/











































































































































Text
УДК 662.74
Расчеты аппаратуры для улавливания химических продуктов
коксования. К о р о б ч а н с к и й И. Е., Кузнецов М Д.
Изд-во «Металлургия», 1972, 2-е изд , 296 с.
Даны краткое описание технологических схем улавливания
химических продуктов коксования, конструкций и принципов дей-
ствия применяемых в промышленности аппаратов и расчеты основ-
ной аппаратуры.
Приведены физико-химические константы и справочные таблицы,
необходимые для расчетов аппаратуры.
Предназначена для инженерно-технических ••работников коксо-
химической промышленности. Может быть полезна студентам вузов,
специализирующимся по химической технологи': твердого топлива,
при выполнении курсовых и дипломных проектовЛИлл. 47, Табл. 51.
Библ. 55 назв.
3 117
II /'
н. ,
I
ОГЛАВЛЕНИЕ
Предисловие............................................................. 5
I л <1 п а I. Технологическая схема первичного охлаждения коксового
газа и расчеты аппаратуры............................................... 6
I. Значение первичного охлаждения коксового газа • . 6
2. Iехпологпческая схема .... 7
3. I п uicfiopiiiiK . . 10
4 11ервпчп1.1е грхбчатые газовые холодильники 21
1> 11.111к-11«-.।и для коксовою газа....................... 36
6 ’>||ск|рпческвс фильтры для очистки коксового газа от
смолы ........................................... ... 39
I л л 11 а II Гехнологичсская схема переработки надсмольной воды с ее
обссфенолиианисм и расчеты аппаратуры ................................. 42
I. Технологическая схема переработки надсмольной воды 42
2. Дистилляционная колонна для переработки надсмольной
аммиачной воды .................................... ... 44
3. Дефлегматор аммиачно-известковой колонны • 59
4. Обесфеполпвающпй скруббер . ........... 66
I л и в .1 III. Технологические схемы получения сульфата аммония и
извлечения пиридиновых оснований и расчеты аппаратуры 85
1. Технологическая схема сатураторного метода полу-
чения сульфата аммония и извлечения пиридиновых
оснований ........................................................... 86
2. Материальные балансы сульфатного и пиридинового
отделений ................/............................. 90
3. Сатуратор........................................... 98
4. Нейтрализатор пиридиновой установки ..... 108
5. Конденсатор легких пиридиновых оснований . . 111
6. Подогреватель коксового газа ...................... 115
7. Сушилки для сульфата аммония..................... 119
8. Технологическая схема бессатураторного метода по-
лучения сульфата аммония ......................... 135
9. Материальные расчеты бессатураторного метода полу-
чения сульфата аммония ................................ 139
10. Абсорбер........................................... 147
11. Испаритель........................................ 160
12. Конденсатор паров, идущих из испарителя............ 163
Глава IV. Технологические схемы конечного охлаждения коксового
газа, улавливания и получения сырого бензола и расчеты
аппаратуры............................................................ 166
1. Конечное охлаждение коксового газа................. 166
2. Технологическая схема улавливания бензольных угле-
водородов , . . . . . 173
1* 3
3. Скрубберы для уллвлпвлния бензольных углеводоро-
да! ............................. 174
I I exno.'ioi ячеек,hi схемн получения сырого бензола при
работе ил каменноугольном масле с паровым нагревом . 189
Г> I |од<>| ренатель поглотительного масла........... 192
<>. Дистилляционная колонна для отгонки бензольных
углеводородов из масла ............................ 200
7. Регенератор поглотительного масла................. 212
8. Дефлегматор................... 219
9. Разделительная колонна .... . 230
10. Конденсатор бензола I ............................ 239
11. Теплообменник .................................... 243
12. Оросительные холодильники для масла . . . 247
13. Технологическая схема получения сырого бензола при
работе на каменноугольном масле с огневым нагревом • 252
14. Трубчатая печь для нагрева поглотительного масла 254
15. Материальный расчет дистилляционной колонны и
дефлегматора в условиях нагрева масла в трубчатых
печах 275
Приложение . .......... . ... 280
Литература . ...................... . . . 294
Г
ПРЕДИСЛОВИЕ
За время, прошедшее после выхода 1-го издания настоящей
книги, произошли значительные изменения в технологии коксо-
химического производства, появились новые процессы и аппараты
для улавливания химических продуктов коксования, получили
развитие теоретические основы ряда процессов и разработаны
новые методы их расчета. Все это привело к необходимости ко-
ренной переработки и расширения книги.
Во втором издании расчеты сделаны с учетом большей произ-
водительности, даны расчеты бессатураторного метода получения
сульфата аммония, трубчатой печи для нагрева поглотительного
масла и др.
Отличие этого издания заключается также в том, что для
большинства процессов дан анализ влияния на них различных
факторов. Это позволит производственникам анализировать ра-
боту аппаратов и определять пути установления нормального
режима при его нарушении и для интенсификации.
Настоящее издание полностью переработано и дополнено
профессором М. Д. Кузнецовым.
Все замечания по книге будут приняты с благодарностью.
Просьба их присылать по адресу: 119034, Москва, Г-34, 2-й Обы-
денский пер., 14. Издательство «Металлургия».
Глава I
ТЕХНОЛОГИЧЕСКАЯ СХЕМА ПЕРВИЧНОГО
ОХЛАЖДЕНИЯ КОКСОВОГО ГАЗА
И РАСЧЕТЫ АППАРАТУРЫ
1. Значение первичного охлаждения
коксового газа
Химические продукты, образующиеся при коксовании камен-
ного угля, выходят из подсводового пространства коксовых печей
с температурой, равной 650—700° С. Для дальнейших же тех-
нологических процессов коксовый газ должен быть охлажден
до 25—35° С.
Это необходимо по следующим причинам:
а) в результате охлаждения газа и конденсации паров воды
и смолы резко уменьшается объем газа и, следовательно, умень-
шаются производительности нагнетателей и расход энергии на
сжатие и перемещение газа через улавливающую аппаратуру;
б) улавливание химических продуктов коксования (аммиака,
бензольных углеводородов, сероводорода и др.) при температуре
25—35° С обеспечивает достаточно высокую степень поглощения;
в) выделение из коксового газа, при его охлаждении, смолы
позволяет уменьшить загрязнение аппаратуры для улавливания
химических продуктов коксования и газопроводов. Кроме того,
выделение паров смолы из коксового газа необходимо для улуч-
шения качества сульфата аммония. Присутствие смолы в газе
ухудшает также качество поглотительного масла, применяемого
для улавливания бензольных углеводородов.
Поэтому первой технологической операцией, которой подвер-
гается газ по выходе из коксовых печей, является его охлаждение.
Несмотря на простоту физического процесса первичного
охлаждения коксового газа, конструктивное его оформление
встречает определенные трудности технического порядка. Это
объясняется большим объемом газов, подлежащих охлаждению,
выделением на поверхности аппаратуры пленок смолы и отло-
жений нафталина, нарушающих нормальный тепловой режим,
а также агрессивностью образующейся в процессе охлаждения
коксового газа аммиачной воды, содержащей сульфиды, соли
синильной кислоты, сероводород и другие соединения.
Неблагоприятные условия работы охлаждающей аппаратуры
коксового газа должны быть учтены при выборе технологической
схемы и расчете аппаратуры с тем, чтобы обеспечить необходимую
производительность аппарата и установленные правилами тех-
нической эксплуатации режимные показатели.
6
Первичное охлаждение коксового газа проводится в две стадии:
а) охлаждение коксового газа в коленах стояков и газосбор-
никах при орошении водой до 80—85е С;
б) охлаждение коксового газа в первичных газовых холодиль-
никах до 25—35° С.
В отечественной коксохимической промышленности приме-
няются в настоящее время две схемы первичного охлаждения
коксового газа:
1) в трубчатых холодильниках;
2) в холодильниках непосредственного действия.
Каждая из этих схем имеет своп достоинства и недостатки,
которые подробно рассматриваются в специальной литературе
по технологии коксохимического производства [1—3].
В последние годы в качестве типовой применяется схема пер-
вичного охлаждения коксового газа в трубчатых холодильниках
как более экономичная.
Ниже даны описание этой технологической схемы и расчет
основной аппаратуры.
2- Технологическая схема
Коксовый газ в смеси с водяными парами и химическими про,
дуктами коксования (смолой, аммиаком, бензольными углеводо-
родами, сероводородом и другими компонентами) с температурой
Рис, 1. Схема первичного охлаждения коксового газа
650—700° С поступает из камер коксовых печей (рис. 1) через
стояки в газосборники 1, соединенные между собой перекидным
газопроводом.
В коленах стояков и газосборниках газ орошается надсмоль-
ной водой, подаваемой в количестве 5- 6 л!3 на 1 т сухой шихты
и распыляемой специальными форсунками. В результате этого
7
происходит охлаждение газа от 650—700" С до температуры
80—85" С, частичная конденсация паров смолы, а также вымы-
вание твердых частиц угля и кокса, которые, смешиваясь со смо-
лой, образуют так называемые фусы. Количество образующихся
фусов составляет 0,01—0,02% от массы сухой шихты.
Охлажденный в газосборниках коксовый газ вместе с над-
смольной водой и смолой поступает в сепаратор 2, в котором про-
исходит отделение от газового потока надсмольной воды и скон-
денсировавшейся смолы. Из сепаратора надсмольная вода посту-
пает в механизированный осветлитель 3 для отстаивания от смолы
и фусов, а коксовый газ из сепаратора направляется по газопро-
воду в первичные газовые холодильники 4.
Таким образом, первоначальная стадия охлаждения коксо-
вого газа осуществляется в коленах стояков и в газосбор-
никах.
В результате охлаждения газа в газосборниках происходят
следующие процессы:
1. Испарение части надсмольной воды в коксовый газ; при
этом точка росы коксового газа увеличивается от 65—70° С до
80—85 С.
2. Конденсация паров смолы в количестве от 50 до 60% от
общих ее ресурсов в коксовом газе
3. Выделение фусов.
В трубчатых газовых холодильниках 4 коксовый газ подвер-
гается дальнейшему охлаждению технической водой.
Охлаждающая вода поступает в трубное пространство холо-
дильников, а коксовый газ — в межтрубное пространство. При
температуре входящей технической воды 20—28° С коксовый газ
охлаждается до 25—35° С. Выводимая из холодильника нагретая
до 45° С техническая вода охлаждается на градирне и вновь по-
ступает в холодильники.
Таким образом, в трубчатых газовых холодильниках проис-
ходит вторая стадия первичного охлаждения коксового газа.
При этом протекают следующие процессы:
1. Конденсация водяных паров из коксового газа до состоя-
ния насыщения его при температуре 25—35° С.
2. Конденсация и выделение остатка паров смолы в количе-
стве от 40 до 50% от общих ресурсов их в коксовом газе; однако
в коксовом газе остается еще туманообразная смола в количестве
1,5—2 г/лг3 коксового газа, которая в дальнейшем выделяется
в нагнетателях и электрофильтрах.
3. Частичная абсорбция из коксового газа аммиака, угле-
кислоты, сероводорода, синильной кислоты и других компонен-
тов, образующимся конденсатом воды.
4. Выделение нафталина из коксового газа и поглощение его
конденсирующейся каменноугольной смолой.
Из трубчатых газовых холодильников охлажденный коксовый
газ поступает в нагнетатели 5 и под избыточным давлением
8
2500—3000 мм вод. ст. направляется в электрофильтры 6 для
выделения остатков смолы. Иногда электрофильтры располагают
до нагнетателей, т. е. на стороне всасывания.
О преимуществах и недостатках обоих вариантов установки
электрофильтров будет сказано ниже.
В электрофильтрах из коксового газа выделяется примерно
98% содержащейся в нем туманообразной смолы.
Очищенный от смолы коксовый газ направляется далее в аппа-
ратуру для улавливания химических продуктов коксования (суль-
фатное и бензольное отделения и цех сероочистки).
Таков путь движения коксового газа.
Переходим к описанию движения надсмольной воды. Как было
сказано выше, надсмольная вода вместе со смолой и фусами из
сепаратора 2 поступает самотеком в механизированный осветли-
тель 3, в котором осуществляется процесс их разделения на три
слоя верхний — падсмольпая аммиачная вода плотностью 1,01 —
1,02 кг!л\ средний — каменноугольная смола плотностью 1,17—
1,18 кг/л и иижппп, представляющий собой фусы плотностью
около 1,25 кг!л.
Надсмольная вода из механизированного осветлителя 3 посту-
пает в промежуточный сборник для воды 7, из которого центро-
бежным насосом 8 подается в газосборники для охлаждения
коксового газа. Таким образом замыкается цикл надсмольной
воды: газосборники —» сепаратор —» механизированный осветли-
тель промежуточный сборник —> газосборники.
Отделенная от воды каменноугольная смола (содержащая до
2% воды) из механизированного осветлителя 3 самотеком посту-
пает в промежуточный сборник для смолы 9, из которого насо-
сом 18 подается в сборник смолы 10.
На новых коксохимических заводах вместо промежуточного
сборника 10 устанавливают второй механизированный осветли-
тель, в котором смола дополнительно отстаивается от фусов.
Фусы из механизированного осветлителя 3 непрерывно удаляются
скребковым транспортером через .бункер, из которого периоди-
чески направляются в отвал.
Рассмотрим движение конденсата, образующегося в трубчатых
холодильниках при охлаждении коксового газа. Конденсат воды
и смолы из межтрубного пространства трубчатых холодильников
проходит через гпдрозатвор 11 в промежуточный сборник 12,
из которого центробежным насосом 13 подается в отстойник 14
для отделения воды от смолы.
Конденсаты воды и смолы из нагнетателей, газопроводов и
электрофильтров через соответствующие гидрозатворы поступают
также в отстойник 14 или в специальный промежуточный сборник
для конденсата.
Из нижней части отстойника 14 смола через смолоотводчик
поступает в сборник смолы 10, из которого насосом 15 направ-
ляется на склад.
9
Осветленная иадсмольпая вода из верхней части отстойника 14
посгунаег в хранилище избы сочной воды 16, из которого насо-
< ом 17 подается для переработки в аммиачно-известковую ди-
<।плляцнонную колоппу.
Вследствие частичного испарения надсмольной воды в газо-
еборпнках и перехода ее в парообразном состоянии в коксовый
газ баланс надсмольной воды в цикле газосборников будет отри-
цательным. Поэтому необходимо непрерывно пополнять цикл над-
смольной воды газосборников конденсатом трубчатых холодиль-
ников. Для этого часть воды из отстойника 14 по трубопроводу 19
поступает в промежуточный сборник воды 7.
Обычно газ из двух батарей коксовых печей объединяется
в один газовый поток и направляется для первичного охлаждения
коксового газа по отдельному газопроводу.
Таким образом, каждый газовый поток имеет свою охлаждаю-
щую и конденсационную аппаратуру.
3. Газосборник
Назначение и конструкция газосборника
В настоящее время коксовые батареи оборудуют двумя газо-
сборниками с машинной и коксовой сторон, соединенными между
собой перекидным газопроводом. Установка двух газосборников
способствует более равномерному отсасыванию коксового газа
из печей, поддержанию в них оптимального давления и обеспечи-
вает лучшие условия для бездымной загрузки.
Основное назначение газосборников заключается в следующем:
а) собирание коксового газа, выделяющегося из камер коксо-
вых печей в течение всего периода коксования, и выравнивание
его состава;
б) охлаждение коксового газа от температуры 650—700е С
до 80—85° С путем орошения его в газосборнике распыленной
надсмольной водой.
Газосборник представляет собой горизонтальный коллектор
диаметром 1200—1500 мм, укладываемый вдоль батареи на крон-
штейнах анкерных колонн.
В газосборниках предусмотрены штуцеры для подсоединения
стояков, газосбросных свечей и гидрозатворов. Для облегчения
схода фусов газосборникп устанавливают с уклоном, равным
0,006. В центре каждого газосборника имеется тройник для
присоединения перекидного газопровода.
Коксовый газ из камер коксовых печей поступает в газосбор-
ники через стояки, которые при помощи колен соединены с газо-
сборником. В колене стояка установлен тарельчатый клапан,
посредством которого камера может быть отключена от газосбор-
ника. В верхней части колена стояка предусмотрено отверстие для
подвода пара, необходимого для бездымной загрузки камер кок-
совых печей шихтой.
10
В газосборнике газ орошается мелкораспыленной водой,
подаваемой через форсунки, установленные в газосборнике.
Для облегчения схода смолы из газосборника охлаждение кок-
сового газа в нем осуществляется горячей водой. Кроме того,
орошение горячей водой обеспечивает испарение воды в газ,
а следовательно, охлаждение газа меньшим количеством воды.
Обычно температура воды, поступающей в газосборник, выше
точки росы поступающего в него газа и составляет 70—75° С.
Надсмольная вода вместе со смолой и фусами выводится из
газосборников через соответствующие гидрозатворы.
Анализ процесса охлаждения
газа в газосборнике
Взаимодействие газа и охлаждающей воды в газосборнике
сопровождается процессами тепло- и массообмена.
Процесс теплообмена определяется разностью температур
газа и воды. Так как температура газа выше температуры оро-
шающей воды, то тепло передается от газа к воде и он охлаждается.
Движущей силой второго процесса — массообмена является
разность между упругостью паров воды при ее температуре
и парциальным давлением водяных паров в газе. Так как упру-
гость водяных паров над поступающей водой больше, чем пар-
циальное давление их в газе, поступающем из камер коксовых
печей, то происходит испарение воды.
Следовательно, тепло Qr, отдаваемое газом, частично в коли-
честве Q„ переходит к образующемуся пару, смешивающемуся
с газовым потоком, а остальное тепло охлаждения газа Qr — QK
идет на нагрев воды.
Но по мере охлаждения газа и нагрева воды разность темпе-
ратур между ними будет уменьшаться, а вместе с тем будет умень-
шаться и количество передаваемого тепла от газа к воде. Оче-
видно, наступит момент, когда величина Qr станет равной QH,
после чего дальнейший нагрев воды станет невозможным, а все
тепло, получаемое водой от газа, пойдет на ее испарение при
постоянной температуре. Пределу охлаждения газа будет соот-
ветствовать температура мокрого термометра.
В действительности процесс охлаждения коксового газа в газо-
сборниках осложняется конденсацией паров смолы и потерями
тепла наружу поверхностью газосборника.
Кроме того, достижение состояния равновесия, т. е. дости-
жение температуры мокрого термометра, зависит от продолжи-
тельности контакта и поверхности испарения капель распыляе-
мой воды, определяемой качеством распыления воды форсун-
ками, установленными в газосборниках.
Аналитическое определение температуры мокрого термометра
может быть сделано на основе теплового баланса газосборника
с учетом нагрева воды, потерь тепла наружу и конденсации паров
смолы [4].
И
Проведенный анализ полученных уравнений показал, что тем-
пература мокрого термометра зависит от следующих факторов:
влажности шихты, температуры газа, поступающего в газосбор-
пик, количества и температуры поступающей и выходящей воды
и потерь тепла наружу.
Расчеты показывают, что наибольшее влияние на температуру
мокрого термометра оказывает влажность шихты.
Значения температур мокрого термометра в зависимости от
влажности шихты w и температуры газа, поступающего в газо-
сборник, 1Г представлены
Таблица 1 в та^л ] _
Эти результаты получены
Влажность шихты, %
/г, °с 0 4 8 12 14
650 73,5 78,5 82,0 84,8 86,0
700 75,0 79,5 82,8 85,3 86,4
750 76,3 80,5 83,6 85,8 86,8
при следующих исходных
данных: количество воды,
поступающей в газосборник,
5,5 ж3 на 1 т коксуемой
сухой шихты; выход сухого
коксового газа 330 м3 на 1m
сухой шихты; нагрев воды
в газосборнике 3° С; потери
тепла наружу 10% от передаваемого тепла в газосборнике; коли-
чество конденсируемой смолы 60% от ресурсов.
Расчет газосборника
Исходные данные для расчета
Количество сухой шихты, коксуемой в двух батареях коксо-
вых печей, 220 т!ч\ влажность шихты 8%.
Выход основных продуктов коксования в процентах по массе
на сухую шихту:
Кокс 77,5 Сероводород . 0,5
Сухой коксовый газ 15,0 Аммиак 0,3
Смола 3,5 Пирогенетическая влага . . 2,2
Бензольные углеводороды 1,0
Состав сухого коксового газа (за вычетом бензольных угле-
водородов, сероводорода и аммиака), % (объемн.).
н2 57,9 n2 4,6
сн4 26,2 соа . 2,2
со 6,0 С„;Н/г 2,5
оа . 0,6
Материальный р а с ч е т
Количество влажной шихты, коксуемой в час, составляет
220^^ = 239 т/ч.
1UU — о
Влага шихты 239 — 220 = 19 т/ч.
12
В газосборники поступает следующее количество газообраз-
ных продуктов коксования;
По массе, кг/ч
Сухой коксовый газ
Водяные пары
Пары смолы............
Бензольные углеводороды
Сероводород . .
Аммиак .
Gr= 220 000-0,15 33 000
6В = 220 000 0,022 + 19 000 = 23 840
GCM = 220 000-0,035 = 7 700
G6 = 220 000 0,01 = 2 200
Gc= 220 000-0,005 = 1 100
Ga = 220 000-0,003 = 660
Итого. .68 500
По объему м3/ч
Сухой коксовый газ
33000 г-лл 3/
Vr = оЖ = 72 500 м /ч’
где 0,454 — плотность сухого коксового газа, определенная по
составу газа, кг/м3-
Рг = (0,579-2 + 0,262-16 + 0,06-28 + 0,046-28 +
+ 0,022-44+ 0,025-28 + 0,006-32)~ = 0,454 кг/+.
Водяные пары
VB = 23 840 Цф = 29 700 м3/ч.
1о
Пары смолы
VcM = 7700^ = 1020 м3/ч,
где 170 — средняя молекулярная масса смолы.
Бензольные углеводороды
Уб = 2200 ^- = 595 м3/ч,
оо
где 83 —- средняя молекулярная масса бензольных углеводородов.
Сероводород
|7С= 1100^= 725 м3/ч.
Аммиак
Уа = 66022’4-=870ж3/ч.
Итого: 105410 мР/ч
Принимаем, что в газосборниках конденсируется 60% смолы,
содержащейся в поступающем газе.
13
Тогда количество конденсирующейся смолы будет равно
gCM = 0,6-7700 - 4620 кг/ч
и остается паров смолы в газе, выходящем из газосборников:
7700 — 4620 - 3080 кг/ч
и по объему
0,4-1020 = 408 м3/ч.
Обозначим количество воды (кг/ч), испарившейся в газосбор-
нике через G. Это составляет по объему в парообразном состоя-
нии 1,245G м?/ч.
Тогда из газосборники выходит следующее количество газо-
образных продуктов (табл. 2).
Таблица 2
Наименование продуктов Количество газообразных продуктов
кг/ч м3/ч
Сухой коксовый газ ..... 33 000 72 500
Водяные пары 23 840 + G 29 700 + 1,2450
Пары смолы 3 080 408
Бензольные углеводороды 2 200 595
Сероводород ... 1 100 725
Аммиак • . . 660 870
Итого. 63 880 + G 104 798+ 1.245G
Величину G определяют в дальнейшем по тепловому балансу
газосборника.
Тепловой расчет
Приход тепла. 1. Тепло, вносимое в газосборники коксовым
газом:
а) тепло, вносимое сухим коксовым газом:
9i = GrCr/j.
Принимаем температуру входящего газа = 650° С.
Средняя теплоемкость сухого коксового газа в пределах тем-
ператур 0—650 С может быть определена по составу газа и сред-
ним теплоемкостям компонентов:
Сг = 0,579-0,3135 + 0,262-0,555 + 0,06-0,3265 +
+ 0,046-0,3235 + 0,022-0,4905 + 0,025-0,7165 +
+ 0,006-0,339 = 0,392 ккал/(м3-град),
0 392
теплоемкость по массе Сг — 0’4f)2f = 0,865 ккал/(кг-град),
14
тогда
qi = 33 000-0,865-650 = 18 550 000 ккалк-
б) тепло, вносимое водяными парами:
q2 = GB (595 + Св+),
Св — средняя теплоемкость водяных паров в пределах 0—650 С,
равная 0,484 ккдл!(кг-град)\
q2 = 23 840 (595 + 0,484-650) = 21 685 000 ккалк]
в) тепло, вносимое парами смолы:
<7з — GCM (88 + Ссм*х),
где 88 — энтальпия паров смолы при 0° С, ккал!кг\
Ссм — теплоемкость паров смолы, определяемая по формуле
Сем = 0,305 + 0,392 • 10-3/х = 0,305 + 0,392-10“3-650 =
— 0,56 ккал!(кг-град).
Тогда
q3= 7700 (88 + 0,56-650) = 3 480 000 ккалк',
г) тепло, вносимое бензольными углеводородами:
Qi = GgCg/j.
Теплоемкость паров бензольных углеводородов определяем
по формуле
„ 20,7 + 0,026*
Сб =------м-----’’
где 714 — средняя молекулярная масса бензольных углеводородов
Сб ~ —-— = 0,44 ккал/(кг-град),
СО
тогда
qt = 2200-0,44-650 = 629 000 ккалк',
д) тепло, вносимое сероводородом:
Q$ ~ Gc ' Сс • ti-
Теплоемкость сероводорода в пределах 0—650' С
Сс = 0,274 ккал!(кг • град),
% = 1100-0,274-650 = 196 000 ккалк',
е) тепло, вносимое аммиаком:
Qe ~ GaCa7x-
Теплоемкость аммиака
Са = 0,624 ккал!(кг-град),
qe = 660-0,624-650 = 268 000 ккалк.
15
Общее количество тепла, вносимое газом в газосборники:
Qx = 44 808 000 ккал!ч.
2. Тепло, вносимое в газосборники надсмольной водой, посту-
пающей для охлаждения газа:
Q2 = Witi
где — количество поступающей надсмольной воды, кг/ч;
Zb — температура поступающей воды, °C.
Количество надсмольной воды, поступающей в газосборники,
принимаем равным 5,5 м3 на 1 т сухой шихты, что составляет
МД = 220-5,5 = 1210 м3/ч.
Минимальную температуру надсмольной воды, подаваемой
в газосборники, определяем по точке росы газа, поступающего
в газосборники.
Парциальное давление водяных паров в газе, поступающем
в газосборники при общем давлении 760 мм рт. ст., составит
„,.,.29 700 О1.
р = = 214 мм рт. ст.,
что соответствует минимальной температуре воды 68° С.
Действительная температура должна быть выше точки росы
поступающего газа на 5—10 град для обеспечения движущей
силы испарения воды в газ. Принимаем температуру поступа-
ющей воды равной 75° С.
Тогда
Q2= 1 210 000-75 = 90 750 000 ккал!ч.
Общее количество тепла, вносимое в газосборники:
С2прих 135 558 000 ккал!ч.
Расход тепла. 1. Тепло, уносимое коксовым газом из газосбор-
ников:
а) тепло, уносимое сухим газом:
Q х G^C^Zo.
Температуру газа на выходе из газосборников принимаем
предварительно равной 82° С (в дальнейшем эта температура
проверяется).
Средняя теплоемкость сухого коксового газа в пределах тем-
ператур 0—82° С.
СГ = 0,579-0,31 + 0,262-0,382 + 0,06-0,306 +
+ 0,046-0,305 + 0,022-0,415 + 0,025-0,518 + 0,006-0,314 =
= 0,333 ккал!(м3-град),
теплоемкость по массе
0,333 ,. -тог
— q 454 — 0,735 ,
16
тогда q{ = 33 000-0,735-82 = 1 989 000 ккал!ч\
б) тепло, уносимое водяными парами:
= G; (595 + CBfe),
теплоемкость водяных паров
Св = 0,438 ккал!(кг-град),
тогда
</2 = (23 840 + G) (595 + 0,438-82) =
= 15 041 000 + 630,9-G ккал!ч\
в) тепло, уносимое парами смолы:
<7з ОСм (88 + Ссм/2),
теплоемкость паров смолы
Ссм = 0,305 + 0,392-10-3-82 = 0,336 ккал!(кг• град),
тогда
6/з = 3080 (88 + 0,336-82) = 356 000 ккал/ч\
г) тепло, уносимое бензольными углеводородами:
q& ~ G6C6t2,
теплоемкость бензольных углеводородов
Сб — —------------= 0,269 ккал)(кг-град),
оо
тогда
qi = 2200-0,269-82 = 48 500 ккал!ч\
д) тепло, уносимое сероводородом:
Qb = ^cGc^2»
теплоемкость сероводорода
Сс = 0,238 ккал!(кг • град),
тогда
qb 1100-0,238-82 = 21 500 ккал!ч\
е) тепло, уносимое аммиаком:
<7с = ^JaCa^2>
теплоемкость аммиака
Са = 0,503 ккал!(кг-град),
тогда
<76 = 660-0,503-82 = 27 000 к/отл/ч.
2 И. Е. Коробчанский ХврСвЖСЬЖЖ ВЯКН'Н
Явл!отега.1и. Горим*
шгвсховще4
Общее количество тепла, уносимое газом из газосборников:
Q3 = 17 483 000 + 630,9G.
2. Тепло, уносимое из газосборников надсмольной водой и
сконденсировавшейся смолой, = (1 210 000 — G + 4620-CCM) X
X tB, где tB — температура выходящей из газосборников над-
смольной воды и смолы. Эта температура принимается на 2—
3 град выше температуры воды, поступающей в газосборники.
Принимаем /в = 78° С.
Теплоемкость смолы
Ссм = 0,327 + 0,31-10~3-78 = 0,351 ккал! {кг-град),
тогда
Q4 = (1 210 000 — G + 4620-0,351)-78 = 94 507 000 —
— 78G ккал!ч.
3. Тепло, теряемое газосборниками в окружающую среду.
Потери тепла в окружающую среду могут быть определены по
формуле
Qs = («к аизл) FZ (/Ст tsosjs),
где (ак + «изл) — коэффициенты теплоотдачи от стенки газо-
сборника к воздуху конвекцией и излучением.
Величина (a,, -f- схизл) может быть определена суммарно по
приближенной формуле [51:
«к + “изл = 8 + 0,05/ст,
здесь tCT — температура наружной стенки газосборники; по прак-
тическим данным принимается для летних условий
равной 120° С, тогда
ак + сбизл = 8 + 0,05-120 = 14 ккал/{м2-ч-град)-,
4о3д — температура воздуха, принимаемая равной 25° С.
Поверхность двух газосборников на двух батареях коксовых
печей при диаметре газосборники 1,5 м и длине каждого из них
101 м будет равна
F = 3,14-1,5-101-2-2 = 1900 м2,
тогда
Qs = 14 • 1900 (120 — 25) = 2 530 000 ккал!ч.
Таким образом, общий расход тепла равен
Qpacx = 114 520 000 + 552,9G.
Приравнивая приход и расход тепла, получим
135 558 000 = 1.14 520 000 + 552,9G.
Отсюда количество воды, испаряющейся в газосборниках:
G = 38 000 кг/ч,
что составляет по объему в парообразном состоянии
38000^ = 47300 м3/ч.
Тогда общий объем водяных паров, выходящих из газосбор-
ников, будет равен
29 700 + 47 300 77 000 м31ч,
а общий объем всех газов
104 798 + 47 300 152 098 м3/ч.
Парциальное давление водяных паров на выходе из газо-
сборников будет равно
-теп 77000 „о. о
р = 760 nnQ = 384,8 мм рт. ст.,
1OZ иУо
что соответствует точке росы, равной 82° С.
Следовательно, температура выходящего газа из газосбор-
ников была принята правильно.
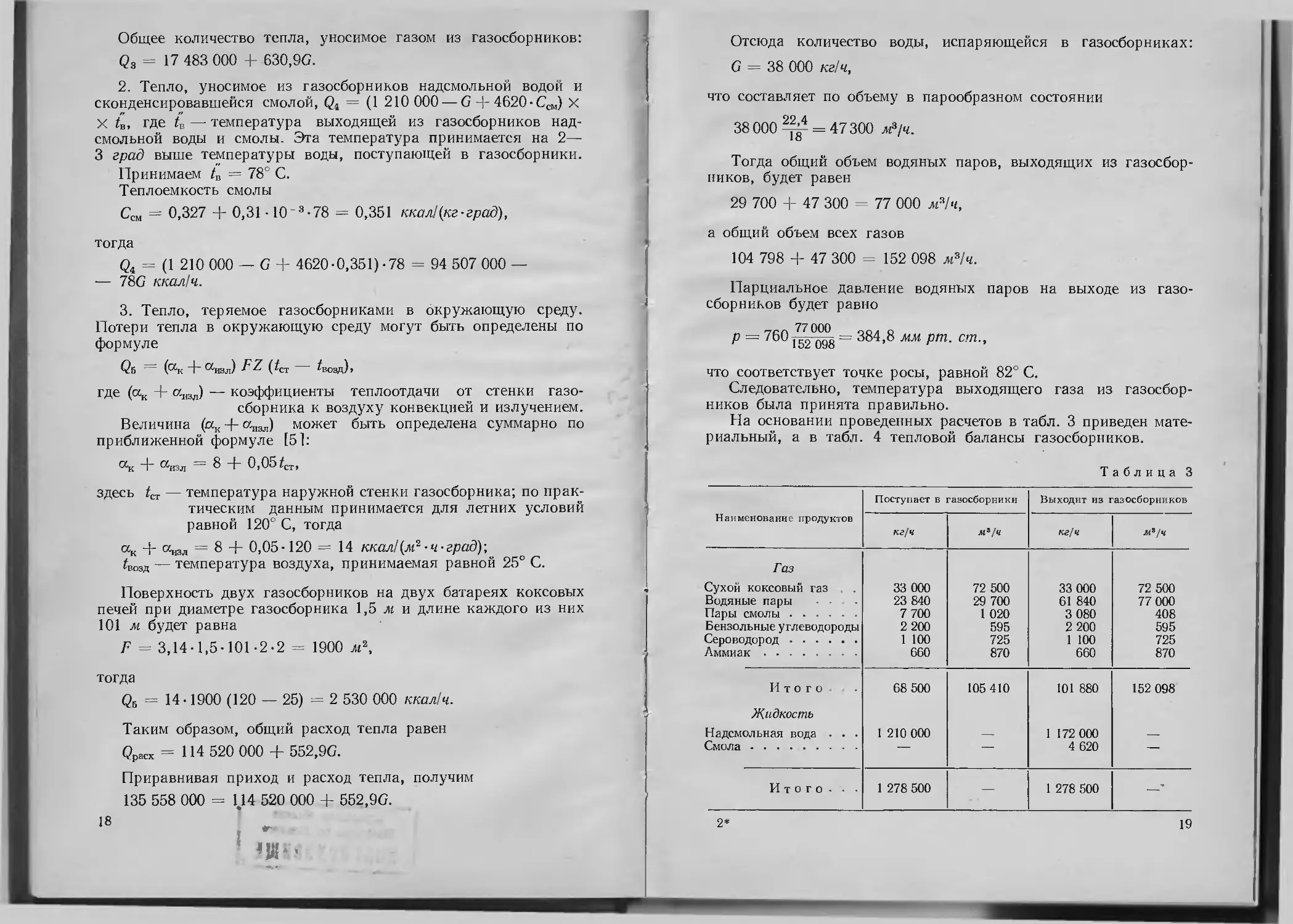
На основании проведенных расчетов в табл. 3 приведен мате-
риальный, а в табл. 4 тепловой балансы газосборников.
Таблица 3
Наименование продуктов Поступает в газосборники Выходит из газосборников
кг/ч м*/ч кг/ч Л4’/Ч
Газ
Сухой коксовый газ 33 000 72 500 33 000 72 500
Водяные пары - - 23 840 29 700 61 840 77 000
Пары смолы 7 700 1 020 3 080 408
Бензольные углеводороды 2 200 595 2 200 595
Сероводород 1 100 725 1 100 725
Аммиак 660 870 660 870
Итого 68 500 105 410 101 880 152 098
Жидкость
Надсмольная вода . . . 1 210 000 —- 1 172 000 .—.
Смола — — 4 620 —
Итого- • • 1 278 500 — 1 278 500 —’
2*
19
Таблица 4
Приход и расход тепла с продуктами Приход тепла ккал/ч Расход тепла ккал/ч
Сухим коксовым газом 18 550 000 1 989 000
Водяными парами 21 685 000 39 043 000
Парами смолы 3 480 000 356 000
Бензольными углеводородами 629 000 48 500
Сероводородом .... 196 000 21 500
Аммиаком 268 000 27 000
Всего с газом . . . 44 808 000 41 485 000
Надсмольной водой 90 750 000 91 416 000
Смолой — 127 000
Потери тепла наружу — 2 530 000
Итого. 135 558 000 135 558 000
Интерес представляет анализ статей теплового баланса газо-
сборника. Для этого составлен тепловой баланс в табл. 5, содер-
жащий расчеты количества полученного и израсходованного
тепла.
Таблица 5
Статьи прихода Получено тепла Статьи расхода Израсходовано тепла
ккал/ч % ккал/ч %
Охлаждение: сухого газа водяных паров бензольных углеводородов паров смолы сероводорода аммиака 16 561 000 6 644 000 580 500 3 124 000 174 500 241 000 60,6 24,3 2,1 11,5 0,6 0,9 Нагрев воды Испарение воды Унесено смолой Потери тепла наружу 3 630 000 21 038 000 127 000 2 530 000 13,3 77,0 0,5 9,2
Итого 27 325 000 100 Итого 27 325 000 100
Таким образом, на нагрев и испарение воды расходуется 90,3%
от всего тепла, полученного от охлаждения газа. Потери тепла
наружу составляют 9,2%; от общего же балансового тепла, пред-
ставленного в табл. 4, потери тепла составляют 1,9%.
Диаметр газосборника определяем исходя из фактического
объема газа, выходящего из газосборников и скорости газа,
равной 4 м!сек.
20
Объем выходящего газа равен
V = 152 098 2732+82 = 197 000 м3/ч.
Тогда из одной батареи выходит газа 98 500 м3/ч и через один
газосборник 49 250 м3/ч, а в одном направлении 24 625 м3/ч.
Таким образом, сечение газосборника
24625
3600-4
= 1,71 л?,
откуда
D = 1,48 м.
4. Первичные трубчатые газовые холодильники
Назначение и конструкции холодильников
Основное назначение первичных трубчатых газовых холо-
дильников заключается в охлаждении коксового газа после
газосборников с помощью технической воды.
Охлаждение газа в трубчатых газовых холодильниках осу-
ществляется через поверхность теплопередачи, состоящую из
вертикальных или горизонтальных труб. В соответствии с этим
применяют трубчатые холодильники с вертикальным или гори-
зонтальным расположением труб.
В процессе охлаждения коксового газа в этих холодильниках
происходит конденсация значительной части воды, выделение
из газа смолы, а также растворение в образующемся конденсате
некоторого количества аммиака, сероводорода и углекислоты.
Кроме того, происходит выделение значительного количества
нафталина.
Трубчатый холодильник с вертикальным расположением труб
показан на рис. 2.
Между двумя его трубными решетками завальцованы шесть
серий труб, которые разделяются пятью перегородками, образуя
таким образом шесть ходов для газа и воды. Газ и вода дви-
жутся противотоком — газ в межтрубном пространстве, техни-
ческая вода — в трубном.
Характеристика типового холодильника
с вертикальным расположением труб
Размеры, мм:
общая высота
длина . .
ширина
Газоходы:
сечение ............... 1
площадь попереч-
ного сечения, м2:
по ходу газа ... 1,59
по ходу технической
воды . . .0,57
. . . 9532
6500
2600
2 3 4 5 6 Среднее
1,42 1,31 1,19 1,07 0,93 1,25
0,65 0,8 0,85 0,95 1,12 0,82
21
Трубы:
число по ходам воды, шт. 147 168 196 219 245 290
всего, шт................ .............................. 1265
диаметр, мм - ............................ 76/3,5
длина, мм .... ................. 7000
Диаметры штуцеров, мм:
для входа газа . . .......... . . 1000
» выхода газа .... .................. 800
Поверхность теплопередачи, м° . . . .......... . 2100
Расчетная производительность
по газу, м?!ч............. . ......... 10 000—11 000
Перегородка между камерами не доходит на 1 м до верхней
решетки и площадь для прохода газа
составляет 2,6 л/2.
В процессе работы холодиль-
ника на наружной поверхности
его трубок оседает нафталин,
из одной камеры в другую
Рис. 2. Газовый холодильник с вертикаль- Рис. 3. Газовый холодильник с гори-
иыми трубками зонтальными трубками
который в первых ходах по газу смывается конденсирующейся
смолой, а в последних ходах вследствие недостатка смолы
остается на внешней поверхности трубок. Это ведет к умень-
шению коэффициента теплопередачи и увеличению гидравли-
ческого сопротивления, что является одним из недостатков
многоходовых газовых холодильников.
22
Удаление отложений смолы и нафталина с поверхности охла-
ждающих труб осуществляется путем орошения их конденсатом,
содержащим тонкодисперсную смолу, а также периодической
пропаркой холодильников.
На внутренних поверхностях труб в процессе работы холо-
дильника отлагается накипь в виде плохо растворимого в воде
СаСО3, образующегося при нагреве воды вследствие разло-
жения Са (НСО3)2, находящегося в ней в растворенном состоя-
нии. Поэтому во избежание образования накипи необходимо
уменьшать жесткость воды, а также не допускать повышения
ее температуры на выходе из холодильника выше 45° С. Накипь
внутри труб удаляют шарошками или химическим способом.
Холодильники обычно включают между собой параллельно.
Это снижает несколько коэффициент теплопередачи, однако ги-
дравлическое сопротивление при параллельном соединении зна-
чительно меньше, чем при последовательном. Применяют на
практике также смешанное параллельно-последовательное соеди-
нение холодильников.
Гидравлическое сопротивление одного холодильника (при
параллельном соединении) составляет 70—150 мм вод. ст.
Трубчатый холодильник с горизонтальным расположением
трубок показан на рис. 3.
Корпус холодильника имеет прямоугольное сечение. Трубы
в холодильнике расположены горизонтально, в виде отдельных
пучков, ввальцованных в решетки по обе боковые стороны холо-
дильника. Всего в холодильнике 59 пучков -труб.
В этом холодильнике газ движется сверху вниз, а вода по-
дается снизу и выходит сверху; при этом вследствие горизон-
тального расположения труб осуществляется перекрестное дви-
жение газа и воды.
Характеристика типового холодильника
с горизонтальным расположением труб
Размеры, мм'.
общая высота . 24 700
длина . . . . .3 510
ширина.................................... ... 2 760
Площадь поперечного сечения, лг:
для прохода газа . 2,15
труб в одном ходе 0,1864
Характеристика труб:
число, шт. ....................................... 6080
диаметр, мм . 57/3,5
длина, мм ....................... . . . 3000
Поверхность теплопередачи, м"-.
одного пучка труб 50
всего холодильника.......................... . 2950
Расчетная производительность по газу, м3/ч.......... 20 000
Образующийся при охлаждении газа конденсат (вода и смола)
стекает по трубам сверху и через гидрозатвор отводится в сбор-
ник конденсата.
23
Осуществляемое is данном холодильнике движение газа и кон-
денсата сверху вниз является более рациональным, чем движение
газа в многоходовом холодильнике с вертикальными трубами, так
Вход
воды
Выход
.воды
Выход
воды
Вход
газа
I Вход
воды
кон-
денсата
Выход
кон—
денсата Выход газа
как при выпадении в ниж-
ней части холодильника
нафталина последний может
смываться или растворяться
стекающей вниз смолой.
Для смыва оставшихся от-
ложений нафталина со сте-
нок предусмотрена подача
в верхнюю часть холодиль-
ника надсмольной воды и
в нижнюю часть — смолы.
Предусмотрена также подача
пара для пропарки межтруб-
ного пространства.
Скорость движения воды
в этом холодильнике состав-
ляет 0,5—0,7 м/сек, что зна-
чительно больше, чем в хо-
лодильнике с вертикальными
трубами, где скорость дви-
жения воды менее 0,1 м/сек.
Все эти обстоятельства
обеспечивают более высокий
коэффициент
теплопередачи
Вход пара
Выход
газа
Рис. 4. Беструб-
чатый холодиль-
ник
в холодильнике с горизонтальными трубами, чем в холодильнике
с вертикальными трубами.
Охлаждение газа в этом холодильнике может осуществляться
не только технической водой, но и другими жидкостями, в част-
ности поглотительным раствором сероочистки. Распределение по-
верхности охлаждаемой технической водой и раствором серо-
24
очистки осуществляется путем перестановки разделительной
крышки.
Холодильник с горизонтальным расположением труб требует
обязательной подготовки технической воды, для удаления взвесей
и временной жесткости, так как доступ к трубам затруднен, что
является недостатком этих холодильников.
Кроме приведенных выше конструкций трубчатых холодиль-
ников с вертикальным и горизонтальным расположением труб,
представляет интерес разработанный Донецким политехническим
институтом и ПКБ треста «Укркоксохимремонт» бсструбчатый
холодильник [6].
В этом холодильнике передача тепла осуществляется также
через металлическую поверхность, однако она выполнена не из
труб, а из листового металла в виде отдельных камер, имеющих
прямоугольное сечение с закругленными углами. Камеры вварены
в наружную и внутреннюю решетки, образуя выдвижную гори-
зонтальную секцию, состоящую из 28 камер, общей поверхностью
54 л*2. Конструкция такого холодильника показана на рис. 4.
Корпус холодильника разделен вертикальной перегородкой на
два самостоятельных полухолодильника. В каждом полухолодиль-
нике имеется 12 водяных выдвижных секций.
Движение газа в этом холодильнике осуществляется сверху
вниз, чем достигается смывание отложений нафталина с охлаж-
дающей поверхности. Вода поступает снизу и движется вверх,
переходя с помощью колен из одной камеры в другую. В каждой
камере вода совершает два хода.
Характеристика беструбчатого холодильника
Размеры, мм'.
высота ....................... . . .12 000
длина . ... .................. 5 000
ширина..................... . . 2 000
Производительность по газу, л3/ч . 10 000
Поверхность теплопередачи, лг .......... 1296
Гидравлическое сопротивление по газу,
мм вод. ст. .............. . 10—15
Как и трубчатые холодильники с горизонтальным расположе-
нием труб, эти холодильники должны снабжаться технической
водой, лишенной взвешенных частиц, и не иметь временную жест-
кость. Температурный режим по газу и воде такой же, как и в хо-
лодильниках с горизонтальными трубами.
Холодильники описанной выше конструкции установлены и
работают на Макеевском коксохимическом заводе.
Расчет газового холодильника
с вертикальным расположением труб
Материальный расчет
Первичные газовые холодильники устанавливаются на газо-
вый поток, идущий от двух батарей коксовых печей.
25
Количсс।ио газон, поступающих в холодильники, составляет:
кг/ч лгй/ч
Сухой коксовый газ 33 000 72 500
Водяные пары 61 840 77 000
Пары смолы 3 080 408
Бензольные углеводороды 2 200 595
Сероводород 1 100 725
Аммиак . . 660 870
Итого. 101 880 152 098
Температура газа 82° С, давление 760 мм рт. ст.
Принимаем, что температура газа на выходе из холодильника
равна 30° С и давление 745 мм рт. ст. Принимаем также, что в хо-
лодильнике конденсируется вся смола, имеющаяся в газе.
Объем водяных паров на выходе из холодильников определяем
из уравнения
VB = Vc.rp^>
где Vc. г— объем сухого газа на выходе из холодильника, л/3/ч;
р — упругость водяных паров при 30°С, р — 31,8 мм рт. ст.',
Р — общее давление газа на выходе из холодильника,
мм рт. ст.',
Vc. г = 152 098 — 408 — 77 000 = 74 690 м3/ч,
тогда
VB = 74 690 8 = 3330 м3/ч
и по массе
зззо . о оп
224'18 = 2680 кг/ч.
Следовательно, в холодильнике конденсируется водяных паров
в количестве 61 840 — 2680 59 160 кг/ч.
Количество аммиачной воды, идущей на переработку, равно
23 840 — 2680 =21 160 кг/ч,
где 23 840 — количество влаги шихты и пирогенетической воды,
кг/ч-,
2680 — количество водяных паров, уносимых из холодиль-
ника газом, кг/ч.
Разница между количеством конденсирующегося водяного
пара 59 160 кг/ч и перерабатываемой воды 21 160 кг/ч, равная
38 000 кг/ч, идет на пополнение цикла воды газосборников.
Схема материальных потоков воды показана на рис. 5.
В аммиачной воде, идущей на переработку, растворяется неко-
торое количество аммиака и сероводорода.
26
Принимаем следующий состав аммиачной воды, г!л: аммиака 5,
сероводорода 2, двуокиси углерода 2. Тогда количество этих
газов, растворившихся в воде, будет равно, кг!ч~. аммиака 21 160х
X 0,005 = 105; сероводорода
21 160-0,002 = 42; двуокиси
углерода 21 160-0,002 = 42.
Материальный баланс
холодильника приведен в
табл. 6.
Тепловой расчет
Приход тепла. 1. Тепло,
вносимое в холодильник кок-
совым газом согласно рас-
чету газосборников (табл. 4):
Рис. 5. Схема материальных потоков надсмоль-
иой воды при первичном охлаждении коксо-
вого газа
Qx — 41 485 000 ккал!ч.
2. Тепло, вносимое охлаждающей водой:
Q2 WtB,
где W — количество технической воды, поступающей в холодиль-
ник, кг/ч;
/в — температура поступающей воды, равная 20—28° С.
Принимаем = 24° С, тогда Q2 = 24IF.
Общий приход тепла
Qnpnx = 41 485 000 + 24 IF.
Таблица 6
Наименование продуктов Приход Расход
кг]ч м9/ч кг]ч мг/ч
Газ
Сухой коксовый газ 33 000 72 500 32 958 72 480
Водяные пары . . 61 840 77 000 2 680 3 330
Пары смолы 3 080 408 .—. .—.
Бензольные углеводороды 2 200 595 2 200 595
Сероводород 1 100 725 1 058 700
Аммиак 660 870 555 740
Итого. . . 101 880 152 098 39 451 77 845
Жидкость
Вода — 59 160
Растворенные газы —. — 189
Смола — — 3 080 —
Всего. . . 101 880 — 101 880 —
27
Расход тепла. 1. Тепло, уносимое коксовым газом из холо-
дильника при 30° С:
а) тепло, уносимое сухим газом:
q± = 32 958-0,688-30 = 681 000 ккал!ч,
где 0,688 — теплоемкость сухого газа, ккал!(кг-град)-,
б) тепло, уносимое водяными парами:
q2 = 2680 (595 + 0,434-30) 1 629 000 ккал!ч,
где 0,434 теплоемкость водяных паров, ккал!(кг-град)-,
в) тепло, уносимое бензольными углеводородами:
q.A = 2200-0,246-30 = 16 200 ккал!ч,
где 0,246 — теплоемкость бензольных углеводородов, ккал!(кгх
X град)-,
г) тепло, уносимое сероводородом:
qt = 1058-0,235-30 = 7400 ккал!ч,
где 0,235 — теплоемкость сероводорода, ккал!(кг • граду
д) тепло, уносимое аммиаком:
qb = 555-0,493-30 = 8200 ккал!ч,
где 0,493 — теплоемкость аммиака, ккал!(кг•град).
Общее количество тепла, уносимое газом:
Q3 = 2 341 800 ккал!ч.
2. Тепло, уносимое конденсатом воды и смолы:
Q4 = (59 160 + 189 + 3080-0,343)-52 = 3 138 200 ккал!ч,
где 0,343 — теплоемкость жидкой смолы при 52° С,
Ссм = 0,327 + 0,31-10“3-52 = 0,343 ккал!(кг-град),
и средняя температура конденсации водяных паров
/ = 82~|в 52°С.
2’з14
3. Тепло, уносимое охлаждающей водой:
<2б = 45 IF,
где 45 — температура выходящей воды,0 С.
Общее количество тепла, уносимое из холодильника:
Qoacx = 5 480 000 + 45 IF.
Приравнивая приход и расход тепла, найдем расход воды на
охлаждение газа в холодильнике
41 485 000 + 24 IF = 5 480 000 + 45 IF.
28
Отсюда
W 1 714 500 кг, или 1715 ма!ч,
что составляет на 1000 м3 сухого газа в час
1715-1000
72 500
= 23,6 лга.
На баланс основании произведенных расчетов холодильников: Приход тепла, ккал/ч: тепло, вносимое газом » » водой . составляем тепловой 41 485 000 41 480 000
Итого Расход тепла, ккал!ч: тепло, уносимое газом . . • » » конденсатом » » водой 82 965 000 2 341 800 3 138 200 7 748 500
Итого. 82 965 000
Определение потребной поверхности
теплопередачи холодильников
Как сказано было выше, первичные трубчатые газовые холо-
дильники соединяют между собой параллельно, так как при этом
гидравлическое сопротивление их значительно меньше, чем при
последовательном соединении.
Принимаем восемь параллельно работающих холодильников.
Коэффициент теплопередачи от охлаждающегося газа к воде
определяем по уравнению
К = -j--------г- ккалЦл? • ч град),
—- + — + —-
щ X а2
где ах — коэффициент теплоотдачи от газа к стенке, ккал! (ж2-
-ч-град)',
а 2 — коэффициент теплоотдачи от стенки к охлаждающей
воде, ккал!(ж2-ч-град);
6
-j--термическое сопротивление загрязнении на металличес-
кой поверхности, принимаемое равным 0,001 (ж2 •
• ч-град)/ккал.
Коэффициент теплоотдачи ах определяем по формуле
1g а х = 1,69 + 0,0246х,
где х — среднее содержание водяных паров в газовой смеси,
% (объемн.),
v_ / 77 000 3330 \ Ю0._.97 ц0/
\ 152098 + 77 845 ) 2 ’ /о>
lg С4 = 1,69 + 0,0246-27,5 = 2,37,
29
ккал/(м • ч град)-,
отсюда
ах = 234 ккал/(м2-ч-град).
Коэффициент теплоотдачи а2 определяем по формуле
а2 = Nu ±,
2 а
где Nu = 0,023 -ReP-8 Рг®-4 ср.
Скорость движения воды при среднем сечении трубного про-
странства 0,82 м2 и восьми параллельно работающих холодиль-
никах составит
W = 3600-8-0,82 = 0,073 м1сек-
При средней температуре технической воды, равной 34,5° С,
вода имеет следующие физические свойства:
удельная теплоемкость С = 0,998 ккал/(кг • град)-,
коэффициент теплопроводности X = 0,538
динамическая вязкость Z = 0,733 спз-,
плотность р = 995 кг/м2.
Тогда число Рейнольдса
Re = 1000-^ = 1000 °’073'O’°ff ~995 = 6850,
где d — внутренний диаметр трубок, равный
Число Прандтля
п о с CZ ос 0,998-0,733 . п
Рг = ^>— = 3,6 0.538 ' = 4’9‘
Тогда число Нуссельта
Nu = 0,023-68500-8-4,9°-4-0,95 = 48,5,
где ср = 0,95 для числа Re = 6850.
Коэффициент теплоотдачи а2 тогда будет
а2 = 48,5 в’333 = 380 ккал/(м2• ч -град).
Коэффициент теплопередачи получается равным
К = -j----—-----j- = 126 ккал/(м2-ч-град).
234+0,001+386
Средняя разность температур в теплопередаче между газом и
водой равна
82 30 . _(82 — 45) —(30 — 24)_ 17 ,оГ
<-----ЛГс₽— 82 — 45 — 17,1 Ь'
45 24 2,31g
69 мм.
равен
30 — 24
При передаче количества тепла
Q = 77 485 000 — 41 480 000 = 36 005 000 ккел/Ч.
30
Потребная поверхность теплопередачи холодильников составит
„ Q 36 005 000 , с 7ПП 2
К^ = -Т2бЛ7,Т = 16700 М -
Так как поверхность охлаждения каждого холодильника равна
Л1ПП 2 Л Л 16700
2100 лг, то необходимо иметь рабочих холодильников =
= 8 шт., т. е. это число равно принятому числу холодильников при
определении скорости движения воды.
Удельная поверхность теплопередачи на 1000 лг’ сухого газа
в час составляет
16 700-1000 ооп 2 * В
72 500 = 230 М
Расчет газового холодильника
с горизонтальным расположением труб
Материальный расчет
Материальный расчет холодильника с горизонтальным рас-
положением труб почти не отличается от расчета холодильника
с вертикальным расположением труб. Единственное различие
в материальном расчете сводится к тому, что в конденсате, обра-
зующемся в холодильнике с горизонтальными трубами, больше
растворяется аммиака, сероводорода и двуокиси углерода. Это
объясняется тем, что в холодильнике с горизонтальным располо-
жением труб конденсат находится в контакте с коксовым газом
более продолжительное время. Согласно практическим данным
в конденсате этих холодильников содержится аммиака от 8 до
12 г/л, сероводорода от 2 до 4 г/л и двуокиси углерода 3—4 г/л.
В соответствии с этим в аммиачной воде, идущей на перера-
ботку в количестве 21 160 кг/ч, растворяется:
аммиака 21 160-0,01 = 212 кг/ч,
сероводорода 21 160-0,003 = 63 кг/ч,
двуокиси углерода 21 160-0,0035 = 74 кг/ч.
Материальный баланс холодильника приведен в табл. 7.
Тепловой расчет
В тепловом расчете изменения связаны с тем, что конденсат
воды и смолы вытекает из холодильника с более низкой темпера-
турой, чем из холодильников с вертикальными трубами. Если
для холодильников с вертикальными трубами температура конден-
сата составляла в среднем по всем ходам 52° С, то для холодиль-
ников с горизонтальными трубами, согласно практическим дан-
ным, она отличается от температуры поступающей воды на 3—5 град
или ниже температуры охлажденного газа на 1—2 град. Принимаем
в нашем расчете температуру выходящего конденсата 28° С. Тогда
тепловой расчет представится в следующем виде.
31
Таблица 7
11 .in м<* по в .пип* продукта Приход Расход
кг/ч мР/ч кг/ч Л1а/Ч
Газ
Сухой коксовый газ , 33 000 72 500 32 926 72 460
Водяные пары - - 61 840 77 000 2 680 3 330
Пары смолы 3 080 408 — —
Бензольные углеводороды 2 200 595 2 200 595
Сероводород 1 100 725 1 037 680
Аммиак 660 870 448 590
Итого. . . 101 880 152 098 39 291 77 655
Жидкость
Вода — .— 59 160
Растворенные газы — — 349 —
Смола — — 3 080 —
Всего. . . 101 880 — 101 880 —
Приход тепла. Общий приход тепла согласно расчету холо-
дильника с вертикальными трубами
Qnpnx = 41 485 000+ 24 IF.
Расход тепла. 1. Тепло, уносимое коксовым газом:
а) тепло, уносимое сухим газом:
qr = 681 000 ккал/ч-,
б) тепло, уносимое водяными парами:
q 2 = 1 629 000 ккал!ч-,
в) тепло, уносимое бензольными углеводородами:
q3 = 16 200 ккал1ч\
г) тепло, уносимое сероводородом:
qn = 1037.0,235-30 = 7300 ккал!ч\
д) тепло, уносимое аммиаком:
qs = 448-0,493-30 = 6700 ккал!ч.
Общее количество тепла, уносимое газом:
Q3 = 2 340 200 ккал!ч.
2. Тепло, уносимое конденсатом воды и смолы:
0а = (59 160 + 349 + 3080-0,343)-28 = 1 700 000 ккал!ч.
32
3. Тепло, уносимое охлаждающей водой:
Q6 45 IF.
Общее количество тепла, уносимое из холодильника:
Qp„rx 4 040 200 + 45 IF.
Приравнивая приход и расход тепла, найдем расход воды на
охлаждение газа в холодильнике
41 485 000 Р 24 IF - 4 040 200 + 45 IF,
отсюда IF 1 783 560 кг/ч, или 1784 лр/ч,
что составляет на 1000 м? сухого газа в час:
На основании проведенных расчетов составлен тепловой ба-
ланс холодильников:
Приход гепла, ккал/ч-.
тепло, вносимое газом . . 41 485 000
» » водой..................... 42 805 000
Итого. 84 290 000
Расход тепла, ккал/ч-
тепло, уносимое газом .... . 2 340 200
» » конденсатом . 1 700 000
» » водой .... 80 249 800
Итого. , 84 290 000
Определение потребной поверхности
теплопередачи холодильников
Коэффициент теплопередачи определяем по уравнению
К = -j----1----1- ккал/(м2 • ч • град).
СЦ + X + а2
Как и для холодильника с вертикальным расположением труб,
величина коэффициента теплоотдачи от газа к стенке остается
равной ах = 234 ккал/(м2-ч-град).
Для определения коэффициента- теплоотдачи от стенки к воде
определяем скорость движения воды, принимая четыре парал-
лельно работающих холодильника и сечение труб в одном пучке
0,1864 м2 и диаметр труб 57/3,5 мм.
Тогда скорость движения воды будет равна
1784 п ,
W = -3600.4.0,1864- = °’665 М/СеК-
Число Рейнольдса
Re = 1000 0,665'°’05'995 = 45 200.
3 И. Е. Коробчанекий
33
Число Нуссельта
Nu = 0,023-/?е0-8-Аг0-4 = 0,023-45 2000'8 -4,9°-4 = 228.
а2 — Nu — 228 — 2460 ккалЦм2 ч-град).
Коэффициент теплопередачи будет равен
К = -т------------г— = 193 ккалЦм2 ч град),
234 +°'0005 +2460
где 0,0005 — термическое сопротивление отложений в холодиль-
нике с горизонтальными трубами, (м2-ч-град) ккал.
При средней разности температур 17,1 град и количестве пере-
даваемого тепла Q = 80 249 800 — 42 805 000 — 37 444 800 ккал!ч
необходимо иметь поверхность теплопередачи
37 444 800 поел ,
+ =Т93Л7Т= 11350 М -
Так как поверхность охлаждения одного холодильника равна
2950 м2, то необходимо иметь рабочих холодильников — 3,8
или 4 холодильника, что соответствует принятому числу холодиль-
ников при определении скорости движения воды.
Удельная поверхность на 1000
ляет
11 350-1000 2
72 500 — lt>b M •
м'А сухого газа в час состав-
Анализ процесса охлаждения газа
в первичных трубчатых газовых
холодильниках
Процесс охлаждения газа в первичных газовых холодильниках
является довольно сложным, что объясняется тем, что он сопро-
вождается конденсацией паров воды. Вследствие этого процесс
происходит не только при переменной разности температур, но
и при переменном коэффициенте теплопередачи. Коэффициент
теплопередачи по мере охлаждения газа и конденсации водяных
паров уменьшается довольно резко. Так, если на входе газа коэф-
фициент теплопередачи равен примерно 200 ккал^м.2-ч-град),
то на выходе он составляет всего 50 ккал^м.2-ч-'град) (для условий
И = 82° Си t2 = 30' С).
Это обстоятельство и определяет необходимость прибегать
к различным методам расчета поверхности теплопередачи.
Как показывают расчеты, сделанные нами на основе среднего
значения содержания водяных паров в газе, полученные резуль-
таты соответствуют практическим данным и потому данный метод
можно считать приемлемым для технических расчетов.
