/


Author: Веретельников В. Гринблат М. Серебренников В. Казанцева Л. Глазунов Ю.
Tags: программирование металлорежущие станки станки
Year: 1079
Similar




Text
Казанский институт повышения квалификации
Министерства
кадров
ДИАФИЛЬМ
к программе курсов повышения квалификации
технологов — программистов по механической
обработке металлов на станках с ЧП У
Тема I.Программное управление
режущими станками
металло
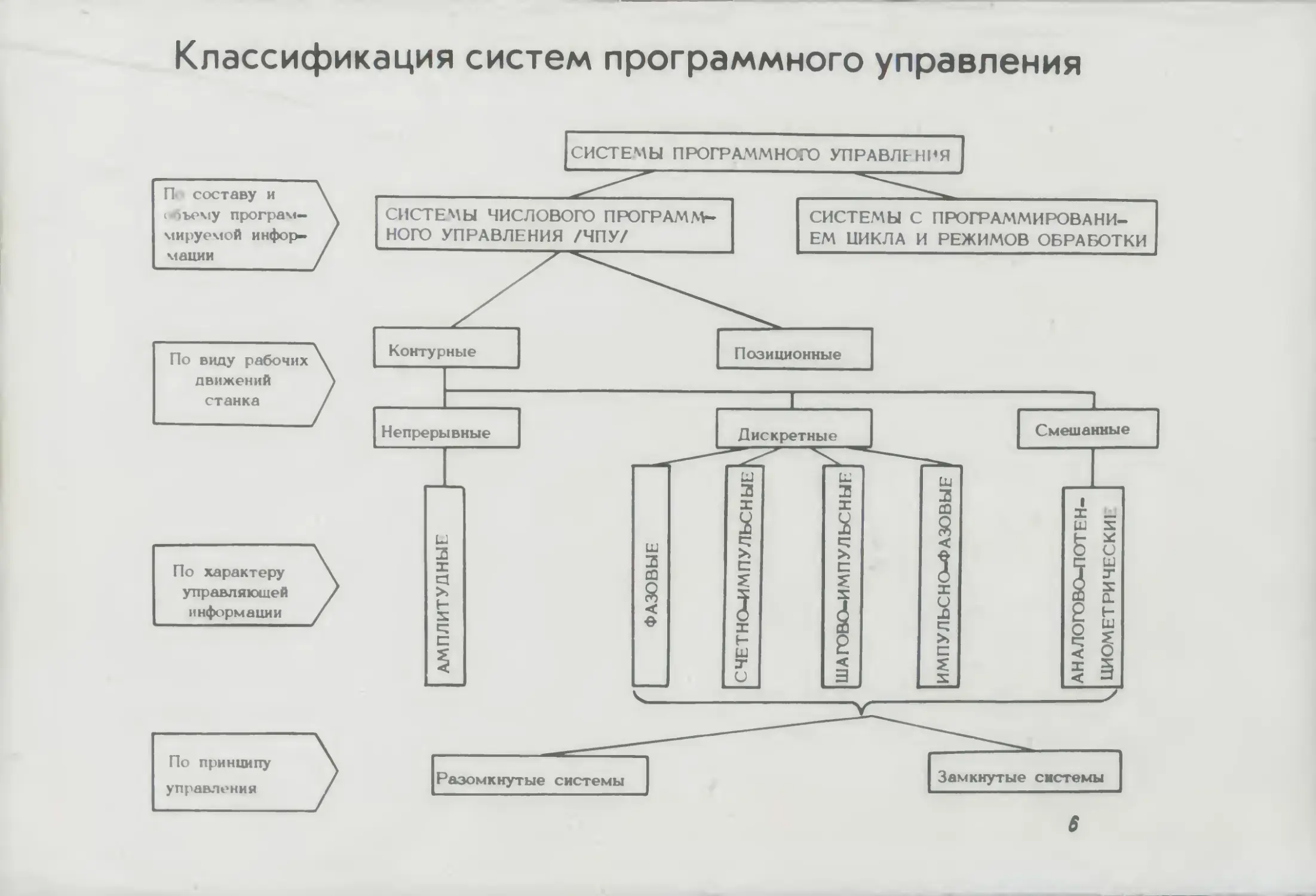
Классификация систем программного управления
П составу и
ооъему програм-
мируемой инфор-
мации
По виду рабочих
движений
станка
По характеру
управляющей
информации
По принципу
управления
СИСТЕМЫ ПРОГРАММНОГО УПРАВЛГНМЯ
СИСТЕМЫ ЧИСЛОВОГО ПРОГРАММ-
СИСТЕМЫ С ПРОГРАММИРОВАНИ
НОГО УПРАВЛЕНИЯ /ЧПУ/
ЕМ ЦИКЛА И РЕЖИМОВ ОБРАБОТКИ
Контурные
Позиционные
Непрерывные
Дискретные
Смешанные
Разомкнутые системы
Замкнутые системы
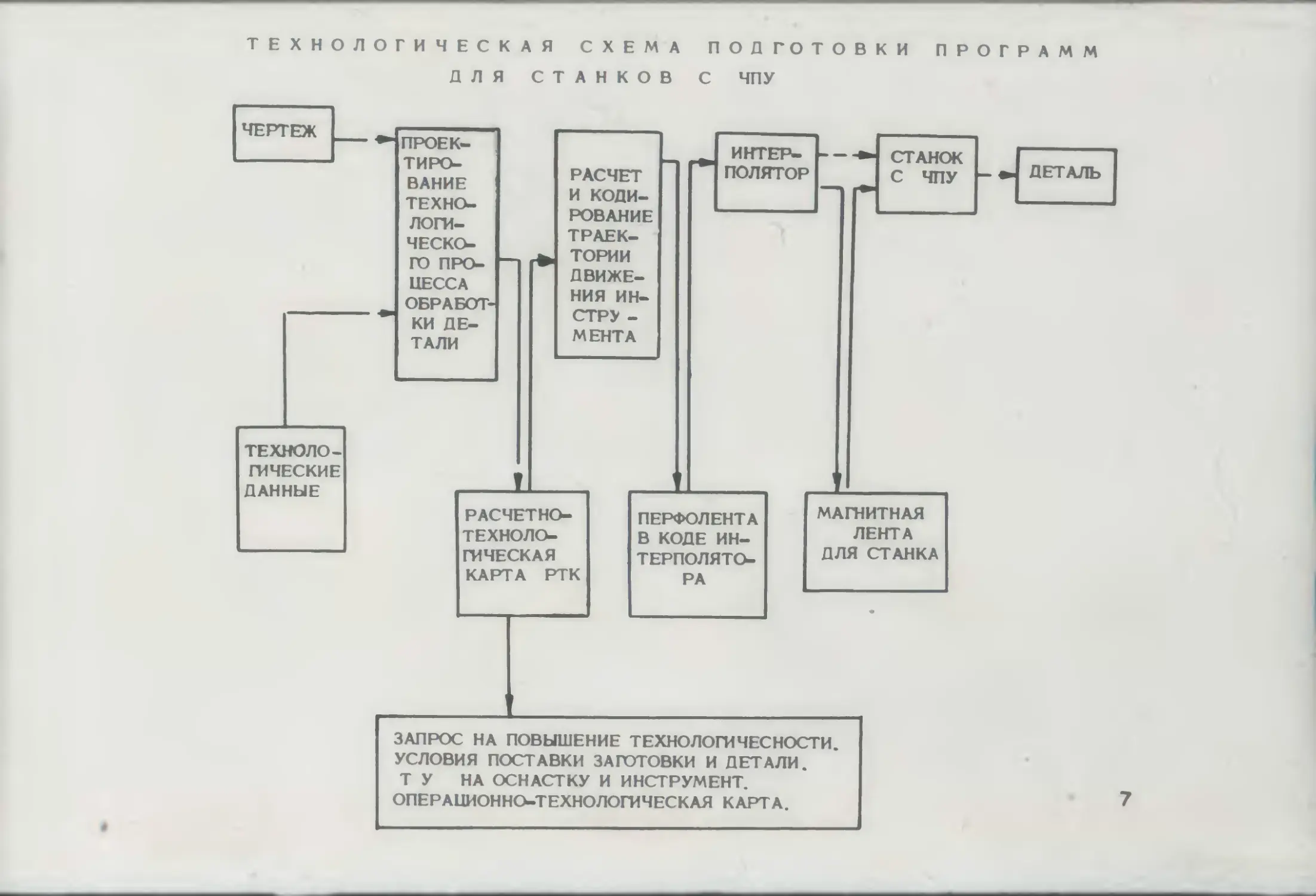
ЧП У
ТАЛИ
ТИРО-
ВАНИЕ
ТЕХНО-
ЛОГИ
ЧЕСКО-
ОБРАБОТ
КИ ДЕ
ИНТЕР-
СТАНОК
РАСЧЕТ
И КОДИ
РОВАНИЕ
ТРАЕК
ТОРИИ
ДВИЖЕ
НИЯ ИН
СТРУ
МЕНТА
РАСЧЕТНО-
ТЕХНОЛО-
ГИЧЕСКАЯ
КАРТА РТК
ПОЛЯТОР
ПЕРФОЛЕНТА
В КОДЕ ИН
ТЕРПОЛЯТО-
МАГНИТНАЯ
ЛЕНТА
ДЛЯ СТАНКА
ЗАПРОС НА ПОВЫШЕНИЕ ТЕХНОЛОГИ ЧЕС НОСТИ
УСЛОВИЯ ПОСТАВКИ ЗАГОТОВКИ И ДЕТАЛИ
НА ОСНАСТКУ И ИНСТРУМЕНТ.
ОПЕРАЦИОННО-ТЕХНОЛОГИЧЕСКАЯ КАРТА.
Тема 2 Элементы систем программного
управления
10 11 12 в
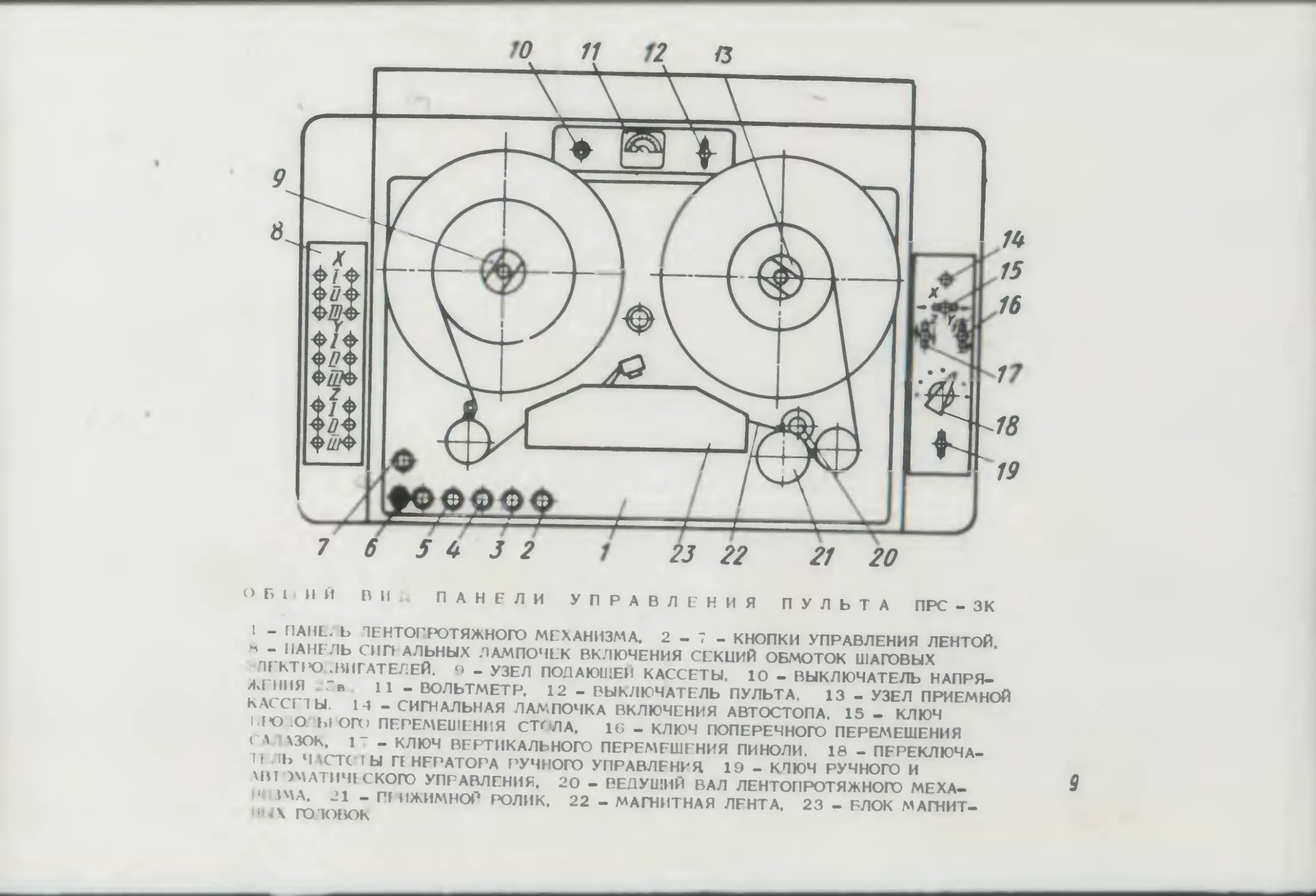
ПАНЕЛИ
УПРАВЛЕНИЯ
ПУЛЬТА
ПРС - ЗК
I - ПАНЬ Ь ЛЕНТОПРОТЯЖНОГО МЕХАНИЗМА. 2 - 7 - КНОПКИ УПРАВЛЕНИЯ ЛЕНТОЙ,
к - ПАНЕЛЬ СИП АЛЬНЫХ ЛАМПОЧЕК ВКЛЮЧЕНИЯ СЕКЦИЙ ОБМОТОК ШАГОВЫХ
ЛПКТЮ .ВИГАТЕЛЕЙ. Q - УЗЕЛ ПОДАЮЩЕЙ КАССЕТЫ. 10 - ВЫКЛЮЧАТЕЛЬ НАПРЯ-
ЖЕНИЯ 11 - ВОЛЬТМЕТР. 12 - ВЫКЛЮЧАТЕЛЬ ПУЛЬТА. 13 - УЗЕЛ ПРИЕМНОЙ
КАССЕЛ Ы. 14 - СИГНАЛЬНАЯ ЛАМПОЧКА ВКЛЮЧЕНИЯ АВТОСТОПА. 15 - КЛЮЧ
140.0 ЬЮГО ПЕРЕМЕЩЕНИЯ CTOflA, 16 - КЛЮЧ ПОПЕРЕЧНОГО ПЕРЕМЕЩЕНИЯ
С Л ХЗОК. 1“ - КЛЮЧ ВЕРТИКАЛЬНОГО ПЕРЕМЕЩЕНИЯ ПИНОЛИ. 18 - ПБРЕКЛЮЧА-
1! ЛЬ Ч '.СТС I Ы ГЕ HFPATOPA РУЧНОГО УПРАВЛЕНИЯ 19 - КЛЮЧ РУЧНОГО И
МП ЛМАТИЧЕ СКОГО УПРАВЛЕНИЯ. 20 - ВЕДУЩИЙ ВАЛ ЛЕНТОПРОТЯЖНОГО МЕХА-
1 ЗМА. 21 - ПЕ ИЖИМНОЙ РОЛИК. 22 - МАГНИТНАЯ ЛЕНТА. 23 - БЛОК МАГНИТ-
КА ГОЛОВОК
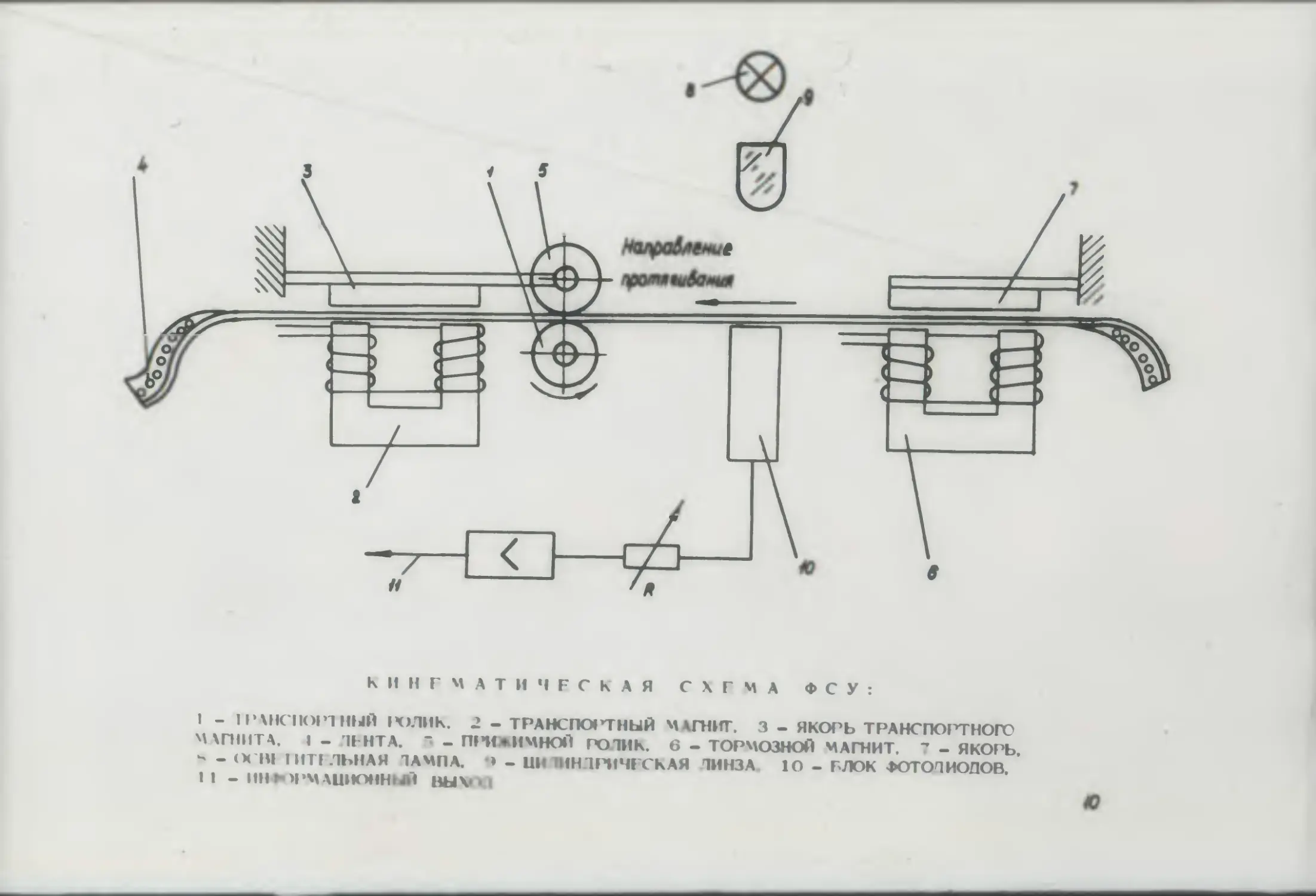
1 - I РХНСИОРП НЫЙ ЮЛИК. 2 - ТРАНСПСМ’ТНЫЙ МАГНИТ. 3 - ЯКОРЬ ТРАНСПОРТНОГО
МАГНИТА. I - 1ГНТА. “ - прижимной ГОЛИК. 6 - ТОРМОЗНОЙ МАГНИТ. 7 - ЯКОРЬ.
4 - (МТУ ШИЛЬНАЯ ПАМПА. - ИИ ИНЛРИЧГСКАЯ ЛИНЗА 1О - ГЛОК ФОТОПИОДОВ.
1 I - ИНФОРМАЦИОННЕЙ вы\* <
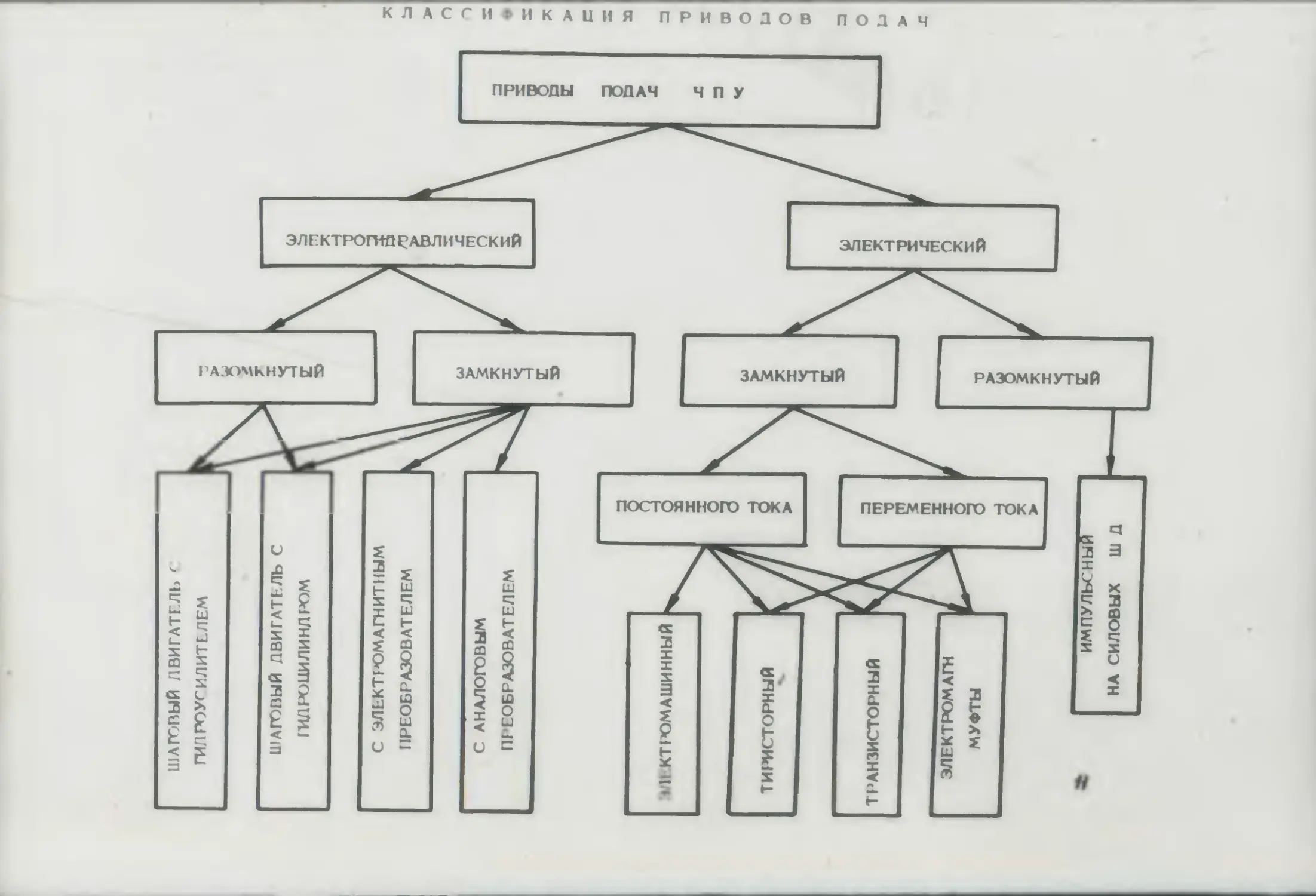
КЛАССИФИКАЦИЯ ПРИВОДОВ ПОДАЧ
ПРИВОДЫ ПОДАЧ
ЭЛЕКТРОГМД^АВЛИЧЕСКИЙ
ЭЛЕКТРИЧЕСКИЙ
РАЗОМКНУТЫЙ
ЗАМКНУТЫЙ
ЗАМКНУТЫЙ
РАЗОМКНУТЫЙ
ПОСТОЯННОГО ТОКА
ПЕРЕМЕННОГО ТОКА
ШАГОВЫЙ ДВИГАТЕЛЬ <
НА СИЛОВЫХ Ш Д
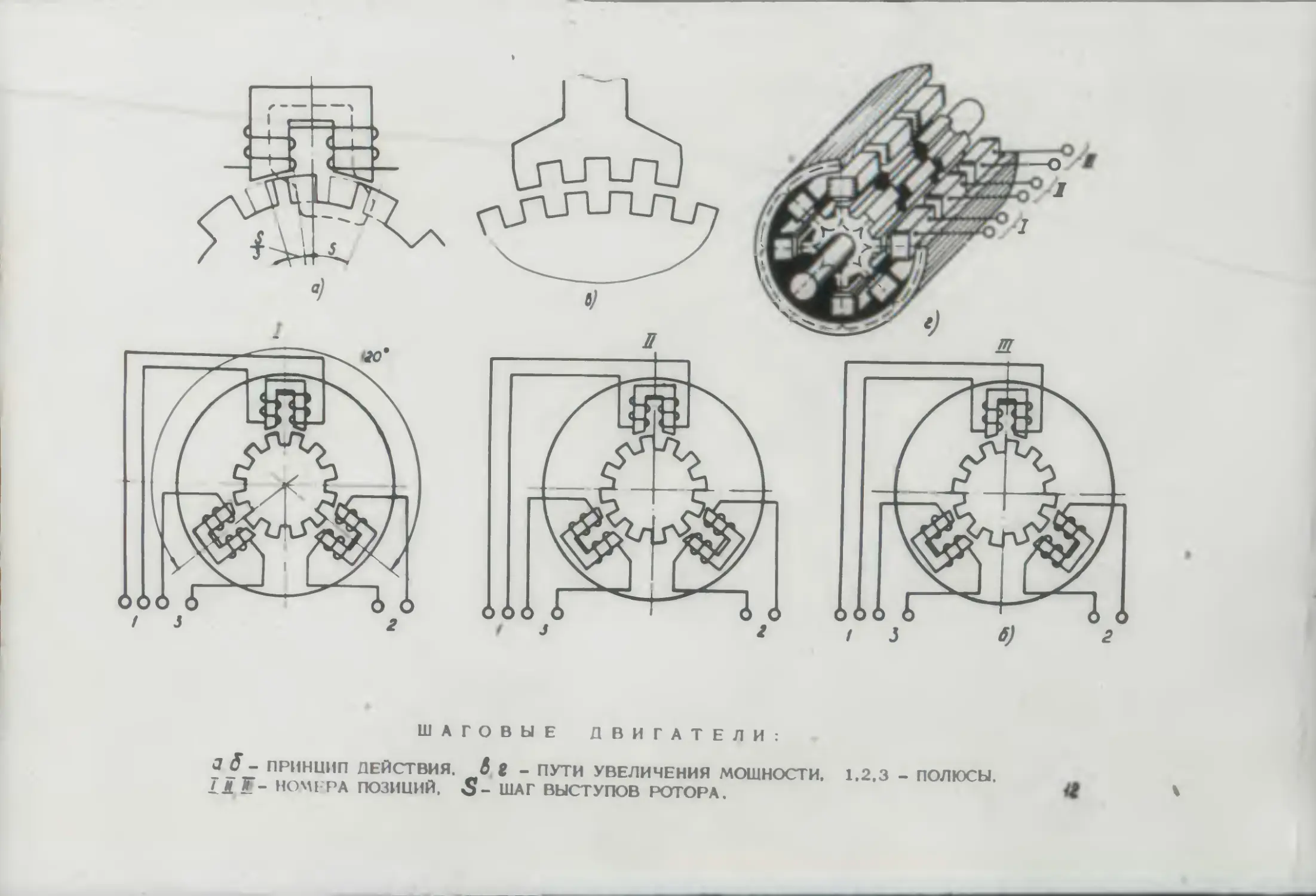
a)
ШАГОВЫЕ
ДВИГАТЕЛИ:
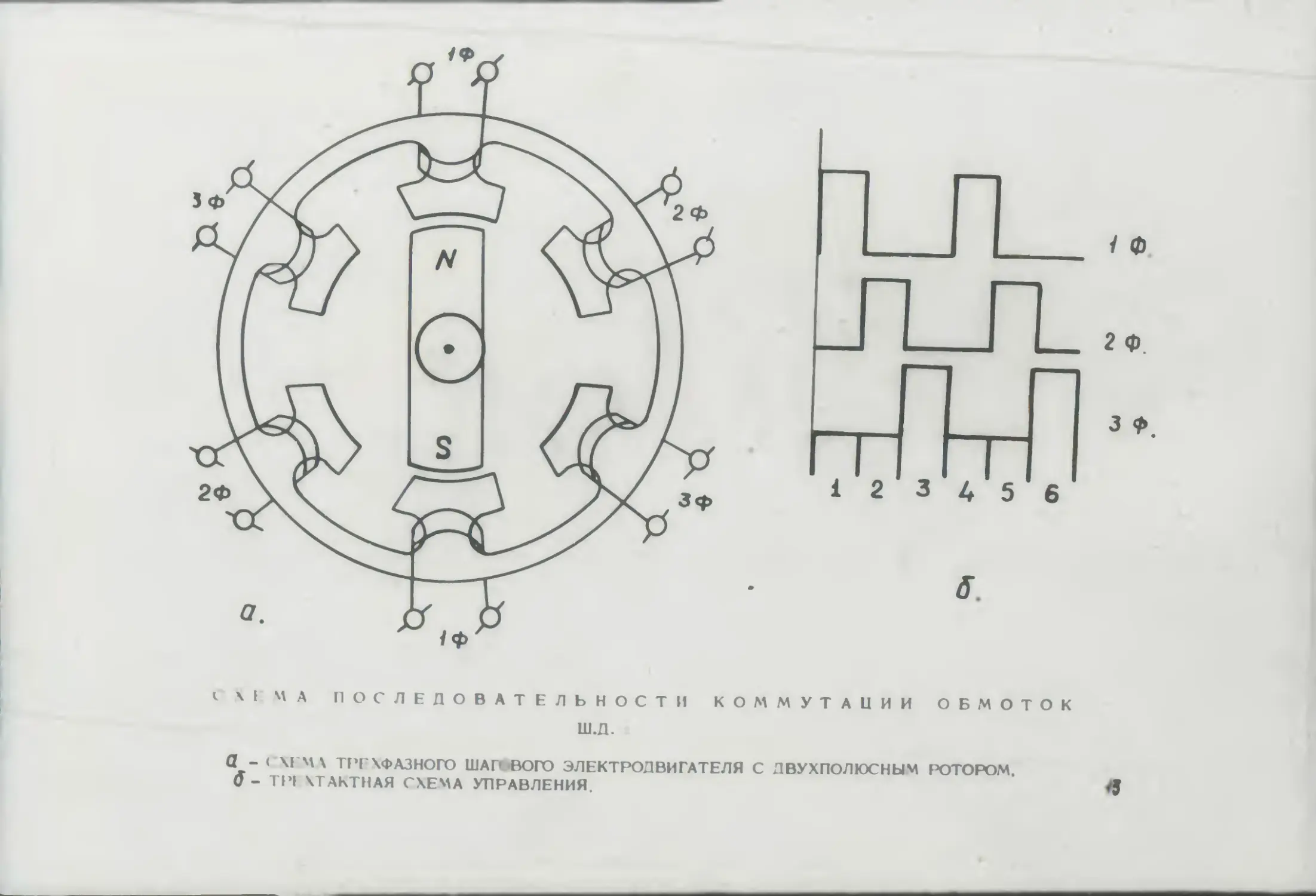
f Аг прИНШ1П ДЕЙСТВИЯ. 6 g - ПУТИ УВЕЛИЧЕНИЯ МОЩНОСТИ,
11 1- НОМЕ'РА ПОЗИЦИЙ, О - ШАГ ВЫСТУПОВ РОТОРА.
1,2,3 - ПОЛЮСЫ.
t \ l MA ПОСЛЕДОВАТЕЛЬНОСТИ КОММУТАЦИИ ОБМОТОК
Ш.Д.
'5
a - < \ГМ\ ТРГХФАЗНОГО ШАГОВОГО ЭЛЕКТРОДВИГАТЕЛЯ С ДВУХПОЛЮСНЫМ РОТОРОМ.
0- ТР1 \ТАКТНАЯ СХЕМА УПРАВЛЕНИЯ.
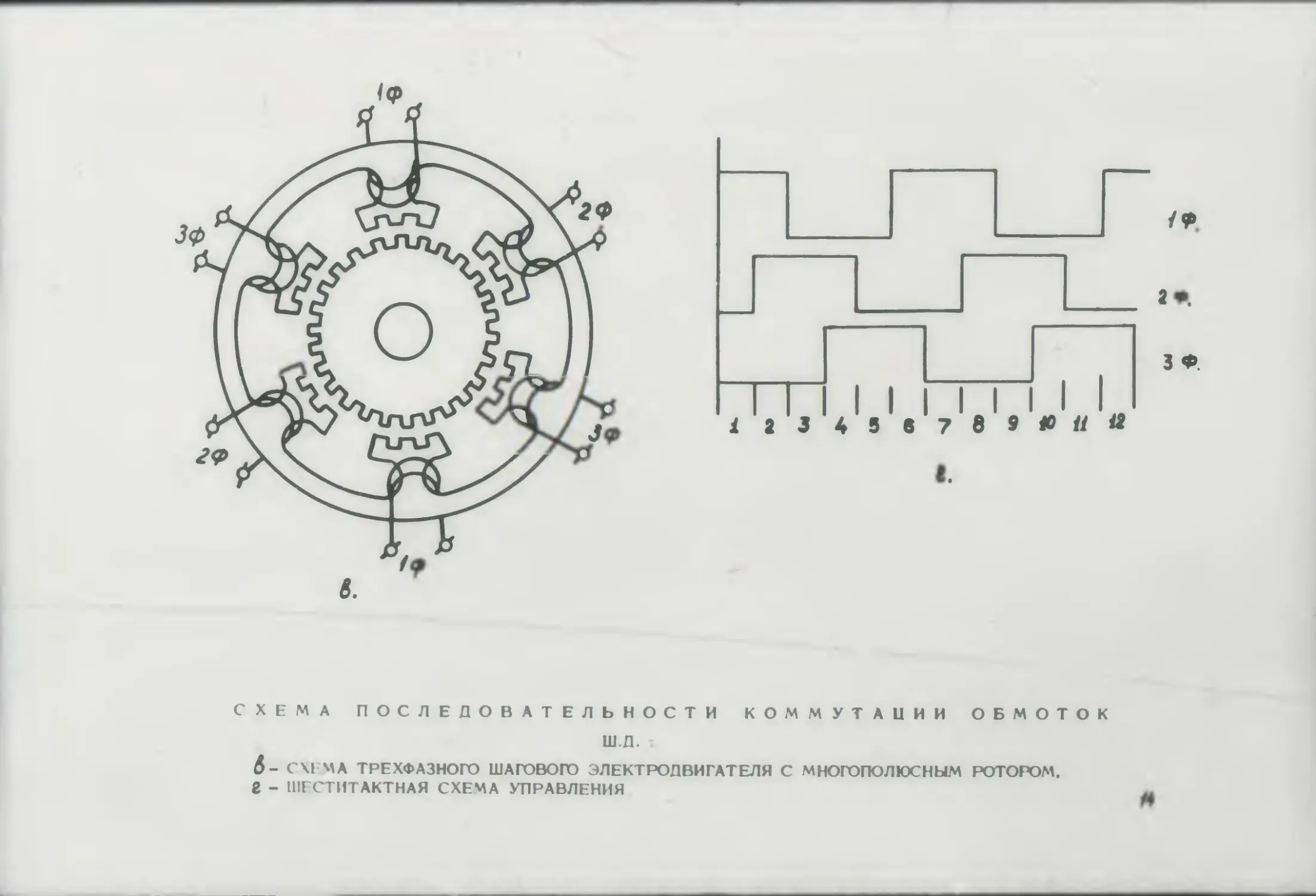
СХЕМА
ЛЕДОВАТЕЛЬНО
КОММ УТ A U И И
ОБМОТОК
ш.д.
