/











Text
В. В. ДАНИЛЕВСКИЙ
СПРАВОЧНИК
МОЛОДОГО ТЕХНОЛОГА
МАШИНОСТРОИТЕЛЯ
( ИЗДАНИЕ ВТОРОЕ, ИСПРАВЛЕННОЕ)
ВСЕСОЮЗНОЕ
Учебно-педагогическое издательство
профтехйздат
МОСКВА 1960
В книге приводятся справочные данные по черным
и цветным металлам, неметаллическим материалам, при-
меняемым в машиностроении, межоперационным припус-
кам и допускам на размеры для наиболее часто встре-
чающихся видов обработки и по металлорежущим станкам.
Справочник предназначен для учащихся технических
училищ, а также для молодых технологов и мастеров
механических цехов машиностроительных заводов.
Все замечания по справочнику просим направлять по
адресу: Москва, Центр, Хохловский -пер., 7, Профтехиздат.
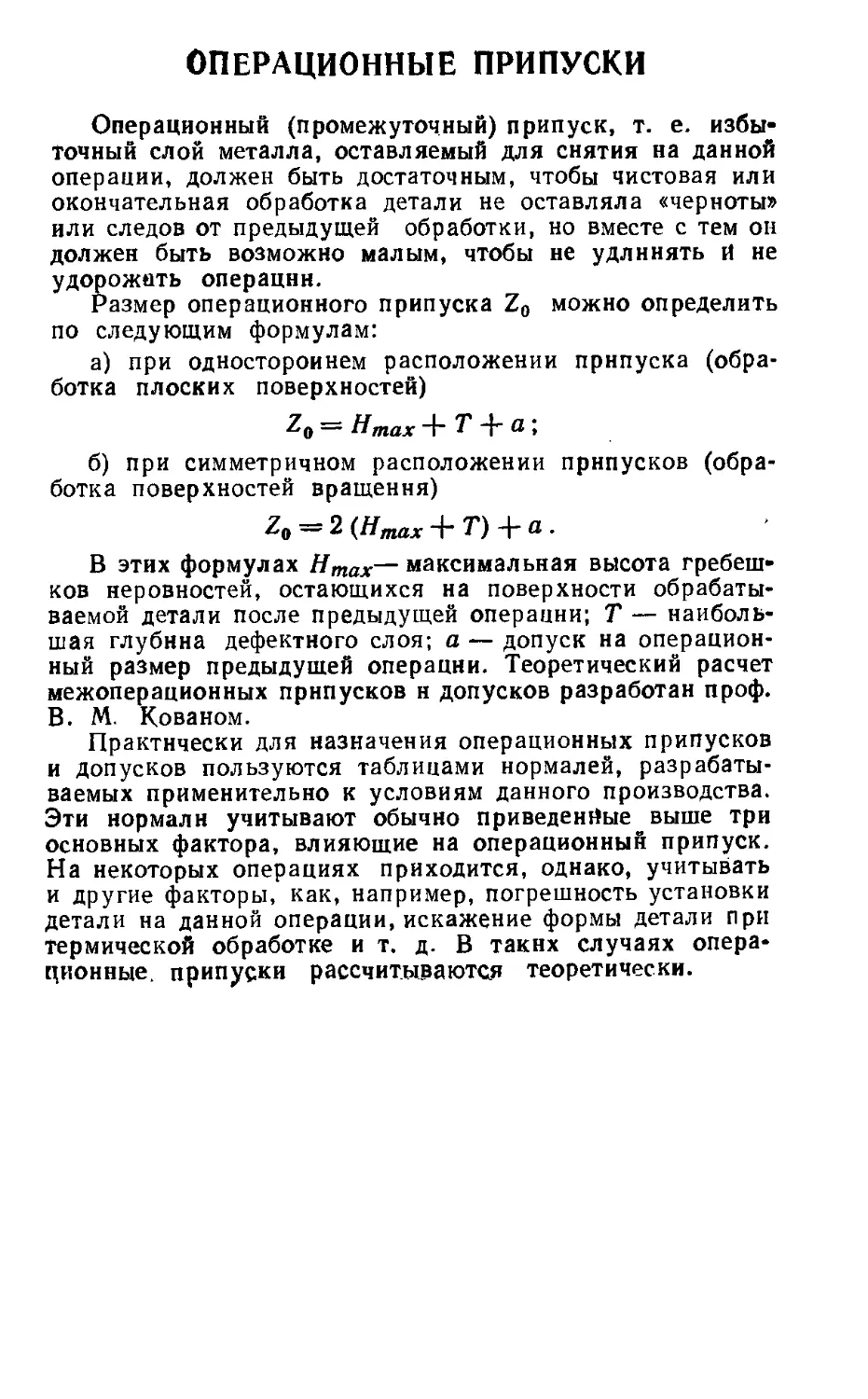
ПРЕДИСЛОВИЕ
Настоящий справочник, не претендуя на исчерпываю-
щую полноту изложения материала, дает возможность
молодому технологу, мастеру, учащемуся технического
училища найти необходимые сведения по механическим
свойствам черных и цветных металлов, а также по неме-
таллическим материалам, применяемым в машинострое-
нии.
Наряду с этим в справочнике приведены данные, не-
обходимые при проектировании технологических процес-
сов, по выбору заготовок в зависимости от вида произ-
водства, по припускам на литые, кованые и штампованные
заготовки и прокат.
В справочнике для наиболее распространенных видов
обработки металлов резанием даются также нормативы
межоперационных припусков и допусков, правильный
выбор которых определяет эффективность запроектиро-
ванного технологического процесса, рациональное ис-
пользование оборудования, инструмента и экономию
материалов.
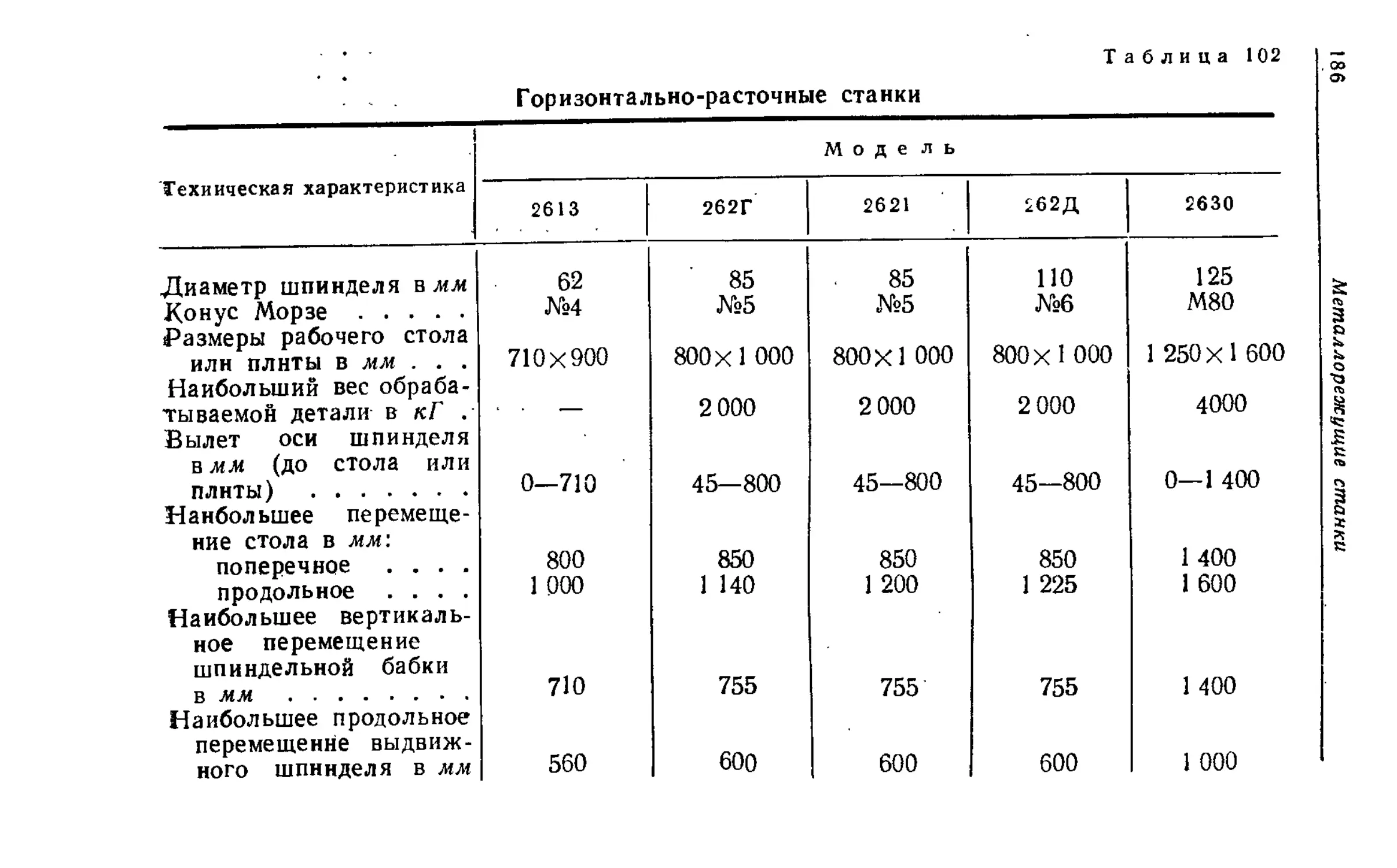
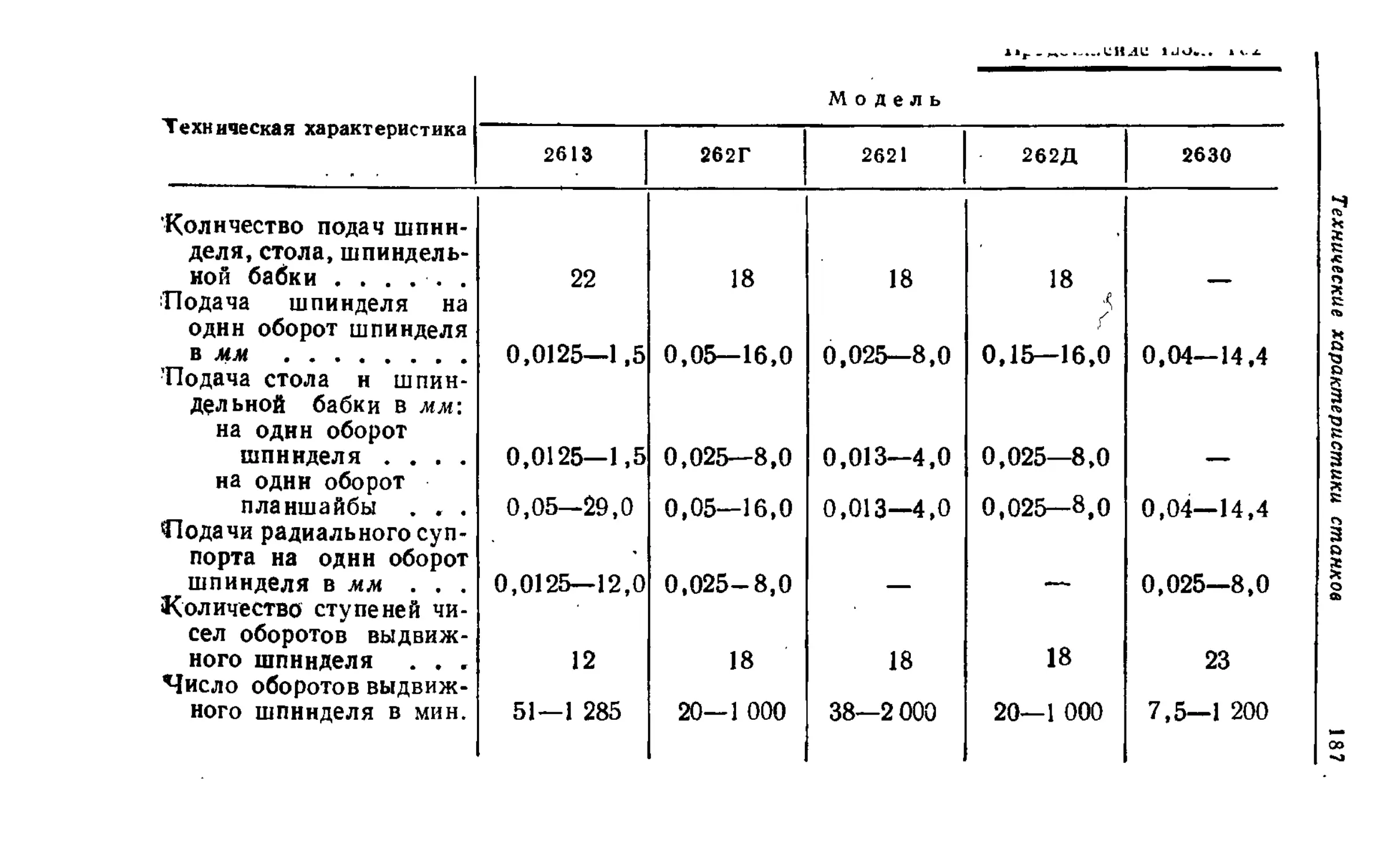
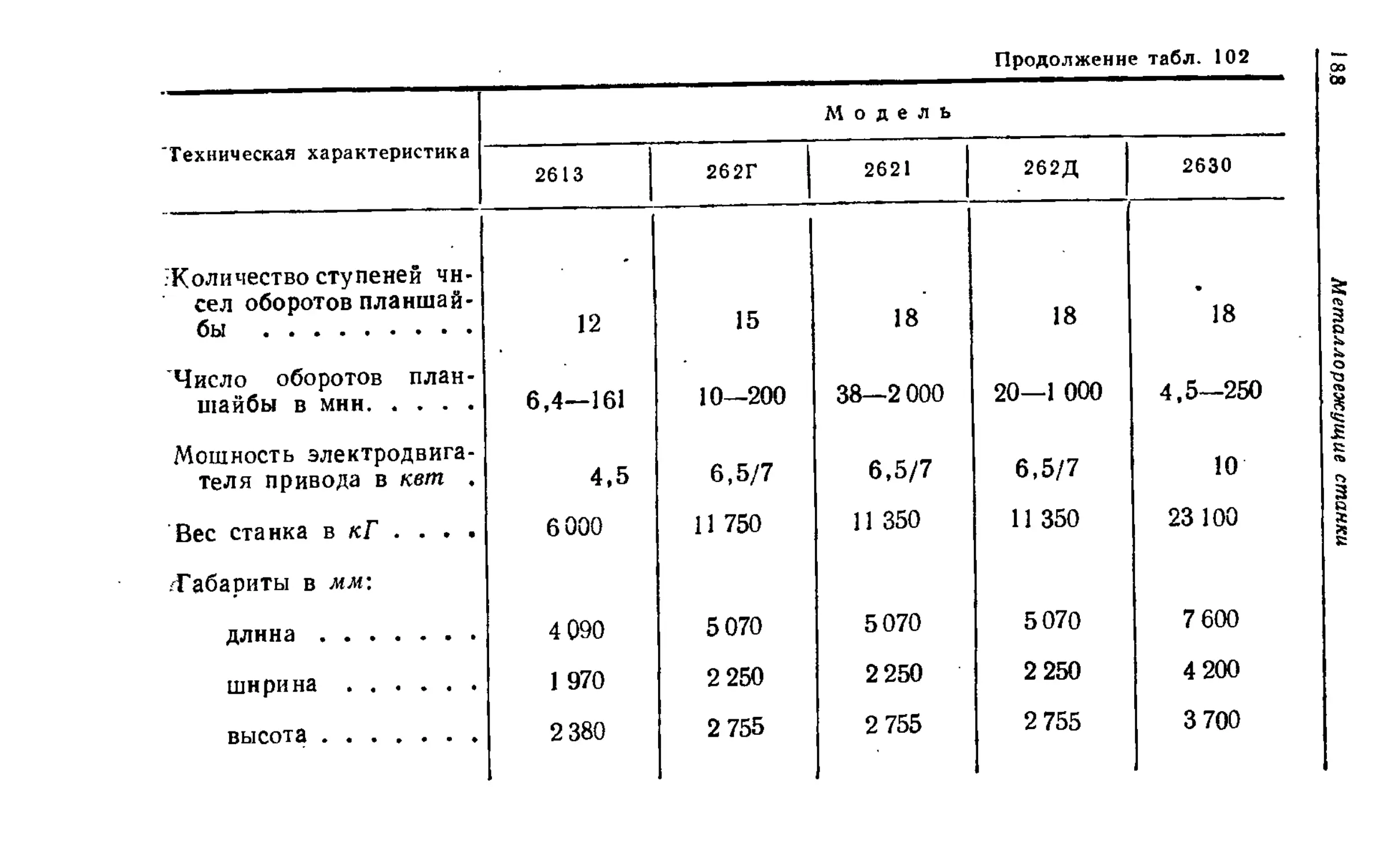
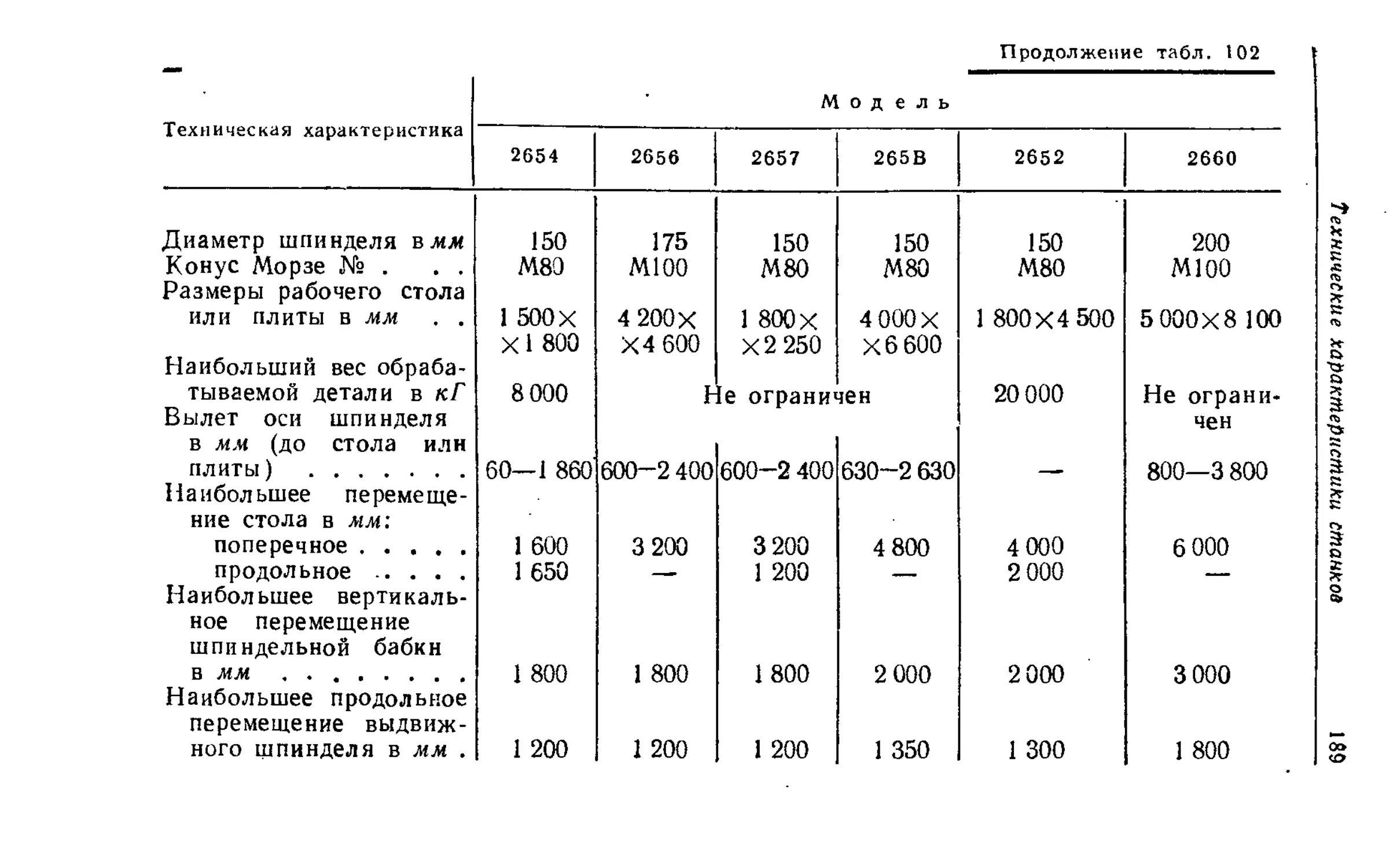
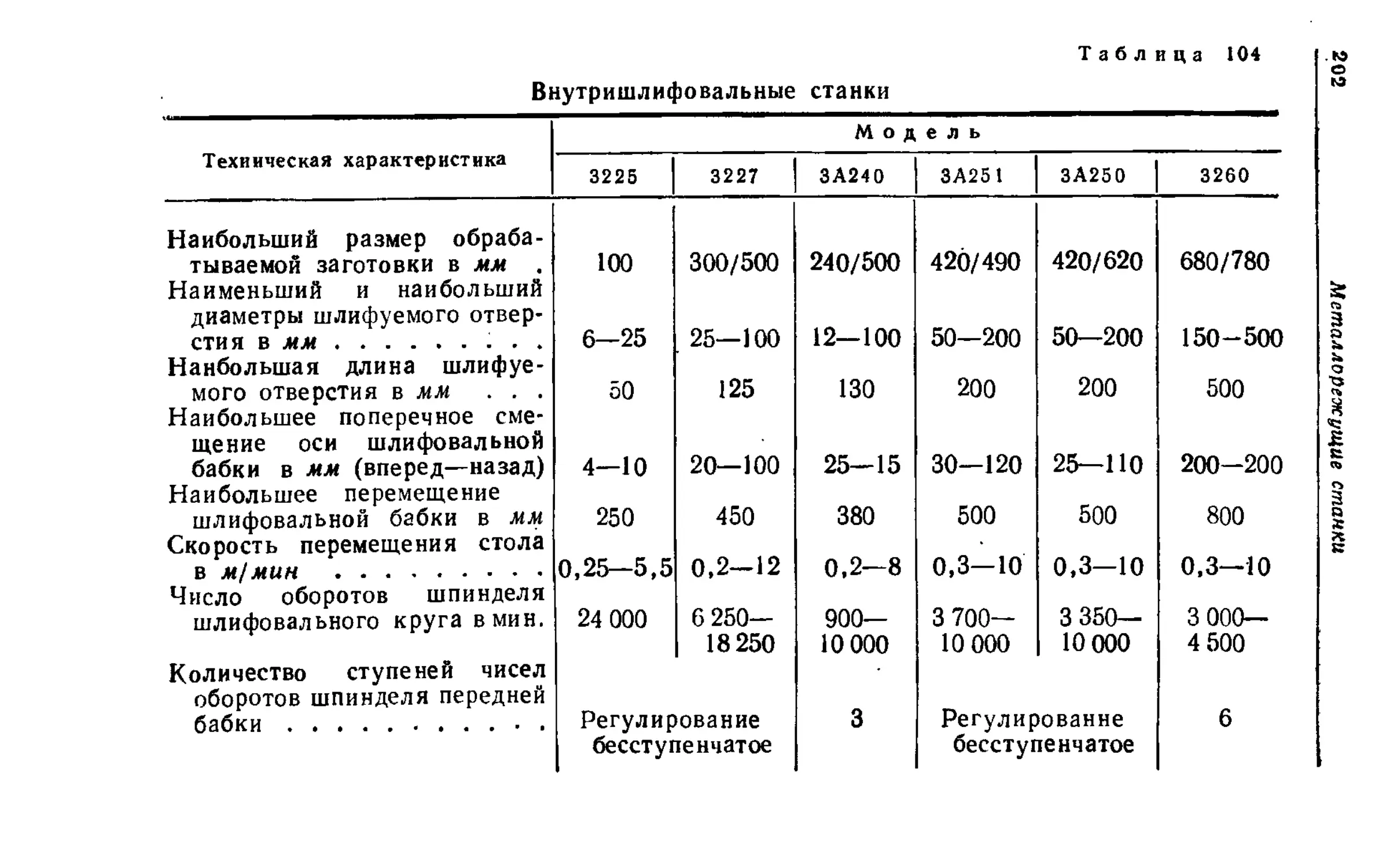
При разработке технологического процесса существен-
ное значение имеет выбор оборудования и рациональное
использование его технических и технологических воз-
можностей поэтому в книге приводятся данные о ме-
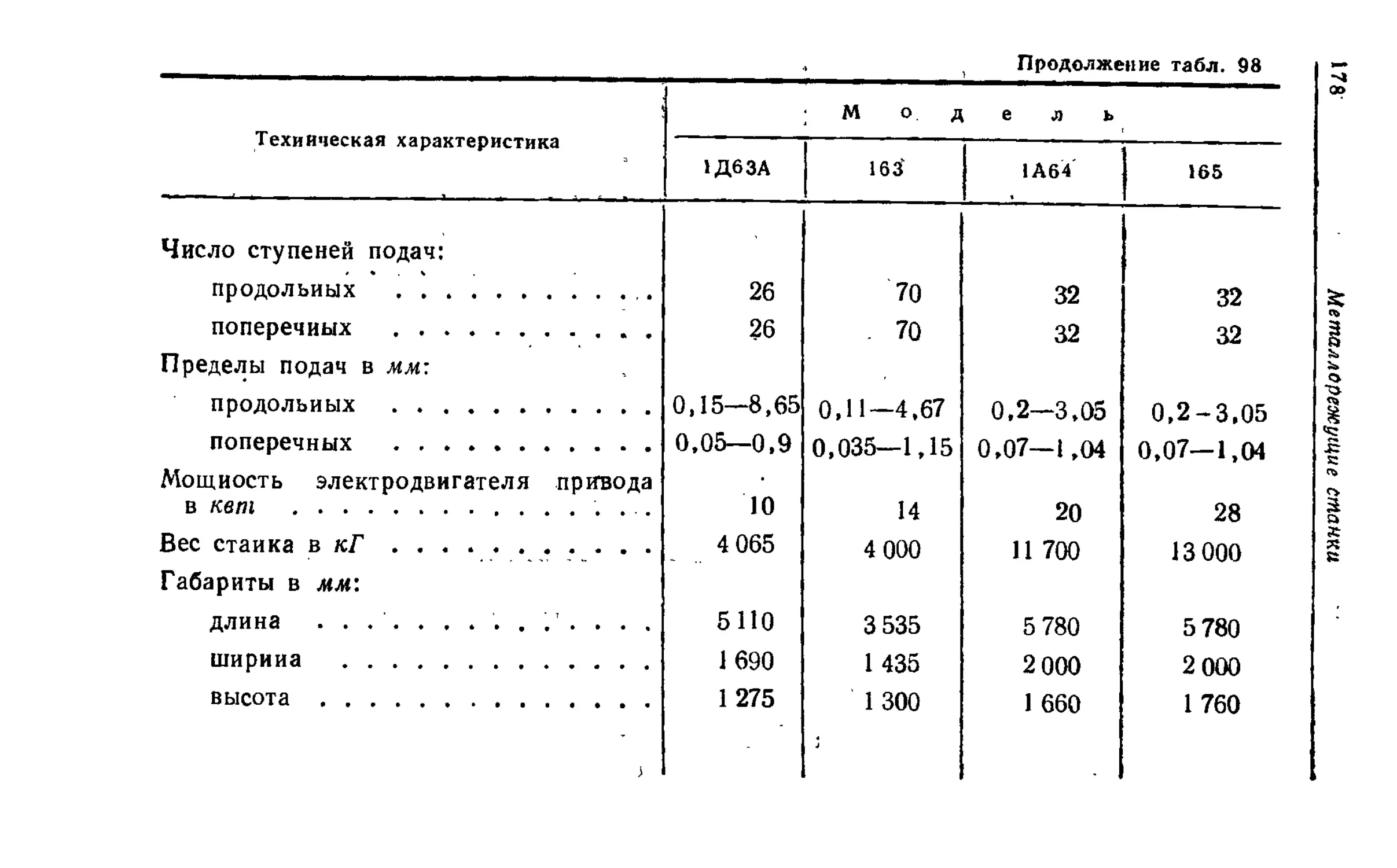
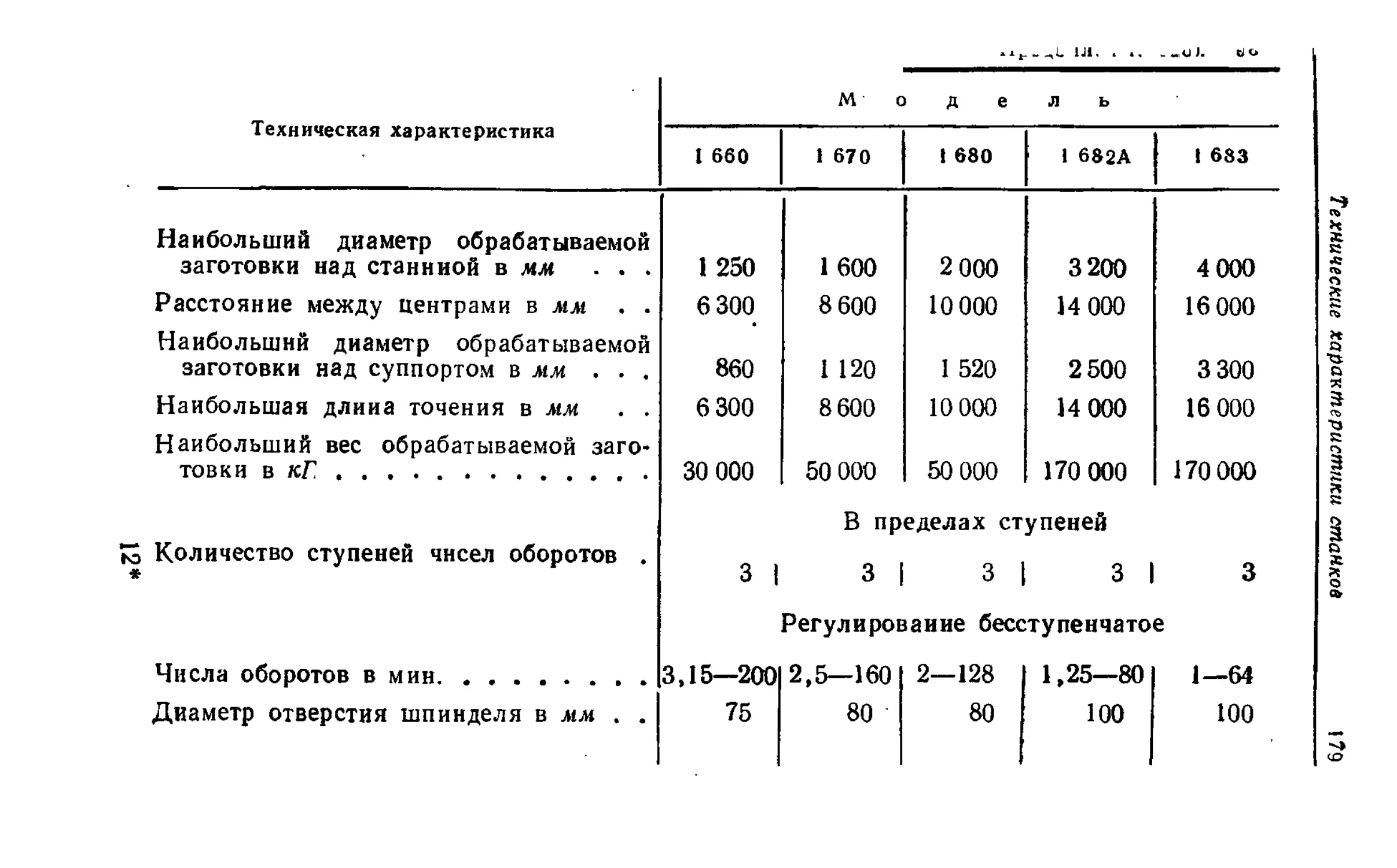
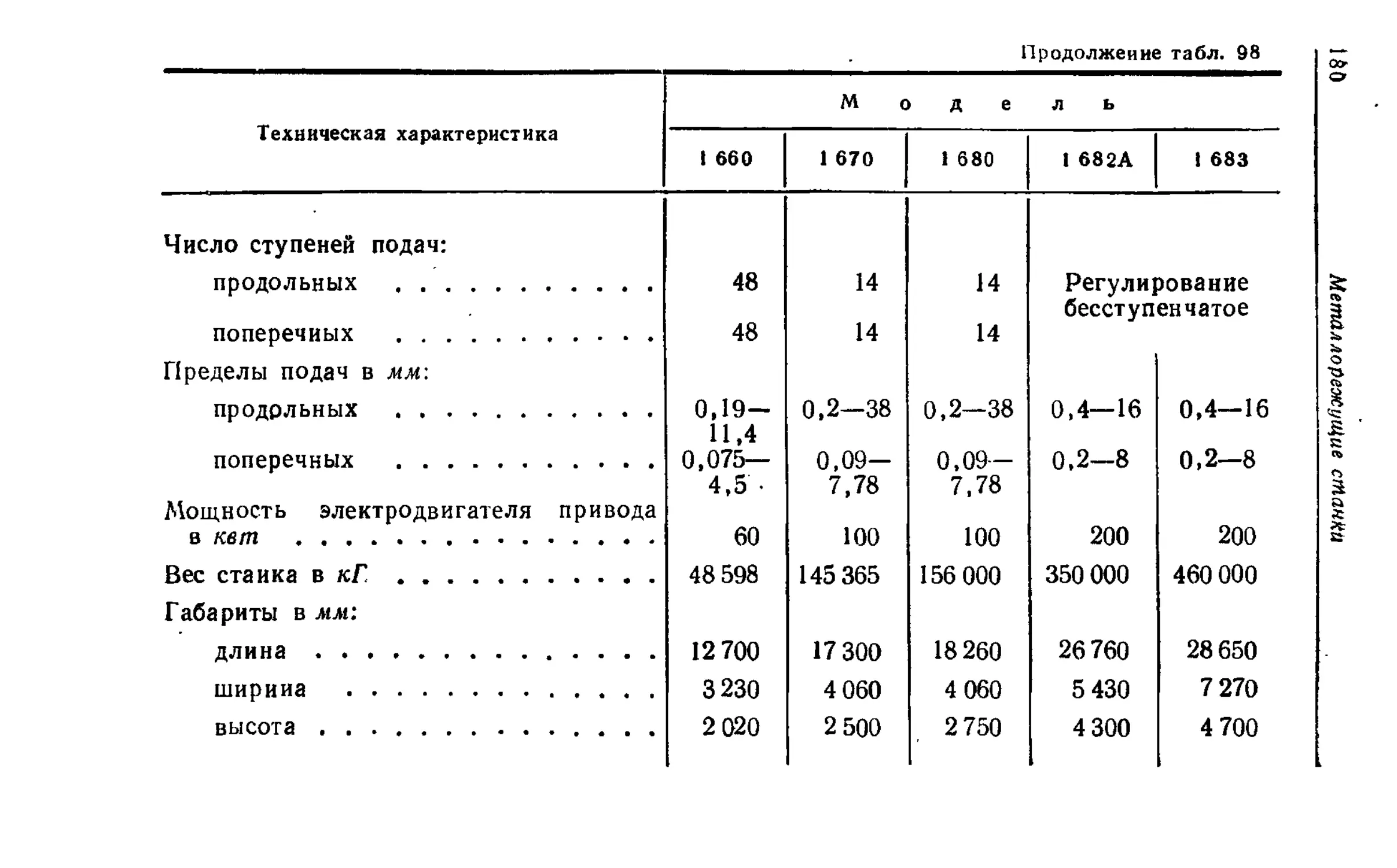
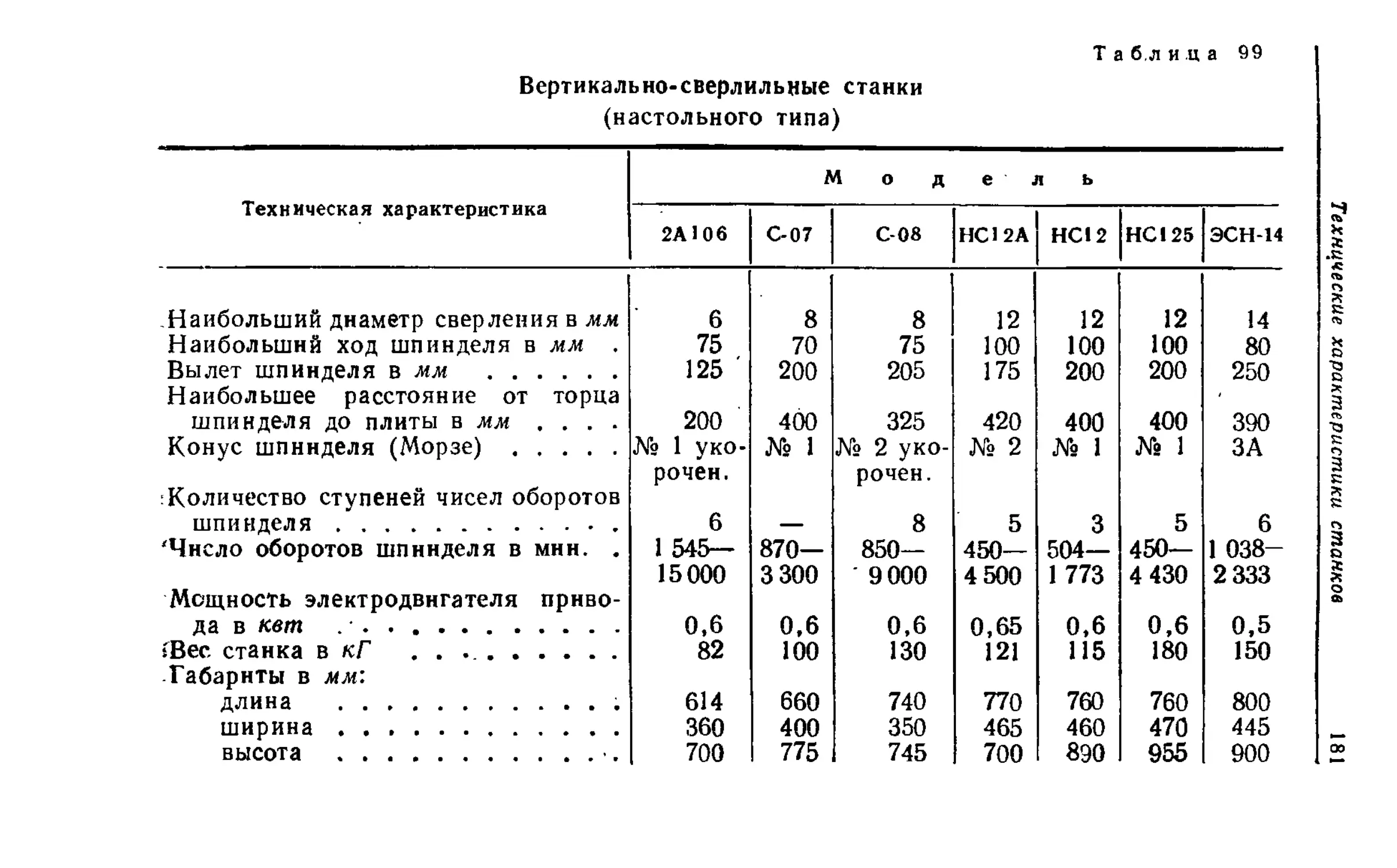
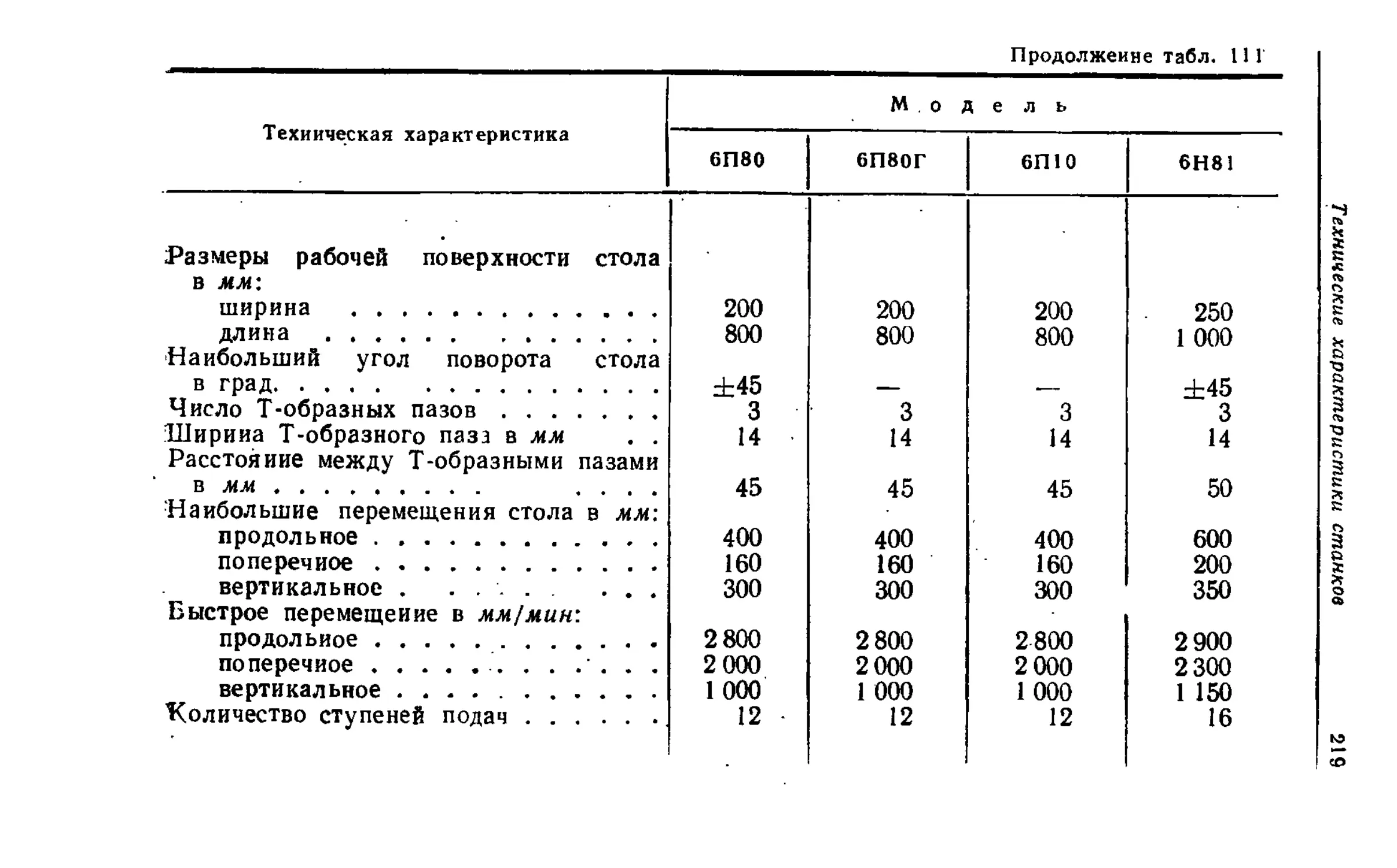
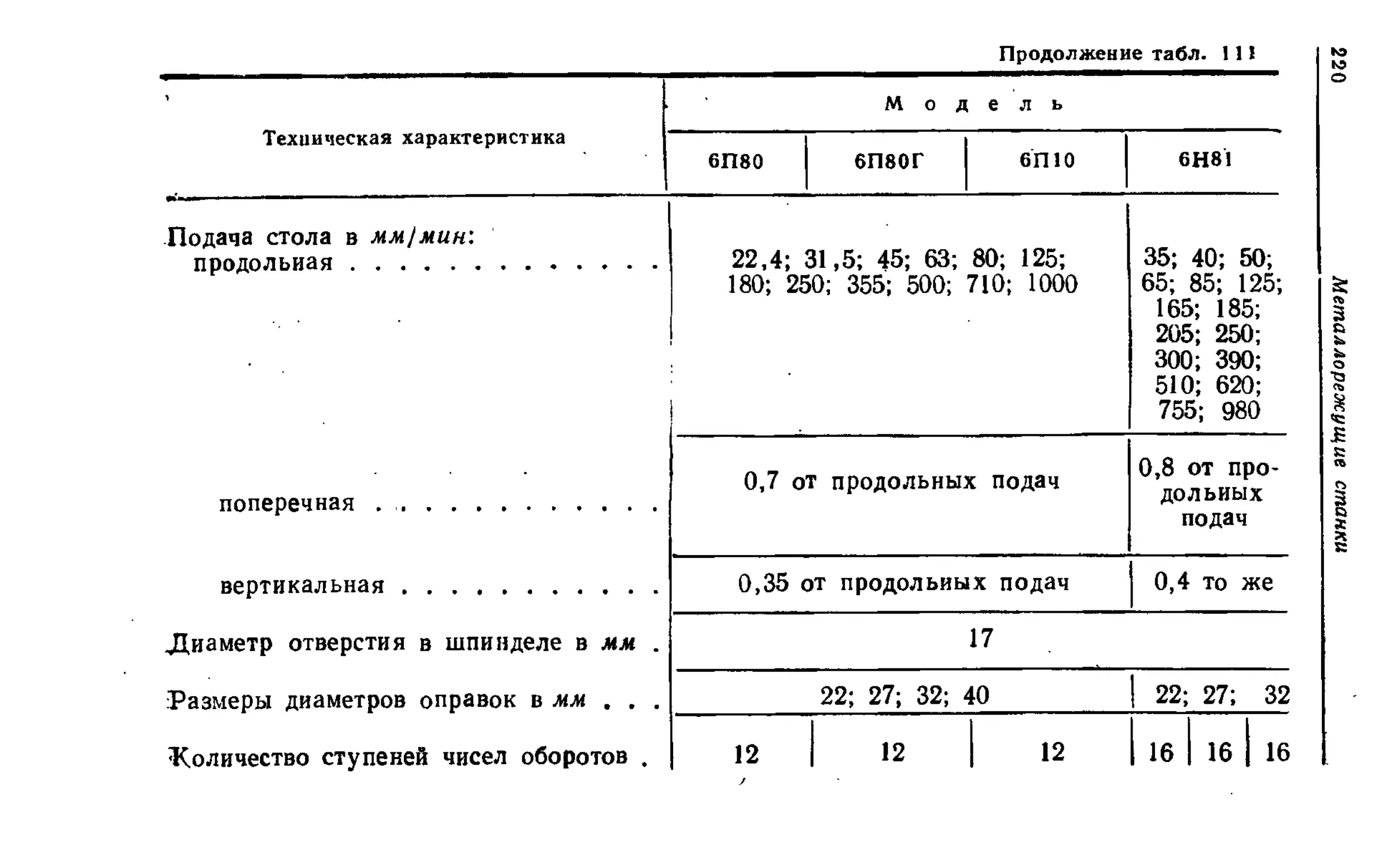
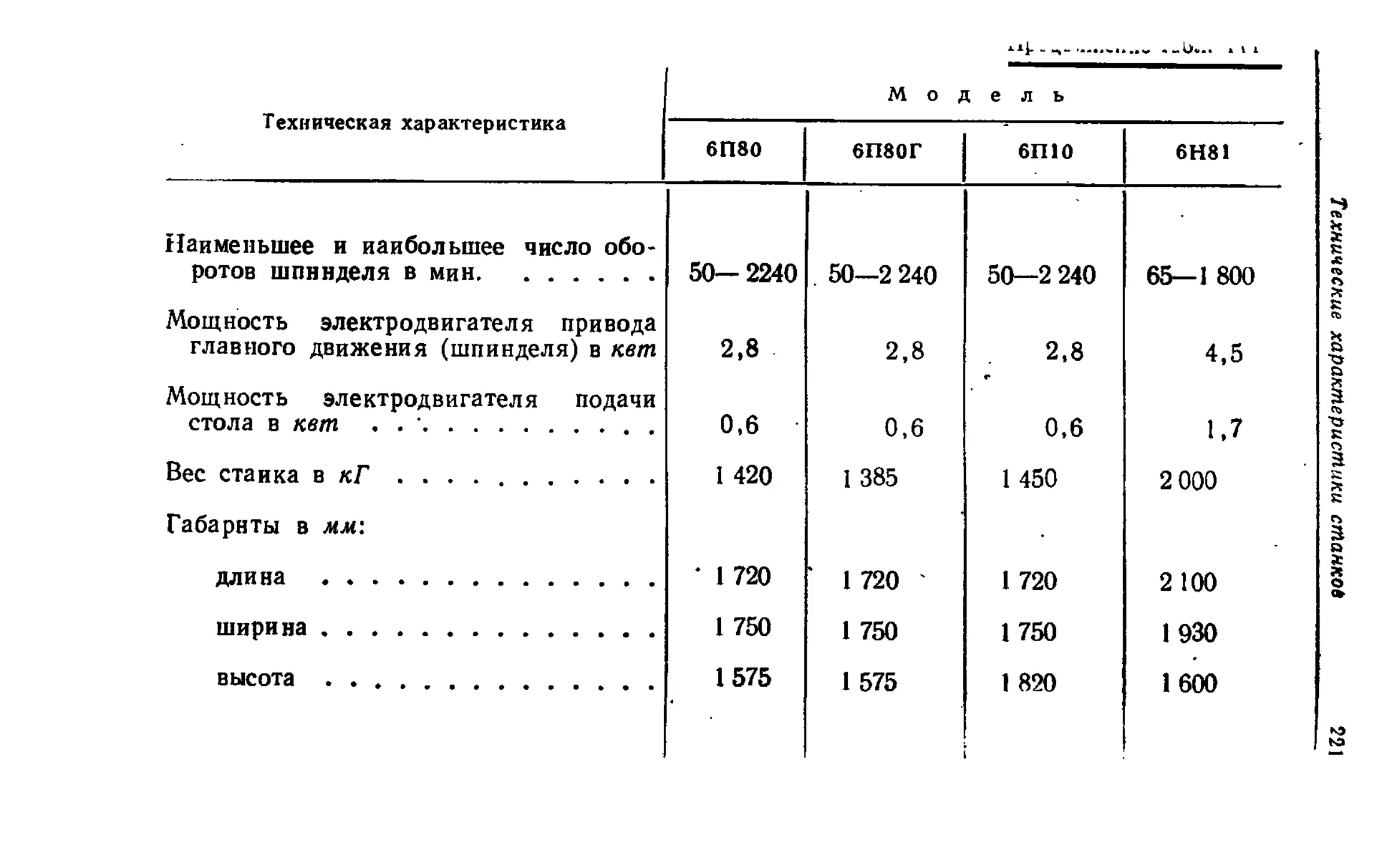
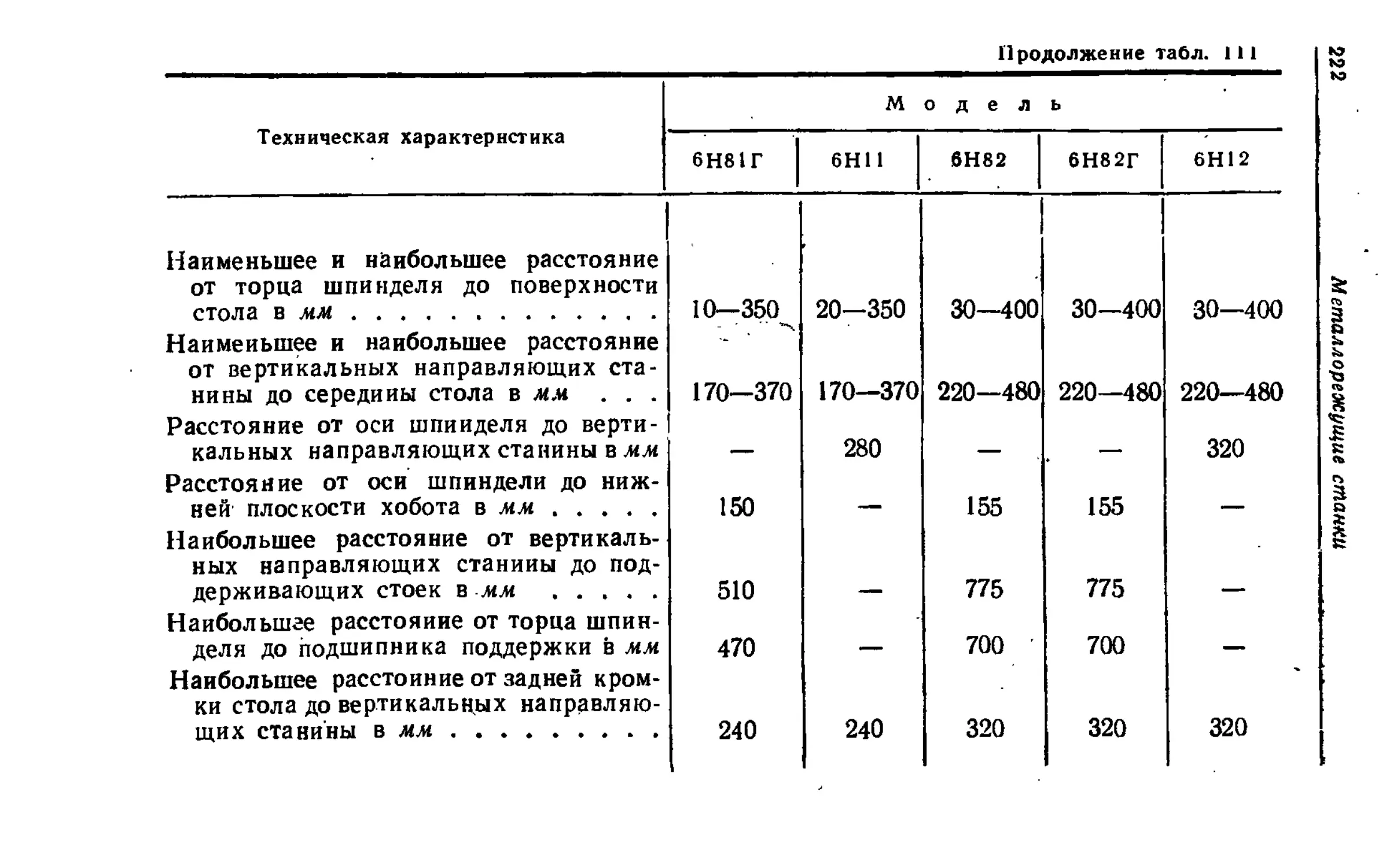
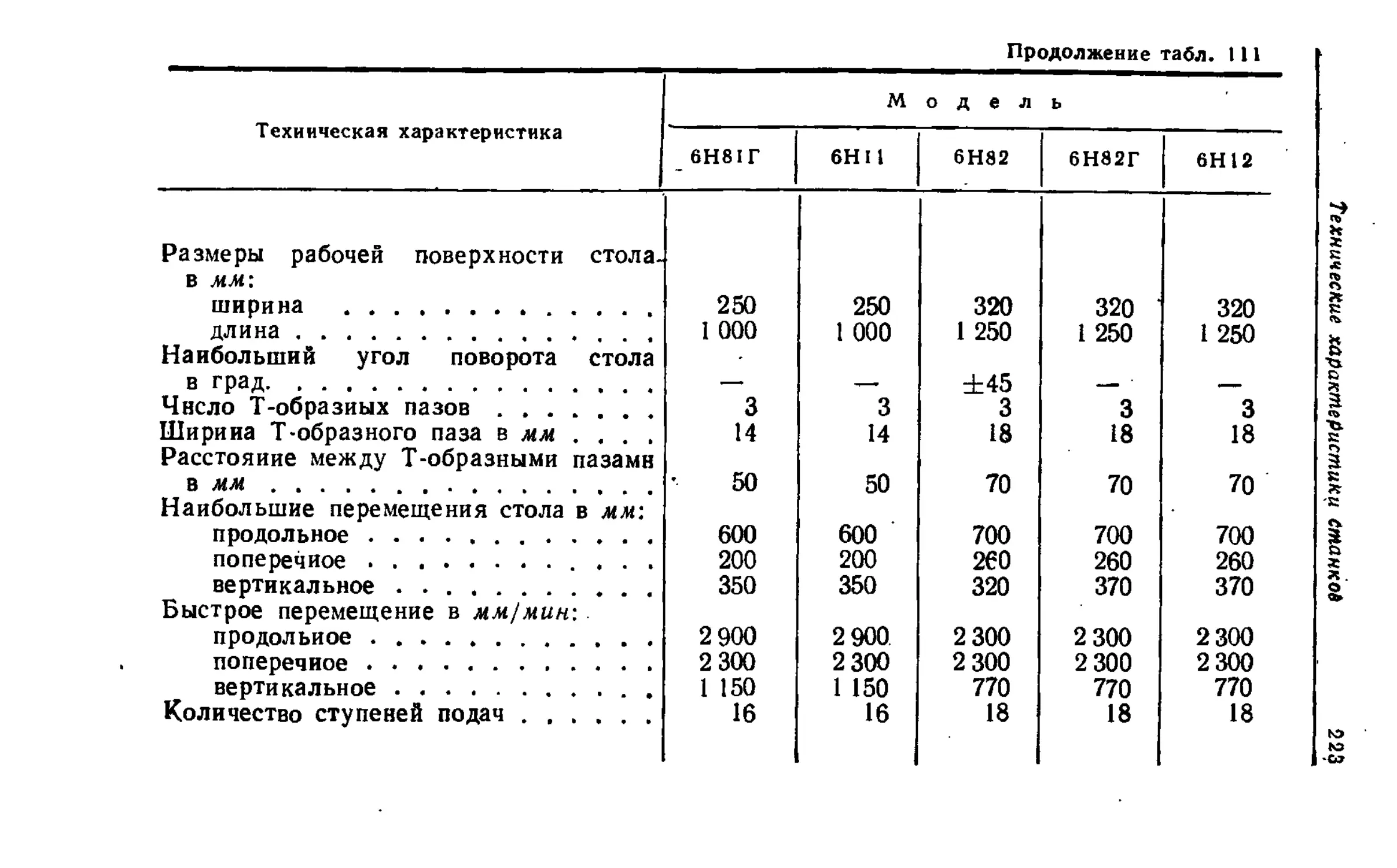
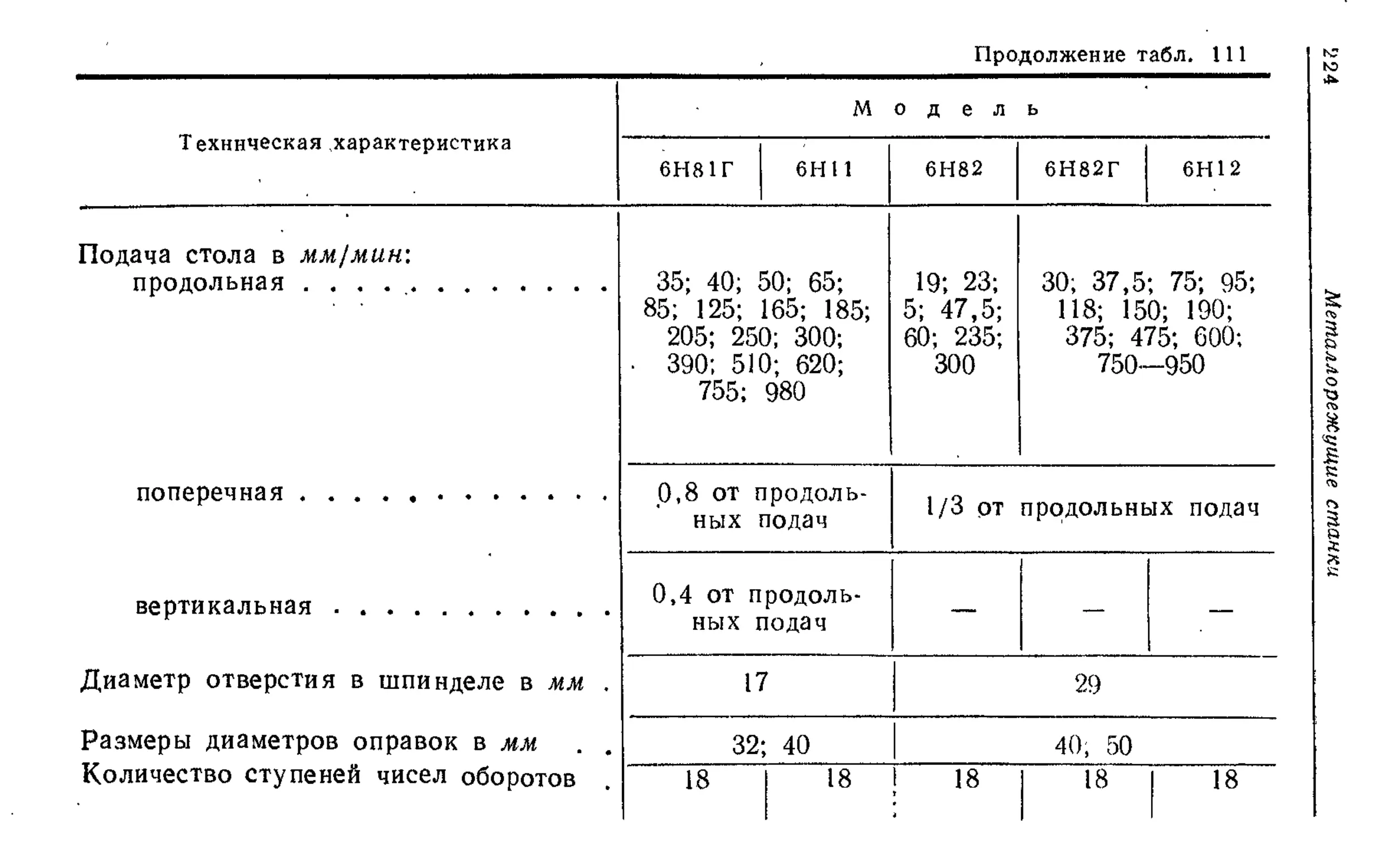
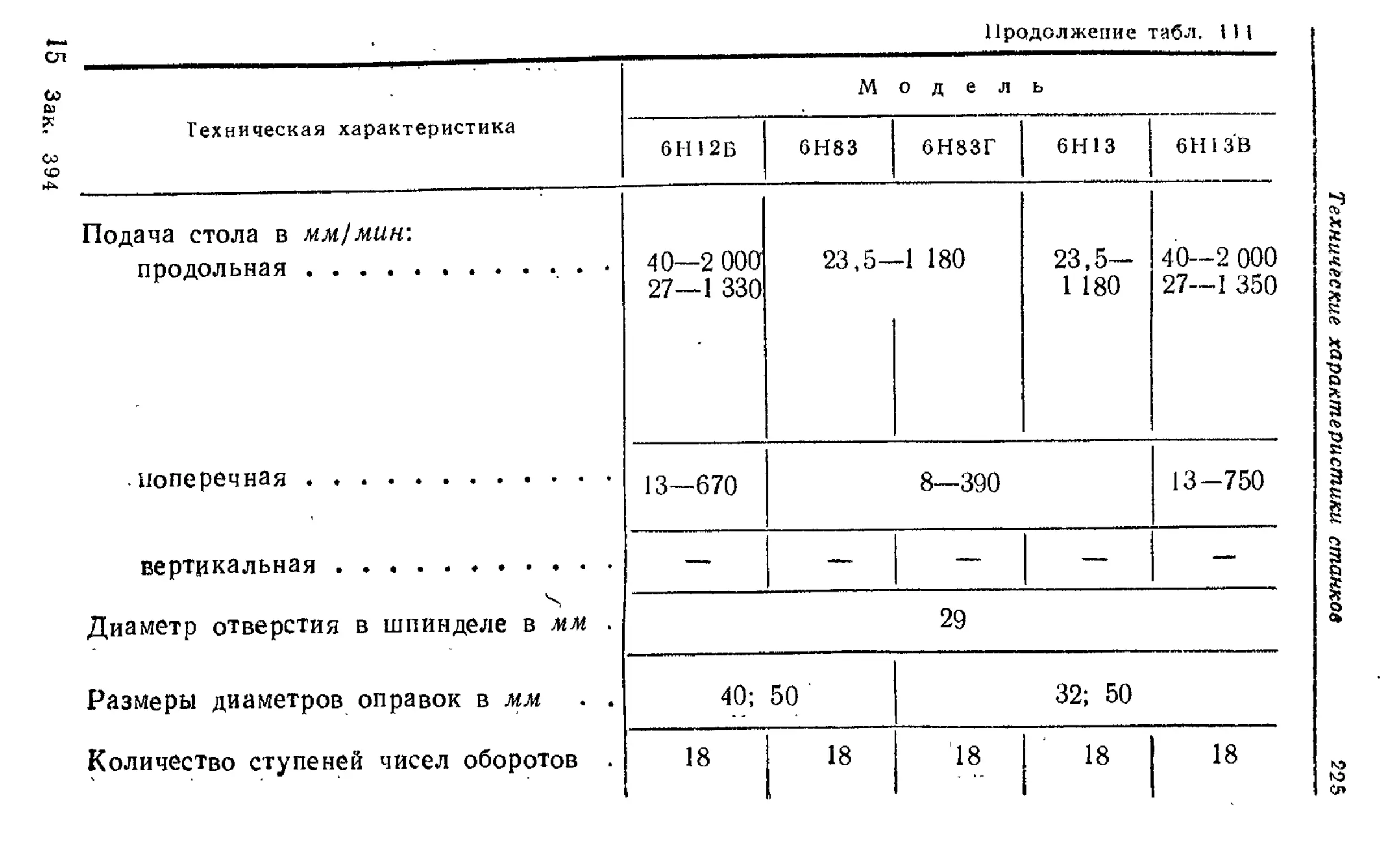
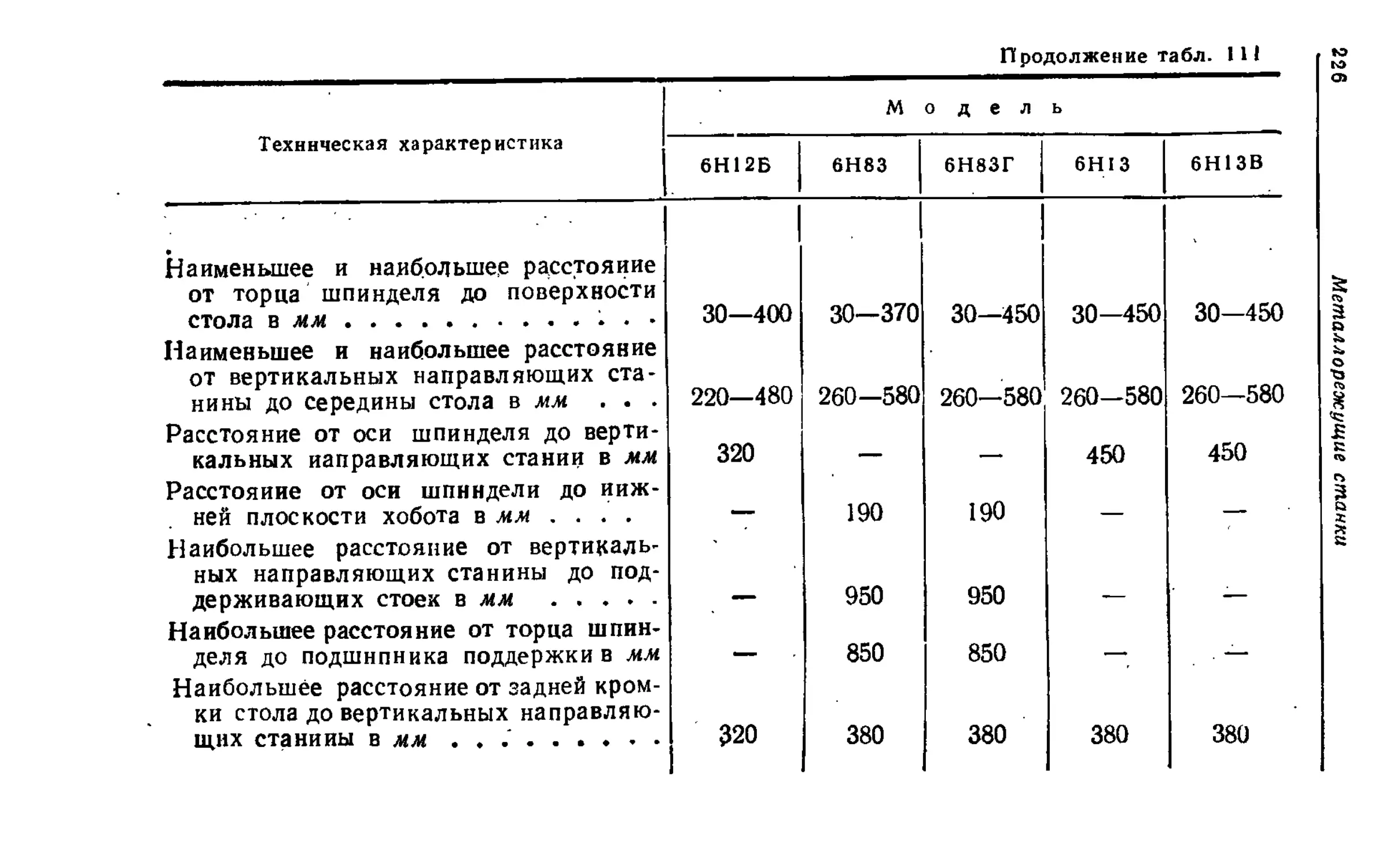
таллорежущих станках и их технические характеристики.
Справочник содержит сведения по допускам и по-
садкам для отверстий и валов, резьб, цилиндрических и
конических зубчатых колес, червячных колес и червяков.
В современном машиностроении основное технологи-
ческое время характеризует не только эффективность
технологического процесса, но и является предпосыл-
кой для определения оптимальных условий механизации
и автоматизации процесса. Исходя из этого, в справоч-
нике приводятся формулы подсчета машинного времени
для основных видов обработки, а также данные для
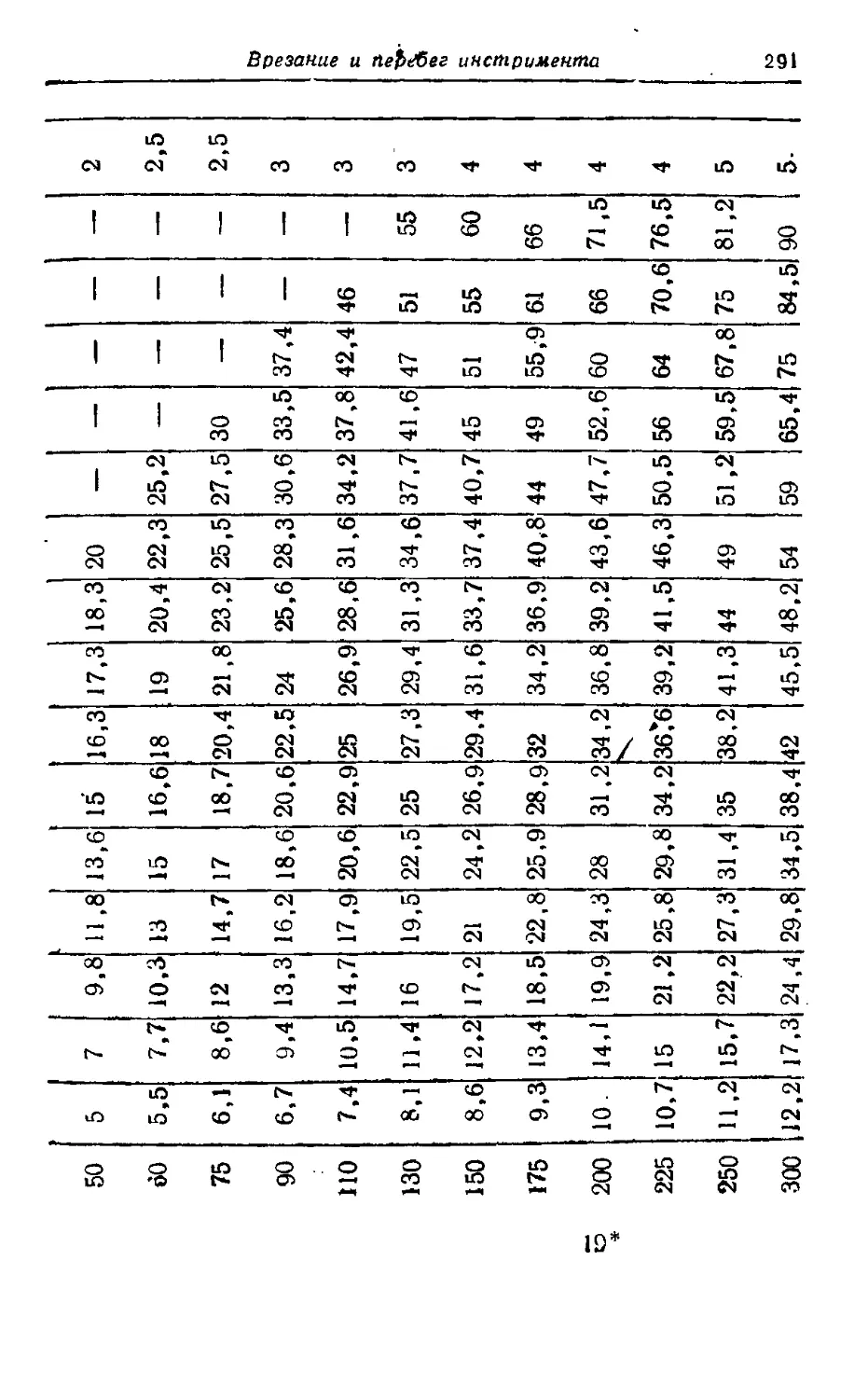
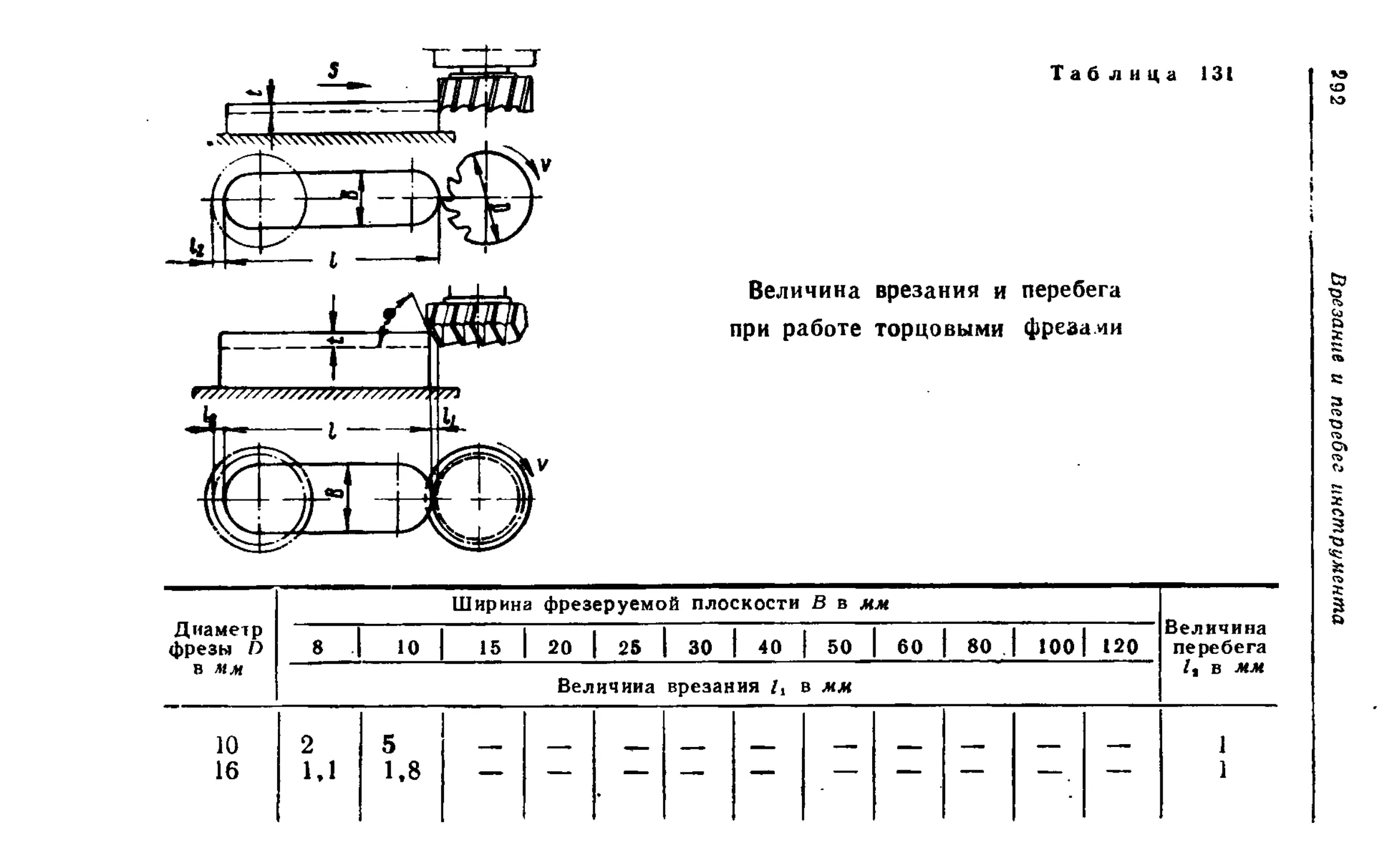
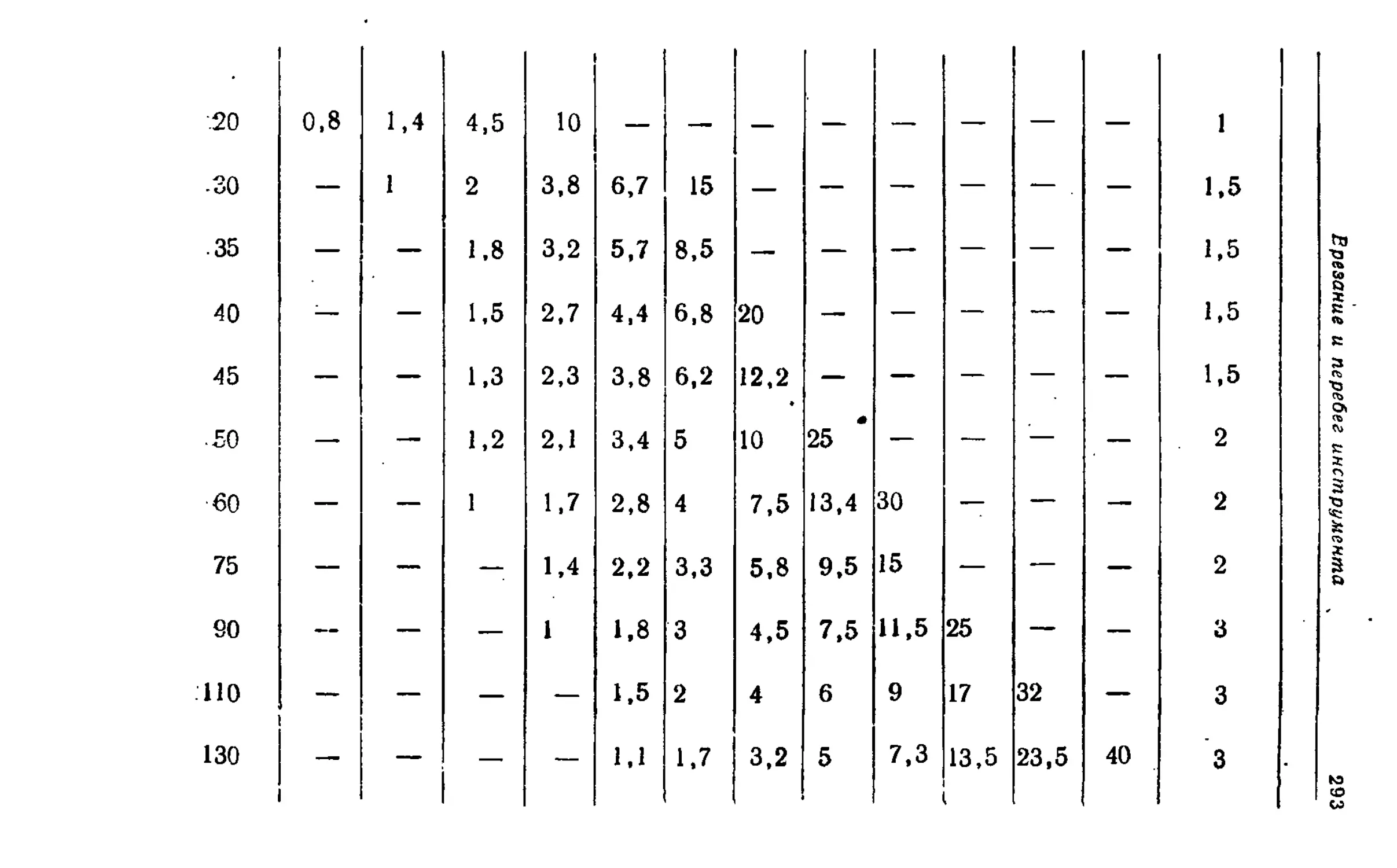
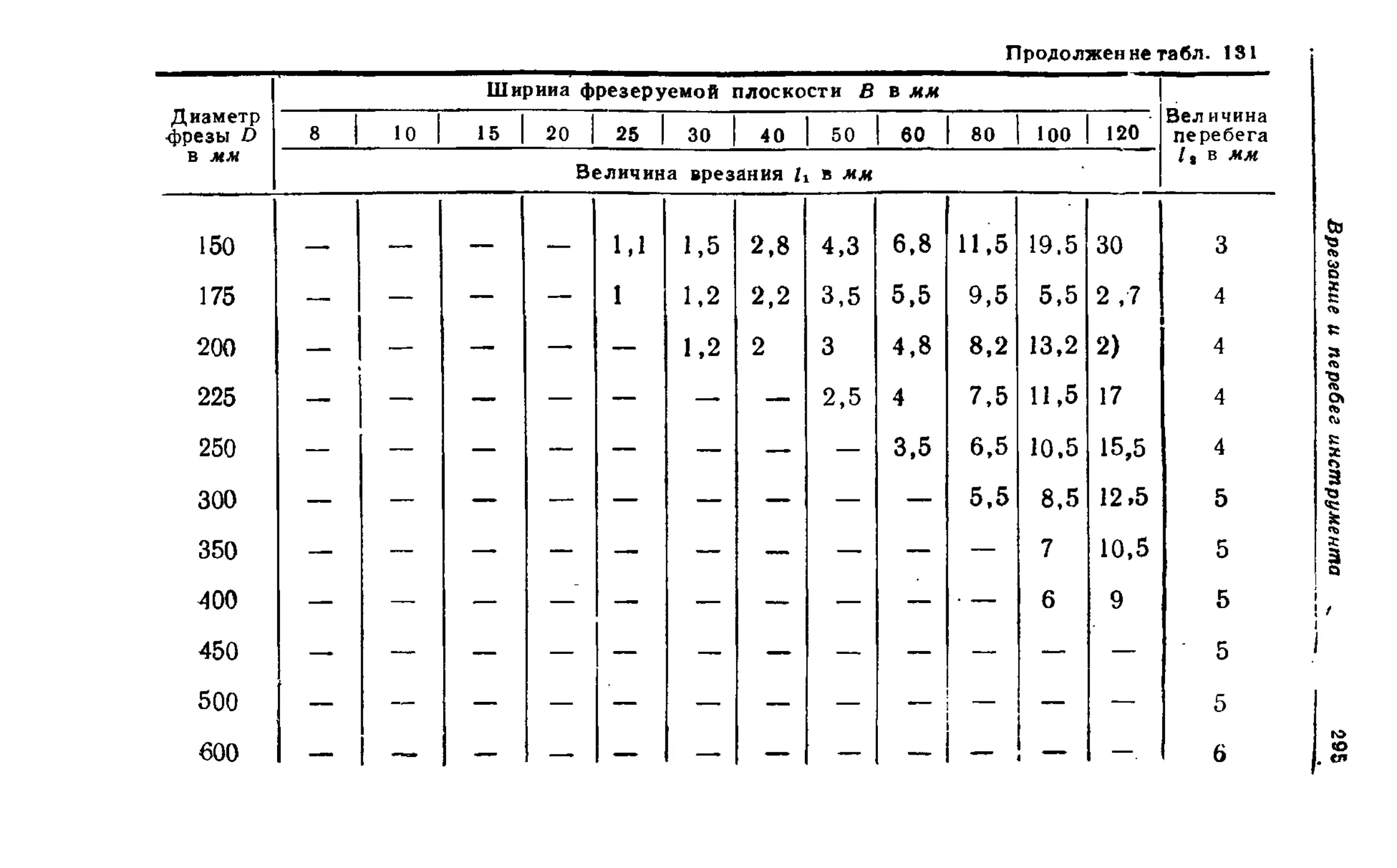
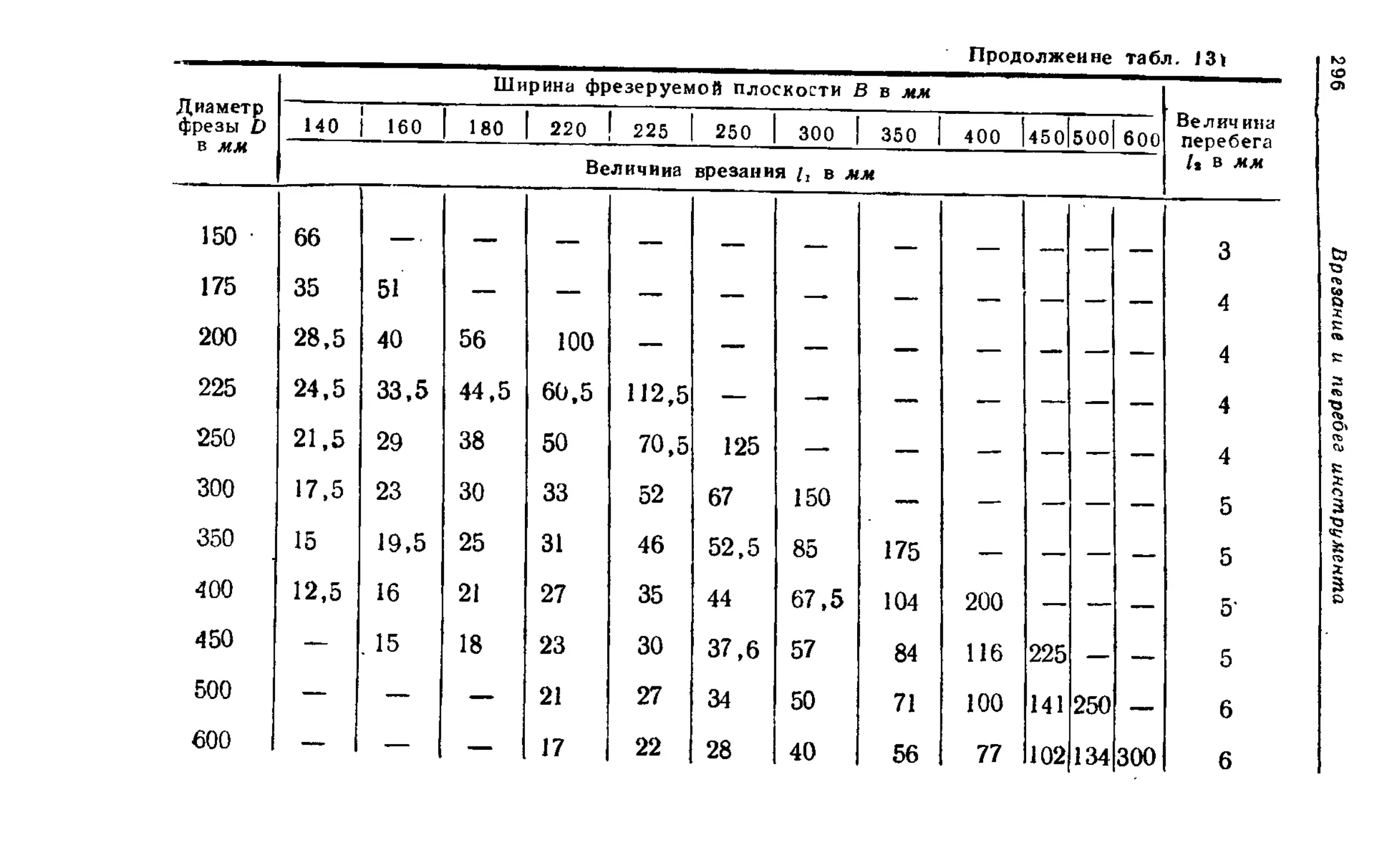
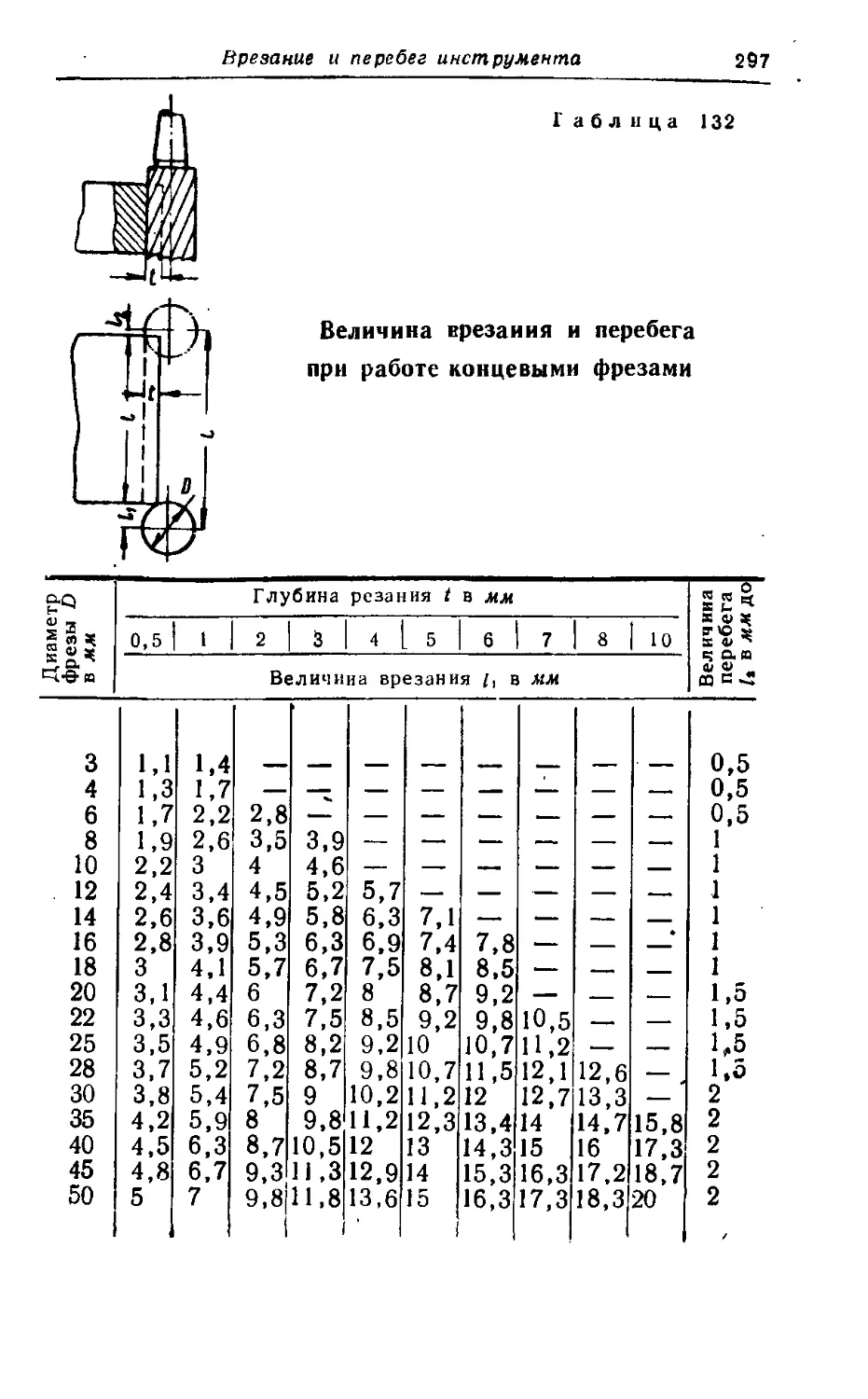
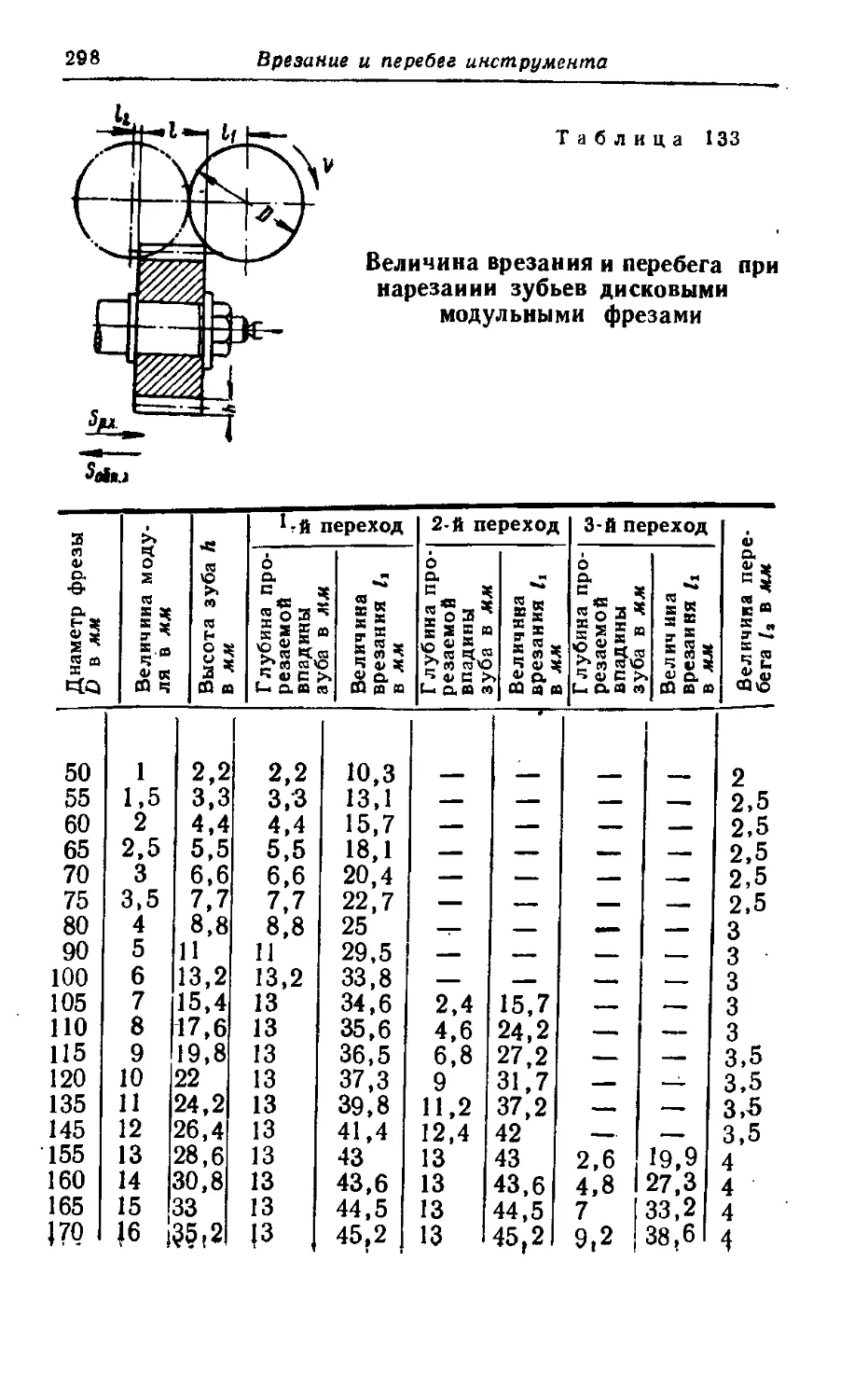
определения в-личины врезания и перебега при точении,
фрезеровании и других процессах.
