и 10 см-, б) оштукатуренные
шириной от 30 до 85 см, длиной 100; 150; 270; 300 см и толщиной
5, 7 и 10 см. Плиты используют в качестве звукоизоляционных
152
Рис. 88. Крепление стеновых плит из дуризола к каркасу и за-
делка стыков в случае использования горизонтальных фасонных
элементов
а — горизонтальный разрез угла; б — горизонтальный разрез при метал
лическом и деревянном каркасе; в — горизонтальный разрез при железо
бетонном и деревянном каркасе; г — вертикальный разрез; 1 — стеновые
плиты из дуризола; 2 — наружная штукатурка; 5 — внутренняя штукатур-
ка; 4— угловой элемент из дуризола; 5 — промежуточные стойки (сталь,
бетой, дерево); 6 — металлический дюбель; 7 — угловая стойка (сталь, бе
той, дерево); 8— листовое железо, приваренное к угловой стойке; 9 — вну-
тренние наплавные планки нз дерева или асбестоцемента; 10 — наружные
наплавные планки из профилированной стали (оцинкованные или окра-
шенные). или из асбестоцемента или дерева; 11 — шурупы; 12 — шайба;
13 и 14—прокладки и полосы из битуминизированного войлока; 15— ма-
прокладок в конструкции пола, а также для устройства нака-
тов балочных перекрытий и перегородок. Плиты снабжены греб-
нем и пазом. Выпускаются также изоляционные неоштукатурен-
ные плиты больших размеров, армиро-
ванные деревянными рейками.
Стеновые пустотелые блоки из
стружкобетона выпускают за рубежом
размером 25X50 см при толщине 15,
20; 25 и 30 см. Изготовляют также спе-
циальные блоки, например, соедини-
тельные и угловые, обеспечивающие
кладку углов, примыкание внутренних
стен, перекрытий. Стеновые блоки
снабжены гребнем и пазом Толщина
стенки пустотелого блока 4—5 см
Внутренняя перегородка блока де-
лается не на полную высоту.
Рис. 89. Крепление стеновых плит из дуризола
к металлическому каркасу и заделка стыков
при вертикальных фасадных элементах
а- общий вид стены; б — вертикальные разрезы;
в — горизонтальные разрезы; 1 — плита из дуризола;
2 — наружная штукатурка; 3 — внутренний штукатур-
ный или окрашенный слой; 4 — раствор для замоио-
личиваиия анкеров: 5 — торцовая штукатурка; 6—•
тавровые ригели; 7 — угловая стойка; 8 — крепление
плит анкером к ригелю; 9 — оцинкованные 120 мм
гвозди; 10— паз, отделанный полукруглым железом;
11—вертикальные пазы, зачеканеиные просмоленным
канатом; 12 замазка на синтетической связке
Строительство за рубежом многоэтажного дома из стружко-
бетонных блоков показано на рис. 87. После выкладки каждых
новых двух рядов блоков пространство между ними зали-
вается легким бетоном, а на наиболее ответственных участках
154
155
6) 5 г ч
50
в)
Рис 91. Армированные плиты из дуризола
с-общий вид покрытия сверху; б - сечение покпыти».
снизу; / — армиоованияя П.ПТТТЯ UO п О РЫТИЯ,
пых стержнях;
для покрытий
армированная плита 'из дуризолТ"? - слой' Rai „общи" вид покрытия
нях; 4 - мягкая кровля;^
156
стен (точка опоры балок перекрытии, примыкании внутренних
стен к углам и т. д.) этот бетон армируется.
Помимо стеновых блоков, за рубежом изготовляют также
пустотелые оштукатуренные стеновые плиты размером в плане
50X141 см и толщиной 10 см
Рис. 92 Разновидности армирован-
ных плит из дуризола для пере-
крытий
(включая наружный штукатурный
слой 8 мм и внутренний слой гип-
совой штукатурки 6 мм) Такими
плитами заполняют металличе-
ские, деревянные или железобе
тонные стеновые каркасы жилых
и промышленных зданий. С внут-
ренней стороны шов закрывают
накладными рейками, а иногда,
наоборот, подчеркивают скосом
углов плит. При малоэтажном
строительстве стеновые плиты
обычно укладывают горизонталь-
но, при многоэтажном и промыш-
ленном строительстве- верти-
кально. Приемы крепления
стеновых плит по каркасу по-
казаны на рис. 88 и 89.6. Необ-
ходимо отметить что плиты вви
ду их подвижности не следует
ставить вплотную друг к другу
или к элементам каркаса. Общий!