6- СХЕМА ТРЕХФАЗНОГО ШАГОВОГО ЭЛЕКТРОДВИГАТЕЛЯ С МНОГОПОЛЮСНЫМ РОТОРОМ.
г - 111ГСТИТАКТНАЯ СХЕМА УПРАВЛЕНИЯ
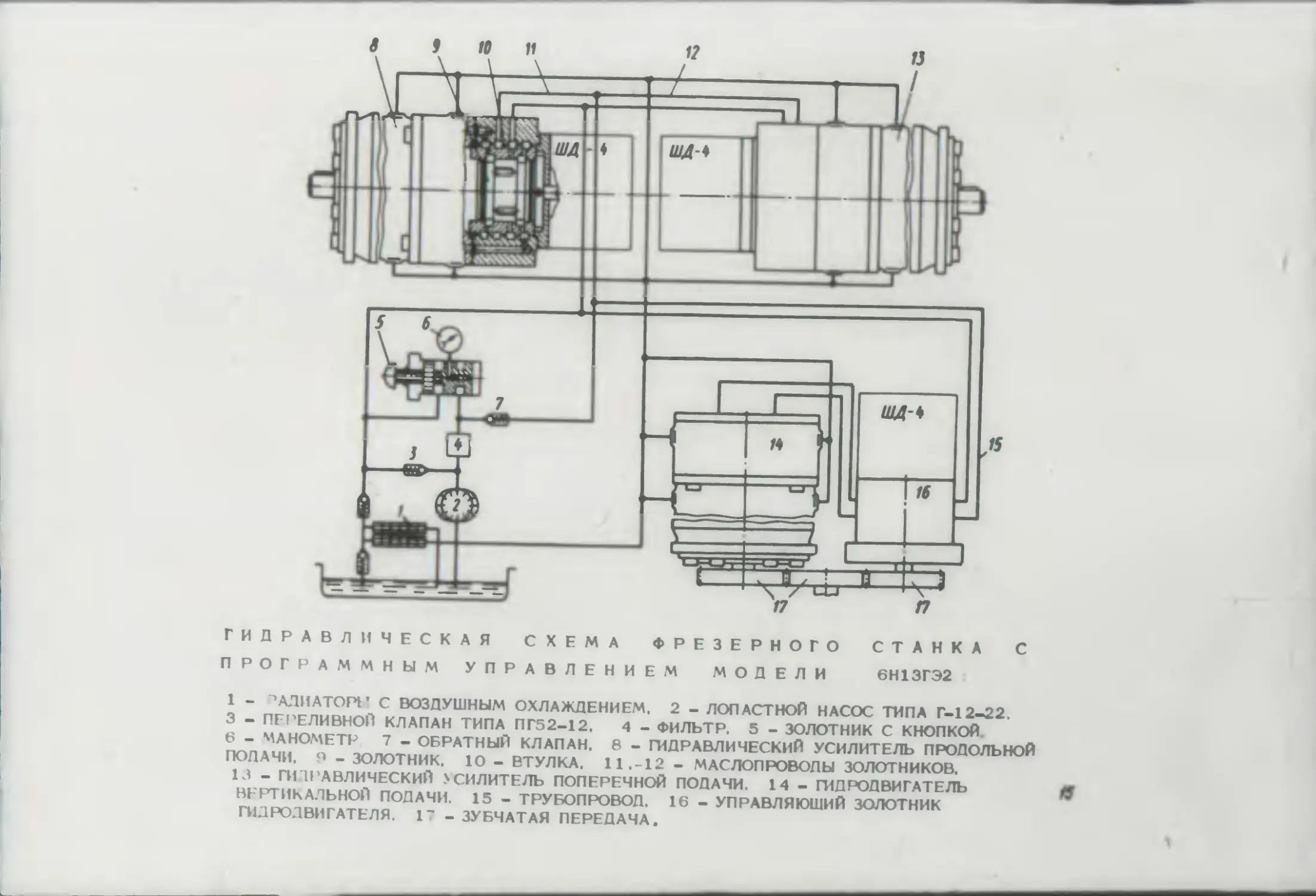
ГИДРАВЛИЧЕСКАЯ СХЕМА ФРЕЗЕРНОГО СТАНКА
ПРОГРАММНЫМ УПРАВЛЕНИЕМ МОДЕЛИ 6Н13ГЭ2
1 - АЛИАТОРГ С ВОЗДУШНЫМ ОХЛАЖДЕНИЕМ. 2 - ЛОПАСТНОЙ НАСОС ТИПА Г-12-22.
3 - ПЕРЕЛИВНОЙ КЛАПАН ТИПА ПГ52-12, 4 - ФИЛЬТР. 5 - ЗОЛОТНИК С КНОПКОЙ
6 - МАНОМЕТР 7 - ОБРАТНЫЙ КЛАПАН. 8 - ГИДРАВЛИЧЕСКИЙ УСИЛИТЕЛЬ ПРОДОЛЬНОЙ
ПОДАЧИ. 9 - ЗОЛОТНИК. 10 - ВТУЛКА. 11,-12 - МАСЛОПРОВОДЫ ЗОЛОТНИКОВ.
13 - ГИДРАВЛИЧЕСКИЙ 'СИЛИТЕЛЬ ПОПЕРЕЧНОЙ ПОДАЧИ. 14 - ГИДРОДВИГАТЕЛЬ
ВЕРТИКАЛЬНОЙ ПОДАЧИ. 15 - ТРУБОПРОВОД. 16 - УПРАВЛЯЮЩИЙ ЗОЛОТНИК
ГИДРОДВИГАТЕЛЯ. 17 - ЗУБЧАТАЯ ПЕРЕДАЧА.
п
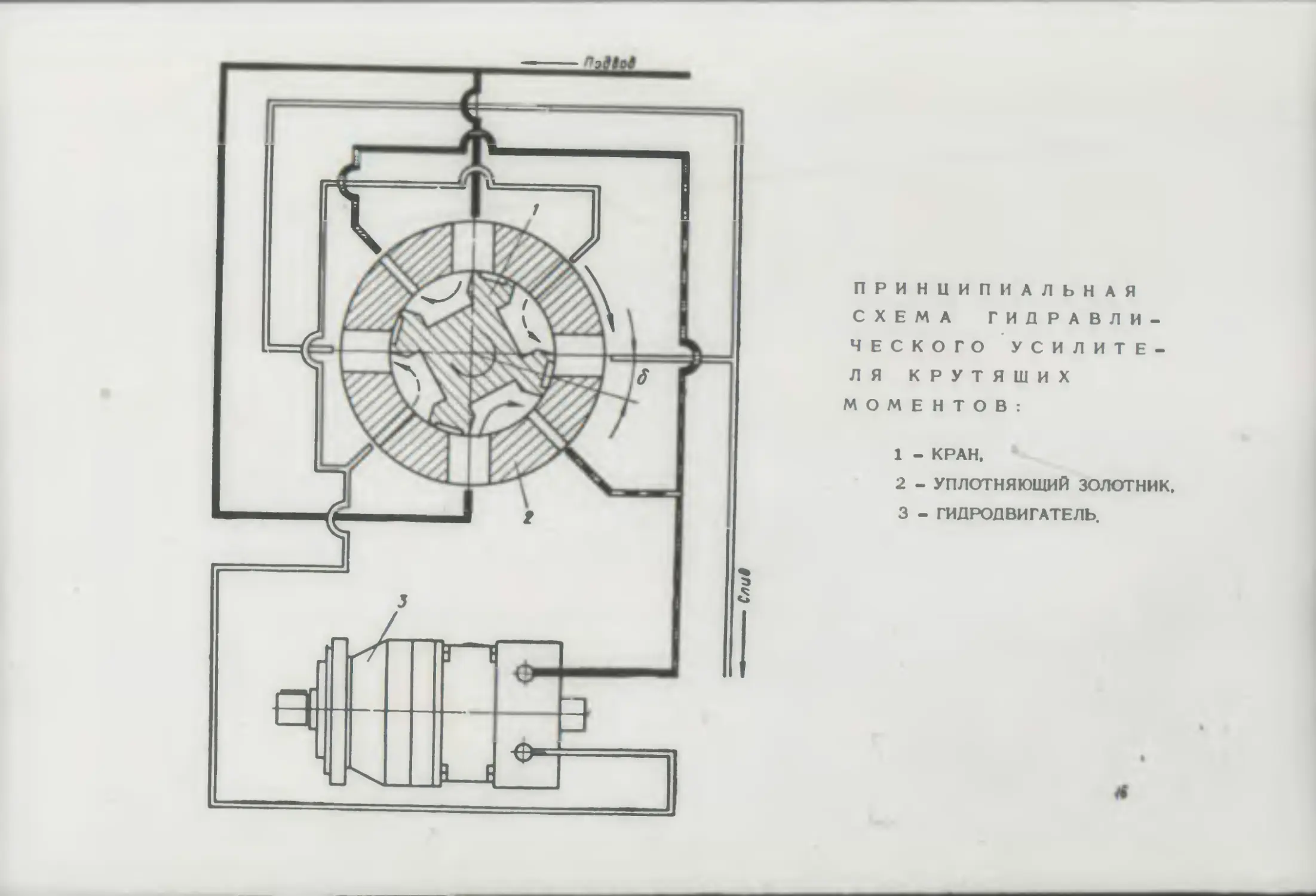
РИН
ПИПИАЛЬНАЯ
СХЕМА ГИДРАВЛИ-
ЧЕСКОГО УСИЛИТЕ-
ЛЯ КРУТЯЩИХ
МОМЕНТОВ:
1 - КРАН.
2 - УПЛОТНЯЮЩИЙ ЗОЛОТНИК.
3 - ГИДРОДВИГАТЕЛЬ.
Вход 1
В) В) г) i
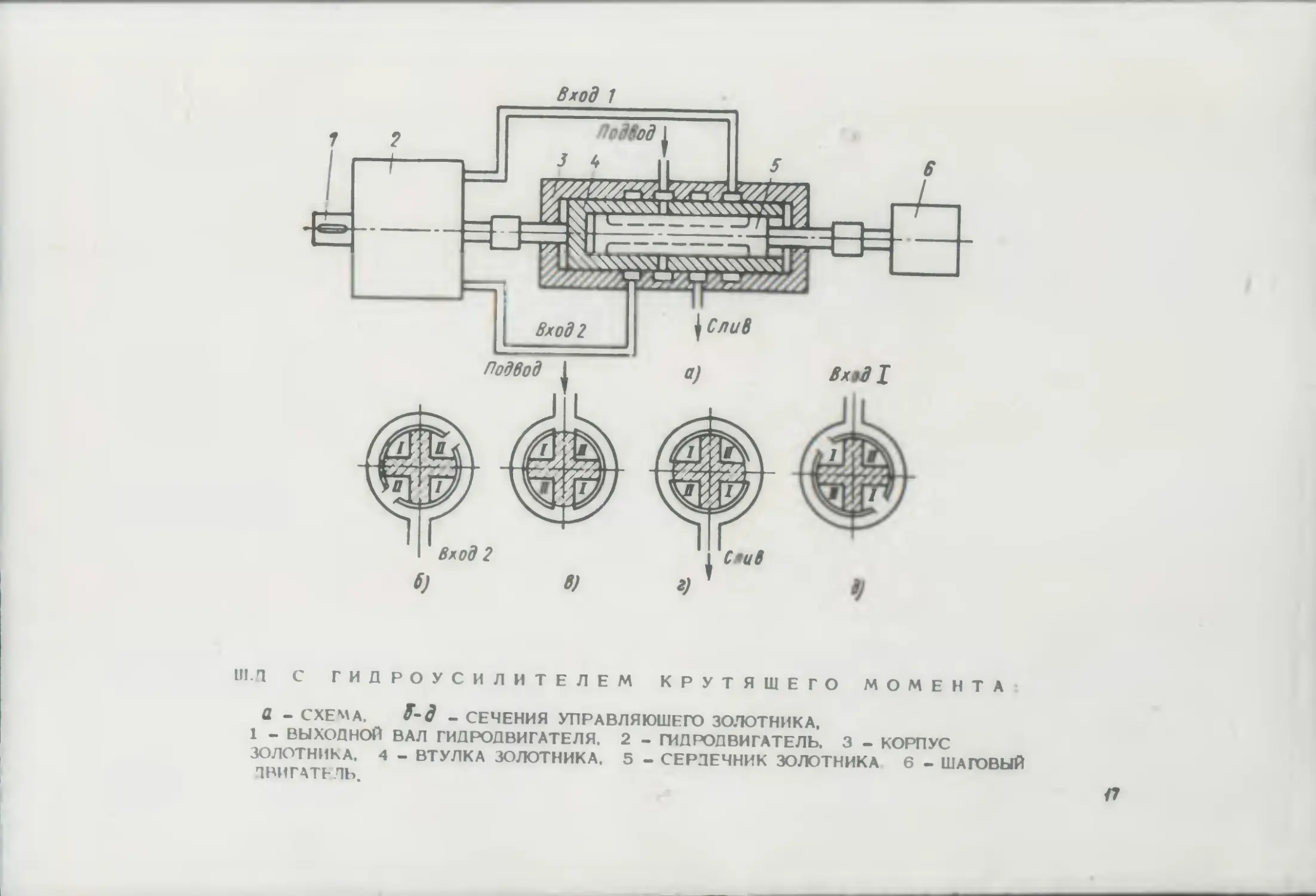
ГИДРОУСИЛИТЕЛЕМ
КРУТ
М О М Е Н
а - схема. о-а
- ВЫХОДНОЙ ВАЛ ГИДРОДВИГАТЕЛЯ.
ВТУЛКА ЗОЛОТНИКА.
ЗОЛОТНИКА.
ДВИГАТЕЛЬ.
- СЕЧЕНИЯ УПРАВЛЯЮЩЕГО ЗОЛОТНИКА,
2 - ГИДРОДВИГАТЕЛЬ. 3 - КОРПУС
СЕРДЕЧНИК ЗОЛОТНИКА
6 - ШАГОВЫЙ
Тема 3. Аппаратура для расчета, перфора
ции, и контроля программ
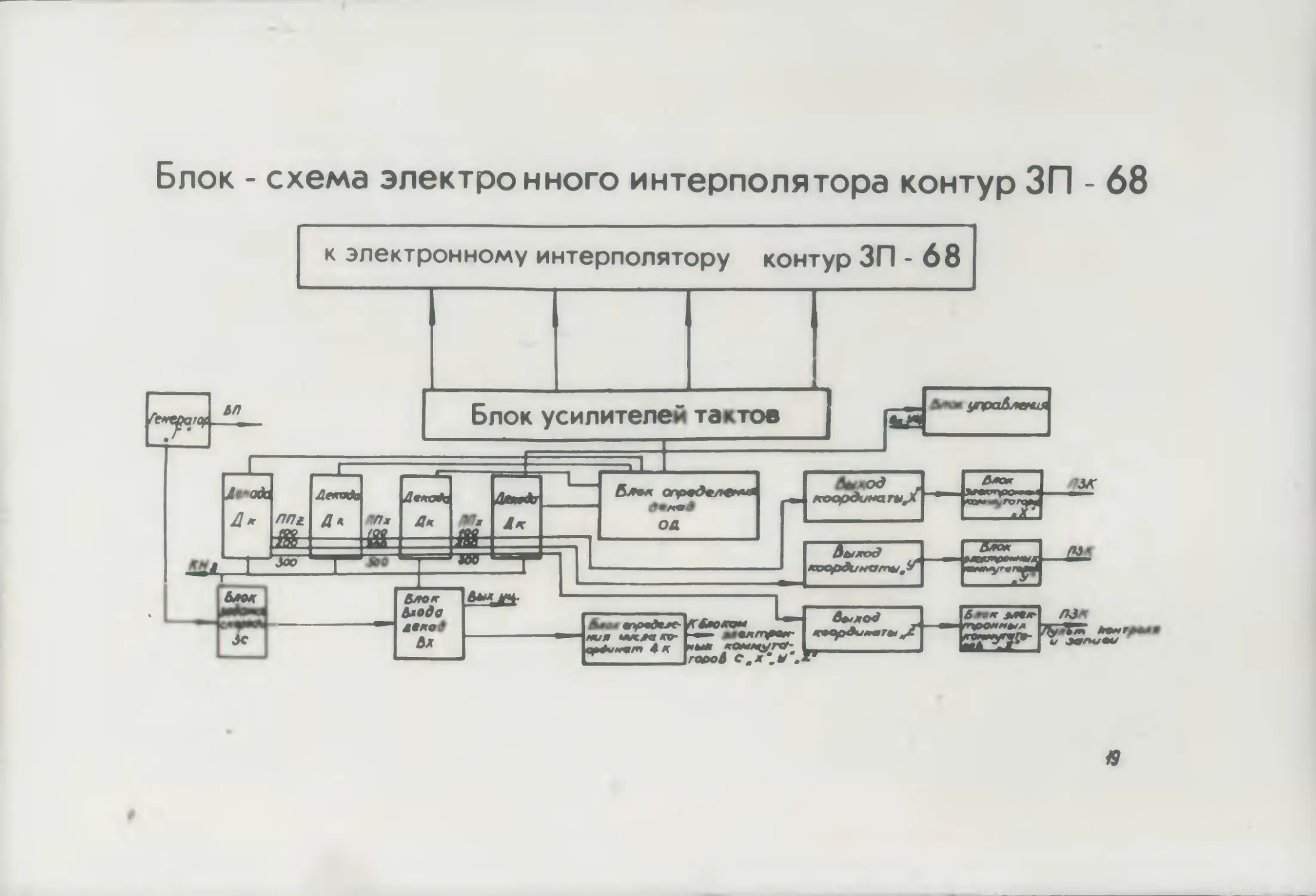
Блок - схема электронного интерполятора контур ЗП - 68
'’ДЛ'
к электронному интерполятору контур ЗП - 68
Блок усилителей тактов
блок
блоба
бы л об
19
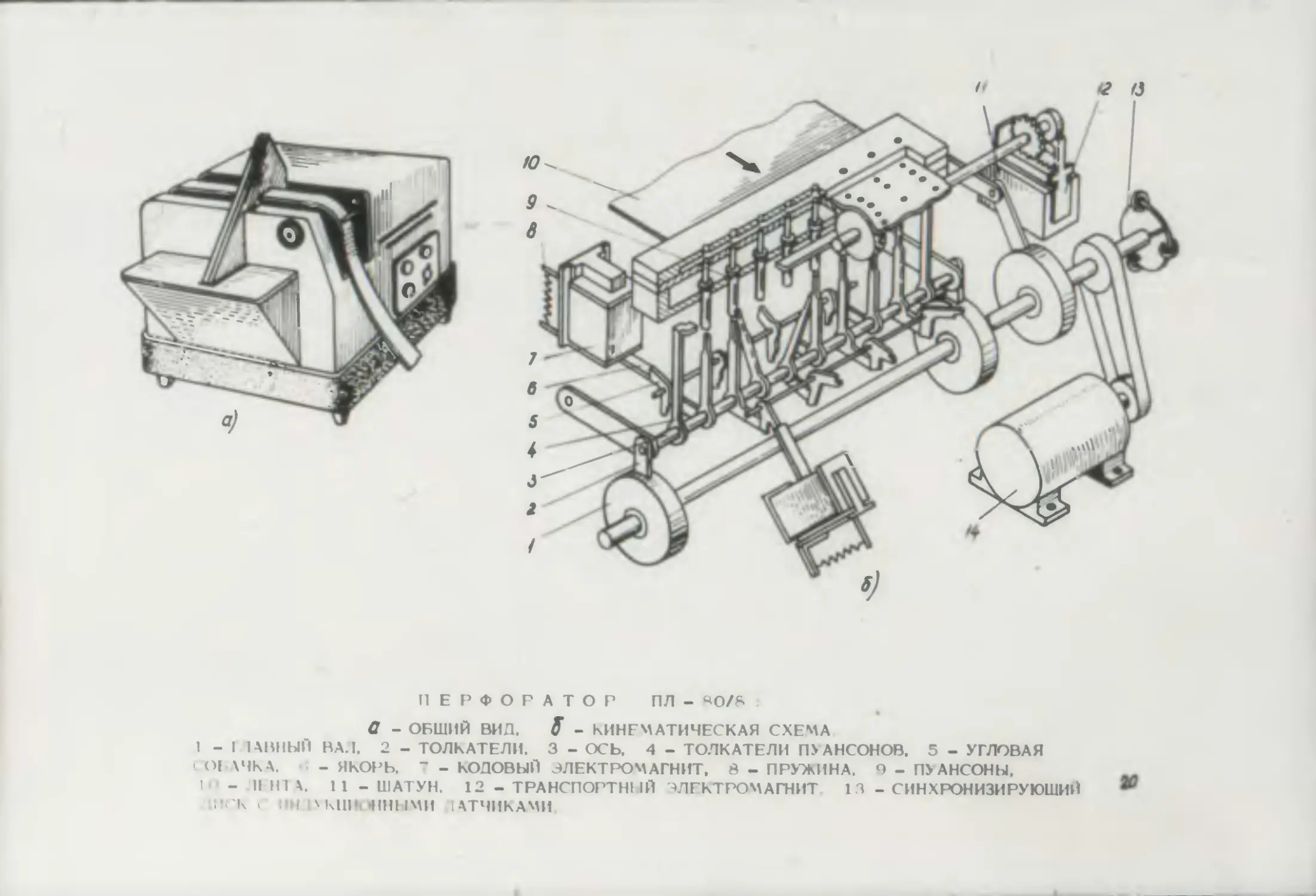
ПЕРФОРАТОР ПЛ - ^0/8
а - ОБЩИЙ ВИД. S - КИНЕМАТИЧЕСКАЯ СХЕМА
1 - I 1АВНЫЙ ВАЛ, 2 - ТОЛКАТЕЛИ, 3 - ОСЬ, 4 - ТОЛКАТЕЛИ ПУАНСОНОВ. 5 - УГЛОВАЯ
'• Of \ЧКА, Н - ЯКОРЬ, " - КОДОВЫЙ ЭЛЕКТРОМАГНИТ, 8 - ПРУЖИНА, 9 - ПУАНСОНЫ.
- 11 HI X. И - ШАТУН. 12 - ТРАНСПОРТНЫЙ ЧЛГКТРОМАГНИТ 13 - СИНХРОНИЗИРУЮЩИЙ
'К V ИН IXMIPi «ИНЫМИ 1АТЧИКАМИ
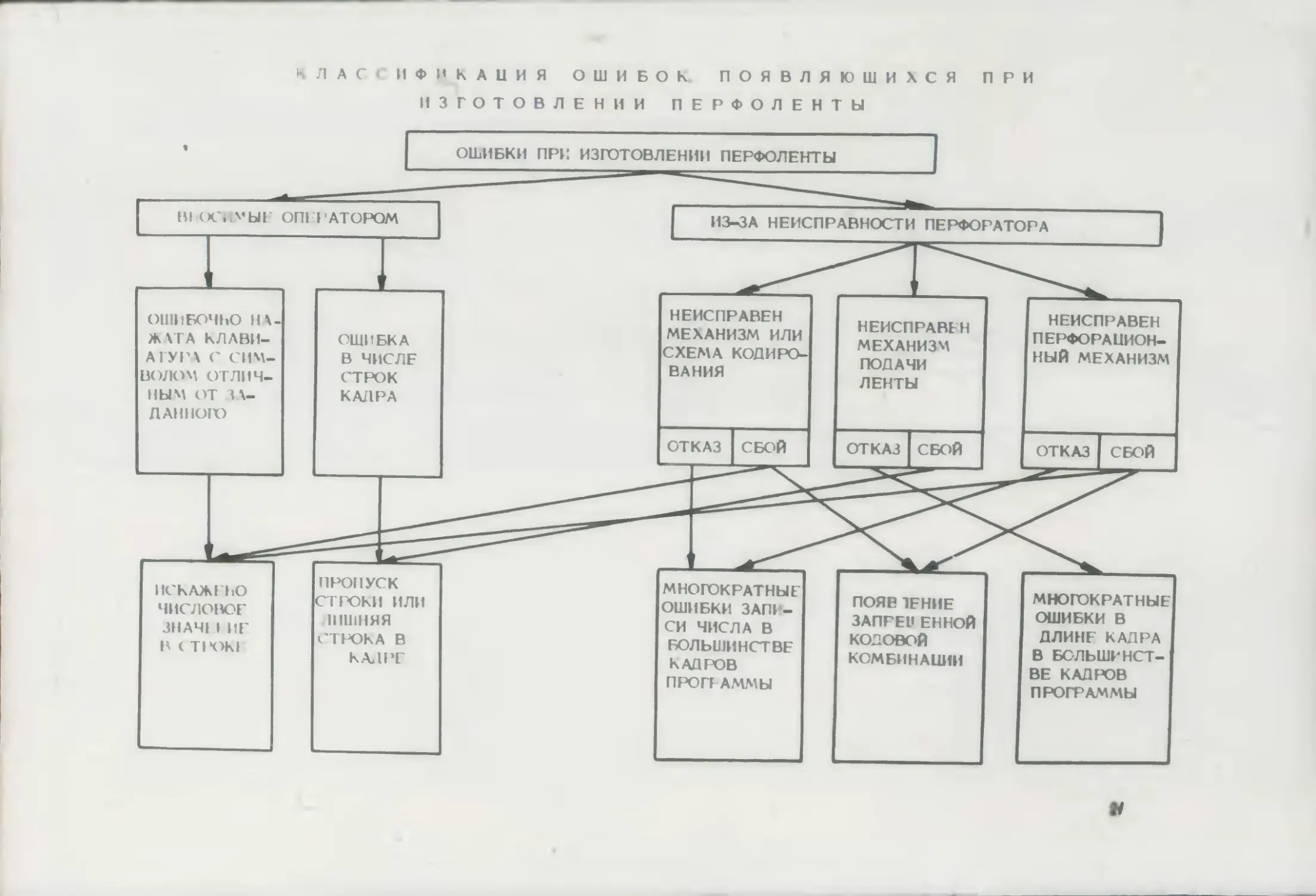
КЛАССИФИКАЦИЯ ОШИБОК ПОЯВЛЯЮЩИХСЯ ПРИ
О В Л Е Н И И
ПЕРФОЛЕНТЫ
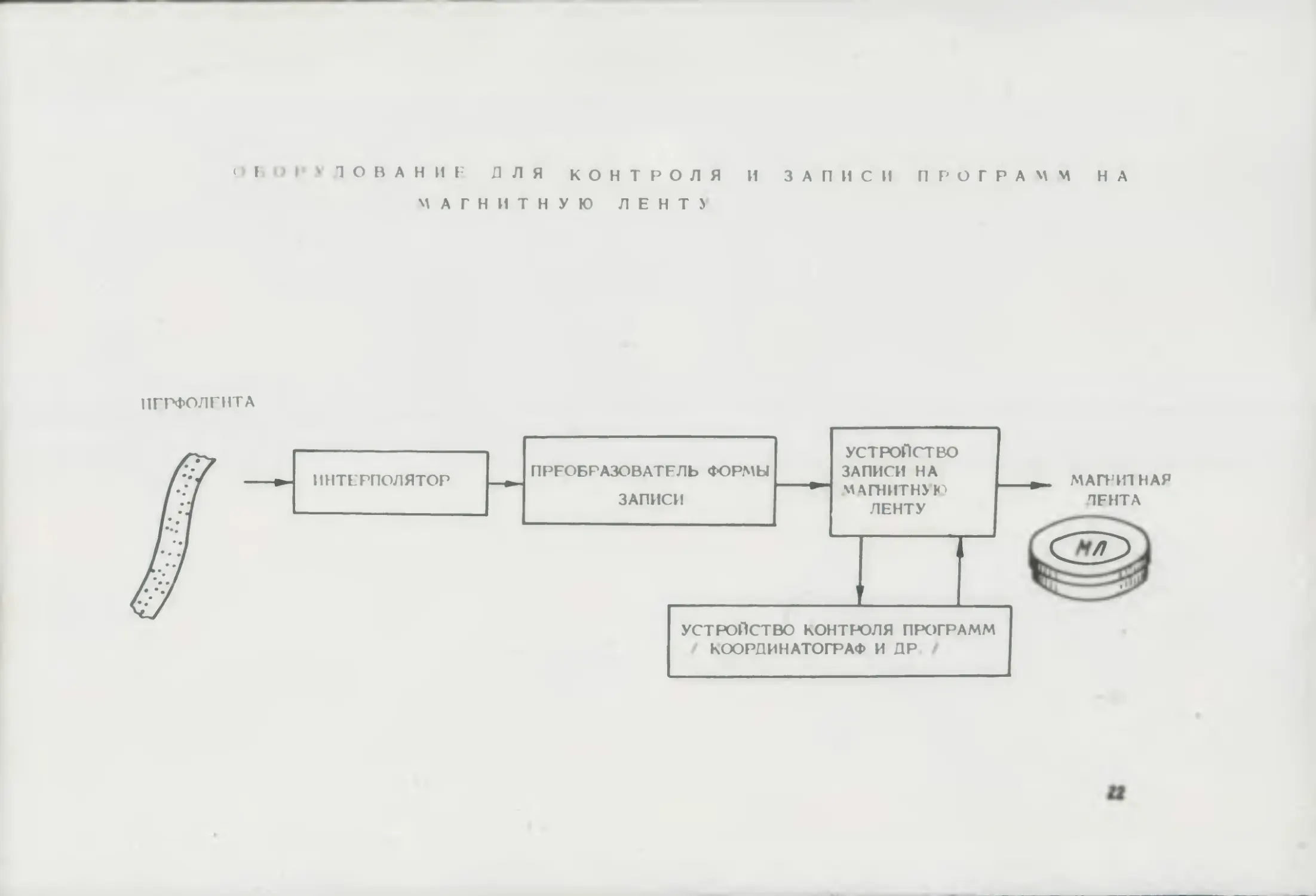
1 О В А Н И F
КОНТРОЛЯ
А
ПИСИ
ПРОГРАММ
МАГНИТНУЮ
11ГРФОЛГНТА
Тема 4.Системы числового программного
управления для непрерывной об-
работки
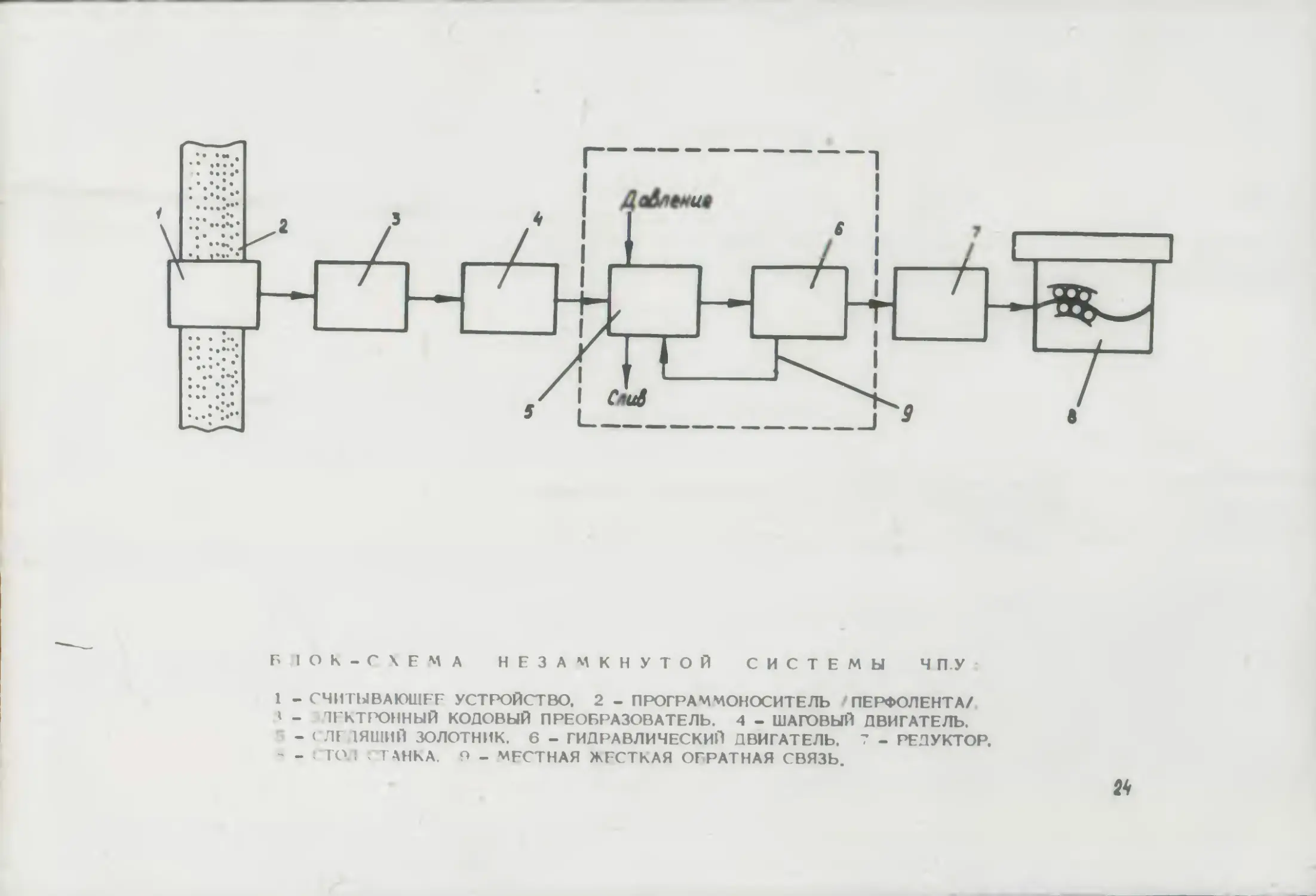
Б IOK-CXEMA НЕЗАМКНУТОЙ СИСТЕМЫ Ч ПУ
1 - СЧИТЫВАЮЩЕЕ УСТРОЙСТВО. 2 - ПРОГРАММОНОСИТЕЛЬ ПЕРФОЛЕНТА/
* - ЧГКТРОННЫЙ КОДОВЫЙ ПРЕОБРАЗОВАТЕЛЬ. 4 - ШАГОВЫЙ ДВИГАТЕЛЬ.