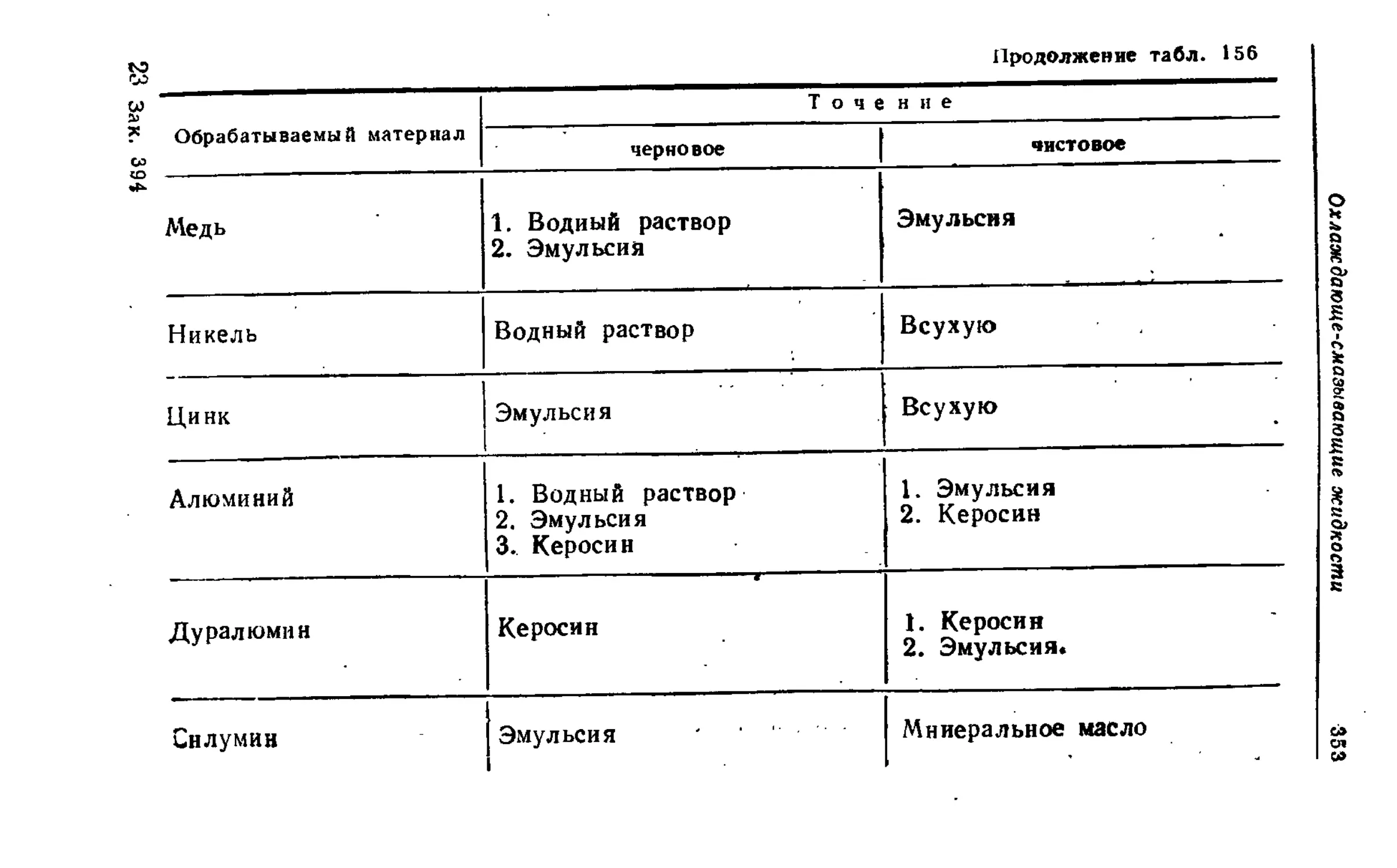
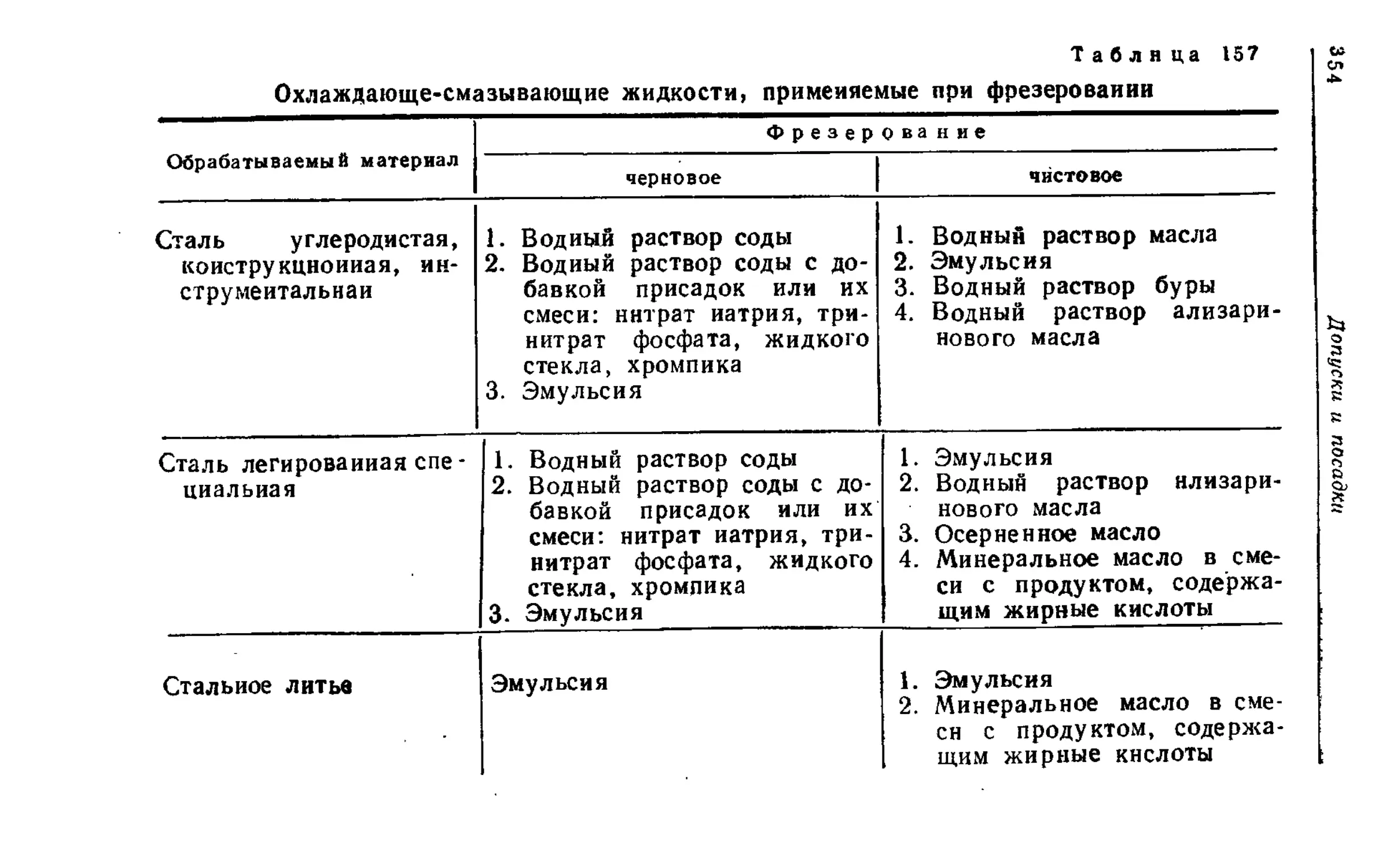
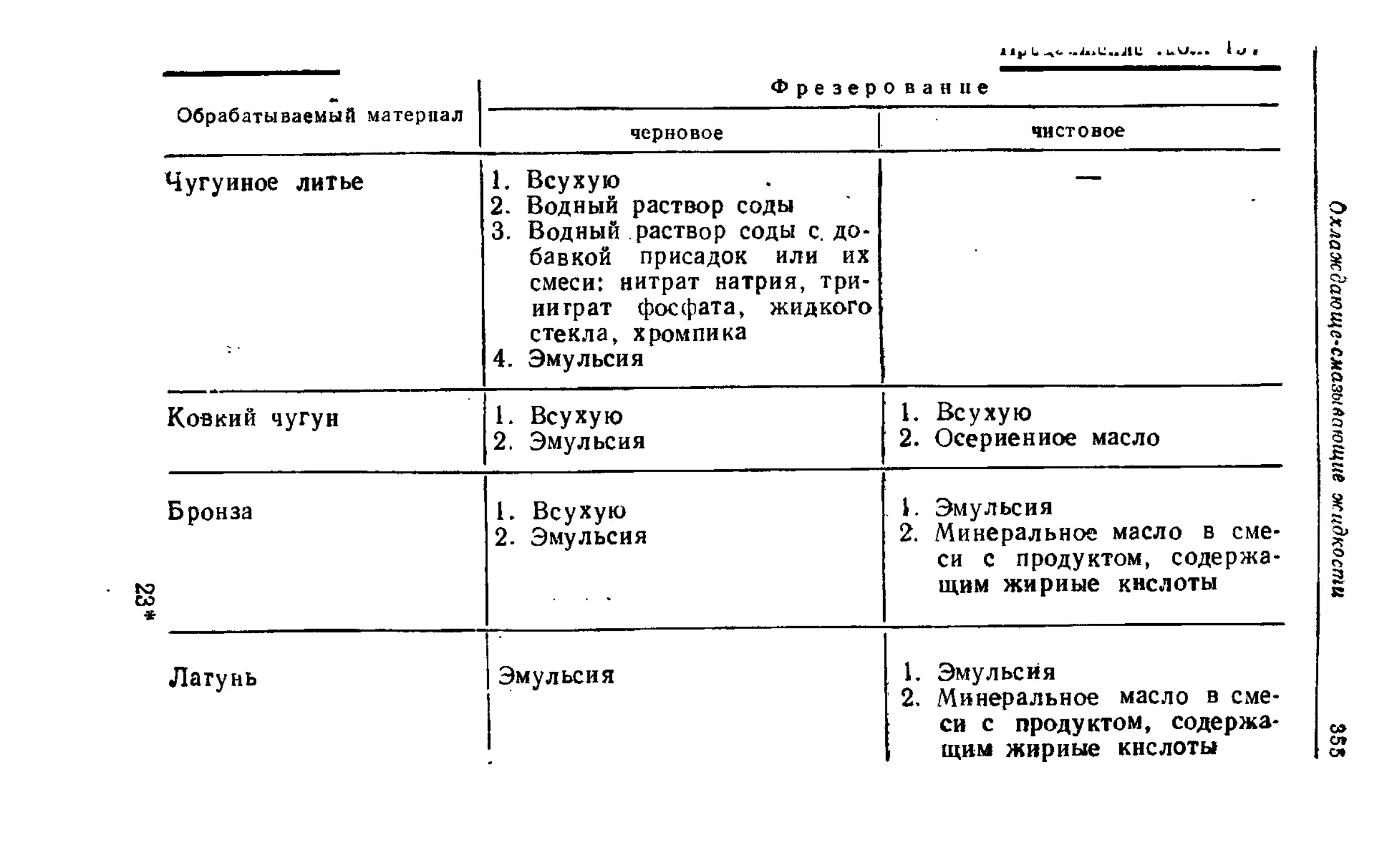
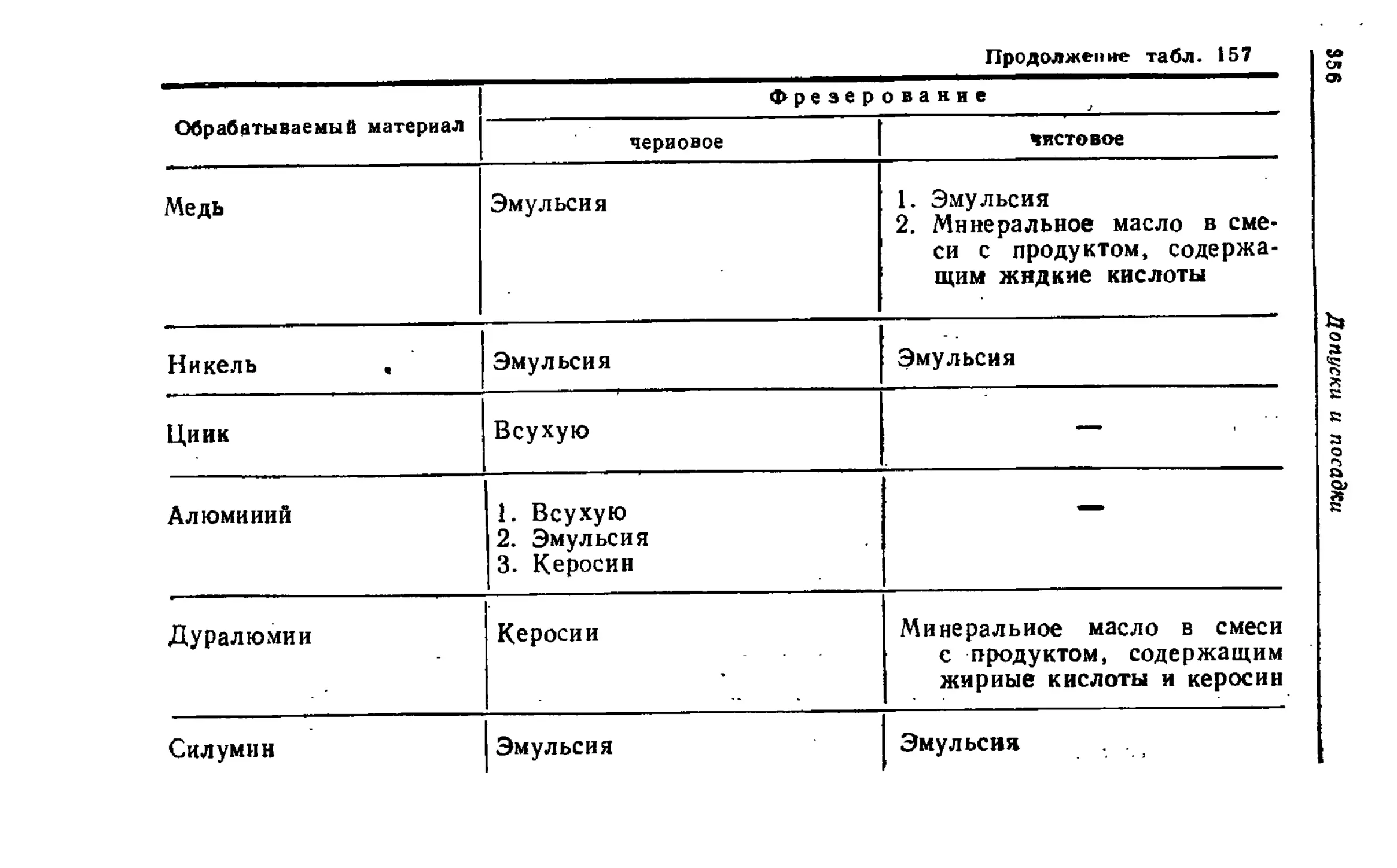
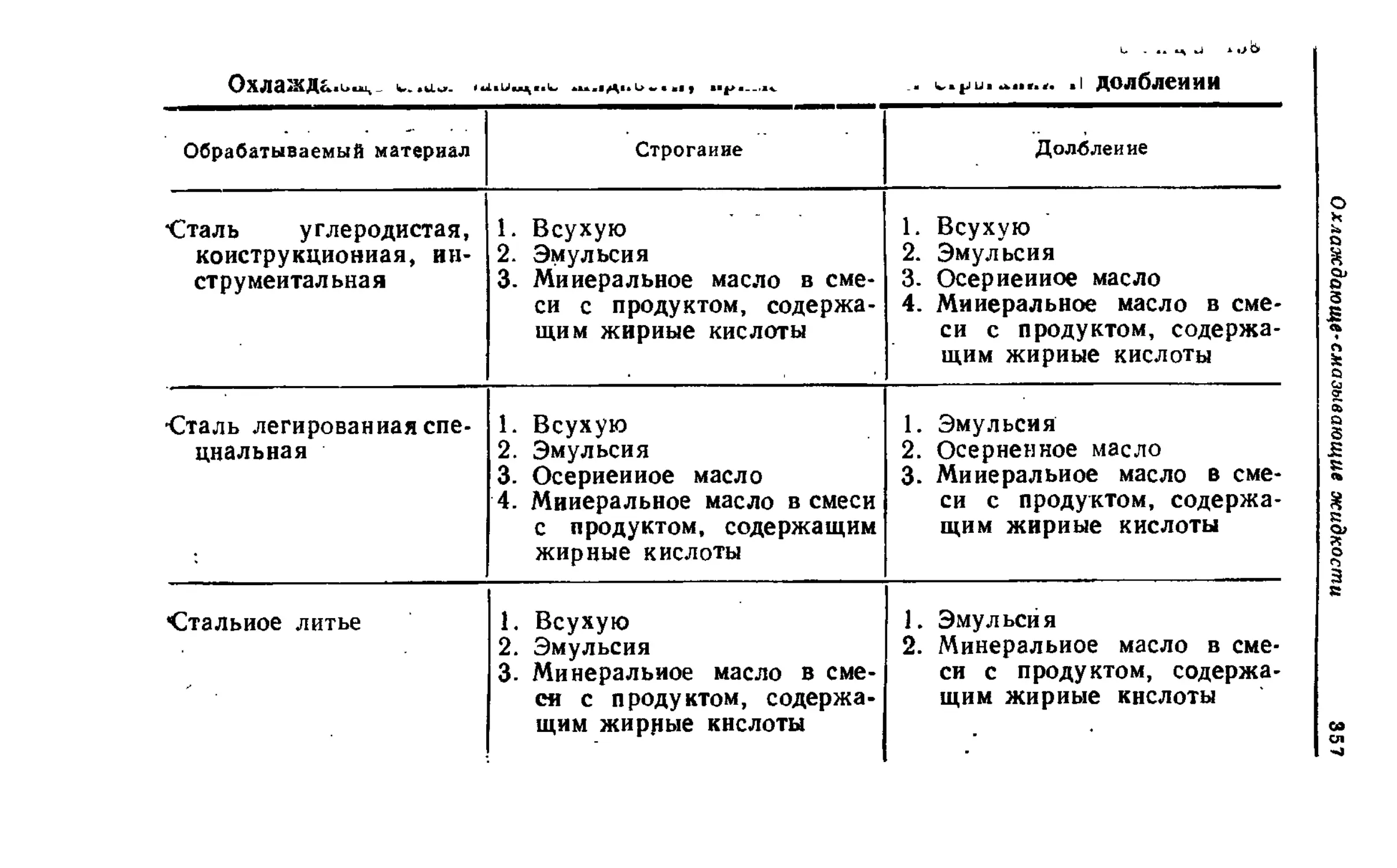
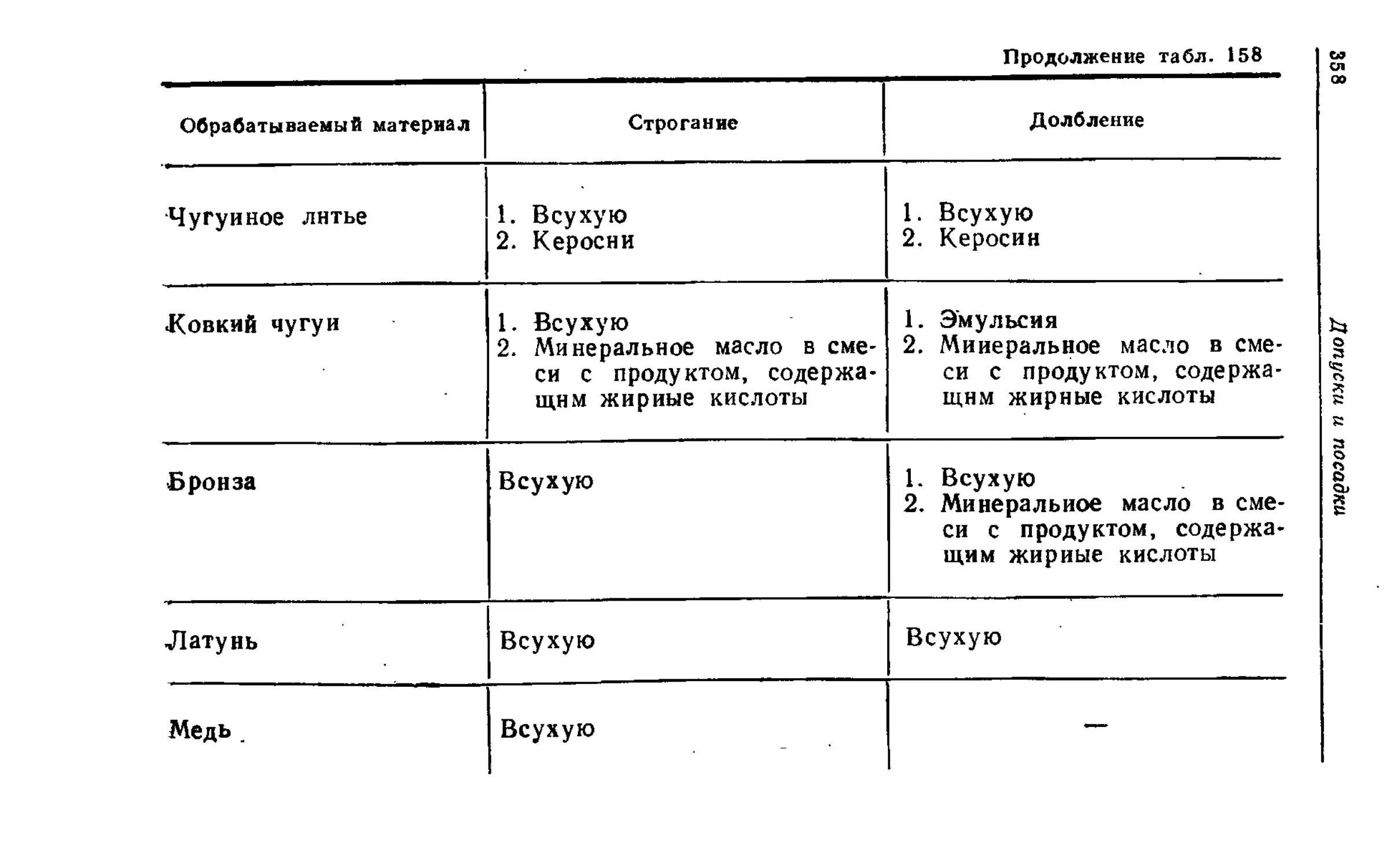
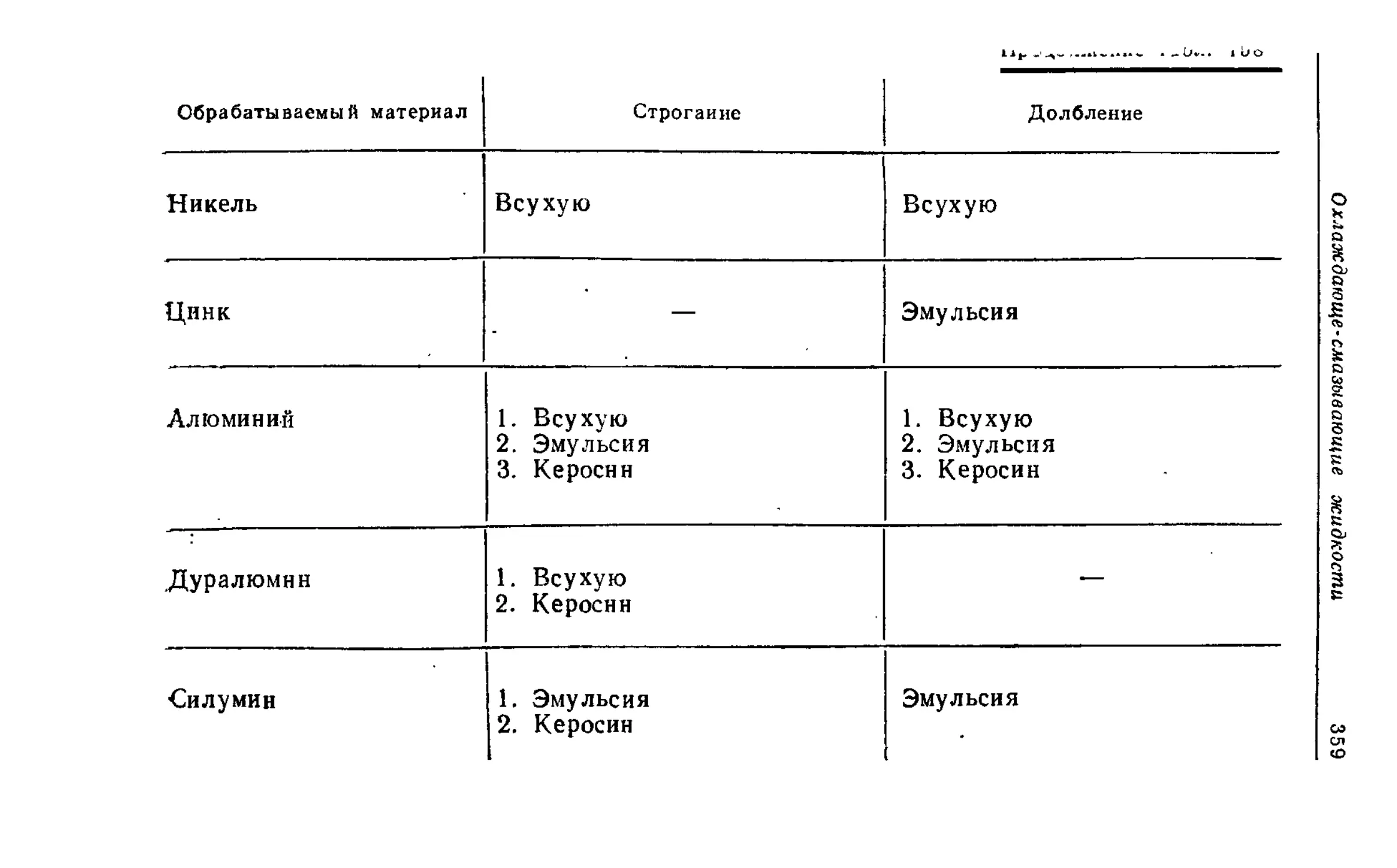
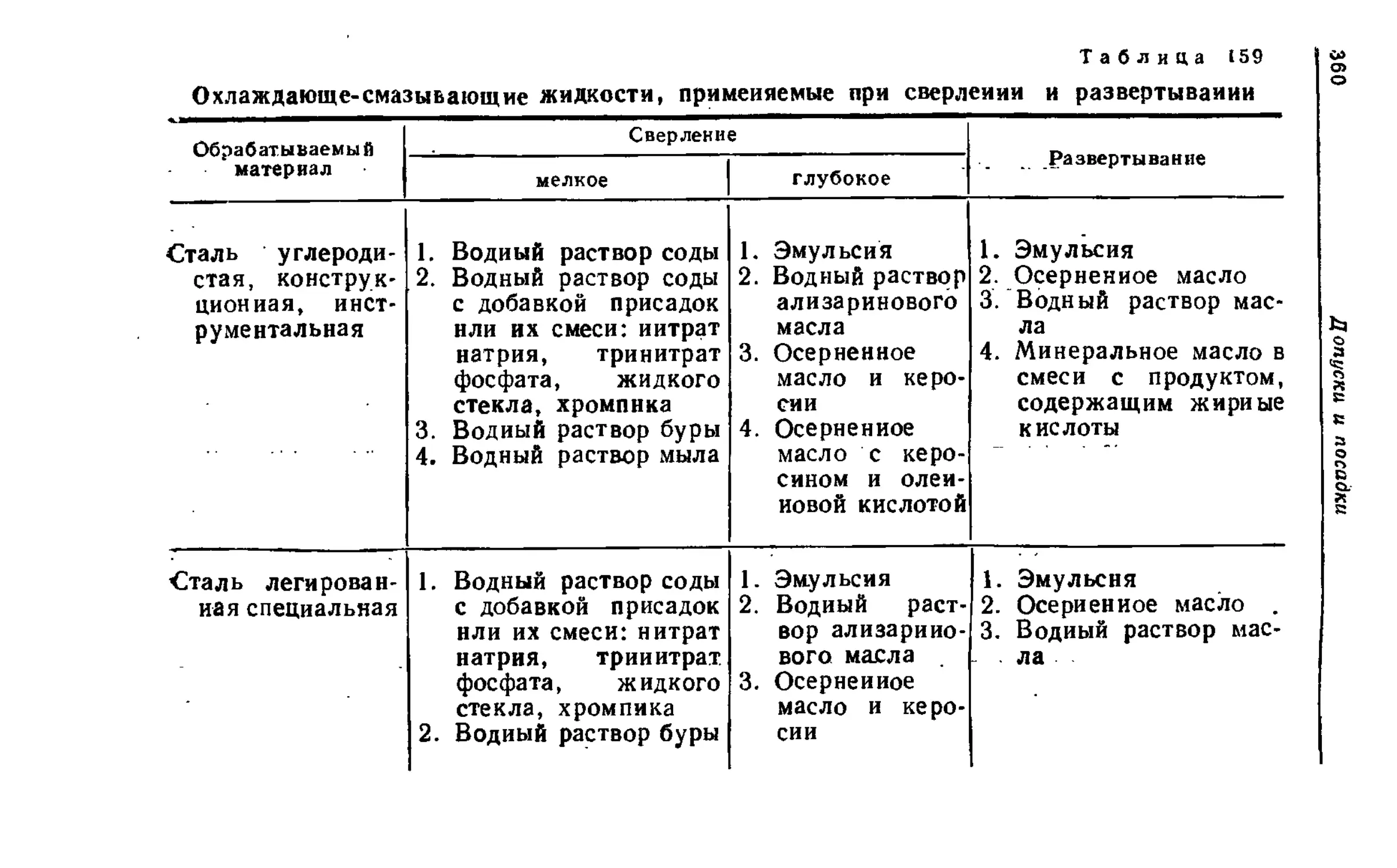
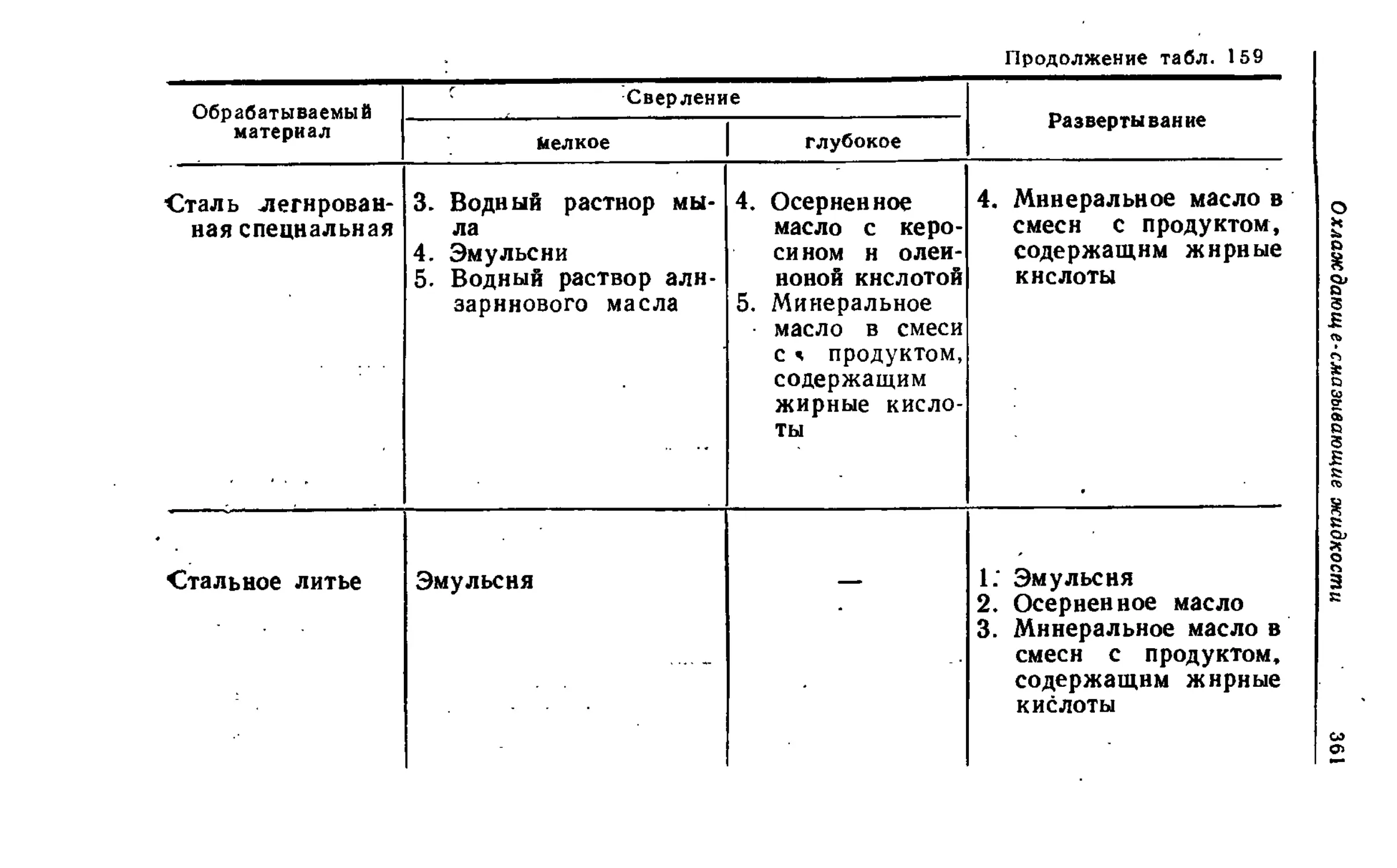
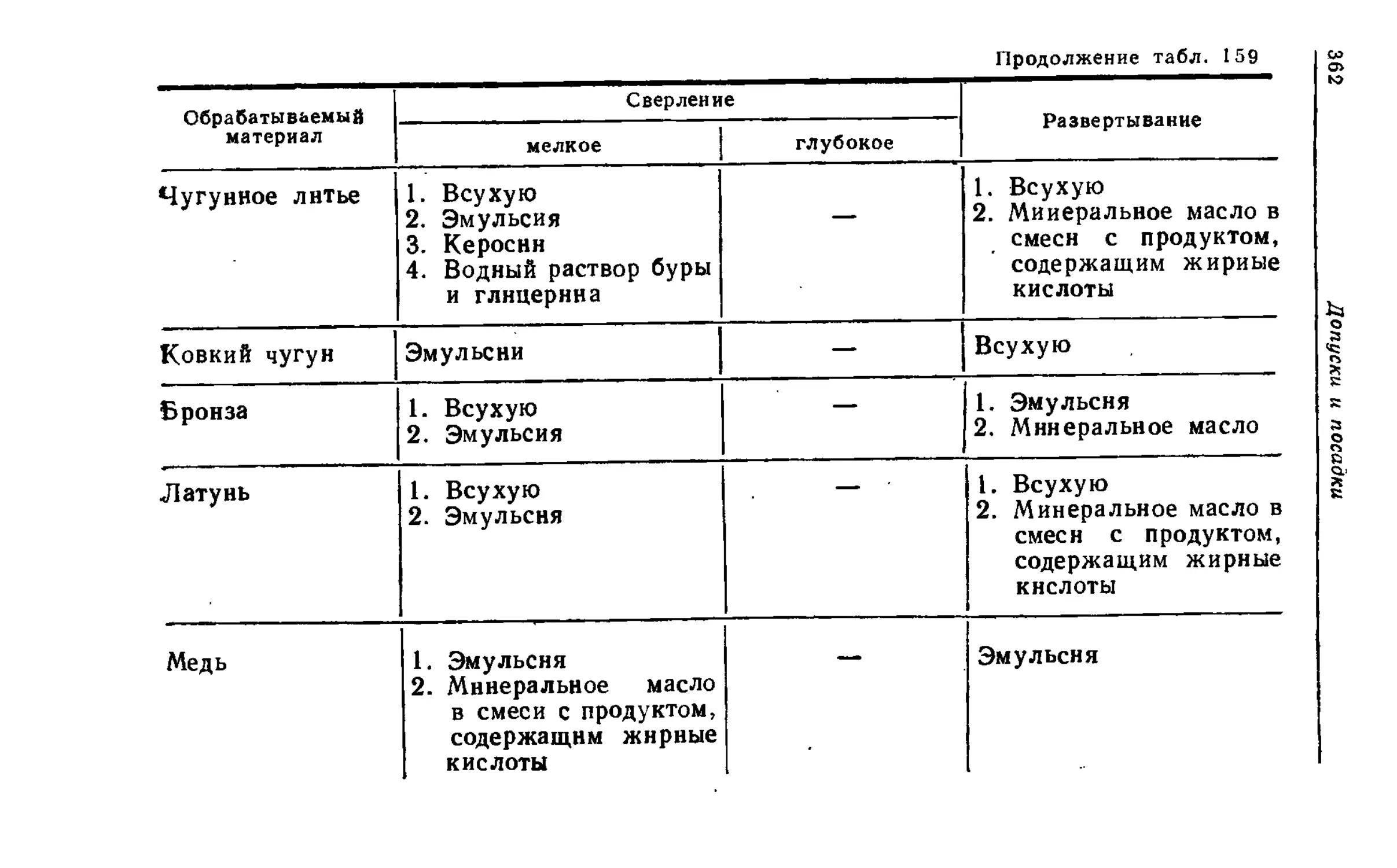
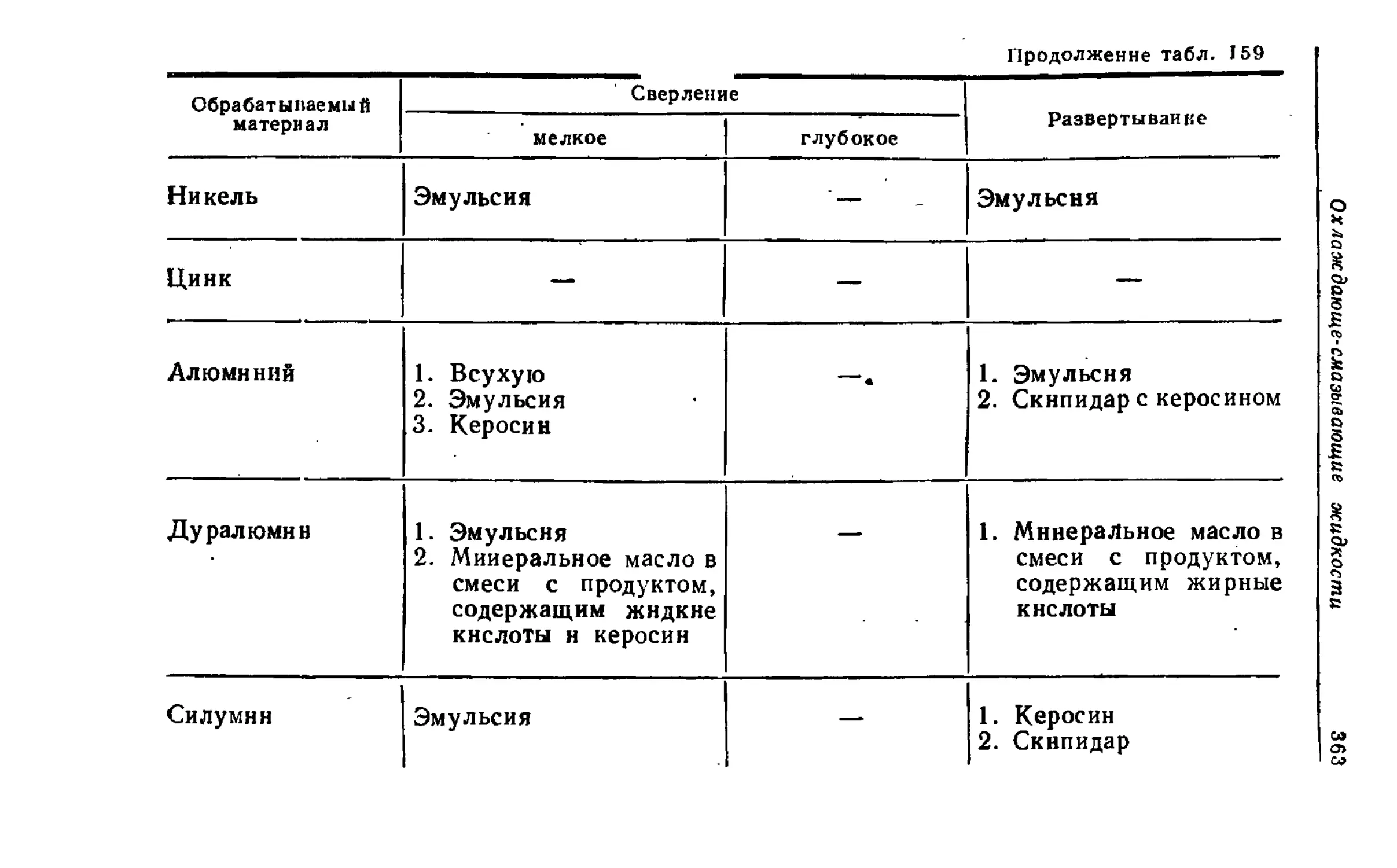
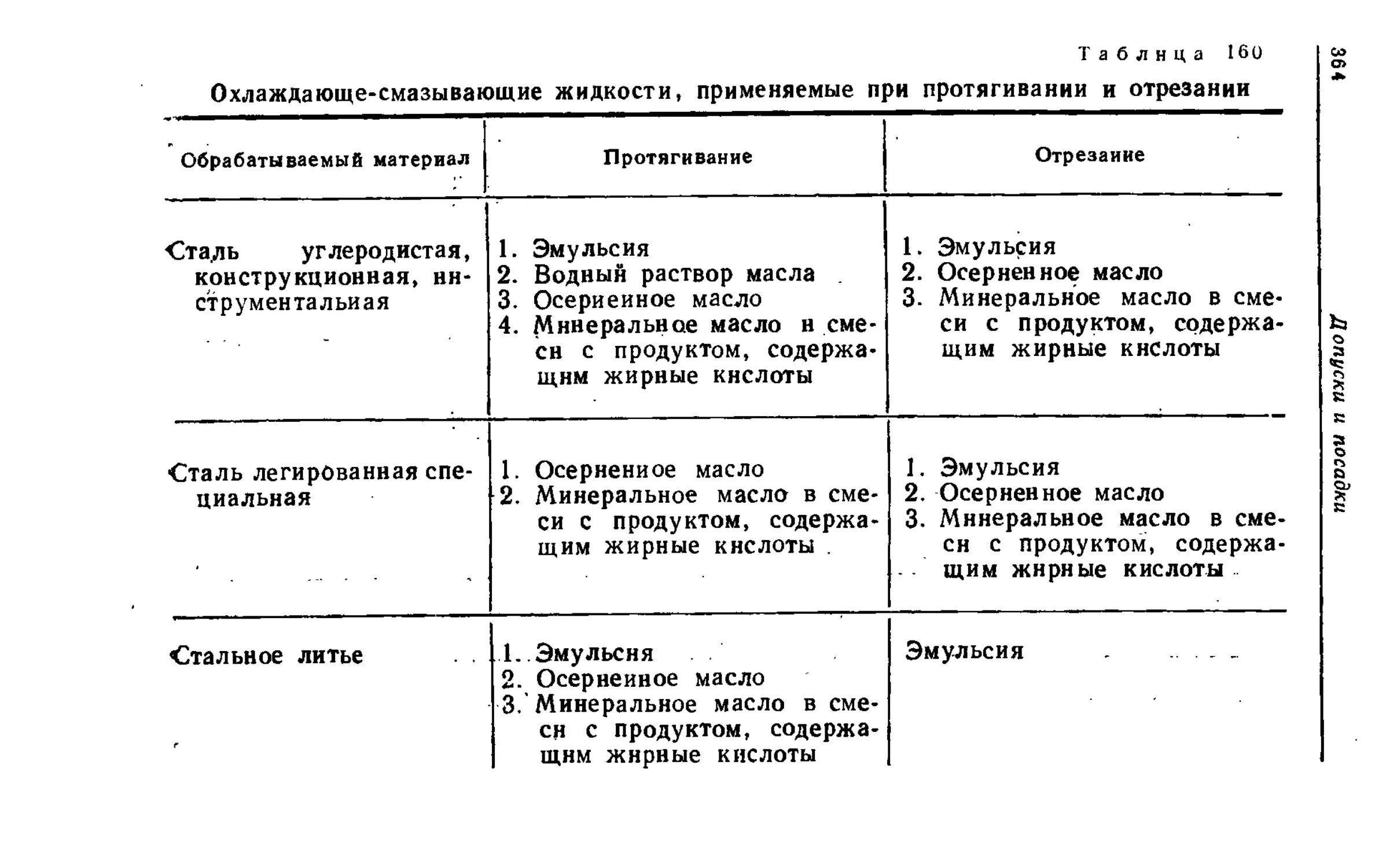
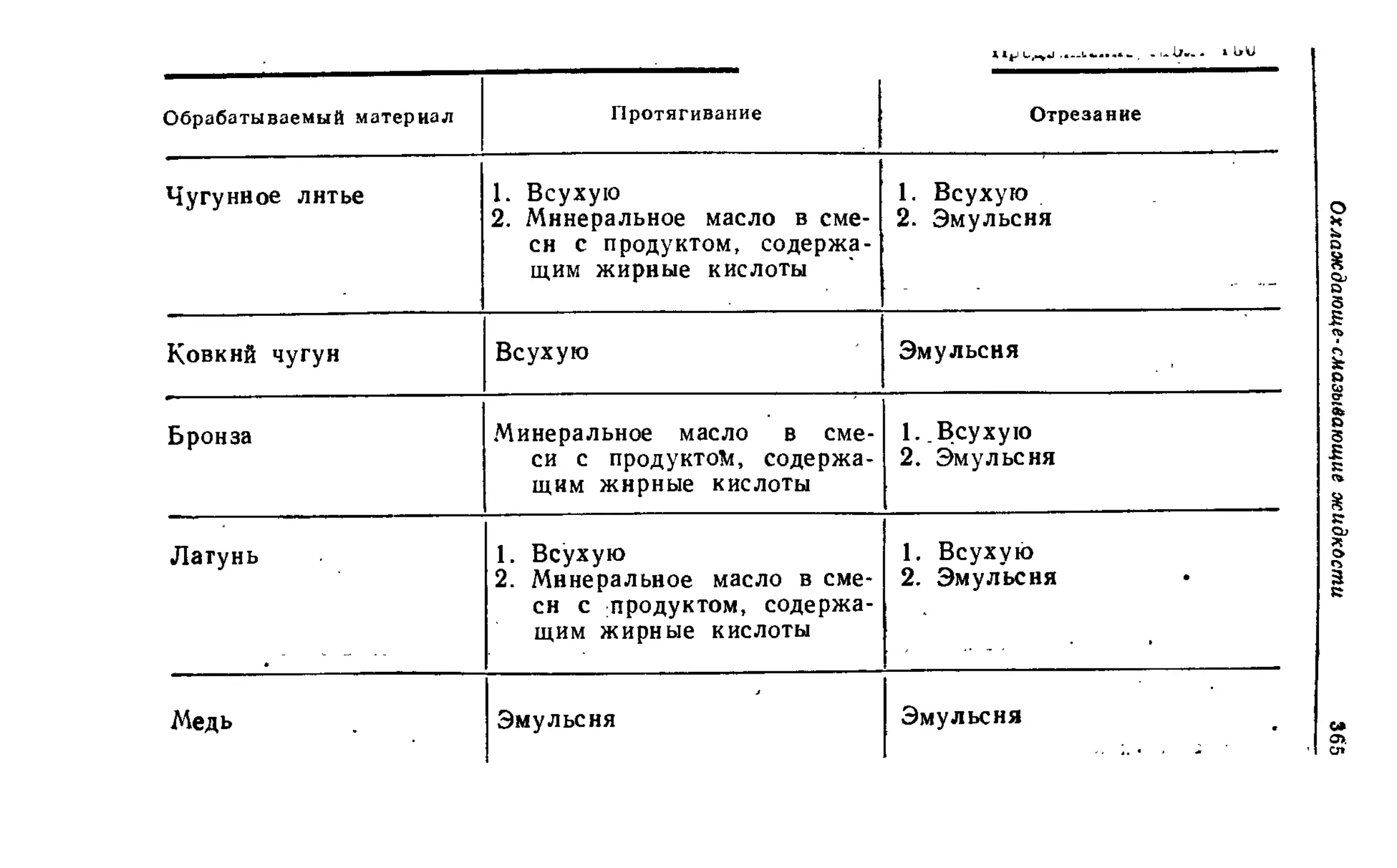
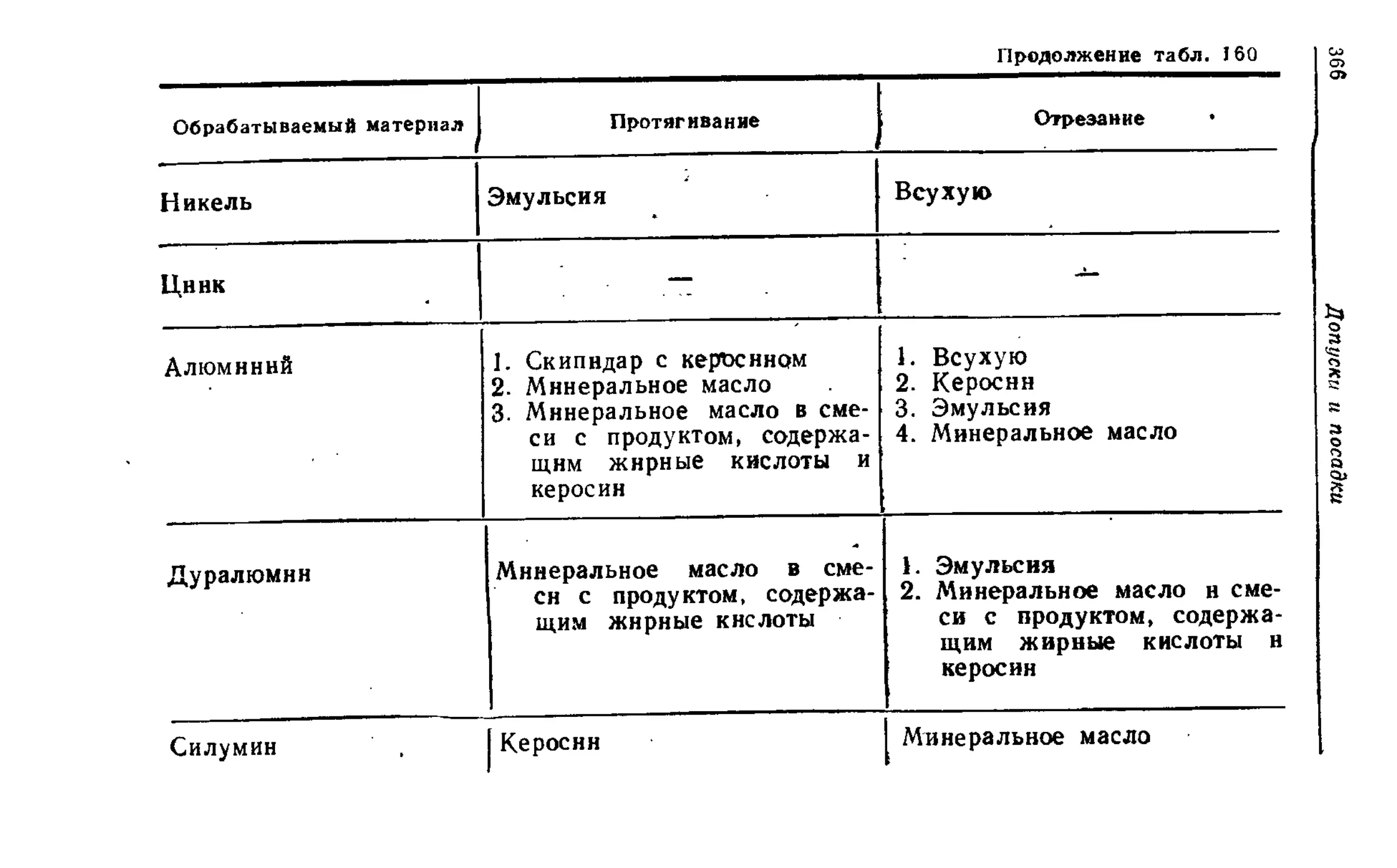
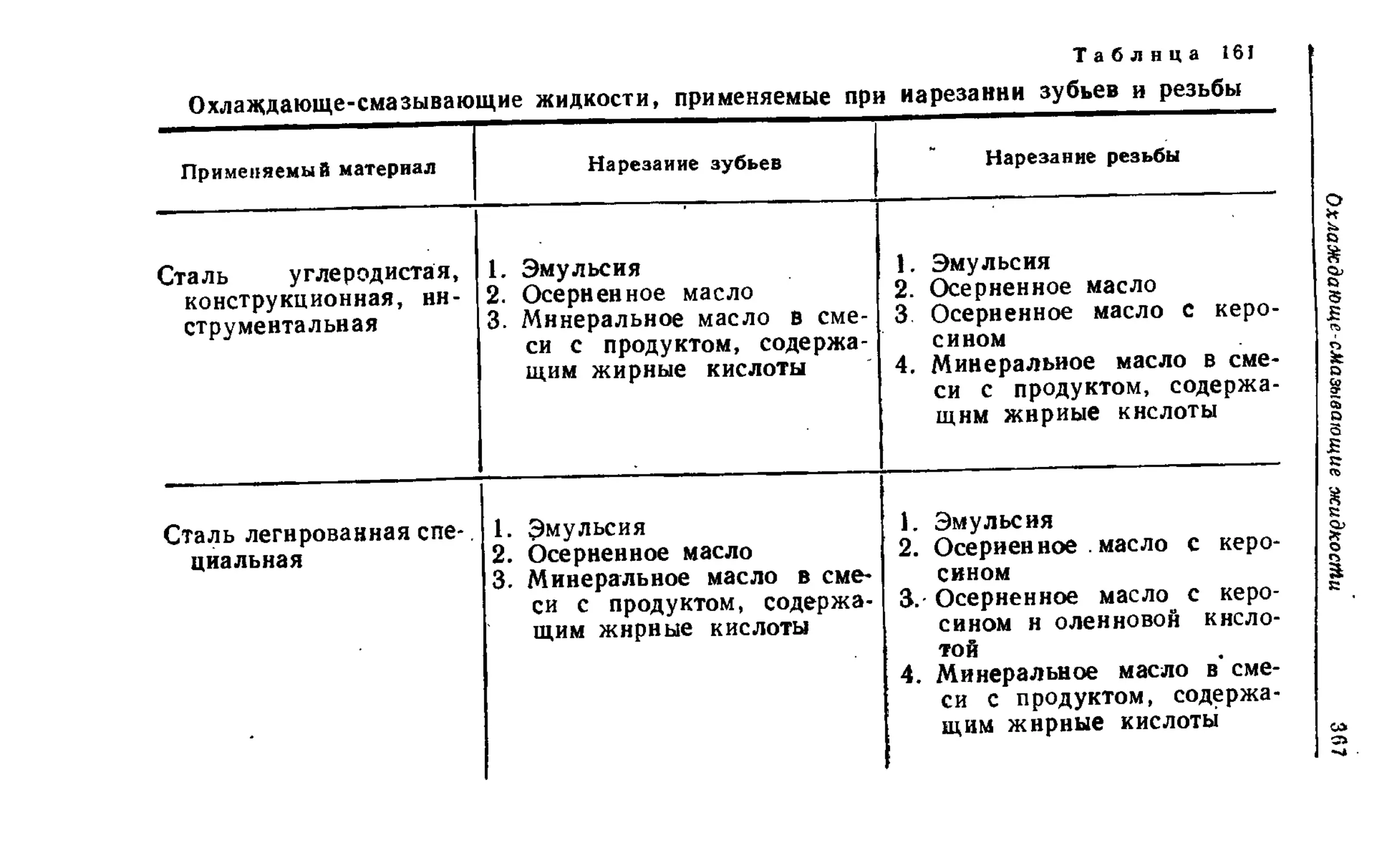
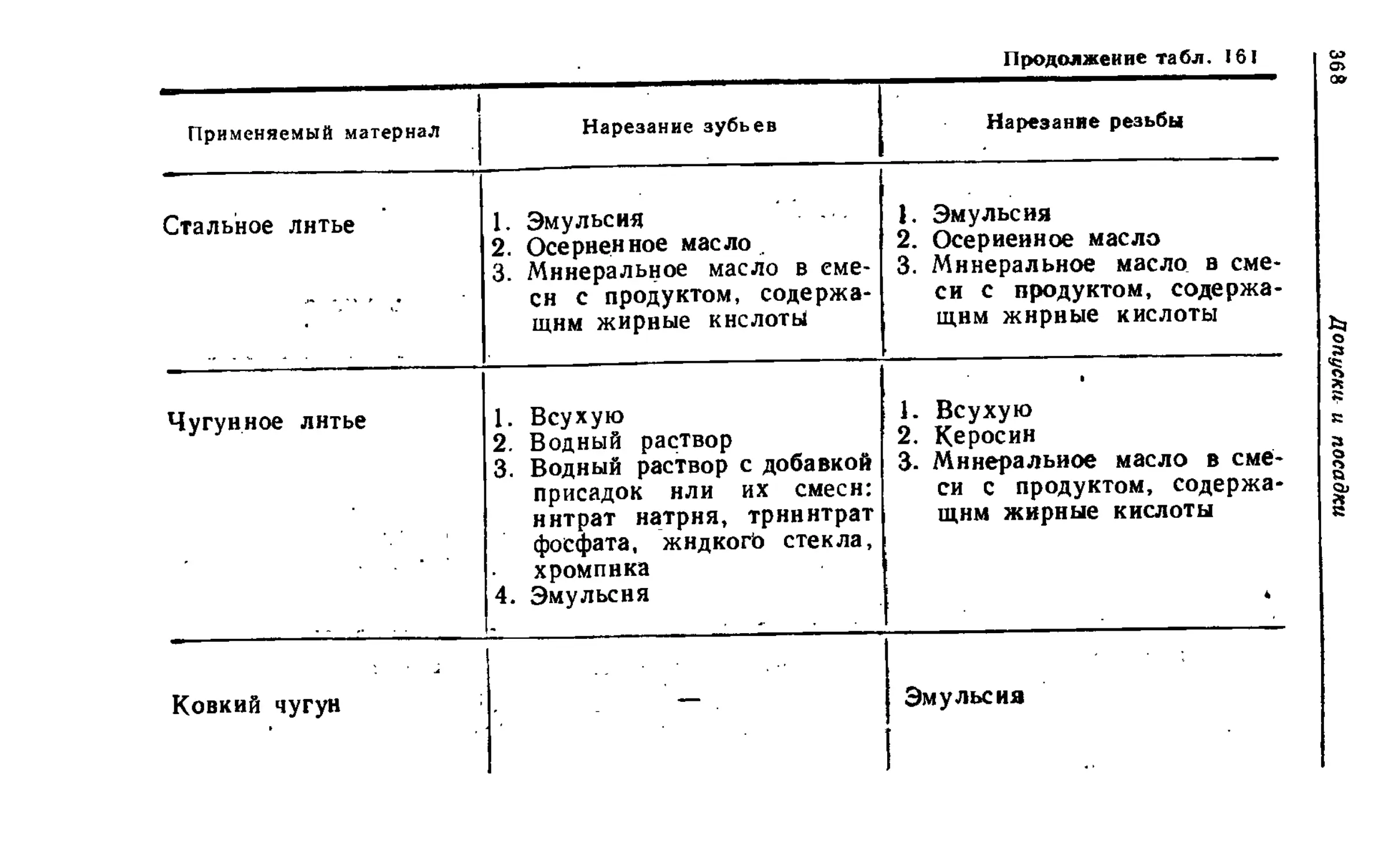
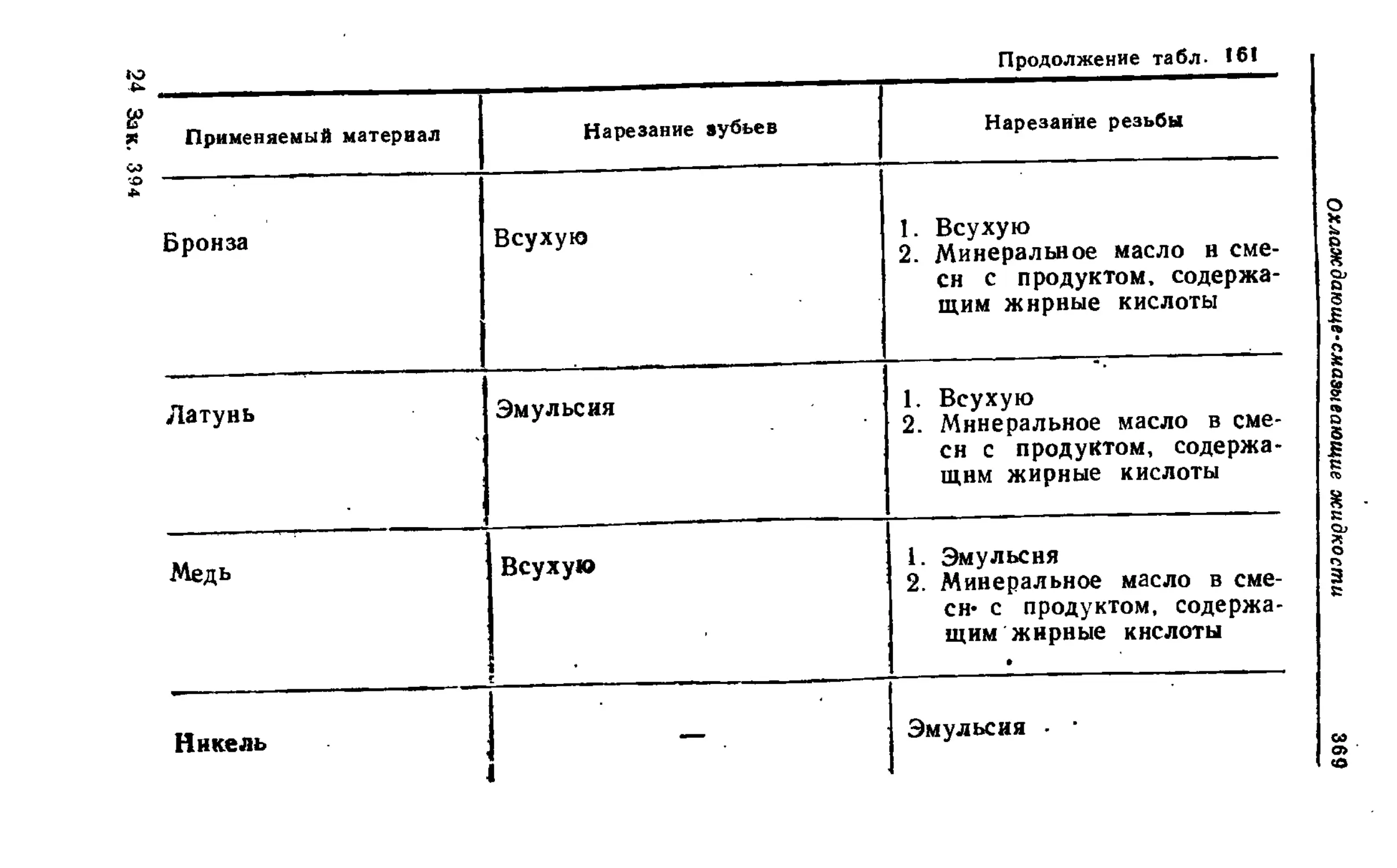
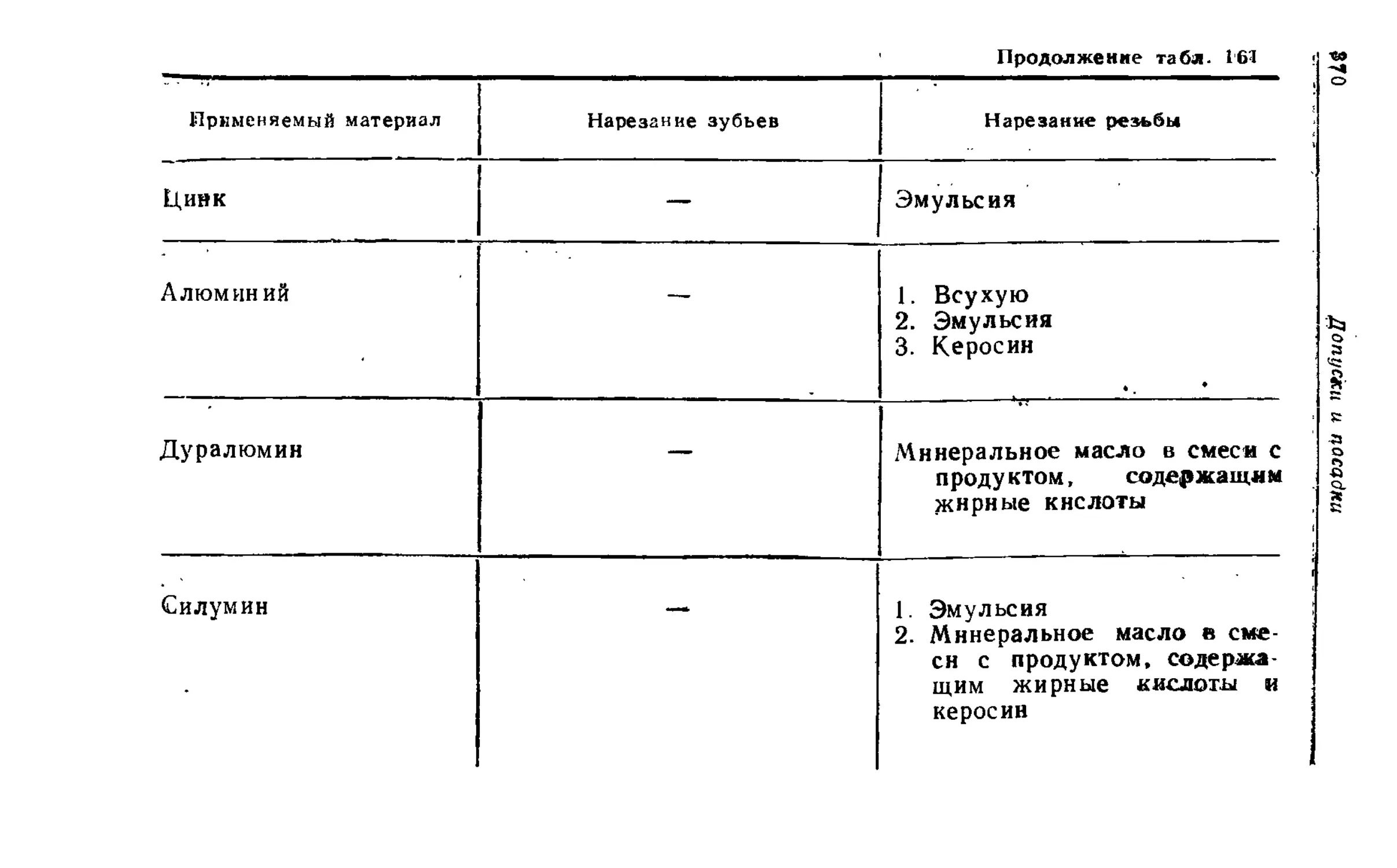
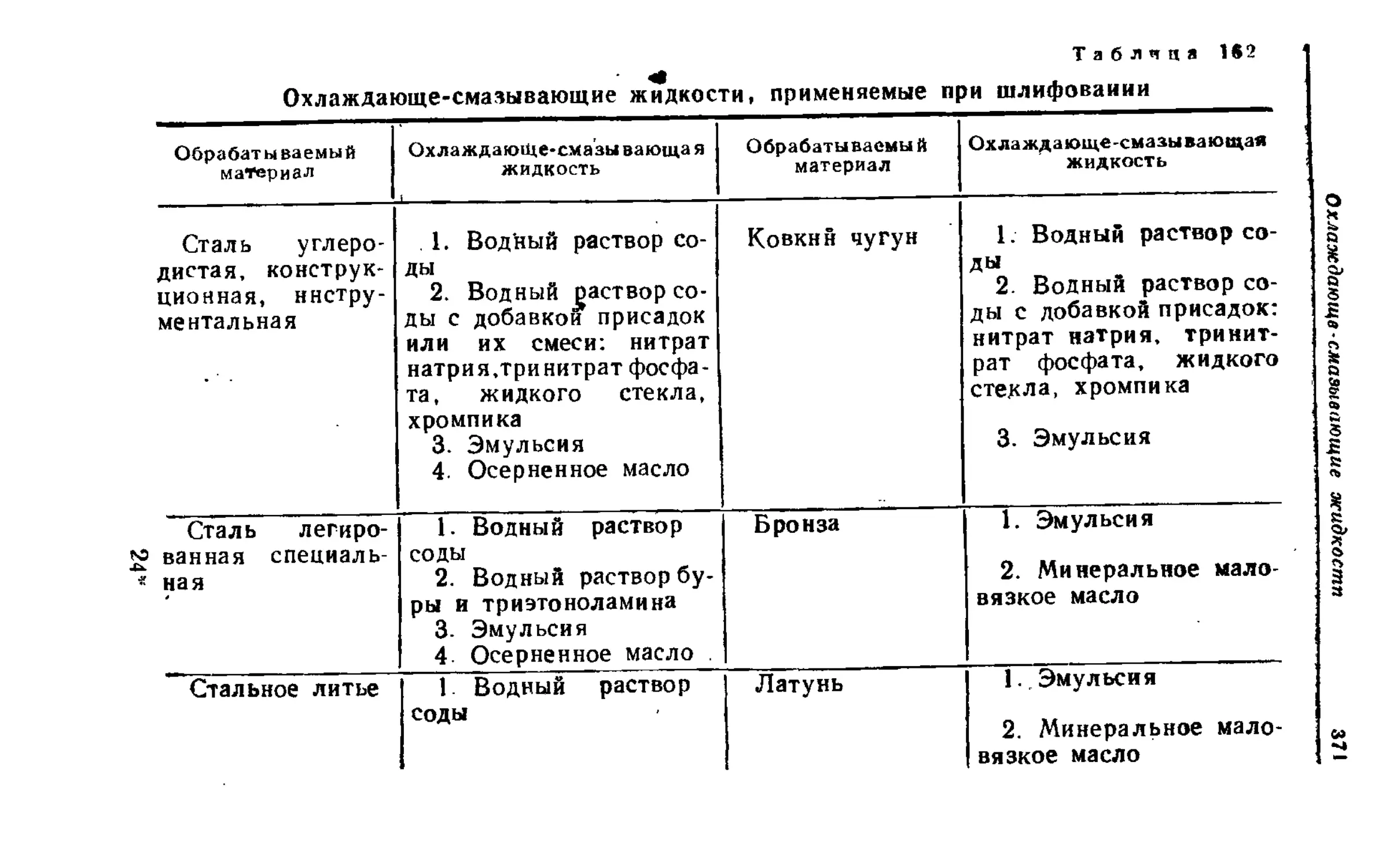
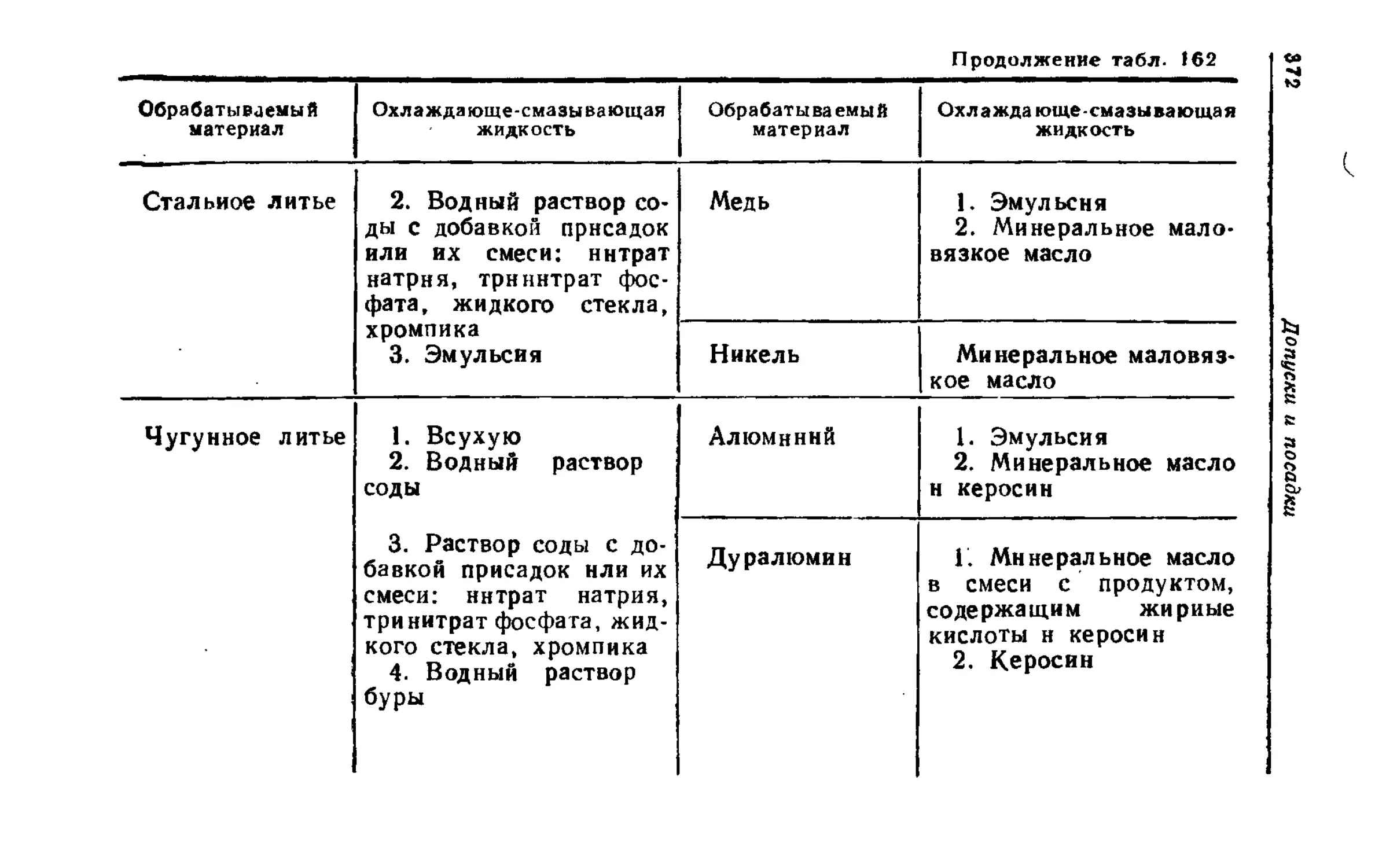
Кроме того, в справочнике имеются сведения об основ-
ных видах смазываютце-охлаждакицих жидкостей, приме-
няемых при различных видах обработки в зависимости
от обрабатываемого материала, а также разные сведения,
необходимые как при проектировании технологических
процессов, так и в процессе производства.
При составлении справочника было обращено внимание
на соответствие помещенных в нем материалов совре-
менному уровню техники и технологии машиностроения,
а также действую цим ГОСТ.
Как содержание, так и объем справочника определе-
ны учебной программой для технических училищ, а
также советами и рекомендациями мастеров и препода-
вателей учебных заведений системы трудовых резер-
вов и работников производства.
Справочные материалы по проектированию техноло-
гических наладок, механизации и автоматизации
процессов, металлорежущему инструменту и измеритель-
ным средствам, дополнительным устройствам к металло-
режущим станкам и режимам резания не помещены в этой
книге, так как предполагается издать отдельный справоч-
ник, посвященный этим специальным вопросам обработки
металлов резанием.
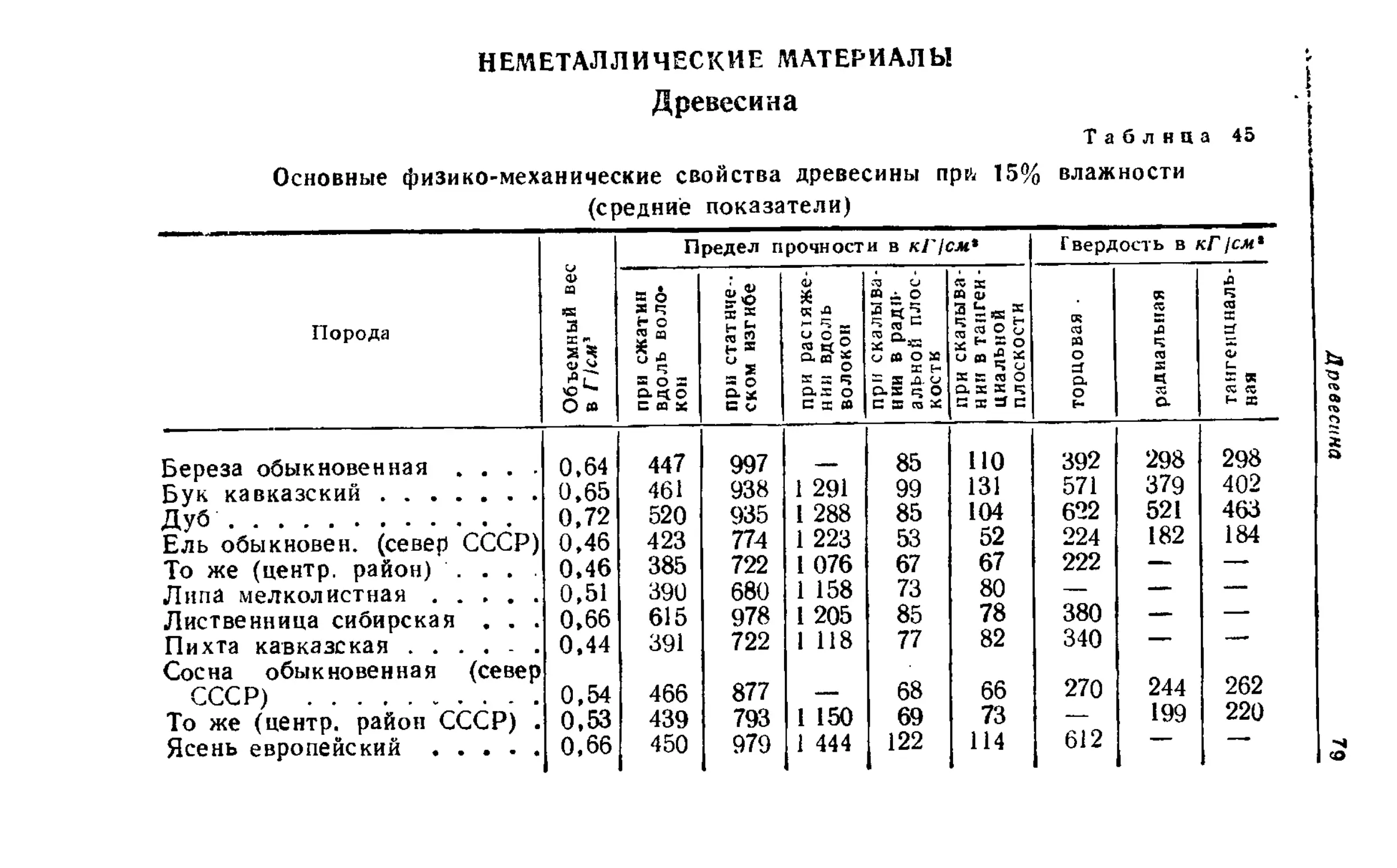
МАТЕРИАЛЫ
ЧЕРНЫЕ МЕТАЛЛЫ
Чугун
Чугун — железоуглеродистый сплав, содержащий
свыше 2% углерода и некоторые примеси в зависимости
от способа получения чугуна.
Из имеющихся разновидностей чугуна в машинострое-
нии наиболее широко применяется серый чугун, в струк-
туру которого входит пластинчатый графит. Отливки из
серого чугуна в модифицированном состоянии обладают
высоким пределом прочности, хорошо обрабатываются.
Большое распространение получил высокопрочный
чугун с включениями шаровидного графита. Предел проч-
ности этого вида чугуна очень высок, основные физические
и технологические качества его также выше, чем у серого
чугуна, благодаря чему отливки из высокопрочного чу-
гуна могут служить заменой ряда отливок и поковок из
стали.
Ковкий чугун получается путем графитизирующего
или обезуглероживающего отжига белого чугуна. По срав-
нению с серым чугуном ковкий чугун обладает значитель-
но большей пластичностью. Из него изготовляют ряд де-
талей в сельскохозяйственном машиностроении, в авто-
тракторном производстве, в станкостроении.
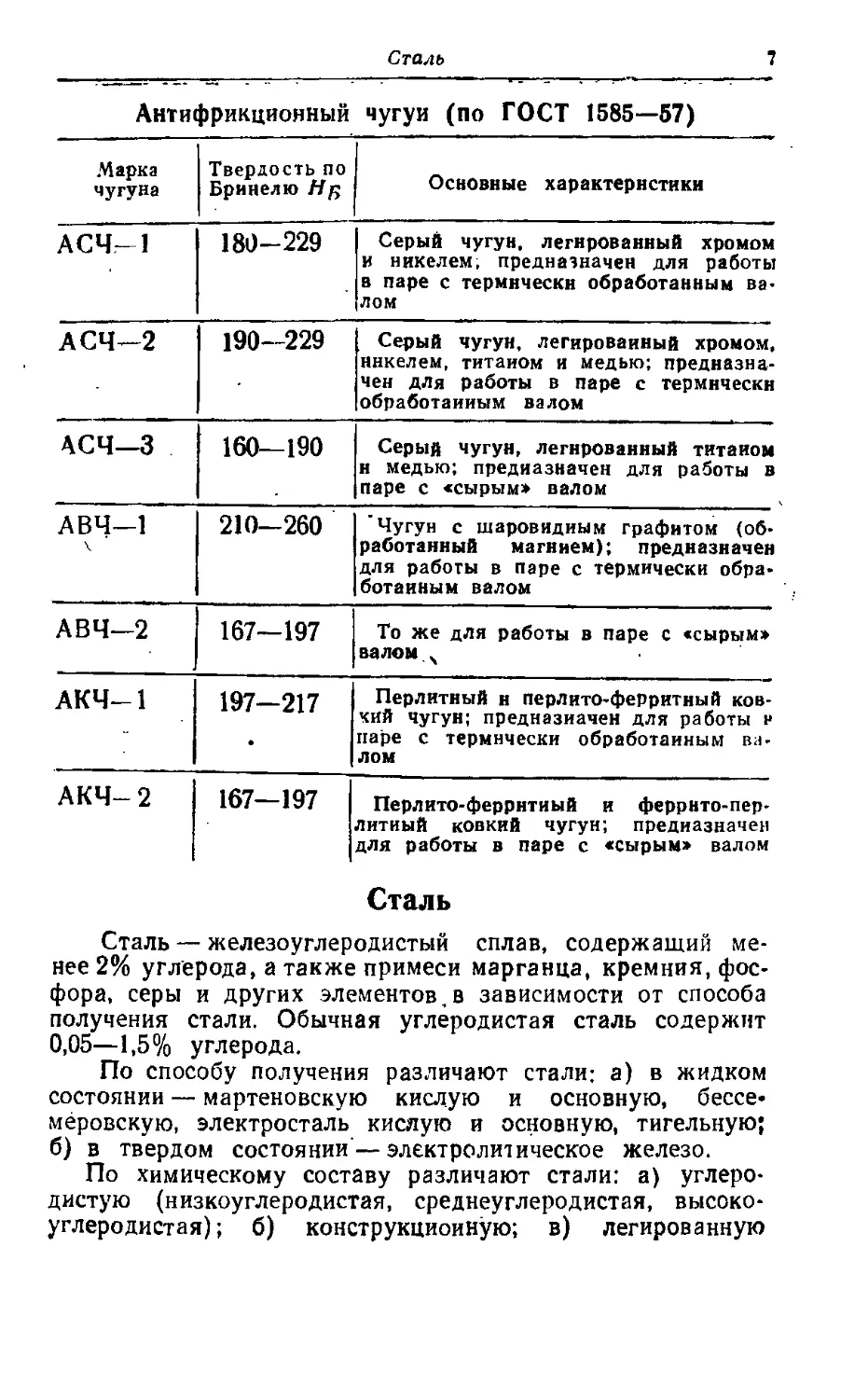
Серый антифрикционный чугун представляет собой
низколегированный ваграночный чугун с нормальным
или повышенным содержанием графита и структурой пер-
лита. Применяется для подшипников, втулок и других
подобных деталей.
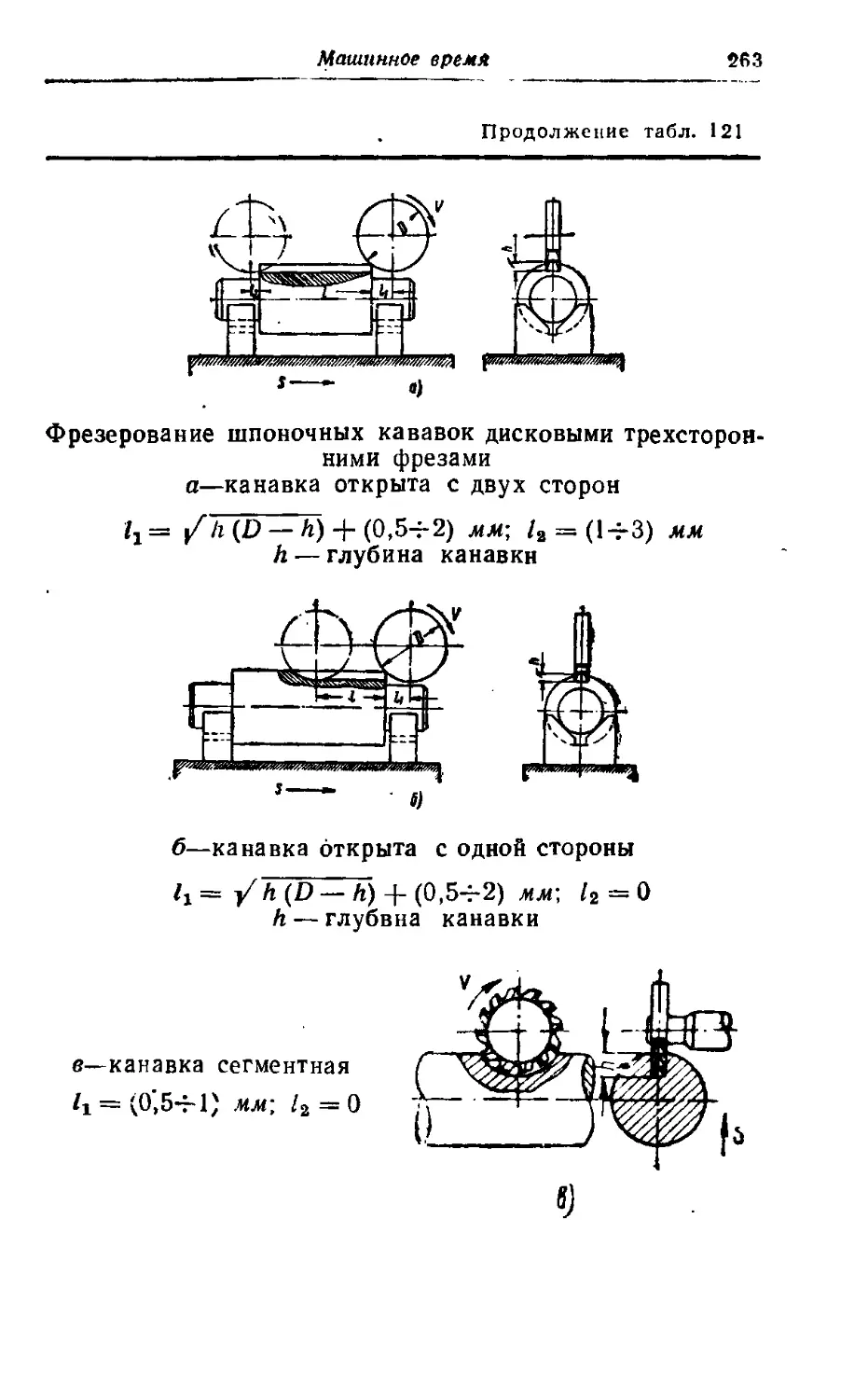
б
Материалы
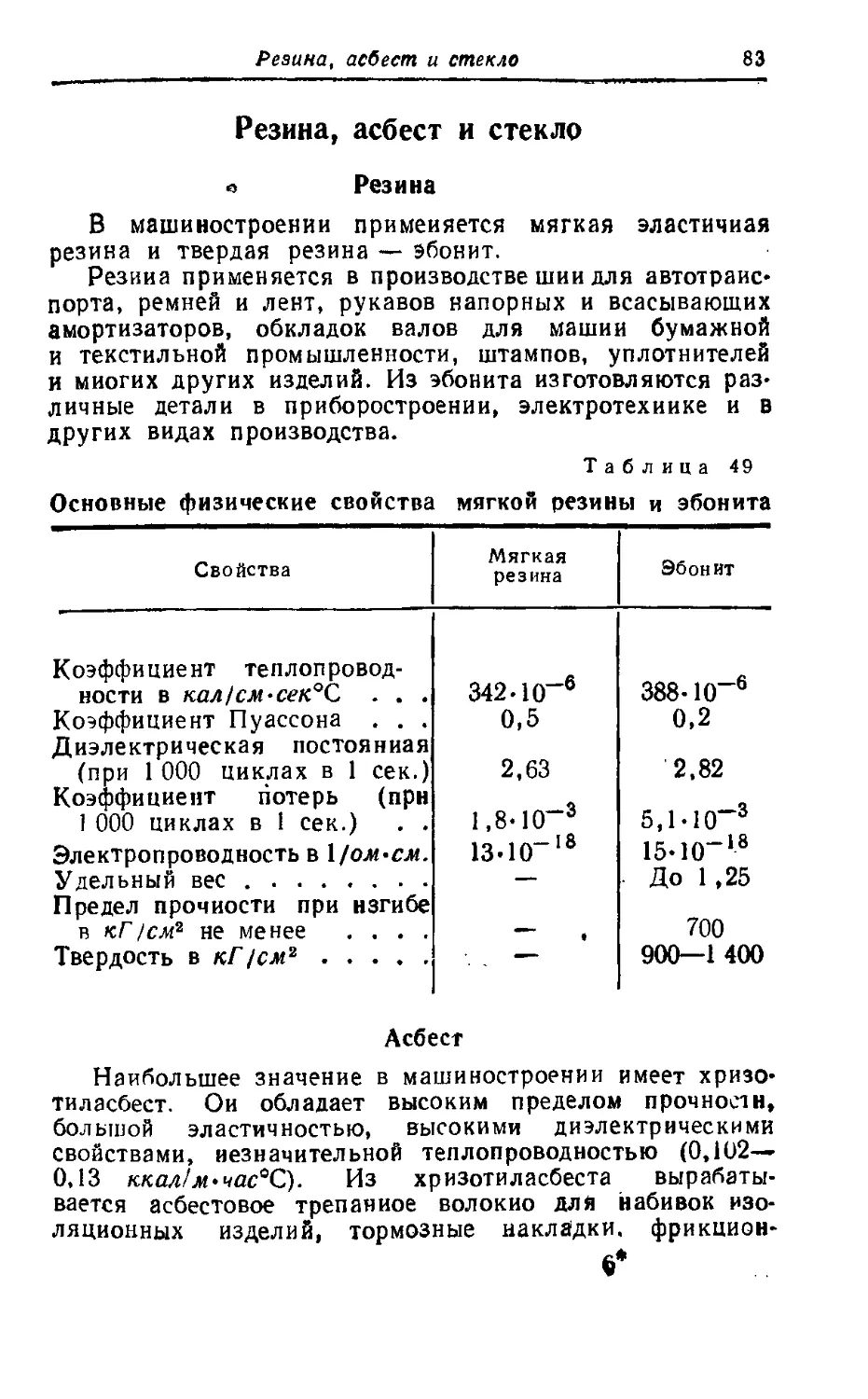
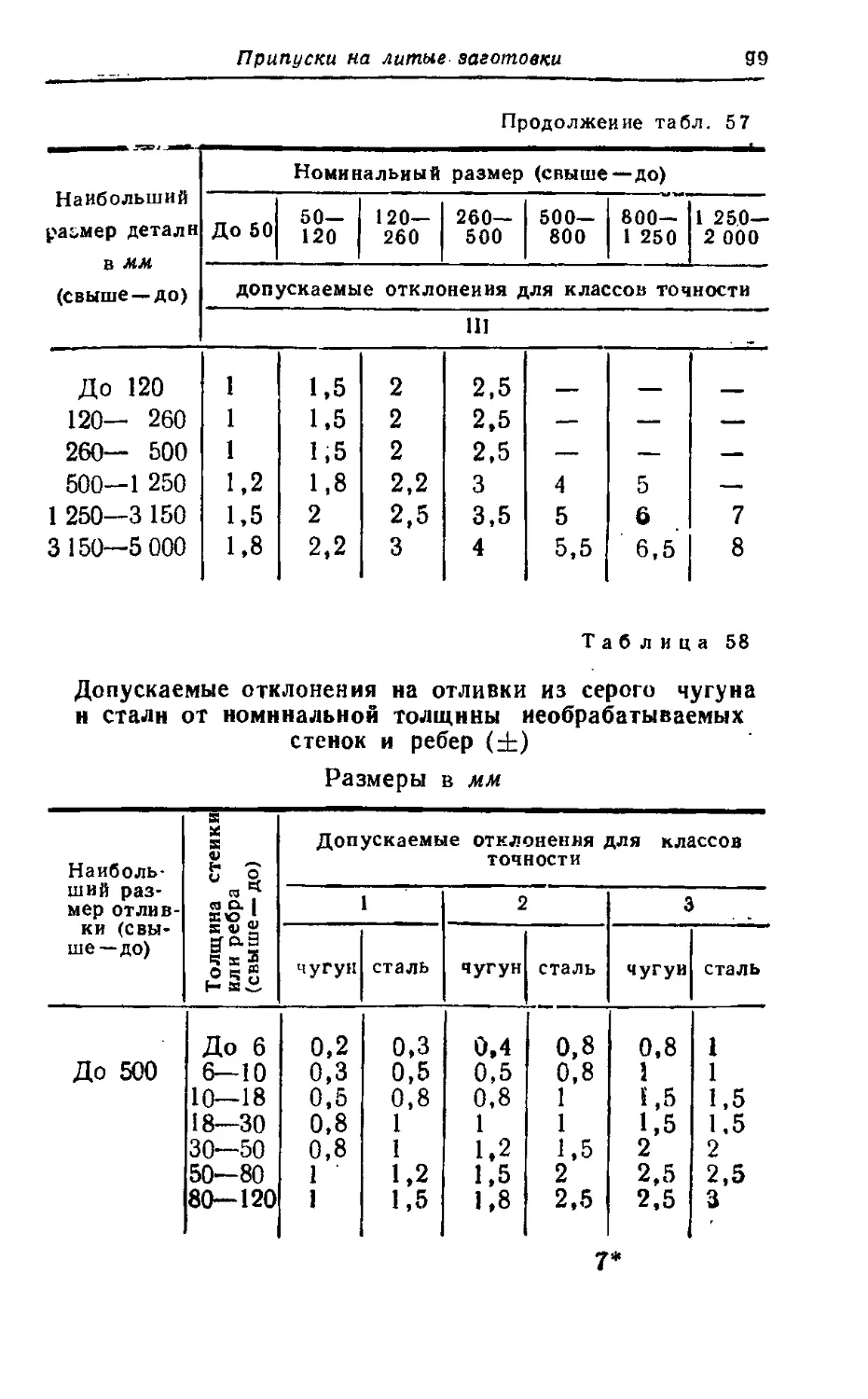
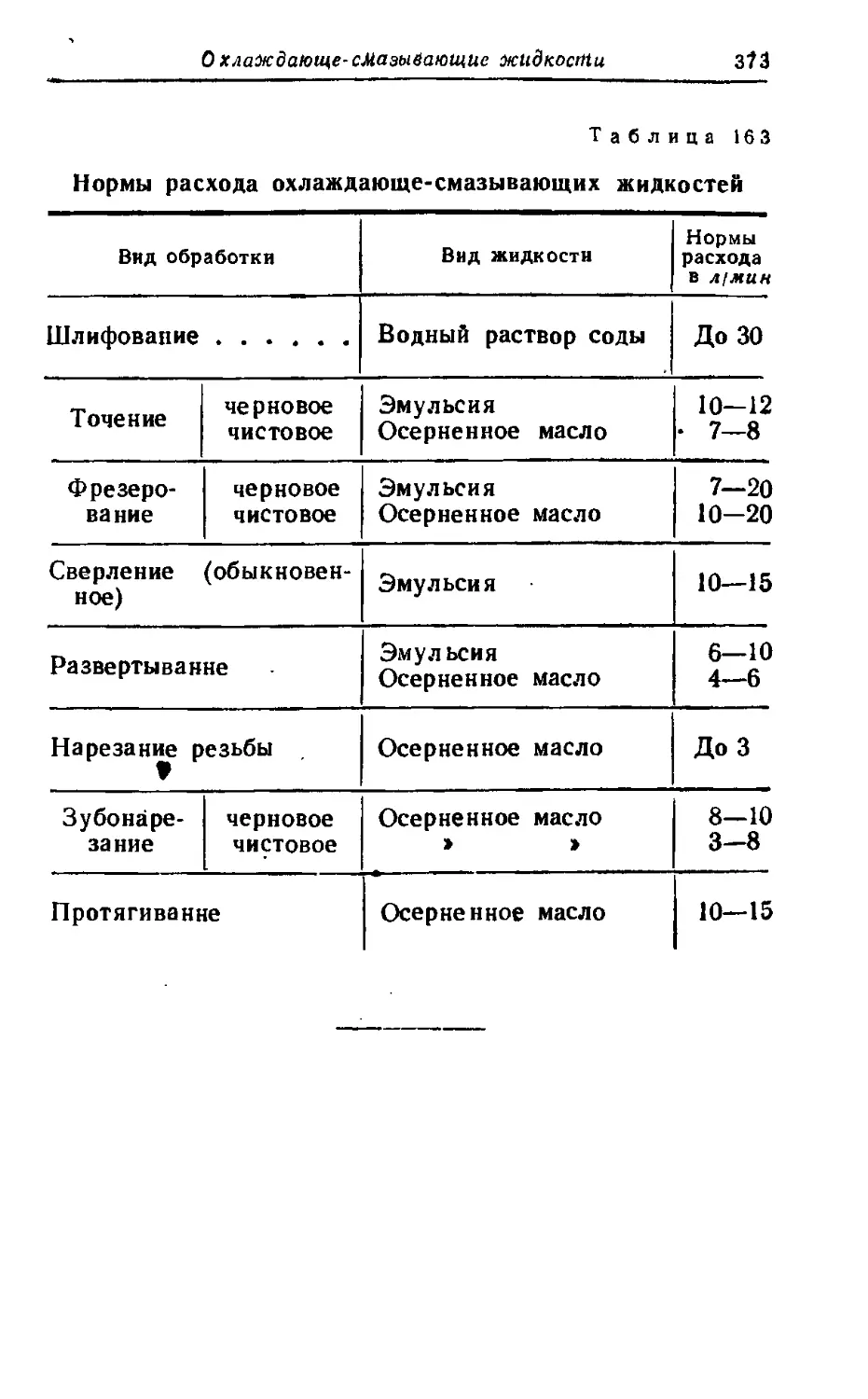
Таблица 1
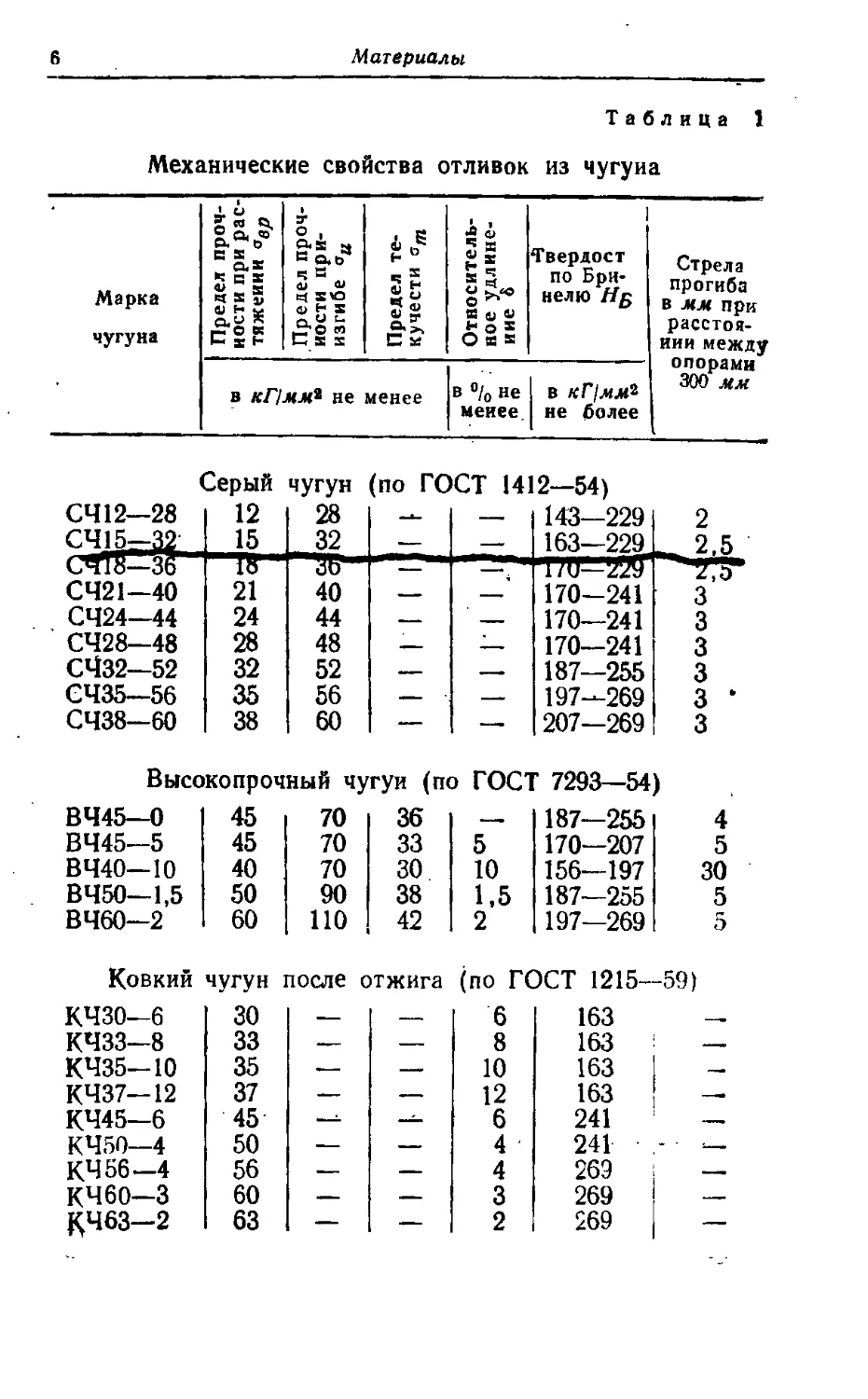
Механические свойства отливок из чугуна
Марка чугуна Предел проч- ности при рас- тяжении овр Предел проч- ности при- изгибе Предел те- кучести Относитель- ное удлине- ние 6 Твердост по Бри- нелю Стрела прогиба в ММ При расстоя- нии между опорами 300 мм
в кПмм* не менее В ’/о Не менее. в кГ1мм* не более
Серый чугун (по ГОСТ 1412—54)
СЧ12—28 СЧ15—32 12 15 28 32 — 143—229 163—229
04111—36 “ТГ" зь — 1Ш-'М
СЧ21—40 21 40 — 170-241
СЧ24—44 24 44 — 170—241
СЧ28—48 28 48 170—241
СЧ32—52 32 52 187—255
СЧ35—56 35 56 — 197—269
СЧ38—60 38 60 — — 207—269
Высокопрочный чугун (по ГОСТ 7293—54)
ВЧ45—0 45 70 36 —. 187—255 4
ВЧ45—5 45 70 33 5 170—207 5
ВЧ40—10 40 70 30 10 156—197 30
ВЧ50—1,5 50 90 38 1,5 187—255 5
ВЧ60—2 60 ПО 42 2 197—269 5
Ковкий чугун после отжига (по ГОСТ 1215- -59)
КЧ30—6 30 — — 6 163 —.
КЧЗЗ—8 33 — — 8 163 —.
КЧ35-10 35 -— —. 10 163
КЧ37—12 37 — —— 12 163
КЧ45—6 45 — 6 241
КЧ50—4 50 — 4 241 - • 1—
КЧ56—4 56 — 4 269 —
КЧ60—3 60 — — 3 269 —
КЧ63—2 63 — — 2 269 —
Сталь
7
Антифрикционный чугуи (по ГОСТ 1585—57)
Марка чугуна Твердость по Бринелю Основные характеристики
АСЧ— 1 180-229 Серый чугун, легированный хромом и никелем; предназначен для работы в паре с термически обработанным ва- лом
АСЧ—2 190—229 Серый чугун, легированный хромом, никелем, титаном и медью; предназна- чен для работы в паре с термически обработанным валом
АСЧ—3 160—190 Серый чугун, легированный титаном и медью; предназначен для работы в паре с «сырым» валом
АВЧ—1 210—260 'Чугун с шаровидным графитом (об- работанный магнием); предназначен для работы в паре с термически обра- ботанным валом
АВЧ—2 167—197 То же для работы в паре с «сырым» валом. х
АКЧ-1 197-217 Перлитный и перлито-ферритный ков- кий чугун; предназначен для работы в паре с термически обработанным ва- лом
АКЧ- 2 167—197 Перлито-феррнтиый и феррнто-пер- литиый ковкий чугун; предназначен для работы в паре с «сырым» валом
Сталь
Сталь — железоуглеродистый сплав, содержащий ме-
нее 2% углерода, а также примеси марганца, кремния, фос-
фора, серы и других элементов,в зависимости от способа
получения стали. Обычная углеродистая сталь содержит
0,05—1,5% углерода.
По способу получения различают стали; а) в жидком
состоянии — мартеновскую кислую и основную, бессе-
меровскую, электросталь кислую и основную, тигельную;
б) в твердом состоянии — электролитическое железо.
По химическому составу различают стали: а) углеро-
дистую (низкоуглеродистая, среднеуглеродистая, высоко-
углеродистая); б) конструкционную; в) легированную
8
Материалы
(низколегированная, среднелегированная, высоколеги-
рованная).
Стали выпускаются: а) обыкновенного качества; б) по-
вышенного качества (ПК); в) качественная; ^высокока-
чественная (В К).
В зависимости от назначения различают стали: а) кон-
струкционную; б) инструментальную; в) с особыми свой-
ствами.
По способу придания формы и размеров различают
сталь: а) литую; б) кованую; в) катаиую.
Обозначения марок стали: первые две цифры обозна-
чают среднее содержание углерода в процентах; буквы:
Г — марганец, С — кремний, X — хром, Н — никель,
В — вольфрам, Ф — ванадий, М — молибден, Ю — алю-
миний, Т — титан, Б — ниобий; цифры за буквами
означают процентное содержание элемента. Буквой А в
конце индекса обозначается высококачественная сталь.
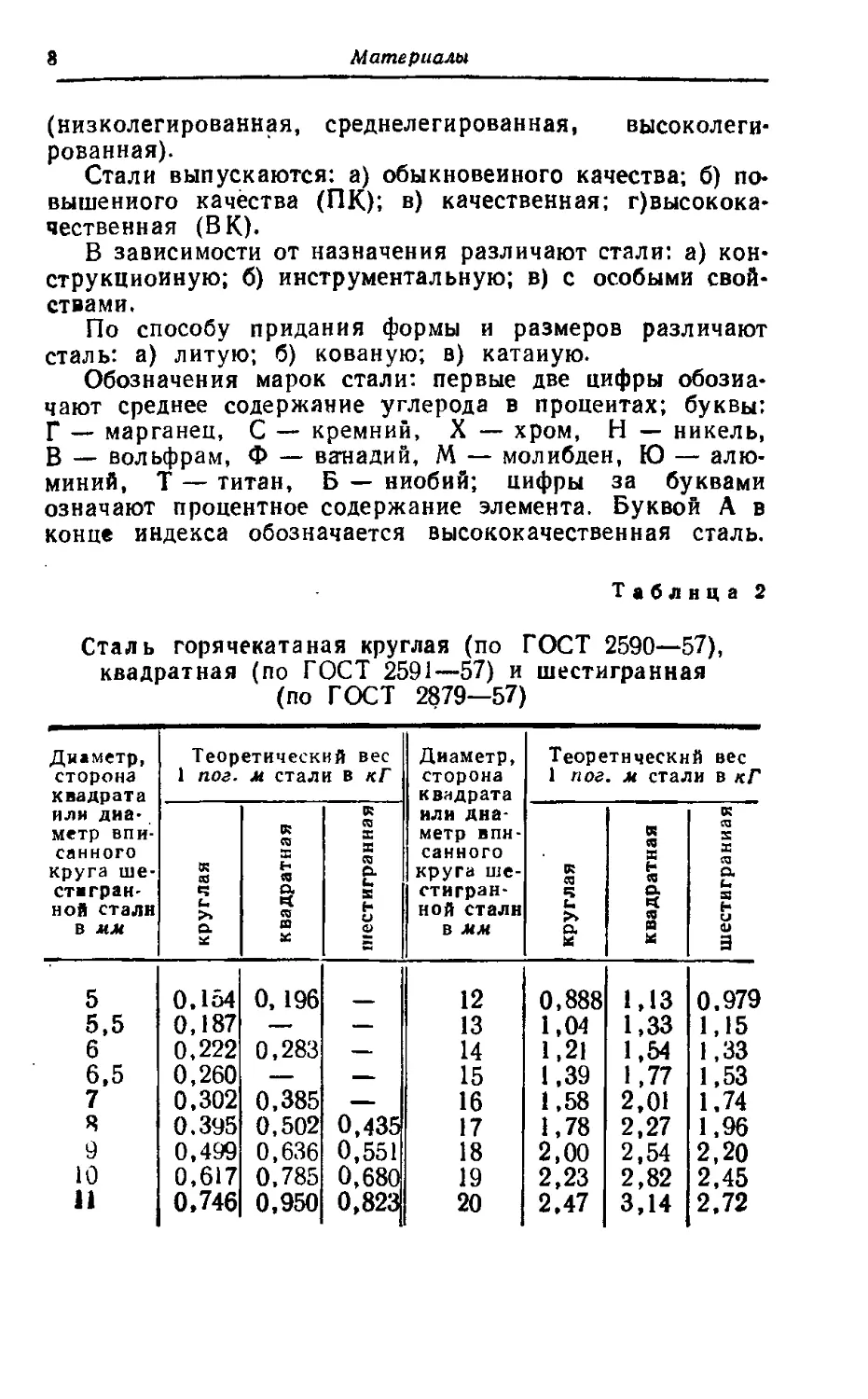
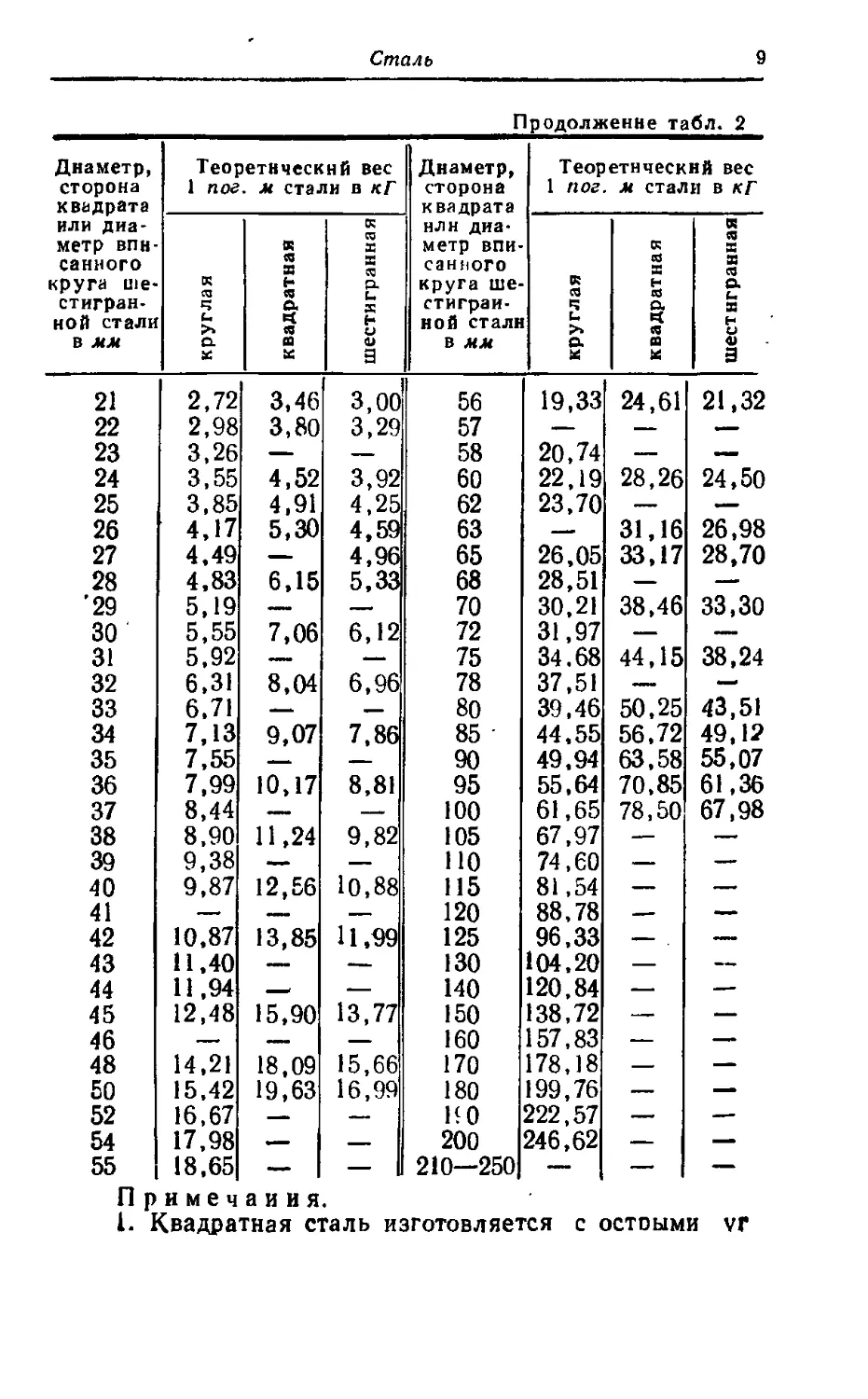
Таблица 2
Сталь горячекатаная круглая (по ГОСТ 2590—57),
квадратная (по ГОСТ 2591—57) и шестигранная
(по ГОСТ 2879—57)
Диаметр, сторона Теоретический вес Диаметр, сторона квадрата Теоретический вес 1 пог. м стали в кГ
1 пог. м стали в кГ
или дна- R или дна* К
метр впи- к X метр впн- К X
санного X санного X
круга ше- я Сх круга ше- R ь я сх
стигран- ч сх X стигран- Ч Q, S
ной стали я (- ной стали я (-
а <У и о
х в
5 0.154 0, 196 12 0,888 1,13 0,979
5,5 0,187 — — 13 1,04 1,33 1,15
6 0,222 0,283 —. 14 1,21 1,54 1,33
6,5 0,260 —. __ 15 1,39 1,77 1,53
7 0,302 0,385 16 1,58 2,01 1,74
Я 0,395 0,502 0,435 17 1,78 2,27 1,96
9 0,499 0,636 0,551 18 2,00 2,54 2,20
10 0,617 0,785 0,680 19 2,23 2,82 2,45
И 0,746 0,950 0,823 20 2,47 3,14 2.72
Сталь
9
Продолжение табл» 2
Диаметр, сторона Теоретический вес Диаметр, сторона квадрата Теоретический вес 1 пог. м стали в кГ
1 пог м стали в кГ
или дна- к нлн диа* к
метр впн- к X метр впи- X S
санного S санного X СО
круга те- к ь Q. круга ше- я н nJ О.
стигран- ч Ж стиграи- ч сх X
ной стали я Ь ной стали се £
X X а В х X э
21 2,72 3,46 3,00 56 19,33 24,61 21,32
22 2,98 3,80 3,29 57 — — —
23 3,26 — —. 58 20,74 — ——
24 3,55 4,52 3,92 60 22,19 28,26 24,50
25 3,851 4,91 4,25 62 23,70 — —
26 4,17 5,30 4,59 63 31,16 26,98
27 4,49 —- 4,96 65 26,05 33,17 28,70
28 4,83 6,15 5,33 68 28,51 — —
’29 5,19 — 70 30,21 38,46 33,30
30 5,55 7,06 6,12 72 31,97 —
31 5,92 — 75 34.68 44,15 38,24
32 6,31 8,04 6,96 78 37,51 ~~ —
33 6,71 — 80 39,46 50,25 43,51
34 7,13 9,07 7,86 85 44.55 56,72 49,12
35 7,55 90 49,94 63,58 55,07
36 7,99 10,17 8,81 95 55,64 70,85 61,36
37 8,44 — 100 61,65 78,50 67,98
38 8,90 11,24 9,82 105 67,97 — —
39 9,38 — ПО 74,60 —
40 9,87 12,56 10,88 115 81,54 — —
41 — — 120 88,78 — ——
42 10,87 13,85 11,99 125 96,33 — —-
43 11,40 — — 130 104,20 — —
44 11,94 __ — 140 120,84 — —
45 12,48 15,90 13,77 150 138,72 — —
46 — — 160 157,83 — —
48 14,21 18,09 15,66 170 178,18 — —
50 15,42 19,63 16,99 180 199,76 —- —
52 16,67 ___ 1!0 222,57 — —
54 17,98 — 200 246,62 — —
55 18,65 — — 210—250 — — —
Примечания.
I. Квадратная сталь изготовляется с остоыми vr
10 Материалы
лами (размеры сторон до 100 мм включительно) и с
закругленными углами (размеры сторон свыше 100 мм).
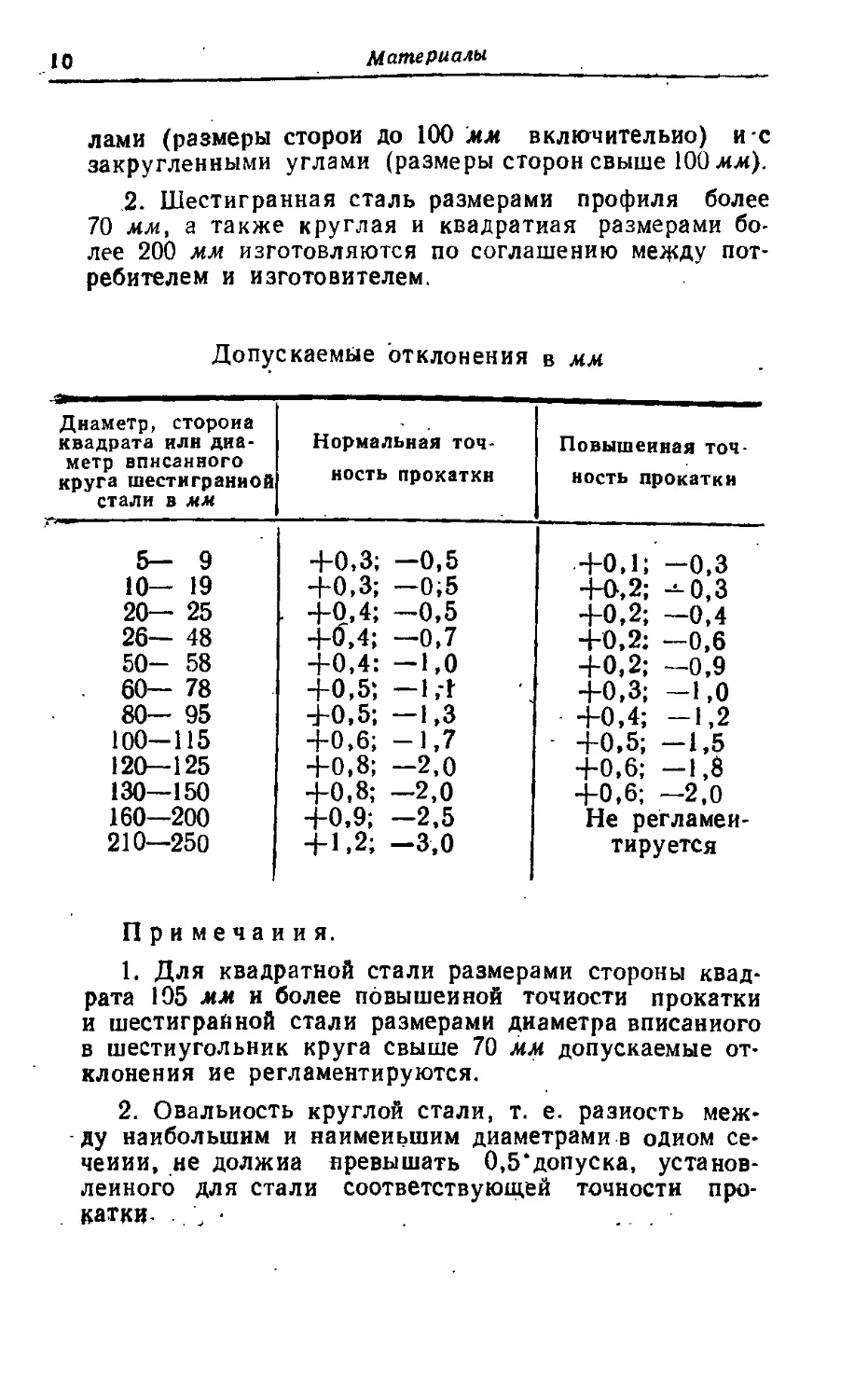
2. Шестигранная сталь размерами профиля более
70 мм, а также круглая и квадратная размерами бо-
лее 200 мм изготовляются по соглашению между пот-
ребителем и изготовителем.
Допускаемые отклонения в мм
Диаметр, сторона квадрата или диа- метр вписанного круга шестигранной стали в мм Нормальная точ- ность прокатки Повышенная точ- ность прокатки
5— 9 4-0,3; -0,5 4-0,1; -0,3
10— 19 4-0,3; —0,5 4-0,2; --0,3
20— 25 . 4-0,4; —0,5 -}-0,2; —0,4
26— 48 4-^,4; —0,7 4-0,2; —0,6
50- 58 4-0,4: -1,0 4-0,2; —0,9
. 60— 78 4-0,5; -1Д 4-0,3; -1,0
80— 95 4-0,5; —1,3 4-0,4; -1,2
100-115 4-0,6; -1,7 4-0,5; -1,5
120—125 4-0,8; —2,0 4-0,6; —1,8
130—150 4-0,8; -2,0 4-0,6; —2,0
160—200 4-0,9; -2,5 Не регламеи-
210—250 4-1,2; -3,0 тируется
Примечания.
1. Для квадратной стали размерами стороны квад-
рата 105 мм и более повышенной точности прокатки
и шестигранной стали размерами диаметра вписанного
в шестиугольник круга свыше 70 мм допускаемые от-
клонения не регламентируются.
