/




















































Tags: механика прессы инженерное дело пресса




Text
chipmaker.ru
VEB WERKZEUGMASCHINENFABRIK ZEULENRODA
Chiomaker.ru
(Mu
Chiomaker.ru
r
BEDIENUNGSANLEITUNG
0111^151/67
Ттапь - c/!^- (Z0OJ
2T 6 4/ ?<5
chipmaker.ru
Ausgabe:
?ево
. • I
J€5 тгоовода
Chiomaker.ru
07-002
частей
вод ст во в
*Грл
износных
- ЯМК Карта станков дляорудии прои-вэцст^а для
гидравлических прессов
Условия приёма гидравлических одноколонных прессов
VE3
Trtefreeer fcuafca 1
Bearb.
Ordnung j «Num me г
UBulenredu
WZ 1*0 VLV Wtimsr
nva/n
chipmaker.ru
Ausgabe;
w1. <
' Главныеизмерения»
в* Я • •
ходе
мм/ейк
180
. 80
180
Нагнетательная сила вида цо
' '. ' ’ ‘ ввеох до
ЮрО
Скорость ползуна в холостом
- . вниз до
Установка подъёма
Вылет
Высота всташсл а
НЛП I
мм .
мм
Chiomaker.ru
г
400
8G0
мм
ГЛуина с г ола
Отверстие провала
f
60S
. 18о
f
t
14М .
кв
Вас '•
1150 .
F'** -V *
а
Г*— .
г'
. ч<
• 4
> • !
А
X
- - - . - - — - - -
OrdnunjvNummer
ftе "kz eugsu ч achineufa brik Z eul er rodn
immi
chipmaker.ru
Ausgabe:
Bed i enungsa nl e itrung
i.
1581 *06/07 ’
chipmaker.ru
Д'
г -Ж. ; .<*
Ausgabe
1581.06/0?
ni/W/11.
WZ 160 VEV «'tfmar
chipmaker.ru
Ausgabe:
1ШШ
V
»
в случае пов
Снимается во
<
ВоагЬ.
/ Ш/М/И
WZ 1Ъ<» VLV Wetoar
дере влн н&я
10
шюи состоянии.
или цели
машины-следует,проверить eS полноту к
• «При получен
_ екце'ций во время -транспорта \йх’определить
Нааава. трансйор'^рув^ся
Пой 5 ,,,.
этом up
з непазло
вгнШаиие. чтобы тооон
< .1-
бы дю йлестягм:
о в,вадов,труо опроводо а
или
ПОХОЖИ}
поверхности
. , 'руЕОЯ^ОК,
чувствительных чаете*»
К Л ИДдС л
Ordnunos-Nummwr
г
chipmaker.ru
Ausgabe':
дьио ’
тряпк}
к
следующей СПО;
из
<
А
Ordnur>Qi-Numm<r
• ; J и
irttfOJlHriT
с са я вля агся при
Г'О^цельс. около 40 по
приблизительно
1^0 литров
проточны?-* фильтер у всасывае -
и смене-касла.для этого следуе
при Сул из ит
ТГ)П
Ш .»♦!!
ввод кабеля может п
ровную поверхность цлоца,
П Л П Г П ФГ} Р.ПЯ ATAG Т. U С\ Kf ГТ U IT f
ио среде т вом фунда*. сят иi
ли» юл hvu х xJUM
площади дна.Для этого достаточен ватерпас в
•/ ПП ( j V Р» ММ /1 ГУ^Г\М1Л _ UM rttt Рл .!%ATL1 Ы иг . {•«Гьллт ис
до 0,8 мм/ЮОСмм,налагаемый в
бетоном до толщины.площади дна.После застывания
три машины,оатен следует'основ
нельзя употреблять волокнистые
вотошеи для
После удаления
бак для масла.
;<ости на задней стороне мамины следует
Наполняемое количество для РУЕ
Chinmaker.ru
F
Наполняемое количество для ВУЕ
Б качестве средства привода выбирается масло
цкфикацик,причём соразмерной считается теина_
принимается во внимание лучистая теплота печей/в кузнецах
калках и т.д./. .шературой экейлоатацпи ное
приблизительной температуры помещения в
7О°цольс. * ' ; ‘ .
• • ’ • • . 1* * а, ** ф f ь ’ • Р • , । • .« ♦ .
/•
Bearb.
При наполнения следует масло филвтрировать
Кудет достаточно,если магнитный
тельной тр^бы ‘ отмстить тольк^пр
отвинтить осторожно всасывательную трубу от-насоса и вынуть
вместе _с £ -1 ль терем. При вне >ании вставки фильтера из камеры
нольз ‘
хорош
;.11ри вябирании вставки фильтера из камеры
Ть1После очистки' следует всасывательную трубу опять, й
-у Насоса. " - “ ' ” . \
крепить
“| ~'е^kzeu^naschine^fabrik. Zeulenroda
W’Z tw VLV Wttmar
chipmaker.ru
Ausgabe.
о
Кос
п
4л—
С ВЫ
17
не меньше
максимально
I •
вся со всоми элемег
но
Ordnun^s^Nummer
ВнагЬ.
erkseugaaachinanfabrlk Zeulenroda
.„.- ..I...! I И.Ч I
Ш 29/11
мазки все смазочные места смазываются
ИШ1 ползуц
нагнетательной
воздух.
не доходит до исполнения
т:ш выталкивается находящийся в трубах
.черед пускок
слухи дамия
Коротким наз
DHKS
зиссимально
Chiomaker.ru
! 1
'.од следуя
действием
: на п13клгоченог*и’*Выключено”опредвляэгся.,соотнет>;т
;мие вращения мотора пристроенной стрелке»’чсли он
>
V4
45 4 WA *1 llvkXIJu
. согласны,то следует переменить полюса питательного провода м
ны.?сли направление вращения согласуется,то машина готова к
дробному пуску»После включения мотора нухгио подвинуть нагнетажш
яежколько раз так ,4X0* он •щё
GlDlM.J
WZ 1<Ю VI-V Weimar
chipmaker.ru
*
Ausgabe:
[Ifflll
I
пленке орудия производства
Fl
При нормальном исполнении вработаны в площадь стола'2 Т -образ-
ных паза.В них могут быть укреплены нижние орудия производства
посредством'пазовых камней,шпильками и натяжным железом.
Легкие верхние орудия производства с натяжной цапфой по s J°
- могут быть всажены в сверление ползуна и катяхёйы посрсдст=
вом натяжного винта/1/.1:олес тяжелые орудия производства ,верх=
в площади пол=
ВОМ
ние как и нижние,лучше укрепить в обоих - пазах
1 '* t • *•' ‘ t* g* * 4* * .
зуна.Ус^ройка орудий производства легко проводится вследс
поперечного положения этш
пресс снабжен останавливающим клапаном для защиты, против по <и
женкя нагнета м “ "
дить смену орудия только при ходе мотора
позов к пазам стола.Хотя ка*
{тельного ползуна в застое,рекойондуехся
upon 3 ЬО~
Установка подъема
встройке освобождается звездчатая рукомтка/// у ус««»овки
iua п Легким .ударом ладонью приводите!: зубчатое, занаплеьме
ч Т* » Т • 1 - * ?’
Затем следует двинуть ползун вн;. ь п^езж.-1 мой ..
:С ч►СЗЖ4'•*-' ИЗ -ЭТО Г
При
ПОД
из сцеплови*
рабочей ёмкости цилиндра;и выключить мотор
положения подъём вверх и. вниз измеряется *#«рной л.-- « и пел/
чей нм е данные устанавливаются у обоих к<ч.гц /3 и 4 /.it- 'j|e .«
J в el • •*
го установка подъёма зажимается опять «репко звез; ,;*тъй рук*
кой.После включения мотора проезжает ползун тольн j-c:.
иую рабочую, ёмкость цилиндра.
Для достижения точной нагнетательной высоте .»ужно л; ьду чотун
з приборах устойчивый упор,так как установка подъема работает
в зависимости ст скорости ползуна. Л .
Предварительны.
1 выбор нагнетательной сияй
Chiomaker.ru
F
установка требуемой нагнетательной силы .нах г. мае тем ричлг
<• •
Г.При действии ножного или ручного рычага нагнет-, гельиый
BBOJ.
ползун остаётся в установленном верхнем конечном положении. ш
нататольнутэ силу можно установить у • звездчато>ирукоягки”йнгне=
тательная сила’’/6/ под контролью измерителя, нагнетательной сл=
лы/7/.После произведённой установи
рычаг/>/нажииается опн
предварительного выбору спедуот приводить
ВеагЬ.
Ordnungs-Nummar
01/21/1!
' VB3 ‘ ", . ....
’7erkz eugmaschinenfa brik Zeul enroda
WZ lUU VJ.4 Weimar
chipmaker.ru
Ausgabe
H < Inn \ 4 V Wtimnr
chipmaker.ru
I
Ausgabe;
t
ВеагЬ.
