/



Text
Н. Н. МУРАЧ I, Н. Н. СЕВРЮКОВ, С. И. ПОЛЬКИН
и Ю. А. БЫКОВ
МЕТАЛЛУРГИЯ ОЛОВА
л ги_>___—,
Лд’ ( НШНЙ
<ч>кд
I —-1
ГОСУДАРСТВЕННОЕ
НАУЧНО-ТЕХНИЧЕСКОЕ ИЗДАТЕЛЬСТВО
ЛИТЕРАТУРЫ ПО ЧЕРНОЙ И ЦВЕТНОЙ МЕТАЛЛУРГИИ
Москва 1964
S s
УДК 669.6
АННОТАЦИЯ
В книге освещены теория и практика
обогащения оловянных руд, переработки
оловянных концентратов, выплавка и рафи-
нирование олова.
Книга предназначена для инженерно-тех-
нических работников оловянной промыш-
ленности и отраслей, потребляющих олово,
а также для работников научно-исследова-
тельских институтов. Кроме того, книга мо-
жет быть полезна студентам и аспирантам
.металлургических вузов и факультетов.
ОГЛАВЛЕНИЕ
Стр.
Предисловие .............................................. 6
Введение ... .......................................7
Глава I. Общие вопросы экономики оловянной промышленности . . 9
1. Развитие оловянной промышленности ... . . ... 9
2. Районы добычи олова и их размещение ..........13
3. Оловодобывающая промышленность . ...................20
4. Центры выплавки олова и мощность металлургических пред-
приятии ...............................................22
5. Организационная структура оловянной промышленности зару-
бежных стран ........................................ 28
6. Потребление олова......... ... .............29
7. Схема обращения олова в народном хозяйстве .... 33
Литература ............................................36
Глава II. Свойства олова и его соединений........... . . 37
1. Общие сведения............................. ..... 37
2. Физические свойства олова ........... 38
3. Механические свойства олова ..... .... .42
4. Химические свойства олова . . .....................42
5. Окислы и гидраты юкислов олова .... ... 43
6. Станниты и станниты . . ............. 48
7. Сульфиды олова .... ... . . .48
8. Галогениды олова ................................. 51
9. .Прочие соединения олова .... .53
Литература ............................................54
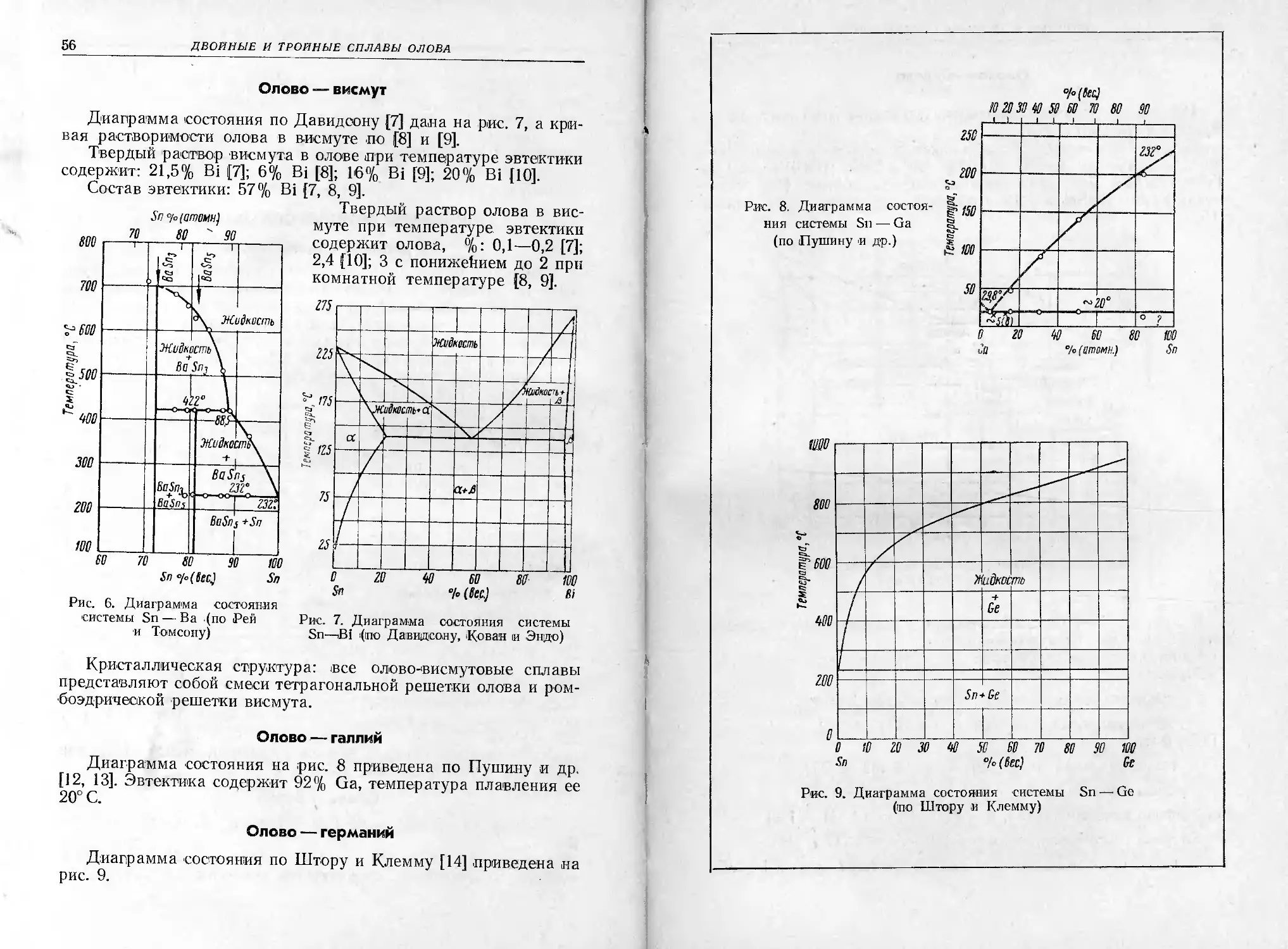
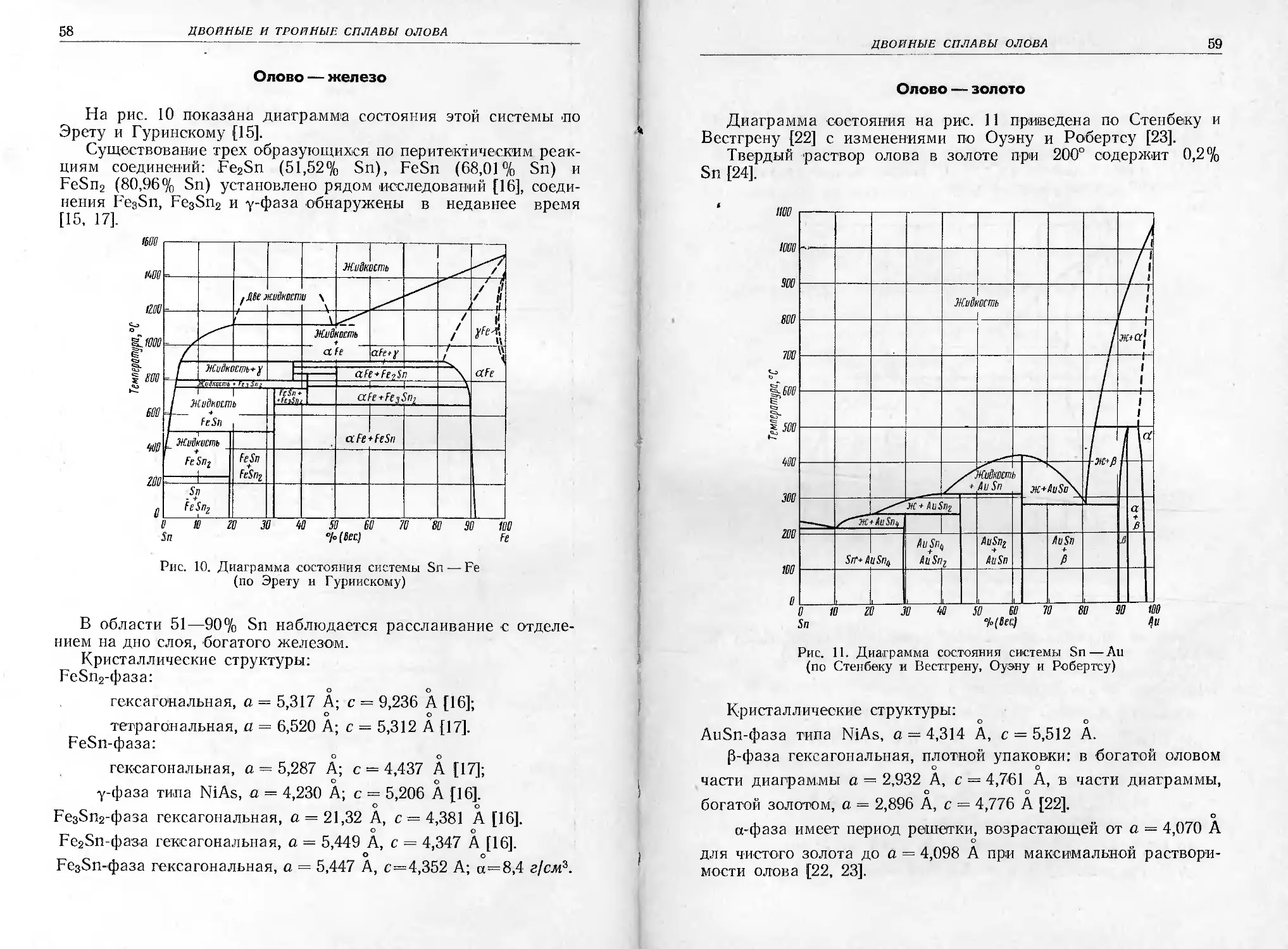
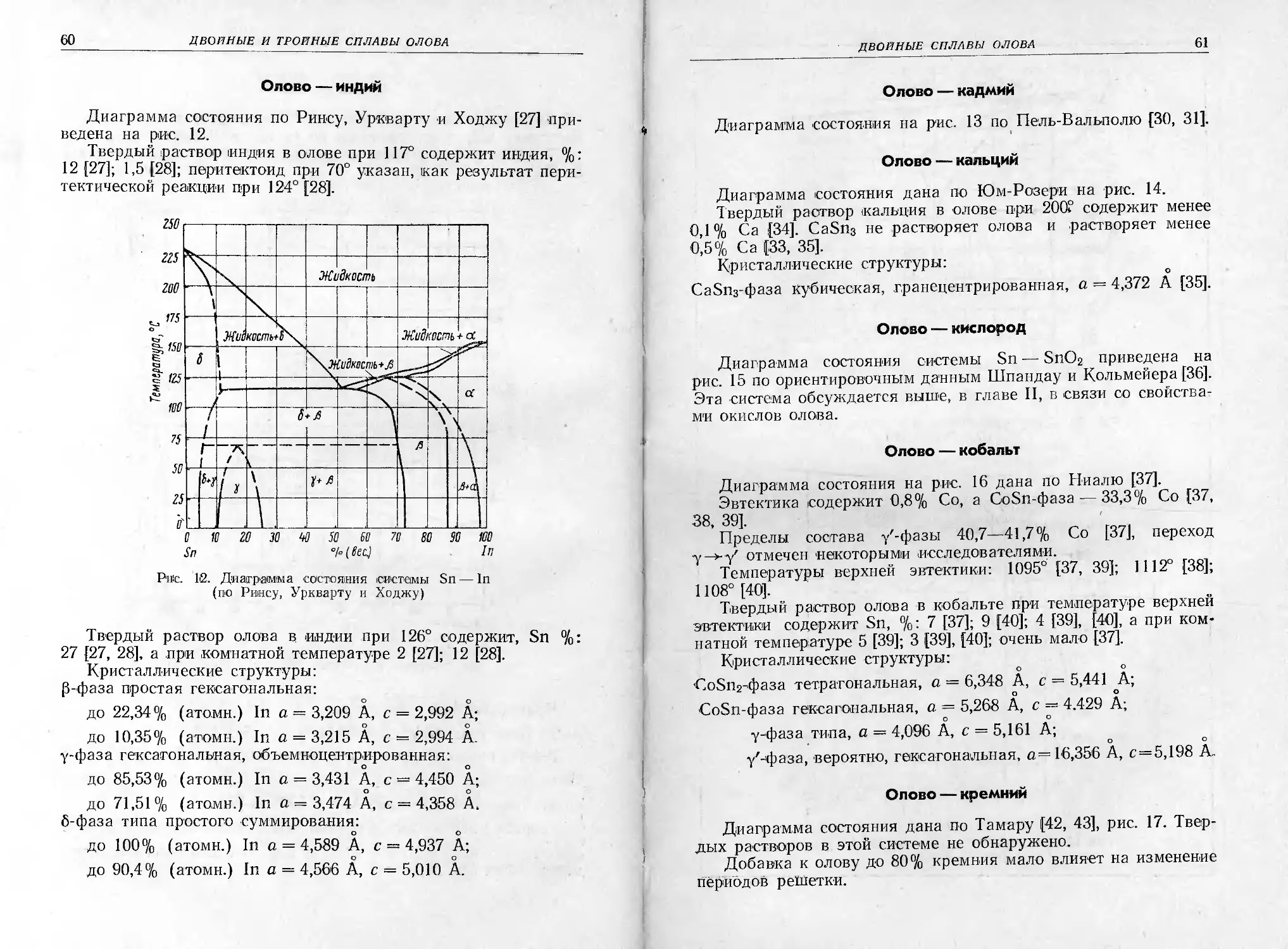
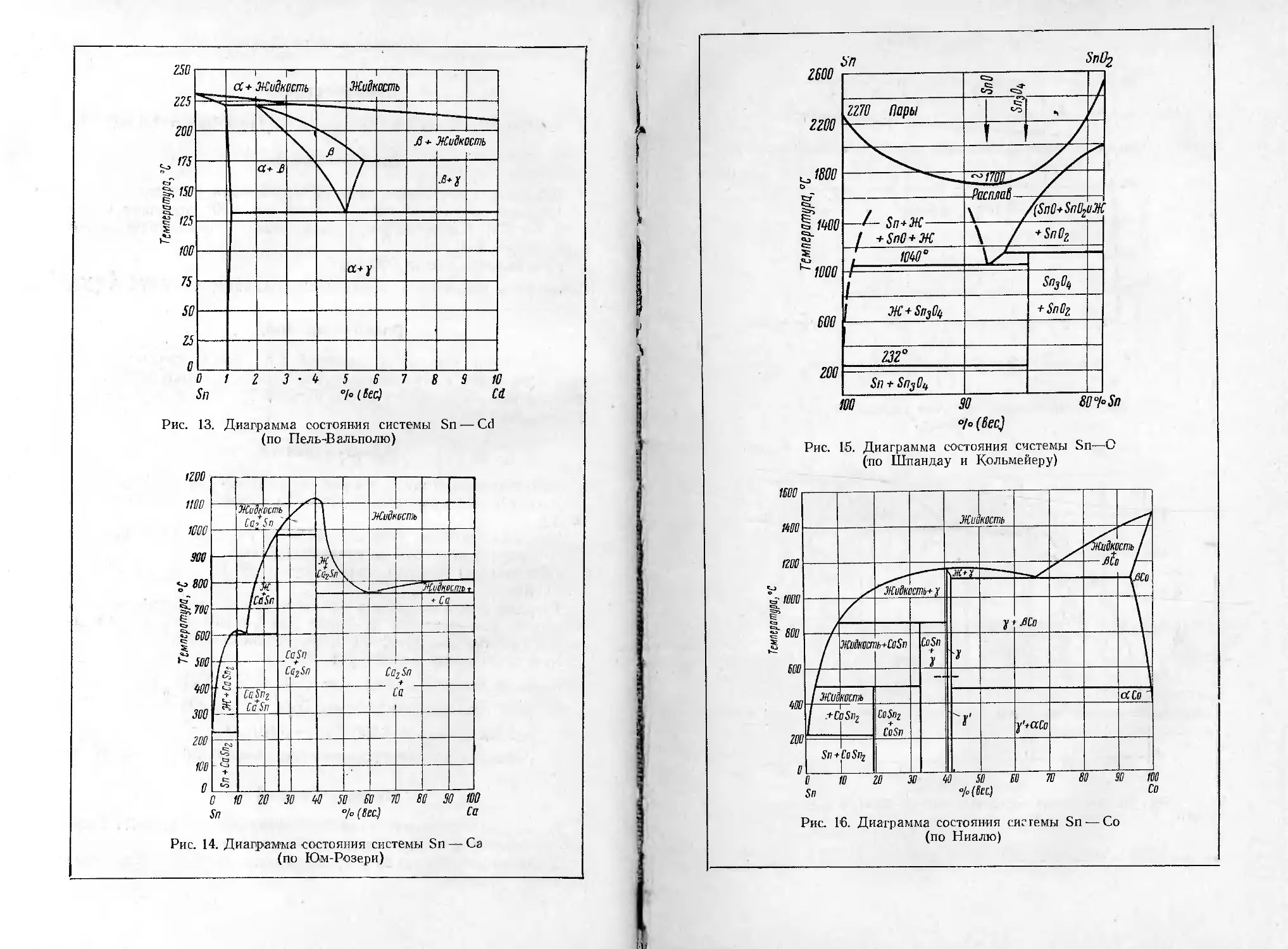
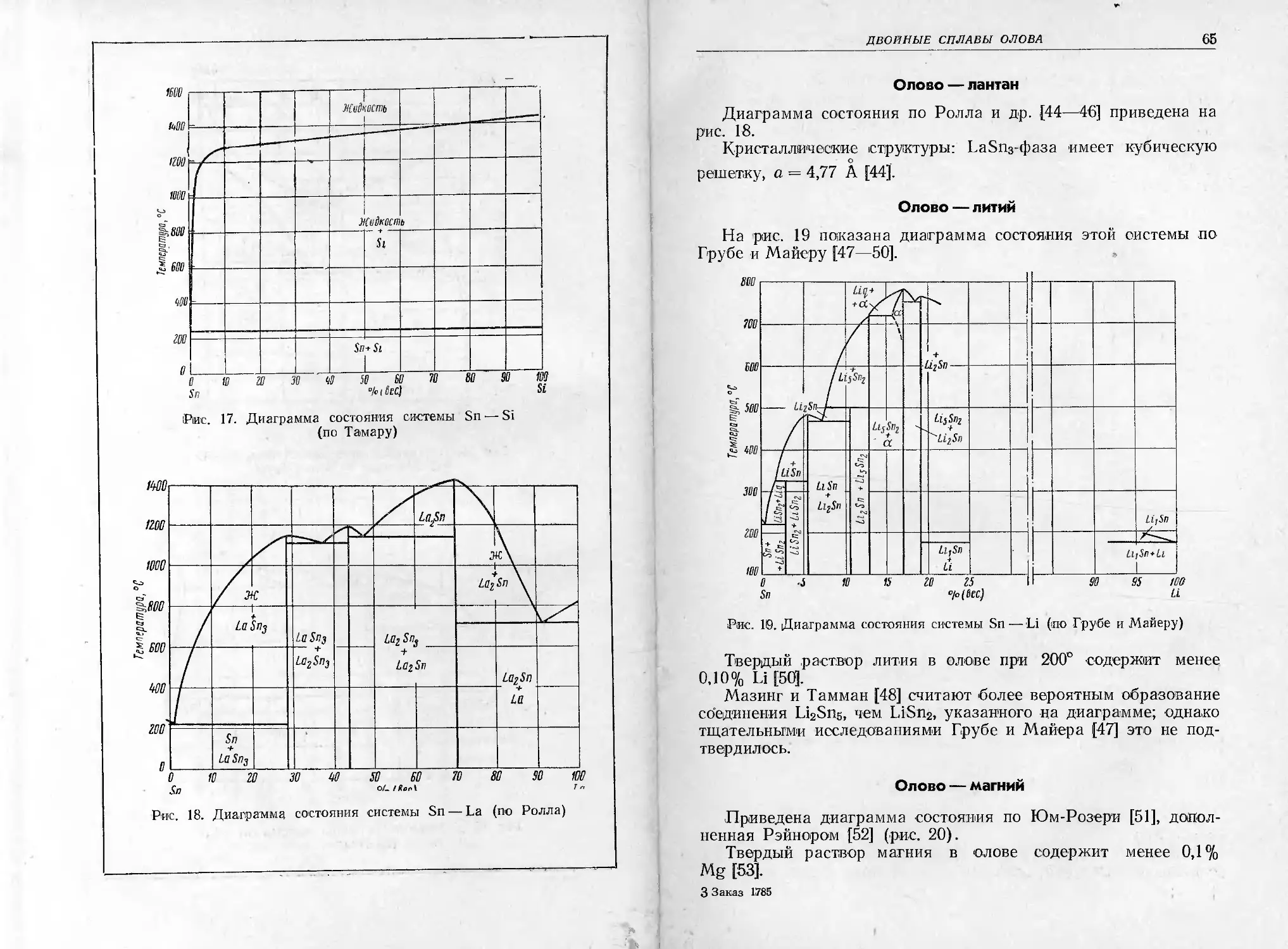
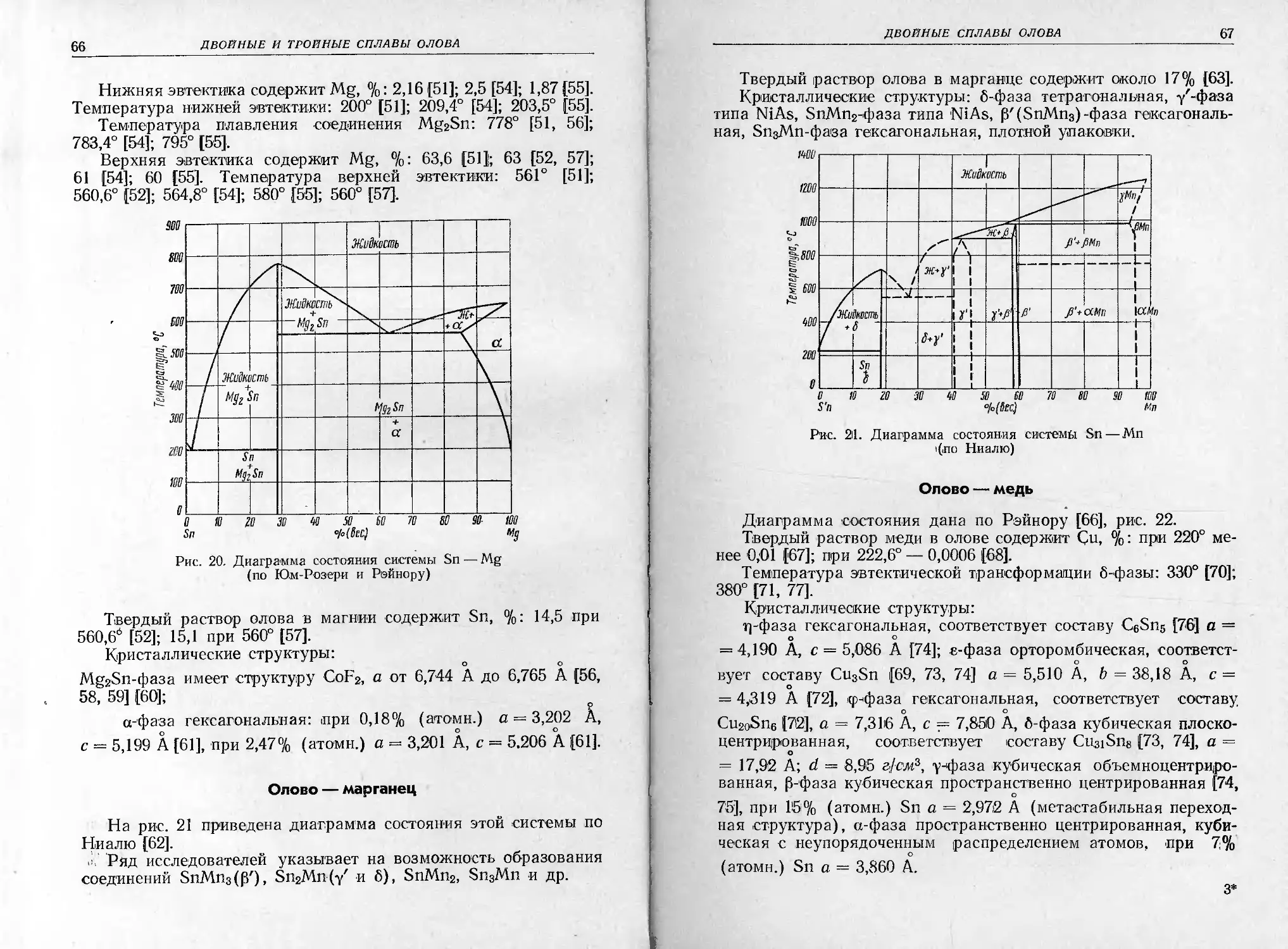
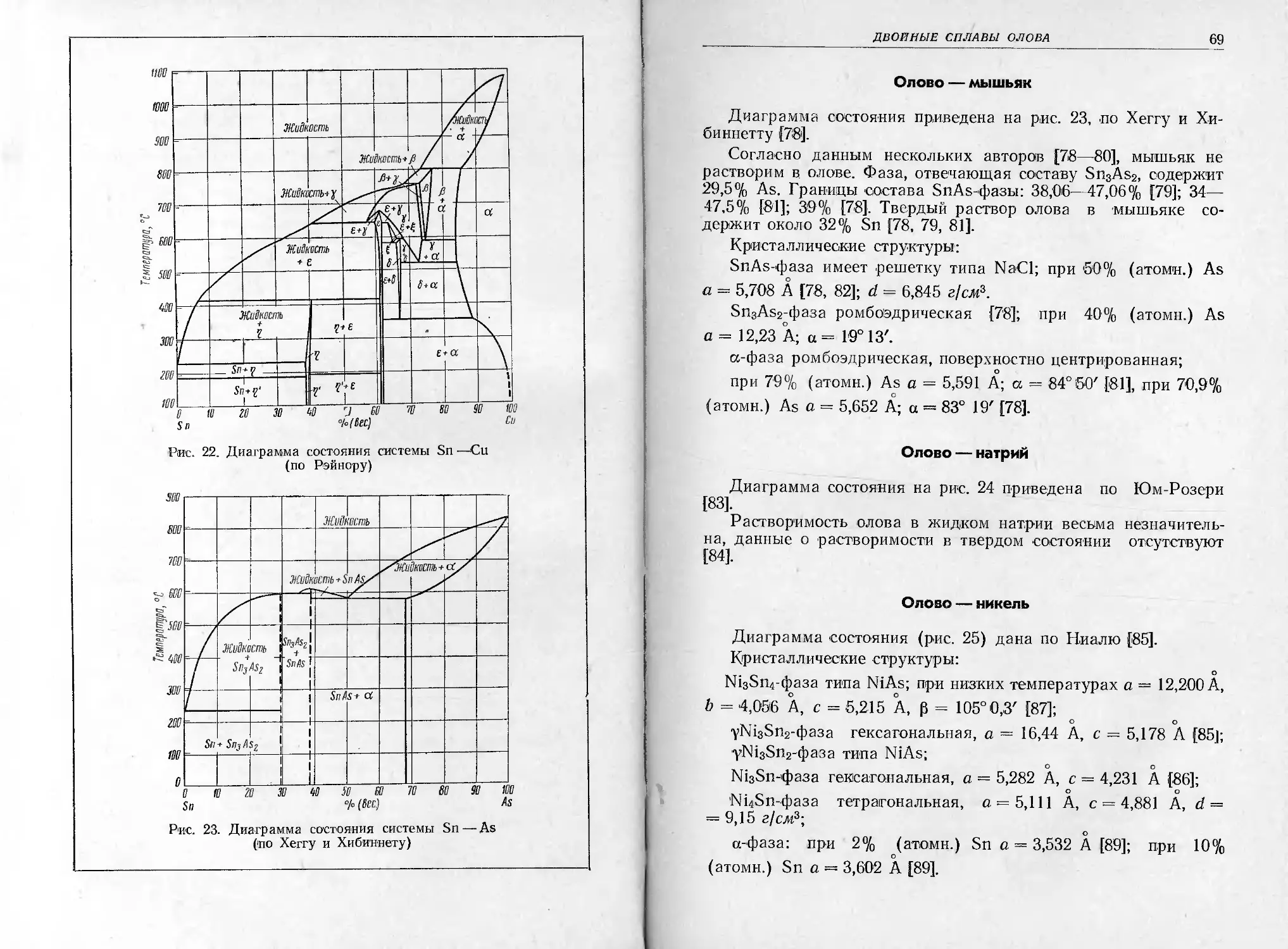
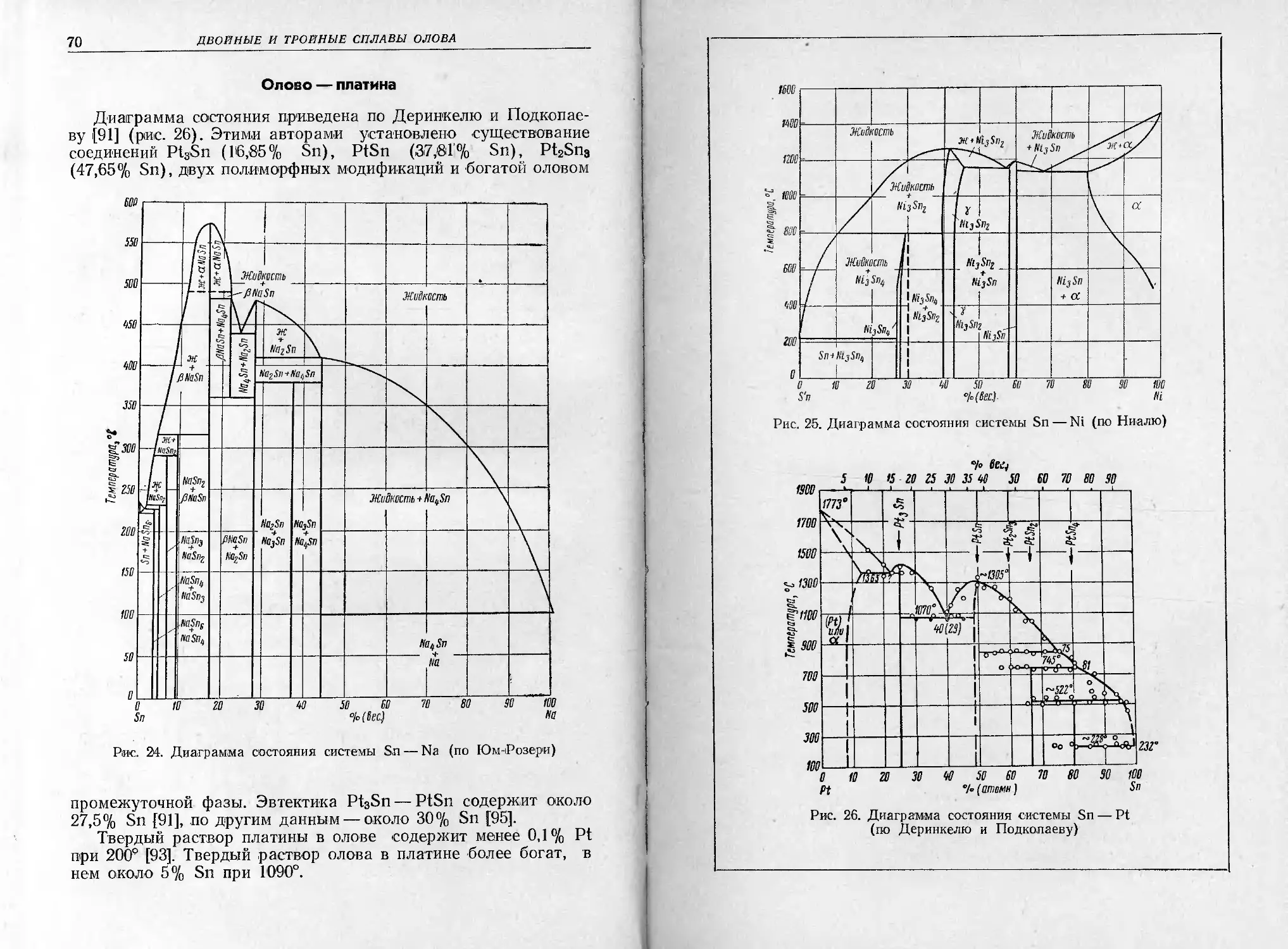
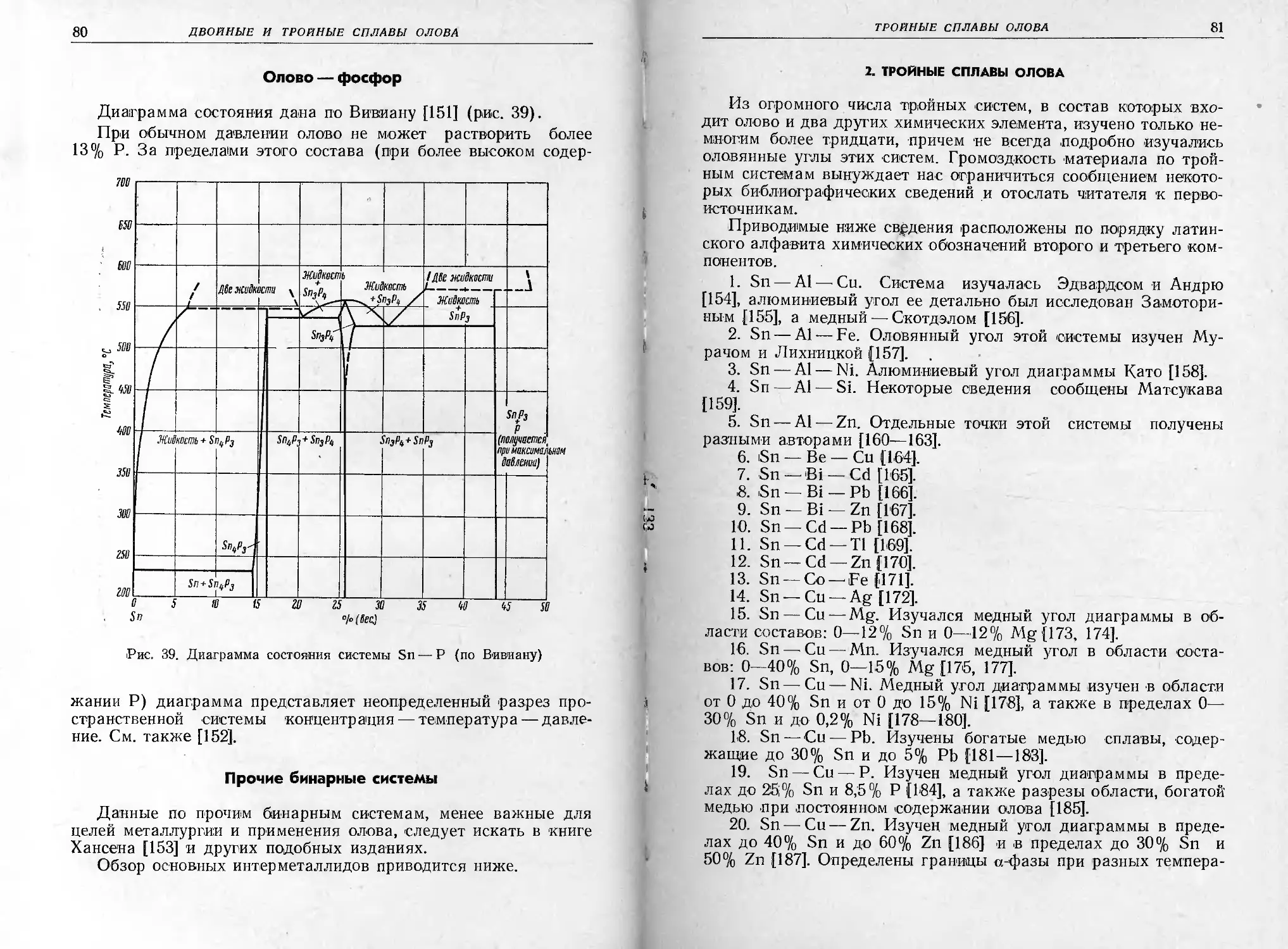
Глава III. Двойные и тройные сплавы олова . ................55
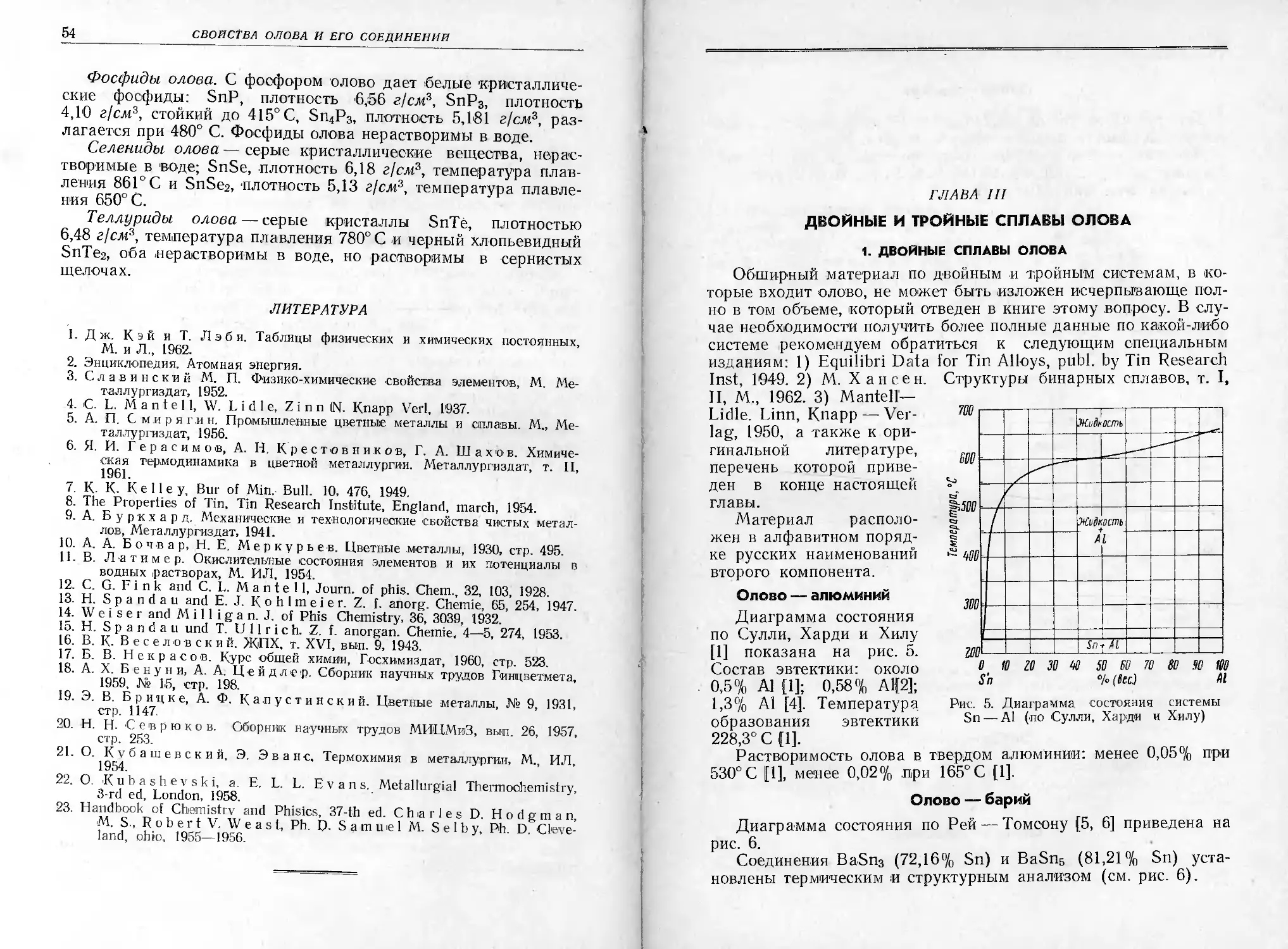
1. Двойные сплавы олова ..................... ........ 55
2. Тройные сплавы олова ........... . .................81
Ли тература . ................. . . . 82
Глава IV. Общие сведения о рудах и концентратах олова ... 88
1. Требования, предъявляемые к рудам и концентратам . 88
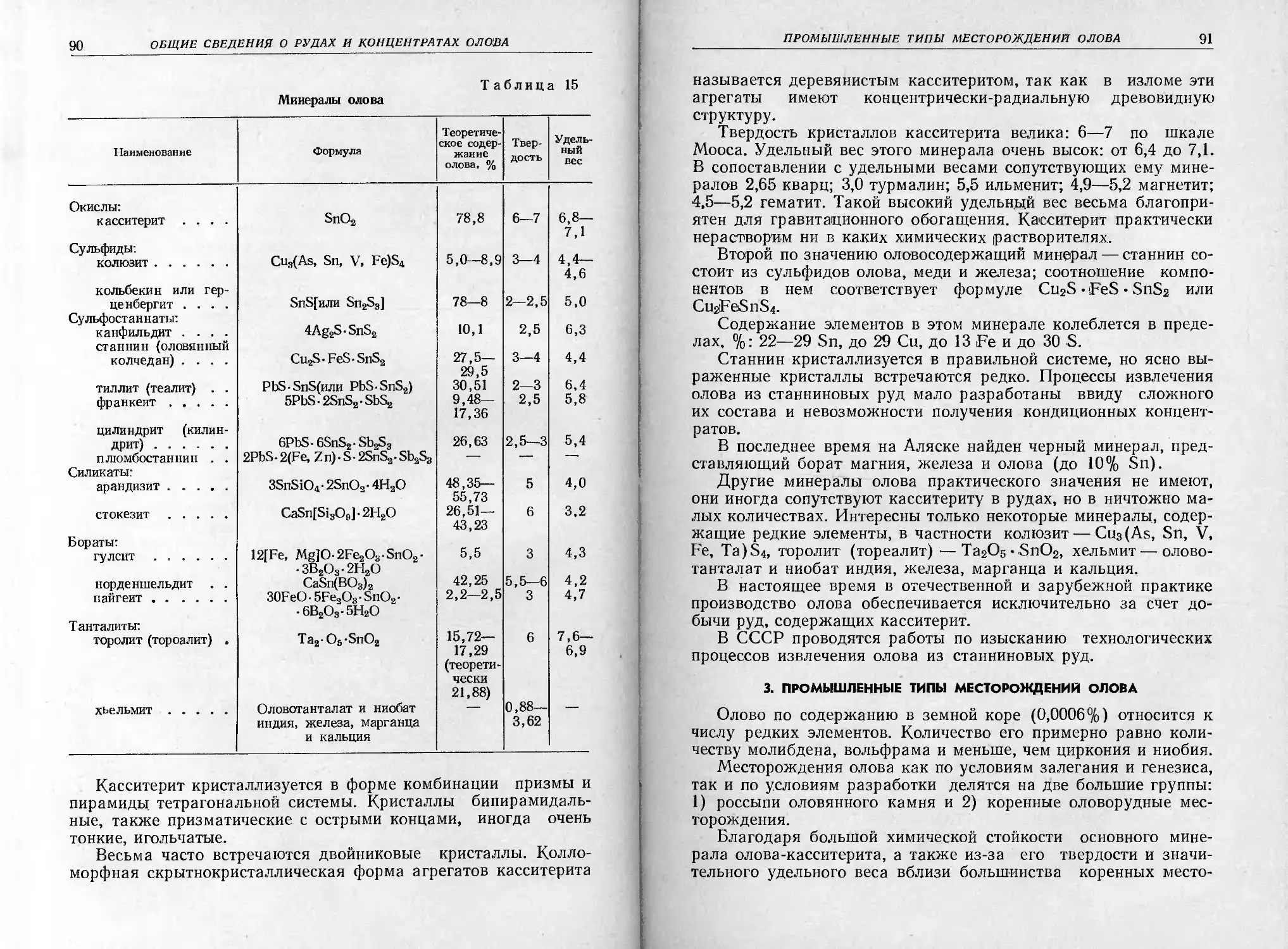
2. Минералы олова................................ ... 89
3. Промышленные типы 'Месторождений олова .............91
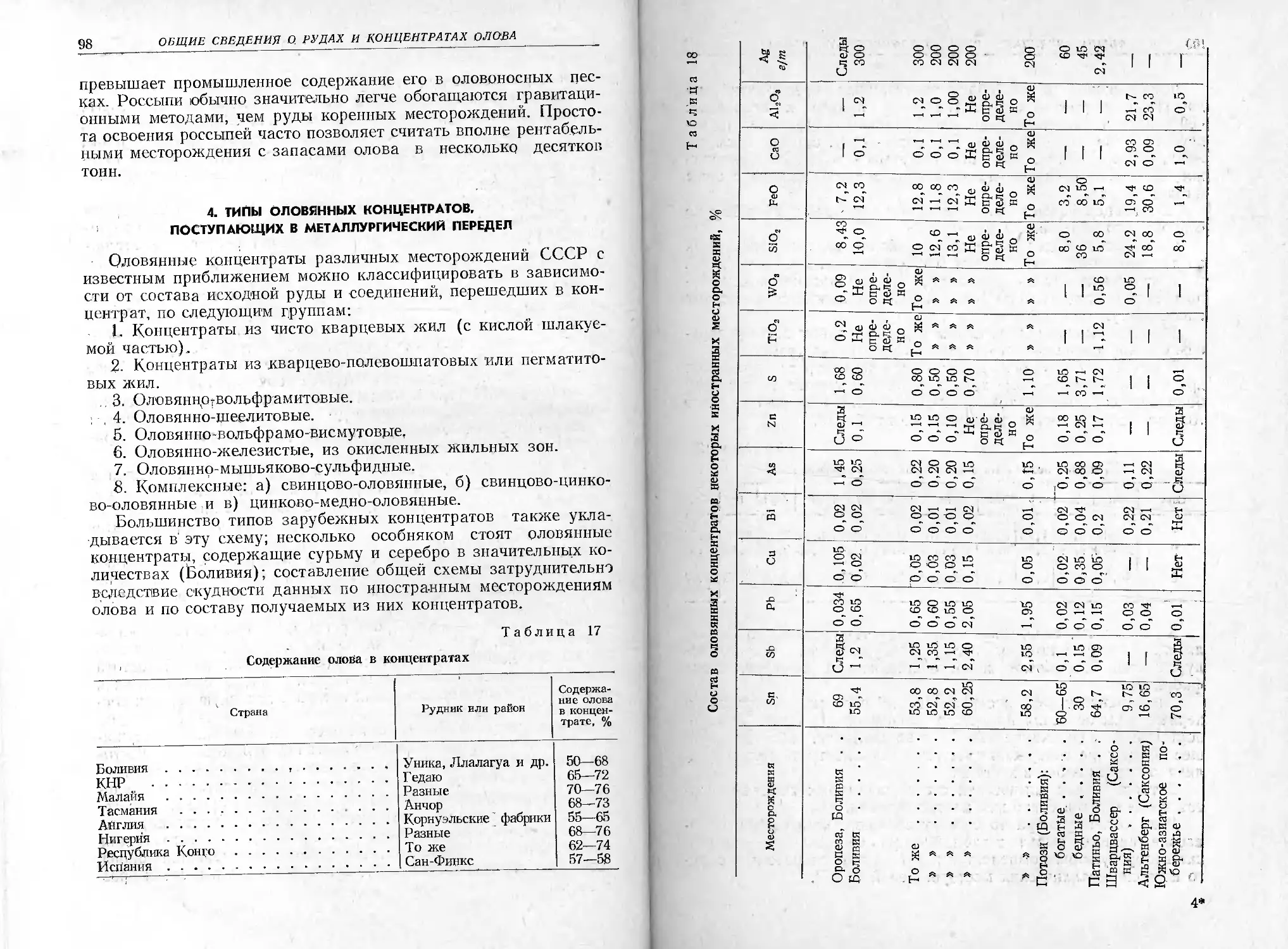
4. Типы оловянных концентратов, поступающих в металлургиче-
ский передел...................................... ... 98
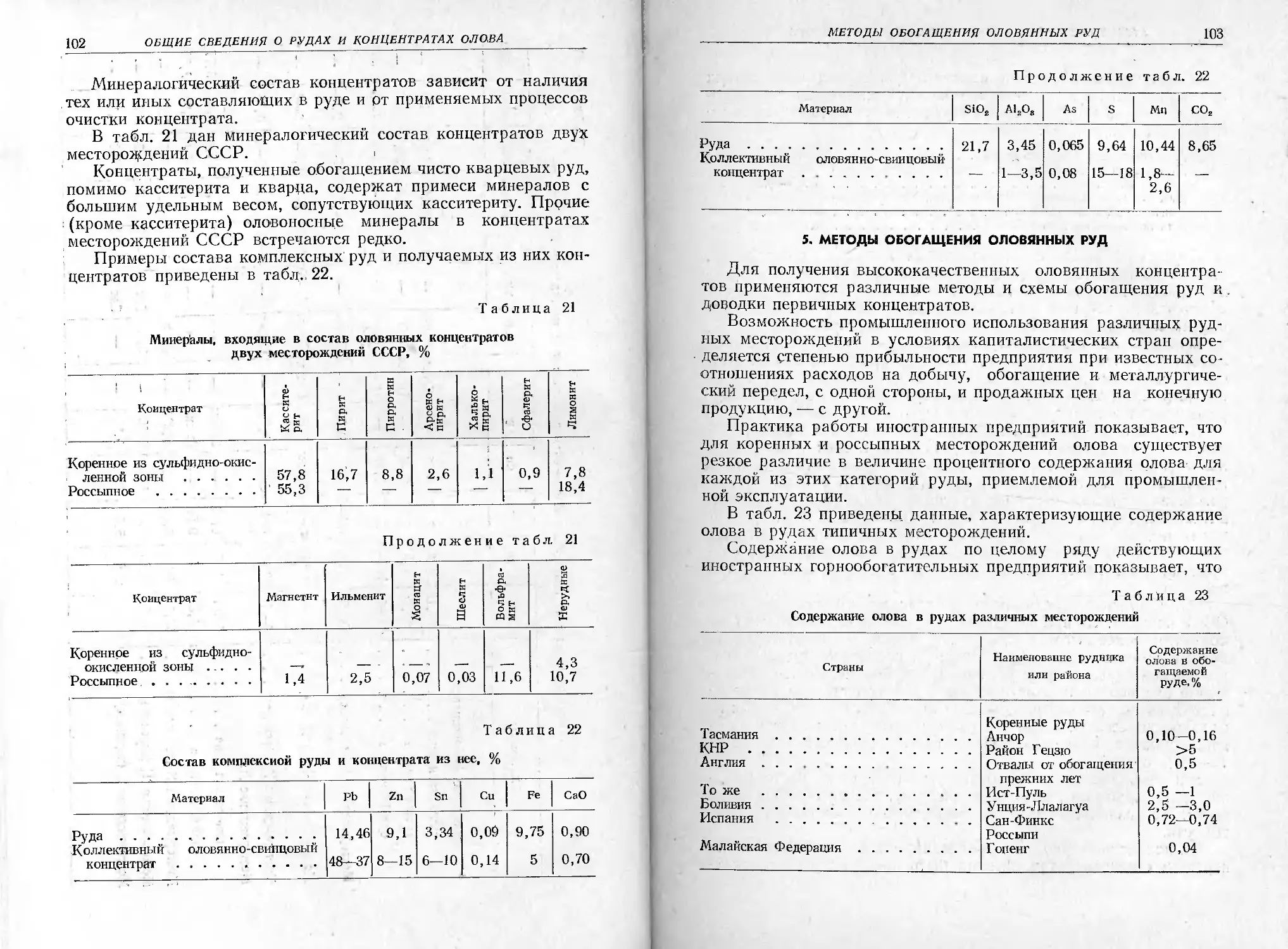
5. Методы обогащения оловянных руд................. 103
6. Влияние типа и вещественного состава руд на нх обогатимость 106
Глава V. Обогащение россыпей и коренных руд олова..........111
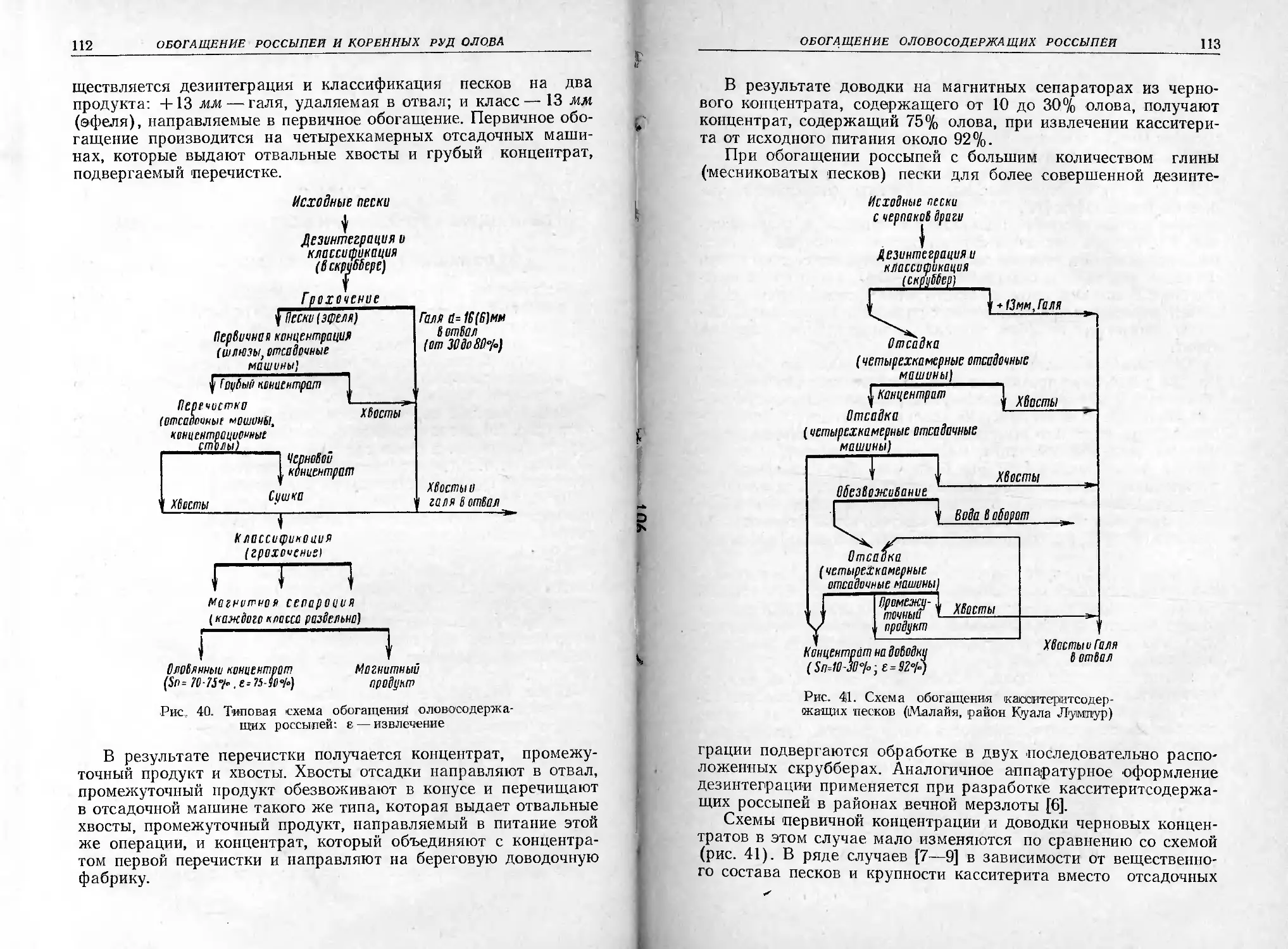
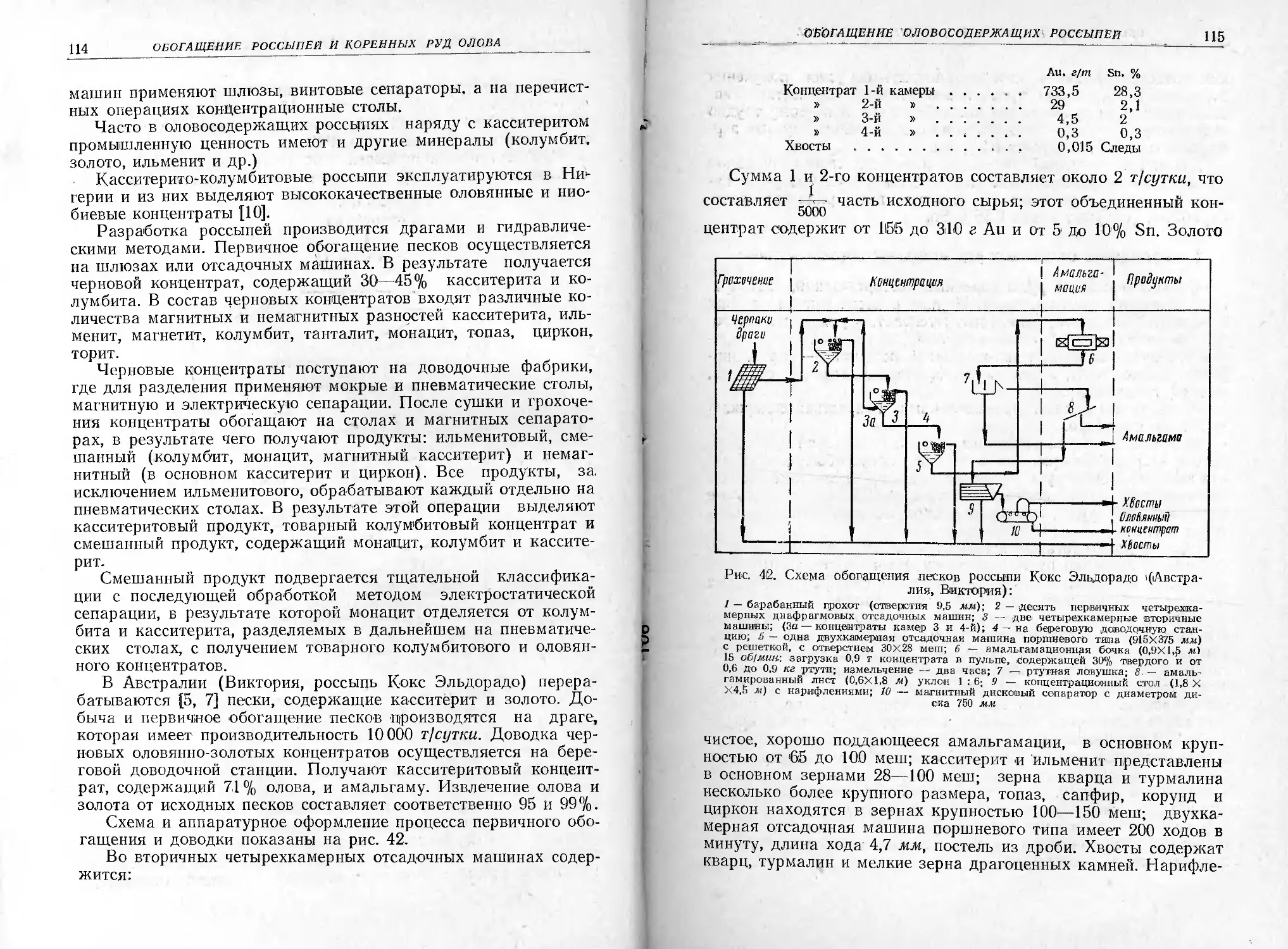
1. Обогащение оловосодержащих россыпей .............., Щ
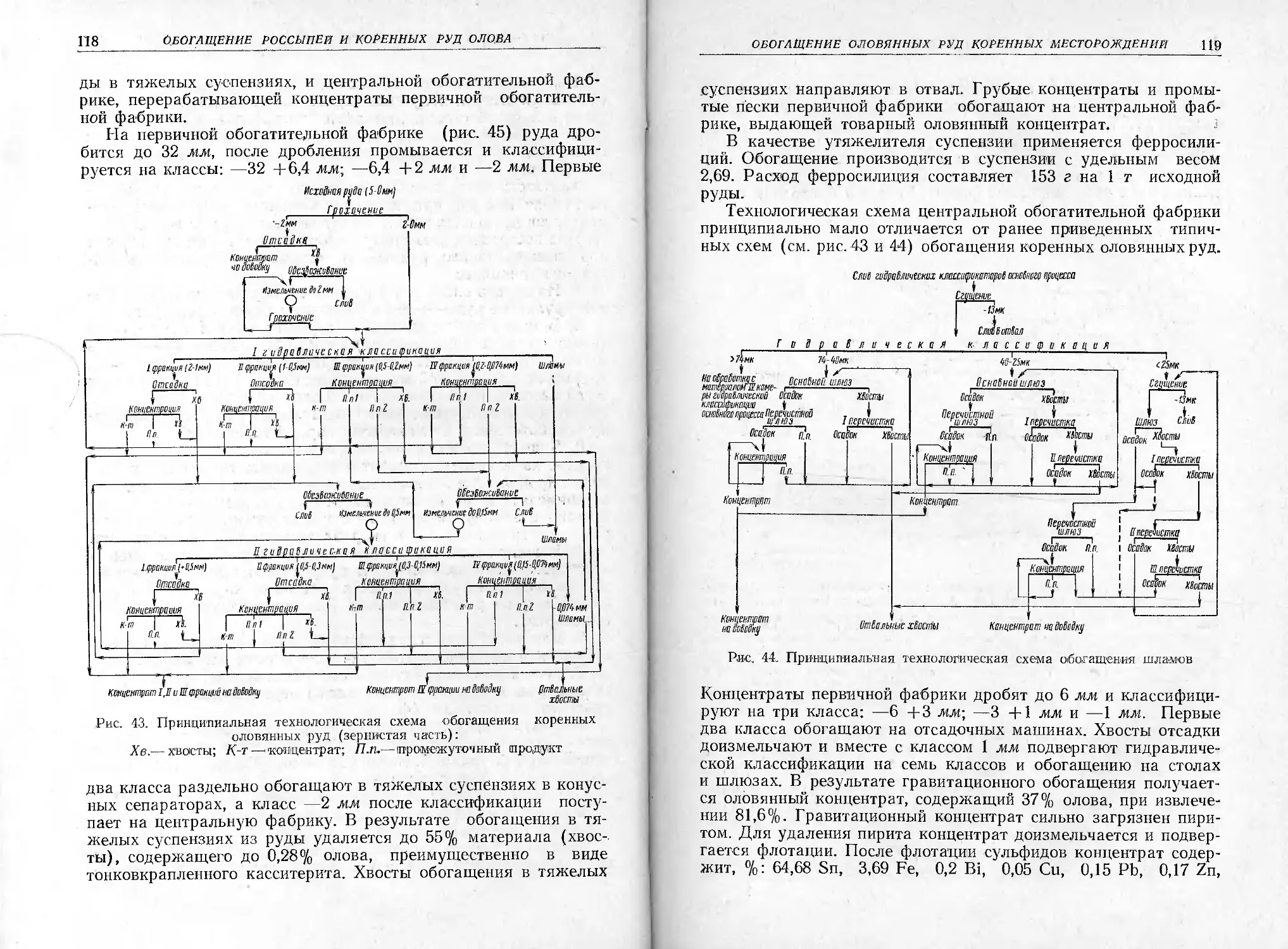
2. Обогащение оловянных руд коренных месторождений . . .116
4
ОГЛАВЛЕНИЕ
Глава VI. Доводка оловянных концентратов.......................133
1. Цели и методы доводки черновых оловянных концентратов . 133
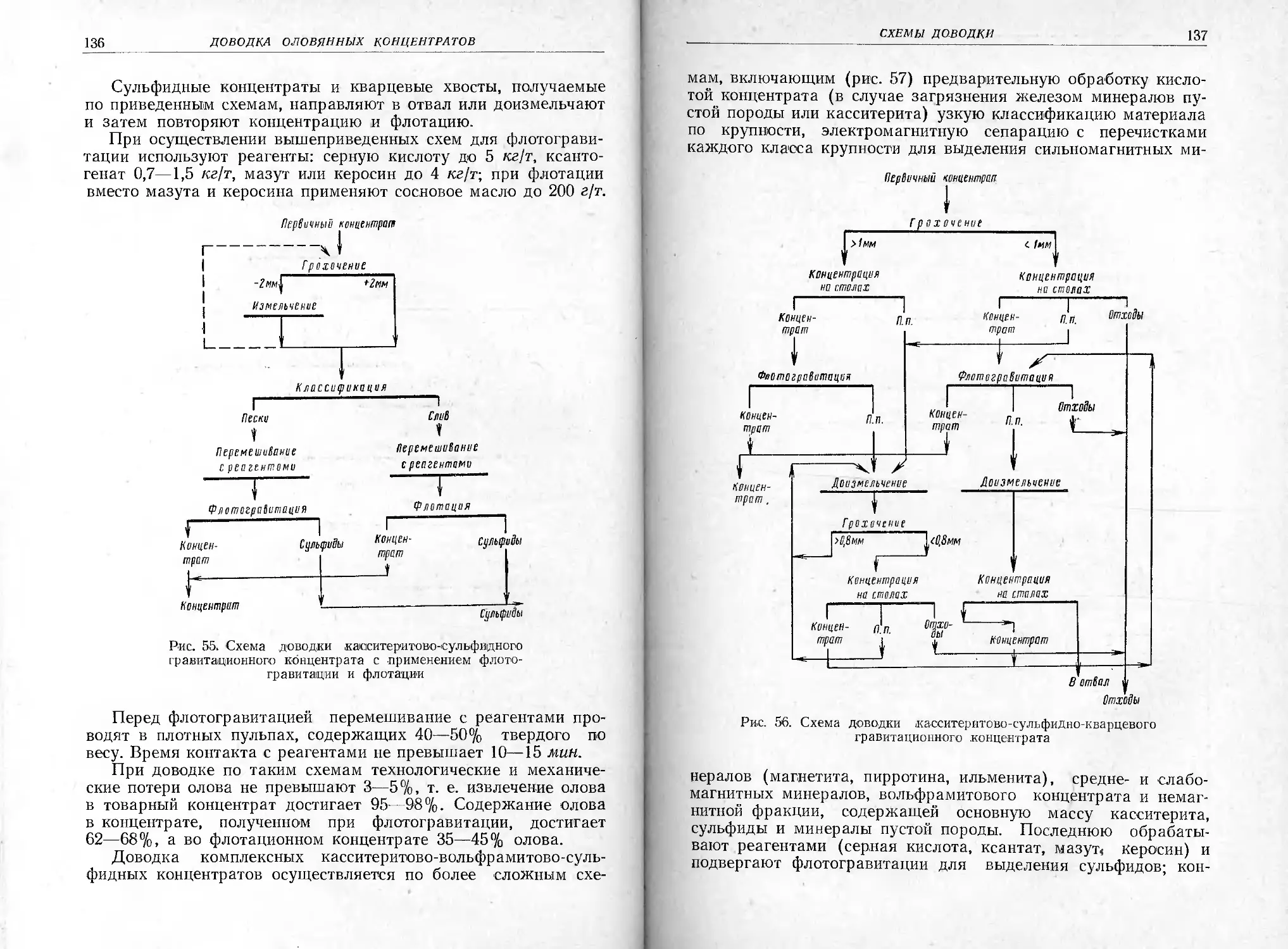
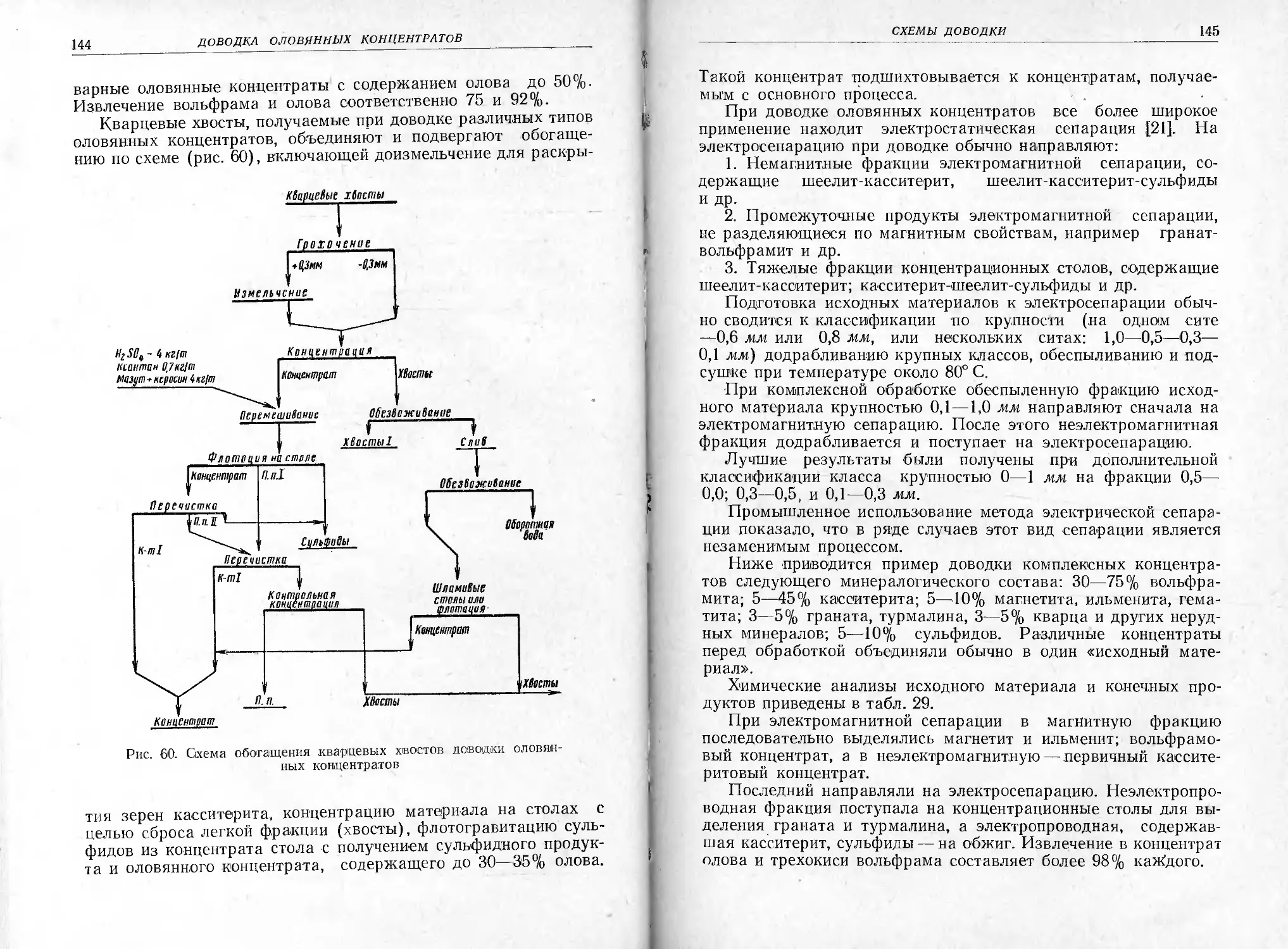
1. Схемы доводки ........................................434
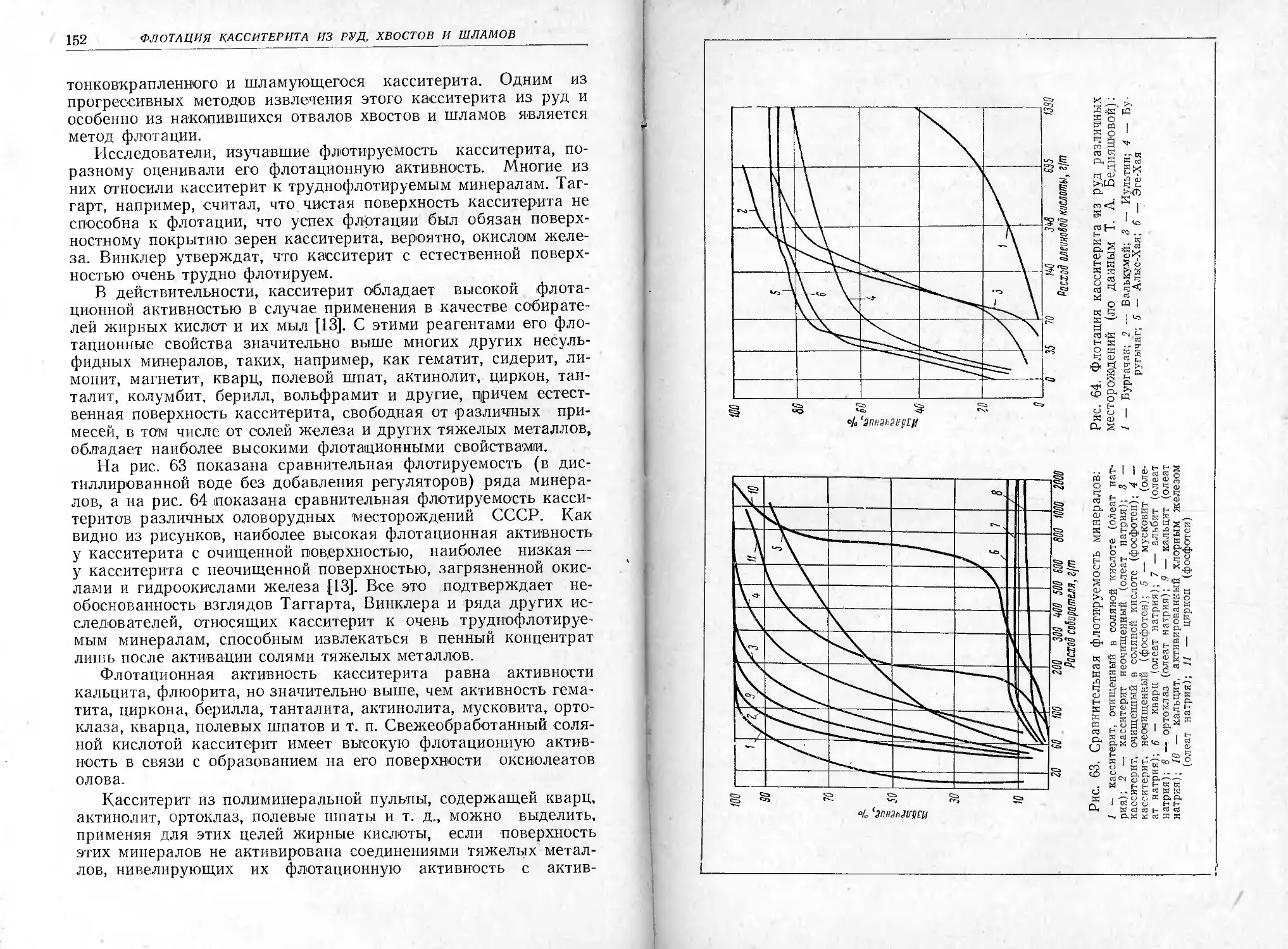
Глава VII. Флотационное извлечение касситерита из руд, хвостов
и шламов ................................................... 151
1. Флотационные свойства касситерита и сопутствующих мине-
ралов ...................................................151
2. Флотация касситерита жирными кислотами и их мылами . . . 155
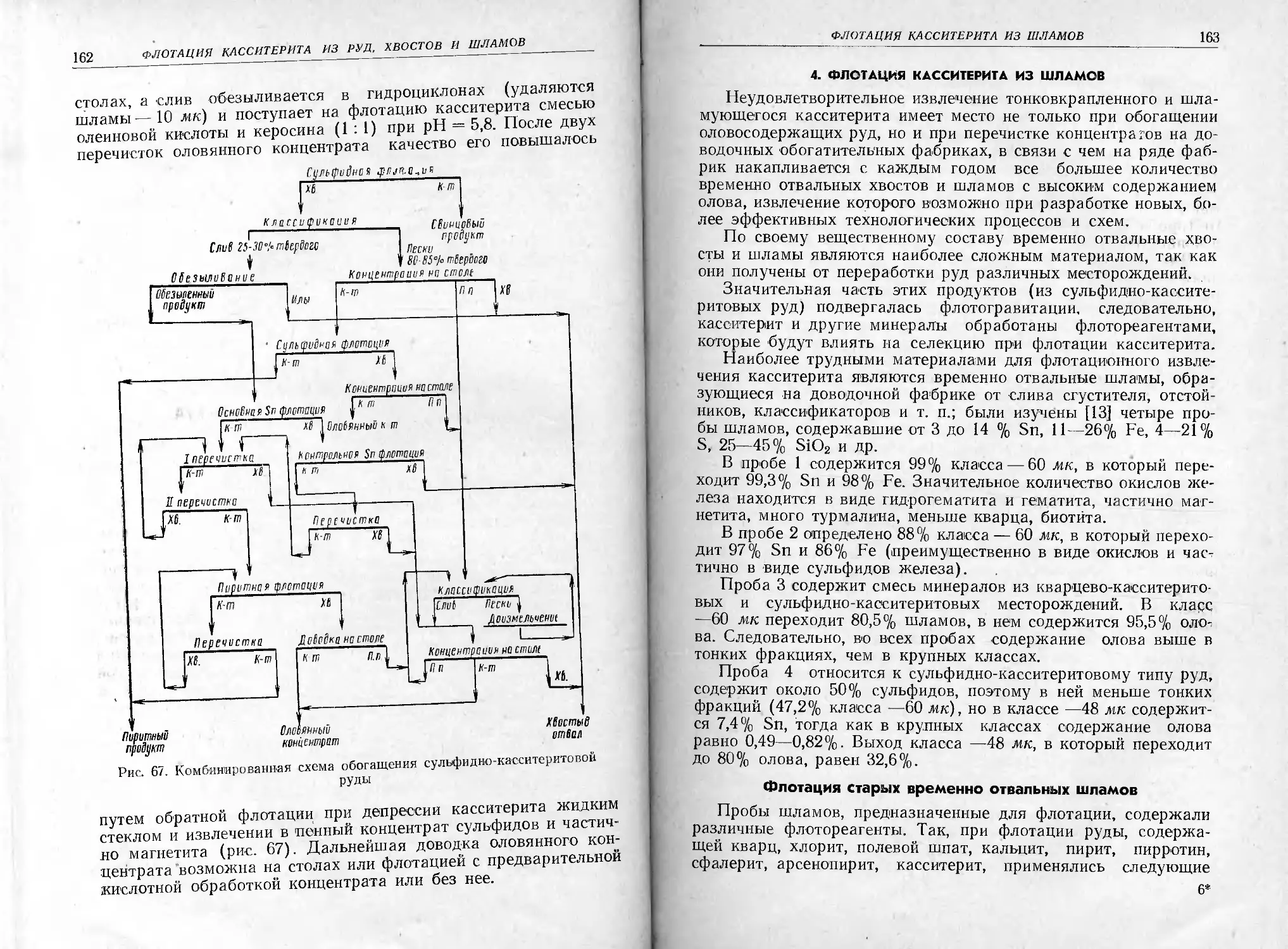
3. Флотация касситерита из промышленных руд............ '157
4. Флотация касситерита ив шламов........................163
Литература ................„..............................167
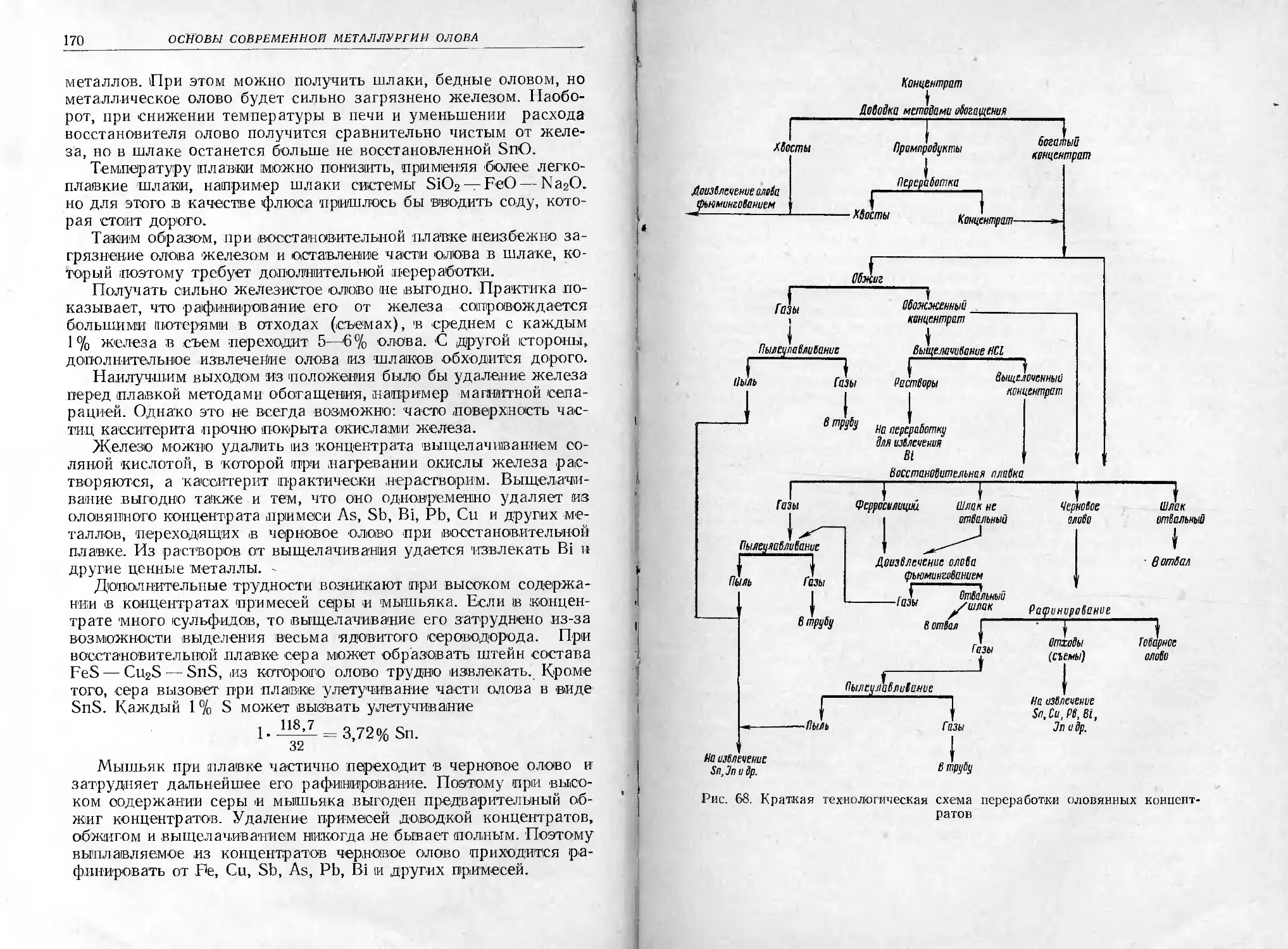
Глава VIII. Основы современной металлургии олова . . .,........169
Общие сведения............................................169
Глава IX. Обжиг оловянных концентратов.........................173
1. Общие сведения.................................... .... 173
2. Химизм обжига ........................... . . . . 174
3. Печи для обжига оловянных концентратов ...............179
4. Практика обжига оловянных концентратов в многолсщовых
механических течах ......................................180
Глава X. Выщелачивание примесей из оловяных концентратов . . . 186
1. Общие сведения ......... ........ 186
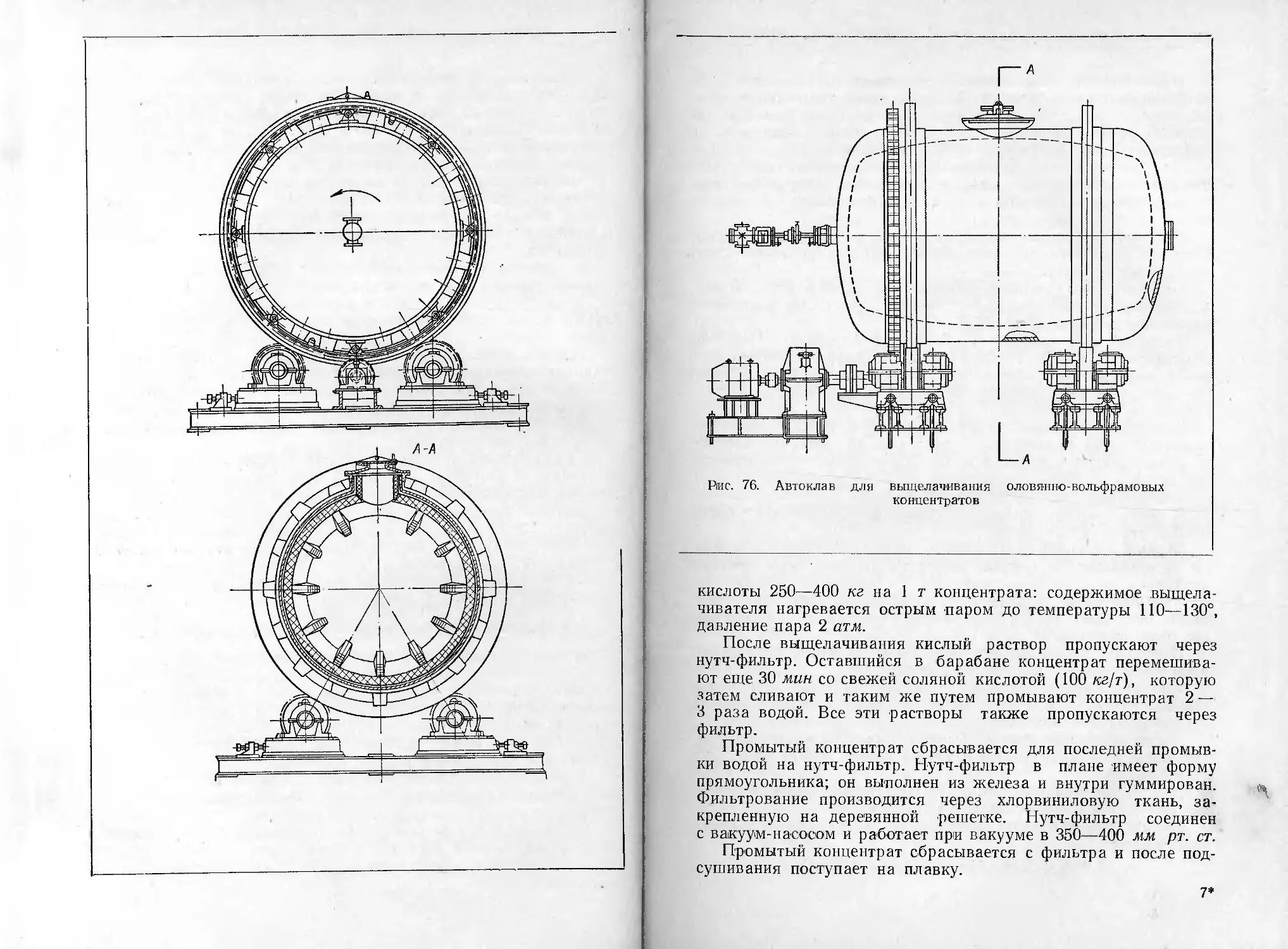
2. Химизм выщелачивания................................ 191
3. Аппаратура для выщелачивания..........................192
4. Практика выщелачивания оловянных концентратов .... 403
Глава XI. Основы теории оловянной восстановительной плавки . . 198
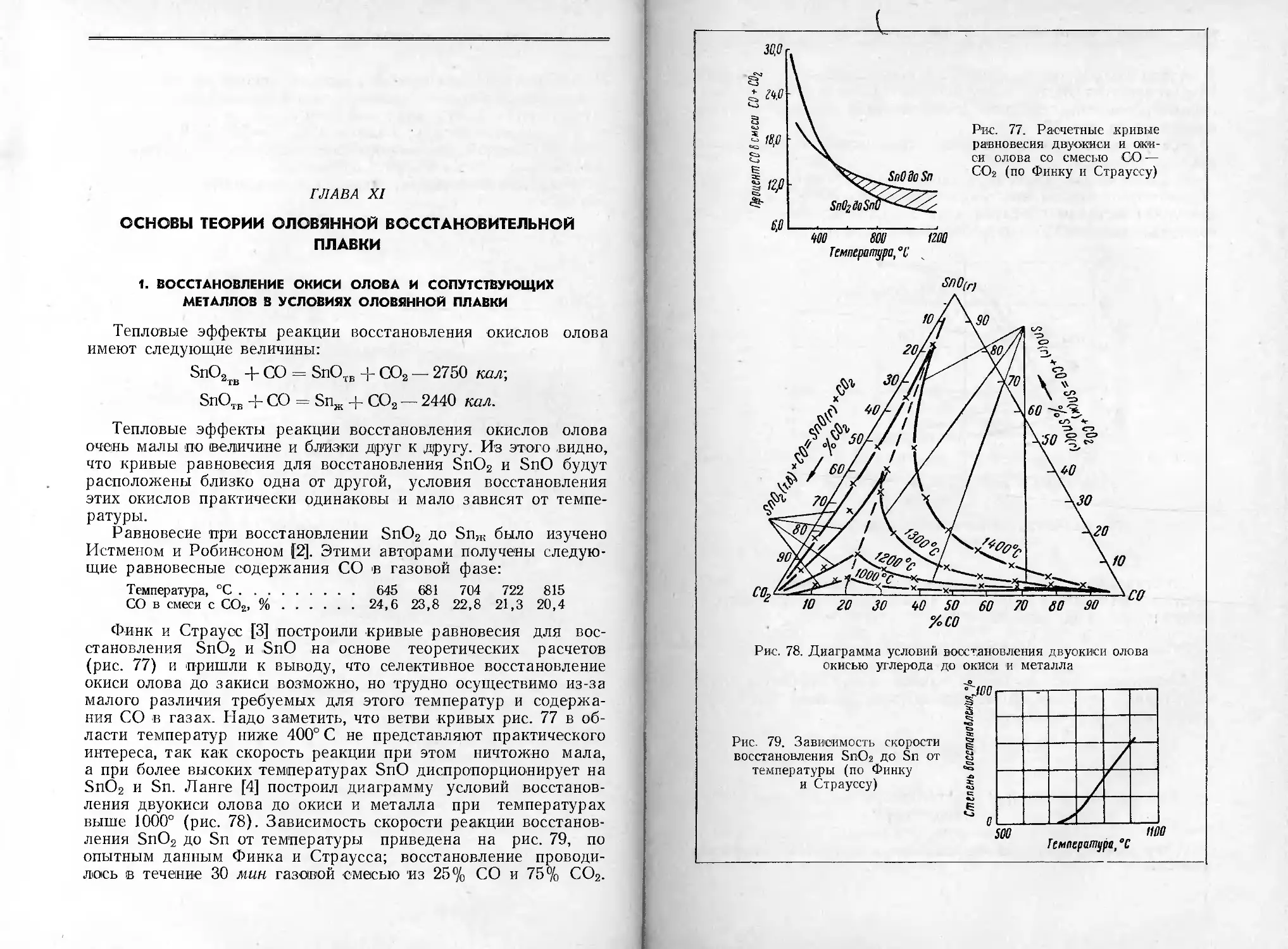
1. Восстановление окиси олова и сопутствующих металлов в ус-
ловиях оловянной ;плавки.................................198
2. Кинетика восстановления окислов металлов и скорость плавки 202
3. Условия восстановительной плавки в печах разного т.цпа . 205
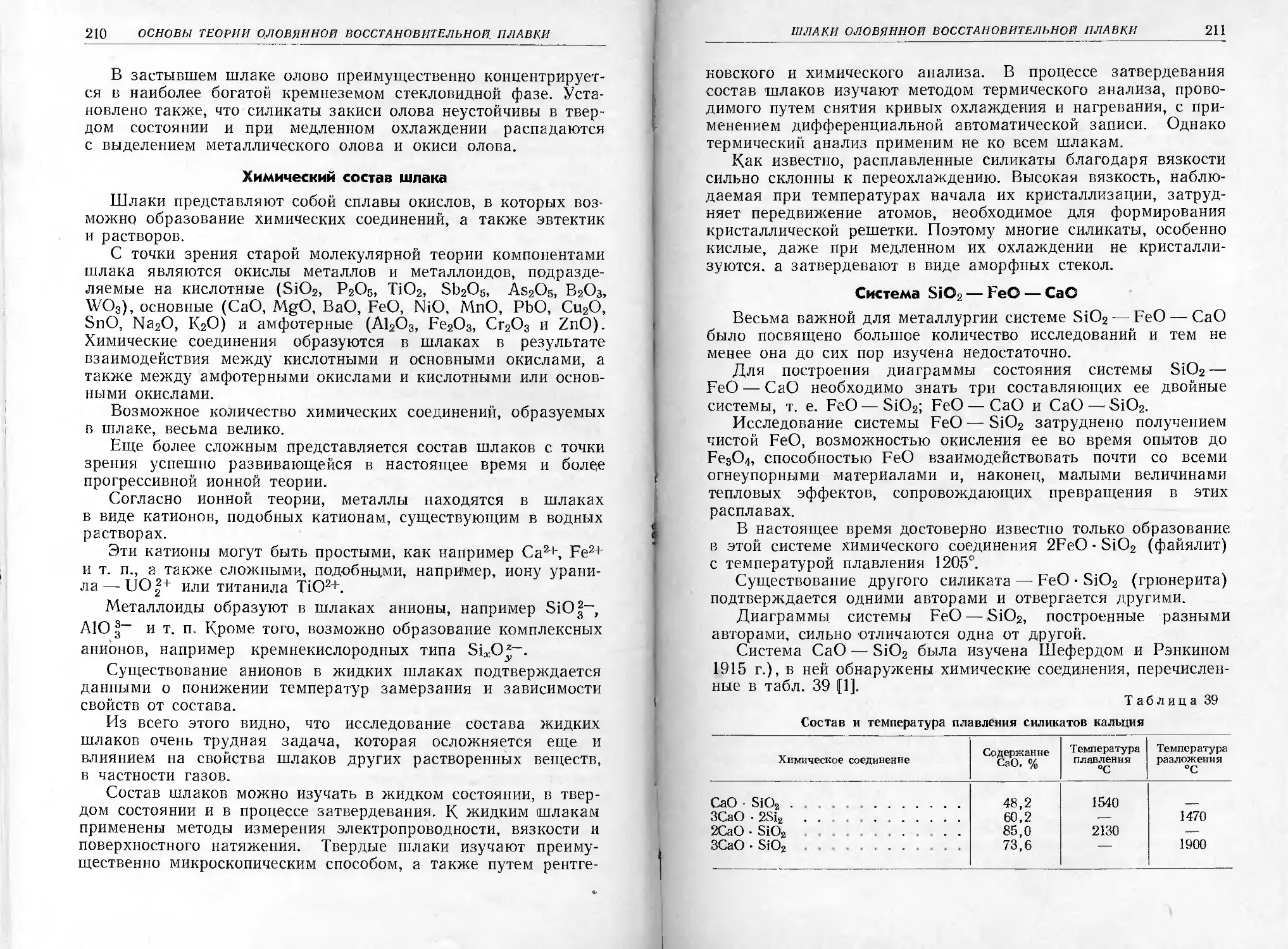
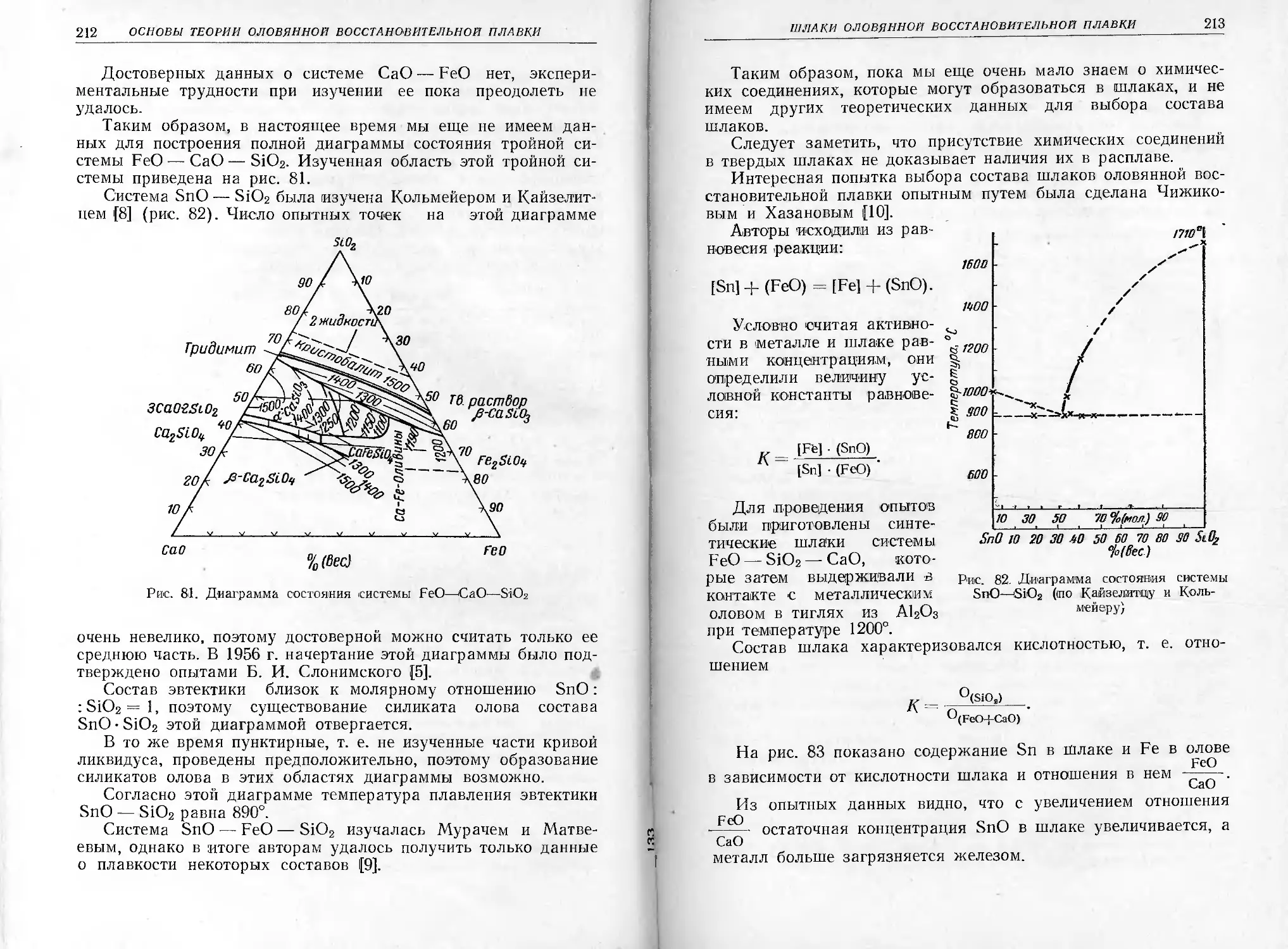
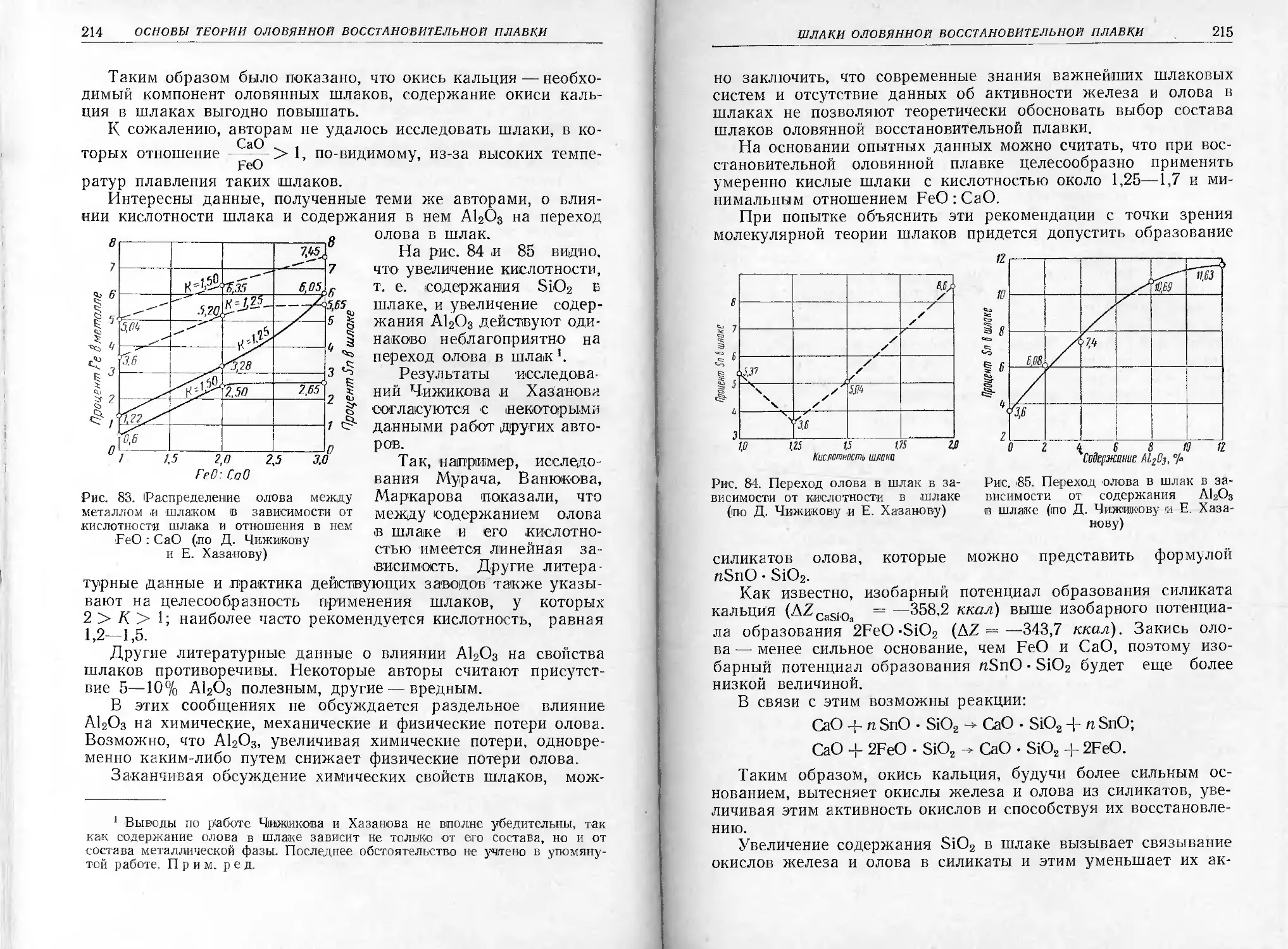
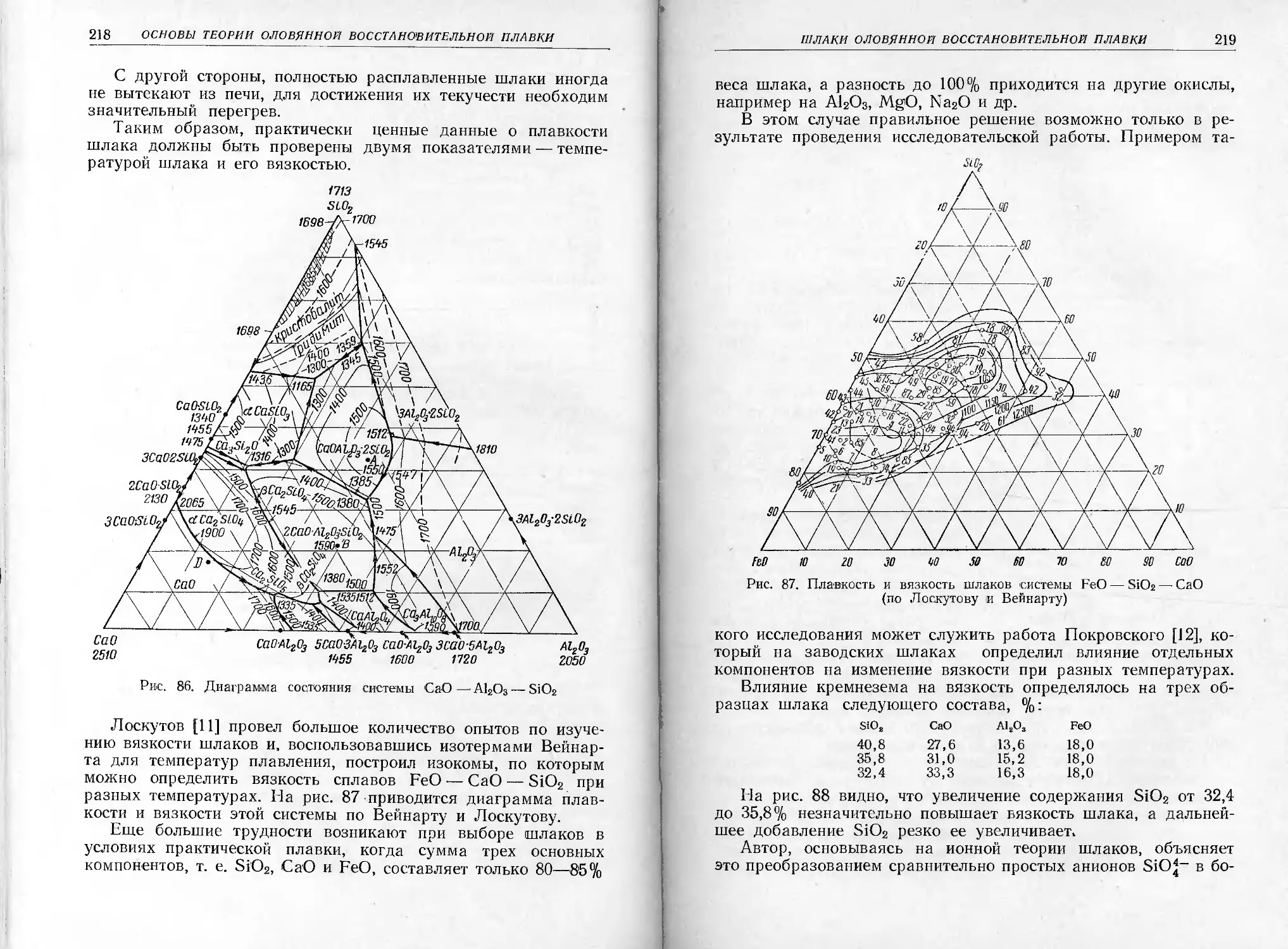
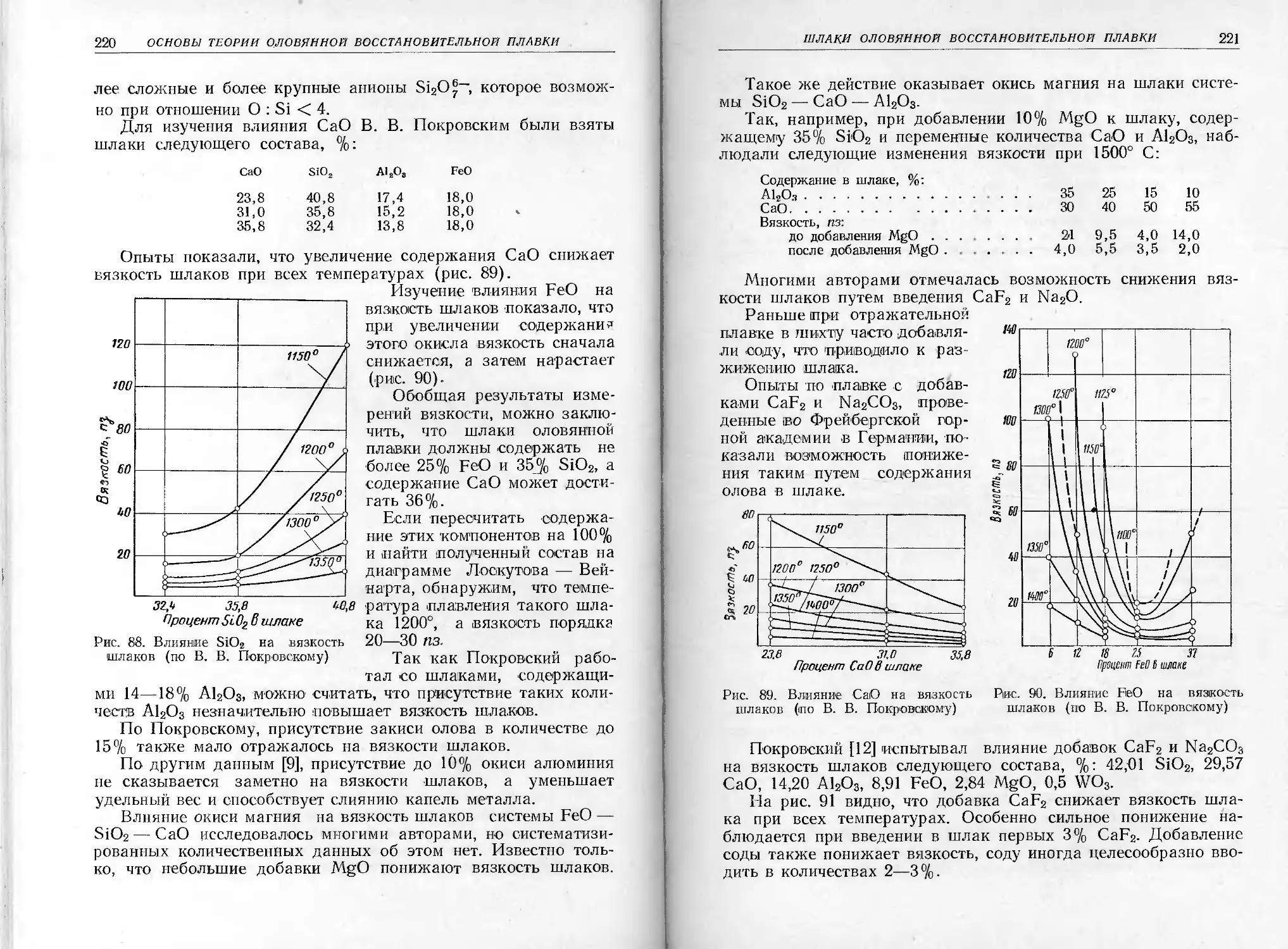
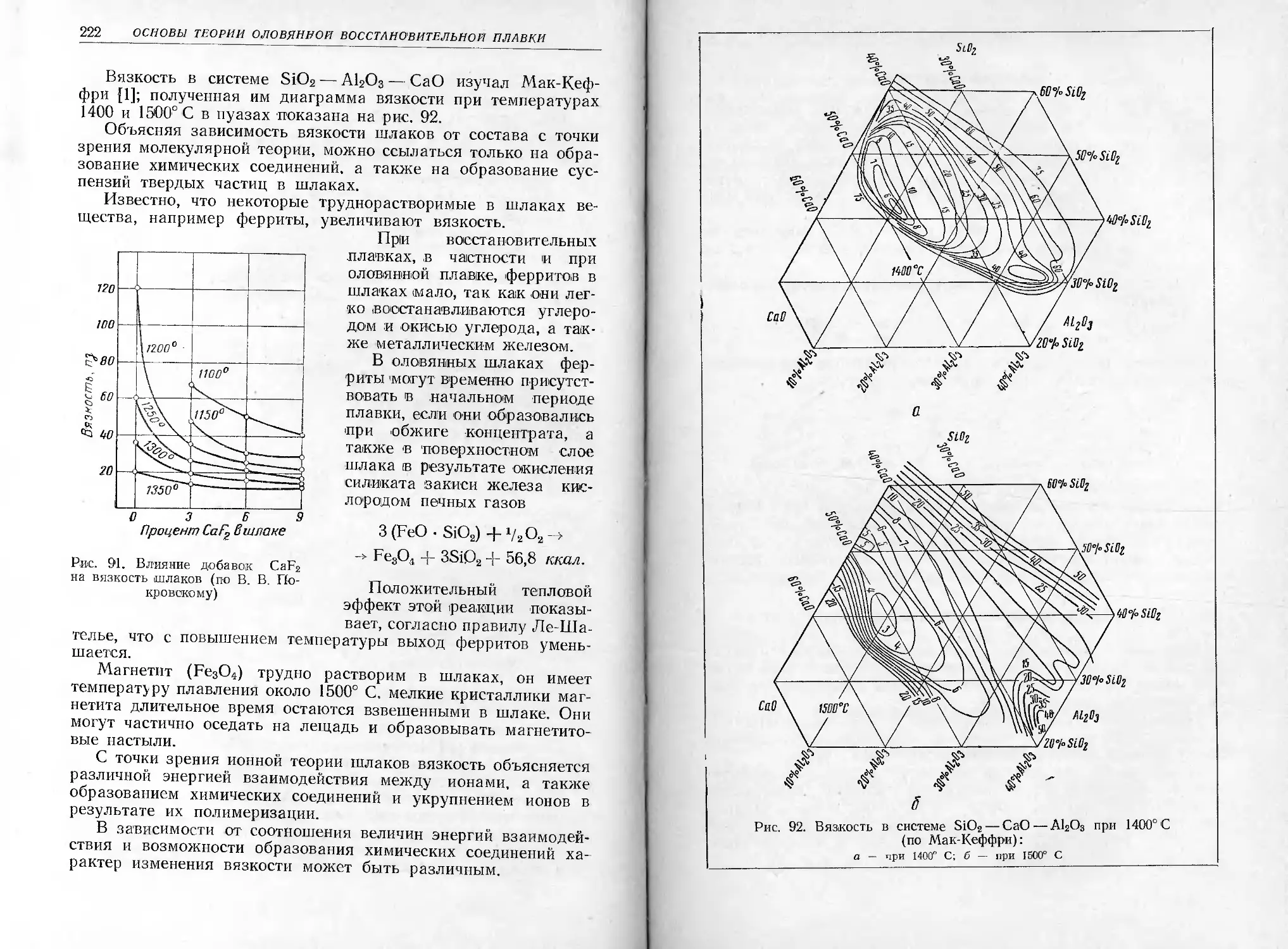
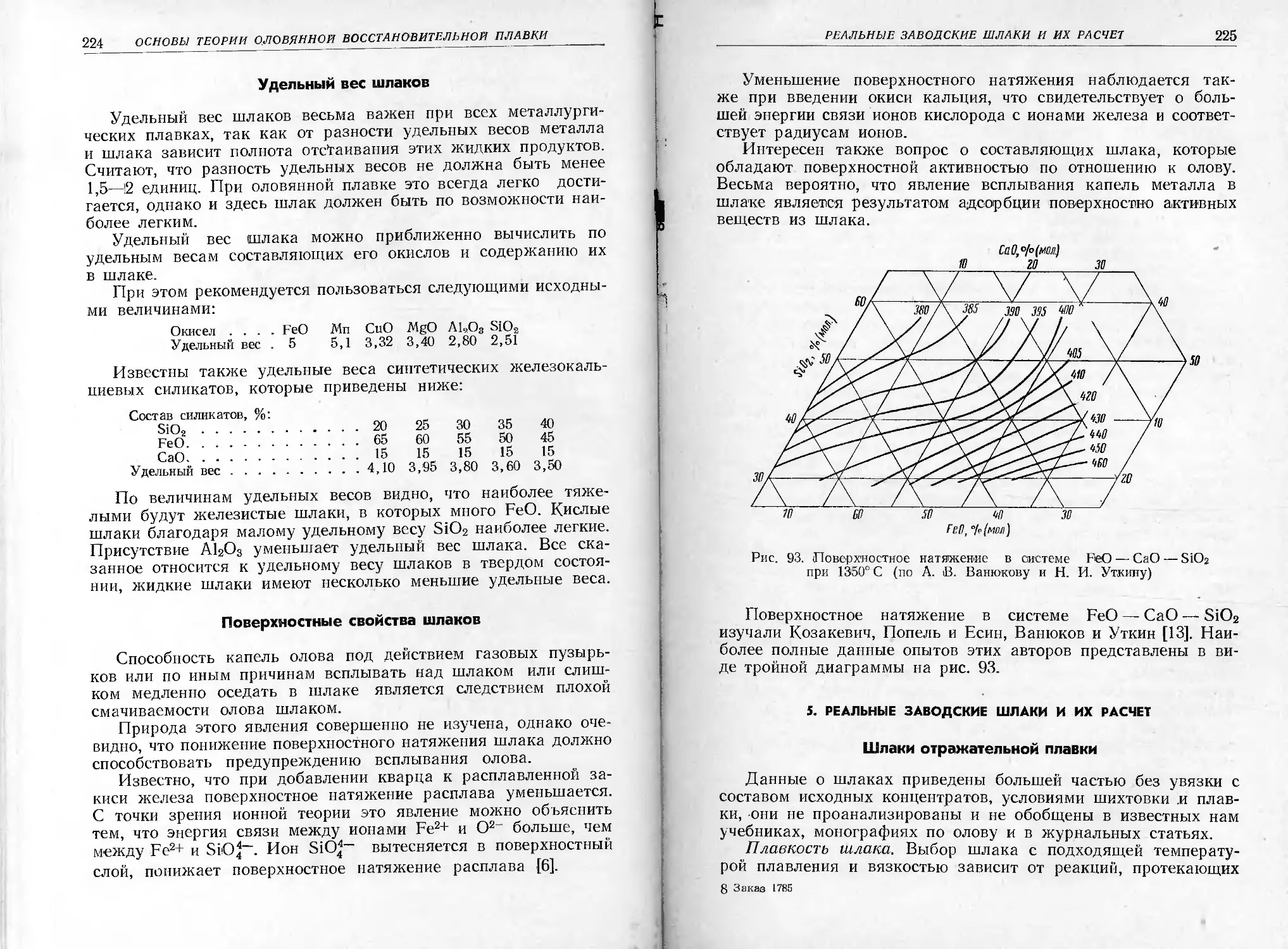
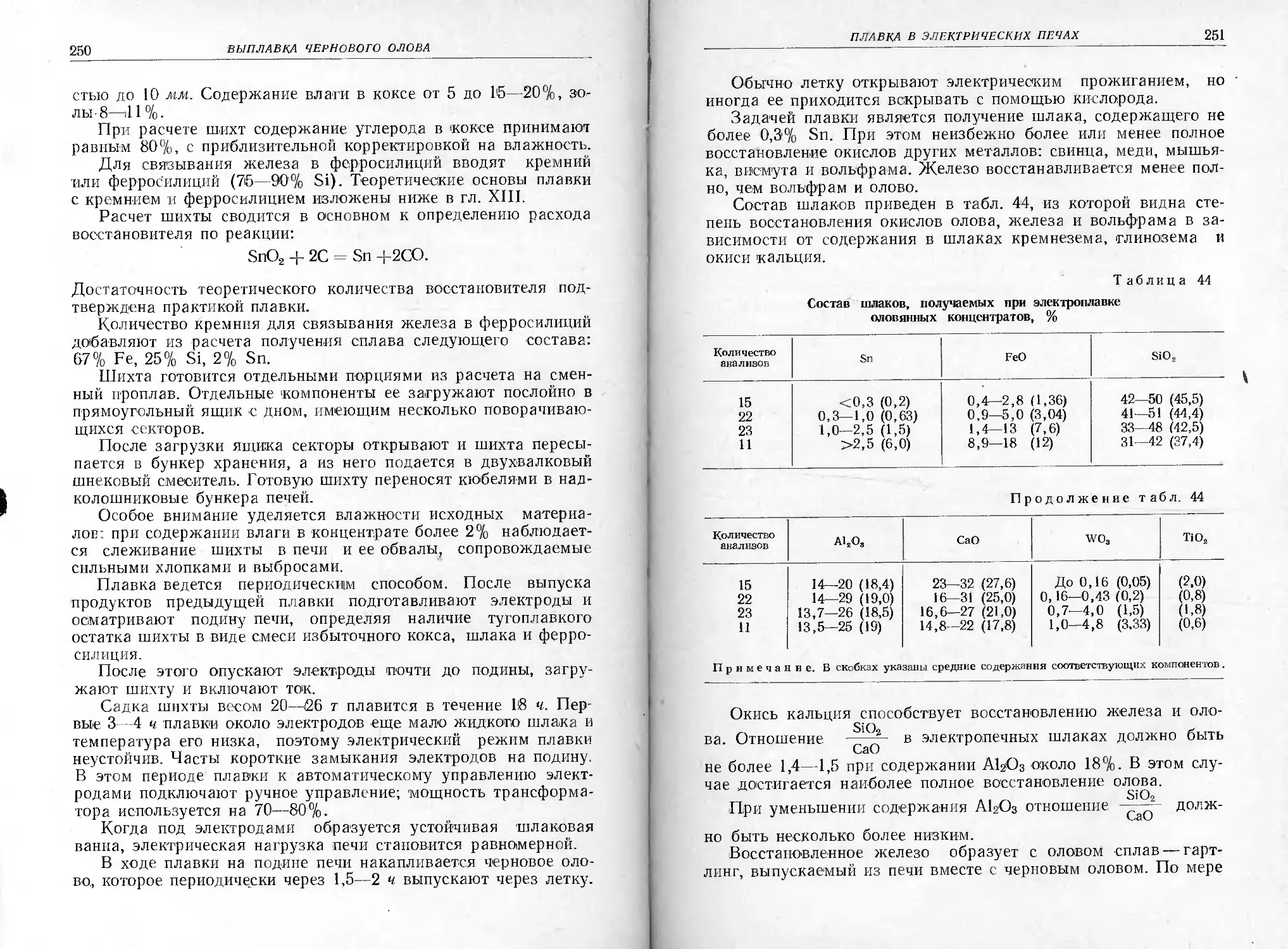
4. Шлаки оловянной восстановительной плавки..............207
5. Реальные заводские шлаки и их расчет................. . 225
Литература .................................. . . 233
Глава XII. Выплавка чернового олова.j .... ..............234
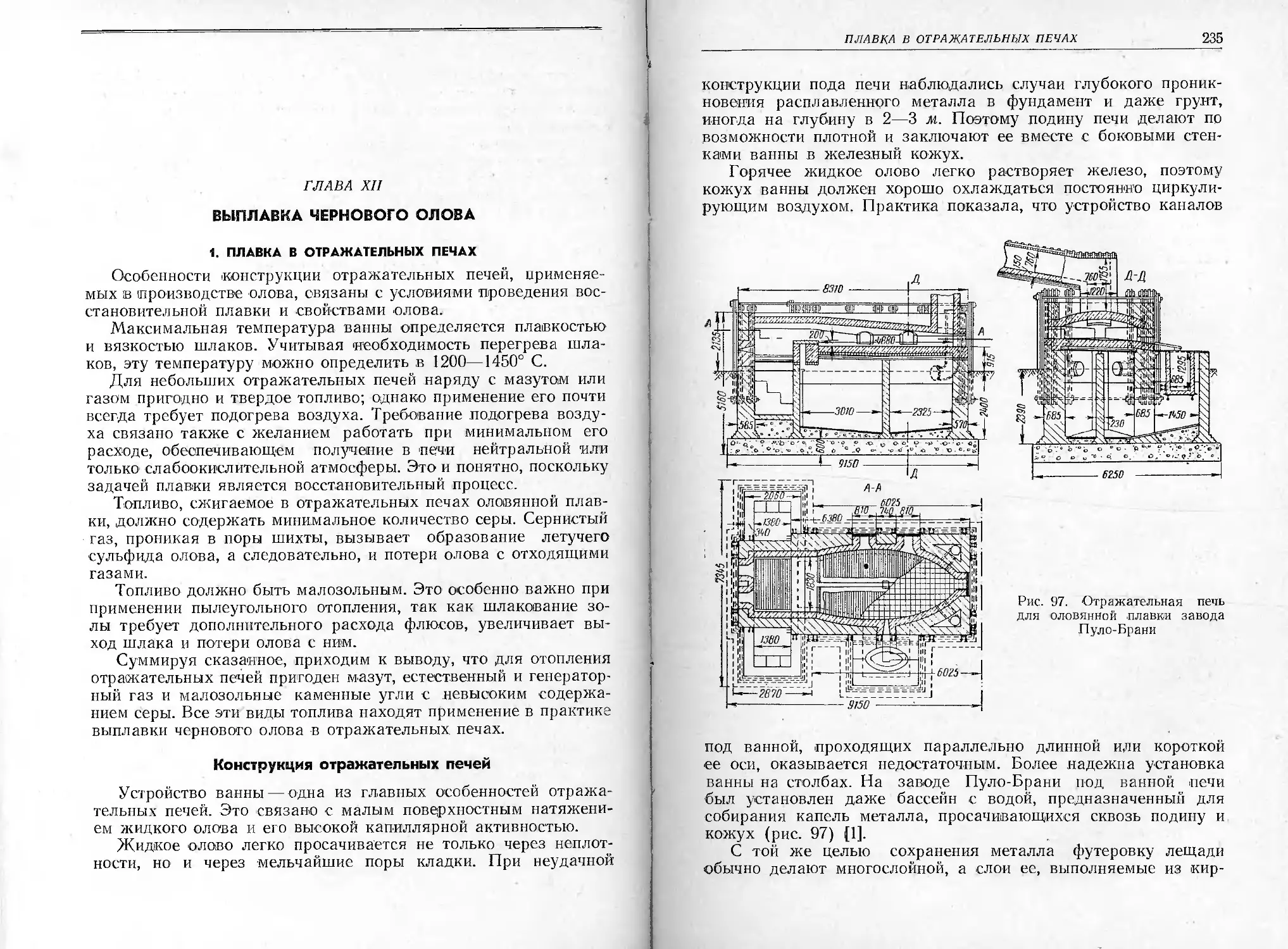
1. Плавка в отражательных печах......................... 234
2. Плавка в электрических печах ................. . . 242
Литература ............. ............................ . . 254
Глава XIII. Выделение олова из богатых оловянных шлаков (дора-
ботка шлаков) ........................................ 255
1. Общие сведения........................................255
2. Доработка шлаков повторной плавкой в отражательных .или
шахтных печах .................................... . . . 257
3. Доработка шлаков плавкой с кремнием или ферросилицием
в электрических почах .................................. 265
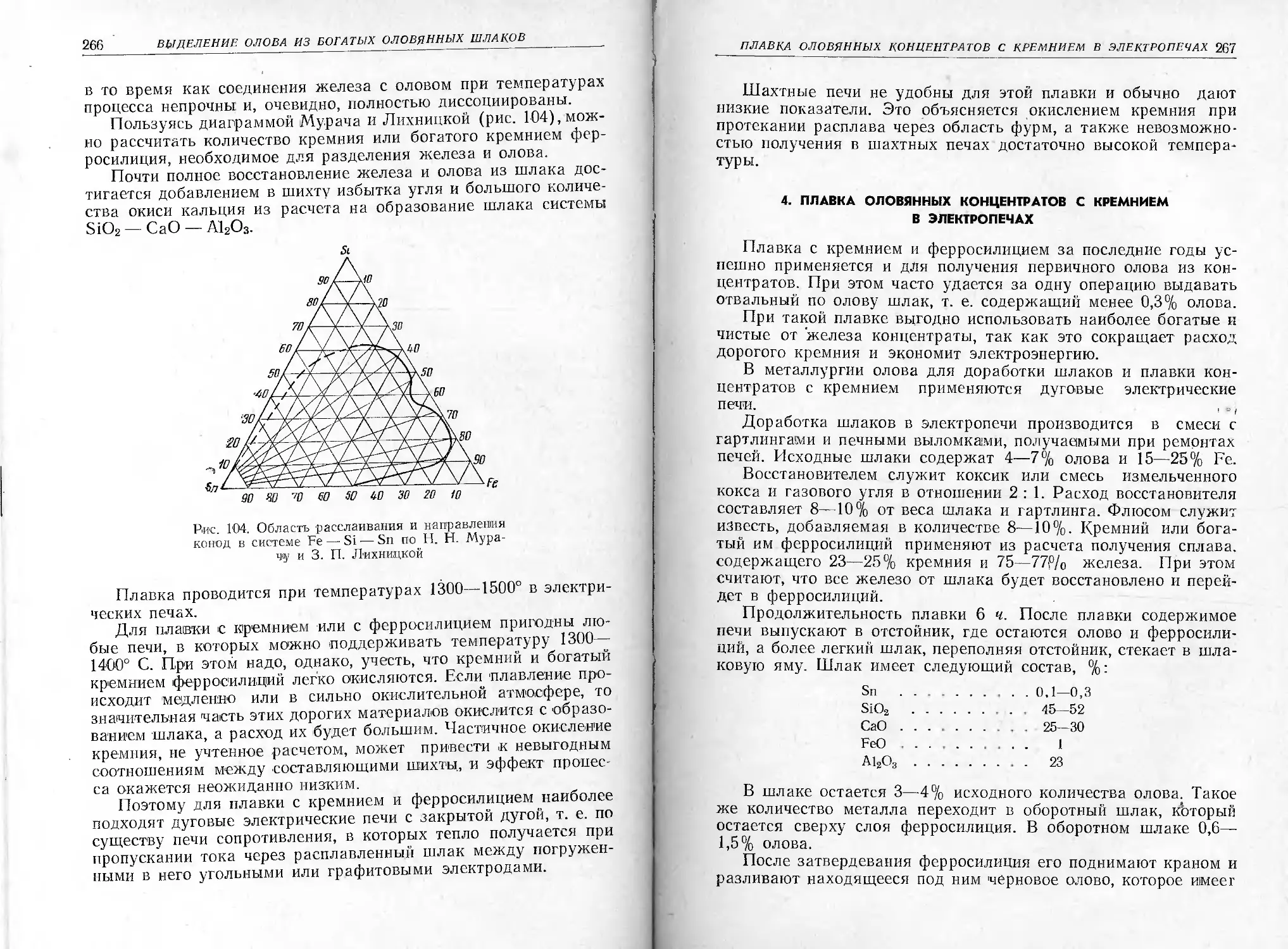
4. Плавка оловянных концентратов с кремнием в электропечах . 267
5. Возгонка олова из шлаков в виде сульифда и закиси .... 268
6. Прочие способы доработки шлаков ......................281
7. Схемы, применяемые для доработки шлаков, и их выбор . . 283
Литература .......................................... ... 286
оглавление
5
Глава XIV. Извлечение олова из гартлиигов и ферросилиция . . . 287
I. Общие сведения.........................................287
2. Способы переработки гартлиигов.........................288
3. Переработка ферросилиция............................. 290
Ли тература .................................. . . . 291
Глава XV. Рафинирование чернового олова..............,..........292
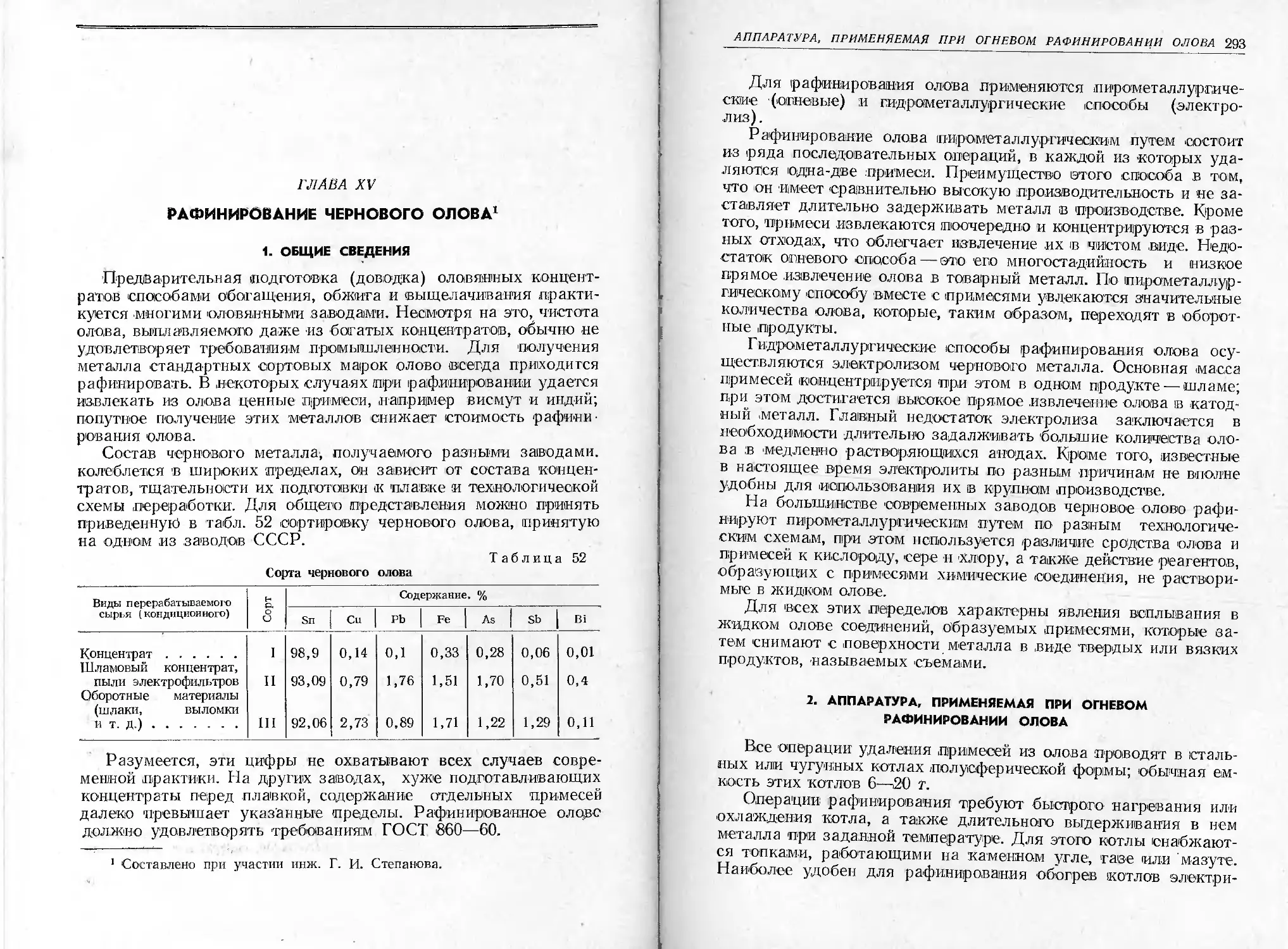
1. Общие сведения...................................... 092
2. Аппаратура, применяемая при огневом рафинировании олова 292
3. Рафинирование олова от железа и меди..................297
4. Рафинирование олова от мышьяка и сурьмы...............305
5. Рафинирование олова от висмута........................309
6. Рафинирование олова от свинца ...................... . . 311
7. Приготовление реагентов для рафинирования олова .... 316
8. Переработка отходов от рафинирования олова............317
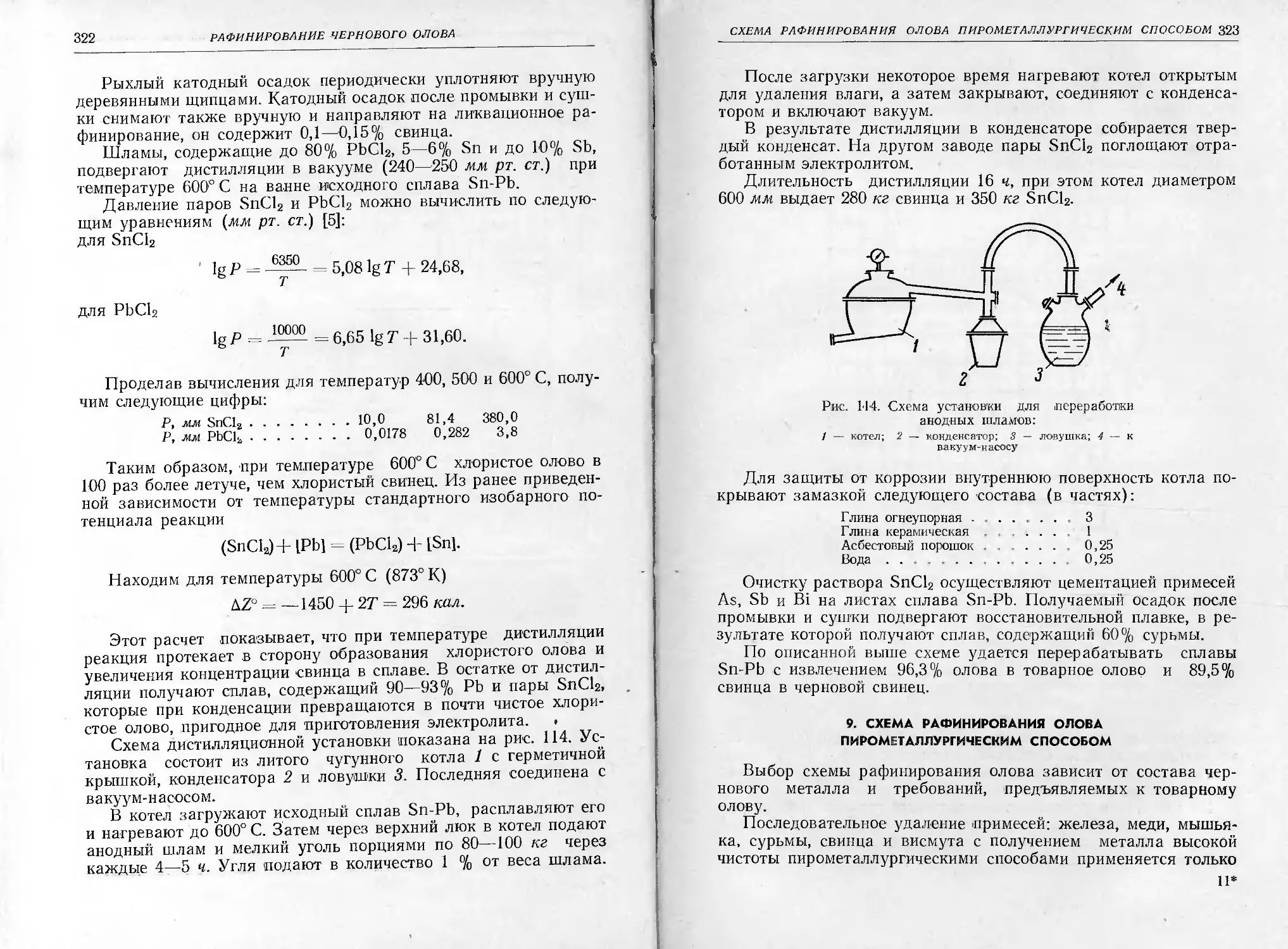
' 9. Схема рафинирования олова 1пиромет.аллургическим способом 323
10. Электролитическое рафинирование олова.................325
1,1. Производство олова особо высокой чистоты.............331
12. Удаление некоторых примесей из олова рафинированием в
вакууме ................................................ 336
Литература ............................................ ,338
Глава XVI. Пылеулавливание в производстве олова............... 340
1. Общие сведения....................................... 340
2. Схемы пылеулавливания и применяемая аппаратура .... 341
3. Автоматическое и дистанционное регулирование напряжения на
коронирующих электродах электрофильтров....................345
Глава XVII. Техника безопасности и охрана труда в производстве
олова ............................. .,.,.................,. . . 349
ПРЕДИСЛОВИЕ
За шестнадцать лет после выпуска в свет книги Н. Н. Мура-
ча «Металлургия олова», выплавка олова в нашей стране вырос-
ла во много раз. Технология производства олова стала значи-
тельно более совершенной, а технико-экономические показатели
обогащения руд, выплавки и рафинирования олова превзошли
показатели многих зарубежных заводов. Советское олово по чи-
стоте от примесей превосходит лучшие марки зарубежного ме-
талла и отвечает самым строгим требованиям потребителей.
