/
Author: Рябчиков Е.Ф.
Tags: журнал юный техник юный техник - для умелых рук приложение к журналу юный техник
Year: 1960
Similar




Text
при
толстого
металла
Рис. 21, б работа
напильником
снятии
слоя
Цена 85 коп.
1
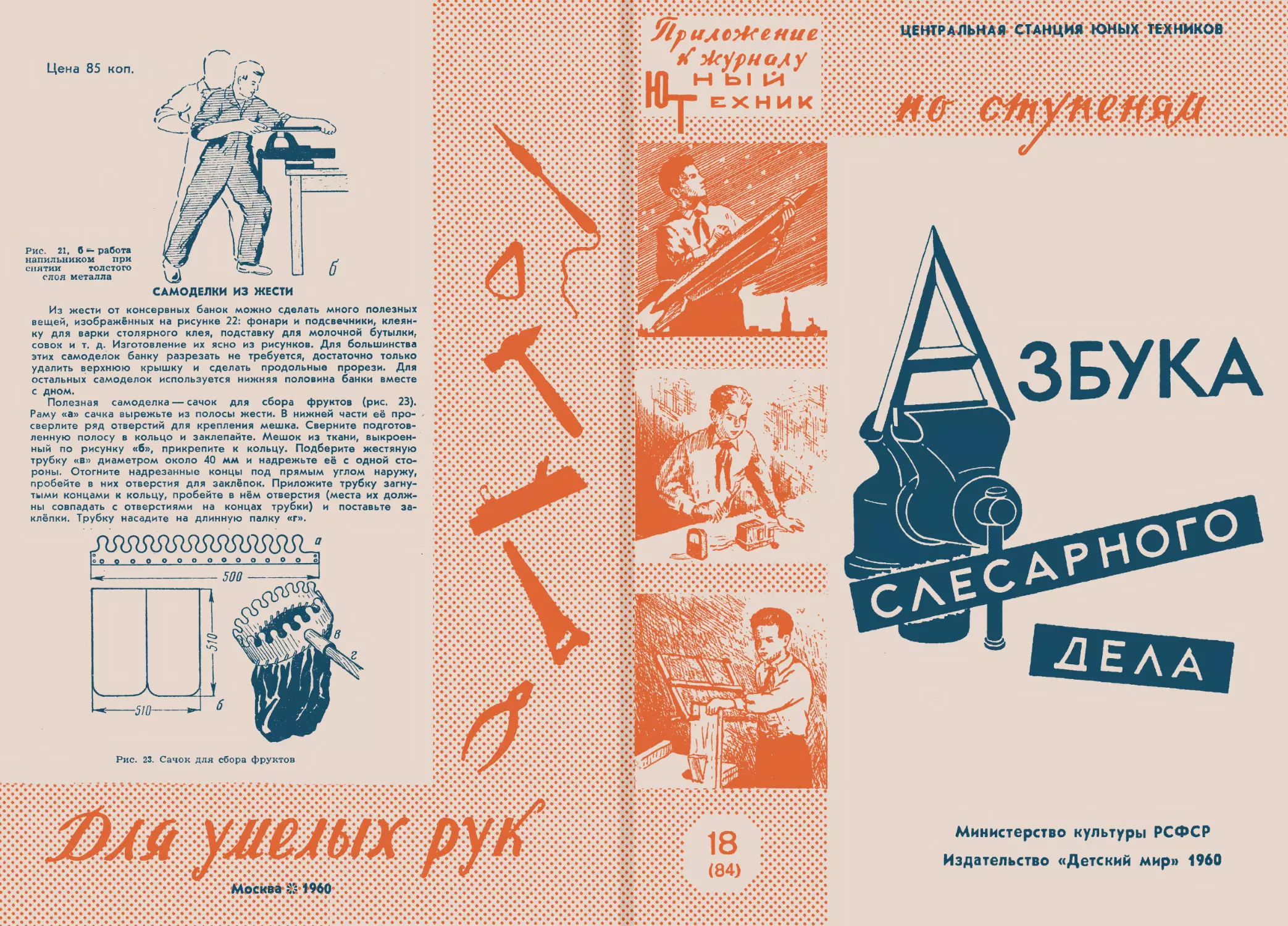
САМОДЕЛКИ ИЗ ЖЕСТИ
жести от консервных банок можно сделать много полезных
Из
вещей, изображённых на рисунке 22: фонари и подсвечники, клеян-
ку для варки столярного клея, подставку для молочной бутылки,
совок и т. д. Изготовление их ясно из рисунков. Для большинства
этих самоделок банку разрезать не требуется, достаточно только
удалить верхнюю крышку и сделать продольные прорези. Для
остальных самоделок используется нижняя половина банки вместе
с дном.
Полезная самоделка — сачок для сбора фруктов (рис. 23).
Раму «а» сачка вырежьте из полосы жести. В нижней части её про-
сверлите ряд отверстий для крепления мешка. Сверните подготов-
ленную полосу в кольцо и заклепайте. Мешок из ткани, выкроен-
ный по рисунку «б», прикрепите к кольцу. Подберите жестяную
трубку «в» диаметром около 40 мм и надрежьте её с одной сто-
роны. Отогните надрезанные концы под прямым углом наружу,
пробейте в них отверстия для заклёпок. Приложите трубку загну-
тыми концами к кольцу, пробейте в нём отверстия (места их долж-
ны совпадать с отверстиями на концах трубки) и поставьте за-
клёпки. Трубку насадите на длинную палку «г».
500
Рис. 23. Сачок для сбора фруктов
Министерство культуры РСФСР
Издательство «Детский мир» 1960
Для второй, ступени
АЗБУНА СЛЕСАРНОГО ДЕЛА
Е. Ф. РЯБЧИКОВ
С тех пор, как человек научился добывать и обрабатывать металлы, он стал
более успешно и энергично покорять природу. Теперь металл окружает нас всюду.