действие только при
устое
аыключснле И31!^фнтеля нагнетатЬльц0й
г
очистит
обследовать
Chiomaker.ru
ном верхнем приемом полосе
действие только
силы.Приводовод
Равномерность,© ко
«¥•••»' ч • 2l.-* - 4
<шины,является решающей для
новить по плану.
по полугодам
ежегодно:
в порядок,
ооследовать г
по- обновлению
контролировать уро в эн ь X»
обследовать
ск. происходят очистка., ейаака и надэ
ни,Работы следует
R4-JL *41^/4• > * > • < • Г < • • JT
лвмерйт^ль нагнетательной силы приводится в
для -установки и для контроли нагнетательной
произволегде он выключается посредством- находящегося под шш
зэездчатого рычага/8/. '
; Срока ;
•г еженедельно:
* <• % t
релэ к выключатели.
* w"*
машину но приведению
олзктричоское оборудование
Следует только по дрилатающему плану проводов произвест
ключвпиС питательного провода у клеммоBEST и Мр.-
Обращение с электрическим сооружением:
При пуске в код следует определить:
1. соответствует ди напряжение указаниям план
‘. -л . течения тока? " . .. - .
находится в машине готово к пуску.
и • при=-
канительные
/
вставлены ли правильные
плавкие патроны?/См.план течения тока и Ыашяннуь
плакатку./
Совпадает ли направлена
В порядке ли принятие
.Очистка/ электрических приборов.
: ' Для' продувания мотор
вращения мотора? .
тока?Включить амперыетр
Ordnungs-Nummer
QT^zeugmaschiner; ab^ik Zeuier^or’a
WZ IM VLV Weimar
IU/W1I
<
chipmaker.ru
Hfflll
упло'ГНОИЛЯ ИС ВС рЛ Л
U
Ве«*гЬ.
вать
I
Ordnungs-Nu'nmcr
Hl/W/il
"e^kssagmascliineniubrik Ze-ile^^oda
Зсо'нормальные машины
управление^, (9) так
Для работ,Яри которых
и 'для таких । _ ' , , _
йки канавок,рекомендуется работать и ручным й пожный: рычйкным
управлением» .
При обслуживании сидя можно лёгким нажимом снаружи снять рычаг
ножного управления и надеть его внутри.для этого, следует подйи:
путь болт рычага ножного управление внутрь.При надевания болт
рычага ножного управления поддержать снар^хио j ——
работах над стружкоЙуйт&мпова:
оборудованы как рычажный ручным и ножным
и двухру чныв управлением 00) •
приходится точно к топко прессовать,как
со сравнительно длинным подъёмом,напр.при вырезывая
• »
X-
£ ели о n а с о ва т ьея возможности, цри
йиеи и прессованием с подъёмом более чем на 8мм контузить паль-
цы, слодуе г запереть на ключ ножное и ручное управления рычага»
Для этого у п.сдшЖнлка ручного управления рычага (11) под од-
новременным давлением йа звездчатую рукоятку повернуть замок,
направо,пока цожно будет вытянуть опять ключ» .’л-- -чениелп; схо=
длт в оборотном порядке,причем одновременно следует тянуть
звездчатую рукоятку и придерживать ручной рычаг вверх.Решение
надобности, двухручного способа работы зависит от рабочего про=
цесса и от' применённых приборов.
УплотнснУхС . ползуна
. йсли между ползуном
нием компрессионного кольца (15) »8
ионное уплотнение но получится,тоследует
ползуна«.3убчатая ройка освобождается из г
двигается вверх.Когда выкручен натятигой .винт (1) ,
тить ллос.адь полз /на от ползун- .При этом ползун при
штифтом (15) •После оазнязки 6 винтов (16) следует
ное ксихьцо с крицр&ссноняыи кольцом. Старые ; - -
дв^мя гвоздевыми сверлами и вытянуть.При всавке новых уплотне=
яин нельзя повредить губы уплотнений. ,
после того встраивается опор .ое кольцо б^з коипрессйолмого коль
ца и привинчивается.тогда посредством компрессионного кольца
1; рИТЯ1 .ВЛ; i ИЯ уПЛи i I:j;1 . .-.Я. ЦлЛ ЬНОЙШИЙ МОНТАЖ : • ь следо-
: (1?) и компрессионным кольцом (15) нокажет=
ся масло,то уплотнение.ползуна £14) поДрсгуляруётся притягивав
• ...СЛМ ЭТОЙ ПрИТЯлЗСрЙ безукорыз
1 сменить уплотнение
площаДи ползуна и перс=
' ,МОЖНОДОТВМНх
дэржквас-тся .
W/ Ifrf* VLV VTcin’tr
chipmaker.ru
Ausgabe:
г
* »
1S81.06/07
-------noch Schnmervorschrift schmieren
accenttich schrmeren
Sch enter plan
3) lubricate MeeKiy
Ordnun^s-Nummer
Bor b.
л -Л я смазки пресс гидрав-иический однос-
тоечнъ.'й
Смазывать no руководству длу с'пазпм
СмаЗЬВЗТЬ
смазывать, ежелнеано
instruction
nerkzeu^aascuiuenrabrik beulei.rooa
11 1 r - . . W _ • - - -T-- -- I* I I ———————
WZ 160 VLV Weimar
llt/29'И
chipmaker.ru
Ausgabe;
означение
вязкост
место
-
Гидр^аяика
ч*
ДИСК ’ПОДЪС;
iuel ч *
нал лромежу
ТОЗДОГО КО-
лес4
яотор
л ’-1Л . ,
У 1 *
днезпс
лило
I
• »•*
arkzeugmaschinenfabrik Zeulenroda
fl Ш
Н1/ЗД/П
WZIW VI.V Wrima»
)
I
натерши
CinciO&L
машинное
наело
МЗДйИНКЫ
YJip
Мздинйо®
масло •
tjoaop смазки
Подшййнпк
рула
маеяииое
масло
им=
БОЛ
ЧАСТО±
______
кол* ч :
.тво
ВйТЬ
вить
4
р асиределэт.-
•’У-__________
(лаш'.нно’?
аж© не-,
дет це
мдшйнйое
машинное
для пол
;ик>-
масло i
лило
ВЫИ
*Т1
лило
нын
ЛИДС-
?вы и и
«жен е:
делык
йжане"
доя ь по
пить
..—
f 19
йап олни
то&ысо
ВеагЬ.
chipmaker.ru
•*—
v h
V
X
к-ч-’/e
•Т ’
Л*.
»ч пл
о
* 1
ifW
1 >цг
< г
Л-
If
Л
.
5
Л *ряж-
&*!
лЛКлч
LA#
< *
л*
%'*.
Ш
К?
ri •• F’ -
Л
с.
ги
Чч -ч
WW-
VLV Vlohr.af
-Г Я
*»
chipmaker.ru
I«
J
i
D
Din 650
Gewichi
630
2200
2520
900
2270
2350
100O
2720
Werkstoff:
Halbztug:
kg
MaHstab
<20
flee Ze/сАел
Tag | Name
W/ «М vrv *9'tnar
Chiomaker.ru
। M60-’
^250
280 -|
Kabeleinfuhrung —
unferViur ,
----- 1koo ---
вес А квкелн no а поверх ноп h)
700
1295
Zul. 4Д«ге/сЛ. nkhf tol btarb. MaB*
"*'-10
10-30
зо-ао
56
Heorb
DIN 650
—OlablaB
выпуек
маслв
180*
700 -
ГиАйаЛИЧвСКИИ одноколонный
noecc i
Вемппипд:
Ну dr Ein slander
PUE2S*"35S
Soch-Nr.: '
1581.01 - 009 A (k)
.ru
i^T
Chiomaker.ru
—
tow
a.
Motor
Motor: M-
MOTOP n.
№
-Kvi KQ
l&OO Ujmin
06/M <
r.p. m
Th Di D2
ZbV
green
зелено
НрдСHO
red
Jl ii
. Zul. AbwaicH. nfchl tol.begrb. Malte
10-30
io : ±0,1
I
30- 180
W Ю0- 507
ЛМО Ч ±0,3 500-1000
:" Tdg Nome
±0,6
ЛлЛгилу 7 Й
fcniti ................ w *1
Mririg
diagram
22oj3?oy
I
•rw
Gepr.
^Qrkstoff: ^ЦЦ|ЦНрЦВ|НВрНВНВ||Н|Ц1|Н|^^рН
\Плзн распределения д^?я 22oj
\cTd 5"и>7 И 3 /4 ру Цщ а я т© та
Benennung: . пц
Schaltplan Тыг220/38С^
\ f^O У Steuerspanrwn
МЙ31ми
Halbzeug:
Rohgewicht
8 220 Q
Mabit
X^R'i^r^. 5ос.л1лкА лее ллл -^L/J V^
1, */584.07*003 Sp (i)
5ь^Дг- X d| £n- t‘
** Jk ’ ^*'.1 . V * -. -~- j hT. £1*'^* '.w »- - - !• - J 4 1 * bt \ . 11
Reg.-Zeichee
3» /vyp 7,Se
Зх NVP) 0.75e
4c ’ -Л>‘.'ООЯ 3626t VLV
aker.ru
Зх Л» УР 0,?5е
мм м
Zl Ahwetch »>cht tel bearb *^аЛе
-10
0.1
so- wo
Ш 500
30-Ы 4 0
fflg
Bearb 4,
Gcpr
500-1000
Vorm.
chipmaker.ru
: ft)
Za. Abwelch л cht tel bfQrb ^a&t
Wer к staff.