Наша книга призвана ознакомить читателей с современным
состоянием металлургии олова и с некоторыми теоретическими
вопросами, дальнейшее изучение которых необходимо для со-
вершенствования производства этого металла.
В книге приведены также некоторые данные по экономике
производства олова, представленные заслуженным деятелем на-
уки и техники РСФСР проф. докт. С. А. Первушиным.
Обогащение оловянных руд и доводка концентратов написа-
ны проф. докт. С. И. Полькиным и канд. техн, наук Ю. А. Быко-
вым (гл. V, VI, VII и часть IV).
Большую помощь в составлении книги оказали инженеры
Н. А. Воронков, Г. С. Макаров, Г. М. Прошкин, И. М. Сели-
ванов и Г. И. Степанов, тщательно просмотревшие рукопись и
дополнившие ее новыми ценными материалами.
ВВЕДЕНИЕ
Ряд ценных свойств олова: высокая коррозионная стойкость,
пластичность, способность давать обширную гамму сплавов с
различными важными свойствами, пригодность для покрытий,
выполняемых простыми приемами, безвредность при контакте с
продуктами питания и пр., обеспечили этому металлу широкое
применение в различных областях промышленности и быта.
По указаниям греческого географа Страбона (25-й год на-
шей эры) первым местом добычи оловянных руд и концентратов
следует считать область Хорасан в северной части Персии. Ис-
следования Байерса (1876 г.) подтвердили наличие в Хорасане
оловянных рудников древнего происхождения.
Весьма интересны древние горище выработки оловоносных
жил в Калбинском хребте (Казахская ССР). Наибольшее коли-
чество разведанных жил оказалось выбранным с поверхности
и до горизонта грунтовых вод, причем по орудиям производства
археологи определяют возраст их в три тысячи лет, что довольно
близко совпадает с периодом разработки Хорасанских место-
рождений. В результате самых тщательных поисков точек ме-
таллургического передела в пределах Калбинского хребта на
левом берегу Иртыша не было обнаружено следов плавки, одна-
ко имеются указания на небольшие древние отвалы шлаков мед-
ной плавки, содержащие и олово, в западной Части Казахстана.
Анализ исторических данных по олову несколько затруднен
благодаря различным обозначениям, присвоенным древними
народами этому металлу, и сходству его со свинцом и сплава-
ми свинца с серебром.
Библейское олово «Bedil» греки обозначали ^Kiaorrepcoe»; санскритское
«Цари» под влиянием торговли с греками перешло в «Kasiira». Некоторые
исследователи считают, что Индия только в 800—11000 гг. до и. э. озна-
комилась с оловом через арабов, название олова у которых «Kazdiz» послу-
жило для образоваиия санскритского «Kastira». Турки, арабы, малайцы и в
СССР казахи, называют олово «Kalai».
Этимология названий «Stannum, Zinn» и «Tin» еще недостаточно разъ-
яснена. Название «Stannum» кельтичесного происхождения: бретонское
«Stean», ирландское «Stan». Есть предположение о греческом корне отетю
(стонать), связанное с характерным треском при изгибе куска олова. Англо-
саксонское и северогерманское обозначение олова «Tinn». По Цезарю и Пли-
нию, Кельто-Иберия (Англия) в их времена уже являлась производительницей
олова.
8
ВВЕДЕНИЕ
Обработка олова была довольно хорошо известна древним
народам. Рецепты папируса «X» (III в. н. э.), найденного в Те-
бах и расшифрованного Равенсом (Renvens) и Лемансом (Lee-
mons), содержат весьма обстоятельные указания по получению
сплавов этого металла с медью и серебром (главным образом
для подделки золота и серебра), некоторые способы рафиниро-
вания и определения примесей свинца.
Арабские писатели VIII — IX вв. н. э. указывают, что в этот
период добыча олова производилась в Малайе и Бирме, но ко-
личество поступающего из этих областей олова было еще неве-
лико. В Испании олово добывали во времена владычества мав-
ров.
В период XI — XIII столетий основная добыча олова шла в
Корнуэлле (Англия); в XIII в. были открыты саксонские и бо-
гемские месторождения олова. В XIV в. начинается поступление
олова из Малайских штатов.
Боливийские месторождения начали промышленно разраба-
тывать в конце XVIII столетия.
От выплавки олова на углях костра вполне естественен пере-
ход к плавке в ямах, обмазанных глиной, в которых поочередно
слоями загружали дрова и куски касситерита. Следующий
этап — плавка в небольших шахтных печах с примитивными
устройствами для воздушного дутья. Дальнейшее развитие тех-
нологии подробно освещено в данной книге.
ГЛАВА I
ОБЩИЕ ВОПРОСЫ экономики оловянной
ПРОМЫШЛЕННОСТИ 1
I. РАЗВИТИЕ ОЛОВЯННОЙ ПРОМЫШЛЕННОСТИ
Начиная примерно с четвертого тысячелетия до н. э. в во-
сточных странах, в частности в Китае, олово широко приме-
нялось вместе с медью в виде сплавов типа бронз (начало брон-
зового века на Востоке). Бронза в это время шла на изготов-
ление предметов домашнего обихода, оружия, щитов и укра-
шений.
В зависимости от области применения бронзы содержали
олова от 4 до 15%. Олово в чистом виде имело тогда очень ог-
раниченное применение, например для украшений на щитах, со-
судах. С началом широкого применения человечеством железа
потребление олова, как и меди, заметно снижается; олово ста-
новится как бы второстепенным металлом, причем преобладаю-
щей формой применения остается бронзовый'сплав.
Начало промышленного применения металлического олова в
историческое время относится ко второй половине XIV и началу
XV в., когда олово довольно широко использовали для изготов-
ления домашней утвари. В XVI в. (в Богемии) начинается при-
менение этого металла и для производства белой жести. В то
же время довольно значительное для того времени количество
олова применялось в виде бронзовых сплавов, содержащих в
отличие от китайских «доисторических» бронз больший процент
олова (20—30%).
К XVII в. относится начало применения олова (в небольших
количествах) в виде химических соединений, например оловян
ные протравы в текстильном деле.
Общее мировое производство олова в докапиталистический
период было ничтожно и определялось цифрами порядка от не-
скольких десятков до несколько сотен тонн в год. Еще к началу
XIX в. оно не достигло 3 тыс. т; в середине XIX в. оно составля-
ло около 11,0 тыс. т при мировом производстве меди 38,5 тыс. т
и свинца 132 тыс. т. ,
1 Глава написана заслуженным деятелем науки и техники РСФСР проф.
докт. С. А. Первушиным.
10 ОБЩИЕ ВОПРОСЫ экономики оловянной ПРОМЫШЛЕННОСТИ
С дальнейшим развитием промышленного капитализма и про-
грессом техники во второй половине XIX в. имеет место доста-
точно быстрый рост мирового производства олова, которое воз-
растает до 27,4 тыс. т в 1871—1875 гг. и достигает почти
100 тыс. т к началу XX в. Большая часть выплавки олова в
эти годы приходится на Азию (Малайские Штаты) и Индоне-
зию. Выплавка в Европе составляла всего 11,8 тыс. т, в том
числе в Англии— 10,3 тыс. т.
Рост производства олова во второй половине XIX в. шел
медленнее, чем меди.
Если в середине XIX в. выплавка олова составляла около ,
30% от выплавки меди, то в начале XX в. относительный уро-
вень выплавки этого металла определялся всего в 16% от вы-
плавки меди.
Основными областями применения олова становится произ-
водство белой жести (до 35% всего потребления), сплавов для t
машиностроения (бронзы, баббиты) и типографских сплавов.
В первое десятилетие XX в. и до первой мировой войны ми-.
ровое производство олова увеличивается с 99,0 тыс. т (1901 г.)'
до 134,0' тыс. т (1913 г.), или 'более чем на 30% при росте про-
изводства меди за тот же период с 535 тыс. т до 10;19 тыс. т, или
на 92%.
В годы первой мировой войны, несмотря на огромный спрос
военного времени, мировая выплавка олова с 132,5 тыс. т в
1913 г. снизилась до 122,7 тыс. т в 1916 г., причем за исключе-
нием 1917 г. (134 тыс. т) тенденция к снижению продолжалась
вплоть до кризисного в мировом хозяйстве 1921 г., когда про-
изводство олова достигло всего 105,1 тыс. т.
В 1920—1921 гг. дальнейшее снижение было связано с ми- ;
ровым промышленным кризисом. С 1924 г. (142,9 тыс. т) по
1929 г. (195,1 тыс. т), в период стабилизации капитализма и
промышленного подъема, выплавка олова непрерывно растет,
но темп ее роста и в этот последний период значительно ниже,
чем рост выплавки меди и свинца, которые в 1929 г. достигают
1932 и 1748 тыс. т.
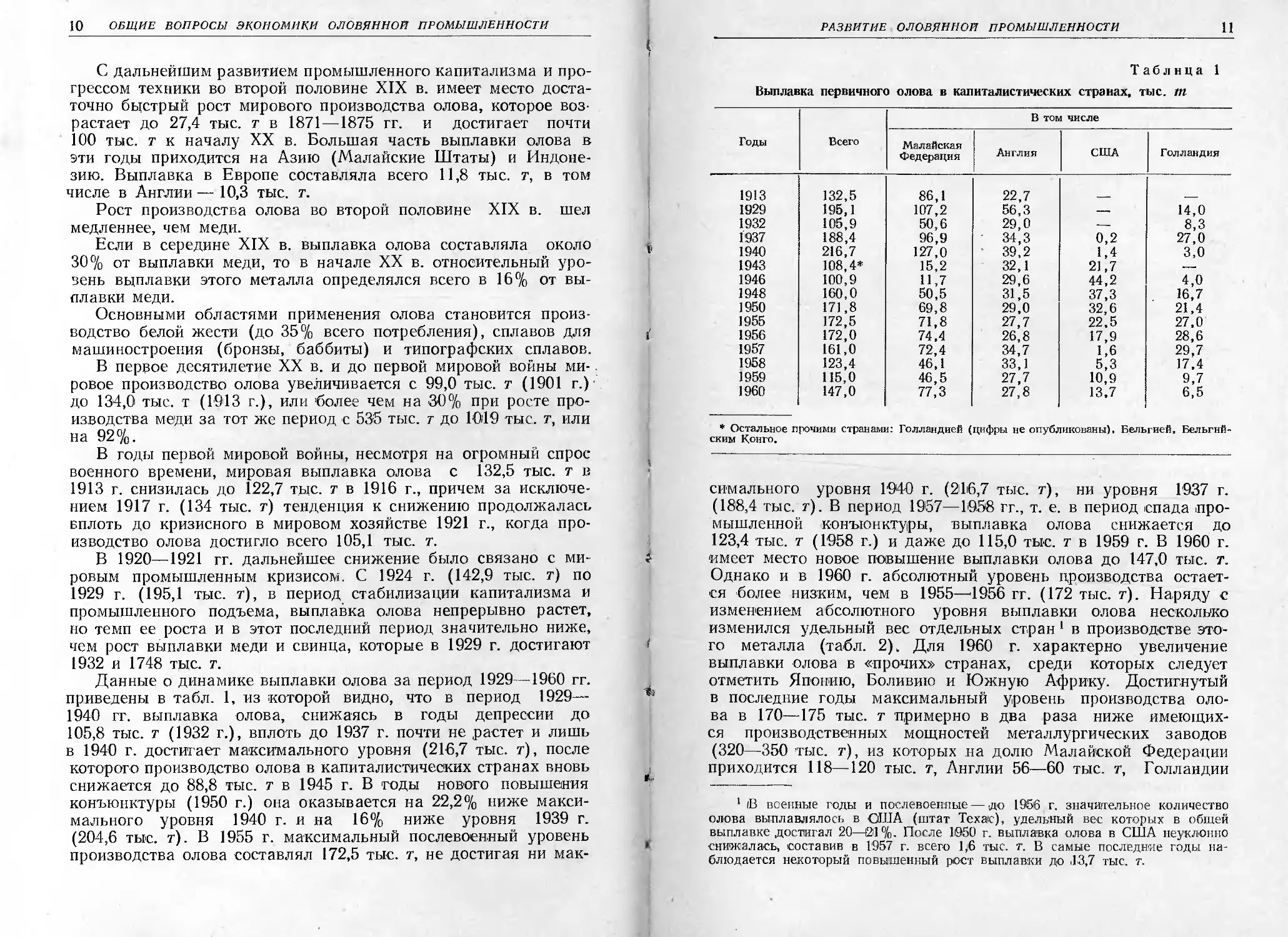
Данные о динамике выплавки олова за период 1929—1960 гг.
приведены в табл. 1, из которой видно, что в период 1929——
1940 гг. выплавка олова, снижаясь в годы депрессии до
105,8 тыс. т (1932 г.), вплоть до 1937 г. почти не растет и лишь
в 1940 г. достигает максимального уровня (216,7 тыс. т), после
которого производство олова в капиталистических странах вновь
снижается до 88,8 тыс. т в 1945 г. В годы нового повышения
конъюнктуры (1950 г.) она оказывается на 22,2% ниже макси-
мального уровня 1940 г. и на 16% ниже уровня 1939 г.
(204,6 тыс. т). В 1955 г. максимальный послевоенный уровень
производства олова составлял 172,5 тыс. т, не достигая ни мак-
РАЗВИТИЕ ОЛОВЯННОЙ ПРОМЫШЛЕННОСТИ
И
Т аблнца 1
Выплавка первичного олова в капиталистических странах, тыс. т
Годы Всего В том числе
Малайская Федерация Англия США Голландия
1913 132,5 86,1 22,7 .
1929 195,1 107,2 56,3 —. 14,0
1932 105,9 50,6 29,0 —- 8,3
1937 188,4 96,9 • 34,3 0,2 27,0
1940 216,7 127,0 39,2 1,4 3,0
1943 108,4* 15,2 32,1 21,7 —
1946 100,9 11,7 29,6 44,2 4,0
1948 160,0 50,5 31,5 37,3 16,7
1950 171,8 69,8 29,0 32,6 21,4
1955 172,5 71,8 27,7 22,5 27,0
1956 172,0 74,4 26,8 17,9 28,6
1957 161,0 72,4 34,7 1,6 29,7
1958 123,4 46,1 33,1 5,3 17,4
1959 115,0 46,5 27,7 10,9 9,7
1960 147,0 77,3 27,8 13,7 6,5
* Остальное прочими странами: Голландией (цифры не опубликованы). Бельгией, Бельгий-
ским Конго.
симального уровня 1'940 г. (216,7 тыс. т), ни уровня 1937 г.
(188,4 тыс. т). В период 1957—1958 гг., т. е. в период спада про-
мышленной конъюнктуры, выплавка олова снижается до
123,4 тыс. т (1958 г.) и даже до 115,0 тыс. т в 1959 г. В 1960 г.
имеет место новое повышение выплавки олова до 147,0 тыс. т.
Однако и в 1960 г. абсолютный уровень производства остает-
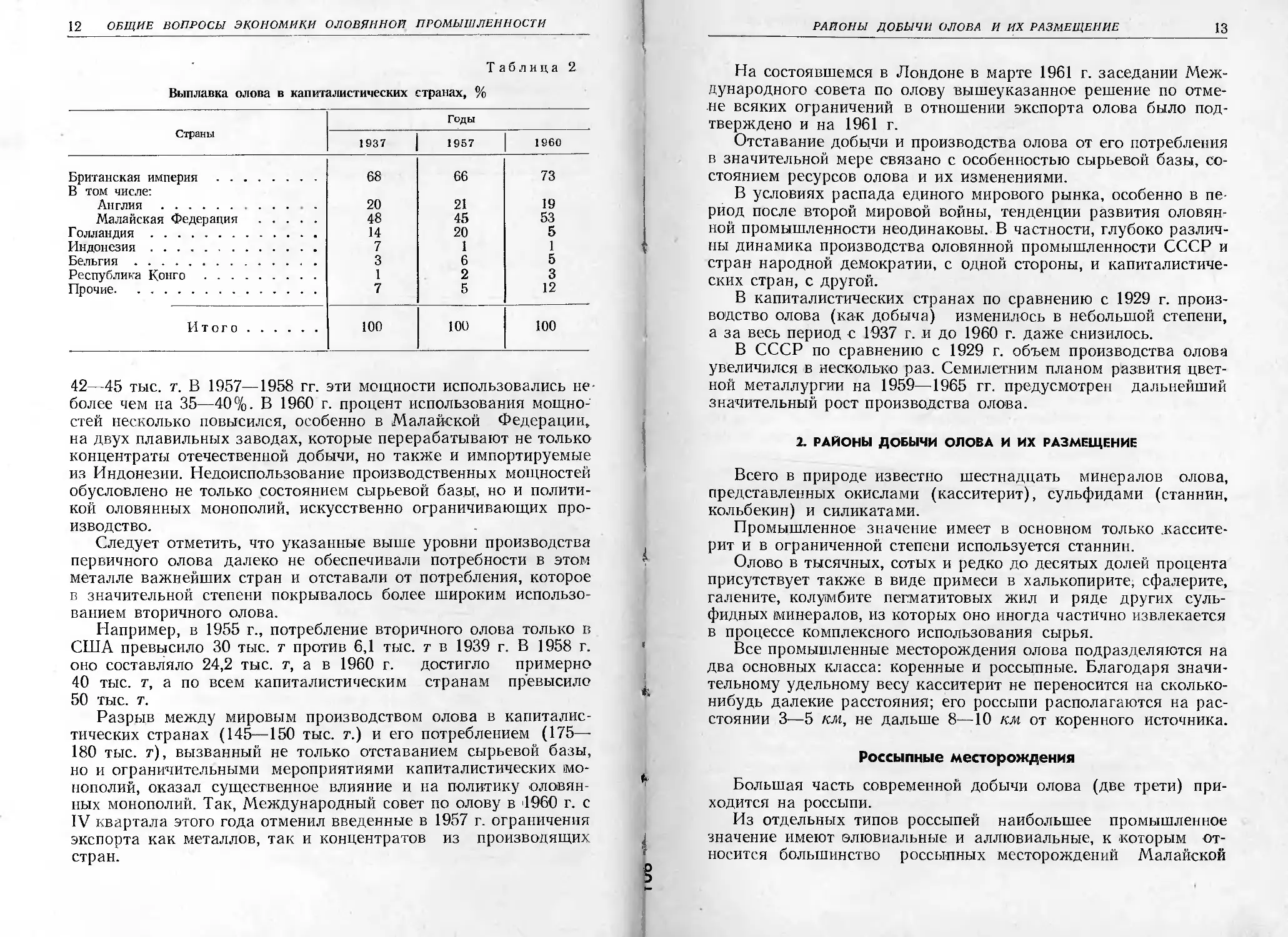
ся более низким, чем в 1955—1956 гг. (172 тыс. т). Наряду с
изменением абсолютного уровня выплавки олова несколько
изменился удельный вес отдельных стран 1 в производстве это-
го металла (табл. 2), Для 1960 г. характерно увеличение
выплавки олова в «прочих» странах, среди которых следует
отметить Японию, Боливию и Южную Африку. Достигнутый
в последние годы максимальный уровень производства оло-
ва в 170—175 тыс. т примерно в два раза ниже имеющих-
ся производственных мощностей металлургических заводов
(320—350 тыс. т), из которых на долю Малайской Федерации
приходится 118—120 тыс. т, Англии 56—60 тыс. т, Голландии
1 (В военные годы и послевоенные — до 1956 г. значительное количество
олова выплавлялось в США (штат Техас), удельный вес которых в обшей
выплавке достигал 20—01 %- После 1950 г. выплавка олова в США неуклонно
снижалась, составив в 1957 г. всего 1,6 тыс. т. В самые последние годы на-
блюдается некоторый повышенный рост выплавки до .13,7 тыс. т.
12 ОБЩИЕ ВОПРОСЫ экономики оловянной ПРОМЫШЛЕННОСТИ
Таблица 2
Выплавка олова в капиталистических странах, %
Страны 1937 Годы
1957 I960
Британская империя В том числе: 68 66 73
Англия . 20 21 19
Малайская Федерация 48 45 53
Голландия 14 20 5
Индонезия 7 1 1
Бельгия 3 6 5
Республика Конго 1 2 3
Прочие 7 5 12
Итого 100 100 100
42—45 тыс. т. В 1957—1958 гг. эти мощности использовались не-
более чем на 35—40 % • В 1960 г. процент использования мощно-'
стей несколько повысился, особенно в Малайской Федерации,
на двух плавильных заводах, которые перерабатывают не только
концентраты отечественной добычи, но также и импортируемые
из Индонезии. Недоиспользование производственных мощностей
обусловлено не только состоянием сырьевой базы, но и полити-
кой оловянных монополий, искусственно ограничивающих про-
изводство.
Следует отметить, что указанные выше уровни производства
первичного олова далеко не обеспечивали потребности в этом
металле важнейших стран и отставали от потребления, которое
в значительной степени покрывалось более широким использо-
ванием вторичного олова.
Например, в 1955 г., потребление вторичного олова только в
США превысило 30 тыс. т против 6,1 тыс. т в 1939 г. В 1958 г.
оно составляло 24,2 тыс. т, а в 1960 г. достигло примерно
40 тыс. т, а по всем капиталистическим странам превысило
50 тыс. т.
Разрыв между мировым производством олова в капиталис-
тических странах (145—150 тыс. т.) и его потреблением (175—
180 тыс. т), вызванный не только отставанием сырьевой базы,
но и ограничительными мероприятиями капиталистических мо-
нополий, оказал существенное влияние и на политику оловян-
ных монополий. Так, Международный совет по олову в 'I960 г. с
IV квартала этого года отменил введенные в 1957 г. ограничения
экспорта как металлов, так и концентратов из производящих
стран.
РАЙОНЫ ДОБЫЧИ ОЛОВА И ИХ РАЗМЕЩЕНИЕ
13
На состоявшемся в Лондоне в марте 1961 г. заседании Меж-
дународного совета по олову вышеуказанное решение по отме-
не всяких ограничений в отношении экспорта олова было под-
тверждено и на 1961 г.
Отставание добычи и производства олова от его потребления
в значительной мере связано с особенностью сырьевой базы, со-
стоянием ресурсов олова и их изменениями.
В условиях распада единого мирового рынка, особенно в пе-
риод после второй мировой войны, тенденции развития оловян-
ной промышленности неодинаковы. В частности, глубоко различ-
ны динамика производства оловянной промышленности СССР и
стран народной демократии, с одной стороны, и капиталистиче-
ских стран, с другой.
В капиталистических странах по сравнению с 1929 г. произ-
водство олова (как добыча) изменилось в небольшой степени,
а за весь период с 1987 г. и до 1960 г. даже снизилось.
В СССР по сравнению с 1929 г. объем производства олова
увеличился в несколько раз. Семилетним планом развития цвет-
ной металлургии на 1959—1965 гг. предусмотрен дальнейший
значительный рост производства олова.
2. РАЙОНЫ ДОБЫЧИ ОЛОВА И ИХ РАЗМЕЩЕНИЕ
Всего в природе известно шестнадцать минералов олова,
представленных окислами (касситерит), сульфидами (станнин,
кольбекин) и силикатами.
Промышленное значение имеет в основном только .кассите-
рит и в ограниченной степени используется станнин.
Олово в тысячных, сотых и редко до десятых долей процента
присутствует также в виде примеси в халькопирите; сфалерите,
галените, колумбите пегматитовых жил и ряде других суль-
фидных минералов, из которых оно иногда частично извлекается
в процессе комплексного использования сырья.
Все промышленные месторождения олова подразделяются на
два основных класса: коренные и россыпные. Благодаря значи-
тельному удельному весу касситерит не переносится на сколько-
нибудь далекие расстояния; его россыпи располагаются на рас-
стоянии 3—5 км, не дальше 8—10 км от коренного источника.
Россыпные месторождения
Большая часть современной добычи олова (две трети) при-
ходится на россыпи.
Из отдельных типов россыпей наибольшее промышленное
значение имеют элювиальные и аллювиальные, к которым от-
носится большинство россыпных месторождений Малайской
14 ОБЩИЕ ВОПРОСЫ экономики оловянной ПРОМЫШЛЕННОСТИ
Федерации, Бирмы, Вьетнама, Нигерии и Республики Конго.
Из месторождений СССР — ряд россыпей Северо-Востока
Союза.
Наибольшая часть россыпных месторождений олова нахо-
дится в Юго-Восточной Азии (КНР, Малайская Федера-
ция, Индонезия, Бирма). Значительное количество россыпей
олова имеется также в Африке (Республика Конго, Нигерия).
Оловянные россыпи Малайской Федерации, занимающие пер-
вое в мире место по количеству разведанных запасов олова в
недрах, залегают обычно неглубоко от поверхности (до 20—
25 м) и только некоторые месторождения залегают на глубине
40 м.
Среднее содержание олова в песках месторождений Малайи
на разрабатываемых в настоящее время участках колеблется от
0,18 до 0,30 кг/м3, иногда снижаясь до 0,08—0,10 кг/м3 в зави-
симости от промываемости песков, величины вскрыши и разме-
ров месторождения.
Аналогичны Малайским россыпям месторождения олова в
Индонезии, расположенные на трех островах: Банка, Биллитон
и Синкеп. Эти месторождения являются продолжением обшир-
ного оловоносного пояса (так называемая Малайская металло-
геническая провинция), который протягивается из Бирмы и Ма-
лайи в юго-восточном направлении.
Среднее содержание олова в песках Индонезии несколько вы-
ше, чем на Малайе — в среднем около 0,4—0,7 кг/м3.
Россыпные месторождения Таиланда, расположенные на юге
страны вдоль границ с Малайей, сходны с малайскими по глу-
бине залегания песков. Процентное содержание в них олова об-
наруживает значительные колебания и составляет от 0,1 до
0,4 кг/м3. Все россыпи Азиатской металлогенической провинции,
как и Австралийской, характеризуются простотой вещественно-
го состава; рудный минерал только касситерит, иногда с не-
большой примесью вольфрамита, еще реже шеелита и совсем
редко — молибденита.
Общие запасы Малайи, Индонезии и Таиланда (в основном в
россыпных месторождениях) составляют ориентировочно
3300 тыс. т.
В последнее время заметное значение приобретает Африкан-
ская металлогеническая провинция, месторождения которой
представлены в основном россыпями. Оловорудными районами
здесь будут Нигерия, Республика Конго и в гораздо меньшей
степени Южно-Африканская Республика. На долю первых двух
районов приходится больше 9О°/о всех учтенных в Африке про-
мышленных запасов олова (в недрах). В обоих районах рос-
сыпи относятся к двум типам — аллювиальному и элювиально-
му, причем преобладает последний.
РАЙОНЫ ДОБЫЧИ ОЛОВА И ИХ РАЗМЕЩЕНИЕ
15
Россыпи залегают близко от поверхности, иногда до глубины
15 м (район Маноно), где они переходят в коренные рудные
месторождения. Особенности генезиса этих месторождений (пег-
матиты) определяют собой и особенности вещественного соста-
ва песков и их существенное отличие от простых по составу пес-
ков Азии. Наряду с оловом в виде касситерита (содержание его
обычно, значительно колеблется в пределах от 0,25 до 1,5 кг!мй)
пески целого ряда африканских месторождений (особенно Рес-
публики Конго) содержат в промышленных количествах танта-
ло-ниобаты (в минерале колумбите), а также литий (сподумен).
Содержание колумбита по отношению к касситериту составля-
ет обычно 5—8% при несколько более низком содержании спо-
думена. В результате комплексной переработки указанные по-
путные с оловом компоненты извлекают.
Запасы олова в Республике Конго и Нигерии достигают
750 тыс. т (металла в недрах), из которых 250 тыс. т достовер-
ные запасы.
Коренные месторождения олова
С непрерывным ростом потребности в олове и уменьшением
запасов песков оловодобывающая промышленность все больше
переходит на эксплуатацию коренных месторождений.
Наибольшее количество разведанных запасов олова в ко-
ренных рудах сосредоточено на Американском континенте — в
Боливийской металлогенической провинции. Возрастающее зна-
чение коренные руды приобретают и в запасах Африки — Рес-
Ь публике Конго (Жеомин). Подчиненное значение пока имеют
коренные руды в Азиатской провинции, где наибольший удель-
v ный вес коренных руд в запасах приходится на Индонезию (ме-
сторождение Клаппа Каппит на острове Биллитон).
Боливийские месторождения олова относятся большей
частью к низкотемпературному сульфидному типу. Все эти место-
рождения расположены в Андах на высоте от 3800 до 4500 л;
над уровнем моря. В северной части Боливийской оловорудной
провинции на участках, прилегающих к гранитной интрузии и
вольфрамоносному району, имеют распространение типичные
высокотемпературные кварцево-оловянные и кварцево-оловян-
но-турмалиновые месторождения жильного типа (мощность
жил при крутом падении 0,8—2,5 м) и сравнительно простого
вещественного состава.
Касситерит сопровождается фтор- и борсодержащими мине-
ралами. На ряде высокотемпературных месторождений сопро-
вождающим минералом является вольфрамит (месторождения
Арака и Ля-Паз).
Основное промышленное значение в Боливии, однако, имеют
месторождения южной части рудоносной провинции, удаленной
16 ОБЩИЕ ВОПРОСЫ экономики оловянной ПРОМЫШЛЕННОСТИ
от гранитной интрузии — категория низкотемпературных и
сложных по своему вещественному составу руд сульфидных
месторождений типа Потози, к которому относртся и крупней-
шее в мире месторождение Ллалагуа-Унсия. Мощность сложных
жил колеблется от 0,6 до 3—4 м. С глубиной она падает. Мак-
симальная глубина оруденения, достигнутая разведочными вы-
работками, 750 м.
Достоверные запасы олова определяются цифрами порядка
до 270—300 тыс. т при общих запасах выше 500 тыс. т (металла
в недрах).
Среднее содержание олова в рудах колеблется от 1,20 до
2,70%, богатые участки оруденения содержат до 3—6% и выше.
Последние, однако, в настоящее время в значительной мере вы-
работаны. Минимальное промышленное содержание олова в
рудах определяется в 0,8—1%. Нередко оно снижается до 0,5—
0,7% в зависимости от наличия ценных примесей. Наряду с
оловом в промышленных количествах в боливийских рудах юж-
ной зоны присутствуют минералы цинка, свинца, меди, а также
серебра (окисленная зона месторождения). Аналогичным боли-
вийскому месторождению Ллалагуа является крупное коренное
месторождение в Азии в провинции Юннань (КНР), которое в
двадцатых годах XX в. (19211—>1922 гг.) давало до 6—9 тыс. т
олова в год.
Это месторождение сохраняет свое промышленное значение
и в настоящее время.
Из прочих районов коренных месторождений следует отме-
тить Африку (Республику Конго) и Австралию, где коренные
месторождения находятся в Квинсленде, Южной Австралии и
Тасмании (месторождение Маунт Бишофф). Среднее содержа-
ние олова в массиве основного коренного месторождения Жео-
мин (Республика Конго) составляет 2—3 кг/мъ при наличии тан-
тало-ниобиевых и литиевых минералов. Коренное месторожде-
ние доступно для открытых разработок.
Добыча олова в прочих странах (Мексика, США и др.) в на-
стоящее время имеет очень ограниченное значение. В США в
самые последние годы в качестве нового источника оловосодер-
жащего сырья получило промышленное значение крупнейшее
молибденовое месторождение Клаймакс (Колорадо), где в на-
стоящее время осуществляется попутное получение оловянных
концентратов в процессе комплексного использования молибде-
новых руд. Утратила свое значение по олову и крупная в свое
время Западно-Европейская металлогеническая провинция, где
значительными центрами оловодобывающей промышленности
являлись Корнуолл (Англия), район Рудных гор (Чехослова-
кия), а также 'Пиренейский .полуостров — район пограничной
полосы Испании и Португалии.
районы добычи олова и их размещение
17
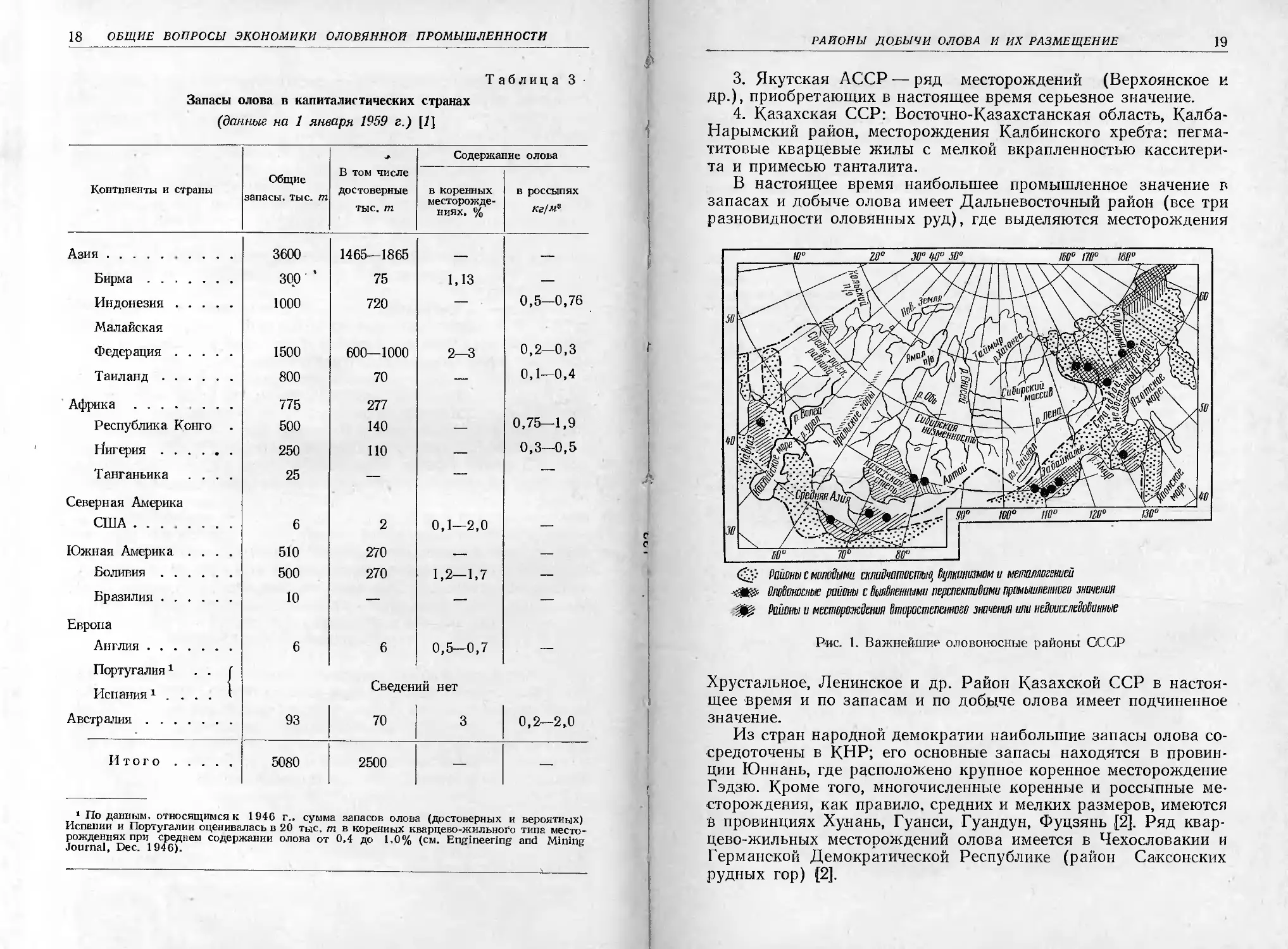
Современные разведанные запасы олова в недрах капитали-
стических стран, т. е. без СССР и некоторых стран народной
демократии (КНР, Чехословакия), на 1 января 1959 г. опреде-
ляются в 5 млн. т * (табл. 3).
Из данных табл. 3 видно резкое преобладание месторожде-
нии Азиатского континента в запасах олова (72%). Примерно
одинаковую роль в запасах играют африканские (15,0%) и аме-
риканские (12,0%) месторождения олова. В сумме эти три кон-
тинента дают около 98% всех учтенных запасов олова. По по-
следним подсчетам американского Горного бюро, разведанных
запасов олова при ежегодном производстве в 180 тыс. т хватит
на 35 лет1, при этом до 80% запасов приходится на россыпные
месторождения.
В табл. 3 отсутствуют цифры геологических запасов олова
по СССР и некоторым странам народной демократии (Китай,
Чехословакия), которые в совокупности своей огромны и пред-
ставляют собой вполне достаточную сырьевую базу для широ-
кого развития данной отрасли промышленности, особенно в Ки-
тае. По опубликованным данным, промышленные месторожде-
ния СССР в основном расположены в следующих районах
(рис. 1):
1. Северо-Восточные районы Азиатской части СССР, в част-
ности Дальний Восток (Колыма, Чукотка и др.). Месторожде-
ния этой последней оловоносной области, являющейся частью
открытого акад. С. С. Смирновым Тихоокеанского оловоносного
пояса, относятся к трем типам: а) олово-кварцево-жильному, не-
редко в ассоциации с вольфрамом, реже молибденом (Харгин-
ское месторождение Буреинского района); б) метасоматическо-
му сульфидно-полиметаллическому — в ассоциации со свинцом,
цинком (Восточный и Западный склоны хребта Сихотэ-Алиня),
где олово — промышленно извлекаемый попутный компо-
нент свинцово-цинковых руд и в) россыпному — элювиальному
и аллювиальному, а также прибрежным россыпям (Колыма
и др.)
2. Восточная Сибирь, Бурят-Монгольская АССР, Восточное
Забайкалье — Читинский район, где находится ряд месторож-
дений олова, известных еще в дореволюционное время: Хапче-
ранга, Шерлова гора, Завитинское месторождение и ряд других
высокотемпературных кварцево-жильных месторождений (пег-
матитовые, контактово-метасоматические). В этих месторожде-
ниях нередко олово встречается совместно с вольфрамом.
* 4987 тыс. т на ,1 января 1'957 ,г. /см. Ежегодник Большой Советской Эн-
циклопедии за il'958 г.), 15080 тыс. т на 1 января 4191519 г. (см. Бы к о в ер И. А,
Минеральные ресурсы капт-алистических стран, ,Го1С1планиздат, .i960, стр. 1158).
1 Tin 1960 Ang 203—205 «World tin supplies ot the turn of the Century».
Ill Г и J
18 ОБЩИЕ ВОПРОСЫ экономики оловянной ПРОМЫШЛЕННОСТИ
Таблица 3
Запасы олова в капиталистических странах
(данные на 1 января 1959 г.) [7]
Континенты и страны Общие запасы. Ты с. т В том числе достоверные тыс. т Содержание олова
в коренных месторожде- ниях. % в россыпях кг/м*
Азия 3600 1465—1865 —
Бирма 300 ’ 75 1,13 —
Индонезия 1000 720 — 0,5—0,76
Малайская
Федерация 1500 600—1000 2—3 0,2—0,3
Таиланд 800 70 — 0,1—0,4
Африка 775 277
Республика Конго 500 140 — 0,75—1,9
Нигерия 250 НО — 0,3—0,5
Танганьика .... 25 — — —
Северная Америка
США 6 2 0,1—2,0 —
Южная Америка .... 510 270 — —
Боливия 500 270 1,2—1,7 —
Бразилия 10 — — —
Европа
Англия 6 6 0,5—0,7 —
Португалия1 . . (
Испания1 .... 1 Сведений нет
Австралия 93 70 3 0,2—2,0
Итого 5080 2500 — —
1 Поданным, относящимся к 1946 г., сумма запасов олова (достоверных и вероятных)
Испании и Португалии оценивалась в 20 тыс. т в коренных кварцево-жильного типа место-
рождениях при среднем содержании олова от 0.4 до 1.0% (см. Engineering and Mining
Journal, Dec. 1946).
районы добычи олова и их размещение
19
3. Якутская АССР — ряд месторождений (Верхоянское и
др.), приобретающих в настоящее время серьезное значение.
4. Казахская ССР: Восточно-Казахстанская область, Калба-
Нарымский район, месторождения Калбинского хребта: пегма-
титовые кварцевые жилы с мелкой вкрапленностью касситери-
та и примесью танталита.
В настоящее время наибольшее промышленное значение в
запасах и добыче олова имеет Дальневосточный район (все три
разновидности оловянных руд), где выделяются месторождения
да° 20° 30“ 30° №0° 1777°
Ю°______________70°__________Ж
Районы с молодыми складчашостьт, Вулканизмом и металлогенией
Оловоносные районы с выявленными перспективами промышленного значения
gjg- Районы и месторождения второстепенного значения или недоисследоВанные
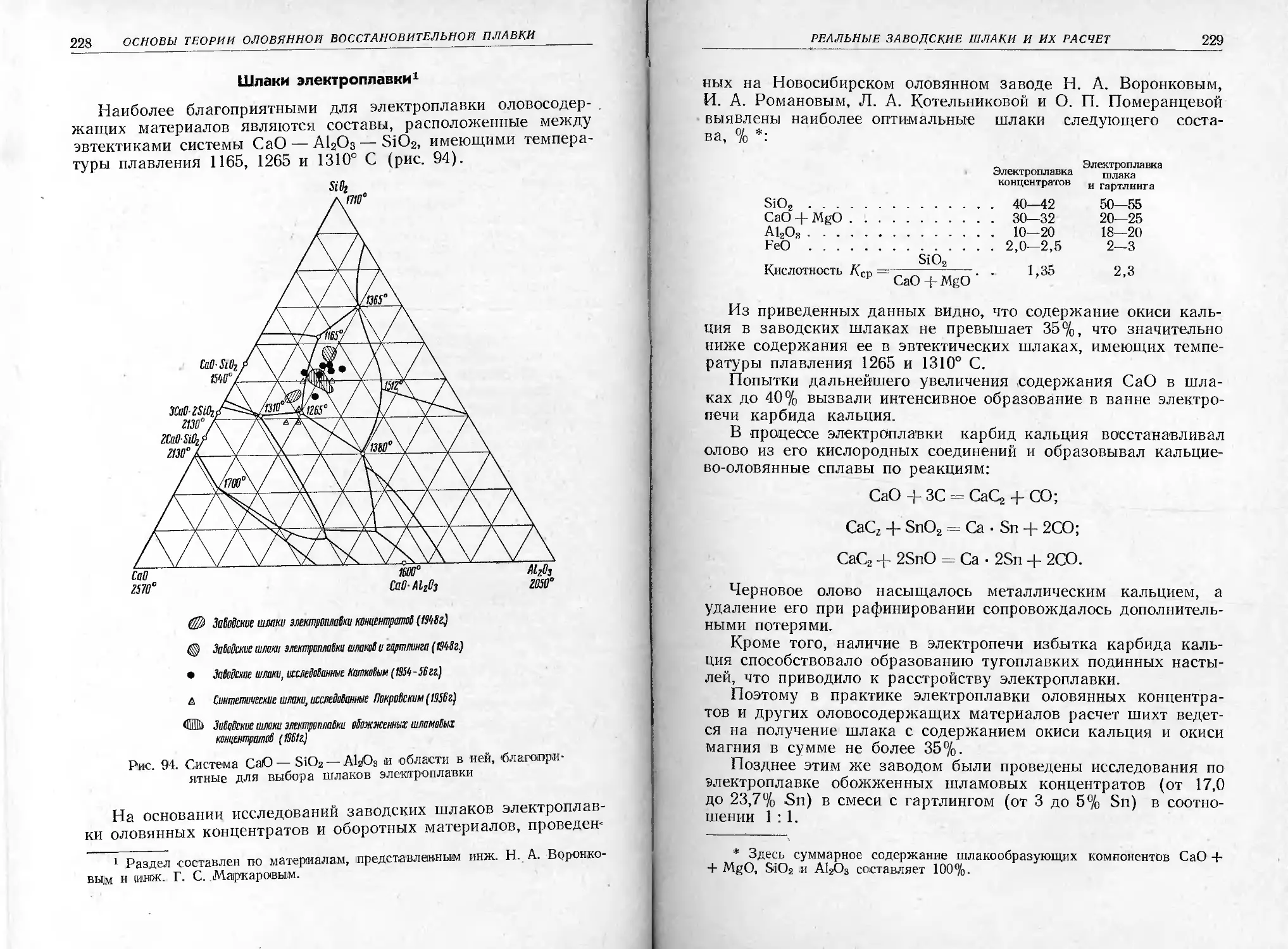
Рис. 1. Важнейшие оловоносные районы СССР
Хрустальное, Ленинское и др. Район Казахской ССР в настоя-
щее время и по запасам и по добыче олова имеет подчиненное
значение.
Из стран народной демократии наибольшие запасы олова со-
средоточены в КНР; его основные запасы находятся в провин-
ции Юннань, где расположено крупное коренное месторождение
Гэдзю. Кроме того, многочисленные коренные и россыпные ме-
сторождения, как правило, средних и мелких размеров, имеются
в провинциях Хунань, Гуаней, Гуандун, Фуцзянь [2]. Ряд квар-
цево-жильных месторождений олова имеется в Чехословакии и
Германской Демократической Республике (район Саксонских
рудных гор) [2].
20 ОБЩИЕ ВОПРОСЫ экономики оловянной ПРОМЫШЛЕННОСТИ
3. ОЛОВОДОБЫВАЮЩАЯ ПРОМЫШЛЕННОСТЬ
Размеры добычи олова находятся в теснейшей зависимости
от состояния сырьевой базы, размеров запасов и их географине
скоге размещения.
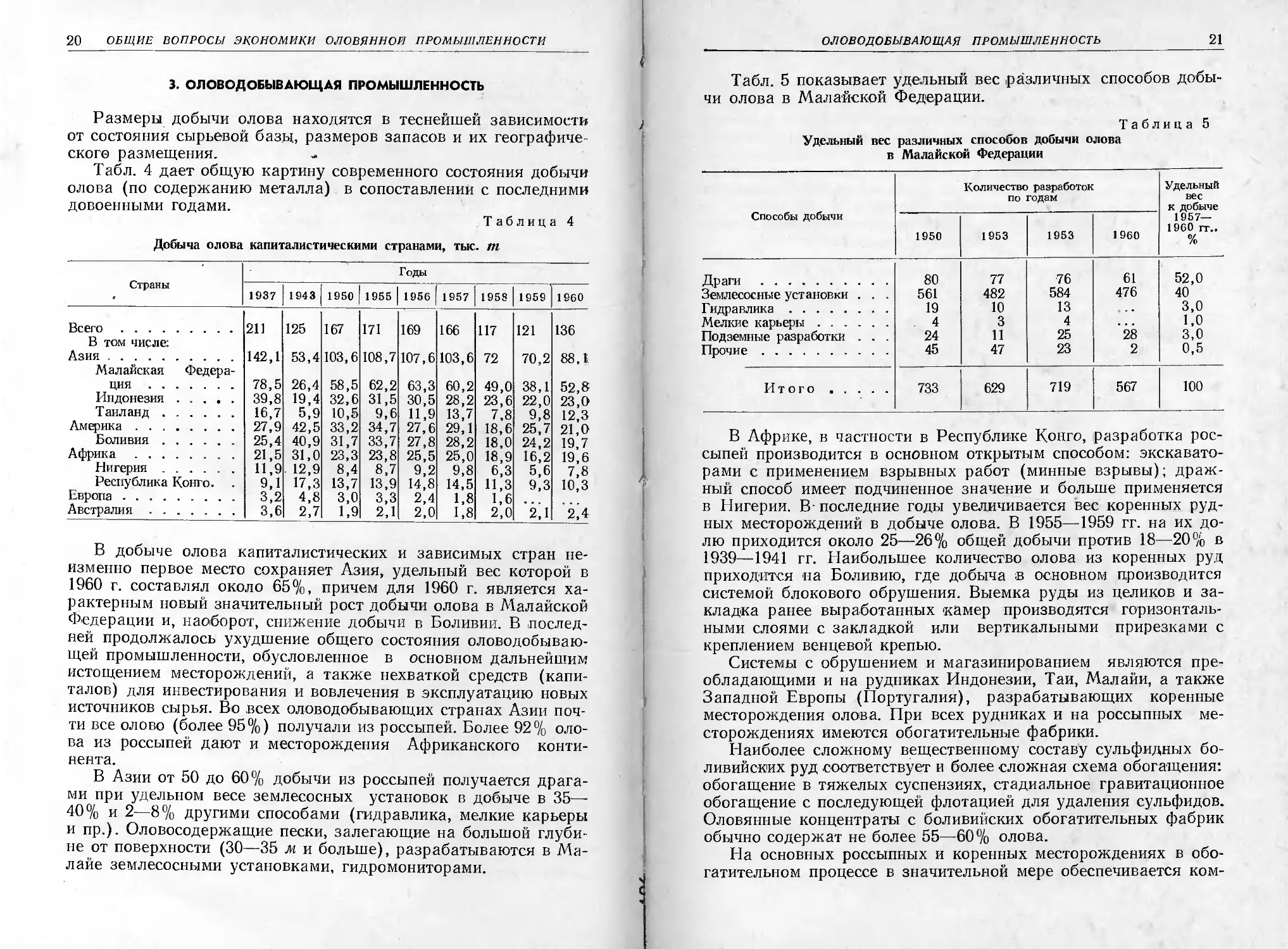
Табл. 4 дает общую картину современного состояния добычи
олова (по содержанию металла) в сопоставлений с последними
довоенными годами.
Таблица 4
Добыча олова капиталистическими странами, тыс. т
Годы
Страны 1937 1943 1950 1955 1956 1957 1958 1959 I960
Всего В том числе: 211 125 167 171 169 166 117 121 136
Азия Малайская Федера- 142,1 53,4 103,6 108,7 107,6 103,6 72 70,2 88,1
ция 78,5 26,4 58,5 62,2 63,3 60,2 49,0 38,1 52,8
Индонезия 39,8 19,4 32,6 31,5 30,5 28,2 23,6 22,0 23,0
Таиланд 16,7 5,9 10,5 9,6 11,9 13,7 7,8 9,8 12,3
Америка 27,9 42,5 33,2 34,7 27,6 29,1 18,6 25,7 21,0
Боливия 25,4 40,9 31,7 33,7 27,8 28,2 18,0 24,2 19,7
Африка 21,5 31,0 23,3 23,8 25,5 25,0 18,9 16,2 19,6
Нигерия 11,9 12,9 8,4 8,7 9,2 9,8 6,3 5,6 7,8
Республика Конго. . 9,1 17,3 13,7 13,9 14,8 14,5 11,3 9,3 10,3
Европа 3,2 4,8 3,0 3,3 2,4 1,8 1,6
Австралия 3,6 2,7 1,9 2,1 2,0 1,8 2,0 2,1 2,4
В добыче олова капиталистических и зависимых стран не-
изменно первое место сохраняет Азия, удельный вес которой в
1960 г. составлял около 65%, причем для 1960 г. является ха-
рактерным новый значительный рост добычи олова в Малайской
Федерации и, наоборот, снижение добычи в Боливии. В послед-
ней продолжалось ухудшение общего состояния оловодобываю-
щей промышленности, обусловленное в основном дальнейшим
истощением месторождений, а также нехваткой средств (капи-
талов) для инвестирования и вовлечения в эксплуатацию новых
источников сырья. Во всех оловодобывающих странах Азии поч-
ти все олово (более 95%) получали из россыпей. Более 92% оло-
ва из россыпей дают и месторождения Африканского конти-
нента.
В Азии от 50 до 60% добычи из россыпей получается драга-
ми при удельном весе землесосных установок в добыче в 35—•
40% и 2—8% Другими способами (гидравлика, мелкие карьеры
и пр.). Оловосодержащие пески, залегающие на большой глуби-
не от поверхности (30—35 м и больше), разрабатываются в Ма-
лайе землесосными установками, гидромониторами.
ОЛОВОДОБЫВАЮЩАЯ ПРОМЫШЛЕННОСТЬ
21
Табл. 5 показывает удельный вес различных способов добы-
чи олова в Малайской Федерации.
Таблица 5
Удельный вес различных способов добычи олова
в Малайской Федерации
Способы добычи Количество разработок по годам Удельный вес к добыче 1957— 1960 гг.. %
1950 1953 1953 I960
Драги 80 77 76 61 52,0
Землесосные установки . . . 561 482 584 476 40
Гидравлика 19 10 13 . . • 3,0
Мелкие карьеры 4 3 4 1,0
Подземные разработки . . . 24 11 25 28 3,0
Прочие 45 47 23 2 0,5
Итого 733 629 719 567 100
В Африке, в частности в Республике Конго, разработка рос-
сыпей производится в основном открытым способом: экскавато-
рами с применением взрывных работ {минные взрывы); драж-
ный способ имеет подчиненное значение и больше применяется
в Нигерии. В последние годы увеличивается вес коренных руд-
ных месторождений в добыче олова. В 1955—1959 гг. на их до-
лю приходится около 25—26% общей добычи против 18—20% в
1939—1941 гг. Наибольшее количество олова из коренных руд
приходится на Боливию, где добыча в основном производится
системой блокового обрушения. Выемка руды из целиков и за-
кладка ранее выработанных камер производятся горизонталь-
ными слоями с закладкой или вертикальными прирезками с
креплением венцевой крепью.
Системы с обрушением и магазинированием являются пре-
обладающими и на рудниках Индонезии, Таи, Малайи, а также
Западной Европы (Португалия), разрабатывающих коренные
месторождения олова. При всех рудниках и на россыпных ме-
сторождениях имеются обогатительные фабрики.
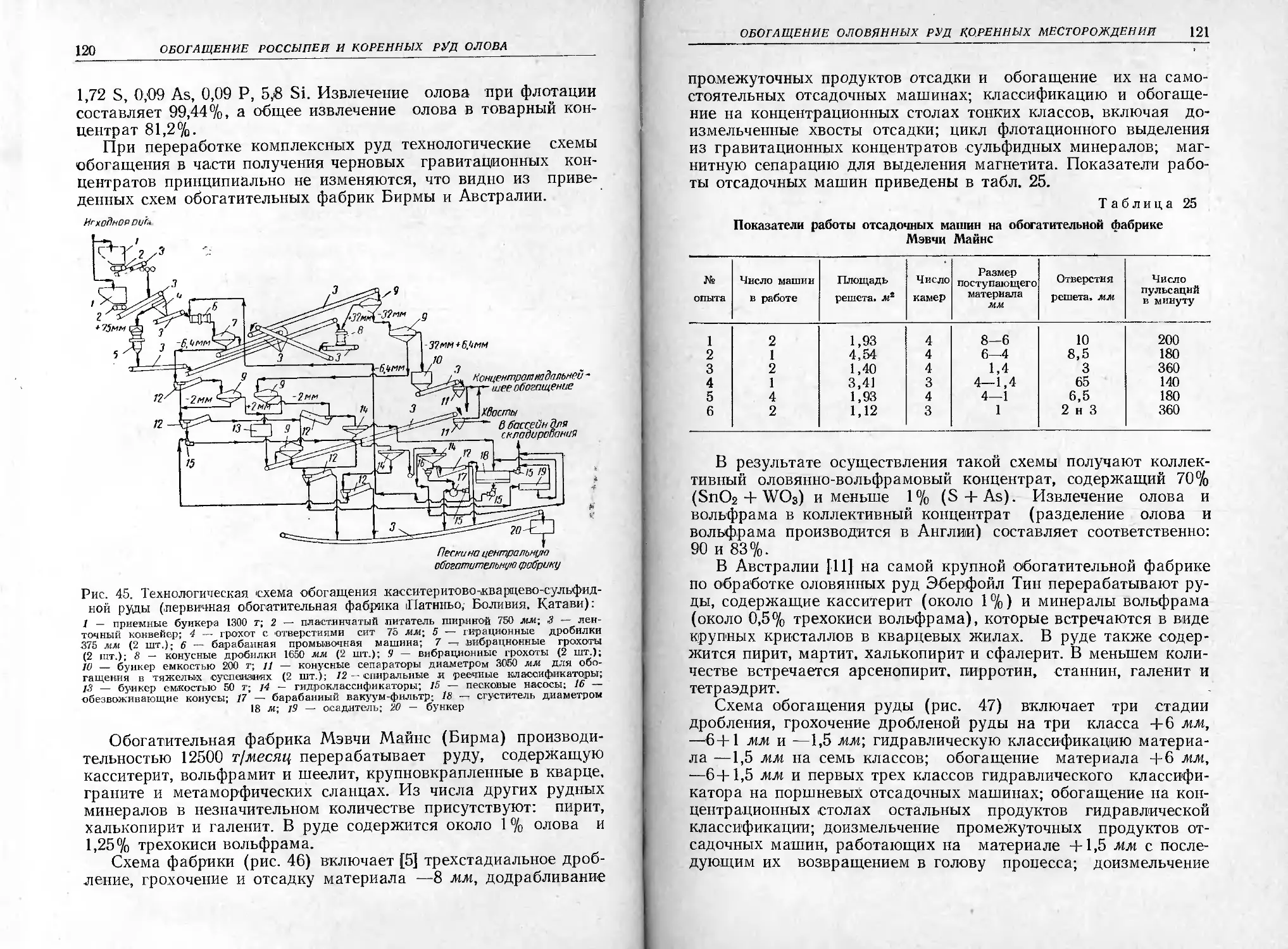
Наиболее сложному вещественному составу сульфидных бо-
ливийских руд соответствует и более сложная схема обогащения:
обогащение в тяжелых суспензиях, стадиальное гравитационное
обогащение с последующей флотацией для удаления сульфидов.
Оловянные концентраты с боливийских обогатительных фабрик
обычно содержат не более 55—60% олова.
На основных россыпных и коренных месторождениях в обо-
гатительном процессе в значительной мере обеспечивается ком-
22 ОБЩИЕ ВОПРОСЫ ЭКОНОМИКИ оловянной ПРОМЫШЛЕННОСТИ
плексное использование сырья. Так, даже из более простых по
составу азиатских руд и россыпей на ряде месторождений по-
путно получается вольфрамит, в Республике Конго — тантал,
ниобий и сподумен (литий), на боливийских фабриках — олово,
цинк, свинец, серебро, сера.
Обогащение руд осуществляется либо непосредственно на
рудниках, либо на обогатительных фабриках (при переработке
коренных руд), территориально расположенных в непосредст-
венной близости от рудников. Схемы технологического процесса
довольно разнообразны в зависимости от характера руд.
Основные центры добычи и обогащения руд
В Малайе добыча рассредоточена (несколько сотен точек),
причем все же большая часть добычи (несколько десятков то-
чек) приходится на южную половину Малайских штатов. Общее
количество действующих предприятий достигло 720, а в 1960 г.
снизилось до 567, в том числе разработку драгами осуществля-
ло 61 предприятие. В связи с концентрацией добычи на круп-
ных предприятиях и механизации ее количество рабочих на
3Q/VI 1960 г. составляло (26770 человек против 37170 человек
в 1957 г.
В Индонезии оловодобывающая промышленность сосредото-
чена также на юге, на островах Банка, Биллитон и Синкеп, в
Таиланде — на юге (о. Пукет); в Бирме — южная часть княже-
ства Каренни (районы Маучи и Тавой); в Республике Конго —
районы Маюмба и Маноно, а также на территории Руанда-Урун-
ди, примыкающей к Республике Конго; в Нигерии — плато Бау-
чи, в северной части страны; в Боливии — восточные и централь-
ные Кордильеры, в частности группа Патиньо.
В самое последнее время начал приобретать значение новый
район получения олова из полиметаллических (скарновых)
руд: Юго-Западная Африка — район полиметаллического оруде-
нения Тоумеб. Возобновлена, но пока еще в небольших разме-
рах, добыча олова в Японии—в Акенобе. Растет попутное по-
лучение олова из молибденовых руд месторождения Кляймакс
(США).
4. ЦЕНТРЫ ЫПЛАВКИ ОЛОВА И МОЩНОСТЬ
МЕТАЛЛУРГИЧЕСКИХ ПРЕДПРИЯТИИ
Обогащение оловянных руд россыпных и коренных место-
рождений сосредоточено вблизи самих месторождений, так как
сколько-нибудь дальняя перевозка бедных (0,03% Sn в россып-
ных и 0,2—4% .Sn в коренных рудах) оловянных руд поведет к
непомерному удорожанию стоимости концентрата.
В противоположность руде оловянный концентрат, содержа-
щий не менее 50%, а иногда и до 72%Sn, вполне транспортабе-
ЦЕНТРЫ ВЫПЛАВКИ ОЛОВА И МОЩНОСТЬ ПРЕДПРИЯТИИ
23
лен и вопрос о пунктах его переработки решается в зависимости
от соотношения целого ряда факторов: стоимости транспорта,
дешевизны рабочей силы, наличия технологического топлива,
рынков сбыта металла и политики монополий в капиталистиче-
ских странах.
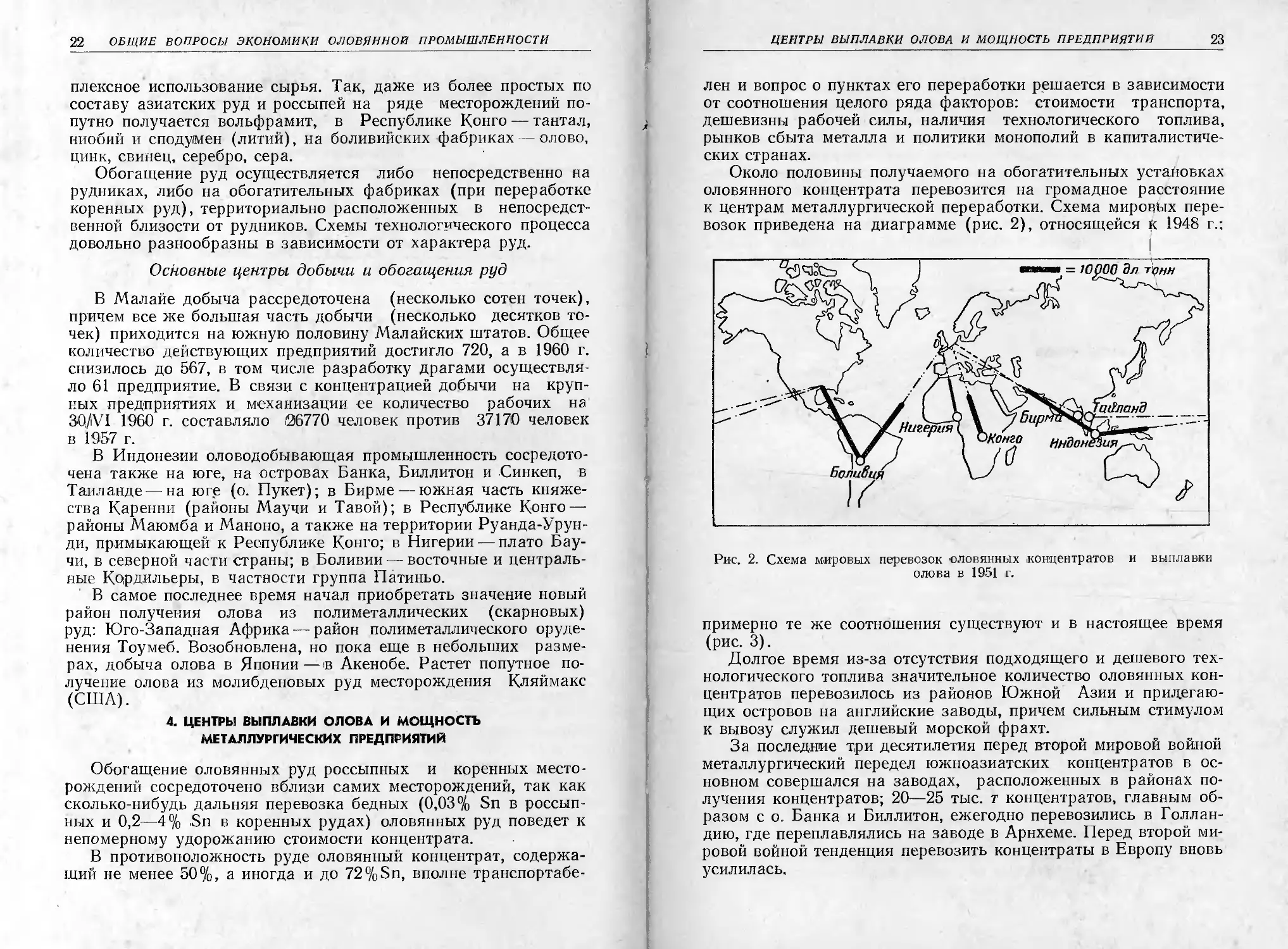
Около половины получаемого на обогатительных установках
оловянного концентрата перевозится на громадное расстояние
к центрам металлургической переработки. Схема мировых пере-
возок приведена на диаграмме (рис. 2), относящейся к 1948 г.;
I
Рис. 2. Схема мировых перевозок оловянных концентратов и выплавки
олова в 1951 г.
примерно те же соотношения существуют и в настоящее время
(рис. 3).
Долгое время из-за отсутствия подходящего и дешевого тех-
нологического топлива значительное количество оловянных кон-
центратов перевозилось из районов Южной Азии и прилагаю-
щих островов на английские заводы, причем сильным стимулом
к вывозу служил дешевый морской фрахт.
За последние три десятилетия перед второй мировой войной
металлургический передел южноазиатских концентратов в ос-
новном совершался на заводах, расположенных в районах по-
лучения концентратов; 20—25 тыс. т концентратов, главным об-
разом с о. Банка и Биллитон, ежегодно перевозились в Голлан-
дию, где переплавлялись на заводе в Арнхеме. Перед второй ми-
ровой войной тенденция перевозить концентраты в Европу вновь
усилилась.
24 ОБЩИЕ ВОПРОСЫ экономики оловянной ПРОМЫШЛЕННОСТИ
Часть сиамских и китайских концентратов направлялась пе-
ред второй мировой войной в Японию, прилагавшую большие
усилия к созданию собственной оловянной промышленности.
Африканские концентраты перед войной почти полностью шли
на европейские (английские, французские и бельгийские) заво-
ды; небольшое количество концентратов месторождений Южно-
Африканского Союза переплавлялось на опытном заводе в
Трансваале. За время второй мировой войны в Бельгийском
Конго был построен довольно мощный оловоплавильный завод
и только часть африканских концентратов вывозилась в США.
„ ПроиМапОо
PoHipiHmpami 1
Митская
федерация
ВитиВка
олоВа
Нигерия ^7
Ijuiiulluu
33130
Индонезия
ЗИМ
Малайская
федерация
57107
™ №
30971
[шиондия
шп
Англия
----- 5000
EStim ш— гоооо
-РЯерика зяо |
шо
1нм::ия gM'
прочие
13700
[Орона
_________то
Англия
Потребление
шюОи
пзГ~\
Кинги
________шя
Прочие
тон
гж
Уцинция п1!ц
Италия
Я»
№0500
1П5Ш
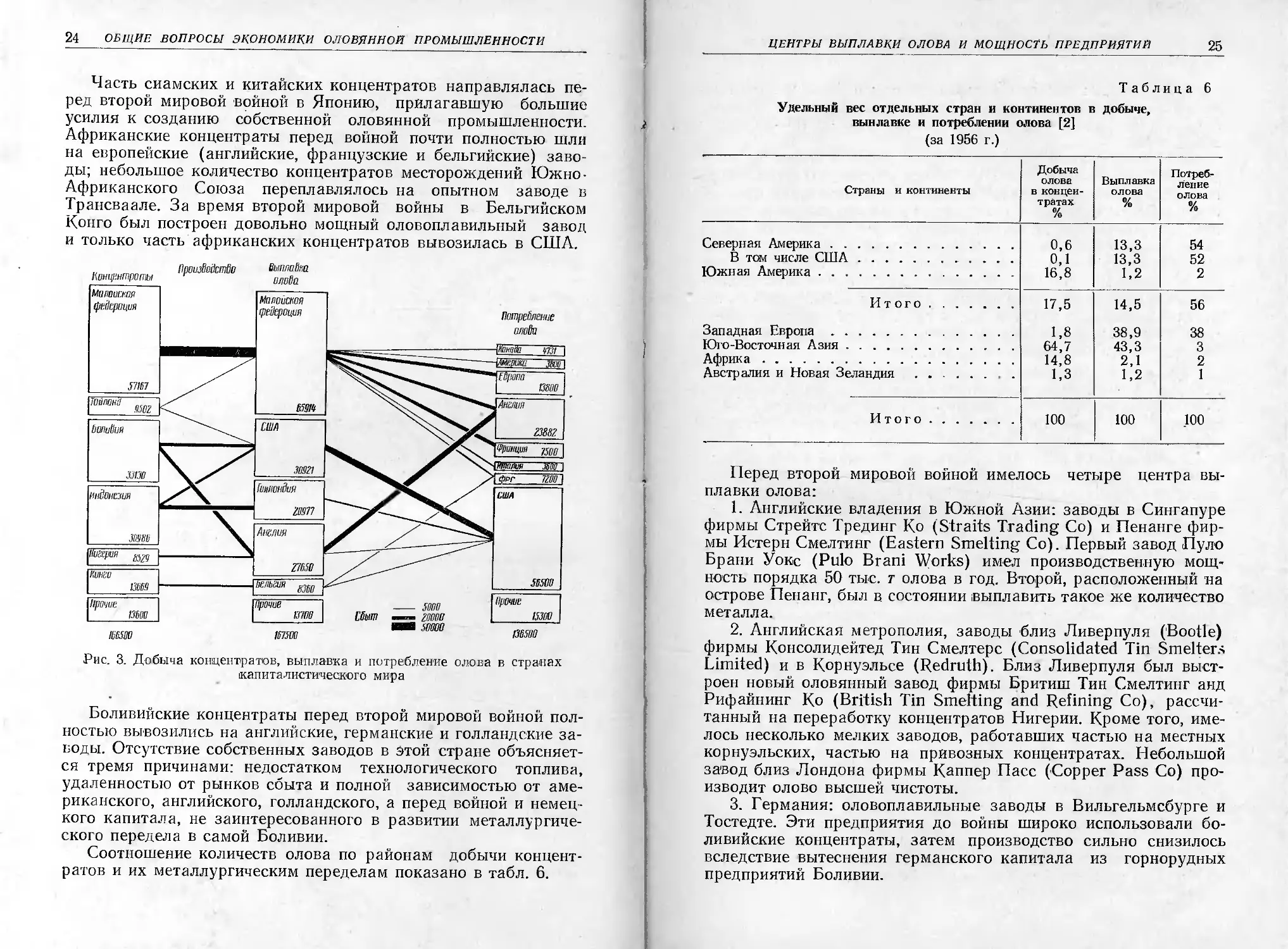
Рис. 3. Добыча концентратов, выплавка и потребление олова в странах
капиталистического мира
Боливийские концентраты перед второй мировой войной пол-
ностью вывозились на английские, германские и голландские за-
воды. Отсутствие собственных заводов в этой стране объясняет-
ся тремя причинами: недостатком технологического топлива,
удаленностью от рынков сбыта и полной зависимостью от аме-
риканского, английского, голландского, а перед войной и немец-
кого капитала, не заинтересованного в развитии металлургиче-
ского передела в самой Боливии.
Соотношение количеств олова по районам добычи концент-
ратов и их металлургическим переделам показано в табл. 6.
ЦЕНТРЫ ВЫПЛАВКИ ОЛОВА И МОЩНОСТЬ ПРЕДПРИЯТИЙ
25
Таблица 6
Удельный вес отдельных стран и континентов в добыче,
вынлавке и потреблении олова [2]
(за 1956 г.)
Страны и континенты Добыча олова в концен- тратах % Выплавка олова % Потреб- ление олова %
Северная Америка 0,6 13,3 54
В том числе США . 0,1 13,3 52
Южная Америка 16,8 1,2 2
Итого 17,5 14,5 56
Западная Европа 1,8 38,9 38
Юго-Восточная Азия 64,7 43,3 3
Африка 14,8 2,1 2
Австралия и Новая Зеландия ...... 1,3 1,2 1
Итого 100 100 100
Перед второй мировой войной имелось четыре центра вы-
плавки олова:
1. Английские владения в Южной Азии: заводы в Сингапуре
фирмы Стрейте Трединг Ко (Straits Trading Со) и Пенанге фир-
мы Истерн Смелтинг (Eastern Smelting Со). Первый завод Пуло
Брани Уокс (Pulo Brani Works) имел производственную мощ-
ность порядка 50 тыс. т олова в год. Второй, расположенный на
острове Пенанг, был в состоянии выплавить такое же количество
металла.
2. Английская метрополия, заводы близ Ливерпуля (Bootle)
фирмы Консолндейтед Тин Смелтерс (Consolidated Tin Smelters
Limited) и в Корнуэльсе (Redruth). Близ Ливерпуля был выст-
роен новый оловянный завод фирмы Бритиш Тин Смелтинг анд
Рифайнинг Ко (British Tin Smelting and Refining Co), рассчи-
танный на переработку концентратов Нигерии. Кроме того, име-
лось несколько мелких заводов, работавших частью на местных
корнуэльских, частью на привозных концентратах. Небольшой
завод близ Лондона фирмы Каппер Пасс (Copper Pass Со) про-
изводит олово высшей чистоты.
3. Германия: оловоплавильные заводы в Вильгельмсбурге и
Тостедте. Эти предприятия до войны широко использовали бо-
ливийские концентраты, затем производство сильно снизилось
вследствие вытеснения германского капитала из горнорудных
предприятий Боливии.
26 ОБЩИЕ ВОПРОСЫ экономики оловянной ПРОМЫШЛЕННОСТИ
4. Голландия: оловоплавильные заводы в Арнхэме. По име-
ющимся сведениям, завод представляет вполне современное от-
лично оборудованное предприятие мощностью до 15—20 тыс. т
олова в год.
США, выстроившие во время первой мировой войны большой
завод в Перт-Амбой, около Нью-Йорка, вынуждены были вскоре
после окончания войны закрыть его из-за установления Англией
очень высокой пошлины на концентраты, вывозимые .из ее владе-
ний, и снижения цен на олово, импортируемое в США. Во время
второй мировой войны был выстроен новый большой оловопла-
вильный .завод в Лонгхорне мощностью свыше 50 тыс. т в год.
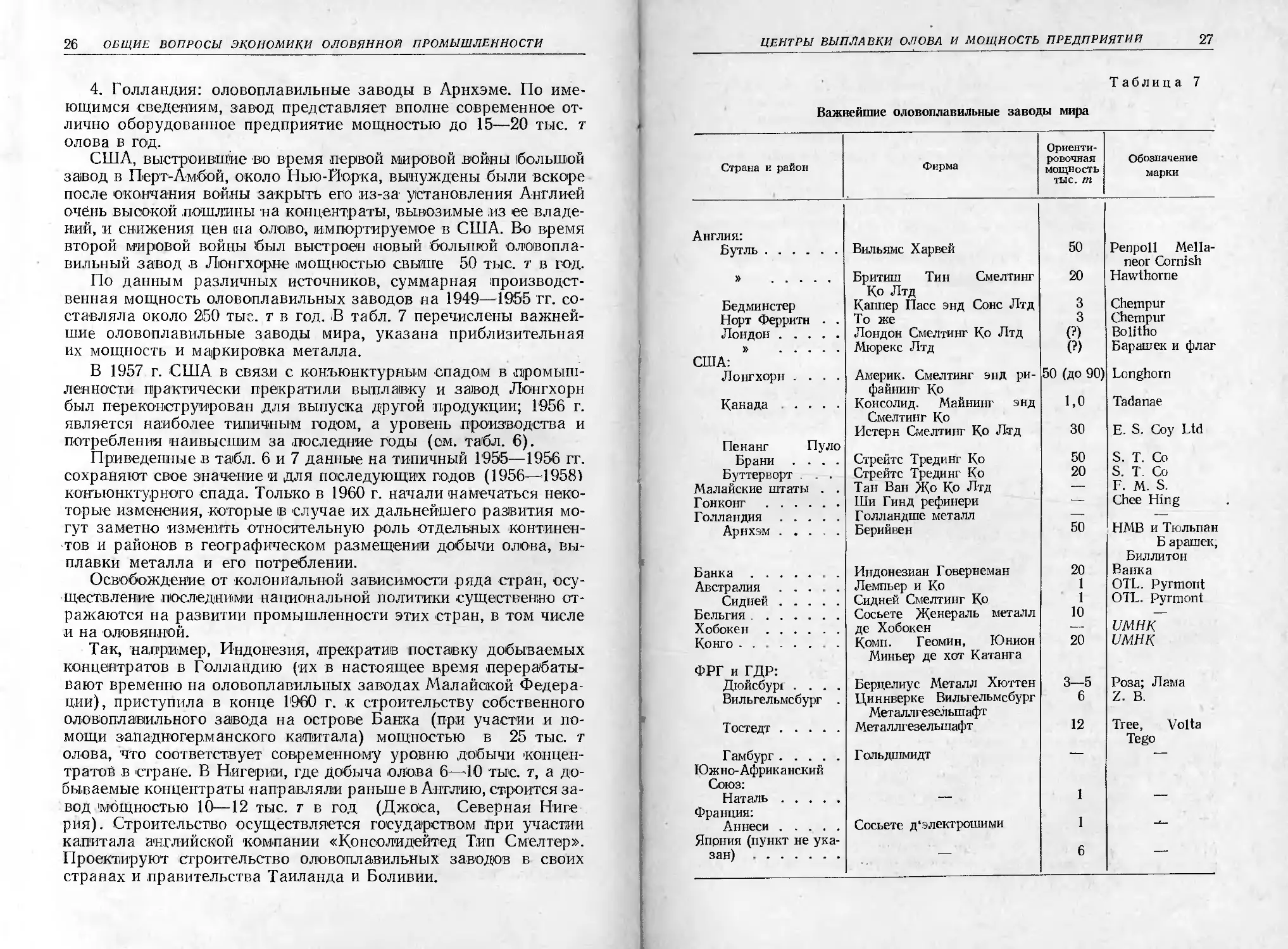
По данным различных источников, суммарная производст-
венная мощность оловоплавильных заводов на 1949—1955 гг. со-
ставляла около 250 тыс. т в год. .В табл. 7 перечислены важней-
шие оловоплавильные заводы мира, указана приблизительная
их мощность и маркировка металла.
В 1957 г. США в связи с конъюнктурным спадом в промыш-
ленности практически прекратили выплавку и завод Лонгхорн
был переконструирован для выпуска другой продукции; 1956 г.
является наиболее типичным годом, а уровень производства и
потребления наивысшим за последние годы (см. табл. 6).
Приведенные в табл. 6 и 7 данные на типичный 1955—1956 гг.
сохраняют свое значение и для последующих годов (1956—1958)
конъюнктурного спада. Только в 1960 г. начали намечаться неко-
торые изменения, которые в случае их дальнейшего развития мо-
гут заметно изменить относительную роль отдельных континен-
тов и районов в географическом размещении добычи олова, вы-
плавки металла и его потреблении.
Освобождение от колониальной зависимости ряда стран, осу-
ществление последними национальной политики существенно от-
ражаются на развитии промышленности этих стран, в том числе
и на оловянной.
Так, например, Индонезия, прекратив поставку добываемых
концентратов в Голландию (их в настоящее время перерабаты-
вают временно на оловоплавильных заводах Малайской Федера-
ции), приступила в конце I960 г. к строительству собственного
оловоплавильного завода на острове Банка (при участии и по-
мощи западногерманского капитала) мощностью в 25 тыс. т
олова, что соответствует современному уровню добычи концен-
тратов в стране. В Нигерии, где Добыча олова 6—10 тыс. т, а до-
бываемые концентраты направляли раньше в Англию, строится за-
вод мощностью 10—12 тыс. т в год (Джоса, Северная Ниге
рия). Строительство осуществляется государством при участии
капитала английской компании «Консолидейтед Тип Смелтер».
Проектируют строительство оловоплавильных заводов в своих
странах и правительства Таиланда и Боливии.
ЦЕНТРЫ ВЫПЛАВКИ ОЛОВА И МОЩНОСТЬ ПРЕДПРИЯТИИ
27
Т аблиц а 7
Важнейшие оловоплавильные заводы мира
Страна и район Фирма Ориенти- ровочная мощность тыс. т Обозначение марки
Англия:
Бутль Вильямс Харвей 50 Penpoll Mella- neor Cornish
» Бритиш Тин Смелтинг Ко Лтд 20 Hawthorne
Бедминстер Каппер Пасс энд Сонс Лтд 3 Chempur
Норт Феррита . . То же 3 Chempur
Лондон Лондон Смелтинг Ко Лтд (?) Bolitho
» США Мюрекс Лтд (?) Барашек и флаг
Лонгхорн .... Америк. Смелтинг энд ри- фа йнинг Ко 50 (до 90) Longhorn
Канада .... Консолид. Майнинг энд Смелтинг Ко 1,0 Tadanae
Пенанг Пуло Истерн Смелтинг Ко Лтд 30 E. S. Coy Ltd
Брани .... Стрейте Трединг Ко 50 S. T. Co
Буттерворт . . . Стрейте Трединг Ко 20 S. T Co
Малайские штаты . . Тан Ван До Ко Лтд — F. M. S.
Гонконг Ши Гинд рефинери — Chee Hing
Голландия Голландше металл — -—.
Арнхэм ..... Берийвен 50 HMB и Тюльпан Б арашек, Биллитон
Банка . Индонезиан Говернеман 20 Банка
Австралия .... Лемпьер и Ко 1 OTL. Pyrmont
Сидней Сидней Смелтинг Ко 1 OTL. Pyrmont
Бельгия Сосьете Денераль металл 10 —
Хобокен де Хобокен — VMHK
Конго ФРГ и ГДР: Комп. Геомин, Юнион Миньер де хот Катанга 20 имнк
Дюйсбург .... Берцелиус Металл Хюттен 3—5 Роза; Лама
Вильгельмсбург . Циннверке Вильгельмсбург Металлгезельшафт 6 Z. В.
Тостедт Металлгезельшафт 12 Tree, Volta Tego
Гамбург Южно-Африканский Союз: Гольдшмидт — —
Наталь Франция: — 1 1 —
Аннеси Япония (пункт не ука- Сосьете д'электрошими 1 ——
зан) ! 6 —
28 ОБЩИЕ ВОПРОСЫ экономики оловянной ПРОМЫШЛЕННОСТИ
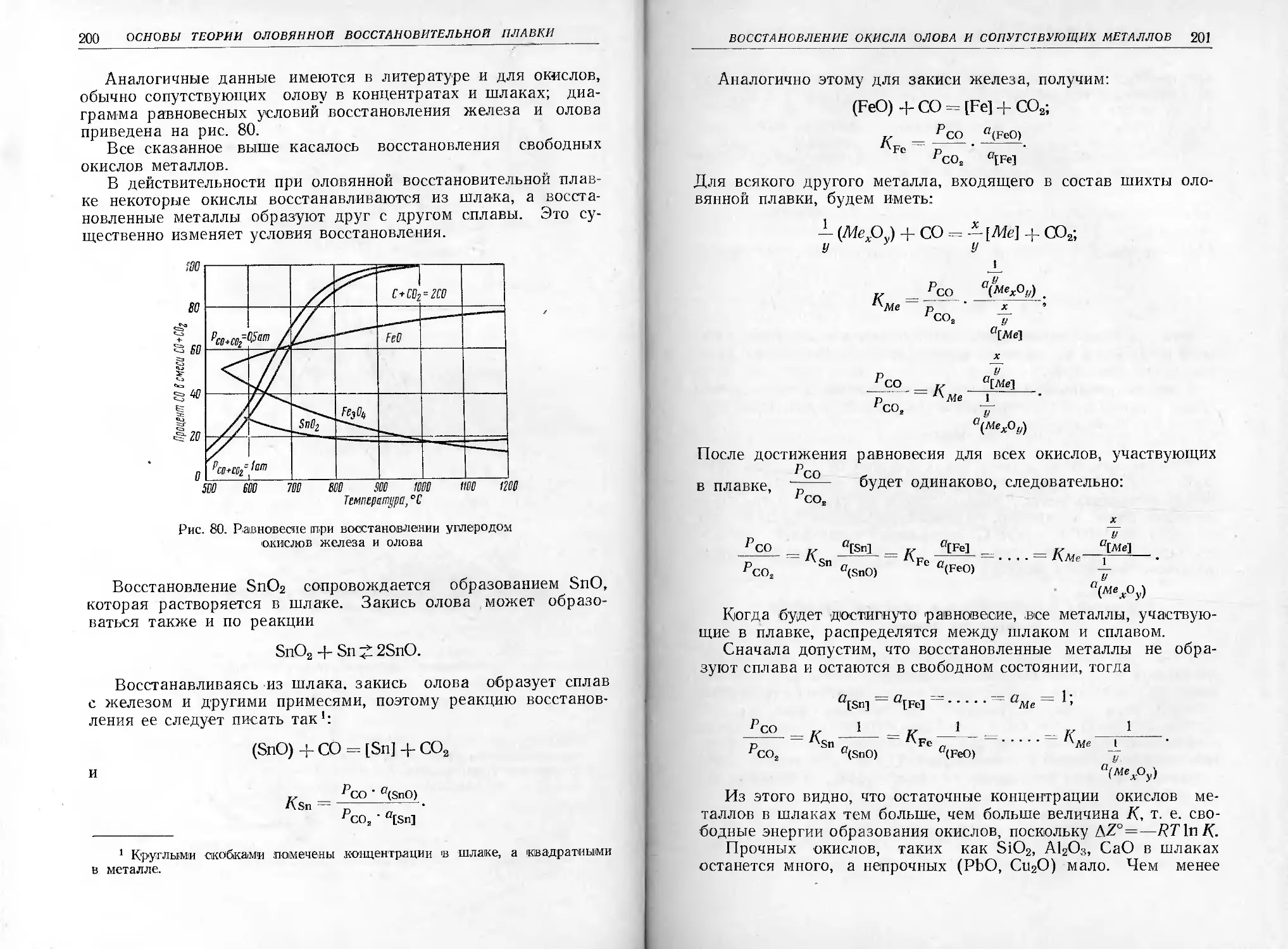
Советский Союз свой первый оловоплавильный завод пустил
в 1'934 г. В начале второй мировой войны в Новосибирске был
достроен и пущен второй, мощный завод с совершенным обору-
дованием и законченной схемой процессов .производства. Осуще-
ствлено строительство новых заводов и в других районах, в том
числе центральных.
