






















Author: Давыдова И.С. Максина Е.Л.
Tags: испытания материалов товароведение силовые станции общая энергетика сырье материалы материаловедение металлургия учебное пособие издательство риор
ISBN: 5-9557-0357-8
Year: 2006




УСПЕХ - ЭТО УСПЕТЬ!
УЧЕБНОЕ
Для успеха но надо быть
намного ум но о других,
надо просто быть на донь
быстрее большинства.
Сциллад
И.С. Давыдова
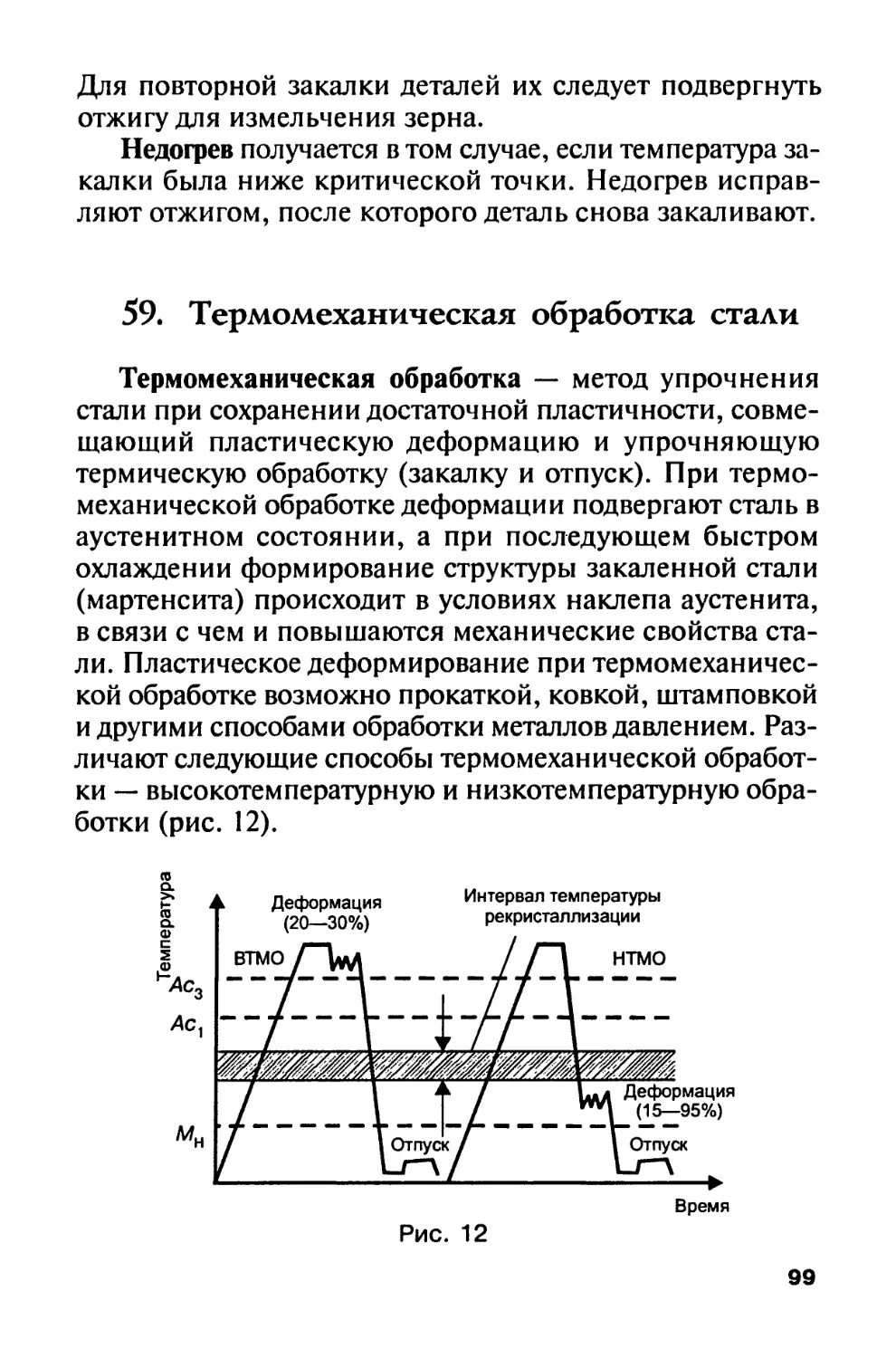
Е.Л. Максина
0
PUOP
И.С. ДАВЫДОВА, Е.Л. МАКСИНА
МАТЕРИАЛОВЕДЕНИЕ
УЧЕБНОЕ ПОСОБИЕ
Москва
РИОР
2006
УДК 620.22(075.8)
ББК 30.3я73
Д13
Давыдова И.С., Максина Е.Л.
Д 13 Материаловедение: Учеб. пособие. — М.: Издатель¬
ство РИОР, 2006. — 240 с.
ISBN 5-9557-0357-8
В учебном пособии в краткой и доступной форме рас¬
смотрены все основные вопросы, предусмотренные госу¬
дарственным образовательным стандартом и учебной
программой по дисциплине «Материаловедение».
Книга позволит быстро получить основные знания по
предмету, а также качественно подготовиться к зачету и
экзамену.
Рекомендуется студентам, обучающимся по техничес¬
ким и технологическим специальностям и направлениям.
УДК 620.22(075.8)
ББК30.3я73
©Давыдова И.С., Максина E.JT., 2006
ISBN 5-9557-0357-8 © ЗАО JIA «Научная книга», 2006
Оригинал-макет подготовлен в Издательстве РИОР
Сдано в набор 12.09.2005. Подписано в печать 24.11.2005.
Формат 70x100/32. Бумага типографская.
Гарнитура «Newton». Печать офсетная.
Уел. печ. л. 9,68. Уч.-изд. л. 11,54.
Тираж 4000 экз. Заказ № 2350.
Цена свободная.
Издательство РИОР
127247, Москва, ул. Софьи Ковалевской, д. 1, стр. 50
E-mail: info@rior.ru
www.rior.ru
Отпечатано в полном соответствии с качеством
предоставленных диапозитивов в ОАО “Тульская типография”.
300600, г. Тула, пр. Ленина, 109 .
Тема 1. ПРЕДМЕТ
МАТЕРИАЛОВЕДЕНИЯ
1. Предмет и значение
материаловедения
Материаловедение — наука, сконцентрировавшая в
себе современные знания о технологиях производства и
особенностях материалов и средствах их физико-хими-
ческой переработки в целях изготовления деталей и из¬
делий различного назначения.
Задачи материаловедения:
1) создание и внедрение в производство принципиаль¬
но новой техники;
2) создание новых материалов и прогрессивных тех¬
нологических процессов;
3) улучшение качества и ассортимента металлопродук¬
ции;
4) увеличение производства новых конструкционных
материалов, покрытий и изделий на основе металличес¬
ких порошков;
5) развитие производства новых полимерных и ком¬
позиционных материалов с комплексом требуемых
свойств;
6) обеспечение более широкого применения малоот¬
ходных, безотходных и малооперационных технологичес¬
ких процессов;
7) увеличение использования высокоэффективных ме¬
тодов обработки металлов и материалов, обеспечивающих
существенное улучшение их свойств, и др.
В настоящее время материаловедение подразделяют на
технологию металлов, технологию древесных материалов,
технологию пластических масс и других материалов.
Достоинством металлов и сплавов является то, что пу¬
тем целенаправленного изменения их химического соста-
з
ва и внутреннего строения можно получать различные
конструкционные материалы с новыми свойствами, да¬
ющими возможность применения их во всех отраслях
народного хозяйства. Используемые в технике металлы
принято подразделять на две основные группы — черные
и цветные. К черным металлам относят железо и его спла¬
вы (чугун, сталь, ферросплавы). Остальные металлы и их
сплавы составляют группу цветных.
Достоинствами неметаллических материалов являют¬
ся стойкость к коррозионному износу, небольшая по
сравнению с металлами масса и другие специфические
свойства.
Прикладную науку о строении и свойствах технических
материалов, основной задачей которой является установле¬
ние связи между составом, структурой и свойствами, на¬
зывают материаловедением. Из металлов особое значение
имеют железо и его сплавы, являющиеся до настоящего вре¬
мени основным машиностроительным материалом. Резуль¬
таты исследований материаловедения используются во всех
отраслях народного хозяйства: в станкостроении, судостро¬
ении, автомобильной и авиационной промышленности,
электронике и радиотехнике и др.
2. История развития материаловедения
в России
Активное развитие материаловедения как науки нача¬
лось с момента использования металлов и изобретения
способов их обработки. Вклад в развитие науки о мате¬
риалах внесли русские и советские ученые.
Д.К. Чернов (1839— 1921) является основоположником
научного металловедения. Работы Н.С, Курнакова (1860—
1941) и его учеников имели большое значение для разви¬
тия методов физико-химического исследования металли¬
ческих сплавов.
4
С. С. Штейнберг (1872—1940), Н.А. Минкевич (1883—
1942) и Η. Т. Гудцов (1885—1957) разработали теорию и
технологию термической обработки стали.
С. Т. Конобеевский, Г. В. Курдюмов, В.Д. Садовский,
А.А. Бочвар, С.Т. Кишкин, Н.В. Агеев и другие крупные со¬
ветские ученые исследовали превращения в металличес¬
ких сплавах.
A.М. Бутлеров (1828—1886) — крупнейший химик —
создал теорию химического строения органических со¬
единений и научную основу для разработки синтетичес¬
ких полимерных материалов.
B.А. Каргин и его ученики выполнили исследования,
имевшие большое значение для развития полимерных ма¬
териалов. На основе работ С.В. Лебедева было создано
промышленное производство синтетического каучука.
В конце XX в. широко развивается производство син¬
тетических материалов — пластмасс. Начиная с 1950 г.
производство пластмасс каждые пять лет удваивалось. Пла¬
стмассы и другие неметаллические материалы используют¬
ся в конструкциях машин и механизмов взамен металлов
и сплавов. Они позволяют повысить сроки службы ряда
деталей и узлов машин и установок, снизить массу конст¬
рукций, экономить дефицитные цветные металлы и спла¬
вы, снизить стоимость и трудоемкость обработки.
Продолжает развиваться и производство металлов. Ос¬
новное направление его развития — создание сплавов,
отвечающих современным требованиям науки и техники.
К этим требованиям относятся:
1) высокая коррозионная стойкость;
2) высокая прочность;
3) высокая пластичность;
4) минимальный вес;
5) устойчивость к деформациям;
6) низкая стоимость производства и другие специфи¬
ческие свойства.
К способам получения сплавов с улучшенными свой¬
ствами относятся легирование, термическая обработка и др.
5
Тема 2. СТРОЕНИЕ И СВОЙСТВА
МЕТАЛЛОВ
3. Черные и цветные металлы
Металлами называются химически простые вещества,
отличающиеся хорошим блеском, высокими тепло- и
электропроводностью, непрозрачностью, плавкостью. Не¬
которые из металлов обладают способностью коваться и
свариваться. Металлы и их сплавы делят на черные и цвет¬
ные.
К черным относят железо и сплавы на его основе —
чугун и сталь, а также ферросплавы. Остальные металлы
составляют группу цветных. Из цветных металлов наибо¬
лее важное промышленное значение имеют медь, алюми¬
ний, свинец, олово, никель, титан и др. Цветные метал¬
лы обладают рядом физико-химических свойств, которые
делают их незаменимыми в технике. В настоящее время
применяют редкие цветные металлы: галлий, индий, бе¬
риллий, церий, цезий, неодим и другие, обладающие
очень высокими физико-химическими и механическими
свойствами как в чистом виде, так и в виде соединений
с другими металлами.
Галлий, имея низкую температуру плавления (29,8°С),
кипит при температуре 2230°С; он широко используется
для изготовления термометров, предназначенных для из¬
мерения высоких температур.
Ивдий обладает высокой отражательной способностью
равномерно рассеивать свет и используется для изготов¬
ления зеркал и прожекторов. Тонкий слой индия защи¬
щает ветровые стекла от обледенения.
Бериллий — самый прочный из всех легких металлов.
Его плотность 1,84 г/см3, он легче алюминия в 1,5 раза,
а по удельной прочности превосходит алюминий в пять
раз, а титан — в три раза. Бериллий обладает высокими
6
акустическими свойствами. Скорость звука в нем распро¬
страняется в 2,5 раза быстрее, чем в стали. Он необходим
для использования в атомной технике. Бериллиевая брон¬
за применяется в машиностроении и других отраслях
пром ы шл е н ности.
Литий применяется в ядерной технике, радиотехни¬
ке. Смазочный материал на основе оксида лития не за¬
мерзает при температуре -50°С.
Ниобий обладает высокой кислотостойкостью, он
чрезвычайно пластичен, его можно обрабатывать на хо¬
лоде, температура плавления ниобия 2500°С. Из сплава
ниобия с цезием изготовляют центральную часть атомно¬
го реактора.
Тантал — тугоплавкий металл, температура плавления
2996°С, коррозионно стоек, применяется в виде пласти¬
нок и проволоки в костной и пластической хирургии.
Осмий — один из самых тяжелых и твердых металлов,
очень износоустойчив, используется для изготовления
хирургических инструментов, золотых перьев, долгоигра¬
ющих игл, осей и опор точных измерительных приборов
и часовых механизмов.
4. Типы кристаллических решеток
Кристаллическая решетка — это воображаемая про¬
странственная сетка, в узлах которой располагаются ато¬
мы (ионы), образующие металл. Частицы вещества
(ионы, атомы), из которых построен кристалл, располо¬
жены в определенном геометрическом порядке, который
периодически повторяется в пространстве.
В аморфных телах (стекле, пластмассах) в отличие от
кристаллов атомы или молекулы расположены беспоря¬
дочно, хаотично.
Формирование кристаллической решетки в металле
происходит следующим образом:
7
1) при переходе металла из жидкого в твердое состоя¬
ние расстояние между атомами сокращается, а силы вза¬
имодействия между ними возрастают;
2) при сближении атомов электроны, находящиеся на
внешних оболочках, теряют связь со своими атомами
вследствие отрыва валентного электрона одного атома по¬
ложительно заряженным ядром другого и т. д.;
3) происходит образование свободных электронов, так
как они не принадлежат отдельным атомам.
Таким образом, в твердом состоянии металл представ¬
ляет собой структуру, состоящую из положительно заря¬
женных ионов, вокруг которых движутся свободные элек¬
троны. Связь в металле осуществляется электростатичес¬
кими силами. Между ионами и свободными электронами
возникают электростатические силы притяжения, кото¬
рые стягивают ионы. Такую связь между частицами ме¬
талла называют металлической.
Силы связи в металлах определяются силами отталки¬
вания и силами притяжения между ионами и электрона¬
ми. Ионы находятся на таком расстоянии один от друго¬
го, при котором потенциальная энергия взаимодействия
минимальна. В металле ионы располагаются в определен¬
ном порядке, образуя кристаллическую решетку. Такое
расположение ионов обеспечивается взаимодействием их
с валентными электронами, которые связывают ионы в
кристаллической решетке. Типы кристаллических реше¬
ток у различных металлов различны. Наиболее часто
встречаются решетки: объемно-центрированная кубичес¬
кая (ОЦК) — α-Fe, С г, W, гранецентрированная кубичес¬
кая (ГЦК) — γ-Fe, А1, Си и гексагональная плотно упа¬
кованная (ГПУ) — Mg, Zn и др.
Наименьший объем кристалла, дающий представле¬
ние об атомной структуре металла в любом его объеме,
называют элементарной кристаллической ячейкой.
8
5. Дефекты в кристаллах
В кристаллах всегда есть дефекты строения, вызван¬
ные нарушением расположения атомов кристаллической
решетки. Дефекты кристаллического строения разделя¬
ют на точечные, линейные и поверхностные.
Причиной образования дефектов являются вакансии
(место, где находился атом, обладающий большей энер¬
гией и перешедший с одного места на другое). На это
место вакансии через некоторое время перемещается
один из атомов соседнего слоя и т. д. Таким образом,
вакансия перемещается в глубь кристалла. С повышени¬
ем температуры количество вакансий увеличивается, и
они чаще перемещаются из одного узла в другой.
К точечным дефектам относят также атом, внедренный
в междоузлие кристаллической решетки, и замещенный
атом, когда место атома одного металла замещается в кри¬
сталлической решетке другим, чужеродным атомом. То¬
чечные дефекты вызывают местное искажение кристал¬
лической решетки.
Линейные дефекты являются другим важнейшим ви¬
дом несовершенства кристаллической решетки, когда в
результате сдвига на одно межатомное расстояние одной
части решетки относительно другой вдоль какой-либо
плоскости число рядов атомов в верхней части решетки
на один больше, чем в нижней. В данном случае в верх¬
ней части решетки появилась как бы лишняя атомная
плоскость (экстраплоскость). Край экстраилоскости, пер¬
пендикулярный направлению сдвига, называется краевой,
или линейной, дислокацией, длина которой может дости¬
гать многих тысяч межатомных расстояний. Кристалли¬
ческая решетка в зоне дислокаций упруго искажена, по¬
скольку атомы в этой зоне смещены относительно их рав¬
новесного состояния.
Поверхностные дефекты представляют собой границы
раздела между отдельными кристаллами. На границе раз¬
дела атомы кристалла расположены не так упорядочено,
9
как в его объеме. Кроме того, по границам раздела скап¬
ливаются дислокации и вакансии, а также концентриру¬
ются примеси, что еще больше нарушает порядок распо¬
ложения атомов. При этом сами кристаллы разориенти-
рованы, т. е. могут быть повернуты относительно друг
друга на десятки градусов.
Дефекты в кристаллах существенно влияют на свой¬
ства металлов. Для получения металлов и сплавов высо¬
кого качества необходимо свести все дефекты к миниму¬
му. Этого можно добиться, прибегнув к специальным ме¬
тодам обработки, например к методам термической
обработки.
6. Анизотропия кристаллов
На поведение и свойства кристаллов влияют многие
внутренние и внешние факторы. Анизотропией называют
неодинаковость физических свойств среды в разных на¬
правлениях. Неодинаковостью обладают следующие свой¬
ства:
1) прочность;
2) твердость;
3) электрическое сопротивление;
4) тепловое расширение.
Причина анизотропии — различие плотности упаков¬
ки атомов или молекул в решетке в различных направле¬
ниях.
Свойством анизотропности обладают все кристаллы,
а аморфные тела (стекло, смола, резина, парафин и др.)
изотропны, т. е. имеют одинаковую плотность атомов в
различных направлениях.
Анизотропия свойств важна при использовании моно¬
кристаллов — одиночных кристаллов, частицы которых
расположены единообразно по всему их объему. Моно¬
кристаллы имеют правильную кристаллическую огранку
10
(в форме естественных многогранников), анизотропны
по механическим, электрическим и другим физическим
свойствам. Так, для монокристалла меди предел прочно¬
сти σΒ изменяется от 120 до 360 МПа в зависимости от
направления приложения нагрузки. А монокристалл по¬
варенной соли может разрушиться, если приложить ма¬
лейшие усилия к одной из его сторон.
Металлы и сплавы, применяемые в технике, обычно
имеют поликристаллическую структуру, т. е. состоят из
множества мелких и различно ориентированных в про¬
странстве кристаллов, не имеющих правильной кристал¬
лической огранки и называемых кристаллитами (или зер¬
нами). В поликристаллах наблюдается анизотропия. Но
вследствие разнообразной, беспорядочной ориентировки
кристаллографических плоскостей в различных зернах
поликристалл может иметь одинаковые или сходные
свойства по разным направлениям и не обнаруживать
анизотропию (когда размеры зерен значительно меньше
размеров поликристалла и количество их весьма велико).
Поэтому часто рассматривают поликристаллическое тело
как подобное изотропному. Но при более тонких работах
со сплавами, имеющими поликристаллическую структу¬
ру, необходимо учитывать их анизотропию. Она может
быть вызвана изменением внешних условий (температу¬
ры, давления и т. д.) или наличием посторонних приме¬
сей в материале.
7. Кристаллизация металлов
Переход из жидкого состояния в твердое (кристалли¬
ческое) называют кристаллизацией.
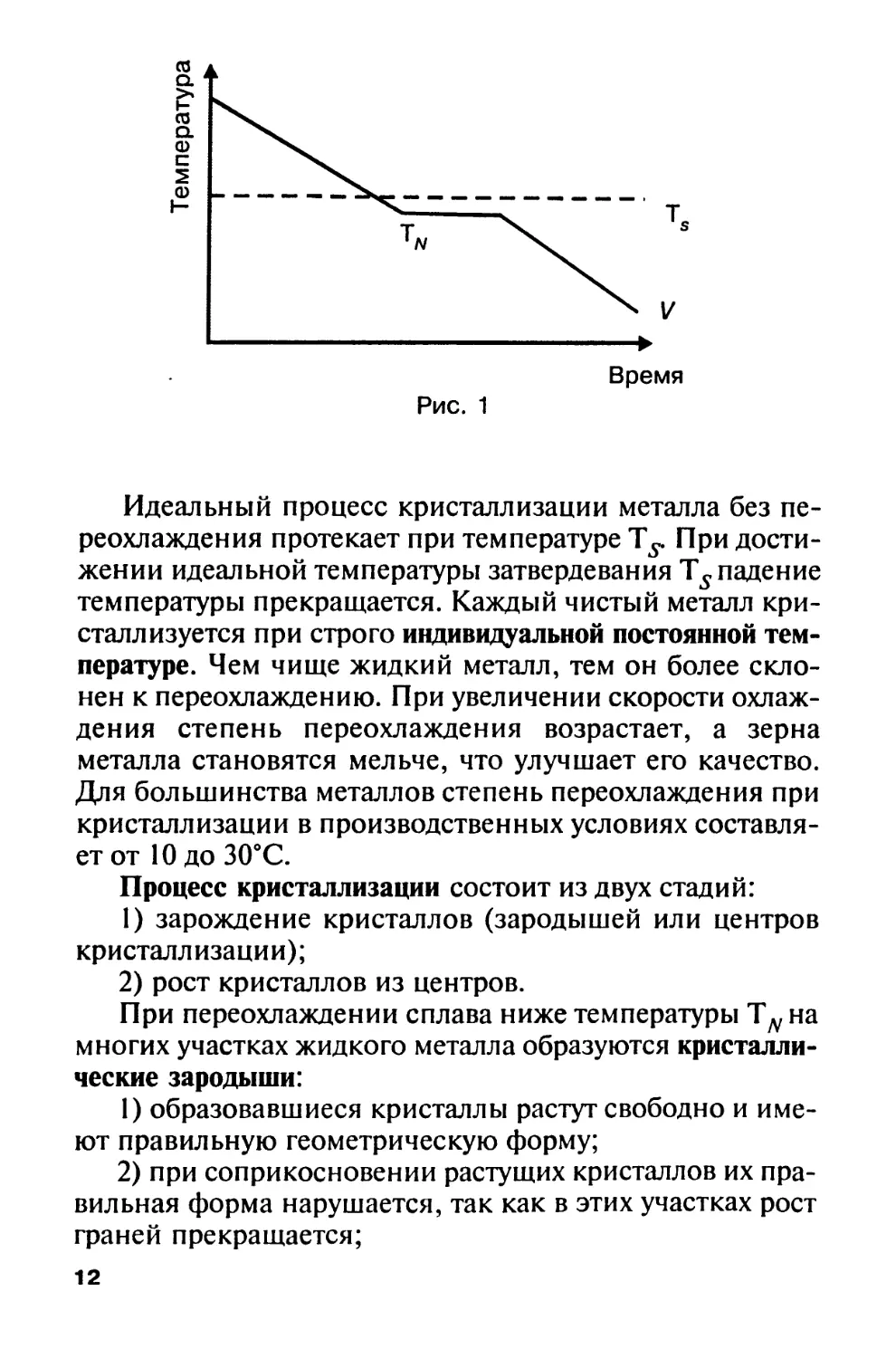
Процессы кристаллизации зависят от температуры и
протекают во времени, поэтому кривые охлаждения стро¬
ятся в координатах «температура — время» (рис. 1).
11
Рис. 1
Идеальный процесс кристаллизации металла без пе¬
реохлаждения протекает при температуре Т^. При дости¬
жении идеальной температуры затвердевания Ts падение
температуры прекращается. Каждый чистый металл кри¬
сталлизуется при строго индивидуальной постоянной тем¬
пературе. Чем чище жидкий металл, тем он более скло¬
нен к переохлаждению. При увеличении скорости охлаж¬
дения степень переохлаждения возрастает, а зерна
металла становятся мельче, что улучшает его качество.
Для большинства металлов степень переохлаждения при
кристаллизации в производственных условиях составля¬
ет от 10 до 30°С.
Процесс кристаллизации состоит из двух стадий:
1) зарождение кристаллов (зародышей или центров
кристаллизации);
2) рост кристаллов из центров.
При переохлаждении сплава ниже температуры Тд, на
многих участках жидкого металла образуются кристалли¬
ческие зародыши:
1) образовавшиеся кристаллы растут свободно и име¬
ют правильную геометрическую форму;
2) при соприкосновении растущих кристаллов их пра¬
вильная форма нарушается, так как в этих участках рост
граней прекращается;
12
3) рост кристалла продолжается в тех направлениях,
где есть свободный доступ жидкого металла;
4) кристаллы, имевшие сначала геометрически пра¬
вильную форму, после затвердевания получают неправиль¬
ную форму (их называют кристаллитами, или зернами).
Величина зерен, образующихся при кристаллизации,
зависит не только от количества самопроизвольно зарож¬
дающихся центров кристаллизации, но также и от коли¬
чества нерастворимых примесей, всегда имеющихся в
жидком металле. Они являются центрами кристаллизации.
Кристаллическая решетка таких твердых частиц должна
быть близка по строению и параметрам решетки кристал¬
лизующегося металла. На образование центров кристал¬
лизации влияет и скорость охлаждения.
8. Строение механического слитка
Форма растущих кристаллов определяется:
1) условиями их касания друг с другом;
2) составом сплава;
3) наличием примесей;
4) режимом охлаждения.
Механизм образования кристаллов носит дендритный
(древовидный) характер. Дендритная кристаллизация ха¬
рактеризуется тем, что рост зародышей происходит с не¬
равномерной скоростью. После образования зародышей
их развитие идет в тех плоскостях и направлениях решет¬
ки, которые имеют наибольшую плотность упаковки ато¬
мов и минимальное расстояние между ними. В этих на¬
правлениях образуются длинные ветви будущего кристал¬
ла — оси первого порядка. От осей первого порядка
начинают расти новые — оси второго порядка, от осей вто¬
рого порядка — оси третьего порядка и т. д.
Стальные слитки получают охлаждением в металли¬
ческих формах (изложницах) или на установках непре¬
рывной разливки. В изложнице сталь не может затвердеть
13
одновременно во всем объеме, так как невозможно со¬
здать равномерную скорость отвода тепла. Поэтому про¬
цесс кристаллизации стали начинается у холодных стенок
и дна изложницы и распространяется внутрь жидкого
металла. При соприкосновении жидкого металла со стен¬
ками изложницы в начальный момент образуется зона
мелких равноосных кристаллов. Так как объем твердого
металла меньше жидкого, между стенкой изложницы и
застывшим металлом образуется воздушная прослойка и
сама стенка нагревается от соприкосновения с металлом,
поэтому скорость охлаждения металла снижается, и кри¬
сталлы растут в направлении отвода теплоты. При этом
образуется зона, состоящая из древовидных, или столбча¬
тых, кристаллов.
Во внутренней зоне слитка в результате замедленно¬
го охлаждения образуются равноосные, неориентированные
кристаллы больших размеров. В верхней части слитка,
которая затвердевает в последнюю очередь, образуется уса¬
дочная раковина, так как при охлаждении объем металла
уменьшается. Под усадочной раковиной металл получает¬
ся рыхлым из-за большого количества усадочных пор.
Для получения изделий используют только часть слит¬
ка, удаляя усадочную раковину и рыхлый металл слитка
для последующего переплава.
9. Методы изучения строения металлов
Изучение строения металлов и сплавов производится
методами макро- и микроанализа, рентгеновским методом,
а также дефектоскопии (рентгеновской, магнитной, уль¬
тразвуковой).
Методом макроанализа изучается макроструктура, т. е.
структура, видимая невооруженным глазом или с помо¬
щью лупы. При этом выявляются крупные дефекты: тре¬
щины, усадочные раковины, газовые пузыри и иное, а
также неравномерность распределения примесей в метал¬
14
ле. Макроструктуру определяют по изломам металла, по
макрошлифам (это образец металла или сплава, одна из
сторон которого отшлифована, тщательно обезжирена,
протравлена и рассматривается с помощью лупы с увели¬
чением в 5—10 раз).
Микроанализ выявляет структуру металла или сплава
по микрошлифам, дополнительно отполированным до
зеркального блеска. Шлифы рассматривают в отражен¬
ном свете под оптическим микроскопом при увеличении
до 3000 раз. Из-за различной ориентировки зерен метал¬
ла они травятся не в одинаковой степени, и под микро¬
скопом свет также отражается неодинаково. Границы зерен
благодаря примесям травятся сильнее, чем основной металл,
и выявляются более рельефно. Зная микроструктуру, мож¬
но объяснить причины изменения свойств металла.
С помощью рентгеновского анализа изучают атомную
структуру металлов, типы и параметры кристаллических
решеток, а также дефекты, лежащие в глубине. Этот ана¬
лиз, основанный на дифракции (отражении) рентгенов¬
ских лучей рядами атомов кристаллической решетки,
позволяет обнаружить дефекты, не разрушая металла.
В местах дефектов рентгеновские лучи поглощаются
меньше, чем в сплошном металле, и поэтому на фото¬
пленке такие лучи образуют темные пятна, соответству¬
ющие форме дефекта.
Магнитным методом исследуют дефекты в магнитных
металлах (сталь, никель и др.) на глубине до 2 мм. Для
этого испытываемое изделие намагничивают, покрывают
его поверхность порошком железа, осматривают поверх¬
ность и размагничивают изделие. Вокруг дефекта обра¬
зуется неоднородное поле, и магнитный порошок повто¬
ряет очертания дефекта.
Ультразвуковым методом осуществляется эффектив¬
ный контроль качества металла изделий и заготовок прак¬
тически любых размеров. В импульсных ультразвуковых
дефектоскопах ультразвуковая волна от щупа-излучателя
распространяется в контролируемом изделии и при встре¬
15
че с дефектом отражается от него. При этом отраженные
волны принимаются, усиливаются и передаются на пока¬
зывающий индикатор.
10. Физические и химические свойства
металлов
К физическим свойствам металлов относят цвет, плот¬
ность, температуру плавления, теплопроводность, тепло¬
вое расширение, теплоемкость, электропроводность, маг¬
нитные свойства и др.
Цветом называют способность металлов отражать све¬
товое излучение с определенной длиной волны. Напри¬
мер, медь имеет розово-красный цвет, алюминий — се-
ребристо-белый.
Плотность металла характеризуется его массой, заклю¬
ченной в единице объема. По плотности все металлы де¬
лят на легкие (менее 4500 кг/м3) и тяжелые. Плотность
имеет большое значение при создании различных изде¬
лий. Например, всамолето- и ракетостроении стремятся
использовать более легкие металлы и сплавы (алюмини¬
евые, магниевые, титановые), что способствует снижению
массы изделий.
Температурой плавления называют температуру, при
которой металл переходит из твердого состояния в жид¬
кое. По температуре плавления различают тугоплавкие
металлы (вольфрам — 3416°С, тантал — 2950°С, титан —
1725°С и др.) и легкоплавкие (олово — 232°С, свинец —
327°С, цинк — 419,5°С, алюминий — 660°С). Температу¬
ра плавления имеет большое значение при выборе метал¬
лов для изготовления литых изделий, сварных и паяных
соединений, термоэлектрических приборов и других из¬
делий. В единицах СИ температуру плавления выражают
в градусах Кельвина (К).
16
Теплопроводностью называют способность металлов
передавать тепло от более нагретых к менее нагретым уча¬
сткам тела. Большой теплопроводностью обладают сереб¬
ро, медь, алюминий. Железо имеет теплопроводность
примерно в три раза меньше, чем алюминий, и в пять раз
меньше, чем медь. В единицах СИ теплопроводность
имеет размерность Вт/(м · К).
Тепловым расширением называют способность метал¬
лов увеличиваться в размерах при нагревании и умень¬
шаться при охлаждении. Тепловое расширение характе¬
ризуется коэффициентом линейного расширения,
где /, и /2 длины тела при температурах t{ и t2. Коэффи¬
циент объемного расширения равен За. Тепловые расши¬
рения должны учитываться при сварке, ковке и горячей
объемной штамповке, изготовлении литейных форм,
штампов, прокатных валков, калибров, выполнении точ¬
ных соединений и сборке приборов, укладке железнодо¬
рожных рельс.
Теплоемкостью называют способность металла при на¬
гревании поглощать определенное количество тепла.
В единицах СИ имеет размерность Дж/К. Теплоемкость
различных металлов сравнивают по величине удельной
теплоемкости — количеству тепла, выраженному в боль¬
ших калориях, которое требуется для повышения темпе¬
ратуры 1 кг металла на ГС (в единицах СИ — Дж/(кг · К).
Способность металлов проводить электрический ток
оценивают двумя взаимно противоположными характери¬
стиками — электропроводностью и электросопротивлени¬
ем. Электрическая проводимость оценивается в СИ в си¬
менсах (См), а удельная электропроводность — в См/м,
аналогично электросопротивление выражают в омах (Ом),
а удельное электросопротивление — в Ом · м. Хорошая
электропроводность необходима, например, для токоне¬
17
сущих проводов (из меди, алюминия). При изготовлении
электронагревательных приборов и печей необходимы
сплавы с высоким электросопротивлением (из нихрома,
константана, манганина). С повышением температуры
металла его электропроводность уменьшается, а с пони¬
жением — увеличивается.
Магнитные свойства характеризуются абсолютной маг¬
нитной проницаемостью или магнитной постоянной, т. е.
способностью металлов намагничиваться. В единицах СИ
магнитная постоянная имеет размерность Гн/м. Высоки¬
ми магнитными свойствами обладают железо, никель, ко¬
бальт и их сплавы, называемые ферромагнитными. Мате¬
риалы с магнитными свойствами применяют в электротех¬
нической аппаратуре и для изготовления магнитов.
Химические свойства характеризуют способность ме¬
таллов и сплавов сопротивляться окислению или вступать
в соединение с различными веществами: кислородом воз¬
духа, растворами кислот, растворами щелочей и др.
Чем легче металл вступает в соединение с другими
элементами, тем быстрее он разрушается. Химическое
разрушение металлов под действием на их поверхность
внешней агрессивной среды называют коррозией. Метал¬
лы, стойкие к окислению при сильном нагреве, называ¬
ют жаростойкими или окалиностойкими. Такие металлы
применяют для изготовления деталей, которые эксплуа¬
тируются в зоне высоких температур.
Сопротивление металлов коррозии, окалинообразова-
нию и растворению определяют по изменению массы
испытываемых образцов на единицу поверхности за еди¬
ницу времени. Химические свойства металлов обязатель¬
но учитываются при изготовлении изделий. Особенно это
относится к изделиям или деталям, работающим в хими¬
чески агрессивных средах:
1) емкостям для перевозки химических реактивов;
2) трубопроводам химических веществ;
3) приборам и инструментам в химической промыш¬
ленности и др.
18
11. Основные механические свойства
металлов
Способность металла сопротивляться воздействию
внешних сил характеризуется механическими свойствами:
прочностью, упругостью, пластичностью, ударной вязко¬
стью, твердостью и выносливостью. Эти свойства
определяют по результатам механических испытаний, при
которых металлы подвергают воздействию внешних сил (на¬
грузок). Внешние силы могут быть статическими, динами¬
ческими или циклическими (повторно-переменными).
Нагрузка вызывает в твердом теле напряжение и де¬
формацию. Напряжение — величина нагрузки, отнесен¬
ная к единице площади поперечного сечения испытыва¬
емого образца.
Деформация — изменение формы и размеров твердо¬
го тела под влиянием приложенных внешних сил. Разли¬
чают деформации растяжения (сжатия), изгиба, кручения,
среза. Материал может подвергаться одному или несколь¬
ким видам деформации одновременно.
Для определения прочности, упругости и пластичнос¬
ти металлы в виде образцов круглой или плоской формы
испытывают на статическое растяжение (ГОСТ 1497-73).
Испытания проводят на разрывных машинах. В результа¬
те испытаний получают диаграмму растяжения. По оси аб¬
сцисс этой диаграммы откладывают значения деформации,
а по оси ординат — нагрузки, приложенные к образцу.
Прочность — способность материала сопротивляться
разрушению под действием нагрузок; оценивается преде¬
лом прочности и пределом текучести. Важным показате¬
лем прочности материала является также удельная проч¬
ность — отношение предела прочности материала к его
плотности. Предел прочности σΒ (временное сопротивле¬
ние) — это условное напряжение в Па (Н/м2), соответ¬
ствующее наибольшей нагрузке, предшествующей разру¬
шению образца:
19
где Ртах— наибольшая нагрузка, Н; F0— начальная пло¬
щадь поперечного сечения рабочей части образца, м2.
Истинное сопротивление разрыву SK — это напряже¬
ние, определяемое отношением нагрузки Рк в момент раз¬
рыва к площади минимального поперечного сечения об¬
разца после разрыва:
Предел текучести (физический) στ — это наименьшее
напряжение (в МПа), при котором образец деформиру¬
ется без заметного увеличения нагрузки:
где РТ — нагрузка, при которой наблюдается площадка те¬
кучести, Н. Площадку текучести имеют в основном толь¬
ко малоуглеродистая сталь и латунь. Другие сплавы пло¬
щадки текучести не имеют.
12. Упругость, пластичность, вязкость
Упругость — способность материала восстанавливать
первоначальную форму и размеры после прекращения
действия нагрузки Руп, ее оценивают пределом пропор¬
циональности апц и пределом упругости ст. Предел про¬
порциональности опц — напряжение (МПа), выше кото¬
рого нарушается пропорциональность между прилагае¬
мым напряжением и деформацией образца:
Л
ц
где Fq — начальная площадь поперечного сечения рабо¬
чей части образца, м2; — нафузка предела пропор¬
циональности, Н.
Предел упругости (условный) σ0 05 — это условное на¬
пряжение в МПа, соответствующее нагрузке, при кото¬
рой остаточная деформация впервые достигает 0,05% от
расчетной длины образца /0:
где /q 05 — нагрузка предела упругости, Н.
Пластичность, т. е. способность материала принимать
новую форму и размеры под действием внешних сил, не
разрушаясь, характеризуется относительным удлинением
и относительным сужением. Относительное удлинение
(после разрыва) σ — это отношение приращения (/к - /0)
расчетной длины образца после разрыва к его первона¬
чальной расчетной длине /0, выраженное в процентах:
6 = [(/к — /0)//о]* 100%. Относительное сужение (после
разрыва) ψ — это отношение разности начальной и ми¬
нимальной площадей (F0 - FK) поперечного сечения об¬
разца после разрыва к начальной площади F0 поперечно¬
го сечения, выраженное в процентах: ψ = [(/^ - FK)/
F0] · 100%. Чем больше значения относительного удлине¬
ния и сужения для материала, тем он более пластичен.
У хрупких материалов эти значения близки к нулю. Хруп¬
кость конструкционного материала является отрицатель¬
ным свойством. Для устранения этого свойства металл
легируют или подвергают термической обработке.
Ударная вязкость, т. е. способность материала сопро¬
тивляться динамическим нагрузкам, определяется как
отношение затраченной на излом образца работы W
(в МДж) к площади его поперечного сечения F(b м2) в ме¬
сте надреза КС= W/F\ Для испытания (ГОСТ 9454-78) из¬
готовляют специальные стандартные образцы, имеющие
форму квадратных брусочков с надрезом. Испытывают
21
образец на маятниковых копрах. Определение ударной
вязкости важно для некоторых металлов, работающих при
минусовых температурах и проявляющих склонность к
хладноломкости.
Циклическая вязкость — это способность материалов
поглощать энергию при повторно-переменных нагрузках.
Материалы с высокой циклической вязкостью быстро га¬
сят вибрации, которые часто являются причиной преж¬
девременного разрушения.
13. Твердость, усталость, выносливость
Твердостью называют способность материала сопро¬
тивляться проникновению в него другого, более твердо¬
го тела. Высокой твердостью должны обладать металло¬
режущие инструменты: резцы, сверла, фрезы, а также
поверхностно-упрочненные детали. Твердость металла
определяют способами Бринелля, Роквелла и Виккерса.
За меру твердости НВ принимают отношение нагруз¬
ки к площади поверхности отпечатка диаметром d и глу¬
биной /, который образуется при вдавливании силой Р
шарика диаметром D. Числовое значение твердости оп¬
ределяют так: измеряют диаметр отпечатка с помощью
оптической лупы (с делениями), по полученному значе¬
нию находят в таблице, приложенной к ГОСТу, соответ¬
ствующее число твердости. Для оценки твердости метал¬
лов в малых объемах, например на зернах металла или его
структурных составляющих, применяют способ определе¬
ния микротвердости.
Усталостью называют процесс постепенного накопле¬
ния повреждений материала под действием повторно-пе¬
ременных напряжений, приводящий к образованию тре¬
щин и разрушению. Усталость металла обусловлена кон¬
центрацией напряжений в отдельных его объемах, в
которых имеются неметаллические включения: газовые
пузыри, различные местные дефекты и т.д. Характерным
22
является усталостный излом, образующийся после разру¬
шения образца в результате многократного нагружения и
состоящий из двух разных по внешнему виду частей.
Одна часть излома с ровной (затертой) поверхностью об¬
разуется вследствие трения поверхностей в области тре¬
щин, возникших от действия повторно-переменных на¬
грузок, другая часть с зернистым изломом возникает в мо¬
мент разрушения образца. Испытания на усталость
проводят на специальных машинах. Наиболее распрост¬
ранены машины для повторно-переменного изгибания
вращающегося образца, закрепленного одним или обо¬
ими концами, а также машины для испытаний на растя¬
жение — сжатие и на повторно-переменное кручение.
В результате испытаний определяют предел выносливос¬
ти, характеризующий сопротивление усталости.
Выносливость — свойство материала противостоять ус¬
талости. Предел выносливости — это максимальное на¬
пряжение, которое может выдержать металл без разруше¬
ния заданное число циклов нагружения. Между пределом
выносливости и пределом прочности существует прибли¬
женная зависимость:
о_| « 0,43σΒ σ_|/> « 0,36σΒ,
где σ_, и σ_. — соответственно пределы выносливости
при изгибе и растяжении — сжатии; σΒ— предел проч¬
ности.
14. Испытания на ударную вязкость,
усталостную прочность, ползучесть
Кроме статических испытаний на ударную вязкость, из¬
делия подвергают испытанию под действием ударных (ди¬
намических) знакопеременных нагрузок и высоких тем¬
ператур. Для испытаний применяется стандартный над¬
резанный образец, который устанавливается на опорах
23
копра. Маятник определенной массы поднимают на ус¬
тановленную высоту #, закрепляют его, а затем освобож¬
денный от защелки маятник падает, разрушает образец и
снова поднимается на некоторую высоту И. Такой способ
определения ударной вязкости наиболее простой. Для
облегчения расчетов пользуются таблицами, в которых
для каждого подъема маятника после разрушения образ¬
ца указана работа удара.
Испытания на усталостную прочность. Усталости под¬
вержены вагонные оси, коленчатые валы, лопатки тур¬
бин, рессоры, пружины. Тщательное шлифование, поли¬
рование и упрочнение поверхности деталей значительно
увеличивают сопротивление усталости и увеличивают
срок службы изделия. Испытания на усталостную проч¬
ность производят на различных машинах в зависимости
от характера работы деталей. Наиболее распространенны¬
ми типами машин являются:
1) машины для испытания изгибом при вращении;
2) машины для испытания при растяжении — сжатии;
3) машины для испытания при кручении.
Испытания на ползучесть. Многие детали машин ра¬
ботают в условиях воздействия статических нагрузок при
повышенных температурах. Это детали паровых и газо¬
вых турбин, химической, нефтяной аппаратуры и т. д.
Ползучестью называют свойство металла медленно и
непрерывно удлиняться («ползти») под действием прило¬
женных к нему постоянных рабочих напряжений в усло¬
виях повышенных и высоких температур. Если у свинца,
алюминия и многих сплавов ползучесть наблюдается уже
при температуре 20°С, то сталь обнаруживает заметную
ползучесть, только начиная с температуры 350—400°С.
Количественной характеристикой ползучести является
так называемый предел ползучести. Испытания на ползу¬
честь производятся на специальных установках, в кото¬
рых имеются нагревательные устройства и приборы. При¬
меняются и низкотемпературные установки, работающие
даже при гелиевых температурах, которые влияют в пер¬
вую очередь на прочность и пластичность изделий.
24
15. Технологические
и эксплуатационные свойства
Технологические свойства характеризуют способность
металлов подвергаться обработке в холодном и горячем
состояниях. К основным технологическим свойствам от¬
носят: обрабатываемость резанием, свариваемость, ков¬
кость, литейные свойства и др.
Обрабатываемость резанием — одно из важнейших тех¬
нологических свойств, потому что подавляющее боль¬
шинство заготовок, а также деталей сварных узлов и кон¬
струкций подвергается механической обработке. Одни
металлы обрабатываются хорошо до получения чистой и
гладкой поверхности, другие же, имеющие высокую твер¬
дость, плохо. Улучшить обрабатываемость, например,
стали можно термической обработкой, понижая или по¬
вышая ее твердость.
Свариваемость — способность металлов образовывать
сварное соединение, свойства которого близки к свой¬
ствам основного металла. Ее определяют пробой сварен¬
ного образца на загиб или растяжение. Ковкость — спо¬
собность металла обрабатываться давлением в холодном
или горячем состоянии без признаков разрушения. Ее
определяют кузнечной пробой на осадку до заданной сте¬
пени деформации. Если на боковой поверхности образ¬
ца трещина не образуется, то такой образец считается
выдержавшим пробу, испытываемый металл — пригод¬
ным для обработки давлением.
Литейные свойства металлов характеризуют способ¬
ность их образовывать отливки без трещин, раковин и дру¬
гих дефектов. Жндкотекучесть — способность расплавлен¬
ного металла хорошо заполнять полость литейной формы.
Усадка при кристаллизации — это уменьшение объе¬
ма металла при переходе из жидкого состояния в твердое;
является причиной образования усадочных раковин и
усадочной пористости в слитках и отливках. Ликвация —
неоднородность химического состава сплавов, возника¬
25
ющая при их кристаллизации. Обусловлена тем, что спла¬
вы в отличие от чистых металлов кристаллизуются не при
одной температуре, а в интервале температур.
Эксплуатационные свойства. Эти свойства определяют
в зависимости от условий работы машины специальны¬
ми испытаниями. Износостойкость — свойство материа¬
ла оказывать сопротивление износу, т. е. постепенному
изменению размеров и формы тела вследствие разруше¬
ния поверхностного слоя изделия при трении. Также к
эксплуатационным свойствам относят: хладостойкость,
жаропрочность, антифрикционность и др.
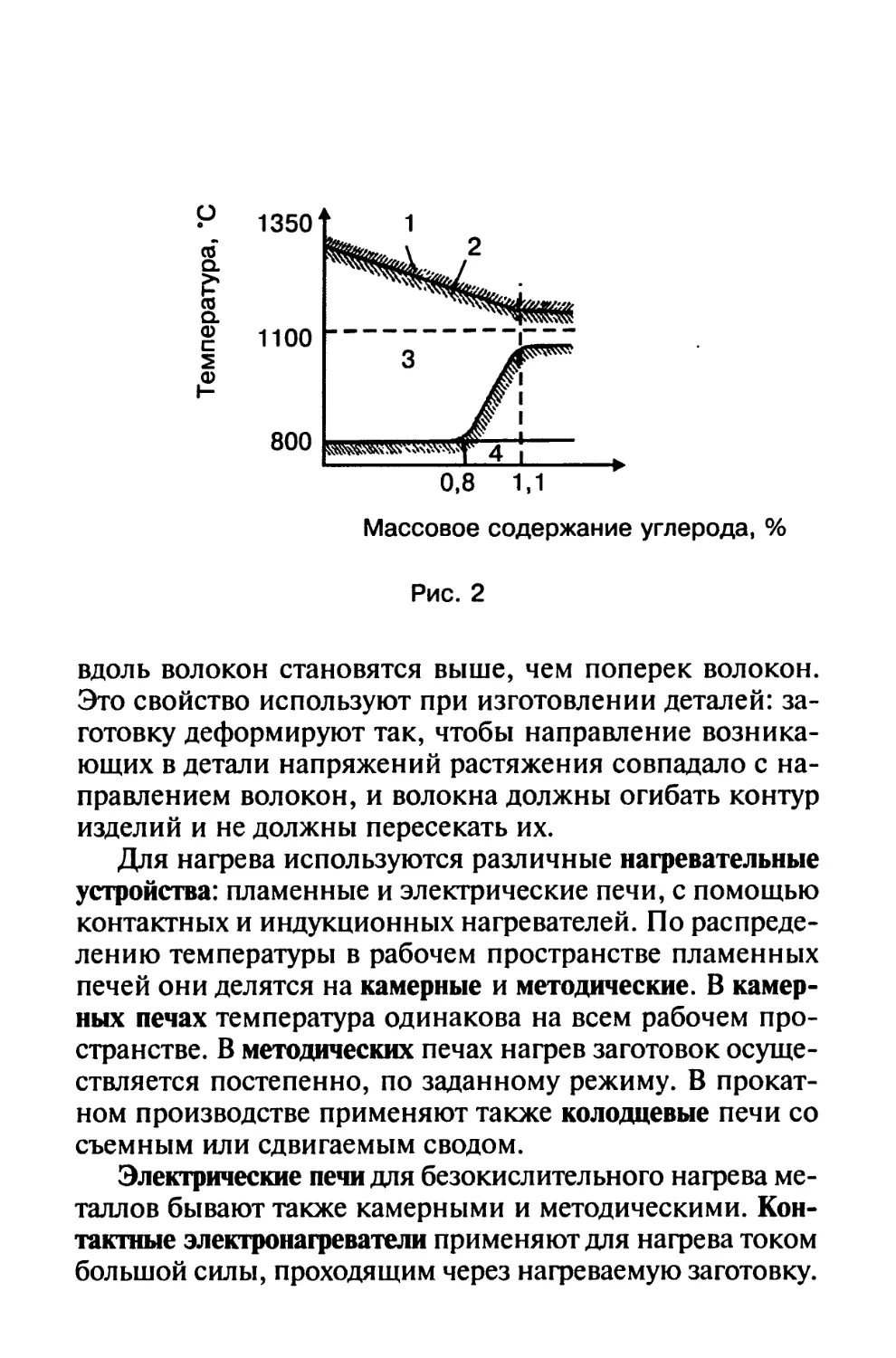
16. Нагрев металлов при обработке
давлением
Нагрев заготовок производится с целью уменьшить
сопротивление деформированию. Для каждого металла и
сплава температура горячей обработки имеет свои верх¬
ние и нижние пределы, образующие область нагрева,
называемую температурным интервалом обработки.
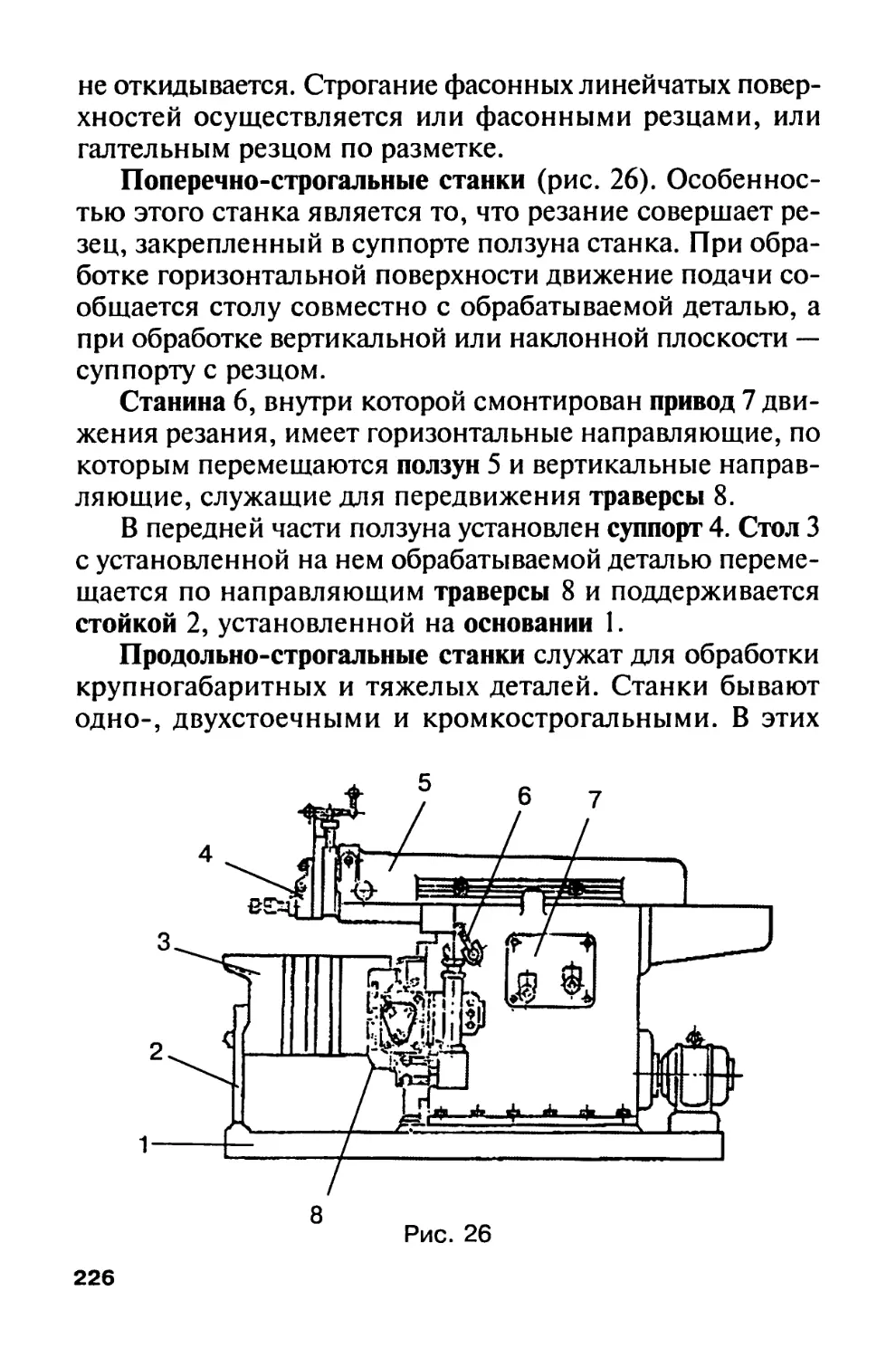
На рис. 2 показана область 3 нагрева углеродистой ста¬
ли для горячей обработки давлением в зависимости от со¬
держания углерода. Ее верхние пределы 2 лежат на 100 —
150°С ниже температуры начала плавления (т. е. линии со-
лидуса), нижние пределы — на 60—75°С выше темпера¬
тур превращения перлита и цементита в аустенит. Выше
линии верхних температурных пределов находится зона 1
пережога, ниже линии нижних температурных пределов —
зона 4 упрочнения (наклепа). Зона перегрева является зо¬
ной интенсивного роста зерен и дает крупнозернистую
структуру металла, непрочную и хрупкую, которая может
быть исправлена отжигом. Обработка при температурах
зоны наклепа дает напряженный и хрупкий металл и мо¬
жет привести к его разрушению. Наклеп можно устранить
последующим отжигом.