Halbzeuq:
Ю-Ю
30-40
-0,2
‘0.3
90- 190
190- 500
500-1000
*0.6
-to
I 1
kg-.
Chiomaker.ru
/
Bearb
Gepr
Norm.
л₽с.35да
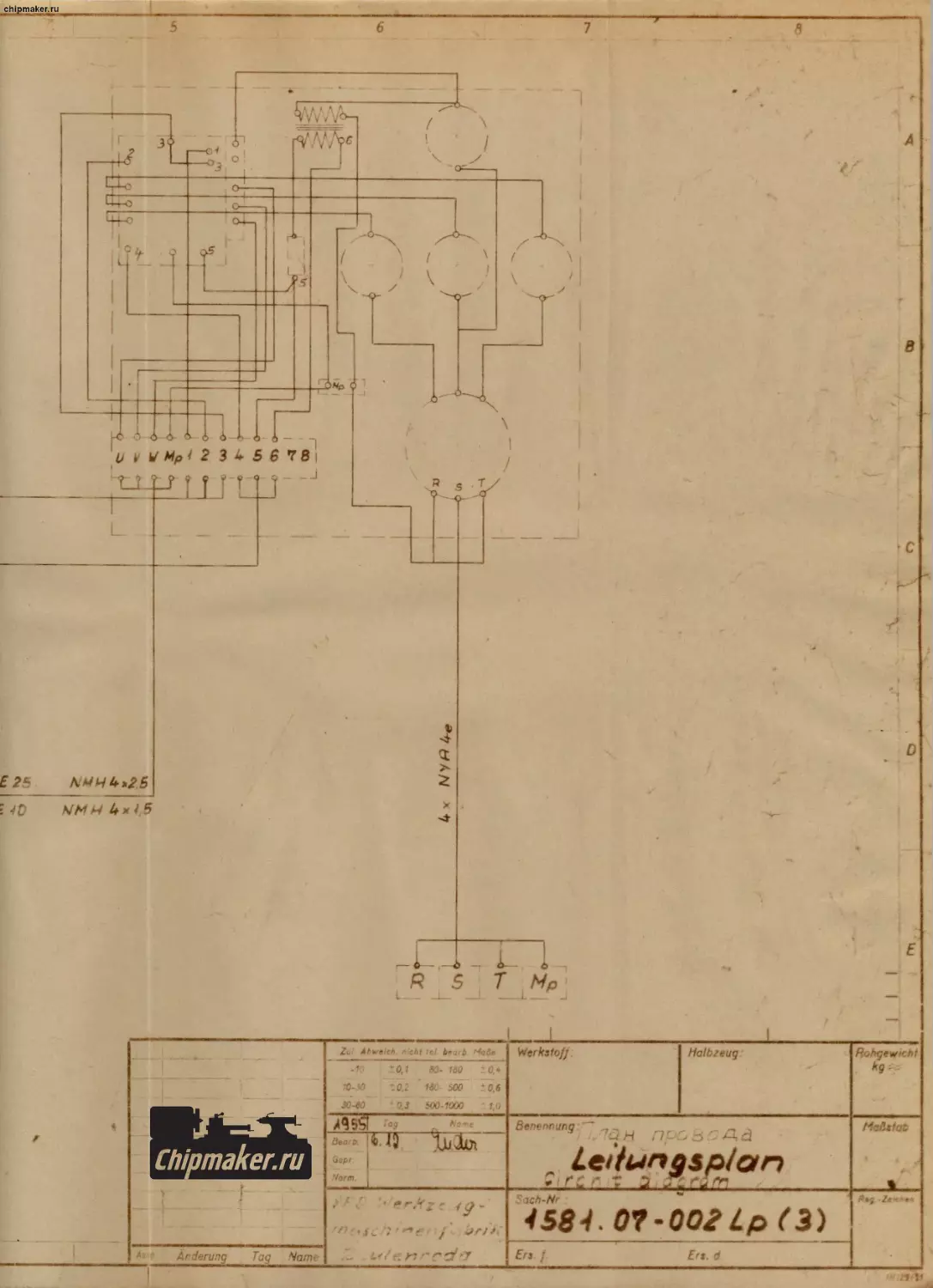
, Led^ngiplQn
Sach-Nr
<S84. (rt-0O2Lp 63)
Habitat
T
Ау л An derung Tag Name
chipmaker.ru
Ausgabe:
А
1581 ♦ оь
список износных ча
Преды’е
оооэначвкио
обозначение
штн
<’ птк.
*
Средняя цапфаг.
-Ко опус цилиндра
1-4
18
поршень
!
Накликая
1581.07-812*10 (5)
1531.07-800:08(3)
15- х
8о
каутазит
2 койплёйта
комплекта
>
▼
ц-до
ва
нака
Поршень ±0
6мм. .
«
$
<
я
г
4
к»
1
Ordnungs-Nu m m« г
oO
44
Уплотнения .
ползуна.'.: ’
UK/ кольца
1ТЙТЖ?ЛаЯ
НС
li змврит оль наг-
яетателыюЙ си—
• вы с Цгферйлато.^
Цла з$н о вс та вйя
пробе—
•и.
VBB ,7 — • '
?fe Sczeugraascfrinenfgbrik ^eulenroda
1581.07-312:10
• • •* А ♦ W
1581.о7-3оо:о2 (1) ;
Накиыиая-пру- )
хина • •' : \
Втулка управления-
Дисковые ЦРУ- !
' ЗИНЫ :
f Я
Лжс.
СО'А подшипник
1851.07-111:18
Пру ки- .
г
У
яамиочк1
." .йиаанйя
14
! 14
1581.о4-8ооз22 (4)
(4)
1581fto6-8o0:o9 (3
1581.о6-8оо:11 (4
' .. tr ?> <г
1581Ооб-32о:17 (1
< Z 160 VLV Wdmir
IIW11
chipmaker.ru
Ausgabe:
шяно новые ц
гЖЛК
выключатель
Веятель
илу нагг
хода
-
4
ре вянную•колод
выключать
в*-т
F
Ordnunfli-Nummer
Chinmaker.ru
V
ную кнопку"шел
Включе
пр о л а в о
Я ПОЙ этой положить
. ; ума *7‘'^<г*.< . ..? -г; . /
Vre^kzeu^naechineni’abrik Zeulenrofia
CLil О J
14
OOl
f f?
нов
ВЫ О OL
ры 43 г
зарйтельныи выбор
ж§^м|НННН|
мотор красно!
ручного рычага съехать' полз
рукоятку
1
вниз* ош
Маашна. готова R зксплоатацци!
замок
дмнить^ ручной И НОЖНЫ?!