В Китайской Народной Республике, располагающей огром-
ными запасами россыпных и коренных руд олова, за последние
годы резко возросла добыча руд, их обогащение и выплавка
олова.
5. ОРГАНИЗАЦИОННАЯ СТРУКТУРА ОЛОВЯННОЙ ПРОМЫШЛЕННОСТИ
ЗАРУБЕЖНЫХ СТРАН
До второй мировой войны в оловянной промышленности гос-
подствовал английский капитал, а США выступали на оловян-
ном рынке главным образом лишь в качестве крупнейших потре-
бителей олова.
Наиболее мощные английские монополии — это «Тин продю-
сере ассошиэшн», объединяющая предприятия Юго-Восточной
Азии и Нигерии, и связанная с первой «Бритиш тин инвестмент
корпорейшн». Эти две монополии до войны контролировали
более 60% всего мирового производства олова.
В 1931 г. -был создан международный оловянный картель, в
котором решающее значение имел английский капитал. Картель
всецело господствовал на капиталистических рынках олова,
определяя цены, контингенты, производство и т. д. США не вхо
дили в этот картель, вели борьбу против него и в 1946 г. доби-
лись его ликвидации.
После формального прекращения деятельности международ-
ного- оловянного картеля взамен -была создана «Международ-
ная исследовательская группа по олову», функции которой фор-
мально были ограничены собиранием статистических сведений и
наблюдением за рынком. Фактически эта «Исследовательская
группа» осуществляла более действенный контроль монополмй
над оловянной промышленностью и ее рынком, но уже под гос-
подством не английского, а американского капитала, при обо-
стрении противоречий между ними.
Американские монополии неуклонно усиливают свои позиции
на мировом рынке олова, захватывая контроль над источниками
добычи >в Боливии, Индонезии, а также Юго-Западной Африке
(Тсумеб) и Японии. Наряду с этим США еще более усиливают
свою роль на оловянном рынке путем накопления огромных стра-
тегических запасов олова.
Под их контролем действует и возникший в последние годы
Международный совет по олову, являющийся организацией по
регулированию рынка олова, который устанавливает цены, ли-
ПОТРЕБЛЕНИЕ ОЛОВА
29
миты экспорта для стран — производителей олова, имеет право
скупать олово для поддержания цен.
В связи с существенными изменениями конъюнктуры оловян-
ного рынка в 1960—1961 гг. имело место несколько пленумов
совета, а летом 1960 г. в Нью-Йорке в рамках ООН проходила
Международная конференция по олову, в которой приняли уча
стие 35 стран, в том числе 17 стран потребителей и 6 оловопро-
изводящих стран. Целью конференции была подготовка проекта
нового международного соглашения по олову в связи с истече-
нием (1/VII 1961 г.) срока действовавшего соглашения.
Однако фактически эта конференция внесла мало нового; в
частности, распределение экспортной квоты между отдельными
производящими странами почти не изменилось (табл. 8).
Таблица 8
Распределение экспортной квоты между отдельными
производящими странами
Доля экспортной квоты
Страны до 1/11 1961 г. после 1/VII 1961 г.
Республика Конго и Руанда-Урунди 9,17 9,25
Боливия 18,43 18,00
Индонезия 19,00 19,50
Малайская Федерация 38,20 38,00
Нигерия . . 6,20 6,25
Таиланд 9,0 9,0
Уже после этой конференции на заседании совета 25 августа
1960 г. в связи с резким подъемом конъюнктуры и цен на рынке
олова было принято решение об отмене всяких ограничений экс-
порта олова, а на заседании 5—7 декабря в Риме было принято
решение не устанавливать квот на экспорт также и ,в I квартале
1961 г.
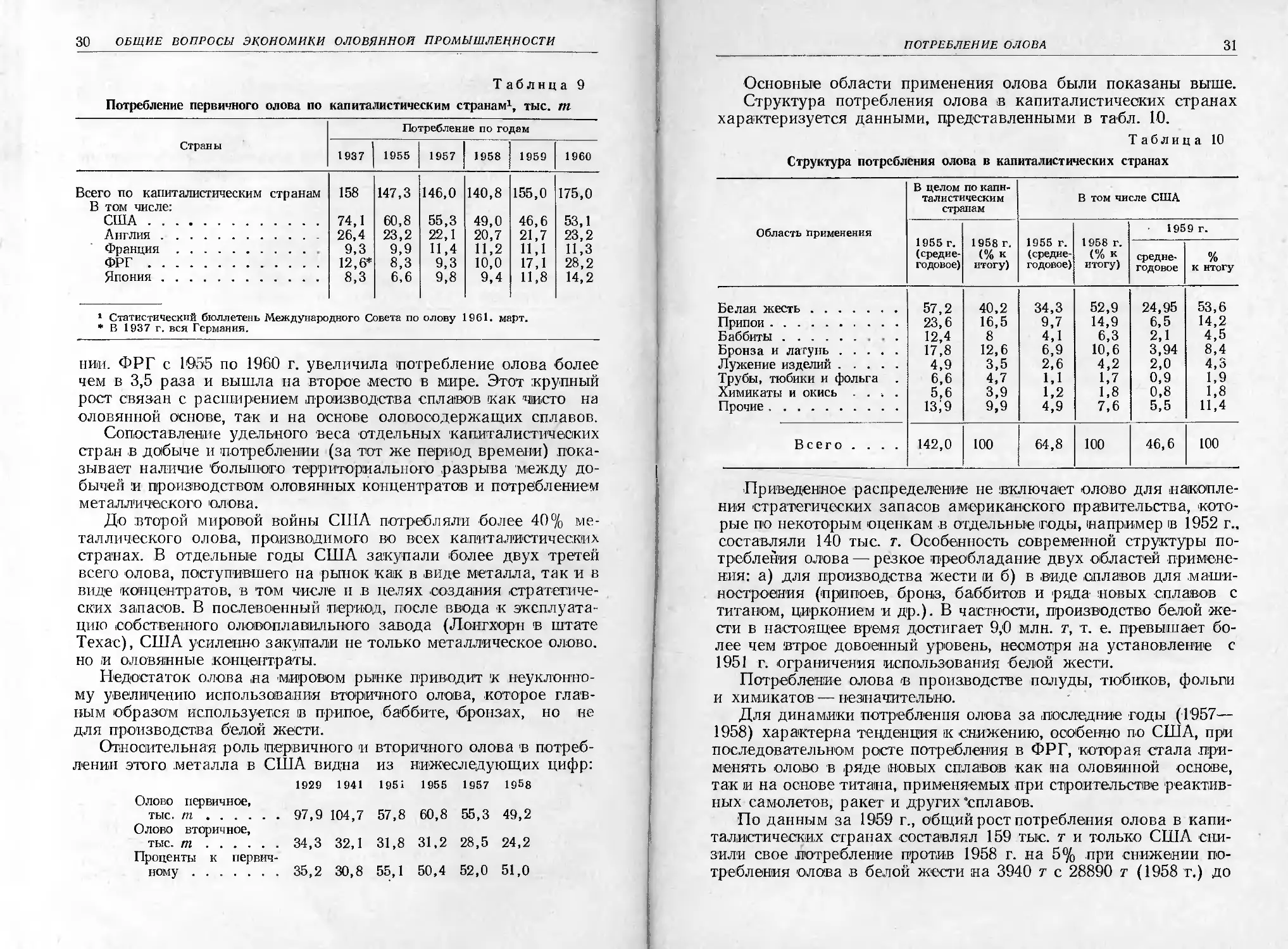
6. ПОТРЕБЛЕНИЕ ОЛОВА
Динамика и современные уровни потребления олова с рас-
пределением их по основным странам-потребителям видны из
табл. 9.
Потребление вторичного олова в капиталистических странах
в настоящее время достигает 55—60 тыс. т, из которых до
40 тыс. т приходится на США.
На долю Западного полушария приходится около 55% всего
потребления олова капиталистическими странами (в том числе
50% США), на долю Западной Европы — 35—38%, а на долю
прочих стран — 8—10% Обращает на себя внимание очень бы-
стрый за последние годы рост потребления олова в ФРГ и в Ятю
30 ОБЩИЕ ВОПРОСЫ экономики оловянной ПРОМЫШЛЕННОСТИ
Таблица 9
Потребление первичного олова по капиталистическим странам1, тыс. т
Страны Потребление по годам
1937 1955 1957 1958 1959 I960
Всего по капиталистическим странам В том числе: 158 147,3 146,0 140,8 155,0 175,0
США 74,1 60,8 55,3 49,0 46,6 53,1
Англия 26,4 23,2 22,1 20,7 21,7 23,2
Франция 9,3 9,9 Н.4 11,2 Н,1 11,3
ФРГ 12,6* 8,3 9,3 10,0 17,1 28,2
Япония 8,3 6,6 9,8 9,4 11,8 14,2
1 Статистический бюллетень Международного Совета по олову 1961. март.
* В 1937 г. вся Германия.
ниц. ФРГ с 1955 по 1960 г. увеличила (потребление олова более
чем в 3,5 раза и вышла на второе .место в мире. Этот крупный
рост связан с расширением производства спла1вов как чисто на
оловянной основе, так и на основе оловосодержащих сплавов.
Сопоставление удельного веса отдельных капиталистических
стран в добыче и потреблении (за тот же период времени) пока-
зывает наличие большого территориального разрыва между до-
бычен и производством оловянных концентратов и потреблением
металлического олова.
До второй мировой войны США потребляли более 40% ме-
таллического олова, производимого во всех капиталистических
странах. В отдельные годы США закупали более двух третей
всего олова, поступившего на рынок как в виде металла, так и в
виде концентратов, в том числе п в целях создания стратегиче-
ских запасов. В послевоенный период, после ввода к эксплуата-
цию собственного оловоплавильного завода (Лонгхорн в штате
Техас), США усиленно закупали не только металлическое олово,
но и оловянные концентраты.
Недостаток олова на мировом рынке приводит к неуклонно-
му увеличению использования вторичного олова, которое глав-
ным образом используется в припое, баббите, бронзах, но не
для производства белой жести.
Относительная роль первичного и вторичного олова в потреб-
лении этого металла в США видна из нижеследующих цифр:
1929 1941 1951 1955 1957 1958
Олово первичное,
тыс. т............ 97,9 104,7 57,8 60,8 55,3 49,2
Олово вторичное,
тыс. т............ 34,3 32,1 31,8 31,2 28,5 24,2
Проценты к первич-
ному ........... 35,2 30,8 55,1 50,4 52,0 51,0
ПОТРЕБЛЕНИЕ ОЛОВА
31
Основные области применения олова были показаны выше.
Структура потребления олова в капиталистических странах
характеризуется данными, представленными в табл. 10.
Таблица 10
Структура потребления олова в капиталистических странах
Область применения В целом по капи- талистическим странам В том числе США
1955 г. (средне- годовое) 1958 г. (% к итогу) 1955 г. (средне- годовое) 1958 г. (% к итогу) 1959 г.
средне- годовое % к итогу
Белая жесть 57,2 40,2 34,3 52,9 24,95 53,6
Припои 23,6 16,5 9,7 14,9 6,5 14,2
Баббиты . . 12,4 8 4,1 6,3 2,1 4,5
Бронза и латунь 17,8 12,6 6,9 10,6 3,94 8,4
Лужение изделий 4,9 3,5 2,6 4,2 2,0 4,3
Трубы, тюбики и фольга . 6,6 4,7 1,1 1,7 0,9 1,9
Химикаты и окись .... 5,6 3,9 1,2 1,8 0,8 1,8
Прочие 1з;э 9,9 4,9 7,6 5,5 11,4
Всего .... 142,0 100 64,8 100 46,6 100
Приведенное распределение не включает олово для накопле-
ния стратегических запасов американского правительства, кото-
рые по некоторым оценкам в отдельные годы, например в 1952 г.,
составляли 140 тыс. т. Особенность современной структуры по-
требления олова — резкое преобладание двух областей примене-
ния: а) для производства жести м б) в .виде сплавов для .маши-
ностроения (припоев, бронз, баббитов и ряда новых сплавов с
титаном, цирконием и др.). В частности, производство белой же-
сти в настоящее время достигает 9,0 млн. т, т. е. превышает бо-
лее чем втрое довоенный уровень, несмотря на установление с
1951 г. ограничения использования белой жести.
Потребление олова <в производстве полуды, тюбиков, фольги
и химикатов — незначительно.
Для динамики потребления олова за последние годы (1957—
1958) характерна тенденция к снижению, особенно по США, при
последовательном росте потребления в ФРГ, которая стала .при-
менять олово в ряде новых сплавов как на оловянной основе,
так и на основе титана, применяемых при строительстве реактив-
ных самолетов, ракет и других‘сплавов.
По данным за 1959 г., общий рост потребления олова в капи-
талистических странах составлял 159 тыс. т и только США сни-
зили свое потребление против 1958 г. на 5% при снижении по-
требления олова в белой жести на 3940 т с 28890 т (1958 т.) до
32 ОБЩИЕ ВОПРОСЫ экономики оловянной ПРОМЫШЛЕННОСТИ
24950 т (1959 г.). В то же время потребление олова в производ-
стве бронзы, латуни и баббитов возросло на 1047 т пруткового
олова на 364 т.
В 1960 и 1961 гг. тенденция роста потребления олова в капи-
талистических странах усилилась как по линии более широкого
его применения в сплавах, так и в производстве белой жести.
Производство последней в 1960 г. превысило 9,2 млн. т (по срав-
нению с 5,1 млн. т в 1950 г. и 7,1 млн. т в Г957 г.) м в 1961 г. до-
стигло 11 млн. т.
В связи с накоплением стратегических запасов правительст-
вом США, ростом потребления, высокой ценой на олово и недо-
статком сырьевых ресурсов в промышленности все в большей
мере используют различные заменители олова, особенно в спла-
вах для машиностроения, где взамен олова применяется алюми-
ний, нержавеющая сталь, сталь, покрытая алюминием, а также
пластические массы. Замена олова имеет место также и в кон-
сервной .промышленности: покрытие стали для консервной жести
алюминием, замена консервных банок из белой жести стеклян-
ными.
Те же материалы довольно широко заменяют олово и в целом
ряде других изделий.
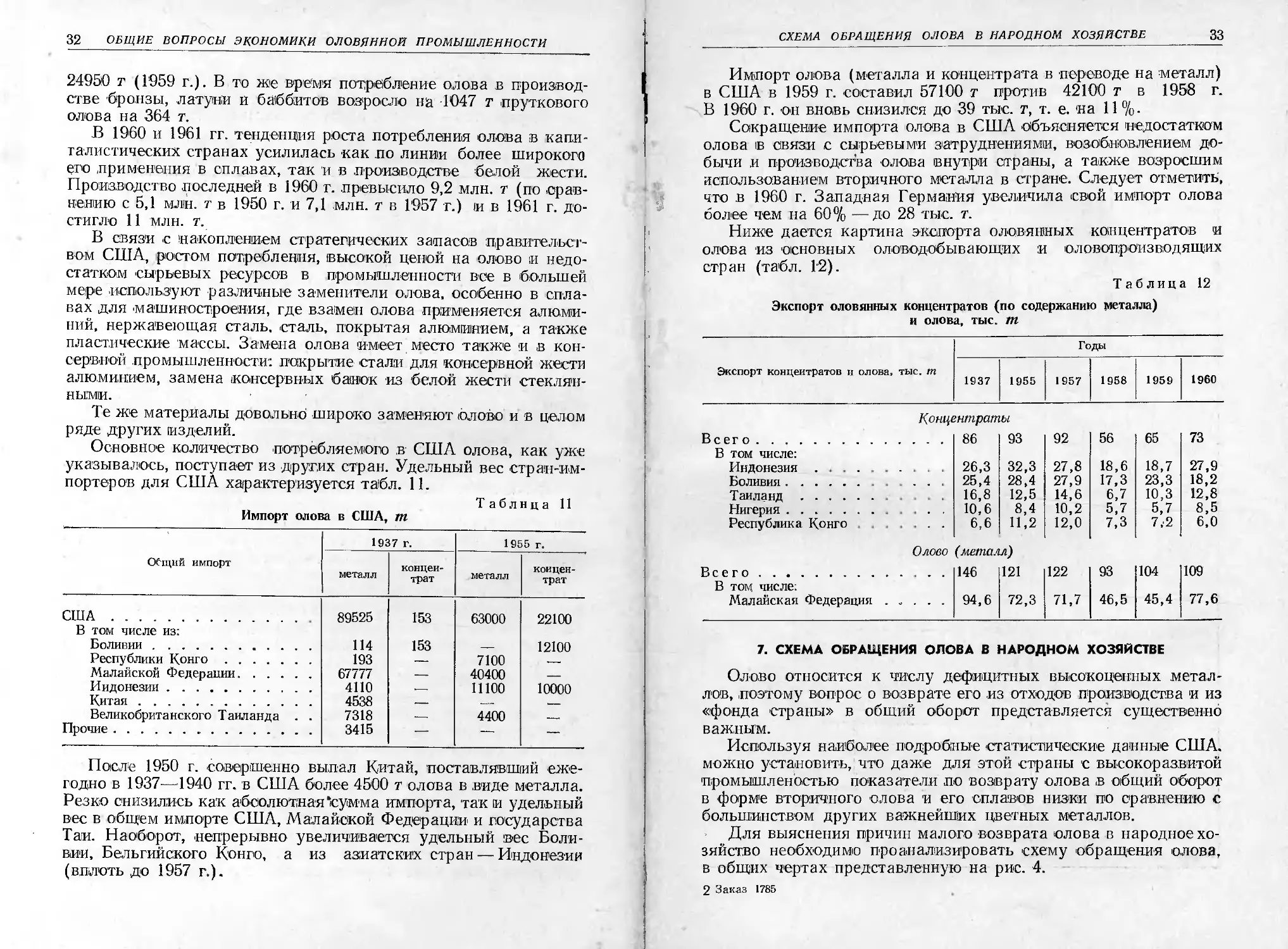
Основное количество потребляемого в США олова, как уже
указывалось, поступает из других стран. Удельный вес стран-им-
портеров для США характеризуется табл. 11.
Таблица 11
Импорт олова в США, ш
Общий импорт 1937 г. 1955 г.
металл концен- трат металл концен- трат
США 89525 153 63000 22100
В том числе из:
Боливии 114 153 — 12100
Республики Конго 193 — 7100 —
Малайской Федерации 67777 — 40400 —
Индонезии 4110 .— 11100 10000
Китая 4538 — — —
Великобританского Таиланда . . 7318 — 4400 —
Прочие 3415 — — —
После 1950 г. совершенно выпал Китай, поставлявший еже-
годно в 1937—1940 гг. в США более 4500 т олова в виде металла.
Резко снизились как абсолютная‘сумма импорта, так и удельный
вес в общем импорте США, Малайской Федерации и государства
Таи. Наоборот, непрерывно увеличивается удельный вес Боли-
вии, Бельгийского Конго, а из азиатских стран — Индонезии
(вплоть до 1957 г.).
СХЕМА ОБРАЩЕНИЯ ОЛОВА В НАРОДНОМ ХОЗЯЙСТВЕ
33
Импорт олова (металла и концентрата в переводе на металл)
в США в 1959 г. составил 57100 т против 42100 т в 1958 г.
В 1960 г. он вновь снизился до 39 тыс. т, т. е. па 11 %-
Сокращение импорта олова в США объясняется недостатком
олова в связи с сырьевыми затруднениями, возобновлением до-
бычи и производства олова внутри страны, а также возросшим
использованием вторичного металла в стране. Следует отметить;,
что в 1960 г. Западная Германия увеличила свой импорт олова
более чем на 60% —до 28 тыс. т.
Ниже дается картина экспорта оловянных концентратов и
олова из основных оловодобывающих и оловопроизводящих
стран (табл. 1'2).
Таблица 12
Экспорт оловянных концентратов (по содержанию металла)
и олова, тыс. m
Экспорт концентратов и олова, тыс. т Годы
1037 1955 1057 1958 1959 1960
Концентраты
Всег О 86 93 92 56 65 73
В том числе:
Индонезия 26,3 32,3 27,8 18,6 18,7 27,9
Боливия 25,4 28,4 27,9 17,3 23,3 18,2
Таиланд . 16,8 12,5 14,6 6,7 10,3 12,8
Нигерия 10,6 8,4 10,2 5,7 5,7 8,5
Республика Конго 6,6 11,2 12,0 7,3 7,2 6,0
Олово (металл)
Всего 146 121 122 93 104 109
В том числе:
Малайская Федерация 94,6 72,3 71,7 46,5 45,4 77,6
7. СХЕМА ОБРАЩЕНИЯ ОЛОВА В НАРОДНОМ ХОЗЯЙСТВЕ
Олово относится к числу дефицитных высокоценных метал-
лов, поэтому вопрос о возврате его из отходов производства и из
«фонда страны» в общий оборот представляется существенно
важным.
Используя наиболее подробные статистические данные США.
можно установить, что даже для этой страны с высокоразвитой
промышленЬстью показатели по возврату олова в общий оборот
в форме вторичного олова и его сплавов низки по сравнению с
большинством других важнейших цветных металлов.
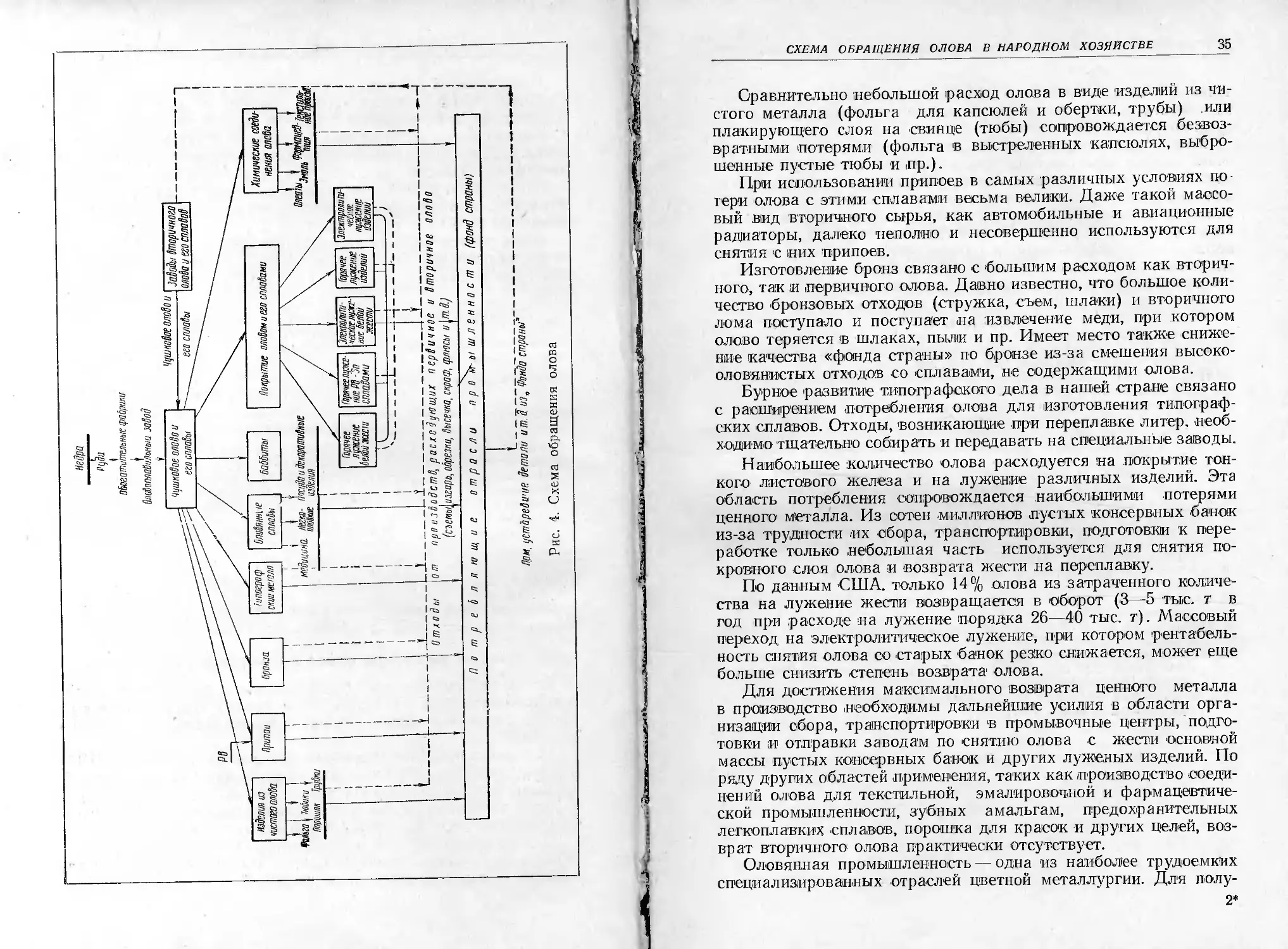
Для выяснения причин малого возврата олова в народное хо-
зяйство необходимо проанализировать схему обращения олова,
в общих чертах представленную на рис. 4.
2 Заказ 1785
обо&ттные фабрики
Рис. 4. Схема обращения олова
\
СХЕМА ОБРАЩЕНИЯ ОЛОВА В НАРОДНОМ ХОЗЯЙСТВЕ
35
Сравнительно небольшой расход олова в виде изделий из чи-
стого металла (фольга для капсюлей и обертки, трубы) или
плакирующего слоя на свинце (тюбы) сопровождается безвоз-
вратными потерями (фольга в выстреленных капсюлях, выбро-
шенные пустые тюбы и пр.).
При использовании припоев в самых различных условиях по
терн олова с этими сплавами весьма велики. Даже такой массо-
вый вид вторичного сырья, как автомобильные и авиационные
радиаторы, далеко неполно и несовершенно используются для
снятия с них припоев.
Изготовление бронз связано с большим расходом как вторич-
ного, так и первичного олова. Давно известно, что большое коли-
чество бронзовых отходов (стружка, съем, шлаки) и вторичного
лома поступало и поступает на извлечение меди, при котором
олово теряется в шлаках, пыли и пр. Имеет место также сниже-
ние качества «фонда страны» по бронзе из-за смешения высоко-
оловянистых отходов со сплавами, не содержащими олова.
Бурное развитие типографского дела в нашей стране связано
с расширением потребления олова для изготовления типограф-
ских сплавов. Отходы, возникающие при переплавке литер, необ-
ходимо тщательно собирать и передавать на специальные заводы.
Наибольшее количество олова расходуется на покрытие тон-
кого листового железа и на лужение различных изделий. Эта
область потребления сопровождается наибольшими потерями
ценного металла. Из сотен .миллионов пустых консервных банок
из-за трудности их сбора, транспортировки, подготовки к пере-
работке только небольшая часть используется для снятия по-
кровного слоя олова и возврата жести на переплавку.
По данным США. только 14% олова из затраченного количе-
ства на лужение жести возвращается в оборот (3—5 тыс. т в
год при расходе на лужение порядка 26—40 тыс. т). Массовый
переход на электролитическое лужение, при котором рентабель-
ность снятия олова со старых банок резко снижается, может еще
больше снизить степень возврата1 олова.
Для достижения максимального возврата ценного металла
в производство необходимы дальнейшие усилия в области орга-
низации сбора, транспортировки в промывочные центры, подго-
товки и отправки заводам по снятию олова с жести основной
массы пустых консервных банок и других луженых изделий. По
ряду других областей применения, таких как производство соеди-
нений олова для текстильной, эмалировочной и фармацевтиче-
ской промышленности, зубных амальгам, предохранительных
легкоплавких сплавов, порошка для красок и других целей, воз-
врат вторичного олова практически отсутствует.
Оловянная промышленность — одна из наиболее трудоемких
специализированных отраслей цветной металлургии. Для ПОЛу-
12*
36 ОБЩИЕ ВОПРОСЫ ЭКОНОМИКИ оловянной ПРОМЫШЛЕННОСТИ
чения 1 т олова необходимо добыть .на рудниках, переработать
на обогатительных фабриках и металлургических заводах в
среднем больше 300 т руды.
Между тем потери олова на пути от .руды до металла еще
очень высоки, имеются серьезные недостатки и в его расходова-
нии. Наибольшее количество олова расходуется на белую жесть
для консервной промышленности. Отслужившая же свою службу
консервная тара .почти не собирается ,и не используется для из-
влечения олова. В результате ежегодно тысячи тонн дорогого и
дефицитного металла теряются безвозвратно, поэтому вопросы
экономики потребления олова и использования его лома и отхо-
дов приобретают особенно важное значение.
ЛИТЕРАТУРА
1. Розин М. и Бы хов ер Н. Запасы полезных ископаемых в капиталисти-
ческих странах. Ежегодник БСЭ, 111958, 399.
2. П е р в у ш и н С. А. Минеральные ресурсы Китая. Минеральные ресурсы
зарубежных стран, вып. 8, М„ 1949.
3. Конъюнктура основных товарных рынков капиталистических стран в
1960 г. Бюллетень Иностр. Коммер. информации. Приложение № 6.
4. Т е т я е в М. М. Исследования вольфрамовых и оловянных рудников в
Забайкальской области. Известия геологического комитета, т. XXXVII,
1954, № 1.
5. Смирнов С. С. О некоторых итогах геолого-<разведочных работ за по-
следние годы в Восточном Забайкалье. Вестник геолог, комитета, 1958.
6. Артемьев С. Н. Минеральные ресурсы СССР. Олово, 1930.
7. Смирнов С. С. Некоторые замечания о сульфидно-касситеритовых ме-
сторождениях. Изв. Акад, наук Казахской ССР, геолог, серия, 1937.
8, Смирнов С. С. Минералогический очерк Яно-Адычанского района. Тру-
ды Института геолог, наук АН СССР, вып. 46, 1941.
9. Косов Б. М. Инструкция по применению классификации запасов олова,
Госгеолиздат, 1946.
10. Косов Б. М. Требования к качеству минерального сырья :(справочник
для геологов). Олово, вып. 39, 1047.
11. Первушин С. А. Минеральные запасы олова в зарубежных странах.
Вопросы геологии, 1939, № 4—5.
12. Первушин С. А. Основные сдвиги в экономике цветной металлургии
капиталистических стран за 1950—1958 гг. Известия высших учебных за-
ведений. Цветная металлургия, 1959.
13. Статистический бюллетень Международного совета по олову (ежемесяч-
ный), январь — апрель 1961.
ГЛАВА II
СВОЙСТВА ОЛОВА И ЕГО СОЕДИНЕНИЙ
1. ОБЩИЕ СВЕДЕНИЯ
Олово (stannum) — химический элемент IV группы периоди-
ческой системы Менделеева, его порядковый номер 50, атомная
масса 11'8,'69.
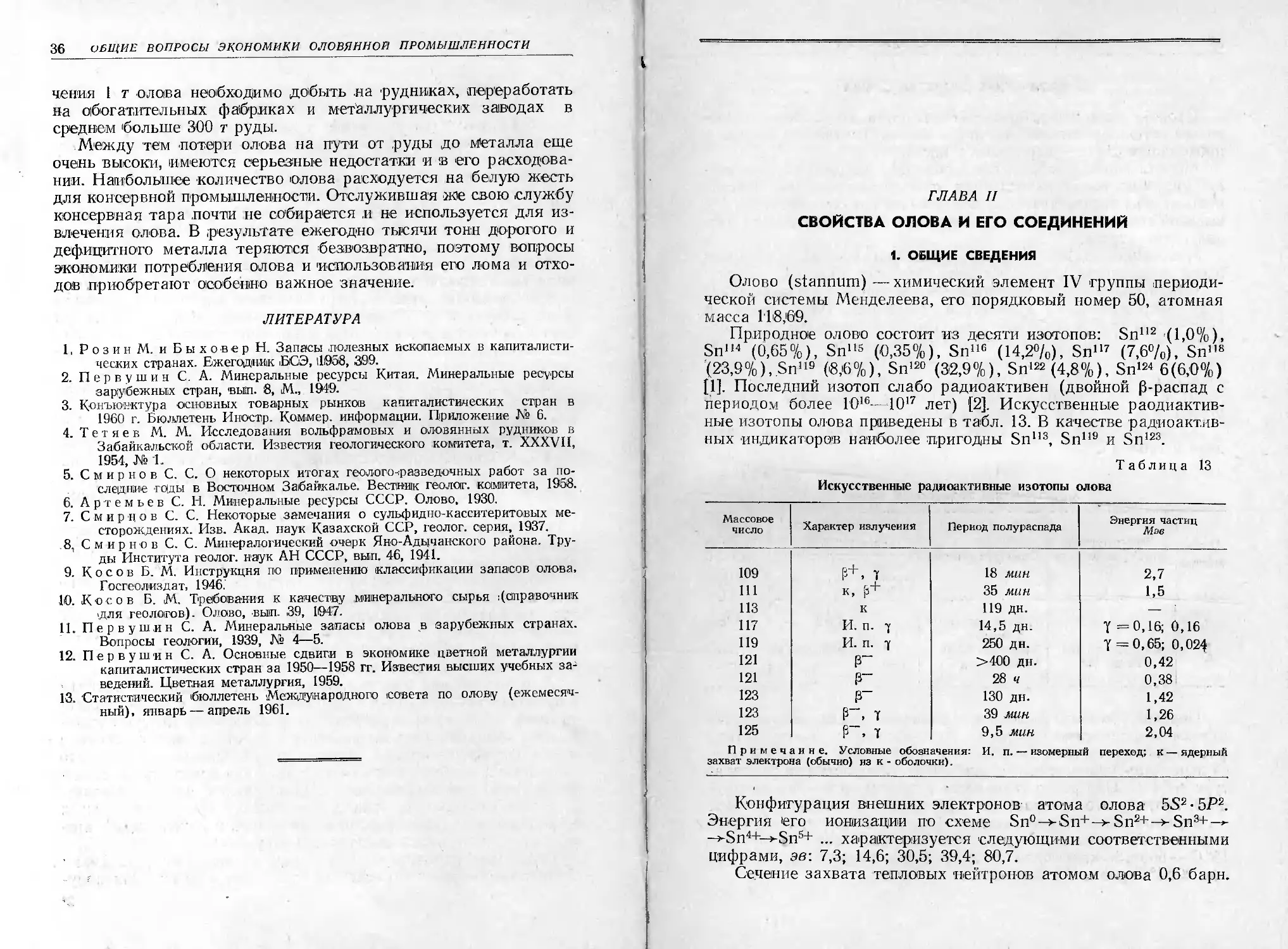
Природное олово состоит из десяти изотопов: Sn112 (1,0%),
Sn114 (0,65%), Sn115 (0,35%), Sn116 (14,2%), Sn1'7 (7,6%), Sn1'8
(23,9%), Sn119 (8,6%), Sn120 (32,9%), Sn122(4,8%), Sn124 6(6,0%)
(1]. Последний изотоп слабо радиоактивен (двойной 0-распад с
периодом более Ю16—1017 лет) [2]. Искусственные раодиактив-
ные изотопы олова приведены в табл. 13. В качестве радиоактив-
ных индикаторов наиболее пригодны Sn113, Sn119 и Sn123.
Таблица 13
Искусственные радиоактивные изотопы олова
Массовое число Характер излучения Период полураспада Энергия частиц Мэв
109 ₽+. т 18 мин 2,7
111 к, f>+ 35 мин 1,5
113 К 119 дн. —
117 И. п. 7 14,5 дн. Y =0,16; 0,16
119 И. п. т 250 дн. Y = 0,65; 0,024
121 >400 дн. 0,42
121 28 ч 0,38
123 130 дн. 1,42
123 Г, т 39 мин 1,26
125 Г. т 9,5 мин 2,04
Примечание. Условные обозначения: И. п. — изомерный переход; к — ядерпый
захват электрона (обычно) из к - оболочки).
Конфигурация внешних электронов атома олова 552-5Р2.
Энергия его ионизации по схеме Sn°->Sn+^Sn2+-^-Sn3+—-
—>-Sn4+—>-Sn5+ ... характеризуется следующими соответственными
цифрами, эв: 7,3; 14,6; 30,5; 39,4; 80,7.
Сечение захвата тепловых нейтронов атомом олова 0,6 барн.
38
свойства олова и его соединении
2. ФИЗИЧЕСКИЕ СВОЙСТВА ОЛОВА
Олово — металл серебристо-белого цвета, со слабым голубо-
ватым оттенком, светлее серебра и •цинка. Тончайшая фольга в
проходящем свете — коричневого цвета.
Металл хорошо полируется и обладает высокой отражатель-
ной способностью. В зависимости от температуры литья поверх-
ность слитка окрашивается ирригирующей пленкой окислов (при
высокой температуре литья), либо становится матовой (при низ-
кой температуре).
Небольшие примеси (свинца, сурьмы, мышьяка) уменьшают
блеск поверхности и придают металлу более матовую окраску.
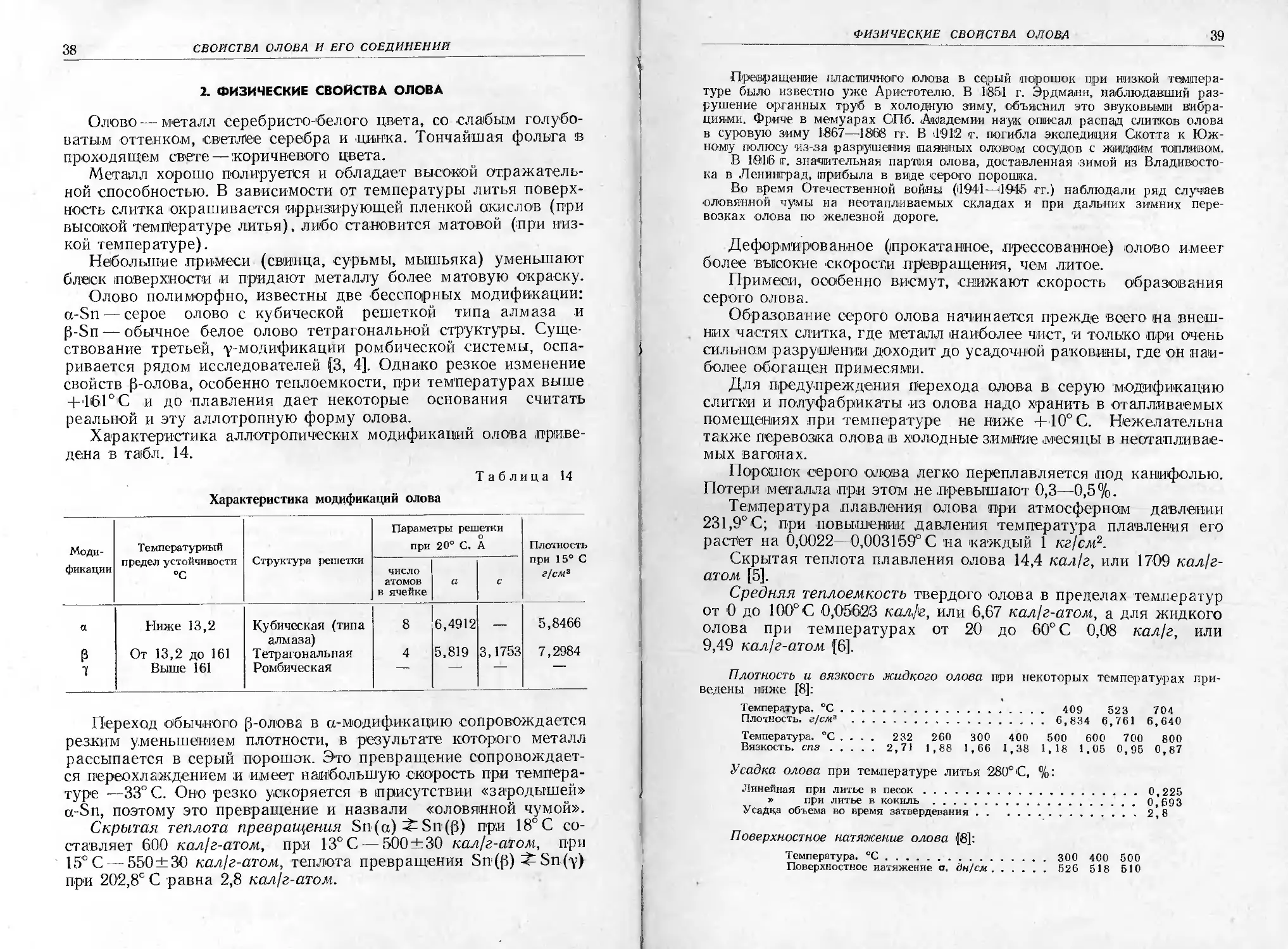
Олово полиморфно, известны две бесспорных модификации:
a-Sn— серое олово с кубической решеткой типа алмаза и
p-Sn — обычное белое олово тетрагональной структуры. Суще-
ствование третьей, у-модификации ромбической системы, оспа-
ривается рядом исследователей (3, 4]. Однако резкое изменение
свойств р-олова, особенно теплоемкости, при температурах выше
+'161° С и до плавления дает некоторые основания считать
реальной и эту аллотропную форму олова.
Характеристика аллотропических модификаций олова приве-
дена в табл. 14.
Таблица 14
Характеристика модификаций олова
Моди- фикации Температурный предел устойчивости °C Структура решетки Параметры решетки при 20° С, А Плотность при 15° С г/сж8
число атомов в ячейке а с
a Ниже 13,2 Кубическая (типа алмаза) 8 6,4912 — 5,8466
₽ От 13,2 до 161 Тетрагональная 4 5,819 3,1753 7,2984
7 Выше 161 Ромбическая — — — —
Переход 'обычного р-олова в a-модификацию сопровождается
резким уменьшением плотности, в результате которого металл
рассыпается в серый порошок. Это превращение сопровождает-
ся переохлаждением и имеет наибольшую скорость при темпера-
туре —33° С. Оно резко ускоряется в присутствии «зародышей»
a-Sn, поэтому это превращение и назвали «оловянной чумой».
Скрытая теплота превращения Sn(a)^tSn(p) при 18°С со-
ставляет 600 кал/г-атом, при 13° С — 500 ±30 кал/г-атом, при
15°С — 550±30 кал/г-атом, теплота превращения Sn(p)^Sn(y)
при 202,8е С равна 2,8 кал/г-атом.
ФИЗИЧЕСКИЕ СВОЙСТВА ОЛОВА
39
Превращение пластичного юлова в серый порошок при низкой темпера-
туре было известно уже Аристотелю. В 1861 г. Эрдманн, наблюдавший раз-
рушение органных труб в холодную зиму, объяснил это звуковыми вибра-
циями. Фриче в мемуарах СПб. Академии наук описал распад слитков олова
в суровую зиму 1867—1868 гг. В <1912 г. погибла экспедиция Скотта к Юж-
ному полюсу из-за разрушения паянных оловом сосудов с жидким топливом.
В 10lli6 г. значительная партия олова, доставленная зимой из Владивосто-
ка в Ленинград, прибыла в виде серого порошка.
Во время Отечественной войны (11941—11945 гг.) наблюдали ряд случаев
оловянной чумы на неотапливаемых складах и при дальних зимних пере-
возках олова по железной дороге.
Деформированное (шрокатанное, .прессованное) олово имеет
более высокие скорости превращения, чем литое.
Примеси, особенно висмут, снижают скорость образования
серого олова.
Образование серого олова начинается прежде всего на внеш-
них частях слитка, где металл наиболее чист, и только при очень
сильном разрушении доходит до усадочной раковины, где он наи-
более обогащен примесями.
Для предупреждения перехода олова в серую 'модификацию
слитки и полуфабрикаты из олова надо хранить в отапливаемых
помещениях при температуре не ниже +10°С. Нежелательна
также перевозка олова ib холодные зимние месяцы в неотапливае-
мых вагонах.
Порошок серого олова легко переплавляется под канифолью.
Потери металла при этом .не превышают 0,3—0,5%.
Температура плавления олова при атмосферном давлении
231,9°С; при повышении давления температура плавления его
растет на 0,0022—0,003159° С на каждый 1 кг/см2.
Скрытая теплота плавления олова 14,4 кал/г, или 1709 кал/г-
атом [5].
Средняя теплоемкость твердого олова в пределах температур
от 0 до 100° С 0,05603 кал/г, или 6,67 кал/г-атом, а для жидкого
олова при температурах от 20 до 60° С 0,08 кал/г, или
9,49 кал/г-атом [6].
Плотность и вязкость жидкого олова при некоторых температурах при-
ведены ниже [8]:
Температура. °C................................... 409 523 704
Плотность, г/см3 ............................... 6,834 6,761 6,640
Температура. °C ... . 232 260 300 400 500 600 700 800
Вязкость, спз........ 2,71 1,88 1,66 1,38 1, 18 1,05 0,95 0,87
Усадка олова при температуре литья 280°С, %:
Линейная при литье в песок....................................0,225
» при литье в кокиль ...............................0,693
Усадка объема во время затвердевания.........................2,8
Поверхностное натяжение олова (8]:
Температура. °C............................. 300 400 500
Поверхностное натяжение о. Ьн/см............. 526 518 510
40
свойства олова и его СОЕДИНЕНИИ
Поверхностное натяжение олова можно также вычислить по уравнению
а = 537 — 0,078 (Z — 232) дин/см.
Давление паров олова при сравнительно невысоких температурах опре-
делено советскими исследователями [3]:
Температура. °C . 730 812 880 890 940
Давление Р. . . _к —Б —4 —4 —
мм рт. ст ... 1,42 -10 7,51-10 1,73 -10 4 2,32 10 3,01-10
Давление паров при более высоких температурах приводится ниже [8]:
Температура, °C......... 1527 1727 1827 2027 2127 2247
ДавлениеР. мм рт. ст. ... 5,6 30,6 63, 1 220 386 638
Для интервала температур от 1950 до 2270° С предложено уравнение
В зависимости от давления вычислены следующие температуры кипения
олова [3]:
—Я _____2 _1
Давление Р. мм ptn. ст. 10 10 10 1 10 50 100 760
Температура кипе-
ния» °C .........1010 ИЗО 1270 1440 1660 1850 1940 2260
Многие другие авторы температуру кипения при 760 мм рт. ст. приводят
также IB пределах 2260—2270° (С [16], что можно считать достоверным.
Теплота испарения олова приводится ниже |[6]:
Температура. °C................. 18 25 2750 2687 —273
Теплота испарения, ккал/г-атом. . 68,0 70,2 64,7 69,4 62,0
Энтальпия олова по Келли [6] характеризуется следующими цифрами,
кал/г-атом:
Твердое олово
Температура. °К . ............. 350 450 505,1
Энтальпия Н—Н' , кал/г-атом 340 1030 1440
J 46 У О , 1 о
Жидкое олово
Температура. °К.................. 600 700 800 900 1000 1 100 1200 1300
Энтальпия Н— H^gg ]g. кал/г-атом 3850 4580 5310 6040 6770 7500 8230 8960
Энтропия «-олова при 25° равна 10,7±0,1 кал!моль • град, а стандартная
энтропия р-олова — 12,3±0,4 кал/моль град [6].
При других температурах рекомендуются следующие значения энтропии,
кал!г-атом • град {6, 7]:
Твердое олово
Температура. °К................ 350 400 450 500 505,1
S°T — S2g8.................. 1,05 1,96 2,78 3,56 3,64
S° .................... .... 13,35 14,96 15,08 15,86 15,94
Жидкое олово
Температура. СК.............. 505, 1 600 700 800 900
S° — S2gg...................... 7,05 8,30 9,34 10,40 11,25
S° ............... 19,35 20, 10 21,73 22,70 23,56
Температура. °К.............. 1000 1 100 1200 1300
S° — S2gg.................... 12,03 12,73 13,36 13,94
Sy .......................... 24,33 25,03 25,66 26,24
ФИЗИЧЕСКИЕ СВОЙСТВА ОЛОВА
41
Теплопроводность олова при 20° С 0,157 кал/см- сек-
• град [5].
Термическое расширение. Коэффициент линейного (расши-
рения поликристаллического белого олова 2,3 • 10 5 (20—100° С)
[5]. Коэффициент линейного расширения твердого олова в ин-
тервале 23—150° С для монокристалла параллельно кристал-
лической оси >а|| = 46,6-10”6 и перпендикулярно оси а± =
= 22,2 • ЮЛ
Электрическое сопротивление олова три чистоте 99,9885% Sn
равно 11,'5- 10-6 ом - см при .20° С).
Температурный коэффициент электросопротивления 0,00440
(0—100° С).
Удельное электросопротивление монокристаллического оло-
ва несколько меньше, чем у поликристаллического: для моно-
кристалла р = (9,3; 10,6) • 10~6 ом-см при 0° С, а для поли-
кристаллического олова высокой чистоты р = 11,5-10-6 ом-см
(17° С) и обычной чистоты—Г2,8 • ГО-0 ом • см. При темпера-
туре —269,37° С олово становится сверхпроводником.
Плавление олова сопровождается резким изменением его
электросопротивления:
Белое твердое олово
Температура, °C. . . Электросопротивление ом • см Р, 0 11,10-Ю-6 100 15,5-10~6 200 /пл 20-Ю-6 22-10“6
Жидкое ОЛОВО
Температура, °C . . . . . . t° ‘пл 300 400 500
Электросопротивление, ом- см 45 10“6 46,8- 10-6 49- 10-6 51,5- 10-6
Продолжение
Температура, °C . . . . . • 600 700 800 900
Электросопротивление, ом- см 54 • 10~6 56,3 • 10-6 58,7 • 10—6 61,2- 10-6
В интервале температур от точки плавления до 700° С элек-
тросопротивление жидкого олова изменяется почти линейно.
Температурный коэффициент электросопротивления жидко-
го олова 0,000565 (232—1000° С).
Серое олово относится к группе полупроводников с высоким
объемным сопротивлением.
Олово парамагнитно, его удельная магнитная восприимчи-
вость представлена ниже:
Температура, °C . . 18 125 200 230 235 250 380 475
Магнитная воспри-
имчивость х 106 . 0,0272 0,0270 0,0270 0,0105 0,0255 0,0361 0,0362 0,0362
Для серого олова х в пределах от—-0,256 до—0,35.
42
СВОЙСТВА ОЛОВА И ЕГО СОЕДИНЕНИИ
3. МЕХАНИЧЕСКИЕ СВОЙСТВА ОЛОВА
Олово — весьма мягкий и пластичный металл, механические
свойства его значительно зависят от чистоты, обработки и тем-
пературы. В среднем для металла обычной чистоты при 20° С
можно принять следующие средние показатели:
Модуль упругости 4150 кг) мм2, предел прочности—1,9—
2,1 кг)мм2 (литое), 1,7 (отожженное); относительное удлинение
для литого 45—60, а для отожженного 80—90%, твердость по
Бринелю 4,9—5,2 (литое) и 4,2—4,5 кг/жж2 (отожженное). Твер-
дость олова, нагартованного на холоде, достигает 13—14.
Изменение предела прочности и относительного удлинения
литого отожженного олова с понижением температуры приво-
дится ниже [5]:
Температура, °C..........17 —196 —253
Предел прочности о, кг/мм2 . . 3,6 7,1 7,3
Относительное удлинение 6, % 29,0 4,0 0,6
Ползучесть олова значительна: так, полоса олова толщиной
2,54 мм при испытании на ползучесть показала следующие ре-
зультаты:
Нагрузка, кг/мм* . . 0,7208
Длительность испыта-
ний, дни............ 0,5
Приращение к перво-
начальной длине
полосы, % .... —
0,4297 0,3291 0,2827 0,23 0,1378 0,1104
4,6 21 79 173 551 551
105 119 132 101 7 3,5
комнатной
температуре
Ударная вязкость по Шарли при
4,5 кг/сж2, при 150° С 2,3 кг/сж2, сопротивление срезу 2 кг/мм2.
По ковкости олово несколько уступает только золоту, се-
ребру и меди.
Пластичность нагретого олова повышается до температуры
порядка 160° С (до перехода в у-олово), затем олово становит-
ся хрупким.
Рекристаллизация деформированного олова начинается при
комнатной температуре (по некоторым данным даже при
20° С).
Исследованиями Бочвара и Меркурьева установлено, что
температура рекристаллизации олова при загрязнении сурь-
мой, свинцом, висмутом, медью, алюминием повышается в по-
рядке последовательности перечисления этих примесей.
4 ХИМИЧЕСКИЕ СВОЙСТВА ОЛОВА
Олово двух- и четырехвалентно. На воздухе олово устойчи-
во благодаря прочности тонкой поверхностной пленки окислов.
Медленное окисление олова наблюдается лишь при темпер ату-
окисли И ГИДРАТЫ ОКИСЛОВ ОЛОВА
43
рах выше 150° С с образованием окислов SnO и SnO2, свойства
которых описаны ниже.
Элементарные галогены, особенно фтор и хлор, взаимодей-
ствуют с оловом медленно на холоде и быстро при нагревании,
образуя галогениды типа SnX2 и SnX4. Сера, сероводород и
сернистый газ образуют с оловом сульфиды.
Свойства галогенидов и сульфидов олова рассмотре-
ны ниже.
С углеродом, азотом, кремнием и водородом олово не реаги-
рует, однако косвенным путем можно получить гидриды, нит-
риды и имиды олова.
Стандартный электродный потенциал олова в кислых раст-
ворах— 0,136 в. Перенапряжение водорода на олово довольно
высокое, поэтому олово медленно растворяется в разбавлен-
ных сильных кислотах, а с большинством огранических кислот
практически не реагируют. Разбавленную азотную кислоту оло-
во медленно восстанавливает до аммиака, переходя в раствор
в виде ионов Sn2+.
Концентрированная соляная кислота при нагревании энер-
гично реагирует с оловом, переводя его в раствор в виде ионов
Sn2+ и хлороловянных кислот: H2SnCl4 и HSnCls.
Горячую концентрированную серную кислоту олово восста-
навливает до SO2 по реакции
Sn + 4H2SO4 = Sn(SO4)2 + 2SO2 + 4H2O.
Концентрированная азотная кислота восстанавливается оло-
вом до NO и NO2. Олово образует при этом нерастворимую
метаоловянную кислоту — Н28пОз.
Растворяясь в царской водке, олово переходит в SnGl4. В ще-
лочной среде при отсутствии окислителей металлическое олово
равновесно с анионом HSnOiT. Стандартный потенциал этой си-
стемы около — 0,3 в. Поэтому в щелочах олОво медленно раст-
воряется с выделением водорода и образованием станнитов, а
в присутствии окислителя — дает станнаты, содержащие анион
[Sn(OH)6]2~. Станниты и станнаты щелочных металлов хорошо
растворимы в воде.
5. ОКИСЛЫ И ГИДРАТЫ ОКИСЛОВ ОЛОВА
Окись олова SnO черного цвета, структура Вц, тетрагональ-
ная, молекул в ячейке 2; а = 3,796 А, с = 4,816 А, плотность
6,446 г/см3, температура плавления 1040° С, а кипения 1425° С.
Теплота образования ДЯ° = —68,4 ± 0,33 ккал/моль, изобар-
ный потенциал образования AZ° = —61,4 ккал/моль, теплоем-
кость 10,52 кал/моль (19,5° С). Стандартная энтропия 8° =
= 13,5 ± 0,5 кал!град ’Моль.
44
СВОЙСТВА ОЛОВА И ЕГО СОЕДИНЕНИИ
Изобарный потенциал образования SnO описывается по Ко-
улину [6] следующими уравнениями:
SnTB+1/aO2= SnOTB (298,16 —505° К);
bZ\ = —68600—3,57т IgT-P 1,65 IO-*3 - 72 —0,1 • 10s • 7~1+ 32,597;
5пж-РЛ;Ог= SnOTB (505 — 1300° К);
Д Zj =—69670 + 3,06 7 lg7—1,50-Ю-3 • 72—0,1 • 10s7-1+ 18,397;
SnTB+1/2O2= SnOra3 (298,16 — 505° K);
Д Zg =—1000 — 0,977 1g 7 + 3,24- 10-3 - 72+ 0,32 - IO6?"1—17,417;
SnJK+1'2O2=SnOra3 (505 — 2000° K);
Д Z4 = —2070 + 5,667 1g 7 + 0,09 • 10-3 • 72+0,32- 10s- 7-1 — 31,627.
Окись олова в природе не встречается, ее можно синтези-
ровать в водных растворах, например, по следующему спосо-
бу: хлористое олово растворяют в воде и при нагревании к
раствору добавляют соляную кислоту до полного осветления,
затем высаживают гидрат окиси олова углекислым натрием,
вводя последний небольшими количествами, до появления ще-
лочной реакции по фенолфталеину.
Гидрат окиси олова начинает выпадать при pH около 2;
константа второй ступени диссоциации SnOH+4^ Sn++ + ОН"
равна 1 • 10“12.
Раствор с молочно-белым осадком выдерживают в автоклаве
или на бане из раствора NaCl при температуре 110° С в течение
2—3 час.; осадок становится голубовато-черным с металличе-
ским блеском.
Финк и Мантель [12] нашли, что SnO при нагревании без до-
ступа воздуха разлагается при температуре 385° С по уравне-
нию
2SnO Sn + SnO2.
В то же время из приведенной ниже диаграммы системы
Sn — О, а также на основании исследований Шпандау и Коль-
мейера [13] следует, что разложение SnO наблюдается при 400°
и соответствует реакции
4SnO = Sn + Sn3O4.
Sn3O4 в чистом виде не получена и существование этого окисла
подтверждается пока только молярным отношением Sn : SnO2 :
: SnO = 1:1:2 в продуктах термического разложения SnO [10].
Рентгеноструктурные исследования этих продуктов, проделан-
ные Вейзером и Миллиганом [14], обнаружили вещество, отлич-
ное по структуре от Sn, SnO и SnO2; однако указанные авторы
объяснили это не образованием Sn3O4, а переходом SnO при
550° С в иную полиморфную модификацию р-SnO. Имеются и
окисли И ГИДРАТЫ О КИСЛОВ ОЛОВА
45
другие указания на полиморфность SnO, но они аргументирова-
ны только наблюдениями качественного характера, например
ссылками на изменение цвета SnO при нагревании.
Жидкую окись олова можно получить плавлением брикетов
из SnC2O4 или смеси Sn и SnO2 в алундовом тигле при темпе-
ратуре 1200° С. Затвердевание расплава, наблюдаемое около
1040° С, сопровождается разложением SnO на SnO2 и Sn по
приведенному выше уравнению.
Таким образом, SnO следует считать устойчивой только при
температурах ниже 400° С и выше 1040° С (в расплаве). Не-
смотря на это, Шпандау и Ульрих 1[15] определили, давление
паров SnO методом Руффа (по потере в весе) и получили сле-
дующие данные:
Температура, °C ... . 670 820 955 1132 1425
Р, мм рт. ст....... 0,07 0,8 8,5 78 760
В. К. Веселовский [16] изучал давление паров SnO методом
Кнудсена и вывел следующее уравнение, справедливое для тем-
ператур от 7'27 до 1527О С:
1g Рмм = - - 1,91 1g 7 - 0,062. IO”3 Т +
+ 0,16- 105Г“2+ 17,63.
При нагревании до температур 400—500°С SnO легко оки-
сляется до двуокиси кислородом воздуха и водяным паром.
Сернистый газ взаимодействует с SnO по реакции
18SnO + 7SO2 = 16SnO2 + 2SnS + 2,5S2.
Действие хлора приводит к образованию двуокиси и тетра-
хлорида олова:
2SnO + 2С12 = SnO2 + SnCl4.
Гидрат окиси олова n-SnO-mH2O выделяется действием
аммиака, соды или щелочей на растворы солей Sn (II) в виде
гелеобразного труднофильтруемого осадка. При стоянии, а
быстрее при нагревании этот осадок теряет’ часть воды, однако
последние ее молекулы удаляются только высушиванием при
температуре 80° С. Состав гидроокиси соответствует формуле
2SnO • Н2О, а при 110° — 3SnO • 2Н2О.
Произведение растворимости 5п(ОН)21фИст по Латимеру [11]
ПР = 3- 10-27. В кислотах гидроокись олова легко растворяется
с образованием соответствующих солей Sn (II).
В щелочах гидроокись олова растворяется с образованием
станнитов. В слабо щелочных растворах станниты медленно
распадаются по схеме
HSnO? = ОН- + SnO.
46
СВОЙСТВА ОЛОВА И ЕГО СОЕДИНЕНИЙ
В присутствии большого избытка щелочи станниты диспро-
порционируют на станнаты и олово, которое выпадает в виде
мелких черных частиц:
2HSnO? + 2Н2О = Sn + Sn(OH)|—.
По приближенной оценке Латимера стандартный изобарный
потенциал этой реакции AZ° = —1,1 ккал.
Двуокись олова SnO2 — белый порошок. Структура тетраго-
° °
иальная С4. молекул в ячейке 2, а = 4,737 А, с = 3,185 А, плот-
ность 7,0096 г!см\ температура плавления около 2000° С. Тепло-
та образования А/7° = —138,5 ккал!моль, изобарный потенциал
образования AZ° — —123,88 ккал/моль, теплоемкость
14,03 кал/моль (0—100°С).
Стандартная энтропия S° = 12,5 + 0,3 кал/град • моль. Дву-
окись олова при нагревании до температуры 1850° С быстро воз-
гоняется, плавление ее не наблюдалось.
Изобарный потенциал образования SnO2 из элементов можно
вычислить по следующим уравнениям [6]:
Sn 4- О2 = SnO2 ;
1 J Л Л ijp jg '
AZ, = 138920—l,43TlgT — 0,30.10_372 +
4-0,32-105 1 — 53.74Г;
$П(Ж) 4- O2 = SnO.^;
AZ°2 = — 140470 4-2,1471g7 — 2,7.10~3r24-
4- 0,32-105-T—1 4-48,367.
Ниже приводятся некоторые результаты таких вычислений:
t, °C............. 25 < 100 200 400 600 800 1000
—AZ°!, кал/моль . . 123880 120360 116340 105680 95490 86900 76580
—AZ° , кал/моль . 124630 120360 114530 104990 94880 86540 74820
Двуокись олова в природе представлена минералом кассите-
ритом, кристаллы которого, окрашенные примесями в желтый
или буро-черный цвет, встречаются разной крупности. Двуокись
олова и особенно касситерит исключительно стойки к действию
водных растворов кислот, щелочей, солей и восстановителей.
Двуокись олова получается прокаливанием осадка мета-
оловянной кислоты, выпадающего при растворении олова в азот-
ной кислоте, а в промышленности двуокись олова получают
окислением олова при высоких температурах. Углеродом, водо-
родом и другими восстановителями двуокись олова легко вос-
станавливается до металла уже при красном калении. £
О КИСЛЫ И ГИДРАТЫ ОК.ИСЛОВ ОЛОВА
47
В промышленности двуокись олова используется для про-
изводства эмалей, глазурей, керамических изделий и некоторых
сортов стекла.
Гидраты двуокиси олова, называемые также оловянными
кислотами, можно получить действием щелочей на растворы,
содержащие ион Sn4+. либо действием азотной кислоты на
металлическое олово. В обоих случаях выпадают белые осадки,
обнаруживающие свойства гелей. Осадки, получаемые из ще-
лочных растворов, легко растворяются либо в концентрирован-
ной соляной кислоте с образованием SnCl4, либо в щелочах
с образованием станнатов. Действие тех же реагентов на оса-
док, образовавшийся в кислой среде, приводит лишь к частич-
ному растворению и пептизации. В связи с этим различают «-
оловянную и р-оловянную (метаоловянную) кислоты.
При рентгеновском исследовании р- и a-формы кристалли-
ческая структура обнаруживается только в a-форме. При
лежании на воздухе или нагревании а-оловянная кислота ста-
реет, превращаясь в р-оловянную кислоту. Это объясняется
полимеризацией и отщеплением воды, т. е. увеличением отно-
шения х : у в молекуле xSnO2-z;H2O. В качестве переходных
форм известны ортокислоты состава SnO2 • 2Н2О или H4SnO4
и комплексные гекса-оксикислоты — SnO2 • 4Н2О или
H2[Sn(OH)6],
Различие свойств а-оловянной и р-оловянной кислот объясня-
ют по-разному. По мнению одних авторов, это изомеры, а по
мнению других, вторая является полимером первой. Вероятнее
всего, что с потерей воды а-оловянная кислота претерпевает
ряд превращений, характеризуемых убыванием основных и раз-
витием кислотных свойств. Пределы изменений химического со-
става при этом выражаются формулами H4SnO4 и H2SnO3.
Интересно также представление о р-оловянной кислоте как о
производном станнила (SnO)2-. При этом структуру р-оловян-
ной кислоты можно изобразить как (H2SnO3)s, либо
О —Sn —О
(ОН)2 = Sn Sn = (ОН)2
О о
(ОН)2 = Sn — О — Srf= (ОН)2.
О перекисных соединениях олова состава SnO3 • 2Н2О и
Sn2O7 ЗН2О пока имеются только краткие сведения, но обра-
зование их вполне вероятно [17].
48
СВОЙСТВА. ОЛОВА И ЕГО СОЕДИНЕНИИ
6. СТАННИТЫ И СТАННАТЫ
Станниты, получаемые растворением гидратов окиси олова
в щелочах, мало устойчивы и выделить их из раствора весьма
трудно; практического значения они не имеют.
Станнаты, соли оловянной кислоты, в щелочных растворах
устойчивы и при известных условиях могут быть получены
в виде твердых солей, содержащих воду.
Станнаты калия, натрия и лития хорошо растворимы в воде,
состав их выражают формулами 7He2SnO3 • /zH2O или
Me2Sn(OH)6 • /пН2О. Нагреванием до температуры 200° С стан-
наты полностью обезвоживаются, но при этом теряют способ-
ность растворяться в воде. Следовательно, вода входит во
внутреннюю сферу молекулы, а удаление ее сопровождается
разложением соли, например
K2Sn(OH)6 • 2Н2О -> H2Sn(OH)6 + 2КОН -SnO2 + 4Н2О + 2ROH.
Станнаты можно получить сплавлением двуокиси олова со
щелочами или растворением свежеприготовленного гидрата
двуокиси олова в растворах щелочей. Станнаты калия легче
растворимы в воде, чем станнаты натрия и лития.
Станнат калия K2Sn(OH)6— белое кристаллическое веще-
ство, плотностью 3,197 г) см3. В 100 мл воды при 10° С раство-
ряется 85 г соли. Станнат натрия Na2Sn(OH)6— белый поро-
шок, в 100 мл воды при температуре 15,5° С растворяется
61,3 г соли; при 140° С станнат натрия разлагается.
Станнат натрия применяется при протравном крашении
тканей.
7. СУЛЬФИДЫ ОЛОВА
Олово образует с серой сульфиды состава SnS, Sn2S3, SnS2.
Сернистое олово SnS — твердое вещество синевато-черного
цвета, ромбической структуры В29, количество молекул в ячей-
ке 4, а = 11,18 А, b — 3,98 А, с = 4,33 А. Плотность 5,08 г]смъ,
температура плавления 880° С, температура кипения около
1230° С. Теплота образования АЯ°д8 =—25 ± 1,2 ккал!моль,
теплоемкость 17,90 кал!моль • град (80—952° С). Изобарный
потенциал образования AZ° = —18,24 ккал[моль. Энтропия
твердого сернистого олова S2gs = 18,4+0,2 ккал/град, а для га-
зообразного S298 == 57,9+0,3 кал/град • моль.
Давление паров SnS, по Бенуни и Цейдлеру (1959 г.), под-
считывается по следующему уравнению [18]:
’g Рмм = — + 7,088(936 — 1084° К).
СУЛЬФИДЫ ОЛОВА
49
Давление диссоциации SnS, по Э, В. Брицке и А. Ф. Капу-
стинскому [19], найденное методом изучения равновесия SnS
с водородом, выражается уравнением, мм рт. ст;
=----_|_8,10.
т
Сернистое олово в природе встречается в виде редкого
минерала герценбергита. Сернистое олово можно получить на-
греванием олова с серой и углем до температуры около 900° С,
после чего его надо для очистки возгонять в инертном газе или
вакууме. Из водных растворов в кислой среде осаждается
Sn(II+) аморфное сернистое олово. Сернистое олово, особенно
кристаллическое, труднорастворимо в разбавленных минераль-
ных кислотах. В концентрированной НС1 при нагревании SnS
растворяется с образованием ионов Sn2+ или комплексных
хлорокислот, а в азотной кислоте SnS превращается в нера-
створимую метаоловянную кислоту.
На воздухе при температурах 600—800° С сернистое олово
количественно превращается в SnO2.
Двусернистое олово SnS2 — твердое вещество золотисто-
желтого цвета гексагональной структуры, в ячейке одна моле-
кула, а = 3,639 А, с = 5,868 А. Плотность 4,54 г/см3, теплота об-
разования A/7'’,Jg ~ —40 ± 4 ккал/моль, теплоемкость
21,85 кал/моль • град (12—85° С).
Двусернистое олово нелетуче: при температурах выше 520° С
оно разлагается на Sn2S3 и серу, давление паров которой [20]
при этом характеризуется уравнением, мм рт. ст.
1g Рмм = ~ + 16,66(520 - 640° С).
Вычисленный отсюда изобарный потенциал образования
Д7 °gg = —47552 кал/моль. Двусернистое олово в природе не
встречается.
Кристаллическое SnS2 в виде золотисто-желтых пластинок
получают постепенным нагреванием амальгамы олова с серным
цветом и хлористым аммонием до температуры около 300° С,
а аморфное — нагреванием в инертном газе аморфного SnS с
серой при температуре около 450° С. Аморфное SnS2 выделяется
также сероводородом из кислых растворов солей Sn (IV). Дей-
ствие кислот на SnS2 подобно действию на SnS.
Двусернистое олово, особенно аморфное, легко растворяется
в растворах сернистых щелочей, например Na2S, образуя рас-
творимые в воде тиостаннаты: Na2SnS3 и Na4SnS4. Тиостаннаты
подобного состава можно получить и из аморфного сернистого
олова, растворяя его в полисульфидах щелочных металлов или
аммония.
50
свойства олова и его соединении
Тиостаннаты представляют собой соли мета-(Н25п83) и орто-тиюоловян-
ной (H4S11S4) кислот. Сообщения о возможности выделения тиокислот в сво-
бодном виде не вполне достоверны. Соли их, называемые тиостаннатами,
хорошо растворимы в воде, если катионом является щелочной или щелочно-
земельный металл.
Система Na2S—SnS2-'H/) при EiO°iC, наученная Севрюковым, подтверж-
дает образование двух тиостаннатов: .Na2SnSs 8Н2О и Na4SnS4 15Н2О.
При изотермической сушке указанных кристаллогидратов над серной
кислотой (00°С) были получены также Na2SnSs • ЗН2О, NajSnSs'HjO и
Na2SnS3. Ортотиостаннат в тех же условиях давал Na4SnS4 12Н2О, Na4SnS4-
• Н2О и Na4SnS4.
В водных растворах наблюдаются равновесия:
SnSf- + S-2 = SnS*~ и SnS4- Н2О = SnS2” + HS~ + ОН-.
Кристаллические тиостаннаты натрия при сушке в вакууме обезвожи-
ваются. В случае ортотиостанната наблюдается плавление пятнадцативодной
соли в кристаллизационной воде .при температуре 57,4° С. Дальнейшее обезво-
живание сопровождается гидролизом, особенно интенсивным при удалении
последних молекул кристаллизационной воды:
Na4SnS4 -|- 2Н2О = Na2SnS3 + 2NaOH + H2S;
Na2SnS3 + H2O = SnS2 -j- 2NaOH H2S.
Обезвоженный в токе сероводорода Na4SnS4 представляет собой сильно
гигроскопичный белый порошок, который в инертной среде Плавится без раз-
ложения при температуре 695±10°С. Обезвоженный метатиостаннат натрия
яично-желтого цвета, при нагревании в инертном газе До 475° С он диспро-
порционирует по уравнению
2Na2SnS3 = Na4SnS4 J- SnS2.
Растворимость ортотиостанната натрия в воде приведена ниже (а без-
водной соли в 100 г ратвора):
Температура, °C ....... 20, 1 30.1 40,3 49,9 70,2 80, 1 89,9
Na4SnS4, %............. 32,4 34,8 36,2 43,3 49,3 52,3 54,8
Многие способы синтеза тиостаннатов были описаны в литературе:
Na4SnS4 можно получить оплавлением или спеканием SnO2 с :Na2S, со смесью
соды и серы, со смесью )N.a2SO4 и угля или с Na2S2O3. Спек или сплав выще-
лачивают в воде, а из раствора выкристаллизовывают Na4SnS4 15Н2О.
При нагревании концентрированных растворов Na2SnS3 с оловом и се-
рой образуются политиостаннаты, например Na2Sn3S7, который можно пред-
ставить как Na2S - 3SnS2. Аналогичную соль состава Na2S 2SnS2, т. е.
Na2Sn2S3, получить не удается. Na2Sn3S7 в растворе медленно, а при 'кристал-
лизации быстро разлагается на iNa2SnS3, SnS и серу.
При растворении SnS2 в растворе щелочи получаются станнат и тио-
станнат:
3SnS2 -j- 6NaOH -> 2Na2SnS3 Na2Sn (ОН)6.
Тиостаннаты .большинства других металлов, например Fe2SnS4 и CuSnSs,
нерастворимы в воде. Минерал олова—станнин—.представлен тиостаннатом
железа и меди: Cu2FeSnS4.
Полуторасернистое олово — Sn2S3 — синевато-черные кри-
сталлы при температуре выше 640° С разлагается на SnS п S.
Полуторасерн'истое олово, по-видимому, тиостаннат Sn(II), т. е.
ГАЛОГЕНИДЫ ОЛОВА
51
SnnSnIVS3. Теплота образов>ания ДД298 = —85,5 ккал/моль,
изобарный потенциал образования AZ° = —64,56 ккал/моль,
Sn2S3 [6] получается длительным нагреванием SnS2 в инертном
газе при температуре около 600° С.
При действии полисульфидов щелочных металлов Sn2S3 дает
растворимый тиостаннат и осадок SnS.
8. ГАЛОГЕНИДЫ ОЛОВА
Олово хлористое SnCl2 — кристаллы белого цвета, ортором-
° °
бической структуры, молекул в ячейке 8, а = 6,61 А, b = 9,34 А,
с = 9,98 А, плотность 3,95 г/смй (25°С), температура плавления
247° С, температура кипения 652° С. Теплота образования
А/7298 =—83,6 ± 1,5 ккал/моль, теплоемкость 19,26 кал/моль-
град (20—99°С), давление нысыщенного пара, мм рт. ст.: 0,76
при 302° С; 7,60 при 382° С; 760 при 652° С [6]. Давление пара
SnCl2 описывается (21] также уравнением
1g Рмм - - 6350Т-1 - 5,03 1g Т + 24,68.
Изобарный потенциал образования SnCl2, по данным разных
авторов, приводится ниже [6]:
$пгв + С12 = SnCl2(TB);
AZ° = _ 81820 — 6,617 lg Т — 1,95-10“3-Т2 + 54,567;
8п(Ж) 4* С12 = SnCl2(TB);
AZ° = —83370 — 3,047 lg 7 — 4,35-10“3-72 4-49,197;
8п(Ж) 4- С12 = 8пС12(Ж);
AZ° = —83120 — 21,007 1g7 + 0,28-10-372 4-95,087;
8п(Ж) 4- С12 = SnCl2(ra3),
AZ° = — 53420 4- 2,007 lg 7 4- 0,028- ИГ3 72 — 5,987.
Хлористое олово получается растворением олова в концен-
трированной соляной кислоте, из растворов оно кристаллизуется
в виде белых кристаллов SnCl2 • 2Н2О; плотность 2,71 г/см\ тем-
пература плавления 37,7° С. Растворимость безводного SnCl2 в
воде, г на 100 г воды: 83,9 пр 0°, .269,8 при 15° С, в разбавлен-
ных растворах SnCl2 гидролизуется. С соляной кислотой SnCl2
дает комплексные хлорокислоты H2(SnCl4] и H[SnCl3]. В раство-
рах SnCl2 — сильный восстановитель, оно быстро окисляется
кислородом воздуха, особенно на свету, растворяется в спирте,
эфире, ацетоне и других органических растворителях, применяет-
52
СВОЙСТВА ОЛОВА И ЕГО СОЕДИНЕНИИ
ся при синтезе органических красок м как протрава при кра-
шении.
Четыреххлористое олово SnCl4—бесцветная жидкость, ды-
мящая на воздухе вследствие гидролиза, плотность 2,23 г/см3,
температура плавления минус 33° С, температура кипения
113,9° С, теплота образования: Л/7°,8 — 130,3 ккал/моль, тепло-
емкость 38,45 кал/моль град (14—98°С). Давление насыщен-
ного пара SnCl4, мм рт. ст.: 5,53 при 6° С, 122,2 при 60° С, 760
при 113,9° С.
По Кубашевскому и Эвансу [22], давление пара жидкого
SnCl4 подсчитывается по уравнению:
1g рмм = 7,865 — 19257“1 (273 — 388° К).
Изобарный потенциал образования SnCl4 по Фихте [6]:
$П(ТВ) + 2С12 = ЗпСЦ^;
AZ° = —131810 —34,1 «7 lg7 + 155,997;
Sn(TB) + 2С1а = SnCl^^p
AZ° = — 118120 — 2,17 1g T + 37,777;
Sn/ж) + 2C12 = SnCl4(ra3);
AZ° = — 119740 — 1,67 1g 7 + 39,637.
Четыреххлористое олово хорошо растворимо в воде, но под-
вергается гидролизу. Из растворов выделяется в виде кристал-
логидратов при температурах 19—56° С — в виде SnCl4-5H2O
SnCl4 легко растворяется в некоторых органических растворите-
лях (неполярных) и само растворяет неэлектролиты, например S,
Р, Ь Четыреххлористое олово получается действием сухого хло-
ра на жидкое олово, реакция экзотермична, в промышленности
ее применяют для снятия олова с отходов белой жести. SnCl4
применяется как аппретура для отяжеления шелковых тканей и
в ситцепечатании, входит в состав маскирующих дымовых завес.
Другие галогениды Sn(II) и Sn(IV) по способам получения
и многим свойствам сходны с хлоридами, некоторые данные о
них приводятся ниже [17, 23].
Соединение............ SnF2 SnF4 SnBr2 SnBr4 Snl2 Snl4
Д№, ккал)моль' ... — — 61,4±3 94,8±5 38,9±3 —
Цвет .................Бесцвет- Бесцвет- Желтый Бесцвет- Красный Желтый
ный ный ный
/°л................... — — 215,5 31,0 320 143,5
Сип .................. — 705 620 202 720 341
Плотность, г/смъ ... — 4,78 5,12 3,34 5,28 4,70
Галогениды олова (IV) образуют многие комплексные соеди-
нения с Н2О, NH3, РС15, спиртами, эфирами и другими органиче-
скими веществами. Весьма прочны комплексные галогениды
ПРОЧИЕ СОЕДИНЕНИЯ ОЛОВА
53
Sn(IV) типа H2[SnX6], образуемые галоидоводородными кисло-
тами, и их соли, хорошо растворимые в воде и мало подвержен-
ные гидролизу, например (NH4)2[SnCl6]-
Двойные галогениды олова (IV) по свойствам сходны с обыч-
ными, например SnBr3Cl — желтая жидкость, плотностью
3,12 г1см3, /Пл 1° С,/Кип 73° С. SnBrCl3—бесцветная жидкость плот-
ностью 2,51 г/см3, /пл —ГС, 4ип 50°С. SnBr2I2 — оранжевые
кристаллы, плотность 3,63 г/см3, разлагаются при 50° С.
9. ПРОЧИЕ СОЕДИНЕНИЯ ОЛОВА
Гидрид олова SnH4 можно получить, действуя на кислые рас-
творы солей Sn2+ цинком. Олово реагирует с водородом, обра-
зуя газообразный станнометан— SnH4. Температура плавления
этого гидрида —150° С, температура кипения 52° С, при темпе-
ратурах выше 150° С станнометан разлагается на элементы. Ис-
ключительно высокая токсичность SnH4, близкая к токсичности
для мышьяковистого водорода, требует внимания к возможности
его образования.
Нитриды олова получаются косвенным путем. С азотом и
аммиаком олово не реагирует, но соли его с NH3 дают твердый
коричневый нитрид Sn3N4, стойкий до 360° С, и аморфный имид
SnNH. Последний в вакууме при 340° С разлагается на Sn3N2
и NH3 [17].
Соли Sn (II) получаются действием кислот на окись олова
или «-оловянную кислоту.
Сульфат SnSO4 — белый кристаллический порошок, при тем-
пературах выше 360° С разлагается с выделением SO2. В 100 мл
воды растворяется 33 г SnSO4, применяется при гальваническом
лужении.
Фосфаты олова — твердые белые вещества: Sn3(PO4)2 (плот-
ность 3,82 г1см3)-, SnHPO4 (плотность 3,476 г/см3) стоек до
100°С; Sn(H2PO4)2 (плотность 3,17 г! см3). Все фосфаты олова
нерастворимы в воде.
Нитрат олова — Sn(NO3)2 • 20Н2О, подвижная жидкость, хо-
рошо растворимая в воде, температура плавления минус 20° С.
Ацетат олова — Sn(C2H3O2)2— желтоватый порошок, плавит-
ся при 182° С, кипит при 240° С, растворим в воде и в разбавлен-
ной НС1.
Сульфат — Sn(SO4)2— получается растворением олова в го-
рячей концентрированной H2SO4. Из раствора кристаллизуется в
виде бесцветных игл Sn(SO4)2 • 2Н2О.
Гидролиз растворов Sn(SO4)2 сопровождается образованием
ряда основных солей, например Sn(OH)2SO4. Нейтральные суль-
фаты других металлов дают с сульфатом олова двойные соли,
например K2Sn(SO4)3.
54
свойства олова и его соединении
Фосфиды олова. С фосфором олово дает белые 'кристалличе-
ские фосфиды: SnP, плотность 6,56 г)см3, SnP3, плотность
4,1'0 г/см3, стойкий до 415° С, Sn4P3, плотность 5,181 г!см3, раз-
лагается при 480° С. Фосфиды олова нерастворимы в воде.
Селениды олова — серые кристаллические вещества, нерас-
творимые в воде; SnSe, плотность 6,18 г/см3, температура плав-
ления 861° С и SnSea, плотность 5,13 г/см3, температура плавле-
ния 650° С.
Теллуриды олова — серые кристаллы SnTe, плотностью
6,48 г/см3, температура плавления 780° С и черный хлопьевидный
SnTe3, оба нерастворимы в воде, но растворимы в сернистых
щелочах.
ЛИТЕРАТУРА
1. Дж, К эй и Т. Л э б и. Таблицы физических и .химических постоянных,
М. и Л., 1962.
2. Энциклопедия. Атомная энергия.
3. Славинский М. П. Физико-химические свойства элементов, М. Ме-
таллургиздат, 1952.
4. С. L. М a n t е 11, W. L i d 1 е, Z i n n IN. Knapp Verl, 1937.
5. А. П. Смирягин. Промышленные цветные металлы и сплавы. М„ Ме-
тал лургиздат, 1956.
6. Я. И. Герасимов, А. Н. Крестовников, Г. А. Шахов. Химиче-
ская термодинамика в цветной металлургии. Металлургиздат, т. II,
1961.
7. К. К. К е 11 е у. Bur of Min. Bull. 10, 476, 1949.
8. The Properties of Tin. Tin Research Institute, England, march, 1954.
9. А. Б у p к x a p д. Механические и технологические свойства чистых метал-
лов, Металлургиздат, 1941.
10. А. А. Бочвар, Н. Е. Меркурьев. Цветные металлы, 1930, стр. 495.
11. В. Латимер. Окислительные состояния элементов и их потенциалы в
водных растворах, М. ИЛ, 1954.
12. С. G. F i n k and С. L. М a n te 11, Journ. of phis. Chem., 32, 103, 1928.
13. H. Spandau and E. J. К о h 1 m e i e r. Z. f. anorg. Chemie, 65, 254, 1947.
14. Weiser and M i 11 i g a n. J. of Phis Chemistry, 36, 3039, 1932.
15. H. Spandau und T. Ullrich. Z. f. anorgan. Chemie, 4—-5, 274, 1953.
16. В. К. В e с e л о в с к и й. ЖПХ. т. XVI, вып. 9, 1943.
17. Б. В. Некрасов. Курс обшей химии, Госхимиздат, 1960, стр. 523.
18. А. X. Бе ну ни, А. А. Це Адлер. Сборник научных трудов Гинцветмета,
1959, № 15, стр. 198.
19. Э. В. Брицке, А. Ф. К а.п у ст и н с к и й. Цветные металлы, № 9, 1931,
стр. 1147
20. Н. Н. Севрюков. Сборник научных трудов МИЦМиЗ, вып. 26, 1957,
стр. 253.
21. О. Кубашевский. Э. Эванс. Термохимия в металлургии, М., ИЛ,
22. О. Kubashevski, а. Е. L. L. Evans. Metallurgial Thermochemistry,
3-rd ed, London, 1958.
23. Handbook of Chemistry and Phisics, 37-th ed. Chia r les D. H о d g m a n,
M. S., Robert V. W e a s t, Ph. D. Samuel M. Selby, P'h. D. Cleve-
land, ohio, 1955—1956.
к
Структуры бинарных сплавов, т. I,
Sn “I» (tec.)
Рис. 5. Диаграмма состояния
г системы
Sn — Al (по Сулли, Харди и Хилу)
ГЛАВА III
ДВОЙНЫЕ И ТРОЙНЫЕ СПЛАВЫ ОЛОВА
1. ДВОЙНЫЕ СПЛАВЫ ОЛОВА
Обширный материал по двойным и тройным системам, в ко-
торые входит олово, не может быть изложен исчерпывающе пол-
но в том объеме, который отведен в книге этому вопросу. В слу-
чае необходимости получить более полные данные по какой-либо
системе рекомендуем обратиться к следующим специальным
изданиям: 1) Equilibri Data for Tin Alloys, publ. by Tin Research
Inst, 1949. 2) M. X а н се h.
II, M„ 1962. 3) Mantell—
Lidle. Linn, Knapp — Ver-
lag, 1950, а также к ори-
гинальной литературе,
перечень которой приве-
ден в конце настоящей
главы.
Материал располо-
жен в алфавитном поряд-
ке русских наименований
второго компонента.
Олово — алюминий
Диаграмма состояния
по Сулли, Харди и Хилу
Г’1 ------- '! рис. 5.
около
0,58% А1(2];
Температура
эвтектики
[1] показана на
Состав эвтектики:
0,5% Al [1];
1,3% А1 [4].
образования
228,3° С (1].
Растворимость олова в
530°С [1], менее 0,02% при 165°С [1].
Олово — барий
Диаграмма состояния по Рей — Томсону [5, 6] приведена на
рис. 6.
Соединения BaSn3 (72,16% Sn) и BaSn5 (81,21% Sn) уста-
новлены термическим и структурным анализом (см. рис. 6).
твердом алюминии: менее 0,05% при
56
двойные и тройные сплавы олова
Олово — висмут
Диаграмма состояния по Давидсону [7] дана на рис. 7, а кри-
вая растворимости олова в висмуте по [8] и [9].
Твердый раствор висмута в олове при температуре эвтектики
содержит: 21,5% Bi (7]; 6% Bi [8]; 16% Bi [9]; 20% Bi [10].
Состав эвтектики: 57% Bi '
[7, 8, 9].
Твердый раствор олова в вис-
муте при температуре эвтектики
содержит олова, %: 0,1—0,2 [7];
2,4 (10]; 3 с понижением до 2 при
комнатной температуре [8, 9].
Рис. 6. Диаграмма состояния
системы Sn — Ва (по Рей
и Томсону)
системы
Рис. 7. Диаграмма состояния
Sn—>Bi .(по Давидсону, Кован и Эндо)
Кристаллическая структура: .все олово-висмутовые сплавы
представляют собой смеси тетрагональной решетки олова и ром-
боэдрической решетки висмута.
Олово — галлий
Диаграмма состояния на рис. 8 приведена по Пушину и др.
[12, 13]. Эвтектика содержит 92% Ga, температура плавления ее
20° С.
Олово — германий
Диаграмма состояния по Штору и Клемму [14] приведена на
рис. 9.
Рис. 8. Диаграмма состоя-
ния системы Sn — Ga
(по Путину и др.)
Рис. 9. Диаграмма состояния системы Sn — Ge
(то Штору и Клемму)
58
ДВОЙНЫЕ И ТРОЙНЫЕ СПЛАВЫ ОЛОВА
Олово — железо
На рис. 10 показана диаграмма состояния этой системы по
Эрету и Туринскому [15].
Существование трех образующихся по перитектическим реак-
циям соединений: Fe2Sn (51,52% Sn), FeSn (68,01 % Sn) и
FeSn2 (80,96% Sn) установлено рядом исследований [16], соеди-
нения Fe3Sn, Fe3Sn2 и у-фаза обнаружены в недавнее время
[15, 17].
Рис. 10. Диаграмма состояния системы Sn — Fe
(по Эрету и Туринскому)
В области 51—90% Sn наблюдается расслаивание с отделе-
нием на дно слоя, богатого железом.
Кристаллические структуры:
Ре5п2-фаза:
гексагональная, а = 5,317 А; с = 9,236 А [16];
тетрагональная, а = 6,520 А; с = 5,312 А [17].
FeSn-фаза:
гексагональная, а = 5,287 А; с = 4,437 А [17];
у-фаза типа NiAs, а = 4,230 А; с = 5,206 А [16].
Ре35п2-фаза гексагональная, а = 21,32 А, с = 4,381 А [16].
Ре25п-фаза гексагональная, а = 5,449 А, с = 4,347 А [16].
° °
Ре35п-фаза гексагональная, а = 5,447 А, с=4,352 А; а=8,4 г)см\
ДВОЙНЫЕ СПЛАВЫ ОЛОВА
59
Олово — золото
Диаграмма состояния на рис. 11 приведена по Стенбеку и
Вестгрену [22] с изменениями по Оуэну и Робертсу [23].
Твердый раствор олова в золоте при 200° содержит 0,2%
Sn [24].
Рис. 11. Диаграмма состояния системы Sn—Au
(по Стенбеку и Вестгрену, Оуэну и Робертсу)
Кристаллические структуры:
AuSn-фаза типа NiAs, а = 4,314 А, с = 5,512 А.
P-фаза гексагональная, плотной упаковки: в богатой оловом
части диаграммы а = 2,932 А, с = 4,761 А, в части диаграммы,
богатой золотом, а = 2,896 А, с = 4,776 А [22].
a-фаза имеет период решетки, возрастающей от а = 4,070 А
для чистого золота до а = 4,098 А при максимальной раствори-
мости олова [22, 23].
60
ДВОЙНЫЕ И ТРОЙНЫЕ СПЛАВЫ ОЛОВА
Олово — ИНДИЙ
Диаграмма состояния по Риису, Уркварту и Ходжу [27] при-
ведена на рис. 12.
Твердый раствор индия в олове при 117° содержит индия, %:
12 [27]; 1,5 [28]; перитектоид при 70° указан, как результат пери-
тектической реакции при 124° [28].
Рис. 12. Диаграмма состояния системы Sn — In
(по Ривсу, Уркварту и Ходжу)
Твердый раствор олова в индии при 126° содержит, Sn %:
27 [27, 28], а при комнатной температуре 2 [27]; 12 [28].
Кристаллические структуры:
P-фаза простая гексагональная:
до 22,34% (атомн.) In а = 3,209 А, с = 2,992 А;
до 10,35% (атомн.) In а = 3,215 А, с = 2,994 А.
у-фаза гексагональная, объемноцентрированная:
до 85,53%) (атомн.) In а = 3,431 А, с = 4,450 А;
до 71,51% (атомн.) In а = 3,474 А, с = 4,358 А.
6-фаза типа простого суммирования:
до 100% (атомн.) In а = 4,589 А, с = 4,937 А;
до 90,4 % (атомн.) In а = 4,566 А, с = 5,010 А.
ДВОЙНЫЕ СПЛАВЫ ОЛОВА
61
Олово — кадмий
t Диаграмма состояния на рис. 13 по Пель-Вальполю [30, 31].
Олово — кальций
Диаграмма состояния дана по Юм-Розери на рис. 14.
Твердый раствор кальция в олове при 200? содержит менее
0,1% Са [34]. CaSn3 не растворяет олова и растворяет менее
0,5% С а (33, 35].
Кристаллические структуры:
Са5п3-фаза кубическая, гранецентрированная, а = 4,372 А [35].
Олово — кислород
Диаграмма состояния системы Sn — SnO2 приведена на
рис. 15 по ориентировочным данным Шпандау и Кольмейера [36].
Эта система обсуждается выше, в главе II, в связи со свойства-
ми окислов олова.
Олово — кобальт
Диаграмма состояния на рис. 16 дана по Ниалю [37].
Эвтектика содержит 0,8% Со, а CoSn-фаза— 33,3% Со [37,
38, 39].
Пределы состава у'-фазы 40,7—41,7% Со [37], переход
у-*--/ отмечен некоторыми исследователями.
Температуры верхней эвтектики: 1095° [37, 39]; 1112° [38];
1108° [40].
Твердый раствор олова в кобальте при температуре верхней
эвтектики содержит Sn, %: 7 [37]; 9 [40]; 4 [39], [40], а при ком-
натной температуре 5 [39]; 3 [39], [40]; очень мало [37].
Кристаллические структуры:
о О
Со5п2-фаза тетрагональная, а = 6,348 А, с = 5,441 А;
о о
CoSn-фаза гексагональная, а — 5,268 А, с = 4.429 А;
о о
у-фаза типа, а = 4,096 А, с = 5,161 А;
» О О
у'-фаза, вероятно, гексагональная, о= 16,356 А, с = 5,198 А.
Олово — кремний
Диаграмма состояния дана по Тамару [42, 43], рис. 17. Твер-
дых растворов в этой системе не обнаружено.
Добавка к олову до 80% кремния мало влияет на изменение
периодов решетки.
Рис. 13. Диаграмма состояния системы Sn — Cd
(по Пель-В альполю)
Рис. 14. Диаграмма состояния системы Sn — Са
(по Юм-Розери)
I
Рис. 15. Диаграмма состояния системы Sn—О
(по Шпандау и Кольмейеру)
Рис. 16. Диаграмма состояния сие гемы Sn — Со
(по Ниалю)
Рис. 17. Диаграмма состояния системы Sn-—Si
(по Тамару)
Температура,
Рис. 18. Диаграмма состояния системы Sn — La (по Ролла)
*
ДВОЙНЫЕ СПЛАВЫ ОЛОВА
65
Олово — лантан
Диаграмма состояния по Ролла и др. [44—46] приведена на
рис. 18.
Кристаллические структуры: LaSns-фаза имеет кубическую
решетку, а = 4,77 А [44].
Олово — литий
На рис. 19 показана диаграмма состояния этой системы по
Грубе и Майеру [47—50].
Рис. 1Q. Диаграмма состояния системы Sn—Li (ио Грубе и Майеру)
Твердый раствор лития в олове при 200° содержит менее
0,10% Li [50].
Мазинг и Тамман [48] считают более вероятным образование
соединения Li2Sns, чем LiSn2, указанного на диаграмме; однако
тщательными исследованиями Грубе и Майера [47] это не под-
твердилось.
Олово — магний
Приведена диаграмма состояния по Юм-Розери [51], допол-
ненная Рэйнором [52] (рис. 20).
Твердый раствор магния в олове содержит менее 0,1%
Mg [53].
3 Заказ 1785
66
двойные и тройные сплавы олова
Нижняя эвтектика содержит Mg, %: 2,16 [51]; 2,5 [54]; 1,87 [55].
Температура нижней эвтектики: 200° [51]; 209,4° [54]; 203,5° [55].
Температура плавления соединения Mg2Sn: 778° [51, 56];
783,4° [54]; 795° [55].
Верхняя эвтектика содержит Mg, %: 63,6 [51]; 63 [52, 57];
61 [54]; 60 [55]. Температура верхней эвтектики: 56Г [51];
560,6° [52]; 564,8° [54]; 580° [55]; 560° [57].
Рис. 20. Диаграмма состояния системы Sn — Mg
(по Юм-Розери и Рэйнору)
Твердый раствор олова в магнии содержит Sn, %: 14,5 при
560,б6 [52]; 15,1 при 560° [57].
Кристаллические структуры:
Mg2Sn-(J)a3a имеет структуру CoF2, а от 6,744 А до 6,765 А [56,
58, 59] [60];
a-фаза гексагональная: при 0,18% (атомн.) а = 3,202 А,
с = 5,199 А [61], при 2,47% (атомн.) а = 3,201 А, с = 5.206 А [61].
Олово — марганец
На рис. 21 приведена диаграмма состояния этой системы по
Ниалю [62].
Ряд исследователей указывает на возможность образования
соединений SnMn3(|3'), SngMnjy' и б), SnMn2, Sn3Mn и др.
ДВОЙНЫЕ СПЛАВЫ ОЛОВА
67
Твердый раствор олова в марганце содержит около 17% [63].
Кристаллические структуры: 6-фаза тетрагональная, у'-фаза
типа NiAs, 8пМп2-фаза типа NiAs, р'(8пМп3)-фаза гексагональ-
ная, 8п3Мп-фаза гексагональная, плотной упаковки.
Рис. 21. Диаграмма состояния системы Sn — Мп
|(ло Ниалю)
Олово — медь
Диаграмма состояния дана по Рэйнору [66], рис. 22.
Твердый раствор меди в олове содержит Qu, %: при 220° ме-
нее 0,01 [67]; при 222,6° — 0,0006 [68].
Температура эвтектической трансформации 6-фазы: 330° [70];
380° [71, 77].
Кристаллические структуры:
грфаза гексагональная, соответствует составу С68п3 [76] а =
О о
= 4,190 А, с = 5,086 А [74]; е-фаза орторомбическая, соответст-
вует составу Cu3Sn [69, 73, 74] а = 5,510 А, Ь = 38,18 А, с =
= 4,319 А [72], ф-фаза гексагональная, соответствует составу
Cu20Sn6 [72], а = 7,316 А, с = 7,850 А, 6-фаза кубическая плоско-
центрированная, соответствует составу Cu3iSn8 [73, 74], а =
= 17,92 A; d = 8,95 г]см\ у-фаза кубическая объемноцентриро-
ванная, p-фаза кубическая пространственно центрированная [74,
75], при 15% (атомн.) Sn а = 2,972 А (метастабильная переход-
ная структура), a-фаза пространственно центрированная, куби-
ческая с неупорядоченным распределением атомов, при 7%
(атомн.) Sn а = 3,860 А.
3*
Рис. 22. Диаграмма состояния системы Sn —Си
(по Рэйнору)
Рис. 23. Диаграмма состояния системы Sn —As
(по Хеггу и Хибиннету)
двойные спллвы олова
69
Олово — мышьяк
Диаграмма состояния приведена на рис. 23, по Хеггу и Хи-
биннетту (78].
Согласно данным нескольких авторов [78—80], мышьяк не
растворим в олове. Фаза, отвечающая составу Sn3As2, содержит
29,5% As. Границы состава SnAs-фазы: 38,06—47,06% [79]; 34—
47,5% [81]; 39% [78]. Твердый раствор олова в мышьяке со-
держит около 32% Sn [78, 79, 81].
Кристаллические структуры:
SnAs-фаза имеет решетку типа NaCl; при '50% (атомн.) As
а = 5,708 А [78, 82]; d = 6,845 а/слЛ
5п3Аэ2-фаза ромбоэдрическая [78]; при 40% (атомн.) As
а = 12,23 А; а= 19° 13'.
a-фаза ромбоэдрическая, поверхностно центрированная;
при 79% (атомн.) As а = 5,591 А; а — 84°60' [81], при 70,9%
(атомн.) As а = 5,652 А; а = 83° 19' [78].
Олово — натрий
Диаграмма состояния на рис. 24 приведена по Юм-Розери
[83].
Растворимость олова в жидком натрии весьма незначитель-
на, данные о растворимости в твердом состоянии отсутствуют
[84].
Олово — никель
Диаграмма состояния (рис. 25) дана по Ниалю [85].
Кристаллические структуры:
Ы138п4-фаза типа NiAs; при низких температурах а = 12,200 А,
b = 4,056 А, с = 5,215 А, Р = 105° 0,3' [87];
у№35п2-фаза гексагональная, а = 16,44 А, с = 5,178 A [85J;
у]\135п2-фаза типа NiAs;
NisSn-фаза гексагональная, а — 5,282 А, с — 4,231 А [86];
ХДЗп-фаза тетрагональная, а = 5,111 А, с = 4,881 A, d =
= 9,15 г!см2-,
а-фаза: при 2% (атомн.) Sn а — 3,532 А [89]; при 10%
(атомн.) Sn а = 3,602 А [89].
70
ДВОЙНЫЕ И ТРОЙНЫЕ СПЛАВЫ ОЛОВА
Олово — платина
Диаграмма состояния приведена по Деринкелю и Подкопае-
ву '[91] (рис. 26). Этими авторами установлено существование
соединений Pt3Sn (16,85% Sn), PtSn (37,81% Sn), Pt2Sn3
(47,65%) Sn), двух полиморфных модификаций и богатой оловом
Рис. 24. Диаграмма состояния системы S.n — Na (по Юм-Розери)
промежуточной фазы. Эвтектика PtgSn — PtSn содержит около
27,5%) Sn {91], по другим данным — около 30% Sn [95].
Твердый раствор платины в олове содержит менее 0,1 % Pt
при 2009 [93]. Твердый раствор олова в платине более богат, в
нем около 5%) Sn при 1090°.
Рис. 25. Диаграмма состояния системы Sn — Ni (по Ниалю)
Рис. 26. Диаграмма состояния системы Sn — Pt
(по Деринкелю и Подкопаеву)
72
ДВОЙНЫЕ И ТРОЙНЫЕ СПЛАВЫ ОЛОВА
Олово — ртуть
Диаграмма состояния на рис. 27 дана по Гейлеру и др.
[96—99].
Кристаллические структуры:
До 2% (атомн.) Hg-icrpyiKTypa гексагональная; при 8% Hg—
соединение с простой гексагональной решеткой, приблизительно
отвечающее формуле HgSni2; е-фаза отвечает составу HgSn3.
Рис. 27. Диаграмма состояния системы Sn — Hg
(по Гейлеру)
Олово — свинец
Диаграмма состояния дается по Рэйнору [100] (рис. 28).
Твердый раствор свинца в олове при 183° содержит РЬ, %:
2,6 [101]; 2 [102]; 3 [103]; 1,6 [104]; 2,4 [105]; 2—2,1 [106].
Содержание РЬ в эвтектике, %: 38,16 [101]; 37,1 [102]; 34 [103].
Твердый раствор олова в свинце при 183° содержит Sn, %:
19,5 [101]; 18 [102], [105]; 16,5 [103].
Н. С. Курнаков [107] впервые показал растворимость олова
в твердом свинце.
Отсутствие соединений олова со свинцом доказано многими
исследоват елями.
Олово — селен
Диаграмма состояния этой системы опубликована Билыцем и
Мекленбургом [108]; она приведена на рис. 29.
Твердый раствор селена в олове при 200° содержит менее
0,05 % Se [109].
Рис. 28. Диаграмма состояния системы Sn — РЬ
(по Рэйнору)
Рис. 29. Диаграмма состояния системы
Sn — Se (по Бильцу и Мекленбургу)
Рис. 30. Диаграмма СО’
стояния системы Sn — S
(по Бильцу, Мекленбургу
и Н. Н. Мурачу)
74
двойные и тройные сплавы олова
Олово — сера
Диаграмма состояния на рис. 30 дается по Бильцу, Меклен-
бургу [110] и Н. Н. Мурачу [111, 112]. Образование Sn2S3 и SnS2
описано И. С. Волынским и Н. Н. Севрюковым [113].
Олово — серебро
На рис. 31 приведена диаграмма состояния этой системы по
Мэрфи и др. [114—123].
Рис. 31. Диаграмма состояния системы Sn — Ag
(по (Мэрфи и др )
Петренко установил, что при 480° серебро растворяет около
25% Sn, при 200°—около 19% Sn (а-раствор) [122]. Кроме сое-
динения Ag3Sn, найдены а- и р-фазы.
Кристаллические структуры:
AgsSn-фаза ромбическая, при 24% (атомн.) Sn а = 2,985 А,
b = —5,144 А, с = 4,774 А [145].
р-фаза гексагональная плотной упаковки, при 13,3% Sn а =
= 2,925 А, с = 4,774 А;
a-фаза при 11,4% (атомн.) Sn имеет а — 4,125 А.
двойные сплавы олова
75
Олово — стронций
На рис. 32 приведена диаграмма состояния этой системы по
Рею [124]. Установлено существование двух соединений: Sn5Sr
(12,87% Sr) и Sn3Sr (19,75% Sr).
Рис. 32. Диаграмма 'состояния системы Sn—Sr
(по Рею)
Олово — сурьма
Диаграмма состояния (рис. 33) дана по Ивасе, Аоки, Осава
[126]. Твердый раствор сурьмы в олове при комнатной темпера-
туре содержит Sb, %: около 8 [126, 128, 129]; 3,5 [127].
Пределы состава p-фазы: содержание Sb, %: 42—58 [126];
40,6—60,6 [129]; 45,4—54,4 [130]; 40,4—53,3 [131].
Состав в перитектической точке: содержание Sb, %: 65 [126];
60,6 [128]; 63,59 [129].
Природа перехода р не установлена.
Твердый раствор олова в сурьме при 425° содержит Sn, %:
11 [126, 128]; 9,7 [129]; около 9,5 [130], а при комнатной темпера-
туре содержание олова равно 7 [126]; 9 [128].
Криста ллические структур ы:
a-фаза простая тетрагональная [130, 131]:
при 6% (атомн.) Sb 0 = 5,830 А, с: о = 0,546; плотность
7,24 г!смй\ при 9% (атомн.) Sb 0 = 5,834 А, с: о = 0,544 [130];
P-фаза имеет структуру NaCl [126, 131]:
76
двойные и тропные сплавы олова
при 45% (атомн.) Sb а = 6,124 А; плотность 6,93 г/см3’,
при 50% (атомн.) Sb а = 6,120 А; плотность 6,90 г/см3\
при 52% (атомн.) Sb а = 6,115 А; плотность 6,88 г/см3.
у-фаза ромбоэдрическая [130, 131]:
при 90—91% (атомн.) Sb а = 6,214 А; а = 86° 22' [130];
при 93% (атомн.) а = 6,215 А; а = 86° 36'; rf=6,67 г/см3 [131].
Рис. 33. Диаграмма состояния системы Sn—Sb
(по Ивасе, Аоки, Осава)
Олово — таллий
Диаграмма состояния по Фуксу приведена на рис. 34.
Олово — теллур
Диаграмма состояния по Кобаяши показана на рис. 35 [135].
Твердый раствор теллура в олове при 200° С содержит около
0,025% Те [136].
Температура плавления соединения SnTe составляет 777°
[135], 800° [137], 769° [138].
Состав эвтектики: 86% Те [135]; 85% Те [137]. Температура
эвтектики: 393° [136], 404° [137], 399° [138].
Рис. 34. Диаграмма состояния системы Sn — Т1
(по Фуксу)
Рис. 35. Диа,грамма состояния системы Sn—Те
(по Кобаяши)
78
двойные и тройные сплавы олова
Олово — хром
Диаграмма состояния этой системы приведена по Гиндришу
[139] на рис. 36.
Сплавы олова с 5—70% Сг обнаруживают явное расслаива-
ние. Хром не влияет на температуру ^-превращения олова.
Н. Пущин [141] пришел к выводу, что олово и хром не образуют
между собой соединений.
Рис. 36. Диаграмма состояния системы Sn — Сг
(по Гиндришу)
Олово — церий п
и
Диаграмма состояния по Ролла, Янделли и Фогелю показана
на рис. 37 [142]. Твердый раствор церия в олове содержит менее
0,1% Се [143].
Кристаллическая структура кубическая, а = 4,711 А [144].
Олово — цинк
На рис. 38 приведена диаграмма состояния этой системы по
Блонделю [145, 146]. Твердый раствор цинка в олове при эвтек-
тической температуре содержит Zn, %: 2,5 [145]; 0,325 [150];
1 [147]; растворимость не обнаружена [148, 149].
Эвтектика содержит около 8% цинка, температура ее 198—
199°
i
80
ДВОЙНЫЕ И ТРОЙНЫЕ СПЛАВЫ ОЛОВА
Олово — фосфор
Диаграмма состояния дана по Вивиану [151] (рис. 39).
При обычном давлении олово не может растворить более
13% Р. За пределами этого состава (при более высоком содер-
Рис. 39. Диаграмма состояния системы Sn — Р (по Вивиану)
жанип Р) диаграмма представляет неопределенный разрез про-
странственной системы концентрация — температура — давле-
ние. См. также [152].
Прочие бинарные системы
Данные по прочим бинарным системам, менее важные для
целей металлургии и применения олова, следует искать в книге
Хансена [153]“ и других подобных изданиях.
Обзор основных интерметаллидов приводится ниже.
ТРОЙНЫЕ СПЛАВЫ ОЛОВА
81
2. ТРОЙНЫЕ СПЛАВЫ ОЛОВА
Из огромного числа тройных систем, в состав которых вхо-
дит олово и два других химических элемента, изучено только не-
многим более тридцати, причем не всегда подробно изучались
оловянные углы этих систем. Громоздкость материала по трой-
ным системам вынуждает нас ограничиться сообщением некото-
рых библиографических сведений и отослать читателя к перво-
источникам.
Приводимые ниже сведения расположены по порядку латин-
ского алфавита химических обозначений второго и третьего ком-
понентов.
1. Sn — Al—Си. Система изучалась Эдвардсом и Андрю
[154], алюминиевый угол ее детально был исследован Замотори-
ным [155], а медный — Скотдэлом [156].