В процессе горячей обработки создается волокнистая
макроструктура сплава, механические свойства стали
26
Массовое содержание углерода, %
Рис. 2
вдоль волокон становятся выше, чем поперек волокон.
Это свойство используют при изготовлении деталей: за¬
готовку деформируют так, чтобы направление возника¬
ющих в детали напряжений растяжения совпадало с на¬
правлением волокон, и волокна должны огибать контур
изделий и не должны пересекать их.
Для нагрева используются различные нагревательные
устройства: пламенные и электрические печи, с помощью
контактных и индукционных нагревателей. По распреде¬
лению температуры в рабочем пространстве пламенных
печей они делятся на камерные и методические. В камер¬
ных печах температура одинакова на всем рабочем про¬
странстве. В методических печах нагрев заготовок осуще¬
ствляется постепенно, по заданному режиму. В прокат¬
ном производстве применяют также колодцевые печи со
съемным или сдвигаемым сводом.
Электрические печи для безокислительного нагрева ме¬
таллов бывают также камерными и методическими. Кон¬
тактные электронагреватели применяют для нагрева током
большой силы, проходящим через нагреваемую заготовку.
Тема 3. ОСНОВЫ ТЕОРИИ
СПЛАВОВ
17. Основные сведения о сплавах
Чистые металлы характеризуются низким пределом
прочности, поэтому в машиностроении применяют глав¬
ным образом их сплавы. Металлическим сплавом называ¬
ют сложное вещество, полученное сплавлением (или
спеканием) нескольких металлов или металлов с неметал¬
лами. При этом улучшаются эксплуатационные и техно¬
логические свойства металлического материала.
Компонентами называют вещества, образующие систе¬
му. Чистый металл представляет собой однокомпонент¬
ную систему, сплав двух металлов — двухкомпонентную
систему и т. д. Фазой называют однородную часть систе¬
мы, имеющую одинаковый состав, одно и то же агрегат¬
ное состояние и отделенную от остальных частей систе¬
мы поверхность раздела, при переходе через которую хи¬
мический состав или структура вещества изменяются
скачкообразно. Совокупность фаз, находящихся в равно¬
весии при определенных внешних условиях (давлении,
температуре), называют системой.
Сплав называют однородным (гомогенным), если его
структура однофазна, и разнородным (гетерогенным), если
его структура состоит из нескольких фаз.
Под структурой сплава понимают видимое в микро¬
скоп взаимное расположение фаз, их форму и размеры.
Твердые растворы образуются в результате перехода в
твердое состояние однородных жидких растворов. Твер¬
дые растворы бывают следующих типов: твердые раство¬
ры замещения и твердые растворы внедрения. Независи¬
мо от типа твердые растворы однофазны.
Химические соединения образуются при сплавлении
различных металлов или металла с неметаллом. Химичес¬
кое соединение — однородное кристаллическое тело, имеет
кристаллическую решетку с упорядоченным расположе¬
28
нием атомов, которая отлична от решеток элементов, об¬
разующих это соединение.
Механическая смесь двух компонентов А и В образу¬
ется тогда, когда при кристаллизации компоненты спла¬
ва не способны к взаимному растворению в твердом со¬
стоянии и не вступают в химическую реакцию с образо¬
ванием соединения. Рентгенограмма сплава отчетливо
показывает наличие двух решеток компонентов А и В.
Температуры, при которых изменяется строение ме¬
таллов и сплавов, называют критическими точками. При
плавлении и затвердевании чистые металлы имеют одну
критическую точку, а сплавы — две. В интервале между
этими двумя точками в сплавах существуют две фазы —
жидкий сплав и кристаллы.
18. Диаграмма состояний для случая
неограниченной растворимости
компонентов в твердом состоянии
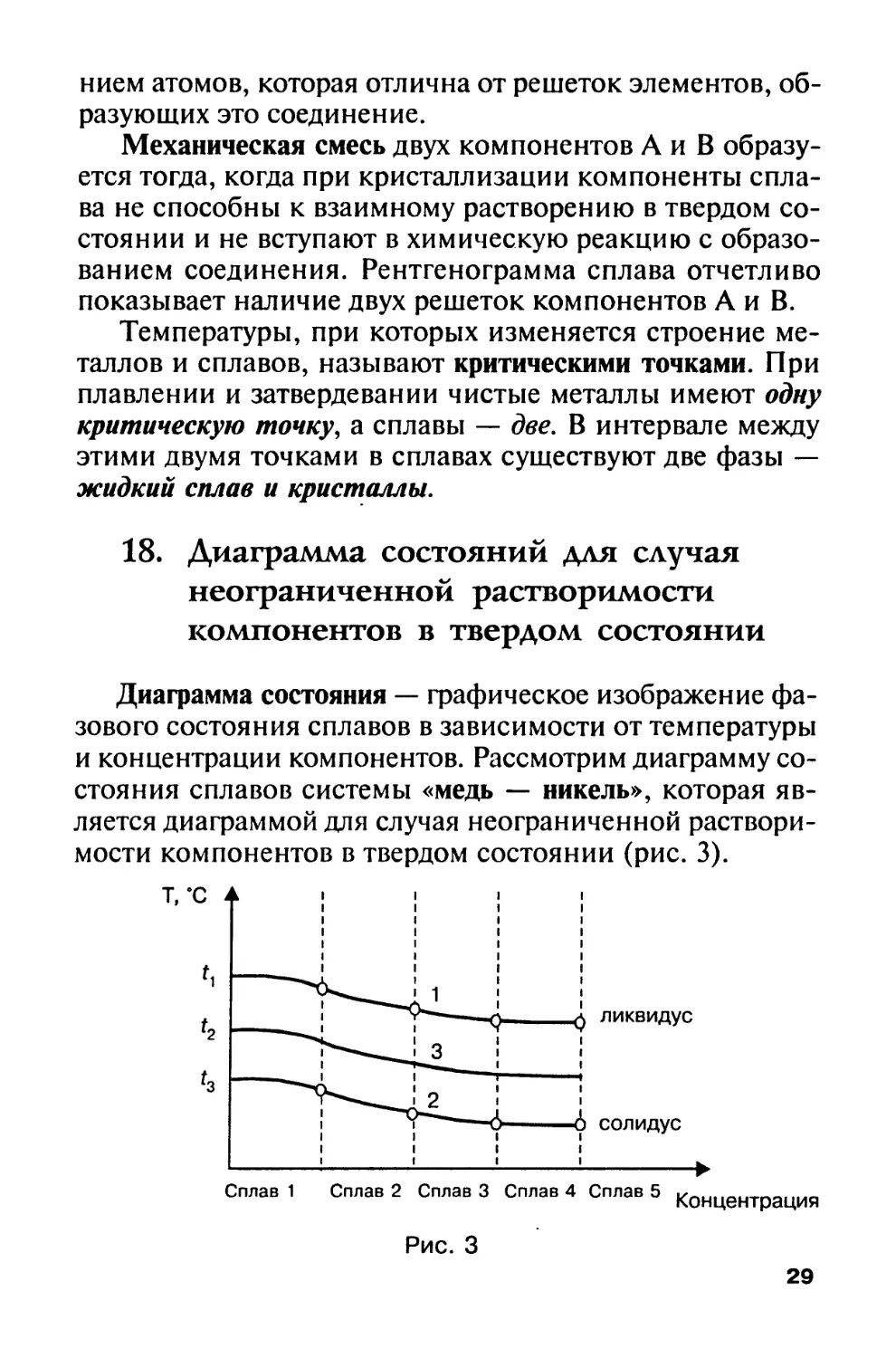
Диаграмма состояния — графическое изображение фа¬
зового состояния сплавов в зависимости от температуры
и концентрации компонентов. Рассмотрим диаграмму со¬
стояния сплавов системы «медь — никель», которая яв¬
ляется диаграммой для случая неограниченной раствори¬
мости компонентов в твердом состоянии (рис. 3).
Рис. 3
29
Температура плавления меди составляет 1083°С, ни¬
келя — 1445°С.
Чистые металлы имеют одну критическую точку —
температуру затвердевания (кристаллизации), а сплавы —
две, т. е. сплавы в отличие от чистых металлов кристал¬
лизуются в интервале температур. Например, кристалли¬
зация сплава начинается при температуре при этой
температуре из жидкого сплава начинают выпадать пер¬
вые кристаллы твердого раствора, а заканчивается крис¬
таллизация при температуре ty При этой температуре за¬
твердевает последняя капля жидкого сплава. Разная тем¬
пература конца кристаллизации сплавов свидетельствует
о том, что состав твердой фазы непрерывно изменяется.
Для построения диаграммы состояния на оси абсцисс
сетки в координатах температура — концентрация откла¬
дывают составы пяти сплавов и восстанавливают из каж¬
дой точки вертикальные линии. После этого переносят на
эти вертикальные линии с кривых охлаждения сплавов
критические точки, а на левой и правой ординатах тем¬
ператур отмечают температуры кристаллизации чистых
металлов — меди (100%) и никеля (100%). Соединив плав¬
ными кривыми температуры начала и конца кристалли¬
зации всех сплавов, получают диаграмму состояния спла¬
вов системы «медь — никель» с неограниченной раство¬
римостью компонентов в твердом состоянии.
Верхняя линия на диаграмме обозначает начало затвер¬
девания при охлаждении или конец расплавления при на¬
греве, нижняя — соответственно конец затвердевания или
начало плавления. Эта диаграмма состояния сплава меди
и никеля имеет три области. Область существования жид¬
кого расплава (1) лежит выше верхней линии, соединяю¬
щей точки плавления меди и никеля, а область существо¬
вания кристаллических твердых растворов (2) — ниже
нижней линии. Между этими линиями находится двух¬
фазная область (3), в которой одновременно существуют
расплав и кристаллы твердого раствора. Верхнюю грани¬
цу этой области называют линией ликвидус, а нижнюю —
солидус («ликвидус» в переводе с латинского означает
жидкий, «солидус» — твердый). По диаграмме состояния
30
можно определить концентрации твердой и жидкой фаз в
сплаве при его кристаллизации.
19. Диаграмма состояний сплавов,
образующих механические смеси из
чистых компонентов
Диаграммы состояния — показатели фазового состоя¬
ния сплавов в зависимости от температуры и концентра¬
ции компонентов. Диаграммы состояния строят для ус¬
ловий равновесия, т. е. такого состояния сплава, которое
достигается при очень малых скоростях охлаждения или
длительном нагреве. Диаграммы состояния сплавов в рав¬
новесном состоянии являются теоретическими диаграм¬
мами, так как истинное равновесие в практических ус¬
ловиях достигается редко.
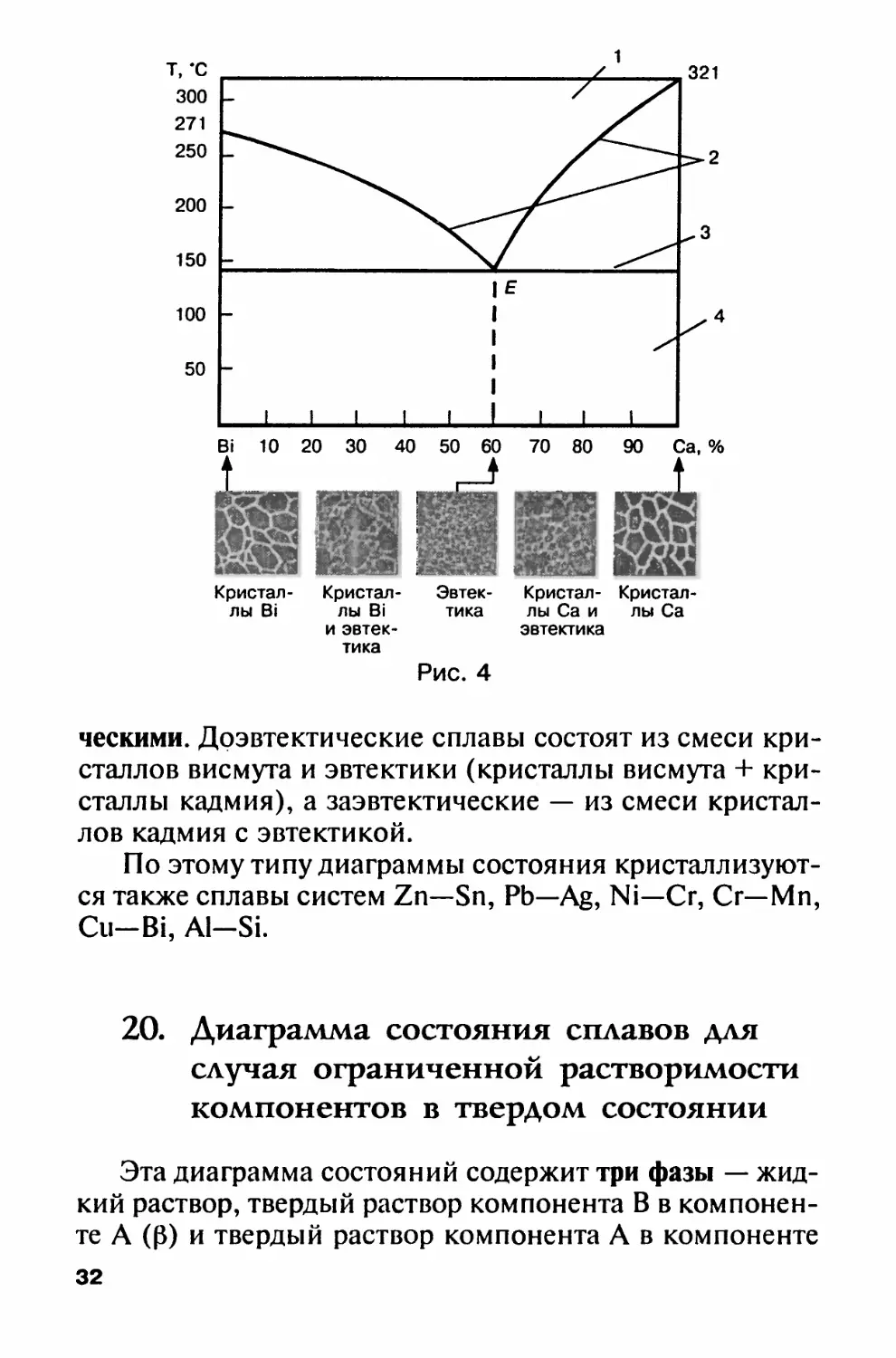
Рассмотрим диаграмму состояний одного из сплавов,
образующих механические смеси из чистых компонентов,
системы «висмут — кадмий» (рис. 4). ,
Область существования жидкого расплава ограничена
сверху ломаной линией, соединяющей точки плавления
висмута и кадмия через точку Е. В точке Е сплав (40%
висмута и 60% кадмия) имеет одинаковые температуры
ликвидуса и солидуса. Все остальные сплавы системы за¬
твердевают и плавятся в пределах температурного интер¬
вала, который снизу ограничен горизонтальной линией
солидуса. Сплав в точке Е имеет очень мелкие кристал¬
лы висмута и кадмия, находящиеся в определенном вза¬
имном расположении. Этот сплав называется эвтектикой,
что в переводе с греческого означает легко плавящийся.
Эвтектикой называют механическую смесь двух (или бо¬
лее) видов кристаллов, одновременно кристаллизующих¬
ся из жидкого сплава. Твердые сплавы, лежащие левее эв¬
тектической точки Е, и сплавы, содержащие до 40% вис¬
мута, называют доэвтектическими, а лежащие правее
точки Е и содержащие более 40% висмута — заэвтекти-
31
Кристал- Кристал- Эвтек- Кристал- Кристал¬
лы Bi лы Bi тика лы Са и лы Са
и эвтек- эвтектика
тика
Рис. 4
ческими. Доэвтектические сплавы состоят из смеси кри¬
сталлов висмута и эвтектики (кристаллы висмута + кри¬
сталлы кадмия), а заэвтектические — из смеси кристал¬
лов кадмия с эвтектикой.
По этому типу диаграммы состояния кристаллизуют¬
ся также сплавы систем Zn—Sn, Pb—Ag, Ni—Cr, Cr—Mn,
Cu—Bi, Al—Si.
20. Диаграмма состояния сплавов для
случая ограниченной растворимости
компонентов в твердом состоянии
Эта диаграмма состояний содержит три фазы — жид¬
кий раствор, твердый раствор компонента В в компонен¬
те А (β) и твердый раствор компонента А в компоненте
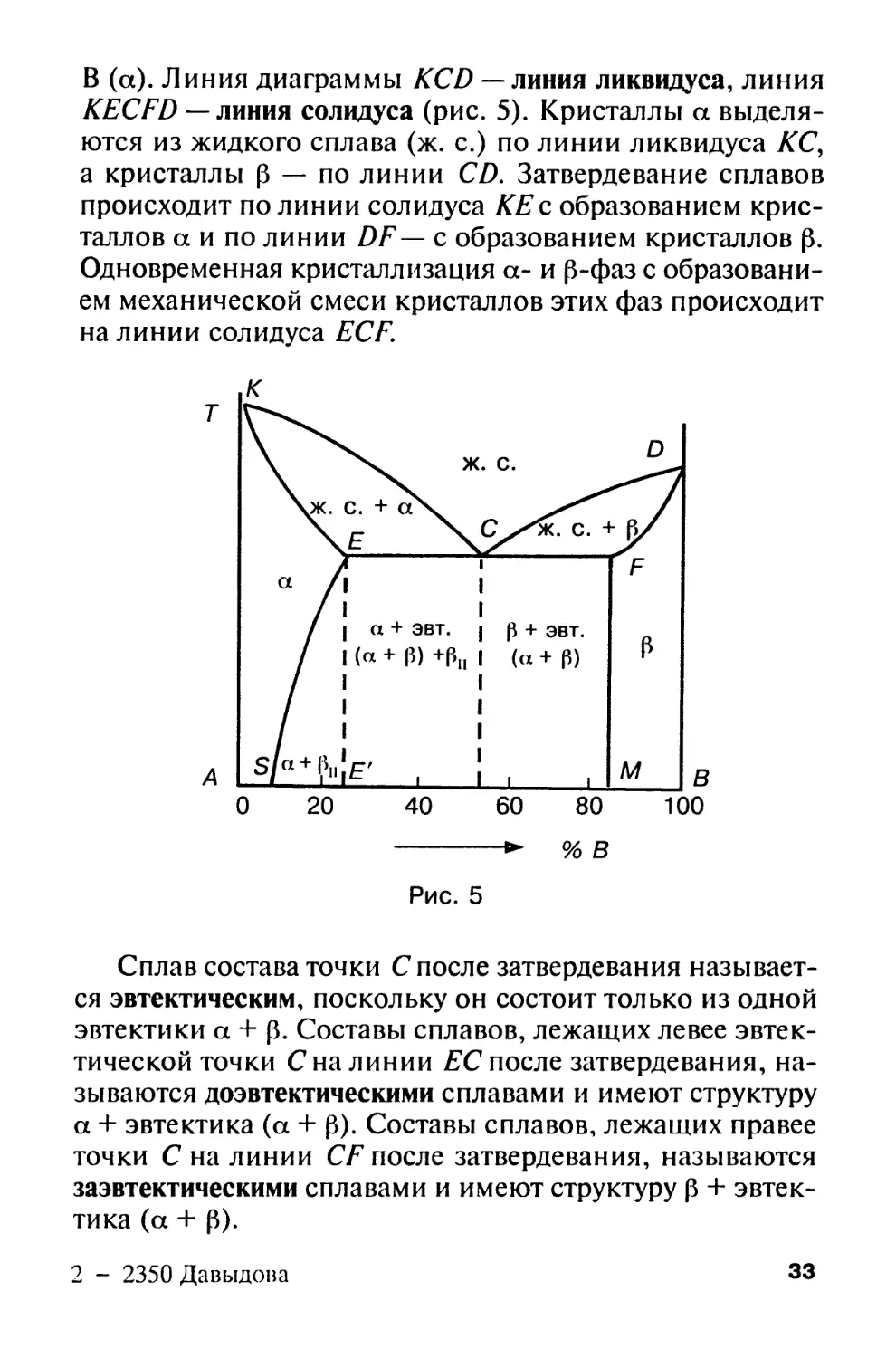
В (а). Линия диаграммы KCD — линия ликвидуса, линия
KECFD — линия солидуса (рис. 5). Кристаллы а выделя¬
ются из жидкого сплава (ж. с.) по линии ликвидуса КС,
а кристаллы β — по линии CZ). Затвердевание сплавов
происходит по линии солидуса КЕ с образованием крис¬
таллов аи по линии DF— с образованием кристаллов β.
Одновременная кристаллизация а- и β-фаз с образовани¬
ем механической смеси кристаллов этих фаз происходит
на линии солидуса ECF.
► % В
Рис. 5
Сплав состава точки С после затвердевания называет¬
ся эвтектическим, поскольку он состоит только из одной
эвтектики α + β. Составы сплавов, лежащих левее эвтек¬
тической точки С на линии ЕС после затвердевания, на¬
зываются доэвтектическими сплавами и имеют структуру
а + эвтектика (α + β). Составы сплавов, лежащих правее
точки С на линии С/7 после затвердевания, называются
заэвтектическими сплавами и имеют структуру β + эвтек¬
тика (α + β).
2 - 2350 Давыдоиа
33
Предельная растворимость компонента В в А характе¬
ризуется точкой Е, а А в В — точкой F. При кристалли¬
зации сплавов, состав которых находится левее точки S
(или правее точки М), при любой температуре в твердом
состоянии все количество компонента В (или А) находит¬
ся в твердом растворе, и структура таких сплавов состо¬
ит из зерен а (или β).
В сплавах, состав которых находится между точками
S и Е\ образовавшихся при затвердевании, кристаллы а
при понижении температуры ниже линии ES пересыще¬
ны компонентом В, и поэтому из них происходит выде¬
ление избыточных кристаллов. Это кристаллы β концен¬
трации точки Л/, называемые вторичными (βπ). Такие
сплавы после полного охлаждения имеют структуру, со¬
стоящую из кристаллов а состава точки S и кристаллов
β|1» т*е* α Рц*
В сплавах состава линии ЕС, имеющих после затвер¬
девания структуру а + эвтектика (α + β), из кристаллов а
выделяются кристаллы β, и после полного охлаждения
структура будет а + эвтектика (α + β) + βπ.
21. Диаграмма состояния сплавов,
образующих химические соединения
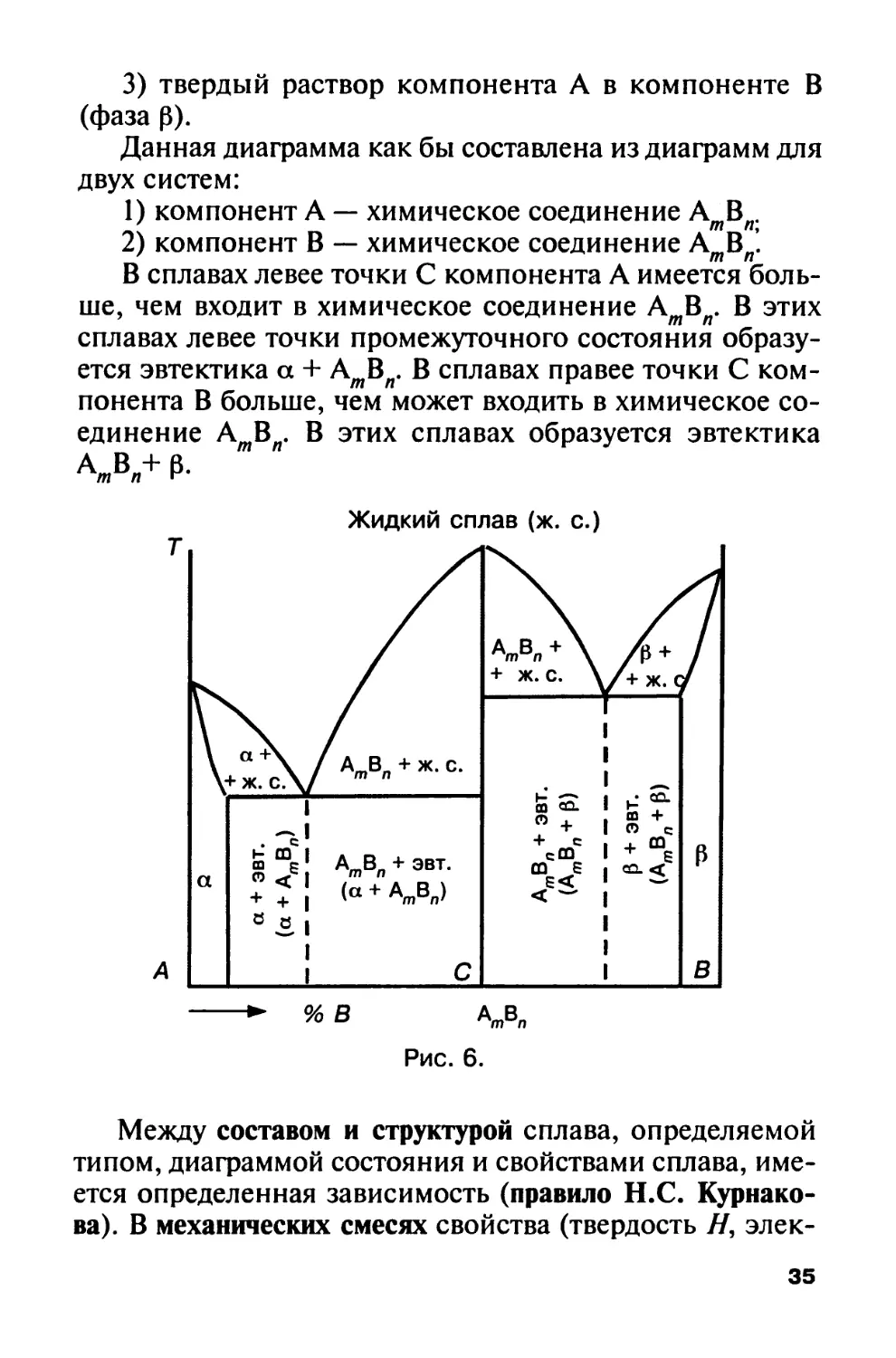
Сплавы, имеющие химическое соединение компонентов
А и В, имеют сложную диаграмму состояния. Химичес¬
кое соединение обозначают АтВя, т.е. в соединении на т
атомов компонента А приходится п атомов компонента В.
Химические соединения представляют собой сложное со¬
единение с одной точкой плавления, в отличие от спла¬
вов, у которых таких точки две.
В данной системе различают три фазы:
1) жидкий раствор;
2) твердый раствор компонента В в компоненте А
(фаза а) (рис. 6);
34
3) твердый раствор компонента А в компоненте В
(фаза β).
Данная диаграмма как бы составлена из диаграмм для
двух систем:
1) компонент А — химическое соединение АОТВЯ.
2) компонент В — химическое соединение AOTBW’.
В сплавах левее точки С компонента А имеется боль¬
ше, чем входит в химическое соединение АтВп. В этих
сплавах левее точки промежуточного состояния образу¬
ется эвтектика а + А^В^. В сплавах правее точки С ком¬
понента В больше, чем может входить в химическое со¬
единение AmBw. В этих сплавах образуется эвтектика
А,А+ Р·
т п ~
Жидкий сплав (ж. с.)
Рис. 6.
Между составом и структурой сплава, определяемой
типом, диаграммой состояния и свойствами сплава, име¬
ется определенная зависимость (правило Н.С. Курнако-
ва). В механических смесях свойства (твердость Я, элек¬
35
тропроводность Е, вязкость, хрупкость и др.) изменяют¬
ся линейно. В твердых растворах свойства изменяются по
криволинейной зависимости. В химических соединениях
свойства выражаются ломаными линиями.
При концентрации, соответствующей химическому
соединению, отмечается характерный перелом на кривой
свойств, так как химические соединения обладают инди¬
видуальными свойствами, отличающимися от свойств
компонентов. По диаграммам можно определять и тех¬
нологические свойства сплавов, что облегчает выбор ма¬
териала для изготовления изделий.
22. Структурные составляющие
железоуглеродистых сплавов
Основными компонентами, от которых зависят струк¬
тура и свойства железоуглеродистых сплавов, являются же¬
лезо и углерод. Чистое железо — металл серебристо-бело¬
го цвета; температура плавления 1539°С. Железо имеет две
полиморфные модификации: а и γ. Модификация а
существует при температурах ниже 9 ГС и выше 1392°С;
γ-железо — при температуре 911—1392°С. В зависимости от
температуры и концентрации углерода железоуглеродистые
сплавы имеют следующие структурные составляющие:
1. Феррит (Ф) — твердый раствор внедрения углерода
в α-железе. Растворимость углерода в α-железе при ком¬
натной температуре до 0,005%; наибольшая раствори¬
мость — 0,02% при 727°С. Феррит имеет незначительную
твердость (НВ = 80—100) и прочность (σ = 250 МПа), но
высокую пластичность (δ = 50%; ψ = 80%), где σΒ— пре¬
дел прочности; δ — относительное удлинение; ψ — отно¬
сительное сужение.
2. Аустенит (А) — твердый раствор внедрения углеро¬
да в γ-железе. В железоуглеродистых сплавах он может су¬
ществовать только при высоких температурах. Предель¬
ная растворимость углерода в γ-железе — 2,14% при тем¬
36
пературе 1147°С и 0,8% — при 727°С. Аустенит имеет твер¬
дость НВ = 160—200 и весьма пластичен (δ = 40—50%).
3. Цементит (Ц) — химическое соединение железа с
углеродом (карбид железа Fe3C). В цементите содержит¬
ся 6,67% углерода. Температура плавления цементита
около 1600°С. Он очень тверд (НВ - 800), хрупок и прак¬
тически не обладает пластичностью.
4. Графит — это свободный углерод, мягок (НВ = 3)
и обладает низкой прочностью. В чугунах и графитизи-
рованной стали содержится в виде включений различных
форм (пластинчатой, шаровидной и др.). С изменением
формы графитовых включений меняются механические
и технологические свойства сплава.
5. Перлит (П) — механическая смесь феррита и цемен¬
тита, содержащая 0,8% углерода. Перлит может быть пла¬
стинчатым и зернистым (глобулярным), что зависит от
формы цементита и определяет механические свойства
перлита. При комнатной температуре зернистый перлит
имеет предел прочности σΒ~ 800 МПа; относительное уд¬
линение 5=15%; твердость НВ = 160.
6. Ледебурит (Л) — механическая смесь аустенита и
цементита, содержащая 4,3% углерода. Ледебурит обра¬
зуется при затвердевании жидкого расплава при 1147°С.
Ледебурит имеет твердость НВ = 600—700 и большую
хрупкость.
Помимо перечисленных структурных составляющих,
в железоуглеродистых сплавах могут быть нежелательные
неметаллические включения: окислы, нитриды, сульфиды,
фосфиды — соединения с кислородом, азотом, серой и
фосфором.
23. Диаграмма состояния «железо —
цементит»
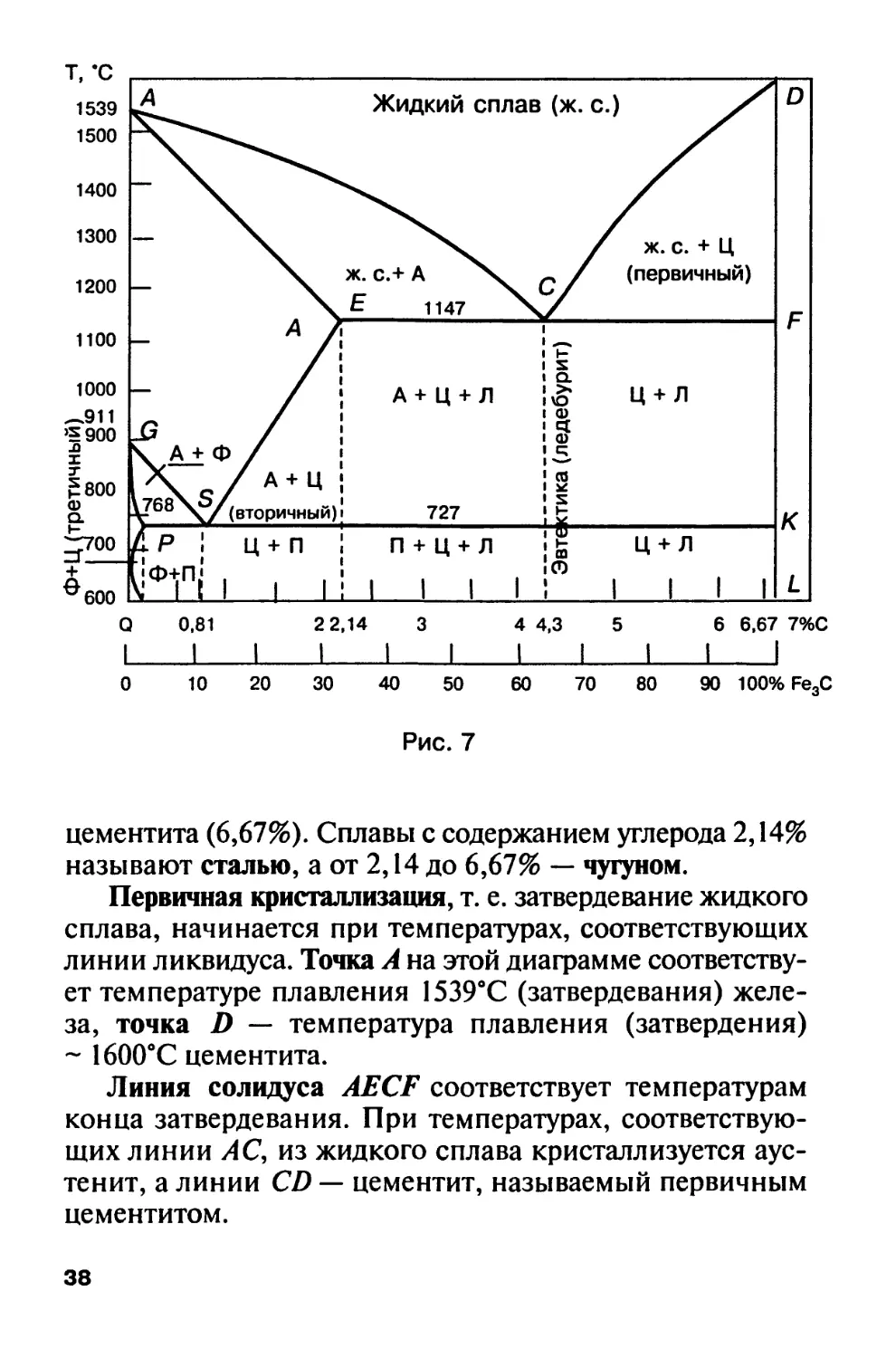
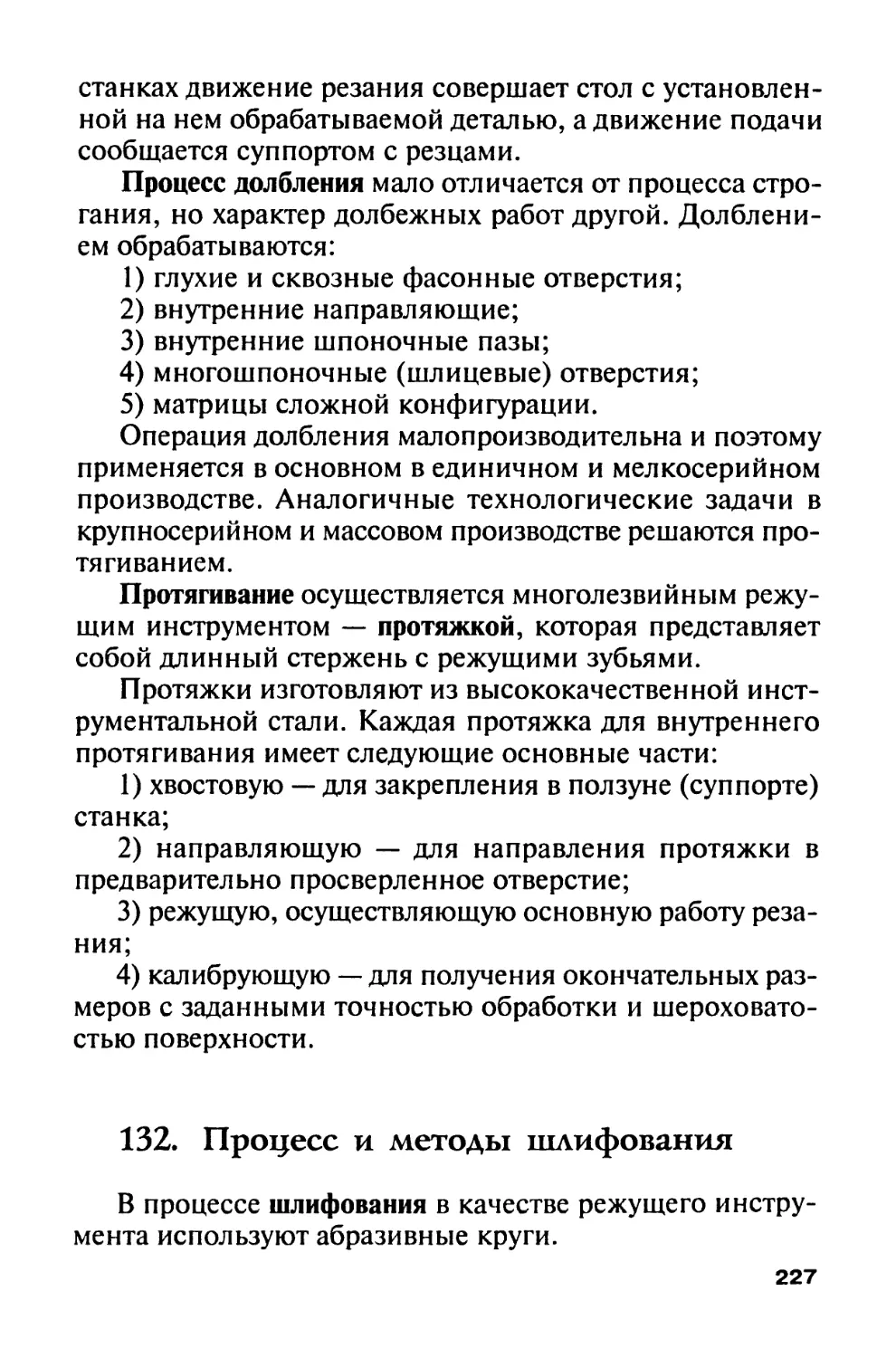
Диаграмма (рис. 7) показывает фазовый состав и
структуру сплавов с концентрацией от чистого железа до
37
О 10 20 30 40 50 60 70 80 90 100% Fe3C
Рис. 7
цементита (6,67%). Сплавы с содержанием углерода 2,14%
называют сталью, а от 2,14 до 6,67% — чугуном.
Первичная кристаллизация, т. е. затвердевание жидкого
сплава, начинается при температурах, соответствующих
линии ликвидуса. Точка А на этой диаграмме соответству¬
ет температуре плавления 1539°С (затвердевания) желе¬
за, точка D — температура плавления (затвердения)
~ 1600°С цементита.
Линия солидуса AECF соответствует температурам
конца затвердевания. При температурах, соответствую¬
щих линии АС, из жидкого сплава кристаллизуется аус-
тенит, а линии CD — цементит, называемый первичным
цементитом.
38
В точке С при 1147°С и содержании углерода 4,3% из
жидкого сплава одновременно кристаллизуются аустенит
(А) и цементит (Ц) (первичный): образуя эвтектику —
ледебурит (JI).
При температурах, соответствующих линии солидуса
АЕ9 сплавы с содержанием углерода до 2,14% окончатель¬
но затвердевают с образованием аустенита. На линии со¬
лидуса ECF сплавы с содержанием углерода от 2,14 до
6,67% окончательно затвердевают с образованием эвтек¬
тики (ледебурита) и структур, образовавшихся ранее из
жидкого сплава, а именно: в интервале 2,14—4,3%, С —
аустенита, а в интервале 4,3—6,67% С — цементита пер¬
вичного.
В результате первичной кристаллизации во всех спла¬
вах с содержанием углерода до 2,14% (т. е. в сталях) об¬
разуется однофазная структура — аустенит. В сплавах с
содержанием углерода более 2,14% (т. е. в чугунах) при
первичной кристаллизации образуется эвтектика ледебу¬
рита.
Вторичная кристаллизация (превращение в твердом со¬
стоянии) происходит при температурах, соответствующих
линиям GSE, PSK и GPQ. Превращения в твердом
состоянии происходят вследствие перехода железа из од¬
ной аллотропической модификации в другую (γ в а) и в
связи с изменением растворимости углерода в аустените
и феррите. С понижением температуры растворимость
уменьшается. Избыток углерода выделяется из твердых
растворов в виде цементита. В области диаграммы AGSE
находится аустенит.
24. Диаграмма состояния «железо — графит»
Систему «железо — цементит» называют метастабиль-
ной, т. е. неустойчивой, так как при определенных усло¬
виях цементит распадается на аустенит и свободный уг¬
лерод в виде графита. При очень медленном охлаждении
39
из расплава в процессе кристаллизации углерод выделя¬
ется в виде графита. Систему «железо — графит» назы¬
вают стабильной.
Процесс кристаллизации графита в сплавах железа с
углеродом называют графитизацией. Она может происхо¬
дить и в твердом состоянии, поскольку цементит при вы¬
соких температурах неустойчив. В этом случае графити-
зация происходит в несколько накладывающихся стадий:
1) распад цементита и растворение атомов углерода в
аустените;
2) образование центров графитизации в аустените;
3) диффузия атомов углерода в аустените к центрам
графитизации;
4) рост выделений графита.
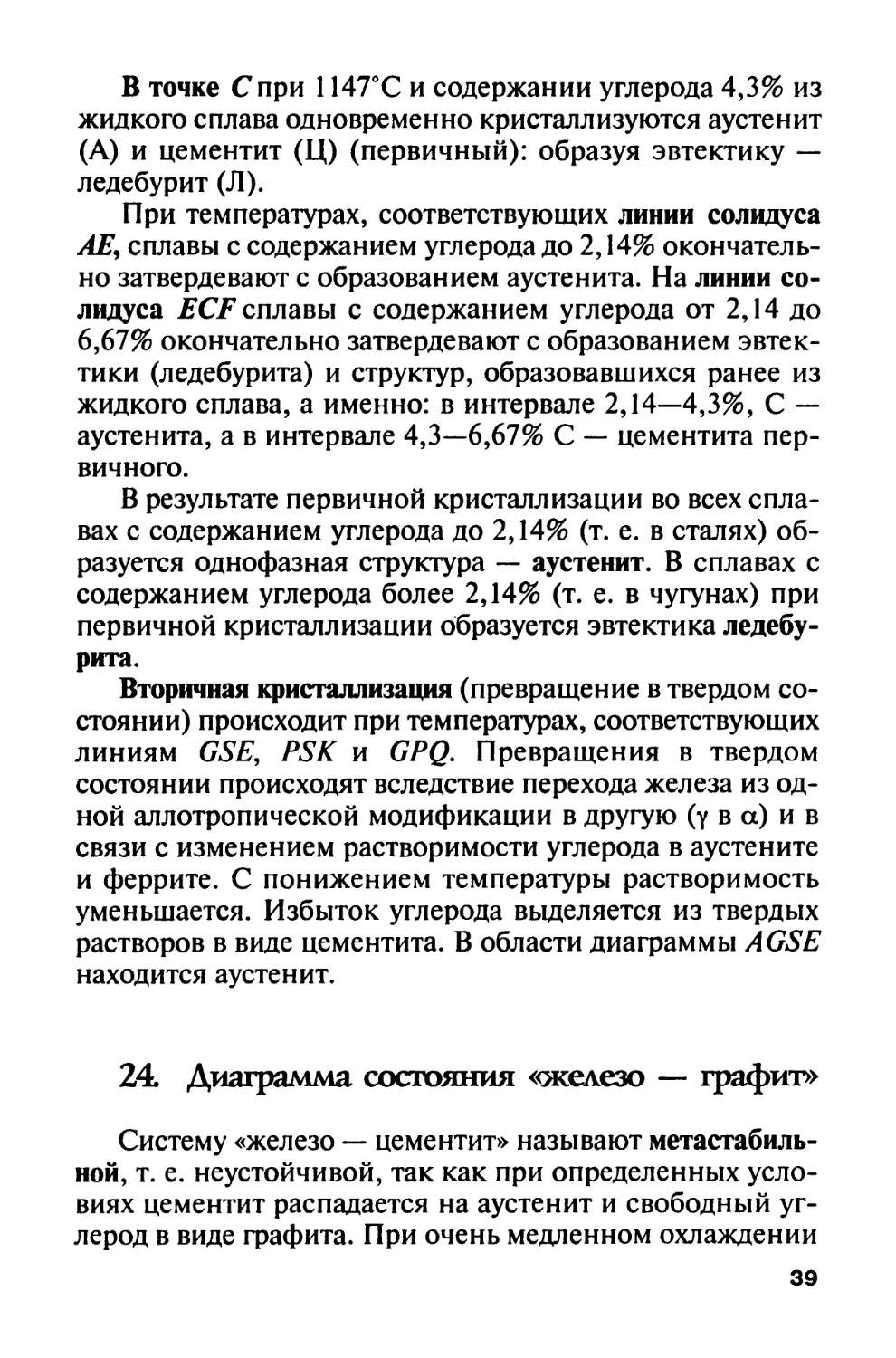
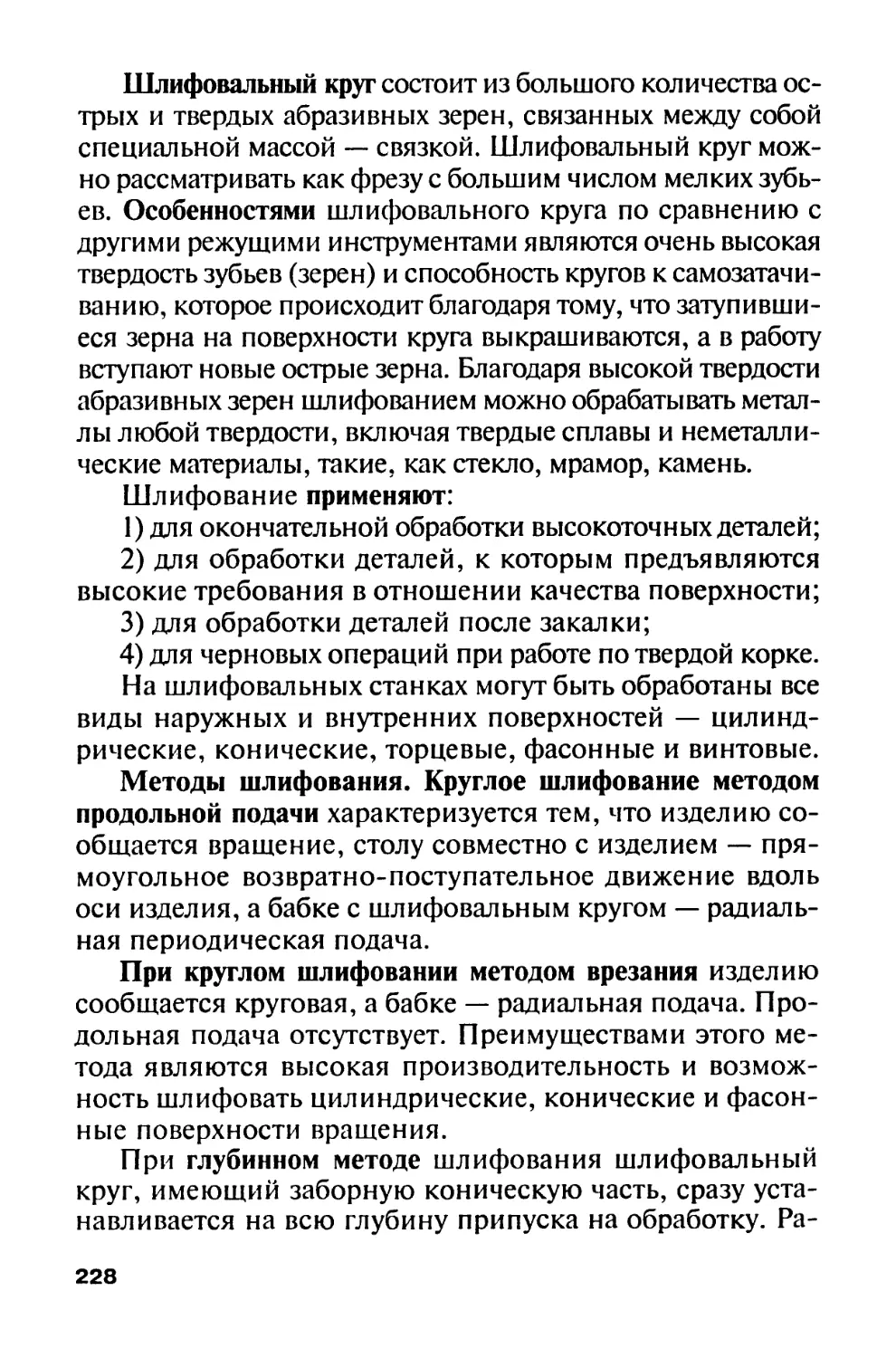
На рис. 8 показана совмещенная диаграмма: сплош¬
ными линиями изображена метастабильная диаграмма
«железо — цементит», штриховыми линиями — стабиль¬
ная диаграмма. По диаграмме «железо — цементит» в об-
Рис. 8
40
ласти чугунов получают белые чугуны, а по диаграмме
«железо — графит» — серые чугуны.
На диаграмме «железо — графит» горизонтальные ли¬
нии Е'С'F' и P'S'К' лежат несколько выше, а наклон¬
ные линии C'D' и E'S' — несколько левее соответству¬
ющих линий диаграммы «железо — цементит». На диаг¬
рамме «железо — графит» линия ACD' — линия
ликвидуса. При охлаждении расплава по ветви АС выде¬
ляется аустенит, а по ветви CD' — графит (первичный).
На линии солидуса E'C'F' при температуре 1153°С
образуется эвтектика, состоящая из графита и аустенита.
Ее называют графитной эвтектикой. При понижении
температуры в системе «железо — графит» из аустенита
будет выделяться графит, который называют вторичным.
На линии P'S'К' при температуре 738°С аустенит, содер¬
жащий 0,7% углерода (точка 5'), распадается, образуя эв-
тектоид, состоящий из феррита и графита. Этот эвтекто-
ид называют графитным. После полного охлаждения
структура состоит из феррита и графита (эвтектическо¬
го, вторичного и эвтектоидного).
Тема 4. ЖЕЛЕЗОУГЛЕРОДИСТЫЕ
СПЛАВЫ
25. Выплавка стали и чугуна
Металлургическое производство чугуна и стали состо¬
ит из сложного комплекса различных производств:
1) шахт и карьеров по добыче руд, каменных углей,
флюсов, огнеупорных материалов;
2) горно-обогатительных комбинатов, на которых под¬
готовляют руды к плавке, обогащают их, удаляя часть пу¬
стой породы, и получают концентрат — продукт с повы¬
шенным содержанием железа по сравнению с рудой;
3) коксохимических цехов и заводов, на которых осу¬
ществляют подготовку коксующихся углей, их коксова¬
ние (сухую) перегонку при температуре около 1000°С (без
доступа воздуха) в коксовых печах и попутное извлечение
из них ценных химических продуктов: бензола, фенола,
каменноугольной смолы и др.;
4) энергетических цехов для получения и трансформа¬
ции электроэнергии, сжатого воздуха, необходимого для
дутья при доменных процессах, кислорода для выплавки
чугуна и стали, а также очистки газов металлургических
производств с целью охраны природы и сохранения чис¬
тоты воздушного бассейна;
5) доменных цехов для выплавки чугуна и ферросплавов;
6) заводов для производства различных ферросплавов;
7) сталеплавильных цехов — конвертерных, мартенов¬
ских, электросталеплавильных для производства стали;
8) прокатных цехов, в которых нагретые слитки из ста¬
ли перерабатываются в заготовки (блюмы и слябы) и да¬
лее в сортовой прокат, трубы, лист, проволоку и т. п.