Из него делают самолёты и автомобили, мосты и станки, тракторы и комбайны,
он находится в остовах плотин, шлюзов, зданий. Широко используется металл и
в быту. Из металла сделаны часы, кастрюли, нити электролампочек, вилки и ложки...
В любом здании, в любой комнате можно насчитать сотни металлических вещей.
Для того, чтобы сделать из металла какой-либо предмет, металл надо обра-
ботать — придать ему нужную форму. Металлы обрабатывают ручным и механи-
ческим, электрическим и химическим способами, в холодном и горячем состоянии.
Обработка металлов вручную и в холодном состоянии называется слесарной.
К слесарным работам относятся: разметка, рубка, правка и гибка, резка
ножовкой и ножницами, опиливание, сверление, зенкование и развёртывание, наре-
зание резьбы, клёпка, шабрение, притирка, доводка, паяние, лужение и др.
Умение выполнять слесарные работы нужно не только каждому юному технику,
но и любому школьнику. Где бы он ни работал в будущем, ему придётся иметь
дело с машинами, механизмами и другими предметами, изготовленными из металла,
разбирать, собирать и регулировать их. Без знания азбуки слесарного дела выпол-
нять это трудно.
ЧТО НУЖНО ЗНАТЬ О МЕТАЛЛАХ
Металлы вырабатывает промышленность из так называемых металлических
руд — химических соединений металлов с другими элементами. Металлы отличаются
характерным блеском, ковкостью, тягучестью, их можно прокатывать в листы или
вытягивать в проволоку, металлы — хорошие тепло- и электропроводники.
В народном хозяйстве химически чистые металлы не применяются, так как
в чистом виде получить большинство из них чрезвычайно трудно, а иногда даже
невозможно. Кроме того, многие чистые металлы по своим механическим свойствам
мало пригодны для практического употребления.
Сплавы двух или нескольких металлов резко отличаются своими химическими
свойствами от свойств слагающих их элементов.
Все сплавы делятся на две группы: сплавы чёрных металлов и сплавы цветных
металлов.
К сплавам чёрных металлов относятся такие, которые имеют в своём составе
более 50 процентов железа. По содержанию углерода чёрные сплавы делятся
на сталь (содержит не более 1,7 процента углерода) и чугун (углерода свыше
2 процентов). Металл, который в обиходе называется железом, представляет собой
мягкую сталь.
К цветным относятся сплавы, в которых основным элементом являются медь,
цинк, свинец, олово и другие металлы.
При постройке моделей и приборов металлы применяются там, где требуется
повышенная прочность и упругость, или жаростойкость, или где небольшие размеры
не позволяют получить детали нужной прочности из неметаллических материалов.
Юные техники чаще всего пользуются сталью, алюминием, латунью, медью, оловом,
свинцом и некоторыми другими металлами.
СВОЙСТВА И ПРИМЕНЕНИЕ МЕТАЛЛОВ
Сталь листовая. Мягкая листовая сталь толщиной от 0,2 до 0,5 мм называется
жестью. Поверхность жести покрыта тончайшим слоем олова для защиты от
ржавчины. Широко применяется для самых различных конструкций.
Мягкая листовая сталь толщиной от 0,5 до 1 мм в обиходе называется кро-
вельным железом. Применяется в моделях и приборах там, где требуется повы-
шенная (по сравнению с жестью) прочность.
Сталь легированная электротехническая («трансформаторное железо») бывает
толщиной от 0,2 до 0,3 мм. Применяется для трансформаторов, дросселей, электро-
магнитов. В продаже чаще всего бывают Ш-образные отштампованные пластины,
которые можно использовать без какой-либо обработки. Эти пластины выпускаются
руки и ослабляйте нажим левой руки (рис. 21, г). При движении на себя на напиль-
ник не нажимайте,
При опиливании плоскостей двигайте напильник не только вперёд, но и пере-
мещайте одновременно в стороны» вправо и влево, чтобы спиливать равномерный
слой металла со всей поверхности.
Самое трудное в этой операции — научиться правильно регулировать силу
нажима на напильник. Если нажимать на него с постоянно одинаковой силой, то
в начале движения (от себя) он будет отклоняться рукояткой вниз, а в конце —
передним концом. При такой работе поверхность изделия получится не ровной, а с
закруглёнными («заваленными») краями, то есть выпуклой.
Чаще проверяйте правильность опиливания плоскости детали по угольнику
(рис. 21, д). Лучше всего выполнять опиливание движением напильника вперекрёстку
(косым штрихом), то есть попеременно с угла на угол, Для этого ведите опили-
вание, предположим, слева направо под углом 30—40° к боковым сторонам тисков.
Пройдя в этом направлении всю плоскость, переходите (не прерывая работы, чтобы
не сбиться с темпа) к опиливанию прямым штрихом, а затем продолжайте опиливать
косым штрихом, но уже справа налево (под прежним углом),
Черновое опиливание производите драчовым напильником, затем переходите
на личной напильник. Иногда окончательную отделку выполняют напильником с особо
мелкой насечкой («бархатным»), наждачной шкуркой, навёрнутой на плоский на-
пильник или деревянный брусок, абразивными (точильными) брусками.
Сверление ручной дрелью производите так. Наметье кернером центр отверстия.
Зажмите сверло соответствующего диаметра в патрон дрели. Возьмитесь левой
рукой за неподвижную ручку дрели, а правой — за подвижную и, упершись грудью
в нагрудник (так называется верхняя деталь дрели), начинайте вращать ручку. Сле-
дите, чтобы сверло направлялось точно по оси отверстия.
Маленькие дрели нагрудника не имеют. Такую дрель держат левой рукой за
вертикальную ручку, являющуюся продолжением корпуса, а правой вращают под-
вижную ручку.
При сверлении толстого металла сверло сильно нагревается, поэтому лучше
время от времени приостанавливать работу, осторожно вынимать его из отверстия
и охлаждать.