гУФм.' •.йвокиы е
при одновр
ю рукоя^су»
-д4
#1
илом.вр на
•Л 1А
ВО вргмл рабоч«гс
j йолзун фазъехался викз
% )
<
WZ IM VLV Weimar
**-
ядоп
chipmaker.ru
Ausgabe:
1
chipmaker.ru
I
г
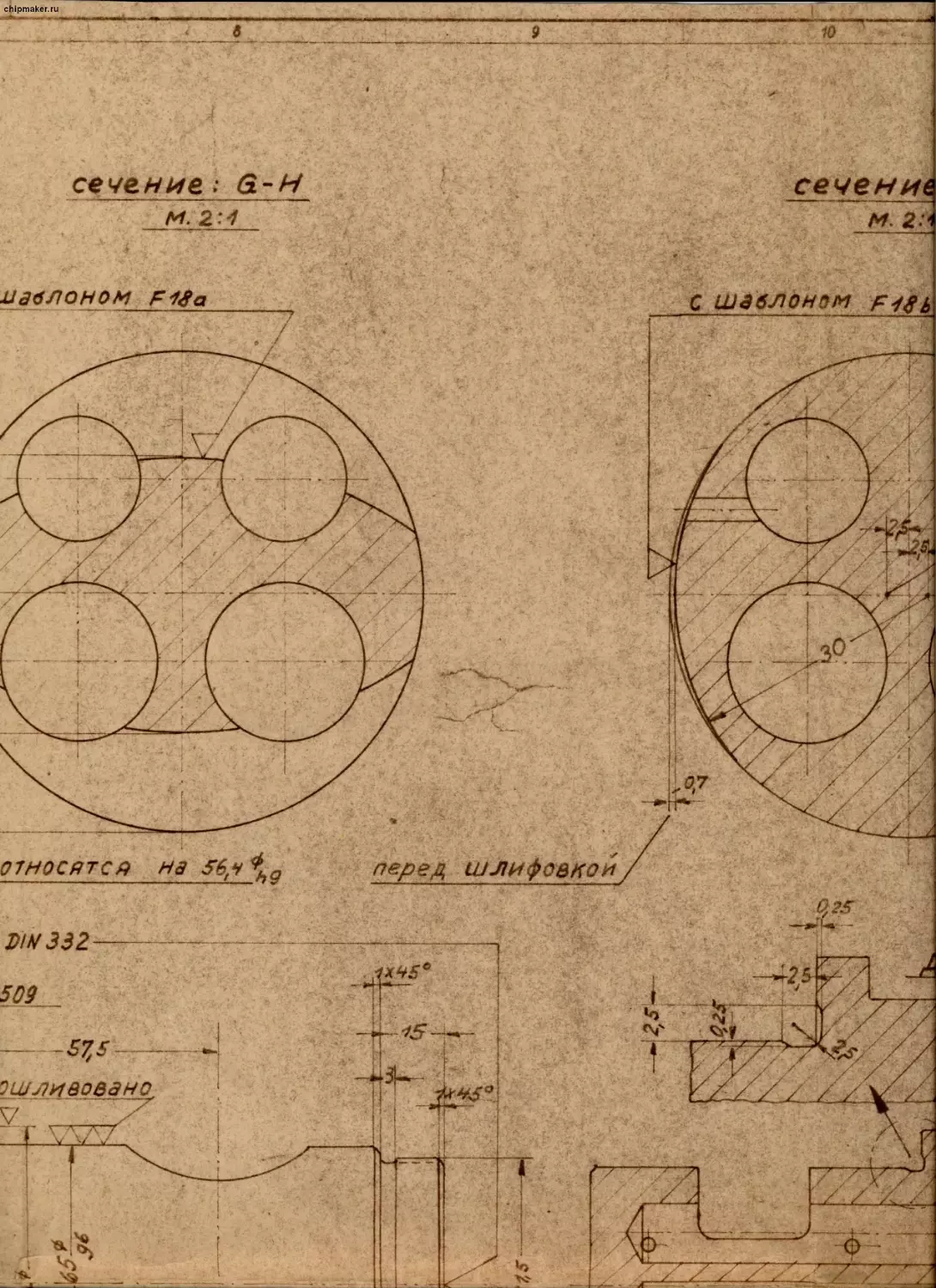
чение: //- В
С LU'кланом
Г
Chiomaker.ru
и
chipmaker.ru
• Ж1
I
трлтирано
• ’ Ht*< V* м
• I II кП
г/.
! - — ---- —
С шаблоном F1£a
относятся
83 DIN 332
Л 2,5 2)Ш 509
ошливрвано
сечение
наклоном FT# a
С Ш36Л0Н0М F48b
509
ъшлизовано
относятся
Л! К 332
перед шлифовкой
Ctiiomaker.ru
Chipmaker.ru
a
ке и нормальном накаливании температуру
1 > Порядок
J - в w t i’% • • ’ * - — .• - •* "All * “~ А . -.- ‘ к нгЕл
* г • _1 f Jr * *• « * * «JE ж ’Wb/' * *\ • • *• < г*" «ж* **“ *«r w' <- Д •
У. Пред варите ль.
' Р нормального
2- Нормальное р
ь так как тогда крупнозернистое образование
по...... криво
для вставки-
¥ Вставлять -
Срерлить и о
& Первая ^-закал>
7. Окончательная
-*-«**• нр иво м •
8. Пускать
\ меры относятся на
— 83 DIN 332
И 2,$ DIN 509 _
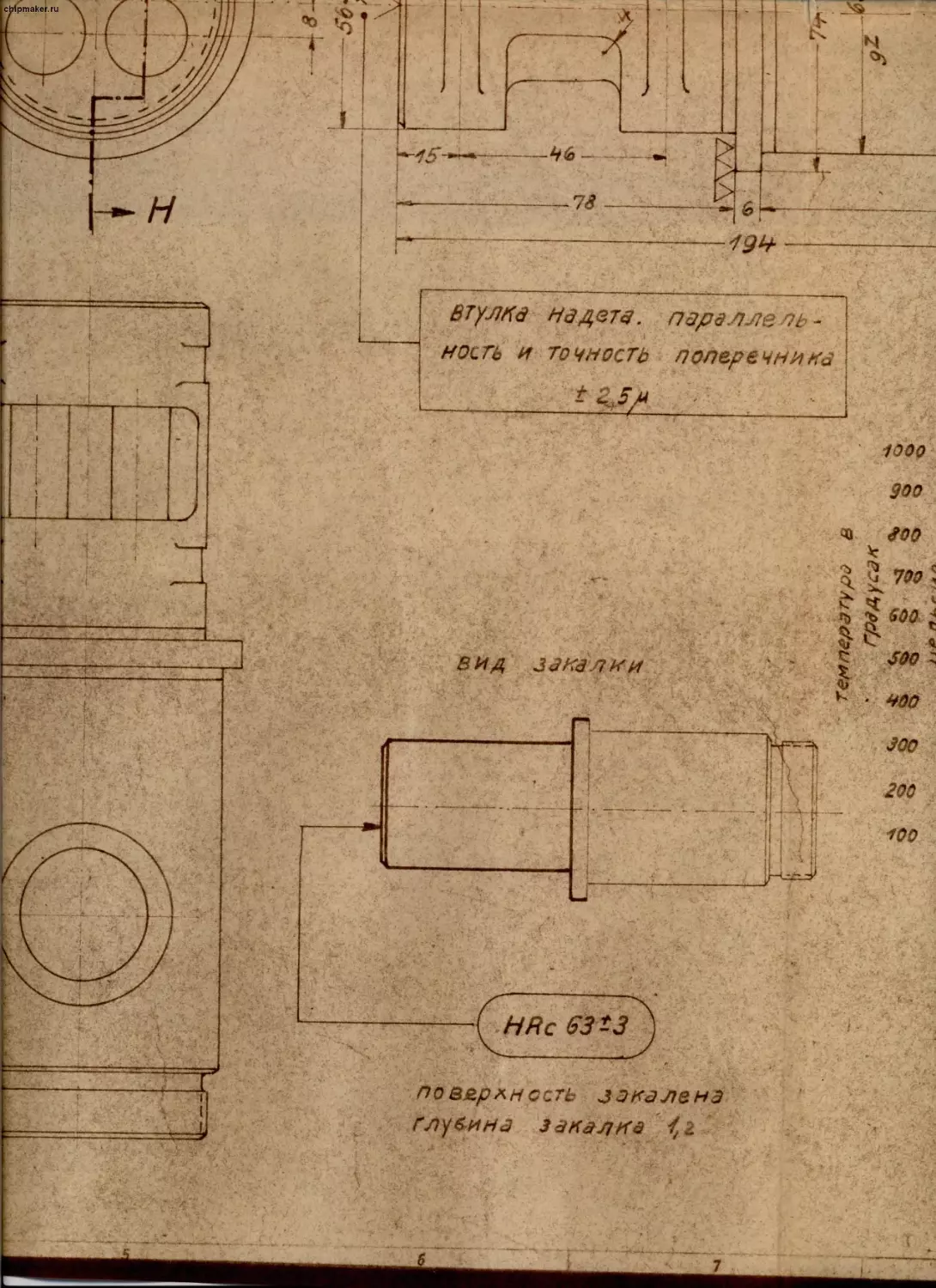
втулка
мосгь л
надета.
точность
пара л ле ль -
п опер е чн и на
1 - - Ahi
chipmaker.ru
и
Chiomaker.ru
ru
т ♦ л
вММВйвм
*Л
• ч
. х <
УХ •(-•
*
; v F«
Г>‘ с *
т >
•я
'•C-J
XV .
I
. г
**
•
г i
Л
г <;
Г «V
JrJ
\г
‘i
£ JU
А
*7Л>
> ...
t .«
7d
<r • . ’ J-J
*|.<
вставкой ;
\«г.'
£
—
С-Л
перед, норма льны м
ра ска л иванием
Л
ДР.»
Л
<♦ / ’»,Г
: Wt. -
р. £
льным
ем .
Chiomaker.ru
О 07^
chipmaker.ru
Chiomaker.ru
втулка
носгь и
пов&р*н<
глубина
параллель -
i—
-
QQ
I*
1
<ъ
<ь
.
*
1
2
SU
(
Cr
HRc 63-3
(
I
закалка t
. •
»
A Jr **
5.
t
4 •
•t
> *
г •
И >•
ft. L
> »L£
/>>
W
if?
^4*
12» •
Л)
• Л
ЛК
r^i
г
А
- W!» » 1
*• А Тй Д| <\<<| »
'Г-wvX :
• V I
•? А < ’
> .V
’* л
>
закалки
>< I1
L I1
'
втулка
и ость и
———
, 4
*1—
надета
то чнос ть п опер е чни ка
1000*
Зоо
too
ъ SOO
a. >
поверхность аакаленэ
гл^бина
300
wo
300
200
100
1
*
-М—г
(а надета.