- ( ЛГ 1ЯШИЙ ЗОЛОТНИК. 6 - ГИДРАВЛИЧЕСКИЙ ДВИГАТЕЛЬ. 7 - РЕДУКТОР.
- - ; ТО I к ТАНКА. 9 - МЕСТНАЯ ЖЕСТКАЯ ОГРАТНАЯ СВЯЗЬ.
54
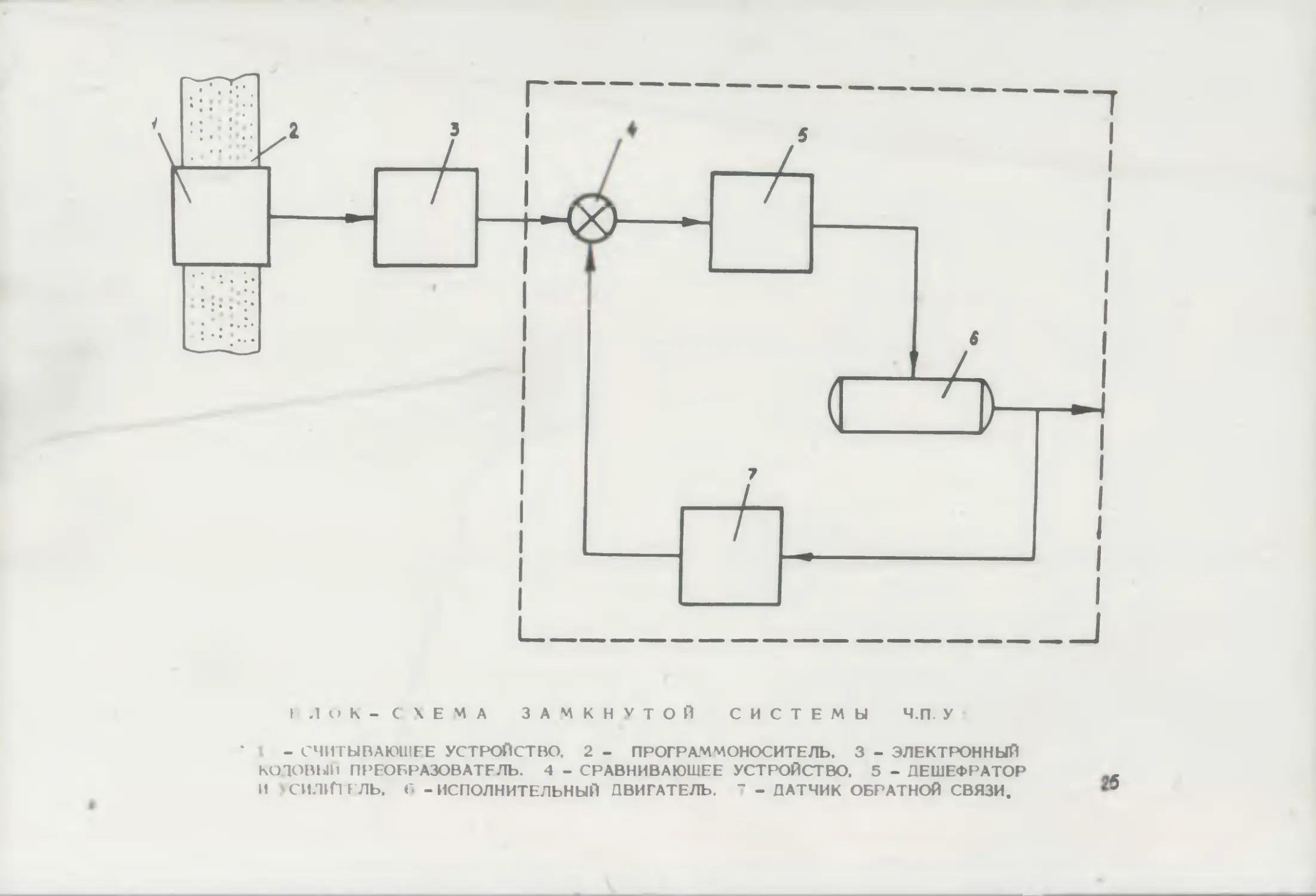
I Л О К - СХЕМА ЗАМКНУТОЙ СИСТЕМЫ Ч.П. У
- СЧИТЫВАЮЩЕЕ УСТРОЙСТВО, 2 - ПРОГРАММОНОСИТЕЛЬ, 3 - ЭЛЕКТРОННЫЙ
КОДОВЫЙ ПРЕОБРАЗОВАТЕЛЬ. 4 - СРАВНИВАЮЩЕЕ УСТРОЙСТВО. 5 - ДЕШЕФРАТОР
И > СИ.ЪП ЕЛЬ, Г. - ИСПОЛНИТЕЛЬНЫЙ ДВИГАТЕЛЬ. 7 - ДАТЧИК ОБРАТНОЙ СВЯЗИ.
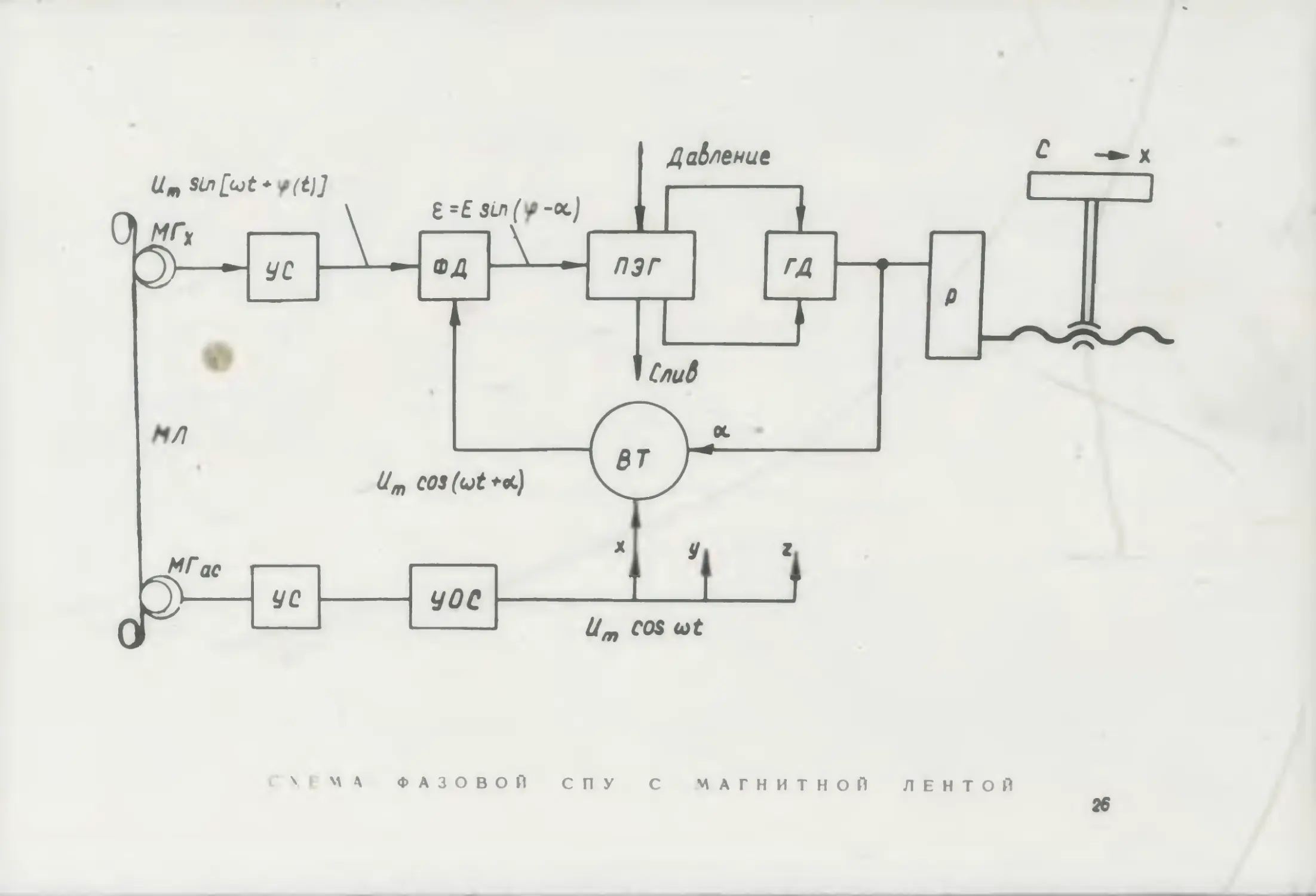
МА ФАЗОВОЙ СПУ С МАГНИТНОЙ ЛЕНТОЙ
26
Тема 5. Системы числового программного
управления для позиционной обра-
ботки
27
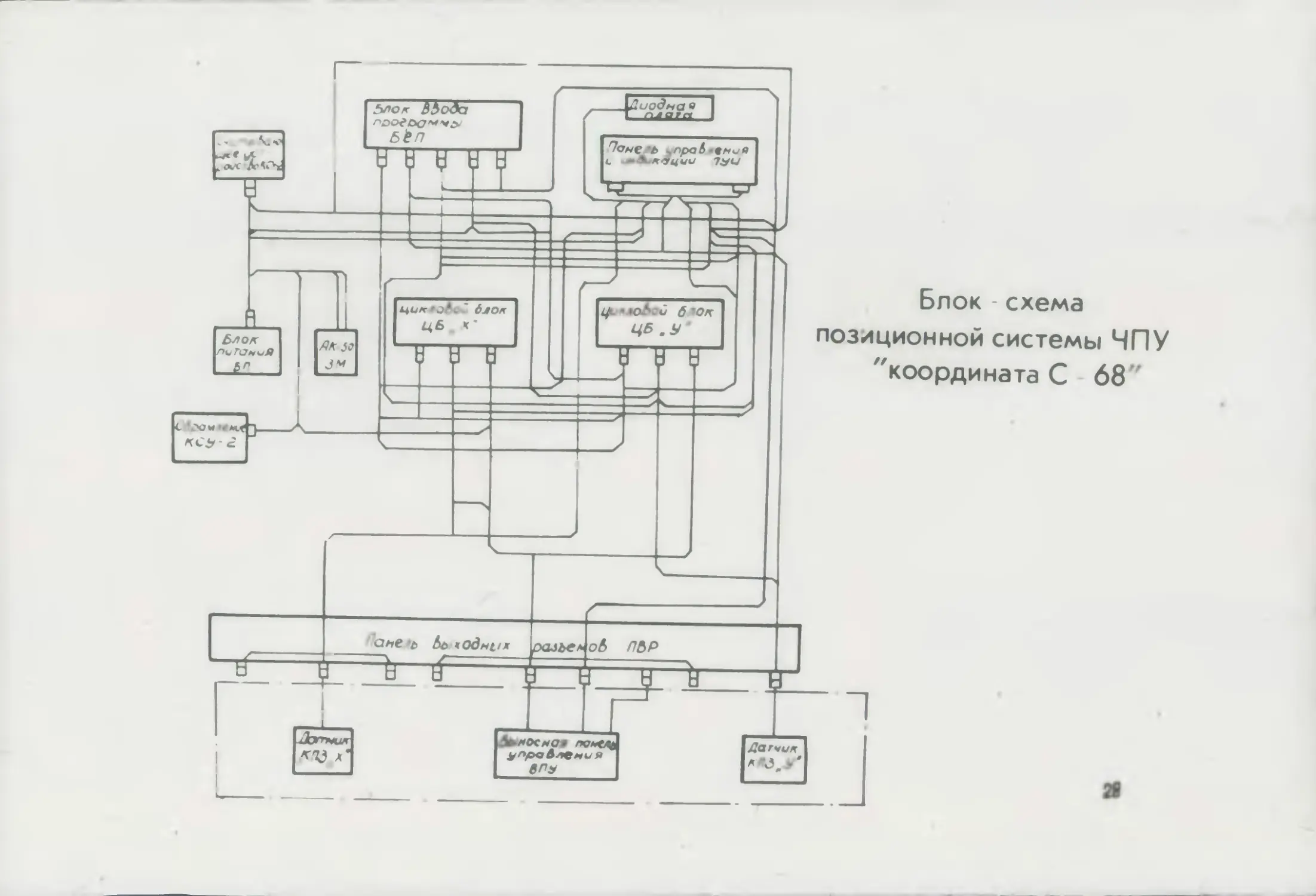
Блок схема
позиционной системы ЧПУ
"координата С 68
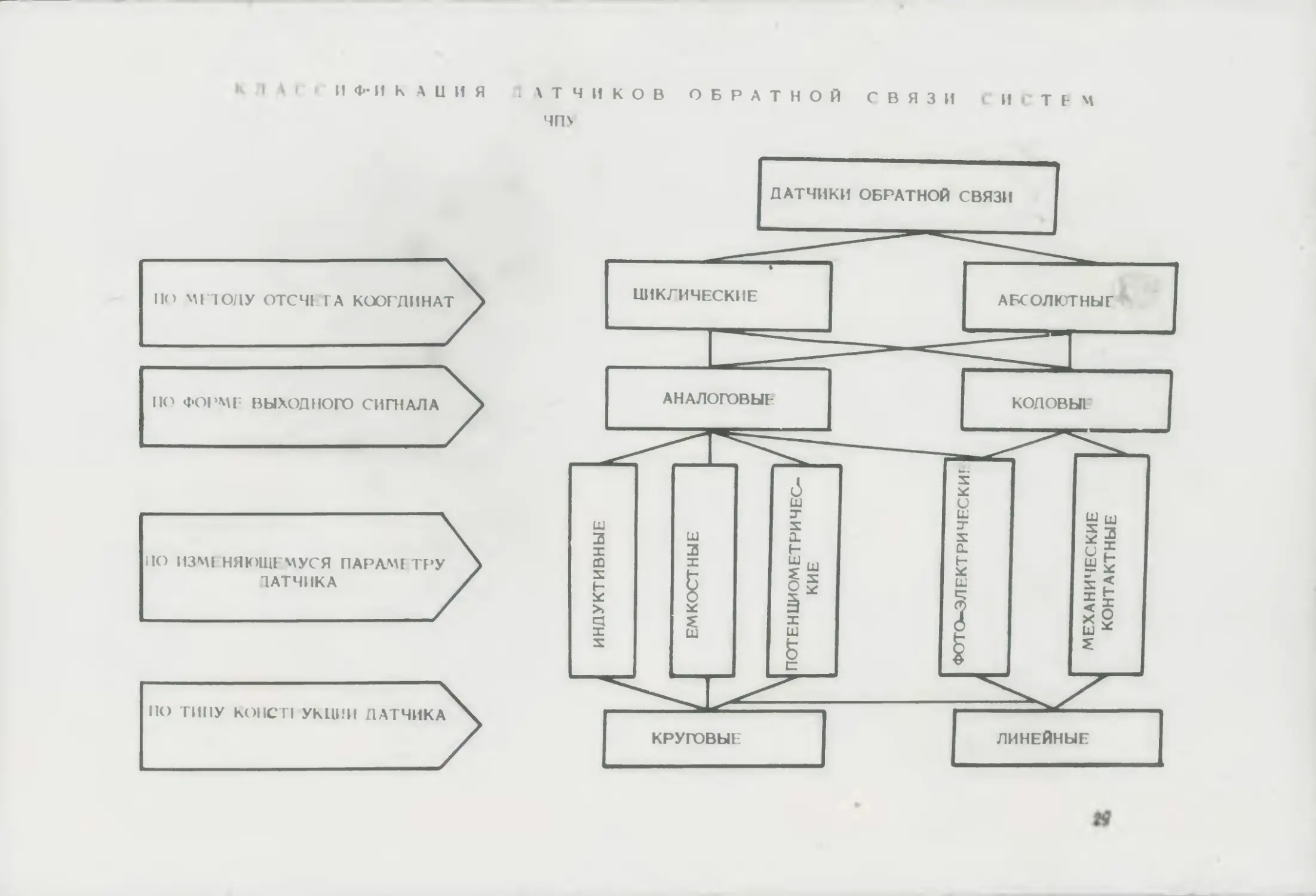
I! Ф-11 К А Ц И Я
связи . и .
чп\
ДАТЧИКИ ОБРАТНОЙ СВЯЗИ
ЦИКЛИЧЕСКИЕ
АБСОЛЮТНЫЕ
АНАЛОГОВЫЕ
КОДОВЫЕ
КРУГОВЫЕ
ЛИНЕЙНЫЕ
МЕХАНИЧЕСКИЕ
КОНТАКТНЫЕ
ПО ТИПУ KOIICTI УК НИИ ДАТЧИКА
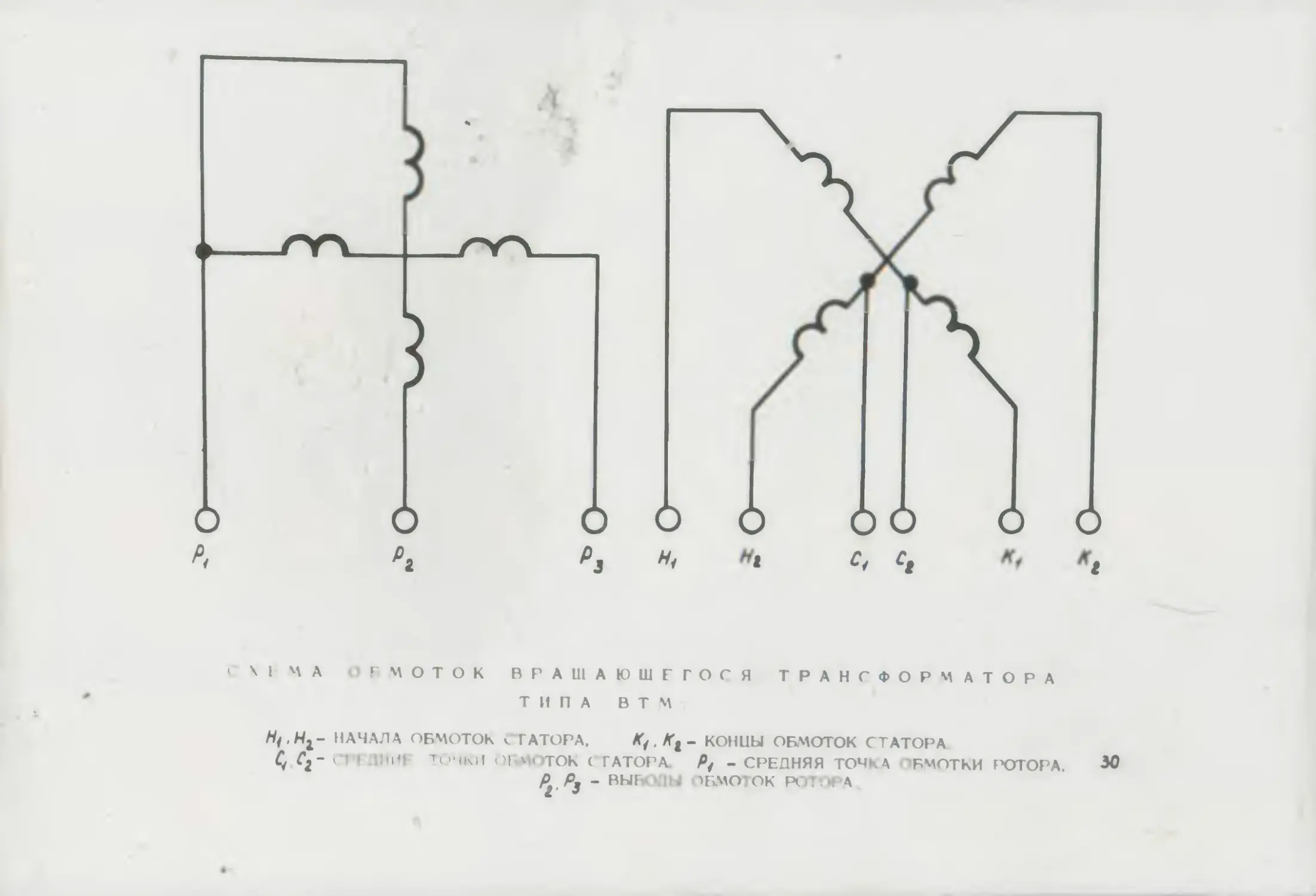
< \1 MA r M О T О К ВРА ШАЮШЕГОСЯ ТРАНСФОРМАТОРА
ТИПА В Т М
ЯрН*- НАЧАЛА ОБМОТОК СТАТОРА, Яр - КОННЫ ОБМОТОК СТАТОРА
С ^2“ С1 ’ *:,,и 7очкП ОБМОТОК С ГАТОРА А/ - СРЕДНЯЯ ТОЧКА БМОТКИ РОТОРА.
Д Р» - ВЫВОДЫ ОБМОТОК РОТОРА
Тема 6. Конструкция и принцип работы
металлорежущих станков с чис-
ловым и цикловым непрерыв-
ным и позиционным програм-
мным управлением
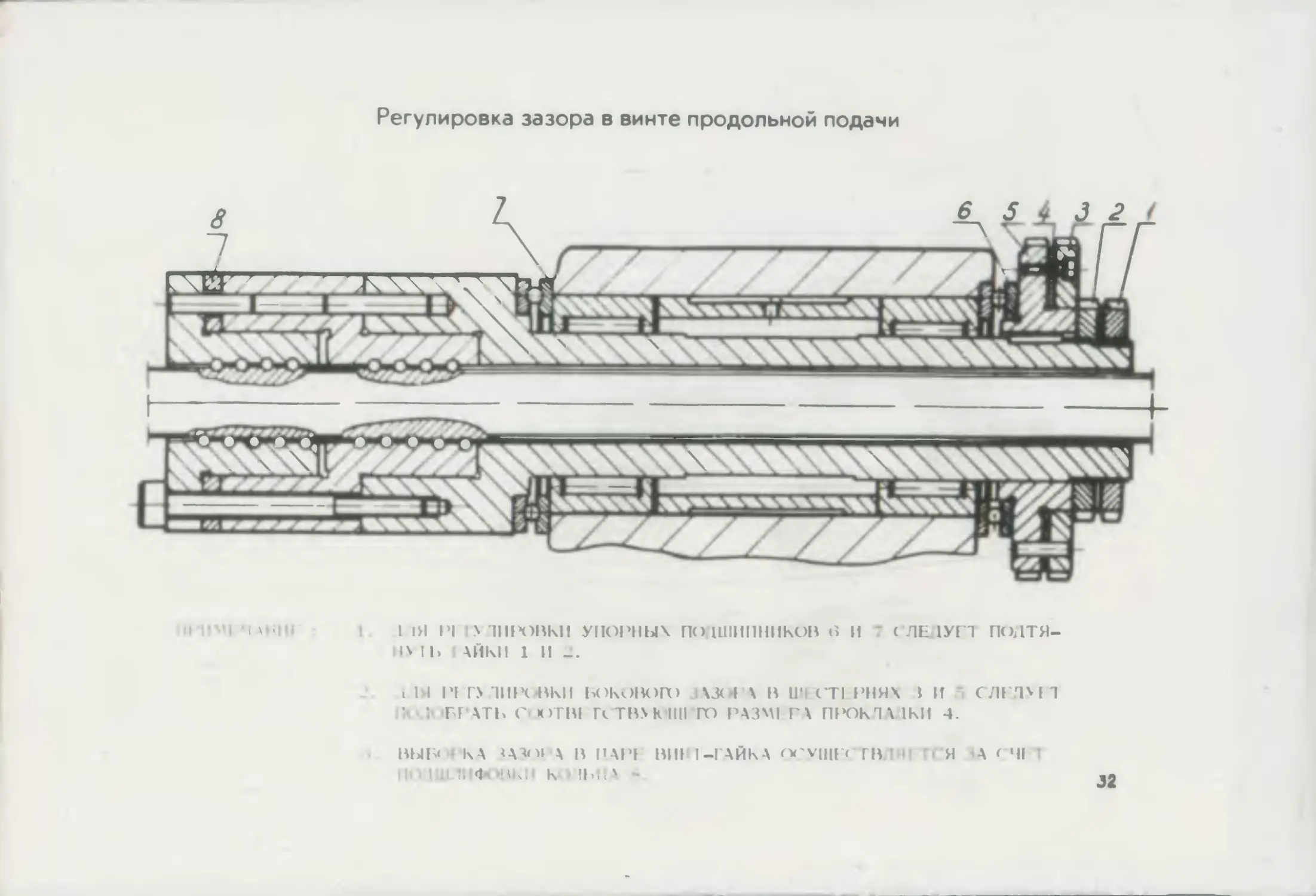
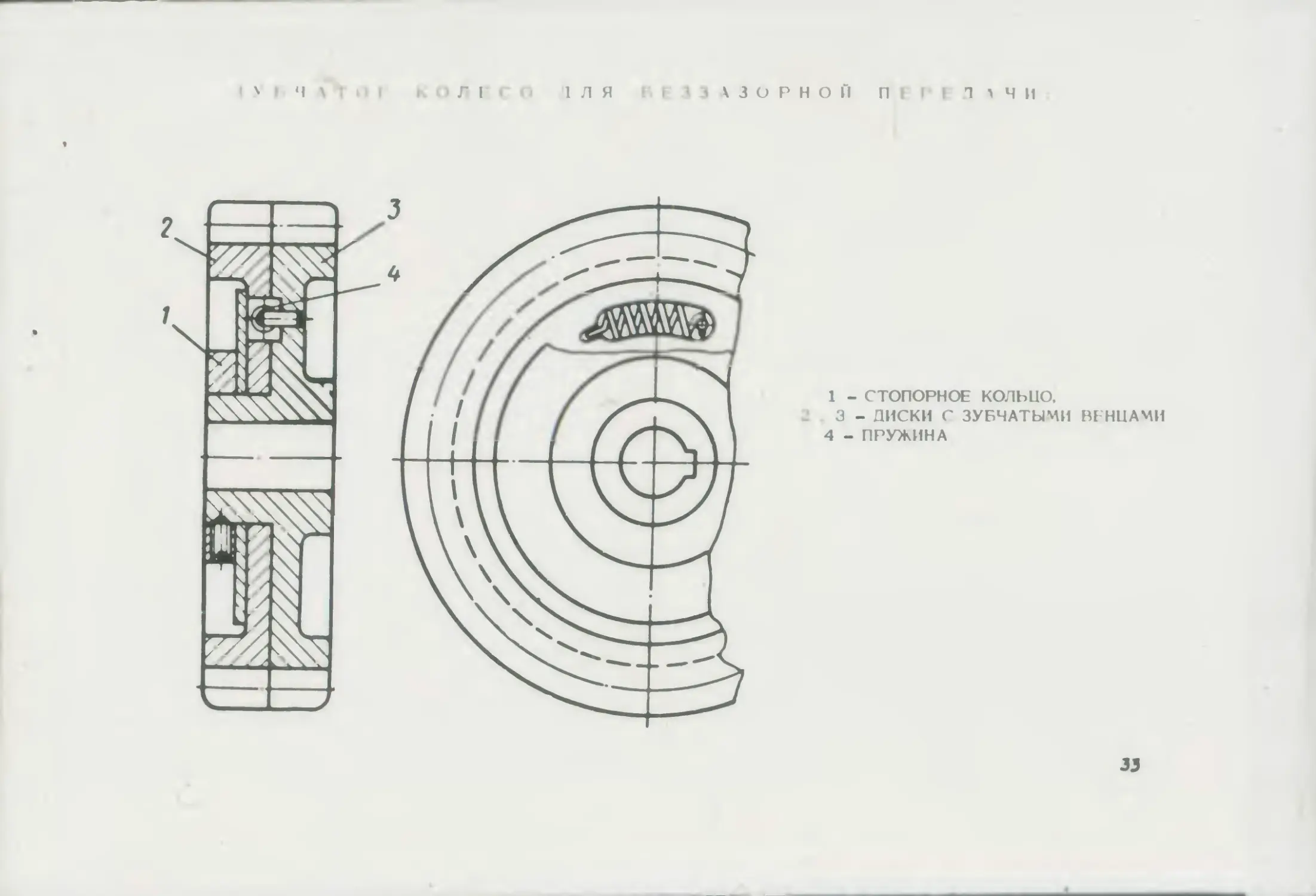
Регулировка зазора в винте продольной подачи
1 1Я PI ’М1ПХ)ВКИ УПОРНЫХ ПО ЦПИПНПКОВ 6 И ( ЛЕ 1УГ1
ПоДТЯ-
II» АЙКИ 1 11
I Ы PI Г> 11114 ВКП БОКОВОГО ; \3( 4 \ В IT» CTI РНЯХ I И ' СЛЕДИ 1
1> : БРАТЬ С-ЮТВ1 rcTBMvIlll ГО РАЗ'\1 ГХ П1ЧЖЛХ1КИ 4.
ВЫБ< • КА <А^» А В ПАР!
ВП1 J-ГАЙКА nrviin'< ГВ Я А ( 41
1 л я
НОИ П I Т 1 ч и
1 - СТОПОРНОЕ кольцо.