Вы познакомились почти со всеми ручными инструментами, применяемыми при
обработке металла, а также с некоторыми из самых основных приёмов слесарных
работ. Некоторые операции описаны в выпущенных ранее брошюрах нашей серии
«По ступеням» («Для умелых рук»). Так, обработке тонкого листового металла дав-
лением посвящён выпуск 13 (31) — «Металлопластика». О пайке металлов подробно
говорится в выпуске 18 (36) — «Учись паять». Наконец, в выпуске 24 (42) «Прово-
лочные головоломки» содержится ряд советов по работе с проволокой. В последу-
ющих выпусках мы постепенно опишем все слесарные операции.
Однако объём наших брошюр не позволяет описать всё подробно. Тем из вас,
кто хочет более основательно познакомиться со слесарным делом, мы рекомендуем
воспользоваться хотя бы одной из следующих книг:
Дубинин А. Д. Приёмы слесарных работ. Изд. 3-е. Машгиз, 1960.
Козлов И. С. и Сологуб Н. А. Практика слесарного дела. Машгиз, 1957.
Комиссаров В. И. Общий курс слесарного дела. Изд. 4-е. Трудрезерв-
издат, 1956.
Косяченко А. П. и Молчан И. А. Слесарное дело. Машгиз, 1958.
Леонтьев П. В. Работы по металлу. Детгиз, 1956 (Серия «В помощь само-
деятельности пионеров и школьников»).
М а к и е н к о Н. И., Кролик 3. М. и др. Слесарное дело с основами материа-
ловедения. Учебник для училищ механизации. Изд. 2-е. Сельхозгиз, 1956.
Учебник металлиста. Перевод с английского, под ред. Б. Б. Смирнова. Труд-
резервиздат, 1959.
Фёдоров В. Н. и Мурашев Н. В. Справочник молодого слесаря. Труд-
резервиздат, 1956.
Под общей редакцией А. Е. Стахурского
Редактор издательства Л. Я. Архарова
Художественный редактор А. С. Куприянов
Технический редактор Л. Н. Власенко
Л 38231 Подписано к печати 31/VIU-60 г. Бумага 70X108/16
Печ. л. 1 (Усл.-печ. л. 1,37) Тираж 100 000 Изд. Ка 732
15 000 — I — завод Заказ 567
85 000 — П — завод Заказ 0370.
Московскаяб типография № 4 Управления полиграфической промышленностиж
Мосгорсовнархоза. Москва, ул. Баумана, Гарднеровский пер., д. 1а.
разных размеров, обозначаемых по размеру сер-
дечника (ширине средней части) в миллиметрах, на-
пример Ш-15 (ширина сердечника 15 мм), Ш-20 (шири-
на сердечника 20 мм) и т. д.
Медь. Очень вязкий и мягкий металл, легко обраба-
тывается слесарными инструментами, но «засаливает»
напильники, из-за вязкости сверлится с трудом, плохо
паяется. В любительской практике чаще всего исполь-
зуют медный провод, реже — листовую медь.
Латунь. Сплав меди с цинком — самый удобный ма-
териал для .всевозможных поделок: легко обрабатывает-
ся всеми способами — режется, пилится, куётся, штам-
пуется, паяется, серебрится, вытягивается. Для моделей
и приборов нужна листовая латунь толщиной от 0,2 до
0,5 мм и 1—1,5 мм, а также латунь в прутках.
Цвет латуни зависит от количества меди. Если в ла-
туни содержится 90% меди, то она будет медно-крас-
ного цвета. С уменьшением количества меди латунь
приобретает золотистый оттенок. Обычная латунь назы-
вается жёлтой медью. Широко применяется сплав —
томпак (медь и до 11% цинка). Никелевая латунь, по
цвету похожая на серебро, называется нейзильбером
(«новым серебром») и содержит 48—53% меди, 20—
40% цинка и 12—27% никеля.
Латунь обладает хорошей электропроводностью и ча-
сто применяется в электро- и радиоприборах.
Алюминий — мягкий, вязкий металл серовато-белого
цвета. В три раза легче железа, прочен, упруг, устой-
чив к коррозии, не нуждается в окраске или лакиров-
ке. Быстро разрушается от действия щелочей и даже
простого мыла. Плохо паяется и сваривается; обычно
алюминиевые детали соединяются заклёпками. Листовой
алюминий широко применяется в радиотехнике. Из
алюминиевой фольги (толщиной около 0,015 мм) изго-
товляют самодельные конденсаторы.
Цинк. Металл серого цвета, крупнозернистый в из-
ломе. Плавится при сравнительно низкой температуре
(420°). Поэтому из него легко отливать детали.
Свинец. Очень мягкий, тяжелый и вязкий металл Тем-
пература плавления 327°. С трудом разрушается только
самыми крепкими кислотами, но легко меняет форму
даже в холодном состоянии. Широко применяется для
отливки деталей. Но в расплавленном состоянии сви-
нец густой, поэтому он даёт грубые неточные отлив-
ки. В чистом виде овинец применяют для самодельных
аккумуляторов.
Олово. Блестящий металл сеоебоисто-белого цвета,
плавится при температуре 231,9°. При сгибании листа
олова слышится характерное хрустение. В чистом виде
олово применяется для лужения жести и различной по-
суды. Легко раскатывается в очень тонкие (до 0,0025 мм)
листочки, так называемую оловянную фольгу, или ста-
ниоль. В сплаве со свинцом (73 олова и 2Д свинца), на-
зываемом третником, влужит наиболее часто употреб-
ляемым припоем.
Никель, Твёрдый, тугоплавкий и вязкий металл. При-
меняется для покрытия (никелирования) других метал-
лов; это предохраняет металл от ржавчины и придаёт
вещи блестящий красивый вид.