2. Овальность круглой стали, т. е. разность меж-
ду наибольшим и наименьшим диаметрами в одном се-
чении, не должна превышать 0,5‘допуска, установ-
ленного для стали соответствующей точности про-
катки- ;
Сталь
И
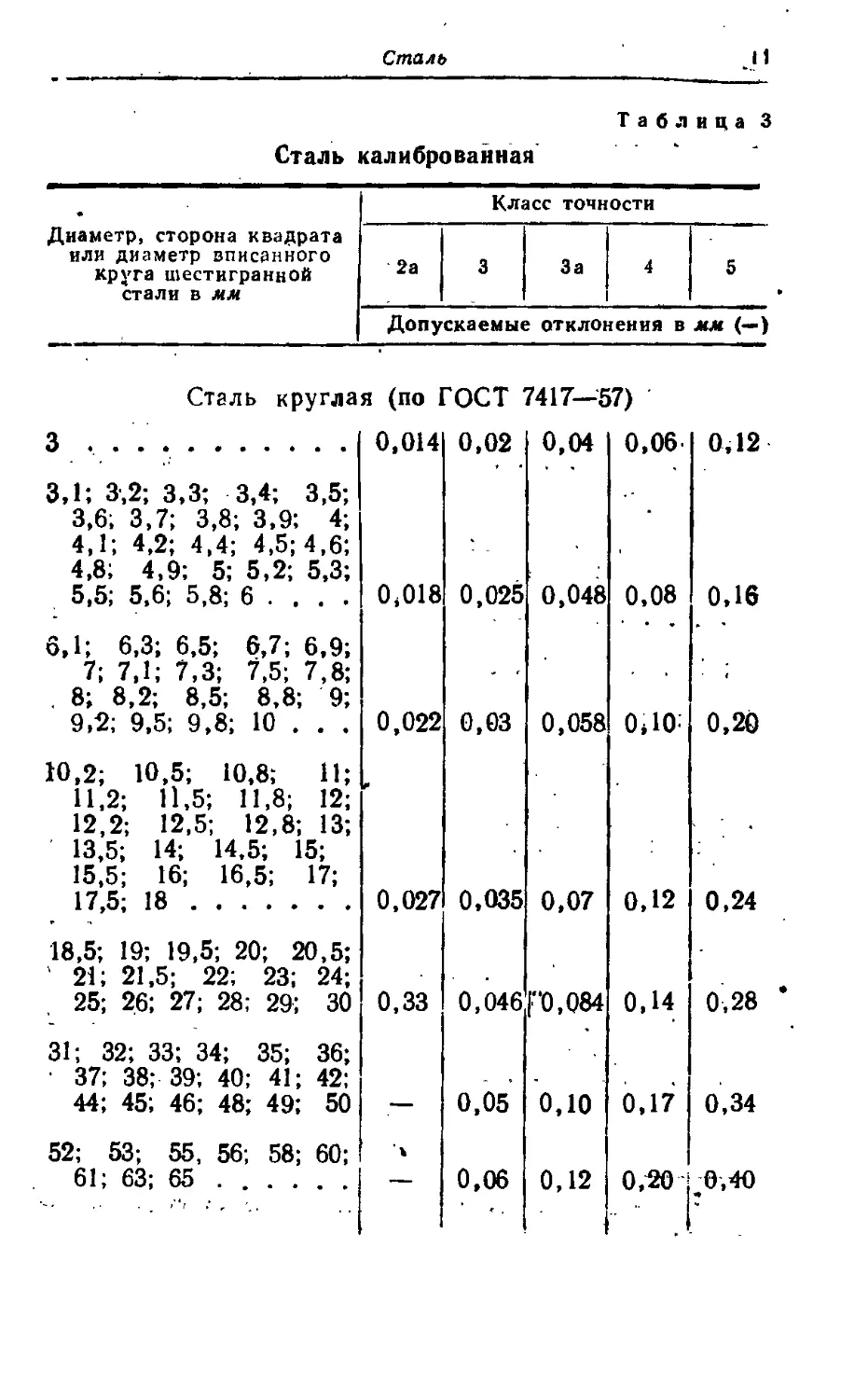
Сталь калиброванная
Таблица 3
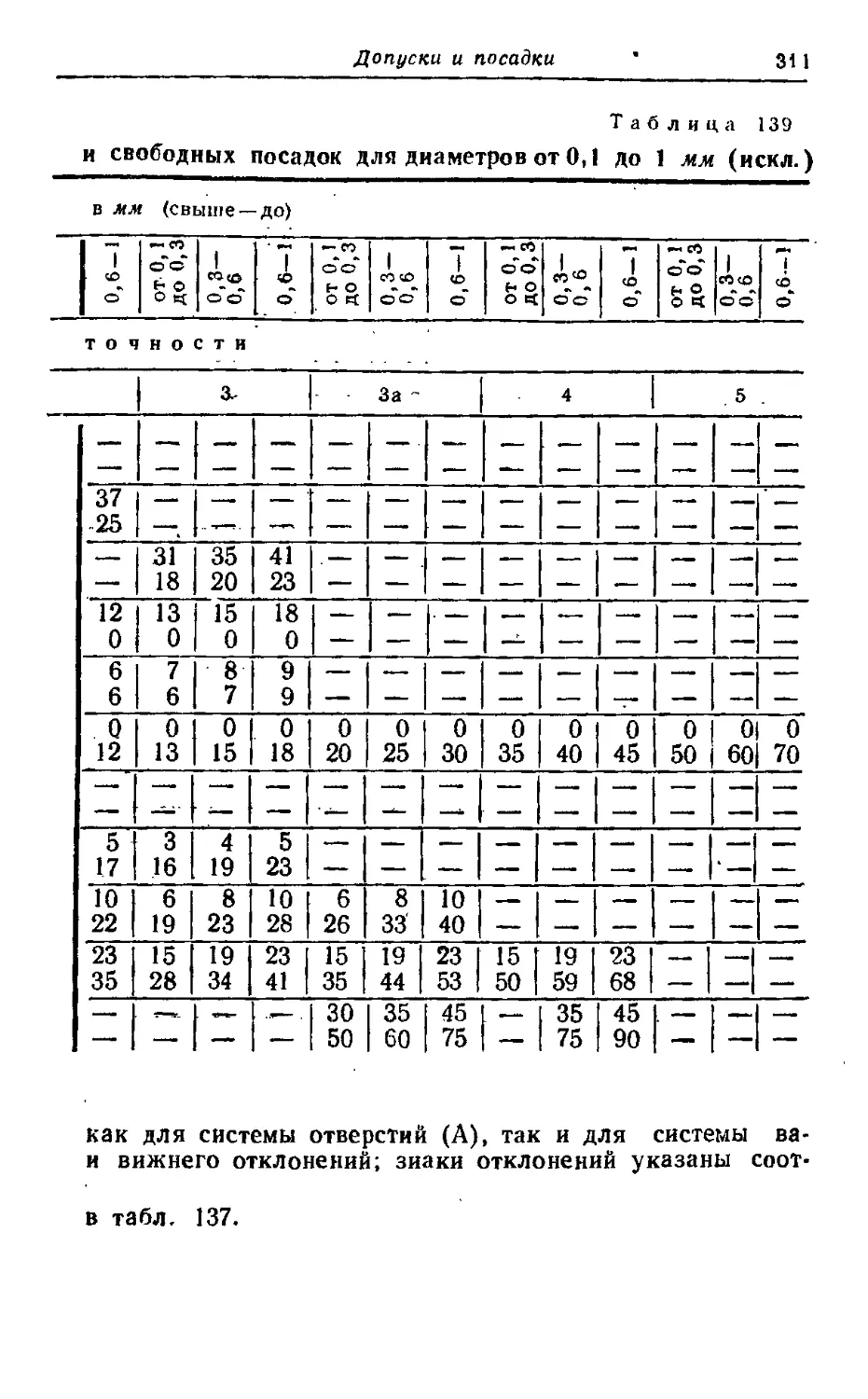
Диаметр, сторона квадрата или диаметр вписанного круга шестигранной стали в мм Класс точности
2а 3 За 4 5
Допускаемые отклонения в мм (—)
Сталь круглая (по ГОСТ 7417—57)
3 0,014 0,02 0,04 0,06 0,12
3,1; 3,2; 3,3; 3,4; 3,5; 3,6; 3,7; 3,8; 3,9: 4; 4,1; 4,2; 4,4; 4,5; 4,6; 4,8; 4,9; 5; 5,2; 5,3; 5,5; 5,6; 5,8; 6 . . . . 0,018 0,025 0,048 0,08 0,16
6,1; 6,3; 6,5; 6,7; 6,9; 7; 7,1; 7,3; 7,5; 7,8; . 8; 8,2; 8,5; 8,8; 9; 9,2; 9,5; 9,8; 10 . . . 0,022 0,03 0,058 0,10: 0,20
10,2; 10,5; 10,8; И; 11,2; 11,5; 11,8; 12; 12,2; 12,5; 12,8; 13; 13,5; 14; 14,5; 15; 15,5; 16; 16,5; 17; 17,5; 18 * 0,027 0,035 0,07 0,12 0,24
18,5; 19; 19,5; 20; 20,5; ' 21; 21,5; 22; 23; 24; 25; 26; 27; 28; 29; 30 0,33 0,046 ["0,084 0,14 0,28
31; 32; 33; 34; 35; 36; 37; 38; 39; 40; 41; 42; 44; 45; 46; 48; 49; 50 — 0,05 0,10 0,17’ 0,34
52; 53; 55, 56; 58; 60; 61; 63; 65 0,06 0,12 0,20 w0,40
12
Материалы
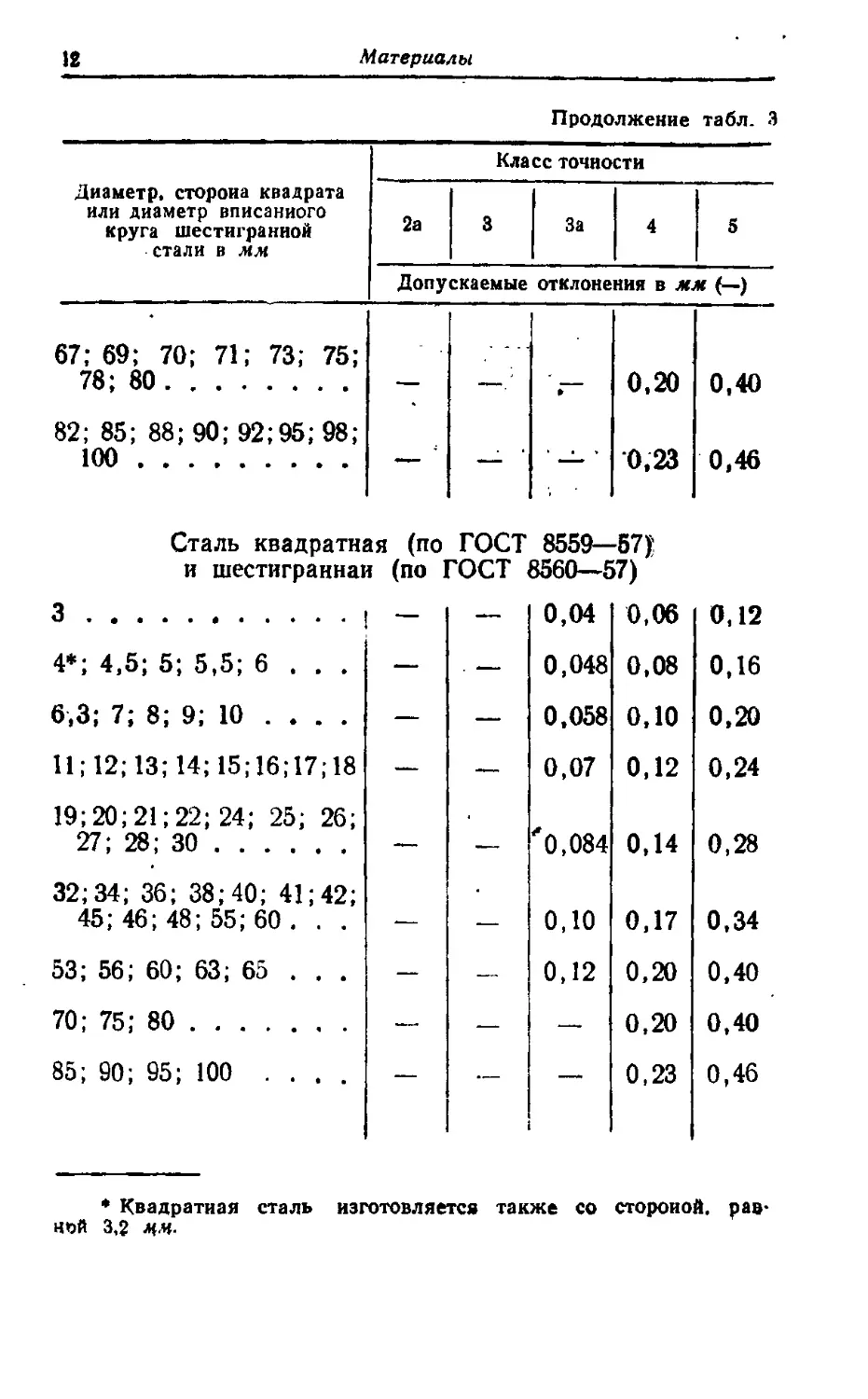
Продолжение табл. 3
Класс точности
Диаметр, сторона квадрата или диаметр вписанного круга шестигранной стали в мм 2а 3 За 4 5
Допускаемые отклонения в мм (—)
67; 69; 70; 71; 73; 75; 78; 80 — — ' • 0,20 0,40
82; 85; 88; 90; 92; 95; 98; 100 — : — — ' 0,23 0,46
Сталь квадратная (по ГОСТ 8559—57);
и шестиграннаи (по ГОСТ 8560—57)
3 — — 0,04 0,06 0,12
4*; 4,5; 5; 5,5; 6 . . . — . — 0,048 0,08 0,16
6,3; 7; 8; 9; 10 .... — — 0,058 0,10 0,20
И; 12; 13; 14; 15;16;17;18 — — 0,07 0,12 0,24
19; 20; 21; 22; 24; 25; 26; 27; 28; 30 — — 'О,084 0,14 0,28
32;34; 36; 38;40; 41;42; 45; 46; 48; 55; 60 . . . — — 0,10 0,17 0,34
53; 56; 60; 63; 65 ... — — 0,12 0,20 0,40
70; 75; 80 — — — 0,20 0,40
85; 90; 95; 100 .... — — — 0,23 0,46
* Квадратная сталь изготовляется также со стороной, рав-
ной 3,2 дн-
Сталь
IS
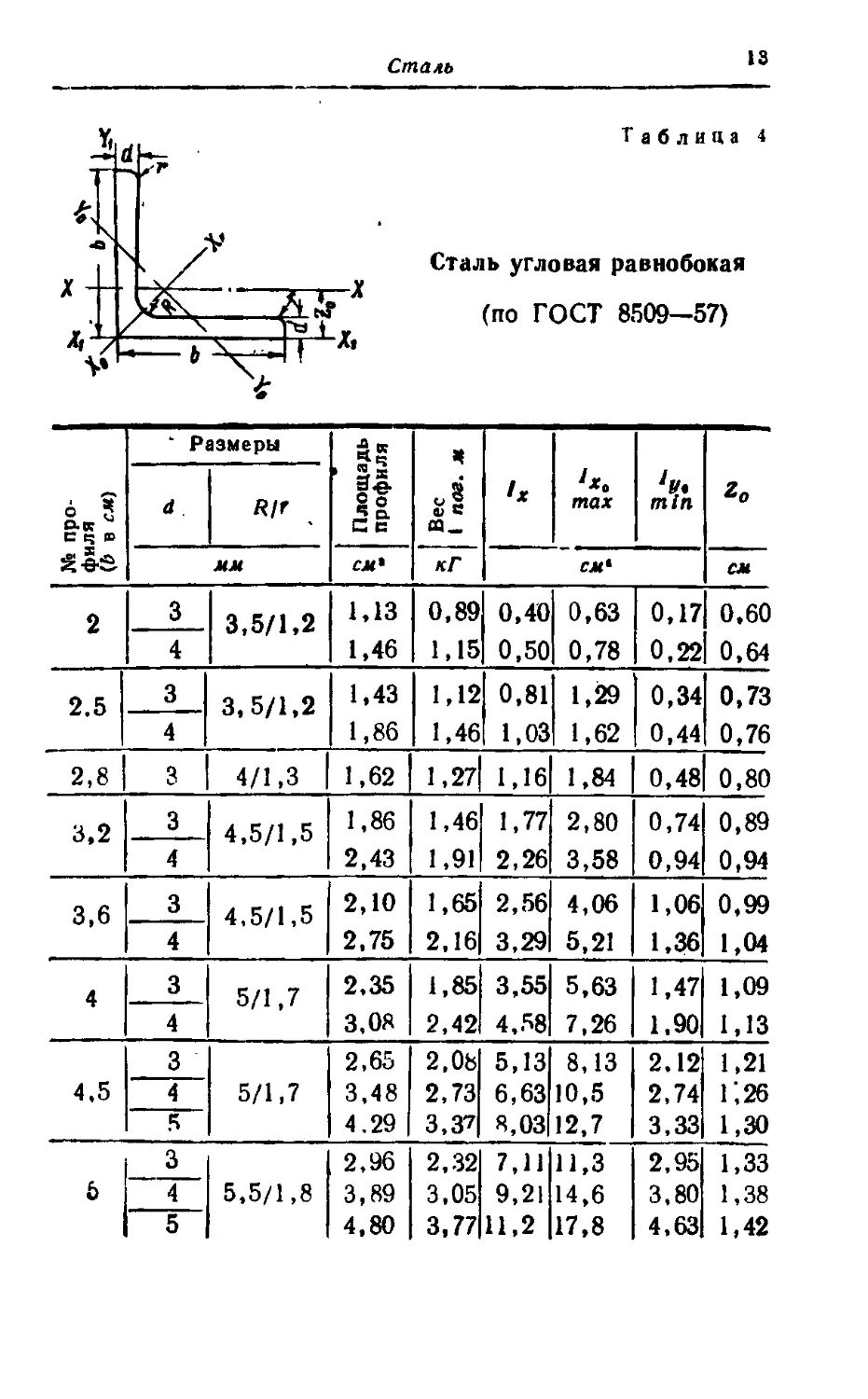
Таблица 4
Сталь угловая равнобокая
(по ГОСТ 8509—57)
6 ? С Ч ю ' Размеры Площадь профиля Вес 1 пде. м 1* УЖО max min Za
d Л/г
«Зе ММ см* кГ см' CM
2 3 3,5/1,2 1,13 0,89 0,40 0,63 0,17 0.60
4 1,46 1,15 0,50 0,78 0,22 0,64
2.5 3 3, 5/1,2 1,43 1,12 0,81 1,29 0,34 0,73
4 1,86 1,46 1,03 1,62 0,44 0,76
2,8 з 4/1,3 1,62 1,27 1,16 1,84 0,48 0,80
3,2 3 4,5/1,5 1,86 1,46 1,77 2,80 0,74 0,89
4 2,43 1,91 2,26 3,58 0,94 0,94
3,6 3 4,5/1,5 2,10 1,65 2,56 4,06 1,06 0,99
4 2,75 2,16 3,29 5,21 1,36 1,04
4 3 5/1,7 2,35 1,85 3,55 5,63 1,47 1,09
4 3,08 2,42 4,58 7,26 1,90 1,13
3 2,65 2,08 5,13 8,13 2.12 1,21
4.5 4 5/1,7 3,48 2,73 6,63 10,5 2,74 Г,26
5 4.29 3,3? 8,03 12,7 3,33 1,30
3 2,96 2,32 7,11 11,3 2,95 1,33
5 4 5,5/1,8 3,89 3,05 9,21 14,6 3,80 1,38
5 4,80 3,77 11,2 17,8 4,63 1,42
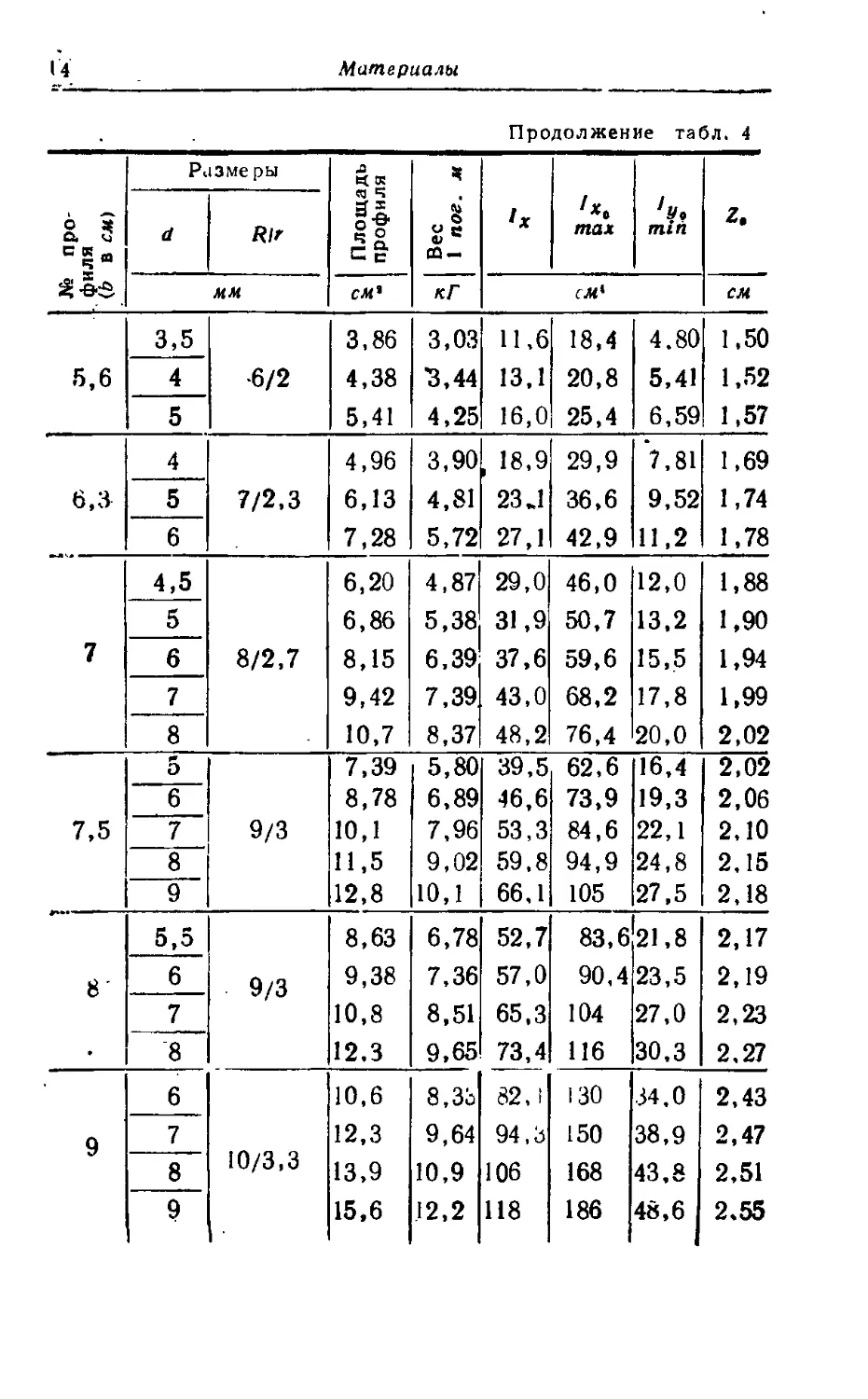
Материалы
Продолжение табл. 4
про- 1ЛЯ в см) Размеры Площадь профиля at 8 03 — •х тал 'у, min Z,
а Rir
мм см’ кГ см' см
3,5 3,86 3,03 11,6 18,4 4.80 1,50
5,6 4 •6/2 4,38 "3,44 13,1 20,8 5,41 1,52
5 5,41 4,25 16,0 25,4 6,59 1,57
4 4,96 3,90 , 18,9 29,9 7,81 1,69
6,3 5 7/2,3 6,13 4,81 23.1 36,6 9,52 1,74
6 7,28 5,72 27,1 42,9 11,2 1,78
4,5 6,20 4,87 29,0 46,0 12,0 1,88
5 6,86 5,38 31,9 50,7 13,2 1,90
7 6 8/2,7 8,15 6,39 37,6 59,6 15,5 1,94
7 9,42 7,39 43,0 68,2 17,8 1,99
8 10,7 8,37 48,2 76,4 20,0 2,02
5 7,39 5,80 39,5 62,6 16,4 2,02
6 8,78 6,89 46,6 73,9 19,3 2,06
7,5 7 9/3 10,1 7,96 53,3 84,6 22,1 2,10
8 11,5 9,02 59,8 94,9 24,8 2.15
9 12,8 10,1 66,1 105 27,5 2,18
5,5 8,63 6,78 52,7 83,6 21,8 2,17
8 ’ 6 9/3 9,38 7,36 57,0 90,4 23,5 2,19
7 10,8 8,51 65,3 104 27,0 2,23
8 12.3 9,65 73,4 116 30,3 2,27
6 10,6 8,33 82,1 130 34,0 2,43
9 7 10/3,3 12,3 9,64 94,3 150 38,9 2,47
8 13,9 10,9 106 168 43,8 2,51
9 15,6 12,2 118 186 48,6 2.55
Сталь
IS
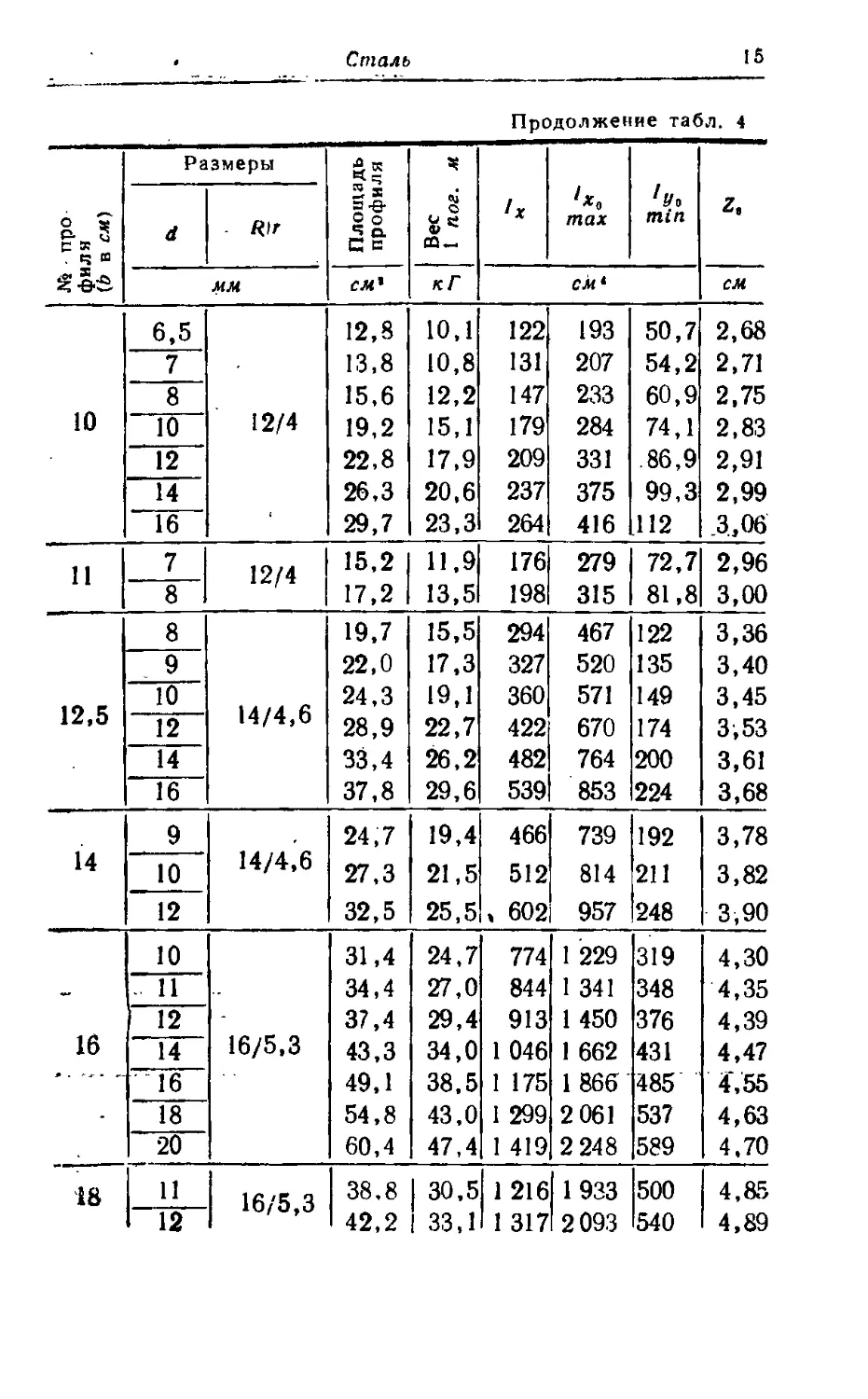
Продолжение табл. 4
• про ля в см) Размеры Площадь профиля Вес 1 пог. м 1х max ZFo min г.
а Hir
ММ см1 кГ СМ* CM
6,5 12,8 10,1 122 193 50,7 2,68
7 13,8 10,8 131 207 54,2 2,71
8 12/4 15,6 12,2 147 233 60,9 2,75
10 10 19,2 15,1 179 284 74,1 2,83
12 22,8 17,9 209 331 .86,9 2,91
14 26,3 20,6 237 375 99,3 2,99
16 29,7 23,3 264 416 112 3,06
11 7 12/4 15,2 11.9 176 279 72,7 2,96
8 17,2 13,5 198 315 81,8 3,00
8 19,7 15,5 294 467 122 3,36
9 22,0 17,3 327 520 135 3,40
12,5 10 14/4,6 24,3 19,1 360 571 149 3,45
12 28,9 22,7 422 670 174 3,53
14 33,4 26,2 482 764 200 3,61
16 37,8 29,6 539 853 224 3,68
9 14/4^6 24,7 19,4 466 739 192 3,78
14 10 27,3 21,5 512 814 211 3,82
12 32,5 25,5 , 602 957 248 3,90
10 31,4 24,7 774 1 229 319 4,30
- . 11 34,4 27,0 844 1 341 348 4,35
12 16/5,3 37,4 29,4 913 1 450 376 4,39
16 14 43,3 34,0 1 046 1 662 431 4,47
’ • " • - 16 49,1 38,5 1 175 1 866 485 4,55
18 54,8 43,0 1 299 2 061 537 4,63
20 60,4 47,4 1 419 2 248 589 4,70
18 11 16/5,3 38,8 30,5 1 216 1 933 500 4,85
12 42,2 1 33,1 1 31712093 540 4,89
16
Материалы
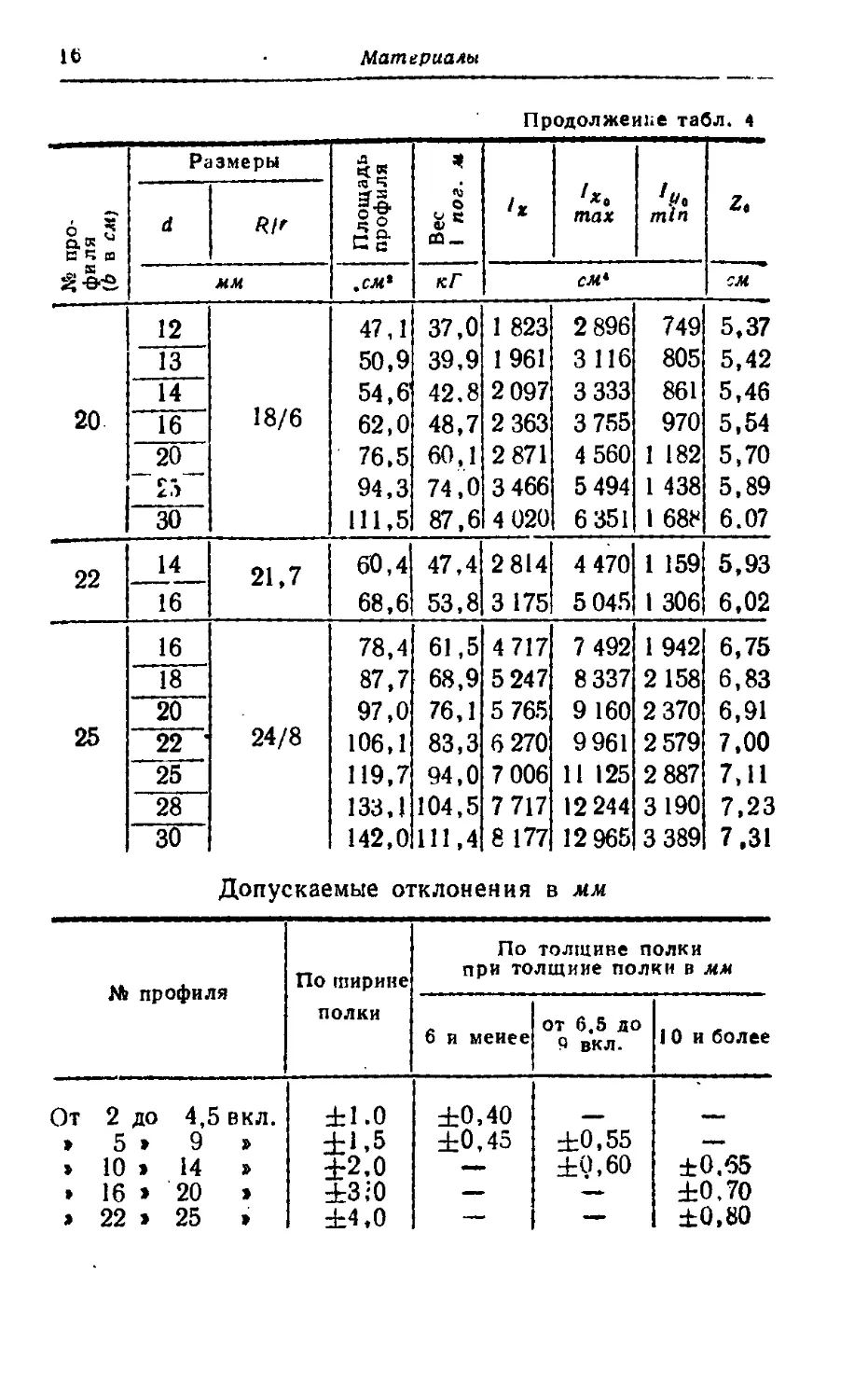
Продолжение табл. 4
6 5 в ч и Размеры Площадь профиля I Вес 1 пог. м it Z*0 max min Z.
d RI'
ММ .см* кГ СМ* CM
12 47,1 37,0 1 823 2 896 749 5,37
13 50,9 39,9 1961 3 116 805 5,42
14 18/6 54,6 42,8 2 097 3 333 861 5,46
20 16 62,0 48,7 2 363 3 755 970 5,54
20 76,5 60,1 2 871 4 560 1 182 5,70
25 94,3 74,0 3 466 5 494 1 438 5,89
30 111,5 87,6 4 020 6 351 1 688 6,07
22 14 21,7 60,4 47,4 2814 4 470 1 159 5,93
16 68,6 53,8 3 175 5 045 1 306 6,02
16 78,4 61,5 4 717 7 492 1 942 6,75
18 87,7 68,9 5 247 8 337 2 158 6,83
20 97,0 76,1 5 765 9 160 2 370 6,91
25 22 24/8 106,1 83,3 6 270 9 961 2 579 7,00
25 119,7 94,0 7 006 11 125 2 887 7,11
28 133,1 104,5 7 717 12 244 3 190 7,23
30 142,0 111,4 8 177 12 965 3 389 7,31
Допускаемые отклонения в мм
№ профиля По ширине полки По толщине полки при толщине полки в мм
6 и менее от 6.5 до 9 вкл. 10 и более
От 2 до 4,5 вкл. ±1.0 ±0,40
> 5 » 9 » ±1.5 ±0,45 ±0,55
» 10 > 14 » ±2,0 ±0,60 ±0.65
» 16 > 20 > ±3;0 — — ±0,70
22 > 25 > ±4,0 — — ±0,80
Сталь
17
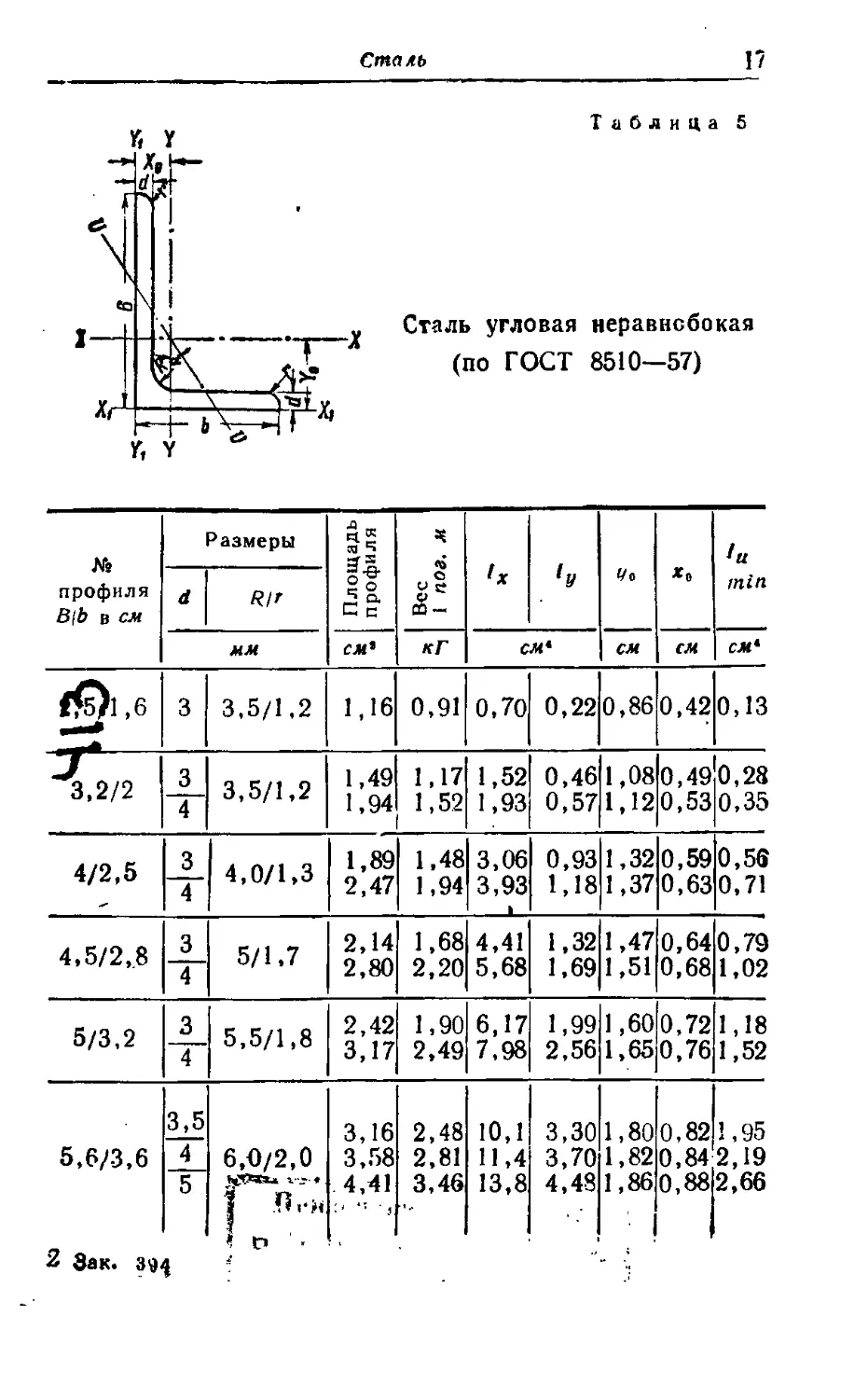
Таблица 5
Сталь угловая неравнсбокая
(по ГОСТ 8510—57)
№ профиля Bib в см Размеры Площадь профиля Вес 1 поз, м 'х •у (/о >и min
d Щг
ММ см* кГ СМ* СМ СМ СМ*
3 3,5/1,2 1,16 0,91 0,70 0,22 0,86 0,42 0,13
*3,2/2 3 3,5/1,2 1,49 1,17 1,52 0,46 1,08 0,49 0,28
4 1,94 1,52 1,93 0,57 1,12 0,53 0,35
4/2,5 3 4 4,0/1,3 1,89 2,47 1,48 1,94 3,06 3,93 0,93 1,18 1,32 1,37 0,59 0,63 0,56 0,71
4,5/2,8 3 5/1,7 2,14 1,68 4,41 1,32 1,47 0,64 0,79
4 2,80 2,20 5,68 1,69 1,51 0,68 1,02
5/3,2 3 5,5/1,8 2,42 1,90 6,17 1,99 1,60 0,72 1,18
4 3,17 2,49 7,98 2,56 1,65 0,76 1,52
3,5 3,16 2,48 10,1 3,30 1,80 0,82 1,95
5,6/3,6 4 6,0/2,0 3,58 2,81 11,4 3,70 1,82 0,84 2,19
5 4,41 •' J 3,46 13,8 4,48 1,86 0,88 2,66
J П,-,,
' о
2 Зак. 39$
18
Материалы
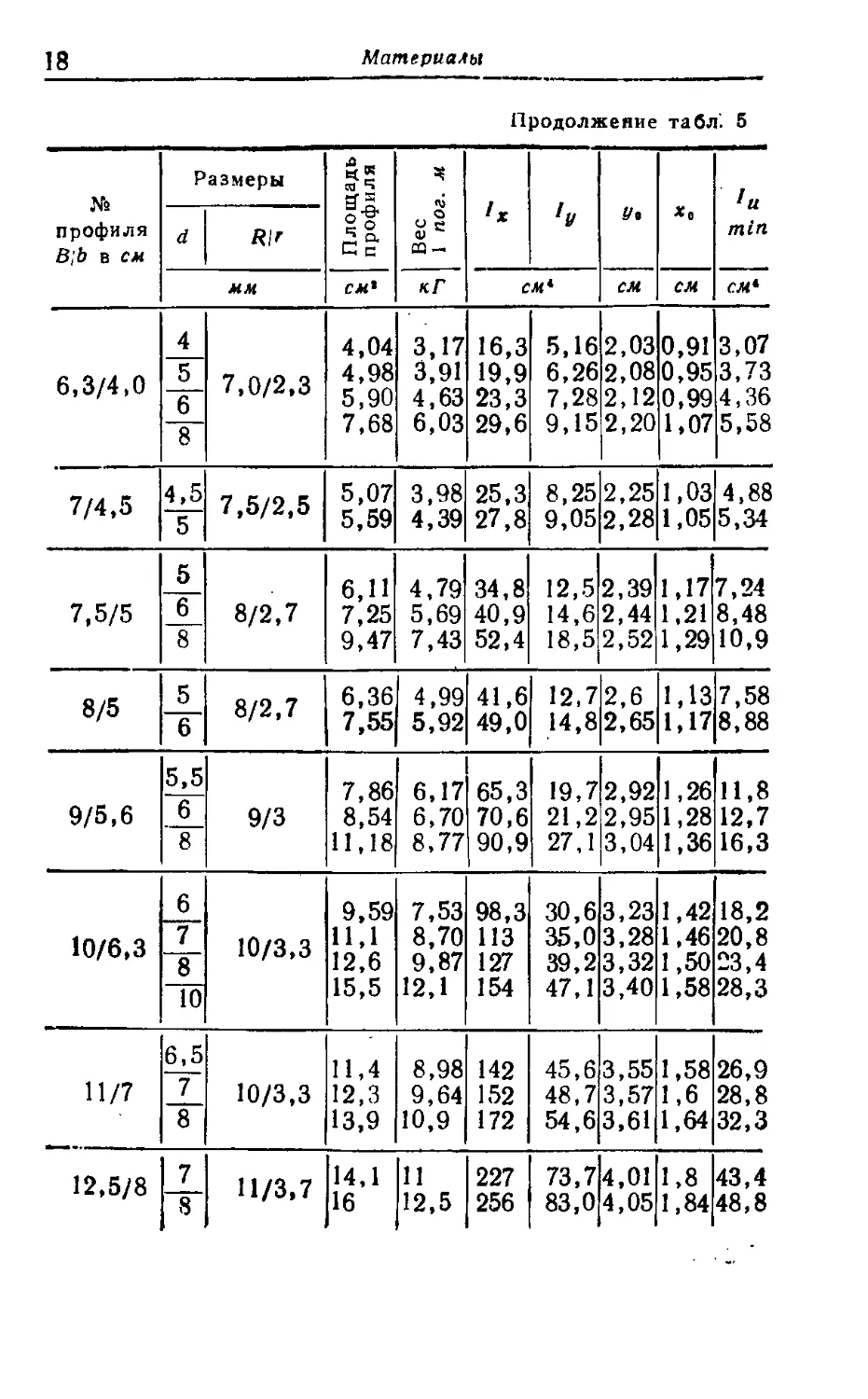
Продолжение табл'. 5
№ профиля В;Ь в см Размеры Площадь профиля Вес 1 1 пог. м 'у Уъ *0 'и min
d R\r
мм см* кГ см* см СМ см‘
4 4,04 3,17 16,3 5,16 2,03 0,91 3,07
6,3/4,0 5 7,0/2,3 4,98 3,91 19,9 6,26 2,08 0,95 3,73
6 5,90 4,63 23,3 7,28 2,12 0,99 4,36
8 7,68 6,03 29,6 9,15 2,20 1,07 5,58
7/4,5 4,5 7,5/2,5 5,07 3,98 25,3 8,25 2,25 1,03 4,88
5 5,59 4,39 27,8 9,05 2,28 1,05 5,34
5 6,11 4,79 34,8 12,5 2,39 1,17 7,24
7,5/5 6 8/2,7 7,25 5,69 40,9 14,6 2,44 1,21 8,48
8 9,47 7,43 52,4 18,5 2,52 1,29 10,9
8/5 5 8/2,7 6,36 4,99 41,6 12,7 2,6 1,13 7,58
6 7,55 5,92 49,0 14,8 2,65 1,17 8,88
5,5 7,86 6,17 65,3 19,7 2,92 1,26 11,8
9/5,6 b 9/3 8,54 6,70 70,6 21,2 2,95 1,28 12,7
8 11,18 8,77 90,9 27,1 3,04 1,36 16,3
6 9,59 7,53 98,3 30,6 3,23 1,42 18,2
10/6,3 7 8 10/3,3 11,1 12,6 8,70 9,87 113 127 35,0 39,2 3,28 3,32 1,46 1,50 20,8 23,4
10 15,5 12,1 154 47,1 3,40 1,58 28,3
6,5 11,4 8,98 142 45,6 3,55 1,58 26,9
11/7 7 10/3,3 12,3 9,64 152 48,7 3,57 1,6 28,8
8 13,9 10,9 172 54,6 3,61 1,64 32,3
12,5/8 7 8 И/3,7 14,1 16 11 12,5 227 256 73,7 83,0 4,01 4,05 1,8 1,84 43,4 48,8
Сталь
19
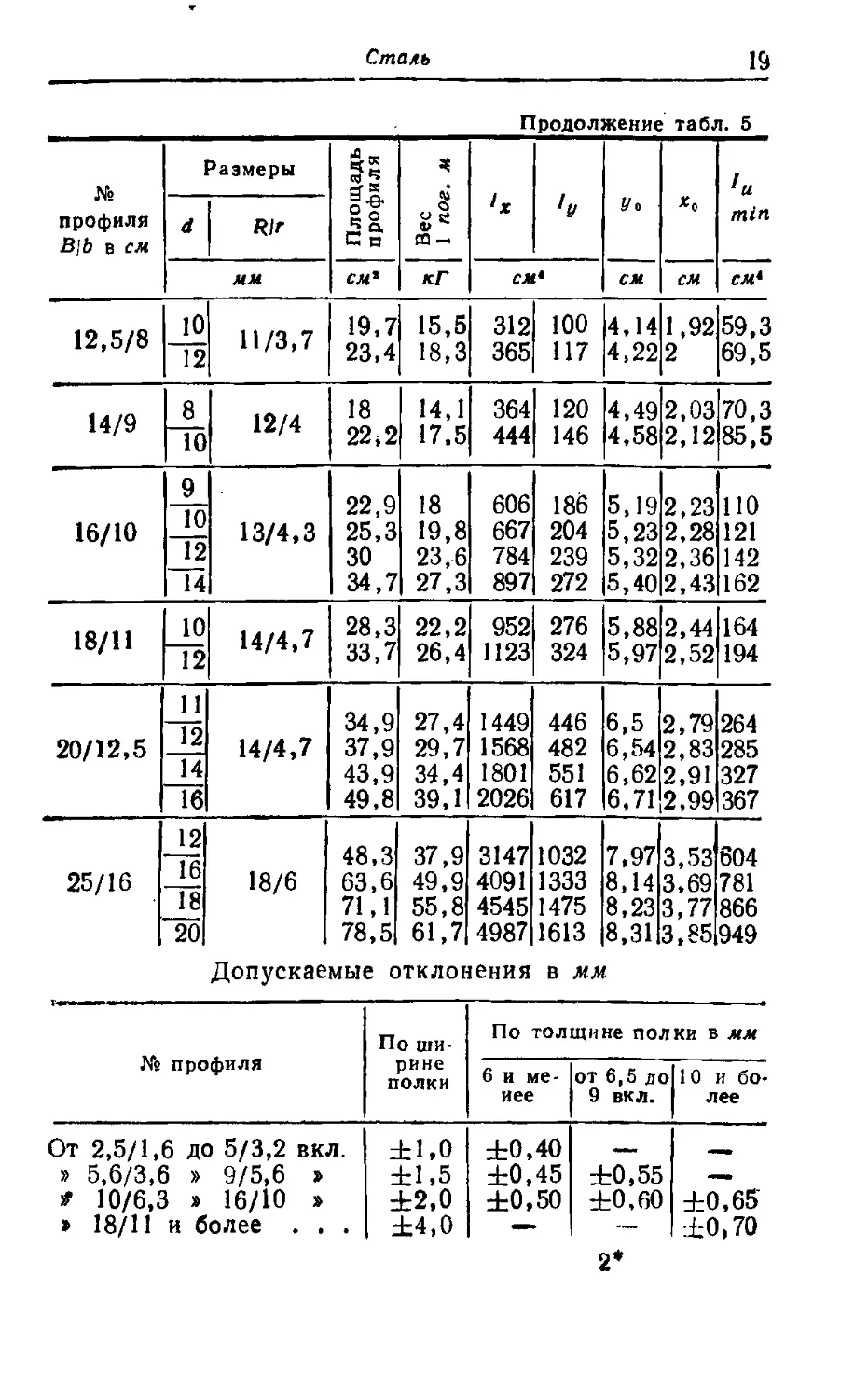
Продолжение табл. 5
Хе профиля Bib в см Размеры ! Площадь профиля Вес 1 пог. м ‘х 'у Уь *0 'и min
d Rlr
ММ смг кГ СМ* см см см*
12,5/8 10 И/3,7 19,7 15,5 312 100 4,14 1,92 59,3
12 23,4 18,3 365 117 4,22 2 69,5
14/9 8 12/4 18 14,1 364 120 4,49 2,03 70,3
10 22,2 17.5 444 146 4,58 2,12 85,5
9 22,9 18 606 186 5,19 2,23 ПО
16/10 13/4,3 25,3 19,8 667 204 5,23 2,28 121
12 30 23,6 784 239 5,32 2,36 142
14 34,7 27,3 897 272 5,40 2,43 162
18/11 10 14/4,7 28,3 22,2 952 276 5,88 2,44 164
12 33,7 26,4 1123 324 5,97 2,52 194
11 12 34,9 27,4 1449 446 6,5 2,79 264
20/12,5 14/4,7 37,9 29,7 1568 482 6,54 2,83 285
14 43,9 34,4 1801 551 6,62 2,91 327
16 49,8 39,1 2026 617 6,71 2,99 367
12 48,3 37,9 3147 1032 7,97 3,53 604
25/16 18/6 63,6 49,9 4091 1333 8,14 3,69 781
18 71,1 55,8 4545 1475 8,23 3,77 866
20 78,5 61,7 4987 1613 8,31 3,85 949
Допускаемые отклонения в мм
Хе профиля По ши- рине полки По толщине полки в мм
6 и ме- иее от 6,5 до 9 вкл. 10 и бо- лее
От 2,5/1,6 до 5/3,2 вкл. ±1,0 ±0,40
» 5,6/3,6 » 9/5,6 » ±1,5 ±0,45 ±0,55
# 10/6,3 » 16/10 » ±2,0 ±0,50 ±0,60 ±0,65
» 18/11 и более . . . ±4,0 — ±0,70
2*
20
Материалы
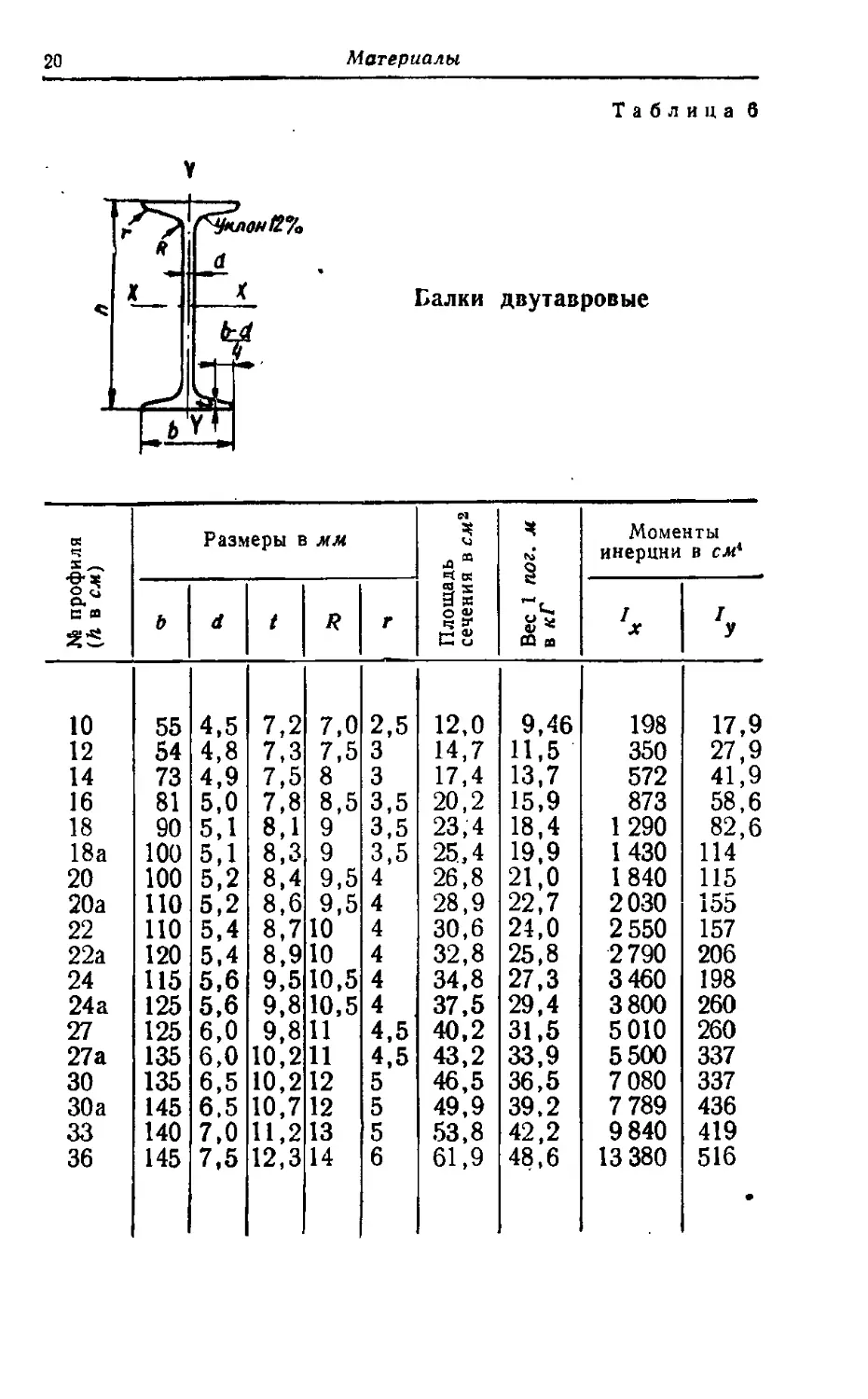
Таблица в
Балки двутавровые
№ профиля (Л в см) Размеры в мм Площадь сечения в см2 Вес 1 пог. м в кГ Моменты инерции в см*
ь d t К Г I X I У
10 55 4,5 7,2 7,0 2,5 12,0 9,46 198 17,9
12 54 4,8 7,3 7,5 3 14,7 11,5 350 27,9
14 73 4,9 7,5 8 3 17,4 13,7 572 41,9
16 81 5,0 7,8 8,5 3,5 20,2 15,9 873 58,6
18 90 5,1 8,1 9 3,5 23,4 18,4 1 290 82,6
18а 100 5,1 8,3 9 3,5 25,4 19,9 1430 114
20 100 5,2 8,4 9,5 4 26,8 21,0 1840 115
20а ПО 5,2 8,6 9,5 4 28,9 22,7 2030 155
22 110 5,4 8,7 10 4 30,6 24,0 2 550 157
22а 120 5,4 8,9 10 4 32,8 25,8 2790 206
24 115 5,6 9,5 10,5 4 34,8 27,3 3460 198
24а 125 5,6 9,8 10,5 4 37,5 29,4 3 800 260
27 125 6,0 9,8 11 4,5 40,2 31,5 5 010 260
27а 135 6,0 10,2 11 4,5 43,2 33,9 5 500 337
30 135 6,5 10,2 12 5 46,5 36,5 7 080 337
30а 145 6.5 10,7 12 5 49,9 39,2 7 789 436
33 140 7,0 П,2 13 5 53,8 42,2 9 840 419
36 145 7,5 12,3 14 6 61,9 48,6 13 380 516
Стам
21
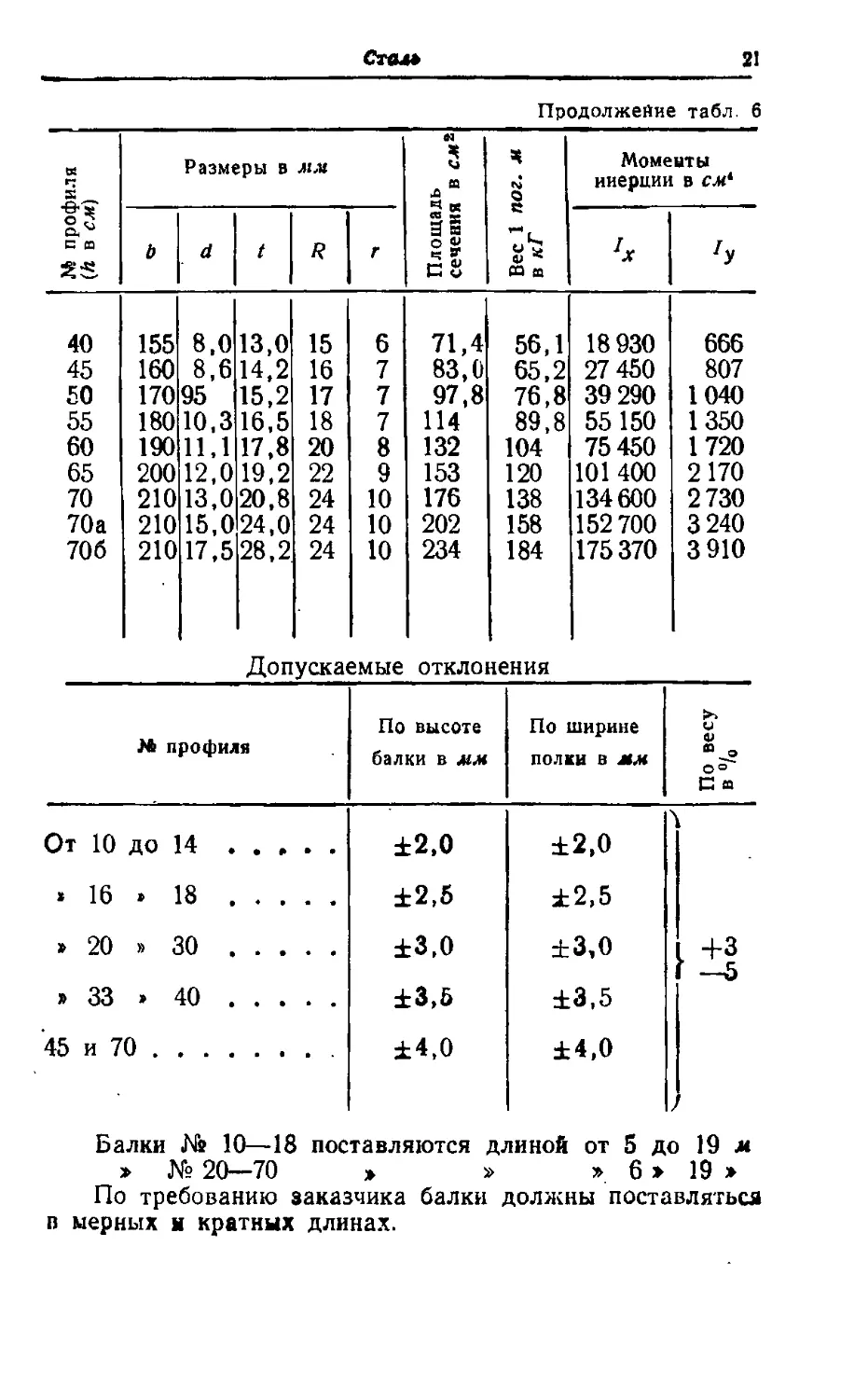
Продолжение табл. 6
рофиля см) Размеры в ММ иь 1 в см* ч kJ О Моменты
инерции В СМ'
« £ aS
с са 2S ь d t R Г gs cS ф * CQ ffl 1х ч
40 155 8,0 13,0 15 6 71,4 56,1 18 930 666
45 160 8,6 14,2 16 7 83,0 65,2 27 450 807
50 170 95 15,2 17 7 97,8 76,8 39 290 1040
55 180 10,3 16,5 18 7 114 89,8 55150 1350
60 190 11,1 17,8 20 8 132 104 75 450 1720
65 200 12,0 19,2 22 9 153 120 101400 2170
70 210 13,0 20,8 24 10 176 138 134600 2730
70а 210 15,0 24,0 24 10 202 158 152700 3 240
706 210 17,5 28,2 24 10 234 184 175370 3 910
Допускаемые отклонения
№ профиля По высоте балки в мм По ширине полки в мм W* ф о® С са
От 10 до 14 ±2,0 ±2,0
X 16 » 18 ±2,5 ±2,5
» 20 » 30 ±3,0 ±3,0 +?
» 33 » 40 ±3,5 ±3,5
45 и 70 . ±4,0 ±4,0
Балки № 10—18 поставляются длиной от 5 до 19 м
» № 20—70 » » » 6 » 19 >
По требованию заказчика балки должны поставляться
в мерных и кратных длинах.
22
Материалы
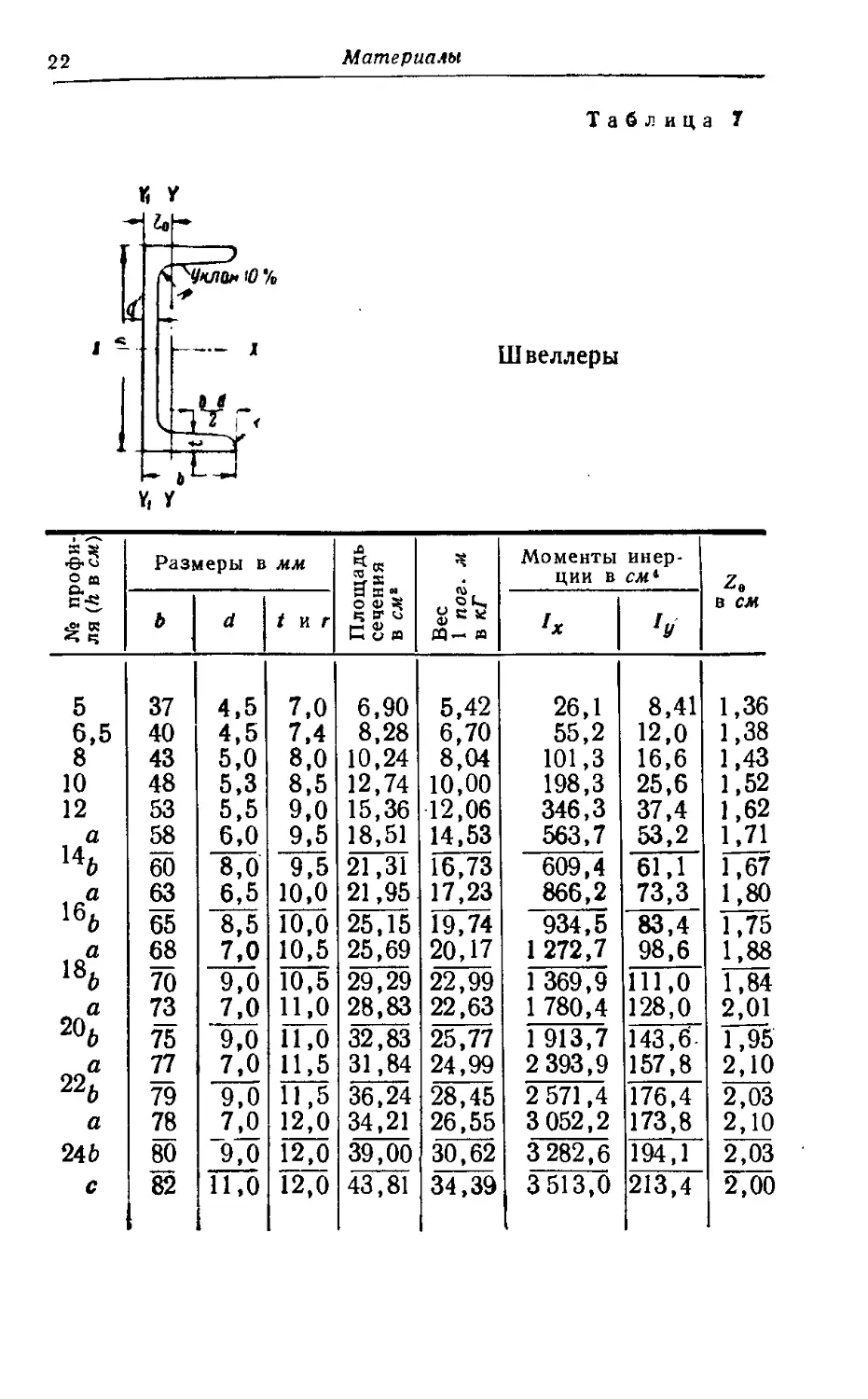
Таблица 7
Ш веллеры
№ профи- ля (А в см) Размеры в мм Площадь сечения в см* 1 Вес 1 1 пог. м в кГ Моменты инер- ции в см* 2в в см
Ь а t и г 1х
5 37 4,5 7,0 6,90 5,42 26,1 8,41 1,36
6,5 40 4,5 7,4 8,28 6,70 55,2 12,0 1,38
8 43 5,0 8,0 10,24 8,04 101,3 16,6 1,43
10 48 5,3 8,5 12,74 10,00 198,3 25,6 1,52
12 53 5,5 9,0 15,36 12,06 346,3 37,4 1,62
а 14ь 58 60 6,0 9,5 18,51 14,53 563,7 53,2 1,71
8,0 9,5 21,31 16,73 609,4 61,1 1,67
а 166 63 65 6,5 10,0 21,95 17,23 866,2 73,3 1,80
8,5 10,0 25,15 19,74 934,5 83,4 1,75
а 186 68 70 7,0 10,5 25,69 20,17 1 272,7 98,6 1,88
9,0 10,5 29,29 22,99 1 369,9 111,0 1,84
а 73 75 7,0 11,0 28,83 22,63 1 780,4 128,0 2,01
9,0 11,0 32,83 25,77 1 913,7 143,6 1,95
а 99. 77 7,0 11,5 31,84 24,99 2 393,9 157,8 2,10
79 9,0 11,5 36,24 28,45 2 571,4 176,4 2,03
а 78 7,0 12,0 34,21 26,55 3 052,2 173,8 2,10
24b 80 82 9,0 12Л0 39,00 30,62 3 282,6 194,1 2,03
С 11,0 12,0 43,81 34,39 3513,0 213,4 2,00
Сталь
23
Продолжение табл. 7
№ профи- ля (h в сж) Размеры в мм Площадь сечения в см* Вес 1 пог. м в кГ Моменты инер- ции в еж* Zo в см
ь d /иг 1х •у
а 82 7,5 12,5 39,27 30,83 4 362,0 215,6 2,13
мъ 84 9,5 12,5 44,67 35,07 4 690,1 239,2 2,06
с "86 11,5 12,5 50,07 39,30 5018,1. 261,4 2,03
а 85 7,5 13,5 43,89 34,45 6 047,9 259,5 2,17
306 87 9,5 13,5 49,59 39,16 6-497,9 289,2 2,13
с 89 11,5 13,5 45,89 43,81 6 947,9 315,8 2,09
а 88 8,0 14,0 49,50 38,70 8 076,8 307,5 2,21
336 90 10,0 14,0 55,90 43,88 8675,7 338,4 2,14
с 92 12,0 14,0 62,50 49,06 9 274,7 367,9 2,10
а 96 9,0 16,0 60,89 47,80 11 874,2 455,0 2,44
366 98 11,0 16,0 68,09 53,45 12 651,8 496,7 2,37
€ 100 13,0 16,0 75,29 "59,10 13 429,4 536,4 2,34
а 100 10,5 18,0 75,05 58,91 17 577,9 592,0 2,49
406 102 12,5 18,0 83,05 65,19 18 644,5 640,0 2,44
С 104 14,5 18,0 91,05 71,17 19711,2 687,8 2,42
Примечания.
1. Профили с индексами b и с изготовляются по со-
глашению, когда необходимость таких профилей под-
тверждается соответствующими данными.
2. Размер R принимается равным
Допускаемые отклонения в мм
№ профиля По высо- те По ши- рине пол- ки По толщине стенки
нормальная точность повышенная точность
От 5 до 8 . . . • • ±1,5 ±1,2 —“О >5 ±0,15; -0,5
24
Материалы
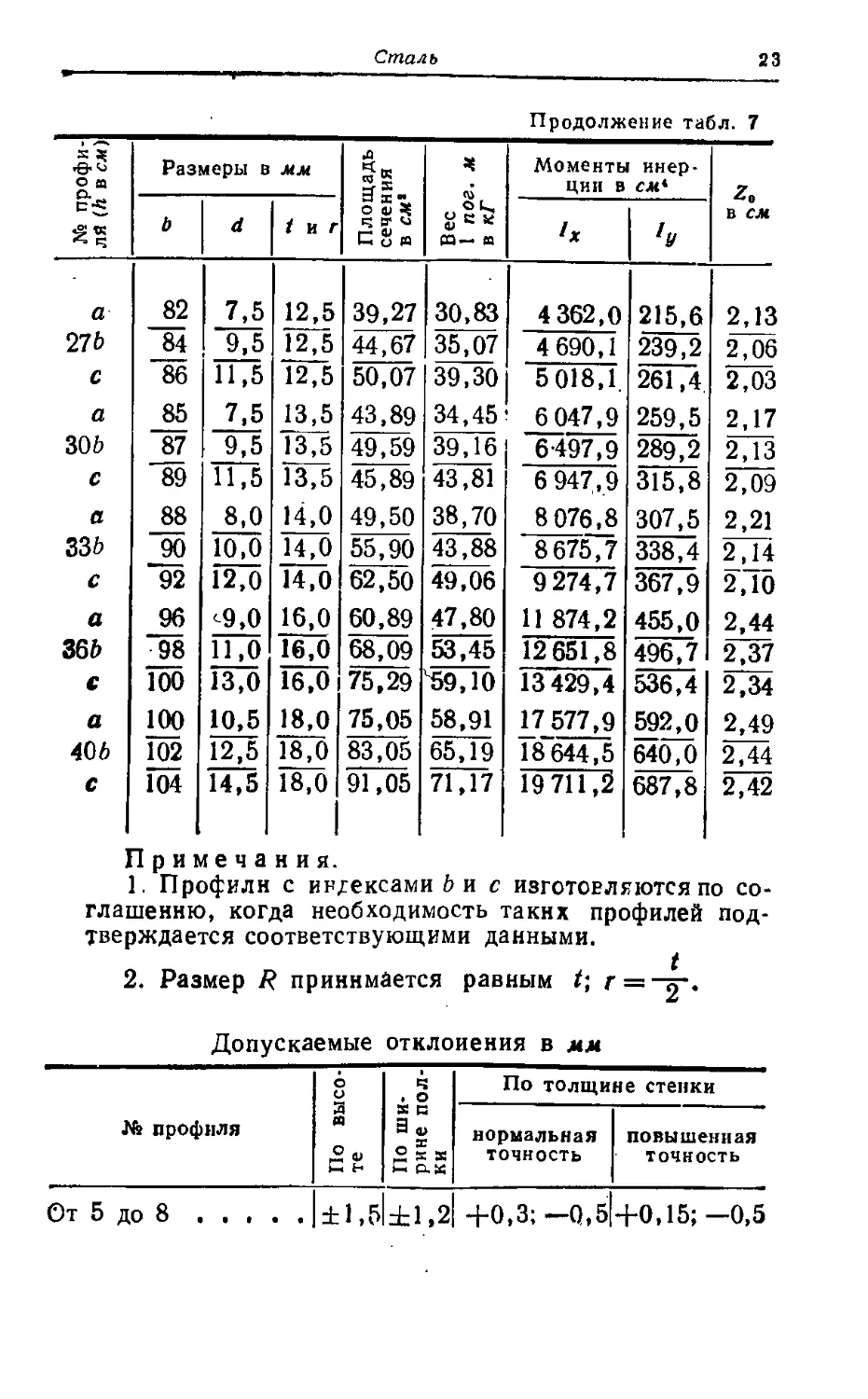
Продолжение табл. Т
№ профиля По высо- те ч о S в о® С По толщине стенки
нормальная точность повышенная ТОЧНОСТЬ
От 10 до 14 ... . ±2,0 ±1,5 ±0,3; —0,6 ±0,2; —0,6
В 16 . 18 . . . . ±2,0 ±2,0 ±0,3; —0.7 ±0,2; —0,7
20 • 30 . . . . ±3,0 ±2,0 ±0,4; —0,9 ±0.2; —0,9
33 » 40 . . . . ±3,0 ±2,0 ±0,4; —1,0 ±0,2; —1,0
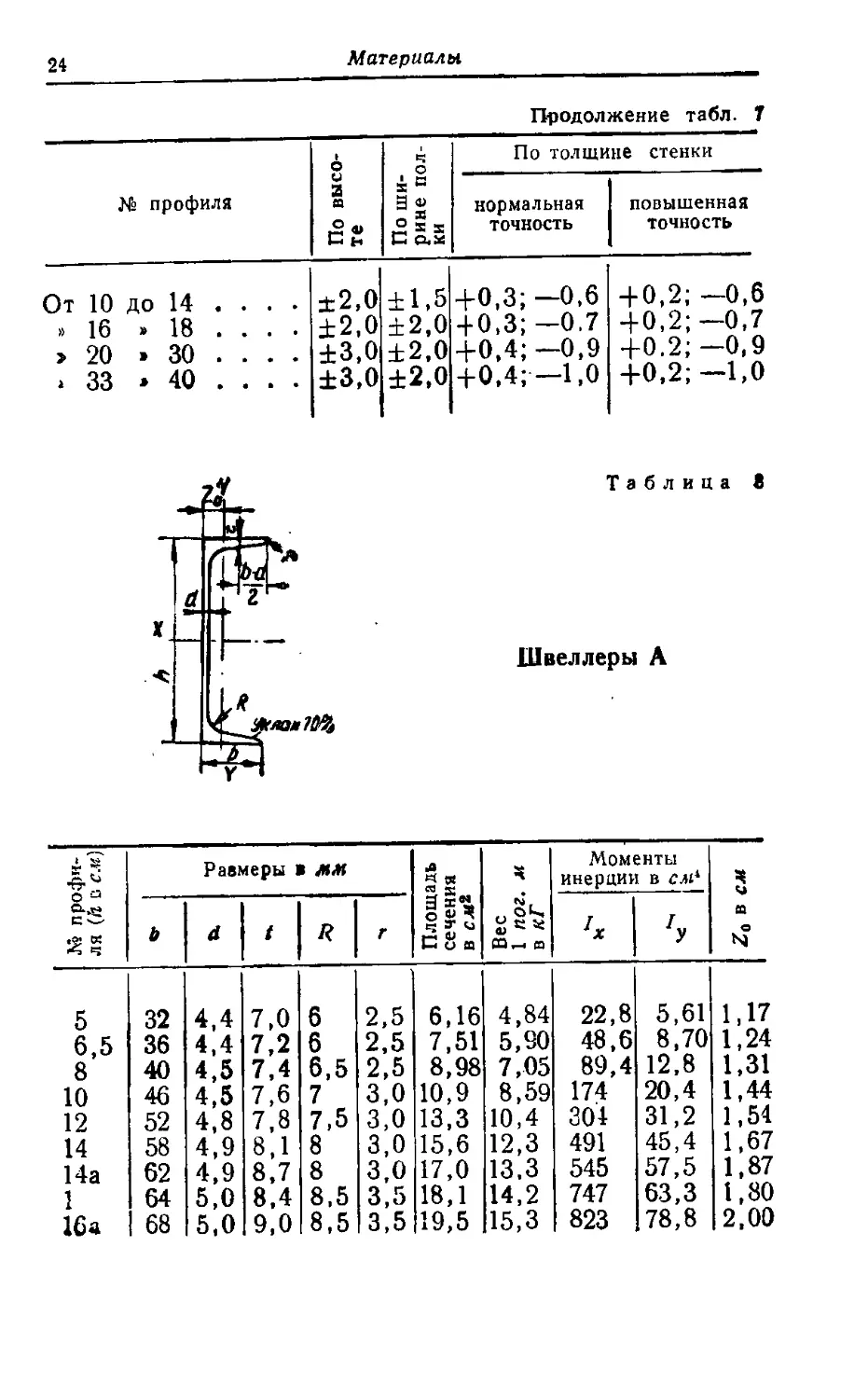
Таблица (
Швеллеры А
№ профи- ля (й в с.к) Равмеры в ММ Площадь сечения в см* Вес 1 пог. м в кГ Моменты инерции в си1 и N
ь d t К Г
5 32 4,4 7,0 6 2,5 6,16 4,84 22,8 5,61 1,17
6,5 36 4,4 7,2 6 2,5 7,51 5,90 48,6 8,70 1,24
8 40 4,5 7,4 6,5 2,5 8,98 7,05 89,4 12,8 1,31
10 46 4,5 7,6 7 3,0 10,9 8,59 174 20,4 1,44
12 52 4,8 7,8 7,5 3,0 13,3 10,4 304 31,2 1,54
14 58 4,9 8,1 8 3,0 15,6 12,3 491 45,4 1,67
14а 62 4,9 8,7 8 3,0 17,0 13,3 545 57,5 1,87
1 64 5,0 8,4 8,5 3,5 18,1 14,2 747 63,3 1,80
16а 68 5,0 9,0 8,5 3,5 19,5 15,3 823 78,8 2,00
Сталь
23
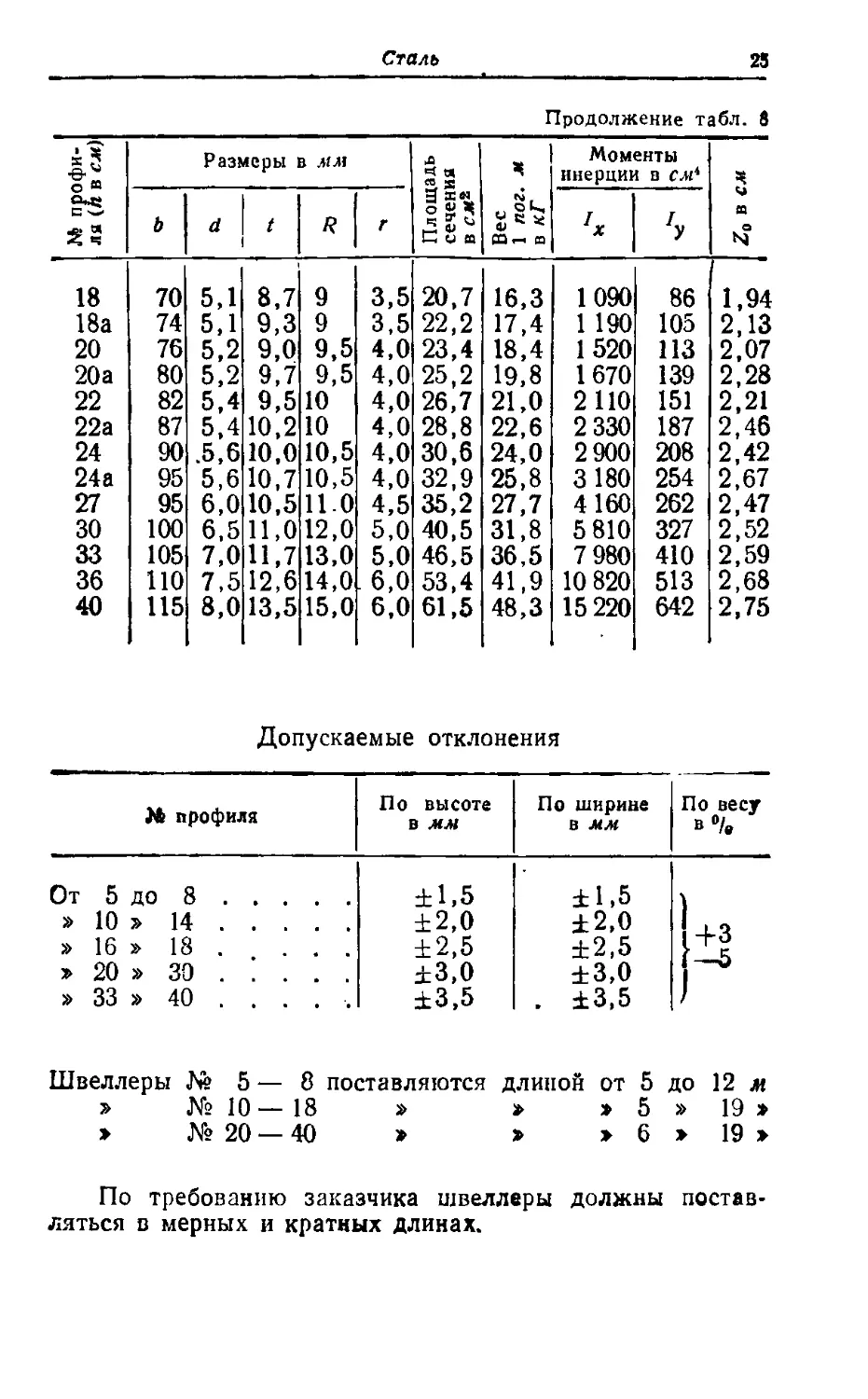
Продолжение табл. 8
№ профи- ля (п в см) Размеры в мм Площадь сечения в см* Вес 1 1 пог. м в Моменты инерции в см* | ZQ в см
ь d t R Г 'х 7У
18 70 5,1 8,7 9 3,5 20,7 16,3 1090 86 1,94
18а 74 5,1 9,3 9 3,5 22,2 17,4 1 190 105 2,13
20 76 5,2 9,0 9,5 4,0 23,4 18,4 1520 113 2,07
20а 80 5,2 9,7 9,5 4,0 25,2 19,8 1670 139 2,28
22 82 5,4 9,5 10 4,0 26,7 21,0 2110 151 2,21
22а 87 5,4 10,2 10 4,0 28,8 22,6 2 330 187 2,46
24 90 .5,6 10,0 10,5 4,0 30,6 24,0 2900 208 2,42
24а 95 5,6 10,7 10,5 4,0 32,9 25,8 3180 254 2,67
27 95 6,0 10,5 11.0 4,5 35,2 27,7 4160 262 2,47
30 100 6,5 11,0 12,0 5,0 40,5 31,8 5 810 327 2,52
33 105 7,0 11,7 13,0 5,0 46,5 36,5 7 980 410 2,59
36 110 7,5 12,6 14,0 6,0 53,4 41,9 10 820 513 2,68
40 115 8,0 13,5 15,0 6,0 61,5 48,3 15 220 642 2,75
Допускаемые отклонения
№ профиля По высоте в мм По ширине в мм По весу в »/,
От 5 до 8 ±1,5 ±1,5
» 10 » 14 ±2,0 ±2,0 L О
» 16*18. . . . ±2,5 ±2,5 !
> 20 » 30 ±3,0 ±3,0
» 33 » 40 .... . ±3,5 . ±3,5
Швеллеры № 5 — 8 поставляются длиной от 5 до 12 ж
» № 10— 18 » » » 5 » 19 »
> № 20 — 40 » » > 6 > 19 >
По требованию заказчика швеллеры должны постав-
ляться в мерных и кратных длинах.
26
Материалы
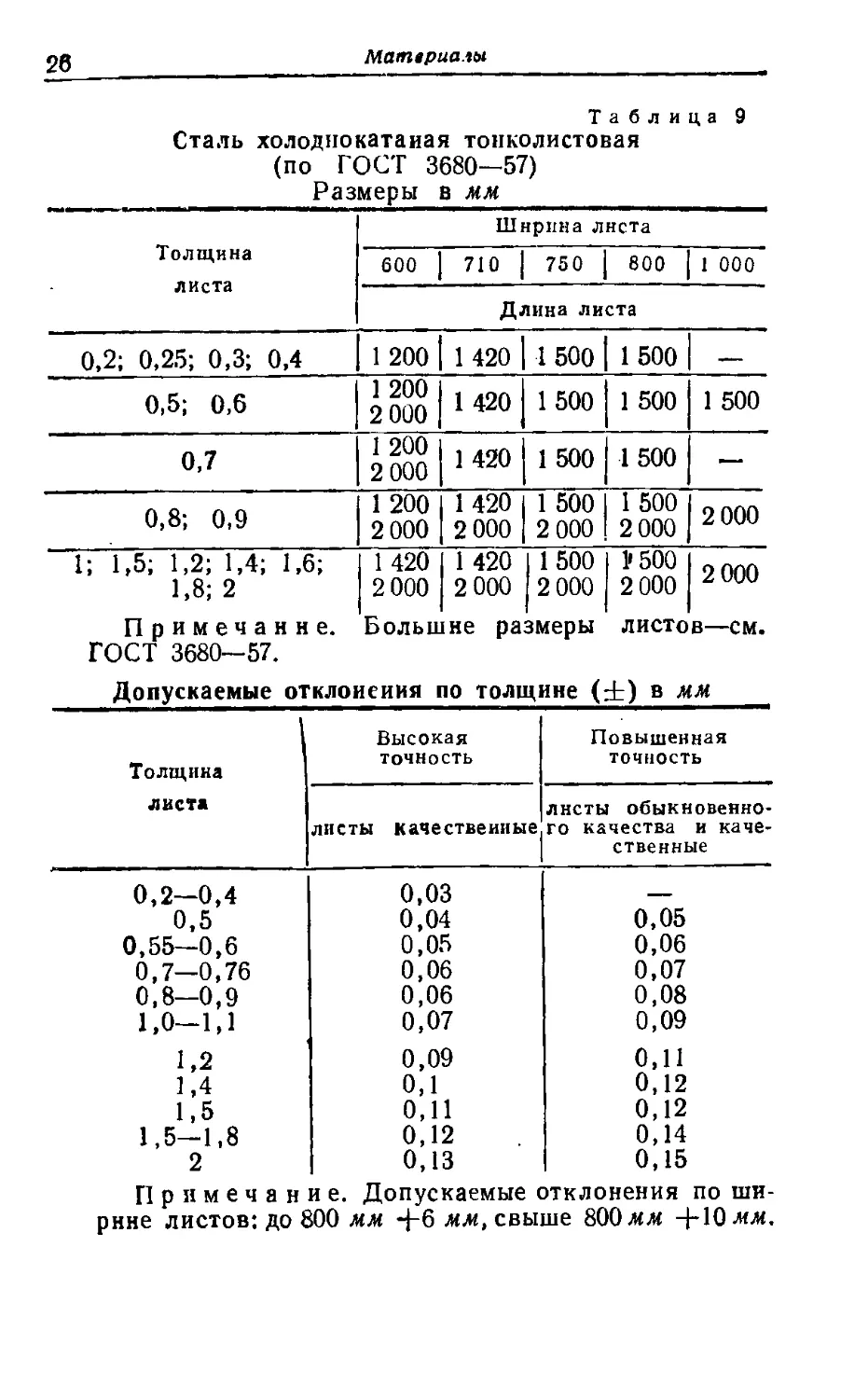
Таблица 9
Сталь холоднокатаная тонколистовая
(по ГОСТ 3680—57)
_________Размеры в мм_________________
Толщина листа Ширина листа
600 710 750 800 1 000
Длина листа
0,2; 0,25; 0,3; 0,4 1 200 1 420 1500 1 500 —
0,5; 0,6 1 200 2 000 1 420 1 500 1 500 1 500
0,7 1 200 2 000 1 420 1 500 1 500 —
0,8; 0,9 1 200 2 000 1 420 2 000 1 500 2 000 1 500 2 000 2 000
1; 1,5; 1,2; 1,4; 1,6; 1,8; 2 Примечание. ГОСТ 3680—57. 1 420 2 000 Больн 1 420 2 000 не ра 1500 2 000 змеры 1'500 2 000 листе 2 000 в—см.
Допускаемые отклонения по толщине (±) в мм
Толщина листа Высокая точность Повышенная точность
листы качественные листы обыкновенно- го качества и каче- ственные
0,2—0,4 0,03
0,5 0,04 0,05
0,55—0,6 0,05 0,06
0,7—0,76 0,06 0,07
0,8—0,9 0,06 0,08
1.0—1,1 0,07 0,09
1,2 0,09 0,11
1,4 0,1 0,12
1,5 0,11 0,12
1,5-1,8 0,12 0,14
2 0,13 0,15
Примечание. Допускаемые отклонения по ши-
рине листов: до 800 мм -(-6 мм, свыше 800 мм -/-10 мм.
Сталь
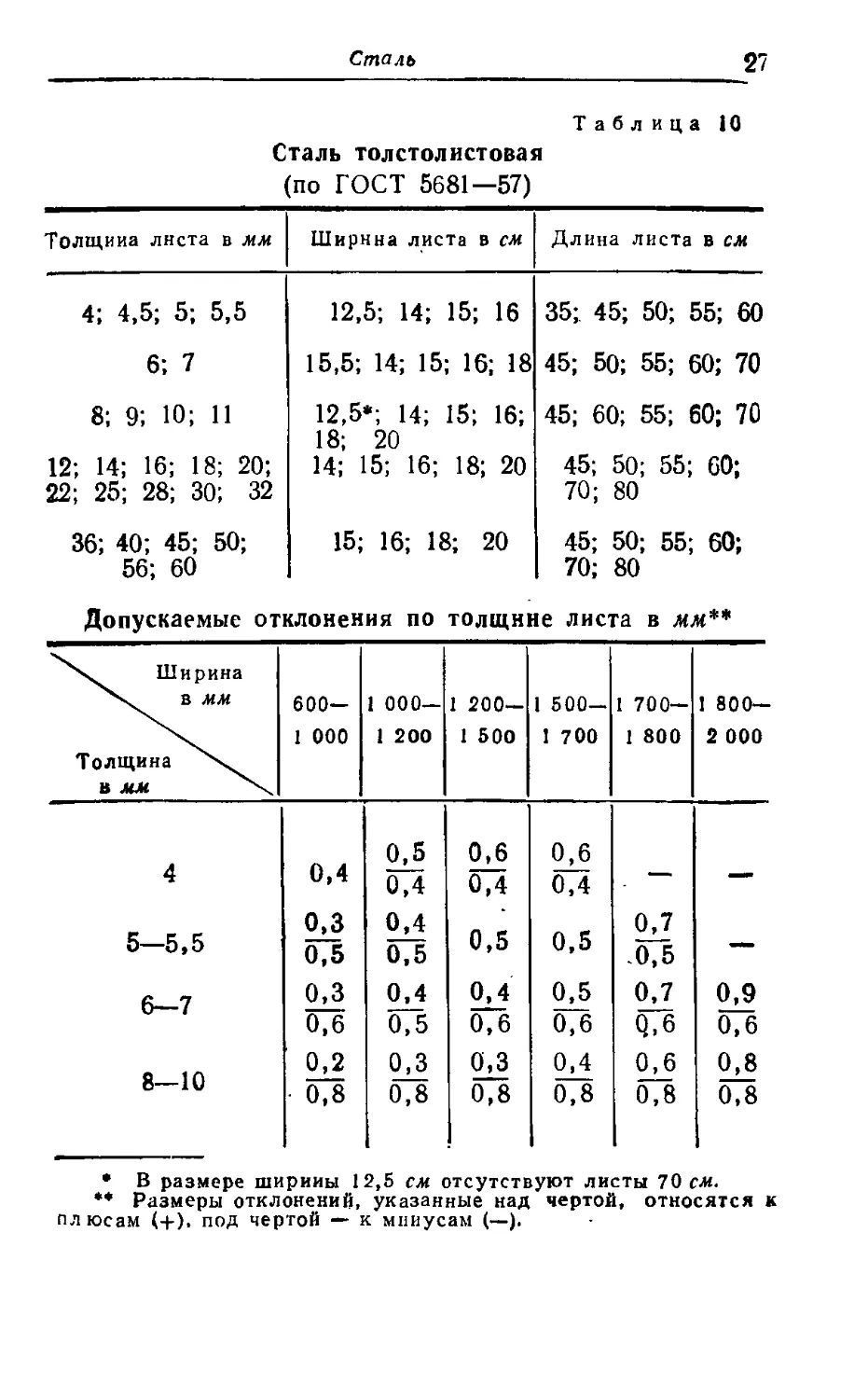
Таблица 10
Сталь толстолистовая
(по ГОСТ 5681—57)
Толщина листа в мм Ширина листа в см Длина листа в см
4; 4,5; 5; 5,5 12,5; 14; 15; 16 35; 45; 50; 55; 60
6; 7 15,5; 14; 15; 16; 18 45; 50; 55; 60; 70
8; 9; 10; 11 12,5*; 14; 15; 16; 18; 20 45; 60; 55; 60; 70
12; 14; 16; 18; 20; 22; 25; 28; 30; 32 14; 15; 16; 18; 20 45; 50; 55; 60; 70; 80
36; 40; 45; 50; 56; 60 15; 16; 18; 20 45; 50; 55; 60; 70; 80
Допускаемые отклонения по толщине листа в мм**
Ширина в мм Толщина В мм 600— 1 000 1 000— 1 200 I 200— 1 500 I 500— 1 700 1 700— 1 800 ! 800— 2 000
0,5 0,6 0,6
ft Л .
0,4 0,4 0,4
0,3 0,4 0,7
5—5,5 0,5 0,5 0,5 0,5 0?5 —
fi 7 0,3 0,4 0,4 0,5 0,7 0,9
0,6 0,5 0,6 0,6 Q.6 0,6
0,2 0,3 0,3 0,4 0,6 0,8
8—10 0,8 0,8 0,8 0,8 0,8 0,8
В размере ширины 12,5 см отсутствуют листы 70 см.
Размеры отклонений, указанные над чертой, относятся к
плюсам (+), под чертой — к минусам (—).
28
Материалы
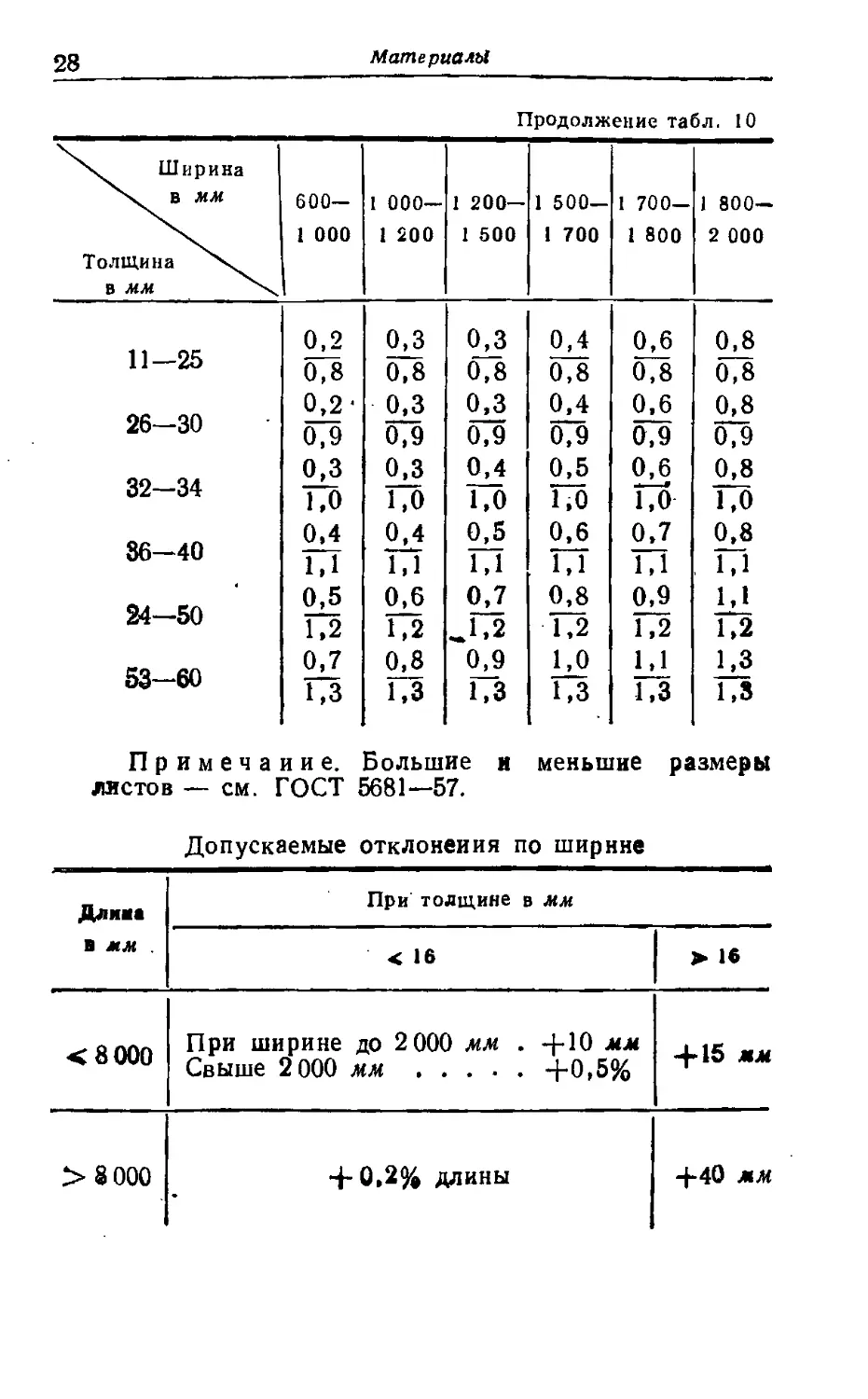
Продолжение табл. 10
Ширина в мм Толщина в мм \ 600- 1 000 1 000— 1 200 1 200— 1 500 1 500— 1 700 1 700— 1 800 1 800— 2 000
0,2 0,3 0,3 0,4 0,6 0,8
11—25 0,8 0,8 0,8 0,8 0,8 0,8
26—30 0,2' 0,3 0,3 0,4 0,6 0,8
0,9 0,9 0,9 0,9 0,9 0,9
0,3 0,3 0,4 0,5 0,6 0,8
32—34 1,0 1,0 1,0 1,0 1,0 1,0
86-40 0,4 0,4 0,5 0,6 0,7 0,8
1,1 1,1 1,1 1,1 1,1 1,1
24—50 0,5 0,6 0,7 0,8 0,9 1,1
1,2 1,2 >1,2 1,2 1,2 1,2
0,7 0,8 0,9 1,0 1,1 1,3
53—60 1,3 1,3 1,3 1,3 1,3 1,3
Примечание. большие и меньшие размеры
листов — см. ГОСТ 5681—57.
Допускаемые отклонения по ширине
Длм«« При толщине в мм
В мм . < 16 > 16
<8000 При ширине до 2 000 мм . 4-10 мм Свыше 2 000 мм +0,5% + 15 лж
> 8 000 + 0,2% длины +40 мм
Сталь
29
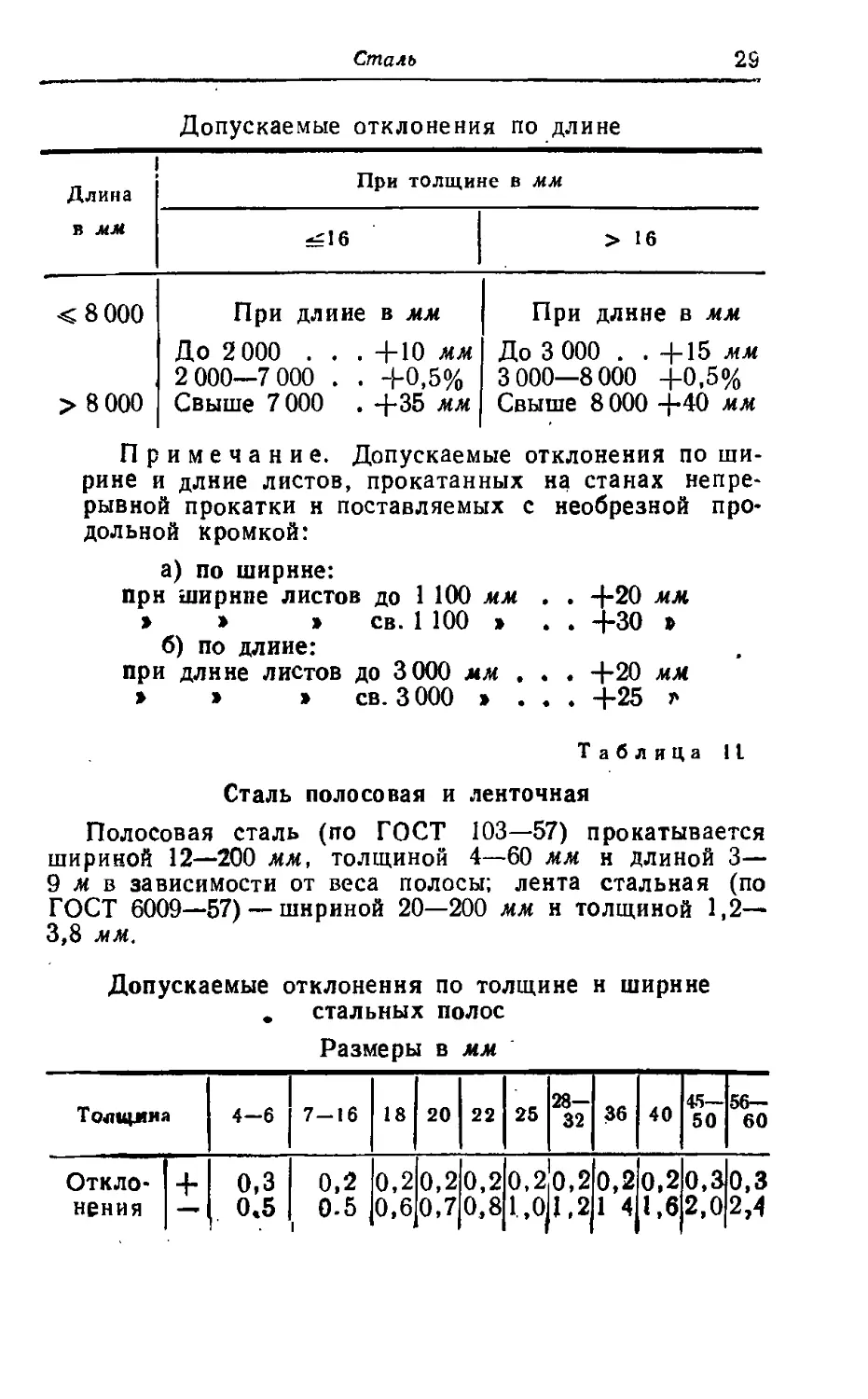
Допускаемые отклонения по длине
I
Длина в мм При толщине в мм
^16 > 16
<8 000 При длине в мм При длине в мм
До 2 000 . . . +10 мм До 3 000 . . +15 мм
2 000—7 000 . . +0,5% 3 000—8000 +0,5%
> 8 000 Свыше 7 000 . +35 мм Свыше 8 000 +40 мм
Примечание. Допускаемые отклонения по ши-
рине и длние листов, прокатанных на станах непре-
рывной прокатки н поставляемых с необрезной про-
дольной кромкой:
а) по ширине:
при ширине листов до 1 100 лсм . . +20 мм
» » » св. 1 100 » . . +30 »
б) по длине:
при длине листов до 3000 мм . . . +20 мм
» » » св. 3 000 » ... +25 в
Таблица II
Сталь полосовая и ленточная
Полосовая сталь (по ГОСТ 103—57) прокатывается
шириной 12—200 мм, толщиной 4—60 мм н длиной 3—
9 л в зависимости от веса полосы; лента стальная (по
ГОСТ 6009—57) — шириной 20—200 мм и толщиной 1,2—
3,8 мм.
Допускаемые отклонения по толщине и ширине
. стальных полос
Размеры в мм
Толщмия 4-6 7-16 18 20 22 25 28- 32 36 40 45— 50
Откло- + 0,3 0,2 0,2 0,2 0,2 О,2[о,2 0,2 0,2 0,3
нения 0*5 0-5 0,6 0,7 0,8 1,01,2 1 4 1,6 2,0
60
0,3
2,4
30
Материалы
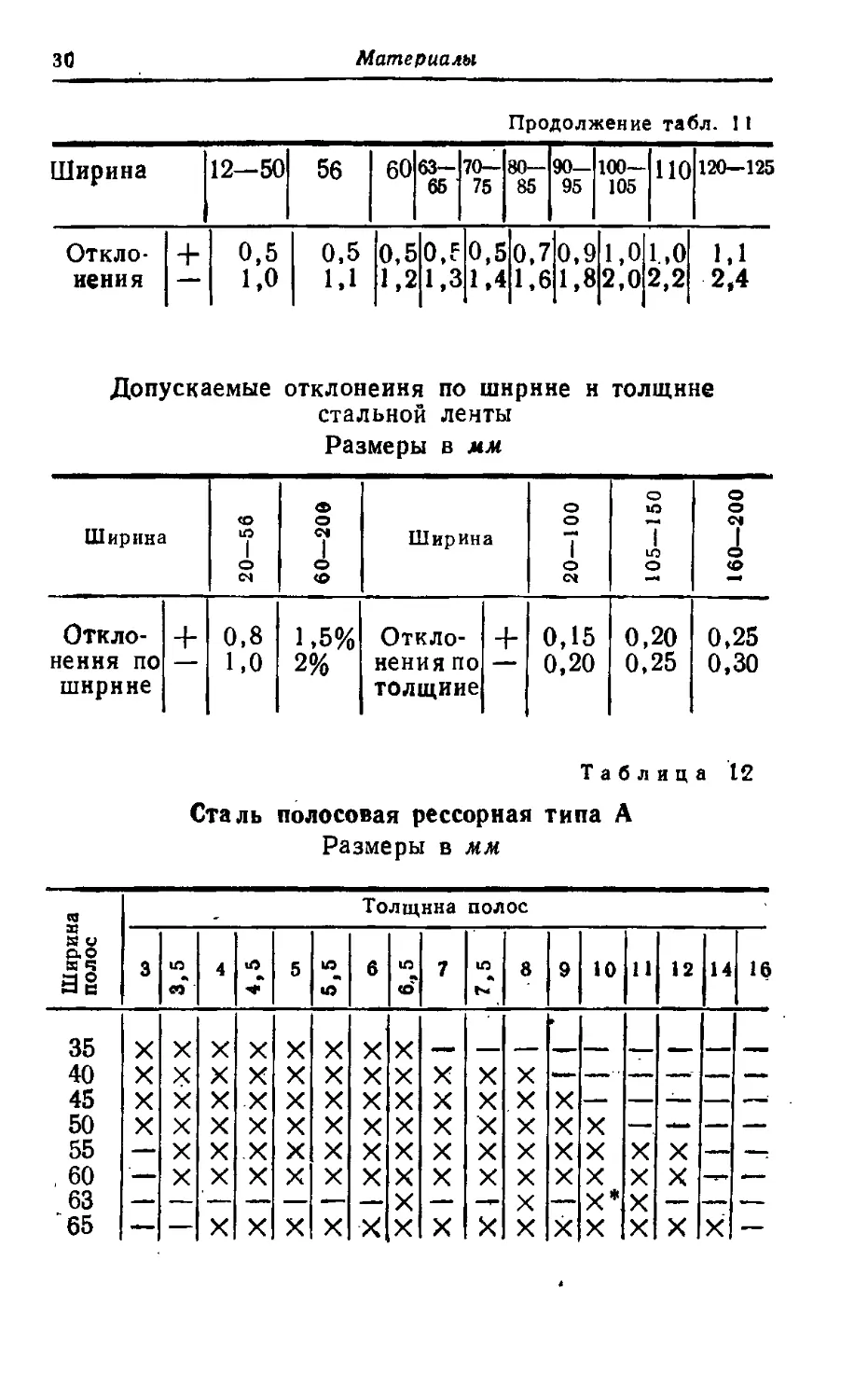
Продолжение табл. ! 1
[Лирина 12—50 56 60 63- 65 10— 75 80— 85 90— 95 100— 105 ПО 120—125
Откло- + 0,5 0,5 0,5 0,5 0,5 0,7 0,9 1,о 1,0 1,1
нения 1,0 1,1 1,2 1,3 1,4 1,6 1,8 2,0 2,2 2,4
Допускаемые отклонения по ширине н толщине
стальной ленты
Размеры в мм
Ширина 20-56 60—209 Ширина 20—100 105—150 1 160—200
Откло- нения по ширине + 0,8 1,0 1,5% 2% Откло- нения по толщине + 0,15 0,20 0,20 0,25 0,25 0,30
Таблица 12
Сталь полосовая рессорная типа А
Размеры в мм
Сталь
3!
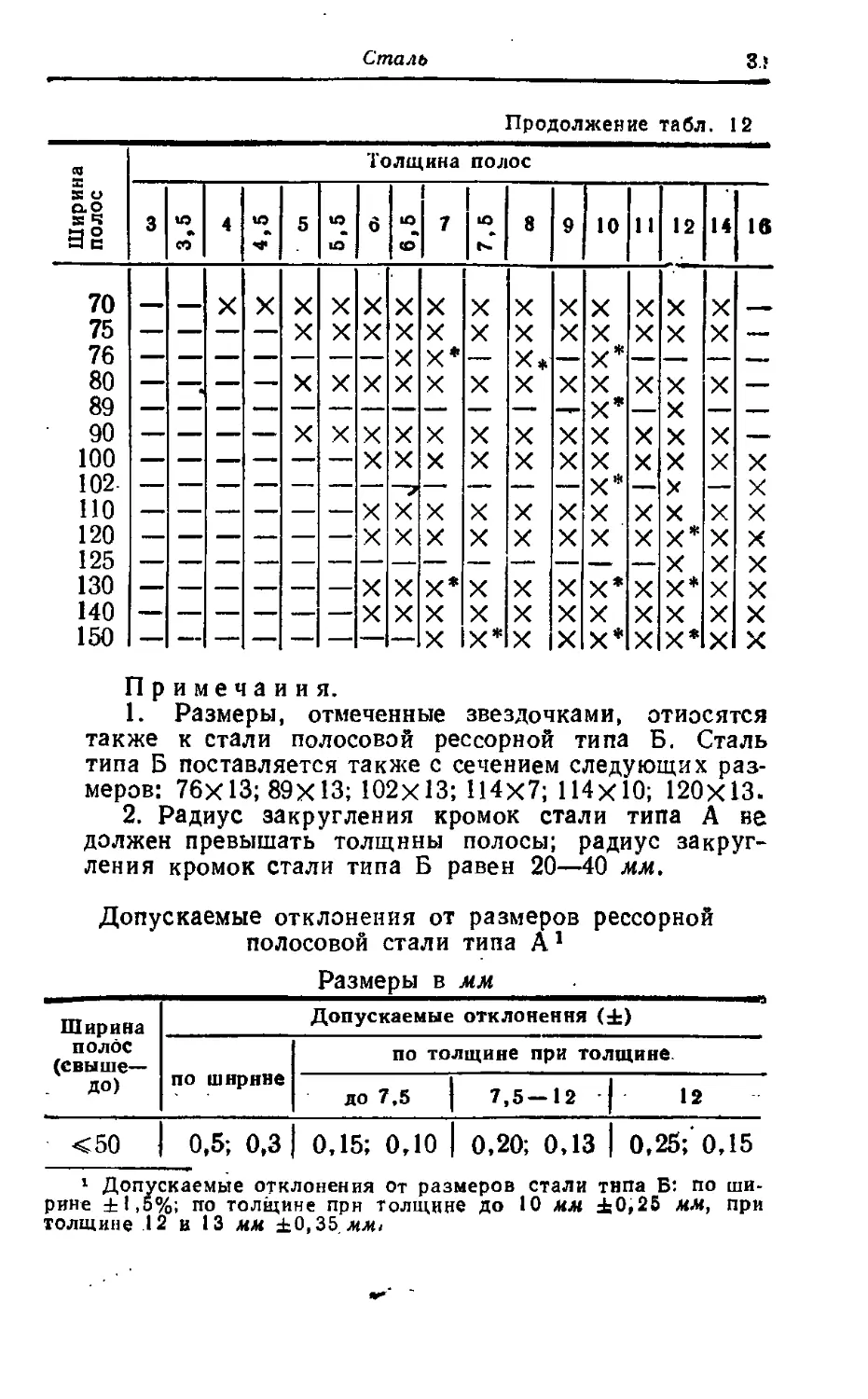
Продолжение табл. 12
Толщина полос
70
75
76
80
89
90
100
102
ПО
120
125
130
140
150
X
X
X
X
X
X
X
X
X
X
X*
X
X
X
X*
X
X*
X
X
X*
X
X
X
X
X*
X*
X
X*
X
X
X
X
X
X
X*
X
X*
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
Примечания.
1. Размеры, отмеченные звездочками, относятся
также к стали полосовой рессорной типа Б. Сталь
типа Б поставляется также с сечением следующих раз-
меров: 76x13; 89X13; 102x13; 114x7; 114x10; 120x13.
2. Радиус закругления кромок стали типа А не
должен превышать толщины полосы; радиус закруг-
ления кромок стали типа Б равен 20—40 мм.
Допускаемые отклонения от размеров рессорной
полосовой стали типа А1
Размеры в мм
Ширина полос (свыше— ДО) Допускаемые отклонения (±) по толщине при толщине, по ширине । ' I до 7.5 | 7,5—12 | 12
<50 0,5; 0,3 | 0,15; 0,10 | 0,20; 0,13 | 0,25; 0,15
1 Допускаемые отклонения от размеров стали типа Б: по ши-
рине ±1,5%; по толщине при толщине до 10 мм ±0,25 мм, при
толщине .12 и 13 мм ±0,35 мм,
32
Материал»
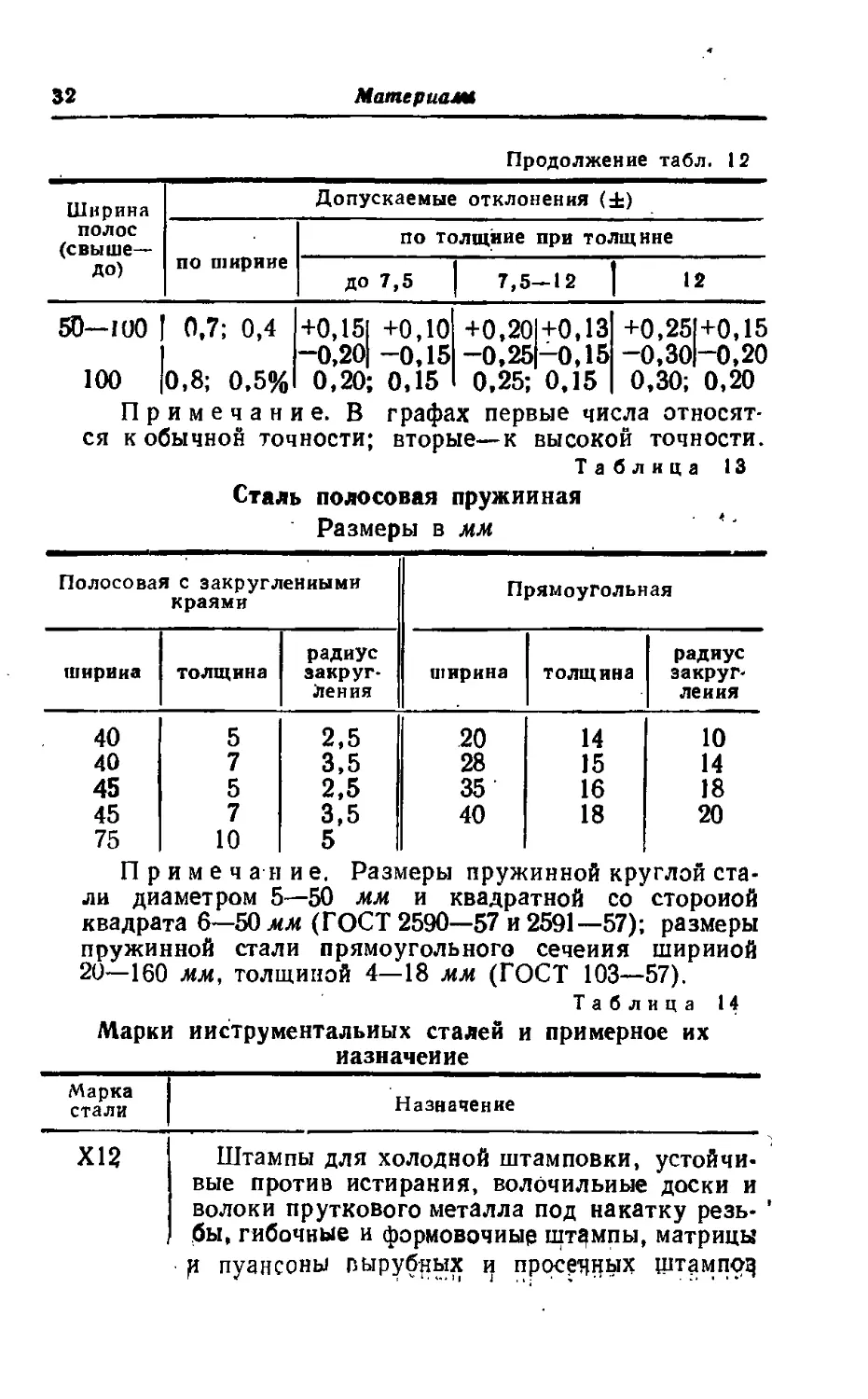
Продолжение табл. 12
Ширина полос (свыше— До) Допускаемые отклонения (±)
по ширине по толщине при толщине
ДО 7,5 7,5—12 12
50—100 0,7; 0,4 +0,151 +0,10 +0,201+0,13 +0,251+0,15
-0,20| -0,15 —0,25|—0,15 —о,3о|—0,20
100 0,8; 0,5% 0,20; 0,15 0,25; 0,15 0,30; 0,20
Примечание. В графах первые числа относят-
ся к обычной точности; вторые—к высокой точности.
Таблица 13
Сталь полосовая пружинная
Размеры в мм ''
Полосовая с закругленными краями Прямоугольная
ширина толщина радиус закруг- ления ширина толщина радиус закруг- ления
40 5 2,5 20 14 10
40 7 3,5 28 15 14
45 5 2,5 35 16 18
45 7 3,5 40 18 20
75 10 5
Примечание. Размеры пружинной круглой ста-
ли диаметром 5—50 мм и квадратной со стороной
квадрата 6—50л<л< (ГОСТ 2590—57 и 2591—57); размеры
пружинной стали прямоугольного сечения шириной
20—160 мм, толщиной 4—18 мм (ГОСТ 103—57).