34
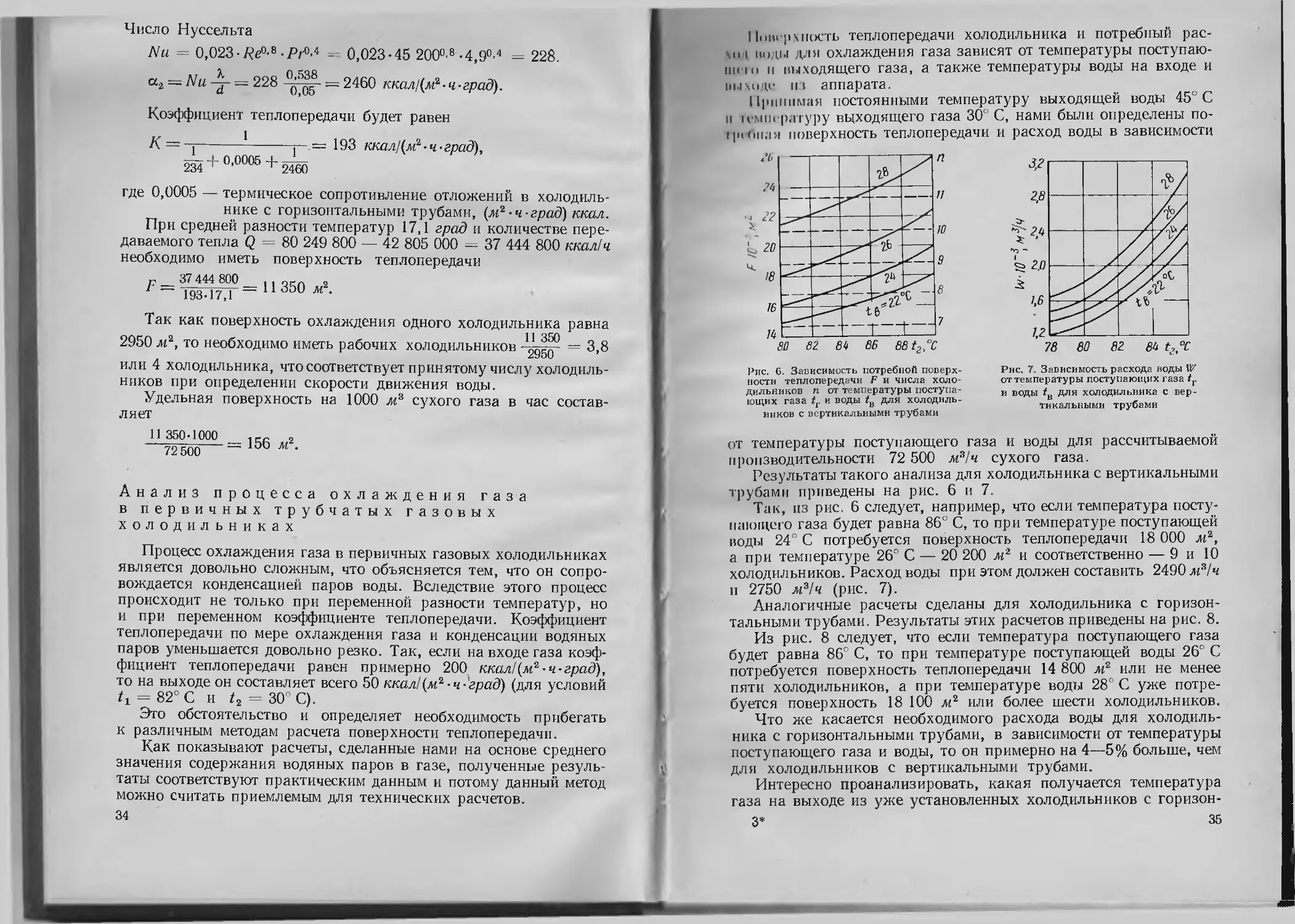
Поверхность теплопередачи холодильника и потребный рас-
\и I воды для охлаждения газа зависят от температуры поступаю-
UHio и выходящего газа, а также температуры воды на входе и
выходе из аппарата.
Принимая постоянными температуру выходящей воды 45° С
и ц'мнер.ттуру выходящего газа 30° С, нами были определены по-
|р<<ныя поверхность теплопередачи и расход воды в зависимости
Рис, 6. Зависимость потребной поверх-
ности теплопередачи F и числа холо-
дильников п от температуры поступа-
ющих газа /г и воды tB для холодиль-
ников с вертикальными трубами
Рис. 7. Зависимость расхода воды UZ
от температуры поступающих газа tr
и воды tB для холодильника с вер-
тикальными трубами
от температуры поступающего газа и воды для рассчитываемой
производительности 72 500 м3/ч сухого газа.
Результаты такого анализа для холодильника с вертикальными
трубами приведены на рис. 6 и 7.
Так, из рис. 6 следует, например, что если температура посту-
пающею газа будет равна 86° С, то при температуре поступающей
воды 24° С потребуется поверхность теплопередачи 18 000 л/2,
а при температуре 26° С — 20 200 м'2 и соответственно — 9 и 10
холодильников. Расход воды при этом должен составить 2490 м3/ч
и 2750 м3/ч (рис. 7).
Аналогичные расчеты сделаны для холодильника с горизон-
тальными трубами. Результаты этих расчетов приведены на рис. 8.
Из рис. 8 следует, что если температура поступающего газа
будет равна 86° С, то при температуре поступающей воды 26° С
потребуется поверхность теплопередачи 14 800 л/2 или не менее
пяти холодильников, а при температуре воды 28° С уже потре-
буется поверхность 18 100 л/.2 или более шести холодильников.
Что же касается необходимого расхода воды для холодиль-
ника с горизонтальными трубами, в зависимости от температуры
поступающего газа и воды, то он примерно на 4—5% больше, чем
для холодильников с вертикальными трубами.
Интересно проанализировать, какая получается температура
газа на выходе из уже установленных холодильников с горизон-
3* 35
тальными трубами при изменении температуры поступающего
газа и поступающей воды. Приведенные на рис. 9 результаты таких
расчетов сделаны исходя из следующих исходных данных: коли-
чество сухого коксового газа 72 500 м?1ч, поверхность теплопере-
дачи четырех холодильников 11 800 лг2, количество поступающей
воды 1784 м31ч.
Как видно из рис. 9, с увеличением температуры поступающего
газа и воды резко повышается температура газа на выходе из
холодильника.
Так, если при температуре поступающего газа 82" С и темпера-
туре воды 24° С на выходе из холодильников газ будет иметь тем-
Рис. 8. Зависимость потребной поверх-
ности теплопередачи Р и числа холо-
дильников п от температуры поступа-
ющих газа 1Г и воды tB для холодиль-
ников с горизонтальными трубами
Рис. 9. Зависимость температуры газа
tpt выходящего из холодильника, с го-
ризонтальными трубами от температуры
поступающих газа tp и воды tB
пературу 30° С, то при температуре поступающего газа 84° С
и температуре воды 26° С газ будет иметь на выходе температуру
35° С, а при температуре поступающего газа 86° С и температуре
воды 28° С газ будет иметь температуру 41,5° С.
В соответствии с повышением температуры газа на выходе из
холодильника будет повышаться и температура выходящей воды
выше 45° С, что приведет к выпадению осадков внутри труб и
ухудшение теплопередачи.
Приведенные данные позволяют оценить ожидаемое значение
температуры выходящего газа в зависимости от температуры по-
ступающего газа и воды и принять соответствующие меры к уста-
новлению нормального технологического режима охлаждения
газа в первичных газовых холодильниках. 5
5. Нагнетатели для коксового газа
Характеристика нагнетателей
Нагнетатели служат для отсасывания газов из коксовых печей
и создания напора, необходимого для продвижения газа через
аппаратуру химических цехов и газопроводы. Аппаратура и газо-
36
проводы, расположенные до нагнетателей, находятся под разре-
жением, а после них — под давлением.
Сопротивления отдельных участков газопроводов и аппара-
гуры принимают обычно следующими, мм вод. ст.:
На линии всасывания
Газопроводы от коксовых печей до газовых холодиль-
ников .......................................... 400
Трубчатые газовые холодильники 100
Итого . 500
На линии нагнетания
Газопровод от нагнетателя до границы коксохимзавода 400
Электрофильтр........................ 50
Сатуратор с подогревателем и ловушкой 700
Конечный газовый холодильник ... 150
Скрубберы для улавливания бензола . . 300
» » » сероводорода .... 200
Конечное давление газа на границе коксохимзавода 700
Итого. . . 2500
При избыточном давлении после нагнетателей 2500 мм вод. ст.
п атмосферном давлении 760 мм рт. ст. общее давление будет
равно 760 Н—j-g-g- = 944 мм рт. ст.
Тогда давления по газовому тракту и аппаратуре будут сле-
дующими, мм рт. ст.:
Перед электрофильтром . 914
После электрофильтра . 910
» подогревателя . 906
» сатуратора . 862
» ловушки . 853
» конечного холодильника . 847
» бензольных скрубберов . 825
» серных скрубберов . 811
На каждый газовый поток от двух батарей коксовых печей
устанавливают один нагнетатель, а на два газовых потока от че-
тырех батарей — два рабочих нагнетателя и один резервный.
Нагнетатели — центробежного типа, приводимые в движение
паровой турбиной или электродвигателем. Характеристика нагне-
тателей и приводов к ним (паровых турбин и электродвигателей)
приведены в работах [53, 54].
В нагнетателях происходит частичное выделение туманообраз-
ной смолы из газа до содержания 0,2—0,5 г/лг1. Выделившаяся
в нагнетателях смола стекает через специальные спускные линии
в гидравлический затвор. Вследствие сжатия газа в нагнетателях
выделяется тепло, которое повышает температуру выходящего
газа. Некоторая часть тепла теряется через корпус нагнетателя
наружу, но она очень мала в сравнении с общим количеством вы-
деляющегося тепла при сжатии газа, вследствие чего сжатие газа
37
можно приближенно считать адиабатическим. После нагнетате-
лей температура газа повышается обычно на 15—25 град в зави-
симости от суммарного напора.
Определение необходимой мощности
на валу нагнетателей
Для определения необходимой мощности на валу нагнетателей
принимаем суммарный напор равным 3000 мм рт. ст., из них
всасывание 500 мм рт. ст. и нагнетание 2500 мм рт. ст.
Таким образом, давление на всасе равно
Pi = 760 —Уд = 723 мм рт. ст.
и давление нагнетания
Р2 — 760 4 = 944 мм рт ст.
1 о ,О
Объем газа, поступающего в нагнетатель при условиях вса-
сывания Рг 723 мм рт. ст. и температуре 30° С, равен
tz 273 30 760 пл спп S/
Vi =77 655 „„ • == = 90 600 л/3/ч,
Z. I о / 2*0
где 77 655 — объем газа, выходящего из газового холодильника
(табл. 7).
Необходимую мощность на валу нагнетателя определяют по
следующей формуле:
М = 0,133-^1
кет,
где Рг — абсолютное давление всасывания, ат',
Р2 — то же, нагнетания, ат,
Vt — объем газа в условиях всасывания, м3/ч.
Тогда
N = 0,133 4^-90 600 ГС-Ш-У’27— 11 =897 кет.
iV)\J [_ \ I Ло J J
Мощность привода к нагнетателю должна быть более необхо-
димой мощности на валу на 15% для паровой турбины и на 25—
30% при приводе от электродвигателя из-за возможной перегрузки
в случае отклонений условий работы нагнетателей.
Температура газа после нагнетателя может быть определена
по уравнению
Т2 = 7\
Р, \0.27
I ИЛИ
Т2 = 303 У’ 7 = 325° К или t = 325 — 273 = 52 град.
38
Таким образом, нагрев газа в нагнетателе составляет 22 град.
Практически нагрев газа в нагнетателе несколько меньше, так
как часть тепла теряется наружу с поверхности нагнетателя.
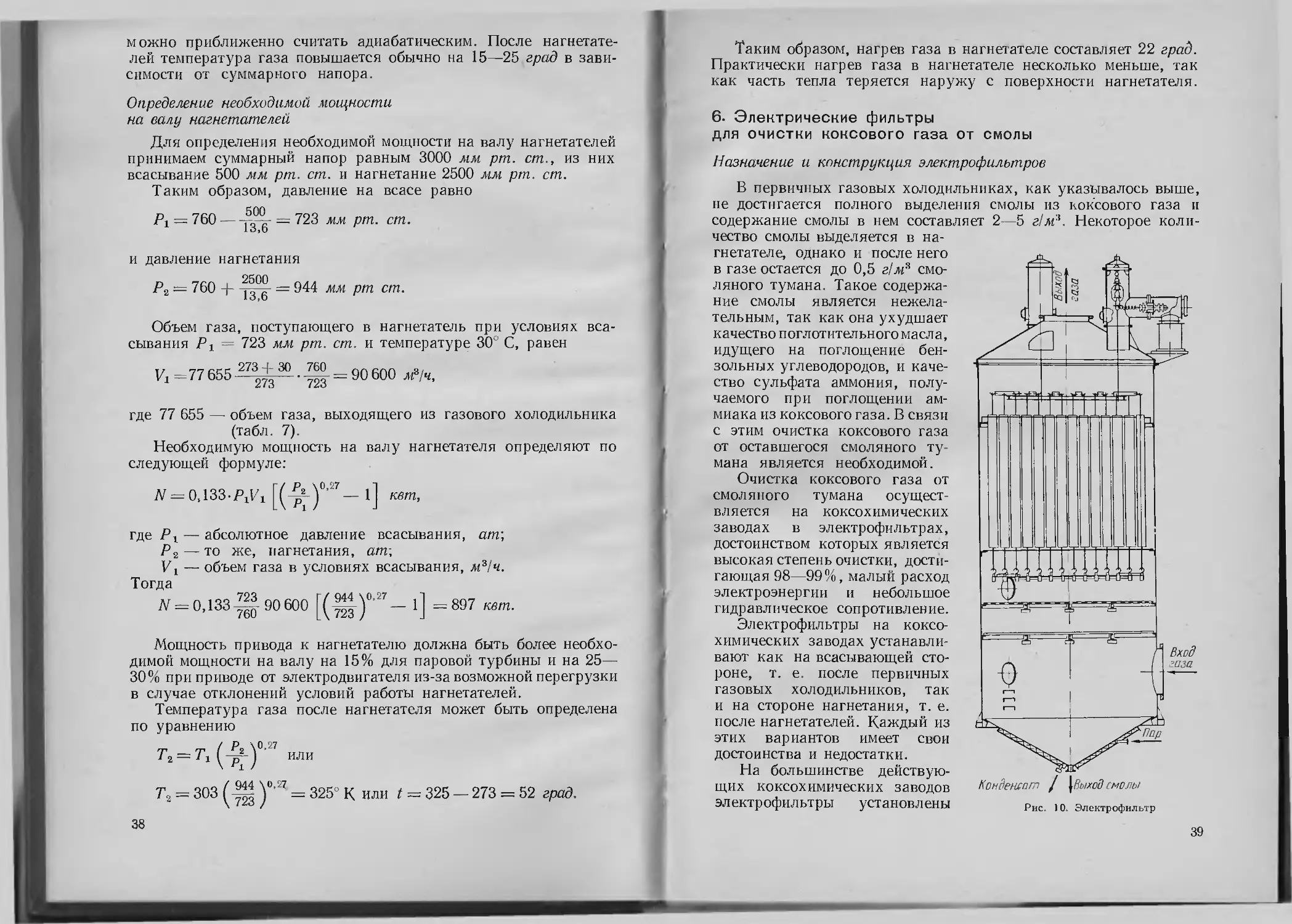
6. Электрические фильтры
для очистки коксового газа от смолы
Назначение и конструкция электрофильтров
В
не достигается
содержание смолы в нем составляет
чество смолы выделяется в на-
гнетателе, однако и после него
в газе остается до 0,5 г1мя смо-
ляного тумана Такое содержа-
ние смолы является нежела-
тельным, так как она ухудшает
качество поглотительного масла,
идущего на поглощение бен-
зольных углеводородов, и каче-
ство сульфата аммония, полу-
чаемого при поглощении ам-
миака из коксового газа. В связи
с этим очистка коксового газа
от оставшегося смоляного ту-
мана является необходимой.
Очистка коксового газа от
смоляного тумана осущест-
вляется на коксохимических
заводах в электрофильтрах,
достоинством которых является
высокая степень очистки, дости-
гающая 98—99%, малый расход
электроэнергии и небольшое
гидравлическое сопротивление.
Электрофильтры на коксо-
химических заводах устанавли-
вают как на всасывающей сто-
роне, т. е. после первичных
газовых холодильников, так
и на стороне нагнетания, т. е.
после нагнетателей. Каждый из
этих вариантов имеет свои
достоинства и недостатки.
На большинстве действую-
щих коксохимических заводов
электрофильтры установлены
первичных газовых холодильниках, как указывалось выше,
полного выделения смолы из коксового газа и
2—5 а/лг'. Некоторое коли-
Рис. 10. Электрофильтр
39
после нагнетателей. В последних же проектах электрофильтры
устанавливают до нагнетателей.
В коксохимической промышленности применяют обычно труб-
чатые электрофильтры типа С-7,2 конструкции треста «Гипро-
газоочистка».
Конструкция электрофильтра показана на рис. 10. Коксовый
газ входит через штуцер, проходит две распределительные ре-
шетки и поступает в осадительные электроды — трубы, подве-
шенные к трубной решетке. Распределительные решетки служат
для равномерного распределения газа по всему сечению осади-
тельных труб.
По оси каждой осадительной трубы проходят коронирующие
электроды, подвешенные к верхней раме. Для натяжения корони-
рующих проводов к нижним концам привязан груз. Верхняя рама
с помощью трех тяг подвешена к гирляндам изоляторов, заклю-
ченных в изоляторные коробки. Для подогрева стекающей с оса-
дительных электродов выделившейся смолы коническая часть элек-
трофильтра снабжена паровой рубашкой. Смола из электрофильтра
отводится через гидрозатвор.
Ток высокого напряжения подают к коронирующим электро-
дам от выпрямительного агрегата.
Электростатическое поле внутри осадительных труб создается
постоянным током высокого напряжения, получаемым с помощью
механического выпрямителя.
Содержание смолы в газе после электрофильтра составляет
10—50 мг!м3.
Характеристика электрофильтра
Размеры, мм:
высота .... . 14 189
диаметр ................... 4 600
Осадительные электроды-трубы:
диаметр, мм . . . . 250
длина, мм ... . ... 3500
число, шт.................... 148
Производительность по газу, м3/ч . До 45 000
Скорость газа, м/сек .... 1,35—1,75
Потеря давления, мм вод. ст. . 20—50
Расчет электрофильтра
Ниже приводится расчет электрофильтров при установке их
после нагнетателей. При установке же электрофильтров до нагне-
тателей метод расчета не изменяется.
В электрофильтр поступает газ после нагнетателя с темпера-
турой 52° С и под давлением 914 мм рт. ст.
Объем поступающего газа в этих условиях равен
у? ц с г г 273 -р 52 760 с\г\с\ ч/
Vr = 77 655 —------= 77 000 м3/ч.
40
В принимаемом электрофильтре типа С-7,2 диаметр осадитель-
ного электрода 250 мм и коронирующего 2 мм. Тогда необходимая
разность потенциалов между электродами должна быть равна
V = E(R2 — RJ,
где 7?! — радиус коронирующего электрода, см;
R2 — радиус трубы осадительного электрода, см;
Е — градиент напряжения, равный 4000 в!см.
Таким образом V = 4000 (12,5 — 0,1) = 49 600 в, или округ-
ленно 50 000 в, или 5 -1012 эл. магн. ед.
Время движения частицы определяем по уравнению
l~ 2А >
где
, (1+0.81 4)
р J
21,6-еЬт]- lg
здесь V — разность потенциалов в электромагнитных единицах;
е — заряд электрона 1,59-Ю"20 эл. магн. ед.,
т] — вязкость газа 1,35-10~6 (кг-сек)1м2,
d — диаметр наименьших капель смолы, см; принимаем
d = 4-10-5 см;
I — средний пробег газовых молекул для коксового газа
при 0° С, равный 1,12-10~5 см,- а при 52° С
1 = 1,12-10~5 1/ 273 + 52 ^ 1,23- 10~Б см.
f Л I о
Тогда
(1 93.10“8 \
1 + 0,81 )
---------j-4=--- — 40,6 см2/сек,
21,6-1,35-10-М-10~81g
, 12,52 —0,12 о по
2-40,6 — 2»08сек.
Принимаем время нахождения газа в электрофильтре t =
= 2,5 сек. Тогда необходимый объем труб электрофильтра будет
равен
V3 = Vr-t = 77 000^ = 53,5 лР.
При длине одной трубы 3,5 м объем одной трубы будет равен
0,785 -0,252.3,5 = 0,172 м3.
Следовательно, требуемое количество труб будет равно
53,5
= 310 шт.
41
Принимаем два электрофильтра типа С-7,2 с числом труб по
148 шт. Тогда фактическое время пребывания газа в электрофиль-
тре будет равно
t — 2,5 = 2,4 сек.
Средняя скорость движения газа в трубах электрофильтра
v - — = -g — = 1,46 м!сек,
что лежит в пределах нормы.
Расход энергии определяем по уравнению
N ~ ЮООТ]0 + 1 Квт’
где I — сила тока, а I = пЫ\
п— число труб; к. п. д., равный 0,85;
L — длина одной трубы 3,5 м;
i — плотность тока 0.5-10-3 а!м.
Тогда 1 296 • 3,5 • 0,5-10-3 = 0,52 а.
Таким образом,
м 50 000-0,52 , . с
1000-0,85 + 1 ~ квт’
ч 31,6-1000 „ л
что составляет на 1000 м* газа в час — 0,4 квт.
/ z.ni II ) 7
Глава II
ТЕХНОЛОГИЧЕСКАЯ СХЕМА ПЕРЕРАБОТКИ
НАДСМОЛЬНОЙ ВОДЫ С ЕЕ ОБЕСФЕНОЛИВАНИЕМ
И РАСЧЕТЫ АППАРАТУРЫ
1. Технологическая схема
переработки надсмольной воды
Технологические схемы переработки избыточной надсмольной
воды, применяющиеся на различных коксохимических заводах,
отличаются большим разнообразием, что зависит главным образом
от содержания в воде солей связанного аммиака.
Современные технологические схемы переработки надсмольной
воды предусматривают обычно выделение летучего и связанного
аммиака, а также фенолов и пиридиновых оснований, находя-
щихся в этих водах.
Технологическая схема переработки надсмольной воды проте-
кает в две стадии. Летучий аммиак, т. е. аммиак, входящий в СО-
42
став солей (NH4)2CO3, (NH4),S, NH4CN, разлагающихся при на-
гревании, выделяется при дистилляции рстрым водяным паром;
связанный же аммиак, т. е. аммиак, нахоДяи1ийся в надсмольнои
воде в виде солей NH4C1, (NH4)2SO4, Nhjcns. не разлагается
одним нагреванием, и для его выделения ^адсмольную воду пред-
варительно обрабатывают известковым м°локом-
Переработка надсмольной воды осущёствляется в установке,
состоящей из испарительной дистилляциойноя колонны, реактора,
отстойника и двух приколонков, из
которых рабочим является один.
Схема переработки надсмоль-
ной воды показана на рис. 11.
Надсмольная вода из отделения
конденсации направляется в де-
Пары Т
г Г * /ехническая
вода
Надсмольная
вода
Па№_
Флегма
Известковое
молоко
Пар
Пар
Сточная Вода
На обвсфеноливающую устан°вку
Рис. 11. Схема переработки падсмоЛьц0^ С°ДЫ
флегматор 1 для предварительного ее нагр£ва Д° 70—90° С за счет
конденсации паров, идущих из испарительноя колонны 2. После
дефлегматора надсмольная вода поступает в испарительную ко-
лонну 2, в которой подвергается дистиЛляНии водяным паром
с целью выделения летучего аммиака.
Паро-аммиачная смесь из испарительн101^ колонны с темпера-
турой 101—102° С поступает в дефлегматРР-
Надсмольная вода после испарительг?оя колонны поступает
в промежуточный сборник, из которого центробежным насосом
подается на обесфеноливающую установку. гДе происходит де-
сорбция фенолов из воды с помощью водяного пара.
Обесфеноленная вода из обесфеноливаюЩего скруббера само-
теком поступает в реактор 4, куда непреРывн0 вводится извест-
ковое молоко для разложения связанных солей, а также острый
водяной пар.
Из реактора смесь надсмольной воды и известкового молока
поступает в отстойник 5 и далее в один из работающих приколон-
43
ков 3, в котором она подвергается дистилляции с помощью водя-
ного пара.
Выделившаяся в приколонке паро-аммиачная смесь, в зависи-
мости от содержания в ней аммиака, направляется под нижнюю
тарелку испарительной колонны или на одну из вышележащих
тарелок этой колонны. В последнем случае под нижнюю тарелку
испарительной колонны также необходимо подавать острый пар.
Сточная вода из нижней части приколонка отводится в спе-
циальный отстойник для известкового шлама и далее может быть
использована для тушения кокса. К этой же воде периодически
присоединяется нерастворимый осадок из отстойника 5.
Паро-аммиачная смесь в дефлегматоре охлаждается от 101—
102° С до 94—96° С. При этом значительная часть водяных паров
конденсируется и конденсат в качестве флегмы, с содержанием
аммиака 2—3%, возвращается обратно в испарительную колонну.
После дефлегматора паро-аммиачная смесь с содержанием
14—16% аммиака направляется в сатуратор и в нейтрализатор
пиридиновой установки.
Охлаждение паров в дефлегматоре осуществляется как над-
смольной водой, так и технической.
2. Дистилляционная колонна для переработки
надсмольной аммиачной воды
Назначение и конструкция колонны
Дистилляционная колонна представляет собой непрерывно
действующий аппарат, служащий для выделения аммиака из над-
смольной воды с помощью водяного пара. При этом летучий аммиак
выделяется в испарительной колонне, а связанный аммиак после
его разложения в реакторе выделяется в приколонке.
В настоящее время применяют различные конструкции ам-
миачно-известковых колонн, отличающиеся взаимным располо-
жением их с реактором и отстойником, расстоянием между тарел-
ками, типами тарелок и колпачков и другими конструктивными
элементами.
Обычно испарительная колонна и приколонки состоят из от-
дельных чугунных царг, к которым крепятся чугунные тарелки
с колпачками и переливными устройствами различных конструк-
ций. Царги устанавливают одна на другую и соединяют болтами
на уплотняющих прокладках.
Во избежание выпадения в приколонках осадка CaSO4, обра-
зующегося при обработке надсмольной воды известковым моло-
ком, необходимо, чтобы температура воды по выходе из отстой-
ника была на 2—4 град выше температуры воды после приколонка.
Наиболее целесообразным является поддержание температуры
в отстойнике ПО—112° С и в приколонке 106—108° С.
Нормально колонны работают на отработанном паре от паро-
вых турбин, а свежий пар подводится как резерв.
44
Конструкции испарительных колонн и приколонков подробно
освещены в специальной литературе [2, 53].
Расчет аммиачно-известковой колонны
Материальный расчет
В аммиачно известковую колонну поступает избыточная над-
смольная вода (из расчета двух батарей коксовых печей) в сле-
дующем количестве, кг/ч-.
Аммиака ............ 212
Двуокиси углерода . 74
Сероводорода . 63
Воды . 21 160
Итого. 21 509
Количество аммиака, находящегося в виде (NH4)2S, равно
63 = 63 кг/ч,
так как одна молекула H2S соединяется с двумя молекулами NH3.
Количество аммиака, находящегося в виде (NH4)2CO3, равно
44 74 = 57 кг14’
так как одна молекула СО2 соединяется с двумя молекулами NH3.
Следовательно, общее количество летучего аммиака равно
63 + 57 = 120 кг/ч и связанного аммиака 212—120 = 92 кг/ч.
Содержание летучего аммиака в поступающей надсмольной
воде равно
Ю00 — 5,6 г/л, или 0,56%.
Л1 оиУ
Принимаем, что в испарительной колонне выделяется 98% ле-
тучего аммиака и остается в воде после испарительной колонны 2%.
Так как общее количество летучего аммиака равно 120 кг,
то, следовательно, выделяется в испарительной колонне 0,98 120 =
= 117,6 кг/ч и остается в воде 2,4 кг/ч летучего аммиака.
При наличии в воде 92 кг/ч связанного аммиака общее коли-
чество аммиака, поступающего в смеситель, будет равно
92 + 2,4 = 94,4 кг/ч.
Принимаем степень выделения аммиака в приколонке рав-
ной 99%; тогда в приколонке испаряется 0,99-94,4 = 93,4 кг/ч
и остается в сточной воде 1 кг/ч аммиака.
Следовательно, общее количество аммиака, выделяемого из
надсмольной воды, составит
117,6 + 93,4 = 211 кг/ч.
45
При содержании аммиака в дистилляте (т. е. в парах, идущих
из дефлегматора при температуре 95° С), равном 16%, количество
дистиллята (аммиака и водяных паров) будет равно
911
D = yjg — 1320 кг/ч, из них
аммиака 211 кг/ч и водяных паров 1109 кг/ч.
Кроме того, принимаем, что вся двуокись углерода и серово-
дород выделяются полностью в дистиллят.
Таким образом, общее количество дистилляционных паров
будет равно, кг/ч~.
Воды 1109
Аммиака......... 211
Двуокиси углерода . . . . 74
Сероводорода ...... 63
Итого. . 1457
При воздействии известкового молока на нелетучие соедине-
ния аммиака происходит реакция типа
2NHJR + СаО = CaR2 + 2NH3 + Н2О,
т. е. на 1 кг связанного аммиака необходимо затратить активной
СаО -Ц- = 1,65 кг, а на 92 кг/ч потребуется
92-1,65 = 151,8 кг/ч СаО.
Принимаем содержание СаО в известковом молоке равным
65 г/л, тогда необходимое количество известкового молока составит
7,7,^ = 2330 л/ч, или 2,33 м3/ч.
При плотности известкового молока равной р = 1050 кг/м3
масса этого известкового молока будет равна
2,33- 1050 = 2440 кг/ч.
Учитывая наличие в надсмольной воде остатка двуокиси угле-
рода и сероводорода, также связывающих активную известь, и
необходимость избытка извести, увеличиваем расход известкового
молока на 20%, т. е. принимаем количество известкового молока
равным
2440-1,2 = 2928 кг/ч.
Общий материальный баланс аммиачно-известковой установки
(без учета флегмы) будет следующим, кг/ч.
46
Приход Расход
Надсмольная вода: Аммиачные пары из де- флегматора;
аммиак .... 212 аммиак , . . 211
двуокись углерода 74 двуокись углерода 74
сероводород . . . 63 сероводород .... 63
вода 21 160 вода 1109
Итого. . . 21 509 Итого. . . 1457
Известковое молоко 2 928 Сточная вода из при- колонка ... W
Итого. . . 24 437 Итого. . . 24 437
Отсюда количество сточной воды будет равно
W = 24 437 — 1457 = 22 980 кг/ч,
из них аммиака 1 кг/ч.
Содержание аммиака в сточной воде будет равно
= 0,045 а/л, или 0,0045%.
zz Уои
Определим количество надсмольной воды, поступающей из ис-
парительной колонны в приколонок.
Из испарительной колонны поступает в приколонок, кг/ч:
Аммиака................. 94,4
Надсмольной воды . а
Известкового молока . . . 2928
Всего. . . 3022,4 + а
Содержание аммиака равно
94,4
3022,4 +о •
Из приколонка в испарительную колонну выходят пары, кг/ч:
Аммиака 93,4
Воды............. b
Всего . 93,4 + b
Содержание аммиака в паре равно
v _ 93,4
— 93,4 + b ‘
Так как для слабых водно-аммиачных растворов равновесие
подчиняется закону Генри: X = 10х, то, следовательно,
93,4 . 94,4
93,4 + 6 ~ W 3022,4 + «
или
944 -Ь — 93,4а = 194 122.
47
Второе уравнение составим на основании материального ба-
ланса приколонка.
Поступает в приколонок, кг!ч\ . . 3022,4 + а
Выходят из приколонка, кг!ч-.
пары в испарительную колонку 93,4 + b
сточная вода..................... 22 980
Следовательно^
3022,4 + а = 93,4 + b + 22 980
или а — b = 20 051.
Решая эти уравнения, получим а = 22 481 кг/ч, b = 2430 кг/ч.
Таким образом, имеем следующий материальный баланс прико-
лонка, кг/ч:
Поступает в приколонок Выходит из приколонка
Аммиака 94,4 Аммиака 93,4
Известкового молока 2 928 Паров воды 2 430
Надсмольной воды 22 481 Сточной воды . 22 980
Итого 25 503,4 Итого. . 25 503,4
Содержание аммиака в воде, поступающей в приколонок,
равно
25503,4 ' 1000 ~ 3,7 ^Л'
Определим количество флегмы и ее состав.
Минимальное флегмовое отношение определяется уравнением
v - Хд-Хр
и min у у ’
УХр лм
где Хп — содержание аммиака в дистилляте, равное 16%;
хы — содержание аммиака в надсмольной воде, поступающей
в испарительную колонну, равное 0,56%;
Хр — равновесное содержание аммиака в паре над поступаю-
щей водой; для хм = 0,56% Хр = 5,08%.
Тогда
16 — 5,08 2 41
111111 5,08 — 0,56 ’
Принимаем действительное флегмовое отношение равным
v = l,2&rain; v = 1,2-2,41 = 2,9.
Количество флегмы равно g = vD = 2,9-1320 = 3828 кг/ч.
Общее количество паров воды и аммиака, покидающих ко-
лонну, G — g + D — 3828 + 1320 = 5148 кг/ч, а с учетом дву-
окиси углерода и сероводорода
G = 5148 + 74 + 63 = 5285 кг/ч.
48
Содержание аммиака в паре, покидающем колонну, опреде-
ляем по уравнению
X ___vxp Н~ Хд
v 1 ’
где хр — содержание аммиака во флегме, равновесное с дистил-
лятом.
для Хд = 16% величина
Согласно таблице приложения,
Хр = 1,96% или 19,6 г/л.
Тогда
Х = г'9г'Лт'§-- 5,56%
и соответственно водяных паров 94,44%.
4 И. Е. Коробчанский
49
В общем количестве аммиачно-водяных паров, равном 5148 кг/ч,
5 56
содержится аммиака jqqq- -5148 = 286 кг/ч и воды
5148 — 286 = 4862 кг/ч.
Количество аммиака во флегме
286 — 211 = 75 кг/ч.
Количество воды во флегме
4862 — 1109 = 3753 кг/ч.
Содержание аммиака во флегме
1000 = 19>6
Схема материальных потоков при переработке надсмольной
воды показана на рис. 12.
Определение температурного режима
колонны и дефлегматора
В дефлегматор поступает следующее количество паров:
кг/ч Л13/«
H2s 63 41
н2о 4862 6400
NH3 . 286 377
СО, 74 38
Итого. . . 5285 6856
Парциальное давление водяных паров на входе в дефлегматор
при общем давлении 900 мм рт. ст. равно
Pl = 900 ‘ 840 мм рт. ст.
6856
Этому давлению водяных паров соответствует температура
конденсации 101,8° С.
Из дефлегматора выходит следующее количество паров:
кг/ч жэ/«
NH3 211 278
СО2 . 74 38
H2s 63 41
н2о . 1109 1380
Итого. . . 1457 1737
Парциальное давление водяных паров на выходе из дефлегма-
тора при общем давлении 800 мм рт. ст. равно
р2 = 800= 635 мм рт. ст.
Этому давлению водяных паров соответствует температура
конденсации и флегмы, равная 95° С.
50
Расчет числа тарелок
испарительной колонны
В испарительной колонне имеются укрепляющие и исчерпы-
вающие части, для которых расчет числа тарелок ведется отдельно.
Число тарелок в укрепляющей части колонны определяем по
уравнению рабочей линии
Х = —--------Z7T’
V + 1 ' V + 1
начиная от содержания аммиака в выходящем паре, равного
5,56%, до содержания аммиака в жидкой фазе 5,6 г/л. Так как
состав паровой фазы на 1-й тарелке сверху Хг = 5,56%, то равно-
весный ей состав жидкой фазы на этой же тарелке равен 0,62%,
или 6,2 г/л.
Состав паровой фазы на 2-й тарелке сверху
Равновесный состав жидкой фазы на 2-й тарелке
х2 = 0,508%, или 5,08 г/л.
Так как это содержание аммиака менее, чем в поступающей
воде, равное 5,6 г/л, то в укрепляющей части испарительной ко-
лонны достаточно иметь две теоретические тарелки. Принимая
коэффициент полезного действия тарелки равным 0,5, действи-
тельное число тарелок будет равно
2 л
п = -g-g- = 4 тарелки.
Число тарелок для исчерпывающей части рассчитываем исходя
из снижения содержания аммиака от 0,56% до величины, равной
содержанию летучего аммиака в воде, поступающей на обесфено-
ливающую установку.
Эта величина, согласно приведенному выше расчету, равна
2 4
04 4 . 99401 1000 = 0,106 г/л. или 0,0106%.
л I। 4OJL
Уравнение рабочей линии исчерпывающей части колонны
V 4- и и — 1
А = —7—ГХ-----гХр,
V + 1 V 1
где
xR = 0,0106%;
и — загрузочное отношение,
М 21160 + 212 1СО
U = ~D=—1320------= 16’2-
4*
51
Тогда
v 2,9 + 16,2 16,2— lnnlnc
х = ^i+Tx-^9TT0’0106
фазы на 2-й тарелке
фазы на 3-й тарелке
— 0,0413 = 0,586%.
фазы на 3-й тарелке
или
X = 4,9-х — 0,0413.
Состав паровой фазы на 1-й тарелке
Хг = 4,9-0,56 — 0,0413 = 2,703%.
Состав жидкой фазы иа 1-й тарелке
хг = 0,27%.
Состав паровой фазы на 2-й тарелке
Х2 = 4,9-0,27 — 0,0413 = 1,282%.
Состав жидкой
х2 = 0,128%.
Состав паровой
Х3 = 4,9-0,128
Состав жидкой
х3 = 0,0586%.
Состав паровой фазы иа 4-й тарелке
= 4,9-0,0586 — 0,0413 = 0,246%.
Состав жидкой фазы на 4-й тарелке
х4 = 0,0246%.
Состав паровой фазы на 5-й тарелке
Х5 = 4,9-0,0246 — 0,0413 = 0,0792%.
Состав жидкой фазы на 5-й тарелке
х5 = 0,0079%,
что менее
xR = 0,0106%.
Следовательно, в исчерпывающей части колонны необходимо
иметь пять теоретических тарелок.
Принимая коэффициент полезного действия равным 0,5, полу-
чим действительное число тарелок 5 = 10 штук.
Общее количество тарелок в испарительной колонне будет
равно 14 штук.
52
Расчет числа тарелок в приколонке
Число тарелок в приколонке определяем из расчета снижения
содержания аммиака от 3,7 г!л, или 0,37%, до 0,045 г!л, или
0,0045%. Уравнение рабочей линии
,, v4- и и— 1
X = —7-7 X--Г-7 Хр,
V + 1 V + 1
где хЙ = 0,0045%; v = 2,9; и = = 19,3.
v 2,9+19,3 19,3—lnnn.c
X = ' ’ х---yg— 0,0045
или
X = 5,692-х — 0,0211.
Состав жидкой фазы на 1-й тарелке
Xj = 0,37%.
Состав паровой фазы на 2-й тарелке
Х2 = 5,692-0,37 — 0,0211 = 2,085%.
Состав жидкой фазы на 2-й тарелке
х2 = 0,2085%.
Состав паровой фазы на 3-й тарелке
Х3 = 5,692-0,2085 — 0,0211 = 1,166%.
Состав жидкой фазы на 3-й тарелке
х3 = 0,1166%
Состав паровой фазы на 4-й тарелке
Х4 = 5,692-0,1166 — 0,0211 = 0,643%
Состав жидкой фазы на 4-й тарелке
х4 = 0,0643%.
Состав паровой фазы на 5-й тарелке
Х5 = 5,692-0,0643 — 0,0211 = 0,345%.
Состав жидкой фазы на 5-й тарелке
хБ = 0,0345%.
Состав паровой фазы на 6-й тарелке
Хв = 5,692-0,0345 — 0,0211 = 0,175%.
Состав жидкой фазы на 6-й тарелке
х6 = 0,0175%.
Состав паровой фазы на 7-й тарелке
Х7 = 5,692-0,0175 — 0,0211 = 0,0785%.
53
Состав жидкой фазы на 7-й тарелке
х7 = 0,00785%.
Состав паровой фазы на 8-й тарелке
Х8 = 5,692-0,00785 — 0,0211 = 0,0236%.
Состав жидкой фазы на 8-й тарелке
х8 = 0,00236%,
что меньше xR = 0,0045%.
Таким образом, в приколонке необходимо иметь восемь теоре-
тических тарелок. Принимая коэффициент полезного действия
равным 0,5, действительное
число тарелок будет равно
16 штук.
Концентрации аммиака в па-
ровой и жидкой фазах на дей-
ствительных тарелках в колонне
и приколонке показаны на
рис. 13.
Так как содержание аммиака
в паре, выходящем из прико-
лонка, составляет
X = Юхх = 10-0,37 = 3,7%,
а концентрации аммиака в испа-
рительной колонне на 3-й и 5-й
действительных тарелках сверху
соответственно равны 4,56 и
2,703%, то пар из приколонка
следует направить на 4-ю та-
релку сверху.
Надсмольная вода, посту-
пающая на переработку в ис-
парительную часть колонны,
содержащая аммиака 5,6 г/л,
должна подаваться на 3-ю дей-
ствительную тарелку сверху,
так как содержание аммиака в жидкой фазе на 2-й и 4-й тарелках
сверху равно соответственно 6,2 г/л и 5,08 г/л.
Флегма должна подаваться на 1-ю тарелку сверху, так как
в ней содержание аммиака равно 19,6 г/л.
Тепловой расчет колонны
Приход тепла. 1. Тепло, вносимое аммиачной водой в испа-
рительную колонну:
Qi = 21 509-70 = 1 505 600 ккал/ч,
где 70 — температура поступающей аммиачной воды, °C.
54
\Пар,/о
556
5,56%
Jhp,°%
2,085
1,166
0,643
0,345
0,175
0,0785
0,0236
2
3
4
5
6
7
8
9
10
//
12.
13
14
15
J6
2703
2,О85^5В6
456
1,282
5,08
2,703
1,282
6-г5,6
9
10 -
11
12
13
14
19,6
1,166°^
0,643^15г
0,345
0,175
0,0785
0,586
0,246
0,07921
0,0792 г/л
Жидкость
г/л
0,0236 I Жидкость,
I г/л
0,0236г/'л
Рис. 13. Концентрация аммиака в паровой
и жидкой фазах на действительных тарел-
ках в колонне и приколонке
2. Тепло, вносимое известковым молоком:
Q2 = 2928-0,95-60 = 166 900 ккалк,
где 60 — температура поступающего известкового молока, °C;
0,95 — теплоемкость известкового молока, ккал/(кг-град).
3. Тепло, вносимое флегмой:
Qa = 3828 • 95 = 363 700 ккалк,
где 95 — температура поступающей флегмы, °C.
Итого
Сприх = 2 036 200 ккал!ч.
Расход тепла. 1. Тепло, уносимое парами из колонны:
Q4 = 4862 (595 + 0,44-101,8) + (286-0,508 + 74-0,213 +
+ 63-0,24)-101,8 = 3 128 300 ккал!ч,
где 0,44; 0,508; 0,213; 0,24 — теплоемкости паров воды, аммиака,
двуокиси углерода и сероводорода соответственно, ккал!(кг - град)-,
101,8 — температура выходящих паров из колонны, °C.
2. Тепло, уносимое сточной водой:
Q5 = (22 980 — 2928) 106 + 2928-0,95-106 = 2 421 000 ккалк,
где 106 — температура сточной воды, °C.
3. Тепло химических реакций:
а) тепло разложения (NH4)2CO3
<7, = 74-243,3 = 18 000 ккалк,
где 243,3 — тепло разложения в ккал!кг СО2;
б) тепло разложения (NH4)2 S
^2 = 63-182,3 = 11 600 ккалк,
где 182,3 — тепло разложения в ккал!кг H2S;
в) тепло выделения аммиака из раствора
qs = 286-491 = 140 400 ккалк,
где 491 — тепло выделения в ккал!кг NH3;
г) тепло выделения углекислоты из раствора
</4 = 74-127,2 = 9500 ккалк,
где 127,2 — тепло выделения, ккал!кг СО2;
д) тепло выделения сероводорода из раствора
q5 = 63-139,3 = 8800 ккалк,
где 139,3 — тепло выделения в ккал!кг H2S.
Qe = 188 300 ккалк.
Итого
<2расх = 5 737 600 ккалк.
55
Таким образом, необходимо сообщить тепло греющим паром
Q = 5 737 600 — 2 036 200 = 3 701 400 ккалк.
Принимая потери тепла в окружающую среду равными 1 %
или 37 000 ккалк, получим общий расход тепла
3 701 400 + 37 000 = 3 738 400 ккалк.
Расход греющего пара давлением 3 ат будет равен
3738400 coin I с /
—-—- = 6810 кгч, или 6,81 т/ч
654,9 — 106
где 654,9 — энтальпия водяного пара, ккал!кг\
106 — температура сточной воды и конденсата, °C.
Расход пара на 1 т аммиака
6,81 оо о
6Д1Т — 32,2 т
и на 1 л3 надсмольной воды
Общее количество сточной воды будет равно
22 980 + 6810 = 29 790 кг/ч.
Тепловой баланс колонны, ккалк'.
Приход
Тепло аммиачной воды 1 505 600
» известкового молока 166 900
» флегмы ......... 363 700
» вносимое паром 4 460 700
Расход
Тепло аммиачных паров 3 128 700
» сточной воды . . . 2 421 000
» конденсата пара 721 900
» химических реакций 188 300
» теряемое наружу 37 000
Итого. . . 6 496 900
Итого. . . 6 496 900
Определение диаметра колонны. Диаметр колонны определяем
исходя из скорости паров в колонне, равной
v = 0,54-0,7 м!сек.
Объем паров, проходящих через колонну, равен
/4862 . 286 . 74 .
V ~ \ 18 + 17 + 44 +
63 \ оо и 374,8 760 „
34-) ‘22’4- -273-900 = 7950 М"/4
где 900 — давление на выходе из колонны, мм рт. ст.',
374,8 — температура паров, ° К.
Необходимое сечение колонны
о ___ И _____ 7950 ___q «о 2
д — 3600-и ~ 3600-0,6J — *3,Ьб м ’
56
где скорость пара v = 0,6 м!сек и, следовательно, диаметр ко-
лонны равен
С = 1Ж=1Д^ = 2,18л,.
f JI f 0,1 т
Анализ работы аммиачно-известковой
колонны
Число тарелок п, необходимых для дистилляции аммиачной
воды, можно определить по следующим уравнениям, выведенным
при условии допущения подчинения упругости аммиака над вод-
ным раствором закону Генри.
Для укрепляющей колонны
где Хд — содержание аммиака в дистилляте, %;
хм — содержание аммиака в поступающей воде, %;
а = » — флегмовое отношение;
Н — константа равновесия для системы аммиак—
вода (табл. XII);
Г . ..
Пример. Лд = 16%; хм = 0,56%; /7 = 10; v = 2,9;
а = 2’9 = о 744’ С - = 4 43
3,9 ’7 ’ 3,9-10 — 2,9 4’ '
1л 16 — 4,43
. , lg 10-0,56 — 4,43 . __ .
п = 1 -|------------fn-------— 1 >°5 или 2 тарелки.
10
lg 0,744
Для исчерпывающей колонны
ig Хм+.£
_ lg Xf? + С
п ~ , Н ’
lgT
где xR — содержание аммиака в сточной воде, %;
, V + и
о = —, и — отношение загрузки к дистилляту;
Р _ (ы — 1)-хд
и (Я — 1) + // — и '
57
Пример. xR = 0,0106%; хм = 0,56%; Н= 10; у = 2,9; и= 16,2
у + и _ 2,9 + 16,2
v + 1 3,9 ’ ’
(16,2 — 1)0,0106
~ 2,9-9+10—16,2
0,56 + 0,0081
lg 0,0106 +0,0081
10
lg Т/Г
= 0,0081;
= 4,77 или 5 тарелок.
Для приколонка
п — 1
. + С
g х/?+С
, н
lg~T
т. е. уравнение такое же, как и для исчерпывающей колонны,
но добавляется приемная тарелка.
2 9 -К 19 3
Пример. хм = 0,37%; xR = 0,0045%; Ь = =5,69;
v = 2,9; и = 19,3; С = д ‘8’8' °’°045 = 0,0049;
^,У • у _ i и - - 1 У, О
0,37 + 0,0049
lg 0,0045 + 0,0049 _ о
-----------------= 7,55 или о тарелок.
lg "бЖ
Таким образом, число тарелок в исчерпывающей колонне и
приколонке зависит от флегмового отношения, содержания ам-
миака в поступающей и сточной воде и загрузочного отношения и.
Приведенные уравнения позволяют определить необходимое
число тарелок при любых значениях указанных переменных.
Для обратной задачи можно получить уравнения для опреде-
ления содержания аммиака в дистилляте и в сточной воде в зави-
симости от указанных факторов и числа тарелок.
Эти уравнения после преобразований имеют следующий вид:
для укрепляющей колонны
(v+l)// — и
д~ fi 1 \( а \п1 . 1 Хм’
Ж Н )\н) +
для исчерпывающей колонны
v _ H(v+ l) — v—u____ .
XR — / И \п Лм’
(v+1) (// —1)Q—-«+1
58
для приколонка
г ________# Ф + 1) — у—ц_____
— / Н \ п—1 л“’
(v+ [)(//-l)^—j _«+1
3. Дефлегматор аммиачно-известковой колонны
Назначение и конструкция дефлегматора
Дефлегматор предназначается для конденсации части водяных
паров из паро-аммиачной смеси, выходящей из колонны и, сле-
довательно, для повышения в ней концентрации аммиака. Обра-
зующийся в дефлегматоре конденсат, называемый флегмой, воз-
вращается обратно в колонну на самую верхнюю тарелку.
Температура паров после дефлегматора устанавливается в за-
висимости от того, какой концентрации необходимо получить
паро-аммиачную смесь. Между температурой пара после дефлег-
матора, концентрацией аммиака в нем, количеством образующейся
флегмы и содержанием в ней аммиака имеется определенная за-
висимость. Чем ниже температура паров, тем больше флегмы
возвращается в колонну и тем больше содержание аммиака в паре.
Обычно температура паров, выходящих из колонны, равна 101—
102° С, а после дефлегматора 94—96° С. Концентрация аммиака
в паре в этом случае составляет 14—16%.
Паро-аммиачная смесь, выходящая из дефлегматора, поступает
в сатураторы сульфатного отделения и в пиридиновую установку
для нейтрализации маточного раствора.
В качестве дефлегматоров обычно применяют кожухотрубча-
тые или змеевиковые аппараты. Наиболее компактной и удобной
в эксплуатации является кожухотрубчатая конструкция.
Кожухотрубчатый дефлегматор состоит из двух трубчаток по-
верхностью по 40 ти2 каждая. Для предотвращения коррозии
трубки трубные решетки и обечайки дефлегматора выполняют
из нержавеющей стали.
Пары поступают в межтрубное пространство, а охлаждающая
вода — в трубки. Трубное пространство разделено перегородками
в крышках каждой трубчатки на шесть ходов.
Такая конструкция дефлегматора позволяет использовать одну
из трубчаток для нагрева аммиачной воды перед колонной за счет
тепла конденсирующихся паров в дефлегматоре. Пары поступают
в нижнюю часть дефлегматора, проходят снизу вверх и выходят
через верхнюю крышку, а вода подается сверху и выходит снизу.
Флегма выводится из нижней части аппарата.
Змеевиковые дефлегматоры обычно делают погружного типа,
выполненные из трехвитковых чугунных радиаторных труб с вну-
тренними ребрами или из прямых труб с калачами. Аммиачные
пары проходят по трубам, а вода в корпусе.
Имеются и другие конструкции дефлегматоров, описанные
в специальной литературе [2].
59
Расчет дефлегматора
Материальный баланс дефлегматора
Материальный баланс дефлегматора приведен в табл. 8.
Таблица 8
Компоненты Приход Расход
кг/ч л’/ч жидкая фаза паровая фаза
кг/ч кг/ч м*/ч
NH3 286 377 75 211 278
со2 74 38 — 74 38
H2S 63 41 — 63 41
н2о 4862 6400 3753 1109 1380
Итого 5285 6856 3828 1457 1737
Тепловой расчет
Приход тепла. 1. Тепло, вносимое парами из аммиачной
колонны:
а) тепло, вносимое аммиаком:
qr = 286-101,8-0,508 = 14 500 ккал!ч\
б) тепло, вносимое двуокисью углерода:
q2 = 74-101,8-0,213 = 1600 ккал!ч\
в) тепло, вносимое сероводородом:
q3 = 63-101,8-0,24 = 1500 ккал)ч\
г) тепло, вносимое парами воды:
= 4862 (595 + 0,44-101,8) = 3 ПО 700 ккалк.
Итого
= 3 128 300 ккал/ч.
2. Тепло растворения аммиака во флегме
Q2 = 75-491 = 36 800 ккалк,
где 491 —- тепло растворения аммиака в воде, ккал!кг NH3.
Итого
Qnpux = 3 165 100 ккал!ч.
Расход тепла. 1. Тепло, уносимое парами из дефлегматора:
а) тепло, уносимое аммиаком:
qt = 211-0,508-95 = 10 200 ккал!ч\
60
б) тепло, уносимое двуокисью углерода:
q2 = 74-0,213-95 = 1500 ккалк',
в) тепло, уносимое сероводородом:
q9 = 63-0,24-95 — 1400 ккалк',
г) тепло, уносимое водяными парами:
9.! = 1109 (595 + 0,44-95) - 706 200 ккалк.
Итого
Q3 = 719 300 ккалк.
2. Тепло, уносимое флегмой:
<24 = 3828-1-95 - 363 700 ккалк.
3. Тепло, отводимое в дефлегматоре охлаждающими средствами
(надсмольной и технической водой), Q5.
Итого
Орасх = 1 083 000 -р Оз-
Приравнивая приход тепла расходу, определяем тепло, отво-
димое охлаждающими средствами:
3 165 100 = 1 083 000 + Q5,
откуда Q5 = 2 082 100 ккалк.
Принимаем, что часть тепла отбирается надсмольной аммиач-
ной водой, поступающей на дистилляцию, а остальная часть —
технической водой.
Полагаем, что аммиачная вода нагревается в дефлегматоре
от 30 до 70° С.
Тогда количество тепла, отводимое аммиачной водой:
Qa = 21 509 (70 — 30) = 860 400 ккалк
и тепло, отводимое технической водой:
QB = 2 082 100 — 860 400 = 1 221 700 ккалк.
Принимая температуру воды на входе 24° С и выходе 45° С,
получим расход воды
W = 24 — 58180 кг/ч, или 58 м3/ч.
Определение размеров дефлегматора
Расчет поверхности теплопередачи дефлегматора ведем для
двух охлаждающих веществ: надсмольной воды и технической.
Расч£т трубчатки, охлаждаемой надсмольной водой. Прини-
маем трубки диаметром 38/2,5 мм.
61
Скорость воды, необходимая для устойчивого турбулентного
движения, определяем по уравнению
о = 10~,
ар
где d — внутренний диаметр трубок, равный 0,033 м-
р — плотность аммиачной воды при средней температуре 50° С,
р = 988 кг/м9\
Z — вязкость воды при средней температуре 50° С, Z =
= 0,55 спз.
Тогда
10 ’ 0,033-988 = 0,17 м1сек-
Требуемое сечение трубок в одном ходе будет равно
5 = 3600-0,17 = 3600-0,17 = °’035 м2’
где 21,5 — количество аммиачной надсмольной воды, м31ч.
Принимаем трубчатку с шестью ходами. Тогда сечение всей
трубчатки будет равно
S = 6-0,035 = 0,21 м2.
Необходимое число трубок
4S 4-0,21
п лсР ~ 3,14-0,0332 — 246 шт’
Стандартное количество труб, расположенных на восьми
шестиугольниках, равно 241.
Тогда фактическая скорость воды в трубах будет равна
21,5-6 п 17г
V~ 3600-0,785-241-0,0332 — °’175 м1сек
и число Рейнольдса
Re = 1000 = 1000 0-175-С°33-988 = 10350
Z О, оо
Число Прандтля будет равно
о о pCZ о с 0,999-0,55 Q „
Рг = 3,6 v = 3,6 0 557 - 3,56,
где С — теплоемкость воды при 50° С, С = 0,999 ккал/(кг- град);
X — коэффициент теплопроводности воды при 50° С;
X = 0,557 ккал/(м-ч-град).
Тогда число Нуссельта
Nu — 0,023-Ре0-8-Рг°-4 = 0,023- 1O35O0-8 - 3,560-4 = 63,5.
62
Коэффициент теплоотдачи от стенки к воде
а2 = = 63,5^ = 1070 ккал/(м?-ч-град).
Коэффициент теплоотдачи от конденсирующихся водяных па-
ров к стенке при конденсации на горизонтальных трубках опреде-
ляем по уравнению
Nu = 0,72 (Ga-Pr-ZQ^e,
где Ga — число Галилея, Ga = gd3/v2;
К — критерий конденсации К = r/C&t;
е — поправка на число труб, определяемое по таблице при-
ложения;
г — теплота конденсации пара, ккал/кг;
v — кинематическая вязкость водяной пленки, м?/сек;
С — теплоемкость водяной пленки, ккал!(кг-град)-,
d — наружный диаметр трубы, м;
Д.1 — разность температур между паром и стенкой.
Физические константы берутся при определяющей темпера-
туре, равной
J , tn "И 1ст
~~ 2 ’
где tn — температура пара;
/ст — температура стенки.
Средняя температура конденсации водяных паров равна
101,8 + 95 = 98>4оС.
Принимаем температуру стенки со стороны пара 4т = 96,3° С,
тогда
4 = 98’4-+96,3 = 97,4°с.
Величина
Д/ = 98,4 — 96,3 = 2,1° С.
При температуре 97,4° С физические свойства воды следующие:
С = 1,006 ккал/(кг • град); р = 961 кг/м?;
v = 0,307-10”6 м?/сек или Z = 0,29 спз;
X, = 0,586 ккал/(ч-град-м);
г = 541,8 ккал/кг.
Тогда
iz .__ г 541,8 ___, <Жй.
Л — СМ ~ 1,006-2,1 — ’
63
Pr = 3,6-^- = З.б1’0”6-0’29 = 1,78;
Л U, oob
q„ ____gd3__ 9,81 -0,0383 __.J „8
иы— V2 — 0,3072-10“12 — о/'1и >
Ga-Pr-K = 57-108-1,78-258 = 262-1010.
Тогда
Nu = 0,72 (262- 10ю)V4.o,727 = 669,
где е = 0,727 для 17 рядов труб при шахматном их расположении.
Коэффициент теплоотдачи от пара к стенке
а± = Nu ~ = ббЭв’^Вб- = 10300 ккалЦм2 ч град).
СЬ 0*000
Коэффициент теплопередачи будет равен при учете термиче-
ского сопротивления металлической стенки и загрязнений
6Д2
N —_________!________= _____________1______—___- =
1 , , S, , 1 1 0,0015 1
«! + + х2 + а2 10300+ 40 + + 1070
— 469 ккалЦм? ч град).
Средняя разность температур при теплопередаче
А/ср — 65~= 46,2°С.
2’31W
Проверяем температуру стенки
/ — / КД/Ср _ gg . 469-46,2 — _ gO„
Кт — Гп К1 — Уб3 10300 — УЬ>й ь.
Требуемая поверхность теплопередачи
F = = 39>8 ^2-
46,2-469 ’
Длина труб
/ _ 39>8 _ J с
3,14-0,033-241 — 1,Ь М'
Принимаем трубки длиной 2 м.
Диаметр трубчатки
D = 2 (х/ -|- f),
где х — число шестиугольников, х = 8;
t — шаг трубок, t = 1,5-0,038 = 0,057 м\
/' — расстояние от края кожуха до центра крайней трубки,
t' = 0,038 м.
D = 2 (8-0,057 + 0,038) = 0,988 м.
64
Расчет трубчатки, охлаждаемой технической водой. Прини-
маем трубчатку такой же, как и для подогрева надсмольной воды.
Скорость движения воды в трубках
58-6 n v ,
V ~ 3600-0,785-241-0,0332 — 0,47 м1сек-
Средняя температура воды
2Л±И = 34,5°С.
Физические свойства воды при этой температуре равны:
р = 994 кг!мЛ; С = 0,998 ккал!(кг-град)-,
К = 0,538 ккал/(м-ч-град); Z = 0,725 спз.
Число Рейнольдса
Re = 1000 °’47'о 7I5'"4 = 21400.
Число Прандтля
п — о 00,998- 0,725 — . g
— 3,0 0 53g — 4,У.
Число Нуссельта
Nu = 0,0237?е°-8-Рг°-4 = 0,023-21 4000-8-4,9°-4 = 126,5.
Коэффициент теплоотдачи от стенки к технической воде
сс2 = Nu^~— 126,5 0,333 — 2060 ккалЦм2 • ч- град).
Коэффициент теплоотдачи от пара к стенке принимаем таким же,
как и в трубчатке, охлаждаемой надсмольной водой:
04 = 10 300 ккал!(м2-ч-град).
Тогда коэффициент теплопередачи будет равен
К = —j------QQojjJ-----------р = 590 ккал/(м2-ч-град).
10 300 + 15 + 0,001 + 2060
Средняя разность температур при теплопередаче
95 95
Л/Ср
= ——= 59,7° С.
2,3 То
поверхность теплопередачи
= 34,6 м2.
45 24
Необходимая
р _ 122 1700
г ~ 59,7-590
Принимаем трубчатку с поверхностью теплопередачи равной
40 м2, как и для аммиачной воды.
Таким образом, дефлегматор состоит из двух трубчаток, каж-
дая с поверхностью, равной 40 м2.
5 И. Е. Коробчанский
65
4. Обесфеноливающий скруббер
Технологическая схема обесфеноливания воды
На коксохимических заводах СССР основным методом обесфе-
ноливания воды является паровой метод, разработанный УХИНом
и Гипрококсом.
Схема обесфеноливания воды по паровому методу изображена
на рис. 14.
Сточная вода после выделения из нее летучего аммиака в испа-
рительной аммиачной колонне, нагретая до температуры кипения,
Рис. 14. Схема обесфеноливания воды по
паровому методу:
1 — верхняя часть обесфенолнвающего
скруббера; 2 — нижняя поглотительная
часть скруббера; 3 — вентилятор; 4 —
верхний ярус металлической насадки; 5 —
средний ярус металлической насадки; 6 —
нижний ярус металлической насадки;
7 — подогреватель; 8 — насос; 9 — фильтры;
10 — диафрагмы
поступает в верхнюю часть обес-
феноливающего скруббера 1,
заполненную деревянной хор-
довой насадкой. Навстречу
воде из нижней поглотительной
части скруббера 2 движется
циркулирующий водяной пар.
При соприкосновении стекаю-
щей по деревянной хордовой
насадке воды с водяным паром
происходит десорбция значи-
тельной части фенолов из воды
и переход их в пар.
Обесфеноленная вода после
скруббера через гидрозатвор
самотеком поступает на даль-
нейшую обработку в реактор
аммиачно-известковой колонны
для выделения из нее связан-
ного аммиака.
Водяной пар, содержащий
фенолы, вентилятором 3 по-
дается в нижнюю поглотитель-
ную часть скруббера 2, запол-
ненную металлической спираль-
ной насадкой, где происходит поглощение фенолов из водяного
пара раствором щелочи.
При взаимодействии фенолов со щелочью происходит реакция
С6НБОН + NaOH = Q;HBONa + Н2О.
С крезолами реакция идет аналогичным образом.
Металлическая насадка заполнена в три яруса. Верхний
ярус 4 орошается периодически свежим горячим 8—10% раство-
ром щелочи. Нижний ярус 6 орошается циркулирующим концен-
трированным раствором фенолятов, содержащих 50% связанной
щелочи, а средний ярус 5 менее концентрированным раствором
фенолятов, содержащих 70—80% свободной щелочи. Для подо-
66
грева циркулирующего раствора фенолятов служит подогрева-
тель 7.
Такая трехступенчатая схема орошения поглотительной (аб-
сорбционной) части скруббера является более эффективной, чем
применявшаяся ранее двухступенчатая схема, в которой была
только одна циркуляция раствора фенолятов.
После извлечения фенолов из водяного пара раствором щелочи
в поглотительной части скруббера пар проходит в верхнюю часть
скруббера для десорбции фенолов из воды.