3 - ДИСКИ С ЗУБЧАТЫМИ ВЕНЦАМИ
4 - ПРУЖИНА
33
MOt
Настройка инструмента на станке модели АТПР-2М12
ДИАФИЛЬМ
к программе курсов повышения квалификации
технологов — программистов по механической
обработке металлов на станках с ЧПУ
го процесса
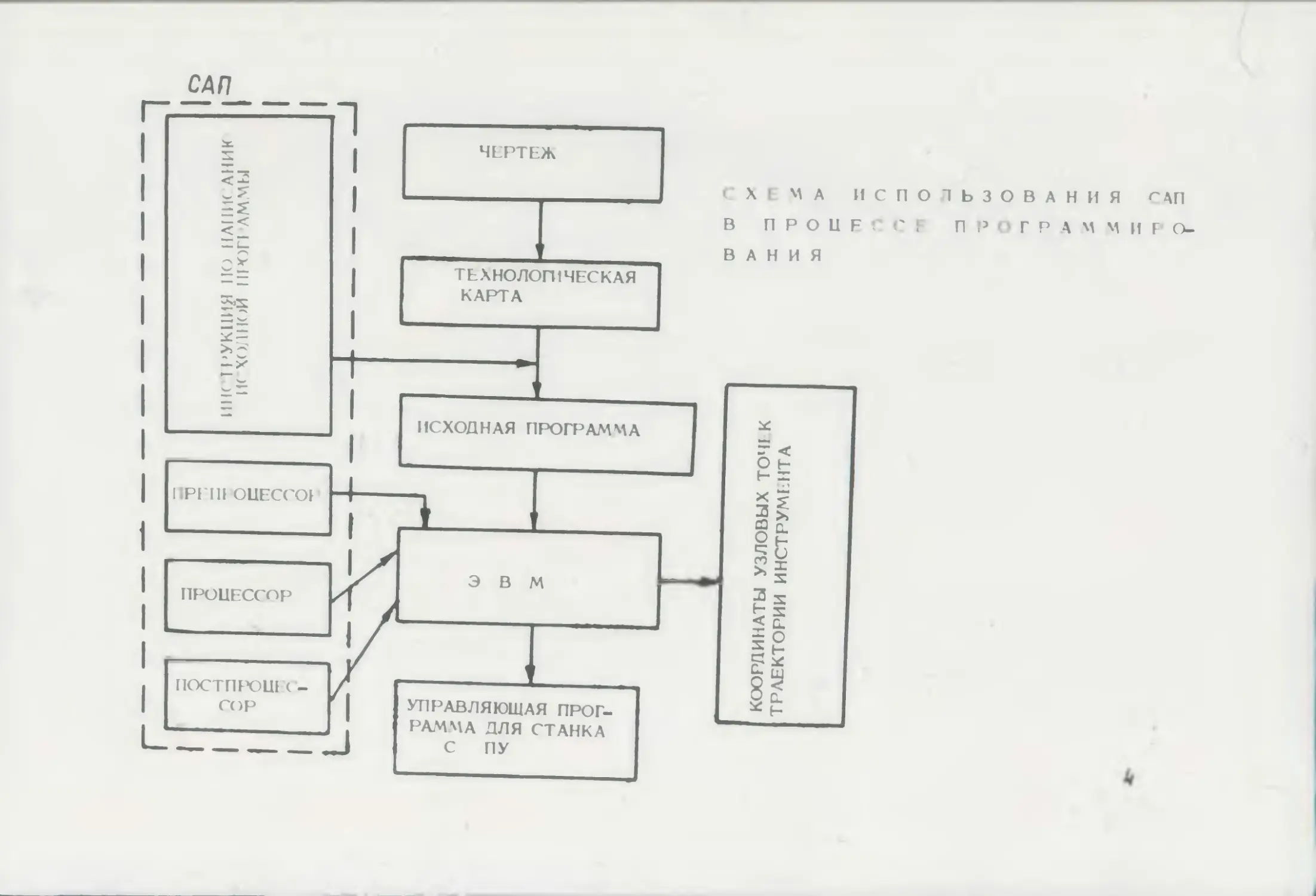
САП
ЧЕРТЕЖ
' Е ХНО ЛОП t ЧЕС КАЯ
КАРТА
ИСХОДНАЯ ПРОГРАММА
I РЕШ OUECCOF
ПРОЦЕССОР
ГЮСТПРОШ с
С()Р
УПРАВЛЯЮЩАЯ ПРОГ-
РАМ МА ДЛЯ СТАНКА
С ПУ
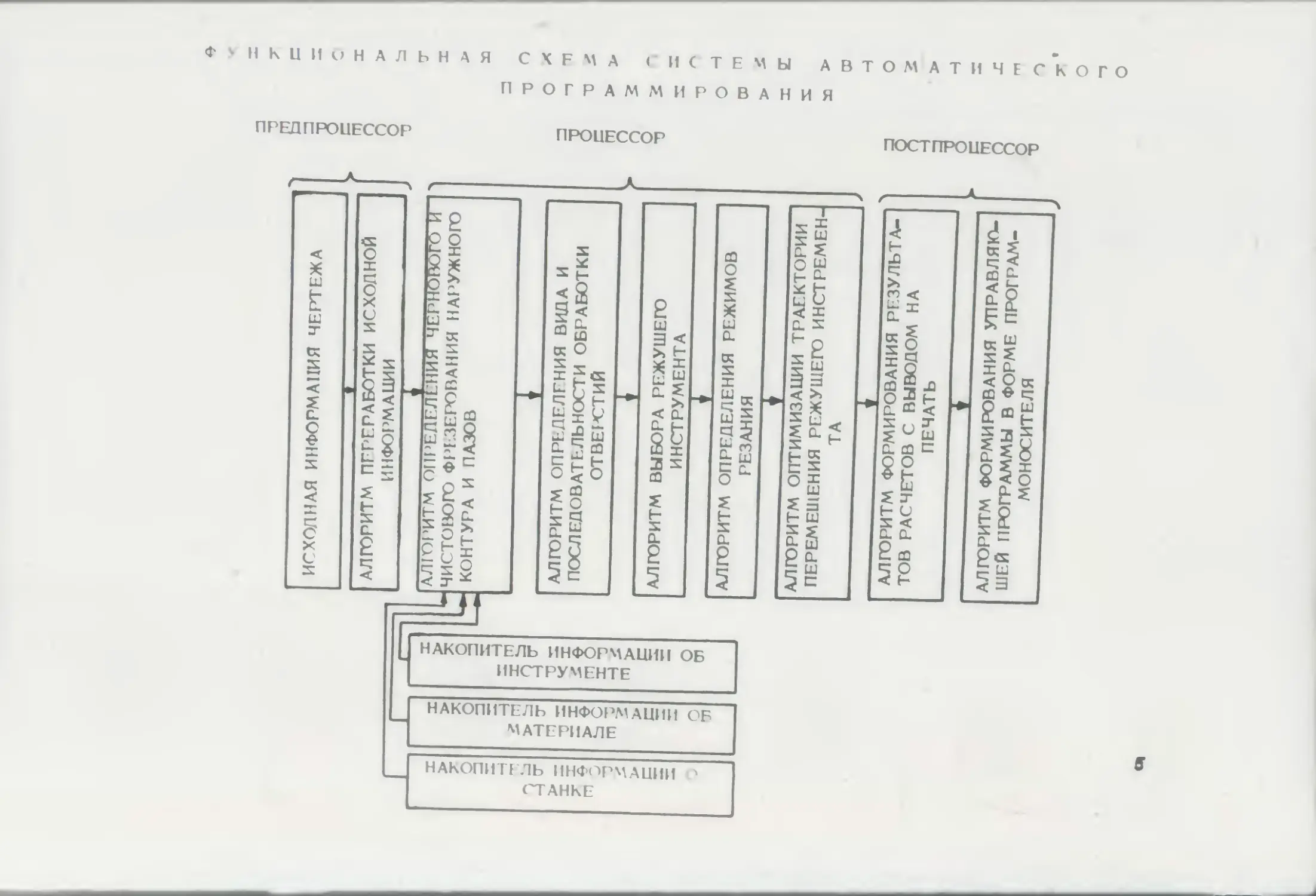
ИСХОДНАЯ ИНФОРМАЦИЯ ЧЕРТЕЖА
АЛГОРИТМ ПЕРЕРАБОТКИ ИСХОДНОЙ
ИНФОРМАЦИИ
АЛ1ОРИТМ ОПРЕДЕЛЕНИ
ЧИСТОВОГО ФРЕЗЕРОВАНИЯ НАРУЖНОГО
КОНТУРА И ПАЗОВ
АЛГОРИТМ ОПРЕДЕЛЕНИЯ ВИДА И
ПОСЛЕДОВАТЕЛЬНОСТИ ОБРАБОТКИ
ОТВЕРСТИЙ
АЛГОРИТМ ВЫБОРА РЕЖУЩЕГО
ИНСТРУМЕНТА
АЛГОРИТМ ОПРЕДЕЛЕНИЯ РЕЖИМОВ
РЕЗАНИЯ
АЛГОРИТМ ОПТИМИЗАЦИИ ТРАЕКТОРИИ
ПЕРЕМЕЩЕНИЯ РЕЖУЩЕГО ИНСТРЕМЕН
ТА
АЛГОРИТМ ФОРМИРОВАНИЯ РЕЗУЛЬТАН-
ТОВ РАСЧЕТОВ С ВЫВОДОМ НА
ПЕЧАТЬ
АЛГОРИТМ ФОРМИРОВАНИЯ УПРАВЛЯЮ-
ЩЕЙ ПРОГРАММЫ В ФОРМЕ ПРОГРАМ-
МОНОСИТЕЛЯ
Тема 8. Подготовка управляющих программ
для станков с ЧПУ
Подготовка программ к фрезерным станкам с программным
управлением с фазовой системой П У
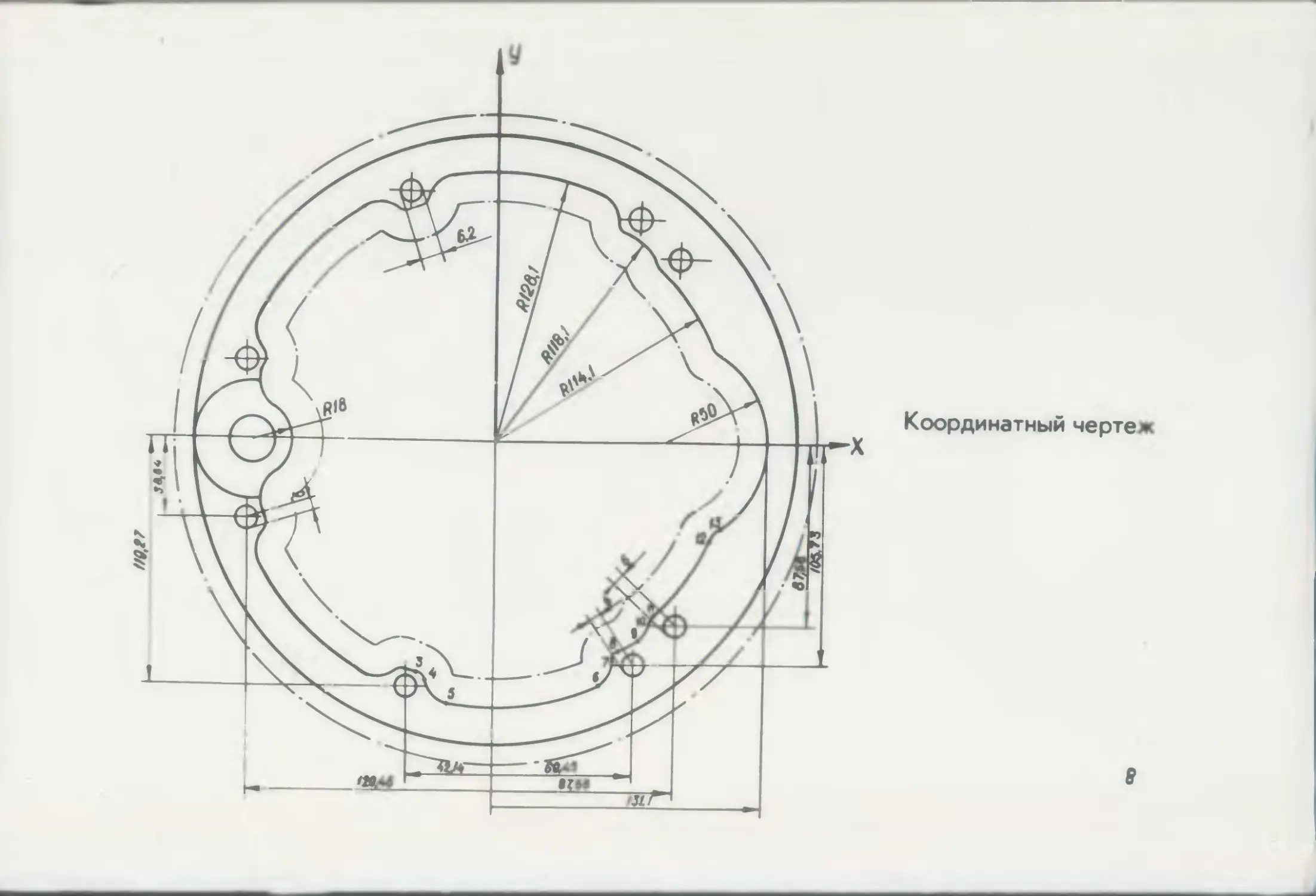
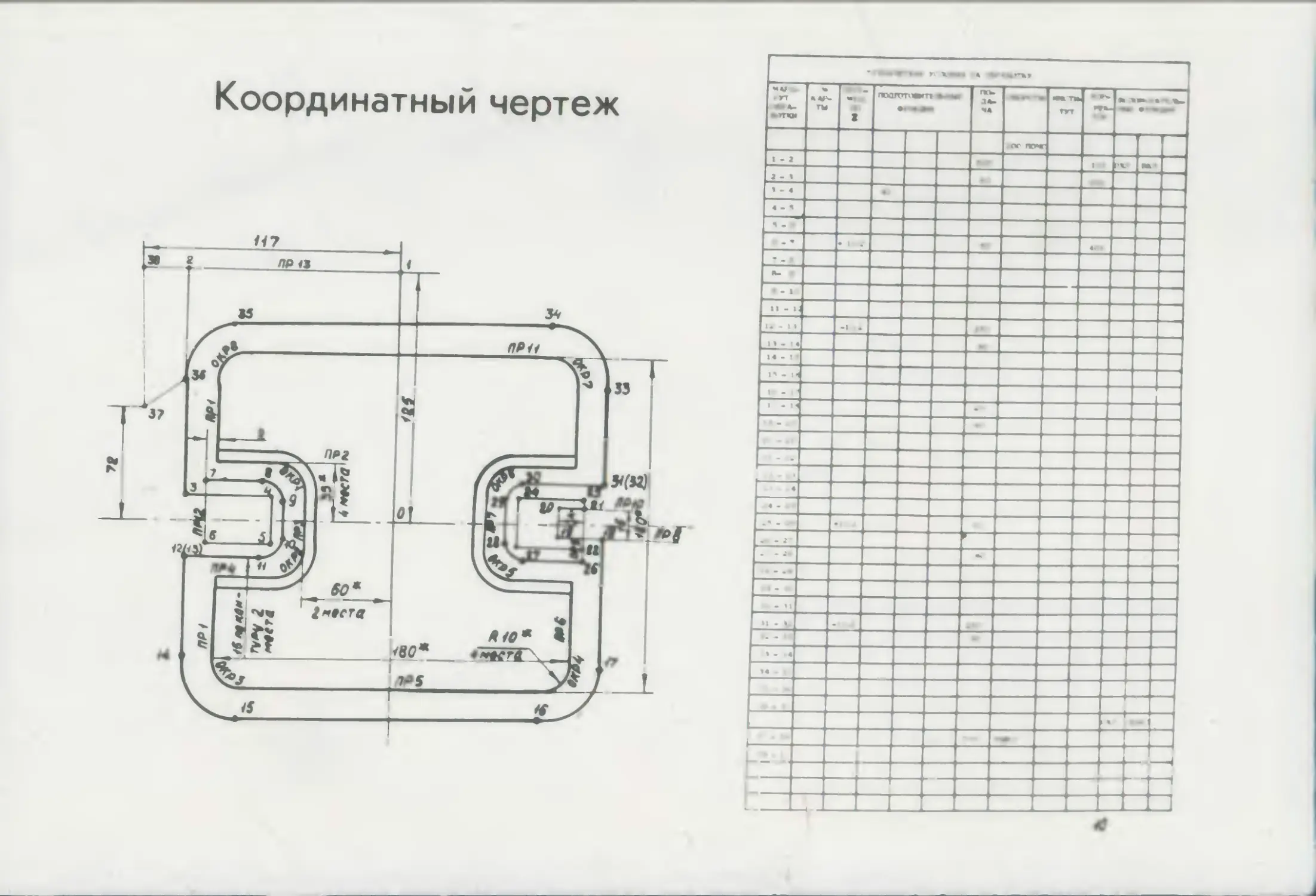
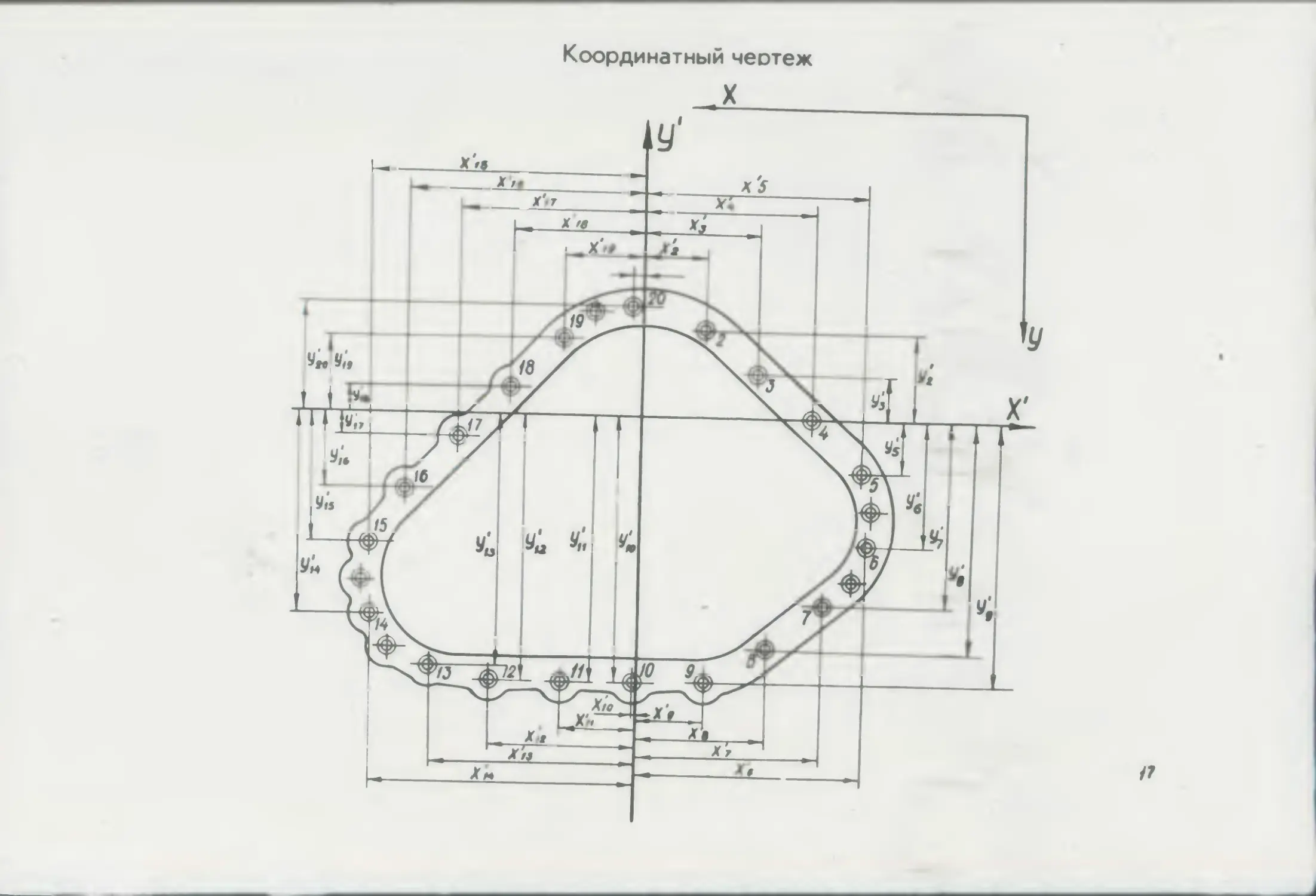
Координатный чертеж
AHI
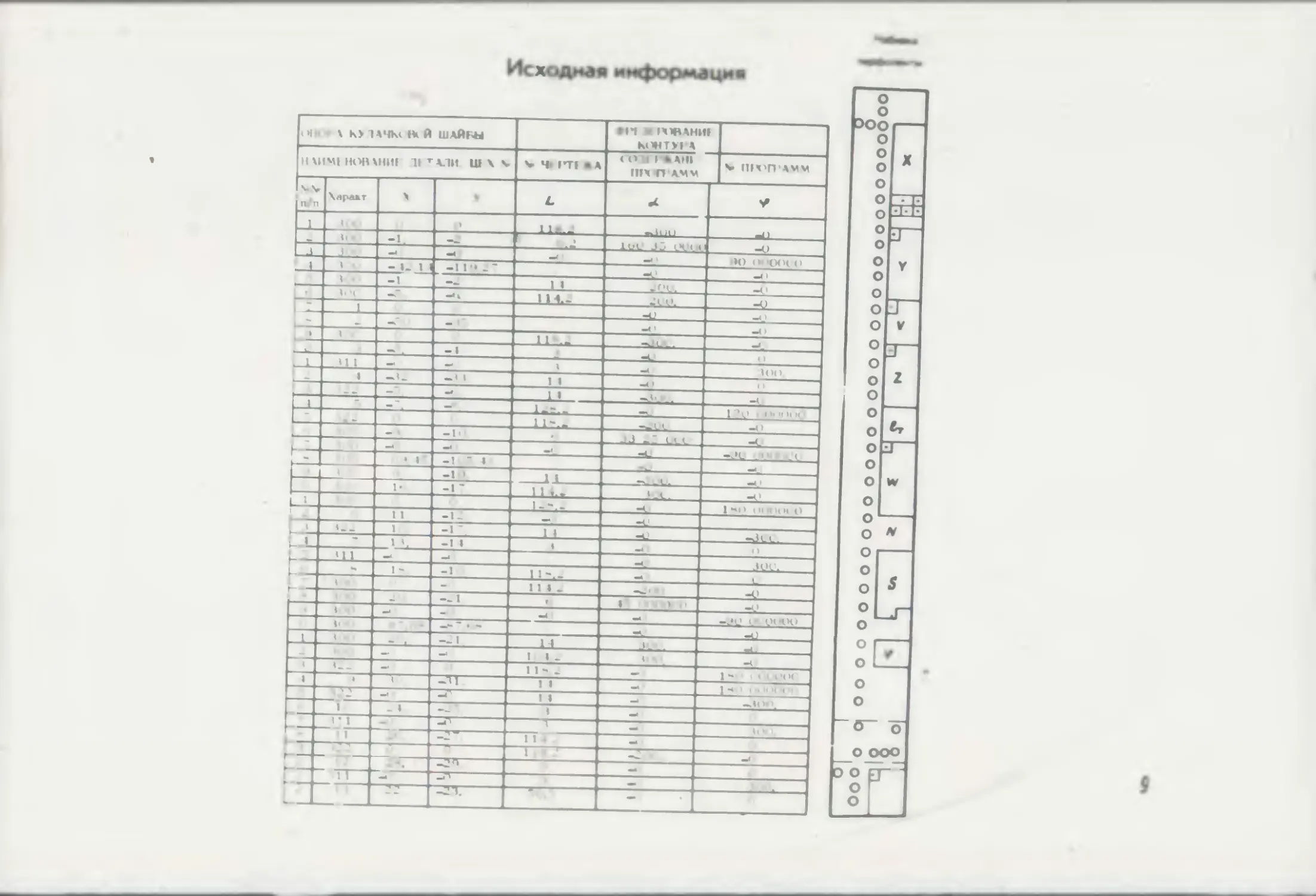
HUOUHOBMIHt II
v IXЖАНИ!
МЖТУ1 А
(И- X к> 1АЧК< В( й ШАЙБЫ
♦О О* 0(4 о
им»
Подготовка программ к токарному станку с программным
управлением с импульсной системой управления
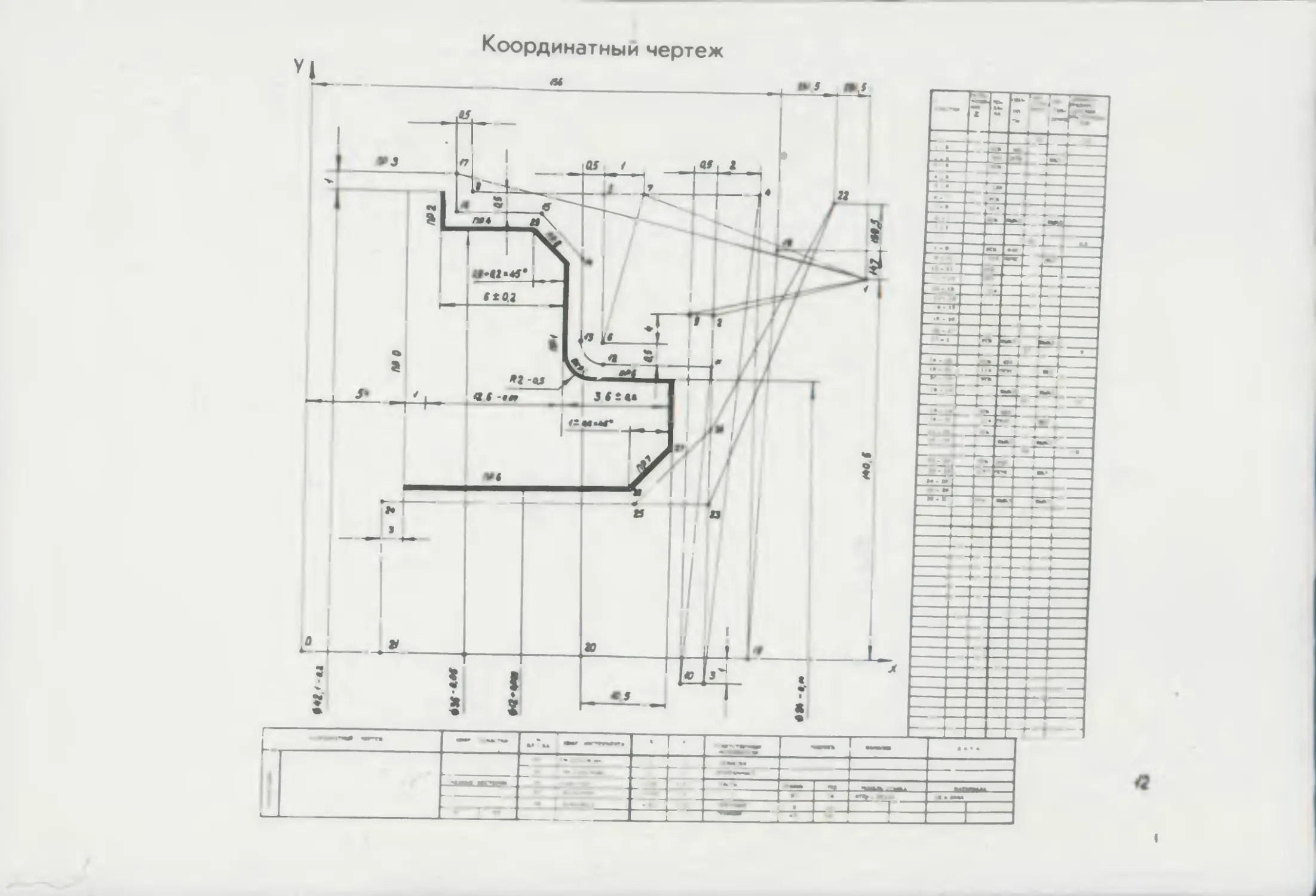
Координатным чертеж
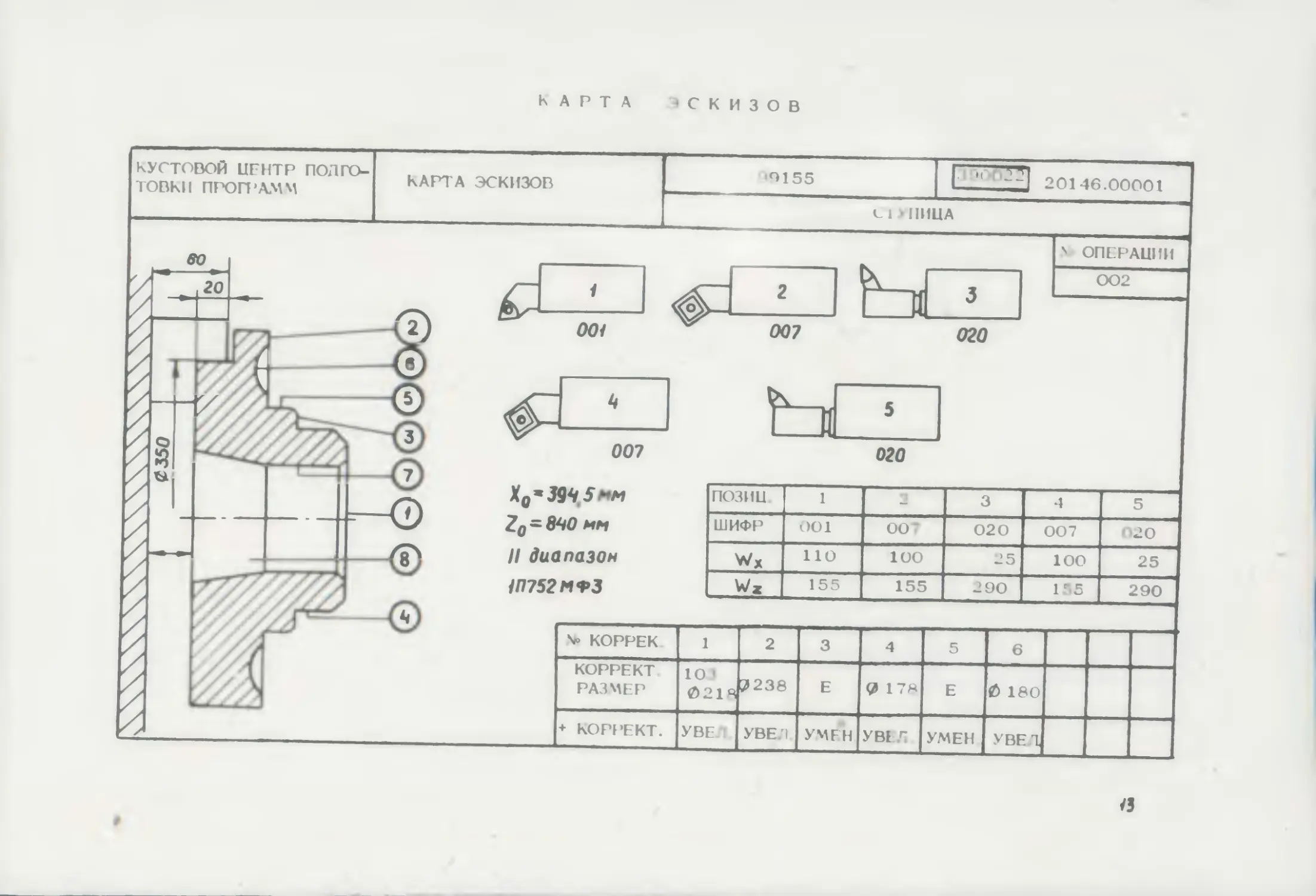
КАРТА ’ С К И 3 О В
КУСТОВОЙ ЦЕНТР ПОДГО-
ТОВКИ ПРОГРАММ
КАРТА ЭСКИЗОВ
20146.00001
1 НИША
' ОПЕРАЦИИ
0350
020
020
ПОЗИЦ
ШИФР
020
155
* КОРРЕКТ.
УВЕ
УВЕ
УМЕН УВЕ.Г
КОРРЕКТ
РАЗМЕР
= 940 мм
002
007
007
II диапазон
1П752МФЗ
V» КОРРЕК
100
007
238
УМЕН
100
в
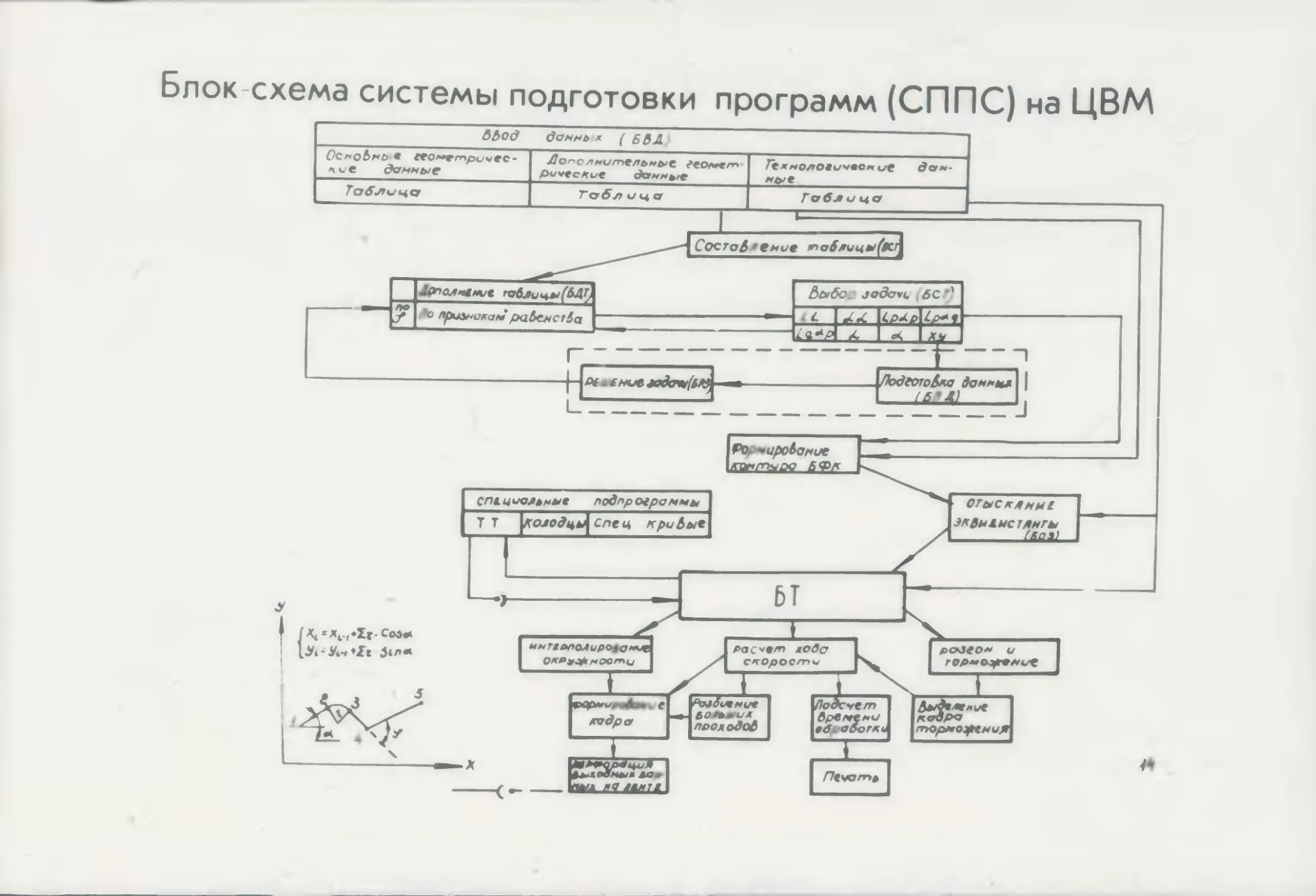
Блок-схема системы подготовки программ (СППС) на ЦВМ
ьт
рас**'*’ мода
ннпыюлироьа
роаео* и
рически*
данные
Таблице*
бЬод
ианнь ж ( БбЛ
Лрпмчлиие та6яич*/(^А1
•о /имна^ам pKkbetictba.
аамнь^е
Ь&бс. jadovi. . БС •'
Фо '•apobattue
специальные подпр оеранны
отысклнне
э^бнлыстлнгы
1ЛНО*
ЬО^Ь^ил
прожадсЬ
бр*Н*>
рдкабо
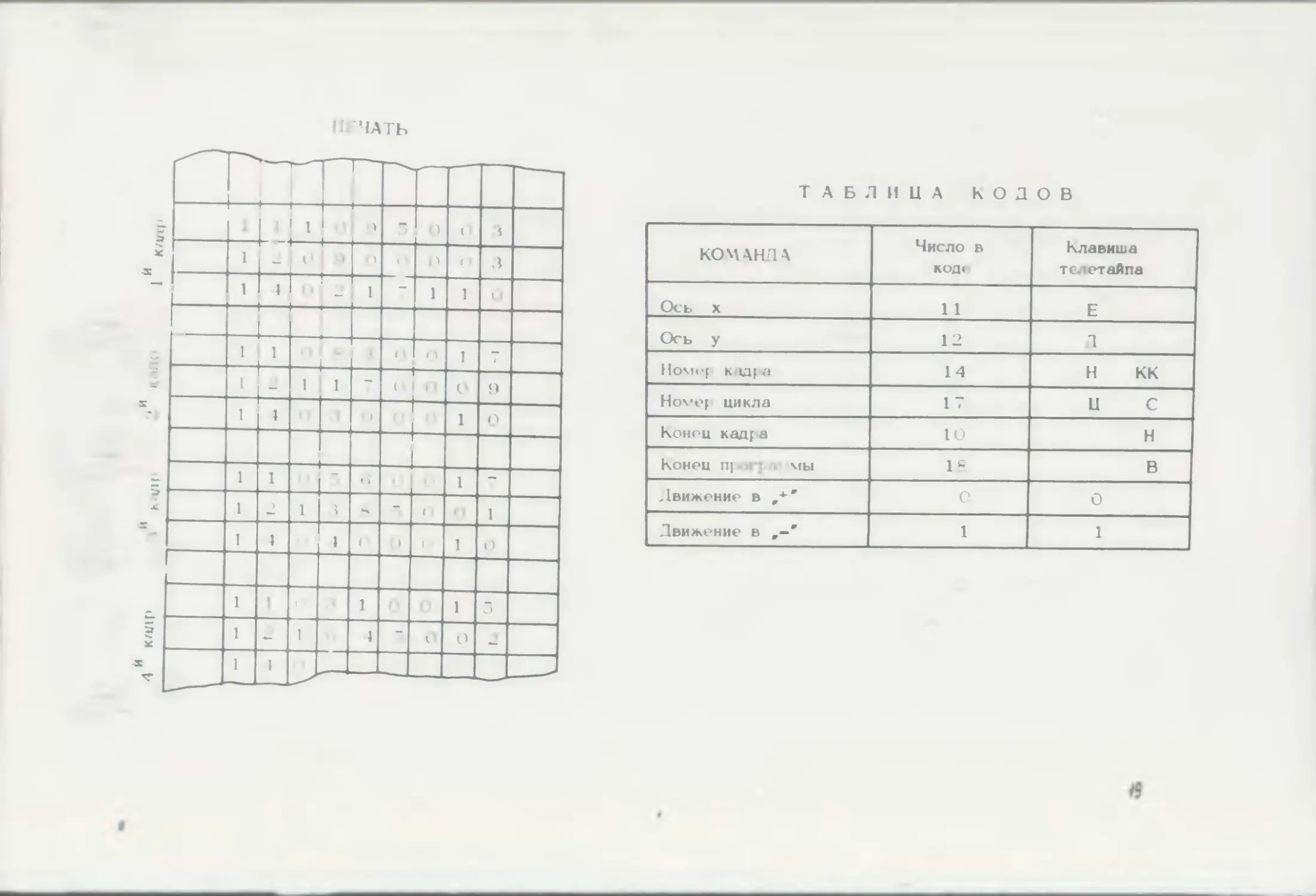
Печать
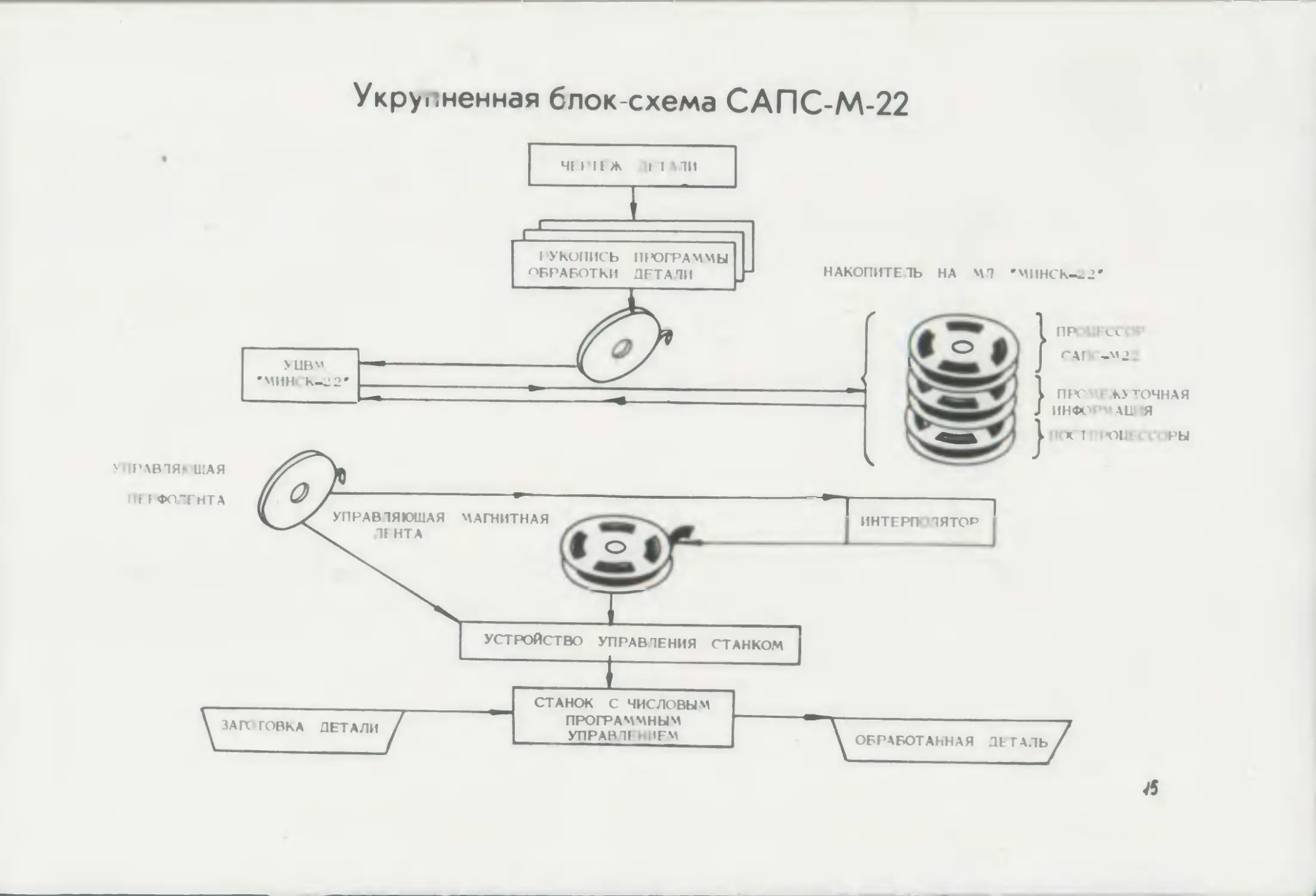
Укрупненная блок-схема САПС-М-22
НАКОПИТЕЛЬ НА
МИНСКА 2
' 1 If’\ВТЯ* ШАЯ
41 г и ж
I i ми
СТАНОК
ПК К5’’ОЧНАЯ
ИНФО*’ АН Я
ПРОГРАММНЫМ
I УКОЛИСЬ ПРОГРАММЫ
ОБРАБОТКИ ДЕТАЛИ
УПРАВЛЯЮЩАЯ МАГНИТНАЯ
ЛГ НТА
ЗАГС ГОВКА ДЕТАЛИ
ИНТЕРП- ЛЯТОР
УСТРОЙСТВО УПРАВЛЕНИЯ СТАНКОМ
ЧИСЛОВЫ М
УПРАВЛ1 ' HFM
ОБРАБОТАННАЯ ДЕТАЛЬ
отовка программ к станкам с числовой
позиционной системой управления.