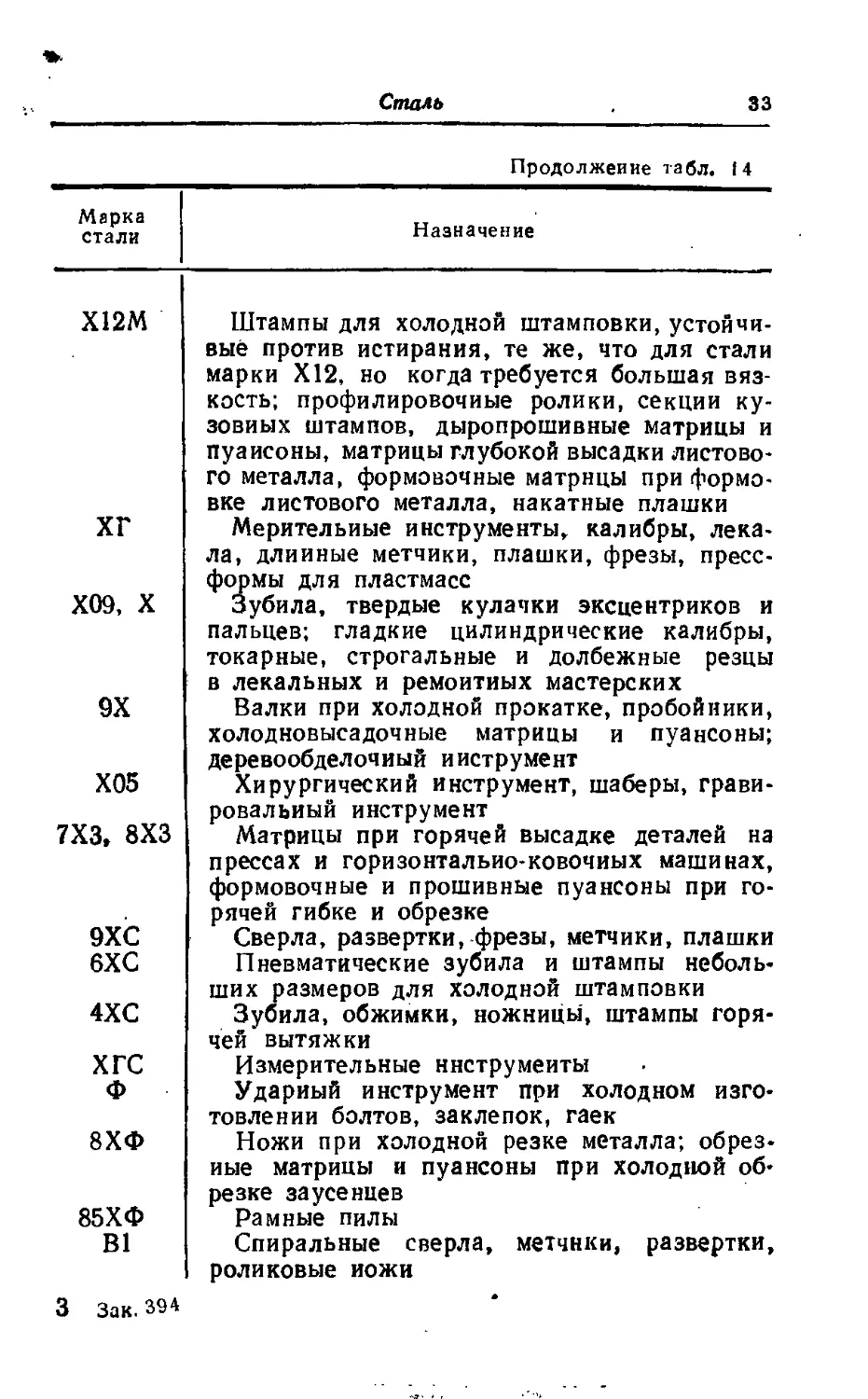
Таблица 14
Марки инструментальных сталей и примерное их
назначение
Марка стали Назначение
Х12 Штампы для холодной штамповки, устойчи- вые против истирания, волочильные доски и волоки пруткового металла под накатку резь- бы, гибочные и формовочные штампы, матрицы
р пуансоны вырубных и просечных штампов
Сталь
33
Продолжение табл. 14
Марка
стали
Назначение
Х12М
ХГ
Х09, X
9Х
Х05
7X3, 8X3
9ХС
6ХС
4ХС
ХГС
Ф
8ХФ
85ХФ
В1
Штампы для холодной штамповки, устойчи-
вые против истирания, те же, что для стали
марки Х12, но когда требуется большая вяз-
кость; профилировочные ролики, секции ку-
зовных штампов, дыропрошивные матрицы и
пуансоны, матрицы глубокой высадки листово-
го металла, формовочные матрицы при формо-
вке листового металла, накатные плашки
Мерительные инструменты, калибры, лека-
ла, длинные метчики, плашки, фрезы, пресс-
формы для пластмасс
Зубила, твердые кулачки эксцентриков и
пальцев; гладкие цилиндрические калибры,
токарные, строгальные и долбежные резцы
в лекальных и ремонтных мастерских
Валки при холодной прокатке, пробойники,
холодновысадочные матрицы и пуансоны;
деревообделочный инструмент
Хирургический инструмент, шаберы, грави-
ровальный инструмент
Матрицы при горячей высадке деталей на
прессах и горизонтальио-ковочиых машинах,
формовочные и прошивные пуансоны при го-
рячей гибке и обрезке
Сверла, развертки, фрезы, метчики, плашки
Пневматические зубила и штампы неболь-
ших размеров для холодной штамповки
Зубила, обжимки, ножницы, штампы горя-
чей вытяжки
Измерительные инструменты
Ударный инструмент при холодном изго-
товлении болтов, заклепок, гаек
Ножи при холодной резке металла; обрез-
ные матрицы и пуансоны при холодной об-
резке заусенцев
Рамные пилы
Спиральные сверла, метчики, развертки,
роликовые иожи
3 Зак. 394
34
Материалы
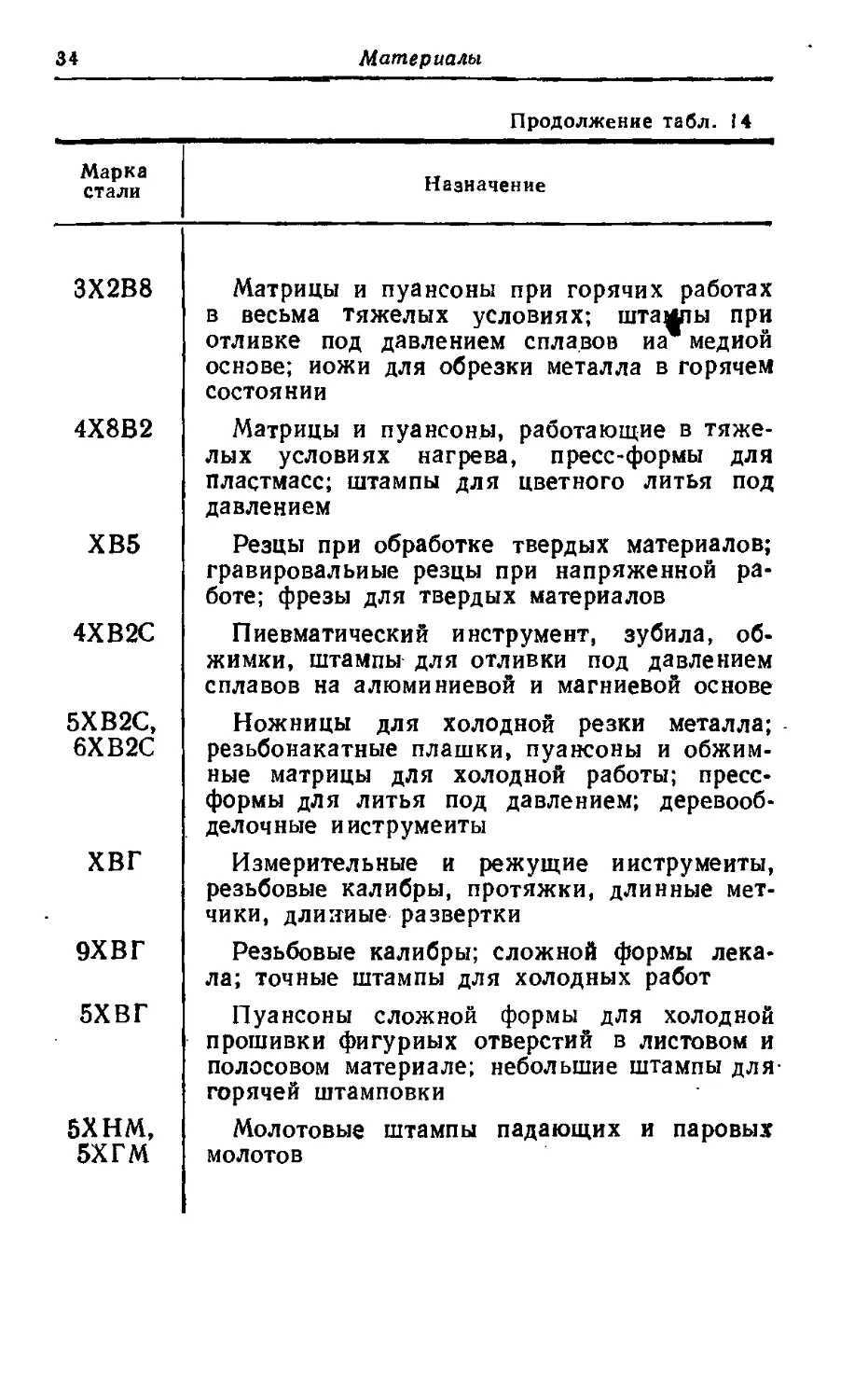
Продолжение табл. 14
Марка
стали
Назначение
ЗХ2В8
4Х8В2
ХВ5
4ХВ2С
5ХВ2С,
6ХВ2С
ХВГ
9ХВГ
5ХВГ
5ХНМ,
5ХГМ
Матрицы и пуансоны при горячих работах
в весьма тяжелых условиях; штампы при
отливке под давлением сплавов иаж медиой
основе; иожи для обрезки металла в горячем
состоянии
Матрицы и пуансоны, работающие в тяже-
лых условиях нагрева, пресс-формы для
пластмасс; штампы для цветного литья под
давлением
Резцы при обработке твердых материалов;
гравировальные резцы при напряженной ра-
боте; фрезы для твердых материалов
Пневматический инструмент, зубила, об-
жимки, штампы для отливки под давлением
сплавов на алюминиевой и магниевой основе
Ножницы для холодной резки металла;
резьбонакатные плашки, пуансоны и обжим-
ные матрицы для холодной работы; пресс-
формы для литья под давлением; деревооб-
делочные инструменты
Измерительные и режущие инструменты,
резьбовые калибры, протяжки, длинные мет-
чики, длинные развертки
Резьбовые калибры; сложной формы лека-
ла; точные штампы для холодных работ
Пуансоны сложной формы для холодной
прошивки фигурных отверстий в листовом и
полосовом материале; небольшие штампы для-
горячей штамповки
Молотовые штампы падающих и паровых
молотов
Сталь
35
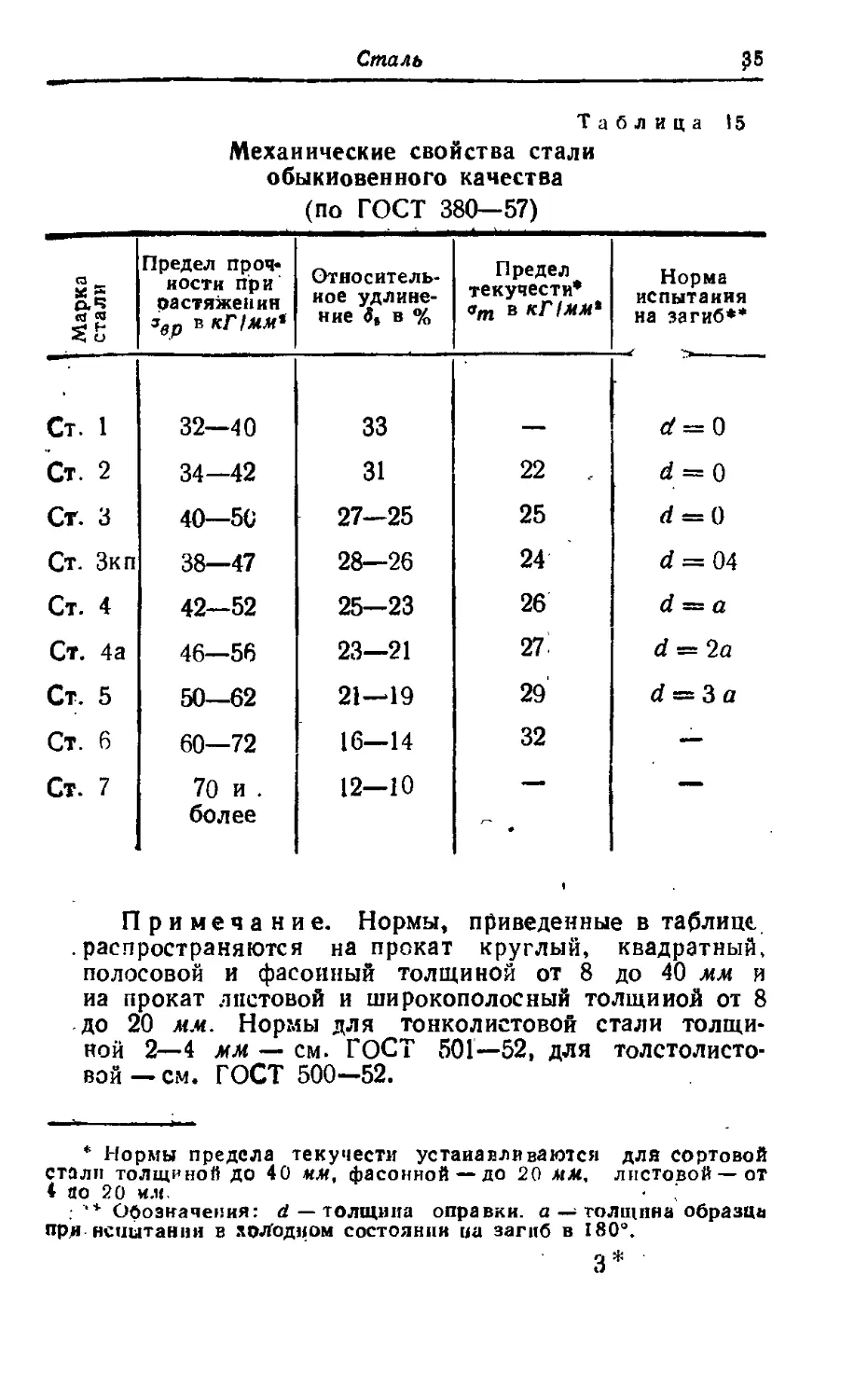
Таблица 15
Механические свойства стали
обыкновенного качества
(по ГОСТ 380—57)
Марка стали Предел проч- ности при растяжения в кГ/лси* Относитель- ное удлине- ние в % Предел текучести* ат в кПмм* Норма испытания на загиб**
Ст. 1 32—40 33 — d —0
Ст. 2 34—42 31 22 . d = 0
Ст. 3 40—50 27-25 25 d = 0
Ст. Зкп 38—47 28—26 24 d = 04
Ст. 4 42—52 25—23 26 d = a
Ст. 4а 46—56 23—21 27^ d — “2a
Ст. 5 50—62 21—19 29 d = 3a
Ст. 6 60—72 16—14 32 —
Ст. 7 70 и . 12—10 — —
более •
Примечание. Нормы, приведенные в таблице
распространяются на прокат круглый, квадратный,
полосовой и фасонный толщиной от 8 до 40 мм и
иа прокат листовой и широкополосный толщиной от 8
до 20 мм. Нормы для тонколистовой стали толщи-
ной 2—4 мм — см. ГОСТ 501—52, для толстолисто-
вой— см. ГОСТ 500—52.
* Нормы предела текучести устанавливаются для сортовой
стали толщиной до 40 мм, фасонной — до 20 мм, листовой—от
4 ао 20 и.к.
Обозначения: d — толщина оправки, а — толщина образца
при испытании в холодном состоянии на загиб в 180°.
3 *
36
Материалы
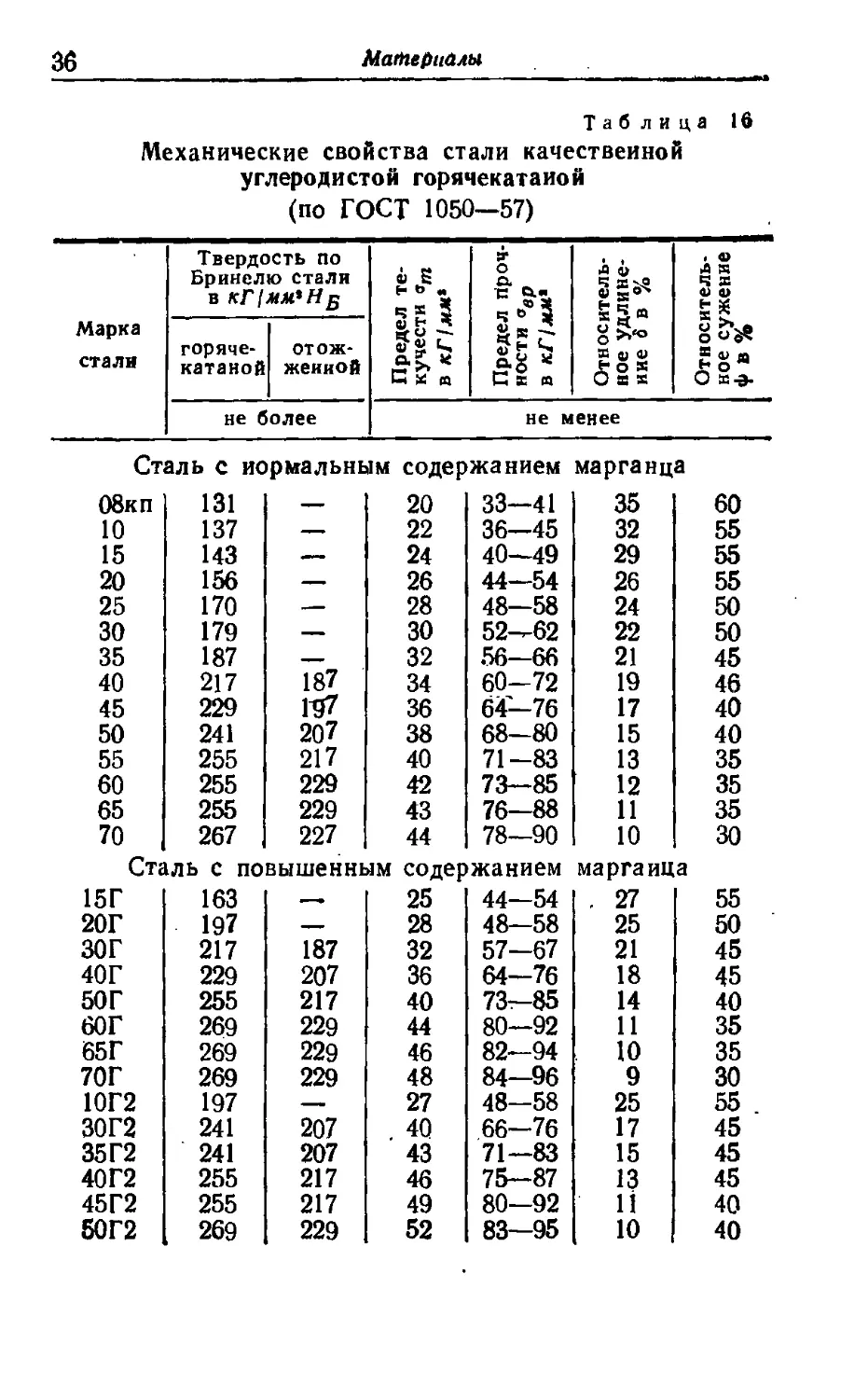
Таблица 16
Механические свойства стали качественной
углеродистой горячекатаной
(по ГОСТ 1050—57)
Марка стали Твердость по Бринелю стали в кГ1мм*Нб Предел те- кучести <зт в кГ1мм* Предел Проч- ности авр в К.Г1ММ' Относитель- ное удлине- ние 5 в % Относитель- ное сужение
горяче- катаной отож- женной
не более не менее
Сталь с нормальным содержанием марганца
08кп 131 — 20 33—41 35 60
10 137 — 22 36—45 32 55
15 143 — 24 40—49 29 55
20 156 — 26 44—54 26 55
25 170 — 28 48—58 24 50
30 179 — 30 52—62 22 50
35 187 32 56—66 21 45
40 217 187 34 60—72 19 46
45 229 ГС7 36 64—76 17 40
50 241 207 38 68-80 15 40
55 255 217 40 71-83 13 35
60 255 229 42 73—85 12 35
65 255 229 43 76—88 11 35
70 267 227 44 78—90 10 30
Сталь с повышенным содержанием маргаица
15Г 163 W * 25 44—54 . 27 55
20Г 197 — 28 48—58| 25 50
ЗОГ 217 187 32 57-67 21 45
40Г 229 207 36 64—76 18 45
50Г 255 217 40 73—85 14 40
60Г 269 229 44 80—92 11 35
65Г 269 229 46 82—94 10 35
70Г 269 229 48 84—96 9 30
10Г2 197 —- 27 48-58 25 55
30Г2 241 207 40 66—76 17 45
35Г2 241 207 43 71—83 15 45
40Г2 255 217 46 75-87 13 45
45Г2 255 217 49 80—92 И 40
50Г2 269 229 52 83—95 10 40
Сталь
37
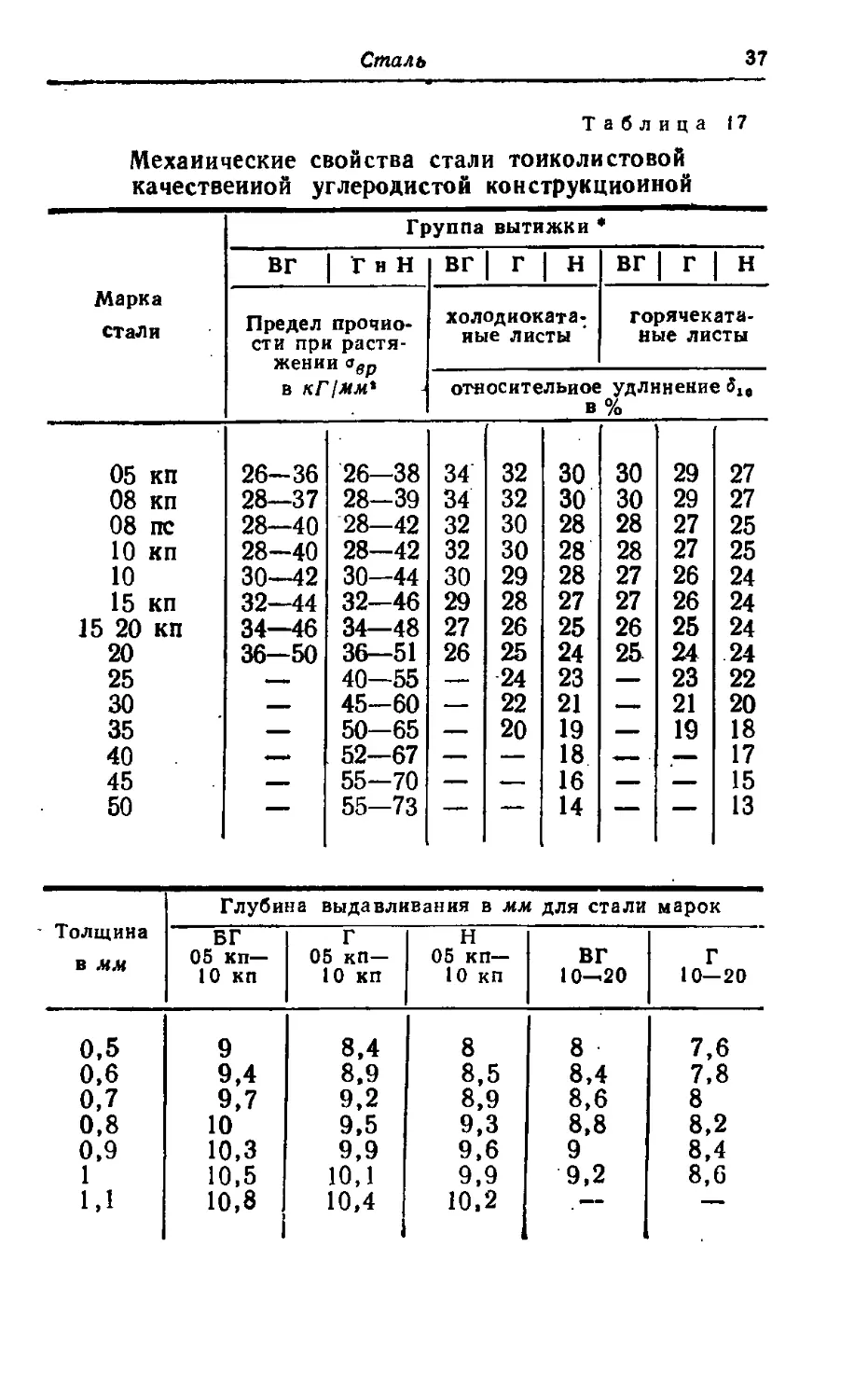
Таблица 17
Механические свойства стали тонколистовой
качественной углеродистой конструкционной
Марка стали Группа вытижки *
ВГ ГнН ВГ г н ВГ | г Н
Предел прочно- сти при растя- жении <Звр в кГ/Мм* холодноката- ные листы горячеката- ные листы
относительное удлинение 510 в %
05 кп 08 кп 08 пс 10 кп 10 15 кп 15 20 кп 20 25 30 35 40 45 50 26-36 28—37 28—40 28-40 30—42 32—44 34—46 36—50 26—38 28—39 28—42 28-42 30—44 32—46 34—48 36—51 40—55 45—60 50—65 52—67 55-70 55—73 34 34 32 32 30 29 27 26 32 32 30 30 29 28 26 25 24 22 20 30 30 28 28 28 27 25 24 23 21 19 18 16 14 30 30 28 28 27 27 26 25 29 29 27 27 26 26 25 24 23 21 19 27 27 25 25 24 24 24 24 22 20 18 17 15 13
Толщина в мм Глубина выдавливания в мм для стали марок
БГ 05 кп- 10 кп г 05 кп— 10 кп н 05 кп- 10 кп ВГ 10—20 г 10—20
0,5 9 8,4 8 8 7,6
0,6 9,4 8,9 8,5 8,4 7,8
0,7 9,7 9,2 8,9 8,6 8
0,8 10 9,5 9,3 8,8 8,2
0,9 10,3 9,9 9,6 9 8,4
1 10,5 10,1 9,9 9,2 8,6
1,1 10,8 10,4 10,2 —
38
Материалы
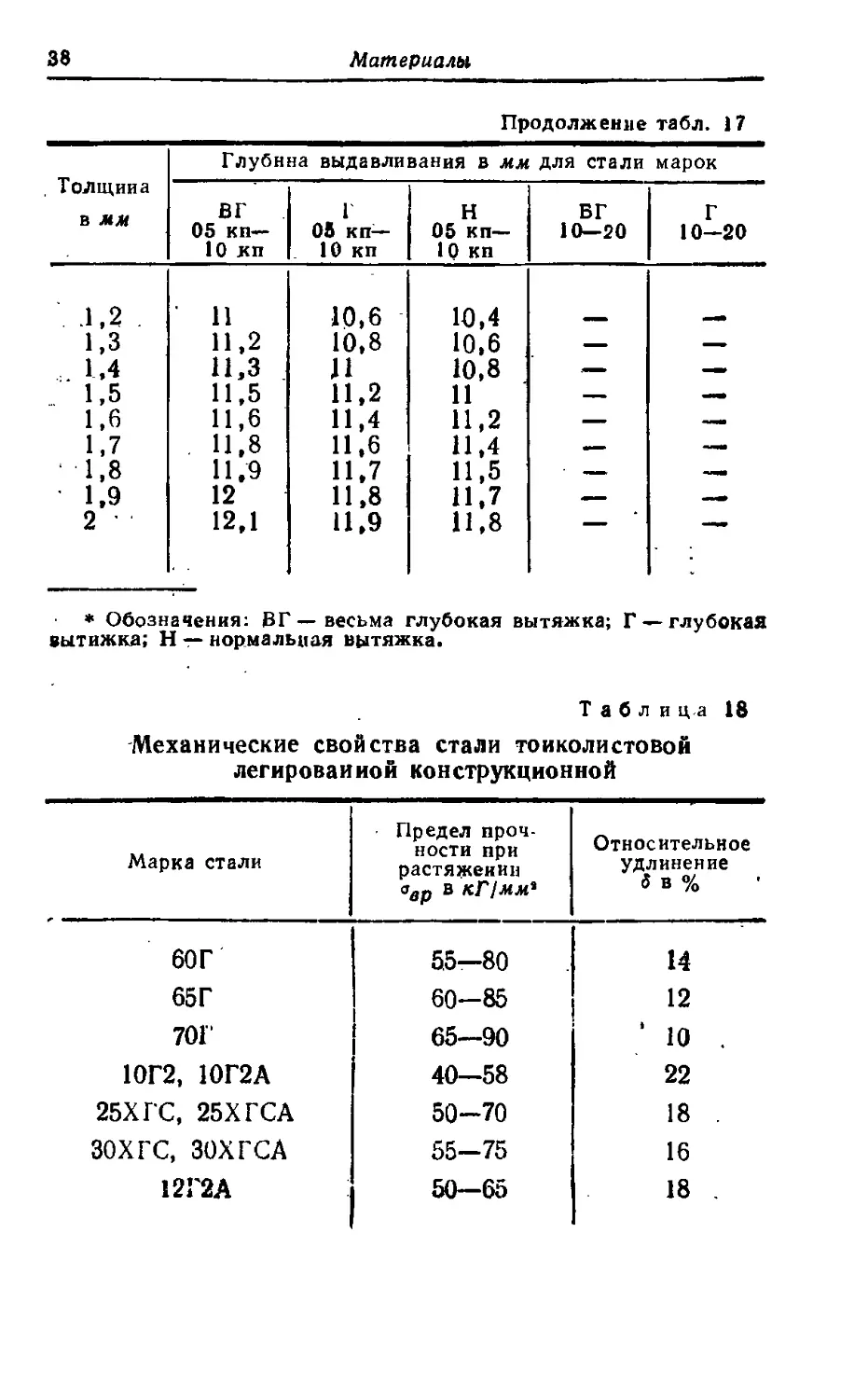
Продолжение табл. 17
Толщина В ЛЛ Глубина выдавливания в мм для стали марок
ВГ 05 кп- 10 КП г 05 кп- 10 КП н 05 кп- 10 КП БГ 10—20 г 10-20
.1,2 11 10,6 10,4 -
1.3 И.2 10,8 10,6
1,4 11,3 п 10,8 —
1,5 11,5 11,2 И —
1.6 11,6 П.4 11,2
1,7 11,8 11,6 11,4
1,8 11,9 11,7 11,5 —
1.9 12 11,8 11,7
2 12,1 11,9 11,8 — —-
» Обозначения: ВГ — весьма глубокая вытяжка; Г — глубокая
вытижка; Н — нормальная вытяжка.
Таблица 18
Механические свойства стали тонколистовой
легированной конструкционной
Марка стали Предел проч- ности при растяжении авр в кПмм* Относительное удлинение 8 в %
60Г 55—80 14
65Г 60—85 12
701" 65—90 ’ Ю .
10Г2, 10Г2А 40-58 22
25ХГС, 25ХГСА 50-70 18 .
ЗОХГС, ЗОХГСА 55-75 16
12Г2А 50—65 18 .
Сталь
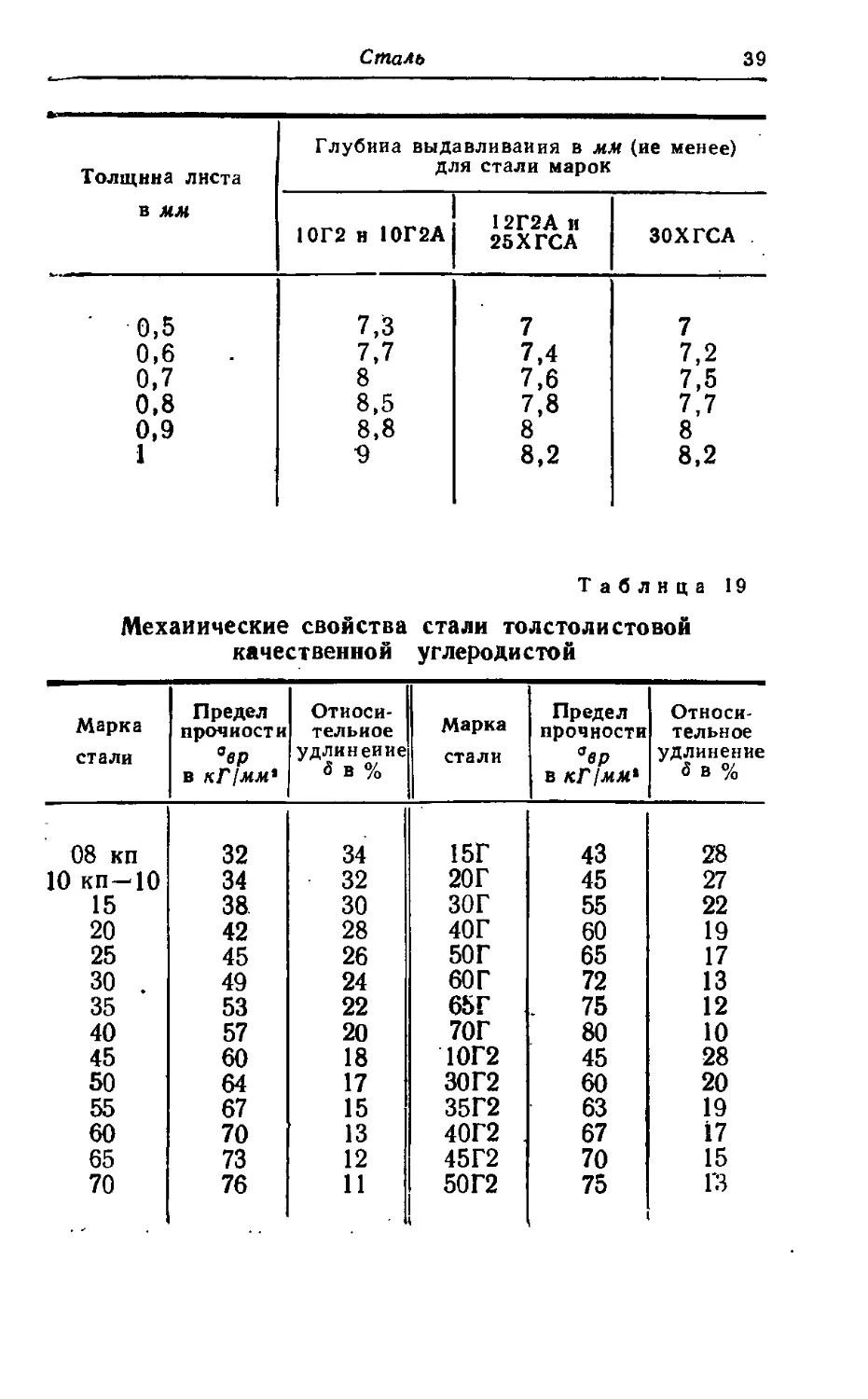
39
Толщина листа в мм Глубина выдавливания в мм (не менее) для стали марок
10Г2 н 10Г2А 12Г2А и 25ХГСА ЗОХГСА
0,5 7,3 7 7
0,6 7,7 7,4 7,2
0,7 8 7,6 7,5
0,8 8,5 7,8 7,7
0,9 8,8 8 8
1 9 8,2 8,2
Таблица 19
Механические свойства стали толстолистовой
качественной углеродистой
Марка стали Предел прочности "вр в кГ/мм* Относи- тельное удлинение 3 в % Марка стали Предел прочности авр в кГ/мм* Относи- тельное удлинение й в %
08 кп 32 34 15Г 43 28
10 кп—10 34 32 20Г 45 27
15 38 30 ЗОГ 55 22
20 42 28 40Г 60 19
25 45 26 50Г 65 17
30 . 49 24 60Г 72 13
35 53 22 65Г 75 12
40 57 20 70Г 80 10
45 60 18 10Г2 45 28
50 64 17 30Г2 60 20
55 67 15 35Г2 63 19
60 70 13 40Г2 67 17
65 73 12 45Г2 70 15
70 76 11 50Г2 75 ГЗ
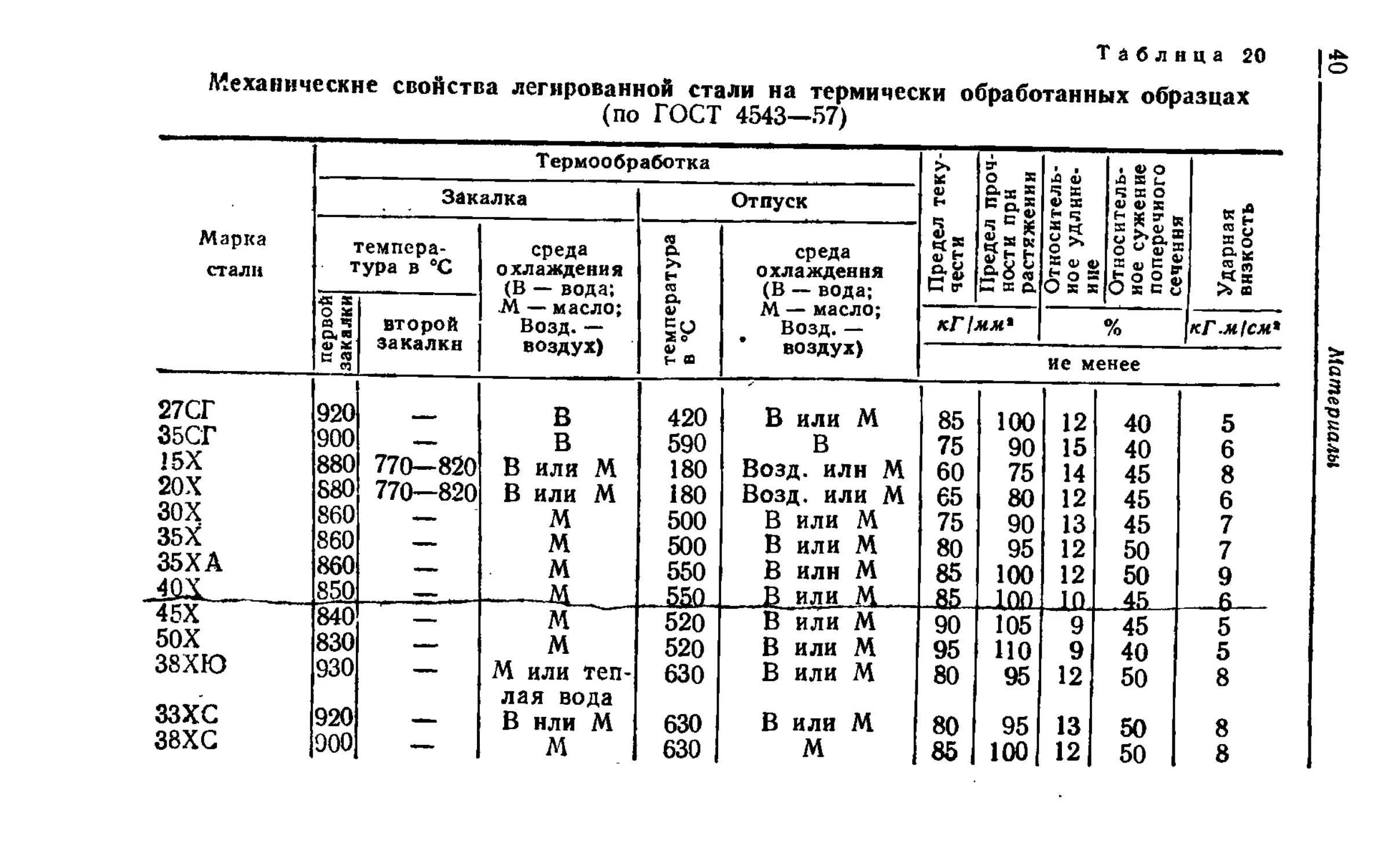
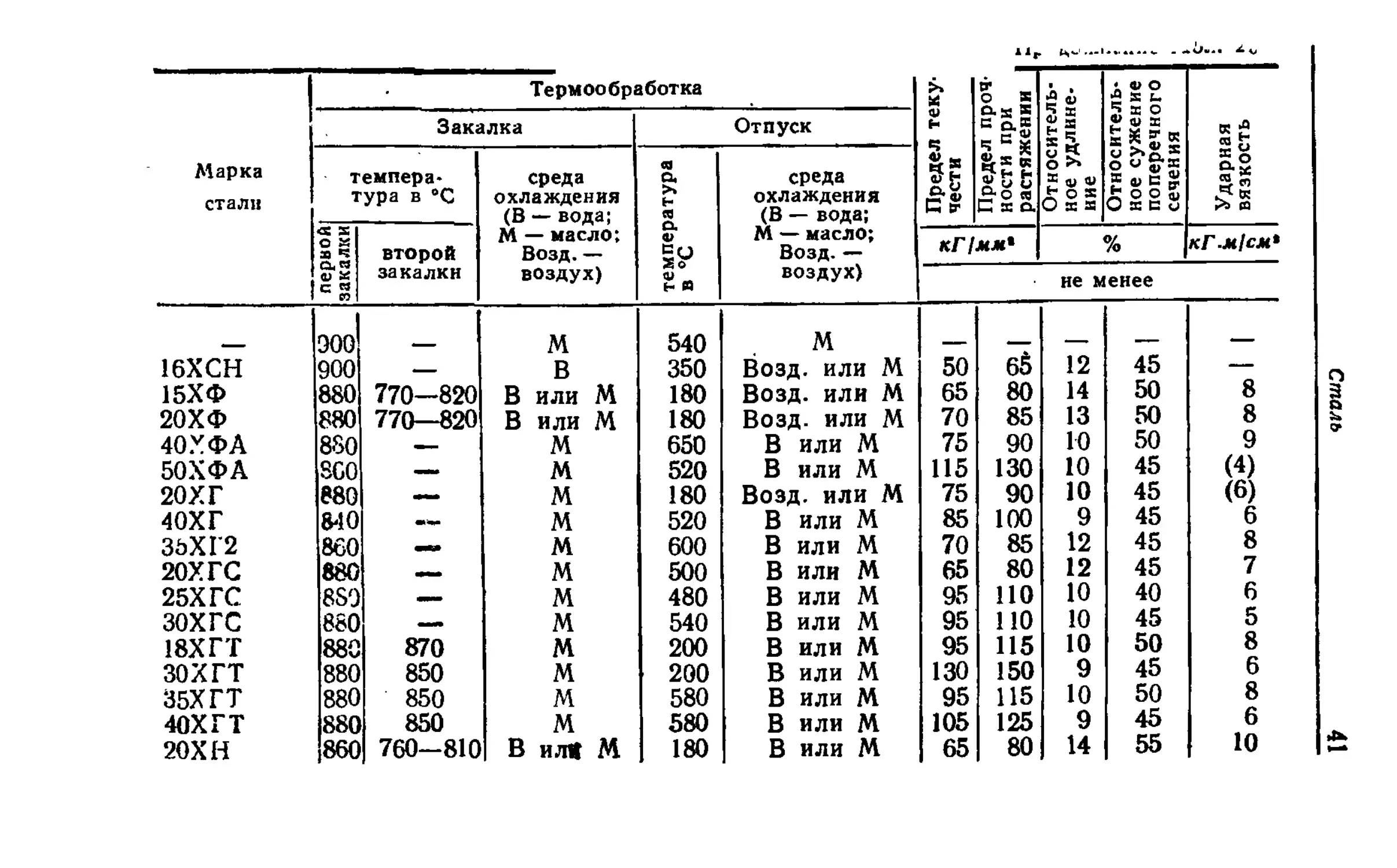
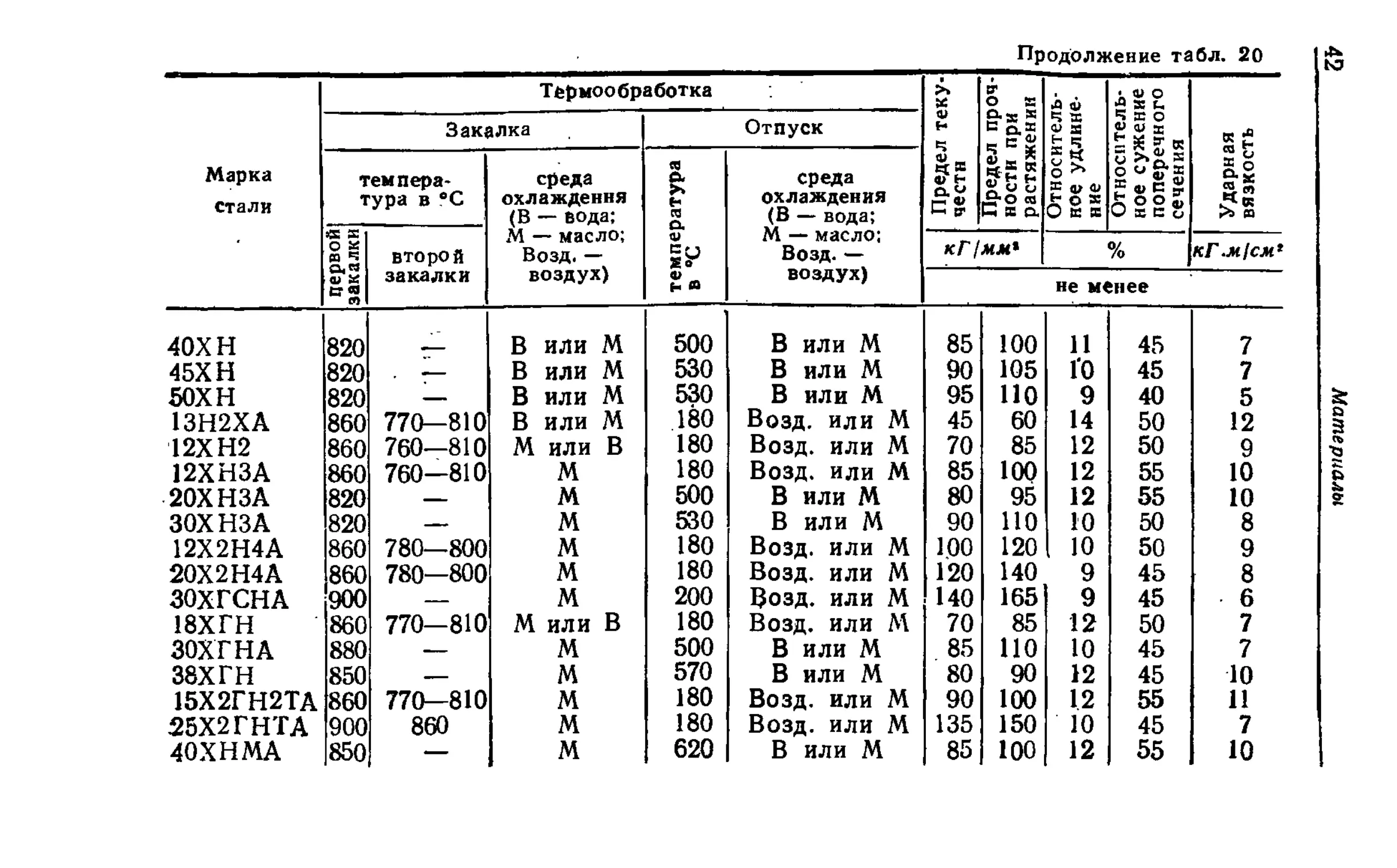
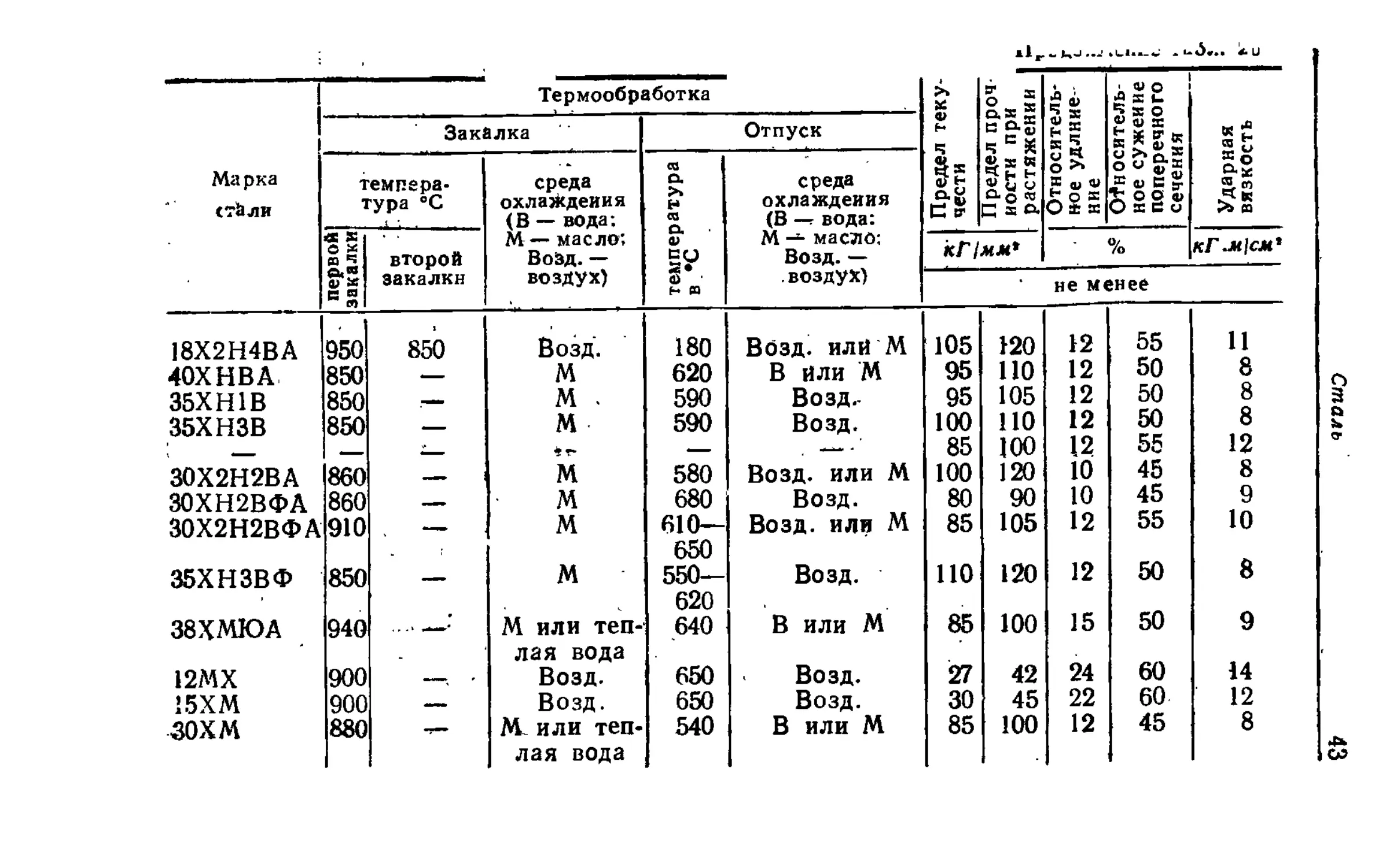
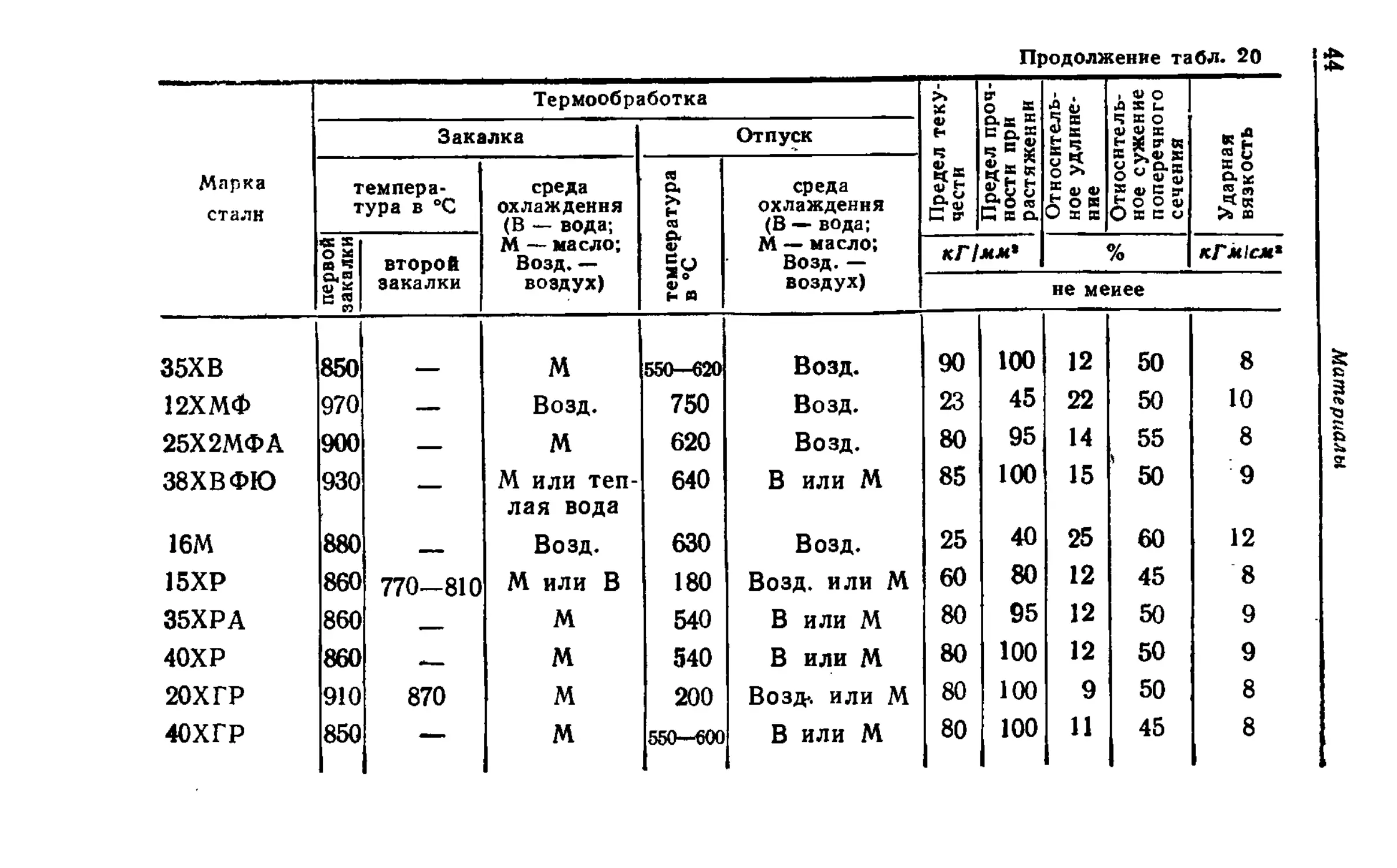
Таблица 20
Механические свойства легированной стали на термически обработанных образцах
(по ГОСТ 4543—57)
Марка стали Термообработка Предел теку- чести Предел проч- ности при растяжении Относитель- ное удлине- ние Относитель- ное сужение поперечного сечения Ударная вязкость
Закалка Отпуск
темпера- тура в ®С среда охлаждения (В — вода; М — масло; Возд. — воздух) 1 । температура 1 в °C 1 среда охлаждения (В — вода; М — масло; Возд. — * воздух)
первой! закалки второй закалки
кГ1мм‘ % кГ-м1см*
ие менее
27СГ 35СГ !5Х 20Х ЗОХ ЗбХ 35ХА 4 ОХ. 920 900 880 880 860 860 860 850 770—820 770—820 в в В или М В или М М М. М 420 590 180 180 500 500 550 550 В или М В Возд. или М Возд. или М В или М В или М В илн М В или М .. 85 75 60 65 75 80 85 85 100 90 75 80 90 95 100 100 12 15 14 12 13 12 12 10 40 40 45 45 45 50 50 45 5 6 8 6 7 7 9 —6
45Х 50Х 38ХЮ ЗЗХС 38ХС 840 830 930 920 900 III II М М М или теп- лая вода В нли М М 520 520 630 630 630 В или М В или М В или М В или М М 90 95 80 80 85 105 ПО 95 95 100 9 9 12 13 12 45 40 50 50 50 5 5 8 8 8
Материалы
Марка стал» Термообработка
Закалка
темпера* тура в °C среда охлаждения (В — вода; М — масло; Возд.— воздух) температура в СС
первой закалки второй закалки
16ХСН 15ХФ 20ХФ 40ХФА 50ХФА 20ХГ 40ХГ 35ХГ2 20ХГС 25ХГС ЗОХГС 18ХГТ ЗОХГТ 35ХГТ 4ОХГТ 20ХН 900 900 880 880 880 SCO 880 МО 860 880 8S0 880 880 880 880 880 860 770—820 770—820 870 850 850 850 760—810 м в В или М В или М М М М М М М М М М М м м В ил* М 540 350 180 180 650 520 180 520 600 500 480 540 200 200 580 580 180
Предел теку- чести Предел проч- ности при растяжении! Относитель- ное удлине- ние Относитель- ное сужение поперечного сечения Ударная вязкость
Отпуск
среда охлаждения (В — вода; М — масло; Возд. — воздух)
кГ!мм' % кГ-м!см‘
не менее
м Возд. или М Возд. или М Возд. или М В или М В или М Возд. или М В или М В или М В или М В или М В или М В или М В или М В или М В или М В или М 50 65 70 75 115 75 85 70 65 95 95 95 130 95 105 65 6$ 80 85 90 130 90 100 85 80 ПО ПО 115 150 115 125 80 12 14 13 10 10 10 9 12 12 10 10 10 9 10 9 14 45 50 50 50 45 45 45 45 45 40 45 50 45 50 45 55 8 8 9 (4) (6) 6 8 7 6 5 8 6 8 6 10
Продолжение табл. 20
Термообработка I проч- при :енин Л ty «V о 5 х и
Закалка Отпуск Предел те честн ч х я h ч ч х с <U X Ь X ST № X f
Марка стали темпера- тура в *С среда охлаждения (В — вода; ратура среда охлаждения (В — вода; Предел ности i растя» Относи ное уд. ние Относи ное суз попере сеченш Ударна вязкое'
о а и 5 второй М — масло; Возд. — воздух) V еп So М — масло: Возд. — воздух) кГ /мм* % кГ.м1см*
ш а Ва не менее
40ХН 45ХН 50ХН 13Н2ХА 12ХН2 12ХНЗА 20ХНЗА ЗОХНЗА 12Х2Н4А 20Х2Н4А ЗОХГСНА 18ХГН ЗОХГНА 38ХГН 15Х2ГН2ТА 25X2 ГНТА 40ХНМА 820 820 820 860 860 860 820 820 860 860 900 860 880 850 860 900 850 770—810 760—810 760—810 780—800 780—800 770—810 770—810 860 В ИЛИ М В ИЛИ М В или М В или М М или В м м М М М М М или В М м м м м 500 530 530 180 180 180 500 530 180 180 200 180 500 570 180 180 620 В или М В или М В или М Возд. или М Возд. или М Возд. или М В или М В или М Возд. или М Возд. или М Возд. или М Возд. или М В или М В или М Возд. или М Возд. или М В или М 85 90 95 45 70 85 80 90 100 120 140 70 85 80 90 135 85 100 105 НО 60 85 100 95 НО 120 140 165 85 НО 90 100 150 100 11 10 9 14 12 12 12 10 10 9 9 12 10 12 12 10 12 45 45 40 50 50 55 55 50 50 45 45 50 45 45 55 45 55 7 7 5 12 9 10 10 8 9 8 6 7 7 10 11 7 10
Материалы
<*л — со со со со со ' со сф «К — о ел to оо ел ооо ел ел о оо ХХЗ X X XXX хххх ЗЗх § Ж . ЖЖаЬЗ 5 05 -ЦьэЖ O5>-hn3. 9 -со й“й юю>™ е е>> > > Марка стйли
QOC0O О Ср <00000 000000(0 аао J* ел -оф I слслслсл ©О© © О ООО 1 ©000 первой закалки I темпера- । тура °C Закйлка | Термообработка
1 1 J 1. 1 1 1 1 Г II 1 §- второй 1 закалки
ь ? со — — ьз — _ » “ ПП» Е 00 . О }=> >а о *а. is Н ♦ ti Н • Ъэ 2 м 2- я а « । среда охлаждения (В — вода; М— масло; ВоВд. — воздух)
слоо 'оойелЗо^ел ел ел о — £88 £Sf>8‘i=88l 8888 температура в /С
пи со
со и 2 2 и 2
-СОСО - СО >» СО? СОСО-?
goo 5 О • О’ . ооЕ
S (a w S w « w я I ш w S «
Sjaja s Ja g Ъ g ( Ja Ja « g
3:’ 2 'a ’ s ’ 3®
3 3 S
фь О) © СП Сл СЛ rf* фь ел ел ел ел ел
ел о о о © слелслелоооел
/7» Предел теку- чести
ММ* | Предел проч поста при растяжении
Относитель- ное удлине- ние
•sC О' Относитель- ное сужение поперечного сечения
,жа/яг jx Ударная вязкость
Марка стали Термообработка
Закалка
темпера- тура в °C среда охлаждения (В — вода; М — масло; Возд. — воздух) температура в °C
первой! закалки второй закалки
35ХВ 850 М 550—620
12ХМФ 970 — Возд. 750
25Х2МФА 900 — М 620
38ХВФЮ 930 М или теп- 640
лая вода
16М 880 — Возд. 630
15ХР 860 770-810 М или В 180
35ХРА 860 М 540
40ХР 860 - М 540
20ХГР 910 870 М 200
40ХГР 850 — М 550—600
Продолжение табл. 20
1 теку- 1 проч- при сенни итель- ;лине- > V Q Л X U Ч ас о ас £ £ г «
Отпуск
среда Ч® « и Преде. ности растяя и 5 о ® а/ ф О и S’® « С g< я О 2-х S «
охлаждения (В — вода; Е S £оя Oss ГО О ty Os с о Л* к л ас
М — масло; Возд. — кПмм' % кГм1смг
воздух) не меиее
Возд. 90 100 12 50 8
Возд. 23 45 22 50 10
Возд. 80 95 14 55 8
В или М 85 100 15 50 9
Возд. 25 40 25 60 12
Возд. или М 60 80 12 45 8
В или М 80 95 12 50 9
В или М 80 100 12 50 9
Возд-. или М 80 100 9 50 8
В или М 80 100 И 45 8
Материалы
Сталь
45
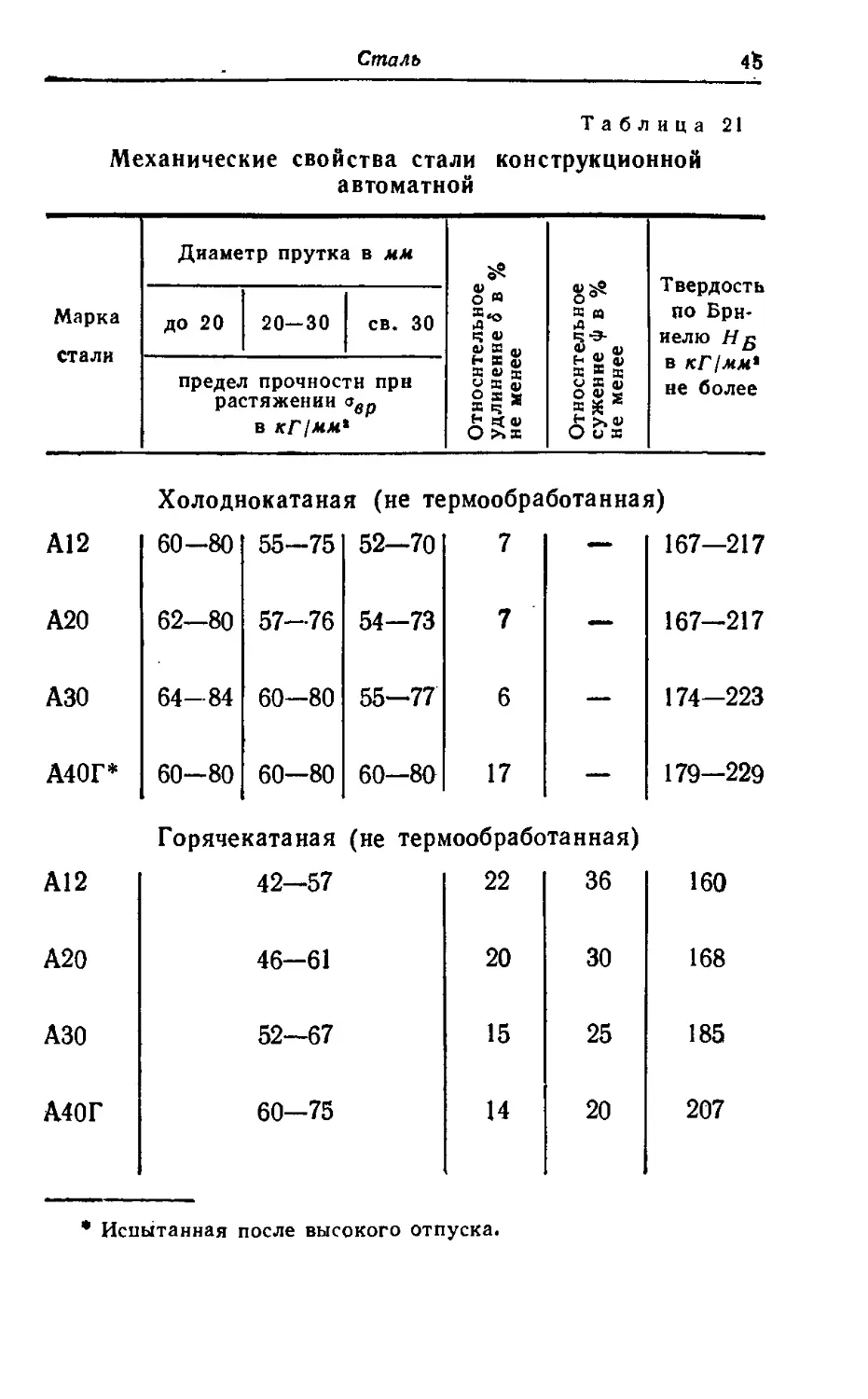
Таблица 21
Механические свойства стали конструкционной
автоматной
Марка стали Диаметр прутка в мм Относительное удлинение <5 в % не менее Относительное сужение ф в % не менее Твердость по Брн- иелю Яд в кГ!мм* не более
ДО 20 20—30 св. 30
предел прочности при растяжении <звр в
Холоднокатаная (не термообработанная)
А12 60-80 55-75 52—70 7 —- 167—217
А20 62—80 57—76 54—73 7 — 167—217
АЗО 64-84 60-80 55—77 6 — 174—223
А40Г* 60-80 60—80 60—80 17 — 179—229
Горячекатаная (не термообработанная)
А12 42—57 22 36 160
А20 46-61 20 30 168
АЗО 52—67 15 25 185
А40Г 60—75 14 20 207
Испытанная после высокого отпуска.
Норма твердости в состоянии поставки.
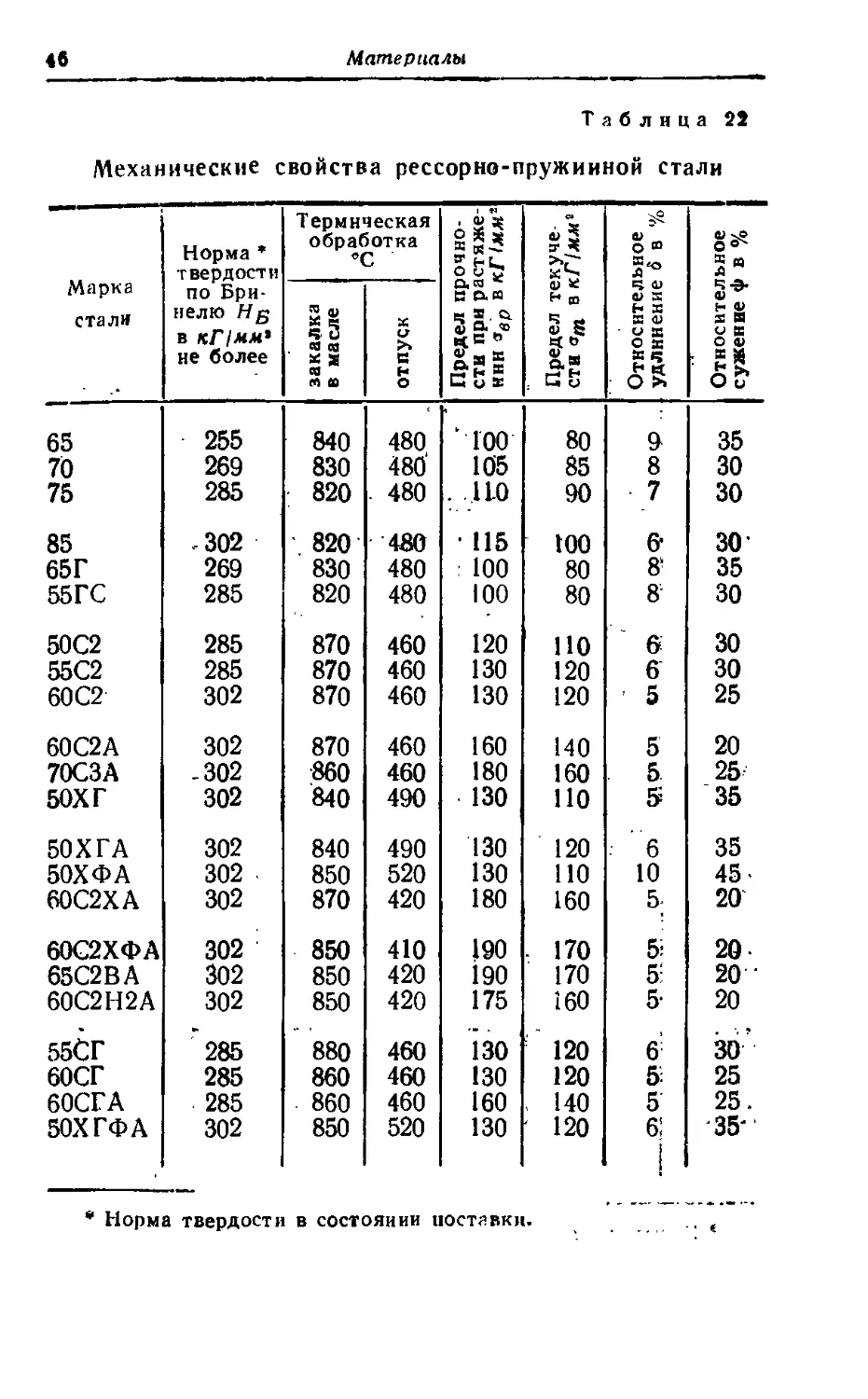
© СП ед © О о О СП ХООГУ' > 60С2ХФА 65С2ВА 60С2Н2А 50ХГА 50ХФА 60C2XA 60C2A 70C3A 50ХГ S858 QQQ © © 00 © © © п •О-Ч>© ©о © I Марка стали
СО ЬЭ to to О 00 00 00 to СЛ © © СО 03 00 © © О to to to co co CO © ©© to to to CO CO CO ООО to to to со to to о оо 00 to©© to юсо оо©о ©©to to to to poo© © © © Норма * твердости по Бри- нелю в кГ/мм* не более
00 00 00 00 ' 0100)00 оо оо 00 00 00 © © © © © © 00 00 00 -*4© 4^ ООО S?&2S ООО 00 00 00 ООО 00 00 00 to со to ООО OOOOQD toco К ©©© закалка в масле Термн1 обраС ’(
©4^ tOQQO) ООО© 410 420 420 © 4^- to to© ООО © © © ООО © © © ООО 00 00 й ООО 00 00 оо ©©.© отпуск веская >отка
м* и* 1—* i СО© СО СО ©ООО -sj© © ©©© oo co co ООО CO 00 © ООО со со to ООО - © о ~ о © © ?©o © ©© Предел прочно- сти при растяже- нии явр в кГ1ммг
toZ to to о©оо . 170 170 160 © — to ООО 140 160 НО to to— оо© 00 00 © ООО © OO 00 © ©© Предел текуче ста от в кГ1мм9
© © © СП ©СП© .© о© ед©© ©©ед оо ооед **J00© Относительное удлинение 6 в %
оэгоюог ©©©с. to to to ООО to^. co p© © со to to ©ело to со со ©©о СО СОСО о ©о co coco © © © Относительное сужение ф в %
Механические свойства рессорно-пружинной стали
Сталь
47
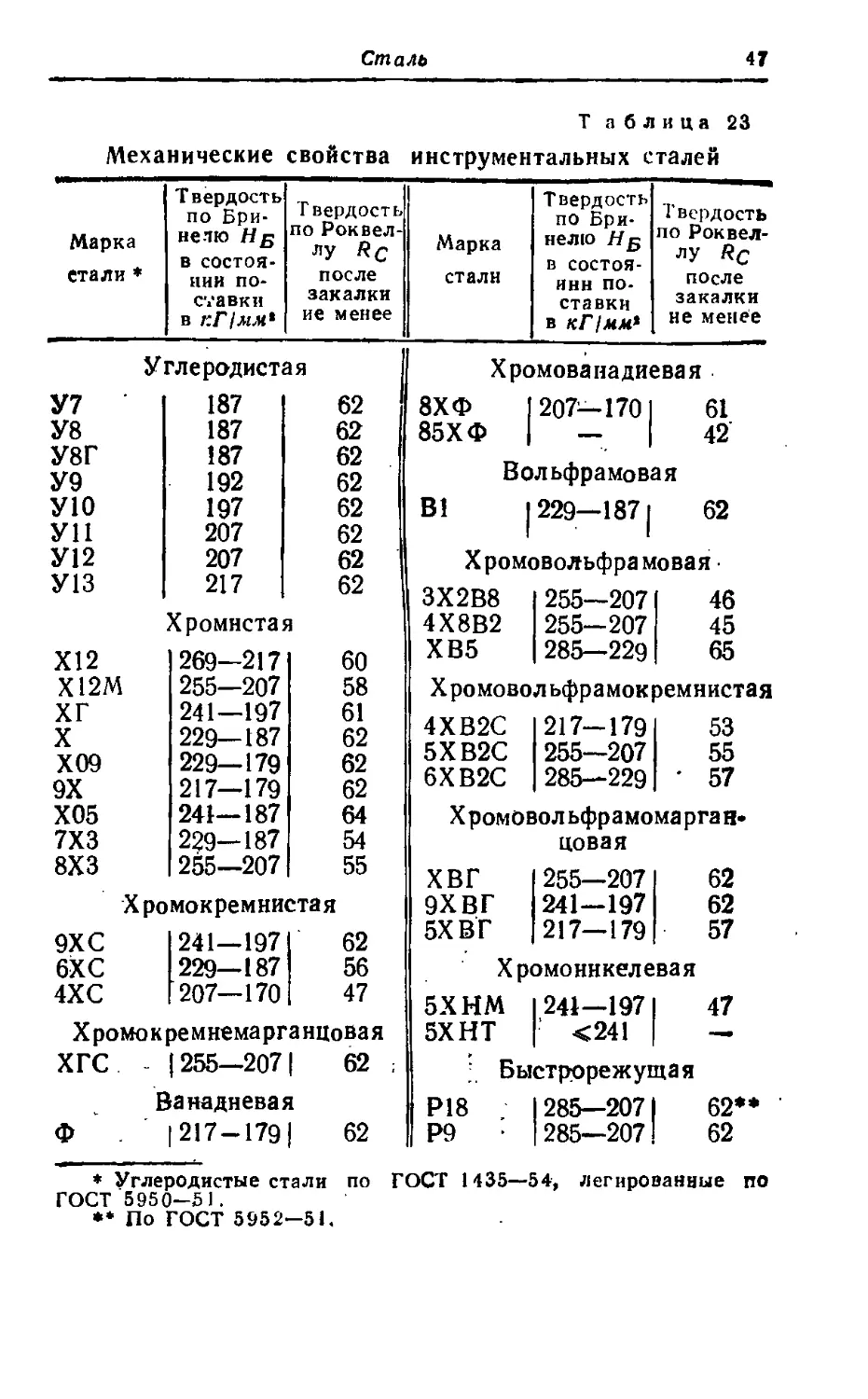
Т а блица 23
Механические свойства инструментальных сталей
Твердость по Бри- Т вердость Твердость по Бри- Твердость
Марка нелю в состоя- по Роквел- лу Rc Марка нелю Hg в состоя- по Роквел- лу Rc
етали ♦ НИИ по- после стали инн по- после
ставки закалки ставки закалки
в кГ1мм* ие менее в кГ/ммг не мен£е
Углеродистая Хромованадиевая
У7 187 62 8ХФ 207—1701 61
У8 187 62 85ХФ 42
У8Г У9 187 192 62 62 Вольфрамовая
У10 197 62 В1 | 229—1871 62
У11 207 62
У12 207 62 Хромовольфрамовая
У13 217 62 ЗХ2В8 255—207 46
Хромистая 4Х8В2 255-207 45
Х12 269—217 60 ХВ5 285—229 65
Х12М 255—207 58 Хромовольфрамокремнистая
ХГ X Х09 9Х 241—197 229—187 229—179 217—179 61 62 62 62 4ХВ2С 5ХВ2С 6ХВ2С 217—179 255—207 285—229 53 55 • 57
Х05 241—187 64 Хромовольфрамомарган-
7X3 229—187 54 цовая
8X3 255—207 55 ХВГ 255—207 62
Хромокремнистая 9ХВГ 241—197 62
9ХС 241—197 62 5ХВГ 217—179 57
6ХС 229—187 56 Хромоникелевая
4ХС 1207—170 47 5ХНМ 241—197 47
X ромо к ре мнемарга нцова я 5ХНТ <241 —
ХГС 1255—207 | 62 ; ; Быстрорежущая
Ванадиевая Р18 285—207 62**
Ф | 217-179 | 62 Р9 • 285—207 62
♦ Углеродистые стали по
ГОСТ 5950—51.
»* По ГОСТ 5952—51.
ГОСТ 1435—54, легированные по
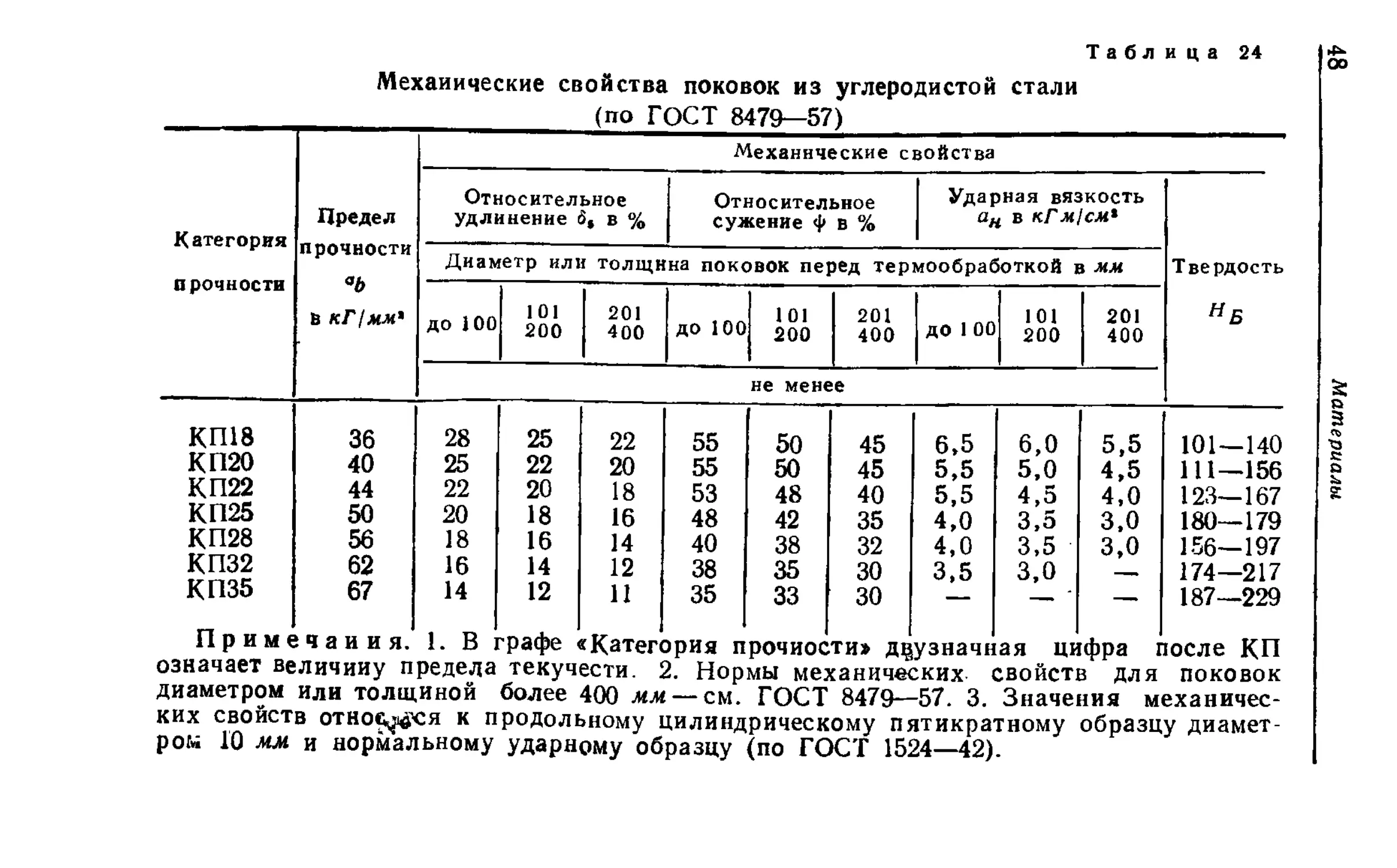
Таблица 24
Механические свойства поковок из углеродистой стали
________________(по ГОСТ 8479—57)__________________
Категория Предел Механические свойства
Относительное удлинение 6* в % Относительное сужение <|» в % Ударная вязкость ан в кГм!см*
прочности Диаметр или толщина поковок перед термообработкой в мм Твердость
прочности аь
в кГ!мм' тлп >01 201 ДО 100 200 400 101 201 ДО 100 200 400 „„ 101 201 ДО 1 00 200 400 н Б
не менее
КП18 36 28 25 22 55 50 45 6,5 6,0 5,5 101 — 140
КП20 40 25 22 20 55 50 45 5,5 5,0 4,5 111—156
КП22 44 22 20 18 53 48 40 5,5 4,5 4,0 123—167
КП25 50 20 18 16 48 42 35 4,0 3,5 3,0 180—179
КП28 56 18 16 14 40 38 32 4,0 3,5 3,0 156—197
КП32 62 16 14 12 38 35 30 3,5 3,0 — 174—217
КП35 67 14 12 11 35 33 30 — —. —. 187—229
Примечания. 1. В графе «Категория прочности» двузначная цифра после КП
означает величину предела текучести. 2. Нормы механических свойств для поковок
диаметром или толщиной более 400 мм— см. ГОСТ 8479—57. 3. Значения механичес-
ких свойств отноь^ся к продольному цилиндрическому пятикратному образцу диамет-
ром 10 мм и нормальному ударному образцу (по ГОСТ 1524—42).
Материалы
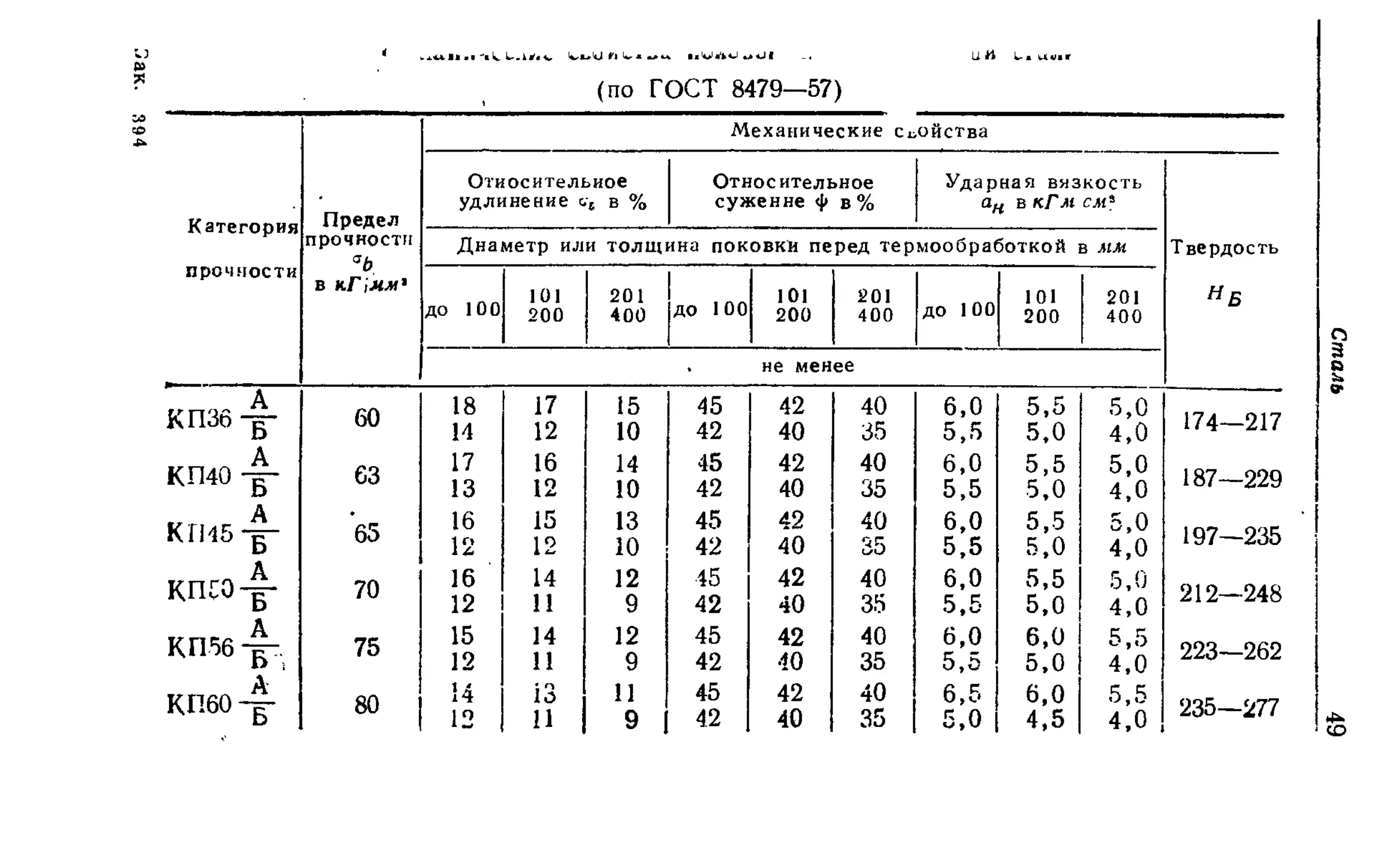
(по ГОСТ 8479—57)
Механические свойства
Категория Предел Относительное удлинение &е в % Относительное сужение ф в % Удар ai ная вязкость в кГм см*
прочности в кПмм* Диаметр или толщина поковки перед термообработкой В мм Твердость
прочности до 100 101 200 201 400 до 100 101 200 201 400 до 1 00 101 200 201 400 «Б
. не менее
д КПЗб-g- 60 18 14 17 12 15 10 45 42 42 40 40 35 6,0 5,5 5,5 5,0 5,0 4,0 174—217
А КП40 63 17 13 16 12 14 10 45 42 42 40 40 35 6,0 5,5 5,5 5,0 5,0 4,0 187—229
KII45 -g- 65 16 12 15 12 13 10 45 42 42 40 40 35 6,0 5,5 5,5 5,0 5,0 4,0 197—235
А КПГО-g- 70 16 12 14 11 12 9 45 42 42 40 40 35 6,0 5,5 5,5 5,0 5,0 4,0 212—248
КП56 -£7. 75 15 12 14 11 12 9 45 42 42 40 40 35 6,0 5,5 6,0 5,0 5,5 4,0 223—262
КП60 80 14 12 13 11 11 9 45 42 42 40 40 35 6,5 5,0 6,0 4,5 5,5 4,0 235—277
Сталь
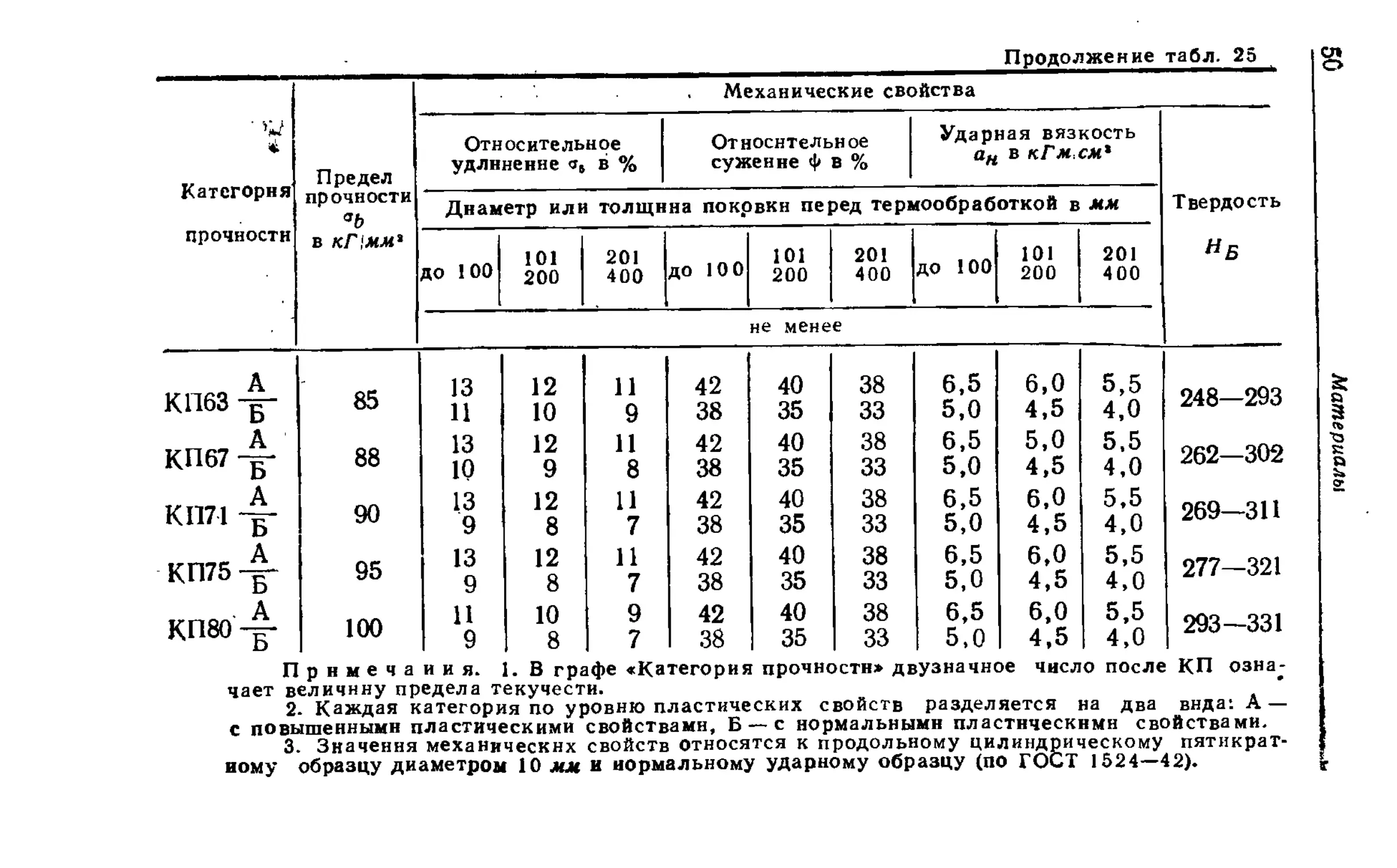
Продолжение табл. 25
Механические свойства
Категория Предел Относительное удлинение сг, в % Относительное сужение ф в % Удар «Л ная вязкость в кГм.см*
Диаметр или толщина покрвкн перед термообработкой е ММ Твердость
в кГ.мм* до 100 101 200 201 400 до 100 101 200 201 400 до 100 101 200 201 400 Нб
не менее
д КП63 -g- 85 13 11 12 10 11 9 42 38 40 35 38 33 6.5 5,0 6,0 4,5 5,5 4,0 248—293
КП67 -g- 88 13 10 12 9 11 8 42 38 40 35 38 33 6,5 5,0 5,0 4,5 5,5 4,0 262—302
КП71 -4- D 90 13 9 12 8 11 7 42 38 40 35 38 33 6,5 5,0 6,0 4,5 5,5 4,0 269—311
КП75-4- ь 95 13 9 12 8 11 7 42 38 40 35 38 33 6,5 5,0 6,0 4,5 5,5 4,0 277—321
КП8о4- ь 100 11 9 10 8 9 7 42 38 40 35 38 33 6,5 5,0 6,0 4,5 5,5 4,0 293—331
Примечания. 1. В графе «Категория прочности» двузначное число после КП озна-
чает величину предела текучести.
2. Каждая категория по уровню пластических свойств разделяется на два вида: А —
с повышенными пластическими свойствами, Б —с нормальными пластическими свойствами.
3. Значения механических свойств относятся к продольному цилиндрическому пятикрат-
ному образцу диаметром 10 мм и нормальному ударному образцу (по ГОСТ 1524—42).
Материалы
Медь и сплавы меди
51
,Т а 4 л и ц а 26
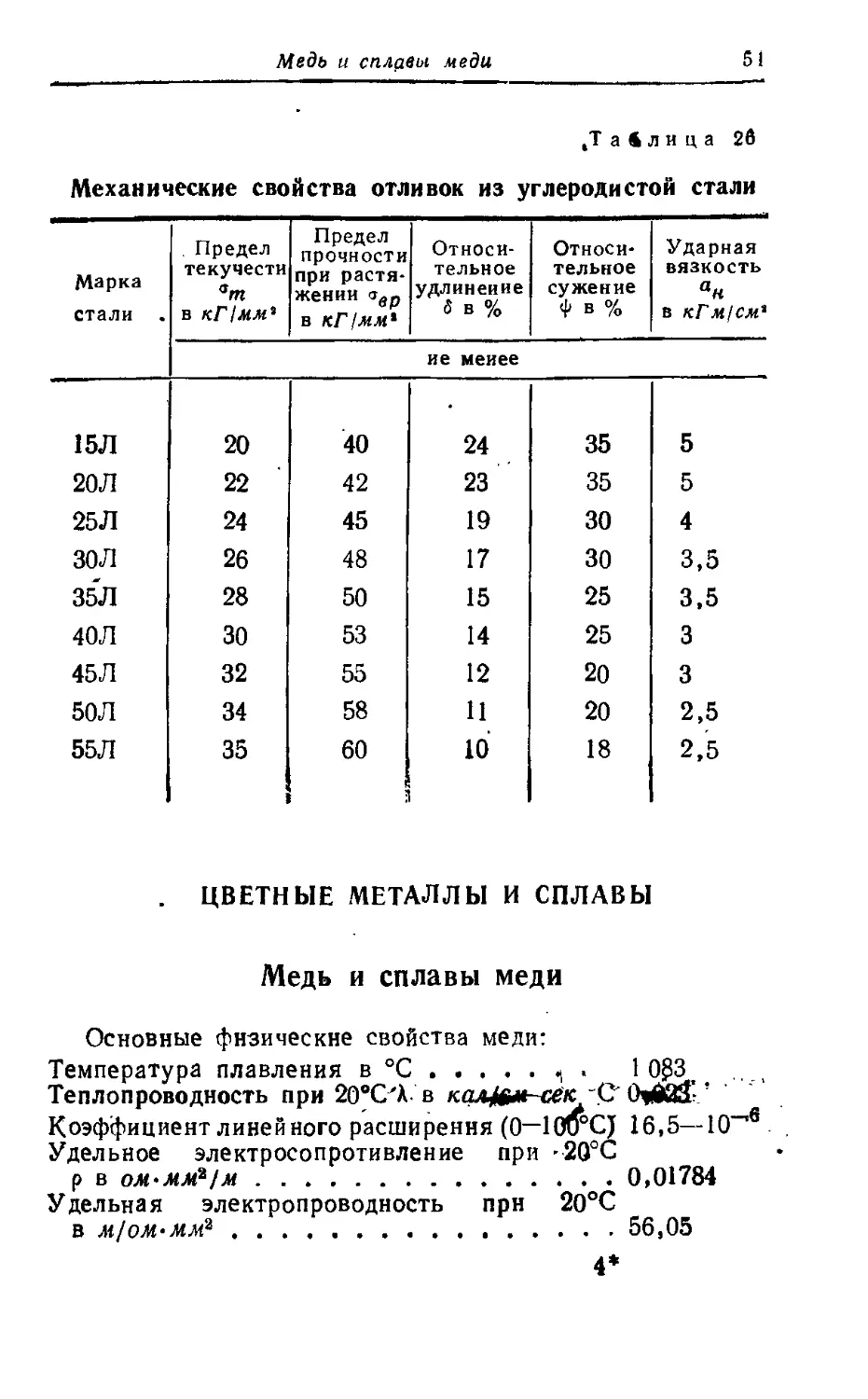
Механические свойства отливок из углеродистой стали
Марка стали . Предел текучести ат в кГ/мм* Предел прочности при растя- жении в кГ)мм1 Относи- тельное удлинение 5 в % Относи- тельное сужение Ф в % Ударная вязкость ан в кГм!см*
ие меиее
15Л 20 40 24 35 5
20Л 22 42 23 35 5
25Л 24 45 19 30 4
ЗОЛ 26 48 17 30 3,5
35Л 28 50 15 25 3,5
40Л 30 53 14 25 3
45Л 32 55 12 20 3
50Л 34 58 11 20 2,5
55Л 35 60 16 18 2,5
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
Медь и сплавы меди
Основные физические свойства меди:
Температура плавления в °C............. . 1 0£13 . _
Теплопроводность при 20°С'А в кад^ем-сек “О'
Коэффициент линейного расширения (0—1 0O°CJ 16,5-10-6
Удельное электросопротивление при -20°С
р в ом-мм2/м..............................0,01784
Удельная электропроводность при 20°С
в м/ом-мм2................................56,05
4*
52
Материалы
Таблица 27
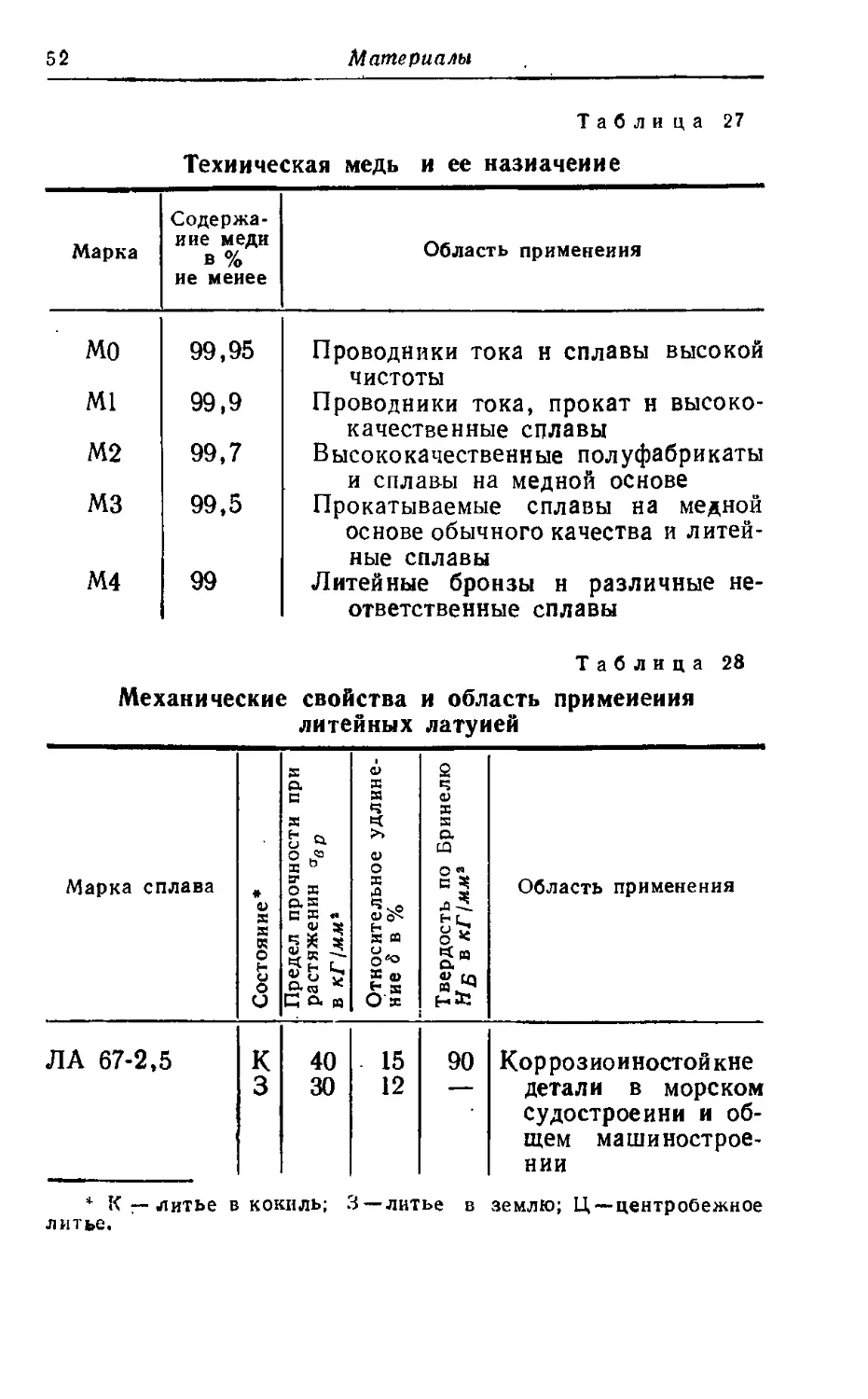
Техническая медь и ее назначение
Марка Содержа- ние меди в % не менее Область применения
МО 99,95 Проводники тока н сплавы высокой чистоты
Ml 99,9 Проводники тока, прокат н высоко- качественные сплавы
М2 99,7 Высококачественные полуфабрикаты и сплавы на медной основе
М3 99,5 Прокатываемые сплавы на медной основе обычного качества и литей- ные сплавы
М4 99 Литейные бронзы н различные не- ответственные сплавы
Таблица 28
Механические свойства и область применения
литейных латуней
Марка сплава
Область применения
ЛА 67-2,5
40
30
к
3
15 90 Коррозиоиностойкне
12 — детали в морском
судостроении и об-
щем машинострое-
нии
* К — литье в кокиль; 3 —литье в землю; Ц —центробежное
литье.
Медь и сплавы меди
53
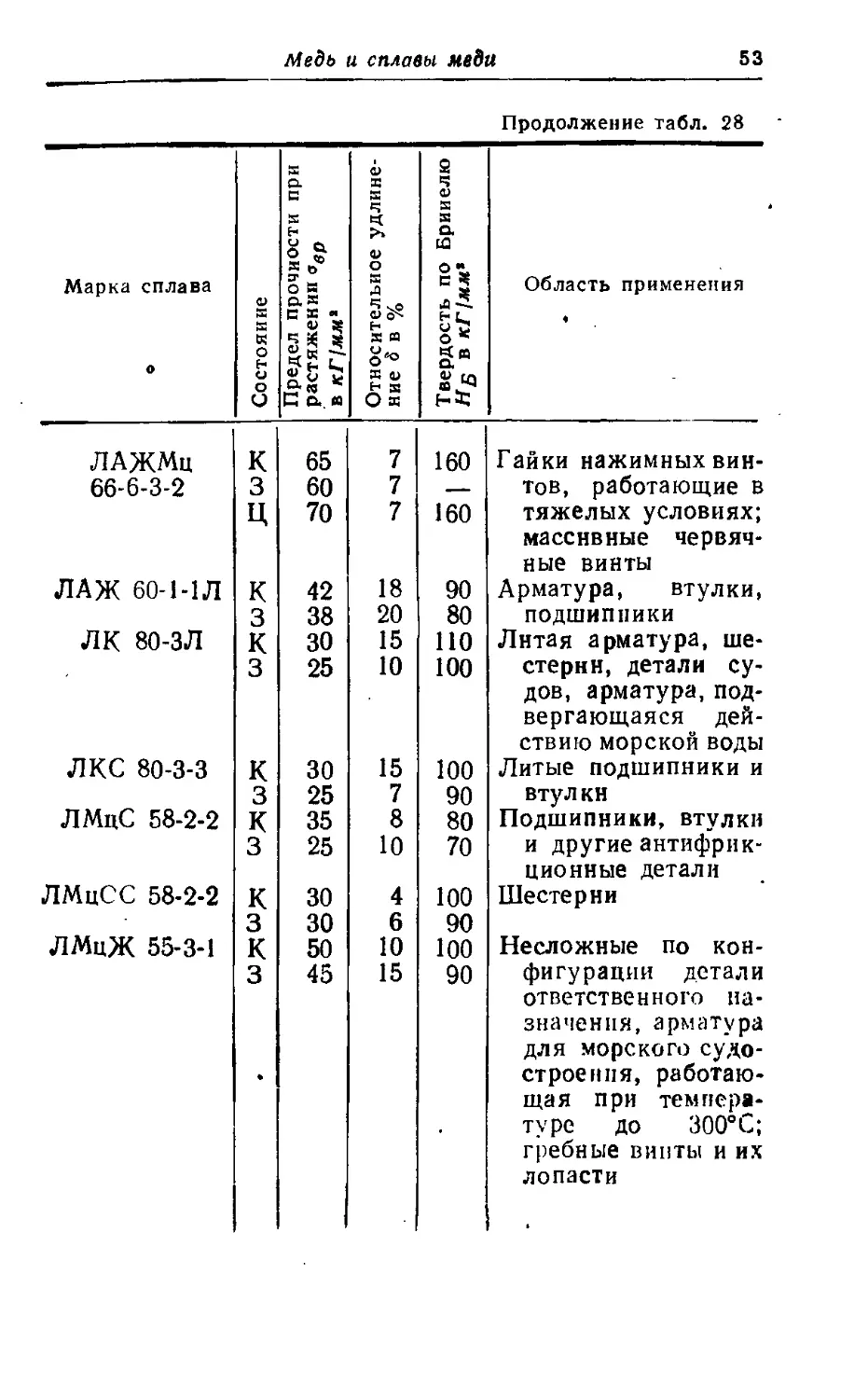
Продолжение табл. 28
Марка сплава Состояние Предел прочности при растяжении эвр в кГ1мм* Относительное удлине- ние <5 в % Твердость по Брииелю в кГ1мм* Область применения «
ЛАЖМц к 65 7 160 Гайки нажимных вин-
66-6-3-2 3 60 7 — тов, работающие в
ц 70 7 160 тяжелых условиях; массивные червяч- ные винты
ЛАЖ 60-1-1Л к 42 18 90 Арматура, втулки,
3 38 20 80 ПОДШИПНИКИ
ЛК 80-ЗЛ к 30 15 ПО Литая арматура, ше-
3 25 10 100 стерли, детали су- дов, арматура, под- вергающаяся дей- ствию морской воды
ЛКС 80-3-3 к 30 15 100 Литые подшипники и
3 25 7 90 втул кн
ЛМцС 58-2-2 к 35 8 80 Подшипники, втулки
3 25 10 70 и другие антифрик- ционные детали
ЛМцСС 58-2-2 к 30 4 100 Шестерни
3 30 6 90
ЛМцЖ 55-3-1 к 50 10 100 Несложные по кон-
3 45 15 90 фигурации детали ответственного на- значения, арматура для морского судо- строения, работаю- щая при темпера- туре до 300° С; гребные винты и их лопасти
54
Материалы
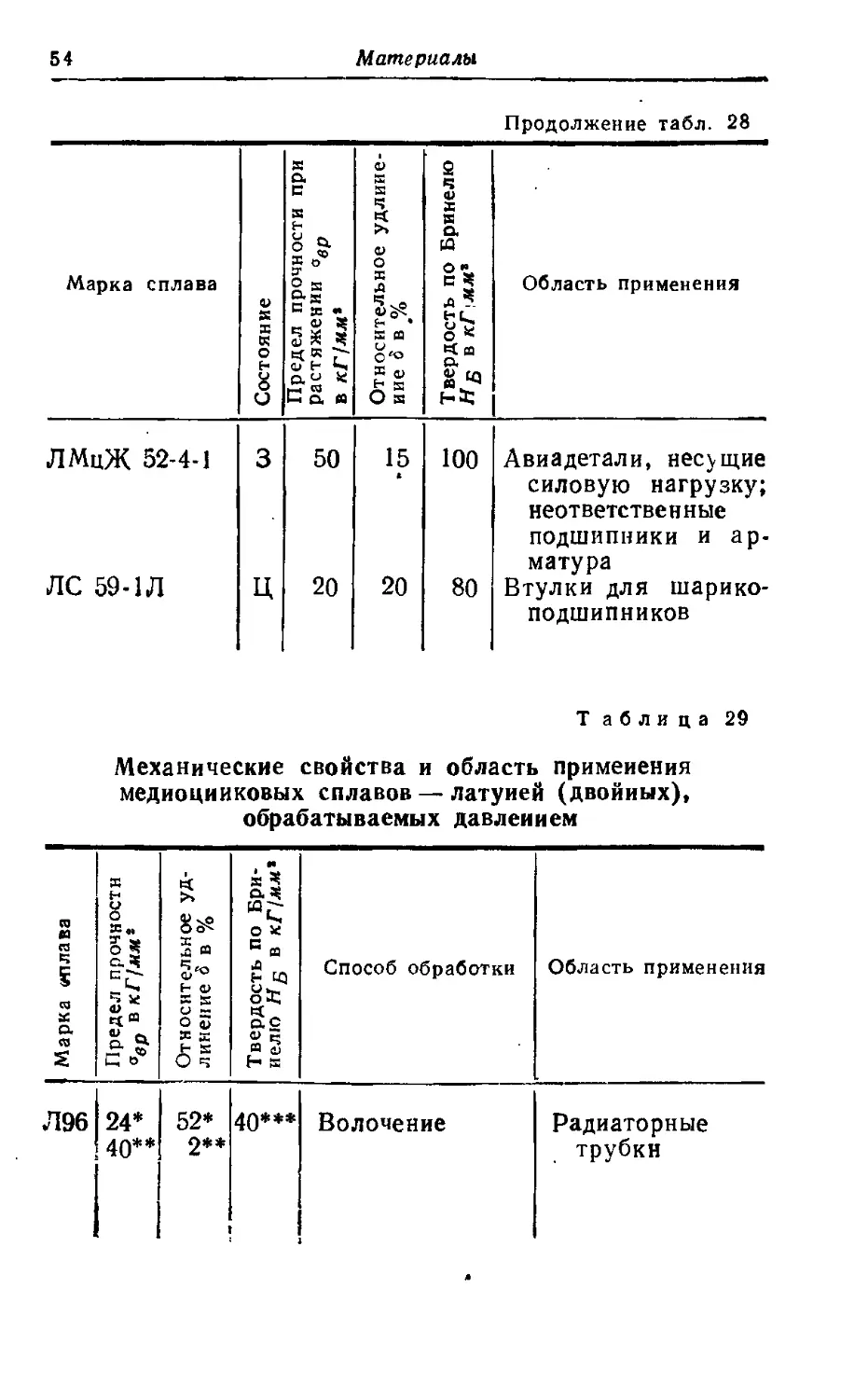
Продолжение табл. 28
Марка сплава Состояние Предел прочности при растяжении <звр в кГ!мм* Относительное удлине- ние о в % Твердость по Бринелю Н & в кГ мм* Область применения
ЛМцЖ 52-4-1 3 50 15 100 Авиадетали, несущие силовую нагрузку; неответстве н ные подшипники и ар- матура
ЛС 59-1Л и 20 20 80 Втулки для шарико- подшипников
Т аблица 29
Механические свойства и область применения
медиоцииковых сплавов — латуней (двойных),
обрабатываемых давлением
Марка итлава Предел прочности в кГ]мм* Относительное уд- линение о в % Твердость по Бри- иелю Я 5 в кПмм* Способ обработки Область применения
Л96 24* 40** 52* 2** 40*** Волочение Радиаторные трубки
Медь и сплавы меди
55
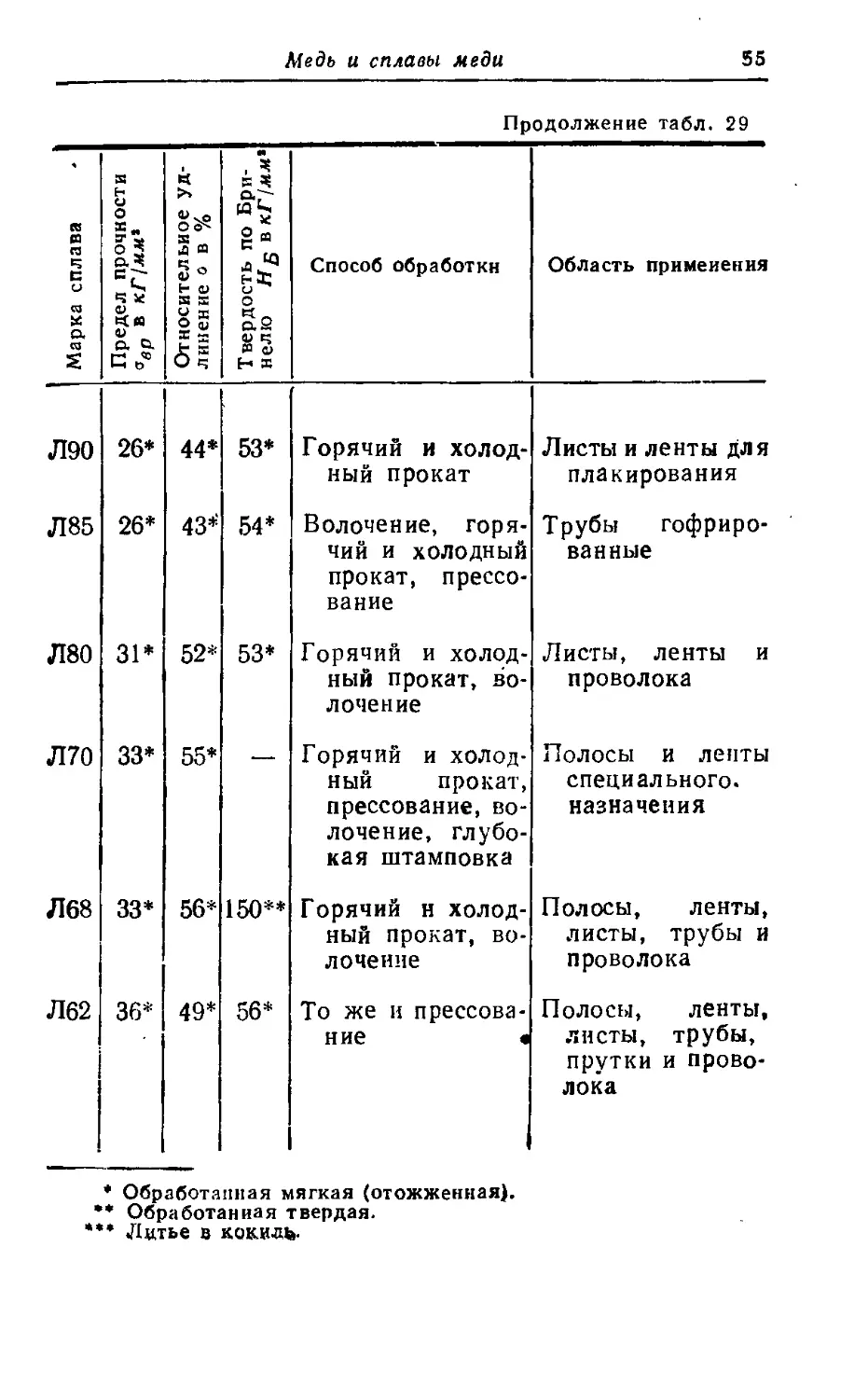
Продолжение табл. 29
Марка сплава - 1 Предел прочности авр в кГ(мм* Относительное уд- линение о в % Твердость по Бри- нелю Н^ъкПмм1 Способ обработки Область применения
Л 90 26* 44* 53* Горячий и холод- ный прокат Листы и ленты для плакирования
Л85 26* 43*: 54* Волочение, горя- чий и холодный прокат, прессо- вание Трубы гофриро- ванные
Л80 31* 52* 53* Горячий и холод- ный прокат, во- лочение Листы, ленты и проволока
Л70 33* 55* — Горячий и холод- ный прокат, прессование, во- лочение, глубо- кая штамповка Полосы и лепты специального, назначения
Л68 33* 56* 150** Горячий н холод- ный прокат, во- лочение Полосы, ленты, листы, трубы и проволока
Л62 36* 49* 56* То же и прессова- ние « Полосы, ленты, листы, трубы, прутки и прово- лока
Обработанная мягкая (отожженная).