Таким образом, водяной пар находится в постоянной циркуля-
ции, вследствие чего этот метод обесфеноливания воды называется
также пароциркуляционным. Количество циркулирующего водя-
ного пара составляет 1500—2000 объемов на 1 объем перерабаты-
ваемой надсмольной воды.
Степень обесфеноливания воды должна быть не менее 85%,
а содержание Г00% фенолов в растворе фенолятов натрия не менее
15%, свободной щелочи в виде NaOH не более 8%, а остаточное
содержание фенолов в воде менее 0,25 а/л.
Раствор щелочи обычно применяют 8—10 %-ной, концентрации
и подают в избытке против стехиометрического количества, так
как часть щелочи расходуется на связывание сероводорода и дву-
окиси углерода; кроме того, для уменьшения упругости фенолов
над щелочно-фенолятным раствором необходим избыток щелочи,
уменьшающий гидролиз фенолятов натрия. Поэтому количество
щелочи, подаваемой в аппарат, равно 2-кратному по отношению
к стехиометрическому.
Так как количество щелочи, необходимой для связывания
фенолов, невелико, а поверхность насадки весьма значительна,
то свежий раствор щелочи подается периодически порциями через
каждые 15 мин с помощью специального реле.
Циркуляция щелочно-фенольных растворов применяется вслед-
ствие того, что количество раствора, необходимого по материаль-
ным расчетам, недостаточно для полного смачивания насадки.
Плотность орошения металлической насадки составляет не менее
5 ти3/(ти2-ч) и даже достигает в настоящее время 10 лг3/(лг2-ч).
Для устранения уноса брызг щелочи пар проходит через не-
большой слой осушающей металлической спиральной насадки.
Подробно технология обесфеноливания воды изложена в лите-
ратуре [2, 7, 55].
Конструкции обесфенолиеающих скрубберов
Наиболее распространенным аппаратом, в котором произво-
дится обесфеноливание воды, является скруббер насадочного типа
(рис. 15). Скруббер представляет собой вертикальный цилиндри-
ческий аппарат, выполненный из листовой углеродистой стали,
верхняя часть которого заполнена несколькими ярусами деревян-
ной хордовой насадкой, а нижняя — тремя ярусами металличе-
ской спиральной насадкой.
5* 67
Раствор
щелочи
Раствор
фенолятов
Пар
Конденсат
Рис. 15. Обесфеноливающнй скруббер
Раствор
фенолятов
к насосу
Раствор
фенолятов
к насосу
1 Раствор
фенолятов
Вода
на обесфеноливание
1 Циркулирующий
Овесфеноленн
вода
фенолятов
Раствор
фенолятов
к насосу
Циркулирующий
пар
68
Верхняя часть скруббера отделена от нижней днищем с пат-
рубками для прохода пара, которые закрыты зонтами для предот-
вращения попадания воды из верхней части скруббера в нижнюю.
Рис. 16. Колонна тарельчатого типа для обесфеноливания воды
Деревянную насадку укладывают ярусами по 20—25 кругов.
Расстояние между рейками 19 мм. Каждый ярус насадки высотой
около 3 м опирается на стальные балки, крепящиеся к внутренней
поверхности обечайки скруббера. Расстояние между ярусами
400—500 мм.
69
Металлическую спиральную насадку, находящуюся в нижней
части скруббера, изготовляют из ленты шириной 9,4 мм и тол-
щиной 0,4 мм. Размеры спиралей: диаметр 19 мм, шаг 25,4—
28,6 мм, длина 380 мм, насыпная масса спиралей 104 кг!мъ. Рабо-
чая поверхность 1 м2 спиралей составляет 130 м2. Металлическая
насадка уложена ярусами высотой 3,5—4 м каждый, с проме-
жутком 400—500 мм.
Над оросительным устройством нижнего яруса насадки нахо-
дится промежуточное днище, аналогичное днищу, отделяющему
верхнюю часть скруббера от нижней, что необходимо для пред-
отвращения смешения растворов, орошающих отдельные ступени
аппарата.
Часть скруббера под нижним ярусом насадки служит сбор-
ником раствора фенолятов, в котором установлен змеевик для
парового обогрева. Диаметр скруббера 3,3—5 м, высота 35—45 м,
поверхность змеевиков 12—26 м2.
Для повышения эффективности пароциркуляционных установок
в последние годы предложены аппараты тарельчатого типа. Интерес
представляет предложенная Донецким политехническим институ-
том колонна тарельчатого типа для обесфеноливания воды [8].
В этой колонне предусматриваются две различные конструк-
ции тарелок: для процесса десорбции — тарелки барботажного
типа с круговым потоком воды и для процесса абсорбции —
тарелки инжекционного типа (рис. 16). Различные конструкции
тарелок, предложенных для процессов десорбции и абсорбции,
объясняются различной кинетикой этих процессов.
В сравнении с существующей аппаратурой пароциркуляцион-
ного метода — скрубберами с насадкой — предложенная аппара-
тура тарельчатого типа имеет следующие преимущества: большое
развитие поверхности контакта фаз в единице объема аппарата
для десорбции и абсорбции; уменьшение расхода электроэнергии
для подачи растворов фенолятов вследствие отсутствия их цирку-
ляции и меньшей высоты аппарата; работа установки на неболь-
шом количестве поступающей щелочи и быстрый ввод в режим
при ее пусках.
Испытанная на Макеевском коксохимическом заводе такая
колонна, состоящая из четырех тарелок в десорбционной части
и четырех тарелок в абсорбционной части, показала степень обес-
феноливания воды более 90% при количестве циркулирующего
пара до 2000 мъ1м2 воды.
Расчет верхней секции обесфеноливающего скруббера
Материальный расчет
Количество надсмольной воды, поступающей из испарительной
колонны на обесфеноливание составляет 22 575,4 кг!ч. Для расчета
скруббера принимаем количество воды, подлежащей обесфеноли-
ванию, равное 25 000 кг!ч.
70
При содержании фенолов в поступающей воде 2,2 г!л количество
25000
1000
фенолов составит 2,2
= 55 кг/ч.
Принимаем содержание фенолов в обесфеноленной воде 0,2 а/л;
тогда остается в воде неизвлеченных фенолов
ло 25 000 г-
°’2-П000- = 5
и, следовательно, извлекается фенолов 50 кг/ч.
Степень обесфеноливания составит
2,2- ~°’2- 100 = 90,9%.
Максимально возможное содержание фенолов в выходящем
паре из десорбционной части скруббера можно определить по
формуле
az — • Ю00 г/м3,
‘max 22,4Р ’
где р — упругость пара фенолов над поступающей надсмольной
аммиачной водой, мм рт. ст.-,
М — молекулярная масса фенолов, равная 94;
Р — общее давление на выходе из скруббера, мм рт. ст.
Величина р определяется по уравнению,р — 0,18-Cj, справед-
ливому в пределах С\ = 04-4 г/л, где Сх — содержание фенолов
в воде, г/л.
Так как содержание фенолов в поступающей воде равно 2,2 г/л,
то р = 0,18-2,2 = 0,396 мм рт. ст.
Тогда, принимая давление на выходе из обесфеноливающего
скруббера равным 760 мм рт. ст., максимальное содержание
фенолов на выходе получим равным
_ 0,396-94-1000
^-тах 22,4-760
= 2,2 г/м3.
Минимальное количество циркулирующего пара определяем
по формуле
Vmin = 1000—-- м3/ч,
где G — количество выделенных фенолов, кг/ч\
ах — содержание фенолов в поступающем паре, г/м3.
f Принимаем степень извлечения фенолов из пара в нижней
поглотительной части скруббера равной 90%.
Тогда в паре, поступающем в верхнюю часть скруббера, содер-
жится фенолов
01 = 0,1-2,2 = 0,22 г/м3.
71
Таким образом,
.. 50-1000 or-олл з
V'« = 2,2 — 0,22 = 25 300 М ,Ч‘
Действительное количество циркулирующего пара принимается
(для сдвига равновесия внизу этой части скруббера) в 1,3—1,8 раза
больше минимального.
Принимаем количество циркулирующего пара в 1,5 раза больше
минимального.
Тогда
V l,5Vmin = 1,5-25 300 = 38 000 м3/ч.
Пользуясь предыдущим уравнением, определяем фактическое
содержание фенолов в выходящем паре а2.
Так как
п1 = 0,1-п2 и а2 — су — 1000-р,
то, решая эти уравнения, получим
1000 G 1000 50 1 ЛС , 2
а^~ 0,9 ’ V — 0,9 ' 38 000— 1,46 ’
и, следовательно, щ = 0,146 г/м3.
Количество циркулирующего пара, приходящееся на 1 л обес-
феноленной воды, или удельный расход пара равен
38 000 ,
Ц> = 25000 = 1 >52 ММ БОДЫ-
Определение поверхности насадки
и размеров верхней части скруббера
Для верхней части скруббера принимаем деревянную хордовую
насадку со следующей характеристикой: толщина реек а — 10 мм;
расстояние между рейками b = 19 мм; высота реек с = 120 мм.
Эквивалентный диаметр насадки d3 = 2-b = 0,038 м.
Критическую скорость движения пара через насадку опреде-
ляем по формуле
vmm = 2320-^-.
Кинематическая вязкость водяного пара при температуре
100° С
vn = 20,9-10 G м2/сек.
Тогда
„„„„ 20,9-10 в , „о ,
Цпш — 2320 - о 03g - = 1,28 м/сек.
72
Требуемое живое сечение насадки скруббера будет равно
о ____ V __________, 38000 __о „г 2
3600-t>mln ~ 3600-1,28 — ’ м
и общее сечение насадки
с ________с а + ь
*^ОбЩ - £
8,25 10+--= 12,6 м2.
Отсюда диаметр круга насадки
_ 1/45общ -|/4-12,6
°= V -х-= Гтдг = 4*
Определяем движущую силу десорбции:
1. Вверху скруббера. Парциальное давление фено-
лов в выходящем паре
„ _ 22,4-а^Р
— Ю007И
22,4.1,46-760 _
1000-94 ~
0,264 мм рт. ст.
Упругость фенолов над поступающей водой
рж = 0,18-Ci = 0,18-2,2 = 0,396 мм рт. ст.
Следовательно, движущая сила вверху будет равна
Др" = 0,396 — 0,264 = 0,132 мм рт. ст.
2. Внизу скруббера. Парциальное давление фенолов
во входящем паре при общем давлении 770 мм рт. ст. составит
, _ 22,4-щ-Р _ 22,4-0,146-770
Рг~ —Тооо-М ~ 1000-94
0,0268 мм рт. ст.
Упругость фенолов над выходящей из скруббера обесфено-
ленной водой
рж = 0,18-0,2 = 0,036 мм рт. ст.
Следовательно, движущая сила десорбции внизу скруббера
будет равна
Др' = 0,036 — 0,0268 = 0,0092 мм рт. ст.
Средняя движущая сила процесса десорбции
Арср = = = 0,046 мм рт. ст.
2’3,^д7 2’31§-Ж9Г
Коэффициент десорбции фенолов из воды определяем по фор-
муле
Кг = 0,0445-7?е?-752.Рг°г-628 .^.-м/сек.
\ С / «э
73
пили пеипольдса
р„ __ _ 1,28-0,038 _очно
vn ~ 20,9-IO’6 — 2320>
Число Прандтля
Рг =
Гг Dn ’
где Dn — коэффициент диффузии фенолов в водяном паре, мрсек.
Коэффициент диффузии фенолов в водяном паре при 0° С и
760 мм рт. ст. определяем по приближенной формуле
п 4,5 -ю-« 2,
Dn = —== мсек,
VMvMt
где Afj — молекулярная масса фенолов;
/И2 — молекулярная масса водяного пара.
= 4 5-Ю-*. = 10,9-1 О'» м^сек.
1Л94-18
Приводим Dn к температуре 100°С и среднему давлению
в скруббере, равному 765 мм рт. ст., по формуле
373 \ 2 760 оп „ 1п 6 2/
971 ) •“тёк'= 20,3-10 6 м2!сек.
ЛI О J Iоо
Dn
Тогда
_ 20,9-10-° _ t
ГГ‘— 20,3-10-’ ~ 1,Ud‘
Таким образом,
КГ = 0,0445 - 23200-752 1,030-628
0,038 \0,066
X = °.00775 м>сек
U.Uoo
или, пересчитывая в необходимую размерность, получим
Кг = 0,00775-|^Ц± = о, 154 кгЦм^-ч-мм рт. ст.).
Требуемая поверхность абсорбции
F = = n. JnnAfi = 7050 <
КЛрср 0,154-0,046 ’
что составляет
на 1 Л(3 воды = 282 м2.
Поверхность одного круга насадки
f = Ж,
где С — высота рейки, С = 0,12 м;
I — длина реек в одном круге насадки, м.
74
Так как живое сечение насадки 5Ж — 8,25 м2, то длина реек
в одном круге
I__ 5ж_____8.25 __434 ..
1 ~ Ь ~ 0,019 — '
тогда
I — 2-434-0,12 = 104 мЧкруг.
Следовательно, необходимое число кругов насадки равно
7050 CQ
п = ЛоГ = 68 КРУГОВ-
Принимаем 3 яруса по 23 круга, всего 69 кругов с общей
поверхностью 7176 м\ или на 1 м3 воды 7176 : 25 = 287 мЧм3,
а на 1 м3 циркулирующего пара 7176 : 38 000 = 0,19 мЧм3 пара.
Высота одного яруса насадки
h = 23-0,14 = 3,2 м,
где 0,14 — высота крайних реек в круге насадки, м.
Высота скруббера, заполненного насадкой:
Нх = 3-3,2 + 2-0,5 = 10,6 м,
где 0,5 — расстояние между ярусами, м.
Общая высота верхней части скруббера
Н = 10,6 + 1,50 = 10,6 + 1,5-4 = 16,6 м.
Анализ процесса десорбции фенолов из воды паром
Потребная поверхность насадки для десорбции фенолов из
воды зависит от следующих факторов: удельного расхода пара
v м3 пара на литр воды, степени абсорбции в поглотительной части
скруббера т]а и заданной степени десорбции т)д.
Эта зависимость аналитически может быть выражена сле-
дующим уравнением:
f = 83 1g--------------п -------
V — 1 6 Vila (1 —Пд) —Пд (1 —4а)
где f — потребная удельная поверхность насадки, мЧм3 воды.
Это уравнение позволяет определить величину f в зависимости
от V, 1]а, Т)д.
Пример. V— 1,52 м3/л, т)а = 0,9, т)д = 0,909.
Тогда
. о_ ’>52 , 1,52-0,9 — 0,909 ооп ,, ,
83 1,52—1 lg 1,52.0,9-0,691 —0,909-0,1 280 М 1м воды‘
Как следует из этого уравнения, при значении v = 1 полу-
чается неопределенность, которая по раскрытии дает значение
f = 36
4а4д
4а— Лд’
75
При т]а = т)д, / = оо, т. е. при v — 1, степень десорбции
не может быть более степени абсорбции.
На рис. 17 представлена зависимость удельной поверхности
насадки при т)а = 0,9 от различных значений v и 1]д.
Как видно из этих кривых, удельная поверхность насадки резко
возрастает при степени десорбции т]д >0,9 и особенно при малых
значениях удельных расходов пара v.
Для практических целей представляет интерес также обрат-
ная задача, т. е. определение степени десорбции в зависимости
Рнс. 17. Зависимость потребной поверхности
насадки f для десорбции фенолов из воды во-
дяным паром от количества циркулирующего
пара v и необходимой степени десорбции т]
Рис. 18. Зависимость степени десорбции
фенолов из воды водяным паром от
поверхности насадки f и количества
циркулирующего пара
от удельного расхода пара и величины удельной поверхности
насадки.
Эта зависимость имеет вид
п — o(t —1)Т)а
1д КПа + 1 — Па) i — 1 ’
где
0,0278/ (1- 4-)
t-е V >.
Пример, о = 1,52 м3/л; f = 280 мг/м3;
i = £0,0278-280-0,343 = 14>8; = pg
Тогда
1,52-13,8-0,9
Пд ~ (1,52-0,9-I-0,1)-14,8 —I ~0’909-
Зависимость т)д от v и / представлена на рис. 18 для т]а = 0,9.
При значении f = оо получается максимальная степень десорб-
ции, которая после раскрытия неопределенности получается
равной
__ гл]а
Пдтах — ст]а + 1 _1)а •
76
Расчет нижней чести
обесфенолиеающего скруббера
Материальный расчет
В нижнюю часть скруббера поступает пар в количестве
38 000 л*3/ч при фактических условиях, содержащий фенолов
в количестве 1,46 г/м'А пара (см. с. 72).
Температура поступающего пара 100' С и давление
780 мм рт. ст. Из этого пара раствором NaOH извлекаются
фенолы и содержание их в выходящем паре снижается до
0,146 г/м\ давление на выходе составляет 770 мм рт. ст. Коли-
чество извлеченных из пара фенолов 50 кг/ч.
Принимаем концентрацию NaOH в поступающем растворе
100г/л и степень реагирования NaOH —50%, т. е. принимается
2-кратный расход NaOH против требуемого стехиометрически.
Таким образом, реагирует только 50 г/л NaOH.
По реакции
С6Н6ОН + NaOH = C6H6ONa + Н2О
один литр раствора может поглотить фенолов
C3 = 50-g-=118 г/л.
Тогда для поглощения 50 кг фенолов в час необходимо подать
раствор щелочи в количестве
Т 50-1000 ,
L° — —Н8 = 425 Л/Ч
и удельный расход составит
= 38000 = 0,0112 л1м3'
Так как количества раствора, равного 425 л/ч, недостаточно
для орошения насадки, то принимаем периодическую подачу
раствора. Для этого необходимо подавать каждые 15 мин около
106 л раствора.
При плотности орошения 5 ти3/(ж2-ч), или 5000 л/(лг2-ч), и сече-
нии скруббера 12,6 м? необходимо подавать раствора
5000-12,6 = 63 000 л/ч, или 17 л/сек.
Тогда продолжительность подачи должна быть 106 : 17 =
= 6-г-7 сек.
77
Определение поверхности насадки
и размеров нижней части скруббера
Принимаем, что в нижней части скруббера находится метал-
лическая насадка со следующей характеристикой: поверхность
1 м3 насадки f = 130 ж2; насыпная масса р = 104 кг/м3, отсюда
свободный объем насадки
7800—104 _ _ос„ , _
Ц® =---78оо ' = 0,9867 кг/м3,
где 7800 — плотность стали, кг/м3.
Следовательно, доля живого сечения насадки равна
0,9867 м21м3.
Эквивалентный диаметр насадки
, 4<?св 4-0,9867 /л/лолл
d3 = ~~ = -——— — 0,0304 м.
! 1 oU
Принимаем диаметр скруббера в нижней части таким же,
как и в верхней части, т. е. равным 4 ж и общим сечением 12,6 ж2.
Фактическая скорость пара в живом сечении насадки
— v 38000 п як
V 3600-5Ж ~~ 3600-12,6-0,9867 — М/ССК.
Число Рейнольдса
пр___ vda _ 0,85-0,0304 _ 190л
Re - СТ - -20,9-10-* = 1230-
Число Прандтля
Рг — — 20,9~10 6 — 1 045
' Dn ~ 20-10-* —
где
vn = 20,9-10"6 м21сек;
Dn = 10,9 -10"® ( -fg-Y (-gg-) = 20 • 10-е м2/сек.
Коэффициент абсорбции
Кг = 0,0445/^’752-Т?^’628.-§!Ь м1сеК
или
Кг = 0,0445- 123O0,752-1,045°’628= 0,0063 м/сек,
U,U<jUzr
а также
Кг = 0,0063 = 0,126 кг/(м2 ч-мм рт. ст.).
• I Ом
Для расчета размеров ярусов насадки и их поверхности при-
нимаем 3-ступенчатую схему орошения, т. е. подачу свежего
78
раствора щелочи в верхний ярус и циркуляцию растворов фено-
лятов в двух других ярусах — нижнем и промежуточном.
Количество циркулирующего раствора в двух нижних ярусах
определяем исходя из необходимой плотности орошения
5 л«3/(л«2-ч).
Тогда при So6 = 12,6 м2 количество циркулирующего раствора
должно быть равно 12,6-5 = 63 мР/ч.
Определение поверхности насадки
1-го яруса — нижнего
Упругость фенолов над выходящим раствором фенолятов нат-
рия определяем по равновесию реакции
CfiHBOH + NaOH = C6H6ONa + Н20.
Общее количество фенолов, поглощенных 1 л раствора ще-
лочи: С3 = 118 г/л.
При степени гидролиза фенолятов натрия, равной 1%, сво-
бодных фенолов будет 1,18 г!л. Тогда упругость фенолов над
таким раствором
рСа = 0,18-1,18 = 0,212 мм рт. ст.
Так как имеет место значительная циркуляция раствора, то
упругость над раствором в 1-м ярусе практически останется по-
стоянной величиной, равной 0,212 мм рт. ст. (подается щелочи
0,425 м?!ч, а циркулирует 63 jw3/q).
Парциальное давление фенолов в паре после 1-го яруса р2
принимается на 2—3% больше рСа. Принимая этот сдвиг равно-
весия равным 2%, получим
р2 = 1,02-0,212 = 0,216 ми рт. ст.
Движущая сила процесса абсорбции вверху 1-го яруса
Дрв = 0,216 — 0,212 = 0,004 мм рт. ст.
Парциальное давление фенолов в паре, поступающем в 1-й
ярус при содержании фенолов 1,46 г/л:8, равно
1,46-22,4.780 „ „„„
Р1 = 94-1000- = 0,272 ММ Р,П- С,П-
Следовательно, движущая сила абсорбции внизу 1-го яруса
будет равна
Др„ = 0,272 — 0,212 = 0,06 мм рт. ст.
Средняя движущая сила абсорбции
Л 0,06 — 0,004 _ „„„„
Api = —----— 0,0207 мм рт. ст.
Требуемая поверхность абсорбции 1-го яруса
г — _£*_
1 ~ К-ДрГ
79
Величина
С _ V (ох — оа)
1 1000 ’
где
ах = 1,46 г1м3.
Величина а2 может быть определена исходя из значения пар-
циального давления р2 = 0,216 мм рт. ст.:
п 1ПЛЛ Рз' М 1ПЛЛ Pz‘94 р% 0,216 1 1С I 3
°2 ~ 000 22,4-Р — 000 22,4-780 ~ 0Д86 ~ 0,186 — 1, 6 г^М *
Тогда
„ 38000(1,46 — 1,16) .
---1000------1 = 11 л кг/ч И
11 4
~ “Ь,126-0,0207 ~ 4^70 М2’
Определение поверхности
2-го яруса насадки — промежуточного
Принимаем поверхность насадки 2-го яруса насадки FYl рав-
ным Fi, т. е. Fl} = 4370 м2,
но
FI1==-G“ или —^— = 4370-0,126 = 550,6.
Л-ДРН Дрп
С другой стороны
Оц 1000 ( ’ °з)— 38(1,16 а3),
а величина
дРц =
(Р2 —Рсг) — (Рз ~ PcJ
2,3 1g
Р2-Рс2
Рз~Рс2
ИЛИ
д _ 0,186 (о2 — а3)
Pf — Pc
2,3 lg^---
Рз-Рс2
0,186(1,16 —а3)
2,3 1g --
Рз~Рс2
Тогда
Gil____38 (1,16-о3) 2,3 . Р2-Рсг = 475 ь Р2~Рс2
Дрп 0,186(1,16—о3) Р3 —рС! ё Рз~Рсг ’
отсюда
1g Р2-Рсг = 550,6 = 1;159
Рз~ Рс, 475
80
или
Р2~Р^ = 14,43,
Рз — Рс2
а также
°-216 —Рс2 _ 14,43,
Рз~ Рс2
отсюда
рз — 0,015 Ч- 0,93-рс2-
Но
С2 = С3 — G11.°2- =118— -1’4;i000 = 118 — 27 = 91 г/л
L trzo
и
Рс2 = 0,0018-91 = 0,1638 мм рт. ст.
Тогда
Рз = 0,015 + 0,93-0,1638 = 0,1674 мм рт. ст.
и величина
0,1674 _ _ . „
йз = -0Д86~ = °’9 Z 1М -
Количество поглощенных фенолов
Gn = -^ (1,16-0,9) = 9,9 кг>4-
Для проверки расчета определим
А 0,216 — 0,1674 ЛЛ1С
= -----0,216 - 0,1638 = °’018 мм Р,п- С,п-
2,3 Ig0,1674 — 0,1638
И
Л-Дрп ~ 0,126-0,018 4370 М •
Определение поверхности
3-го яруса насадки — верхнего
Верхний ярус насадки орошается чистым раствором NaOH,
свободным от фенолов.
Поэтому движущая сила абсорбции в этом ярусе будет равна
Дрпт =
Рз~Рс, ^Р4
2,3 1g
РЗ-Pc,
Pi
Величина р3 = 0,1674 мм рт. ст., р4 = 0,0268 мм рт. ст.
(см. расчет верхней десорбционной части скруббера).
6 И. Е. Коробчанский 81
Количество фенолов, поглощаемых в 3-м ярусе:
G„i = 50 — 11,4 — 9,9 = 28,7 кг/ч.
Отсюда
Сг = -1000 = 67,7 г/л.
рс1 = 0,0018-67,7 = 0,122
мм
рт. ст.
Тогда
Рис. 19. Расчетная схема абсорбции фено-
лов
Высота 1-го
. _ 4370
П ~ 12,6-130
0,1674 — 0,122 — 0,0268 _
0,1674 — 0,122 “
’ к 0,0268
= 0,0353 мм рт. ст.
г _ сш
•' 41 — У А„--- =
К Д₽П1
28,7 сиг-л 2
"" 0,126-0,0353 ~’ 64^0 м .
Общая поверхность насадки
F = 2-4370 + 6450 =
= 15 190
Удельная поверхность на-
садки на 1 м3 циркулирующего
пара
f = 41412 = 0,4 л? на 1 лг3
ОО Uvv
пара.
и 2-го ярусов насадки
= 2,7 м
и 3-го
ь _ 6450
П ~ 12,6-130
— 3,94 м.
Общая высота нижней части скруббера
Н = 2-2,7 + 3,94 + 2-0,5 + 6 = 16,34 м,
и всего скруббера
Н = 16,6 + 16,34 33 м.
На рис. 19 представлена схема расчета абсорбционной части
скруббера, а также концентрации фенолов в паре и в растворе
по каждому ярусу.
82
Анализ процесса абсорбции фенолов из пара щелочью
Степень абсорбции фенолов из пара в абсорбционной части
скруббера ца при 3-ступенчатой схеме орошения зависит от сле-
дующих факторов: удельной поверхности насадки в каждом
ярусе fr, f2, f3 м21м3 пара, коэффициента абсорбции и удельного
расхода щелочи 10 л/м3 пара.
Аналитически эта зависимость может быть выражена следу-
ющим уравнением:
_ е25^'1 — (1 — тп)
~ С25Ь« — (1 _ mn) (1 — п) ’
где
, 0,01
п = 1----у—; m = ф- /п2 — птлп^
*0
т1 = 1 —е~25Ь; т2 = 1— е~~25^;
Л, N, fa — удельные поверхности ярусов, соответственно ниж*
него, промежуточного и верхнего (без циркуляции).
Для двухступенчатой циркуляции т2 = 0, т. е. нет промежу-
точного яруса и тогда т — т1 и, следовательно,
g2Sf3n _ (1 _ т1щ
^-е2БМ_(1_т1П)(1_п)-
Пример. Д = = °>115 А = 0,115 л2/л3;
do UUU
/з = -S' = °’17 = 1 - е“0125 0’115 = 0,943;
42К 0 01
z« = -38 0()(r=0’0,,2^3: п = 1--ода-=°-1О7:
т = 2тх—пт\ =2-0,943 — 0,Ю7-0,9432 = 1,79;
I —тп= 1 —1,79-0,107 = 0,808;
е25М = е25-0,107-0,17 = 1>575>
тогда
1,575 — 0,808
’1а— 1,575 - 0,808-0,893 U’ ’
Величину /0 определяют исходя из содержания фенолов в воде,
концентрации применяемого раствора NaOH и необходимого
избытка щелочи.
Если в паре содержится ах г/м3 фенолов и поглощается из
40
них то требуется NaOH: gj apia граммов, а с учетом
избытка 100%:apia-
6*
83
Если концентрация раствора NaOH b% и плотность раствора
равна р кг/м3, то потребуется литров раствора на 1 м3 пара
/0 = 85,1Л-.
Приведенное выше уравнение для определения степени абсорб-
ции 1]а при некоторых значениях /0 имеет следующий вид:
при /0 = 0,01
25f4 + т, + т«
~ Зб/з+гщ+тс-РГ ’
При /0 = оо
p^f3 _ I [ fyi
7)a ~=~ ~=1-(1-т)^>-
На рис. 20 представлена зависимость степени абсорбции т]а
от величины удельного расхода поглотителя /0 и общей поверх-
Рис 20. Зависимость степени абсорбции
фенолов из водяного пара растворами
едкого натра от общей поверхности на-
садки и удельного расхода погло-
тителя /0
ного расхода поглотителя от
абсорбции примерно на 10—
ности насадки /общ (принимая
fi = А = О.З/общ и fs — 0,4/общ).
Приведенные аналитические
зависимости позволяют опреде-
лять значение при различных
изменениях рбщ и /0. Пользуясь
рис. 20, можно также легко ре-
шать и обратные задачи, т. е.
находить необходимое значение
/общ по заданной степени абсорбции
и величине /0.
Как видно из рис. 20, увели-
чение общей поверхности насадки
свыше 0,4—0,5 м2/м3 пара не дает
существенного изменения степени
абсорбции. Увеличение же удель-
0,01 до 0,02 л/м3 дает рост степени
-14%.
Приведенные уравнения позволяют сделать сравнение 2- и
3-ступенчатой схем орошения и дать им оценку.
Если принять 2-ступенчатую схему орошения вместо 3-сту-
пенчатой, но с поверхностью ярусов, равной в обоих случаях,
то получим для 2-ступенчатой схемы следующую степень абсорб-
ции:
= 0,23 мЧм3-, fs = 0,17 м2/м3; т2 = 0; е25^п =
= ^-0,107-0,17 = 1 575; mi = ] _ £-25-0,23 = 0,997;
п = 0,107; 1 — т^п = 1 — 0,997-0,107 = 0,8933.
__ е25М — (1 _ т1ц) _ 1,575 — 0,8933 _ „„
Tla — ez>f»n — (1 — min) (1 — п) ~ 1,575 - 0,8933-0,893 —
84
против т]а = 0,9 при 3-ступенчатой схеме, т. е. двухступенчатая
схема хуже трехступенчатой.
Однако схема без циркуляции оказывается лучше, чем 3-сту-
пенчатая.
Действительно, для схемы без циркуляции
_25fsn _ ]
/з = 0,4л?М
е25/а/1 — е25.0,4 0,107 — 3 66,
тогда
3,66 — 1 _ пс
Г*а — 2,66 + 0,107 — °’96’
Таким образом, схема без циркуляции дает большую степень
абсорбции.
Однако применение ее невозможно для скрубберной системы,
так как малое количество щелочи не обеспечивает смачивания
насадки. Поэтому применение аппаратов другой конструкции
и, в частности, тарельчатого типа, или с циркуляцией на каждой
тарелке с помощью инжекторов является более эффективным,
чем насадочных.
Глава III
ТЕХНОЛОГИЧЕСКИЕ СХЕМЫ
ПОЛУЧЕНИЯ СУЛЬФАТА АММОНИЯ
И ИЗВЛЕЧЕНИЯ ПИРИДИНОВЫХ ОСНОВАНИЙ
И РАСЧЕТЫ АППАРАТУРЫ
На большинстве коксохимических заводов СССР и за рубежом
сульфат аммония получают в основном по так называемому полу-
прямому методу в сатураторах.
Технологические схемы получения сульфата аммония в са-
тураторах в настоящее время обычно сочетаются со схемами полу-
чения пиридиновых оснований из маточного раствора путем
нейтрализации сульфата пиридина паро-аммиачной смесью, полу-
чаемой при переработке надсмольной воды в аммиачно-известко-
вых колоннах.
За последние годы появился также бессатураторный метод
получения сульфата аммония, отличительная особенность кото-
рого заключается в том, что поглощение аммиака и пиридина,
а также кристаллизация сульфат аммония осуществляются
85
в отдельных аппаратах. При этом известно несколько вариантов
бессатураторного метода, отличающихся аппаратурным оформле-
нием.
Ниже рассматриваются технологические схемы сатураторного
и бессатураторного методов получения сульфата аммония, вклю-
чающие извлечение пиридиновых оснований, и даны расчеты
аппаратуры.
1- Технологическая схема сатураторного метода
получения сульфата аммония
и извлечения, пиридиновых оснований
Технологическая схема этого метода представлена на рис. 21.
Коксовый газ после нагнетателей или электрофильтров (в зави-
симости от места установки электрофильтра, до или после нагне-
Рис. 21. Схема получения сульфата аммония в сатураторах и извлечения пиридиновых
оснований
В хранилище
тателей) поступает в подогреватель 1, где он нагревается до 60—
80° С с помощью водяного пара, поступающего из паровых турбин
нагнетателей.
Далее коксовый газ направляется в сатуратор 2, где из него
серной кислотой извлекается аммиак в виде сульфата аммония.
Вначале образуется кислая соль — бисульфат аммония по реак-
ции
NH3 + H2SO4 = NH4HS04,
86
а по мере насыщения раствора аммиаком кислая соль переходит
в среднюю — сульфат аммония по реакции
NH4HSO4 + NH3 = (NH4)2SO4.
Одновременно с коксовым газом в сатуратор поступает также
часть паро-аммиачной смеси из дефлегматора аммиачно-известко-
вой колонны. Остальное количество паро-аммиачной смеси на-
правляется в нейтрализатор пиридиновой установки. В сатура-
торе одновременно с улавливанием аммиака из коксового газа
и паро-аммиачной смеси происходит также поглощение серной
кислотой пиридиновых оснований, с образованием сульфата
пиридина по реакции
C^H^N + H2SO4 = CJ^N-H^O,.
При достижении определенной концентрации сульфата пири-
дина в растворе растворение пиридиновых оснований прекра-
щается. Поэтому часть маточного раствора выводится из сатура-
тора в пиридиновую установку для извлечения из него пиридино-
вых оснований.
Коксовый газ после сатуратора, содержащий 0,02—0,03 г/л;3
аммиака и 0,015—0,05 г/л3 пиридиновых оснований, поступает
в ловушку 3, в которой задерживаются увлеченные газом из сату-
ратора капли маточного раствора. Пройдя ловушку, коксовый
газ направляется в конечные газовые холодильники для охлажде-
ния газа перед улавливанием бензольных углеводородов.
Серная кислота с концентрацией 75—78% поступает в сатура-
тор из напорных баков непрерывно или порциями. Для получения
сульфата аммония используют чистую контактную или башенную
кислоту, кислоту, получаемую в цехе сероочистки, а также отра-
ботанные кислоты от очистки коксохимических продуктов, произ-
водства синтетического спирта, нитрации ароматических углево-
дородов и др.
Образующиеся в сатураторе кристаллы сульфата аммония
вместе с некоторой частью маточного раствора выкачиваются из
нижней конической части сатуратора центробежным насосом 4
в кристаллоприемник 5, в котором маточный раствор отстаи-
вается от кристаллов сульфата аммония.
Через штуцер, расположенный в верхней части кристалло-
приемника, маточный раствор, отстоявшийся от кристаллов суль-
фата аммония, непрерывно стекает в кастрюлю обратных токов 6
и из нее самотеком в сатуратор.
Смесь кристаллов сульфата аммония и маточного раствора из
кристаллоприемника поступает в непрерывно действующую цен-
трифугу 10, в которой происходит отделение кристаллов сульфата
аммония от маточного раствора.
Маточный раствор, а также промывная вода (подогретая до
50—70° С техническая вода) из центрифуги самотеком поступают
в кастрюлю обратных токов 6 и оттуда в сатуратор.
87
Полученный в центрифуге влажный сульфат аммония с содер-
жанием 2—3% воды поступает на ленточный лотковый конвейер
и далее в сушильную установку.
Сушка сульфата аммония осуществляется в сушилках воздухом,
подогреваемым в калорифере мятым паром или продуктами сжи-
гания коксового и доменного газов. Высушенный сульфат аммо-
ния поступает на склад или расфасовывается в мешки.
Для создания в ванне сатуратора равномерной концентрации
кислоты и соли, а также для вывода накапливающейся в сатура-
торе смолы производится непрерывная циркуляция раствора.
Для этой цели часть маточного раствора из сатуратора перетекает
в циркуляционную кастрюлю 7, из нижней части которой центро-
бежным насосом 8 снова подается в сатуратор. Всплывающая на
поверхность раствора кислая смолка из циркуляционной ка-
стрюли удаляется. Избыток маточного раствора из циркуляцион-
ной кастрюли перетекает в специальный сборник 9, откуда через
кастрюлю обратных токов насосом 16 возвращается в сату-
ратор.
С целью улучшения качества сульфата аммония на некоторых
заводах применяется дополнительное перемешивание различными
методами раствора, находящегося в сатураторе: специальным
циркуляционным насосом, механическими мешалками, установ-
ленными в сатураторе, газовыми ажитаторами и др.
Выбор метода перемешивания раствора, а также очистки ма-
точных растворов от смолистых примесей и шлама зависит от
технической оснащенности предприятий, а также качества при-
меняемой кислоты (чистой или отработанной).
Все эти мероприятия имеют своей целью улучшение качества
сульфата аммония.
Пиридиновые основания из маточного раствора извлекают
с помощью пиридиновой установки. Для этого, как указывалось
выше, часть маточного раствора выводится из сатуратора в ней-
трализатор 11 пиридиновой установки. Маточный раствор в пи-
ридиновую установку отбирают чаще всего из верхней отстойной
части кристаллоприемника и реже из нагнетательной линии цирку-
ляционного насоса.
Количество раствора, отводимого в нейтрализатор, зависит
от содержания пиридиновых оснований в маточном растворе,
которое в свою очередь определяется содержанием пиридиновых
оснований в коксовом газе, кислотностью и температурой рас-
твора в сатураторе. Чем выше концентрация пиридиновых осно-
ваний в маточном растворе, тем меньшее количество раствора
необходимо будет выводить для переработки в пиридиновую
установку.
При повышенных температурах происходит разложение суль-
фата пиридина с выделением свободного пиридина по реакции
C5H5NH2SO4 + (NH4)2SO4 = C6H6N + 2NH4HSO4,
88
Поэтому температура маточного раствора, т. е. температура ванны
сатуратора не должна быть более 60° С.
В нейтрализатор пиридиновой установки одновременно по-
ступает часть аммиачно-водяных паров из дефлегматора аммиачно-
известковой колонны в количестве, необходимом для нейтрали-
зации свободной серной кислоты маточного раствора, разложения
сульфата пиридина и создания слабощелочной реакции. Нейтраль-
ная или слабощелочная реакция раствора предупреждает выделе-
ние из него сульфидов и цианидов железа, загрязняющих ванну
сатуратора.
Вследствие экзотермической реакции нейтрализации серной
кислоты маточного раствора и разложения сульфата пиридина
температура в нейтрализаторе повышается до 100—102" С. При
этом легкие пиридиновые основания испаряются и поступают
в конденсатор 13, где в результате охлаждения технической водой
происходит их конденсация. Вместе с парами легких пиридино-
вых оснований в конденсатор поступают водяные пары, а также
двуокись углерода, сероводород и другие газы.
Обеспиридиненный и нейтрализованный маточный раствор
из нейтрализатора пиридиновых оснований самотеком возвра-
щается в сатуратор. На разных заводах возврат обеспиридинен-
ного раствора осуществляют по-разному: непосредственно в ванну
сатуратора, в кастрюлю обратных токов или в циркуляционную
кастрюлю.
В ряде схем обеспиридиненный раствор перед возвращением
в сатуратор отводится в специальный отстойник для осаждения
мелкодисперсного шлама (солей железа). Для ускорения про-
цесса осаждения шлама из обеспиридиненного раствора приме-
няют 0,04 % -ный водный раствор полиакриламида в количестве 1 %
от объема обеспиридиненного раствора. Скоагулированный шлам
выпадает в конце отстойника, откуда периодически удаляется.
Согласно рис. 21 обеспиридиненный раствор поступает в реак-
тор-подкислитель 12, где подкисляется серной кислотой до кон-
центрации 10—12% и затем поступает в циркуляционную ка-
стрюлю. При таком подкислении соли железа (гидраты и суль-
фиды), образовавшиеся при нейтрализации маточного раствора
и ухудшающие качество сульфата аммония, частично переходят
в раствор и, следовательно, не попадают в готовый продукт —
сульфат аммония. Выделяющиеся в реакторе при подкислении
раствора газы отводятся во всасывающий газопровод перед на-
гнетателями.
Образовавшийся в конденсаторе 13 конденсат направляется
в сепаратор 14, в котором он разделяется на два слоя: нижний,
представляющий собой раствор углекислых и сернистых соеди-
нений аммиака (плотностью 1,04 кг!л), и верхний — сырые пи-
ридиновые основания (плотностью около 1,01 кг!л). Нижний
слой — сепараторная вода возвращается в нейтрализатор. Замы-
кание в цикле раствора углекислого аммония облегчает выделе-
89
ние пиридиновых оснований из водного раствора благодаря повы-
шению его плотности и, кроме того, устраняются потери пириди-
новых оснований с сепараторной водой. В сатураторе эти соли
разлагаются с образованием аммиака и двуокиси углерода и,
следовательно, прибавляются к обратному газу, выходящему из
сатуратора.
На некоторых заводах сепараторная вода подается в качестве
рефлюкса в аммиачно-известковую колонну, что улучшает водный
баланс сатуратора и нейтрализатора, так как уменьшается коли-
чество воды, поступающей в эти аппараты, а также снижается
образование шлама.
Из сепаратора сырые пиридиновые основания, содержащие
15—20% воды, поступают в мерник 15 и далее в хранилище.
Несконденсировавшиеся в конденсаторе газы (H2S и СО2)
отводятся из конденсатора во всасывающий газопровод перед
нагнетателями.
2. Материальные балансы сульфатного
и пиридинового отделений
Материальный баланс отдельных компонентов
Материальный "баланс аммиака
Приход. Аммиак поступает с коксовым газом из подогревателя
газа или электрофильтра в количестве 448 ка/ч. Кроме того, аммиак
поступает с водяными парами из дефлегматора аммиачной ко-
лонны в количестве 211 кг/ч. Итого поступает аммиака 659 кг/ч.
Расход. Потери аммиака с обратным коксовым газом состав-
ляют обычно 0,03 г/л3 сухого газа, поэтому количество аммиака,
уходящего с обратным коксовым газом, составит
А 72460 Q
0,03 юоо ^2 Кг/Ч-
Таким образом, количество аммиака, реагирующего с серной
кислотой, в сатураторе и нейтрализаторе составляет
659 — 2 = 657 кг/ч.
Таким образом материальный баланс аммиака будет следу-
ющим, кг/ч:
Приход Расход
Поступает с коксовым газом 448 Выходит с коксовым газом . . 2
Поступает с аммиачно-водяны- Реагирует с кислотой .... 657
ми парами 221
Итого. . 659 Итого. . 659
Для поглощения 657 кг/ч NH3 необходимо подать серной кис-
лоты в расчете на моногидрат в количестве -—34~— = 1895 кг/ч.
Принимаем также, что в сульфате аммония после фугования будет
90
содержаться 1 кг серной кислоты. Тогда общий расход серной
кислоты в виде моногидрата будет равен 1896 ка/ч, а с концентра-
цией 76%
1896 ,
= 2493 кг/ч,
из них моногидрата 2493-0 76 — 1896 кг/ч и воды 2493 — 1896 =
= 597 кг/ч.
При этом получается сульфат аммония в количестве
1895 + 657 = 2552 кг/ч.
Материальный баланс пиридиновых
оснований
Приход. Пиридиновые основания содержатся в коксовом газе,
поступающем в сатуратор. Содержание их в газе обычно равно
0,35—0,45 г/м8.
Принимая содержание пиридиновых оснований равным 0,4 г/м3,
получим
72460-0,4
' woo" - = 29
Кроме того, пиридиновые основания поступают с аммиачно-
водяными парами из дефлегматора. Эти пиридиновые основания
выделились из надсмольной воды при ее дистилляции в аммиачно-
известковой колонне.
Так как количество перерабатываемой надсмольной воды равно
21 509 кг/ч, то, принимая содержание пиридиновых оснований
в поступающей на колонну надсмольной воде равным 0,4 г/л и
степень их извлечения в колонне равной 70%, получим, что с па-
рами из дефлегматора выходит следующее количество пиридино-
вых оснований:
21509-0,4.0.7
1000 —
6 кг/ч.
Итого поступает пиридиновых оснований 35 кг/ч.
Расход. Пиридиновые основания остаются в обратном газе
после сатуратора. Принимаем их содержание равным 0,04 г/м?,
тогда количество пиридиновых оснований, уносимых коксовым
газом, составит
72460--Sr = 2,9 кг/ч.
Некоторая часть пиридиновых оснований остается в сульфате
аммония. Принимаем содержание пиридиновых оснований в суль-
91
фате аммония ранным О,(И %. Тогда их количество в сульфате
аммония будет равно
2552- = 1 кг/ч.
Таким образом, извлекается пиридиновых оснований
35 — 2,9—1 = 31,1 кг/ч.
Материальный баланс пиридиновых оснований, кг/ч:
Приход Расход
Поступает с коксовым газом 29 Выходит с коксовым газом 2,9
Поступает с аммиачно-водяны- Выходит с сульфатом аммо-
ми парами ................6 ния .................. 1
~-----------— Получается пиридиновых
Итого. . .35 оснований ...................31,1
Итого. . . 35
Из извлекаемых пиридиновых оснований 31,1 кг/ч большая
часть улавливается в сатураторе, а остальная поступает непо-
средственно из дефлегматора в нейтрализатор.
Соотношение между этими количествами зависит от распре-
деления аммиачно-водяных паров, идущих из дефлегматора между
сатуратором и нейтрализатором.
По предлагаемому ниже уравнению можно определить необ-
ходимую долю а аммиачно-водяных паров, направляемых в пи-
ридиновую установку, от всего количества аммиачно-водяных
паров, выходящих из дефлегматора:
_ К-х
а“Сг+ДС2 ’
где х — количество извлекаемых пиридиновых оснований, х =
= 31,1 кг/ч;
Gt — количество аммиака в аммиачно-водяных парах, Gj =
= 211 кг/ч;
G2 — количество пиридина в аммиачно-водяных парах, 62 =
= 6 кг/ч;
К — коэффициент,
К = 0,43 + --~Ц-47СкР ,
здесь Ск — содержание свободной серной кислоты, %, прини-
маем равным 6%;
Сп — содержание пиридиновых оснований в выводимом
маточном растворе, г/л;
р — плотность раствора, кг/л.
При содержании пиридиновых оснований в обратном газе
СГ = 0,04 г/м9, кислотности раствора Ск = 6% и температуре
, 92
t = 55° С максимальное содержание пиридиновых оснований
в растворе СПшах можно определить по уравнению [9]:
или _____________
„ °'ъ/ б1’85^ R „
Сп = 1 / ----------ы—= 36,2 гл.
"max 0,915-10—13-556,8
Для получения движущей силы абсорбции пиридиновых осно-
ваний принимаем равновесное содержание пиридиновых осно-
ваний над раствором равным 50% от фактического содержания,
т. е. 0,02 г/м9.
Тогда
Сп =
Принимаем, что в растворе содержится сульфата аммония
46%, плотность которого р = 1,26 кг/л.
Подставляя эти данные, получим
/( = 0,43 + 1 +3,47-6-1,26 = 2)24
1 о
°,8Л 61,85-0,02 _ 1г.
]/ 0,915-10”13-556-8 /
и величину
2,24-31,1
211 +2,24-6 “ °’31’
т. е. в пиридиновую установку необходимо выводить 31% аммиач-
но-водяных паров. Тогда из 6 кг/ч пиридиновых оснований, по-
ступающих из дефлегматора, 0,31-6= 1,9 кг/ч направляются
в нейтрализатор, а 4,1 кг/ч — в сатуратор.
Следовательно, из 31,1 кг/ч получаемых пиридиновых основа-
ний выводится из сатуратора 31,1 — 1,9 = 29,2 кг/ч и 1,9 кг/ч
поступают в нейтрализатор непосредственно из дефлегматора.
Так как содержание пиридиновых оснований в маточном рас-
творе 15 г/л, то для вывода 29,2 кг/ч пиридиновых оснований не-
обходимо отбирать из сатуратора маточный раствор в количестве
9Q 9
+4=--1000= 1950 л/ч
1 о
и масса выводимого маточного раствора будет равна
1950-1,26 = 2460 кг/ч.
В этом маточном растворе содержится, кг/ч:
Сульфата аммония...................... 0,46-2460= ИЗО
Свободной серной кислоты........ . 0,06-2460= 148
177
Сульфата пиридина..................29,2--^- — 66
Воды по разности ...................... 1116
Итого .
2460
93
Материальный баланс воды
Приход. Количество водяных паров, поступающих с газом,
равно 2680 кг/ч. Кроме того, водяные пары поступают из дефлег-
матора аммиачно-известковой колонны в количестве 1109 кг/ч.
Количество воды, поступающей с серной кислотой, как указано
выше, равно 597 кг/ч.
Вода для промывки сульфата аммония, если принять ее в ко-
личестве, равном 6% от массы полученного сульфата аммония,
составит
2552-0,06 = 150 кг/ч.
Всего поступает воды 4536 кг/ч.
Расход. Часть воды остается во влажном сульфате аммония.
Принимаем влажность сульфата аммония равной 2%. Тогда масса
влажного сульфата аммония будет равна
2552 оСпг ,
0 gg- = 2605 кг/ч,
из них воды
2605 — 2552 = 53 кг/ч.
Некоторое количество воды выводится вместе с легкими пи-
ридиновыми основаниями. Принимаем содержание воды в них
равным 20%. Тогда общая масса легких пиридиновых оснований
будет равна
31,1 .
-g~g- = 39,1 кг/ч
и, следовательно, из них воды
39,1 — 31,1 = 8 кг/ч.
Остальная вода выходит из сатуратора вместе с коксовым га-
зом.
Материальный баланс воды, кг/ч;
Приход
Поступает с коксовым га-
зом .................... 2680
Поступает с аммиачно-водя-
ными парами..............1109
Поступает с кислотой от
промывных вод............ 150
Расход
Выходит с сульфатом аммо-
ния .................... 53
Выходит с пиридиновыми
основаниями ............. 8
Выходит с коксовым газом
по разности .......... 4475
Итого . . 4536
Итого . . 4536
94
Материальный баланс
сульфатной установки
Приход. В сульфатную установку поступает коксовый газ из
подогревателя в следующем составе: кг/ч лг/ч
Сухой коксовый газ . . . 32 926 72 460
Водяные пары 2 680 3 330
Бензольные углеводороды 2 200 595
Сероводород 1 037 680
Аммиак . . . 448 590
Пиридиновые основания . . 29 8
Итого. . . 39 320 77 663
В сульфатную установку поступает также 69% аммиачно-
водяных паров из дефлегматора колонны в составе:
кг/ч л’/ч
Аммиак . 146 192
Сероводород 44 29
Двуокись углерода 51 26
Водяные пары 765 950
Пиридиновые основания 4,1 1,2
Итого . 1010,1 1198,2
Количество серной кислоты, поступающей в сатуратор, равно
2493 кг/ч. Количество воды, поступающей в центрифугу для
промывки сульфата аммония, составляет 150 кг/ч. Кроме этого,
в сульфатную установку поступает маточный раствор из нейтра-
лизатора пиридиновой установки.
В возвращаемом из нейтрализатора маточном обеспиридинен-
ном растворе содержится вся вода, которая поступала в нейтра-
лизатор с маточным раствором, т. е. 1116 кг/ч, и вода аммиачно-
водяных паров из дефлегматора:
0,31-1109 = 344 кг/ч.
Так как в легких пиридиновых основаниях остается вода
8 кг/ч, то, следовательно, возвращается с маточным раствором
воды
1116 + 344 — 8 = 1452 кг/ч.
Серная кислота, имевшаяся в маточном растворе, поступа-
ющем в нейтрализатор в количестве 148 кг/ч, реагирует с аммиа-
ком. Количество аммиака, вступившего в реакцию с серной кис-
лотой, будет равно
148 = 51 кг/ч
У о
и получается сульфата аммония
148 + 51 = 199 кг/ч.
95
Для разложения имеющегося в этом растворе 66 кг/ч сульфата
пиридина необходимо израсходовать аммиака
При этом образуется пиридина 29,2 кг/ч и сульфата аммония
66 — 29,2 + 12,6 = 49,4 кг/ч.
Общее количество сульфата аммония будет равно
ИЗО + 199 + 49,4 1378,4 кг/ч.
Количество аммиака, поступающего в нейтрализатор из деф-
легматора, равно
0,31 -211 = 65 кг/ч.
После поглощения 51 + 12,6 = 63,6 кг/ч аммиака в нейтрали-
заторе остается еще аммиак в количестве 65 — 63,6 = 1,4 кг/ч,
44
который связывает 1,4^ = 1,8 кг/ч двуокиси углерода и обра-
зует углекислый аммоний.
Таким образом, в обеспиридиненном растворе, поступающем
в сатуратор, содержится, кг/ч:
Сульфата аммония Воды . . Аммиака Двуокиси углерода . . 1378,4 1452,0 1,4 1,8
Итого. . . 2833,6
Всего поступает в сульфатную установку 45 806,7 кг/ч. Расход. Из сатуратора выходит коксовый газ следующего состава: кг/ч ms/4 Сухой коксовый газ .... 32 926 72 460 Водяные пары 4 475 5 589 Бензольные углеводороды 2 200 595 Сероводород 1 081 710 Двуокись углерода 52,8 26,9 Пиридиновые основания ... 2,9 0,8 Аммиак 2 2,6
Итого. . . 40 739,7 79 384,3
Из сатуратора выходит влажный сульфат аммония в коли-
честве 2605 кг/ч. Кроме того, с сульфатом аммония уходит 1 кг/ч
пиридиновых оснований и 1 кг/ч серной кислоты. Следовательно,
общая масса сульфата аммония будет равна 2607 кг/ч.
Количество маточного раствора, выводимого в пиридиновую
установку, составляет 2460 кг/ч.
96
Тогда материальный баланс сульфатной установки (кг/ч)
выглядит следующим образом:
Приход Расход
Коксовый газ 39 320 Аммиачно-водяные па- ры 1010,1 Серная кислота . 2 493 Промывная вода 150 Маточный раствор из- Коксовый газ 40 739,7 Сульфат аммония 2 607 Маточный раствор в нейтрализаторе 2 460 Итого. . . 45 806,7
нейтрализатора 2 833,6
Итого. 45 806,7
Материальный баланс
пиридиновой установки
Приход. В пиридиновую установку поступает маточный рас-
твор из сульфатной установки в количестве 2460 кг/ч.
Кроме того, поступают аммиачно-водяные пары из дефлегма-,
тора в количестве 31 % от общего их количества, т. е. в них содер-
жится, кг/ч:
Аммиака . . 65
Сероводорода . 19
Двуокиси углерода 23
Водяных паров ... 344
Пиридиновых оснований 1,9
Итого . 452,9
Всего поступает в пиридиновую установку 2912,9 кг/ч.
Расход. Количество обеспиридиненного раствора, передавае-
мого из нейтрализатора в сульфатную установку, равно 2833,6 кг/ч.
Количество несконденсировавшихся газов в конденсаторе
равно (кг/ч):
Сероводорода ............................... 19
Двуокиси углерода . . .23 — 1,8 21,2
Итого . 40,2
Количество выводимых легких сырых пиридиновых оснований
(вместе с водой) 31,1+8 = 39,1 кг/ч.
Всего выводится из установки 2912,9 кг/ч.
Материальный баланс пиридиновой установки (кг/ч) выглядит
следующим образом:
Приход Расход
Маточный раствор из
сатураторной установ-
ки .... 2460
Аммиачно-водяные пары 452,9
Итого . 2912,9
Итого . 2912,9
Схема материальных потоков в обоих установках показана
на рис 22.
7 И. Е. Коробчаиский 97
Маточный раствор в
сульфатную установку 2833,6
Несконденсировавшиеся
газы ................. 40,2
Сырые пиридиновые ос-
нования 39,1
Рис. 22. Схема материальных потоков при сатураторном методе получения сульфата
аммония:
1 — подогреватель; 2 — сатуратор; 3 — насос; 4 — циркуляционная кастрюля;
5 — ловушка; 6 — кастрюля обратных токов; 7 — кристаллоприемник; 8 — цен-
трифуга; 9 — конденсатор; 10 — нейтрализатор; 11 — сепаратор
3. Сатуратор
Назначение и конструкция
Сатураторы, применяемые на коксохимических заводах СССР,
различаются барботажными устройствами, устройствами ловушки,
способом перемешивания, футеровкой и другими конструктив-
ными особенностями.
Направление движения газа в барботажном устройстве бывает
от периферии к центру или от центра к периферии. При этом при-
меняются один или несколько барботажных зонтов.
Перемешивание раствора в сепараторе может осуществляться
мешалками, насосами или сжатым газом.
Ловушки для отделения капель маточного раствора, выносимых
газом из ванны сатуратора, могут быть выносными, т. е. находя-
щимися вне сатуратора или внутренними, находящимися в над-
ванном пространстве.
Наибольшее распространение в СССР получили’ сатураторы
с центральным барботажным зонтом, перемешиванием с помощью
насоса и выносной ловушки. На рис. 23 представлена такая
конструкция сатуратора.
Коксовый газ поступает в сатуратор по центральной верти-
кальной газоподводящей трубке, оканчивающейся газораспреде-
лительным зонтом, погруженным в маточный раствор. Зонт имеет
98
направляющие лопатки, выходя из которых газ барботирует
через раствор и сообщает ему вращательное движение.
В результате равномерного распределения газа и контакта его
с маточным раствором, содержащим свободную серную кислоту,
происходит поглощение аммиака и пиридиновых оснований из
коксового газа.
Из сатуратора коксовый газ выходит через два диаметрально
расположенных штуцера, находящихся на крышке сатуратора,
и направляется далее в ловушку для отделения от брызг маточного
раствора. Пары аммиака из дефлегматора аммиачной колонны
также поступают в сатуратор через соответствующий штуцер.
Свежую серную кислоту подают в сатуратор через распреде-
лительное кольцо, расположенное над барботажным зонтом.
Уровень маточного раствора в сатураторе поддерживается
постоянным благодаря непрерывному отводу избыточного рас-
твора через перелив в гидравлический затвор циркуляционной
кастрюли. Из циркуляционной кастрюли раствор возвращается
в сатуратор насосом через ажитатор.
Кристаллы сульфата аммония, образующиеся в сатураторе,
откачиваются насосом из нижней части сатуратора в виде пульпы
7* 99
и ii.iiip.iH.'inioK'H и ьрн< галлонриемннк. Избыток раствора из
к|»||с|.£ч.'1<»|||11к,м1111ко11, а также маточный раствор из центрифуг
через кастрюлю обратных токов возвращаются в сатуратор.
Сатуратор выполняют из кислотоупорного материала или
футеруют кислотозащитными покрытиями.
Расчет сатуратора
м атермальный расчет сатуратора
1. Приход. В сатуратор поступают: Коксовый газ из подогревателя следующего состава: кг/ч м3/ч Сухой коксовый газ 32 926 72 460 Водяные пары ... 2 680 3 330 Бензольные углеводоро- ды 2 200 595 Сероводород . 1 037 680 Аммиак 448 590 Пиридиновые основания 29 8 Итого. 39 320 77 663
2. Аммиачногводяные пары из дефлегматора в количестве 69% от общего количества, т. е. содержащие: кг/ч м3/ч Аммиак ... 146 192 Сероводород ... 44 29 Двуокись углерода 51 26 Водяные пары 765 950 Пиридиновые основания 4,1 1,2 Итого. 1010,1 1198,2
3. 4. Серная кислота в количестве 2493 кг/ч. Маточный раствор из кастрюли обратных токов в количестве х, кг/ч. Всего поступает 42 823,1 + х. Расход. 1. Маточный раствор. Количество маточного раствора, выводимого из сатуратора,
принимается равным 10-кратному по отношению к сухому суль-
фату аммония.
то Так как количество сухого сульфата аммония равно 2552 кг/ч, количество маточного раствора составит 25 520 кг/ч. 2. Коксовый газ в составе: кг/ч лН/ч Сухой коксовый газ .... 32 926 72 460 Бензольные углеводороды 2 200 595 Сероводород . 1 081 710 Аммиак 2 2,6 Пиридиновые основания 2,9 0,8 Двуокись углерода 52,8 26,9 Водяные пары 4 475 5 589
Итого. .40 739,7 79 384,3
100
Всего выходит 66 259,7 кг/ч.
Приравнивая приход и расход, получим, что х = 23 436,6 кг/ч.
Материальный баланс сатуратора, кг/ч:
Приход Расход
Коксовый газ 39 320 Коксовый газ 40 739,7
Аммиачно-водяные пары 1010,1 Маточный раствор 25 520
. 66 259,7
Серная кислота . , . 2 493 Итого.
Маточный раствор 23 436,6
Итого . . 66 259,7
Анализ температурного режима
сатуратора
Для устойчивой работы сатуратора большое значение имеет
его температурный режим, который должен быть таким, чтобы из
сатуратора удалялось столько воды, сколько в него поступает.
Если не будет удаляться вся вода, то будет происходить разбав-
ление маточного раствора, уменьшение концентрации в нем
сульфата аммония и прекращение выкристаллизовывания суль-
фата аммония.
Избыточная вода, поступающая в сатуратор из аммиачной
колонны, с серной кислотой и промывной водой удаляется выпа-
риванием в самом сатураторе путем повышения температуры газа
или маточного циркулирующего раствора. Но повышение темпе-
ратуры ванны сатуратора ведет к ухудшению качества сульфата
аммония по крупности и увеличенным потерям легких пиридино-
вых оснований, поэтому соблюдение определенного температур-
ного режима является важным для нормального процесса.
Минимальная температура ванны сатуратора определяется
из условия равенства упругости водяных паров над маточным
раствором в сатураторе ры и парциального давления водяных па-
ров в газе над ванной сатуратора рв.
Величина ры зависит от температуры раствора и содержания
в нем свободной серной кислоты и сульфата аммония.
Эта величина определяется по формуле [10]
Рм = Ро (1 — 0,00235у — 0,0045) мм рт. ст.,
где р0 — упругость паров чистой воды при данной температуре,
мм рт. ст.
у — содержание сульфата аммония в растворе ванны, г
на 100 а воды;
X — количество свободной серной кислоты, г на 100 г воды.
Величина же рв определяется общим давлением газа Р и содер-
жанием в нем водяных паров, т. е.
Р — • Р
Рб Ео6щ
где Ео6щ — общий объем газа, выходящего из сатуратора, м'л/ч\
Ев — объем водяных паров в выходящем газе, м?/ч.
Ю1
При равновесии рм рв этим определяется минимальная тем-
пература ванны сатуратора.
Содержание водяных паров в выходящем газе зависит от ко-
личества вводимой воды в сатуратор с поступающим газом, с сер-
ной кислотой и промывной водой, и чем больше это количество,
тем выше минимальная температура ванны сатуратора.
Особенное значение имеет количество водяных паров, вводи-
мых с газом, которое определяется тем, как произведено охлажде-
Рис. 24. Зависимость темпера-
туры ванны сатуратора tc от
температуры газа после первич-
ных газовых холодильников tr
н коэффициента сдвига равно-
весия k (при k ~ 1, tc “ fJT1in)
ние газа в первичных газовых холо-
дильниках.
На рис. 24 представлена кривая
зависимости минимальной температуры
ванны сатуратора от температуры газа
после первичных газовых холодильни-
ков. Эти данные определены при Р =
= 862 мм рт. ст., содержании суль-
фата аммония в маточном растворе
46% и кислотности 6%.
Минимальную температуру ванны
сатуратора можно также определить
по уравнению [11]
tB = -з^г + 31,
где рв — парциальное давление водяных
паров в выходящем газе,
мм рт. ст.