Координатный чеотеж
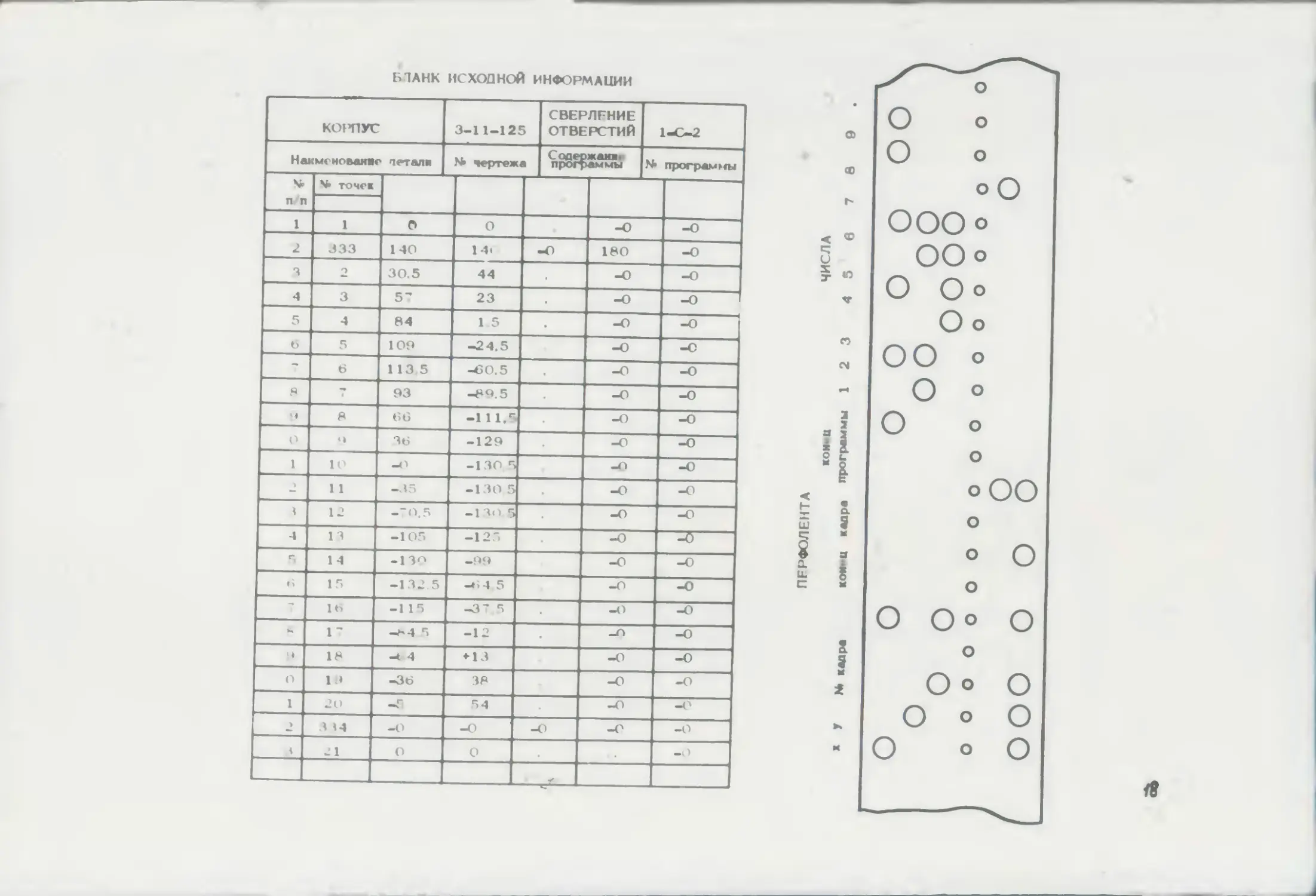
БЛАНК ИСХОДНОЙ ИНФОРМАЦИИ
ЧАТЬ
4
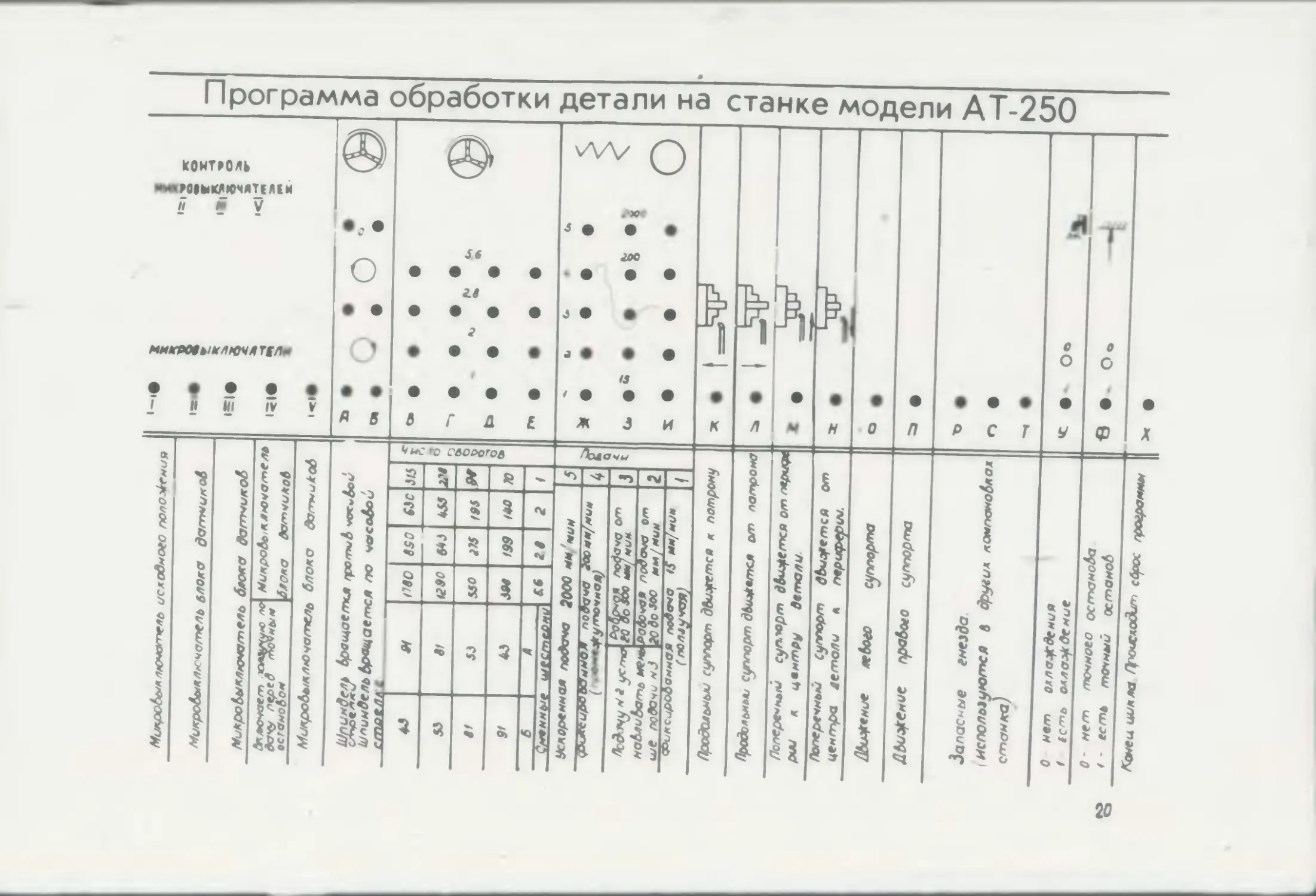
Микробы* * лкжэтель исходного положения
Микробыключстель блока датчиков
Микробыклнзнатель 6/юка датчиков
дключает .кнсычню /хи Микродь1клн>чатель
дачу перед точны* I
останобон \£ло*а датчиков
МикробыКЛЮчатСЛь блоке догтникоб
бращаетсл лролъб vorv^cJ
Шпиндель брящается по час обо6
1190 де# гэезб
Q90 643 де
590
599
нн
Ускоренная подана 3000 нм'ыин
додачу ft л ус п
набейбать не
СРинс
онная
Продольный суппорт дбижется к потрону
Продояьнжы суппорт дЬиЖется от патрона
Поперечный суп. 'юрт дбизрется от nepu^t
рм к центру детали-
Поперечный
центра летали
Суппорт dbuofemcp от
пер
ДбиЖение леболо суппорта
ии.
ДбиЖ^ние прабоео суппорта
Запасные гнезда
( ИСПОЛьЗуЮтсЯ 9 других коыпонобкож
станка )
О нет охлаждения
* fc/тть охлаждение
О • нет точного останода
1 - есть точный останоб
брнец цикла Qpoucxoditm сброс грелранны
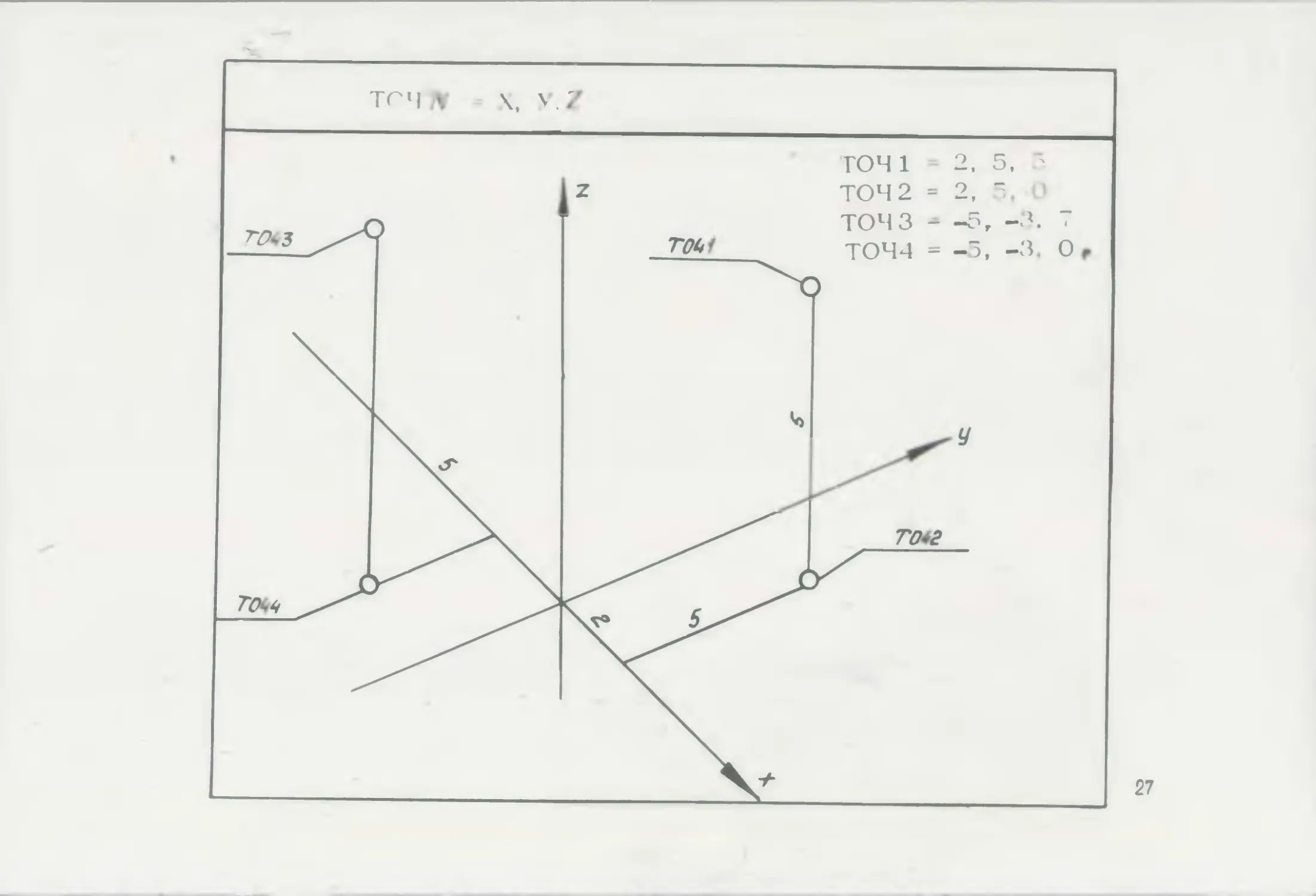
Способы задания точек
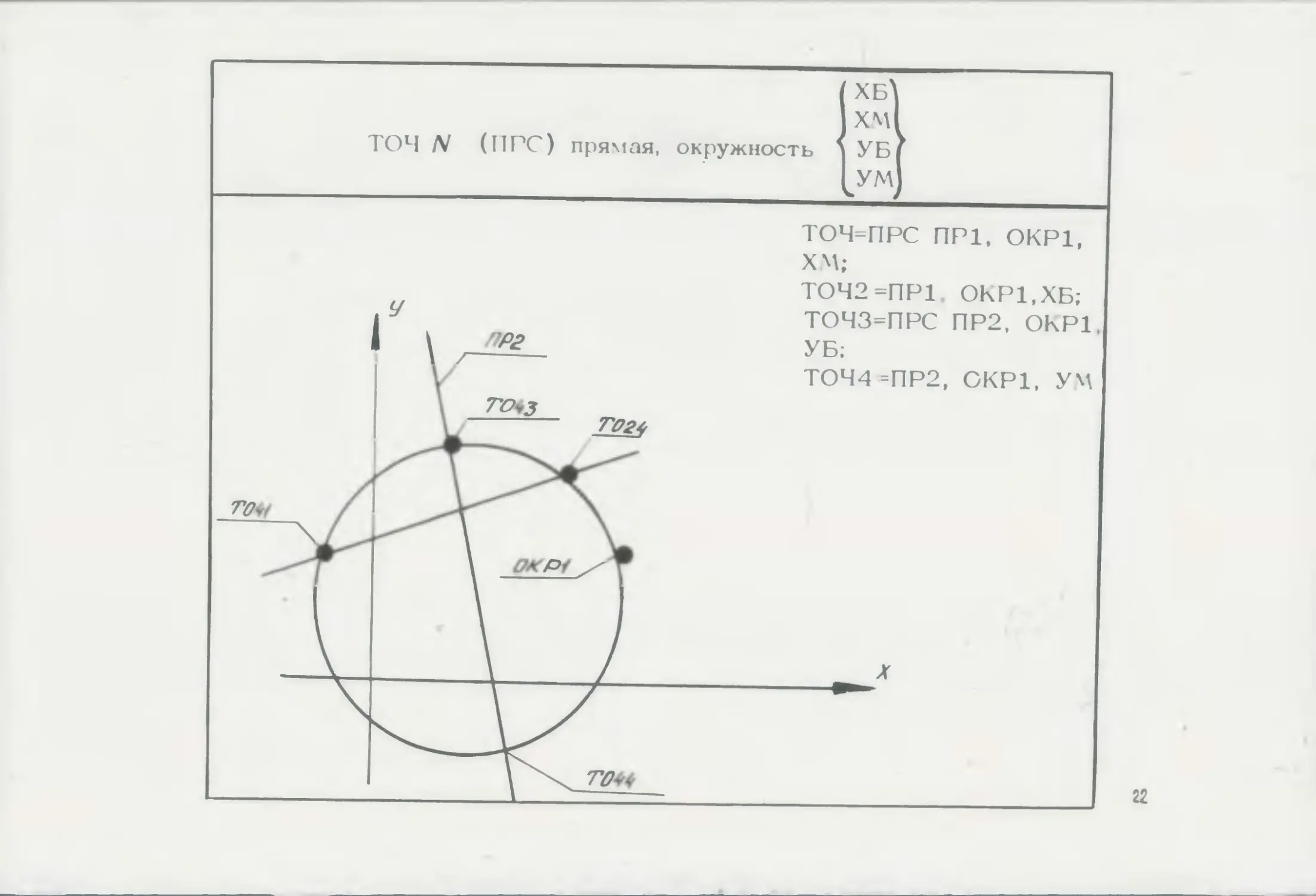
ТОЧ N (ПРС) прямая,
( ХБ1
]Хм1
окружность 1 УБ[
(ум)
ТОЧ=ПРС ПР1, ОКР1,
ХМ;
ТОЧ2=ПР1 ОКР1.ХБ;
ТОЧЗ=ПРС ПР2, ОКР1.
УБ;
ТОЧ4 =ПР2, СКР1, УМ
УЛЛУ
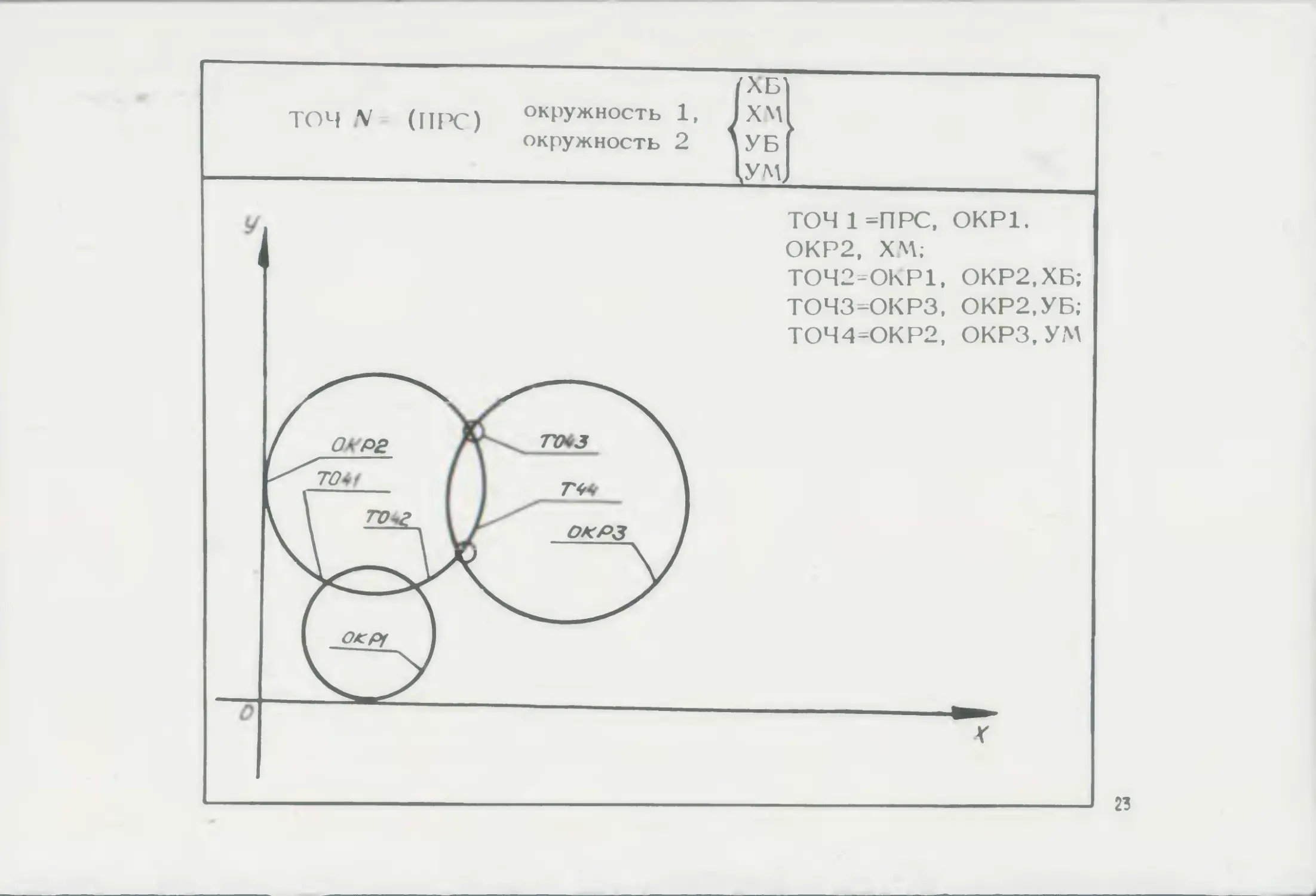
ТОЧ V (ГI PC) окружность 1
окружность 2
то*з
ОКРЗ
О^Р8
ТО 4 /
хм
УМ
ТОЧ1=ПРС, ОКР1.
ОКР2, ХМ;
ТОЧ2=ОКР1, СЖР2.ХБ;
ТОЧЗ=ОКРЗ, ОКР2.УБ;
T0440KP2, ОКРЗ.УМ