и точность
закалки
.HRс 63^3
। 4
194-
-но-
f* •
г
ян
пар а л ле ль -
*• ’* ?» ' ” • ** •/ **
п опер е чн и ка
“ ' J
♦* 'Г iS t-
.5;V'
<•_ I • - T^I
- T W
“ • > Лъ/W
* ' »r
VI ’*>£.* 1
- . - - - -i .
юность закалена
V* .• • f ъ • ' >
ia закалка 1.г
Ч* •’4
Ям ।
Прм закалке . и нормальном накаливании
j- * «♦, '.-<л' г"• а ;;. •. j‘s ’* ? ''££•''Sttr *4'*
не держать, так как тогда \крупнозерни
( 1 /ч »S 1 Л * * С /', е
QQ
я»
900
too
чоо
зоо
200
юо
>
£ ч'
♦ ’?*
►^*-*i*^ *4
J -fi *A
r<- х.;
4-—Л-
1 *
лЯь
т VCi
W*** i
Ы *У
в не.»*
,'
ii HMk । У i 4
I *-J.4.
—- +-i-
время
в
4
Ф?7<Л
Л7 к • *' I ^- '
J.._ . r.
jF’ *
3 10
fr r #xvWF,l4Д « *L-
®*v?' >v‘
часах
* T-, д, T
л?£®4
А
V* С-
и
4
-л
5ч
л Ъг5
*• - .
, Av _dt
tit
Ж
1
- .
1'4
V-
31
?А‘Д
> *
, •,
/ 0<
f .-
г 4чjC
ч
с-.
.<ма,.
Г»
W А
V£>. а £ Ч - . Н
V
’’Ж
•W?*
‘И
$>• M*
t*V **r
t -
*
18о
Г, ’
Ч- '• Л *-♦’>
Л
st
к
<* <
я
f
и температуру
ис г се образование
Яв
it
42, •.!»*<
t
Л
г/
—-
<• -.
г '.
С т
*-
l
Г|4
1У *р rs
•r*i Л
’
•А
’* * *4
’ ^ГНм
SH *>
4
& ть
LYi
1 ; Л 1
Ж. .Л
Г*л.~ ..г
ДрНгвтг
; - LjlilC Vе *•
>• .<4^
•7> Ч- KT'j* 'I
• , •» 5 < t
,< зд^* iv». -'• ‘ V ',
47
* <
4
ГЛ
ML'
I
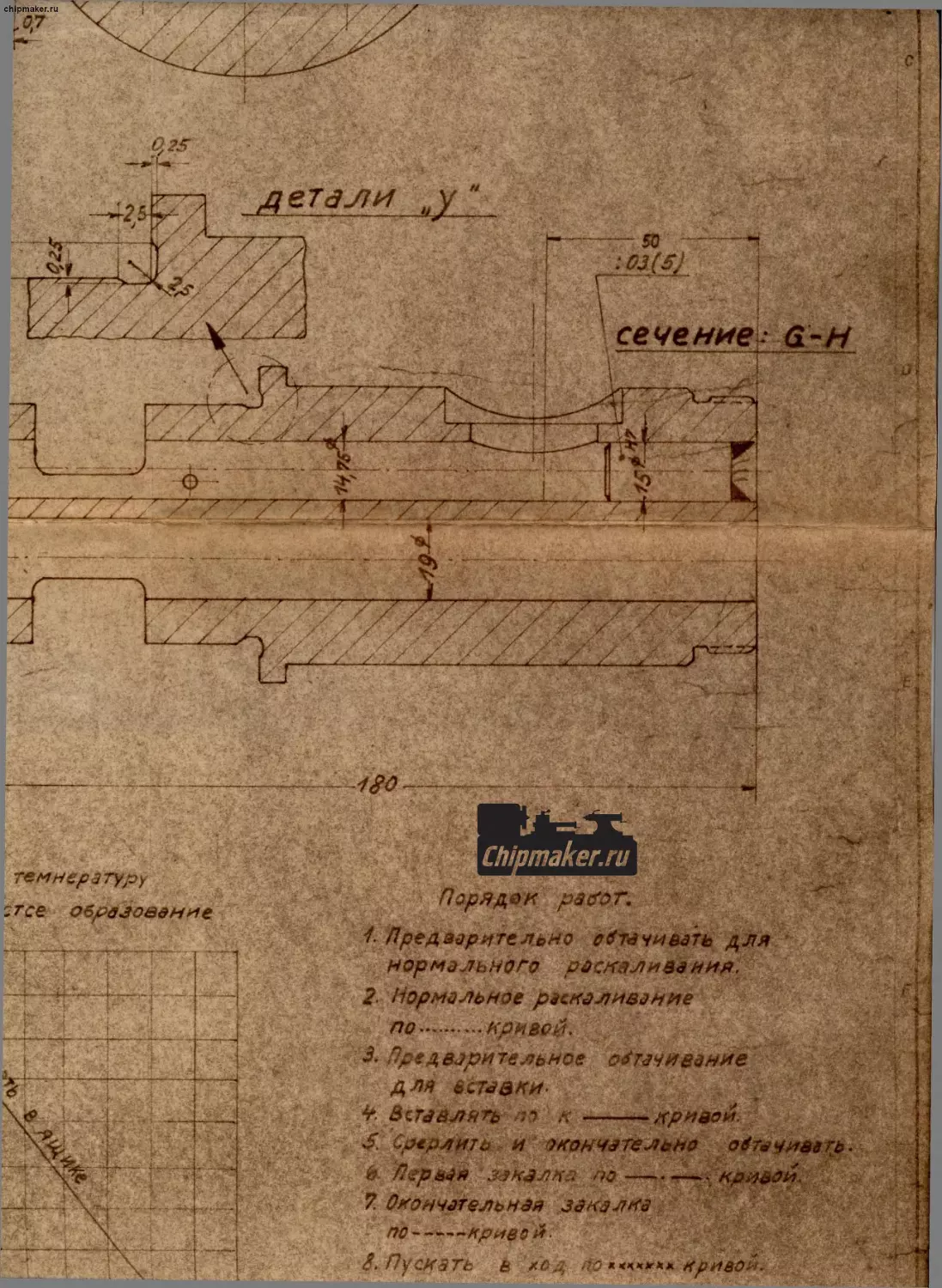
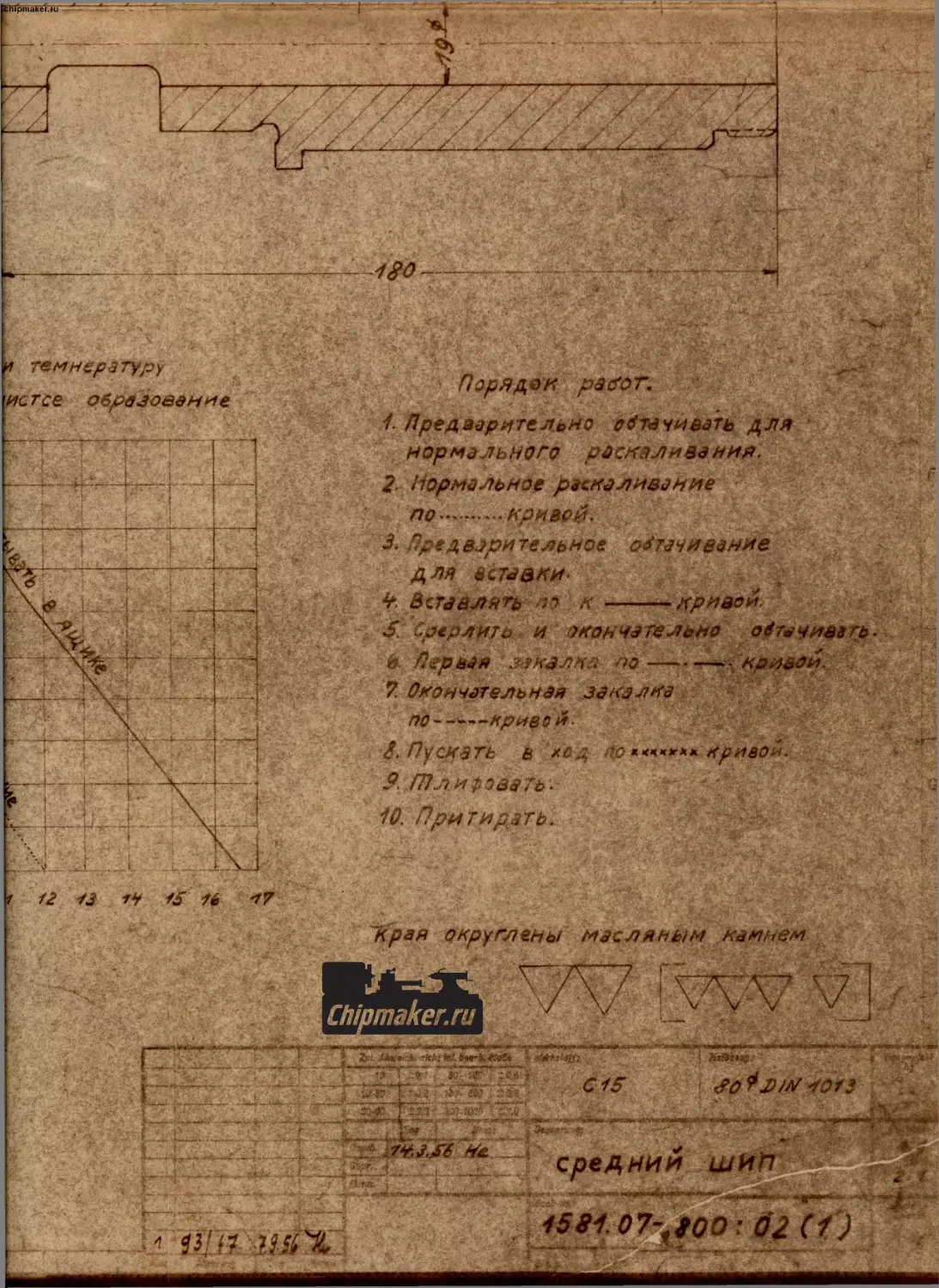
Порядок ра&от. •.1
1. Предварительно обтачивать для
нормального раскзливания.