Обработанная твердая.
Литье в кокиль-
66
Материалы
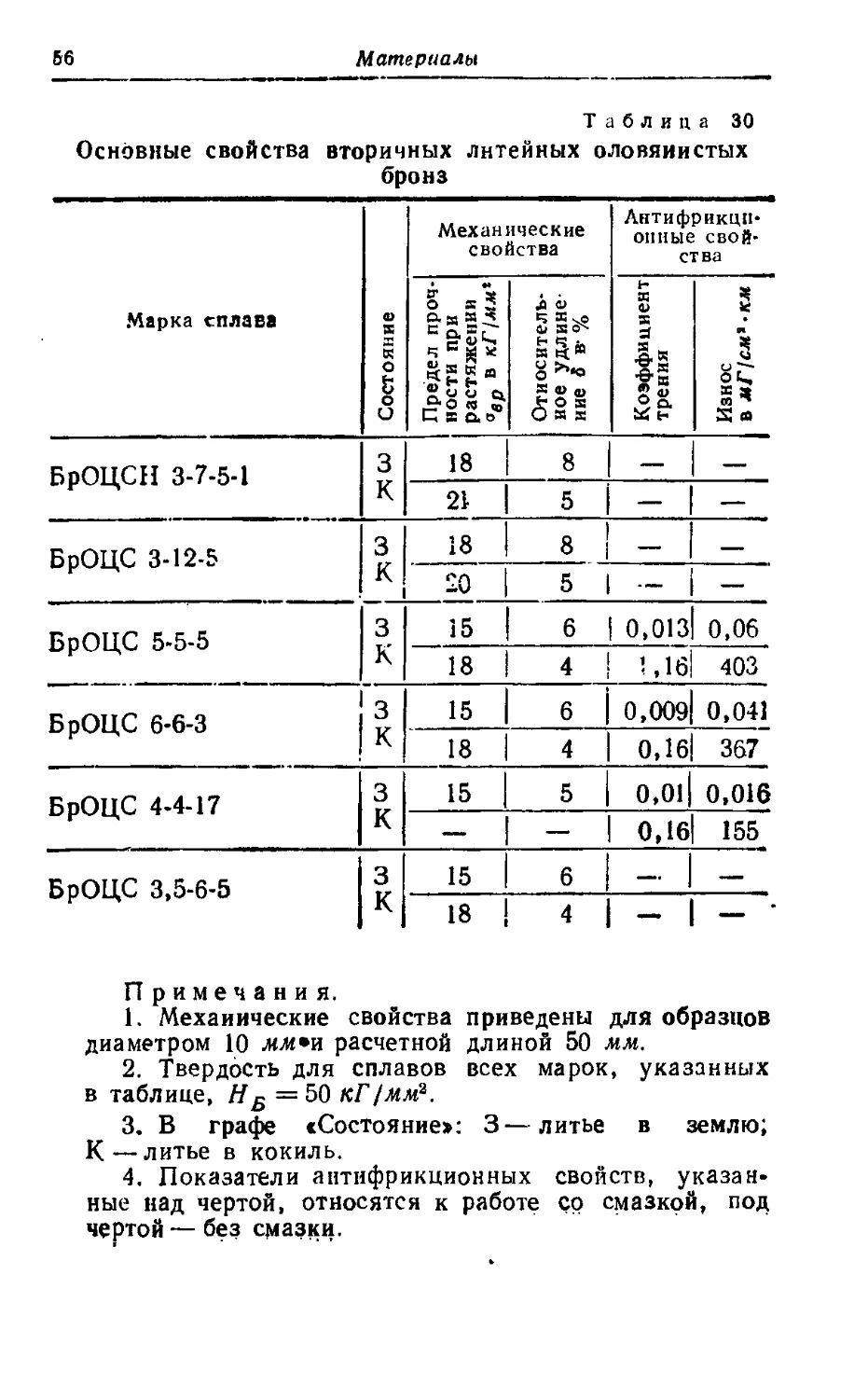
Таблица 30
Основные свойства вторичных литейных оловяиистых
бронз
Марка сплава Состояние I Механические свойства Антифрикцп* опные свой- ства
i Предел проч- ности при растяжении в кПмм* Относитель- ное удлине- ние 3 в1 % Коэффициент трения Износ В МГ/СМ’ -км
БрОЦСП 3-7-5-1 3 18 8 — —
к 21 5 —
БрОЦС 3-12-5 3 18 8 —
к 20 5 —
БрОЦС 5-5-5 3 15 6 0,013 0,06
к 18 4 1,16 403
БрОЦС 6-6-3 3 15 6 0,009 0,041
к 18 4 0,16 367
БрОЦС 4-4-17 3 15 5 0,01| 0,016
к — - 0,16 155
БрОЦС 3,5-6-5 3 15 6 - 1 —
к 18 4 - —
Примечания.
1. Механические свойства приведены для образцов
диаметром 10 мм»н расчетной длиной 50 мм.
2. Твердость для сплавов всех марок, указанных
в таблице, НБ = 50 кГ/мм*.
3. В графе «Состояние»: 3—литье в землю;
К—литье в кокиль.
4. Показатели антифрикционных свойств, указан-
ные над чертой, относятся к работе ср смазкой, под
чертой — без смазки.
Медь и сплавы меди
57
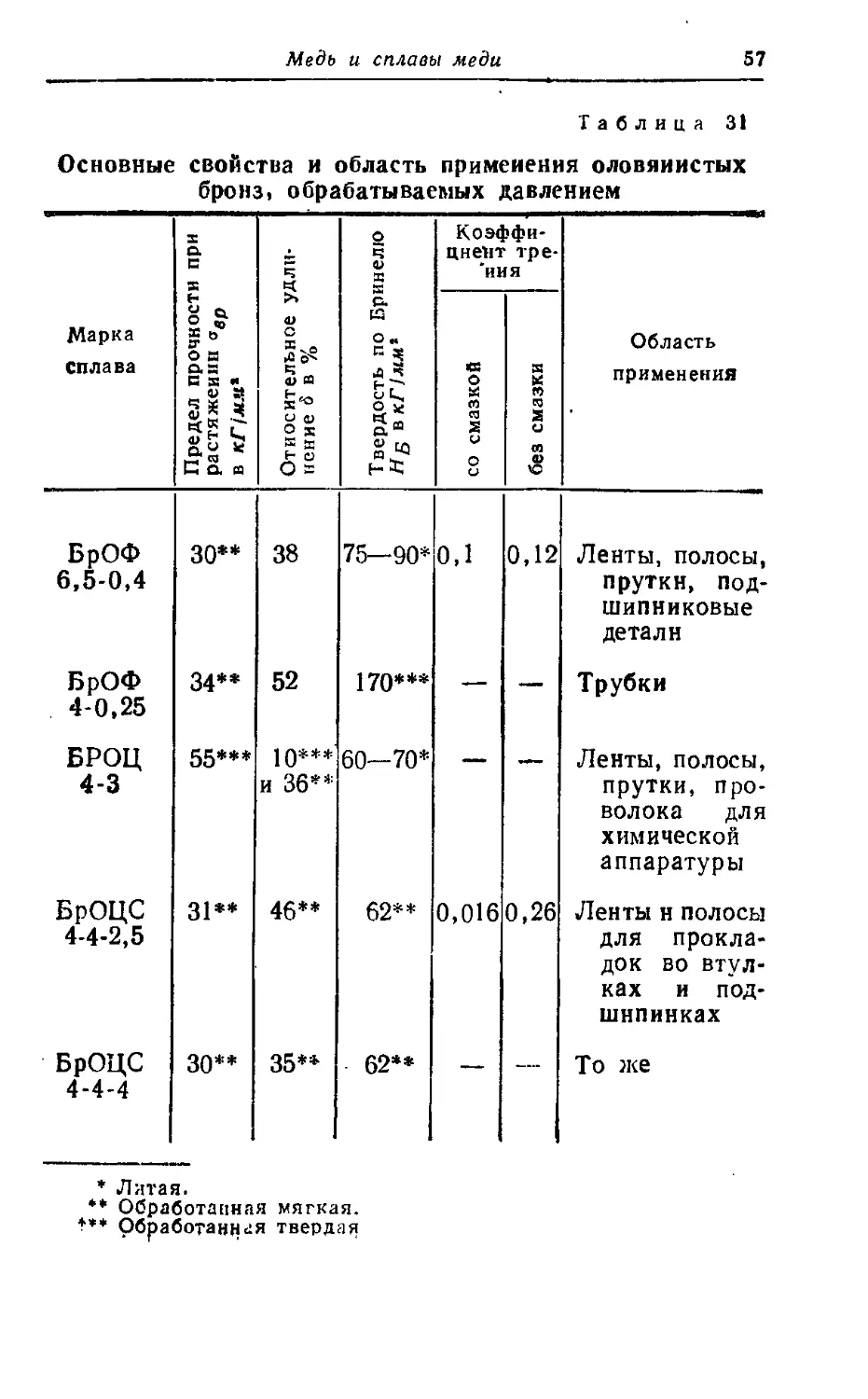
Таблица 31
Основные свойства и область применения оловяиистых
бронз, обрабатываемых давлением
Марка сплава Предел прочности при растяжении авр в кПмх1 Относительное удли- нение (5 в % Твердость по Бринелю И Б в кГ/мм* Коэффи- циент тре- 'иия Область применения
со смазкой без смазки
БрОФ 6,5-0,4 30** 38 75—90* 0,1 0,12 Ленты, полосы, прутки, под- шипниковые детали
БрОФ 4-0,25 34** 52 170*** — — Трубки
БРОЦ 4-3 55*** 10*** и 36** 60—70* — — Ленты, полосы, прутки, про- волока для химической аппаратуры
БрОЦС 4-4-2,5 31** 46** 62** 0,016 0,26 Ленты н полосы для прокла- док во втул- ках и под- шипниках
БрОЦС 4-4-4 30** 35** 62** — — То же
* Латая.
»• Обработанная мягкая.
*** Обработанная твердая
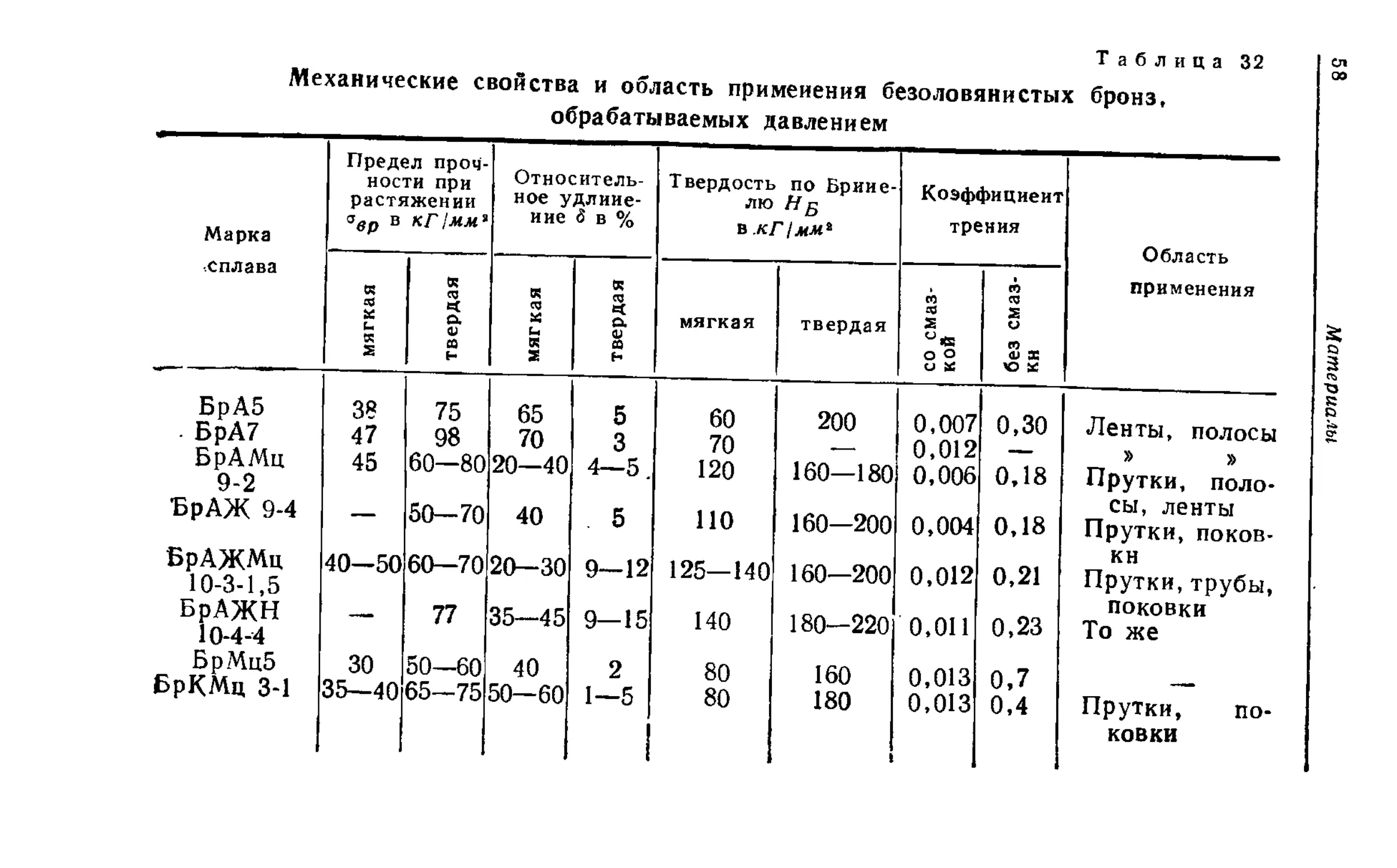
Таблица 32
Механические свойства и область применения безоловянистых бронз,
обрабатываемых давлением
Марка Предел проч- ности при растяжении Относитель- ное удлине- ние б в % Твердость по Бриие- лю Hg Коэффициент трения Область
”вр в кГ 1мм9 в кГ 1мм‘
сплава мягкая твердая | мягкая твердая мягкая твердая со смаз- кой без смаз- ки применения
БрА5 38 75 65 5 60 200 0,007 0,30 Ленты, полосы
. БрА7 47 98 70 3 70 .— 0,012 — в в
БрАМц 9-2 45 60—80 20—40 4—5. 120 160—180 0,006 0,18 Прутки, поло- сы, ленты Прутки, поков- ки
БрАЖ 9-4 — 50—70 40 5 ПО 160—200 0,004 0,18
БрАЖМц 10-3-1,5 40—50 60—70 20—30 9—12 125—140 160—200 0,012 0,21 Прутки, трубы, поковки
БрАЖН 10-4-4 —— 77 35—45 9—15 140 180—220 0,011 0,23 То же
БрМцб 30 50—60 40 2 80 160 0,013 0,7 1
БрКМц 3-1 35—40 65—75 50—60 1—5 80 180 0,013 0,4 Прутки, по- ковки
Материалы
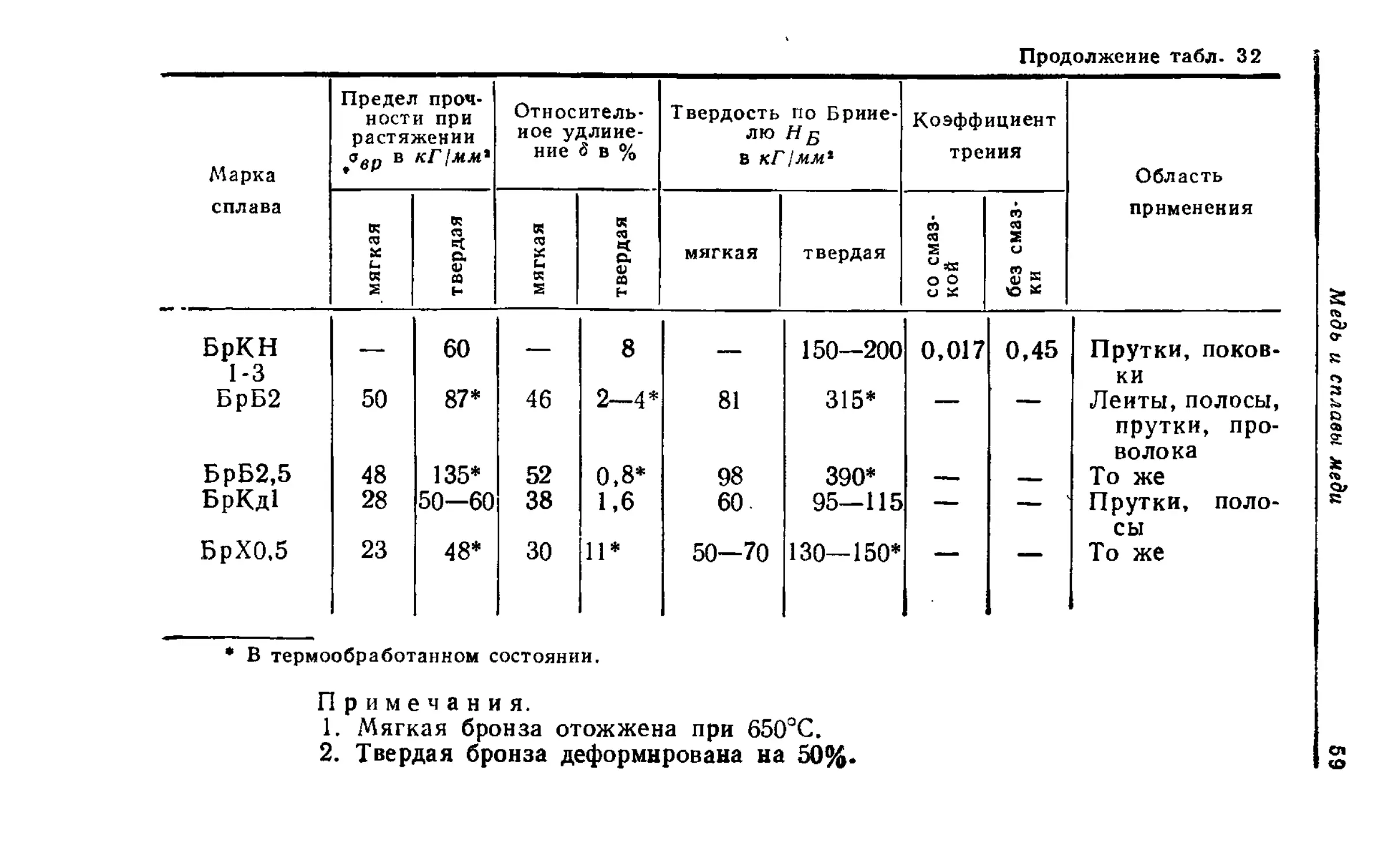
Продолжение табл- 32
Марка сплава Предел проч- ности при растяжении <звр в кГ1мм* Относитель- ное удлине- ние д в % Твердость по Бриие- лю/fg в кГ!ммг Коэффициент треиия Область применения
.мягкая твердая мягкая 1 твердая мягкая твердая со смаз- кой СО СО 2 и СО -
БрКН 1-3 — 60 — 8 — 150—200 0,017 0,45 Прутки, поков- ки
БрБ2 50 87* 46 2—4* 81 315* — — Леиты, полосы, прутки, про- волока
БрБ2,5 48 135* 52 0,8* 98 390* — То же
БрКд1 28 50—60 38 1,6 60 95—115 — — Прутки, поло- сы
БрХ0,5 23 48* 30 И* 50—70 130—150* — — То же
• В термообработанном состоянии.
Примечания.
1. Мягкая бронза отожжена при 650°С.
2. Твердая бронза деформирована на 50%.
Медь и сплавы меди
60
Материалы
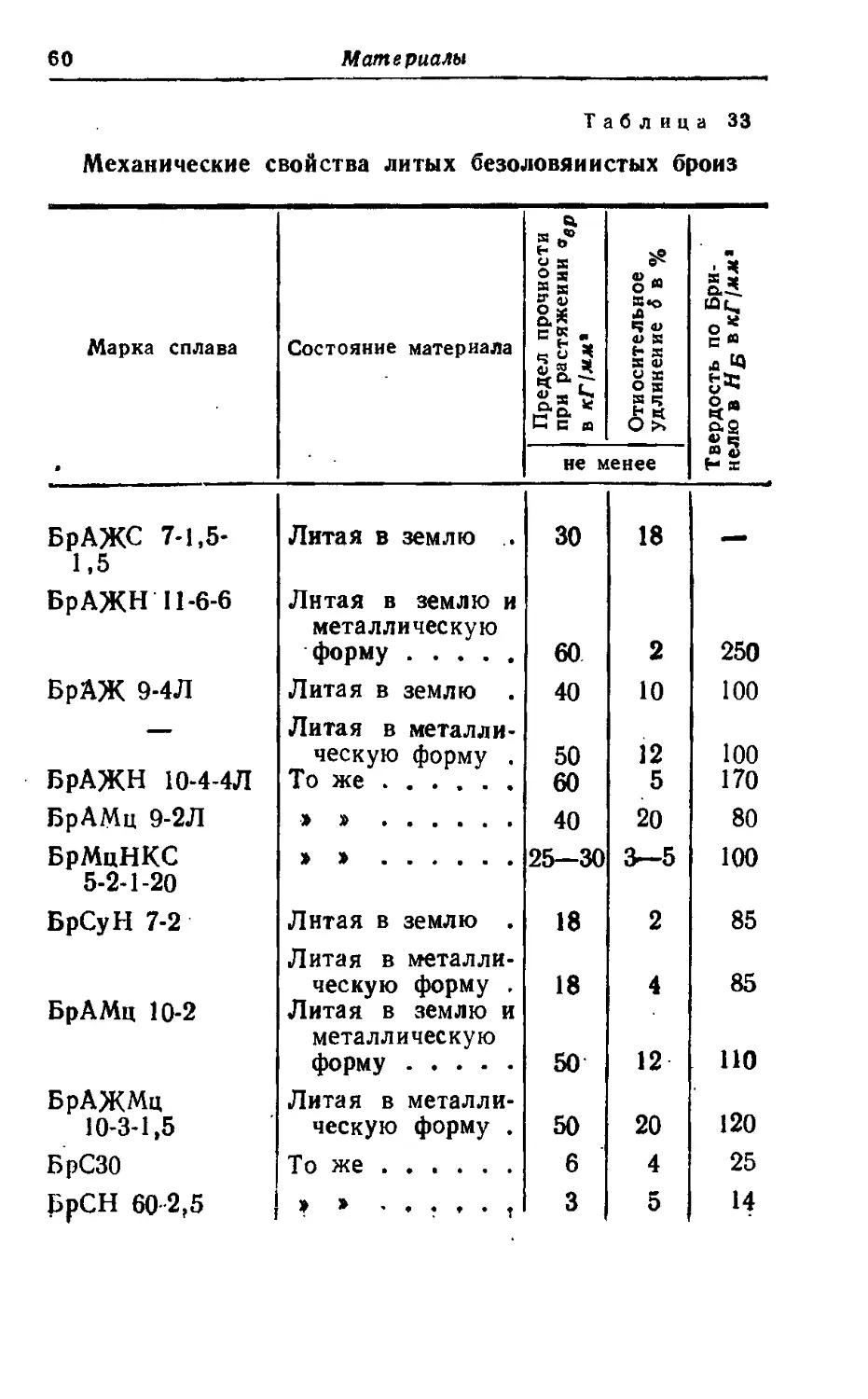
Таблица 33
Механические свойства литых безоловянистых броиз
Марка сплава Состояние материала Предел прочности при растяжении свр в кГ1мм* Относительное удлинение S в % Твердость по Бри- нелю в в кПмм*
не м енее
БрАЖС 7-1,5- Литая в землю 30 18 __
1,5 БрАЖН 11-6-6 Литая в землю и металлическую форму 60 2 250
БрАЖ 9-4Л Литая в землю . 40 10 100
— Литая в металли- ческую форму . 50 12 100
БрАЖН 10-4-4Л То же 60 5 170
БрАМц 9-2Л » > 40 20 80
БрМцНКС » » 25—30 3—5 100
5-2-1-20 БрСуН 7-2 Литая в землю . 18 2 85
Литая в металли- ческую форму . 18 4 85
БрАМц 10-2 Литая в землю и металлическую форму 50 12 НО
БрАЖМц 10-3-1,5 Литая в металли- ческую форму . 50 20 120
БрСЗО То же 6 4 25
БрСН 60 2,5 » » 3 5 14
Медь и сплавы меди
61
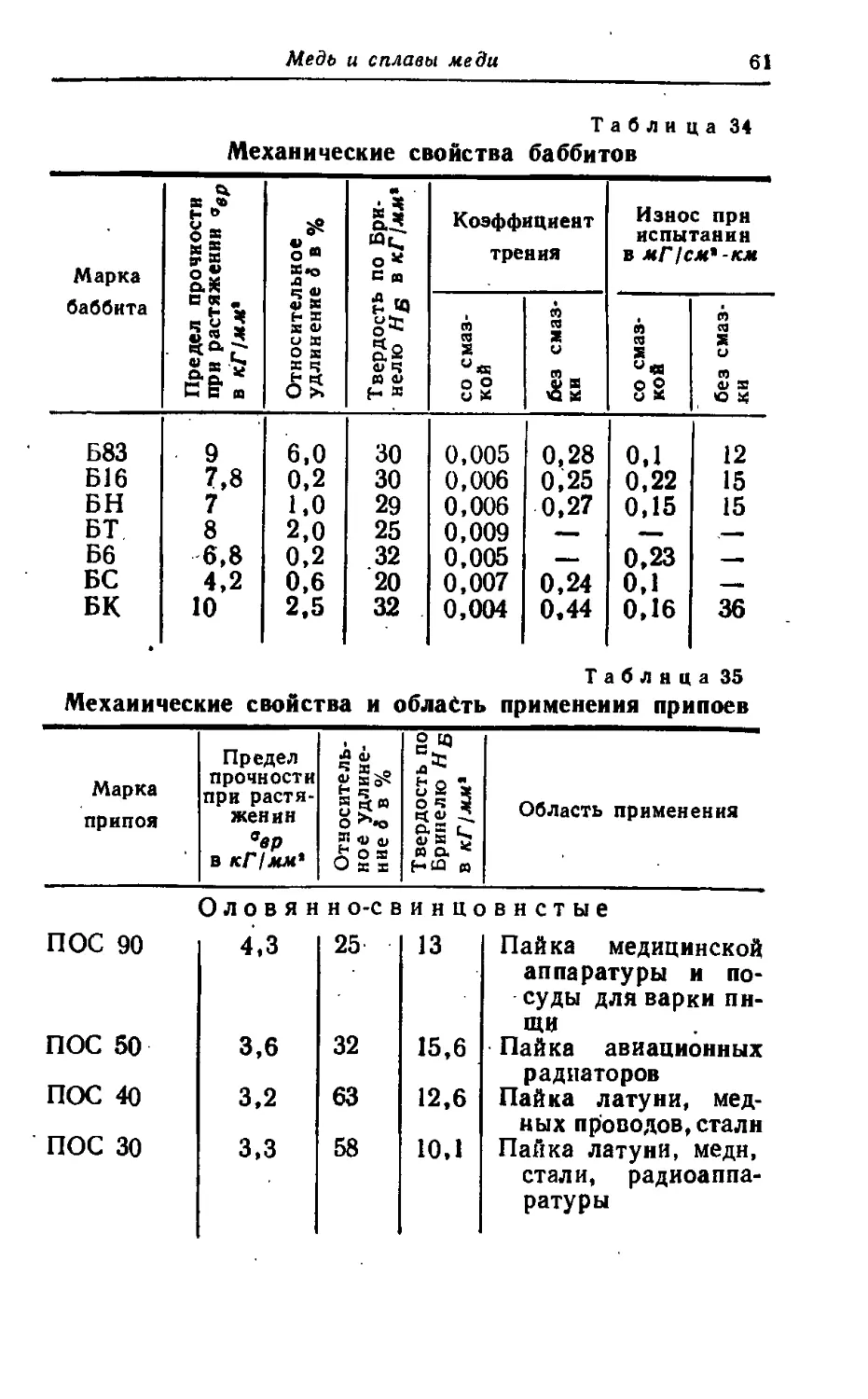
Таблица 34
Механические свойства баббитов
Марка о » |ьное ! а в % по Бри- в кГ/мм‘ Коэффициент трения Износ при испытании в мГ!см'-км
баббита в « «, 4“ 2 4> № Н X х й» о х О X н Ч о5 2s смаз- 1 смаз* смаз* L смаз-
S.5 « С в и 65 0 6 н « О О Q X без ки ° 2 CJ М п X •О $4
Б83 9 6,0 30 0,005 0,28 0,1 12
Б16 7,8 0,2 30 0,006 0,25 0,22 15
БН 7 1,0 29 0,006 0,27 0,15 15
БТ 8 2,0 25 0,009 —
Б6 6,8 0,2 32 0,005 — 0,23 —
БС 4,2 0,6 20 0,007 0,24 0,1 —1
БК 10 2,5 32 0,004 0,44 0,16 36
Таблица 35
Механические свойства и область применения припоев
Марка припоя Предел прочности при растя- жении Qep в кГ!мм* Относитель- ное удлине- ние б в % Твердость по Бринелю в кГ[мм* Область применения
О л о в я н н о-с в инцовнстые
ПОС 90 4,3 25 13 Пайка медицинской аппаратуры и по- суды для варки пи- щи
ПОС 50 3,6 32 15,6 Пайка авиационных радиаторов
ПОС 40 3,2 63 12,6 Пайка латуни, мед- ных проводов, стали
ПОС 30 3,3 58 10,1 Пайка латуни, медн, стали, радиоаппа- ратуры
«2
Материалы
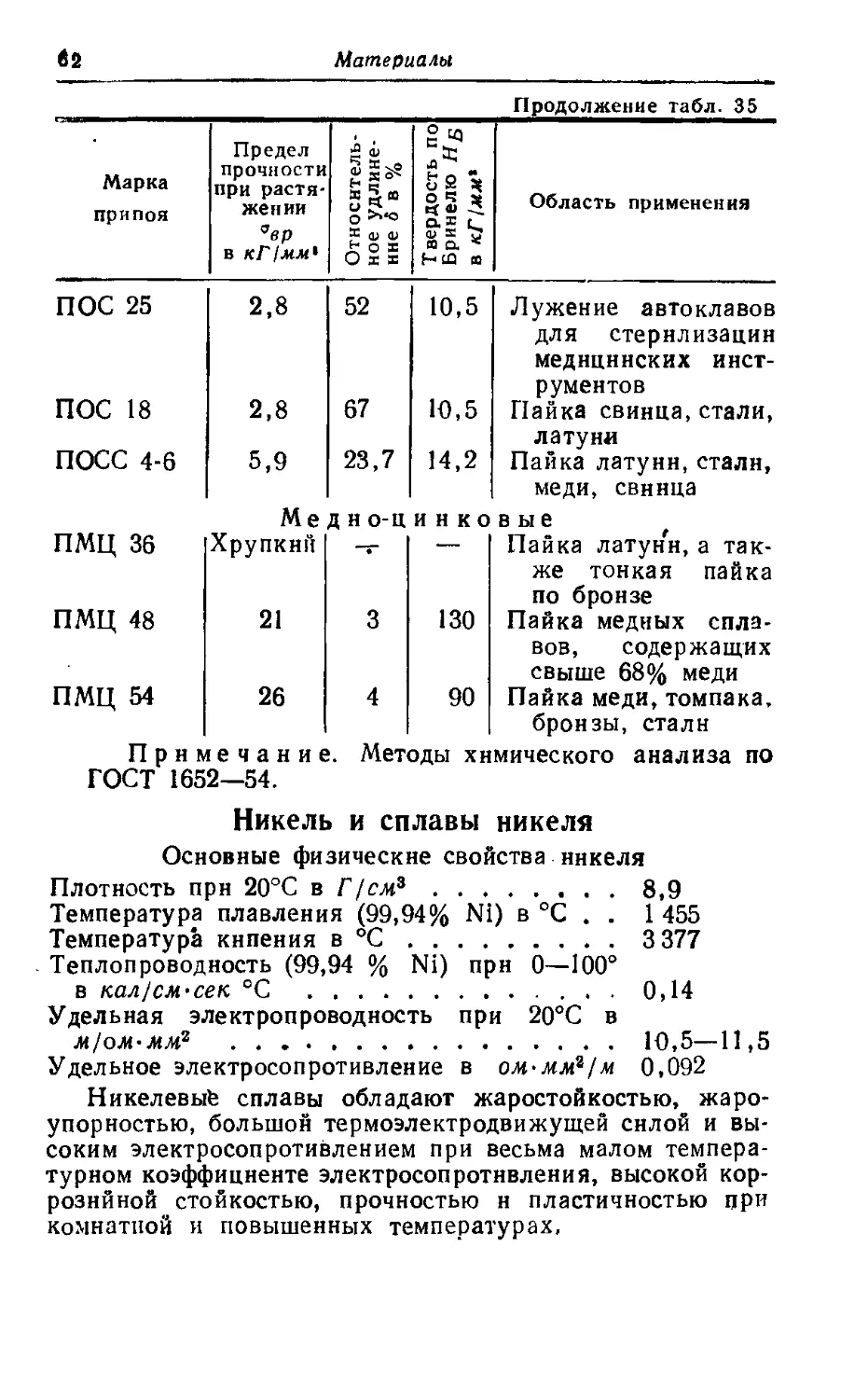
Продолжение табл. 35
Марка припоя Предел прочности при растя- жении °вр в кГ/мм* Относитель- ное удлине- ние б в % Твердость по Брннелю Н в кГ /мм1 Область применения
ПОС 25 2,8 52 10,5 Лужение автоклавов для стерилизации медицинских инст- рументов
ПОС 18 2,8 67 10,5 Пайка свинца, стали,
ПОСС 4-6 5,9 Me 23,7 д н о-ц 14,2 И Н К О Пайка латуни, стали, меди, свинца в ы е
ПМЦ 36 Хрупкий ~Т —- Пайка латуни, а так- же тонкая пайка по бронзе
ПМЦ 48 21 3 130 Пайка медных спла- вов, содержащих свыше 68% меди
ПМЦ 54 26 4 90 Пайка меди, томпака, бронзы, стали
Примечание. Методы химического анализа по ГОСТ 1652—54.
Никель и сплавы никеля
Основные физические свойства никеля
Плотность при 20°С в Г/см3...............8,9
Температура плавления (99,94% Ni) в °C . . 1 455
Температура кипения в °C................. 3 377
Теплопроводность (99,94 % Ni) прн 0—100°
в кал/см-сек. °C ........................0,14
Удельная электропроводность при 20°С в
м/ом-мм2 .................................10,5—11,5
Удельное электросопротивление в ом-мм2/м 0,092
Никелевыё сплавы обладают жаростойкостью, жаро-
упорностью, большой термоэлектродвижущей силой и вы-
соким электросопротивлением при весьма малом темпера-
турном коэффициенте электросопротивления, высокой кор-
розийной стойкостью, прочностью н пластичностью при
комнатной и повышенных температурах,
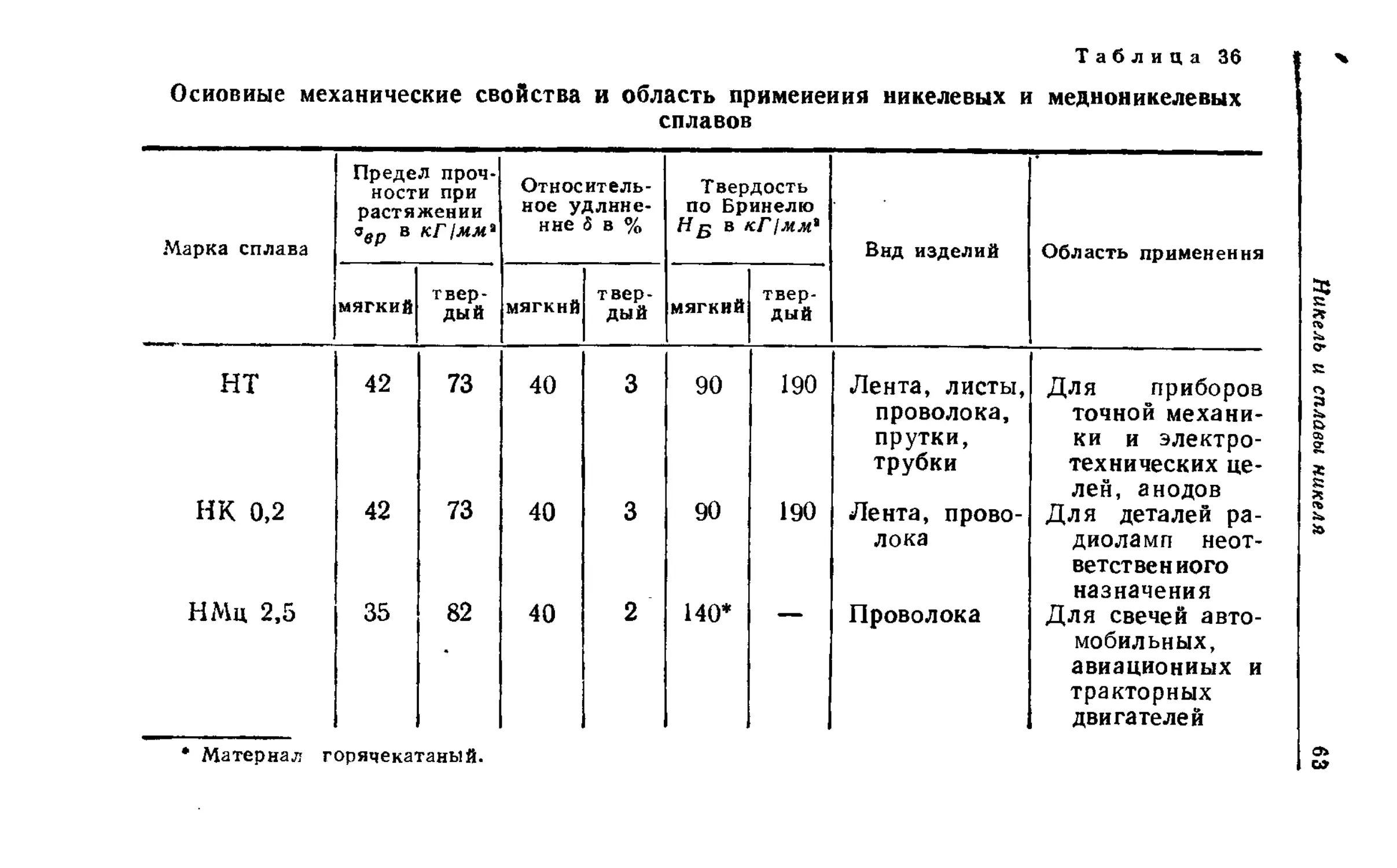
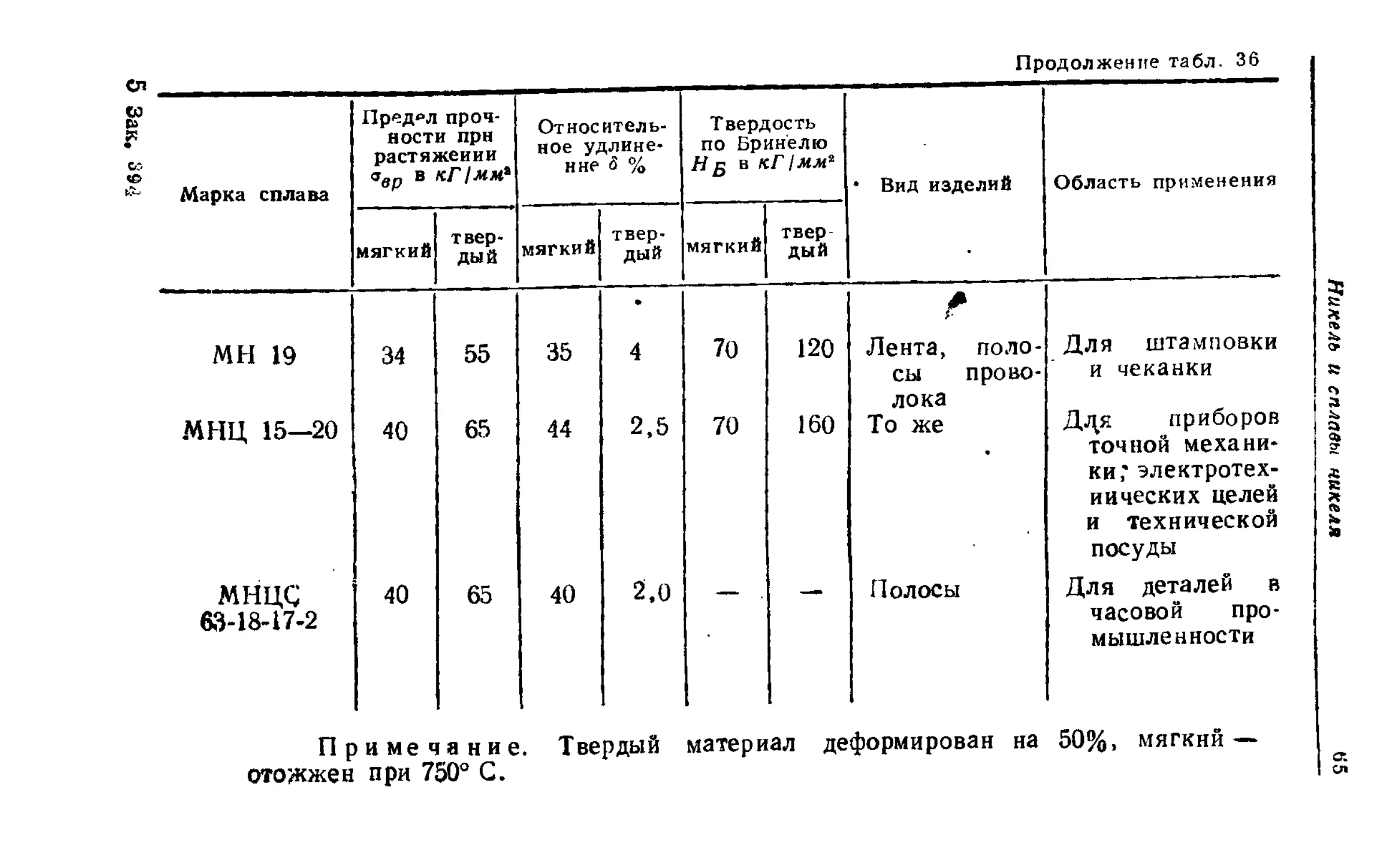
Таблица 36
Основные механические свойства и область применения никелевых и медноникелевых
сплавов
Марка сплава Предел проч- ности при растяжении 9вр в кГ/мм* Относитель- ное удлине- ние 6 в % Твердость по Бринелю Н & в кГ/мм* Вид изделий Область применения
мягкий твер- дый мягкий твер- дый мягкий твер- дый
нт 42 73 40 3 90 190 Лента, листы, проволока, прутки, трубки Для приборов точной механи- ки и электро- технических це- лей, анодов
НК 0,2 42 73 40 3 90 190 Лента, прово- лока Для деталей ра- диоламп неот- ветственного назначения
НМц 2,5 35 82 40 2 140* Проволока Для свечей авто- мобильных, авиационных и тракторных двигателей
• Материал горячекатаный.
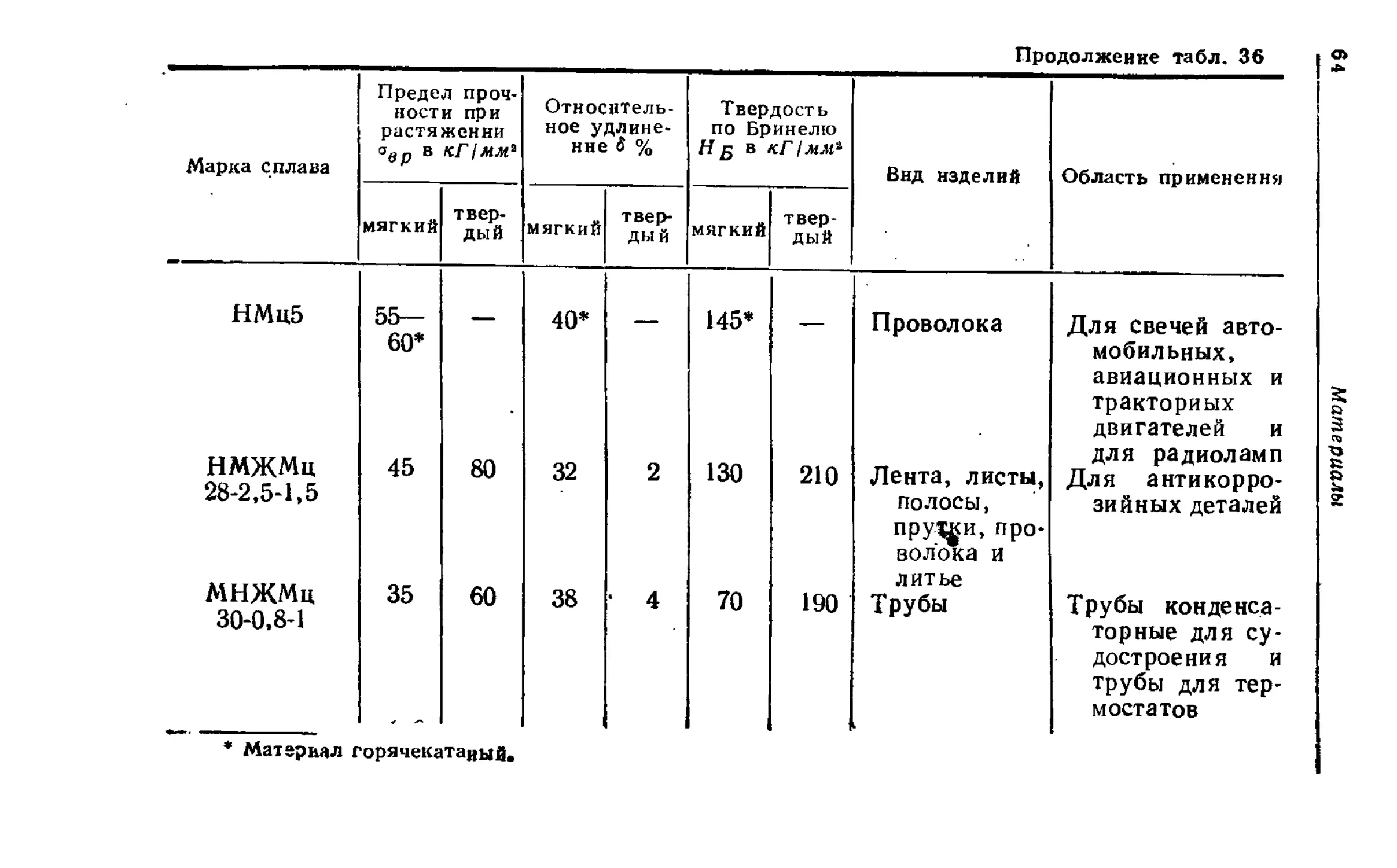
Никель и сплавы никеля
Марка сплава Предел проч- ности при растяжении авр в кГ/мма Относитель- ное удлине- ние 5 %
мягкий твер- дый мягкий твер- ды й
НМц5 55— 60* — 40*
НМЖМц 28-2,5-1,5 45 80 32 2
МНЖМц 30-0,8-1 35 60 38 • 4
* Материал горячекатаный»
Продолжение табл. 36
Твердость по Бринелю Н £ в кГ/мм* Вид изделий Область применения
мягкий твер- дый
145* — Проволока Для свечей авто- мобильных, авиационных и тракторных двигателей и для радиоламп
130 210 Лента, листы, полосы, пру^и, про- волока и литье Для антикорро- зийных деталей
70 190 Трубы Трубы конденса- торные для су- достроения и трубы для тер- мостатов
Материалы
5 Зак. 3S'j
Марка сплава Предал проч- ности прн растяжении 9вр в кГ/мм* Относ итель- ное удлине- ние а %
мягкий твер- дый мягкий твер- дый
МН 19 34 55 35 4
МНЦ 15—20 40 65 44 2.5
мнцс 63-18-17-2 40 65 40 2.0
Примечание. Твердый
отожжен при 750° С.
Продолжение табл. 36
Твердость по Бринелю Н в кГ/мм* • Вид изделий Область применения
мягкий твер дый
Г
70 120 Лента, поло- сы прово- лока Для штамповки и чеканки
70 160 То же Ддя приборов точной механи- ки,' электротех- нических целей и технической посуды
Полосы Для деталей в часовой про- мышленности
материал деформирован на 50%, мягкий —
Никель и сплавы никеля
66
Материалы
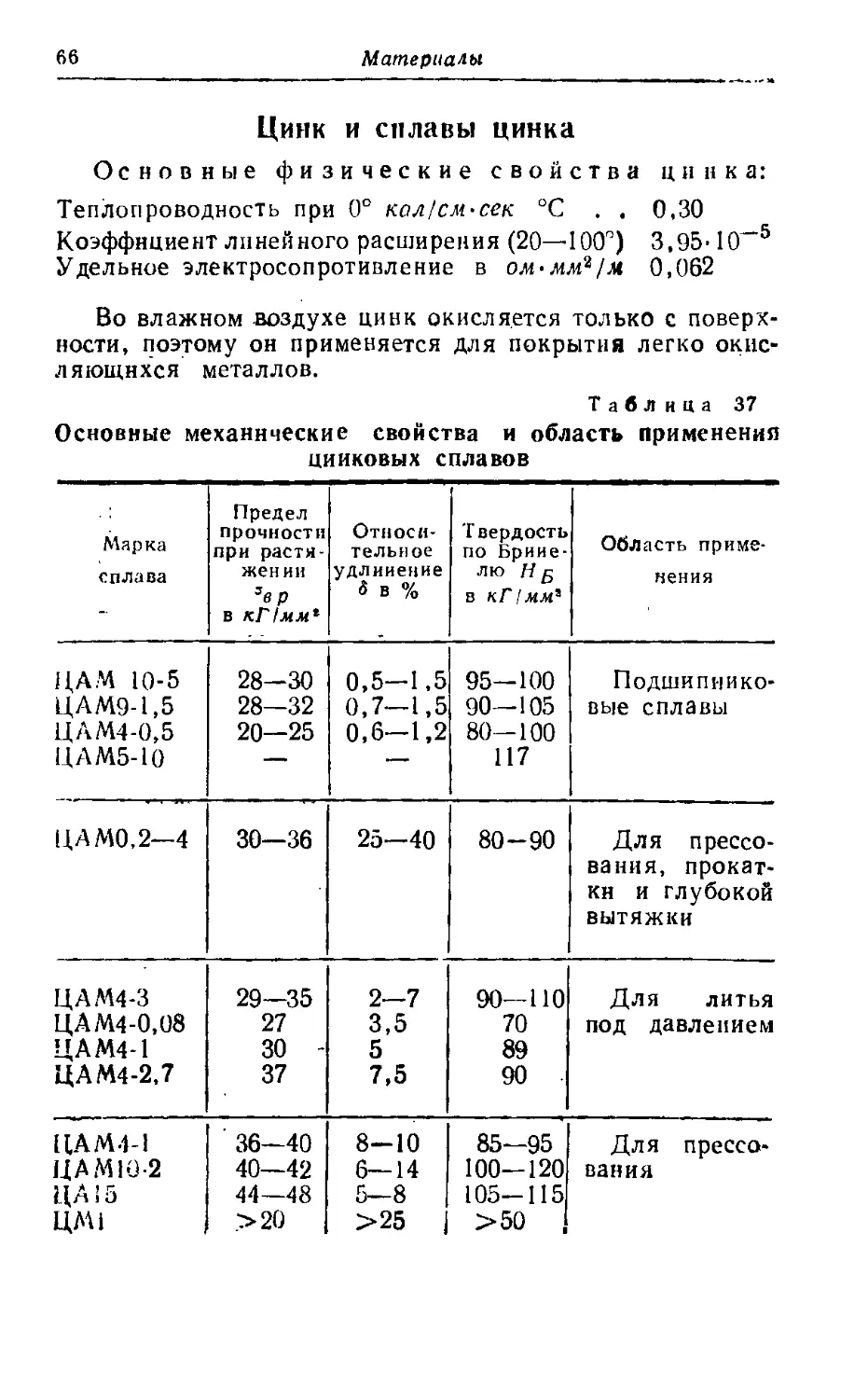
Цинк и сплавы цинка
Основные физические свойства цинка:
Теплопроводность при 0° кол/см-сек °C . . 0,30
Коэффициент линейного расширения (20—100°) 3,95’10~5
Удельное электросопротивление в ом-мм2/м 0,062
Во влажном воздухе цинк окисляется только с поверх-
ности, поэтому он применяется для покрытия легко окис-
ляющихся металлов.
Таблица 37
Основные механические свойства и область применения
цинковых сплавов
Марка сплава Предел прочности при растя- жении se р в кГ!мм* Относи- тельное удлинение 5 в % Твердость по Бриие- лю Hg в кГ1мм* Область приме- нения
ЦАМ 10-5 28—30 0,5-1,5 95—100 Подшипнико-
ЦАМЭ-1,5 28—32 0,7—1,5 90—105 вые сплавы
ЦАМ4-0,5 20—25 0,6—1,2 80—100
ЦАМ5-10 — — 117
ЦАМ0,2—4 30—36 25—40 80-90 Для прессо- вания, прокат- ки и глубокой вытяжки
ЦАМ4-3 29—35 2—7 90-110 Для литья
ЦАМ4-0.08 27 3,5 70 под давлением
ЦАМ4-1 30 - 5 89
ЦАМ4-2.7 37 7,5 90
ЦАМ4-1 36—40 8-10 85—95 Для прессе-
ЦАМ 10 2 ЦА15 40—42 6—14 100-120 вания
44—48 5—8 105-115
ЦМ1 >20 >25 , >50
Свинец и сплавы свинца
67
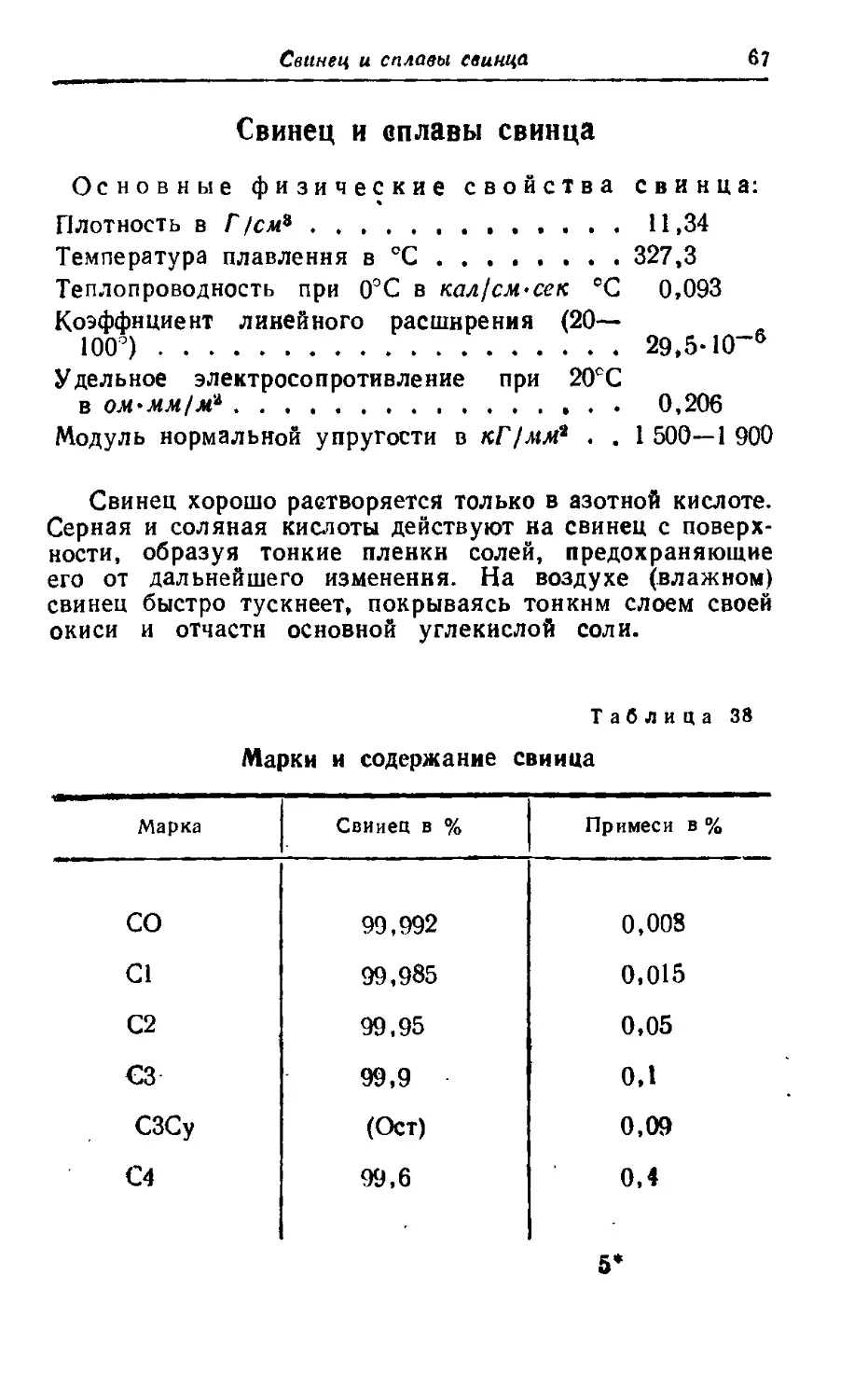
Свинец и сплавы свинца
Основные физические свойства свинца:
Плотность в Г/см3........................11,34
Температура плавления в °C............... 327,3
Теплопроводность при 0°С в кал/см-сек. °C 0,093
Коэффициент линейного расширения (20—
100°)....................................29,5-10~6
Удельное электросопротивление при 20сС
в om-mm/m3............................... 0,206
Модуль нормальной упругости в кГ/мм'1 . . 1 500—1900
Свинец хорошо растворяется только в азотной кислоте.
Серная и соляная кислоты действуют на свинец с поверх-
ности, образуя тонкие пленки солей, предохраняющие
его от дальнейшего изменения. На воздухе (влажном)
свинец быстро тускнеет, покрываясь тонким слоем своей
окиси и отчасти основной углекислой соли.
Таблица 38
Марки и содержание свинца
Марка Свинец в % Примеси в %
со 99,992 0,008
С1 99,985 0,015
С2 99,95 0,05
€3 99,9 0,1
СЗСу (Ост) 0,09
С4 99,6 0,4
5
63
Материалы
АлкГмиНий' и сплавы алюминия
: г. - к . £ г г: ' : (J ' " "
Основные физические свойства алюминия:
Плотность (99,97% A1J rtph 20°С в Г [см3 , . 2,6996
Температура плавления (99,6% AI) в °C . . 658,7
Удельная теплоемкость, в твердом состоянии
при 2Q°G в кал[Г °C ... . ...... . 0,214
Теплопроводность при.20?С в кал/см-сек °C .0,5
Коэффициент линейного расширения (20— .
10(F) . . . . ... . 23,8-!0~в
Удельное эЯектроСопротиВЛенне (99,5% А1)
при 20°С в ом-мм3/м ..................... 0,028—0,03
Удельная ' электропроводность при 0°
в м[ом-мм3'-. » . . . . .' . . . '. . 33—36
На поверхности алюминия образуется защитная плен-
ка- нз стойкого окисла, делающая его малоактивным при
обычной температуре. Окисная пленка сохраняет свои за-
щитные свойства и при высоких температурах, в процессе
плавления.
Плотная'пассивирующая пленка А1гО3 защищает алю-
миний от коррозии на воздухе и в некоторых других сре-
дах.
Алгомийнй не применяется для фасонного литья из-за
низких литейных и механических свойств. Для производ-
ства различных полуфабрикатов обработкой давлением он
находит широкое применение.
Алюминий и сплавы алюминия , 69
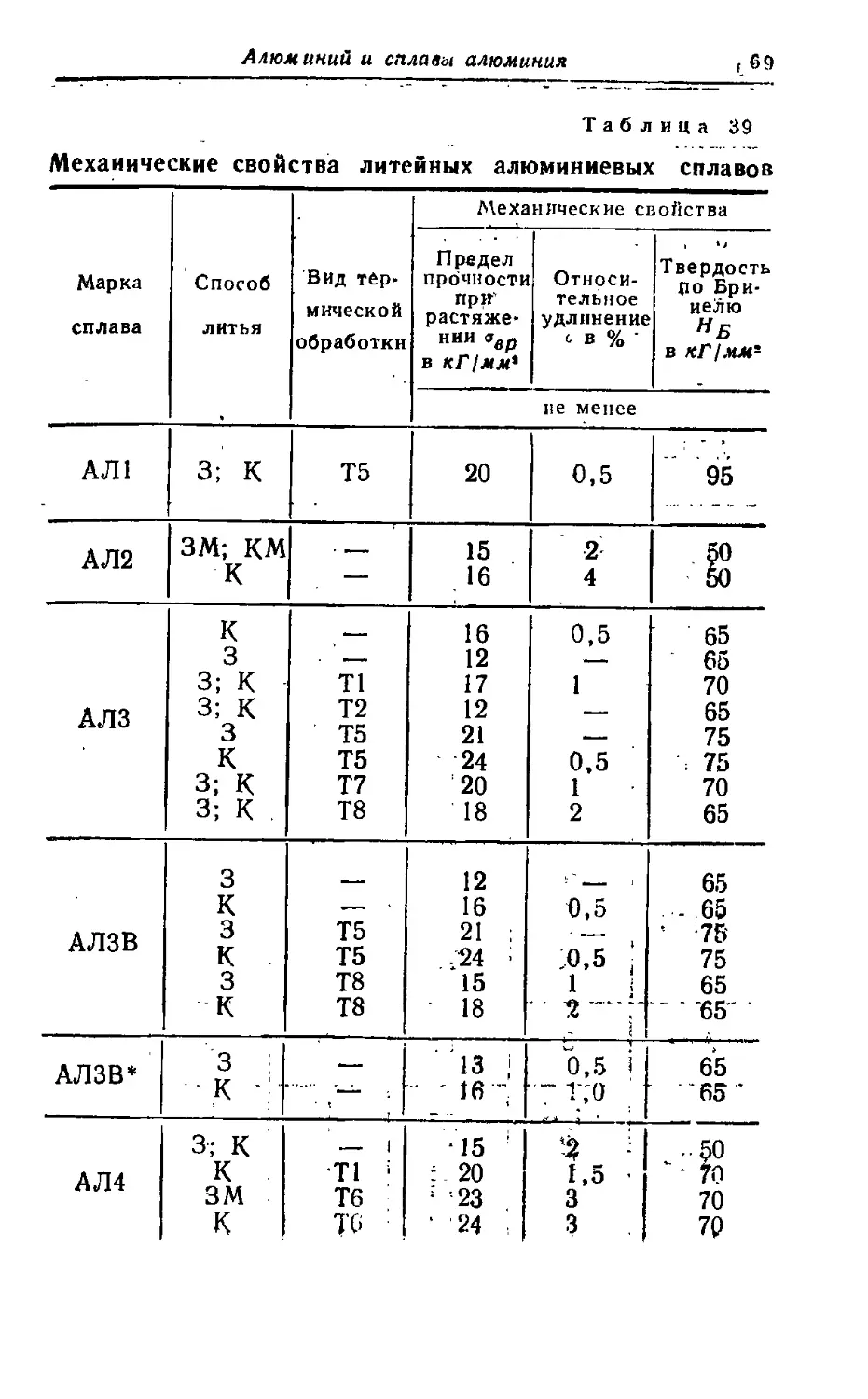
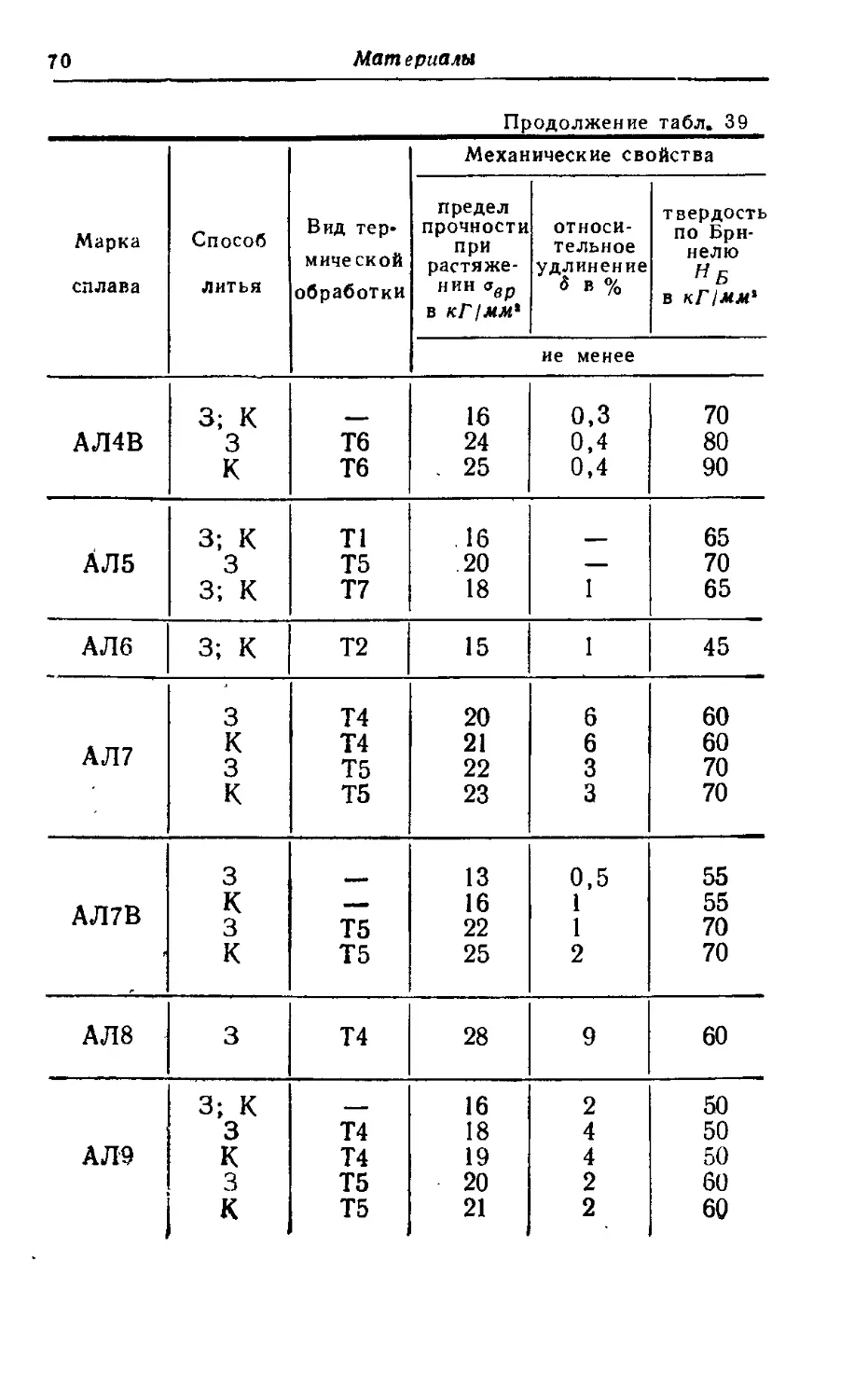
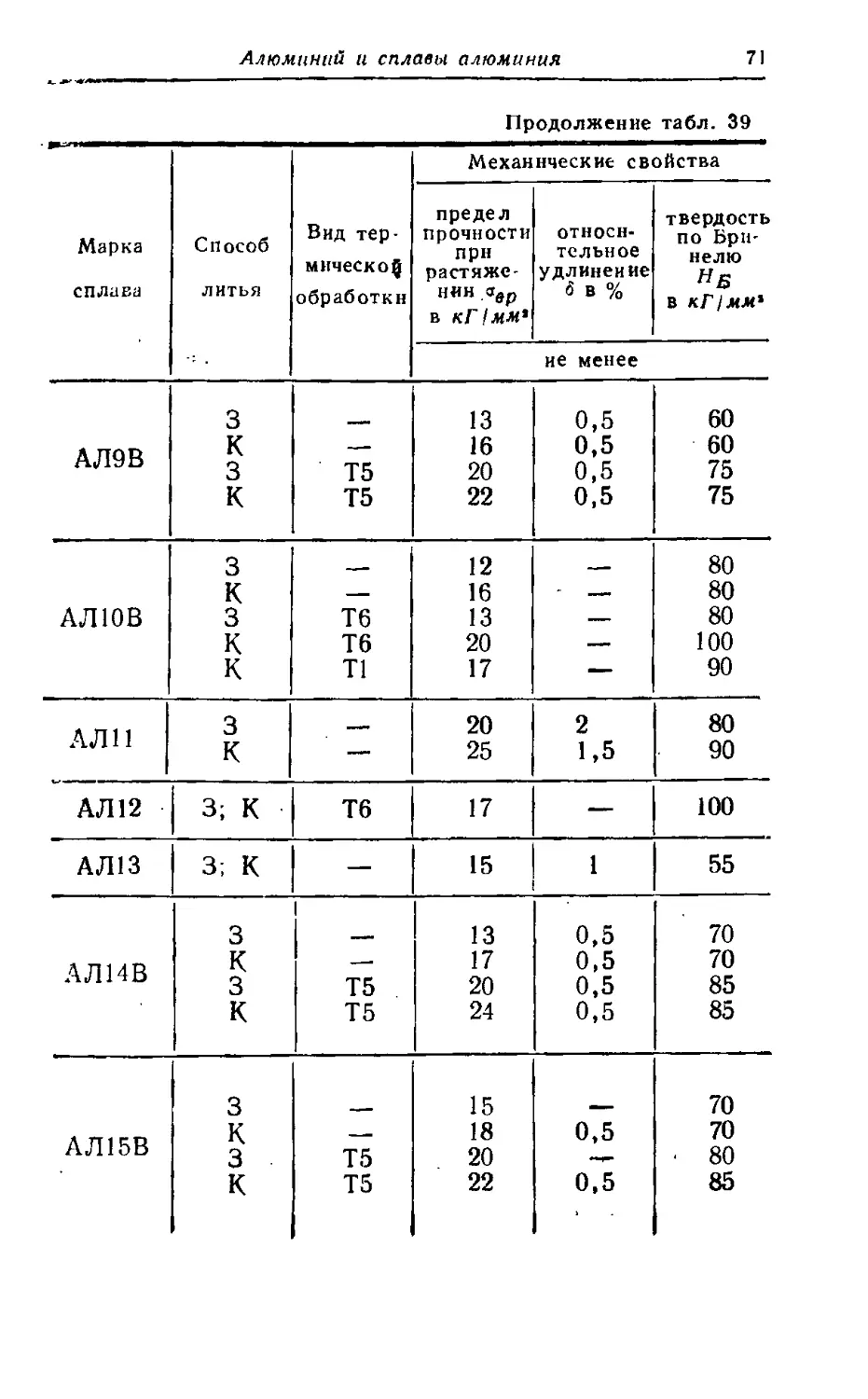
Таблица 39
Механические свойства литейных алюминиевых сплавов
Механические свойства
Марка сплава Способ литья Вид тер- мической обработки Предел прочности при' растяже- нии авр в кГ/мм* Относи- тельное удлинение с в % ' Твердость По Бри- иелю чБ в кГ[мм*
не менее
АЛ1 3; К Т5 20 0,5 95
АЛ2 ЗМ; КМ К — 15 >6 2 4 8
К 16 0,5 65
3 1 12 —— 65
3; К Т1 17 1 70
АЛЗ 3; К 3 Т2 Т5 12 21 65 75
К Т5 24 0.5 ; 75
3; К Т7 20 1 70
3; К Т8 18 2 65
3 12 < __ 65
К ~ 16 0,5 - .65
АЛЗВ 3 К Т5 Т5 21 ; 24 : :о,5 ‘ ' 75 75
3 Т8 15 1 ‘ 65
к Т8 18 . 2........ -- 65
АЛ ЗВ* 3 к • • “ :13 । ' 16 0,5 i - Т,0 ' 65 65’
3; К — 1 15 ‘ '2 : • 50
АЛ4 К Т1 : 20 1,5 •
ЗМ Тб 23 3 70
К Тб • 24 . 3 70
70
Мат ериалы
Продолжение табл. 39
Марка сплава Способ ЛИТЬЯ Вид тер« мической обработки Механические свойства
предел прочности при растяже- нии <гвр в кГ/мм* относи- тельное удлинение 3 в % твердость по Брн- нелю "б в кГ1мм‘
ие менее
3; К 16 0,3 70
АЛ4В 3 Т6 24 0,4 80
К Тб . 25 0,4 90
3; К Т1 . 16 __ 65
АЛ5 3 Т5 20 — 70
3; К Т7 18 1 65
АЛ 6 3; К Т2 15 1 45
3 Т4 20 6 60
К Т4 21 6 60
Av11 3 Т5 22 3 70
К Т5 23 3 70
3 13 0,5 55
АЛ7В К 3 Т5 16 22 1 1 55 70
к Т5 25 2 70
АЛ8 3 Т4 28 9 60
3; К 16 2 50
3 Т4 18 4 50
АЛ9 К Т4 19 4 50
3 Т5 20 2 60
к Т5 21 2 60
Алюминий и сплавы алюминия
71
Продолжение табл. 39
Марка сплава Способ литья Вид тер- мической обработки Механические свойства
предел прочности при растяже- нии в кГ1мм1 относи- тельное удлинение б В % твердость по Бри- нелю Нб в кГ/ммг
не менее
3 13 0,5 60
АЛ9В к 3 Т5 16 20 0,5 0,5 60 75
к Т5 22 0,5 75
3 12 80
к — 16 — 80
АЛ10В 3 Тб 13 — 80
к Тб 20 — 100
к Т1 17 — 90
АЛ 11 3 к — 20 25 2 1,5 80 90
АЛ12 3; к Тб 17 — 100
АЛ13 3; К — 15 1 55
3 1 13 0,5 70
АЛ 14В к 3 Т5 17 20 0,5 0,5 70 85
к Т5 24 0,5 85
3 15 70
АЛ15В к 3 Т5 18 20 0,5 70 • 80
к Т5 22 0,5 85
71
Материалы
Продолжение табл. 39
Марки сплава Способ литья Вид тер- мической обработки Механические свойства
предел прочности при растяже- нии авр в кПмм1 относи- тельное удлинение 6 в % твердость по Бри- иелю мБ в кГ/мм1
не менее
3 16 65
АЛ16В к 3 Т5 17 20 0,5 65 70
к Т5 22 0,5 70
3 17 65
АЛ 17В к 3 Т5 18 20 0,5 65 75
к Т5 22 0,5 75 -
АЛ 18В к — 18 — 80
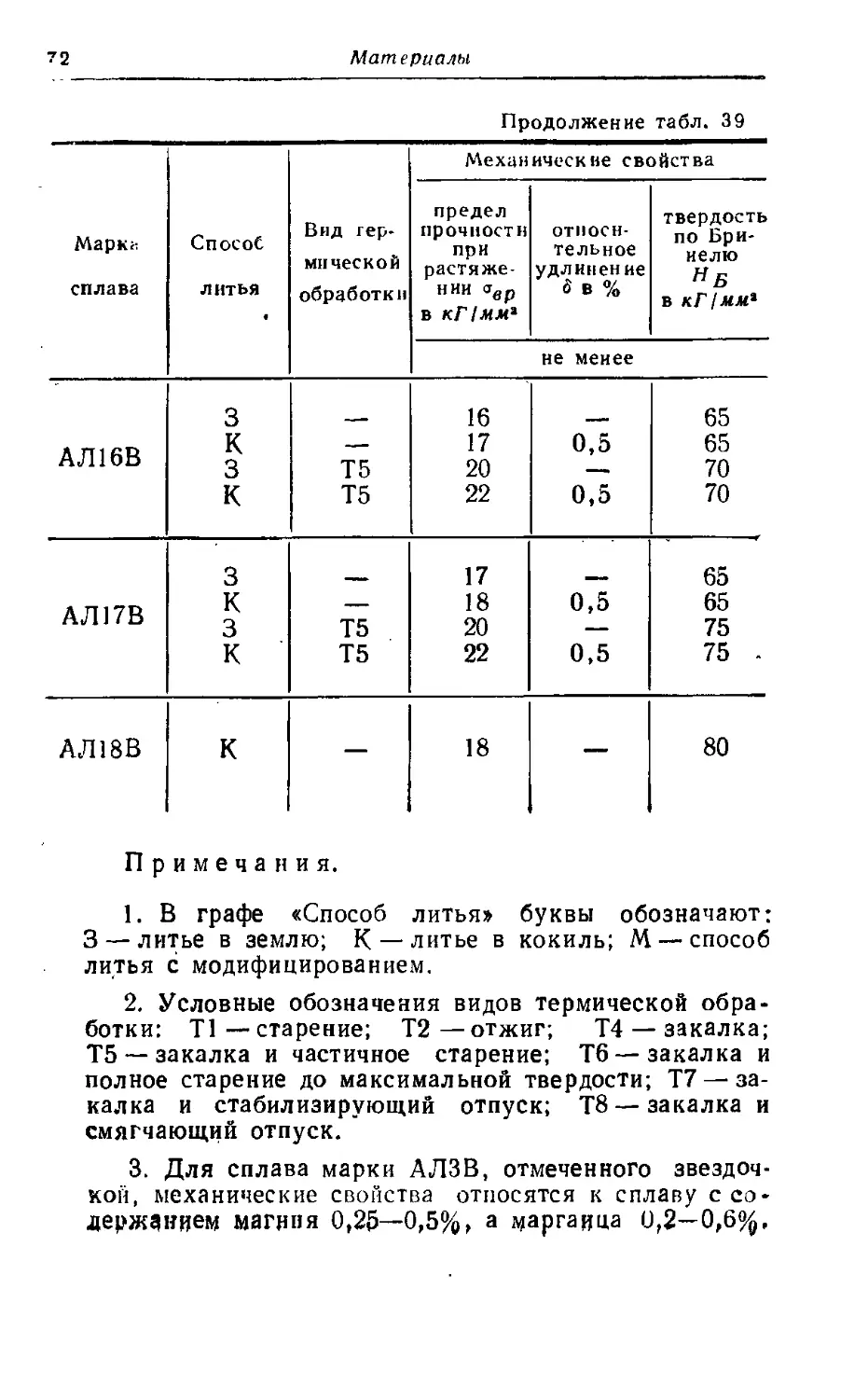
Примечания.
1. В графе «Способ литья» буквы обозначают:
3 — литье в землю; К — литье в кокиль; М— способ
литья с модифицированием.
2. Условные обозначения видов термической обра-
ботки: Т1—старение; Т2—отжиг; Т4 — закалка;
Т5 — закалка и частичное старение; Тб—закалка и
полное старение до максимальной твердости; Т7 — за-
калка и стабилизирующий отпуск; Т8 — закалка и
смягчающий отпуск.
3. Для сплава марки АЛЗВ, отмеченного звездоч-
кой, механические свойства относятся к сплаву с со-
держанием магния 0,25—0,5%, а марганца 0,2—0,6%,
txf £ 01 00 СП А. А. to Д16 (листы) ДЗП Д6 АМг АМг5п Д1 АД; АД1 АМц Марка сплава
5 н ПН М М Т М Состояние сплава
Ь0Сп4^4»>>^^4^ — се — со lOC7l©NDND4^NDNDCOCT10 — GO — 4*. ND 4*. 44^ 00 ND ND C7i ND^ND*—‘ND — ND — — ND-JCOdCOND004*. Предел прочности при растяжении свр в кГ1мм*
1 4*. со со } nd nd 1 nd — 1 Oi 00 О 1 N 05 1 00 О “»J ND — ND 00 — о 00 — о — ND — — ND — О*. СЛ © — СП 00 CO о Предел текучести <зт в кГ1мм*
— — _ — н- — — co — ndnd UiOWWMOWOQ^-^ ND ND — — — — — — ND ND ND CO офоооослслоослсесеа'эсеслсло Относительное удлинение 3 в %
11gll118olS 1 4»> 1 COO*. 1 О 1 000 | 1 SI 21 ^cagooi ©ООО Относительное су- жение ф в %
'1 ел co © to S © co© co ч о end ООО, осл оо о 1 00 4^> О О ND СП 1 1 >U — -J >U О CIWOOIO се сл ND се О СЛ СЛ ND Твердость по Бри- 1 нелю в кГ[мм*
Механические свойстеа деформируемых алюминиевых
сплавов
74
Материалы
Продолжение табл. 40
Марка сплава 1 г ! Состояние сплава । Предел прочности прн растяжении авр в *Г1мм1 Предел текучести <зт р кГ!мм* Относительное удлинение 5 в % Относительное су- жение ф в % Твердость по Бри- нелю Н & в кГ1мм*
В65* т 40 20
ВД17** т 49 30 20 — 115
Д20** т 40 25 13 — ПО
♦ Проволока. Химический составом. ГОСТ 4784 — 49.
** Прессованные полуфабрикаты.
Примечание. В графе «Состояние сплава» при-
ведены следующие буквенные обозначения: Н—нагар-
товапный; М—отожженный; ПН— полунагартованиый;
Т — закаленный и естественно состаренный.
Таблица 41
Область применения деформируемых алюминиевых
сплавов
Марка сплава Область применения
АД; АД1 Элементы конструкций, несущие нагруз- ки и требующие применения материала с высокими пластическими свойствами, хо- рошей свариваемостью и высокой тепло- и электропроводностью
АМц; АМг Сварные детали, трубопроводы, прово- лока для заклепок, емкости
АМг5п Заклепки для клепки конструкций из
магниевых сплавов
Магний и сплавы магния
76
Продолжение табл. 4!
Марка сплава
Область применения
Д1
Д6; Д16
ДЗП
Д18П
АВ
АК2; АК4;
АК4-1
АК6
АК8
В95
В65
ВД17; Д20
Детали и элементы конструкций средней
прочности, заклепки
Несущие детали конструкций, за исклю-
чением поковок и штамповок
Проволока и заклепки
Заклепки
Детали с высокой пластичностью в хо-
лодном и горячем состоянии, несущие
умеренные нагрузки
Поршни двигателей внутреннего сгора-
ния
Штампованные и кованые детали слож-
ной формы и средней прочности
Высоконагружениые штампованные де-
тали
Силовые элементы конструкций и высо-
конагруженные детали
Заклепки для конструкций из алюми-
ниевых сплавов
Лопатки осевых компрессоров и другие
детали, работающие при повышенных
температурах
Магний и сплавы магния
Основные физические свойства м а.гния
Плотность (99,99% Mg) при 20°С в Г/см.3 . . 1,738
Температура плавления (99,99% Mg) в °C . 650
Удельная теплоемкость при 25°С в кал/Г °C 0,25
Теплопроводность при 20°С в кал/см-сек °C 0,37
Коэффициент линейного расщирения (0—100°) 25,5-1О~е
Удельное электросопротивление при 18°С
в ом‘мм2/м . .• ,.................... 0,047
Удельная электропроводность при 0°С
в м/ом-мм2.........23,Q
76
Материалы
Таблица 42
Механические свойства литейных магниевых сплавов
Марка сплава * Состояние сплава Предел прочности при растяжении авр в кГ1ммг Относительное удлинение 6 в % Твердость по Брн- нелю Н £ в кГ1мм*
МЛ2 Литье в землю .... 9 3 30
МЛЗ > » » .... 16 6 40
МЛ4 > > » . ♦ . . 16 3 50
МЛ4-Т4 То же, после закалки . 21 4 50
МЛ4-Т6 То же, закалка и старе-
ние 22 2 60
МЛ5 Литье в землю или в
кокиль 15 2 50
МЛ5-Т4 То же, закалка .... 21 4 50
МЛ5-Т6 То же, закалка и ста-
реиие 22 2 65
МЛ6 Литье в землю .... 15 1 50
МЛ6-Т4 Литье в землю и закал-
ка 21 3 60
МЛ6-Т6 То же, закалка и ста-
рение 21 1 65
♦ T-J — гомогенизация; Тб— гомогенизация и старение
Магний и сплады магния
77
Таблица 43
Механические свойства деформируемых
магниевых сплавов
Марка сплава Вид полуфабриката Предел прочности при растяжении в кГ1мм* Относительное удлинение <5 в % Твердость по Бри- нелк5 Н$ в кПмм*
Листы 0,6—3 ММ * .... 19 5
То же, 3—10 мм . ... . 17 3 —
Прутки ** 18 2 40
Поковки и штамповки . . 18 2 40
МА2 Прутки ** 24 5 45
Поковки и штамповки ** . 24 5 45 -
МАЗ Прутки ** 26 8 50
Поковки и штамповки ** . 26 8 50
МА5 Прутки *** Поковки и штамповки . . 27 ’ 27 6 6 55 ' 55
МА8 Листы 0,6—3 мм 24 15 —-
То же, 3,1—10 мм . , . 23 15 —•,
* Отожженные.
Прессованные.
к* Прессованные в закаленные.
78
Материалы
Металлокерамические твердые сплавы
Металлокерамические твердые сплавы состоят из кар-
бидов тугоплавких металлов и связующего металла, чаще
всего кобальта. Металлокерамические твердые сплавы
применяются в качестве инструментальных материалов
в металлообработке, бурении и ряде других отраслей тех-
ники.
Выпускаются металлокерамические твердые сплавы —
вольфрамовые и титановольфрамовые.
Таблица 44
Основные физико-механические свойства
металлокерамических твердых сплавов
Марка сплава Приближенный ' состав сплавов по структурным составляющим в '% Предел прочности при изгибе aew в кГ1ммг Удельный вес (прибли- зительно) в Г 1см* Твердость по Рок- веллу в кГ'мм'
карбид воль- фрама карбид титана кобальт
ВК2 98 — 2 100 15 90
В КЗ 97 — 3 100 15 80
ВК6 . 94 — 6 120 15 88
ВК8 92 — 8 130 14,8 87,5
ВК10 90 — 10 135 14,6 87
вкп 89 — И 150 14 86
ВК15 85 — 15 160 14 86
Т5КЮ 85 6 9 115 13 88,5
Т14К8 78 14 .8 . 115 12 89,5
Т15К6 79 15 6 ПО 11,7 90
Т30К4 66 30 4 90 9,8 92
Т60К6 34 60 6 75 7 90
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
Древесина
Таблица 45
Основные физико-механические свойства древесины прг>. 15% влажности
(средние показатели)
Предел прочност и В кпсм* Твердость в кГ/см*
Порода Объемный вес в Г 1см' при сжатии ВДОЛЬ ВОЛО» КОН при статиче - ском изгибе при растяже- нии ВДОЛЬ волокон при скалыва- нии в ради- альной плос- кости при скалыва- нии в танген- циальной плоскости торцовая • радиальная тангенциаль- ная
Береза обыкновенная . . . . Бук кавказский Дуб Ель обыкновен. (север СССР) То же (центр, район) .... Липа мелколистная Лиственница сибирская . . . Пихта кавказская ...... Сосна обыкновенная (север СССР) То же (центр, район СССР) . Ясень европейский 0,64 0,65 0,72 0,46 0,46 0,51 0,66 0,44 0,54 0,53 0,66 447 461 520 423 385 390 615 391 466 439 450 997 938 935 774 722 680 978 722 877 793 979 1 291 1 288 1 223 1 076 1 158 1 205 1 118 1 150 1 444 85 99 85 53 67 73 85 77 68 69 122 но 131 104 52 67 80 78 82 66 73 114 392 571 622 224 222 380 340 270 612 298 379 521 182 244 199 298 402 463 184 262 220
Древесина
80
Материалы
Фанера клееная
Клееная фанера состоит из трех и более слоев луще-
ного шпона, склеенных между собой при взаимио-перпеи-
дикулярном расположении волокон.
В зависимости от водостойкости фанера выпускается
следующих марок: ФСФ (повышенная водостойкость);
ФК и ФБА (средняя водостойкость); ФБ (ограниченная
водостойкость). -
Размеры файеры:
длина X ширина в мм — 1830X1220; 1525x1525; 1525Х
Х1220: 1525X725; 1220X725;
толщина в мм — 1,5; 2; 2,5; 3; 4; 5; 6; 8; 9; 10; 12.
Таблица 46'
Предел прочности при скалывании по клеевому слою
в кГ/см2 (не менее)
Текстолит
81
Древесно-слоистые пластики ДСП
Древесно-слоистые пластики предназначаются для из-
готовления вкладышей подшипников машин и механизмов,
а также для использования в качестве конструкционного
и электроизоляционного материала.
Древесно-слоистые пластики изготовляются из березо-
вого шпона, пропитанного фенольно- или крезольно-фор-
мальдегидными смолами Выпускаются в виде плит: а ) ко-
ротких— толщиной 15—50 мм. длиной 750—1500 мм;
шириной 900—1 200 мм; б) длинных — толщиной 15—
50 мм; длиной 2 300, 4 800, 5 500, 5 700 мм; шириной 900—
1 200 мм.
Таблица 47
Физико-механические свойства ДСП
Марка ДСП Предел прочности в кГ1см9 не менее
при растяже- нии вдоль волокон при сжатии ВДОЛЬ ВОЛО КОН при скалы- вании в плоскости склейки при статиче- ском изгибе при ударном изгибе
Б В Г короткие длинные короткие длинные короткие восьми- гранной формы . . 2 600 2 200 1 400 1 100 1 600 1 550 1 200 1 100 1 200 140 120 130 120 130 2 800 2 600 1 800 1 500 1 000 80 70 30 30 20
Примечание. Для всех марок: объемный весне
менее 1,3 Г/см* влажность не более 7%, водопоглоще-
нне за 24 часа не более 5%.
Текстолит
Текстолит Изготовляется прессованием полотнищ хлоп-
чатобумажной ткани, пропитанной искусственной смолой.
б Зак. 3S4
Таблица -4 в
Физико-механические свойства текстолита
Наименование текстолита Удельный sec Коэффи- циент ли- нейного расшпре- ния Водопо- глощае- мость за 24 часа в % Электро- сопротив- ление В ОМ'СМ Предел прочности При растяже- НИИ Овр Предел прочности при сжа- тии по слоям Т вердость по Брн- нелю »Б
а* 10* в кГ/см'
Поделочный ПП, ПТ, ПТК (тол- щина 0,5—70 мм) 1,3—1 ,4 3,3—4. 0,8 — 650, 850, 1 000 2 000, 2 300, 2 500 33—35
Листовой электро- технический А, ; Б,. Г (толщина 0,5—50 мм) 1,3 . 3,3-4 0,5—1,5 ю8 По основе 600—650; по утку 450—550 1 500 30
То же, ВЧ (тол- 1,3 3,3—4 , — Ю10 500 и 400 — 30
: щина 0,5—8 мм)
Стеклотекстолит электротехниче- 1,6 — 0,6—1 . 10“ 900 — 30
екий (толщина 0,5—15 мм)
КАСТ (толщина 1,2 мм) 1,75— 1,85 — 3 —— По основе 2 300; по утку 1 500 —
КАСТ-В (толщина 1,2 и. 1,5 мм) 1,75- 1,85 0,8 0,8—1,5 3-1012 2 700 и 1 500 3 500 35—38
Материалы
Резина, асбест и стекло
83
Резина, асбест и стекло
Резина
В машиностроении применяется мягкая эластичная
резина и твердая резина — эбонит.
Резина применяется в производстве шии для автотранс-
порта, ремней и лент, рукавов напорных и всасывающих
амортизаторов, обкладок валов для машин бумажной
и текстильной промышленности, штампов, уплотнителей
и многих других изделий. Из эбонита изготовляются раз-
личные детали в приборостроении, электротехнике и в
других видах производства.
Таблица 49
Основные физические свойства мягкой резины и эбонита
Свойства Мягкая резина Эбонит
Коэффициент теплопровод- ности в кал/см-сек°С. . . . 342-10-6 388-10-6
Коэффициент Пуассона . . . 0,5 0,2
Диэлектрическая постоянная (при 1 000 циклах в 1 сек.) 2,63 2,82
Коэффициент потерь (при 1 000 циклах в 1 сек.) . . 1,8-10“3 5,1-10—3
Электропроводность в \/ом~см. 13-10~18 15-10~18
Удельный вес — До 1,25
Предел прочности при изгибе в кГ/см2 не менее . . . . «в» 700
Твердость в кГ/см2 — 900—1 400
Асбест
Наибольшее значение в машиностроении имеет хризо-
тиласбест. Он обладает высоким пределом прочности,
большой эластичностью, высокими диэлектрическими
свойствами, незначительной теплопроводностью (0,102—
0,13 ккал/м-час°С). Из хризотиласбеста вырабаты-
вается асбестовое трепанное волокно для набивок изо-
ляционных изделий, тормозные накладки, фрикцион-
6*
84
Материалы
ные кольца, фильтрволокно, асбестовые нити, шнуры,
ленты н другие тепло- н электроизоляционные материалы-
Широкое применение в электротехнической, теплотехни-
ческой и химической промышленности имеет листовой ас-
бестовый материал — бумага термоизоляционная, асбес-
товый картон, паронит и другие асбестовые изделия.
Стекло
Различают стекло простое и техническое (оптическое,
зеркальное, армированное, светотехническое, термостой-
кое и другие).
В зависимости от химического состава удельный вес
стекла колеблется в пределах от 2,5 (оконное) до 6,5 (с со-
держанием до 80% окиси свинца).
Теплопроводность стекла весьма мала (0,0017—0,0032
кал/см’Сек^С), особенно хорошими теплоизоляторами
являются стекловата и пеностекло. Предел прочности при
растяжении кварцевого стекла равен 12—12,5 кГ!ммг.
Прочность закаленного стекла в шесть раз превышает
прочность незакаленного. Электропроводность стекла
при нормальной температуре незначительна. Пробивное
напряжение 10—30 кв/мм.
Диэлектрическая постоянная стекла зависит от состава
н колеблется в пределах от 3,75 (кварцевое) до 16,1 (с со-
держанием 78% окиси свинца).
Важнейшей оптической характеристикой стекла яв-
ляется коэффициент преломления. Он равен 1,46 для квар-
цевого стекла и 2,0 для стекла с 80% окиси свинца.
Классификацию химической стойкости стекла см.
ГОСТ 111-54.
ЗАГОТОВКИ
Виды заготовок и область их применения
Для изготовления деталей на станках применяются
заготовки в виде прокатного материала (пруткового и лис-
тового), отливок (чугунных, стальных и из цветных спла-
вов), поковок и штамповок.
Литые заготовки получаются заливкой металла в зем-
ляные формы 'с ручной или машинной формовкой модели
в опоках, в постоянные металлические формы (в кокиль),
центробежной заливкой, отливкой под давлением, литьем
по выплавляемым моделям (прецизионное литье), литьем
в оболочковые формы.
Отливки должны быть простой формы, удобной для
механической обработки.
Поковки изготовляются: мелкие простой формы мето-
дом свободной ковки; средних размеров ковкой на
молотах; крупных размеров ковкой на прессах. Для по-
лучения кованых заготовок высокой точности в условиях
крупносерийного производства применяют ковку в штам-
пах на молотах, горизонтально-ковочных машинах и
прессах.
Прокатный материал применяется главным образом
для неответственных деталей.
Выбор вида заготовок и способа их изготовления за-
висит от материала детали и его механических свойств.
В условиях массового производства следует применять
метод, обеспечивающий наибольшее приближение формы
и размеров заготовки к форме и размерам готовой детали.
8g
Заготовки
Таблица 50
Способы изготовления заготовок и области
их применения
Способ изготовления
Область применения
I. Литые заготовки
Открытая формовка в
почве по модели
Закрытая формовка
в почве
Ручная формовка в
опоках
Машинная формовка
Литье по выплавляе-
мым моделям
Литье в оболочковые
формы
Литье в металличе-
ские формы (в кокиль)
Центробежное литье
Единичное и мелкосерийное
производство деталей простой
конфигурации с плоской по-
верхностью, образующейся
при заливке вверху (плиты
и т. п.)
Единичное и мелкосерийное
производство по моделям и
шаблонам (призмы, тела вра-
щения, заготовки с криволи-
нейной осью и др.)
Единичное н мелкосерийное
производство деталей типа ва-
лов
Серийное и массовое произ-
водство деталей мелкого и
среднего веса
Производство деталей слож-
ной конфигурации, трудно
поддающихся механической
обработке
Производство деталей высо-
кой точности (4—5-го класса)
Серийное и массовое произ-
водство деталей из стали, чу-
гуна и цьетнйх сплавов
Производство сплошных и
полых заготовок из любых
сплавов, включая сплавы, об-
ладающие малой жидкотеку-
честью (шестерни, колеса,
фланцы, шкивы, трубы, втул-
ки, а также рычаги, вилки
и др.)
Виды заготовок:
87
Продолжение табл. 50
Способ изготовления Область применения
Литье под давлением Крупносерийное и массовое производство небольших дета- лей сложной конфигурации из алюминиевых, цинковых, маг- ниевых и медных сплавов (от- ливки 1 и 2-го классов точно- сти)
2. Кованые и штампованные заготовки
Свободная ковка на
рессорно-пружинных и
паровоздушных молотах
с весом падающих частей
до 1 т •
Свободная ковка на
паровоздушных молотах
с весом падающих частей
от 1 до 3 т
То же, с весом падаю-
щих частей до 5 т
Свободная ковка на
гидравлических ковоч-
ных прессах с усилием
свыше 800 т
Горячая штамповка на
молотах и прессах в за-
крытых штампах
Штамповка на горизон-
тально-ковочных маши-
нах в штампах с разъ-
емными матрицами
Штамповка на гидрав-
лических прессах
Единичное производство
мелких фасонных поковок ве-
сом до 40 кГ из сортового
проката
Производство средних фасон-
ных поковок весом до 300 кГ
из крупного проката или об-
жатой болванки
Производство фасонных по-
ковок весом до 700кГ, гладких
валов весом до 1500 кГ
Производство тяжелых по-
ковок из слитков
Крупно-серийное и массовое
производство деталей, пред-
ставляющих собой тела вра-
щения (буфера, шестерни)
Производство поковок вы-
садкой из пруткового мате-
риала повышенной прочности
или мерных заготовок
Производство пустотелых
поковок цилиндрической фор-
мы и фасонных поковок
88
Заготовки
Продолжение табл. 50
Способ изготовления Область применения
Штамповка на фрик- ционных прессах Производство болтов, закле- пок и других деталей, а так- же фасонных поковок
Штамповка на криво- шипных прессах Производство поковок из круглого, квадратного или периодического проката
Припуски на механическую обработку
Все сопрягаемые детали могут быть разбиты на две
группы по виду поверхности: детали с охватываемыми
поверхностями — валы, детали с охватывающими поверх-
ностями — отверстия.
Размеры, определяющие обрабатываемые поверхности
в заготовке, можно подсчитать по следующим формулам:
а) для охватываемых поверхностей (валов)
3=Д+П;
б) для охватывающих поверхностей (отверстий)
з=д-п,
где 3 — размер заготовки, Д—размер готовой детали;
П — общий припуск на обработку.
Таким образом, под припуском на обработку поверх-
ности детали понимают, толщину слоя металла, который
необходимо удалить с заготовки, чтобы получить поверх-
ность заданной точности и качества.
В результате выполнения любой операции механи-
ческой обработки поверхности получается размер детали
(действительный), который, как правило, несколько от-
личается от основного расчетного (номинального) раз-
мера, указываемого в чертеже.
Размеры, между которыми может колебаться действи-
тельный размер, называют предельными, а разность между
номинальным размером и предельными называют откло-
нениями (верхним или нижним). Разность между наи-
большим и наименьшим предельными размерами носит
название допуска.
Выбор величины допуска определяется характером со-
пряжения деталей или узлов механизма между собой.
Припуски на литые заготовки
Расчетный метод определения припусков и допусков
разработан проф. В. М. Кованом.
Ниже приводятся припуски иа механическую обра-
ботку и допуски, установленные стандартами, а также нор-
малями, разработанными на основе опыта ряда предприя-
тий.
Припуски и допускаемые отклонения
на литые заготовки
Стандартные припуски на механическую обработку
отливок из чугуна и стали и допускаемые отклонения от
номинальных размеров установлены для трех классов
точности их изготовления. Классы точности указываются
в чертеже отливок в зависимости от предъявляемых тре-
бований к изготовляемым деталям, при этом допускаются
различные классы точности для разных размеров одной
и той же отливкн.
Таблица 51
Характеристика классов точности отливок
I класс П класс III класс
массовое производ* ство серийное производ- ство единичное произ- водство
Машинная фор- мовка по металли- ческим моделям Машинная фор- мовка по деревян- ным моделям Ручная формов- ка по деревянным моделям
При . назначении припусков для литых заготовок из
цветных сплавов рекомендуется руководствоваться восьмью
классами точности в зависимости от способа литья и га-
баритных размеров отливок:
литье под давлением.............1 и 2-й класс;
литье в металлические формы . 3, 4 и 5-й класс;
литье в песчаные формы:
а) по металлическим моделям 6 и 7-й класс;
б) по деревянным моделям , 8-й. класс.
Размеры припусков и допускаемых отклонений при-
ведены в таблицах.
do
Заготовки
Таблица 52
Припуски на отливки из серого чугуна
Размеры в мм
Наибольший размер детали (свыше — до) Номинальный размер (свыше—до)
До 50 50- 120 120— 260 260 — 500 500— 800 800- I 250 I 250— 2 000
припуски для класса точности
I
До 120 2,5 2 2,5 2 — — — — —
120—260 2,5 2 3 2,5 3 2,5 — — — —
260—500 3,5 2,5 3,5 3 4 3,5 4,5 3,5 — — —-
500—800 4,5 3,5 4,5 3,5 5 4 5,5 4,5 5,5 4,5 — —
5 5 6 6,5 7 7
800—1 250 3,5 4 4,5 4,5 5 5 —
5,5 6 6,5 7 7 7,5 8
1 250—2 000 4 4,5 4,5 5 5 5,5 6
Припуски на литые заготовки
91
Продолжение табл. 52
Номинальный размер (свыше—до)
Наибольший размер детали (свыше—до) До 50 50 — 120 120 — 260 260— 500 500— 800 800 — 1 250 1 250— 2 000
припуски для класса точности
11
До 120 3,5 2,5 4 3 — — — — —
120—260 4 3 4,5 3,5 5 4 — — — —
260—500 4,5 3,5 5 4 6 4,5 6,5 5 — — —
500—800 5 4 6 4,5 6,5 4,5 7 5 7,5 5,5 — —
800—1 250 6 4 7 5’ 7 5 7,5 5,5 8 5,5 8,5 6,5 —
1 250-2 000 7 4,5 7,5 5 8 5,5 8 6 9 6,5 9 6,5 10 7,5
9г
Заготовки
Продолжение табл. 52
Наибольший размер детали (с^ыше—до) Номинальный размер (свыше —до)
До 50 50— 120 120— 260 26 fl- 500 500— 800 800— 1 250 1 250— 2 000
припуски для класса точности
III
До 120 4,5 3,5 4,5 3,5 — — — — —.
120-260 5 4 5 4 . 5,5 4,5 — — — —
260-500 6 4,5 6 4,5 7 5 7 6 — — —
500-800 7 5 7 5 7 5 8 6 9 7 — —
800—1 250 7 5,5 7 5,5 8 6 8 6 9 7 10 7,5 —
1 250—2 000 8 6 _8_ 6 8 6 9 7 9 7 10 8 12 9
Примечания.
1. Размеры припусков, указанные над чертой,
относятся к поверхности, расположенной при заливке
вверху, — под чертой — к поверхностям, расположен-
ным сбоку или снизу.
2. Указанные в таблице припуски распространя-
ются также иа отверстия, независимо от нх располо-
жения.
Припуски на литые заготовки
93
Таблица 53
Припуски на заготовки из цветных сплавов, отливаемые
в песчаные формы
Размеры в мм
Наибольший размер заго- товки (свыше—до) Припуски на сторону Класс точности
Формовка ма- шинная, а также ручная с примене- нием подмо- дельиых плит Формовка эучиая по индиви- дуальным моделям 6 7 8
Допускаемые откло- нения (±;
<40 40— 100 100- 250 250— 400 400— 630 630—1 000 1 000—1 250 1 250—1 600 1,5 2 3 4 5 5 6 6 2 3 4 5 6 6 7 7 0,8 0,9 1 1,2 1,4 1,7 2 2,4 т 1 1,1 1,2 1,4 1,7 2 2,3 2,7 а б л и ц 1,4 1,4 1,5 1,7 2 2,2 2,5 3 а 54
Припуски и отклонения на заготовки из цветных
сплавов, отливаемые под давлением
_________________Размеры в мм_________________
Наиболь- ший раз- мер заго- товки СЧ Е X * >> С о х е- Отклонения (±) от
линейных размеров толщины сте- нок, ребер, не подвергаю- щихся меха- нической линейных разме- ров необрабаты- ваемых плоско- стей, дообраба- тываемых и раз-
(свыше— до) е.® С и обработке меров. попавших в разъем
Класс .точности
1 и 2 2 1 ' 2 1 2
< 25 0,3 0,05 0,08 0,04 0.06 0,1 0,2
•25— 40 0,3 0.06 0,1 0,05 0,08 0,1 0,2
40— 60 0,5 0,08 0.12, 0,06 0,1 0,1 0,2
60—100 0,5 0,1 0,15 0,08 0,15 0,2 0,3
100—250 0,7 0,12 0,3 0,1 0,2 0,2 0,3
250—400 1.0 0,15 0,4 0,12 0,3 0,25 0,5
Таблица 55
Припуски и отклонения на заготовки из чугуна и цветных сплавов, отливаемые
в металлические формы (в кокили)
Размеры в мм
Отливки из чугуна Отливки из цветных сплавов
размеры заготовки припуски на сторону отклонения (±) при заливке в формы припуски на сторо- ну для 3—5 го классов точности класс точности
3 4 5
Длина (свыше — ДО) Ширина или диа- метр нижняя или наружная боковая по- верхность внутренняя боковая по- верхность верхняя по- верхность с механи- чески об- работан- ными по- верхно- стями С литыми нообрабо тайными рабочими .юверхно- СТЯЛ1Н
отклонения (±) на линейные размеры
До 25 25— 40 40— 60 60—100 100—160 160—250 250—400 400—600 600—1 000 1000—1 250 До 20 15— 40 25— 60 30— 100 50— 160 100— 250 100— 400 150— 6С0 200—1 000 200—1 600 0,7 1 1,2 1,4 1,6 2 2,2 2,6 3 3,2 0,8 1,2 1,4 1,6 1,8 2,2 2,4 2,8 3,2 3,4 1 1,5 1,7 2 2,2 2,5 2,7 3 3,5 4 0,3 0,4 0,5 0,5 0,6 О’, 8 1 1,2 1,2 1,2 0,5 0,6 0,8 1 1 1,2 1,2 1,4 1,5 1.5 1 1 1,5 1.5 2 2 2 3 3 4 0,2 0,2 0,3 0,3 0,4 0,4 0,5 0.7 1 1,3 0,4 0,4 0,5 0,5 0,6 0,6 0,8 1 Г, 2 1,5 0,6 0,6 0,7 0,7 0,8 0,8 1 1,2 1,5 1.7
Заготовки
Припуски на литые заготовки
9{
Таблица 56
Припуски на стальные отливки
Размеры в мм
Наибольший размер детали (свыше—до) Номинальный размер (свыше—* до)
До 120 120— 260 26 fl- 500 500— 800 800— 1 250 1 250— 2 000
припуски для класса точности
1
До 120 3,5 3 — — — — — -
120—260 4 3 5 3,5 — — —
260—500 5 3 5 4 6 4 — — —
500—800 5 4 6 4,5 7 5 7 5 — —
800-1 250 7 5 7 5 8 6 8 6 9 6 •—
1 250—2 000 _8_ 6 8 6 9 6 9 7 9 7 10 7
96
Заготовки
Продолжение табл- 56
Наибольший размер детали (свыше—до) Номинальный размер (свыше — до)
До 120 120— 260 26 fl- 500 500— 800 800— 1 250 1 250— 2 000
припуски для класса точности
II
До 120 4 4 — — — — —
120-260 5 4 6 4 — — — —
260—500 6 5 7 Т 7 6 — — —
500—800 7 5 8 6 9 6 10 7 —
800—1 250 8 6 9 7 10 7 10 8 11 8 —
. 1 250—2 000/, 9 7 10. 7 - 10 8 11 8 12 9 13 9
Припуски на литые заготовки
97
Продолжение табл. 56
Наибольший размер детали (свыше—до) Номинальный размер (свыше—до)
До 120 120— 260 260- 500 500— 800 800- 1 250 1 250 — 2 000
припуски для класса точности
III
До 120 5 4 — — — — —
120—260 5 4 6 5 — — — —
260—500 6 5 8 6 9 6 — — —
500—800 7 5 8 6 10 7 п_ 7 — —
800—1 250 9 6 10 7 11 8 12 8 13 9 —
1 250—2 000 10 7 11 8 12 9 13 9 14 10 16 11
Примечания.