Результаты, полученные по этому
уравнению, получаются примерно ана-
логичными представленной кривой.
В действительности температура ванны сатуратора должна
быть выше минимальной, так как для испарения воды необходимо
иметь движущую силу испарения Др = рм — рв, ибо равновесие
в сатураторе из-за кратковременности пребывания газа в сату-
раторе не достигается.
Обычно следует принимать рк в 1,3—1,5 раза больше, чем рв,
т. е.
рм = kpB,
где k — коэффициент сдвига равновесия, k = 1,3->1,5.
Для излагаемого расчета сатуратора у = 85,5 г на 100 г воды
и S = 11,1 г/100 г воды.
Тогда получим
рк = р0 (1 — 0,00235-85,5 — 0,004-11,1) = О,755-ро.
Величина
Рв — 862 = 60,7 мм рт. ст.
102
Приравнивая p„ = рв, получим
60,7 Qn с
ро — л -гее = °0,5 ММ р!П. СШ.,
U, (оо '
что соответствует температуре 47,2° С, как и на кривой для тем-
пературы газа после холодильника 30° С.
По формуле 111] получаем
t» = + 31 = ^-не-
действительную упругость принимаем в 1,5 раза большей и
равной
рм = 60,7-1,5 = 91 мм рт. ст.,
тогда
91
Ро — — 121 мм рт. ст.,
что по таблицам упругости и по рис. 24 соответствует температуре
ванны сатуратора 55,5° С. Для последующих расчетов принимаем
/в = 55° С.
Тепловой расчет сатуратора
Приход тепла. 1. Тепло, вносимое коксовым газом из подогре-
вателя. Обозначим температуру газа, поступающего из подогре-
вателя через t, тогда:
а) тепло, вносимое сухим коксовым газом:
<7х = 32 926-0,7/ = 23 048/ ккал/ч,
где 0,7 — теплоемкость коксового газа, ккал/{кг• град)-,
б) тепло, вносимое парами воды:
<у2 = 2680 (595 + 0,438/) = 1 594 600 + 1174/ ккал/ч-,
в) тепло, вносимое бензольными углеводородами:
<7з = 2200-0,246/ = 541/ ккал/ч-,
г) тепло, вносимое сероводородом:
<74 = 1037-0,238/ = 247/ ккал/ч-,
д) тепло, вносимое аммиаком:
<76 = 448-0,503/ = 225/ ккал/ч\
е) тепло, вносимое пиридиновыми основаниями:
<76 = 29-0,246/ = 71/ ккал/ч.
Всего вносится газом
= 1 594 600 + 25 306/ ккал/ч.
103
" I’en.'io, вносимое аммиачно-водяными парами из дефлегма-
iopa при гемпграгуре 95" С:
а) тепло, вносимое парами аммиака:
<7х = 146-0,508-95 = 7000 ккал/ч-,
б) тепло, вносимое сероводородом:
<?2 = 44-0,24-95 = 1000 ккал!ч\
в) тепло, вносимое парами воды:
<7з = 765 (595 + 0,44-95) = 487 200 ккал!ч\
г) тепло, вносимое двуокисью углерода:
<?4 = 51 -0,418-95 = 2000 ккал/ч-,
д) тепло, вносимое пиридиновыми основаниями:
<76 = 4,1 -0,246-95 = 100 ккал/ч.
Всего вносится аммиачно-водяными парами
Q2 = 497 300 ккал!ч.
3. Тепло, вносимое серной кислотой:
Qs = 2493-0,458-20 = 22 800 ккал/ч,
где 0,458 — теплоемкость 76% серной кислоты, ккал!(кг-град)-,
20 — температура поступающей кислоты, °C.
4. Тепло, вносимое маточным раствором из кастрюли обратных
токов:
Q4 = 23 436,6-0,64-45 = 675 000 ккал!ч,
где 0,64 — теплоемкость маточного раствора, ккал! (кг-град)-,
45 — температура маточного раствора, принимаемая на
9—10 град ниже температуры ванны сатуратора, °C.
5. Тепло, вносимое циркулирующим раствором. Принимаем
количество циркулирующего раствора равным 30-кратному ко-
личеству по отношению к сульфату аммония, т. е.
2552-30 = 76 560 кг!ч.
Тогда
Q5 = 76 560-0,64-48 = 2 351 900 ккал/ч,
где 48 — температура поступающего циркулирующего раствора,
принимаемая на 6—7 град ниже температуры ванны
сатуратора, °C.
6. Тепло химических реакций. Это тепло складывается из
тепла разбавления серной кислоты, тепла реакции аммиака с сер-
ной кислотой и тепла кристаллизации сульфата аммония:
104
а) тепло разбавления серной кислоты от 76%-ного до 6%-ного
= 17860 (-таз+~п7 “ i;7983 + n2) к™^м°ль H2S°4>
где «х — отношение числа молей воды к числу молей кислоты
в 6%-ной серной кислоте;
пъ — то же, в 76%-ной серной кислоте,
_ 94-98 Qr о. 24-98 .
18-6 —85’3’ п2— 18-76 ~ 1,72‘
Тогда
__17 860^ 85,3 1,72 \ _
91 — 1 / ! 7983 4- 85,3 1,7983+ 1,72 ) ~
— 8 750 ккал!кмоль H2SO4
и на 1895 кг моногидрата
Qc = 8 750 =171 000 ккал/ч-,
Уо
б) тепло нейтрализации аммиака серной кислотой составляет
q2 = 46 700 ккал!кмоль H2SO4
и на 448 + 146 — 2 = 592 кг NH3, реагирующих в сатураторе:
Q'6 = 46 700 = 814 000 ккал/ч\
в) тепло кристаллизации сульфата аммония
9з = 2600 ккал!кмоль (NH4)2SO4
и на 2552 — 199 — 49,4 = 2301,6 кг/ч сульфата, образующегося
в сатураторе:
Qe" = 2600 = 45 500 ккал/ч.
1 Лб
Общее тепло химических реакций составляет
Qc = 171 000 + 814 000 + 45 500 = 1 030 500 ккал/ч.
Общий приход тепла в сатуратор равен
Qnp„x = 6 172 100 + 25 306/.
Расход тепла. 1. Тепло, уносимое коксовым газом из сатура-
тора.
Принимаем температуру коксового газа равной температуре
занны сатуратора, т. е. 55° С, тогда:
а) тепло, уносимое сухим коксовым газом:
9х = 32 926-0,7-55 = 1 267 600 ккал/ч-,
Юб
б) тепло, уносимое парами воды:
6/2 — 4475 (595 + 0,438-55) = 2 762 000 ккал/ч-,
в) тепло, уносимое бензольными углеводородами:
<7з = 2200-0,246-55 = 29 800 ккал/ч\
г) тепло, уносимое сероводородом:
<?4 = 1081-0,238-55 = 14 100 ккалк-,
д) тепло, уносимое аммиаком и пиридиновыми основаниями:
<?5 = (2-0,508 + 2,9-0,246)-55 = 100 ккал/ч.
Всего уносится коксовым газом
Q7 = 4 073 600 ккал/ч.
2. Тепло, уносимое маточным раствором вместе с сульфатом
аммония:
Q8 = 25 520-0,64-55 = 900 000 ккал/ч.
3. Тепло, уносимое циркулирующим раствором:
Q9 = 76 560-0,64-55 = 2 695 000 ккал/ч.
4. Тепло, теряемое сатуратором наружу.
Это тепло определяется по формуле
Q10 (^сг ^возд)>
где 4т — температура наружной стенки сатуратора, прини-
маем 50° С;
4о3д — температура окружающего воздуха, принимаем
—20° С (для зимних условий);
а — коэффициент теплоотдачи конвекцией и излучением,
5 ккал/(м2-ч-град)-,
F — наружная поверхность сатуратора, принимаем 250 м2.
Тогда
Q10 = 5-260 (50 + 20) = 91 000 ккал/ч.
Общий расход тепла будет равен
Qpicx = 7 759 600 ккал/ч.
Приравнивая приход и расход тепла, определяем температуру
коксового газа, поступающего из подогревателя:
6 172 100 + 25 306 f = 7 759 600 ккал/ч,
отсюда t = 62,7° С.
Таким образом, коксовый газ необходимо подогревать в подо-
гревателе до температуры 62,7° С.
106
Тепловой баланс сатуратора, ккал/ч'.
Приход
Тепло коксового газа . . 3 182 100
Тепло аммиачно-водяных
паров..................... 497 300
Тепло серной кислоты . 22 800
Тепло маточного раствора 675 000
Тепло циркулирующего рас-
твора .................. 2 351 900
Тепло химических реакций 1 030 500
Расход
Тепло коксового газа . . 4 073 600
Тепло маточного раствора 900 000
Тепло циркулирующего рас-
твора .................. 2 695 000
Тепло, теряемое наружу 91 000
Итого. . 7 759 600
Итого. 7 759 600
Определение основных размеров
сатуратора
Объем поступающего газа из подогревателя равен
17 77 273-р 70 760 Q. 700 Зг
V1 = 77 663 273-------906 = ol 700 М3/Ч,
где 906 — давление газа перед сатуратором, мм рт. ст.‘,
70 — температура газа после подогревателя, обычно 70—80 С.
Объем паров, поступающих из дефлегматора:
V ( 146 , 44 _4_ 51 _4_ 765 !_ 4>’ \ 273 + 95
т2— 17 + з4 + 44 -f- 18 и ~79 ) 273 Х
Х-^--22,4= 1100 м3/ч.
Уио
Диаметр подводящего газопровода определяем исходя из ско-
рости газа, равной = 16 м/сек, тогда
г> 1/ i-Vt -if 4-81700 , QI-
Dl~ V 3600jtox ~ У 3600-3,14-16 ~ 1,35 M'
Диаметр трубопровода для аммиачно-водяных паров будет
равен
1 f 1 f 4-1100 Л о
3600-л-t'2 ~ У 3600-3,14-10 ~ м'
где скорость паров принята равной 10 м/сек.
Диаметр центральной газоподводящей трубы внутри сатура-
тора определяем исходя из скорости, в 2 раза меньшей, чем в под-
водящем газопроводе, т. е. 8 м/сек, тогда
п _ 1/ЯГ100 + 81700) _ . q9
D* - V 3600-3.14.8~- 1192 м
и сеченпе этой трубы S3 = 2,9 ж2.
107
Диаметр корпуса сатуратора определяем из общего его сече-
ния, равного сумме сечении нейтральной газоподводящей трубы
и кольцевого сечения.
Принимаем скорость газа в кольцевом сечении сатуратора
в пределах 0,8—1 м!сек, тогда потребное кольцевое сечение будет
равно
о —____К?___
3600 -v3 ’
Объем выходящего газа равен
V3 = 79384,3 2732+ 55 • -gj- = 84 000 м3/ч,
тогда
Общее сечение сатуратора
S ~ 26 + 2,9 = 28,9 ж2,
отсюда диаметр сатуратора
п -1/4-28,9 с ,
D= И -зЛ-^4 * 6’1 м-
4. Нейтрализатор пиридиновой установки
Нейтрализатор пиридиновой установки предназначен для ней-
трализации маточного раствора, выводимого из сатуратора амми-
ачно-водяными парами, и выделения из раствора пиридиновых
оснований.
Нейтрализатор представляет собой цилиндрический аппарат,
выполненный из стали Х18Н12МЗТ, чугуна или углеродистой
стали с гомогенным освинцовыванием. Полезная емкость нейтра-
лизатора около 1,5 м3, диаметр 1800 мм и высота около 2,5 м.
Пары из аммиачно-известковой колонны поступают в нейтрализа-
тор через барботер, погруженный в маточный раствор. Раствор
в аппарате находится на уровне штуцера, через который выходит
обеспиридиненный маточный раствор. Пары пиридиновых осно-
ваний, испарившаяся вода и газы выходят через соответствующий
штуцер в крышке нейтрализатора. Маточный раствор непрерывно
вводится по трубе в среднюю часть аппарата, образуя гидравли-
ческий затвор. Для уменьшения потерь тепла наружу внешнюю
поверхность нейтрализатора изолируют.
108
Материальный расчет
Приход. В нейтрализатор пиридиновой установки поступают:
1. Аммиачно-водяные пары из дефлегматора в следующем
количестве, кг/ч:
Аммиак 65
Сероводород 19
Двуокись углерода . 23
Водяные пары .... 344
Пиридиновые основания 1,9
Всего . 452,9
2. Маточный раствор из кристаллопр нем ника в количестве
2460 кг!ч.
3. Вода из сепаратора. Обозначим это количество через х.
Итого 2912,9 + х.
Расход. Из нейтрализатора выходят:
1. Маточный раствор в сатуратор в количестве 2833,6 кг/ч.
2. Пары в конденсатор в количестве, кг!ч:
Сероводород ... 19
Двуокись углерода 21,2
Пиридиновые основания 31,1
Водяные пары ................. у
Всего. 71,3 у
Итого . . 2904,9 -|- у
Приравнивая приход и расход, получим х |- 8 = у.
Тепловой расчет
Приход тепла. 1. Тепло, вносимое маточным раствором:
= 2460-0,64-48 = 75 600 ккал/ч,
где 48 — температура маточного раствора после кристаллопри-
емника, °C.
2. Тепло, вносимое аммиачно-водяными парами:
Q9 = (65-0,508 + 19-0,24 + 23-0,21 + 1,9-0,246) 95 +
-Ь 344 (595 + 0,438-95) = 224 100 ккал/ч.
3. Тепло, вносимое конденсатом из сепаратора, принимая
температуру конденсата 30 С:
Q3 = 30-х ккал/ч.
4. Тепло химических реакций:
al тепло растворения аммиака
8800 -- 33 700 ккал/ч;
б) тепло разложения сульфата пиридина и нейтрализации
свободной серной кислоты
<?2 = 199f^49*4 ’ 46 700 = 88 000 ккал/ч.
Итого Q3 — 121 700 ккал/ч.
109
Общий приход тепла
Qnpilx = 421 400 + ЗОх.
Расход тепла. 1. Тепло, уносимое маточным раствором:
Q4 = 2833,6-0,75-102 217 000 ккал/ч,
где 102 — температура в нейтрализаторе маточного раствора, °C.
2. Тепло, уносимое парами в конденсатор:
QB = (19-0,24 + 21,2-0,21) 100 + 31,1 (102 + 0,3-100) +
| у (595 + 0,438-100) 5000 -|- 638,8#,
где 100 температура паров, выходящих из нейтрализатора, °C;
102 — тепло испарения пиридиновых оснований, ккал/кг.
3. Тепло, теряемое нейтрализатором наружу, принимая 1%
от прихода:
Q6 = 0,01 (421 400 + ЗОх) = 4214 + 0,Зх.
Общий расход тепла
QpaCX = 226 214 + 638,8г/ + 0,Зх.
Приравнивая приход и расход тепла, получим
421 400 + ЗОх = 226 214 + 638,8г/ + 0,Зх
или
195 186 = 638,8# — 29,7х.
Решая это уравнение с уравнением материального баланса
х + 8 — у, получим
х = 312 кг/ч', у — 320 кг/ч.
Материальный баланс нейтрализатора, кг/ч:
Приход Расход
Аммиачно-водяные па- ры 452,9 Маточный раствор 2460 Вода из сепаратора 312 Итого . 3224,9 Маточный раствор 2833,6 Пары в конденсатор 391,3 Итого. . 3224,9
Тепловой баланс нейтрализатора, ккал/ч:
Приход Расход
Тепло маточного рас- твора 75 600 Тепло аммиачно-водяных паров . 224 100 Тепло конденсата ... 9 360 Тепло химических реак- ций 121 700 Тепло маточного рас- твора . 217 000 Тепло паров, идущих в конденсатор 209 450 Тепло, теряемое наружу 4 310 Ито го 430 760
Итого . 430 760
НО
5. Конденсатор легких пиридиновых оснований
Конденсатор предназначен для конденсации легких пириди-
новых оснований, поступающих из нейтрализатора.
Конденсатор обычно имеет трубчатую конструкцию типа дефлег-
матора аммиачно-известковой колонны или многоходовую труб-
чатку с горизонтальными трубами. Пары поступают в межтрубное
пространство, а охлаждающая вода — в трубки. Конденсатор
выполнен из стали X18Ш2МЗТ. Применяются также погруженные
змеевиковые конденсаторы.
Материальный расчет
Приход. В конденсатор поступают в следующем количестве, кг/ч: пары из нейтрализатора
Сероводород 19
Пиридиновые основания 31,1
Двуокись углерода 21,2
Водяные пары . 320
Итого. . 391,3
Расход. Из конденсатора выходит кг/ч: конденсат в количестве,
Вода 320
Пиридиновые основания 31,1
Итого . 351,1
Несконденсировавшиеся газы, кг/ч:
Сероводород . . . 19
Двуокись углерода . . . . 21,2
Итого 40,2
Всего 391,3
В сепараторе конденсатора происходит разделение жидких
фаз и образуются легкие пиридиновые основания в количестве
39,1 кг/ч (из них: пиридиновых оснований 31,1 кг и воды — 8 кг)
и сепараторная вода в количестве 320 — 8 = 312 кг/ч, возвращае-
мая в сепаратор.
Тепловой расчет
Приход. Тепло, вносимое парами из нейтрализатора:
= 209 450 ккал!ч.
Расход. 1. Тепло, уносимое конденсатом:
Q2 = (320 + 31,1-0,43) 30 = 9600 ккал/ч.
2. Тепло, уносимое несконденсировавшимися газами:
Q3 = (21,2-0,204 + 19-0,235) 30 = 260 ккал/ч.
Ш
3. Тепло, уносимое технической охлаждающей водой Q4.
Итого расход 9860 + Q4.
Приравнивая приход и расход, получим
209 450 = 9860 + Qi,
отсюда
Q4 — 199 590 ккал!ч.
Принимая температуру воды, поступающей на охлаждение,
равной 24° С, и выходящей 45° С, получим расход воды:
= 199 590 = 950() или 9 5 ж3
45 — 24 ’ '
Тепловой баланс конденсатора, ккал!ч'.
Приход Расход
Тепло, вносимое паром 209 450 Тепло конденсата .... 9 600
——-------------------- Тепло несконденсировав-
Итого. 209 450 шихся газов . . . 260
Тепло, отбираемое техниче-
ской водой............... 199 590
Итого. 209 450
Определение поверхности теплопередачи
и размеров конденсатора
Принимаем трубки диаметром 38/2,5 мм. Критическая скорость
воды в трубках
v =2’32 i = 2>32 «=°’051
где Z — вязкость воды при средней температуре 34,5° С,
Z = 0,725 спз.
Требуемое сечение трубок в одном ходе
v __ W ____ 9,5 ЛПС17 2
д ~ 3800о — 3600-0,051 — U,U&1' М '
Принимаем трубчатку с 6 ходами по воде, тогда сечение всех
ходов
S 6-0,0517 0,310 лс.
Требуемое число трубок
°.310 осл
П ~ 0,785-0,0332 — 360 ШТ’
Принимаем п = 367 шт., размещаемых на десяти шестиуголь-
никах. Тогда фактическая скорость воды будет равна
V ~ 367-0,785-0,0332-3600 = °’0505 MjCeK,
11g
Число Рейнольдса
Re = 1000 9’95°54)Д)33-1000 = 2300.
Число Прандтля
Рг = 3,6^ = 3,6 °-9-^^725 = 4,84,
где 0,998 — теплоемкость воды при 34,5° С, ккал/(кг-град)-,
0,518 — коэффициент теплопроводности воды при 34,5° С,
ккал/ (м-ч- град).
Критерий Нуссельта
Na = 0,023-Re^-Pr0-4-<р
или
Na = 0,023-23000-8-4,84°-4-0,45 = 9,45,
отсюда коэффициент теплоотдачи к воде будет равен
а., = --9,45 п’поо =151 ккал/ (м2 • ч град).
Ct
Коэффициент теплоотдачи от конденсирующихся паров воды
к стенке принимаем = 10 000 ккал/(м2 -ч-град).
Коэффициент теплопередачи в период конденсации паров при
учете сопротивления загрязнений со стороны воды 0,001 м2-ч-
•град/ккал будет равен
К л =----j-------------т— = 130 ккал/(м2-ч-град).
юооо + °'001 + ТбТ
Общее количество тепла, отбираемое водой, равно
199 590 ккал/ч.
Тепло охлаждения конденсата
Qn = (320 + 0,43-31,1) (100 — 30) = 23 300 ккал/ч.
Тепло конденсации паров
Qi = 199 590 — 23 300 = 176 290 ккал/ч.
Определяем разность температур по периодам:
100° С 100° С 30° С
Период конденсации Период охлаждения
45° С 26,5° С 24° С
Промежуточная температура воды
t = 24 + = 26,5° С.
3 И. Е. Коробчацсквй 113
Средняя разность температур в период конденсации
М - (100-26,5)-(100-45) _ 6„ 5 д
Д?СР1 — юо — 26 5 — грао.
2’31g 100-45 '
Средняя разность температур в период охлаждения
73,5 — 6 д
Л(Ср2 =-----7Б-г- = 27 град.
2,3lgI«
Требуемая поверхность теплопередачи для периода конденса-
ции паров
F _ 176 290
~ 63,5-130
21,3 ж2.
Коэффициент теплоотдачи от конденсата к стенке определяем
по уравнению
а1 = 245|/± z
к ^ст
где — средняя температура конденсата 65° С,
Z — вязкость конденсата при 65° С, Z = 0,44 спз.
Принимаем температуру стенки 59,8° С, тогда
= 245j/ 658 =558 ккал/(м2 ч-град).
Коэффициент теплопередачи в период охлаждения конденсата
Кп =— ------------i-----=— = 106,5 ккал! (м2 - ч-град).
-X- + 0,001 4- -—-
ООО 1Ь1
Проверяем температуру стенки
65----°|§^- = 59,8°С.
ООО
Требуемая поверхность теплопередачи для периода охлажде-
ния конденсата
„ 23 300 0 1 2
= Тбб.ЩЭТ^8’1 м
Общая поверхность охлаждения конденсатора
F = 21,3 + 8,1 = 29,4 м2.
Длина труб
7 — 29-4 — П 7R
1 ~ 3,14-0,033-367 — и’'° М‘
114
Диаметр трубчатки D = 2 (xt + t'),
где х — число шестиугольников, равное 10 шт.;
t — шаг размещения трубок, равный 50 мм\
t' — расстояние центра крайней трубки от кожуха, равное
38 мм.
Тогда
D = 2 (10-0,05 + 0,038) = 1,076 м.
6. Подогреватель коксового газа
Для подогрева коксового газа перед сатуратором с целью
регулирования процесса испарения воды из ванны сатуратора
устанавливают трубчатый подогреватель. Он представляет собой
обыкновенную трубчатку, по трубкам которой движется коксовый
газ, а в межтрубное пространство поступает пар давлением 3—
4 ат (отработанный из паровых турбин нагнетателей).
Тепловой расчет подогревателя
Приход тепла. 1. В подогреватель поступает коксовый газ
из электрофильтра в количестве:
кг/ч м9[ч
Сухой коксовый газ . . 32 926 72 460
Водяные пары 2 680 3 330
Бензольные углеводороды 2 200 595
Сероводород . . 1 037 680
Аммиак ..... 448 590
Итого 39 291 77 655
Температура этого газа 50° С и давление 914 мм рт. ст.
Тепло, вносимое коксовым газом, составляет:
а) тепло, вносимое сухим коксовым газом:
<?1 = 32 926-0,7-50 = 1 150 000 ккал/ч\
б) тепло, вносимое водяными парами:
q2 = 2680 (595 + 0,438-50) = 1 650 000 ккал/v,
в) тепло, вносимое бензольными углеводородами:
<7з = 2200-0,246-50 = 27 100 ккал/ч\
г) тепло, вносимое сероводородом:
<?4 = 1037-0,238-50 = 12 300 ккал/ч-,
д) тепло, вносимое аммиаком:
q5 = 448-0,503-50 = 11 300 ккал/ч.
Общее количество тепла, вносимое газом, равно
= 2 850 700 ккал/ч.
8*
115
2. Тепло, сообщаемое греющим паром Q2.
Общий приход тепла
Сприх = 2 850 700 + Q« ккал/ч.
Расход тепла. 1. Тепло, уносимое коксовым газом (согласно
тепловому расчету сатуратора, коксовый газ необходимо подогре-
вать до температуры 62,7° С. Однако для расчета поверхности
нагрева подогревателя принимаем температуру выходящего из
него газа равной 80° С, чтобы обеспечить работу в случае откло-
нений от нормального технологического режима):
а) тепло, уносимое сухим коксовым газом:
qr = 32 926-0,7-80 = 1 850 000 ккал/ч-,
б) тепло, уносимое водяными парами:
q2 = 2680 (595 + 0,438-80) = 1 690 000 ккал/ч-,
в) тепло, уносимое бензольными углеводородами:
q3 = 2200-0,246-80 = 43 400 ккал/ч\
г) тепло, уносимое сероводородом:
<?4 = 1037-0,238-80 = 19 800 ккал/ч-,
д) тепло, уносимое аммиаком:
<?5 = 448-0,503-80 = 18 000 ккал/ч.
Всего уносится тепла коксовым газом
Q3 = 3 621 200 ккал/ч.
2. Тепло, теряемое наружу, принимаем равным 3% от пере-
даваемого тепла. Так как передаваемое тепло равно
Q = 3 621 200 — 2 850 700 = 770 500 ккал/ч,
то
= 0,03-770 500 — 23 000 ккал/ч.
Тогда общий расход тепла будет равен
Qnacx 3 644 200 ккал/ч.
Приравнивая приход и расход тепла, получим тепло, сообщае-
мое греющим паром:
Q2 = 3 644 200 — 2 850 700 = 793 500 ккал/ч.
Принимаем греющий пар давлением Р — 3 ат и температурой
132,9° С. Теплота конденсации этого пара равна 518,1 ккал/кг.
Тогда расход греющего пара будет равен
793 500 .
^-= 1530 кг/ч.
116
Определение основных размеров
подогревателя
Объем газа, поступающего в подогреватель:
.. __ 50 + 273 760 77 поп '</
v = 77 655 Г7з -щб = 77 000 м /ч-
Принимаем скорость газа, равную v 15 м/сек, тогда требуе-
мое сечение труб составит
е ___ 77 000 _ J до 2
& 3600-15 1>43л.
При трубках диаметром 57/3 мм требуемое число труб будет
1,43 cnQ
11 ~ 0,785-0,0512 ~ 698 ШТ’
Принимаем 14 шестиугольников, на которых может быть раз-
мещено 721 трубка.
Тогда фактическая скорость газа будет равна
77 000 1 и к ,
3600-721-0,785-0,0512 ~ 14,5 м/сек-
Число Рейнольдса
Re = 1000-^-.
При средней температуре 65° С вязкость сухого газа Zc. г =
= 0,0138 спз и водяного пара ZHzo 0,012 спз.
Вязкость влажного коксового газа при 65" С
100-Л4вл,г 44-.г-Ус,г । 44н2о - УнаО
^вл.г Zc.r ZH20
Д4 — 32 926 - 22 4 — 11
7Ис-г— 72 460
Vc.r = 460 • 100 = 93 % УН2о = 7 %.
100-7Ивл.г 93-11 7-18 йлдпо
~гв.лг = ода + W = 8460°-
дд _ 93-11 -|- 7-18 __ ЦК]
тИвл.г— 100 — и>ol-
Следовательно,
7 11 ,51-100 л ОС ..
^ВЛ.Г — 84 600“ — 0,0136 СПЗ.
Плотность влажного коксового газа
11,51 273 908 n лок , з
0“ 22,4 ‘ 273 4-65 760 — 0,495 кг/лг .
117
Тогда
Re = 1000.14'5-;^0,495 = 27 000.
U,Ulob
Коэффициент теплопроводности сухого коксового газа при
65° С равен 0,12 ккал!(м-ч-град) и водяного пара 0,018 ккалЦм х
х ч-град).
Коэффициент теплопроводности влажного коксового газа
X = 0,93-0,12 | 0,07-0,018 0,1129 ккал/(м-ч-град).
Теплоемкость сухого коксового газа равна 0,7 ккал! (кг-град)
и водяного пара 0,438 ккал!(кг град).
Теплоемкость влажного коксового газа
32 926-0,7+ 2680-0,438 „ „о ,,
С — ------оКгчЬс . -----=0,68 ккал!(кг-град).
32 926 + 2680
Тогда число Прандтля
п q с 0,68-0,0136 попе
Рг = 3-6 0Д129 - = 0.295.
Число Нуссельта
Nu = 0,0237?е0-8 • Рг0-4 0,023 • 27 0000-8 • 0,295°-4 = 49,5.
Коэффициент теплоотдачи от стенки к газу
а2 = Nu~ = 49,5 =110 ккал/(м? - ч • град).
Принимаем коэффициент теплоотдачи от конденсирующегося
водяного пара к стенке = 10 000 ккал! (м2-ч-град)-, тогда
коэффициент теплопередачи будет равен
К =
1
1
10 000
= 98 ккал1(м? • ч град),
где 0,001 — термическое сопротивление загрязнений,
(м2 -ч- град)! ккал.
Средняя логарифмическая разность температур в теплопере-
даче при температуре пара 132,9° С будет равна:
Д/ср = 132,9 — 50 = 62,2 град'
2’ g 132,9 -80
Требуемая поверхность теплопередачи
770 500
98-62 2
127 ж2.
118
Длина трубок подогревателя
F 127 , ,
1 ndn ~ 3,14-0,051-721 ~ 1,1 М'
Диаметр подогревателя
D = 2 (xt + t'),
где х — число шестиугольников, равное 14 шт.;
f — расстояние центра крайней трубки от кожуха, равное
57 мм\
t — шаг размещения трубок, равный 74 мм.
Тогда
D = 2 (14-0,074 + 0,057) = 2,18 м.
7. Сушилки для сульфата аммония
Назначение и конструкции
Сульфат аммония, выходящий из центрифуг, содержит еще
значительное количество влаги — более 2%. При таком содер-
жании влаги соль обладает склонностью к слеживанию, что за-
трудняет расфасовку, транспортировку и внесение в почву. Для
снижения содержания влаги в сульфате аммония производится
его сушка.
Практика показала, что при содержании влаги в сульфате
аммония менее 0,2% явление слеживания обычно не наблюдается.
Однако если сульфат аммония после сушки не охлаждается и по-
ступает на расфасовку в горячем состоянии, то может появиться
слеживаемость даже при содержании влаги менее0,2%. Поэтому
сульфат аммония после сушки необходимо охлаждать.
В коксохимической промышленности для сушки сульфата
аммония наибольшее распространение получили два типа сушиль-
ных устройств: вибрационный сушильный.транспортер и сушиль-
ные аппараты с кипящим слоем конструкции ДПИ (Донецкого
политехнического института) и Гипрококса.
На некоторых заводах применяют барабанные сушильные
аппараты.
Вибрационный сушильный транспортер
Вибрационный сушильный транспортер представляет собой
длинный и узкий желоб, верхняя плоскость которого установлена
на раме на гибких опорах и совершает колебательные движения,
подобные тем, которые совершают качающиеся грохоты. Воз-
вратно-поступательное движение сообщается желобу эксцентри-
ковым механизмом, приводимым в движение электродвигателем.
Сульфат аммония непрерывно поступает в желоб и благодаря
вибрации перемещается по верхней качающейся плоскости.
Под верхнюю плоскость транспортера при помощи специаль-
ного вентилятора подается подогретый в калорифере горячий
119
воздух, который, пройдя через зазоры между пластинками, омы-
вает кристаллы сульфата аммония и высушивает их. Влажный
воздух выходит через люки, равномерно расположенные по всей
длине сушилки и отсасывается вентилятором.
Техническая характеристика вибрационного транспортера:
Производительность, т/ч 3—5
Длина желоба, мм 9000
Ширина желоба, мм . . 700—1000
Число качаний в минуту . . . 340
Мощность электродвигателя, кет 7
Скорость, об/мин . ... 970
Барабанный сушильный аппарат
На некоторых коксохимических заводах для сушки сульфата
аммония применяют барабанные сушилки.
Высушиваемый сульфат аммония поступает с одного конца
барабана и вследствие вращения последнего непрерывно и мед-
ленно передвигается при помощи лопаток, расположенных на
внутренней поверхности барабана, к противоположному концу.
Следуя вращению барабана, сульфат аммония поднимается вверх
и рассыпается при падении вниз. Таким образом, внутренняя
поверхность барабана наполняется каскадом кристаллов сульфата
аммония.
Нагретый в калорифере до 120—140° С воздух подается в су-
шилку в месте поступления сульфата аммония и покидает сушилку
с температурой 70° С. После сушилки воздух отсасывается венти-
лятором и, пройдя ловушку, выбрасывается в атмосферу.
Барабан изготовляется из стали марки Ст. 3. Внутренняя его
поверхность освинцована, а наружная поверхность с целью умень-
шения тепловых потерь в окружающую среду покрыта изоляцией.
Сушилка с направленным кипящим слоем
конструкции ДПИ
Особенностью конструкции сушильного аппарата конструкции
ДПИ является направленное перемещение кипящего слоя, что
дает равномерную обработку материала и достаточно полное ис-
пользование тепла теплоносителя 112].
Аппарат с направленным перемещением кипящего слоя
(рис. 25) представляет собой узкую прямоугольную камеру 1 со
смотровым окном 11, расширяющуюся кверху и имеющую в ниж-
ней части решетку 2, сужающуюся по направлению движения ки-
пящего слоя.
Решетку изготовляют из стального листа толщиной 8—10 мм,
в котором сверлят отверстия диаметром 3 мм-, живое сечение равно
10% от всей площади решетки.
Теплоноситель подается под решетку и выходит через специаль-
ные щели в крышке камеры 6 и газоотводящие трубы 5. Для равно-
мерного распределения теплоносителя по всей решетке применена
120
газораспределительная коробка 8, которая имеет переменное сече-
ние по всей длине камеры, что обеспечивает постоянную скорость
теплоносителя.
Материал загружается в бункер 4, расположенный в широкой
торцовой стороне камеры, а выгружается через находящееся в уз-
кой части решетки отверстие 3.
Для облегчения выхода на решетку влажной соли из бункера 4
дно бункера устанавливают под углом 60° и наглухо прикрепляют
к свободному концу решетки, выходящему из камеры, на котором
Рис. 25. Сушилка с направленным кипящим слоем конструкции ДПИ
устанавливают вибратор 7, представляющий собой дебалансиро-
ванный электромотор. При работе вибратора колебания пере-
даются бункеру и решетке, которая свободно перемещается в па-
зах, а движение ее в горизонтальном направлении сдерживается
пружиной 9. В результате этого полностью устраняется зависание
соли в бункере и залегание ее в начале решетки, куда поступает
свежая соль. Кроме того, решетка наклонена под углом 4—6°
с целью облегчения схода с нее комков соли в случае образования
их при сушке.
Решетку можно промывать горячей водой. Для стока промыв-
ной воды и вывода сульфата аммония при попадании его под ре-
шетку в нижней части газораспределительной коробки преду-
смотрен выводной штуцер 10.
Удлиненная форма камеры, сужение решетки по длине( а также
загрузка материала на всю.ширину решетки создают условия для
направленного перемещения кипящего слоя, что способствует вы-
121
равниванию времени пребывания отдельных частиц в аппарате
и достижению более равномерной сушки материала.
Вследствие расширения камеры кверху скорость газового по-
тока уменьшается по высоте, что значительно снижает унос мел-
ких частиц из камеры. Кроме того, в результате распределения
частиц различной крупности по высоте аппарата более крупные
частицы будут находиться в зоне высоких температур, а более
мелкие — в зоне^низких температур. Это способствует равномер-
ной обработке материала, содержащего частицы различной круп-
ности. Равномерность сушки и перекрестный ток материала и теп-
Рис. 26. Схема сушильной установки для сушки сульфата
аммония:
1 — конвейер; 2 — загрузочный бункер; 3 — сушильная ка-
мера; 4 — решетка; 5 — газораспределительная коробка; 6 —
вентилятор; 7 — разгрузочное отверстие; 8 — газопровод;
9 —вибратор; 10 — топка; 11 — газоотводящие трубы; 12 —
циклон; 13 — отсасывающий вентилятор
лоносителя в этом аппарате обеспечивают наиболее полное по
сравнению с другими однокамерными аппаратами с кипящим слоем
использование теплоносителя.
Схема промышленной установки дана на рис. 26. Влажный
сульфат аммония из центрифуги передается на конвейер 1, с ко-
торого сбрасывается в загрузочный бункер 2 сушильной камеры 5.
В качестве теплоносителя могут быть применены продукты
сгорания коксового газа или воздух, нагреваемый паром в калори-
фере. В описываемой установке используются продукты сгорания
коксового газа.
Коксовый газ по трубопроводу 8 подается в топку 10, куда
вентилятором 6 нагнетается воздух, необходимый для горения.
Часть воздуха тем же вентилятором подается в трубопровод после
топки для разбавления продуктов сгорания.
Теплоноситель с температурой 130—150r С через газораспре-
делительную коробку 5 подается под решетку 4 со скоростью, обес-
печивающей создание устойчивого кипящего слоя соли.
Увлеченные потоком теплоносителя мелкие частицы соли оса-
ждаются в циклоне 12 и периодически передаются в яму склада.
Для улавливания частиц соли, не задерживаемых циклоном, мо-
жет быть установлен резервуар с водой, о поверхность которой
ударяется поток газа. При этом частицы сульфата аммония рас-
1 22
творяюгся в воде, а очищенный теплоноситель выбрасывается
в атмосферу.
Высушенный сульфат аммония через разгрузочное отверстие 7
выдается в склад. Для охлаждения высушенной соли сульфата
аммония часть газораспределительной коробки у загрузочного
конца отделяется глухой перегородкой. Под решетку этой части
коробки подается холодный воздух от вентилятора.
В камере над слоем соли поддерживается небольшое разреже-
ние порядка 0,5—1,5 мм рт. ст. для того, чтобы через загрузоч-
ное и разгрузочное отверстия в помещение не попадали мелкие
Рис. 27. Сушилка с кипящим слоем конструкции Гипрококса
частицы сульфата аммония и теплоносителя. Исходя из этого
в технологической схеме предусматривается установка двух вен-
тиляторов.
Технические показатели установки:
Производительность, т/ч . . . .... 2,5—3,5
Температура теплоносителя под решеткой,
°C....................................130—170
Унос мелких частиц в циклон, % от загрузки 0,2—0,5
Давление под решеткой, мм вод. ст. . . . 60—100
Влажность высушенной соли, % . 0,1
Сушилки с кипящим слоем конструкции
Гипрококса (р и с. 27)
Сушилка Гипрококса представляет собой камеру прямоуголь-
ной формы, состоящую также из двух секций: сушильной и охла-
дительной [2].
В нижней части камеры установлена беспровальная решетка,
состоящая из нижнего распределительного сита, набивки и верх-
123
него съемного сита. Верхняя и боковая стенки камеры выполнены
из нержавеющей стали. Нижнее сито изготовлено из стального
листа, в котором просверлены отверстия диаметром 7 мм, живое
сечение равно 10% от общей площади решетки. Ширина щелей
верхнего сита 0,25—0,3 мм. Общее сечение щелей 9% от поверх-
ности сита. Между нижним и верхним ситом имеются перегородки
высотой 80 мм, образующие ячейки, заполненные кварцитом, ша-
мотом или мраморной крошкой, размером 12—20 мм. Решетка
имеет наклон в сторону выгрузки, равный 2° 30'.
Влажный сульфат загружается в сушильную камеру через
верхний лопастной затвор и цепной забрасыватель.
Воздух, нагретый в калорифере паром, поступает в сушильную
секцию, а холодный воздух — в охладительную секцию. После
сушилки воздух отсасывается из верхней части сушильной камеры
через циклон.
Технические показатели сушилки:
Производительность, т/ч........-. 4—10
Температура теплоносителя под решеткой, °C 125—130
Сопротивление решетки и слоя, мм рт. ст, 350—380
Влажность высушенной соли, % . 0,2—0,25
Расчет процесса сушки сульфата аммония
в кипящем слое
По расчету сушки в кипящем слое имеется обширная литера-
тура [13—16].
Ниже приведен расчет сушки сульфата аммония в кипящем
слое в аппарате конструкции ДПИ. В качестве теплоносителя ис-
пользуется воздух, нагреваемый паром в калорифере.
Материальный расчет
Количество влажного сульфата аммония, поступающего в су-
шилку, равно 2605 кг!ч, из них сухого сульфата аммония 2552 кг/ч
и воды 53 кг/ч.
Принимаем влажность сульфата аммония после сушки равной
0,1%; тогда количество удаляемой влаги будет равно
W = 53 — • 0,001 = 50,5 кг/ч.
Тепловой расчет процесса сушки
Зона сушки
Для теплового расчета сушилки принимаем следующие пара-
метры воздуха и сульфата аммония:
t0 — температура воздуха, поступающего в калорифер,
t0 = 15° С;
— температура воздуха после калорифера, tr = 130° С;
t2 — » » сушилки, t2 = 62° С;
124
Фо — относительная влажность поступающего воздуха в кало-
рифер, ф0 = 0,7;
/с — температура поступающего сульфата аммония (прини-
маем с запасом для зимних условий), tc = 15° С;
tc — температура выходящего сульфата аммония после сушки,
С = 60(J С.
Приход тепла. 1. Тепло, вносимое сульфатом аммония в су-
шилку:
Qi = (2552-0,34 + 53)-15 = 13 800 ккал/ч.
2. Тепло, вносимое воздухом из калорифера:
где L — количество сухого воздуха, поступающего в калорифер,
кг/ч,
— энтальпия поступающего воздуха, ккал!кг сухого воз-
духа,
- 0,24^ + 0,001do (595 + 0,47^),
d0 — влагосодержание поступающего воздуха,
4 = 622 745 —<рор„ г/кг СУХОГО воздуха,
Ро — упругость водяных паров при температуре t0.
Подставляя ф0 = 0,7; р0 = 12,8 мм рт. ст., получим
. соо 0,7-12,8 « с
а0= Ь22 745 __ 0 7 12 8 = 7,в г/кг сухого воздуха,
тогда
= 0,24-130 + 0,001-7,6 (595 + 0,47-130) = 36,32 ккал/кг
сухого воздуха.
Таким образом, Q2 = 36,32L ккал/ч.
Общий приход тепла
Сприх = 13 800 ф- 36.32L ккал/ч.
Расход тепла. 1. Тепло, уносимое высушенным сульфатом ам-
мония из сушильной секции сушилки:
Q3 = (2552-0,34 + 2,5)-60 = 52 400 ккал/ч.
2. Тепло, уносимое воздухом из сушильной секции сушилки:
Qa ~ Li2,
где i2 — энтальпия воздуха, выходящего из сушилки, ккал/кг
сухого воздуха,
i2 = 0,24Z2 + 0,001 -d2 (595 + 0,47/2);
d2 — влагосодержание воздуха, выходящего из сушилки, г/кг
сухого воздуха
125
w
Но величина dz = d0+ 1000j-.
Подставляя d2, получим
z2 =0,24-tz + 0,001 + 1000^) (595 + 0,4712).
Подставляя t2 ~ 62° C; W = 50,5 кг/ч и d0 — 7,6 г/кг сухого
воздуха, получим
„о , 31 520
i2 = 19,62 ----j— ккал/кг сухого воздуха,
тогда
Q4 = 19,62L + 31 520 ккал/ч.
3. Тепло, теряемое сушильной камерой наружу в зоне сушки.
Принимаем это тепло равным 10% от тепла, пошедшего на на-
грев материала, или
Q6 = 0,1 (52 400 — 13 800) 4000 ккал/ч.
Общий расход тепла
Qpacx = 87 920 + 19.62L ккал/ч.
Приравнивая приход и расход тепла, получим
13 800 + 36,32L = 87 920 + 19.62А,
откуда
L = 3800 кг/ч.
Масса влажного воздуха
£Вл = 3800 (1 + 0,0076) = 3829 кг/ч,
из них влаги 29 кг/ч.
Подставляя значение L во все статьи теплового расчета сушиль-
ной установки, получим следующий тепловой баланс сушилки,
ккал/ч:
Расход
Тепло, уносимое сульфатом
аммония . ...............
Тепло, уносимое воздухом
Потери тепла наружу . . .
Приход
Тепло, вносимое сульфатом
аммония................. 13 800
Тепло, вносимое воздухом 138 000
Итого. . . 151 800
52 400
95 400
4 000
Итого... 151 800
Б. Зона охлаждения.
Приход тепла. 1. Тепло, вносимое сульфатом аммония из
зоны сушки:
Qx = 52 400 ккал/ч.
2. Тепло, вносимое охлаждающим воздухом при температуре
15° С:
Сг = £о^о»
126
i0 — O,24fo + 0,001 d0 (595 4- O,47Zo) ккал/кг сухого воздуха.
Подставляя t0 — 15° С; d0 = 7,6 г/кг сухого воздуха, получим
i0 = 0,24• 15 + 0,001 • 7,6 (595 + 0,47 15) = 8,19 ккал/кг сухого
воздуха.
Тогда
Q2 = 8,19L0.
Общий приход тепла
Qnt®x ~ 52 400 8,19L0.
Расход тепла. 1. Тепло, уносимое сульфатом аммония, выходя-
щим из зоны охлаждения, принимая температуру высушенного
и охлажденного сульфата аммония равной 45° С.
Q3 = (2552-0,34 + 2,5)-45 = 39 100 ккал/ч.
2. Тепло, уносимое охлаждающим воздухом из охлаждающей
секции:
Qi ~ 7/(jig,
i3 — энтальпия воздуха после охлаждающей зоны, принимая
температуру воздуха равной 43° С;
i3 = 0,24/3 + 0,001 d0 (595 + 0,47/3) ккал/кг сухого воздуха.
Подставляя d0 = 7,6 г/кг сухого воздуха и t3 = 43° С, получим
i3 = 0,24-43 + 0,001 -7,6 (595 + 0,47-43) = 15 ккал/кг сухого
воздуха.
Тогда
Qi = 15Lo.
Общий расход тепла равен
QpaCX = 39 100 + 15L0.
Приравнивая расход и приход тепла, получим
52 400 + 8,19L0 = 39 100 + 15L0,
откуда Lo = 1950 кг/ч.
Масса влажного воздуха
Lo = 1950 (1 + 0,0076) — 1965 кг/ч, из них влаги 15 кг/ч.
Тепловой расчет калорифера
Приход тепла. 1. Тепло, вносимое воздухом в калорифер:
Qi = Li0 или Qx = 8,19-3800 = 31 100 ккал/ч.
2. Тепло, вносимое паром Q2.
Общий приход тепла
Qnpnx = 31 100 + Q2.
Расход тепла. 1. Тепло, уносимое воздухом из калорифера:
Q3 = 138 000 ккал/ч.
127
2. Тепло, теряемое наружу, принимаем равным 10% от пере-
даваемого тепла:
Q4 = 0,1 -(138 000—31 100) = 10 700 ккал/ч.
Общий расход тепла
Qpacx = 148 700 ккал/ч.
Приравнивая приход и расход тепла, получим расход тепла на
калорифер:
Q2 = 117 600 ккал/ч.
Расход пара на калорифер при давлении пара 4 атм и теплоте
конденсации пара 511,1 ккал/кг составит
117 600 OQn
-j— = 230 кг/ч.
01 1 f 1
Определение размеров сушильной камеры
Определение площади решетки для. сушильной зоны камеры.
Необходимая площадь решетки определяется исходя из расхода
теплоносителя и оптимальной скорости псевдоожижения.
Необходимая площадь решетки равна
F =Л12
с 3600t>c
где Ус — объем воздуха, поступающего в сушильную зону при
средней температуре, мъ/ч-,
vc — оптимальная скорость псевдоожижения, м/сек.
Объем воздуха, поступающего в сушильную зону при средней
130 4-62 псо „
температуре ---— — 96 С и давлении под решеткой
760 + — 768мм рт. ст., равен
_ 7 3800 29 + 79,5 \ 273 ± 96 . 7ВД _ 3
\ 1,29 ' 2-18 ’ ) 273 768 — ’
где 3800 — количество сухого воздуха, кг/ч-,
29 — количество влаги в поступающем воздухе, кг/ч-,
79,5 — количество влаги в выходящем воздухе, кг/ч.
Плотность этого воздуха
3800 + -29±-^5
Ре =----4ОоН-----= °’95 Кг^'
Скорость псевдоожижения определяется по числу Рейнольдса,
исходя из следующего уравнения [13]:
D Л re4,75 D v
Re =---------• • и vc = Red ,
18+0,бУЛге4-75 T
128
где Аг — критерий Архимеда,
Лг = 4+
V-Pc
g — ускорение, м1сек\
рт — плотность твердого сульфата аммония, кг!м3\
рс — плотность воздуха, ка/ж3;
v — кинематическая вязкость воздуха, м21сек\
dT — максимальный диаметр частиц твердого сульфата ам-
мония в полидисперсной системе, ж;
е — порозность кипящего слоя;
для неподвижного слоя;
8о=1—
Рт
для условий выноса
8=1,
для оптимальных условий псевдоожижения
е = 0,65ч-0,75,
рн — насыпная масса твердого сульфата аммония, кг/м2.
Кинематическая вязкость воздуха при средней температуре
воздуха 96° С, равна
v = 23,5-10'° мЧсек.
Максимальный диаметр частиц твердого
равен dT = 0,001 ж.
Плотность
рт = 1766 кг!м3.
Тогда критерий Архимеда
§4рт _ 9,81-0,0013-1766 ооппп
™ ~ v2pc ~ 0,95-23,52-10~12 —
Критерий Рейнольдса
D Лге4,75
Re =---------- - - -т- =
18 +0,бУЛге4’75
Тогда
п v пи 23,5-10-G Q О1
= 94 ' Ь,боГ~ = 2’21 м'сек
сульфата аммония
33000-О,/-75
г_____________= = 94.
18+0,6 У 33000-0,74-75
и
р 4000 п к 2
~ 3600-2,21 ~ Ж .
9 И. Е. Коробчанекий
129
Определение площади решетки для охладительной зоны камеры.
Объем воздуха, поступающего в охладительную камеру, при сред-
ней температуре 15 +43 = 29° С и давлении 768 мм рт. ст., со-
ставит
v /1950 15 Q9 .\ 273 + 29 760 ,„7П
= VW + Т8 • 22’4 ) —273------- 768- = 1670 М I4-
Плотность этого воздуха
Ро = +б7О = 1>18 кг/м•
Кинематическая вязкость воздуха при температуре 29° С равна
v = 16,6-10“6 мЧсек.
Тогда критерий Архимеда
. 9,81-0,0013-1766
1,18-16,емо-12-- 33400>
Критерий Рейнольдса
Re =--------53400.07^------= 127.
18 + 0,6]/ 53400-0,74,75
Тогда
1 0-7 16,6- 10"В 0 11 ,
1,0 = 127~ь;бо1 = 2>11 м/сек-
Необходимая площадь решетки
г, 1670 п оо о
~ 2,11-3600 — 0,22 м
Общая площадь решетки
Ко6щ = 0,5 + 0.22 = 0,72 м2.
Принимая соотношение длины и ширины решетки равным 7:1,
получим ширину решетки, равной
a = j/S=-j/0^ = 0,32 м,
и длину
, 0,72 q „ ,
1 ~ 0,32 ~’ 2,3 М'
Длина сушильной зоны составит
, 0,5-2,3 . „
7с ~ 0,72 — 1’° м
и охладительной /0 = 0,7 м.
130
Определение высоты неподвижного и кипящего слоя в камере.
Высота кипящего слоя определяется по высоте неподвижного слоя
и порозностей кипящего и неподвижного слоев в сушильной зоне
камеры.
Высота же неподвижного слоя материала определяется на ос-
нове расчета требуемой поверхности соприкосновения теплоноси-
теля с частицами высушиваемого материала, которая должна
быть достаточной для передачи количества тепла, потребного для
проведения сушки.
Необходимая поверхность соприкосновения материала и тепло-
носителя, т. е. поверхность теплопередачи, равна
5 = —^,
ссД /ср
где Q — количество передаваемого тепла, ккал/ч;
а — коэффициент теплоотдачи от воздуха к материалу,
ккал/(м2 - ч-град);
Л/Ср — средняя разность температур между теплоносителем
и материалом, град.
Количество тепла, передаваемое в зоне сушки теплоносителем
в кипящем слое материалу:
Q = Снагр + QИСп + Qпот,
где QHarp — тепло, пошедшее на нагрев материала;
QHarp = 52 400 — 13 800 = 38 600 ккал/ч;
QHcn — тепло, пошедшее на испарение воды;
Сисп = 50,5-595 = 30 000 ккал/ч;
Спот — тепло, теряемое камерой наружу;
QnoT = 4000 ккал/ч.
Таким образом,
Q = 72 600 ккал/ч.
Коэффициент теплоотдачи от теплоносителя к материалу опре-
деляем по уравнению [14]
Nu =0,01/?е-Лг°’175(-^У’45,
где Re — число Рейнольдса, определяемое по среднему диаметру
частиц твердого сульфата аммония;
dcp — средний диаметр частиц твердого, равный 0,0005 м;
Но — высота неподвижного слоя материала на решетке; при-
нимаем ее равной 0,12 м.
Тогда число Рейнольдса
Р _ 0,0005-2,21 _ 7
Л 23,5-Ю-6 ~ 131
9*
131
Критерий Архимеда
, _ 9,81-0.00053-1766
~ 0,95-23,52-10~12 —
Тогда
Nu = 0,01.47-4130°-175(
0,0005 \o.45 _q 171
0,12
И
„ л? Х о 171 2,62-Ю-2 ,, , 2
а — Nu-.— = 0,171 - = 9 ккалКм2 - ч - град),
и ср у
где X — коэффициент теплопроводности воздуха при температуре
96° С, равный 2,62-Ю-2 ккал! (м-ч-град).
Среднюю разность температур в теплопередаче рассчитывают
как среднюю логарифмическую разность, причем температуру ма-
териала принимаем одинаковой по всему слою, т. е.
2,31g-4--"
t —t
в м
где 4, 4 — температура воздуха на входе в сушилку и на выходе
из кипящего слоя;
tM — температура материала в слое.
Подставляя соответствующие температуры, получим
*, 130 — 62 ,п , л
Д*с₽ 130 — 60 ~ гра^'
g 62 — 60
Тогда требуемая поверхность теплопередачи в сушильной зоне
будет равна
•$с = ЖК9 = 423 ЛЛ
Массу материала, образующего такую поверхность теплопере-
дачи, определяем по уравнению
r SdcppT 423-0,0005-1766 с
и о — —g — --------g------— oz,o кг.
Высота неподвижного слоя для камер призматического сече-
ния определяется из уравнения
Hi-tga° + H1a —-^ = 0,
132
где а° — угол наклона стенки камеры и вертикали, принимаемый
равным 15°;
а — ширина камеры, м\
I — длина сушильной зоны камеры, м\
Ум — объем неподвижного слоя материала,
К,=Ц = 0.073 лА
Здесь рн — насыпная масса твердого, равная 858 кг/м?.
Тогда
Я? • tg 15° + Я. - 0,32 — = 0.
Отсюда Н1 = 0,12 м, что и было принято ранее.
Гидравлическое сопротивление кипящего слоя
Др = 0,12рн = 0,12-858 = 103 мм рт. ст.
Продолжительность сушки
Go36OO 62,5-3600 ov
Т=Л^ = ^850~=87 СвК’
где Gcp — средняя масса материала, проходящего сушилку:
_ 2605 + 2554,5 оксп
GcP =-----^2----~ = 25о0 кг/ч.
Высоту .кипящего слоя в камере определяем исходя из приня-
той порозности кипящего слоя е = 0,7 и высоты неподвижного
слоя материала.
Высоту кипящего слоя в камере Н2 вычисляем из уравнения
Hl tg а° + Н2а—= 0,
1 —е
где е0 — порозность неподвижного слоя,
е0 = 1 — — = 1 — ~ = 0,515,
и рт 17об
тогда
Hl tg 15° + Н2 • 0,32^°^. 1-f^°Q5|5- = 0.
Отсюда Н2 = 0,2 м.
На такой высоте и должен быть установлен порог на выходе
из камеры.
Ширину камеры вверху определяем исходя из размеров частиц,
уносимых из камеры, и порозности кипящего слоя е = 1 для этих
частиц.
Принимаем максимальный размер уносимых частиц из камеры
равным 0,00015 м, что обеспечивает получение сульфата аммония
по крупности, соответствующей ГОСТу, так как при этом будут
отдуты мелкие частицы соли.
133
Число Рейнольдса для условий уноса определяем по формуле
Ре =_________—_____
у11 18 + 0,б]Л4г ’
Число Архимеда
. 9,81-0,000153-1766 _ . н
Лг — 0,95-23,52-10"12 — Н1’
тогда ^еун = q g1 J/-J j f —4,56 п скорость, обеспечивающая
вынос из камеры частиц размером d 0,15 мм, будет равна
= =4156 ~таг = °’715 м/сек-
Тогда ширина камеры вверху должна быть равна
яв = ан^=--0,32^=1 м.
Общую высоту камеры определяем по формуле
и _____ ап ______. 1 0,32 __ ,
побщ— 2tga° — 2tgl5° ~ ’
Проверка зоны охлаждения на возможность охлаждения. Объем
материала, находящегося в зоне охлаждения, определим из урав-
нения
V0
Н\ \£а° + Н,а----^- = 0.
*0
Так как Нг = 0,12 м; а = 15°; а = 0,32 лг; /0 = 0,7 м, то
У° = (0,122-0,268 -|- 0,32-0,12)-0,7 = 0,03 м\
Тогда масса этого материала
Go = 0,03рн = 0,03-858 = 25,8 кг.
Поверхность теплопередачи равна
е ____ 6G0 __ 6-25,8 __|7r- 2
°0 — 4РРт ~ 0,0005-1766 — 1 м
Коэффициент теплопередачи в этой зоне определяем по урав-
нению
Nu = О,О1/?е.Аго-175(^-\0,45.
\ “о )
Число Рейнольдса
D 0,0005-2,11 со к
16,6-10-° =63’5~
Число Архимеда
134
« 9,81-0,0005М 766 сссН
Ar = 1,18-16,6М0~12 = 666°-
Тогда
Nu = 0,01 -63,5-6660е-175
= 0,253
и
а = 0,253 —- = 11,2 ккалЦм? ч-град),
где 2,22 • 10”2 — коэффициент теплопроводности воздуха при сред-
« 15 -T- 43 s~'
ней температуре —~— = 29 С.
Среднюю разность температур в теплопередаче определяем ис-
ходя из постоянства температуры материала в слое равной тем-
пературе на выходе, т. е. 45° С.
ч.= |45~15)41(15,743| = 10,35^.
2.3'S 45_13
Тогда количество тепла, которое может быть передано в охла-
дительной секции материала к воздуху:
Q = а • So • Л4р = 11,2 • 175 • 10,35 = 20 300 ккал!ч.
Необходимо же передать согласно тепловому расчету в охла-
дительной зоне
Q = 52 400 — 39 100 = 13 300 ккал!ч.
Таким образом, режим охлаждения принят правильным, так
как он обеспечивает необходимое охлаждение материала.
Продолжительность охлаждения
25,8-3600
2559,5 — 36 СвК'
Общее время пребывания
тобщ = 87 + 36 = 123 сек,
материала в сушилке
или примерно 2 мин.
бессатураторного
8. Технологическая схема
метода получения сульфата аммония
В литературе [2,17—20] описано несколько схем бессатура-
торного метода получения сульфата аммония. Ниже излагается
схема бессатураторного метода получения сульфата аммония, осу-
ществленная на одном из коксохимических заводов УССР.
Особенностью этой схемы является то, что поглощение аммиака
и пиридиновых оснований производится раздельно от кристалли-
зации сульфата аммония в различных аппаратах. Такая схема
135
позволяет применять для каждого из указанных процессов наи-
более целесообразный режим работы, обеспечивающий полноту
поглощения аммиака и пиридиновых оснований и получение
крупнокристаллического сульфата аммония.
Исходя из этого основной аппарат для абсорбционных процес-
сов — абсорбер состоит из двух ступеней.
В первой ступени осуществляется поглощение большей части
находящегося в газе аммиака с получением раствора сульфата
аммония максимальной концентрации (не доходящей в то же время
до насыщения) и с минимальной концентрацией серной кислоты.
Оптимальной в этой ступени абсорбции является концентрация
Рис. 28. Схема бессатураторного метода получения сульфата аммония
сульфата аммония 40% и остаточная кислотность 1—1,5%. Это
обеспечивает минимальный расход пара на выпаривание воды и
уменьшает коррозию испарителя.
Во второй ступени поддерживается более высокая концентра-
ция серной кислоты, достаточная для того, чтобы поглотить остав-
шееся количество аммиака и создать высокую концентрацию пири-
дина в растворе, выводимом в пиридиновую установку. Оптималь-
ное содержание серной кислоты в этой ступени абсорбера состав-
ляет 10—12%, а сульфата аммония 20—30%.
Выпаривание воды и кристаллизация сульфата аммония произ-
водятся в отдельном аппарате — испарителе, работающем под раз-
режением, обеспечивающем выпаривание воды при температурах
50—60° С, что обусловливает кристаллизацию сульфата аммония
и удержание пиридиновых оснований в упариваемом растворе.
Рассмотрим технологическую схему получения сульфата ам-
мония (рис. 28).
Коксовый газ, содержащий аммиак и пиридиновые основания,
поступает в абсорбер /, представляющий собой полый аппарат
136
с форсуночным орошением, состоящий из двух ступеней —
нижней и верхней, разделенных между собой горизонтальной
тарелкой.
В нижней ступени 2 абсорбера циркулирует раствор, содержа-
щий около 40% сульфата аммония и 1—-1,5% свободной серной
кислоты. В верхней ступени 3 абсорбера циркулирует раствор,
содержащий от 20 до 30% сульфата аммония и 10—12% свободной
серной кислоты.
После прохождения нижней и верхней ступеней абсорбера
коксовый газ проходит кислотную ловушку 4, служащую для
удаления брызг маточного раствора.
Каждая ступень абсорбера имеет свою самостоятельную си-
стему орошения. Так, из нижней ступени абсорбера раствор через
гидрозатвор поступает в циркуляционный сборник слабого рас-
твора 5, откуда насосом 6 подается на орошение этой же ступени.
Раствор же из верхней ступени абсорбера поступает в циркуля-
ционный сборник крепкого раствора 7, откуда насосом 8 подается
на орошение верхней ступени абсорбера.
Подача раствора как в нижнюю, так и в верхнюю ступени абсор-
бера производится на двух уровнях.
Серная кислота и вода, необходимые для пополнения циркули-
рующих растворов, подаются из напорных баков 9 и 10 в цирку-
ляционные сборники первой и второй ступеней 5 и 7.
Часть маточного раствора из нижней ступени абсорбера не-
прерывно отводится в смолоотделитель 11, а. оттуда в сборник 12,
из которого насосом 13 подается в низ конической части трубча-
того испарителя 14.
В смолоотделителе выделяется большая часть смолы, которая
всплывает на поверхность раствора и непрерывно удаляется скреб-
ковым транспортером. Это обеспечивает минимальное попадание
смолистых веществ в сборник 12 и, следовательно, предотвращает
загрязнение сульфата аммония.
В испарителе 14 происходит выпаривание воды из раствора и
кристаллизация сульфата аммония. Благодаря вакууму (давление
равно 75 мм рт. ст.), создаваемому двухступенчатым паровым
эжектором, температура кипения раствора равна 50—60° С.
h Испаритель обогревается паром низкого давления, около
2 кПсм2. В испарителе имеется внутренняя циркуляционная
труба 19 большего диаметра, чем трубки, вследствие чего создается
термическая циркуляция раствора внутри аппарата, способствую-
щая росту кристаллов.
Образующаяся в нижней части испарителя пульпа, представ-
ляющая собой смесь кристаллов сульфата аммония (примерно
50—60% от массы пульпы) и насыщенного маточного раствора,
откачивается центробежным насосом 15 в центрифугу непрерыв-
ного действия 16. Маточный раствор после центрифуги возвра-
щается в циркуляционный сборник 5 нижней ступени абсорбера.
Туда же поступает промывная вода из центрифуги.
137
Влажный сульфат аммония из центрифуги поступает в сушиль-
ную установку 20 и далее на расфасовку.