2 Нормальное раскаливание
по.......криво#.
3. Предварительное обтачивание: •
Д ЛЯ
¥. Вставлять - по к
<7ft-
кривой. _-,- г М/;;
5. Орариито и окончательно оетвчиаагь
Пер на я ^закалка; ло------- * криаои.^^
7. Окончательная закалка
о П0--
Крив О И
10. Притирать.
ж
1\с
г
С
4
краяокруглены масляным камнем
• я
•fc-T
Chinmaker.ru
a v т*
> *:
*<*
^01
W' Ж фебЧПф-Ъ'ТЯ ъ *Яг
Ь ?->kl Дд Ь?.
средний шип
1581.07-.800-. 02 (Г)
г j
MJL ИЧИ _ жДJBL,ДJL.,
rkbi tel Ь<мг^, -КаВ^ £
*♦ • жмТ**
э • 9
► д’ ж
...
I *
мях
установочная -
ЛИНЯЯ
с 07-000 ов!3)
\
\
chipmaker.ru
*
уеганово чная
Линия
притирано
Chiomaker.ru
10
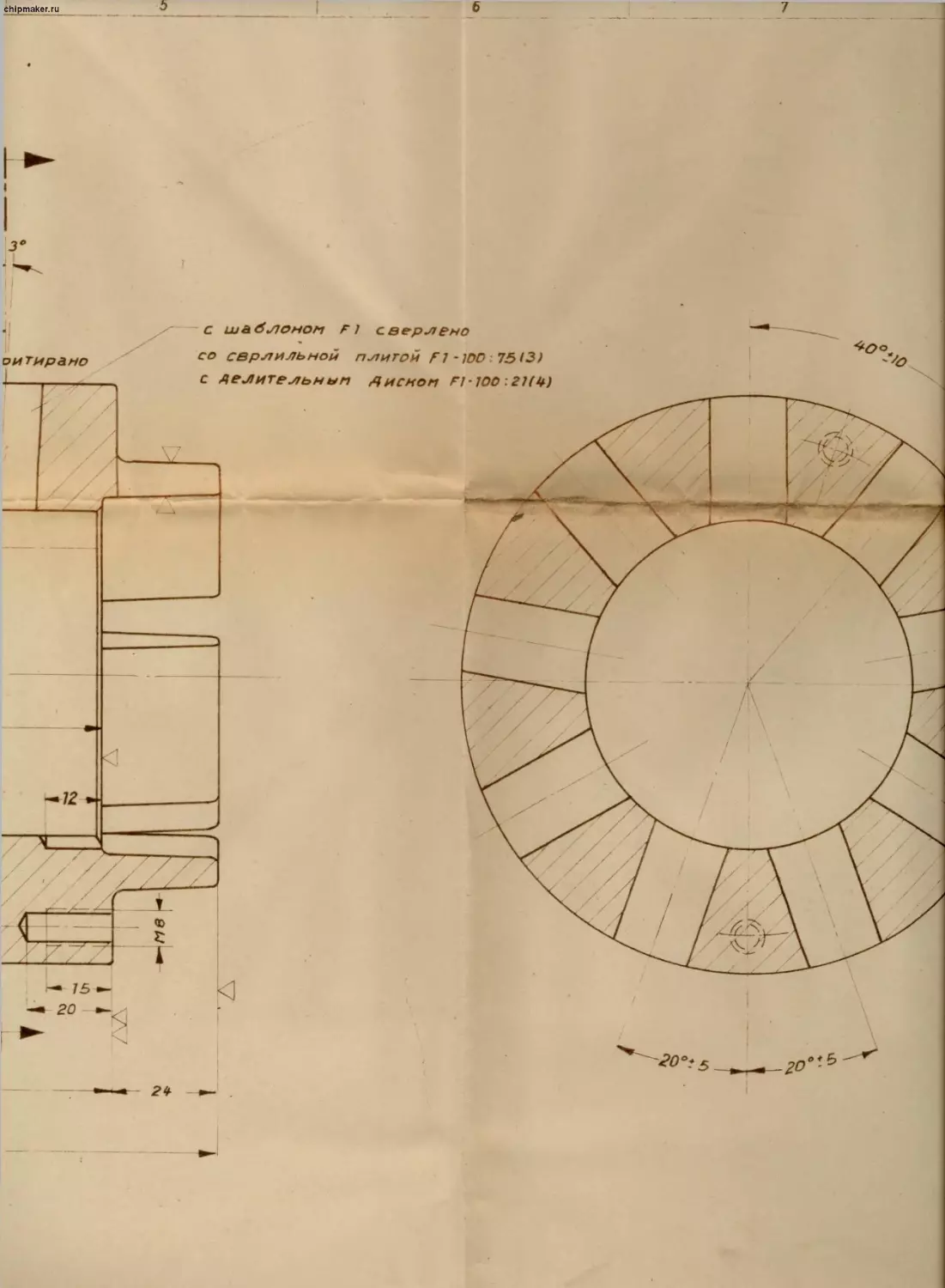
с шаблонов Fl сверлено
со сврлильнои ПЛИТОИ Fl-ЮОЛ
с делительнып А йеной fpioo
chipmaker.ru
оитирано
С
wad лоном
сверлено
сврлильной Плигой F1 - )00 : 73 !3)
с делительннм Диенов Г1-юо\21(Ц)
20
chipmaker.ru
О
о
упорнвя перо
сверл ено
Ц И СНОП И *100:21(4)
16
*0,00 3
Chiomaker.ru
ZulAbweeh toi Math
Aus-
gebe
Teg Name
Halbzeua
f<Qhgv*i<.ht
-10
10-30
30-10
Gepr
Norm
t0.2
2D. 2
BQ- 1BQ
100 500 ±0 6
SCO-10ОО 11.0
hgmt
Chlpmaker.ru
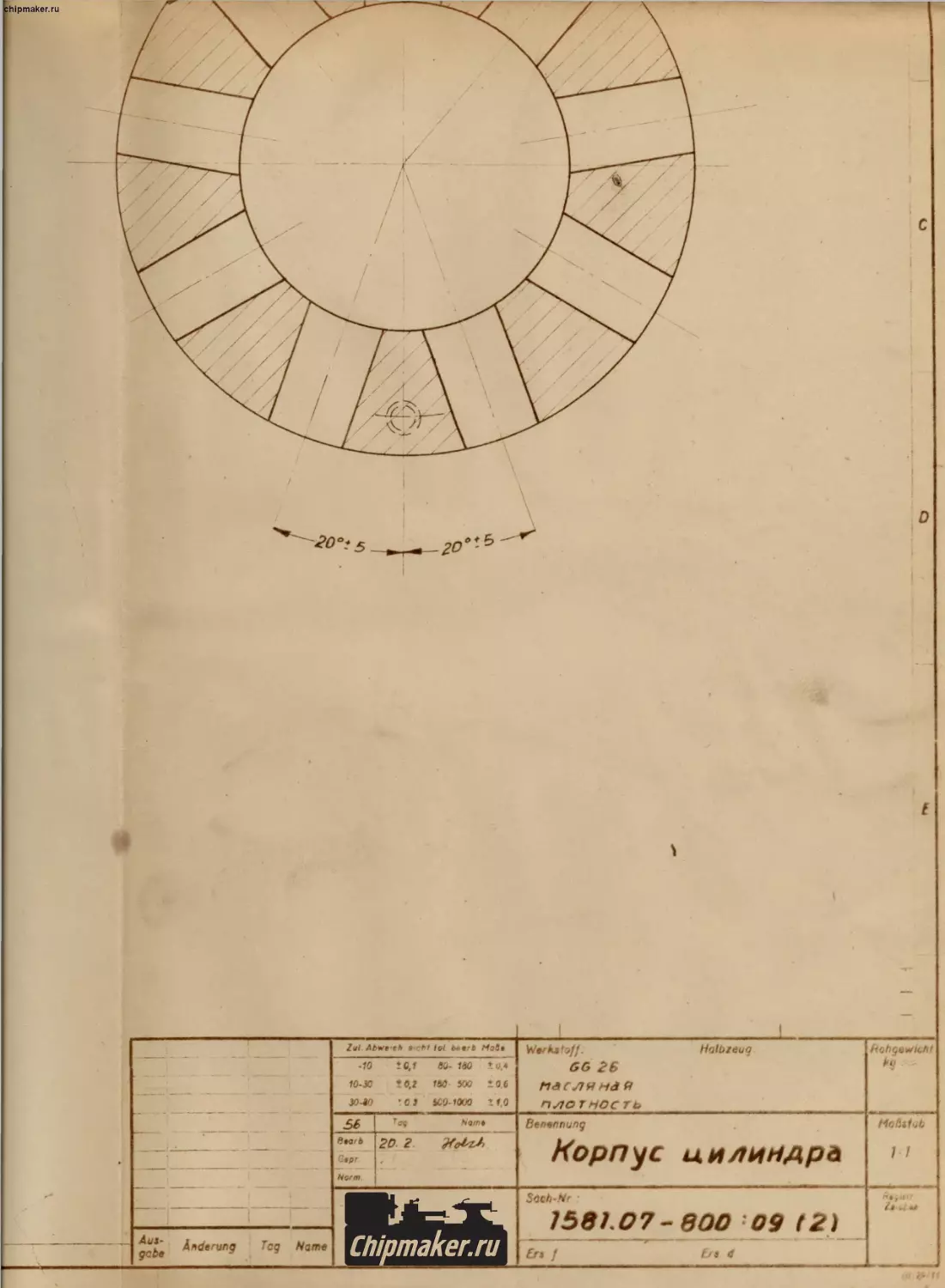
GG 2Б
н&сляна я
nyio гное ть
Berwnung
Корпус иилиндрь
Soch-Nr?