1. Размеры припусков, указанные над чертой, от-
носятся к поверхности, расположенной при заливке
вверху, — под чертой — к поверхностям, расположен-
ным сбоку или спизу.
2. Указанные в таблице припуски распространяют-
ся также иа отверстия, независимо от их располо-
жения.
7 Зак. 394
98______
Заготовка. •
Таблица 57
Допускаемые отклонения на отливки из серого
чугуна н стали
Размеры в мм
Наибольший размер детали в мм (свыше—до) Номинальный размер (свыше—до)
До 50 50- 120 120— 260 260— 500 500— 800 800— 1 250 1 250— 2 000
допускаемые отклонения для классов точности
1
До 120 120—260 260—500 500—1 250 1 250—3 150 3 150—5 000 0,2 0,3 0,4 0,6 0,8 1 0,3 0,4 0,6 0,8 1 1,2 0,6 0,8 1 1,2 1,5 1 1,2 1,4 1,8 1,4 1,6 2,0 1,6 2 2,5 1 1 II 1 ' CSI со
Продолжение табл. 57 .
Наибольший размер детали в мм (свыше —до) Номинальный размер (свыше —до)
до 50 5 fl- 120 120— 260 260— 500 500— 800 800— 1 250 1 250— 2 000
допускаемые отклонения для классов точности
п
До 120 120—260 260—500 500—1 250 1 250-3 150 3 150—5 000 0,5 0,5 0,8 1 1,2 1,5 0,8 0,8 1 1,2 1,5 1,8’ 1 1 1,2 1,5 2 2,2 1,5 2 2,5 3 2-5 3 4 3 4 5 5 6
Припуски на литые заготовки
дэ
Продолжение табл. 5 7
Наибольший размер детали в мм (свыше —до) Номинальный размер (свыше—до)
До 50 50— 120 120— 260 260— 500 500— 800 800— 1 250 1 250— 2 000
допускаемые отклонения для классов точности
111
До 120 1 1,5 2 2,5 —
120— 260 1 1.5 2 2,5 — — —
260— 500 1 1,5 2 2,5 — — —
500—1 250 1,2 1,8 2,2 3 4 5 —
1 250—3 150 1,5 2 2,5 3,5 5 6 7
3 150—5 000 1,8 2,2 3 4 5,5 6,5 8
Таблица 58
Допускаемые отклонения на отливки из серого чугуна
н стали от номинальной толщины необрабатываемых
стенок и ребер (±)
Размеры в мм
Наиболь- ший раз- мер отлив- ки (свы- ше—до) Толщина стеики или ребра (свыше — до) Допускаемые отклонения для классов точности
1 2 3
чугун сталь чугун сталь чугун сталь
До 6 0,2 0,3 0,4 0,8 0,8 1
До 500 6—10 0,3 0,5 0,5 0,8 1 1
10—18 0,5 0,8 0,8 1 1,5 1,5
18—30 0,8 1 1 1 1,5 1.5
30—50 0,8 1 1,2 1,5 2 2
50—80 1 1,2 1,5 2 2,5 2,5
80—120 1 1,5 1,8 2,5 2,5 3
7*
100
Заготовки
Продолжение табл. 58
Наиболь- стенки о) Допускаемые отклонения для классов точности
ший раз- мер отлив- та ч га сх | ХЮ J. 1 2 3
ки (свы- ше—до)
Hsi чугун сталь чугун сталь чугун сталь
До 10 0,3 0,8 0,8 1 1,2 1,5
10—18 0,5 1 1,2 1,5 1,5 2
18—30 0,8 1 1,5 1,5 2 2
500-1250 30—50 1 1,2 1,8 2 2 2,5
50-80 1,2 1.5 2 2,5 2,5 3
80-120 1,5 2 2,5 3 3 3,5
До 10 0,5 1 1,2 1,5 1,5 1,5
10—18 0,8 1 1,5 2 2 2
18—30 1 1,5 2 2 2,5 2,5
1 250-2 500 30—50 1,2 1,5 2,5 2,5 3 3
50—80 1,8 2 2,5 3 3 3,5
80-120 2 2,5 3 3,5 3,5 4
Примечание. По требованию потребителя до-
пускается увлечение нижних отклонений за счет
уменьшения верхних.
Таблица 59
Припуски на отливки из цветных металлов при ручной формовке для нижней
и иаружиых боковых поверхностей
Размеры в мм
Наибольшая длина отливки (свыше—до) Наибольшая ширина отливки (свыше—до)
До 75 | 75-150 | 150-250 | 250-750 >750
Классы чистоты поверхности
VI, V3 V4, V9 VI, V3 V4, V9 VI, V3 V4, V9 VI, V3 V4, V9 VI, v3 V4, V9
Припуски
<75 75- 150 150 - 250 250 - 500 500-1 000 1 000—1 500 1 500-2 000 2,5 3 3,5 4 4,5 5 5,5 C 3 3,5 4 4,5 5 5,5 6 )тливки 3 3,5 4 4,5 5 5,5 из одел 3,5 4 4,5 5 5,5 6 5ЯНИСТЫ 4 4,5 5 5,5 6 x бронз 4,5 5 5,5 6 6,5 5 5,5 6 6,5 5,5 6,5 7 7,5 6 6,5 7 7 7,5 8
<75 75—150 150-250 3,5 4 4,5 Otj 4 4,5 5 1ИВКИ и 4 4,5 з безолс 4,5 5 1ВЯНИСТ 5 ых брон 5,5 3 — — —
Припуски на литые заготовки
Продолжение табл, 59
Наибольшая ширина отливки (свыше—до)
75 | 75-150 | 150-250 | 250—750 >750
Наибольшая Классы чистоты поверхности
длина отливки
(свыше—до) Vi. V3 V4, V9 VI, V3 V4, V9 VI, V3 V4, V9 VI, V3 V4, V9 VI, v3 V4, v9
Припуски
250— 500 5 5,5 5 5,5 5,5 6 6 7
500-1 000 5,5 6 5,5 6 6 6,5 6,5 7,5 7 8
1000—1500 6 6,5 6 6,5 6,5 7 7 8 7,5 8,5
1500-2000 6,5 7 6,5 7 7 7,5 7,5 8,5 8 9
Отливки из алюминия
<75 3 3,5 — — .— — ——
75— 150 3,5 4 3,5 4 —, — —- —
150— 250 4 4,5 4 4,5 4,5 5 -— —
250- 500 4,5 5 4,5 5 5 5,5 5,5 6 —— —
500—1 000 5 5,5 5 5,5 5,5 6 6 7 6 7,5
1 000—1 500 5,5 6 5,5 6 6 6,5 6,5 7 7,5 8,5
1500—2000 6 6,5 6 6,5 6,5 7,5 7,5 8,5 8,5 9,5
Зсготовка
Примечание. Припуски при машинной формовке умножаются иа коэф-
фициент 0,8. Припуски для штучных отливок увеличиваются на 1 мм.
Таблица 60
Припуски на отливки из цветных металлов при ручной формовке * для верхней
поверхности отливок
Размеры в мм
Наибольшая длина отливки (свыше—до) Наибольшая ширина отливки (свыше—до)
=5 75 | 75—150 | 150-250 250-750 | > 750
Классы чистоты поверхности
Vl, V3 V4, V9 Vl, V3 V4, V9 VI, V3 V4, V9 1 1 VI, v3 V4, V9| Vl, v3j V4, v9
Припуски
,• Отливки из оловянистой бронзы
<75 3,5 4 —— — — — — —
75- 150 4 4,5 4,5 5 — —
150— 250 4,5 5 5 5,5 5 5,5 — — —
250 - 500 5 5,5 5,5 6 6 6,5 7 7,5 —
500—1000 5,5 6 6 6,5 7 7,5 8 8,0 9 9,5
1 000-1 500 6 6,5 6,5 7 8 8,5 9 9,5 10 10,5
1500-2000 6,5 7 7 7,5 9 9,5 10 10,5 11 11,5
* См. примечание к табл. 59.
Припуски на литые заготовки
Продолжение табл. 60
Наибольшая длина отливки (свыше—до) Наибольшая ширина ,отливки (свыше—до)
С 75 | 75—150 | 150—250 250-750 | > 750
Классы чистоты поверхности
1 1 II J71, v3 V4, V9 VI, V3 V4, V9 VI, V3, V4, V9 ill| 1 1 1 Vl, v3. V4, V9 Vl, v3 v4, V9 1 1 I
Припуски
Отливки из безоловянистой бронзы
<75 5 6 __ -
75- 150 6 7 6 7 — -
150— 250 7 7,5 7 7,5 7,5 8 —
250- 500 8 9 8 9 9,5 10 10,5 11
500-1000 9 9,5 9,5 10 9,5 10,5 10,5 и п 12
1 000-1 500 9,5 10 10 11 10,5 11,5 11 12 12 13
1500-2000 10 11 10,5 11,5 11 12 11,5 12,5 13 14
Отливки из алюминия
< 75 4 5 __ __
75- 150 5 6 5 6 -
150- 250 6 7 6 7 7 7,5
250— 500 7 7,5 7 7,5 7,5 8 8 9
500-1 000 7,5 8 7,5 8 8 9 9 10 10 11
1000-1 500 8 9 8,5 9 9 10 10 11 11 12
1 500—2 000 9 10 9,5 10 10 11 11 12 12 13
Заготовки
Таблица 61
Припуски на отливки из цветных металлов при ручной формовке * для внутренних
поверхностей (боковых нижней и верхней)
Размеры в мм
Наибольшая длина отливки (свыше—до) Наибольшая ширина отливки (свыше—до)
С75 75-150 | 150- 250 250—750 >750
Классы чистоты поверхности
Vl, V3 V4, V9 vl. V3 V4, V9 Vl, v3 V4, V9 Vl. V3 V4, V9 Vl, V3 V4, V9
Припуски
Отливки из оловяиистой бронзы
<75 3 3,5 — — — — — — —
75- 150 3,5 4 3,5 4 — — —
150— 250 4 4,5 4 4,5 4,5 5 — —
250— 500 4,5 5 4,5 5 5 5,5 5,5 6 — —
500—1 000 5 5,5 5 5,5 5,5 6 6 7 6,5 7,5
1000—1 500 5,5 6 5,5 6 6 6,5 6,5 7,5 7 8
1500—2000 6 6,5 6 6,5 6,5 7 7 8 8 9
* См. примечание к табл. 59.
Припуски на литы: заготовки
Продолжение табл. 61
Наибольшая длина отливки (свыше—до) Наибольшая ширина отливки (свыше—до)
г=75 75—150 150—250 250-750 >750
Классы чистоты поверхности
Vl, V3 V4, V9 Vl, V3 V4, V9 Vl, V3 V4, V9 Vl, V3 V4, V9 Vl, V3 V4, V9
Припуски
Отливки из безоловяиистой бронзы
<75 4 4,5 — — — — — —
75- 150 4,5 5 4,5 5 — — — —. —
150— 250 5 5,5 5 5,5 5,5 6 — — — —
250 — 500 5,5 6 5,5 6 6 6,5 6,5 7,5 — —
500-1 000 6 6,5 6 6,5 6,5 7 7 8 7,5 8,5
1000-1500 6,5 7 6,5 7 7 7,5 7,5 8,5 8 9
1 500-2000 7 7,5 7 7,5 7,5 8 8 9 8,5 9,5
Отливки из алюминия
<75 3,5 4 — — — —
75- 150 4 4,5 4 4,5 — — — —
150- 250 4,5 5 4,5 5 5 5,5 —
250- 500 5 5,5 5 5,5 5,5 6 6 6,5 — —
500-1000 5,5 6 5,5 6 6 6,5 6,5 7,5 7 8
10C0-1500 6 6,5 6 6,5 6,5 7 7 8 7,5 8,5
1 500—2000 6,5 7 ' 6,5 7 7 7,5 7,5 8,5 8 9
Заготовки
Припуски на литые заготовки
107
Таблица 62
Минимальные размеры литых отверстий
в отливках из чугуна и стали
Размеры в мм
Чугун Сталь
толщина стенки минимальный диаметр отверстия толщина стенки минимальный диаметр отверстия
8—10 8—10 до 40 25
20—25 10—12 40—60 30
40—50 18—17 . 60—80 35
Таблица 63
Радиусы закруглений при сопряжении стенок
отливок из серого и ковкого чугуна
Размеры в мм
Серый чугун Ковкий чугун
толщина стенки радиус закругления толщина стенкн радиус закругления
До 12 6 3 3
12—16 8 6 6
16-20 10 9 9
20—27 12 12 12
27—35 15 15 12
35—45 20 . 18 15
45—60 25 21 15
60—80 30 25 18
80—100 35
100—150 40
108
Заготовки
Припуски и допускаемые отклонения
на поковки, штамповки и на детали
из круглого проката
Стандартизованные припуски и допуски на механи-
ческую обработку поковок общего назначения, из-
готовляемых свободной ковкой на молотах из прокат-
ной стали или ободранного слитка, назначаются на
номинальные размеры детали (указанные в чертеже де-
тали) из расчета обработки поковок с двух сторон при
чистоте обработки v3 или на номинальные размеры, ука-
занные в технологическом чертеже — предварительно об-
работанной (ободранной) заготовки. При более высокой
чистоте обработки припуски могут быть увеличены, но не
более чем на 2 мм на сторону.
При обработке поковки с одной стороны припуск сле-
дует принимать равным половине табличной величины
верхнее отклонение при этом сохраняется без изменения,
а нижнее принимается с коэффициентом 0,5.
Стандартом не регламентируются величины внутрен-
них радиусов, скосов между уступами, сферичность тор-
цов, если не производится обрубки, сферичность боковой
поверхности детали, кующейся осадкой.
Наружные радиусы округлений, утяжки при прошив-
ке и отрубке, сдвиг сечений, смещение отверстия при
прошивке, неперпендикулярность граней, неравномер-
ность распределения припуска и другие искажения фор-
мы не должны выходить из пределов допуска.
Для необрабатываемых поковок или участков допуски
назначаются с коэффициентом 0,5—0,8 по усмотрению
завода-нзготовителя.
При ковке из неободранного слитка допускается уве-
личение припусков не более чем на 25%.
Допускается расчетные номинальные размеры поков-
ки н предельных отклонений округлять до ближайших
целых чисел в большую сторону.
Припуски на поковки и штамповки
109
Таблица 64
Припуски и отклонения на поковки гладкие сплошные
круглого, квадратного и прямоугольного сечений
Z>15J, L>L5B, АС1.5Й
Размеры в мм
Диаметры D или размеры сечения Длина детали L (свыше — до) \/
До 250 250-500 | 500-800 800—1250
размеры детали, ча которые начисляются припуски и отклонения
А н В (свыше — до) D,A,B L D.A.B L D.A.B L О,Л,В L
припуски а и Ъ и отклонения
25-50 5 + 1 °—2 15±6 6±2 18±6 7±2 20±6 8±2 24±8
50-80 6±2 18±6 8 + 2 а—3 24±8 о +2 у—3 27±10 10±| 30±10
80—120 8±3 24±8 9±3 27±10 10±3 30±10 и it 33±12
120—180 — — 10±3 30±10 11 ±2 33±12 12±4 36±12
180—250 — — 12±5 36±12 13±4 40±12 14 42±15
250—360 — — И 42±12 15±5 45±15 16±5 48±15
Примечание. У поковок прямоугольного се-
чения припуски и отклонения назначать по наиболь-
шему размеру сечения.
Таблица 65
Основные припуски
и отклонения иа поковки
сплошные круглого
и квадратного сечения
с уступами при ковке
вытяжкой
Размеры в мм
Длина детали L (свыше — до)
Диаметры D., D,, До 250 250—500 5 00—800 I 800—1 250
размеры детали, иа которые начисляются припуски и отклонения
Di (свыше — До) e>t> D< L top &_е> Dt L Da, D., Dt, Di, d4 L е>е> » о ?р Dt L
основные припуски и отклонения
25—50 50—80 к ' °—2 6±2 5±2 7±3 15±6 18±6 6±2 я+2 ° —3 7±з 8±1 18±6 24±8- 7±2 9±з 8±3 о +4 9--3 20±6 27±8 8±2 Ю 9±3 ю ±1 24±8 30±1С
110 Заготовки
80—120 8±3 9+4 у — 5 24±8 9±3 ю if 27±Ю 10±3 н if 30±Ю 12if 13±5 36±12
120—180 8±3 9 ±4 24±8 Ю±3 « п 4-3 nif 30±10 12 if 13±5 36±12 13±4 15±6 40±12
180—250 — — — 12 _4 13±5 36±12 13±4 15±6 40±12 15 it 16 ij 45±15
250—360 — — — 14 ts is ie 42±12 15±5 i7if 45±15 16±5 i8if 48±15
Дополнительные припуски
Перепад DM В,, Dt, D„ (свы- ше—до) Дополнитель- ный припуск Sl( S„ 5., S4 Величина отношения К при диаметрах Dlf Dt, Dlt Dt (свыше—до)
^50 50—80 80—120 120—180 180—250 >250
10— 40 3 2 1,4 1,25 1,15 1,1 1.1
40— 80 4 3,4 1,9 1,6 1,4 1,3 1.2
80—120 6 3,5 2,6 2 1,7 1,5 1,4
120—180 8 3,4 3,4 2,55 2 1,75 1 .75
180—280 10 4 4 3.25 2,5 2,5 2,5
Примечания. /
1. Уступы высотой Ао, hlt h2, h3, равной и меньшей. 5 мм, не отковываются.
2. Для поковок с квадратным сечением вместо диаметра Do, Dlt Dz, D3, Dt при-
нимать размер стороны сечения.
3. Дополнительный припуск S2, S3, S4 начислять на диаметр D, О2, D3, Dt
/1, ^2, /3, Д « - «
при величине отношения-------, равной или меньшей величины д, указанной
в таблице, а при величине отношения большей величины К — иа диаметр Do.
4. После начисления припусков и допусков окончательные размеры и конфи-
гурация поковки устанавливаются, исходя из условий возможности ковки уступов
и выемок, указанных в приведенной ниже таблице 66.
Припуски на поковки и штамповки
112
Заготовки
CD
40
EJ
S
ч
«о
CQ
ь»
Условия ковки уступов и выемок (вытяжкой)
OB
Зак. 364
Размеры в мм
1 № эскиза I Параметры Диаметры D, или D выступа, прилегающие к уступу (эскиз а): диаметр D концевого выступа или бурта (эскиз б); диаметр D наибольшего соседнего выступа (эскиз в)
50- 60 60-; 70 70— 80 80— 100 100-^- 120 120—, 140 140— 160 160— 180 180— 200 200— 220 220— 250 250— 280 280- 360
Наибольшая длина уступа / ,1,1,1, ие выполняемого, а отковываемого по диаметру
соседнего выступа
Концевой уступ . . 20 25 30 35 .40 45 50 55 65 75. 85 90
Промежуточ- ный уступ 15 20 25 30 35 35 40 45 50 60 70 75
100
80
а
Наименьшая длина уступа 1 ь выполняемого на поковке
Концевой уступ . . 35 40 45 .50 60 70 80 90 100 : 115 130 150 180
Промежуточ- ный уступ h 28 30 35 40 50 55 65 70 80. ' 90 105 120 . 150
Припуски на поковки и штамповки ИЗ
Продолжение табл. 66
1 № эекиэя 1 ' 11"^ V,. ’ЛСД::’ i Параметра, ; Диаметры Dt или Ь выступа, прилегающие к уступу (эскиз а); ‘ диаметр D* концевого выступа или бурта (эскиз б); диаметр ’ наибольшего соседнего выступа (эскиз а)
.50— 60 60— 70 70- 80 80- 100 100— 120 120—. 140 140— 160 160— iso 180— 200 200— 220 220— 250 250— 280 280— 360
6 Наименьшая L' (свыше— — до) <500 500—1 000 >1000 длин. 20 25 30 КОН 22 25 30 иевогс 25 30 35 выст 30 35 45 у па 30 40 50 (флан 35 45 60 на) 38 50 70 , вып 45 60 75 олняе 50 65 85 .МОГО 60 75 95 на по 65 85 110 ковка 75 100 125 X 90 120 150
<500 Наим< 15 ;иъша 15 Я ши 15 эина 20 5урта 20 1 , вь 0 22 толн 25 немогс 30 на г 35 ЮКОВ» 40 tax 45 50 60
500—1 000 15 18 20 25 25 30 35 40 45 50 60 70 80
>1 000 20 20 25' 30 35 40 45 50 55 65 75 85 100
Заготовки
| № эскиза Параметры Диаметры D, или выступа, прилегающие к уступу (эскиз а); диаметр Do концевого выступа или бурта (эскиз б); диаметр Dt наибольшего соседнего выступа (эскиз в)
5 fl- 60 60- ТО 70- 80 80— (00 100- (20 1 20— 140 140— 160 160— 180 180- 200 200— 220 220- 250 250 — 280 280— 360
0 * 1 (свыше — до) < 70 70— 100 100— 120 120— 160 160— 180 180— 200 200— 250 250— 280 280— 360 360— 400 400— 500 500—• 600 600— 750 750—1 000 Приме мать размер ci Наи 40 35 32 30 30 25 25 20 20 20 15 ч а и н ороны меньц 45 40 35 32 30 25 25 25 20 20 е. Дл сечен! ИЙ О 50 45 45 40 35 30 30 30 25 25 20 я пока {Я. гковы 70 65 60 55 50' 45 40 40 35 30 30 вок с ваемы 80 75 70 .65 60 55 50 45 40 35 квадра й диа 95 90 85 *75 70 65 60 50 50 45 40 тным метр НО 100 90 85 80 70 65 60 50 45 ечеиие выем! В де 7 120 ПО 100 90 85 75 70 60 55 м вмес [И D' 1 ыемка лаете смотр 120 ПО 100 95 85 80 70 60 то диа не О1 я тол ению 125 120 по 100 90 80 70 метров гковь □КО Г ИЗГО 145 130 120 НО 100 90 80 О» и <ваетс рожи говите 150 140 130 115 105 90 D, Я ИЛИ м по ля 190 170 155 140 120 1РИИИ-
Припуски на поковки и штамповки
Таблица 67
Припуски и отклонения иа разные поковки (ковка вытяжкой)
i 16 Заготовки
Размеры в мм
Высота Н детали (свыше — до) Диаметр D или размер А Припуски а, Ь, с и отклонения
на высоту Н на D, А, В на d при разности D — d или А — d (свыше - до)
50—120 120—300 > 300
< 50 7±2 7±2 — — —
50- 80 7±2 8±2 — — —
80-120 7±2 9±2 14±2 — —
< 50 120—180 7±2 10±2 15±2 — —
180—250 8 + 2 °-3 nil 16 17^2 —
250-360 О +2 у~3 13±4 — 19±4 —
360—500 10±3 15±5 — 21 ±5 22±5
Припуски на поковки и штамповки И?
Высота Н детали (свыше — до) Диаметр D или размер А
иа высоту я
< 50 7±2
50— 80 8±2
80—120 8±2
50—80 120—180 8±2
180—250 91!
250—360 11±3
360—500 12±4
500—630 14±5
< 80 9+2
80 —120 11 ±3
120—180 11±3
80 -120 180—250 1211
250—360 13 ±4
360—500 13±4
500—630 16±6
Продолжение табл. 67
Припуски а, Ь, с и отклонения
на D, А, В на d при разности D — d или А — d (свыше — до)
50—120 120-300 > 300
7±2
8±2 — —- —-
10±2 15±2 —
Н ±1 1511 — —
12 17 1811 —
14±4 — 20 ±4
16±5 —- 22±5 23±5
19±7 — 25±7 26±7
9±2 —
11 ±3 16±3
12±3 17±3 —-• —
19 20 it —
16±4 — 22±4 —
18±5 24±5 25±5
20±7 — 2б±7 27±7
118 Заготовки
Высота Н детали (свыше — до) Диаметр D или размер А
иа высоту И
120—180 < 120 120-180 180—250 250—360 360—500 500- 630 12±3J 13±4 14±5 1Б±5 15±5 17i6
180—250 < 180 180—250 250—360 360—500 500—630 14±5 174:6 18^:6 184:6 194:7
Продолжение табл. 67
Припуски а, Ь, с и отклонения
на D, Д, В на d при разности D — d или Д — d (свыше — до)
50—120 • 120—300 >300
12±3 17±3 — —
13±4 18±4 — —
16±5 . 21 ±5 22±5 —
18±5 — 24 ±5 —
20±6 — 26±6 27±6
22±8 — 28±8 29±8
14±5 19±5 — —
17±6 22±6 — —
19±6 — — —
21 ±7 — — — •
24 + 8 ___ 4»*
Припуски на поковки и штамповки
Продолжение табл. 67
Высота Н детали (свыше — до) Диаметр D или размер А Припуски at bt си отклонения
на высоту Н на D, А, В на d при разностнО — d или А — d (свыше — до)
50—120 120—300 > 300
< 250 19±6 19±6 24 ±6 25±6 —
250—360 250—360 21 ±7- 21 ±7 — 27±7 —
360-500 21 ±7 24±8 — 30±8 31 ±8
500—630 22±8 27±Э — 33±9 34±9
Примечания.
1. Данные таблицы распространяются на сплошные цилиндры, при Н < 1,5 £);
иа бруски, кубики, пластины при Н « В, А < 1,5 В; на диски при Н < 0,5 D;
иа диски с отверстиями при И < D, d < 0,5; на пластины с отверстиями при Н < В.
А < 1,5 В, d с. 0,5 В.
2. Отверстий диаметром d < 40 мм и d с 60 мм при И > 120 мм разрешается
не прошивать. Сверх припусков в отверстиях допускается конусность 1:20.
3. Для поковки—втулки с уступами, сплошные и с отверстиями (эскиз, рас-
положенный справа) определяется также дополнительный припуск (см. табл.
Н — Ло
65); в зависимости от разности Do—Dj н по величине отношения —т--- опреде-
“о
ляется, на какой диаметр он начисляется.
120 Заготовки
Припуски на поковки и штамповки
121
Таблица 68
Припуски и отклонения на поковки кольца
Размеры в мм
Припуски а, Ь, с и отклонения
Высота детали Диаметр детали D на вы- иа ди- иа диаметр d при разности D — d (свыше — до)
(свыше — ДО) соту Н
(свыше — ДО) аметр D ^50 50— 130 130- 250 250— 400
. <5 60 60—250 я +2 в-3 11±3 14± 3 15±3 — —
250—360 9 +2 и — 3 14±5 17±5 18±5 19±5 —
360—500 10±3 16±7 19±7 20±7 21 ±7 —
500—800 12±5 19±9 22 ±9 23±9 24±9 27±9
* 60—250 9 +2 У —з 12±3 15±3 16±3 — —
50—80 250—360 11±3 16±5 19±5 20±5 21 ±5 —
360—500 12±4 18±7 21 ±7 22±7 23±7 —
500-800 14±5 21 ±9 24±9 26±9 264:9 27±8
122
Заготовки
Продолжение табл. 68
Высота детали Н (свыше — до) Диаметр детали D (свыше— ДО) Припуски а, Ь, с н отклонения
на вы- соту И иа диа- метр D на диаметр d при разности D—d (свыше — до)
^50 50— 130 130- 250 250— 400
80—250 И 14±4 17±4 18±4 —
250—360 13±4 17±5 20±5 21 ±5 22±5 —
80—120 360—500 14±5 19±7 22±7 23±7 24±7 —
500—800 17±6 22±9 25±9 2б±9 27±9 28±9
120—250 13±5 16±5 19±5 20±5 — —
250—360 13±5 18±5 21±5 22±5 23±5 —
120—180 360—500 16±6 20±7 23 ±7 24±7 25±7 —
500—800 19±6 23±9 26±9 27±9 28±9 29±9
180—250 15±6 18±6 21 ±6 22±6 — —
180—250 250—360 17±6 20±6 23±6 24±(5 25±6 —
360—500 18±7 22 ±7 25±7 26±7 27±7 — •
500—800 21±7 25±9 28±9 29±9 30±9 31±9
250—360 19±7 23±7 26±7 27±7 28±7 !.
250—360 360—500 20±8 25±8 28±8 29±8 30±8 —
500—800 23±9 28± 10 31±10 32±10 33±10 34±10
Примечание. Сверх припусков в отверстии до-
пускается конусность 1:20.
Припуски на поковки и штамповки
123
Таблица 69
Припуски и отклонения иа поковки-цилиндры
с отверстием
Л >0.5В
Размеры в мм
Высота детали И (свыше— до) Диаметр детали D (свыше— до) Припуски а, Ь, с н отклонения
на высоту Н на диа- метр D на диаметр d при разности D — d (свыше — до)
60 60-130 130—180
60-120 60-120 14±5 14±4 17±4 — —
120—180 60—180 17±6 16±5 19±5 20±5
180—250 120—250 19±6 18±6 22±6 22±6 23±6
250—360 180—250 250—360 22±8 24±10 23±7 26±7 27±8 28±8
360—530 250—360 27±10 25±9 28±9 29±9 30±9
Примечание. Сверх припусков в отверстии до-
пускается конусность 1:20.
124
Заготовки
Таблица 70
Припуски иа штамповки из стали и цветных сплавов,
изготовляемые иа молотах и прессах
Размеры в мм
Наибольший размер штамповки (свыше — до) Обрабаты- ваемый материал Чистота обработки
V3 VV6 VV78
, припуски
< 100 Сталь Цветные сплавы 1,25 1,25 1,75 1,75 2 2
100—160 Сталь Цветные сплавы 1,5 1,5 2 2 2,25 2,25
160—250 Сталь Цветные сплавы 1,75 1,75 2,25 2,25 2,5 2,5 .
250-355 Сталь Цветные сплавы 2 2 2,5 2,5 2,75 2,75
355—500 Сталь Цветные сплавы 2,5 2,25 3 2,75 3,25 3
500—630 Сталь Цветные сплавы 3 2,5 3,25 3 3,5 3,25
630-800 Сталь Цветные сплавы 3,25 2,75 3,5 3 3,75 3,25
Припуски на поковки и штамповки
125
Продолжение табл. 70
Наибольший размер штамповки (свыше — до) Обрабаты- ваемый материал Чистота обработки
v3 VV6 V 7V8
припуски
800—1 000 Сталь Цветные сплавы 3,5 3 4 3,25 4,25 3,5
1 000—1 250 Сталь Цветные сплавы 4 3,5 4,5 3,75 4,75 4
1 250—1 600 Сталь Цветные сплавы 4,5 4 5 4,25 5,5 4,5
. 1 600—2 000 Сталь Цветные сплавы 5 4,5 5,5 5 6 5,5
2000—2500 Сталь Цветные сплавы 6 7 6,5 • 6 7 6,5
Таблица 71
Допускаемые отклонения на штамповки из стали
и цветных сплавов, изготовляемые на молотах и прессах
' Площадь . проекции. Класс точно- сти Размер шта!и- Класс точно- сти
4-й 5-й 6-й 4-й 5-й 6-й
на плоскость разъема штам- па в см* (свыше — до) Отклонен и. отклонения в мм вертикаль- ных размеров (перпендику- лярных разъе- му штампа) повкн в мм (свыше — до) отклонения в мм от горизон- тальных раз- меров (парал- лельных разъ- ему штампа)
В + и — 0,6 1,0 1,5 0,8 1,0 1.2
< 80 0,5 0,3 0,8 0,5 1,2 0,8 < 63 0,6 0,4 0,8 0,5 1,0 0,8
0.3 0,4 0,5 0,3 0,4 0,6
126
Заготовки
Продолжение табл. 7!
Площадь проекции штамповки иа плоскость разъема штампа в см* (свыше — до) Отклонение* Класс точ- ности Размер штамповки в мм (свыше — до) Класс точ- ности
4-й 5-й 6-й 4-й 5-й 6-й
отклонения в мм вертикаль- ных размеров (перпендику- лярных разъему штампа) отклонения в мм от гори- зонтальных размеров (па- раллельных разъему штампа)
80-160 В + н — 0,8 0,6 0,4 0,3 1,2 1,о 0,6 0,5 2,0 1,5 0,8 0,6 63-100 1.0 0,8 0,6 0,4 1.2 1.0 0,8 0,6 1,5 1.2 1,0 0,8
160—315 В + и — 1,0 0,8 0,5 0,4 1,5 1,2 0,6 0,5 2,5 2 1,0 0,6 100—160 1.2 1,0 0,8 0,6 1,5 1,2 1,0 0,8 1,8 1.5 1,2 1,0
315-475 В + н — 1,2 1,0 0,6 0,5 1,8 1,5 0,8 0,6 3,0 2,5 1,2 0,8 160—250 1,5 1,2 1,0 0,8 1,8 1,5 1,2 1,0 2,2 2,0 1.5 1,2
475—800 В + н — 1.5 1,2 0,8 0,6 2,2 2,0 ГГО 0,8 3.5 3,0 1,5 1.0 250—355 1,8 1,5 1.2 1,0 2,0 1.8 1.5 1,2 2.5 2,5 1.8 1,5
800—1 250. В + н — —- 2,8 2,5 .1,2 1,0 4,0 3,5 1,8 1,2 355—500 2,0 1,8 1,5 1,2 2,5 2,0 1.8 1.5 3,0 3,0 2,2 2.0
1 250—1 700 В + н — — 3,5 3,0 1.5 1.2 4,5 4,0 2,0 1.6 500—630 — 3,0 2,4 2,0 1,8 3,5 3,5 2,5 2.2
Припуски на поковки и штамповки
127
Продолжение табл. 71
Площадь Проекции штамповки на плоскость разъема штампа в см* 1 (свыше — до) Отклонение* Класс точ- ности Размер штамповки в мм (свыше — до) Класс точ- ности
4-й 5-й 6-й 4-й 5-й 6-й
отклонения в лслс вертикаль- ных размеров (перпендику- лярных разъему штампа) отклонения в мм от гори- зонтальных размеров (па- раллельных разъему штампа)
1 700—2 200 В + Н — — 4,0 3,5 1,8 1,2 5,0 4,,5 2,5 1,5 630—800 — зд> 2,5 2,5 2,0 4,0 4,0 3,0 2,5
2200—3 000 в + н — __ 4,5 3,8 2,0 1.5 6,0 5,0 2,5 2,0 800—1 000 — 4,0 3,0 3,0 2,4 4,5 4,5 3,5 3,0
3 000—4 000 В + н — — 5,0 4,0 2,5 1,5 6,5 5;5 3,0 2,5 1 000—1 250 4,5 3,5 3,5 2,8 5,0 5,0 4,0 3,5
* Обозначения: в—верхнее
ненне.
отклонение, н — нижнее откло-
Примечания.
1. Отклонения, указанные над чертой, относятся к
штамповкам из стали, — под чертой — к штамповкам
из цветных металлов.
2. Между необрабатываемыми поверхностями -реко-
мендуется принимать данные для 4 и 5-го классов
точности, между обрабатываемыми поверхностями или
между необрабатываемой и обрабатываемой ~ данные
для 6-го класса точности.
128
Заготовки
Таблица 72
Припуски иа диаметр деталей, обтачиваемых
из круглого проката
Размеры в мм
Номинальный I диаметр 1 детали Длина заготовки Припуск I Длина заготовки Припуск I Длина заготовки Припуск I Длина заготовки 1 Припуск I
5 20 2 40 2 60 2 100 3
6-7 24—28 2 48—56 2 72—84 2 120—140 2
8 32—36 2 ' 64—72 2 96—108 2 160—180 3
10 40 2 80 2 120 3 200 3
11 44 2 88 2 132 2- 220 2
12—15 48—60 2 96—120 2 144—180 3 240—300 3
16 64 2 128 2 192 2 320 3
17—19 68—76 2 136—152 2 204—228 3 340—380 3
20 80 2 160 2 240 3 400 4
21—24 84 3 168—192 3 252—288 3 420—480 4
25 100 3 200 3 300 3 500 5
26 104 4 208 4 312 4 520 4
27 108 3 216 3 324 5 540 5
28 112 4 224 4 336 4 560 4
30—32 120—128 3 240—256 3 360—384 4 600—640 4
34 136 4 272 z , 4: 398 4 680 4
35 140 3 280 = 3 г 420 4! 700 4
36 144 3 288 4 432 4 720 4
38 152 4 304 4 456 .4 , 760 . 5
40 160 3 320 5 480 5 800 • 5
42 168 3 336 3 504 6 840 6
44 176 4 352 4 528 6 880 6
45 180 3 360 3 540 5 900 5
46 184 4 368 6 552 6 920 6
48 192 4 384 4 576 6 960 6
50 200 4 400 4 600 5 1 ООО ' 5
52 208 3 .416 3 624 4 1040 > 4
55 220 3 440 5 660 5 1 100 5
58 232 4 464 4 696 4 1 160 7
60 240 5 480 5 720 5 1 200 10
Припуски на поковки и штамповки
129
Продолжение табл. 72
Номиналь- ный диаметр детали Длина заготовки Припуск I Длина заготовки Припуск 1 Длина заготовки ‘Припуск I Длина заготовки Припуск I
62 248 6 496 6 744 6 1 240 10
65 260 5 520 5 780 5 1 300 10
68 272 4 544 4 816 4 1 360 10
70 280 5 560 5 840 10 1 400 15
72 288 4 576 4 864 13 1 440 13
75 300 5 600 5 900 10 1500 15
78 312 7 624 12 936 17 1 560 17
80 320 5 640 10 960 15 1600 15
82 328 8 656 13 984 18 1 640 18
85 340 5 680 10 1 020 15 1 700 15
88 352 7 704 12 1 056 17 1 760 17
90 360 5 720 10 1080 15 1 800 15
92 368 8 736 13 1 104 18 1 840 18
95 380 5 760 10 1 140 15 1 900 15
98 392 7 784 12 1 176 17 1 960 17
100 400 5 800 10 1 200 15 2 000 15
105 420 5 840 10 1 260 15 2100 15
ПО 440 5 880 10 1 320 15 2 200 15
120 480. 5 960 10 1 440 20 2400 20
125 500 5 1 000 5 1 500 10 2500 10
130 520 10 1 040 10 1 560 20 2 600 20
135 540 5 1 080 5 1620 15 2 700 15
140 560 10 1 120 10 1680 20 2 800 20
Примечания.
1. Заготовки диаметром до 30 мм подвергать
правке.
2. Припуск выбирается по максимальному диаметру
детали, если таковой находится ближе к ее середине;
при расположении его у конца заготовки в виде бур-
та, если длина ие превышает 30% длины заготовки,
припуск берется в зависимости от длины бурта
3. Припуски установлены с учетом межоперацнон-
ных припусков, допусков и кривизны по длине про-
ката.
Зак.. 394
ОПЕРАЦИОННЫЕ ПРИПУСКИ
Операционный (промежуточный) припуск, т. е. избы-
точный слой металла, оставляемый для снятия на данной
операции, должен быть достаточным, чтобы чистовая или
окончательная обработка детали не оставляла «черноты»
или следов от предыдущей обработки, но вместе с тем он
должен быть возможно малым, чтобы не удлинять И не
удорожать операции.
Размер операционного припуска Zo можно определить
по следующим формулам:
а) при одностороннем расположении припуска (обра-
ботка плоских поверхностей)
Za = нтах + т + а ;
б) при симметричном расположении припусков (обра-
ботка поверхностей вращения)
2в = 2(ЯтЛХ4-Т) + а.
В этих формулах Нтах— максимальная высота гребеш-
ков неровностей, остающихся на поверхности обрабаты-
ваемой детали после предыдущей операции; Т — наиболь-
шая глубина дефектного слоя; а — допуск на операцион-
ный размер предыдущей операции. Теоретический расчет
межоперационных припусков и допусков разработан проф.
В. М. Кованом.
Практически для назначения операционных припусков
и допусков пользуются таблицами нормалей, разрабаты-
ваемых применительно к условиям данного производства.
Эти нормали учитывают обычно приведенные выше три
основных фактора, влияющие на операционный припуск.
На некоторых операциях приходится, однако, учитывать
и другие факторы, как, например, погрешность установки
детали на данной операции, искажение формы детали при
термической обработке и т. д. В таких случаях опера-
ционные. припуски рассчитываются теоретически.
Операционные припуски
131
Таблица 73
Операционные припуски иа обтачивание и шлифование
валов в массовом и крупносерийном производстве
Размеры в мм
Диаметр вала (свыше— ДО) Длина вала (свыше — до)
<100 100— 300 300- 500 500— 700 700— 1 000 1000— 1 300 1 300- 1 600 1 600— 2 000 >2000
Чистовое обтачивание валов после чернового
6— 10 0,7 0,9 1,2 — — — — — —
10- 18 0,75 1 1,25 — — — — —
18— 30 0,9 1,1 1,3 1,4 1,5 1,6 1,7 — —
30— 50 1 1,2 1,4 1,5 1,6 1,7 1,8 — —
50— 80 1,1 1,3 1,4 1,5 1,6 1,7 1,8 1,9 2
80-120 1,2 1,4 1,5 1,6 1.7 1,8 1.9 2 2,1
120-180 1,3 1,4 1,5 1,6 1,7 1,8 1,9 2 2,1
180- 250 1,4 1,5 1,6 1,7 1,8 1,9 2 2,1 2,2
260—360 1,5 1,6 1,7 1,8 1,9 2 2,1 2,2 2,3
360-500 1,6 Г,7 1,8 1,9 2 2,1 2,2 2,3 2,4
Шли фование сырых валов после чистового обтачивании
6— 10 10- 18 0,25 0,3 0,3 0,35 0,35 0,40 — — — —
18— 30 0,35 0,40 0,45 — — — —• —
30- 50 0,40 0,45 0,5 0,55 0,6 0,6 —> — ——
50— 80 0,45 0,5 055 0,6 0,65 0,65 0,65 0,7 0,7
80-120 0,5 0,55 0,6 0,65 0,7 0.7 0,75 0,75 0,8
120—180 0,6 0,6 0,65 0,7 0,7 0,75 0,75 0,8 0,85
180-260 0,7 0,7 0,7 0,75 0,75 0,8 0,8 0,85 0,85
260—360 0,8 0.8 0,8 0,85 0,85 0,9 0,9 0,95 1
Шлифование закаленных валов после чернового
обтачивания
6— 10
10— 18
18- 30
30— 50
0,3
0.36
0,4
0,4
0,35
0,4
0,45
0,45
0,4 — —
0,45 — —
OJj 0,55 0,6
0,5 0,55 0,6
0,6
0,6
о*
132
Операционные припуски
Продолжение табл. 73
Диаметр вала (свыше — До) Длина вала (свыше —до)
<100 100- 300 300— 500 500— 700 700— 1 000 1 000— 1 300 1 300- 1 600 1 600— 2 000 >2000
50— 80 0,45 0,5 0,55 0,6 0,7 0,7 0,7 0,75 0,75
80—120 0,6 0,65 0,7 0,75 0,8 0,8 0,85 0,85 0,9
120—180 0,65 0,7 0,75 0,8 0,85 0,85 0,9 0,9 0,95
180—260 0,8 0,8 0,85 0,85 0,9 0,9 0,95 0,95 1
260—360 0,85 0,85 0,9 0,95 1 1 1,05 1,05 1,1
Примечания.
1. Для мелкосерийного производства припуски,
приведенные в таблице, можно увеличивать до 20%.
2. При раздельном черновом и чистовом шлифова-
нии 70% указанного в таблице припуска следует сни-
мать при черновом шлифовании и 30% — при чисто-
вом.
3. Припуски, приведенные в таблице, пригодны
также для деталей, шлифуемых на оправках или в
приспособлениях.
Таблица 74
Операционные припуски на бесцентровое шлифование
валов после чистового обтачивания
Размеры в мм
Длина вала (свыше — до)
Диаметр вала (свыше — до) < 100 100—250 250-500 500—1 000
Шлифование сырых валов
6— 10 0,25 0,3 —
10— 18 0,3 0,35
18— 30 0,35 0,4 0.45 —.
30— 50 0,4 0,45 0,5 0,55
50— 80 0,45 0,5 0,55 0,6
80—120 0.5 0,55 0,6 0,65
120—180 0,55 0,6 0,65 0,7
Операционные припуска
.131.
Продолжение табл. 74
Диаметр вала (свыше — до) Длина вала (свыше — до)
< 100 100—250 250:—500 500—1 000
Шлифование закаленных валов - - - - • •
6— 10 0,3 0,35 —
10— 18 0,35 0,4 —— . - —4
18— 30 0,4 0,45 0,5 — *
30— 50 0,45 0,5 0,55 0,6
50— 80 0,5 0,55 0,6 0,65
80—120 0,55 0,6 0,65 0,7
120—180 0,6 0,65 0,7 0,75
Таблица 75
Операционные припуски и допускаемые отклонения
иа диаметр при зенкеровании, растачивании и
развертывании отверстий
Размеры в мм
Наименование операций Интервалы диаметров (свыше — до)
3-6 6— 10 10— 18 18— 30 30- 50 50— 80 80— 120 120— 180
припуски
После сверления:
Зенкерование ... — —
Растачивание ... — —
Чистовое растачи-
вание ............— —
Развертывание . .0,150,2
После зенкеровании
или растачивания:
Развертывание . . — 0,2
0,8
0,8
0,5
0,3
1,2 1,5
1,2'1,5
0,2 0,3
2
1,3
2
1,5
0.30,350,40 0,5
134
Операционные припуски
Продолжение табл. 75
Наименование операций Интервалы диаметров (свыше — до)
3-6 6- 10 10- 18 18— 30 30- 50 50— 80 80— 120 120— 180
припуски
Черновое разверты- вание . . . . ’ 0,15 0,2 0,2 0,2 — — —
Чистовое разверты- вание после черно- вого 0,05 0,08 0,9 0,1 0,12 0,14 0,17 —
Отклонения (+)
Сверление* ........
Сверление по кондук-
тору **............
Зенкерование ** . .
Черновое растачива-
ние ** • ..........
Чистовое растачива-
ние*** ............
Черновое разверты-
вание**** . . . .
0,160,2
0,080,1
— 0,1
0,24
0,12
0,12
0,12
0,07
0,28 0,34 0,4
0,025 0,03 0,035
0,0840,1 0,12
0,045 0,05 —
0,2 0,26
0,140,16
* 5-й класс точности.
*♦ 4-й класс точности.
За класс точности.
3-й класс точности.
Вари:
Таблица 76
Операционные припуски и допускаемые отклонения на диаметр
при шлифовании отверстий
Размеры в мм
Наименование операций
Интервалы диаметров (свыше — до)
6-10 | 10—1в| 18-Зб| ЗО-5о| 50—80|80—12о| 1 fgg
припуски
I Окончательное шлифование термически обработанных н необработанных де- талей 0,2 0,3 0,3 0,3 0,4 0,5 0,5
л Шлифование после термообработки: черновое — 0,2 0,2 0,2 0,3 0,3 0,3
чистовое . . — 0,1 0,1 0,1 0.1 0,2 0,2
411 Черновое шлифование до термообра- ботки — 0,2 0,2 0,3 0,3 0,3 0,3
Чистовое шлифование после термооб- работки — 0,3 0,3 0,4 0,4 0,5 0,5
Операционные припуски 135
Продолжение табл. 76
Интервалы диаметров (свыше — ДО)
W S Q. Наименование операций 6-10 10-18 18-30 30—50, 50—8о| 80—120 120- 180
W в Отклонения (+)
IV Чистовое растачивание под оконча- тельное шлифование н под черновое до термообработки (За класс точно- сти) Черновое шлифование после термооб- работки (3-й класс точности) . . . — 0,07 0,035 0,084 0,045 0,1 0,05 0,12 0,06 0,14 0,07 0,16 0,08
Таблица 77
Операционные припуски и допускаемые отклонения иа диаметр
при тонком растачивании
Размеры в мм
Наименование операций и обрабатываемый материал Диаметр обработки (свыше—до)
<30 30—50 50—80 80—120 120—180
припуски
Тонкое растачивание: алюминия черновое 0,2 0,3 0,4 0,4 0,5
чистовое 0,1 0,1 0,1 0,1
Операционные приписки
Наименование операций и обрабатываемый
материал
Тонкое растачиване:
баббита черновое
чистовое
бронзы и чугуна черновое
чистовое
стали черновое
чистовое
Подготовительное растачивание перед
тонким (За класс точности).............
Черновое растачивание (3-й класс точно-
сти) .............................. '
Продолжение табл. 77
Диаметр обработки (свыше—до)
<30 30—50 50—80 80—120 120—180
припуски
0,3 0,4 0,5 0,5 0,6
0,1 0,1 0,1 • 0,1 0,1
0,2 0,3 0,3 0,3 0,4
0,1 0,1 0,1 0,1 0,1
0,2 0,2 0,2 0,3 0,3
0,1 0,1 0,1 0,1 0,1
Отклонения от диаметра предыдущей операции ( + )
0,084 0,1 0,12 0,14 0,15
0,045 0,05 0,06 0,07 0,08
Операционные припуски
138
Операционные припуски
Таблица 78
Операционные припуски при фрезеровании
и шлифовании плоскостей
Размеры в мм
Вид обработки Ширина b Длина! Толщина h.
6 —3oj 30—5о| >50
припуски на толщину
Черновое фрезе- <200 <100 100—250 250—400 1 1.2 1.5 1 1,5 1,7 1,5 1,7 2
рование после грубого 200—400 <100 100—250 250—400 1.2 1,5 1,7 1,5 1,5 2 1,7 2 2,5
Чистовое фрезе- рование после чернового <200 <100 100—250 2L 0—400 0,7 1 1 1 1 1,2 1 1.3 1.5
200—400 <100 100—250 250—400 1 1 1 1 1,2 1,2 1,3 1,5 1,5
Окончательное шлифование тер- мически обрабо- <200 <100 100—250 250—400 0,3 0,3 0,5 0,5 0,5 0,5 0,5
тайных и необра- ботанных деталей (1-й вариант) 200—400 <100 100—250 250—400 0,3 0,5 0,5 0,5 0,5
Операционные припуски
139
Продолжение табл. 78
Вид обработки Ширина b Длина 1 Толщина h 6—Зо| 30—5о| >50 припуски иа толщину
Шлифование после термо- обработки (2-й вари- ант) черно- вое <200 <100 100—250 250—400 0,2 0,2 0,3 0,3 0,3 0,3 0,3
200—400 <100 100—250 250—400 0,2 0,3 0,3 0,3 0,3
чисто- вое <200 <100 100—250 250—400 0,1 0,1 0,2 0,2 0,2 0,2 0,2
200—400 <100 100—250 250-400 0,1 0,2 0,2 0,2 0,2
Отклонение (—) при фрезеровании и шлифовании
плоскостей (см. эскиз на стр. 138)
Размеры в мм
Толщина Л (свыше — до) Фрезерование Шлифование
грубое (7-Й класс точности) черновое (5-Й класс точности) черновое (4-й класс точности) чистовое (3-й класс точности)
3— 6 0,3 0,16 0,08 0,025
6— 10 0.36 0,2 0,1 0,030
10- 18 0,43 0,24 0,12 0,035
18— 30 0.52 0,28 0,14 0,045
30— 50 0.62 0,34 0,17 0,05
50— 80 0,74 0,4 0,2 0,06
80-150 0,87 0,46 0,23 0,07
120—180 1 0,53 0,26 0,08
140
Операционные припуски
Таблица 79
Припуски в мм при протягивании круглых отверстий
Размеры протягиваемого отверстия в мм Предварительная обработка отверстий в мм
Диаметр D (свыше—до) Длина L одним инструмен- том (сверлом) с точностью А6 двумя инстру- ментами (свер- лом, зенкером или резцом) с точностью
Ю—30 30—80 80—350 П р и ь допускает <40 40—3D 30—1,50 < е ч а н и е. Д ся увеличение 0,8 1,2 1,5 ля более длин припуска до 5( 0,5 0,8 1,2 ных отверстий )%-
Таблица 80
Припуски при резании
материала
Размеры в мм.
Припуск на разрезание Припуск на обра- ботку торцов при длине Припуск
дисковой пилой
Диаметр D О Я ф = 5 « Q-5 s ч 2? иа зажим в патроне
(свыше—до) V (U 2 X на тока или реве ном ста о _| ю
s s 2п а*
10 __ — 3 2 4 5 30
10— 20 275 4 3 4 5 7 40
20— 30 275 4 3 6 7 9 40
30— 80 275 4 6 7 8 10 60
80—150 510 6 6 8 10 12 70
150—200 660 6 8 9 10 12 80
200—260 810 6,5 10 10 17 14 80
260—300 910 7 12 10 12 14 90
300—400 1 200 9 14 10 12 14 90
400—500 1 500 11 16 10 12 16 100
* д—длина остатка в зажине.
Размеры заготовок и припуски для нарезания резьбы
141
Таблица 81
Припуски при шевинговании и шлифовании зуба
Размеры в мм
Шевингование
диаметр зубчатого колеса (свыше— до)
Модуль > 50 | 50—100 | 100—200
класс точности
I 2 | 1 | 2 | 1 | 2
Припуски
2 3 4 5 6 0,08 0,09 0,1 0,11 0,12 0,09 0,1 0,11 0,12 0,14 0,09 0,1 0,11 0,12 0,14 0,1 0,11 0,13 0,14 0,16 0,12 0,13 0,14 0,15 0,16 0,11 0,12 0,14 0,16 0,18
Зубошлифование
Модуль Припуск в мм
2 3 3,5 4 4,5 5 6 0,18 0,22 0,24 0,26 0,28 0,30 0,34
Размеры заготовок, припуски
и допускаемые отклонения
для нарезания резьбы
Определение размера заготовки под нарезание резьбы
производится в зависимости от принятого способа изго-
товления резьбы. Размер заготовки зависит также от ма-
териала обрабатываемой детали.
142
Операционные припуски
При изготовлении резьбы метчиками и плашками ма-
териал детали несколько выдавливается, поэтому размер
заготовки берется меньший, чем при нарезании резьбы
резцами.
При изготовлении резьбы резцами и фрезами размер
заготовки, обточенной под нарезание резьбы, должен быть
равен диаметру резьбы. То же самое относится и к размеру
отверстий под нарезание внутренней резьбы.
Ниже приводятся таблицы размеров заготовок (от-
верстий и стержней) под нарезание резьб с указанием ве-
личины Д1 и Д2.
Для определения наибольшего и наименьшего диа-
метра (отверстия и стержня) под нарезание резьбы необ-
ходимо из номинального размера диаметра резьбы отнять
величины Д^ и Д2.
Таблица 82
Отклонения Д от номинального диаметра
расточенных отверстий под нарезание метрических
резьб резцом или фрезой в мм
Номиналь- ный* диаметр резьбы d Основная 1-я мел- кая 2-я мел- кая 3-я мел- кая 4-я мел- кая
Д, д. д. ' Д’ д. Да д, |Д. д, 1д’
6- 7 0,9 1.1
8— 9 1,2 1,4
10— п 1,4 1.7 1 1,1 0.7 0,8 0,4 0,5 — —
12 1,7 2 1,2 1.4 0,9 1,1 0,6 0,8 0,4 0,5
14- 16 2 2,3 1.5 1.7 0,9 1,1 0,6 0,8 0.4 0,5
18— 22 2,5 2,9 1,5 1,7 0,9 1,1 0,6 0,8 0,4 0,5
24— 27 3,1 3,5 2,1 2,3 1,5 1,7 0,9 1,1 0,6 0,8
30— 33 3,6 4,1 2,1 2,3 2,1 2,3 0,9 1.1 0,6 0,8
36— 39 4,2 4,7 3,2 3,5 2,1 2,3 1,5 1.7 0,9 1,1
42—- 45 4,7 5,3 3,2 3,5 2,1 2,3 1,5 1,7 0,9 1,1
48- 52 5,3 5,9 3,2 3,5 2,1 2,3 1,5 1,7 0,9 1,1
56— 60 5,8 6,5 4,2 4,7 3,2 3,5 2,1 2,3 1,5 1,7
56—150 6,4 7,1 4,2 4,7 3,2 3,5 2,1 2,3 1.5 1,7
56—200 6,4 7,1 4,2 4,2 3,2 3,5 2,1 2,3 — ——
56—300 6,4 7,1 4,2 4,2 3,2 3,5 — — — —
* Действительный ачаметр расточенного отверстия: наиболь-
ший d—До наименьший d—Д,.
Размеры заготовок и припуски для нарезания резьбы
143
Таблица 83
Отклонения от размеров расточенных
отверстий под нарезание резьб
а) Трубные резьбы
Номиналь- ный диа- метр резь- бы в дюй- мах Диаметр расточии в мм Отклоне- ние в мм Номиналь- ный диа- метр резь- бы в дюй- мах Диаметр расточки в мм Отклоне- ние в мм
1/8 8,80 +0,12 1 78 41,60 +0,34
1/4 11,80 +0,14 1 ‘Л 45,00 +0,34
3/8 15,20 +0,14 1 % 51,00 +0,40
1/2 18,90 +0,14 2 56,90 +0,40
5/8 20,90 +0,14 2 % 62,95 +0,40
3/4 24,30 +0,28 2 Ч 72,45 +0,40
7/8 28,30 +0,28 2 зд 78,80 +0,40
1 30,50 +0,34 3 85,10 +0,46
Р/8 35,20 +0,34 з Ул 91,20 +0,46
17« 39,20 +0,34 з Уг 97,55 +0,46
б) Трапецеидальные резьбы (размеры в мм)
Номиналь- ный диа- метр резьбы Крупная резьба Нормальная резьба Мелкая резьба
диаметр расточки отклоне- ния диаметр расточки отклоне- ния .диаметр расточки отклоне- ния
10 . 7 +0,15 8 +0,10
12 — — 9 +0.15 Ю +0,10
14 — 11 +0,15 12 +0,10
16 — —— 12 +0,20 14 +0,10
18 — —. 14 +0.20 16 +0,10
20 — —. 16 +0,20 18 +0,10
22 14 +0,40 17 . +0,25 20 +0,10
24 16 +0,40 19 +0,25 22 +0,10
26 18 +0,40 21 +0,25 24 +0,10
144
Операционные припуски
Продолжение табл. 83
Номиналь- ный диаметр резьбы Крупная резьба Нормальная резьба Мелкая резьба
диаметр расточки отклоне- ния диаметр I расточки отклоне- ния диаметр расточки 1 отклоне- ния
28 20 1-0,40 23 +0,25 26 +0,10
30 22 -0,50 24 +0,30 27 +0,15
32 22 L0,50 26 +0,30 29 +0,15
36 26 -0,50 30 +0,30 33 -0,15
40 30 -0,50 34 +0,30 37 -0,15
44 32 1-0,60 36 +0,40 41 -0,15
50 38 -0,60 42 +0,40 ,47 -0,15
55 43 -0,60 47 +0,40 52 -0,15
60 48 -0,60 52 +0,40 57 -0,15
65 49 -0,80 55 +0,50 61 -0,20
70 54 1-0,80 60 +0,50 66 -0,20
75 59 1-0,80 65 +0,50 71 -0,20
80 64 -0,80 70 +0,50 76 -0,20
85 65 1-1,00 73 +0,60 80 -0,25
90 70 hi, Оо 78 +0,60 85 -0,25
95 75 hl ,Оо 83 +0,60 90 -0,25
100 80 hi ,00 88 +0.60 95 -0,25
105 85 hl,Об 93 +0,60 100 -0,25
ПО 90 hl ,00 98 +0,60 105 -0,25
115 95 hl .0 103 +0,6 НО -0,25
120 96 hl .2 104 +0,8 114 -0,3
125 101 hl.2 109 +0,8 119 -0,3
130 105 hl,2 114 +0,8 124 -0,3
135 111 hi,2 119 +0.8 129 -0,3
140 Иб hl ,2 124 +0,8 134 +0,3
145 121 rl.2 129 +0,8 139 +0,3
150 126 hl .2 134 +0,8 144 +0,3
155 131 hl .2 139 +0,8 147 +0,4
150 136 hl,2 144 +0,8 152 +0,4
165 141 +1.2 149 +0,8 157 +0,4
170 146 +1.2 154 +0,8 162 +0,4
175 148 + 1,2 159 +0,8 167 +0,4
180 151 + 1,6 160 +1,0 172 +0,4
Размеры заготовок а припуска для нарезания резьбы
145
Продолжение талб. 83
Номнналь- Крупная резьба Нормальная резьба Мелкая резьба
иыЙ диаметр S сь« _ s
резьбы диаме' расточ отклоне- ния sE «в о 5 св Ч СЬ отклоне- ния 1 S СО £Х отклоне- ния
185 153 Н,6 165 +1,0 177 +0,4
190 158 -1,6 170 +1,0 182 +0,4
195 163 -1,6 175 +1,0 185 +6,5
200 168 -1,6 180 +1,0 190 +0,5
210 178 -1.6 190 +1.0 200 +0,5
220 188 -1,6 200 +1,0 210 +0,5
230 198 -1,6 210 +1,0 220 +0,5
240 200 -2,0 216 +1,2 228 +0,6
250 210 -2,0 226 +1,2 238 +0,6
260 220 (-2,0 236 + 1,2 248 +0,6
270 230 Н2,0 246 +1,2 258 +0,6 •
280 240 (-2,0 256 +1,2 268 +0,6
290 250 -2,0 ,266 +1,2 278 +0,6
300 260 1-2,0 276 +1,2 288 +0,6
Таблица 84
Отклонения от номинального диаметра
размеров заготовок (стержней) под нарезание
метрических резьб резцом или фрезой в мм
Номиналь- ный* диаметр резьбы d Основная I -я мелкая 2-я мелкая ' 3-я мелкая
д, А. А, А, А. Д. А, А.
20—22 0,14 0,28 0,14 0,28 0,07 0,21 0,07 0,21
22—27 0,14 0,28 0,14 0,28 0,08 0,25 0,07 0,21
27—30 0,14 0,28 0,14 0,28 0,08 0,25 — —
30—33 0,14 0,28 0,08 0,25 0,08 0,25
33—48 0,17 0,34 0,17 0,34 0,10 0,30 0,08 0,25
48—52 — — 0,17 0,34 0,10 0,30 0,08 0,25
Ю Зак. 394
146
Операционные припуски
Продолжение табл. 84
Номиналь- ный* диаметр резьбы d Основная L-я мелкая 2-я мелкая 3-я мелкая
Д, Д, А. А, А. А. А, А,
52— 56 0,20 0,40 •
56— 80 0,20 0,40 0,20 0,40 0,12 0,35 0,10 0,30
80— 85 — — 0,20 0,40 0,12 0,35 —
85—120 0,23 0,46 0,20 0,40 0,12 0,35 0,12 0,35
120—125 — 0,20 0,40 — — 0,12 0,35
125—180 0,26 0,52 0,20 0,40 0,13 0,4 0,12 0,35
180—185 — — — 0,13 0,4 0,12 0,35
185—200 0,30 0,60 0,23 0,46 0,13 0,4 — —
200—250 0,30 0,60 0,23 0,46 0,13 0,4
250—265 .— — 0,23 0,46 0,13 0,4 —
265—300 0,34 0,68 0,23 0.46 — — — —
* Действительный диаметр
d — Дь- наименьший d — Да.
обточенной части: наибольший
Таблица 85
Отклонения от размеров заготовок (стержней)
под нарезание трубных цилиндрических резьб резцом
и фрезой в мм
Номиналь- ный диаметр резьбы в дюймах Диаметр обточки в мм Отклоне- ние на диаметр обточки в мм Номиналь- ный диаметр резьбы в дюймах Диаметр обточки в мм Отклоне- ние на диаметр обточки в мм
*/» 9,48 —0,10 13/8 43,98 —0,17
J4 12,86 —0,12 Р/2 47,37 —0,17
3/8 16,36 —0,12 1% 53,34 —0,20
% 20,64 —0,14 2 59,21 —0,20
6/s 22,61 —0,14 2У4 65,33 —0,20
% 26,11 —0,14 2% 74,74 —0,20
’/s 29,88 —0,14 2% 81,12 —0,20
1 32,92 —0,17 3 87,42 —0,20
l’/s 37,55 —0,17 зу4 93,56 —0,24
1% 41,53 —0,17 з>/2 99,91 —0,24
Размеры заготовок и припуски для нарезания резьбы
1 47
Таблица 86
Отклонения от размеров заготовок (стержней)
под нарезание трапецеидальных резьб резцом или
фрезой в мм
Номинальный диаметр резьбы и диаметр обточки Отклонение на диаметр обточки
крупная резьба (ОСТ 2409) нормальная резьба (ОСТ 2410) мелкая резьба (ОСТ 2411)
10 —0,10 —0,06
12— 14 — —0,12 —0,07
16- 18 — —0,12 —0,07
20 — —0,14 —0,084
22— 30 —0,28 —0,14 —0,084
32— 50 —0,34 -0,17 —0,10
55— 80 —0,40 —0,20 —0,12
85—120 —0,46 —0,23 —0,14
125—180 —0,53 —0,26 —0,16
<85—260 —0,60 —0,30 —0,185
270—300 —0,68 —0,34 —0,215
10
Отклонения от размеров заготовок (стержней), обточенных
под нарезание метрических резьб плашками, в мм
Таблица 87
Номиналь- ный диаметр резьбы Основная 1-я мелкая 2-я мелкая 3-я мелкаи 4-я мелкая
диаметр обточкн отклоне- ние диаметр обточки . отклоне- ние 1 | диаметр обточки отклоне-' ние диаметр обточкн । отклоне- ние । диаметр обточки отклоне- ние
3 2,94 —0,06 2,97 —0,06
3,5 3,42 —0,08 3,46 —0,08 — —. — — — —
4 3,92 —0,08 3,96 —0,08 — — — — — —
4,5 4,42 —0,08 4,46 —0,08 — — — —. — —
5 4,92 —0,08 4,96 —0,08 — —— — — — —
5,5 5,42 —0,08 5,46 -0,08 — — — — — —
6 5,92 —0,08 5,96 —0,08 5,96 —0,08 — — — —
7 6,90 —0,10 6,95 —0,10 6,95 —0,10 — — — —
8 7,90 —0,10 7,95 —0,10 7,95 —0,10 7,95 —0,10 7,95 —0,10
9 8,90 —0,10 8,95 —0,10 8,95 —0,10 8,95 —о.ю 8,95 —0,10
10 9,90 —0,10 9,95 —0,10 9,95 —0,10 9,95 —0,10 9,95 —0,10
11 10,88 —0,12 10,94 —0,12 10,94 —0,12 10,94 —0,12 10,94 —0,12
12 11,88 —0,12 11,94 —0,12 11,94 —0,12 11,94 —0,12 11,94 —0,12
148 Операционные припуски
Размеры заготовок и припуски для нарезания резьбы
14g
1 4-я мелкая эин -ЭН01ГЯ10 CNCNCN(>W^T{<T{<NI>NNNb.O ~ CM ooooooooooo oooo 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
HMhOlQO didHBHtf ’sfrfrrfrCOCOCOCOCOCMCMCMCMCMCMO о о о о о о о о со со со о со о о COlOSCD-MOONlrtcO-'tb'- — — — счсчсчсчеоеоео’*’*’*^
1 3-я мелкая ЭНН -ЭИО1ГМ1О C4C4C4C4xb’5f^^^-ISt*-t*-t*-^-O оооооооааааоооо 1 1 1 1 1 II 1 1 1 1 1 1 1 1
HMhOipo •4frtrfrCQcOCOCOCOC4CMC4C4C4C40 CiCiCiOOCiOOC^O^C^C^C^CiO еою('-сг>’—'СОЮО'>(М10со--<''*1'- —
2-я мелкая эин -ЭН01ГЯЮ w-. — »-М — — — СЧ ooooooooaaaoaoo 1 1 1 1 1 1 1 1 1 1 II 1 1 1
HMhoigo dxanPHtf Т}4Т}4ХЬСОСОСОСОСОСЧМСЧСЧМСЧО COi^b-Ol — MOONlOoO— CNN — _ — - -CNCNNCNCOCOCO’f't'tlrt
; 1-я мелкая | ЭНН -ЭН01ГЯХО —0,12 —0,12 —0,12 -0,14 —0,14 —0,14 —0,14 —0,14 —0,17 —0,17 —0,17 —0,17 —0,17 —0,17 —0,20
HMhOigo diaweHfi" ХЬ’^’^СОСОСОСОСОСЧСЧСЧСЧСЧСЧО rtlONO-^OOCNl^OO— ’fN- ----CNWCNCNMMCO’fxf^iO
Основная | ЭИН -ЭИО1ГН1О (NCNCN’V’V’^^^NNCOCOCOrtO —— —. — — — -w— cocococo^ ooooooooaaaaooo 1 1 1 1 1 1 1 1 1 1 II 1 1 1
иньохро didHPHtf OpOOOOOCDOCOOCOCOCQCOCOCOO OOOOOOOOOOOOOOOOOOOOOOOOOOOOOO CO Ю N СГ> —< CO О О CM Ю 00 — t4- ’’Г ----(NCNCNCNCOCOCOxf’f^iO
npqead diawBHtf Нин •qwBHHwoH ^(DCOOCN^b-OcOO0(NinXCN — (М(ММС^СОСОСОсОт#<х1**ТЮ
150
Операционные припуски
Таблица 88
Отклонения от размеров заготовок (стержней)
под нарезание метрических резьб плашками и резьбо-
нарезными головками
Номи- нальный диаметр резьбы в дюймах Диаметр обточки в мм Отклоне- ние в мм Номи- нальный диаметр резьбы в дюймах Диаметр обточки в мм Отклоне- ние в мм
3/15 4,53 —0,16 ’/в 21,74 —0,28
i/4 6,10 —0,20 1 24,89 —0,28
S/16 7,68 —0,20 17» 28,00 —0,34
3/s 9,26 —0,20 174 31,16 —0,34
’/1» 10,80 —0,20 17в 37,47 —0,34
*/2 12,34 —0,24 17в 40,55 —0,50
8 / /16 13,92 —0,24 I3/* 43,72 —0,50
7s 15,49 —0,24 1’/в 46,85 —0,50
7s 18,65 —0,24 2 50,00 —0,52
Накатывание резьб
Накатывание резьб может осуществляться тремя спо-
собами: а) тангенциальной подачей; б) радиальной пода-
чей; в) осевой подачей.
Накатыванием можно получить резьбы диаметром от
0,3 до 150 мм на деталях из сталей с твердостью от 120 до
340 Нб, а также из цветных металлов и сплавов с точностью
до 1-го класса и с чистотой поверхности до 8—9-го класса.
Определение диаметра заготовки под накатывание
резьбы может быть осуществлено по следующим форму-
лам: ________
для обычной треугольной резьбы.йэаг = 1 / ^1 .
V 2 ’
для обычной треугольной резьбы с последующим ме-
таллопокрытием d3a2
4^ ~ t
2 а ;
л sin-g-
Напитывание резьб
151
для несимметричных резьб d3aJ=di+l, 15—_|_п 77 А.
3 ’ 3-d’
где d0 — наружный диаметр резьбы в мм;
d, — внутренний диаметр резьбы в мм;
— половина угла профиля резьбы в град.;
t—толщина слоя покрытия (25 мк для хромирова-
ния, 13 мк для цинкования);
t2 — высота профиля резьбы в мм;
3 — шаг резьбы в мм.
Таблица 89
Диаметры заготовок из конструкционных и легированных
сталей твердостью Rc < 26 под накатывание резьб
1, 2 и 3-го классов точности в мм
Диаметр х Диаметр заготовок под накатывание резьбы (по классам точности) Допуски иа диаметры заготовок (по классам точности)
хшаг резьбы 1 2 3 1 2 3
3X0,5 2,65 2,64 2,62 —0,025 —0,040 —0,060
4X0,7 3,52 3,51 3,48 —0,030 —0,048 —0,080
5X0,8 4,44 4,53 4,41 —0,030 —0,048 —0,080
6X1 5,32 5,30 5,27 —0,030 —0,048 —0,080
7X1 6,32 6,30 6,97 —0,036 —0,058 —0,100
8X1 7,31 7,29 7,27 —0,036 —0,058 —0,100
8X1,25 7,16 7,14 7,11 —0,036 —0,058 —0,100
9X1 8,31 8,29 8,27 —0,036 —0,058 —0,100
9X1,25 8,16 8,14 8,11 —0,036 —0,058 —0,100
10X1 9,31 9,28 9,27 —0,036 —0,058 —0,100
10X1,5 8,99 8,97 8,94 —0,036 —0,058 —0,100
11X1,5 9,99 9,97 9,93 —0,043 —0,070 —0,120
12X1 11,31 11,28 11,26 —0,043 —0,070 —0,120
12x1,25 11,15 11,12 11,10 -0,043 —0,070 —0,120
152
Операционные припуски
Продолжение табл. 89
Диаметр X хшаг резьбы Диаметр заготовок под накатывание резьбы (по классам точности) Допуски на диаметры заготовок (по классам точности)
1 2 3 1 2 3
12x1,5 10,98 10,95 10,93 —0,043 —0,070 —0,120
12x1,75 10,83 10,81 10,77 —0,043 —0,070 —0,120
14X1 13,31 13,28 13,26 —0,043 —0,070 —0,120
14X1,5 12,98 12,95 12,93 —0,043 —0,070 —0,120
14x2 12,66 12,64 12,60 —0,043 —0,070 —0,120
16X1 15,34 15,28 15,26 —0,043 —0,070 —0,120
16X1,5 14,98 14,95 14,93 М),043 —0,070 —0,120
16X2 14,66 14,64 14,60 —0,043 —0,070 —0,120
18X1 17,30 17,27 17,25 —0,043 -0,070 —0,120
18X1,5 16,97 16,94 16,92 -0,043 —0,070 —0,120
18x2 16,65 16,61 16,59 —0,043 —0,070 —0,120
20X1 19,30 19,27 19,25 —0,052 —0,084 —0,140
20X1,5 18,97 18,94 18,92 —0,052 —0,084 -0,140
20X2 18,65 18,61 18,58 —0,052 —0,084 —0,140
22x1 21,30 21,27 21,25 —0,052 —0,084 —0,140
22X1,5 20,97 20,94 20,92 —0,052 —0,084 —0,140
22x2 20,64 20,60 20,58 —0,052 —0,084 —0,140
24X1 23,30 23,27 23,25 —0,052 —0,084 —0,140
24X1,5 22,97 22,94 22,92 —0,052 —0,084 —0,140
24x2 22,64 22,60 22,58 —0,052 —0,084 —0,140
27X1 26,30 26,27 26,25 —0,052 —0,084 —0,140
27X1,5 25,97 25,93 25,92 —0,052 —0,084 —0,140
27x2 26,64 26,60 26,58 —0,052 —0,084 —0,140
зох1 29,29 29,25 29,23 —0,052 —0,084 —0,140
30X1,5 28,96 28,56 28,52 —0,052 —0,084 -0,140
30X2 28,63 28,59 28,56 —0,052 —0,084 —0,140
33x1 32,29 32,25 32,23 —0,062 —0,100 -0,170
33x1,5 31,96 31,92 31,90 —0,062 —0,100 —0,170
33x2 31,63 31,59 31,56 —0,062 —0,100 -0,170
36x1 35,29 35,25 35,23 —0,062 -0,100 -0,170
36x1,5 34,96 34,92 36,90 —0,062 —0,100 -0,170
36X2 34,63 34,59 34,56 —0,062 —0,100 -0,170
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
Классификация станков
Все металлорежущие станки делятся на 10 групп со-
ответственно способам обработки. Каждая группа состоит
из 10 типов, а каждый тип подразделяется на 10 типо-
размеров.
Типоразмеры образуются на основе размерных или
других характеристик металлорежущих станков. Так для
фрезерных станков — по размерам столов, для токарных
станков — по наибольшему размеру обрабатываемой де-
тали над станиной, для сверлильных станков — по наи-
большему диаметру сверления в сплошном металле сред-
ней твердости и т. д.
В классификационной таблице предусмотрены свобод-
ные места для новых способов обработки и типов метал-
лорежущих станков (табл. 90).
Таким образом, каждому металлорежущему станку
присвоено трехзначное обозначение, где первая цифра
характеризует группу, вторая — тип, а третья — типо-
размер станка.
Т,ак, например, в обозначении станка «323» 3 означает
шлифовальную группу станков; 2 — тип (внутришлифо-
вальный); 3 — типоразмер станка (№ 3).
Четырехзначное обозначение применяется в тех слу-
чаях, когда предусматривается применение станка в новой
конструкции.
Модернизированное конструктивное исполнение стан-
ка одной и той же конструктивной схемы обозначается
ЗА23, 3B23 и т. д. Внутришлифовальный станок новой
конструкции может быть обозначен 3230.
Таблица 90
Классификационная таблица металлорежущих станков по группам и типам
Наименование групп металлорежущих станков Группа 1 Типы
0 1 2 3 4
0
Токарные 1 Специализи- рованные автоматы и полуавто- маты Одношпин- дельные автоматы и полуавто- маты Многошпин- дельные автоматы и полуавто- маты Револьвер- ные Сверлильно- отрезные
Сверлильные и рас- точные 2 / Одностоеч- ные и много- стоечные Одношпин- дельные автоматы Многошпин- дельные по- луавтоматы Координат- но-расточ- ные
Шлифовальные, по- лировальные, дово- дочные и заточные 3 Круглошли- фовальные Виутришли- фовальные Обдирочные шлифоваль- ные Специализи- рованные
Металлорежущие станки
Наименование групп металлорежущих станков Группа Типы
5 6 7 8 9
0
Токарные 1 Карусель- ные Токарные и лобовые Многорез- цовые Специализи- рованные Разные то- карные
Сверлильные и рас- точные 2 Радиально- сверлиль- ные Расточные Алмазно- расточные Горизон- тально-свер- лильные и центровые Разные сверлиль- ные
Шлифовальные, по- лировальные, дово- дочные и заточные 3 Заточные Плоскошли- фовальные Притироч- ные и поли- ровальные Разные станки, ра- ботающие абразивом
4
о»
ся
Классификация станков
Продолжение табл. 90
Наименование групп металлорежущих станков (в с Типы
0 1 2 3 4
Зубо- и резьбообраба- тывающие 5 Резьбона- резные Зубостро- гальные Зуборезные для кониче- ских колес Зубофрезер- ные для ци- линдриче- ских колес и шлицев Для нареза- ния червяч- ных пар
Фрезерные 6 Вертикал ь- ио-фрезёр- ные кон- сольные Фрезерные непрерывно- го действия Копиро- вальные и гравиро- вальные
Строгальные, дол- бежные и протяж- ные 7 Продольные одностоеч- I двухстоеч- ные | иые Поперечно- строгальные Долбежные
Разрезные 8 Отре -резцом, зные, работа абразивным кругом ющие гладким или пасечным диском Правильно- отрезные
Разные 9 Опиловоч- ные Пилонасе- кальные Правйльно- и бесцентро- во-обдироч- ные Балансиро- вочные
156 Металлорежущие станки
Продолжение табл. 90
Наименование групп металлорежущих станков Группа | Типы
5 в 7 8 9
Зубо-и резьбообраба- тывающие 5 Для обра- ботки тор- цов зубьев Резьбофре- зерные Зубоотде- лочные, притироч- ные и об- катные Зубо- и резь- бошлифо- вальные Разные зу- бо- и резь- бообраба- тывающие
Фрезерные 6 Вертикаль- ные бескон- сольные Продольные Консольно- фрезерные и операцион- ные станки Горизон- тально-фре- зерные кон- сольные Разные фре- зерные стан- ки
Строгальные, дол- бежные и протяж- ные 7 Горизон- тальные протяжные Вертикаль- ные про- тяжные Разные строгальные
Разрезные 8 ленточные П н л ы дисковые ножовоч- ные
Разные 9 Для испыта- ния сверл, шлифоваль- ных кругов Делитель- ные машниы
Классификация станкоб
158
Металлорежущие станки
Технические характеристики
металлорежущих станков
Таблица 91
Токарно-револьверные одношпнндельные автоматы
Техническая характеристика Модель
1А112 1AI18 IA124 1А136
Наибольший диаметр обраба- тываемого прутка в мм . . 12 18 24 36
Наибольшая длина подачи прутка в мм 60 60 90 90
Наибольший остаток прутка в мм 50 50 60 60
Наибольший диаметр нарезае- мой резьбы в мм М8 М10 М18 М22
Наибольшая длина обтачива- ния в мм 50 50 80 80
Количество ступеней чисел оборотов шпинделя .... 16 16 Бесст чат упен- ый
Числа оборотов шпинделя в мин «... 183— 5 040 146— 4 024 но— 2 800 100— 2 000
Диаметр револьверной головкн в мм 100 100 140 140
Технические характеристики станков
159
Продолжение табл. 91
Техническая характеристика Модель
1А1 12 1А118 1А1 24 1А136
Количество отверстий в револь- верной головке под инстру- мент 6 6 6 6
Наибольший ход в мм ... 50 50 80 80
Расстояние от торца шпинде- ля до револьверной головки в мм: наибольшее 135 135 180 180
наименьшее 65 65 64 64
Число поперечных суппортов 3 3 3 3
Наибольший поперечный ход в мм: переднего н заднего суп- портов 32 32 40 40
вертикального суппорта . 30 30 30 30
Мощность электродвигателя привода в кет 2,8 2,8 4,2 4,2
Вес станка в кГ 950 1 028 2 050 2 050
Габариты в мм: длина 1 540 1 540 2 000 2 000
ширина 625 625 800 800
высота 1 330 1 330 1 500 1 500
Токарные многошпиидельиые прутковые автоматы Таблица 92
м оде л ь
Техническая характеристика О о о о S S см iO О
сч сч сч сч сч сч
Наибольший диаметр обрабатываемого
прутка в мм ............. Наибольшая длина обрабатываемого прут- 40 40 40 50 50 65 100
ка в мм 4 000 4 000 4 000 3 600 3 600 3 000 3 000
Наибольшая длина подачи прутка в мм . 300 190 190 160 160 200 215
Наибольшая длина обтачивания в мм . . — 80 80 145 145 175 200
Наибольший остаток прутка в мм .... Наибольший диаметр нарезаемой резьбы 65 70 70 80 80 80 85
в мм . —— 27 27 80 30 36 64
Число шпинделей 4 4 6 6 4 6 4
Диаметр отверстия шпинделя в мм . . . 64 64 64 76 76 90,8 130
Число оборотов шпинделей в мин 198— 156— 156— 88— 88— 78,5— R4——
1483 2120 2120 1015 1 015 1 600 737
Количество ступеней чисел оборотов
шпинделей 24 24 24 33 33 27 24
Число граней продольного суппорта . . . Расстояние от оси шпинделя до верхней — 4 6 6 4 6 4
плоскости суппорта в мм ....... — 57,5 57,5 60,28 60,28 80 132,75
160 Металлорежущие станки
И Зак 394
Техническая характеристика
Расстояние от переднего торца до торца
шпинделя в мм:
наибольшее . ..........................
наименьшее.........................
Наибольший ход продольного суппорта
в мм ..................................
Число поперечных суппортов.............
Наибольший ход поперечного суппорта
в мм ..................................
Расстояние от осн шпинделя до плоскости
резцедсржавок в мм.....................
Наибольшая перестановка упора в мм , .
Мощность электродвигателя привода в к т
Вес станка в кГ................. . . .
Габариты в мм:
длина..................................
ширина.............................
высота ............................
Продолжение табл. 92
Модель
1 240-0 6 я* 04 1 240-6 1 261М 1 262М 1 265 1 290
245 245 172 172 214 227
— 0 0 20 20 34 22
— 80 80 152 152 180 205
2 4 6 4 4 6 4
25 22 22 88 88 90 125
45 45 45 50 70 65 75
300 190 190 175 175 170 205
10 14 20 14 14 28 28
4 400 8 700 9 000 7 000 6 800 13 500 17 000
6 000 5 685 5 685 5 665 5 665 5 270 5360
1325 1 580 1 580 1 320 1 320 1 520 1 955
1 850 1 960 1 960 1 855 1 855 2 070 2100
Технические характеристики станков
Таблица 93
Токарные многошпиндельные полуавтоматы
Техническая характеристика м одель
1 240-.6П 1 261П 1 262П 1 265П 1 290П
Наибольший диаметр обрабатываемой за- готовки в мм 90 130 130 160 250
Наибольшая длина обтачивания в мм . , 80 120 120 175 200
Наибольший диаметр нарезаемой резьбы в мм 27 30 30 36 64
Число шпинделей 6 6 4 6 4
Число оборотов шпинделя в мин 86—1 172 65—955 75—955 55,5— 1 015 41—557
Количество ступеней чисел оборотов шпин- делей 24 36 36 26 25
Число граней продольного суппорта . , . 6 6 4 6 4
Расстояние от оси шпинделя до верхней плоскости суппорта в мм 57,5 60,28 60,28 80 132,75
Металлорежущие станки
Техническая характеристика
Расстояние от переднего торца до торца
шпинделя в мл:
наибольшее........................ . . .
наименьшее.........................
Наибольший ход продольного суппорта
в мм ..................................
Число поперечных суппортов.............
Наибольший ход поперечного суппорта
в мм ..................................
Расстояние от оси шпинделя до плоскости
резцедержавок в мм.....................
Мощность электродвигателя привода в кет
Вес станка в кГ........................
Габариты в мм:
длина .................................
ширина.............................
высота ...........................
.-.л., Ov
Модель
1 240-6П 1 261П 1 26 2П 1 265П 1 290П
262 176 205 245 364
0 41 70 65 149
80 135 135 180 205
4 3 4 5 4
50 88 90 90 125
50 50 50 65 75
.20 14 14 28 28
9 000 7 200 7 850 13 000 16 000
3 200 3 070 3180 3 640 3 900
1 540 1440 1 440 1 500 1 955
1960 1 775 1 850 2 070 2 100
Технические характеристики станков
Таблица 94
Токарные многорезцовые полуавтоматы
Техническая характеристика Модель
1 720 1 730 1 721 1 722 1 731 1 73IC
Наибольший размер обрабатываемой заготовки над станиной в ал ... . 300 410 490 490 585 —
Наибольший размер обрабатываемой заготовки над суппортом в мм ... 200 300 200 200 320 320
Расстояние между центром в мм:
наибольшее 300 500 820 828 870 970
наименьшее 0 200 150 150 180 230
Количество ступеней чисел оборотов шпинделя 12 12 14 14 26 26
Числа оборотов шпинделя в мии. , . . 105— 1 000 40—500 71 — 1 410 71 — 1 410 56— 1 000 56— 1 000
Конус шпинделя № 4 № 5 ГОСТ 2847- -45 —
Металлорежущие станки
Техническая характеристика
Число суппортов:
передних ......................
задних ........................
Наибольшее перемещение в мм:
переднего ( продольное ....
суппорта t поперечное . . .
заднего I продольное ....
суппорта I поперечное . . .
Мощность электродвигателя привода
в кет .....................
вес станка в кГ..............
Габариты в мм:
длина .............................
ширина ........................
высота .........................
Продолжение табл. 94
Модель
1 720 1 730 1721 1 722 1 731 1 731С
1 1 1 2 1 1
1 1 1 1 1 1
150 290 290 нет 540 700
75 80 85 100 85 80
— — 290 810 475 215
90 135 85 110 100 —.
4,5 10,0 14/28 28 40 40
2 000 3452 5 000' 5 50Q 8 000 8 300
1 800 2 350 2 930 2 930 3 500 3 500
1 290 1 750 1 335 1345 1 650 1 800
1 460 1 420 1 760 2 100 1 825 2100
Технические характеристики станков 165
166
Металлорежущие станки
Таблица 95
Токарно-револьверные станин
Техническая характеристика Модель
1П318 1 П.326 1 365 и 1П365
Наибольший диаметр прут* ка в мм 18 26 65
Наибольший диаметр заго- товки над станиной в мм — — 500.
Наибольший диаметр заго- товки над поперечным суппортом в мм .... 100 150 320
Наибольшая длина обраба- тываемой детали в мм 100 150 —
Расстояние от торца шпин- деля до плоскости револь- верной головки в мм . . 100—310 127—427 275-1 000
Числа оборотов шпинделя в мин. . . 200—4 000 200-3 350 34—1 500
Количество ступеней чисел оборотов шпинделя . . . 4 4 12
Наибольшее продольное пе- ремещение револьверного суппорта в мм 210 300 ьэ os
Технические характеристики станков
167
Продолжение табл. 95
Техническая характеристика м о д е. л ь
1П318 1П326 1 365 и 1П365
Наибольшее перемещение поперечного суппорта в мм:
продольное — — 725
поперечное — — 270
Подача поперечного суп- порта в мм/об ..... Подача продольная револь- верного суппорта в мм/об 0,025—0,1 0,05-0,2 0,025-0,1 0,05—0,2 0,045— 1,35 0,09—2,7
Скорость хода револьвер- ного суппорта в м/мин 8,3 8,3 8
Мощность электродвигателя привода в кет . . . . . 2,8 4,5 14
Вес станка в кГ . ... . Габариты в мм: 1 300 1 200 4 200* 3 350**
высота . . 1 345 1 300 1 530
ширина 830 700 1 530
длина ........ 1 835 2 230 3 700
* Вес станка 1 365.
♦ ♦ Eeq станка 1 П305,
Таблица 96
Токарно-карусельные станки
Техническая характе- ристика М о д е л ь
153 1 531 1 551 1 553 1 556 1 557 1 532 1 565 1 570
Наибольший размер заготовки: обрабатываемой бо- - ковым суппортом в мм обрабатыва емой верхними суппор- тами в мм . . . Диаметр планшайбы в мм Наибольшая высота обрабатываемой за,- готовки в мм . . Наибольший вес об- рабатываемой заго- товки в m . . . • Количество суппор- тов 1 120 1 250 1 030 1 000 2 2 1 120 1 250 1 120 1 000 2,5 2 1 500 1 650 1 400 1 250 5 3 2100 2 300 2100 1 600 6,3 3 2 500 2 700 2 250 1 600 14 2 3 000 3 200 2 800 1 600 10 2 3 200 3 400 3 000 2 000 14 2 5 000 5 250 4 500 3 200 45 2 6 800 6 200 4 000 14 1
Металлорежущие станки
Техническая характе- ристика 163 1 531 1 551
Наибольшее верти- кальное перемеще- ние суппортов в мм: верхних .... 700 700 865/950
бокового .... 960 970 1 230
Наибольшее горизон- тальное перемеще- ние суппортов в мм: верхних 750 852 890/990
бокового 600 500 600
Наибольший угол по- ворота верхних суппортов в град.. ±90 ±90 ±45
Число ступеней по- дач суппортов . . 8 8 12
Продолжение табл. 96
Модель
1 553 1 556 1 557 1 532 1 565 1 57 0
865/950 1 230 950 1 565 1 000 1 475 1 500 1 4 50 1 800 2 650 2 500
1215,1315 1 600 2 000 2 000 2 800 6 250
600 850 725 850 1 400 —
±45 45/15 ±40 45/15 45/15 30/8
12 12 12 12 12 Регули- рование бессту- пенча- тое
Технические характеристики станков 169
Техническая характе- ристика 153 1 531 1 55 1
Подачи суппортов на один оборот план- шайбы в мм ... 0,83— 8,4 3,15— 18,0 0,2—9,0
Число скоростей планшайбы . . . 12 18 18
Число оборотов план- 7,5- 150 6,3- 315 2—70
шайбы в мин. . .
Мощность двигателя в кет электро- привода 20 28 .28
Вес станка в кГ . . 10 000 12 000 28 000
Габариты в длина мм: 2 350 3 000 4 495
ширина 2 185 2 440 4 800
высота 3 815 3 380 4 080
Продолжение табл. 96
М о д е л ь
1 553 1 556 1 557 1 532 • 1 565 1 570
0,2—9,0 0,24- го,0 0,2— 9,0 0,24- го,0 0,2— 16,0 0,015— 60
18 18 18 18 Регулн бесступ ювание енчатое
1,4—48 0,95— 47,5 1,14— 40,0 0,6— 31,0 0,4— 20 0,24— 15
40 40 40 55 70 150
34 000 47 200 46000 67 000 140 000 368 000
4 345 3 600 5 640 8450 11 200 12 800
5450 6 900 7 060 4 900 5 750 15 980
4 250 5 600 4 510 7 000 8 470 10 800
170 Металлорежущие станки
Таблица 97
Токарные станки
(малые и средние размеры)
Техническая характеристика 1 602 Мод 1610 ель 1 611 1 613Д
Наибольший размер обрабатываемой заготовки 250
над станиной в мм 130 200 240
Расстояние между центрами в мм Наибольший размер обрабатываемой заготовки 250 350 500 270
над суппортами в мм . 84 100 140 155
Наибольшая длина точения в мм Наибольший диаметр обрабатываемого прутка 220 350 500 190
В ММ ' . 13,5 20 24 14
Количество ступеней чисел оборотов шпинделя Бессту- пенчатое 12 12 16
Число оборотов в мин:
прямое вращение 125—2 500 58—2 020 56—2 500 100-2 000
обратное вращение 125—2 500 58—2 020 56—2 500 100-2 000
Диаметр отверстия шпинделя в мм 12 22 26 22
Технические характеристики станков
Техническая характеристика
Наибольшее перемещение суппорта в мм:
продольное ..................................
поперечное ..............................
Число ступеней подач:
продольное ..................................
поперечное ..............................
Пределы подач в мм:
продольное ..................................
поперечное ..............................
.Мощность электродвигателя привода в кет . .
Вес станка в кГ..............................
Габариты в мм:
длина ...................................
ширина...................................
высота ..................................
Продолжение табл. 97
Модель
1 602 I 610 1611 1 613Д
220 385 510 190
85 135 165 135
5 8 24 25
— — 24 —
0,03- 0,03— 0,06— 0,06—
0,205 0,53 0,73 2,5
— — 0,025— —-
0,37
0,65 1,7 4,5 1
290 615 1 140 470
1 030 1 590 2010 1 100
665 . 700 850 680
1260 1 285 1 180 1 180
172 Металлорежущие станки-
Гехлическая характеристика
Наибольший размер обрабатываемой заготовки
над станиной в мм ..........................
Расстояние между центрами в мм..............
Наибольший размер обрабатываемой заготовки
иад суппортами в мм.........................
Наибольшая длина точения в мм...............
Наибольший диаметр обрабатываемого прутка
в мм .......................................
Количество ступеней чисел оборотов шпинделя
Число оборотов в мин.:
прямое вращение ............................
обратное вращение ......................
Диаметр отверстия шпинделя в мм.............
Продолжение табл. 97
Модель
1 615М 1 616 1П61 1А62
320 320 320 400
750 750 710 1 000
150 175 170 210
700 700 670 650
34 29 32 36
8 12 18 24
44—1 000 44—1 980 50-2 500 11,5—1 200
44—1 000 44—1 980 50—2 500 18—1 520
35 30 33 36
Технические, характеристики станков
Техническая характеристика
Наибольшее перемещение суппорта в мм:
продольное ...............................
поперечное ...........................
Число ступеней подач:
продольное................................
поперечное ...........................
Пределы подач в мм:
продольное . . ...........................
поперечное ...........................
Мощность электродвигателя привода в кет . .
Вес стайка в кГ..........................
Габариты в мм:
длина ........... . ......................
ширина ...............................
высота ...............................
Продолжение табл. 97
Модель
1 615М 1 616 1П61 1А62
760 850 710 650
190 210 190 280
4 20 36 35
4 20 36 35
0,06— 0,06— 0,049— 0,082—
2,72 3,34 2,712 1,59
0,025— 0,044— 0,027— 0,027—
1,1 2,47 1,44 0,52
2,8 4,5 4,5 7
950 1 950 1 500 2 105
1 960 2 355 2310 2 650
920 852 910 1 580
1 145 1 275 1 615 1210
Металлорежущие станки
Техническая характеристика
Наибольший размер обрабатываемой заготовки
иад станиной в мм ..........................
Расстояние между центрами в мм...............
Наибольший размер обрабатываемой заготовки
над суппортами в мм..........................
Наибольшая длина точения в мм...............
Наибольший диаметр обрабатываемого прутка
в мм.........................................
Количество ступеней чисел оборотов шпинделя
Число оборотов в мин:
прямое вращение.............................
обратное вращение .......................
Диаметр отверстия шпинделя в мм..............
Продолжение табл. 97
Модель
1К62 1М620 1П625
400 400 500
710—1 000— 710—1 000— 1 000
1 400 1 400
220 220 260
645—935— 655—945— 1 000
1 335 1 325
48 48 43
24 Регулирова- ние бессту- пенчатое 18
12,5—2 000 12—3 000 31,5—1 600
19,0—2 420 12—3 000 21,5—1 600
50 50 55
Технические характеристики станкбд
Техническая характеристика
Наибольшее перемещение суппорта в мм:
продольное ..................................
поперечное ..............................
Число ступеней подач:
продольное ..................................
поперечное ..............................
Пределы подач в мм:
продольное .................................
поперечное.......................... . .
Мощность электродвигателя привода в кет . .
Вес станка в кГ ............................
Габариты в мм:
длина ......................................
ширина .................................
высота ........... .....................
Продолжение табл. 97
Модель
1К62 1М620 1П625
645—135— 655—945— 1000
1 335 1 325
250 275 —
5 5 32
48 48 32
0,075—4,46 0,075—4,46 0,088—1,712
0,075—4,46 0,075—4,46 0,03—0,58
10 14 14
— — 3 000
2 785 2 790 3 450
1 165 1 410 1 280
1 350 1 350 1 335
Металлорежущие станки
2 Зак.
Таблица 98
Токарные станки
(крупные размеры)
Техническая характеристика Мод е л ь
1Д63А 163 1А64 165
Наибольший диаметр обрабатываемой заготовки над станиной в мм . . . 630 630 800 1 000
Расстояние между центрами в мм 3 000 1 400 2 800 5 000
Наибольший диаметр обрабатываемой заготовки над суппортом в мм ... 345 340 - 450 600
Наибольшая длина точения в мм . . 2 510 1 400 2 520 2 800
Наибольший вес обрабатываемой заго- товки в кГ ............. — — 5 000 5 000
Количество ступеней чисел оборотов . 18 24 24 24
Числа оборотов в мин 14—750 •10—1 250 7,1-750 5—500
Диаметр отверстия шпинделя в мм . . 70 70 80 80
Технические характеристики станков
Техническая характеристика
Число ступеней подач:
продольных .......................
поперечных .................
Пределы подач в мм:
продольных .................
поперечных .................
Мощность электродвигателя привода
в кет ...................... . .
Вес станка в кГ............. - . .
Габариты в мм:
длина ..............
ширина .....................
высота......................
Продолжение табл. 98
М о д ель
1Д63А 163’ 1А64 165
26 26 70 . 70 32 32
0,15—8,65 0,11—4,67 0,2—3,05
0,05—0,9 0,035—1,15 0,07—1,04
10 14 20
4 065 4 000 11 700
5110 3 535 5 780
1 690 1 435 2 000
1 275 1 300 1 660
32
32
0,2-3,05
0,07—1,04
28
13 000
5 780
2 000
1 760
178' Металлорежущие станки
Техническая характеристика
Наибольший диаметр обрабатываемой
заготовки над станиной в мм . . .
Расстояние между центрами в мм . .
Наибольший диаметр обрабатываемой
заготовки над суппортом в мм . . .
Наибольшая длина точения в мм
Наибольший вес обрабатываемой заго-
товки в кГ.........................
7S Количество ступеней чисел оборотов .
*
Числа оборотов в мин.................
Диаметр отверстия шпинделя в мм . .
М о д е Л ь
1 660 1 670 1 680 1 682А 1 683
1 250 1 600 2 000 3 200 4 000
6 300 8 600 10 000 14 000 16 000
860 1 120 1 520 2 500 3 300
6 300 8 600 10 000 14 000 16 000
30 000 50 000 50 000 170 000 170 000
В пределах ступеней
3 1 3 3 3 3
Регулирование бесступенчатое
3,15—200 2,5—160 2—128 1,25—80 1—64
75 80 80 100 100
Технические характеристики станков
Техническая характеристика
I 660
Число ступеней подач: продольных 48
поперечных 48
Пределы подач в мм:
продольных 0,19- 11,4
поперечных 0,075— 4,5 •
Мощность электродвигателя привода в кет 60
Вес стайка в кГ. Габариты в мм: 48 598
длина 12 700
ширина 3230
высота 2 020
Продолжение табл. 98
Модель
1 670 1 680 1 68 2А 1 683
14 14 Регулирование
бесступенчатое
14 14
0,2—38 0,2—38 0,4—16 0,4—16
0,09- 0,09— 0,2—8 0,2—8
7,78 7,78
100 100 200 200
145 365 156 000 350 000 460 000
17 300 18 260 26760 28 650
4 060 4 060 5 430 7 270
2 500 2 750 4 300 4 700
Металлорежущие станка
Т а б,л и ц а 99
Вертикально-сверлильные станки
(настольного типа)
Техническая характеристика Мод е л ь
2А106 С-07 С-08 НС12А НС12 НС 125 ЭСН-14
Наибольший диаметр сверления в мм 6 8 8 12 12 12 14
Наибольший ход шпинделя в мм 75 70 75 100 100 100 80
Вылет шпинделя в мм 125 200 205 175 200 200 250
Наибольшее расстояние от торца
шпинделя до плиты в мм . . . . 200 400 325 420 400 400 390
Конус шпинделя (Морзе) Ks 1 уко- № 1 № 2 уко- № 2 № 1 № 1 ЗА
рочен. рочен.
количество ступеней чисел оборотов
шпинделя 6 — 8 5 3 5 6
'Число оборотов шпинделя в мни. . 1 545— 870— 850— 450— 504— 450— 1 038-
15000 3 300 9 000 4 500 1 773 4 430 2 333
Мощность электродвигателя прнво-
да в кет 0,6 0,6 0,6 0,65 0,6 0,6 0,5
ГВес. станка в кГ 82 100 130 121 115 180 150
Габариты в мм:
длина 614 660 740 770 760 760 800
ширина 360 400 350 465 460 470 445
высота 700 775 745 700 890 955 900
Технические характеристики станков
Вертикально-сверлильные станки Таблица 100
Техническая характеристика М о д е л »
2118 2А125 | 2А135 2А150 2170
Наибольший диаметр сверления в мм 18 25 35 50 75
Вылет осн шпинделя в мм 200 250 300 350 400
Наибольшее расстояние от торца шпин- деля до рабочего стола в мм .... 650 700 750 800 850
.Диаметр шпинделя в мм 30 45 90 105 НО
Конус Морзе №2 №3 №4 №5 №6
Наибольшее перемещение шпинделя в мм 150 175 225 300 —
Количество ступеней чисел оборотов шпинделя 6 9 9 12 12
Число оборотов шпинделя в мнн. . . 310—2975 97—1360 68—1100 34—1200 22—1018
•Наибольшее перемещение шпиндельной бабки в мм 130 200 200 250 500
182 Металлорежущие станки
Техническая характеристика
Количество ступеней подач...........
Подачи на одни оборот шпинделя в мм
Размер рабочего стола в мм . ... .
Наибольшее перемещение рабочего сто-
ла в мм ............................
Мощность электродвигателя привода
в кет ..............................
Вес станка в кГ....................
Габариты в мм;
длина ..............................
ширина .........................
высота..........................
Продолжение табл. 100
Модель
2118 2А125 2А135 2А150 2170
1 9 11 9 9
0,2 0,1—0,81 0,115 0,12—2,64 0,15—3,2
350x350 375x500 450 x 500 500x 600 600 x 750
435 325 325 325 350
1 2,8 4,5 7 10
453 927 1528 * 2255 3603
912 980 1240 1550 1630
550 825 810 970 1220
1740 2300 2565 2865 3230
Технические характеристики станков 183
Радиально-сверлильные станки Таблица 101
Техническая характеристика М о д е J ь
2А53 2А55 257 258 2Г53 2А592 2П57
Наибольший диаметр сверления в мм Вылет осн шпинделя в мм\ 35 50 75 100 35 25 75
наименьший 350 400 500 500 380 315 950
наибольший 1200 1500 2000 3000 3000 815 3450
Расстояние от торца шпинделя до
плиты в мм:
наименьшее 500 820 600 750 1000 20 600
наибольшее 1500 1500 1750 2600 1350 860 2685
Размер плиты в мм 1240Х Х750 1490Х Х810 2065 X Х1300 3080 X Х1480 — 450 X Х590 —
Диаметр шпинделя в мм 35/70 45/80 60/105 70/121,8 45/85 28 70/121,8
Конус Морзе №4 №5 №6 №6 №5 №2 №6
Наибольшее перемещение шпинделя В мм .............. \ 300 350 450 500 350 130 500
184 Металлорежущие станки
Техническая характеристика
Количество ступеней чисел оборо-
тов шпинделя ...................
Число оборотов шпинделя в мин. .
Количество ступеней подач . . .
Подача на одни оборот шпинделя
в мм ...........................
Наибольшее горизонтальное пере
мещение сверлильной головки в мм
•Наибольшее вертикальное перемете
нне траверсы в мм ......
Мощность электродвигателя привода
траверсы в кет..................
Мощность электродвигателя приво
да сверлильной головки в кет .
ТЗес станка в кГ................
•Габариты в мм'.
длина ......................
ширина......................
высота .......................
Продолжение табл. 101
Модель
2А53 2А55 257 258 2Г53 2А592 2П57
12 19 22 21 19 4 21
50— 2240 30— 1700 11— 1400 9—1000 30— 1700 175— 580 9—1000
8 12 18 18 18 Руч- ная 18
0,06— 0,05— 0,037— 0,1 — 0,03— > 0,1—
1,22 2,2 2,0 2,12 1,2 2,12
850. 1100 1500 2500 2260 500 2500
700 680 700 1350 — 840 1550
1,0 1,7 2,8 2,8 — — 4,5
2,8 4,5 7,0 14 4,5 1,7 14
3100 4100 10000 20000 6000 780 35000
2060 2445 3600 4865 4640 1860 6770
910 1000 1550 1730 1500 680 1730
3070 3265 3875 4530 2920 2000 4940
Технические характеристики станков 185
Таблица 102
Горизонтально-расточные станки
Техническая характеристика Моде ль
2613 262Г 2621 262Д 2630
Диаметр шпинделя в мм 62 85 85 ПО 125
Конус Морзе Размеры рабочего стола №4 №5 №5 №6 М80
илн плнты в мм . . . Наибольший вес обраба- 710x900 800 х 1 000 800X1 000 800 х 1 000 1 250x1 600
тываемон детали в кГ . Вылет оси шпинделя в мм (до стола или — 2 000 2 000 2 000 4000
плнты) Наибольшее перемеще- ние стола в мм: 0—710 45—800 45—800 45—800 0—1 400
поперечное .... 800 850 850 850 1 400
продольное .... Наибольшее вертикаль- ное перемещение шпиндельной бабки 1 000 1 140 1 200 1 225 1 600
в мм Наибольшее продольное перемещение выдвиж- 710 755 755 755 1 400
ного шпинделя в мм 560 600 600 600 1 000
Металлорежущие станки
Техническая характеристика
2613
'Количество подач шпин- деля, стола, шпиндель- ной бабки ...... Подача шпинделя на одни оборот шпинделя в мм Подача стола н шпин- дельной бабки в мм: на один оборот шпинделя .... на один оборот планшайбы . . . Подачи радиального суп- порта на одни оборот шпинделя в мм ... Количество ступеней чи- сел оборотов выдвиж- ного шпинделя . . . Число оборотов выдвиж- ного шпинделя в мин. 22 0,0125—1,5 0,0125—1,5 0,05—29,0 0,0125—12,0 12 51—1 285
Модель
262Г 2621 262Д 2630
18 18 18 —
0,05—16,0 0,025—8,0 0,15—16,0 0,04—14,4
0,025—8,0 0,013—4,0 0,025—8,0 —
0,05—16,0 0,013—4,0 0,025—8,0 0,04—14,4
0,025- 8,0 — — 0,025—8,0
18 18 18 23
20—1 000 38—2 000 20—1 000 7,5—1 200
Технические характеристики станков 187
Техническая характеристика
2613
Количество ступеней чи- сел оборотов планшай- бы 12
Число оборотов план- шайбы в мнн 6,4—161
Мощность электродвига- теля привода в кет . 4,5
Вес станка в кГ . ... 6000
'Габариты в мм:
длина 4 090
ширина 1 970
высота . . 2 380
Продолжение табл. 102
ОО
to
Модель
262Г 2621 262Д 2630
15 18 18 18
10—200 38—2 000 20—1 000 4,5—250
6,5/7 6,5/7 6,5/7 10
11 750 11 350 11 350 23 100
5070 5070 5 070 7 600
2 250 2250 2 250 4 200
2 755 2 755 2 755 3 700
Металлорежущие станки
Техническая характеристика 2654
Диаметр шпинделя в мм Конус Морзе №. Размеры рабочего стола или плиты в мм . . 150 М80 1 500Х Х1 800
Наибольший вес обраба- тываемой детали в кГ Вылет оси шпинделя в мм стола или плиты) Наибольшее перемеще- ние стола в мм: 8 000 60—1 860
поперечное продольное Наибольшее вертикаль- ное перемещение шпиндельной бабкн в мм Наибольшее продольное перемещение выдвиж- ного шпинделя в мм . 1 600 1 650 1 800 1 200
Продолжение табл. 102
Модель
2656 2657 265В 2652 2660
175 М100 150 М80 150 М80 150 М80 200 мюо
4 200Х Х4 600 1 800Х Х2 250 4 000Х Х6 600 1 800 X 4 500 5 000x8 100
F 1е ограни 4ен 20 000 Не ограни- чен
600-2 400 600-2 400 630-2 630 — 800—3 800
3 200 3 200 1 200 4 800 4 000 2 000 6 000
1 800 1800 2 000 2000 3 000
1 200 1 200 1 350 1 300 1 800
Оо
о
Технические характеристики станков
Продолжение табл. 102
Техническая характеристика Модель
2654 2656 2657 265В 2652 2660
Количество подач шпин- деля, стола,шпиндель- ной бабки Регулнроваине бесступен- . 17 Регулирование бессту-
Подача шпинделя на одни оборот шпинделя в мм 2,0- чатое -1 500 мм/мин 0,05—8,4 пенч 1,0—100 атое а,о—зоо
Подача стола и шпин- дельной бабки в мм: на один оборот шпинделя .... 1.0- -750 мм/мин 0,05—8,4 мм/мин 10—800 мм/мин 10—1 000
на один оборот план- шайбы 1,0—750 __ 1,0—750 мм/мин 10—800 мм/мин 10—1 000
Подачи радиального суппорта на один обо- рот шпинделя в мм . мм/мин 0,5—375 мм/ мин 0,5—375 мм/мин Нет ЖЛ /МИН 3—300
Количество ступеней чи- сел оборотов выдвиж- ного шпинделя . . . мм/мин 22 22 мм/мин 22 16 Регулирова мм/мин’ ние бессту-
Число оборотов выдвиж- ного шпинделя в мин. 7,5—950 7,5—950 7,5—950 3,3—600 пейчатое 4—600 | 4—450
Металлорежущие станки
Техническая характеристика
2654 2656
Количество ступеней чи- сел оборотов планшай-
бы 18
Число оборотов план-
шайбы в мин 3,75—192 —
Мощность электродвига-
теля привода в кет > 14 14
Вес станка в кГ . . . . 38 500 37 000
Габариты в мм:
длина 10400 10700
ширина 5 600 7 200
высота 5600 4 900
Продолжение табл. 102
Модель
2657 265В 2652 2660
18 . - Регулирование бессту-
пенчатое
3,75—192 — 4—80 4—110
14 14 59 59
51 500 68100 70 000 115 000
10 900 8 440 8300 10350
7 200 7 890 9000 И 600
5 600 5550 4 500 6 800
Технические характеристики станкое 191
Таблица 103
ьз
Круглошлифовальные станки
Техническая характеристика Мо дель
310 3153М 312М 3151
Наибольший размер обрабатываемой заготовки в мм: диаметр 100 130 200 200
длина 150 500 500 750
Наименьший и наибольший диаметры шлифуемых отверстий в мм . . . 3—15 25-50
Наибольший диаметр шлифовально- го круга в мм 150 400 . 300 600
Число оборотов шпинделя шлифо- вального круга в мин 4 500/6 700 1 800/2200 2 500 1 080/1 240
Наибольшее перемещение стола в лл 230 590 590 780
» » каретки > —• —— —— —-
Скорость перемещения стола в мм/мин ............ 150—1 500 200—6 000 201—6 000 100—10 000
Наибольший угол поворота стола в град. ±7 ±6 ±6 ±6
Наибольшее поперечное перемещение шлифовальной бабки в мм ... . 40 130 215 200
Металлорежущие станки
Техническая характеристика
3 Зак. 394
Наименьшая и наибольшая .попереч-
ная подача шлифовальной бабки
на один ход стола в мм..........
Количество ступеней чисел оборотов
шпинделя передней бабки . . . .
Наименьшее и наибольшее число обо-
ротов шпинделя передней бабкн
в мин...........................
Мощность электродвигателя приво-
да в кет .......................
Вес станка в кГ..................
Габариты в мм:
длина .......................
ширина.......................
высота.......................
lip IOM
Модель
310 3153М 312М 3151
0,0025-0,025 0,0025-0,025 0,0025-0,025 0,01—0,03
Регулирова- ние бессту- пенчатое 6 6 3
200—1 200 150—800 150—800 75—150—300
0,7 2,8 2,8 7
450 2100 2 300 3 230
670 2 000 2 000 2 320
600 1 260 1 365 1 720
1350 1 260 1365 1 475
Технические характеристики станков
Техническая характеристика
Наибольший размер обрабатываемой
заготовки в мм:
диаметр ..................