Остальные металлы и сплавы (за исключением не-
скольких легкоплавких сплавов для паяния) в любитель-
ской практике применяются очень редко
Рабочее место
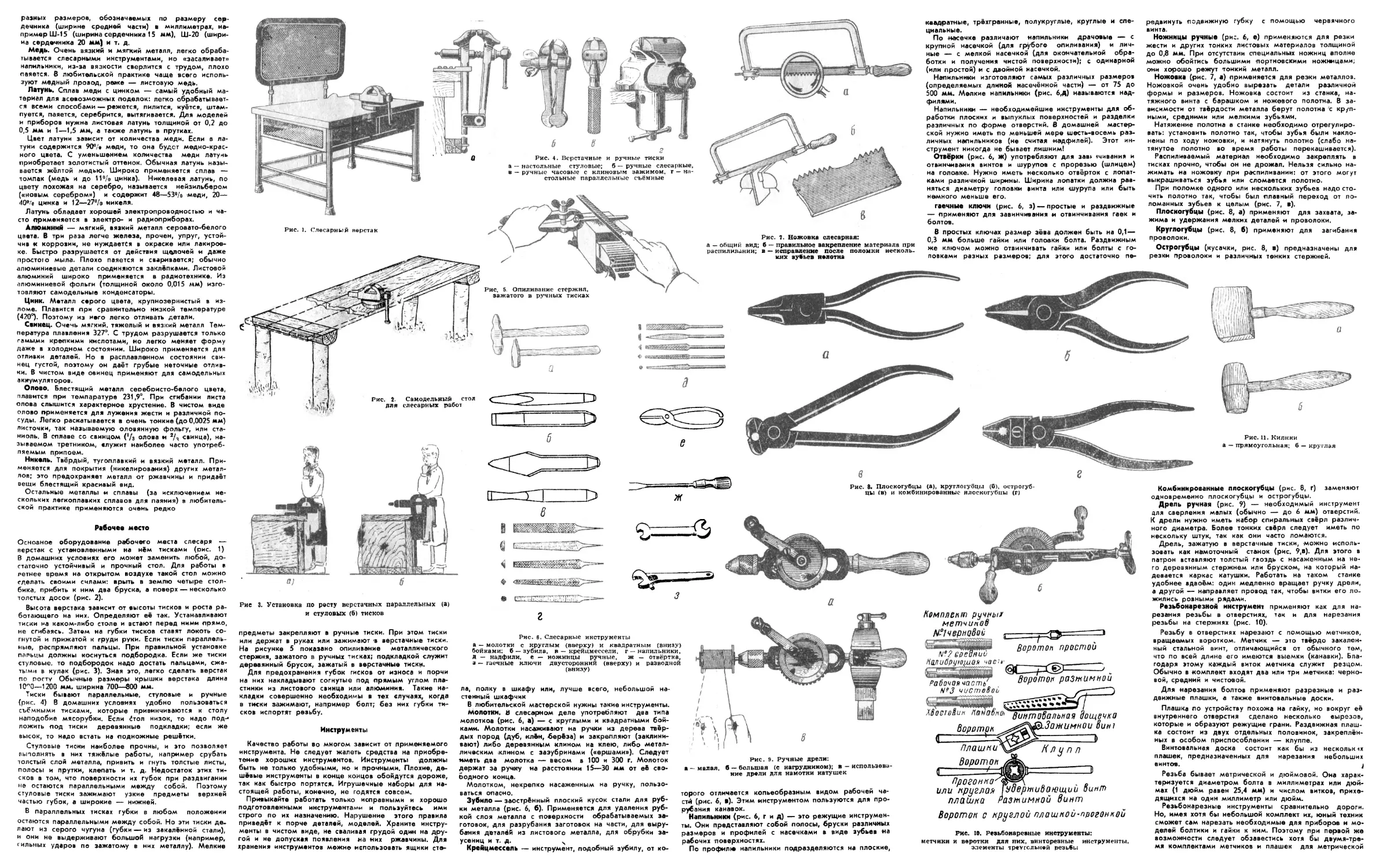
Основное оборудование рабочего места слесаря —
верстак с установленными на нём тисками (рис. 1)
В домашних условиях его может заменить любой, до-
статочно устойчивый и прочный стол. Для работы в
летнее время на открытом воздухе такой стол можно
сделать своими силами: врыть в землю четыре стол-
бика, прибить к ним два бруска, а поверх — несколько
толстых досок (рис. 2).
Высота верстака зависит от высоты тисков и роста ра-
ботающего на них. Определяют её так. Устанавливают
тиски на каком-либо столе и встают перед ними прямо,
не сгибаясь. Затем на губки тисков ставят локоть со-
гнутой и прижатой к груди руки. Если тиски параллель-
ные, распрямляют пальцы. При правильной установке
пальцы должны коснуться подбородка. Если же тиски
стуловые, то подбородок надо достать пальцами, сжа-
тыми в кулак (рис. 3). Зная это, легко сделать верстак
по росту Обычные размеры крышки верстака длина
10°0—1200 мм, ширина 700—800 мм.
Тиски бывают параллельные, стуловые и ручные
(рис. 4) В домашних условиях удобно пользоваться
съемными тисками, которые привинчиваются к столу
наподобие мясорубки. Если £тол низок, то надо под-*
пожить под тиски деревянные подкладки; если же
высок, то надо встать на подножные решётки.
Стуловые тиски наиболее прочны, и это позволяет
выполнять в них тяжёлые работы, например срубать
толстый слой металла, привить и гнуть толстые листы,
полосы и прутки, клепать и т. д. Недостаток этих ти-
сков в том, что поверхности их губок при раздвигании
не остаются параллельными между собой. Поэтому
стуловые тиски зажимают узкие предметы верхней
частью губок, а широкие — нижней.
В параллельных тисках губки в любом положении
остаются параллельными между собой. Но эти тиски де-
лают из серого чугуна (губки — из закалённой стали),
и они не выдерживают большой нагрузки (например,
сильных ударов по зажатому в них металлу). Мелкие
редвинуть подвижную губку с помощью червячного
винта.
Ножницы ручные (рис. 6, е) применяются для резки
жести и других тонких листовых материалов толщиной
до 0,8 мм. При отсутствии специальных ножниц вполне
можно обойтись большими -портновскими ножницами;
они хорошо режут тонкий металл.