Производство стали основано на двухступенчатой схе¬
ме, которая состоит из доменной выплавки чугуна и раз¬
личных способов последующего его передела в сталь.
В процессе доменной плавки, осуществляемом в доменных
42
печах, происходит избирательное восстановление железа
из его окислов, содержащихся в руде. Одновременно с
этим из руды восстанавливаются также фосфор и в не¬
больших количествах марганец и кремний; происходят
науглероживание железа и частичное насыщение его се¬
рой топлива (кокса). Передел чугуна в сталь осуществля¬
ют в металлургических агрегатах: в конвертерах, в мар¬
теновских печах, в электрических печах. В них из-за ряда
происходящих химических реакций осуществляются из¬
бирательное окисление примесей чугуна и перевод их в
процессе плавки в шлак и газы. В результате получают
сталь заданного химического состава.
26. Устройство и работа доменной печи
Доменная печь — печь шахтного типа. Внутри она вы¬
ложена огнеупорным кирпичом, сверху покрыта сталь¬
ным кожухом. Высота домен составляет 60 м. Техноло¬
гический процесс в домне автоматизирован. Применяется
автоматизированная система управления технологичес¬
ким процессом. Циркулирующая в холодильниках вода,
превращаясь в пар, служит для нагрева различных агре¬
гатов. Предусмотрено полное комплексное использование
всех продуктов плавки.
Доменная печь состоит из пяти основных частей:
1) колошника,
2) шахты,
3) распара,
4) заплечиков,
5) горна.
Колошник представляет собой систему конусов, кото¬
рые создают условия для правильной загрузки материа¬
лов: руды, флюса и топлива.
В колошнике находятся газоотводные трубы, по ним
уходит избыточный колошниковый газ, который в даль¬
нейшем используется в качестве топлива. В шахте, рас¬
43
паре, заплечиках имеется система холодильников для ох¬
лаждения кладки печи. В горне расположены фурмы —
устройства для вдувания в печь нагретого воздуха, кото¬
рый поступает из воздухопровода. В нижней части горна
имеется устройство для выпуска чугуна — чугунная летка
и выше ее — устройство для выпуска шлака. Большие
доменные печи оборудованы 3—4 летками, этим дости¬
гается почти непрерывный процесс выпуска чугуна. Для
подогрева воздуха до температуры 1200°С служат возду¬
хонагреватели, которые в свою очередь обогреваются от¬
ходящими колошниковыми газами.
Процессы, происходящие в доменной печи, разделя¬
ются на периоды:
1) восстановление железа из его оксидов;
2) превращение железа в чугун;
3) шлакообразование.
Эти процессы протекают одновременно. Процесс по¬
лучения чугуна заключается в следующем: шихтовые ма¬
териалы (железная и марганцевая руда, топливо и флю¬
сы) опускаются вниз, а навстречу им поднимаются газы.
Они образуются при горении кокса. Горение начинается
в области горна. Через фурменные отверстия раскален¬
ный до температуры 1200°С воздух поступает в печь и на
уровне фурм вступает в реакцию с углеродом кокса. При
горении образуется углекислый газ. По мере продвиже¬
ния газа вверх содержание кислорода уменьшается и
окисление углерода становится неполным. В доменную
печь вдувают также пар. Пар вступает в реакцию с кок¬
сом и окисляет его. Одновременно происходит разложе¬
ние флюса — известняка.
27. Продукция черной металлургии
Основной продукцией черной металлургии являются
передельный чугун, литейный чугун, доменные ферро¬
сплавы, стальные слитки и прокат.
44
Передельный чугун, используемый для передела на
сталь, содержит 4,0—4,4% С; до 0,6—0,8% Si; до 0,25—
1,0% Мп; 0,15—0,3% Р и 0,03—0,07% S. Некоторые мар¬
ки чугуна, предназначенные для передела в сталь в кон¬
вертерах, имеют пониженное (до 0,07%) содержание фос¬
фора. До 90% всего выплавляемого чугуна приходится на
чугун передельный.
Литейный чугун, предназначенный для производства
фасонных отливок способами литья на машинострои¬
тельных заводах, имеет повышенное содержание кремния
(до 2,75-3,25%).
Ферросплавы — сплавы железа с повышенным содер¬
жанием марганца, кремния, ванадия, титана и других ме¬
таллов. Их применяют для раскисления и производства
легированных сталей. К ферросплавам относят доменный
ферросилиций, содержащий 9—13% Si и до 3% Мп; до¬
менный ферромарганец, содержащий 70—75% Мп и до
2% Si; зеркальный чугун с 10—25% Мп и до 2% Si.
Стальные слитки, полученные в изложницах или кри¬
сталлизаторах, подвергают обработке давлением (прокат¬
ке, ковке). Прокат используют непосредственно в конст¬
рукциях (мостах, зданиях, железобетонных конструкци¬
ях, железнодорожных путях, станинах машин и т. д.), в
качестве заготовок для изготовления деталей резанием и
заготовок для последующей ковки и штамповки. Форму
поперечного сечения прокатанного металла называют
профилем.
Совокупность различных профилей разных размеров
называют сортаментом. Сортамент прокатываемых про¬
филей разделяют на следующие группы: заготовки, сор¬
товой прокат, листовой прокат, трубы и специальные
виды проката.
Заготовки прокатывают в горячем состоянии непо¬
средственно из слитков. Заготовки квадратного сечения
с размерами от 150 х 150 до 450 х 450 мм называют блю¬
мами. Они предназначены для последующей прокатки на
сортовых станах и в качестве заготовок для изготовления
45
поковок ковкой. Заготовки прямоугольного сечения тол¬
щиной 65—300 мм и шириной 600—1600 мм называют
слябами. Их используют для прокатки толстых листов.
Сортовой прокат по профилю подразделяют на две
группы: простой — геометрической формы и сложной —
фасонной формы (швеллеры, двутавровые балки, рельсы,
уголки и т.д.). Листовой прокат различается по назначе¬
нию и по толщине.
Трубы также подразделяют по назначению и способу
изготовления. Они бывают бесшовными и сварными
(с прямыми и спиральными швами).
28. Способы литья
Отливкой называют литую деталь или заготовку, по¬
лученную заливкой расплавленного металла (расплава) в
литейную форму, полость которой имеет конфигурацию
детали или заготовки. Около 50% всех деталей в маши¬
нах и оборудовании изготовляют литьем. Литейную фор¬
му заливают жидким металлом через систему каналов,
называемую литниковой системой. Расплав может запол¬
нять литейную форму свободно или принудительно — под
действием центробежных сил или внешнего давления.
Внутренние отверстия, каналы и полости в отливках
образуются с помощью стержней, которые перед залив¬
кой вставляют в полость литейной формы, а после крис¬
таллизации отливки извлекают из нее. Формы и стерж¬
ни могут быть разовыми — изготовляемыми из песчаных
смесей, и постоянными — из металла или огнеупорных ма¬
териалов.
Способы литья отливок можно разделить на две груп¬
пы. К первой относят способы получения отливок в разо¬
вых формах, заполняемых расплавом однократно, после
чего их разрушают для извлечения отливки (литье в пес¬
чаные сухие или сырые формы, литье в оболочковые
формы и др.). Ко второй группе относят способы полу¬
46
чения отливок в многократных металлических формах, за¬
полняемых расплавом от нескольких сотен до десятков
тысяч раз.
При выплавке литейных сплавов в плавильные печи
загружают металлическую шихту, ферросплавы, лигату¬
ры и флюсы. Металлическая шихта — слитки техничес¬
ки чистых металлов, лом, отходы производства. Лигату¬
ра — вспомогательный сплав, вводимый в расплавленный
металл с целью восполнения угорающих в процессе плав¬
ки химических элементов. Например, для выплавки чу¬
гуна и стали лигатурой служат ферросплавы (ферромар¬
ганец, ферросилиций и др.), которые одновременно рас¬
кисляют металл. Флюсы служат для образования шлака с
требуемыми физико-химическими свойствами. Шлак
предохраняет в процессе плавки металл от окисления,
служит для удаления неметаллических включений.
Для улучшения свойств литейных сплавов после плав¬
ки в литейном раздаточном ковше производят модифици¬
рование, легирование и рафинирование.
Модифицирование — введение в жидкий сплав сотых
или десятых долей процента добавок-модификаторов. Ле¬
гирование — введение в жидкий сплав различных добавок
химических элементов для придания сплаву особых
свойств за счет изменения его внутреннего строения.
Рафинирование — очистка сплавов от ненужных и вред¬
ных примесей.
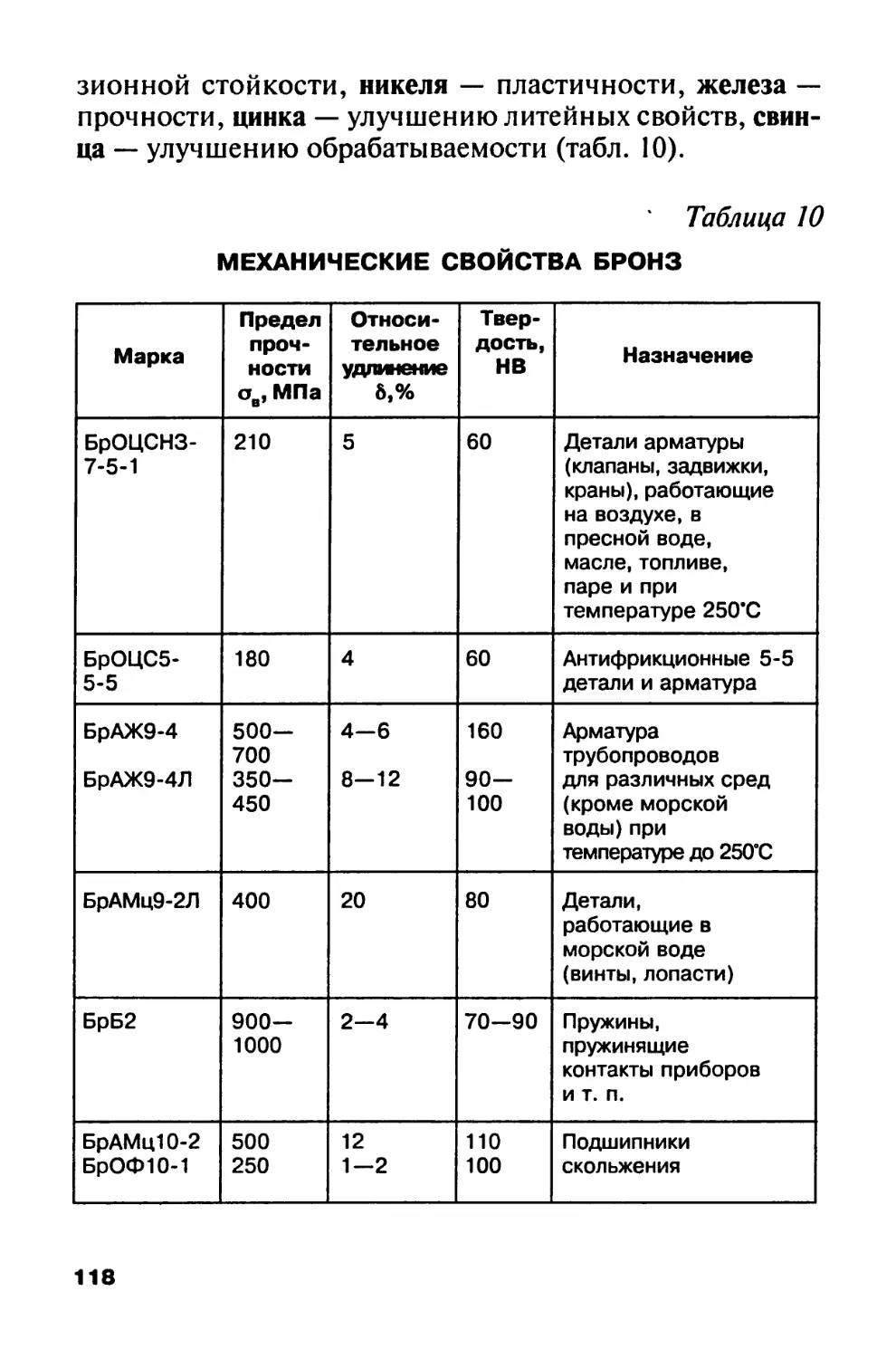
29. Влияние компонентов на свойства
чугуна
Чугун отличается от стали более высоким содержани¬
ем углерода, лучшими литейными свойствами. Он не спо¬
собен в обычных условиях обрабатываться давлением и
дешевле стали. В чугунах имеются примеси кремния,
марганца, фосфора и серы. Чугуны со специальными
47
свойствами содержат легирующие элементы — никель,
хром, медь, молибден и др. Примеси, находящиеся в чу¬
гуне, влияют на количество и строение выделяющегося
графита. Чугуны имеют структурные составляющие: гра¬
фит, феррит, перлит, ледебурит, фосфидную эвтектику.
По микроструктуре чугуны делят на:
1) белый чугун, содержащий ледебуритный цементит
и перлит;
2) серый перлитный чугун, содержащий перлит и гра¬
фит;
3) серый ферритный чугун, содержащий феррит и гра¬
фит.
На образование той или иной микроструктуры чугу¬
на большое влияние оказывают его химический состав и
скорость охлаждения отливки.
Углерод в обычных серых чугунах содержится в коли¬
честве от 2,7 до 3,7%. Во всех случаях пределы содержа¬
ния углерода принимают: нижние — для толстостенных,
а верхние — для тонкостенных отливок. Марганец раство¬
ряется в чугуне, образуя цементит и твердые растворы с
ферритом. Марганец в некоторой степени препятствует
графитизации чугуна. Марганец нейтрализует вредное
влияние серы на чугун. Содержание марганца в сером
чугуне составляет обычно 0,5—0,8%. Увеличение содер¬
жания марганца до 0,8—1,0% приводит к повышению ме¬
ханических свойств чугуна, особенно в отливках с тон¬
кими стенками. Фосфор не оказывает практического вли¬
яния на процесс графитизации чугуна. В количестве
0,1—0,3% фосфор находится в твердом чугуне в раство¬
ренном состоянии. Фосфор повышает хрупкость, так как
в чугунах с содержанием фосфора около 0,5—0,7% обра¬
зуется тройная фосфидная эвтектика с температурой
плавления 950°С, которая выделяется в виде хрупкой
сплошной сети по границам зерен. Фосфор повышает
жидкотекучесть и износостойкость, но ухудшает обраба¬
тываемость чугуна. Сера является вредной примесью, об¬
разует при затвердевании сернистое железо (FeS), ухуд¬
48
шает литейные свойства чугуна. Сернистое железо обра¬
зует с железом легкоплавкую эвтектику (Fe + FeS), ко¬
торая плавится при температуре 988°С.
Легирующие элементы (Cr, Ni, Mo, Ti, Μη, Си и др.)
улучшают свойства чугуна. Хром и никель для легирова¬
ния чугуна обычно применяют совместно. В результате
легирования чугуна перлит размельчается или образуют¬
ся другие, еще более тонкие структуры.
30. Белый и серый чугун
Серый и белый чугуны резко различаются по свой¬
ствам. Белые чугуны очень твердые и хрупкие, плохо об¬
рабатываются режущим инструментом, идут на переплав¬
ку в сталь и называются передельными чугунами. Часть
белого чугуна идет на получение ковкого чугуна. Серый
чугун является литейным. Он поступает в производство в
виде отливок. Серый чугун является дешевым конструк¬
ционным материалом.
Свойства серого чугуна:
1) обладает хорошими литейными свойствами;
2) хорошо обрабатывается резанием;
3) сопротивляется износу;
4) обладает способностью рассеивать колебания при
вибрационных и переменных нагрузках.
Свойство гасить вибрации называют демпфирующей
способностью. Демпфирующая способность чугуна в 2—
4 раза выше, чем стали. Высокая демпфирующая способ¬
ность и износостойкость обусловили применение чугу¬
на для изготовления станин различного оборудования,
коленчатых и распределительных валов тракторных и ав¬
томобильных двигателей и др. В соответствии с ГОСТ
1412-80 выпускают следующие марки серых чугунов:
СЧ 10 (143-229), СЧ 15 (163-229), СЧ 20 (170-241),
СЧ 25 (180-250), СЧ 30 (181-255), СЧ 35 (197-269),
СЧ 40 (207-285), СЧ 45 (229-289).
49
Серый чугун получают при добавлении в расплавлен¬
ный металл веществ, способствующих распаду цементи¬
та и выделению углерода в виде графита.
Для серого чугуна графитизатором является кремний.
При введении в сплав около 5% кремния цементит серо¬
го чугуна практически полностью распадается и образу¬
ется структура из пластичной ферритной основы и вклю¬
чений графита. С уменьшением содержания кремния це¬
ментит, входящий в состав перлита, частично распадается
и образуется ферритно-перлитная структура с включени¬
ями графита. При дальнейшем уменьшении содержания
кремния формируется структура серого чугуна на перлит¬
ной основе с включениями графита.
Механические свойства серых чугунов зависят от ме¬
таллической основы, а также формы и размеров включе¬
ний графита. Наиболее прочными являются серые чугу-
ны на перлитной основе, а наиболее пластичными — се¬
рые чугуны на ферритной основе. Наибольшее снижение
прочностных свойств вызывают включения графита в
виде пластинок, наименьшее — включения точечной или
шарообразной формы.
31. Высокопрочный чугун
Высокопрочный чугун имеет ферритную или перлит¬
ную структуру, является разновидностью серого чугуна,
модифицированного магнием. Модифицированием назы¬
вается введение в жидкий сплав после его плавки в со¬
тых или десятых долях процента добавок-модификаторов.
Одновременно с ним в жидкий чугун вводят ферросили¬
ций. В результате получают мелкие включения графита
шаровидной формы. Этот чугун обладает повышенной
прочностью по сравнению с обычными серыми чугунами.
В зависимости от предела прочности (σΒ) при растя¬
жении и относительного удлинения (6) высокопрочные
50
чугуны (ГОСТ 7293-79) разделяют на следующие марки
(в скобках указаны числовые значения твердости НВ):
1)ВЧ 38-17 (140-170);
2) ВЧ 42-12 (140-200);
3) ВЧ 45-5 (160-220);
4) ВЧ 50-2 (180-260);
5) ВЧ 60-2 (200-280);
6) ВЧ 70-3 (229-275);
7) ВЧ 80-3 (220-300);
8) ВЧ 100-4 (302-369).
Механические свойства высокопрочного чугуна позво¬
ляют применять его для изготовления деталей машин, ра¬
ботающих в тяжелых условиях, вместо поковок или от¬
ливок из стали. Из высокопрочного чугуна изготовляют:
1) детали прокатных станов;
2) детали кузнечно-прессового оборудования;
3) детали паровых турбин (лопатки направляющего ап¬
парата);
4) детали тракторов, автомобилей (коленчатые валы,
поршни) и др.
Так, например, коленчатый вал легковой автомаши¬
ны «Волга» изготовляют из высокопрочного чугуна сле¬
дующего состава: 3,4—3,6% С; 1,8—2,2% Si; 0,96—1,2%
Μη; 0,16-0,30% Cr; <0,01% S; <0,06% P и 0,01-0,03 Mg.
Низкое содержание серы и фосфора и большое количе¬
ство примесей других химических элементов обеспечива¬
ются тем, что такой чугун выплавляют не в вагранке, а в
электрической печи. После термической обработки меха¬
нические свойства чугуна получаются весьма высокими:
σΒ = 620—650 МПа, δ = 8—12% и твердость НВ = 192—
240.
Серый чугун повышенной прочности имеет перлитную
основу и более мелкое, завихренное строение графита. Он
соответствует маркам от СЧ 35 до СЧ 40. Прочность этих
чугунов обеспечивается легированием и модифицирова¬
нием чугуна.
51
32. Ковкий чугун
Ковкий чугун — условное название более пластичного
чугуна по сравнению с серым. В зависимости от струк¬
туры металлической основы различают ковкий ферритный
чугун и ковкий перлитный чугун.
Ферритные ковкие чу1уны получают из белых чугунов,
выплавленных дуплекс-процессом и содержащих 2,4—
2,8% С; 8-1,4% Si; 0,3-0,4% Мп; 0,08-0,1% S, < 0,2% Р.
Отжиг белого чугуна состоит в медленном нагреве (20—
25 ч) до температуры 95—1000°С и длительной выдержке
(10—15 ч) при этой температуре. В процессе выдержки
происходит первая стадия графитизации, заключающая¬
ся в распаде эвтектического и избыточного вторичного
цементита. К концу выдержки заканчивается первая ста¬
дия графитизации, и чугун состоит из аустенита и вклю¬
чений углерода отжига. Затем температуру снижают до
720—740°С и снова выдерживают чугун в течение 25—30 ч.
В это время происходит вторая стадия графитизации, в
процессе которой распадается цементит перлита. Ковкий
ферритный чугун называют также черносердечным по
виду излома, который из-за большого количества графит¬
ных включений в ферритной основе имеет темный мато¬
вый цвет.
Перлитные ковкие чугуны получают из белых чугунов,
выплавленных преимущественно в вагранках. Белый чу¬
гун для этого должен иметь следующий химический со¬
став: 2,8-3,4% С; 0,5-0,8% Si; 0,4-0,5% Μη; 0,2% Р и
0,12% S. Для уменьшения содержания углерода отжиг вы¬
полняют в окислительной среде. Для этого отливки засы¬
пают окалиной или измельченной железной рудой. Режим
отжига состоит в нагреве до температуры примерно
1000°С, длительной выдержке при этой температуре и не¬
прерывном медленном охлаждении до комнатной темпе¬
ратуры. В изломе чугун получается светлым, и его назы¬
вают светлосердечным.
52
В зависимости от предела прочности при растяжении
(σΒ) и относительного удлинения (δ) ковкий чугун (ГОСТ
1215—79) разделяют на следующие марки: КЧ 30—6 (163),
КЧ 33-8 (163), КЧ 35-10 (163), КЧ 37-12 (163) - фер-
ритные черносердечные и КЧ 45—6 (241), КЧ 50—4 (241),
КЧ 56-4 (269), КЧ 60-3 (269), КЧ 63-2 (269) - перлит¬
ные светлосердечные.
Ковкий чугун применяют в автомобильном, сельско¬
хозяйственном и текстильном машиностроении. Из него
изготовляют детали высокой прочности, способные вос¬
принимать повторно-переменные и ударные нагрузки и
работающие в условиях повышенного износа.
33. Чугуны со специальными свойствами
Чугуны со специальными свойствами используют в
различных отраслях машиностроения тогда, когда отлив¬
ка, кроме прочности, должна обладать специфическими
свойствами (износостойкостью, химической стойкостью,
жаростойкостью и т. п.). Магнитный чугун используют для
изготовления корпусов электрических машин, рам, щи¬
тов и др. Для этой цели наилучшим является ферритный
чугун с шаровидным графитом. Немагнитный чугун ис¬
пользуют для изготовления кожухов и бандажей различ¬
ных электрических машин. Для этого применяют нике¬
лево-марганцовистый чугун, содержащий 7—10% Мп и
7—9% Ni, а также марганцево-медистый чугун, в котором
содержится 9,8% Мп и 1,2—2,0% Си.
Аустенитный чугун имеет высокие показатели по кисло-
тостойкости, щелочестойкости и жаропрочности. Примера¬
ми этих чугунов являются нирезит, содержащий 14% Ni,
2% Сг, 7% Си, и никросилал с 5% Si, 18% Ni, 2% Сг и др.
Жаростойкий чугун — чугаль — содержит 20% А1.
Серый чугун малой прочности имеет в основе микро¬
структуру феррита или феррита и перлита с пластинча¬
тым графитом. Он обладает прочностью на растяжение
53
300 МПа и соответствует маркам до СЧ 30. В марке бук¬
вы сокращенно обозначают наименование чугуна, а сле¬
дующая за ними двузначная цифра — предел прочности
на растяжение.
Легированный серый чугун имеет мелкозернистую
структуру и лучшее строение графита за счет присадки
небольших количеств никеля и хрома, молибдена, а иног¬
да — титана или меди. Модифицированный серый чугун
имеет однородное строение по сечению отливки и более
мелкую завихренную форму графита. Химический состав
шихты для изготовления модифицированного чугуна под¬
бирают таким, чтобы обычный немодифицированный
чугун затвердевал бы в отливке с отбелом (т. е. белым или
половинчатым). Модификаторы (ферросилиций, силико-
алюминий, силикокальций и др.) добавляют в количестве
0,1—0,3% от массы чугуна непосредственно в ковш во
время его заполнения. В структуре отливок из модифи¬
цированного серого чугуна не содержится ледебуритно-
го цементита. Поскольку модификатора немного, его
химический состав практически остается неизменным.
Жидкий модифицированный чугун необходимо быстро
разливать в литейные формы, так как эффект модифи¬
цирования исчезает через 10—15 мин.
К чугунам со специальными свойствами относят так¬
же ферросплавы — ферромарганец, ферросилиций и дру¬
гие, предназначенные для раскисления и легирования
стали при ее выплавке.
34. Стали, их классификация
Сталь — основной материал, широко применяемый в
машино- и приборостроении, строительстве, а также для
изготовления различных инструментов. Она сравнитель¬
но недорога и производится в больших количествах.
Сталь обладает ценными механическими, физико-хи-
мическими и технологическими свойствами. Стали
54
классифицируют по химическому составу, назначению,
качеству, степени раскисления и структуре.
Классификация по химическому составу. Стали подраз¬
деляют на углеродистые и легированные. Сталь, свойства
которой в основном зависят от содержания углерода, на¬
зывают углеродистой. Углеродистые стали по содержанию
в них углерода подразделяют на низкоуглеродистые (до
0,25% С), среднеуглеродистые (0,25—0,6% С) и высоко¬
углеродистые (более 0,6% С). Легированной называют
сталь, в состав которой входят специально введенные эле¬
менты для придания ей требуемых свойств.
Классификация по назначению. Стали делят на конст¬
рукционные, инструментальные и стали специального
назначения с особыми свойствами. Конструкционные ста¬
ли предназначены для изготовления деталей машин, при¬
боров и элементов строительных конструкций. Инстру¬
ментальные стали подразделяют на стали для изготовле¬
ния режущего, измерительного инструмента и штампов
холодного и горячего деформирования. Стали специаль¬
ного назначения — это нержавеющие (коррозионно-стой-
кие), жаростойкие, жаропрочные, износостойкие и др.
Классификация по качеству. Стали делятся на стали
обыкновенного качества, качественные, высококаче¬
ственные и особо высококачественные. Под качеством
понимается совокупность свойств стали, определяемых
металлургическим процессом ее производства.
Классификация по степени раскисления. Стали клас¬
сифицируют на спокойные, полуспокойные и кипящие.
Раскислением называют процесс удаления кислорода из
жидкой стали. Нераскисленная сталь обладает недоста¬
точной пластичностью и подвержена разрушению при
горячей обработке давлением.
Классификация по структуре. Стали классифицируют
в состоянии после отжига и нормализации. В отожжен¬
ном (равновесном) состоянии стали подразделяют на:
1) доэвтектоидные, имеющие в структуре избыточный
цементит;
55
2) эвтектоидные, структура которых состоит из перлита;
3) заэвтектоидные, в структуре которых имеются вто¬
ричные карбиды, выделяющиеся из аустенита;
4) ледебуритные, в структуре которых содержатся пер¬
вичные (эвтектические) карбиды;
5) аустенитные;
6) ферритные.
35. Способы получения стали из чугуна
Различают основные способы получения стали: кис¬
лородно-конверторный, мартеновский и в электропечах.
Конверторный способ. Этот способ основан на кисло¬
родно-конверторной плавке. Процесс состоит в продув¬
ке жидкого чугуна кислородом, подводимом сверху в кон¬
вертор. Конвертор покрыт стальным кожухом, внутри вы¬
ложен огнеупорной кладкой. В нижней части конвертор
имеет легкозаменяемое глухое дно. Конвертор покоится
на стойках, он свободно поворачивается вокруг оси цапф,
что необходимо для загрузки и взятия пробы, выпуска го¬
товой стали. Процесс заключается в следующем:
1) заливают металлический лом;
2) заливают жидкий чугун;
3) переводят конвертор в вертикальное положение и
загружают известь для удаления фосфора, находящегося
в чугуне и руде;
4) опускают в водоохлаждаемую фурму;
5) подают кислород.
Начинается бурное окисление примесей чугуна. Пос¬
ле продувки, которая продолжается 15—20 мин, конвер¬
тор наклоняют и берут пробу металла.
Мартеновский способ. Сталь в мартеновских печах
выплавляется из переделанного чугуна, металлического
лома, железной руды. В него вводят флюсы, главным
образом известняк. Топливом служат газы: доменный,
коксовальный, природный, а также мазут. Основной ча¬
56
стью печи является рабочее пространство, ограниченное
сверху сводом, снизу подом, задней и передней стенками,
а с боковых сторон — головками. В передней стенке име¬
ются завалочные окна, закрывающиеся заслонками. Через
них загружают печь, берут пробы, наблюдают за процес¬
сом. В нижней части задней стенки расположены одно
или два отверстия для выпуска шлака и одно — для вы¬
пуска стали. В головках печи имеются каналы, через ко¬
торые в печь поступают газ или мазут и воздух и отводятся
продукты горения. Мартеновский процесс состоит из трех
этапов: плавления, кипения и раскисления.
Плавка в электрических печах. Такая плавка является
важнейшим способом получения стали высокого качества
для производства важных деталей машин и инструментов.
Она имеет ряд преимуществ перед мартеновской и кис-
лородно-конверторной: электропечь быстро нагревается
до заданной температуры (2000°С), легко регулируется
тепловой процесс, изменяя количество электроэнергии,
можно регулировать температуру в печи, можно создать
окислительную или восстановительную атмосферу или
даже вакуум.
36. Влияние углерода на свойства
углеродистых сталей
В состав углеродистой стали входят железо, углерод,
примеси (кремний, марганец, сера, фосфор, кислород,
азот и др.). Сталь без термической обработки после мед¬
ленного охлаждения состоит из смеси феррита и цемен¬
тита, т. е. структура такой стали либо перлит + феррит,
либо перлит + цементит. Количество цементита возраста¬
ет в стали прямо пропорционально содержанию углерода.
Твердость цементита (HV 800) на порядок больше
твердости феррита (HV 80). Твердые частицы цементита
повышают сопротивление деформации, уменьшая пла¬
стичность и вязкость, т. е. с увеличением в стали со¬
57
держания углерода происходят возрастание твердости ме¬
талла, увеличение предела прочности, уменьшение удар¬
ной вязкости, уменьшение относительного удлинения и
сужения.
На механические свойства заэвтектоидных сталей
сильное влияние оказывает вторичный цементит, кото¬
рый образует хрупкий «каркас» вокруг зерен перлита.
Этот «каркас» преждевременно разрушается под нагруз¬
кой, что вызывает снижение прочности, пластичности и
вязкости. Поэтому заэвтектоидные стали применяют пос¬
ле специального отжига, в результате которого получают
в структуре зернистый перлит. Увеличение содержания
углерода сверх 0,4% и уменьшение ниже 0,3% приводят
к ухудшению обрабатываемости резанием. Увеличение со¬
держания углерода снижает технологическую пластичность
стали при горячей и (в особенности) при холодной обра¬
ботке давлением и ухудшает ее свариваемость — способ¬
ность материалов образовывать неразъемные соединения
с заданными свойствами. Увеличение содержания угле¬
рода повышает температуру порога хладноломкости (это
температурный интервал перехода стали в хрупкое состо¬
яние) в среднем на 20°С на каждые 0,1% углерода.
37. Влияние постоянных примесей
на свойства углеродистых сталей
Содержание кремния в углеродистой стали в виде при¬
меси составляет обычно до 0,4%, а марганца — 0,5—0,8%.
Кремний и марганец являются полезными примесями. Они
переходят в сталь в процессе ее раскисления при выплав¬
ке. Раскисление улучшает свойства стали. Кремний силь¬
но повышает предел текучести стали σ02, что снижает
способность стали к вытяжке.
Марганец повышает прочность стали, не снижая пла¬
стичности, и резко уменьшает хрупкость при высоких
58
температурах (красноломкость). Марганец уменьшает
вредное влияние кислорода и серы.
Сера является вредной примесью в стали, содержание
ее в зависимости от качества стали не должно превышать
0,06%. Сера нерастворима в железе. С железом она обра¬
зует химическое соединение — сульфид железа (FeS). При
введении серы происходит охрупчивание, вызываемое оп¬
лавлением примесей по границам кристаллов. Явление
красноломкости может проявляться при ковке или про¬
катке стали, когда вследствие красноломкости на дефор¬
мируемом металле в местах расположения эвтектики воз¬
никают надрывы и трещины.
При наличии в стали марганца образуется тугоплавкое
соединение — сульфид MnS. В затвердевшей стали части¬
цы MnS располагаются в виде отдельных включений, что
исключает образование легкоплавкой эвтектики и явление
красноломкости. Сульфиды, как и другие неметалличес¬
кие включения, сильно снижают однородность строения
и механические свойства стали, в особенности пластич¬
ность, ударную вязкость и предел выносливости, а также
ухудшают свариваемость и коррозионную стойкость.
Фосфор является вредной примесью в стали, и содер¬
жание его в зависимости от качества стали не должно
превышать 0,08%. Растворяясь в феррите, фосфор силь¬
но искажает и уплотняет его кристаллическую решетку.
При этом увеличиваются пределы прочности и текучес¬
ти сплава, но уменьшаются его пластичность и вязкость.
Фосфор значительно повышает порог хладноломкости
стали и увеличивает склонность сплава к ликвации.
Газы (азот, водород, кислород) частично растворены
в стали и присутствуют в виде хрупких неметаллических
включений — оксидов и нитридов. Примеси, концентри¬
руясь по границам зерен в виде нитридов и оксидов, по¬
вышают порог хладноломкости, понижают предел вынос¬
ливости и сопротивление хрупкому разрушению. Так,
хрупкие оксиды при горячей обработке стали давлением
не деформируются, а крошатся и разрыхляют металл.
59
Тема 5. УГЛЕРОДИСТЫЕ
И ЛЕГИРОВАННЫЕ
СТАЛИ
38. Стали углеродистые обыкновенного
качества
Углеродистые стали подразделяют на три основные
группы: стали углеродистые обыкновенного качества, ка¬
чественные углеродистые стали и углеродистые стали спе¬
циального назначения (автоматную, котельную и др.).
Стали углеродистые обыкновенного качества соответ¬
ствуют ГОСТ 380-71. Их поставляют в виде проката в
нормализованном состоянии и применяют в машино¬
строении, строительстве и в других отраслях народного
хозяйства.
Углеродистые стали обыкновенного качества обозна¬
чают буквами Ст и цифрами от 0 до 6. Цифры — это ус¬
ловный номер марки. Чем больше число, тем больше со¬
держание углерода, выше прочность и ниже пластич¬
ность.
В зависимости от назначения и гарантируемых
свойств углеродистые стали обыкновенного качества по¬
ставляют трех групп: А, Б, В. Индексы справа от номера
марки означают:
1) кп — кипящая;
2) пс — полуспокойная;
3) сп — спокойная сталь.
Между индексом и номером марки может стоять бук¬
ва Г, это означает повышенное содержание марганца.
В обозначениях марок слева от букв Ст указаны группы
(Б и В) стали. Стали обыкновенного качества подразде¬
ляют на категории. Категорию стали обозначают соответ¬
ствующей цифрой правее индекса степени раскисления.
Например, Ст5ГпсЗ означает: сталь группы А, марки Ст5,
60
с повышенным содержанием марганца, полуспокойная,
третьей категории. Сталь первой категории пишется без
указания номера последней, например Ст4пс.
Химический состав сталей группы А не регламентиру¬
ют, а гарантируют их механические свойства, определяе¬
мые соответствующим государственным стандартом. Ста¬
ли этой группы применяют обычно для деталей, не под¬
вергаемых в процессе изготовления горячей обработке
(сварке, ковке и др.).
Сталь группы Б поставляют по химическому составу и
применяют для деталей, которые проходят в процессе из¬
готовления термообработку и горячую обработку давлени¬
ем (штамповку, ковку). Механические свойства стали
группы Б не гарантируют. Сталь группы Б поставляют по
механическим свойствам, соответствующим нормам для
стали группы А, и по химическому составу, соответствую¬
щему нормам для стали группы Б. Сталь группы Б исполь¬
зуют в основном для сварных конструкций.
39. Стали углеродистые качественные
конструкционные
Стали углеродистые качественные конструкционные
соответствуют ГОСТ 1050-74. От сталей обыкновенного
качества они отличаются меньшим содержанием серы,
фосфора и других вредных примесей, более узкими пре¬
делами содержания углерода в каждой марке и в боль¬
шинстве случаев более высоким содержанием кремния
(Si) и марганца (Мп).
Сталь маркируют двузначными числами, которые обо¬
значают содержание углерода в сотых долях процента, и
поставляют с гарантированными показателями химичес¬
кого состава и механических свойств. Буква Г в марках
сталей указывает на повышенное содержание марганца
(до 1%).
61
Сталь углеродистую качественную поставляют ката¬
ной, кованой, калиброванной, круглой с особой отделкой
поверхности (серебрянка). К сталям углеродистым спе¬
циального назначения относят стали (ГОСТ 1414-75) с
хорошей и повышенной обрабатываемостью резанием (ав¬
томатные стали). Они предназначены в основном для
изготовления деталей массового производства. Автомат¬
ные стали с повышенным содержанием серы и фосфора
имеют хорошую обрабатываемость. Обрабатываемость
резанием улучшают также введением в стали технологи¬
ческих добавок — селена, свинца, теллура. Автоматные
стали маркируют буквой А и цифрами, показывающими
среднее содержание углерода в сотых долях процента.
Применяют следующие марки автоматной стали: А12,
А20, АЗО, А40Г. Из стали А12 изготовляют неответствен¬
ные детали, из сталей других марок — более ответствен¬
ные детали, работающие при значительных напряжени¬
ях и повышенных давлениях. Сортамент автоматной ста¬
ли предусматривает изготовление сортового проката в
виде прутков круглого, квадратного и шестигранного се¬
чений.
Стали листовые (котельные, ГОСТ 5520-79 и ТУ) для
котлов и сосудов, работающих под давлением, применя¬
ют для изготовления паровых котлов, судовых топок, ка¬
мер горения газовых турбин и других деталей. Они дол¬
жны работать при переменных давлениях и температуре
до 450°С. Кроме того, котельная сталь должна хорошо
свариваться. Для получения таких свойств в углеродис¬
тую сталь вводят технологическую добавку (титан) и до¬
полнительно раскисляют ее алюминием. Выпускают сле¬
дующие марки углеродистой котельной стали: 12К, 15К,
16К, 18К, 20К, 22К с содержанием в них углерода от 0,08
до 0,28%. Эти стали поставляют в виде листов с толщи¬
ной до 200 мм и поковок в состоянии после нормализа¬
ции и отпуска. Свойства и назначение качественных кон¬
струкционных сталей приведены в табл. 1.
62
Таблица 1
МЕХАНИЧЕСКИЕ СВОЙСТВА КАЧЕСТВЕННОЙ
КОНСТРУКЦИОННОЙ СТАЛИ
Марка
стали
Предел
прочюсти
при
растяже¬
нии Од,
МПа
Относи¬
тельное
удлине¬
ние δ,%
Твердость
НВ
Назначение
08
330
33
131
Малонагруженные
10
340
31
143
детали: шестерни,
15
380
27
149
звездочки, ролики,
20
420
25
163
оси, подвергающиеся
цементации
25
460
23
170
Средненагруженные
30
500
21
179
детали: шестерни,
35
540
20
207
валы, оси
40
580
19
217
Средненагруженные
45
610
16
229
детали: шатуны,
валы, шестерни,
пальцы
50
640
14
241
В ысоконагружен н ые
55
660
13
255
детали: шестерни,
муфты, пружинные
кольца, пружины
60
690
12
255
Пружины, рессоры,
65
710
10
255
эксцентрики и
70
730
9
269
другие детали,
75
1100
7
285
работающие в
80
1100
6
285
условиях трения
85
1150
6
302
60Γ
710
11
269
70Γ
800
8
285
40. Влияние легирующих элементов.
Маркировка легированных сталей
Для улучшения физических, химических, прочностных
и технологических свойств стали легируют, вводя в их со¬
став различные легирующие элементы (хром, марганец,
63
никель и др.). Стали могут содержать один или несколь¬
ко легирующих элементов, которые придают им специ¬
альные свойства.
Основной структурной составляющей в конструкци¬
онной стали является феррит, занимающий в структуре
не менее 90% по объему. Растворяясь в феррите, легиру¬
ющие элементы упрочняют его. Твердость феррита (в со¬
стоянии после нормализации) наиболее сильно повыша¬
ют кремний, марганец и никель — элементы с решеткой,
отличающейся от решетки α-Fe. Молибден, вольфрам и
хром влияют слабее. Большинство легирующих элемен¬
тов, упрочняя феррит и мало влияя на пластичность, сни¬
жают ударную вязкость (за исключением никеля). При со¬
держании до 1 % марганец и хром повышают ударную вяз¬
кость. Свыше этого содержания ударная вязкость
снижается, достигая уровня нелегированного феррита
при 3% Сг и 1,5% Мп.
Повышению конструктивной прочности при легиро¬
вании стали способствует увеличение прокаливаемости.
Улучшение прокаливаемости стали достигается при ее ле¬
гировании несколькими элементами, например Сг + Мо,
Cr + Ni, Cr + Ni + Мо и другими сочетаниями различ¬
ных элементов.
Высокая конструктивная прочность стали обеспечи¬
вается рациональным содержанием в ней легирующих
элементов. Избыточное легирование после достижения
необходимой прокаливаемости приводит к снижению
вязкости и облегчает разрушение стали.
Хром оказывает благоприятное влияние на механичес¬
кие свойства конструкционной стали. Его вводят в сталь
в количестве до 2%; он растворяется в феррите и цемен¬
тите. Никель — наиболее ценный легирующий элемент.
Его вводят в сталь в количестве от 1 до 5%. Марганец вво¬
дят в сталь до 1,5%. Он распределяется между ферритом
и цементитом. Никель заметно повышает предел текуче¬
сти стали, но делает сталь чувствительной к перегреву.
В связи с этим для измельчения зерна одновременно с
64
никелем в сталь вводят карбидообразующие элементы.
Кремний является некарбидообразующим элементом, и
его количество в стали ограничивают до 2%. Он значи¬
тельно повышает предел текучести стали и при содержа¬
нии более 1% снижает вязкость и повышает порог хлад¬
ноломкости. Молибден и вольфрам являются карбидооб¬
разующими элементами, которые большей частью
растворяются в цементите. Молибден в количестве 0,2—
0,4% и вольфрам в количестве 0,8—1,2% в комплексно ле¬
гированных сталях способствуют измельчению зерна,
увеличивают прокаливаемость и улучшают некоторые
другие свойства стали. Ванадий и титан — сильные кар-
бидообразущие элементы, которые вводят в небольшом
количестве (до 0,3% V и 0,1% Ti) в стали, содержащие
хром, марганец, никель, для измельчения зерна. Повы¬
шенное содержание ванадия, титана, молибдена и воль¬
фрама в конструкционных сталях недопустимо из-за об¬
разования специальных труднорастворимых при нагреве
карбидов. Избыточные карбиды, располагаясь по грани¬
цам зерен, способствуют хрупкому разрушению и снижа¬
ют прокаливаемость стали. Бор вводят для увеличения
прокаливаемости в очень небольших количествах (0,002—
0,005%).
Марка легированной качественной стали состоит из
сочетания букв и цифр, обозначающих ее химический
состав. Легирующие элементы имеют следующие обозна¬
чения (ГОСТ 4547-71):
1) хром (X),
2) никель (Н),
3) марганец (Г),
4) кремний (С),
5) молибден (М),
6) вольфрам (В),
7) титан (Т),
8) алюминий (Ю),
9) ванадий (Ф),
10) медь (Д),
3 - 2350 Давыдова
65
11) бор (Р),
12) кобальт (К),
13) ниобий (Б),
14) цирконий (Ц).
Цифра, стоящая после буквы, указывает на содержа¬
ние легирующего элемента в процентах. Если цифра не
указана, то легирующего элемента содержится до 1,5%.
В качественных конструкционных легированных ста¬
лях две первые цифры марки показывают содержание
углерода в сотых долях процента. Высококачественные
легированные стали имеют в конце марки букву А, а осо¬
бо высококачественные — Ш. Например, сталь марки
30ХГСН2А: высококачественная легированная сталь со¬
держит 0,30% углерода, до 1% хрома, марганца, кремния
и до 2% никеля; сталь марки 95X18Ш: особо высокока¬
чественная, выплавленная методом электрошлакового пе¬
реплава с вакуумированием, содержит 0,9—1,0% углеро¬
да; 17—19% хрома, 0,030% фосфора и 0,015% серы.
Легированные конструкционные стали делят на цементу¬
емые, улучшаемые и высокопрочные.
41. Цементуемые, улучшаемые
и высокопрочные стали
Цементуемые стали (ГОСТ 4543-71) — это низкоугле¬
родистые (до 0,25 С), низко- (до 2,5%) и среднелегиро¬
ванные (2,5—10% суммарное содержание легирующих
элементов) стали. Они предназначены для деталей машин
и приборов, работающих в условиях трения и испытыва¬
ющих ударные и переменные нагрузки.
Стали марки 15ХА с пределом прочности σΒ МПа
предназначены для изготовления небольших деталей, ра¬
ботающих в условии трения при средних давлениях и
скоростях. Для изготовления ответственных деталей, ра¬
ботающих при больших скоростях, высоких давлениях и
66
ударных нагрузках, используется сталь марок 18ХГ и
25ХГМ. Для крупных, ответственных, тежелонагружен-
ных деталей применяются стали 20ХН и 20Х2Н4А.
При изготовлении крупных, особо ответственных, тя-
желонагруженных деталей, работающих при больших
скоростях с наличием вибрационных и динамических
нагрузок, используется сталь с пределом прочности σΒ
МПа марки 18Х2Н4МА. Работоспособность таких деталей
зависит от свойств сердцевины и поверхностного слоя
металла. Цементуемые стали насыщают с поверхности
углеродом (цементуют) и подвергают термической обра¬
ботке (закалке и отпуску). Такая обработка обеспечивает
высокую поверхностную твердость (HRC 58—63) и сохра¬
няет требуемую вязкость и заданную прочность сердце¬
вины металла.
Улучшаемые легированные стали (ГОСТ 4543-71) —
среднеуглеродистые (0,25—0,6% С) и низколегированные
стали. Для обеспечения необходимых свойств (прочности,
пластичности, вязкости) эти стали термически улучшают,
подвергая закалке и высокому отпуску (при 500—600°С).
Улучшаемые и цементуемые стали после термической
обработки дают прочность до σΒ МПа и вязкость до КС =
= 0,8—1,0 МДж/м2. Для создания новых современных ма¬
шин такой прочности недостаточно. Необходимы стали
с пределами прочности σΒ МПа. Для этих целей приме¬
няют комплексно легированные и мартенситостареющие
стали. Свойства таких сталей и их назначение показано
в табл. 2.
Комплексно легированные стали — это среднеуглеро¬
дистые (0,25—0,6% С) легированные стали, термоупроч¬
няемые при низком отпуске или подвергающиеся термо¬
механической обработке.
Мартенситостареющие стали — это новый класс высо¬
копрочных легированных сталей на основе безуглеродис-
тых (не более 0,03% С) сплавов железа с никелем, кобаль¬
том, молибденом, титаном, хромом и другими элемента¬
ми. Мартенситостареющие стали закаливают на воздухе
от 800—860°С с последующим старением при 450—500°С.
67
Таблица 2
УЛУЧШАЕМЫЕ ЛЕГИРОВАННЫЕ СТАЛИ
Марка
Предел
прочности
при
растяже¬
нии σβ,
МПа
Относи¬
тельное
удлине¬
ние δ,%
Удельная
вязкость
КС,
МДж/м2
Назначение
40ХС
40ХФА
1250
900
12
10
0,35
0,9
Некоторые детали,
работающие в
условиях
повышенных
напряжений и
знакопеременных
нагрузок
ЗОХГФА
1100
10
0,5
Детали, работающие
в условиях трения, и
ответственные
сварные
конструкции,
работающие при
знакопеременных
нагрузках и
температуре до
200вС
40ΧΗ2ΜΑ
.... _
1100
12
0,8
Крупные особо
ответственные
тяжелонагруженные
детали сложной
формы
42. Углеродистые инструментальные
стали
Инструментальные стали — это особая группа сталей,
обладающих специфическими свойствами. Эти стали
предназначены для изготовления режущего, измеритель¬
ного инструмента, штампов.
68
По условиям работы инструмента к углеродистым ин¬
струментальным сталям предъявляют следующие требо¬
вания:
1) стали для режущего инструмента (резцы, сверла,
метчики, фрезы и др.) должны обладать высокой твердо¬
стью, износостойкостью и теплостойкостью;
2) стали для измерительного инструмента должны
быть твердыми, износостойкими и длительное время со¬
хранять размеры и форму инструмента;
3) стали для штампов (холодного и горячего деформи¬
рования) должны иметь высокие механические свойства
(твердость; износостойкость, вязкость), сохраняющиеся
при повышенных температурах;
4) стали для штампов горячего деформирования дол¬
жны обладать устойчивостью против образования повер¬
хностных трещин при многократном нагреве и охлажде¬
нии.
Инструментальные углеродистые стали (ГОСТ 1435-74)
выпускают следующих марок: У7, У8, У8Г, У9, У10, У11,
У12 и У13. Цифры указывают на содержание углерода в
десятых долях процента. Буква Г, например У8Г, после
цифры означает, что сталь имеет повышенное содержание
марганца, что обеспечивает большую твердость сплава.
Марка инструментальной углеродистой стали высоко¬
го качества имеет букву А, например У12А: инструмен¬
тальная углеродистая сталь высокого качества, содержа¬
щая 1,2% С. Инструменты, применение которых связа¬
но с ударной нагрузкой, например зубила, бородки,
молотки, изготовляют из сталей У7А, У8А. Инструмен¬
ты, требующие большой твердости, но не подвергающи¬
еся ударам, например сверла, метчики, развертки, шабе¬
ры, напильники, изготовляют из сталей У12А, У13А. Ста¬
ли У7—У9 подвергают полной, а стали У10—У13 —
неполной закалке.
Недостатком углеродистых инструментальных сталей
является их низкая теплостойкость — способность сохра¬
нять большую твердость при высоких температурах нагре¬
69
ва. При нагреве выше 200°С инструмент из углеродистых
сталей теряет твердость, т. е. при повышенных темпера¬
турах нужно применять инструменты из других сталей.
43. Легированные инструментальные
стали
Легированные инструментальные стали имеют ГОСТ
5950-73. Легирующие элементы, вводимые в инструмен¬
тальные стали, увеличивают теплостойкость (вольфрам,
молибден, кобальт, хром), закаливаемость (марганец),
вязкость (никель), износостойкость (вольфрам). По срав¬
нению с углеродистыми легированные инструментальные
стали имеют преимущества:
1) хорошую прокаливаемость;
2) большую пластичность в отожженном состоянии;
3) значительную прочность в закаленном состоянии,
более высокие режущие свойства.
Низколегированные инструментальные стали содержат
до 2,5% легирующих элементов, имеют высокую твер¬
дость (HRC 62—69), значительную износостойкость, но
малую теплостойкость (200—260°С). Их используют для
изготовления инструмента более сложной формы. В низ¬
колегированных сталях X, 9ХС, ХВГ, ХВСГ основной ле¬
гирующий элемент — хром. Сталь X легирована только
хромом. Повышенное содержание хрома увеличивает ее
прокаливаемость. Сталь X прокаливается в масле полно¬
стью в сечении до 25 мм, сталь У10 — только в сечении
до 5 мм. Применяют сталь X для изготовления токарных,
строгальных и долбежных резцов. Сталь 9ХС, кроме хро¬
ма, легирована кремнием. По сравнению со сталью X она
имеет большую прокаливаемость — до 35 мм; повышен¬
ную теплостойкость — до 250—260°С (сталь X — до 200—
210°С) и лучшие режущие свойства. Из стали марки 9ХС
изготовляют сверла, развертки, фрезы, метчики, плашки.
70
Сталь ХВГ легирована хромом, вольфрамом и марганцем;
имеет прокаливаемость на глубину до 45 мм. Сталь ХВГ
используют для производства крупных и длинных протя¬
жек, длинных метчиков, длинных разверток и т. п.
Сталь ХВСГ — сложнолегированная и по сравнению со
сталями 9ХС и ХВГ лучше закаливается и прокаливается.
При охлаждении в масле она прокаливается полностью в
сечении до 80 мм. Она меньше чувствительна к перегре¬
ву. Теплостойкость ее такая же, как у стали 9ХС. ХВСГ
применяют для изготовления круглых плашек, разверток,
крупных протяжек и другого режущего инструмента.
Высоколегированные инструментальные стали содержат
вольфрам, хром и ванадий в большом количестве (до 18%
основного легирующего элемента); имеют высокую теп¬
лостойкость (600—640°С). Их используют для изготовле¬
ния высокопроизводительного режущего инструмента,
предназначенного для обработки высокопрочных сталей
и других труднообрабатываемых материалов. Такие ста¬
ли называют инструментальными быстрорежущими
(ГОСТ 19265-73). Быстрорежущие стали обозначают бук¬
вой Р, цифра после которой указывают содержание воль¬
фрама. Содержание хрома (4%) и ванадия (2%) в марках
быстрорежущих сталей не указывают. В некоторые быст¬
рорежущие стали дополнительно вводят молибден, кобальт
и большое количество ванадия. Марки таких сталей содер¬
жат соответственно буквы М, К, Ф и цифры, указываю¬
щие их количество. Для изготовления измерительных ин¬
струментов применяют X, ХВГ и другие стали, химический
состав которых приведен в ГОСТ 5950-73.