2. Sn — Al — Fe. Оловянный угол этой системы изучен Му-
рачом и Лихницкой [157].
3. Sn — Al — Ni. Алюминиевый угол диаграммы Като [158].
4. Sn — Al — Si. Некоторые сведения сообщены Матсукава
[159].
5. Sn — Al — Zn. Отдельные точки этой системы получены
разными авторами [160—163].
6. Sn — Be — Си [164].
7. Sn —Bi —Cd [165].
8. Sn —Bi —Pb [166].
9. Sn — Bi — Zn [167].
10. Sn—Cd —Pb [168].
11. Sn —Cd —T1 [169].
12. Sn —Cd —Zn [170].
13. Sn —Co —Fe [171].
14. Sn —Си —Ag [172].
15. Sn —Си — Mg. Изучался медный угол диаграммы в об-
ласти составов: 0—12% Sn и 0—12% Mg [173, 174].
16. Sn—Си— Мп. Изучался медный угол в области соста-
вов: 0—40% Sn, 0—15% Mg [175, 177].
17. Sn — Си — Ni. Медный угол диаграммы изучен в области
от 0 до 40% Sn и от 0 до 15% Ni [178], а также в пределах 0—
30% Sn и до 0,2% Ni [178—180].
18. Sn — Си — Pb. Изучены богатые медью сплавы, содер-
жащие до 30% Sn и до 5% РЬ [181—183].
19. Sn — Си — Р. Изучен медный угол диаграммы в преде-
лах до 25% Sn и 8,5% Р (1’84], а также разрезы области, богатой
медью при .постоянном содержании олова [185].
20. Sn —Си — Zn. Изучен, медный угол диаграммы в преде-
лах до 40% Sn и до 60% Zn [186] и в пределах до 30% Sn и
50% Zn [187]. Определены границы «-фазы при разных темпера-
82
ДВОЙНЫЕ И ТРОЙНЫЕ СПЛАВЫ ОЛОВА
турах [188]. Исследованы сплавы, содержащие от 50 до 70% Си
и до 7% Sn и от 25 до 45% Zn (189]. Определены области фаз для
ряда сплавов {190].
21. Sn —Ga —Ag [191].
22. Sn —Fe —Ni [192].
23. Sn — Fe—Si [193].
24. Sn — Hg—Ag. Система подробно изучена Тайлером [194],
за исключением небольшой зоны в оловянном углу. Диаграмму
также подробно изучали другие авторы [195, 196].
25. Sn —Mg —Ag [197].
26. Sn —Mg —Zn [198].
27. Sn —Mn —Hg [199].
28. Sn —Mo —Ni [200].
29. Sn —Pb —Ag [201, 202].
30. Sn — Pb — Mg [203].
31. Sn — Pb —Na. Изучен свинцовый угол диаграммы в пре-
делах до 6% Sn и 4% Na [204].
32. Sn — Pb — Т1 [205].
33. Sn — Pb — Zn. Система подробно была изучена [206],
[207]; кроме того, была определена точка тройной эвтектики [208].
34. Sn — Sb — Cd. Изучен оловянный угол диаграммы в пре-
делах до 14% Sb и 43% Cd [209].
35. Sn — Sb — Си. Система была подробно изучена Тесаки
[210], был также изучен оловянный угол диаграммы в пределах
до 12% Sb и 10% Си [211], и в пределах до 14% Sb и до 3% Си
[212].
36. Sn — Sb — Pb. Система была изучена очень подробно
[213, 214, 215, 216]. Свинцовый угол диаграммы был описан так-
же в области сплавов, содержащих до 14% Sn и до 24% Sb [217]
и в области до 10% Sn .и 10% Sb [218].
37. Sn —Sb —Zn [219].
38. Sn —Tl —Zn [220].
ЛИТЕРАТУРА
.1. A. H. Sully, H. K. Hardy and T. L. Heal. J. tost. Metals, 1949.
2. L. L о s a n a and E. С а г о z z i. Gazz. Chim. Ital., 53, 1923, 546.
3. A. G. Gwyer. Zschr. anorg. Chemie, 49, 1906, 311.
4. К. К a n e k о and M. К a m iy a. Nippon Koyo Kwai Shi, 40. 1924, 509.
5. K. W. Ray and R. G. Thompson. Met. and Alloys, 1, 1930, 314.
6. K. W. Ray. Met. and Alloys, 1, 1929, 112.
7. A. C. Davidson. Techn. Publ. intern. Tin Res. A., No. 77, 1938.
8. W. A. Cowen, G. О. FI i e r a and F. H. Edwards. National Metals
Handbook, A S. S.T., 1939, 1379.
9. H. Endo, Sei. Rep. Tdhoku Imp. Univ., 14, 1925, 489.
10. Fl. Seitz and F. Dunkerley. J. Amer. Chem. Soc., 64, 1942, 1392.
11. D. Solomon and W. Morris Jones. Phil. Mag., Id, 1931, 1090.
12. FI. А. Путин и др. Z. anorg. Chemie, 209, 1932, 329.
13. W. Kroll. Metallwirtschaft, 11, 1932, 435.
тройные сплавы олова
83
14 Н. Stor und W. Klemm. Z. anorg. Chemie, 241, 1939, 305.
15. W. F. E h r e t und D. H. G u r i n s к y. J. Amer, Chem. Soc., 65, 1943, 1226.
16. M. Хансен. Структура бинарных сплавов, том II, М., 1941.
17, О. N i а 1. X-ray studies of Binary Alloys of Tin with Transition Metals,
Univ. of Stokholm, 1945.
18. С. A. E d v a r d s and A. Preece. J. Iron Steel Inst. 41, 1931, 124.
19. W. F. E h r e t and A. F. W e s t g r e n. J. Amer. Chem. Soc., 55, 1933, 11339.
20. W. D. J о n e s and W. E. H о a r e. J. Iron Steel Inst. 129, 1934, 273.
21. A. H. Campbell, 1. Wood, G. Skinner. J. Ampp. Chem. Soc. 71,
1949, 1729.
22. S. Stenbeck and A. Westgren. Z. phys. Chemie, '14, 1931, 91.
23. E. Owen and E. O’Donnell Roberts. J. Inst. Metals, 71, 1945, 213.
24. E. Jenckel und L. Roth. Z. Metallkunde, 30, 135, 1938.
25. R. Vogel. Z. anorg. Chemie, 46, 1905, 60.
26. E. Owen. J. Inst. Metals, 73, 1947, 471.
27. F. N. R h ii n e s, W. M. U rq u a r t and H. Hoge. Trans. Amer. Soc. Met.,
39, 1947, 694.
28. 'C. Fink, E. Jette, S. К ait z and F. S ch n eit 11 er. Trans. Electroch.
Soc., 88. 1945, 229.
29. S. V a 1 e n t i n e r. Z, Metallkunde, 32. 1940, 31.
30. D. FI a n s о n and W. T. P e 11 - W a 1 p о 1 e. J. Inst. Metals, 59. 1936, 281.
31 D. S t о с к d a 1 e. J. Inst. Metals, 56, .11935, 184.
32. W. H u m e - R о t h e r y. J. Inst. Metals, 35. 1926, 325.
33. L D о n s к ii. Z. anorg. Chemie, 57, 1908, 212.
34. E. J enckel und L. Roth. Z. Metallkunde, 30, 1938, 135.
35. E. Z 1 n 11 und S. N e u m a у e r. Z. Elektroch., 39, 1933. 86.
36. S p a n d a n und Kohlmeyer. Z. f. anorg. Chemie, 65, 1947, 254.
37. O. N i a 1. Univ, of Stokholm, 4945, Cartrykur Svenck Kemist Tidskrift, 59,
1947, 172.
38. С. Ф. Жемчужный и С. Белинский. Z. anorg. Chemie, 59, 1908.
364.
39. К. Z evko n j a. Z. anorg. Chemie, 59, 1908, 293.
40. U. Hashimoto. Trans. Inst. Met. Japan, 2, 1938, 67.
41. W. Koster und E. Wagner. Z. Metallkunde, 29, 1037, 230.
42. S. Tamarn. Z. anorg. Chemie, 61, 1909, 40.
43. E. R. Jette and E. Gebert. J. Chem. Physics, 1, 1933, 753.
44. L. Rolla, A. Landelli, G. Canneri, R. Vogel. Z. Metallkunde,
35, 1943, 29.
45. G. Cannery. Met. italiana, 23, 1931, 809.
46. A. R oss i. Gazz. chim. ital1., 64, 1934, 832.
47. G. Grube und E. Meyer. Z. Elektrochemie, 40, 1934, 771.
48. G. Ma si ng und G. Tammann. Z. anorg. Chemie, 67, 1910, 183.
49. A. Baroni, R. Atti. Acad. Lancei (Roma), 16, 1932, 153.
50. E. J e n с к e 1 und L. R о th. Z. Metallkunde, 30, 1938, 135.
51. W H u m e - R о t h er y. J. Inst. Metals, 35, 1926, 336.
52. G. V. Raynor. J. Inst. Metals, 66, 1940. 409.
53. E. Jenckel und L. Roth. Z. Metallkunde, 30, 1938, 135.
54. G. Grube. Z. anorg. Chemie, 46, 1905, 76.
55. H. С. Кугрнакюв и H. И. Степанов. Z. anorg. Chemie, 46, 1905, 177.
56 W. Klemm und We s 11 i n n i n g. Z. anorg. Chemie, 245. 1941, 365.
57. G. Grube und H. W о s s k ii h 1 e r. Z. Elektrochemie, 40, 1934, 570.
58. A. FI. Geisler, C. Barrett and R. M e h 1. Transac. Amer. Inst. Min.
Met. Eng., 152, 1923, 2777.
59. L. Pauling. J. Amer. Chem. Soc., 45, 1923, 2777.
60 E. Z i n 11 und FI. Kaiser. Z. anorg. Chemie, 211, 1933, 113.
61. G. V. Raynor. Proc. Roy. Soc., 180, 1942, 107.
62. O. Niial. X-ray Studies on Binary Alloys of Tin, Stokholm, 1945.
63. FI. Novotny und K. Schubert. Metallforsch., 1, 1946, 17.
84
ДВОЙНЫЕ И ТРОЙНЫЕ СПЛАВЫ ОЛОВА
64. A. Russel, Т. Kennedy and R. Laurence. J. Amer. Chem. Soc..
.1934, 1750.
65. R. S. William s. Z. anorg. Chemie, 1, 1907, 55.
66. G. V. Raynor. Inst. Metals Annotated Equilibrium Diagram Series,
No. 2, 1944.
67. D. Hanson, E. Sandford and H. S t e v e n s. J. Inst. Metals, 55,
1934 119.
68. С. E. Homer and H. P 1 u m m e r. J. Inst. Metals, 64, 1939, 169.
69. O. Bauer und О. V о 11 e nb r u c k. Z. Metallkunde, 15, 1923, 119, 191,
70. E. Owen and E. Williams. J. Inst. Metals, 58, 1936, 283.
7. 1'. С. К-онобеевский и В. Тарасова. Физическая химия, т. 99, 1937,
681.
72. О. С а г I s s о n und G. Н a g g. Z. Kristallogr. 83, 1932, 308.
73. J. Bernal. Nature, 122, 1928, 54.
74. A. Westgren und G. Ph ragmen. Z. anorg. Chemie, 175, 1928, 80.
75. В. Исаичев. Журнал технической физики, т. 9. 1939, 1867, т. 10, 1940,
752.
76. Е. Owen. J. Inst. Metals, 73, 1947, 471.
77. М. Хансен. Структуры бинарных сплавов, т. I, Металлургивдат, 1941.
78. G. Н a g g and A. Hybinette. Phil. Magaz. 20, 1935, 913.
79. Q. A. M ansuri. J. Amer. Chem. Soc., 123, 1923, 214.
80. IN. Parravano and P. de Cesaris. A 11 i R. Accad. Lincei, Roma, 20,
1911, 593.
81. W. H. W i 1 1 о t and E. Evans. Phil. Mag., .1'8, 1934, 114.
82. V. Goldschmidt. Trans. Faraday Soc., 25, 1929, 253.
83. W. H u m e- R о t h e r y. J. Amer. Chem. Soc., 1928, 947.
84. E. Zintl, A. Harder. Z. phys. Chemie, (B), 34, 1936, 328
85. O. N i a 1. X-ray Studies, etc., Stokholm, 1945.
86. T. Neumann. Z. Metallkunde. 35, 1943, 206.
87. H. Novotny und K. Schubert. Metallforsch., 1, 1946, 23.
88. W. Mikulas, L. Tomassen, C. Upthergrove. Metals Techn., 4,
1937, Techn. Publ. 814.
89. E. J e 11 e und E. F e t z. Metallwirtschaft, 14, 1935, 165.
90. D. H a n s о n, E. Sandford, H. Stevens. J. Inst. Metals, 55, 1934, 115.
91. IP. Rhalfs. Metallwirtschaft, 15, H937, 343.
92. F. Doerinckel. Z. anorg. Chemie, 54, 1907, 333.
93. E. J e n c k e 1 und L. Roth. Z. Metallkunde, 30, 1938, 135.
94. O. N i a 1. X-ray Studies, etc., Stokholm, 1945.
95. H. Подкопаев. ЖРФХО, 40, 1908, 249—260.
96. M. L. V. Gayle r. J. Inst. Metals, 60, 1937, 403.
97. W. J. van Heteren. Z. anorg. Chemie, 42, 1904, >129.
98. C. von S i m s о n. Z. physikal, Chemie, 109, 1924, 183.
99. S. S t e n b e c k. Z. anorg. Chemie, 214, 1933, 17.
JOO. G. V. Raynor. Inst. Metals Annotated Equilibrium Diagram Series,
No. 6, 1947.
101. D. Sitokdale. J. Inst. Metals, 49, 1952, 267.
102. K. Honda und H. Abe, Sci. Rep. Tohoku, Imp. Univers.
103. F. H. Jeffery. Trans. Faraday Soc., 24, 1928, 209.
104. С. E. Homer, H. Plummer. J. Inst. Metals, 64, 1939, 172.
105. G. В о r e 1 i u s, F. L a r r i s, E. C h 1 s s о n. Arkiv Mat. Astr. Fisik, 31 (A)\
1944.
106. A. Stockburn. J. Inst. Metals, 66, 1940 33.
107. H. С. Куря а к св. ЖРФХО, 37, 1905,’579.
.108. W. В i 11 z und W. Mecklenburg. Z. anorg. Chemie, 64, 1909, 226.
109. E. Jenckel und L. Roth. Z. Metallkunde, 1938, 135. 30.
140. W. В i 11 z, W. Mecklenburg. Z. anorg. allgem. Chemie, 64, 1909,
226—235.
ТРОЙНЫЕ СПЛАВЫ ОЛОВА
85
111. Н. Н. Муфач. Вытеснение олова из шлаков, ГОНТИ, 1939.
112. Н. Н. Му'рач. Системы олово — сера и олово — железо — сера. Труды
МИЦМиЗ им. М. И. Калинина, № '6, 16138.
113. И. С. Волынский и Н. Н. Севрюков. ЖОХ, XXV, 1955, 2380.
114. A. Murphy. J. 'Inst. Metals, 35, 11926, 107.
115. О. Nial, A. Al mil n, A. Westgren. Z. physical. Chemie, 1931, 81.
116. E. Jenckel und L. Roth. Z. Metallkunde, 30, 1938, 135.
117. C. Hammer and H. Plummer. J. Inst. Metals, 64, 1939, 191.
118. D. H a n s о n, E. Sandford. H. S t e v e n s. J. Inst. Metals, 55, 1934, 115,
1'19. E. Owen, E. Roberts, Phil. Magaz., 27, 1939, 294.
120. W. H u m e - R о t h e r y, G. Levin, P. Reynolds. Proc. Roy. Soc., 157,
.1936, 167 (A).
121. E. Owen. J. Inst. Metals, 73, 1'947, 471.
122. Г. Петренко. Z. anorg. allg. Chemie. 53, 1907, 204.
1123. H. Пу.ш и н. Z. anorg. allg. Chemie. 53, 1908, 20.
124. K. W. R a y. Ind. Ehg. Chem., 22, 1930, 519.
125. K. W. Ray. Met. Alloys, 1, 1929, 112.
126. K. Iwase, N. Aoki, A. Osawa. Sci. Rep. Tohoku Imp. Univ., 20, 1931,
• 353.
127. D. Hanson and W. T. P e 11 - W a 1 p о 1 e. J. Inst. Metals, 58, 1936, 299.
128. M. T a s a k i. Mem. Coll. Sci. Kyoto Imp. Univ. 12, 1929, 277.
129. W. Bronews ki, L. Sliwaeska. Rev. Met. 25, 1928, 312.
130. G. H a g g and A. G. H у b i n e 11 e. Phil. Mag., 20, 1935, 913.
101. E. G. Bowen and W. Morris-Jones. Phil. Mag., 12, 1931, 441.
1'32. R. В 1 о n d e 1. Publ. Sci. T. M. A. No. 89, 1936. (France).
133. P. Fuchs. Z. anorg. Chemie. 107, 1919, 308.
134. H. Ireton, J. Blewett. J. Allen, Gan. J. Res., 9, 1933, 415.
135. M. Kobayashi. Z. anorg. Chemie, 69, 1910, 1.
136. E. Jenckel, L. Roth. Z. Metallkunde, 30, 1938, 135.
137. W. В i 11 z. W. Mecklenburg, Z. anorg. Chemie, 64, 1909, 226
138. H. F a y. J. Amer. Chem. Soc., 29, 1907, 1267.
139. G. H i n d r i s c h. Z. anorg. Chemie, 59, 1908, 414
140. O. N i a I. X-ray Studies of Binary Alloys of Tin with Transit. Metals,
Univ, of Stokholm, 1945.
141. H. Пушиц. ЖРФХО, 39, 869, 1907.
142. L. Rolls, A. Lan del Li, R. Vogel. Z. Metallkunde, 35, 1943, 29.
143. E. J e n c k e 1, L. Roth. Z. Metallkunde, 30, 1938, 135.
144. E. Z i n 11, S. N e u m a у e r. Z. Elektrochemie, 39, 1933, 86.
145. R. В Ion del et P. Lafitte. Compt. R. Ac. Sci. 1936, 200.
146. R. В 1 о n d e 1. Publ. Sci. Techn. Min. Air. (France), No. 89, 1935, 1472.
147. P. Saldau. J. Inst. Metals, 41, 1929, 297.
148. R. Lorenz, D. P 1 u m b r i d g e. Z. anorg. Chemie, 83, 1913, 228.
149. E. Crepaz. Giorn. Chim. Ind. Appl., 5, 1923, 115.
150. C. Hommer, H. Plummer. J. Inst. Metals, 64, 1939, 169.
151. A. Vivian. J. Inst. Metals, 23, 1920, 325.
152. P. J о 1 i b о i s, C. R. Acad. Sci. Paris, 148, 1909, 636.
153. M. Хансен. Структуры бинарных сплавов, тт. I и II, Металлургиздат,
1962
154. С. A. Edvards, I. Н. Andrew. J. Inst. Metals, 2, 1909, 29.
155. М. И. ЗамотО|рин. Металлург, 1936, 11, 103.
156. D. S t о с k d а 1 е. J. Inst. Metals, 35, 1926. 181.
157. Н. Н. Мурач. Металлургия олова, 1947, 227.
158. S. Kato. Suiyokwai Shi, 6, 1931. 529.
159. Т. Matsu kava. Suiyokwai Shi, 5, 1928, 567.
160. V. J a re s. Trans. Amer. Inst. Min. Met. 'Eng., Inst. Met. Division, 67, 1927.
161. E. Crepaz. Giorn. Chim. Ind. Appl., 5, 1923, 285.
162. L. L о s a n a, E. С a г о z z i. Gazz. ch. ital. 53, 546, 1923.
163. H. Nischimura, O. Suzuki. Suiyokwai Schi, 4, 1925, 1441.
86
ДВОЙНЫЕ И ТРОЙНЫЕ СПЛАВЫ ОЛОВА
164. Е. S. R о w 1 a n d, С. Upithegrowe. Trans. Amer. Inst. Min. Met. Eng.,
Iil7, 1935, 190.
165. A. Stoffel. Z. anorg. Chemie, 53, 1907, 167.
166. A. Port ev in, P. Bastien. Compt. rendue, 196, 1933, 1396.
167. S. D. M u s a f f a r. J. Chem. Soc. 123, 1923, 2341.
168. A. Stoffel. Z. anorg. Chemie, 53, 1907, 159.
169. E. J а песке. Z. Metallkunde, 31, 1939, 170.
170. R. Lorenz, D. Plumbridge. Z. anorg. Chem. 83, 1913, 228.
171. W. Koster und W. Geller. Arch. Eisenhiittenwesen, 8, 1935, 557.
172. W. G u e r 11 e und W. В о n s a c k. Z. anorg. Chem. 162, 1927, 22.
173. G. Venturello et M. Fornaseri. Met. ital., 29, 1937, 213.
174. O. Dahl. Wis. Verof. Siemens — Konzern, 6, 1927, 222.
175. J. Vero. Mitt, berg.-hiitt. Abt. K. Ung. Palatin —Josef Univ. 5, 1933, 128.
176. U. D e h 1 i n g e r. Z. Elekitrochemie, 38, 1932, 148.
177. L. A. C a p a re 11 a and R. H u 11 g e n. Trans. Amer. Min. Met. Eng.., 147,
1942 232.
178. I. Veszelka. Mitt. berg.— hfltt. Abt. K- ungar. Palatin. Univ., 4,
1932, 1.
179. J. T. Eash and C. Up th egrove. Trans. Amer. Inst. Min. Met. Eng.,
104, 1933 221.
180. W. B. Price, C. G. Grant and A. Phillips. Trans. Amer. Inst. Min.
503 1928.
181. I. Veszelka. Mitt, berg.—hilt. Abt. K- Palatin.—Univ. 4, 1932, 1.
182. S. Briesemeister. Z. Metallkunde, 23, 1931, 225.
183. Справочник металлурга по цветным металлам, под редакцией Н. Н. Му-
рада, т. II, стр. 83.
184. I. Vero, Z. anorg. Chemie. 213, 1933, 257.
185. L. Glaser und N. S e e m a n. Z. techn. Physik, 7, 1926, 42.
186. K. Yamaguchi, I. Nakamura. Rikwagaku Kenkyu-jo Iho 11, 1932,
1330.
187. S. L. Hoyt. J. Inst. Metals, 10, 1913, 235.
188. С. К о н о б е е век и й, В. Тарасова, А. Степанова. Acta Physico-
chim. USSR, 6, 1937, 799.
189. О. Bauer, M. Hanson. Z. Metallkunde, 22, 1930, 387; 23, 1931, 19.
190. O. F. H u d s о n and R. M. J о n e s. J. Inst. Metals, 14, 1915, 98.
191. F. Weibke und E. Hesse. Z. Elektrochemie, 46, 1940, 219.
192. P. Schafmeister, R. Ergang. Arch Eisenhiittenwes. 13, 1939, 95.
193. H. H. Мурач. Металлургия олова, Металлургиздат, 1947, 225—227.
194. М. G а у 1 е г. J. Inst. Metals, 60, 1937, 379.
195. G. Tammann, О. Dahl. Z. anorg. Chemie, 144, 1925, 16.
196. W. A. Knight and R. A. J о у n e r. J. Chem. Soc., 103, 1913, 2247.
197. G. V. Ray nor and B. R. Frost. J. Inst. Metals, 75, 1949, 777.
198. В Otani. Testuto Hagane, 19, 1933, 566.
199. A. N. Cmpbell, H. D. Carter. Trans. Farad. Soc., 29, 1933, 1295.
200. H. P 1 a u t s c h. Z. Metallkunde, 17, 1925, 122.
201. N. Parra van o. Gaz. chim. ital., 41, 1911, 813.
202. L. E. E a r 1 e. J. Inst. Metals, 72, 1946, 403.
203. A. V. Veg esack. Z. anorg. Chemie, 54, 1907, 367.
204. J. Goebel. Z. anorg. Chem 106, 1919, 209.
205. H. С. Курников и H. И. Коренев. Известия физико-химического
анализа, т. 6, 1933, 61.
206. Р. Мю n d a i n-М о n v а 1 е et G. Gabriel. Bull. Soc., Chim. France,
7, 1940, 143.
207. M. Dennenmiiller. Rev. Met., 40, 1943, 85.
208. M. L e w i-M a 1 v a n о et O. Ceccarelli. Gazz. chim. italiano, 41, 1911,
269.
209. D. Hanson and W. P e 1 1 - W a 1 p о 1 e. J. Inst. Metals, 61, 1937, 265.
ТРОЙНЫЕ СПЛАВЫ ОЛОВА
87
210. М. Tasaki. Mem. Coll. Sol. Kyoto Imp. Univ., 12, 1929, 227 (A).
211. O. W. Ellis and G. В. К a relit z. Trans. Amer. Soc., Meeh. Eng., 50,
1928 ГЗ.
212. J V. Harding and W. T. Pell-Walpole. J. Inst. Metals. 75, 1948,
115.
213. R. Loebe. Metallurgie, 8, 1911, 33.
214. W. Campbell. Metallurgie, 9, 1912, 422.
215. IN. Aoki. S. Waki. Naikaku Isatsu-Kyoku Kenkyujo Chosa Hokoku,
21, 1930, 1.
216. K. Iwase, N. Aoki. Kinzoku no Kenkyu, 8, 1931, 253.
217. F. D. W e a v e r, J. Inst. Metals, 56, 1935, 209.
218. R. A. Morgen and E. H. Roberts. Trans. Amer. Inst. Min. Met. Eng.
Met. Divis. 1928, 336.
219. R. Blomdel, Pubi. Sci. Techn. Minist. Air (France) No. 89, 1936.
220. W. Hubicki. Ann. Univ. M. Kurie-Scladovska, 2 (AA), 1, 1947.
ГЛАВА IV
ОБЩИЕ СВЕДЕНИЯ О РУДАХ И КОНЦЕНТРАТАХ ОЛОВА
1. ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К РУДАМ И КОНЦЕНТРАТАМ
Получение различных марок металлического олова в совре-
менной металлургии осуществляется из оловянных концентра-
тов, содержащих примерно 40—70% Sn.
Непосредственная металлургическая переработка коренных
руд и россыпей без предварительного обогащения технически и
экономически нерациональна или же практически невозможна в
связи с низким содержанием в них олова.
Промышленная ценность оловянной руды зависит от вещест-
венного состава, размеров вкрапленности и содержания в пей
минералов олова, наличия других ценных компонентов и ряда
технико-экономических факторов, определяющих целесообраз-
ность разработки того или иного месторождения.
При разработке комплексных россыпных месторождений из-
влечение касситерита осуществляют при содержании олова в ру-
де от 0,01 — 0,02% и выше.
Для чисто касситеритовых коренных руд содержание олова
обычно составляет не ниже 0,1—0,2%. Попутное извлечение кас-
ситерита совместно с другими ценными компонентами возможно
при более низком содержании олова в рудах и россыпях.
Так, в Малайской Федерации, занимающей первое место
(среди капиталистических стран) по запасам олова и получе-
нию оловянных концентратов [1], перерабатываются пески, со-
держащие около 0,01—0,02% Sn, в Индонезии (о. Банка) —
0,04—0,05% Sn, тогда как коренные руды Боливии содержат
1,2—1,7% Sn. В то же время на фабрике Клаймакс (США) из
молибденовых руд попутно извлекают олово и вольфрам при
суммарном содержании их в руде около 0,001%.
Руды, содержащие олово в виде станнина, в настоящее вре-
мя в промышленном масштабе не разрабатываются. Руды, со-
держащие станнин совместно с касситеритом, не желательны,
так как дают при обогащении касситеритовые концентраты, за-
грязненные серой, железом и медью.
Для успешного получения марочного олова качество концен-
тратов должно удовлетворять определенным требованиям по со-
МИНЕРАЛЫ ОЛОВА
89
держанию в них не только олова, но и загрязняющих примесей
(SiOj, ,Fe, А120з, Си, S, Pb, Zn, As, Sb, Bi).
Качество получаемых оловянных концентратов зависит от ти-
па перерабатываемых руд и россыпей. Наиболее богатые кон-
центраты, содержащие до более 70% олова, получают из бога-
тых оловянных россыпей. Из коренных руд в СССР согласно
техническим условиям ЦМТУ 2009—47 получают три марки
концентратов [2], которые должны 1содержать: первый сорт — не
менее 60% олова, второй сорт — не менее 50% и третий — не ме-
нее 40%; соответственно шлакообразующих и примесей — не бо-
лее 11, 17 и 19% кварца; 6, 9 и 11% окиси железа; 3, 5 и 7%
окиси алюминия; 3, 4 и 6% серы; 0,2; 0,2 и 0,5% меди.
При переработке сложных руд на первичных обогатительных
фабриках обычно получают бедные концентраты, содержащие
10—30% Sn, направляемые на центральную доводочную фабри-
ку, схема обогащения которой позволяет селективно разделять
комплексные концентраты различными методами (флотограви-
тация, магнитная и электрическая сепарация, гравитация, фло-
тация и др.) и гидрометаллургии. При переработке бедных кон-
центратов, содержащих 5—15% Sn, возможно применение дру-
гих химико-металлургических процессов.
Оптимальные технико-экономические показатели получения
олова должны быть найдены с учетом материальных затрат на
процессы обогащения руды, доводки первичных концентратов и
их металлургической переработки, причем должно быть обеспе-
чено максимальное суммарное извлечение олова в товарную
продукцию при минимальных затратах.
2. МИНЕРАЛЫ ОЛОВА
Всего известно 16 оловосодержащих минералов, представ-
ленных окисламп, сульфидами, тиостаннатами, силикатами, бо-
ратами и танталитами. Характеристика оловосодержащих ми-
нералов приведена в табл. 15.
Важнейший оловосодержащий минерал — касситерит пред-
ставляет собой природную окись олова SnO2,
Химически чистая окись олова содержит 78,8% Sn, кассите-
рит подобной чистоты был найден лишь в песках реки Типуани
(Боливия). Обычно кристаллы, касситерита загрязнены желе-
зом, танталом и т. д. Существует разновидность касситерита —
эйналит, которая содержит около 9% пятиокиси тантала. Ана-
лиз кристаллов из некоторых месторождений СССР показал со-
держание SnO2; в них от 92 до 97,5%.
Кристаллы касситерита окрашены в различные цвета: корич-
невый, черный, иногда красный, серый, белый или желтый, блеск
алмазный.
90
ОБЩИЕ СВЕДЕНИЯ О РУДАХ И КОНЦЕНТРАТАХ ОЛОВА
Т аблица 15
Минералы олова
Наименование Формула Теоретиче- ское содер- жание олова, % Твер- дость Удель- ный вес
Окислы:
касситерит .... SnO2 78,8 6—7 6,8— 7,1
Сульфиды: 5,0—8,9
колюзит Cu3(As, Sn, V, Fe)S4 3—4 4,4— 4,6
кольбекин или гер-
ценбергит .... 8п8[или Sn2Ss] 78—8 2—2,5 5,0
Сульфоста н н аты: 4Ag2S-SnS2 10,1 2,5
канфильдит .... 6,3
станнин (оловянный
колчедан) .... Си.>8-Ре8-8п82 27,5— 29,5 3—4 4,4
тиллит (теалит) . . PbS-SnSpLnn PbS-SnS2) 30,51 2—3 6,4
франкеит 5PbS 2SnS2 - SbS2 9,48— 17,36 2,5 5,8
цилиндрит (килин- 26,63 2,5—3 5,4
дрит) 6PbS- 6SnS2- SbaSg
плюмбостаннин . . 2PbS 2(Fe, Z n) • S • 2SnS3 • Sb2S3 — — -—•
Силикаты:
арандизит 3SnSiO4- 2SnO2- 4H2O 48,35— 55,73 5 4,0
стокезит CaSn[Si3O9] • 2H2O 26,51— 43,23 6 3,2
Бораты: 5,5
гулсит 12[Fe, Mg]O-2Fe2Os-SnO2- • 3B2O3-2FI2O 3 4,3
норде ншельдит . . CaSn(BO3)2 42,25 5,5—6 4,2
пайгеит 30FeO-5Fe2O3-SnO2- - 6B2O3- 5H2O 2,2—2,5 3 4,7
Т анталиты: 15,72— 17,29 (теорети- чески 21,88)
торолит (тороалит) . Tag* Og-SnO2 6 7,6— 6,9
хьельмит Оловотанталат и ниобат индия, железа, марганца и кальция 0,88— 3,62
Касситерит кристаллизуется в форме комбинации призмы и
пирамиды тетрагональной системы. Кристаллы бипирамидаль-
ные, также призматические с острыми концами, иногда очень
тонкие, игольчатые.
Весьма часто встречаются двойниковые кристаллы. Колло-
морфная скрытнокристаллическая форма агрегатов касситерита
ПРОМЫШЛЕННЫЕ ТИПЫ МЕСТОРОЖДЕНИИ ОЛОВА
91
называется деревянистым касситеритом, так как в изломе эти
агрегаты имеют концентрически-радиальную древовидную
структуру.
Твердость кристаллов касситерита велика: 6—7 по шкале
Мооса. Удельный вес этого минерала очень высок: от 6,4 до 7,1.
В сопоставлении с удельными весами сопутствующих ему мине-
ралов 2,65 кварц; 3,0 турмалин; 5,5 ильменит; 4,9—5,2 магнетит;
4,5—5,2 гематит. Такой высокий удельный вес весьма благопри-
ятен для гравитационного обогащения. Касситерит практически
нерастворим ни в каких химических растворителях.
Второй по значению оловосодержащий минерал — станнин со-
стоит из сульфидов олова, меди и железа; соотношение компо-
нентов в нем соответствует формуле Cu2S • FeS • SnS2 или
CuatFeSnS.}.
Содержание элементов в этом минерале колеблется в преде-
лах. %: 22—29 Sn, до 29 Си, до 13 Fe и до 30 S.
Станнин кристаллизуется в правильной системе, но ясно вы-
раженные кристаллы встречаются редко. Процессы извлечения
олова из станниновых руд мало разработаны ввиду сложного
их состава и невозможности получения кондиционных концент-
ратов.
В последнее время на Аляске найден черный минерал, пред-
ставляющий борат магния, железа и олова (до 10% Sn).
Другие минералы олова практического значения не имеют,
они иногда сопутствуют касситериту в рудах, но в ничтожно ма-
лых количествах. Интересны только некоторые минералы, содер-
жащие редкие элементы, в частности колюзит — Cu3(As, Sn, V,
Fe, Та)5>4, торолит (тореалит) —Ta2O5-SnO2, хельмит — олово-
танталат и ниобат индия, железа, марганца и кальция.
В настоящее время в отечественной и зарубежной практике
производство олова обеспечивается исключительно за счет до-
бычи руд, содержащих касситерит.
В СССР проводятся работы по изысканию технологических
процессов извлечения олова из станниновых руд.
3. ПРОМЫШЛЕННЫЕ ТИПЫ МЕСТОРОЖДЕНИИ ОЛОВА
Олово по содержанию в земной коре (0,0006%) относится к
числу редких элементов. Количество его примерно равно коли-
честву молибдена, вольфрама и меньше, чем циркония и ниобия.
Месторождения олова как по условиям залегания и генезиса,
так и по условиям разработки делятся на две большие группы:
1) россыпи оловянного камня и 2) коренные оловорудные мес-
торождения.
Благодаря большой химической стойкости основного мине-
рала олова-касситерита, а также из-за его твердости и значи-
тельного удельного веса вблизи большинства коренных место-
92
ОБЩИЕ СВЕДЕНИИ О РУДАХ И КОНЦЕНТРАТАХ ОЛОВА
рождений олова возникают россыпи оловянного камня. Следует
подчеркнуть, что промышленные россыпи касситерита могут об-
разоваться даже за счет непромышленных оловорудных мес-
торождений, так как оловянный камень легко концентрируется
в рыхлых наносных отложениях.
Благодаря простоте добычи и обогащения оловоносных на-
носов-песков разработка россыпей в большинстве случаев более
выгодна, чем разработка коренных месторождений. В добыче
олова россыпи играют очень большую роль. Около 70% оловян-
ных концентратов в зарубежных странах добывают из россыпей.
В Малайе, Голландской Индии, Нигерии и Республике Конго
90% Sn добывается из россыпей. В то же время в Боливии 95%
добываемых концентратов приходится на коренные месторож-
дения. В СССР также преобладает добыча из коренных место-
рождений.
Образование коренных месторождений олова происходит в
связи с интрузиями гранитной или гранодиоритовой магмы и
связанными с ней послевулканическими процессами: пеГмато-
генным, пневматогенным или гипотермальным.
Наиболее обычная область развития оловорудных месторож-
дений — это внешние и внутренние ореолы контакта активных
гранитных интрузий.
Оловорудные месторождения в одинаковой степени бывают
связаны с докембрийскими, нижнепалеозойскими, каменно-
угольными и третичными гранитами, т. е. нет принципиальной
разницы между юными и древними гранитами, как источником
оловоносности.
Однако наиболее молодые гранитные интрузии, сравнительно
недавно начавшие освобождаться от вмещающих пород и сох-
ранившие свои апикальные (верхние) части от размыва, будут
наиболее важными по оловоносности. Следовательно, мезозой-
ские и третичные граниты, связанные с киммерийской и альпий-
ской складчатостями, наиболее обещающи, хотя интрузии
прочих горообразовательных циклов — варисцийского, каледон-
ского и докембрийского также могут быть оловоносны, если апи-
кальные части их сохранены от размыва.
Россыпи, происходящие от коренных месторождений, генети-
чески связанные с киммерийским и альпийским вулканически-
ми циклами (юго-восток Азии и Боливия), дают 90% мировой
добычи; оловорудные месторождения, связанные с остальными
вулканическими циклами, дают остальные 10%. Позднейшие
расчеты акад. С. С. Смирнова показали, что мировая добыча
коренного олова распределяется по вулканическим циклам раз-
личного геологического возраста следующим образом: 0,4% до-
кембрийский, 3,2% каледонский, 6,8% герцинский, 90,1% ким-
мерийский и альпийский.
ПРОМЫШЛЕННЫЕ ТИПЫ МЕСТОРОЖДЕНИИ ОЛОВА
93
При процессах расщепления магмы олово генетически связа-
но в одних случаях с вольфрамом и летучими компонентами —
фтором, литием, мышьяком, бором, висмутом, под влиянием ко-
торых происходит глубокое изменение вмещающих пород —
грейзенизация и цвиттеризация. В других случаях, если магма
имеет более основной гранодиоритовый состав, оно связано с
сульфидами железа, пирротином, пиритом, которыми богаты
многие месторождения олова. Обычно также имеют широкое
развитие хлорит или турмалин.
Промышленные, типы коренных руд
Промышленные типы оловорудных месторождений могут
быть россыпные и коренные. Россыпи дают в среднем не менее
70% мировой (без СССР) выплавки олова. Они составляют
около 75% подготовленных и не менее 50% общих геологических
мировых запасов олова.
В СССР удельный вес добычи олова из россыпей составляет
всего лишь 25—30% и не менее 70% из коренных, обычно очень
сложных труднообогатимых тонковкрапленных руд, требующих
развитых схем обогащения с применением флотации. Классифи-
кация коренных оловорудных месторождений, предложенная
акад. С. С. Смирновым совместно с сотрудниками (табл. 16),
предусматривает три формации, объединяющие месторождения
относительно однородного минералогического состава и близкие
по генезису: А — месторождения пегматитовой формации; Б —
кварцево-касситеритовые; В — сульфидно-касситеритовые.
В мировой добыче руд относительная роль каждого типа ме-
сторождения распределяется следующим образом, %:
Пегматитовые месторождения................... 2,2
Кварцево-касситеритовые месторождения ... 17
Переходные от кварцево-касситеритовых к суль-
фидно-касситеритовым ........................55,3
Сульфидно-касситеритовые месторождения ... 25,5
Месторождения пегматитовой формации имеют очень нерав-
номерное оруднение и типичное для грейзенов гнездовое распре-
деление олова (размеры гнезд 3—4 мм). Содержание олова в
гнездах очень высокое, но среднее его содержание для всего
рудного тела обычно не более 0,1%).
В альбитизированных пегматитах оруднение более равномер-
ное, но среднее содержание олова почти всегда низкое. Преоб-
ладают полевые шпаты; кроме того, присутствуют: кварц, литие-
вые слюды, альбит, турмалин, иногда колумбит, берилл, споду-
мен. Пегматитовые месторождения имеют очень малое значение
при добыче олова из руд. Часто из этих руд комплексно извле-
кают олово, литий, цезий, рубидий, тантал и ниобий. Вкраплен-
ность касситерита обычно средняя и крупная (от 1—2 мм и вы-
Таблица 16
Классификация оловорудных месторождений
Формация месторождения Тип месторождения Типичный минералогический состав Преобладающие формы рудных тел Характеристика месторождения
А. Пегматитовая 1. Кварцево-микро- клин ный Кварц, альбит (ортоклаз) микроклин, мусковит, касситерит Дайки Месторождения имеют малое значение в добыче оловянных руд, частично добываются комплексно с извлечением Sn, Li
2. Сподуменово-квар- цево -микроклин ный (ортоклазовый) Кварц, альбит, сподумен, микроклин, лепидолит, касситерит То же Оруднение неравномерное. Сред- няя и крупная вкрапленность SnO2 от 1 мм и более; легко обогащаются
Б. Касситеритово- кварцевая 1. Грейзеновый Кварц, топаз, мусковит, флюорит, лепидолит, си- дерофиллит, касситерит, часто вольфрамит Неправильные гнездо- вые тела и штоквер- ковые жилы Имеют широкое промышленное распространение. Кроме SnO2, присутствуют вольфрамит, шеелит (руды обычно оловян- но-вольфрамовые), иногда CaF2, берилл, топаз
2. Топазо-кварцевый Кварц, топаз, мусковит, флюорит, касситерит То же SnO2 вкраплен , в кварц. Вкрап- ленность SnO2 мелкая, сред- няя, крупная
Продолжение табл. 16
Формация месторождения Тип месторождения Типичный минералогический состав Преобладающие формы рудных тел Характеристика месторождения
Б. Касситеритово- кварцевая 3. Полевошпатово- кварцевый Кварц, ортоклаз, альбит, касситерит Жилы Ч
4. Кварцевый Кварц, турмалин, арсено- пирит, касситерит, часто вольфрамит То же
В. Касситеритово- сульфидная 1. Скарновый Гранат, пироксен, каль- цит, кварц, хлорит-алю- мосиликаты, касситерит, пирротин, пирит, часто шеелит Неправильные штоки, гнезда
2. Турмалино-суль- фидный Турмалин, кварц, хлорит, касситерит, арсенопирит, пирит, пирротин Жилы и минерализо- ванные зоны дробле- ния Занимают ведущую роль в про- мышленных ’ месторождениях. Имеются очень крупные место- рождения. Содержится много минералов железа: пирротин, пирит, хлорит, турмалин. Очень сложный минеральный со- став. Очень тонкая и мелкая вкрапленность SnO2 (от 0,2 до 0,01—0,001 мм). Место- рождения бывают только оло- вянные нли комплексные (Sn, Pb, Zn и др.)
3. Хлоритово-сульфид- ный Хлорит, кварц, кальцит, пирротин, пирит, халь- копирит, арсенопирит, сфалерит, касситерит, станнин То же
4. Галенито-сфалери- товый Галенит, сфалерит, вюр- цит, пирит, касситерит, сульфостаннаты (стан- нин и др.) Жилы
96
ОБЩИЕ СВЕДЕНИЯ О. РУДАХ И КОНЦЕНТРАТАХ ОЛОВА
ше). Руды, легко обогащаются сортировкой и гравитационными
методами и считаются промышленными при среднем содержа-
нии олова 0,1%. w
Месторождения кварцево-касситеритовой формации широ-
ко распространены [3] и преобладают в ряде районов (Онон-
ское в Забайкалье, Калба-Нарымский (район, Малайский полу-
остров, Пиренеи, Рудные Горы). Этот тип месторождений игра-
ет важную роль в общей добыче олова.
Кроме кварца и касситерита, в них присутствуют турмалин,
мусковит, полевые шпаты, вольфрамит или шеелит, меньше ар-
сенопирит, пирит, иногда флюорит, топаз, берилл и др.
Касситерит вкраплен главным образом в кварцевую массу в
виде кристаллов (иногда крупных). К этой формации относятся
ряд типов месторождений; кварцевый, топазо-кварцевый, поле-
вошпатово-кварцевый и т. п., причем главным является кварце-
во-полевошпатовый тип месторождений, содержащий кварц,
полевой шпат, слюды, флюорит, турмалин, из рудных минера-
лов — вольфрамит, шеелит, берилл, сульфиды. Руды этих место-
рождений обычно являются комплексными оловянно-вольфра-
мовыми.
Вкрапленность касситерита бывает мелкая, средняя и круп-
ная. В ряде месторождений СССР (Дальний Восток, Колыма)
наравне с мелковкрапленным касситеритом присутствует зна-
чительное количество касситерита тонковкрапленного (от 0,1 до
0,01 мм и менее). Эта часть касситерита практически не извле-
кается при обогащении руд гравитационными методами и теря-
ется в отвальных хвостах, поэтому извлечение олова при
обогащении таких руд низкое. Более полное и комплексное из-
влечение олова и других ценных компонентов из этого типа
руд возможно благодаря не только совершенствованию уже
применяемых методов обогащения, но и широкому внедрению
флотации касситерита.
Месторождения сульфидно-касситеритовой формации. Этому
типу коренных месторождений принадлежит ведущая роль в до-
быче олова. В СССР известны запасы сульфидно-касситерито-
вых руд.
Касситерит ассоциирует с сульфидами (пирротином, пири-
том и отчасти сфалеритом, халькопиритом, станнином, галени-
том), причем общее количество сульфидов в руде может дости-
гать 90%. Из нерудных минералов присутствуют кварц, турма-
лин, железистые хлориты, сульфостаннаты и карбонаты.
Основной признак этой формации — высокое содержание
железа и сложность минералогического состава.
Характерна очень мелкая вкрапленность касситерита, разме-
ры зерен его обычно 0,001 мм и ниже, не крупнее 0,2 мм, редко
до 1 мм.
ПРОМЫШЛЕННЫЕ ТИПЫ МЕСТОРОЖДЕНИИ ОЛОВА
97
Месторождения руд этой формации могут быть или только
оловянными или оловянно-свинцово-цинковыми. В некоторых
сульфидно-касситеритовых месторождениях СССР (Забайкалье,
Дальний Восток и др.) касситерит ассоциирует с пирротином,
арсенопиритом, сфалеритом, вюрцитом, галенитом, халькопири-
том, железистыми хлоритами, железомарганцевыми карбона-
тами и кварцем.
Характеризуя обогатимость всех типов коренных месторож-
дений оловянных руд, можно отметить, что наиболее легко обо-
гатимы руды пегматитовой формации, в которой легко обогаща-
ются чисто касситеритовые руды и наиболее трудно комплекс-
ные олово-вольфрамовые, олово-литиевые и т. п.
Труднее обогащаются руды сульфидно-касситеритовой фор-
мации, так как в них содержится высокий процент сульфидов
железа и других тяжелых металлов, удельный вес которых бли-
зок к удельному весу карситерита, что затрудняет разделение
их гравитационными методами обогащения. Из них наиболее
трудно обогатимы руды, содержащие тонковкрапленный касси-
терит (0,01—0,001 мм и ниже) и комплексные руды, содержа-
щие сульфиды свинца, цинка и др. Оловосодержащие хвосты
и шламы от обогащения в настоящее время на многих предпри-
ятиях складируются.
Россыпные месторождения олова. Россыпные месторождения
олова в соответствии с классификацией их отечественными гео-
логами [3, 4] делятся на следующие основные типы: 1 — элюви-
альные, 2 — делювиальные, 3 — аллювиальные, 4 — прибрежные
(морские и озерные).
Наибольшую промышленную ценность представляют аллю-
виально-делювиальные россыпи. Оловоносные россыпи занима-
ют главенствующее положение в мировой оловодобывающей
промышленности.
Исключительно важная роль россыпей в добыче олова впол-
не естественна, если учесть их неизмеримо более легкое освое-
ние по сравнению с коренными месторождениями. Простота
разведки и подготовки промышленных запасов, сравнительная
легкость обработки оловоносных песков и последующего их обо-
гащения дают возможность рентабельно извлекать касситерит
в высокосортные концентраты из россыпей с низким содержа-
нием в них олова. Если для разрабатываемых коренных место-
рождений среднее содержание олова обычно колеблется от 0,3—
1% (касситеритово-кварцевая) до 1—3% (касситеритово-суль-
фидная) и редко спускается до 0,1—0,2% (некоторые месторож-
дения пегматитовой и касситеритово-кварцевой формации), то
для россыпей содержание 0,015—0,020% Sn уже достаточно для
эксплуатации. Следовательно, промышленное содержание олова
в коренных месторождениях в десятки, а иногда и в сотни раз
4 Заказ 1785
98
ОБЩИЕ СВЕДЕНИЯ О РУДАХ И КОНЦЕНТРАТАХ ОЛОВА
превышает промышленное содержание его в оловоносных пес-
ках. Россыпи обычно значительно легче обогащаются гравитаци-
онными методами, чем руды коренных месторождений. Просто-
та освоения россыпей часто позволяет считать вполне рентабель-
ными месторождения с запасами олова в несколько десятков
тонн.
4. ТИПЫ ОЛОВЯННЫХ КОНЦЕНТРАТОВ,
ПОСТУПАЮЩИХ В МЕТАЛЛУРГИЧЕСКИЙ передел
Оловянные концентраты различных месторождений СССР с
известным приближением можно классифицировать в зависимо-
сти от состава исходной руды и соединений, перешедших в кон-
центрат, по следующим группам:
1. Концентраты из чисто кварцевых жил (с кислой шлакуе-
мой частью).
2. Концентраты из кварцево-полевошпатовых или пегматито-
вых жил.
3. Оловянно-вольфрамитовые.
. . 4. Оловянно-шеелитовые.
5. Оловянпо-вольфрамо-висмутовые,
6. Оловянно-железистые, из окисленных жильных зон.
7. Оловяпно-мышьяково-сульфидные.
8. Комплексные: а) свинцово-оловяиные, б) свинцово-цинко-
во-оловянные и в) цинково-медно-оловянные.
Большинство типов зарубежных концентратов также укла-
дывается в эту схему; несколько особняком стоят оловянные
концентраты, содержащие сурьму и серебро в значительных ко-
личествах (Боливия); составление общей схемы затруднительно
вследствие скудности данных по иностранным месторождениям
олова и по составу получаемых из них концентратов.
Таблица 17
Содержание олова в концентратах
Страна Рудник или район Содержа- ние олова в концен- трате, %
Боливия Уника, Ллалагуа и др. 50—68
КНР Гедаю 65—72
Малайя Разные 70—76
Тасмания Анчор 68—73
Англия Корнуэльские фабрики 55—65
Нигерия Разные 68—76
Республика Конго То же 62—74
Испания Сан-Финкс 57—58
СО
сз
•ST
,s
ю
сз
Н
Состав оловянных концентратов некоторых иностранных месторождений, %
« А12О« 2 3 ejm 3 к a r ( f ' to ОООО о О ю см О ОООО о о тг ’«f II г СО СО СМ СМ СМ СМ - 1 см О) о 8 V й й О III lO- - - - к g-g в „ 1 -.л о — — — — 04(2 с| °’
Zn S TiO, WO, SiO2 FeO CaO 1 “ cL ° III 8 о о Io оооХе’Зе- III - - О 4 с-1 о — Ф о СМ СО СО СО СО ф ф W СЧ1Л-— TF СО - ~ £ Q. R О * - - - - - ь- см см—<смХе5д_ со оо ю 050 —< • ” — — — О Ч £ — СО ес щ .... * °. » i i о 8 °. °° °1 °0. °- гоо ocinX&S»- 00 to in Ч; со оо ~ — — — 04(2 00 ~ Л II S 61 Ф Ф Л А А А СО UO * । г. ° । । СР Q ££ ^С2 А А А А ОО oEg-gg * 1 Г- 1 1 1 О [-[ , Л А А А »—’ ООО ОООО О Ю —< СМ Д СО СО со Ю КО ь- о ь- о о ’—'О о" ООО —< СО о 3 . , О 3 П Ю Ю о ф ф « оо Ю ь- к о о ООО о § ° ООО о
Bi As Ю to N О О Ю 1JO , ю со О —< СМ й- CM СМ СМ СМ ^ О1 ОО .С —< СМ ф —< О ОООО О 7О О* О о О Q СЧ СМ СМ _ СМ СМ СМ < н о о ОООО о о о см смсм ОО ОООО о о о о о О **
no qd qs ю о СМ ЮСОСО1Л io CMlOlO il о ООО’—< О О СО О II О о рооо о оо о ‘ Я Я? “5 <N<Nin со -ч- ' — О^ СО СО СО го О о О’—<’—< о о о О о о о о см оооосГсГ 3 -я Ч м К3, Ь2 10 !Э >п> й о> » OjtN °1РЗ’_1'Я1 10 — — О II 3 О — — — — О1 с-1 , о о о
Месторождения Sn S & S g с к (Г a с с . С Боливия 55,4 То же 53,8 » » 52,8 » » . 52,2 » » 60,25 » •» . . 58,2 Потози (Боливия): богатые . . , . . БО—65 бедные ..... 30 Патиньо, Боливия . . 64,7 Шварцвассер (Саксо- ния) 9,75 Альтенберг (Саксония) 16,65 Южно-азиатское по- бережье ...... 70,3
4*
100
ОБЩИЕ СВЕДЕНИЯ О РУДАХ И КОНЦЕНТРАТАХ ОЛОВА
Многовековой опыт работы иностранных предприятий по
добыче концентратов и выплавке олова привел к стандарту:
«60% Sn в концентрате» при одновременном ограничении со-
держания железа — не выше 5%, серы —1 %, суммы висмута,
меди, свинца, цинка, мышьяка и сурьмы — 0,5%. За превыше-
ние содержания указанных элементов делается скидка с цены
на концентрат.
Для концентратов из аллювиальных россыпей требования по
содержанию олова выше: 70—76% Sn.
Фактическое содержание олова в концентратах, полученных
из руд некоторых иностранных месторождений, дано в табл. 17.
В отдельных случаях концентрат из южноазиатских место-
рождений по содержанию окиси олова приближается к чистому
касситериту.
Данные о полном химическом и рациональном составе зару-
бежных концентратов встречаются весьма редко (табл. 18).
В отдельных случаях загрязнение концентрата вредными
примесями бывает весьма значительно: так, анализ трех сортов
боливийских концентратов, однажды закупленных для СССР в
Англии, показал состав, приведенный в табл. 19.
Таблица 19
Анализ некоторых боливийских концентратов, %
Сорт Sn Sb Pb Си Bi S As SiO2 Al 2^8 Fe CaO
1 53,86 5,00 1,70 0,24 0,070 0,42 0,07 8,02 0,16 8,94 0,74
2 50—70 1,79 1,13 0,14 Не опре- делен 0,58 0,20 6,58 0,10 9,43 4,82
3 49,04 0,87 0,97 0,10 То же 0,51 0,25 12,34 0,10 8,58 1,33
... Концентраты, содержащие серебро и другие ценные состав-
ляющие, нередко подвергаются предварительный гидрометал-
лургической обработке непосредственно на обогатительных
фабриках.
По характеру руд, поступающих на советские, фабрики, в
первые годы освоения процессов обогащения было принято
нормальным содержание 40% Sn в концентрате, ибо дальней-
шее повышение содержания металла в концентрате сильно уве-
личило потери олова в хвостах.
В табл. 20 дан химический состав некоторых типичных сор-
тов концентратов советских месторождений.
В качестве примера по составу сложного комплексного оло-
восодержащего сырья в табл. 20 дано содержание ценных и
шлакообразующих компонентов в руде и концентрате для одно-
го из полиметаллических месторождений СССР.
О
ТО
'\О
то
Состав концентратов, полученных обогащением руд некоторых месторождений СССР, %
о СО О —* o' 1—5 1X0 0 см 1X0 2,05 о 9*0 01 ‘0
1 см о 2,6
СО оо СМ 00 оо t4'
(3 см ю со »—1 1 •ф со ю СМ о
в? tq о о СМ СО J, о in см см ф V—Н 4 см"
СМ см
о 1X0 —— - -
о •’Ф СМ со CD 7 1 00 1 о 00 о ш о 1X0
< см оо Ш 1X0 1 т±> см со см со со
о
о О 00
о —’ см т—1 со со со ’ф
<5 CD Т—1 I « о о 4 4 со ю см оо со 1 оо см
<S 1 1 -30 о ды й
> 1 J 1 1 ф
»> о Сл Сл
см 1 S ф
Сц S1‘ 10* <1 st ф 5 I S CD О
о о о о о о 1т, о с"
3 й я 8 л g
й Сле То л j Сле. 1 1 1 1 1 1
| со S ф со
S 1 j о 1X0 ко о о 5 а 8 см о о
о" о — о о То О о" о
Си оо *Ф о —- ш см еды еды ixo ixo 20
о о" о о И о О „ о о О
1X0 со
со со ь- оо о *Ф 5—1 4 о 0,01- 0,2 0,4 0,08 0,07 о со о 7,5 5,0
со 00 00
и с СО О J, д 1 »-< ixo. - о о 1X0 о о о о о ixo см СО
V—< о О о о о о 1X0
00 TF см о оо о
с 1X0 ! Tf1 •ф CD СО о о 1X0
W •1
со со СО со о о о СО 1 оо со СО ф СО ixo СО 00 со 4
• •
. — • * o' z
Ф пТ О о 1Г
о • • • 0 S Г' Е D Ф
2 § к р< « К Е й Э й 3 = о. га й Н й g о * * g ° ° га -О д о ✓ « * 4 5 Д О -> & укорени (кореннс
Ен 1 * рождение л окисленная смешанная сульфидная ^п\т/ттагша Т> СО U Ф <и S S к а ф ф 5 ° ,С юждение Д: окисленная смешанная й ► ф в ф ч о СП ф ф к к в и ф ф Ч Kt * к о о
= с 5 О С о э" § о
i J d У -S ; 5- g У У £ мест Мест1
102 ОБЩИЕ СВЕДЕНИЯ О РУДАХ И КОНЦЕНТРАТАХ ОЛОВА
Минералогический состав концентратов зависит от наличия
тех или иных составляющих в руде и от применяемых процессов
очистки концентрата.
В табл. 21 дан минералогический состав концентратов двух
месторождений СССР. >
Концентраты, полученные обогащением чисто кварцевых руд,
помимо касситерита и кварца, содержат примеси минералов с
большим удельным весом, сопутствующих касситериту. Прочие
(кроме касситерита) оловоносные минералы в концентратах
месторождений СССР встречаются редко.
Примеры состава комплексных руд и получаемых из них кон-
центратов приведены в табл. 22.
Таблица 21
Минералы, входящие в состав оловянных концентратов
двух месторождений СССР, %
Концентрат
Коренное из сульфидно-окис-
ленной зоны ............... 57,8
Россыпное .................'55,3
0,9
7,8
18,4
Продолжение табл. 21
Концентрат Магнетит Ильменит Монацит Шеелит Вольфра- мит Нерудные
Коренное из сульфидно- окисленной зоны ..... 4,3
Россыпное . . . 1,4 2,5 0,07 0,03 11,6 10,7
Таблица 22
Состав комплексной руды и концентрата из нее, %
Материал РЬ Zn Sn Си Fe CaO
Руда . . . . Коллективный оловянно-свинцовы й 14,46 9,1 3,34 0,09 9,75 0,90
концентрат 48—37 8—15 6—10 0,14 5 0,70
МЕТОДЫ ОБОГАЩЕНИЯ ОЛОВЯННЫХ РУД
103
5. МЕТОДЫ ОБОГАЩЕНИЯ ОЛОВЯННЫХ РУД
Для получения высококачественных оловянных концентра-
тов применяются различные методы и схемы обогащения руд и
доводки первичных концентратов.
Возможность промышленного использования различных руд-
ных месторождений в условиях капиталистических стран опре-
деляется степенью прибыльности предприятия при известных со-
отношениях расходов на добычу, обогащение и металлургиче-
ский передел, с одной стороны, и продажных цен на конечную
продукцию, — с другой.
Практика работы иностранных предприятий показывает, что
для коренных и россыпных месторождений олова существует
резкое различие в величине процентного содержания олова для
каждой из этих категорий руды, приемлемой для промышлен-
ной эксплуатации.
В табл. 23 приведены данные, характеризующие содержание
олова в рудах типичных месторождений.
Содержание олова в рудах по целому ряду действующих
иностранных горнообогатительных предприятий показывает, что
Таблица 23
Содержание олова в рудах различных месторождений
Страны Наименование рудника или района Содержание олова в обо- гащаемой руде. %
Тасмания КНР Англия То же Боливия Испания Малайская Федерация Коренные руды Анчор Район Гецзю Отвалы от обогащения прежних лет Ист-Пуль Унция-Ллалагуа Сан-Финке Россыпи Гопенг 0,10—0,16 >5 0,5 0,5 —1 2,5 —3,0 0,72—0,74 0,04
104
ОБЩИЕ СВЕДЕНИЯ О РУДАХ И КОНЦЕНТРАТАХ ОЛОВА
меняясь по периодам в Зависимости от указанных ранее резких
колебаний пен на металлическое олово, нижние пределы про-
мышленного содержания олова в рудах могут быть выражены в;
следующих цифрах, %:
Для россыпных месторождений...................... 0,01
Для коренных месторождений, эксплуатируемых откры-
тыми работами ................................... 0,15—0,30
Для мощных коренных месторождений, эксплуатируе-
мых подземными работами ...........................0,3 и выше
Для жильных месторождений .........................0,7 и выше
В условиях нашей страны одним из основных показателей,
определяющих промышленный характер руды, является народ-
нохозяйственное значение каждого месторождения в отношении
обеспечения интересов промышленности Союза необходимым
сырьем и развития района расположения месторождения.
При наличии ряда эксплуатируемых месторождений с раз-
личным характером оруднения и содержания олова представля-
ется возможным заранее рассчитать стоимость оловянного кон-
центрата для каждого из новых месторождений и тем самым оп-
ределить относительную промышленную их значимость.
Для учета при подобном расчете для жильного месторожде-
ния необходимо учитывать следующие факторы: 1) мощность
жилы (как производный показатель — метропроцент олова в
жиле); 2) содержание олова в руде (то же); 3) запасы место-
рождения и длительность эксплуатации; 4) стоимость горно-ка-
питальных и подготовительных работ; 5) стоимость очистных ра-
бот по избранной системе; 6) объем непромышленной руды мес-
торождения; 7) стоимость обогащения; 8) извлечение при обо-
гащении и стоимость металлургического передела и потери при
переделе.
Опыт работы предприятий оловянной промышленности
СССР показал, что при получении кондиционных оловянных кон-
центратов более высокое извлечение олова и сопутствующих
ценных компонентов, содержащихся в оловянных рудах, воз-
можно при определенных условиях, для чего первичное обога-
щение руд необходимо осуществлять непосредственно на месте
их добычи по технологическим схемам, обеспечивающим макси-
мальное извлечение олова и других ценных компонентов в не-
кондиционные оловянные концентраты (содержащие около
10—-30% олова).
Эти некондиционные концентраты различных месторожде-
ний направляют на доводочную фабрику, где их объединяют н
несколько различных сортов по вещественному составу и обога-
тимости.
На доводочной фабрике, предназначенной для перечистки
первичных концентратов, должна быть предусмотрена возмож-
МЕТОДЫ ОБОГАЩЕНИЯ ОЛОВЯННЫХ РУД
105
ность осуществления самых сложных и развитых технологиче-
ских схем с применением разнообразных методов обогащения,
-способных обеспечить перечистку сложных продуктов с целью
получения высокосортных оловянных концентратов и селектив-
ного выделения других ценных компонентов в самостоятельные
продукты.
Строительство подобных доводочных фабрик для каждого
месторождения явно нецелесообразно, поэтому обычно строят
центральную доводочную фабрику, способную переработать
концентраты ряда различных месторождений.
Строительство подобных фабрик особенно необходимо в на-
шей стране, где оловянные руды характеризуются тонкой вкрап-
ленностью касситерита и сложным вещественным составом. При
обогащении отечественных оловянных руд трудно выделить вы-
сокосортные концентраты и обеспечить удовлетворительное из-
влечение, не прибегая к сложным технологическим схемам и
комбинированным процессам обогащения.
Наличие тонкой вкрапленности касситерита в коренных ру-
дах и способность его к переизмельчепию и шламообразованию
часто затрудняет получение кондиционных концентратов.
Для максимального извлечения олова при переработке руд
в ряде случаев целесообразно получать бедные полупродукты
(некондиционные концентраты), содержащие 5—15% олова, ко-
торые могут быть переработаны комбинированными гидроме-
таллургическими и пирометаллургическими процессами.
При обогащении оловянных руд можно применять самые
разнообразные методы обогащения, зависящие от типа место-
рождения руды и ее вещественного состава.
В настоящее время наиболее распространены гравитацион-
ные методы обогащения коренных руд и особенно россыпей: обо-
гащение на отсадочных машинах, концентрационных столах, по-
движных и неподвижных шлюзах, винтовых сепараторах, обога-
щение в тяжелых суспензиях и т. п.
Гравитационные методы обогащения, основанные на разли-
чии удельных весов касситерита и сопутствующих минералов,
обеспечивают максимальное извлечение при переработке россы-
пей и коренных руд пегматитовой и кварцево-касситеритовой
формации, имеющих крупную, среднюю и мелкую вкраплен-
ность касситерита.
При обогащении тонковкрапленных руд, а также комплекс-
ных полиметаллических, содержащих сульфиды и окислы тяже-
лых, в том числе цветных и редких металлов, применяются бо-
лее сложные технологические схемы, которые обеспечивают вы-
деление касситерита от сульфидов или от минералов вольфра-
ма, тантала и ниобия, циркония, титана и т. д. в самостоятельные
концентраты.
,106 ОБЩИЕ СВЕДЕНИЯ О РУДАХ И КОНЦЕНТРАТАХ ОЛОВА
В этом случае на первичных и доводочных фабриках нарав-
не с гравитационными методами применяются электромагнит-
ная и электростатическая сепарации, флотация или флотогра-
витация сульфидов, вольфрамита и шеелита, а также флотация
тонковкрапленного касситерита из шламовых продуктов и хвос-
тов гравитации.
В ряде случаев применяют обжиг (для перевода сульфидов
железа в окислы и удаления серы) с последующим кислотным
выщелачиванием окислов железа.
Кислотное выщелачивание может применяться и перед фло-
тацией касситерита из шламовых и других продуктов для удале-
ния с поверхности жильных минералов и касситерита окислов
железа, активирующих минералы породы и затрудняющих фло-
тационное выделение касситерита.
При разделении коллективных концентратов возможно при-
менение других процессов: гидрометаллургическое разделение
шеелита и касситерита, литиевых минералов от касситерита и
т. п.
6. ВЛИЯНИЕ ТИПА И ВЕЩЕСТВЕННОГО СОСТАВА РУД
НА ИХ ОБОГАТИМОСТЬ
Применение более рациональных технологических схем и ме-
тодов обогащения оловянных руд определяется качеством ис-
ходной руды, направляемой на обогащение.
Специфические особенности россыпей, наличие в них свобод-
ных верен касситерита и других ценных минералов позволяет
применять при их переработке более простые схемы обогаще-
ния, которые обеспечивают высокое извлечение металла в кон-
диционные концентраты.
В Малайской Федерации из 95% олова, добываемого из
россыпей, более половины его добывается драгами, позволяю-
щими экономично разрабатывать очень бедные месторождения,
содержащие около 0,01% олова.
Значительная часть олова добывается с применением гид-
равлик и землесосов, способствующих предварительному раз-
рыхлению грунта. Оловосодержащие пески размываются гидро-
мониторами и могут обогащаться на шлюзах. При разработке
россыпей драгами обогащение на них осуществляется в отса-
дочных машинах после предварительного удаления в отвал (с
помощью барабанных грохотов) крупного продукта. Концентра-
ты отсадки обычно подвергают доводке на столах.
В Индонезии (около 20% мировой добычи) около 65% добы-
вается драгами и около 30% землесосами и гидравликами. Ана-
логично производится добыча олова в Таиланде.
При обогащении россыпей оловянные концентраты после их
доводки обычно содержат около 70% олова.
ВЛИЯНИЕ ТИПА И СОСТАВА РУД НА ИХ ОБОГАТИМОСТЬ
107
При наличии в россыпях других ценных компонентов (воль-
фрамита, ильменита, колумбита, танталита, циркона, Монацита
и т, п.) на отсадочных машинах или концентрационных столах
выделяют коллективный концентрат (тяжелая фракция), кото-
рый затем разделяют с применением электромагнитной, элек-
тростатичёской сепарации и других процессов,
В Боливии добыча олова производится из коренных руд
(месторождения Малагуа, Кольквири и Чокайа).
Кварцево-касситеритовая руда рудника Ллалагуа (произво-
дительность до 5,5 тыс. т руды в сутки) обогащается в тяжелых
суспензиях, чему способствует наличие крупновкрапленного не-
равномерно распределенного в ней касситерита. Получаемые
первичные концентраты вместе с мелкой рудой (2 мм), не под-
вергавшейся обогащению в тяжелых суспензиях, направляют
на центральную обогатительную фабрику в Катави производи-
тельностью около 2000 т в сутки, где применяются гравитаци-
онные процессы обогащения на отсадочных машинах и столах с
последующей флотацией сульфидов. Получаемые концентраты
содержат 55—60% олова.
При обогащении более сложных руд' коренных месторожде-
ний, содержащих тоиковкрапленный касситерит, могут быть
применены следующие методы.
1.. Для кварцево-касситеритовых руд гравитационные мето-
ды обогащения (тяжелые суспензии, отсадка, столы и др.) с по-
следующей флотацией тонковкрапленного или ошламованного
касситерита из хвостов гравитации (вместо флотации можно
применять вибрирующие или автоматические шлюзы).
2. В случае полиметаллических сульфидно-касситеритовых
руд, содержащих цветные и редкие металлы, обогащение их
можно осуществлять по усложненной схеме с применением гра-
витационных методов (столы, отсадка) для выделения коллек-
тивного сульфидно-касситеритового (возможно и шеелитового)
концентрата с последующим разделением его флотогравитаци-
ей для выделения сульфидов, затем железа (или первоначаль-
ного железа, а потом сульфидов) или применения селективной
флотации сульфидов.
Для перечистки концентратов или контрольного обогащения
хвостов возможно различное чередование гравитационных, фло-
тационных, электромагнитных и других методов обогащения.
В ряде случаев применяется окислительный обжиг и кислотная
обработка концентратов для последующей магнитной сепарации.
Различные типы оловосодержащих руд можно классифици-
ровать по их обогатимости. Предложенная одним из авторов
настоящей книги (23] классификация (табл. 24) дает лишь при-
мерное разделение руд на группы в зависимости от их вещест-
венного состава и применяемых методов обогащения.
Таблица 24
Классификация оловянных руд по обогатимости
Характеристика руды
Методы обогащения при переработке
РУД и доводке концентратов
I. Простые монометаллические руды
1. Крупно- и средне-
вкраплеиные руды пег-
матитовой и касситери-
тово-кварцевой формации
2. Мелко- и тонко-
вкрапленные руды касси-
теритово-сульфидной и
касситеритово-кварцевой
формации
1. Касситеритово-воль-
фрамитовые (иногда содер-
жащие Та, Nb, Fe и др.
окислы тяжелых метал-
лов)
. Ручная рудоразборка, обогащение в тяжелых су-
спензиях, на отсадочных машинах и сотрясатель-
ных столах
Доводка первичных концентратов может быть
осуществлена с помощью этих же процессов. Шла-
мующийся касситерит может быть извлечен на шлю-
зах и флотацией
Обогащение в тяжелых суспензиях и отсадочных
машинах. Наиболее тонковкраплеиная часть касси-
терита может быть выделена иа автоматических
шлюзах, флотацией касситерита из кварцево-касси-
теритовых руд и шламовых хвостов или флотацией
и флотогравитацией сульфидов из сульфидно-касси-
теритовых руд. При доводке первичных концентра-
тов, кроме перечисленных процессов, может быть
применена магнитная сепарация в слабом и силь-
ном магнитном поле для удаления различных маг-
нитных минералов. Для получения высококачест-
венных кондиционных концентратов из хвостов и
шламов флотацией может быть применена кислот-
ная обработка черновых концентратов перед их пе-
речистиыми операциями
//. Комплексные руды
Выделение коллективного концентрата, содержа-
щего касситерит, вольфрамит и др. тяжелые мине-
ралы с применением гравитационных процессов
обогащения. Доводка коллективного концентрата с
применением магнитной сепарации для выделения
вольфрамита, окислов железа, танталита, колумбита
и других магнитных минералов в самостоятельные
продукты. Не исключена возможность применения
(при доводке) электростатической сепарации для
разделения некоторых минералов тяжелой фракции.
Возможно применение флотации касситерита из хвос-
тов и шламов, полученных при обогащении руды
и доводке первичных концентратов с предваритель-
ной кислотной обработкой черновых концентратов
и без нее
Продолжение табл. 24
Характеристика руды
2. Касситеритово-шее-
литовые (иногда содер-
жащие вольфрамит и час-
то сульфиды железа,
мышьяка и др.).
3. Касситеритово-суль-
фидные, содержащие сви-
нец, цинк, медь, железо
и другие сульфиды (одно-
временно все или некото-
рые из них)
Метод обогащения при переработке
РУД и доводке концентратов
Получение коллективного касситеритово-шеелито-
вого концентрата, содержащего тяжелую фракцию
других минералов, гравитационными методами обо-
гащения. Доводка коллективного концентрата фло-
тогравитацией с первоначальным выделением в кон-
центрат шеелита, затем сульфидного концентрата
с одновременным выделением на столах гравитаци-
онного касситеритово-вольфрамитового концентрата.
Последний может быть разделен магнитной сепара-
цией
При тонкой вкрапленности шеелита и касситери-
та сульфиды, а затем шеелит можно выделить фло-
тацией. Из хвостов и шламов шеелит и касситерит
также могут быть выделены флотацией
Получение коллективного касситеритово-сульфид-
ного концентрата гравитационными методами обо-
гащения с последующим флотогравитациопным раз-
делением сульфидов и касситерита (при крупно-
средней вкрапленности их) или флотационным выде-
лением сульфидов (при тонкой вкрапленности мине-
ралов) в коллективный сульфидный концентрат с
последующей селективной флотацией их ксантатами
При наличии в оловянном концентрате пирроти-
на и других магнитных минералов при доводке мо-
жет быть применена магнитная сепарация. Если
касситерит тонко вкраплен в жильные минералы
породы (кварц и др.), тогда доводка концентрата
может быть осуществлена флотацией касситерита с
предварительной кислотной обработкой или без нее.
Из хвостов и шламов также возможно выделение
сульфидов свинца, цинка, меди, мышьяка и отдель-
но касситерита флотацией, причем для удаления
флотореагентов, закрепившихся на поверхности ми-
нералов при флотогравитации, иногда целесообраз-
но перед флотацией применять обжиг (при темпера-
туре 300—600°) или обжиг с последующей кислот-
ной обработкой
11Q ОБЩИЕ .СВЕДЕНИЯ О РУДАХ И КОНЦЕНТРАТАХ ОЛОВА
Необходимо отметить, что всякая классификация оловянных
руд будет условной, так как руда каждого месторождения тре-
бует индивидуального подхода из-за особенностей вещественно-
го состава. Многие из перечисленных методов обогащения (см.
табл. 24) еще не применяются на ряде отечественных обогати-
тельных фабрик.
Наибольшие потери олова имеют место в тонких фракциях
в связи с легким переходом касситерита в шламы, поэтому на всех
фабриках должны быть предусмотрены обогатительные аппара-
ты и процессы для улавливания касситерита из шламов. К ним
могут быть отнесены шлюзы, из которых наибольший эффект
Могут, дать вибрационные и автоматические шлюзы, винтовые
сепараторы, а также* флотация касситерита из шламов и хвос-
тов.
ГЛАВА V
ОБОГАЩЕНИЕ РОССЫПЕЙ И КОРЕННЫХ РУД ОЛОВА
1. ОБОГАЩЕНИЕ ОЛОВОСОДЕРЖАЩИХ РОССЫПЕЙ
Разработка оловоносных россыпей осуществляется обычны-
ми методами, но особенно широко применяется разработка
их драгами и гидравлическими методами.
Разрабатываемые оловосодержащие россыпи имеют низкое
содержание олова (касситерита). Современные драги могут
рентабельно работать [5] на россыпях, содержащих минимально
225 г касситерита на 1 лг3 песков.
Типовая схема переработки оловосодержащих песков вклю-
чает (рис. 40) дезинтеграцию и классификацию песков в скруб-
бере с удалением в отвал гали; первичное обогащение песков
на шлюзах, отсадочных машинах или винтовых сепараторах с
получением грубых концентратов, содержащих в себе основную
массу касситерита и других тяжелых минералов (магнетита,
ильменита, граната); перечистку грубых концентратов на отса-
дочных машинах или концентрационных (сотрясательных) сто-
лах.
Полученный таким образом черновой концентрат подвер-
гается сушке, классификации (рассеву) на ряд классов и маг-
нитной сепарации. Обычно первичное обогащение и грубая до-
водка производятся на драге. Окончательная же доводка осу-
ществляется на береговой доводочной фабрике, располагаю-
щей более совершенным оборудованием и развитой схемой обо-
гащения.
В результате осуществления такой схемы получают оловян-
ные (касситеритовые) концентраты, содержащие 70—75% оло-
ва, при извлечении в них олова от 75 до 95% от исходного ко-
личества в руде. Степень извлечения касситерита зависит от
количества глины в исходных песках, крупности касситерита и
принятой схемы обогащения.
В Малайе (район Куала Лумпур) разработка россыпей, со-
держащих от 230 до 460 г/лг3 касситерита, производится дра-
гами. Схема обогащения на этих драгах при обогащении легко-
промываемых песков (7, 5] приведена на рис. 41. Пески из чер-
паков драги поступают в скруббер, в котором одновременно осу-
112
ОБОГАЩЕНИЕ РОССЫПЕЙ И КОРЕННЫХ РУД ОЛОВА
ществляется дезинтеграция и классификация песков на два
продукта: +13 мм — галя, удаляемая в отвал; и класс — 13 мм
(ефеля), направляемые в первичное обогащение. Первичное обо-
гащение производится на четырехкамерных отсадочных маши-
нах, которые выдают отвальные хвосты и грубый концентрат,
подвергаемый перечистке.
Исходные пески
Дезинтеграция и
классификация
(S скруббере)
Грохочение
| Пески (зфеля)
Первичная концентрация
(шлюзы, отсадочные
______машины!
| (оцвый концентрат
Перечистки -г-----*
(отсадочные машине. хоосты
Галя a- 1S{S)mm
6 отвал
(от 30до 80°/°)
концентроционные
столы)
I Черновой
1 концентрат
Сишка
Хвосты
Хвосты и
саля в отвал
Классификация
(грохочение)
Магнитная сепарация
(каждого классе раздельна]
I I
Оловянный концентрат Магнитный
(Sn° 70-7S‘H. е= 7>-S0°/<>) продукт
Рис, 40. Типовая схема обогащений оловосодержа-
щих россыпей: е — извлечение
В результате перечистки получается концентрат, промежу-
точный продукт и хвосты. Хвосты отсадки направляют в отвал,
промежуточный продукт обезвоживают в конусе и перечищают
в отсадочной машине такого же типа, которая выдает отвальные
хвосты, промежуточный продукт, направляемый в питание этой
же операции, и концентрат, который объединяют с концентра-
том первой перечистки и направляют на береговую доводочную
фабрику.
ОБОГАЩЕНИЕ ОЛОВОСОДЕРЖАЩИХ РОССЫПЁИ
113
В результате доводки на магнитных сепараторах из черно-
вого концентрата, содержащего от 10 до 30% олова, получают
концентрат, содержащий 75% олова, при извлечении касситери-
та от исходного питания около 92%•
При обогащении россыпей с большим количеством глины
('месниковатых песков) пески для более совершенной дезинте-
Исходные песни
с черпакад драги
Дезинтеграция и
классификация
(скруббер)
13мм, Галя
Отсадка
(четырехкамерные отсадочные
машины)
| Концентрат
Отсадка
(четырехкамерные отсадочные
машины)
ХВосты
Обезвоживание
ХВосты
Вода 6 оборот
Отсадка
(четырехкамерные
отсадочные машины)
Промежу-
точный
. продукт
Концентрат на доводы
(Sn--10-30°l°, е=92°£
ХВосты
ХВосты о Галя
6 отдал
Рис. 41. Схема обогащения каюситеритсодер-
окащих песков (Малайя, район К'уала Лумиур)
грации подвергаются обработке в двух последовательно распо-
ложенных скрубберах. Аналогичное аппаратурное оформление
дезинтеграции применяется при разработке касситеритсодержа-
щих россыпей в районах вечной мерзлоты [6].
Схемы первичной концентрации и доводки черновых концен-
тратов в этом случае мало изменяются по сравнению со схемой
(рис. 41). В ряде случаев [7—9] в зависимости от вещественно-
го состава песков и крупности касситерита вместо отсадочных
114
ОБОГАЩЕНИЕ РОССЫПЕЙ И КОРЕННЫХ РУД ОЛОВА
машин применяют шлюзы, винтовые сепараторы, а на перечист-
ных операциях концентрационные столы.
Часто в оловосодержащих россыпях наряду с касситеритом
промышленную ценность имеют и другие минералы (колумбит,
золото, ильменит и др.)
Касситерито-колумбитовые россыпи эксплуатируются в Ни-
герии и из них выделяют высококачественные оловянные и нио-
биевые концентраты [10].
Разработка россыпей производится драгами и гидравличе-
скими методами. Первичное обогащение песков осуществляется
на шлюзах или отсадочных машинах. В результате получается
черновой концентрат, содержащий 30—45% касситерита и ко-
лумбита. В состав черновых концентратов входят различные ко-
личества магнитных и немагнитных разностей касситерита, иль-
менит, магнетит, колумбит, танталит, монацит, топаз, циркон,
торит.
Черновые концентраты поступают на доводочные фабрики,
где для разделения применяют мокрые и пневматические столы,
магнитную и электрическую сепарации. После сушки и грохоче-
ния концентраты обогащают на столах и магнитных сепарато-
рах, в результате чего получают продукты: ильменитовый, сме-
шанный (колумбит, монацит, магнитный касситерит) и немаг-
нитный (в основном касситерит и циркон). Все продукты, за.
исключением ильменитового, обрабатывают каждый отдельно па
пневматических столах. В результате этой операции выделяют
касситеритовый продукт, товарный колумбитовый концентрат и
смешанный продукт, содержащий монацит, колумбит и кассите-
рит.
Смешанный продукт подвергается тщательной классифика-
ции с последующей обработкой методом электростатической
сепарации, в результате которой монацит отделяется от колум-
бита и касситерита, разделяемых в дальнейшем на пневматиче-
ских столах, с получением товарного колумбитового и оловян-
ного концентратов.
В Австралии (Виктория, россыпь Кокс Эльдорадо) перера-
батываются [5, 7] пески, содержащие касситерит и золото. До-
быча и первичное обогащение песков производятся на драге,
которая имеет производительность 10000 т1сутки. Доводка чер-
новых оловянно-золотых концентратов осуществляется на бере-
говой доводочной станции. Получают касситеритовый концент-
рат, содержащий 71 % олова, и амальгаму. Извлечение олова и
золота от исходных песков составляет соответственно 95 и 99%.
Схема и аппаратурное оформление процесса первичного обо-
гащения и доводки показаны на рис. 42.
Во вторичных четырехкамерных отсадочных машинах содер-
жится:
ОБОГАЩЕНИЕ ОЛОВОСОДЕРЖАЩИХ РОССЫПЕЙ
115
Концентрат 1-й камеры
» 2-й »
» 3-й »
» 4-й »
Хвосты .............
Au. г/т
733,5
29
4,5
0,3
0,015
Sn, %
28,3
2,1
2
0,3
Следы
Сумма 1 и 2-го концентратов составляет около 2 т/сутки, что
составляет часть исходного сырья; этот объединенный кон-
центрат содержит от 165 до 310 г Au и от 5 до 10% Sn. Золото
Рис. 42. Схема обогащения лесков россыпи Кокс Эльдорадо ’(Австра-
лия, Виктория):
I — барабанный грохот (отверстия 9,5 льи); 2 — десять первичных чстырехжа-
мерных диафрагмовых отсадочных машин; 3 — две четырехкамерные (вторичные
машины; (За — концентраты камер 3 -и 4-й); 4 — на береговую доводочную стан-
цию; 5 — одна двухкамерная отсадочная машина поршневого типа (915X375 мм)
с решеткой, с отверстием 30X28 меш; 6 — амальгамационная бочка (0,9Х1,£ ж)
15 об/мин: загрузка 0,9 т концентрата в пульпе, содержащей 30'% твердого и от
0,6 до 0,9 кг ртути; измельчение — два часа; 7 — ртутная ловушка; 8. — амаль-
гамированный лист (0,6X1,8 м) уклон 1:6; 9 — концентрационный стол (1,8 X
Х4.5 м) с нарифлениями; 10 — магнитный дисковый сепаратор с диаметром ди-
ска 750 мм
чистое, хорошо поддающееся амальгамации, в основном круп-
ностью от 65 до 100 меш; касситерит и ильменит представлены
в основном зернами 28—100 меш; зерна кварца и турмалина
несколько более крупного размера, топаз, сапфир, корунд и
циркон находятся в зернах крупностью 100—150 меш; двухка-
мерная отсадочная машина поршневого типа имеет 200 ходов в
минуту, длина хода 4,7 мм, постель из дроби. Хвосты содержат
кварц, турмалин и мелкие зерна драгоценных камней. Нарифле-
116
обогащение россыпей и коренных руд олова
ния концентрационного стола видоизменены для получения
большого выхода концентрата и небольшого количества хво-
стов; кристаллы драгоценных камней плоские и поэтому трудно
отделяются от касситерита, имеющего в основном круглые зер-
на; хвосты стола содержат 0,5% Sn.
Дисковый магнитный сепаратор имеет две ленты шириной
Г50 мм\ производительность от 2,5 до 3 т в 8 час.; мотор-генера-
тор постоянного тока 3 кет, ПО в; хвосты после ряда повторных
обработок содержат менее 0,35% Sn.
2. ОБОГАЩЕНИЕ ОЛОВЯННЫХ РУД КОРЕННЫХ МЕСТОРОЖДЕНИИ
Оловосодержащие руды коренных месторождений, как пра-
вило, являются комплексными. Наряду с касситеритом в них
содержится сподумен, лепидолит, мусковит, в рудах пегматито-
вой формации — лепидолит, вольфрамит, арсенопирит, топаз, мус-
ковит, в рудах касситеритово-кварцевой формации — пирит, пир-
ротин, халькопирит, арсенопирит, сфалерит, галенит, станнин,
шеелит, гранат и др.
В некоторых рудах в промышленных количествах содержат-
ся золото и серебро.
Наиболее легко обогащаются руды пегматитовой и кассите-
ритово-кварцевой формаций, в которых легче обогащаются чи-
сто касситеритовые руды и значительно труднее комплексные
олово-вольфрамовые, содержащие вольфрамит, шеелит, а также
олово-литиевые руды, содержащие сподумен, лепидолит, амбли-
гонит и т. п.
Еще труднее обогащаются руды касситеритово-сульфидной
формации, особенно руды, содержащие тонковкрапленпый кас-
ситерит, и комплексные руды, содержащие сульфиды тяжелых
цветных металлов и минералы редких металлов.
В настоящее время в отечественной и зарубежной практике
обогащения при переработке коренных оловянных руд наиболее
широко применяются гравитационные методы обогащения: обо-
гащение на отсадочных машинах, концентрационных столах,
винтовых сепараторах, в тяжелых суспензиях, на автоматиче-
ских шлюзах. Гравитация при значительной разнице в удель-
ных весах касситерита (6,8—7,1) и минералов пустой породы
(2,7—3,5) дает возможность получать высокое извлечение олова
в черновые концентраты (70—90%), особенно при переработке
крупно- и средневкрапленных руд пегматитовой и касситеритово-
кварцевой формации. Извлечение олова из тонковкрапленных
руд и из руд касситеритово-сульфидной формации при гравита-
ции значительно меньше и редко превышает 70%, хотя при их
переработке применяются более сложные и развитые техноло-
гические схемы обогащения.
ОБОГАЩЕНИЕ ОЛОВЯННЫХ РИД ДОРЕ ИНЫХ МЕСТОРОЖДЕНИИ
117
Как уже отмечалось, обогащение коренных руд складывает-
ся из двух стадий: получение чернового коллективного концент-
рата, в который стремятся извлечь максимально возможное ко-
личество касситерита при незначительном содержании в нем
олова («10—30%), и вторая стадия — доводка черновых кон-
центратов.
Технологические схемы обогащения различных типов корен-
ных оловянных руд при получении черновых коллективных кон-
центратов принципиально мало отличаются друг от друга.
При построении различных гравитационных схем обогащения
коренных оловянных руд обычно стремятся осуществить сле-
дующие принципы:
1. Извлекать олово в черновые концентраты при максималь-
ной крупности руды по мере раскрытия зерен касситерита.
2. В целях предотвращения переизмельчения касситерита
(ввиду его большой хрупкости) схема обогащения должна быть
многостадиальной, т. е. руду не сразу измельчают до такой
крупности, при которой можно получить полное раскрытие всех
зерен касситерита, а измельчают в две-три стадии и после каж-
дой стадии измельчения на обогатительных аппаратах извлека-
ют освобожденный от минералов породы касситерит.
3. В целях предотвращения переизмельчения касситерита
процесс измельчения проводят в стержневых мельницах, в вал-
ковых дробилках и аналогичных им аппаратах (не рекомендует-
ся применять шаровые мельницы). Причем измельчение осуще-
ствляют в замкнутом цикле не с механическими классификато-
рами, а с грохотами или с гидравлическими классификаторами.
4. В целях повышения эффективности операций гравитацион-
ного обогащения измельченную руду подвергают предваритель-
ной классификации на ряд узких классов по крупности (на гро-
хотах) или по равнопадаемости (на гидравлических класси-
фикаторах).
5. Для извлечения ошламованной части касситерита в схему
обогащения включают автоматические шлюзы или флотацию.
Типичная технологическая схема обогащения коренных оло-
вянных руд, в которой осуществлены перечисленные принципы,
приведена на рис. 43 и 44.
Типичную схему обогащения монометаллических коренных
оловянных руд представляет [5, 27] технологическая схема обо-
гатительной фабрики Патиньо (Боливия, Катави) производи-
тельностью до 5500 т/сутки.
Основная масса руды состоит из кварца, в незначительном
количестве присутствует пирит. Содержание олова (в виде кас-
ситерита) около 1,5%.
Обогащение руды производится на двух фабриках: первич-
ной, расположенной на руднике, производящей обогащение ру-
П8 ОБОГАЩЕНИЕ РОССЫПЕЙ И КОРЕННЫХ РУД ОЛОВА
ды в тяжелых суспензиях, и центральной обогатительной фаб-
рике, перерабатывающей концентраты первичной обогатитель-
ной фабрики.
На первичной обогатительной фабрике (рис. 45) руда дро-
бится до 32 мм, после дробления промывается и классифици-
руется на классы: —32 +6,4 мм; —6,4 +2 мм и -—2 мм. Первые
Рис. 43. Принципиальная технологическая схема обогащения коренных
оловянных руд (зернистая часть):
Хв,— хвосты; К-т—'концентрат; П.п.—промежуточный продукт
два класса раздельно обогащают в тяжелых суспензиях в конус-
ных сепараторах, а класс 2 мм после классификации посту-
пает на центральную фабрику. В результате обогащения в тя-
желых суспензиях из руды удаляется до 55% материала (хвос-
ты), содержащего до 0,28% олова, преимущественно в виде
тонковкраллейного касситерита. Хвосты обогащения в тяжелых
ОБОГАЩЕНИЕ ОЛОВЯННЫХ РУД КОРЕННЫХ МЕСТОРОЖДЕНИИ
110
суспензиях направляют в отвал. Грубые концентраты и промы-
тые пески первичной фабрики обогащают на центральной фаб-
рике, выдающей товарный оловянный концентрат. -5
В качестве утяжелителя суспензии применяется ферросили-
ций. Обогащение производится в суспензии с удельным весом
2,69. Расход ферросилиция составляет 153 г на 1 т исходной
РУДЫ.
Технологическая схема центральной обогатительной фабрики
принципиально мало отличается от ранее приведенных типич-
ных схем (см. рис. 43 и 44) обогащения коренных оловянных руд.
Слиё гидравлических классификаторов основного процесса
i
\ -13мк
Сл^вотбШ
_____Г I i fl 11 I I 11 к i И классификация
>74ж74-Шк 1
ры гчдралческой Осадок Шеты
классификации |
ссшВтгспроцессаПеречистной
Осадок
[перечистка
№& Шеты
ОсноСна люз
Шок
1
Иеречистной
гшлюз
Остк йп.
Хбостьт
I перечистка
Ошок х&сты
Концентрация
1J 'l.
Концентрация
Пл. '
В перечистка
OcoSokшеты
> 1 -I
<25мк
„ » Z ~~
Сгущение
I -дик
| 1-
ии.юз CtmS
осадок Хвосты
, *
[перечистка
CccSok"йкты
Концентрат
Кон leumpain
Перечостной
шлюз
Шок Пл
Концентрация
Н.п.
Hnepeiucm№
Осадок Шеты
ШлепАиопка
МодокYsccmu
Отдельные ilccmti
Концентрат иаНМку
^0~ZSimk
Рис. 44. Принципиальная технологическая схема обогащения шламов
Концентраты первичной фабрики дробят до 6 мм и классифици-
руют на три класса: —6 +3 мм; —3 +1 мм и — 1 мм. Первые
два класса обогащают на отсадочных машинах. Хвосты отсадки
доизмельчают и вместе с классом 1 мм подвергают гидравличе-
ской классификации на семь классов и обогащению на столах
и шлюзах. В результате гравитационного обогащения получает-
ся оловянный концентрат, содержащий 37% олова, при извлече-
нии 81,6%. Гравитационный концентрат сильно загрязнен пири-
том. Для удаления пирита концентрат доизмельчается и подвер-
гается флотации. После флотации сульфидов концентрат содер-
жит, %: 64,68 Sn, 3,69 Fe, 0,2 Bi, 0,05 Си, 0,15 Pb, 0,17 Zn,
120
ОБОГАЩЕНИЕ РОССЫПЕЙ И КОРЕННЫХ РУД ОЛОВА
1,72 S, 0,09 As, 0,09 Р, 5,8 Si. Извлечение олова при флотации
составляет 99,44%. а общее извлечение олова в товарный кон-
центрат 81,2%.
При переработке комплексных руд технологические схемы
обогащения в части получения черновых гравитационных кон-
центратов принципиально не изменяются, что видно из приве-
денных схем обогатительных фабрик Бирмы и Австралии.
ИгходнОЯ DUfii
Рис. 45. Технологическая 'схема обогащения касситеритово-кварцево-сульфид-
ной руды (первичная обогатительная фабрика Патнньо, Боливия. Катави):
1 — приемные бункера 1300 т; 2 — пластинчатый питатель шириной 750 лии; 3 — лен-
точный конвейер; 4 — грохот с -отверстиями сит 75 мм\ 5 — гирационные дробилки
375 мм (2 шт.); 6 — барабанная промы-во-чная машина; 7 —вибрационные грохоты
(2 шт.); 8 — конусные дробилки 1650 мм (2 шт.); 9 — вибрационные грохоты (2 шт.);
10 — бункер емкостью 200 т; 11 — конусные сепараторы диаметром 3050 мм цпя обо-
гащения в тяжелы-х суспензиях (2 шт.); 12 — спиральные и реечные классификаторы;
13 — бункер емкостью 50 т; 14 — гидроклассификаторы; 15 — песковые насосы; 16 —
обезвоживающие конусы; 17 — барабанный вакуум-фильтр; 18 — сгуститель диаметром
18 м; 19 — осадитель; 20 — бункер
Обогатительная фабрика Мэвчи Майнс (Бирма) производи-
тельностью 12500 т{месяц перерабатывает руду, содержащую
касситерит, вольфрамит и шеелит, крупновкрапленные в кварце,
граните и метаморфических сланцах. Из числа других рудных
минералов в незначительном количестве присутствуют: пирит,
халькопирит и галенит. В руде содержится около 1 % олова и
1,25% трехокиси вольфрама.
Схема фабрики (рис. 46) включает [5] трехстадиальное дроб-
ление, грохочение и отсадку материала —8 мм, додрабливание
ОБОГАЩЕНИЕ ОЛОВЯННЫХ РУД КОРЕННЫХ МЕСТОРОЖДЕНИИ
121
промежуточных продуктов отсадки и обогащение их на само-
стоятельных отсадочных машинах; классификацию и обогаще-
ние на концентрационных столах тонких классов, включая до-
измельченные хвосты отсадки; цикл флотационного выделения
из гравитационных концентратов сульфидных минералов; маг-
нитную сепарацию для выделения магнетита. Показатели рабо-
ты отсадочных машин приведены в табл. 25.
Таблица 25
Показатели работы отсадочных машин на обогатительной фабрике
Мэвчи Майнс
№ опыта Число машин в работе Площадь решета, м2 Число камер Размер поступающего материала мм Отверстия решета, мм Число пульсаций в минуту
1 2 1,93 4 8-6 10 200
2 1 4,54 4 6—4 8,5 180
3 2 1,40 4 1,4 3 360
4 1 3,41 3 4—1,4 65 140
5 4 1,93 4 4—1 6,5 180
6 2 1,12 3 1 2 н 3 360
В результате осуществления такой схемы получают коллек-
тивный оловянно-вольфрамовый концентрат, содержащий 70%
(SnO2 + WO3) и меньше 1% (S + As). Извлечение олова и
вольфрама в коллективный концентрат (разделение олова и
вольфрама производится в Англии) составляет соответственно:
90 и 83%.
В Австралии [11] на самой крупной обогатительной фабрике
по обработке оловянных руд Эберфойл Тин перерабатывают ру-
ды, содержащие касситерит (около 1%) и минералы вольфрама
(около 0,5% трехокиси вольфрама), которые встречаются в виде
крупных кристаллов в кварцевых жилах. В руде также содер-
жится пирит, мартит, халькопирит и сфалерит. В меньшем коли-
честве встречается арсенопирит, пирротин, станнин, галенит и
тетраэдрит.
Схема обогащения руды (рис. 47) включает три стадии
дробления, грохочение дробленой руды на три класса +6 мм,
—6+1 мм и —1,5 мм; гидравлическую классификацию материа-
ла —1,5 мм на семь классов; обогащение материала +6 мм,
—6+1,5 мм и первых трех классов гидравлического классифи-
катора на поршневых отсадочных машинах; обогащение на кон-
центрационных .столах остальных продуктов гидравлической
классификации; доизмельчение промежуточных продуктов от-
садочных машин, работающих на материале +1,5 мм с после-
дующим их возвращением в голову процесса; доизмельчение
юма№.\кпоссшрикацияи I
пение I оЫживание 1
Квниытрации
Про6ле-\,.
те \fPmiHue
№ .'фЛ/7/?Д
Продукты
Лоты
f - XПосты
Пловп
ВолырршипКын
кониенпишп
Kimi
Хвосты
концентрпп
Кпнцентрт.
Концентро!
пиритные
Лаян
Концентрат
Лапы
I
|JJ *"
-Хвосты
*5В1
Нода
Ир*
ifiSY
Хваты
Рис. 46. Технологическая схема обогащения оловянно-вольфрамово-
кварцевой руды (фабрика Мэвчи Майнс, Бирма)
1 — бункер (1100 т); два пластинчатых питателя; ленточный транспортер
(600 мм); 2 — подвесной колосниковый грохот со щелями 63 мм; 3 — щековая
дробилка (250X350 мм); щель 63 мм; 4 — барабанный грохот с отверстиями
15 мм; 5 — рудоразборочный ленточный транспортер (0,6 X 7,6 м) с подвесным
магнитом (скорость 15,2 м!мин; на транспортере работают 10 ру дор азбор щиков,
отбирающих пустую породу в -количестве 3,5% от исходной руды); 6 — конус-
ная дробилка (250 мм); 7, 9, 10, 11, 24, 26, 73, 75 .— вибрационные грохоты, от-
верстия соответственно 8, 6; 3, 4,4 мм; 4,1; 4 мм 50 меш; 8,25, 30 — дробильные
валки (760X350 мм); вибрационный грохот; 12 — две отсадочные машины (см,
табл. 25, № 1); 13 — отсадочная машина (см. табл. 25, № 2); 14 — отсадочная
машина (см. табл. 25, № 4); 15, 36, 41, 44, 47, 48, 52, 55, 62, 63, 65, 83 — обес-
шламливатель; 16—две отсадочные машины (см. табл. 25, № 3); 17 — обезво-
живатель дражного типа; 18 — аналогично позиции 8; 19 ~ два вибрационных
грохота; 20 — стержневая мельница (1,2 X 2,4 м); 21 — два гидравлических клас-
сификатора; продукты ячеек направляются отдельно на столы позиций 22; 22 —
одиннадцать концентрационных столов; 23 — один стол (аналогично позиции
22); 27 —- две отсадочные машины (см. табл. 25, № 5); 28 — две, аналогично
позиции 27; 29, 39 — обезвоживатель дражного типа; 31, 33 — гидравлический
обесшламливатель; 32 — две отсадочные машины (см. табл. 25, № 6); 34 — ре-
ечный классификатор; 35, 40 — коническая шаровая мельница; 37 — пятиячей-
ковый гидравлический классификатор (пески направляются отдельно на столы
позиции 38); 38 —• пять концентрационных столов; 42 — два гидравлических клас-
сификатора (пески направляются отдельно на столы позиции 43); 43 — ’десять
концентрационных столов; 45 — одни классификатор' аналогично позиции 37
(пески направляются отдельно на столы позиции 46); 46 — четыре концентраци-
онных стола; 49 — концентрационный стол; 50 —> четыре конуса; 51 — три кон-
центрационных стола; 53—. два концентрационных стола; 54 — 'концентрацион-
ный стол; 56 — три конуса; 57 —- уплотняющий конус; 58, 60, 68 — обезвожи-
вающий конус; 59 — два сгустителя; 61 — шаровая коническая мельница; 64 —
шаровая коническая мельница (0,9 м); 66, 69, 71 — концентрационный стол;
67 — цикл флотационного обогащения; 70 четырнадцать концентрационных
столов; 72 — сушилка; 74 — .валки (610X350 мм); 76 — смеситель для магнетита;
77 — агитатор (1 X 2,7 м, 25 об/мин); 78 — магнитный сепаратор; 79 — концен-
трат, содержащий 38% Sn, 32,5% WO3, 0,6% As, 0,6% S; 80 — печь для удале-
ния масла; 81 — магнитный Сепаратор; 82 — цикл флотационного обогащения;
84, 85 — концентрационный стол; 86, 88 —- обезвоживающий конус; 87 — четыре
концентрационных стола; 89 — неподвижный чашеобразный стол
Рис. 47. Схема обогащения касситеритово-вольфрамитово-сульфид-
но-кварцевой руды (фабрика Эберфойл Тин, Австралия):
1 — две щековые дробилки 400 X 250 мм; 2 — конусная дробилка 350 мм
(щель 19 мм)-, 3 — вибрационный грохот 1,8 X 0,9 (сетка 8,0 мм); 4 —. ти-
хоходная валковая дробилка 750X375 мм (щель 8,0 мм)-, 5 — вибрационный
про-хот 2,4X1,2 м (сетка 6 мм); 6 — два электровибрациоииых грохота
1,5 X 1,2 м (сетка 1,5 м); 7 две трехкамериые поршневые отсадочные ма-
шины для класса 8—6 мм; 8 — то же, для класса 6—1,5 мм; 9 — реечный
классификатор 450 X 3600 мм; 10 — стержневая мельница 600 X 1200 мм;
11 — то же, что 8 для' продуктов первых двух спиготов 18; 12 — одна ма-
шина 11 для продукта третьего снигота 18; 13 — реечный классификатор
450 X 3600 мм; 14 — коническая шаровая мельница 1350 X 900 мм; 15 — кон
тактный чаи 900—-1200 мм; 16 — трехкамериая флотационная машина объе-
мом около 1,0 мА; 17 — конус, 68 л*3; 18 — гидравлический классификатор
на семь опиготав; 19 — сгуститель 7,5 мм; 20 — пять концентрационных сто-
лов; 21 —. пять концентрационных столов; 22 —t флотационная машина типа
МС 900X900 мм для коллективной флотации; 23 — сушильные поды; 24, 28 —
трехдисковый электромагнитный сепаратор Рапид; 25 — вращающаяся су
шилка 900 X 4950 мм; 26 — барабанный грохот с сетками 3 мм; 1,5 мм; 0,4 мм;
27 —, вйлковая дробилка 300 X 150 мм; 29 — реечный классификатор 375 X
X 3450 мм; 30 ~ коническая шаровая мельница 900 X 450 мм; 31 — двухка-
мерная флотационная машина (750 мм) для основной флотации и двухкамер-
ная флотационная машина (600 мм) для перечисткой;
Хв.— хвосты; О.в.—оборотная вода; ST —- сульфидные хвосты; WO3— то-
варный вольфрамовый концентрат; Sn — товарный оловянный концентрат
обогащение оловянных руд коренных месторождении
125
промежуточных продуктов отсадочных машин, обрабатываю-
щих мелкий материал, и промежуточных продуктов концентра-
ционных столов с последующей флотацией из них сульфидов с
применением медного купороса (225 г/т), этилового ксантогена-
та (135 г/т) и крезиловой кислоты (45 г/т). Хвосты флотации
обезвоживают и направляют на гидравлическую классифика-
цию; раздельную доводку концентратов отсадки и столов с пред-
варительным додрабливанием материала до 3 мм и разделе-
нием концентратов на электромагнитных сепараторах с сильным
полем на вольфрамитовый концентрат и немагнитный кассите-
рито-сульфидный продукт, из которого после доизмельчения
флотируют сульфиды и получают готовый оловянный концент-
рат (камерный продукт). Показатели работы фабрики приведе-
ны в табл. 26.
Таблица 26
Средние показатели работы фабрики Эберфойл Тин (Австралия)
Продукт Содержание, % Извлечение Sn. %
Sn WOa
Оловянный концентрат:
I 73,6 0,8 57,7
II 70,4 1,0 11,1
III 63,0 0,6 4,6
Из пыли от сушки 32,7 17,0 1,0
Вольфрамовый концентрат 0,4 72,0 0,1
Вольфрамовый промежуточный продукт .... Хвосты: 17,9 42,6 7,2
отсадки 0,16 — 8,6
песковых столов 0,20 — 3,6
шламовых столов 0,85 — 4,8
Сульфидные продукты 1,90 — 1,4
Общие хвосты 0,235 — 18,4
Некоторым своеобразием отличаются схемы извлечения кас-
ситерита из тонковкрапленных касситеритово-сульфидных и по-
лиметаллических руд.
Так, на фабрике Ренисон-Крик (Австралия) перерабатыва-
ются [11] сплошные сульфидные руды с тонковкрапленным кас-
ситеритом. Руда состоит в основном из пирротина или пирита,
кварца и арсенопирита. Содержание сульфидов доходит до
60%. Содержание олова колеблется от 0,9 до 1,1%. Отличитель-
ной особенностью руды является весьма мелкая вкрапленность
касситерита-—меньше 76 мк (вплоть до 5 жк); от 19 до 41%
касситерита представлено зернами 20 мк и мельче и от 29 до
58% —зернами тоньше 28 мк.
126
ОБОГАЩЕНИЕ РОССЫПЕЙ И КОРЕННЫХ РУД ОЛОВА
В связи с тонкой вкрапленностью касситерита и высоким со-
держанием сульфидов обогащение таких руд гравитацией мало-
эффективно.
На фабрике процесс обогащения (рис. 48) сводится к дроб-
Рис. 4'8. Схема обогащения тоиковкрапленной иасситеритово-сулъфиД'
ной руды (фабрика Ревисои-Крик, Австралия):
1 — щековая дробилка 375 X 225 >ил4 (щель 50 мм); 2 — вибрационный грохот
(сетка 19 мм); 3 — толченый став на 10 пестов (сетка 6 мм); 4 коническая
шаровая мельница 1800 X 450 мм'; 5 — дражный классификатор; 6 — два кон-
тактных чана; 7 — восьмикамерная флотационная машина тила МС 650 X 650 мм;
глубина 1500 мм; 8, 11 — гидравлический трехкамериый классификатор; 9 — три
концентрационных >столй; 10, 13 —• обезвоживающий конус; 12 — три концентра-
ционных стола; 14 — дка вращающихся шламовых концентрационных стола с
цементными деками; 15 — один концентрационный стол; 16 — осадительные
обезвоживающие ящики для концентрата; 17 — контактный чан емкостью 1 м3;
18 ~~ флотационная машина МС; 19 — осадительная бадья
лению и измельчению руды до крупности •—0,125 мм, при кото-
рой вскрывается основная масса извлекаемого касситерита;
флотации сульфидов; гидравлической классификации хвостов
сульфидной флотации на четыре класса и обогащению продук-
ОБОГАЩЕНИЕ ОЛОВЯННЫХ РУД КОРЕННЫХ МЕСТОРОЖДЕНИИ
127
тов классификации на концентрационных столах (песковых и
шламовых).
Показатели работы фабрики приведены в табл, 27.
Таблица 27
Показатели работы фабрики Ренисон-Крик (Австралия)
Продукт Выход, % Содержание Sn, % Извлечение Sn. %
Руда 100,00 1,07 100,00
Концентрат столов 3,91 «17,15 62,69
Хвосты столов . 32,54 0,66 20,08
Сульфидные хвосты 63,55 0,29 17,23
Для получения товарных концентратов грубые концентраты
сгущают и из сгущенных продуктов дофлотируют сульфиды. Ка-
мерный продукт флотации после сгущения является товарным
концентратом. Извлечение олова в товарный концентрат состав-
ляет около 50% от исходной руды.
При переработке полиметаллических руд, содержащих кас-
ситерит, оловянные концентраты могут быть извлечены из хво-
стов основного процесса, как это осуществляется [5, 12J на обо-
гатительной фабрике Сулливан в Канаде.
Хвосты цинковой флотации фабрики Сулливан содержат
0,2% касситерита крупностью 93—74 мк, 68% пирротина, 5% пи-
рита вместе с арсенопиритом и небольшое количество галенита,
марматита и других минералов.
Процесс извлечения касситерита (рис. 49) включает флота-
цию сульфидов и концентрацию хвостов сульфидной флотации
на автоматических шлюзах с перечисткой концентратов со шлю-
зов на концентрационных столах; получение товарного оловян-
ного концентрата магнитной сепарацией и концентрацией на
столах черновых концентратов. Перед плавкой товарный кон-
центрат обрабатывают кислотой для удаления свинца.
Извлечение олова в концентрат составляет 45% при содер-
жании в нем 65% олова. Фабрика выдает около 1,5 тыс. т кон-
центрата в сутки.
При обогащении тонковкрапленных оловянно-сульфидных
руд с целью сокращения количества стадий обогащения, при-
меняемых в типичных схемах обогащения таких руд (рис. 50) и
уменьшения количества возвратных промпродуктов, институт
ЦНИИолово J28J предлагает осуществлять предварительное
грубое обогащение (разделение) исходной руды на отсадочных
машинах с получением обогащенной и обедненной частей руды,
подвергаемых в дальнейшем раздельному обогащению.