Ножовка (рис. 7, а) применяется для резки металлов.
Ножовкой очень удобно вырезать детали различной
формы и размеров. Ножовка состоит из станка, на-
тяжного винта с барашком и ножевого полотна. В за-
висимости от твёрдости металла берут полотна 'с круп-
ными, средними или мелкими зубьями.
Натяжение полотна в станке необходимо отрегулиро-
вать: установить полотно так, чтобы зубья были накло-
нены по ходу ножовки, и натянуть полотно (слабо на-
тянутое полотно во время работы перекашивается).
Распиливаемый материал необходимо закреплять в
тисках прочно, чтобы он не дрожал. Нельзя сильно на-
жимать на ножовку при распиливании: от этого могут
выкрашиваться зубья или сломается полотно.
При поломке одного или нескольких зубьев надо сто-
чить полотно так, чтобы был плавный переход от по-
ломанных зубьев к целым (рис. 7, в).
Плоскогубцы (рис. 8, а) применяют для захвата, за-
жима и удержания мелких деталей и проволоки.
Круглогубцы (рис. 8, б) применяют для загибания
проволоки.
Острогубцы (кусачки, рис. 8, в) предназначены для
резки проволоки и различных тонких стержней.
квадратные, трёхгранные, полукруглые, круглые и спе-
циальные.
По насечке различают напильники драчовые — с
крупной насечкой (для грубого опиливания) и лич-
ные — с мелкой насечкой (для окончательной обра-
ботки и получения чистой поверхности); с одинарной
(или простой) и с двойной насечкой.
Напильники изготовляют самых различных размеров
(определяемых длиной насечённой части) — от 75 до
500 мм. Мелкие напильники (рис. 6,д) называются над-
филями.
Напильники — необходимейшие инструменты для об-
работки плоских и выпуклых поверхностей и разделки
различных по форме отверстий. 6 домашней мастер-
ской нужно иметь по меньшей мере шесть-восемь раз-
личных напильников (не считая надфилей). Этот ин-
струмент никогда не бывает лишним!
Отвёрки (рис. 6, ж) употребляют для завк кивания и
отвинчивания винтов и шурупов с прорезью (шлицем)
на головке. Нужно иметь несколько отвёрток с лопат-
ками различной ширины. Ширина лопатки должна рав-
няться диаметру головки винта или шурупа или быть
немного меньше его.
гаечные ключи (рис. 6, з) — простые и раздвижные
— применяют для завинчивания и отвинчивания гаек и
болтов.
В простых ключах размер зёва должен быть на 0,1 —
0,3 мм больше гайки или головки болта. Раздвижным
же ключом можно отвинчивать гайки или болты с го-
ловками разных размеров; для этого достаточно пе-
б
а/
верстачных параллельных (а)
Вороток простои
закреплён-
МОШИМ»'!
Рабочая часть'
№3 чистовоь
Вороту
а- . _____ . _____,
бойками; б — зубила, в — крёйцмессели,
Д — надфили, е — ножницы ручные, ж — отвёртка,
з — гаечные ключи двусторонний (вверху) и разводной
(внизу)
Рие 3. Установка по росту
и стуловых (б) тисков
Рис. 1. Слесарный верстак
предметы закрепляют в ручные тиски. При этом тиски
или держат в руках или зажимают >в верстачные тиски.
На рисунке 5 показано опиливание металлического
стержня, зажатого в ручных тисках; подкладкой служит
деревянный брусок, зажатый в верстачные тиски.
Для предохранения губок тисков от износа и порчи
на них накладывают согнутые под прямым углом пла-
стинки из листового свинца или алюминия. Такие на-
кладки совершенно необходимы в тех случаях, когда
в тиски зажимают, например болт; без них губки ти-
сков испортят резьбу.
Инструменты
Качество работы во многом зависит от применяемого
инструмента. Не следует жалеть средства на приобре-
тение хороших инструментов. Инструменты должны
быть не только удобными, но и прочными. Плохие, де-
шёвые инструменты в конце концов обойдутся дороже,
так как быстро портятся. Игрушечные наборы для на-
стоящей работы, конечно, не годятся совсем.
Привыкайте работать только исправными и хорошо
подготовленными инструментами и пользуйтесь ими
строго по их назначению. Нарушение этого правила
приведёт к порче деталей, моделей. Храните инстру-
менты в чистом виде, не сваливая грудой один на дру-
гой и не допуская появления на них ржавчины. Для
хранения инструментов можно использовать ящики сто-
г
и ручные тиски
б — ручные слесарные,
Рис. 4. Верстачные
а — настольные стуловые;
в — ручные часовые с клиновым зажимом, г — на-
стольные параллельные съёмные
Рис. 7. Ножовка слесарная:
а — общий вид; б — правильное закрепление материала при
распиливании; в — исправление после поломки несколь-
ких зубьев полотна
Рис. 5. Опиливание стержня,
зажатого в ручных тисках
Рис. 2. Самодельный
для слесарных работ
Рис. 11. Киянки
а — прямоугольная; б — круглая
Рис. 6. Слесарные инструменты
— молотки с круглым (вверху) и квадратным (внизу)
г — напильники,
ж
ла, полку в шкафу или, лучше всего, небольшой на-
стенный шкафчик
В любительской мастерской нужны такие инструменты.
Молотки, в слесарном деле употребляют два типа
молотков (рис. 6, а) — с круглыми и квадратными бой-
ками. Молотки насаживают на ручки из дерева твёр-
дых пород (дуб, клён, берёза) и закрепляют (заклини-
вают) либо деревянным клином на клею, либо метал-
лическим клином с зазубринами («ершами»). Следует
300 г. Молоток
мм от её сво-
иметь два молотка — весом в 100 и
держат за ручку на расстоянии 15—30
Годного конца.
Молотком, некрепко насаженным на
ваться опасно.