Вакуум в испарителе создается с помощью паровых эжекто-
ров 17, 18, в которые подается пар высокого давления (10—
11 кПсм2). Между испарителем и первой ступенью эжектора 17
установлен поверхностный трубчатый конденсатор 21, охлаждае-
мый водой. Между ступенями эжектора имеется также конденса-
тор 22, охлаждаемый водой.
Образующийся в испарителе конденсат греющего пара посту-
пает в сборник конденсата 23, а конденсаты, образующиеся в кон-
денсаторах 21 и 22, поступают в сборник грязного конденсата 24.
Из этих сборников конденсаты передаются насосом 25 в напорный
бак 10 и, следовательно, идут на пополнение циклов или исполь-
зуются для других целей.
В верхней ступени абсорбера, кроме доулавливания аммиака,
происходит также улавливание пиридиновых оснований. Улавли-
вание пиридиновых оснований осуществляется более концентри-
рованным раствором серной кислоты (10—12%), содержащим мень-
шее количество сульфата аммония (20—30%), чем обеспечивается
высокая степень улавливания пиридиновых оснований из газа и
большая концентрация их в растворе.
Для вывода поглощенных пиридиновых оснований часть ма-
точного раствора из верхней ступени абсорбера непрерывно от-
водится в пиридиновую установку.
После обеспиридинения раствор из нейтрализатора пиридино-
вой установки поступает в раскислитель, куда подается также сер-
ная кислота, здесь доводится ее содержание до 4—5%, вследствие
чего осаждается шлам, который удаляется в шламовом отстой-
нике. После шламового отстойника раствор поступает в сборник
циркуляции крепкого раствора 7.
Таким образом, в циркуляционный сборник нижней ступени
абсорбции поступают: раствор из нижней ступени абсорбера, вода
для пополнения цикла из напорного бака 10, серная кислота из
напорного бака 9, маточный раствор из центрифуги, а также из-
быточный раствор из цикла циркуляции верхней ступени абсор-
бера, из сборника 7; в циркуляционный сборник верхней ступени
абсорбера поступают: раствор из верхней ступени абсорбера, вода
для пополнения цикла из напорного бака 10, серная кислота из
напорного бака 9, маточный раствор из ловушки 4, обеспириди-
ненный раствор из пиридиновой установки.
Аммиачные пары из дефлегматора аммиачно-известковой ко-
лонны, как и при сатураторном методе получения сульфата аммо-
ния, поступают в абсорбер и в пиридиновую установку.
Таким образом, как видно из изложенного, производство суль-
фата аммония по бессатураторпому методу осуществляется в двух
установках — абсорбционной и испарительно-кристаллизацион-
ной.
Ниже дается материальный и тепловой расчет этих установок.
138
9. Материальные расчеты бессатураторного
метода получения сульфата аммония
Материальный баланс аммиака
Материальный баланс аммиака
(кг/ч) имеет следующий вид:
Приход
С коксовым газом • • 448
С аммиачно-водяными
парами ............211
Итого. . 659
Расход
С коксовым газом ... 2
Реагирует с кислотой 657
Итого. . . 659
Для поглощения 657 кг/ч аммиака необходимо подать серной
98
кислоты в моногидрате 657 = 1895 кг/ч-, при этом образуется
сухого сульфата аммония 657 + 1895 = 2552 кг/ч, а с влажностью
2 % “Яг = 2605 кг'4-
Расход 94 %-ной серной кислоты составит
1895 on 1 г ,
-—- = 2015 кг/ч.
из них моногидрата серной кислоты 1895 кг/ч, воды 120 кг/ч.
Для упрощения расчета пренебрегаем содержанием серной
кислоты и пиридиновых оснований в отфугованном сульфате ам-
мония.
Материальный баланс
пиридиновых оснований
Количество пиридиновых оснований, поступающих с коксо-
вым газом, как указано было ранее, составляет 29 кг/ч и с аммиачно-
водяными парами 6 кг/ч, т. е. всего 35 кг/ч.
Количество пиридиновых оснований, уносимых обратным кок-
совым газом, при содержании его в газе 0,02 г/м3 и количестве
газа 72 460 м3/ч составит
72460 = 1,5 кг/ч.
Тогда количество извлекаемых пиридиновых оснований будет
равно 33,5 кг/ч и материальный баланс (кг/ч) имеет следующий вид:
Приход
Расход
С коксовым газом .... 29
С аммиачно-водяными пара-
ми ......................6
С коксовым газом . . 1,5
Извлекается............33,5
Итого. . • 35
Итого. . . 35
139
Распределение аммиачно-водяных паров,
идущих из дефлегматора в абсорбер
и пиридиновую установку
Аммиачно-водяные пары из дефлегматора направляются как
в абсорбер, так и непосредственно в пиридиновую установку.
Доля аммиачно-водяных паров, направляемых из дефлегматора
в абсорбер, может быть определена по следующему уравнению:
о G,— К (х— О2)
Р — Gj + KG^ ’
где х — количество извлекаемых пиридиновых оснований, кг/ч-,
Gr — количество аммиака в аммиачно-водяном паре, Gr =
= 211 кг/ч;
G2 — количество пиридиновых оснований в аммиачно-водя-
ном паре, G2 = 6 кг/ч;
К — коэффициент, определяемый по уравнению:
К^ОДЗ1 + 3’47СкР,
здесь Ск — содержание свободной серной кислоты в растворе,
выводимом в пиридиновую установку, %; обычно
Ск = 10^-12%; принимаем Ск = 12%;
р — плотность раствора, содержащего 28% (NH4)2SO4
и 12% H2SO4, равная 1,2 кг/д;
Сп — содержание пиридиновых оснований в растворе, вы-
водимом в пиридиновую установку, г/л.
Принимаем содержание пиридиновых оснований в обратном
газе 0,02 г/м3, кислотность раствора, поступающего во вторую
ступень абсорбции, 12,1 % и температуру 52° С (температура 52° С
проверяется дальше по тепловому балансу сборника 2-й ступени).
Максимальное содержание пиридиновых оснований в растворе
при равновесии можно определить по уравнению 191:
г Г/~~ср:Сг- t
|/ 0,915-КГ13/5’-8
здесь Со — содержание кислоты в растворе, поступающем во
2-ю ступень абсорбции, Со = 12,1 %;
t — температура раствора, t — 52° С;
Сг — содержание пиридиновых оснований в газе, Сг =
= 0,02 г/м3.
Подставляя указанные величины, получим максимальное со-
держание пиридиновых оснований в растворе, равновесное с вы-
ходящим газом:
/~ 12,11’85.0,02
Сптах= I 0,915.10"13.526-8 — 132 г/л.
140
Так как количество циркулирующего раствора очень боль-
шое, то содержание пиридиновых оснований в растворе внизу
скруббера по сравнению с их содержанием в растворе вверху
скруббера увеличится на незначительную величину и можно при-
нять их одинаковыми.
Для получения движущей силы абсорбции пиридиновых осно-
ваний принимаем равновесное содержание пиридиновых основа-
ний в газе, равное 50% от фактического его содержания в газе,
т. е. 0,01 г/лг‘. Фактическое содержание пиридиновых оснований
в выводимом из 2-й ступени растворе будет равно
’ Г 12,11’85.0,01 о .
с — 1 / ---------------= 54,9 гл.
п— | 0,915-10~13-526’8
Коэффициент
К = 0,43 1 + 3^7'12Л’2 = 1,35.
’ 54,9 ’
Количество извлекаемых пиридиновых оснований
х — 29 + 6 — 1,5 = 33,5 кг/ч,
где 29 — количество пиридиновых оснований, уходящих с коксо-
вым газом, кг/ч',
6 — количество пиридиновых оснований, уходящих с ам-
миачно-водяными парами, кг/ч’,
1,5 — количество пиридиновых оснований, уходящих из аб-
сорбера с газом, кг/ч,~
тогда
о 211 — 1,35(33,5 — 6)
Р =-----21Г+1,35.6--= °’79’
т. е. в абсорбер поступает 79% аммиачно-водяных паров, идущих
из дефлегматора, и 21% идет непосредственно в пиридиновую
установку.
Распределение аммиачно-водяных паров (кг/ч) приведено
в табл. 9.
Таблица 9
Компоненты Всего Поступает в абсорбер Поступает в пиридино- вую уста- новку
Аммиак • ... 211 0,79-211 = 166,7 44,3
Сероводород 63 0,79-63 = 49,8 13,2
Двуокись углерода 74 0,79-74= 58,5 15,5
Пиридиновые основания 6 0,79-6= 4,7 1,3
Водяные пары .... 1109 0,79-1109 = 876,1 232,9
Итого. . 1463 1155,8 307,2
141
Распределение поглощения аммиака
по ступеням абсорбера
В абсорбер поступает следующее количество коксового газа
из нагнетателя и аммиачно-водяных паров из дефлегматора
(табл. 10).
Таблица 10
Компоненты Из нагнета- теля кг/ч Из дефлег- матора кг/ч Всего
кг/ч м*/ч
Сухой коксовый газ 32 926 — 32 926 72 460
Бензольные углеводороды 2 200 — 2 200 595
Сероводород ...... 1 037 49,8 1086,8 715
Двуокись углерода — 58,5 58,5 30
Пиридиновые основания 29 4,7 33,7 10
Аммиак 448 166,7 614,7 815
Водяные пары .... 2 680 876,1 3556,1 4 430
Итого. . . 39 320 1155,8 40475,8 79 055
Количество поглощенного аммиака в 1-й ступени абсорбера
можно определить исходя из условия равенства поверхности кон-
такта или объемов обеих ступеней абсорберов и коэффициентов
асборбции, что приводит к уравнению
= Т *^3>
где ал, а2 и а3 — содержание аммиака в газе до 1-й, до 2-й и
после 2-й ступени абсорбера.
Величины аг и as равны
614,7-1000
79055
— 7,8 г/лг3,
2-1000 ЛАОС , ч
йз ~ 79055- ~ °>025 г/м »
где количество аммиака в газе после абсорбера равно 2 кг/ч.
Тогда
а2 = ]/Л7,8 -0,025 = 0,44 г/м3.
Таким образом, в 1-й ступени абсорбера поглощается аммиака
79055(7,8 — 0,44) сс. ,
-----юоо------* = 584 кгГч-
Поступает аммиака во вторую ступень 614,7—584 = 30,7 кг/ч
и поглощается аммиака во второй ступени 30,7—2 = 28,7 кг/ч.
142
Для поглощения 584 кг/ч аммиака в 1-й ступени абсорбера не-
98
обходимо израсходовать серной кислоты в моногидрате 584 =
= 1685 кг/ч, при этом образуется сульфата аммония 584 -ф 1685 =
= 2269 кг/ч.
Во второй ступени поглощается аммиака 28,7 кг/ч, расходуется
98
серной кислоты 28,7 = 82,3 кг/ч и образуется сульфата аммо-
ния 28,7 + 82,3 = 111 кг/ч.
Кроме того, во 2-ю ступень поступает сульфат аммония, обра-
зующийся в пиридиновой установке в количестве
44,3-^ = 172 кг/ч,
От
где 44,3 — количество аммиака, идущего из дефлегматора в ней-
трализатор, кг/ч.
Таким образом, всего накапливается сульфата аммония во
2-й ступени абсорбера
111 + 172 = 283 кг/ч.
Общее количество образующегося сульфата аммония
2269 + 283 = 2552 кг/ч.
Количество раствора,
перетекающего из абсорбера2-й ступени
в абсорбер 1-й ступени
Это количество должно быть таким, чтобы вывести в I-ю сту-
пень абсорбера сульфат аммония в количестве, образующемся во
2-й ступени абсорбции и в пиридиновой установке.
Количество сульфата аммония, образующегося во 2-й ступени
и в пиридиновой установке, как указано выше, равно 283 кг/ч.
Так как перетекающий раствор содержит 28% (NH4)2 SC)4, то
количество этого раствора будет равно
0 28 — 1010,1 кг/ч или по объему —j-g—— 840 л/ч.
В этом растворе содержится 28% (NH4)2 SO4, 12% H2SO4 и
54,9 г/л пиридиновых оснований или
Таким образом, перетекаемый раствор содержит, кг/ч:
Сульфата аммония 1010,1-0,28= 283
Серной кислоты 1010,1-0,12=121
177
Сульфата пиридина 46,1-—^д—= 103,7
Воды по разности 502,4
Итого .... 1010,1
143
Из 103,7 кг/ч сульфата пиридина, поступающего в 1-ю ступень
абсорбера, десорбируется обратно 46,1 кг/ч пиридиновых основа-
ний и освобождается 103,7—46,1 = 57,6 кг/ч серной кислоты.
Количество раствора,
выводимого из 1-й ступени
абсорбера в испаритель
Количество раствора, выводимого в испаритель, должно быть
таким, чтобы после испарения воды и выделения всего вырабаты-
ваемого сульфата аммония остался насыщенный раствор суль-
фата аммония определенной концентрации.
Количество раствора, выводимого из 1-й ступени абсорбера
в испаритель, определим следующим образом.
Обозначим количество этого раствора через G и содержание
в нем сульфата аммония 40% и H2SO4 1 %. Тогда в нем содержится
сульфата аммония 0,4G кг/ч.
После испарения W кг/ч воды в испарителе в центрифугу вхо-
дит пульпа в количестве (G — U7) кг/ч, в которой находится
0,4G кг/ч сульфата аммония.
После удаления влажного сульфата аммония в центрифуге
2552
в количестве g- = 2605 кг/ч (где 0,98 — содержание сухого
сульфата аммония) останется маточного раствора (G — W — 2605),
из них сульфата аммония (0,4G — 2552).
Так как содержание сульфата аммония в маточном растворе
после центрифуги равно 47%, поэтому можно составить уравнение
0,40 — 2552 _р А-
G— W' —2605 —
Количество воды, удаляемой в испарителе, можно определить
по следующей формуле:
W — Ci ^з) КР/и
W ~ °с (Сх-С^Сз Кг/Ч’
где С о — содержание (NH4)2SO4 в вырабатываемом сульфате ам-
мония, С о = 98%;
Сг — то же, в пульпе после испарителя; принимаем, что
пульпа содержит 50% по массе выкристаллизовавшейся
соли, а насыщенный маточный раствор содержит 47%
сульфата аммония; тогда С4 = 50 + 0,5-47 — 73,5%;
С2 — то же, в маточном растворе после центрифуги, С2 =
= 47%;
С3 — то же, в растворе, выводимом из 1-й ступени абсорбции
в испаритель, Ся = 40%;
Gc — количество вырабатываемого влажного сульфата ам-
мония, кг/ч.
Тогда
W = 2605 (98 ^5-747)-7о4О) = 4200 Кг’4'
144
Подставляя W, получим
0,4-0 — 2552 _n/i7
G —4200 — 2605
откуда количество раствора, выводимого из абсорбера в испари-
тель, G = 9234 кг/ч или при плотности раствора 1,24 кг/л объем
раствора равен
9234 „ .. з,
1,24-1000 ~ 7,44 М
Содержание пиридиновых оснований в этом растворе можно
определить по уравнению [91
с'-85-сг
0,915-1013/6-8
Принимаем температуру раствора после 1-й ступени абсорбции
равной 58° С (в дальнейшем эта температура проверяется по теп-
ловому балансу сборника 1-й ступени абсорбции) и концентрацию
серной кислоты 1 %.
Содержание пиридиновых оснований в поступающем газе равно
Сг = "79055“ = 0,426 е/ж2.
Тогда максимальное содержание пиридиновых оснований в вы-
водимом в испаритель растворе
= °’8 Л I1-85-0,426
| 0,915-10 ’Сбв6-8
-- 6,8 г/л.
Фактическое содержание определяем, принимая, что равно-
весие соответствует 50% содержания пиридиновых оснований
в газе, тогда
°18/Л 1185-0,213
------——-t-r- =2,6 г/л.
915-10"13-586,8
Таким образом, в растворе, направляемом в испаритель, со-
держится, кг/ч:
Сульфата аммония
Серной кислоты
Сульфата пиридина
Воды по разности .
• - 0,4-9234= 3693,6
• -0,01-9234 92,3
2,6-7440 177
1000 ' 79
- . 5404,8
Итого. - • 9234
Из этого количества раствора, направленного в испаритель,
после испарения воды в количестве 4200 кг/ч и отделения влаж-
ного сульфата аммония в центрифуге в количестве 2605 кг/ч (из
10 и. Е. ЦоробчаискиЬ 145
них сухого 2552 кг/ч и влаги 53 кг/ч) останется маточного раствора
9234—4200—2605 = 2429 кг/ч.
После прибавления промывной воды в количестве 150 кг/ч
возвращается маточного раствора в сборник 1-й ступени абсорб-
ции 2429 + 150 = 2579 кг/ч.
Состав этого раствора и количество (кг/ч) следующие:
Сульфат аммония . . 3693,6—2552=1141,6
Серная кислота • . . 92,3
Сульфат пиридина 43,3
Вода ........... 5404,8—4200—53+ 150 - = 1301,8
Итого- • 2579
Количество раствора,
выводимого из 2-й ступени абсорбера
в пиридиновую установку
Общее количество пиридиновых оснований, извлекаемых из
газа и воды, равно 33,5 кг/ч. При этом 1,3 кг/ч извлекается из ам-
миачно-водяных паров, идущих непосредственно в нейтрализа-
тор (см. табл. 9) и 32,2 кг/ч извлекается во 2-й ступени абсорбера.
Это количество пиридиновых оснований и должно быть выведено
из 2-й ступени абсорбера в пиридиновую установку.
Так как содержание пиридиновых оснований в выводимом рас-
творе составляет 54,9 г/л, то для вывода 32,2 кг/ч пиридиновых
оснований, необходимо отбирать раствор в количестве
Так как плотность этого раствора равна 1,2 кг!л, то масса
выводимого раствора в пиридиновую установку составит
586-1,2 = 703 кг/ч.
В этом растворе содержится, кг!ч'.
Сульфата аммония . . . .0,28-703=196,8 28%
Серной кислоты .......0,12-703=84,4 12
177
Сульфата пиридина . . • 32,2-^-=72,2 10,26
Воды по разности .... 349,6 49,74
Итого 703 100
Для разложения имеющегося в этом растворе 72,2 кг/ч суль-
фата пиридина, необходимо израсходовать аммиака
72,2-^Ь = 13,8 кг/ч.
При этом выделяется 32,2 кг/ч пиридиновых оснований и суль-
фата аммония в количестве
72,2 + 13,8 — 32,2 = 53,8 кг/ч.
146
Серная кислота, имевшаяся в растворе в количестве 84,4 кг/ч,
реагирует с аммиаком. Количество аммиака, вступившего в реак-
цию с серной кислотой, будет равно
84,4 -Ц- = 29,3 кг/ч
и получается сульфата аммония 84,4 + 29,3 = 113,7 кг/ч.
Таким образом, общее количество сульфата аммония в растворе
после нейтрализатора пиридиновой установки будет равно
196,8 + 53,8 + 113,7 - 364,3 кг/ч.
Количество аммиака, поступившего в нейтрализатор из дефлег-
матора, равно 44,3 кг/ч (см. табл. 9). После поглощения в нейтра-
лизаторе аммиака в количестве 29,3 + 13,8 = 43,1 кг/ч остается
аммиака 44,3 — 43,1 = 1,2 кг/ч, которые создают избыточную
щелочность.
В возвращаемом из нейтрализатора растворе содержится вся
вода, которая поступила в нейтрализатор с раствором из абсор-
бера, т. е. 349,6 кг/ч, и вода аммиачно-водяных паров, поступив-
ших из дефлегматора в количестве 232,9 кг/ч.
Некоторое количество воды выводится с пиридиновыми осно-
ваниями. Принимаем содержание воды в них равным 20%. Тогда
33 5
общая масса легких пиридиновых оснований будет равна: 0*g =
= 41,5 кг/ч, из них воды 41,5 — 33,5 = 8 кг/ч.
Следовательно, в возвращаемом из пиридиновой установки
растворе содержится вода в количестве
349,6 + 232,9 — 8 = 574,5 кг/ч.
Таким образом, количество обеспиридиненного раствора, воз-
вращающегося из пиридиновой установки в сборник 2-й ступени
абсорбции, будет равно, кг/ч:
Сульфат аммония.... 364,3
Аммиак .............. 1,2
Вода .............. 574,5
Итого. . . 940
Кроме того, из пиридиновой установки выходят несконденсиро-
вавшиеся газы, кг/ч:
Сероводород .........13,2
Двуокись углерода .... 15,5
Итого- 28,7
10. Абсорбер
Назначение и конструкция абсорбера
Абсорбер состоит из двух секций. В первой — нижней секции
газ орошается при помощи 8 форсунок раствором (NH^g SO4, со-
держащим 1% H2SO4. Все форсунки, за исключением верхней,
10* 147
обеспечивают разбрызгивание раствора мелкими каплями, а верх-
няя дает крупные капли для уменьшения уноса жидкости в кис-
лотную ловушку. Диаметр первой секции 2,7 м, высота 8,4 м.
Вторая секция — верхняя орошается маточным раствором, со-
держащим 10—12% серной кислоты, что обеспечивает полноту
улавливания аммиака и максимальное улавливание пиридина из
газа. Диаметр второй секции такой же, как и первой, 2,7 м, а вы-
сота 8,8 м.
Обе секции выполнены из 12,7-мм листовой мягкой стали свар-
ной конструкции, внутри покрыты свинцом толщиной 4,7 мм и
футерованы кислотоупорными плитками толщиной 76 мм.
Первая и вторая секции абсорбера разделены между собой
горизонтальной тарелкой, имеющей ряд колпачков и систему от-
бойников, расположенных под тарелкой, для задержки увлечен-
ных капель жидкости из первой секции во вторую. Эти отбойники
устанавливают под углом 45° к потоку газа и крепят в верхней
части нижней секции абсорбера.
Сборники циркулирующей крепкой и слабой кислот также вы-
полнены из мягкой стали, освинцованы и футерованы кислото-
упорной плиткой.
Материальный и тепловой балансы
абсорбера 1-й ступени
Материальный расчет
Приход. 1. Коксовый газ.
В абсорбер 1-й ступени поступают коксовый газ из нагнета-
теля и аммиачно-водяные пары из дефлегматора в количестве, кг/ч:
Сухой коксовый газ............... 32 926
Бензольные углеводороды - 2 200
Аммиак....................... . . 614,7
Сероводород.................. . . 1 086,8
Двуокись углерода . . 58,5
Пиридиновые основания 33,7
Водяные пары ..................... 3 556,1
Итого - - 40 475,8
2. В абсорбер поступает циркулирующий раствор из сборника
1-й ступени абсорбера. Обозначим это количество через 6г.
Таким образом, общий приход равен
40475,8 + кг/ч.
Расход. 1. Коксовый газ.
Из имевшихся в коксовом газе 614,7 кг/ч аммиака поглощается
584 кг/ч и остается в газе 30,7 кг/ч.
Количество пиридиновых оснований в газе после 1-й ступени
абсорбции увеличивается за счет десорбции их из перетока, по-
ступившего из 2-й ступени абсорбции. Количество десорбируемых
пиридиновых оснований в 1-й ступени абсорбера равно 46,1 кг/ч
148
(см. с. 143). Таким образом, в выходящем газе будет содержаться
пиридиновых оснований
33,7 + 46,1 = 79,8 кгк.
Количество водяных паров, выходящих с газом из 1-й ступени
абсорбции, можно определить исходя из того, что за счет тепла
нейтрализации происходит нагрев газа до 58° С, т. е. до темпера-
туры поступающего раствора, и испарение соответствующего ко-
личества воды. Обозначим это количество через GB:
6 — + Qs — Qt кг,ч
Ub - 595 + 0,438/
где Qi — тепло, вносимое коксовым газом, ккалк',
Q2 — тепло, внесенное аммиачно-водяными парами, ккалк',
Q3 — тепло реакции нейтрализации, ккалк',
Q4 — тепло, уносимое сухим газом, ккалк',
t — температура газа на выходе из абсорбера, t = 58° С.
Тепло, вносимое коксовым газом при 50° С (см. с. 115):
Qj = 2 850 700 ккалк.
Тепло, вносимое аммиачно-водяными парами из дефлегматора
при 95° С, равно
Q2 = (166,7-0,508 + 49,8-0,24 + 58,5-0,418 +4,7-0,246) 95+
+ 876,1 (595 + 0,44-95) = 571 600 ккалк.
Тепло реакции нейтрализации аммиака
Q3 = 46700 = 803000 ккалк,
где 46 700 — тепло реакции нейтрализации, ккал!кг серной кис-
лоты.
Тепло, уносимое сухим коксовым газом при температуре 58° С:
Q4 = (30,7-0,508 + 1086,8-0,298 + 58,5-0,418 +
+ 79,8-0,246 + 2200-0,246 + 32 926-0,7)-58 = 1 383 800 ккалк.
Тогда
„ 2 850 700+571 600+803 000—1 383 800 лсСп
Gb = '-----^-595+^38+8-------------= 4580 Кг’4-
Таким образом, общее количество газов, выходящих из 1-й сту-
пени абсорбера во 2-ю, равно: кг[ч м?!ч
Сухой коксовый газ .... . 32 926 72 460
Бензольные углеводороды . . . . 2 200 595
Сероводород 1 086,8 713
Аммиак 30,7 40
Двуокись углерода .... 58,5 30
Пиридиновые основания 79,8 23
Водяные пары 4 580 6 073
Итого. . .40 961,8 79 934
149
2. Циркулирующий раствор
Количество циркулирующего раствора, выходящего из 1-й сту-
пени абсорбера, обозначим G2, кг/ч. Тогда общий расход равен
40961,8 + G2.
Приравнивая приход и расход, получим
40475,8 + G, = 40961,8 + С2,
или Gx = G2 + 486.
Второе уравнение для определения Сг и. G2 получим исходя
из значений концентраций серной кислоты на входе и выходе
из 1-й ступени абсорбции и количества расходуемой серной кис-
лоты в 1-й ступени.
Принимая концентрацию поступающего раствора 1,6% и вы-
ходящего 1 %, получим уравнение
ТОО ‘G1 ~ ТОО + ^к’
где GK — количество кислоты, расходуемой в 1-й ступени абсор-
бера, кг/ч.
Для связывания в 1-й ступени абсорбера 584 кг/ч аммиака
необходимо израсходовать серной кислоты 1685 кг/ч. Однако при
разложении сульфата пиридина, поступившего из 2-й ступени,
освобождается серной кислоты 57,6 кг/ч (см. с. 144).
Поэтому GK = 1685—57,6 1627,4 кг/ч.
Таким образом, 1.6GJ = G2 + 162 740.
Решая приведенные два уравнения с неизвестными G± и G2,
получим Gx = 270 000 кг/ч и G2 = 269 514 кг/ч.
Объем поступающего раствора при плотности 1,24 кг!л будет
равен
Материальный баланс 1-й ступени абсорбции, кг/ч:
Приход Расход
Коксовый газ ........ 39 320 Коксовый газ .. 40 961,8
Аммиачно-водяные пары 1 155,8 Циркулирующий раствор 269 514
Циркулирующий раствор 270 000 -------------------
___________________ Итого. • -310 475,8
Итого. . -310 475,8
150
Тепловой баланс 1-й ступени абсорбции, ккал!ч:
Приход
Тепло коксового
газа ...........
Тепло аммиачно-
водяных паров
Тепло нейтрализа-
ции ............
Тепло циркули-
2 850 700
571 600
803 000
рующего рас-
твора .......... 270 000-0,7-58 =
= 10 962 000
Итого--. 15 187 300
Расход
Тепло коксового
газа ............ 1 383 800 + (595 +
+ 0,438-58) X
X 4580 = 4 225 300
Тепло, теряемое
наружу (по прак-
тическим дан-
ным) ............ 40 000
Тепло циркули-
рующего рас-
твора ........... 269 514-0,7/ =
= 188-660/
Итого. . - 4 265 300+188 660/
Приравнивая приход и расход тепла, получим температуру
раствора, выходящего из 1-й ступени абсорбера, равную 57,9° С,
т. е. примерно такую же, как и поступающего.
Материальный и тепловой балансы
сборника абсорбера 1-й ступени
Материальный расчет
Приход. В сборник абсорбера 1-й ступени поступают: цирку-
лирующий раствор из абсорбера, маточный раствор из центрифуги,
переток из 2-й ступени абсорбера, серная
кислота, вода для пополнения цикла.
Схема материальных потоков пока-
зана на рис. 29.
Определим количество этих потоков:
1. Количество раствора, поступаю-
щего из 1-й ступени абсорбера, равно
269 514 — 9234 = 260 280 кг/ч.
2. Количество маточного раствора,
поступающего из центрифуги, равно
2579 кг/ч.
3. Количество раствора, поступаю-
щего из 2-й ступени абсорбера (пере-
ток), равно 1010,1 кг/ч.
4. Количество поступающей кислоты
обозначим хг.
5. Количество воды для пополнения
цикла обозначим уг.
Рнс. 29. Схема материальных
потоков абсорбера и сборника
1-й ступени
Общий приход равен 263869,1 + + уг.
Расход. Количество раствора, выводимого из сборника в цир-
куляцию, равно 270 000 кг!ч.
Приравнивая приход и расход, получим
х1 + Ух — 6130,9 кг/ч.
151
Для определения хл и уг составим баланс моногидрата серной
кислоты.
Приход:
С кислотой при концентрации, равной 94% 0,94 xL
» маточным раствором из центрифуги - • 92,3
В перетоке из 2-го абсорбера ............ 121
Образуется при разложении пиридиновых ос-
нований ................................. 57,6
Итого . . . 0,94-х1+270,9
Расход:
В растворе, идущем в испаритель................ 92,3
На реакцию с NH3 в 1-й ступени .................1685
Итого. . . 1777,3
Приравнивая приход и расход, получим
0,94%! + 270,9 = 1777,3.
Отсюда количество раствора кислоты хг = 1602,6 кг/ч, из них:
моногидрата 1602,6-0,94 = 1506,4 и воды 96,2 кг/ч.
Количество воды, необходимой для пополнения цикла:
у г = 6130,9 — 1602,6 = 4528,3 кг!ч.
Тепловой баланс сборника 1-й ступени
Приход. 1. Тепло, внесенное циркулирующим раствором:
Qi = 260 280-0,7-57,9 = 10 549 200 ккал!ч.
2. Тепло, внесенное маточным раствором при 50° С:
Q2 = 2579-0,64-50 = 82 500 ккал!ч,
где 0,64 — теплоемкость маточного раствора, ккал!(кг-град).
3. Тепло, внесенное перетоком раствора из 2-й ступени асбор-
бера:
Q3 = 1010,1 -0,79-50 — 40 000 ккал!ч,
где 0,79 — теплоемкость этого раствора, ккал!(кг • град).
4. Тепло, внесенное кислотой:
Q4 = 1602,6-0,37-20 = 11 900 ккал!ч,
где 0,37-—теплоемкость серной кислоты, ккал!(кг-град).
5. Тепло, внесенное водой пополнения:
QB = 4528,3-20 = 90 600 ккал!ч.
6. Тепло разбавления серной кислоты от 94 до 1,6%,
152
Тепло разбавления, приходящееся на 1 моль H2SO4:
? = 17860 ( 1,7983 + щ- ~ 1.7983~+ <) Н^°4=
98 98,4 л9г 6 п Q/й-
П1 ~ 18 ' Т/Г = 886; П2 ~ 18 ' “94 ~ °*348‘>
17RR0 ( 335 0,348 \ -
q — 1 /оои j ,7983 335 j ,79g3 + 0>348 J
— 15100 ккал!кмоль H2SO4,
и па 1506,4 кг моногидрата
Q6 = -1^°|>4 .15Ю0 = 232000 ккал/ч.
Общий приход тепла
Сприх — Ю9 962 000 ккал!ч.
Расход. 1. Тепло, теряемое наружу (по практическим данным);
Q7 = 40 000 ккал!ч.
2. Тепло, уносимое циркулирующим раствором:
Q8 = 270 000-0,7/.
Итого, расход тепла: 40 000 + 189 000 t.
Приравнивая приход и расход, получим
10 996 200 = 40 000 + 189 000 t,
отсюда установившаяся температура раствора t = 58° С.
Материальный и тепловой балансы
абсорбера 2-й ступени
Материальный расчет
Приход. 1. В абсорбер 2-й ступени поступает коксовый газ
из абсорбера 1-й ступени в следующем количестве, кг/ч:
Сухой коксовый газ ... . . 32 926
Бензольные углеводороды 2 200
Сероводород ................ 1 086,8
Аммиак....................... 30,7
Двуокись углерода ........... 58,5
Пиридиновые основания . - - 79,8
Водяные пары ............... 4 580
Итого. . .40 961,8
2. Циркулирующий раствор из сборника 2-й ступени абсорбера.
Обозначим это количество через Gs. Тогда общий приход равен
40961,8 + G3.
153
Расход. 1. Коксовый газ
Из имевшихся в коксовом газе 30,7 кг/ч аммиака поглощаетсй
28,7 кг/ч и остается в газе 2 кг/ч.
Количество пиридиновых оснований, оставшихся в газе после
абсорбции, равно 1,5 кг/ч и, следовательно, поглощается пириди-
новых оснований 79,8 — 1,5 = 78,3 кг/ч.
Количество водяных паров, выходящих с газом из 2-й ступени
абсорбции GB определяем исходя из того, что за счет тепла нейтра-
лизации и охлаждения газа от температуры 58° С до 52° С проис-
ходит испарение воды.
Величина GB может быть определена по уравнению
z? Qi Qz — Qa
в 595 + 0,438/ ’
где — тепло, внесенное коксовым газом, ккал/ч\
Q2 — тепло реакции нейтрализации, ккал/ч',
Q3 — тепло, уносимое сухим коксовым газом из абсорбера
при t — 52° С.
Тепло, вносимое коксовым газом Qr = 4 225 300 ккал/ч
(см. с. 151).
Тепло реакции нейтрализации составляет
Q2 = 46700 - = 39300 ккал/ч.
где 46 700 — тепло реакции нейтрализации, ккал/кмоль H2SO4.
Тепло, уносимое сухим коксовым газом:
Q3 = (32 926-0,7 + 2200-0,246 + 1086,8-0,238 + 2-0,508 +
+ 58,5-0,418 + 1,5-0,246 = 1 240 900 ккал/ч.
Тогда
Г 4225300 + 39300— 1240900 3023700 .ооп
Gb =--------59^+ 0,438-52------= ~ 617,8 ' = 4880 Кг/Ч‘
Таким образом, общее количество газов, выходящих из 2-й
ступени абсорбции, равно:
кг/ч л3/ч
Сухой коксовый газ . . . . . .32 926 72 460
Бензольные углеводороды . . . . 2 200 595
Сероводород . . 1 086,8 713
Аммиак ... 2 2,5
Двуокись углерода . ... 58,5 30
Пиридиновые основания .... 1,5 0,5
Водяные пары . . . . 4 880 6 073
Итого- . . 41 154,8 79 874
154
2. Циркулирующий раствор
Количество циркулирующего раствора, выходящего из 2-й сту-
пени абсорбера, обозначим G4 кг/ч.
Тогда общий расход равен 41 154,8 + G4.
Приравнивая приход и расход, получим
40 961,8 + G3 = 41 154,8 + G4
или
G3 = G4 + 193.
Количество раствора, поступающего во 2-ю ступень абсорбера,
принимаем по объему равным количеству раствора, поступающего
в 1-ю ступень абсорбции, что обеспечивает одинаковую плотность
орошения.
Так как объем раствора, поступающего в 1-ю ступень, равен
218 м?/ч, то масса раствора G3 при плотности 1,2 кг!л будет равна
G3 = 218-1200 = 261 600 кг/ч.
Тогда
G4 = 261 600 — 193 = 261 407 кг/ч.
Материальный баланс 2-й ступени абсорбера, кг/ч:
Приход
Коксовый газ . . . 40 961,8
Циркулирующий рас-
твор ........... 261 600
Расход
Коксовый газ ... 41 154,8
Циркулирующий рас-
твор .............261 407
Итого. • 302 561,8
Итого. . -302 561,8
Тепловой баланс 2-й ступени абсорбера, ккал/ч-.
Приход Расход
Тепло коксового газа 4 225 300 Тепло нейтрализации 39 300 Тепло циркулирую- щего раствора 261 600-52 X X 0,7= 9 522200 Тепло коксового газа 4 264 600 Тепло, теряемое на- ружу 30 000 Тепло циркулирую- щего раствора 261 407-0,7/=
Итого... 13 786 800 = 182 985/ Итого. . . 4 294 600 + + 182 985/
Приравнивая приход и расход тепла, получим температуру
раствора, выходящего из 2-й ступени абсорбера в циркуляцию
t = 51,9° С.
155
Материальный и тепловой балансы
сборника 2-й ступени абсорбера
Материальный расчет
Приход. В сборник абсорбера 2-й ступени поступают: цирку-
ляционный раствор из абсорбера, раствор из пиридиновой уста-
новки, серная кислота,
261600
Ы15Ь,8
110961,8
В пиридиновую
установку
В 1-ю ступень
703
1010,1
Сборник
9W
—т—Из пиридиновой
rj уг f установки
зода для пополнения цикла.
Схема материальных потоков
показана на рис. 30.
Определим количество
потоков:
1. Количество раствора,
пающего из пиридиновой
новки, равно 940
2. Количество
кислоты х2.
3. Количество
ступающего из абсорбера, равно
261 407 — 703— 1010,1 =
= 259 693,9 кг/ч.
ЭТИХ
посту-
уста-
кг/ч.
поступающей
раствора, по-
поступающей
Рис. 30. Схема материальных потоков
абсорбера и сборника 2-й ступени
4. Количество
воды для пополнения цикла у2.
Общий приход 260 633,9 +
Й
Расход. Количество раствора, выходящего из сборника в цир-
куляцию, равно 261 600 кг/ч.
Приравнивая приход и расход, получим
х2 + У 2 = 966,1 кг/ч.
Для определения х2 и у2 составим баланс моногидрата серной
кислоты.
Приход:
С кислотой при концентрации, равной 94% 0,94 х2
Расход, кг/ч-.
Переток раствора в 1-ю ступень................... 121
В пиридиновую установку......................... 84,4
На реакцию с NH3, идущим из пиридиновой
98
установки...................................... 1,2-— = 3,5
Отг
На реакцию с NH3 во второй ступени . . . 82,3
На реакцию с пиридиновыми основаниями во
98
2-й ступени абсорбции ...................(79,8—1,5) = 97,4
Итого расход . . - 388,6
Приравнивая приход и расход, получим
0,94 -х2 = 388,6,
156
отсюда количество раствора серной кислоты х2 = 412,4 кг/ч,
из них: моногидрата0,94-412,4 = 388,6кг/ч и воды412,4—388,6=
= 23,8 кг/ч.
Тогда количество воды, необходимое для пополнения цикла,
у2 = 966,1 — 412,4 = 553,7 кг/ч.
Тепловой баланс сборника 2-й ступени
Приход. 1. Тепло, вносимое циркулирующим раствором:
Qi 259 693,9 0,79 52 = 10 668 300 ккалк.
2. Тепло, вносимое раствором из пиридиновой установки:
Qo = 940-0,537-50 = 25 200 ккалк,
где 0,537 — теплоемкость раствора, ккал!(кг-град}.
3. Тепло, вносимое кислотой:
Q3 - 412,4-0,37-20 = 3100 ккалк.
4. Тепло, вносимое водой пополнения цикла:
Q4 = 553,7-20 = 11 100 ккалк.
5. Тепло разбавления серной кислоты от 94 до 12%:
q5 = 2^1.14500 = 57500 ккалк,
где теплота разбавления от 94 до 12% на 1 кмоль равна
q = 17860 ( ---------, ) •
7 \ 1,7983 4-/11. 1,7983 + п2 / ’
88-98 <л 6-98 лоло
^=1248 =40; «2 = T84M =°’348:
— 17RR9 ( 40 0,348 —
q— 1/6OU 1,7983 4-40 1,7983 4-0,348 У
= 14500 ккалкмоль H2SO4.
Общий приход тепла 10 765 200 ккалк.
Расход. 1. Тепло, теряемое наружу:
Qe = 30 000 ккалк.
2. Тепло, уносимое раствором:
Q6 = 261 600-0,79/ = 206 664/.
Общий расход тепла Qpacx = 30 000 4~ 206.664/.
Приравнивая приход и расход тепла, получим
10 765 200 = 30 000 + 206 664/.
Отсюда установившаяся температура раствора / = 52° С.
157
Баланс кислоты и воды пополнения приведен в табл. 11.
Таблица 11
Компоненты Сборник 1 Сбориик 2 Всего Итого
H2SO4 н2о H2SO4 н2о Н2 SO4 н2о
Раствор кислоты . . . Вода пополнения цикла 1506,4 96,2 4528,3 388,6 23,8 553,7 1895 120 5082 2015 5082
Всего. . . 1506,4 4624,5 388,6 577,5 1895 5202 7097
Материальный баланс сульфатной установки, кг/ч: Приход Расход Коксовый газ 39 320 Коксовый газ 41 154,8 Аммиачно-водяные пары 1 155,8 Раствор для пиридиновой Серная кислота 2 015 установки 703 Промывная вода 150 Сульфат аммония 2 605 Вода для пополнения цик- Испаряется в испарителе 4 200 лов 5 082 Обеспиридиненный раствор 940 Итого .48 662,8 Итого. . .48 662,8 Материальный баланс пиридиновой установки, кг/ч: Приход Расход Раствор из абсорбера 703 Раствор в сборник аб- Аммиачно-водяные пары сорбера 940 из дефлегматора . . . 307,2 Пиридиновые основания (водные) 41,5 Итого. . . 1010,2 Несконденсировавшиеся газы 28,7 Итого- . . 1010,2
Схема всех материальных потоков представлена на рис. 31.
Определение размеров абсорберов
1-й и 2-й ступени
Количество газов и паров, поступающих в абсорбер, приве-
дено в табл. 12.
Таблица 12
Компоненты Из нагнетателя Из дефлегматора
кг/ч М*!ч кг/ч Мр/Ч
Сухой коксовый газ 32 926 72 460 —
Бензольные углеводороды 2 200 595 — —
Сероводород 1 037 680 49,8 33
Двуокись углерода — — 58,5 30
Пиридиновые основания 29 8 4,7 1,3
Аммиак 448 590 166,7 220
Водяные пары .... 2 680 3 330 876,1 1090
Итого. . . 39 320 77 663 1155,8 1374,3
158
Рис. 31. Схема материальных потоков при бессатураторном методе получения сульфата аммония:
абсорбер 1-й ступени; 2 — абсорбер 2-й ступени; 3 — сборник абсорбера I-й ступени; 4 — сборник абсорбера
2-й ступени; 5 — испаритель; 6 — пиридиновая установка; 7 — центрифуга; 8 — ловушка
159
)• Ig = 78500 м^ч,
Объем поступающих газов при фактических условиях составит
Т7 (273 50 . < q 273 95
V = (77663—273— + 1374,3 273
где 906 — давление перед абсорбером, мм рт. ст.
Принимаем скорость газов в абсорбере 4 м/сек. Тогда требуемое
сечение абсорбера
с 78500 г ,г- 2
5 = ЗбООТ “ 5,45 М
и диаметр абсорбера
где
d = рЛЛд? = 2>64 м-
Объем абсорбера определяем из условий абсорбции аммиака
по уравнению
Уа6 = -£-1п-^- м\
Уг — объем поступающего газа, Vr = 78 500 м?/ч\
К — коэффициент абсорбции аммиака серной кислотой
в распылительных аппаратах, по практическим
данным К = 5000 1/ч;
ffj и — содержание аммиака в поступающем и выходящем
газе, г/м3.
Объем абсорбера 1-й ступени будет равен
Va6 = -500(r-2,31gw=45^,
тогда требуемая высота рабочей части абсорбера
«=^-57к = 8.3^
Размеры рабочей части абсорбера 2-й ступени абсорбции
остаются такими же, как и 1-й ступени, так как -у-
где as — содержание аммиака в газе, выходящем из
абсорбции.
сц = а8
°2 а3 ’
2-й ступени
11. Испаритель
Назначение и конструкция
Испаритель предназначен для выпаривания воды из раствора
сульфата аммония, поступающего из 1-й ступени абсорбции.
Процесс выпаривания происходит под вакуумом, составляющим
685 мм рт. ст.
По конструкции испаритель представляет собой вертикальную
трубчатку, обогреваемую паром низкого давления, примерно
1,75 кГ/см2 с температурой 115° С. Испаритель оборудуется цар-
160
гой с наружным распределителем для греющего пара из мягкой
стали. Внутренние трубные решетки выполнены из фосфористой
бронзы, в которые ввальцованы медные трубы. Испаритель имеет
коническое днище и медный корпус, в котором имеется сепаратор
для отделения брызг, являющийся частью колпака аппарата.
Трубки применяются с наружным диаметром 57 мм и толщи-
ной стенки 4 мм. В аппарате предусмотрена также центральная
труба большего диаметра для термической циркуляции.
Расчет испарителя
Материальный расчет
В испаритель поступает раствор ИЗ 1 -Й ступени абсорбера
следующего состава: иг[ч %
Сульфата аммония .... 3693,6 40
Серной кислоты 92,3 1
Сульфата пиридина .... 43,3 0,5
Воды 5404,8 58,5
Итого. . . 9234 100
В испарителе испаряется вода в количестве 4200 кг/ч. Поэтому
из испарителя выходит пульпа следующего состава:
ке/ч %
Сульфата аммония............... 3693,6 73,5
Серной кислоты............. . 92,3 1,8
Сульфата пиридина ............... 43,3 0,8
Воды........................... 1204,8 23,9
Итого. - 5034 100
При отделении кристаллов сульфата аммония в количестве
2605 кг/ч после центрифуги останется маточного раствора
5034 — 2605 = 2429 кг/ч.
Состав этого раствора: кг/ч . %
Сульфата аммония 3693,6—2552= =1141,6 47
Серной кислоты 92,3 3,8
Сульфата пириди-
на .......................... 43,3 1,8
Воды.............. 1204,8—53=1151,8 47,4
Итого- 2429 100
Тепловой расчет
Приход. 1. Тепло, вносимое раствором при температуре 57,9° С:
Qj = 9234-0,7-57,9 = 374 000 ккал/ч.
2. Тепло кристаллизации сульфата аммония
Q2 = 2600 = 50300 ккал/ч,
где 2600 — тепло кристаллизации, ккал/моль (NH4)2SO4.
11 И. Е. Коробчаиский
161
3. Тепло греющего пара Qa.
Итого приход: Q = 424 300 + Qa-
Расход. 1. Тепло, уносимое пульпой из испарителя:
Qi = (2429-0,64 + 2605-0,34)-58 = 142 000 ккал/ч.
2. Тепло, уносимое парами воды из испарителя:
Q5 = 4200-615,9 = 2 580 000 ккал/ч,
где 615 — энтальпия пара, ккал/кг, при давлении в аппарате,
равном 760 — 685 = 75 мм рт. ст.
3. Тепло концентрирования серной кислоты незначительно
(от 1% до 3,8%) и им пренебрегаем.
4. Тепло, теряемое наружу:
Q6 = 30 000 ккал/ч.
Общий расход тепла 2 752 000 ккал/ч.
Приравнивая приход и расход, получим тепло греющего пара
Q3 = 2 327 700 ккал/ч.
Принимая пар давлением 1,75 кГ/см? с температурой 115" С
и теплотой конденсации 530 ккал/кг, получим расход пара
Определение поверхности теплопередачи
Поверхность теплопередачи испарителя определяем по фор-
муле
F =__Q
/<Д/ср
где Q — количество передаваемого тепла,
Q = 2 327 700 30 000 2 297 700 ккал/ч;
Д/q, — разность температур в теплопередаче между паром
и раствором, Д/С]) = 115 — 58 = 57 град;
К — коэффициент теплопередачи определяем по формуле
____________1_________
“ JL I 1 I 1 ’
CZj Х2 Cl2
ах — коэффициент теплоотдачи от пара,
= 10 000 ккал/(м2-ч-град);
— термическое сопротивление стенок трубок; этой вели-
чиной пренебрегаем;
б2/Х2 — термическое сопротивление загрязнений, принимаем
равным 0,002 м2 -ч-град/ккал;
а2 — коэффициент теплоотдачи от стенки к кипящему рас-
твору определяем по приближенному уравнению 121 ]
а2 = 3,17^>6,
здесь q — тепловой поток; q = К&Ор.
162
Задаемся q 19 400 ккал!(м2 -ч), тогда
а2 = 3,17-19 400°6 = 1185 ккалЦм2 • ч град)
и
К =-----(------------j— — 339 кгЦм2 -ч-град).
10000 + °’002 + 1185
Проверяем значение q:
q — - 339-57 = 19 400 ккал!(мг-ч),
т. е. а2 и К вычислены правильно.
Необходимая поверхность теплопередачи
с Q 2297700 1 1п 2
Г = Т = -1940(Г=119 М -
Принимаем трубки диаметром 57/4 мм и длиной 1,5 м.
Тогда требуемое число трубок
п_______Н9________с 1 с
П~ 3,14-0,049-1,5 —
Принимаем 517 трубок, размещаемых на 12 шестиугольниках.
Тогда диаметр трубчатки будет равен
D = 2 (х/ + О.
где х — число шестиугольников х = 12;
t — шаг размещения трубок, t = l,4d = 1,4-0,057 = 0,08 м\
V — расстояние от кожуха, t' = 0,06 м.
Тогда
D = 2 (12-0,08 + 0,06) = 2,04 м.
12. Конденсатор паров, идущих из испарителя
Назначение и конструкция
Конденсатор предназначен для конденсации водяных паров,
идущих из испарителя, с помощью воды. По конструкции при-
меняют обычно конденсаторы поверхностного типа.
Конденсатор присоединяют к испарителю при помощи медной
паровой трубы и устанавливают горизонтально. Корпус конден-
сатора выполнен из листовой меди толщиной 4 мм. В трубные
медные решетки толщиной 25,4 мм ввальцованы медные цельно-
тянутые трубы с наружным диаметром 22 мм и толщиной 1,5 мм.
В трубчатке четыре хода по воде.
Для создания вакуума в испарителе и конденсаторе преду-
сматривают паровые эжекторы с межступенчатым конденсатором
поверхностного типа. Эти эжекторы создают вакуум 685 мм рт. ст.
при подаче пара давлением 10—11 кПсм2 nt — 350° С. Эжекторы
изготовлены из нержавеющей стали.
11* 163
Конденсат из подогревателя испарителя поступает в сборник
чистого конденсата и затем возвращается в котельную или исполь-
зуется для пополнения системы водой.
Расчет конденсатора
Тепловой расчет
Приход. 1. Тепло, вносимое водяными парами из испарителя:
Qx = 2 580 000 ккал/ч.
Расход. 1. Тепло, уносимое конденсатом пара при температуре
конденсации 50° С:
Qz = 4200-50 = 210 000 ккал/ч.
2. Тепло, уносимое охлаждающей водой Qs.
Приравнивая приход и расход тепла, получим
Q3 = 2 370 000 ккал/ч.
Расход воды определяем, принимая температуру входа и вы-
хода воды равной 25 и 40° С соответственно.
Тогда расход воды будет равен
1К,_ 2370000 i eq з,
~ (40 —25)-1000 ' 158 М14'
Определение поверхности теплопередачи
Скорость воды при установившемся турбулентном движении
определяем по уравнению
vmin = м/сек,
где Z — вязкость воды при средней температуре 32,5° С, равная
0,76 спз',
р — плотность воды, р = 995 кг/м3\
d — внутренний диаметр трубок, равный 19 мм.
Тогда
^min Ю 995-0 019 = м/сек.
Принимаем скорость воды равной 0,6 м/сек, тогда требуемое
сечение для прохода воды
5 = 3600-0,6 = 0,0725
Необходимое число труб в одном ходе
0,0725-4 осс
П~ 3,14-0,0192 — 256 шт-
и при четырех ходах
п = 256-4 — 1024 шт.
164
Принимаем 4-ходовую трубчатку с числом труб 1045, разме-
щаемых на 17 шестиугольниках.
Тогда фактическая скорость воды будет равна
158-4 А сп
V ~ 3600-0,785-0,0192-1045 — 0,59 м!сек-
Поверхность теплопередачи определяем по уравнению
F ——-—,
лд/ср
где Q — количество передаваемого тепла, Q 2 370 000 ккал1ч\
Л^ср — средняя логарифмическая разность температур в теп-
лопередаче;
2,3 lg 50 — 40
К — коэффициент теплопередачи, определяемый по формуле
к _____________I_______
А+ А iA + A’
CCj Л/2
04 — коэффициент теплоотдачи от конденсирующегося пара,
принимаем = 10 000 ккал!(м2 • ч -град);
— термическое сопротивление стенок трубок, которым
пренебрегаем;
б2/л2 — термическое сопротивление загрязнений, принимаем
б2/%2 = 0,001 м1 -ч-град! ккал\
а2 — коэффициент теплоотдачи от стенок к воде, определяем
по уравнению
а2 = М/-У-
2 d
Критерий Нуссельта
Nu = 0,023Ре°-8-РА4.
Критерий Рейнольдса
Re = 1000 -^- = 1000 0’59'0;°7fi'0’995 = И700.
Z 0,/о
Критерий Прандтля
п о с CZ о с 0,998-0,76 г 1
Рг = 3,6= 3,6 05з5 =5,1.
Тогда
Nu = 0,023-14 7000-8-5,10’4 = 95,5
и
а.г = Nи = 95,5 24т| = 2690 ккал] (л?-ч-град).
О- ' U.Uiy '
165
Тогда
К = —।——-—------------j— = 680 ккал/(м? ч-град).
10000 + 0,001 + 2690
Необходимая поверхность теплопередачи
„ 2370000 о1. „
F = 680 46J =2И М -
214
Длина труб
F
1 = = 3,14-0,019-1045 = 3,4 М-
Диаметр трубчатки будет равен
D = 2 (xt + /')•
Принимаем
t = 1,3-0,022 = 0,029 м; С = 0,022 м.
Тогда
D = 2 (17-0,029 + 0,022) = 1,03 м.
Глава IV
ТЕХНОЛОГИЧЕСКИЕ СХЕМЫ
КОНЕЧНОГО ОХЛАЖДЕНИЯ КОКСОВОГО ГАЗА,
УЛАВЛИВАНИЯ И ПОЛУЧЕНИЯ СЫРОГО БЕНЗОЛА
И РАСЧЕТЫ АППАРАТУРЫ
1. Конечное охлаждение коксового газа
Схемы конечного охлаждения коксового газа
и конструкции холодильников
После сульфатного отделения коксовый газ поступает в конеч-
ные газовые холодильники, где охлаждается с помощью воды,
находящейся в замкнутом цикле.
Необходимость охлаждения газа связана с тем, что после-
дующее извлечение бензольных углеводородов из коксового газа
во избежание больших потерь их с обратным газом должно произ-
водиться при температуре 25—30° С. Одновременно с охлажде-
нием коксового газа и конденсацией некоторой части содержащихся
в нем водяных паров происходит также вымывание из газа нафта-
лина.
166
На коксохимических заводах СССР применяют две схемы ко-
нечного охлаждения коксового газа, отличающиеся способом вы-
деления нафталина из воды, выходящей из холодильника.
Первая схема — с нафталиновым отстойником и вторая —
с экстракцией нафталина с помощью смолы.
По первой схеме охлаждение газа осуществляется в вертикаль-
ном цилиндрическом аппарате, состоящем из двух частей: верх-
ней — газовой, имеющей горизонтальные полки в виде сегментов
с отверстиями диаметром 10 мм, и нижней —
высотой 10—12 м, выполняющей роль под-
ставки, обеспечивающей самотек воды на гра-
дирню. Иногда нижнюю часть холодильника
используют в качестве хранилища для погло-
тительного масла.
Число полок в верхней части .холодильника
от 15 до 21, и расстояние между ними от 0,75
до 1,2 м.
Смола
Вода
Пар
Газ
Вода
смола
Рис. 32. Схема конечного охлаждения коксового газа:
1 — холодильник; 2 — промыватель; 3 — отстойник; 4 — сборник для смолы; 5 — гра-
дирня; 6 — насосы
Смола
Вода, поступающая для охлаждения газа, стекает по полкам
холодильника, охлаждает газ и вымывает из него нафталин.
Нагретая вода после холодильника поступает в нафталиновый
отстойник. Из нафталинового отстойника нафталин скребком
сгребается в плавильник, в котором расплавляется и спускается
в приемник, а из него передается в хранилище смолы. Вода из
нафталиноотстойника поступает на градирню, а оттуда насосом
вновь подается на конечный газовый холодильник.
По второй схеме, изображенной на рис. 32, охлаждение газа
производится также в вертикальном цилиндрическом аппарате,
состоящем из двух частей: верхней — газовой, имеющей горизон-
тальные полки, аналогичные описанным выше, и нижней — про-
мывателе, в котором вода промывается смолой.
Вода с нафталином из верхней части холодильника поступает
в нижнюю часть аппарата, в которой имеются полки с отвер-
стиями, благодаря чему достигается перемешивание смолы с водой.
167
Смола подается на одну из верхних полок нижней части Холо-
дильника или на каждую из ее полок с температурой 70—75° С.
Соприкасаясь с водой, смола растворяет содержащийся в воде
нафталин и с температурой 50—60° С выводится из нижней части
холодильника через смолоотводчик в сборник, а оттуда на склад.
Внизу промывателя расположены змеевики для нагрева смолы.
Расход смолы на извлечение нафталина из воды составляет около
2% от количества подаваемой воды в холодильник.
Вода после промывателя перетекает в сборник, в котором
окончательно освобождается от остатков смолы и поступает
далее на охлаждение в градирню.
Температура газа после конечного холодильника составляет
25—30° С, а содержание нафталина в газе снижается до 0,1—
0,2 г/м3.
Вторая схема имеет по сравнению с первой преимущества как
эксплуатационные, связанные с ликвидацией необходимости чистки
нафталиновых отстойников, так и в полноте очистки воды от
нафталина.
Конструктивно в верхней части холодильника имеются полки
в виде сегментов. Стрела сегментов полки равна обычно 0,7D,
что соответствует 75% общего сечения холодильника. В полке
имеются, отверстия диаметром 10—12 мм, расположенные с шагом
50—100 мм. Диаметр максимальной окружности, на которой рас-
полагаются отверстия, составляет 0,97).
Для сохранения одинаковой скорости движения газа в холо-
дильнике живое сечение полки и сечение между полками для
прохода газа должны быть одинаковыми.
В связи с уменьшением объема газа по мере его охлаждения
и конденсации водяных паров расстояние между полками при
проектировании можно соответственно уменьшать.
Скорость газа в живом сечении полки составляет обычно
4—5 м/сек.
Расчет конечного газового холодильника
Расчет конечного газового холодильника производим для ох-
лаждения коксового газа, поступающего из отделения сульфата
аммония по сатураторному методу.
Материальный расчет
В холодильник поступает коксовый газ из сатуратора с тем-
пературой 55° С и давлением 858 мм рт. ст. (после ловушки).
Количество поступающего газа равно:
кг/ч м*/ч
Сухой коксовый газ - . . 32 984 72 490
Водяные пары 4 475 5 589
Бензольные углеводороды 2 200 595
Сероводород 1 081 710
Итого... 40 740 79 384
168
Принимаем температуру газа на выходе из холодильника рав-
ной 25° С и давление 847 мм рт. ст.
Объем водяных паров на выходе из холодильника определяется
уравнением
Vh2O = Vc- г 847 —р •
Упругость водяных паров при 25° С р — 23,76 мм рт. ст.
Тогда
УН2о = (79384 - 5589) 847 - 23,76 = 2140 ^/ч’
или по массе 1715 кг/ч.
Таким образом, конденсируется воды: 4475 — 1715 = 2760 кг/ч
Количество газа на выходе из холодильника:
кг/ч Мг/Ч
Сухой коксовый газ • - . 32 984 72 490
Водяные пары 1 715 2 140
Бензольные углеводороды 2 200 595
Сероводород 1 081 710
Итого. - . 37 980 75 935
Тепловой расчет
Приход тепла. 1. Тепло, вносимое коксовым газом из сатура-
тора (согласно расчету сатуратора):
Qj = 4 073 600 ккал!ч.
2. Тепло, вносимое охлаждающей водой с температурой 23° С:
Q2 = 23№.
Общий приход тепла
<2пР„х = 4 073 600 + 23U7.
Расход тепла. 1. Тепло, уносимое коксовым газом из конеч-
ного холодильника, при температуре выхода 25° С:
а) тепло, уносимое сухим коксовым газом:
qx = 32 984-0,7-25 = 577 500 ккал!ч-,
б) тепло, уносимое водяными парами
q2 = 1715 (595 + 0,438-25) = 1 039 300 ккал!ч\
в) тепло, уносимое бензольными углеводородами:
qs = 2200-0,246-25 = 13 500 ккал1ч\
г) тепло, уносимое сероводородом:
= 1081-0,238-25 = 6400 ккал!ч.
Итого уносится коксовым газом:
Q3 = 1 636 700 ккал/ч.
169
2. Тепло, уносимое охлаждающей водой и конденсатом с тем-
пературой 35° С:
Q4 = 35 (W + 2760) ккалк.
Общий расход тепла:
Q_acx = 1 733 300 + 35IT.
Приравнивая приход и расход тепла, получим расход воды:
4 073 600— 1 733 300 шсппл , inc ч,
W — •----5?—--------= 195 000 кг/ч, или 195 м3/ч.
Определение размеров
конечного холодильника
Принимаем скорость газа в свободном сечении полки равной
4,5 м!сек.
Объем газа на входе
,, 7поол 273 + 55 760 ол слл ч,
V, = 79 384 —~----gHo = 84 500 м3 ч.
х 2/О ООО
Объем газа на выходе
,, 7СПОС 273 + 25 760 -тс Л/ЛП 3,
V, = 75 935 —-----= 75 000 ж3/ч.
w АН о4/
Средний объем газа
84 500 + 75 000 ,,
V =------------ — 79 7^0 ЛГ/Ч.
Тогда свободное сечение полки должно быть равно
При доле свободного сечения полки, равной 25%, общее сече-
ние холодильника будет равно
5общ = -^=19,6 м2.
Отсюда диаметр холодильника
1 f 4SO6m Г 4-19 6 -
D= I ~^г=у-злг = 5м-
Для сохранения одинаковой скорости движения газа в живом
сечении полки и между полками сечение для прохода газа между
полками на входе должно быть равным 4,9 м2. Отсюда расстояние
между полками
D ’
где £)Ср — средний диаметр, по которому движется газ в гори-
зонтальном направлении, Dcp = 0,7D или
Dcp = 0,7-5 = 3,5 м.
170
Тогда
, 4-9 1 л
h - 75-н = 1,4 м.
0,0
Принимаем отверстия в полках диаметром 10 мм с шагом
75 мм. Максимальный диаметр окружности, на которой распола-
гаются отверстия, D 0 — 0,97) или D 0 = 0,9-5 = 4,5 м и площадь
So = ^-4,52= 15,9 м2.
Количество струй между полками можно определить по урав-
нению
п = “F = 0,0752 = 2820 ШТ-’
где t — шаг между отверстиями в полках, м.
Поверхность струй между двумя полками будет равна
f = ndhn 3,14-0,01 • 1,4-2820 = 124 м2.
Коэффициент теплопередачи при непосредственном контакте
газа и воды определяем по уравнению Жаворонкова [22]:
Ki = CoRe^Pr0^,
где Ki — критерий Кирпичева, Ki =
Критерий
Rer = ЮОО^,
где р — плотность коксового газа при средней температуре,
Р -
40 740-J-37 980
2-79 750
= 0,493 кг/м3-,
v — средняя скорость газа в холодильнике, равная 4,5 м/сек-,
Z — вязкость коксового газа при средней температуре,
Z = 0,0134 спз-,
d3 — эквивалентный диаметр свободного сечения полки,
Р — периметр свободного сечения полки.
Так как
S = 0,255общ = 0,25-0,785П2 = 0.196Z)2,
а периметр свободного сечения полки равен Р = 2,097), то
d3 = = 0,3757) или d3 = 0,375-5 = 1,875 м.
171
Тогда
г> юлл 4,5-1,875-0,493 опплп
Ке, = 1000 ——Q-0134----= 311 000.