Для измерительного инструмента большое значение
имеет изменение размеров закаленного инструмента в
течение времени. Поэтому при термической обработке
измерительного инструмента внимание уделяется стаби¬
лизации напряженного состояния. Это достигается ре¬
жимом низкого отпуска — при температуре 120—130°С в
течение 15—20 ч и обработкой при температурах ниже
нуля (до -60°С).
71
Штампы холодного деформирования небольших разме¬
ров (сечением 25—30 мм), простой формы, работающие
в легких условиях, изготовляют из углеродистых сталей
У10, УН, У12. Штампы сечением 75—100 мм более слож¬
ной формы и для более тяжелых условий работы изготов¬
ляют из сталей повышенной прокаливаемости X, ХВГ.
Для изготовления инструмента с высокой твердостью и
повышенной износостойкостью, а также с малой деформи¬
руемостью при закалке используют стали с высокой про-
каливаемостью и износостойкостью, например высоко¬
хромистую сталь Х12Ф1 (11 — 12,5% Сг; 0,7—0,9% V).
Для инструмента, подвергающегося в работе большим
ударным нагрузкам (такого, как пневматические зубила,
режущие ножи для ножниц холодной резки металла),
применяют стали с меньшим содержанием углерода, по¬
вышенной вязкости — 4ХС, 6ХС, 4ХВ2С и др.
Молотовые штампы горячего деформирования изготов¬
ляют из сталей 5ХНМ, 5ХГМ, 5ХНВ. Эти стали содержат
одинаковое количество (0,5—0,6%) углерода и легирова¬
ны хромом. Такое содержание углерода позволяет полу¬
чить достаточно высокую ударную вязкость; хром повы¬
шает прочность и увеличивает прокаливаемость сталей.
Никель вводят в эти стали с целью повышения вязкости
и улучшения прокаливаемости. Вольфрам и молибден
повышают твердость и теплостойкость, уменьшают хруп¬
кость, измельчают зерно и уменьшают склонность стали
к перегреву. Марганец как более дешевый легирующий
элемент является заменителем никеля. Для сталей моло¬
товых штампов характерна глубокая прокаливаемость.
44. Коррозионно-стойкие стали
Коррозионно-стойкой (или нержавеющей) называют
сталь, обладающую высокой химической стойкостью в аг¬
рессивных средах. Коррозионно-стойкие стали получают
легированием низко- и среднеуглеродистых сталей хро¬
72
мом, никелем, титаном, алюминием, марганцем. Анти¬
коррозионные свойства сталям придают введением в них
большого количества хрома или хрома и никеля. Наи¬
большее распространение получили хромистые и хромо¬
никелевые стали.
Хромистые стали более дешевые, однако хромоникеле¬
вые обладают большей коррозионной стойкостью. Содер¬
жание хрома в нержавеющей стали должно быть не менее
12%. Наибольшая коррозионная стойкость сталей достига¬
ется после термической и механической обработки (табл. 3).
Для стали 12X13 лучшая коррозионная стойкость дости¬
гается после закалки в масле (при температуре 1000—1100°С),
Таблица 3
ХИМИЧЕСКИЙ СОСТАВ (%) НЕКОТОРЫХ
НЕРЖАВЕЮЩИХ СТАЛЕЙ
Марка
(ГОСТ
5632-72)
Класс
Элементы
Прочие
элементы
С
Сг
Ni
12X13
Мартен-
ситно-
феррит-
ный
0,09—0,15
12—14
40X13
Мартен-
ситный
0,36-0,45
12—14
—
—
12X17
08X17T
Феррит-
ный
£ 0,12
s 0,08
16-18
16-18
—
5.С—0,8Ti
12X18H9
12X18H9T
04X18Н10
10Χ14Γ14Η3
Аустенит-
ный
*0,12
s 0,12
* 0,04
0,09—0,14
17-19
17—19
17—19
12,5—14
8-10
8-9,5
9—11
2,8-3,5
5.С—0,8Ti
13—15 Μη
09Х15Н8Ю
Аустенит-
но-мартен·
ситный
* 0,09
14—16
7—9,4
0,7—1,3 Al
08X21Р6М2Т
Аустенит-
но-феррит-
ный
* 0,08
20—22
5,5-6,5
1,8—2,5Μο
0,2—0,4 Ti
73
отпуска (при температуре 700—750°С) и полировки. Эта сталь
устойчива в слабоагрессивных средах (воде, паре).
Сталь 40X13 применяют после закалки в масле с тем¬
пературой 1000—1050°С и отпуска (180—200°С) со шли¬
фованной и полированной поверхностью. После терми¬
ческой обработки эта сталь обладает высокой твердостью
(HRC 52-55).
Более коррозионной стойкостью (в кислотных средах)
обладает сталь 12X17. Для изготовления сварных конст¬
рукций эта сталь не рекомендуется в связи с тем, что при
нагреве ее выше 900—950°С и быстрого охлаждения (при
сварке) происходит обеднение периферийной зоны зерен
хромом (ниже 12%). Это объясняется выделением карби¬
дов хрома по границам зерен, что приводит к межкрис-
таллитной коррозии.
Межкристаллитная коррозия — особый вид коррози¬
онного разрушения металла по границам аустенитных зе¬
рен, когда электрохимический потенциал пограничных
участков аустенитных зерен понижается вследствие обед¬
нения хромом и при наличии коррозионной среды гра¬
ницы зерен становятся анодами. Для предотвращения
этого вида коррозии применяют сталь, легированную ти¬
таном 08Х17Т. Сталь 08Х17Т применяют для тех же це¬
лей, что и сталь 12X17, а также для изготовления свар¬
ных конструкций. Хромоникелевые стали содержат боль¬
шое количество хрома и никеля, мало углерода и
относятся к аустенитному классу.
Для получения однофазной структуры аустенита сталь
(например, 12Х18Н9) закаливают в воде при температуре
1100—1150°С. При этом достигается наиболее высокая кор¬
розионная стойкость при сравнительно невысокой прочно¬
сти. Для повышения прочности сталь подвергают холодной
пластической деформации и применяют в виде холоднока¬
таного листа и ленты для изготовления различных деталей.
Сталь 12Х18Н9 склонна, как и хромистая сталь феррит-
ного класса, к межкристаллитной коррозии при нагреве.
Причины возникновения межкристаллитной коррозии те
74
же. Для предотвращения межкристаллитной коррозии
сталь легируют титаном (например сталь 12Х18Н9Т) или
снижают содержание углерода, как сталь 04ΧΙ8Η10.
Хромоникелевые нержавеющие стали аустенитного
класса имеют большую коррозионную стойкость, чем хро¬
мистые стали. Их широко применяют в химической, не¬
фтяной и пищевой промышленности, в автомобилестро¬
ении, транспортном машиностроении, в строительстве.
Для экономии дорогостоящего никеля его частично заме¬
няют марганцем. Например, сталь 10Х14Г14НЗ рекомен¬
дуется как заменитель стали 12Х18Н9. Сталь аустенитно-
мартенситного класса 09Х15Н8Ю применяют для тяже-
лонагруженных деталей.
Сталь аустенитно-ферритного класса 08Х21Н6М2Т
применяют для изготовления деталей и сварных конст¬
рукций, работающих в средах повышенной агрессивнос¬
ти — уксуснокислых, сернокислых, фосфорнокислых.
Разработаны марки высоколегированных сталей на осно¬
ве сложной системы Fe — Cr — Ni — Мо — Си — С. Кор¬
розионная стойкость хромоникельмолибденомедистых ста¬
лей в некоторых агрессивных средах очень велика, напри¬
мер в 80%-ных растворах серной кислоты. Такие стали
широко используют в химической, пищевой, автомобиль¬
ной и других отраслях промышленности.
45. Жаростойкие и жаропрочные стали
Взаимодействие металла с окружающей средой при
повышении температуры вызывает газовую коррозию
(окисление) и разрушение материала. Для изготовления
деталей, работающих в условиях повышенной температу¬
ры (400—900°С) и окисления в газовой среде, применя¬
ют специальные жаростойкие стали.
Под жаростойкостью (или окалиностойкостью) пони¬
мают способность материала противостоять коррозион¬
ному разрушению при высоких температурах.
75
К жаростойким относят стали, содержащие алюми¬
ний, хром, кремний (табл. 4). Они не образуют окалины
при высоких температурах. Например, хромистая сталь,
содержащая 30% Сг, устойчива при температуре до
1200°С. Введение небольших добавок алюминия резко
повышает жаростойкость хромистых сталей. Стойкость
таких материалов при высоких температурах объясняет¬
ся образованием на их поверхности плотных защитных
пленок, состоящих из оксидов легирующих элементов
(хрома, алюминия, кремния).
Таблица 4
ЖАРОСТОЙКИЕ СТАЛИ
Марка
ГОСТ 5632-72
Рабочая
температура, °С
Назначение
40Х9С2
850
Клапаны двигателей
внутреннего сгорания
08X17Т
900
Детали, работающие в
среде топочных газов
с повышенным содержанием
серы
36Х18Н25С2
1100
Сопловые аппараты
и жаровые трубы
газотурбинных установок
Область применения жаростойких сталей:
1) изготовление различных деталей нагревательных ус¬
тройств;
2) изготовление энергетических установок.
Так, клапаны двигателей внутреннего сгорания изго¬
тавливают из стали 40Х9С2 с рабочей температурой не
более 850°С, а сопловые аппараты и жаровые трубы газо¬
турбинных установок — из стали 36Х18Н25С2 с макси¬
мальной рабочей температурой 1100°С.
Для изготовления деталей машин, длительное время
работающих при больших нагрузках и высоких темпера¬
турах (500—1000°С), применяют специальные жаропроч¬
76
ные стали. Жаропрочность — способность материала вы¬
держивать механические нагрузки без существенных де¬
формаций при высоких температурах. К числу жаропроч¬
ных относят стали, содержащие хром, кремний, молиб¬
ден, никель и др. Они сохраняют свои прочностные
свойства при нагреве до 650°С и более (табл. 5). Из таких
сталей изготовляют греющие элементы теплообменной
аппаратуры, детали котлов, впускные и выпускные кла¬
паны автомобильных и тракторных двигателей.
Таблица 5
ЖАРОПРОЧНЫЕ СТАЛИ
Марка
ГОСТ 5632-72
Рабочая
температура,°С
Назначение
45Х14Н14В2М
800-900
Клапаны двигателей
внутреннего сгорания
большой мощности
08Х16Н13М2Б
600—700
Лопатки газовых турбин
46. Магнитные и магнитно-мягкие стали
и сплавы
Магнитные стали и сплавы в зависимости от коэрци¬
тивной силы и магнитной проницаемости делят на маг¬
нитно-твердые и магнитно-мягкие.
Магнитно-твердые стали и сплавы применяются для
изготовления постоянных магнитов; имеют большую ко¬
эрцитивную силу. Это высокоуглеродистые и легирован¬
ные стали, специальные сплавы. Углеродистые стали
(У 10—У12) после закалки имеют достаточную коэрцитив¬
ную силу (Не = 5175 А/м), но так как они прокаливают¬
ся на небольшую глубину, их применяют для изготовле¬
ния небольших магнитов. Хромистые стали по сравнению
с углеродистыми прокаливаются значительно глубже,
77
поэтому из них изготовляют более крупные магниты.
Магнитные свойства этих сталей такие же, как и углеро¬
дистых. Хромокобальтовые стали (например, марки
ЕХ5К5) имеют более высокую коэрцитивную силу —
Не = 7166 А/м. Магнитные сплавы, например ЮНДК24
(9% ΑΙ, 13,5% Ni; 3% Си; 24% Со; остальное железо),
имеют очень высокую коэрцитивную силу — Не = 39810
А/м, поэтому из них изготовляют магниты небольшого
размера, но большой мощности.
Магнитно-мягкие стали и сплавы имеют малую коэр¬
цитивную силу и большую магнитную проницаемость.
К ним относят электротехническое железо и сталь, желе¬
зоникелевые сплавы (пермаллои).
Электротехническое железо (марок Э, ЭА, ЭАА) содер¬
жит менее 0,04% С, имеет высокую магнитную проницае¬
мость μ = (2,78/3,58) х 109 ГГн/м и применяется для сер¬
дечников, полюсных наконечников электромагнитов и др.
Электротехническая сталь содержит менее 0,05% С и
кремний, сильно увеличивающий магнитную проницае¬
мость. Электротехническую сталь по содержанию крем¬
ния делят на четыре группы: с 1% Si — марки Э11, Э12,
Э13; с 2% Si - Э21, Э22; с 3% Si - Э31, Э32; с 4% Si —
341—Э48. Вторая цифра (1—8) характеризует уровень
электротехнических свойств.
Железоникелевые сплавы (пермаллои) содержат 45—
80% Ni, их дополнительно легируют Cr, Si, Мо. Магнит¬
ная проницаемость этих сплавов очень высокая. Напри¬
мер, у пермаллоя марки 79НМ (79% Ni; 4% Мо) μ =
= 175,15 х 109 ГГн/м. Применяют пермаллои в аппарату¬
ре, работающей в слабых электромагнитных полях (теле¬
фоне, радио).
Ферриты — магнитно-мягкие материалы, получаемые
спеканием смеси порошков ферромагнитной окиси же¬
леза Fe203 и окислов двухвалентных металлов (ZnO, NiO,
MgO и др.). В отличие от других магнитно-мягких мате¬
риалов у ферритов очень высокое удельное электросо¬
противление, что определяет их применение в устройствах,
работающих в области высоких и сверхвысоких частот.
78
47. Износостойкие стали.
Сплавы с высоким электрическим
сопротивлением, с заданным
коэффициентом теплового
расширения и заданными упругими
свойствами
Для изготовления деталей машин, работающих в ус¬
ловиях трения, применяют специальные износостойкие
стали — шарикоподшипниковые, графитизированные и
высокомарганцовистые. Шарикоподшипниковые стали
(ШХ6, LLIX9, ШХ15) применяют для изготовления шари¬
ков и роликов подшипников. По химическому составу
(ГОСТ 801-60) и структуре эти стали относятся к классу
инструментальных сталей. Они содержат около 1% Си,
0,6-1,5% Сг.
Графитизированную сталь (высокоуглеродистую, со¬
держащую 1,5—2% С и до 2% Сг) используют для изго¬
товления поршневых колец, поршней, коленчатых валов
и других фасонных отливок, работающих в условиях тре¬
ния. Графитизированная сталь после закалки сочетает
свойства закаленной стали и серого чугуна. Высокомар¬
ганцовистую сталь Г13Л, содержащую 1,2% С и 13% Мп,
применяют для изготовления железнодорожных кресто¬
вин звеньев гусениц и т. п. Эта сталь обладает максималь¬
ной износостойкостью, когда имеет однофазную струк¬
туру аустенита, что обеспечивается закалкой (при темпе¬
ратуре 1000—1100°С) при охлаждении на воздухе.
Сплавы с высоким электрическим сопротиалеиием при¬
меняют для изготовления электронагревателей и элемен¬
тов сопротивлений и реостатов. Сплавы для электрона¬
гревателей обладают высокой жаростойкостью, высоким
электрическим сопротивлением, удовлетворительной пла¬
стичностью в холодном состоянии. Этим требованиям
отвечают железохромоалюминиевые сплавы, например
79
марок Х13Ю4 (< 0,15% С; 12-15% Сг; 3,5-5,5% А1),
0Х23Ю5 < 0,05% С; 21,5-23,5% Сг; 4,6-5,3% А1); и ни¬
келевые сплавы, например марок Х15Н60 — феррони¬
хром, содержащий 25% Fe, Х20Н80 — нихром.
Сплавы с заданным коэффициентом теплового расши¬
рения содержат большое количество никеля. Сплав 36Н,
называемый инваром (< 0,05% С и 35—37% Ni), почти не
расширяется при температурах от -60 до +100°С. Его при¬
меняют для изготовления деталей приборов, требующих
постоянных размеров в интервале климатических изме¬
нений температур. Сплав 29НК, называемый коваром
(<0,03% С; 28,5—29,5% Ni; 17—18% Со), имеет низкий
коэффициент теплового расширения в интервале темпе¬
ратур от -70 до +420°С.
К сплавам с заданными упругими свойствами относят
сплав 40КХНМ (0,07-0,12% С; 15-17% Ni; 19-21% Сг;
6,4—7,4% Мо, 39—41% Со). Это высокопрочный с высо¬
кими упругими свойствами, немагнитный, коррозионно-
стойкий в агрессивных средах сплав.
48. Методы получения
высококачественной стали
К методу специальной металлургии относят обработку
синтетическими шлаками, электрошлаковый переплав,
вакуумно-индукционный способ, электронно-лучевой и
плазменно-дуговой переплав.
Обработка синтетическими шлаками. В разливной
ковш перед выпуском стали наливают жидкий шлак, а за¬
тем с большой высоты мощной струей выпускают рас¬
плавленную сталь. Происходят энергичное перемешива¬
ние металла со шлаком и рафинирование стали. При этом
сера, неметаллические включения, газы удаляются, рез¬
ко повышаются прочность и пластичность стали.
Электрошлаковый переплав (ЭШП). Слиток из обыч¬
ной стали перерабатывают в электрод, но плавление его
80
происходит не под действием электрической дуги, а за
счет тепла, выделяемого в слое расплавленного шлака,
который является сопротивлением при прохождении че¬
рез него тока. Электрод-слиток вводят в медный охлаж¬
даемый кристаллизатор; заливают расплавленный шлак,
состоящий из оксидов кальция, алюминия, флористого
кальция. Шлак обладает высоким электрическим сопро¬
тивлением, и при прохождении через него тока выделя¬
ется большое количество тепла.
Электронно-лучевой переплав. Применяется для изго¬
товления деталей ракетной, космической техники, для
получения тугоплавких металлов. Плавление металлов
происходит в глубоком вакууме под действием потока
электронов, излучаемых высоковольтной катодной пуш¬
кой. Излучаемые электроны направляются на металл, при
столкновении с которыми металл плавится. Его капли
стекают в водоохладитель и остывают.
Плазменно-дуговой переплав. Это наиболее экономич¬
ный и перспективный способ, в котором особо чистые,
прочные и пластичные металлы получают с помощью
плазмы, т. е. потока ионизированных газов, разогретых до
десятков тысяч градусов. Плазменная дуга образуется
между металлом и катодом плазмотрона.
Расплавка стали. Это операция, определяющая каче¬
ство готового изделия. Сталь из печи выпускают в разли¬
вочный ковш, а затем направляют на разливку. Существу¬
ют два способа разливки: в изложницах, на установках не¬
прерывной разливки стали. Изложницы — это чугунные
формы. Разливка в изложницы происходит сверху или
снизу. При разливке сверху сталь заливается в каждую
изложницу отдельно, а при заливке снизу одновременно
заливается несколько изложниц. Непрерывную заливку
осуществляют на вертикальных и радиальных машинах.
Тема 6. ОСНОВЫ ТЕРМИЧЕСКОЙ
ОБРАБОТКИ
49. Понятие термической обработки
Термической обработкой называют технологические
процессы теплового воздействия, состоящие из нагрева,
выдержки и охлаждения металлических изделий по опре¬
деленным режимам с целью изменения структуры и
свойств сплава.
Любой процесс термической обработки может быть
описан графиком в координатах «температура — время».
Параметрами процесса термической обработки являются:
1) максимальная температура нагрева (fmax) сплава;
2) время выдержки (ттах) сплава при температуре на¬
грева;
3) скорость нагрева (vH) и охлаждения (v0).
Термическая обработка изменяет в нужном направле¬
нии прочностные, пластические и другие свойства мате¬
риала изделий. В основе теории термической обработки
лежат фазовые и структурные превращения, протекающие
при нагреве и охлаждении металлов и сплавов. Эти пре¬
вращения характеризуются определенными критически¬
ми точками. При медленном нагреве от комнатной тем¬
пературы до 727°С в сплаве I фазовых изменений не
происходит (рис. 9).
При температуре 727°С перлит превращается в аусте¬
нит (точка а). Точку а на диаграмме называют нижней
критической точкой и обозначают Асх (при охлаждении —
Агх). Буквы сиг указывают на то, что превращение
происходит соответственно при нагреве или охлаждении
стали, а индекс единица внизу этих букв — на точки, об¬
разующие линию PSK. При дальнейшем нагреве сплава I
зерна феррита растворяются в аустените. Растворение
аустенита заканчивается в точке а (линия GS), которую
называют верхней критической точкой и обозначают при
нагреве Ас3, охлаждении — Агу
82
T, ec
1539
1400
1300
1200
1100
1000
910
800
727
600
500
400
0 0,8 2,14 3,0 С,%
Рис. 9
Если нагревать эвтектоидный сплав II, то перлит в точ¬
ке S (линия PSK) при 727°С превращается в аустенит. Кри¬
тические точки Лсх и Лс3 при этом совпадают. Перлит спла¬
ва III при 727°С превращается в аустенит (точка Ь).
Дальнейший нагрев сплава III вызывает растворение
цементита (вторичного) в аустените. В точке bv лежащей
на линии SE, процесс растворения заканчивается. Эту
точку обозначают AQm. Таким образом, на диаграмме «же¬
лезо — цементит» критические точки, образующие линию
PSK, обозначают Асх (при нагреве) и Агх (при охлажде¬
нии), точки по линии GS— Ас3 и Аг3, по линии SE— Аст.
Знание критических точек облегчает изучение процессов
термической обработки сталей.
83
50. Превращения в стали при нагреве
Нагрев стали при термической обработке используют
для получения аустенита.
Структура доэвтектоидной стали при нагреве ее до
нижней критической точки при охлаждении (/1с,) состо¬
ит из зерен перлита и феррита (см. рис. 9). В точке Ас{
происходит превращение перлита в мелкозернистый аус¬
тенит. Образовавшийся аустенит неоднороден даже в
объеме одного зерна. В тех местах, где раньше были пла¬
стинки цементита, содержание углерода значительно
больше, чем в тех местах, где находились пластинки фер¬
рита. Для выравнивания химического состава и получе¬
ния однородного аустенита доэвтектоидную сталь нагре¬
вают немного выше верхней критической точки Ас3 и
выдерживают некоторое время при этой температуре для
завершения диффузионных процессов. По бкончании
процесса превращения перлита в аустенит образуется
большое количество мелких аустенитных зерен. Эти зер¬
на называют начальными зернами аустенита.
Дальнейший нагрев стали или увеличение выдержки
приводят к росту аустенитного зерна. Зерно, полученное
в стали в результате той или иной термической обработ¬
ки, называют действительным зерном.
Но склонность к росту аустенитных зерен с повыше¬
нием температуры нагрева различна. Стали, раскислен¬
ные в процессе плавки кремнием и марганцем, обладают
большой склонностью к непрерывному росту зерен аус¬
тенита при повышении температуры. Такие стали назы¬
вают наследственно крупнозернистыми. К ним относят
кипящие стали. Стали, раскисляемые в процессе выплав¬
ки дополнительно алюминием и в особенности легиро¬
ванные титаном или ванадием, мало склонны к росту зер¬
на аустенита при нагреве до 950— 1000°С. Такие стали
называют наследственно мелкозернистыми. К ним отно¬
сят спокойные стали.
84
От размера действительного зерна зависят механичес¬
кие свойства стали, главным образом ударная вязкость.
Она значительно понижается с увеличением размера зер¬
на. Размер действительного зерна стали зависит от раз¬
мера зерна аустенита. Размер наследственного зерна ока¬
зывает влияние на технологические свойства стали. Если
сталь наследственно мелкозернистая, то ее можно нагре¬
вать до более высокой температуры. Горячую обработку
давлением — прокатку, ковку, объемную штамповку на¬
следственно мелкозернистой стали — начинают и окан¬
чивают при более высокой температуре, не опасаясь по¬
лучения крупнозернистой структуры. Для определения
размера наследственного (аустенитного) зерна применя¬
ют различные методы.
51. Превращения в стали
при охлаждении
Аустенит является устойчивым только при температу¬
ре выше 727°С. При охлаждении стали, предварительно
нагретой до аустенитного состояния, аустенит становит¬
ся неустойчивым — начинается его превращение. Такое
превращение может начаться только при некотором пе¬
реохлаждении аустенита. В случае использования эвтек-
тоидной углеродистой стали аустенит превратится в пер¬
лит, т. е. в механическую смесь феррита и цементита. При
этом чем ниже температура превращения, тем больше пе¬
реохлаждение и тем быстрее будет происходить превра¬
щение аустенита в перлит. Это превращение сопровож¬
дается диффузионным перераспределением углерода, и
чем ниже температура переохлаждения, тем медленнее
протекает процесс диффузии, что в свою очередь замед¬
ляет превращение аустенита в перлит.
Противоположное действие обоих факторов (переох¬
лаждения и диффузии) приводит к тому, что вначале с
85
увеличением переохлаждения скорость превращения воз¬
растает, а затем убывает. Процесс превращения аустенита
в перлит экспериментально проводят при постоянной
температуре, т. е. в изотермических условиях. Для этого
образцы из стали нагревают до температуры, при кото¬
рой она состоит из однородного аустенита, а затем быст¬
ро переносят в термостаты с заданной температурой.
Превращение аустенита при постоянной температуре
обобщается и изображается наглядно в виде диаграммы
изотермического превращения (рис. 10).
Рис. 10
Эта диаграмма строится на основе исследований при
постоянных температурах (700, 650, 550°С и т. д.). По го¬
ризонтальной оси диаграммы наносят время в логариф¬
мической шкале: 1, 10, 100, 1000, 10 000 и 100 000°С. По
вертикальной оси откладывают температуру. Далее на ди¬
аграмме проводят жирные С-образные линии, отвечаю¬
щие полученным экспериментальным путем точкам изо¬
термического превращения аустенита. На диаграмме изо¬
термического превращения в зависимости от степени
86
переохлаждения различают три температурные области
превращения: перлитную, бейнитную и мартенситную.
Мартенситное превращение в отличие от перлитного
имеет бездиффузионный характер. Мартенсит является
основной структурой закаленной стали. Он имеет высо¬
кую твердость, зависящую от содержания углерода в ста¬
ли. Чем больше содержится углерода в мартенсите, тем
выше твердость стали.
52. Аустенитно-мартенситное
превращение
Аустенитно-мартенситное превращение происходит в
интервале температур. Начинается превращение при тем¬
пературе Мн (температуре начала мартенситного превра¬
щения), а заканчивается при более низкой температуре
Мк. Чем больше в стали углерода, тем ниже температура
точек Мн и Мк. При содержании углерода более 0,6% мар¬
тенситное превращение оканчивается при температурах
ниже нуля. Поэтому, для того чтобы в высокоуглеродис¬
тых сталях получить большее количество мартенсита, их
следует охлаждать до температур ниже 0°С.
Но при температуре конца мартенситного превраще¬
ния (точка Мк) не происходит полного образования мар¬
тенсита. Аустенит частично остается не превращенным в
мартенсит и называется остаточным аустенитом. В кон¬
струкционных углеродистых сталях остаточный аустенит
составляет приблизительно 5%. Закаленные высокоугле¬
родистые стали содержат большее количество остаточного
аустенита — до 12%. При аустенитно-мартенситном пре¬
вращении изменяется объем образующихся структур.
Максимальный объем имеет структура мартенсита, мень¬
ший объем — структура троостита, еще меньший — сор¬
бита и перлита и самый минимальный объем имеет струк¬
тура аустенита.
87
Бейнитное (промежуточное) превращение при изотер¬
мической выдержке углеродистых сталей происходит в ин¬
тервале температур 500—250°С с образованием структуры,
называемой бейнитом. Это превращение характеризуется
сочетанием как перлитного (диффузионного), так и мар-
тенситного (бездиффузионного) превращения. Начинает¬
ся бейнитное превращение с перераспределения углерода
в аустените. Благодаря этому в аустените образуются обо¬
гащенные и обедненные углеродом участки. Цементит
выделяется в участках, обогащенных углеродом, в резуль¬
тате чего образуются участки аустенита, обедненные угле¬
родом. В этих участках, а также в уже имеющихся участ¬
ках, обедненных углеродом, идут мартенситное превраще¬
ние, а затем распад цементита, в результате чего образуется
ферритоцементитная смесь. При температуре изотерми¬
ческой выдержки более 350°С образуется верхний бейнит
(НВ 450) с перистым строением, напоминающим строе¬
ние перлита. При температуре изотермической выдержки
менее 350°С образуется нижний бейнит (НВ 550), имеющий
игольчатое строение, похожее на строение мартенсита.
53. Отжиг
Отжиг — процесс термической обработки, состоящий
в нагреве стали до определенной температуры, выдерж¬
ке при ней и последующем медленном охлаждении с це¬
лью получения более равновесной структуры. Особенно¬
стью отжига является медленное охлаждение. В зависи¬
мости от того, какие свойства стали требуется получить,
применяют различные виды отжига:
1) диффузионный;
2) полный;
3) изотермический;
4) неполный;
5) сфероидизирующий;
6) рекристаллизационный.
88
Диффузионный отжиг (гомогенизирующий) применя¬
ют для уменьшения химической неоднородности сталь¬
ных слитков и фасонных отливок. Слитки (отливки), осо¬
бенно из легированной стали, имеют неоднородное стро¬
ение. Неоднородность строения обусловлена карбидной
и дендритной ликвациями, так как в местах образования
карбидов или в средней части дендритов возникают скоп¬
ления легирующих элементов. Для выравнивания хими¬
ческого состава слиток или отливку нагревают до высо¬
кой температуры, при которой атомы элементов приоб¬
ретают большую подвижность. При этом происходит
перемещение атомов из мест с большей концентрацией
химических элементов в места с меньшей концентраци¬
ей. В результате такой диффузии обеспечивается вырав¬
нивание химического состава слитка или отливки по
объему.
Полный отжиг применяют для доэвтектоидной стали
в основном после горячей обработки поковок давлением
и отливок с целью измельчения зерна и снятия внутрен¬
них напряжений. Время выдержки при отжиге складыва¬
ется из времени, необходимого для полного прогрева де¬
тали, и времени, нужного для окончания структурных
превращений.
Неполный отжиг обеспечивается при нагреве изделий
из заэвтектоидной стали выше нижней критической тем¬
пературы при нагревании на 30—50°С, выдержке и
последующем медленном охлаждении. При неполном от¬
жиге происходят снятие внутренних напряжений, сниже¬
ние твердости, повышение пластичности, улучшение об¬
рабатываемости резанием. Поскольку требуется меньшая
температура нагрева, чем при полном отжиге, то на об¬
работку тратится меньше времени и теплоты, что обес¬
печивает экономичность процесса. Неполному отжигу
подвергают высокоуглеродистые заэвтектоидные стали и
стали инструментальные, шарикоподшипниковые и др.
Изотермический отжиг отличается тем, что распад аус¬
тенита на ферритно-цементитную смесь происходит при
89
постоянной температуре. После того как уже произошел
распад аустенита, скорость охлаждения не имеет суще¬
ственного значения, и поэтому охлаждение после изотер¬
мической выдержки можно проводить на воздухе. Изо¬
термический отжиг заключается в том, что сталь нагре¬
вают до температуры на 30—50°С выше нижней
критической точки при нагревании (конструкционные
стали) и выше нижней критической точки при нагрева¬
нии на 50—100°С (инструментальные стали). После вы¬
держки сталь медленно охлаждают в расплавленной соли
до температуры несколько ниже нижней критической
точки при охлаждении (680—700°С). При этой темпера¬
туре сталь подвергают изотермической выдержке до пол¬
ного превращения аустенита в перлит, а затем охлажда¬
ют на спокойном воздухе.
Изотермический отжиг сокращает продолжительность
термической обработки небольших по размерам изделий
из легированных сталей в 2—3 раза по сравнению с пол¬
ным отжигом. Для крупных изделий такого выигрыша по
времени не получается, так как требуется большое время
для выравнивания температуры по объему изделия. Изо¬
термический отжиг является лучшим способом снижения
твердости и улучшения обрабатываемости резанием слож¬
нолегированных сталей, например 18Х2НЧВА.
Сфероидизирующий отжиг обеспечивает превращение
пластинчатого перлита в зернистый, сфероидизирован-
ный. Это улучшает обрабатываемость сталей резанием.
Отжиг на зернистый перлит производят по режиму: на¬
грев стали немного выше нижней критической точки при
нагревании с последующим охлаждением сначала до
700°С, затем до 550—600°С и далее на воздухе. Сферои¬
дизирующий отжиг применяют для сталей, содержащих
более 0,65% С, например шарикоподшипниковые стали
типа ЩХ15.
Рекристаллизационный отжиг применяют для снятия
наклепа, вызванного пластической деформацией метал¬
ла при холодной прокатке, волочении или штамповке.
90
Рекристаллизационный отжиг выполняют путем нагрева
до температуры ниже нижней критической точки при на¬
гревании (650—700°С), выдержки и последующего замед¬
ленного охлаждения. При нагреве металла до 650—700°С
(рекристаллизационном отжиге) возрастает диффузион¬
ная подвижность атомов и в твердом состоянии проис¬
ходят вторичные кристаллизационные процессы (рекри¬
сталлизация). На границах деформированных зерен воз¬
никают новые центры кристаллизации, вокруг которых
заново строится решетка. Вместо старых деформирован¬
ных зерен вырастают новые равноосные зерна, и дефор¬
мированная структура полностью исчезает. При этом вос¬
станавливаются первоначальная структура и свойства
металла.
Наклепом называют упрочнение металла, появляюще¬
еся в результате холодной пластической деформации ме¬
талла.
При холодной прокатке, штамповке, волочении зер¬
на металла деформируются, дробятся. Это повышает твер¬
дость металла, снижает его пластичность и вызывает
хрупкость.
54. Закалка
Закалка — это процесс термической обработки, при
которой сталь нагревают до оптимальной температуры,
выдерживают при этой температуре и затем быстро ох¬
лаждают с целью получения неравновесной структуры.
В результате закалки повышаются прочность и твердость
и понижается пластичность конструкционных и инстру¬
ментальных сталей и сплавов. Качество закалки зависит
от температуры и скорости нагрева, времени выдержки
и охлаждения.
Основными параметрами закалки являются скорость
нагрева и скорость охлаждения. Скорость нагрева и вре¬
мя выдержки зависят от химического состава стали, раз¬
91
меров, массы и конфигурации закаливаемых деталей,
типа нагревательных печей и нагревательной среды. Чем
больше размеры и сложнее конфигурация закаливаемых
деталей, тем медленнее происходит нагрев. Детали из
высокоуглеродистых и легированных сталей, имеющих
пониженную теплопроводность, нагревают медленно и с
более длительной выдержкой при нагреве по сравнению
с деталями из низкоуглеродистых сталей. Это делается для
того, чтобы уменьшить деформацию деталей при нагре¬
ве. Скорость нагрева и продолжительность выдержки оп¬
ределяют экспериментально или по технологическйм кар¬
там, в которых указывают температуру, время нагрева для
каждого вида деталей или инструмента. Ориентировочно
время нагрева в электрических печах принимают 1,5—
2 мин на 1 мм сечения изделия. Оборудованием для на¬
грева стали служат нагревательные термические печи и
печи-ванны, которые подразделяют на электрические и
топливные, обогреваемые за счет сгорания топлива (газа,
мазута, угля и др.). Средой, в которой нагревают сталь,
являются в печах — газовая среда (воздух, продукты сго¬
рания топлива), нейтральный газ; в печах-ваннах — ми¬
неральные масла, расплавленные соли и металлы. При
нагреве в электрических печах в среде атмосферного воз¬
духа, а также в печах с газовой средой сталь, взаимодей¬
ствуя со средой, окисляется и на ее поверхности образу¬
ется окалина. Кроме того, происходит обезуглерожива¬
ние — частичное выгорание углерода в поверхностных
слоях стали, что снижает прочностные свойства матери¬
ала после закалки. Наиболее благоприятен нагрев в печах
с нейтральной или защитной атмосферой, обеспечиваю¬
щей предохранение деталей от окисления. Нагрев стали
до требуемой температуры и выдерживание при этой тем¬
пературе необходимо проводить как можно быстрее. Чем
меньше сталь будет находиться в условиях высоких тем¬
ператур, тем выше будут ее свойства после закалки.
92
55. Виды закалки
Закалка в одной среде — наиболее простой и распро¬
страненный способ. Деталь или инструмент, нагретые до
температуры закалки, погружают в закалочную жидкость,
в которой она находится до полного охлаждения. Его ис¬
пользуют при ручной и механизированной закалке, ког¬
да детали автоматически поступают из печи после нагре¬
ва в закалочную жидкость, в воду или масло. Недостат¬
ком этого способа закалки является то, что деталь
охлаждается по сечению неравномерно и в ней возника¬
ют большие термические напряжения.
При закалке в двух средах, или прерывистой закалке,
деталь, нагретую до заданной температуры, сначала по¬
гружают в быстро охлаждающую среду — воду, а затем пе¬
реносят деталь в медленно охлаждающую среду — масло.
Такую закалку применяют для обработки инструмента,
изготовленного из высокоуглеродистой стали.
Ступенчатая закалка заключается в том, что нагретые
детали сначала охлаждают до температуры несколько
выше мартенситной точки в горячем масле или расплав¬
ленной соли, а затем, после короткой изотермической
выдержки, охлаждают на воздухе.
Изотермическая закалка выполняется так же, как и
ступенчатая, но выдержка в закалочной среде более про¬
должительная. При такой выдержке происходит изотер¬
мический распад аустенита с образованием бейнита.
Закалку с подстуживанием применяют для уменьше¬
ния разницы в температурах металла и закалочной сре¬
ды, если деталь нагрета до температуры, значительно пре¬
вышающей температуру закалки данной стали. Нагретую
деталь перед погружением в закалочную среду выдержи¬
вают (подстуживают) на спокойном воздухе.
Закалка с самоотпуском состоит в том, что нагретую
деталь рабочей частью погружают в закалочную среду и
выдерживают в ней не до полного охлаждения. За счет
тепла нерабочей части детали, которая не погружалась в
93
закалочную жидкость, рабочая часть детали или инстру¬
мента нагревается. Температуру отпуска при этом способе
закалки определяют по цветам побежалости, возникаю¬
щим на поверхности детали при температурах 220—300°С.
Закалку с самоотпуском применяют для обработки зубил,
кернеров, бородков и других ударных инструментов, у
которых твердость должна плавно понижаться от рабочей
части к нерабочей.
Закалка с обработкой холодом заключается в продол¬
жении охлаждения закаленной стали до температуры
ниже комнатной для дополнительного более полного пре¬
вращения остаточного аустенита в мартенсит и повыше¬
ния твердости.
56. Отпуск
Отпуск — процесс термической обработки, состоящий
в нагреве закаленной стали до температуры ниже нижней
критической точки при нагревании, выдержке при этой
температуре и последующем охлаждении (обычно на воз¬
духе).
Цели отпуска:
1) получение более устойчивого структурного состояния;
2) устранение или уменьшение напряжений;
3) повышение вязкости и пластичности;
4) понижение твердости и уменьшение хрупкости за¬
каленной стали.
Правильное выполнение отпуска в значительной
степени определяет качество закаленной детали. Темпе¬
ратура отпуска варьируется в широких пределах — от 150
до 700°С в зависимости от его цели (рис. 11). На рисунке
σΒ— предел прочности при растяжении; δ — относитель¬
ное удлинение; ψ — относительное сужение. Различают
низкий, средний и высокий отпуск.
Низкий отпуск характеризуется нагревом в интервале
150—250°С, выдержкой при этой температуре и последу-
94
э-
£
НВ
400
200
Температура отпуска, вС
Рис. 11
ющим охлаждением на воздухе. Он выполняется с целью
получения структуры мартенсита отпуска и для частич¬
ного снятия внутренних напряжений в закаленной ста¬
ли с целью повышения вязкости без заметного снижения
твердости. Низкий отпуск применяют для инструменталь¬
ных сталей, после цементации и т. д.
Средний отпуск производится при температурах 300—
500°С для получения структуры троостита отпуска. Твер¬
дость сталей заметно понижается, вязкость увеличивает¬
ся. Этот отпуск применяют для пружин, рессор, а также
инструмента, который должен иметь значительную проч¬
ность и упругость при достаточной вязкости.
Высокий отпуск выполняется при температурах 500—
650°С. В процессе высокого отпуска мартенсит распада¬
ется с образованием структуры сорбита отпуска. Эта
структура обеспечивает лучшее сочетание прочности и
пластичности стали. Применяется этот вид отпуска для
деталей из конструкционных сталей, работающих при
ударных нагрузках. Закалку стали с последующим высо¬
ким отпуском называют улучшением. Конструкционные
стали 35, 45, 40Х в результате улучшения получают более
95
высокие механические свойства. Отпуск закаленных де¬
талей проводят непосредственно после закалки, так как
возникшие в них внутренние напряжения могут вызвать
образование трещин. Недогрев, ведущий к недоотпуску,
получается при заниженных температурах отпуска или
недостаточном времени выдержки.
57. Нормализация. Дефекты
при обжиге и нормализации
Термическую операцию, при которой сталь нагрева¬
ют до температуры на 30—50°С выше верхних критичес¬
ких точек при нагревании и охлаждении, выдерживают
при этой температуре и охлаждают на спокойном возду¬
хе, называют нормализацией. При нормализации умень¬
шаются внутренние напряжения, происходит перекрис¬
таллизация стали, измельчающая крупнозернистую струк¬
туру металла сварных швов, отливок или поковок.
Нормализация стали по сравнению с отжигом является
более коротким процессом термической обработки. Спла¬
вы после нормализации приобретают мелкозернистую
структуру и несколько большую прочность и твердость,
чем при отжиге. Нормализацию применяют для исправ¬
ления крупнозернистой структуры, улучшения обрабаты¬
ваемости стали резанием, улучшения структуры перед
закалкой.
В процессе отжига и нормализации могут возникнуть
следующие дефекты: окисление, обезуглероживание, пе¬
регрев и пережог металла. Металл окисляется при взаи¬
модействии поверхностей стальных деталей с печными
газами. В результате на деталях образуется окалина — хи¬
мическое соединение металла с кислородом. Образование
окалины не только вызывает угар металла на окалину, но
и повреждает поверхность деталей. Поверхность стали
под окалиной получается разъеденной и неровной. Обез¬
96
углероживание, т. е. выгорание углерода с поверхности
деталей, происходит при окислении стали. Обезуглерожи¬
вание резко снижает прочностные свойства конструкци¬
онной стали. Обезуглероживание поверхности может выз¬
вать образование закалочных трещин и коробление. Для
предохранения деталей от окисления и от обезуглерожи¬
вания при отжиге, нормализации и закалке применяют
безокислительные газы, которые вводят в рабочее про¬
странство печи.
При нагреве стали выше определенных температур и
длительных выдержках в ней происходит быстрый рост
зерен, ведущий к возникновению крупнокристалличес¬
кой структуры. Это явление называют перегревом. Пере¬
грев ведет к понижению пластических свойств стали.
Перегрев металла может быть исправлен последующей
термической обработкой — отжигом или нормализацией.
Пережог получается в результате длительного пребывания
металла в печи при высокой температуре, близкой к тем¬
пературе плавления. Физическая сущность пережога со¬
стоит в том, что кислород при высокой температуре про¬
никает в глубь нагреваемого металла и окисляет грани¬
цы зерен. В результате связь между зернами ослабевает,
металл теряет пластичность и становится хрупким.
58. Дефекты при закалке
В процессе нагрева под закалку и при закалке могут
появляться следующие дефекты: трещины, деформация и
коробление, обезуглероживание, мягкие пятна и низкая
твердость.
Закалочные трещины — это неисправимый брак, об¬
разующийся в процессе термической обработки. Они яв¬
ляются следствием возникновения больших внутренних
напряжений. В штампах крупных размеров закалочные
трещины могут появляться даже при закалке в масле. По¬
этому штампы целесообразно охлаждать до 150—200°С с
4 - 2350 Давыдова
97
быстрым последующим отпуском. Трещины возникают
при неправильном нагреве (перегреве) и большой скоро¬
сти охлаждения в деталях, конструкция которых имеет
резкие переходы поверхностей, грубые риски, оставши¬
еся после механической обработки, острые углы, тонкие
стенки и т. д.
Деформация и коробление деталей происходят в резуль¬
тате неравномерных структурных и связанных с ними
объемных превращений, обусловливающих возникнове¬
ние внутренних напряжений в металле при нагреве и ох¬
лаждении. При закалке стали коробление деталей может
происходить и без значительных объемных изменений в
результате неравномерного нагрева и охлаждения.
Окисление и обезуглероживание происходят в основ¬
ном при нагреве под закалку от взаимодействия печных
газов или расплавленных солей с поверхностными слоя¬
ми детали. Этот дефект особенно опасен на режущем ин¬
струменте, так как он в несколько раз снижает его стой¬
кость.
Мягкие пятна — это участки на поверхности детали
или инструмента с пониженной твердостью. Такие де¬
фекты образуются при закалке в процессе охлаждения в
закалочной среде, когда на поверхности детали имелись
окалина, следы загрязнений и участки с обезуглерожен-
ной поверхностью, а также в случае недостаточно быст¬
рого движения детали в закалочной среде и образования
на поверхности детали паровой рубашки.
Низкая твердость чаще всего наблюдается при закал¬
ке инструмента. Причинами низкой твердости являются
недостаточно быстрое охлаждение в закалочной среде,
низкая температура закалки, а также недостаточная вы¬
держка при нагреве под закалку. Для исправления этого
дефекта деталь следует подвергнуть высокому отпуску и
снова закалить.
Перегрев деталей под закалку увеличивает зернистость
металла и, следовательно, ухудшает его механические
свойства. Металл приобретает повышенную хрупкость.
98
Для повторной закалки деталей их следует подвергнуть
отжигу для измельчения зерна.
Недогрев получается в том случае, если температура за¬
калки была ниже критической точки. Недогрев исправ¬
ляют отжигом, после которого деталь снова закаливают.
59. Термомеханическая обработка стали
Термомеханическая обработка — метод упрочнения
стали при сохранении достаточной пластичности, совме¬
щающий пластическую деформацию и упрочняющую
термическую обработку (закалку и отпуск). При термо¬
механической обработке деформации подвергают сталь в
аустенитном состоянии, а при последующем быстром
охлаждении формирование структуры закаленной стали
(мартенсита) происходит в условиях наклепа аустенита,
в связи с чем и повышаются механические свойства ста¬
ли. Пластическое деформирование при термомеханичес¬
кой обработке возможно прокаткой, ковкой, штамповкой
и другими способами обработки металлов давлением. Раз¬
личают следующие способы термомеханической обработ¬
ки — высокотемпературную и низкотемпературную обра¬
ботки (рис. 12).
Рис. 12
99
При высокотемпературной термомеханической обработ¬
ке сталь нагревают выше точки Acv пластически дефор¬
мируют при этой температуре (степень деформации 20—
30%) и закаливают.
При низкотемпературной термомеханической обработ¬
ке сталь нагревают выше точки Лс3, охлаждают до темпе¬
ратуры относительной устойчивости аустенита, но ниже
температуры рекристаллизации, пластически деформиру¬
ют при этой температуре (степень деформации 75—95%)
и закаливают. В обоих случаях после закалки следует низ¬
кий отпуск.
Высокотемпературной термомеханической обработке
можно подвергать любые стали, а низкотемпературной
обработке — только стали с повышенной устойчивостью
переохлажденного аустенита (легированные стали). По
сравнению с обычной закалкой после термомеханической
обработки механические свойства получаются более
высокими. Наибольшее упрочнение достигается после
низкотемпературной термомеханической обработки
(σΒ= 2800—3300 МПа, δ = 6%), после обычной закалки и
низкого отпуска предел прочности σΒ не превышает
2000—2200 МПа и δ = 3—4%, где δ — относительное уд¬
линение.
При термомеханической обработке стали повышение
прочности объясняется тем, что в результате деформации
аустенита происходит дробление его зерен. При последу¬
ющей закалке из такого аустенита образуются более мел¬
кие пластинки мартенсита, что положительно сказывает¬
ся на пластических свойствах и вязкости стали.
60. Химико-термическая обработка
Химико-термическая обработка — процесс химического
и термического воздействия на поверхностный слой ста¬
ли с целью изменения состава, структуры и свойств.
too
Химико-термическую обработку применяют для:
1) повышения твердости поверхности стали;
2) повышения износостойкости;
3) повышения коррозионной стойкости;
4) повышения кислотоустойчивости и других свойств.
Химико-термическая обработка широко применяется
в машиностроении, так как является одним из наиболее
эффективных методов упрочнения стальных деталей для
повышения их долговечности.
Химико-термической обработке можно подвергать
различные по размерам и форме детали и получать обра¬
ботанный слой одинаковой толщины. При химико-тер¬
мической обработке за счет изменения химического со¬
става поверхностного слоя достигается большое различие
свойств поверхности и сердцевины детали. Недостатком
процессов химико-термической обработки является их ма¬
лая производительность. Химико-термическая обработка
основана на диффузии атомов различных химических эле¬
ментов в кристаллическую решетку железа при нагреве
в среде, содержащей эти элементы. Химико-термическая
обработка состоит из следующих процессов:
1) диссоциации — получения насыщающего элемента
в активном атомарном состоянии: 2ΝΗ3 2Ν + ЗН2;
СН4«-> С + 2Н2 и т. д.;
2) абсорбции — поглощения активных атомов насыща¬
ющего элемента поверхностью металла;
3) диффузии — перемещения атомов насыщающего
элемента с поверхности в глубь металла.
Необходимо, чтобы скорости всех трех процессов
были обязательно согласованы, а для абсорбции и диф¬
фузии требуется, чтобы насыщающий элемент взаимо¬
действовал с основным металлом, образуя либо твердые
растворы, либо химические соединения. Химико-терми-
ческая обработка невозможна, если основной металл и
насыщающий элемент образуют механические смеси.
Наиболее распространенными видами химико-терми-
ческой обработки являются цементация, борирование,
101
алитирование и др. Цементация — процесс химико-тер-
мической обработки, заключающийся в диффузионном
насыщении поверхностного слоя углеродом при нагреве
в соответствующей среде. Борирование — процесс хими-
ко-термической обработки, заключающийся в насыще¬
нии поверхностного слоя бором при нагревании в бор¬
содержащей среде (буре, треххлористом боре и др.). Диф¬
фузионная металлизация — процесс химико-термической
обработки, при котором происходит насыщение поверх¬
ностного слоя стали различными металлами (алюмини¬
ем, хромом, цинком и др.) и их комплексами.
61. Азотирование
Азотирование — процесс химико-термической обработ¬
ки, заключающийся в насыщении поверхностного слоя
азотом для придания этому слою высокой твердости, из¬
носостойкости или устойчивости против коррозии.
Твердость азотированного слоя выше, чем цементо¬
ванного, и сохраняется до высоких температур 400—
600°С, тогда как твердость цементованного слоя с мартен-
ситной структурой сохраняется лишь до 200—250°С. Азо¬
тированию подвергают легированные стали, содержащие
алюминий, хром, титан, например 35ХМЮА, 40Х,
18ХГТ, 40ХНМА и др. Механические свойства деталей
перед азотированием улучшают, подвергая их закалке и
высокому отпуску. Толщина азотированного слоя состав¬
ляет 0,2—0,6 мм. Азотированный слой хорошо шлифует¬
ся и полируется. Азотированию подвергают детали авто¬
мобилей, а также штампы, пресс-формы и др.
Азотирование приводит к небольшому увеличению
размеров. Поэтому после азотирования детали подверга¬
ют окончательному шлифованию со снятием слоя 0,02—
0,03 мм. Азотирование обычно проводят в среде аммиа¬
ка при температуре 500—600°С. Аммиак разлагается с вы¬
делением активного азота в атомарном состоянии:
102
2ΝΗ3<Μ· 2Ν + 6Η. При этих температурах в герметичес¬
ки закрытом муфеле, вставленном в печь, азот внедряет¬
ся в поверхностный слой стали и вступает в химическое
взаимодействие с легирующими элементами, образуя
нитриды хрома, молибдена, вольфрама и др. Нитриды ле¬
гирующих элементов повышают твердость стали до
HRC 70. Углеродистые стали подвергают только антикор¬
розионному азотированию.
Процесс азотирования длительный: до 24—60 ч при
500—520°С. Сначала температуру поддерживают на уров¬
не 500—520°С, а заканчивают процесс при 560—600°С. Для
сокращения длительности азотирования в 2—3 раза ис¬
пользуют ионное азотирование. Процесс проводят в раз¬
реженной азотосодержащей атмосфере (ΝΗ3 или Ν2) при
подключении обрабатываемой детали к отрицательному
электроду — катоду. Анодом служит контейнер установ¬
ки. Между деталью и контейнером возбуждается тлеющий
разряд, в котором ионы газа бомбардируют поверхность
детали. Продолжительность ионного азотирования со¬
ставляет от 1 до 24 ч. Азотирование в жидких средах про¬
водят при 540—590°С в расплавленных цианистых солях
в течение 0,5—3 ч. При общей толщине азотированного
слоя 0,15—0,5 мм на поверхности образуется тонкий (7—
15 мкм) карбонитридный слой, обладающий высоким со¬
противлением износу.
62. Поверхностное упрочнение стали
Для повышения твердости поверхностных слоев, пре¬
дела выносливости и сопротивляемости истиранию мно¬
гие детали машин подвергают поверхностному упрочнению.
Существуют три основных метода поверхностного упроч¬
нения:
1) поверхностная закалка;
2) пластическое деформирование;
3) химико-термическая обработка.