1581.07-900 09 12)
tlqMut,
2
ЯС-
шлифовано
л
?
I
* *
t J
Ma&sfab
D
Reg. -Zeichen
*u*s- Anderung
радиуса обгачено и
О)
7?
Ф
йи?.
• • Л
1OD
ЛН.
WNW - КТМ Г JSO DiN ААГг. Ag IMIbblDDR!36263 VL V Weimar
края
0,5 радиусом легко окру г лены
нас лянын камнем
притирано
Bi
0,5*45
ч илиндриси гет и
круглость но
закалено
L,
«
19
31
0.6
< W
Zui. Abweicfi nicht tol. bocrb. MaBe
К Ю J . 0,2 180- 500
|** *--->»« >- ТгЛ
0,3 500-1000 tto
Bearb
Norm
Nome
o.t
Halbzeug:
DIN 1013
Rohgewicht
kg
Bc-nenoung:
Порш ень
Sach-Hr
chipmaker.ru
fit 25 * red graduation
У 25 » Красная черта
1 To * И;97^ КГ/см
Piston » dGOf
Поршень e
Manometer MHO* 250
№ 160^3
Zul. Abwefoh. nichf fol bearb. Ho8o
10 I ±0.1 I
10-30 to,2 I
30-80 ±0.3 I
80- 180 | ±0,4
180- 500 tO/
500-1000 , ±1,0
Tag ! Name
Aurg. indorung Tag Name
B’arb &L55
Gepr.
Norm. ,
— L.m ! £j.i
X £ В Hertrxeug -
moschi nen fa briM
Z.e len r jcTi Th.
Werbtfoff;
Манометр
M 110x290
Holbteug:
Rnbgewicht
M160 x 250
DlH 160 h-3
ЦиферГЛа
Zifferblatt Dial
Sach.Nr.;
1561.07-620:17(1.)
MaBt'ab
Reglttr. •
Zeicben
WMW KTM T 109 DtN Ab Tr A W16801 9,5 VIV Weimar
HI 29 i
I
r
chipmaker.ru
j
T
ч
*
P - hWfp-Kq
I"'
at
'л f
-
5,9 -ir&Kq
V
1
L
»
wire
A
I
i
• I
i A’/
w '
J
*•-* •- !• if
4
L
ZuL Abweich. nicht lol, bearb. Mate
/Vumber of turns
Length of wire
Stability of spring C
sleding rate (5
**2035 m>w
L’a ► * •
e 23oo Kgf/nip
D
Rnzahl der Windunaeri
ЧИСЛО ВИТКОВ^
Drahilange
ДЛ И ИЗ проволока
'Federsieife С ,
GOT КОСТЬ ПруЖИНЫС = 0,19 КГ/НМ
bet 6led ma /3 (S' * Q3OO Kg )mm
при нс Луле скол жен ия *<дзоокг/мм2
2035
-0,1$ Kg /rnm
WNW-KTMIT 150 DIN Д • T>. " Ag 138155IODR /36263 VLV Vii—r
mih
I
fC
V . У 1 » • ^.
9 икяй***9«>**^В
• 1Л i ru WJ .At- Ли ц.Ц
• * J • 1 mA • ь ' • E-’*"’* •,'<* /•*
J L -• IIM г r - 1 I9f * •!*... L * _ " _ * Z ’ - 1 l< *4* Л.
* «-г-(яавШ< -T*-—пш r4i -—« / r. ’
m l г~ж ж. »
•к \
‘5i ^Virr ж- ' > *
• г. г ж„й | j У
Aasg. Andefhng Tag Name
F^ -4
3
Werkstoff:
Halbzeug:
Rohgewicht
| ±0,1 L 80- 180 I ±0,4
10-30 ±0,2
500-1000 j ±1,0
30-80
Name
180- SCO ±0,6
- - — - i - - —
об
Bearb
Norm.
1S81.07 -ill. 18(4)
^ 4 r ‘
F 2 Din 2ОП6
ьное проволок
Feders^ ohldroht
пружинное ста
Benennuo9-- натяжная пружина
Zugfidar Sprit.
Май stab
Reg.-Z*icten
b
win
1. Anzoh! der fedemden Windy.*5,8
8 dazu ongebogen je Ende * Ot75Wdg. .?
Gestr&ckte Draht/6nge 9 29o
4 Fe&ersteife C • 0,7Skg/mm
-5. bei G/eifrno/3 G * dOOO kg/mm?
Zul. Abweich. л/cAf lol. baarb. Made
-10
10~30
60- 180 10,4
±0,2 j 180- 500 I 10,6
> !> ' »-— -• » • • •»!»д —• —« • i ia* • —— * »—-— — *•
30-80 ±0,3 j 500-1000 , ±1,0
Tag
e"'*- 24-5.54
Norm.
Cl
1 J*"4
Worksiotf: •Halbzoug-
пру ж и нн се с±аль ное проволсп)
Federstah!drahf гпг!л i с/лл/ uiv^
в"”яп“л»гА/<з> им на я пружинЬ
Druckfeder Jpwjy
11 ... III.Mill I !
Sack, fa;
. 15^ 07-812 06(5)
Rohqowicht
MaBstab
7^
Ze/cAe«
WMW KTM/T107 DIN 4 S > Д 56fO/*6>W 4
f
t
Miff n
chipmaker
поса^очнии
после втснни в ‘800 09(2)
сверхчисто сверлено и притир ано
излу чае мая
сырьевая
часть
40
3*45°
Chiomaker.ru
• v 2^с-8ОО 09(2)
оверлено
chipmaker.ru
(2)
6
прит и р ано
\воо 02(V
Z'-c-eOO 0912)
овер-Л&но
Chinmaker.ru
hipmaker.ru
взгляд на а
ZuL Abwfiiclt. intht tul btiUf b Mjffv
H’^ewicb
DIN 1716 * 1726
MaAitab
Benennung;
втулка управления
* ai
Name
tiearb
Gepr
Norm
-10 * Ц 1
4>-3U ' QJ
JO-W ' <03
eu- itju to.*
• —« -^Bn— —— - » m M
100- SOO * 0,6
SOO 1000 t 1,0
Narmt *
~ у сгансвс чная линия
912)
nalbzeug: ч
AT нос -компцндб
Soch-Nr:
1501.07-BOO 08 13)
chipmaker.ru
VEB Werkzeugmaschinenfabrik
Zeulenroda
Zeulenroda/Thiir.
Abnahme-Bedingungen fiir
Hydraulische Einsldnder-Pressen
Ba P 265
Type: *
Motor-Type und -Nr.
Drehzahl: u..<......
Fabrik-Nr.: 47Z4Z /бЦ*.,. -Nr.: ...... .......
.5/4.........402
. V Gewicht: netto
Sid. Stander-Nr........