вид стены показан на рис 89,а
За рубежом выпускают также
многопустотные стружкобетон-
ные плиты-вкладыши для монолитных железобетонных пере-
крытий и различные армированные плиты длиной до 3,5 м для
укладки по балкам перекрытий и покрытий (рис. 90, 91, 92).
ЛИТЕРАТУРА
Б у т т Ю. М.. Беркович Т. М. Исследование влияния некоторых ор-
ганических добавок на свойства цемента. Труды НИИ цемента, вып. 3, Пром-
стройиздат, 1950.
Вольф И. В. Термопорит. БРИЗ Министерства строительства предприя
тий тяжелой индустрия СССР, 1953.
Гримме Н., ФойгтГ. Документы по изготовлению легких строитель-
ных плит из древесной шерсти, связанных цементом. ЦНИИНС АСиА СССР.
Перевод № 6075, 1957.
ГОСТ 8928-58. Плиты фибролитовые на портландцементе, 1958.
Инструкция по производству фибролитовых плит на портландцементе.
ЦБТИ, НИИНСМ АСиА СССР, М., 1958.
Корнилович Ю. Е. Адгезия и когезия строительных вяжущих ве-
ществ, автореферат диссертации на соискание ученой степени д-ра техи.
наук, 1952.
Кауфман Б. Н., Шмидт Л. М. Научно-технический отчет, 1957,
НИИНСМ АСиА СССР, тема № 4/81, раздел «е», результат 12.
Кауфман Б Н. Теплопроводность строительных материалов, М„
Стройиздат, 1955.
Кауфман Б. Н., Шмидт Л. М. Научно-технический отчет по теме
176 п. в. р.. НИИНСМ, 1958.
Корровиц X. X., Линдвет Б. ГЛ. Изготовление цементного фибро-
тита (опыт Таллинского завода ТЭП), ГНТК Эстонской ССР, Госплан, 1958.
Комаров Ф. П. Руководство к лабораторным работам по химии дре-
весины и целлюлозы. Гослестехиздат, 1934.
Куннос Г., МазатоваО. Опилочный бетон — материал для сельско-
хозяйственного строительства. Информационный технический листок Дома
научно-технической пропаганды АН ЛССР, № 17 (120), 1956.
Левин Н. И. Фнзнко-механические свойства кладки из ячеистых бето-
нов, канд. диссертация, 1958.
Леви Ж. Легкие бетоны, Госстройиздат, 1958.
Миронов С. А. Температурный фактор твердения бетонов, Пром-
стройнздат, 1938.
Никитин А. И. Химия древесины. Академкнига, 1951
Попов Н. А. Производственные факторы прочности легких бетонов,
Госстройиздат, 1933.
Р е б р и н С П. Фиброцементные плиты. ГПИ-2, 1957.
Резников И. Н. Исследование вопросов технологии и свойств це-
ментного фибролита. Нах чно технический отчет ЦНИИПС, 1951.
Скрамтаев Б. Г., Попов Н. А. и др. Строительные материалы.
Стройиздат. 1934.
Скоблов Д. А. Фибролит в строительстве. Стройиздат, 1958.
Скрамтаев Б. Г., Будилов А. А. Строительная промышленность
№ 8, 1951.
158
Федоров П. А. Производство и применение магнезиального, цемент-
ного и гипсового фибролита в жилищном и промышленном строительстве.
Отчет отдела по изучению иностранной техники. МСПТИ СССР, 1948.
Фельдман Л. И. Производство древесной стружки. Гослестехиздат,
1936.
Хаулей Р., Вайз Н. Химия древесины. Гослестехиздат, 1928.
Шмидт Л. М. «Строитель» № 12, 1957.
Шмидт Л. М «Строитель» № 4, 1957.
Шмидт Л. М. «Строительные материалы» № 12, 1958.
Шмидт Л. М. «Строительные материалы» № 9, 1957.