103
Основное назначение поверхностной закалки — повы¬
шение твердости, износостойкости и предела выносливо¬
сти разнообразных деталей. Сердцевина детали после по¬
верхностной закалки остается вязкой и хорошо воспри¬
нимает ударные и другие нагрузки. В промышленности
применяют следующие способы поверхностной закалки:
1) газопламенную закалку;
2) закалку с индукционным нагревом токами высокой
частоты;
3) закалку в электролите.
Общим для всех способов поверхностной закалки яв¬
ляется нагрев поверхностного слоя детали до температу¬
ры выше критической точки с последующим быстрым ох¬
лаждением для получения мартенсита. Газопламенная за¬
калка состоит из нагрева поверхности стальных деталей
ацетиленокислородным пламенем и быстрого охлаждения
их водяным душем. Поверхностный слой детали нагре¬
вается ацетиленокислородным пламенем до температуры
закалки за очень короткий промежуток времени, в тече¬
ние которого сердцевина металла не успевает прогреться
до критической точки и поэтому остается при охлажде¬
нии незакаленной и мягкой. Индукционный нагрев —
наиболее распространенный, производительный и про¬
грессивный способ закалки деталей разнообразной кон¬
фигурации. К преимуществам этого способа относят воз¬
можность полной автоматизации процесса закалки; отсут¬
ствие выгорания углерода и других элементов, а также
заметного окисления и образования окалины; достаточно
точное регулирование глубины закаленного слоя. Закалка
в электролите основана на том, что при пропускании по¬
стоянного тока через электролит (5—10%-ный водный ра¬
створ кальцинированной соды) на катоде (детали) образу¬
ется тонкий слой (газовая оболочка) из мельчайших пу¬
зырьков водорода. Из-за плохой электропроводимости
пузырьков водорода ток сильно возрастает и катод (деталь)
нагревается до заданной температуры, после чего закали¬
вается при отключении тока в том же электролите.
104
Упрочнение пластическим деформированием — прогрес¬
сивный технологический процесс, приводящий к изме¬
нению свойств поверхностных слоев металлического из¬
делия.
63. Особенности термической обработки
легированных сталей
Термическая обработка легированных сталей по срав¬
нению с обработкой углеродистых сталей имеет ряд тех¬
нологических особенностей. Эти особенности заключаются
в различии температур и скорости нагрева, длительнос¬
ти выдержки при этих температурах и способе охлажде¬
ния. Критические температуры у одних легированных ста¬
лей выше, у других — ниже, чем у углеродистой стали.
Для легированных сталей требуется несколько большее
время выдержки, так как они обладают худшей теплопро¬
водностью. Длительная выдержка необходима также для
получения лучших механических свойств. Скорость ох¬
лаждения при термической обработке устанавливают в
соответствии с устойчивостью переохлажденного аустени¬
та и значением критической скорости закалки. Практи¬
чески многие легированные стали закаливаются на мар¬
тенсит в масле, т. е. при меньшей скорости охлаждения,
чем углеродистая сталь. У высоколегированных сталей,
если они содержат большое количество углерода, способ¬
ность к самозакаливанию выражена очень сильно, у низ¬
колегированных и малоуглеродистых сталей — слабее.
Легированная сталь обладает большей прокаливаемо-
стью, чем углеродистая. Чем выше степень легированно-
сти сталей, тем более глубокой прокаливаем остью они
обладают. Из легированных инструментальных сталей
особый интерес представляют быстрорежущие стали,
широко используемые для изготовления режущего инст¬
румента. Изделия из быстрорежущей стали до темпера¬
105
туры закалки необходимо нагревать ступенчато: внача¬
ле медленно до 800—850°С; затем более быстро до уста¬
новленной температуры закалки (1230—1300°С). Такой
способ нагрева позволяет избежать тепловых напряжений
за счет уменьшения разности между температурами по¬
верхности изделия и сердцевины металла. В качестве ох¬
лаждающей среды используют минеральное масло.
Структура закаленной быстрорежущей стали представ¬
ляет собой сочетание мартенсита, остаточного аустенита
и сложных карбидов. После закалки изделия из быстро¬
режущей стали обязательно подвергают отпуску. Отпуск
таких сталей имеет свои особенности: изделия подверга¬
ют многократному отпуску (2—3 раза) при температуре
560°С для стали Р9 и 580°С для стали Р18 с выдержкой 1 ч.
Если после закалки применяют обработку холодом при
температуре -80°С, то выполняют только один отпуск.
Таким образом, после термической обработки структура
быстрорежущей стали представляет собой отпущенный
мартенсит и карбиды.
64. Термообработка серого и белого
чугуна
Серый литейный чугун подвергают отжигу, нормали¬
зации, закалке, отпуску, поверхностному упрочнению.
Отжиг чугунных отливок производят для уменьшения
внутренних напряжений и устранения отбела. В первом
случае отжиг осуществляют путем медленного нагрева
скоростью 75—100°С в час до температуры 500—550°С.
При этой температуре изделия выдерживают от 2 до 5 ч
и медленно охлаждают вместе с печью до температуры
250°С, затем — на воздухе. Отбел — это твердая поверх¬
ностная корка, состоящая из цементита, обращавшегося
при литье серого чугуна в металлические формы. Для ус¬
транения отбела при отжиге изделия нагревают до темпе¬
106
ратуры 850—870°С, выдерживают при этой температуре
1—5 ч, после чего охлаждают вместе с печью до темпера¬
туры 500°С, а затем — на воздухе. В результате твердость
поверхностного слоя уменьшается. Нормализации подвер¬
гают отливки простой формы и небольших сечений пу¬
тем нагрева их до температуры 850—900°С, при этой тем¬
пературе выдерживают 2—3 ч, а затем охлаждают на воз¬
духе. Нормализацию применяют редко, более часто
используют закалку с отпуском. В результате закалки
прочность чугунных отливок повышается. Закалку про¬
изводят нагревом до температуры 850—900°С с последу¬
ющим охлаждением в воде. Твердость чугуна при этом
составляет 450—550 НВ. Для деталей, работающих на ис¬
тирание, применяют низкий отпуск при температуре 550—
600°С.
Белый чугун ввиду высокой твердости и хрупкости
практически не поддается обработке резанием. Поэтому
его подвергают специальной термообработке с целью по¬
высить прочность и пластичность. В результате этой тер¬
мообработки образуется ковкий чугун. Ковкий чугун по¬
лучают длительным отжигом отливок из белого чугуна в
нейтральной или окислительной среде при температурах
950—1000°С. Графитизирующий отжиг производят в ней¬
тральной среде (речной песок). При этом цементит раз¬
лагается с образованием графита и феррита. Такой чугун
называется ферритным. Длительность процесса составляет
20—25 ч, иногда несколько суток. При отжиге в окисли¬
тельной среде чугун обезуглероживается. Полученная
структура становится перлитной. Нормализацию произво¬
дят при температуре 850—900°С с выдержкой при этой
температуре в течение 1—1,5 ч с последующим охлажде¬
нием на воздухе. Если после этого отливки имеют повы¬
шенную твердость, их подвергают высокому отпуску при
температуре 650—680°С с выдержкой в течение 1—2 ч.
В ряде случаев изделия из ковкого чугуна закаливают
с целью дальнейшего повышения твердости и износоус¬
тойчивости за счет снижения пластичности.
107
Тема 7. ЦВЕТНЫЕ МЕТАЛЛЫ
И СПЛАВЫ
65. Получение алюминия
Алюминий получают из бокситов и нефелинов. Хими¬
ческий состав бокситов выражается формулой
Na2(K2)0Al2032Si02. Бокситы содержат в своем составе
30—70% глинозема А1203, 2—20% кремнезема Si02, 2—
50% окиси железа Fe203 и 0,1 —10% окиси титана ТЮ2.
Производство алюминия состоит из двух основных
процессов:
1) получения глинозема А1203 из бокситов;
2) восстановления металлического алюминия электро¬
лизом из раствора глинозема в расплавленном криолите
(Na3AlF6).
Электролитом служат криолит с добавлением 8—10%
глинозема^ а также А1F3 и NaF. Образующийся в резуль¬
тате электролиза жидкий алюминий собирается на дне
ванны под слоем электролита. Его называют алюминием-
сырцом. Алюминий-сырец содержит металлические (Fe,
Si, Си, Zn и др.) и неметаллические (С, А103 и др.) при¬
меси, а также газы — кислород, водород, окись и двуокись
углерода и др. Эти примеси удаляют хлорированием жид¬
кого алюминия-сырца в ковше. Образующийся при этом
парообразный хлористый алюминий А1С13, проходя че¬
рез расплавленный алюминий, обволакивает пузырьками
частицы примесей и выносит их вместе с газами, раство¬
ренными в алюминии.
Первичный алюминий (ГОСТ 11069-74) делят на сле¬
дующие группы:
1) алюминий особой чистоты (марка А999);
2) алюминий высокой чистоты (4 марки);
3) алюминий технической чистоты.
108
ГОСТом предусмотрены восемь марок, допускающих
содержание примесей 0,15—1%. Название марки указы¬
вает ее чистоту. Например, марка А8 обозначает, что в ме¬
талле содержится 99,8% алюминия, а в марке А99 —
99,99%.
Алюминий — легкий металл серебристо-белого цвета с
высокой электро- и теплопроводностью; плотность его
2700 кг/м3, температура плавления зависит от чистоты и
колеблется в пределах 660—667°С. В отожженном состо¬
янии алюминий имеет малую прочность (σΒ = 80—100
МПа), низкую твердость (НВ = 20—40), но обладает вы¬
сокой пластичностью (δ = 35—40%).
Алюминий хорошо обрабатывается давлением, свари¬
вается, но плохо поддается резанию. Имеет высокую
стойкость против атмосферной коррозии и в пресной
воде. На воздухе алюминий быстро окисляется, покрыва¬
ясь тонкой плотной пленкой окиси, которая не пропус¬
кает кислород в толщу металла, что и обеспечивает его
защиту от коррозии.
66. Деформируемые алюминиевые
сплавы
Деформируемые алюминиевые сплавы применяют для
получения листов, ленты, фасонных профилей, проволо¬
ки и различных деталей штамповкой, прессованием, ков¬
кой.
В зависимости от химического состава деформируе¬
мые алюминиевые сплавы делят на несколько групп; они
содержат 2—3 и более легирующих компонента в коли¬
честве 0,2—4% каждого.
Деформируемые сплавы разделяют на сплавы, упроч¬
няемые и не упрочняемые термической обработкой. Дефор¬
мируемые сплавы, подвергаемые механической и терми¬
ческой обработке, имеют буквенные обозначения, указы¬
109
вающие на характер обработки. Термически неупрочняе-
мые сплавы (табл. 6) — это сплавы алюминия с марган¬
цем и алюминия с магнием и марганцем. Они обладают
умеренной прочностью, высокой коррозионной стойко¬
стью, хорошей свариваемостью и пластичностью.
Таблица 6
ДЕФОРМИРУЕМЫЕ ТЕРМИЧЕСКИ НЕУПРОЧНЯЕМЫЕ
СТАЛИ
Марка
Толщина
листов,
мм
Предел
проч¬
ности
σΒ, МПа
Относи¬
тельное
удлине¬
ние δ,%
Назначение
АМцМ
АМг2М
АМг2Н
АМгЗМ
0,5-10
0,5-10
0,5-10
0,8-10
90
170
270
190-200
18-22
16-18
3—4
15
Малонагруженные
детали, сварные
и клепаные конструк¬
ции, детали, получа¬
емые глубокой
вытяжкой
АМг5М
0,8—10
280
15
Средненагруженные
детали сварных и
клепаных конструк¬
ций, конструкций
с высокой коррозион¬
ной стойкостью
Термически упрочняемые сплавы (табл. 7) приобрета¬
ют высокие механические свойства и хорошую сопротив¬
ляемость коррозии только в результате термической об¬
работки.
Наиболее распространены сплавы алюминия с медью,
магнием, марганцем (дуралюмины) и алюминия с медью,
магнием, марганцем и цинком (сплавы высокой прочно¬
сти). Дуралюмины маркируют буквой Д, после которой
стоит цифра, обозначающая условный номер сплава. Тер¬
мическая обработка дуралюминов состоит в закалке, ес-
110
Таблица 7
ДЕФОРМИРУЕМЫЕ ТЕРМИЧЕСКИ УПРОЧНЯЕМЫЕ
СТАЛИ
Марка
Толщина
листов,
мм
Предел
проч¬
ности
σΒ, МПа
Относи¬
тельное
удлине¬
ние δ,%
Назначение
Д1А
5-10,5
360
12
Детали и конструкции
средней прочности
Д16А
Д16АТ
5-10,5
0,5-10
420
435
10
11
Детали и конструк¬
ции повышенной
прочности, рабо¬
тающие при пере¬
менных нагрузках
В95А
5-10,5
500
6
Детали нагруженных
конструкций,
работающих
при температуре
до ЮО’С
тественном или искусственном старении. Для закалки
сплавы нагревают до 500°С и охлаждают в воде. Естествен¬
ное старение производят при комнатной температуре в те¬
чение 5—7 суток. Искусственное старение проводят при
температуре 150— 180°С в течение 2—4 ч. При одинако¬
вой прочности дуралюмины, подвергнутые естественно¬
му старению, более пластичны и обладают большей кор¬
розионной стойкостью, чем подвергнутые искусственно¬
му старению.
Особенностью нагрева алюминиевых сплавов при за¬
калке является строгое поддержание температуры (+5°С),
чтобы не допустить пережога и достичь наибольшего
эффекта термической обработки. Дуралюмины не обла¬
дают необходимой коррозионной стойкостью, поэтому их
подвергают плакированию.
111
Дуралюмины выпускают в виде листов, прессованных
и катаных профилей, прутков, труб. Особенно широко
применяют дуралюмины в авиационной промышленно¬
сти и строительстве.
67. Литейные алюминиевые сплавы
Литейные сплавы содержат почти те же легирующие
компоненты, что и деформируемые сплавы, но в значи¬
тельно большем количестве (до 9—13% по отдельным
компонентам). Литейные сплавы предназначены для из¬
готовления фасонных отливок.
Выпускают 35 марок литейных алюминиевых сплавов
(АЛ), которые по химическому составу можно разделить на
несколько групп, например алюминий с кремнием (АЛ2, АЛ4,
AJ19) или алюминий с магнием (АЛ8, АЛ 13, АЛ22 и др.).
Алюминиевые литейные сплавы маркируют буквами
AJ1 и цифрой, указывающей условный номер сплава.
Сплавы на основе алюминия кремния называют силу¬
минами. Силумин обладает высокими механическими и
литейным свойствами: высокой жидкотекучестью, не¬
большой усадкой, достаточно высокой прочностью, удов¬
летворительной пластичностью. Сплавы на основе алю¬
миния и магния имеют высокую удельную прочность, хо¬
рошо обрабатываются резанием и имеют высокую
коррозионную стойкость.
Свойства алюминиевых литейных сплавов существен¬
но зависят от способа литья и вида термической обработ¬
ки. Важное значение при литье имеют скорость охлаж¬
дения затвердевающей отливки или скорость охлаждения
при ее закалке. В общем случае увеличение скорости от¬
вода тепла вызывает повышение прочностных свойств.
Поэтому механические свойства отливок при литье в ко¬
киль (металлические литейные формы) выше, чем при
литье в песчано-глинистые формы (табл. 8).
112
АЛЮМИНИЕВЫЕ ЛИТЕЙНЫЕ СПЛАВЫ
Назначение
Малонагруженные
детали (корпуса
приборов, кронштейны
и др.)
Крупные нагруженные
детали (корпуса
компрессоров,
картеров, блоков)
Детали средней
загруженности сложной
конструкции (головки
цилиндров, поршни,
картеры, сцепления и пр.)
Детали, работающие
при повышенных
температурах
Детали высоконагру-
женные,восприни¬
мающие вибрационные
нагрузки
Твер¬
дость,
НВ
о о
Ю LO
50
70
70
50
45
50
50
80-90
о
СО
Предел
прочности σΒ, МПа
150-160
140-150
ООО
ю о со
Т- см см
170
140
180
180
о
т
о
ю
290
Виды обработки
Отжиг
Старение
Закалка и полное старение
Отжиг
Закалка
Закалка и полное старение
Старение
Закалка
Способы
литья
ЗМ, ВМ КМ,
К, Д
ЗМ, ВМ, км,
к, д
3, В, К, Д
к, Д
ЗМ, ВМ, К
3, В, К, Д
3, В, К, Д
3, В
ЗМ, ВМ
К, 3
3, В, К
Марка
АЛ 2
АЛ 4
АП9
АЛ10В
АЛ8
В графе «Способы литья» введены следующие обозна¬
чения: 3 — в песчано-глинистые формы, В — по выплав¬
ленным моделям, К — кокиль, Д — под давлением. Бук¬
ва М, следующая за первой буквой, обозначает, что сплав
при литье подвергают модифицированию.
Литейные алюминиевые сплавы имеют более грубую
и крупнозернистую структуру, чем деформируемые. Это
определяет режимы их термической обработки. Для за¬
калки силумины нагревают до температуры 520—540°С и
дают длительную выдержку (5—10 ч), для того чтобы пол¬
нее растворить включения. Искусственное старение про¬
водят при 150—180°С в течение 10—20 ч. Для улучшения
механических свойств силумины, содержащие более 5%
кремния, модифицируют натрием. Для этого в расплав
добавляют 1—3% от массы сплава соли натрия (2/3NaF +
+ V-jNaCl). При этом снижается температура кристалли¬
зации сплава и измельчается его структура.
68. Получение меди и ее сплавов
Медь — цветной металл, обладающий высокой тепло-
и электропроводностью. Медь хорошо обрабатывается
давлением в холодном и горячем состоянии, у нее повы¬
шена коррозионная стойкость.
Медь получают из сульфидных руд, содержащих мед¬
ный колчедан (CuFeS2). Содержание меди в рудах неве¬
лико (от 0,5 до 5%), поэтому медь обогащают. Обогащен¬
ный концентрат медных руд (содержащий 11—35% Си),
сначала обжигают для снижения содержания серы, а за¬
тем плавят на медный штейн.
Цель плавки на штейн — отделение сернистых соеди¬
нений меди и железа от рудных примесей. Штейны со¬
держат до 16—60% Си. Медные штейны переплавляют в
медеплавильном конверторе с продувкой воздухом и
получают черновую медь, содержащую 1—2% примесей
114
железа, цинка, никеля, мышьяка и др. Черновую медь ра¬
финируют для удаления примесей. Содержание меди пос¬
ле рафинирования возрастает до 99,5—99,99% (медь пер¬
вичная — технически чистая). После рафинирования
медь очищают от вредных примесей, после чего качество
меди существенно увеличивается.
Чистая медь имеет 11 марок (МООб, МОб, М1б, М1у,
Ml, М1р, М1ф, М2р, МЗр, М2 и М3) в зависимости от
содержания вредных примесей в меди. Суммарное коли¬
чество примесей в лучшей марке МООб—0,01%, а в мар¬
ке М3 - 0,5%.
Чистая медь розовато-красного цвета, плотность ко¬
торого 8,93 г/см3 и температурой плавления 1083°С.
Механические свойства чистой отожженной меди:
σΒ = 220-240 МПа, НВ = 40-50, δ = 45-50%.
Чистую медь благодаря высокой электропроводности
применяют для электротехнических целей и поставляют в
виде полуфабрикатов — проволоки, прутков, лент, лис¬
тов, полос и труб. Из-за малой механической прочности
чистую медь не используют как конструкционный мате¬
риал, а применяют ее сплавы с цинком, оловом, алюми¬
нием, кремнием, марганцем, свинцом.
Легирование меди обеспечивает повышение ее механи¬
ческих, технологических и эксплуатационных свойств.
Различают три группы медных сплавов: латуни; бронзы;
сплавы меди с никелем.
69. Латунь
Латунями называют двойные или многокомпонентные
сплавы на основе меди, в которых основным легирующим
элементом является цинк. При введении других элемен¬
тов (кроме цинка) латуни называют специальными по наи¬
менованию элементов, например железофосфорномар¬
ганцевая латунь и т.п.
115
В сравнении с медью латуни обладают большей проч¬
ностью, коррозионной стойкостью и лучшей обрабатыва¬
емостью (резанием, литьем, давлением).
Латуни содержат до 40—45% цинка. При большем со¬
держании цинка снижается прочность латуни и увеличи¬
вается ее хрупкость. Содержание легирующих элементов
в специальных латунях не превышает 7—9%.
Сплав обозначают начальной буквой Л. Затем следу¬
ют первые буквы основных элементов образующих спла¬
вов: Ц — цинк, О — олово, Мц — марганец, Ж — желе¬
зо, Ф — фосфор, Б — бериллий и т. д. Цифры, следую¬
щие за буквами, указывают на количество легирующего
элемента в процентах. Например, ЛАЖМц66-6-3-2 —
алюминиевожелезомарганцовистая латунь, содержащая
66% меди, 6% алюминия, 3% железа и 2% марганца, ос¬
тальное составляет цинк.
По технологическому признаку латуни, как и все спла¬
вы цветных металлов, подразделяют на литейные и де¬
формируемые. Литейные латуни (ГОСТ 17711-72) пред¬
назначены для изготовления фасонных отливок, их по¬
ставляют в виде чушек. Например, сплав ЛС59-1Л с
пределом прочности σΒ = 200 МПа используют для изго¬
товления втулок, арматуры, для фасонного литья; сплав
ЛМцС58-2-2 с пределом прочности σΒ = 350 МПа ис¬
пользуется при изготовлении антифрикционных дета¬
лей — подшипников, втулок; сплав ЛА67-2-5 с пределом
прочности σΗ = 400 МПа используют для изготовления
коррозионно-стойких деталей, а сталь ЛАЖМц-66-6-3-2
с пределом прочности σΒ = 650 МПа применяют при из¬
готовлении червячных винтов, работающих в тяжелых
условиях.
Деформируемые латуни выпускают (ГОСТ 15527-70) в
виде простых латуней, например Л90 (томпак), Л80 (по-
лутомпак), и сложных латуней, например ЛАЖ60-1-1,
ЛС63-3 и др. (табл. 9).
116
Таблица 9
МЕХАНИЧЕСКИЕ СВОЙСТВА ДЕФОРМИРУЕМЫХ
ЛАТУНЕЙ
Марка
Предел
проч¬
ности
σΒ, МПа
Относи¬
тельное
удлинение
δ,%
Твер¬
дость,
НВ
Назначение
Л90
260
45
53
Детали
/180
320
52
53
трубопроводов,
фланцы,
бобышки
/168
320
55
55
Теплообмен¬
ные аппа¬
ратуры,
работающие
при температуре
до 250°С
Латуни поставляют в виде полуфабрикатов — прово¬
локи, прутков, лент, полос, листов, труб и других видов
прокатных и прессованных изделий. Латуни широко при¬
меняют в общем и химическом машиностроении.
70. Бронзы, сплавы меди с никелем
Сплавы меди с оловом, алюминием, кремнием, мар¬
ганцем, свинцом, бериллием называют бронзами. В зави¬
симости от введенного элемента бронзы называют оло¬
вянными, алюминиевыми и т. д. Бронзы обладают высокой
стойкостью против коррозии, хорошими литейными и
высокими антифрикционными свойствами и обрабаты¬
ваемостью резанием. Для повышения механических ха¬
рактеристик и придания особых свойств бронзы легиру¬
ют. Введение марганца способствует повышению корро-
117
знойной стойкости, никеля — пластичности, железа —
прочности, цинка — улучшению литейных свойств, свин¬
ца — улучшению обрабатываемости (табл. 10).
Таблица Ί0
МЕХАНИЧЕСКИЕ СВОЙСТВА БРОНЗ
Марка
Предел
проч¬
ности
σΒ, МПа
Относи¬
тельное
удлинение
δ,%
Твер¬
дость,
НВ
Назначение
БрОЦСНЗ-
7-5-1
210
5
60
Детали арматуры
(клапаны, задвижки,
краны), работающие
на воздухе, в
пресной воде,
масле, топливе,
паре и при
температуре 250*С
БрОЦС5-
5-5
180
4
60
Антифрикционные 5-5
детали и арматура
БрАЖ9-4
БрАЖ9-4Л
500-
700
350-
450
4-6
8—12
160
90-
100
Арматура
трубопроводов
для различных сред
(кроме морской
воды)при
температуре до 250Ό
БрАМц9-2Л
400
20
80
Детали,
работающие в
морской воде
(винты, лопасти)
БрБ2
900-
1000
2—4
70-90
Пружины,
пружинящие
контакты приборов
и т. п.
БрАМц10-2
БрОФЮ-1
500
250
12
1—2
110
100
Подшипники
скольжения
118
Бронзы маркируют буквами Бр, правее ставят элемен¬
ты, входящие в бронзу: О — олово, Ц — цинк, С — сви¬
нец, А — алюминий, Ж — железо, Мц — марганец и др.
Затем ставят цифры, обозначающие среднее содержание
элементов в процентах (цифру, обозначающую содер¬
жание меди в бронзе, не ставят). Например, марка
БрОЦС5-5-5 означает, что бронза содержит олова, свинца
и цинка по 5%, остальное — медь (85%).
Оловянные бронзы содержат в среднем 4—6% олова,
имеют высокие механические (σΒ = 150—350 МПа; δ = 3—
5%; твердость НВ = 60—90), антифрикционные и анти¬
коррозионные свойства. Для улучшения качества в
оловянные бронзы вводят свинец, повышающий анти¬
фрикционные свойства и обрабатываемость; цинк, улуч¬
шающий литейные свойства; фосфор, повышающий ли¬
тейные, механические и антифрикционные свойства.
Различают деформируемые и литейные оловянные
бронзы.
Деформируемые бронзы (ГОСТ 5017-74) поставляют¬
ся в виде полуфабрикатов (прутки, проволоки, ленты, по¬
лосы) в нагартованном (твердом) и отожженном (мягком)
состояниях. Эти бронзы применяют для вкладышей под¬
шипников, втулок деталей приборов и т. п.
Литейные оловянные бронзы содержат большее коли¬
чество олова (до 15%), цинка (4—10%), свинца (3—6%),
фосфора (0,4—1,0%).
Литейные бронзы (ГОСТ 614—73) применяют для по¬
лучения различных фасонных отливок. Высокая стоимость
и дефицитность олова — недостаток оловянных бронз.
Алюминиевые бронзы содержат 4—11% алюминия.
Алюминиевые бронзы имеют высокую коррозионную
стойкость, хорошие механические и технологические
свойства. Эти бронзы хорошо обрабатываются давлени¬
ем в горячем состоянии, а при содержании алюминия до
8% — и в холодном состоянии. Бронзы, содержащие 9—
11 % алюминия, а также железо, никель, марганец, упроч¬
няются термической обработкой (закалкой и отпуском).
119
Наиболее поддающаяся закалке БрАЖН 10-4-4 после
закалки (980°С) и отпуска (400°С) повышает твердость с
НВ= 170-200 до НВ = 400.
Марганцовистые бронзы (БрМЦ5) имеют сравнитель¬
но невысокие механические свойства, но обладают хоро¬
шей сопротивляемостью коррозии и высокой пластично¬
стью, а также сохраняют механические свойства при по¬
вышенных температурах.
Свинцовистые бронзы (БрСЗО) отличаются высокими
антикоррозионными свойствами и теплопроводностью
(в 4 раза большей, чем у оловянных бронз), применяют¬
ся для высоконагруженных подшипников с большими
удельными давлениями.
Бериллиевые бронзы (БрБ2) после термообработки
имеют высокие механические свойства, например у БрБ2
σΙ} = 125 МПа, НВ = 350, высокий предел упругости, хо¬
рошая коррозионная стойкость, теплостойкость. Из бе¬
рилл иевых бронз изготовляют детали особо ответственно¬
го назначения.
Кремнистые бронзы (БрКНГ-3, БрКМцЗ-1) применя¬
ют как заменители дорогостоящих бериллиевых бронз.
Медно-никелевые сплавы — это сплавы на основе
меди, в которых основным легирующим компонентом яв¬
ляется никель. По назначению их подразделяют на кон¬
струкционные и электротехнические сплавы.
Куниали (медь + никель 4- алюминий) содержат 6—13%
никеля, 1,5—3% алюминия, остальное — медь. Куниали
подвергают термической обработке (закалке и старению).
Куниали служат для изготовления деталей повышенной
прочности, пружин и ряда электротехнических изделий.
Нейзильберы (медь + никель + цинк) содержат 15%
никеля, 20% цинка, остальное медь. Нейзильберы име¬
ют белый приятный цвет, близкий к цвету серебра. Они
хорошо сопротивляются атмосферной коррозии. Их при¬
меняют в приборостроении и производстве часов.
Мельхиоры (медь + никель и небольшие добавки же¬
леза и марганца до 1%) обладают высокой коррозионной
120
стойкостью, в частности в морской воде. Их применяют
для изготовления теплообменных аппаратов, штампован¬
ных и чеканных изделий.
Копель (медь + никель 43% + марганец 0,5%) — спе¬
циальный термоэлектродный сплав для изготовления тер¬
мопар.
Манганин (медь + никель 3% + марганец 12%) — спе¬
циальный сплав с высоким удельным электросопротив¬
лением, используемый в электротехнике для изготовле¬
ния электронагревательных элементов.
Константен (медь + никель 40% + марганец 1,5%) име¬
ет такое же назначение, как и манганин.
71. Получение, свойства и применение
титана и магния
Титан — серебристо-белый металл с высокой механи¬
ческой прочностью и высокой коррозионной и химичес¬
кой стойкостью. Для производства титана используют ру¬
тил, ильменит, титанит и другие руды, содержащие 10—
40% двуокиси титана ТЮ2. После обогащения концентрат
титановых руд содержит до 65% Ti02. Ti02 и сопутству¬
ющие окислы железа разделяют восстановительной плав¬
кой. В процессе плавки окислы железа и титана восста¬
навливаются, в результате чего получают чугун и титано¬
вый шлак, в котором содержится до 80—90% ТЮ2.
Титановый шлак хлорируют, в результате чего титан со¬
единяется с хлором в четыреххлористый титан TiCl4. За¬
тем четыреххлористый титан нагревают в замкнутой ре¬
торте при температуре 950—1000°С в среде инертного газа
(аргона) вместе с твердым магнием. Магний отнимает
хлор, превращаясь в жидкий MgCl, а твердые частицы
восстановленного титана спекаются в пористую массу,
образуя титановую губку.
121
Путем сложных процессов рафинирования и перепла¬
ва из титановой губки получают чистый титан. Техничес¬
ки чистый титан (ГОСТ 19807-74) содержит 99,2—99,65%
титана. Прочность технически чистого титана зависит от
степени его чистоты и соответствует прочности обычных
конструкционных сталей. По коррозионной стойкости
титан превосходит высоколегированные нержавеющие
стали.
Для получения сплавов титана с заданными механи¬
ческими свойствами его легируют алюминием, молибде¬
ном, хромом и другими элементами.
Преимущество титана и его сплавов заключается в со¬
четании высоких механических свойств (σΒ = 1500 МПа;
σ = 10—15%) и коррозионной стойкости с малой плотно¬
стью. Алюминий повышает жаропрочность и механичес¬
кую прочность титана. Ванадий, марганец, молибден и
хром повышают жаропрочность титановых сплавов. Спла¬
вы хорошо поддаются горячей и холодной обработке дав¬
лением, обработке резанием, имеют удовлетворительные
литейные свойства, хорошо свариваются в среде инерт¬
ных газов. Сплавы удовлетворительно работают при тем¬
пературах до 350—500°С.
По технологическому назначению титановые сплавы
делят на деформируемые и литейные, а по прочности —
на три группы: низкой (σΒ = 300—700 МПа), средней
(σΒ = 700—1000 МПа) и высокой (ав более 1000 МПа)
прочности.
К первой группе относят сплавы под маркой ВТ1, ко
второй — ВТЗ, ВТ4, ВТ5 и другие, к третьей — ВТ6, ВТ14,
ВТ15 (после закалки и старения).
Для литья применяют сплавы, аналогичные по соста¬
ву деформируемым сплавам (BT5J1, BT14JI), а также спе¬
циальные литейные сплавы. Литейные сплавы имеют
более низкие механические свойства, чем соответствую¬
щие деформируемые. Титан и его сплавы, обработанные
давлением, выпускают в виде прутков, листов и слитков.
122
Титановые сплавы применяют в авиационной и химичес¬
кой промышленности (табл. 11).
Таблица И
МЕХАНИЧЕСКИЕ СВОЙСТВА ДЕФОРМИРУЕМЫХ
ЛАТУНЕЙ
Марка
Термическая
обработка
Предел
проч-
ности
σΒ, МПа
Относи¬
тельное
удлинение
δ,%
Твер¬
дость,
НВ
BT5
Отжиг при 750*С
750-900
10—15
240-300
BT8
Закалка 900—
950’С + старение
при 500*С
1000-
1150
со
I
со
310—350
BT14
Закалка 870*С +
+ старение
при 500'С
^ -*■
о сл
о о
I
6-10
340-370
Магний — самый легкий из технических цветных ме¬
таллов, его плотность 1,740 кг/м3, температура плавления
650°С. Технически чистый магний непрочный, малоплас¬
тичный металл с низкой тепло- и электропроводностью.
Для улучшения прочностных свойств в магний добавляют
алюминий, кремний, марганец, торий, церий, цинк, цир¬
коний и подвергают термообработке.
Для производства магния используют преимуществен¬
но карналлит (MgCl2, КС16, Н20), магнезит (MgC03), до¬
ломит (CaC03, MgC03) и отходы ряда производств, на¬
пример титанового. Карналлит подвергают обогащению,
в процессе которого отделяют КС1 и нерастворимые при¬
меси путем перевода в водный раствор MgCl2 и КС1.
После получения в вакуум-кристаллизаторах искусствен¬
ного карналлита его обезвоживают и электролитическим
путем, получают из него магний, который подвергают ра¬
финированию. Технически чистый магний (первичный)
123
содержит 99,8—99,9% магния (ГОСТ 804-72). Маркиров¬
ка и химический состав магниевых сплавов для фасонно¬
го литья и слитков, предназначенных для обработки дав¬
лением, приведены в ГОСТ 2581-78. В зависимости от
способа получения изделий магниевые сплавы делят на
литейные и деформируемые. Литейные магниевые сплавы
(ГОСТ 2856-68) применяют для изготовления деталей
литьем. Их маркируют буквами МЛ и цифрами, обозна¬
чающими порядковый номер.
72. Олово, свинец, цинк и их сплавы
Олово — блестящий белый металл с низкой темпера¬
турой плавления (23 ГС) и высокой пластичностью. При¬
меняется в составе припоев, медных и антифрикционных
сплавов.
Свинец — металл голубовато-серого цвета, обладает
низкой температурой плавления (327°С) и высокой пла¬
стичностью. Входит в состав медных, антифрикционных
сплавов и припоев.
Цинк — серовато-белый металл с высокими литейны¬
ми и антикоррозионными свойствами, температура плав¬
ления 419°С. Входит в состав медных сплавов и твердых
припоев.
Припои — это металлы или сплавы, используемые при
пайке в качестве связки между соединяемыми деталями.
Припои имеют более низкую температуру плавления, чем
соединяемые металлы. Незначительный нагрев соединя¬
емых металлов является основным преимуществом пай¬
ки в сравнении со сваркой.
По температуре расплавления припои подразделяют
на легкоплавкие (145—450°С), среднеплавкие (450—
1100°С) и высокоплавкие (1100—1850°С).
К легкоплавким относят оловянно-свинцовые (ПОС),
оловянные, малосурьмянистые и сурьмянистые (ПОССу)
и другие припои. Медно-цинковые (латуни) припои от¬
124
носят к среднеплавким (905—9859°С), а многокомпонент¬
ные на основе железа — к высокоплавким (1190—1480°С).
Оловянно-свинцовые припои широко применяют во
всех отраслях промышленности. Для снижения охрупчи¬
вания олова при низких температурах в состав припоев
вводят сурьму. Оловянно-свинцовые припои имеют низ¬
кую коррозионную стойкость во влажной среде (табл. 12).
Оловянные припои имеют высокую прочность, плас¬
тичность и коррозионную стойкость (см. табл. 12).
Медно-цинковые припои (латуни) широко применяют
для пайки большинства металлов (табл. 13). Для повыше¬
ния прочности паяных соединений в медно-цинковые
припои вводят олово, никель и марганец. Добавки олова
понижают температуру плавления латуни, повышают кор¬
розионную стойкость и улучшают жидкотекучесть припоя.
Легкоплавкие пастообразные припои состоят из трех ча¬
стей: порошкообразного припоя, флюса и загустителя.
Пасту состава: припой ПорПОССу-ЗО-2 (70%), вазелин
(20%), бензойная кислота (1,2%), аммоний хлористый
(1,2%) и эмульгатор ОП-7 (0,6%) — применяют для пай¬
ки стальных, медных и никелевых изделий.
Тугоплавкие порошкообразные припои применяют для
пайки твердосплавных пластин при производстве режу¬
щего инструмента. Состав припоя: ферромарганец (40%),
ферросилиций (10%), чугунная стружка (20%), медная
стружка (5%), толченое стекло (15%) — плавится при тем¬
пературе 1190—1300°С.
73. Требования к антифрикционным
сплавам
Антифрикционные сплавы предназначены для повыше¬
ния долговечности трущихся поверхностей машин и ме¬
ханизмов. Трение происходит в подшипниках скольжения
между валом и вкладышем подшипника. Для вкладыша
125
ОЛОВЯННО-СВИНЦОВЫЕ И ОЛОВЯННЫЕ ПРИПОИ
Назначение
Пайка и лужение пищевой посуды и
медицинской аппаратуры
Пайка и лужение электро- и
радиоаппаратуры, печатных схем
| Пайка деталей из оцинкованного железа |
| Пайка тонкой медной проволоки и фольги |
Пайка радиационных радиаторов
Пайка листового цинка, радиаторов
Пайка холодильных установок
Пайка в автомобильной промышленности |
Пайка и лужение в автомобильной
промышленности
Пайка деталей из алюминиевых сплавов
Температура
плавления,°С
Ликви¬
дус
о
СЧ
см
190
СО
со
см
I 192 I
216
255
229
I 1
270
о
СО
см
Соли¬
дус
со
со
со
со
со
СО
со
со
со
СО
со
со
185
со
со
244
о
о
см
Основные
компоненты,%
(свинец —
остальное)
Другие
элементы
I
I
I
I Медь 2 I
Сурьма
до 0,5
То же
Сурьма
1,5-2,0
0)
*
о
1-
Сурьма 5—6
Цинк 20
о
а
о
О
о
σι
о
со
о
о
СО
о
ю
о
СО
о
■ч-
со
о
СО
(
см
(О
и
о
о
к
Έ
ю
со
со
а
га
ЧЕ-
о
СП
со
о
со
>ч
О
О
>*
О
I
>
о
<
2
0
ό
ό
ό
О
О
О см
Q
о
ю
О
о
О
О
О ю
О ю
об
о
о
см
С
CZ
С
с
С о
С о
С
с
с
С
126
МЕДНО-ЦИНКОВЫЕ ПРИПОИ
а
2Г
as
v§
й
со
X
а §
ό э
>S .о
(U ^
X 00
>»со
СО Q)
а>
2 §
,1>о
со а)
νο
s s
со а)
£ ®
со о
с ю
2
>*
Q.
X
СВ О
а°.
? s
СВ 5
а S
ф 2
ξ а
2 св
г s
а 9
S «*
с;
СО Ю 00
Г'- о со
СО О) О)
ю
00
О)
§1
о
I I
О)
00
*
2 I ®
-£ 11
“ X * ч
<5 g ss
o§~g
if
ч
is
- а»
а со
I I I
га <g s СО О
5 X X 2 с
^ СО СО
in CO CO
а
CB
Έ
I 541
N Λ
ю m Ю
=r^. j
S9f
^ r- C^
X
ZS
2
подшипника подбирают такой материал, который предо¬
храняет вал от износа, сам минимально изнашивается, со¬
здает условия для оптимальной смазки и уменьшает коэф¬
фициент трения. Антифрикционный материал представ¬
ляет собой сочетание достаточно прочной и пластичной
основы, с опорными (твердыми) включениями. При трении
пластичная основа частично изнашивается, а вал опира¬
ется на твердые включения. Трение происходит не по всей
поверхности подшипника, смазка удерживается в изнаши¬
вающихся местах пластичной основы.
Антифрикционные сплавы — сплавы на основе олова,
свинца, меди или алюминия, обладающие специальными
антифрикционными свойствами (табл. 14).
К ним относятся:
1) баббит марки Б88 и БС6, применяемый для изго¬
товления подшипников быстроходных дизелей и под¬
шипников автотракторных двигателей;
2) бронза БрОЦС5-5-5, используемая для изготовле¬
ния подшипников электродвигателей центробежных на¬
сосов;
3) латунь марки ЛМцЖ52-4-1, используемая для из¬
готовления подшипников рольгангов, контейнеров, ре¬
дукторов, и другие сплавы.
Антифрикционные свойства сплавов проявляются при
трении в подшипниках скольжения. К ним относятся:
1) низкий коэффициент трения;
2) хорошая прирабатываемость к сопрягаемой детали;
3) высокая теплопроводность;
4) способность удерживать смазку и др.
Из антифрикционных сплавов наиболее широко при¬
меняют баббит, бронзу, алюминиевые сплавы, чугун и ме¬
таллокерамические материалы. Антифрикционные спла¬
вы хорошо прирабатываются в парах трения благодаря
мягкой основе — олову, свинцу или алюминию. Более
твердые металлы (цинк, медь, сурьма), вкрапленные в
мягкую основу, способны выдерживать большие нагруз-
128
Таблица 14
АНТИФРИКЦИОННЫЕ СПЛАВЫ
Мате¬
риал
Марка
Условие
применение
Назначение
Давле¬
ние,
МПа
Окруж¬
ная
ско¬
рость,
м/с
Баббит
Б88
20
50
Подшипники
БС6
15
быстроходных
дизелей
Подшипники
автотракторных
двигателей
Бронза
БрОЦС5-5-5
8
3
Подшипники
электродвигателей
центробежных
насосов
Латунь
ЛМцЖ52-4-1
4
2
Подшипники
рольгангов,
конвейеров,
редукторов
Чугун
АЧС-1
25
5
Для работы
АЧС-5
20
1.2
с закаленным или
АЧВ-1
20
1,0
нормализированным,
АЧК-1
20
2,0
с термически
АЧС-3
6
0,7
необработанным
АЧК-2
12
1,0
валом (в стадии
подготовки)
Металло¬
Бронзо-
12-18
0,1
Подшипники
керамика
графит
0,8—1,2
15
4,0
0,1
конвейеров
сельскохозяйствен¬
Железо-
графит
о
т
со
о"
4,0
ных и других
машин;
подшипники,
работающие в
местах,
труднодоступных
для подачи
смазки
129
ки. После приработки и частичной деформации мягкой
основы в ней образуются углубления, способные удержи¬
вать смазку, необходимую для нормальной работы пары.
74. Антифрикционные сплавы
Антифрикционные сплавы — сплавы на основе олова,
свинца, меди или алюминия, обладающие специальными
антифрикционными свойствами.
Баббиты — антифрикционные материалы на основе
олова или свинца. Их применяют для заливки вкладышей
подшипников скольжения, работающих при больших ок¬
ружных скоростях и при переменных и ударных нагрузках.
По химическому составу баббиты подразделяют на три
группы: оловянные (Б83, Б88), оловянно-свинцовые (БС6,
Б16) и свинцовые (БК2, БКА). Лучшими антифрикцион¬
ными свойствами обладают оловянные баббиты. Бабби¬
ты на основе свинца имеют несколько худшие антифрик¬
ционные свойства, чем оловянные, но они дешевле и ме¬
нее дефицитны. Свинцовые баббиты применяют в
подшипниках, работающих в не сложных условиях.
В марках баббитов цифра показывает содержание олова.
Например, баббит БС6 содержит по 6% олова и сурьмы,
остальное — свинец.
Для оловянных и оловянно-фосфористых бронз харак¬
терны высокие антифрикционные свойства: низкий ко¬
эффициент трения, небольшой износ, высокая теплопро¬
водность, что позволяет подшипникам, изготовленным из
этих материалов, работать при высоких окружных скоро¬
стях и нагрузках.
Алюминиевые бронзы, используемые в качестве под¬
шипниковых сплавов, отличаются большой износостой¬
костью, но могут вызвать повышенный износ вала. Свин¬
цовые бронзы в качестве подшипниковых сплавов могут
работать в условиях ударной нагрузки.
130
Латуни по антифрикционным свойствам уступают
бронзам. Их используют для подшипников, работающих
при малых скоростях и умеренных нагрузках.
Из-за дефицитности олова и свинца применяют спла¬
вы на менее дефицитной основе, например алюминиевые
сплавы. Алюминиевые сплавы обладают хорошими анти¬
фрикционными свойствами, высокой теплопроводнос¬
тью, хорошей коррозионной стойкостью в масляных сре¬
дах и достаточно хорошими механическими и технологи¬
ческими свойствами. В зависимости от химического
состава различают две группы сплавов:
1) сплавы алюминия с сурьмой, медью и другими эле¬
ментами, которые образуют твердые фазы в мягкой алю¬
миниевой основе. Наибольшее распространение получил
сплав ACM, содержащий сурьму (до 6,5%) и магний (0,3—
0,7%);
2) сплавы алюминия с оловом и медью, например
А020-1 (20% олова и до 1,2% меди) и А09-2 (9% олова и
2% меди). Они хорошо работают в условиях сухого и по¬
лужидкого трения и по антифрикционным свойствам
близки к баббитам.
Для работы в подшипниковых узлах трения применя¬
ют специальные антифрикционные чугуны. Изготовляют
три типа антифрикционного чу1уна: серый, высокопроч¬
ный с шаровидным графитом и ковкий.
75. Тугоплавкие металлы и сплавы
Тугоплавкими называют металлы, температура плавле¬
ния которых выше 1700°С. Наиболее тугоплавки:
1) вольфрам (3410°С),
2) молибден (2620°С),
3) тантал (2996°С),
4) хром (1875°С),
5) рутений,
6) гафний и др.
131
Тугоплавкие металлы и их сплавы применяют как жа¬
ропрочные при строительстве ракет, космических кораб¬
лей. Эти металлы получают из порошков путем прессова¬
ния и последующего их спекания в брикеты, а также
плавкой заготовок в электродуговых и электронно-луче-
вых печах. Монокристаллы тугоплавких металлов боль¬
шой чистоты получают в результате особой плавки.
Тугоплавкие металлы обладают высокой коррозион¬
ной стойкостью в среде сильных кислот, расплавленных
щелочных металлах. Тугоплавкие металлы и их сплавы во
избежание окисления нагревают в вакууме или нейтраль¬
ных газах (аргоне, гелии). Детали, работающие при вы¬
соких температурах, покрывают хромом, алюминием,
кремнием и другими металлами. Для изготовления дета¬
лей, работающих при температурах до 1400°С, использу¬
ют молибден, ниобий или их сплавы; при более высоких
температурах — вольфрам и тантал, у которых значитель¬
но выше температура плавления.
Сплавы вольфрама с 20% рения и вольфрама с 5% ре¬
ния применяют для изготовления термопар, измеряющих
температуру до 3000°С.
Тантал применяют для изготовления пластин и прово¬
локи, используемых в костной хирургии. Карбиды танта¬
ла (температура плавления 3880°С) применяют для наплав¬
ки на поверхность изделий в агрессивной среде.
Вольфрам и молибден в чистом виде используют в ра¬
дио- и электронной промышленности для изготовления
нитей накаливания, пружин, нагревателей, контактов.
Сплав, содержащий 85% вольфрама и 15% молибдена,
пригоден для работы при температурах, близких к 3000°С.
Ниобий и его сплавы имеют важное значение в элект¬
ронной и химической промышленности, а сплавы нио¬
бия с оловом являются ценным сверхпроводящим мате¬
риалом.
Большую роль играет рений, его температура плавле¬
ния 3180°С, плотность в 3 раза больше, чем у железа, он
132
немного легче осмия, платины и иридия. Жаропрочность
рения с вольфрамом и танталом сохраняется до темпера¬
туры 3000°С, сохраняются и механические свойства. Воль¬
фрам и молибден при низких температурах очень хруп¬
ки. а в сплаве с рением сохраняют при этих температу¬
рах пластичность.
Тема 8. СПЛАВЫ, ПОЛУЧАЕМЫЕ
МЕТОДАМИ
ПОРОШКОВОЙ
МЕТАЛЛУРГИИ
76. Методы получения порошков
Порошки используются для получения порошковых
сплавов. Порошковый сплав представляет собой метал¬
лический порошок (железный, из цветных металлов, в не¬
которых случаях с добавкой графита или других приме¬
сей), спрессованный при высоком давлении и подверг¬
нутый спеканию. Такой способ получения порошковых
сплавов называется порошковой металлургией. Порошко¬
вая металлургия дает возможность создавать изделия с
особыми свойствами, которые нельзя получить никаки¬
ми другими методами, — пористые самосмазывающиеся
подшипники, сплавы из таких несплавляющихся металлов,
как вольфрам и медь, а также изготовлять большинство
тугоплавких металлов, многокомпонентные смеси и т.д.
Порошки получают различными способами:
1) механическим измельчением железной и стальной
стружки в шаровых, молотковых и вихревых мельницах;
2) восстановлением из оксидов тугоплавких металлов
(вольфрама, молибдена, железа и др.);
3) электролитическим осаждением — меди, олова, же¬
леза и др.
Для получения порошков исходных компонентов ис¬
пользуют различные технологии в зависимости от приро¬
ды сырья. Для получения карбида вольфрама — основно¬
го компонента большинства твердых сплавов — исполь¬
зуют карбидизацию порошкообразного металлического
вольфрама в среде углеродосодержащего газа.
Металлический вольфрам получают в две стадии. На
первой в результате разложения вольфрамовой кислоты
134
образуется оксид вольфрама, который на второй стадии
подвергают восстановлению в среде водорода
(H,W4-* WO, +H.OWO, +ЗН7 W+ ЗН.О и, наконец,
2WC2H -> 2WCH 2).
Карбид титана (TiC), являющийся компонентом и
твердых сплавов, и режущей керамики, получают восста¬
новлением окиси титана (ТЮ + С2Н2 -*> TiC+ СО+ Н2).
Оксид алюминия (А1203) — основа некоторых видов
керамики — может быть получен переработкой бокситов,
в которых его содержание составляет от 50 до 100%, а так¬
же обжигом глинозема.
Нитрид кремния может быть получен азотированием
кремниевого порошка. Металлический кобальт, являю¬
щийся связкой большинства твердых сплавов, получают
восстановлением окислов кобальта в среде водорода.
Наиболее распространенный способ приготовления
смесей — размол в шаровых мельницах. При этом проис¬
ходят измельчение порошков, их перемешивание с целью
получения однородной массы. Время размола составляет
от двух—трех до четырех—пяти суток в зависимости от
требований к дисперсности порошка.
77. Формирование заготовок и изделий
Формование заготовок и изделий для последующего
спекания может осуществляться различными методами:
1) прессованием в пресс-формах;
2) гидростатическим прессованием;
3) мундштучным прессованием (методом шприцева¬
ния или выдавливания);
4) шликерным литьем (отливкой суспензий).
Наиболее распространенной технологией в порошко¬
вой металлургии является прессование в пресс-формах.
Давление прессования составляет 500—600 МПа. При
прессовании важно обеспечить высокую и равномерную
плотность смеси по объему. От степени уплотнения зави¬
135
сит величина усадки при последующем спекании. Чем выше
пористость заготовки, тем больше усадка, т. е. тем сильнее
меняются размеры спеченного изделия. Если заготовка
имеет неодинаковую плотность по объему, то вследствие
различной усадки происходит искажение формы.
Исходные порошки инструментальных материалов об¬
ладают малой пластичностью. Это не позволяет обеспе¬
чить равномерную плотность при одностороннем прессо¬
вании (при одностороннем прессовании цилиндрических
заготовок высотой 25—30 мм из порошков твердого спла¬
ва фактическое давление в нижних слоях смеси — у дна
пресс-формы — составляет всего 20—30% от приложен¬
ного к пуансону).
Для получения более равномерной плотности по объему
используют двустороннее прессование, при котором давление
к уплотняемому порошку прикладывается с двух сторон.
При прессовании твердых сплавов в смесь вводят пла¬
стифицирующие вещества — пластификаторы, облегчаю¬
щие скольжение частиц друг относительно друга и сте¬
нок пресс-формы, что способствует большей степени уп¬
лотнения смеси. В качестве пластификаторов используют
раствор синтетического каучука в бензине, парафин.
Кроме того, пластификаторы придают заготовкам неко¬
торую прочность за счет клеящей способности. Такие
заготовки можно обрабатывать резанием либо непосред¬
ственно после формования, либо после предварительно¬
го спекания при 800—1000°С, когда заготовки имеют
большую пористость, облегчающую их обработку резани¬
ем. Это позволяет изготавливать изделия сложной фор¬
мы, но вследствие высокой хрупкости при резании мо¬
гут возникать выкрашивания или даже поломки.
78. Твердые сплавы
Основной фазой твердых сплавов являются карбиды
или карбидонитриды в количестве 80% и более. Твердые
136
сплавы имеют высокие твердость 87-92 HRA (HRC =
= 2HRC-104) и теплостойкость (80—1100°С), поэтому до¬
пустимые скорости резания при использовании твердо¬
сплавного инструмента также высокие — 100—300 м/мин.
В зависимости от типа твердой фазы — карбиды, кар-
бон итриды — и металла связки твердые сплавы делятся
на следующие группы:
1) WC — Со — вольфрамкобальтовые типа ВК;
2) WC —TiC — Со — титановольфрамокобальтовые
типа ТК;
3) WC —TiC — Со — титанотанталовольфрамокобаль¬
товые типа ТТК;
4) TiC и TiCN—( Ni + Мо) — сплавы на основе кар¬
бида и карбонитрида титана — безвольфрамовые типа ТН
и КНТ.