Коэффициент Со определяется по плотности орошения. Так
как количество воды, поступающее на охлаждение, равно
195 м3!ч, то плотность орошения равна
При такой плотности орошения Со = 0,225.
Критерий Праидтля
Ргт 3,6-^-.
А
При средней теплоемкости коксового газа С = 0,7 ккал/(кг-град)
и коэффициенте теплопроводности X = 0,11 ккал/(м-ч-град)
величина РгГ = 3,6 -0,-^)’^134 = 0,307,
тогда критерий Кирпичева
Ki = 0,225-311 ООО°’76-О,ЗО70,33 = 2280
и коэффициент теплопередачи
К = ~р — 2280 -р’^5 — 134 ккал](м2 ч• град).
Средняя логарифмическая разность температур в теплопере-
даче равна
------ Д/ср = ; = 7,8 град.
85 23 2,31g4r
Необходимая поверхность теплопередачи
р _ 2 340 300 _2200 м2
л 7,8-134 — м
Так как поверхность струй между полками равна 124 м2, то
2240
в холодильнике необходимо иметь t - = 18 полок.
При расстоянии между полками 1,4 м высота газовой части
будет равна 18-1,4 = 25,2 м.
Нижнюю часть холодильника, для промывки воды смолой,
принимаем состоящей из 8 полок высотой 12 м. Тогда общая
высота всего холодильника с учетом высоты 4 м, необходимой
для двух газовых штуцеров, будет равна
Н = 25,2 + 12 + 4 = 41,2 м.
172
2. Технологическая схема улавливаний
бензольных углеводородов
Улавливание бензольных углеводородов из коксового газа
на большинстве коксохимических заводов осуществляется сле-
дующим образом (рис. 33).
Коксовый газ, охлажденный в конечном газовом холодильнике,
поступает в бензольные скрубберы, последовательно проходя из
одного скруббера в другой.
Обезбензоленное поглотительное масло с температурой 27—
30° С подается центробежным насосом на верхнюю часть насадки
последнего по ходу газа
скруббера, стекает по на-
садке и затем через гидро-
затвор отводится в переточ-
ный ящик, откуда насосом
подается на следующий
скруббер.
Насыщенное бензолом
масло после первого по ходу
газа скруббера насосом по-
дается в аппаратуру для
десорбции бензола.
Газопроводы при скруб-
берах и коммуникации для
поглотительного масла имеют
соответствующие задвижки, „ „„ „ ,
J ’ Рис. 33. Схема улавливания бензольных угле-
С ПОМОЩЬЮ которых МОЖНО водородов из коксового газа
выключать любой из ра-
ботающих скрубберов, не нарушая нормальной работы скруб-
берной установки в целом.
Для предотвращения обводнения поглотительного масла
в скрубберах, особенно в зимнее время, за счет конденсации водя-
ных паров из коксового газа необходимо, чтобы температура
масла, поступающего в скрубберы, была выше температуры коксо-
вого газа.
Обычно для одного газового потока устанавливают три скруб-
бера с деревянной или металлической спиральной насадкой.
В качестве поглотителя бензольных углеводородов из коксо-
вого газа применяют каменноугольное масло, получаемое на коксо-
химических заводах при ректификации смолы, или соляровое
масло, являющееся продуктом перегонки нефти. Наибольшее рас-
пространение получило каменноугольное масло.
Свежее каменноугольное масло должно отвечать определенным
требованиям по содержанию нафталина и отгону до 300° С.
В процессе работы качество каменноугольного масла ухуд-
шается: увеличивается его вязкость, молекулярная масса и повы-
шается температура кипения. Поэтому для поддержания качества
173
поглотительного масла, циркулирующего в улавливающей уста-
новке на определенном уровне, небольшая часть масла непрерывно
выводится из цикла и подвергается регенерации в специальном
регенераторе.
Степень улавливания бензольных углеводородов из коксового
газа зависит от температуры масла, содержания бензольных угле-
водородов в обезбензоленном масле, количества подаваемого масла
и его качества, поверхности насадки, давления и ряда других
факторов. Содержание бензольных углеводородов в обратном газе
не должно превышать 2 г!мл.
3. Скрубберы для улавливания
бензольных углеводородов
Конструкции скрубберов
Скрубберы для поглощения бензольных углеводородов погло-
тительным маслом представляют собой вертикальные цилиндри-
ческие аппараты диаметром 4—6 м
и высотой 34—45 м (рис. 34).
Скрубберы заполняют насадкой.
В коксохимической промышленности
наибольшее распространение полу-
чили два вида насадки для бензоль-
ных скрубберов — деревянная хор-
довая и металлическая спиральная.
Деревянную хордовую насадку
изготовляют из реек толщиной
10—12 мм, высотой 100—120 мм
и с расстоянием между рейками
20—25 мм. По краям пакетов реек
устанавливают опорные рейки высо-
той 120—140мм, толщиной 20—25мм.
Насадку укладывают секциями по
20—25 кругов с расстояниями между
секциями до 0,5 м. Сопротивление
проходу газа 2—3 мм вод. ст. на 1 м
высоты насадки.
Спиральную металлическую на-
садку изготовляют из стальной
оцинкованной ленты шириной 9,5—
10 мм п толщиной 0,2—0,25 мм.
Размеры спирали: длина 380 мм,
диаметр 19 мм, шаг 25—27 мм,
количество витков в одной спи-
рали 15. Поверхность 1 ms насадки
130 м2, масса 104 кг. Насадку укла-
Рис. 34. Бензольный скруббер
174
дывают ярусами высотой не более 3 м. Каждый ярус :— на метал-
лической решетке, которую кладут на швеллеры. Сопротивление
проходу газа 2—3 мм вод. ст. на 1 м насадки при v = 1 м!сек
в свободном сечении. При эксплуатации металлическая насадка
в большей степени забивается, чем деревянная, поэтому коксовый
газ необходимо в случае применения металлической насадки
тщательно очищать от смоляного тумана в электрофильтрах,
а масло подвергать ректификации.
В последнем по ходу газа скруббере над оросительным устрой-
ством устанавливают осушающую насадку в виде слоя керамиче-
ских колец 25x25x3 мм, высотой 0,3—0,7 м для отделения капель
масла, уносимых газом.
В нижней части скруббера имеется сборник для стекающего
с насадки масла со штуцерами для откачки и аварийного пере-
лива, а также устройство для автоматического поддержания уровня
масла. Сборник для масла отделен от газовой части сплошным
днищем.
В последнее время значительно увеличились масштабы коксо-
вания и, следовательно, объемы газов, подлежащих переработке.
Поэтому бензольные скрубберы становятся очень громоздкими,
что вызывает затруднения с равномерным распределением масла
по сечению скруббера. В связи с этим намечается замена громозд-
ких и малоэффективных насадочных скрубберов для улавливания
бензольных углеводородов на интенсивные абсорбционные аппа-
раты.
За последние годы исследованы и предложены различные но-
вые конструкции аппаратов для поглощения бензольных углево-
дородов: безнасадочные с форсунками, с плоскопараллельной
насадкой,- насадочные аппараты, работающие в режиме эмульги-
рования, тарельчатые аппараты, работающие в провальном ре-
жиме, и др. Описание этих конструкций имеется в специальной
литературе по технологии коксохимического производства и про-
цессам и аппаратам химической технологии [23].
Расчет бензольных скрубберов
Материальный расчет
Расчет бензольных скрубберов ведется для случая поглощения
бензольных углеводородов каменноугольным маслом.
В бензольные скрубберы поступает из конечных газовых хо-
лодильников газ следующего состава:
Сухой коксовый газ . .
Водяные пары ...........
Бензольные углеводороды
Сероводород ............
кг/ч мг/ч
32 984 72 490
1 715 2 140
2 200 595
1 081 710
Итого... 37 980 75 935
175
Температура поступающего газа 25° С и давление 847 мм рт. ст.
Принимаем потери бензольных углеводородов с выходящим газом,
равными 2 г!мя сухого газа, что составляет
72 490-2 ,.с ,
- -1000 = 145 кг/ч-
Тогда степень улавливания
П = 1 - = 0,934, или 93,4 %.
Количество поглощенных бензольных углеводородов
G _ 2200 — 145 = 2055 кг/ч.
Таким образом, из скрубберов выходит:
кг/ч М* /ч
Сухой коксовый газ . - . 32 984 72 490
Водяные пары 1 715 2 140
Бензольные углеводороды 145 40
Сероводород 1 081 710
Итого- • • . 35 925 75 380
Фактическое содержание бензольных углеводородов в посту-
пающем газе
2200-1000-273-847 „„ . , _
75935-298-760 ~ 29’4
и в выходящем газе
145-1000-273-825 , ч
а'г~ 75 380-303-760 — hOls/jH,
где 825 — давление газа после бензольных скрубберов, мм рт.ст.-,
303 — температура газа после бензольных скрубберов, °К-
Максимальное содержание бензольных углеводородов в посту-
пающем масле определяем по уравнению, справедливому для не-
больших концентраций [24]:
С, = 2,24 %,
Гщах ’ Рсб-Л1п /0’
где а2 — содержание бензольных углеводородов в выходящем
газе, а/лг3, а2 = 1,91 а/лг3;
Р2 — давление газа на выходе из скрубберов,
Р2 = 825 мм рт. ст.-,
Мп — молекулярная масса поглотителя, Мп = 170;
Реб — упругость паров бензольных углеводородов над посту-
пающим маслом, мм рт. ст. при t = 30° С.
Для определения упругости бензольных углеводородов над
поступающим маслом принимаем следующий состав сырого бен-
зола: бензола 73%, толуола 21%, ксилолов 5%, сольвентов 1%.
176
Для расчета принимаем условно состав сырого бензола
в обезбензоленном масле равным составу получаемого сырого
бензола.
Упругость компонентов сырого бензола при 30° С равна,
мм рт. ст.\
Бензол ........ 118,4
Толуол............. 39,5
Ксилол.............23,5 (по пара-ксилолу)
Сольвент ..........5 (по 1-3-5 триметил-
бензолу)
Средняя молекулярная масса сырого бензола
Мсб = 73 21 5 1 ~83 ’
78 ‘ 92' 106 + 120
где 78, 92, 106, 120 — молекулярные массы компонентов.
Молярные доли компонентов в сыром бензоле:
73-83 п 5-83 n П5О.
Хб ~ 78-100 °’775; х* ~ 106-100 ~ °>039;
21-83 п 17п. 1-83 л лот
Х'1 — 92-100 — 0’ 79, Хс~ 120-100 — °>007-
Тогда упругость бензольных углеводородов при 30° С будет
равна
Реб = S хм = 0,775 -118,4 + 0,179 - 39,5'+ 0,039 - 23,5 +
+ 0,007-5 = 99 мм рт. ст.
Таким образом, максимальное содержание бензольных угле-
водородов в поступающем масле равно
2,24-825-1,91 _ ,
Чиах— 99-170 —+21/о-
Действительное содержание С должно быть менее равновес-
ного для создания движущей силы абсорбции вверху скруббера
п равным
Ct
(J 1ГНЯХ
1 п 1
где п — коэффициент сдвига равновесия, который можно при-
нять равным 1,1—1,2.
0 21
Принимая п = 1,15, получим С, = - = 0,18%.
Максимальное содержание бензольных углеводородов в выхо-
дящем из скрубберов масле при условии равновесия внизу скруб-
бера определяем по уравнению
„ _ 2,24-847-29,4 „ „9
С2гаах - 9+170 — /о
12 и. Е. Коробчанский
177
Для сдвига равновесия внизу абсорбции принимаем коэффи-
циент сдвига равновесия п = 1,5.
Тогда
С2 = ^- = 2,2%.
Минимальное количество поглотителя
т О , пл 2055-100 АГ „АА
Lmln = ~С2 — Ct 100 = 3 32 — 0 18 ~ 65 400 ^Ч-
Действительное количество поглотителя
Г G 1АА 2055-100 1П1 7АА ,
L C.i — Cl 00 — 2,2 — 0,18 — 0 ^ОО
1 ч 101700 , .
что составит на 1 лг сухого газа = 1,4 кг.
J 72490
Таким образом, в поступающем масле содержится бензольных
углеводородов
101 700-°^-= 183 кг/ч
и в выходящем
Ю1 700-2,2 OOQO ,
-----г™-------= 2238 кг/ч.
1 Uv
Следовательно, поглощается маслом бензольных углеводородов
2238 — 183 = 2055 кг/ч.
Материальный баланс скрубберов, кг/ч:
Приход ~ Расход
Коксовый газ .... 37 980 Коксовый газ ... 35 925
Поглотительное масло 101 700 Поглотительное масло 101 700
Бензольные углеводороды 183 Бензольные углеводороды 2 238
Итого. . . 139 863 Итого. . . 139 863
Определение поверхности абсорбции
и размеров скрубберов
Для скрубберов принимаем деревянную хордовую насадку со
следующей характеристикой:
Толщина рейки а, м...........0,01
Расстояние между рейками Ь, м 0,02
Высота рейки с, м............0,1
Критическая скорость газа определяется уравнением
178
Вязкость коксового газа при температуре выхода газа 30° С
Z = 0,0127 спз.
Плотность газа на выходе
35 925 273 825 Л „
Р — 75 380 ’ 303'760 ~
Эквивалентный диаметр насадки d? = 2b = 0,04 м.
Таким образом, критическая скорость газа равна
о on 0,0127 . со
V — 2,32 • 0|04.0 465 — ,58 м/сек.
Требуемое живое сечение насадки
с V
3600а М ’
где V — фактический объем газа на выходе из скруббера,
V = 75 380 = 77 000 ма/ч,
отсюда
— 3600-1,58 ~ 13,Ь М •
Общее сечение насадки скруббера
о ____ Ч- Ь
‘Аэбщ — 9
5Ж = ---рУ1-’02 13,5 = 20,25 ж2
и диаметр скруббера
n ~\f 4-20,25 гос
D = у - 314 = 5,06 м.
Поверхность абсорбции определяется по уравнению
F = —?______
К-Адср
где G — количество поглощенных бензольных углеводородов,
кг/ч;
Дрср — средняя движущая сила абсорбции, мм рт. ст.;
К. — коэффициент абсорбции, кгЦм? • ч • мм рт. ст.).
Движущая сила абсорбции вверху скруббера
Др2 = Рг— Рж,
где рТ — парциальное давление бензольных углеводородов в вы-
ходящем газе,
рГ = 0,0224 = 0,0224 1,91'„8— = 0,425 мм рт. ст.;
12*
179
Рж — упругость бензольных углеводородов над поступающим
поглотителем,
' л Л1 CiMiPcG л Л1 0,18-170-99 A
Рж — 0,01 —'хг = 0,01 ——---------= 0,366 мм рт. ст.
/ИСб ОО
Тогда
Др2 = 0,425 — 0,366 = 0,059 мм рт. ст.
Движущая сила абсорбции внизу скруббера
Др1 =Рг —Рж,
где рг — парциальное давление бензольных углеводородов в по
ступающем газе,
р’г = 0,0224-^- = 0,0224 —’4„847- = 6,7 мм рт. ст.-
/Исб ОО ’ '
рж — упругость бензольных углеводородов над выходящим
поглотителем,
г\ л, С2-/Ип-рсб п 2,2-99-170 . .г-
Рж = 0,01 .. ° = 0,01 ——ов-----= 4,45 мм рт. ст.
/Исб оо ’ *
Тогда
Api = 6,7 — 4,45 = 2,25 мм рт. ст.
Средняя движущая сила абсорбции
л Др. —Др2 2,25 — 0,059 лслл
ДрСр = ————-------------Q г,е = 0,602 мм рт. ст.
2-31^ 2'3*<W
Коэффициент абсорбции определяется по уравнению
К = = кг/(м2-ч-мм рт. ст.),
Аг г Аж
где Д', — коэффициент массоотдачи при абсорбции через газовую
пленку определяется из уравнения,
Число Пуссельта
Nur = O,O445^°/52.Pror-628 (4)0,°66-
Число Рейнольдса
Дег = 1000 = 1000 1,58'0’014970,465 = 2320.
Число Прандтля Ргг определяем по формуле
180
где vr — кинематическая вязкость газа при средних условиях,
мЧсек,
Z
Vr — 1000рг’
Плотность газа на входе
37 980 л г , t
^ 75935 = °’5
и плотность газа на выходе
35 925 ,7С /3
75380 = °’476 Кг'М ’
|>2 =
средняя
Ро
плотность газа
0,5 4- 0,476 л иоо , ч
— ~ 2 ----= 0,488 кг/лг
и при фактических условиях
л лоо 273 836 Л ,О|- , о
р = 0,488 • тйп = °>485 кг/м3.
OUO ‘ пи
Тогда
0,0127 ос „ 1Л_В
^ = ТСбЛ85 = 26’2-10 М'СеК-
Коэффициент диффузии бензольных углеводородов в коксовом
газе £>г при нормальных условиях определяем по формуле
п 4,5-10-4
иГ = —______м3сек,
КХ-Мсб
где Л-1Г — молекулярная масса коксового газа, МГ = 22,4-0,488 =
=11, тогда
Dr = 4’L10l! = 14,8-10-6 м2/сек.
ГП-83 '
Приводим коэффициент диффузии к фактическим условиям
по формуле
так как
Рср = 825 Ь 847 _ 836 мм рт. ст. и Т = 300° К,
то
Dr = 14,8-10 6 = 16,2-10-° м2/сек.
181
Тогда
р _ 26,2-Ю"6 _ j gg
г ~ 16,2-IO’6 ~ ’ •
Таким образом,
М/г = 0,0445-232O0,752- 1,620,628 (W^0-066 = 18,8
и коэффициент массоотдачи через газовую пленку
D 1В 9 -10"6
/<,. = Nur^ = 18,8 = 0,0076 м/сек
tP_5 UjLJt:
или
К — о 0076 ^сб3600 _
/\г—и,ии/о 22,4-760 —
= 0,0076-^| = 0,133 кг/(м2-ч-мм рт. ст.).
Коэффициент массоотдачи при абсорбции через жидкостную
пленку определяем по уравнению
№Ж = 471ЯЙ"”Р*М(А)°'™.
Число Рейнольдса для поглотителя
Ж ТЖ ’
где <7ж — плотность орошения, л3/(л-ч);
vM — кинематическая вязкость поглотителя, м2/ч.
Величину qx определяем из уравнения
— L
9м ~ f/рж ’
где L — количество поглотителя, кг/ч-,
рж — плотность поглотителя, рж = 1055 кг/м?-,
U — периметр сбегания поглотителя в одном круге на-
садки, м.
Периметр сбегания жидкости в одном круге насадки
U = 2/,
где I — длина реек в одном круге,
, ‘-’общ— 20,2 —13,5
I =-----------= —’ П1 = 760 м,
а 0,01 ’
тогда U = 2-670 = 1340 м и
101 700 п о.
9ж ~ 1055-1340 — °’072 М Iм'4'
182
Вязкость поглотительного масла при температуре 30° С равна
16,5 спз, что в пересчете на кинематическую вязкость составит
2Ж 16,5
1000рж “ 1000-1055
15,6-10 8 м^/сек,
или
= 15,6-Ю"8-3600 = 0,0562 м?!ч.
Тогда
Деж =
0,072
0,0562
= 1,28.
Число Прандтля Ргж для поглотителя определяем по урав-
нению
Коэффициент диффузии бензольных углеводородов в поглоти-
тельном каменноугольном масле при 30° С равен
DM = 0,14-10-8 м?!ч.
Тогда
Pr^ OjS^ = 400000-
Таким образом,
- 471.1,28“'85*400000"'1“(йИу,“ = 2700.
Отсюда коэффициент массоотдачи через жидкостную пленку
/<ж = Nu.,^ = 2700 Р’151;1°~6 = 0,0095 м/ч.
Для пересчета на движущую силу абсорбции в миллиметрах
ртутного столба необходимо полученное значение /<ж разделить
на константу равновесия Генри:
к _ 0,0095
где Н — константа Генри (мм рт. ст,-м3)/кг.
Так как упругость бензольных углеводородов над поступаю-
щим маслом рж = Н• х1, она равна 0,366 мм рт. ст., а вели-
чина — содержание бензольных углеводородов в поступающем
масле
183-1055 , п ' -
xi ~ 101 700 — 1’9 КгМ '
183
то константа Генри будет равна
Н = О’Зд6 = 0,192 {мм рт. ст.-м?)/кг.
Аналогично получим из условий равновесия над выходящим
маслом
2238-1055
101 700
= 23,2 ка/ж3
и
Я = = 0,192 {мм рт. ст. .м9)/кг.
Таким образом,
/Сж = = 0,0495 кг/{м2-ч-мм рт. ст.).
Коэффициент массопередачи тогда будет равен
К = = 0,133+о;о495- = °’036 рт. ст.).
Необходимая поверхность абсорбции
F = = 95 О" м2,
КДрср 0,036-0,602
1 ч 95000 1 Q1 2
или на 1 мл сухого коксового газа ~724д0' — 1,31 м‘.
Поверхность круга насадки
f = UC = 1340-0,1 = 134 м2,
где U — периметр сбегания жидкости по насадке, м\
С — высота рейки насадки, равная 0,1 м.
Необходимое число кругов насадки
п =
95 000
134
710 шт.
Принимаем три скруббера по 240 кругов и в каждом скруббере
10 секций по 24 круга.
Считая расстояние между секциями 0,5 м, высоту опорных
реек 0,12 ж и расстояние от верха насадки до крышки и от низа
насадки до дна 5 м, получим общую высоту скруббера
Н = 240-0,12 + 9-0,5 + 5 = 38,3 м.
Анализ влияния различных факторов на степень
поглощения бензольных углеводородов
Степень поглощения бензольных углеводородов из коксового
газа зависит от большого количества факторов. Анализ уравне-
ния скорости абсорбции показывает [25], что степень абсорбции
зависит от содержания бензольных углеводородов в поступающем
184
Газе и масле, количества газа и его давления, количества погло-
тителя, его молекулярной массы, температуры и вязкости, поверх-
ности насадки, диаметра скруббера и характеристики насадки
и др.
Наибольший интерес представляет влияние следующих фак-
торов: поверхности насадки F, количества поглотителя L, содер-
жания бензольных углеводородов в поступающем масле С\, тем-
пературы поглотителя t, давления газа Р.
Ниже показано влияние каждого из этих факторов на степень
абсорбции бензольных углеводородов из коксового газа.
Аналитическая зависимость между всеми перечисленными фак-
торами и степенью абсорбции в наиболее употребительных раз-
мерностях имеет следующий вид [25]:
‘ Ь + —I ’
здесь т] — степень абсорбции в долях единицы;
т = 0,27Р^-
Р — давление газа, мм рт. ст.-,
F — поверхность насадки, №;
V — количество газа, л3/ч;
К — коэффициент массопередачи, кг/(м2-ч-мм рт. ст.)-,
6=1~РГ’
I — удельный расход масла, кг/м3 газа;
7500 С,
П = —в----
Р
где С\ — содержание бензольных углеводородов в поступающем
масле, %;
tZi — содержание бензольных углеводородов в поступающем
газе, г/м3.
Для рассматриваемого расчета:
С\ = 0,18%; tZj = 29,4 г/м3-, Р = 847 мм рт. ст.,
V = 75 935 м31ч, Fo = 95 000 м2, L = 101 700 кг/ч,
t = 30° С, К = 0,036 кг/(м2 ч • мм рт. ст.).
Тогда:
т = 10,3; b = 0,339; п =,0,0543;
т] = 0,9356, или 93,56%.
Ниже в таблицах показано влияние перечисленных факторов
на степень абсорбции т], на содержание бензольных углеводоро-
дов в обратном газе а2 и их относительное изменение аг/с^, а также
185
На относительное изменение количества поглощенных бензоль-
ных углеводородов G/Go.
Влияние поверхности насадки F приведено в табл. 13.
Таблица 13
<Ц S CV р. « S С р. Поверхность насадки
/=„ O.9Fo 0,8f„ 0,7F„ 0,6/-„ 0,5F„ 0,4Fo 0,3F„ 0.2F„ 0.1/’,,
Т). % 93,56 93,12 92,50 91,6 90,25 88,2 85,1 80 70,8 52
а-i 1,91 2,03 2,21 2,47 2,87 3,44 4,38 5,88 8,6 14,1
а2 1 1,07 1,16 1,31 1,52 1,8 2,3 3,08 4,5 7,4
G Go 1 0,955 0,985 0,977 0,962 •0,94 0,91 0,855 0,76 0,555
Из этих данных следует, что с уменьшением поверхности на
садки степень абсорбции и выработка бензола уменьшаются
а потери с газом растут. Так,
при уменьшении поверхности
абсорбции до 50% против
расчетной производительность
Рис. 36. Влияние относительного рас-
хода поглотительного масла Z/Zo на
степень абсорбции бензольных углево-
дородов Т]а
Рнс. 35. Влияние поверхности насадки на
степень абсорбции бензольных углеводо-
родов
уменьшается всего на 6%, а потери с газом возрастают на
80%. Особенно резко снижается степень абсорбции при F <0,5То
(рис. 35).
Влияние удельного расхода поглотителя I показано в табл. 14.
Из табл. 14 видно, что уменьшение количества поглотителя
очень резко сказывается на процессе абсорбции. Так, при умень-
шении количества поглотителя до 50% производительность умень-
шается на 24%, а потери с газом возрастают в 4,44 раза и состав-
ляют 8,47 аЛм3. Степень абсорбции при этом составляет 71,2%.
186
Дальнейшее уменьшение количества поглотителя ведет к еще
более резкому уменьшению степени абсорбции (рис. 36).
Таблица 14
Пара- метры Удельный расход поглотителя
/о 0,9Z„ 0,8Zo 0,7Zo 0.6Zo 0.5Z„ 0,3Zo 0.1Zo
1], % 93,56 92,85 91,4 88,5 82 71,2 42,8 14,5
«2 1,91 2,1 2,52 3,38 5,29 8,47 16,8 25,1
аосч 1 1,11 1,32 1,77 2,76 4,44 8,8 13,1
G Go 1 0,99 0,975 0,945 0,875 0,76 0,458 0,156
Влияние содержания бензольных углеводородов в поступаю
щем масле Сх показано в табл. 15.
Таблица 15
П ара- метры Содержание бензольных углеводородов Cit %
0 0,18 0,25 0,3 0,35 0.4 0.5
11, % 99,0 93,56 91,5 90 88,5 87 84
0,30 1,91 2,5 2,9 3,4 3,8 4,7
<?2 0,16 1,0 1,32 1,58 1,78 2,0 2,46
0 Go 1,06 1,0 0,975 0,96 0,944 0,926 0,895
Из табл. 15 видно, что с увеличением Сх потери с газом воз-
растают довольно значительно. Так, если Сг возрастает с 0,18
до 0,4%, то потери с газом увеличиваются в 2 раза, а произво-
дительность уменьшается на 7,4%. Графически эта зависимость
(рис. 37) имеет линейный характер и может быть выражена урав-
нением 1] = 0,99—0,36?!.
Влияние температуры поглотителя t показано в табл. 16.
Из табл. 16 видно, что с увеличением температуры поглотителя
потери с газом резко возрастают. Так (рис. 38), при повышении
температуры масла с 30 до 45° С потери увеличиваются в 4,63 раза
и составляют 8,85 г/м3, а производительность уменьшается на
26%. Особенно резко уменьшается степень абсорбции при повы-
шении температуры более 35° С.
187
Таблица 16
Температура поглотителя I, °C
Параметры 20 25 30 35 40 45
»], % 96,4 95,15 93,56 89,7 82,7 69,6
«2 1,06 1,43 1,91 3,01 5,1 8,85
аг 0,55 0,75 1 1,58 2,67 4,63
G Go 1,03 1,02 1 0,96 0,88 0,74
Рис. 37. Влияние содержания бензольных
углеводородов в поступающем поглотительном
масле на степень абсорбции Т]а и потери их
с газом аг
Рнс. 38. Влияние температуры масла t
на степень абсорбции Т]а и потери бен-
зольных углеводородов с обратным
газом а2
Р.ат
Таблица 17
Параметры Давление Р, ат
1 2 5 10 20
F, zi2 F Fo 95 000 1 23 100 0,243 6750 0,07 3060 0,032 1470 0,016
Влияние давления на процесс абсорб-
ции показано в табл. 17, где приведена
требуемая поверхность насадки в зави-
симости от давления для достижения
тех же показателей, которые были
Рис. 39. Зависимость потребной поверхности насадки F
бензольных скрубберов от давления поступающего газа Р
188
получены в приведенном выше расчете скруббера, а, именно для
получения az = 1,91 г/м8.
Из табл. 17 видно, что с повышением давления необходимая
поверхность насадки резко уменьшается.
Так (рис. 39), при увеличении давления с 1 до 2 ат поверх-
ность насадки уменьшается примерно в четыре с лишним раза,
а при давлении 10 ат требуется только 3,2% поверхности, необ-
ходимой при давлении в 1 ат.
Таким образом, давление является мощным фактором интен-
сификации абсорбции бензола. Однако очень высокие давления
уже не дают возможности заметно снизить требуемую поверх-
ность насадки.
Проведенный анализ и приведенные уравнения позволяют
сделать количественную оценку результатов влияния различных
факторов на процесс абсорбции.
4- Технологическая схема получения
сырого бензола при работе
на каменноугольном масле с паровым нагревом
В описываемой схеме учтены достижения, имеющиеся в области
обезбензоливания поглотительного масла с получением бензола
двух сортов — легкого (бензол I) с началом кипения 74,5° С и
отгоном 98% до 150° С и тяжелого (бензол II) — кипящего при
температуре в пределах 139—220° С.
Получение двух бензолов осуществлено на большинстве коксо-
химических заводов СССР, так как с точки зрения дальнейшей
переработки бензола такая схема имеет ряд технико-экономиче-
ских преимуществ перед схемой получения одного бензола.
В соответствии с этой схемой (рис. 40) насыщенное бензоль-
ными углеводородами поглотительное масло после скрубберов
подается в дефлегматор 1, в котором нагревается от 25—30 до
75—80° С парами, выходящими из дистилляционной колонны 2.
Насыщенное масло поступает в трубное пространство нижних
трубчаток, расположенных горизонтально друг над другом,
а пары из колонны проходят в межтрубном пространстве снизу
вверх. Верхняя трубчатка дефлегматора охлаждается техниче-
ской водой.
После дефлегматора масло поступает в теплообменники 3, где
нагревается стекающим из колонны обезбензоленным маслом до
температуры 105—115° С и далее подогревается глухим паром
в паровом подогревателе 4 до температуры 130—135° С.
Из парового подогревателя масло поступает в дистилляцион-
ную колонну 2, в которой с помощью острого пара, подаваемого
в нижнюю ее часть, отгоняются бензольные углеводороды, а также
часть поглотительного масла и воды.
Из нижней части колонны обезбензоленное масло откачивается
насосом 5 в теплообменники 3, где оно отдает часть своего тепла
189
маюсЬа^ 7
итнадисщ
ртз vh
ijroeusg.
ugog
MHdoumvudj
<--ps°o ъ
noHdaimdvuaj 'm
! . dnu
гнгэисЬ Knyisdif
agog
рпм m
# iroOHag”
X№?3lfrf] &ШЗМН±
Вода
шоэмзрноу a
Рис. 40. Схема получения сырого бензола прн паровом нагреве поглотительного
OlfJOM
30HnairOwag?a^(]
190
Маслу, поступающему из дефлегматора. После теплообменника
обезбензоленное масло имеет температуру 90—100° С.
Окончательное охлаждение обезбензоленного масла осущест-
вляется в оросительном холодильнике 6, после чего оно посту-
пает в сборник 7 и далее насосом 8 подается на скрубберы. Оро-
сительный холодильник охлаждается водой, подаваемой после
градирни 9 насосом 10, а нагретая вода откачивается насосом 11
на градирню.
Пары бензольных углеводородов, поглотительного масла и
воды из дистилляционной колонны 2 поступают в межтрубное
пространство дефлегматора 1. В нижних трех трубчатках, как
указано было выше, пары охлаждаются насыщенным маслом,
а в верхней трубчатке — технической водой.
Образующиеся в дефлегматоре флегмы — тяжелая и легкая
поступают в соответствующие сепараторы 12 и 13. После обоих
сепараторов флегму соединяют и добавляют в цикл поглотитель-
ного масла, а воду после дополнительного ее отстоя от масла
отводят в канализацию фенольных вод.
После дефлегматора пары сырого бензола и несконденсировав-
шиеся пары воды направляются в разделительную колонну 14,
в которой пары бензольных углеводородов разделяются на две
фракции сырого бензола: легкий бензол, или бензол I, и тяжелый
бензол, или бензол II.
Разделительная колонна состоит из двух частей: верхней —
ректификационной и нижней — испарительной.
Пары из дефлегматора 1 поступают в низ ректификационной
части колонны и, проходя снизу вверх, обогащаются низкокипя-
щими компонентами. При этом в верх колонны в качестве реф-
люкса подается бензол I из конденсатора. Количество рефлюкса
по отношению к дистилляту — бензолу I обычно составляет
2—4%.
Пары легкого бензола и водяные пары из верхней части разде-
лительной колонны поступают в конденсатор 16, по конструкции
аналогичный дефлегматору.
В конденсаторе происходит конденсация и охлаждение бен-
зола I и воды. Пары поступают-в межтрубное пространство, про-
ходя сверху вниз последовательно трубчатки, а охлаждающая
вода проходит по трубкам от нижней трубчатки к верхней.
Бензол I и конденсат воды из конденсатора поступают в сепа-
ратор 17, откуда после отделения от воды бензол I направляется
в бачок для рефлюкса 21.
Часть бензола I из бачка 21 в качестве рефлюкса подается
насосом 20 на верхнюю тарелку ректификационной части разде-
лительной колонны 14, а часть поступает в сборник 18, откуда
насосом 19 подается на склад.
Для вывода конденсата воды, образующегося вверху колонны,
с верхних ее тарелок, отводится бензол I и вода в сепаратор 24,
и после отделения воды бензол I возвращается в колонну. Обычно
191
в сепаратор 24 отводится жидкость из второй тарелки, а возвра-
щается из сепаратора на третью тарелку, считая сверху. В резуль-
тате конденсации, происходящей на тарелках ректификационной
части колонны, образующийся конденсат также содержит воду.
Поэтому бензольные углеводороды и вода с нижней тарелки этой
части разделительной колонны выводятся в сепаратор 24, откуда
после отделения от воды бензольные углеводороды возвращаются
на верхнюю тарелку нижней — испарительной части раздели-
тельной колонны.
В испарительной части колонны установлены подогреватели
для подогрева тяжелого бензола — бензола II глухим паром.
Из этой части колонны бензол II поступает в холодильник 15,
откуда передается на склад.
Так как качество циркулирующего поглотительного масла
в процессе работы ухудшается вследствие растворения в нем
образующихся продуктов полимеризации и при этом увеличи-
вается вязкость и молекулярная масса поглотителя, то для сохра-
нения качества масла некоторая его часть выводится из цикла
масла на регенерацию.
Регенерация поглотительного масла осуществляется в паровом
регенераторе 22. Для этого с одной из верхних тарелок дистилля-
ционной бензольной колонны 2 часть поглотительного масла в ко-
личестве около 1—1,5% отводится в регенератор, где оно нагре-
вается глухим паром до 160—165° С и продувается большим коли-
чеством острого водяного пара. Масло при этом почти полностью
испаряется и вместе с водяными парами поступает в нижнюю
часть дистилляционной колонны.
Образовавшиеся при действии высокой температуры из непре-
дельных соединений, содержащихся в масле, полимеры, а также
тяжелокипящие погоны масла выпускаются через нижний спуск-
ной штуцер регенератора в сборник 23 для полимеров.
Количество выводимых из регенератора полимеров составляет
10—40% от количества масла, направляемого в регенератор.
5. Подогреватель поглотительного масла
Назначение и конструкция
Подогреватель поглотительного масла предназначен для окон-
чательного нагрева масла перед его поступлением в бензольную
дистилляционную колонну. В процессе нагрева масла в подогре-
вателе происходит испарение части бензольных углеводородов,
испарение всей воды, а также переход в парообразное состоя-
ние некоторой части поглотительного масла.
По конструкции паровой подогреватель представляет собой
трубчатку, в которой по трубам движется масло, а в межтрубном
пространстве пар. Диаметр трубок 25/2,5 мм. Используется пар
давлением 6—8 ат. Конденсат водяного пара из трубчатки отво-
дится через конденсационный горшок. Скорость масла в трубках
192
От 0,8 до 1,3 м/сек. Температура масла на входе ПО—120° С,
на выходе 130—140° С.
Расчет подогревателя масла
Материальный расчет
В паровой подогреватель поступает насыщенное бензольными
углеводородами масло из теплообменников в следующем коли-
честве, кг/ч:
Поглотительное масло ... 101 700
Бензольные углеводороды 2 238
Итого . 103 938
Принимаем содержание воды в поступающем масле с запасом,
равным 1% от общей массы масла, что составляет 1040 кг/ч.
Таким образом, общее количество масла, воды и бензольных
углеводородов составит 104 978 кг/ч.
Так как состав сырого бензола принят равным, %: бензола 73,
толуола 21, ксилолов 5 и сольвентов 1, то в выделенных из масла
в процессе дистилляции 2055 кг/ч бензольных углеводородов
содержится, кг/ч:
Бензола 2055-0,73 = 1500
Толуола 2055-0,21=432
Ксилолов • 2055 • 0,05= 102
Сольвентов .2055-0,01=21
Итого 2055
Для расчета подогревателя необходимо знать состав бензоль-
ных углеводородов в обезбензоленном масле. Последний полу-
чается в результате процесса отгонки бензольных углеводородов
в дистилляционной колонне и может быть определен лишь при
расчете колонны.
Для предварительного расчета этот состав можно определить
по следующим уравнениям:
содержание бензола Св = 0,038-Cg;
содержание толуола Ст = 1,11 • Ст;
содержание ксилолов Ск = 9,4-СД
содержание сольвентов Сс = 1 — Св — СТ — С,ё,
где С'в, Ст, Ск — состав бензольных углеводородов, находя-
щихся в сыром бензоле;
Св, Сг, Ск, Сс — состав бензольных углеводородов, находя-
щихся в обезбензоленном масле.
В нашем случае:
С"в = 0,038-0,73 = 0,028, или 2,8%;
С" = 1,11-0,21 =0,234, или 23,4%;
С'к = 9,4-0,05 = 0,47, или 47%;
Сё= 1 —0,028 —0,234 —0,47 = 0,268, или 26,8%.
13 Н Е. Коробчанский 193
При общем остаточном содержании бензольных углеводородов
в масле 183 кг/ч содержание отдельных компонентов будет равно,
кг!ч:
Бензола . . . 183-0,028 -5
Толуола ... 183-0,234=43
Ксилолов - . 183-0,47= 86
Сольвентов • . 183-0,268= 49
Итого 183
Таким образом, количество отдельных компонентов, поступаю-
щих в подогреватель, равно, кг/ч:
Бензола .... 1500+5 = 1505
Толуола 432 |-43 475
Ксилолов .... 102+86 188
Сольвентов . - 21+49=70
Итого 2238
В подогреватель поступает
следующее количество веществ:
кг/ч кмоль/ч
Поглотительного масла 101 700 598,2
Бензола 1 505 19,3
Толуола .... 475 5,1
Ксилолов . . 188 1,78
Сольвентов . . . 70 0,58
Воды 1 040 57,8
Итого • • 104 978 682,76
Для определения количества отгоняемых в подогревателе при
нагреве масла продуктов принимаем температуру подогрева масла,
равную 135° С, давление паров на выходе из подогревателя
820 мм рт. ст. и что вся вода из масла полностью отгоняется.
Если обозначить через <рб, <рт, <рк, срс, <рм, фв доли бензола,
толуола, ксилолов, сольвентов, масла и воды, оставшихся в масле,
то они могут быть определены из следующей системы уравне-
ний [261:
гр =_______Ъ-Рб <Рб‘Рб____.
1Т Фб-Рб+О-Фб)^ ’ 1к Фб-Рб+О-Фб)^ ’
Фб‘Рб + (1“Фб)Рс ’
Фб'Рб + (1~Фб)Рм ’
1 ’ V °' V
Mi Mi
фб = ЛТР? ’
194
где рб, рт, ра, рс, ры — упругости компонентов, мм рт. ст.;
Р — общее давление паров на выходе из подо-
гревателя, мм рт. ст.;
G[ — количество компонентов, поступающих
в подогреватель, кг/ч;
— молекулярные массы компонентов.
Для определения значения <рг необходимо вначале задаться
значением <рб, затем по приведенным выше уравнениям опреде-
лить <рт, <рк, <рс, <рм, далее определить А и проверить <рб по формуле
А
<Рб “ лч-Рб-
Упругости компонентов при 135° С равны, мм рт. ст.:
рб = 3160, рТ = 1600, рк = 720, рс = 346, рм = 78.
Задаемся <рб — 0,69.
Тогда:
0,69-3160 -0 814.
<Рт— 0,69-3160-|-0,31-1600 — U,Oi °’
0,69-3160 „ Qn„
— 0,69-3160 | 0,31 -720 —' и»уио’
0,69-3160 _р Qro.
(Рс = 0,6953160 |-0,31-346 — и.ум>
фм =
0,69-3160 __« поп.
0,69-3160 4-0,31-78 ’ ’
V -%- = 682,76;
0,69-19,3 + 0,815-5,1 j- 0,908-1,78 +
+ 0,953-0,58 4- 0,989-598,2 = 611,3.
Величина
Д =
611,3
682,76—611,3
820 = 7012.
Проверяем
7012 Л СП
‘Р6 — 7012 -[- 3160 ~ 0,69 •
Таким образом, в жидкой фазе остается:
Поглотительного масла
Бензола .................
Толуола .................
Ксилолов ................
Сольвентов ...............
кмоль1ч кг/ч
598,2-0,989 591,65 100 575
19,3-0,69=13,32 1 039
5,1-0,815=4,16 383
1,78-0,908 1,62 172
0,58-0,953= 0,55 65
Итого - . .611,30 102 234
13*
195
Количество образовавшейся паровой фазы, кг!ч-.
Поглотительного масла
Бензола ...........
Толуола
Ксилолов
Сольвентов .
Водяных паров
101 700—100 575=1125
1 505—1039=466
475—383- 92
188—172= 16
70—65 5
1040
Итого . 2744
Содержание бензольных углеводородов в жидкой фазе после
подогревателя равно
102234—100575 1ПЛ , „Сп.
-----100575---ЮО— 1,бо% от массы чистого масла.
Материальный баланс подогревателя (кг/ч) приведен в табл. 18.
Таблица 18
Компоненты Поступило Осталось в жидкой фазе Перешло в паровую фазу
Поглотительное масло 101 700 100 575 1125
Бензол .... 1 505 1 039 466
Толуол . 475 383 92
Ксилолы 188 172 16
Сольвенты ... 70 65 5
Вода - . 1 040 — 1040
Итого- 104 978 102 234 2744
Т е п л о в о’й расчет
Приход тепла. 1. Тепло, вносимое поглотительным маслом
при 110 С:
Qt = 101 700-0,48-ПО = 5 370 000 ккал!ч,
где теплоемкость поглотительного масла
г 0,403 4-0,00081/
м~ Кр ~
0,403 4- 0,00081-110
— 1ЛТГ)55-----~ 0*48 ккал] (кг-град).
2. Тепло, вносимое бензольными углеводородами:
Q2 = 2238-0,498-110 = 123 000 ккал!ч,
где теплоемкость сырого бензола
С = 0,383 + 0,001043/ = 0,383 + 0,001043-110 =
= 0,498 ккал!(кг • град).
196
3. Тепло, вносимое водой, находящейся в масле:
Q3 = 1040-1 • 110 = 114 400 ккалк.
4. Тепло, сообщаемое греющим паром Q4.
Итого приход тепла Qnp„x = 5 607 400 4 Q4.
Расход тепла. 1. Тепло, уносимое жидким маслом при 135 С:
Q5 = 100 575-0,498-135 = 6 750 000 ккалк,
~ 0,403 + 0,00081-135 „ ,по „
С = —---- -1________— 0,498 ккал (кг-град).
К1.055
2. Тепло, уносимое бензольными углеводородами:
Qe = 1659-0,52-135 = 117 000 ккалк,
где
С = 0,383 4- 0,001043-135 = 0,52 ккал!(кг• град).
Итого уносится жидкой фазой 6 867 000 ккалк.
3. Тепло, уносимое парами масла:
Q, = 1125-116,7 = 131 000 ккалк,
где энтальпия паров масла при 135 С
i = 62,2 4- 0,403/ - 62,2 4- 0,403-135 = 116,7 ккал!кг.
4. Тепло, уносимое парами бензольных углеводородов:
Q8 = 579-142,4 = 82 500 ккалк,
где энтальпия парообразных бензольных углеводородов
I — 103 ф- Ct ккал!кг,
С = 20.7 + 0.02» = 20,7 + 0.026- 135. =
Тогда
i = 103 4- 0,292-135 = 42,4 ккал!кг.
5. Тепло, уносимое парами воды, испаренными из масла:
Q9 = 1040-656 = 683 000 ккалк,
где 656 — энтальпия водяных паров, ккалкг.
Итого уносится паровой фазой 896 500 ккалк.
Принимаем потери тепла наружу подогревателем равными
0,5% от тепла, передаваемого паром или Qlo = 0,005Q4.
Общий расход тепла
Qpacx = 7 763 500 4- 0,005Q4.
Приравниваем приход и расход тепла, получим тепло, сооб-
щенное паром:
5 607 400 4- Q4 = 7 763 500 4- 0,005Q4.
197
Отсюда
Q4 = 2 166 900 ккал/ч.
Потери тепла составят
Q10 = 0,005-2 166 900 = 10 800 ккал/ч.
Расход пара на подогреватель без учета использования тепла
конденсата .
Gn = —,
г
где г — теплота конденсации пара, ккал/кг.
Принимаем насыщенный пар давлением 6 ат с температурой
158, Г С и г = 499,9 ккал/кг.
Тогда
г _ 2 166 900 .
Gn 499,9 — 4335 кг/ч
и на 1 кг сырого бензола
Тепловой баланс подогревателя, ккал/чг
Приход тепла Расход тепла
Тепло, вносимое маслом 5 607 400
Тепло, сообщаемое па-
ром . . . . 2 166 900
Итого. . .7 774 300
Тепло, уносимое жидкой
фазой...........6 867 000
Тепло, уносимое паровой
фазой........... 896 500
Потери тепла наружу 10 800
Итого. - . 7 774 300
ости теплопеоелач
Определение поверхн
и размеров подогревателя
Для изготовления подогревателя принимаем трубы диаметром
25/2,5 мм. Требуемое сечение трубок
с 1м
- ’3600л •
Скорость движения масла в трубках v предварительно при-
нимаем равной 1 м/сек.
Плотность масла при средней температуре 122,5° С
п =_________Pi»____________________1055 ________ 1010 кл/м3
1 1 +0,000402 (/—15) 1 +0,000402(122,5 — 15) “* ' '
Тогда объем поглотительного масла
104 978 1п.
Ум = ~~ 1016 = 104 м1н
198
S=TO- = 0’0288 ^
Необходимое количество трубок в одном ходе
S 0,0288 _ „о
П ~~ 0,785а2 — 0,785-0.022 ~ 9Z'
Принимаем 6-ходовую трубчатку. Тогда число трубок должно
быть
п - 6-92 = 552.
При 13 шестиугольниках количество трубок, размещаемых
в трубной решетке, равно 613.
Общее сечение трубок
S = 0,785-613-0,022 = 0,193 ж2,
фактическая скорость масла
104-6 п п ,
V = '3600-0,193 ~ 0,9 м1сек-
Тогда
Re = 1000 = 1000 0,9101 °- = 75 500,
где Z — вязкость масла при средней температуре 122,5° С рав-
на 0,24 спз.
Число Прандтля
Рг = 3,6 ,
А
где С — теплоемкость масла при 122,5 С,
С — (0,403 + 0,00081 • 122,5) == 0,475 ккал1(кг-град)\
Л — коэффициент теплопроводности масла при 122,5° С,
X = 360 (0,000311 + 0,00000342-122,5) =
= 0,262 ккал! (м-ч-град).
При этом
п о г. 0,475-0,24 ,
fr = 3’6 - 0^62 ,’57’
Коэффициент теплоотдачи от стенки к маслу для установив-
шегося турбулентного движения определяем по уравнению
Nu = 0,023-Re°’s-Рг0'4 = 0,023-75 55O0’8-1,57°'4 = 220.
Тогда
а2 = Nu ~ = 220 = 2880 ккалЦм2-ч-град).
199
Коэффициент теплоотдачи от пара к стенке принимаем равным
c/.j = 10 000 ккал/(м2-ч-град)
Коэффициент теплопередачи от пара к маслу определяем по
уравнению
_L+_l + _!_ '
аг К а.2
Принимая термическое сопротивление равным
0,002 (м" -ч-град)/ккал, получим
К =------т------------т----= 407 ккал/(м2-ч-град).
10 000 + 0,002 2880~
Средняя логарифмическая разность температур в теплопере-
даче между паром и маслом
(158,1— ПО) — (158,1 — 135) ,
-----------------------= 34 град,
A/Cp —
158,1—110
’3 g 158,1 — 135
тогда
2166 900 — 10 800 о
-----40Д34-----= 156
Q
F =
AA/cp
Необходимая длина трубок
1 = F
_____________156 _ .
ndn 3,14-0,02-613 ~ 4 M’
Диаметр подогревателя
D — 2 (xt - f),
D = 2 (13-35 + 35) = 980 мм.
6. Дистилляционная колонна для отгонки
бензольных углеводородов из масла
Назначение и конструкция
На коксохимических заводах СССР для отгонки бензольных
углеводородов из поглотительного масла применяют дистилля-
ционные колонны конструкции Гипрококса производительностью
от 80 до 180 ж3 масла в час.
Отгонка бензольных углеводородов из поглотительного масла
в колонне осуществляется при помощи острого пара.
Для этого насыщенное бензольными углеводородами поглоти-
тельное масло после подогревателя непрерывно поступает в сред-
нюю часть колонны и по переливным стаканам тарелок стекает
сверху вниз. Навстречу маслу идет поток пара, который десор-
бирует бензольные углеводороды из масла и уносит их в верхнюю
часть колонны. Туда же поступают пары из подогревателя. Таким
200
образом, нижняя часть колонны служит для освобождения масла
от бензольных углеводородов.
В верхней — дефлегмационной части колонны происходит
конденсация масляных паров, которые таким образом отделяются
от более легких бензольных углеводородов и паров воды.
Дистилляционная колонна состоит из сварных стальных обе-
чаек толщиной 8 мм. По конструкции тарелки колонны бывают
двух типов: с туннельными барботажными колпаками и с круг-
лыми (капсульными) колпаками. Тарелки первого типа выпол-
нены из штампованных стальных желобов, укладываемых в гнезда
металлической рамы на уплотняющих прокладках из асбестового
шнура и притягиваемых крепежными планками. Желоба накры-
вают колпаками продольной формы с прорезями. Колпаки на та-
релке колонны располагают параллельно друг другу. Тарелки
второго типа имеют горловины и колпаки цилиндрической формы.
Детально устройство колонн описано в специальной литературе
[ 1—3, 19, 53].
Пар поступает в нижнюю часть колонны через расположенную
горизонтально и погруженную в масло трубу с отверстиями.
Масло из нижней части колонны откачивается насосом.
Скорость паров в колонне обычно находится в пределах 0,6—
0,7 м!сек. Хотя с увеличением скорости паров диаметр колонны
уменьшается, а эффективность работы тарелок повышается,
однако увеличение скорости приводит к увеличению уноса брызг
с предыдущей тарелки на последующую.
Для автоматического поддержания уровня масла в нижней
части колонны установлен поплавковый регулятор.
Расчет дистилляционной колонны
для отгонки бензольных углеводородов
Материальный расчет нижней
исчерпывающей части колонны
В нижнюю часть колонны поступает жидкая фаза из подогре-
вателя масла следующего состава, кг!ч:
Поглотительное масло 100 575
Бензол ... ... 1 039
Толуол • ... 383
Ксилолы 172
Сольвенты............. 65
Итого- • 102 234
Степень отгона компонентов из масла в нижней части колонны
зависит от следующих факторов: упругости компонентов и, следо-
вательно, от температуры нагрева масла; давления в колонне;
числа тарелок; количества водяного пара, поступающего в ко-
лонну.
201
Эти четыре фактора связаны со степенью отгона каждого ком-
понента следующим уравнением [26]:
где r]z — степень отгона каждого компонента;
п — число тарелок в нижней части колонны;
Kt — константа равновесия для каждого компонента,
здесь Pi — упругость компонента, мм рт. ст.-,
Р — общее давление в колонне, мм рт. ст.;
I — отношение количества масла к количеству поступаю-
щего водяного пара.
Для определения степени отгона каждого компонента необхо-
димо задаться температурой масла, давлением в колонне, числом
тарелок и расходом пара. В результате подсчета степени отгона
каждого компонента можно определить остаточное содержание
компонентов в поглотителе на выходе из колонны, т. е. в обез-
бензоленном масле. Если полученное расчетом содержание бен-
зольных углеводородов в обезбензоленном масле выше необходи-
мого по заданию, то следует увеличить число тарелок в колонне,
или расход пара, или повысить температуру нагрева масла.
Если же остаточное содержание бензольных углеводородов ниже
необходимого, то эти факторы следует уменьшать.
Принимаем температуру выходящего масла 130° С и отношение
количества молей масла к количеству молей пара I = 1,5 моль
масла!моль пара. Число тарелок в нижней части колонны прини-
маем равным 12 шт. Упругости компонентов при 130° С в мм рт. ст.
равны: р6 = 2824, /?т = 1350, /?к = 625, рс = 300, ры = 60.
При давлении в колонне 820 мм рт. ст. константы равновесия
для каждого из компонентов равны:
2824 Q 820 3,44, кТ = 1350 820 1,64; _ 625 _ q 7g2- ' 820 — ’
Кс = =0,366; КМ = 60 820 0,0731,
Таким образом, степени отгона каждого компонента будут
равны: i-f-LLV \ 3,44 J *16 = ; -И л-7- = 0,995; г]т = .1 ( 1,5 1,64 У 4= = 0,89;
—гЕ ) 1 ।. 1,0 . \
3,44 ) V 1,64 )
202
(_LU
\ 0,762 ,
7_L5_
\ 0,0731
0,0731
— 1
7----= 0,5; 1% =
I -1
?----= 0,244;
I -1
= 0,0487.
Следовательно, испарилось в
нижней части колонны, кг/ч:
Бензола
Толуола
Ксилолов
Сольвентов . -
Поглотительного масла
1039-0,995=1034
383-0,89=340
172-0,5=86
65-0,244=16
100 575-0,0487= 4898
1476
Чм
Итого- . 6374
Осталось в жидкой фазе, кг/ч:
Бензола . • ........
Толуола - .
Ксилолов -
Сольвентов...........
Поглотительного масла
1 039—1 034=5
383—340=43
172—86=86
65—16=49
183
100 575—4 898=95 677
Итого. • .95 860
Так как количество сырого бензола, оставшегося в обезбен-
золенном масле, равно 183 кг/ч и это соответствует заданному
количеству его в этом масле (см. с. 178), то, следовательно, выбран-
ный режим (температура, расход пара и число тарелок) является
достаточным для нормального процесса.
Одновременно получается, что и состав бензола обезбензолен-
ного масла, принятый по предварительному расчету по предло-
женным формулам, правильный (см. с. 194).
Расход пара получим исходя из удельного расхода масла
1,5 моль масла/моль пара, или
, См-18
СП-Л4М ’
отсюда
18-GM 18-100575 .
G" = -М^Г = 170-1,5 = 7050 K2/4'
что составляет на 1 м3 масла = 6,8 кг и на 1 кг сырого бен-
7050 о
зола once = 3,45 кг.
Общий расход пара в подогреватель и в колонну на 1 кг сырого
бензола составит 2,1 + 3,45 = 5,55 кг.
Материальный баланс нижней части колонны (кг/ч) приве-
ден в табл. 19.
203
Таблица 19
Компоненты Поступает Выходит из нижней части колонны
в верхнюю часть колонны обезбензо - ленное масло всего
Бензол . 1 039 1 034 5 1 039
Толуол . 383 340 43 383
Ксилолы 172 86 86 172
Сольвенты 65 16 49 65
Поглотительное масло • 100 575 4 898 95 677 100 575
Водяные пары .... 7 050 7 050 — 7 050
Итого. . - 109 284 13 424 95 860 109 284
Материальный расчет верхней
дефлегмационной части колонны
В верхнюю часть колонны поступают пары из подогревателя
и из нижней части колонны. Общее количество этих паров приве-
дено в табл. 20.
Таблица 20
Компоненты Поступает, кг/ч Поступает кмоль/ч
из подогре- вателя из нижней части колонны всего
Бензол ..... 466 1 034 1 500 19,20
Толуол ..... 92 340 432 4,70
Ксилолы 16 86 102 0,96
Сольвенты - . . 5 16 21 0,17
Водяные пары .... 1040 7 050 8 090 450
Поглотительное масло 1125 4 898 6 023 35,5
Итого. . . 2744 13 424 16 168 510,53
В верхней части колонны происходит конденсация паров
масла; при этом температура понижается только до величины,
соответствующей началу совместной конденсации паров масла
и воды. Дальнейшее снижение температуры может вызвать кон-
денсацию водяного пара, поэтому число тарелок должно быть
таким, чтобы не допустить конденсации водяных паров, но скон-
денсировать значительную часть паров масла. Температура паров,
выходящих из колонны, таким образом должна быть несколько
выше температуры эвтектики масло—вода.
204
Максимальное число тарелок верхней части колонны, т. е.
число тарелок, при котором достигается на выходе температура
эвтектики, определяем по формуле [27 ]
г ( хм. э \
Щпах — ~~ ( Щ.т, тв^~ ,
Ч X Лв. э /
где пп;ах — максимальное число тарелок;
г — молярная теплота конденсации паров масла, ккал-,
q — потеря тепла боковой поверхностью колонны,
приходящаяся на одну тарелку, ккал!ч;
тв,, тМ1 — соответственно количество паров воды и масла,
поступающих в колонну, кмоль!ч;
хв.э, Хм. э — соответственно содержание паров воды и масла
в эвтектике.
Состав эвтектики определяется уравнением
0,8-4 — 63 ,
Хм. э — р И э — 1 Хм. э,
где Р — общее давление на выходе из колонны, мм рт. ст.;
4 — температура эвтектики, С.
Температуру эвтектики определяем по уравнению
= W + 76,8’
Принимаем давление на выходе из колонны Р = 790 мм рт. ст.
Тогда
4 = S + 76-8= Ю0,4о С.
Таким образом, наименьшая допустимая температура паров
равна 100,4° С. Состав этих паров равен
0,8-100,4 — 63 п лоо л л-те
— 0,022 и хв. э = 0,978.
-^-М. э
790
Теплота конденсации моля масла
г = 62,2-170 = 10 600 ккал!кмоль.
Для определения потерь тепла q принимаем диаметр колонны
3000 мм, расстояние между тарелками 850 мм, температуру стенки
4т = 125° С и температуру воздуха tB = 25° С.
Боковая поверхность колонны, приходящаяся на одну тарелку:
F = nDh = 3,14-3-0,85 = 8 м2.
Коэффициент теплоотдачи конвекцией ак = 5,3 + 3,6г», где
v — скорость ветра; принимаем ее равной 3 м/сек;
тогда
ак = 5,3 + 3,6-3 = 16,1 ккал! (м2-ч-град).
205
Коэффициент теплоотдачи излучением
/125 + 273 V / 25 + 273 V
а„зл = 4,6-4--------125 4-25--------= 8 ккалКм -Ч'гРад)-
Количество тепла, теряемого наружу и приходящегося на
одну тарелку:
9 = (кк Ч~ О^пзл) FZ (/ct 0i)>
q = (16,1 + 8)-8 (125 — 25) = 19 300 ккал/ч.
Таким образом, максимальное число тарелок верхней части
колонны
_ 10 600 / де г_лкл _0/)22 \ = 14
«шах — 19 300 40U 0,978 7
Принимаем число тарелок меньше максимального и равным 12.
Тогда фактический состав паров, выходящих из колонны при
наличии 12 тарелок, определим из уравнения
т 450
*в =-------51--т. = ее 12-19300 = °,97-
mE1~ mM1--— 450 {-35,5 W600
Температура паров при выходе из колонны в дефлегматор
будет выше 100,4 С и составит
/ = 230----230 ~/э хв
ЛВ. э
ИЛИ
/ = 230 — 23°-^^0,4 °.97 =" 102° С-
1),У/о
Количество сконденсировавшегося масла в верхней части
колонны
ти = тЫ1 — mBl —~ *Е = 35,5 — 450 д3 = 21,6 кмоль/ч,
или
21,6-170 = 3672 кг/ч.
Следовательно, в паровой фазе останется масла
6023 — 3672 = 2351 кг/ч,
которое направляется в дефлегматор для дальнейшей конденсации.
Материальный баланс верхней части колонны (кг/ч) приведен
в табл. 21.
206
Таблица 21
Компоненты Поступает Выходит в дефлегма- тор Конденси- руется Всего
Бензол 1 500 1 500 1 500
Толуол . . 432 432 432
Ксилолы . . 102 102 102
Сольвенты .... 21 21 — . 21
Поглотительное масло 6 023 2 351 3672 6 023
Водяные пары . . 8 090 8 090 — 8 090
Итого 16 168 12 496 3672 16 168
Материальный баланс всей колонны, кг/ч
Поступает Выходит
Из подогревателя: жидкая фаза • -102 234 паровая фаза 2 744 острый пар 7 050 Из нижней части колонны 95 860 + + 3 672= = 99 532 Из верхней части колонны 12 496
Итого. . 112 028 Итого. . . 112 028
Материальный баланс колонны по компонентам представлен
в табл. 22, кг/ч.
Таблица 22
Компоненты Поступает Выходит
жидкая фаза паровая фаза всего жидкая фаза паровая фаза всего
Бензол 1 039 466 1 505 5 1 500 1 505
Толуол 383 92 475 43 432 475
Ксилолы 172 16 188 86 102 188
Сольвенты .... Поглотительное 65 5 70 49 21 70
пасло 100 575 1125 101 700 99 349 2 351 101 700
Водяные пары — 1040 8 090 — 8 090 8 090
Острый пар — 7050 — — — —
Итого. - . 102 234 9794 112 028 99 532 12 496 112 028
Тепловой расчет колонны
Приход тепла. 1. Тепло, вносимое жидкой фазой (см. расчет
подогревателя):
= 6 867 000 ккал/ч.
207
2. Тепло, вносимое паровой фазой (сМ- расчет подогревателя):
Q2 = 896 500 ккал1ч.
3. Тепло, вносимое водяным паром:
Q3 = 7050-654,9 = 4 617 000 ккал!ч.
Принимаем насыщенный водяной паР давлением
Р = 4 am, i 654,9 ккал!кг, t — 14?>^с С.
Общий приход тепла
Сирих = 12 380 500 ккал!ч
Расход тепла. 1. Тепло, уносимое рарами из колонны при
102е С:
а) тепло паров масла
9l = 2351 -103,7 = 244 000 ккал!ч,
где i — энтальпия паров масла,
i = 62,2 + 0,403-102 = 103,7 ккал/кг’,
б) тепло паров воды
q2 = 8090-640 = 5 178 000 ккал!ч,
YJOZ 640 — теплосодержание водяных паров пРп 1^2 С, ккал!кг\
в) тепло паров бензольных углеводор°Д°в
q3 = 2055-131,7 = 271 000 ккал!ч,
где i = 103 + 0,281-102 131,7 ккал1кг-
Всего уносится паровой фазой
Q4 = 5 693 000 ккал!ч.
2. Тепло, уносимое жидкой фазой из колонны при темпера-
туре /:
а) тепло, уносимое маслом:
qx = 99 349-0,493/ = 48 979/ ккал1ч,
С = J_____(0,403 4- 0,00081 -130) = 0,493 ккалЦкг • град),
И,055 v ’
где 130 — ориентировочная температура выходящего масла, С;
б) тепло, уносимое бензольными углев°ДоР°Дами:
q2 = 183-0,52/ = 95/ ккал!ч,
С = 0,383 + 0,001043-130 0,52 ккал!(кг'гРад)•
Всего уносится жидкой фазой Q6 = 4$ 074/.