ICT
Leistung:
kW
kg
Laufzeit der Presse auf dem Priifstand:
brutto
Abweichung
Nr. Gegensland der Messung
MeBgerate
zulassig
gemessen
mm auf
200
mm
300
mm
300
mm
mm
Auffederung des Slanders unfer Nenndruck
Parallelitat der Unlerseile
des StoBels zum Tisch
Rechlwinkligkeil der Werk-
zeugaufnahme zum Tisch
(Abweichung unten nur
zum Slander hin zulassig)
Druck
mm auf
MeBwinkel, MeB-
uhr und Haller
25 I
0,2
Rechlwinkligkeil der Std-
Belbewegung zum Tisch
in Richlung A —В •
Rechlwinkligkeil der Slo-
Belbewegung zum Tisch
in Richlung C—D
100 I Druck
0,3 mm auf
bis 250 I Druck
0,4 mm auf 300
Brinellharte der Ge-Teile
- - - ‘ -
4 I Druck
0,1
U/min. Belriebsspannung:
kg
bis
r
mm
bis
MeBuhr und Stan-
rnrri
bis
mm
750
mm
I
.ruck C,85
WEMA
Zeulenroda
BE
Chiomaker.ru
Spezialwinkel mil
Einspannzapfen
100 I Druck
0,1 5 mm auf 150
25 I Druck
0,1 mm auf 150
250 I Druck
0,2 mm auf 150
4 I Druck
0,05 mm auf 100
---A.......................
(Abnehmer des Empfangers)
(Werksabnehmer)
und Ein-
spannzapfen
MeBuhr und Stan-
34,54 V 7 7 2,0 357 MK 1331/56
chipmaker.ru
2В/И/1957
Prufimgsprotokoll Nr.
Datum: 11«9»?9ЭТ
Auftrags-Nr.: й ? J t • I • v. I I
Trans-Nr.: Ш 006 - 62 OIO
Gar an tie vermer к:
Fiir Ausfuhrung nach den Bedingungen des Auftrages bzw. EA, fiir Gleichwertigkeit aller gelieferten Gegen-
stande mit den gepruften, fiir Vollstandigkeit des Versandes nach Menge und Gewicht sowie fiir sachgemfifie
und vorschriftsmaBige Signierung haftet das Lieferwerk.
Lfd. Nr. Benennung der Ware
Masch.-Nr.: . Г I /Г / 7, ' 7C
Hydraulische Einsfanderpressen Type =5 Stuck
in Stahlstander-SchweiBkonstruktion,
Zylinder aus GrauguB.
Die Regulierung der StoBelgeschwindigkeiten ist von 0 bis zum Hdchstwert moglich. Die Begren-
zung der StoBelbewegung nach oben und unten geschieht durch verstellbare Skalenscheiben.
Die Druckeinstellung erfolgt stufenlos. r -
Arbeitsdruck abwarts bis * л л
aufwarts bis kg
StoBelgeschwindigkeiten im Leerlauf
abwarts bis
aufwarts bis
StoBelhub bis
Ausladung
Einbauhohe
Tischbreite
Tischtiefe
Leistung des Motors
mm/sec
mm/sec
mm
mm
mm
mm
mm
kW
Chiomaker.ru
1
Die Pressen sind ausgeriistet mit Stemkolbenpumpe, hydraulischen Armaturen, Druckma nometer, Motor,
Schaltgeraten und Installation. Betriebsspannung 380 Volt, mit dem erforderlichen Zubehor.
Analyse fiir Bleche des Standers der Maschinen liegt in Abschrift den Mappen „Technische Unterlagen" bei.
Wahrend des Leerlaufes der Pressen auf dem Priifstand warden die Schaltung und Auslosung gepriift. Sie ar-
beiteten einwandfrei.
Die Leistungspriifungen der Pressen wurden wie folgt durdigefiihrt:
Die Pressen wurden einer 20%igen Uberlastung unterzogen, wobei der Druck vonJ< t jeweils 3 Sekunden
lang gehalten wurde. Die Belastung wurde wahrend einer Stunde mehrmals vorgenommen.
Die Pressen wurden im Verlaufe von einer Stunde ca. 15mal mit dem vollen Nenndruck gepriift, wobei der-
selbe jeweils eine Minute lang gehalten wurde. Zwischendurch wurde der StdBel 1- bis 2mal den vollen Hub
durchgefahren.
AnschlieBend wurden die Pressen in mehreren Zwischenstufen mit dem Hbehstnenndruck gepriift. Die Pressen
wurden vermessen, die Genauigkeiten liegen innerhalb der zulfisslgen Toleranzen und sind in den belliegenden
Abnahmebedingungen fiir hydr. Einstanderpressen vermerkt.
Die Pressen werden seemaBig verpackt.
Dieses Protokoll besteht aus einem Blatt.
1201 V 7 7 2,0 237 MK 130/57
chipmaker.ru
Werkatoffatteet Ubftr B^ateile
WK 15 21e6/l©55/5ol
Trane-Kr* 62 006 •
62 oi e
BMn 64/70 044
Kasefe~lr, 017/4/57/66-70
aeitenȣnds and Zy.linder
Me Seltenw&nde warden vor VEB Walnwerk Hettstedt feesogen* Cheatoahe and
Feetigkeltcwerte warden т&а Lieferwerk aitgetellt*
link* Seitenw
„50
Л0
„50 „026
Л0 ,026
,056
„056
Жа веЬ>Вг
28,9
link® Sei tens- 28«w
20
20
„020 „042
„020 «042
gkeitewert* warden ток Sentrallnstitnt far GaBteohnik in Leipsigo
fdienatetelle 524 ernittelt*
Beneiahnsng
0
2 „08 „094 „59
t
ZyUnder
YUr die errechneten Beanspradheagedaten let die ^erkatoffqealltat eas-
relchend and die Lelstang der Kaedblne wird garantlert.
wefelnc.
chipmaker.ru
Prufungsprotokoll
fiir die Verpackung und Markierung
Lieferant: VEB Werkzeugmaschinenfabrik Zeulenroda
Datum der Priifung: 1 *9*1 J 97 Lieferanordnung: ВТ 64/70 044
Trans-Nr.: 62 U06 - 62 010
Zum Priifungsprotokoll-Nr.: 28/11/57 Masch.-Nr.: 017/4/57/66-70
Bezeichnung der W&re:
Hydro-Einstander-Pressen Type PYE
Der Lieferant ist verantwortlich fiir:
a) das Ubereinstimmen der Verpackung mit den in der Lieferorder vorgeschriebenen Be-
dingungen, •
b) die richtige Markierung der Verpackung, die den Anordnungen der Lieferorder ent-
sprechen mufi,
c) das Ubereinstimmen der Verpackungslisten mit den in der Kiste verpackten Waren,
d) die Beilegung von technischen Unterlagen, die It. Lieferorder beigelegt werden miissen.
Art der Verpackung:
Die Verpackung der Maschinen besteht aus je einer Vollkiste aus 24 mm gespundeten
Brettern. Die Kisten sind mit Bandeisen umspannt und im Inneren mit ‘Dachpappe und
Olpapier ausgelegt. Samtliche blanken Teile der Maschinen sind mit Rostschutzfett einge-
fettet und mit Olpapier abgedeckt.
Kiste 1/1 = 3200 x 1650 x 1100
• 2720
kg netto
kg brutto
Art der Markierung:
Schablone, wasserfeste Signierfarbe.
Schlubf olgerung:
Die Verpackung entspricht den technischen und seemabigen Bedingungen der Auftrags-
erteilung.
Zeulenroda, den
11.^1957
1283 V 7 7 2.0 257 MK 180/57
chipmaker.ru
An-
Chinmaker.ru
Packzettel
W/O Stankoimport Moskau
Moskau/UdSSR
Smolenskaja Sennaja 32-34
BT-Nr.:
Trans-Nr.:
EA-WM:
Kisten-Nr. 1/1
Kistenmafie: * v
Ges.-Rauminhalt:
Netto-Gewicht: e %
Brutto-Gewicht: ®
Masch—Nr,: ‘
г
Signierung:
Oben. Vorsicht, nicht kanten!
W/O Stankoimport
ВТ
Trans-Nr.:
Wir sandten ab Zeulenroda, Oberer Bahnhof, in einer Sendung durch VEB Deutrans liber Frankfurt/
Oder nach Moskau an Spediteur:
1 Hydro-Einstander^Presse Type PYE
in Stahlstander-Schweifikonstruktion,
mit Einband- und Fufischaltung sowie Zweihandbedienung,
mit elektrischer Ausriistung fur 220/380 Volt Drehstrom,
380 Volt Betriebsspannung,
Einbauhohe ° mm
Hub bis ** mm
Durchfalloch im Tisch.
Zeulenroda,
den ‘
1280 V 7 7 2,0 367 MK 180/57
chipmaker.ru
Oarantie^Erklarung
Nariad-Bestellung-Nr.: ВТ 64/70 044
Trans-Nr.:
62 006 - 62 010
Chiomaker.ru
F
EA-Nr.: IX 13 2106/1055/301
1*4
Wir garantieren hiermit die normale Arbeit der Maschinen fiir die Zeit von 12 Monaten
> *
vom Tage der Inbetriebnahme, jedoch nicht Ober 15 Monate vom Tage der Lieferung.
• w
/ _______________________________________________________________________
Kj I gt f l * a.
VEB Werkzeugmaschinenfabrik Zeulenroda
(Billerl' (Lipp old)
К Techn*Leiter Grutekontrolleitsr
I
**
Zeulenroda, den 11.9.1957
1286 V 7 7 4,0 257 MK 180/57