Шмидт Л. М. Рационализация технологии производства цементного
фибролита. ЦБТИ, НИИНСМ АСиА СССР, М„ 1959.
Шестоперов С. В. Цементный бетон в дорожном строительстве. Дор-
издат, 1950.
Шестоперов С. В., Иванов Ф. М., Цементный бетон с пласти-
фицирующими добавками. Дориздат, 1952.
ПН/В-490. Стандарт Польской Народной Республики.
Wood. Vol. No. 11, 12. 1943.
К о 11 m a n. Die Kunststein—Industrie 8. 1. No. 2. 1931.
BS 1105: 1951. British Standart Wood Boards, 1951.
DI N 1101 Deutsche Nortnen fur Holzwolle Leichtbauplatten, 1952. DIN 4102
Dall S. Paper Trade Journal. Vol. 130, No. 23, 1950.
Elmendorf D. Proceedings of the National Annual Meeting Forest
Products Research Society. Vol. 4, p. 268—326, 1950.
С 1 e s e r J. Bericht uber eine Studiumreise in die USA. 1955.
Craf O. Uber die Herstellung und uber die Eigenschaften des Betons
aus Zement und Holzspanen. 1948, Stuttgart.
Holst H. Cement och Betong. No. 3, 1952.
Karlsson A. Cement och Betong. No. 3, 1952.
К о t a r s k i Z Plyty i Pustak i wiokkowo—cement—owuch, 1953.
К о 11 m a n F. Mouralth E., Zeller W. Holzhaltige Leichtbauplatten Mit-
teilungen No. 7- Berlin, 1938.
Koi Im an F. Technologic des Holzes und dec Holz Werkstoffe. Band 1,
1951, Band 2, 1955, Berlin.
Parker D. Chemistry and Industry, No. 2, 1945.
Saretok V. Cement och Belong No. 3, 1952.
SJS 534101 Svensk standart for traullsplattor.
SJS 534102. Svensk standart for traullsplattor
S j о b 1 о n H. Cement och Betong No- 3, 1952.
Sanderman W. Holz als Roh und Werkstoff No 3, Marz, 1951.
D e h n U.
Thunell B., Elken E. Travorsknipsinst. No. 18, 1948, Stockholm.
T г a u 11 i t. Prospeckt «Traulitt Koping».
Vavrin T. Pilinovy beton. Stavivo, 1956, No. 2.
2^^
ОГЛАВЛЕНИЕ
Введение ... ...................... . 3
Глава 1. Основные свойства цементного фибролита и других тепло-
изоляционных бетонов на древесных заполнителях . 5
Объемный вес . . ... ...... —
Механические свойства .... . . . . —
Свойства, связанные с воздействием влаги 13
Теплопроводность .19
Звукопоглощение ... . .20
Звукоизоляция от ударного шума . . ... 21
Биостойкость .............. 22
Огнестойкость ..... ..... 23
Глава И. Химическое взаимодействие древесины с цементом и спо-
собы локализации древесины.....................................25
Компоненты древесины, отрицательно влияющие на цемент . . —
Взаимодействие экстрактивных веществ древесины с цементом . 30
Способы обработки древесины........................... ... 36
Выявление оптимальных минерализаторов ..........................40
Глава III. Технология производства цементного фибролита . 48
Сырьевые материалы для производства фибролита .... —
Подготовка, обработка и складирование древесного сырья . 57
Производство и обработка древесной шерсти ... 61
Минерализация древесной шерсти и смешивание ее с цементом . 70
Формование и уплотнение плит . .............. 84
Твердение и сушка плит......................................... 93
Технологические схемы производства фибролита . . . . 101
Офактуривание фибролитовых плит ... 117
Экономика производства фибролита........................... . —
Лабораторный контроль производства фибролита 119
Глава IV. Применение цементного фибролита в строительстве . 124
Общие условия применения фибролита...............................—
Применение фибролита в стандартном деревянном домостроении 126
Применение фибролита в крупнопанельном строительстве 127