128
ОБОГАЩЕНИЕ РОССЫПЕЙ И КОРЕННЫХ РУД ОЛОВА
Как показывают испытания, при этом в обогащенную часть
руды извлекается от 70 до 80% касситерита (наиболее крупно-
вкрапленная его часть), а выход ее составляет не более 30%
от исходной руды. В обедненной же части руды после отсадки
содержится более тонковкрапленный касситерит. В связи с та-
ким распределением обедненную часть руды (около 70—75%
Рис. 49. Технологическая схема извлечения касситерита
из хвостов цинковой флотации на обогатительной фабрике
Сулливан (Канада):
/ — песковый насос (200 мм); 2 — гидросепаратор (10X2,3 м); 3 —
200 т1сутки; 4 — две флотационные четырнадцатикамерные машины
№ 30 (объем камеры 1,5 №); 5 — сульфидный пенный концентрат
(3700 т[сутки)\; 6 — песковый насос (150 мм); десятиструйиый
пульподелнтель; 7 десять .пятидечиых опрокидных шлюзов; 8 —
1100 т{сутки; 9 — сгуститель (4,5 X 2,4 м) пульпы 70 т{сутки; 10 —
флотационная четырехкамерная машина № 18 (объем камеры 0,4 м3):
а — ‘камера, 2—4; b — камера 1; It—2 т^сутки; 12 —‘(песковый насос,
двухструйный пульподелнтель; 13 — два шлюза (аналогично позиции
7); 14 — песковый и-асос, четырехструйный пульподелнтель; 15 —
четыре концентрационных стола; 16 — песковый насос; 17 — конус
(1,2 м); 18 — концентрационный стол; 19 — магнитный сепаратор;
20 — магнетит (1 т/сутки); 21 — два концентрационных стола; 22 —
концентрационный стол; 23 —• паровая сушилка
исходного материала) можно без риска переизмельчения касси-
терита сразу подвергать тонкому измельчению в одну стадию.
Применение такой схемы обогащения (рис. 51) дает возмож-
ность сократить число стадий обогащения с четырех до трех и
позволяет уменьшить общий тоннаж руды, обогащаемый на
столах, на 40% (абсолютных) без ухудшения показателей обо-
гащения.
РцЗа -3->0мм
t
иВравлическал клоссофикания
5 Заказ 1785
ОтеаЗка
Чернобай кониет/мт
ОБОГАЩЕНИЕ ОЛОВЯННЫХ РУД КОРЕННЫХ МЕСТОРОЖДЕНИИ
131
Примером обогащения весьма тонковкрапленных руд может
служить схема обогащения, разработанная в Минцветмете [29]
для руд одного из месторождений Китая.
Руда сильно окислена и представляет собой разрушенную
охристую выветренную и сыпучую массу.
Руда состоит из тонкодисперсной смеси лимонита и кварца
и содержит около 0,6% касситерита. Преобладающим минера-
лом руды является лимонит
(до 60—90%), состоящий из
неод нор одной тонко д непере
ной смеси гетита и гидроге-
тита. Из числа других ми-
нералов в незначительном
количестве присутствуют-
кальцит, плюмбоярозит,
магнетит, псиломелан, пиро-
люзит, миметизит, пиромор-
фит и ванадинит.
По данным химического
анализа, в руде содержится,
%: 0,46 Sn, 0,24 Си, 0,47 Т1,
0,76 Zn, 2,07 Pb, 4,46 Мп.
22,11 Fe, 0,08 S, 0,32 As.
Весьма характерным яв-
ляется то, что все ценные
минералы руды (Sn, Pb, Fe)
находятся в очень тонких
зернах — преимущественно
от 10 до 60 мк.
Разработанная и реко-
мендуемая авторами для
промышленного освоения
схема обогащения (рис. 521
включает в себя измельче-
ние исходной руды на вал-
ках до —1 мм, обесшлам-
Рдда(а --1мм)
♦
Сбесшшиивонис а центрифуге
jtato СлиВ
ГруВью хенцея/ш
на ИМку
Мольные xltmi
Рис. 52. Схема обогащения тонковирап-
ленной оловос'одер&иащей руды
ливание измельченного материала в центрифугах с целью со-
кращения объема обрабатываемого материала (выход шламов
составляет около 30% от исходной руды) и повышение показа-
телей обогащения, отсадку песковой фракции центрифуги с по-
лучением грубого концентрата для доводки, 'промежуточного
продукта, хвостов и шламов. Промежуточные продукты и хво-
сты отсадки раздельно подвергаются в дальнейшем последова-
тельному четырехстадиальному доизмельчению до 0,05 мм и
обогащению на отсадочных машинах после первой стадии из-
мельчения (до 0,3 мм), на концентрационных столах и вибра-
5*
132
ОБОГАЩЕНИЕ РОССЫПЕЙ И КОРЕННЫХ РУД ОЛОВА
Таблица 28
Сводные результаты обогащения руды
Продукт Выход % Содержание Sn, % Извлечение Sn. %
Руда 100,00 0,46 100,0
Оловянный концентрат 0,46 54,60 54,72
I промпродукт 2,15 1,60 7,47
II » 19,57 0,41 17,47
Отвальные хвосты 77,82 0,12 20,34
Грубый концентрат
Мокрое грохоченое________________
-lfi-чцтмм | -щМмм
Конц стол
к-т it.
f ЦВмм
Конц стол
р'-т it.
Конц, стол
~ ЯЦ.
Грубый к-т Доизмельчение
V Во-DJ5 мм
Грубый к-т
Мокрое гш чение
Конц стал
(рт f/м 7Г1
Кто. стол О Доизмельчение
&i х»| Т По-врпмм
OfiKtllMM
ЦОбгОмм
Конц стол
Мокрое гдохскеное
Конц стол
~ jKa ]а
Доизмельчение
к-т
пл
xl.
Рис. 53. Схема довод-
ки грубых концентра-
тов:
Конц, стол — концен-
трационный стол
Грубый к-т Х /Лйт
Конц стол
(«нп Ion. S
стол
Шлюз
Кони, стол Шлюз
Тт Щ к-m |л.
Конц.сгпал
tK-m
н.п. Л
Конц стал
к-т i/ пл а.
Конц, спи
Магнитный Лиг
Wtmitrmci
сепарация
Шянныи конВоцооииый in. о.
циюнных шлюзах в последующих стадиях. Шламы отсадки так-
же обогащаются на .вибрационных шлюзах.
Объединенный грубый концентрат подвергается доводке по
схеме рис. 53 с получением кондиционного оловянного концен-
трата и двух промежуточных продуктов (табл. 28).
ГЛАВА VI
ДОВОДКА ОЛОВЯННЫХ КОНЦЕНТРАТОВ
1. ЦЕЛИ И МЕТОДЫ ДОВОДКИ ЧЕРНОВЫХ оловянных
КОНЦЕНТРАТОВ
Черновые'гравитационные концентраты олова содержат на-
ряду с касситеритом целый ряд других минералов: сульфиды
тяжелых металлов, вольфрамит, шеелит, магнетит, ильменит,
колумбит, иногда золото, циркон, рутил и др. Содержание оло-
ва в таких концентратах редко превышает 30%. В то же время
для выплавки различных марок металлического олова в кон-
центратах должно содержаться от 40 до 70% олова.
Многие минералы, входящие в состав черновых концентра-
тов олова, могут представлять самостоятельный промышленный
интерес в случае выделения их в виде отдельных продуктов.
К таким минералам относятся вольфрамит, шеелит, золото,
циркон, колумбит, ильменит, рутил.
В целях получения концентратов олова, удовлетворяющих
требованиям металлургии как по содержанию олова, так и по
содержанию загрязняющих и шлакообразующих примесей, чер-
новые гравитационные концентраты подвергают доводке.
В зависимости от вещественного состава концентратов в до-
водочных операциях применяют различные методы обогащения.
При доводке простых по составу концентратов, например
касситеритово-сульфидных, для удаления сульфидов применяют
флотогравитацию или флотацию в комбинации с обогащением
на столах для выделения кварца и других легких минералов пу-
стой породы.
При доводке концентратов, полученных при обогащении тон-
ковкрапленных, а также комплексных полиметаллических руд,
содержащих сульфиды тяжелых металлов и минералы редких
металлов, применяют более сложные технологические схемы,
предусматривающие использование различных методов обога-
щения, а также их комбинаций, способных обеспечить эффек-
тивное отделение касситерита как от сульфидов, так и от ми-
нералов вольфрама, ниобия, циркония и др. в самостоятельные
концентраты. При доводке таких концентратов в перечистных
операциях, кроме гравитационных методов, широко применяют
134
ДОВОДКА ОЛОВЯННЫХ КОНЦЕНТРАТОВ
электромагнитную и электростатическую сепарацию (для уда-
ления магнетита, ильменита, граната, вольфрамита, циркона,
рутила, пирротина), флотогравитацию и флотацию (для удале-
ния пирита, арсенопирита, халькопирита, станнина, галенига,
сфалерита), в ряде случаев применяют обжиг концентратов
(для перевода сульфидов железа в окислы и удаления серы и
мышьяка), а также обработку концентратов кислотой (для уда-
ления железа, свинца, меди и других примесей).
При разделении черновых коллективных концентратов воз-
можно также применение гидрометаллургических процессов для
отделения шеелита от касситерита, вольфрамита от касситери-
та [14], литиевых минералов от касситерита и др.
В случае тонкого прорастания касситерита в рудные мине-
ралы пустой породы выделение касситерита возможно [13] фло-
тацией с предварительной кислотной обработкой черновых кон-
центратов или выщелоченных кеков (при предварительной гид-
рометаллургической обработке коллективного концентрата).
2. СХЕМЫ ДОВОДКИ
Схемы доводки черновых оловянных концентратов и приме-
няемые при этом методы обогащения определяются веществен-
ным составом поступающих в доводку концентратов.
Обычно процесс доводки осуществляется на центральной
доводочной фабрике, располагающей развитой и гибкой схемой
обогащения, оснащенной наиболее совершенным оборудованием,
что позволяет эффективно разделять черновые концентраты са-
мого различного вещественного состава.
Ниже приведены типичные технологические схемы доводки
черновых оловянных концентратов [15—17].
Крупность обогащаемого материала при доводке может до-
стигать 4 мм.
Ддтя отделения касситерита от сульфидов железа, меди, свин-
ца, цинка, висмута, молибдена обычно применяют флотацию
или флотогравитацию.
Исходный материал перед флотогравитацией подвергается
обработке серной кислотой для улучшения флотации пирита и
создания pH около 6,0—6,5 ксантогенатом и аполярными соби-
рателями (керосин, мазут, нефть); для усиления гидрофобности
сульфидных минералов при флотации добавляют пенообразо-
ватель и не применяют аполярные собиратели.
Флотация осуществляется на обычных флотомашинах меха-
нического типа. Процесс флотогравитации проводится на кон-
центрационных столах, снабженных специальными устройства-
ми, обеспечивающими контакт минеральных частиц с воздухом.
Детальное описание конструкций столов для флотогравитации
имеется в специальной литературе [15, 16, 18, 19].
СХЕМЫ доводки
135
Доводка чернового гравитационного концентрата, состояще-
го из касситерита (содержание олова 10—30%) и сульфидов
(пирит, арсенопирит, пирротин), осуществляется по схемам,
приведенным на рис. 54, 55. В случае незначительного количе-
ства шламов и при содержании в них 20—35% олова их при-
соединяют (см. рис. 54) к товарному концентрату. При большом
Первичный концентрат
Грохочение
[+7йм-дмм
Измельчение
Сдесшламлидание
Перемешивание I
с реагентами Шам
ФлотогроВитоциа
Промежуточный продукт
Концентрат | Сульфиды
Флотоградьтация
концентрат Сульфиды
_J I
Концентрат Сульфиды
Рис. 54. Схема доводки касситеритово-сульфидного гра-
витационного концентрата
выходе шламов удаление из них сульфидов производят флота-
цией (см. рис. 55). При доводке концентратов, содержащих,
кроме сульфидов, значительное количество минералов пустой
породы (в основном кварц), перед флотогравитацией произво-
дится удаление легких минералов на концентрационных столах
(отсадочных машинах) с предварительной узкой классифика-
цией материала.
Так, например, оловянный концентрат, содержащий 10—20%
олова, 30—50% сульфидов (халькопирит, галенйт), 10—30%
кварца и других нерудных минералов, 5 -10% лимонита и маг-
нетита, доводится по схеме, показанной на рис. 56.
136
ДОВОДКА ОЛОВЯННЫХ КОНЦЕНТРАТОВ
Сульфидные концентраты и кварцевые хвосты, получаемые
по приведенным схемам, направляют в отвал или доизмельчают
и затем повторяют концентрацию и флотацию.
При осуществлении вышеприведенных схем для флотограви-
тации используют реагенты: серную кислоту до 5 кг!т, ксанто-
генат 0,7—1,5 кг)т, мазут или керосин до 4 кг/т; при флотации
вместо мазута и керосина применяют сосновое масло до 200 г/т.
Первичный концентрат
Грохочение
-£им|+2мм
Измельчение
Классификация
Пески
t
Перемешивание
с реагентами
Флотогровитация
Слив
I
Перемешивание
с реагентами
Флотация
Концен-
трат
Концен-
трат
Сульфийы
Срлырийы
Концентрат
Сулыривы
Рис. 55. Схема доводки касситеритово-сульфидного
гравитационного концентрата с применением флото-
гравитации и флотации
Перед флотогравитацией перемешивание с реагентами про-
водят в плотных пульпах, содержащих 40—50% твердого по
весу. Время контакта с реагентами не превышает 10—15 мин.
При доводке по таким схемам технологические и механиче-
ские потери олова не превышают 3—5%, т. е. извлечение олова
в товарный концентрат достигает 95—98% • Содержание олова
в концентрате, полученном при флотогравитации, достигает
62—68%, а во флотационном концентрате 35—45% олова.
Доводка комплексных касситеритово-вольфрамитово-суль-
фидных концентратов осуществляется по более сложным схе-
СХЕМЫ доводки
137
мам, включающим (рис. 57) предварительную обработку кисло-
той концентрата (в случае загрязнения железом минералов пу-
стой породы или касситерита) узкую классификацию материала
по крупности, электромагнитную сепарацию с перечистками
каждого класса крупности для выделения сильномагнитных ми-
Пербичный концентрат
___________Гро 1 очение___________
|>/мм < |<чм|
концентрация концентрация
Ри.с. 56. Схема доводки касситерптово-сульфидно-кварцевого
гравитационного .концентрата
нералов (магнетита, пирротина, ильменита), средне- и слабо-
магнитных минералов, вольфрамитового концентрата и немаг-
нитной фракции, содержащей основную массу касситерита,
сульфиды и минералы пустой породы. Последнюю обрабаты-
вают реагентами (серная кислота, ксантат, мазут$ Керосин) и
подвергают флотогравитации для выделения сульфидов; кон-
ИсхеВный ксицентрот-Змм
С ') Кислотная о1робо1пка и сушка
н у б случае ожелезнения тералоб
----н | " (касситерита)
।_________________г _______________
В СЛУЧОЕ I ____f | - 0,5мм --
С&я£е ri~,3mivpii№M^otanii)oi;. Злетромсен сепарация Эетимагн сститш
Mifn/iKnrl {ЯшёйёТнгмгтЗ I liWwt Вмц^И- е& [Сильна \Bcmtppe- исивгт
X^Cl/ii,iiii 1и^«\тшй]\ «ж «»«»* §|. Uwm мсвгв СРтт
S- • I -—|о"Жт™'“ р"
наяфрокцш Перечистка деречисТка Реоечисткс Перечистка Перечистке Перечистка
немегтл-
tppOK-
'.Мгншгыт ippoKiu
| (жетитт apei
—’ Pl агенты.
ZСерна я к-та- Пкг/т
ксантат - Ц5-<'кг/т
ПеремешсПсние с флатореагентами мк1мазПт‘ керосин)-Укг/т
Сульфид
Сульфидная флотогроВитация
[fin '
Перечистка
Сульфид { р я | к-т
к-т
________ОбезВажиЬашций классификатор
\ Г |СМ
До1шычж(/) Сгущение
Механический классификатор { [1Ц>6
_J7inKU t№8----------’
, I СцльшЛГенфлотачая
I перечистка
_J7T. к-
Д перечистка
|Л-т М
Сгущение
{ |ta«
Фильтрация Г“
.1 Спив I.
Оборотная боба
ббезВсжбающсй классификатор
ji Icnul
Г^Даизмсльчение '-------
Гидравлическая классификация
f----------i wL
Кониешпраиия Концентрация
Перечистка Перечистка
Сгущение
Фильтрация
t 1
IBomSaaKlapue- [
I еые xSoctnti |
Оборотная боба
Рис. 57. Схема доводки касситеритово-
| Зпк-т I1
Обезвоживающий классификатор
—--------— ч(/~ —
концентрация на столах
ГФт Л
Перечистка
К-т л|я
п.
концентрация
^K~oi И.'
Перечистка
К-т Пл\
fl.
Cymputhif
Перечистка
7Г|
Очистка
П.п. хв.
X Расты
В отвал
'Доизмельчение
I
Сгищение
ь— ----1 м
Флотация Оборотная BoSa
Концентрация
I—\iiK-m ХВ.
Перечистка
| [К-т 0. fд. хв. 1
• Сгущение
нЛ- Фильтрация
С гашение
х— —\ш
Фильтрация
1__^Фильтрат I
<m "| j,
| Sna m |
(еа генты:
Со Од - Хкг/т
Ж ткое стекло-05-Вкг1т
Не ‘.иноВая к-та-Цб-1кг1т'
Шламы на флотацию
; касситерита
Окислительны/! обжиг
| Пыль, газы
Огарок
~ *
Выщелачивание
) Кислые растворы
~^кек
Основная флотация
Тт л.|л УГ|
I переметная флотация Z *1
n~pj-----Очистная флотация
Оперечистнслаитоция И”
Нт х«| |
Шперечастнол флотция
------jA'-m an I дгфлотация
t jTn.
Г Sn к-т |
Хбосты
вольфрамитово-сульфидного концентрата
140
ДОВОДКА ОЛОВЯННЫХ КОНЦЕНТРАТОВ
нентрат флотогравитации (касситерит и кварц) обезвоживают
и подвергают концентрации на столах с получением оловянного
товарного концентрата и кварцевых хвостов. Шламы, получае-
мые после флотогравитации сульфидов, сгущают и из них фло-
тируют сульфиды, а из хвостов сульфидной флотации на столах
выделяют оловянный концентрат. Шламы столов обезвоживают,
подвергают обжигу, кислотной обработке и из выщелоченных
кеков в щелочной среде с олеиновой кислотой флотируют кас-
ситерит, для депрессии минералов пустой породы применяют
жидкое стекло.
По описанной схеме из концентратов, содержащих 10—20%
олова и до 10% трехокиси вольфрама, получают вольфрамито-
вые концентраты с содержанием трехокиси вольфрама 60% и
оловянные концентраты, содержащие до 50—60% олова при из-
влечении вольфрама и олова до 95% каждого.
При большом содержании в касситеритово-вольфрамитовом
концентрате сульфидов (40—50%) и минералов пустой породы
(до 20%) доводка осуществляется по другой схеме (рис. 58),
предусматривающей предварительное выделение сульфидов и
легкой фракции, а затем уже классификацию и магнитную се-
парацию для разделения касситерита и вольфрамита. Такая
схема имеет ряд преимуществ. Примерно вдвое сокращается
объем материала, подвергаемого электромагнитной сепарации,
повышается извлечение и качество оловянных и вольфрамовых
концентратов.
Доводка комплексных касситеритово-шеелитово-сульфидных
концентратов осуществляется по схеме, показанной на рис. 59.
Исходный концентрат перемешивают с реагентами (серной
кислотой, керосином или керосином в смеси с мазутом, ксанто-
генатом) и направляют на флотогравитацию для выделения
сульфидов и кварцевых хвостов. После выделения сульфидов и
кварца касситеритово-шеелитовый продукт разделяют также
флотогравитацией с использованием реагентов: соды, жидкого
стекла для депрессии касситерита и олеиновой кислоты для фло-
тогравитации шеелита. Шламы от флотогравитации сульфидов
и разделительной флотогравитации шеелита и касситерита
объединяют и обрабатывают по схеме, предусматривающей
выделение из них сульфидов, концентрацию на столах хвостов
сульфидной флотации для получения оловянного концентрата и
флотацию касситерита из шламов концентрации после их обжи-
га и кислотной обработки.
Весьма важным фактором, обеспечивающим эффективное раз-
деление при флотогравитации шеелита и касситерита, является
температурный режим. Перемешивание с реагентами осуществ-
ляется при температуре 60—85° С путем подачи в смеситель
острого пара. Применение горячей смывной воды оказывает
СХЕМЫ доводки
141
также благоприятное влияние на селекцию. Флотогравитации
при повышенной температуре, очевидно, усиливает депрессиру-
ющее действие жидкого стекла на касситерит и минералы по-
роды, не ухудшая флотируемости шеелита.
Исходный кпнцеигпрат
Выдсмние г./7>ыр:’дсВ и легкой фракиои
по обшей схмсам-
фиднш секции
Рис. 6'8. Схема доводки касситеритово-вольфрамитового концентрата
Перемешивание с реагентами ведется в плотных пульпах при
содержании твердого до 50% в течение 20 мин с каждым ре-
агентом. Требуется весьма тщательное наблюдение за расходом
олеиновой кислоты и жидкого стекла, чтобы предотвратить фло-
тацию касситерита. При сульфидной флотогравитации необхо-
димо строго следить за расходом серной кислоты, так как ее из-
быток разрушает ксантогенат.
Реагенты
Серное к та - 5кг/т
мк (мазут, к срасон) - 4 кг/т
Ксантат-£'-В 5 кг/т
Перетсевание с флотреагетами
1
[уеьфебндя (рлотограВиггация________
\Пп Тт
Сульфиды
Перечистка
г Сульфиды f /ПТ Тт\
__________(1Ыоживан1щии ыассщракатер
~п \ I I
Я1!иеноет' Q
Мелоническии'классафикатоо ' Слив
3 I СдлыНиИнря шлатааил
1 переч'и^пГФа
Обезвоживающий классификатор
I 1(?да£
'Доизмельчсние
ГиВроВлическая классификация
П перечистка
|кт ХВ (_
С гущение
Камерный
продукт
Г I —
Концентрация Концентрация
кг |Дд к-т 1кт хВ
СлиВ
Оборотная вода
Реагенты:
Сода-б-кг/т ----------
Жидкое стекло- 5кг/т
ОлеиноВая к та- 0,5-1 кг/т f
ПеремешоВц
Перечистка Перечистка
к-т Р.п
Сгцщение
Фильтрация
\Sl"xtl^mu^iel>K] - - Y Обаращная
4 касситерито-шеелитобый концентрат
Обезвоживающий классащикатоо
' СлиВ на флотацию
Шеелитовая флатагваВитация
О |ff
Перечистка
П.п.
ШеепитаВш
к-т
Шеелитовый
к-т
.^.Обезвоживание
ШеелитаВыи, ----------
к-и ♦
Фильтрация
СлиВ
Сгущение
Слив
I ЩеелитоВый к-т I Оборотная
1---------------- ВсОа
Snxm
Sn к-т |
Перечистка
J П.п in к-т
ОбезвА цвание
fin к-т ]СлиВ
Фильтрация С гртение
Слив ’
Шеелитовый J,------
, к-т | Sn к-т
СлиВ 1
Оборотная 1—
вада
Рис. 59. Схема доводки касситеритово-
СХЕМЫ ДОВОДКИ
143
В некоторых случаях перед флотогравйтаЦией шеелита про-
водят сброс шламов и излишних реагентов в механических клас-
сификаторах. Слой воды на столе поддерживают минимальным
для лучшего контакта минералов с воздухом. Нельзя допускать
перегрузку столов.
По схеме на рис. 58 получают кондиционные шеелитовые
концентраты, содержащие до 75% трехокиси вольфрама, и то-
I
Сгцщен,ие
--------X *
, Флотация
Срльфиоыс —
Перечистка
tila Tin
Г>’
Перт
1Ут
1 Слаб
. Оборотная Beits
«ныи
<т
концентрация
"т ХВ.
чистка
и уп 7Г1 ,
S [гашение
I Фильтрация _____________
S’ v | Фильтрат
| л л? |
Фильтрация I*""*
Реагента:
Сада-Zкг/т _
Жидкое стекло- f-t
Олеиновия к-та - 0,5-
Шлимы па флотацию
касситерита
Окислительный ебжиг
Огарок
Пыль, гаоы___
Выщел'ачиВоние
| кислые растОары
^ТГ^хек
Основная флотация
~i Туп xl. 1
/ оеречистноя флотация
\к-т Яа | '
Поеречистная флотация
( ffTl
Ш перечистная флотация
__JTin ~ '
Ал.
[~3л
Очистная флота и я
, ГП. ХВ~
yew
XS
шеелмтово-сульфидного концентрата
144
ДОВОДКА ОЛОВЯННЫХ КОНЦЕНТРАТОВ
варные оловянные концентраты с содержанием олова до 50%.
Извлечение вольфрама и олова соответственно 75 и 92%.
Кварцевые хвосты, получаемые при доводке различных типов
оловянных концентратов, объединяют и подвергают обогаще-
нию по схеме (рис. 60), включающей доизмельчение для раскры-
тие. 60. Схема обогащения кварцевых хвостов доводки оловян-
ных концентратов
тия зерен касситерита, концентрацию материала на столах с
целью сброса легкой фракции (хвосты), флотогравитацию суль-
фидов из концентрата стола с получением сульфидного продук-
та и оловянного концентрата, содержащего до 30—35% олова.
СХЕМЫ доводки
145
Такой концентрат подшихтовывается к концентратам, получае-
мым с основного процесса.
При доводке оловянных концентратов все более широкое
применение находит электростатическая сепарация [21]. На
электросепарацию при доводке обычно направляют:
1. Немагнитные фракции электромагнитной сепарации, со-
держащие шеелит-касситерит, шеелит-касснтерит-сульфиды
и др.
2. Промежуточные продукты электромагнитной сепарации,
не разделяющиеся по магнитным свойствам, например гранат-
вольфрамит и др.
3. Тяжелые фракции концентрационных столов, содержащие
шеелит-касситерит; касситерит-шеелит-сульфиды и др.
Подготовка исходных материалов к электросепарации обыч-
но сводится к классификации по крупности (на одном сите
—0,6 мм или 0,8 мм, или нескольких ситах: 1,0—0,5—0,3—
0,1 мм) додрабливанию крупных классов, обеспыливанию и под-
сушке при температуре около 80° С.
При комплексной обработке обеспыленную фракцию исход-
ного материала крупностью 0,1—1,0 мм направляют сначала на
электромагнитную сепарацию. После этого неэлектромагнитная
фракция додрабливается и поступает на электросепарацию.
Лучшие результаты были получены при дополнительной
классификации класса крупностью 0—1 мм на фракции 0,5—
0,0; 0,3—0,5, и 0,1—0,3 мм.
Промышленное использование метода электрической сепара-
ции показало, что в ряде случаев этот вид сепарации является
незаменимым процессом.
Ниже приводится пример доводки комплексных концентра-
тов следующего минералогического состава: 30—75% вольфра-
мита; 5—45% касситерита; 5—10% магнетита, ильменита, гема-
тита; 3- 5% граната, турмалина, 3—5% кварца и других неруд-
ных минералов; 5—10% сульфидов. Различные концентраты
перед обработкой объединяли обычно в один «исходный мате-
риал».
Химические анализы исходного материала и конечных про-
дуктов приведены в табл. 29.
При электромагнитной сепарации в магнитную фракцию
последовательно выделялись магнетит и ильменит; вольфрамо-
вый концентрат, а в неэлектромагнитную— первичный кассите-
ритовый концентрат.
Последний направляли на электросепарацию. Неэлектропро-
водная фракция поступала на концентрационные столы для вы-
деления граната и турмалина, а электропроводная, содержав-
шая касситерит, сульфиды — на обжиг. Извлечение в концентрат
олова и трехокиси вольфрама составляет более 98% каждого.
146 ДОВОДКА ОЛОВЯННЫХ КОНЦЕНТРАТОВ
Из концентратов крупностью 0,1—0,6 мм, содержавших
9,7% олова и 7,9.% трехокиси вольфрама, при электросепарации
после четырех операций были получены: проводящая фракция,
содержащая 17,5% олова и следы трехокиси вольфрама (при
извлечении 99% олова) и непроводящая с содержанием до
Таблица 29
Результаты доводки комплексных
концентратов ’
Компоненты Содержание, %
в исход- । ном мате- ! риале в концентратах
касситери- товом вольфра- митовом
wo3.... 39,6 0,4 74,0
Sn 23,7 73,4 0,3
FeO . ... 9,4 0,2 —
AL2O3 . . . 8,3 0,8 —
Мп .... 2,9 — 4,1
SiO 1,1 2,1 0,4
$общ• • • 1,0 0,4 0,6
13,9% трехокиси вольфрама
и 0,1 % олова при извлече-
нии 98% трехокиси воль-
фрама. Минералогический
состав приводящей фракции
(касситерит, ильменит) и
непроводящей (шеелит, мо-
нацит, кварц, полевой шпат»
благоприятен для дальней-
шей их доводки гравита-
цией и магнитной сепараци-
ей.
Из концентратов круп-
ностью 0,1—0,6 мм, содер-
жащих 5% касситерита,
30% шеелита, 10% ильме-
нита, 34% кварца-(-полевой
шпат и др., после пяти опе-
раций получены: проводящая фракция с 54% касситерита и
46% ильменита и непроводящая — с 34% шеелита, 24% квар-
ца-(-полевой шпат, 3% граната, слюды. Минералогический со-
став полученных продуктов благоприятен для дальнейшей их
доводки.
Из концентратов крупностью 0,1—0,6 мм, содержащих 2%
касситерита, 10% шеелита, 54% кварца, 0,5% слюды, 2% грана-
та, 17% ильменита, 7% магнетита, 1% турмалина и др., после
пяти операций получены: проводящая фракция с 27% кассите-
рита, 57% ильменита и 16% магнетита и непроводящая — с 73%
шеелита, 5% граната, 7% турмалина, остальные — кварц и дру-
гие нерудные минералы.
Из концентратов крупностью 0,1—0,6 мм, содержащих 18%
касситерита, единичные зерна шеелита, были получены проводя-
щая фракция с 50% касситерита, 35% ильменита, 15% ожелез-
ненного граната и непроводящая — с 2% шеелита, 18% кварца.
70% граната.
При доводке столовых концентратов крупностью 0—0,4 мм
после пяти операций были получены продукты, указанные в
табл. 30.
При обработке шеелитовых концентратов после основной
электросепарации получался концентрат с содержанием 71 %
трехокйси вольфрама и до 1,5% олова. При этом неэлектропро-
СХЕМЫ доводки
147
Таблица 30
Результаты доводки комплексных концентратов электросепарацией
Название продукта Выход % Содержание. % Извлечение. %
кассите- рита шеелита кассите- рита шеелита
Концентрат 53,3 90,9 0,6 92,1 1,9
Промежуточный продукт . . 14,6 35,7 11,3 7,8 10,1
Хвосты 32,1 0,2 11,8* 0,1 88,0
Исходный материал . . . 100,0 59,4 17,7 100,0 100,0
* При последующей доводке из этого продукта был получен концентрат с содержанием
SS,5% шеелита и 0,1% касситерита.
водные фракции, содержавшие шеелит и кварц, обрабатывали
на концентрированном столе, а электропроводные, содержавшие
касситерит и сульфиды, подвергали окислительно-восстанови-
тельному обжигу и последующей электромагнитной сепарации
(для удаления обожженных сульфидов в магнитные продукты).
С помощью барабанных коронных сепараторов из обрабаты-
вавшихся материалов легко выделяли непроводящие минералы.
Сложность минералогического состава черновых оловянных
концентратов требует применения при их доводке комбиниро-
ванных схем, включающих, кроме электросепарации, и другие
процессы — гравитацию, электромагнитную сепарацию, флото-
гравитацию, флотацию, обжиг, кислотное выщелачивание.
Примерная принципиальная схема доводки комплексных
оловянных концентратов с применением электростатической се-
парации приведена (по Н. Ф. Олофинскому) на рис. 61.
Схемы технологической обработки отдельных материалов,
обусловливаемые очередностью операций, подбираемых приме-
нительно к исходному материалу, могут меняться. Так, напри-
мер, при наличии в обогащаемом материале большого количе-
ства легких минералов обработку целесообразно начинать с
концентрации на столах; при преобладании магнитных минера-
лов— с электромагнитной сепарации и т. п.
В некоторых случаях отдельные операции могут не приме-
няться совсем. Например, при отсутствии магнитных минералов
отпадает необходимость в электромагнитной сепарации, при от-
сутствии сульфидов — во флотации и т. д. Порядок включения
отдельных аппаратов существа схемы не меняет. Производи-
тельность операций электромагнитной и электрической сепара-
ций определяется составом и крупностью обрабатываемого ма-
148
ДОВОДКА ОЛОВЯННЫХ КОНЦЕНТРАТОВ
териала. Классы крупностью 0—0,1 мм направляют периодиче-
ски по мере накопления на флотацию. Операция эта в схеме не
показана.
Необходимо иметь в виду, что в обрабатываемых материалах
встречается обычно лишь небольшая часть минералов, указан-
ных в схеме, приведенной на рис. 62. Благодаря этому техноло-
гические схемы обработки отдельных конкретных материалов
Исгобныи
материал
, Классификация
I ।♦ В 8 мм
I Даизмельчение
(Триинение)
Электромагнитная сепарации
-0,8мм | ~_
Злектросепарация
--------tTT
Злектромагнитная
сепцроиия
Доизмельчение
Обжиг
0,3 мм -0,3мм
Концентрация но столе
(Электромагнитная
сепарация jfr
Злентромагнитноя
сепарация
Железо ।
магнетит
Пирротин
ильменит
Вольфрамит Обожжен-
те Htiu гематит
Обожженный
лимонит
Слюда
Кварц
кальцит
Полевей
шпат
Флотация
обжиг
Электромагнитная
сепарация
‘Рерришы
Селективная электро-
магнитная
сепарация
Г4 I
Шеелит (
Сулырибы
Турмалин ''
Монацит
I ранит
'-.Касситерит
Рутил
Г
3
Рис. 61. Принципиальная схема доводки комплексных оловянных кон-
центратов с применением электростатической сепарации:
1 — проводящая фракция-, 2 — непроводящая фракция; 3 — магнитная фрак-
ция; 4 — немагнитная фракция; 5 — легкая фракция; 6 — тяжелая фракция
значительно упрощаются. Материалы крупностью 0—0,10 мм на
барабанном сепараторе обрабатываются плохо.
В случае тонкого прорастания касситерита с другими руд-
ными. минералами и с минералами пустой породы, а также в
случае отсутствия совершенных способов доводки черновых
концентратов методами обогащения при доводке могут быть при-
менены гидрометаллургические способы или сочетание обогати-
тельных и гидрометаллургических процессов.
Так, например, переработку олово-вольфрамового продукта,
полученного при обогащении руды месторождения Алыс-Хая
и содержащего околю 9% олова и 13 -15% трехокиси вольфра-
ма (вольфрамит), рекомендуется [14] осуществлять по техно-
СХЕМЫ доводки
149
логической схеме, предусматривающей извлечение вольфрама
автоклавным выщелачиванием раствором кальцинированной
соды и получение кондиционного оловянного концентрата гра-
витацией.
Измельченная рода (-0,277мм)
г
Коллективная флотация
(/=10-15’1., --------------- л------------
A'3-J°/°, Коллективный
fl2-О,В °/°, канц ентрат
et = 05-07’/.,
сг = 77-81’1.
Шихтовка с Кг SOg
6, .0,012-0,ого-/.,
бг = 0,00-0,05’/.,
£/ = 3-0’/’,
ег = 1S-234-,
$= 05-30’/.
Хвосты
в отвал
Спекание
Выщелачивание водей
\кек
Раствор Измельчение ва-0,1бмм
£г=?7у» “
Получение солей
литья 1I
Обработка net или нг Sih,
Раствор
Промывка водей
Фильтрат Флотация касситерита
Концентрат
А, = чг-Ы’/°,
£,= 77-78’/.
Промежуточный
оребрят
fli = 7-B’/’,
Б, = 77-78’1°
Хвосты
е,=6-8’7°,
<5( = 0,35-0,37’/.
Рис. 62. Схема .флотационно-гидрометаллургического извлечения
касситерита из руды
Лучшие результаты получаются при автоклавном выщелачи-
вании олово-вольфрамовых продуктов, подвергавшихся предва-
рительной флотации для удаления сульфидов. Извлечение воль-
фрама при выщелачивании в течение трех часов при температу-
ре 195—200°С, отношении т:ж=1:2 и содовом эквиваленте
Na2CO3:WO3 = 12 достигает 94—97%. Расход соды в этих ус-
ловиях составляет 0,8—1 кг на 1 кг извлеченной трехокиси
вольфрама.
150 ДОВОДКА ОЛОВЯННЫХ КОНЦЕНТРАТОВ
Автоклавные растворы, содержащие 60—70 г/л трехокиси
вольфрама и 180—200 г/л соды, подвергали двукратной кристал-
лизации с одним промежуточным упариванием раствора. При
этом регенерировалось около 80% соды, содержавшейся в рас-
творе. Маточник после нейтрализации, и очистки от примесей
применялся для осаждения вольфрама в виде вольфрамата
кальция.
При осаждении хлористым кальцием получен вольфрамат
кальция, содержащий после прокаливания 77% трехокиси
вольфрама и удовлетворяющий требованиям ГОСТ 213—49 по
содержанию вредных примесей.
Обогащение хвостов автоклавного выщелачивания на кон-
центрационном столе с перечисткой промежуточного продукта
дает возможность извлекать из них 87% олова в 40%-ный оло-
вянный концентрат.
Применение комбинированных флотационно-гидрометаллур-
гических процессов рекомендуется [13, 20] также при переработ-
ке комплексных оловянно-лнтиевых руд.
Для оловянно-литиевой руды, состоящей из кварца (30—
37%), альбита (23—38%), ортоклаза (13%), мусковита и се-
рицита (от 8 до 14%), турмалина и топаза (3%), глинистых
минералов (8%), лепидолита (4,6%), амблигонита (0,3—0,6%),
гебронита (1%), рутила и апатита (до 2%) и содержащей
0,54% олова (95% в виде касситерита и 5% в виде станнина и
арандизита) и 0,18% двуокиси лития, предложена [20] комби-
нированная флотационно-гидрометаллургическая схема извле-
чения касситерита и лития.
Схема (см. рис. 62) сводится к коллективной флотации со-
держащих олово и литий минералов с применением следующих
реагентов (кг 1т руды); смеси олеиновой кислоты с керосином
в объемном соотношении 1:1 —1,44, 1,0 — соды, 1,0 — жидкого
стекла. 0,06 — соснового масла. После коллективной флотации
флотационные концентраты спекают с сернокислым калием; вы-
щелачивают спек водой для извлечения из него лития; обраба-
тывают кек после выщелачивания раствором серной кислоты и
флотируют касситерит из кека с получением кондиционного
концентрата с содержанием до 44% олова и извлечением 90%
олова из исходной руды с учетом разассигнования промпродук-
тов. Извлечение лития в водный раствор ют исходной руды до-
стигает 80%.
Такие схемы переработки можно рекомендовать и для дру-
гих типов комплексных оловянно-литиевых руд (касситерито-
сподуменовых и др.).
ГЛ А ВЛ VII
ФЛОТАЦИОННОЕ ИЗВЛЕЧЕНИЕ КАССИТЕРИТА ИЗ РУД,
ХВОСТОВ И ШЛАМОВ
1. ФЛОТАЦИОННЫЕ СВОЙСТВА КАССИТЕРИТА
И СОПУТСТВУЮЩИХ МИНЕРАЛОВ
В связи с тонкой вкрапленностью касситерита и сложным ве-
щественным составом оловянных руд не только за рубежом, но
и в СССР имеют место еще огромные потери олова в отвальных
продуктах.
Анализ работы двенадцати зарубежных обогатительных фаб-
рик, перерабатывающих оловянные руды коренных (месторожде-
ний, показывает, что лишь на одной достигнуто 90%-ное извле-
чение олова в концентрат (Мэвчи Майнс, Бирма) на двух из-
влечение 81—82% (Патиньо, Боливия и Эрен Фридес-Дорф,
ГДР), на трех 70—78% и на шести фабриках извлечение со-
ставляет всего лишь 35—67% (Сан Антонио, Мексика; Сулли-
ван, Канада; Минера де Оруро и Потози, Боливия и др.).
Содержание олова в хвостах после обогащения очень высокое;
на фабрике в Катави (Боливия) 0,3%, а на некоторых других
фабриках Боливии значительно выше [13].
Необходимо отметить, что ни одна из этих фабрик не при-
меняет флотации касситерита.
На ряде отечественных обогатительных фабрик, перераба-
тывающих оловянные руды коренных месторождений, извлечение
олова в концентраты остается еще мало удовлетворительным.
Так, 20% фабрик с извлечением олова в концентрат 70—90%; не
более 60% фабрик с извлечением 60—70%, а 20% обогатитель-
ных фабрик работают с извлечением менее 60%.
Основной причиной низких технологических показателей ра-
боты некоторых отечественных обогатительных фабрик является
наличие в рудах тонковкрапленного касситерита, успешное из-
влечение которого возможно при широком внедрении более со-
вершенных гравитационных аппаратов и флотационных методов
обогащения, в том числе флотации касситерита.
Анализ работы обогатительных фабрик показывает, что
сравнительно высокое извлечение касситерита достигнуто лишь
на тех из них, где обеспечено наиболее эффективное извлечение
152
ФЛОТАЦИЯ КАССИТЕРИТА ИЗ РУД, ХВОСТОВ И ШЛАМОВ
тонковкраллейного и шламуюгцегося касситерита. Одним из
прогрессивных методов извлечения этого касситерита из руд и
особенно из накопившихся отвалов хвостов и шламов является
метод флотации.
Исследователи, изучавшие флотируемость касситерита, по-
разному оценивали его флотационную активность. Многие из
них относили касситерит к труднофлотируемым минералам. Таг-
гарт, например, считал, что чистая поверхность касситерита не
способна к флотации, что успех флотации был обязан поверх-
ностному покрытию зерен касситерита, вероятно, окислом желе-
за. Винклер утверждат, что касситерит с естественной поверх-
ностью очень трудно флотируем.
В действительности, касситерит обладает высокой флота-
ционной активностью в случае применения в качестве собирате-
лей жирных кислот и их мыл [13]. С этими реагентами его фло-
тационные свойства значительно выше многих других несуль-
фидных минералов, таких, например, как гематит, сидерит, ли-
монит, магнетит, кварц, полевой шпат, актинолит, циркон, тан-
талит, колумбит, берилл, вольфрамит и другие, причем естест-
венная поверхность касситерита, свободная от различных при-
месей, в том числе от солей железа и других тяжелых металлов,
обладает наиболее высокими флотационными свойствами.
На рис. 63 показана сравнительная флотируемость (в дис-
тиллированной воде без добавления регуляторов) ряда минера-
лов, а на рис. 64 показана сравнительная флотируемость касси-
теритов различных оловорудных месторождений СССР. Как
видно из рисунков, наиболее высокая флотационная активность
у касситерита с очищенной поверхностью, наиболее низкая —
у касситерита с неочищенной поверхностью, загрязненной окис-
лами и гидроокислами железа [13]. Все это подтверждает не-
обоснованность взглядов Таггарта, Винклера и ряда других ис-
следователей, относящих касситерит к очень труднофлотируе-
мым минералам, способным извлекаться в пенный концентрат
лишь после активации солями тяжелых металлов.
Флотационная активность касситерита равна активности
кальцита, флюорита, но значительно выше, чем активность гема-
тита, циркона, берилла, танталита, актинолита, мусковита, орто-
клаза, кварца, полевых шпатов и т. п. Свежеобработанный соля-
ной кислотой касситерит имеет высокую флотационную актив-
ность в связи с образованием на его поверхности оксиолеатов
олова.
Касситерит из полиминеральной пульпы, содержащей кварц,
актинолит, ортоклаз, полевые шпаты и т. д., можно выделить,
применяя для этих целей жирные кислоты, если поверхность
этих минералов не активирована соединениями тяжелых метал-
лов, нивелирующих их флотационную активность с актив-
154
ФЛОТАЦИЯ касситерита из руд, хвостов и шламов
ностью касситерита. Для отделения касситерита от активирО;
ванных минералов породы необходимо применять сернистый нат-
рий, жидкое стекло, серную и соляную кислоту и другие регу-
ляторы флотации.
За последние 25 лет проведены многочисленные исследова-
ния флотируемости касситерита, которые можно разделить на
две основные группы в соответствии с применяемыми собира-
телями: 1) флотация касситерита ксантогенатами; 2) флотация
касситерита жирными кислотами, их мылами и другими соби-
рателями. Наравне с основным собирателем в каждой группе
могли применяться и другие реагенты.
Непосредственная флотация касситерита ксантогенатами
низших и высших спиртов по работам советских и зарубежных
исследователей дает совершенно неудовлетворительные резуль-
таты. Успешное применение ксантогенатов как наиболее селек-
тивно действующих собирателей для извлечения касситерита
явилось бы большим прогрессом в деле разрешения столь слож-
ной проблемы.
Для успешной флотации касситерита ксантогенатами по-
верхность его сульфидизируют в токе сероводорода для обра-
зования на ней пленки сернистого олова. Ввиду плохой окис-
ляемости пленки сернистого олова она также не способна к реак-
ции с ксантогенатами. Замещение ионов олова ионами меди
способствует последующему окислению ионов серы, связанных
с ионами меди, и взаимодействию с ксантогенатами.
В работе И. Н. Шоршера касситерит восстанавливали до за-
киси олова в токе водорода, а затем сульфидизировали до
SnS в токе сероводорода, т. е. касситерит подвергался восстано-
вительно-сульфидизирующему обжигу при температуре 300-—
460° С, а затем флотировали ксантогенатом (240 г/т, для фло-
тации также добавляли крезол) и сосновым маслом после ак-
тивации азотнокислым свинцом или медным купоросом
(1,25 кг/т). Присутствующие в оловянных рудах окислы железа
и др. сопутствовали сульфидам, депрессию которых (а также
кварца, окислов железа и др.) осуществляли известью или ам-
миаком. Этот метод показал вполне удовлетворительные резуль-
таты при флотации сложной руды, содержащей 0,12% олова:
извлечение олова при содержании его в концентрате 50—15% со-
ставляло соответственно 64—76,8%.
Данный метод интересен с теоретической точки зрения, но эко-
номически применение его вряд ли будет оправдано.
В последующие годы (в 1951 г.) аналогичная работа была
выполнена английскими исследователями Прайером и Вро-
белем. Авторы подтвердили гипотезу об успешной флотируемо-
сти ксантогенатами лишь сернистого двухвалентного, а не двух-
сернистого (четырехвалентного) олова.
ФЛОТАЦИЯ КАССИТЕРИТА ЖИРНЫМИ КИСЛОТАМИ И ИХ МЫЛАМИ 155
2. ФЛОТАЦИЯ КАССИТЕРИТА ЖИРНЫМИ КИСЛОТАМИ
И ИХ МЫЛАМИ
Несмотря на низкую селективность, собиратели этого типа
хорошо флотируют касситерит непосредственно из руд без изме-
нения его поверхности, поэтому флотация с такими собирателя-
ми будет наиболее перспективной. Наибольшее количество этих
работ было проведено в Советском Союзе сотрудниками инсти-
тутов Механобр, Гинцветмет, бывш. Минцветметзолото, Ги-
редмет, ЦНИИолово, ЦНИГРИ, Иргиредмет, ВИМС, Магадан-
ского НИИ и др. Были испытаны следующие собиратели: олеат
натрия, олеиновая, гептиловая, ундемиловая, нониловая кисло-
ты, смесь асидола с олеиновой кислотой, нафтеновая, сульфо-
нафтеновая кислота, купферон. В некоторых работах олеиновая
кислота десорбировалась с поверхности касситерита и удаля-
лась из пульпы активированным углем при перечистке кон-
центрата. Испытаны также различные смеси реагентов: смесь
аэрофлота, тиокарбонилида, креозота, крезиловой кислоты, бен-
зиловый меркаптан, смесь ТТ совместно с жирными кислотами
или без них и др.
Изучение депрессоров показало, что жидкое стекло, являясь
эффективным депрессором минералов породы, неодинаково
действует на касситерит различных месторождений. Так, эге-
хайский, бостонский и алсы-хайский касситериты депрессируют-
ся при малых расходах жидкого стекла 0,1 0,5 кг/т, а при рас-
ходе 1 кг/т флотация восстанавливается у касситеритов первых
двух месторождений, тогда как для восстановления флотации
касситеритов месторождений Востой необходимо 3—5 кг/т
жидкого стекла (извлечение SnO2 при этом составляло 80—
82%).
Для некоторых руд жидкое стекло целесообразно применять
совместно с содой или едким натром. Плавиковая кислота бла-
гоприятно влияет на флотацию касситерита из магнетито-хлори-
товых руд, уменьшает выход концентрата, улучшает качество
его, не снижая при оптимальном расходе извлечение.
Сочетание регуляторов таких, как жидкое стекло, сода и
плавиковая кислота, может обеспечить хорошие показатели фло-
тации для ряда типов руд.
Годэн и Шуман провели исследования ряда проб боливий-
ских руд, гравитационное обогащение которых не позволяло по-
лучить извлечение олова в концентрат более 50%. Из кварцево-
железной руды касситерит флотировали смесью олеиновой и
винной кислот. При измельчении руды в фарфоровой мельнице
до 0,043 мм (95%) добавляли соду и жидкое стекло; pH пульпы
при этом составляло 6,75—7,1. Из руды, содержащей 2,85%
олова, были получены концентраты от 10 до 30% при извлече-
156
ФЛОТАЦИЯ КАССИТЕРИТА ИЗ РУД, ХВОСТОВ И ШЛАМОВ
нии от 84 до 45% соответственно. В концентратах, содержащих
22 % олова, содержалось 30% железа. Выщелачивание железа
раствором соляной кислоты значительно улучшило качество кон-
центратов. Из сульфидно-касситеритовых руд рекомендуется
первоначально флотировать сульфиды (этиловым ксантатом и
сосновым маслом), а затем из хвостов олеиновой кислотой с
NaOH, гексаметафосфатом натрия и сосновым маслом флотиро-
вать касситерит. Концентрат обрабатывали горячей смесью
HNO3 и НС1, промывали и флотировали при pH = 6,9 с четы-
рехкратной перечисткой. При этом концентрат содержал 56%
олова, при извлечении 76%. Сульфидные шламы хорошо фло-
тировались олеиновой кислотой при pH = 2 и ниже (время
перемешивания 1 мин), добавлении минерального масла и вспе-
нивателя.
В Тасмании при флотации руды, содержащей касситерит,
кварц, силикаты, сульфиды, вольфрамит, наилучшие результаты
были получены с гексадецилсульфатом натрия (450 г/т), расходе
соснового масла 45 г/т при pH около 2,5, отсутствии солей же-
леза и кальция и при 25—60° С. Из руды, содержащей 1,5—
2,0% олова, получены концентраты 8—12% олова при извлече-
нии 93—95%. Наиболее трудным оказалось отделение кассите-
рита от топаза и мусковита. В связи с этим были проведены зна-
чительные исследования по изучению флотации касситерита из
оловянных руд Альтенберга (в лаборатории и на фабрике
Шварцвассер производительностью 300 т/сутки).
Было испытно большое число различных собирателей, акти-
ваторов, депрессоров; на фабрике применяли олеиновую кислоту
(1140 г/т), сапонин (159 г/т), жидкое стекло (583 г/т), кремне-
фтористоводородную кислоту (190 г/т) для депрессии кварца,
топаза или мусковита и соляную кислоту (1115 г/т).
В результате восьмилетней работы фабрики при содержании
в исходной руде от 0,5 до 0,6% Sn в концентрате получили 10—
12% олова при извлечении 60—70%.
В последнее время в Альтенберге были применены новые
реагенты-собиратели NCT и NCP, производные фенил-арсоно-
вой кислоты, что позволило повысить извлечение SnO2 до 80—
85%.
Сотрудниками Магаданского НИИ установлена различная
флотационная активность касситеритов ряда месторождений, за-
висящая от наличия загрязняющих примесей на его поверхности.
Так, касситерит при расходе олеиновой кислоты 70 г/т извле-
кался на 5—10%, тогда как извлечение касситерита из других
руд составляло 60—70%.
Обработка касситерита в соляной кислоте повышала извле-
чение до 75—85 % - Жидкое стекло наиболее сильно депрессиро-
вало очищенный касситерит. Изучалась также флотируемость
ФЛОТАЦИЯ КАССИТЕРИТА ИЗ ПРОМЫШЛЕННЫХ РУД
157
касситерита из руд различных месторождений, при этом полу-
чено высокое извлечение SnO2 в первичные концентраты; пере-
чистка их не дала положительных результатов, так как в кон-
центрат одновременно извлекались минералы породы (хлорит,
турмалин, слюда, магнетит, лимонит, кальцит, флюорит). Ана-
логичные выводы были сделаны при изучении селективного вы-
деления касситерита из восемнадцати проб руды различных ме-
сторождений.
В исследованиях Механобра (И. Н. Шоршера и С. Д. Сухо-
вольской и др.) по флотации касситерита из руд и отвальных
продуктов разработаны разнообразные технологические режимы
флотации для различных видов сырья, содержащего касситерит.
В работах Д. И. Недоговорова, Н. Г. Клименко и др. (ЦНИГРИ)
изучены схемы флотации касситерита и доводки гравитационных
и флотационных концентратов фабрик Хинганолово, Ярослав-
ской обогатительной фабрики; разработана схема флотации
касситерита в слабокислой среде из шламовой и зернистой ча-
сти хвостов и рудных шламов Лудьевской обогатительной
фабрики.
На кафедре обогащения полезных ископаемых Минцветмет-
золото была изучена флотируемость касситерита из руд, хво-
стов и шламов различных месторождений и доказано, что фло-
тационное извлечение касситерита из промышленных руд позво-
ляет дополнительно извлечь олово, а попутно и некоторые ред-
кие металлы.
Сотрудники Гинцветмета, Минцветмета и Хинганолова раз-
работали схему флотации касситерита из хвостов и шламов
гравитационного обогащения хинганской руды. Внедрением
флотации касситерита на Хинганской фабрике положено начало
флотации оловосодержащих руд в СССР.
3. ФЛОТАЦИЯ КАССИТЕРИТА ИЗ ПРОМЫШЛЕННЫХ РУД
Несмотря на огромный объем работ, выполненных за 25 лет,
по изучению флотируемости касситерита на различных типах
оловосодержащих руд, в настоящее время ни в одной из зару-
бежных стран (кроме ГДР) не внедрен в промышленность про-
цесс флотации касситерита. За рубежом наибольшее число ра-
бот, посвященных флотации касситерита из промышленных руд,
было проведено в США и Германии, причем лишь в одном слу-
чае было осуществлено промышленное внедрение флотации
касситерита из руд Альтенберга на обогатительной фабрике
Шварцвассер, работавшей в 1938—1944 г. В настоящее время
ГДР возобновила работы по флотации руд Альтенберга на осно-
ве более прогрессивной технологии, позволяющей получать вы-
сокое извлечение касситерита в концентрат.
158 ФЛОТАЦИЯ КАССИТЕРИТА ИЗ РУД, ХВОСТОВ И ШЛАМОВ
В Советском Союзе наиболее широко развернуты исследова-
ния ло изучению флотации касситерита из руд; шламов или хвос-
тов гравитации; внедрение флотации позволит значительно со-
кратить потери олова за счет повышения его извлечения при
обогащении и снизить себестоимость получения 1 т концентрата.
Флотация касситерита из кварцево-касситеритовых
РУД
Предварительное исследование условий флотации чистых
минералов доказало возможность успешного выделения кассите-
рита из промышленных кварцево-полевошпатовых руд [24, 25].
Так, например, была изучена флотируемость руды, содержащей
2,68% Sn, распределенного в основной массе жильных минера-
лов кварца и серицитизированного полевого шпата. Из рудных
минералов преобладали касситерит, окислы железа и лимонит,
реже рутил, пирит, халькопирит. Касситерит встречается глав-
ным образом в кварце в форме рассеянной вкрапленности раз-
мерами 0,07—0,1 мм и крупнее. Кроме того, около 10% тонко
распределенных в кварце зерен касситерита имеют размер
0,03—0,04 мм.
Изучение флотируемости данной пробы руды показало воз-
можность извлечения до 97% касситерита в концентраты, содер-
жащие 10—12% олова, при содержании его в хвостах 0,04 —
0,06%.
Перечистка концентратов без специальной обработки (спо-
собствующей дезактивации кварца и полевых шпатов) повыша-
ла содержание олова в них до 25—36% при снижении извлече-
ния. Объединенные концентраты и промежуточные продукты со-
держали около 22% олова при извлечении в них 93,0%. Основ-
ная флотация проводилась при следующем реагентном режиме,
кг/т: 0,3 жидкого стекла, 2,8 серной кислоты (pH пульпы 4,6),
1,0 олеиновой кислоты, 0,012 соснового масла.
Трудности получения кондиционных оловянных концентратов
были вызваны тем, что активированные солями железа и меди
кварц, полевой шпат и касситерит флотировались одновременно,
и разделение их без предварительной дезактивации было за-
труднено.
Дезактивацию этих минералов проводили обработкой руды
в слабом растворе соляной (или серной) кислоты для обнаже-
ния естественной поверхности касситерита, имеющей высокую
флотационную активность, и создания условий для перехода в.
хвосты кварца и полевых шпатов.
Кислотной обработке подвергали грубые концентраты перед
их перечисткой.
В результате проведенного нами в 1947 г. исследования [24]
были получены кондиционные концентраты. При содержании
ФЛОТАЦИЯ КАССИТЕРИТА ИЗ ПРОМЫШЛЕННЫХ РУД 159
в них 47% Sn извлечение достигает 88,2%. а в случае перечист-
ки промежуточных продуктов можно ожидать извлечения не
ниже 91% (рис. 65). Расход реагентов, кг/т: 2—2,8 серной кис-
лоты в основную касситеритовую флотацию, 0,6—0,8 жидкого
стекла, 1,0—1,4 олеиновой кислоты, 0,02 соснового масла,
Шламы грсбишации ш исходная руда,
а *2.68°/°
fl=0l0<t-H06°/°Sn
£* 2fl-3,5°/°Sn
Рис. 65. Схема флотации' каюситеритово-кварцевой руды
0,5 аэрофлота. Расход соляной кислоты при выщелачивании гру-
бых концентратов 6 кг/т. При регенерации кислоты расход ее
Значительно сократился.
Необходимо отметить, что на флотационной фабрике, перера-
батывающей эти руды по гравитационной схеме, из хвостов и
Шламов гравитации выделяют некондиционные оловянные кон-
центраты, содержащие 8—12% Sn. Можно полагать, что в слу-
ХВосты гравитации
I
Рис. 66. Схема флотации гравитационных хвостов на Хинганской обога-
тительной фабрике
ФЛОТАЦИЯ КАССИТЕРИТА ИЗ ПРОМЫШЛЕННЫХ РУД
161
чае применения схемы перечисткой флотации первичных кон-
центратов с предварительной обработкой их кислотой могли бы
быть получены кондиционные концентраты. На протяжении ря-
да лет во флотационном отделении этой фабрики перерабаты-
вают шламы, выделяемые в слив реечного классификатора из
хвостов гравитации (рис. 66).
Как видно из исследовательских работ Гинцветмета и опыта
работы флотационного отделения фабрики [25], перечистка пер-
вичных концентратов флотацией (без кислотной обработки)
крайне затруднительна и не обеспечивает получение кондицион-
ных концентратов. Из хвостов, содержащих 0,08—0,1% Sn, по-
лучают концентраты с 8—,12% Sn, после трехкратной перечист-
ки флотацией и последующей доводки их на концентрационном
столе извлечение олова в концентрат составляет около 50—-55%.
Реагенты при флотации, кг!т.- 0.4—0.7 олеата натрия, 0,16 жид-
кого стекла, 0,2 ксиленола.
Флотация касситерита из сульфидных руд
При флотации сульфидно-касситеритовых руд Колквири
(Боливия) Годэн и Шуман вначале флотировали сульфиды, для
чего подавали медный купорос для активации марматита и пир-
ротина, а затем ксантогенат и сосновое масло. В сульфидном
концентрате содержалось 0,5% Sn вместо 2,2% Sn в исходной
руде. Хвосты сульфидной флотации сгущали для удаления рас-
творимых солей закисного железа и др. Затем добавляли све-
жую воду, лигнинсульфат (для депрессии сидерита и минера-
лов породы), ВаСЬ, О1Н, пенообразователь и флотировали
флюорит И касситерит в коллективный концентрат при pH =
= 7,3—7,8. Далее из коллективного концентрата флотировали
флюорит, а касситерит депрессировали метасиликатом натрия.
Касситеритовый концентрат (хвосты флотации) содержал
52—59%, Sn при извлечении 66—70%- При обогащении другой
пробы руды, содержавшей пирит с очень тонковкрапленным в
нем касситеритом, силикаты, слюду и кварц, вначале флотиро-
вали сульфиды (при измельчении руды до 95% —74 мк) при pH
около 4, затем при pH около 7 флотировали касситерит с О1Н
и углеводородами, добавляя в качестве депрессора гексамета-
фосфат натрия (реагент калгон NaePeOis). Грубый оловянный
концентрат доизмельчали, промывали раствором НС1 для уда-
ления солей железа и перечищали с теми же реагентами при pH
около 7.
На одной из фабрик [26], перерабатывающей сульфидно-кас-
ситеритовые руды, применяется комбинированный процесс. Хво-
сты сульфидной флотации поступают на гидравлический класси-
фикатор, пески которого обогащаются на концентрационных
6 Заказ 1785
162
ФЛОТАЦИЯ касситерита из руд, хвостов и шламов
столах, а слив обезыливается в гидроциклонах (удаляются
шламы—10 мк) и поступает на флотацию касситерита смесью
олеиновой кислоты и керосина (1:1) при pH = 5,8. После двух
перечисток оловянного концентрата качество его повышалось
Сульфидная
к-т
Классификация
Слаб 25-30°,'-твердого
РдезиелиВоние
Одезшенный
продукт
СВиицоВый
продукт
Пески
. SCВ5°/° твердого
Концентрация но столе
Илы
л-т
по
Хд
XI
‘ Сульфидная флотации
, к-т
Основная So флотация
Коииеятраиия на столе
I л т /? о I
О л едя иные к ni I
I перечистка
к-т хв'
-7Г|
Контрольной Sn флотация
л т 7П
П перечистка
к-т
Перечистка
к-т ХВ
1
Пиритная флотация
К-т
Кб
“I -------------------
Классификация
Слив Пески |
До измельчение
Пиритный
продукт
Перечистка
хе.
К-т
Д ободка но столе
ктПо]
Концентрация но стиле
к-т
Xi.
Олодянньей
концентрат
ХВостыд
отбол
Рис. 67. Комбинированная схема обогащения сульфидно-касситеритовой
РУДЫ
путем обратной флотации при депрессии касситерита жидким
стеклом и извлечении в пенный концентрат сульфидов и частич-
но магнетита (рис. 67). Дальнейшая доводка оловянного кон-
центрата "возможна на столах или флотацией с предварительной
кислотной обработкой концентрата или без нее.
ФЛОТАЦИЯ КАССИТЕРИТА ИЗ ШЛАМОВ
163
4. ФЛОТАЦИЯ КАССИТЕРИТА ИЗ ШЛАМОВ
Неудовлетворительное извлечение тонковкрапленного и шла-
муюшегося касситерита имеет место не только при обогащении
оловосодержащих руд, но и при перечистке концентра ;ов на до-
водочных обогатительных фабриках, в связи с чем на ряде фаб-
рик накапливается с каждым годом все большее количество
временно отвальных хвостов и шламов с высоким содержанием
олова, извлечение которого возможно при разработке новых, бо-
лее эффективных технологических процессов и схем.
По своему вещественному составу временно отвальные хво-
сты и шламы являются наиболее сложным материалом, так как
они получены от переработки руд различных месторождений.
Значительная часть этих продуктов (из сульфидно-кассите-
ритовых руд) подвергалась флотогравитации, следовательно,
касситерит и другие минералы обработаны флотореагентами,
которые будут влиять на селекцию при флотации касситерита.
Наиболее трудными материалами для флотационного извле-
чения касситерита являются временно отвальные шламы, обра-
зующиеся на доводочной фабрике от слива сгустителя, отстой-
ников, классификаторов и т. п.; были изучены [13] четыре про-
бы шламов, содержавшие от 3 до 14 % Sn, 11—26% Fe, 4—21%
S, 25—45% SiO2 и др.
В пробе 1 содержится 99% класса — 60 мк, в который пере-
ходит 99,3% Sn и 98% Fe. Значительное количество окислов же-
леза находится в виде гидрогематита и гематита, частично маг-
нетита, много турмалина, меньше кварца, биотйта.
В пробе 2 определено 88% класса — 60 мк, в который перехо-
дит 97% Sn и 86% Fe (преимущественно в виде окислов и чащ
тично в виде сульфидов железа).
Проба 3 содержит смесь минералов из кварцево-касситерито
вых и сульфидно-касситеритовых месторождений. В класс
—60 мк переходит 80,5% шламов, в нем содержится 95,5% оло-
ва. Следовательно, во всех пробах содержание олова выше в
тонких фракциях, чем в крупных классах.
Проба 4 относится к сульфидно-касситеритовому типу руд,
содержит около 50% сульфидов, поэтому в ней меньше тонких
фракций (47,2% класса —60 мк), но в классе —48 мк содержит-
ся 7,4% Sn, тогда как в крупных классах содержание олова
равно 0,49—0,82%. Выход класса —48 мк, в который переходит
до 80%) олова, равен 32,6%>.
Флотация старых временно отвальных шламов
Пробы шламов, предназначенные для флотации, содержали
различные флотореагенты. Так, при флотации руды, содержа-
щей кварц, хлорит, полевой шпат, кальцит, пирит, пирротин,
сфалерит, арсенопирит, касситерит, применялись следующие
6*
164
ФЛОТАЦИЯ касситерита из руд, хвостов и шламов
реагенты в сульфидную флотацию, ка/т: 2,0 серной кислоты,
0,4 ксантогената, 1,0 ксиленола, pH пульпы 5,8, отношение
ж:т = 1—2,5; а в касситеритовую флотацию соответственно:
2,0 серной кислоты, 1,5 олеиновой кислоты (или смеси ее с ке-
росином 1 : 1), 0,1 ксиленола.
Применение олеиновой кислоты имеет место и при выделении
шеелита флотогравитацией. Шламы, выделенные из руды, под-
вергавшейся флотации, легко всплывают без добавления реаген-
тов в пульпу; в пенный концентрат извлекается до 50% твердо-
го (проба 1), причем касситерит в этом случае распределится
в концентрате и хвостах поровну.
Для удаления из исходных шламов флотационных реагентов
применяли активированный уголь, который, однако, не улучшил
результатов флотации. Для флотационного извлечения кассите-
рита из столь сложных шламов испытывали различные собира-
тели (олеиновая кислота, олеат натрия, купферон, керосин, аэро-
флот) как в отдельности, так и в различных смесях, что не дало
удовлетворительных результатов. Изменение pH пульпы в пре-
делах 2,3—«11 при введении различных регуляторов (сода, из-
весть, едкий натр, серная и соляная кислоты), применение раз-
личных количеств депрессоров для минералов пустой породы
(жидкого стекла, сернистого натрия, крахмала, лимонной кис-
лоты и смеси ее с серной — для депрессии окислов железа)
также не улучшили результатов флотации. Аналогичные выводы
сделаны в случае применения малых количеств солей меди,
свинца и других тяжелых металлов.
Для удаления реагентов, а также окислов железа с поверх-
ности касситерита и других минералов были применены обжиг
шламов при 500 - 800° С и. кислотная обработка их. Обработка
шламов разбавленным раствором соляной кислоты (3:1) спо-
собствовала получению 43—46%-ных концентратов при низком
извлечении. Обработка концентрированной соляной кислотой
позволила улучшить результаты флотации.
Условия флотации: для пробы 1 вводили олеиновую кислоту в
несколько приемов (1,4—1,98 кг/т), 0,8 кг/т жидкого стекла,
0,5 кг/т соды. В пробе 2 после обжига и выщелачивания содер-
жание олова повышается до 15,7% (вместо 11,54%), а железа
снижается до 2,O5i% (вместо 11,07% в исходном продукте).
Предварительный обжиг и кислотная обработка богатых
сложных шламов, содержащих 11—14%\ олова, позволяют по-
лучать флотацией оловянные концентраты, содержащие 40—
50% Sn при извлечении его 85—91%.
Пробы шламов 3 и 4 отобраны непосредственно на действую-
щей доводочной фабрике при переработке кварцево-сульфидно-
касситеритовых концентратов различных месторождений. Обе
пробы шламов при получении или доводке концентратов обра-
ФЛОТАЦИЯ КАССИТЕРИТА ИЗ ШЛАМОВ
165
батывали флотореагентами; содержание олова в них равно
3,2—3,8%.
Для создания слабокислой среды при флотации руды из про-
бы 3 требуется в десять раз больше кислоты (51 кг/т), чем с
пробами 1 и 2, что связано с высокой растворимостью каль-
циевых минералов в этой пробе (до 6970 кг)л, или 91% от со-
держания их в исходном материале).
Многочисленные флотационные опыты в различных условиях
(изучение различных собирателей, активаторов, депрессоров,
удаление шламов •—5 мк и т. п.) показали неудовлетворитель-
ные результаты без обжига и последующей кислотной обработки
шламов. Кислотная обработка без обжига улучшает селекцию
минералов. При флотации пробы 3 удается выделить концент-
раты, содержащие до 10—13% Sn при извлечении 92—94%. По-
лучение кондиционных концентратов затруднено, по-видимому, в
связи с оставшимися в шламах флотореагентами, для удаления
которых необходим обжиг.
В результате обжига и выщелачивания навеска руды умень-
шилась на 35—50% за счет удаления серы, окислов железа,
кальция и других растворимых в НС1 соединений. Полученные
флотационные концентраты содержали (табл. 31) от 30 до 48%
олова при извлечении 76—57%. Флотацию проводили в сла-
бощелочной (опыт 37) и слабокислой (pH = 4,9) среде. Кислая
среда способствует получению более богатых концентратов
(опыт 40). Увеличение расхода жидкого стекла с 0,8 до 2,5 кг/т
еще более повышает качество концентратов (опыт 54).
Изучение четырех проб временно отвальных сложных тонко-
дисперсных шламов показывает, что флотация таких продуктов
возможна лишь после удаления флотационных реагентов обжи-
гом шламов, способствующим также удалению вредных приме-
сей мышьяка и серы, которые затрудняют получение марочного
олова при металлургической плавке концентратов. Получение
кондиционных концентратов оказалось возможным лишь после
кислотной обработки шламов, удаления пленок окислов желе-
за с поверхности минералов и растворимых солей поливалент-
ных металлов.
Флотационные опыты со шламами подтвердили наши выво-
ды о депрессирующем действии на касситерит солей и окислов
железа, а также выводы о том, что получение высококачествен-
ных оловянных концентратов возможно лишь после удаления с
поверхности минералов породы соединений железа и других
поливалентных металлов.
Таким образом, показана полная возможность флотационно-
го выделения касситерита в кондиционные концентраты не толь-
ко из руд, но и из сложных тонкодисперсных шламов, ранее об-
рабатывавшихся флотационными реагентами.
166
ФЛОТАЦИЯ КАССИТЕРИТА ИЗ РУД, ХВОСТОВ И ШЛАМОВ
Таблица 31
Результаты флотации шламов 3 и 4
№ опыта Продукт Выход % Содержа- ние Sn. % Извлечение Sn. %
40 Концентрат 4,36 42,44 57,38
Промежуточный продукт 8,89 10,36 28,60
Хвосты 45,31 0,99 14,02
Раствор 41,44 0 0
Шлам 100,00 3,22 100,00
37 Концентрат 5,41 38,00 61,23
Промежуточный продукт 7,81 10,78 24,30
Хвосты 48,89 0,99 14,47
Раствор 37,89 0 0
Шлам 100,00 3,78 100,00
54 Концентрат 2,81 57,80 47,51
Промежуточный продукт 5,35 16,83 28,83
Объединенный концентрат - . 8,16 30,11 76,34
Проба 4
9 Концентрат . . . 3,61 48,36 58,93
Промежуточный продукт 10,21 9,04 31,07
Хвосты 30,21 0,98 10,00
Раствор 55,97 0,00 0,0
Шлам 100,00 2,96 100,00
55 Концентрат .... 4,35 . 41,14 65,40
Промежуточный продукт 5,48 10,34 20,50
39 Концентрат 6,88 30,10 70,06
Промежуточный продукт . .... 17,58 13,62 21,45
13 Концентрат ... 5,65 39,44 68,30
Промежуточный продукт 22,65 3,74 27,20
Хвосты 16,58 0,78 4,50
Раствор 55,22 0,0 0,0
Шлам 100,00 2,64 100,00
Флотация касситерита из сложных шламов
на полупромышленной установке
В работах Д. И. Недоговорова [22] результаты лабораторных
исследований по флотации шламов были проверены на опытной
промышленной установке производительностью 24 т/сутки, обо-
рудованной флотационными машинами «Механобр-1», гидро-
ФЛОТАЦИЯ КАССИТЕРИТА ИЗ ШЛАМОВ
167
циклоном диаметром 150 мм, конусом диаметром 2,5 м, кон-
центрационным столом и др.
На флотацию поступали сложные шламы комплексной руды,
содержащей касситерит, немного станнина, сульфиды железа,
меди, цинка, свинца, а также кальцит, хлорит, сидерит, окислы
железа, ожелезненный кварц. Шламы представляют собой сливы
механических и гидравлических классификаторов гравитацион-
ной обогатительной фабрики, содержащих около 8% твердого,
в том числе до 40% илов мельче 0,01 мм, вредно влиявших на
флотацию касситерита.
Перед флотацией шламы обезвоживали и обезыливали в
гидроциклоне. Нижний продукт, направляемый на флотацию
сульфидов, содержал 60—65% твердого и 5% илов. Слив гидро-
циклона удаляли в отвал. В контактный чан перед сульфидной
флотацией подавали серную кислоту —0,7 кг/л/ipH пульпы 6,5%,
ксантат — 0,4 кг/т, флотационное масло — 0,2 кг/т. Сульфидный
концентрат содержал 0,17% Sn (очевидно, за счет станнина и
частично касситерита); около 32% Fe, 25,8% S, 2,5% As,
1,78% Zn, 1,03% Pb, 1,66% Си.
Хвосты сульфидной флотации направляли на флотацию кас-
ситерита со следующими реагентами, подаваемыми в контакт-
ный чан, кг/'т: 0,3 серной кислоты, 0,7 смеси олеиновой кислоты
с керосином (1:1). В середине основной флотации добавляли
0,3 кг/т олеиновой кислоты. Концентрат основной флотации
дважды перечищали, затем направляли в контактный чан, куда
добавляли 0,05 кг/т жидкого стекла, и подвергали перечистке
на концентрационном столе. Готовый концентрат, содержащий
8,8% Sn, сушили и отправляли на металлургический завод.
ЛИТЕРАТУРА
к главам IV—VII
1. Л. К.. Красильщиков. Современное состояние оловянной промышлен-
ности капиталистических стран. ЦНИИ ЦМ, 1961, Ns б.
2. С. И. Полькин. Обогащение руд. Металлургиздат, 1953.
3. В. М. Цветков. Требования промышленности к качеству минерального
сырья, выл. 39, Олово, Госгеолиздат, 1947.
4. С. С. Смирнов. Зона окисления сульфидных месторождений. ОНТИ,
1936.
5. Н. Ф. Т а г г а р т Справочник по обогащению полезных ископаемых (пе-
ревод с англ.), т. I, Металлургиздат, 1949.
6. Л. П. Мацуев. Расчет и эксплуатация промывочных приборов. Мага-
дан, 1955.
7. Б. В. Невский. Обогащение россыпей. Металлургиздат, 1947.
8. К- В. Соломин. Винтовые сепараторы Металлургиздат, 1955.
9. С. М. Я сю к ев и ч, Ю. Г. Мелик-Степанов. Применение отсадоч-
ных машин при разработке россыпей. ОНТИ, 1952.
10. С. И. Полькин, Ю. А. Быков, Г. М. Шаповалов. Флотация пиро-
хлора и циркона. ЦНИИЦветмет, 1959.
168
ФЛОТАЦИЯ КАССИТЕРИТА ИЗ РУД, ХВОСТОВ И ШЛАМОВ
11. Обогащение руд в Австралии, перевод с англ., Металлу,ргиздат, 1958.
12. М. А. Фишман, Д. И. Соболев. Практика обогащения руд цветных
и редких металлов, часть 1, Металлургиздат, 1957.
13. С. И. Польки н. Флотация руд редких металлов и олова. Гостоптехиз-
издат, 1960.
14. Г. Г. Кузнецов, Д. Б. Гол андский. Обработка комплексной руды
шесторождаиия Алыс-'Хая, Магадан, 1957.
15. Г. П. Славян н. Флотация и флотогравитация крупиовкрапленных руд.
Госгортехиздат, 1960.
16. Д. И. Нед оговоров. Флотация на столах. Цветные металлы, 1945,
М> 3.
17. А. М. Шатилов, Е. А. Смирнов а, С. А. Д ем и н а. Доводка концен-
тратов на фабрике Новосибирского оловозавода, Бюллетень ЦНИИ ЧМ„
1958, № 4.
18. И. Н. Плаксин, И. И. Курен ко в. Флотационная грануляция. Изве-
стия АН СССР, ОТН, 1950, № 8.
19. И. Н. Плаксин, И. И. Курен ко в. Обогащение методом флотацион-
ной грануляции. Цветные .металлы, 1949, № 6.
20. С. И. Полькин, И. П. С а кс а га н с к а я. Авторское свидетельство
№ 102592. Способ переработки комплексных оловянно-литиевых руд.
Бюллетень изобретений, Стандартгиз, 1956, № 2.
21. Н. Ф. Олофинский. Электрические методы обогащения. Металлург-
издат, 1953.
22. Д. И Н е д о г о в о р о в. Промышленный опыт флотации касситерита из
шламов сложного состава. Бюллетень ,ЦИ(ИН ЧМ, 19158, № 7.
23. С. И. Полькин. Диссертации на соискание ученой степени доктора тех-
нических наук. Фонды ИГД АН СССР, .19155.
24. С. И. IIолькин. Флотация касситерита из промышленной руды. Цвет-
ные .металлы, 1948, № 3.
25. Б. Б. Иванов, М. 3. Фролов. Флотация касситерита из шламов.
Бюллетень ЦНИИ ЧМ, 1956, № 15.
26. Д. И. Н е д о г о ,в о р о в, Н. Г. К л и м е н к о. Флотация касситерита из
хвостов и шламов |гра1В1гтацио.нныа фабрик. Бюллетень ПИИН ЧМ, № 17,
1956.
27. С. Г. Е в с и о в и ч. Обогащение руд в тяжелых суспензиях. Госгортех-
издат, 1959.
28. А. М. Шатилов. О рациональной схеме обогащения оловянно-сульфид-
ных руд. Бюллетень ЦНИИ ЦМ, 1961, № 5.
29. Т я н ь Ч ж у н - ч э н, И. Н. Плаксин. Исследование обогатимости окис-
ленной тонковкрапленной оловосодержащей руды. Известия выс-
ших учебных заведений. Цветная металлургия, 1960, № 5.
ГЛАВА VIII
ОСНОВЫ современной металлургии олова
1. ОБЩИЕ СВЕДЕНИЯ
Непосредственное 'получение олова из .богатых штуфных руд
относится к временам глубокой древности. Легкая обогатимость
россыпей касситерита путем промывки на самых примитивных
устройствах уже давно показала выгодность обогащения руд пе-
ред плавкой. В настоящее время непосредственно из руд олово
нигде не получают.
С древних времен основным способом переработки кассите-
ритовых концентратов служит восстановительная плавка, по-
зволяющая получить основное количество олова в виде черново-
го металла, а пустую породу и примеси отделить в виде шлака.
В первом приближении химизм 'восстановительной' плавки
можно выразить реакцией:
SnO2 + С --> Sn |- СО2.
Восстановление SnO2, как и всякого высшего окисла, проис-
ходит ступенчато, т. е. через стадию промежуточного1 образова-
ния SnO:
SnO2 + СО -> SnO + СО2;
SnO -р СО Sn -j- СО2.
Оки1слы железа, всегда присутствующие в оловянных кон-
центратах, при этом восстанавливаются с последовательным об-
разованием Fe3O4, FteO и Fe.
Известная трудность восстановительной оловянной плавки
заключается в отделении олова от железа. Плавку необходимо
вести так, чтобы главная масса олова оказалась восстановленной
до металла, а железо только до FeO, которую можно перевести
в шлак с помощью SiO2 и СаО и, таким образом, отделить ют
металлического олова.
Для хорошего отделения от металла отстаиванием шлак дол-
жен быть жидким. В шлаковой системе SiO2 — FeO — СаО это
возможно при температурах выше 1100° С.
Закись олова (SnO), подобно FteO, основной окисел и также
способна переходить в шлак.
Чем выше температура плавки и чем более восстановительна
атмосфера печи, тем больше олова и железа восстановится до
170
основы современной металлургии олова
металлов. При этом можно получить шлаки, бедные оловом, но
металлическое олово будет сильно загрязнено железом. Наобо-
рот, при снижении температуры в печи и уменьшении расхода
восстановителя олово получится сравнительно чистым от желе-
за, но в шлаке останется больше не восстановленной SnO.
Температуру плавки можно понизить, применяя более легко-
плавкие шлаки, например шлаки системы SiO2 —FeO — Ка2О.
но для этого в качестве флюса пришлось бы 'вводить соду, кото-
рая стоит дорого.
Таким образом, при восстановительной плавке неизбежно за-
грязнение олова железом и оставление части олова в шлаке, ко-
торый поэтому требует дополнительной переработки.
Получать сильно железистое олово не выгодно. Практика по-
казывает, что рафинирование его от железа сопровождается
большими потерями в отходах (съемах), в среднем с каждым
1% железа в съем переходит 5—6% олова. С другой стороны,
дополнительное извлечение олова из шлаков обходится дорого.
Наилучшим выходом из положения было бы удаление железа
перед плавкой методами обогащения, например магнитной сепа-
рацией. Однако это не всегда возможно: часто поверхность час-
тиц касситерита прочно покрыта окислами железа.
Железо можно удалить из концентрата выщелачиванием со-
ляной кислотой, в которой при нагревании окислы железа рас-
творяются, а касситерит практически нерастворим. Выщелачи-
вание выгодно также и тем, что оно одновременно удаляет ив
оловянного концентрата примеси As, Sb, Bi, Pb, Си и других ме-
таллов, переходящих в черновое олово при восстановительной
плавке. Из растворов от выщелачивания удается извлекать Bi и
другие ценные металлы. -
Дополнительные трудности возникают при высоком содержа-
нии в концентратах примесей серы и мышьяка. Если в концен-
трате много сульфидов, то выщелачивание его затруднено из-за
возможности выделения весьма 'ядовитого сероводорода. При
восстановительной плавке сера может образовать штейн состава
FeS — Cu2S — SnS, из которого олово трудно извлекать. Кроме
того, сера вызовет при плавке улетучивание части олова в виде
SnS. Каждый 1 % S может вызвать улетучивание
1. 21^L = 3 72o/o Sn.
32
Мышьяк при плавке частично переходит в черновое олово и
затрудняет дальнейшее его рафинирование. Поэтому при высо-
ком содержании серы и мышьяка выгоден предварительный об-
жиг концентратов. Удаление примесей доводкой концентратов,
обжигом и выщелачиванием никогда не бывает полным. Поэтому
выплавляемое из концентратов червовое олово приходится ра-
финировать от Ре, Си, Sb, As, Pb, Bi и других примесей.
Мосты
Доизвлечемие олова
фшмингоВанием
Газы
Пылеулавливание
Пыль
Газы
Концентрат
f
Доводка методами обогащения
-------------[---------------
Промпродукты
|
Переработка
Мосты Концентрат
богатый
концентрат
Обжиг
Газы
в трубу
Пылеулавливание
Пыль
Газы
в трубу
Пыль
На извлечение
Sn, On и др.
Т
Обожженный
концентрат
Выщелачивание НС1
Растворы
выщелоченный
концентрат
На переработку
для извлечения
Bi
восстановительная плавка
9ерросилиций
Шлак не
отвальный
Черновое
олово
Доизвлсчснис олова
фькмингованием
Шлак
отвальный
I
В отвал
Газы
Отвальный
уКшлак
в отвал I
Рафинирование
Газы
Отходы
(съемы)
Говорное
олово
Газы
В трубу
На извлечение
Sn, Си, Рв, Bi,
On и др.
Рис. 68. Краткая технологическая схема переработки оловянных концент-
ратов
172
основы современной металлургии олова
В соответствии с изложенным определяется принципиальная
технологическая схема переработки концентратов способом вос-
становительной плавки, приводимая ниже ('рис. 68).
В древности восстановительную плавку проводили в неболь-
ших примитивных шахтных печах. Такую печь сначала разогре-
вали дровами и углем, а затем загружали в нее послойно бога-
тую (руду с углем. В (нижнюю часть шахты с помощью мехов руч-
ных или приводимых (в действие конной тягой позднее водо-
ливными колесами подавали воздух.
На первых этапах развития металлургии олова не удавалось
достигнуть температур, достаточных для образования и расплав-
ления шлака. Пустая порода оставалась в печи в виде анекшейся
массы, по окончании плавки печь разбирали и очищали.
По мере совершенствования печной техники олово .стали вы-
плавлять (в шахтных печах большего размера с одновременным
образованием расплавленного шлака. Совместное восстановление
железа вызывало образование большого количества гартлингов,
т. е. тугоплавких железооловянных сплавов, выход олова был
невелик. Неудобство1 применения шахтных печей заключалось в
том, что (В них удавалось перерабатывать только крупнокуско-
вые руды, которых в природе встречалось мало. Позднее руды и
концентраты, полученные из них.примитивной промывкой, пред-
варительно спекали на спекательных решетках.
На смену шахтным печам пришли отражательные печи, отап-
ливаемые колосниковыми топками, пылевидным углем или ма-
зутом. Отражательные и электрические печи, позволявшие пере-
рабатывать мелкие концентраты, оказались более приспособлен-
ными для регулирования температуры планки и восстановитель-
ного режима ее. В настоящее время основное количество олова
выплавляется в этих печах.
В отражательных печах не удается нагревать перерабатывае-
мый материал выше 1300—1350° С. Между тем для достаточно
полного восстановления олова из шлаков приходится вводить в
шихту много извести (СаО), повышающей температуру плавле-
ния шлаков, требующих для достижения их текучести перегрева
до 1400—1500° С. Во второй четверти нашего столетия для дора-
ботки оловянных шлаков были применены электрические печи.
В настоящее время электрические печи применяют и для плавки
концентратов, если последние содержат мало железа. Удельная
производительность '(производительность на единицу площади
пода) у электрических печей значительно выше, чем у отража-
тельных. Из чистых от железа богатых концентратов в электри-
ческих печах удается выплавлять олово в одну операцию, т. е.
без дополнительной доработки шлаков.
ГЛАВА IX
ОБЖИГ ОЛОВЯННЫХ КОНЦЕНТРАТОВ
1. ОБЩИЕ СВЕДЕНИЯ
*
Основная цель обжига оловянных концентратов состоит в
удалении примесей серы .и мышьяка. Для этого применяется
окислительный и окислительночвосстановительный обжиг кон-
центратов.
Другой целью обжига может быть спекание материала и пре-
вращение его в агломерат. Однако плавка оловянных концентра-
тов в шахтных печах теперь проводится редко И этот 'вид обжига
мало распространен.
Магнетизирующий обжиг, основной задачей которого являет-
ся восстановление Fe2O3 до РезО4, также редко встречается в со-
временной практике. Образование 'магнетита и усиление прн об-
жиге магнитноц восприимчивости некоторых других минералов,
например марматита (Fe, Zn)S и вольфрамита (Fe, Mn)WO4,
не оправдываются. Современные магнитные сепараторы облада-
ют высокой чувствительностью и высокой избирательностью
разделения минералов, даже мало отличающихся по своей маг-
нитной восприимчивости.
Вместе с тем при обжиге всегда получается часть мелкого,
легко распыляемого материала, требующего ряда предосторож-
ностей при его перегрузках и перевозках. Кроме того, не всегда
целесообразны и дополнительные расходы на магнетизирующий
обжиг.
Процессы хлорирующего и гидрохлорирующего обжига, пред-
ложенные для удаления примесей в виде летучих хлоридов, не
вышли за пределы лабораторных исследований.
Заводское осуществление этих процессов затруднено сильной
коррозией аппаратуры. Кроме того, вместе с примесями всегда
улетучивается некоторое количество хлоридов олова. Последую-
щее улавливание и извлечение олова те хлористых солей сопря-
жено со значительными трудностями.
Обсуждая целесообразность окислительного и окислительно-
восстановительного обжига, надо отметить следующее:
пределы допустимого содержания суммы серы и мышьяка в
оловянных концентратах, подвергаемых восстановительной плав-
174
ОБЖИГ ОЛОВЯННЫХ КОНЦЕНТРАТОВ
ке, на наших заводах лежат в /пределах > 0,45% (богатые кон-
центраты) и > 0,8 (бедные).
Обжиг оправдывается при содержании серы и мышьяка свы-
ше 0,3% каждого.
При высоком содержании серы (сульфидао-каюоитеритовые
концентраты) обжиг необходим, так как иначе сера может обра-
зовать .три плавке штейны, переработка которых очень трудна.
Кроме того, много олова .может быть унесено с газами в форме
летучих /сульфидов.
Мышьяк переходит в черновое олово. При рафинировании
олова от мышьяка получается .много съемов. Пыль, получаемая
во время плавки, содержит олово и мышьяк, ее необходимо пе-
рерабатывать, а следовательно., приходится снова возвращать
мышьяк в технологический цикл. Если не удалить мышьяк об-
жигом, он будет накапливаться в продуктах оловянной плавки,
усложняя ее проведение.
2. ХИМИЗМ ОБЖИГА
Сера присутствует в оловянных концентратах главным обра-
зом ,в виде пирита (FeS2), а мышьяк.—в виде арсенопирита
(FeAsS) и мышьяковистого колчедана (FeAs2). Конечно, в кон-
центратах имеются сульфиды и других металлов, в том числе и
сульфиды мышьяка, однако количество их сравнительно мало.
Сурьма присутствует в концентратах обычно в виде антимонита
(Sb2S3).
Обжит проводится путем нагревания концентрата в окисли-
тельной атмосфере (окислительный обжиг), либо в умеренно-
окислительной атмосфере, 'когда содержание кислорода в обжи-
говых газах понижено благодаря частичному расходованию его
на горение углерода (окислительно-восстановительный обжиг).
В тех и других условиях возможно разложение высших суль-
фидов и их непосредственное окисление.
Разложение (термическая диссоциация) характерно для
высших сульфидов, главным представителем которых является
пирит.
Ковалентная связь серы в пирите непрочна, при нагревании
она легко разрушается, освобождая элементарную серу:
FeS2 - FeS + —- S2.
Давление паров серы Pss при диссоциации FeS2 следующим
образом зависит от температуры:
Температура, °C......... 610 625 645 665 680
Ps^, мм рт. ст............. 13,5 36,6 106.5 251.0 518,0
ХИМИЗМ ОБЖИГА
175
Подобно пириту, термической диссоциации могут подвергать-
ся и другие высшие сульфиды:
Fe„Sn+i nFeS -у S2;
2CuFeS2 -» Cu2S + 2FeS + S2;
2Cu6FeS4 — 5Cu2S + 2FeS + ~ S2;
2CuS — Cu2S + S2;
Cu2FeSnS4 -> Cu2S 4- FeS -|- SnS 4- S2.
Точных данных о зависимости давления диссоциации этих
сульфидов от температуры не имеется. Однако можно считать,
что приведенные выше реакции протекают весьма быстро уже
при температурах порядка 600—700° С. Точка кипения серы
444.6° С, поэтому при диссоциации высших сульфидов сера вы-
деляется в виде паров.
Арсенопирит начинает заметно разлагаться при 220 °C по
уравнению
4FeAsS -> 4FeS 4- As4.
Элементарный мышьяк, выделяющийся при диссоциации ар-
сенопирита, также находится в парообразном состоянии: давле-
ние паров As4, при 400° С составляет 4,57 мм рт. ст., а при 600° С
уже 575 мм рт. ст.
Часть серы п мышьяка может удаляться при обжиге путем
испарения сульфидов мышьяка, имеющих следующие температу-
ры плавления и кипения, ° С:
AS2S2 As2Ss
Температура плавления.............. 320 310
Температура кипения ............... 565 717
Степень улетучивания сульфидов сурьмы качественно можно
оценить, вычислив давление паров Sb2S3 мм рт. ст. в зависимости
от температуры по уравнению
. п 11200 , юг-.г
1g Р =---—+12,545.
При температуре 500° С давление паров Sb2S3составляет всего
0,011 мм рт. ст., а при 600—0,55 мм рт. ст., поэтому первичное
окисление Sb2S3 по Sb2O3 вероятнее, чем возгонка сульфида.
Одновременно с разложением высших сульфидов и испарени-
ем летучих соединений протекают реакции окисления кислоро-
дом воздуха.
176
ОБЖИГ ОЛОВЯННЫХ КОНЦЕНТРАТОВ
Все протекающие при этом химические реакции можно в об-
щем виде записать следующими уравнениями:
2ЛД8 + ЗО2 2ЛДО + 2SO2;
Л4еО -ф пО2 -> МеО2п+1-
Из эгого видно, что сульфиды окисляются сначала с образо-
ванием низших окислов. В частности, FeS образует сначала FeO,
а затем Fe3O4 и Fe2O3.
Реакция горения пирита в суммарном виде запишется так:
2FeS2 + 5,5О2 -> Fe2O3 -ф 4SO2 ф 395,88 ккал.
По теплотворной способности 1 кг пирита эквивалентен 0,235 кг
условного топлива (Q = 7000 ккал/кг). При большом содержа-
нии пирита в обжигаемом материале обжиг возможен без при-
менения топлива, как это и практикуется при переработке мед-
ных концентратов.
В оловянных концентратах сульфидов сравнительно мало и
обжиг их всегда требует сжигания топлива.
Реакции обжига начинаются на поверхности частиц сульфи-
дов. При этом термическая диссоциация и окисление, по-видимо-
му, протекают одновременно.
На поверхности каждой частицы постепенно накапливается
все более толстый слой окислов. Внешняя пленка окислов за-
трудняет обжиг и замедляет его, так как она препятствует про-
никновению кислорода воздуха внутрь частицы и затрудняет
удаление образующегося при обжиге сернистого газа.
Толщина окисной пленки по ходу обжига увеличивается,
однако не исключена .возможность местного разрушения этой
пленки или отделение ее от зерен сульфида, например при пере-
мешивании материала или по другим причинам.
При выборе температуры обжига приходится учитывать не-
сколько факторов.
Скорость обжига может быть ограничена либо диффузией
кислорода через поры окислов, окружающих зерна сульфида,
либо скоростью перемещения ионов в кристаллической решетке
сульфида. Повышение температуры должно ускорить оба эти
процесса; наряду с этим при повышении температуры умень-
шается содержание О2 в газах и замедляется обжиг.
Повышение температуры ограничено возможностью образо-
вания легкоплавких смесей, например эвтектик сульфидов. Да-
же частичное оплавление материала опасно, так как при этом
возможно укрупнение частиц, а следовательно, и замедление об-
жига. Более сильное оплавление может затруднять перемешива-
ние материала.
При обжиге оловянных концентратов температура обычно не
превышает 900° С.
ХИМИЗМ ОБЖИГА
177
S
Сера удаляется (из обжиговой печи в виде сернистого газа,
а мышьяк в виде As4O6.
Давление паров As4O6 лш рт. ст. в зависимости от температу-
ры .вычисляется по уравнению
lgP = —3— 4-7,16 [2].
Давление паров достигает 1 ат при 460° С.
Сульфид сурьмы окисляется 'сначала до трехакнюи, однако
дальнейшее окисление до Sb2O4 протекает .весьма быстро и прак-
тически всегда получается только 8ЬгО4. Этот окисел сурьмы в
условиях обжига нелетуч.
Образование сульфатов и арсенатов
Весьма /важное явление при обжиге — это образование суль-
фатов и арсенатов, представляющих собой соединения основных
окислов металлов с серным или мышьяковым ангидридом. В об-
щем виде сульфаты имеют .формулу тМеО • SO3, а арсенаты —
ггЛ4еО • As2O5. Образование сульфатов и арсенатов может за-
труднить удаление серы и мышьяка, так как некоторые из этих
соединений устойчивы при довольно высоких температурах.
Условия образования сульфатов и арсенатов похожи: рас-
смотрим их для сульфатов.
При наличии кислорода сернистый газ способен окисляться
? по реакции:
SO2 4- l/2O2 -- SO3 4- 23,48 ккал.
Константа равновесия этой реакции:
8So • 1о/г
/c = _sos---Oj_ и
pso„
Из последнего соотношения видно, что парциальное давление
SO3 в газах будет тем выше, чем больше содержание в них SO?
и О2.
Повышение температуры, т. е. сообщение системе SO2 — О2 —
—SO3 дополнительного количества тепла, вызовет реакцию разло-
жения SO3, протекающую с отрицательным тепловым эффектом.
Следовательно, образованию SO3 способствуют высокие кон-
центрации SO2 и О2 в газах и сравнительно' низкие температуры.
С повышением температуры .равновесная концентрация SO3 бу-
дет уменьшаться.
178
ОБЖИГ ОЛОВЯННЫХ КОНЦЕНТРАТОВ
Химизм образования сульфатов, например сульфата свинца,
можно представить следующей реакцией:
РЬО ф- SOs = PbSO4 + 72,7 ккал.
Константа равновесия ее:
K = Pso3.
Для образования сульфатов благоприятны сравнительно низ-
кие температуры. При высоких температурах сульфаты разла-
гаются.
Анализ процесса сульфатообразования показывает, что ре-
зультаты его зависят от состава газовой фазы, находящейся над
сульфатом металла. В газах разного состава температуры разло-
жения одного и того же сульфата могут быть различными. По-
этому данные о температурах начала образования и разложе-
ния сульфатов, часто приводимые в справочниках как постоян-
ные величины, не всегда правильны.
Чтобы сравнить прочность сульфатов разных металлов, надо
выбрать стандартные условия для состава газовой фазы, напри-
мер Psoa = 1 атм.
В результате сравнения можно расположить сульфаты раз-
ных металлов в ряд по нарастанию их прочности: CuSO4, NiSO4.
CoSO4, ZnSO4, FeSO4, CdSO4, PbSO4, CaSO4, BaSO4 и Na2SO4.
При обжиге оловянных iKOiH-центратов наиболее вероятно об-
разование прочных сульфатов PbSO4 и CaSO4, так как ©кислы
этих металлов встречаются в 'концентратах в наибольших коли-
чествах. Образование сульфатов может быть причиной неполно-
го удаления серы при обжиге.
Образование арсенатов .происходит по подобной схеме:
As2Os + О2 = As2Ob + 136,2 ккал;
пМеО 4- As2O5 = пМеО- As2O5 4- Q ккал.
Анализ этого процесса можно провести так же, как это уже сде-
лано выше для сульфатов.
Обобщая сказанное ранее об условиях образования сульфа-
тов и арсенатов, следует заключить, что этим явлениям препят-
ствует повышение температуры обжига либо уменьшение содер-
жания кислорода в печных газах.
Повышение температуры не всегда возможно из-за оплавле-
ния концентрата. Кроме того, повышение температуры может
оказаться невыгодным в связи с увеличением затрат на топливо
и более частые ремонты печей.
Снижение концентрации кислорода в обжиговых газах дости-
гается путем проведения так называемого окислительно-восста-
новительного обжига. Для этого концентрат смешивают перед
обжигом с измельченным углем. Часть кислорода воздуха рас-
ПЕЧИ ДЛЯ ОБЖИГА ОЛОВЯННЫХ КОНЦЕНТРАТОВ
179
ходуется На горение углерода, вследствие чего парциальное
давление кислорода в печных газах понижается.
Кроме того, углерод может восстанавливать сульфаты и ар-
сенаты по реакциям:
2(7ИеО, SOs) ф- С МеО ф- 2SQ, ф- СО2;
пМеО- As2O6 ф- С пМеО ф- -A- As4Oe ф- СО2.
При окисл1ительно-вос1СтановителБнюм обжиге возможно час-
тичное удаление сурьмы в виде Sb4O6 вследствие восстановления
углем Sb2O4 и антимонатов; однако количество сурьмы, возго-
няемое этим путем, весьма невелико.
Скорость окисления серы и мышьяка при окислительно-вос-
становительном обжиге меньше, чем при окислительном обжиге.
Если ;в концентрате серы много, а мышьяка мало, выгоден
окислительный обжиг. При высоком содержании мышьяка чаще
пользуются окислительно-восстановительным обжигом.
Крупные частицы концентрата обжигаются медленнее, чем
мелкие, поэтому крупный материал целесообразно перед обжи-
гом отсеять и доизмельчить.
3. ПЕЧИ ДЛЯ ОБЖИГА ОЛОВЯННЫХ КОНЦЕНТРАТОВ
К числу основных факторов, определяющих степень удаления
серы (и мышьяка) при обжиге оловянных концентратов в печах
с ручным и механическим перегребаннем, относятся следующие-
I) состав газовой фазы в печи (количество свободного кислорода
в топочных газах); 2) температура, при которой (производится
обжиг; 3) крупность частиц обжигаемого концентрата; 4) дли-
тельность нахождения концентрата в печи; 5) интенсивность пе-
ремешивания концентрата; 6) напряженность питания печи (ко-
личество концентрата, загружаемого в печь в течение смены или
суток).
Старая практика обжига оловянных концентратов в много-
подовых печах с ручным перегребаннем показывает, что при со-
держании в концентрате около 3% S и 3% As можно получить в
обожженном материале 0,15—0,3% S и 0,15—0,3% As.
Производительность такой шестиподовой печи с площадью
каждого пода в 1,5 Л12 составляет около 3—4 т концентрата в
сутки.
Расход угля на отопление печи около 12% от веса концен-
трата.
Температуры на подах печи обычно следующие: 1-й под
500° С, 2-й 520—560° С, 3-й 560—590° С, 4-й 600—650° С, 5-й
680—700° С, 6-й 710—800° С.
180
ОБЖИГ ОЛОВЯННЫХ КОНЦЕНТРАТОВ
Эти печи всегда требуют применения тяжелого ручного труда,
связанного с профессиональной вредностью, так как три переме-
шивании часто наблюдается выброс газов из печи. Расход топ-
лива в этих печах сравнительно велик, а производительность их
мала.
В настоящее время -применение многоподовых печей с ручным
перегреб ан ием может быть оправдано только малыми масшта-
бами производства и возможностью обжигать концентраты в
один прием.
Значительно лучшие показатели достигаются в многоподовых
печах с механическим перегреванием, практика обжига в кото-
рых описана ниже.
В литературе часто высказывалось мнение о возможности
применения для обжига оловянных концентратов трубчатых
вращающихся печей и спекательных машин. Данных об испыта-
нии этих печей в производственных условиях почти не имеется.
Новый прогрессивный способ обжига в кипящем слое, .вероят-
но, применим и к оловянным концентратам, исследования в этом
направлении необходимы. Пока.можно только предполагать, что
применение обжига в кипящем -слое значительно увеличит вынос
пыли и, по-видимому, значительную долю ее -придется возвра-
щать -в печь. Вместе с тем производительность обжига должна
увеличиться во много раз, что -может 'Оправдать значительный
оборот пыли.
4. ПРАКТИКА ОБЖИГА ОЛОВЯННЫХ КОНЦЕНТРАТОВ
В МНОГОПОДОВЫХ МЕХАНИЧЕСКИХ ПЕЧАХ
Влияние некоторых из -перечисленных ранее факторов обжига
было изучено Мурачом, Зайцевым, Бороденок и др. при работе
на печи Г, имевшей семь рабочих подов и один подсушивающий
общей площадью 109 м2.
Предварительными опытами было установлено, что при одном
обороте вала печи в течение 65 сек концентрат находится в печи
от момента загрузки до выгрузки 9,5 ч, или на одном поду 72 мин.
При одном обороте в 46 сек время пребывания концентрата в
печи составляет 6 ч, или 45 мин на одном поду.
Прп одинаковой напряженности питания печи концентратами
и увеличении скорости вращения вала можно получить более
энергичное перемешивание шихты, (следовательно, и лучшее вы-
горание серы.
В табл. 3'2 приведены данные по обжигу концентратов двух
типов гири различных скоростях вращения вала.
Как следует из данных табл. 32, при одинаковой напряжен-
ности питания печи удаление серы мдетполнее при большой ско-
рости вращения вала.
ОБЖИГ ОЛОВЯННЫХ КОНЦЕНТРАТОВ В МНОГОПОДОВЫХ ПЕЧАХ 181
Таблица 32
Влияние скорости вращения вала механической обжиговой печи
на степень удаления серы (производительность печи 20 т/сутки)
Концентрат Содержание серы в концентрате, % Время одного оборота вала сек Температура на 7-м поду ГС
исходное конечное
I 5,6—3,7 4,0—4,3 0,94—1,02 0,37-0,34 65 46 680—685 605—720
II 2,5 2,9—4,8 0,16—0,20 0,23—0,24 46 65 780—790 775—825
Наблюдения за обжигом концентрата одного из месторожде-
ний на протяжении 18 смен при меняющейся (от 4 до 7 т!смену)
напряженности питания концентратом печи типа Г показали, что
существует известный оптимум питания, равный для этой печи
5—6 т/смену (20 т!сутки) при содержании серы в исходном кон-
центрате порядка 5% и 'получения огарка с 0,2—0,5% S
(табл.33).
Таблица 33
Содержание серы в огарке в зависимости от напряженности питания печи
концентратом
Загрузка концентрата mfсмену Температура на 7-м поду °C Время одного оборота вала сек Содержание серы в концентрате, %
исходное конечное
4,0 720—730 65 6,3—5,3 0,16—0,39
5,0 680—685 46 5,6—3,7 0,94—1,02
5,0 735—765 65 5,3-5,8 0,55—0,94
6,0 600—690 65 5,6-5,7 0,96—0,75
6,0 740—745 46 3,8—3,9 0,24—0,79
6,0 755—780 46 4,2-5,0 0,28—0,34
7,0 730—735 46 4,7—5,1 0,48—0,56
Влияние крупности частиц исходного концентрата на степень
удаления серы .при обжиге показано в табл. 34.
Отсеянная после обжига фракция +1 мм содержит, как по-
казано в табл. 34, вдвое больше серы, чем ее осталось в мелкой
фракции концентрата, следовательно, эта крупная фракция
должна подв.ергаться дополнительной обработке (измельчение и
повторный обжиг). Чем больше в концентрате частиц +20 меш,
тем больше серы оказывается в средней пробе обожженного кон-
центрата.
182
ОБЖИГ ОЛОВЯННЫХ КОНЦЕНТРАТОВ
Таблица 34
Влияние крупности частиц концентрата на удаление серы при обжиге
и И с ф S и Степень измельчения, меш обож- о кон- та . % Содержание серы по фракциям, %
ф й с о. - —8 — 10 — 14 «О 0.3 S ® бГЧ 4-1 —1 сред-
О й © ф и и + 8 + 10 +14 4-20 + 20 —20 Л ф 57 Ш К + мм мм няя проба
т 1 2,5—4,0 0,03 0,10 0,6 2,3 3,03 96,96 9,3 0,63 0,18 0,20
1 2 2,5—4,0 0,03 0,1 0,6 2,3 3,03 96,97 9,5 0,41 0,21 0,23
Т 1 I 4—5,5 0,10 1,8 7,7 10,2 19,8 80,2 23,9 1,19 0,52 0,68
1 1 2 4,0—5,5 0,1 1,8 7,7 10,2 19,8 80,2 21,1 0,75 0,54 0,58
< Т I 1 5—5,7 6,0 2,0 2,2 2,5 12,7 87,3 12,2 1,40 0,39 0,59
111 2 5,0—5,7 6,0 2,0 2,2 2,5 12,7 87,3 20,8 1,37 0,41 0,64
На рис. 69 показана кривая
подам при обжиге концентратов
изменения содержания серы по
в печи типа Г, показатели содер-
жания серы носят условный
характер вследствие труд-
ности отбора истинной сред-
ней пробы с отдельных по-
дов и непостоянства состава
подаваемого в печь .концен-
Рис. 69. Изменение содержания серы
!по подам обжиговой печи
трата.
По составу газовой фазы
при обжиге оловянных кон-
центратов в печах с ручным
и механическим перегреба-
нием имеются только отры-
вочные данные, согласно ко-
торым содержание свобод-
ного кислорода в отходя-
щих печных газах колеблет-
ся от 4 до 15%. Запылен-
ность газов, особенно при
механическом перегребании.
достигает нескольких десят-
ков граммов на 1 ж3 газа.
На одном из заводов об-
жиг проводится в таких же
семпподо-вых печах типа Г с механическим перегребанием.
Печь обогревается топочными газами, получаемыми от сжи-
гания каменного угля в двух колосниковых топках.
ОБЖИГ ОЛОВЯННЫХ КОНЦЕНТРАТОВ В МНОГОПОДОВЫХ ПЕЧАХ 183
Режим обжига окислительно-восстановительный, с добавкой
газового угля крупностью не более 5 мм-, расход угля зависит от
состава концентрата (от содержания As и S):
Содержание As, % .
» S, % .
Расход угля, % . .
1,5 1,5—2,0 2,0
3,0 3,0—6,0 До 10,0
8—10 6—8 8—10
При отоплении мазутом его расход составляет 60 кг/т, или
6%-
Степень удаления серы и мышьяка при обжиге зависит от
крупности концентрата. Крупность материалов, поступающих на
обжиг, не должна быть
больше 3 мм. Таблица 35
Большое влияние на ка- Температуры на подах печи
чество обжига оказывает
правильность дозировки уг-
ля-восстановителя, со б л ю -
дение температурного режи-
ма и равномерность загруз-
ки печи (табл. 35).
Производительность об-
жиговой печи составляет
около 25 т в сутки, выход
обожженного' концентрата
обычно 90—97% от веса сы-
рого концентрата.
Температура. °C
№ подов при содержании менее 3% S при содержании более 3% S
0 Подсушивание Подсушивание
1 400—550 400—550
2 550—750 550—750
3 500—600 750—850
4 450—500 650—750
5 350—450 400—600
6 200—350 —400
7 150—200 150—250
Схема цепи аппаратов
обжигового цеха показана на рис. 70.
Тельферами 4 концентрат подается в бункера 6, а уголь в
бункера 7. Питателями 8 концентрат и уголь в установленных
количествах загружаются на .подсушивающие поды печей.
Обожженный концентрат выгружается с нижних подов печей
в бункера 9. Через каждые 2 ч отбирают пробы обожженного
концентрата, которые перемешивают в конце смены. Смешан-
ная проба направляется на анализ для определения S и As.
Обжиговые газы поступают в пылевые камеры 2, служащие
для улавливания грубой пыли. Собираемая здесь пыль содер-
жит 30—50% Sn и 0,6—1,2%) S + As, поэтому ее возвращают на
обжиг.