3. Тепло, теряемое колонной наружу:
а) тепло, теряемое верхней частью коЛонны:
q3 = 12-19 300 — 231 600 ккал!ч,
208
где 12 — число тарелок;
19 300 — потеря тепла, соответствующая одной тарелке,
ккал/ч-,
б) тепло, теряемое нижней частью колонны.
Принимаем, что температура стенки равна 60° С.
Коэффициент теплоотдачи конвекцией при скорости ветра,
равной 3 м/сек-.
ак = 5,3 + 3,6-3 = 16,1 ккал/(м2 ч • град).
Коэффициент теплоотдачи излучением
/ 273+ 60 V / 273+ 25 у
а _ 4 6 ' —I___________L100.. L
“изл —60 — 25
= 4,7 ккалЦм2-ч-град).
Поверхность царги (изолированной) при ее диаметре, равном
3,1 м, и высоте 0,85 м равна
F = 3,14-3,1 -0,85 = 8,3 м2,
тогда
q2 = 12-8,3 (16,1 + 4,7) (60 — 25) = 72 400 ккал/ч.
Общие потери тепла наружу
Qe = 304 000 ккал/ч.
Общий расход тепла
Qpacx = 5 997 000 + 49 074/ ккал/ч.
Приравнивая приход и расход тепла, получим температуру
масла, выходящего из колонны 12 380 500 = 5 997 000 + 49 074/,
отсюда / = 130° С.
Общий тепловой баланс, ккал/ч-.
Приход Расход
С жидкой фазой из подо- С паровой фазой 5 693 000
гревателя 6 867 000 С жидкой фазой . . . . 6 383 500
С паровой фазой из по- 896 500 4 617 000 Потери тепла наружу 304 000
догревателя • • С острым паром .... Итого. 12 380 500
Итого- 12 380 500
Определение диаметра колонны
Из нижней части колонны и подогревателя поступает в верх-
нюю часть колонны 510,53 кмоль паров в час (см. расчет верхней
части колонны). Объем этих паров при температуре 135° С и давле-
нии 820 мм рт. ст. будет равен
V = 510,53-22,4273 + 135-~= 15900 м?/ч.
Z / О OZU
14 И- Е. Коробчанский
209
Скорость движения паров в колонне принимаем в пределах
0,6—0,7 м/сек.
Принимаем v 0,65 м/сек, тогда требуемое сечение колонны
<?_ 15 900 __с о Л,2
Л 3600-0,65 — Ь’° М
и внутренний диаметр колонны
= 2,95л
I О, i т:
Анализ влияния различных факторов
на процесс десорбции бензольных углеводородов
из поглотительного масла
Степень десорбции бензольных углеводородов из поглотитель-
ного масла в дистилляционной
Рис. 41. Зависимость содержания бензоль-
ных углеводородов в обезбензоленном масле
Ci от удельного расхода пара G и темпе-
ратуры нагрева масла в подогревателе t
колонне зависит от следующих
факторов: температуры посту-
пающего масла, давления в ко-
лонне, удельного расхода пара,
числа тарелок в нижней части
колонны и содержания бензоль-
ных углеводородов в насыщен-
ном масле.
Особый интерес представляет
влияние удельного расхода
пара и температуры нагрева
масла на содержание бензоль-
ных углеводородов в обезбен-
золенном масле.
Аналитическая зависимость
между этими факторами выра-
жается следующей формулой,
действительной при /2:>=110С и числе тарелок п = 12:
Л' 3800 2>3 (0.011G—1,21)
к м-с.
где GK — расход пара на колонну, кг на 1 т масла;
М — молекулярная масса поглотителя;
/2 — температура масла, поступающего в колонну, С;
— содержание бензольных углеводородов в обезбепзолен-
ном масле, %.
В табл. 23 и на рис. 41 показано вычисленное по этой формуле
содержание бензольных углеводородов в обезбензоленном масле
в зависимости от расхода пара и температуры поступающего
масла.
Из этих данных следует, что с увеличением удельного расхода
пара содержание бензольных углеводородов в обезбензоленном
2Ю
Таблица 23
Расход GK кг/т Температура масла t2, °C
110 120 130 140 150 160
40 0,56 0,435 0,348 0,262 0,202 0,158
50 0,45 0,348 0,27 0,21 0,162 0,126
60 0,37 0,29 0,225 0,175 0,135 0,105
70 0,32 0,249 0,193 0,15 0,116 0,09
80 0,28 0,218 0,169 0,132 0,101 0,079
90 0,25 0,193 0,15 0,117 0,09 0,07
100 0,22 0,174 0,135 0,105 0,081 0,063
масле уменьшается. Особенно резко оно уменьшается в пределах
расхода пара 40—70 кг на 1 т масла.
Такое же влияние оказывает и повышение температуры масла,
поступающего на десорбцию. Однако повышение температуры
масла требует увеличения расхода пара на его подогрев в подо-
гревателе. Этот расход пара, как показывают расчеты, можно
выразить в виде линейной зависимости:
6П = О — + 17,5 кг/т,
где и /2 — начальная и конечная температуры масла в подо-
гревателе, °C.
Таким образом, общий расход пара в подогреватель и колонну
может быть выражен следующим уравнением:
с°бщ = тег^2’3(0,0Ш^1’21) +^-^ +17>5.
Анализ этого уравнения показывает, что общий удельный рас-
ход пара проходит через минимум. Для определения оптимальной
температуры нагрева масла в подогревателе /01ГГ, обеспечиваю-
щей минимум общего расхода пара, следует найти производ-
ную Соб|Ц по температуре t2 и приравнять ее нулю.
Тогда получим
U=110 + 911g^-,
т. е. оптимальная температура нагрева масла в подогревателе
зависит в основном от содержания бензольных углеводородов
в обезбензоленном масле Сх.
Минимальный суммарный удельный расход пара при оптималь-
ной температуре тогда будет равен
GOnT = ^опт — + 57> 1 кг! tn.
Ниже в табл. 24 приведены значения оптимальных темпера-
тур 4>пт и расхода пара на колонну GK и в подогреватель 6П в зави-
симости от С\ при tx — 110° С и М. = 170.
14* 211
Таблица 24
Содержание бензольных углеводородов Clt %
Параметры 0,1 0,15 0,2 0,25 0,3 0,35 0,4 0,5
/ °Г *опт» • • 178,5 162,5 151,2 142,2 135 129,1 123,7 114,9
(5К, кг/т 39,6 39,6 39,6 39,6 39,6 39,6 39,6 39,6
Gn, кг/т 86 70 58,7 49,7 42,5 36,6 31,2 22,4
бобщ, кг/т 125,6 109,6 98,3 89,3 82,1 76,2 70,8 62,0
Рис. 42. Зависимость оптимальной
температуры нагрева поглотитель-
ного масла /опт н общего расхода
пара G от содержания бензольных
углеводородов в обезбензоленном
масле Ci
Из табл. 24 следует, что для
достижения содержания бензольных
углеводородов в обезбензоленном
масле, равного 0,3%, оптимальная
температура нагрева масла состав-
ляет 135' С, а для получения Сх =
= 0,2% оптимальная температура
равна 151,2 С.
На рис. 42 также показано
изменение этих величин от С±.
Применение оптимального темпе-
ратурного режима и, в частности,
для малых значений связано
с необходимостью использования
пара высокого давления, так как
при С г < 0,3% температура подо-
грева становится уже довольно вы-
сокой.
Поэтому за последние годы с целью применения высоких тем-
ператур для отгонки бензола и экономии пара применяют огневой
нагрев масла в трубчатых печах.
7. Регенератор поглотительного масла
Назначение и конструкция
В процессе работы поглотительное масло, находящееся в обо-
роте, постепенно изменяет свои качества: повышается вязкость,
плотность, молекулярная масса, снижается отгон до, 300 С,
а также появляются осадки, загрязняющие скрубберы и аппара-
туру. Эти изменения связаны как с потерей маслом легкокипящих
фракций, так и с тем, что в результате многократного нагрева
масла и контакта его с газом происходит полимеризация непре-
дельных соединений, находящихся в масле и извлекаемых из
коксового газа.
212
Рис. 43. Регенератор для поглотительного масла
Для предотвращения ухудшения качества поглотительного
масла, находящегося непрерывно в обороте, часть масла непре-
рывно отводится с одной из верхних тарелок дистилляционной
колонны в регенератор.
Регенерация масла заключается в полимеризации непредель-
ных соединений путем нагрева масла до 160—175° С и вывода
этих полимеров и высококипящих компонентов из цикла погло-
тительного масла.
В настоящее время на коксохимических заводах применяют
два способа непрерывной регенерации поглотительного масла:
регенерация с применением пара (паровой метод); регенерация
в трубчатых печах.
Более рациональным, как показала практика, является паро-
вой метод, так как в этом случае для процесса регенерации исполь-
зуется пар, применяемый в дальнейшем для отгонки бензольных
углеводородов из поглотительного масла в колонне, и, таким
образом, регенерация масла почти не требует дополнительного
расхода пара. Кроме того, регенерация осуществляется в аппа-
рате простой конструкции и процесс безопасен в пожарном отно-
шении.
Конструкция парового регенератора изображена на рис. 43.
Аппарат представляет собой стальной вертикальный сварной
цилиндр высотой 5—6 м и диаметром 2—3 м. В нижней части
аппарата установлены два выдвижных горизонтальных трубчатых
подогревателя, предназначенных для нагрева масла глухим
паром. Под этими паровыми подогревателями расположена си-
стема барботажных труб, через отверстия которых в аппарат
поступает острый пар.
Производительность аппарата составляет 1000—2000 кг/ч,
или 1—1,5% от количества поглотительного масла, проходящего
через дистилляционную колонну в час.
При подаче острого пара происходит кипение и испарение
масла. Смесь масляных и водяных паров проходит отбойник,
в котором происходит отделение жидкой фазы, возвращаемой
в нижнюю часть аппарата, а масляные и водяные пары поступают
в нижнюю часть бензольной колонны.
Неотогнанное масло и нелетучие полимеры в количестве от 10
до 40% от поступающего масла непрерывно отводятся из низа
регенератора.
Расчет регенератора
Материальный расчет
В регенератор поступает масло из нижней части колонны, со
2-й тарелки считая сверху. Состав и количество продуктов, про-
ходящих через эту тарелку, определяют исходя из степени отгона
214
отдельных компонентов. Степень отгона каждого компонента
вычисляется по уравнениям (см. с. 202) типа
Принимая п = 2, получим:
1,5 j 1,5
= 0,695; т]т = ^0,642;
\3,44_) 1 (,1,64/
Остается в масле на этой тарелке следующее количество ком-
понентов, кг/ч:
Бензол 1039 (1—0,695) 316
Толуол 383 (1—0,542)= 176
Ксилолы . 172 (1—0,338)= 114
Сольвенты 65 (1—0,196) —53
Масло . . - 100 575 (1—0,048)=95 747
Итого. . .96 406
Принимаем, что в регенератор поступает 1,5% часового коли-
чества масла, или 0,015-96 406 = 1446 кг/ч.
Количество поступающих в регенератор компонентов состав-
ляет, кг/ч:
Бензол
Толуол
Ксилолы
Сольвенты
Масло
10
• 0,015-316 4,8
0,015-176=2,7
-0,015-114 1,7
-0,015-53 = 0,8
. . 0,015-95 747- 1436
Итого. . • 1446
Считаем, что в регенератор поступает весь пар, необходимый
для подачи в колонну для отгона бензольных углеводородов,
т. е. 7050 кг/ч.
215
Удельный расход жидкой фазы, т. е. отношение количества
молей масла и бензольных углеводородов к количеству молей пара
равно
1446-18
170-7050
= 0,0217.
Принимаем, что масло в регенераторе нагревается до 170° С
и при этой температуре происходит его отгон. Для определения
степени отгона каждого компонента необходимо пользоваться
уравнением, аналогичным для нижней части дистилляционной
колонны, считая, что регенератор представляет собой одну та-
релку.
Как показывают расчеты, степени отгона бензола, толуола,
ксилолов и сольвентов равны 100%, поэтому определяем только
степень отгона масла.
Константа равновесия для масла
TS _ Рм
Лм — Р ’
где ры — упругость масла при 170° С, ры = 270 мм рт. ст.
Считаем давление паров на выходе из регенератора равным
860 мм рт. ст.
Тогда
^ = и = °>314
и степень отгона масла будет равна
Т]м
/0,0217\7г
\ 0,314 )
/ 0,027 \3Л —
\0,314;
т. е. в регенераторе отгоняется масла 0,75-1436 = 1077 кг!ч
и остается в жидком виде 1436—1077 = 359 кг!ч, что состав-
ляет 25%.
Тепловой расчет
Приход тепла. 1. Тепло, вносимое маслом:
Qi = 1446-0,498-135 = 97 000 ккал!ч.
2. Тепло, вносимое водяным паром:
Q2 = 7050-654,9 = 4 617 000 ккал/ч.
3. Тепло греющего пара Q3.
Общий приход тепла
Сприх = 4 714 000 + Q3 ккал!ч.
216
Расход тепла. 1. Тепло, уносимое жидкой фазой при непрерыв-
ном ее выходе из регенератора:
= 359-0,525-170 = 32 000 ккал/ч,
где 0,525 — теплоемкость масла при 170° С,
С = (0,403 + 0,00081 -170) = 0,525 ккалЦкг-град).
2. Тепло, уносимое парами:
масла
qx = 1077-130,7 141 000 ккал/ч,
где энтальпия
i = 62,2 + 0,403-170 = 130,7 ккал/кг-,
воды
q2 = 7050-666,8 = 4 700 000 ккал/ч,
где
i = 654,9 + 0,44 (170 — 142,9) = 66,8 ккал/кг-,
бензольных углеводородов
?3 = 10-154,3^ 1540 ккал/ч.
Общее тепло, уносимое парами, Q6 = 4 842 540 ккал/ч.
3. Потери тепла наружу принимаем 10% от тепла, передавае-
мого греющим паром:
Qe = O,1Q3.
Общий расход тепла
Qpacx = 4 874 540 + 0,1 Q3 ккал/ч.
Приравнивая приход и расход тепла, получим тепло, сообщае-
мое греющим паром:
4 714 000 + Q3 = 4 874 540 + 0,lQ3,
откуда
Q3 = 178 380 ккал/ч.
Принимаем греющий пар давлением 10 ат с температурой
179' С и теплотой конденсации г = 483,1 ккал/кг.
Тогда расход греющего пара
г 178 380 QCr. ,
° = ~183 1 = 369 К^4'
217
Таким образом, общий расход пара на отгон бензольных угле-
водородов составит, кг1ч\
На подогреватель ... 4 335
» колонну......... 7 050
» регенератор 369
Итого. . . 11 754
На 1 кг сырого бензола, улавливаемого в скрубберах, при-
11754 с
ходится 2055 — 5,75 кг.
Тепловой баланс регенератора, ккалдс.
Приход
Тепло, вносимое мас-
лом ................. 97 000
Тепло, вносимое во-
дяным паром ... 4 617 000
Тепло греющего пара 178 380
Итого. .4 892 380
Расход
Тепло, уносимое жид-
кой фазой .... 32 000
Тепло, уносимое па-
рами ............4 842 540
Потери тепла нару-
жу ................. 17 840
Итого. .4 892 380
Определение поверхности нагрева
подогревателя в регенераторе
Коэффициент теплоотдачи от стенки подогревателя к маслу
определяем по формуле
3ft - t
а2 = 245'|/ tcTz м
где 4 — средняя температура масла, 4 = 152е С;
Z — вязкость масла при 152° С, равная 0,09 с/гз;
4т — температура стенки подогревателя; задаемся 4т =
= 172 С.
Тогда
а2 = 245 1720~^д52 = 1485 ккал[{м2-ч-град).
Принимая коэффициент теплоотдачи от насыщенного пара
к стенке 10 000 ккал!(м2-ч-град), термическое сопротивление
отложений 6/Л. = 0,002 м2 - ч-грсд/ккал, толщину стенки 3 мм
и 7 = 50 ккалЦм-ч-град), получим коэффициент теплопередачи
К =—;--------ktvyT----------т— =353 ккал!(м2-ч-град).
Проверяем температуру стенки
4Т = 170 + К(<п~/м). = 170 + 353(117foF--~ = 172° С.
Go 1 тгОО
218
Необходимая поверхность теплопередачи подогревателей
Р _ Q _ 178 380 __fi 2
Л ~ КМ ~ 353(179— 170) М
и каждого подогревателя 28 м2.
8. Дефлегматор
Назначение и конструкция
Из дистилляционной колонны пары бензольных углеводоро-
дов, масла и воды поступают в дефлегматор.
Основное назначение дефлегматора — путем охлаждения и
частичной конденсации паров, идущих из дистилляционной ко-
лонны, освобождать их от паров масла и воды и обогащать бен-
зольными углеводородами. Таким образом, в дефлегматоре про-
исходит охлаждение и конденсация паров масла и большей части
водяных паров, поступающих из колонны.
За счет тепла конденсации паров осуществляется нагрев
поглотительного масла, а остальная часть тепла отбирается техни-
ческой водой.
Дефлегматор состоит из четырех горизонтальных трубчаток.
Пары движутся снизу вверх по межтрубному пространству. По
трубкам нижних трубчаток проходит поглотительное масло,
поступающее из скрубберов, а по трубкам верхней трубчатки —
техническая вода. Для достижения больших значений коэффи-
циентов теплопередачи трубчатки дефлегматора имеют несколько
ходов.
Температура паров, выходящих из дефлегматора, поддержи-
вается на уровне, зависящем от заданного качества сырого бен-
зола, и регулируется количеством воды, подаваемой в дефлегматор.
Сконденсированные в дефлегматоре тяжелая (в нижних труб-
чатках) и легкая (в верхней трубчатке) флегмы раздельно посту-
пают в соответствующие сепараторы для отделения от воды.
Отстоявшееся масло из обоих сепараторов объединяют и добав-
ляют к насыщенному маслу, а вода отводится в дополнительный
отстойник и далее в фенольную канализацию.
Расчет дефлегматора
Материальный расчет
В дефлегматор поступают пары из колонны с температурой
102° С в следующем количестве:
кг/ч кмоль/ч
Бензол . 1500 19,20
Толуол . . . . . 432 9 4,70
Ксилолы • 102 Z UDO 0,96
Сольвенты . . . . 21 0,17
Масло 2 351 13,19
Водяные пары . . 8 090 450
Итого. 12 496 488,93
219
Температура паров на выходе из дефлегматора может быть опре-
делена по уравнению [27]
62 + (1642 + Р) Ь
1 ~ 0,8 + 24,2& ’
где Р — общее давление на выходе из дефлегматора, мм рт. ст.;
b — коэффициент, определяемый по формуле
, __ 100 — а
b ~ а ’
здесь а — отгон сырого бензола до 180° С, в процентах по массе;
Мб — молекулярная масса бензольных углеводородов;
Л4М — молекулярная масса поглотительного масла.
Принимаем: а = 90%, Мб = 83, Л4М = 170, тогда
, 100 — 90
= —90 —
1^ = 0,0543.
При общем давлении на выходе из дефлегматора Р =
= 780 мм рт. ст.
. 62 + (1642 + 780)-0,0543 _ 7ОГ
' 0,8 +24,2-0,0543 —
Так как в сыром бензоле отгон до 180 С составляет 90%, то
фактическая масса сырого бензола будет равна
2055
0,9
= 2283 кг/ч,
где 2055 — количество бензольных углеводородов, поступающих
в дефлегматор, кг/ч.
Следовательно, в сыром бензоле содержится масла
2283 — 2055 = 228 кг/ч, или 1,34 кмоль!ч.
Остальное количество масла, равное 2351—228 = 2123 кг/ч,
конденсируется в дефлегматоре.
Упругость водяных паров при 91,7° С, рв = 560,7 мм рт. ст.
и паров масла
рм = 11,4 мм рт. ст.
Тогда количество водяных паров, покидающих дефлегматор,
равно
5^’7 -1,34 = 64,3 кмоль/ч, или 1160 кг/ч,
и конденсируется водяных паров 8090— 1160 = 6930 кг/ч.
Материальный баланс дефлегматора приведен в табл. 25.
220
Таблица 25
Компоненты Поступает Конден- сируется кг/ч 1 Выходит
кг/ч кмоль/ч кг/ч КМОЛЬ/Ч
Бензол ... . 1 500 19,20 . 1500 19,2
Толуол ... . 432 4,70 — 432 4,7
Ксилолы 102 0,96 — 102 0,96
Сольвенты 21 0,17 — 21 0,17
Масло .... 2 351 13,9 2123 228 1,34
Водяные пары 8 090 450 6930 1160 64,3
Итого 12 496 488,93 9053 3443 90,67
Тепловой расчет
Приход тепла. Тепло, вносимое парами из колонны (см. рас-
чет верхней части колонны):
= (2ПРих = 5 693 000 ккал!ч.
Расход тепла. 1. Тепло, уносимое парами в конденсатор:
а) тепло, уносимое парами масла:
qx — 228-99,2 = 22 600 ккал!ч,
где i = 62,2 + 0,403-91,7 = 99,2 ккал1кг\
б) тепло, уносимое парами воды:
q2 = 1160-636 = 737 800 ккал!ч,
где 636 —энтальпия водяных паров при 91,7° С;
в) тепло, уносимое парами бензольных углеводородов:
= 2055-129 = 265 100 ккал1ч,
где i = 103 + 0,28-91,7 = 129 ккал!кг.
Всего уносится паровой фазой
Q2 — 1 025 500 ккал!ч.
2. Тепло, уносимое флегмой:
а) тепло, уносимое маслом:
qx = 2123-91,7-0,47 = 91 500 ккал!ч,
где
С — рл-д-pgg (0,403 + 0,00081-91,7) = 0,47 ккал/(кг•град')-,
б) тепло, уносимое водой:
q2 = 6930-91,7 = 636 000 ккал!ч.
221
Всего уносится флегмой
Q3 = 726 500 ккал/ч.
3. Тепло, отводимое в дефлегматоре охлаждающими сред-
ствами (водой и маслом), Q4.
Общий расход тепла
Qpacx = 726 500 + Q4
Приравнивая приход и расход тепла, получим тепло, отводи-
мое в дефлегматоре:
Q4 = 4 996 500 ккал/ч.
Принимаем, что часть тепла отбирается маслом, а остальное
технической водой. Полагаем, что масло нагревается от 30 до 85° С.
Тогда количество тепла, отводимое маслом:
Qm = Qm Qm>
где QM — энтальпия масла при 85° С;
Qm — энтальпия масла при 30° С.
Тогда
Qm = (101 700-0,415 + 2238-0,456 + 1040) 30 =
= 1 320 000 ккал/ч,
где 0,415 — теплоемкость масла при 30° С, ккал!(кг-град);
0,414 — теплоемкость бензольных углеводородов
при 30° С, ккал/(кг-граду
101 700; 2238; 1040 — количество поступающего масла, бензоль-
ных углеводородов и воды, кг/ч (см. рас-
чет подогревателя).
Q", = (101 700-0,472 + 2238-0,471 ф- 1040) 85 =
= 4 259 000 ккал/ч,
где
Сы — ^0^ (6,403 0,00081 -85) = 0,472 ккал/(кг-град)-,
Сб = 0,383 + 0,001043-85 = 0,471 ккал/(кг-град).
Тогда
QM = 4 259 000 — 1 320 000 = 2 939 000 ккал/ч.
Тепло, отводимое технической водой:
QB = 4 996 500 — 2 939 000 = 2 057 500 ккал/ч.
Расход технической воды при ее температуре на входе 25° С
и выходе 45° С
W = 2°575°° = 102 800 кг/ч, или 102,8 ж»/ч,
или на 1 т бензольных углеводородов g-Qgg — 50,3 м3.
222
Определение поверхности
теплопередачи дефлегматора
Расчет поверхности теплопередачи дефлегматора ведем для
трех периодов:
1) конденсация паров масла при переменной температуре
102—91,7° С с отводом тепла поглотительным маслом;
2) конденсация паров воды и масла при температуре 91,7° С
с отводом тепла поглотительным маслом;
3) то же, с отводом тепла технической водой.
Тепло, передаваемое в первом периоде:
Qi ~ Qi — Qi!
где Q± — тепло, вносимое парами в дефлегматор:
Qjl — 5 693 000 ккал/ч-,
Q2 — энтальпия паров в начале второго периода.
Величину Q2 определяем следующим образом:
а) тепло, уносимое парами воды:
<71 = 8090-636 = 5 150 000 ккал/ч,
где 636 —энтальпия водяных паров при 91,7° С, ккал!кг-,
б) тепло, уносимое парами бензольных углеводородов:
q2 = 2055 (103 + 0,28-91,7) = 264 000 ккалк',
в) тепло, уносимое парами масла:
q9 = (62,2 4- 0,403-91,7) G = 99,6G.
Так как количество водяных паров равно 450 кмольк и упру-
гость паров воды при 91,7° С рв — 560,7 мм рт. ст. и масла
рм = 11,4 мм рт. ст., то количество масла в эвтектике при
91,7° С будет равно
ти = -1-ы = 450 I!’4 =9,15 кмлль/ч, или 1560 кг/ч,
тогда
<7з = 99,6-1560 = 155 000 ккал/ч.-,
г) тепло, уносимое сконденсировавшимся маслом, в количе-
стве 2351 — 1560 = 791 кг/ч,
qt = 791 -0,47-91,7 = 34 000 ккал/ч.
Таким образом, общее теплосодержание паров в начале вто-
рого периода составляет
Q2 = 5 603 000 ккал/ч.
Следовательно, в первом периоде отводится тепло
<?i = Qi — <?2 = 5 693 000 — 5 603 000 = 90 000 ккал/ч.
223
Тепло, отводимое во втором периоде:
Qu = QM — Qi = 2 939 000 — 90 000 = 2 849 000 ккал!ч.
Тепло, отводимое в третьем периоде:
Qin = QB = 2 057 500 ккал!ч.
Промежуточную температуру масла t определяем из урав-
нения
t — t----—
м IF„ ’
где IFM — водяной эквивалент масла при 85° С,
С 4 259 000 „ я
= "8Г = —85— = 50 100 ккал!град,
тогда
/ QK 90 000 QQ QO f>
* = 85-----50 100" = 83,2 С
Расчет масляной трубчатки
Принимаем трубки размером 25/2 мм.
Z
Критическая скорость движения масла пкр = 2,32-^-.
Плотность масла при средней температуре за первый и второй
периоды при 57,5° С равна
Р = 1 +0,000402(57,5 — 15) ~ 1040 Кг1Л^~
Вязкость масла при 57,5° С равна 4,25 спз,
тогда
4
= 2’32 0,021-1040 = 0,45 м!сек-
Требуемое сечение трубок
е______Р
3600-икр •
Объем масла
101 700 о„ к 3,
V = -1040- = 97’5 Л /Ч’
тогда
5 = 3б^ = °>06^
Необходимое число трубок в одном ходе
0,06 .„о
П ~ 0,785-0,0212 — 1
224
При шести ходах необходимо иметь 173-6 = 1038 трубок.
Принимаем количество трубок 1045 шт., располагаемых на
17 шестиугольниках.
Тогда живое сечение трубок
5Ж = 1045-0,0212-0,785 = 0,362 лА
Первый период. Фактическая скорость масла в трубках в пер-
вом периоде
6V
V ~ 3600-0,362 ’
Плотность масла при средней температуре за 1-й период,
равной 84° С:
Р = 1 +0,000402(84— 15) = 1030 кг/м3.
Тогда объем масла
т/ 101 700 _ 3;
V = -fW~ = 98’5 м /ч-
и скорость масла
6-98,5 п .гО ,
v~ 3600-0,362 ~ 0,453 м/сек.
Число Рейнольдса
Re = 1000 = 1000 0,4531030 = 7650
Z l,zo ’
где Z — вязкость масла при 84° С, равная 1,28 спз.
Число Прандтля
Pr L з ,б .
Л
Теплоемкость масла
С = -(0,403 + 0,00081 -84) = 0,46 ккал/(кг-град).
Коэффициент теплопроводности масла
7 = 360 (0,000311 + 0,00000342-84) = 0,216 ккал1(м-ч-град).
Тогда
D пд 0,46-1,28 п с
РГ-3’6 0,216 =9’8'
Критерий Нуссельта
Nu = 0,0237?е0-8Р/-0-4<р = 0,023-76500-8 -9,8°.4 -0,98 = 72.
Коэффициент теплоотдачи от стенки к маслу
а2 —-Nu~ = 72 ++21* — 740 ккал/(м2• ч-град).
15 И. Е. Коробчанский
225
Коэффициент теплоотдачи от конденсирующихся паров масла
к стенке
cq = 7200 ф ,
где — коэффициент теплопроводности масла при средней тем-
102+91,7 п„о „
пературе конденсации -------—— = 97 С,
= 360 (0,00031 + 0,00000342-97) = 0,232 ккал/(м ч граду,
Za — вязкость масла при 97° С, ZM = 0,7 спз,
тогда
а1 — 7200 2 = 2380 ккал/(м2-ч-град).
Коэффициент теплопередачи с учетом термического сопротив-
ления загрязнений будет равен
/( =—т----------------------Г- = 356 ккал/(мг-ч-град).
__1_ । ооо1 ।____*_
2380 50 ’ 740
Средняя разность температур в первом периоде
Д(ср| _ = 12,3 грЛ
2,3 Ig 91,7 -83,2
Необходимая поверхность теплопередачи для первого периода
Qi _ 90000 . ,
! K.-Atn ~ 356-12,3
1 р I
Второй период. Фактическая скорость масла в трубках
6-97,5 „ ,
V 36ОО-0;362 — 0,45 м/сек-
Число Рейнольдса
г, ,ппл vdo 1000-0,45-0,021-1040 оопл
Re = 1000 —------------------------= 2320,
где Z — вязкость масла при средней температуре 57,5° С, равная
4,25 спз.
Число Прандтля
о о с CZ ос 0,46-4,25 „„
Рг — 6,Ь = 3,6 —Тс— = 39,
/\ U, 1 о
где С — теплоемкость масла при 57,5° С,
С = -pJ=- (9,403 + 0,00081-57,5) = 0,46 ккал/(кг граду
Z — коэффициент теплопроводности масла при 57,5° С,
X = 360 (0,000311 + 0,00000342-57,5) = 0,18 ккал/(м-ч-град).
226
Критерий Нуссельта
Nu = 0,023/?е°-8 -Рг°-4 -<р - 0,023-2320°-839и-41-0,45 = 22,5.
Коэффициент теплоотдачи от стенки к маслу
a, = 22,5 = 194 ккал/(м2- ч-град).
а 0,021 '
Коэффициент теплоотдачи от конденсирующихся паров воды
и масла определяем по уравнению
OmQm + HrQb
1 = Qm+Qb ’
ав = 7200 ф- = 7200 °’5^5- = 14 000 ккал/(м2 ч град),
где Ав — коэффициент теплопроводности воды при 91,7° С, рав-
ный 0,585 ккалЦм-ч-град);
ZB — вязкость воды при 91,7° С, равная 0,3 спз;
ам = 7200 = 7200= 1700 ккал]^ ч-град),
здесь Хм — коэффициент теплопроводности масла при 91,7° С;
= 360 (0,000311 4- 0,00000342-91,7) =
— 0,223 ккалЦм -ч-град);
ZM — вязкость масла при 91,7° С, равная 0,95 спз;
QM — тепло конденсации паров масла;
= 244 000 — 22 600 = 221 400 ккал!ч,
где 244 000 — тепло, уносимое парами масла из колонны, ккал!ч;
22 600 — тепло, уносимое парами масла из дефлегматора,
ккал!ч;
QB — тепло конденсации паров воды, ккал1ч;
QB = 5 178 000 — 737 800 = 4 440 200 ккал!ч,
здесь 5 178 000 — тепло, уносимое парами воды из колонны,
ккал1ч;
737 800 — тепло, уносимое парами воды из дефлегматора,
ккал!ч.
Таким образом,
1700-221 400 + 14000-4440 200
221 400 + 4 440 200
= 12 100 ккалЦм* ч град).
Коэффициент теплопередачи, учитывая термическое сопротив-
ление трубок и отложений со стороны масла, будет равен
1
15*
1
12 100
0,002
50
0,001
-j— = 160 ккал/(м1-ч-град).
Т94
227
Кн
Средняя разность температур во втором периоде
83,2 — 30 ос с д
— 91 7_30 — ^-6,8 град.
2,3 ,g 91,7 — 83,2
Требуемая поверхность теплопередачи для второго периода
р Qn ______ 2 849 000 _г-г-г 2
Fli PHA/CD 160-26,8 6 65 '
11 с₽п
Общая поверхность теплопередачи для масляной трубчатки
F = 665 4- 21 = 686 м2.
Необходимая длина трубок
, F , 686 п
Z —' j ИЛИ Z — q , . Л лоо 1 ли п
лаСрП 3,14-0,023-1045
Принимаем три трубчатки с длиной трубок по 3 м.
Диаметр трубчатки
D = 2 (xt + f) = 2 (17-0,035 + 0,025) = 1,240 м,
где t = 1,4-0,025 = 0,035 м, t' = 0,025 м.
Расчет водяной трубчатки
для третьего периода
Принимаем трубчатку такую же, как и для масла. Скорость
воды в трубках
6-102,8 ,
V ~ 3600-0,362 — U>47 м!сек-
Число Рейнольдса
шоп 0,47-0,021 -1000 t о слл
Де — 1000-----~ 13Ь00.
Число Прандтля Рг = 4,84.
Число Нуссельта
Nu = 0,023Де°-8 -Рг°-4 = 0,023-13 600"-8 -4,84М = 88.
Тогда
a., Nu = 88 в’333 = 2370 ккалЦм* ч • град).
Коэффициент теплоотдачи от конденсирующихся паров воды
и масла согласно приведенному выше расчету
= 12 100 ккал/(м2 - ч-град).
228
Тогда коэффициент теплопередачи, учитывая термическое
сопротивление трубок и отложений со стороны воды будет равен
Кш =-------j-----ппп9^------------i— = 394 ккал/(м2-ч-град).
__1 _|_ _i_ о 002 -I-_-_
12 100 + 50 + + 2370
Средняя разность температур в третьем периоде
А'т,„ "°-----49Г725Й- = 56-8 гР"д-
2-3|e-WT=S-
Требуемая поверхность теплопередачи
р ___ 0ш ________ 2057500 ___Qo г 2
?1П “ 394-55,8 —^Ам-
111 СРЦ1
Необходимая длина трубок
j__ . 93,5 __ <
ndn ~ 3,14-0,023-1045 ~ ‘
Принимаем трубчатку, аналогичную масляной, т. е. I = 3 м.
Анализ работы дефлегматора и верхней части
дистилляционной колонны
Верхняя часть дистилляционной колонны и дефлегматор опре-
деляют качество сырого бензола.
Действительно, в верхнюю часть колонны • поступают пары из
подогревателя и из нижней части колонны. Здесь происходит кон-
денсация паров масла, при этом температура должна понижаться
только до величины, соответствующей началу совместной конден-
сации паров масла и воды, т. е. температура паров на выходе из
колонны должна быть несколько выше температуры эвтектики
масло — вода. Это положение соответствует свойствам нераствори-
мых смесей масло—вода, так как при охлаждении этих паров
будет происходить в первую очередь конденсация паров масла,
а затем смеси масло — вода.
Совместная же конденсация паров масла и воды должна про-
исходить уже в дефлегматоре. При этом в дефлегматоре должно
быть сконденсировано такое количество паров масла, чтобы коли-
чество оставшихся паров масла, направляемых в конденсатор
вместе с парами бензольных углеводородов, соответствовало
заданному качеству сырого бензола, считая по отгону до 180° С.
Таким образом, качество сырого бензола зависит от темпера-
туры паров после дефлегматора.
Математическая зависимость температуры паров на выходе из
дефлегматора t от заданного качества сырого бензола имеет сле-
дующий вид:
, (Р +1642)6 + 62
Г— 0,8+24,26
1467
229
где Р — давление паров на выходе из дефлегматора, мм рт. ст.,
b — коэффициент, зависящий от заданного качества сырого
бензола, b = 0,488 100~а.
а — отгон сырого бензола до 180° С, %.
Ниже приведены значения t для давления Р = 780 мм рт. ст.
и различных величин а:
а, % .... 70 80 85 90 92,2
I, “С . . . 96,9 95,2 93,8 91,7 90
Из этих данных следует, что чем больше отгон сырого бензола
до 180° С, тем ниже должна быть температура паров после деф-
легматора.
Обратная зависимость величины а от температуры паров после
дефлегматора имеет вид
р -|_ 1642 — 24,2t
0,01f>+ 15,15 —0,2255? ‘
При обычных температурах и давлении паров после дефлегма-
тора отгон сырого бензола до 180° С составляет 90—92%.
Изменение давления в колонне в пределах его значений, имею-
щих место в практике, оказывает некоторое влияние на вели-
чину а. Так, если при t = 90° С и Р — 780 мм рт. ст. а = 92,2%,
то при Р = 860 мм рт. ст. а = 94%.
Приведенные уравнения позволяют определять необходимый
температурный режим дефлегматора для получения заданного
качества сырого бензола.
9. Разделительная колонна
Назначение и конструкция
Разделительная колонна предназначена для разделения бен-
зольных углеводородов, поступающих из дефлегматора, на две
фракции сырого бензола: легкий бензол или бензол I и тяжелый
бензол или бензол II, качество которых регулируется количеством
подаваемого рефлюкса и пара.
Разделительная колонна состоит из двух частей: верхней —
ректификационной и нижней — испарительной. В низ ректифи-
кационной части колонны поступают пары из дефлегматора,
а в верх этой колонны в качестве рефлюкса подается бензол I
из конденсатора.
Из верхней части колонны пары бензола I направляются
в конденсатор. Температура вверху разделительной колонны
70—80° С.
В нижней части — испарительной имеется подогреватель для
подогрева тяжелого бензола глухим паром, а также штуцер для
ввода острого пара. В других конструкциях подогреватель может
230
быть выносным. Температура внизу разделительной колонны
обычно составляет 135—145° С.
Колонна оборудована также сепараторами, в которых отде-
ляется вода, образующаяся в колонне из-за обильного орошения
колонны рефлюксом. При этом в верхний сепаратор поступает
конденсат со второй тарелки ректификационной колонны, считая
сверху, а в нижний сепаратор — конденсат из низа ректифика-
ционной колонны. После отделения воды бензольные углеводо-
роды из сепараторов возвращаются в колонну.
Из низа испарительной части колонны получаемый бензол II
поступает в холодильник и далее передается на склад.
Расчет разделительной колонны
Материальный расчет колонны
В разделительную колонну поступают пары из дефлегматора
в следующем количестве, кг/ч:
1500
. 432
Бензол
Толуол
Ксилолы.............102
Сольвенты ... . 21
Масло............. 228
Водяные пары . . 1160
Итого. • . 3443
Температура этих паров 91,7° С и давление 780 мм рт. ст.
Принимаем выход бензола I равным 94% от количества сырого
бензола или
Gt = 2055-0,94 = 1932 кг/ч.
Тогда количество бензола II будет равно
Gn = 2055 0,06 + 228 = 351 кг!ч.
Температуру эвтектики бензол—вода в пределах 70—80° С
можно определить по уравнению
= 29/36 + 46,8’
Принимая давление на выходе из колонны Р = 760 мм рт. ст.,
получим
t9 = 2^ + 46>8 = 72’2°С-
Содержание водяных паров в эвтектике определяем по урав-
нению
_ 12,14^ — 616,1
хв. э — р
231
или
12,14-72,2 — 616,1 о. on/
хв. э =------yip------==0,343, или 34,3%
и бензольных углеводородов 65,7%.
Принимаем отношение рефлюкса к дистилляту v = 2,5; тогда
количество рефлюкса будет равно
g = vG} = 2,5-1932 = 4830 кг/ч
и количество паров бензола I, выходящих из колонны, составит
4830 + 1932 = 6762 кг/ч.
При средней молекулярной массе бензола I, равной — 81,
количество бензола I, выходящего из колонны, равно
6762 оо с
-О1 — 83,5 кмоль ч.
о!
Тогда количество водяных паров, выходящих из колонны
вместе с бензолом I, равно
тв = т6-^^- — 83,5 = 43,6 кмоль/ч,
*6. э 0,657 ’ ' ’
или 43,6-18 = 785 кг/ч.
Таким образом, из колонны выходит, кг/ч:
В парообразном состоянии
Конденсируется
Бензола I . . . . 6762
Водяных паров 785
Итого. . . 7547
Бензола II 351
Воды . . . .1160—785= 375
Итого. . . 726
Материальный баланс колонны, кг/ч
Приход
Пары из дефлегматора
Рефлюкс..........
Итого. . • 8273
3443
4830
Расход
Бензол I с водяными пара-
ми ................ .
Бензол II жидкий . . .
Конденсат воды . . . .
7547
351
375
Итого. . . 8273
Схема материальных потоков представлена на рис. 44.
Определим составы бензола I и бензола II по компонентам.
Расчет разделительной колонны предусматривает возможность
перевода основной части ксилола в бензол II с целью сохранения
ресурсов смолообразующих соединений. Исходя из этого прини-
маем, что в бензол I переходит весь бензол сырого бензола, содер-
232
жание ксилолов равно 0,25%, а сольвенты и масло отсутствуют.
Тогда в бензоле I содержится, кг/ч:
Бензола.............. 1500
Толуола ........... у
0,25 .QQg__Г
Ксилолов ... • 1932—5
Итого. .
Откуда у — 427 кг!ч.
Бензол II тогда будет содер-
жать, кг/ч:
Толуола .... 432—427= 5
Ксилолов ... 102—5= 97
Сольвентов • 21
Масла ............... 228
Итого. . . 351
Материальный баланс колонны
по компонентам (без водяных
паров) представлен в табл. 26.
1932
Рис. 44. Схема материальных потоков в разде-
лительной колонне
Таблица 26
Компоненты Загрузка Дистиллят — бензол Остаток — бензол 11
кг/ч % (по массе) кг/ч % (по массе) кг/ч % (по массе)
Бензол ..... 1500 65,7 1500 77,65
Толуол 432 18,9 427 22,1 5 1,4
Ксилолы .... 102 4,5 5 0,25 97 27,8
Сольвенты .... 21 0,9 — — 21 6,0
Масло ..... 228 10,0 — — 228 64,8
Итого. . . 2283 100 1932 100 351 100
Определение числа тарелок
в разделительной колонне
В разделительной колонне происходит ректификация довольно
сложной многокомпонентной системы, включающей пять компо-
нентов. Для расчета числа тарелок, необходимых для ректифи-
кации многокомпонентных систем, предложено много методов
[28, 33], как точных, так и приближенных, но обеспечивающих
вместе с тем вполне удовлетворительные результаты, отвечаю-
щие требованиям инженерных расчетов.
233
Ниже сделан расчет числа тарелок по приближенному методу,
согласно которому ректификацию многокомпонентной системы
можно свести к бинарной системе, если определить самую трудно
разделяемую пару, разъединяя которую колонна, безусловно,
сможет одновременно разделить и все остальные менее трудные
пары.
Критерием для нахождения .определяющей пары являются:
минимальное флегмовое число nmin и минимальное число тарелок
nmin для каждой разделяемой пары. Максимальные значения этих
параметров из всех найденных для разделяемых пар дадут ука-
зания на наиболее трудно разделяемую пару, по которой и должен
производиться расчет ректификационного аппарата.
Необходимо отметить, что максимальное значение параме-
тров t>mlll и nmin зависит не только от относительной летучести
компонентов, но и от содержания разделяемой пары в загрузке,
дистилляте и остатке, поэтому определение цга1п и /гп]1п необхо-
димо осуществлять для всех пар многокомпонентной системы.
При этом при определении nmin и пт1п необходимо исходить
из относительных концентраций компонентов, входящих в состав
отдельных пар.
Как показывают предварительные расчеты, для рассматривае-
мой многокомпонентной системы, определяющей парой является
пара толуол—ксилолы, дающая наибольшее значение t>min и пт1п.
Произведем расчет числа тарелок на основе этой определяющей
пары. Согласно табл. 26 материального баланса разделительной
колонны, составы загрузки, дистиллята и остатка будут следую-
щие (табл. 27).
Таблица 27
Компоненты Загрузка Дистиллят Остаток
кмоль]ч % кмоль % кмоль ]ч %
Бензол 19,2 72,8 19,20 80,3
Толуол 4,7 17,8 4,646 19,5 0,054 2,2
Ксилолы .... 0,96 3,6 0,05 0,2 0,91 36,8
Сольвенты .... 0,17 0,7 -—. — 0,17 6,9
Масло 1,34 5,1 — — 1,34 54,1
Итого. . . 26,37 100 23,896 100 2,474 100
Минимальное число тарелок для верхней укрепляющей части
колонны при разделяющей паре толуол—ксилолы определяем
по уравнению
и — _______Д м~ _1_ I
«min- Jga + 1.
234
где а — относительная летучесть, а =-------
Рк ’
Pt — упругость толуола, мм рт. ст.\
рк — упругость ксилолов, мм рт. ст.
При средней температуре в колонне, равной 91,7° С:
рт = 435,5 мм рт. ст. и рк = 210 мм рт. ст.
Тогда
Х:, Хд — мольная доля толуола и ксилолов в дистилляте;
Хм, Х« — мольная доля толуола и ксилолов в паровой за-
грузке.
Так как загрузка поступает в парообразном состоянии, то
в уравнении добавляется одна тарелка.
Подставляя данные из табл. 27, получим
,9>5 3-6
,g 0,2 ’ 17,8 . . г
rtmin — jg 2,08 + — 5,07.
Минимальное число тарелок для нижней исчерпывающей части
колонны определяем по уравнению
«mm lga
где xq, Хо — мольные доли толуола и ксилолов в остатке.
Так как загрузка поступает в парообразном состоянии, то
в уравнении вычитается одна тарелка.
Подставляя данные из табл. 27, получим
^mln
17,8 36,8
g 3,6 ’ 2,2
lg 2,08
— 1 = 5,02.
Для определения теоретического числа тарелок найдем вначале
минимальное флегмовое число по уравнению
где Хр — равновесное содержание толуола на 1-й тарелке над
жидкой фазой, содержащей х„ в относительных моль-
ных долях.
2 35
Так как уравнение равновесия фаз при подчинении закону
Рауля имеет вид
х; =--------—,
! + («-!)<
то отсюда
Величина Хр в относительных единицах равна
“ 17,8 + 3,6 = °>832,
тогда Хм в относительных величинах
хт---------°’832_________о 705
м 2,08- 1,08-0,832 —
В относительных величинах
= 19,5 + 0,2 = 0,99'
Таким образом,
0,99 — 0,832 _ 1 9С.
— 0,832 — 0,705 —
Принимаем действительное флегмовое отношение v = 2,5,
тогда величина
с — t'niin 2,5—1,25 п чп
1 + v ~ 1 + 2,5 ~
Согласно графику Джиллиленда [28] (рис. 45), этому зна
чению соответствует величина
n ft min _____
1 + п
0,32.
Тогда для укрепляющей колонны
п 5,07 п г,0
— 0,32, откуда п — 8 шт.
и для исчерпывающей колонны
и 5,02 р, п0,
—=—-----= 0,32 и п = 8 шт.
1 + п ’
Принимая коэффициент полезного действия равным 0,8, не-
обходимо в каждой части колонны иметь по = 10 тарелок.
Требуемое число теоретических тарелок зависит от коэффи-
циента избытка флегмового отношения п/от1п = К.
236
Результаты расчетов, проведенных для различных значений К,
показывают, что при К << 1,5 резко возрастает необходимое коли-
чество теоретических тарелок.
Так:
К .4 2,5 2 1,5 1,02
п...........6 7 8 9 19
Рис. 45. График Джиллиленда
Тепловой расчет разделительной колонны
Тепловой расчет верхней части
колонны
Приход тепла. 1. Тепло, вносимое парами из дефлегматора:
= 1025 500 ккал/ч.
2. Тепло, вносимое рефлюксом при температуре 30° С:
Q2 — 4830-0,45-30 ч= 65 000 ккал!ч.
3. Тепло, вносимое парами из нижней части колонны (см.
рис. 44). Количество этих паров равно (х — 726),
где х — количество жидкой фазы, выводимой в сепаратор из
верхней колонны;
|[726 — количество получаемого бензола II и конденсата, вы-
| водимого из сепаратора.
Тогда
Q3 = (х — 726) i = (х — 726) • 128,8 =
= 128,8 х — 93 500 ккал/ч,
237
где i — энтальпия паров;
i — (103 Ч- 0,281-91,7) = 128,8 ккал!кг.
Общий приход тепла
Сприх = 997 000 + 128,8 х.
Расход тепла. 1. Тепло, уносимое паровой фазой в конденсатор:
а) тепло, уносимое водяными парами:
дг = 785-628 — 455 000 ккал!ч,
где 628 —- энтальпия водяных, паров, ккал1кг\
б) тепло, уносимое бензольными углеводородами:
q2 = 6762-123 = 830 000 ккал!ч,
где I = 103 4- 0,281-72,2 = 123 ккал!кг.
Всего уносится паровой фазой Q4 = 1 285 000 ккал!ч.
2. Тепло, уносимое жидкой фазой в сепаратор:
QB = [ (х — 375) • 0,45 4- 375 ] 91,7 = 41,3 х 4- 19 000.
3. Потери тепла верхней частью колонны принимаем
Q6 — 20 000 ккал!ч.
Общий расход тепла
Q„acx = 41,3 X 4- 1324 000.
Приравнивая приход и расход тепла, получим
997 000 4- 128,8х = 41,Зх + 1 324 000,
отсюда
х = 3740 кг!ч.
Тепловой баланс верхней части колонны, кг!ч'.
Приход Расход
Тепло паров из Тепло паров в кон-
дефлегматора 1 025 500 денсатор . . . 1 285 000
Тепло рефлюкса 65 000 Тепло, уносимое
Тепло паров из жидкой фазой 41,3- 3 7404
нижней части 419 000 = 173 500
колонны . . . 128,8-3 740— Потери тепла на-
—93 500=388 000 РУжу 20 000
Итого. . . 1 478 500 Итого. . . 1 478 500
Тепловой расчет нижней части колонны
Приход тепла. 1. Тепло, вносимое жидкой фазой из сепаратора:
Qi = (х — 375) 0,45-91,7 = (3740 — 375) -0,45-91,7 =
= 139 000 ккал1ч.
2. Тепло, вносимое греющим паром Qa.
Общий приход тепла
Сприх = 139 000 + Q3.
238
Расход тепла. 1. Тепло, уносимое парами в верхнюю часть
колонны:
Q8 = 388 000 ккал!ч.
2. Тепло, уносимое бензолом II:
Q4 = 351-0,45-150 = 23 700 ккал!ч,
где 150 — температура внизу колонны, °C.
3. Потери тепла принимаем равными Q5 = 20 000 ккал!ч.
Общий расход тепла Qpacx = 431 700 ккал!ч.
Приравнивая приход и расход тепла, получим
139 000 + Q2 = 431 700 ккал!ч,
отсюда
Q2 — 292 700 ккал!ч.
Принимая пар давлением 10 am, t = 179° С, г = 483 ккал!кг,
292700
получим следующий расход пара: — = 605 кг!ч. Удельный
Too
605
расход пара на 1 т сырого бензола до 180° С = 295 кг/т
и на 1 т бензола II }6^2 = 314 кг!т.
Тепловой баланс нижней части колонны, ккал!ч‘.
Приход Расход
Тепло, вносимое жидкой Тепло паров, уносимых в
фазой из сепаратора 139 000 верхнюю часть колонны 388 000
Тепло греющего пара . . - 292 700 Тепло бензола II......... 23 700
--------------------- Тепло, теряемое наружу 20 000
И т о г о ... 431 700 Р -__________
Итого. - . 431 700
Тепловой баланс всей колонны, ккал!ч'.
Приход
Тепло, вносимое парами
из дефлегматора .... 1 025 500
Тепло, вносимое рефлюк-
сом ....................... 65 000
Расход
Итого. . . 1 383 200
Тепло, уносимое парами в
конденсатор ............. 1 285 000
Тепло бензола II............ 23 700
Тепло, уносимое водой из
сепаратора................. 375 X
Х91,7=
=34 500
Потери тепла наружу ... 40 000
Итого- . 1 383 200
10. Конденсатор бензола I
Назначение и конструкция
Конденсатор предназначен для конденсации паров бензола I
и воды и охлаждения конденсата. В качестве конденсаторов бен-
зола I на коксохимических заводах применяют трубчатки, ана-
логичные по конструкции дефлегматорам.
239
Пары бензольных углеводородов поступают в межтрубное
пространство, а охлаждающая вода в трубы. Пар поступает сверху,
а вода — снизу. Температура бензола I после охлаждения должна
быть не выше 35° С во избежание потерь легкой части бензола
с неконденсирующимися газами в атмосферу. Конденсат бензола I
и воды отводится снизу конденсатора в сепаратор, в котором
происходит отделение воды от бензола I.
Расчет конденсатора
Материальный расчет
Количество паров, поступающих в конденсатор из раздели-
тельной колонны, равно 7547 кг/ч, из них: бензола I — 6762 кг/ч
и воды 785 кг/ч.
Состав бензола I, согласно табл. 26, приведен в табл. 28.
Таблица 28
Компоненты % (по массе) кг/ч КМОЛЬ/Ч
Бензол 77,65 5250 67,3
Толуол 22,1 1495 16,3
Ксилолы - 0,25 17 0,16
100 6762 83,76
Водяные пары — 785 43,6
Итого. . — ' 7547 127,36
Температура входа паров 72,2° С. Принимаем давление на
выходе из конденсатора 760 мм рт. ст.
Объем поступающих паров
,, , Q7 22,4 (273 + 72,2)
V = 127,36 -- 27У----- ~ лг/ч.
Тепловой расчет и определение размеров
кондесатора
Приход тепла. Тепло, вносимое парами из разделительной
колонны:
Qi = 1 285 000 ккал/ч.
Расход тепла. Тепло, уносимое охлажденным бензолом I
и водой:
Q2 = (6762-0,414 + 785)-30 = 107 500 ккал/ч,
где 0,414 — теплоемкость бензола I, ккал/(кг-град);
30 — температура выхода конденсата, °C.
240
Тепло, отводимое в конденсаторе:
Q3 = 1 285 000 — 1 075 000 = 1 177 500 ккал!ч.
Расход охлаждающей воды, принимая ее температуру на входе
25° С и выходе 45° С:
W = ^58 700 кг!ч, или 58,7 м3/ч.
45 — 25 ' ’ ’
Средняя разность температур в теплопередаче
72,2-45
’ g 30 — 25
Принимаем трубки размером 25/2 мм.
Скорость движения воды по трубкам при развитом турбулент-
ном движении
, п Z . п 0,725 „
V = 10 ф = 10 0,021-1000 = °-35 М'СеК ’
где Z — вязкость воды при средней температуре 75° С, равная
0,725 спз.
Необходимое сечение трубок
S = - 88,7 =0,047 ж2.
Требуемое число трубок в одном ходе
0,047 .
П ~ 0,785-0,0212 — 36 ’
При шести ходах необходимо иметь 136-6 = 816 трубок.
Принимаем трубчатку с числом трубок 823, размещаемых на
15 шестиугольниках. Тогда фактическая скорость воды будет
равна
58,7-6 л о л :
V ~ 0,785-3600-0,0212-823 — 0,34 мсек-
Число Рейнольдса
Re = 1000 = 1000 °>34-0-021-1000 = 9900.
Число Прандтля
Рг = 3,6 = 3,6 О’"Л2’725- = 4,84,
Л UjOoo
где 0,998 — теплоемкость воды при 35° С, ккал!(кг-граду,
0,538 — коэффициент теплопроводности воды при 35° С,
ккал! (м-ч-град).
16 И. Е. Коробчанский 241
Коэффициент теплоотдачи от стенки к воде определяем по
уравнению
а, = Mz 4г,
где
Nu = 0,0237?е°-8Рг°-4
или
Nu = 0,023-9900°-8 - 4.840-4 = 68,5,
откуда
а2 = 68,5 q’qSB — 1760 ккал/(м2-ч-град).
Коэффициент теплоотдачи от конденсирующихся паров лег-
кого бензола I определяем по формуле
= 7200 ,
где % — коэффициент теплопроводности бензола при 72,2° С,
равный 0,12 ккал/(м-ч-град)-,
Z — вязкость бензола при 72,2° С, равная 0,35 спз.
Тогда
О 1 9
= 7200-~g- = 2470 ккал/(м2-ч-град).
Коэффициент теплопередачи при термическом сопротивлении
загрязнений со стороны воды, равном 0,001 (м2-ч-град)/ккал,
будет равен
К = —j--------1----------------j— = 495 ккал/(м2 - ч град).
‘2470 + —50 0,001 + 1760
Необходимая поверхность теплопередачи
f = Q = У^уо =
К Л/ср 495-13,1
Длина труб
, _ F _ 182 _ „
1 ndn~ 3,14-0,021-823 ~ М'-
т. е. необходимо иметь две трубчатки с длиной трубок по 1,7 ти.
Диаметр трубчатки
D = 2 (xt + t') = 2 (15-0,035 + 0,025) = 1,1 м,
где t = 1,4-0,025 = 0,035 ти, t' = 0,025 л1.
242
11. Теплообменник
Назначение и конструкция
Теплообменник предназначен для охлаждения обезбензолен-
ного поглотительного масла после колонны и нагрева масла, на-
сыщенного бензолом.
Теплообменник представляет собой сдвоенные трубчатые ап-
параты в цилиндрическом кожухе. С целью улучшения условий
теплопередачи в. теплообменнике имеются перегородки в трубном
и межтрубном пространствах. В типовом теплообменнике в труб-
ной части два хода. Трубки имеют размер 25/2 мм и длину 5,5 м.
Температурный режим теплообменника обычно следующий:
температура входа обезбензоленного масла 130—135° С и выхода
100—105° С, а температура входа насыщенного масла 75—85е С
и выхода 105—120° С.
Насыщенное масло поступает в трубки, а обезбензоленное —
в межтрубное пространство. В нашем расчете принят следующий
температурный режим: обезбензоленное масло поступает с темпе-
ратурой 130° С, а насыщенное масло нагревается от 85 до ПО" С.
Расчет теплообменника
Материальный расчет
В теплообменник поступает следующее количество обезбен-
золенного масла из дистилляционной колонны с температурой
130° С, кг/ч:
Масло ................. 99 349
Бензольные углеводороды 183
И т о г о • • 99 532
В теплообменнике происходит нагрев насыщенного масла,
поступающего из дефлегматора с температурой 85° С в количестве,
кг!ч:
Масло ........................101 700
Бензольные углеводороды 2 238
Вода .......................... 1 040
Итого... 104 978
Тепловой расчет
Приход тепла. 1. Тепло, вносимое насыщенным маслом при
85° С:
Qx = 4 259 000 ккал/ч (см. с. 222).
2. Тепло,вносимое горячим обезбензоленным маслом при 130°С:
Q2 = 6 383 500 ккал/ч (см. с. 209).
Всего
(2Прих = Ю 642 500 ккал/ч,
16* 243
Расход тепла. 1. Тепло, уносимое насыщенным маслом при
110° С:
Q3 = 5 607 400 ккал/ч (см. с. 198).
2. Тепло, уносимое обезбензоленным маслом при температуре t:
Q4 = (99 349-Сх + 183-С2) t ккал/ч.
Так как теплоемкость масла
Су = -pzXgg (0,403 0,00081/) ккал/{кг-град),
а теплоемкость бензольных углеводородов
С2 = 0,383 + 0,001043/ ккал!{кг-град),
то после подстановки получим
Q4 = (0,403 + 0,00081/) +
+ 183 (0,383 + 0,001043/)] /
или
Q4 = 38870/ + 78,2/2.
Потери тепла наружу принимаем 5% от переданного тепла
Q6 = 0,05 (5 607 400 — 4 259 000) = 67 000 ккал/ч.
Общий расход тепла
Qpacx = 5 674 400 + 38 870/ч- 78,2/2.
Приравнивая приход и расход тепла, получим
10 642 500 = 5 674 400 + 38 870/ + 78,2/2,
отсюда / = 105° С.
Тепловой баланс теплообменника, ккал/ч:
Приход Расход
Тепло насыщенного мае- Тепло, уносимое насы-
ла 4 259 000 щенным маслом . . . 5 607 400
Тепло обезбензоленного Тепло, уносимое обезбен-
масла 6 383 500 золенным маслом 4 968 100
Итого. . . 10 642 500 Потери тепла наружу 67 000
И т о г о • • 10 642 500
Определение поверхности теплопередачи
и размеров теплообменника
Принимаем для теплообменника трубки диаметром 25/2 мм.
Скорость насыщенного поглотительного масла для установивше-
гося турбулентного движения
v=10-4-.
244
Вязкость масла при средней температуре 97,5° С равна 0,69 спз.
Плотность масла при температуре 97,5° С равна
о = _____=___________!£5J>______- = 1020 ка/ти3,
1 1 + 0,000402 (t — 15) 1 + 0,000402 (97,5 - 15) ’
тогда
, п 0,69 лоо , .
U — 0,021-1020 “ °’^2 л7сек-
Принимаем v — 0,6 м/сек.
Необходимое сечение трубок
с___ Ум
— 3600с ’
где VM — объем масла,
1020 — 10Зл«/Ч,
тогда
Требуемое количество труб в одном ходе
S 0,0475 _ . о7
п~~ 0,785с/2 = 0,785-0,0212 ~ 1б/-
При двух ходах необходимо иметь 274 трубки.
Принимаем трубчатку с числом труб 241, расположенных на
восьми шестиугольниках.
Тогда общее сечение трубок равно
S = 0,785-0,0212-241 = 0,0835 м2
и скорость масла
1ЛЧ.9
V = 3600-0,0835 = 0,685 М/сек.
Число Рейнольдса
Re = 1000 = 1000 0,685= 21 300 •
Число Прандтля
Рг = 3,6 ,
А (
где С — теплоемкость масла при 97,5° С,
С = _L_ (0,403 + 0,00081 -97,5) = 0,47 ккал/^г-град).
Коэффициент теплопроводности масла три 97,5° С
% = 360 (0,000 311 + 0,00000 342-97,5) =
= 0,232 ккал/{м-ч-град).
245
Тогда
Pr = W 0 23’2 = 5,03.
Коэффициент теплоотдачи от стенки к холодному маслу
а2 = Nu ,
2 d ’
где
TVu = 0,023-7?е°-8-Рг°’4 = 0,023-21 300°-8-5,03°-4 = 127.
Тогда
а2 — 127 q’q2|- = 1400 ккал/(м2-ч-град).
Диаметр трубчатки получается равным
D = 2 (xt + Г) = 2 (8-0,035 + 0,025) = 0,63 м.
Сечение межтрубного пространства
SM = 0,785 (D2 — nd2) = 0,785 (0,632 —
— 241-0.0252) = 0,193 м2.
Объем масла, проходящего по межтрубному пространству:
1020 — 98 м /ч.
Тогда скорость движения горячего масла в межтрубном про-
странстве
V = 0,193-3600 = 0,28 м!сек-
Вязкость горячего масла при средней температуре 117,5° С
равна 0,3 спз.
Эквивалентный диаметр межтрубного пространства
, _ 4SM ________________4-0,193________ „ „„у
“э Л (Dnd) ~ 3,14 (0,025-241 + 0,63) ’ ’
Число Рейнольдса
Re = Ю00 °’28'°ff„7'1020 = 35 300,
где р — плотность масла при 117,5° С
Р = 1 +0,000402(117,5— 15) = 1020 кг1м3-
Число Прандтля
рг = 3,6~.
А
Теплоемкость масла при 117,5° С равна
С = (0,403 + 0,00081 -117,5) = 0,485 ккал/(кг-град).
246
2,04.
Коэффициент теплопроводности масла при 117,5° С равен
% = 360 (0,000 311 + 0,00000 342-117,5) =
= 0,258 ккал/{м • ч - град).