длина ....................
Наименьший и наибольший диаметры
шлифуемых отверстий в мм . . .
Наибольший диаметр шлифовального
круга в мм ...........
Число оборотов шпинделя шлифо-
вального круга в мнн.........
Наибольшее перемещение стола в мм
» » каретки»»
Скорость перемещения стола
в мм/мин ............
Наибольший угол поворота стола
в град.......................
Наибольшее поперечное перемещение
шлифовальной бабки в мм . . . .
Продолжение табл. 103
Модель
3151П 3152 3161 3130
200 200 300 300
750 500 1 000 750
— — — 27-100
600 600 600 350
1 080/1 240 1 080/1 240 1 080/1 240 1 860
780 560 1 040 780
— — — —
юо—юооо 100—10 000 100-10 000 100—10 000
±6. ±6 ±6 ±6
200 200 200 275
Металлорежущие станки
Техническая характеристика
Наименьшая и наибольшая попереч-
ная подача шлифовальной бабки
на одни ход стола в мм...........
Количество ступеней чисел оборотов
шпинделя передней бабки . . . .
Наименьшее и наибольшее число
оборотов шпинделя передней бабки
в мин............................
Мощность электродвигателя привода
, в кет ...........................
w Вес станка в кГ..................
Габариты в мм;
длина............................
ширина ......................
высота.......................
Продолжение табл. 103
Мод ель
3151П 3152 3161 3130
0,01-0.03 0,1—0,5 мм/мин 0,01—0,03 0.01—0,03
3 3 3 Регулирова- ние бессту- пенчатое
75-150 -300 75-150-300 75—150—300 60—500
7 7 7 2,8
3 230 3 030 3 880 3 630
2 320 2 650 4 400 2 320
1 720 2 020 1 800 1 720
1475 1475 1 520 1 495
Технические характеристики станков 195
Техническая характеристика
Наибольший размер обрабатываемой
заготовки в мм:
диаметр ....................
длина ......................
Наименьший и наибольший диамет-
ры шлифуемых отверстий в мм
Наибольший диаметр шлифовального
круга в мм.....................
Число оборотов шпинделя шлифо-
вального круга в мин...........
Наибольшее перемещение стола в мм
» » каретки» »
Скорость перемещения стола
в мм/мин .....................
Наибольший угол поворота стола
в град. .......................
Наибольшее поперечное перемеще-
ние шлифовальной бабкн в мм
Продолжение табл. 103
Модель
3160 А 3162 3164 3141
300 300 400 400
1 000 1 000 2 000 2 000
— — — 27-300
750 750 900 600
825 825 910 1 100-1 ззо-
1 560-1 870
1050 1 050 2 000 2 060
— — — —
100-10 000 100—10 000 200—6 000 100-10 000
±7 ±7 ±3.5 ±10
250 250 305 395
196 Металлорежущие станки
Техническая характеристика
Наименьшая и наибольшая попереч-
ная подача шлифовальной бабки
иа один ход стола в мм.......
Количество ступеней чисел оборотов
шпинделя передней бабки . . . .
Наименьшее и наибольшее число
оборотов шпинделя передней бабки
в мин. ...............
Мощность электродвигателя привода
в кет . . ...............
Вес станка в кГ ..........
Габариты в мм:
длина..................... .
ширина ....................
высота................ . .
Продолжение табл. 103
j Модель
3160А 3162 3164 3141
0,01—0,03 0,1—0,5 мм/мин , 0,01—0,03 0,01—0,03
3 3 8 Регулирова- ние бессту- пенчатое
60—120—240 60—120—240 30—235 60—500
10 14 14 10
5 800 5 850 10 000 6 000
3 230 3 230 6 300 5 050
2 225 2 360 2 450 1 090
1 500 . 1500 1 630 1 900
Технические характеристики станков
Техническая характеристика
Наибольший размер обрабатываемой
заготовки в мм:.................
диаметр.....................
длина.......................
Наименьший и наибольший диаметры
шлифуемых отверстий в мм:
Наибольший диаметр шлифовального
круга в мм .....................
Число оборотов шпинделя шлифо-
вального круга в мин............
Наибольшее перемещение стола в мм
» » каретки» >
Скорость перемещения стола
в мм/мин .......................
Наибольший угол поворота стола
в град..........................
Наибольшее поперечное перемещение
шлифовальной бабки в мм . . .
Продолжение табл. 103
Модель
3164А 3172 3174 3415Е
400 550 750 1 000
3 000 4 000 5 000 4 500
— — — —
900 900 900 900
910 860 860 Регулирова- ние бессту- пенчатое
3000 4 500 6000 500—1 000
— 4 500
200—6 000 100—2 500 100—2 500 50—2 500
±3 ±6 ±4 —
305 450 450 550
Металлорежущие Манки
<0
Техническая характеристика
3164А
Наименьшая и наибольшая попереч-
ная подача шлифовальной бабки
на один ход стола в мм..........
Количество ступеней чисел оборотов
шпинделя передней бабки . . . .
0,01-0,03
8
Наименьшее и наибольшее число
оборотов шпинделя передней бабки
В МИИ............................
Мощность электродвигателя привода
в кет............................
Вес станка в кГ .................
Габариты в мм:
длина............................
ширина ......................
высота ......................
30—235
14
И 500
8000
2430
1630
t It- 4 - .1L J J.kJ». . 4 kJ u
Модель
3172 3174 3415Е
0,01—0,03 0,01—0,03 —
Регулирование бесступенчатое
12— 60 6—60 5—50
20 20 20
20 000 40 000 60000
12160 14 700 9 680
4 100 4 100 4 320
2 260 2 465 2 500
Технические характеристики станков
<0
<O
Техническая характеристика
Наибольший размер обрабатываемой
заготовки в мм:
диаметр.....................
длина.......................
Наименьший и наибольший диаметры
шлифуемых отверстий в мм . . .
Наибольший диаметр шлифовального
круга в мм......................
Число, оборотов шпинделя шлифо-
вального круга в мин............
Наибольшее перемещение стола в мм
» » каретки» »
Скорость перемещения стола
в мм/мин .....................
Наибольший угол поворота стола
в град..........................
Наибольшее поперечное перемеще-
ние шлифовальной бабки в мм
Продолжение табл. 103
Модель ।
3415К 3417В 3161Т
1 000 1 500 400
7 500 6 000 1 000
— — —
900 900 600
Регулирование бесступенчатое
500-1 000 500—1 000 1 120
—> ——. —а
7 500 6 000 1 040
50—2 500 50—2 500 100—10 000
— — ±6
550 55Q 175
200 Металлорежущие станки
Техническая характеристика
Наименьшая и наибольшая попереч-
ная подача шлифовальной бабки
на один ход стола в мм...........
Количество ступеней чисел оборотов
шпинделя передней бабки . . . .
Наименьшее и наибольшее число
оборотов шпинделя передней бабки
в мин............................
Мощность электродвигателя привода
в кет . .........................
Вес станка в кГ..................
Габариты в мм;
длина ...........................
ширина ......................
высота ......................
должение табл. 103
Модель
3415К 3417В 3161Т
Регул» бессту 0,05 1рование пенчатое 0,1— 0,5 мм)мин 4
5—50 6—60 65—300
29 70 000 29 90 000 7 4 000
12 680 4 320 2 500 13 500 5 300 2 500 4 000 2 000 1 500
Технические характеристики станков
кэ
I- Q.
Таблица 104
Внутришлифовальные станки
Техническая характеристика Модель
3225 3227 ЗА240 ЗА251 ЗА250 3260
Наибольший размер обраба- тываемой заготовки в мм . 100 300/500 240/500 420/490 420/620 680/780
Наименьший и наибольший диаметры шлифуемого отвер- стия в мм ...... ... 6—25 25—100 12—100 50—200 50—200 150-500
Наибольшая длина шлифуе- мого отверстия в мм . . . 50 125 130 200 200 500
Наибольшее поперечное сме- щение оси шлифовальной бабки в мм (вперед—назад) 4—10 20—100 25—15 30—120 25—110 200-200
Наибольшее перемещение шлифовальной бабки в мм 250 450 380 500 500 800
Скорость перемещения стола в м/мин 0,25—5,5 0,2—12 0,2—8 0,3—10 0,3—10 0,3—10
Число оборотов шпинделя шлифовального круга в мин. 24 000 6 250— 900— 3 700— 3 350— 3 000—
Количество ступеней чисел оборотов шпинделя передней бабки Регулир 18 250 ование 10 000 3 10 000 Регулир 10 000 ованне 4 500 6
бесступенчатое бесступенчатое
пхношэ inWxadavvvwsf^ 50j
Техническая характеристика
3225 3227
Наименьшее и наибольшее число оборотов шпинделя
передней бабки в мин. . , Наименьшая и наибольшая 475— 1 500 150— 1 250
поперечная подача в мм Наибольший поворот перед- Мин1 0,03—0,3 /тная 0,375— 0,9
ней бабки в град. Наименьший и наибольший диаметры шлифовального 30 30
круга в мм Наибольшая ширина шлифо- 5—20 17—80
вального круга в мм . . . Мощность электродвигателя 32 50
привода в кет 2 2,8
Вес станка в кГ . ... . , Габариты в мм: 1 125 2000
длина 1 690 2 300
ширина 840 1 280
высота 1 370 1 690
и,.........-b... 1^.
Модель
ЗА240 ЗА251 ЗА250 3260
190—570 130—500 140—600 27—187
На двойной ход стола
0,001 — 0,001— 0,002— 0,005—
0,07 0,07 0,15 0,03
10 15, 30 30
10-50 40—150 40—150 125—200
50 50 50 100
2,8 4,5 4,5 4,5
1 900 4 000 3 300 5000
2 100 3 070 2 700 3 800
1 105 1 350 1 350 1 550
1 315 1 575 1 420 1 800
Технические характеристики станков
Таблица 105
Плоскошлифовальиые стаикн
(с прямоугольным столом)
Техническая характеристика Модель
371М-1 372Б 373 3724 3530 3544
Наибольшие размеры обраба- тываемой заготовки в мм: длина 600 1 200 1000 2200 2 300 4 200
ширина 250 360 360 500 800 1 300
высота 300 400 350 600 500 1 200
Размеры стола в мм: длина 600 1000 750 2 000 2 iso
ширина 200 300 300 400 500 —
Наименьшая и наибольшая скорость продольного пере- мещения стола в м/мин . . 0-18 3-30 3—30 3—33 1,5—18 1,5—12
Наибольшая и наименьшая поперечная подача шлифо- вальной бабки на один ход стола в леи 0,2—2 3—30 — 3—50 — —
-
Металлорежущие станки
Техническая характеристика
371М-1
Наименьшая вертикальная подача шлифовальной бабки на один ход стола в мм То же, на одно деление лимба шлифовальной бабки в мм 0,01
Размеры шлифовального кру- га в мм:
диаметр ширина .... Число оборотов шпинделя шлифовального круга в мин. Мощность электродвигателя привода в кет Вес станка в кГ 250 20 2 870 2,8 1900
Габариты в мм:
длина . . . ширина высота 2 500 1590 2 000
*ir . .4U. . i
M o' д e л ь
372Б >| 373 3724 3530 3544
0,01 0,01 0,01 __
— — . — 0,01 0,01
350 350 500 175/500 175/500
40 — 100 — —
1 440 1 450 1 450 2 850/970 2 800/970
4,5 10 28 1,7/10 1,7/10
4 500 5 000 17 000 16 000 28 000
3 505 3 450 5 000 7 420 10 530
2 845 1 645 .2 505 4 700 4 670
1 135 2135 2 955 3 400 3 180
Технические характеристики станков 205
Таблица 106
Плоскошлифовальные станки
(с круглым столом)
Техническая характеристика Модель
3740 3741 3756 3772Э 3772 375С
Наибольшие размеры обраба-
тываемой заготовки в мм:
длина 475 750 350 — —— 1 750
ширина (диаметр) .... 400 750 750 170 220 1 500
высота 175 150 350 50 275 500
Диаметр стола в мм Пределы чисел оборотов стола 400 750 750 1 000 1 100 1 500
в мин Количество шлифовальных ба- 40—210 14—105 5—29 0,24—1,3 0,24—1,3 8—44
бок Наименьшая н наибольшая 1 1 1 2 2 1
вертикальная подача шли-
фовальиой бабки в мм За 1 хо 0,005— 0,03 д стола 0,005— 0,03 В минуту 0,16—1,6 За ход каретки 0,015—0,1
Диаметр шлифовального кру- 350 400 500
га в мм —— —
Металлорежущие станки
Техническая характеристика
3740
Наружный диаметр кольце- вого или сегментного круга в мм ......
Число оборотов шпинделя шлифовального круга в мии. 1 440
Мощность электродвигателя привода в кет 7
Вес станка в кГ Габариты в мм: 3 750
длина 2 250
Ширина 1 585
высота 1900
Продолжение табл. ЮС
Модель
3741 3766 | 377 2Э 3772 | 375С
— 450 450 450 —
1 440 975 975 975 1 440
7 28 28 28 28
5 530 7400 1 250 1200 30000
3 095 2 600 2 780 2 780 4 300
1 875 1 565 2 380 2 380 4 000
2085 2 530 2 550 2670 3 720
Технические характеристики станков 207
Таблица 107
Зубофрезерные станки
для цилиндрических колес)
Техническая характеристика М одель
5А301 5310 5320 5324 5Б325 5Д32
Наибольший диаметр обраба- тываемых зубчатых колес в мм Наибольший модуль зубьев обрабатываемых колес в мм: по стали по- чугуну Наибольшая ширина обраба- тываемых колес с прямым зубом в мм Наибольший диаметр обраба- тываемых колес с винтовым зубом в мм Наибольший угол наклона зуба обрабатываемого ко- леса в град Наименьшее расстояние между осями обрабатываемого ко- леса н оправки фрезы в мм Диаметр стола в мм .... 125 1,25 1,5 80 125 ±60 90 200 3 4 200 140 ±60 30 150 320 4 5 235 250 ±60 30 230 500 5 6 250 250 ±30 30 320 500 6 6 275 320 ±30 30 475 800 6 8 275 400 ±60 30 475
208 Металлорежущие станки
Техническая характеристика
Диаметр отверстия в столе
в мм................... . . .
Наибольший диаметр червяч-
ной фрезы в лк.............
Количество ступеней чисел
скоростей шпинделя фрезы
Наименьшее и наибольшее
число оборотов шпинделя
фрезы в мин. ..............
Наименьшая и наибольшая
подача на одни оборот сто-
ла в мм:
вертикальная...............
горизонтальная ........
тангенциальная . . . . .
Мощность электродвигателя
привода в кет..............
Вес станка в кГ ...........
Габариты в мм:
длина......................
ширина ..................
высота...................
Продолжение табл. 107
Модель
5А301 5310 5320 5324 5Б325 5Д32
М3 30 45 80 80 80
45 80 90 120 145 120
6 8 8 8 7 7
83—257 63—318 50—250 50—250 . 31—246 47.5—192
0,2—2 0,25—4 0,25—3 0,5—4 0,5—3 0,5—3
0,1—0,37 0,1—1 0,05—1 0,005—1 — 0,1—1
— 0,15-1,5 0,15—1 0,15—1,5 — 0,25—1
0,6 1,7 1,7 2,8 2,8 2,8
750 1 550 2100 2 900 4 200 3 650
1025 1 562 1 940 2175 2 750 2 395
625 925 1000 1 150 1 250 1 210
1 460 1 700 1 830 1 890 1 950 1 975
Технике ские характеристики станков 209
Продолжение табл. 107
Техническая характеристика Модель
5А326 | 5327 | 5330 | 5353 | 5355М 5342
Наибольший диаметр обраба- тываемых зубчатых колес в мм 750’ 1 000 1 500 3 000 5 000 2 000
Наибольший модуль зубьев обрабатываемых колес в мм: по стали 10 10 15 26 30 15
по чугуну 1Ъ 12 20 30 40 20
Наибольшая ширина обраба- тываемых колес с прямым зубом в мм 300 300 500 1 200 2 200 500
Наибольший диаметр обраба- тываемых колес с винтовым зубом в мм ........ 650 650 1 500 3 000 5 000 2 000
Наибольший угол наклона зуба обрабатываемого ко- леса в град ±20 ±60 ±45 ±45 ±45 - ±45
Наименьшее расстояние между осями обрабатываемого ко- леса и оправки фрезы в мм 90 90 100 250 500 100
Диаметр стола в мм .... .650 650 1 375 2 400 4 000 1 600
210 Металлорежущие станки
Техническая характеристика
Диаметр отверстия в столе
В ММ ....................
Наибольший диаметр червяч-
ной фрезы в мм.............
Количество ступеней чисел
скоростей шпинделя фрезы
Наименьшее и наибольшее
число оборотов шпинделя
фрезы в мин. . . . ' . . .
Наименьшая и наибольшая
подача иа один оборот стола
в мм:
вертикальная ...............
горизонтальная . . . . .
тангенциальная . . . . .
*; Мощность электродвигателя
привода в кет ................
Вес стайка в кГ ......
Габариты в мм:
длина .....................
ширина .................
высота .................
Модель
5А326 S327 5330 5353 5355М 5342
170 170 300 500 800 350
200 200 275 360 400 250
7 7 16 16 16 16
37,5—157 37,5—157 16—100 10—56 10-56 16—100
0,5—4 0,5—3 0,3—6 0,26—12 0,26—12 0,3—15
— 0,1—1 0,15—2,4 0,13—1,9 0,12—2,9 0,1—2,9
— 0,2—1,5 0,11— 2,26 0,2—1,8 0,2—1,8 0,2—1,8
7 7 14 20 20 14
8300 8 700 25 000 82 500 166 000 2 300
3 195 3 370 5 755 8 710 10915 5830
1605 2 040 2 680 4 275 7 600 2350
2 235 2235 3560 4 850 6310 3 000
Технические характеристики станков
Таблица 108
Зуборезные станки
(для конических колес со спиральными зубьями)
Техническая характеристика Модель
5П23А 5А27С1 528 5284
Наибольший диаметр обрабатываемых зубчатых колес в мм:
при передаточном отношении 10:1 и угле спирали 30° 140 450 840 1 500
при передаточном отношении 1:1 и угле спирали 30° 100 325 600 1 060
Наибольший модуль обрабатываемого колеса в мм 3 10 15 25
Наибольшая ширина венца обрабатываемого колеса в мм 20 65 100 235
Наименьший н наибольший угол делительного конуса обрабатываемого колеса (для ортого- нальной передачи) 5° ~ 85° 5°43'Ч- 84°17' 5°30'-г 84°20' 6°4-84°
212 Металлорежущие станки
Техническая характеристика
Наименьший и наибольший угол спирали обра-
батываемого колеса в град..................
Наименьшее и наибольшее число зубьев обра-
батываемого колеса ........................
Наименьший и наибольший диаметр резцовых
головок в дюймах...........................
Наименьшее и наибольшее число оборотов рез-
цовой головки в мин........................
Мощность электродвигателя привода в кет . .
Вес станка в кГ............................
Габариты в мм:
длина ......................................
ширина .............................. .
высота ................................
Продолжение табл. 108
Модель
5П23А 5А27С1 528 5284
04-30 оч-зо 04-45 04-30
5—200 5—200 4—200 12—180
Уг-ЗУг 6—12 6—18 —
80—635 16—88 21—300 —
’ 2,8 4,5 10 7
1 600 6 800 13 700 25000
I 080 2 080 2 600 3 715
590 1 680 2 100 2 880
1 470 1 530 1 950 2 390
Технические характеристики станков 213
Таблица 109
Зуборезные станки
(для конических колес с прямыми зубьями)
Техническая характеристика Модель
523 5П23 5А26 5 26 । 5283
f *
Наибольший диаметр обрабатываемого колеса в мм ПО 160 600 610 1 500
Наибольший модуль обрабатываемого колеса в мм . 2,5 3 54-8 8 30
Наибольшая длина образующей дели- тельного конуса в мм 57 80 300 300 750
Наибольшая ширина веица обрабаты- ваемого зубчатого колеса в мм . , . 22 20 50—90 90 270
Наименьший и наибольший угол дели- тельного конуса обрабатываемого колеса ..... 14°02'4- 75°58' 5°4-85° 6°4-84° 5°42'4- 84°18' 5С43'4- 84°17'
214 Металлорежущие станки
Техническая характеристика
Наименьшее и наибольшее число зубьев
обрабатываемого колеса .............
Диаметр фрезы в мм..................
Мощность электродвигателя привода
в кет ..............................
Вес станка в кГ.....................
Габариты в мм:
длина ..........................
ширина .........................
высота.....................
Модель
523 5П23 5А26 526 5283
10—80 5—200 10—200 10—200 10—300
— 140 — — —
0,6 2,8 ^2 2,8 7
1 000 1 600 6 000 V 4 500 18 000
1 100 1 080 2 000 . 2 400 3 550
1 540 590 1 300 1 940 2 510
1 310 1 470 1 350 1 700 2 300
Технические характеристики станков 215
Резьбошлифовальиые станки
Таблица ПО
— — - . • - - Техническая характеристика Модель
ММ582 5824
Наибольшие размеры обрабатываемой заготовки в мм:
диаметр 250 150
длина Наименьшие и наибольшие размеры шлифуемой резьбы в мм: 700 1600
диаметр 5—200 30—150
длина 475 1 400
шаг Профили шлифуемых резьб в град.: 0,5—40 0,5—40
треугольные с углом при вершине 55 н 60 55 и 60
трапециевидные с углом при вершине Наибольшая высота профиля (для трапециевидной резьбы 30 и 40 30 и 40
с углом при вершине 30v) в мм Наибольший угол подъема винтовой линии шлифуемой 16 16
резьбы в град ±18 ±18
Наименьшее и наибольшее число оборотов шпинделя обра-
батываемой заготовки (регулируется бесступенчато) в мин. Наименьшее и наибольшее число оборотов шпинделя шли- 1—60 1—20
фовального круга в мни. (10 скоростей) Наибольшая величина затылования в радиальном.направ- 1 350—2 450 1 350—2 450
лении в мм 4,0 Нет
216 Металлорежущие станки
Продолжение табл. 110
Техническая характеристика Модель
ММ582 5824
Наибольшая конусность шлифуемой резьбы 1 : 16 Нет
Величина быстрого отвода шлифовальной бабки в мм . . . 6 6
Номинальный диаметр шлифовального круга для наружной
резьбы в мм 400 400
Наименьший и наибольший диаметр шлифуемой внутреи- Нет
ней резьбы в мм 25—170
Наибольшая длина шлифуемой внутренней резьбы в мм: 25
при наименьшем диаметре резьбы —
» наибольшем . » » . . 75 —
Наименьший и наибольший шаг линии шлифуемой внут- ренней резьбы в мм 0,5—6,0 __
Наибольший угол подъема винтовой шлифуемой внутренней резьбы в град ±6
Наименьшее н наибольшее число оборотов шлифовального 5 000-15 000
круга для внутренней резьбы в мин. —
Мощность электродвигателя привода в кет 4,2 4,2
Габариты в мм:
длина . . 2 645 5 253
ширина 2110 2 ПО
высота 1 735 1 760
Технические характеристики станков 217
Таблица 111
Фрезерные станки
(вертикальные, горизонтальные н универсальные)
Техническая характеристика Модель
6П80 6П80Г 6П10 6Н81
Наименьшее и наибольшее расстояние от торца шпинделя до поверхности стола в мм 0—300 0—300 10-300 30-350
Наименьшее и наибольшее расстояние от вертикальных направляющих ста- нины до середины стола в мм . . . 197—357 197-357 197—357 170-370
Расстояние от оси шпинделя до верти- кальных направляющих станин в мм — ’ — 270
Расстояние от оси шпинделя до ниж- ней плоскости хобота в мм .... 140 140 -—. 150
Наибольшее расстояние от вертикаль- ных направляющих станины до под- держивающих стоек в мм 545 545 510
.Наибольшее расстояние от торца шпин- деля до подшипника поддержки в мм 447 447 — 470
Наибольшее расстояние от задней кром- ки стола до вертикальных направляю- _ щнх станины в мм 257 257 257 240
2 18 Металлорежущие станки
Техническая характеристика
Размеры рабочей поверхности стола
в мм:
ширина .........................
длина ..........................
Наибольший угол поворота стола
в град..............................
Число Т-образных пазов..............
Ширина Т-образного паза в мм . .
Расстояние между Т-образными пазами
в мм........................ . . . .
Наибольшие перемещения стола в мм:
продольное . . .....................
поперечное .....................
вертикальное . .... . . .
Быстрое перемещение в мм/мин:
продольное..........................
поперечное............
вертикальное ...................
Количество ступеней подач...........
Продолжение табл. Ill
Модель
6П80 6П80Г 6П10 6Н81
200 200 200 250
800 800 800 1 000
±45 — ±45
3 3 3 3
14 14 14 14
45 45 45 50
400 400 400 600
160 160 160 200
300 300 300 350
2 800 2800 2800 2900
2 000 2 000 2 000 2300
1 000 1 000 1 000 1 150
12 12 12 16
Технические характеристики станков 219
Техническая характеристика
Подача стола в мм/мин:
продольная .........................
поперечная .....................
вертикальная ...................
Диаметр отверстия в шпинделе в мм .
Размеры диаметров оправок в мм . . .
Количество ступеней чисел оборотов .
Продолжение табл. 111
Мод ель
6П80 6П80Г 6П10 6Н81
22,4; 31,5; 45; 63; 180; 250; 355; 500; 80; 125; 710; 1000 35; 40; 50; 65; 85; 125; 165; 185; 205; 250; 300; 390; 510; 620; 755; 980
0,7 от продольных подач 0,8 от про- дольиых подач
0,35 от продольных подач 0,4 то же
17
22; 27; 32; 40 22; 27; 32
12 1 12 12 16 | 16 | 16
220 Металлорежущие станки
Техническая характеристика
Наименьшее и наибольшее число обо-
ротов шпинделя в мин...............
Мощность электродвигателя привода
главного движения (шпинделя) в кет
Мощность электродвигателя подачи
стола в кет . . '..................
Вес стайка в кГ.....................
Габариты в мм:
длина ..........................
ширина .........................
высота..........................
Модель
...............О... * 1 1
6П80 6П80Г 6П10 6Н81
50— 2240 . 50—2 240 50—2 240 65—1 800
2,8 2,8 2,8 4,5
0,6 0,6 0,6 1,7
1 420 1 385 1 450 2 000
• 1 720 ' 1 720 1 720 2 100
1 750 1 750 1 750 1 930
1575 1 575 1 820 1 600
кЭ
N3
Технические характеристики станков
Продолжение табл, ill
Техническая характеристика Модель
6Н81Г 6Н11 6Н82 6Н82Г 6Н12
Наименьшее и наибольшее расстояние от торца шпинделя до поверхности стола в мм 10—350 20—350 30—400 30—400 30—400
Наименьшее и наибольшее расстояние от вертикальных направляющих ста- нины до середины стола в мм . . . 170—370 170—370 220—480 220—480 220—480
Расстояние от оси шпинделя до верти- кальных направляющих станины в мм — 280 — — 320
Расстояние от оси шпиндели до ниж- ней плоскости хобота в мм 150 — 155 155 —
Наибольшее расстояние от вертикаль- ных направляющих станииы до под- держивающих стоек в мм 510 775 775
Наибольшее расстояние от торца шпин- деля до подшипника поддержки в мм 470 — 700 700
Наибольшее расстоиние от задней кром- ки стола до вертикальных направляю- щих станины в мм 240 240 320 320 320
Металлорежущие станки
Техническая характеристика
Размеры рабочей поверхности стола.
в мм:
ширина .............................
длина............................
Наибольший угол поворота стола
в град..............................
Число Т-образиых пазов..............
Ширина Т-образного паза в мм ... .
Расстояние между Т-образными пазами
в мм................................
Наибольшие перемещения стола в мм:
продольное ............... ........
поперечное............... . . .
вертикальное ...................
Быстрое перемещение в мм/мин:
продольное.........................
поперечное .....................
вертикальное....................
Количество ступеней подач...........
Продолжение табл. 111
м одел ь
6Н81Г 6HI1 6Н82 6Н82Г 6Н12
250 250 320 320 320
1 000 1 000 1 250 1 250 1 250
— ±45 • —
3 3 3 3 3
14 14 18 18 18
50 50 70 70 70
600 600 700 700 700
200 200 260 260 260
350 350 320 370 370
2 900 2 900 2 300 2 300 2 300
2 300 2 300 2 300 2 300 2 300
1 150 1 150 770 770 770
16 16 18 18 18
Технические характеристики станков
Т ехннческая характеристика
Подача стола в мм/мин'.
продольная . . . ..............
поперечная .....................
вертикальная....................
Диаметр отверстия в шпинделе в мм .
Размеры диаметров оправок в мм
Количество ступеней чисел оборотов
Продолжение табл. 111
Модель
6Н81Г 6НИ 6Н82 6Н82Г 6Н12
35; 40; 50; 65; 85; 125; 165; 185; 205; 250; 300; 390; 510; 620; 755; 980 19; 23; 5; 47,5; 60; 235; 300 30; 37,5; 75; 95; 118; 150; 190; 375; 475; 600; 750-950
0,8 от продоль- ных подач 1/3 рт продольных подач
0,4 от продоль- ных подач — — —
17 29
32 40 40, 50
18 1 18 ! 18 18 1 18
224 Металлорежущие станки
сл
Техническая характеристика
Зак, 394
Подача стола в мм/мин-.
продольная..................... •
поперечная ......................
вертикальная ....................
s
Диаметр отверстия в шпинделе в мм .
Размеры диаметров оправок в мм . .
Количество ступеней чисел оборотов .
Продолжение табл. IH
Модель
6HI2B 6Н83 6Н83Г 6Н13 6HI3B
40—2 000 27—1 330 23,5- -1 180 23,5— 1 180 40—2 000 27—1 350
13—670 8—390 13-750
—• —- — —
29
40; 50 32; 50
18 18 18 18 18
Технические характеристики станков 225
Техническая характеристика
Наименьшее и наибольшее расстояние
от торца шпинделя до поверхности
стола в мм .......... . .
Наименьшее и наибольшее расстояние
от вертикальных направляющих ста-
нины до середины стола в мм . . .
Расстояние от оси шпинделя до верти-
кальных направляющих станин в лл
Расстояние от оси шпиндели до ниж-
ней плоскости хобота в мм ....
Наибольшее расстояние от вертикаль-
ных направляющих станины до под-
держивающих стоек в мм ..........
Наибольшее расстояние от торца шпин-
деля до подшипника поддержки в мм
Наибольшее расстояние от задней кром-
ки стола до вертикальных направляю-
щих станины в мм . . .'..........
Продолжение табл. Ill
Модель
6Н12Б 6Н83 6Н83Г 6HI3 6Н13В
30—400 30—370 30—450 30—450 30—450
220—480 260—580 260—580 260—580 260—580
320 — — 450 450
— 190 190 — —
— 950 950 — —
— 850 850 — . —
320 380 380 380 380
226 Металлорежущие станки
Техническая характеристика
Размеры рабочей поверхности стола
в мм:
ширина ....... ................
длина .........................
Наибольший угол поворота стола
в град.
Число Т-образных пазов.............
Ширина Т-образного паза в мм . . . .
Расстояние между Т-образными пазами
в мм ..............................
Наибольшие перемещения стола в мм:
продольное...................... .
поперечное . . . ..............
вертикальное ..................
Быстрое перемещение стола в мм/мин:
продольное ........................
поперечное........,............
вертикальное.............. . . .
Количество ступеней подач..........
Продолжение табл. 111
Модель
6Н12В 6Н83 '6Н83Г 6Н13 6Н13В
320 400 400 400 400
1 250 1 600 1600 1 600 1 600
— ±45
3 3 3 3 3
18 18 18 18 18
70 90 90 90 90
700 900 900 900 900
260 320 320 320 320
370 350 420 420 ' 420
4 000 2 300 2 300 2 300 4 000
2 680 2 300 2 300 2 300 2 700
1 330 770 770 770 1 300
18 18 18 18 18
Технические характеристики станков 22?
Техническая характеристика
Наименьшее и наибольшее число обо-
ротов шпинделя в мин.................
Мощность электродвигателя привода
главного движения (шпинделя) в кет
Мощность электродвигателя подачи
стола в кет.........................
Вес стайка в кГ............. . . .
Габариты в мм:
длина ..........................
ширина .........................
высота .........................
Продолжение табл. 111
м одель
6Н81Г 6Н11 6Н82 6Н82Г 6Н12
65—1 800 65—1 800 30—1 500 30—1 500 30—1 500
4,5 4,5 7,0 7,0 7,0
1,7 1.7 1,7 1,7 1,7
2 000 2 200 2 850 2 750 2 900
2100 2100 2 100 2 100 2100
1 780 1 540 2 440 2 440 2 440
1 900 2 297 1 615 1 615 1 875
228 Металлорежущие станки
Техническая характеристика
Наименьшее и наибольшее’ число обо-
ротов шпиндели в мин................
Мощность электродвигателя привода
главного движении (шпинделя) в кет
Мощность электродвигателя подачП
стола в кет ........................
Вес станка в кГ.....................
Габариты в мм:
длина ..........................
ширина............................
высота
Модель
z.
6Н12В 6Н83 6Н83Г 6Н13 6Н13В
63—1 500 30-1 500 30—1 500 63—1 500 63—3 150
10,0 10,0 10,0 10,0 14,0
1,7 2,8 2,8 2,8 2,8
3 000 4 200 4 000 4 500 4 300
1 875 2 370 2 370 2 370 2 245
2 285 3040 3 040 3140 3040
2 200 1 760 1 760 2 245 2 370
Технические характеристики станков 229
Таблица 112
Продольно-фрезерные станки
Техническая характеристика Модель
6622 6632 6642 6652 6662 6672 6682
Наименьшее и наибольшее расстояние от торца вертикального шпинделя до по- верхности стола в мм 150— 150— 200— 200— 200— 150—
750 1 000 1 400 1 900 2 600 3 750
Наименьшее и наибольшее расстояние от торца горизонтального шпинделя до по- верхности стола в мм 75- 100— 75— 155— 155— 140— 3400
400 600 800 1 100 1550 2 200
Наименьшее и наибольшее расстояние между торцами горизонтальных' шпин- делей в мм .............. 300— 375— 675— 850— 1400— 2000— 3120—
650 775 1 075 1400 1 950 2 700 3 820
Расстояние между стойками в мм .... 820 950 1 250 1650 2 200 3 000 4 150
Наименьшее и наибольшее расстояние между осями вертикальных шпинделей в мм .................. 450— 550— 550— 575- 575—
1 750 2 850 2 900 4 200 5 000
230 Металлорежущие станки
Техническая характеристика
Наименьшее и наибольшее расстояние от
нижней плоскости поперечины до поверх-
ности стола в мм ...........
Наименьшее и наибольшее расстояние от
оси вертикального шпинделя до центра
стола в мм .......................
Расстояние от оси вертикального шпинде-
ля до поверхности стойки в мм . . . .
Расстояние от оси горизонтального шпин-
деля до поверхности СТОЙКИ В- ММ .
Расстояние от торца горизонтального
шпиидел.я до вертикальной плоскости
. шпиндельной бабки в мм...........
Расстояние от торцовой поверхности стоек
до торца стола при его крайнем перед-
нем положении в мм ................
Размеры рабочей поверхности стола в мм:
ширина ............................
длина ...........................
Продолжение табл. . 1.
1 М о Д е Л ь
6622 6632 6642 6652 6662 6672 6682
— 205— 835 255— 1 035 310— 1 510 ЗЮ- 2010 383- 2 783 183— 3 933
— — 220— 875 275— 1 175 275— 1 450 277,5- 2100 277,5- 2 500
— 500 500 625 . 625 790 790
. 140 300 300 450 450 520 520
40 35 35 30 30 38 38
1 810 2 655 3480 5193 7025 9 800 13 623
450 1 600 650 2 200 900 3 000 1 250 4 250 1 800 6 000 2 500 8 500 3600 12 000
Технические характеристики станков
Техническая характеристика
Наибольший вес фрезеруемой заготовки
в кГ .................................
Число Т-образных пазов................
Ширина Т-образных пазов в мм..........
Расстояние между Т-образными пазами
в мм..................................
Наибольшее перемещение стола в мм . .
Быстрые перемещения стола в мм/мин-
при прямом ходе.......................
при обратном ходе ................
Количество ступеней подач ............
Подачи стола в мм/мин.................
Число шпиндельных бабок:
вертикальных..........................
горизонтальных....................
Наибольшее ручное осевое перемещение
шпинделя в бабке в мм.................
Диаметр отверстия в шпинделе в мм
Продолжение табл. 112
Модель
6622 6632 6642 6652 6662 6672 6682
1 500 2 500 5000 8 000 14 000 35 000 120000
3 3 5 5 7 9 11
22 22 28 28 28 36 42
110 170 140 210 220 250 300
1 600 2 200 3 000 4 500 6 500 9 000 13 000
4 000 3 000 3 000 4 000 4 000 3750 3000
4 000 3 000 3 000 4 000 4000 3 750 3000
18 18 18 Регулирование бессту-
пенчатое
20— 190— 19— 23,5— 23,5— 23,5— 23,5-
1 000 950 950 1 180 1 180 1 180 950
— 1 2 2 2 2 2
2 2 2 2 2 2 2
175 200 200 275 275 350 350
29 29 29 29 29 35 35
232 Металлорежущие станки
Техническая характеристика
Конус шпинделя (ГОСТ 836—47) № . . .
Размеры диаметров нормальных оправок
для закрепления инструмента в мм . .
Наибольший рекомендуемый диаметр фре-
зерной головки в мм ...................
Быстрое перемещение бабок в мм/мин-.
вертикальных...........................
горизонтальных.....................
Количество ступеней чисел оборотов шпин-
деля ..................................
Числа оборотов шпинделя в минуту:
прямое вращение .......................
обратное вращение .................
Количество ступеней подач:
вертикальных бабок ....................
горизонтальных бабок...............
М о д е л
6622 6632 6642 6652 6662 6672 6682
3 3 3 3 3 4 4
40; 50 40; 50 40; 50 40; 50 40; 50 40; 50 50
200 300 350 400 500 600 600
1 500 1 500 2 000 2 000 1 500 1 500
200 1 500 1 500 2 000 2 000 1 500 1 500
18 12 12 12 12 12 12
25— 47,5— 47,5— 37,5— 37,5— 23,5- 23,5—
1 250 600 600 475 475 300 300
25— 47,5— 47,5— 37,5— 37,5— 23,5— 23,5—
1 250 600 600 475 475 300 300
— 18 18 Регулирование бессту- пенчатое
2 18 18 Регулирование бессту- пенчатое
Технические характеристики станкСв
Техническая характеристика
Подачи бабок в мм/мин:
вертикальных ............... .. .. . ... .
горизонтальных....................
Наибольший угол поворота . бабок вправо
и влево в град................ . .....
Мощность электродвигателя привода в кет
Мощность электродвигателя подачи в кет
Мощность электродвигателя ускоренного
перемещения сто л а в кет ........
Мощность электродвигателя перемещения
траверсы в кет . .................... .
Вес станка в кГ.......................
Габариты в мм:
длина.................................
ширина .........................
высота............................
Продолжение табл. 112
ю
Сл>
Моде ль
6622 6632 6642 6652 6662 6672 6682
1.5— 1,5— 11,8- 11,8— 23,5- 23,5—
475 473 590 590 600 600
63— 9.5- 9,5- 11,8— 11,8— 23,5— 23,5—
200 475 473 590 590 600 600
— ±30 ±30 ±30 ±30 ±30 ±30
7 10 14 20 28 28 40
1.7 4,5 4,5 10 10 30 44
— 4,5 4,5 13,5 13,5 30 44
— 4,5 7 14 14 20 28
8 000 23 000 30 000 64 000 80 000 140000 330000
4 450 5 900 7 650 И 150 14 600 20 500 28400
3 020 4 350 4 650 5600 6 050 8 200 11 650
2115 3360 3600 4 600 5100 6 500 9000
Металлорежущие станки
1 13
Техническая характеристика Модель
621 623
Наименьшее и наибольшее расстояние от торца шпинделя 0—450 100—600
до рабочей поверхности стола в мм
Расстояние от стойки до оси шпинделя в мм Наименьшее и наибольшее расстояние от стойки до- оси 300 360
стола в мм 500—800 750—1 100
Расстояние между осями шпинделей в мм ......... 330 470
Диаметр стола в мм ; ; 1 000 1500
Наибольший вес фрезеруемой заготовки в кГ ....... 4 000 8000
Число Т-образных пазов 10 12
Ширина Т-образных пазов в мм 18 28
Расстояние между Т-образными пазами в мм : . 100 210
Поперечное перемещение стола в мм 300 350
Число круговых подач стола в мм 12 12
Величины подач, отнесенные к диаметру 1 000 мм, в мм/мин Наибольшее ручное осевое перемещение шпинделя в бабке 75—950 60—750
в мм 100 150
Технические характеристики станков
Продолжение табл. 113
Техническая характеристика t ' • Модель
621 623
Диаметр отверстия в шпинделе в мм 29 29
Размеры диаметров нормальных оправок для закреплении
инструмента в мм 40, 50 40, 50
Наибольший рекомендуемый диаметр фрезерной головки
В мм 325 450
Количество ступеней чисел оборотов шпинделя 8 8
Число оборотов шпинделей в мин. для фрезерования: 37,5—190
чернового 30-150
чистового 60—300 47,5—235
Мощность электродвигателя привода главного двигателя
в кет . . 14 14
Мощность электродвигателя подачи стола в кет 28 28
Вес стола в кГ 7 900 15 000
Габариты в мм:
длина 2 610 2 090
ширина 1 530 3210
высота 3 100 3 185
Металлорежущие станки
КЗ
с*>
о>
I. .1М.-<но-строгальиые станки
Техническая характеристика - Модель
7311 7А35 736 7А36 737
Наименьшая и наибольшая длина хода ползуна в мм ........... 10—200 0—500 95—650 150—700 150—900
Наибольшее расстояние от резца до станины (вылет) в мм 350 640 700 825 1 025
Размер рабочей площади стола (длина и ширина) в мм 200X180 500 x 360 650X450 700X450 900X450
Наибольшее поперечное (горизонталь- ное) перемещение стола в мм . . . 250 600 700 750 850
Наибольшее вертикальное перемещение стола в мм . 150 310 355 320 320
Наибольшее расстояние от нижней кромки ползуна до стола в мм . . . 200 400 400 400 400
Наибольшее вертикальное перемещение резцовой головки в мм ....... 70 170 175 200 200
Наибольший угол поворота резцовой головки в град 60 60 60 60 60
Наибольшие размеры державки резца (ширина и высота) в мм ...... 12X16 20X40 20X40 30X45 30x45
Технические характеристики станков 237
Техническая характеристика< -
Число двойных ходов ползуна в мин.
Наименьшая и наибольшая скорость
ползуна в м/мин .................
Наименьшая и наибольшая поперечная
подача стола на двойной ход ползуна
(регулирование бесступенчатое) в мм
Размер станочных тисков .(ширина гу-
бок и расход губок) в мм ......
Мощность электродвигателя привода
в кет ..........................
Вес станка в кГ . ........ . .
Габариты в мм:
дли на ........': .".........
ширина ........................
высота.........................
Продолжение табл. 114
Модель
7311 7A3S 736 7А36 737
50; 62,5 12,3; 18; 25; 34,5; 49; 71; 100; 138 12,5; 18; 25; 36,5; 52,5; 73 — —
— — — 3—37 3—37
0,1—0,6 0,3-4,8 0,33-3,33 0—5 - 0—5
130x120 260 X 250 — 250x275 250x275
0,5—1,0 4,5 4,5 10 10
580 2 222 1855 3 740 ' 4 000
1 135 2 335 2 830 , 2 830 3 280
670 1 355 1 500 . 1 710 1710
1 350 1 540 1 800 1 740 1 740
238 Металлорежущие станки
Таблица 115
Продольно-строгальные станки
Техническая характеристика . . Модель
7134 7242А 7142А
7231А
Наибольшая ширина строгания в мм . Наибольшее расстояние между поверх- 1 000 1 000 870 : 1 400 1 270 1 400
костью стола и траверсой в мм Размеры стола в мм: 870 1 270
900
ширина 900 1 250 1250
длина 3 000 3 000 6 000 6 000
Расстояние между стойками в мм . . Наибольший вес обрабатываемой заго- 1 100 5 000 1 550 —-
товки в кГ 5 000 10000 10000
Количество верхних суппортов (ра
траверсе) 2 2 2 2
Количество боковых суппортов (на стойках) ............. . . Наибольшее горизонтальное перемеще- 1 1 1 1
дне суппортов в мм: 1 890 1 560
верхних 4 420 1020
боковых .... 250 250 300 250
Наибольшее вертикальное перемещение
суппортов в мм: - 250 1040
верхних * . . . . боковых 250 850 250 870 300 . 1 100 .
Технические характеристики станков 239
Техническая характеристика
Наибольший угол поворота суппортов
в град.:
верхних........................
боковых .......................
Количество ступеней горизонтальных
подач суппортов:
верхних........................
боковых .......................
Горизонтальные подачи на один двой-
ной ход стола в мм:
верхних суппортов .............
боковых суппортов .............
Количество ступеней вертикальных по-
дач суппортов:
верхних .......................
боковых.................. . . .
Вертикальные подачи на одни двойной
ход стола в мм:
верхних суппортов..............
боковых суппортов . ...........
Продолжение табл. 115
Модель
7231А 7134 7242А 7142А
±60 • ±60 ±60 ±60
±60 ±60 ±60 ±60
Изменен! <е величины подачи бесе гупенчатое
Ручна1 подача
0,5—25,0 0,5—25,0 0,5—25,0 0,5—25,0
Ручная подача
Изменение величины подачи бесступенчатое
То же
0,25—12,0
0,125—6,2
0,25—12,0
0.125—6,2
0.25—12,0
0,125—6,2
0,25—12,0
Металлорежущие станки
С
Техническая характеристика
Зак. 394
Быстрое горизонтальное перемещение
суппортов в мм/мин1.
верхних.............................
боковых ........................
Быстрое; вертикальное перемещение
суппортов в мм/мин:
верхних.............................
боковых ........................
Наибольшее сечение резца в мм . . ,
Наименьшая и наибольшая скорость
рабочего хода в м/мин..............
Наименьшая и наибольшая скорость
обратного хода в м/мин .... . л
Мощность электродвигателя привода
в кет...............................
Мощность электродвигателя привода
стола в кет.........................
Вес станка в кГ ...................
Габариты в. мм\
длина ..............................
ширина ..........................
высота........................' .
Модель
7231А 7134 7242А 7142А
2 330 2 330 2 330 2330
— —• • — —
585 585 585 585
1 070 1 070 - 1 070 1 070
80x60 80X60 80x60 80X60
5—75 5—75 6—60 6-60
15—75 15—75 15—60 15—60
40 40 40 40
16,2 16,2 16,2 16,2
22 000 20000 40 000 40 000
7 495 7 495 13 390 13 390
3 620 3 275 4275 4 010
2 710 2 890 3100 . 3 600
Технические характеристики станков
Техническая характеристика
Наибольшая ширина строгании в мм .
Наибольшее расстояние между поверх-
ностью стола и траверсой в мм . .
Размеры стола в мм:
ширина ........................
длина .........................
Расстояние между стойками в мм . .
Наибольший вес обрабатываемой заго-
товки в кГ.................. .....
Количество верхних суппортов (на
траверсе) .... . . . . .
Количество боковых суппортов (на
стойках) . . ..............
Наибольшее горизонтальное перемеще-
ние суппортов в мм:..............
верхних .......................
боковых .........................
Наибольшее вертикальное перемещение
суппортов в мм:
верхних ................. . . .
боковых........................
Продолжение табл. 115
Модель
724М 7256 7278 7288 7289
1500 2 000 3000 4 000 5000
1 250 1 500 2 500 4 000 4 000
1300 1 800 2 700 3 750 4 500
4 000 6 000 8000 12 000. 15000
1 550 2 100 3 100 4 200 5 500
10000 20 000 45000 100 000 200 000
2 2 2 2 2
2 2 2 2 2
1 840 2 510 3 760 5 230 6500
330 425 525 625 900
330 425 525 625 900
1 259 1 500 2500 4 000 3 900
242 Металлорежущие, станки .
Техническая характеристика
Наибольший угол поворота суппортов
в град.:
верхних.................... . . .
боковых .......................
Количество ступеней горизонтальных
подач суппортов:
верхних . . . .................
боковых .......................
Горизонтальные подачи на один двой-
ной ход стола в мм:
верхних суппортов .............
16*
боковых суппортов ...............
Модель
724М 7256 7278 7288 7289
±50 ±50 ±45 ±50 ±60
±50 ±50 ±45 ±50 ±45
21 21 24 24 24
Нет 24 24 24
0,5; 0,6; 0,75; 0,5; 0,6; 0.7; 0,9; 1,2: 1,4;
1,0; 1,2; 1.5; 2,0; 1,8; 3,0; 3,8; 4,6; 5,8; 7,7;
2,3; 3,0; 3,75; 9,2; 11,5 ; 15,4; 20 25; 30;
5,0; 6,0; 7,5; 10; 12,5; 15,0; 18,75; 25,0; 30,0; 37,5; 50,0 37,5; 50; 60; 75; 100
0,25; 0,3; 0,4; 0,5; 0,6; 0,7; 0,9; 1,2; 1,5; 1,9; 2,3; 2,9; 3,9; 4,6; 5,8; 7,7; 10; 12,5;, 15,0; 18,8; 25,30; 37,5; 50,0
Технические характеристики станков 24"
Техническая характеристика
Количество ступеней вертикальных по-
дач суппортов:
верхних ........................
боковых ........................
Вертикальные подачн на один двойной
ход стола в мм: . , .
верхних суппортов...............
боковых суппортов ... ..........
Продолжение табл. 115
Модель
724М 7256 7278 7288 7289
21 21 21 21 24 24 24 24 24 24
0,25; 0,3 0,5; 0,6 1,0; 1,2 1,9; 2,5; 5,0; 6,25; 12,5; 15,( 25 0,5; 0,6 1,0; 1, 2,0; 2, 3,75; 5, 7,5; 10,( 15,0; 18 30; 37 ; 0,375; ; 0,75; 5; 1,5; 3,0; 3,75; 7,5; 9,4; ); 18,75; 0 ; 0,75; 2; 1,5; 3; 3,0; 0; 6,0; ); 12,5; ,75; 25; ,5; 50 0,25; 0,7; 0,9; 2,9; 3,'9; 12,5; 15 0,5; 0,6; 1,8; 2,4; 7,7; 9 25; 30; ),3; 0,4; 0 1,2; 1,5; 4,6; 5,8; 0; 18,8; 2 37,5; 50,С 0,7; 0,9; 3,0; 3,8; 2; 11,5; 1 17,5; 50; 6 ,5; 0,6; 1,9; 2,3; 7,7; 10,0; 5,0; 30,0; 1,2; 1,4; 4,6; 5,8; 5,4; 20; 0; 75; 100
244 Металлорежущие станки
Техническая характеристика
Быстрое горизонтальное перемещение
суппортов в мм/мин-.
верхних . ..........................
боковых . ...................
Быстрое ' вертикальное перемещение
суппортов В мм/мин'.
верхних ............................
боковых.........................
Наибольшее сечение резца в мм . . .
Наименьшая и наибольшая скорость
рабочего хода в м/мин . ........
Наименьшая и наибольшая скорость
обратного хода в м/мин...............
Мощность электродвигателя привода
в кет ..............................
Мощность глектродвигателя привода
стола в кет...................... , .
Вес станка в кГ .................
Габариты в мм1 .
длина ... ......................
ширина .........................
высота...................... .
Модель
724М 7256 7278 7288 7289
3000 3 000 2500 2 500 2 500
— — — 1 250 1 250
1 500 1 500 1 250 1 250 1 250
3000' 3 000 2 500 2 500 2 500
75x75 105X100 178X100 180X140 180X140
6—60 6—75 5—50 5—50 5—50
12—60 12—75 12-50 12—50 12—50
72 115 115 260 180
27/34 22/52,5 60/100 22/52,5 118
33000 581,50 130000 340 000 360 000
9 600 14 000 18 600 27 610 32 900
4 390 5 345 7030 11250 14 000
3 550 4 160 6 250 9130 8 930
Технические характеристики станков 24$
Таблица 116
Долбежные станки
Техническая характе- Модель
ристина 7412 7417 7420 7430 7450 745А 747М
Наименьший и наиболь- ший ход долбяка в мм 5—100 0-160 6—200 125-380 125—580 300— 1000 500— 1400
Установочное перемеще- ние долбяка в мм . . Расстояние от наружной плоскости резцедер- жателя до стаиииы в мм Регули- руется 160 235 480 225 480 200 560 260 1000 500 1 150 700 1.400
Расстояние от плоскости стола до нижнего кон- ца направляющих дол- бяка в мм 220—320 320 320 420 750 1 250 1 500
Размер (диаметр) рабо- чей поверхности стола в мм . ' 310x180 500 500 650 900 I 250 1 600
24 6 Металлорежущие станки
Ujju Ilu
Техническая характе- ристика Модель
7412 7417 7420 7430 7450 74 5А 74 7М
Наибольшее перемеще- ние стола в продоль- ном направлении (по направляющим стани- ны) в мм 200 475 500 635 950 1 250 1 600
Наибольшее перемеще- ние стола в попереч- ном направлении (по направляющим карет- ки) в мм 160 530 500 635 800 1 000 1250
Наименьшее и наиболь- шее расстояния от нижней кромки суп- порта до плоскости стола в мм 50—320 25—450 25—450 40—600 40—800 100— 1600 200— 2300
Наименьшее и наиболь- шее расстояния от зад- ней кромки стола до станины в мм ... . 10—170 25-500 30—530 30—665 50—1 006 125— 1375 200— 1 800
Технические характеристики станков 247
Техническая характе- ристика
7412 7417
Наибольший угол пово- рота долбяка в град. 6 5
Наименьшая и наиболь- шая продольная и по- перечная подача в мм 0,1—0,6 0,8— 1,20
Наименьшая и наиболь- шая круговые подачи стола — 0,05— 0,81°
Мощность электродвига- теля привода в кет . 0,5-1,0 2,8
Вес стайка в кГ . . . . Габариты в мм: 790 2370
длина 1 000 1 880
ширина 750 1 410
высота 1 780 2150
Продолжение табл. 116
Модель
7420 7430 7450 745А 747М
5 10 10 — 4 ““
0,1 — 1,2 0,1— 1,25 0,1 — 1,5 0,2—6,0 0,3- 12,0
0,66— 0,76° 0—2° 0—1° 16' Иа 0 1 250 мм 0,7— 22,0 мм На 0 1 000 мм 0,3— 12 мм
2,8 7 7 28 44
2 340 5500 7 800 21 000 4 800
1950 2 500 3 530 4 350 6 260
1 700 1 990 2100. 3 100 4 200
2 280 2670 3 450 5400 6450
248 Металлорежущие станки
Таблица 117
Резьбо накатные станки
Техническая характеристика Модель
МФ-103 МФ-128 5А935 5936 ГД-3
Диаметр накатываемой резьбы в мм: наименьший . . наибольший . • 1 2 2 6 2 8 2 5 5 125
Наибольшая длина накатываемой резь- бы в мм 17 20 115 120 120
Предел чисел оборотов шпинделей в МИИ. Ь ....... . 44—65 33—50 25—100 115—125 25—200
Усилие давления роликов в.т . . . . 3 6 10 20 25
Мощность электродвигателя привода в кет 0,6 1,7 4,5 7,0 14,0
Вес станка в кГ 350 1 050 1 800 4 200 5 500
Габариты в мм: длина ширина высота 658 594 1 415 800 760 1 600 1 200 1 000 1 500 1 800 1 200 1 500 2 500 1 500 1 500
Технические характеристики станков 249
Таблица 118
Правйльно-калибровочиые станки
Техническая характеристика Модель.
9412 9415 9416 9417 9419
Предельные размеры обрабатываемых прутков в мм ............ 6—30 3—12 12—40 25—50 ' до 100
Предельные размеры обрабатываемых труб в мм . . . — — 12-65 25-75 до 160
Пределы чисел оборотов приводных ро- ликов в мян 150—300 6—10 100—200 57—114,8 40—80,5
Мощность электродвигателя привода в кет 5/7 3/7 9/14 14/20 28/40
Вес станка в кГ ........... 3950 1 000 6 600 8500 15000
Габариты в мм\ длина .... 14 500 16 835 8715 16 835 18 325
ширина 1 550 2710 1 650 2 706 2290
высота I 400 1 400 1 750 1 400 1 515
Металлорежущие станки
ПОДСЧЕТ МАШИННОГО ВРЕМЕНИ
Скорость резании
r.dtt
v ~ ~1000 м!мин>
где v — скорость резания в м/мин-,
d — диаметр обрабатываемой детали в мм;
п — число оборотов шпиндели станка в мин.
Число оборотов в минуту (для токарных, фрезерных,
сверлильных н других станков с вращательным движением)
v • 1000
П = —J----- об/мнн.
Число двойных ходов (для долбежных, зубодолбежных,
зубострогальных н других станков с возвратно-поступа-
тельным движением)
v • 1000
П —----2£---- ДВ- ХОД/МНИ,
где L—длина хода детали или инструмента в на-
правлении рабочего движения в мм, состоящая
из длины обрабатываемой поверхности и перебе-
гов инструмента в начале и конце хода.
252
Машинное время
Число двойных ходов (для шепингов, продольно-строгаль-
ных н других станков)
v • 1000
п=---------г- дв. ход/мии,
£ 1--^)
\ »о/
где Од - - скорость рабочего хода в м/мин;
t’o — скорость обратного хода в м/мин.
Основное технологическое время
£
Т = —g- • i мин.
L = I 4~ 4“ Z2 4“ Zg мм,
где £ — длина перемещения детали нли инструмента в
направлении подачи в мм;
I — длина обрабатываемой поверхности;
Zj — величина врезания в мм;
— величина перебега детали или инструмента в на-
правлении подачи в мм;
13—величина дополнительной длины для взятия
пробных стружек в мм
i — число проходов;
S — длина пути детали нлн инструмента в направле-
нии подачн в 1 минуту в мм,
S = Sz • z • п,
где Sz — подача в мм на одни зуб инструмента (развертки,
фрезы и т. д.);
z — число зубьев инструмента;
п — число оборотов нли число двойных ходов.
Машинное время
253
Таблица 119
Токарные работы
„ I +11 + 1г
Машинное время Т =-------------i мин.
11 = Т(ГГ + f0,54"2) мм>
S —длина пути инструмента в 1 мнн. в мм;
п — число об/мин шпинделя;
i — число проходов;
t — глубина резания в мм;
<р-—главный угол резца в плане.
Обтачивание на проход
Z2 = (14-5) мм
Обтачивание до уступа
Zi = Zs = О
25 4
Машинное время
Продолжение табл. 119
Обтачивание до упора
l-i = (0,5-г 2) мм
Растачивание в упор
/х= (0,5-г2) лл»
Машинное время
255
Продолжение табл. 119
Отрезание торца сплошно'
го сечення .
D
I — 2 мм\ I] —
= (0,54-2) мм
Подрезание торца сплош-
ного сечении
/2 (0,5-г2) мм
Отрезавне торца несплош-
ного сечення
D — d
I— —2~ мм-.
;а=(0,5-г-2) мм
/, = (0,54-2) мм
256
Машинное время
Продолжение табл. 119
Фасонное обтачивание
, D~d
I ~ 2 AlAlf
I = (0,54-2) мм;
G =0
Одновременное обтачивание
нескольких поверхностей
(ступенчатая форма)
/majr — наибольшая длина
обрабатываемой ступени;
+ ~^ + (1-2) мм
lt = (1-гЗ) мм
Одновременное обта-
чивание нескольких
поверхностей
(дисковая форма)
, D— d
1= —g- мм
li= (0,54-2) мм
1г = (14-2) мм
Машинное время
257
Таблица 120
Сверлильные работы
/ + Z1 4" ^2
Машинное время Т =----------- t мнн.
S — длина пути инструмента в 1 мнн. в мм\
п — число об/мнн шпинделя;
i — число проходов
Центрование
d г- „
Zj = “2" ctg <p+(0,5-r 2) мм
Сверление глухое
d
Z, — —ctg tp+(0,5-i-2) мм
Z2 = 0
Сверление на проход
d
= ctgtp + (0,54-2) мм
h ~ (I-?"3) мм
17 Зак. 394
258
Машинное время
Продолжение табл. 119
Рассверливание на проход
D — d
li— “g ctg мм
ls = (14-3) мм
Рассверливание глухое
н в упор
D — d
li - 12~- ctg у + (0,5 4-
4-2) мм
Зенкерованне на проход
D — d
li = —2~ ctg у + (0,5 4-
4- 2) мм
1г = (14-3) мм
Развертывание на проход
D—d
li=—2~ ctgy+(0,54-2) мм
1г = (0,24-0,5) К мм
/( — длина калибрующей
части в мм
Машинное время
259
Продолжение табл. 120
Зенкерование и развертывание глухое н в упор
/1 = (0,54-2) мм; !г = О
Зенкерование и развертывание
конических отверстий
D — d а
Z = 2t£? ^:tP = T
/1 = (0,54-2) мм
1г = 0
Зенкерование н цекование
Z, = (0,5 4- 2) мм;
/2 = 0
260
Машинное время
Таблица 12!
Фрезерные работы
И" + ^3
Машинное время Т —-------?----- I мин.
Основные обозначения
S — длина пути инструмента в 1 мин. в мм;
п — число об/мин;
i — число проходов:
D — диаметр фрезы;
t —глубина фрезерования
Фрезерование плоскости цилиндрической фрезой
/j = /( D — t) 4- (0,5 4-3) мм; 1г= (2 4- 5) мм
Фрезерование плоскости концевой фрезой
= /t(D—t) +(0,5 4- 3) мм
/2 = (2 4- 5) мм
Машинное время
26!
Продолжение табл. 121
Фрезерование плоскости
торцовой фрезой
1г = 0,5 (D — /£>2 — В2 4-
+ (0,5 4-3) мм
12 = (1 4- 6) мм
В — ширина фрезеруемой
поверхности
Фрезерование набором фрез
t (D — t) + (0,54-3) мм
;2 = (2 4- 5) мм
Фрезерование по копиру
li = t + (0,5 4- 2) мм
1г = (1 4- 3) ММ
262
Машинное время
Продолжение табл. 121
Фрезерование шпоночных
канавок шпоночными
фрезами за один проход
а—канавка открыта с двух
сторон
/j = 0,5 d + (0,5 -г 1) мм
Z2 = (1-7-2) мм
d— диаметр фрезы
б — канавка открыта с
одной стороны
/j = (0,5-т- 1) мм;
12 = 0
в—канавка закрыта с двух
сторон
1г = (0,5 4- 1) мм
lt = 0
>)
Машинное времл
2ВЗ
Продолжение табл. 121
Фрезерование шпоночных кававок дисковыми трехсторон-
ними фрезами
а—канавка открыта с двух сторон
1г= (D — Л) + (0>5-г2) мм; Z2 = (14-3) мм
h — глубина канавки
б—канавка открыта с одной стороны
li = Yh(D — h) + (0,54-2) мм; 1г = О
Л — глубина канавки
в—канавка сегментная
li = (О',54-1) мм; 1г = О
•J
264
Машинное время
Таблица 122
Строгальные, долбежные и протяжные работы
Машинное время Т =
/ 4~ G ~i~ ^2
Sn
i мин.
S — длина пути инструмента в 1 мин. в мм;
п — число двойных ходов;
г — число проходов
Строгание плоскости
/?! = /» = + (0,5 + 2) мм;
П2 = Z2 = (2 4- 5) мм
Строгание паза
= /j = (0,5 4- 2) мм
= ’ч ~ О
Машинное время
266
Продолжение табл. 122
Долбление плоскостей
/?! = /,= (l-i-З) мм;
П2 — 12 — (14-3) мм
Протягивание l=lp + lg мм
1р — длина рабочей части
/<? — длина протягиваемой
протяжки;
поверхности детали;
/1 = 0
72 = (54-10)
мм
266
Машинное ере мл
Таблица 123
Нарезание резьбы
а) Нарезание резьбы резцом или
винторезной головкой
,, / + /х + .
Машинное время Т =----------1 мин.;
S—длина пути инструмента в 1 мин. в мм; .
п — число об/мин;
i — число проходов
Нарезание резьбы резцом
Z1 = /2 = (l-?3) шага резьбы в мм
Нарезание резьбы винторезной головкой
/1 = (14-3) шага резьбы в мм
It — (0,54-2) шага резьбы в мм
Машинное время
267
Продолжение табл. 123
б) Нарезание резьбы плашкой
.. ' / /+/1 + ^2 . ^ + ^1+^2\
Машинное время Т = [ -------------------------I • t
S—длина пути инструмента в 1 мнн. в мм;
п— число оборотов плашки при нарезании;
П1—число оборотов плашкн при вывертывании;
i — число проходов
Zj = (14-3) шага резьбы в мм;
/2 = (0,54-2) шага резьбы в мм
в) Нарезание р е з ь б ы р е з ь б о в о й фрезой
+ Л + ^2
Машинное время Т =---------- мин.
Sn = Sm = подаче в 1 мин. резьбовой фрезы по длине
окружности нарезаемой поверхности в мм
li -}- 7g “ 0,2 w U мм;
268 Машинное ореуя'
> Продолжение табл. 123
г) Нарезание резьбы метчиками
Машинное время Т ------------------------- мнн.;
S — длина пути инструмента в 1 мин. в мм;
п—число об/мин метчика при нарезании;
— число об/мин метчика при вывертывании
Нарезание резьбы
в сквозном отверстии
Zj = (1-?3) шага нарезаемой
резьбы в мм;
1г = (2-гЗ) шага нарезаемой
резьбы в мм
Нарезание резьбы в глухом отверстии
7, = (1-гЗ) шага нарезаемой резьбы в мм;
1>. = 0
Машинное время
269
Таблица 124
Зуборезные работы
I + Zi + Z2
Машинное время Т = ------------- -i мин.
S—длина пути инструмента в 1 мин. в мм;
п—число об/мин инструмента или число двойных хо-
дов детали или инструмента;
i— число проходов
Нарезание цилиндрических
зубчатых колес модульной
дисковой фрезой
G = /Л(£> — Л) + (1S-2) мм
Is — (2-~4) мм
h — глубина прорезаемой
впаднны в мм;
D — диаметр фрезы в мм
Нарезание цилиндрических
зубчатых колес модульной
червячной фрезой
Vh(D—h) мм;
Z2=(2-t-3) мм
h — глубина прорезаемой
впаднны в мм;
D—диаметр фрезы в мм
270
Машинное время
Продолжение табл. 124
Нарезание цилиндрических зуб-
чатых колес дисковым зуборезным
долбяком
I = (й + л Мг) мм
1^12= 0,
где М — модуль зубьев в мм;
г — число зубьев
Нарезание червячных зубчатых колес методом
радиальной подачи
I = 2,2 М мм;
= 0,5 М мм;
lt = 0,25 М в мм:
М— модуль зубьев в мм,
D — диаметр фрезы в мм
Машинное время
271
Продолжение табл. 124
Нарезание червячных зубчатых колес методом тангенци-
альной подачи
/+/i+/2=2,94 М мм
М — модуль зубьев;
г— число зубьев
Нарезание прямозубых конических колес дисковыми
модульными фрезами
Zj = j/ h( D—h) + (1 -?2) мм
la = (24-5) мм
272
Машаннбе время
Продолжение табл. 124
Нарезание прямозубых
конических колес
резцами
Машинное время
Т • Z
т = ~60~ мнн-
t — время обработки одно-
го зуба в сек.;
г—число зубьев
Чйстобьи
Нарезание прямозубых ко-
нических колес методом
кругового протигивания
Машинное время
т • г
Г = _60~ мин-
т— время обработки одно-
го зуба в сек.;
г — число зубьев
Нарезание спиральиозубых
конических колес
Машинное время
т • г
Т=-бо~ мин-
т — время обработки зуба
в сек.;
г — число зубьев
Центр станка
Машинное время
273
Продолжение табл. 124
Нарезание зубьев на pefiRe (ва горизонтально-
фрезерном станке)
(О—ft) + (1-4-2) мм
1г = (2-т-4) мм
Шевингование цилиндрических зубчатых
колес дисковым шевером
Ц 4-/а = 10 мм
Притирка зубьев цилиндри-
ческих зубчатых колес
Машинное время Т*=ъ h мин.
т — средняя продолжитель-
ность притирки на
0,01 мм припуска по
толщине зуба в мин ;
Л—припуск по толщине зу-
ба а сотых долях мм
18 394-
27»
Машиннее время
Таблица 125
Шлифовальные работы
I -|- /1 -4*
Машинное время Т =-------------I мин.
Основные обозначения
Вз — ширина детали в мм
Вк—ширина круга » »
DK—диаметр круга » »
п — припуск на шлифова-
ние в мм
i— число проходов
К. — поправочный коэф-
фициент (см. в конце
раздела после табл. 125)
L — длина продольного хо-
да стола в мм
m — число деталей в пар-
тии
п$ — число об/мин детали
пст—число об/мин стола
S#— продольная подача
круга иа 1 оборот де-
тали в мм
SM—продольная подача
в мм
t—глубина шлифования
в мм
Круглое шлифование в центрах методом продольной
подачи
т — * "Ь ** _ L 2L к
1 ~ Sn ‘ - SdBKnd • t *
при шлифовании на проход
L = l — (0,2 4- 0,4) Вкмм
при шлифовании в упор
L = I — (0,4 4- 0,6) Вк мм
Машинной время
275
Круглое шлифование в центрах методом врезании
/ 4~ 4~ /г
Sn.
i= Wd Кмм
I = h мм: 7j = 0; 1г —0
Наружное бесцентровое шлифование
на проход
I ~М1 + ^2 .
Sn 1
I. т Вк
SM • т
i- К мин.
Zj-'l-Zg = В к мм
D3 к — диаметр ведущего круга
18*
276
Машинное время
Продолжение табл. 125
Наружное бесцентровое шлифование
методом врезания
4~ + ^2
Sn
Л
у • К МИН.
»• пд
I = h; /j = 0; ls = 0
Внутреннее шлифование на центровых
полировальных станках
/ + 6 + <2 L
Т~ ' Sn Sd- Вк-пд • ~t Х К миа-
при шлифовании иа проход /.=/—(0,2-:- 0,4) Вк в мм
при шлифовании в упор L = I — (0,4—0,6) Вк в мм
Машинное время
217
Продолжение табл. 125
Внутреннее шлифование на бесцентрово-шлифоваль“
ных станках
Т = tj + т2 т3 4- т4 + т6 + тв -|- т? мнн.
ti — время на загрузку и зажим в мин.
т2 — время на быстрый ход шлифующего камня в мнн
т3— время на черновое шлифование в мин.
т4 — время на правку шлифующего круга в мин.
т5 — время на чистовое шлифование в мин.
тв — время на быстрый отход шлифующего круга в мин
т,— время на выгрузку обработанной детали в мин.
t —радиальная подача круга в мм.
п—число двойных ходов
Плоское шлифование торцом круга
на станках с круглым столом
ь ~г 1 "Ь 2 h 1 „
=------------1 = t „ " К мнн’
о/l * • nCrn m
I = h мм; ncm— диаметр стола а мм
278
М аминное время
Продолжение табл. 125
Плоское шлифование пе-
риферией круга на станках
с круглым столом
/+ /1 + /а .
т =-------sh— ,==
__Вд 4~ Вд-Ь 10 h
Sg • Вк • ncm t х
1
X — К мин.
I + + ^2 = Вд + ВЛ +
-)-10 мм
Плоское шлифование торцом круга на станках
с прямоугольным столом
-г _ ~Ь ~Ь _ ^ + ^1 + ^2 h 1
Sn l~ vcm- 1000 ' t x m амин.
/i =i 0,5(DK — \f D* — В2) мм- /8=(5--1O) mm
°cm—скорость возвратно-поступательного движения стола
в м/мин
Машинное времА
its
Продолжение табл. 125
Плоское шлифование периферией круга на станках
с прямоугольным столом
_ _ 1 + Л ~Ь 1г 1 + li + I2 + 5 h
1 ~ Sn l~ vcm 1000 х Sd • Вк t х
X ~~ К мин.
/1 + 1г = (ЮН-15) мм
vcm — скорость возвратно-поступательного движения стола
в м/мин
Т =
Шлифование резьбы
1 ~Ь 11 4- 1з
Snd
1 4~ li 4~ 1г
Snd
h — припуск на шлифование по среднему диаметру резь-
бы В ММ',
m — число проходов; 1г = /2=(14-3) шага резьбы в мм (для
нарезания резьбы в упор = 0).
280
Мишинное время
Продолжение табл. 125
%
Доводка отверстий хонингованием
h
Машинное время Т = z h мин = —------
t пх
т средняя продолжительность доводки на снятие
0,01 мм припуска;
h — припуск в сотых долях мм;
t — величина радиального раздвижения брусков на двой-
ной ход при постоянной подаче головкн;
пх — число двойных ходов в мм;
— длина бруска в мм;
1Х — длина хонингования в мм.
1$ — длина детали в мм;
1п — длина захода и пробега головки в мм.
Значение поправочного коэффициента К в зависимости
от вида шлифования
Точность шлифования в мм
Вид шлифования
I 0,1- I 0,07-1 0,05—j 0,03-
До 0, 11 0,07 | 0,05 | 0,03 | 0,02
Значение коэффициента К
Наружное (в центрах) . 1 1,05 1,1 1,28 1,5
Бесцентровое —— 1,05 1.3 1,3 1,3
Внутреннее 1.1 1,25 1,4 1,7 2,0
Плоское • 1 1,07 1,2 1,44 1,7
врезание и перебег инструмента
Таблица 126
Величина врезания и перебега при работе на токарных
стайках
срезание ti перебег UHimpyMennid
Продолжение табл. 126
ЖЖ J -ad Главный угол в плане <р в градусах
я “ я*» я » 10 15 20 30 45 60 75 95 Величин; перебегг в мм
Ьч 0) Величина врезания в ММ
6 34 22,4 16,5 10,4 6 3,5 1.6 0 2
7 40 26 19,2 12,1 7 4 .1,9 0 2
8 45,2 29,8 22 13,8 8 4,6 2,1 0 3
9 51 33,6 24,7 15,7 9 5,2 2,4 0 3
10 57 37,3 27,4 17,3 10 5,8 2,7 0 3
11 — — 30 19 11 6,3 3 0 3
12 — • — 33 20,8 12 6,9 3,2 0 3
13 — — 36 22,5 13 7,5 3,5 0 3
14 — — 37,5 24,2 14 8,1 3,8 0 3
15 — — 41,4 26 15 8,7 4 0 з'
16 — — — 27,8 16 9,2 4,3 0 3
17 — — — 29,5 17 9,8 4,6 0 3
18 — — — 31,2 18 10,4 4,8 0 3
19 — — 32,9 19 11 5,1 0 3
20 — — — 34,5 20 11,5 5,4 0 3
25 — — — 43,3 25 14,4 6,7 0 5
30 — — — 52 30 17,3 8,1 0 5
40 — — — 69 40 23 11 0 5
Срезание и перебег инструмента
Таблица 127
Величина перебега инструмента или детали при работе
на станках с возвратно-поступательным движением
А. Продольно-строгальные станки
Длина строгания в мм (свыше — до) Перебег стола Г1, + П, в мм
До 2 000 200
2 000— 4 000 200—325
4 000— 6 000 300—375
6 000—10 000 390—475
Б. Поперечно-строгальные станки
Длина строгания в мм (с выше— до) Перебег инструмента Пх + П* в мм
До 100 35
100—200 50
200—300 60
>300 75
284
Врезание и перебег инструмента
Продолжение табл. 127
В. Зубодолбежные станки
Модуль Колесо с прямым зубом Колесо с косым зубом
15’ 30°
Перебег инструмента.П> + Па в мм ,
До 2 5 5 6
3 5 6 7
4 5 7 • 8
5 5 8 10
6 6 8 10
8 6 10 12
Г. Зубострогальные станки
Модуль (свыше —до) Перебег резцов П4 + Па в мм
До 5 . 10
5—10 15
10—15 20
15—20 25
Врезание и перебег инструмента
286
Таблица 128
Величина врезания и перебега при
работе иа сверлильных станках
А. Сверление в сплошном
материале
Обрабатываемый материал
Диаметр D вбокнт, целлу-* лоид сталь, чу- гун, твер- дая брон- за крас- ная медв латунь, мягкая бронза алюми- ний, баббит ЯЗ Ф Ю Ф
сверла Е
в мм главный угол в плане в градусах Я X
45 59 62.5 65 70 ST S 3
величина врезания 1 в мм ф “ CQ о
2 1 0,62 0.52 0,46 0,36 0,5
3 1.5 0,93 0,78 0,69 0,54 0,5
4 2 1,2 1 0,92 0.72 1 .
5 2.5 1.5 1.3 1.2 0,9 1
6 3 1.9 1,6 1.4 1,1 1
8 4 2,5 2,1 1,8 1,4 1
10 5 3.1 2,6 2,3 1,8 1,5
12 6 3.7 3,1 2,8 2,2 1,5
14 7 4.3 3,6 3,2 .2,5 1,5
16 8 5 4,2 3,7 2,9 1,5
18 9 5,6 4,7 4.1 3,2 2
28»
Врезание и перебег инструмента
Продолжение табл. 128
Диаметр D Обрабатываемый материал перебега /а
эбонит, целлу- лоид сталь, чу- гун, твер- дая брон- за крас- ная медь латунь, мягкая бронза алюми- ний, баббит
в л<л< главный угол в плане <₽ в градусах я X X
45 | 59 62.5 65 70 к*
величина врезания lt в мм CQ О
20 10 6,2 5,2 4,6 3,6 2
22 11 6,8 5,7 5,1 4 2
24 12 7,4 6,2 5,5 4,3 2
26 13 8,1 6,8 6 4,7 2
28 14 8,7 7,3 6,4 5 2,5
30 15 9,3 7,8 6.9 5,4 2,5
32 16 10 8,3 7,4 5,8 2,5
34 17 10,6 8,8 7,8 6,1 2,5
36 18 11,2 9,3 8,3 6,5 2,5
38 19 11,8 9,9 8,7 6,8 3
40 20 12,4 10,4 9,2 7,2 3
45 22,5 14 11,7 10,3 8,1 3
50 25 15,5 13 11,5 9 3
55 27,5 17 14,5 12,7 9,9 3
60 30 18,6 15,6 13,8 10,8 3
Примечания.
1. При работе сверлами с двойной заточкой вели-
чина врезания /, увеличивается на 1—4 мм в зависи-
мости от диаметра сверла.
2. При сверлении в упор величина перебега/а = 0.
Врезание и перебег инструмента
28?
К
№
X
as
а!
ч
2
3
4
5
6
8
10
12
14
16
18
20
25
Продолжение табл. 128
Б. Рассверливание на проход
Обрабатываемый материал
эбонит, целлу- лоид сталь, чу- гун, твер- дая брон- за крас- ная медь латунь, мягкая бронза алю- миний, баббит
главный угол в плане в гоадусах
45 59 62,5 65 70
величина врезания I, в мм
п
чина
2
3
4
5
6
8
10
12
14
16
18
20
25
р и м еч а
перебега /а=0
1,2 1,04 0,94 0,72
1,8 1,6 1,4 1,1
2,4 2,1 1,9 1,4
3,1 2,6 2,3 1,8
3,6 3,1 2,8 2,2
4,9 4,2 3,8 2,9
6,1 5,2 4,7 3,6
7,3 6,2 5,6 4,3
8,5 7,3 6,6 5-
9,7 8,3 7,5 5,8
11,0 9,4 8,5 6,5
12,2 10,4 9,4 7,2
15,4 13,0 1 1,7 9
При рассверливании в упор
и и е.
Величина перебега /
слоэоэоэоэьэюьоюго*-*- •-* в мм
вели-
288
Врезание и перебег инструмента
Таблица 129
Величина врезания и перебега при зенкеровании
и развертывании
0,05
0,1
0,125
0,15
0,2
0.25
0,95
1,9
2,4
2.9
3.8
4,8
0,57
1,1
1,4
1,7
2,4
2.9
0,24
0,47
0,59
0.71
0,95
1.2
0,19
0,37
0.48
0,56
0.75
0,92
0,05
0,1
0,125
0.15
0,2
0.25
5
6
8
10
12
14
1
1
1
1,5
1,5
1.5
Врезание и перебег, инструмента
289.
Продолжение табл. 129
Главный угол в плане т град.
3 5 12 15 30 45 60 75
Величина врезания I , в мм
»Ё
>3ж
6
а
сх
с
0,3 5,7 3.4 1,4 1,1 — 0.3 — — 16 1у5 ''
0,4 — — — — — 0,4 — — 18 2
0.5 — — — — 0,87 0,5 0,29 0,13 20 2
0,6 — — — — 1 0,6 0,35 0,16 25 2
0,7 — — — — 1,2 0.7 0,40 0,19 30 2,5
0,8 — — — — 1,4 0,8 0,46 0,21 35 2,5
0,9 — — — — 1.6 0,9 0,52 0,24 40 3'
1 — — — — 1.7 1 0,58 0,27 45 3
1.5 — — — — 2.6 1.5 0,87 0,4 50 3
2 — — — — 3,5 2 1.2 0.54 55 3
2,5 — — — — 4,3 2,5 1.4 0.67 60 3
3 — — — — 5.2 3 1.7 0,81 65 4
4 — — 6,9 4 2,3 1,1 70 4
Примечания.
1. При обработке в упор величина перебега /8=0.
2. Величина перебега /2 при развертывании равна
0,3—0,5 длины калибрующей части развертки.
19 Зак. 394
Таблица 130
Величина врезания и перебега при работе цилиндрическими, дисковыми и фасонными
фрезами
290 Врезание и перебег инструмента
50 5 7 9,8 11,8 13,6 15 16,3 17,3 18,3 20 — — — — — 2
60 5,5 7,7 ю.з 13 15 16,6 18 19 20,4 22,3 25,2 — — — — 2,5
75 6,1 8,6 12 14,7 17 18,7 20,4 21,8 23,2 25,5 27.5 30 — — — 2,5
90 6,7 9,4 13,3 16,2 18,6 20,6 22,5 24 25,6 28,3 30,6 33,5 37,4 — — 3
ИО 7.4 10,5 14,7 17,9 20,6 22,9 25 26,9 28,6 31,6 34,2 37,8 42,4 46 — 3
130 8,1 11.4 16 19,5 22,5 25 27,3 29,4 31,3 34,6 37,7 41,6 47 51 55 3
150 8,6 12,2 17.2 21 24,2 26,9 29.4 31,6 33,7 37,4 40,7 45 51 55 60 4
175 9,3 13.4 18,5 22,8 25,9 28,9 32 34,2 36,9 40,8 44 49 55,9 61 66 4
200 10. 14,1 19,9 24,3 28 31,2 34,2 36,8 39,2 43,6 47,7 52,6 60 66 71,5 4
225 10,7 15 21,2 25,8 29,8 34,2 36?6 39,2 41,5 46,3 50,5 56 64 70,6 76,5 4
250 11,2 15,7 22,2 27,3 31,4 35 38,2 41,3 44 49 51,2 59,5 67,8 75 81,2 5
300 12,2 17.3 24,4 29,8 34,5 38,4 42 45,5 48,2 54 59 65,4 75 84,5 90 5-
Врезание и netx/бег инстримента
Таблица 131
to
to
Величина врезания и перебега
при работе торцовыми фрезами
Диаметр фрезы О в мм Ширина фрезеруемой плоскости В в мм Величина перебега в мм
8 10 15 20 25 30 40 50 60 80 100 120
Величина врезания Z, в мм
10 16 2 1.1 5 1.8 1 1
Врезание и перебег инструмента
Врезание и перебег инструмента
293
Ю Ю Ю Ю — • * • - 04 04 04 СО СО СО
1 1 1 1 1 1 1 1 1 1 §
1 1 1 1 1.1 1 1 1 04 00 СО 04
25 17 13,5 i.
Ю со 1 1 1 1 1 1 о ю —Г о < СО —4 —.
1 1 . * 1 1 1 1 1 Ю СО о гГ о ю 04 —
04 Ю 00 Ю 04 1 1 1 О 04 О Г-* IO -Ч- Tf 00* OI —• —«
I Ю Ю 00 04 СО Г- 000010ТГ00 00 04—•
I С^.Г*ГГ00тГ00О40О1Л’~4 010^00000404—• —<~4
О 00 04 О'» 00 —4 г*. тг I I W*4 » * * •» •- •* •* || СО 00 04 04 04 -4
Ю 00 Ю 00 04 Г | | 1 04 -4 —Г —< ~ _
1 1 1 1 1 1 1 1 1 »—< »—
1 1 .1 1 1 1 1 1 1 1 о
04
со
ю
оо
о
ю
о
<£>
Ю
ООО
О') —« СО
Продолжение табл. 131
Диаметр фрезы [) Ширина фрезеруемой плоскости В в мм Величина перебега
140 160 180 220 225 250 300 350 400 450 500 600
в мч Величина врезания /, в ММ Zt в мм
10 — — — —. — — 1
16 — — — — — — — — — — — — 1
20 —— — — — — — — — — — — — 1
30 — — — — — — — — — — — — 1.5
35 — — — — — — — — — — — — 1.5
40 — — — — — — — — — — — — 1,5
45 — — . — — — — — — — — — — 1,5
50 — — — — — — — — • — — — — 2
€0 — — — — — — — — — — — — 2
75 — — — — — — — —— — — — — 2
90 — — — — — — — — — — — — 3
410 — — — — — — — — — — — — 3
ИЗО — — — — — — — — — — — 3
294 Врезание и перебег инструмента
Продолжение табл. 131
Диаметр фрезы D Ширина фрезеруемой плоскости В в мм Вел ичина перебега
8 1 10 15 20 25 30 40 50 60 80 100 120
в мм Величина врезания 1 в мм в мм
150 — — — — 1.1 1,5 2,8 4,3 6,8 11,5 19,5 30 3
175 — — — — 1 1,2 2,2 3,5 5,5 9,5 5,5 2 ,7 4
200 — — — — — 1,2 2 3 4,8 8,2 13,2 2) 4
225 — —- — — — — — 2,5 4 7,5 11,5 17 4
250 — — — — — — — — 3,5 6,5 10.5 15,5 4
300 — — — — — — — — — 5,5 8,5 12,5 5
350 — 7 10,5 5
400 — 6 9 5
450 — — 5
500 — — — 5
600 6
Врезание и перебег инструмента
Продолжение табл. 13)
Ширина фрезеруемой плоскости В в мм
диаметр фрезы D 140 160 180 220 225 | 250 | 300 | 350 | 400 | 45о|б0о| 600 Велич ина перебега
в мм /а В ММ
Величина врезания в мм
150 66 — — — — — — — — —- “ 3
175 35 51 — — — — — —- — — — — 4
200 28,5 40 56 100 — — — — — — — — 4
225 24,5 33,5 44,5 60,5 112,5 — — —— — — — — 4
250 21,5 29 38 50 70,5 125 — — — — — — 4
300 17,5 23 30 33 52 67 150 —— — —. — 5
350 15 19,5 25 31 46 52,5 85 175 — — —. — 5
400 12,5 16 21 27 35 44 67,5 104 200 — — — 5'
450 — . 15 18 23 30 37,6 57 84 116 225 — — 5
500 — — — 21 27 34 50 71 100 141 250 — 6
600 — — — 17 22 28 40 56 77 102 134 300 6
296 Врезание и перебез инструмента
Врезание и перебег инструмента
297
Г а б л и ц а 132
Величина врезания и перебега
при работе концевыми фрезами
Глубина резания t в мм g g ч
- -- S ft)
0,5 | 1 I 2 1 3 I 4 L 5 | 6 I 7 I 8 | 10 = £*
Величина врезания I, в мм со с —
3
4
6
8
10
12
14
16
18
20
22
25
28
30
35
40
45
50
2,8
3,5
4
4,5
4,9
5,3
5,7
6
6,3
6,8
7,2
7,5
8
8,7
9,3
9,8
3,9
4,6
5,2
5,8
6,3
6,7
7,2
7,5
8,2
8,7
9
9,8
10,5
11,3
11,8
5,7
6,3
6,9
7,5
8
8,5
9,2
9,8
10,2
11,2
12
12,9
13,6
7,1
7,4
8,1
8,7
9,2
10
10,7
11,2
12,3
13
14
15
7,8
8,5
9,2
9,8
10,7
11,5
12
13,4
14,3
15,3
16,3
10,5
11,2
12,1
12,7
14
15
16,3
17,3
12,6
13,3
14,7
16
17,2
18,3
15,8
17,3
18,7
20
0,5
0,5
0,5
1
1
1
1
1
1
1,5
1,5
1.5
1 >5
2
2
2
2
2
298
Врезание и перебег инструмента
Таблица 133
Величина врезания и перебега при
нарезании зубьев дисковыми
модульными фрезами
Stha
Диаметр фрезы D в мм Величина моду- ля в мм Высота зуба h в мм l.ft переход 2-й переход 3-й переход Величина пере- бега U в мм
Глубина про- резаемой впадины av6a в мм Величина врезания G в мм Глубина про- 1 резаемой впадины ; зуба в мм S к Is Е w _ • я * О СХ CQ а са Глубина про- резаемой впадины зуба в мм Велич ина врезания h в мм
50 55 60 65 70 75 80 90 100 105 ПО 115 120 135 145 155 160 165 )70 1 1,5 2 2,5 3 3,5 4 5 6 7 8 9 10 11 12 13 14 15 2,2 3,3 4,4 5,5 6,6 7,7 8,8 11 13,2 15,4 17,6 19,8 22 24,2 26,4 28,6 30,8 33 2,2 3,3 4,4 5,5 6,6 7,7 8,8 11 13,2 13 13 13 13 13 13 13 13 13 13 10,3 13,1 15,7 18,1 20,4 22,7 25 29,5 33,8 34,6 35,6 36,5 37,3 39,8 41,4 43 43,6 44,5 45,2 2,4 4,6 6,8 9 11,2 12,4 13 13 13 13 15,7 24,2 27,2 31,7 37,2 42 43 43,6 44,5 45,2 1 I 1 1 I । 1 I । 1 1 1 । 1 i03-00. см сг> 19,9 27,3 33,2 38,6 2 2,5 2,5 2,5 2,5 2,5 3 3 3 3 3 3,5 3.5 3,5 3,5 4 4 4 4
Таблица 134
Величина врезания и перебега /2 при иарезаннн зубьев
червячными модульными фрезами
Нарезание за один проход однозаходными и двухзаходными фрезами
Модуль ММ
Форма 1 1,5 | 2 2,5 1 3 4 1 5 1 6. | 7 1 8
нарезаемого 3 g диаметр фрезы в жж
зуба ф 50 55 | 55 65 | 70 80 | 90 1 Ю5 | 115 | 115
£ величина врезания и перебега h+lt в лслс
Прямой зуб 1-й 12,2 15 I 16,9 20 I 22,4 26,8 | 31,8 1 37,1 | 41,3 | 43,8
15° 1-й 12,6 15,4 | 17,3 20,5 1 23,4 27,9 | 32,7 I 37,9 | 42,1 | 44,5
§ X »S 30° 1-й 13,7 16,8 | 18,8 22,4 1 25,5 30,3 | 35,5 1 41,1 | 46,2 | 48,7
X х 45° 1-й 16,6 20,4 | 22,8 27 I 30 36,3 | 42,2 1 49 | 54,3 | 57,5
Врезание и перебег инструмента 299
Продолжение табл. 134
Нарезание за два перехода однозаходными и двухзахрдными фрезами
Форма нарезаемого зуба | Переходы Модуль в мм
6 7 8 9 10 И 12 13 14 16
диаметр фреаы в мм
105 115 115 но 150 155 165 175 180 195
величина врезания и перебега h+fa в мм
Прямой зуб 1-й 30,6 34,6 36,7 42,8 46,8 49,8 53,3 56,7 59,4 •65,4
2-й 23,6 26,4 28,4 33 36,2 38,4 41,3 43,8 46,2 50,8
1 Наклонный зуб 15° 1-й| 31,2 34,6 37,3 43,5 47,1 50,7 54,2 57,6 60,2 66,2
2-й 24 26,9 28,9 33,5 36,8 39 42 44,5 46,8 51,6
30° 1-й| 35 38,1 47 47,8 51,5 54,8 58,5 62,2 65 71,2
2-й 27 29,5 31,7 36,8 39,8 42,2 45,3 48 50,5 | 55,4
45° 1-й 41 • 45,3 48,2 56 60,5 64 68,7 73 76 83,5
2-й 31,7 35,2 37,3 43,2 46,5 49,2 53 56 | 59 | 65
300 Врезание и перебег инструмента
Врезание и перебег инструмента
301
Таблица 135
Дополнительные длины на взятие пробных стружек
Применяемый измерительный инструмент Величина измеря- емого раз- мера В JHjM Дополни- тельная длина на взятие пробной стружки в мм
Линейка 5
Рулетка (промер по диаметру) . . . 5
Рулетка (промер по окружности) — 10
Кронциркуль До 250 3
» Св. 250 5
Нутромер — 5
Штангенциркуль —- 5
Раздвижная штанга До 250 5
» > Св. 250 10
Глубиномер — 5
Микрометр До 250 5
» Св. 250 8
Скоба До 250 5
> Св. 250 8
Пробка, штихмас 5
Шаблон До 1000 5
> » 2000 10
» » 3000 15
Дополнительная длина при работе по разметке 2
ДОПУСКИ И ПОСАДКИ
Общие понятия о допусках и посадках
В соединении двух деталей, входящих одна в другую,
одна деталь является охватывающей (отверстие), другая
охватываемой (вал).
Характер соединения деталей, определяемый раз-
ностью между диаметрами отверстия и вала, называется
посадкой. Положительную разность называют з а-
з о р о м, отрицательную — натягом.
Разность между наибольшим и наименьшим предель-
ными размерами носит название допуска.
Началом отсчета отклонений служит номинал ь.
ный размер соединения (общий для деталей соеди-
нения основной размер).
Отклонение является положительным, если
размер больше номинального, и отрицатель-
ным, если размер меньше номинального.
Зона между наибольшим и наименьшим предельными
размерами называется полем допуска.
Сумма допусков отверстия и вала называется допус-
ком посадки.
Посадки с нижним отклонением отверстия, равным
нулю, составляют систему отверстия; посадки с верхним
отклонением вала, равным нулю, составляют систему
вала.
Посадки группируются по классам точности: 1, 2, 2а,
3, За, 4 и 5-й классы; для «больших допусков»—6, 7, 8, 9,
10 и 11 классы.
Допуски и п Осадки
303
Поля допусков основных отверстий (с нижним отклоне-
нием, равным нулю) обозначаются буквой А, поля допус-
ков основных валов (с верхним отклонением, равным нулю)
обозначаются буквой В. Индексы у букв А и В обозна-
чают классы точности.
Таблица 138
Условные обозначения и распределение посадок
по классам точности для размеров от 0,1 до 10 000 мм
Наименование посадок Группа I Обозначе- ние Диаметры в мм (свыше — до)
0,1 — 1 | 1—500 | 500—10000
классы точности
Прессовая 3-я . . ПРЗ 1, 2 3(A) 1(A), 3(A) 2а (А)
Прессовая 2-я . . Пр2 1, 2, 2а 2а(А),
3(A)
Прессовая 1-я . . 3 Пр1 3 3(A) 2(A),
со о 4(A) 2а(А),
и Q 3(A)
Горячая Ф сх. Гр — 2 2а(А),
Е 2(B)
Прессовая .... Пр — 2 2(A), 2а(А)
Легкопрессовая . Пл — 2(A) 2(A)
Глухая Ф 3 Г 1, 2, 2а 2, 2а(А),
Тугая X 5 т 1, 2, 2а Т
Напряженная . . ф сх. ф н 1, 2, 2а, 3 1, 2, 2а 2, 2а(А)
Плотная .... Е п 2, 2а, 3 1, 2, 2а 2, 2а(А)
Скользящая . . . 2 с 1, 2, 2а, 1, 2, 2а, 2, 2а, 3,
О сх. 3, 4, 5 3, За, 4 За, 4, 5
Движения .... о д 2 1, 2 2, 2а
Ходоваи .... со X 1, 2, 2а, 2, 3, 4, 2(B),
3 5 2а(А).а-,4-, 5,(А),3 4
304
Допуски и посадки
Продолжение табл. 136
Наименование посадок Группа I Обозначе- ние Диаметры в мм (свыше — до)
0,1 — 1 | 1—500 | 500—10 000
' классы точности
Легкоходовая . . Шнрокоходовая . 2 -О Q- л ш 1, 2, 2а, 2, 4 3, За - 2, 3, 4 3, За, 4
Широкоходовая 1-я л CQ пп 2, 2а, 3, —
Широкоходовая 2-я и Ш2 За, 4 За, 4 —
Примечание. Посадки, помеченные буквой А,
относятся только к системе отверстия, помеченные
буквой В — только к системе вала, остальные посад'
ки относятся к обеим системам посадок.
Таблица 137
Предельные отклоиеиия в мк основных отверстий (AJ
и валов (В) для диаметров от 0,1 до 10 000 мм
Допуски и посадки
305
Продолжение табл. 137
А, 6 Классы точности
Номинальный диаметр в мм (свыше—до)
X м О О) С X о = о ч g Ф Ох 1 2 2а 3 За 4 5
3—6 А В в+ н— 8 5 13 8 18 12 25 48 80 160
6-10 А В 4- 1 СВ S 6 9 16 10 22 15 30' 58 100 200
10—18 А В в+ н— 11 8 19 12 27 18 35 70 120 240
18-30 А В В+ н— 13 9 23 14 33 21 45 84 140 280
30—50 А В в-Ь н— 15 11 27 17 39 25 50 100 170 340
50—80 А В В + я— 18 13 30 20 46 30 60 120 200 400
80—120 А В В+ н— 21 15 35 23 54 35 70 140 230 460
120—180 А В + 1 Л S 24 18 40 27 63 40 80 160 260 530
180—260 А В в+ н— 27 20 45 30 73 47 90 185 300 600
260—360 А В В 4- н— 30 22 50 35 84 54 100 215 340 680
360—500 А В в+ и— 35 25 60- 40 95 62 120 250 380 760
500—630 А В в+ н— 45 30 70 45 110 70 140 280 450 900
20 Зак, 394
306
Допуски v посадки
Продолжение табл. 137
Номинальный диаметр в мм (свыше —до) ф 8* ф Классы точности
Я м О ф s = 0 ч £ о о = 1 2 2а 3 За 4 . 5
630—800 А В в+ н— 50 35 80 50 120 80 150 300 500 1 000
800—1 000 А В в+ н— 55 40 90 55 130 90 170 350 550 1 100
1 000—1 250 А В в+ н— 60 45 100 60 150 100 200 400 600 1 200
1 250—1 600 А В в+ н— 65 50 110 65 170 ПО 220 450 650 1 300
1 600—2 000 А В в+ н— 75 55 120 75 190 120 250 500 750 1 500
2 000—2 500 А В в+ н— 85 60 130 85 210 130 280 550 900 1 800
2 500—3 150 А В в+ н— 100 70 150 100 230 150 300 600 1 000 2000
3 150—4 00Q А В в-Ь И— 110 80 170 110 260 170 350 700 1 100 2 200
4 000—5 000 А В . в+ н— 120 90 190 120 300 190 400 800 1 200 2 500
5000—6 300 А В в+ н— 140 100 220 140 350 220 450 900 1 400 2800
6 300—8 000 А В в+ н— 160 110 260 160 400 260 500 1000 1 600 3 200
8000-10 000 А В в+ н— 180 130 300 180 450 300 600 1200 1 800 3 500
Таблица 138
Отклонения в мк валов и отверстий прессовых посадок для диаметров от 1 до 500 мм
Номиналь- ный диа- метр в мм (свыше— до) Откло- нение Валы Отверстия
ПРЬ (+) ПР2, (+) Гр (+) Ж Пл (+) ПР13 (+) ПР23 (+) ПР33 (+) д Пр (-)
1-3 В 17 20 27 18 16 13 8
н 12 15 17 12 10 — — — 27 18
в 20 24 33 23 21 55 — 15 10
3—6 н 15 19 20 15 13 30 — 33 23
6—10 в 25 29 39 28 26 65 70 100 17 12
н 19 23 23 18 16 35 40 70 39 28
10—18 в 31 36 48 34 32 75 80 115 22 15
н 23 28 29 22 20 40 45 80 48 34
18—30 в 37 44 62 42 39 95 100 145 30 19
н 28 35 39 28 25 50 55 100 62 42
30—40 в н 45 54 77 50 52 47 110 115 65 165 115 40 77 25
40—50 в 87 125 175 50
н 34 43 60 35 30 60 75 125 87 52
Допуски и посадки
Продолжение табл. 138
Номиналь- ный диа- метр в мм (свыше— до) Откло- нение Валы Отверстия
ПР13 (+) ПР2) (+) Гр (+) ПР (+) Пл (+) ПР13 (+) ПР23 (+) ПР33 (+) Гр (-) Н)
50—65 В Н 54 41 66 53 105 75 65 55 135 150 90 210 150 65 105 35
65—80 В 56 72 120 45 35 75 165 225 80
н 23 59 90 105 165 120 65
80—100 В 66 86 140 85 70 160 195 260 93 50
н 51 71 105 60 125 190 140 85
100—120 в 69 94 160 95 210 280 ИЗ 60
н 54 79 125 70 45 60 140 210 160 95
120—140 в н 81 63 110 92 190 110 85 185 245 325 137 70
140—150 в 83 118 150 105 165
н 80 245 190 110
150—160 в н 65 110 220 125 200 275 355 167 85
160—180 в н 86 68 126 108 180 95 58 120 195 275 220 125
Допуски и посадки
1
Продолжение табл. 138
Номиналь- ный диа- метр в мм (свыше— до) Откло- нение Валы Отверстия
ПР1. (+) ПР2, (+) Гр (+) Пр (+) Пл (+) ПР13 (+) ПР23 (+) ПРЗз (+) Гр (-) К
180—220 В —— 260 145 105 230 325 410 200 100
Н — — 215 115 —- 140 235 320 260 145
220 260 в —— — 300 165 — 250 365 450 240 120
н — — 255 135 75 160 275 360 300 • 165
260—310 в 350 195 135 285 420 515 285 145
н — —— 300 160 —- 185 320 415 350 195
310—360 в — —— 400 220 — 305 470 565 335 170
н — — 350 185 100 205 370 465 400 220
360—440 в — — —» 475 260 170 360 550 670 395 200
н — — 415 220 —- 240 430 550 475 260
440—500 в — — 545 300 —- 395 620 740 465 240
н — — 485 260 130 275 500 620 545 300
— • — нкмост 1041 ОСТ 1042 ОСТ 1043 ост 1044 ОСТ 1069 ОСТ 1142 ОСТ 1143
Допеки и посадки
Примечание. Отклонения основных валов н отверстий см. в табл. 137.
310
Допуски и посадки
Отклонения в мн валов и отверстий прессовых, переходных
Обозначе* иие посадок Отклонения вала (система А) Отклонения отвер- стия (система В) Номинальный диаметр
от 0,1 до 0,3 со<о оо 1—9*0 оо н о О КС СО (О О О 0,6-1 — со оо" ь о О el 0,3- 0,6
класс
1 2 2а
ПРЗ в+ н+ Н— в— 10 7 12 8 14 9 20 15 22 16 25 18 __ —
ПР2 в+ н + н— в— 8 5 10 6 12 7 15 10 17 11 19 12 29 21 33 23
ПР1 в+ н+ н— в—
Н в+ н н— в 3 0 4 0 5 0 5 0 6 0 7 0 8 0 10 0
п :± н— в+ —- — —- 3 2 3 3 4 3 4 4 5 5
с В н— н В+ 0 3 0 4 0 5 0 5 0 6 0 7 0 8 0 10
д в— н- н+ в+ — — 2 7 2 8 2 9 — —
X в— и— н+ в+ 3 6 4 8 5 10 3 8 4 10 . 5 12 3 11 4 14
л в— н— н+ в + 6 9 8 12 10 15 6 11 8 14 10 17 6 14 8 18
Ш1 в— н— н + в-h — — — 15 20 19 25 23 30 15 23 19 29
Ш2 в— н— н+ в+ -
Примечания.
1. Таблица составлена для назначения отклонений»
ла (В), отличающихся лишь знаками (J-и—) верхнего
ветственно во 2-й и 3-й графах таблицы.
2. Отклонения основных отверстий и валов см.
Допуски и посадки
311
Таблица 139
и свободных посадок для диаметров от 0,1 до 1 мм (искл.)
в мм (свыше —до)
<£> ©*© 1 со so сГ© 0,6—1 от 0,1 до 0,3 i 0,3— 0,6 0,6—1 — со ©”© & О о а 0,3- 0,6 I—9‘0 от 0,1 до 0,3 0,3— 0,6 0,6-1
ТОЧНОСТИ
з. За - . 5 .
— — — — — — • — — — — — — —
37 25
— 31 18 35 20 41 23
12 0 13 0 15 0 18 0
6 6 7 6 8 7 9 9
0 12 0 13 0 15 0 18 0 20 0 25 0 30 0 35 0 40 0 45 0 50 0 60 0 70
...
5 1.7 3 16 4 19 5 23
10 22 6 19 8 23 10 28 6 26 8 33 10 40 — —- — — — —
23 35 15 28 19 34 23 41 15 35 19 44 23 53 15 50 19 59 23 68 — — —
—- — 30 50 35 60 45 75 35 75 45 90 —
как для системы отверстий (А), так и для системы ва-
и вижнего отклонений; знаки отклонений указаны соот-
в табл. 137.
' Таблица 140
Отклонения в мк валов переходных н свободных посадок для диаметров от 1 до 500 мм
Класс точно- сти Посадка Отклонение Номинальный диаметр в мм (свыше—до)
от 1 — 3 З-б О 7 10-18 18—30 30-50 50—80 80—120 120—180 180—260 260—360 360—500
Ах(-Н 6 8 9 11 13 15 18 21 24 27 30 35
Г в+ 10 13 16 20 24 28 33 38 45 52 58 65
11 н+ 6 8 9 11 13 16 19 23 26 30 35 40
т в+ 8 10 12 15 17 20 24 28 32 36 40 45
h н+ 4 5 6 7 8 9 10 12 14 16 18 20
t Т4 в + 5 6 8 10 12 14 16 19 22 25 28 32
1 н+ 1 1 2 2 2 2 3 3 4 4 4 5
тт в-]- 2 3 4 5 6 7 8 9 10 И 13 15
н— 2 2 3 3 3 4 5 6 7 8 9 10
С Т? в 0 0 0 0 0 0 0 0 0 0 0 0
н— 4 5 6 8 9 11 13 15 18 20 22 25
гт в— 3 4 5 6 7 9 10 12 14 16 18 20
Д1 и— 8 9 11 14 16 20 23 27 32 36 40 45
312 Допуски и посадки
Продолжение табл. 140
Класс точно- сти Посадка Отклонение Номинальный диаметр в мм (свыше—до)
от 1—3 3-6 6-10 10-18 ОБ—81 30—50 50—80 031—08 120-180 180—260 260—360 360—500 1
А (+) ю 1 13 1 16 I 19 I 23 | 27 | 30 35 40 45 50 60
г в+ 13 16 20 24 30 35 40 45 52 60 70 80
1 »+ 6 8 10 12 15 18 20 23 25 30 35 40
т в+ 10 13 16 19 23 27 30 35 40 45 50 60
1 н+ 4 5 6 7 8 9 10 12 13 15 15 20
м в+ 7 9 12 14 17 20 23 26 30 35 40 45
п н+ 1 1 2 2 2 3 3 3 4 4 4 5
п в + 3 4 5 6 7 8 10 12 14 16 18 20
11 н— 3 4 5 6 7 8 10 12 14 16 18 20
в 0 0 0 0 0 0 0 0 0 0 0 0
2 н— 6 8 10 1? 14 17 20 23 27 30 35 40
п в— 3 4 5 6 8 10 12 15 18 22 26 30
Д н— 9 12 15 18 22 27 32 38 45 52 60 70
Y в— 8 10 13 16 20 25 30 ’40 50 60 70 90
Л н— 18 22 27 33 40 50 60 75 90 105 125 140
п в— 12 17 23 30 40 50 65 80 100 120 140 170
«/1 н— 25 35 45 55 70 85 105 125 155 180 210 245
тп в— 18 25 35 45 60 75 95 120 150 180 210 250
ш н— 35 45 60 75 95 115 145 175 210 250 290 340
Допуски и посадки
w
6 s <u
о «J <v X CO
w «J О 4 l c
ч * a
c 5 © CO 1 <0
Ajj (+) 14 18 2
Г2а b+ 15 20 2
«+ 6 8 1
T2a b+ — — 2
»+ — —
2a Ho 2a b+ h+ — — 1
b+ 7 9 1
H— 2 3
C„ в 0 0
H— 9 12 1
_ . _ Продолжение табл. 140
Номинальный диаметр в мм
ф О О
во О СО О ю О со 04 со 7 ф 04 | ф со I О ф 1
1 ф 1 СО 1 ф 1 о 1 Ф © С4 Ф ф о
00 ** 04 со
2 27 33 39 46 54 63 73 84 95
5 30 36 42 50 58 67 78 90 102
0 12 16 17 20 23 27 31 36 40
1 25 29 34 41 48 55 64 74' 85
6 7 8 9 11 13 15 17 20 23
6 19 23 27 32 38 43 51 58 67
1 1 2 2 2 3 3 4 4 5
0 12 13 15 18 20 22 24 27 31
5 6 8 10 12 15 18 23 27 31
0 0 0 0 0 0 0 0 0 0
5 18 21 25 30 35 40 47 54 62
Допуски и посадки
Продолжение табл. 140
6 X о s Номинальный диаметр в мм (свыше—до)
о «а X о ф О ф ф
X X СО © © . ©
t 1 Е£ о 1 О ф ф сч сч со • ©
и W е; О со 1 t
*0 — Ч « w X 1 1 1 1 1 Ф © © ©
fvf ft 1 00 © сч со © ©
1—< О о СО Ф со ю со — —• сч со
А3 (+) 20 25 'Ч ! 30 35 45 50 60 70 80 90 100 120
c В 0 0 0 0 0 0 0 0 0 0 0 0
^3 н— 20 25 30 35 45 50 60 70 80 90 100 120
з x в— 7 11 15 20 25 32 40 50 60 75 90 105
Лз н— 32 44 55 70 85 100 120 140 165 195 225 255
TIL в — 17 25 35 45 60 75 95 120 150 180 210 250
LUj н— 50 65 85 105 130 160 195 235 285 330 380 440
А3а 40 48 58 70 84 100 120 140 160 185 215 250
За ^За
В В 0 0 0 0 0 0 0 0 0 0 0 0
в— 40 48 58 70 84 100 120 140 160 185 215 250
Допуски и посадки
Продолжение табл. I 40
Класс точно- сти Посадка Отклонение Номинальный диаметр в мм (свыше—до)
от 1—3 со 1 ео О СО 10-18 18-30 os—ое О 00 1 © I 80-120 120—180 180—260 260-360 360-500
А* (+) 60 80 100 120 140 170 200 230 260 300 340 380
С- В 0 0 0 0 0 0 0 0 0 0 0 0
4 ^4 н— 60 80 100 120 140 170 200 230 260 300 340 380
в— 30 40 50 60 70 80 100 120 130 150 170 190
Л 4 н— 90 120 150 180 210 250 300 350 400 450 500 570
JL в— 60 80 100 120 140 170 200 230 260 300 340 380
VI4 н— 120 160 200 240 280 340 400 460 530 600 680 760
Ш- в— 120 160 200 240 280 340 400 460 530 600 680 760
ш4 н— 180 240 300 360 420 500 600 700 800 900 1 000 1 100
А.(+) 120 160 200 240 280 340 400 460 530 600 680 760
5 С, В 0 0 0 0 0 0 0 0 0 0 0 0
^5 н— 120 160 200 240 280 340 400 460 530 600 680 760
X» в— 60 80 100 120 140 170 200 230 260 300 340 380
Л5 н— 180 240 300 360 420 500 600 700 800 900 1 000 1 100
316 Допуски и иосадки
Таблица I 41
Отклонения в мк отверстий переходных, н свободных посадок для диаметров
от 1 до 500 мм
Класс
точности
о Номинальный диаметр в мм (свыше—до)
а X ф СО О ф ф ф
х о е; ВС О 00 О со О из О 00 7 GM | со 1 ю 1
и О X 1 "7 1 1 1 1 о О ф ф
Е о о со <0 со ю X GM со
Bt(-) 4 5 6 8 9 11 13 15 18 20 22 25
г в— 4 5 6 8 10 12 14 17 20 23 27 30
11 н— 10 13 16 20 24 28 33 38 45 52 58 65
т в— 2 2 3 4 4 5 5 6 7 8 9 10
н — 8 10 12 15 17 20 24 28 32 36 40 45
в+ 1 1 1 1 2 2 2 3 3 3 4 5
Ml н— 5 7 8 10 12 14 16 19 22 25 28 32
п в + 4 5 6 7 8 9 10 12 14 16 18 20
Н1 н— 2 3 4 5 6 7 8 9 10 11 13 15
С-А, в+ н 6 0 8 0 9 0 11 0 13 0 15 0 18 0 21 0 24 0 27 0 30 0 35 0
п в+ 10 12 14 17 20 25 29 34 39 43 48 55
Al н+ 3 4 5 6 7 9 10 12 14 10 18 • 20
Допуски и посадки 317
Продолжение табл» 141
4> _ Номинальный диаметр в мм (свыше —до)
Ж к • со:. О О О О
•ас & ф 00 СО со ф
«5 О' 3 «5 Ж 1© О т СО 1 г X 1 1 о с| 7 ф 1
ЕГ 0 о 1 со 1 со о • 00 О 1 со 1Л ф со сч ОО <О СЧ СО со
If в (-) 6 8' 10 12 14 17 20 23 27 30 35 40
г в— 2 3 4 5 6 7 ,8 10 12 15 18 20
н— 13 16 20 24: 30 35 40 45 52 60 70 80
г в 0 0 0 0 0 0 0 •о 0 0 0 0
н— 10 13 16 19 23 27 30 35 40 45 50 60
н в + 3 4 4 5 6 7 8 9 10 II 12 15
Н“ 7 9 12 14 17 20 23 26 30 35 40 45
п в + 7 9 II 13 16 18 20 23 27 30 35 40
2 н— 3 4 5 6 7 8 10 12 14 16 18 20
С А в+ 10 13 16 19 23 27 30 35 40 45 50 60
н 0 0 0 0 0 0 0 0 0 0 0 0
и в+ 13 17 21 25 30 35 42 50 60 70 80 90
н+ 3 4 5 6 8 10 12 15 18 22 26 30
х в+ 22 27 33 40 50 60 70 90 105 120 140 160
"+ 8 10 13 16 20 25 30 40 50 60 70 80
Л В+ 30 40 50 60 80 95 115 140 170 200 230 270
н+ 12 17 23 30 40 50 65 80 100 120 140 170
ш в-Ь 38 50 65 80 105 125 155 190 230 270 310 365
н+ 18 25 35 45 60 75 95 120 150 180 210 250
Допуски и посадки
Продолжение табл. 141
О 1 <, 1 Номинальный диаметр в мм (свыше— до> , „ Li ; J
ЛВ i « > я & i б ! t < ' о ф оо О © © © О ф
Jfo ' я а < а. о • К ч ... -ж .... . О От 4 j 9-Й; о 7 <P и—or; со 1 GO © I о СО ОО 1 о © 80—1! 120-1 7 ф ОО © © сч 1 ф © со
в2а<-’ 9 12 15 18 21 25 30 35 40 47 54 62
i Г2а в— и— 1 15 2 20 3 25 3 30 3 36 3 42 4 50 4 58 4 67 5 78 6 90 7 102
в+ .— 1 2 4 5 5 6; 8 9 10 10
2а г2а н— — 21 25 29 34 41 48 : 55 64 74 85
в+ — — 6 8 10 12 14 16 20 22 26 28
Н2а н— — — 16 19 23 27 32 38 43 51 58 67
в+ 7 9 12 15 20 24 28 34 41 49 57 64
Пга н— 7 9 10 12 13 15 18 20 22 24 27 31
в + 14 .18 22 27 33 39 46 54 63 73 84 95
н 0 0 0 0 0 0 0 . 0 0 0 0 0
А2а -
Допуски и посадки 319
Продолжение табл. 141
Класс точности Посадка Отклонение Номинальный диаметр в мм (свыше—до) _
От 1 до 3 3-6 О 1 <0 10—18 18—30 30-50 50—80 80—120 120-180 180—260 260—360 360—500
В.(-) 20 25 30 35 45 50 60 70 80 90 100 120
За - " О Ш е х 1 •F “ > Ш в+ н в + н+ в + Н-+- 20 0 32 7 50 17 25 0 44 11 65 25 30 0 55 15 85 35 35 0 70 20 105 45 45 0 85 25 130 60 50 0 100 32 160 75 60 0 120 40 195 95 70 0 140 50 235 120 80 0 165 60 285 150 90 0 195 75 330 180 100 0 225 90 380 210 120 0 255 103 440 250
Вза<-> 40 48 58 70 84 100 120 140 160 185 215 250
* ^За- . А3а в + н 40 0 48 0 58 0 70 0 84 0 100 0 120 0 140 0 160 0 185 0 215 0 250 0
320 Допуски и посадки
Зак. 394
Класс точности Посадка Отклонение Номинальный диаметр в мм (свыше—до)
от 1 до 3 3—6 6-10 10-18 18—30 30-60 60—80 80-120 120—180 180-260 260-360 360-500 J
В4(-) 60 80 100 120 140 170 200 230 260 300 340 360
Г А в+ 60 80 100 120 140 170 200 230 260 300 340 380
С4-.А4 н 0 0 0 0 0 0 0 0 0 0 0 0
4 V в+ 90 120 150 180 210 250 300 350 400 450 500 570
Л4 н+ 30 40 50 60 70 80 100 120 130 150 170 190
в+ 120 160 200 240 280 340 400 460 530 600 680 760
н+ 60 80 100 120 140 170 200 230 260 300 340 380
ш. в + 180 240 300 360 420 500 600 700 800 900 1 000 1 100
н+ 120 160 200 240 280 340 400 460. 530 600 680 760
в,(-) 120 160 200 240 280 340 400 460 530 600 680 760
К Cg—Ав в + 120 160 200 240 280 340 400 460 530 600 680 760
н 0 0 0 0 0 0 0 0 0 0 0 0
Y в+ 180 240 300 360 420 500 600 700 800 900 1 000 1 100
Л» н+ 60 80 100 120 140 170 200 230 260 300 340 380
Примечание. Нижние отклонения относятся к основному валу: верхние
отклонения равны нулю.