Далее газы очищают от тонкой пыли в электрофильтрах типа
ХР-2. Перед электрофильтрами запыленность газа 4—10 г/л3, а
после электрофильтров 0,2—1,0 г/мл. Пыль электрофильтра со-
держит, %0: до, 18 Sn, до 30 As, 2—2,5 S.
Изменение состава концентратов в результате обжига пока-
зано в табл. 36. Потери олова при обжиге составляют около 1%).
[Sb—— ♦ -——
z z
Огарок в плавку или на выщелачивание
Рис. 70. Схема цепи аппаратов обжигового цеха:
/ — печь; 2 — циклон; 3 — электрофильтр; 4 — тельферы; б — кюбелн;
б — бункера для концентрата; 7 — бункера для угля; 8 — питатели;
9 — бункера для огарка
ОБЖИГ ОЛОВЯННЫХ КОНЦЕНТРАТОВ В МНОГОПОДОВЫХ ПЕЧАХ
185
Таблица 36
Результаты обжига оловянных концентратов
Содержание, %
Наименование материалов Sn As S
Концентрат сырой I сорта 60—70 До 1,5 До 3,0
» » II » 40—55 1,5—2,0 3,0—6,0
» » шламовый 25—35 2,0 До 10,0
» обожженный I сорта 60—70 0,45
» » II » 40—55 0,60
По содержанию олова в грубой и тонкой пыли видно, что оло-
во в основном выносится из печи механически. Мышьяк накапли-
вается в тонкой пыли электрофильтров.
Поды обжиговых печен собирают из фасонного шамотного
кирпича, срок службы их около, 2,5 лет.
Известна также возможность набивки подов из жароупорно-
го бетона следующего состава: 1) растворимое стекло (Na2SiO3-
пН2О удельного веса 1,38—1,40; 2) кремнефтористый натрий
Na2SiF6, 90%-ный; 3) тонкомолотая шамотная добавка; 4) мел-
кий шамотный наполнитель 40—45% (зерен 5—12 мм) и 60—
65% (зерен 1,2—0,15 мм)-, 5) крупный шамотный наполнитель
45—55% (зерен 40—25 мм) и 55—45% (зерен 25—5 жж).
Дозировка материалов, кг:
растворимого стекла.................. 400,0
Na2SiF6 ............................. 60,0
тонкомолотого шамота................. 500,0
мелкого и крупного шамота ........... 1350,0
Твердение бетона происходит при температуре 30—60° С.
ГЛАВА X
ВЫЩЕЛАЧИВАНИЕ ПРИМЕСЕЙ ИЗ ОЛОВЯННЫХ
КОНЦЕНТРАТОВ
1. ОБЩИЕ СВЕДЕНИЯ
Современные способы доводки оловянных концентратов ме-
тодами обогащения позволяют значительно повысить содержа-
ние олова и частично удалить некоторые примеси.
Флотогравитация и флотация часто позволяют почти пол-
ностью избавиться от примесей сульфидов и таким путем от-
казаться от обжига, который всегда сопровождается некоторы-
ми потерями олова с пылью.
Вместе с тем удаление некоторых примесей, таких как сурь-
ма, висмут, свинец и железо, не достигается достаточно полно
ни доводкой, ни обжигом.
Некоторые минералы находятся в концентратах в виде весь-
ма прочных сростков с касситеритом, причем взаимное прора-
стание минералов бывает настолько тонким, что измельчением
не удается их разделить. Слишком тонкое измельчение нежела-
тельно, так как оно привело бы к значительному образованию
шламов и затруднило применение методов флотогравитации
и флотации.
В некоторых концентратах частицы касситерита очень ма-
лы по размерам и покрыты с поверхности оболочкой окислов
железа, что затрудняет отделение SnO2 при магнитной сепа-
рации.
Поиски других способов удаления примесей, не отделяемых
при доводке и обжиге, привели к идее выщелачивания, т. е. к
обработке концентрата растворами реагентов, не действующих
на касситерит, но растворяющих примеси.
Успешному развитию выщелачивания способствовала высо-
кая химическая стойкость касситерита, который практически не
растворим даже в концентрированных горячих растворах силь-
ных кислот, сильных оснований, окислителей и восстанови-
телей.
Мантелем [1] были описаны опыты по выщелачиванию ис-
кусственно приготовленной окиси олова и касситерита самыми
различными реагентами.
ОБЩИЕ СВЕДЕНИЯ
187
Исходными материалами в этих опытах служили:
1 — боливийский концентрат, содержащий 67,95% Sn, измельченный до
1,0 мк\
2 — концентрат, обожженный в течение 45 мин при температуре 900—
ЫОО0 С:
3 — синтетическая окись олова с размером частиц 1,8 мк.
Продолжительность выщелачивания в некоторых случаях достигала 6 ме-
сяцев и даже одного года.
В качестве растворителей были испытаны многие химические реагенты,
в том числе:
1. Серная кислота до 2-молярной концентрации, насыщенная хлором или
с добавками NaCl, FeSO4, NaF.
2. Концентрированные растворы органических кислот (iCOiOH)2, НСООН,
GH3COO1H (концентрация до 20%).
3. Растворы сульфатов Fe, Си, Mg, Na, NH4, Мп, а также NaHSO4 и
NaHSOs.
4. H2SiF6 в концентрациях до 120%•
5. Растворы хлоридов—iFe+3, Sn+2, Са '2, Na+, NH4+.
6. Растворы сульфидов—ilNiaaS, Na^.
Несмотря на большие избытки реагентов, содержание олова в растворе
в большинстве случаев не достигало 1 г/л.
Только ,в опытах с Na2S и Na2Sx в растворы перешло соответственно 31,
36 и 162,0 г/л Sn и то из синтетической окиси олова. При действии тех же
реагентов на сырой и обожженный концентраты .содержание олова в рас-
творах также окапалось менее 1 г/л.
Надо отметить, что касситерит во всех случаях растворялся хуже, чем
синтетическая окись олова. Это, очевидно, объясняется более плотным строе-
нием частиц природной SnO2 и образованием ее при более высоких темпера-
турах.
Такие же опыты были проделаны:
11. При температурах 100, 120, 140 и 180°С с растворами серной кислоты
(концентрация 25%), содержащими добавки NaCl, NaF, Na2CO3 и Fie2(SO4)3.
2. С растворами HF (концентрация 50%) при температуре 75° С, содер-
жавшими NaCl, INa2SO4, NaNO3.
3. С концентрированной соляной кислотой (концентрация 38%) при тем-
пературе 100°С и добавками NalNO3, NaF, NaCl и Na2SO4.
4. С 30%-пым раствором NaOiH, содержащим NaCl, iNaF и NaNO3.
'Все опыты при высоких температурах также дали отрицательные резуль-
таты: олово не переходило в растворы либо обнаруживалось в них в нич-
тожно малых количествах.
Основной целью этих опытов была попытка выщелочить
олово и таким образом найти гидрометаллургический способ
извлечения его из концентратов.
Отрицательные результаты этой попытки оказались ценны-
ми и для другой цели — выщелачивания примесей из концент-
ратов, т. е. очистки их перед плавкой.
Дальнейшие исследования процесса выщелачивания были
направлены к наиболее полному удалению примесей.
Н. Н. Мурачом с сотрудниками было испытано применение
некоторых реагентов для выщелачивания мышьяка из обожжен-
ных оловянных концентратов. Опыты, поставленные для этого
с растворами NaOH (5%), H2SO4 (1:1) и (1 :6), Na2CO3'(6—
15%) и Hid, показали, что наилучшим реагентом для удаления
мышьяка является соляная кислота.
188
ВЫЩЕЛАЧИВАНИЕ ПРИМЕСЕЙ ИЗ ОЛОВЯННЫХ КОНЦЕНТРАТОВ
Извлечение мышьяка соляной
больше ее концентрация и выше
при применении кислоты .разных
дующие извлечения As, %:
кислотой тем полнее, чем
температура. Так, например,
концентраций получены сле-
Разбавление кислоты (уд.
вес 1,19) водой по объему
Извлечение As, %..........
4:1 5:1 6:1 7:1 8:1 9:1
97 96 96 87 87 87
[0:1
84
При всех концентрациях соляной кислоты повышение тем-
пературы в пределах от 60 до 135° давало улучшение результа-
тов, этому же способствовало переве-
шивание концентрата с кислотой. *
На рис. 71 показана зависимость
извлечения мышьяка от температуры
выщелачивания.
Применение для выщелачивания
соляной кислоты выгодно еще и пото-
му, что она по сравнению с другими
кислотами хорошо растворяет окислы
железа, .свинца и висмута.
Для определения поведения при
кислотном выщелачивании отдельных
минералов, в форме которых находят-
60 70 80 90 т
Температура, °C
Рис. 71. Извлечение
мышьяка в раствор в за-
висимости от температу-
ры выщелачивания
Рис. 72. Зависимость раство-
римости лимонита, маснети-
та и гематита соляной кис-
лотой (по Н. Н. Мурачу и
О. И. 13аплатиной). (Про-
должительность выщелачи-
вания лимонита 30 мин,
магнетита —100 мин-, круп-
ность —>150 меш, темпера-
тура—110° С)
оя примеси в оловянных (Концентратах, Н. Н. Мурач и О. И. За-
платана провели в 1944—1947 гг. обширные опыты .над рядом
минералов, часть результатов этих опытов приводится ниже.
Лимонит. Исследованию подвергался минерал крупностью
150 меш, содержавший 78,06% Fe2O3, 4,75% SiO2, 1,63% А12О3,
0,55% СаО и 1,2% Н2О (гигроскопической).
При температуре выщелачивания 110°С проверялись: дли-
тельность выщелачивания, роль обжига, концентрации кислоты
и величины поверхности частиц'. Сводные результаты показа-
ОБЩИЕ СВЕДЕНИЯ
189
ны на кривых рис. 72. Лимонит отлично растворялся в крепкой
(>25,0% НС1) соляной кислоте за короткий срок (около
30 мин), причем для полноты извлечения не требовалось тон-
кого измельчения минерала.
Гематит (Кривой Рог) содержал,%: 90,2 Fe2O3, 9,36 SiO2,
1,01 А12О3 и 0,32 Н2О. Скорость растворения гематита в зави-
симости от концентрации НС! и крупности частиц показана на
рис. 72. Следовательно, при определенных условиях железо
Р,ис. 73. Поверхностная скорость растворения
минералов лимонита и гематита в соляной кис-
лоте при температуре 1110° С:
1 — лимонит обожженный; 2 — лимонит без обжига;
3 — гематит обожженный; 4 — гематит без обжига.
Условия выщелачивания: лимонит 30 мин ib НС1 —
20%, гематит 60 мин в НС1 — 28%
гематита также с большой полнотой может быть переведено
в раствор.
Магнетит (гора Благодать) содержал, %: 85,15 Fe2O3 (по
пересч.), 6,44 SiO2, 2,77 А12О3 и 4,94 СаО. По полученным дан-
ным, магнетит до обжига и обожженный одинаково хорошо
растворялся в крепкой (28%) НС1 при 110° С (около 98% за
1 ч при крупности частиц —150 меш).
Показатели скорости растворения железных минералов при-
ведены на рис. 73.
Халькопирит (Зангезуры) содержал, %: 33,2 Си, 30,59 Fe,
32,64 S, 1,64 SiO2. Опыты обработки необожженного халькопи-
190 ВЫЩЕЛАЧИВАНИЕ ПРИМЕСЕЙ ИЗ ОЛОВЯННЫХ КОНЦЕНТРАТОВ
Обожженный
кислоте средней
(20%) и
Рис. 74. Выщелачивание
халькопирита соляной кис-
лотой при температуре
110° С в течение 2 ч. Круп-
ность— ISO меш.
рита в стандартных условиях (т :ж =’1 : 10, при 110°С в тече-
ние 1 ч, крупностью—150 меш) показали плохой переход в рас-
твор железа и меди, причем по мере повышения концентрации
кислоты (рис. 74) растворимость меди несколько возрастала,
растворимость же железа резко снижалась.
эит нацело растворялся в соляной
повышенной концентрации.
Малахит и азурит легко и пол-
ностью растворяются в горячей со-
ляной кислоте.
Окислы меди, СпО и Си2О, как
показали опыты, также прекрасно
растворимы в указанных выше ус-
ловиях.
Влияние восстановительного
обжига на поведение
олова и железа при выщелачивании
Как указывалось выше, в схеме
подготовки оловянных концентра-
тов перед плавкой иногда применя-
ется восстановительный обжиг,
предшествующий ^кислотному выще-
лачиванию. Цель восстановительно-
го обжига — перевести окислы же-
леза РезОз и Ре3О4 в низший окисел
FeO, легко' растворимый в соляной
кислоте.
В условиях восстановительного
обжига в .зависимости от темпера-
туры и состава газовой фазы для окислов железа и олова воз-
можна следующая последовательность превращений:
Fe2Os Fe3O4 -> FeO - Fe.
Окись железа Fe2O3 восстанавливается до магнитной окиси
Fe3O очень легко даже при малом содержании СО в газах.
Восстановление Fe3O4 и FeO требует гораздо большего со-
держания СО в газах, порядка 10—30%, в зависимости от тем-
пературы.
Исследования Мурача и Заплатиной над совместным вос-
становлением окислов железа и олова в условиях, близких
к восстановительному обжигу, преследовали цель установить,
при каких условиях окислы железа восстанавливаются до за-
киси, а окись олова не уступает в реакцию. Из-за отсутствия
методов рационального анализа сложной смеси из Fe2O3, Fe3O4,
ХИМИЗМ ВЫЩЕЛАЧИВАНИЯ
191
FeO, Fe, SnO2, SnO и Sn, получающейся при взаимодействии
окислов с СО, полностью вопрос осветить было трудно.
Результаты части опытов показаны на кривых рис. 75. При
температуре несколько выше 700° С по мере роста содержания
СО в газовой фазе происходит существенный переход SnO2
в SnO, которая легко растворима в соляной кислоте. При кон-
центрации 20% СО и росте температуры (уже при 823°С) до
7—8% окиси олова восстанавливается до закиси.
Это обстоятельство побудило отказаться от применения вос-
становительного обжига, тем более, что лабораторные исследо-
Проиент СО в смеси СО СО?
Рис. 75. Условия восстановления железа до
FeO в присутствии SuO2 в течение 2 ч при
температуре 727° С (ио Мурачу и Заила-
тиной)
вания и заводская практика подтвердили высокую степень уда-
ления подавляющего большинства примесей из концентратов
при автоклавном выщелачивании крепкой соляной кислотой.
Проверялась также возможность замены соляной кислоты
смесью хлористого натрия и растворов серной кислоты. Опыты
подтвердили .возможность такой замены в тех случаях, когда в
концентратах не содержится заметных количеств соединений
кальция и свинца, образующих малорастворимые соли CaSO4
и PbSO4.
2, ХИМИЗМ ВЫЩЕЛАЧИВАНИЯ
Концентраты, содержащие сульфиды, перед выщелачиванием
необходимо обжигать для предупреждения образования серо-
водорода. Кроме того, сульфиды обычно растворяются в кисло-
тах медленнее, чем окислы.
Чем мельче концентрат, тем быстрее должно протекать его
выщелачивание, однако очень тонко измельченный материал
трудно фильтруется. Наиболее выгодную крупность следует
выбрать опытным путем для данного вида сырья.
192 ВЫЩЕЛАЧИВАНИЕ ПРИМЕСЕЙ ИЗ ОЛОВЯННЫХ КОНЦЕНТРАТОВ
Выщелачивание примесей соляной кислотой происходит в ре-
зультате следующих реакций:
Fe2O3 ф-6НС1 —> 2ЕеС13 ф ЗН2О; (1)
Fe3O4 + 8НС1 2FeCl3 + FeCl2 Д- 4Н2О; (2)
FeO + 2НС1 -> FeCl2 + H2O; (3)
FeO- As2O6 + 2HC1 + 2H2O = FeCl2 +2H3AsO4; (4)
FeO - Sb2O5 + 2HC1 + 2H2O = 2H3SbO4 + FeCl2; (5)
Sb2O4 + 8HC1 -> SbCl3 + SbCl5 + 4H2O; (6)
Bi2O3 + 6HC1 -> 2BiCl3 + 3H2O; (7)
PbO-SiO2 + 2HC1 +.nH2O PbCl2+ SiO2-(n + 1) H2O; (8)
(Fe, Mn)WO4 + 2HC1 -> (Fe, Mn)Cl2 + H2WO4; (9)
CaWO4 + 2HC1 - CaCl2 + H2WO4; (10)
CuO-+ 2HC1 -> CuCl2 + H2O; (11)
СаО + 2HC1 — CaCl2 + H2O. (12)
Сравнительно медленно и менее полно протекают реак-
ции (1, 2, 4, 5, 9).
Продукты реакций хорошо растворяются в воде и растворах
НС1, за исключением SiO2 • шН2О и H2WO4, кремневая кислота
остается в нерастворимом остатке и затрудняет его фильтро-
вание, H2WO4 также не растворяется.
При выщелачивании необходим избыток соляной кислоты,
чтобы обеспечить большую скорость реакции и препятствовать
гидролизу солей, образуемых примесями.
Если соляной кислоты мало, возможен гидролиз хлористого
висмута, при этом хлорокись висмута выпадает в осадок:
Bids + Н2О -> BiOCl + 2НС1.
Этим пользуются для выделения висмута из растворов. Раство-
римость хлористого свинца в концентрированных растворах
хлоридов выше, чем в воде, так как он образует комплексные
растворимые хлориды. Для лучшего выщелачивания свинца
иногда добавляют хлористый натрий. При слишком малой оста-
точной кислотности возможен также гидролиз хлорного желе-
за с образованием труднорастворимых основных солей.
3. АППАРАТУРА ДЛЯ ВЫЩЕЛАЧИВАНИЯ
Температура при выщелачивании должна быть возможно
более высокой. Это достигается повышением точки кипения
раствора за счет накопления в нем солей и повышением давле-
ния, т. е. путем выщелачивания в герметически закрытых со-
судах, автоклавах, обогреваемых острым паром.
ПРАКТИКА ВЫЩЕЛАЧИВАНИЯ ОЛОВЯННЫХ КОНЦЕНТРАТОВ
193
Пропеллерные, лопастные и пневматические мешалки не
пригодны для хорошего перемешивания в растворе такого тя-
желого материала, как касситерит, имеющего удельный вес
более 6. Наилучшие результаты дает применение барабанных
смесителей, устроенных подобно шаровым мельницам периоди-
ческого действия, но не имеющих шаров или стержней.
Схематический чертеж автоклава показан на рис. 76. Ба-
рабан его, сваренный из листовой стали, имеет два гладких
обода, лежащих на роликовых опорах, и зубчатый венец, нахо-
дящийся в сцеплении с ведущей шестерней редуктора элек-
тромотора.
В средней части барабана сделан люк для загрузки и вы-
грузки, .закрываемый плотной крышкой.
В центр одного из торцов барабана подведен острый пар;
груба, подводящая пар, соединена с барабаном через сальни-
ковое устройство.
Защита железных стенок барабана от действия горячей
концентрированной соляной кислоты сначала представляла
большие трудности, теперь они преодолены. Внутреннюю по-
верхность барабана гуммируют, а затем выкладывают поверх
резины кислотоупорным диабазовым кирпичом, предохраняю-
щим резину от истирания.
Гуммирование обычно проводится в цехе. Стенки барабана
зачищают с помощью пескоструйного аппарата, промывают
бензином и смазывают резиновым клеем. После подсыхания,
когда клей перестает прилипать к рукам, тщательно наклады-
вают резйну на поверхность барабана, швы делают внахлестку.
Далее следует вулканизация нагреванием острым паром до
температуры около 150°С в течение нескольких часов.
Затем аппарат футеруют внутри кислотоупорным кирпичом,
пользуясь раствором из диабазовой муки и жидкого стекла.
4. ПРАКТИКА ВЫЩЕЛАЧИВАНИЯ ОЛОВЯННЫХ КОНЦЕНТРАТОВ
В рассматриваемом примере выщелачиванию подвергают:
1 — оловянные концентраты, содержащие более 0,01 % Bi,
с целью удаления и извлечения висмута; 2 — концентраты, со-
держащие много железа; 3 — вольфрамитовые концентраты, за-
грязненные железом; 4—-шеелитовые концентраты, не соответ-
ствующие техническим условиям, из которых таким путем по-
лучается искусственный шеелит (CaWO4).
Концентраты поступают на выщелачивание без обжига, ес-
ли суммарное содержание S + As < 1%, в других случаях они
обжигаются.
Выщелачивание концентратов, не содержащих вольфрама,
проводится соляной кислотой удельного веса 1,14 в течение
2—6 ч в зависимости от загрязненности концентрата. Расход
7 Заказ 1785
— A
Раю. 76. Автоклав для выщелачивания оловянно вольфрамовых
концентратов
кислоты 250—400 кг на 1 т концентрата: содержимое выщела-
чивателя нагревается острым паром до температуры 110—130°,
давление пара 2 атм.
После выщелачивания кислый раствор пропускают через
нутч-фильтр. Оставшийся в барабане концентрат перемешива-
ют еще 30 мин со свежей соляной кислотой (100 кг]т), которую
затем сливают и таким же путем промывают концентрат 2 —
3 раза водой. Все эти растворы также пропускаются через
фильтр.
Промытый концентрат сбрасывается для последней промыв-
ки водой на нутч-фильтр. Нутч-фильтр в плане имеет форму
прямоугольника; он выполнен из железа и внутри гуммирован.
Фильтрование производится через хлорвиниловую ткань, за-
крепленную на деревянной решетке. Нутч-фильтр соединен
с вакуум-насосом и работает при вакууме в 350—400 мм рт. ст.
Промытый концентрат сбрасывается с фильтра и после под-
сушивания поступает на плавку.
7*
196 ВЫЩЕЛАЧИВАНИЕ ПРИМЕСЕЙ ИЗ ОЛОВЯННЫХ КОНЦЕНТРАТОВ
Применение в этом переделе нутч-фильтров, конечно, не
представляется современным. Вместе с тем использование здесь
непрерывно действующих фильтров, всегда более сложных по
устройству, вряд ли оправдается из-за трудности защиты их от
действия горячих растворов соляной кислоты.
Для непрерывного фильтрования выщелоченных оловянных
концентратов были бы пригодны ленточные вакуум-фильтры
с гуммированной станиной или сконструированные из пласт-
масс.
Растворы от выщелачивания, если они не содержат висмута
и других ценных компонентов, после нейтрализации известью
сбрасывают в канализацию.
Отличие схемы выщелачивания для концентратов, содер-
жащих висмут, заключается в том, что в растворы выщелачи-
вания переходит до 50 г/л Bi.
Растворы нейтрализуют содой, потом фильтруют. Раствор
с остаточной кислотностью около 5 г/л, предупреждающей гид-
ролиз солей железа, направляется в чан, имеющий пропеллер-
ную мешалку. Здесь раствор подвергается десятикратному раз-
бавлению водой.
Выпавшую в осадок хлорокись висмута (BiOCl) отфильт-
ровывают через фильтрпресс с деревянными рамами. Полно-
та осаждения висмута проверяется отсутствием помутнения при
дальнейшем разбавлении фильтрата.
Висмутовый кек содержит более 60% Bi.
В выщелоченном оловянном концентрате остается не более
0,005% висмута.
Шламы, собираемые на фильтре, содержат около 35% оло-
ва, их направляют на плавку вместе с выщелоченными концент-
ратами.
Выщелачивание шеелитовых концентратов производится с
целью получения из них искусственного шеелита, т. е. химиче-
ски осажденного CaWO4.
Исходным сырьем служат шеелитовые концентраты, содер-
жащие повышенные количества олова.
При разложении шеелита соляной кислотой получается
H2WO4, которая остается в барабане выщелачивателя вместе
с касситеритом и другими нерастворимыми веществами.
После выщелачивания и обычных промывок кислотой, а за-
тем водой в барабан выщелачивателя заливают 20%-ный рас-
твор NH4OH.
При выщелачивании аммиаком содержимое барабана подо-
гревают паром и перемешивают в течение 2 ч.
Вольфрамовая кислота растворяется в аммиаке по следую-
щей реакции:
H2WO4 -ь 2NH4OH = (NH4)2WO4 + 2Н2О.
ПРАКТИКА ВЫЩЕЛАЧИВАНИЯ ОЛОВЯННЫХ КОНЦЕНТРАТОВ
197
После слива аммиачного раствора концентрат трижды де-
кантируют в барабане водой, а затем промывают еще раз на
нутч-фильтре и направляют на плавку.
Ам'миачный раствор, содержащий 30—50 г/л WO3, объеди-
ненный с первой промывной водой, поступает для осаждения
Ca'WO4 в бак с пропеллерной мешалкой.
Искусственный шеелит осаждают хлористым кальцием по
реакции:
(NH4)2WO4 + СаС12 -> CaWO4 + 2NH4C1.
Осадок CaWO4 отфильтровывают на фильтрпрессе и на-
правляют на склад.
Искусственный шеелит представляет собой кондиционное
сырье для производства вольфрамовой кислоты или вольфрамо-
вого ангидрида, он содержит, %: 60 WO3; 1,5 Sn; 0,1 As; 5,0 S;
0,2 P; 0,2 Mo.
Расход СаС12 в этой операции составляет 150% от теоретиче-
ского.
Вольфрамитовые концентраты содержат до 60% WO3 и око-
ло 3,5% Sn. Зерна касситерита в нем покрыты пленкой окислов
железа и поэтому не могут быть отделены магнитной сепара-
цией.
Выщелачивание окислов железа проводится при более низ-
кой температуре, чем обычно, чтобы разложение вольфрамита
соляной кислотой было незначительным. Пар подается в бара-
бан выщелачивателя под давлением 1,0—2,0 атм.
Растворы нейтрализуют известковым молоком и сбрасыва-
ют в канализацию. Концентрат после 18—20 промывок водой
переносят на нутч-фильтр и промывают водой, затем сушат и
подвергают магнитной сепарации.
ЛИТЕРАТУРА
1. С. L. Man tell, W. Z idle, Zinn. W. Knapp. Verl, 1937.
ГЛАВА XI
ОСНОВЫ ТЕОРИИ оловянной ВОССТАНОВИТЕЛЬНОЙ
ПЛАВКИ
1. ВОССТАНОВЛЕНИЕ ОКИСИ ОЛОВА И СОПУТСТВУЮЩИХ
МЕТАЛЛОВ В УСЛОВИЯХ ОЛОВЯННОЙ ПЛАВКИ
Тепловые эффекты реакции восстановления окислов олова
имеют следующие величины:
ShO2tb + СО = SnOTE + СО2 — 2750 кал-,
SnO + СО = 8пж + СО2 — 2440 кал.
Тепловые эффекты реакции восстановления окислов олова
очень малы по величине и близки друг к другу. Из этого видно,
что кривые равновесия для восстановления SnO2 и SnO будут
расположены близко одна от другой, условия восстановления
этих окислов практически одинаковы и мало зависят от темпе-
ратуры.
Равновесие при восстановлении SnO2 до Snii; было изучено
Истменом и Робинсоном [2]. Этими авторами получены следую-
щие равновесные содержания СО в газовой фазе:
Температура, °C............ 645 681 704 722 815
СО в смеси с СО2, %....... 24,6 23,8 22,8 21,3 20,4
Финк и Страусс [3] построили кривые равновесия для вос-
становления SnO2 и SnO на основе теоретических расчетов
(рис. 77) и пришли к выводу, что селективное восстановление
окиси олова до закиси возможно, но трудно осуществимо из-за
малого различия требуемых для этого температур и содержа-
ния СО в газах. Надо заметить, что ветви кривых рис. 77 в об-
ласти температур ниже 400° С не представляют практического
интереса, так как скорость реакции при этом ничтожно мала,
а при более высоких температурах SnO диспропорционирует на
SnO2 и Sn. Ланге [4] построил диаграмму условий восстанов-
ления двуокиси олова до окиси и металла при температурах
выше 1000° (рис. 78). Зависимость скорости реакции восстанов-
ления SnO2 до Sn от температуры приведена на рис. 79, по
опытным данным Финка и Страусса; восстановление проводи-
лось в течение 30 мин газовой смесью из 25% СО и 75% СО2.
SnO(r}
% co
Рис. 78. Диаграмма условий восстановления двуокиси олова
окисью углерода до
Рис. 79. Зависимость скорости
восстановления SnOs до Sn от
температуры (по Финку
и Страуссу)
окиси и металла
200 ОСНОВЫ ТЕОРИИ оловянной восстановительной плавки
Аналогичные данные имеются в литературе и для окислов,
обычно сопутствующих олову в концентратах и шлаках; диа-
грамма равновесных условий восстановления железа и олова
приведена на рис. 80.
Все сказанное выше касалось восстановления свободных
окислов металлов.
В действительности при оловянной восстановительной плав-
ке некоторые окислы восстанавливаются из шлака, а восста-
новленные металлы образуют друг с другом сплавы. Это су-
щественно изменяет условия восстановления.
Рис. 80. Равновесие при восстановлении углеродом
окислов железа и олова
Восстановление SnOs сопровождается образованием SnO,
которая растворяется в шлаке. Закись олова может образо-
ваться также и по реакции
SnO2 + Sn qt 2SnO.
Восстанавливаясь из шлака, закись олова образует сплав
с железом и другими примесями, поэтому реакцию восстанов-
ления ее следует писать так1:
(SnO) + СО = [Sn] + СО2
и
„ РСО • °(SnO)
ASn — _
1 COZ • й[8п]
1 Круглыми скобками помечены концентрации в шлаке, а квадратными
в металле.
ВОССТАНОВЛЕНИЕ ОКИСЛА ОЛОВА И СОПУТСТВУЮЩИХ МЕТАЛЛОВ 201
Аналогично этому для закиси железа, получим:
(FeO) + СО = [Fe] + СО2;
к _ РСО °(FeO)
AFe — р
‘с02 ДРе]
Для всякого другого металла, входящего в состав шихты оло-
вянной плавки, будем иметь:
/ИС п
СО2
^СО ГЛ
- (М?А.О.,) + СО = - [Me] + 002;
У У
1
„ РСО а(МехОу) .
‘ л--------’
У
°[Л1е]
х
~У
^[Л4е]
1
У
а(м*ХОу)
После достижения равновесия для всех окислов, участвующих
рсо
в плавке, ~
'соЕ
будет одинаково, следовательно:
g[Sn]
°(SnO)
= К -CFeL
Fe a(FeO)
Когда будет достигнуто равновесие, ,все металлы, участвую-
щие в плавке, распределятся между шлаком и сплавом.
Сначала допустим, что восстановленные металлы не обра-
зуют сплава и остаются в свободном состоянии, тогда
G[Sn] — G[Fe] ............~ aMe * ’>
—=
P Sn П
rCO2 G(SnO)
= KFe——
°(FeO)
- К----------------
'ftfe I
У
a(MexOy)
Из этого видно, что остаточные концентрации окислов ме-
таллов в шлаках тем больше, чем больше величина К, т. е. сво-
бодные энергии образования окислов, поскольку AZ°=—Л?7Чп/С
Прочных окислов, таких как SiO2, А12О3, СаО в шлаках
останется много, а непрочных (РЬО, Си2О) мало. Чем менее
202 ОСНОВЫ ТЕОРИИ оловянной восстановительной плавки
прочен окисел, тем более полно он будет восстановлен. Ни один
окисел нельзя полностью восстановить из шлака, так как при
1 рсо
ау = 0. ----------= оо, чего, естественно, быть не может.
<-Мех°у^ рсо2
Теперь предположим, что при равновесии концентрации
всех окислов в шлаке одинаковы, т. е.
1
_ * с
G(SnO) °(FeO) ~.......~ а(Мех°у) ~ °’
и С — постоянная величина, ее можно ввести в К и получить
X
Р 00 , , , У
П ~ ^Sn G[Sn] = ^Fe °[Fe] =......= ^Л1е ' а[Ме]‘
СО2
Это уравнение (показывает, что все окислы (восстанавлива-
ются из шлака и все металлы переходят в черновое олово, даже
такие, как Са, Al, Na.
Если бы какой-либо металл не восстанавливался совсем,
активность его в сплаве оказалась бы равной нулю, тогда при
- п Рсо п
ау = 0, -------- = 0, что невозможно.
тСО2
Восстановление из шлаков таких прочных окислов, как СаО,
MgO и А1^О3, на первый взгляд кажется невероятным, однако
можно вычислить концентрацию одного из таких металлов в
черновом олове. Например, подобный расчет для кальция при
температуре 1500° К (1227° С) показывает возможное его со-
держание в черновом олове порядка 1 10-10 %, неопределимое
обычными методами анализа.
2. КИНЕТИКА ВОССТАНОВЛЕНИЯ ОКИСЛОВ МЕТАЛЛОВ
И СКОРОСТЬ ПЛАВКИ
Ранее уже было показано, что восстановление окислов ме-
таллов при восстановительных плавках происходит преимущест-
венно под действием газообразных восстановителей. Непосред-
ственная роль твердого углерода сравнительно невелика, за-
метное взаимодействие его с окислами начинается только после
образования жидкого расплава, способного смачивать куски
или частицы твердого восстановителя. Однако и в этих услови-
ях углерод отделен от расплава газовой фазой, состоящей из
СО и СО2.
Среди газообразных восстановителей главное значение име-
ет окись углерода, образуемая по реакции Будуара:
С + СО2 = 2СО.
ВОССТАНОВЛЕНИЕ ОКИСЛОВ МЕТАЛЛОВ И СКОРОСТЬ ПЛАВКИ
203
Кроме того, если восстановителем служит каменный или
древесный уголь, в процессе восстановления могут участвовать
углеводороды, входящие в состав угля, например метан (СН4)
и др.
Участие водорода возможно вследствие диссоциации углево-
дородов и разложения паров воды по реакции:
н2о + с = н2 + со.
Углеводороды, входящие в состав летучих веществ каменных
углей, выделяются уже при 400—600° С. В то же время интен-
сивное образование окиси углерода по реакции С + СО2 = 2СО
наблюдается при значительно более высоких температурах. По-
этому бурые, каменные и особенно газовые угли являются при
низких температурах более интенсивными восстановителями, чем
древесный уголь и кокс.
С повышением температуры содержание СО в газах стано-
вится значительно больше, чем содержание Н2 или CnHm. Ско-
рость выделения летучих из угля также возрастает с темпера-
турой, но продолжительность пребывания их в зоне реакции со-
кращается, главным восстановителем становится окись углеро-
да. Поэтому при высоких температурах скорость восстановления
окислов различными видами твердых углеродистых восстанови-
телей почти одинакова.
Это можно иллюстрировать результатами работ Клэрдинга
[5], который сравнивал скорости восстановления окиси олова с
некоторыми видами восстановителей (табл. 37 и 38).
Таблица 37
Восстановители, применявшиеся в опытах Клэрдинга (5]
Восстановитель Содержание С. % Содержание летучих, удаляемых в токе азота при 900° С, %
Коксовая пыль . ... 88,52 1,30
Сажа коксовая . 98,80 5,72
Полукокс . . . 77,33 11,50
Древесный уголь 86,04 20,12
Бурый » 63,14 55,57
Из табл. 37 и 38 видно, что коксовая пыль, почти не содержа-
щая летучих, начинает заметно восстанавливать олово только
при температуре 850° С. В то же время богатые летучими веще-
ствами древесный и бурый угли восстанавливают значительную
долю его уже при 800° С в течение одного часа.
Данные о полноте восстановления при температуре 900° С в
течение одного часа для разных восстановителей близки между
собой. Однако и при этом восстановление протекает несколько
204 ОСНОВЫ ТЕОРИИ оловянной восстановительной плавки
Таблица 38
Скорости восстановления окиси олова некоторыми видами восстановителей
Степень восстановления, %
коксовой
пылью
сажей
полукоксом
древесным
углем
бурым углем
t, °C
продолжитель-
ность, ч
продо лжнтел ь-
ность, ч
продолжитель-
ность, ч
продолжитель-
ность, ч
продолжитель-
ность, ч
700
800
850
900
о
о
3,4
25,7
0
0
8,4
68,4
0 —
— 5,9
46,4 —
96,7 77,6
21,5
93,2
*/< */« 1 Ч, */2
1,1 ~ 5,8
5,7 47,3 80,5 43,7 89,9
81,8 79,3 86,3 — —
82,6 76,9 98,4 95,5
10,5
95,4
Примечание, Прочеркнуты непоставлеиные опыты.
быстрее в тех случаях, когда восстановитель содержит летучие
вещества, т. е. углеводороды.
В своих опытах Клэрдинг не учел крупности частиц восста-
новителя. Между тем крупность имеет большое влияние на ско-
рость процесса. Из мелких частиц угля, т. е. при большой по-
верхности их, выделение летучих происходит быстрее. Скорость
реакции Будуара также зависит от крупности частиц угля и их
суммарной поверхности.
В практике оловянной восстановительной плавки металлурга
интересует не только скорость восстановления, но и скорость
плавления. Плавка заканчивается после полного расплавления
загрузки, производительность печи зависит главным образом от
скорости плавления, так как скорость восстановления олова
обычно больше скорости плавления шихты.
Олово расплавляется значительно раньше пустой породы, но
в твердой шихте не все капли его могут укрупниться и стечь на
под печи, многие из них остаются в массе порошкообразной
шихты.
Плавление пустой породы начинается с образования наибо-
лее легкоплавких эвтектик и сплавов окислов. Капли этих спла-
вов растворяют в себе соприкасающиеся с ними частицы твер-
дых окислов, сливаются между собой и таким образом постепен-
но образуют жидкий шлак.
Скорость плавления зависит не только от температуры, но
и от возможности слияния между собой первичных капель жид-
кой фазы. Этому часто препятствуют окислы, трудно раствори-
мые в шлаке, а также и частицы мелкого угля.
Мелкий уголь, обволакивая капли шлака, мешает им сли-
ваться и выравнивать свой состав. При большом избытке мелко-
УСЛОВИЯ восстановительной плавки в печах разного ТИПА 205
го угля шихту вообще невозможно расплавить, она превра-
щается в кашеобразную массу из капель шлака, разобщенных
друг от друга поверхностными пленками твердых частиц. Часто
этому не помогает и перемешивание, которое перемещает шихту
большими массами и, естественно, не способно очистить поверх-
ность отдельных капель шлака.
Перемешивание шихты часто не ускоряет восстановления, а,
наоборот, способствует удалению восстановительных газов из
пор шихты.
3. УСЛОВИЯ ВОССТАНОВИТЕЛЬНОЙ ПЛАВКИ В ПЕЧАХ
РАЗНОГО ТИПА
Шахтная плавка. Топливом и восстановителем при шахтной
плавке обычно служит кокс, реже древесный уголь в виде круп-
ных кусков с поперечником более 20 мм (обычно 60—100 мм).
Шихта должна быть крупнокусковой, так как присутствие мел-
ких частиц ухудшает газопроницаемость сыпи и приводит к по-
вышенному выносу пыли.
Горение топлива в шахтных печах происходит главным обра-
зом в области фурм, где имеется избыток кислорода воздуха.
Углерод топлива сгорает близ фурм преимущественно до СО2,
температура здесь достигает 1400—1500° С, давление газов не-
сколько выше атмосферного, избыток давления необходим для
движения газов и преодоления падения напора в столбе сыпи.
Окись углерода, образовавшаяся в результате горения топ-
лива, поднимаясь с газами вверх, проходит через слой раска-
ленного топлива и, взаимодействуя с углеродом, превращается
в СО.
При дальнейшем движении газов вверх температура их по-
нижается, так как газы отдают часть своего тепла шихте.
Содержание СО в газах по мере движения вверх понижается
вследствие восстановления окислов металлов:
МеО + СО = Me + СО2,
а также вследствие диссоциации СО с образованием сажистого
углерода:
2СО = СО2 + С.
Скорости движения газов в шахтных печах обычно велики,
например, в доменных печах они выше 10 м)сек, поэтому равно-
весие по1 реакции Будуара не успевает установиться.
В надфурменной зоне содержание СО ниже, чем следует
ожидать по равновесию, а в верхних зонах печи оно выше рав-
новесного.
Куски шихты не одинаковы по размерам, а поэтому нагре-
ваются до разной температуры.
206 ОСНОВЫ ТЕОРИИ оловянной восстановительной плавки
В результате этого в верхней зоне шахтных печей возможно
одновременно восстановление различных окислов металлов.
Состав газов нижней зоны менее благоприятен для восста-
новления, чем равновесная газовая смесь. Вместе с тем в ниж-
ней зоне уже имеется расплавленный шлак, который стекает
в горн по кускам раскаленного кокса. Здесь весьма благоприят-
ны условия восстановления окислов из шлака непосредственно
твердым углеродом.
Быстрому восстановлению окислов в шахтных печах способ-
ствуют большие скорости газов, вместе с тем они способствуют
испарению металлов и окислов и удалению их паров из печи.
Регулирование процесса восстановления в шахтных печах
возможно путем изменения состава шлака и скорости газов. От
температуры плавления шлака значительно зависит температу-
ра в области фурм и в горне печи, а следовательно, и темпера-
тура газов в шахте.
Увеличение расхода топлива сравнительно мало влияет на
условия плавки и только ускоряет ее, так как излишнее «тепло
затрачивается на ускорение плавления.
Заканчивая характеристику условий восстановления в шахт-
ных печах, можно заключить, что скорость восстановления окис-
лов здесь может быть высокой, но избирательность восстановле-
ния низкая.
Восстановительная плавка оловянного сырья в шахтных пе-
чах сопровождается значительным восстановлением железа.
При этом получается черновое олово, сильно загрязненное же-
лезом. При плавке наблюдается улетучивание больших коли-
честв олова в виде SnO и SnS.
Плавки в отражательных печах. Восстановительная плавка
в отражательных печах отличается тем, что действие восстано-
вителя гораздо меньше связано с отоплением печи.
Уголь-восстановитель можно добавлять в шихту в таком ко-
личестве, какое требуется для восстановления, и измельчать его
до любой крупности, нужной для плавки. Горение топлива, под-
держивающее температуру печи, почти не влияет на ход восста-
новления, так как топочные газы соприкасаются только с по-
верхностью шихты, а не проходят сквозь шихту.
Все это позволяет легко регулировать температуру в отра-
жательных печах, длительно поддерживать ее на нужном уров-
не или постепенно повышать по любому заданному режиму.
По мере повышения температуры шихты, загруженной в от-
ражательную печь, происходит удаление из нее влаги и летучих
веществ из угля-восстановителя. В результате выделения паров
и газов воздух, находившийся в порах шихты, вытесняется.
В порах шихты устанавливается состав газов, близко соответ-
ствующий условиям равновесия.
ШЛАКИ оловянной восстановительной плавки
207
Температура в шихте, загруженной в печь, не везде одина-
кова. Она понижается по направлению движения газов. Кроме
того, в верхних слоях шихты температура выше, чем в нижних.
Эта разница довольно велика, так как мелкая шихта обычно1
мало теплопроводна.
Различие температур в разных участках шихты создает раз-
ные условия восстановления окислов. Поэтому в отражательных
печах очередность восстановления окислов также не соблюдает-
ся. В разных участках шихты разные окислы могут восстанав-
ливаться одновременно.
После расплавления и образования жидкой ванны разность
температур в ней несколько выравнивается.
Восстановительная плавка в отражательных печах целесооб-
разна для окислов, восстановление которых не требует очень
высоких температур (например, окислы сурьмы, олова, меди).
Возможность избирательного восстановления, при котором од-
ни окислы восстанавливаются, а другие переводятся в шлак,
здесь больше, чем в шахтных печах.
Общим недостатком шахтных и отражательных печей яв-
ляется невозможность получения высоких температур, иногда
необходимых для расплавления тугоплавких шлаков. Макси-
мальная температура, достигаемая в шахтных и отражатель-
ных печах, обычно не превышает 1500° С.
Применение рекуператоров для повышения температуры
в отражательных печах затруднено из-за значительной запы-
ленности газов, отходящих из печи.
Плавка в электропечах. За последние десятилетия в метал-
лургии олова понадобились новые способы восстановительной
плавки, требующие высоких температур (плавка шлаков и кон-
центратов с кремнием и ферросилицием). В связи с этим
в производстве олова стали применять электрические печи.
Преимущество электрических печей по сравнению с шахт-
ными и отражательными печами, заключается в том, что в них
возможно достижение температур выше 1500° С.
В электрических печах можно создавать любую газовую
атмосферу, так как печь может быть герметично закрытой.
Резкое уменьшение газового потока в электропечи значи-
тельно снижает вынос пыли.
Условия проведения плавки в электрических печах будут
рассмотрены ниже.
4. ШЛАКИ ОЛОВЯННОЙ ВОССТАНОВИТЕЛЬНОЙ ПЛАВКИ
Шлак — важнейший продукт плавки, правильный выбор
состава его необходим для успешного проведения плавки, т. е.
для высокого извлечения олова, высокой производительности
печи и получения хороших технико-экономических показателей.
208 ОСНОВЫ ТЕОРИИ оловянной ВОССТАНОВИТЕЛЬНОЙ плавки
Задача плавки — отделение олова от железа и кремнезема.
Это возможно путем образования шлака системы SiO2 — FeO —
СаО.
Шлаки оловянной плавки по качественному их составу по-
добны другим шлакам металлургии тяжелых цветных
металлов.
Количественный состав шлака оловянной плавки прежде
всего должен соответствовать наиболее полному восстановле-
нию олова при возможно меньшем попутном образовании
металлического железа.
Условия, необходимые для восстановления олова и железа
из шлаков, близки между собой. Если на основании соотно-
шения
Рсо = к °[Fe] = к g[Sn]
р AFe „ ASn ’
'С02 "(FeO) G(SnO)
принять, ЧТО
— со- = const и ~ — = const,
^со2 t<Fe
то получим
O(SnO) = ПКП] - ' °(FeO); a = f (SnO);
°[Fe]
U(s"O)=-Br-U(FeO),
[Fe]
где f — коэффициенты активности окислов в шлаке.
Получение бедных.по олову железистых шлаков возможно,
если коэффициент активности FeO будет малой величиной и
/(SnO) f(FeO)-
Величина f зависит от состава шлака, .главным образом от
отношения концентраций в нем SiO2, FeO и СаО, так как сум-
марное содержание этих компонентов составляет 80—85%
веса шлака.
В жидком шлаке оседают и сливаются между собой капли
восстановленного олова. Полнота этого процесса, также опре-
деляющего величину потерь олова в шлаке, зависит от вяз-
кости, удельного веса и поверхностного натяжения жидкого
олова и жидкого шлака. Все эти свойства также связаны
с химическим составом шлака.
Температура, необходимая при восстановительной плавке,
определяется температурой плавления и вязкостью шлака. По-
этому от свойств шлака зависят также расходы топлива, огне-
ШЛАКИ ОЛОВЯННОЙ ВОССТАНОВИТЕЛЬНОЙ ПЛАВКИ
209
упорных материалов, энергии и рабочей силы, т. е. свойства
шлака значительно влияют на экономические показатели
плавки.
Изучая состав шлаков и выбирая шлаки для оловянной
восстановительной плавки, прежде всего оценивают величину
потерь олова, стоимость энергии, огнеупорных материалов и
других затрат на проведение плавки.
Олово теряется в шлаках по нескольким причинам:
1. Хим.ические потери вызываются неполным восста-
новлением его из шлака. Химические потери — это олово,
оставленное в шлаке в виде SnO и частично в виде SnO2.
2. Механические потери олова связаны с неполным
оседанием капель металла из жидкого шлака. Причиной меха-
нических потерь может быть недостаточная разность удельных
весов металла и шлака (при высоком удельном весе шлака),
плохое слияние мелких капелек олова, а также высокая вяз-
кость шлака.
3. Физические потери, которые могут быть велики,
обусловлены несколькими причинами. Первая из них — раство-
римость олова в шлаке с образованием истинных, а также
коллоидных растворов. Растворимость олова в шлаках не была
изучена, вероятно, она невелика. Вторая причина физических
потерь — флотируемость олова в шлаке.
Часто приходится наблюдать всплывание крупных капель
олова над шлаком, даже если шлак сравнительно легок по
удельному весу. Это явление, по-видимому, связано с образо-
ванием поверхностных пленок на каплях олова в результате
сорбции каких-то поверхностно активных составляющих шлака.
Оно подобно эффекту флотации тяжелых минералов из водных
пульп.
Третьей причиной может быть диспергирование олова с об-
разованием коллоидных растворов. Наблюдения показывают,
что в шлаках всегда имеются взвешенные мелкие капли олова
крупностью в несколько микрон, которые, вероятно, образова-
лись в результате коагуляции коллоидного раствора.
Все причины потерь олова в шлаках в конечном счете за-
висят от химического состава шлака, так как этим определяет-
ся полнота восстановления SnO, вязкость, удельный вес и по-
верхностные свойства шлака.
Б. И. Слонимским [5] были изучены пробы заводских шла-
ков от плавки концентратов в отражательной и электротерми-
ческой печах, от плавки богатых «первых» шлаков в шахтной
печи и от плавки гранулированных «вторых» шлаков в отра-
жательной печи. Исследованиями установлено, что основная
масса олова в шлаках (70—90%) находится в виде растворен-
ной SnO и меньшая часть — в виде металлических корольков.
210
ОСНОВЫ ТЕОРИИ оловянной восстановительной плавки
В застывшем шлаке олово преимущественно концентрирует-
ся в наиболее богатой кремнеземом стекловидной фазе. Уста-
новлено также, что силикаты закиси олова неустойчивы в твер-
дом состоянии и при медленном охлаждении распадаются
с выделением металлического олова и окиси олова.
Химический состав шлака
Шлаки представляют собой сплавы окислов, в которых воз-
можно образование химических соединений, а также эвтектик
и растворов.
С точки зрения старой молекулярной теории компонентами
шлака являются окислы металлов и металлоидов, подразде-
ляемые на кислотные (SiO2, Р2О5, ТЮ2, Sb2O5, As2O5, В2О3,
WO3), основные (CaO, MgO, BaO, FeO, NiO, MnO, PbO, Cu2O,
SnO, Na2O, K2O) и амфотерные (A12O3, Fe2O3, Cr2O3 и ZnO).
Химические соединения образуются в шлаках в результате
взаимодействия между кислотными и основными окислами, а
также между амфотерными окислами и кислотными или основ-
ными окислами.
Возможное количество химических соединений, образуемых
в шлаке, весьма велико.
Еще более сложным представляется состав шлаков с точки
зрения успешно развивающейся в настоящее время и более
прогрессивной ионной теории.
Согласно ионной теории, металлы находятся в шлаках
в виде катионов, подобных катионам, существующим в водных
растворах.
Эти катионы могут быть простыми, как например Са2+, Fe2+
и т. п., а также сложными, подобными, например, иону урани-
ла— UO2+ или титанила ТЮ2+.
Металлоиды образуют в шлаках анионы, например SiO2~,
АЮ и т. п. Кроме того, возможно образование комплексных
анионов, например кремнекислородных типа SixCF~.
Существование анионов в жидких шлаках подтверждается
данными о понижении температур замерзания и зависимости
свойств от состава.
Из всего этого видно, что исследование состава жидких
шлаков очень трудная задача, которая осложняется еще и
влиянием на свойства шлаков других растворенных веществ,
в частности газов.
Состав шлаков можно изучать в жидком состоянии, в твер-
дом состоянии и в процессе затвердевания. К жидким шлакам
применены методы измерения электропроводности, вязкости и
поверхностного натяжения. Твердые шлаки изучают преиму-
щественно микроскопическим способом, а также путем рентге-
ШЛАКИ оловянной восстановительной плавки
211
невского и химического анализа. В процессе затвердевания
состав шлаков изучают методом термического анализа, прово-
димого путем снятия кривых охлаждения и нагревания, с при-
менением дифференциальной автоматической записи. Однако
термический анализ применим не ко всем шлакам.
Как известно, расплавленные силикаты благодаря вязкости
сильно склонны к переохлаждению. Высокая вязкость, наблю-
даемая при температурах начала их кристаллизации, затруд-
няет передвижение атомов, необходимое для формирования
кристаллической решетки. Поэтому многие силикаты, особенно
кислые, даже при медленном их охлаждении не кристалли-
зуются. а затвердевают в виде аморфных стекол.
Система SiO2 — FeO — CaO
Весьма важной для металлургии системе SiO2 — FeO — CaO
было посвящено большое количество исследований и тем не
менее она до сих пор изучена недостаточно.
Для построения диаграммы состояния системы SiO2 —
FeO — CaO необходимо знать три составляющих ее двойные
системы, т. е. FeO — SiO2; FeO — CaO и CaO — SiO2.
Исследование системы FeO — SiO2 затруднено получением
чистой FeO, возможностью окисления ее во время опытов до
Fe3O4, способностью FeO взаимодействовать почти со всеми
огнеупорными материалами и, наконец, малыми величинами
тепловых эффектов, сопровождающих превращения в этих
расплавах.
В настоящее время достоверно известно только образование
в этой системе химического соединения 2FeO • SiO2 (файялит)
с температурой плавления 1205°.
Существование другого силиката — FeO SiO2 (грюнерита)
подтверждается одними авторами и отвергается другими.
Диаграммы системы FeO — SiO2, построенные разными
авторами, сильно отличаются одна от другой.
Система СаО — SiO2 была изучена Шефердом и Рэнкином
1915 г.), в ней обнаружены химические соединения, перечислен-
ные в табл. 39 [1].
Таблица 39
Состав и температура плавления силикатов кальция
Химическое соединение Содержание СаО, % Температура плавления °C Температура разложения °C
СаО SiO2 . . 48,2 1540
ЗСаО • 2Si2 60,2 — 1470
2СаО • SiOg 85,0 2130 —
ЗСаО • SiO2 . 73,6 — 1900
212
ОСНОВЫ ТЕОРИИ оловянной восстановительной плавки
Достоверных данных о системе СаО — FeO нет, экспери-
ментальные трудности при изучении ее пока преодолеть не
удалось.
Таким образом, в настоящее время мы еще не имеем дан-
ных для построения полной диаграммы состояния тройной си-
стемы FeO — СаО — SiO2. Изученная область этой тройной си-
стемы приведена на рис. 81.
Система SnO — SiO2 была изучена Кольмейером и Кайзелит-
цем [8] (рис. 82). Число опытных точек на этой диаграмме
Рис. 81. Диаграмма состояния системы FeO—СаО—SiO2
очень невелико, поэтому достоверной можно считать только ее
среднюю часть. В 1956 г. начертание этой диаграммы было под-
тверждено опытами Б. И. Слонимского [5].
Состав эвтектики близок к молярному отношению SnO:
:SiO2= 1, поэтому существование силиката олова состава
SnO • SiO2 этой диаграммой отвергается.
В то же время пунктирные, т. е. не изученные части кривой
ликвидуса, проведены предположительно, поэтому образование
силикатов олова в этих областях диаграммы возможно.
Согласно этой диаграмме температура плавления эвтектики
SnO — SiO2 равна 890°.
Система SnO — FeO — SiO2 изучалась Мурачем и Матве-
евым, однако в итоге авторам удалось получить только данные
о плавкости некоторых составов 1[9].
ШЛАКИ ОЛОВЯННОЙ ВОССТАНОВИТЕЛЬНОЙ ПЛАВКИ
213
Рис. 82. Диаграмма состояния системы
SnO—SiO2 (mo Кайзелитцу и Коль-
мейеру)
Таким образом, пока мы еще очень мало знаем о химичес-
ких соединениях, которые могут образоваться в шлаках, и не
имеем других теоретических данных для выбора состава
шлаков.
Следует заметить, что присутствие химических соединений
в твердых шлаках не доказывает наличия их в расплаве.
Интересная попытка выбора состава шлаков оловянной вос-
становительной плавки опытным путем была сделана Чижико-
вым и Хазановым (10].
Авторы 'исходили из рав-
новесия реакции:
[Sn] + (FeO) = [Fe] + (SnO).
Условно считая активно-
сти в металле и шлаке рав-
ными концентрациям, они
определили величину ус-
ловной константы равнове-
сия:
_ [Ffe] (SnO)
Л [Sn] • (FeO) ’
Для .проведения опытов
были приготовлены синте-
тические шлаки системы
FeO — SiO2 — СаО, кото-
рые затем выдерживали в
контакте с металлическим
оловом в тиглях из А120з
при температуре 1200°.
Состав шлака характеризовался кислотностью, т. е. отно-
шением
u(FeO+CaO)
На рис. 83 показано содержание Sn в шлаке и Fe в олове
в зависимости от кислотности шлака и отношения в нем - -.
СаО
Из опытных данных видно, что с увеличением отношения
FeO „ ,,
----- остаточная концентрация SnO в шлаке увеличивается, а
СаО
металл больше загрязняется железом.
214
ОСНОВЫ ТЕОРИИ оловянной восстановительной плавки
Таким образом было показано, что окись кальция — необхо-
димый компонент оловянных шлаков, содержание окиси каль-
ция в шлаках выгодно повышать.
К сожалению, авторам не удалось исследовать шлаки, в ко-
СаО . .
торых отношение — — > 1, по-видимому, из-за высоких темпе-
ратур плавления таких шлаков.
Интересны данные, полученные теми же авторами, о влия-
нии кислотности шлака и содержания в нем А12О3 на переход
Рис. 83. 1Распределение олова между
металлом и шлаком в зависимости от
кислотности шлака и отношения в нем
FeO : СаО (до Д. Чижикову
и Е. Хазанову)
олова в шлак.
На рис. 84 и 85 видно,
что увеличение кислотности,
т. е. содержания SiO2 Б
шлаке, и увеличение содер-
жания А12О3 действуют оди-
наково неблагоприятно на
переход олова в шлак ’.
Результаты исследова-
ний Чижикова и Хазанова
согласуются с некоторыми
данными работ других авто-
ров.
Так, например, исследо-
вания Мурача, Ванюкова,
Маркарова показали, что
между содержанием олова
в шлаке и его кислотно-
стью имеется линейная за-
висимость. Другие литера-
турные данные и .практика
действующих заводов также указы-
вают на целесообразность применения шлаков, у которых
2 > К > 1; наиболее часто рекомендуется кислотность, равная
1,2—1,5.
Другие литературные данные о влиянии А12О3 на свойства
шлаков противоречивы. Некоторые авторы считают присутст-
вие 5—10% А12О3 полезным, другие — вредным.
В этих сообщениях не обсуждается раздельное влияние
А12О3 на химические, механические и физические потери олова.
Возможно, что А12О3, увеличивая химические потери, одновре-
менно каким-либо путем снижает физические потери олова.
Заканчивая обсуждение химических свойств шлаков, мож-
1 Выводы по работе Чижикова и Хазанова не вполне убедительны, так
как содержание олова в шлаке зависит не только от его состава, но и от
состава металлической фазы. Последнее обстоятельство не учтено в упомяну-
той работе. Прим, р е д.
ШЛАКИ оловянной восстановительной плавки
215
но заключить, что современные знания важнейших шлаковых
систем и отсутствие данных об активности железа и олова в
шлаках не позволяют теоретически обосновать выбор состава
шлаков оловянной восстановительной плавки.
На основании опытных данных можно считать, что при вос-
становительной оловянной плавке целесообразно применять
умеренно кислые шлаки с кислотностью около 1,25—1,7 и ми-
нимальным отношением FeO : СаО.
При попытке объяснить эти рекомендации с точки зрения
молекулярной теории шлаков придется допустить образование
Рис. 84. Переход олова в шлак в за-
висимости от кислотности в шлаке
(по Д. Чижикову .и Е. Хазанову)
Рис. .85. Переход олова в шлак в за-
висимости от содержания Л12О8
в шлаке (по Д. Чижикову и Е. Хаза-
нову)
силикатов олова, которые можно представить формулой
nSnO • SiO2.
Как известно, изобарный потенциал образования силиката
кальция (AZCaSi.o = —358,2 ккал) выше изобарного потенциа-
ла образования 2FeO -S1O2 (AZ =—343,7 ккал). Закись оло-
ва — менее сильное основание, чем FeO и СаО, поэтому изо-
барный потенциал образования nSnO SiO2 будет еще более
низкой величиной.
В связи с этим возможны реакции:
СаО + п SnO • SiO2 -> СаО • SiO2 + п SnO;
СаО + 2FeO SiO2 -> СаО • SiO2 + 2FeO.
Таким образом, окись кальция, будучи более сильным ос-
нованием, вытесняет окислы железа и олова из силикатов, уве-
личивая этим активность окислов и способствуя их восстановле-
нию.
Увеличение содержания SiO2 в шлаке вызывает связывание
окислов железа и олова в силикаты и этим уменьшает их ак-
216
ОСНОВЫ ТЕОРИИ оловянной ВОССТАНОВИТЕЛЬНОЙ плавки
тивность, поэтому из кислых шлаков олово и железо восста-
навливаются менее полно.
С точки зрения ионной теории шлаки микронеоднородны;
это значит, что ионы в шлаке распределены неравномерно.
Между некоторыми парами ионов энергия взаимодействия
больше, чем между другими, поэтому происходит избиратель-
ная группировка ионов [6].
Энергия взаимодействия между ионами зависит от радиу-
сов ионов, которые для интересующих нас металлов имеют сле-
дующие величины, А: 0,83 Fe2+; 0,98 Na+; 1,02 Sn2+; 1,06 Са2+.
Наиболее сильно взаимодействующие между собой ионы
Fe2+ и О2- группируются отдельно. Слабее взаимодействующие
ионы образуют свои группы. Между теми и другими имеются
плавные переходы.
Таким образом, шлак не однороден во всем своем объеме,
однако его нельзя назвать и беспорядочной механической
смесью. Состояние шлака промежуточное между этими поня-
тиями — он микронеоднороден. С точки зрения ионной теории
шлаков действие добавки SiO2 на реакцию
Fe + (SnO) = Sn + (FeO)
выражается в том, что ионов SiO*- около сильного катиона
(Fe2+) будет оставаться меньше, чем около слабого (Sn2+). По-
этому активность олова снизится в большей степени, чем актив-
ность железа.
Действие окиси кальция, имеющей малую энергию связи
между ионами, очевидно, сводится к нейтрализации кислот
(SiO2 и А12О3). На образование SiO*~H АЮ®~ из SiO2 и А12О3
затрачивается преимущественно кислород окиси кальция, у ко-
торой наименьшая энергия связи, поэтому около ионов железа
и олова кислотных анионов будет меньше, а активность их со-
ответственно возрастает.
Система SiO2 — СаО — Л12О3
При восстановительной плавке в электропечах оловосодер-
жащих материалов в условиях высоких температур и восстано-
вительной среды наибольшая часть окислов железа в шихте
восстанавливается до металла и растворяется в расплавленном
олове. Лишь незначительная часть железа переходит в шлак
в виде закиси, содержание которой в шлаке колеблется обычно
в пределах 1,0—3,0%.
Вследствие малого содержания закиси железа шлаки элек-
троплавки оловянных концентратов относятся к типу доменных
шлаков тройной системы
СаО —SiO2 —А1А-
ШЛАКИ оловянной ВОССТАНОВИТЕЛЬНОЙ ПЛАВКИ 217
Диаграмма состояния этой системы представлена на рис. 86.
В этой системе имеются два стойких и Два нестойких химичес-
ких соединения, температуры плавления или разложения кото-
рых приведены в табл. 40.
Таблица 40
Химические соединения в системе СаО — А12О3 — SiO2
Обозначение на диаграмме Формула Название Состав, % Температура °C
СаО А12О3 SiO2 плав- ления разло- жения
А СаО • Л12О3 2SiO2 Анортит 20,09 36,63 43,28 1550 —
В 2СаО - А12О3 • SiO2 Геленит 40,03 37,19 21,98 1590 —
С ЗСаО - Л12О3 SiO2 — 50,90 30,90 18,20 — 1335]
D 8СаО • А12О3 • 2SiO2 Алит 66,89 15,20 17,9 — —
Температуры и составляющие эвтектик этой системы приве-
дены в табл. 41.
Таблица 41
Эвтектика системы СаО — А12О3 — SiO2
Обозначе- ние эвтектики на диаг- рамме Состав, % Составляющие эвтектики Темпера- тура плавления эвтектики °C
СаО А12О3 Si02
4 23,25 14,75 62,00 БЮг — СаО • SiO2 — А 1165
4 38,00 20,00 42,00 СаО • SiO.2 — А — В 1265
4 47,80 11,00 41,20 СаО • SiO2 — 2СаО • SiO2— В 1310
29,50 38,50 32,00 AI2O3 — А —- В 1380
Плавкость и вязкость шлаков
Как известно, шлаки не имеют определенной температуры
плавления, они плавятся в интервале температур, величина ко-
торого иногда достигает 300°.
В связи с этим данные о температурах плавления шлака,
не характеризуемые вязкостью, не имеют практического смысла.
Шлак может быть в жидком состоянии настолько густым,
что применение его в металлургических плавках окажется не-
возможным.
Часто шлак обладает значительной текучестью, хотя он и
не полностью расплавлен, в нем может находиться 25—30%
твердых частиц, образующих суспензию.
218 ОСНОВЫ ТЕОРИИ оловянной ВОССТАНО'ВИТЕЛЬНОИ плавки
С другой стороны, полностью расплавленные шлаки иногда
не вытекают из печи, для достижения их текучести необходим
значительный перегрев.
Таким образом, практически ценные данные о плавкости
шлака должны быть проверены двумя показателями — темпе-
ратурой шлака и его вязкостью.
/545
3CaO2Si
ЗА1г032810г
3Cao-St О
CaOSia
1340
1455
ZCaOSl
2130
1713
sto2
1700
aCaSLO.
сао
ai2o3
2050
Са0А1203 5СаО-ЗА1203 Са0-А1г03 ЗСа0'5А1203
1455 1600 1720
гоб5
аса2510ц
1900
Рис. 86. Диаграмма
состояния системы СаО — А12О3 — SiO2
СаО
2510
Лоскутов [11] провел большое количество опытов по изуче-
нию вязкости шлаков и, воспользовавшись изотермами Вейнар-
та для температур плавления, построил изокомы, по которым
можно определить вязкость сплавов FeO — СаО — SiO2 при
разных температурах. На рис. 87 приводится диаграмма плав-
кости и вязкости этой системы по Вейнарту и Лоскутову.
Еще большие трудности возникают при выборе шлаков в
условиях практической плавки, когда сумма трех основных
компонентов, т. е. SiO2, СаО и FeO, составляет только 80—8'5%
ШЛАКИ ОЛОВЯННОЙ ВОССТАНОВИТЕЛЬНОЙ ПЛАВКИ
219
веса шлака, а разность до 100% приходится на другие окислы,
например на А120з, MgO, Na2O и др.
В этом случае правильное решение возможно только в ре-
зультате проведения исследовательской работы. Примером та-
Рис. 87. Плавкость и вязкость шлаков системы FeO — S1O2 — СаО
(по Лоскутову и Вейнарту)
кого исследования может служить работа Покровского [12], ко-
торый на заводских шлаках определил влияние отдельных
компонентов на изменение вязкости при разных температурах.
Влияние кремнезема на вязкость определялось на трех об-
разцах шлака следующего состава, %:
SiO2 СаО А12О3 FeO
40,8 27,6 13,6 18,0
35,8 31,0 15,2 18,0
32,4 33,3 16,3 18,0
На рис. 88 видно, что увеличение содержания SiO2 от 32,4
до 35,8% незначительно повышает вязкость шлака, а дальней-
шее добавление SiO2 резко ее увеличивает»
Автор, основываясь на ионной теории шлаков, объясняет
это преобразованием сравнительно простых анионов SiO^- в бо-
220
ОСНОВЫ ТЕОРИИ ОЛОВЯННОЙ ВОССТАНОВИТЕЛЬНОЙ ПЛАВКИ
лее сложные и более крупные анионы Si2O®~, которое возмож-
но при отношении О : Si < 4.
Для изучения влияния СаО В. В. Покровским были взяты
шлаки следующего состава, %:
СаО
SiO2
А1гО.
FeO
23,8 40,8
31,0 35,8
35,8 32,4
17,4 18,0
15,2 18,0
13,8 18,0
Опыты показали, что увеличение содержания СаО снижает
вязкость шлаков при всех температурах (рис. 89).
Изучение влияния FeO на
вязкость шлаков показало, что
Рис. 88. Влияние SiO2 на вязкость
шлаков (по В. В. Покровскому)
при увеличении содержание
этого окисла вязкость сначала
снижается, а затем нарастает
(рис. 90).
Обобщая результаты изме-
рений вязкости, можно заклю-
чить, что шлаки оловянной
плавки должны содержать не
более 25% FeO и 35% SiO2, а
содержание СаО может дости-
гать 36%.
Если пересчитать содержа-
ние этих'компонентов на 100%
и найти полученный состав на
диаграмме Лоскутова — Вей-
нарта, обнаружим, что темпе-
ратура плавления такого шла-
ка 1200°, а вязкость порядка
20—30 пз.
Так как Покровский рабо-
тал со шлаками, содержащи-
ми 14—18% А12О3, можно считать, что присутствие таких коли-
честв А12О3 незначительно повышает вязкость шлаков.
По Покровскому, присутствие закиси олова в количестве до
15%) также мало отражалось на вязкости шлаков.
По другим данным [9], присутствие до 10% окиси алюминия
не сказывается заметно на вязкости шлаков, а уменьшает
удельный вес и способствует слиянию капель металла.
Влияние окиси магния на вязкость шлаков системы FeO —
SiO2 — СаО исследовалось многими авторами, но систематизи-
рованных количественных данных об этом нет. Известно толь-
ко, что небольшие добавки MgO понижают вязкость шлаков.
ШЛАКИ оловянной восстановительной плавки
221
Такое же действие оказывает окись магния на шлаки систе-
мы SiO2 — СаО — А12О3.
Так, например, при добавлении 10% MgO к шлаку, содер-
жащему 35% SiO2 и переменные количества СаО и А12О3, наб-
людали следующие изменения вязкости при 1500° С:
Содержание в шлаке, %:
AlgOg...................
СаО.....................
Вязкость, пз:
до добавления MgO .
после добавления MgO
Многими авторами отмечалась возможность снижения вяз-
кости шлаков путем введения CaF2 и Na2O.
Раньше при отражательной
плавке в /пихту часто добавля-
ли соду, что приводило к раз-
жижению шлака.
Опыты по плавке с добав-
ками СаР2 и Na2CO3, прове-
денные во Фрейбергской гор-
ной академии в Германии, по-
казали возможность пониже-
ния таким путем содержания
олова в шлаке.
35 25 15 10
30 40 50 55
21 9,5 4,0 14,0
4,0 5,5 3,5 2,0
Рис. 90. Влияние FeO на вязкость
шлаков (по В. В. Покровскому)
Рис. 89. Влияние СаО на вязкость
шлаков (то В. В. Покровскому)
Покровский [12] испытывал влияние добавок CaF2 и Na2CO3
на вязкость шлаков следующего состава, %: 42,01 SiO2, 29,57
СаО, 14,20 А12О3, 8,91 FeO, 2,84 MgO, 0,5 WO3.
На рис. 91 видно, что добавка CaF2 снижает вязкость шла-
ка при всех температурах. Особенно сильное понижение на-
блюдается при введении в шлак первых 3% CaF2. Добавление
соды также понижает вязкость, соду иногда целесообразно вво-
дить в количествах 2—3%.
222
ОСНОВЫ ТЕОРИИ оловянной восстановительной плавки
Вязкость в системе SiO2 — А12О3 — СаО изучал Мак-Кеф-
фри [1]; полученная им диаграмма вязкости при температурах
1400 и 1500° С в пуазах показана на рис. 92.
Объясняя зависимость вязкости шлаков от состава с точки
зрения молекулярной теории, можно ссылаться только на обра-
зование химических соединений, а также на образование сус-
пензий твердых частиц в шлаках.
Известно, что некоторые труднорастворимые в шлаках ве-
щества, например ферриты, увеличивают вязкость.
При восстановительных
Рис. 91. Влияние добавок CaF2
на вязкость шлаков (по В. В. По-
кровскому)
плавках, в частности и при
оловянной плавке, ферритов в
шлаках мало, так как они лег-
ко восстанавливаются углеро-
дом и окисью углерода, а так-
же металлическим железом.
В оловянных шлаках фер-
риты могут временно присутст-
вовать в начальном периоде
плавки, если они образовались
при обжиге концентрата, а
также в поверхностном слое
шлака в результате окисления
силиката закиси железа кис-
лородом печных газов
3(FeO-SiO2)+V2O2
-» FegO.j -J- 3SiO2 56,8 ккал.
Положительный тепловой
эффект этой реакции показы-
вает, согласно правилу Ле-Ша-
телье, что с повышением температуры выход ферритов умень-
шается.
Магнетит (Fe3O4) трудно растворим в шлаках, он имеет
температуру плавления около 1500° С, мелкие кристаллики маг-
нетита длительное время остаются взвешенными в шлаке. Они
могут частично оседать на лещадь и образовывать магнетито-
вые настыли.
С точки зрения ионной теории шлаков вязкость объясняется
различной энергией взаимодействия между ионами, а также
образованием химических соединений и укрупнением ионов в
результате их полимеризации.
В зависимости от соотношения величин энергий взаимодей-
ствия и возможности образования химических соединений ха-
рактер изменения вязкости может быть различным.
Рис. 92. Вязкость в системе SiO2 — СаО—А12О3 при 1400° С
(по Мак-Кеффри):
а — при 1400° С; б — при 1500° С
224 ОСНОВЫ ТЕОРИИ оловянной восстановительной плавки
Удельный вес шлаков
Удельный вес шлаков весьма важен при всех металлурги-
ческих плавках, так как от разности удельных весов металла
и шлака зависит полнота отстаивания этих жидких продуктов.
Считают, что разность удельных весов не должна быть менее
1,5—Q единиц. При оловянной плавке это всегда легко дости-
гается, однако и здесь шлак должен быть по возможности наи-
более легким.
Удельный вес шлака можно приближенно вычислить по
удельным весам составляющих его окислов и содержанию их
в шлаке.
При этом рекомендуется пользоваться следующими исходны-
ми величинами:
Окисел .... FeO Мп CuO MgO А1,О8 SiO2
Удельный вес .5 5,1 3,32 3,40 2,80 2,51
Известны также удельные веса синтетических железокаль-
пиевых силикатов, которые приведены ниже:
Состав силикатов, %:
SiO2...........................
FeO........................
CaO........................
Удельный вес..................
20 25 30
65 60 55
15 15 15
4,10 3,95 3,80
35 40
50 45
15 15
3,60 3,50
По величинам удельных весов видно, что наиболее тяже-
лыми будут железистые шлаки, в которых много FeO. Кислые
шлаки благодаря малому удельному весу SiO2 наиболее легкие.
Присутствие А12О3 уменьшает удельный вес шлака. Все ска-
занное относится к удельному весу шлаков в твердом состоя-
нии, жидкие шлаки имеют несколько меньшие удельные веса.
Поверхностные свойства шлаков
Способность капель олова под действием газовых пузырь-
ков или по иным причинам всплывать над шлаком или слиш-
ком медленно оседать в шлаке является следствием плохой
смачиваемости олова шлаком.
Природа этого явления совершенно не изучена, однако оче-
видно, что понижение поверхностного натяжения шлака должно
способствовать предупреждению всплывания олова.
Известно, что при добавлении кварца к расплавленной за-
киси железа поверхностное натяжение расплава уменьшается.
С точки зрения ионной теории это явление можно объяснить
тем, что энергия связи между ионами Fe2+ и О2- больше, чем
между Fe2+ и SiiOf-. Ион SiO*~ вытесняется в поверхностный
слой, понижает поверхностное натяжение расплава [6].
РЕАЛЬНЫЕ ЗАВОДСКИЕ ШЛАКИ И ИХ РАСЧЕТ
225
Уменьшение поверхностного натяжения наблюдается так-
же при введении окиси кальция, что свидетельствует о боль-
шей энергии связи ионов кислорода с ионами железа и соответ-
ствует радиусам ионов.
Интересен также вопрос о составляющих шлака, которые
обладают поверхностной активностью по отношению к олову.
Весьма вероятно, что явление всплывания капель металла в
шлаке является результатом адсорбции поверхностно активных
веществ из шлака.
Рис. 93. Поверхностное натяжение в системе FeO — СаО — SiOj
при 1350° С (по А. В. Ванюкову и Н. И. Уткину)
Поверхностное натяжение в системе FeO — СаО — SiO2
изучали Козакевич, Попель и Есин, Ванюков и Уткин [13]. Наи-
более полные данные опытов этих авторов представлены в ви-
де тройной диаграммы на рис. 93.
5. РЕАЛЬНЫЕ ЗАВОДСКИЕ ШЛАКИ И ИХ РАСЧЕТ
Шлаки отражательной плавки
Данные о шлаках приведены большей частью без увязки с
составом исходных концентратов, условиями шихтовки .и плав-
ки, они не проанализированы и не обобщены в известных нам
учебниках, монографиях по олову и в журнальных статьях.
Плавкость шлака. Выбор шлака с подходящей температу-
рой плавления и вязкостью зависит от реакций, протекающих
8 Заказ 1785
226 ОСНОВЫ ТЕОРИИ оловянной восстановительной плавки
при восстановительной плавке оловянных концентратов и от
количества и состава шлакуемых компонентов. Оптимальный
состав шлака для одного и того же концентрата может быть
различным при различных избранных режимах плавки, призна-
ваемых каждым предприятием наилучшими.
Для плавки оловянных концентратов в отражательных пе-
чах нужны шлаки с температурами плавления от 1050 до
1200° С по следующим соображениям: более легкоплавкие шла-
ки могут увлечь с собой значительное количество недовосста-
новленного олова в виде весьма легко шлакуемой SnO. Шла-
ки с температурой плавления выше 1200° С нежелательны из-
за повышенных потерь олова вследствие улетучивания его при
высокой температуре в печи из-за повышенного расхода топли-
ва на перегрев шлаков до температуры, при которой их вяз-
кость станет приемлемой и быстрого износа огнеупорной клад-
ки печи. Работа при высоких температурах способствует так-
же восстановлению железа, переходящего в олово и услож-
няющего последующее рафинирование,
Кислотность шлака. Другим важным показателем при вы-
боре состава шлака служит кислотность, измеряемая отноше-
нием количества кислорода в кислотных окислах (SiO2, TiO2,
ZrO2, WO3) к кислороду оснований (СаО, FeO, А12О3, Na2O).
Окислы титана и циркония редко присутствуют в оловянных
концентратах в заметном количестве, соединения вольфрама
обычно отделяются при обогащении или гидрометаллургической
обработке и эти три окисла при расчете кислотности, как пра-
вило, в расчет не принимаются.
Роль окиси алюминия не ясна, некоторые авторы считают
возможным учитывать окись алюминия в качестве основания
при сильно кислых шлаках и в качестве кислоты при основных
шлаках.
Другие считают этот окисел амфотерным и при определе-
нии кислотности в расчет его не принимают. Вторая точка зре-
ния поддерживается многими заводскими работниками.
При кислых шлаках (Л>2) нет оснований сбрасывать со
счета окись алюминия, полезное влияние которой в пределах
содержания 5—10% в составе шлака не вызывает сомнений,
при шлаках же с кислотностью порядка К = 1,0—1,75, по-ви-
димому, при расчетах кислотности окись алюминия лучше не
учитывать.
Одновременно с кислотностью нужно учитывать и отноше-
ние FeO: СаО в основаниях, которое также должно соответ-
ствовать определенным границам.
Литературные указания и практика работы заводов сходят-
ся, на величине кислотности, равной 1,25 (не выходящей за пре-
делы К р= 1—2) как оптимальной для плавки оловянных концен-
РЕАЛЬНЫЕ ЗАВОДСКИЕ ШЛАКИ И ИХ РАСЧЕТ
227
тратов, причем окись алюминия при расчете кислотности не
учитывается.
Исследования Мурача, Ванюкова, Маркарова [14] и Лоску-
това [1] показали существование линейной зависимости между
коэффициентом кислотности оловянных шлаков и содержанием
олова в них. Эти данные убедительно подтверждают преимуще-
ства шлака с кислотностью не выше 1,75.
Оловянный шлак удовлетворительного состава, медленно
остывший, имеет камневидный кристаллический излом, в от-
дельных случаях с хорошо развитыми кристаллами файялита.
Стекловидные шлаки (если стекловидность не является резуль-
татом быстрого охлаждения), содержащие много кремнекисло-
гы, — вязки, плохо вытекают из печи и содержат запутавшиеся
корольки олова.
В практике оловоплавильных заводов бывают случаи, ко-
гда тугоплавкий минерал (например, гранат) не успевает во
время плавки раствориться в шлаке и остается в нем, сохраняя
под микроскопом очертания своих кристаллов.
Расчет шлаков оловянной плавки. В технической литерату-
ре имеется очень ограниченное число указаний о способах ра-
счета шихты и шлаков оловянной плавки.
По нашему мнению, наиболее удобна следующая схема рас-
чета шлака:
1. Пересчет шлакообразующих компонентов концентрата на
соединения, в которых они войдут в шлак (например, Fe2O3 на
FeO).
2. Расчет количества и состава золы угля-восстановителя;
суммирование одноименных компонентов золы и концентрата.
3. Вычисление количеств кислорода, связанных в кислот-
ных и основных окислах, и вычисление кислотности шлака (без
добавки флюса); определение отношения FeO: СаО.
4. Расчет количества кислорода кислотных или основных
соединений, недостающего для получения шлака желаемой кис-
лотности и свойств; пересчет найденного количества кислорода
на соответствующие соединения, добавляемые в виде флюсов.
5. Проверка по выбранной шихте состава получаемого шла-
ка с учетом содержания олова, ожидаемого в шлаке, в соот-
ветствии с практикой завода.
6. Проверка рассчитанного шлака по диаграммам плавко-
сти и вязкости.
Для быстрых заводских расчетов при стабильных типах
концентратов и наличии практических данных о степени сходи-
мости состава и свойств расчетных и реальных шлаков легко
могут быть составлены номограммы Или таблицы, по которым
расчет шлаков может быть осуществлен с достаточной практи-
ческой точностью в течение нескольких минут.
8*
228 ОСНОВЫ ТЕОРИИ оловянной восстановительной плавни
Шлаки электроплавки1
Наиболее благоприятными для электроплавки оловосодер-
жащих материалов являются составы, расположенные между
эвтектиками системы СаО — А12Оз — SiO2, имеющими темпера-
туры плавления 1165, 1265 и 1310° С (рис. 94).
@ ЗаВоИские шлаки злектроплаВка концентрата! (134!г)
® Майские шлаки злектроплаВкц шлака! и гарт книга (ЮМг)
• Майские шлаки, исслейойанные КшпкЛм (1SM - Ягг)
д Синтетические шлаки, исследованные Покродским (Ю5Вг)
Майские шлаки злектршаВки выжженных шламовых
концентрата!
Рис. 94. Система СаО — SiO2 — А1йО3 и области в. ней, благопри-
ятные для выбора шлаков электроплавки
На основании исследований заводских шлаков электроплав-
ки оловянных концентратов и оборотных материалов, проведен-
1 Раздел составлен по материалам, 1представленны1М инж. Н. А. Воронко-
вым и инж. Г. С. Маркаровым.
РЕАЛЬНЫЕ ЗАВОДСКИЕ ШЛАКИ И ИХ РАСЧЕТ
229
ных на Новосибирском оловянном заводе Н. А. Воронковым,
И. А. Романовым, Л. А. Котельниковой и О. П. Померанцевой
выявлены наиболее оптимальные шлаки следующего соста-
ва, % *:
_ Электроплавка
Электроплавка шлака
концентратов и гдртлиига
SiO2........................... 40—42 50—55
СаО + MgO...................... 30—32 20—25
А12О3.......................... 10—20 18—20
FeO .........................2,0—2,5 2—3
Кислотность /Or, =------——. . 1,35 2,3
р СаО MgO
Из приведенных данных видно, что содержание окиси каль-
ция в заводских шлаках не превышает 35%, что значительно
ниже содержания ее в эвтектических шлаках, имеющих темпе-
ратуры плавления 1265 и 1310° С.
Попытки дальнейшего увеличения содержания СаО в шла-
ках до 40% вызвали интенсивное образование в ванне электро-
печи карбида кальция.
В процессе электрон лавки карбид кальция восстанавливал
олово из его кислородных соединений и образовывал кальцие-
во-оловянные сплавы по реакциям:
СаО %- ЗС = СаС2 4- СО;
СаС2 + SnO2 = Са • Sn + 2СО;
СаС2 + 2SnO = Са • 2Sn + 2СО.
Черновое олово насыщалось металлическим кальцием, а
удаление его при рафинировании сопровождалось дополнитель-
ными потерями.
Кроме того, наличие в электропечи избытка карбида каль-
ция способствовало образованию тугоплавких подинных насты-
лей, что приводило к расстройству электроплавки.
Поэтому в практике электроплавки оловянных концентра-
тов и других оловосодержащих материалов расчет шихт ведет-
ся на получение шлака с содержанием окиси кальция и окиси
магния в сумме не более 35%•
Позднее этим же заводом были проведены исследования по
электроплавке обожженных шламовых концентратов (от 17,0
до 23,7% Sn) в смеси с гартлингом (от 3 до 5% Sn) в соотно-
шении 1:1.
* Здесь суммарное содержание шлакообразующих компонентов СаО +
+ MgO, SiO2 и А1гО3 составляет 100%-
2 30 ОСНОВЫ ТЕОРИИ оловянной восстановительной плавки
На основании полученных данных были рекомендованы шла-
ки следующего состава,%:
SiO2..............................
CaO-|-MgO.........................
A1SO3.............................
FeO ..............................
42—45
30—35
10—15
1,5—2,0
Кислотность Л'ср =
___! 35
СаО + MgO
Такие шлаки были достаточно жидкотекучи и содержали не
более 0,3% олова.
Содержание закиси железа в шлаках электроплавки харак-
теризует степень полноты восстановительных процессов, про-
шедших в электропечи. Ес-
о ПлаВна концентратов (.1998г.)
В Плавко шлаков (1998 г)
А ПлаВна шлаков (1951г)
Рис. 95. Зависимость между содержани-
ями олова и железа в шлаках электро-
плавки
ли в электропечи созданы
нормальные условия для
полного восстановления
олова, то и железо будет
восстановлено наиболее
полно, как это видно на
рис. 95.
Вязкость
и электропроводность
шлаков электроплавки
Вязкость шлака весьма
важна при электроплавке,
поскольку она определяет
скорость конвекции в ванне
печи и наряду с электропро-
водностью шлака влияет .на
равновесие .между подводи-
мой мощностью и количест-
вом загружаемой шихты.
Поэтому правильно выбран-
ное 'сочетание показателей
вязкости и электропроводности шлаков способствует получению
высоких технико-экономических показателей электроплавки.
По исследованиям О. М. Каткова (Иргиредмет), заводские
шлаки электроплавки, отобранные из печи в жидкотекучем со-
стоянии, при температуре выше 1350° С имели вязкость менее
10 пз и удельную электропроводность в пределах от 0,2 до
0,3 олс1 • см~х.
РЕАЛЬНЫЕ ЗАВОДСКИЕ ШЛАКИ И ИХ РАСЧЕТ
231
По Покровскому, вязкость заводских шлаков электроплавки
при температуре 1400° С составляла от 8 до 12 из, а удельная
электропроводность их была в пределах от 0,05 до
0,07 ож-' • см-1.
Для шлаков электроплавки, находящихся в однородном со-
стоянии, минимум вязкости
проводности. На рис. 96 по-
казана зависимость между
вязкостью и электропровод-
ностью шлаков.
Исследования показали,
что 'вязкость шлаков элек-
тро|плав1ки определяется их
кислотностью, главным по-
казателем которой здесь
является отношение кремне-
зема к окиси кальция.
Это отношение при плав-
ке концентратов не долж-
но превышать 1,4, а при
плавке шлаковых шихт 1,7.
Температура плавления
таких шлаков лежит в ин-
тервале 1200—4 250° С.
соответствует максимуму электро-
Уделъния метропрМшт, он''-см
Рис. 96. Зависимость удельной элек-
тропроводности от вязкости шлаков
(по О. М. Каткову)
Влияние состава шлака на вязкость
и электропроводность
Влияние кремнезема и окиси кальция
Кремнезем — главный шлакообразующий компонент пустой
породы оловянных концентратов, его содержание в самоплав-
ком шлаке весьма высокое и достигает 60% и выше.
Получение жидкотекучих шлаков достигается добавлением
в шихту извести.
По данным О. М. Каткова (Иргиредмет), наиболее жидко-
текучи шлаки, содержащие от 35 до 42% кремнезема, при от-
ношении Si°2 в пределах от 0,9 до 1,4. Повышение содержа-
СаО
ния кремнезема сверх 45% резко увеличивает вязкость и умень-
шает жидкотекучесть.
С другой стороны, наиболее жидкотекучими являются так-
же шлаки, содержащие от 30 до 40% окиси кальция, при отно-
шении -Si°8 в пределах от 0,9 до 1,4, Но, как говорилось выше,
232
ОСНОВЫ ТЕОРИИ оловянной восстановительной плавки
получение шлаков с содержанием окиси кальция выше 35%
приводит к образованию в печи карбида кальция, отрицательно
влияющего на весь ход электроплавки.
В интервале снижения вязкости шлаков от 40 до 10 из на-
блюдается скачкообразное увеличение электропроводности и на-
оборот. Увеличение вязкости приводит к резкому снижению
электропроводности. При глубокой шлаковой ванне последнее
может вызвать резкое снижение силы тока и твердение шлака.
Влияние глинозема
По О. М. Каткову, глинозем в пределах обычных содержа-
ний не оказывает сколько-нибудь значительного влияния на
вязкость и электропроводность шлаков. При увеличении или
уменьшении его содержания по сравнению с составами, реко-
мендованными выше, электропроводность жидких шлаков сни-
жается, что согласуется с увеличением вязкости. Вязкость шла-
ков резко возрастает при содержании в них более 22% глино-
зема.
Влияние двуокиси титана
В оловянных концентратах почти всегда присутствует дву-
окись титана, в шлаках электроплавки содержание ее достига-
ет 5—6%-
Исследования О. М. Каткова и А. А. Нагеля (Иргиредмет)
показали, что двуокись титана при обычных ее пределах содер-
жания является полезной примесью. Присутствие в шлаках до
12—15% ТЮ2 снижает их вязкость при всех температурах. Сни-
жая вязкость, двуокись титана практически не изменяет элек-
тропроводности и в интервале от 20 до 50 пз электропровод-
ность шлаков несколько снижается.
Влияние трехокиси вольфрама
Минералы вольфрама — вольфрамит и шеелит являются
обычными спутниками касситерита в коренных рудах и рос-
сыпях.
Существующие методы подготовки оловянных концентратов
не обеспечивают полного удаления вольфрамовых минералов,
поэтому в шихтах электроплавки всегда присутствуют те или
иные количества трехокиси вольфрама.
Повышенное содержание трехокиси вольфрама затрудняет
электроплавку. Восстанавливаясь частично в зоне высоких тем-
ператур под электродами, вольфрам образует тугоплавкие воль-
фрамо-титановые настыли, которые, накапливаясь на подине,
выводят электропечь из строя.
РЕАЛЬНЫЕ ЗАВОДСКИЕ ШЛАКИ И ИХ РАСЧЕТ
233
Часть вольфрама в виде трехокиси переходит в шлак. Завод-
ская практика показывает, что содержание в шлаках электро-
плавки 3—4% трехокиси вольфрама вызывает большие потери
олова в шлаках.
Исследования О. М. Каткова и А. А. Нагеля (Иргиредмет)
показали, что содержание трехокиси вольфрама в шлаках элек-
троплавки до 2,0—2,5% не влияет отрицательно на их вязкость.
Вязкость шлака повышается при содержании WO3 более 3—
4%, при этом электропроводность шлаков повышается в 2—3
раза.
Влияние окиси натрия
В шлаках электроплавки содержание окиси натрия дости-
гает 3—4%. По данным исследований О. М. Каткова (Иргиред-
мет), окись натрия снижает температуру плавления шлаков, но
при высоких температурах (1300—1400° С) не оказывает зна-
чительного влияния на их вязкость и электропроводность.
Влияние закиси железа и закиси олова
При электроплавке оловянных концентратов и других оло-
восодержащих материалов окислы железа и олова восстанав-
ливаются почти полностью и в шлак переходят в незначитель-
ных количествах, поэтому их влияние на физические свойства
шлаков электроплавки весьма незначительно.
ЛИТЕРАТУРА
1. А. Н. Вольский. Теория металлургических процессов, ГОНТИ, 1935.
2. Eastman and Robinson. J. Amer. Chem. Soc., 50, 1928, 1106
3. С о 1 i n G., T i n e k and Howard J. Strauss Eng. and Mining Journal Dec,
.1950.
4. Lange. Neue Hutte. 139, 1955.
5. Б. И. Слонимский. Исследование форм содержания олова в шлаках
оловянной плавки. Диссертация на соискание ученой степени канди-
дата технических наук. МИЦМиЗ, 1956.
6. О. А. Есин и П. В. Гел ьщ. Физическая химия 1пирометаллуртичеоких
процессов, ч. II, С.—М, 1954.
7. Основы металлургии, т. I, ч. I, М., 1961.
8. Kohlmeyer und Keysselitz. Metall und Erz, 33, 401, 1930, № 15.
9. H. H. Мурач. Металлургия олова, Металлургиздат, 1947.
10 Д. М. Чижиков и Е. И. Хазанов. Известия АН СССР, ОТН, № 2,
1948, 223.
11. Ф. М. Лоскутов. Снижение потерь цветных металлов с отвальными
шлаками, Металлургиздат, 1944.
12. В. В. Покровский. Цветные металлы, № 7, 1957, 35.
13. А. В. Ванюков и Н И. Уткин. Научные доклады высшей школы.
Раздел металлургия, 3, 1958, 22.
14. Н. Н. Мурач, В. А. Ванюков и Г. К. Марка .р о ,в. Цветные метал-
лы, 10, 1933.
ГЛАВА XII
ВЫПЛАВКА ЧЕРНОВОГО ОЛОВА
1. ПЛАВКА В ОТРАЖАТЕЛЬНЫХ ПЕЧАХ
Особенности конструкции отражательных печей, применяе-
мых в ироизводстве олова, связаны с условиями проведения вос-
становительной плавки и свойствами слова.
Максимальная температура ванны определяется плавкостью
и вязкостью шлаков. Учитывая необходимость перегрева шла-
ков, эту температуру можно определить в 1200—1450° С.
Для небольших отражательных печей наряду с мазутом или
газом пригодно и твердое топливо; однако применение его почти
всегда требует подогрева воздуха. Требование подогрева возду-
ха связано также с желанием работать при минимальном его
расходе, обеспечивающем получение в печи нейтральной или
только слабоокислительной атмосферы. Это и понятно, поскольку
задачей плавки является восстановительный процесс.
Топливо, сжигаемое в отражательных печах оловянной плав-
ки, должно содержать минимальное количество серы. Сернистый
газ, проникая в поры шихты, вызывает образование летучего
сульфида олова, а следовательно, и потери олова с отходящими
газами.
Топливо должно быть малозольным. Это особенно важно при
применении пылеугольного отопления, так как шлакование зо-
лы требует дополнительного расхода флюсов, увеличивает вы-
ход шлака п потери олова с ним.
Суммируя сказанное, приходим к выводу, что для отопления
отражательных печей пригоден мазут, естественный и генератор-
ный газ и малозольные каменные угли с невысоким содержа-
нием серы. Все эти виды топлива находят применение в практике
выплавки чернового олова в отражательных печах.
Конструкция отражательных печей
Устройство ванны — одна из главных особенностей отража-
тельных печей. Это связано с малым поверхностным натяжени-
ем жидкого олова и его высокой капиллярной активностью.
Жидкое олово легко просачивается не только через неплот-
ности, но и через мельчайшие поры кладки. При неудачной
ПЛАВК.А В ОТРАЖАТЕЛЬНЫХ ПЕЧАХ
235
конструкции пода печи наблюдались случаи глубокого проник-
новения расплавленного металла в фундамент и даже грунт,
иногда на глубину в 2—3 м. Поэтому подину печи делают по
возможности плотной и заключают ее вместе с боковыми стен-
ками ванны в железный кожух.
Горячее жидкое олово легко растворяет железо, поэтому
кожух ванны должен хорошо охлаждаться постоянно циркули-
рующим воздухом. Практика показала, что устройство каналов
под ванной, проходящих параллельно длинной или короткой
ее оси, оказывается недостаточным. Более надежна установка
ванны на столбах. На заводе Пуло-Брани под ванной печи
был установлен даже бассейн с водой, предназначенный для
собирания капель металла, просачивающихся сквозь подину и
кожух (рис. 97) [1].
С той же целью сохранения металла футеровку лещади
обычно делают многослойной, а слои ее, выполняемые из кир-
236
ВЫПЛАВКА ЧЕРНОВОГО ОЛОВА
пича, кладут особенно тщательно. Применяется фундамент из
огнеупорного бетона (толщиной 300 мм), хорошо предохра-
няющий от проникновения олова.
Материалом для пода и боковых стенок печи до зеркала
шлака обычно служит магнезитовый или хромомагнезитовый
кирпич.
Лещадь выкладывают способом сухой притирки кирпича или
с применением 'небольшого количества жидкой глины. Между
кладкой и кожухом кладется слой молотого кирпича и слой
шамотного кирпича толщиной 65—125 мм, либо другая уплсгр
няющая прокладка.
Стены печи обычно выкладывают из высокоглиноземистого
шамота или шамота класса А, а свод из динаса.
Нижняя часть стен, включающая шлаковый пояс, имеет
толщину в два кирпича, верхняя — полтора кирпича.
Тепловая изоляция стен весьма желательна, особенно если
печь отапливается колосниковой или полугазовой топкой.
Летки для выпуска металла и шлака располагают обычно
в середине длинной стороны печи. Лещадь имеет уклон к месту
выпуска олова.
Загрузочные устройства приспосабливают к способу прове-
дения плавки.
При ручной загрузке, в настоящее время редко применяе-
мой, свод сплошной, а в стенах печи устраивают рабочие окна,
снабженные поднимающимися заслонками. Рабочие окна слу-
жат для загрузки и перемешивания шихты.
За последнее время все большее распространение приобре-
тает механизированная загрузка шихты через отверстия в своде.
Применяется центральная загрузка, при которой загрузоч-
ные отверстия расположены вдоль длинной оси печи, и боковая
загрузка. При боковой загрузке загрузочные отверстия распо-
лагаются в два ряда близ продольных стен. При центральной
загрузке необходимо разравнивать шихту, чтобы кучи ее не
препятствовали движению топочных газов, поэтому печи с цент-
ральной загрузкой должны обязательно иметь рабочие окна.
При центральной загрузке кладка стен быстрее изнашивается.
В печах с боковой загрузкой шихта ложится откосами вдоль
длинных стен, оставляя свободным проход для газов в середи-
не печного пространства.
При таком расположении шихты разравнивания ее не тре-
буется, а перемешивание во время плавки также не обязатель-
но. Поэтому печи с боковой загрузкой не имеют действующих
рабочих окон.
Отверстия в своде, служащие для загрузки шихты, снабжены
чугунными горловинами, охлаждаемыми водой. Горловины сое-
динены с 'бункерами, расположенными под надсводовой колош-
ПЛАВКА В ОТРАЖАТЕЛЬНЫХ ПЕЧАХ
23,1
никовой плбщадкой. Шихта подается в бункера вагонетками
или ленточными транспортерами.
Современные отражательные печи для оловянной восстано-
вительной плавки обычно невелики. Площадь ванны редко пре-
вышает 25—40 м2 при отношении ширины к длине 1 : (2—3).
Топочные устройства бывают различными в зависимости от
применяемого топлива. Горелки для газа и пылеугля, а также
форсунки для сжигания мазута устанавливают в окнах перед-
ней торцовой стенки. Колосниковые и полугазовые топки рас-
полагают обычно так, чтобы их оси были перпендикулярны
длинной оси печи.
Газы отражательных печей уносят с собой значительные ко-
личества пыли, содержащей олово, которую необходимо улав-
ливать.
В связи с этим удобен короткий вертикальный боров, пере-
ходящий затем в железный надземный газоход, футерованный
огнеупорным кирпичем. Перед поступлением в электрофильтры
газы охлаждаются в кулерах и скрубберах.
На рис. 98 показана отражательная печь одного из заводов.
Печь имеет боковую загрузку и прямой свод, высота которого
над лещадью 1260 мм. Низкое расположение свода выгоднее,
чем его понурость, так как длина печей невелика.
Практика отражательной плавки
Шихта, загружаемая в отражательную печь, должна со-
стоять из измельченных материалов, хорошо перемешанных
между собой. Шлак образуется в результате взаимодействия
твердых окислов, поэтому последние должны быть распределе-
ны в шихте равномерно.
Слишком мелкий уголь-восстановитель замедляет плавле-
ние, разобщая частицы шлакообразующих окислов; обычно ре-
комендуемая крупность восстановителя около 5 мм.
Шихту перемешивают в дезинтеграторах, барабанных или
других механизированных смесителях. Увлажнение шихты до
5—8% уменьшает потери олова распылением.
Режимы проведения плавки очень разнообразны, иногда они
обусловлены только традициями какого-либо завода. Опытные
мастера раньше часто руководствовались глазомерными при-
знаками хода процесса, которые оказывались правильными
только для данных условий плавки.
В Корнуэле шихту, загруженную в печь, тотчас разравнива-
ли скребками, затем закрывали рабочие окна, быстро разогре-
вали печь до максимальной температуры и выдерживали ее так
в течение 4—5 ч. Затем следовало перемешивание и новое на-
гревание шихты при закрытых окнах в течение 1—2 ч. По исте-
A-A
Разрез печи то В-В
Разрез плотпВиа по Б Б
Вис. 98. Современная отражательная печь для плавки оловянных концент-
ратов
чении этого времени проверяли готовность плавки, если шихта
расплавилась, выпускали из печи олово, а затем шлак.
Практика плавки боливийских концентратов отличалась по-
переменным нагревом и перемешиванием через сравнительно
короткие промежутки времени. Общая продолжительность плав-
ки составляла 5—7 ч. Шлаки, несмотря на добавку СаРг, полу-
чались вязкие, их сгребали в заднюю часть печи, верхний слой
шлака направляли в отвал, а нижний после охлаждения измель-
чали для извлечения из него корольков олова.
В Германии1[1]при загрузке печи считали нужным оставлять
свободным место у летки, поэтому только % площади пода ис-
пользовалось под загрузку. В начале плавки поддерживали не
очень высокую температуру и много внимания уделяли герме-
тизации печи: тщательному замазыванию окон и неплотностей
кладки. Затем следовало многократное перемешивание и быст-
рое повышение температуры до полного расплавления загрузки.
На заводе Перт-Амбой применялась центральная загрузка
через свод. Продолжительность плавки была большой (12—
15 ч). В течение первых 4—6 ч шихту не перемешивали. Пере-
мешивание начиналось только после перехода шихты в вязкое
состояние. К концу плавки температуру доводили до 1300° и все
содержимое печи выпускали в отстойник. Шлак далее подвер-
гали грануляции.
240
ВЫПЛАВКА ЧЕРНОВОГО ОЛОВА
В современной практике деление плавки на два периода:
восстановление и плавление признается излишним. Перемеши-
вание шихты на некоторых заводах также считают ненужным.
Перемешивание несколько облегчает шлакообразование и уско-
ряет плавление, так как малотеплопроводная шихта быстрее
при этом прогревается. Вместе с тем перемешивание неизбеж-
но связано с подсосами в печь воздуха, выгоранием угля-вос-
становителя и необходимостью устройства рабочих окон. Пос-
ледние нежелательны, потому что они служат постоянными
источниками подсоса воздуха и требуют герметизации, т. е. ча-
стого подмазывания и уплотнения.
При работе без перемешивания рабочие окна ие нужны.
Плавка без перемешивания возможна только при боковой
загрузке. Шихта на откосах плавится постепенно, слоями и
расплав стекает в ванну.
В качестве примера плавки без перемешивания ниже при-
водится описание практики работы одного из современных за-
водов.
Исходными материалами служат обожженные, обогащенные
и выщелоченные концентраты состава, приведенного в табл. 42.
Таблица 42
Состав концентрата
Марка Sn Примесей (ие более), %
Bi Pb S + As WOj,
А 70—73 0,006 0,1 0,6 0,5
Б 55 (Я 0,01 — 0,6 —
В 20—55 — — 1,0 —
Каждый из концентратов плавится отдельно, так как это об-
легчает последующее рафинирование чернового олова, имеюще-
го в каждом случае плавки разный состав.
Концентрат В иногда плавят вместе с оборотной пылью при
весовом соотношении 1:1.
Восстановителями служат газовый уголь и измельченный
кокс следующего состава, %:
Уголь Кокс
Летучих............... 4,0 1,6
Влаги................. 2,8 20,0
Золы................. 10,0 11,5
Серы.................. 0,5 —
Крупность восстановителя 5 мм, расход его рассчитывается
по пеякциям:
SnO2 -j- 2С -> Sn 2СО;
FeA ф С —> 2FeO + СО.
ПЛАВКА В ОТРАЖАТЕЛЬНЫХ ПЕЧАХ
241
Избыток восстановителя составляет 10—25% от расчетного ко-
личества.
В качестве флюсов применяют известь (80—85,% СаО) и
иногда соду.
Шихту рассчитывают на получение шлака с кислотностью от
1,25 до 1,6. Кислород глинозема при этом не учитывается. При
плавке концентратов, содержащих более 0,5% WO3, часть ра-
счетного количества извести заменяют содой из расчета образо-
вания Na2WO4.
Компоненты шихты, увлажненные до 7—8%, перемешивают
в двухвалковом шнековом смесителе и подают краном в бунке-
ра и ив них шихту периодически загружают в отражательную
печь, где она ложится откосами вдоль длинных стен.
Печь отапливается мазутом. Температура в ней в течение
всей плавки составляет 1150—4200°С, только во время загрузки
она самопроизвольно снижается до 1000—4100° С, возрастая за-
тем к концу плавки до 1350—1450О|С. Продолжительность плав-
ки 6 ч.
Черновое олово выпускается в стальной котел периодически
в течение всей плавки. После охлаждения приблизительно до
350°С с металла снимают корку железистого сплава, а после
разливки в изложницы— поверхностную пленку.
Состав чернового металла и извлечение в него олова приве-
дены в табл. 43.
Таблица 43
Результаты выплавки чернового олова в отражательных печах
на одном из современных заводов
Марка концен- трата Состав чернового олова, % Извлечение Sn в черновой металл %
Sn РЬ Си Fe As Bi s ' Sb
А 99,2 0,10 0,10 0,20 0,20 0,01 0,01 0,20 85—91
Б 97,0 0,75 0,35 0,35 0,17 0,06 0,04 0,20 74—85
В 93,8 1,35 0,80 2,50 1,30 0,04 0,20 0,08 50—72
Шлак, выпускаемый из печи по окончании плавки, имеет
следующий состав, %:
Sn ...................4—12
SiO2 .................22—25
FeO...................17—22
СаО...................14—15
AlaOg.................. 12
Газы, содержащие до 30 г/л3 пыли, пропускают через скруб-
бер, а затем через электрофильтр. После чего содержание пы-
ли в них снижается до 0,05—0,3 .г/м3.
242
ВЫПЛАВКА ЧЕРНОВОГО ОЛОВА
В шламах скруббера содержится 40—50%, а в пыли электро-
фильтров 35—60% Sn. В пыль переходит 8—12% Sn из шихты.
Химический состав пыли электрофильтров следующий, %:
Sn ................55—60
SiO2 ............... 1,5
Fe2O3..............0,3—0,4
CaO................ 0,3
X12O3.............. 3,5
Cu ................ 0,02
S.................. 0,7
MgO ............... 0,8
По химическому составу пыли видно, что главной причиной ее
образования является не механический унос шихты газами, а
испарение соединений олова, т. е. SnS и SnO. Малое содержа-
ние серы в пыли объясняется сгоранием SnS в газоходах с об-
разованием SnO2 и SO2.
Пыль возвращают в шихту отражательной плавки и пере-
рабатывают совместно с концентратами марки В. Проплав кон
центратов в отражательных печах составляет 1,8 т/м2 • сутки,
расход мазута — 0,23 т на тонну шихты.
При плавке оборотной пыли, особенно вторичного происхож-
дения, иногда возникают трудности, связанные с накоплением
окиси цинка. Пыли, содержащие 25—40% ZnO, весьма туго-
плавки, особенно если содержание в них железа не превышает
5—8%. Восстанавливаемый при этом цинк возгоняется и обра-
зует новую, еще более цинковистую пыль. Цинковистые пыли
целесообразно перед плавкой подвергать выщелачиванию соля-
ной кислотой; однако в практике необходимость этого встре-
чается редко.
2. ПЛАВКА В ЭЛЕКТРИЧЕСКИХ ПЕЧАХ
Плавка оловянных концентратов в электрических печах об-
ладает целым рядом серьезных преимуществ благодаря широ-
ким температурным пределам и ряду особых свойств олова и его
соединений, используемых при электроплавке.
Электрическая печь позволяет получить любую температуру
в пределах, практически необходимых для оловянной плавки
(1200—4i6O0°C); кроме того, она меньше ограничивает метал-
лурга выбором шлаков.
Это обстоятельство имеет особое значение для плавки кон-
центратов, пустая порода которых без добавления больших ко-
личеств флюса весьма тугоплавка. При маложелезистом кон-
центрате плавка >в электропечи дает очень чистый черновой
металл и бедный отвальный шлак. ч
В противоположность отражательной печи количество га-
зов, соприкасающихся с шихтой при электроплавке, очень неве-
лико. Для сопоставления можно привести следующие цифры:
ПЛАВКА В ЭЛЕКТРИЧЕСКИХ ПЕЧАХ
243
при расходе li5i% угля на восстановление и 40—50% угля на
нагрев, в отражательной печи на каждый 1 ж3 смеси СО и СОг,
образующейся в результате реакций восстановления, одновре-
менно получается 16—18 л:3 смеси азота, углекислоты и окиси
углерода, как продуктов горения, против 1 м3 в электропечи.
Столь малое количество газов весьма положительно сказывает-
ся на размерах газоохладительных и пылеосадительных
устройств.
Малый объем газов и малая скорость их в печном простран-
стве обеспечивают минимальный унос шихты в виде пыли.
Работая с высоким тепловым напряжением, электрическая
печь занимает очень небольшую площадь по сравнению с отра-
жательной печью той же производительности.
При плавке в электропечи образуется гарниссаж, очень хо-
рошо предохраняющий стены ее от разрушения.
Электропечь дает возможность вести плавку богатого шлака
на отвальный, после того, как металл «первой плавки» выпу-
щен из печи. Высокая температура, легко достигаемая в элект-
ропечи, дает возможность, как показали опыты, в течение корот-
кого времени снизить содержание олова в шлаке с 10—15 до
0,7--0,3%.
Производительность электропечи, считая на 1 л:2 сечения
рабочего пространства, больше, чем у отражательной печи.
Электрические печи позволяют легко автоматизировать регули-
рование температуры плавки.
При всех перечисленных достоинствах плавка оловянных кон-
центратов в электропечи имеет ряд существенных недостатков,
к числу которых надо отнести следующие: высокая температу-
ра, легко достигаемая в электропечи, и восстановительная ат-
мосфера (почти чистая окись углерода) способствуют энергич-
ному восстановлению железа. Снижение температуры плавки не-
сколько уменьшает переход железа в черновое олово, однако
одновременно замедляется ход плавки и отпадают преимуще-
ства применения электропечи.
Можно утверждать, что дуговая электрическая печь не при-
менима для плавки железистых концентратов, содержащих бо-
лее 5% окиси железа, бедных по содержанию олова (35—45%
Sn). Часто плавку считают невыгодной уже при 2—2,5% Fe в
концентрате.