Сплавы ВК. Сплавы маркируются буквами ВК и циф¬
рой, показывающей содержание кобальта (ВК6 — 94%
WC и 6% Со). Свойства сплава определяются главным об¬
разом содержанием кобальта. Его увеличение приводит к
повышению прочности, но твердость и изностойкость
при этом снижаются. Сплавы этой группы обладают наи¬
большей прочностью по сравнению с прочими твердыми
сплавами. По содержанию кобальта сплавы можно разде¬
лить на группы:
1) низко кобальтовые (3—8% Со) ВК4, ВК6, ВК8. При¬
меняют для режущего инструмента;
2) среднекобальтовые (до 15% Со). Применяют для из¬
готовления бурового инструмента;
3) высоко кобальтовые — для штампованного инстру¬
мента.
Сплавы ТК. Твердость сплавов ТК больше, чем у ВК,
но их прочность ниже (при одинаковом содержании ко¬
бальта). Они имеют преимущество по теплостойкости —
1000°С. Увеличение содержания кобальта приводит к по¬
вышению прочности с одновременным снижением твер¬
дости и теплостойкости. Сплавы группы ТК (Т30К4,
Т15К6, Т5К10) используют для обработки материалов со
137
сливной стружкой, т. е. сталей, где от инструментально¬
го материала требуется повышенная теплостойкость.
Сплавы ТТК (ТТ7К12, ТТ8К6, ТТ20К9). При равной
теплостойкости сплавы ТТК превосходят сплавы ТК по
сочетанию свойств «твердость — прочность». Наибольшее
влияние легирования карбидом тантала проявляется при
циклических нагрузках — ударная усталостная долговеч¬
ность повышается от 6 до 25 раз.
Сплавы ТН, КНИ. Это безвольфрамовые твердые
сплавы. (БВТС) на основе карбида и карбонитрида тита¬
на с никельмолибденовой, а не кобальтовой связкой.
79. Металлокерамика
Металлокерамическими называются сплавы, представ¬
ляющие собой твердый раствор карбидов вольфрама
(WC), титана (TiC), тантала (ТаС) в металлическом ко¬
бальте. Производство металлокерамических сплавов напо¬
минает технологию получения керамических (глиняных,
фарфоровых и огнеупорных) изделий. Металлокерами¬
ческие сплавы обладают большой твердостью, что позво¬
ляет применять их для обработки металлов. Выпускают¬
ся металлокерамические изделия в виде пластинок для ос¬
нащения рабочей части различного металлорежущего
инструмента (сверл, резцов, разверток, фрез) путем ме¬
ханического прикрепления или напайки к державкам.
По химическому составу карбидной основы металло¬
керамические сплавы делят на вольфрамовые, титано¬
вольфрамовые, титанотанталовольфрамовые.
Марки вольфрамовых металлокерамических сплавов
ВКЗ, ВКЗМ, ВК6, ВК8, ВК8В. Их применяют при обра¬
ботке материалов, обладающих высокой твердостью и
хрупкостью: чугуна, стекла, бронзы, фарфора. Сплав
ВК6М используют для оснащения режущих инструмен¬
тов при чистовой и получистовой обработке пластмасс,
жаропрочных сталей, отбеленных чугунов. Сплав ВК8М
138
применяется для обработки инструментов при волочении,
бурении, черновом точении жаропрочных и коррозион-
но-стойких сталей.
Титановольфрамовые металлокерамические стали мар¬
кируются Т5К10, Т15К6, Т30К4 и др. Они применяются
при обработке вязких материалов: латуни, стали.
Сплав Т5К10 используется для оснащения режущих
инструментов при чистовом строгании и черновом точе¬
нии по корке и окалине. Т15К6 и Т30К4 используют при
чистой и получистой обработке.
Титанотанталовольфрамовые металлокерамические
твердые сплавы применяют при черновой обработке
стальных поводок. Среди них можно выделить сплавы
ТТ17К12 и ТТ10К8В. Их прочность на изгиб более вы¬
сока по сравнению с титановольфрамовыми сплавами
(аизг>> 1550 МПа).
Также к металлокерамическим относятся мелкозерни¬
стые высококобальтовые сплавы марок ВК20, ВК25, ВК30
и крупнозернистые новые сплавы, среди которых ВК15В,
ВК20В и ВК25В. Они отличаются ударной вязкостью и
высокой прочностью. Данные сплавы применяются для
изготовления твердосплавных штампов, используемых
при условии больших ударных нагрузок. Стойкость этих
штампов в 40—50 раз больше по сравнению со стальны¬
ми штампами.
80. Минералокерамические твердые
сплавы
Минералокерамика — это синтетический материал, в
основу которого положены технический глинозем (А1203)
и другие тугоплавкие оксиды (Cr203, Si02, Zr02). Среди
таких сплавов можно выделить минералокерамику мар¬
ки ЦМ-332 — микролит и термокорунд. По твердости
(HRA 90—95), тепло- и износостойкости она превосходит
139
твердые сплавы. Минералокерамические сплавы не со¬
держат дорогостоящих металлов, дешевы в производстве.
К недостаткам микролита и термокорунда относят
низкую прочность и большую хрупкость. Инструменты,
оснащенные пластинками этих минералокерамических
сплавов, не теряют своей твердости при нагревании в
процессе работы до 1200°С. Поэтому их применяют в ус¬
ловиях безударной нагрузки при чистовой и получисто¬
вой обработке стальных и чугунных деталей, цветных
металлов и их сплавов, неметаллических материалов на
высоких скоростях с небольшими глубинами резания и
подачами.
В технологии производства пластинок микролита вы¬
деляют такие этапы, как:
1) подготовка порошка;
2) формовка подготовленного порошка;
3) прессовка заготовки;
4) спекание при температуре 1750— 1900°С.
Также пластинки получают горячим литьем под дав¬
лением (шлакерный метод).
К державкам инструментов пластинки микролита
прикрепляют путем припаивания или механическим за¬
креплением. При пайке нужно предварительно произве¬
сти металлизацию пластинок, т. е. покрыть их тонким
слоем какого-либо металла, подходящего для пайки.
Для улучшения механических и эксплуатационных ха¬
рактеристик минералокерамики в нее добавляют вольф¬
рам, молибден, бор, титан, никель и т. д. Эти материалы
называются керметами. Их используют при обработке ре¬
занием труднообрабатываемых сталей и сплавов.
Среди минералометаллических сплавов также можно
выделить сверхтвердые инструментальные материалы на
основе поликристаллов бора — эльборы марок 01, 05, 10.
Поликристаллы нитрида бора превосходят все инстру¬
ментальные материалы по твердости и теплостойкости.
Их монтируют в державки резцов и соединяют вакуум¬
ной пайкой или с помощью горячей опрессовки стальной
140
втулки с поликристаллом. Инструменты, покрытые эль-
бором, применяют при обработке чугуна и стали любой
твердости при высоких скоростях.
Инструменты, оснащенные поликристаллическими ал¬
мазами (карбонадо, балласом), используют для обработки
титановых сплавов, металлокерамики, твердых сплавов.
81. Пористая и компактная
металлокерамика
Металлокерамику, имеющую остаточную пористость
в пределах 15—50%, называют пористой. К ней относят¬
ся антифрикционные материалы, фильтры и «потеющие»
материалы.
Антифрикционные материалы имеют в своем составе
графит или другие компоненты, выполняющие роль смаз¬
ки. Поры заполняются маслом.
Выпускают бронзографитовые и железографитовые
металлокерамические изделия. Бронзографит по микро¬
структуре представляет собой зерна твердого раствора
олова в меди с включением графита и пор, заполненных
смазкой.
Железографит может иметь ферритную, перлитную и
цементитную структуру. Антифрикционные материалы
используют для изготовления подшипниковых втулок.
Фильтры изготовляют из порошков железа, бронзы, ни¬
келя, коррозионно-стойкой стали и других материалов.
Их пористость не менее 40—50%. Фильтры применяют для
очистки топлива, очистки воздуха и различных жидко¬
стей.
Металлокерамические материалы, предназначенные
для охлаждения за счет испарения хладагента через поры,
называют «потеющими» материалами. Их изготовляют из
порошков коррозионно-стойкой стали, никеля, вольфра¬
ма, титана и т. д.
141
Компактная металлокерамика. К ней относятся фрик¬
ционные материалы, магнитные, электроконтактные ма¬
териалы.
Фрикционные металлокерамические материалы пред¬
ставляют собой композиции на основе меди или железа.
В их состав входят компоненты, служащие в качестве смаз¬
ки и предохраняющие материал от износа, и компоненты,
придающие материалу высокие фрикционные свойства.
Фрикционные металлокерамические материалы имеют по¬
вышенную хрупкость и низкую прочность. Эти материа¬
лы применяют в узлах сцепления и торможения.
Магнитные металлокерамические материалы получа¬
ют методами порошковой металлургии. Это магнитно¬
мягкие (ферриты), магнитно-жесткие материалы (посто¬
янные магниты) и магнитодиэлектрики. Ферриты изго¬
товляют методами холодного и горячего прессования из
порошков чистого железа и сплавов на его основе или из
порошков на основе окислов железа. Постоянные магни¬
ты являются металлокерамическими сплавами сложного
химического состава на основе железа, легированного
алюминием, никелем, медью, кобальтом. Магнитодиэлек¬
трики представляют собой композиции магнитных и изо¬
ляционных материалов. Изоляционные материалы разде¬
ляют металлические частицы в магнитном и электричес¬
ком отношении и являются механической связкой.
Электроконтактные металлокерамические материалы
изготовляют из смеси порошков тугоплавких металлов с
медью, серебром, никелем.
Тема 9. НЕМЕТАЛЛИЧЕСКИЕ
МАТЕРИАЛЫ
82. Строение и структура пластических
масс
Пластмассы (пластические массы) — это материал, по¬
лученный на основе высокомолекулярного органического
соединения (полимера), выполняющего роль связующего и
определяющего основные технические свойства материала.
Полимеры — высокомолекулярные вещества с очень
большой молекулярной массой — ΙΟ5—107. Основа струк¬
туры полимеров — микромолекулы, которые построены из
многократно повторяющихся звеньев — мономеров.
Получение полимеров связано с образованием хими¬
чески активных групп и их последующим соединением,
в результате чего получаются макромолекулы. Это проис¬
ходит в результате реакции полимеризации. Полимериза¬
ция — это соединение в макромолекулы одинаковых мо¬
номеров, обладающих двойной связью.
Структура макромолекул полимера может быть линей¬
ной, разветвленной и пространственной, встречаются и
другие виды.
Мономеры в макромолекуле связаны между собой
сильной ковалентной связью. У полимеров с линейной и
разветвленной структурами связь между молекулами сла¬
бая. Поэтому при повышении температуры такие поли¬
меры легко размягчаются, становятся пластичными. Это
термопластичные полимеры — термопласты. После ох¬
лаждения термопласты вновь затвердевают, приобретая
первоначальные свойства. Никаких необратимых хими¬
ческих превращений в процессе нагрева и охлаждения
термопласты не претерпевают.
Полимеры с пространственно замкнутой (сетчатой)
структурой образуются мономерами, имеющими более
143
двух активных связей, все звенья структуры в этом слу¬
чае соединены ковалентными связями. На первой стадии
образования такие полимеры получают линейную струк¬
туру. Пространственная структура образуется на второй
стадии в процессе отверждения (оно происходит под воз¬
действием температуры, давления, отвердителей) вслед¬
ствие протекания необратимых химических реакций,
вызывающих возникновение связей (сшивание) между
ранее разобщенными макромолекулами. Такие полиме¬
ры называются термореактивными, или реактопластами.
В зависимости от количества связей между макромо¬
лекулами различают густосетчатые (с большим количе¬
ством связей) и редкосетчатые (с малым количеством свя¬
зей) полимеры. Термопласты при нагреве сначала размяг¬
чаются, а затем образуют высоковязкие жидкости.
Пластмассы могут быть монолитными и газонаполнен¬
ными (ячеистой структуры). Последние подразделяются
на пено- и поропласты.
83. Классификация пластмасс
Пластмассы — это искусственные материалы, основой
которых являются полимеры.
При нагреве пластмассы размягчаются, становятся
пластичными. В таком состоянии им под давлением при¬
дается необходимая форма, сохраняющаяся после охлаж¬
дения. В том случае, если связующее — термопластичный
полимер, переход отформованной массы в твердое состо¬
яние совершается при охлаждении. Если связующим яв¬
ляется термореактивный полимер, то отверждение про¬
исходит при нагреве. Пластмассы по этому признаку де¬
лят на две группы: термопластичные и термореактивные.
Основа термопластичных пластмасс — полимеры с ли¬
нейной или разветвленной структурой. Температура эк¬
сплуатации наиболее распространенных термопластов не
превышает 60—200°С, при более высоких температурах
начинается резкое снижение свойств.
144
Термореактивные пластмассы. Связующие вещества в
этих пластмассах — термореактивные полимеры. Исполь¬
зуются фенолформальдегидные, кремнийорганические,
эпоксидные смолы. Теплостойкость этих полимеров со¬
ставляет 200—350°С. В зависимости от эластичности пла¬
стмассы делят на три группы:
1) жесткие (модуль упругости 700 МПа и выше);
2) полужесткие (70—700 МПа);
3) мягкие (до 70 МПа).
Пластмассы могут быть одно- или многокомпонент¬
ными. Состав однокомпонентных представлен только од¬
ним полимером. В состав многокомпонентных пластмасс,
помимо связующего, могут входить наполнители, плас¬
тификаторы, отвердители, красители.
Наполнители повышают механические свойства, сни¬
жают усадку при прессовании и придают материалу спе¬
циальные свойства. По виду наполнители пластмасс де¬
лят на:
1) порошковые (наполнитель — древесная мука, гра¬
фит, тальк и др.);
2) волокниты с наполнителем в виде волокон (очесь
хлопка и льна), в том числе стекло- и асбоволокниты;
3) слоистые с листовым наполнителем (бумага — ге-
тинакс, ткань хлопчатобумажная — текстолит, а также
асбо- и стеклотекстолиты со стеклянной тканью и асбес¬
том);
4) газонаполненные — пено- и поропласты (наполни¬
тель — воздух или нейтральные газы).
Пластификаторы повышают эластичность, а также мо-
розо- и огнестойкость и облегчают прессование. В каче¬
стве пластификаторов используют олеиновую кислоту,
стеарин.
Отвердители — оксиды некоторых металлов, уротро¬
пин. Они способствуют отверждению термореактивных
пластмасс.
Красители и пигменты придают пластмассам опреде¬
ленную окраску.
145
84. Полиэтилен, поливинилхлорид
Полиэтилен и поливинилхлорид относятся к конст¬
рукционным полимерным материалам. Это термопластич¬
ные пластмассы.
Полиэтилен (ПЭ) (-СН 2—СН2-)я — плотный и проч¬
ный материал, стойкий к действию органических раство¬
рителей, хорошо окрашивается в различные цвета. При¬
меняется в основном при изготовлении детской мебели,
стульев, кресел различных емкостей, крепежной фурни¬
туры.
Производится полиэтилен высокого (ПЭВД) и низко¬
го (ПЭНД) давления (полимеризация при давлении 100
и 0,1—0,6 МПа и температуре 200—300 и 150°С соответ¬
ственно). Макромолекулы имеют линейную структуру,
что обеспечивает их упаковку в пачки и таким образом
облегчает кристаллизацию. Степень кристалличности
ПЭНД — 75—95%, ПЭВД — 55—65%. Большая степень
кристалличности ПЭНД определяет его большие проч¬
ность и теплостойкость. Среднее значение предела проч¬
ности при растяжении составляет для ПЭНД около
ЗОМПа, для ПЭВД — 13 МПа.
ПЭ обладает довольно высокой химической стойкос¬
тью, при комнатной температуре нерастворим ни в одном
известном растворителе.
ПЭ также обладает высокими диэлектрическими свой¬
ствами.
Длительное применение ПЭ ограничено температурой
60—100°С. Морозостойкость до -70°С.
Поливинилхлорид (ПВХ) (-СН2—СНС1-)я. На основе
поливинилхлорида производятся два вида пластмасс —
винипласт и пластикат, в состав которых в отличие от ви¬
нипласта входят пластификаторы. Поливинилхлорид —
один из наиболее распространенных материалов. Он не¬
горюч, обладает высокой химической стойкостью, высо¬
кой механической прочностью, почти не набухает, устой¬
чив к старению, не имеет запаха, безвреден, легко окра¬
146
шивается. Он наиболее дешевый и наименее дефицит-
ный, поэтому получил широкое применение при произ¬
водстве ящиков из погонажных профильных элементов,
раскладок, емкостей и т. д.
Винипласт имеет высокие прочность и упругость, из
него изготавливают строительную облицовочную плитку,
защитные покрытия металлических емкостей. Недостат¬
ки — низкая длительная прочность и малый интервал
температур (от -10 до 60—70°С).
Введение пластификаторов расширяет интервал рабо¬
чих температур (от-50 до 160—195°С), повышает эластич¬
ность. Пластикат — полярный пластик, он обладает вы¬
сокими диэлектрическими свойствами в области низких
частот. Основное применение пластиката — изоляция про¬
водов, кабелей.
85. Полиамиды и полистирол
Полиамиды и полистирол относятся к термопластич¬
ным пластмассам. Используются в качестве конструкци¬
онных материалов. Полиамиды — твердые термопластич¬
ные полимеры с широко известными названиями: кап¬
рон, нейлон, лавсан, в состав которых входят амидная
группа (-NH-CO-), а также этиленовые группы (-СН2-),
повторяющиеся от 2 до 10 раз.
Полиамиды — кристаллизующиеся полимеры. При од¬
ноосной ориентации из них получают волокна, нити,
пленки. Свойства разных видов полиамидов близки, они
являются хорошим антифрикционным материалом, обла¬
дают вибрационными свойствами, высокими показателя¬
ми прочности при ударных нагрузках и изгибе, имеют вы¬
сокую жесткость, твердость поверхности, морозостойки.
Недостатки полиамидов — гигроскопичность и подвер¬
женность старению.
Применяются в электротехнической промышленнос¬
ти, для изготовления фурнитуры, стяжек, полкодержате¬
147
лей и других мелких деталей, работающих под больши¬
ми нагрузками. Их используют также для антифрикци¬
онных покрытий металлов.
Полистирол (ПС) (-СН2—СНС6Н5-)я является произ¬
водной этилена. Это твердый, жесткий, прозрачный ма¬
териал, хорошо окрашивается.
Полистирол наиболее стоек к воздействию ионизиру¬
ющего излучения по сравнению с другими термопласта¬
ми. Полистирол растворим в бензоле, но стоек к кисло¬
там, щелочам, маслам. Недостатки полистирола — низкая
теплостойкость, склонность к старению и образованию
трещин. Полистирол применяют при изготовлении дета¬
лей радиотехники, приборов.
Ударопрочный полистирол — один из основных кон¬
струкционных материалов. Он обладает высокой твердо¬
стью, прочностью к ударным нагрузкам, эластичностью,
сопротивлением на разрыв; стоек к действию температу¬
ры от +65 до -40°С. Применяется при изготовлении ящи¬
ков, погонажных элементов детской мебели, крепежной
фурнитуры и др.
Модификацией полистирола являются акрилонитрил-
бутадиеностирольные (АСБ) пластики — сополимеры по¬
листирола с синтетическими каучуками. Они являются
ударопрочным материалом, превосходят обычный поли¬
стирол по ударной вязкости в 3—5 раз, а по относитель¬
ному удлинению — в 10 раз. АСБ-пластики имеют высо¬
кую прочность, твердость, жесткость, устойчивость к ис¬
тиранию, ударопрочность. Изделия из этого тройного
сополимера хорошо сохраняют форму и размеры во вре¬
мя эксплуатации. Применяются при изготовлении карка¬
сов кресел, стульев, детской мебели и др.
86. Фторопласты и полиметилметакрилат
К фторопластам относят полимеры, состоящие в основ¬
ном из углерода и фтора. Это, например, фторопласт-3 и
148
фторопласт-4, обладающие непрозрачностью и высокой
химической стойкостью. Фторопласт-4 абсолютно хими¬
чески стоек, имеет низкий коэффициент трения, но об¬
ладает хладотекучестью и поэтому в машиностроении
применяется при незначительных нагрузках. Этот мате¬
риал работает при температуре от -250 до +260°С. Он не
перерабатывается обычными методами, так как не пере¬
ходит в вязкотекучее состояние. Изделия из фтороплас¬
та-4 получают спеканием спрессованного порошка. Фто-
ропласт-3 при нагреве до температуры 210°С размягчает¬
ся и плавится, что дает возможность перерабатывать его
методом литья под давлением. Фторопласт-3 может рабо¬
тать при температуре от -80 до +70°С, химически стоек,
но набухает в органических растворителях; более тверд и
механически прочен, чем фторопласт-4, не обладает хо¬
лодной текучестью.
Фторопласты широко применяются для изготовления
уплотнительных деталей — прокладок, набивок, работа¬
ющих в агрессивных средах, деталей клапанов кислород¬
ных приборов, мембран, химически стойких деталей, са-
мосмазывающихся вкладышей подшипников, реакторов,
насосов, тары пищевых продуктов. Их используют в вос¬
становительной хирургии, для защиты металла от воздей¬
ствия агрессивных сред.
Полиметилметакрилат — это термопластический ма¬
териал (органическое стекло), обладающий прозрачнос¬
тью, твердостью, стойкостью к атмосферным воздействи¬
ям, водостойкостью, стойкостью ко многим минеральным
и органическим растворителям, высокими электроизоля¬
ционными и антикоррозионными свойствами. Он выпус¬
кается в виде прозрачных листов и блоков.
К положительным свойствам органического стекла от¬
носятся:
1) низкая плотность;
2) упругость;
3) отсутствие хрупкости вплоть до -50—60°С;
4) более высокая по сравнению со стеклом светопроз-
рачность;
149
5) легкая формуемость в детали сложной формы;
6) простота механической обработки;
7) свариваемость и склеиваемость.
Но по сравнению с минеральными стеклами органи¬
ческие стекла обладают более низкой поверхностной
твердость. Теплостойкость органического стекла ниже,
чем у минерального. Кроме того, органическое стекло
легко загорается. Органическое стекло применяется для
изготовления санитарно-технического оборудования, све¬
тильников, фонарей, деталей приборов управления.
87. Поликарбонаты, пенопласт
и полиимиды
Поликарбонаты — это термопластические материалы,
обладающие ценными свойствами:
1) высокой поверхностной твердостью;
2) ударной прочностью;
3) теплостойкостью.
Поликарбонаты водостойки и стойки к окислитель¬
ным средам при повышенных температурах. Они совер¬
шенно прозрачны и могут быть использованы вместо си¬
ликатного стекла для изготовления фонарей, светильни¬
ков, деталей приборов, посуды, тары для жидких веществ.
Поликарбонаты применяют для изготовления зубчатых
колес, втулок, клапанов, кулачков и других подобных
деталей. Поликарбонаты перерабатывают в изделия все¬
ми способами, применяемыми для изготовления изделий
из термопластов: литьем под давлением, штамповкой, ва¬
куум-формованием, экструзией, механической обработ¬
кой, сваркой.
Пенопласт — это полимер, отличающийся химической
стойкостью и атмосферостойкостью. По водостойкости
пенопласт аналогичен фторопластам, полиэтилену и по¬
листиролу. Из пенопласта изготовляют химически стой¬
150
кие трубы, клапаны, вентили, сепараторные кольца, под¬
шипники, детали часовых механизмов, детали отделки
помещений.
Полиимиды — это новый вид термопластичных плас¬
тмасс. Его свойства:
1) высокая нагревостойкость (220 — 250°С);
2) хорошие электрические характеристики;
3) большие значения механических характеристик.
Полиимидные пластмассы могут использоваться при
температурах до -155°С, т. е. их можно применять в хо¬
лодильных установках большой мощности.
Полиимиды химически стойки. Они не растворяются
в большинстве органических растворителей, на них не
действуют разбавленные кислоты, минеральные масла и
вода. Разрушение полиимидов вызывают концентриро¬
ванные кислоты, щелочи и перегретый водяной пар. Из
полиимидов получают электроизоляционные пленки свет¬
ло-желтой или коричневой окраски. Полиимидные плен¬
ки выпускаются толщиной от 5 до 100 мкм и более.
На основе полиимидов изготовляют различные пласт¬
массовые изделия электроизоляционного (изоляционные
ленты, изоляционное покрытие и др.) и конструкцион¬
ного назначения (прокладки, детали). Для этого исполь¬
зуют как чистые полиимиды, так и наполненные стекло¬
волокном и другими нагревостойкими наполнителями.
Изделия из полиимидов изготовляют литьем и прессова¬
нием при температурах 356—400°С.
88. Термореактивные полимеры
и пластмассы
Связующее вещество в этих пластмассах — термореак¬
тивные полимеры. Используются фенолформальдегидные,
кремнийорганические, эпоксидные смолы. Теплостой¬
кость этих полимеров 200—350°С. Термореактивные пла¬
151
стмассы являются многокомпонентными, в их состав вхо¬
дят наполнители, а также могут быть введены пластифи¬
каторы и красители.
Пластмассы с порошковым наполнителем. В качестве
наполнителя используют органические и минеральные
вещества. Минеральные наполнители придают материа¬
лу волокнистость, химическую стойкость, повышенные
электроизоляционные свойства. Такие пластмассы изо¬
тропны, так как относятся к аморфным материалам, их
механические свойства невысоки. Основное примене¬
ние — несиловые детали, в основном электоизоляцион-
ного назначения.
К пластмассам с волокнистым наполнителем относятся
волокниты, асбо- и стекловолокниты. Наполнитель волок-
нитов — хлопковая целлюлоза. Их применяют для изготов¬
ления деталей технического назначения — направляющих
втулок, фланцев и т. д. Для асбоволокнитов (наполнитель —
асбест) в качестве связующего используют в основном
формальдегидную смолу. Их преимущество — повышен¬
ная теплостойкость. Асбест обладает высокими фрикцион¬
ными свойствами, что наряду с высокой теплостойкостью
обусловливает применение асбоволокнитов для изготовле¬
ния деталей тормозных устройств. Стекловолокниты обла¬
дают высокой удельной прочностью, хорошо сопротивля¬
ются вибрационным и знакопеременным нагрузкам. Их
свойства зависят от характеристик стекловолокна — диа¬
метра и длины волокон, состава стекла.
Слоистые пластмассы состоят из связующего и листо¬
вого наполнителя, что определяет их слоистую структуру
и анизотропные свойства.
Гетинакс — это материал, наполнителем которого
служат разные сорта бумаги. Его можно применять при
температуре до 120— 140°С, он устойчив к действию ра¬
створителей. Гетинакс применяют как материал для внут¬
ренней отделки транспортных средств. Текстолит (напол¬
нитель — хлопчатобумажные ткани) обладает хорошими
виброгасящими и антифрикционными свойствами. При¬
152
меняется в машиностроении для изготовления подшип¬
ников скольжения, корпусных деталей и т.д. Асботексто¬
лит содержит около 40% связующего, остальное — асбе¬
стовая ткань. Его применение определяется высокими
фрикционными и теплоизолирующими свойствами.
Наполнителем стеклотекстолитов является стекло¬
ткань. Используют в самолето- и судостроении, радио- и
электротехнике.
89. Газонаполненные и фольгированные
пластмассы
К газонаполненным пластмассам относят легкие пласт¬
массы — пенопласты и поропласты, которые состоят из
мельчайших ячеек или пор, отделенных друг от друга тон¬
кой пленкой полимера.
Материалы, состоящие из замкнутых, несообщающих-
ся ячеек, называют пенопластами, а материалы, в которых
преобладают сообщающиеся между собой поры, — поро-
пластами. Когда от материала требуются высокие тепло-
и электроизоляционные свойства и водонепроницае¬
мость, применяют пенопласты. Для звукоизоляции ис¬
пользуют поропласты.
Пенопласты и поропласты получают насыщением рас¬
плавленной смолы газами под давлением, при этом про¬
исходит вспенивание полимера. В пенопластах 90—95%
объема занимают газы. Наибольшее применение получи¬
ли пенополиуретаны, обладающие высокими диэлектри¬
ческими, тепло-, эвуко- и виброизоляционными свой¬
ствами, высокой удельной прочностью, большой влаго¬
стойкостью, стойкостью к кислотам и щелочам, малым
коэффициентом теплопроводности, низкой плотностью
(до 20 кг/м3).
Фольгированные пластмассы имеют специальное на¬
значение: их применяют при изготовлении плат с печат¬
153
ным монтажом, кодовых переключателей, печатных яко¬
рей электродвигателей и других деталей. Фольгированные
пластмассы представляют собой слоистый пластик (гети-
накс, стеклотекстолит), облицованный с одной или двух
сторон медной фольгой толщиной 35 или 50 мкм.
Медную фольгу получают электролитическим осажде¬
нием, что обеспечивает ей однородный состав. Для улуч¬
шения сцепления с пластиком одну сторону фольги об¬
рабатывают в щелочном растворе (оксидируют). Склеи¬
вание фольги с пластиком производят клеем БФ-4 в
процессе прессования.
Фольгированные пластики (табл. 15) должны удовлет¬
ворять требованиям, связанным с технологией производ¬
ства печатных схем, и условиям их эксплуатации. Фоль-
гированный пластик должен выдерживать воздействие
повышенных температур в процессе производства печат¬
ных плат (взаимодействие припоя при пайке схем) и обес¬
печивать достаточную прочность сцепления фольги при
длительной эксплуатации изделий.
90. Резиновые материалы
Резина — это продукт химической переработки каучу-
ков, получаемый в результате вулканизации. Наиболее
распространенным вулканизатором является сера. В про¬
цессе вулканизации (нагрев в парах серы) линейная
структура каучука превращается в пространственную за
счет того, что сера, вступая в реакцию с атомами углеро¬
да, имеющими до вулканизации двойные связи, соединя¬
ет макромолекулы. При вулканизации термопластичный
пластик переходит в реактопласт с пространственной
структурой.
Помимо каучука и вулканизатора, в состав резины
входят:
1) противостарители (антиоксиданты) — вещества, пре¬
пятствующие окислению резины, они связывают кис-
154
ФОЛЬГИРОВАННЫЕ ПЛАСТИКИ
Рабочие
температуры,
"С
От -60
до +100
От -60
до +120
От -60
до +180
От -60
до +100
От -60
до +120
От -60
до +180
Плотность,
г/см3
1.5—1,85
1.9-2,9
1,8-2,0
3.5-4,0
1.9-2,9
1,8-2,9
Прочность
сцепления с
фольгой,
Н/см
13.5
13.5
18,0
12.5
26
9.5
Предел
прочности
при
растяжении
σΒ, МПа
11,5
280
320
180
260
280
Толщина,
мм
1,5-3,0
0,8-3,0
0,8-3
0,25
0,7-2,0
1,7—2,0
Марка
ГФ-1-П
СФ-2
НФД-180-2
ФДМ-2
СФЭД
АФЭД
Название
Гетинакс
фольгированный
Стеклотекстолит
фольгированный
Низкочастотный
фольгированный
диэлектрик
Фольгированный
диэлектрик для
многослойных
плат
Фольгированный
стеклопластик
Фольгированный
асбопластик
лород, продиффундировавший в резину (химические),
или образуют защитные пленки, предохраняющие от
окисления (физические) — парафин, воск;
2) пластификаторы, облегчающие переработку резино¬
вой смеси: парафин, вазелин и др.;
3) наполнители — активные (сажа, оксиды кремния и
цинка), участвующие в образовании трехмерной структу¬
ры и поэтому повышающие качественные свойства;
4) инертные материалы (мел, тальк), вводимые для уде¬
шевления;
5) красители минеральные или органические, выпол¬
няющие декоративную роль. Кроме того, поглощая ко¬
ротковолновую часть солнечного спектра, они задержи¬
вают световое старение резины.
В процессе эксплуатации резиновые изделия подвер¬
жены различным видам старения (световому, азонному,
тепловому и др.). В результате старения происходят не¬
обратимые изменения свойств.
Повышение температуры снижает прочность резин,
рабочая температура нетеплостойких резин не превыша¬
ет 150°С, специальных термостойких — 320°С.
При низких температурах происходят переход в стек¬
лообразное состояние и потеря эластичных свойств. Ре¬
зиновые изделия можно эксплуатировать при температуре
от -30 до +80°С.
По назначению резины подразделяются на резины об¬
щего назначения и специальные. К резинам общего на¬
значения относятся НК, СКВ, СКС, СКИ: НК — на ос¬
нове натурального каучука, СК — синтетические. К спе¬
циальным резинам относятся масло- и бензостойкие,
теплостойкие, морозостойкие, светоазоностойкие, изно¬
состойкие и электротехнические.
Электротехнические резины подразделяют на электро¬
изоляционные и электропроводящие. Электропровод¬
ность достигается введением в резину угольной сажи и
графита.
156
Из резин общего назначения изготавливают ремни, ру¬
кава, транспортные ленты, прокладки (низкий модуль уп¬
ругости определяет высокие виброгасящие свойства) и др.
91. Клеи
С помощью клеевых материалов можно соединять раз¬
нородные материалы, что при других видах соединений
порой неосуществимо. Технология работе клеевыми ма¬
териалами позволяет получать конструкции сложной
формы с меньшими трудовыми затратами.
Преимущество клеевых соединений заключается в том,
что они более надежны и долговечны, длительно сопро¬
тивляются воздействию агрессивных сред и имеют высо¬
кую прочность.
К недостаткам клеев относятся их склонность к ста¬
рению, относительно высокая стоимость и в ряде случа¬
ев — токсичность.
По физическому состоянию они представляют собой
жидкости различной вязкости, пленки, порошки, грану¬
лы на основе натуральных (природных) или синтетичес¬
ких клеящих веществ.
К группе природных относятся клеи животного, рас¬
тительного и минерального происхождения. Клеи живот¬
ного происхождения получают из белковых веществ, со¬
держащихся в тканях, костях, крови и молоке животных.
К ним относятся глютиновые, казеиновые, альбумино¬
вые. Минеральные клеи — силикатные, асфальтовые, би¬
тумные. Синтетические клеи вырабатываются на основе
синтетических смол, которые получают из простых ве¬
ществ в результате сложных химических процессов.
По реактивной способности клеи могут быть:
1) термореактивные;
2) термопластичные;
3) дисперсионные.
157
Термореактивные клеи отверждаются химическим путем,
в результате чего образуется необратимый клеевой шов с
повышенной тепло- и водоустойчивостью. К ним относят¬
ся карбамидоформальдегидные, фенолоформальдегидные.
Термопластичные клеи способны под влиянием тепло¬
ты расплавляться, а после охлаждения вновь затвердевать,
не изменяя химического состава. При последующем нагре¬
вании такие клеи снова расплавляются. К таким клеям от¬
носятся мездровый, костный, клеи-расплавы, нитроцеллю-
лозные, поливинилацетатные, поливинилхлоридные и др.
В зависимости от склеиваемых материалов выделяют
клеящие материалы: для склеивания пенопластов и дре¬
весины; металлов и неметаллов; резины между собой и
приклеивания ее к другим материалам; тканей и др.
Клеи должны удовлетворять следующим основным
требованиям:
1) обеспечивать высокую прочность клеевого соединения;
2) иметь высокую стабильность и жизнеспособность
при хранении;
3) иметь высокий фактор диэлектрических потерь;
4) быть влаго-, водо- и биологически стойкими, неток¬
сичными, простыми в употреблении, дешевыми;
8) сохранять механическую прочность во времени;
9) по цвету быть близкими к склеиваемым материалам.
92. Виды лакокрасочных материалов
Краски представляют собой смесь тонкоизмельченных
пигментов и наполнителей с раствором пленкообразую¬
щих веществ. Используются для получения непрозрачно¬
го покрытия, закрывающего текстуру поверхности окра¬
шиваемого материала.
В зависимости от назначения различают краски для на¬
ружных и внутренних работ. В зависимости от типа плен-
кообразователя и назначения их подразделяют на:
158
1) клеевые — на основе водных растворов раститель¬
ных и животных клеев;
2) масляные — на основе высыхающих масел и синте¬
тических полимеров;
3) эмалевые — на основе лаков.
Клеевые краски готовятся на месте потребления. Мас¬
ляные краски требуют длительного времени высыхания,
поэтому в их состав вводят от 5 до 10% сиккативов для
ускорения высыхания.
Промышленностью выпускаются краски масляные гу¬
стотертые цветные (ГОСТ 8292). Это краски МА-025 и
МА-015. Они выпускаются 17 цветов и предназначены
для окрашивания металлических и деревянных поверхно¬
стей. Водоэмульсионные краски (ГОСТ 19214) выпускают¬
ся 10 цветов, используются для работы внутри помеще¬
ний по дереву, штукатурке и другим пористым материа¬
лам.
Водоэмульсионные краски (ГОСТ 20833) применяют¬
ся для окраски зданий, по кирпичным, бетонным, ошту¬
катуренным, деревянным и другим пористым поверхно¬
стям. Выпускаются 17 цветов.
Эмали — это суспензия пигментов в лаках с добавле¬
нием пластификаторов и сиккативов. Назначение эма¬
лей — непрозрачная отделка изделий из древесины. Мас¬
ляные эмали используются для отделки изделий, выпол¬
ненных из различных материалов:
1) масляно-глифталевые эмали применяются для отдел¬
ки интерьеров помещений, изделий из металла и дерева,
эксплуатируемых внутри помещения;
2) эмали фиксоль изготавливаются на основе жирно¬
го масляного лака.
Покрытия обладают высокой атмосферостойкостью и
полузеркальным блеском:
1) эмульсионные эмали — суспензия пигментов и
эмульсии из лакомасляной основы и воды с добавлени¬
ем органических растворителей и сиккативов;
159
2) нитроцеллюлозные эмали — быстросохнущие, име¬
ют хороший розлив и укрывистость, образуют блестящие
покрытия;
3) полиэфирные эмали. По декоративным и прочност¬
ным качествам превосходят другие. Они обладают высо¬
кими прочностью, твердостью, блеском, свето-, тепло-,
водо- и морозостойкостью;
4) пентафталевые эмали применяют для окраски изде¬
лий, эксплуатируемых в атмосферных условиях;
5) перхлорвиниловые эмали — стойкие к действию хи¬
мических реактивов и атмосферостойкие покрытия.
93. Процесс нанесения лакокрасочных
покрытий
Процесс нанесения лакокрасочных покрытий состо¬
ит из следующих операций:
1) подготовка поверхности к окрашиванию;
2) нанесение лакокрасочных материалов;
3) сушка.
Подготовка поверхности к окрашиванию включает
очистку ее от грязи, масла, ржавчины, а также грунтова¬
ние и шпаклевание. Обезжиривают поверхности водными
растворами синтетических моющих средств: лабомидом,
растворителями (ацетоном и уайт-спиритом). Наиболее
производительно и безопасно использование водных ра¬
створов синтетических моющих средств. В этом случае
обезжиривание поверхности деталей можно производить
в моечных машинах. Для получения прочного сцепления
лакокрасочного покрытия на поверхность наносят грун¬
товочный слой (грунтовку). Состав и вид грунтовки вы¬
бирают в зависимости от материала грунтуемой поверх¬
ности и вида краски. Наносят грунтовочный слой крас¬
кораспылителем в окрасочной камере. Сушат грунтовку
в термокамерах при температуре 100— 110°С в течение
160
0,5—1,5 ч или при комнатной температуре не менее 48 ч.
Для достижения высокой чистоты отделки и заделки ра¬
ковин, неровностей грунтованные поверхности шпаклю¬
ют. Шпаклевки представляют собой пасты, которые на¬
носят специальным инструментом — шпателем. Состав
шпаклевок зависит от вида применяемой краски. Наибо¬
лее часто применяют шпаклевку, в состав которой вхо¬
дят в определенной пропорции мел, олифа и малярный
клей. После высыхания шпаклевки поверхности ее вы¬
равнивают пемзой и зачищают наждачной бумагой, про¬
мывают водой и сушат.
Окрашивают поверхности нанесением слоя краски с
последующей сушкой. Краски наносят на поверхность
пневматическими распылителями, установками безвоз¬
душного распыления (рис. 13), оборудованием для окрас¬
ки в электростатическом поле или малярной кистью.
Рис. 13
Сушат окрашенные поверхности в естественных усло¬
виях (при комнатной температуре 15—25°С) или приме¬
няют для этой цели специальные устройства (сушильные
камеры) для повышения температуры окружающей сре¬
ды. Сушка в естественных условиях происходит в тече¬
ние 1—2 суток. Повышение температуры до 100—110°С
ускоряет процесс сушки до 1—3 ч.
6 - 2350 Давыдова
161
94. Древесные материалы
Древесина неоднородна по своему строению, внешне¬
му виду и свойствам. Это зависит от направления воло¬
кон по отношению к стволу дерева. На поперечном раз¬
резе ствола (разрезе, перпендикулярном оси ствола) раз¬
личают следующие его части:
1) сердцевина — расположена в центре, представляет
собой рыхлую ткань диаметром 2—5 мм;
2) древесина — основная масса ствола, составляющая
90% его объема. Она состоит из ядра и заболони. Ядро
примыкает к сердцевине и представляет собой мертвую, не
участвующую в физиологических процессах центральную
зону. Далее идет заболонь — живая зона древесины;
3) кора — покрывает ствол снаружи; состоит из внут¬
реннего лубяного слоя и наружного — корки. Корка слу¬
жит для защиты дерева от внешних воздействий;
4) камбий — тонкий, невидимый глазом слой между
коркой и древесиной.
В лесной промышленности основным объектом заго¬
товки является ствол дерева. Срубленные и очищенные
от сучьев и ветвей стволы называют хлыстами. Хлысты в
зависимости от размеров, пороков и качества распилива¬
ют на сортаменты, предназначенные для разных целей.
Основные хвойные породы — сосна, ель, пихта, ли¬
ственница, кедр, тис, а также можжевельник.
Основные лиственные породы — дуб, ясень, граб, клен,
бук, береза, ольха, липа, осина, орех, тополь, ива.
Структура древесины делится на макроструктуру и
микроструктуру. Макроструктура — это та структура, ко¬
торую можно увидеть невооруженным глазом или с по¬
мощью лупы. Главными макроскопическими признака¬
ми древесины являются заболонь, ядро, годичные слои,
сердцевидные лучи, сердцевидные повторения, сосуды и
смоляные ходы.
Под микроструктурой понимают структуру, которую
можно выявить с помощью микроскопов, а также хими¬
ческими и физическими методами.
162
Древесина хвойных пород отличается сравнительной
простотой и правильностью строения, у древесины ли¬
ственных пород строение более сложное.
Химический состав древесины. Элементарный состав
органической части древесины всех пород практически
одинаковый. Абсолютно сухая древесина содержит 49—
50% углерода; 43—44% кислорода; около 6% водорода;
0,1—0,3% азота.
Органическая часть древесины состоит из целлюлозы,
гемицеллюлозы (ее составляют пентозаны и гексозаны),
лигнина, экстративных веществ (смолы, камеди, жиров,
таннидов, пектинов и др.).
95. Прокладочные, уплотнительные
и изоляционные и графитоугольные
материалы
Прокладочные и уплотнительные материалы применя¬
ют для придания плотности и герметичности соединени¬
ям деталей машин и устранения возможного просачива¬
ния жидкости и прорыва газов.
Изоляционные материалы — это органические и неор¬
ганические вещества, обладающие огнестойкостью и ма¬
лой тепло- и электропроводностью. Применяются для
изоляции находящихся под током деталей машин и элек¬
тропроводов. Распространение получили следующие про¬
кладочные и изоляционные материалы:
1) бумага — листовой материал, изготовленный из ра¬
стительных волокон и целлюлозы;
2) целлюлоза — растительные волокна, очищенные от
смол и других компонентов;
3) картон — специально обработанная толстая бумага
толщиной 0,25—3 мм. В зависимости от способа обработ¬
ки он приобретает масло- и бензостойкость, электро- и
термоизоляционность;
163
4) фибра — разновидность бумажного материала, про¬
питанного раствором хлористого цинка. Отличается вы¬
сокой прочностью и хорошо поддается механической об¬
работке, масло- и бензостойка. Недостаток фибры — зна¬
чительная гигроскопичность, поэтому при увлажнении
она деформируется. Фибры применяются для изготовле¬
ния шайб, прокладок и втулок;
5) асбест — естественный волокнистый белый мине¬
рал, состоящий из кремнезема и небольших количеств
окиси железа и окиси кальция. Для него характерны вы¬
сокая огнестойкость, а также малая тепло- и электропро¬
водность, выдерживает температуру до 500°С. Из асбеста
делают волокно, нити, шнуры, ткани с примесью хлопка
и чисто асбестовые ткани, листовые и прокладочные ас¬
бестовые материалы, асбестовую бумагу, картон;
6) паронит — листовой материал из асбеста, каучука и
наполнителей. Применяют для уплотнения водяных и па¬
ровых магистралей, а также для уплотнения трубопрово¬
дов и арматуры для нефтепродуктов: бензина, керосина,
масла;
7) войлок — листовой пористый материал, изготовлен¬
ный из волокон шерсти. Воздушные поры в нем состав¬
ляют не менее 75% объема. Он обладает высокими теп-
ло- и звукоизолирующими, а также амортизирующими
свойствами. Войлок используют для набивки сальнико¬
вых уплотнений и изготовления прокладок.
В машиностроении важны герметизация и уплотнение
соединений деталей. Для этих целей применяются раз¬
личные герметики.
Уплотняющая жидкая прокладка ГИПК-244 предна¬
значена для герметизации неподвижных соединений де¬
талей и сборочных единиц, работающих в водяной, па¬
роводяной, кислотно-щелочной и маслобензиновых сре¬
дах. Уплотнительная замазка У-20А предназначена для
герметизации соединений в воздушной и водяной средах.
Герметик Эластосил 137-83 герметизирует неподвижные
соединения в водяной, пароводяной, кислотно-щелочной
164
и масляной средах. Анаэробный клей ДН-1 обеспечива¬
ет герметизацию соединений с зазорами до 0,15 мм.
Минеральная вата — продукт переработки металлур¬
гических или топливных шлаков. Служит для изоляции
поверхностей с низкими и высокими температурами на¬
грева. В качестве изоляционного материала применяют¬
ся также плиты на основе минеральной ваты, проклеен¬
ной фенольной смолой или битумной эмульсией.
Изоляционная прорезиненная лента представляет собой
суровую тонкую хлопчатобумажную ткань (миткаль), про¬
питанную с одной или двух сторон липкой сырой рези¬
новой смесью. Липкая изоляционная лента — пленочный
пластик, покрытый слоем перхлорвинилового клея. Тол¬
щина ленты 0,20—0,45 мм, ширина — 15—50 мм.
На основе графита получают графитоугольные матери¬
алы, из которых изготовляют скользящие электроконтак¬
ты, плавильные тигли, литейные формы, подшипниковые
материалы и т. д.
Углеграфитовые антифрикционные материалы предна¬
значены для работы без смазки в качестве подшипнико¬
вых опор, уплотнительных устройств и других трущихся
деталей в интервале температур от -200 до +2000°С при
скоростях скольжения до 100 м/с и в агрессивных средах.
К ним относятся:
1) графитопластовые антифрикционные материалы на
эпоксидно-кремнийорганическом связующем марок
АМС-1, АМС-3, АМС-5;
2) графитофторопластовые материалы на основе фто¬
ропласта-4 марок АФГМ, АФГ-80ВС, 7В-2А;
3) антифрикционные графитизированные материалы
марок НИГРАН и НИГРАН-В и др.
Углеграфитовые материалы с увеличенной механичес¬
кой прочностью применяют при повышенных темпера¬
турах. Графит для электроэрозионной обработки выпус¬
кают в виде брусков марок ЭЭГ и ЭЭПГ; графит марок
МГ, ГМЗ, ППГ используют для изготовления тиглей, ос¬
165
настки вакуумных печей, нагревателей, защитных чехлов
термопар, антикоррозионных и термостойких труб и др.
Силицированный графит СГ-М, СГ-Т, СГ-П применя¬
ют для изготовления электронагревателей, работающих в
окислительных газовых средах. Боросилицированный
графит БСТ-ЗС предназначен для изготовления жаро¬
стойкой литейной оснастки. Графит для изготовления
химической аппаратуры марок АТМ-1 и АТМ-1Т рабо¬
тает при температуре от -18 до +150°С.
96. Композиционные материалы
Композиционные материалы (композиты) представля¬
ют собой*неоднородные системы, состоящие из двух или
более фаз.
Один из компонентов, обладающий непрерывностью
по всему объему, является матрицей. Второй, разделенный
в объеме композиции, является армирующим.
Матричными материалами могут быть металлы, спла¬
вы, термореактивные или термопластичные полимеры,
керамика или другое вещество. Армирующие компонен¬
ты — это мелкодисперсные порошки или волокнистые
материалы различной природы. По виду армирующего
материала композиты делятся на две основные группы —
дисперсно-упрочненные и волокнистые.
Структура дисперсно-упрочненного композиционного
материала представляет собой металлическую матрицу, в
которой равномерно распределены мелкодисперсные ча¬
стицы второго компонента.
В промышленности нашли применение следующие
композиты:
1) на основе алюминия. Широко применяют в авиаци¬
онной промышленности композиты типа САП (спечен¬
ный алюминиевый порошок), представляющие собой
алюминиевую матрицу, упроченную оксидными частица¬
ми А1203;
166
2) на основе бериллия. Предназначены для длительной
работы при высоких температурах;
3) на основе магния. Обладают низкой плотностью,
высокой длительной прочностью и высоким сопротивле¬
нием ползучести;
4) на основе никеля и кобальта. Предназначены для
эксплуатации при высоких температурах — свыше 1000°С;
5) волокнистые. Матрица армирована высокопрочны¬
ми волокнами — нитевидными кристаллами, проволокой
и др., воспринимающими нагрузку, за счет чего и дости¬
гается упрочение композита. Их свойства определяются
природой материалов матрицы и волокна, а также спо¬
собами армирования;
6) стеклопластики. Применяют в авиационной про¬
мышленности для изготовления баллонов высокого дав¬
ления;
7) органопластики — самые легкие композиты. Исполь¬
зуют в качестве облицовочного материала;
8) углепластики — наиболее перспективный вид ком¬
позитов. Применяют в авиационной и космической тех¬
нике, автомобилестроении;
9) боропластики. Используют в силовых конструкциях;
10) с углеродной матрицей. Применяют для тепловой
защиты дисков авиационных тормозов, химически стой¬
кой аппаратуры;
11) с металлической матрицей (алюминиевой, магние¬
вой, титановой). Используют в авиационной промышлен¬
ности, в качестве жаропрочноготматериала.
97. Абразивный материал
В качестве абразивных материалов (абразивов) ис¬
пользуют природные и искусственные вещества, облада¬
ющие высокой твердостью, т. е. карбиды, оксиды, нит¬
риды, алмаз.
167
Абразивы предназначены для шлифования и полиро¬
вания самых разнообразных материалов. Выполнение
этих операций осуществляется абразивным порошком в
свободном состоянии, абразивным инструментом (круга¬
ми, сегментами, брусками, шкуркой), в котором абразив¬
ные зерна соединены связкой (органической, керамичес¬
кой, металлической), и пастами, в состав которых, кро¬
ме абразивного порошка, входят вязкие смазывающие
вещества. Абразивные порошки в зависимости от круп¬
ности, т. е. размера зерен основной фракции, подразде¬
ляют на:
1) шлифзерно (2000—160 мк);
2) шлифпорошки (125—40 мк);
3) микропорошки (63—3 мк).
Наибольшее распространение в металлообработке по¬
лучили электрокорунд — А1203, карбид кремния — SiC,
СТМ — кубический нитрид бора — BN и алмаз.
Абразивная способность абразивов (оценивается мас¬
сой сошлифованного эталонного материала — стекла при
одинаковом расходе абразива) примерно пропорциональ¬
на твердости (табл. 16).
Таблица 16
ОТНОСИТЕЛЬНАЯ АБРАЗИВНАЯ СПОСОБНОСТЬ
АБРАЗИВНЫХ МАТЕРИАЛОВ
Материал
Абразивная
способность
Твердость
HV
Алмаз
1,0
10 000
Кубический
нитрид бора
0,58-0,60
9250
Карбид бора
0,50-0,60
4200
Карбид кремния
0,25-0,45
3500
Монокорунд
0,15-0,25
2300
Электрокорунд
0,14-0,16
2000
168
Электрокорунд получают плавкой из бокситов или гли¬
нозема. Выпускаются следующие разновидности: нор¬
мальный, белый, легированный, монокорунд и сфероко-
рунд. Нормальный электрокорунд содержит 92—96% А1203,
его твердость 1900—2000 HV. Применяют для изготовле¬
ния кругов на органической связке и паст, используемых
для обработки углеродистых незакаленных сталей, чугу-
нов, цветных металлов.
Белый электрокорунд содержит 97—99% А1203. Твер¬
дость белого электрокорунда 2000—21000 HV. Его приме¬
няют для изготовления кругов на органической связке и
паст, используемых для обработки углеродистых, легиро¬
ванных, быстрорежущих сталей.
Монокоруцд используют для обработки труднообраба¬
тываемых сталей и сплавов. Из него изготавливают кру¬
ги на керамической связке и шлифовальную шкурку.
Круги из легированных корундов рекомендуется при¬
менять для обработки закаленных сталей с высокой твер¬
достью.
Инструмент из сферокорунда на различных связках
используют для обработки мягких и вязких материалов:
кожи, резины, пластмассы, цветных металлов.
Карбид кремния применяют для обработки чугуна,
цветных металлов и неметаллических материалов.
Использование СТМ на основе алмаза позволяет по¬
высить производительность обработки и улучшить каче¬
ство обрабатываемых деталей.