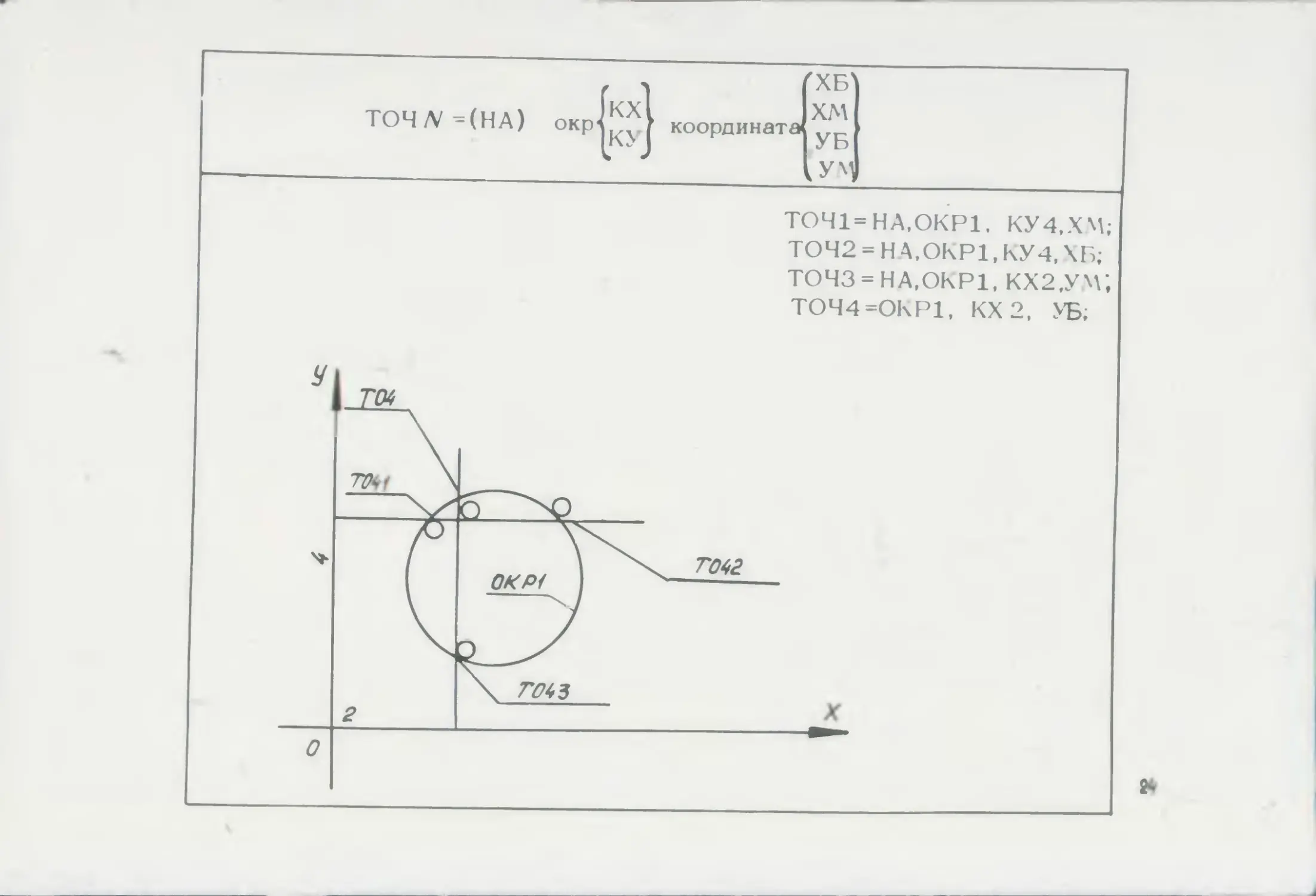
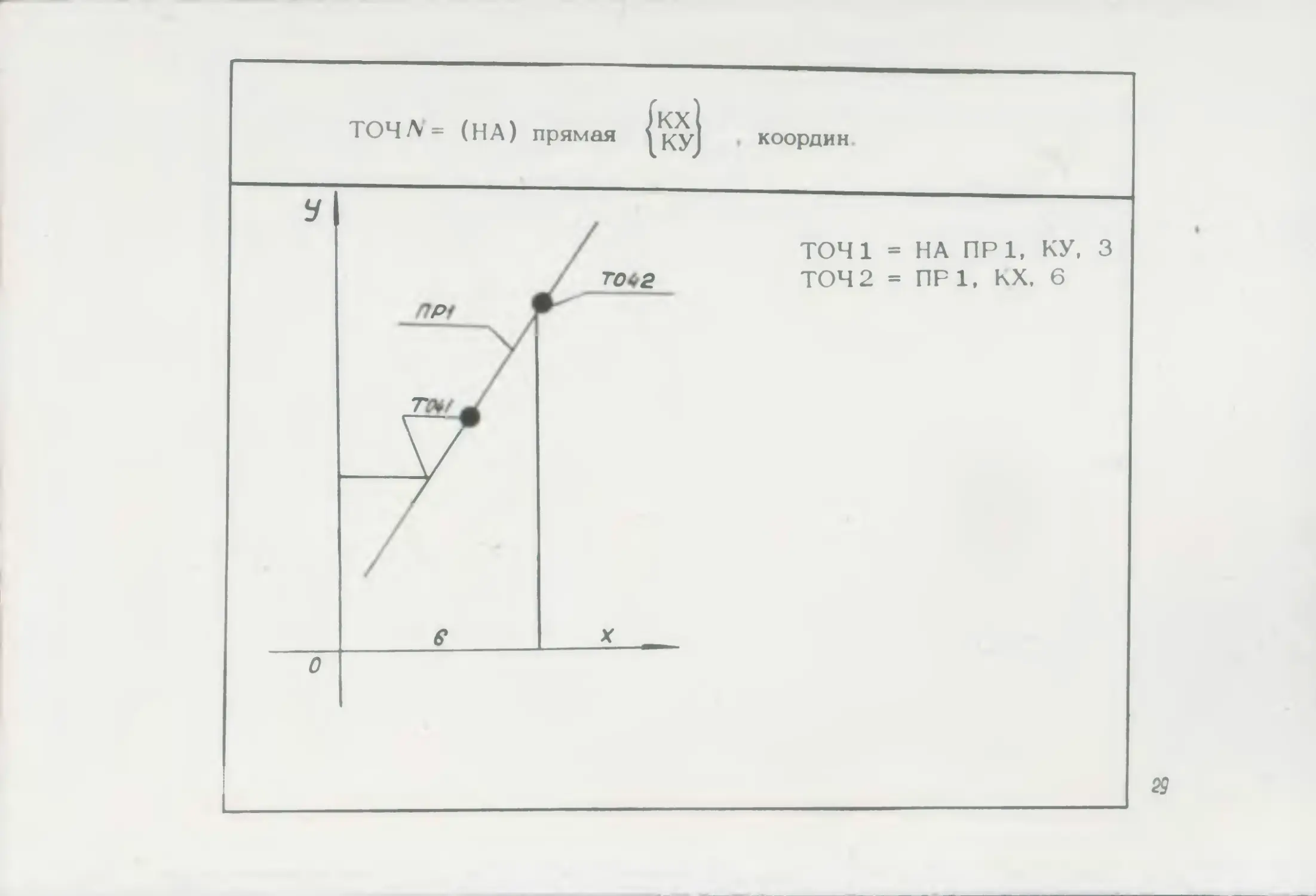
координат
ХБ
ХМ
УБ
ТОЧ1= НА.ОКР1. КУ4.ХМ;
ТОЧ2 = Н А.ОКР1, КУ 4, \Б;
ТОЧЗ = НА.ОКР1, КХ2.УМ;
ТОЧ4=О1\Р1, КХ2, УБ;
Г042
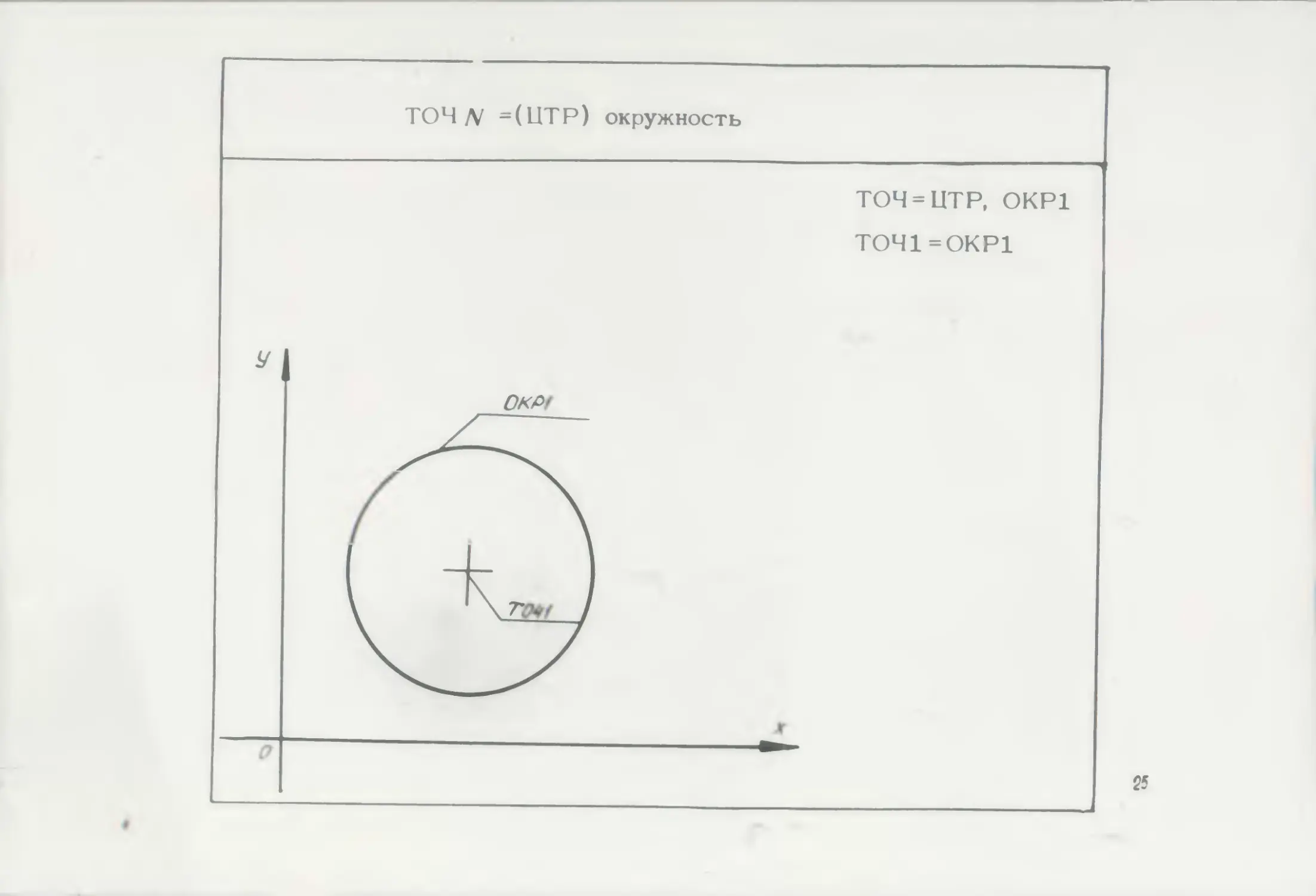
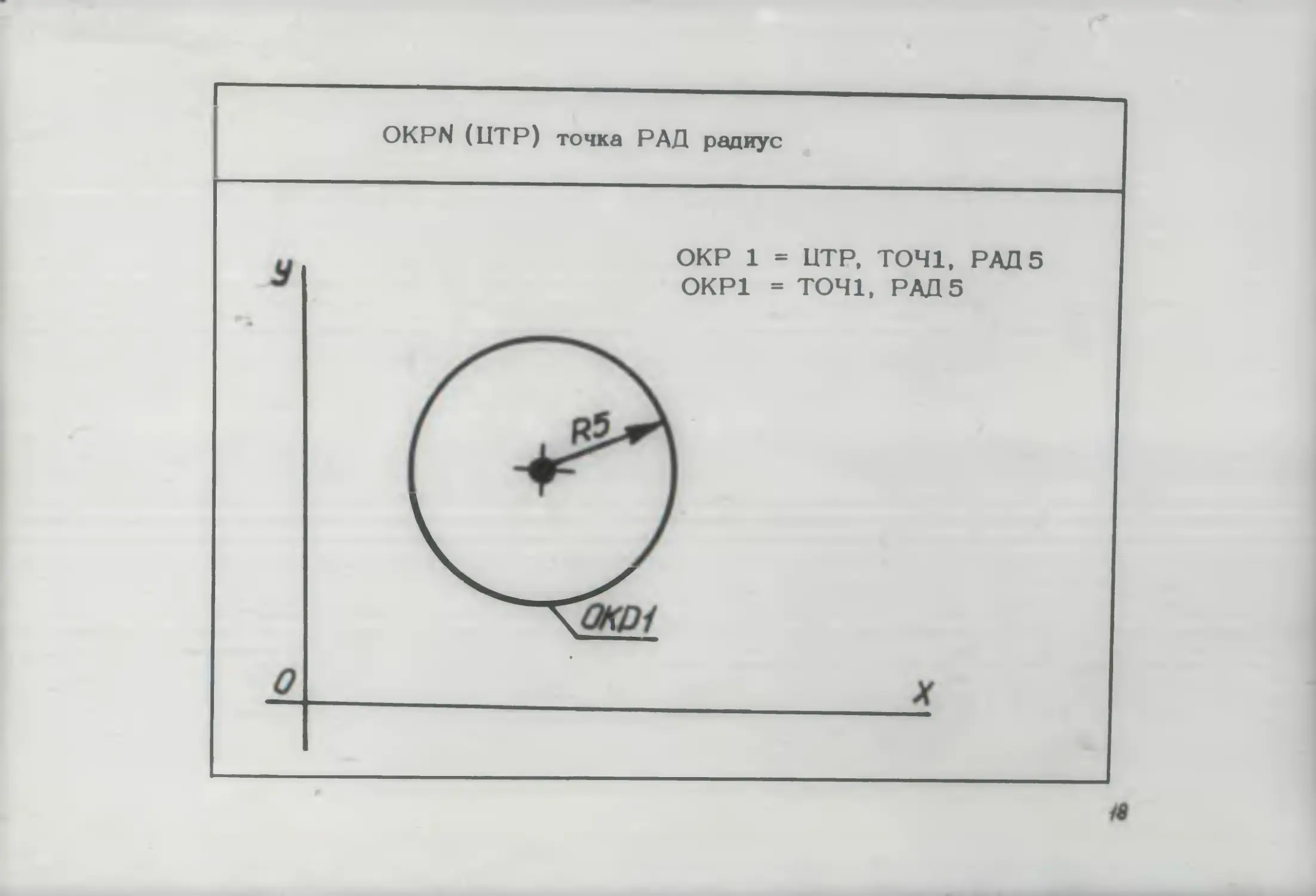
'04/V =(ЦТР) окружность ТОЧ = ЦТР, ОКР1 ТОЧ1=ОКР1
я
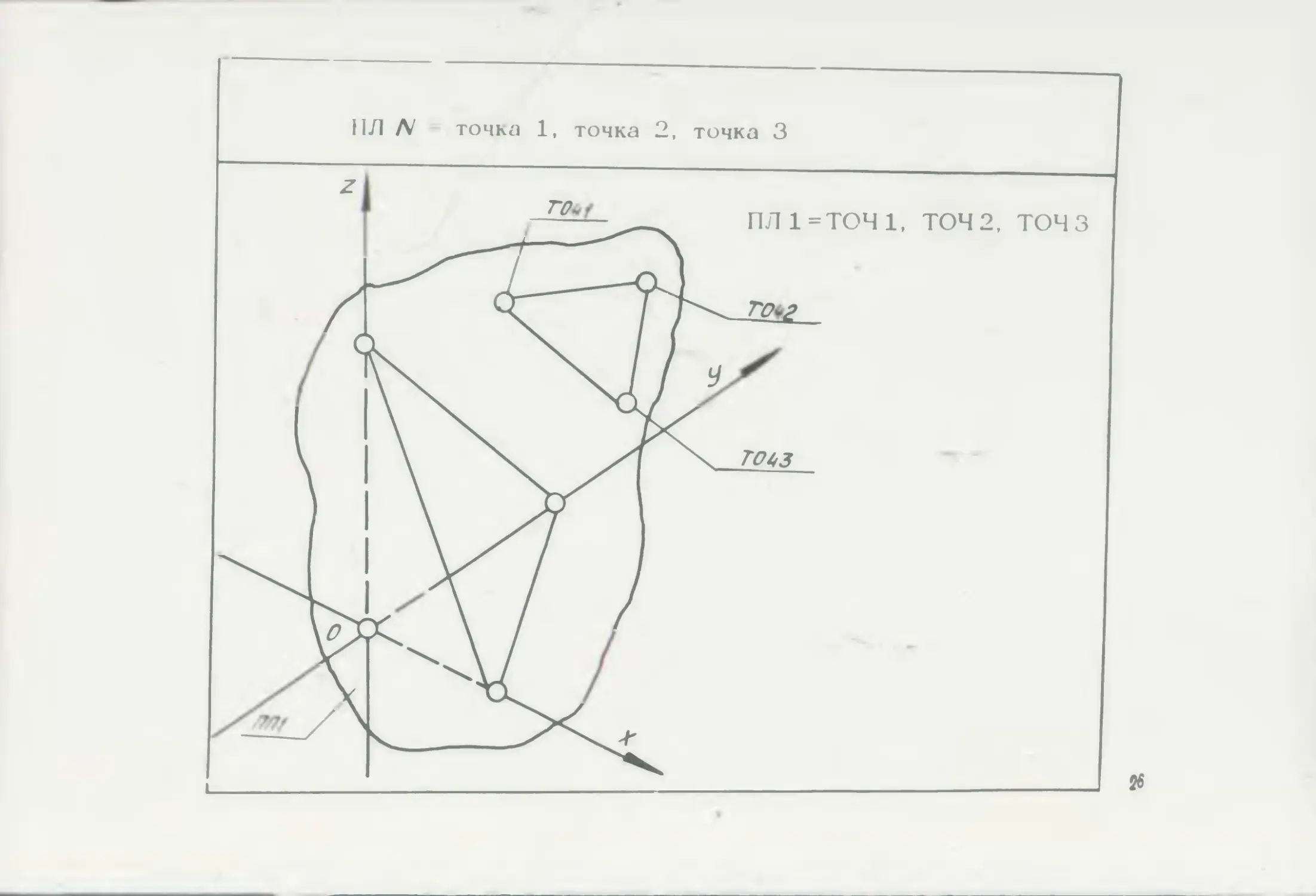
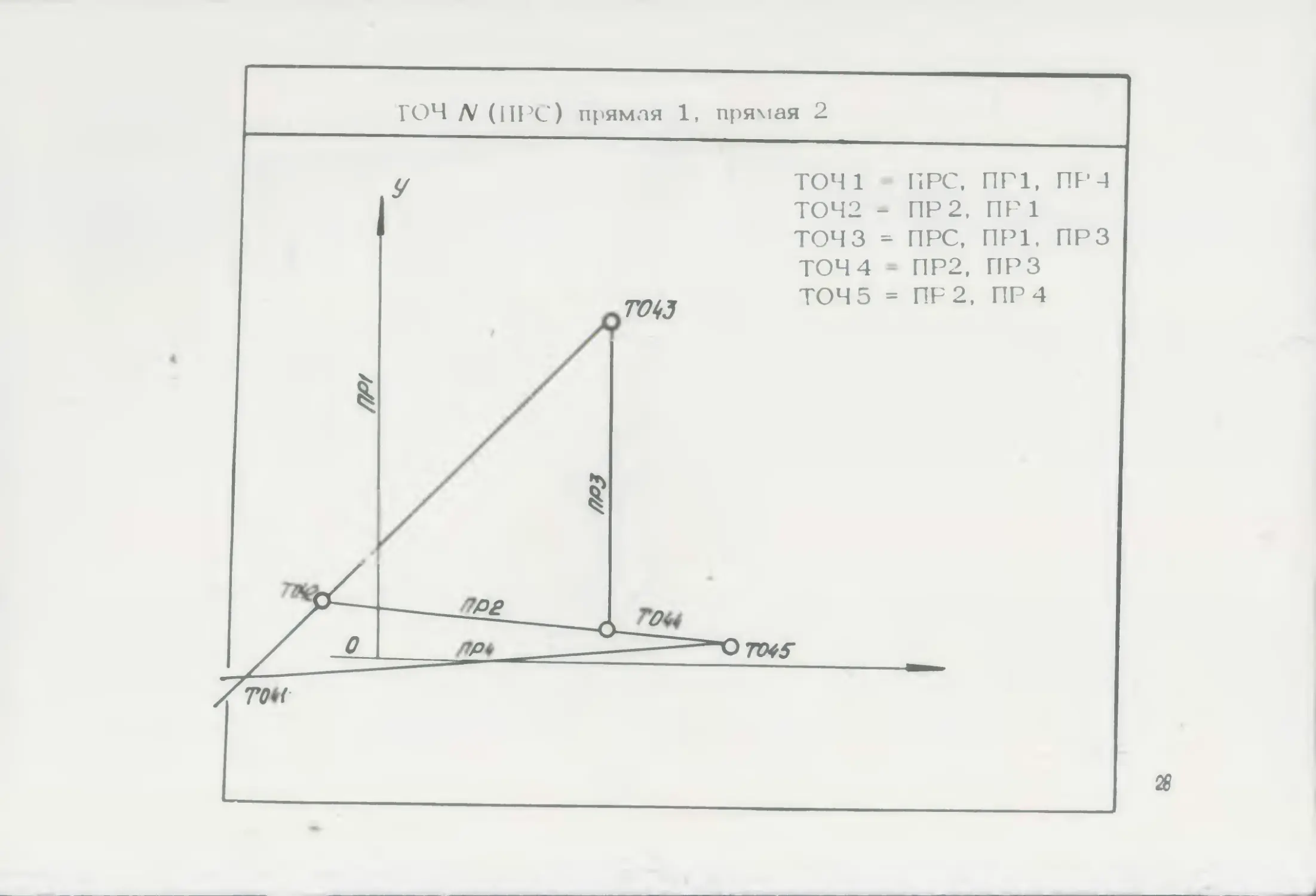
точка 1, точка
ПЛ1=ТОЧ1, ТОЧ2, ТОМ
ГОЧ 1
ТОЧ2 =
точз -
ТОЧ4 =
координ
ТОЧ1 = НА ПР1, КУ,
ТОЧ2 = ПР 1, КХ, 6
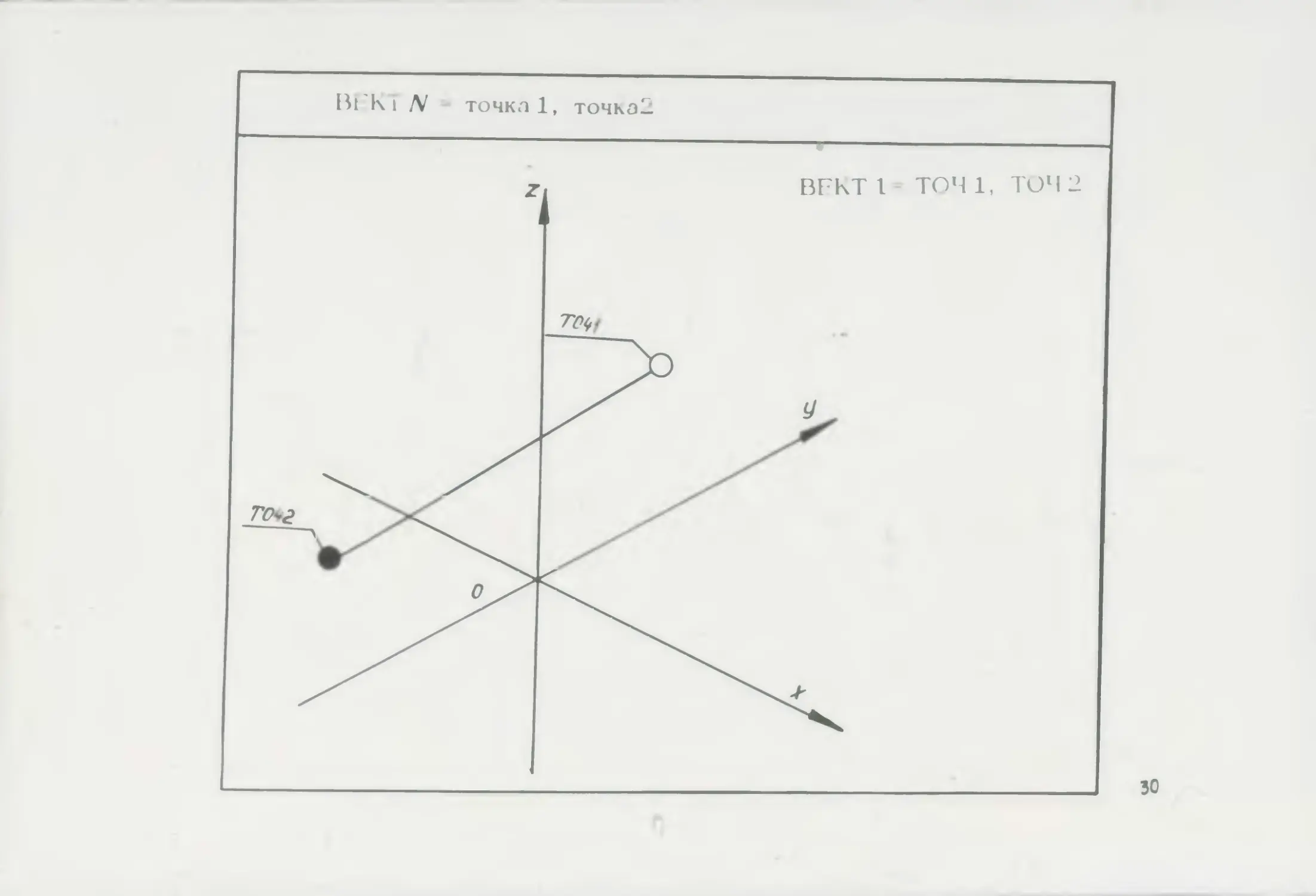
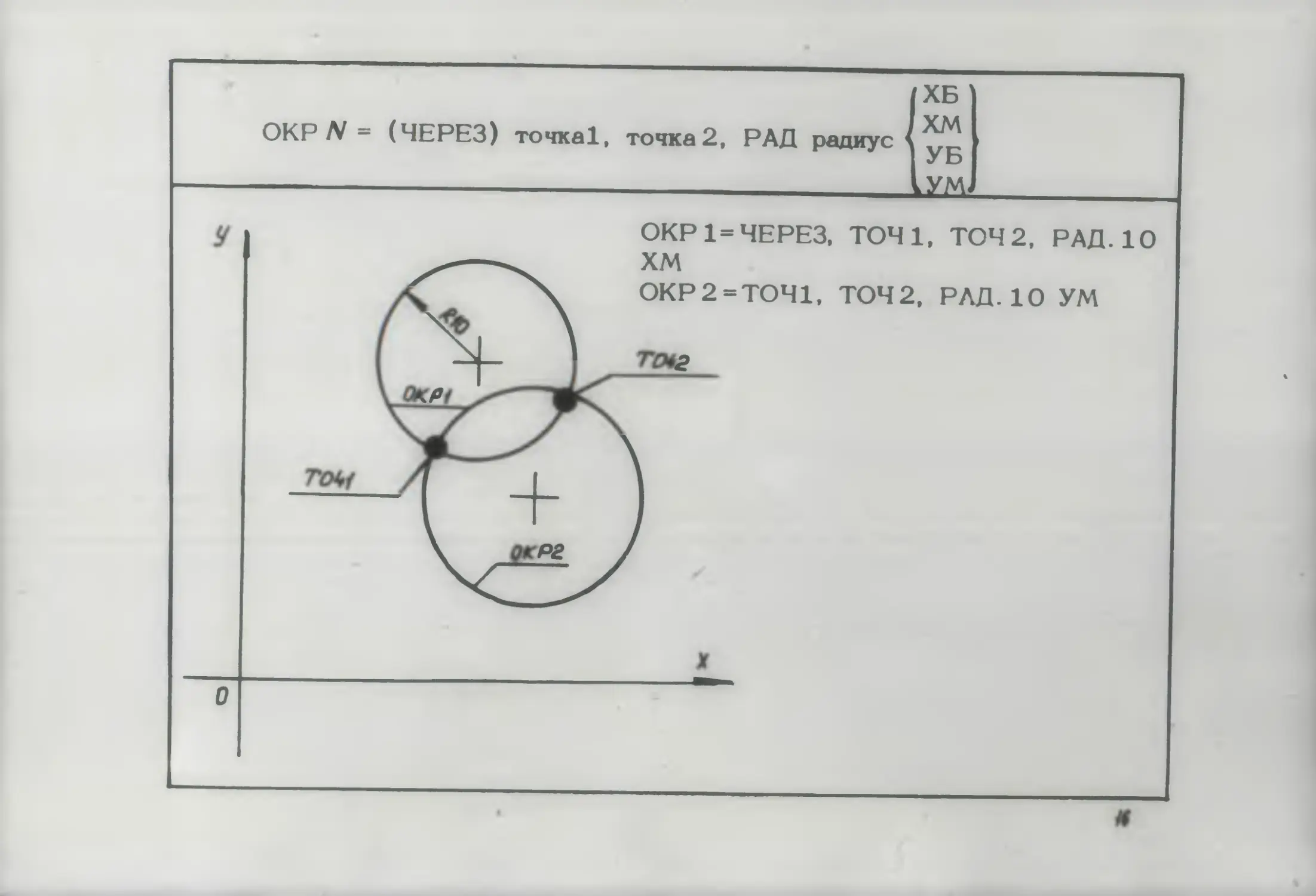
IM'Ki N точка 1, точка!
BFKT I ТОЧ1, TO1
то-г
зо
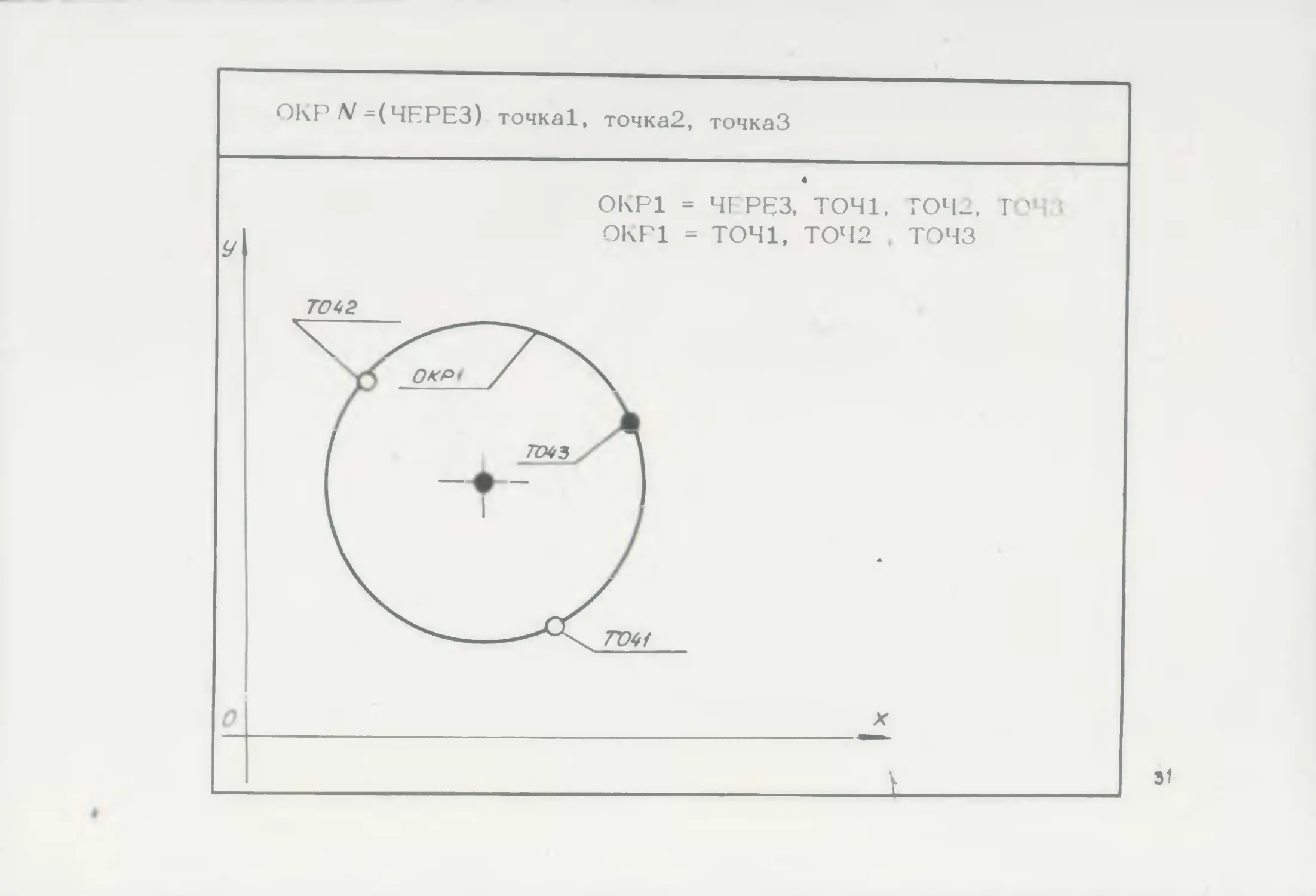
>Л\Р Л/-(ЧЕРЕЗ) точка!, точка2, точкаЗ
Конец II части
32
ДИАФИЛЬМ
к программе курсов повышения квалификации
технологов программистов по механической
обработке металлов на станках с ЧПУ
Способы задания прямой
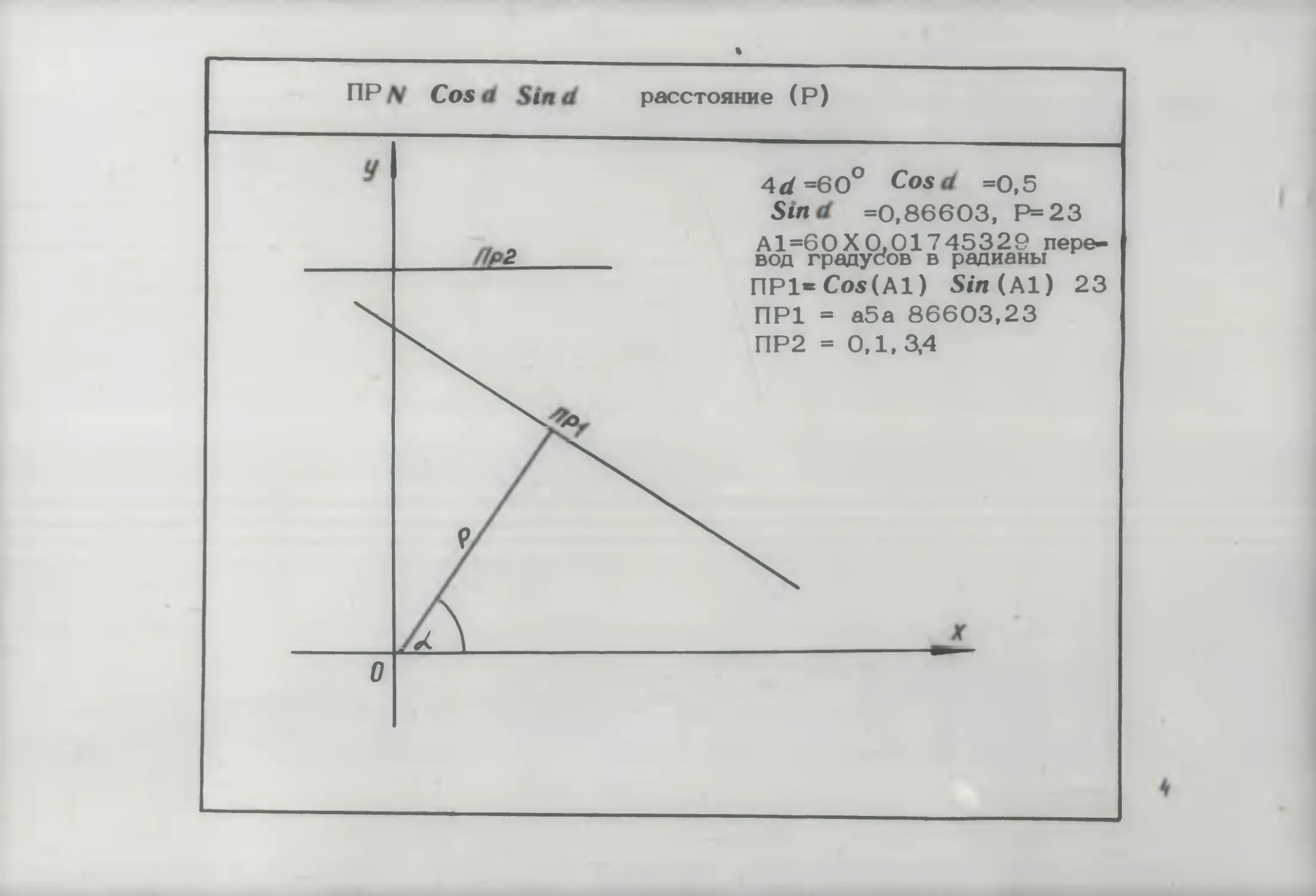
ПР ,'V Cos d Sin d 4 f!p2 Tl расстояние (P) Ad =60° Cos d =0,5 Sind =0,86603, P=23 Al=60X0,01745329 nepe- _ вод градусов в радианы ПР1= Cos (Al) Sin (Al) 23 ПР1 = a5a 86603,23 ПР2 = 0,1, 3,4
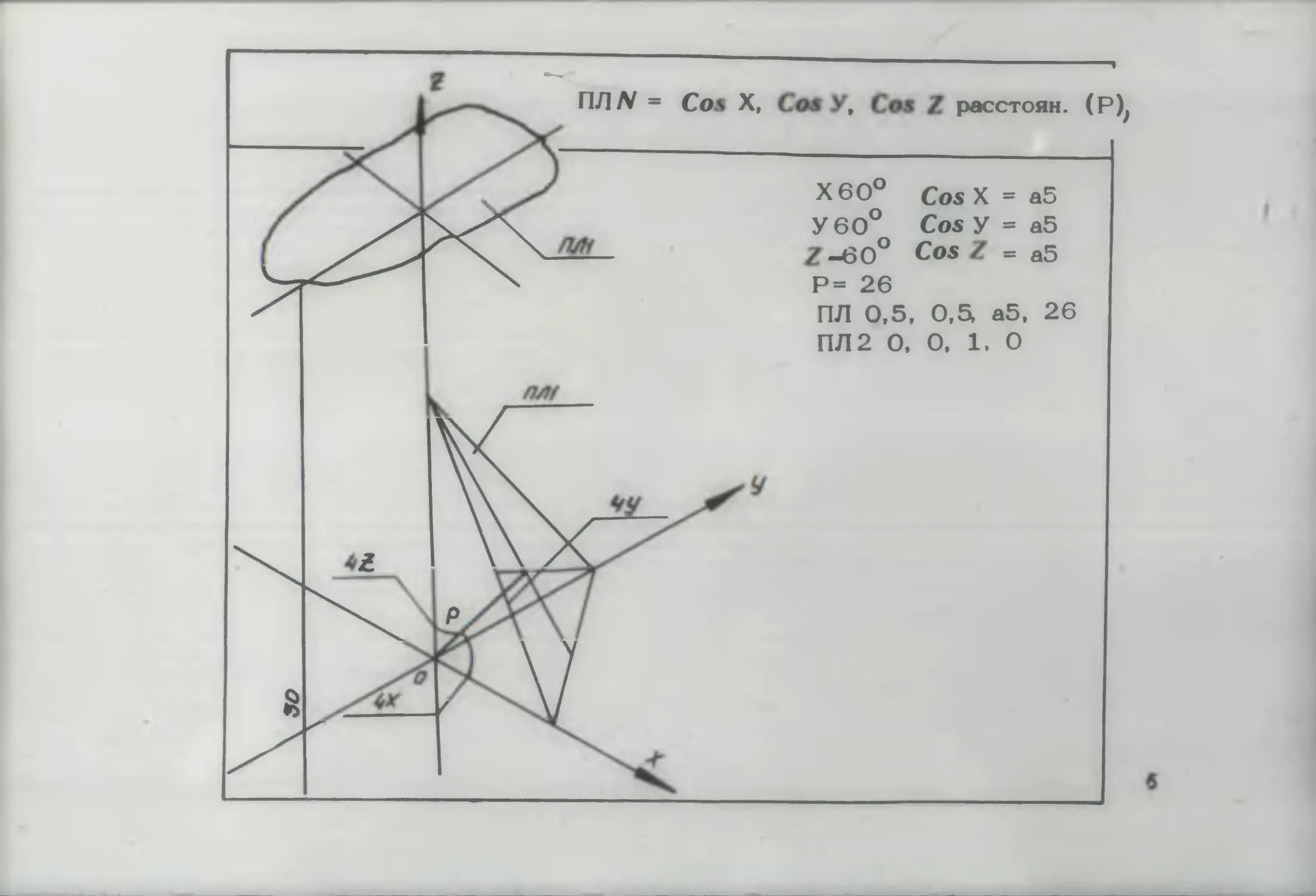
ПЛ N = Cos X, (<м У, См Z расстоян. (Р)
Х60° Cos X = а5
У 60° Cos У = а5
/ —60° Cos Z = а5
Р= 26
ПЛ 0,5,
ПЛ 2 О,
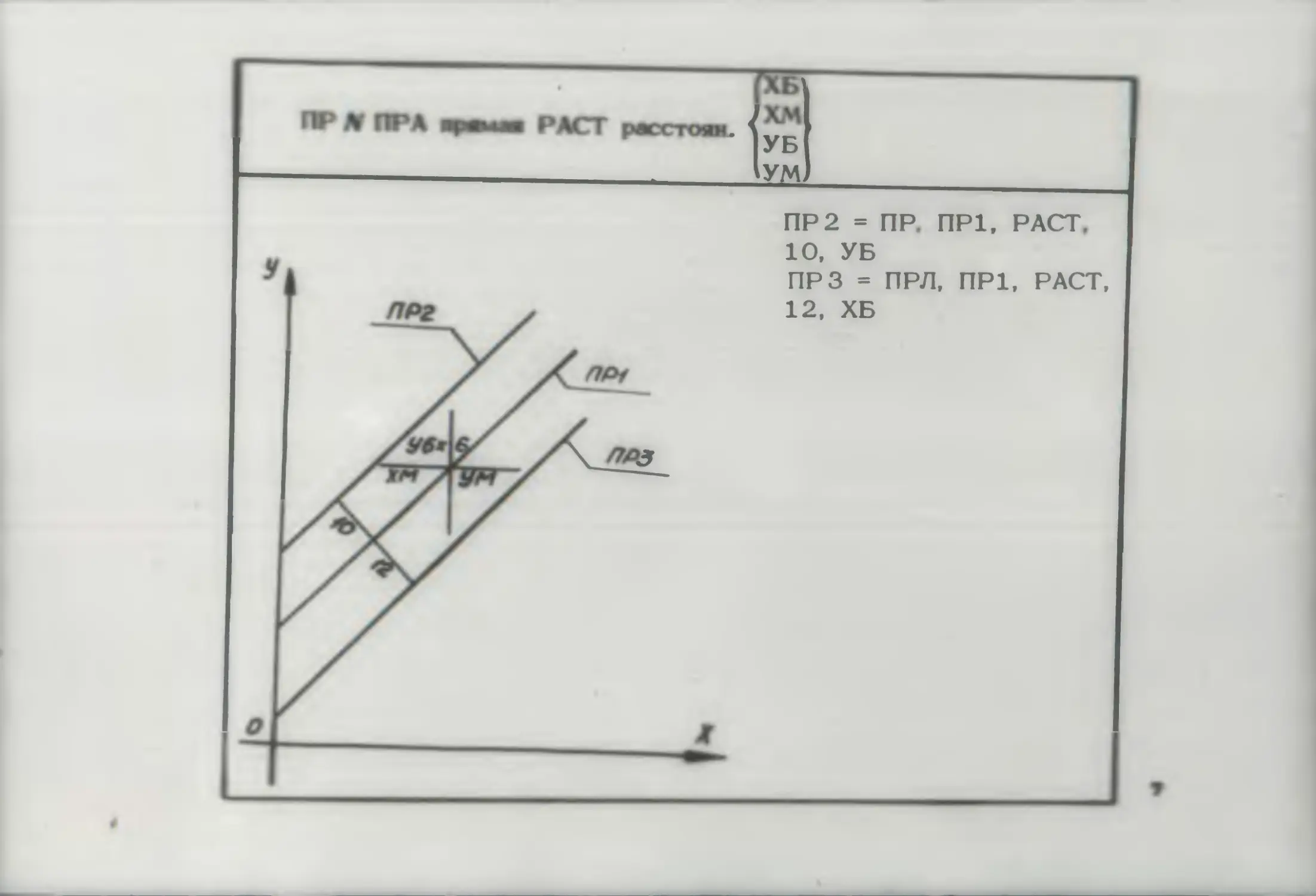
ПР A
ХМ
УБ
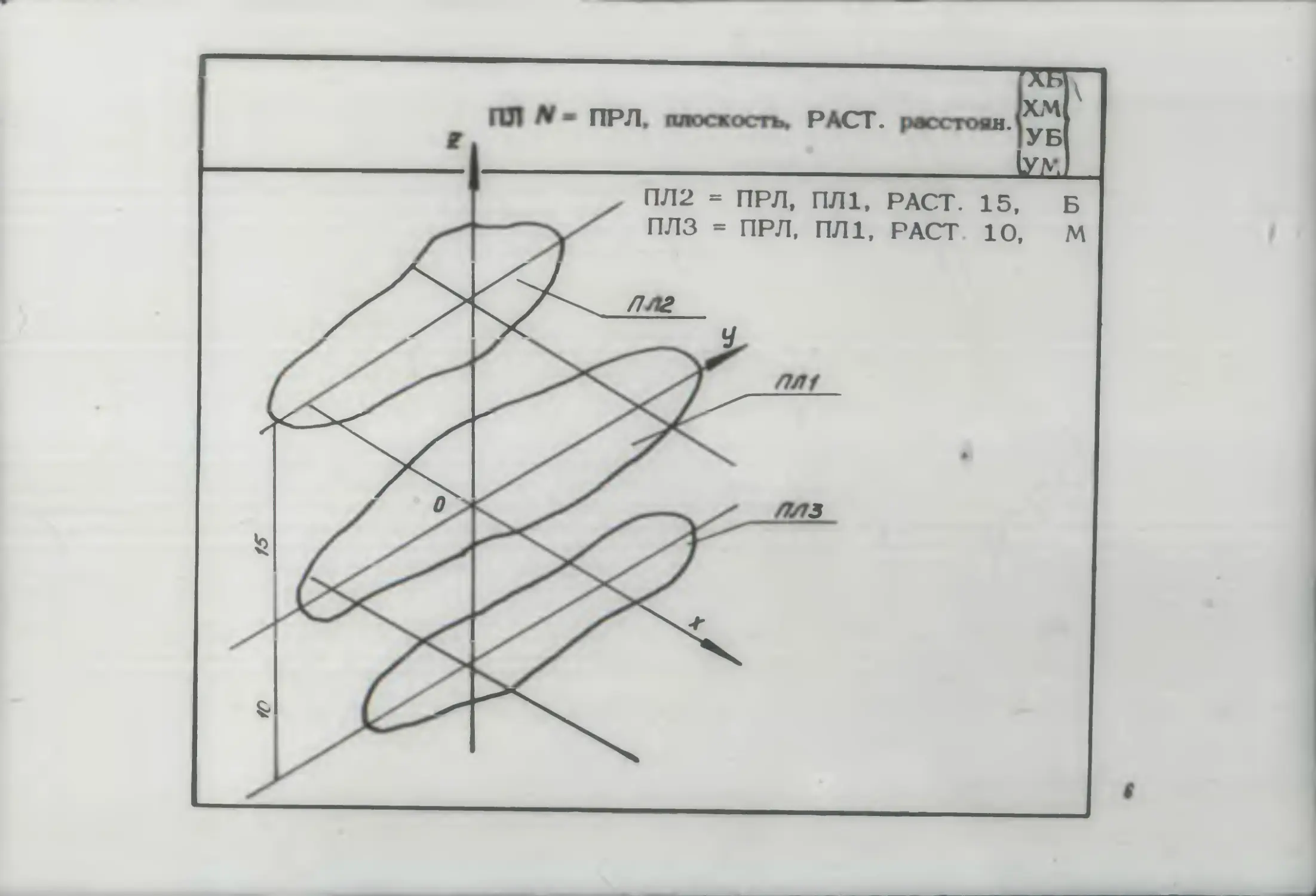
ПР 2 = ПР. ПР1, РАСТ.