Бедные по содержанию олова концентраты, содержащие
много кремнекислоты и мало окислов железа, можно плавить
в электропечи с добавкой извести, но вследствие тугоплавкости
шлаков и необходимости поддерживать высокую температуру
(1350—11600°) потери олова с газами при этом обычно велики.
Стоимость постройки электропечи и трансформаторов, мед-
ных токоведущих частей и прочего оборудования в несколько
244
ВЫПЛАВКА ЧЕРНОВОГО ОЛОВА
раз выше стоимости постройки отражательной печи такой же
производительности.
Наконец, препятствием к внедрению электроплавки может
явиться дефицит электроэнергии в некоторых районах.
Зарубежный опыт плавки олова в электропечах
Помимо некоторых общих сведений большой давности, при-
водимых Борхерсом [2], имеется три описания ’ электроплавки
олова: на заводе в Аннеси (Пиренеи, Франция), сделанное
Лионом Гийе и Марселем Фремон, на заводе Кимберлей (Кана-
да), описанное Джонсом и Тунесом и на заводе Маноно (Бель-
гийское Конго) [1].
На заводе в Аннеси печь мощностью 400 ква имела наруж-
ный диаметр 2000 мм, внутренний диаметр, равный 1200 мм, и
стенки толщиной 400 мм.. Ток подводился к поду и верхнему
подвижному электроду (диаметром около 350 мм). Футеровка
печи была выполнена из огнеупорного глиноземистого кирпича,
обмурованного набойкой из глины с графитом в частях печи,
подверженных действию жидких шлаков, но защищенных от
действия кислорода воздуха. Минимальный срок службы футе-
ровки был 6 месяцев.
Концентрат, преимущественно боливийский, смешивали с
коксом, известью и прочими добавками и брикетировали на
прессе под давлением 400 кг/см2. Шихту готовили из расчета по-
лучения шлака типа моносиликата с содержанием до 25% Бе.
Загрузка производилась через герметизированное устройство,
печь работала под разрежением.
Небольшие количества пыли, уносимые газами, улавлива-
лись электрофильтром с коэффициентом полезного действия
около 98%.
Ровный ход печи поддерживался частыми загрузками не-
больших количеств шихты, плавка проходила спокойно, нару-
шения ее были редкими. Электрод держали опущенным на опре-
деленную глубину для поддержания заданного тока. Колошник
печи оставался холодным.
Расход электроэнергии не приведен. Примерный расчет по-
казывает величину его порядка 1109—1300 квт-ч на 1 т метал-
ла. Расход электродов на 1 т проплавленных концентратов не-
значителен. Данные, позволяющие определить тепловой режим
электропечи, не приводятся.
По частным сообщениям, фирма Хейланд (Франция) с
1929 г. вела на заводах Аруди (Франция) и Этанит (Бельгия)
работы по электроплавке богатых боливийских и бедных порту-
гальских оловянных концентратов, применяя «фильтрующий
под» для очистки от примесей.
ПЛАВКА В ЭЛЕКТРИЧЕСКИХ ПЕЧАХ
245
Указания на извлечение олова этим способом порядка 99%
и расхода электроэнергии 900—1000 квт-ч на 1 т олова при по-
лучении металла чистотой 99,95—99,97% сомнительны.
Опытный завод в Кимберлее плавил в электропечах оло-
вянные концентраты, выделенные из хвостов обогатительной
фабрики Сулливан. Этот завод был построен на основе положи-
тельных результатов опытных плавок в Трейле (Канада) и на-
личия дешевой электроэнергии.
Сравнение опытных плавок в отражательной и электрической
печах показало, что металлургические показатели и стоимость
производства оказались для обоих агрегатов совершенно оди-
наковыми. Выбор пал на электропечь из-за малых габаритов ее
и неясности вопроса о возможности переработки в отражатель-
ной печи богатых шлаков на отвальные.
Состав концентрата, идущего в плавку, %: 64,9 Sn; 2,97 Fe;
0,2.2 Pb; 0,56 S; ,3,8 A12O3; 7,8 СаО; 2,9 SiOa; 1,8 Мп; 0,6
WiO3; 0,14 MgO.
Крупность концентрата (iLOO'%) —200+300 меш.
Трехфазная печь мощностью 400 кет имела наружные раз-
меры 2,7 X 1,8 X 1,8 м. Электроды графитированные диамет-
ром 200 мм, регулирование ручное и автоматическое. Рабочее
напряжение 90 в при токе в 3000—4000 а.
Сухой концентрат с обогатительной фабрики подвозили ва-
гонетками и разгружали в бункер емкостью 400 т. Системой
трубчатых желобов и ленточных питателей концентрат, кокс и
флюсы подавали в два шихтовочных бункера (однодневный за-
пас), а из них на весы и в загрузочные воронки печи. Шихта со-
стояла из концентрата (350—475 кг), обожженной пыли
(0—1Т5 кг), оборотного шлака (0—115 кг), кокса (72—75 кг) и
извести (6,7 кг). Кокс давали крупностью —4 меш.
Печь загружали ежечасно шихтой указанного состава
(14 раз). После 10-й загрузки выпускали только черновое оло-
во, а после загрузки всей шихты плавку продолжали до тех
пор, пока содержание олова в шлаке не станет ниже 5%. Об-
щая продолжительность плавки была 19 ч. Шлак выпускали
при температуре 1200°, черновое олово при 1050—1100°.
Первоначально в Трейле была намечена схема переработки
по принципу противотока, т. е. первичный шлак плавили с гарт-
лингам, а вторичный с железным скрапом, получая гартлинг и
отвальный шлак.
На Заводе Кимберлей было установлено, что замена желез-
ного скрапа известью и коксом дает лучшие результаты.
Шлак получался беднее по олову, а черновое олово — беднее
по железу, расход электроэнергии был одинаков, но расход
электродов при плавке с известью оказался ниже, чем со скра-
пом.
246
ВЫПЛАВКА ЧЕРНОВОГО ОЛОВА
Повышением расхода извести и присадкой 15—16% кокса
удалось при однократной плавке получить шлаки следующего
состава, %: 4,6 Sn; 19,16 Fe; следы РЬ; 0,9 S; 22,1 Л12О3; 9,3 СаО;
22,0 SiO2; 6,4 Мп; 4,3 WO3; 0,9 MgO.
Этот шлак гранулировали и направляли в отвал.
В составе чернового олова приводится только содержание в
нем железа, равное 2,3%.
Печь была герметически закрыта и работала под давлением
5—10 мм вод. ст. Выделявшийся газ содержал 70—90'% окиси
углерода, 101—30% углекислоты и следы кислорода. Запылен-
ный газ при температуре 780° поступал в пылевую камеру, а
затем в трубу с водяным орошением и сжигался на выходе из
нее.
В камерак и трубах улавливали около 8% шихты. Содержа-
ние серы в пыли было высоким, поэтому ее направляли на об-
жиг, а затем возвращали в шихту.
Показатели плавки концентрата в этой электропечи были
следующие:
1. Извлечение олова в черновой металл 90,1%, в пыль 8%, в
шлаки 1,4%.
2. Выход металла составлял 60% (97,5% Sn), шлака 32,5%
(4% Sn), пыли 7,6% (73% Sn) от веса концентрата.
3. При суточном проплаве 6350 кг концентрата печь выдава-
ла 3800 кг олова.
4. Расход электроэнергии на 1 т концентрата составлял око-
ло 1400 квт-ч.
5. Расход электродов на 1 т концентрата 3,5 кг.
Мантел [3] сообщает дополнительные данные о работе печи
завода Трейл в последующие годы, из которых видно, что пока-
затели производительности печи и расхода энергии удалось зна-
чительно улучшить.
Суточный проплав концентрата на этой печи достигал 15,5 т
при выходе олова 10 т/сутки.
Черновое олово, содержащее 0,2—0,.8% Fe, фильтровали че
рез асбестовый фильтр, в остатке от фильтрования содержалось
9,5% Fe и 80% Sn, а в фильтрованном олове 0,005% Fe.
Расход энергии составлял 1860 квт-ч на 1 т рафинированно-
го олова, расход электродов около 5,7 кг/т. Шлак, получаемый
в результате электроплавки, имел следующий состав, %:
Sn.....................
FeO ....................
SiO2...................
CaO....................
A12O3 ................
TiO2...................
WO3....................
MgO....................
3,5
20,6
22,0
9,3
22,1
11,0
8,0
6,4
ПЛАВКА В ЭЛЕКТРИЧЕСКИХ ПЕЧАХ
247
Этот шлак направляли в отвал.
В литературе есть краткие указания на постройку завода Бо-
ни (Боливия) с шестью электропечами на Ют олова в сутки
каждая.
В 1934 г. вступил в действие оловоплавильный завод в Ма-
нено, Бельгийское Конго, на котором фирмой Сименс I альске
было установлено две электропечи.
Рис. 99. Электропечь для плавки оловянных концентратов
Первая, дуговая наклоняющаяся печь мощностью 1000 ква,
служила для плавки концентратов и доработки шлаков, ее раз-
рез показан на рис. 99. Футеровка печи была выполнена вна-
чале из магнезита, а затем заменена угольной. За первые 54 ме-
сяца работы печи было выплавлено 10 000 т олова с извлечени-
ем более 99%. В 1939 г. пустили вторую печь такого же типа,
мощностью 800 ква, для переработки шлаков, бедных по олову,
248
ВЫПЛАВКА ЧЕРНОВОГО ОЛОВА
но содержащих тантал и ниобий, на ферротанталниобий
(32—40% Fe, 48—52% Ta+Nb), который направляли для
дальнейшей переработки в Европу.
Отечественная практика электроплавки
оловянных концентратов1
На одном из наших заводов работают цилиндрические элек-
тропечи мощностью 1000 и 1400 ква (рис. 100). Днище кожуха
Рис. 100. Установка электропечи в цехе:
1 — электрофильтр; 2 — шихтовая площадка; 3 — газоход; 4 — загрузочный бун-
кер; 5 — скруббер; 6 — загрузочный рукав; 7 — элекггрододержатели; 8 — транс
форматор; 9 —? электропечь; 10 — летка; 11 — шнек для разгрузки пыли; 12 —
отстойник
этих печей, сделанное из листового железа (14—16 мм), опи-
рается на шестиугольную крестовину из двутаврового железа
№ 30, а последняя — на тумбы бетонного фундамента. У неко-
1 Составлено инж. Г. С. Макаровым.
ПЛАВКА В ЭЛЕКТРИЧЕСКИХ ПЕЧАХ
249
горых печей в фундаментах есть аварийные приямки, способные
в случае прорыва олова задержать его. Кожух печи сделан из
листового железа (12 мм) высотой 2,8 м. Диаметр кожуха
электропечи мощностью 1000 ква равен 4200 мм, а у печи мощ-
ностью 1400 ква — 4500 мм.
Для создания большей прочности в двух местах по высоте
вокруг кожуха приварены царги из гнутого швеллера или из
толстой полосовой стали.
Подпятовой балкой свода служит кольцо из швеллера № 30.
Подина и шлаковый пояс футерованы угольными блоками. Вы-
сота шлакового пояса 25—3'5 см. Стены выложены из электро-
динаса толщиной 460 мм. Свод из электродинаса имеет три
электродных, три загрузочных и одно газоходное отверстие.
Особое внимание уделяется устройству передней стенки.
Практикой доказана выгодность двойной подины из угольных
блоков и устройство защитного кольца из угольных плит за
шлаковым поясом. Все это предупреждает аварийные прорывы
расплавленной массы. На газоходное кольцо устанавливается
круглое водоохлаждаемое кольцо, футерованное внутри шамот-
ным кирпичом.
При полном выпуске продуктов плавки отделение ферро-
силиция и олова от шлака происходит в маленьком отстойнике,
который делают каждый раз в спускном желобе.
Несмотря на малые размеры, этот отстойник довольно хоро-
шо отделяет олово от шлака. Из отстойника металл спускается
через небольшое отверстие в приемную ванну или котел, шлак
же переливается через глиняный порог и по желобу поступает
в шлаковую ванну.
Емкость приемной ванны для олова около 2—2,5 т.
Электроплавка богатых оловосодержащих материалов
предъявляет строгие требования к качеству исходного сырья.
Это в первую очередь относится к содержанию вредных при-
месей.
В богатом концентрате, поступающем в электроплавку, дол-
жно быть не более 0,01 % Bi, 0,0.5% Pb и 0,2% As. При соблюде-
нии этого черновое олово, полученное при электроплавке, рафи-
нируется с получением марочного олова 01 без удаления вис-
мута и свинца. Кроме того, в концентрате не должно быть бо-
лее 2,0% Ее и 0,6% WO3.
Отношение железа к вольфраму в концентрате должно быть
не ниже 3, а содержание WO3 обычно колеблется в пределах от
0,2 до 0,8%. Концентраты содержат кремнезема обычно больше,
чем окиси кальция, поэтому в шихту всегда добавляют известь.
Известь применяется в виде «пушонки», содержащей до 80%
СаО или дробленого известняка с 51—53% СаО.
В качестве восстановителя применяют мелкий кокс крупно-
250
ВЫПЛАВИЛ ЧЕРНОВОГО ОЛОВА
стью до 10 мм. Содержание влаги в коксе от 5 до 15—20%, зо-
лы-8—>11 %.
При расчете шихт содержание углерода в коксе принимают
равным 80%, с приблизительной корректировкой на влажность.
Для связывания железа в ферросилиций вводят кремний
или ферросилиций (75—90% Si). Теоретические основы плавки
с кремнием и ферросилицием изложены ниже в гл. ХШ.
Расчет шихты сводится в основном к определению расхода
восстановителя по реакции:
SnO2 + 2С = Sn +2СО.
Достаточность теоретического количества восстановителя под-
тверждена практикой плавки.
Количество кремния для связывания железа в ферросилиций
добавляют из расчета получения сплава следующего состава:
67% Fe, 25% Si, 2% Sn.
Шихта готовится отдельными порциями из расчета на смен-
ный проплав. Отдельные компоненты ее загружают послойно в
прямоугольный ящик с дном, имеющим несколько поворачиваю-
щихся секторов.
После загрузки ящика секторы открывают и шихта пересы-
пается в бункер хранения, а из него подается в двухвалковый
шнековый смеситель. Готовую шихту переносят кюбелями в над-
колошниковые бункера печей.
Особое внимание уделяется влажности исходных материа-
лов: при содержании влаги в концентрате более 2% наблюдает-
ся слеживание шихты в печи и ее обвалы, сопровождаемые
сильными хлопками и выбросами.
Плавка ведется периодическим способом. После выпуска
продуктов предыдущей плавки подготавливают электроды и
осматривают подину печи, определяя наличие тугоплавкого
остатка шихты в виде смеси избыточного кокса, шлака и ферро-
силиция.
После этого опускают электроды почти до подины, загру-
жают шихту и включают ток.
Садка шихты весом 20—26 т плавится в течение Г8 ч. Пер-
вые 3—4 ч плавки около электродов еще мало жидкого шлака и
температура его низка, поэтому электрический режим плавки
неустойчив. Часты короткие замыкания электродов на подину.
В этом периоде плавки к автоматическому управлению элект-
родами подключают ручное управление; мощность трансформа-
тора используется на 70—80%.
Когда под электродами образуется устойчивая шлаковая
ванна, электрическая нагрузка печи становится равномерной.
В ходе плавки на подине печи накапливается черновое оло-
во, которое периодически через 1,5—2 ч выпускают через летку.
ПЛАВКА В ЭЛЕКТРИЧЕСКИХ ПЕЧАХ
251
Обычно летку открывают электрическим прожиганием, но
иногда ее приходится вскрывать с помощью кислорода.
Задачей плавки является получение шлака, содержащего не
более 0,3% Sn. При этом неизбежно более или менее полное
восстановление окислов других металлов: свинца, меди, мышья-
ка, висмута и вольфрама. Железо восстанавливается менее пол-
но, чем вольфрам и олово.
Состав шлаков приведен в табл. 44, из которой видна сте-
пень восстановления окислов олова, железа и вольфрама в за-
висимости от содержания в шлаках кремнезема, глинозема и
окиси кальция.
Таблица 44
Состав шлаков, получаемых при электроплавке
оловянных концентратов, %
Количество анализов Sn FeO SiO2
15 <0,3 (0,2) 0,4—2,8 (1,36) 42—50 (45,5)
22 0,3—1,0 (0,63) 0,9—5,0 (3,04) 41—51 (44,4)
23 1,0—2,5 (1,5) 1,4—13 (7,6) 33—48 (42,5)
11 >2,5 (6,0) 8,9—18 (12) 31—42 (37,4)
Продолжение табл. 44
Количество анализов AlgOg СаО wo3 TiO2
15 14—20 (18,4) 23—32 (27,6) До 0,16 (0,05) (2.0)
22 14—29 (19,0) 16—31 (25,0) 0,16—0,43 (0,2) (0,8)
23 13,7—26 (18,5) 16,6—27 (21,0) 0,7—4,0 (1,5) (1,8)
11 13,5—25 (19) 14,8—22 (17,8) 1,0—4,8 (3,33) (0,6)
Примечание. В скобках указаны средние содержания соответствующих компонентов.
Окись кальция способствует восстановлению железа и оло-
ва. Отношение Si°2 в электропечных шлаках должно быть
СаО
не более 1,4—1,5 при содержании AhO3 около 18%. В этом слу-
чае достигается наиболее полное восстановление олова.
При уменьшении содержания АЬОз отношение долж-
но быть несколько более низким.
Восстановленное железо образует с оловом сплав — гарт-
линг, выпускаемый из печи вместе с черновым оловом. По мере
252
ВЫПЛАВКА ЧЕРНОВОГО ОЛОВА
охлаждения олова с него удаляют железистые съемы и гранули-
руют их, пропуская через вибрационный грохот в воду. Грану-
лированный гартлинг возвращают в печь.
После 14—15 ч плавки начинают доработку шлаков, требую-
щую повышения температуры шлаковой ванны; она длится еще
3—4 ч. Остаточный кокс всплывает на поверхность шлаковой
ванны, создавая этим лучшие условия для восстановления окис-
лов металлов из шлака непосредственно углеродом.
За 3 ч до выпуска содержание олова в шлаке составляет
примерно 18—25%, а затем оно снижается до 0,3%
Оборотные железистые съемы начинают загружать в печь
за 5—6 ч до конца плавки. В это время, по всей вероятности,
железо служит основным восстановителем SnO, так как при за-
грузке железистых съемов олово выплавляется в большем ко-
личестве и бывает сравнительно чистым по железу. За 2 ч до
конца плавки создают условия для образования ферросилиция.
Для этого температуру шлаковой ванны повышают до 1450—
1500° и значительно уменьшают окислительную способность
шлака. Затем загружают кремний или ферросилиций с желези-
стыми оборотами и за последующие 1—2 ч в печи образуется
оловянистый ферросилиций.
В последнем выпуске в ванну-отстойник вместе с оловом
выпускают и ферросилиций, который всплывает над металлом
и застывает в виде корки, последнюю извлекают тельфером, раз-
бивают и отвозят в отвал (временный).
Ферросилиций содержит, %: 50—65 Fe. 18—25 Si, 3—4 Sn,
5 - 25 W.
Ферросилиций, содержащий более 25% вольфрама, очень ту-
гоплавок, он садится на подину печи и. смешиваясь с коксом, об-
разует здесь густую, вязкую массу.
Иногда эта масса, перекрывая леточное отверстие, затруд-
няет выпуск олова. Сильно вольфрамистый ферросилиций обра-
зует на подине настыли причудливой формы; иногда же он в
виде мелких корольков оседает на дно котла или ванны.
Черновое олово, охлажденное до температуры 600° С, пере-
качивают насосом в приемный котел разливочной машины и
опробуют на висмут и железо, определяя этим ход его рафи-
нирования.
Иногда плавка расстраивается из-за недостатка или избыт-
ка кокса. При избытке кокса он всплывает на поверхность ван-
ны и начинает проводить ток через коксовый слой. Электроды
приходится сильно поднимать, температура над ванной сильно
повышается, а плавление замедляется. Продукты плавки в ван-
не становятся холодными, выпуск металла идет с трудом. В это
время возможно подплавление свода. Восстановление олова не
успевает завершиться и в конечном шлаке остается 1—1,5% Sn.
ПЛАВКА В ЭЛЕКТРИЧЕСКИХ ПЕЧАХ
253
При высоком 'содержании в шихте вольфрама и значитель-
ном избытке кокса под электродами образуются твердые туго-
плавкие настыли, которые, если не принять мер к их расплав-
лению, оседают на лещадь. Химический анализ показывает, что
эти настыли состоят из смеси карбидов вольфрама и титана,
ферросилиция, шлака и кокса и имеют следующий состав, %:
20—30 W, 10—15 Si, до 40 Fe, 5—15 Sn, до 10 С.
Для расплавления настылей резко уменьшают количество вос-
становителя и разубоживают шихту по железу. Необходим так-
же профилактический осмотр слоя кокса на подине после выпу-
ска продуктов плавки, позволяющий изменить расход его при
очередной загрузке. Нормально на подине бывает слой кокса
толщиной 8—10 см.
Высокое положение Электродов над шихтой возможно так-
же из-за плохой подготовки шихты. В этом случае после вы-
пуска на подине остается нормальное количество кокса.
При недостатке кокса он оттесняется конвективным движе-
нием шлака к периферии печи. Электроды начинают работать
на подину. Электрический режим плавки становится неустой-
чивым. Электрическая мощность печи снижается в несколько
раз, шлаковая ванна охлаждается. Для выправления хода
плавки загружают в печь мелкий кокс и ’.прибавляют его в сле-
дующую шихту. При недостатке восстановителя получается бо-
гатый оловом конечный шлак, загруженный в печь кремний рас-
ходуется как восстановитель, ферросилиций не образуется.
В пыль, получаемую при электроплавке концентратов в
электрофильтрах, переходит 4,5—5,5% олова и она содержит, %:
48—55 Sn, 8—15 SiO2, 1,5-н2 Fe, 2—4 CaO.
В пылях электроплавки содержится больше SiO2, чем в пы-
лях отражательной плавки. Это объясняется летучестью крем-
ния в виде SiO, получаемой по реакциям:
SiO2 + С = SiO + СО;
SiO2 + Si = 2SiO.
В результате восстановительных реакций выделяется окись
углерода, которая является основным компонентом газов, со-
держащих также N2, СО2, SO2, Н2О и пары металлов.
При излишней влажности шихты и загрузке ее в горячую
печь наблюдается большое газовыделение во время загрузки, а
избыточное давление в печи повышается до 5—10 мм вод. ст.
Газы дожигают в газоходе, для чего приблизительно пяти-
кратное количество воздуха подсасывается через кольцевую
щель, расположенную между газоходным кольцом свода и газо-
ходным стояком.
Некоторое количество воздуха подсасывается непосредствен-
но в печь через неплотности кладки и разные отверстия. Поэто-
254
ВЫПЛАВКА ЧЕРНОВОГО ОЛОВА
му содержание СО в газе при выходе из печи при нормальных
условиях составляет около 70%• К концу плавки наблюдается
уменьшение количества газов.
Технико-экономические показатели электроплавки концентратов
Извлечение олова с учетом переработки оборотной пыли со-
ставляет 98,2—198,5% при переходе его в шлак и ферросилиций
на 0,2—0,4%.
Удельная производительность при плавке концентратов со-
ставляет 4,5—4,7 т[м2 * сутки.
На одну тонну проплавляемого концентрата расходуется, кг:
180—il90 кокса; 60—100 извести; 8—10 кремния (90%-ный фер-
росилиций); 9—110 электродов.
Расход электроэнергии составляет 1020—1080 квт-ч на 1 т ,
концентрата при использовании мощности трансформаторов на
95—100%.
ЛИТЕРАТУРА
1. Н. Н. Мурач. Металлургия олова, Металлургиздат, 1947.
2. Borchers, Zinn, Bismut, Antimon. Knapp—Verlag, 1924.
3. Mantel. C. L., Ph. D, Tin, NJ 1949.
4. Mante 1—L idle, Zinn, Knapp—.Verlag, 1937.
ГЛАВА XIII
ВЫДЕЛЕНИЕ ОЛОВА ИЗ БОГАТЫХ ОЛОВЯННЫХ ШЛАКОВ
(ДОРАБОТКА ШЛАКОВ)
1. ОБЩИЕ СВЕДЕНИЯ
С целью дополнительного извлечения олова и получения от-
вального шлака осуществляют операции доработки шлаков.
Этого можно достигнуть разными способами.
1. Выплавкой остатков металла в виде чернового олова или
сплава (восстановительная плавка).
2. Возгонкой олова в виде летучих соединений и получением
его в виде богатой пыли.
3. Методами обогащения.
4. Гидрометаллургическим путем.
Содержание олова в исходных богатых шлаках колеблется
в широких пределах, так как оно зависит от способа плавки, ка-
чества первичного сырья, температурного режима и способа про-
ведения плавки, выбранного состава шлака и многих других
причин.
Некоторые данные о составе богатых оловянных шлаков при-
ведены в табл. 45, из которой видно, что содержание олова в
первичных шлаках колеблется в пределах от 3,5 до 35%.
Попутно интересно отметить резкое различие состава шла-
ков по основным компонентам: отношение FeO/CaO колеблется
в пределах от 0.7 до 17, а кислотность от 1,11 до 2,92 (шлак В,
КНР) в сравнение не включаем, так как в нем не учтено содер-
жание Na2O.
Предельное содержание олова, при котором дальнейшая
переработка шлака невыгодна, до сих пор не установлено. В ли-
тературе об этом приводятся различные соображения и выска-
зываются разные мнения.
Если принять, что на одну тонну 70%-ного оловянного кон-
центрата получается около 150 кг шлака, получим следующие
потери олова в зависимости от содержания его в шлаке:
Содержание в шлаке, % . . 0,23 0,46 0,70 0,92 2,34 4,68
Потеря в шлаке, % ... . 0,5 1,0 1,5 2,0 5,0 10,0
Сравнивая металлургию олова с другими процессами цвет-
ной металлургии, казалось бы, можно принять 1 —1,5% потери
Состав богатых (первичных) оловянных шлаков некоторых заводов
В шлаке много Na2WO.
ДОРАБОТКА ШЛАКОВ ПОВТОРНОЙ ПЛАВКОЙ
257
металла в шлаке допустимыми и тогда считать отвальными
шлаки, содержащие 0,5—0,7%, что и имеет место на многих за-
рубежных заводах.
Вместе с тем, учитывая высокую стоимость олова по срав-
нению с другими металлами, а также весьма низкое содержание
его в рудах и россыпях, дальнейшее снижение потерь олова с
шлаками имеет огромное значение.
Окончательное решение этого вопроса возможно при прове-
дении технико-экономических расчетов, сравнивающих затраты
на переработку шлаков с ценой металла. Такой расчет связан
с правильной оценкой существующего уровня развития техники
и часто с местными условиями.
На заводах СССР отвальным считается шлак, содержащий
менее 0,3% Sn, однако это, вероятно, только временный предел.
Уже сейчас имеются возможности для снижения этой цифры до
0,1%, что еще не вполне, правда, освоено и не оправдано точ-
ными экономическими расчетами.
2. ДОРАБОТКА ШЛАКОВ ПОВТОРНОЙ ПЛАВКОЙ
В ОТРАЖАТЕЛЬНЫХ ИЛИ ШАХТНЫХ ПЕЧАХ
Прежде всего следует напомнить о формах содержания оло-
ва в шлаках (см. гл. XI). Можно считать, что значительная до-
ля олова присутствует в шлаке в виде SnO, остальное находит-
ся в виде металла, образующего коллоидную систему и частич-
но скоагулировавшего с образованием капель разной крупности,
которые не выделились либо вследствие высокого удельного
веса и вязкости шлака, либо удержались в нем подъемной си-
лой пузырьков гав а.
Даже простая переплавка шлака без добавления восстано-
вителя, но проведенная в таких условиях, когда составляющие
шлака не могут окисляться, позволяет выделить часть металла.
При переплавке происходит коагуляция коллоидного раство-
ра и слияние мелких капель олова в крупные. Многие из ка-
пель, которые ранее плавали в шлаке, теряют эту способность
и оседают.
Эти соображения подтверждаются опытами. Мурач [2] пере-
плавлял шлак, содержащий 20% Sn, в шамотном тигле в атмо-
сфере азота. До переплавки в шлифе шлака под микроскопом
были видны многочисленные капельки металла разной крупно-
сти. После переплавки многие из этих капель слились друг с
другом и осели на дно тигля; в шлаке осталось 9% Sn.
Таким образом, простой переплавкой иногда удается извлечь
из шлака часть олова, оставшуюся по механическим и физиче-
ским причинам.
Олово, содержащееся в шлаках в виде закиси, частично мо-
жет быть извлечено повторной плавкой с восстановителем при
9 Заказ 1785
258
ВЫДЕЛЕНИЕ ОЛОВА ИЗ БОГАТЫХ ОЛОВЯННЫХ ШЛАКОВ
более высокой температуре. При этом происходит одновремен-
ное восстановление железа, причем чем глубже восстановление
олова, тем больше восстанавливается железа из шлаков.
Из работ Кольмейера и Кейзелитца видно, что даже восста-
новление при температуре 1500° не обеспечивает полного извле-
чения олова: в шлаке остается 5—6% Sn. Конечно, получаемое
при этом черновое олово очень богато железом.
Доработка шлаков плавкой с металлическим железом
Химически связанное олово можно восстановить из шлака
плавкой с металлическим железом или гартлингом по реакции:
(SnO) + [Fe] -> (FeO) + [Sn], (I)
Эффект этого процесса виден из выражения для константы
равновесия:
Д' = a<Sn0>
°(FeO) °[Sn]
По ходу реакции O(SnO) убывает, a «(FeO) возрастает, следо-
вательно, множитель, представленный отношением этих вели-
чин, уменьшается. Для постоянства К необходимо, чтобы дру-
гой множитель возрастал. Понятно, что при таком способе до-
работки шлака всегда получается металл, весьма сильно загряз-
ненный железом.
Колосов и Мурач [1] определили величину условной констан-
ты равновесия реакции (1). Условная константа равновесия ме-
нялась в широких пределах: от 8,5 • 10-3 до 15- 10 2. Причиной
этому, очевидно, были значительные изменения активностей в
металле и шлаке, которые не удавалось учесть.
Данные этих авторов показывают, что наиболее полное изв-
лечение олова из шлака (на 93,2—94,3%) достигается при добав-
лении на каждый грамм-атом олова 1,5—Q г-атом железа.
Таким образом, избыток восстановителя составляет от */г До
1 г-атом. В получаемом при этом сплаве можно ожидать содер-
жание 18—32% Fe.
Следует отметить, что авторы [1J работали с очень богатыми
шлаками, содержавшими около 50% Sn, и при наиболее полном
протекании реакции им удавалось снижать содержание олова
в шлаке только до 5,98—6,.16%.
Из сказанного выше ясно, что чем беднее олово-м конечный
шлак, тем более загрязненный железом получится металл.
Переработка шлаков плавкой их с металлическим железом в
настоящее время не применяется, так как введение железа в
цикл производства олова нецелесообразно.
ДОРАБОТКА ШЛАКОВ ПОВТОРНОЙ ПЛАВКОЙ
259
Восстановительная плавка шлаков с окисью кальция
Роль извести как компонента оловянных шлаков уже рас-
сматривалась ранее.
Добавление окиси кальция одновременно повышает актив-
ность обоих окислов —FeO и SnO. Активность первого повы-
шается в большей степени, так как радиус иона у железа мень-
ше, чем у олова.
Практика подтверждает благоприятное действие окиси каль-
ция на полноту восстановления олова из шлаков. Вместе с тем
в больших количествах окись кальция повышает вязкость шла-
ка и этим увеличивает механические потери олова.
При больших избытках СаО, вероятно, возможно почти пол-
ное восстановление железа и олова. Однако мы получили бы
в этом случае сравнительно тугоплавкий шлак системы SiO2—•
СаО — А1^Оз, хорошей жидкотекучести которого можно достиг-
нуть только в электрических печах, и сильно железистый сплав
олова.
Восстановительная плавка с материалами,
содержащими свинец
Из диаграммы состояния системы РЬ — Sn известно, что при
температурах выше 327° С олово и свинец смешиваются в любых
отношениях. Таким образом, свинец может служить хорошим
растворителем для олова, и, кроме того, в присутствии метал-
ла— растворителя облегчается восстановление олова:
(SnO) + СО [Sn] + СО2;
К _ РсО «(SnO).
РСО2 «[Sn]
_£сО^ — ft °tSnJ
РСО2 «(SnO)
Из последнего уравнения видно, что если принять активность
окиси олова в шлаке постоянной, равновесное отношение
СО/СОг будет тем ниже, чем-меньше активность олова в полу-
чаемом сплаве.
Это было подтверждено опытами Вольского и Слободско-
го {3]. Авторы брали сплавы олова и «свинца, содержащие от
1,5 до 7'2,81 % Sn. На поверхность сплава, помещенного в лодоч-
ке, загружали чистую SnO2 и изучали равновесие этой системы
со смесью СО + СО2 циркуляционным методом.
Результаты опытов приведены на рис. 102 где видно, что
условия восстановления заметно облегчаются только при ма-
лых содержаниях олова в свинцовом сплаве в пределах прибли-
зительно до 10% Sn.
9*
ДОРАБОТКА ШЛАКОВ ПОВТОРНОЙ ПЛАВКОЙ
261
Наряду с описанным механизмом процесса восстановления
олова в присутствии свинца можно предположить и реакцию вы-
теснения олова свинцом из силикатных расплавов, протекаю-
щую по уравнению
(SnO) + Pb J(PbO) 4-Sn.
Вычислив изменение стандартного изобарного
этой реакции для случая взаимодействия свободных
получим AZ° = 16,25 ккал. Сле-
потенциала
окислов,
довательно, при низких темпе-
ратурах эта реакция должна
протекать справа налево, а
восстановление олова свинцом
невозможно.
Наряду с этим отрицатель-
ный тепловой эффект реакции,
равный Q = —16,0 ккал, ука-
зывает на возможность дости-
жения желаемых результатов
при высоких температурах.
Мурач и Колосов [1], иссле-
довавшие взаимодействие
свинца с расплавом SnO —
БЮг, пришли к выводу, что по-
вышение температуры действи-
тельно сильно сдвигает равио-
Рис. 1102. Восстановление SnO2 на по-
верхности оловянн'освинц’овых сила
bob (по А. Н. Вольскому и Я. Я. Сло-
бодскому)
весие вправо.
Условная константа равновесия, записанная как
(SnSiO3)[Pb]
(PbSiO3)[Snl ’
быстро снижается с повышением температуры, как это видно из
рис. 103.
Однако и при высоких температурах свинец практически не
может служить восстановителем для окиси олова. Роль его в
этом процессе ограничивается растворением металлического
олова.
Практика доработки шлаков в отражательных
и шахтных печах
Выше были рассмотрены принципы доработки шлаков плав-
кой с углем и известью, с железом и в присутствии свинца.
Тафелем описан способ доработки шлаков плавкой с извест-
няком и коксом. В шихту добавляли 40—70% СаО, расход кок-
са составлял около 27%. При плавке получался сплав, содер-
262
ВЫДЕЛЕНИЕ ОЛОВА ИЗ БОГАТЫХ ОЛОВЯННЫХ ШЛАКОВ
жащий 4'0% Sn и 60% Fe. Содержание олова в шлаке снижа-
лось с 10 до 0,(8%.
По другим сведениям плавка шлаков, содержавших 10—
20% Sn в шахтной (ватержакетной) печи, не показала возмож-
ности снижения олова в шлаке более чем до 2—4%. Содержание
железа в сплаве достигало 70%, а улетучивание олова за счет
серы кокса доходило до 20%.
Образование тугоплавких гартлиигов сильно затрудняло ра-
боту печи и требовало частой чистки горна для удаления обра-
зующихся в нем настылей.
Несмотря на значительные недостатки способа доработки
шлаков в шахтных печах, этот процесс все еще применяется не-
которыми заводами, которые довольствуются получением бога-
тых отвальных шлаков (2—4% Sn). Неизбежно получаемые при
этом гартлинги складируют в условных отвалах.
Иногда плавка в шахтной печи, проводимая в умеренно вос-
становительных условиях, применяется для частичного извлече-
ния олова из шлаков и гартлиигов, а одновременно и для усред-
нения состава этих материалов и их последующего гранули-
рования.
Ниже приведен пример такой плавки, взятый из практики
одного советского завода.
В печи сечением в области фурм 1,21 .м2 проплавляли сле-
дующие материалы: 1) богатый шлак отражательной плавки,
содержащий 5—15% олова; 2) шлаки от плавки съемов рафи-
нировочного цеха, в котором бывает до 50% Sn; 3) шлаки и
гартлинги с условных отвалов; 4) богатый шлак электропечей.
В качестве флюса применяли известняк, количество его в
шихте было 3—6%. Расход кокса составлял 20—25% от веса
шихты.
Плавку проводили при высоте сыпи 1,5—2 ми давлении дутья
в 500—700 мм вод. ст. При этом колошник сохранялся холод-
ным, а температура отходящих газов не превышала 250—300°.
Производительность плавки по шихте составляла около
55 г/л2 • сутки.
Черновое олово по мере его накопления в горне печи выпу-
скали в стальной котел. Корки, снимаемые с поверхности метал-
ла, возвращались в печь. Перед разливкой олово фильтровали
через коксовый фильтр. После фильтрования оно имело, напри-
мер, следующий состав, %:
Sn..........................97,0
Pb.........................0,4
Fe.........................0,5
Си.........................1,4
As.........................0,25
Sb.........................0,1
S .........................0,2
Bi.........................0,02
ДОРАБОТКА ШЛАКОВ ПОВТОРНОЙ ПЛАВКОЙ
263
Шлак непрерывно выпускали через летку и гранулировали *
состав шлака следующий, %:
Sn................... 8,0
FeO..................21,0
SiO2.................34,5
А12О3 22,5
CuO.................. 9,8
MgO.................. 1,1
В пыли, улавливаемой электрофильтром, было 58—62%
олова.
Оборотный шлак и гартлинг (8—20% Sn) возвращали в
печь. В случае плавки гартлиигов из отвала выдавался грану-
лированный гартлинг, в котором было от 4, до 12% олова.
Распределение олова в продуктах шахтной плавки характе-
ризовалось следующими цифрами, % от количества олова в
шихте:
Черновое олово...........26—40
Шлак ....................22—32
Пыль ....................10—20
Обороты (оборотный шлак и
гартлинг) .............15—20
Плавка первичных богатых шлаков в отражательных печах
имеет большее распространение в практике, так как она дает
несколько лучшие результаты.
Из описания опыта работы заводов США известен, напри-
мер, такой режим доработки шлаков в отражательных печах.
Богатый шлак, содержащий 10% олова и около 19% FeO, пла-
вили в смеси с углем (10—20% от веса шлака) и известняком.
Длительность плавки составляла около 12 ч. Отвальный шлак
содержал 1,5—2% олова и 15% FeO. В металл при этом извле-
калось приблизительно 85% олова и 20% Fe; в нем было 25% Fe
и 75% Sn.
Некоторые заводы практикуют двукратную и даже трех-
кратную плавку шлаков с углем и известью в отражательных
печах.
На одном из заводов шлак, получаемый при отражательной
плавке концентратов, имел следующий состав, %:
Sn................ 10—15
SiO2................. 20
FeO ................ 30
СаО................... 5
А12Од ................ 4
Для дополнительного извлечения олова шлак трижды пере-
плавляли в отражательной печи с’углем и известью. Конечный
шлак, содержащий менее 4% олова, направляли в отвал.
264
ВЫДЕЛЕНИЕ ОЛОВА ИЗ БОГАТЫХ ОЛОВЯННЫХ ШЛАКОВ
Извлечение олова достигалось за счет постепенного повыше-
ния содержания СаО в шлаке, что сопровождалось получением
все более железистого металла, как это видно из табл. 46.
Таблица 46
Передел Содержание олова в шлаке, % Содержание олова в металле, %
До плавки (плавка кон-та) ..... 1 плавка шлака 2 » » 3 » » 10—15 4—8 4—6 4 99,5 99—99,5 98—99 95—98
Такую схему доработки шлаков нельзя признать целесооб-
разной: эффект ее невелик, а расходы на топливо, огнеупорные
материалы и рабочую силу, вероятно, значительны.
Доработка шлаков с получением сплава РЬ — Sn
Результаты плавки богатых оловянных шлаков с получением
свиицовооловяиных сплавов известны из практики работы аме-
риканского завода в Перт-Амбой [2].
Богатый шлак, перерабатываемый на этом заводе, содержал,
%: 15 Sn, 30 SiO2, 19,7 FeO, 20,5 СаО. Шлак шихтовали со свин-
цовыми отходами (92% РЬ) и известняком (13,5% от веса
шлака).
Плавку проводили в шахтной печи с расходом кокса 16,7%
от веса шихты.
В результате плавки получали шлак, содержащий около 2%
олова, сплав олова и свинца (40% Sn и 50% РЬ) и пыль, улав-
ливаемую электрофильтром (30% Sn и 40% РЬ) (пыль, возвра-
щали в плавку).
Извлечение олова в сплав достигало 85,6%, в шлак 14%. По-
тери металла благодаря хорошему пылеулавливанию составля-
ли всего около 0,4%.
Из сказанного выше видно, что для доработки богатых шла-
ков путем восстановления углеродом в присутствии извести от-
ражательные печи более пригодны, чем шахтные печи. В отра-
жательных печах при умеренной добавке извести можно избе-
жать образования гартлингов, но получение отвальных шлаков
при этом не достигается. Вторичный шлак обычно содержит 4—
5% олова.
Плавка в шахтных печах возможна с получением оловянно-
свинцового сплава, однако и в этом случае вторичный шлак со-
держит около 2% олова, т. е. также не является отвальным.
ДОРАБОТКА ШЛАКОВ С КРЕМНИЕМ ИЛИ ФЕРРОСИЛИЦИЕМ
265
3. ДОРАБОТКА ШЛАКОВ ПЛАВКОЙ С КРЕМНИЕМ
ИЛИ ФЕРРОСИЛИЦИЕМ В ЭЛЕКТРИЧЕСКИХ ПЕЧАХ
Этот способ был описав Кроллем {4]. Сущность его состоит
в том, что оловянные шлаки плавят при температурах 1300—
1500° С в смеси с кремнием либо ферросилицием, содержащим
60—70% Si.
В результате плавки получается трехслойная система, состо-
ящая из металлического олова, содержащего мало железа, фер-
росилия, содержащего 2—4% олова и шлака, в котором олова
остается сравнительно мало.
Восстановителем олова из шлака
может служить кремний по реакции
2SnO -f- Si 2Sn -|- SiO2.
Действительно, стандартный изо-
барный потенциал этой реакции пред-
ставляет большую отрицательную ве-
личину, равную —69,4 ккал, которая
свидетельствует о возможности восста-
новления олова кремнием.
Вместе с тем кремний дорог, по-
этому выгоднее восстанавливать олово
углеродом в 'присутствии окиси каль-
ция, а кремний должен служить толь-
ко средством для разделения железа и
олова, так как оба эти металла восста-
Рис. 103. Равновесие ре-
акции РЬ + SnSiO3 =
= PbSiOs + Sn (по Му-
рачу и Колосову)
навливаются из шлака одновременно.
Диаграмма состояния системы олово—-кремний показана на
рис. 17, она характеризуется почти полной взаимной нераство-
римостью. При температуре 1200° в кремнии растворяется толь-
ко около 3% олова. При повышении температуры растворимость
олова в кремнии возрастает. Химических соединений в этой си-
стеме не образуется.
В системе Fe— Sn (см. стр. 58) образуются химические со-
единения Fe2Sn (ниже 900° С), FeSn (ниже 800°С) и FeSn2 (ни-
же 496° С). ।
Тройную систему Fe—Sn—-Si частично изучали Мурач и
Лихнпцкая. При температуре 1300° они установили наличие
большой области расслаивания, в которой верхний слой состо-
ит из ферросилиция, содержащего небольшие количества олова,
а нижний — из олова, очень мало загрязненного железом и
кремнием.
Благоприятное распределение железа в этой двухслойной си-
стеме объясняется образованием -химического соединения FeSi,
266
ВЫДЕЛЕНИЕ ОЛОВА ИЗ БОГАТЫХ ОЛОВЯННЫХ ШЛАКОВ
в то время как соединения железа с оловом при температурах
процесса непрочны и, очевидно, полностью диссоциированы.
Пользуясь диаграммой Мурача и Лихницкой (рис. 104), мож-
но рассчитать количество кремния или богатого кремнием фер-
росилиция, необходимое для разделения железа и олова.
Почти полное восстановление железа и олова из шлака дос-
тигается добавлением в шихту избытка угля и большого количе-
ства окиси кальция из расчета на образование шлака системы
SiO2 — СаО — А120з.
Рис. 104. Область расслаивания и направления
конод в системе Fe — Si — Sn по Н. Н. Мура-
чу и 3. П. Лихницкой
Плавка проводится при температурах 1300—1500° в электри-
ческих печах.
Для плавки с кремнием или с ферросилицием пригодны лю-
бые печи, в которых можно поддерживать температуру 1300—
1400° С. При этом надо, однако, учесть, что кремний и богатый
кремнием ферросилиций легко окисляются. Если плавление про-
исходит медленно или в сильно окислительной атмосфере, то
значительная часть этих дорогих материалов окислится с образо-
ванием шлака, а расход их будет большим. Частичное окисление
кремния, не учтенное расчетом, может привести к невыгодным
соотношениям между составляющими шихты, и эффект процес-
са окажется неожиданно низким.
Поэтому для плавки с кремнием и ферросилицием наиболее
подходят дуговые электрические печи с закрытой дугой, т. е. по
существу печи сопротивления, в которых тепло получается при
пропускании тока через расплавленный шлак между погружен-
ными в него угольными или графитовыми электродами.
ПЛАВКА ОЛОВЯННЫХ КОНЦЕНТРАТОВ С КРЕМНИЕМ В ЭЛЕКТРОПЕЧАХ 267
Шахтные печи не удобны для этой плавки и обычно дают
низкие показатели. Это объясняется окислением кремния при
протекании расплава через область фурм, а также невозможно-
стью получения в шахтных печах достаточно высокой темпера-
туры.
4. ПЛАВКА ОЛОВЯННЫХ КОНЦЕНТРАТОВ С КРЕМНИЕМ
В ЭЛЕКТРОПЕЧАХ
Плавка с кремнием и ферросилицием за последние годы ус-
пешно применяется и для получения первичного олова из кон-
центратов. При этом часто удается за одну операцию выдавать
отвальный по олову шлак, т. е. содержащий менее 0,3% олова.
При такой плавке выгодно использовать наиболее богатые и
чистые от железа концентраты, так как это сокращает расход
дорогого кремния и экономит электроэнергию.
В металлургии олова для доработки шлаков и плавки кон-
центратов с кремнием применяются дуговые электрические
печи. ,»(
Доработка шлаков в электропечи производится в смеси с
гартлингами и печными выломками, получаемыми при ремонтах
печей. Исходные шлаки содержат 4—7% олова и 15—25% Fe.
Восстановителем служит коксик или смесь измельченного
кокса и газового угля в отношении 2:1. Расход восстановителя
составляет 8—10% от веса шлака и гартлинга. Флюсом служит
известь, добавляемая в количестве 8—10 % • Кремний или бога-
тый им ферросилиций применяют из расчета получения сплава,
содержащего 23—25% кремния и 75—77Р/О железа. При этом
считают, что все железо от шлака будет восстановлено и перей-
дет в ферросилиций.
Продолжительность плавки 6 ч. После плавки содержимое
печи выпускают в отстойник, где остаются олово и ферросили-
ций, а более легкий шлак, переполняя отстойник, стекает в шла-
ковую яму. Шлак имеет следующий состав, %:
Sn ..................0.1—0,3
SiO2 ..................45—52
СаО....................25—30
FeO.................... 1
A1ZO3................. 23
В шлаке остается 3—4% исходного количества олова. Такое
же количество металла переходит в оборотный шлак, который
остается сверху слоя ферросилиция. В оборотном шлаке 0,6—
1,5% олова.
После затвердевания ферросилиция его поднимают краном и
разливают находящееся под ним черновое олово, которое имеет
268
ВЫДЕЛЕНИЕ ОЛОВА ИЗ БОГАТЫХ ОЛОВЯННЫХ ШЛАКОВ
примерно следующий состав, %:
Sn................97,5
Pb................ 0,3
Fe................ 0,7
Си................ 0,2
As................ 0,6
Sb................ 0,1
S.................. 0,06
Bi ........ . 0,016
Извлечение олова при электроплавке шлаков 58—64%.
В пыль переходит от 12 до 20% Sn, а в отвальный шлак и
ферросилиций 5—15% Sn (в зависимости от содержания олова
и железа в шихте); неучтенные потери олова около 2%. Произ-
водительность печи 4,0—4,2 т/ж2 • сутки. Расход извести 80—
120 кг/т, расход электродов 9—10 кг на 1 т оловосодержащей
шихты.
Расход электроэнергии при плавке гранулированного шлака
1100 квт-ч.
S. ВОЗГОНКА ОЛОВА ИЗ ШЛАКОВ В ВИДЕ СУЛЬФИДА И ЗАКИСИ
Общие сведения
Доработка шлаков плавкой с переводом олова в возгоны ос-
нована на летучести SnO и SnS.
Грауман [7], изучая условия образования и возгонки SnO в
лабораторной трубчатой печи, нашел, что температура этого
процесса должна быть около 1400° С, в шихту следует вводить
возможно большее количество основных окислов и стремиться
к минимальному содержанию в ней SiO2. Чтобы уменьшить воз-
можность восстановления SnO до металла, надо в газах под-
держивать отношение СО2 : СО в пределах 2 : 3.
Условия возгонки олова в виде. SnO обсуждены также в ра-
ботах Кольмейера [8], Фейзера [91, Кейзелитца и Кольмейера
[10], Шпандау и Кольмейера [11], Шпандау и Ульриха [12]. Об-
щим выводом из всех этих сообщений является малая перспек-
тивность возгонки олова только в виде SnO, т. е. при отсутст-
вии в шихте серы. Неизбежность наличия в шихте SiO2 и обра-
зования силикатных расплавов требует высоких температур, а
последнее влечет за собой восстановление значительных коли-
честв железа и образование тугоплавких гартлиигов.
Другим летучим соединением олова является его сульфид.
Давление паров SnS, по Сайо и Шлехтену [13], имеют следую-
щие величины:
Температура, °C...... 500 600 700 800 900
Давление, мм рт. ст. . . . 2,8-10—5 0,01 0,16 0,61 11,20
Для возгонки SnS нужна температура не ниже 900° С.
ВОЗГОНКА ОЛОВА ИЗ ШЛАКОВ В ВИДЕ СУЛЬФИДА И ЗАКИСИ
269
Образование SnS из закиси олова, содержащейся в шлаках,
возможно по обменным реакциям с сульфидами других метал-
лов, в общем виде эти реакции можно представить уравне-
нием:
SnO -f- MeS X SnS + ТИеО.
Обсуждая возгонку олова в виде сульфида, Барт [14] прида-
ет большое значение образованию двусериистого олова [SnS2],
которое якобы более летуче, чем SnS. По мнению этого автора,
главной реакцией процесса будет следующая:
SnO2 4- FeS2 С -> SnS2 + FeO СО.
В действительности это не так. Ранее нами уже было пока-
зано (гл. И), что SnS2 разлагается при температуре 520° на
Sn2S3 и S2, a Sn2S3 нелетуче. Наблюдения Мурача, показываю-
щие присутствие SnS2 в газах, по-видимому, отмечают вторич-
ное образование SnS2 при понижении температуры:
2SnS + х/2 S2 Sn2S3;
Sn2S3 +1/2 S2 -+ 2SnS2.
Исследуя реакции сульфидирования олова, Мурач устано-
вил, что они возможны уже при температурах 700—900°, а энер-
гичное улетучивание сернистого олова наблюдается только при
1200° С [15]. Такая высокая температура необходима, вероятно,
потому, что SnS способно сплавляться с другими сульфидами,
давление паров SnS при этом понижается.
В случае взаимодействия сульфидов металлов со спла-
вом SnO + SiO2 образование и улетучивание SnS наблюдается
при 1000°, а энергично протекает только при температурах
1300—1400° С.
В качестве реагентов Мурачем были испытаны следующие
сульфиды: A12S3, FeS2, FeS, CaS и ZnS. Применение сернистого
алюминия имело только теоретический интерес, так как это не-
прочное соединение разлагается даже под действием влаги воз-
духа при обычных температурах на H2S и А1(ОН)3. Сернистый
цинк можно применять в виде богатого цинкового концентрата,
однако экономическая выгодность этого сомнительна. Таким
образом, из числа испытанных сульфидов наиболее пригодны
FeS2 и CaS. Последний легко получается из природного гипса
по реакции:
CaSO4 2С > CaS -{- 2СО2.
В своих опытах по возгонке олова из шлаков Мурач нашел,
что сульфиды металлов можно расположить в следующий ряд
по убыванию полноты сульфидирования олова: A12S3, ZnS, CaS,
FeS.
270
ВЫДЕЛЕНИЕ ОЛОВА ИЗ БОГАТЫХ ОЛОВЯННЫХ ШЛАКОВ
Значительно большую энергичность действия A12S3 как
сульфитизатора олова можно показать даже простым вычис-
лением стандартных изобарных потенциалов образования SnS,
как это сделано в табл. 47.
Таблица 47
Стандартные изобарные потенциалы некоторых реакций сульфидирования
Реакция
AZggg, ккал
FeS + SnO FeO + SnS (1)
ZnS + SnO - ZnO + SnS (2)
CaS + SnO CaO + SnS (3)
A12S3 + 3SnO A12O3 + 3SnS (4)
+ 1,4
+ 13,25
+11,50
—213,37
Стандартный изобарный потенциал реакции (4) — большая
отрицательная величина, в то время как для других сульфидов
он выражается небольшими положительными числами.
Точная термодинамическая оценка этих реакций затруднена
отсутствием данных о теплоемкости SnO, активности ее в шла-
ке, а также о возможности связывания окислов в силикаты и об-
разовании сплавов между сульфидами — штейнов.
Образование штейнов, по-видимому, играет значительную
роль в этом процессе.
Мурач отмечает образование железо-оловянного штейна в
случаях применения избытка FeS. Переход SnS в этот штейн
должен сопровождаться понижением давления паров сульфида
олова и затруднением его возгонки.
В случае применения других реагентов-сульфидизаторов
штейны могут образоваться из закиси железа, присутствующей
ц шлаке, т. е. в результате первичного сульфидирования железа:
FeO + McS FeS + MeQ>.
Двойные системы Fe — Sn, Sn—S и Fe -—S были исследо-
ваны давно, а тройную систему Fe—Sn-—S изучали Мурач и
Лихницкая в 1938 г. (2].
Из диаграммы этой системы (рис. 105) видно, что железо-
оловянные штейны содержат меньше серы, чем следовало ожи-
дать в сплавах FeS и SnS, часть олова в этих штейнах, по-ви-
димому, находится в виде растворенного металла.
На диаграмме видна также область расслаивания. Область
штейнов расположена между прямой линией составов FeS —
SnS и границей области расслаивания.
Таким образом, трудность возгонки олова из штейнов свя-
зана не только с понижением давления паров SnS вследствие
ВОЗГОНКА ОЛОВА ИЗ ШЛАКОВ В ВИДЕ СУЛЬФИДА И ЗАКИСИ
271
образования раствора, ио и с присутствием части олова в штей-
нах в виде металла.
Температуры плавления железо-оловянных штейнов лежат в
пределах 940—970°, при небольшом перегреве до 1000—1050°
все штейны, кроме сильиожелезистых, имеют малую вязкость.
В твердом состоянии штейны тверды и хрупки и имеют светло-
серый оттенок.
Механизм сульфидирования олова из шлаков ие изучен, ход
этого процесса можно только предположить.
Непосредственное взаимодействие твердого сульфидизатора с
твердым шлаком мало вероятно, так как поверхность соприкос-
новения частиц сульфидизатора и шлака невелика, а диффузия
Рис. 105. Диаграмма состояния системы Fe — S — Sn по Н. Н. Дурачу
и 3. П. Лихницкой
серы в твердый шлак не может иметь значительной скорости.
Вероятнее предположить, что сульфидизатор сначала раство-
ряется в размягченном или жидком шлаке и сульфидирует пре-
имущественно железо, так как железа в шлаке больше, чем
олова.
Получаемый таким образом штейн выделяется в виде само-
стоятельной фазы, капли которой распределены между зернами
полурасплавленного шлака, или расслаивается со шлаком, если
последний расплавлен.
Различие в действии разных сульфидизаторов можно объяс-
нять разной растворимостью их в штейнах и шлаках.
При таком понимании хода процесса химизм его можно пред-
ставить следующей реакцией:
(SnO) + [FeS] = [SnS] + (FeO).
Давление паров SnS пропорционально активности в штейне;
^[SnS] ~ С ' G[SnS]’
272
ВЫДЕЛЕНИЕ ОЛОВА ИЗ БОГАТЫХ ОЛОВЯННЫХ ШЛАКОВ
Следовательно:
ZSnS
С
a(SnO) • °[FeS]
“(FeO) ’ %
11 ?SnS
jsi a(SnO)
fi(FeO)
«[FeS]-
Таким образом, давление паров SnS тем выше, чем больше
активность SnO в шлаке и меньше активность в нем FeO.
Это хорошо согласуется с данными практики, которая пока-
зывает, что при сильножелезистых шлаках возгонка олова за-
трудняется. Добавка окиси кальция, повышающая активность
SnO в шлаке, способствует возгонке сульфида олова.
Обсуждая условия образования и испарения SnS, мы не учи-
тывали возможность одновременного испарения SnO.
Давление паров SnO при температурах 1200—1300° превы-
шает 100 мм рт. ст., однако надо учесть, что активность SnO
в шлаке весьма мала, поэтому давление паров SnO
над шлаком незначительно и не может вызвать существенного
испарения этого окисла. Практика показывает, что возгонка SnO
путем нагревания шлака только с одним восстановителем обес-
печивает весьма малое удаление олова в газы, редко превышаю-
щее 50—60%.
В то же время наличие паров SnO над поверхностью шлака,
хотя бы и при малом парциальном давлении их, открывает воз-
можность сульфидирования олова иным путем, т. е. по реакции:
SnOra3 + MeS SnSra3 + Л4еО.
Возгонка соединений олова из шлаков в шахтных,
отражательных и трубчатых вращающихся печах
Заводские опыты по изучению возгонки соединений олова из
шлаков в шахтной печи были проведены на заводе «Красный
Выборжец» в Ленинграде [2].
Перерабатывали различные оловянные шлаки, содержащие
от 0,5 до 12% олова; сульфидирующими реагентами служили
пирит и гипс.
Сульфиды загружали непосредственно в печь вместе со
шлаком и коксом.
Плавка с пиритом показала, что FeSa разлагается еще в верх-
них горизонтах печи, а поэтому реагирует подобно FeS. При
плавке с пиритом шлаков, содержащих 10% олова, в отвальном
шлаке оставалось 0,36—0,45% олова.
Пирита в шихте было 30% от веса шлака. Такой большой
расход пирита вызывал образование большого количества штей-
на, которое нельзя было полностью возвращать в плавку. Работа
печи осложнялась сильным образованием настылей.
ВОЗГОНКА ОЛОВА ИЗ ШЛАКОВ В ВИДЕ СУЛЬФИДА И ЗАКИСИ
273
При работе на бедных шлаках были получены лучшие ре-
зультаты. Исходный шлак содержал 0,5% олова, 10—13% цинка
и до 1,5% меди.
В отвальном шлаке было получено 0,06% олова, 2,5—3,5%
цинка и до 0,25% меди. Производительность печи составляла
35—40 т/м2 шихты в сутки.
В результате этих и других опытов было признано, что шахт-
ные печи удобны для возгонки олова только из сравнительно
бедных шлаков.
Сульфидирование олова в шахтных печах всегда сопровож-
дается восстановлением железа с образованием гартлинга. Уве-
личение содержания пирита в шихте препятствует этому, ио
увеличивает выход штейна.
В шахтных печах целесообразно перерабатывать только
сравнительно бедные шлаки, из которых основное количество
олова предварительно извлечено другими способами.
В шахтных печах шлак не может находиться достаточно дли-
тельное время в контакте с сульфидизатором. Количество серы,
перешедшей в шлак в виде растворимых сульфидов, оказывает-
ся достаточным только для возгонки небольшого количества
олова. В то же время расплавленный шлак, стекая в горн по
кускам раскаленного кокса навстречу потоку восстановитель-
ных газов, находится в сильно восстановительных условиях.
В результате восстановительные процессы протекают быстрее
сульфидирования.
Шахтная плавка бедных оловянных шлаков на возгоны прак-
тикуется некоторыми заводами, ио подробных данных о ней в
литературе не опубликовано.
Возгонка сульфида олова из шлаков в отражательных печах
изучалась под руководством Мурача [1'5].
Опыты проводились в печи с площадью пода 16,2 м2, высотой
1,6 м, при глубине ванны в 0,45 м. Свод и стены печи были вы-
ложены из динасового кирпича, ванна — из магнезита. Печь
отапливалась тремя форсунками, работающими на мазуте.
В качестве реагентов-сульфидизаторов были опробованы пи-
рит, гипс и цинковый концентрат.
При шихте, содержащей гранулированный оловянный шлак
(2,2—3,6% олова) с добавкой 12—18% известняка, 16—20%
пирита и 15—20%) угля, в отвальном шлаке было получено 0,4—
1 % олова. Наиболее бедные шлаки получились из шихт, содер-
жащих больше угля.
В результате всех плавок получалось много штейна, а в пыль
извлекалось около 50%) олова. Опыты с применением цинкового
концентрата показали, что сернистый цинк является весьма ак-
тивным реагентом-сульфидизатором, вероятно, потому, что он
более растворим в железистых шлаках; чем FeS. Содержание
274
ВЫДЕЛЕНИЕ ОЛОВА ИЗ БОГАТЫХ ОЛОВЯННЫХ ШЛАКОВ
олова в шлаке удавалось при этом снижать за одну операцию с
12 до 2%. Штейна не получалось.
В результате опытов было установлено, что большое влия-
ние па ход процесса оказывает содержание угля в шихте и сорт
угля.
Если угля в шихте мало, извлечение олова низкое. При
высоком расходе угля можно получить бедный оловом шлак, но
одновременно восстанавливается много железа и образуются
гартлинги. Оптимальное количество угля в шихте равно 10—
15%. Угли, содержащие много летучих, например газовые, да-
ют лучшие результаты, чем антрацит.
Продолжительность плавления шихты и производительность
печи зависят от крупности материалов. При крупном угле
(12 мм) и крупном известняке (20—50 мм) продолжительность
плавки наименьшая. Мелкая шихта вследствие малой тепло-
проводности плавится медленнее и из нее восстанавливается
больше железа.
Расходуя 20% мазута от веса шихты и поддерживая темпе-
ратуру в печи на уровне 1350°, авторы проплавляли до 2,1 т/м2
шихты в сутки (1,55 т]\м? • сутки шлака).
Извлечение олова достигало 90%, в том числе в штейн —
около 2%.
На одном из советских заводов возгонку сульфида олова в
отражательных печах некоторое время применяли для извлече-
ния олова из шлаков шахтной плавки, содержащих до 3% Sn.
Плавку осуществляли с добавкой в шихту 8—10% угля и
10% гипса при температуре 1300—1450° С в течение 6 ч. Печь
имела боковую загрузку, шихта плавилась на откосах без пе-
ремешивания; атмосфера в печи была окислительная.
Шлаки не всегда получались отвальными: иногда они содер-
жали до 1% олова и их направляли в оборот.
В табл. 48 приведено распределение олова между продукта-
ми плавки.
Таблица 48
Распределение олова между продуктами плавки, %
от исходного количества олова в шихте
Название материала Извлечение олова % Содержание %
Отвальный шлак Оборотный » Пыль электрофильтров Оборотный гартлинг 26—36 45—51 10-12 0,3 0,31—1,0 34—35 8—12
ВОЗГОНКА ОЛОВА ИЗ ШЛАКОВ В ВИДЕ СУЛЬФИДА И ЗАКИСИ
Z15
Возгонка соединений олова из шлаков в трубчатых вращаю-
щихся печах была испытана на опытной установке Круппа, в
Германии [2].
Опыты проводили в печи длиной 16 м и диаметром 0,9 м. Пе-
рерабатываемый шлак содержал, %: 10,4 Sn, 27,65 FeO, 35 SiO2
и 5,5 СаО. К шлаку добавляли 25% (по весу) мелкого кокса и
10% пирита. В результате обработки в трубчатой печи при мак-
симальной температуре 1200° содержание олова в шлаке снижа-
лось до 0,5%, а извлечение его в пыль достигало 94—96%.
Из данных о работе подобной заводской установки во Фрей-
берге (Германия) [17] известно, что при работе в крупном мае
штабе в печи длиной 20 м и диаметром 1,8 м, перерабатывав-
шей ежемесячно около 400 т шлака, не удавалось снижать со-
держания олова более чем до 0,5—1,5%. При повышении содер-
жания железа в шихте извлечение олова резко падало.
Значительным недостатком этого процесса является обра-
зование в печи кольцевых настылей, удаление которых связано
с большими трудностями.
Это обстоятельство, а также улучшение возгонки олова из
жидкой шихты привело к изменению процесса, который был сна-
чала опробован на Магдебургском заводе (Германия),, а затем
на упомянутой выше 20-ж печи во Фрейберге.
Вальцеванию подвергались шлаки, содержащие 4—6% олова,
в смеси с бедными оловянными концентратами (10—12% олова).
Чтобы не повышать содержание FeO в шлаках, в качестве
реагентов-сульфидизаторов стали использовать гипс CaSO4 и
сульфат натрия Na2SO4. Шихта обычно имела следующий со-
став, %:
Концентрат................................40
Шлак............. 14,5
Пыль оборотная .... 13,5
CaSO4................. 8,0
Na2SO4................ 4,0
Кокс.................... 20,0
Крупность зерен гипса около 30 мм, а кокса около 10 мм.
Футеровка печи была приспособлена к работе с расплавлен-
ной шихтой. Для этого поверх футеровки из шамота (толщиной
70 мм) первые две пятых длины печи выложили магнезитом
(250 мм) па растворе из магнезита и жидкого стекла.
Это позволило увеличить срок службы передней части печи,
из которой выпускался жидкий расплав, до 4—6 месяцев. Зад-
няя часть печи работала без ремонта около 9 месяцев.
Угол наклона печи составлял 2—3°, скорость вращения —
около 1 об!мин.
Отопление пылевидным углем, с расходом последнего по-
рядка 150—200 кг!час, позволяло иметь в наиболее горячей зоне
температуру в 1300—1350° С, а в хвосте печи 500—700° С.
276
ВЫДЕЛЕНИЕ ОЛОВА ИЗ БОГАТЫХ ОЛОВЯННЫХ ШЛАКОВ
В выпускаемом из печи расплавленном шлаке содержалось
1,5—2% олова. Шлак направляли в отвал либо еще раз плави-
ли в шахтных печах на возгон. Состав этого шлака был следую-
щим, %:
Fe.................. 15—25
СаО........ 6—12
А12О3 ... 15—25
SiO2................18—25
Газы на выходе из печи охлаждали путем разбавления воз-
духом приблизительно до 100° С и затем очищали от пыли в ме-
шочных фильтрах, срок службы которых составлял 3—6 месяцев.
Механический вынос шихты газами достигал 6—8% по весу.
Тонкая пыль имела следующий состав, %:
Sn.................35—50
Fe................... 3—6
S.................... 1,3
SiO2 ................ 6,8
CaO.................. 3—5
A12O3............... 8—10
Извлечение олова в пыль достигало 85—95%.
Длительная работа этой довольно крупной установки, пе-
рерабатывавшей около 400 т шихты в месяц, показала, что гипс
и сульфат натрия — лучшие реагенты сульфидизаторы, чем пи-
рит, так как при этом ие повышается содержание FeO в шлаке
Вместе с тем полнота удаления олова оказалась недостаточ-
ной для получения отвального шлака. Этот способ, подобно дру-
гим возгоночиым процессам, рассмотренным выше, не позволя-
ет дорабатывать шлаки в одну стадию. Он может служить толь-
ко для удаления основной массы олова из шлака, после чего
остатки металла приходится извлекать другими способами.
Фьюминг-процесс
Из предыдущего видно, что применение фьюминга для оло-
восодержащих материалов требует введения сульфидизатора,
так как основным летучим соединением здесь является SnS.
В результате работ, выполненных во Фрейбергской горной
академии в 1940—1944 гг., было предложено фьюминговать оло-
восодержащие шлаки с добавками элементарной серы, пирита,
цинковой обманки или гипса. Сульфидирующие вещества мож-
но вдувать в жидкий шлак вместе с угольной пылью либо за-
гружать в ванну отдельно. Первые попытки осуществления этого
процесса встретили трудности, связанные с образованием штей-
нов при избытке сульфидизатора или гартлингов — при избытке
восстановителя.
В пузырях воздуха, всплывающих в жидком шлаке, происхо-
дит горение углерода и диссоциация пирита.
ВОЗГОНКА ОЛОВА ИЗ ШЛАКОВ В ВИДЕ СУЛЬФИДА И ЗАКИСИ
277
В результате этого пузыри заполнены газом, содержащим
СО, сравнительно немного СО2 и пары серы.
Наряду с этим некоторые частицы пирита и угля оказывают-
ся вне области газовых пузырей, при этом пирит тонет, а уголь
всплывает в шлаке. Каждая частица пирита или угля образует
вокруг себя газовый слой. Около частиц угля он состоит из СО
и СО2, причем эти газы ие разбавлены азотом. Около частиц
пирита газовый слой состоит из паров серы.
Таким образом, в результате продувки в массе жидкого шла-
ка возникает множество газовых пузырей, содержащих восста-
новительные и сульфидирующие реагенты. Суммарная поверх-
ность пузырей весьма велика и взаимодействие шлака с вос-
становительными и сульфидирующими реагентами происходит
на большой поверхности. Это способствует быстрому протека-
нию процесса. Тому же содействует и интенсивное перемеши-
вание ванны, в результате которого состав ее постоянно вырав-
нивается.
Сернистое олово вместе с парами свинца и цинка, если они
присутствуют в шлаке, испаряется внутрь пузырей. Образовав-
шиеся таким образом пары .SnS выносятся на поверхность ван-
ны, где они окисляются кислородом печных газов и уносятся по-
следними в виде тонких частиц SnO2.
Тепло, необходимое для поддержания шлака в жидком со-
стоянии, получается в результате окисления угля и пирита в ван-
не, а также за счет горения сульфида олова и паров металлов
над ванной.
В 1949—1950 гг. в институте «Гинроникель» Б. Ф. Вернеру
и В. В. Костелову [18] удалось разработать в лабораторном
масштабе удовлетворительный режим фьюмингования оловосо-
держащих шлаков, позволявший извлекать до 9О°/о олова в воз-
гоны. Для продолжения этих опытов в 1951 г. на одном из заво-
дов была смонтирована полупромышленная установка.
Некоторые данные об этой печи (рис. 106) приведены ниже
[18]:
Длина ванны, м......................... 2,15
Ширина ванны, м ............ . . 1,21
Высота печи, м........................... 4,3
Количество кессонов (включая подовый) .... 9
Общая кессонированная поверхность, м2 ... 16,5
Количество фурм.............................. 12
Расстояние между фурмами, мм................ 200
Высота фурм над подом, мм............ . . 210
Фурменное отношение........................... 0,58
Упругость дутья, ати..................... 0,6
Количество дутья, нме/мин................ 45—50
Сечение газохода, м2 ...................0,7-1,21=0,85
Стены печи составлены из сварных кессонов. Выпускной кес-
сон отлит из чугуна и имеет вплавленный змеевик. Боковые кес-
Таблица 49
Показатели работы печи для фьюмингования
Показатели Балансовые плавки
I II III
Проплавлено шлака в печи для рас-
плавления, т 546,7 236,0 383,7
Удельный проплав, m/.’-fl сутки . . 2,34 3,03 2,11
Удельный расход мазута, % . . 16,0 16,2 16,6
Единовременная загрузка печи фью- мингования, т .... . 7,5 9,3 7,2
Суточная производительность печи 57,6 50,6
фьюмингования, т 46,4
Продолжительность цикла, мин . . . 150 150 150
В том числе:
разогрев 45 45 50
восстановление 105 105 80
окисление — — 20
Удельный расход угольной пыли, % 20,5
от шлака - 24 30
Удельный расход воздуха, нм3/час на 375
1 т шлака 302 396
Удельный расход пирита, кг/т шлака 50 50 35
Загрузка пирита Через 15 мин Во 2-ю Через 10 мин
в течение половину в течение
продувки продувки продувки
Состав исходного шлака, %:
Sn 0,47 0,51 1,32
РЬ 0,62 0,70 0,82
Zn 7,95 8,20 , 3,47
Состав продутого шлака, %: Sn 0,10 0,11 0,08
РЬ 0,10 0,11 0,08
Zn 4,43 2,65 1,05
Состав возгонов, %:
Sn 4,35 3,71 17,21
РЬ 8,45 7,06 10,06
Zn 52,05 60,34 35,82
Извлечение из шлака без учета обо- ротов, %:
Sn 79,6 79,3 94,4
РЬ 85,5 87,0 90,7
Zn 48,0 68,7 71,5
280
ВЫДЕЛЕНИЕ ОЛОВА ИЗ БОГАТЫХ ОЛОВЯННЫХ ШЛАКОВ
соны закреплены в пазах подового кессона и поддерживаются
домкратами. Швы между кессонами законопачены асбестовым
шнуром.
Шахта выложена в два кирпича: внутренний кирпич магне-
зитовый, наружный — шамотный. Кладка заключена в желез-
ный кожух. Между кожухом и кладкой имеется слой шлаковой
ваты.
Для заливки в печь жидкого шлака установлен желоб, рас-
положенный на высоте 2400 мм от пода, а для выпуска — летка
на уровне пода, диаметр последней 140 мм.
С целью укрепления гарниссажа на внутренней поверхности
кессонов приварены железные штырй длиной 50 мм и диамет-
ром 12 мм, находящиеся на расстоянии 100 мм друг от друга.
Фурмы конвертерного типа с шаровыми затворами имеют по
два ввода: первый для смеси пылеугля и пирита (ближе к кес-
сону) и второй для воздуха. Между вводами установлена ин-
жекторная насадка, предупреждающая выбросы угля при фур-
мовке. Диаметр рабочего отверстия фурмы 40 мм.
Кроме печи для фьюмингования, в комплект установки вхо-
дило следующее оборудование:
1. Отражательная печь для расплавления шлака, которая
обогревалась газами фьюминговой печи и дополнительно четырь-
мя мазутными форсунками. Длина ее 15 м, ширина 4,8 м, пло-
щадь пода 43 м2, в том числе зона плавления 26 м2 и копильник
17 м2.
2. Оборудование для приготовления угольной пыли.
3. Компрессоры.
4. Оборудование для улавливания пыли, состоявшее из
скруббера и электрофильтра.
Угольная пыль, приготовленная из донецкого угля марки Т
(W = 4,5%, Ь = до 12%, 5=1,5%, А = 15%, Q£=
= 6600 ккал/и'г) имела влажность 1 — 1,5%.
Показатели работы печи в период проведения в ней опытных
балансовых плавок (18] приведены в табл. 49.
Тепловой баланс фьюминговой печи, составленный по дан-
ным одной из балансовых плавок, приведен в табл. 50. Значи-
тельную долю показанных здесь неучтенных потерь следует от-
нести за счет неполного использования угольной пыли вследст-
вие частичного выноса ее из печи отходящими газами.
Постоянная работа установки в режиме промышленной экс-
плуатации характеризовалась следующими показателями:
Суточная производительность по шлаку, т...................... 68,5
Единовременная загрузка, т шлака. ........................... 8,5
Продолжительность цикла, мин............'. ................ 150
Расход пылеугля, % от веса шлака ............................ 18
Коэффициент избытка воздуха................... .. . 0,67
Расход пирита, % от веса шлака................. . . . 4,1
ПРОЧИЕ СПОСОБЫ ДОРАБОТКИ ШЛАКОВ
281
Извлечение в возгоны, %:
олова ......................................
свинца ........................ .....................
цинка.............. . ........... . . .............
Состав возгонов, %:
олова .... • • - .............
свинца, ...........................................
цинка................................................
серы........................................ ...
мышьяка..................... .......................
Содержание в отвальных шлаках, %'.
олова .....................................................
свинца .............................................
цинка... ........................... .....
90—95
90—95
60—65
15—18
10—12
27—32
4—6
1,5—2
0,08—0,12
0,06—0,10
1,5—2,5
Таблица 50
Тепловой баланс опытной фьюмвнговой печи [18]
Приход тепла Количество Расход тепла Количество
млн. ккал % мл и. ккал %
Горение угольной пыли Вносимое расплавленным 524,0 69,6 С отвальным шлаком С водой кессонов . . . 173,3 103,8 23,0 13,8
шлаком Горение паров цинка . . Вносимое угольной пылью, 181,1 44,6 24,1 5,9 Через кладку шатра . . Недожог угольной пыли (по содержанию СО в 9,9 1,3
пиритом и воздухом 2,7 0,4 газах) С отходящими газами С возгонами Эндотермические реакции восстановления О н Fe3O., Не учтенные - . 61,2 150,6 6,8 39,9 107,0 8,1 20,0 0,9 5,3 27,5
Итого (округленно) 752,5 100,0 Итого (округлено) 752,5 100,0
6. ПРОЧИЕ СПОСОБЫ ДОРАБОТКИ ШЛАКОВ
Ниже описаны способы доработки шлаков методами механи-
ческого обогащения и гидрометаллургии. Эти способы, за ма-
лым исключением, не привились в практике, но тем не менее
представляют интерес, показывая развитие инженерной мысли и
сообщая некоторые практические сведения.
Следует отметить, что эти способы требуют дробления и из-
мельчения шлака, а поэтому они часто дороже огневых.
Так как значительная доля, обычно более половины олова,
находится в шлаке в виде корольков металла, имеющих значи-
тельно больший удельный вес, чем шлак, то для доработки шла-
ков было предложено гравитационное обогащение — отсадка и
обогащение на концентрационных столах.
282
ВЫДЕЛЕНИЕ ОЛОВА ИЗ БОГАТЫХ ОЛОВЯННЫХ ШЛАКОВ
Первый недостаток этих способов в том, что ими можно вы-
делить только олово, оставшееся в шлаке вследствие неполноты
отстаивания, да и то не все, так как значительная доля металла
находится в виде весьма мелких корольков, иногда имеющих по-
перечник всего в несколько микрон. Вторая трудность связана
с хрупкостью олова, загрязненного железом и мышьяком. При
измельчении корольки загрязненного металла дробятся и пре-
вращаются в тонкую пыль, которую потом трудно отделить, так
как частицы ее прилипают к зернам шлака.
На одном из заводов богатый шлак, получаемый в резуль-
тате плавки брикетированного концентрата в шахтных печах,
содержал, %:
Sn................. 30—35
FeO..............2,7—4,6
SiO2 .......... 23,6-25,2
СаО..............4,6—5,6
WOS.............. 10—16,5
А1,О3 ............ 8—10,5
В черновом олове было 98.5—99,8% Sn. Шлак повторно пла-
вили в шахтной печи с известняком и коксом, в результате чего
получалось дополнительное количество чернового олова и вто-
ричный шлак следующего состава, %:
Sn............... 3—4
FeO................ 38—40
SiO2............... 23—30
СаО................ 19—22
WO3................ 4—7,5
А12О3.............. 9—14
Из этих данных видно, что благодаря большому отношению
СаО : FeO в шихте удается Достигнуть высокого извлечения
олова.
Вторичный шлак гранулировали, затем измельчали и подвер-
гали гравитационному обогащению на шлюзах и отсадочных
машинах. В результате этого из шлака выделялись корольки
олова, содержащие 98% Sn, а в отвал направлялся сравнитель-
но бедный шлак, в котором было не более 1,5—2% олова.
Гидрометаллургические способы переработки оловянных
шлаков. Для разрешения вопроса извлечения олова из оловяц-
ных шлаков было сделано много предложений, сводящихся к
гидрометаллургической либо комбинированной гидро- и пиро-
металлургической обработке шлаков. Некоторые из этих спосо-
бов, по-видимому, были испробованы в заводском масштабе, но,
не показав преимуществ перед более простыми и дешевыми пи-
рометаллургическими способами, не получили практического
применения.
В отдельных случаях гидрометаллургические либо комбини-
рованные способы извлечения олова из шлаков могут предста-
вить известный интерес, поэтому ниже сообщаются краткие све-
СХЕМЫ, применяемые для доработки шлаков, и ИХ ВЫБОР 283
дения о наиболее ценных способах, описанных преимуществен-
но в патентах [2].
Шер предложил сплавлять шлаки со щелочами, выщелачи-
вать станнаты и из раствора выделять олово электролизом.
Сходные предложения делались и другими авторами. Основное
неудобство этих способов — большой расход щелочи и затруд-
нения, возникающие при отделении кремнекислоты.
Боне предложил обрабатывать шлаки горячей серной кисло-
той с побочным получением железного купороса и чистой крем-
некислоты. Позднее Бранденбург и Вейланд предложили вести
обработку шлаков горячим бисульфатом натрия с добавлени-
ем серной кислоты. Другой патент тех же авторов предлагал об-
работку шлаков разбавленной смесью из двух частей серной
и одной части соляной кислоты. В том же году Альберти пред-
ложил комбинированный способ: обработка шлаков кислотами
и последующий обжиг остатка с добавлением хлористого нат-
рия при температуре ниже начала разложения хлорида или
сульфата олова.
Ченхолл предлагал выщелачивать соляной или серной кис-
лотой смесь оловосодержащего материала и угля, нагретых без
доступа воздуха с добавкой некоторого количества металличес-
кого железа. Выщелоченное олово осаждалось из раствора серо-
водородом, сульфид обжигали и восстанавливали.
Коллинс предлагал обрабатывать хлором предварительно
восстановленные оловосодержащие продукты и далее выщела-
чивать четырехвалентный хлорид олова.
Печ и Зелевский предлагали обрабатывать оловосодержащие
материалы сульфогидратом натрия при 250°, при этом олово пе-
реходило в растворимый тиостаннат натрия.
Технические показатели по перечисленным способам в лите-
ратуре не сообщаются.
К чйслу основных неудобств гидрометаллургических спосо-
бов переработки шлаков следует отнести: 1) необходимость
тонкого размола шлаков; 2) одновременный переход в раство-
римое состояние при кислых растворителях: железа, кальция,
алюминия и др.; при щелочных — кремнекислоты. Все это уве-
личивает расход реагентов и затрудняет последующее извлече-
ние олова из растворов сложного состава. Кроме того, операции
выщелачивания и фильтрования длительны и требуют громозд-
кой аппаратуры.
7. СХЕМЫ, ПРИМЕНЯЕМЫЕ ДЛЯ ДОРАБОТКИ ШЛАКОВ,
И ИХ ВЫБОР
В предыдущих разделах показано, что ни один из способов
доработки шлаков не позволяет получить отвальный шлак за
одну операцию с применением какого-либо одного процесса.
284
ВЫДЕЛЕНИЕ ОЛОВА ИЗ БОГАТЫХ ОЛОВЯННЫХ ШЛАКОВ
Из практики действующих заводов известны сложные схемы
доработки шлаков, обычно состоящие из ряда нескольких по-
следовательных переделов.
На одном из наших заводов практикуется отражательная
плавка и электроплавка концентратов. Шлаки отражательной
плавки содержат 5—’115% олова, а шлаки электроплавки 1 —
5% олова.
Эти шлаки плавятся вместе в шахтной печи с добавками
угля, известняка, оборотного гартлинга и некоторых оборотных
продуктов рафинировочного цеха. При этом в черновое олово,
содержащее 95—96% Sn, извлекается 20—40%, а в пыль 10—
20% олова. Усредненный гранулированный шлак шахтной печи,
содержащий около 8% олова, плавят в электрической печи с
углем, известью и кремнием, получая отвальный шлак (<0,3%
олова), небольшое количество оборотного шлака (0,3—0,8%
олова) и ферросилиций (2,5—4,5% олова).
Логичным завершением этой схемы было бы фьюминговаиие
ферросилиция вместе с частью усредненного или оборотного
шлака.
Оловянные заводы капиталистических стран, несмотря на
постоянный недостаток сырья, часто довольствуются получени-
ем весьма богатых отвальных шлаков. Такая политика опреде-
ляется стремлением к наибольшим прибылям, она подобна экс-
плуатации месторождений только наиболее богатых руд.
Известные нам схемы доработки шлаков, применявшиеся до
1960 г. на заводах капиталистических стран, в большинстве
весьма несовершенны.
Завод Лонгхорн в США получал при плавке тщательно очи-
щенных концентратов шлак, содержащий 15% олова. Богатый
шлак плавили повторно в отражательных печах с большим ко-
личеством извести и угля при температуре около 1260°. При этом
получался отвальный шлак, содержащий 1% олова, и га)ртлинг
(80% олова и 20% железа), который возвращали в плавку кон-
центратов. Простота пирометаллургической части схемы воз-
можна здесь благодаря тщательности предварительной подго-
товки концентратов обжигом и выщелачиванием.
Американский завод в Перт-Амбой применял для доработки
шлаков плавку со свинцовыми отходами. Отвальные шлаки
этого завода содержали 2% РЬ.
На заводе Маурер (США) богатый шлак, получаемый при
плавке агломерированного концентрата в шахтных печах и
содержавший 6—10% олова, плавили с углем и известью в от
ражательных печах. При доработке шлака получали гартлинги,
возвращаемые в шахтную плавку, и отвальный шлак, в котором
было 2—2,8%) олова. Завод в Трепле довольствовался получени-
ем первичных шлаков от электроплавки богатых концентратов
СХЕМЫ, ПРИМЕНЯЕМЫЕ ДЛЯ ДОРАБОТКИ ШЛАКОВ, И ИХ ВЫБОР 285
в электрической печи; шлаки, содержащие 4% олова, направля-
ли в отвал.
Для получения отвальных шлаков наиболее удобны, переде-
лы, основанные на возгонке летучих соединений олова, т. е.
плавки с реагентами-сульфидизаторами, проводимые в шахтных
или отражательных печах, а также фьюминговаиие шлаков. Эти
способы позволяют понизить содержание олова в шлаке до
0,3%, т. е. выдавать отвальный шлак.
Фьюминговаиие позволяет получить более бедные отвальные
шлаки (около 0,1% олова) и большую производительность, чем
в результате плавки на возгон в отражательных печах.
Таким образом, последней операцией доработки шлаков мо-
жет служить фьюминговаиие. Для применения этого способа
желательно, чтобы содержание олова в шлаке было предвари-
тельно снижено приблизительно до 3По-
следующим вопросом выбора схемы является подготовка
первого богатого шлака к возгонке из него олова, для чего со-
держание олоза в шлаке необходимо снизить с 5—15% до 2,5—
3%.
Этой промежуточной операции может и не быть, если кон-
центраты содержат мало железа. Тогда, проплавляя концентра-
ты в электрической печи, можно сразу получить шлак, содер-
жащий около 1 % олова, т. е. пригодный для возгоночной плавки
или фьюмингования. Того же результата можно достигнуть,
применяя к более загрязненным концентратам плавку в электро-
печи с кремнием.
Однако в некоторых случаях после выщелачивания в кон-
центрате остается еще много железа по отношению к олову, на-
пример, если концентраты бедны оловом. На некоторых заводах
выщелачивание трудно осуществимо, поэтому приходится пла-
вить концентраты, сильно загрязненные железом.
В этих случаях электроплавка без кремния невозможна, а
при плавке с кремнием последнего требуется слишком много; в
результате плавки получается много ферросилиция.
Для железистых концентратов можно рекомендовать только
отражательную плавку с получением шлака, содержащего 5—
15% олова, и последующую доработку этого шлака до 2,5—3%
олова.
Для доработки шлака с целью частичного снижения в нем
олова наиболее пригодна отражательная плавка с известью и
углем. Степень восстановления необходимо отрегулировать здесь
так, чтобы попутно получаемый гартлинг удавалось оборачи-
вать в ту же плавку или в плавку концентратов. Такая регули-
ровка определит содержание олова в шлаке, которое в отдель-
ных случаях может достигать 4—5%.
286
ВЫДЕЛЕНИЕ ОЛОВА ИЗ БОГАТЫХ ОЛОВЯННЫХ ШЛАКОВ
Окончательная доработка сравнительно богатого шлака воз-
топочной плавкой или фьюмингованием будет иметь меньшую
производительность, чем при нормальном шлаке (2,5—3% оло-
ва), и, возможно, заставит получить несколько более богатые
отвальные шлаки.
ЛИТЕРАТУРА
1. В, И. Колосов и Н. Н. Мурач. Металлург, № 4, 1939.
2. Н. Н. Мурач. Металлургия олова. Металлургиздат, 1947.
3. А. Н. В о л ь с к и й. Основы теории металлургических плавок. Металлург-
издат, 1943, 110
4. Kroll Metall und Erz. 19, 317, 1922.
5. U. T a f e 1, Leherbuch der Metallhiittenkunde, 1953.
6. Хансен. Структуры бинарных сплавов, т. 11. Металлургиздат, 1962.
7. A. Lunge, Nene Hutte 17g, H—I, 1955.
8. E. .1. Kohlmeyer, Melall und Erz. 26, 62, 1929.
9. J. Felser, Metall und Erz 26, 269, 1929.
10. Keysselitz und E. Kohlmeyer, Metall und Erz. 30, 185, 1953.
11. H. Spandau und E. Kohlmeyer, Z. f. anorgani Chemie 254, 65, 1947.
12. H. Spandau und Th. U 1 1 r i ch. Z. f. anorg. und allgemeine chemie, 247,
271, 1953.
13. Hsiao and Schlachten, Journ. of Metals, 1, 65, 1952.
14. Barth. Die Meiallverfluchtigungsverfahren. 1935.
15. 11. H. Мурач. Вытеснение олова из шлаков, ГОНТИ, 1939.
16. Н. Н. Мурач и П. С. Шестернин. Цветные металлы, № 6, 1946, 40.
17. В. Н. Костин. Технические известия Гипроникеля, июль, 1946.
18. Б. Ф. Вернер, В. В. Костелов, А. 10. Б а и м а к о в. Применение
фьюмингования для переработки материалов, содержащих олово, сви-
нец и цинк, Л., Издание ин-та Гипроникель, 1957.
ГЛАВА XIV
ИЗВЛЕЧЕНИЕ ОЛОВА ИЗ ГАРТЛИИГОВ
И ФЕРРОСИЛИЦИЯ
1. ОБЩИЕ СВЕДЕНИЯ
Гартлингами называют сплавы железа и олова, из которых
обычными способами невыгодно получать чистое олово из-за
больших потерь в отходах рафинирования. Поэтому гартлинги
требуют отдельной переработки специально разработанными для
этого способами. В гартлингах содержится 10—70% Fe. иногда
до 30% As и до 5% S.
Тафель Ш приводит данные о составе гартлиигов старых
английских и немецких заводов (табл. 51).
Таблица 51
Состав гартлиигов старых английских и немецких заводов
Содержание, %
Sn Fe As s W Cu
30,59 61,50 1,45 0,90 —
80,89 17,16 — .— — 0,98
31,40 58,30 7,10 2,90 — —
25,20 64,00 6,00 4,10 — *—
В современных условиях образование большого количества
гартлиигов, систематически накапливаемых на заводе, следует
считать только результатом .неправильного выбора технологиче-
ской схемы производства или неправильного его регулирования.
Получение небольшого количества гартлмнга при доработке
богатых шлаков часто бывает неизбежным: однако эти переде-
лы должны быть отрегулированы так, чтобы весь гартлинг мог
быть оборотным.
Все известные способы переработки гартлиигов сопряжены
либо с большими потерями олова, либо с высокими затратами
на передел. Поэтому тщательная подготовка концентратов к
плавке путем доводки и выщелачивания даже при весьма слож-
ной схеме обычно выгоднее получения и переработки гартлиигов.
288
ИЗВЛЕЧЕНИЕ ОЛОВА ИЗ ГАРТЛИНГОВ И ФЕРРОСИЛИЦИЯ
Ферросилицием называют сплавы железа и кремния, содер-
жащие 2,5—4,5% олова, которые получаются в результате элек-
троплавки концентратов с кремнием или присадок кремния при
электроплавке шлаков.
На заводах капиталистических стран ферросилиций обычно
считают отвальным продуктом, поэтому способы его 'переработки
в литературе этих стран не освещены. Вместе с тем надо учесть,
что, кроме олова, ферросилиций ценен довольно высоким содер-
жанием кремния (22—26% Si), который может быть использо-
ван 'в качестве раскислителя при производстве стали.
Переработка ферросилиция так же сложна, как и переработ-
ка гартл-ингов, поэтому в хорошо налаженном производстве -вы-
ход этого продукта не должен быть большим. Тщательная под-
готовка концентратов и в этом случае выгоднее накопления и
переработки ферросилиция.
2. СПОСОБЫ ПЕРЕРАБОТКИ ГАРТЛИНГОВ
Переработка оборотного гартлинга не требует больших пояс-
нений. Железо, содержащееся в этом сплаве, можно использо-
вать в качестве восстановителя олова из концентратов и бога-
тых шлаков по реакции:
(SnO) + [Fe]->[Sn] + (FeO).
Ранее уже было показано, что при восстановлении олова же-
лезом всегда получается более железистое черновое олово, чем
при восстановлении углем. Поэтому пределом возможности воз-
вращения гартлинга в плавку концентратов и шлаков является
повышение содержания железа в шлаке и в олове. Последнее в
свою очередь вызовет увеличение выхода железистых съемов
при рафинировании олова и выхода гартлингов при доработке
шлаков. Таким образом, предел выгодного оборачивания гарт-
лингов необходимо установить по балансу нескольких смежных
переделов технологической схемы.
Оборачивание гартлингов, в которых много мышьяка, ослож-
няется еще и тем, что мышьяк при плавке 'переходит в пыль, ко-
торую перед переработкой необходимо обжигать, так как иначе
мышьяк будет накапливаться в производстве.
Лучшим способом переработки гартлингов, накапливаемых
на складах, в настоящее время является электроплавка с крем-
нием. Правда, при этом неизбежно получается ферросилиций,
который тоже приходится перерабатывать; однако количество
олова, оставленное в последнем, значительно меньше, чем в гарт-
линге. Другой недостаток этого способа связан с большим рас-
ходом кремния и высокой его стоимостью.
СПОСОБЫ ПЕРЕРАБОТКИ ГАРТЛИНГОВ
289
Плавка в электропечах требует наличия довольно •большого
количества шлака, необходимого для ее нормального электриче-
ского режима. Поэтому переработку гартлингов выгодно произ-
водить совместно с доработкой богатых шлаков,. Переработка
гартлингов этим способом известна из практики французского
завода в Анесси.
Выделение олова из гартлингов с помощью свинца основано
на хорошей взаимной растворимости жидких металлов — свинца
и олова и наряду с этим полной нерастворимости свинца в же-
лезе.
Тройная система Fe — Sn — Pb при температуре 1200° С изу-
чена Севрюковым, Тан Чин-линем, Цын Сон-си, Ли Шу-ланем,
Ван Ю-лу. Диаграмма, построенная этими авторами, приведе-
на на рис. 107. Здесь видна область расслаивания тройного спла-
ва ‘на две фазы, из которых свинцово-оловянная содержит срав-
нительно небольшие количества железа, а железо-оловянная фа-
за обеднена оловом и свинцом. Пользуясь диаграммой рис. 107,
легко рассчитать количество свинца, которое необходимо, доба-
вить к гартлингу, чтобы получить при расслаивании желаемую
степень извлечения олова в свинцовооловянный сплав. Однако
Ю Заказ 1785
290
ИЗВЛЕЧЕНИЕ ОЛОВА ИЗ ГАРТЛИНГОВ И ФЕРРОСИЛИЦИЯ
судя по расположению конод, извлечение олова этим способом
из гартлингов, содержащих менее 50% Sn, не выгодно. Из более
богатых оловом сплавов в свинцовооловянные сплавы возможно
извлечение до 90% Sn.
Другой 'недостаток способа плавки со свинцом в том, что
вместо олова получается припой, потребность в котором может
быть ограниченной. Способ не дает возможности выделить олово
с достаточной полнотой, а следовательно, обедненный оловом
железный сплав приходится дополнительно перерабатывать дру-
гим способом.
Неудобство этого процесса связано также с высомими темпе-
ратурами плавления гартлингов и значительной .летучестью при
этом металлического свинца. Лучшим, практическим приемом,
по-видимому, может служить выпуск расплавленного гартлинга
в котел со .свинцом. Работу может осложнить присутствие ® гарт-
линге мышьяка, который при этом, естественно, будет интенсив-
но испаряться. Выделение паров мышьяка и свинца потребует
интенсивной местной вентиляции.
Предварительное удаление мышьяка обжигом потребовало
бы измельчения гартлинга, а это трудная и дорогая операция.
Кроме этого, обожженный гартлинг будет частично окисленным,
окислы железа придется шлаковать, а это повлечет за собой по-
тери части олова в шлаке.
Другие предложения, сделанные по поводу переработки гарт-
лингов, еще менее разработаны и менее реальны.
Описанная Тафелем [1J продувка гартлинга в конвертере вряд
ли окажется выгодной на производстве, так как при этом неиз-
бежно шлакование части железа с образованием шлака, богато-
го оловом.
Гидрометаллургические способы извлечения олова из гарт-
лингов описаны во многих патентах, но их нельзя считать прак-
тически ценными по многим причинам.
Помимо дорогой операции измельчения гартлинга, при этом
придется растворить >в кислотах все содержащееся в гартлинге
железо. Расход кислот будет велик, а раствор сильно загрязнен
железом. Извлекать олово из таких растворов трудно.
При (растворении гартлинга в кислотах всегда есть опасность
выделения весьма ядовитого мышьяковистого (водорода, который
смертельно опасен даже при малом содержании его в воздухе.
3. ПЕРЕРАБОТКА ФЕРРОСИЛИЦИЯ
*1 3 1 .
J;;: 'При правильном расчете шихты для плавки концентратов или
богатых шлаков с кремнием можно ожидать содержания в фер-
росилиции только 1—2% олова. Практически олово теряется в
ферросилиции не только в результате растворения, но и из-за
переработка ферросилиция
291
неполного отстаивания .капель металла; в ферросилиции часто
содержится до 4% олова.
Мурам и Севрюков предложили для извлечения олова из фер-
росилиция плавку на возгон с пиритом.
Опыты, поставленные ® лаборатории, .показали, что при дву-
кратном ‘избытке FeS (нз расчета на образование SnS) при тем-
пературе 1400—1500° олово почти полностью возгоняется из
сплава в течение 15—30 мин. Остаточное содержание олова в
ферросилиции составляет 0,1—0,2%.
Еще более интенсивно возгонка протекает в вакууме при
0,1—0,5 мм рт. ст. остаточного давления. Расход пирита в этом
случае можно еще снизить ,и получать, помимо возгона, продукт,
ценный для металлургии1 стали, т. е. ферросилиций, содержащий
не более 0,05—0,1% S.
Удалению олова из. ферросилиция этим способом весьма ме-
шает присутствие шлака. При слое шлака толщиной в 50 мм ско-
рость возгонки олова снижается почти в 2 раза.
Бесшлаковая плавка в обычных электропечах трудна, так как
эти печи не приспособлены для работы на открытой дуге. Кроме
того, применение вакуума может незначительно увеличить произ-
водительность процесса. В результате было предложено перера-
батывать ферросилиций этим способом в вакуумных индукцион-
ных печах. Вакуумная индукционная плавка с пиритом может
оказаться целесообразной и для переработки гартлингов.
При работе на ранее описанной печи для фьюмингования
шлаков была испытана продувка ферросилиция совместно со шла-
ком. При малом весовом отношении ферросилиция к шлаку спо-
соб давал хорошие результаты.
Так, например, при добавлении к шлаку 6—12% ферросили-
ция общее извлечение олова из ванны достигало 94—94,7%, в
отвальных шлаках оставалось 0,07—0,08% олова. Продолжи-
тельность продувки составляла 130 мин, а расход угля —око-
ло 15%.
С увеличением доли ферросилиция в ванне извлечение пада-
ло, а продолжительность продувки и расход угля возрастали.
При содержании в ванне 60—150% (от веса шлака) ферроси-
лиция извлечение олова понизилось до 94,8—89,8%, в отвальных
шлаках оставалось 0,14—0,29% олова. При этом расход угля
увеличился до 54%, а длительность продувки — до 21 ч [3].
Добавка ферросилиция при фьюминговании шлаков целесо-
образна в пределах до ,12—15% по весу.
ЛИТЕРАТУРА
1. V. Т a f е 1, Lehrbuch der Melallhuttenkunde, 1953.
2. Б. Ф. Вернер, В. В. Костелов, А. Ю. Б а й м а к о в. Применение
фьюмингования для переработки материалов, содержащих олово, сви-
нец и цинк, Л. 1957.
10*
ГЛАВА XV
РАФИНИРОВАНИЕ ЧЕРНОВОГО ОЛОВА1
1. ОБЩИЕ СВЕДЕНИЯ
Предварительная подготовка (доводка) оловянных концент-
ратов способами обогащения, обжига и выщелачивания практи-
куется многими оловянными заводами. Несмотря на это, чистота
олова, выплавляемого даже из богатых концентратов, обычно не
удовлетворяет требованиям промышленности. Для получения
металла стандартных сортовых марок олово всегда приходится
рафинировать. В некоторых случаях /при рафинировании удается
извлекать из олова ценные примеси, например висмут и индий;
попутное получение этих металлов снижает стоимость рафини-
рования олова.
Состав чернового металла, получаемого разными заводами,
колеблется в широких пределах, он зависит от состава концен-
тратов, тщательности их подготовки к плавке и технологической
схемы переработки. Для общего представления можно принять
приведенную в табл. 52 сортировку чернового олова, принятую
на одном из заводов СССР.
Таблица 52
Сорта чернового олова
Виды перерабатываемого сырья (кондиционного) Сорт Содержание, %
Sn Си РЬ Fe As Sb Bi
Концентрат I 98,9 0,14 0,1 0,33 0,28 0,06 0,01
Шламовый концентрат, пыли электрофильтров II 93,09 0,79 1,76 1,51 1,70 0,51 0,4
Оборотные материалы (шлаки, выломки и т. д.) III 92,06 2,73 0,89 1,71 1,22 1,29 0,11
Разумеется, эти цифры не охватывают всех случаев совре-
менной практики. На других заводах, хуже подготавливающих
концентраты перед плавкой, содержание отдельных примесей
далеко превышает указанные пределы. Рафинированное олово
должно удовлетворять требованиям ГОСТ 860—60.
* Составлено при участии инж. Г. И. Степанова.
АППАРАТУРА, ПРИМЕНЯЕМАЯ ПРИ ОГНЕВОМ РАФИНИРОВАНИИ ОЛОВА 293
Для рафинирования олова применяются пирометаллургиче-
ские (огневые) и гидрометаллургические способы (электро-
лиз).
Рафинирование олова 1пирометаллургичеС|Ким путем .состоит
из ряда последовательных операций, в каждой из -которых уда-
ляются одна-две .примеси. Преимущество этого способа в том,
что он имеет сравнительно высокую производительность и не за-
ставляет длительно задерживать металл в производстве. Кроме
того, примеси извлекаются поочередно и концентрируются в раз-
ных отходах, что облегчает извлечение их в чистом виде. Недо-
статок огневого способа — это его многостадийность и низкое
прямое извлечение олова в товарный металл. По пирометаллур-
гическому способу вместе с примесями увлекаются значительные
количества олова, которые, таким образом, переходят в оборот-
ные продукты.
Гидрометаллургические способы рафинирования олова осу-
ществляются электролизом чернового металла. Основная масса
примесей концентрируется при этом в одном продукте —шламе;
при этом достигается высокое прямое .извлечение олова в катод-
ный металл. Главный недостаток электролиза заключается в
необходимости длительно задалживать большие количества оло-
ва в медленно растворяющихся анодах. Кроме того, известные
в настоящее время электролиты по разным причинам не вполне
удобны для использования их в крупном производстве.
На большинстве современных заводов черновое олово рафи-
нируют пирометаллургическим путем по разным технологиче-
ским схемам, при этом используется различие сродства олова и
примесей к кислороду, сере н хлору, а также действие реагентов,
образующих с примесями химические соединения, не раствори-
мые в жидком олове.
Для всех этих переделов характерны явления всплывания в
жидком олове соединений, образуемых примесями, которые за-
тем снимают с поверхности металла в виде твердых или вязких
продуктов, называемых съемами.
2. АППАРАТУРА, ПРИМЕНЯЕМАЯ ПРИ ОГНЕВОМ
РАФИНИРОВАНИИ ОЛОВА
Все операции удаления примесей из олова проводят в сталь-
ных или чугунных котлах .полусферической формы; обычная ем-
кость этих котлов 6—20 т.
Операции рафинирования требуют быстрого нагревания или
охлаждения котла, а также длительного выдерживания в нем
металла при заданной температуре. Для этого котлы снабжают-
ся топками, работающими на каменном угле, тазе или мазуте.
Наиболее удобен для рафинирования обогрев котлов электри-
42SSD-
Рис. 109. Котел для рафинирования олова по 15 т с электрообогревом:
1 — котел; 2 — крышка; 3 — кожух; 4 — электронагреватель; 5 — выводы электронагревателя; 6 — теплоизоляция; 7 — кладка
296
РАФИНИРОВАНИЕ ЧЕРНОВОГО ОЛО^А
честном, так как он позволяет легко осуществить автоматическое
регулирование температуры.
На рис. 108 показан рафинировочный котел диаметром
2000 мм, обогреваемый колосниковой топкой. Котел накрыт же-
лезным колпаком, соединенным с газоходом. На некоторых за-
водах через вытяжной колпак и газоход отводятся как газы, вы-
деляемые при рафинировании, так и топочные тазы. Это весьма
Рис. ПО. Мешалка для олова с наклонным поднимающимся валом конструк-
ции Н. В. Селиванова:
/ — котел; 2 — мешалка в .рабочем положении; 3 — мешалка в приподнятом положе-
нии; 4 — электромотор; 5 «— рукоятка для поднятия вала
неудобно и затрудняет обслуживание котла. Гораздо более це-
лесообразно устройство отдельного газохода для топочных
газов.
На рис. 109 показан такой же котел, обогреваемый электри-
чеством. Нагреватель, выполненный здесь из нихромовой прово-
локи диаметром 5 льм, имеет установочную мощность 250 кет
при напряжении питания 380 в. По приблизительным подсчетам,
расход энергии .на рафинирование олова в этом котле составляет
около 400 квт-ч!т олова.
РАФИНИРОВАНИЕ ОЛОВА ОТ ЖЕЛЕЗА И МЕДИ
297
При |рафини1ро1вании .металл в котле .приходится периодически
перемешивать. Стационарные мешалки для этого неудобны, так
как они затрудняют удаление съемов. Раньше пользовались пе-
реносными мешалками, которые устанавливали на котле мосто-
вым краном. Затем перешли к мешалкам с наклонным валом,
установленным на тележках, которые 'подвозили к котлу по мере
надобности. Наиболее удобными в работе оказались мешалки с
наклонным поднимающимся валом. Такая мешалка показана на
рис. 110. Она постоянно установлена у котла и имеет приспособ-
ление для поднятия наклонного вала с помощью червячного ме-
ханизма с ручным приводом. Для перемещения вала мешалки
приходится делать весьма небольшой вырез в стенке вытяжного
колпака. Мешалка работает от мотора мощностью 10 кет, ло-
пасть ее диаметром 360 мм делает около 300 об]мин.
Для розлива рафинированного олова применяют карусель-
ные (круглые) и ленточные (прямолинейные) разливочные ма-
шины. В разливочный ковш машины олово перекачивается цент-
робежными насосами, имеющими производительность до 30 т]час.
3. РАФИНИРОВАНИЕ ОЛОВА ОТ ЖЕЛЕЗА И МЕДИ
Диаграмма состояния системы железо — олово была приве-
дена ранее. Согласно этой диаграмме при охлаждении олова, со-
держащего железо, из расплава выделяются кристаллы хими-
ческих соединений Fe2Sn, FeSn и FeSn2.
При охлаждении до температур, близких к точке плавления
эвтектики, можно получить весьма чистое олово.
Удаление железа из олова ликвацией, т. 'е. путем постепен-
ного охлаждения металла, затруднено малой разностью удель-
ных весов олова и химических соединений его с железом. Как
известно, удельный вес олова равен 7,29, 'а железа — 7,86. Удель-
ные веса химических соединений имеют промежуточные значе-
ния, т. е. очень близкие к удельному весу олова.
В среде жидкого .металла твердые частицы химических соединений не
имеют зарядов, .поэтому в случаях столкновения друг с другом они легко
сцепляются.
Вероятность столкновения, т. е. попадания одной частицы в сферу при-
тяжения другой, пропорциональна скорости диффузии в сплаве, она возра-
стает с повышением температуры и уменьшением вязкости металла.
Радиус притяжения частицы в два-три раза больше радиуса самой час-
тицы; однако это отношение с увеличением крупности частиц сильно умень-
шается. Поэтому мелкие частицы слипаются быстрее, чем крупные.
Перемешивание ванны способствует коалесценции, но мешает оседанию
укрупненных частиц.
В начальные периоды ликвации, при 'высокой температуре сплава, ско-
рость коалесценции больше, чем в конечные периоды процесса, однако ско-
рость оседания .при высоких температурах мала, так как первичные центры
кристаллизации еще не успели заметно укрупниться и размеры частиц очень
малы.
298
РАФИНИРОВАНИЕ ЧЕРНОВОГО ОЛОВА
Для процесса ликвации благоприятно весьма медленное по-
нижение температуры, способствующее росту кристаллов твер-
дой фазы.
illри высоком содержании железа в олове ликвация не дает
практически ценных результатов, так как извлекаемая из ва,нны
кашеобразная масса уносит с собой слишком много жидкого ме-
талла. С каждым 1% железа из ванны выносится 5—<10% олова.
С повышением температуры потери олова (в съемах уменьша-
ются, однако вместе с тем повышается и предел снижения со-
держания железа. Ликвацию при высокой температуре приме-
няют непосредственно1 после выплавки олова из концентратов
в отражательных печах. Олово, выпущенное в приемный котел,
охлаждают до 350—400° С и выгребают из котла выделившиеся
кристаллы химических соединений железа. Полученные съемы
возвращают в отражательную печь; они являются оборотным
продуктом. В жидком металле остается от 0,5 до 3% Fe, в зави-
симости от температуры, при которой удалены съемы.
Для отделения твердых частиц применяется также фильтро-
вание несколько охлажденного чернового металла через коксо-
вый фильтр.
Зейгерование чернового олова с высоким содержанием желе-
за, т. е. вытапливание из него олова при температуре 250—
300° С, дает лучшие результаты, чем ликвация. В этом случае
отделение кристаллов от жидкого металла облегчено тем, что
кристаллы уже образовались в слитке при его затвердевании.
По мере вытапливания слиток сжимается, а это способствует
сцеплению кристаллов химических соединений между собой и
образованию подобия пористой губки. Вытапливание олова про-
исходит до тех пор, пока оно не начнет удерживаться в суживаю-
щихся порах капиллярными силами.
Прессование остатков от зейгерования увеличивает выход
жидкого металла, так как оно позволяет выжать олово из более
узких пор.