98. Смазочные масла и смазки
Основной функцией смазочных материалов является
уменьшение трения и устранение связанного с ним яв¬
ления заедания движущихся частей деталей машин и ме¬
ханизмов. Смазочные материалы снижают также потери
мощности на трение, отводят тепло и защищают смазы¬
ваемые поверхности от действия веществ, вызывающих
169
коррозию и ржавление. Во многих случаях смазочный
материал является уплотняющей средой. В настоящее
время основными смазочными материалами являются ми¬
неральные масла и смазки, получаемые из нефтяного сы¬
рья, пластичные смазки и смазочные охлаждающие жид¬
кости.
Все минеральные масла по способу производства и со¬
ставу разделены на четыре группы: дистиллятные, оста¬
точные, смешанные и масла с присадками. По применя¬
емым при обработке реагентам их делят на три основные
группы: масла селективной очистки, сернокислой очист¬
ки и гидрогенизационной очистки. В зависимости от вяз¬
кости минеральные масла делятся на легкие, средние и
тяжелые. По преимущественным областям применения
все смазочные масла делят на следующие группы: индус¬
триальные (велосит, вазелиновое, веретенное 2, ИС-12,
сепаратное Т, ВНИИ НП-401, ИС-45, машинное СУ,
ИСТ-11, цилиндровое 24 и др.); авиационные (МК-8,
МС-14, МС-8, МК-22, МС-20Сп и др.); моторные (ав¬
тотранспортное Асп-6, автомобильное АС-9,5, тракторное
АК-15, дизельное Дп-8, дизельное Д-11, М-10Г, МТ-8п,
М-19Д и др.); трансмиссионные (ТС-14,5, ТАД-17, арк¬
тическое ТСПЗп-9, автомобильное, для редукторов трол¬
лейбусов и др.); вакуумные; для паровых и холодильных
машин (цилиндровое 24, цилиндровое 52, ХА. ХА-23, ХФ-
22-24 и др.); компрессорные (К-12, К-19, МК-22п, К-28
и др.); часовые и др.
Главными показателями качества и назначения мине¬
ральных масел являются вязкость, температура вспышки
и застывания, стабильность против окисления, противо¬
коррозионные свойства и др.
Пластичные смазки включают в себя жидкие масла и
твердые загустители. Классифицируются по основным
областям применения. При этом выделяют: антифрикци¬
онные смазки общего назначения (солидол); многоцеле¬
вые смазки; высокотемпературные (ВНПИ НП-214,
ЦИАТИМ-221с. ВНИИНП-246, ПФМС-4С, ВНПП НП-225,
170
НК-50 и др.); низкотемпературные (МС-7), ГОП 54п,
ЦИАТИМ-200 и др.); приборные смазки; смазки, стой¬
кие к агрессивной среде; индустриальные (ИП-1, № 137,
JTC-ln и др.); специализированные автомобильные и ряд
других.
99. Конструкционные масла и
технологические жидкости
Конструкционные масла — это масла и жидкости, при¬
меняемые в качестве рабочих жидких тел в гидропереда¬
чах, насосах, прессах, амортизаторах, холодильных сис¬
темах и т. п. В зависимости от назначения они обладают
специфическими свойствами, но должны быть нейтраль¬
ными, защищать системы от коррозии, обладать смазы¬
вающими свойствами и стабильностью с течением вре¬
мени. Среди них:
1) АМГ-10 — для гидравлических устройств;
2) АУ (веретенное масло) — для гидросистем, разжи¬
жения смазок в зимнее время, использования в качестве
закалочной жидкости;
3) вакуумные масла — для рабочей жидкости в ваку¬
умных насосах;
4) ВНИИНП-403 — масло для гидроприводов станков
и автоматических линий.
В некоторых аппаратах, установках и узлах машин
применяют хладоны и антифризы. Хладоны — хладаген¬
ты в холодильных системах. Также используются в каче¬
стве растворителей в процессах очистки. Антифризы — не¬
замерзающие жидкости для систем охлаждения. Анти¬
фризы приготовляют смешением этиленгликоля с водой.
Образующаяся при замерзании антифриза рыхлая масса
мало увеличивается в объеме по сравнению с жидким со¬
стоянием, поэтому система охлаждения не разрушается и
не размораживается.
171
Выпускаемые промышленностью антифризы (Тосол-
А40) содержат специальные антикоррозионные и смазы¬
вающие присадки. Антифриз — токсичная жидкость (пи¬
щевой яд).
Гидрофобизируюкцие жидкости предназначены для
придания водоотталкивающих свойств тканям, бумаге,
строительным материалам.
Технологические жидкости — это вспомогательные ве¬
щества, которые служат для ускорения технологических
операций. К ним относят смазочно-охлаждающие жидко¬
сти (СОЖ) — сульфофрезол, эмульсолы, ОСМ-3 и др.
СОЖ служат для облегчения процессов обработки ме¬
таллов резанием или давлением за счет создания смазы¬
вающей пленки, уменьшения трения заготовки об инст¬
румент и улучшения отвода тепла.
Сульфофрезол состоит из минерального масла с добав¬
ками фосфора, серы и хлора, которые вводят для акти¬
визации смазок. Под влиянием высоких температур и
давлений, возникающих на контактных поверхностях
инструмента с обрабатываемой резанием заготовкой, об¬
разуются химические соединения — фосфиды, сульфиды,
хлориды, снижающие трение, что улучшает качество об¬
работанной поверхности. При обработке резанием в за¬
висимости от метода обработки, физических и механичес¬
ких свойств обрабатываемого материала и инструмента,
а также режима резания применяют и другие смазочно¬
охлаждающие жидкости:
1) водные растворы минеральных электролитов;
2) минеральные, животные и растительные масла;
3) керосин и растворы поверхностно-активных ве¬
ществ в керосине;
4) масла с добавками твердых смазывающих веществ
(графита, парафина, воска и др.);
5) эмульсии.
Эмульсия водная — смазочно-охлаждающая жидкость,
в состав которой в определенной пропорции входят вода;
масло; ингибитор коррозии (нитрит натрия) — вещество,
172
устраняющее или понижающее коррозионные свойства
жидкости; поверхностно-активные вещества, повышаю¬
щие смачивающие свойства жидкости, и эмульгаторы,
способствующие длительному хранению эмульсии и пре¬
дотвращающие ее разделение на воду и масло (желатин).
Водную эмульсию широко применяют при черновой и
получистовой обработках заготовок резанием, когда тре¬
буется сильное охлаждающее действие жидкости.
Одной из положительных особенностей смазывающе-
охлаждающих жидкостей является то, что молекулы жид¬
кости, попадая в микротрещины поверхностного слоя об¬
рабатываемой резанием заготовки, адсорбируются на по¬
верхностях трещин и расклинивают их. Это приводит к
уменьшению мощности резания (на 10—15%), резкому
возрастанию стойкости режущего инструмента и улучше¬
нию качества обработанной поверхности изделия.
Моющие средства — синтетические моющие средства
(СМС), растворяюще-эмульгирующие средства (РЭС) и
растворители. Эти средства предназначены для очистки
деталей и изделий от различных загрязнений, мешающих
проведению технологических операций.
СМС — это Лабомид-101, МЛ-52, МС-6, Темп-100. Их
применяют в виде водных растворов при концентрации
5—20 г/т и температуре 50—85°С.
РЭС — это ДМ-15, Ритм. Их применяют для удале¬
ния прочных асфальто-смолистых отложений.
Растворители — ацетон, хлорированные углеводороды
(трихлорэтилен, тетрахлорэтилен) — применяют в специ¬
альных процессах очистки.
Тема 10. ЛИТЕЙНОЕ
ПРОИЗВОДСТВО
100. Технологический процесс получения
отливок при литейном производстве
Процесс изготовления отливок включает в себя следу¬
ющие операции:
1) получение жидкого металла необходимой темпера¬
туры, жидкотекучести и должного химического состава;
2) изготовление литейной формы для заливки в нее
металла. Форма должна выдерживать высокую темпера¬
туру металла, его гидростатическое давление и размыва¬
ющее действие струи, а также обладать необходимой га¬
зопроницаемостью. Форма должна обеспечить требуемые
условия затвердевания металла. Формы могут быть разо¬
выми, полупостоянными и постоянными. Разовые фор¬
мы, пригодные для использования только один раз, при¬
меняют для получения лишь одной отливки. Полупосто-
янные формы предназначены для получения нескольких
десятков (до 150) отливок без существенного износа фор¬
мы. Такие формы изготавливают из специальных высо¬
коогнеупорных масс (графита и керамики). Постоянны¬
ми называют металлические формы (кокили). В этих фор¬
мах можно получить до нескольких тысяч отливок из
стали, чугуна и цветных сплавов. Наибольшее распрост¬
ранение в промышленности имеют разовые формы. Они
применяются для изготовления отливок из различных
сплавов, любых размеров и конфигурации.
Заливка формы жидким металлом происходит без пе¬
рерывов струи и попадания в форму шлака. Заливку форм
жидким металлом осуществляют с помощью заливочных
ковшей, в которые периодически поступает металл из
плавильного агрегата или миксера (емкости для хранения
жидкого металла). После кристаллизации металла и об-
174
разования отливки приступают к операции разрушения
формы и извлечения отливки.
Выбивка отливки — это извлечение отливки из формы
после затвердевания металла. Процесс выбивки проводят
на вибрационных решетках. При этом смесь просыпает¬
ся через решетку и конвейером подается в смесеприго¬
товительное отделение на переработку, а отливка —
в очистное отделение. Отделение и очистка отливки
производятся в очистном отделении, где от отливки от¬
бивают (отрезают) элементы литниковой системы, зачи¬
щают заливы и заусенцы металла и остатки литников,
удаляют с отливки пригоревшую формовочную смесь.
Самыми важными этапами в литейной технологии яв¬
ляются отливка и формовка.
101. Формовочные и стержневые смеси
Материалы, из которых делают литейные формы, на¬
зывают формовочными смесями. Они должны обладать оп¬
ределенными свойствами: прочностью, пластичностью,
огнеупорностью, газопроницаемостью, податливостью.
Податливость — это способность формы или стержня
сжиматься при усадке отливки.
Формовочные смеси по назначению делят на облицо¬
вочные (ими покрывают модель толщиной 20—30 мм), на¬
полнительные (ими заполняют остальную часть формы) и
единые для заполнения всей формы. Основной составля¬
ющей формовочных смесей является выбитая из опок
отработанная смесь, в которую добавляют свежие мате¬
риалы (глину, песок) и предусматриваемые технологией
вспомогательные материалы. На поверхности форм и
стержней наносят краски и пасты, которые не только
уменьшают пригар, но и увеличивают поверхностную
прочность форм и стержней.
Стержневые смеси по составу разделяются на песча-
но-глинистые (для изготовления крупных стержней на
175
каркасах и др.) и песчано-масляные на основе раститель¬
ных масел и синтетических смол. Для изготовления форм
и стержней широко применяют быстросохнущие, проду¬
ваемые углекислым газом смеси, связующим для которых
является жидкое стекло.
Выбор состава формовочных и стержневых смесей за¬
висит от вида сплава, из которого получают отливки.
Состав смеси указывают в технологической карте. При¬
готовление формовочных и стержневых смесей состоит из
следующих операций:
1) кварцевый песок сушат, промывают и распределя¬
ют по бункерам над смесителями;
2) глину и каменный уголь дробят, сушат и измельчают;
3) отработанную смесь генерируют: спекшиеся куски
дробят и пропускают через магнитный сепаратор для от¬
деления металлических включений;
4) после подготовки все исходные компоненты сме¬
шивают в нужных порциях в бегунах;
5) увлажненная формовочная смесь ленточным транс¬
портером доставляется в бункер-отстойник для выдерж¬
ки в течение 3—4 ч для выравнивания влажности по все¬
му объему.
Окончательно готовую формовочную и стержневую
смеси транспортером подают к месту формовки. По со¬
стоянию формы перед заливкой металла различают сме¬
си для изготовления форм: сырых, подсушенных, сухих,
химически твердеющих и самотвердеющих.
102. Формовка и изготовление стержней
Формовка бывает ручной и машинной. Ручную фор¬
мовку применяют в индивидуальном производстве, ма¬
шинную — в серийном и массовом. Основой является ма¬
шинная формовка, осуществляемая на специальных фор¬
мовочных машинах. При этом механизируются две
операции: уплотнение смеси в опоке и извлечение моде¬
176
ли из формы. Формовку производят по модельным пли¬
там, на которых установлены модели.
По способу уплотнения формовочной смеси в опоках
формовочные машины делят на:
1) встряхивающие;
2) прессовые;
3) вакуумные;
4) пескометные и др.
Для изготовления литейных форм прессованием при¬
меняют высокопроизводительные автоматические прес-
сово-формовочные линии (АПФЛ) и дистанционно
управляемые прессово-формовочные линии (ДУПФЛ).
Пескометы используют для наполнения формовочной
смесью опок с одновременным ее уплотнением.
Для изготовления стержней применяют разъемные
стержневые ящики. Рабочие поверхности ящика предва¬
рительно припыливают ликоподием или спрыскивают
керосином для предотвращения прилипания смеси. Со¬
бранный ящик набивают стержневой смесью, затем сни¬
мают скобу и скрепляют ящик. Его половинки отделяют
от стержня, который затем сушат.
Машины для изготовления стержней по конструкции
работе сходны с формовочными машинами. В крупносе¬
рийном и массовом производстве широко применяют
пескодувные и пескоструйные машины. Сушку форм и
стержней производят в сушилках периодического и не¬
прерывного действия. Применяют также сушку стержней
токами высокой частоты.
Совокупность каналов, по которым жидкий металл
поступает в форму, называется литниковой системой. Лит¬
никовая система (рис. 14, а, б) состоит из литниковой
чаши 1, стояка 2, шлаковика 3 и питателей 4 (рис. 14, а).
Число и расположение питателей определяются конструк¬
цией и размерами отливки. На высоких частях отливки
устанавливают выпоры 5 для выхода газов (рис. 14, б). Для
борьбы с усадочными раковинами на крупных отливках
устанавливают прибыли. В конвейерных литейных цехах
заливку производят на конвейере.
7 - 2350 Давыдова
177
4
а) б)
Рис. 14
103. Понятие плавильного
производства
Плавка металлов и сплавов производится в вагранках,
электропечах, пламенных печах, конверторах и тиглях.
Основным плавильным агрегатом для плавки чугуна и
получения из него фасонных отливок является вагранка.
В ней в качестве шихты применяют доменный чушковый
чугун, чугунный машинный лом, стальные отходы и фер¬
росплавы. Для плавки служат кокс или природный газ.
Вагранки отличаются от других печей более высоким ко¬
эффициентом полезного действия, большой производи¬
тельностью, простотой конструкции.
Вагранка (рис. 15) состоит из стального кожуха 6, фу¬
терованного шамотным кирпичом 7. Вагранка опирает¬
ся на плиту 2, закрепленную на четырех колоннах 1. Че¬
рез окно 3 вагранку набивают огнеупорной формовочной
смесью, а затем это окно замуровывают. Вверху вагранка
заканчивается трубой 10 и размещенным над ней искро-
178
Рис. 15
гасителем 11. Шихту загружают через окно 9, на уровне
которого укладывают чугунные плиты 8. Жидкий чугун
и шлак через отверстие 12 стекают в копильник 13, от¬
куда по мере необходимости чугун выпускают через лет¬
ку 15, а шлак — через летку 14. Воздух для сжигания топ¬
лива подают в вагранку из кольцевого воздухопровода 5
через фурмы 4.
Сталь для производства фасонного литья плавят в мар¬
теновских печах, электрических дуговых и индукцион¬
ных, в конверторах с боковым дутьем. Основная масса ста¬
179
ли для производства фасонных отливок плавится в дуго¬
вых электропечах.
Плавку сплавов на медной основе производят в ти¬
гельных, пламенных печах, в дуговых и индукционных
электропечах.
Алюминиевые сплавы плавят в электропечах сопротив¬
ления, индукционных печах, тигельных горнах. Помимо
обычной заливки земляных форм алюминиевыми спла¬
вами, применяют заливку форм с кристаллизацией жид¬
кого металла под давлением воздуха 0,5—0,6 МПа для по¬
лучения отливок повышенной плотности.
Плавка магниевых сплавов имеет свои особенности,
связанные со склонностью их к самовозгоранию при тем¬
пературах, близких к температуре плавления. Поэтому
плавку производят лишь в нейтральной, бескислородной
атмосфере или под слоем флюса на основе фторидов и
хлоридов щелочных металлов.
Для плавки титановых сплавов применяют специаль¬
ные тигельные печи; плавку и заливку производят в за¬
щитной атмосфере (большей частью в среде аргона).
104. Чугунное, стальное литье,
литье из цветных металлов
Чугун имеет высокие литейные, антикоррозионные и
антифрикционные свойства, достаточно высокую проч¬
ность и невысокую стоимость. В машиностроении широ¬
ко распространены чугуны всех четырех модификаций
(серый, высокопрочный, ковкий и легированный).
Стальные отливки обладают более высокими прочно¬
стью и вязкостью, чем отливки из чугуна. Но по литей¬
ным свойствам сталь уступает чугуну (она имеет большую
усадку, низкую жидкотекучесть и т. д.). Особое место по
износостойкости занимает аустенитная высокомарганцо¬
вистая износостойкая сталь марки Г13Л. Она обладает
180
настолько высокой износостойкостью, что почти не под¬
дается обработке резанием, ее обычно применяют толь¬
ко в отливках.
Для изготовления фасонных отливок используют обе
главные разновидности медных сплавов — латуни и брон¬
зы. Для коррозионно-стойких деталей наиболее широко
применяют латуни марок ЛА67-2Д ЛАЖ60-1-1- и ЛК80-3.
Литейными сплавами на основе алюминия являются
сплавы его с кремнием и другими элементами, именуе¬
мые силуминами.
Широко применяют отливки из магниевых сплавов.
Механические свойства магниевых сплавов значительно
повышаются после термообработки.
Основными видами брака литья являются:
1) газовые, осадочные, шлаковые и песчаные раковины;
2) рыхлота и пористость;
3) недостаточное заполнение литейной формы металлом;
4) горячие и холодные трещины;
5) коробление;
6) несоответствие микроструктуры, химического со¬
става, механических свойств металла отливок требовани¬
ям ГОСТов и технических условий.
Эти дефекты отливок выявляются различными мето¬
дами контроля. Контроль размеров отливок позволяет
своевременно предупредить массовый брак из-за износа
или коробления модели и стержневых ящиков. Механи¬
ческие свойства и микроструктура контролируются испы¬
таниями и исследованием отдельно изготовленных или
отлитых совместно с заготовкой образцов.
Внутренние дефекты отливок выявляются методами
радиографической или ультразвуковой дефектоскопии.
Отливки, которые по условию работы должны выдер¬
живать повышенное давление жидкости или газа, подвер¬
гают гидравлическим или ревматическим испытаниям при
давлениях, несколько превышающих рабочее давление.
Основными способами исправления дефектов отливок
являются правка, заварка, пропитка.
181
105. Специальные методы литья: литье
по моделям, в оболочковые формы
Литье по моделям и литье в оболочковые формы от¬
носится к специальным видам литья.
Отличительной чертой литья по выплавляемым моде¬
лям является получение неразъемной формы. Модель из¬
готавливают из дешевого легкоплавкого материала, кото¬
рый при нагревании легко расплавляется и вытекает из
неразъемной формы, обеспечивая точность размеров и
очертаний литейной формы. Форму прокаливают и зали¬
вают металлом. Таким способом можно получить любую
сложную отливку с высокой размерной точностью и ма¬
лой шероховатостью поверхности.
Сначала изготавливают модель отливки (рис. 16, а).
Материалом для модели служит смесь стеарина и пара¬
фина с добавками. Расплавленный модельный состав за¬
ливают в пресс-форму. Закристаллизовавшуюся модель
собирают в один блок с литниковой системой при помо¬
щи пайки. Затем начинают изготовление оболочки на мо¬
делях. С этой целью весь блок опускают в сосуд
(рис. 16, б), содержащий сметанообразную суспензию пы¬
левидного кварца и этилсиликата. На слой суспензии
наносят кварцевый песок и сушат 2—4 ч. Повторяя эти
операции, получают оболочку необходимой толщины. На¬
гревом формы до температуры порядка 90°С выплавляют
модельный состав. Полученную таким образом форму
(оболочку) подвергают прокалке при температуре 1000°С.
Форму укладывают в опоку, засыпают кварцевым песком
или огнеупорной крошкой и заливают металлом
(рис. 16, в). После кристаллизации отливку выбивают,
очищают и подвергают контролю.
Литье в оболочковые формы применяется для изготов¬
ления сложных тонкостенных отливок массой до 100 кг.
Для получения оболочковых форм приготавливают смесь,
состоящую из 94—95% мелкозернистого кварцевого пес¬
ка и 5—6% связующей добавки — порошкообразного
182
В)
Рис. 16
пульвербакелита (искусственная термореактивная смола).
При нагреве смола размягчается и плавится, обволакивая
пленкой зерна песка. По мере повышения температуры
смола необратимо затвердевает и образует прочную пес¬
чано-смоляную оболочку. При изготовлении форм метал¬
лическую плиту с закрепленной на ней моделью нагре¬
вают до 250—300°С и накрывают ее бункером с формо¬
вочной смесью. Бункер переворачивают на 180°, чтобы
смесь покрыла плиту с моделью. После выдержки в те¬
чение 15—20 с бункер снова переворачивают в исходное
положение. В результате плавления и затвердения смолы
на модели образуется твердая оболочка. Оболочка, пред¬
ставляющая собой полуформу, снимается с модели и на¬
гревается в печи с температурой 250—400°С.
106. Литье в кокиль, литье
под давлением
Литье в кокиль и литье под давлением относятся к
специальным видам литья. Отливки, получаемые этими
методами, характеризуются повышенной точностью раз¬
меров, пониженной шероховатостью поверхности, умень¬
шением припусков на механическую обработку, возмож¬
ностью получения деталей, не нуждающихся в механичес¬
кой обработке. При этом специальные виды литья дают
возможность обойтись без многих побочных операций
(таких, как приготовление земляной и стержневой сме¬
сей), без пыльной выбивки и пескоструйной очистки.
Литье в кокиль. Кокиль — это металлическая форма
многократного использования, заливаемая жидким ме¬
таллом. Отливки, получаемые в кокиле, отличаются боль¬
шой точностью размеров и высокой чистотой поверхно¬
сти. Кокиль изготавливается из чугуна, стали или алюми¬
ниевых сплавов.
Достоинство литья в кокиль заключается в первую оче¬
редь в возможности обеспечить высокую производитель¬
ность литейного процесса. Кокильное литье легко меха¬
низировать и автоматизировать.
Распространение этого способа литья несколько огра¬
ничивается высокой стоимостью изготовления кокилей и
сложностью получения тонкостенных отливок вследствие
значительной теплопроводности кокилей и быстрой кри¬
сталлизации металла.
Для получения отливок с очень тонкими стенками
(до 0,8 мм), повышенной чистотой поверхности, точно¬
стью размеров и высокого качества (высокой плотностью
металла) применяется литье под давлением. При этом спо¬
собе литья металлическая пресс-форма соединяется лит¬
184
никовой системой с камерой прессования, в которой хо¬
дит поршень (рис. 17, а). Поршень энергично, с большой
скоростью и силой давит на металл, который устремля¬
ется в пресс-форму и заполняет все его самые тонкие
щели (рис. 17, б). Давление может достигать сотен или не¬
скольких тысяч атмосфер.
Литье под давлением применяют в массовом производ¬
стве для получения отливок из цветных металлов и спла¬
вов, реже чугуна и стали (рис. 17, в).
107. Центробежное литье, непрерывное
и полунепрерывное литье
Центробежное литье представляет собой заливку ме¬
талла в литейную форму, которая вращается с определен¬
ной скоростью . При этом скорость вращения изменяет¬
ся в течение всего времени кристаллизации. Под действи¬
ем центробежной силы металл прижимается к стенкам
формы, в результате получается деталь повышенной
прочности, так как газы и шлак вытесняются во внутрен¬
ние полости отливок и удаляются.
Оси вращения формы могут быть горизонтальными
(рис. 18, а) или вертикальными (рис. 18, б).
185
а) б)
Рис. 18
Центрифугированным называется такое центробеж¬
ное литье, при котором ось вращения формы не совпа¬
дает с осью отливки.
Центробежное литье применяют при изготовлении
труб, цилиндровых втулок, гильз и поршневых колец дви¬
гателей, колес, шкивов, орудийных стволов и др.
При непрерывном и полунепрерывном литье в металли¬
ческую форму — кристаллизатор без дна — жидкий ме¬
талл заливается с одной стороны, отдавая тепло холодным
стенкам формы, а с другой стороны этой формы затвер¬
девший металл извлекается и остывает на воздухе. Фор¬
ма кристаллизатора может быть различной: круглой, пря¬
моугольной, в форме кольца. Отливка представляет собой
круглый пруток, прямоугольную штангу, трубу или длин¬
ный брус произвольного профиля.
Если изделие извлекается тянущими валками при ус¬
ловии непрерывной подачи жидкого металла, оно может
оказаться бесконечно длинным. В этом случае процесс на¬
зывается непрерывным.
Если после изготовления изделия заданной длины ме¬
ханизмы извлечения отливки возвращаются в исходное со¬
стояние и закрывают форму для дальнейшего заполнения
жидким металлом, процесс называется полунепрерывным.
186
Стенки кристаллизатора при таких видах литья пред¬
ставляют собой тонкие металлические пластины или тру¬
бы, охлаждаемые при помощи воды.
108. Электрошлаковое литье,
литье вакуумным всасыванием
и выжиманием
При электрошлаковом литье приготовление расплава
совмещается с заполнением литейной формы во време¬
ни и пространстве путем переплава электродов необхо¬
димого химического состава. При этом виде литья источ¬
ником тепла является шлаковая ванна, которая нагрева¬
ется при прохождении через нее электрического тока.
Процесс плавки можно разделить на следующие этапы:
1) в водоохлаждаемый медный кристаллизатор зали¬
вают расплавленный шлак особого состава;
2) электрический ток подводят к нижней части крис¬
таллизатора и к переплавляемым электродам;
3) шлаковая ванна нагревается по действием тока до
1700°С, и концы электродов плавятся;
4) капли расплавленного металла проходят через шлак,
в котором очищаются от вредных примесей;
5) металл собирается в зоне кристаллизации, образуя
под шлаком металлическую ванну;
6) ванна металла затвердевает в нижней части вслед¬
ствие отвода тепла через стенки кристаллизатора;
7) отливку извлекают из кристаллизатора.
Электрошлаковое литье применяют для изготовления
прокатных валков, кокилей, для производства коленча¬
тых валов мощных дизелей, задвижек паропроводов, кор¬
пусов атомных реакторов и др.
При литье вакуумным всасыванием расплав под дей¬
ствием разряжения, создаваемого в полости, заполняет ее
и затвердевает, образовав отливку. Скорость заполнения
187
формы расплавом можно регулировать изменением раз¬
ности атмосферного давления и давления внутри формы.
Толщина стенок отливки при таком способе литья состав¬
ляет 1 — 1,5 мм, также исключается попадание воздуха,
повышаются точность, герметичность и механические
свойства отливки.
Сущность литья выжиманием состоит в том, что для
улучшения заполнения формы и качества отливки про¬
цесс происходит так, чтобы геометрические размеры по¬
лости формы изделия изменялись при заполнении рас¬
плавом и затвердевании. При этом:
1) уменьшаются потери расплавом тепла;
2) заполняются формы тонкостенных крупногабарит¬
ных отливок;
3) осуществляется компенсация усадки отливки путем
уменьшения ее объема при кристаллизации.
Полученный металл имеет хорошую структуру, меха¬
нические свойства.
Тема 11. ОБРАБОТКА МЕТАЛЛОВ
ДАВЛЕНИЕМ
109. Пластическая деформация
Придание металлу требуемой формы и свойств без из¬
менения массы осуществляется обработкой металла дав¬
лением. Обработка металла давлением основана на изме¬
нении пластичности металлов и сплавов. Пластичностью
называют способность металла в твердом состоянии не¬
обратимо изменять свою форму без разрушения под дей¬
ствием внешних сил.
В зависимости от формы и размеров изделия, а также
свойств деформируемого металла или сплава применяют
различные процессы обработки металла давлением. Во всех
процессах металл претерпевает пластическую деформа¬
цию.
Деформация — это изменение размеров заготовки и ее
формы без изменения удельной массы. Деформация вы¬
зывается внешними силами, приложенными к заготовке.
Частица, выделенная из объема деформируемой заготов¬
ки, изображается в виде кубика, так как из кубиков лег¬
ко складывается реальный объем.
Под действием внутренних сил, перпендикулярных к
граням кубика, стороны кубика получают деформацию
удлинения или укорочения. При появлении на гранях ку¬
бика элементарных касательных сил возникает деформа¬
ция сдвига, характеризуемого углом искажения элемен¬
тарной прямоугольной ячейки — грани кубика.
Если деформации сдвига отсутствуют, частица прини¬
мает форму прямоугольного параллелепипеда. В этом
случае деформации сторон остаются главными. Возмож¬
ны только три схемы главных деформаций.
1. Ej = - (ε2 + ε3) — объемная деформация. По одной
оси возникает удлинение, по двум другим — укорочение.
189
2. ε2 = 0; ε, = -ε3— плоская деформация. По одной оси
деформация равна нулю, по двум другим возникают де¬
формации удлинения и укорочения.
3. ε, + ε2 = -ε3 — объемная деформация. По одной оси
возникает укорочение, по двум другим — удлинение.
Деформации возникают из-за появления в объеме за¬
готовки внутренних сил, вызывающих напряжение. На¬
пряжение — это внутренняя сила, приходящаяся на еди¬
ницу площади поверхности частицы, на которой она дей¬
ствует.
При пластической деформации объем металлических
заготовок практически не меняется. Это позволяет харак¬
теризовать их деформацию с помощью абсолютных и
относительных показателей. Абсолютные показатели ука¬
зывают разность линейных размеров заготовки до и пос¬
ле деформации. Относительные показатели деформации
есть отношение разности линейных размеров к началь¬
ному или конечному размеру.
Пластическую деформацию делят на холодную, непол¬
ную холодную, неполную горячую, горячую.
110. Прокатка
Сущность процесса прокатки заключается в том, что
слиток или заготовка под действием сил трения втягива¬
ется валками, вращающимися в разные стороны, в зазор
между ними и деформируется по высоте, длине и шири¬
не. Заготовка принимает форму зазора между валками
(калибра).
Различают прокатку продольную, поперечно-винто¬
вую, поперечную и косую (винтовую). Продольная про¬
катка осуществляется втягиванием металла в очаг дефор¬
мации вращающимися в разные стороны валками. При
этом заготовка в результате деформации принимает фор¬
му межвалкового зазора. Контакт металла с валком харак¬
теризуется дугой захвата и углом захвата.
190
В общем случае деформация при прокатке характери¬
зуется укорочением, удлинением и уширением заготовки
в высотном, продольном и поперечном направлениях.
Абсолютное высотное обжатие заготовки (Ah) зависит
от угла захвата и диаметра валков. При постоянном диа¬
метре валков (D = 2г) с ростом угла захвата растет обжа¬
тие. При постоянном угле захвата рост диаметра валков
позволяет интенсифицировать процесс деформации ме¬
талла. Поэтому прокатку заготовок с большим попереч¬
ным сечением осуществляют на станах с большим диа¬
метром валков. При прокатке металл оказывает давление
на валки. Знание давления необходимо для проектирова¬
ния технологического процесса прокатки, выбора и обо¬
снования необходимого прокатного оборудования, расче¬
та необходимой мощности привода стана.
Усилие прокатки (F) определяется по формуле
P = Pcp*F’
где р — среднее давление; F— контактная площадь ме¬
талла с одним из валков в очаге деформации.
Среднее давление зависит от обжатия, химического со¬
става и температуры металла, толщины прокатываемой
заготовки, коэффициента трения и других факторов. Они
определяются по специальным формулам или опытным
путем.
Продольной прокаткой получают плиты, листы, поло¬
сы, ленты, фольгу, сортовые профили массового и спе¬
циального назначения.
К профилям относят круглую, прямоугольную и квад¬
ратную сталь, уголки, двутавровые балки, швеллеры,
рельсы и др.
Деформация металла осуществляется в прокатных ста¬
нах. Прокатным станом называется комплекс технологи¬
ческих машин — орудий, обеспечивающих получение из¬
делий из черных и цветных металлов и сплавов. При про¬
катке на стадии захвата заготовки валками трение играет
положительную роль, в условиях установившегося про¬
191
цесса прокатки и других процессах обработки металла
давлением трение отрицательно.
111. Волочение, прессование
Волочение — процесс пластической деформации, осу¬
ществляемый протягиванием прутка через отверстие в
инструменте (волоке). Площадь сечения в волоке мень¬
ше площади поперечного сечения исходной заготовки.
Волочением обрабатывают стали разного химического
состава, прецизиционные сплавы и цветные металлы.
Путем волочения получают изделия малых сечений и
большой длины. К ним относятся проволоки, тонкостен¬
ные трубы малого диаметра, прутки, профили. Волочени¬
ем достигаются высокая точность геометрических разме¬
ров изделий и повышенное качество поверхности. Воло¬
чение осуществляется чаще всего при комнатной
температуре. Волочение с нагревом применяют при обра¬
ботке труднодеформируемых металлов и сплавов.
Процесс волочения заключается в следующем. Пере¬
дний конец заготовки (пруток, катанок) заостряют, вво¬
дят в коническое отверстие волоки меньшего диаметра,
чем заготовка, захватывают клещами и протягивают че¬
рез волоку. Коэффициент вытяжки при волочении за
один переход ограничивается прочностью выходящего
конца изделия и составляет 1,3—1,5.
Волочение полых изделий проводят на короткой не¬
подвижной оправке, на плавающей оправке и без оправ¬
ки. Машины, применяемые для волочения металлов и
сплавов, называются волочильными станами.
Прессование — это процесс пластической деформации
металла, осуществляемый выдавливанием заготовки че¬
рез отверстие в матрице. Прессование находит широкое
применение при обработке пластичных и малопластичных
металлов и сплавов, металлических порошков и гранул,
а также неметаллических материалов. Прессованием из¬
192
готавливают изделия сложной формы поперечного сече¬
ния, которые не удается изготовить другими методами
пластической деформации металлов. Прессованием изго¬
тавливают прутки диаметром 3—5 мм, полые профили
сложного сечения, с несколькими каналами, периодичес¬
кие профили. Получение различных изделий на одном и
том же оборудовании с заменой только матрицы ставит
прессование вне конкуренции с другими процессами при
мелкосерийном производстве. Прессованные изделия из
сталей и сплавов в основном являются заготовками для
получения изделий волочением, холодной прокаткой и
другими способами обработки. Различают метод прямо¬
го и обратного прессования. При прямом методе направ¬
ление течения металла совпадает с направлением движе¬
ния инструмента, при обратном — не совпадает.
112. Ковка
Ковка — это процесс обработки металла давлением.
Изделия, получаемые при ковке, называются поковками.
Поковки — изделия, близкие по форме и размерам гото¬
вой детали, что резко повышает выход годного металла,
так как позволяет полностью исключить или сократить
потерю металла в виде стружки при операции резания.
Ковка улучшает свойства и качество металла. Волок¬
нистое строение металла, образующееся в направлении
пластического течения, при ковке может быть упорядо¬
чено так, чтобы неоднородность прочностных и пласти¬
ческих свойств поковок вдоль и поперек волокна не ска¬
зывалась на работоспособности конечных изделий.
Для изготовления поковок применяют заготовки про¬
стейших форм: круглого, квадратного, прямоугольного и
многоугольного поперечного сечения. В качестве загото¬
вок применяют слитки, катаные и прессованные круглые
и многоугольные прутки. Масса слитков составляет от 100
до 350 т.
193
Ковка — пластическая деформация металла прерыви¬
стым воздействием универсального инструмента для при¬
дания телу заданной формы и размера. Различают ручную
и машинную ковку.
К основным операциям ковки относят биллетировку
слитков, осадку, протяжку, рубку, прошивку, раскатку,
гибку, кручение и сварку. Биллетировка слитка заключа¬
ется в деформации заготовки в направлении ребра для
получения формы тела вращения. Деформацией устраня¬
ется конусность слитка, разрушается литая структура,
осуществляется заварка несплошностей, пустот и других
дефектов слитка. Биллетировку проводят с одного нагре¬
ва и заканчивают удалением донной части слитка. Осад¬
ка — процесс деформации заготовки с уменьшением вы¬
соты и увеличением площади поперечного сечения. Осад¬
ку применяют для получения поковок с относительно
малой высотой. Высадка — это процесс осадки части за¬
готовки. Протяжка — процесс увеличения длины заготов¬
ки за счет уменьшения площади ее поперечного сечения.
Рубка — процесс разделения заготовки на несколько ча¬
стей или удаления концов поковок. Прошивка — процесс
получения сквозных или глухих отверстий в заготовке при
помощи сплошного или пустотелого прошивня. Раскат¬
ка — процесс деформации для увеличения диаметра и
утонения стенки кольца применением оправки. Гибка —
процесс придания заготовке криволинейной формы или
углов. Гибку выполняют между подкладными опорами.
Кручение — процесс поворота одной части заготовки от¬
носительно другой. Кузнечная сварка — процесс соедине¬
ния нескольких частей внахлестку, в разруб, встык.
113. Горячая штамповка
Штамповка — это процесс обработки металла давле¬
нием для получения изделий, называемых штамповками.
Штамповка улучшает свойства и качество металла. В со-
194
четании с термической обработкой позволяет получать из¬
делия с мелкозернистой структурой и повышенными по¬
казателями прочностных и пластических характеристик
металла.
Горячая штамповка — процесс, осуществляемый с по¬
мощью штампа, состоящего из двух и более частей.
Штамп имеет полости, называемые ручьями. Заготовка,
деформируясь, заполняет полости и принимает форму
поковки. В процессе деформации происходит перерас¬
пределение объема заготовки. Штамповка обеспечивает
высокую точность размеров получаемой поковки и высо¬
кую производительность. Применяют два вида штампов¬
ки: облойную (с заусенцем) в открытых штампах и безоб-
лойную (при отсутствии заусенца) в закрытых штампах
(рис. 19).
При облойной штамповке поковки 1 получают из ци¬
линдрической заготовки 5 (рис. 19, а), в штампе, состоя¬
щем из двух частей: верхней 7, прикрепляемой к бабе, и
нижней 8, прикрепляемой к штамподержателю и шаботу
молота (рис. 19, б). Нагретую заготовку 5 укладывают в
нижнюю половину штампа на торец. При деформации
металл заполняет ручей, образуя черновую поковку 4.
При облойной штамповке (рис. 19, а) заусенец 2, 3 обра¬
зуется по месту разъема штампа из-за избытка металла.
Появление заусенец опережает заполнение металлом
Рис. 19
195
ручьев штампа. При последующем уменьшении зазоров
штампа заусенец создает подпор по контуру поковки, что
способствует заполнению металлом углов штампа. Заусе-
нечную щель между частями штампа выполняют в виде
специальной канавки по периметру поковки. После де¬
формации облой удаляется на обрезных штампах. Облой-
ная штамповка имеет широкое применение, так как на¬
дежно обеспечивает заполнение полостей штампа.
При безоблойной штамповке в закрытом штампе заго¬
товку помещают в полости нижней части штампа 2 и про¬
цесс деформации выполняют верхней частью 1. Неболь¬
шой заусенец, который может образоваться по плоскости
разъема, не влияет на процесс штамповки и является ре¬
зультатом неточности размера заготовки. Для удаления
поковки 3 из штампа применяют выталкиватели или стен¬
ки штампа изготавливают с уклоном. Основным преиму¬
ществом безоблойной штамповки является пониженный
расход металла. Сортамент штамповок, получаемых в от¬
крытых штампах, более широкий. Оба метода предусмат¬
ривают штамповку в одном или нескольких ручьях.
114. Электрогидравлическая, холодная
штамповка, штамповка взрывом
При штамповке взрывом используют давление жидко¬
сти или газов, под действием которого листовая заготов¬
ка деформируется и принимает форму матрицы. Установ¬
ленная на матрицу листовая заготовка опускается вместе
с матрицей в воду, затем производят штамповку взрывом.
Электрогидравлическая штамповка подобна штампов¬
ке взрывом, но ударная волна возникает при электричес¬
ком разряде в жидкости. Известны два метода превраще¬
ния электрической энергии в механическую в жидкой
среде. Это разряд конденсатора через зазор в жидкости при
напряжении 10—30 кВ или разряд конденсатора через алю¬
196
миниевую проволочку. Второй метод обеспечивает лучшее
управление процессом и требует меньших напряжений.
Электрогидравлическая штамповка успешно использует¬
ся также для развальцовки труб в трубных решетках ап¬
паратов высокого давления.
Холодной штамповкой изготовляют разнообразные ме¬
таллические детали из стали, цветных металлов и их спла¬
вов при массовом производстве.
Характерные виды холодной штамповки:
1. Холодная объемная штамповка (осадка, высадка, ка¬
либровка, чеканка и выдавливание) небольших деталей,
например винтов, гаек, болтов, колец и других изделий
из низкоуглеродистых сталей, цветных металлов и их
сплавов.
2. Вырезка из листа плоских деталей различного кон¬
тура (круг, квадрат, овал).
3. Вытяжка пустотелых, открытых с одной стороны де¬
талей из плоской заготовки.
4. Гибка, в которой основным процессом является
сгибание под углом одной части плоской заготовки по от¬
ношению к другой.
5. Вальцовка*— получение из листовых заготовок, вол¬
нистой (гофрированной) поверхности и других различ¬
ных выступов и поверхностей (накатывание резьбы на цо¬
колях электроламп).
6. Сложная штамповка — комбинация нескольких вы¬
шеуказанных операций, осуществляемых за один ход
пресса.
Холодную штамповку производят обычно на криво¬
шипных, фрикционных и эксцентриковых прессах, хо¬
лодную листовую штамповку — преимущественно на
кривошипных прессах, а также на универсальных штам¬
пах, которые позволяют применить групповой метод из¬
готовления деталей из листовых материалов. Листовой
штамповкой изготовляют детали мотоциклов, велосипе¬
дов, часов, металлической посуды, резервуаров, облицо¬
вочные детали вагонов, самолетов, автомобилей.
197
115. Специальные процессы обработки
давлением
Специальные процессы применяются для получения
сварных труб, гнутых профилей, колес и бандажей, пе¬
риодических профилей, колец, шаров, шестерен и дру¬
гих изделий. Сварные трубы изготавливают различными
способами: печной сваркой, электросваркой и сваркой в
защитном газе. Тонкостенные трубы изготавливают кон¬
тактной сваркой сопротивлением, индукционной свар¬
кой, токами высокой частоты, электронно-лучевой свар¬
кой и другими методами.
Производство гнутых профилей способом профилиро¬
вания полос и ленты в холодном состоянии на ролико¬
гибочных станах позволяет получать тонкостенные про¬
фили сложной формы большой прочности при сохране¬
нии массы металла. Экономия металла в зависимости от
вида изделия составляет от 10 до 70%, а в среднем равна
25%. Материалом для гнутых профилей являются поло¬
сы и ленты.
Непрерывный процесс профилирования заключается в
изменении формы поперечного сечения полосы при ее
прохождении через пары валков-роликов без изменения
площади поперечного сечения. За роликогибочным ста¬
ном устанавливают машины и агрегаты пробивки отвер¬
стий, резки, травления, лужения, цинкования, промасли-
вания, окрашивания и др.
Колеса и бандажи для железнодорожного транспорта
производят ковкой и прошивкой заготовки в прессе и про¬
каткой на колесо- или бандажепрокатном стане.
Цельнокатаные колеса диаметром 950, 1050 и 1250 мм
из углеродистой стали выкатывают в горячем состоянии
на колесопрокатном стане. Периодические круглые про¬
фили, оси, шары, различные шестерни изготавливают
горячей поперечно-винтовой и поперечной прокаткой.
Круглый периодический профиль с переменным диамет¬
198
ром по длине получают на двух- и трехвалковых станах с
дисковыми или коническими валками. Для изготовления
шаров применяют двухвалковые станы. На аналогичных
станах получают сплошные полые заготовки сферических
роликов и колец для подшипников качения и другие ко¬
роткие тела вращения.
Зубчатые колеса пластической деформацией получа¬
ют применением профилированных зубчатых валков,
имеющих модуль зацепления.
Процесс пластической деформации металла успешно
используется для получения ребристых труб, сверл, шне¬
ков и других специальных видов профилей. Производи¬
тельность процессов в 10—15 раз превышает производи¬
тельность фрезерных автоматов. Экономия металла дос¬
тигает 30%.
Тема 12. СВАРКА, РЕЗКА И ПАЙКА
МЕТАЛЛОВ
116. Назначение и применение сварки
Сварка — это процесс неразъемного соединения ме¬
таллов за счет сцепления их атомов (межатомных связей).
Сцепления атомов можно достичь при смещении (движе¬
нии) их за счет энергии извне, при котором атомы смо¬
гут занять устойчивое положение в общей атомной ре¬
шетке. Этим достигается равновесное состояние между
силами притяжения и отталкивания. Энергия извне на¬
зывается энергией активизации.
Для преодоления трудностей, мешающих соединению
твердых тел, в сварочной технике используют следующие
основные средства: нагрев (термическую активизацию),
давление (механическую активизацию), зачистку соединя¬
емых поверхностей.
Используется два вида сварки:
1) сварка плавлением — сварка выполняется без сдав¬
ливания;
2) сварка давлением.
Сварка плавлением состоит в том, что жидкий металл
одной оплавленной кромки соединяется и перемешивается
с жидким металлом второй оплавленной кромки, образуя
общий объем жидкого металла, который называется сва¬
рочной ванной. По способу нагрева электрическая сварка
плавлением делится на электрическую дуговую электро-
шлаковую, электроконтактную и электронно-лучевую.
Сварке подвергаются практически любые металлы и не¬
металлы в любых условиях — на земле, в воде, в космосе.
Толщина свариваемых деталей колеблется от микро¬
нов до метров, масса конструкций — от граммов до со¬
тен тонн. Часто сварка является единственно возможным
способом создания неразъемных соединений конструкци¬
онных материалов и получения заготовок, максимально
200
приближенных к форме и размерам готовой детали или
конструкции.
Более половины валового внутреннего продукта про¬
мышленно развитых стран создается с применением свар¬
ки и родственных технологий. До 70% мирового потреб¬
ления стального проката идет на производство сварных
конструкций и сооружений.
Соединения, получаемые сваркой, характеризуются
высокими механическими свойствами, небольшим рас¬
ходом металла, низкой трудоемкостью и невысокой себе¬
стоимостью. Надежность соединений, выполняемых
сваркой, позволяет применять ее при сборке самых ответ¬
ственных конструкций. Научно-технические, эксперимен¬
тальные и практические работы, выполненные в последнее
время (примерно с 1970-х гг.) в области сварки, позволи¬
ли создать принципиально новые конструкции машин.
117. Дуговая и газовая сварка
Процессы сварки плавлением являются наиболее рас¬
пространенными до настоящего времени, электродуговая
сварка занимает ведущее место.
Для получения сварочной дуги нужна электрическая
цепь со специальным источником питания. Дуга горит
между электродом и изделием. Для питания дуги исполь¬
зуется переменный или постоянный ток от трансформа¬
торов или преобразователей, выпрямителей, агрегатов.
При дуговой сварке плавящимся электродом шов об¬
разуется за счет расплавления электрода и свариваемого
металла. При сварке неплавящимся электродом шов за¬
полняется металлом свариваемых частей, но иногда при¬
садочным металлом, подаваемым в зону дуги со стороны.
К плавящимся электродам относятся стальные, медные,
алюминиевые, к неплавящимся — угольные, графитовые,
вольфрамовые.
201
Сущность электродуговой сварки в том, что сваривае¬
мый металл плавится теплом дуги.
При сварке постоянным током количество тепла на
электродах разное, поэтому в сварке введено понятие по¬
лярности — прямой и обратной. При горении дуги и
плавлении свариваемого и электродного металла требу¬
ется защита расплава сварочной ванны во взаимодей¬
ствии с кислородом и азотом воздуха, которая приводит
к ухудшению механических свойств металла шва. Поэто¬
му защищают зону дуги, сварочную ванну, а также элек¬
тродный стержень. По способу защиты металла от возду¬
ха дуговую сварку разделяют на следующие способы: по¬
крытыми электродами, в защитных газах, под флюсом,
порошковой самозащитной проволокой.
Длиной сварочной дуги называют расстояние между
концом электрода и поверхностью кратера (углубления)
сварочной ванны.
По степени механизации сварочного процесса дуговая
сварка подразделяется на ручную, полуавтоматическую
(механизированную) и автоматическую.
Дуговая сварка широко применяется во всех отраслях
промышленности и строительстве.
Газовая сварка. Технологические процессы, выполня¬
емые с применением газового пламени, называются га¬
зопламенной обработкой металлов (ГОМ). В настоящее
время в качестве горючих газов при ГОМ применяют
ацетилен, сжиженные газы на основе пропан-бутановых
смесей, природный газ, в качестве окислителя — кисло¬
род или воздух. Газовую сварку применяют в основном
для стыковых соединений как более простых, а также
иногда — угловых или с отбортовкой. В последнее время
газовую сварку преимущественно применяют при ремон¬
те, а также на тех работах, где ее использование или наи¬
более рационально, или незаменимо.
202
118. Плазменная, электронно-лучевая,
лазерная сварка
Плазменной называют сварку сжатой дугой. Столб дуги
помещают в узкий канал, который ограничивает его рас¬
ширение. Устройства для получения сжатой дуги назы¬
вают плазмотронами.
Простейший плазмотрон состоит из изолятора, непла-
вящегося электрода и медного, охлаждаемого водой
сопла. В сопло тангенциально (по касательной к его ци¬
линдрической поверхности) или аксиально (вдоль оси
электрода) подают плазмообразующий инертный, нейт¬
ральный или содержащий кислород газ, который в стол¬
бе дуги нагревается до высокой температуры. Плазмотро¬
ны могут работать на постоянном и переменном токе.
Различают плазмотроны прямого и косвенного дей¬
ствия. В плазмотронах косвенного действия дуга горит
между электродом и соплом. Их применяют при обработ¬
ке неэлектропроводных материалов и в качестве нагрева¬
телей газов. Для сварки и резки чаще применяют плаз¬
мотроны прямого действия. В них дуга горит между элек¬
тродом и обрабатываемым изделием.
Электронно-лучевая сварка. Широкое применение но¬
вых конструкционных материалов на основе тугоплавких
и высокоактивных материалов (титана, циркония, молиб¬
дена, вольфрама и др.) потребовало создание способа их
обработки источником тепла с высокой плотностью энер¬
гии в условиях защиты от взаимодействия с газами воз¬
духа (кислородом, азотом). Наиболее полно этим услови¬
ям отвечает электронно-лучевая технология. При элект-
ронно-лучевой сварке кинетическая энергия пучка
электронов используется для расплава стыка примыкаю¬
щих друг к другу деталей и образования сварного шва.
Электронный луч обеспечивает высокую удельную мощ¬
ность на поверхности пятна нагрева.
203
Формирование сварного шва при электронно-лучевой
сварке имеет ряд особенностей, обусловленных испаре¬
нием свариваемого материала, силовым воздействием
отдачи пара на расплавленный металл. Сварка произво¬
дится в вакууме.
Лазерная сварка. При облучении поверхности тела све¬
том энергия квантов (порций) света поглощается этой по¬
верхностью. Образуется теплота, температура поверхно¬
сти повышается. Если световую энергию сконцентриро¬
вать на малом участке поверхности, можно получить
высокую температуру. На этом основана сварка лучом оп¬
тического квантового генератора — лазера. Лазерную
сварку производят на воздухе или в среде защитных га¬
зов: аргона, С02. Сварные соединения отличаются высо¬
кой технологической прочностью, деформация сварных
конструкций небольшая.
119. Сварка давлением и другие виды
сварки
Сварка давлением. Образование сварного соединения
происходит за счет пластического деформирования свари¬
ваемых частей без расплавления металла и перехода его в
жидкое состояние. Иногда при сварке давлением приме¬
няют местный нагрев. При пластической деформации в
зоне свариваемых кромок происходит трение, что ускоря¬
ет процесс установления межатомных связей между соеди¬
няемыми частями. Это называется зоной соединения.
Примеры сварки давлением. Сварка взрывом — сварка,
при которой для создания давления используется энергия
взрыва, при этом происходит соударение соединяемых
деталей. Таким способом соединяют большие листы из
разнородных материалов. Холодная сварка — сварка дав¬
лением при большой пластической деформации без
внешнего нагрева соединяемых частей. Сварке подверга¬
204
ют только пластичные материалы (медь, алюминий, сви¬
нец и др.). По всей площади соединения сварка одина¬
ково прочная. Ультразвуковая сварка — сварка давлени¬
ем под воздействием ультразвуковых колебаний. Сварка
трением — это способ сварки давлением, при котором
детали нагреваются в тонких поверхностных слоях и очи¬
щаются от пленок загрязнений и окислов в результате
трения сопрягаемых поверхностей. Сварка трением обес¬
печивает высокую производительность (до 600 сварок в
час), высокое и стабильное качество соединения, возмож¬
ность сварки однородных и разнородных материалов,
потребляет мало энергии, имеет высокий КПД (до 85%),
легко поддается механизации и автоматизации. Это эко¬
логически чистый процесс, при нем отсутствуют выделе¬
ния газов и излучений.
Сварку трением применяют для соединения заготовок
сплошного сечения диаметром от 8 до 100 мм, трубча¬
тых — от 10 до 200 мм. Сваривают трением детали и узлы
автомобилей и тракторов, оборудование и аппаратуру для
атомной и химической промышленности, пищевого, тек¬
стильного, горно-добывающего и подъемно-транспортно-
го оборудования, металлообрабатывающего и измеритель¬
ного инструмента.