Зубило — заострённый плоский кусок
ручку, пользе-
Зубило— заострённый плоский кусок стали для руб-
ки металла (рис. 6, б). Применяется для удаления руб-
кой слоя металла с поверхности обрабатываемых за-
готовок, для разрубания заготовок на части, для выру-
бания деталёй из листового металла, для обрубки за-
усениц и т. д. х
Крейцмессель — инструмент, подобный зубилу, от ко-
а — малая,
Рис. 9. Ручные дрели:
б —большая (с нагрудником);
ние дрели для намотки катушек
Рис. 8. Плоскогубцы (а), круглогуоцы (б), острогуб-
цы (в) и комбинированные плоскогубцы (г)
Комплект ручкы!
метчиков
№1чернавой
№2 соеонии
Кал и брчас; *1
Хвост о Айк канобмъ
в — использева-
Плашки
Вороток
Прогонка
I . Д (»Л|_______—
Вороток разткимной
винтовапьная дощвчко
Зажимнои вит
—. ~~1>
Клупп
торого отличается копьеобразным видом рабочей ча-
стй (рис. 6, в). Этим инструментом пользуются для про-
рубания канавок.
Напильники (рис. 6, г и д) — это режущие инструмен-
ты. Они представляют собой полосы, бруски различных
размеров и профилей с насечками в виде зубьев «а
рабочих поверхностях.
По профилю напильники подразделяются на плоские,
или круглая^Удерживающий викт
плашка азтимной винт
Вороток с круглой плашкой-прогонкой
Рис. 10. Резьбонарезные инструменты:
метчики и воротки для них, винторезные инструменты,
элементы треугольной резьбы
Комбинированные плоскогубцы (рис. 8, г) заменяют
одновременно плоскогубцы и острогубцы.
Дрель ручная (рис. 9) — необходимый инструмент
для сверления малых (обычно — до 6 мм) отверстий.
К дрели нужно иметь набор спиральных свёрл различ-
ного диаметра. Более тонких свёрл следует иметь по
нескольку штук, так как они часто ломаются.
Дрель, зажатую в верстачные тиски, можно исполь-
зовать как намоточный станок (рис. 9,в). Для этого в
патрон вставляют толстый гвоздь с насаженным на не-
го деревянным стержнем или бруском, на который на-
девается каркас катушки. Работать на таком станке
удобнее вдвоём: один медленно вращает ручку дрели,
а другой — направляет провод так, чтобы витки его ло-
жились ровными рядами.
Резьбонарезной инструмент применяют как для на-
резания резьбы в отверстиях, так и для нарезания
резьбы на стержнях (рис. 10).
Резьбу в отверстиях нарезают с помощью метчиков,
вращаемых воротком. Метчик — это твёрдо закален-
ный стальной винт, отличающийся от обычного тем,
что по всей длине его имеются выемки (канавки). Бла-
годаря этому каждый виток метчика служит резцом.
Обычно в комплект входят два или три метчика: черно-
вой, средний и чистовой.
Для нарезания болтов применяют разрезные и раз-
движные плашки, а также винтовальные доски.
Плашка по устройству похожа на гайку, но вокруг её
внутреннего отверстия сделано несколько вырезов,
которые и образуют режущие грани. Раздвижная плаш-
ка состоит из двух отдельных половинок,
ных в особом приспособлении — клуппе.
Винтовальная доска состоит
плашек, предназначенных для
винтов.
Резьба бывает метрической и
тер-изуется диаметром болта в
мах (1 дюйм равен 25,4 мм) и
дящихся на один миллиметр или дюйм.
Резьбонарезные инструменты сравнительно дороги.
Но, имея хотя бы небольшой комплект их, юный техник
сможет сам нарезать необходимые для приборов и мо-
делей болтики и гайки к ним. Поэтому при первой же
возможности следует обзавестись хотя бы двумя-тре-
мя комплектами метчиков и плашек для метрической
как бы из
нарезания
нескольких
небольших
Она харак-
дюймовой.
миллиметрах или дюй-
числом витков, прихо-
резьбы (например, для резьбы диаметром в 2,5—3—4
и 5 мм)
Для получения чистом поверхности резьбы в сталь-
ных деталях рабочую часть метчика или плашки сма-
зывают олифой, а в деталях из алюминия и его спла-
вов — скипидаром, керосином. Смазка машинным мас-
лом даёт худшие результаты.