10, УБ
ПРЗ = ПРЛ, ПР1, РАСТ
12, ХБ
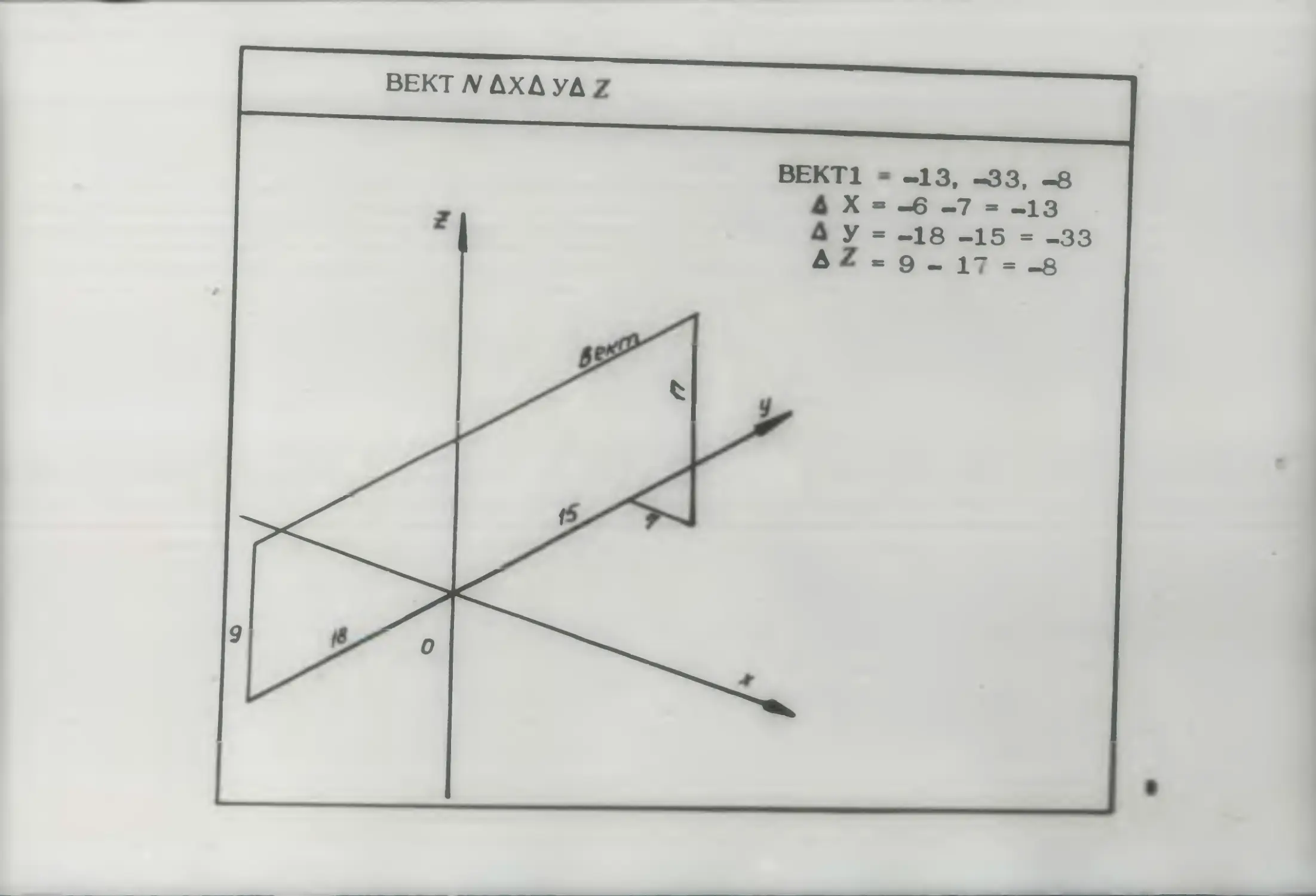
ВЕКТ1 -13, -33, -8
Д X = -6 -7 = -13
А У = -18 -15 = -33
AZ = 9 _ 17 = -8
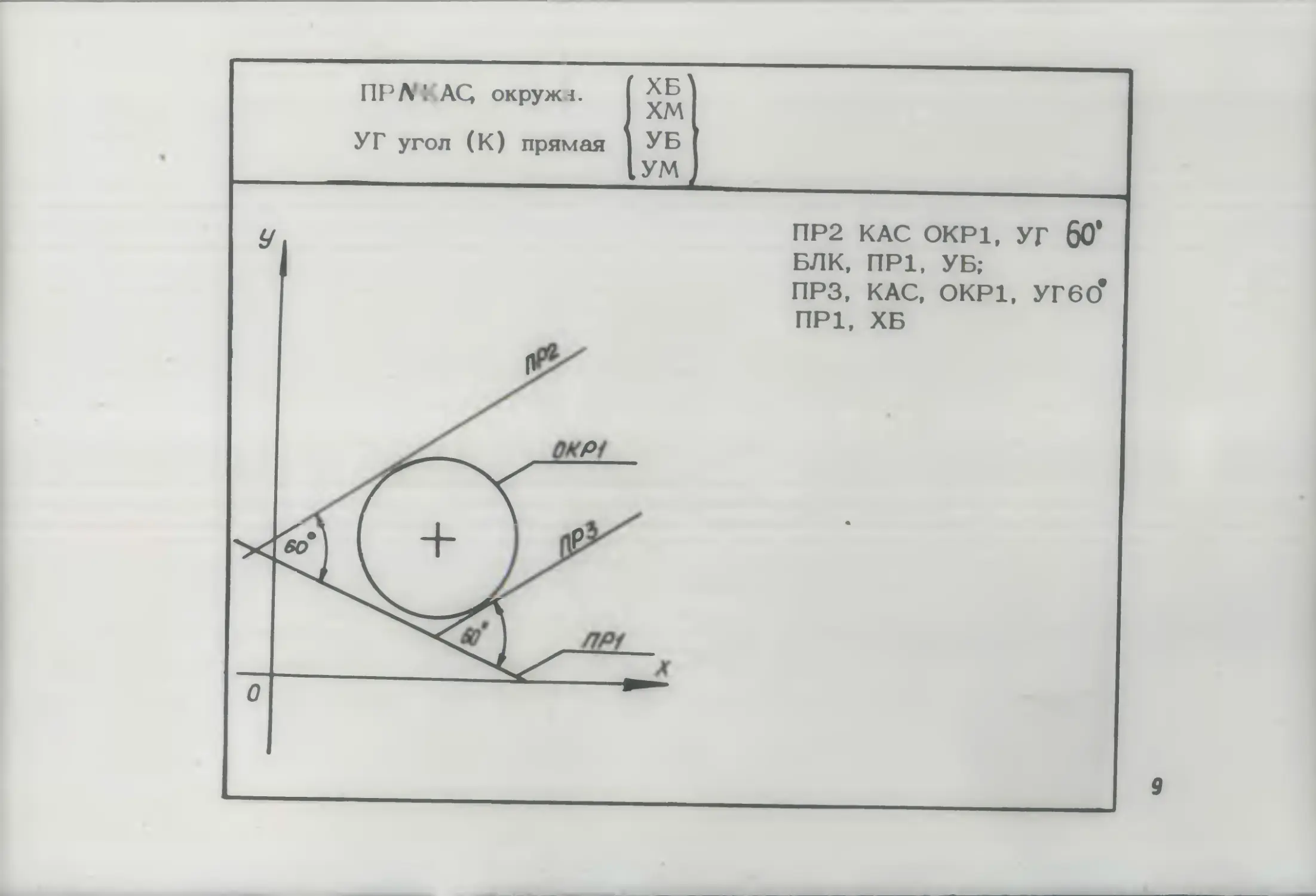
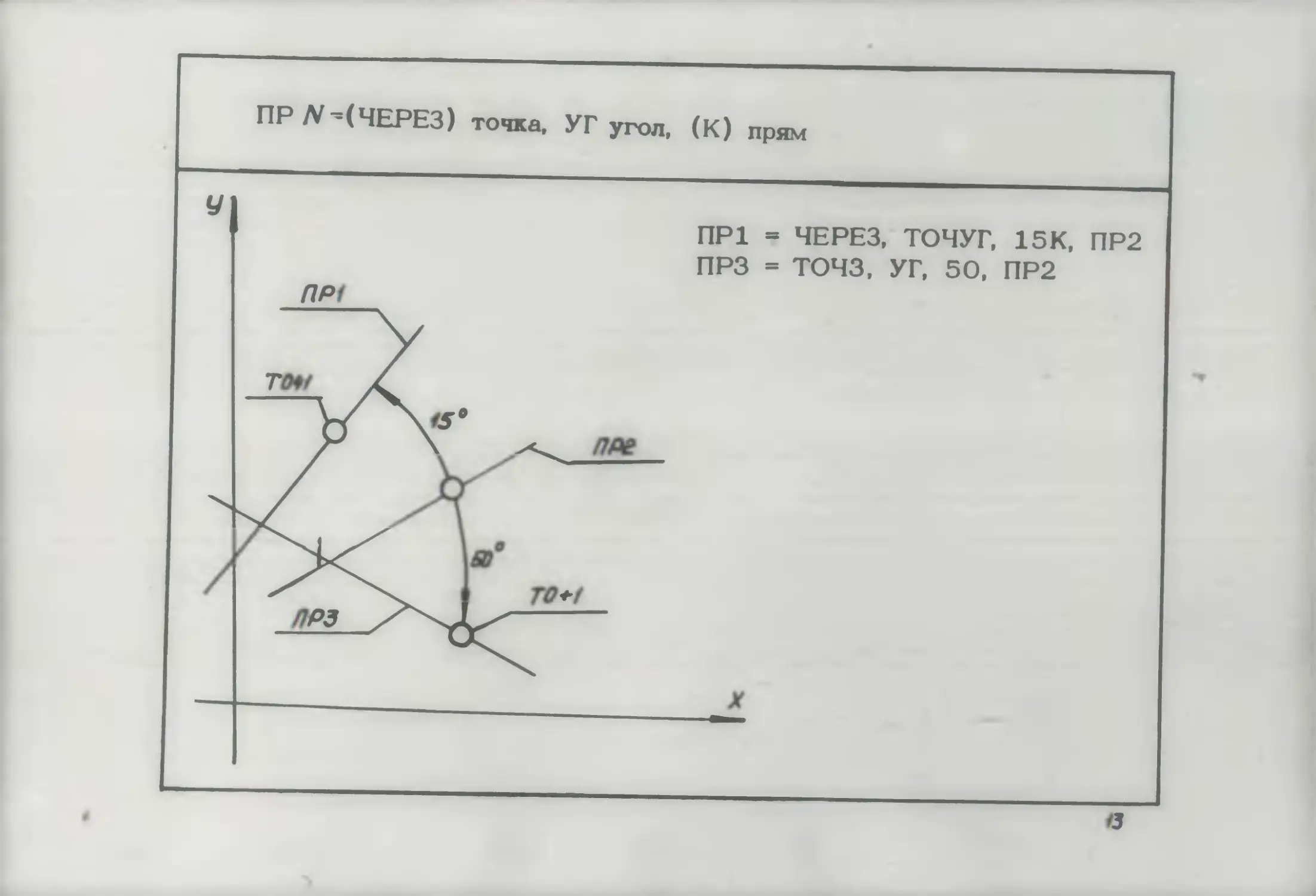
ПР2 К AC ОКР1, У Г OU
БЛК, ПР1, УБ;
ПРЗ, К AC, ОКР1, УГ60*
ПР1, ХБ
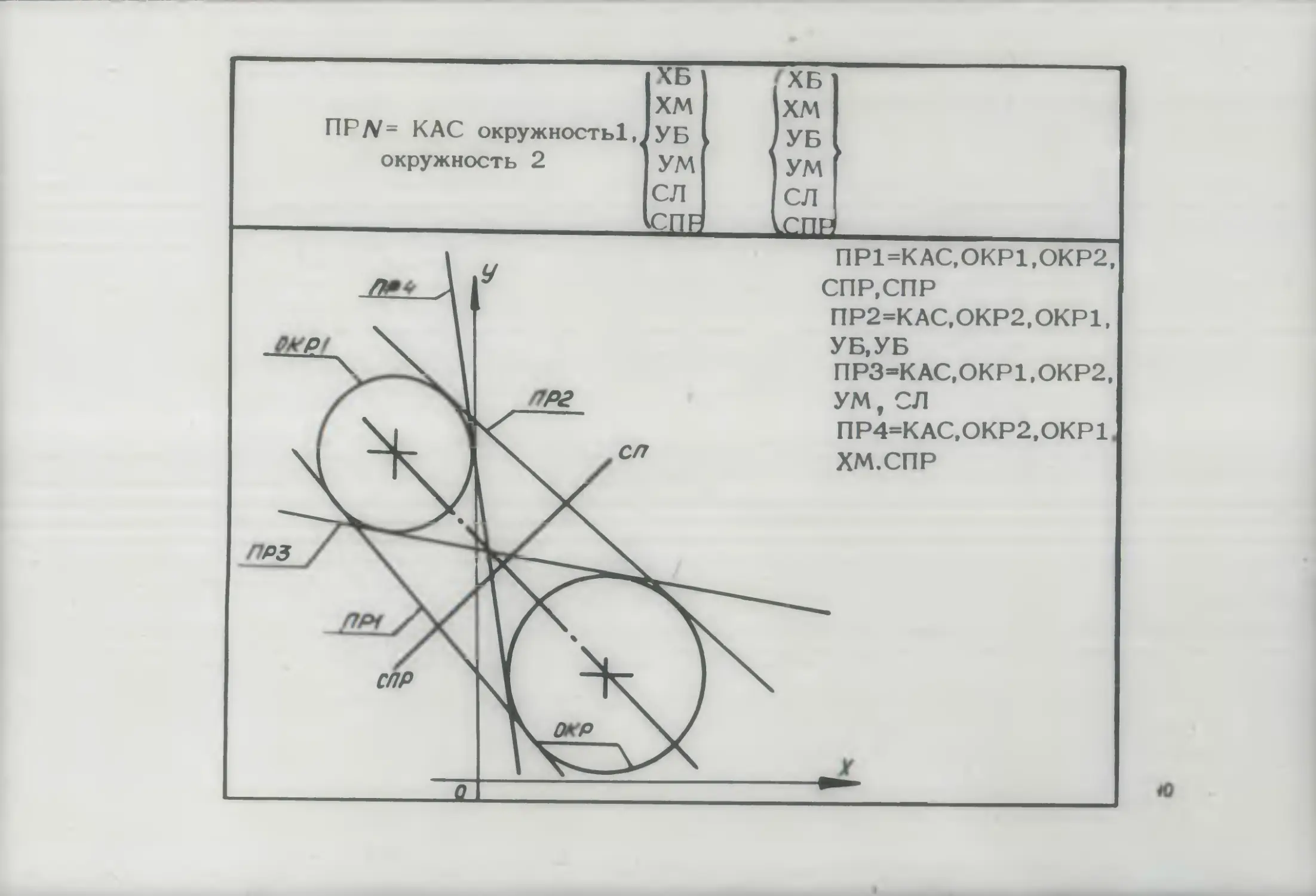
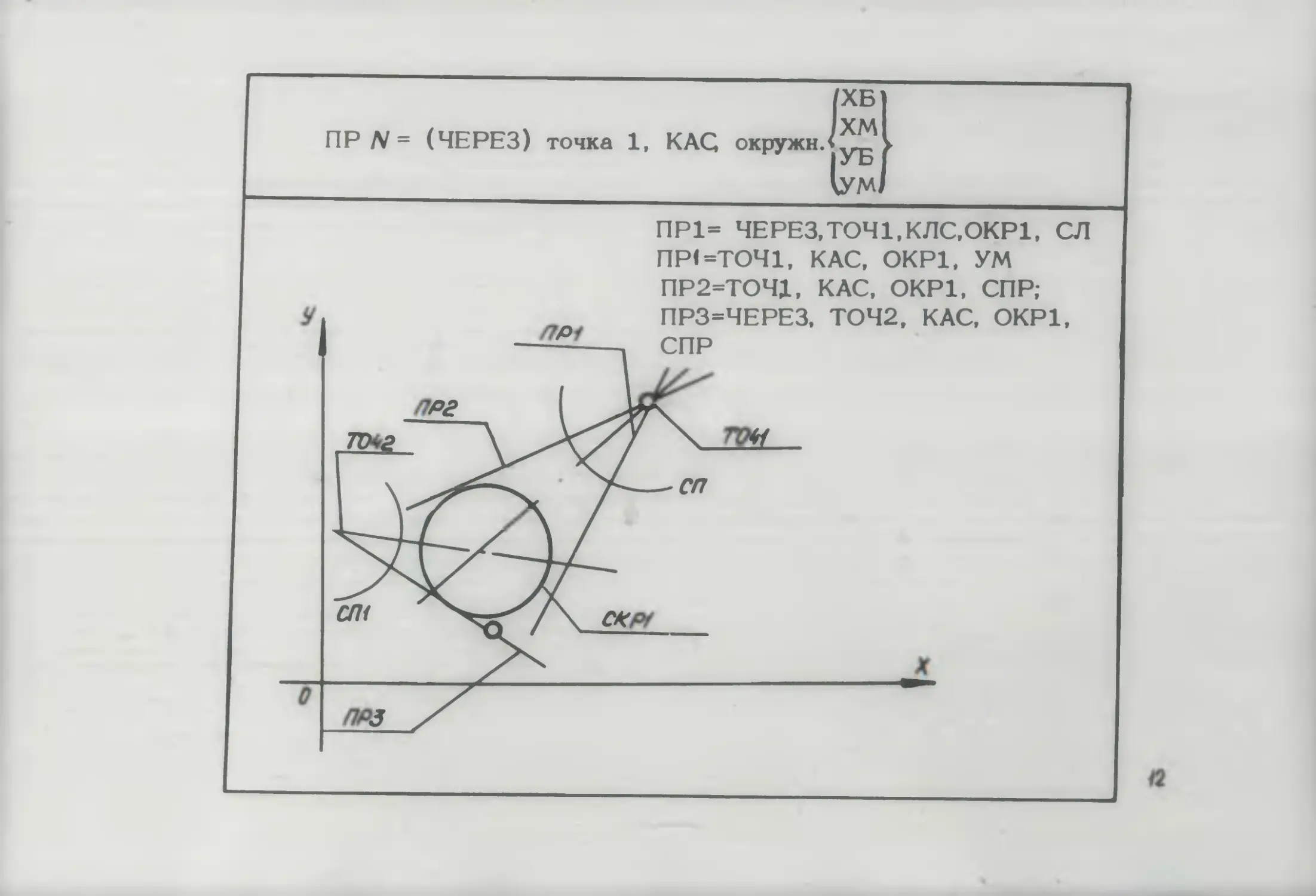
np/v= KAC I окружно Г*ч "xsi I хмI Ixm I I окружность! J УБ I / УБ 1 1 сть 2 J ум 1 1 УМ 1 I сл J enJ
ПРЗ / \ "'H ^Kj 1 CflP ПР1=КАС,ОКР1,ОКР2, У СПР.СПР I 1 ПР2=КАС,ОКР2,ОКР1,1 УБ, УБ ПРЗ=КАС,ОКР1,ОКР2,| /7А? УМ, СЛ I ПР4=КАС,ОКР2,ОКР1 J N. /сп ХМ.СПР к 1 / * IX. 1 о*р >^/ I
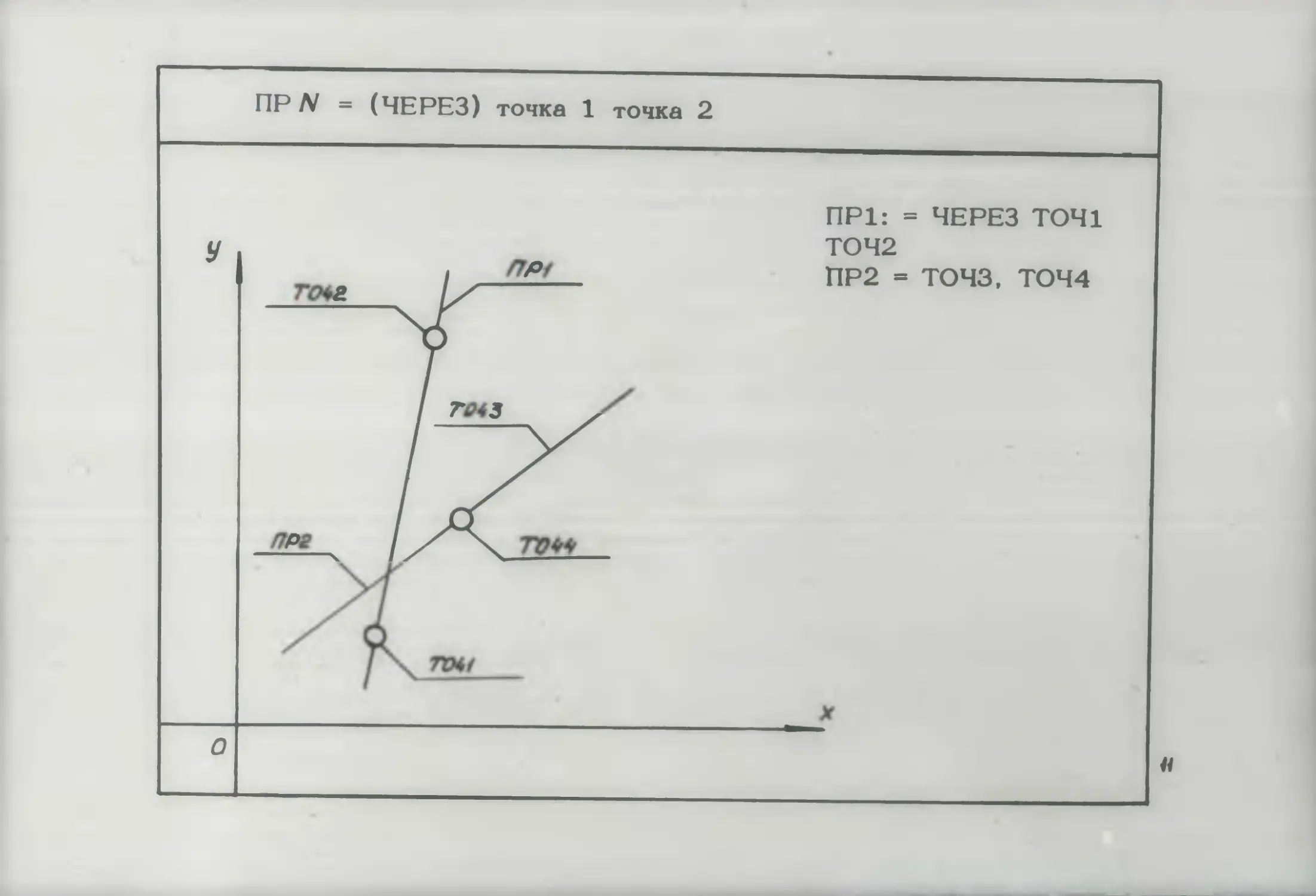
ПР N = (ЧЕРЕЗ) точка 1 точка 2
ПР1: = ЧЕРЕЗ ТОЧ1
ТО 42
ПР2 = ТОЧЗ, ТОЧ4
<3
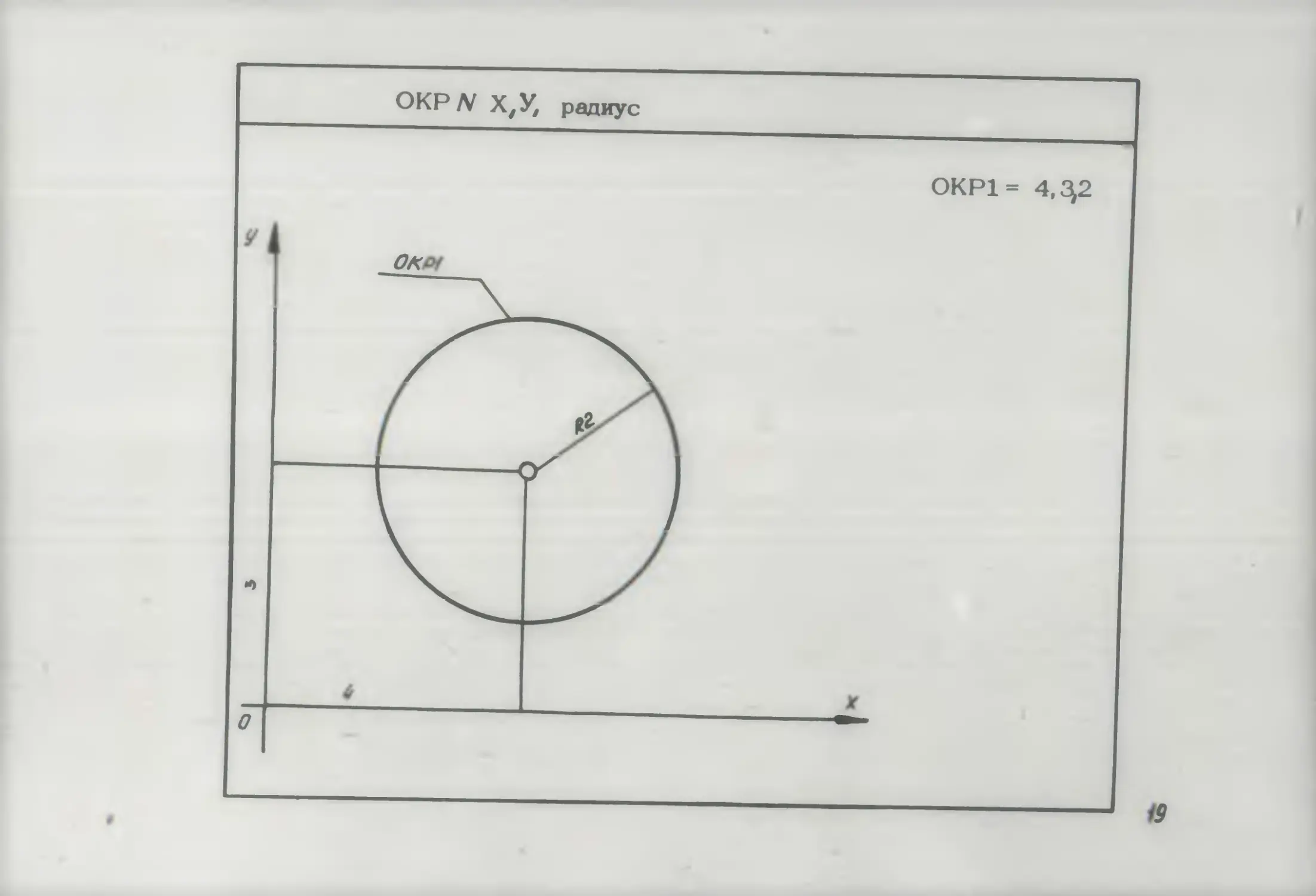
Способы задания окружности
п
*
ОКР1= 4,3,2
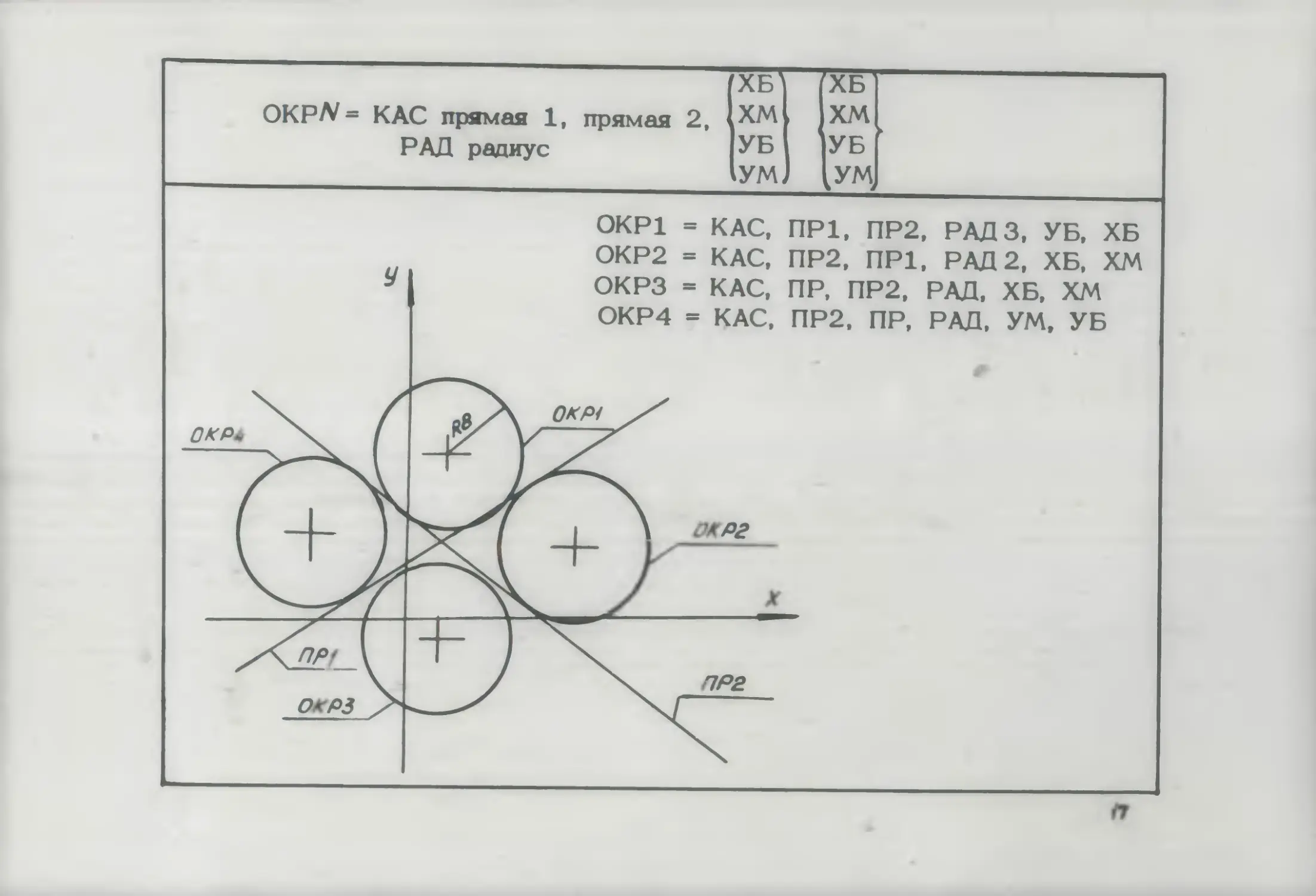
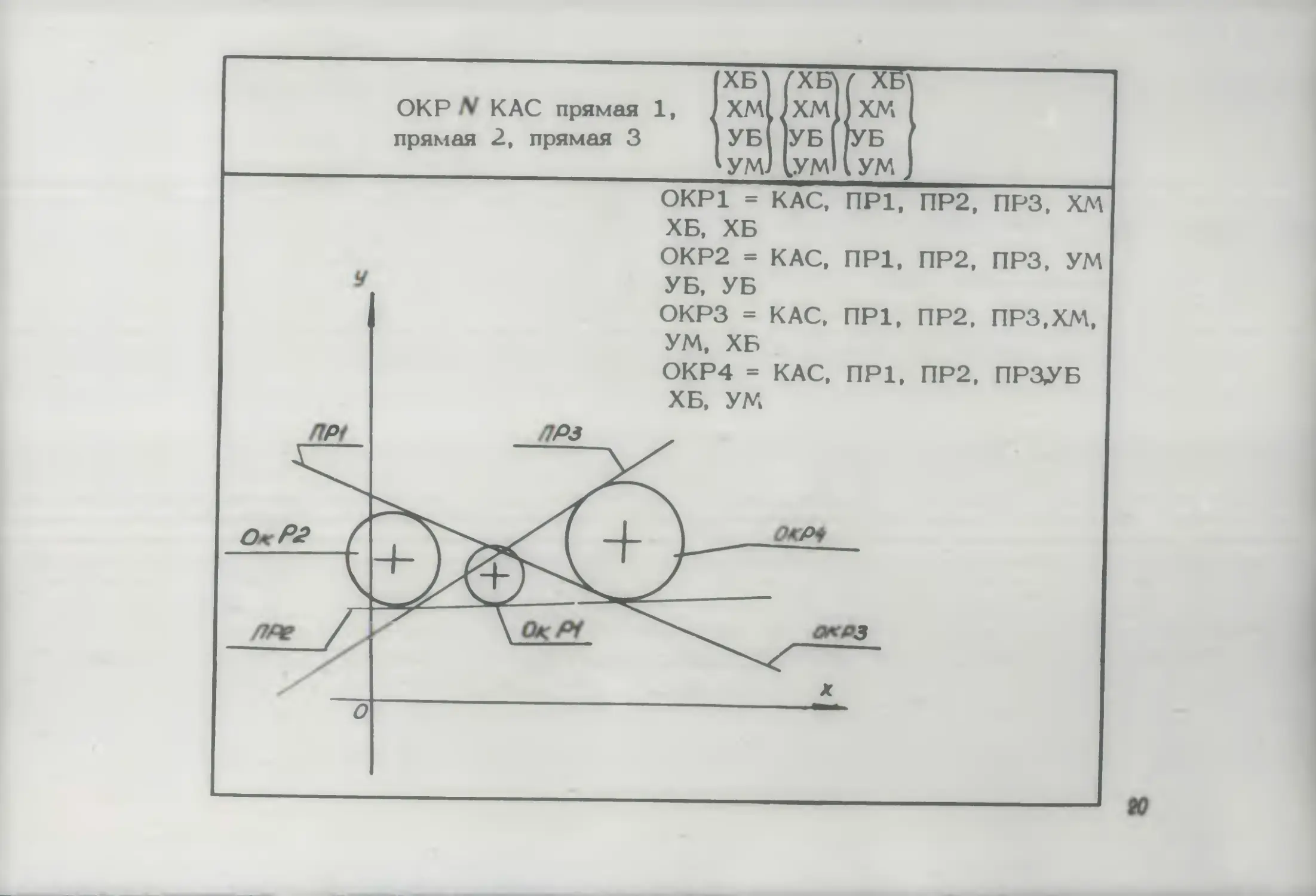
ОКР Л/ КАС прямая прямая 2, прямая 3 У ЛР< ПРЗ о. Pi ( ( + рре / > \ Ck /У ^н [ХБ\ (ХБ\/ ХБ\I 1, JxmuxmIIxmI |УБ1|УБ|1УБ [ * УМ) 1ум‘ ( УМ J ОКР1 = КАС, ПР1, ПР2, ПРЗ, ХМ ХБ, ХБ ОКР2 = КАС, ПР1, ПР2, ПРЗ, УМ УБ, УБ ОКРЗ = КАС, ПР1, ПР2, ПРЗ,ХМ, УМ, ХБ ОКР4 = КАС, ПР1, ПР2, ПРЗУБ ХБ, УМ 1 °*Р* 1 o*t>3 I 1 X
м
и
УБ
ОКР1
ВН
УМ
ХБ
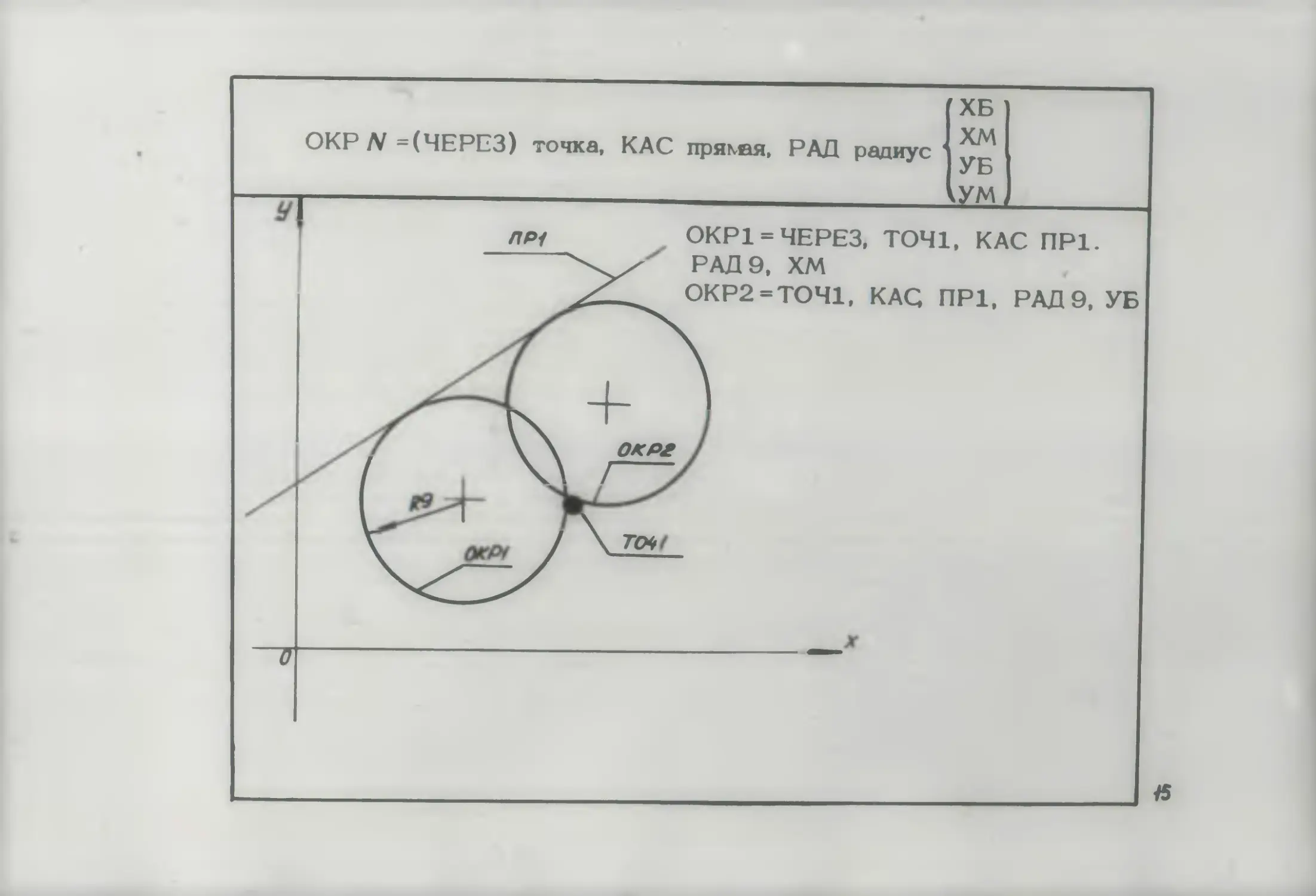
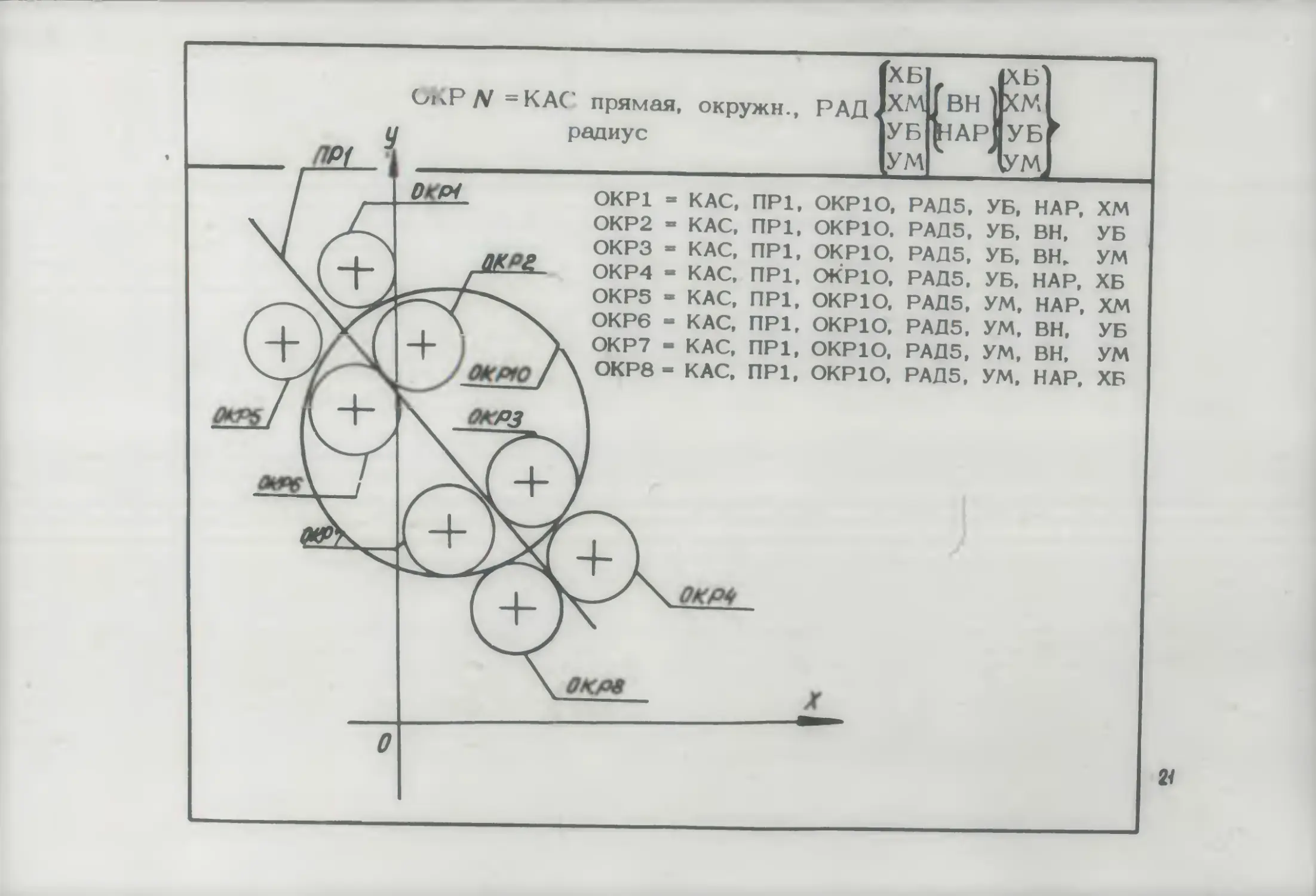
КАС прямая, окружи., РАД/Х
радиус
УБПНАРиУБ
DKP4
•СРЮ
ОКРЗ
ОКР2
ОКРЗ
ОКР4
ОКР5
ОКР6
ОКР7
ОКР8 -
ОКРЛ
КАС, ПР1, ОКР1О, РАД5, УБ, НАР, ХМ
КАС, ПР1, ОКР1О, РАД5, УБ, ВН,
КАС, ПР1, ОКР1О, РАД5, УБ, ВН
КАС, ПР1, ОКР1О, РАД5, УБ, НАР, ХБ
УМ
КАС, ПР1, ОКР1О, РАД5, УМ, НАР, ХМ
КАС, ПР1, ОКР1О, РАД5, УМ, ВН,
КАС, ПР1, ОКР1О, РАД5, УМ, ВН.
УМ
КАС. ПР1, ОКР1О, РАД5, УМ, НАР. ХБ
ОКР\
УБ
ВН
НАР НАР
НАР. НАР. ХМ
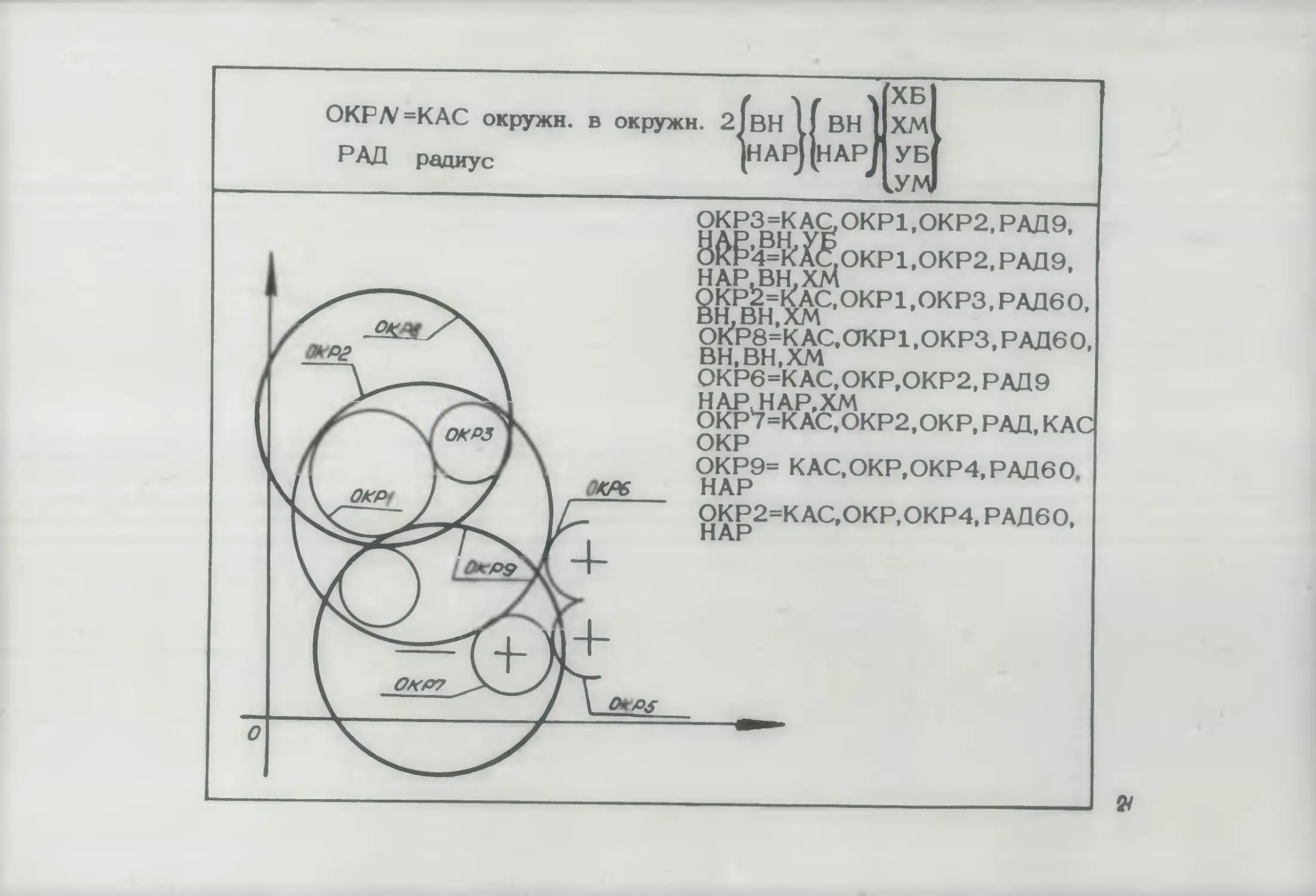
ОКР7=К AC, ОКР2, ОК Р, РАД. К А
ОКР
ОКРД/=КАС окружи, в окружи. 2JBH
9tPP
ОКР<
MP3
ОКР7
ль
ОКРЗ=КАС.ОКР1,ОКР2,РАД9,