Применение фибролита для утепления утоненных стен ... 132
Применение фибролита для утепления бесчердачных покрытий 134
Применение фибролита для устройства перегородок..............135
Применение фибролита в качестве акустического материала . . 136
Глава V. Производство и применение в строительстве теплоизоля-
ционных бетонов на древесных заполнителях ... .138
Подбор состава опило- и стружкобетонов........................ 140
Производство опило- и стружкобетонов .... . . 148
Применение стружкобетонов в строительстве . . . . 152
Литература.....................................................152
в
Рис. 15. Препараты (ув. 4 500):
л _ гидратированного цемента; б — гидратированного цемента с добавкой древесного
экстракта, в древесного экстракта; г — гидратированного цемента, снятого с осино-
вой стружки
Рис. 18 Препараты цемента 2-часовон гидратации (\в 4 500)
— без добавок; б — с добавками елового экстрами в 0.1 %
г
Рис 21 Препараты гидратированного цемента, твердеющею в условиям
термообработки (хв. 12 000)
а — с завышенной добавкой жидкого стекла; б то же. хлористого кальция; в t
добавкой жидкого стекла, г — то же, хлористого кальция
Рис. 22. Препараты жидкого стекла и раствора хлористого кальция
(ув. 12 000)
а — хлористый кальций; 6 жидкое стекло
a
б
Рис 23. Электронно микроскопические исследования сахаров и сернокис-
лого алюминия (ув 4 500)
о сернокислый глинозем; б — глюкоза, в — глюконат кальция: е — сахароза
a
Рис. 24. Препараты цемента
(ув. 4 500)
« - гидратированного 2 часа; б ю ас,
I СУТКИ; в — ТО же. 3 CV1OK
Рис. 25. Препараты цемента с до-
бавкой сахаров (ув. 4 500)
а —с 1% глюкозы, гидратация 2 часа;
б —с 1% сахарозы, то же; в—с 1%
глюкозы, гидратация I сутки; г —с
сахарозы, то же; д — с 1% сахарозы,
гидратация 3 суток
a
б
г)
в
Рис. 26 Препараты цемс ;
нон степени гидратации обе
кой сернокислэго глнипя-ма
харов () в. 5 200)
а с I % сора (окислен о
гидратированною 2 часа;
гидратированный 2 суток; ь
сернокислого глипоземл и
розы. гидратированным 2 час г о
же. гмдрлтпронлпиый I cjr*.i i1 а
же. по .1 суток
Академия строите гьсгеа и архитектуры СССР
«ВНИИНСМ»
ЦЕМЕНТНЫЙ ФИБРОЛИТ
* * *
Госы самиздат
Москва, Три ьяковскай проезд, д. 1
* * *
Редзкюп издательства Р. .7, Зарицкач,
Технический редактор Т М. Гельберг
Корректор И. Б. Иванова
Сдано в набор 21/XII i960 г. Подписано к печати 22/VI 1961 г.
Т 06094 Бумага 60 V921 ,в 5.25 бум л — 10 п т 4- I вкл. 0.5 п. л.
(Ю.7 уч. изд. л С Тираж 4000 экз. Изд VI — 4038. Зак № 1782.
Цена 54 к. -4- пер. № 5—10 к.
Типография № 3 Государственного издательства литературы
ио строительству, архитектуре и строительным материалам
Москва, Куйбышевский пр., 6/2
г
ОПЕЧАТКИ
Стр1- н*’l а Строка Напечатано Следует читать
2 Рис. 13, 3-я снизу 2,5 мм 25 мм
29 23-я снизу смоляные масла смоляные мыла
1CU Рис. 60, 1-я снизу Костронольском Костопольском
124 8-я снизу выколы высолы
Зйг. 17F2
ЦЕМЕНТНЫЙ
ФИБРОЛИТ
осст ройиздд
Проект- ОТКРЫТЫЙ ДОСТУП
Над оцифровкой данной книги работали:
Ружинский С.И. rygmskifaiaport.ги
Ружинский Ю.И.
Раенко А.С.
август 2005, г. Харьков, Украина
г.Харьков, ул. Чкалова 1
МП «Городок»
Популяризация применения химических добавок и оригинальных технологий в строительной индустрии.
ryginski@aport.ru
+38(057)315-32-63
Здесь может быть Ваша реклама!
Закажи книгу по бетоноведению или строительству на оцифровку и размести в ней свою рекламу.
Дополнительная информация: ryginski@aport.ru