При ликвации и зейгеровании вместе с железом отделяются
некоторые примеси, способные при температурах процесса об-
разовывать химические соединения или твердые растворы с же-
лезом и между собой.
Химические соединения (на основании диаграмм состояния),
присутствие которых в черновом олове вероятно, приведены в-
табл. 53, из которой видно, что при зейгеровании и ликвации
вместе с железом возможно удаление Си, Fe, As, Sb и S.
Результаты зейгерования олова в отражательной печи с на-
клонным подом (размеры печи 2,4 X 1 м) были описаны Му.рачом
(табл. 54).
Способ зейгерования имел значение в производстве в те вре-
мена, когда предварительная подготовка концентратов к плавке
РАФИНИРОВАНИЕ ОЛОВА ОТ ЖЕЛЕЗА И МЕДИ
299
Таблица 53
Интерметаллические соединения, присутствие которых
в черновом олове вероятно
Химическая формула Теплота образования ккал/мо ль Температура плавления °C Химическая формула Теплота образования ккал]моль Температура плавления °C
Cu3As 25,6+5 830 NiAs 11 968
Cu3Sb 2,5±1 681 SnAs 20 605
CusSn 7,2+0,5 675 FeSi 19,2±1,5 1410
Cu2A1 16,0+1,5 1011 FeAls 26,8±2 1170
FeSb2 3,6+0,4 722 FeSna 20 1110
SbAl 23,0+2,5 1050 Ni3Sn 22,8+1,5 1174
NiSb 15,8+1,0 1160 NiSn 14 1200
SngSbg 3,6 500 NiAl 34,0±2,5 1640
Ca3Sb2 174,0± 9 1350 AlCo 26,4 1628
CasBi2 126 ±7,5 928 CaSn3 43,0±4 627
AlAs 40 1600 Ca2Pl> 51,5±2,5 1110
FeAs 30 1030
еще не была освоена. Олово, выплавляемое из низкосортных же-
лезистых концентратов, содержало много железа. Остатки от
зейгерования .плавили в шахтных печах с получением чернового
олова и гартлиигов.
Таблица 54 Таблица 55 Результаты зейгерования Влияние температуры на содержание чернового олова железа в фильтрате
н Содержание, % Темпера- Содержание Содержание
ф S ф Ч Ф черновое олово. рафиниро- ванное олово тура при остаток фильтро- от дейге- вании роваиия °C железа В ИСХОДНОМ олове, % железа в фильтрате %
Sn Fe As Си Pb 94—96 2—3 1—1,5 0,5—1,0 0,5—1,0 98—99 0,03 0,1—0,4 0,2—0,6 0,2—0,6 77 85 250 6 5-9 0 276 !,5-5,0 388 0,45-0,7 39/ 0,488 0,20 0,30 0,215 0,45 0,295 0,003 0,003 0,004 0,00494 0,00756 0,01208
Фильтрование олова было применено для усовершенствова-
ния ликвации более полным отделением мелких кристаллов хи-
мических соединений от жидкого олова.
На заводе Трейл (Канада) был установлен фильтр для оло-
ва, работающий под давлением воздуха. По устройству этот
фильтр подобен обычному нутч-фильтру. Фильтрующим мате-
риалом служил асбест, лежащий на стальной дырчатой плите.
Верхнюю часть фильтра после заливки в нее металла, предвари-
тельно охлажденного до заданной температуры, герметически
300
РАФИНИРОВАНИЕ ЧЕРНОВОГО ОЛОВА
закрывали и в 'нее 'подавали сжатый воздух. Верх фильтра обо-
гревался электричеством.
Фильтрование проводилось при температуре 425° С. В поход-
ном олове (содержалось 0,04—0,4% Fe, а в фильтрате всего
0,006% Fe. Остаток на фильтре содержал 9,5% Fe, т. е. 52,5%
FeSn2.
В табл. 55 приведены результаты опытов по изучению влия-
ния температуры фильтрования на содержание железа в филь-
трате (2]
Сравнивая эти данные со стандартом, действующим в СССР,
найдем, что фильтрация .позволяет получить только олово низ-
ких марок. Для удаления железа до пределов, требуемых по мар-
ке ОН, необходимо дальнейшее рафинирование металла.
Фильтрование олова изучали Мурач и Киселева, которые провели лабо-
раторные, а затем полузаводские опыты. Эти авторы испытали разные фильт-
рующие материалы, в том числе асбест, стеклянную вату, пористое (спечен-
ное) стекло, 'графитовые (плиты и |др. Оказалось, что материал фильтра
не оказывает влияния да чистоту фильтрата.
Главным фактором, определяющим результаты фильтрования, .была приз-
нана температура. Возможность получения фильтрата с содержанием 0,003 °/о
Fe не подтвердилась. Даже при наиболее низких температурах (050—300°С)
в фильтрате оставалось около 0,03% Fe. Такое содержание железа допусти-
мо только по марке ОЗ. Наиболее 'удобным фильтрующим материалом ока-
зался графит в виде пластины толщиной 15—20 мм.
Фильтрование под давлением затрудняло осуществление непрерывного
процесса; металл приходилось заливать на фильтр периодически. Мурач и
Киселева показали возможность фильтрования олова (под вакуумом (оста-
точное давление 20—(50 мм рт. ст.). При этом производительность фильтра
достигла (1 т/м2 • мин.
На одном из советских заводов был сконструирован фильтр
непрерывного действия, работающий под вакуумом (рис. 111).
Фильтр состоит из железной воронки, обогреваемой электри-
чеством. На дырчатом днище ее укреплена графитовая плита
толщиной 15 мм. Фильтр (предназначен для непрерывной работы,
фильтрат из него непрерывно откачивается центробежным насо-
сом. Разность давлений между атмосферой и приемником филь-
трата компенсируется столбом жидкого олова в вертикальной от-
водящей трубе; эта труба имеет тепловую изоляцию и электри-
ческий обогрев.
Испытания фильтра подтвердили высокую его производитель-
ность и возможность получения олова, содержащего около 0,03%
Fe; однако из-за необходимых для этого процесса низких тем-
ператур выход фильтрата оказался малым, а содержание олова
в остатках от фильтрования было слишком высоким.
Фильтрование олова требует дальнейшего изучения и усовер-
шенствования на крупных установках. Пока показатели этого
способа хуже, чем у описываемой ниже ликвации с вмешиванием
угля.
РАФИНИРОВАНИЕ ОЛОВА ОТ ЖЕЛЕЗА И МЕДИ
301
Продувка жидкого олова воздухом, паром или перемешива-
ние его деревянными жердями .применяется некоторыми завода-
ми как единственная операция рафинирования после зейгеро-
вания или ликвации. На английском языке этот процесс назы-
вается Boiling, Poling, на немецком — Polen. Вместе с другими
примесями при этом частично удаляется и железо.
Рис. 111. Фильтр для непрерывного фильтрования олова:
/ — обогреваемая воронка из чернового олова; 2 — фильтрующая перегородка из гра-
фита; 3 элементы сопротивления; 4 — барометрический столб жидкого олова; 5 —
контейнер; 6 — насос; 7 — приемный котел; 8 — желоб; 9 — изложница для разливки
чистого олова
Пузыри воздуха, пара и углеводородов, выделяемые из дере-
ва, захватывают мелкие твердые частицы, взвешенные в олове,
и выносят их на поверхность. Твердыми частицами могут быть
кристаллы химических соединений олова с железом, оставшиеся
в металле после зейгерования или ликвации, кристаллы химиче-
ских соединений железа с мышьяком, олова с мышьяком и
Др.
302
РАФИНИРОВАНИЕ ЧЕРНОВОГО ОЛОВА
Наряду с этим кислород воздуха и водяной пар окисляют
некоторые примеси, образуя на поверхности 'кристаллов окислы.
не растворимые 'в олове, и облегчая всплывание их на поверх-
ность.
Изобарные потенциалы образования окислов показывают,
что прежде олова могут окисляться только немногие примеси,
например алюминий и цинк. Железо, мышьяк и сурьма окисля-
ются после олова.
В действительности эта очередность не соблюдается, так как
система не достигает равновесия. Окисляются все примеси, при-
сутствующие в олове, но наряду с этим и само, олово. Так как
концентрация олова в ванне весьма велика, а концентрации при-
месей малы, олова окисляется значительно больше, чем примесей.
Эффект этого процесса в смысле повышения чистоты металла
невелик, а выход съемов значителен. Съемы приходится возвра-
щать в плавку вместе с концентратами или богатыми шлаками.
Перемешивание олова деревянными жердями не сопровожда-
ется окислением; этот способ пригоден для удаления мелких
твердых частиц FeSn и FteSn2, оставшихся в олове во взвешен-
ном состоянии после ликвации или зейгерования.
Удаление железа ликвацией в присутствии угля разновид-
ность обычного ликвационного процесса.
В жидкое олово, нагретое до температуры около 550° С, вме-
шивают измельченный уголь.
Мелкие кристаллы химических соединений олова с железом
и твердые частицы соединений других примесей сцепляются с
частицами угля (коалесценции). Уголь быстро всплывает в оло-
ве и выносит на себе примеси.
Для этого процесса выгодно применять газовые угли. Пу-
зырьки углеводородов, выделяемые газовыми углями, служат
дополнительным средством для выноса из ванны взвешенных
твердых частиц; так удаляются главным образом примеси желе-
за, мышьяка и меди. Способ дает хорошие результаты только
при малых содержаниях примесей. Если взвешенных твердых ча-
стиц в олове очень много, вязкость ванны будет слишком боль-
шой и всплывание в ней частиц угля окажется затрудненным.
Пределы возможного удаления примесей этим путем опреде-
ляются растворимостью их в олове при данной температуре, рас-
творимая часть примесей остается в металле. Вероятна также и
адсорбция примесей на поверхности угля.
Удаление железа с помощью серы основано на том, что сера
образует сульфиды с оловом и примесями.
Растворимость SnS в олове известна из диаграммы состояния
системы Sn — S (см. рис. 30), она возрастает с температурой и
при 500° С составляет около 1%.
РАФИНИРОВАНИЕ ОЛОВА ОТ ЖЕЛЕЗА И МЕДИ
303
Сродство железа и меди к сере больше, чем у олова, поэтому
протекают реакции:
[Fe] + [SnS] = FeS + [Sn];
2 [Си] + [SnS] = Cu2S [Sn],
Твердые частицы Cij2S и FeS всплывают на поверхность ме-
талла. Вмешивание угля способствует их всплыванию.
Пределы возможного удаления железа (меди) этим путем можно вы-
числить через константу равновесия соответствующих реакций, например:
«[Fe] ' «[SnS]
А ре —
°[Sn]
Активность олова в ванне бл-из.ка к единице, поэтому ее можно исклю-
чить, тогда
^Fe —°[Ре] ’ «[SnS]-
После достижения равновесия остаточная концентрация железа в ванне
будет
Аре
°[Fe] ~ lFel = ~
«[SnS]
Из последнего видно, что железо удаляется тем более полно, чем выше
активность SnS в ванне.
Для меди, аналогично, получим:
y_u— °[Си] ' «[SnS]
«[Sn]
~ О2
~ «[Си]
«[SnS] ’
После достижения равновесия величина a £SnSj будет постояниой, по-
этому
Ccu Сре «[ре] A'Fe [Fe]
[ 1 «[Си] °IFe] «[Си] ^Си 1СиР
Величины К. связаны с изобарными потенциалами образования соответ-
ствующих сульфидов, т. е. сродством .металлов к сере.
На рис. 1:112 показана зависимость от температуры изобарных потенциа-
лов образования разных сульфидов. По расположению кривых видно, что
с помощью серы из олова можно удалить Мп, Zn, Cd, N1, Си, Fe и РЬ, но
нельзя удалить Sb, Bi, As. Серебро может быть удалено при температурах
выше -10500.
Кривые для Cu2S и FeS пересекаются, поэтому при температурах ниже
500° С железо удаляется прежде и полнее меди, а при более высоких тем-
пературах в первую очередь и с большей полнотой удаляется медь.
Изобарные потенциалы образования сульфидов олова и свинца близки
между собой, поэтому удаление свинца этим способом возможно только при
больших концентрациях его в олове и высоком расходе серы.
По данным работы одного из заводов, можно привести сле-
дующую схему рафинирования олова от железа ликвацией.
Рис. 112. Изобарные потенциалы образования некоторых сульфидов
V
f
1’
РАФИНИРОВАНИЕ ОЛОВА ОТ МЫШЬЯКА И СУРЬМЫ
305
Чушковой металл загружают в рафинировочный котел и на-
гревают его до расплавления в течение 6 ч. Далее в течение 2,5 ч
температуру олова повышают до 550—600° С.
При работающей мешалке в котел загружают измельченный
газовый уголь, содержащий около 30% летучих, и элементарную
серу. Крупность зерен угля 0,5—2 мм. Уголь добавляют в не-
сколько приемов, первый раз из расчета 6—7 кг/т, а затем по
2,5—3 кг/т чернового олова. После каждой добавки ванну пере-
мешивают, .затем останавливают мешалку и снимают с поверх-
ности сыпучие съемы.
Для ускорения образования съемов в котел добавляют ка-
нифоль в количестве около 0,2 кг/т металла.
Канифоль удаляет пленки окислов, покрывающие капли ме-
талла, захваченные съемами. Очистки поверхности капель спо-
собствует их слиянию и выделению из сыпучей массы съемов.
По мере удаления съемов в ванну добавляют новые количе-
ства чернового олова.
Признаком окончания процесса служит чистая гладкая по-
верхность олова после перемешивания его мешалкой. Общая
продолжительность операции 8 ч. В олове остается до 0,2% Fe.
Съемы содержат 55—70% Sn и 8—125% Fe.
4. РАФИНИРОВАНИЕ ОЛОВА ОТ МЫШЬЯКА И СУРЬМЫ
Для удаления из олова мышьяка и сурьмы было предложено
несколько способов, некоторые из них нашли применение в за-
водской практике.
При рафинировании олова от железа ликвацией или зейге-
рованием часть мышьяка удаляется вместе с железом в виде хи-
мических соединений Fe3As2, Fe2As и FeAs, а также с медью в
виде Cu3As.
В США и Германии [1] раньше применяли добавки и олово же-
леза и никеля, которые давали с .мышьяком и сурьмой подобные
тугоплавкие соединения. При этом достигалась довольно полная
очистка от As и Sb, но металл загрязнялся железом или нике-
лем, которые приходилось затем удалять, теряя попутно много
олова.
Способы удаления мышьяка и сурьмы продувкой воздуха или
пара рассматривались выше. Следует заметить, что мышьяк и
сурьма .имеют меньшее сродство к кислороду, поэтому окисли
олова не могут служить передатчиками кислорода этим приме-
сям. Окисление мышьяка и сурьмы происходит попутно с окис-
лением больших количеств олова. В результате этого снижение
содержания As и Sb в металле достигается ценой больших потерь
олова .в съемах.
Кроль |[3] предложил удалять мышьяк и сурьму присадками
щелочных металлов и магния. Этот процесс, основанный на
306
РАФИНИРОВАНИЕ ЧЕРНОВОГО ОЛОВА
образовании легких тугоплавких соединений Na3Sb (850° С) ,
NaSb (465° С), Mg3Sb (1228° С) и аналогичных соединений с
мышьяком, 'не нашел практического применения из-за высокой
стоимости реагентов, которые расходуются в больших количе-
ствах, так как они образуют химические соединения также и с
оловом.
Подобным, ;но более дешевым реагентом для выделения
мышьяка и .сурьмы ив олова является алюминий. Преимущество
алюминия еще и в том, что он не образует химических соедине-
ний с оловом, а поэтому расход его сравнительно невелик.
Алюминий дает с мышьяком одно химическое соединение
AlAs с температурой плавления выше 1700° С, а с сурьмой AlSb,
плавящееся .при 1050—4080° С. Оба соединения легко всплывают
на поверхность жидкого олова, так как удельный вес их значи-
тельно ниже, чем у олова. Вследствие поверхностного окисления»
кристаллов и частичного окисления алюминия при этом полу-
чается объемистая пена, удерживающая в себе много мелких
капель олова. При большом содержании мышьяка и сурьмы
потери олова в пене довольно, велики. Всплыванию мелких кри-
сталлов AlAs и AlSb способствует вмешивание в ванну угля.
Здесь мы также наблюдаем коалесценцию, т. е. слипание мелких
частиц между собой и с более крупными зернами угля.
Мурач и Щербаков, исследуя этот процесс, нашли возмож-
ным осуществить удаление мышьяка и сурьмы по крайне мере
до сотых долей процента.
Попутно с мышьяком и сурьмой удаляются железо и медь,
которые также образуют с алюминием химические соединения:
Al3Fe (1160° С), Al2Fe (1170°С), Си2А1 (1016° С) и др.
Чтобы снизить расход алюминия, железо и медь выгодно уда-
лять предварительно с помощью ликвации и действием серы.
С другой стороны, удаление небольших количеств железа и меди
выгоднее проводить совместно с мышьяком и сурьмой, потери
олова в съемах при этом получаются меньше. По Мураду, добав-
лять алюминий в олово следует при температуре 550—600° С, а
снимать съемы при 300—400° С.
Савельсберг 141, .предложивший этот процесс, указал на воз-»
можность замены алюминия цинком, однако на практике это не
использовалось.
Химическое соединение AlAs, присутствующее в съемах, мо-
жет взаимодействовать с влагой воздуха по реакции
2AlAs + 6Н2О -> 2А1 (ОН)3 + 2AsHs.
Мышьяковистый водород (AsH3) очень ядовит, присутствие
даже небольших количеств этого соединения в воздухе может
вызвать острые и хронические отравления, иногда со смертель-
ным исходом. Поэтому съемы от рафинирования олова алюми-
РАФИНИРОВАНИЕ ОЛОВА ОТ МЫШЬЯКА И СУРЬМЫ
307
нием '.необходимо немедленно перерабатывать, так как хранение
их может вызвать тяжелые последствия для обслуживающего
персонала.
После снятия съемов в олове всегда остается избыточный
алюминий, который необходимо удалить. Примесь алюминия
сильно ухудшает антикоррозионные свойства олова, поэтому
удалять остатки его необходимо очень тщательно.
.Для удаления алюминия было предложено два способа: про
дувка олова воздухом или паром и вмешивание хлористого ам-
мония. Практик^ показала, что попутно с алюминием частично
окисляется олово. Кроме того, всплывающая в олове порошко-
образная окись алюминия захватывает много капель металла и
потери последнего в съемах оказываются довольно большими.
Второй способ основан на реакции
Al + 3NH4C1 -> А1С13+ 3NHS + Р/аН^.
При этом получаются легкоплавкие кашеобразные съемы.
Слишком жидкие, текучие съемы можно 'сгустить, добавив
соду или уголь.
Практика рафинирования олова от мышьяка и сурьмы
Несмотря на сходность процессов удаления мышьяка и сурь-
мы алюминием, практика показала, что поочередная очистка от
этих примесей выгоднее, чем совместная.
Успешному удалению сурьмы способствует также более тща-
тельная очистка олова от меди и меньший, чем для мышьяка, из-
быток алюминия. Поэтому некоторые заводы работают при сле-
дующей очередности операций рафинирования: 1) грубое удале-
ние железа ликвацией с углем; 2) удаление мышьяка и остатков
железа с помощью алюминия; 3) удаление избыточного алюми-
ния; 4) удаление меди серой; 5) удаление сурьмы алюминием;
6) удаление избытка алюминия.
Требующееся по этой схеме двукратное удаление алюминия
оправдывается снижением расхода серы и лучшими результата-
ми рафинирования от сурьмы.
Удаление мышьяка
Олово в котле нагревают до температуры 550° С и (вмешива-
ют в него алюминий (2—4 кг)т), который предварительно' нагре-
вают в топке котла и разбивают на куски крупностью 50—60 мм.
Горячий металл загружают в котел при работающей мешалке.
Как только алюминий растворится в олове, работа мешалки пре-
кращается.
Температуру металла в котле снижают до 4'50° С.
308
РАФИНИРОВАНИЕ ЧЕРНОВОГО ОЛОВА
Для уменьшения потерь олова всплывшие съемы необходимо
обработать в котле хлористым аммонием. Хлористый аммоний
очищает капли олова, захваченные съемами, от поверхностной
пленки окислюв. Это позволяет каплям слиться между собой,
укрупниться и выделиться из съемов. Хлористый аммоний добав-
ляют в количестве 2—3 кг/т олова. После этого сыпучие съемы
тщательно снимают с поверхности металла.
Для удаления избытка алюминия котел охлаждают до темпе-
ратуры 300—310° С и добавляют в него новую порцию хлористо-
го аммония (1,8—-2,5 кг/т) при работающей мешалке. Если при
этом образуются слишком жидкие съемы, то для сгущения их
добавляют уголь или соду (0,5—0,8 кг угля или 0,15—0,2 кг со-
ды на 1 т металла).
Полнота удаления алюминия узнается по исчезновению се-
ребристо-белого налета с поверхности олова.
Процесс рафинирования слагается из следующих этапов:
Часы
Нагревание котла до 550° С......... 2
Вмешивание алюминия................. х/2
Охлаждение до 450° С............... 2
Обработка съемов в котле........... 3
Удаление остаточного алюминия...... 3
Таблица 5G
Расход серы
На марку 01 На марку О>2
Си. % S, кг Си. % S, кг
0,05—0,09 12 0,10 10
0,10—0,14 16 0,20 20
0,15—0,20 20 0,30 30
Удаление меди
Условно процесс удаления меди подразделяется на две опе-
рации. 'При содержании меди 'более 1,0% в черновом олове при-
месь ее считается основной,
а при меньшем содержании
остаточной. Как основную,
так и остаточную медь уда-
ляют с помощью серы, рас-
ход которой вычисляют по
следующим нормам, в зави-
симости от содержания меди
в черновом олове и от
марки получаемого' оло-
ва:
Расчетное количество серы порциями по 10—15 кг вмешивают
в оловянную виниу при температуре 280—300° С.
Образовавшиеся при этом медистые съемы удаляют с поверх-
ности олова.
Любое содержание Sb, Bi и РЬ не мешает удалению меди, но
в 'присутствии мели примеси сурьмы и висмута удаляются с
большим трудом.
При содержании в олове более 0,2% Си удаление сурьмы с
помощью алюминия невозможно.
РАФИНИРОВАНИЕ ОЛОВА ОТ ВИСМУТА
309’
Удаление сурьмы
Процесс удаления сурьмы состоит из трех операций:
1. Вмешивания алюминия при '550° С или алюминиевой лига-
туры (20% А1 и 80% Sn) при 450° С.
2. Охлаждение оловянной ванны до 250° С.
3. Обработки всплывшей пены хлористым оловом для обра-
зования сухих сыпучих съемов.
Алюминий применяют при содержании сурьмы более 0,3%,
в других случаях пользуются его лигатурой указанного выше-
состава.
Избыточный алюминий удаляют из олова так же, как и пос-
ле рафинирования от мышьяка.
Расход алюминия рассчитывают по следующим нормам, в кг
на 1 кг примесей:
На остаточное железо ........1,45
» мышьяк....................0,36
» сурьму....................5,00
Расчетное -количество алюминия -увеличивается на 30% для
компенсации потерь его от окисления кислородом воздуха. Со-
став съемов приведен в табл. 57.
Т аблица^57
Состав объемов, получаемых при рафинировании олова
от мышьяка и сурьмы, %
Съемы
Zn As Fe АЦО3
Мышьяковистые ....................
Хлористые (от удаления остаточного
алюминия).........................
55—75 1—10 4—6 До 13
40—65 — — 20—45
5. РАФИНИРОВАНИЕ ОЛОВА ОТ ВИСМУТА
Диаграмма состояния системы олово — висмут приведена на
рис. 7. Олово и висмут образуют однородные жидкие сплавы
уже при низких температурах..
Сродство висмута к сере меньше, чем у олова, поэтому он не
может быть удален попутно с железом и медью. С алюминием
висмут не дает химических соединений, удаление его- попутно с
мышьяком и сурьмой также невозможно. Таким образом, в про-
цессе последовательного удаления примесей из олова висмут не
участвует, он практически полностью переходит в рафинирован-
ное олово.
Еще недавно единственным способом рафинирования олова
от висмута был электролиз.
310
РАФИНИРОВАНИЕ ЧЕРНОВОГО ОЛОВА
Удаление висмута с помощью кальция и магния было разра-
ботано и освоено в Советском Союзе.
Из диаграмм состояния систем Sn — Mg, Sn —Са, Bi —Mg и
Bi —Ca известно образование интерметаллидов, представленных
в табл. 58.
Таблица 58
Интерметаллиды, образуемые оловом и висмутом с магнием и кальцием
Соединение ^штав • °C Q. ккал/моль [5, 7]
Mg2Sn 780 5,7
Bi2Mgs 823 7,2
BiaCag 928 22,4
Ca2Sn 1122 25
CaSn 987 19
CaSns 527 13
Bi3Ca Разл. 507 —
Наряду с перечисленными выше могут образоваться также
тройные или 'более сложные соединения.
Нерастворимые ib олове соединения висмута с магнием и
кальцием всплывают на поверхность металла и затем их удаляют
в виде съемов.
Практика удаления висмута
Олово нагревают в котле до температуры 380° С и вмешивают
в .него мелко раздробленный металлический магний.
После охлаждения металла до 270—280° С добавляют натрий
или лигатуру кальция (сплав олова с кальцием, содержащий
3—5% Са), при этом содержимое котла энергично перемешива-
ют мешалкой.
Образовавшуюся пену снимают при температуре 260° С и
тщательно очищают от нее стенки котла.
Требуемые количества кальция и магния определяются рас-
ходными коэффициентами из табл. 59 от (веса олова в котле.
Таблица 59
Расход магния и кальция на рафинирование олова
от висмута, кг на 1 т олова
Содержание Bi, % Магния Кальция
0,06—0,12 0,12—0,30 0,30—0,60 Более 0,6 0,3 0,35 0,5 0,55^0,60 0,08 0,1 0,2 0,28—0,30
РАФИНИРОВАНИЕ ОЛОВА ОТ СВИНЦА
31Г
Висмутовая пена содержит 92—97% Sn, 1,5—2% Bi и до
2% Са, ее направляют на извлечение висмута.
Для получения богатой пены ее возвращают снова в процесс,
т. е. частично заменяют пеной добавки магния и кальция.
'Содержание висмута в олове после рафинирования состав-
ляет менее 0,05%.
Избыток кальция и магния удаляют из олова действием
хлористого аммония при температуре 280—300° С, при этом про-
текают реакции:
2К1ДС1 -ф Са -> СаС12 + 2NH3 + Н2;
2NH4C1 + Mg -> MgCl2 + 2NH3 + H2.
Переработка висмутовой пены
Содержание олова в висмутовой пене колеблется в .Пределах
92—97%. Пену, содержащую менее 1,5% Bi, по мере накопления
загружают в котел для переработки на марочное олово, а более
богатую направляют для приготовления хлористого олова и из-
влечения висмута.
Бедную пену плавят и обрабатывают хлористым аммонием
при температуре 550° С. Образовавшиеся сухие сыпучие съемы
снимают и из расплавленного олова отбирают пробу на опреде-
ление Си1, Pb, Fe, As, Sb и Bi.
Постоянное наличие в олове Пе и Sb обусловило принятие
следующей схемы рафинирования:
1. Добавка 15—20 кг А1, обработка хлористым аммонием и
удаление алюминиевых съемов при 550ю С.
2. Добавка 50—60 кг алюминия, обработка хлористым оло-
вом при 250° и удаление сурьмянистых съемов.
Дальнейшую обработку металла осуществляют по стандарт-
ной схеме рафинирования, снижая содержание примесей до пре-
делов, допускаемых ГОС 860—60.
Богатую пену, содержащую более 1,5% Bi (при высоком со-
держании висмута в олове — до 5% Bi), 'перерабатывают для
извлечения висмута гидрометаллургическим способом. Пену рас-
творяют при нагревании в соляной кислоте, а из полученного
раствора выделяют гидролизом хлорокись висмута.
6. РАФИНИРОВАНИЕ ОЛОВА ОТ СВИНЦА
Из диаграммы состояния систем свинец — олово (рис. 28)
видно, что эти металлы не образуют между собой химических со-
единений.
При рафинировании с помощью серы возможно образование
PbS только при высоком содержании свинца в олове, так как
312
РАФИНИРОВАНИЕ ЧЕРНОВОГО ОЛОВА
различие сродства олова и свинца к сере невелико: кроме того,
олово, вероятно, способно растворять в себе небольшие коли-
чества PbS.
С алюминием свинец >не образует химических соединений.
Известны два способа рафинирования олова от свинца:
реакцией с хлористым оловом и ликвацией.
Первый из них основан на разности сродства олова и свинца
к хлору, .вследствие чего протекает реакция:
LPb] + (SnCl2) -» [Sn] + (РЬС12).
Изобарный потенциал этой реакции можно вычислить из изо-
барных потенциалов образования хлоридов свинца и олова. Ку-
башевский [5] рекомендует следующие зависимости от темпера-
туры изобарных потенциалов образования РЬС12 и SnCl2:
AZ° = — 84 800 + 31 ,ЗТ (298 — 771° К),
AZ0 = — 83 350 + 32,ЗТ (298 — 520° К).
Вычитая второе уравнение из первого, получим:
AZ° = — 1450 -J- 2Т.
Вычисленные таким образом изобарные потенциалы обсуж-
даемой реакции имеют следующие величины, кал-.
Т, °К . . . 505 515 525
t, °C ... 232 242 252
AZ°. . . . —440 —420 —400
Из полученных результатов видно, что для протекания реак-
ции благоприятны низкие температуры.
Для быстрого достижения равновесия необходимо, чтобы
сплав хлоридов олова и свинца был в жидком состоянии.
Константу равновесия реакции хлористого олова с оловянно-
свинцовым сплавом можно представить следующим отношением:
__ Д[РЬ] » g(SnCl,)
°[Sn] * °(РЬС12)
(Квадратными скобками помечена активность в сплаве метал-
лов, а круглыми — в сплаве солей.)
Остаточная концентрация свинца после рафинирования будет:
[Pb]^a[pb] = K^^chL.
°(SnCl2)
Активность олова в сплаве можно считать равной единице,
поэтому
[РЬ]^С[РЬ] = К^>
a(SnCl2)
РАФИНИРОВАНИЕ ОЛОВА ОТ СВИНЦА
313
Таким образом, для наиболее полного удаления свинца необ-
ходим большой избыток хлористого олова.
Рафинирование выгодно проводить в несколько стадий. По-
лучаемые при этом сплавы солей сначала содержат много хло-
ристого свинца, но к концу процесса содержание свинца в них
уменьшается. Солевые сплавы последних стадий выгодно возвра-
щать в начальные стадии рафинирования. Это позволяет снизить
расход хлористого олова.
Равновесие обсуждаемой реакции изучали многие исследо-
ватели, здесь приведены только результаты работы Лоренца [6]
(табл. 60 и 61), которые подтверждают высказанные выше тео-
ретические соображения и целесообразность проведения рафи-
нирования в несколько стадий с оборачиванием солевого сплава.
Таблица 60
Удаление свинца в зависимости от количества добавленного
хлористого олова
Первона- чальное содержа- ние РЬ в олове % SnCl2 2Н2О. % от веса олова
8 10 20 30 40
содержание свинца в состоянии равновесия. % в
олове соли олове СОЛИ олове соли олове соли олове СОЛИ
1,0 0,8 0,6 0,5 ♦ 0,4 0,3 0,2 0,1 0,66 0,53 0,39 0,33 0,26 0,20 0,13 0,07 6,70 5,3 4,07 3,39 2,69 2,06 1,37 0,68 0,5 0,4 0,3 0,25 0,20 0,15 0,10 0,05 4,9 3,9 2,9 2,5 2,0 1,5 1,0 0,5 0,32 0,26 0,18 0,16 0,13 0,10 0,06 0,03 3,35 2,69 2,02 1,69 1,35 1,02 0,68 0,34 0,24 0,19 0,14 0,12 0,09 0,07 0,05 0,02 2,5 2,01 1,51 1,26 1,01 0,76 0,51 0,25 0,19 0,15 0,11 0,09 0,08 0,06 0,04 0,02 2,01 1,61 1,21 1,01 0,81 0,61 0,41 0,20
Таблица 61
Использование хлористого олова в сплаве с РЬС12
Первона- чальное 10% SnCl2 • 2Н2О, содержащей свинец. % от веса соли
4 1 3 . 2 1 0,5
ние свинца содержание свинца в состоянии равновесия, %, В
% олове соли олове соли олове соли олове ГОЛИ олове соли
5,0 2,7 27 2,65 2,65 2,6 26 2,55 25,5 2,52 25,5
2,0 1,2 12 1,15 11,5 1,1 11 10,5 10,5 1,01 10,4
1,0 0,7 7 0,65 6,5 0,6 6,1 0,56 5,5 0,53 5,3
0,5 0,44 4,5 0,40 4,0 0,35 3,6 0,30 3,0 0,27 2,8
0,2 0,3 3 0,25 2,5 0,20 2,0 0,15 1,5 0,122 1,28
0,1 0,25 2,5 0,20 2,0 0,15 1,5 0,10 1,0 0,075 0,75
314
РАФИНИРОВАНИЕ ЧЕРНОВОГО ОЛОВА
Отработанные солевые сплавы можно перерабатывать пере-
плавкой их с металлическим цинком. Олово и свинец легко вос-
станавливаются :и.з хлоридов цинком и образуют сплав, который
возвращают на рафинирование, а получаемый хлористый цинк
представляет собой ценный продукт, который может быть ис-
пользован в других отраслях 'промышленности.
Практика рафинирования олова от свинца
хлористым оловом
Для рафинирования используется двухлористое олово,
SnCl2«2H2O, содержащие 51—52% Sn. Его обезвоживание осу-
ществляют в процессе рафинирования.
Расход хлористого олова был установлен практикой в зависи-
мости от содержания свинца в олове. Для получения металла
марки О1 в олове должно остаться не более 0,04% РЬ. При этом
условии требуются следующие количества SnCl2-2H2O на 1 кг
удаляемого свинца, кг:
Содержание свинца
в рафинированном
олове............. 0,045—0,055 0,055—0,065 0,065—0,075
’ Расход SnCl2 • 2Н2О 70 65 60
Содержание свинца в
рафинированном
олове ....... 0,075—0,085 0,085—0,090 0,090 —0,10
Расход SnCl2 • 2Н2О 55 50 48
Содержание свинца в
рафинированном
олове ............ 0,10—0,12 0,14—0,15 0,30—0,50 0,5 и более
Расход SnCl2 • 2НаО 45 40 7 6
При рафинировании олова на марки 01 и 02 хлоридные
съемы не возвращают в процесс, а используют их для рафиниро-
вания более загрязненного металла на марки ОЗ и 04.
Хлористое олово загружают в котел с расплавленным оло-
вом при температуре 240 -245° С, потому что применяемая вод-
ная соль (SnCl2-2H2O) более легкоплавка. К моменту обезво-
живания образуется некоторое количество РЬС12, понижающего
температуру плавления смеси солей.
Хлористое олово загружают порциями по 60—120 кг. После
каждой загрузки олово в котле перемешивают мешалкой в тече-
ние 30—40 мин, а затем снимают съемы:
Съемы, получаемые при снижении содержания свинца до
0,2%, перерабатывают на цинковой ванне для извлечения РЬ и
Sn в сплав. Съемы после снижения содержания РЬ до 0,1>% ис-
пользуют для рафинирования олова на марки ОЗ и 04. Съемы с
олова, содержащего менее 0,1% свинца, идут на рафинирование
с получением металла марки 02 (съемы первого сорта).
РАФИНИРОВАНИЕ ОЛОВА ОТ СВИНЦА
315
Обычно съемы получают в виде твердых корок или сыпучей
массы, удобно удаляемых дырчатыми ложками. Если съемы
жидкие, температуру в котле несколько понижают.
После добавления всего количества SnCl2 • 2Н2О олово нагре-
вают до 250-7-260° С и тщательно очищают его поверхность, а
также стенки котла от остатков солей. К концу очистки в котел
добавляют 5—6 кг соды или угля, с которыми легко удаляются
последние остатки хлоридов.
Рафинирование олова на марку 02 (РЬ до 0,25%) отличается
тем, что 70—75% требуемого количества SnCl2-2H2O заме-
няется ранее полученными съемами первого сорта (от рафиниро-
вания свинца на марку О1). При этом имеете 1 кг Snl2-2H2O
загружают 2 кг съемов. Съемы этого процесса считают съемами
второго сорта.
Рафинирование олова на марки ОЗ, 04 (содержащего 1—3%
РЬ) производится съемами первого и второго сортов, расход их
рассчитывают исходя из 5 кг съемов на 1 кг удаляемого свинца.
Получаемые съемы поступают на переработку для извлечения
олова и свинца, в них содержится около 60% Sn и до 15% РЬ
(см. п. 8 этой главы).
Длительность процесса рафинирования от свинца склады-
вается от периода загрузки хлористого олова или оборотных
съемов и окончательной зачистки котла. В первом из них затра-
чивается 1 ч на добавление каждых 100—150 кг SnCl2 или та-
кого же количества оборотных съемов. Зачистка котла длит-
ся 1,5 ч.
Рафинирование олова от свинца ликвацией (фракционной
кристаллизацией) имеет меньшее распространение в заводской
практике.
Ссылаясь на диаграмму состояния системы Sn — РЬ, некото-
рые авторы считали этот способ пригодным только для удале-
ния больших количеств свинца; однако практика нескольких
заводов опровергает такое мнение. На .китайских заводах спосо-
бом фракционной кристаллизации успешно снижают содержа-
ние свинца в олове до 0,035%, получая в качестве отхода про-
цесса припой с 28—30% свинца. Этот способ удаления свинца
из олова применяется в Китае уже более 200 лет.
Согласно диаграмме состояния системы РЬ — Sn при охлаж-
дении сплавов, бедных свинцом, выделяются кристаллы твердо-
го раствора свинца в олове. При эвтектической температуре со-
держание свинца в кристаллах твердого раствора достигает
2,6%, а с повышением температуры кристаллизации оно умень-
шается.
Главным условием проведения этого процесса с получением
чистых кристаллов олова является соблюдение правильного
316
РАФИНИРОВАНИЕ ЧЕРНОВОГО ОЛОВА
температурного режима, при котором температура металла дол-
жна быть очень близка к затвердеванию.
Практика ликвационного рафинирования олова от свинца на
китайских заводах осуществляется по принципу противотока в
сериях стальных котлов. В одном из котлов олово расплавляют
и затем охлаждают до температуры 250—260° С.
На поверхность жидкого олова форсункой подают воду. Ме-
талл при этом перемешивают до получения кашеобразной мас-
сы, в которой отношение жидкого к твердому должно быть око-
ло единицы. После отстаивания жидкий сплав выпускают через
нижнее отверстие во второй котел, где он вновь подвергается
такой же обработке вместе с кристаллами ив третьего котла.
Кристаллы из второго котла переносят в первый котел, рас-
плавляют и также подвергают кристаллизации.
Из головного котла противоточной цепи выдается чистое оло-
во, содержащее не более 0,04% РЬ, а из хвостового—сплав с
20—35% РЬ.
Головные котлы имеют большую емкость, чем хвостовые, на-
пример 10 т и 2,5 т; емкость средних котлов 5 т. Общая про-
должительность рафинирования 7—8 ч. Механические потери
олова около 0,4%. В съемы переходит до 9,6% Sn. Общее из-
влечение в товарный металл с учетом переработки съемов вы-
ше 99%.
Котел емкостью в 1 т при ежедневном 16-</ работе дает 20—
25 т рафинированного олова в месяц.
Преимуществом этого способа рафинирования по сравнению
с хлоридным является простота операции, отсутствие необходи-
мости в производстве хлористого олова и переработке хлорид-
ных съемов.
К недостаткам его относится малая производительность, ма-
лый прямой выход металла и необходимость в большом числе
рафинировочных котлов.
7. ПРИГОТОВЛЕНИЕ РЕАГЕНТОВ ДЛЯ РАФИНИРОВАНИЯ ОЛОВА
Хлористое олово, применяемое для рафинирования олова от
свинца, готовят из металла марки 01 или 02.
Гранулированное олово растворяют в соляной кислоте уд. ве-
са 1,14. Для ускорения растворения через раствор пропускают
хлор:
Sn + 2НС1 -> SnCl2 + Н2;
SnCl2 + Cl2 -> SnCl4;
SnCl4 + Sn -> 2SnCl2.
Растворяют олово в железных эмалированных чашах ем-
костью 500 л с паровыми рубашками и вытяжными зонтами.
переработка отходов от рафинирования олова
317
В чашу загружают 150 кг олова и 400 л соляной кислоты. После
растворения основной массы металла раствор выпаривают в той
же чаше, пока концентрация SnCl2 в нем не достигнет 1'200—
1300 г/л. Операция растворения и выпаривания продолжается
15—18 ч.
Концентрированный раствор SnCl2 сливают в железные кри-
сталлизаторы, покрытые бакелитовым лаком. При охлаждении
раствора в кристаллизаторах из него выделяются кристаллы
SnCl2-2H2O.
Кристаллы хлористого олова (50—51% Sn), отделенные от
маточного раствора на центрифуге, являются готовым продук-
том. Маточные растворы возвращаются в операцию растворе-
ния металлического олова.
Оловяннокальциевую лигатуру, т. е. сплав олова с кальцием,
необходимый для рафинирования свинца от висмута, готовят из
олова марок 01 и 02.
Для этого в олово, расплавленное в котле и нагретое до тем-
пературы 350°, вмешивают металлический натрий (65 70 кг на
1 т олова). Затем в котел заливают расплавленный хлористый
кальций (300 кг)т) и содержимое его энергично перемешивают
мешалкой. При этом протекает обменная реакция:
2 (Na] + СаС12 = [Са] ф 2NaCl.
Образовавшийся в результате этого хлористый натрий вме-
сте с избыточным хлористым кальцием всплывает на поверхно-
сти сплава и затвердевает в виде корки, которую снимают дыр-
чатыми ложками, а сплав разливают в изложницы. Оловянно-
кальциевая лигатура содержит 3—5% Са и 95—97% Sn.
8. ПЕРЕРАБОТКА ОТХОДОВ ОТ РАФИНИРОВАНИЯ ОЛОВА
Прямое извлечение олова в рафинированный металл зависит
от состава чернового олова и схемы его рафинирования. Часто
прямое извлечение достигает лишь 80—88%, а 12—20% олова
переходит в различные отходы, требующие специальной пере-
работки для дополнительного извлечения из них олова и дру-
гих ценных составляющих.
Съемы, получаемые при удалении из олова железа, меди,
мышьяка, сурьмы, и алюминия, можно перерабатывать совмест-
но, состав их характеризуется табл. 62.
Основная ценная составляющая съемов — олово, которое
присутствует здесь главным образом в виде механически увле-
ченных капель металла.
Переработка всех этих продуктов осуществляется плавкой в
.небольших отражательных или электрических печах. При этом
мышьяк и сурьма в значительной доле возгоняются и уносятся
318
РАФИНИРОВАНИЕ ЧЕРНОВОГО ОЛОВА
Т аблица 62
Примеры состава съемов, получаемых при рафинировании олова
газами в виде окислов. С газами уносится также и некоторое
количество олова, поскольку съемы всегда содержат серу, свя-
занную в сульфидах железа, меди и олова. Основное количество
олова выплавляется из съемов в виде сплава с медью и частич-
но с железом. Остальное железо окисляется и переходит в шлак.
Плавка съемов в отражательной печи длится около 6 ч.
Ванну периодически перемешивают железными скребками и
выпускают металл по мере его накопления на поду печи.
Жидкие продукты плавки имеют, например, следующий со-
став, %:
Sn Fe Си As Sb
Черновое олово .... 85—90 6—8 6—7 4—5 До 1,5
Шлак................... 45-55 До 18 10—12 3,5 3,5
Сплав, в который извлекается около 75—80% олова, направ-
ляют на рафинирование с получением низших марок олова
(03 и 04). Шлак направляют на доработку вместе с богатыми
шлаками от плавки концентратов. Газы отражательной печи со-
держат до 15 г/м3 пыли, которая улавливается в скрубберах,
где получаются шламы, содержащие 20—50% олова, и затем в.
электрофильтрах. В пыли электрофильтров бывает 60—70%
олова.
Плавка съемов в электропечах проводится на жидкой ванне
отвального электропечного шлака, имеющего следующий со-
став, %:
SiO2 . ............. 30—40
А12О3............... 16—19
FeO ..............0,7—1,7
СаО................. 30—36
MgO............. 1,6—2,0
Sn................2,0—0,3
С этой целью в электропечь загружают отвальный электро-
печной шлак. После расплавления и перегрева до С = 1300—
1400е С производится загрузка съемов. Высота шлаковой ванны
ПЕРЕРАБОТКА ОТХОДОВ ОТ РАФИНИРОВАНИЯ ОЛОВА
319
должна быть не более 600 мм. Загрузку съемов, их плавку и вы-
пуск продуктов плавки осуществляют периодически. После пол-
ного расплавления шихты металл выпускают из печи.
Для предотвращения выделения тугоплавкой окиси алюми-
ния в свободном виде в шлаковую ванну периодически добав-
ляют кальцинированную соду, образующую легкоплавкие алю-
минаты натрия, или полностью обновляют шлаковую ванну. При
образовании настылей на подине печи оплавление настылей про-
изводится холостыми плавками гранулированного шлака сле-
дующего состава, %:
СаО..................... 8—16
SiO2................... 28—32
FeO.................... 15—25
А12О3.................. 10—15
MgO................... До 3
ZnO................... 4—6
Na2O + К2О . ........... 5—10
WO3................... До 3
Медистые съемы можно перерабатывать отдельно с получе-
нием из них медного купороса. Съемы обжигают для снижения
содержания в них серы до -~-0,5%> а затем выщелачивают сер-
ной кислотой в освинцованных баках, обогреваемых острым па-
ром. Раствор отфильтровывают, а затем выпаривают и кристал-
лизуют. Нерастворимый остаток направляют в плавку съемов.
Этим способом удается извлекать из медистых съемов до 80% Си
и до 98% Sn.
Свинцовистые съемы, полученные при рафинировании олова
от свинца хлоридньгм способом, содержат 50—60% Sn и до
15% РЬ. Съемы плавят с цинком для получения свинцовооло-
вянного сплава и хлористого цинка.
В котел загружают 2 т цинка и расплавляют его. В жидкий
цинк загружают 7—8 т свинцовистых съемов порциями по 1,0—
1,5 т. После загрузки каждой порции включается мешалка, ко-
торая работает до образования однородной расплавленной мас-
сы. В результате взаимодействия расплавленных цинка и свин-
цовистых съемов, состоящих из хлоридов олова и свинца, полу-
чаются два продукта: оловянносвинцовистый сплав и хлористый
цинк по реакции:
(РЬС12 + SnCl2) + 2Zn -> 2ZnCl2 + (Sn - РЬ)сплав.
Олово и свинец, вытесненные из сплава хлоридов цинком,
накапливаются на дне котла в виде сплава.
Образовавшийся хлорид цинка самотеком по желобу пере-
ходит во второй котел с цинковой ванной 'для доработки и от-
стаивания. Из второго котла хлорид цинка стекает в поддоны
и застывает. Затем его разбивают на куски и отправляют на
склад.
320
РАФИНИРОВАНИЕ ЧЕРНОВОГО ОЛОВА
После переработки 7—8 т свинцовистых съемов проверяют
присутствие цинка в накопившемся оловянносвмнцовистом спла-
ве. В случае наличия цинка продолжают переработку свинцо-
вистых съемов на этой же ванне для более полного использо-
вания металлического цинка.
Оловянносвинцовистый сплав после удаления остаточного
цинка свинцовистыми съемами анализируют на содержание Си„
РЬ, Fe, As, Sb и Bi. Дальнейшую обработку сплава Sn-Pb осу-
ществляют по стандартной схеме рафинирования.
Свинцовистые хлоридные съемы концентрируют в себе индий.
На одном из заводов изучалось распределение индия при рафи-
нировании олова и были получены следующие результаты, %:
Железистые съемы............... 4,7
Медистые » 19,8
Алюминиевые » 18,3
Свинцовистые » ... . 44,0
Рафинированное олово........... 0,7
Неучтенные потери..............12,6
Итого .... 100,0
Основная масса свинцовистых съемов растворима в воде, так
как она состоит из SnCl2 и РЬС12. В нерастворимом остатке пос-
ле водного выщелачивания содержание индия достигает ОД-
ОД %.
Оловянносвинцовые сплавы, получаемые при рафинирова-
нии олова от свинца ликвацией, содержат 30—40% свинца. Та-
кие сплавы пригодны для изготовления припоев, однако иногда
их перерабатывают для получения чистых металлов.
На одном из заводов КНР оловянносвинцовые сплавы пере-
рабатывают электролизом по схеме, показанной на рис. 113.
Исходный сплав переплавляют в чугунном котле и отливают
в аноды следующих размеров, мм-.
Длина............ 500—670
Ширина.............. 300—475
Толщина............ 5—6
Аноды содержат, %:
Sn...................50—60
РЬ...................35—42
Sb................... 2—3
Электролиз проводят в электролите, состоящем из SnCl2 и
НС1, при температуре 20—30° С. Деревянные ванны, покрытые
битумом и оклеенные рубероидом, имеют следующие разме-
ры, мм:
Длина........... 1000—1270
Ширина............ 400—610
Глубина............710—870
Ill Заказ 1785
322
РАФИНИРОВАНИЕ ЧЕРНОВОГО ОЛОВА
Рыхлый катодный осадок периодически уплотняют вручную
деревянными щипцами. Катодный осадок после промывки и суш-
ки снимают также вручную и направляют на ликвационное ра-
финирование, он содержит 0,1—0,15% свинца.
Шламы, содержащие до 80% РЬС12, 5—6% Sn и до 10% Sb,
подвергают дистилляции в вакууме (240—250 мм рт. ст.) при
температуре 600р С на ванне исходного сплава Sn-Pb.
Давление паров SnCl2 и РЬС12 можно вычислить по следую-
щим уравнениям (мм рт. ст.) [5]:
для SnCl2
- lg р = JpL = 5,08 lg Т + 24,68,
для РЬС12
lg Р = -у — = 6,65 lg Т + 31,60.
Проделав вычисления для температур 400, 500 и 600° С, полу-
чим следующие цифры:
Р, мм 8пС12 .......... 10,0 81,4 380,0
Р, мм РЬСЦ............ 0,0178 0,282 3,8
Таким образом, при температуре 600е С хлористое олово в
100 раз более летуче, чем хлористый свинец. Из ранее приведен-
ной зависимости от температуры стандартного изобарного по-
тенциала реакции
(SnCl2)+ (РЫ = (РЬС12) + [Sn).
Находим для температуры 600° С (873° К)
AZ° = —1450 + ЧТ = 296 кал.
Этот расчет показывает, что при температуре дистилляции
реакция протекает в сторону образования хлористого олова и
увеличения концентрации свинца в сплаве. В остатке от дистил-
ляции получают сплав, содержащий 90—93% РЬ и пары SnCl2,
которые при конденсации превращаются в почти чистое хлори-
стое олово, пригодное для приготовления электролита. .
Схема дистилляционной установки показана на рис. 114. Ус-
тановка состоит из литого чугунного котла 1 с герметичной
крышкой, конденсатора 2 и ловушки 3. Последняя соединена с
вакуум-насосом.
В котел загружают исходный сплав Sn-Pb, расплавляют его
и нагревают до 600° С. Затем через верхний люк в котел подают
анодный шлам и мелкий уголь порциями по 80—100 кг через
каждые 4—5 ч. Угля подают в количество 1 % от веса шлама.
СХЕМА РАФИНИРОВАНИЯ ОЛОВА ПИРОМЕТАЛЛУРГИЧЕСКИМ СПОСОБОМ 323
После загрузки некоторое время нагревают котел открытым
для удаления влаги, а затем закрывают, соединяют с конденса-
тором и включают вакуум.
В результате дистилляции в конденсаторе собирается твер-
дый конденсат. На другом заводе пары SnCl2 поглощают отра-
ботанным электролитом.
Длительность дистилляции 16 ч, при этом котел диаметром
600 мм выдает 280 кг свинца и 350 кг SnCl2.
Рис. 144. Схема установки для переработки
анодных шламов:
1 — котел; 2 — конденсатор; 3 — ловушка; 4 — к
вакуум-насосу
Для защиты от коррозии внутреннюю поверхность котла по-
крывают замазкой следующего состава (в частях):
Глина огнеупорная .............. 3
Глина керамическая ............. 1
Асбестовый порошок . ... 0,25
Вода............................. 0,25
Очистку раствора SnCl2 осуществляют цементацией примесей
As, Sb и Bi на листах сплава Sn-Pb. Получаемый осадок после
промывки и сушки подвергают восстановительной плавке, в ре-
зультате которой получают сплав, содержащий 60% сурьмы.
По описанной выше схеме удается перерабатывать сплавы
Sn-Pb с извлечением 96,3% олова в товарное олово и 89,5%
свинца в черновой свинец.
9. СХЕМА РАФИНИРОВАНИЯ ОЛОВА
ПИРОМЕТАЛЛУРГИЧЕСКИМ СПОСОБОМ
Выбор схемы рафинирования олова зависит от состава чер-
нового металла и требований, предъявляемых к товарному
олову.
Последовательное удаление примесей: железа, меди, мышья-
ка, сурьмы, свинца и висмута с получением металла высокой
чистоты пирометаллургическими способами применяется только
11*
324
РАФИНИРОВАНИЕ ЧЕРНОВОГО ОЛОВА
в Советском Союзе. Заводы других стран работают по сокра-
щенным схемам либо пользуются для очистки олова электроли-
зом. Ниже приводится описание одного из вариантов схемы пол-
ного рафинирования олова.
Все операции этой схемы проводятся последовательно в од-
ном котле, режим работы которого зависит от состава чернового
Рис. 115. График работы котла для рафинирова-
ния олова:
О — 1 расплавление; 1—2 нагревание до 550° С; 2 — 3 —
удаление железа; 3 — 4 — втворение А1; 4 — 5 охлаж-
дение до 450°; 5 — 6 обработка AI съемов; 7 — 8 — охла-
ждение до 250° С; 8—9 обработка съемов; 9—10 нагре-
вание до 300° С; 10—//удаление остатков А1; 11—12
охлаждение до 280° С; 12—13 удаление меди; 13 — 14
охлаждение до 245° С; 14—15 удаление свинца; 15—16
нагрев до 300° С; 16—17 обработка содой; 17 — 18 —
ожидание анализов
олова, так как повышение содержания той или иной примеси
увеличивает время, необходимое для ее удаления.
Продолжительность отдельных операций зависит также от
требуемых пределов очистки.
На рис. 115 приводится температурный график, характери-
зующий процесс рафинирования олова с получением металла
марки 01. При этом исходный и товарный металл имеют сле-
дующий состав, % (не более);
ЭЛЕКТРОЛИТИЧЕСКОЕ РАФИНИРОВАНИЕ ОЛОВА
325
Sn Fe Си As Sb Pb
Черновое олово........ 99,2 0,75 0,! 0,2 0,2 0,10
Олово марки О1 .......99,9 0,0090,01 0,02 0,0150,04
Общая продолжительность процесса составляет 38 ч, а для
олова, значительно загрязненного примесями, достигает 90 ч.
При рафинировании чернового олова с получением металла
марок ОЗ и 04 удаления сурьмы и висмута обычно не требуется,
поэтому продолжительность процесса рафинирования сокраща-
ется до 26—28 ч.
' Металл разливают в изложницы емкостью 24—25 кг на пря-
молинейной разливочной машине.
Олово разливают летом при температуре 330° С, а зимой при
360° С. Температуру при розливе контролируют термопарой, пе-
регрев металла не допускается.
Изложницы перед розливом очищают от пыли, положение их
должно быть строго горизонтальным. Образуемые при розливе
поверхностные пленки снимают деревянными скребками. За-
стывшие чушки очищают рашпилем от заусенцев и неровностей.
Прямое извлечение олова в марочный металл при рафиниро-
вании составляет 87—88%, остальная часть извлекается из обо-
ротов.
10. ЭЛЕКТРОЛИТИЧЕСКОЕ РАФИНИРОВАНИЕ ОЛОВА
Общие сведения
Пирометаллургическое рафинирование олова позволяет по-
лучить товарный металл высокой чистоты. Наряду с этим из-
вестными способами электролиза не всегда легко получить то-
варное олово марки О1. Поэтому применение электролиза для
рафинирования олова пока не связано со стремлением к выпус-
ку особенно чистого товарного металла.
Главный недостаток пирометаллургического способа рафини-
рования олова заключается в его многостадийности, трудоемко-
сти и малом прямом извлечении. Наряду с этим электролиз
обычно позволяет удалить почти все примеси в одну операцию,
достигнуть высокого прямого извлечения и избежать сложной
переработки многочисленных отходов рафинирования.
Необходимость затрачивать электроэнергию не может слу-
жить основанием для отказа от электролиза, так как даже при
самом невыгодном режиме этого процесса стоимость ее не превы-
шает 0,1—0,2% стоимости металла. Основные недостатки элект-
ролиза заключаются в его малой интенсивности, заставляющей
длительно задалживать металл в медленно растворяющихся ано-
дах, в необходимости иметь сравнительно большие цеховые по-
мещения, а гланое во все еще малой освоенности этого про-
326
РАФИНИРОВАНИЕ ЧЕРНОВОГО ОЛОВА
цесса. До сих пор не удалось выбрать электролит, полностью
удовлетворяющий всем требованиям производства. По этой
главной причине электролитическое рафинирование олова пока
еще не нашло широкого применения в заводской практике.
Первое суждение о электролитическом рафинировании олова
можно сделать из сопоставления нормальных электрохимиче-
ских потенциалов олова и примесей в кислой среде (Е°), т. е. ПО'
положению олова в ряду напряжений [9]:
Металл AI Мп Zn Fe Ni Sn Pb
Е°, в. . . . —1,70 —1,18 —0,763 —0,440 —0,250 —0,136 —0,126
Металл н Bi Sb* As Cu Ag
Е°, в .... ±0,00 +0,32 +0,152 +0,247 +0,337 +0,799
Нормальные потенциалы большинства примесей положитель-
нее потенциала олова, следовательно, электролит не должен рас-
творять эти примеси либо должен давать с ними комплексные
ионы, не способные разряжаться на катоде прежде олова.
Потенциал олова отрицательнее равновесного потенциала во-
дорода, поэтому в выбранном электролите водород должен раз-
ряжаться с перенапряжением.
Интенсивный электролиз с практически выгодными высокими
плотностями тока возможен при высокой концентрации ионов
олова в электролите, а это требует хорошей растворимости соли
олова, выбранной для приготовления электролита.
Состав электролита должен предупреждать возможность раз-
ряда на аноде гидроксильных ионов с образованием основных
солей, так как это вызывает пассивирование анодов.
Состав электролита должен обеспечить получение плотных и
прочных катодных осадков, дающих малый захват электролита,
легко переплавляемых и не вызывающих коротких замыканий
при электролизе.
Совместить все эти требования при выборе электролита для
электролиза олова очень трудно, поэтому ни одну из предложен-
ных ванн пока еще нельзя считать оптимальной.
Наиболее хорошо изученные и опробованные в заводской
практике электролиты для электролитического рафинирования
делятся на две группы— кислотные и щелочные.
К первым относятся хлоридный, кремнефтористый, суль-
фатный и сульфатно-огранические растворы; ко вторым — ще-
лочной и щелочно-сульфидный.
* Для Sb, As и Bi потенциалы соответствуют реакциям:
2Sb + ЗН2О = Sb2O3 + 6Н+ + 6 7;
As + 2Н2О = HAsO2 (боди.) + ЗН+ + 37;
Bi + Н2О = BiO+ +2Н+ + 37.
ЭЛЕКТРОЛИТИЧЕСКОЕ РАФИНИРОВАНИЕ ОЛОВА
3ZJ
[Рафинирование олова в хлоридной ванне
Электролит готовится из хлористого олова и соляной кисло-
ты, которая [предупреждает гидролиз SnCl2 и повышает элек-
тропроводность раствора.
При растворении анодов в раствор переходят ионы Sn2+,
Fe2+, Cu2+, Bi3*, Sb3+, AsO3~ и Pb2+. Основная масса свинца вы-
падает в осадок в виде РЬС12, однако, растворимость этой соли
велика, при температуре 20° С в одном литре воды растворяется
9,9 г РЬС12. Ионы сурьмы и висмута могут подвергаться гидро-
лизу с образованием труднорастворимых хлорокисей, например
ВЮС1. Медь, железо и мышьяк переходят в электролит.
В хлоридной ванне удается очистить олово только от основ-
ной массы железа и свинца. «
Наряду с плохой степенью очистки главный недостаток этого
электролита в том, что осадок олова на катоде получается в ви-
де длинных игольчатых кристаллов, которые держатся непрочно
и могут вызывать короткие замыкания.
Этот способ электролиза применяется на некоторых заводах
для переработки оловянносв1инцовистого сплава (см. стр. 320).
Другие случаи электролиза олова в хлоридной ванне в со-
временной заводской практике не известны.
Рафинирование олова в кремнефтористой
и сульфатно-органических ваннах
Оловянная соль кремнефтористоводородной кислоты
SnSiF6, подобно PbSiF6, хорошо растворима в воде. Это
позволило применить кремнефтористый электролит для рафини-
рования олова по аналогии с хорошо изученным в этой ванне
рафинированием свинца.
При растворении оловянных анодов в кремнефтористом
электролите примеси меди, висмута, сурьмы и мышьяка перехо-
дят главным образом в шлам. Опасность загрязнения катодов
возникает только из-за растворения свинца. Добавка серной
кислоты переводит в шлам и свинец. Таким образом, кремнефто-
ристый электролит пригоден для удаления из олова всех обычно
встречающихся в нем примесей.
Впервые в крупном масштабе рафинирование олова в крем-
нефтористой ванне было применено на американском заводе в
Перт-Амбой. Электролит содержал 20°/о H2SiF6, 0,1% H2SO4 и
6% Sn.
В течение 1915—1917 гг. по этому способу успешно рафини-
ровали олово, получая катоды чистотой 99,9—99,8% Sn. Элек-
тролиз проводился в деревянных ваннах, защищенных битумом,
при плотности тока 120 a/ж2. Получение плотных осадков обес-
328
РАФИНИРОВАНИЕ ЧЕРНОВОГО ОЛОВА
печивалось применением алоина, клея и других коллоидных до-
бавок.
Недостатком процесса была быстрая коррозия аппаратуры,
особенно резиновых шлангов, по которым подавался электролит,
насосов и самих ванн. Кроме того, на аноде наблюдалось выде-
ление кремневой кислоты, вследствие чего напряжение на ван-
нах постепенно повышалось. Приготовление кремнефтористой
кислоты стоило дорого, а в электролите она довольно быстро
разлагалась. Электролит, в котором постепенно накапливались
примеси, приходилось выбрасывать, так как регенерировать его
было трудно. Все это заставило искать пути к уменьшению рас-
хода H2SiF6.
В 1917 г. завод Перт-Амбой изменил состав электролита и до
1920 г. работал с раствором следующего состава, %:
5 — H2SiF6; 8 — H2SO4; 3 — Sn.
Благодаря увеличению содержания серной кислоты электро-
лит стал меньше разъедать свинец. Появилась возможность
применять вместо каучуковых свинцовые трубы.
Для получения плотных и гладких осадков были испытаны
многочисленные органические добавки, что было необходимо,
потому что с увеличением содержания серной кислоты наблюда-
лось образование длинных игольчатых кристаллов олова на ка-
тоде, а наряду с этим пассивирование анодов.
Дальнейшее усовершенствование состава электролита приве-
ло к полному исключению из него дорогой кремнефтористой
кислоты и замене ее органическими сульфокислотами.
Органические сульфокислоты предупреждают образование
основных солей олова на аноде. Они могут быть приготовлены
из бензола, фенола, крезола, толуола, нафталина и других аро-
матических углеводородов путем действия на них горячей сер-
ной кислоты.
Крезол-феносульфоновый электролит применялся на заводе
Перт-Амбой в период с 1920 по 1923 г., электролит содер-
жал, %:
Серной кислоты....................8,0
Крезол-фенолсульфоновой кислоты . 4,0
Двухвалентного олова..............3,0
Общая кислотность раствора в расчете на H2SO4 была
10,2%. Для предупреждения образования губчатого осадка в
электролит периодически добавляли клей и эмульсию крезило-
вой кислоты.
Исходное олово содержало от 90 до 99% Sn и следующие
количества примесей, %: 1.0 РЬ, 0,25 Си, 0,15 As, 0,25 Sb, 1,00 Bi.
Аноды имели толщину около 30 мм и весили по 160 кг. Ка-
тоды, отлитые из электролитного олова, весили по 4—5 кг.
ЭЛЕКТРОЛИТИЧЕСКОЕ РАФИНИРОВАНИЕ ОЛОВА
329
В ванне длиной 3400 мм, шириной 1050 мм и глубиной
1050 мм помещалось 26 анодов и 27 катодов, расстояние между
анодами 115 мм. Для электролиза применялись деревянные ван-
ны, выложенные внутри свинцом.
Электролиз проводили при плотности тока на катоде 85—
108 ajw2 и температуре 35° С. Скорость циркуляции электролита
была 19 л/мин на ванну. При этом напряжение на ванне состав-
ляло 0,3—0,35 в, а выход по току около 85 % •
Через неделю вес катода достигал 48—50 кг, после этого ка-
тоды поступали на промывку, сушку и переплавку.
Растворение анодов продолжалось до уменьшения веса их
приблизительно на 75%. Шлам имел следующий состав, %:
20Pb, 5Cu, 3As, 5Sb, 20Bi, 30Sn.
На одном из заводов электролитическое рафинирование оло-
ва в крезолсульфоновой ванне применяется для переработки
сплава, содержащего 93,7% Sn и 5% РЬ.
Ванны имели следующие размеры, мм: 210 X 610 X 910
(глубина). В каждой из них помещается по 22 катода и 21 анод.
Электролит содержал, %: 3Sn, 8H2SO4, 4 крезолсульфоновой
кислоты.
При приготовлении электролита крезолсульфоновую кислоту
перегоняют при температуре 108—125° С для отделения тяже-
лых фракций. На приготовление 1 т электролита расходуется, кг:
H2SO4 (98%)......................................16,2
Крезолсульфоновой кислоты.......................2,15
Коллоидной смеси (клей : крезол —1:1)............3,6
При силе тока в ванне, равной 1200—1500 а, плотность тока
на катоде составляет около 100 а/м2, а напряжение на ванне
0,2—0,54 в.
Отработанный электролит, содержащий до 5% Sn, нейтрали-
зуют содой, осаждая из него Sn(OH)2. Отфильтрованный и про-
мытый гидрат закиси олова используется для приготовления
свежего электролита.
Наблюдается следующее распределение олова между про-
дуктами электролиза, %:
Катодный металл................96,3
Электролит..................... 0,7
Шлам............................ 2,1
Потери.......................... 0,9
Итого ... 100,0
Катодное олово имеет чистоту в пределах 99,93—99,98% Sn.
Главным недостатком сульфаторганических электролитов яв-
ляется пассивирование анодов вследствие образования на их
поверхности основных солей олова и сульфата свинца. В резуль-
330
РАФИНИРОВАНИЕ ЧЕРНОВОГО ОЛОВА
тате этого по мере растворения анодов напряжение на ванне по-
степенно повышается и тем быстрее, чем выше плотность тока,
и чем больше загрязнено олово свинцом.
Рафинирование олова в щелочных
и щелочно-сульфидных ваннах
Электролиз олова в растворах тиостанната натрия был пред-
ложен в патентах еще в 1895 г. Этот способ рафинирования оло-
ва испытывался на крупной установке полузаводского типа в
Биркенхеде (Англия) в 1902 г., а затем применялся на заводе
Бутль (Англия), в Германии, Австрии и Венгрии [1].
Электролитом служил раствор Na4SnS4, получавшийся при
электролитическом растворении оловянных анодов в 10%-ном
растворе Na2S.
Получение высоких выходов по току и плотных катодных
осадков было признано возможным только при низких плотно-
стях тока и температурах 80—90°.
Примеси Fe, Си, Pb, Bi и большинство других металлов при
растворении анодов образуют нерастворимые сульфиды, пере-
ходящие в шлам. Напряжение на сульфидно-щелочной ванне
при указанной выше температуре и плотности тока составляет
0,1—0,2 в, а расход энергии 180—190 квт-ч!т [1].
По описанию установки в Дуйсбурге (Германия) за
1946—1947 гг. .цех рафинирования производительностью 3000 т
олова в год был оборудован 300 железными ваннами. Ванны
размером 3000 X 300 X 800 мм имели снаружи пробковую изоля-
цию и были снабжены железными змеевиками для подогрева
электролита паром.
Аноды, отлитые из металла, содержавшего 95—97% Sn;
2—3% Bi; 0,05% Fe и 1—2% РЬ, размером 800 X 600 X 12 мм
загружались в ванну мостовым краном. Ванна вмещала 30 ано-
дов и 31 катод, расстояние между центрами одноименных элек-
тродов было 80—100 мм.
Электролиз проводился при температуре 80—90° и плотности
тока 50—100 а/л2, при этом напряжение на ванне составляло
0,1—0,3 в, аноды растворялись на 60—65% за 12 дней. Выход
шлама достигал 8—10% от веса анодов, в нем содержалось 25—
30% висмута и 15—20% свинца.
Катодные основы делали из железа толщиной 2—3 мм. Пос-
ле суточного наращивания осадка катоды промывали водой,
подсушивали и снимали с них олово погружением в ванну рас-
плавленного металла. После этого поверхность катодной основы
протиралась тряпкой и катодный лист вновь устанавливался
в ванне.
Электролит сохранял устойчивость в течение 8 мес., затем из
него выделяли олово, а раствор сбрасывали в канализацию.
ПРОИЗВОДСТВО ОЛОВА ОСОБО высокой чистоты
331
При рафинировании олова по сульфидно-щелочному способу
удается получать катодный металл, содержащий 99,85—
99,9% Sn, 0,0005% Fe и 0,02—0,05% Bi. Явления пассивирования
анодов при электролизе не наблюдается.
Главный недостаток сульфидно-щелочного электролита —
высокая температура электролиза, вызывающая интенсивное ис-
парение воды и тяжелые условия труда в цехе. Кроме того, ра-
финирование низкосортного олова требует применения очень
низких плотностей тока, особенно если в анодах содержится бо-
лее 0,5% сурьмы. Осаждения сурьмы на катоде удается преду-
предить только при плотностях тока ниже 50 а/м2.
Исследования, проделанные за последние годы [10], [11], пока-
зали, что способ рафинирования олова в сульфидно-щелочной
ванне может быть значительно усовершенствован и не потребует
трудного режима, но он не пригоден для получения олова выс-
ших марок чистого от мышьяка и сурьмы. Главным назначением
этого процесса может быть рафинирование олова, значительно
загрязненного примесями Fe, Са, РЬ и Bi.
Электролитическое рафинирование олова в щелочной ванне,
содержащей станнат натрия, не обеспечивает очистки металла
от свинца и висмута, так как эти примеси заметно растворимы
в электролите.
Главным недостатком щелочных электролитов является об-
разование губчатых катодных осадков, переплавка которых вы-
зывает большие трудности.
Для рафинирования олова эти электролиты не применяются.
11. ПРОИЗВОДСТВО ОЛОВА ОСОБО высокой ЧИСТОТЫ 1
Широкое развитие техники полупроводников, а также ряда
других областей техники и технической физики вызвало потреб-
ность в значительных количествах особо чистых металлов.
Олово высокой чистоты, содержащее около 99,99985% Sn,
относится к материалам полупроводниковой техники и соответ-
ствует ГОСТ 860—>60 по марке ОВЧ000.
Содержание основных примесей в таком олове допускается в
следующих пределах:
Примеси......................... pb
Допустимое содержание, % (не
выше).........................1-Ю-5
Примеси......................... Со
Допустимое содержание, % (не
выше)........................1. Ю—5
Примеси.......................
Допустимое содержание, % (не выше)
Си Fe Ag Au
5-10—6 ЫО-4 2-10~6 l-10~5
Ni Bi As Al
Г10-5 4-10—6 i- io-4 3-10~4
Ga Sb Zn
1 10~5 2- 10“5 3- IO-5
1 Составлено инж. И. М. Селивановым.
332
РАФИНИРОВАНИЕ ЧЕРНОВОГО ОЛОВА
Технология получения особо чистого олова состоит из сле-
дующих переделов: электролитического растворения исходного
металла, химической очистки раствора, электролитического
осаждения олова и зонной перекристаллизации (зонной плавки)
катодного металла.
Исходным материалом служит олово марки 01 повышенной
чистоты с содержанием примесей, % (не выше):
РЬ.....................0,023
Си.....................0,005
Bi ....................0,006
Sb.....................0,012
Fe....................0,005
As.....................0,01
Исходное олово отливают в аноды и электролитически рас-
творяют в ваннах с проточными диафрагмами близ катодов.
Катоды делают из графита, а диафрагму из перхлорвиниловой
ткани, уплотненной на 25—30Не-
электролитом служит раствор химически чистой серной кис-
лоты (50—55 г)л H2SO4).
Анодная плотность тока.......... 700 а/.м2
Катодная....................... 1400 а/лг2
Напряжение на ваннах.............. 6 s
Процесс анодного растворения олова непрерывный. Раствор
серной кислоты поступает в катодные ячейки, а из ванн вытека-
ет со скоростью порядка 8 л/ч, раствор содержит 40 —
45 г/л Sn2+.
Уровень раствора серной кислоты в катодной ячейке поддер-
живается на 2—3 см выше уровня анолита.
При анодном растворении олова значительная часть приме-
сей переходит в шлам.
В сернокислом электролите, при концентрации серной кисло-
ты 55 г/л и анодной плотности тока 350 а/м2, из анодов в элек-
тролит переходят следующие количества примесей, %: 50—55 РЬ,
0,1 Си, 12—18 Fe, 0,01 Bi, остальная часть примесей и вся сурь-
ма переходят в шлам.
Электролит, т. е. раствор сульфата закиси олова, отделяют
от шлама фильтрацией или отстаиванием и подвергают химиче-
ской очистке от примесей, перешедших в раствор. Химическая
очистка электролита основана на различных величинах рН-об-
разования гидратов олова и примесей [12].
Для этого проводят дробное осаждение гидрата закиси оло-
ва с выводом наиболее чистой части осадки при pH от 2 до 4.
Часть примесей осаждается при нейтрализации электролита до
pH = 2, другие остаются в маточном растворе после осаждения
чистого гидрата.
ПРОИЗВОДСТВО ОЛОВА ОСОБО высокой ЧИСТОТЫ
333
Чистый гидрат закиси олова отфильтровывают и после от-
мывки остатков маточного раствора направляют на приготовле-
ние электролита для выделения олова из раствора электроли-
зом.
Для этого гидрозакись олова растворяют в серной кислоте
так, чтобы содержание олова в растворе было около 100—
110 а/л. Раствор отфильтровывают от осадка основных солей
олова и в него вводят столярный клей (3 а/л) и бета-нафтол
(1 а/л). Эти добавки служат для получения плотных блестящих
катодных осадков. Приготовленный электролит поступает в элек-
тролизные ванны. Электролиз проводится без диафрагм с не-
растворимыми графитовыми анодами. Катодная плотность тока
175 п/ж2, напряжение на ванне не превышает 3 в, электролит
не подогревают и не перемешивают.
Катодами служат оловянные матрицы из листов чистого
олова.
Катодный осадок олова отмывают от электролита подкислен-
ной дистиллированной водой, сушат и переплавляют в графито-
вых тиглях. Олово, полученное после электролиза, содержит
приблизительно по 0,01% каждой из примесей, его подвергают
зонной плавке.
Зонная плавка, как известно, основана на различии составов
твердой и жидкой фаз при кристаллизации металла из распла-
ва. Эффективность очистки олова этим способом характери-
зуется коэффициентом распределения, т. е. отношением концен-
трации примеси в твердой фазе и расплаве в условиях равно-
весия между фазами при данной температуре:
Представление о величине коэффициента распределения
можно получить по диаграмме состояния очищаемый металл —
примесь, считая что при малых концентрациях примесей поряд-
ка 10 4% линии ликвидуса и солидуса будут прямыми, а коэф-
фициент распределения — величиной постоянной. Вследствие не-
изученности диаграмм состояния для очень малых содержаний
примесей, особенно при многокомпонентных системах, коэффи-
циент распределения можно установить точно только опытным
путем.
При К < 1 примеси концентрируются при этой плавке в кон-
це слитка, а при К > 1 — в его начале.
Обычно металл помещается в стеклянную графитовую или
кварцевую лодочку. Производительность установки лимити-
руется габаритами изделий из этих материалов. Малая проч-
ность кварца затрудняет работу с ним при рафинировании
крупных слитков металла.
334
РАФИНИРОВАНИЕ ЧЕРНОВОГО ОЛОВА
На одном из советских заводов работает печь для зонной
плавки с графитовой кюветой. Особенностью кюветы является
ее наклонное дно, благодаря чему достигается утолщение «чи-
стого» конца слитка.
Отверстия в одном из торцов кюветы, закрываемые графито-
выми пробками, служат для выпуска жидкого металла после
окончания рафинирования.
Кювета свободно ставится в кожух на подвижной плите
установки (рис. 116), бортовые и донные части ее теплоизолиро-
ваны брусками из асбоцемента. Торцы и середина донной части
Рис. Ы6. Схема установки для рафинирования олова зонной плавкой:
1 экралодержатель; 2 — экран из асбоцемента; 3 — силитовый стержень; 4 — гра-
фитовая кювета с оловом; 5 — подвижная плита; 6 — привод; 7 — рама; 8 — от-
верстие для выпуска олова
кюветы омываются воздухом. Подвижная плита перемещается
на роликах по направляющим рельсам. Ее возвратно-поступа-
тельное движение осуществляется приводом, состоящим из двух
последовательно подключенных планетарных редукторов.
Скорость рабочего хода стола 44 мм/ч, при надобности она
может быть снижена до 16, 22 и 33 мм/ч. При возвратном дви-
жении работает один редуктор, передвигающий стол со скоро-
стью 190 мм/мин.
Установка стоит на опорных винтах, что позволяет при необ-
ходимости регулировать угол ее наклона.
Нагревателями служат шесть силитовых стержней с дли-
ной рабочей части 500 мм и диаметром 14 мм. Стержни за-
креплены в асбоцементные экраны, которые свободно подвеше-
ны на стальных тягах к держателям.
Расстояние между нагревателями и зеркалом металла регу-
ПРОИЗВОДСТВО ОЛОВА ОСОБО ВЫСОКОЙ чистоты
335
лируется в зависимости от равномерности нагрева в пределах
от 2 до 8 мм.
Катодное олово содержит следующие количества основных
примесей, %: 1 • 10“4 Pb, 1 • 10 4 Си, 1 • 10-4 Fe, 1 • 10-6 Sb,
1 • 10-4 Zn, 1 • 10-4 Bi. Олово заливают в предварительно прогре-
тую кювету, при этом поверхность его покрывается тонкой и
прочной пленкой окислов, что имеет большое значение для зон-
ной плавки, поскольку сравнительно темная поверхность окис-
ленного металла хорошо поглощает тепло, излучаемое нагрева-
телями. Кроме того, пленка окислов предохраняет олово от
дальнейшего окисления и является надежной защитой его от
загрязнений извне. При выпуске очищенного металла из кюветы
олово как бы вытекает из чехла. Окисная пленка, опускаясь,
остается на дне кюветы, удерживая на себе все загрязнения,
которые могли попасть на металл [13].
После заполнения кюветы оловом силу тока в нагревателях
снижают так, чтобы основная масса затвердела, а расплавлен-
ные зоны остались только под нагревателями. Питание током
каждого нагревателя производится от автотрансформатора, что
позволяет регулировать ширину каждой зоны независимо друг
от друга. Ширина расплавленных зон не превышает 70 мм, т. е.
она на 5 мм шире экрана нагревателя. Граница твердый ме-
талл — расплав строго вертикальна на всей глубине ванны.
С установлением зон на слитке включается двигатель. За
4 ч 20 мин стол с кюветой перемещается на 190 мм, что соответ-
ствует расстоянию между нагревателями. В конце хода стола
срабатывает концевой выключатель, переключающий привод, и
стол с кюветой возвращается в исходное положение. В течение
одного цикла движения расплавленные зоны перемещаются на
участок слитка, равный расстоянию между нагревателями.
При возврате кюветы в исходное положение первая зона
подходит под второй нагреватель, вторая — под третий и так
далее. Последняя, шестая зона застывает в конце слитка. Пов-
торное движение еще раз смещает все зоны на 190 мм и через
шесть циклов первая зона достигает конца слитка. После каж-
дого цикла некоторая часть примесей переносится в конец слит-
ка и остается там при затвердевании последней зоны.
Многократным повторенным перемещением зон достигается
глубокая очистка начала слитка и обогащение конца его при-
месями [14].
Необходимая степень очистки олова при максимальной про-
изводительности установки достигается после 40 циклов воз-
вратно-поступательного движения. Длина очищенного слитка
составляет 60% от общей кюветы, однако благодаря примене-
нию кюветы с наклонным дном весовой выход рафинированно-
го олова достигает 80—85%.
336
РАФИНИРОВАНИЕ ЧЕРНОВОГО ОЛОВА
Отделение очищенной части слитка от его конца, обогащен-
ного примесями, достигается расплавлением чистого олова в кю-
вете, для чего включаются первые четыре нагревателя. После
этого отвинчивают одну из графитовых пробок кюветы и выпус-
кают металл в графитовую тигельную электропечь. Затем рас-
плав тщательно перемешивают и разливают в изложницы из
нержавеющей стали, в прутки весом по 250 г. Прутки заверты-
вают в полиэтиленовую пленку и упаковывают в картонные ко-
робки. Расход электроэнергии на рафинирование одного кило-
грамма олова зонной перекристаллизацией не превышает
40 квт-ч.
Олово высокой чистоты анализируют спектральным и хими-
ческим методами. Первым определяют примеси меди, свинца,
висмута, кобальта, никеля, галлия, серебра, золота, алюминия и
сурьмы, а вторым — мышьяк, цинк и железо.
Примерный результат анализа проб олова высокой чистоты
следующий, %:
Примеси............ Sb Fe Си Pb Si Ni
Содержание, % . . . 4-10“6 <1-10—4 4-10~6 5-10—6 <5-10—4 4-10—6
Примеси............ Со Zn Ag Bi Al Си
Содержание, % . . . 4-10~6 3-10~5 7-1СГ8 7-10“7 <3-10 4 <1-10~5
Примеси ........................ Au Р Zn Сг
Содержание, % . . . 1-10~5 <5-10—5 <1-10~5 <3- 10~s
В выпускаемом олове периодически измеряется также оста-
точное сопротивление при температуре жидкого гелия, характе-
ризующее суммарное содержание примесей.
12. УДАЛЕНИЕ НЕКОТОРЫХ ПРИМЕСЕЙ ИЗ ОЛОВА
РАФИНИРОВАНИЕМ В ВАКУУМЕ
Сравнительно низкокипящие примеси: свинец, висмут, сурь-
ма и мышьяк могут быть отогнаны из олова, нагретого в ваку-
уме.
На кривых рис. 117 показана зависимость давления паров
перечисленных металлов от температуры.
Изменение расчетных коэффициентов разделения олова и
примесей в зависимости от температуры показано на рис. 118.
Как видно, при низких температурах коэффициент разделения
резко возрастает, на этом основании рационально использовать
нагрев в вакууме.
Снижение давления увеличивает разницу между составами
жидкой и паровой фаз и снижает температуру кипения сплава,
что подтверждает целесообразность применения дистилляции
под вакуумом.
Рис. 117. Зависимость от температуры давле-
ния паров некоторых металлов
Рис. 1118. Изменение с температурой расчетных
коэффициентов разделения олова и примесей
338
РАФИНИРОВАНИЕ ЧЕРНОВОГО ОЛОВА
Рафинированием, проводившимся как в малых лаборатор-
ных масштабах, так. и с навесками сплава порядка 200—500 г
Мурачем и Поведской [15], было установлено следующее: основ-
ным фактором, определяющим степень удаления примеси из
олова, является температура дистилляции; снижение давления
улучшает результаты разделения, но в меньшей степени. Сви-
нец при остаточном давлении в 10 мм рт. ст. полностью уда-
ляется из олова уже при 900° С, повышение температуры уско-
ряет возгонку свинца. Висмут при том же разрежении полно-
стью удаляется при 950 —1000° С.
Мышьяк удаляется при температуре 900° С на 90—95%, но
для снижения его содержания до п - 103% необходимо доволь-
но длительное нагревание при 1000°.
Количество одновременно испаряющегося олова невелико. За
1—3 ч рафинирования выгоняется от 1 до 3% Sn.
Значительное содержание алюминия в черновом олове (А1 >
>0,5%) полностью прекращает отгонку примесей.
Для успешной дистилляции примесей необходимо возможно
большее увеличение поверхности испарения.
Переход к заводскому масштабу опытов сильно затруднен
из-за необходимости подбора материалов аппаратуры, стойких
в контакте с оловом, нагретым до 1000° С. В Институте метал-
лургии АН Каз. ССР сконструирована и испытана тарельчатая
колонка для непрерывного вакуумного рафинирования олова
[16]. Из чернового олова, содержащего 0,2% РЬ и 0,0372% Bi в
колонке при вакууме 0,15—0,20 мм рт. ст., за 2 ч содержание
свинца снижалось до 0,03% и Bi до 0,008%.
Увеличение остаточного давления до 0,25 мм рт. ст. потре-
бовало вдвое увеличить время дистилляции.
ЛИТЕРАТУРА
1. Н. Н. Мурач. Металлургия олова, Металлургиздат, 1947.
2. С. L. М а п t е 11, Tin, its Minning, Production, technology and applica-
tions, N. J, 1948.
3. Kroll. Metall und Erz. 19, 317, 1922.
4. Savelsberg. Die Metallborse, .Kg 51—57, ,1932.
5. О. Куб а ш ев с кий и Э. Эванс. Термохимия в металлургии, Изд-во
иностр, лит. 1954.
6. Frankel, Ganz. Z. anorg. und allgemeine Chemie, 153, 281, 1926' 153
281, 1956.
7. К- Вагнер. Термодинамика сплавов, Металлургиздат, 1957.
8. Н. В. Плетнева, Г. А. Кузнецова, Г. В. Г л о 16 а. Бюллетень цвет-
ной металлургии, Ng 12 (113) 1958, 26—31.
9. В. Л атнмер. Окислительные состояния элементов и их потенциалы
в водных растворах, М„ ИЛ, 1954.
10. Н. И. Севрюков. ЖПХ, XXXI, 1958, 1067.
И. И. И. Севрюков. Известия высшей школы, Цветная металлургия 4, i
1960, 107.
УДАЛЕНИЕ ПРИМЕСЕИ ИЗ ОЛОВА РАФИНИРОВАНИЕМ В ВАКУУМЕ 339
12. В. П. Хейфец, Г. А. Невинский, Е. С. Козич. Разработка техно-
логии получения олова высокой чистоты электролизом. Труды научно-
исследовательского и проектного института Гипроникель. Вып. 3,
стр. 300, 1958.
13. А. Ю. Байдаков, И. М. Селиванов. Цветные металлы, 1959, № 3,
стр.
14. А. Ю. Б а й м а к о®, Б. Ф. Вернер, Н. К. Дмитриев а, М. Г. Л а-
р и к о в а. Цветные -металлы, ,1956, № -8.
15. Н. Н. Мурач и Л Г. По вед ска я. Сборник № 25 трудов Минцвет-
метзол-ото, Металлургиздат, 1955.
16. В. С. Е-с ют ин. Вакуумное рафинирование металлов в колонке непре-
рывного действия. Труды Ин-та металлургии и обогащения АН
Кав.ССР, 1960, № 3, стр. 184—<189.
ГЛАВА XVI
ПЫЛЕУЛАВЛИВАНИЕ В ПРОИЗВОДСТВЕ ОЛОВА
1. ОБЩИЕ СВЕДЕНИЯ
Работа оловянных заводов оценивается по себестоимости
выпускаемого металла, которая зависит главным образом от
степени извлечения олова. Олово — дорогой металл, поэтому по-
терн его обходятся дороже, чем повышенные затраты топлива,
энергии, рабочей силы и других составляющих себестоимости
товарного металла.
На хорошо работающих оловянных заводах, освоивших со-
временную технику и культуру производства, общее извлечение
металла достигает 97—98%. Наряду с этим имеются предприя-
тия, извлекающие олово только на 92—'93%', даже при перера-
ботке богатых оловянных концентратов.
Главные потери олова связаны с составом и выходом отваль-
ных продуктов, хвостов от доводки концентратов, отвальных
шлаков и растворов от выщелачивания. При правильно нала-
женном контроле производства эти потери легко учитываются,
а снижение их достигается усовершенствованием технологии
производства.
Другой вид потерь учитывается только по балансу металла;
он связан с плохой работой пылеуловителей, распылением сыпу-
чих материалов при перевозке их внутри завода, при измельче-
нии, шихтовании и загрузке мелких материалов.
В гидрометаллургических цехах причиной неучтенных по-
терь может быть разлив растворов, а при рафинировании —
распыление сыпучих съемов и разбрызгивание жидкого олова.
На величине этих потерь особенно сказываются недостатки
пылеулавливания, обусловленные неправильным выбором пыле-
уловителей или плохой их работой.
При обжиге концентратов, плавке и доработке шлаков, а
также при рафинировании олова значительная доля металла пе-
реходит в оборотную пыль, особенно если в технологической
схеме применяются плавки на возгон и фьюмингование шлаков.
По практической оценке при отражательной плавке концен-
тратов и двойной переработке шлаков 10—15% олова перехо-
дит в пыль. В случае применения плавки на возгон и фьюминг-
СХЕМЫ ПЫЛЕУЛАВЛИВАНИЯ И ПРИМЕНЯЕМАЯ АППАРАТУРА
341
процесса эта цифра возрастает не менее чем до 20%. Не трудно
видеть,* что при плохом улавливании пыли, например на 90%-
безвозвратные потери олова с газами составят около 2%.
Главная масса олова уносится из печей в виде очень тонких
частиц возгонов, которые можно уловить только мешочными
фильтрами или электрофильтрами. На большинстве оловянных
заводов пользуются электрофильтрами, коэффициент полезного
действия которых, как известно, может превышать 99%).
Из отражательных печей и печей для фьюмингования шлаков
газы выходят с высокой температурой, порядка 1200° С. Темпе-
ратура газа, поступающего в электрофильтр, оказывает боль-
шое влияние на его работу. С повышением температуры увели-
чиваются скорости движения газов в электрофильтре, а это мо-
жет ухудшить улавливание пыли. При слишком высоких темпе-
ратурах части электрофильтра теряют прочность и деформиру-
ются, поэтому перед подачей в электрофильтры газы необходи-
мо охладить до 120—300° С. Для этого удобны скрубберы, одно-
временно улавливающие крупные частицы пыли.
Слишком низкая температура газа также нежелательна —
она может вызвать конденсацию паров воды и налипание пыли
на электроды электрофильтров. Часто электрофильтры работа-
ют плохо из-за подсоса водуха через неплотности газоходов и
скрубберов.
Значительные потери олова возможны при выгрузке, перевоз-
ках, шихтовке, а главное при плавке пыли.
В связи с этим некоторые заводы пошли по пути окатывания
пыли или составленной из нее шихты перед плавкой в отража-
тельных печах. Для окатывания можно применять барабанные
или тарельчатые аппараты. Степень увлажнения при окатыва-
нии выбирается опытным путем применительно к свойствам пе-
рерабатываемого материала.
2. СХЕМЫ ПЫЛЕУЛАВЛИВАНИЯ И ПРИМЕНЯЕМАЯ АППАРАТУРА1
Ниже описана система пылеулавливания, применяющаяся на
одном из современных заводов с разветвленной схемой произ-
водства олова; она может служить основой для выбора других
схем.
Улавливание пыли при обжиге
При окислительно-восстановительном обжиге оловянных кон-
центратов в многоподовых печах с механическим перегребанием
образуются газы, содержащие распыленную шихту и возгоны
окислов мышьяка.
1 Составлено инж. Г. М. Прошкиным.
342
ПЫЛЕУЛАВЛИВАНИЕ В ПРОИЗВОДСТВЕ ОЛОВА
Для раздельного осаждения из газов оловосодержащей и
мышьяковистой пыли применяют трехступенчатое пылеулавли-
вание (рис. 119).
В первой ступени очистки устанавливают осадительную
камеру или группу циклонов. Во второй ступени применяют су-
хой трубчатый электрофильтр с утепленными осадительными
трубами, а в третьей — сухой электрофильтр с воздушным ох-
лаждением осадительных труб.
Обжиговые газы из камеры или циклонов с температурой
350—400° С и запыленностью 10—15 г) нм-5 поступают в сухой
электрофильтр, где осаждаются частицы унесенной газами ших-
ты и далее в сухой электрофильтр третьей ступени очистки.
Рис L19. Схема трехстадийной очистки обжиговых газов:
I — печь; 2 — осадительная камера; 3 — электрофильтры с утеп-
ленными трубами; 4 — электрофильтры с воздушным охлаждением
В пылеуловителях первой и
вается оловосодержащая пыль,
В третьей стадии улавливается
тываемая отдельно.
второй очистки газов улавли-
которая направляется в плавку,
мышьяковистая пыль, перераба-
Улавливание пыли при плавке
Отходящие газы отражательных, электрических и шахтных
печей направляются на очистку в горизонтальный электрофильтр
ГК-30.
Газы плавильных печей, несущие с собой тонкодисперсную
пыль с диаметром частиц от 1,1—1,8 р, обладают низкой элек-
тропроводностью, поэтому перед очисткой они увлажняются в
скрубберах.
На рис. 120 показана схема пылеулавливания из газов пла-
вильных печей.
Газы из отражательных печей, имеющие температуру 1000—
1100° С и запыленность порядка 8—12 г/нм^, смешиваются в га-
СХЕМЫ ПЫЛЕУЛАВЛИВАНИЯ И ПРИМЕНЯЕМАЯ АППАРАТУРА
343
зоходах с более холодными газами электропечей, имеющими за-
пыленность от 15 до 40 г)нм3 и температуру 700—800° С. Смесь
газов поступает в скруббер для увлажнения до 60 г/нм3 Н2О и
охлаждением до 180—280° С.
Вертикальный футерованный скруббер диаметром 5 м обо-
рудован кольцевым водопроводом и форсунками для разбрыз-
гивания воды, которая подается под давлением 15—18 атм.
Электрофильтр ГК-30 имеет три последовательных электро-
статических поля высокого напряжения (50000—60000 в). Он пи-
тается от специальной подстанции, оборудованной повысительно-
выпрямительными агрегатами типа АФ-18 и ТУ-200.
Рис. 120. Схема очистки отходящих газов плавильных
печей:
1 — электропечь; 2 — отражательная печь; 3 — скруббер;
4 — шахтная печь; 5 — электрофильтр ГК-30
Первые электростатические поля питаются однополупериод-
ным током; вторые и третьи поля — двухполупериодным током.
Удельная сила тока составляет соответственно 0,13—0,15—
0,20 ма на один погонный метр активной длины коронирующих
электродов.
При нормальных температурных условиях и при скорости
газов 0,5 м!сек, к. п. д. электрофильтра 99,2—99,4%.
Содержание олова в уловленной пыли колеблется в пределах
30—40% в зависимости от содержания его в проплавляемых
шихтах.
Практика показала, что для газов электропечей лучше при-
менять индивидуальные системы пылеулавливания с естествен-
ной тягой. Такая система, состоящая из скруббера, одной сек-
ции электрофильтра ГС и выхлопной трубы, показана на
рис. 121.
Запыленные газы, выходящие из электропечи, содержат зна-
чительное количество окиси углерода и поэтому взрывоопасны.
Для предупреждения взрывов окись углерода дожигают сразу
344
ПЫЛЕУЛАВЛИВАНИЕ В ПРОИЗВОДСТВЕ ОЛОВА
же после выхода газов из электропечи, а в верхней коробке
электрофильтра устраивают предохранительные клапаны из тон-
ких алюминиевых листов.
Газы после увлажнения в скруббере с температурой 180—
250° С поступают в сухой электрофильтр под действием естест-
венной тяги, далее они последовательно проходят две осади-
тельные камеры и выбрасываются через трубу в атмосферу.
Уловленная пыль собирается в бункере электрофильтра.
При скорости газов в электрофильтре, равной 0,6 м[сек, и
удельной загрузке на коронирующих электродах 0,4 ма)м
к. п. д. электрофильтра составляет 99,0%.
Встряхивание коронирующих и осадительных электродов
Рис. 1Й11. Система пылеочистки га-
зов электропечей с естественной
тягой:
1 — электропечь; 2 —* скруббер; 3 —
труба; 4 — одна секция электрофиль-
тра ГС; 5 — сборный бункер
углерода (2СО — СО2 + С) или
блюдается при фьюминговании
автоматическое и осуществля-
ется посредством специального
механизма конструкции Г. М.
11рошкина. Ко'ронирующие эле-
ктроды встряхиваются через
1,5 мин.} осадительные — через
80 мин от одного электропри-
вода.
Уловленная пыль, содержа-
щая от 50 до 55%.Sn, направ-
ляется в шихту, которую про-
плавляют в той же электропечи.
При индивидуальной системе
пылеулавливания можно со-
ставлять технологический ба-
ланс по олову для каждой
плавки. На оборудование инди-
видуальной системы пылеулав-
ливания затрачиваются срав-
нительно небольшие средства.
На полноту улавливания
пыли в электрофильтрах зна-
чительное влияние оказывает
присутствие сажи, образовав-
шейся при диссоциации окиси
тонких частиц угля, как это на-
шлаков.
Осаждаясь на изоляторах, частицы углерода вызывают утеч-
ки тока, вследствие этого напряжение между электродами при-
ходится понижать, уменьшая этим напряжение поля и полноту
улавливания пыли.
Частое встряхивание электродов улучшает осаждение пыли,
наряду с этим вынос пыли с газами возрастает. В связи с этим
для каждого электрофильтра должен быть выбран правильно
АВТОМАТИЧЕСКОЕ И ДИСТАНЦИОННОЕ РЕГУЛИРОВАНИЕ НАПРЯЖЕНИЯ 345
соблюдаемый режим встряхивания, для некоторых электро-
фильтров выгодно непрерывное встряхивание с частотой в 2—
3 мин, другие целесообразно встряхивать через большие про-
межутки времени.
Пылеулавливание при рафинировании олова
и плавке съемов
При рафинировании чернового олова в котлах образуются
большие количества газов, отсасываемых вентиляционной систе-
мой и направляемых на очистку в рукавные фильтры типа
РФГ-5 без увлажнения. Уловленная здесь пыль содержит 20—
30% Sn и другие металлы в виде окислов, сульфидов, хлоридов
и других соединений.
Для очистки газов рафинировочных котлов можно также ис-
пользовать и сухие электрофильтры.
Газы электропечей для плавки съемов направляются на
очистку в сухой трубчатый электрофильтр ТС без увлажнения.
При температурах газа 200—300° С и при скорости их в элек-
трофильтре не более 0,5 м!сек. к. п. д. пылеулавливания дости-
гает 99%.
3. АВТОМАТИЧЕСКОЕ И ДИСТАНЦИОННОЕ РЕГУЛИРОВАНИЕ
НАПРЯЖЕНИЯ НА КОРОНИРУЮЩИХ ЭЛЕКТРОДАХ ЭЛЕКТРОФИЛЬТРОВ
Одним из факторов, влияющих на степень пылеулавливания,
является постоянство напряжения электрического поля на ко-
ронирующих электродах электрофильтра.
Для регулирования напряжений применяется устройство
электромеханического действия конструкции Г. М. Прошкина.
Это устройство при помощи электропривода и рычажной систе-
мы осуществляет реверсивное ступенчатое переключение кон-
троллера повысительно-выпрямительного агрегата как в сторо-
ну снижения напряжения, так и в сторону его повышения.
На рис. 122 показаны кинематика переключающего устройства и схема
автоматического и дистанционного управления повьгситель'но-вы1прямительным
агрегатом АФ-118.
Реверсивный ступенчатый .переключатель состоит из храпового колеса 1,
жестко закрепленного на валу контроллера 2. Храповое колесо имеет 115 пря-
моугольных зубьев (по числу клемм контроллера). У двух зубьев одна сто-
рона скошена для предупреждения зацепления храповиков в крайних поло-
жениях клемм контроллера. На рамке 3 закреплены храповики 4 и 5, кото-
рые вводятся в зацепление с храповым колесом при помощи электромагни-
тов РУ .и РП. Электродвигатель 8 с редуктором и кривошипом 9 через
рычажную систему 6 приводит рамку 3 в качательное движение.
При нажатии кнопки КУ (убавить напряжение) разрывается цепь катуш-
ки сопротивления КС, которая обычно открытым контактом КС5 вводит
в первичную цепь высоковольтного трансформатора добавочное сопротивле-
a
if S S 7 8 8
6
Рис. 122. Схема автоматического и дистанционного управления по-
высительно-выпрямительным агрегатом АФ-18 (а) и кинематика
переключающего устройства (б)
АВТОМАТИЧЕСКОЕ И ДИСТАНЦИОННОЕ РЕГУЛИРОВАНИЕ НАПРЯЖЕНИЯ 347
ние Rg. Обычно включенным блок-контактом КСЗ замыкается цепь электро-
магнита реле РУ, а блок-контактом КС4 -замыкается цепь катушки промежу-
точного реле 1ПР, который своим блок-контактом 1ПР2 подает напряжение
на обмотку катушки магнитного пускателя ПМ и включает электродвига-
тель 8. Электромагнит РУ через пружину вводит в зацепление храповик 5
с храповым колесом 1- При подъеме рамки 3 происходит поворот вала кон-
троллера иа один зуб храповика, что соответствует повороту контроллера
на один контакт в сторону понижения напряжения.
В момент поворота контроллера планка фиксатора 10 при переходе
ролика в другое гнездо производит с помощью обычно закрытого контакта 1
импульс обрыва цепи катушки промежуточного реле 1ПР, а обычно откры-
тым контактом 2И—импульс замыкания цепи катушки КС, после чего элек-
тросхема снова восстанавливается в исходное положение.
Автоматическое снижение напряжения на коронирующих электродах про-
исходит от увеличения силы тока в первичной цепи высоковольтного транс-
форматора выше установленной величины токовым реле РТ, имеющимся
в схеме АФ-18. При срабатывании токового реле замыкается цепь катушки
промежуточного реле 1ПР -и своим обычно закрытым контактом 1ПР разры-
вает цепь катушки КС. Остальное действие аналогично описанному выше
при ручном нажатии кнопки КУ-
Если после включения добавочного сопротивления .Rg в цепь первичной
обмотки высоковольтного трансформатора и снижения напряжения на один
контакт сила тока все же будет превышать установленную на токовом реле,
то снижение напряжения будет продолжаться до исчезновения причин, повы-
сивших силу тока.
При нажатии кнопки КП — повысить напряжение, подается напряжение
на электромагнит РП и промежуточное реле 2ПР. После включения 2ПР
обычно открытый контакт 2ПР1 поддерживает цепь в замкнутом положении,
а обычно открытый контакт 2ПР2 .замыкает цепь, катушка магнитного пу-
скателя ПМ включает электродвигатель 8. При этом ступенчатый переклю-
чатель повернет контроллер на один контакт в сторону повышения напря-
жения.
При повороте контактора планка <фикоатора 10 с помощью нормально
закрытого контакта 1 и производит имдульс обрыва цепи катушек промежу-
точного реле 2ПР и электромагнита РП, после чего скема восстанаииинвается
в исходное положение.
Для автоматического повышения напряжения на коронирующих электро-
дах в электрическую схему, параллельно кнопке КП, подключается КЭП,
посредством которого подается импульс замыкания цепи.
Кроме механических ограничителей, в положении крайних .клемм кон-
троллер имеет также и электрические конечные выключатели: на уравнение
напряжения — КВУ, на повышение напряжения — КВП.
Конечные выключатели действуют от пальца И, закрепленного на вра-
щающейся звездочке фиксатора. Этот палец при крайнем положении кон-
троллера отклоняет коромысло 12, последнее в свою очередь действует на
один из конечных выключателей.
Приводной механизм 8, 9 используется также и для регулирования на-
пряжения на нескольких повысительно-выпрямительных агрегатах,, установ-
ленных 1в ряд в одной 'подстанции.
Внедрение в производство системы автоматического и ди-
станционного регулирования напряжения на коронирующих
электродах электрофильтра дает большой технологический и
экономический эффекты.
Такое устройство позволяет объединить управление всеми
агрегатами, расположенными в разных цехах завода, в одном
348 ПЫЛЕУЛАВЛИВАНИЕ В ПРОИЗВОДСТВЕ ОЛОВА
центральном пульте. На щите центрального управления для
каждого повысительно-выпрямительного агрегата установлен
один вольтметр (V), один амперметр (Л), кнопка КУ — убавить
напряжение и кнопка КП — прибавить напряжение.
Дежурный центрального пульта управления, наблюдая по
приборам, постоянно поддерживает максимально возможное на-
пряжение на коронирующих электродах, которые может принять
электрофильтр в данный момент работы.
ГЛАВА XVII
ТЕХНИКА БЕЗОПАСНОСТИ И ОХРАНА ТРУДА
В ПРОИЗВОДСТВЕ ОЛОВА
Основная профессиональная вредность производства олова
связана с присутствием в оловянных концентратах примеси
мышьяка.
При обжиге, плавках и рафинировании олова возможно по-
падание в атмосферу цеха паров и тонких взвешенных частиц
мышьяковистого ангидрида, проникновение которого в органы
дыхания и желудочно-кишечный тракт может вызвать острые и
хронические отравления мышьяком.
Пары As2O3 попадают в атмосферу цеха при положительном
давлении в обжиговых и плавильных печах, особенно при руч-
ном обслуживании этих агрегатов, например при работе в по-
лочных обжиговых печах и перемешивании шихты отражатель-
ных печей скребками.
Мышьяковистый ангидрид концентрируется в пылях, улавли-
ваемых при обжиге и плавке концентратов. Поэтому чистка га-
зоходов, встряхивания и очистка пылеуловительных устройств,
перевозка и шихтовка пылей требуют особых предосторожно-
стей. Работающие здесь люди должны иметь специальную одеж-
ду и респираторы, предупреждающие попадание пыли в носо-
глотку. Частая стирка спецодежды совершенно необходима.
Регулярное удаление пыли, оседающей в цеховых помеще-
ниях, мытье полов и побелка стен предохраняют работающих
от хронических отравлений мышьяком.
Источником образования еще более опасного мышьяковисто-
го водорода могут быть кислые растворы соединений мышьяка.
При взаимодействиях этих растворов с металлами образуется
AsH3. Это возможно также и при разрушении футеровки выще-
лачивателей или фильтров, когда кислый раствор может со-
прикасаться с железом. Выделение мышьяковистого водорода
возможно во вр&мя растворения олова в соляной кислоте при
производстве хлористого олова. Подача достаточных количеств
хлора предупреждает эту опасность, так как мышьяковистый
водород легко окисляется хлором.
Особенно опасны в этом отношении мышьяковистые съемы,
содержащие арсенид и антимонид алюминия. Под действием па-
350 ТЕХНИКА БЕЗОПАСНОСТИ И ОХРАНА ТРУДА В ПРОИЗВОДСТВЕ ОЛОВА
ров воды, содержащихся в воздухе, они выделяют мышьякови-
стый и сурьмянистый водород.
Учитывая это, нельзя допускать хранение мышьяковистых
съемов в цехе или на складах. Сразу после удаления из котла
эти съемы надо направлять в плавку.
Опасную концентрацию мышьяковистого водорода можно
обнаружить по реакции с HgCl2, из которой он восстанавливает
ртуть. Бумажки, пропитанные раствором этой соли, темнеют в
присутствии AsH3, что должно быть сигналом для немедленно-
го удаления всех работающих из помещения цеха Обычные про-
тивогазы пропускают мышьяковистый водород, для поглощения
его пригодны только специальные противогазы, которые необхо-
димо всегда иметь в цехе.
Предельно допустимая концентрация AsH3 в воздухе состав-
ляет 0,0003 мг)л.
При обработке олова, загрязненного мышьяком, возможно
также образование весьма ядовитых паров AsCl3, поэтому ра-
финировочные котлы необходимо снабжать вытяжными зонтами.
Недостаточное разрежение в газоходах обжиговых и пла-
вильных печей может вызвать загрязнение воздуха в цехах SO2
и СО, поэтому наблюдение за тягой необходимо и при малом со-
держании мышьяка в перерабатываемом сырье.
Охрана труда на оловянных заводах должна включать так-
же профилактику пневмокониоза.
Это заболевание вызывается длительным вдыханием за-
пыленного воздуха, содержащего тонкие взвешенные частицы
минеральных веществ, в частности SiO2 и SnO2.
Попадая в легкие, такая пыль вызывает воспалительные
процессы, сопровождающиеся быстрым ростом соединительной
ткани. Легкие теряют эластичность и уплотняются (фиброз).
Из-за местного расширения легких и бронхов нарушается крово-
обращение и возникает кислородное голодание. Частицы пыли
переносятся и в другие органы, постепенно поражая весь орга-
низм. Пневмокониоз и, в частности, силикоз часто осложняются
туберкулезом [1].
Для предупреждения пневмокониоза необходима герметиза-
ция мест возникновения тонкой пыли, например разгрузочных
устройств пылеуловителей и транспортеров. Целесообразно уст-
ройство местных отсосов.
Периодические медицинские осмотры рабочих и принятие ме-
дицинских профилактических мер содействуют борьбе с этим
тяжелым профессиональным заболеванием.
Далее следует отметить, что рабочим оловянных заводов
приходится работать с крепкими кислотами и с материалами,
нагретыми до высоких температур. Возможные при этом ожоги
предупреждаются применением специальной одежды.
ТЕХНИКА БЕЗОПАСНОСТИ И ОХРАНА ТРУДА В ПРОИЗВОДСТВЕ ОЛОВА 351
Плавильщики и рабочие обжигового цеха должны иметь су-
конные костюмы, валенки и суконные шляпы; брюки надеваются
поверх валенок. Для наблюдения за работой печей нужны тем-
ные очки.
Для .работы с кислотами выдаются суконные костюмы, ре-
зиновые фартуки, резиновые перчатки, резиновые сапоги и свет-
лые очки.
Прием пищи в цеховых помещениях не допускается. Еже-
дневно по окончании смены рабочему выдается 0,5 л молока.
Для питья во время работы в цехах устанавливаются бачки с
газированной водой или холодным чаем.
ЛИТЕРАТУРА
1. А. И. Абрикосов. Частная 'патологическая анатомия, .вып. 3, Органы
дыкаиия, М., 1953.
Авторы
Николай Никифорович^,
СЕВРЮКОВ Николай Николаевич,
ПОЛЬКИН Степан Иванович,
БЫКОВ Юрий Александрович
Редактор Б. И. Слонимский
Редактор издательства Г. А. Луцкая
Технический редактор А. И. Карасев
Переплет кудюжиика Е. В. Никитина
Сдано в производство 24/IX 1963 г.
Подписано в печать 6/XII 1063 г.
Бумага бОхЭСН/ш—1111,0 бум. л.= 26,0 печ. л.
Уч.-изд. л. 21,15
Т-46702 Заказ 17.85 Изд. № 3826
Тираж 1600 Цена 4 р. 26 к.
Темплам 4963 г. п. 177
Металлургиздат
Москва, Г-34, 2-й Обыденский пер., д. 14
Типогр а фи я Мета ллургизд ат а,
Москва, Цветной б., 30