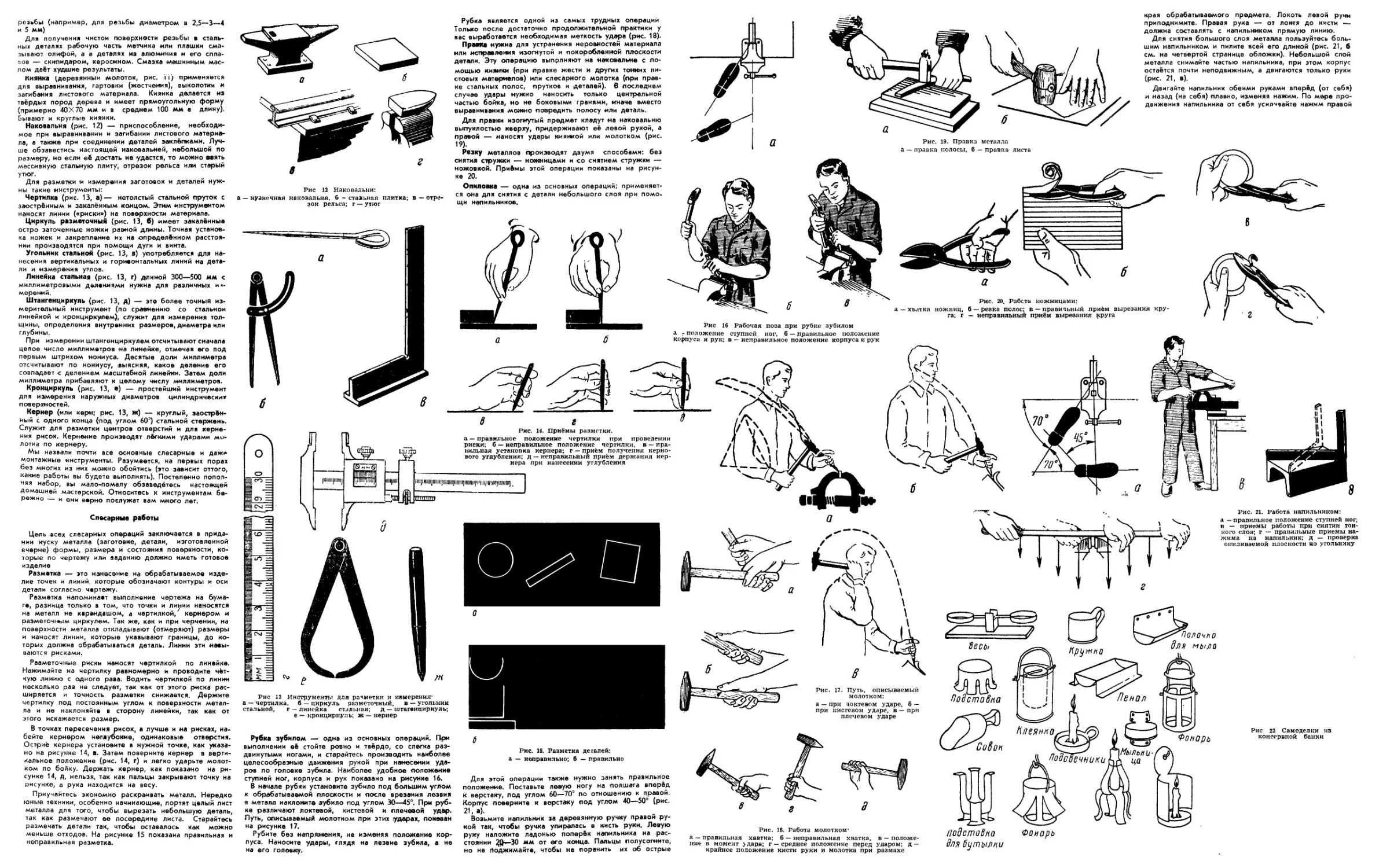
киянка (деревянный молоток, рис. i i) применяется
для выравнивания, гартовки (жестчения), выколотки и
загибания листового материала. Киянка делается из
твёрдых пород дерева и имеет прямоугольную форму
(примерно 40X70 мм и в среднем 100 мм в длину).
Бывают и круглые киянки.
Наковальня (рис. 12) — приспособление, необходи-
мое при выравнивании и загибании листового материа-
ла, а также при соединении деталей заклёпками. Луч-
ше обзавестись настоящей наковальней, небольшой по
размеру, но если её достать не удастся, то можно ®вять
массивную стальную плиту, отрезок рельса или старый
утюг.
Для разметки и измерения заготовок и деталей нуж-
ны такие инструменты:
Чертилка (рис. 13, а)— нетолстый стальной пруток с
заострённым и закалённым концом. Этим инструментом
наносят линии («риски») на поверхности материала.
Циркуль разметочный (рис. 13, б) имеет закалённые
остро заточенные ножки разной длины. Точная установ-
ка ножек и закрепление их на определённом расстоя-
нии производятся при помощи дуги и винта.
Угольник стальной (рис. 13, в) употребляется для на-
несения вертикальных и гориеонтальньих линий на дета-
ли и измерения углов.
Линейка стальная (рис. 13, г) длиной 300—500 мм с
миллиметровыми делениями нужна для различных из-
мерений.
Штангенциркуль (рис. 13, д) — это более точный из-
мерительный инструмент (по сравнению со стальной
линейкой и кронциркулем), служит для измерения тол-
щины, определения внутренних размеров, диаметра или
глубины.
При измерении штангенциркулем отсчитывают сначала
целое число миллиметров на линейке, отмечая его под
первым штрихом нониуса. Десятые доли миллиметра
отсчитывают по нониусу, выясняя, какое деление его
совпадает с делением масштабной линейки. Затем доли
миллиметра прибавляют к целому числу миллиметров.
Кронциркуль (рис. 13, е) — простейший инструмент
для измерения наружных диаметров цилиндрических
поверхностей.
Кернер (или керн; рис. 13, яс) — круглый, заострён-
ный с одного конца (под углом 60°) стальной стержень.
Служит для разметки центров отверстий и для керне-
ния рисок. Кернение производят лёгкими ударами ми-
лотка по кернеру.
Мы назвали почти все основные слесарные и даж*
монтажные инструменты. Разумеется, на первых порах
без многих из них можно обойтись (это зависит оттого,
какие работы вы будете выполнять). Постепенно попол-
няя набор, вы мало-помалу обзаведётесь настоящей
домашней мастерской. Относитесь к инструментам бе-
режно — и они верно послужат вам много лет.
Слесарные работы
Цель всех слесарных операций заключается в прида-
нии куску металла (заготовке, детали, изготовленной
вчерне) формы, размера и состояния поверхности, ко-
торые по чертежу или заданию должно иметь готовое
изделие
Разметка — это нанесение на обрабатываемое изде-
лие точек и линий, которые обозначают контуры и оси
детали согласно чертежу.
Разметка напоминает выполнение чертежа на бума-
ге, разница только в том, что точки и линии наносятся
на металл не карандашом, а чертилкой/ кернером и
разметочным циркулем. Так же, как и при черчении, на
поверхности металла откладывают (отмеряют) размеры
и наносят линии, которые указывают границы, до ко-
торых должна обрабатываться деталь. Линии эти иаеы-
ваются рисками.
Разметочные риски наносят чертилкой по линейке.