НАР.ВН.ХМ
ОКР1.ОКР2.РАД9,
QKP^AC,OKP1,OKP3, РАД60,
ВН.Вп.лМ
ОКР8=КАС,ОКР1,ОКРЗ,РАД60,
ВН,ВН,ХМ
ОКР6=КАС,ОКР,ОКР2, РАД9
ОКР9= КАС,ОКР,ОКР4,РАД60
НАР
ОКР2=КАС,ОКР,ОКР4, РАД60,
НАР
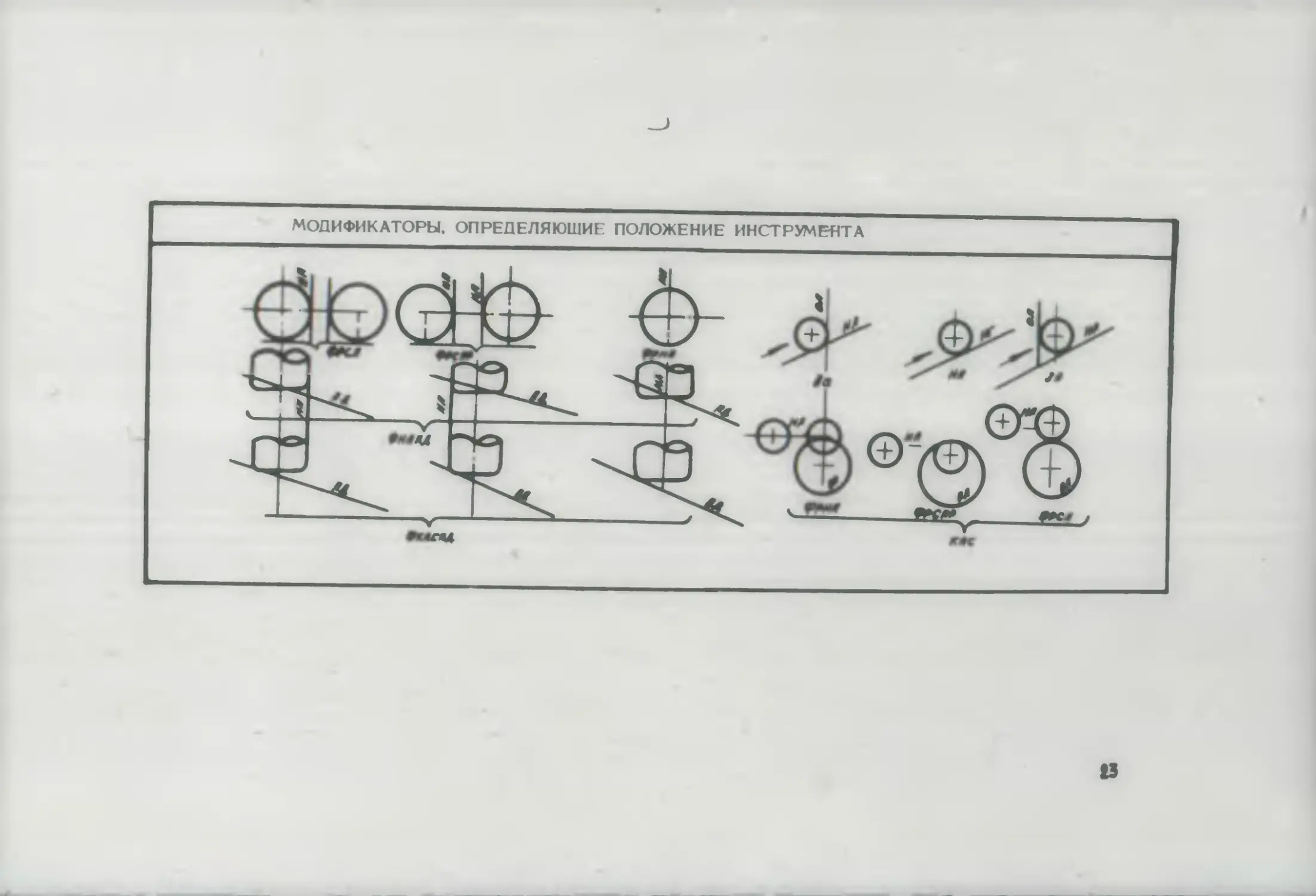
МОДИФИКАТОРЫ, ОПРЕДЕЛЯЮЩИЕ ПОЛОЖЕНИЕ ИНСТРУМЕНТА
13
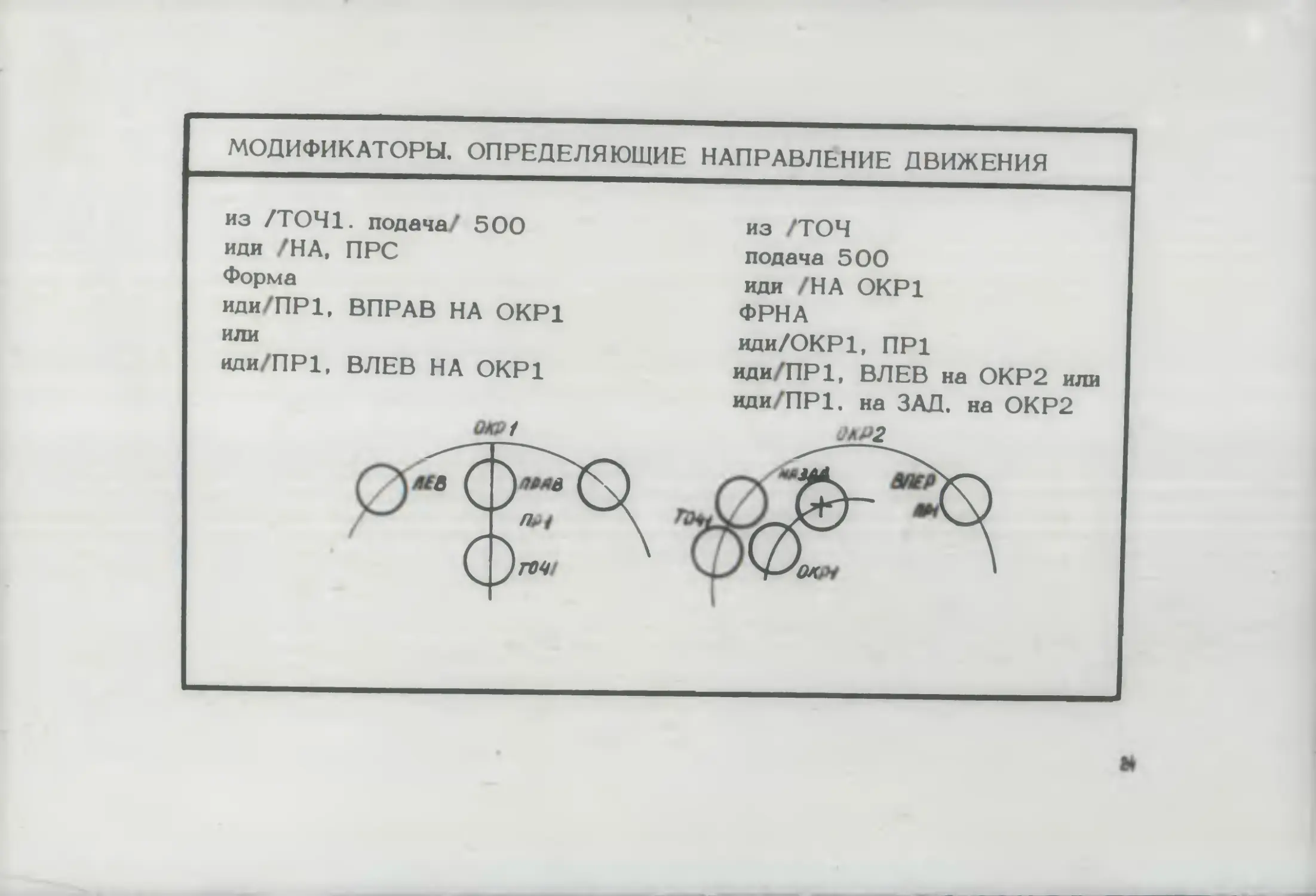
МОДИФИКАТОРЫ. ОПРЕДЕЛЯЮЩИЕ НАПРАВЛЕНИЕ ДВИЖЕНИЯ
из /ТОЧ1. подача ' 500
иди 'НА, ПРС
Форма
иди/ПР 1, ВПРАВ НА ОКР1
или
иди/ПР1, ВЛЕВ НА ОКР1
из /ТОЧ
подача 500
иди /НА ОКР1
ФРНА
иди/OKPl, ПР1
иди/ПР1, ВЛЕВ на ОКР2 или
иди/ПР1. на ЗАД. на ОКР2
ок,^
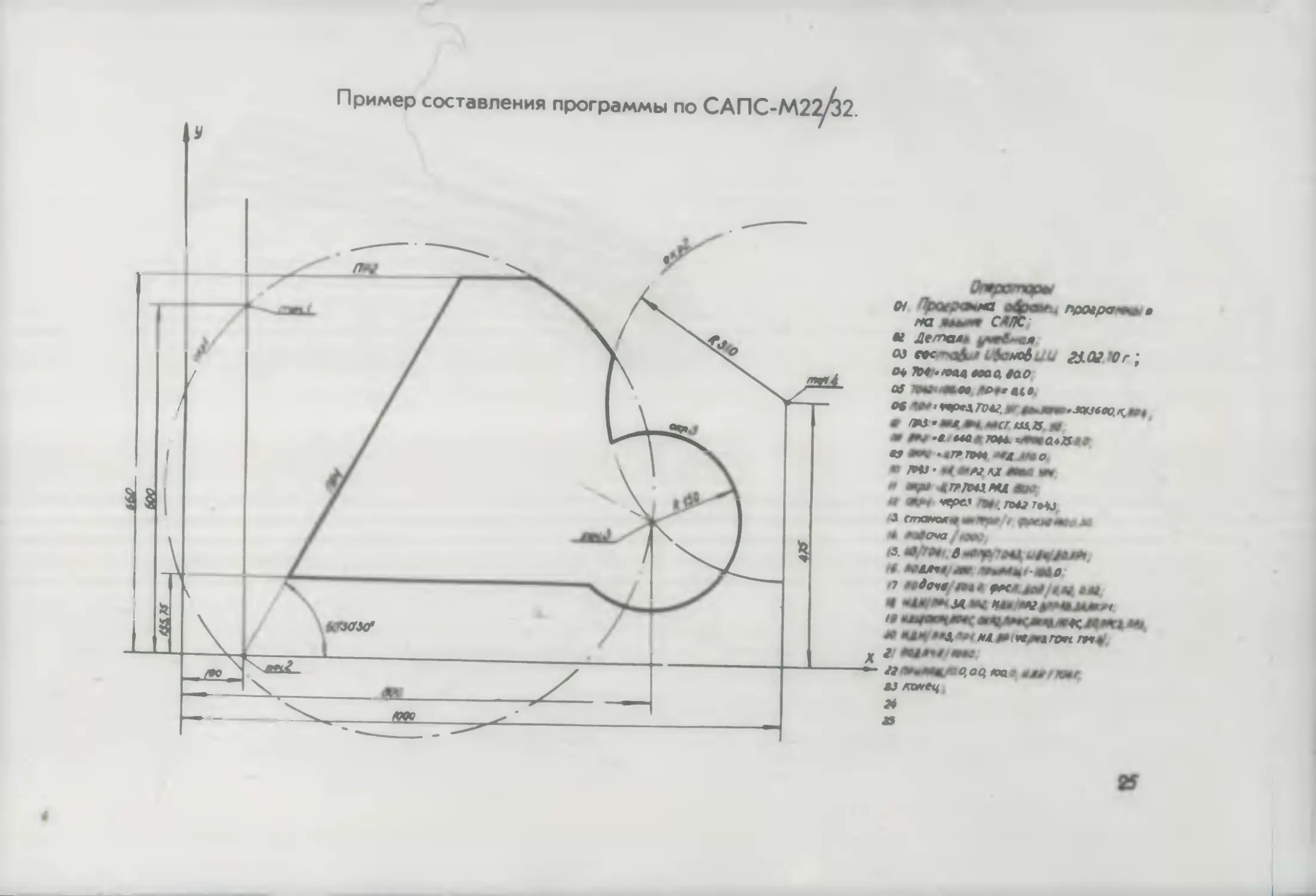
Пример составления программы по САПС-М22/32.
Пример использования техноло
!
гической процедуры по методике
САПС
ЧАРАМ! ГР
MEHbU.1
ЦЕЛОЕ НЕОТРИЦАТЕЛЬНОЕ
ПЕРВЫХ
И
— ПОЛОЖИТЕЛЬНО, ТО ЭОНА ОБРАБОТКИ
БОЛЬШЕ ЭОНЫ
ОТРИЦАТЕЛЬНО, ТО ЭОНА ОБРАБОТКИ
ЗОНЫ
МЫХ
ПРИ ИЗМЕНЕНИИ ПАРАМЕТРА ИЗМЕНЯЕТСЯ
ЧИСТОТА OFF АБОТКИ ПРОФИЛЯ ПЕРА ЛОПАТКИ
-ЧИСЛО*ПРЯМЫХ' СТРОК В ЭОНЕ
ЭОНА OBF АБОТКИ ПРОФИЛЯ ПЕРА ЛОПАТКИ-
ЧИСЛО 'ПРЯМЫХ' СТРОК, НА КОТОРОЕ СОКРАЩА-
ЕТСЯ ИЛИ РАСШИРЯЕТСЯ ЭОНА
ЧИСЛО ПЕРВЫХ 'ПРЯМЫХ' СТРОК ОБРАБАТЫВАЕ-
ПОДАЧЕЙ V«
ВЕЛИЧИНА ПОДАЧИ <А УЧАСТКАХ
ВЕЛИЧИНА ПОДАЧИ НА
ПРЯМЫХ' СТРОКАХ
ЛИЧИНА ПОДАЧИ НА ПОСЛЕДУЮЩИХ ЗА L
ПРЯМЫХ * СТРОКАХ /ИСКЛЮЧАЯ L* ПОСЛЕДНИЕ
КАКИМ ДОЛЖНО БЫТЬ
МЕХАНИЗМ ДЕЙСТВИЯ ПАРАМЕТРА
ЧЕМ БОЛЬШЕ ЗНАЧЕНИЕ L
ТЕМ ЧИЩЕ
ОБРАБОТКА ПОВЕРХНОСТИ ПЕРА ЛОПАТКИ
ЧЕМ БОЛЬШЕ АБСОЛЮТНОЕ ЗНАЧЕНИЕ L
БОЛЬШЕ ИЗМЕНЯЕТСЯ ЭОНА ОБРАБОТКИ.
ЧЕМ БОЛЬШЕ ЗНАЧЕНИЕ Lj, ТЕМ БОЛЬШЕ
СТРОК ОБРАБАТЫВАЕТСЯ С ПОДАЧЕЙ V.
ЧЕМ БОЛЬШЕ ЗНАЧЕНИЕ ПАРАМЕТРА.
ТЕМ БОЛЬШЕ ВЕЛИЧИНА ПОДАЧИ
ЗНАЧЕНИЕ ПАРАМЕТРА
НЕОБХОДИМОЕ УСЛ-Е
ЦЕЛОЕ ПОЛОЖИТЕЛЬНОЕ
ЦЕЛОЕ С УСЛОВИЕМ
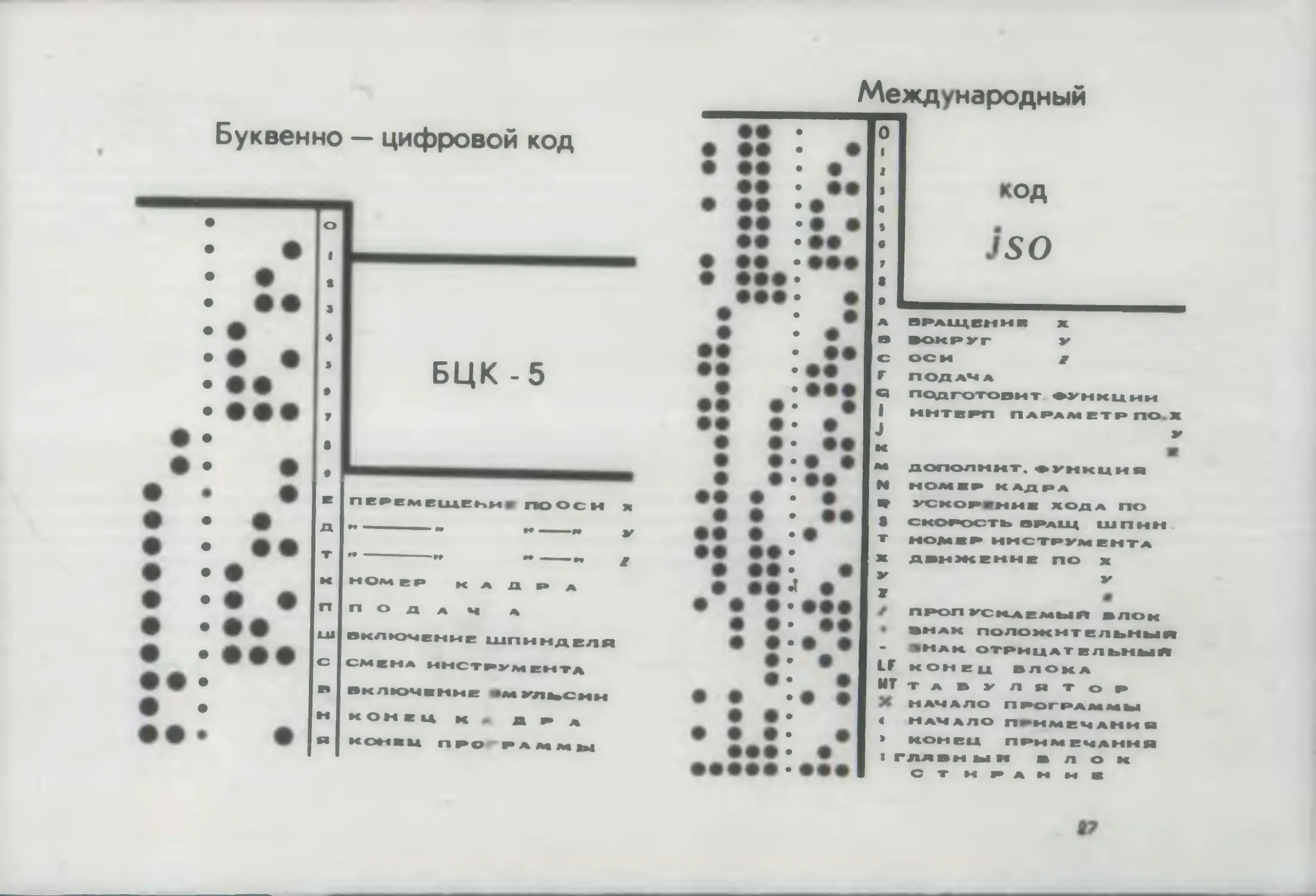
Буквенно — цифровой код
Международный
КОНЕЦ ДИАФИЛЬМА
Составитель
Методист по сценарию
Технический редактор
Художник
Ответственный за выпуск
Лаборатория
В.Веретельников
М. Гринблат
В.Серебренников
Л.Казанцева
Ю.Г лазунов
наглядных пособий
Казань 1979