Допуски и посадки 321
Таблица 142
Отклонения в ми аалов переходных и свободных посадок для диаметров
свыше 500 до 10 000 мм
со
к»
ю
2 я 6 ' Номинальный диаметр в мм (свыше —до)
О о Я = 5 о ч 500 — 630 — 800 — 1000— 1250— 1600— 2000— 2500— 3150- 4000— 5000— 6300— 8000—
Ч о о Ь S 630 800 1000 1250 1600 2000 2500 3150 4000 5000 6300 8000 10000
« ° С О в
А*(+) 70 80 90 100 ПО 120 130 150 — — —
в+ 93 105 118 130 143 158 173 200
Г н+ 48 55 63 70 78 83 88 100 —
т в + 70 80 90 100 ПО 120 130 150 __ — • — ——
2 “+ 25 30 35 40 45 45 45 50 — — — — —
в+ 45 50 55 60 65 75 85 100 — — — — —
п н 0 0 0 0 0 0 0 0 — — — — —
п, в+ и— 23 22 25 25 28 27 30 33 32 38 37 43 42 50 — — — —
в 0 0 0 0 0 0 0 0 — — — — —
н— 45 50 55 60 65 75 85 100 — — — — —
д в— 36 40 45 50 56 64 72 80 — — — —
• н— 81 90 100 НО 121 139 157 180 - ’ — — — —
• Верхние
отклонения относятся к основным отверстиям, нижние отклонения равны нулю,
Допуски и посадки
IS
£3S
пирпэои n тиПиоЦ
Номинальный диаметр в мм (свыше —до)
Продолжение табл. 142
। Класс точности Посадка Отклоне- । ние Номинальный диаметр в мм (свыше—до)
500- 630 630— 800 800— 1000 1000— 1250 1250— 1600 1600— 2000 2000— 2500 2500— 3150 3150— 4000 4000— 5000 5000— 6300 6300- 8000 8000— 1000(1
п В— 190 210 240 270 300 340 380 420 480 540 600 700 800
•/<8 н— 330 360 410 470 520 590 660 720 830 940 1 050 1 200 1 400
0 ПТ в— 280 300 350 400 450 500 550 600 700 800 900 1 000 1 200
н— 420 450 520 600 670 750 830 900 1 050 1 200 1 350 1 500 1 800
А*(+) 280 300 350 400 450 500 550 600 700 800 900 1 000 1 200
За В 0 0 0 0 0 0 0 0 0 0 0 0 0
'-'за н— 280 300 350 400 450 500 550 600 700 800 900 1 000 1 200
ill в— 280 300 350 400 450 500 550 600 700 800 900 1 000 1 200
™sa н— 560 600 700 800 900 1 000 1 100 1 200 1 400 1 600 1 800 2000 2 400
А (+) 450 500 550 600 650 750 900 1 000 1 100 1 200 1 400 1 600 1 800
4 с. В 0 0 0 0 0 0 0 0 0 0 0 0 0
4 н— 450 500 550 600 650 750 900 1 000 1 100 1 200 1 400 1 600 1 800
324 Допуски а посадки
s W о
о S X 4 га S о ч м ф .500— 630— 800—
ч 5 о С it ® О s 630 800 1000
Y В— 230 250 280
л4 н— 680 750 830
4 п в— 450 500 550
</ 1 д н— 900 1 000 1 100
ТП в— 900 1 000 1 100
кЩ н— 1 350 1 500 1 650
А (+) 900 1 000 1 100
.5 с5 В 0 0 0
н— 900 1 000 1 100
X, в— 450 500 550
н— 1 350 1500 1 650
одолжение табл. 142
Номинальный диаметр в мм (свыше —до)
1000— 1250 1250— 1600 1600— 2000 2000— 2500 2500- 3150 3150— 4000 4000— 5000 5000— 6300 6300— 8000 8000— 10000
300 330 380 450 500 550 600 700 800 900
900 980 1 100 1 350 1 500 1 650 1 800 2 100 2 400 2 700
600 650 750 900 1 000 1 100 1 200 1 400 1 600 1 800
1 200 1 300 1 500 1 800 2 000 2 200 2 400 2 800 3 200 3 600
1 200 1 300 1 500 1 800 2 000 2 200 2 400 2 800 3 200 3 600
1 800 1 950 2 250 2 700 3 000 3 300 3 600 4 200 4 800 5 400
1 200 1 300 1 500 1 800 2000 2 200 2 500 2 800 3 200 3 500
0 0 0 0 0 0 0 0 0 0
1 200 1 300 1 500 1 800 2 000 2 200 2 300 2 800 3 200 3 500
600 650 750 900 1 000 1 100 1 200 1 400 1 600 1 750
1 800 1 950 2 250 2 700 3 000 3 300 3 750 4 200 / 4 800 . 1 5 250
Допуски и посадки
Таблица 143
Отклонения в мк валов прессовых посадок для диаметров свыше 500 до 10 000 мм
Номинальный диаметр в мм (свыше— до) Откло- нение Посадка
ПР1 Пр Пл ПР32а ПР22а ПР12а пр2а ПР23 1,Р13
500—560 в + 525 345 215 760 630 500 370 800 580
н+ 480 300 —• 690 560 430 300 660 440
560—630 в + 575 375 — 850 700 550 400 880 620
н + 530 330 170 780 630 480 330 740 480
630—710 в+ 650 420 270 960 790 620 450 980 680
н+ 600 370 880 710 540 370 830 530
710—800 в+ 730 470 — 1 080 880 690 500 1 070 730
н+ 680 420 220 1 000 800 610 420 920 580
800—900 в+ 805 525 340 1 200 990 770 560 1 210 820
н+ 750 470 —— 1 ПО 900 680 470 1 040 650
900—1 000 в+ 905 585 — 1 330 1 090 850 620 1 320 890
н+ 850 530 285 1 240 1 000 760 530 1 150 720
326 Допуски и посадки
...I,...I 1
Номинальный диаметр в мм (свыше —до) Откло- нение Посадка
ПР1 Пр Пл ПР32а ПР22а пр12а пр2а пр23 Пр13
1 000—1 120 в + 1 030 650 410 1 480 1 220 950 690 1 500 1 020
н+ 970 590 — 1 380 1 120 850 590 1 300 820
1 120—1 250 в + 1 140 710 — 1 640 1 350 1 050 750 1 650 1 100
н + 1 080 650 350 1 540 1 250 950 650 1 450 900
1 250—1 400 в+ 1 265 800 500 1 830 1 510 1 170 845 1 840 1 220
н+ 1 200 735 — 1 720 1 400 1 060 735 1 620 1 000
1 400—1 600 в+ 1 415 885 — 2 050 1 690 1 310 930 2 020 1 320
н+ 1 350 820 435 1 940 1 58С 1 200 820 1 800 1 100
1 600—1 800 в+ 1 575 1 000 600 2 320 1 900 1 470 1 045 2 280 1 500
н+ 1 500 925 — 2 200 1 780 1 350 985 2 030 1 250
1 800—2 000 в + 1 775 1 100 — 2 570 2 100 1 620 1 145 2 500 1 630
н+' 1 700 1 025 525 2 450 1 980 1 500 1 025 2 250 1 380
2 000—2 240 в+ н+ 1 985 1 900 1 225 1 140 — 2 860 2 730 2 330 2 200 1 800 1 670 1 270 1 140 2 800 2 520 1 830 1 550
2 240—2 500 в+ н + 2 205 2 120 1 355 1 270 — 3 170 3 040 2 580 2 450 2 000 1 870 1 400 1 270 3 060 2 780 1 980 1 700
2 500—2 800 в+ 2 450 1 500 — 3 550 2 900 2 250 1 550 3 400 2 200
н+ 2 350 1 400 — 3 400 2 750 2 100 1 400 3 100 1 900
2 800—3 150 в + н+ 2 750 2 650 1 700 1 600 — 4 000 3 850 3 250 3 100 2 500 2 350 1 750 1 600 3 750 3 450 2 400 2 100
Допуски и посадки 327
Таблица 144
Отклонения в мк отверстий переходных и свободных посадок для диаметров
свыше 500 до 10 000 мм
X X X 6 X Номинальный диаметр в jhjh (свыше- -ДО)
8° g S о ч * ф 500— 630 630— 800- 1 000— 1250- 1 600- 2 000— 2 500- 3150- 4 000— 5 000— 6 300— 8 000
с о = 800 1 000 1 250 1 600 2 000 2 500 3150 4 000 5 000 6 300 8 ООО 10 000
45 50 55 | 60 65 75 | 85 100
г в— н— 23 93 25 105 28 118 30 130 33 143 — — — — — — —
т в 0 0 0 0 0 —
н— 70 80 90 100 ПО -
2 н S 03 1 + 25 45 30 50 35 55 40 60 45 65 - —
п Вт 48 55 62 70 80
н— 22 25 28 30 30
с в + 70 80 90 100 ПО 120 130 150
н 0 0 0 0 0 0 0 0
д в+ 106 120 135 150 166 184 202 230 .
н+ - 35 40 45 50 56 64 72 80
X . в+ 170 190 210 230 260 290 320 360 —
н + 100 ПО 120 130 150 170 190 210 — — — — —
328 Допуски и посиоки
Продолжение табл. 144
S5 сз х to Ь Номинальный диаметр в мм (свыше —до)
О ч <в и О ч X <у 500— 630— 800— 1000— 1250— 1 600— 2000— 2 500— 3 150— 4 000— 5 000— 6 300— 8 000-
•5 s О С Ох 630 800 1 000 1 250 1 600 2 000 2 500 3 150 4 000 5000 6 300 8 000 10 000
в (-) 70 80 90 100 НО 120 130 150 170 — — — —
2а Г. в+ НО 120 130 150 170 190 210 230 260 __
*^2з н • 0 0 0 0 0 0 0 0 0
п в + 145 160 175 200 225 250 280 310 350 — — — —
ЛХ2а н+ 35 40 45 50 55 60 70 80 90 — — — —
В (-) 140 150 170 200 220 250 280 300 350 400 450 500 600
С в+ 140 150 170 200 220 250 280 300 350 400 450 500 600
. ''* н 0 0 0 0 0 0 0 0 0 0 0 0 0
3 Y в+- 260 280 320 >370 410 460 510 560 650 750 850 950 1 100
Л3 н + 120 130 150 170 190 210 230 260 300 350 400 450 500
п в+ 330 360 410 470 520 590 660 720 830 940 1 050 1 200 1 400
Jig н+ 190 210 240 270 300 340 380 420 480 540 600 700 800
ITT в-j- 420 450 520 600 670 750 830 900 1 050 1 200 1350 1 500 1 800
Illg в+ 280 300 350 400 450 500 550 600 700 800 900 1 000 1 200
Допуски ч посадки 329
Продолжение табл. 144
Класс | ТОЧНОСТИ I Посадка Отклоне- ние • Номинальный диаметр в мм (свыше —до)
500— 630 630— 800 800— 1 000 1 000- 1 250 1 250- 1 600 1 600— 2 000 2 000— 2 500 2 500— 3 150 3 150— 4 000 4 000— 5 000 5 000— 6 300 6 300- 8 000 8 000— 10 000
в (-) 280 300 350 400 450 500 550 600 700 800 900 1 000 1200
За С в+ 280 300 350 400 450 500 550 600 700 800 900 1 000 1 200
^за н 0 0 0 0 0 0 0 0 0 0 0 0 0
тп в + 560 600 700. 800 900 1 000 1 100 1 200 1 400 1 600 1 800 2 000 2 400
Шда «+' 280 300 350 400 450 500 550 600 700 800 900 1 000 1 200
В4(-) 4 50 500 550 600 650 750 900 1 000 1 100 1 200 1 400 1 600 1 800
с в+ 450 500 550 600 650 750 900 1 000 1 100 1 200 1 400 1 600 1 800
^4 н 0 0 0 0 0 0 0 0 0 0 0 0 0
4 у в + 680 750 830 900 980 1 130 1 350 1 500 1 650 1 800 2100 2 400 2 700
Aj н+ 230 250 280 300 ззс 380 450 500 550 600 700 800 900
в+ 900 1 000 1 100 1 200 1 300 1 500 1 800 2 000 2 200 2 400 2 800 3 200 3 600
J14 « + 450 500 550 600 650 750 900 1 000 1 100 1 200 1 400 1 600 1 800
'в+ 1 350 1 500 1 650 1 800 1950 2 250 2 700 3 000 3 300 3 600 4 200 4 800 5 400
ш4 в+ 900 1 000 1 100 * 1 200 1 300 1 500 1 800 2 000 2 200| 2 400 2 800 3 200 3 600
330 Допуски'и посадки
Допуски и посадки
331
Таблица 145'
Допуски в мк иа диаметры отверстий и валов
от 0,1 до 10 000 мм
Номинальный диаметр в мм (свыше —до) Классы точности
6-й 7-й 8-й 9-й 10-й 1 1-Й
От 0,1
До 0,3
0,3—0,6 90 140 — — — ——
0,6—1 100 160 — —- —— —
1—3 — 250 400 600 . -
3-6 — 300 480 750 , ——
6—10 — 360 580 900 —— —
10—18 • — 430 700 1 100 —
18—30 — 520 840 1 300 — —
30—50 620 1 000 1 600 — —
50—80 — 740 1 200 1 900 — —
80—120 - 870 1 400 2 200
120—180 1 000 1 600 2 500 — — ,
180—260 ——. 1 150 1 900 2900 — —
260—360 —- 1,350 2 200 3 300 — —
360— 500 — 1 550 2 500 3 800 — —
500—630 1 800 2 800 4 500 7 000 1Г 000
630—800 2000 3 000 5 000 8 000 12 000
800—1 000 2 200 3 500 5 500 9 000 13 000
1 000—1 250 — 2 400 4 000 6 000 10 000 15 000
1 250—1 600 — 2 600 4 500 6 500 11 000 17 000
1 600—2 000 — 3 000 5 000 7 000 12000 19 000
2 000—2 500 —— 3 500 5 500 8 000 13000 21 000
2 500—3 150 —. 4 000 6 000 9 000 15 000 23 000
3 150—4 000 — 4 500 7 000 10 500 17 000 26 000
4 000—5 000 5000 8 000 12 000 19 000 30 000
5 000—6300 5 500 9 000 14 000 22 000 35 000
6 300—8 000 6 500 10 000 16 000 26 000 40 000
8 000—10 000 7 000 12 000 18 000 30 000 45 000
332
Допуски и посадки
Таблица 146
Допуски на свободные размеры
Номинальный размер (свыше —до) Допуски в мм Номинальный размер (свыше —до) Допуски в мм
От 1 до 3 0,2 500—800 2
3—10 0,3 800—1 250 2,4
10—30 0,4 1 250—2 000 3
30—80 0,6 2 000—3 150 4
80—180 0,8 3 150—5 000 5
180—360 1,0 5 000—8 000 6,5
360— 500 1,1 8 000—10 000 7
Примечание. Допуски следует располагать
асимметрично относительно номинального размера и
брать их в тело детали от этого размера, т. е. для
вала со знаком, — для отверстия со знаком 4-.
Таблица 147 )
Отклонения и допуски основной метрической резьбы
для диаметров от 1 до 5 мм в мк
Наружный диаметр резьбы болта и Наружный диаметр резьбы болта; Допуски среднего диаметра резьбы болта и гайки располагаются для гайки в плюс, для болта в минус Внутренний диаметр резьбы гайки
нижиее от* клонение —е нижнее отклоне- ние +е' верхнее отклоне* ние
в мм классы точности
1; 2 3 1 | 2 3 1; 2; 3 1; 2; 3
1 1,2 —100 — 100 — 50 84 +34 + 124
1,4 — НО —НО 55 92 +40 + 140
1,7 —120 — 120 — 59 99 +44 + 154
2 "2,3 — 125 —125 41 64 106 +50 + 170
Допуски и посадки
333
Продолжение табл. I 47
Наружный диаметр резьбы d„ Наружный диаметр резьбы болта; Допуски среднего диаметра резьбы болта и гайки располагаются для гайки в плюс, для болта Внутренний диаметр резьбы Тайкн
нижнее от- клонение иижиее отклоие- верхнее отклоие-
болта и е в минус ние 4-е' иие 4-е*
гайки
в мм классы точности
I; 2 3 1 2 3 1; 2; 3 1: 2; 3
2,6 —135 — 135 43 67 112 +54 . + 184
3 — 140 — 140 45 71 118 +60 +200
(3,5) —150 —250 50 78 130 +70 +240
4 -170 —280 54 84 140 +79 +279
5 —180 —300 58 90 150 +89 +319
Таблица 148
Отклонения и допуски основной метрической резьбы
для диаметров от 6 до 68 мм в мк
Наружный диаметр резьбы d. болта и гайки .X Наружный диаметр резьбы болта Допуски среднего диаметра резьбы болта и гайки располагаются для гайкн в плюс, для болта в минус Внутренний диаметр резьбы гайки
Нижнее отклонение — е нижнее отклоне- ние 4-е' верхнее отклонение 4-е*
классы точности
1; 2а 2; 3 1 2 3 1. 2; 3 1; 2; 3
6 (7) —200 —350 64 101 168 + Ю9 +309 +399
8 (9) —200 —400 72 112 187 +133 +383 +443
10 (И) —250 -400 79 123 205 +179 +429 +499
334
Допуски и посадки
Продолжение табл.' 148
Наружный диаметр резьбы болта и гайки Наружный - диаметр резьбы болта Допуски среднего диаметра резьбы болта и гайки располагаются для гайки в плюс, для болта в минус Внутренний диаметр резьбы гайки
Нижнее отклонение — е ннжнее отклоне- ние + е' верхнее отклонение
классы точности
1; 2а 2; 3 2 • 3 1*. 2; 3 1 1 1: 2; 3
12 —250| —450[ ’85 133 222 4-1931 +443 +553
14 16 —300 —500 —91 142 237 +218 +318 +598
18 20 22 —300 -550 101 159 265 +267 +567 +697
24 27 . -350 —600 ПО 174 290 +327 +677 +787
30 (33) -400 —650 120 188 313 +386 +786 +906
36 (39) —40С —70С . 128 201 335 +436 +996
- 42 (45) —450 —750 136 213 355 +485 +935 + 1095
48 1 (52). —450 —750 144 , 225 . 375 +545 +995 +1205
56 ‘ ‘(60) —500 -800 150 236 393 +595 + 1095 +'1295
64 (68). —500 —850 157 246 410 •+644 +П44 + 1394
Допуски и посадки
345
Таблица ! 49
Допуски среднего диаметра болта и гайки
мелких метрических резьб в мм
Номинальный диаметр резьбы d0 в мм Допуски в мк при степени
с, с D, d £, е • F> 1 Я, Л К, к
1—1,7 29 36 45 56 75
2—2,3 32 40 50 60 84 __
2,6—3 38 48 59 75 99
3,5 43 54 65 85 115
9 48 60 75 95 125
10—11 54 70 85 110 145 —
. 4—5,5 50 65 80 100 130 160
6—9 56 70 90 НО 145 180
10—16 60 80 100 125 160 200
18—22 70 90 НО 140 180 220
6—9. , 60 75 95 120 160 : 190
10—16 65 85 105 130 175 210
18—27 75 95 120 145 195 230
30—52 85 105 135 165 220 260
8—9 65 80 101 125 168 200
10—16 70 90 ПО 140 185 220
18—27 80 100 125 155 200 240
30—52 90 ПО 140 175 230 270
56—80 100 120 155 195 250 300
85—125 ; 110 135 170 210 270 330
12 , 70 90 112 140 187 220
14—16 80 100 123 155 205 250
18—27 < - до . ПО 135 170 220 270
336
Допуски и посадки
ие та б л. 149
Номинальный диаметр резьбы d0 в мм Допуски в мк при степени
С, с D, d Е, е F, f н, А К, к
30— 52 • 100 120 150 190 250 ЗСГО
56— 80 110 130 165 210 270 330
85—120 120 145 180 230 300 360
125—150 130 160 . 200 250 320 390
24— 27 100 125 155 195 250 310
30— 52 110 135 170 210 280 340
56— 80 120 150 185 230 300 400
85—120 130 160 200 250 330 400
125—180 140 170 220 270 350 430
185—200 150 130 230 290 380 470
36— 52 120 150 190 230 310 380
56— 80 130 165 200 250 330 410
85—120 140 175 220 270 360 440
125—180 150 190 240 290 390 470
185—260 160 200 250 320 420 510
265—300 175 220 270 340 450 540
56— 80 140 170 220 270 360 430
85—120 150 185 230 290 380 460
125—180 160 200 250 310 410 500
185—260 170 210 270 330 440 530
265—360 180 230 280 360 470 570
370-400 200 240 300 380 500 600
Авиационные
резьбы
12 80 100 123 155 205 250
18-20-22 100 125 155 195 250 310
Допуски и посадки
387
Таблица 150
Отклонения на наружный и внутренний диаметры
мелких метрических резьб в мк
Номинальный Наружный диаметр резьбы болта Внутренний диаметр резьбы гайки
диаметр резьбы отклонение в мк
d0 в мм нижнее ннжиее +*' верхнее
1—1,7 2—2,3. 2,6—11 — 70 — 80 —120 1-25 +34 -44 + 90 +114 +154
4— 9 10—16 18—22 —140 —150 —160 +60 +60 +60 +200 +210 +220
6—52 —200 ' +84 +284
7— 27 30-125 —200 —250 + 109 +109 +309 +359
12 —250 + 133 +383
14— 52 56—150 —250 —300 + 179 +179 +429 +479
24— 80 85—200 —300 —350 +218 +218 +518 +568
36—120 125—300 —350 —400 -327 • -327 +677 +777
56—180 .185—400 —400 —450 +436 +436 +836 +886
22 Зак. 394
338
Допуски и посадки
Допуски и посадки на цилиндрические
зубчатые колеса
Зубчатые колеса подразделяются, исходя из эксплуа-
тационных требований, на три группы:
1) скоростные; 2) силовые; 3) отсчетные.
Основные эксплуатационные требования к зубчатым
колесам первой группы сводятся к ограничению колеба-
ния передаточного отношения, по второй группе — к по-
лучению возможно большей полноты по длине сопряжен,-
ных зубьев, к третьей группе относятся зубчатые колеса
отсчетных устройств и передач в измерительных приборах.
По ГОСТ 1643—56 установлены 12 степеней точности
зубчатых колес и передачи с обозначением степеней в по-
рядке убывания точности. Для каждой степени точности
установлены нормы: 1) кинематической точности колеса;
2) плавности работы колеса; 3) контакта зубьев.
1. Нормы кинематической точности определяют вели-
чину полной погрешности угла поворота зубчатых колес
за оборот при однопрофильном зацеплении с точным ко-
лесом. Показателем кинематической точности является
предельная кинематическая погрешность, обозначаемая
ДГе. Допуск на предельную кинематическую погреш-
ность обозначается SFj.
Кинематическую погрешность можно оценить также
посредством предельной накопленной погрешности ок-
ружного шага Д^, являющейся наибольшей погреш-
ностью во взаимном расположении двух любых одноимен-’
ных профилей зубьев по одной окружности колеей.
Допуск на предельную накопленную погрешность ок-
ружного шага обозначается 6/Е.
Показателем кинематической погрешности, обозна-
чаемым &0L, служит также колебание длины общей нор-
мали, т. е. разность между наибольшими и наименьшими
длинами общей нормали в одном и том же колесе.
Допуск на колебание длины общей нормали обозна-
чается BOL.
2. Нормы плавности работы зубчатого колеса опре-
деляют величину составляющих полной погрешности угла
поворота зубчатого колеса, многократно повторяющихся
за оборот колеса.
Попуски и посадки
339
Показателем плавности работы колеса является цик-
лическая погрешность, обозначаемая Д/7, определяемая
как средняя величина размаха колебаний кинематической
погрешности колеса по всем циклам за оборот колеса.
Допуск на циклическую погрешность обозначается 8F.
Плавность работы колеса обеспечивается также огра-
ничением предельного отклонения основного шага Д?о
и допуском на профиль 8f.
Предельное отклонение основного шага является раз-
ностью действительного н номинального расстояний меж-
ду двумя взаимно-параллельными касательными к двум
соседним одноименным профилям зубьев колеса.
Предельные отклонения основного шага обозначаются:
верхнее — Дв?о, нижнее Дя?0.
Погрешность профиля Д/ характеризует расстояние
по нормали между двумя теоретическими профилями зуба
колеса, ограничивающими действительный профиль в
пределах его участка.
Допуск на погрешность профиля обозначается 8/.
3. Нормы контакта зубьев определяют точность выпол-
нения сопряженных зубьев колес в передаче.
Пятном контакта называется часть боковой поверх-
ности зуба колеса, на которой располагаются следы при-
легания его к зубьям парного колеса после вращения
передачи прн мягком торможении.
Нормы точности определяются относительными раз-
мерами контактного пятна (в процентах):
а) по длине зуба—отношением расстояния между край-
ними точками следов прилегания за вычетом разрывов,
превосходящих величину модуля в мм, к полной длине
зуба
(а — с X
(—• ЮО \ в %-,
б) по высоте зуба — отношением средней высоты пятна
прилегания по всей длине зуба к рабочей высоте зуба
- 100) в %.
\ пз J
Нормы точности по величине пятна контакта в зави-
симости от степени точности приведены в табл. 151.
22*
340
Допуски и посадки
Таблица 151
Нормы величины пятна контакта
Место измерения Степени точности
3 4 S 6 8 9 10 11
Пятио контакта в % (не менее)
По высоте . . . . По длине . . . . 65 95 60 90 55 80 50 70 45 60 40 50 30 40 25 30 20 25
Независимо от степени точности зубчатых колес в
ГОСТ 1643—56 предусмотрены нормы боковых зазоров,
которые в зависимости от эксплуатационных требований
могут быть различны.
Получение необходимой величины бокового зазора
производится в основном за счет смещения исходного
контура.
Для передач установлено четыре вида сопряжений:
1) с нулевым гарантированным зазором ... С
2) с пониженным гарантированным зазором . Д
3) с нормальным » » X
4) с повышенным » » Ш
Таблица 152
Гарантированный боковой зазор
Межцентровое расстояние в мм (свыше — ДО)
. Вид 80— 800—
сопряже- 50 50—80 120 120—200 200-320 320—500 500-800 1 250
НИЯ
3 а в о р в мк
с 0 0 0 0 0 0 0 0
д 42 52 65 85 105 130 170 210
X 85 105 130 . 170 210 260 340 420
ш 170 210 260 340 420 530 670 850
Таблица 153
Нормы плавности и допуски для прямозубых и косозубых колес
Степень | ТОЧНОСТИ 1 Обозначение отклонений и допусков Модуль в мм (свыше — ДО) Диаметр колеса в мм (свыше — до)
ДО 50 ] 50—80 | 80—1 2ojl 20—20о|г00—32о{з2О—5Оо|бОО—8Оо| 800— 1 250
допуски в мк
3 8 F 1—2,5 2,5—6 6—10 — 7- — — — 2,5 2,8 3,6 — —
°в^о! 1—2,5 2,5-6 6—10 — — — — ±2,5 ±2,8 ±3,5 — —
8 f 1—2,5 2,5—6 6-10 2,5 3 2,6. 3,2 4 2,8 3,4 4,2 3,2 3,6 4,5 3,6 4 4,8 4,2 4,5 5 5 5,2 5.8 —
- 8 F. 1—2,5 2,5-6 6—10 1 1 1 — III 4 4,5. 5,5 — —
Допуски и посадки 341
Продолжение табл. 153
Л н к О Ф о Обозначение отклонений н допусков в et □ 3 Диаметр колеса в мм (свыше—до)
до 50 | 50—80 80—120 120—20о|200—32о|з2О—50о|б00—800 I 800— 1 1 250
ц£ допуски в мк
1—2,5 ' ±4
Да^о» Д»^о 2,5—6 —* — — — — ±4,5 — —
4 6—10 — — — — — ±5,5 — —
1—2,5 4 4,2 4,5 5 5,5 6,5 8
8/ 2,5—6 4,8 5 5,2 5,5 6 7 8,5 -
6—10 — 6 6,5 7 7,5 8 9,5 —
1—2,5 — — — — 6
8F 2,5—6 — — — — — 7 — —.
6—10 — — —— 9 —
10—16 — — — — — 11 — —
1—2,5 — — — — — ±6 —
5 Д t • Л t 2,5—6 — — — — —. ±7 — ___
^н1о 6—10 — — — —— — ±9 ___
10-10 — — — — — ±11,5 — —
1—2,5 6 6,5 7 8 9 10,5 12
If 2,5—6 7,5 8 8,5 9 10 11 13 ___
и/ 6—10 — 10 10,5 11 11,5 12 15 ___
10-16 — — 12 13 14 15 18 —
342 Допуски и посадки
Степень
точности
продолжение табл. 153
Обозначение отклонений и допусков Л 1 е* <D Диаметр колеса в мм (свыше — до)
оду; мм выш< >) до 50 50-80 80—120 120-200 200—320. 320—500 500—800 800— 1 250
Допуски в мк
1—2,5 — — — — — 10 —
IF 2,5—6 — — — — — И — —
6—10 -ч- — — —, — 14 — —
10—16 — — — —, — 19 — —
1—2,5 —* — — — — ±10 —
АЛ: &н<о 2,5—6 — — — — ±11 — —
6—10 — —• — — — ±14 — —
10—16 — — — — — ±19 — —
1—2,5 10 10,5 11 12 14 17 20 —
V 2,5—6 11,5 12 13 14 16 18 21
6—10 — 16 17 18 19 20 24
10—16 — — 20 21 22 24 28 —
Допуски и посадки 343
Продолжение табл. 153
। Степень 1 точности I Обозначение отклонений и допусков Модуль в мм (свыше— до) Диаметр колеса в мм (свыше—до)
до 50 50-80 80—120 120—200 200—320 320—500 500-800 800— 1 250
допуски в мк
7 Дв^о! Д«^о 1—2,5 2,5—6 6—10 10—16 16—30 1 1 1 1 1 — — 11-11 — ±16 ±18 ±22 ±30 ±45 — —
8/ 1—2,5 2,5—6 6—10 10—16 16—30 16 19 17 20 25 18 21 26 32 20 22 28 34 45 22 25 30 36 48 26 28 32 38 50 32 34 38 45 58 —
8 Д</0; Д>Л 1—2,5 2,5-6 6—10 10—16 16-3о 30-50 1 1 1 1 1 1 1 ! 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 • ±25 ±28 ±36 ±48 ±70 ±105 1 1 1 1 1 1 1 1 1 1 1 1
344 Допуски и посадки
Продолжение табл. 153
л ь С Д. Обозначение отклонений эдуль нм »ыше— ) Диаметр колеса в мм (свыше—до)
до 50 50-80 | 80—1 2о|1 20—2Оо|2ОО—32о|32О—500|б00—800 800— 1 250
О ь S «Лч допуски в мк
1—2,5 25 26 28 32 36 42 50
2,5—6 30 32 34 36 40 -45 52 —
8 V 6-10 — 40 42 45 48 50 58 —
10-16 — — 50 52 55 58 70 —
16—30 — — — 70 75 80 95 —
2,5—6 ' — — — ±45 — —
6—10 — — - - — ± 55 — —
S 10-16 — — - - - ± 75 - —
16-30 — — — — — ±110 — —
30—50 — — _ _ _ ±170 — —
Допуски и посадки 345
Таблица 154
Нормы кинематической точности и допуски для прямозубых
, и косозубых колес
Степень точности Обозна- чение отклоне- ний и допусков Модуль в мм (свыше— ДО) Диаметр колеса в л<лс (свыше — до)
до 50 | 50—80 | 80—120|120-200|200-320|320—5<ю|500—800| |°250
допуски в л<к
3 .8 F* 1—2,5 2,5-6 6-10 10 10,5 12 13 14 14 15 16 17 17 18 20 20 21 25 25 26 32 32 32 36 36 36
8 t- h L 1—10 1-10 6 2,6 8 3,8 10 4,8 11,5 5,5 14 7,5 18 10 22 12 28 17
4 8 Fi 1-2,5 2,5-6 6—10 16 17 20 21 22 22 24 25 26 26 28 32 32 34 40 40 42 50 50 50 55 55 55
8 So L 1—10 1-10 10 4,2 12 5,8 16 7,5 19 9 22 11,5 28 16 36 . 20 45 26
5 4 1—2,5 2,5-6 6—10 10-16 25 26 32 34 36 36 38 40 42 42 42 45 48 50 50 52 55 60 60 65 • 70 80 80 80 85 90 90 90 95
346 Допуски и посадки
Продолжение табл. 154
£ Н § О С я Обозначе- ние откло- нений и Модуль В МЛ (свыше— Диаметр колеса в мм (свыше — до)
до 50 50—80 80— 1 20| 1 20—200,200—32о|з2О—5Оо|бОО—800 800— 1 250
и ° допусков до) д о п у С К И В МК
5 6 h 1-16 16 20 25 30 36 45 55 70
80 L 1-16 6,5 9,5 11,5 14 19 25 32 42
1—2,5 40 50 55 65 80 100 126 140
8 F* 2,5-6 42 52 • 58 65 80 100 120 140
6—10 — 55 60 70 85 105 — —.
6 10—16 — — 65 75 90 НО 130 150
6 tx 1-16 25 32 40 48 55 70 90 ПО
80 L 1-16 10,5 15 19 22 30 40 50 65
7 8 1-30 40 50 60 75 90 ПО 140 180
80 L 1—30 11 24 30 36 48 60 80 105
8 6 'е 1—50 60 80 100 115 140 180 220 280
50 L 1—50 26 38 48 55 75 100 120 170
9 80 L 2,5—50 42 58 75 90 115 160 190 260
Допуски и посадки 34 7
348
Допуски и посадки
Допуски и посадки на конические зубчатые колеса
Элементы, характеризующие точность конических ко-
лес, в основном те же, что и для цилиндрических, за исклю-
чением некоторых данных, характерных для конических
колес.
Так, например, большинство элементов конического
колеса определяется в торцовом сечении делительного ко-
нуса, т. е. поверхности, являющейся в процессе нарезания
колеса по методу обкатки начальной по отношению к об-
катывающему конусу.
Под торцовым сечением понимают сечение колеса со
сферической поверхностью с центром сферы, совпадаю-
щей с вершиной делительного конуса.
Нормы точности н допуски для конических колес опре-
делены ГОСТ 1758—56.
В табл. 155 приводятся нормы точности по величине
пятна контакта в зависимости от степени точности.
Таблица 155
Нормы величины контакта
Степени точности
Место измерения 5 6 7 8 9 10 11
пятно контакта в % (не менее)
По высоте .... 75 70 60 50 40 30 30
По длине . . . . 75 70 60 50 40 30 30
Охлаждающе смазывающие жидкости
349
Допуски иа червячные колеса и червяки
Нормы точности и допуски для червяков и червячных
колес предусмотрены ГОСТ 3675—56, которые, так же
как и для цилиндрических колес, состоят из двенадцати
степеней точности.
Степени 3, 4, 5 н 6 установлены для кинематических
червячных передач с регулирующим взаимным располо-
жением червяка и колеса. Степени 5, 6, 7, 8 и 9 — для си-
ловых червячных передач с нерегулируемым взаимным
расположением червяка и колеса. Для степеней 1, 2, 10.
11 и 12 допуски и отклонения ие предусмотрены.
Для каждой степени точности установлены нормы:
1) отклонения элементов червяка; 2) отклонения элемен-
тов червячного колеса; 3) кинематической точности пере»
дачи; 4) циклической точности передачи; 5) полноты кон-
такта боковых поверхностей зубьев колеса и витков чер-
вяка.
Нормы точности 3, 4 и 5 определяются по червячному
колесу.
Охлаждающе-смазывающие жидкости
Для охлаждения и смазывания применяют раститель-
ные и животные масла, а также эмульсии различных ма-
сел. Эмульсии представляют собой жидкости, состоящие
из воды и мелких капель масла, принимающих под дей-
ствием поверхностного натяжения сфероидальную форму.
Для равновесия этих двух жидкостей необходимо,
чтобы они не растворялись друг в друге, для чего в состав
эмульсии вводится третье вещество—эмульгатор. На-
значение этого вещества — обеспечивать устойчивость
эмульсии. Эмульгатор образует при определенной кон-
центрации насыщенный слой на поверхности масляных
капель, препятствующий их слипанию. К эмульгаторам
относятся: мыло, сода, бикарбонат натрия и др. Наиболь-
360
Попуски и посадки
шей устойчивостью обладают эмульсии с натровыми мы-
лами олеиновой кислоты.
Растительные и животные масла оказывают преиму-
щественно смазывающие действия, а эмульсии — охлаж-
дающие действия.
Смазывающая способность масел и эмульрий характери-
зуется образованием на смачиваемых соприкасающихся
поверхностях смазочной пленки, которая предотвращает
слипание — сваривание контактных поверхйЬстей, на-
ходящихся под действием высоких давлений и температур.
•Тем самым уменьшается трение между трущимися по-
верхностями.
Охлаждающее действие характеризуется поглощением
и отводом тепла с понижением температуры на контакт-
ных поверхностях, на обрабатываемой детали и режущем
инструменте.
Кроме указанных свойств, охлаждаюше-смазывающне
жидкости обладают также смывающим действием, что
предотвращает слипание и налипание стружки.
Эффективному смыванию содействует также подача
охлаждающе-смазываюшей жидкости под давлением. Для
предохранения деталей и инструмента от коррозии, вызы-
ваемой действием кислорода воздуха, воды, кислот и дру-
гих элементов, находящихся в охлаждающе-смазывающей
жидкости, в нее добавляют щелочные электролиты, кото-
рые образуют на поверхности деталей предохранительные
оксидные пленки. В зависимости от обрабатываемого ма-
териала н вида обработки рекомендуют охлаждающе-сма-
зывающне жидкости, наименовании которых расположены
в таблицах по степени возрастания с учетом получения
наилучшей чистоты поверхности.
Подачу жидкости следует осуществлять сильной тон-
кой струей в зону резания, что наряду с повышением стой-
кости режущего инструмента содействует уменьшению
расхода жидкости.
- u'..uji..au»vJiHe жидкости, применяемые при точении
Обрабатываемый материал Точение
черновое чистовое
Сталь углеродистая, конструкционная, ин- струментальная 1. Водный раствор соды 2. Водный раствор соды с до- бавкой присадок или их смери: нитрат иатрня, три- нитрат фосфата, жидкого стекла, хромпика 3. Эмульсия 1. Водный раствор мыла 2. Эмульсия 3. Водный раствор буры 4. Водный раствор ализари- нового масла
Сталь легированвая спе- циальная 1. Водный раствор соды 2. Водный раствор соды с до- бавкой присадок нли их смеси: иитрат натрия, три- иитрат фосфата, жидкого стекла, хромпика 3. Эмульсия 4. Водный раствор мыла 1. Эмульсия 2. Водный раствор 3. Осерненное масло 4. Минеральное масло в сме- си с продуктом, содержа- щим жирные кислоты
Стальное литье Эмульсия Эмульсия
Охлаждающе-смазыбающие Жидкости
Продолжение табл. 156
Обрабатываемый материал Т о ч е н й е
черновое чистовое
Чугунное литье 1. Всухую 2. Водный раствор соды 3. Водный раствор соды с до- бавкой присадок или их смеси: нитрат натрия, три- нитрат фосфата, жидкого стекла, хромпика 4. Эмульсии
Ковкий чугун 1. Всухую 2. Эмульсия —-
Бронза 1. Водный раствор 2. Эмульсия Эмульсия
Латунь Г. Водный раствор 2. Эмульсия 1. Всухую 2. Эмульсия 3. Минеральное масло в сме- си с продуктом, содержа- щим жирные кислоты
353 Допуски и посадки
23 Зак. 394
Обрабатываемый материал
черновое
Медь 1. Водный раствор 2. Эмульсия
Никель Водный раствор
Цинк Эмульсия
Алюминий 1. Водный раствор 2. Эмульсия 3. Керосин
Дуралюмин Керосин
Силумин Эмульсия
Продолжение табл. 156
Т о ч е н и е
чистовое
Эмульсия
Всухую
Всухую
1. Эмульсия 2. Керосин
1. Керосин 2. Эмульсия.
Минеральное масло
Охлаждающе-смазывающие жидкости 353
Таблица 157
Охлаждающе-смазывающие жидкости, применяемые при фрезеровании
Обрабатываемый материал ф р е з е р о в а н не
черновое чистовое
Сталь углеродистая, конструкционная, ин- струментальная 1. Водный раствор соды 2. Водный раствор соды с до- бавкой присадок или их смеси: нитрат натрия, три- нитрат фосфата, жидкого стекла, хромпика 3. Эмульсия 1. Водный раствор масла 2. Эмульсия 3. Водный раствор буры 4. Водный раствор ализари- нового масла
Сталь легированная спе- циальиая 1. Водный раствор соды 2. Водный раствор соды с до- бавкой присадок или их смеси: нитрат натрия, три- нитрат фосфата, жидкого стекла, хромпика 3. Эмульсия 1. Эмульсия 2. Водный раствор ализари- нового масла 3. Осерненное масло 4. Минеральное масло в сме- си с продуктом, содержа- щим жирные кислоты
Стальное литье Эмульсия 1. Эмульсия 2. Минеральное масло в сме- си с продуктом, содержа- щим жирные кислоты
Допуски и посадки
lijj L . u-W... 1м»
Обрабатываемый материал Фрезер о ванне
черновое чистовое
Чугунное литье 1. Всухую 2. Водный раствор соды 3. Водный раствор соды с. до- бавкой присадок или их смеси: нитрат натрия, три- ии грат фосфата, жидкого стекла, хромпика 4. Эмульсия
Ковкий чугун 1. Всухую 2. Эмульсия 1. Всухую 2. Осериениое масло
Бронза ьэ С0 * 1. Всухую 2. Эмульсия 1. Эмульсия 2. Минеральное масло в сме- си с продуктом, содержа- щим жирные кислоты
Латунь Эмульсия 1. Эмульсия 2. Минеральное масло в сме- си с продуктом, содержа- щим жирные кислоты
Охлаждающе-смазынающие жидкости
Обрабатываемый материал черновое
Медь Эмульсия
Никель , Эмульсия
Цинк Всухую
Алюминий 1. Всухую 2. Эмульсия 3. Керосин
Дуралюмии Керосин
Силумин Эмульсия
Продолжение табл. 157
Фрезерование
чистовое
1. Эмульсия 2. Минеральное масло в сме- си с продуктом, содержа- щим жидкие кислоты
Эмульсия
—
—
Минеральное масло в смеси с продуктом, содержащим жирные кислоты и керосин
Эмульсия
Допуски и посадки
Охлаждг,.^^ к...а„. ..к... . t.pu......... .1 долблении
Обрабатываемый материал Строгание Долбление
Сталь углеродистая, конструкционная, ин- струментальная 1. Всухую 2. Эмульсия 3. Минеральное масло в сме- си с продуктом, содержа- щим жирные кислоты 1. Всухую 2. Эмульсия 3. Осериеииое масло 4. Минеральное масло в сме- си с продуктом, содержа- щим жирные кислоты
Сталь легированная спе- циальная 1. Всухую 2. Эмульсия 3. Осериеииое масло 4. Минеральное масло в смеси с продуктом, содержащим жирные кислоты 1. Эмульсия 2. Осерненное масло 3. Минеральное масло в сме- си с продуктом, содержа- щим жирные кислоты
Стальное литье 1. Всухую 2. Эмульсия 3- Минеральное масло в сме- си с продуктом, содержа- щим жирные кислоты 1. Эмульсия 2. Минеральное масло в сме- си с продуктом, содержа- щим жирные кислоты
Охлаждающе-смазывающие жидкости 357
Продолжение табл. 158
Обрабатываемый материал Строгание Долбление
Чугунное лнтье 1. Всухую 2. Керосин 1. Всухую 2. Керосин
Ковкий чугун 1. Всухую 2. Минеральное масло в сме- си с продуктом, содержа- щим жирные кислоты 1. Эмульсия 2. Минеральное масло в сме- си с продуктом, содержа- щим жирные кислоты
Бронза Всухую 1. Всухую 2. Минеральное масло в сме- си с продуктом, содержа- щим жирные кислоты
Латунь Всухую Всухую
Медь Всухую —
358 Допуски и посадки
Обрабатываемый материал Строгание
Никель Всухую
Цинк —
Алюминий 1. Всухую 2. Эмульсия 3. Керосин
Дуралюмнн 1. Всухую 2. Керосин
Силумин 1. Эмульсия 2. Керосин
1 и о
Долбление
Всухую
Эмульсия
1. Всухую 2. Эмульсия 3. Керосин
—
Эмульсия
Охлаждающе-смазывающие жидкости 359
Таблица 159 Охлаждающе-смазывающие жидкости, применяемые при сверлении и развертывании
Обрабатываемый материал Сверление Развертывание
мелкое глубокое
Сталь углероди- стая, конструк- ционная, инст- рументальная 1. Водный раствор соды 2. Водный раствор соды с добавкой присадок или их смеси: нитрат натрия, тринитрат фосфата, жидкого стекла, хромпика 3. Водный раствор буры 4. Водный раствор мыла 1. Эмульсия 2. Водный раствор ализаринового масла 3. Осерненное масло и керо- син 4. Осернениое масло с керо- сином и олеи- новой кислотой 1. Эмульсия 2. Осернениое масло 3. Водный раствор мас- ла 4. Минеральное масло в смеси с продуктом, содержащим жирные кислоты
<таль легирован- ная специальная 1. Водный раствор соды с добавкой присадок или их смеси: нитрат натрия, трииитрат. фосфата, жидкого стекла, хромпика 2. Водный раствор буры 1. Эмульсия 2. Водный раст- вор ализарино- вого масла 3. Осериеииое масло и керо- син 1. Эмульсия 2. Осериеииое масло . 3. Водный раствор мас- ла
360 Допуски и посадки
Продолжение табл. 159
Обрабатываемый материал • Сверление Развертывание
Мелкое глубокое
Сталь легирован- ная специальная 3. Водный растнор мы- ла 4. Эмульсии 5. Водный раствор али- заринового масла 4. Осерненное масло с керо- сином н олеи- новой кислотой 5. Минеральное масло в смеси с я продуктом, содержащим жирные кисло- ты 4. Минеральное масло в смесн с продуктом, содержащим жирные кислоты
Стальное литье Эмульсия — 1: Эмульсия 2. Осерненное масло 3. Минеральное масло в смесн с продуктом, содержащим жирные кислоты
Охлаждающе-смаэывающие жидкости 361
Обрабатываемый материал Сверление
мелкое
Чугунное лнтье 1. Всухую 2. Эмульсия 3. Керосин 4. Водный раствор буры и глицерина
Ковкий чугун Эмульсии
Бронза 1. Всухую 2. Эмульсия
Латунь 1. Всухую 2. Эмульсия
Медь
1. Эмульсия
2. Минеральное масло
в смеси с продуктом,
содержащим жирные
кислоты
Продолжение табл. 159
Развертывание
глубокое
— 1. Всухую 2. Минеральное масло в смеси с продуктом, содержащим жирные кислоты
— Всухую
— 1. Эмульсия 2. Минеральное масло
— 1. Всухую 2. Минеральное масло в смесн с продуктом, содержащим жирные кислоты
Эмульсия
362 Допуски и посадки
Обрабатываемый материал Сверление
мелкое
Никель Эмульсия
Цинк —
Алюминий 1. Всухую 2. Эмульсия 3. Керосин
Дуралюмнв 1. Эмульсия 2. Минеральное масло в смеси с продуктом, содержащим жидкие кислоты и керосин
Силумин Эмульсия
Продолжение табл. J59
Развертывай не
глубокое
Эмульсия
— —
1. Эмульсия 2. Скипидар с керосином
— 1. Минеральное масло в смеси с продуктом, содержащим жирные кислоты
— 1. Керосин 2. Скипидар
Охлаждающе-смаэывающие жидкости 363
Таблица 160
Охлаждающе-смазывающие жидкости, применяемые при протягивании и отрезании
Обрабатываемые материал Протягивание Отрезание
Стадь углеродистая, конструкционная, ин- струментальная 1. Эмульсия 2. Водный раствор масла 3. Осериеиное масло 4. Минеральное масло н сме- си с продуктом, содержа- щим жирные кислоты 1. Эмульсия 2. Осериеиное масло 3. Минеральное масло в сме- си с продуктом, содержа- щим жирные кислоты
Сталь легированная спе- циальная 1. Осернениое масло 2. Минеральное масло в сме- си с продуктом, содержа- щим жирные кислоты . 1. Эмульсия 2. Осериеиное масло 3. Минеральное масло в сме- сн с продуктом, содержа- щим жирные кислоты
Стальное литье . . 1. Эмульсия 2. Осериеиное масло 3. Минеральное масло в сме- си с продуктом, содержа- щим жирные кислоты Эмульсия _
364 Допуски и посадки
* , ..J... I bU
Обрабатываемый материал Протягивание Отрезание
Чугунное литье 1. Всухую 2. Минеральное масло в сме- сн с продуктом, содержа- щим жирные кислоты 1. Всухую 2. Эмульсия
Ковкий чугун Всухую Эмульсия
Бронза Минеральное масло в сме- си с продуктов, содержа- щим жирные кислоты 1. .Всухую 2. Эмульсия
Латунь 1. Всухую 2. Минеральное масло в сме- сн с продуктом, содержа- щим жирные кислоты 1. Всухую 2. Эмульсия
Медь Эмульсия Эмульсия
Охлаждающе- смазывающие жидкбсти 365
Продолжение табл. 160
Обрабатываемый материал Протягивание Отрезание
Никель Эмульсия Всухую
Цинк — —
Алюминий 1. Скипидар с керосином 2. Минеральное масло 3. Минеральное масло в сме- си с продуктом, содержа- щим жирные кислоты и керосин 1. Всухую 2. Керосин 3. Эмульсия 4. Минеральное масло
Дуралюмнн Минеральное масло в сме- си с продуктом, содержа- щим жирные кислоты 1. Эмульсия 2. Минеральное масло и сме- си с продуктом» содержа- щим жирные кислоты н керосин
Силумин 1 Керосин Минеральное масло
Допуски и посадки
Таблица 16 J
Охлаждающе-смазывающие жидкости, применяемые при нарезании зубьев и резьбы
Применяемый материал Нарезание зубьев Нарезание резьбы
Сталь углеродистая, конструкционная, ин- струментальная 1. Эмульсия 2. Осериеиное масло 3. Минеральное масло в сме- си с продуктом, содержа- щим жирные кислоты 1. Эмульсия 2. Осериеиное масло 3 Осериеиное масло с керо- сином 4. Минеральное масло в сме- си с продуктом, содержа- щим жирные кислоты
Сталь легированная спе-. циальная 1. Эмульсия 2. Осериеиное масло 3. Минеральное масло в сме- си с продуктом, содержа- щим жирные кислоты 1. Эмульсия 2. Осериеиное . масло с керо- сином 3. - Осериеиное масло с керо- сином н олеиновой кисло- той 4. Минеральное масло в’ сме- си с продуктом, содержа- щим жирные кислоты
Охлаждающе-смазывающие жидкости
Продолжение табл. 161
Применяемый материал Нарезание зубьев Нарезание резьбы
Стальное лнтье 1. Эмульсия 2. Осерненное масло . 3. Минеральное масло в еме- сн с продуктом, содержа- щим жирные кислоты 1. Эмульсия 2. Осериеиное масло 3. Минеральное масло в сме- си с продуктом, содержа- щим жирные кислоты
Чугунное лнтье 1. Всухую 2. Водный раствор 3. Водный раствор с добавкой присадок нли их смесн: нитрат натрия, трнннтрат фосфата, жндкогЬ стекла, хромпика 4. Эмульсия 1. Всухую 2. Керосин 3. Минеральное масло в сме- си с продуктом, содержа- щим жирные кислоты *
Ковкий чугун — Эмульсия
Допуски и посадки
24 Зак. 394
Применяемый материал Нарезание зубьев
Бронза Всухую
Латунь Эмульсия
Медь Всухую
Никель
4
Продолжение табл. 161
Нарезание резьбы
1. Всухую
2. Минеральное масло н сме-
си с продуктом, содержа-
щим жирные кислоты
1. Всухую
2. Минеральное масло в сме-
си с продуктом, содержа-
щим жирные кислоты
1. Эмульсия
2. Минеральное масло в сме-
си- с продуктом, содержа-
щим жирные кислоты
Эмульсия
Охлаждающе-смазыеающие жидкости 369
Применяемый материал Нарезание зубьев
Цинк —
Алюмин ий —
Дуралюмин —
Силумин —
Продолжение табл. 163
Нарезание резьбы
Эмульсия
1. Всухую
2. Эмульсия
3. Керосин
Минеральное масло в смеси с
продуктом, содержащим
жирные кислоты
Допуски и цосодки
1. Эмульсия
2. Минеральное масло в сме-
си с продуктом, содержа-
щим жирные кислоты и
керосин
Таблица 1 в 2
Охлаждающе-смазывающие жидкости, применяемые при шлифовании
Обрабатываемый материал Охлаждаюгце-смазы вающа я жидкость Обрабатываемы й материал Охлаждающе-смазывающая жидкость
Сталь углеро- дистая, конструк- ционная, инстру- ментальная 1. Водный раствор со- ды 2. Водный раствор со- ды с добавкой присадок или их смеси: нитрат натрия,тринитрат фосфа- та, жидкого стекла, хромпика 3. Эмульсия 4. Осерненное масло Ковкнн чугун 1. Водный раствор со- ды 2. Водный раствор со- ды с добавкой присадок: нитрат натрия, тринит- рат фосфата, жидкого стекла, хромпика 3. Эмульсия
Сталь легиро- g ванная специаль- * ная 1. Водный раствор соды 2. Водный раствор бу- ры и триэтаноламина 3. Эмульсия 4 Осерненное масло . Бронза 1. Эмульсия 2. Минеральное мало- вязкое масло
Стальное литье 1. Водный раствор соды Латунь 1.. Эмульсия 2. Минеральное мало- вязкое масло
Охлаждающе смазывающие жидкости
Продолжение табл. f62
Обрабатываемый материал Охлаждающе-смазывающая жидкость Обрабатыва емый материал Ох л а жда юще - смазы ва юща я жидкость
Стальное литье 2. Водный раствор со- ды с добавкой присадок или их смеси: нитрат натрия, трнннтрат фос- фата, жидкого стекла, хромпика 3. Эмульсия Медь 1. Эмульсия 2. Минеральное мало- вязкое масло
Никель Минеральное маловяз- кое масло
Чугунное литье 1. Всухую 2. Водный раствор соды 3. Раствор соды с до- бавкой присадок или их смеси: нитрат натрия, три нитрат фосфата, жид- кого стекла, хромпика 4. Водный раствор буры Алюминий 1. Эмульсия 2. Минеральное масло н керосин
Дуралюмин 1. Минеральное масло в смеси с продуктом, содержащим жирные кислоты н керосин 2. Керосин
372 Допуски и посадки
О хлаждающе-смазывающие жидкости
З?3
Таблица 163
Нормы расхода охлаждающе-смазывающих жидкостей
Вид обработки Вид жидкости Нормы расхода в л{мин
Шлифование Водный раствор соды До 30
Точение черновое чистовое Эмульсия Осериеиное масло 10-12 • 7—8
Фрезеро- вание черновое чистовое Эмульсия Осериеиное масло 7—20 10-20
Сверление ное) (обыкновен- Эмульсия 10—15
Развертывание Эмульсия Осериеиное масло 6—10 4—6
Нарезандо резьбы Осериеиное масло ДоЗ
Зубонаре- зание черновое чистовое Осерненное масло » » 8—10 3-8
Протягивание Осерненное масло 10—15
РАЗНЫЕ СВЕДЕНИЯ
Центровые отверстия
Таблица 164
Центровые отверстия (гнезда) с углом 60°
ЪпА Tuns Гипс
Размеры в мм
D. d D не более L а / не менее
2 0,5 1 1 0,2 0,5
3,5 0,7 2 2 0,3 1
4 1 2,5 2,5 0,4 1,2
6,5 1,5 4 4 0,6 1,8
8 2 5 5 0,8 2,4
10 2,5 6 6 0,8 3
12 3 7,5 7,5 1 3,6
15 4 10 10 1,2 4,8
20 5 12,5 12,5 1,5 6
25 6 15 15 1,8 7,2
30 8 20 20 2 9,6
42 12 30 30 2,5 14
Примечание. Для отверстий тйпа С размеры Do, D
и а те же, что для отверстий типа В, d > наружному диамет-
ру резьбы, Di равен диаметру отверстия под резьбу, /,«0,866
(dx — Dx), L9 определяется в зависимости от размера крепеж-
ного винта, но не менее размера L.
Центровые отверстий
3fS
Таблица 165
Центровые отверстия для режущего инструмента
Размеры в мм
Нормальный ряд диаметров цилиндрических хвостов
режущего инструмента: 2; (2,5); 3; (3,5); 4; (4,5); 5; (5,5);
6; (6,5); 7; (7,5); 8; (8,5); 9; (9,5); (10); И; 12; (13); 14;
(15); 16; 18; 20; 22; 24; 26; 28; 30; 32; 34; 36; 38; 40; 42;
45; 50; 55; 60; 65; 70.
(Диаметров, заключенных в скобки, по возможности не
применять)
Тип* ; о. d D не более L “г 1 не менее
А или В 4— 6 6—10 10—16 16-26 0,7 1 1,5 2 2 2,5 4 5 2 2,5 4 5 0,3 0,4 0,6 0,8 1 1,2 1.8 2,4
В 26—40 . 40—55 55—70 2,5 3 4 6 7,5 10 6 7,5 10 ’о,8 1 1,2 3 3,6 4,’8"
♦ См. эскизы в табл. 164.
Примеча иия.
1. Данные, приведенные в таблице, не распространяются на
ручные инструменты, у которых диаметр хвостовика совпа-
дает с диаметром цилиндрической рабочей части.
2. Для инструментов диаметром Do до 10 мм допускается
применение наружных центров.
Определение веса заготовок
Вес заготовок может быть подсчитан умножением
объема заготовки на удельный вес материала.
Объем заготовок простейших профилей выражается
следующими формулами:
а) круглое сечение V = 0,78 d2/
б) квадратное сечение V — а?1
Разные сведения
в) квадратное сечение с закругленными углами
V = (а2 —0,86 г2)/
г) шестигранное сечение V = 0,87с2/
д) прямоугольное сечение V = bel
е) кольцевое сечение V = 0,78 (D2 —dj2)/
Здесь: V — объем; / — длина; d— диаметр круглого
сечения; а — сторона квадрата; г—радиус закругления;
С — диаметр вписанного в шестигранник круга; Ь и е —
стороны прямоугольника; D и d1 — диаметры внешней и
внутренней окружностей кольцевого сечении.
Для определения веса заготовок из проката рекомен-
дуется пользоваться широко распространенными табли-
цами на основе веса 1 пог. м сортового материала.
Вес литых заготовок можно определить путем разбивки
заготовки на части простой конфигурации и подсчета
объема каждой части по приведенным выше формулам.
Умножая сумму подсчитанных объемов на удельный вес
материала, получают вес заготовки.
Таблица Т66
Удельный вес материалов
Наименование
Удельный вес
Алюминий технический ................
Баббит ..............................
Бронза алюминиевая ..................
Бронза марганцовистая................
Бронза свинцовистая . . .............
Бронза оловяносвинцовистая ..........
Бронза оловяноцинковая ..............
Дуралюмин ....................... .
Латунь ..............................
Магниевые сплавы ....................
Медь ................................
2,71
7,3
7,8
7,63
9,4
9,2
8,8
2,73
8,35—8,85
1,76—1,8
8,93
Разные сведения gft
Продолжение табл. 166
Наименование Удельный вес
Никель Припои оловяносвинцовистые Припои серебряные Сталь хромистая Сталь хромоникелевая ........ Сталь углеродистая и легированная . . Чугун Бакелит ..... Бук сухой Гетинакс Береза сухая . Дельта-древесина Дуб Ель Клен Лнпа Сосна Пластики древесно-слоистые Карбид вольфрама Кирпич обыкновенный » огнеупорный Паронит Пробки Стекло зеркальное . . Фанера Шпон Эбонит 8,8 7,6-10,8 8,5-9,9 7,55—7,75 7,7—7,9 <,65—7,85 7,25—7,6 1,3—1,4 0,62—0,82 1,3—1,4 0,51—0,77 1.25—1,4 0,69—1,03 0.37—0,75 0,53—0,81 0,44—0,80 0,31—0,76 1,35 14,0 1,4—1.6 2,2 До 2 0,22—0,26 2,45—2,72 0,70—0,80 0,60 1,25
Шероховатость поверхности
Шероховатость поверхности образуется в результате
обработки, независимо от метода и может представлять
собой сочетание наложенных друг на друга неровностей с
различными шагами.
Шероховатость поверхности — это совокупность неров-
ностей, образующих рельеф поверхности в пределах рас-
сматриваемого участка, длина которого выбирается в
зависимости от характера поверхности и равна базовой
длине.
378
Разные сведения
В соответствии с ГОСТ 2789—59 шероховатость по-
верхности определяется одним из следующим параметров:
а) средним арифметическим отклонением Ra;
б) высотой неровностей
Среднее арифметическое отклонение профиля Ra ха-
рактеризует среднее значение расстояний («/,, уз, ... .
уя) точек измеренного профиля до его средней линии *
(см. эскиз) и приближенно выражается следующей фор-
мулой;
Высота неровностей — среднее расстояние между
находящимися в пределах базовой длины пятью высшими
точками выступов и пятью низшими точками впадин,
измеренное от линии, параллельной средней линии (см.
эскиз).
(Л; 4- Лд 4- • . ,4- й<,) — (Лз 4- /ц 4- • • .4 /^ю)
5
ГОСТ 2789—59 установлены следующие значения базо-
вых длин: 0,08; 0,25; 0,8; 2,5; 8 и 25 мм, а также 14 клас-
сов чистоты поверхности, для которых максимальные чис-
ловые значения шероховатости Ra или Rz при базовых
длинах I должны соответствовать указанным в табл. 167,
Классы чистоты поверхности 6—14 дополнительно
разделяются на разряды.
* Средняя линия должна делить измеряемый профиль таким
образом, чтобы в пределах базовой длины, площади по обеим
сторонам от этой линии до линии профиля были равны между
собой:
Разные сведений
Aid
Таблица 167
Классификация шероховатости поверхности
Классы чистоты поверх- ности Среднее арифметическое отклонение профиля R , мк Высота неровно- стей R , мк Z Базовая длина 1, мм
не более
1 80 320
2 40 ПО 8
3 20 80
4 10 40
5 . 5 20 2.5
6 2,5 . 10
7 1,25 6,3 0,8
8 ' _ 0,63 3,2
9 0,32 1,6
10 0,16 0,8 0,25
11 0,08 0,4
12 0,04 0,2
13 0,02 0,1 0,08
14 0,01 0,05
Примечание. При необходимости измерения шерохова-
тости поверхности на базовой длине, отличающейся от значений,
указанных в табл. 167, величина ее выбирается по вышеприведен-
ным и в этом случае базовая длина указывается в технических
условиях.
Таблица 168
Классификация шероховатости для разрядов классов
чистоты 6—14 в мк
Классы чистоты поверхно- сти Среднее арифметическое отклонение профиля R Высота неровностей R%
Разряды
а | 6 | в а | 6 | в
не более
6 2,5 2,0 1,6 10,0 8,0
7 1,25 1,0 0,8 6,3 5,0 4,0
8 0,63 0,5 0,4 3,2 2,5 2,0
9 0,32 0,25 • 0,2 1,6 1,25 1.0
10 0,16 0,125 0,1 0,8 0,63 0,5
И 0,08 0,063 0,05 0,4 0,32 0,25
12 0,04 0,032 0.025 0,2 0.16 0,125
13 0,02 0,016 0,012 0,1 0,08 0,063
14 0,01 0,003 0,006 0,05 0,04’ 0,032
П р и меч ание. Для классов 6—12 основной является шкала
RQ, а для 1—5; 13 и 14— шкала R .
Разные сведении
Измерение шероховатости должно производиться в направле-
нии, которое дает наибольшее значение 7?иили ₽г, если ие указано
определенное направление измерения шероховатости. Все классы
чистоты поверхности обозначаются одним треугольником, рядом с
ним указывается номер класса или разряд, например: V7, V 76.
Таблица 160
Соотношение чисел твердости, определенных
разными методами
Твердость по Бринелю НБ Твердость ио Роквеллу HRc при нагрузке Р=150 к Г Твердость при испыта- нии пирами- дой нп Твердость по методу упругого отскока "от
диаметр отпе- четка в мм при шарике диаметром d=10 мм и нагрузке Р=3 000 кГ
2,00 946 . - ___
2,05 898 — ——
2,10 875 —«
2,15 817 ——
2,20 782 72 1 220 107
2,25 744 69 1 114 100
2,30 713 67 1 021 96
2,35 683 65 940 92
2,40 652 63 867 88
2,45 627 61 803 85
2,50 600 59 746 81
2,56 578 48 694 78
2,60 555 56 6'1.9 75
2,65 512 52 587 70
2,75 495 51 551 68
2,80 477 49 534 66
2,85 460 48 502 64
2,90 444 47 474 61
2,95 430 45 460 59
3,00 415 44 435 57
3,05 402 43 423 55
3,10 387 41 401 53
3,15 375 40 390 52
3,20 364 39 380 50
3,25 351 38 361 49
Разные сведении
38)
Продолжение табл. 1ед
Твердость по Бринелю НБ Твердость по Роквеллу Нп "С при нагрузке Р=150 кГ Твердость при испыта- нии пирами- дой^ Твердость по методу упругого отскока от
диаметр di отпе- чатка в мм при шарике диаметром dslO мм и нагрузке Р=3 000 кГ
3,30 340 37 344 47
3,35 332 36 335 • 46
3,40 321 35 320 45
3,45 311 34 312 44
3 50 302 33 305 42
3,55 293 31 291 41
3,60 286 30 285 40
3,65 277 29 278 39
3,70 269 28 272 38
3,75 262 27 261 37
3,80 255 26 255 36
3,85 248 25 250 36
3,90 241 . 24 240 35
3,95 235 23 235 34
4,00 228 22 226 33
4,05 223 21 221 33
4,10 217 20 217 32
4,15 212 19 213 31
4,20 207 18 209 30
4,25 202 — 201 30
4,30 196 197 29
4,35 192 — 190 29
4,40 187 — 186 28
4,45 183 — 183 28
4,50 179 177 27
4,55 174 — 174 27
4,60 170 — 170 26
4,65 166 —-г 166 26
4,70 163 — 163 25
4,75 159 — 159 25
4,80 156 — 156 24
4,85 153 — 153 24
4,90 149 149 23
4,95 146 — 146 23
зва
Разные сведении
Продолжение табл. 169
Твердость по Бринелю НБ Твердость по Роквеллу ИНС при нагрузке Р - 150 кГ Твердость при испыта- нии пирами- дой Нп Твердость по методу упругого отскока Нот
диаметр dt отпе- чатка в мм при шарике диаметром d * 10 мм и нагрузке Р - 3 000 кГ
5,00 143 143 22
5,05 140 — 140 21
5,10 137 — 137 21
5,15 134 — 134 19
5,20 131 — 131 19
5,25 128 — 128 19
5,30 126 — 126 19
5,35 124 — 124 19
5,40 121 — 121 19
5,45 118 — 118 19
5,50 116 — 116 19
5,55 114 — 114 18
5,60 112 112 18
5,65 109 — 109 18
5,70 107 — 107 18
5,75 105 — 105 18
5,80 103 — 103 18
5,85 101 101 17
5,90 99 — 99 17
5,95 97 — 97 17
6,00 95 95 17
Центровые отверстия
383
Таблица 171
Соотношение между англо-американской системой
мер и метрической системой мер
Английская система мер
(Основная единица—ярд)
н азваине меры и единичные соотношении В метрических мерах
1 Меры длины ярд = 3 фут. = 36 дюйм. . . . . . 0,9144 м
1 фут = 12 дюйм. = 1 русск. футу 0,3048 м
1 дюйм = 1 русск. дюйму 2,5400 см
1 Меры поверхности кв. ярд = 9 кв. фут 0,8361 Л12
1 кв. фут = 144 кв. дюйм 9,290 дм2
1 КВ. дюйм 6,452 см2
1 Меры объема куб. ярд = 27 куб. фут 0,764555 м3
1 куб. фут = 1 728 куб. дюйм. . . . 28,317 дм3
1 куб. дюйм 16,387 см3
1 пинта = 0,924 бутылки 0,56825 л
1 Меры веса англ, тонна — 20 центн 1,0160470 т
1 центнер = 112 торг, фунт 50,802352 кГ
1 1 торг, фунт = 16 торг. унц. = = 7000 англ. гран. . . . ' ... торг, унция = 16 драхм 0,45359 кГ 28,3495 Г
1 1 Американская снсте галлон = О.бЗЗ англ, галлона = = 4 кварт. = 8 пинт сухой галлон ма мер* 3,785 л 4,4048 л
1 баррель керосина = 42 галлон. 1,588 гл
1 малая тонна = 2 000 англ. фунт. . 0,907 т
* В США принята английская система мер с некоторыми изме-
нениями.
384
Разные сведения
Перевод дюймов
1 дюйм = 25,400 мм;
Цюй- мы */.. Ч, •л. • Ч. */>. •/.
0 0,000 1,587 3,175 4,762 6,360 7,937 9,525 11,112
1 25,400 26,987 28,574 30,162 31,749 33,337 34,924 36,512
2 50,800 52,387 53,974 55,561 57,149 58,736 60,324 61,911
3 76,200 77,786 79,374 80,961 82,549 84,136 85,723 87,311
4 101,60 103,19 104,77 106,36 107,95 109,54 111,12 112,71
5 127,00 128,59 130,17 131,76 133,35 134,94 136,52 138,11
6 152,40 153,98 155,57 157,16 158,75 160,33 161,92 163,51
7 177,80 179,38 180,97 182,56 184,15 185,73 187,32 188,91
8 203,20 204,78 206,37 207,96 209,55 211,13 212,72 214,31
9 228,60 230,18 231,77 233,36 234,95 236,53 238,12 239,71
10 254,00 255,58 257,17 258,76 260,35 261,93 263,52 265,11
11 279,40 280,98 282,57 284,16 285,74 287,33 288,92 290,51
12 304,80 306,38 307,97 309,56 311,14 312,73 314,32 315,91
13 330,20 331,78 333,37 334,96 336,54 338,13 339,72 341,31
14 355,60 357,18 358,77 360,36 361,94 363,53 365,12 366,71
15. 381,00 382,58 384,17 385,76 387,34 388,93 390,52 392,11
16 406,40 407,98 409,57 411,16 412,74 414,33 415,92 417,50
17 431,80 433,38 434,97 436,55 438,14 439,73 441,32 442,90
18 457,20 458,78 460,37 461,95 463,54 465,13 466,72 468,30
19 482,60 484,18 485,77 487,35 488,94 490,53 492,12 493,70
20 508,00 509,58 511,17 512,75 514,34 515,93 517,92 519,10
21 533,40 534,98 536,57 538.15 539.74 541,33 542,92 544,50
22 558,80 560,38 561,96 563,55 565,14 566,73 568,31 569,90
23 584,20 585,78 587,36 588,95 590,54 592,13 593,71 595,30
24 609,60 611,18 612,76 614,35 615,94 617,53 619,11 620,70
25 635,00 636,58 638,16 639,75 641,34 642,93 644,51 646,10
Центровые отверстия
385
Таблица 172
в миллиметры
1 мм = 0,03937 дюйма
ч, 'Ч>, Дюй- мы
12,700 14,287 15,875 17,462 19,050 20,637 22,225 23,812 0
38,099 39,687 41,274 42,862 44,449 46,037 47,624 49,212 1
63,499 65,086 66,674 68,261 69,849 71,436 73,024 74,611 2
88,898 90,486 92,073 93,661 95,248 96,836 98.423 100,01 3
114,30 115,89 117,47 119,06 120,65 122,24 123,82 125,41 4
139,70 141,28 142,87 144,46 146,05 147,63 149,22 150,81 5
165,10 166,68 168,27 169,86 171,45 173,03 174,62 176,21 6
1.90,50 192,08 193,67 195,26 196,85 198,43 200,02 201,61 7
215,90 217,48 219,07 220,66 222,25 223,83 225,42 227,01 8
241,30 242,88 244,47 246,06 247,65 249,23 250,82 252,41 9
266-, 70 268,28 269,87 271,46 273,05 274,63 276,22 277.81 10
292,09 293,68 259,27 296,86 298,44 300,03 301,62 303,21 11
317,49 319^08 320,67 322,26 323,84 325,43 327,02 328,61 12
342,89 344,48 346,07 347,66 349,24 350,83 352,42 354,01 13
368,29 369,88 371,47 373,06 374,64 376,23 377,82 379,41 14
393,69 395,28 396,87 398,46 400,04 401,63 403,22 404,81 15
419,09 420,68 422,27 423,85 425,44 527,03 428,62 430,20 16
444,49 446,08 447,67 449,25 450,«4 452,43 454,02 455,00 17
469,89 471,48 473,07 474,65 476,24 477,83 479,42 481,00 18
495,29 496,88 498,47 500,05 501,64 503,23 504,82 506,40 19
520,69 522,28 523,87 525,45 527,04 528,63 530,22 531,80 20
546,09 547,68 549,27 550,85 552,44 554,03 555,61 557,20 21
571,49 573,08 574,66 576,25 577,84 579,43 581,01 582,60 22
596,89 598,48 600,06 601,65 603,24 604.83 606.41 608,00 23
622,29 623,88 625,46 627,05 628,64 630,23 631,81 633,40 24
647,69 649.28 650.86 652,45 654.04 655,63 657,21 658,80 25
25 Зак. 394
Звб
Разные сведения
Дюй- мы "/и '/>. Ч, Ч„
26 660,40 661,98 663,56 665,15 666,74 668,33 669,91 671,50
27 685,80 687.38 688,96 690,55 692,14 693,72 695,31 696,90
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
711,20
736,60
762,00
787,40
812,80
838,20
863,60
889,00
914,40
939,80
995,20
990,60
1016,0
1041,4
1066,8
1092,2
1117,6
1143,0
1168,4
1193,8
712,77
738,17
763,57
788,97
814,37
839,77
865,17
890,57
915,97
941,37
966,77
992,17
1017,6
1043,0
1068,4
1093,8
1119,2
1144,6
1170,0
1195,4
1219,2 1220,8
1244,6 1246,2
1270,0 1271,6
714,36
739,76
765,16
790,56
815,96
841,36
866,76
892,16
917,56
942,96
968,36
993,76
1019,2
1044,6
1070,0
1095,4
1120,8
1146,2
1171,6
1197,0
1222,4
1247,8
1273,2
715,95
741,35
766,75
792,15
717,54
742,94
768,34
793,74
817,55
842,95
868,35
89*3,75
819,14
844,53
869,93
895,33
919,15
944,55
969,94
995,34
1020,7
1046,1
1071,5
1096,9
1122,3
1147,7
1173,1
1198,5
1223,9
1249,3
1274,7
719,12
744,52
769,92
795,32
820,72
846,12
871,52
896,92
920,73
946,13
971,53
996,93
1022,3
1047,7
1073,1
1098,5
1123,9
1149,3
1174,7
1200,1
1225,5
1250,9
1276,3
922,32
947,72
973,12
998,52
1023,9
1049,3
1074,7
1100,1
1125,5
1150,9
1176,3
1201,7
1227,1
1252,5
1277,9
720,71
746,11
771,51
796,91
822,31
847,71
873,11
898,51
923,91
949,31
974,71
1000,1
722,30
747,70
773,10
798,50
823,90
849,30
874,70
900,10
925,50
950,90
976,30
1001,7
1025,5
1050,9
1076,3
1101,7
1027,1
1052,5
1077,9
1103,3
1127,1
1152,5
1177,9
1203,3
1128,7
1154,1
1179,5
1204,9
1228,7 1230,3
1254,1 1255,7
1279,5 1281,1
Центровые отверстия
38?
Продолжение табл. 172
'А. */ Ч, “/1< Дюй- мы
573,09 674,68 676,26 677,85 679,44 681,03 682,61 684,20 26
598,49 700,07 701,66 703,25 704,84 706,42 708,01 709,60 27
723,89 725,47 727,06 728,65 730,24 731,82 733,41 735,00 28
749,29 750,87 752,46 754,05 755,64 757,22 758,81 760,40 29
774.69 776,26 777,86 779,45 ’’81,04 782.68 784,21 785,80 30
500,09 801,67 803,26 804,85 806,44 808,02 809,61 811,20 31
525,49 827,07 828,66 830,25 831,83 833,42 935,01 836.60 32
550,88 852,47 854,06 855,65 857,23 858,82 860,41 862,00 33
576,28 877,87 879,46 881,05 882,63 884,22 885,81' 887,40 34
301.68 903,27 904,86 906,45 908,03 909,62 911,21 912,80 35
327,08 928,67 930,26 931,85 933,43 935,02 936,61 938,20 36
352,48 954,07 955,66 957,25 958,83 960,42 962,01 963,60 37
377,88 979,47 981,06 982,64 984,23 985,82 987,41 989,00 38
1003,3 1004,9 1006,5 1008,0 1009,6 1011,2 1012,8 1014,4 39
1028,7 1030,3 1031,9 1033,4 1035,0 1036,6 1038,2 1039,8 40
1054,1 1055,7 1057,3 1058,8 1060,4 1062,0 1063,6 1065,2 41
1079,5 1081,1 1082,7 1084,2 1085,8 1087,4 1089,0 1090,6 42
1104,9 1106,5 1108,1 1109,6 1111,2 1112,8 1114,4 1116,0 43
1130,3 1131,9 1133,5 1135,0 1136,6 1138.2 1139,8 1141,4 44
1155,7 1157.3 1158,9 1160,4 1162,0 1163,6 1165,2 1166,8 45
1181,1 1182,7 1184,3 1185,9 1187,4 1189,0 1190,6 1192,2 46
1206,5 1208,1 1209,7 1211,8 1212,8 1214,4 1216,0 1217,6 47
1231,9 1233,5 1235,1 1236,6 1238,2 1239.8 1241,4 1243,0 48
1257,3 1258,9 1260.5 1262,0 1263,6 1265,2 1266,8 1268,4 49
1282,7 1284,3 1285,9 1287,4 1289,0 1290,6 1292,2 1293,8 50
2Ь*
Таблица 173
Перевод долей дюйма в миллиметры
1 дюйм = 25,399978 мм\ 1/и дюйма = 0,3968747 мм
64-е доли дюйма ММ 64-е доли дюйма JMJM 64-е доли дюйма ММ 64-е доли дюйма ММ
1 0,397 17 6,747 33 13,097 49 19,447
2=^33 0,797 18=9/з2 7,144 34=1’/з2 13,494 50=2«/з2 19,844
3 1,191 19 7,541 35 13,891 51 20,241
1,587 20=5/16 7,937 36=’/16 14,287 52=13/1в 20,638
5 1,984 21 8,334 37 14,684 53 21,034
6 = 3/зЗ 2,381 22=“/з2 8,731 38=19/з2 15,081 54=2’/з2 21,431
7 2,778 23 9,128 39 15,478 55 21,828
8=»/g 3,175 24=’/8 9,525 40=5/8 15,875 ' 56=’/з 22,225
9 3,572 25 9,922 41 16,272 57 22,622
10 = »/32 3,969 26=’3/з2 10,319 42=21/32 16,669 58 = 29/з2 23,019
11 4,366 27 10,716 43 17,066 59 23,416
12=6Л« 4,762 28=’/ls 11,112 44=11/16 17,462 60=1»/„ 23,812
13 5,159 29 11,509 45 17,859 61 24,209
14=’/j4 5,556 30=15/з2 11,906 46=23/32 18,256 62=31/з2 24,606
15 5,953 31 12,303 47 18,653 63 25,003
16=1/4 6,350 32=% 12,700 48=% 19,050 64=1 25,400
388 Разные сведения
Центровые отверстия
Ш
Основные обозначения технических величии
Математика
Обозначение Наименование единицы измереиня
% процент
= равно
н и- не равно приближенно равно
V Л меньше больше
< меньше или равно (не больше)
болыйе или равно (не меньше)
+ плюс (знак сложения ’ и знак поло- жительной величины)
'— минус (знак вычитания и знак от- рицательной величины)
• или х знаки умножения ♦
: или — знаки деления (а : b или —
0.1 I, { } скобки круглые, квадратные, фигур- ные (для указания последователь- ности действий)
V квадратный корень
V 1g logs корень п-й степени логарифм при основании 10 логарифм при основании b
е основание натуральных логарифмов; е = 2,71828....
•590
Разные сведения
Продолжение
Обозначение Наименование единицы измерения
in натуральный логарифм (логарифм при основании е)
Л перпендикулярно
II параллельно
it равно и параллельно
1t параллельны и одинаково направле- ны
И параллельны и направлены в про,- тивоположные стороны подобно
д треугольник
L * АВ, АВ угол дуга АВ
АВ, АВ участок АВ, отрезок АВ
О / # • • градус, минута, секунда: если обоз- начение ° (градус), ' (минута) или " (секунда) относится к чис- лу, содержащему десятичную дробь, то оно ставится над запя- той (например 3°, 41; 6°5'; 27; 8°4'; 2", 9)
л отношение длины окружности к диаметру (к = 3,14159...)
const постоянное
ОО бесконечность
Игл предел стремится к....
Центроёые отверстия
&91
Продолжение
Обозначение Наименование единицы измерения
А приращение
d дифференциал
2 сумма
j интеграл
ь определенный интеграл от нижнего
а предела а до верхнего предела А
Метрические меры
Сокращенное обозначение Наименование единицы измерения
Меры длины
м метр
км километр (1000 м)
дм дециметр (0,1 .и)
СМ сантиметр (0,01 м)
мм миллиметр (0,001 .и)
мк микрон (0,001 мм)
ммк миллимикрон (0,001 мк)
Меры поверхности
кв. м или м2 квадратный метр
кв. км или км2 квадратный километр
га гектар (104л2 = 100 а)
а ар (100 м2)
кв. дм или дм2 квадратный дециметр
кв. см или см2 квадратный сантиметр
кв. мм или мм2 квадратный миллиметр
392
разные сведения
Продолжение
Сокращенное обозначение Наименование единицы измерения Меры объема
куб м или м3 куб. дм или дм3 куб. см или см3 куб. мм или мм3 кубический метр кубический дециметр кубический сантиметр кубический миллиметр Меры вместимости
л кл гл дкл дл СА мл литр килолитр (1000 л) гектолитр (100 л) декалитр (10 л) децилитр (0,1 л) сантилитр (0,01 л) миллилитр (0,001 л) Меры массы
кг т Ц дкг г дг сг мг килограмм тонна (1000 кг) цеитиер (100 кг) декаграмм (0,01 кг) грамм (0,001 кг) дециграмм (0,1 г) сантиграмм (0,01 г) миллиграмм (0,001 г) Единицы времени
сек мсек мин ч секунда миллисекунда (0,001 сек) минута (60 сек) час (3600 сек)
Центровые отверстия
393
Продолжение
Сокращен ное обозначение Наименование единицы измерения
Механические единицы
Единицы силы
ГН стен (10^ дн = 101,972 кГ)
дн дииа. (1,01972 • 10~6 кГ)
кГ килограмм (сила) (0,980655 • 10- 2см)
Г ' грамм (сила) (0,001 кГ)
Единицы работы и энергии
э эрг.(10~7 дж)
дж джоуль (0,101972 к/ л)
кГ м килограммометр (9,80665 дж)
Единицы мощности
кет киловатт (101,972 кГм/сек)
вт ватт (0,001 кет)
мгвт мегаватт (1000 кет)
э/сек к Г м/сек эрг в секунду (1О—1окв/п) килограмм (сила) — метр в секунд;
(0,00980665 кет.)
л. с. 1 лошадиная сила (0,736 кет)
Единицы давления, напряжения
кГ/мг кГ/с мг, ат килограмм-сила на квадратный метр килограмм-сила на квадратный сан-
тнметр или атмосфера техниче
ская
394
Разные сведения
Продолжение
Сокращенное обозначение Наименование единицы измерения Тепловые единицы Температура
°C или град. градус (международный) Количество теплоты
кд ж дж мгдж ккал килоджоуль джоуль (0,001 кдж) мегаджоуль (1000 кдж) килокалория (большая калория) (4, 182 кдж)
кал малая калория (0,001 ккал) Удельная теплоемкость
кдж/т • град мгдж/т • град ккал/кГ • град килоджоуль на тонну и градус мегаджоуль на тонну и градус килокалория иа килограмм и градус (4,182 кдж/т • град) Теплоемкость
кдж/град мгдж/град килоджоуль на градус мегаджоуль на градус
ккал/град (1000 кдж/град) килокалория на градус (4,182 кдж/град)
Центровые отверстия
Л95
Продолжение
Сокращенное обозначение Наименование единицы измерения
Теплопроводность
кдж/м-сек-град ккал/м • час • град килоджоуль иа метр • секунду • гра- дус i килокалория на метр • час • градус
/4,182 Л Л 1 ~3~qqq кдж/м • сек • град\
Теплопередача
кдж/м^-сек • град. ккал/м2-час. град килоджоуль на кв. метр • секун- ду • градус килокалория иа кв. метр • час • гра- дус
Температуропроводность
мг/сек, м2/час квадратный метр иа секунду, иа час
/ Электрические единицы
ОМ мгом в кв мв а ма ом (единица электрического сопро- тивления) мегом (10е о.н) вольт (единица электродвижущей силы или напряжения) киловольт (1000 в) милливольт (0,001 в) ампер (единица силы тока) миллиампер (0,001 а)
396
Разные сведения
Продолжен не
Сокра щеиное
обозначение
вт
мгвт
кет
гвт
мет
ва
кеа
к
а-ч
вт. с или дж
вт-ч
мгвт-ч
квт-ч
Ф
мкф
?.н
мгн
А , а
В, b
С, с
Наименование единицы измерения
ватт (единица мощности; мощность
неизменяющегося тока в 1 а при
напряжении 1 в)
мегаватт (10е вт)
киловатт (1000 вт)
гектоватт (100 вт)
милливатт (0,001 вт)
вольтампер (единица кажущейся
электрической мощности, мощность
переменного тока силой в 1 а
при напряжении 1 в)
киловольтампер (1000 ва)
кулои (единица количества электри-
чества)
ампер-час (3600 к)
ватт-секуида или джоуль (единица
работы электрического тока)
ватт-час (3600 вт = с = 3600 дж)
мегаватт-час (16е вт-ч)
киловатт-час (1000 вт-ч)
фарада (единица электрической ем-
кости)
микрофарада (10—6 ф)
генри (единица индуктивности и
взаимной индуктивности)
миллигенри (0,001 гн)
Геометрические размеры
сторона правильного многоугольни-
ка
ширина
межосевое или межцентровое рас-
стояние
Центровые отверстия
397.
Продолжение
• Сокращенное обозначение Наименование единицы измерения
D, d е F, S Н, h * i k диаметр эксцентриситет площадь высота, глубина уклон (половина конусности) конусность (отношение разности диаметров в двух сечениях к рас- стоянию между ними)
L, I R, r s V x, y, z a, T a длина радиус длина дуги объем прямоугольные координаты плоские углы половина плоского угла при верши- не конуса
в p толщина стенок труб, сосудов радиус кривизны Механические свойства и испытание материалов
ударная вязкость (удельная) при надрезе образца
E I f G "в Нк Hn Horn Hra' HHb' h^c модуль продольной упругости истинное относительное удлинение стрела прогиба модуль сдвига твердость по Брииелю твердость по конусу Твердость по пирамиде твердость по отскоку твердость по -Роквеллу, (соответст- венно по шкале Д, В или С)
398
Разные сведения
Продолжение
Сокращенное
обозначение
«в
п
Пд
?
Tf
1т
6
Ч<1
А/
i
i'j'
lD
0
P
H
[’b
1а1сж
Наименование единицы измерения
Н
Ц
твердость на царапине
коэффициент несущей способности
(для пластических материалов)
при допускаемой относительной
деформации
запас прочности
запас долговечности
запас устойчивости
угол излома
относительный сдвиг (угол сдвига)
относительный сдвиг, соответствую-
щий пределу текучести
относительное удлинение образца
при разрыве
относительное удлинение при раз-
рыве короткого, соответственно
длинного образца
абсолютное удлинение (или укоро-
чение)
относительная продольная деформа-
ция
упругое удлинение, соответствующее
пределу текучести
упругая продольная относительная
деформация
пластическая продольная относи-
тельная деформация
угол поворота поперечного сечения
при изгибе
коэффициент Пуассона
допускаемое нормальное напряже-
ние
допускаемое напряжение при растя-
жении
допускаемое напряжение прн сжа-
тии
Центровые отверстия
399
Продолжение
Сокращенное обозначение Наименование единицы измерения
’в допускаемое напряжение при изгибе предел прочности (временное сопро- тивление)
явр ясж ави аврк предел прочности при растяжении предел прочности при сжатии предел прочности при изгибе предел прочности для растяжения при наличии концентрации на- пряжений
авик предел прочности для изгиба при наличии концентрации напряже- ний
°пц «У япл предел текучести предел пропорциональности предел упругости предел длительной прочности предел ползучести Детали машин Резьба
do номинальный наружный диаметр резьбы; наибольший наружный
rfj диаметр резьбы болта номинальный внутренний диаметр резьбы; наибольший внутренний
do диаметр резьбы болта наименьший наружный диаметр
d\ резьбы гайки наименьший внутренний диаметр
dcp резьбы гайки номинальный средний диаметр резь- бы
400
Разные сведения
Продолжение
Сокращенное обозначение Наименование единицы измерения
00 е ° -к? 1 i шаг резьбы число заходов ход резьбы (а = nS) высота исходного треугольника резьбы
^2 , / — dl\ высота профиля | )
^2 рабочая высота профиля t2 = d« — di \ 2 /
г0. ?1 наименьшие зазоры по наружному и соответственно по внутреннему диаметру
r0. Гу радиусы закругления дна впадии по наружному и соответственно по внутреннему диаметру
’ г радиус закругления вершины резь- бы болта.
г' радиус закругления вершины резь- бы гайки
1 а V длина свинчивания угол профиля резьбы угол подъема резьбы Резание металлов
Л b f Г, толщина стружки ширина стружки ширина фаски у режущей кромки радиус сопряжения задних поверх- ностей
S подача
Центровы» отверстия
401
Сокращенное
обозначение
Наименование единицы измерения
1 V а ₽ К 8 8 глубина резания скорость резаиия задний угол резца угол заострения резца передний угол резца угол резаиия предельная ширина площадки изно са на задней поверхности
с X угол при вершине резца в плане угол наклона главной режущей кромки
? 41 главный угол резца в плане вспомогательный угол резца в плане 413
jp Зак.394
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Б л и и о в Ф. Т. и Ф и р а г о В. П., Технология
механической обработки деталей авиационных дви-
гателей, Оборонгиз, 1956.
2. Г е л л е р Ю. А., Инструментальные стали, Метал-
лу ргнздат, 1955.
3. ГОСТ 7829—55. Поковки из углеродистой и легиро-
ванной стали, изготовляемые свободной ковкой на
молотах.
4. Долматовский Г. А., Справочник технолога
по механической обработке металлов, Машгиз, 1949.
5. К о в а и В. М., Расчет припусков иа обработку
в машиностроении, Машгиз, 1953.
6. НИАТ МАП СССР. Нормаль АН-1026. Припуски
и допуски на отливки из цветных сплавов.
7. Нормаль МАП СССР РТМ-583.
8. Охлаждающе-смазывающие жидкости, Сборник МОНИ
ТОМАШ, Машгиз, 1954.
9. Охлаждающие и смазочные жидкости. НКТМ БНТ,
Машгиз, 1940.
10. П л о т к и и И. Б., Операционные припуски и до-
пуски на механическую обработку, Машгиз, 1947.
И. Справочник машиностроители, т. 11, Машгиз, 1956.
12. Справочник машиностроителя, т. V, Машгиз, 1956.
13. Справочник машиностроителя, т. VI, Машгиз, 1956.
Литература и источники
403
14. Справочник по машиностроительным материалам.
Машгнз, 1957.
15. Справочник технолога, т. I н II, Машгиз, 1956.
16. Справочник технолога турбостроителя, Машгиз, 1956.
17. Справочник мастера по чугунному литью, Машгиз,
1953.
18. Т и ш и н С. Д., Формулы основного технологи-
ческого (машинного) времени работы на металлорежу-
щих станках, Машгиз, 1956.
19. Энциклопедический справочник «Машиностроение»,
т. VII, Машгиз, 1948. j
26
404
Содержание
СОДЕРЖАНИЕ
• Стр.
Предисловие................................ . 3
Материалы
Черные металлы
Чугун ..................................... . 5
Механические свойства отливок из чугуна ... 6
Сталь ... 7
Сталь горячекатаная круглая, квадратная и
шестигранная............................. 8
Сталь калиброванная.........................11
Сталь угловая равнобокая .................. 13
Сталь угловая неравнобокая ................ 17
Балки двутавровые...........................20
Швеллеры................................... 22
Швеллеры А ................................ 24
Сталь холоднокатаная тонколистовая ........ 26
Сталь толстолистоваз .......................27
Сталь полосовая и ленточная ................29
Сталь полосовая рессорная типа А ...... 30
Сталь полосовая пружинная............ • • 32
Марки инструментальных сталей и примерное .
их назначение ..........................32
Механические свойства стали обыкновенного ка
чества ....................... ........ 35
Механические свойства стали качественной угле
родистой горячекатаной ................ 36
Механические свойства стали тонколистовой ка-
чественной углеродистой конструкционной 37
Механические свойства стали тонколистовой ле-
гированной конструкционной 38
Содержание . .40.Д.
Стр,
Механические свойства стали толстолистовой ка-
чественной углеродистой . '...............39
Механические свойства легированной стали на
термически обработанных образцах..........40
Механические свойства стали конструкционной
автоматной ...............................45
Механические свойства рессорно-пружинной ста-
ли .......................................46
Механические свойства инструментальных сталей 47
Механические свойства поковок из углеродистой
стали..........................*..........48
Механические свойства поковок из легированной
стали.....................................49
Механические свойства отливок из углеродистой
стали................................... 51
Цветные металлы и сплавы
Медь и сплавы меди............................51
Техническая медь и ее назначение...........52
Механические свойства и область применения
литейных латуней ...................52
Механические свойства медиоцинковых сплавов 54
Основные свойства вторичных литейных оловя-
иистых бронз..............................56
Основные свойства оловянистых бронз, обраба-
тываемых давлением .......................57
Механические свойства безоловянистых бронз,
обрабатываемых давлением..................58
Механические свойства литых безоловянистых
бронз.....................................60
Механические свойства баббитов.............61
Механические свойства припоев..............61
Никель и сплавы никеля........................62
Основные механические свойства никелевых и
медионикелевых сплавов .................. 63
Цинк и сплавы цинка...........................66
Механические свойства цинковых сплавов ... 66
406
Содержание
Стр.
Свинец и сплавы свинца.........................67
Марки и содержание свинца...................67
Алюминий и сплавы алюминия.....................68
Механические свойства литейных алюминиевых
сплавов ..................................69
Механические свойства деформируемых алюми-
ниевых сплавов.......................... 73
Область применения деформируемых алюминие-
вых сплавов ..............................74
Магний и сплавы магния.........................75
Механические свойства литейных магниевых
сплавов ..................................76
Механические свойства деформируемых магние-
вых сплавов ..............................77
Металлокерамические твердые сплавы.............78
Основные физико-механические свойства метал-
локерамических твердых сплавов............78
Неметаллические материалы •
Древесина .....................................79
Основные физико-механические свойства дре-
весины ...................................79
Фанера клееная ................................80
Предел прочности при скалывании по клеевому
слою......................................80
Древесно-слоистые пластики ....................81
Физико-механические свойства ДСП.........81
Текстолит ................................. 81
Физико-механические свойства текстолита ... 82
Резина, асбест и стекло ............... 83
Резина...................................83
Основные физические свойства мягкой резины
и эбонита ................................83
Асбест .................................... 83
Стекло .....................................84
Содержание 4q?
Стр.
Заготовки
Виды заготовок и область их применения .... 85
Способы изготовления заготовок . •..........86
Припуски на механическую обработку.............88
Припуски и допускаемые отклонения на литые за-
готовки ....................................89
Характеристика классов точности отливок ... 89
Припуски иа отливки из серого чугуна . . . . 90
Припуски на заготовки из цветных сплавов, от-
ливаемые в песчаные формы.................93
Припуски и отклоне/ия на заготовки из цвет-
ных сплавов, отливаемые под давлением . . 93
Припуски и отклонения на заготовки нз чугуна
н цветных сплавов, отливаемые в металли-
ческие формы ........................... 94
Припуски на стальные отливки................95
Допускаемые отклонения на отливки из серого
чугуна и стали..................'.........98
Допускаемые отклонения на отливки из серого
чугуна и стали от номинальной толщины
необрабатываемых стенок и ребер ...... 99
Припуски на отливки из цветных металлов при
ручной формовке для нижней и наружных
боковых поверхностей ....................101
Припуски на отливки из цветных металлов при
ручной формовке для верхней поверхности
отливок .................................103
Припуски на отливки из цветных металлов при
ручной формовке для внутренних поверх-
ностей ..................................105
Минимальные размеры литых отверстий в от-
ливках из чугуна и стали.................107
Радиусы закруглений при сопряжении стенок
отливок из серого и ковкого чугуна .... 107
Припуски и допускаемые отклонения на поковки,
штамповки и на детали из круглого проката . 108
Припуски и отклонения на псковки...........1G9
408
Содержание
Стр.
Основные припуски и отклонения иа поковки
сплошные круглого и квадратного сечения
с уступами при ковке вытяжкой...............ПО
Условия ковки уступов и выемок ........... 112
Припуски и отклонении иа разные поковки . 116
Припуски и отклонения на поковки кольца . . 121
Припуски и отклонения на поковки-цилиндры
с отверстием ............................. . 123
Припуски на штамповки из стали и цветных
сплавов, изготовляемые на молотах и прессах 124
Допускаемые отклонения на штамповки из стали
и цветных сплавов, изготовляемые на моло-
тах и прессах ...........................125
Припуски на диаметр деталей, обтачиваемых из
круглого проката....................... 128
Операционные припуски
Операционные припуски иа обтачивание и шли-
фование валов в массовом и крупносерийном
. производстве ........................... 131
Операционные припуски на бесцентровое шли-
фование валов после чистового обтачивания 132
Операционные припуски и допускаемые откло-
нения иа диаметр при зенкеровании, раста-
чивании и развертывании отверстий........133
Операционные припуски и допускаемые откло-
нения иа диаметр при шлифовании отверстий 135
Операционные припуски и допускаемые откло-
нения на диаметр при тонком растачивании . 136
Операционные припуски при фрезеровании и
шлифовании плоскостей ................. 138
Отклонение (—) при фрезеровании и шлифовании
плоскостей...............................139
Припуски в мм при протягивании круглых от-
верстий .................................140
Припуски при резании материала............140
Припуски при шевинговании и шлифовании
зуба ..................................141
Содержание
40»
Стр.
Размеры заготовок, припуски и допускаемые откло-
нения для нарезания резьбы .................. 141
Отклонения от номинального диаметра расточен-
ных отверстий под нарезание метрических'
резьб резцом или фрезой...................142
Отклонения от размеров расточенных отверстий/
под нарезание резьб .................... 143
Отклонения от номинального диаметра размеров
заготовок под нарезание метрических резьб
резцом или фрезой ........................145
Отклонения от размеров заготовок под нареза-
ние трубных цилиндрических резьб резцом
и фрезой................................ 146
Отклонения от размеров заготовок под нареза-
ние трапецеидальных резьб резцом или фрезой 147
Отклонения от размеров заготовок, обточенных ,
под нарезание метрических резьб плашками 148
Отклонении от размеров заготовок под нареза-
ние метрических резьб плашками н резьбо-
нарезными головками .....................150
Накатывание резьб...............................150
Диаметры заготовок из конструкционных и леги-
рованных сталей под накатывание резьб . . 151
Металлорежущие станки
Классификация станков...........................153
Классификационная таблица металлорежущих
станков по группам и типам..............154
Технические характеристики металлорежущих стан-
ков ................................... 158
Токарно-револьверные одношпнндельные авто-
маты ...................................158
Токарные многошпиндельные прутковые авто-
маты ................................... . . 160
Токарные многошпиидельиые полуавтоматы . . 162
Токарные многорезцовые полуавтоматы .... 164
Токарно-револьверные станки.............166
410
Содержание
Стр.
Токарио-карусельные станки ...............168
Токарные станки (малые и средние размеры) . . 171
Токарные станки (крупные размеры).........177
Вертикально-сверлильные станки (настольного
типа)...................................181
Вертикально-сверлильные станки ...........182
Радиально-сверлнльные стаикн .............184
Горизонтально-расточные станки............186
Круглошлифовальные станки ................192
Внутришлифовальные станки.................202
Плоскошлифовальные станки (с прямоугольным
столом) ................................204
Плоскошлифовальные станки (с круглым столом) 206
Зубофрезерные станки (для цилиндрических
колес) .................................208
Зуборезные станки (для конических колес со
спиральными зубьями)....................212
Зуборезные станки (для конических колес с пря-
мыми зубьями)...........................214
Резьбошлифовальные станки.................216
Фрезерные станки..........................218
Продольно-фрезерные станки ...............230
Карусельно-фрезерные станки...............235
Поперечно-строгальные станки .............237
Продольно-строгальные станки .............239
Долбежные стаикн .........................246
Резьбонакатные станки .................... 249
Правильно-калибровочные станки .......... 250
Подсчет машинного времени
Токарные работы . . ......................253
Сверлильные работы........................257
Фрезерные работы..........................260
Строгальные, долбежные и протяжные работы . 264
Нарезание резьбы..........................266
Содержание
411
Стр.
Зуборезные работы .........................269
Шлифовальные работы ...........'...........274
«
Врезание и перебег инструмента
Величина врезания и перебега при работе на
токарных станках ........................281
Величина перебега инструмента или детали при
работе на станках с возвратно-поступатель-
ным движением............................283
Величина врезания /и перебега прн работе на
сверлильных стайках......................285
Величина врезания н перебега при зенкерова-
нии и развертывании......................288
Величина врезания н перебега при работе ци-
линдрическими, дисковыми и фасонными фре-
зами ...................................290
Величина врезания и перебега при работе торцо-
выми фрезами ............................292
Величина врезания и перебега при работе конце-
выми фрезами ............................297
Величина врезания и перебега при нарезании
зубьев дисковыми модульными фрезами . . . 298
Величина врезания и перебега при нарезании
зубьев червячными модульными фрезами . . 299
Дополнительные длины на взятие пробных
стружек ................................ 301
Допуски и посадки
Общие понятия о допусках и посадках..........302
Условные обозначения и распределение посадок
по классам точности ................ 303
Предельные отклонения основных отверстий и
валов для диаметров от 0,1 до 10 000 мм . . 304
Отклонения валов и отверстий прессовых поса-
док для диаметров от 1 до 500 мм.........307
412
Содержание
Стр.
Отклонения валов и отверстий прессовых, пере-
ходных и свободных посадок для диаметров
от 0.1 до 1 мм.............................311
Отклонения валов переходных и свободных по-
садок для диаметров от 1 до 500 мм ..... 312
Отклонения отверстий переходных и свободных
посадок для диаметров от 1 до'500 мм , . . 31^
Отклонения валов переходных и свободных по-
садок для диаметров свыше 500 До 10 000 мм 322
Отклонения валов прессовых посадок для диамет-
ров свыше 500 до 10 000 мм...............326
Отклонения отверстий переходных н свободных
посадок для диаметров свыше 500 до 10 000 мм 328
Допуски иа диаметры отверстий и валов от 0,1
до 10 000 мм.............................331
Допуски на свободные размеры................332
Отклонения и допуски основной метрической
резьбы дли диаметров от 1 до 5 мм .... 332
Отклонения и допуски основной метрической
резьбы для диаметров от 6 до 68 мм .... 333
Допуски среднего диаметра болта и гайки мел-
ких метрических резьб....................335
Отклонения иа наружный н внутренний диамет-
ры мелких метрических резьб .............337
Допуски и посадки на цилиндрические зубчатые
колеса...................................338
Нормы величины пятна контакта .............. 340
Гарантированный боковой зазор ............. 340
Нормы плавности и допуски для прямозубых
и косозубых колес .......................341
Нормы кинематической точности и допуски для
прямозубых и косозубых колес.............346
Допуски и посадки на конические зубчатые ко
леса ....................................348
Нормы величины контакта ...................348
Допуски на червячные колеса и червяки . . . 349
Охлаждающе-смазывающие жидкости...............349
Содержание
413
Стр.
Охлаждающе-смазывающие жидкости, применяе-
мые при точении......................351
Охлаждающе-смазывающие жидкости, применяе-
мые при фрезеровании . . - 354
Охлаждающе-смазывающие жидкости применяв
мые прн строгании и долблении 357
Охлаждающе-смазывающие жидкости, применяв
мые при сверлении и развертывании . . - 360
Охлаждающе-смазывающие жидкости, применяе-
мые при Протягивании и отрезании 364
Охлаждающе-смазывающие жидкости, применяв
мые при нарезании зубьев и резьбы 367
Охлаждающе-смазывающие жидкости, применяв-,
мые при шлифовании....................371
Нормы расхода охлаждающе-смазывающпх жид-
костей ...............................373
Разные сведения
Центровые отверстия............................374
Центровые отверстия с углом 60 374
Центровые отверстия для режущего инстру-
мента ................................... 375
Определение веса заготовок...................375
Удельный вес материалов .....................376
Шероховатость поверхности....................377
Классификация шероховатости поверхности . . 379
Соотношения чисел твердости, определенных раз-
ными методами.............................380
Классы чистоты поверхности и классы точно-
сти . , , , ..................... 382—383
414
Содержание
Стр.
Соотношение между англо-американской систе-
мой мер и метрической системой мер .... 383
Перевод дюймов в миллиметры...............384
Перевод долей дюйма в миллиметры .........388
Основные обозначения технических величин*. . 389
Литература и источники ......................402
Автор Данилевский Владимир Викторович
Справочник молодого технолога-машиностроителя
Научный редактор И. М. Иткин
Редактор Д. С. Литвак
Техн, редактор А. М. Токер Корректор М. М. Добрянская
Подписано к печати с исправленных матриц 30/111 19x0 г
А01495. Бумага 70x92'/,,= 13 л.+вклейка 0,14 л. (уел. 15,34 л.
Уч.-изд. |6.5л. Уч. № 57/5424. Тираж 50 000
Цена 6 р. 50к. С 1/1 [961 г. цена 65 коп! Заказ .Vs 394
1-я типография Трансжелдориздата МПС,
Москва, Б. Переяславская, 46-
.ОПЕЧАТКИ
* а О Графа Строка Напечатано Следует читать
21 с/слева табл. 6 7 снизу 95 9,5
27 2 и 3 слева табл. 10 заголовок в см в дц
35 — 7 и 6 снизу 52 58
150 — 3 снизу rfo + 4
150 — 1 снизу d02 - d? dg + d*
151 — 2 сверху S-d' S • di
160 5 слева табл. 92 8 снизу 80 30
164 5 слева табл. 94 6 снизу 828 820
252 — • 4 сверху fl-M (1 + M \ t'o /
260 — 4 сверху Sn S • n
274 1 слева 9 сверху n h
403 — 4 сверху 1956 1959
403 — 3 снизу 1956 1959
Зак. 394