Нажимайте на чертилку равномерно и проводите чёт-
кую линию с одного раза. Водить чертилкой по линии
несколько раз не следует, так как от этого риска рас-
ширяется и точность разметки снижается. Держите
чертилку под постоянным углом к поверхности метал-
ла и не наклоняйте в сторону линейки, так как от
этого искажается размер.
В точках пересечения рисок, а лучше и на рисках, на-
бейте кернером неглубокие, одинаковые отверстия.
Остриё кернера установите в нужной точке, как указа-
но на рисунке 14, в. Затем поверните кернер в верти-
кальное положение (рис. 14, г) и легко ударьте молот-
ком по бойку. Держать кернер, как показано на ри-
сунке 14, д, нельзя, так как пальцы закрывают точку на
рисунке, а рука находится на весу.
Приучайтесь экономно раскраивать металл. Нередко
юные техники, особенно начинающие, портят целый лист
металла для того, чтобы вырезать небольшую деталь,
так как размечают ее посередине листа. Старайтесь
размечать детали так, чтобы оставалось как можно
меньше отходов. На рисунке 15 показана правильная и
неправильная разметка.
края обрабатываемого предмета. Локоть левой руки
приподнимите. Правая рука — от локтя до кисти —
должна составлять с напильником прямую линию.
Для снятия большого слоя металла пользуйтесь боль-
шим напильником и пилите всей его длиной (рис. 21, б
см. на четвертой странице обложки). Небольшой слой
металла снимайте частью напильника, при этом корпус
остаётся почти неподвижным, а двигаются только руки
(рис. 21, в).
Двигайте напильник обеими руками вперёд (от себя)
и назад (на себя) плавно, изменяя нажим. По мере про-
движения напильника от себя усилмдайте нажим правой
Рис 12 Наковальни:
а — кузнечная наковальня, б - стальная плитка; в — отре-
зок рельса; г — утюг
б
а
о
г:
Клеянка
a
в
8
питан
ног;
тон-
Рис 22 Самоделки из
консервной банки
Рис. 21. Работа напильником:
- правильное положение ступней
— приемы работы при снятии
кого слоя; г — правильные приемы на-
жима на напильник; д — проверка
опиливаемой плоскости но угольнику
Рис 13 Инструменты для разметки и измерения*
а — чертилка, б — циркуль разметочный, в — угольник
стальной, г — линейка стальная; д — штагенциркуль;
е — кронциркуль; ж — кернер
Рубка является одной из самых трудных операций
Только после достаточно продолжительной практики у
вас выработается необходимая меткость удара (рис. 18).
Правка нужна для устранения неровностей материала
или исправления изогнутой и покоробленной плоскости
детали. Эту операцию выполняют на наковальне с по-
мощью киянки (при правке жести и других тонких ли-
стовых материалов) или слесарного молотка (при прав-
ке стальных полос, прутков и деталей), в последнем
случае удары нужно наносить только центральной
частью бойка, но не боковыми гранями, иначе вместо
выравнивания можно повредить полосу или деталь.
Для правки изогнутый предмет кладут на наковальню
выпуклостью кверху, придерживают её левой рукой, а
правой — наносят удары киянкой или молотком (рис.
19).
Резку металлов производят двумя способами: без
снятия стружки — ножницами и со снятием стружки —
ножовкой. Приёмы этой операции показаны на рисун-
ке 20.
Опиловка — одна из основных операций; применяет-
ся она для снятия с детали небольшого слоя при помо-
щи напильников.
Рис. 14. Приёмы размотки.
а — правильное положение чертилки при проведении
риски; б — неправильное положение чертилки, в — пра-
вильная установка кернера; г — приём получения керно-
вого углубления; д — неправильный приём держания кер-
нера при нанесении углубления
Рубка зубилом — одна из основных операций. При
выполнении её стойте ровно и твёрдо, со слегка раз-
двинутыми ногами, и старайтесь производить наиболее
целесообразные движения рукой при нанесении уда-
ров по головке зубила. Наиболее удобное положение
ступней ног, корпуса и рук показано на рисунке 16.
В начале рубки установите зубило под большим углом
к обрабатываемой плоскости и после врезания лезвия
в металл наклоните зубило под углом 30—45°. При руб-
ке различают локтевой, кистевой и плечевой удар.
Путь, описываемый молотком при этих ударах, пойман
на рисунке 17.
Рубите без напряжения, не изменяя положение кор-
пуса. Наносите удары, глядя на лезвие зубила, а не
на его головку.
Рис. 13. Разметка деталей:
а — неправильно; б — правильно
Для этой операции также нужно занять правильное
положение. Поставьте левую ногу на лолшата вперёд
к верстаку, под углом 60—70° по отношению к правой.
Корпус поверните к верстаку под углом 40—50° (рис.
21, а).
Возьмите напильник за деревянную ручку правой ру-
кой так, чтобы ручка упиралась е кисть руки. Левую
руну наложите ладонью поперёк напильника на рас-
стоянии ?(Ь-30 мм от его конца. Пальцы полусогните,
но не (Поджимайте, чтобы не поранить их об острые
Рис. 19. Правка металла
а — правка полосы, б — правка
листа
Рис. 20. Рабста ножницами:
а — хватка ножниц, б — резка полос; в —правильный приём вырезания кру-
га; г — неправильный приём вырезания круга
поза
ног,
при рубке зубилом
б — правильное положение
Рис 16 Рабочая
а -положение ступней
корпуса и рук; в — неправильное положение корпуса и рук
В
Рис. 17. Путь, описываемый
молотком:
а — при локтевом ударе, б —
при кистевом ударе, в — при
плечевом
Рис. 18. Работа молотком-
а — правильная хватка; б — неправильная хватка,
ние в момент >дара; г — среднее положение перед
крайнее положение кисти руки и молотка при
ударе
в — положе-
ударом; д-
размахе
ивСЫ
Аод ставка
Совок
Подставка
для бутылки
70
. а
KpyWKQ
Пенал
ПОЛОЧКО
для мыло
Фонарь
ПодсВечникц
Mb^bHU' Г 2
Фонарь