Газопрессовая и высокочастотная сварка — сварка дав¬
лением — заключается в предварительном нагреве кромок
соединяемых деталей с последующим деформированием
их сварочным усилием для образования сварного соеди¬
нения.
При газопрессовой сварке соединяемые кромки нагре¬
вают ацетиленокислородным пламенем с помощью спе¬
циальных многопламенных горелок. Газопрессовой свар¬
кой соединяют рельсы, трубы и другие профильные де¬
тали. Ее преимущества: высокая производительность по
сравнению со сваркой плавлением, простота оборудова¬
ния, возможность применения в полевых условиях. Не¬
достаток — большой расход газов. Высокочастотная сварка
(индукционная, радиочастотная) — это способ сварки
205
давлением, при котором кромки деталей нагреваются то¬
ком высокой частоты до температуры плавления. Нагрев
деталей при высокочастотной сварке производят с помо¬
щью индуктора, располагаемого у свариваемого стыка и
генерирующего в свариваемых кромках индукционные
токи, или с помощью двух скользящих по поверхности
детали электродов. Высокочастотной сваркой изготавли¬
вают прямошовные трубы из неочищенной горячеката¬
ной малоуглеродистой стали. Применение радиочастот
(более 400 кГц) позволяет сваривать продольные швы
труб из алюминия, жаропрочных сплавов, легко окисля¬
ющихся металлов.
Нашли применение также кузнечная сварка, магнито¬
импульсная сварка, диффузная сварка, контактная сварка.
120. Механизация и автоматизация
процесса сварки
Применение автоматической и полуавтоматической ду¬
говой сварки обеспечивает стабильное качество сварного
шва и высокую производительность процесса. При авто¬
матической дуговой сварке механизируются управление
дугой и подача сварочного материала.
Преимущества автоматической сварки:
1) высокая производительность;
2) однородное и высокое качество наплавленного ме¬
талла;
3) экономия электроэнергии за счет лучшего исполь¬
зования тепла дуги;
4) отсутствие защитных приспособлений для сварщика.
Аппарат для дуговой сварки состоит из источника пи¬
тания (электросварочного генератора или трансформато¬
ра), автоматической сварочной головки, бункера для по¬
дачи флюса, каретки. Автоматически действующая сва¬
рочная головка подает в сварочную зону электродную
206
проволоку. В подготовленный шов насыпается гранули¬
рованный флюс, поступающий по шлангу из бункера.
Сварной шов образуется перемещением сварочной голов¬
ки или изделия с помощью особого механизма подачи.
Полуавтоматическая сварка выполняется по той же
схеме, но подача осуществляется сварщиком вручную
вдоль выполняемого шва.
Среди полуавтоматических и автоматических способов
сварки можно выделить сварку в углекислом газе, полно¬
стью исключающую проникновение ионизированного
азота воздуха в сварной шов и его охрупчивание.
При диффузионной сварке применяют установки с по¬
луавтоматическим или автоматическим программным уп¬
равлением. Для образования сварного соединения здесь не
требуются электроды, припои, флюсы и другие вспомога¬
тельные материалы. Применяют различные автоматичес¬
кие установки для контактной и других видов сварки.
Контроль качества сварных соединений и конструкций
производится разрушающими и неразрушающими мето¬
дами. К разрушающим методам относят технологические
пробы, механические испытания на твердость, ударную
вязкость, изгиб, металлографические исследования, хи¬
мический анализ, испытания на свариваемость, коррози¬
онные испытания. К неразрушающим — гидравлические
и пневматические испытания на плотность и прочность
сосудов, резервуаров, трубопроводов, испытания кероси¬
ном, магнитную дефектоскопию, рентгено- и гамма-де¬
фектоскопию, ультразвуковой метод.
121. Резка металлов
Резкой металлов называют отделение частей (загото¬
вок) от сортового, листового или литого металла. Разли¬
чают механическую (ножницами, пилами, резцами), удар¬
ную (рубку) и термическую резку.
207
Термической резкой называют обработку металла (вы¬
резку заготовок, строжку, создание отверстий) посред¬
ством нагрева. Паз, образующийся между частями метал¬
ла в результате резки, называют резом. По форме и харак¬
теру реза может быть разделительная и поверхностная
резка, по шероховатости поверхности реза — заготови¬
тельная и чистовая. Термическая резка отличается от дру¬
гих видов высокой производительностью при относитель¬
но малых затратах энергии и возможностью получения
заготовок любого, сколь угодно сложного, контура при
большой толщине металла.
Можно выделить три группы процессов термической
резки: окислением, плавлением и плавлением-окислени-
ем.
При резке окислением металл в зоне резки нагревают
до температуры его воспламенения в кислороде, затем
сжигают его в струе кислорода, используя образующую¬
ся теплоту для подогрева следующих участков металла.
Продукты сгорания выдувают их реза струей кислорода
и газов, образующихся при горении. К резке окислени¬
ем относится газоплазменная (кислородная) и кислород¬
но-флюсовая резка. Газопламенной резкой можно резать
железо и углеродистые стали. Для резки чугуна, цветных
металлов, высоколегированных сталей, хромоникелевых
сплавов применяют кислородно-флюсовую резку. Этот
способ резки применяется также для резки бетона и же¬
лезобетона.
При резке плавлением металл в зоне резки нагревают
мощным концентрированным источником тепла выше
температуры его плавления и выдувают расплавленный
металл из реза с помощью силы давления дуговой плаз¬
мы, реакции паров металла, электродинамических и дру¬
гих сил, возникающих при действии источника тепла,
либо специальной струей газа. К способам этой группы
относятся: дуговая, воздушно-дуговая, сжатой дугой
(плазменная), лазерная и термогазоструйная резка. Наи¬
более распространен обеспечивающий высокое качество
208
производительности труда способ плазменной резки (рез¬
ка сжатой дугой). Для цветных металлов, и в первую оче¬
редь алюминия, плазменная резка — один из лучших спо¬
собов.
При резке плавлением-окислением применяют одно¬
временно оба процесса, на которых основаны две преды¬
дущие группы способов резки. К способам этой группы
относятся: кислородно-дуговая, кислородно-плазменная,
кислородно-лазерная резка.
122. Пайка металлов
Пайка металлов — это процесс соединения частей из¬
делия введением между ними расплавленного промежу¬
точного металла — припоя с температурой плавления
более низкой, чем у соединяемых металлов. Припой в
жидком виде заполняет зазор между соединяемыми по¬
верхностями под действием капиллярных сил, а затем
кристаллизуется и прочно соединяется с основным метал¬
лом. Основной металл при пайке не плавится, а только
подогревается.
Источниками теплоты при пайке являются электро¬
нагрев, индукционный нагрев, газовое пламя, паяльник.
При пайке припой нагревается на 30—60°С выше темпе¬
ратуры его плавления, а основной металл изделия нагре¬
вается почти до температуры плавления припоя, чтобы
обеспечить хорошую смачиваемость поверхностей припоя
и капиллярность.
Капиллярность — совокупность явлений, обусловленных
силами взаимодействия между жидкими и твердыми тела¬
ми на их общей границе, при которой припой засасывает¬
ся в очень малые объемы, зазоры под действием капилляр¬
ных сил. Паяные конструкции широко применяются в тех¬
нике при производстве всех систем летательных аппаратов,
в электротехнике и других отраслях промышленности. Для
пайки чаще всего применяются нахлесточные соединения.
8 - 2350 Давыдова
209
Достоинство пайки — практическое отсутствие коробления
и равнопрочность изделий.
По ГОСТ 17325-79 различают два основных вида пайки:
1) высокотемпературную;
2) низкотемпературную.
При высокотемпературной пайке температура плавле¬
ния припоев выше 550°С, а при низкотемпературной —
ниже 550°С. В качестве высокотемпературных припоев
используются медь, цинк, серебро, никель. В низкотем¬
пературных припоях основой являются свинец, олово,
сурьма. Существует определенная маркировка припоев,
например ПОС-18, ПОС-ЗО, ПОС-40, где цифра указы¬
вает процентное содержание олова, а остальное — почти
все свинец. Для легких сплавов припой группы ПОС не¬
приемлем, так как большое содержание свинца вызыва¬
ет сильную коррозию.
Все припои для высокотемпературной пайки можно
разделить на медные, медно-цинковые, серебряные, мед¬
но-фтористые. Температура плавления этих припоев от
720 до 980°С. Серебряные припои имеют температуру
плавления 720—870°С в зависимости от марки. У медно¬
фтористых припоев температура до 980°С. При пайке
мягкими припоями применяют флюсы: хлористый цинк,
нашатырь, а когда от соединения требуется электропро¬
водность, в качестве флюса используют канифоль, иног¬
да даже в растворе анилинового спирта.
Тема 13. ОБРАБОТКА МЕТАЛЛОВ
РЕЗАНИЕМ
123. Основы резания металлов
Резание металлов сопровождается сложной совокупно¬
стью различных деформаций — смятия, сдвига, среза, со¬
провождающихся трением отделившейся стружки о пе¬
реднюю поверхность резца и трением поверхности реза¬
ния о заднюю поверхность резца.
В результате упругопластической деформации метал¬
ла, происходящей под воздействием режущего инстру¬
мента, образуются новые поверхности.
Так как качество обработанной поверхности зависит
от характера упругопластической деформации срезанно¬
го слоя, и этот слой изнашивает режущий инструмент,
выделяют две основные проблемы: упругопластическую
деформацию металлов в процессе образования стружки
и изнашивание и стойкость режущего инструмента.
Основы резания остаются постоянными независимо
от того, каким инструментом (резцом, фрезой или свер¬
лом) производится обработка, изменяется лишь схема об¬
работки.
На рис. 20, а приведена схема образования стружки
при резании. Резец 3, перемещаемый в направлении
стрелки Б, передней поверхностью 2 сминает и скалыва¬
ет частицы металла, лежащие выше плоскости ВА, при¬
чем образующаяся стружка 1 состоит из отдельных эле¬
ментов а, б, в, г, д.
Вначале инструмент режущей кромкой внедряется в
массу заготовки около точки А; далее при своем движе¬
нии инструмент передней поверхностью давит на верх¬
ний слой металла и отрывает его от основной массы за¬
готовки (рис. 20, б). При этом срезаемый слой претерпе¬
вает сложную пластическую деформацию, и когда
создавшиеся в этом слое напряжения превзойдут проч-
211
145—155·
,2 Б Плоскость
3 скалывания
а)
б)
в)
I—
Рис. 20
ность металла, происходит относительный сдвиг частиц
(скалывание) и образуется элемент стружки а. Далее ча¬
сти припуска последовательно переходят в стружки (б, в,
г, д и т. д.).
Плоскость, в которой происходит скалывание элемен¬
тов, называется плоскостью скалывания, а угол, образо¬
ванный этой плоскостью и поверхностью резания, — уг¬
лом скалывания. Величина угла скалывания зависит от
свойств материала, геометрии инструмента, режима ре¬
зания и колеблется в пределах от 145 до 155°. Внутри каж¬
дого элемента стружки плоскости скольжения образуют
текстуру стружки, как показано на элементах а, б, в
(рис. 20, а).
Пластическая деформация распространяется также
вглубь заготовки на некоторую величину И (рис. 20, в), в
результате чего возникает наклеп под обработанной по¬
верхностью, образуются остаточные напряжения. Нагрев
при резании также изменяет свойства срезаемого и по¬
верхностного слоя заготовки.
212
124. Геометрия режущего инструмента
Для обеспечения установленной чертежом точности
размеров и шероховатости поверхности большинство де¬
талей машин и механизмов обрабатывают на станках со
снятием стружки. Стружку снимают с заготовок с помо¬
щью резцов, а также другими методами. Резцы имеют
специально заточенные режущие кромки.
Способы обработки резанием: точение, фрезерование,
сверление, строгание, протягивание, шлифование.
Резец — наиболее распространенный инструмент,
применяемый при обработке металлов со снятием струж¬
ки на станках. Резцы различают по виду обработки и обо¬
рудования (токарные, расточные, строгальные, долбеж¬
ные, специальные); по выполняемой работе (проходные,
подрезные, отрезные, расточные, резьбовые, фасонные,
а также черновые, чистовые и для алмазного точения); по
направлению подачи (радиальные и тангенциальные, а
также правые и левые); по роду инструментального ма¬
териала (из низко- и среднелегированной стали, быстро¬
режущие, твердосплавные, алмазные, минералокерами¬
ческие); в зависимости от формы сечения стержня (пря¬
моугольные, квадратные, круглые); по форме головки
(прямые, отогнутые, изогнутые, оттянутые; по способу
изготовления (цельные, с припаянной или закрепленной
механически пластинкой, с приваренной головкой).
На рис. 21 приведен токарный правый проходной ре¬
зец. Стержень резца II служит для закрепления его в рез¬
цедержателе или в державке, причем резец опирается на
подошву 7; головка резца I несет его режущие элементы.
Пересечением передней поверхности 1 и главной задней
поверхности 2 образуется главная режущая кромка 3, а
пересечением передней поверхности и вспомогательной
задней поверхности 4 — вспомогательная режущая кром¬
ка 6. Главная и вспомогательная режущие кромки соеди¬
няются вершиной резца 5.
213
Обтачивание является одним из основных видов об¬
работки резанием, поэтому с условиями резания приня¬
то знакомиться при рассмотрении обтачивания.
На рис. 22 показан резец при обтачивании заготовки.
Основная плоскость 1 — плоскость, параллельная про¬
дольной и поперечной подачам. Плоскость резания 2 —
плоскость, касательная к поверхности резания и прохо¬
дящая через главную режущую кромку.
Режущие свойства резца в значительной степени за¬
висят от углов его заточки или, как принято говорить, от
геометрии резца.
125. Углы заточки и углы режущей
части
Существуют главные углы режущего инструмента и
вспомогательные, а также углы в плане. Главные углы из¬
меряются в главной секущей плоскости (рис. 23).
К ним относятся:
1) главный задний угол;
2) угол заострения;
3) главный передний угол;
4) угол резания.
Рис. 23
Главным задним углом а называется угол, образован¬
ный главной задней поверхностью инструмента и плос¬
костью резания I—I. Этот угол необходим для уменьше¬
ния трения между обрабатываемой деталью и резцом,
а = 6-12°.
Главным передним углом γ называют угол между пере¬
дней поверхностью и нормальной плоскостью, γ меняет¬
ся от +25 до -10°.
Угол заострения β — угол между передней и главной
задней поверхностями.
Угол резания δ — угол между передней поверхностью
и плоскостью резания.
Углы в плане рассматриваются в основной плоскости.
Есть главный угол в плане, вспомогательный угол в пла¬
не и угол при вершине резца.
Углом наклона главного лезвия λ называют угол меж¬
ду главным лезвием и основной плоскостью.
Углы заточки характеризуют инструмент как изолиро¬
ванное геометрическое тело. Эти углы остаются неизмен¬
ными независимо от установки инструмента и парамет¬
ров процесса резания. Для определения углов заточки
выбирают две реально существующие базовые поверхно¬
сти. Например, для резца этими поверхностями являют¬
ся подошва и боковая грань.
215
Введение углов заточки обусловлено тем, что все оп¬
ределения углов режущего клина даются от воображаемых
исходных плоскостей, которые могут быть представлены
только в процессе резания после установки инструмента
относительно обрабатываемой детали. В зависимости от
установки режущего инструмента эти углы изменяют свое
числовое значение. Поскольку исходные плоскости явля¬
ются воображаемыми, то прямыми методами измерения
определить углы инструмента в процессе резания невоз¬
можно, а косвенными методами — очень сложно.
При изготовлении режущего инструмента ему необхо¬
димо придать определенную геометрическую форму с оп¬
тимальными углами для данного конкретного случая ре¬
зания. Поэтому при изготовлении и заточке режущего ин¬
струмента производят измерение и контроль не углов
резания, а соответствующих им углов заточки.
126. Сила и скорость резания
Равнодействующую всех сил сопротивления при реза¬
нии принято называть силой сопротивления резанию,
или силой резания.
Среди сил сопротивления можно выделить: силы со¬
противления металла резанию, которые зависят от уси¬
лий, возникающих при деформировании и отделении
срезаемого слоя; силы трения стружки о переднюю по¬
верхность обрабатываемой детали и о заднюю поверх¬
ность режущего инструмента.
Сила резания зависит от многих факторов. С увеличе¬
нием твердости, прочности и вязкости обрабатываемого
материала возрастает и сила резания. В зависимости от
типа применяемых смазочно-охлаждающих жидкостей
сила резания уменьшается от 3 до 25% по сравнению с
работой всухую. Знание сил резания необходимо для рас¬
четов на жесткость и прочность инструментов, приспо¬
216
соблений и станков, а также для определения потребля¬
емой мощности на резание. Для определения силы реза¬
ния ее раскладывают на три составляющие, одна из ко¬
торых — тангенциальная сила резания — действует в на¬
правлении скорости резания, другая — осевая сила —
в направлении движения подачи и третья — радиальная
сила — перпендикулярно к первым двум составляющим.
Скоростью резания называется линейная скорость пе¬
ремещения точки поверхности резания относительно глав¬
ного лезвия инструмента. Эта скорость зависит от скоро¬
сти движения резания и скорости движения подачи.
Для большинства случаев механической обработки
скорость движения подачи меньше скорости движения
резания и поэтому при определении скорости резания
движение подачи практически не учитывается.
Если движением резания является вращательное дви¬
жение, то для точек поверхности резания, находящихся
на различных расстояниях от оси вращения, скорости
резания также различны. Чем выше скорость резания, тем
больше выделяется тепла в единицу времени и тем быст¬
рее изнашивается лезвие инструмента. В каком бы месте
лезвие инструмента ни затупилось, приходится произво¬
дить заточку всей режущей части инструмента, поэтому
все расчеты нужно вести исходя из максимального зна¬
чения скорости резания или данного случая обработки.
Для станков с вращательным движением резания ско¬
рость резания (м/мин):
nDn
ν=Τόοο’
где D— максимальный диаметр поверхности резания, мм;
п — частота вращения, об/мин.
217
127. Выбор режимов резания и время
обработки
Вычисление по формулам оптимальной скорости ре¬
зания, силы резания и эффективной мощности, затрачи¬
ваемой на резание, является сложной и трудоемкой про¬
цедурой. Поэтому на практике эти величины и режим
резания определяют по специальным таблицам, приве¬
денным в справочниках.
В табл. 17 приведены данные для определения пара¬
метров резания при продольном обтачивании деталей из
стали с пределом прочности σΒ = 750 МПа резцом с пла¬
стинкой из твердого сплава Т15К6.
Выбор режимов резания производят в такой последо¬
вательности:
1) в зависимости от припуска на обработку, прочнос¬
ти и жесткости станка, приспособления, инструмента и
детали задаются глубиной резания;
2) в соответствии с заданной шероховатостью обрабо¬
танной поверхности по соответствующим таблицам вы¬
бирают величину подачи;
3) находят в справочнике технолога таблицу, наибо¬
лее подходящую для заданного случая резания, и для по¬
лученных значений глубины резания и подачи определя¬
ют другие параметры (см. табл. 17).
Если таблица не соответствует условиям резания, то
полученные результаты умножают на поправочные коэф¬
фициенты, которые приводятся в справочниках.
Время обработки. Штучное время Тшт (мин) определя¬
ется по формуле
где Т0 — основное технологическое (машинное) время,
мин; Тв — вспомогательное время, мин; Тобсл — вре¬
мя обслуживания рабочего места, мин; Тп — время
перерывов, расходуемое на отдых и естественные на¬
добности, мин.
218
ПАРАМЕТРЫ РЕЗАНИЯ ПРИ ПРОДОЛЬНОМ ОБТАЧИВАНИИ ДЕТАЛЕЙ ИЗ СТАЛИ
Подача, мм/об |
0,8
117
5720
11,1
112
7630
14,0
103
11450
19,6
N
О*
132
4380
9,6
125
5850
12,1
115
8760
16,7
0,6
149
2590
6,4
138
3880
8,9
132
5180
11,3
121
7780
15,5
in
о
158
2280
6,0
146
3400
8,2
141
4550
10,6
130
6810
14,6
0,4
180
1430
4,3
171
1910
5,4
159
2860
7,5
152
3820
9,6
141
5720
13,3
0,3
СО о ю
Т- 00 .
C4J I— CVJ
200
1170
3,9
191
1570
4,9
177
2350
6,9
169
3130
8,8
in
о
СО О ^
C\i Is- -
СМ СО СМ
206
1000
3,4
198
1330
4,4
183
2000
6,0
176
2660
7,7
0,2
'to.,
со со СЧ
СМ 1Л СМ
со о
Т- 1Л -
см со со
207
1140
3,9
192
1720
5,5
0,15
247
460
1,9
г: о ю
СО СО -
см со см
оо„
см ю00.
СМ О) со
0,1
270
340
1,5
00 о _
'ίτ-Γ,
см ю см
Параметры
резания
С , N ®
п N _ η
С , N η
с , N «п
с . N .«
С , N «
г
Глубина
резания,
мм
О
ю
2,0
3,0
4,0
6,0
Машинным (основным) временем Та называется время,
затрачиваемое на процесс резания. Это время прямо про¬
порционально расчетной длине перемещения инструмен¬
та и числу проходов и обратно пропорционально величи¬
не подачи и числу оборотов в минуту.
128. Обработка на токарных станках
Токарный станок — один из видов металлорежущего
оборудования.
Виды работ, выполняемых на токарных станках:
1) обтачивание;
2) растачивание цилиндрических, конических и фа¬
сонных поверхностей вращения;
3) подрезание торцов и обработка плоскости;
4) прорезание канавок;
5) нарезание резцом крепежной и ходовой резьбы лю¬
бого профиля.
Также на токарных станках с помощью инструментов,
устанавливаемых в пиноли задней бабки, можно произ¬
водить сверление, зенкерование и развертывание отвер¬
стий, расположенных соосно со шпинделем станка, а так¬
же нарезать внутренние и наружные крепежные резьбы
с помощью метчиков и плашек.
Точность и шероховатость, достигаемые на токарных
станках, следующие:
1) при черновой обработке квалитеты 12—14 и Rz =
= 160—80 мкм;
2) при чистовой обработке квалитеты 9—10 и Rz = 40—
10 мкм;
3) при чистовой тонкой обработке алмазным инстру¬
ментом квалитеты 6—7 и R = 1,25—0,63 мкм.
Типы резцов на токарных станках: проходные, расточ¬
ные, подрезные, канавочные, резьбовые и др.
Токарно-винторезный станок модели 16К20 состоит
из станины, основания, передней бабки с коробкой
220
скоростей, гитары сменных колес, коробки передач, фар¬
тука, суппорта, задней бабки, привода быстрых переме¬
щений, органов управления и систем охлаждения и сма¬
зывания. Станина является основной несущей деталью,
одновременно она служит для направления перемещения
продольных салазок суппорта и задней бабки вдоль оси
станка. Коробка скоростей служит для изменения часто¬
ты вращения шпинделя. У быстроходных токарных стан¬
ков для уменьшения вибрации коробка скоростей выпол¬
нена в виде отдельного узла и размещена в передней тум¬
бе совместно с электродвигателем. Гитара сменных колес
служит для передачи вращения от передней бабки к ко¬
робке подач и для изменения передаточного числа этой
передачи в целях обеспечения нарезания всех типов резьб.
Коробка подач предназначена для изменения продольных
и поперечных подач суппорта. Фартук служит для разме¬
щения разъемной маточной гайки ходового винта и ме¬
ханизма подач. Суппорт обеспечивает возможность меха¬
нического перемещения резца в продольном и попереч¬
ном направлениях и движения его под любым углом к оси
шпинделя. Задняя бабка выполняет функцию второй опо¬
ры при обработке длинных деталей в центрах.
129. Обработка на сверлильных
и расточных станках
Станки сверлильной группы предназначены для обра¬
ботки всех типов круглых отверстий. Для получения от¬
верстий по 12-му квалитету точности в сплошном мате¬
риале применяют операцию сверления. Для обработки от¬
верстий диаметром до 50—80 мм используют спиральные
сверла, а для изготовления отверстий больших разме¬
ров — пустотелые кольцевые сверла. Шероховатость по¬
верхности соответствует в этом случае Rz = 160—80 мкм.
Отверстия до 7-го квалитета включительно обрабатыва¬
ют последовательно тремя инструментами: сверлом, зен¬
кером и разверткой.
221
Для получения отверстий по 7-му квалитету диаметром
более 15—18 мм применяют двукратное развертывание,
обеспечивая шероховатость поверхности Rz = 2,5 мкм.
Обработка отверстий под головки винтов, шурупов и
заклепок производится зенкерами или зенковками соот¬
ветствующей конфигурации. Торцы у отверстий обраба¬
тываются цековками.
Для обработки сквозных резьбовых отверстий приме¬
няют одиночные удлиненные метчики. Глухие резьбовые
отверстия обрабатывают последовательно наборами из
двух или трех метчиков.
Растачиванием можно обработать отверстия любых ди¬
аметров — от 3—5 мм и более. Применяя тонкое раста¬
чивание при больших скоростях резания (150—3000 м/
мин), небольшой глубине резания (0,02—0,1 мм) и малой
подаче (0,5—0,1 мм/об), можно получать отверстия с точ¬
ностью по 5- и 6-му квалитетам и шероховатостью повер¬
хности менее Rz = 1,25 мкм.
Одношпиндельный вертикально-сверлильный станок
модели 2Н118 (рис. 24) предназначен для выполнения
сверлильных и расточных работ.
На фундаментной плите 1 смонтирована колонна 3
коробчатой формы. В ее верхней части размещена шпин¬
дельная головка 6, несущая электродвигатель 5 и шпин¬
дель 7 с инструментом 8. На вертикальных направляющих
колонны установлена шпиндельная бабка 4, внутри ко¬
торой размещен механизм подачи. Поднимать и опускать
шпиндель можно механически и с помощью штурвала 2
вручную. Для установки и закрепления приспособления
с обрабатываемыми заготовками имеется стол 9.
130. Обработка на фрезерных станках
Фрезерные станки предназначены для различных ви¬
дов работ:
1) обработки плоскостей, пазов, канавок;
2) обработки линейных фасонных поверхностей.
222
Рис. 24
Специальные виды фрезерных станков приспособле¬
ны для обработки сложных фасонных поверхностей.
Все типы фрез классифицируются по:
1) назначению (для обработки плоскостей, прорезные,
пазовые, угловые, фасонные, зубонарезные, резьбовые и
специальные);
2) форме зубьев (фрезы с остроконечными и затыло-
ванными зубьями);
3) направлению зубьев (прямые и винтовые);
223
4) конструкции (цельные, напайные, наборные и со
вставными зубьями (фрезерные головки));
5) методу крепления (насадные, хвостовые и торце¬
вые) и т. п.
Консольно-фрезерные станки. В зависимости от кон¬
струкции консольно-фрезерные станки называют верти¬
кальными, горизонтальными, универсальными и широ¬
коуниверсальными. Консольно-фрезерный станок моде¬
ли 6Р82Г (рис. 25) состоит из следующих узлов:
1) основания 1, которое одновременно является баком
для сбора охлаждающей жидкости;
2) станины 2, на которой смонтированы все узлы
станка;
3) привода с коробкой скоростей 3;
4) шпиндельного узла 5 с переборным устройством;
5) хобота 4 с подвесками 6 и 7, служащими для под¬
держания шпиндельных фрезерных оправок;
6) консоли 11;
224
Рис. 25
7) поперечных салазок 10;
8) стола 13;
9) привода подач 12 и маховичков 8 и 9 для ручного
перемещения стола соответственно в продольном и по¬
перечном направлениях.
Существуют также бесконсольные, продольные, копи¬
ровальные и специализированные фрезерные станки.
Станкостроительная промышленность выпускает в
настоящее время большое количество фрезерных станков
с ЧПУ, например станки моделей 6Ρ13Φ3, 654ФЗ и др.
Точность размеров и шероховатость обработанных повер¬
хностей, полученных фрезерованием, в зависимости от
видов обработки (черновая, получистовая) соответствуют
таким же параметрам аналогичных видов токарной обра¬
ботки.
131. Обработка на строгальных,
долбежных и протяжных станках
Строгальные и долбежные станки применяют для об¬
работки плоскостей, различного вида пазов и фасонных
линейчатых поверхностей. Особенность этих станков со¬
стоит в том, что движение резания у них прямолинейное
(возвратно-поступательное). На строгальных и долбеж¬
ных станках выполняются определенные виды работ.
Строгание горизонтальных, вертикальных и наклон¬
ных плоскостей производят проходными или подрезны¬
ми резцами с соответствующим направлением подачи.
Разрезные и прорезные работы осуществляют отрез¬
ными резцами. При большой глубине паза во избежание
поломки резца его ширину делают меньше ширины паза
и прорезку осуществляют ступенчато. Строгание тавро¬
вых пазов и пазов типа ласточкина хвоста осуществляют
пазовыми резцами соответствующей конфигурации. При
строгании закрытых пазов резец во время обратного хода
225
не откидывается. Строгание фасонных линейчатых повер¬
хностей осуществляется или фасонными резцами, или
галтельным резцом по разметке.
Поперечно-строгальные станки (рис. 26). Особеннос¬
тью этого станка является то, что резание совершает ре¬
зец, закрепленный в суппорте ползуна станка. При обра¬
ботке горизонтальной поверхности движение подачи со¬
общается столу совместно с обрабатываемой деталью, а
при обработке вертикальной или наклонной плоскости —
суппорту с резцом.
Станина 6, внутри которой смонтирован привод 7 дви¬
жения резания, имеет горизонтальные направляющие, по
которым перемещаются ползун 5 и вертикальные направ¬
ляющие, служащие для передвижения траверсы 8.
В передней части ползуна установлен суппорт 4. Стол 3
с установленной на нем обрабатываемой деталью переме¬
щается по направляющим траверсы 8 и поддерживается
стойкой 2, установленной на основании 1.
Продольно-строгальные станки служат для обработки
крупногабаритных и тяжелых деталей. Станки бывают
одно-, двухстоечными и кромкострогальными. В этих
226
станках движение резания совершает стол с установлен¬
ной на нем обрабатываемой деталью, а движение подачи
сообщается суппортом с резцами.
Процесс долбления мало отличается от процесса стро¬
гания, но характер долбежных работ другой. Долблени¬
ем обрабатываются:
1) глухие и сквозные фасонные отверстия;
2) внутренние направляющие;
3) внутренние шпоночные пазы;
4) многошпоночные (шлицевые) отверстия;
5) матрицы сложной конфигурации.
Операция долбления малопроизводительна и поэтому
применяется в основном в единичном и мелкосерийном
производстве. Аналогичные технологические задачи в
крупносерийном и массовом производстве решаются про¬
тягиванием.
Протягивание осуществляется многолезвийным режу¬
щим инструментом — протяжкой, которая представляет
собой длинный стержень с режущими зубьями.
Протяжки изготовляют из высококачественной инст¬
рументальной стали. Каждая протяжка для внутреннего
протягивания имеет следующие основные части:
1) хвостовую — для закрепления в ползуне (суппорте)
станка;
2) направляющую — для направления протяжки в
предварительно просверленное отверстие;
3) режущую, осуществляющую основную работу реза¬
ния;
4) калибрующую — для получения окончательных раз¬
меров с заданными точностью обработки и шероховато¬
стью поверхности.
132. Процесс и методы шлифования
В процессе шлифования в качестве режущего инстру¬
мента используют абразивные круги.
227
Шлифовальный круг состоит из большого количества ос¬
трых и твердых абразивных зерен, связанных между собой
специальной массой — связкой. Шлифовальный круг мож¬
но рассматривать как фрезу с большим числом мелких зубь¬
ев. Особенностями шлифовального круга по сравнению с
другими режущими инструментами являются очень высокая
твердость зубьев (зерен) и способность кругов к самозатачи¬
ванию, которое происходит благодаря тому, что затупивши¬
еся зерна на поверхности круга выкрашиваются, а в работу
вступают новые острые зерна. Благодаря высокой твердости
абразивных зерен шлифованием можно обрабатывать метал¬
лы любой твердости, включая твердые сплавы и неметалли¬
ческие материалы, такие, как стекло, мрамор, камень.
Шлифование применяют:
1) для окончательной обработки высокоточных деталей;
2) для обработки деталей, к которым предъявляются
высокие требования в отношении качества поверхности;
3) для обработки деталей после закалки;
4) для черновых операций при работе по твердой корке.
На шлифовальных станках могут быть обработаны все
виды наружных и внутренних поверхностей — цилинд¬
рические, конические, торцевые, фасонные и винтовые.
Методы шлифования. Круглое шлифование методом
продольной подачи характеризуется тем, что изделию со¬
общается вращение, столу совместно с изделием — пря¬
моугольное возвратно-поступательное движение вдоль
оси изделия, а бабке с шлифовальным кругом — радиаль¬
ная периодическая подача.
При круглом шлифовании методом врезания изделию
сообщается круговая, а бабке — радиальная подача. Про¬
дольная подача отсутствует. Преимуществами этого ме¬
тода являются высокая производительность и возмож¬
ность шлифовать цилиндрические, конические и фасон¬
ные поверхности вращения.
При глубинном методе шлифования шлифовальный
круг, имеющий заборную коническую часть, сразу уста¬
навливается на всю глубину припуска на обработку. Ра¬
228
диальная подача при этом методе отсутствует, а скорость
продольной подачи принимается значительно меньшей,
чем при первом методе.
Метод бесцентрового шлифования применяют для шли¬
фования гладких валов. Сущность этого метода заключа¬
ется в том, что обрабатываемое изделие устанавливается на
опорком ноже между двумя шлифовальными кругами.
133. Шлифовальные, заточные
и отделочные станки
Круглошлифовальные станки предназначены для на¬
ружного круглого шлифования. Они бывают стандартны¬
ми, универсальными, врезными, бесцентровыми, специ¬
ализированными. Круглошлифовальный станок модели
ЗМ151 предназначен для обработки наружных цилинд¬
рических, пологих конических и торцевых поверхностей.
Он состоит из станины, стола, шлифовальной бабки, баб¬
ки привода изделия и задней бабки. Стол получает от
гидропривода, встроенного в станине, прямолинейное
возвратно-поступательное движение. Привод изделия и
привод шлифовального круга питаются от отдельных
электродвигателей. Шлифовальная бабка перемещается в
поперечном (радиальном) направлении как механически,
так и вручную. Для шлифования пологих конусов верх¬
няя часть стола совместно с бабками может поворачивать¬
ся на ±10° по отношению к продольным направляющим
станины. Выпускаются круглошлифовальные станки с
ЧПУ моделей ЗА151Ф2, 314153Ф2 и др.
Плоскошлифовальные станки бывают с прямоугольным
или круглым столом. Последние применяют для непрерыв¬
ного шлифования. Каждый из типов плоскошлифоваль¬
ных станков подразделяется на станки, работающие пери¬
ферией круга, и станки, работающие торцом круга.
Заточные станки представляют особую группу шлифо¬
вальных станков, которые служат не для обработки дета¬
229
лей, а для заточки различных видов режущих инструмен¬
тов. Заточные станки выпускают в виде простейших
точил, универсально-заточных станков и специализиро¬
ванных заточных станков.
Отделочные станки предназначены для окончательной
обработки деталей в целях достижения высокой точнос¬
ти размеров или малой шероховатости поверхности, а
чаще всего для того и другого одновременно. В зависи¬
мости от принципа работы отделочные станки подразде¬
ляют на полировальные, притирочные, хонинговальные,
суперфинишные. Для улучшения и повышения произво¬
дительности процессов хонингования и суперфиниширо¬
вания применяют наложение электрического тока или
ультразвука. Ультразвуковое суперфиниширование абразив¬
ными и алмазными брусками получило широкое распро¬
странение в производстве подшипников качения.
134. Автоматизация металлорежущих
станков
Автоматизированными называются станки, на которых
роль рабочего сводится только к налаживанию определен¬
ных механизмов, контролю за их работой и исправлению
этих механизмов в случае неполадок.
Станки с высокой степенью автоматизации делят на
две группы: автоматы и полуавтоматы. Автоматы — стан¬
ки, у которых все рабочие приемы, за исключением за¬
грузки заготовок на партию деталей и контроля размеров,
производятся автоматически.
Полуавтоматами называют станки, у которых цикл ра¬
боты также автоматизирован, но рабочий должен устанав¬
ливать и снимать каждую заготовку и производить пуск
станка и контроль размеров деталей. С помощью специа¬
лизированных автоматов и полуавтоматов получают детали
с достаточной точностью, повышается производительность
труда при обработке деталей одного вида. Недостатком ав¬
томатических станков является их неуниверсальность.
230
Появление и совершенствование станков с ЧПУ от¬
крыло широкие возможности автоматизации серийного
производства. В этом случае быстрый переход к изготов¬
лению новых моделей машин возможен только при на¬
личии гибкого переналаживаемого производства. Станки
с ЧПУ сочетают широкие возможности быстрой перена¬
ладки с высоким уровнем автоматизации.
Станкостроительной промышленностью налажен вы¬
пуск многооперационных станков (обрабатывающих цен¬
тров), которые объединяют новейшие достижения стан¬
костроения, приборостроения, электроники, вычисли¬
тельной техники и технологии машиностроения.
Многооперационные станки отличаются особо высокой
концентрацией операций. На них производят черновую,
получистовую и чистовую обработку сложных корпусных
заготовок, содержащих десятки обрабатываемых поверх¬
ностей, разнообразные технологические переходы:
1) фрезерование плоскостей, уступов, канавок, окон,
колодцев;
2) сверление;
3) зенкерование;
4) развертывание;
5) растачивание гладких и ступенчатых отверстий с вы¬
сокой точностью их размеров и взаимного расположения.
На этих станках в специальных магазинах предусмот¬
рен большой запас режущих инструментов (до 50 и бо¬
лее), которые автоматически устанавливаются по ходу
технологического процесса в рабочее положение.
Из станков с ЧПУ собирают гибкие автоматические
линии (ГАЛы), из которых в свою очередь создают с при¬
менением роботов и манипуляторов автоматические цехи
и целые автоматические (безлюдные) заводы.
135. Роботы и манипуляторы
Промышленные роботы и промышленные манипулято¬
ры предназначены для комплексной автоматизации
производства, решения проблем трудовых ресурсов,
231
улучшения условий труда, повышения производительно¬
сти труда и улучшения качества продукции.
Робототехника — комплексное научно-техническое на¬
правление, возникшее на стыке ряда наук, и прежде всего
механики и кибернетики. Универсальность роботов дает
возможность автоматизировать любые операции, выпол¬
няемые человеком. Наибольшее распространение про¬
мышленные роботы нашли в машиностроении. Однако
не менее широкие перспективы они имеют в горно-до-
бывающей, металлургической, легкой, пищевой промыш¬
ленности, а также на транспорте и в других отраслях на¬
родного хозяйства. Все это вызвало бурное развитие но¬
вой подотрасли машиностроения — роботостроения.
Применение промышленных роботов создает возмож¬
ности:
1) для осуществления гибкой автоматизации, в том
числе мелкосерийного и единичного производства, с
обеспечением быстрой сменяемости выпускаемой про¬
дукции, упрощения и ускорения процесса автоматизации
действующих производств;
2) высвобождения и более рационального использова¬
ния трудовых ресурсов;
3) улучшения условий и характера труда;
4) уменьшения текучести кадров.
При групповом комплексном использовании про¬
мышленных роботов и промышленных манипуляторов их
эффективность резко возрастает — производительность
увеличивается в 4—8 раз, появляются новые возможнос¬
ти, присущие только комплексно-автоматизированному
производству: повышение интенсивности и ритмичнос¬
ти, сменности, качества продукции и сокращение брака.
Пример промышленного робота — модель РВ-50Ф2,
предназначенная для загрузки станков токарной группы.
На колесном основании робота расположены двухкоор¬
динатный крестовый стол и колонна. На колонне смонти¬
рована рука со сменными захватами.
На крестовом столе установлено приспособление, обес¬
печивающее базирование и установку специальной тары с
упорядоченно расположенными заготовками. Положение
232
робота у станка определяется механизмом, подвижный
штырь которого входит в зацепление с фиксирующей рей¬
кой, установленной рядом с рельсовым путем. Робот может
перемещаться по рельсовому пути вдоль станка к автома¬
тизированному складу. Он имеет пять степеней свободы.
136. Электрофизические способы
обработки металлов
К электрофизическим способам обработки металлов и
сплавов относятся:
1) электроискровый;
2) электроимпульсный;
3) электроконтактно-дуговой;
4) ультразвуковой;
5) лучевые.
Первые четыре способа обработки, называемые в ряде
случаев электроэрозионной обработкой токопроводящих
металлов и сплавов, основаны на явлении местного раз¬
рушения металла под действием электрического тока.
Электроискровая обработка основана на использова¬
нии кратковременных искровых зарядов. Сущность элек¬
троискрового метода состоит в том, что металл заготов¬
ки под действием электрических искровых разрядов
разрушается, т. е. происходит электрическая эрозия, бла¬
годаря чему выполняется заданная обработка. Процесс
осуществляется на специальном станке в баке, заполнен¬
ном диэлектрической жидкой средой (маслом, кероси¬
ном), в которой оторвавшиеся от анода частицы охлаж¬
даются и оседают. Электроискровая обработка получила
наибольшее распространение для прошивки отверстий
любой формы в труднообрабатываемых материалах,
включая твердые, но токопроводящие сплавы.
Электроимпульсная обработка основана на использо¬
вании разрядов, возникающих между поверхностями ин¬
струмента и заготовки. Заготовка является катодом, а
инструмент — анодом. Происходит плавление малых час¬
233
тиц металла в зоне электрических разрядов, возникающих
между электродами. Разряды возбуждаются с помощью
импульсов напряжения, вырабатываемых специальными
генераторами, дающими более продолжительный и мощ¬
ный дуговой разряд, чем при электроискровом методе.
Данный способ применяют при:
1) трех координатной обработке штампов;
2) обработке пресс-форм, турбинных лопаток, ручьев
в валках периодического проката;
3) обработке резцов, фрез и штампов из жаропрочных
и твердых сплавов.
Электроконтактно-дуговая обработка заключается в
электромеханическом разрушении обрабатываемого ма¬
териала на воздухе без применения электролита. Металл
разрушается под воздействием электродуговых разрядов
при быстром перемещении инструмента относительно
обрабатываемой заготовки. В качестве инструмента ис¬
пользуют быстровращающийся диск. Диск и заготовка
соединены с источником питания — понижающим транс¬
форматором. Такую обработку применяют для резки за¬
готовок, обдирки отливок или слитков, заточки инстру¬
мента, плоского шлифования или очистки от окалины,
обработки цилиндрических поверхностей твердосплавны¬
ми резцами, прошивки отверстий и другой черновой об¬
работки плоских и криволинейных поверхностей.
Ультразвуковая обработка осуществляется с помощью
ультразвуковых колебаний. Вибратор наносит удары по
зернам абразива и направляет их на обрабатываемую за¬
готовку. Частицы абразива ударяют по ее поверхности, от¬
калывая и выбивая частички материала. В качестве абра¬
зива обычно применяют порошок карбида бора или элек¬
трокорунда различной зернистости, а для изготовления
суспензии используют воду, керосин.
Ультразвуковую обработку применяют:
1) для прошивания отверстий;
2) при долблении полостей и других видов обработки
заготовок из твердых и хрупких металлов: стекла, твер¬
дых сплавов, закаленных сталей, кварца, германия, руби¬
на, минералокерамики.
234
Светолучевая обработка основана на использовании
квантовых генераторов, называемых лазерами. Лазером
осуществляются разрезка металла, получение очень малых
отверстий и выполнение других видов размерной обработ¬
ки. Обработка материалов с помощью лазеров не требует
вакуумных камер. Благодаря лазерам удается получать та¬
кие поверхности, износостойкость которых повышается
минимум в 2 раза (инструмент из быстрорежущей стали).
Электронно-лучевая обработка основана на том, что
электроны, излучаемые катодом в глубоком вакууме, уско¬
ряются в мощном электрическом поле и фокусируются в
узкий пучок, направленный на обрабатываемую заготов¬
ку. Электронный луч, попадая на обрабатываемую повер¬
хность, мгновенно нагревает ее до температуры около
6000°С, вследствие чего даже самый тугоплавкий металл
будет не только плавиться, но и испаряться, причем на
очень малых площадях. Электронно-лучевой обработкой
получают отверстия, пазы малых размеров (от 0,005 мм и
выше) в труднообрабатываемых материалах.
137. Электрохимические способы
обработки металлов
К электрохимическим способам обработки металлов и
сплавов относят электрохимическую очистку от загрязне¬
ний, электрохимическое полирование, размерную обра¬
ботку в проточном электролите, а также химико-механи¬
ческую притирку, чистовую доводку, шлифование повер¬
хности и другие операции.
Электрохимическая обработка металлов основана на
анодном растворении металла (анода) при пропускании
через раствор электролита постоянного тока.
Электрохимическое травление используют для очист¬
ки поверхности металлов и сплавов от оксидов, ржавчи¬
ны, жировых пленок и других загрязнений. В ванну, за¬
полненную электролитом, погружают изделие и катоды.
При соответствующей плотности тока образовавшаяся
235
пленка не удаляется под действием электрического тока.
Пленки удаляются вместе с окалиной, ржавчиной и дру¬
гими загрязнениями, анодная поверхность не требует
дополнительной очистки.
При электрохимическом полировании струя электроли¬
та протекает с большой скоростью в зазоре между като¬
дом и обрабатываемой поверхностью — анодом, при
прохождении тока большой плотности интенсивно ра¬
створяет выступы на поверхности заготовки. Электрохи¬
мическое полирование и глянцевание используют как
окончательную чистовую обработку при изготовлении
режущих инструментов, зубьев, колес, клапанов и других
деталей сложной конфигурации.
Размерная электрохимическая обработка характеризу¬
ется тем, что анодное растворение металла происходит в
специальных условиях: при очень малых расстояниях
между анодом и катодом, очень высоких плотностях тока,
быстром потоке электролита в электролитном простран¬
стве. Этот способ используется для формообразования
паротурбинной лопатки. Электрохимико-механическую
обработку применяют в основном для шлифования метал¬
лов и твердых сплавов.
Существуют две разновидности процесса с токопро¬
водящим кругом. Преимуществом первого процесса явля¬
ется возможность шлифования любых металлов незави¬
симо от их твердости и вязкости при отсутствии дуговых
и искровых разрядов. Второй процесс применяется для на¬
ружного шлифования, его преимущество заключается в
возможности применения дешевых шлифовальных кру¬
гов.
Химико-механическую обработку осуществляют с по¬
мощью паст или суспензий. Разрушение и удаление час¬
тиц металла происходят без подвода электрической энер¬
гии, за счет химических реакций в зоне обработки, кото¬
рые восполняют механическое воздействие с целью
удаления продуктов разрушения.
Содержание
Тема 1. Предмет материаловедения 3
1. Предмет и значение материаловедения 3
2. История развития материаловедения в России 4
Тема 2. Строение и свойства металлов 6
3. Черные и цветные металлы 6
4. Типы кристаллических решеток 7
5. Дефекты в кристаллах 9
6. Анизотропия кристаллов 10
7. Кристаллизация металлов 11
8. Строение механического слитка 13
9. Методы изучения строения металлов 14
10. Физические и химические свойства металлов 16
11. Основные механические свойства металлов 19
12. Упругость, пластичность, вязкость 20
13. Твердость, усталость, выносливость 22
14. Испытания на ударную вязкость, усталостную прочность,
ползучесть 23
15. Технологические и эксплуатационные свойства 25
16. Нагрев металлов при обработке давлением 26
Тема 3. Основы теории сплавов 28
17. Основные сведения о сплавах 28
18. Диаграмма состояний для случая неограниченной
растворимости компонентов в твердом состоянии 29
19. Диаграмма состояний сплавов, образующих механические
смеси из чистых компонентов 31
20. Диаграмма состояния сплавов для случая ограниченной
растворимости компонентов в твердом состоянии 32
21. Диаграмма состояния сплавов, образующих химические
соединения 34
22. Структурные составляющие железоуглеродистых сплавов 36
23. Диаграмма состояния «железо — цементит» 37
24. Диаграмма состояния «железо —· графит» 39
Тема 4. Железоуглеродистые сплавы 42
25. Выплавка стали и чугуна 42
26. Устройство и работа доменной печи 43
27. Продукция черной металлургии 44
28. Способы литья 46
29. Влияние компонентов на свойства чугуна 47
30. Белый и серый чугун 49
31. Высокопрочный чугун 50
32. Ковкий чугун 52
237
33. Чугуны со специальными свойствами 53
34. Стали, их классификация 54
35. Способы получения стали из чугуна 56
36. Влияние углерода на свойства углеродистых сталей 57
37. Влияние постоянных примесей на свойства
углеродистых сталей 58
Тема 5. Углеродистые и легированные стали 60
38. Стали углеродистые обыкновенного качества 60
39. Стали углеродистые качественные конструкционные 61
40. Влияние легирующих элементов. Маркировка легированных
сталей 63
41. Цементуемые, улучшаемые и высокопрочные стали 66
42. Углеродистые инструментальные стали 68
43. Легированные инструментальные стали 70
44. Коррозионно-стойкие стали 72
45. Жаростойкие и жаропрочные стали 75
46. Магнитные и магнитно-мягкие стали и сплавы 76
47. Износостойкие стали. Сплавы с высоким электрическим
сопротивлением, с заданным коэффициентом теплового
расширения и заданными упругими свойствами 79
48. Методы получения высококачественной стали 80
Тема 6. Основы термической обработки 82
49. Понятие термической обработки 82
50. Превращения в стали при нагреве 84
51. Превращения в стали при охлаждении 85
52. Аустенитно-мартенситное превращение 87
53. Отжиг 88
54. Закалка 91
55. Виды закалки 93
56. Отпуск 94
57. Нормализация. Дефекты при обжиге и нормализации 96
58. Дефекты при закалке 97
59. Термомеханическая обработка стали 99
60. Химико-термическая обработка 100
61. Азотирование 102
62. Поверхностное упрочнение стали 103
63. Особенности термической обработки легированных сталей ... 105
64. Термообработка серого и белого чугуна 106
Тема 7. Цветные металлы и сплавы 108
65. Получение алюминия 108
66. Деформируемые алюминиевые сплавы 109
67. Литейные алюминиевые сплавы 112
68. Получение меди и ее сплавов 114
69. Латунь 115
70. Бронзы, сплавы меди с никелем 117
71. Получение, свойства и применение титана и магния 121
72. Олово, свинец, цинк и их сплавы 124
238
73. Требования к антифрикционным сплавам 125
74. Антифрикционные сплавы 130
75. Тугоплавкие металлы и сплавы 131
Тема 8. Сплавы, получаемые методами порошковой
металлургии 134
76. Методы получения порошков 134
77. Формирование заготовок и изделий 135
78. Твердые сплавы 136
79. Металлокерамика 138
80. Минералокерамические твердые сплавы 139
81. Пористая и компактная металлокерамика 141
Тема 9. Неметаллические материалы 143
82. Строение и структура пластических масс 143
83. Классификация пластмасс 144
84. Полиэтилен, поливинилхлорид 146
85. Полиамиды и полистирол 147
86. Фторопласты и полиметилметакрилат 148
87. Поликарбонаты, пенопласт и полиимиды 150
88. Термореактивные полимеры и пластмассы 151
89. Газонаполненные и фольгированные пластмассы 153
90. Резиновые материалы 154
91. Клеи 157
92. Виды лакокрасочных материалов 158
93. Процесс нанесения лакокрасочных покрытий 160
94. Древесные материалы 162
95. Прокладочные, уплотнительные
и изоляционные и графитоугольные материалы 163
96. Композиционные материалы 166
97. Абразивный материал 167
98. Смазочные масла и смазки 169
99. Конструкционные масла и технологические жидкости 171
Тема 10. Литейное производство 174
100. Технологический процесс получения отливок
при литейном производстве 174
101. Формовочные и стержневые смеси 175
102. Формовка и изготовление стержней 176
103. Понятие плавильного производства 178
104. Чугунное, стальное литье, литье из цветных металлов 180
105. Специальные методы литья: литье по моделям,
в оболочковые формы 182
106. Литье в кокиль, литье под давлением 184
107. Центробежное литье, непрерывное и полунепрерывное
литье 185
108. Электрошлаковое литье, литье вакуумным всасыванием
и выжиманием 187
239
Тема 11. Обработка металлов давлением 189
109. Пластическая деформация 189
110. Прокатка 190
111. Волочение, прессование 192
112. Ковка 193
113. Горячая штамповка 194
114. Электрогидравлическая, холодная штамповка,
штамповка взрывом 196
115. Специальные процессы обработки давлением 198
Тема 12. Сварка, резка и пайка металлов 200
116. Назначение и применение сварки 200
117. Дуговая и газовая сварка 201
118. Плазменная, электронно-лучевая, лазерная сварка 203
119. Сварка давлением и другие виды сварки 204
120. Механизация и автоматизация процесса сварки 206
121. Резка металлов 207
122. Пайка металлов 209
Тема 13. Обработка металлов резанием 211
123. Основы резания металлов 211
124. Геометрия режущего инструмента 213
125. Углы заточки и углы режущей части 214
126. Сила и скорость резания 216
127. Выбор режимов резания и время обработки 218
128. Обработка на токарных станках 220
129. Обработка на сверлильных и расточных станках 221
130. Обработка на фрезерных станках 222
131. Обработка на строгальных, долбежных и протяжных
станках 225
132. Процесс и методы шлифования 227
133. Шлифовальные, заточные и отделочные станки 229
134. Автоматизация металлорежущих станков 230
135. Роботы и манипуляторы 231
136. Электрофизические способы обработки металлов 233
137. Электрохимические способы обработки металлов 235