Тогда
п 3,6-0,485-0,3
Рг=—оЖ~ =
Число Нуссельта
Nu = 0,023 - 35 3000-8 - 2,04°-4 = 132,
отсюда
= Nu— 132 = 920 ккалЦм2 -ч-град).
Коэффициент теплопередачи при термическом сопротивлении
загрязнений, равном 0,004 м2-ч-град/ккал, равен
К — —j----------------у— =172 ккалЦм2 ч град).
1400 + 0,004 + 920
Средняя разность температур между горячим и холодным мас-
лом
Д/ср = 20 град.
Требуемая поверхность теплопередачи
F = - --—,
К Д*сР ’
где количество переданного тепла
Q = 5 607 400 — 4 259 000 = 1 348 400 ккал/ч.
Тогда
р___ 1 ^48 400 _2
F ~~ 172-20 — •
Длина трубок
F _ 392 _ 99 R
1 ~ ndn ~ 3,14-0,023-241 ~ м-
Принимаем четыре последовательные трубчатки с длиной труб
в каждой по 6 м.
12. Оросительные холодильники для масла
Назначение и конструкция
Для охлаждения обезбензоленного масла после теплообмен-
ников применяются холодильники трех типов: непосредствен-
ного действия, оросительные и кожухотрубчатые, а в последнее
время холодильники воздушного охлаждения.
247
Наиболее распространенным видом холодильника является
оросительный. Этот холодильник собран из трехвитковых чугун-
ных радиаторов, соединенных в секции. Внутренняя поверхность
радиаторов имеет ребра, благодаря которым увеличивается по-
верхность теплопередачи и создается турбулентный режим дви-
жения жидкости. Наружная поверхность одного радиатора 0,9 м2,
внутренняя 1,17 м2. Секции холодильника состоят из 24 радиа-
торов, а шесть секций образуют группу, соединенную коллекто-
рами. Холодильник состоит из нескольких групп, количество
которых определяется расчетом.
Применение чугунных ребристых труб требует обязательно
чистого масла, так как ребристая поверхность создает условия
для оседания шлама, а чистка внутренней поверхности затруднена.
Обезбензоленное масло после теплообменников поступает
в нижний коллектор и, проходя по трубам вверх, охлаждается тех-
нической водой, орошающей радиаторы снаружи. После охлаж-
дения масло направляется в бензольные скрубберы.
Охлаждающая вода также не должна давать отложений на
наружной поверхности труб, поэтому она должна находиться
в цикле. Теплая техническая вода после холодильника отводится
на градирню для охлаждения, после чего вновь возвращается на
оросительный холодильник.
Благодаря частичному испарению воды (в количестве от 1 до
1,5% от поступающей) расход воды на охлаждение меньше, чем
в холодильниках других конструкций для масла.
Кожухотрубчатые холодильники для масла, обычно выполняе-
мые из углеродистой стали, применяют реже, так как они имеют
меньшую коррозионную стойкость, чем чугунные радиаторы.
Такие холодильники собирают из труб, соединенных с помощью
колен в секции. По высоте одна секция состоит из 24—48 труб.
Для охлаждения масла иногда применяют холодильники не-
посредственного действия. В этих холодильниках масло непо-
средственно контактирует с водой, благодаря чему уменьшается
содержание в нем растворенных кислых газов, что снижает кор-
розию аппаратуры бензольного отделения. Эти холодильники
просты по конструкции, требуют меньшего расхода воды и дают
большой коэффициент теплопередачи. Однако они имеют и недо-
статки, связанные с обводнением масла и частичной потерей его
вследствие растворения в воде и необходимостью применять только
чистую воду.
Расчет оросительного холодильника
В оросительный холодильник для охлаждения поступает
обезбензоленное поглотительное масло с температурой 105° С
в количестве, кг/ч:
Масло ................................... • 99 349
Бензольные углеводороды ... 183
Итого... 99 532
248
Это масло необходимо охладить до температуры 30е С техни-
ческой водой, поступающей с температурой 24 С и выходящей
с температурой 45° С.
Тепловой расчет
Приход тепла. 1. Тепло, вносимое маслом при 105° С:
Qj = 4 968 100 ккалк.
2. Тепло, вносимое технической водой при 24' С:
Q2 = 24 W.
Расход тепла. 1. Тепло, уносимое маслом при 30° С:
Q3 = (99 349-0,415 + 183-0,414) 30 = 1 240 000 ккалк,
где 0,415 — теплоемкость масла при 30° С, ккал! (кг • град)\
0,414 — теплоемкость бензольных углеводородов при 30° С,
ккал! (кг-град).
2. Тепло, уносимое испаренной водой, принимая ее количество
равным 1% от IF, и энтальпия водяных паров 606 ккал!кг\
Q4 = 0,01 IF-606 = 6,06IF ккалк.
3. Тепло, уносимое технической водой при 45° С:
Q5 = 0,99-45IF = 44,55IF ккалк.
Общий расход тепла
Qpacx = 1 240 000 + 50,61 IF.
Приравнивая приход и расход тепла, получим
4 968 100 + 24IF = 1 240 000 + 50,61 IF,
140
отсюда IF = 140 000 кг/ч, или 140 мя/ч и на 1 ж3 масла =
= 1,42 ж3.
Определение поверхности теплопередачи
и размеров холодильника
Для холодильника принимаем типовые трехвитковые чугун-
ные радиаторы с внутренним сечением 0,0034 ж2, со средним вну-
тренним диаметром 69 жж и наружным 85 жж.
Общая длина витка 3 ж, наружная поверхность 0,9 ж2, вну-
тренняя 1,17 ж2.
Плотность масла при средней температуре -------= 67,5 С
равна
Y = 1 + 0,000402(67,5—15) = 1035 Ke/^S-
Вязкость масла при 67,5° С равна 2,72 спз.
249
Скорость масла при установившемся турбулентном движении
v = 10 = 10 0,069-1035 ~ 0,38 м/сек.
Необходимое число секций будет равно
98 —91
П ~ 3600-0,38-0,0034 — 21 ШТ’’
где 98 — объем масла, №/«.
Принимаем п — 24, т. е. четыре группы по шесть секций
в группе.
Фактическая скорость масла будет равна
98 п о .
V = 24-3600-0,0034 — 0,34 м!сек-
Определяем коэффициент теплоотдачи от масла к стенке по
уравнению
Nu = 0,0237?е°>8Рг°-4.
Число Рейнольдса
Re = 1000 0,34'°272'1035 = 8900.
Число Прандтля
РГ = 3 6-^?-.
Теплоемкость масла при средней температуре 67,5° С равна
С = _!— (0,403 + 0,00081 -67,5) = 0,44 ккал/(кг-град).
1,055
Коэффициент теплопроводности масла при 67,5° С равен
% = 360 (0,000 311 + 0, 00000 342-67,5) =
= 0,195 ккал/(м-ч-град).
Тогда
рг___ 3 6 0.44-2,72 _22
~ d’b 0,195 ~ 22
И
Nu = 0,023-8900°-8-22°-4 = 114.
Коэффициент теплоотдачи от масла к стенке
= Nu = 114 вред- = 322 ккал/(м2-ч-град).
Коэффициент теплоотдачи от стенки к орошаемой воде опре-
деляем по уравнению [34]:
о0,4
сс2 = 40-^-g- ккал/(м2-ч-град),
где q — плотность орошения, кг/(м-ч).
250
Так как длина радиатора равна 3 м, а количество секций 24,
то плотность орошения на 1 м ребра витка равна
9 = 1:24.Г = 970
Тогда
а2 = 40 Q9Jg5o~6 = 2760 ккал!{м2-ч-град).
Коэффициент теплопередачи, принимая термическое сопротив-
ление загрязнений со стороны воды равным 0,001 м2 -ч-град!ккал
и со стороны масла 0,001 м2-ч-град!ккал, определяем по формуле
1
—i------— ------------j—= 183 ккалЦм2-ч-град).
-322 +0’001 +°’001 + 2760
Средняя разность температур в теплопередаче
^ = <'И-4^47г4> = 23,5граа.
2,3lg 30—24
Необходимая поверхность теплопередачи
„ Q 4 968 100 — 1240 000 осо ,
F=«к? =-----------гаиаз— =
Требуемое количество радиаторов
F
т >
где f— внутренняя поверхность радиатора, /=1,17 м2 (так
как «а),
868 ~.п
т = -j-jy- = 740 шт.
При 24 секциях число радиаторов в одной секции будет равно
740
— 32 шт. Принимаем 32 радиатора в одной секции.
Тогда холодильник будет состоять из 24 секций по 32 радиа-
тора общей поверхностью теплопередачи
F = 24-32-1,17 = 900 м2.
Поверхность холодильника, приходящаяся на 1 м3 масла,
составит
900 пог
1g-= 9,2 М2.
251
13. Технологическая схема получения
сырого бензола при работе
на каменноугольном масле с огневым нагревом
Отличительной особенностью этой схемы является то, что
нагрев насыщенного бензолом масла осуществляется не в паровых
подогревателях, а в трубчатой печи, обогреваемой коксовым га-
зом. При этом вследствие высокой температуры нагрева масла
Рис. 46. Схема получения сырого бензола при огневом нагреве поглотительного масла!
1 — дефлегматор; 2 — дистилляционная колонна; 3 — теплообменник; 4 — трубчатая
печь; 5 — разделительная колонна; 6 — конденсатор; 7 — сепаратор конденсатора; 5, 9 —
сепараторы дефлегматора; 10 — сборник; 11, 12, 15, 16 — насосы; 13 — кожухотрубный
холодильник; 14 — нафталиновая колонна; 17 — сборник; 18 — бачок для рефлюкса;
19 — подогреватель бензола II: 20 — холодильник бензола II
оно легко обезбензоливается, и в результате этого уменьшается
расход пара на дистилляционную колонну.
Технологическая схема с огневым нагревом масла отличается
также температурным режимом дистилляционной и теплообмен-
ной аппаратуры (теплообменников, дистилляционной колонны,
холодильников для обезбензоленного масла и др.), что сказывается
на габаритах этой аппаратуры.
На рис. 46 показана эта технологическая схема. Масло, на-
сыщенное бензольными углеводородами, после скрубберов по-
дается насосом в дефлегматор 1, где оно нагревается до 50—60° С
парами, поступающими из дистилляционной колонны 2. После
252
дефлегматора масло направляется в теплообменники 3, где на-
гревается обезбензоленным маслом до температуры 130—140° С,
после чего поступает в трубчатую печь 4. Здесь масло нагревается
до 180° С, при этом образуется двухфазная система из жидких
продуктов и парообразных испарившихся из масла, поступающих
в дистилляционную колонну 2.
Пары бензольных углеводородов, воды и масла из дистилля-
ционной колонны 2 поступают в дефлегматор 1 и далее в раздели-
тельную колонну 5.
В разделительной колонне 5 при подаче рефлюкса, как и в схеме
с паровым нагревом масла, происходит разделение сырого бен-
зола на две фракции: легкий и тяжелый бензол.
Легкий бензол в виде паров направляется в конденсатор 6
и после отстаивания от воды в сепараторе 7 поступает на склад
и частично на верхнюю тарелку разделительной колонны 5.
Тяжелый бензол из нижней части разделительной колонны по-
ступает в холодильник и далее передается на склад.
Легкая флегма из верхней части дефлегматора и тяжелая флегма
из нижней части дефлегматора стекают в соответствующие сепа-
раторы 8 и 9, где отстаиваются от воды и поступают затем в об-
щий сборник 10. Из этого сборника флегма насосом 11 подается
в верхнюю часть дистилляционной колонны 2.
Обезбензоленное масло из дистилляционной колонны 2 за-
бирается насосом 12 и поступает для охлаждения в теплообмен-
ники 3, а затем в кожухотрубчатые холодильники 13, охлаждае-
мые технической водой, после чего направляется в скрубберы
для улавливания бензольных углеводородов.
Масло для регенерации в паровом регенераторе отбирается
из трубопровода после трубчатой печи. В некоторых схемах на-
грев регенерируемого масла осуществляется также в трубчатой
печи.
Для вывода нафталина из оборотного масла устанавливают
специальную нафталиновую колонну 14, в которую поступает
либо часть флегмы, подаваемой насосом 11 в дистилляционную
колонну, либо масло с тарелок верхней части дистилляционной
колонны 2.
В нафталиновой колонне 14 при подаче острого пара происхо-
дит отгонка легкокипящих погонов, которые отводятся в дистилля-
ционную колонну 2, а остаток — нафталиновая фракция стекает
из нижней части нафталиновой колонны в резервуар для
смолы.
Ниже дается расчет трубчатой печи с беспламенными горел-
ками, а также расчеты дистилляционной колонны для отгона
бензола и дефлегматора, работающих в этих условиях. Расчеты
остальных аппаратов (теплообменник, конденсатор, разделитель-
ная колонна) не отличаются от приведенных ранее.
253
14. Трубчатая печь для нагрева
поглотительного масла
Конструкция трубчатой печи
Для нагрева поглотительного масла за последние годы полу-
чили распространение трубчатые печи с панельными беспламен-
ными горелками [35]. На рис. 47 показан поперечный разрез
трубчатой печи Гипронефтемаша для нагрева поглотительного
масла.
Поверхность нагрева в трубчатой печи выполнена в виде змее-
виков, составленных из прямых труб, по которым несколькими
потоками прокачивают нагреваемый продукт. Трубы между со-
бой соединяются специальными двойниками. Вертикальные из-
лучающие стены печи собраны из четырех рядов панельных го-
релок беспламенного горения. Последние собирают на болтах,
а стены крепят к каркасу.
Горелка представляет собой панель размером 500 X 500 х
Х244 лш и состоит из 100—169 туннелей диаметром 20 мм и
длиной 65 мм. Горелка выполнена из керамики, которая катали-
зирует процесс горения.
Газообразное топливо, поступающее в горелку, инжектирует
необходимый для горения воздух, затем газо-воздушная смесь
поступает в распределительную камеру горелок, а из нее в тун-
нели. Так как сгорание топлива происходит в самих туннелях, то
поверхность горелки раскаляется без видимого пламени. Интен-
сивность теплоотдачи от излучающих стен в 2—3 раза больше,
чем от факела. Газ подводится к горелкам через несколько коллек-
торов. Количество воздуха устанавливается при помощи специаль-
ного регулятора с таким расчетом, чтобы коэффициент избытка
воздуха был 1,02—1,10.
Между вертикальными излучающими стенками помещается
трубный экран, находящийся на расстоянии 600—1000 мм от
панелей горелок. В промышленной практике применяют обычно
двухрядный экран из труб диаметром от 102 до 152x8 мм и дли-
ной от 6 до 18 м, которые соединяют между собой специальными
двойниками (ретурбентами), образуя таким образом двухпоточный
змеевик. В большинстве случаев шаг между трубами выбирается
равным 1,8—2 наружного диаметра трубы.
Основная часть тепла передается трубному экрану радиацией
от поверхности горелок излучаемых стен и некоторое количество
от излучения продуктов сгорания и конвекцией. Эта поверхность
трубного экрана называется радиантной поверхностью.
Выше этого двухрядного экрана располагается конвективная
поверхность, которая получает тепло конвекцией от продуктов
сгорания.
Поглотительное масло поступает в трубы конвективной части,
а затем направляется в радиантную часть и далее поступает в ди-
стилляционную колонну.
254
Рис. 47. Трубчатая печь для нагрева поглотительного масла
255
Основными достоинствами печей беспламенного горения яв-
ляются:
1) высокий коэффициент полезного действия 0,8—0,85 про-
тив 0,6—0,75 у печей с пламенным горением, что объясняется сни-
жением потерь тепла с уходящими газами благодаря малому
избытку воздуха и уменьшению потерь тепла в окружающую
среду;
2) высокая и равномерная тепловая напряженность труб ра-
диантного экрана, примерно в два раза превышающая напряжен-
ность у печей с пламенным горением, что приводит к высокой эф-
фективности теплоотдачи и снижению температуры дымовых га-
зов, покидающих радиантную часть печи;
3) компактность печи и меньший расход металла и кладки для
строительства печи в сравнении с другими трубчатыми печами.
При применении этих печей для подогрева поглотительного
масла возможно также использование конвективной части печи
для нагрева масла перед регенератором, а также для перегрева
пара, необходимого для технологических нужд завода.
Расчет трубчатой печи
Материальный расчет
В трубчатую печь поступает насыщенное поглотительное
масло из теплообменников в составе (см. расчет подогревателя):
кг]ч кмоль/ч
Поглотительное масло 101 700 598,2
Бензол 1 505 19,3
Толуол 475 5,1
Ксилолы 188 1,78
Сольвенты ... 70 0,58
Вода 1 040 57,8
Итого. - . 104 978 682,76
Принимаем, что масло нагревается в трубчатой печи до 180° С.
Определим количество отгоняемых продуктов в паровую фазу и
остающихся в жидкой фазе.
Упругости компонентов при 180° С равны, мм рт. ст.:
рб = 7625, рт=3580, рк = 2230, рс = 800, рм = 370.
Принимаем давление на выходе из трубчатой печи
850 мм рт. ст. Расчет ведем по методу, изложенному при расчете
парового подогревателя (см. с. 194).
Задаемся Фб = 0,32, тогда Фт = 0>32.76252+^68.3580 ~ = °’501
[0,32-7625 —п R1R
Фк— 0,32-7625 + 0,68-2230 ~
0,32-7625 _ ORifi.
фс— 0,32-7625 + 0,68-800 “
256
0,32-7625 „ onl- VI Gi coo -7C
<Pm— 0,32-7625 + 0,68-370 ~ °’90°’ Д, Л4/ ~ 682’76’
Cjf-= 19,3-0,32 + 5,1-0,501 + 1,78-0,616 + 0,58-0,816 +
+598,2-0,905 = 551,32.
Величина
ул Ч1’<Н
Li Mj
SGj \y Wi-Gl ’
Mi L Mi
551,32
682,76—551,32
850 = 3570.
Проверяем:
_ 3570 _ A on
<1>б ~ 3570 + 7625 ~ U’dZ’
что совпадает с принятым ранее значением <рб.
Таким образом, в жидкой фазе остается:
кмоль[ч кг/ч
Поглотительное масло 598,2-0,905= 541 91 936
Бензол 19,3-0,32= 6,18 482
Толуол 5,1-0,501= 2,56 238
Ксилолы 1,78-0,616= 1,1 117
Сольвенты ... 0,58-0,816= 0,48 58
Итого- • . 551,32 92 831
Переходит в паровую фазу:
КМОЛЪ.1ч кг/ч
Поглотительное масло 598,2—541= .57,2 9 764
Бензол 19,3—6,18= 13,12 1 023
Толуол . • ... 5,1—2,56= 2,54 237
Ксилолы 1,78—1,1= 0,68 71
Сольвенты 0,58—0,48= 0,10 12
Водяной пар 57,8 1 040
Итого - - . 131,44 12 147
Содержание бензольных углеводородов в жидкой фазе после
трубчатой печи -^283QiQnc1936 100 = 0,97% от массы чистого
У1 УоО
масла.
Материальный баланс приведен в табл. 29.
17 И. Е. Коробчанский 257
Таблица 29
Компоненты Поступает Выходит в жидком виде Выходит в парооб- разном виде
кг/ч кмоль/ч кг/ч кмоль/ч кг/ч кмоль/ч
Бензол 1 505 19,3 482 6,18 1 023 13,12
Толуол 475 5,1 238 2,56 237 2,54
Ксилолы • 188 1,78 117 1,10 71 0,68
Сольвенты .... 70 0,58 58 0,48 12 0,10
Поглотительное
масло 101 700 598,2 91 936 541 9 764 57,2
Вода 1 040 57,8 — — 1 040 57,8
Итого. . 104 978 682,76 92 831 551,32 12 147 131,44
Определение количества тепла,
необходимого для нагрева
поглотительного масла (полезное
тепло)
Приход тепла. 1. Тепло, вносимое поглотительным маслом.
Принимаем температуру поступающего масла после теплооб-
менников равной 135° С. Тогда
Qi = 101 700-0,498-135 = 6 800 000 ккалк,
где теплоемкость поглотительного масла
0,403 4-0,00081-135 п ,пс „
С = ----’ ре-------= 0,496 ккал/(кг-град).
2. Тепло, вносимое бензольными углеводородами:
Q2 = 2238-0,53-135 = 160 000 ккал/ч,
где теплоемкость бензольных углеводородов
С = 0,383 4- 0,001043-135 = 0,53 ккал/(кг • град).
3. Тепло, вносимое водой, находящейся в масле:
Qg = 1040-135 = 140 000 ккал/ч.
4. Тепло, получаемое в печи (полезное тепло) Q4.
Общий приход тепла
Сприх = 7 100 000 + Q4.
Расход тепла. 1. Тепло, уносимое жидким маслом при 180° С:
Q5 = 91 936-0,534-180 = 8 800 000 ккал/ч,
258
где теплоемкость поглотительного масла
c=,».«3 + W-‘«’ = 0,534 ккалЦкг-граИ).
2. Тепло, уносимое бензольными углеводородами в масле:
Qc = 895-0,571 -180 = 92 000 ккал/ч,
трр теплоемкость бензольных углеводородов
С = 0,383 + 0,001043-180 = 0,571 ккал/(кг-град).
Итого уносится жидкой фазой 8 892 000 ккал/ч.
3. Тепло, уносимое парами масла:
Q, = 9764-134,7 = 1 320 000 ккал!ч,
где энтальпия паров масла при 180° С
i — 62,2 + 0,403-180 = 134,7 ккал/(кг • град).
4. Тепло, уносимое парами бензольных углеводородов:
Q8 =- 1343-155 = 208 000 ккал/ч,
где энтальпия паров бензольных углеводородов
i = 103 + Ct,
„ 20,7 + 0,026-180 пооо „ а.
С — —-—----------= 0,288 ккал/(кг-град),
оо
i — 103 + 0,288-180 = 155 ккал1кг.
5. Тепло, уносимое парами воды, испаренными из масла:
Q9 = 1040-616 = 640 000 ккал/ч,
где энтальпия водяных паров при 180° С
i — 538 + 0,44-180 = 616 ккал!кг.
Всего уносится паровой фазой 2 168 000 ккал/ч.
Общий расход тепла равен
Qoacx — 11 060 000 ккал/ч.
Приравнивания приход и расход тепла, получим, что для на-
грева поглотительного масла необходимо в печи передать коли-
чество тепла, равное
Q4 = 11 060 000 — 7 100 000 = 3 960 000 ккал/ч.
Расчет процесса горения топлива
В качестве отопительного газа для трубчатой печи принимаем
коксовый газ следующего состава, % (объемн.):
Н2 СН4 СО N2 О2 СО2 СтН„ Итого
57,9 26,2 6,0 4,6 0,6 2,2 2,5 100
17:
259
[изшая теплотворная способность сухого коксового газа при-
веденного состава равна
2576-0,579 4- 8558-0,262 + 3016-0,06 +
+ 14 110-0,025 = 4270 ккал!м3.
Содержание водяных паров в отопительном газе при t = 25° С
и давлении перед газовыми горелками, равном 800 мм рт. ст.:
100 — 2,97%,
где р — упругость водяных паров при 25° С, р — 23,76 мм рт. ст-
Тогда низшая теплотворная способность влажного коксового
газа составит
Л,р пс 100 —ю .о„ 100 — 2,97 ...с , »
<2н = Qu--fnn---= 4270 ----Гл7Г~ — 4143 ккал/м3
и состав влажного газа получится равным
Н2 СН4 СО N2 О2 СО2 СтН„ Н2О Итого
56,18 25,42 5,82 4,46 0,58 2,14 2,42 2,97 100
Состав и количество продуктов сгорания на 100 м3 влажного
коксового газа приведены в табл. 30.
Таблица 30
Компоненты Содержание в газе, % (объемн.) Расход О2 на 100 м3 коксового газа Количество продуктов горения, м3
со2 Н2О n2
н2 .... 56,18 28,09 56,18
СН4 . . . . 25,42 50,84 25,42 50,84 —
со .... 5,82 2,91 5,82 —. —
n2 .... 4,46 —. — —. 4,46
о2 .... 0,58 — — -— —
со2 . . . . 2,14 — 2,14 —- —
стн„ . . . 2,42 7,26 4,84 4,84 —
н2о ... 2,97 — — 2,97 —
Итого 100 89,10 38,22 114,83 4,46
Теоретический расход воздуха на сжигание 100 ж3 коксового
газа составит
89,1 —-0 58 лот к з
-0Г21 - = 421>5Ж>
из них азота
421,5-0,79 = 332,98 ж3.
260
Для беспламенных горелок принимаем коэффициент избытка
воздуха равным 1,08.
Тогда количество сухого воздуха, подаваемого в топку, будет
равно
421,5 -1,08 = 455 ж3, из них: кислорода 95,5 м3 и азота 359,5 м3.
При температуре окружающего воздуха 15° С и относительной
влажности 0,7 с воздухом вносится количество водяных паров,
равное
12,79-0,7 .« с о
760-12,79-0,7 455 — 6 Л! ’
где 12,79 — упругость водяных паров при 15° С, мм рт. ст.;
760 — барометрическое давление, мм рт. ст.
Общий объем влажного воздуха будет равен 455 6 — 461 м'л.
Тогда состав и количество продуктов сгорания будут равны (на
100 м3 газа):
/и* %
СО., 38,22 7,2
N.," 4,46+359,6 363,96 68,6
Ol 95,5+0,58—89,1 - 6,98 1,3
Н3О 114,83+ 6-120,83 22,9
Итого 529,99 100
Баланс процесса горения топлива приведен в табл. 31.
Таблица 31
Компоненты Поступает Выходит
коксовы и газ, м?/ч воздух М3/Ч КОКСОВЫЙ газ, кг/ч воздух кг/ч м3/ч кг?ч
н2 . . . 56,18 5,1
сн4 . . 25,42 — 18,1 — — —
со . . . 5,82 — 7,8 — -—. —
N, - 4,46 359,5 5,6 449 363,96 454,6
о2 0,58 95,5 0,8 136 6,98 10
со2 2,14 — 4,2 — 38.22 75,3
2,42 — 3,0 — — —
нго 2,97 6 2,4 4,8 120,83 97
Итого. 100 461 47 589,8
Всего. . . 561 636,8 529,99 * 636,8
Плотность продуктов сгорания
Л 636,8 . о ,
Рп- г— 529,99 — 1,2 ’
261
плотность коксового газа
рк. г = 0,47 кг/мА\
плотность влажного воздуха
589,8 . QC 3
Рв. в = —4бГ“ = 1,28 Кг/М
Тепловой баланс трубчатой печи
Приход тепла. 1. Тепло, вносимое косовым газом:
Qi = VrCrtr,
где tr — температура поступающего коксового газа, tr = 25е С;
Vr — объем поступающего коксового газа, м5/ч\
СГ — теплоемкость коксового газа, ккалЦм9 • град).
Сг = (56,18-0,309 + 25,42-0,355 + 5,82-0,303 +
+ 4,46-0,302 + 0,58-0,31 + 2,14-0,402 + 2,42-0,49 +
+ 2,97-0,346) 0,01 = 0,334 ккалЦм5 • град).
Тогда
Qi = 0,334-25 Vr = 8,35Vr.
2. Тепло реакции сгорания топлива
Q2- VrQp или Q2 = 4143Vr.
3. Тепло, вносимое воздухом:
Qs =
где Св — теплоемкость влажного воздуха, Св = 0,313 ккалЦм5 X
X град);
tB — температура поступающего воздуха, tB = 15° С;
VB — объем поступающего влажного воздуха, VB = 4,61 Vr.
Тогда
Q3 = 0,313-15-4,61V,. = 21,65Vr.
Общий приход тепла
QnPHX = 4173Vr.
Расход тепла. 1. Тепло, расходуемое на нагрев масла и испа-
рение продуктов и воды из него (полезное тепло):
Q4 = 3 960 000 ккал/ч.
2. Тепло, уносимое продуктами сгорания:
Qo — Vr[Cn/n,
262
где /п — температура продуктов сгорания; принимаем ее равной
260° С (обычно на 100—150 град выше температуры
поступающего масла, равной 135° С) [36];
Сп — теплоемкость влажных продуктов сгорания при тем-
пературе 260° С.
Сп = (7,2-0,44 + 68,6-0,31 + 1,3-0,322 +
+ 22,9-0,363) 0,01 = 0,331 ккалЦм*-град);
V„ — количество продуктов сгорания,
,, 529,99 к
К = 5,ЗУГ.
Тогда
Q5 = 0,331-260-5,3Vr = 455,5 Vr.
3. Потери тепла наружу.
Потери тепла наружу принимаем в следующих размерах
(в % от общего прихода тепла):
В радиантной части:
кладкой печи............3
ретурбентами..........2
В конвективной части:
кладкой печи - 1,5
ретурбентами..........1
Всего 7,5
Тогда
Qe = 0,075QnpIIX.
Общий расход тепла
Qpacx= 3 960 000 + 0,075QnpiIX + 455,5Vr.
Приравнивая приход и расход тепла, получим величину рас-
хода коксового газа
4173Vr = 3 960 000 + 455,5Vr + 0,075-4173Vr,
отсюда Vr = 1163 м3/ч или по массе
G, = 1163-0,47 = 547 кг/ч.
Требуемый расход воздуха
VB = 4,61 Vr = 4,61-1163 = 5360 м*/ч.
Объем продуктов сгорания
Vn = 1163 = 6160 м3/ч.
Тепловой баланс печи приведен в табл. 32.
Таким образом, коэффициент полезного действия печи состав-
ляет 81,6%.
263
Таблица 32
Приход Расход
Статьи прихода ккал/ч О' /0 Статьи расхода ккал/ч %
Тепло коксового газа 1163-8,35 Тепло горения коксового газа Тепло воздуха 9 700 4 818 400 25 200 0,20 99,28 0,52 Нагрев масла Тепло, уносимое продуктами го- рания Потери тепла ра- диантной частью: кладкой ретурбенто м конвективной ча- стью: кладкой ретурбентом 3 960 000 529 600 145 500 97 000 72 700 48 500 81,6 10,9 3
Итого. . 4 853 300 100 2 1,5 1
Итого- 4 853 300 100
Расчет необходимой поверхности
нагрева радиантной части печи
Процесс теплообмена, происходящий в радиантной части труб-
чатой печи, довольно сложный. Из многочисленных методов рас-
чета процесса теплопередачи, имеющихся в литературе, наиболее
принятым в настоящее время является метод, основанный на сов-
местном решении уравнений теплового баланса и теплопередачи
[36, 37]. При этом, согласно предложению Белоконя Н. И. [37],
все излучающие источники (факел, кладка, дымовые газы) с раз-
личной температурой заменяются излучающей эквивалентной
абсолютно черной поверхностью и температура этой поверх-
ности принимается равной температуре дымовых газов на пере-
ходе из радиантной в конвективную часть tn, т. е. от эквивалент-
ной абсолютно черной поверхности излучается на радиантные
трубы при температуре t„ столько же тепла, сколько его пере-
дается фактически прямым и отраженным излучением.
Расчет поверхности нагрева в радиантной части печи осуще-
ствляем следующим образом.
Количество тепла, которое передается экрану лучеиспуска-
нием и конвекцией, выражается уравнением
QP = CSHS [( i^0-)4~(w)4] +aiF W
где Qp — количество тепла, переданное трубам в радиант-
ной части, ккал1ч\
tr и Тп — температура продуктов сгорания на переходе
из радиантной в конвективную часть, °C и °К;
264
t„ и Тст-— температура наружной поверхности труб, °C
и °К;
F — поверхность труб в радиантной части, ж2;
— коэффициент теплоотдачи конвекцией от дымо-
вых газов к радиантным трубам, ккалЦя? • чХ
Хград)-
Cs — коэффициент излучения абсолютно черного тела,
Cs = 4,96 ккал/(м2 •«•°К4);
Н$ — эквивалентная абсолютно черная поверхность, ж2.
Это же количество тепла должно быть передано от внешней
поверхности трубы к маслу; поэтому можно записать
QF (^ст — ^ср) /оч
р— 1 6 ’ w
где /ст — средняя температура масла в трубках радиантной
части печи, °C;
а2 — коэффициент теплоотдачи от внутренней поверхности
трубы к маслу, ккал/(м2-ч-град)-,
6 — толщина стенки трубы, ж; X — коэффициент теплопро-
водности металла, ккал/(м-ч-град).
Наконец, согласно тепловому балансу, количество тепла, пере-
данного в радиантной части, должно быть равно
Ор = <ЭпР Qi Q »
где Qnp — тепло, выделенное при сгорании топлива, и физиче-
ское тепло топлива и воздуха, ккал/ч\
Qi — тепло, уносимое топочными газами в конвективную
часть, ккал/ч,
Qi = vacntn-
Q' — потери тепла кладкой радиантной части печи;
Q' = (1 — Пт) Qnp5
Т]т — к. п. д. топки.
Тогда
Qp = QhpHt ПГ1Сп/п. (3)
В этих трех уравнениях имеются четыре основных неизвест-
ных: Qp, tn, tCT, F. Величина tn должна определяться технико-
экономическим расчетом из условия получения минимальной сум-
марной поверхности радиантной и конвективной частей печи.
Обычно величина /п = 650—800° С. Поэтому значение Qp может
быть определено из уравнения (3). В оставшихся двух уравнениях
(1) и (2) имеются два неизвестных F и /ст. Величины, входящие
в эти уравнения, и сс2 можно определить по соответствующим
уравнениям теплопередачи.
Более сложным является вычисление Hs. Эта величина для
беспламенных печей с двухрядным расположением труб в шах-
265
матном порядке может быть определена с достаточной точностью
по следующему соотношению:
Hs = (0,55-н0,57) F.
Это соотношение хорошо согласуется с получаемым значе-
нием Hs графическим методом [35], Для излагаемого расчета
принимаем среднее значение Hs = 0,56F.
Таким образом, первое уравнение теплопередачи излучением
и конвекцией к трубам будет иметь вид
= 4,96.0,567= [( )' _ ( )‘] + «,7= (/„_/„).
Вводя обозначения
/ Тп ____ / Тст \4
R \ 100 / \ 100 /
Zn ter '
ссизл = 4,96-0,56(3 = 2,78р.
Получим уравнение
Qp = (®1 4~ СХцзл) F (Д ter)-
Если задаться значением tCT, то можно определить ссИЗл и
и из этого уравнения найти поверхность труб F.
Проверка температуры стенки tCT может быть сделана на основе
уравнения (2) теплопередачи, из которого
[ -—/ к Фр (. 1I
гст — гср -t- F а2 -t- х )
В случае несовпадения значений tCT необходимо им переза-
даться.
Исходя из сказанного, расчет радиантной части печи произво-
дится в следующей последовательности.
Количество тепла, переданное трубам в радиантной части,
как указано выше,
Qp Фт1|31т ПпС*п^п*
Принимаем температуру газов, покидающих радиантную часть
и поступающих в конвективную tn — 700° С.
Тогда теплоемкость продуктов сгорания при 700° С
Сп = (0,686-0,325 + 0,229-0,392 + 0,013-0,341 +
+ 0,072-0,496) = 0,354 ккал/(м3 град)
и
= 4853 300-0,97 — 6160-0,354-700 = 3 177 800 ккал/ч,
а передано непосредственно маслу
Qp.M = 3 177 800 — 97000 3 080 800 ккал/ч,
где 97 000 — потери тепла ретурбентами в радиантной части,
ккал/ч.
266
Количество тепла, переданное трубам в конвективной части:
QK = Qi - Q'" - Q2>
где Qi — тепло, уносимое продуктами сгорания в конвективную
часть:
= 6160-0,354-700 = 1 530 000 ккал/ч\
Q2 — тепло, уносимое продуктами сгорания из конвективной
части:
Q2 = 529 600 ккал/ч.
Тогда
QK = 1 530 000 — 72 700 — 529 600 = 927 700 ккал/ч,
а передано непосредственно маслу
QK.M = 927 700 — 48 500 = 879 200 ккал/ч,
где Q'" = 72 700 — потери тепла кладкой в конвективной части
печи, ккал/ч-,
48 500 — потери тепла ретурбентами в конвективной
части печи, ккал/ч.
Общее количество переданного маслу тепла:
ккал/ч %
В радиантной части ... 3 080 800 77,8
» конвективной части - - 879 200 22,2
Итого... 3 960 000 100
Температура нагрева масла в конвективной части или темпера-
тура масла, поступающего в радиантную часть tM2, будет равна
(считая, что в конвективной части нет испарения продуктов):
f ___ f I Qk. m
^M2 ‘ l” У
где tM, — температура масла, поступающего в конвективную
часть, = 135° С;
W — водяной эквивалент масла, ккал/град.
Величина
W = —j-oF— = 52 600 ккал/град,
где 7 100 000 — количество тепла, вносимое маслом в конвектив-
ную часть (см. стр. 258), ккал/ч.
Тогда
4ч = 135 + -^^= 135+ 16,7 = 151,7° С.
Средняя температура масла в радиантной части
/ср = J51,7 + 180 165>85о с
267
Принимаем температуру стенки труб в радиантной части со
стороны топочных газов равной 178° С (эта температура в даль-
нейшем проверяется).
Тогда
/700 4-273\4 /178-1 273\4
R — А____122__<____100 7 — 16 5° К3
1 700— 178 — К
И
аизл = 2,78-16,5 = 45,9 ккал/(м2-ч-град).
Величина
4 ,---------------
— 1,8 | /п '/ст
или
«!= 1,8 j* 700 — 178 = 8,6 ккал/(м2 -ч-град)
и, следовательно,
F = __________Qp _ 3177 800 _ 1 , ,
(«изл + Oi) (А, —4т) (45,9 +8,6) (700— 178) —
Проверяем температуру стенки, для чего предварительно оп-
ределим коэффициент теплоотдачи к маслу а2.
Количество масла по объему равно
Принимаем два потока масла, тогда количество масла, посту-
пающего в один поток, равно
п--Аап = 0,0139 м2/сек.
Принимаем трубы с наружным диаметром 152 мм и внутренним
136 мм и длиной 6 м.
Тогда скорость движения масла в трубах
0,0139 А „с ,
v = -5-гт-----= 0,95 м/сек.
-+Д-0.1362
4
Число Рейнольдса
Re = 1000 = 1000 0’95'0j32‘1060 = 2 740 000,
Z (J,(Jo
где Z — вязкость масла при температуре 165,85° С, Z = 0,05 спз.
Число Прандтля
Рг = 3,6 = 3,6 — q3°2°5 = 0,29,
268
где С — теплоемкость масла;
С — 0,52 ккал!(кг • град) при t = 165,85° С;
Л — коэффициент теплопроводности масла,
X = 360 (0,000 311 + 0,00000342-165,85) =
= 0,32 ккал/(м-ч-град).
Тогда
Nu =: 0,0237?e°’87W = 0,023-2 7400000-8 - 0,290’4 = 1780
и
<x, = Nu 1780 -^|^- = 4200 ккал/(м2-ч-град).
Q U, 1 ОО
При этом
= 165,85 + —jig— (ti200~ + - 5(Г) = 178’2 С’
где 0,008 — толщина стенки, ж;
50 — коэффициент теплопроводности металла, ккал/(мХ.
X ч-град).
Полученная величина /ст совпадает с принятой ранее.
Необходимое количество труб в радиантной части
ИЗ .„
11 ~ 3,14-0,152-6 — 4С ШТ‘
Эти трубы располагаются в два потока по 20 труб.
Расчет поверхности нагрева
в конвективной части печи
Поверхность нагрева труб в конвективной части печи опреде-
ляем по формуле
F =
К Л/ср ’
где QK — количество тепла, воспринимаемое трубами, ккал/ч-,
Д/Ср — средняя логарифмическая разность температур между
дымовыми газами и нагреваемым маслом, град\
К — коэффициент теплопередачи от дымовых газов к маслу,
ккал/(м2 • ч град).
Наиболее трудоемким является расчет коэффициента тепло-
передачи К- Величину К определяют по уравнению
К=2-+1+2-’
сц Л а2
где «j — коэффициент теплоотдачи от газов к внешней поверх-
ности труб, ккал/(м2-ч-град)-,
а2 — коэффициент теплоотдачи от внутренней поверхности
труб, ккал/(м2 ч • град)-,
6 — толщина стенки трубы;
А, — коэффициент теплопроводности металла.
269
Коэффициент теплоотдачи от дымовых газов к поверхности
трубы at следует рассматривать как сумму трех величин: тепло-
отдачи конвекцией от газов ак, излучения несветящихся газов
(Н2О, СО2)—аИЗл и излучение от стенок кладки. Последнюю
величину учитывают введением множителя 1,1 [38].
Тогда
аг = 1,1 («к + аИЗл) ккал/(м2-ч-град).
Коэффициент теплоотдачи конвекцией о^от газов при попе-
речном обтекании газами пучков труб (при шахматном располо-
жении труб) можно определить по формуле [39]
Nu = С - Ren - и а == Nu ~,
к а
где для шахматного расположения труб С — 0,41; п = 0,60.
В числе Рейнольдса определяющим размером является диа-
метр трубы, а скорость берется в самом узком сечении при сред-
ней арифметической температуре газа.
Определяемый по этой формуле коэффициент теплоотдачи
соответствует значению ак для третьего ряда труб в пучке, для
второго ряда он равен 0,7ак, для первого — 0,6ак и в среднем
для 2 первых рядов 0,65ак, а для числа рядов п 3 [40]
«СР — ^1 п )
Коэффициент теплоотдачи излучением от трехатомных газов
НаО и СО2 зависит от парциального давления и температуры этих
газов, температуры стенки труб и толщины газового слоя.
Коэффициент теплоотдачи излучением от газов определяем
по уравнению
а -______1—
“изд- f fl
<г гст
где tr — средняя температура продуктов сгорания, °C;
/ст — средняя температура наружной поверхности труб, °C;
q — тепловая нагрузка поверхности труб, ккал/(м2 ч).
Величина
где еэ — эффективная степень черноты труб в присутствии из-
лучающего газа. Приближенно она может быть оценена
по формуле
„ _ 1 ~Ь ест
Обычно 8СТ = 0,8, тогда еэ = 0,9;
ег, Аг — степень черноты газа при температуре ТГ и его по-
глощательная способность при температуре труб Т„.
270
Величина
бг = есо2 + Робц,о — Де
и
Лг = Лсо2
+ РоБщо — Де.
В первом уравнении величина есо21 бн2о и Дб отнесены
к Тг, а во втором — к Тст. В технических расчетах обычно прини-
мают ег = Аг [371.
Абсолютная величина поправки Де обычно не превышает 5%
или меньше погрешности определения опытных значений еСо2
и бн2о> поэтому можно поправку Де не учитывать [37].
Величины еСо2, ен2о, Асо2> Ан2о и ро определяются по
специальным графикам, имеющимся в литературе по теплопере-
даче [41 ], в зависимости от температуры стенки, содержания ком-
понентов и толщины слоя. Однако можно воспользоваться упро-
щенной аналитической методикой, позволяющей обходиться без
указанных графиков [41].
Величина
ег = 1 — е~*Р1,
где Р — давление газов в печи, принимаемое равным 1 «т;
I — эффективная длина пути луча, определяемая по
формуле [41 ]
4,1) d-,
d — диаметр труб, м;
Sr— шаг труб поперек хода газов, м;
S2 — шаг труб вдоль хода газов, м;
К. — коэффициент ослабления лучей дымовыми газами,
рассчитываемый по формуле [42, 43]
0,8 4-1,6 • г„ п
К =---- /1г0 (1 —0,38.1СГТ) гп;
V Pnl
гн2о — содержание водяных паров в долях единицы;
гп — содержание водяных паров и углекислоты в долях
единицы гп = гн2о + /"со,.
Эти формулы применяют при (Р/)со2 = 0,008-и 1,64 м-ат
(A/Jh.o = 0,004=1,3 м-ат, t = 450 = 1650 С и /?со2 : рн2о 0,5=5.
р„ = Ргл — суммарное парциальное давление СО2 и Н2О. Пере-
ходим к расчету конвективной части трубчатой печи. Количество
тепла, переданное трубам в конвективной части, равно
QK = 927 700 ккал!ч.
271
Температура поступающего масла 135° С, выходящего 151,7° С
и средняя
/ср = 143,35° С.
Температура поступающих газов 700° С, выходящих 260° С
и средняя температура
/сРг =---§---= 480 С, пли 753° К.
Определяем коэффициент теплоотдачи конвекцией от газов
к трубам:
Nu = 0,41Re°-e - Pfl-33.
Количество продуктов сгорания, проходящих в конвективную
часть печи при средней температуре 480° С, равно
TZ ci со 273 4~ 480 . о.
Vr = 6160 ^-7Ч = 4,74 мл/сек.
Л/1 о * ouUU
Принимаем число труб в горизонтальной плоскости конвек-
тивной части равным четырем и шаг поперек хода газов =
= 2<4Н, т. е. S1 = 304 мм. Тогда при длине трубы L = 6 м наи-
более узкое сечение для прохода газа составит
S = 4L (Si — d„) = 4LdH = 4,6-0,152 = 3,648 ж2.
Тогда скорость движения газов равна
4 74
v = -оёлс' = 1,3 м/сек.
OjOttO
Физические свойства продуктов сгорания при средней тем-
пературе 480° С, определенные по их составу, составляют:
р = 0,435 кг/м3; С = 0,3 ккал/(кг-град);
к = 0,049 ккал/(м-ч-град); v 66-Ю-® м?/сек.
Тогда число
ре — ЛА — 1,3-0,152 ___опдл
— v — 66-Ю-» —zysu-
Число Прапдтля
Рг = 3600-АГ- = 3600 0,3-6^£qC~0,435 = 0,635.
Тогда критерий Нуссельта
Nu = 0,41 -29900-6 -0.6350'33 = 43.
Отсюда
ак = Nu -j- = 43 -Q-J52*= 13,9 ккал/(м -ч-град).
272
Принимаем число рядов труб в конвективной части равным 12,
тогда средний коэффициент теплоотдачи конвекцией будет равен
ак = 13,9 (Ч —- = 13,9 (1-----— 13,1 ккал,/(ж2-ч-град).
Переходим к определению коэффициента теплоотдачи излуче-
нием от газов.
Эффективная длина луча
/ = (118Л+^-4,1)а„
Принимаем S1 = 2J„ и S2 = sin 60° 0,866• 2dH—
= 1,7324;
I = (1,8-3,732 — 4,1) dn = 2,64 = 2,6-0,152 = 0,395 m.
Сумма парциальных давлений CO2 и H2O равна
рп = 0,072 + 0,229 = 0,301 ат,
тогда
= 0,8 + 1,6-0,229 / j _0 8 753 \ 0 301 = 0 728
КО,301-0,395 \ Ю00 )
и степень черноты газа
Ег= 1 — e-KP-l= 1 — ^0.728-1 0 395 = 0,25.
Тогда величина q будет равна
q = 4,96-0,9 [7,534 — 4.2184] 0,25 = 3390 ккал/(ж2-ч),
где /ст — температура стенки принята равной 148,8° С или Тст =
= 421,8° К-
Таким образом, коэффициент теплоотдачи излучением от га-
зов будет равен
3390 ШОК 2
«изл = 753 — 421 8 = 10>^5 ккалКм -ч-град).
Общий коэффициент теплоотдачи от газов к трубам будет ра-
вен
и, = (10,25 13,1) • 1,1 = 25,7 ккал!(м2-ч-град).
Определяем коэффициент теплоотдачи от внутренней поверх-
ности труб к маслу по формуле
2Vu = 0,023/?e°-8-Pr0-4.
При количестве масла, равном 100р = 105 мР/ч,
где
1060 1ААА , Ч
Р 1 + 0,000402 (143—15) ~ 1000 ’
18 и. Е. Коробчанский 273
п четырех потоках по внутреннему диаметру трубы 0,136 м ско-
рость масла будет равна
_ 105 __ А С
V 3600-4-0,785-0,1362 —U’° м!сек-
При средней температуре масла в конвективной части, равной
143,35° С, вязкость масла Z = 0,117 спз.
Тогда число Рейнольдса
D 1ААА 0,5-0,136-1000 СОАААА
Re =1000 —-—-Ji?-------= 580 000.
Число Прандтля
Рг = 3,6 -°-5^117 = 0,755,
где теплоемкость масла равна
С = (0,403 + 0,00081 • 143) = 0,519 ккалЦкг-град)
и коэффициент теплопроводности равен
X = 360 (0,000 31 + 0,00 000 342-143) =
= 0,29 ккал/(м-ч-град).
Тогда число Нуссельта
Nu = 0,023-580 0000-8-0,755й-4 = 835
п коэффициент теплоотдачи
о 29
= 835 0 ’36 = 1780 ккалЦм2-ч-град).
Коэффициент теплопередачи тогда будет равен
К = —j------б"бб8-----j— = 25,3 ккалЦм2-ч-град).
25,7 + 50 + 1780
Средняя логарифмическая разность температур в теплопередаче
та
= ,г<”~15'^,71Ж| = 286 граЯ.
г'3 ^-260- 13;
Тогда необходимая поверхность теплопередачи
д _ Qk ______ 927 700 __ . „„ 2
1 КЫер 25,3-286 ~ м •
Проверяем температуру стенки
t„ = 143,35 + 2»™ - 148,8“ С,
т. е. совпадает с принятой ранее.
274
Число труб в конвективной части будет равно
I28 л с
п ~ 3,14-0,152-6 — 45 ШТ’
Принимаем п = 48 шт., располагаемых в 12 рядов по 4 трубы
в каждом и поверхностью 137 м2.
15. Материальный расчет
дистилляционной колонны и дефлегматора
в условиях нагрева масла в трубчатых печах
Материальный расчет
дистилляционной колонны
В нижнюю часть колонны из трубчатой печи поступает жидкая
фаза следующего состава:
кг/ч кмоль
Поглотительное масло 91 936 541
Бензол 482 6,18
Толуол 238 2,56
Ксилолы 117 1,10
Сольвенты 58 0,48
Итого... 92 831 551,32
Принимая число тарелок в колонне 12 шт., определим необ-
ходимый расход пара, обеспечивающий при температуре низа
колонны, равной 175° С, необходимый отгон бензольных углево-
дородов.
Количество бензольных углеводородов в обезбензоленном
масле должно составить, как указано было ранее, 183 кг/ч.
Принимаем отношение количества молей масла к количеству
молей пара I = 4,95. Упругости компонентов при 175° С
в мм рт. ст. равны:
рб = 7000, рт = 3150, рк= 1900,
рс = 750, ры = 320.
При давлении в колонне 820 мм рт. ст. константы равновесия
для каждого из компонентов равны:
7000 3150 „
^ = -82^ = 8’54’ Ят = -82о-= 3,84,
^ = -1г = 2’32- = °-915’
К™ ~ 820 — 9’39’
18*'
275
Таким образом, степени отгона каждого компонента будут
равны:
1 _ ( 4-95 \6
\ 8,54 J n nQQ
116 — / 4,95 \7 — 0,983,
1 ~ \~K54-)
( 4,95 \б
\ 2,32 ) ~ 1 „
11к “ / 4,95 \7 ~~ °’465,
~ 1
/ 4,95 \б
\ О 4Q ) 1
^=41^4—=0-079-
Следовательно; испарилось в нижней части колонны, кг/ч:
Бензола . . . Толуола . . . Ксилолов . . . Сольвентов . Масла .... 482-0,983= 473,9 238-0,727 173 117-0,465= 54,4 58-0,185= 10,7 . 91 936-0,079=7 263
Всего. . 7 975
Осталось в жидкой фазе, кг/ч:
Бензола . . . 482—473,9— 8,1
Толуола . • . 238—173—65 ]й.
Ксилолов 117—54,4=62,6
Сольвентов 58—10,7=47,3
Масла . . • .91 936—7 263= 84 673
Всего
84 856
Так как количество сырого бензола, оставшегося в масле,
равно 183 кг/ч, и это соответствует заданному его количеству,
следовательно, принятый удельный расход масла I = 4,95 яв-
ляется правильным.
Расход пара получим исходя из удельного расхода масла
I = 4,95 кмолей масла на кмоль пара
или
Gn = GM = 170.495 = 9 1 936 • 170,495 = 1970 кг/ч,
1970
что составляет на 1 т масла = 21,4 кг и на 1 кг сы-
91,936-1,936 ’
й 1970
рого бензола = 0,96 кг.
г 2055 ’
Количество паров, поступающих в верхнюю часть колонны,
приведено в табл. 33.
276
Таблица 33
Компоненты Из трубчатой печи Из нижней части колонны Всего
кг/ч кмоль/ч кг/ч кмоль/ч кг/ч кмоль/ч
Бензол 1 023 13,12 473,9 6,08 1 496,9 19.2
Толуол 237 2,54 173 1,88 410 4,42
Ксилолы 71 0,68 54,4 0,51 125,4 1,19
Сольвенты - 12 0,1 10,7 0,09 22,7 0,19
Масло . . . 9 764 57,2 7263 42,8 17 027 100
Водяные пары 1 040 57,8 1970 109,7 ЗОЮ 167,5
Всего. . - 12 147 131,44 9945 161,06 22 092 292,5
Температуру эвтектики определяем из уравнения
= W 76,8‘
Принимаем давление на выходе из колонны Р = 790 мм рт. ст.,
тогда температура эвтектики
790
^ = -^- + 76,8= ЮО,4° с-
Состав паров в эвтектике
0,8-100,4 — 63 п пса Л
хм. э — 7оп —0,022 и %в.э — 0,978.
790
Принимая в верхней части колонны 12 тарелок, фактический
состав паров, выходящих из колонны, будет равен
хв =-----------------=------------167,5 ,Q4nn = 0,68.
I пЯ 12-19300
'V + «м,------- 167,5 + 100- 10 600
Температура паров при выходе из колонны в дефлегматор
будет равна
t = 230 — -23°~/э хв = 230 — -23°п'771о00'4 0,68 = 140° С.
Количество сконденсировавшегося масла в верхней части
колонны
т„ = тМ1 — тВ1 --------— = 100 — 167,5 = 21 кмоль/ч,
UjOo
или 21-170 = 3570 кг/ч.
277
Следовательно, остается в паровой фазе масло в количестве
17 027 — 3570 = 13 457 кг/ч,
которое направляется в дефлегматор для дальнейшей конденса-
ции.
Материальный расчет дефлегматора
В дефлегматор поступает следующее количество паров из
колонны для отгона бензольных углеводородов:
кг/ч кмоль/ч
Бензол 1 496,9 ч 19,2
Толуол 410 2 055 ^>42 2 им 119
Ксилолы 125,4 |
Сольвенты 22,7 1 0,19
Масло 13 457 79
Водяные пары ЗОЮ 167,5
Итого. 18 522 271,5
Температура паров на выходе из дефлегматора была определена
ранее (см. стр. 220) по принятому давлению после дефлегматора
Р — 780 мм рт. ст. и содержанию отгона до 180° С в сыром бен-
золе, равном 90%; она получилась равной 91,7° С.
2055
Фактическая масса сырого бензола составляет 9~ = 2283 кг/ч,
следовательно, в сыром бензоле содержится масла
2283 — 2055 = 228 кг/ч, или 1,34 кмоль/ч.
Остальное количество масла, равное 13 457 — 228 = 13 229/сг/ч,
конденсируется в дефлегматоре.
Так как упругость водяных паров при 91,7° С равна
560,7 мм рт. ст., а упругость паров масла 11,4 мм рт. ст.,
то количество водяных паров, покидающих дефлегматор, равно
-560 1,34 = 64,3 кмоль/ч, или 1160 кг/ч,
и конденсируется водяных паров ЗОЮ— 1160 = 1850 кг/ч.
Материальный баланс дефлегматора приведен в табл. 34.
Таблица 34
Компоненты Поступает, кг 1ч Конденсируется, кг/ч Выходит, кг/ч
Бензол ... ... Толуол Ксилолы . . Сольвенты Поглотительное масло Водяные пары • • 1 496,9 > 4Ю 1 9 055 125,4 z ио° 22,7 J 13 457 ЗОЮ 13 229 1 850 1496,9 4Ю 2055 125,4 2ио° 22,7 228 1160
Итого. . . 18 522 15 079 3443
278
Дальнейшее определение размеров дефлегматора, а также кон-
денсатора осуществляется аналогично расчетам, произведенным
ранее, при рассмотрении схемы отгона бензольных углеводоро-
дов с применением парового подогрева.
Кроме рассмотренных и рассчитанных схем получения сырого
бензола, в специальной литературе описаны другие схемы и
видоизменения этих схем, направленные на совершенствование
и интенсификацию производства сырого бензола на коксохимиче-
ских заводах [2, 10, 44—46].
ПРИЛОЖЕНИЕ
СПРАВОЧНЫЕ ТАБЛИЦЫ И ФИЗИКО-ХИМИЧЕСКИЕ КОНСТАНТЫ
Критерии подобия в теплопередаче:
Рейнольдса
Z v gT)
Прандтля
Рг = 3,6 = 3600 = 3600 --Д-,
АЛА
Нуссельта
,, o-d
Nu=-г-,
К
Г алнлея
Г расгофа
Gr _ grf3P Nt
v2
Кирпичева
Конденсации
К = -т^т.
С At
Здесь v — скорость, м/сек;
d—диаметр или эквивалентный диаметр, м;
р — плотность, кг/м3;
Z — динамическая вязкость, спз;
v — кинематическая вязкость, м2/сек;
Ч — динамическая вязкость, кг- сек/м2;
С — удельная теплоемкость, ккалЦкг- град);
К — коэффициент теплопроводности, ккал/(м-ч-град);
280
a—коэффициент теплоотдачи, ккалЦм2-ч,-град);
g — ускорение силы тяжести, м/сек2;
I — длина, м;
Р — коэффициент объемного расширения, Мград;
М — разность температур между средой и стенкой, град;
К — коэффициент теплопередачи, ккалЦм2-ч- град);
г — теплота конденсации, ккал!кг.
Коэффициенты теплоотдачи
1. Теплоотдача при свободном движении теплоносителя
Nu =С (Gr- РгУ1
Gr-Pr С п
0<Gr-Pr<10-s ........0,15 0
10"3<Gr-Pr<500 .... 1,18 %
500<Gr-Pr<2-107 .... 0,54
2-107<Gr-Pr<1013 .... 0,135 V8
Определяющая температура
^ст 4“ ^ср
t= 2 •
2. Теплоотдача при вынужденном движении теплоносителя в трубах:
а) при ламинарном движении теплоносителя
Nu = 0,74 (Pe-Pr)0'2 (Gr -Рг)0-1,
определяющая температура
/ст 4-^ср
б) при турбулентном движении теплоносителя в трубах
Nu = 0,023-Ре°’8.Рг°-4.<р,
определяющая температура — средняя температура теплоносителя:
Ре.................. 2300 3000 4000 5000 6000 7000 8000 10 000
<р 0,45 0,66 0,82 0,88 0,93 0,96 0,99 1,0
в) при турбулентном движении теплоносителя в змеевиках
Nu = 0,023.Ре°’8.Рг°-4-<р ( 1 + 3,54 .
3. Теплоотдача при вынужденном движении теплоносителя поперек одиноч-
ной трубы
Nu — CRe'1.
Re С п
0<Ре<80 ..............0,81 0,40
80<Ре<5-103 ......... 0,625 0,46
5-103<Ре<5-104....... 0,197 0,60
5-104<Ре ............ 0,023 0,80
Определяющая температура — температура набегающего потока.
4. Теплоотдача при конденсации паров:
а) при конденсации на вертикальных трубах
Nu — C (Ga-Pr-K)n.
Ga-Pr-R С п
]0u<^Ga-Pr-K .... 0,0646 Vs
Ga-Pr-К<1016 .... 1,15 V4
281
i1' 1>а
го итальиых трубах
£ Н13ОГ
_ [
I ft '«Пр
>.>4=.
равка на число рядов т:
7
0,86
0,757
9 11 13
0,823 0,792 0,766
0,720 0,689 0,665
15 17 19
0,745 0,727 0 710
0,645 0,628 0,612
ось венном соприкосновении
ялп^х аппаратах:
охлаждаемого газа
> :В u3i общего сечения, ч:
пня
С
0,09
0,15
0,225
средняя температура газа;
’ ~ДЯНЫХ Па1ЮВ
темп г в0
содеКд,1 .
0.83. м3/
г 1'
,1СННЯ
4i2,
общего сечения, ч:
С
............. 0,225
..............0,4
•..............0,6
15’ ([<с
удержа*
IX паров в газе, объемные доли.
1янь
Таблица 1
ФИЗИЧЕСКИЕ СВОЙСТВА ВОДЫ
I — температура, °C;
р — плотность, кг/м2;
С — теплоемкость, ккалЦкг- град);
X — коэффициент теплопроводности, ккал/(м ч-град);
т] — динамическая вязкость, кг- сек/м2;
v — кинематическая вязкость, м2!сек;
Z — динамическая вязкость, спз;
а — коэффициент температуропроводности, л2/ч;
Рг — критерии Прандтля.
t Р С А •п 10° V10G г а-104 Рг
0 1000 1,006 0,474 182,3 1,790 1,792 4,71 13,7
10 1000 1,001 0,494 133,1 1,300 1,308 4,94 9,52
20 998 0,999 0,515 102,4 1,000 1,005 5,16 7,00
30 996 0,997 0,531 81,7 0,805 0,801 5,35 5,41
40 992 0,997 0,545 66,6 0,659 0,656 5,51 4,30
50 988 0,997 0,557 56,0 0,556 0,550 5,65 3,54
60 983 0,998 0,567 47,9 0,479 0,470 5,78 2,98
70 978 1,000 0,574 41,4 0,415 0,406 5,87 2,55
80 972 1,002 0,580 36,3 0,366 0,356 5,96 2,21
90 965 1,005 0,585 32,1 0,326 0,316 6,03 1,95
100 958 1,008 0,587 28,8 0,295 0,284 6,10 1,75
Таблица II
УПРУГОСТЬ ВОДЯНЫХ ПАРОВ
Температура °C Упругость водяных паров мм рт. ст. Температура °C Упругость водяных паров мм рт. ст. Температура °C Упругость водяных паров мм рт. ст.
0 4,58 22 19,83 44 68,26
1 4,93 23 21,07 45 71,88
2 5,29 24 22,38 46 75,65
3 5,68 25 23,76 47 79,60
4 6,10 26 25,21 48 83,71
5 6,54 27 26,74 49 88,02
6 7,01 28 28,35 50 92,51
7 7,51 29 30,04 51 97,20
8 8,05 30 31,82 52 102,1
9 8,61 31 33,70 53 107,2
10 9,21 32 35,66 54 112,5
11 9,84 33 37,73 55 118,0
12 10,52 34 39,90 56 123,8
13 11,23 35 42,18 57 129,8
14 11,99 36 44,56 58 136,1
15 12,79 37 47,07 59 142,6
16 13,63 38 49,69 60 149,4
17 14,53 39 52,44 61 156,4
18 15,48 40 55,32 62 163,8
19 16,48 41 58,34 63 171,4
20 17,54 42 61,50 64 179,3
21 18,65 43 64,80 65 187,5
283
Продолжение табл. 11
Температура °C Упругость водяных паров мм рт. ст. Температура °C Упругость водяных паров мм рт. ст. Температура °C Упругость водяных паров мм рт. ст.
66 196,1 78 327,3 90 525,8
67 205,0 79 341,0 91 546,1
68 214,2 80 355,1 92 567,0
69 223,7 81 369,7 93 588,6
70 233,7 82 384,9 94 610,9
71 243,9 83 400,6 95 633,9
72 254,6 84 416,8 96 657,6
73 265,7 85 433,6 97 682,1
74 277,2 86 450,9 98 707,3
75 289,1 87 468,7 99 733,2
76 301,4 88 487,1 100 760,0
77 314,4 89 506,1
Таблица III
ФИЗИЧЕСКИЕ СВОЙСТВА НАСЫЩЕННОГО ВОДЯНОГО ПАРА:
t — ТЕМПЕРАТУРА, °C; 1] — ДИНАМИЧЕСКАЯ ВЯЗКОСТЬ, кг-сек/л:2;
Ср — ТЕПЛОЕМКОСТЬ, ккал/(кг-град); Рг — КРИТЕРИЙ ПРАНДТЛЯ;
Л — КОЭФФИЦИЕНТ ТЕПЛОПРОВОДНОСТИ, ккалЦм-ч-град)
t Ср Л-102 Я-10» Рг
100 0,51 2,04 1,22 1,08
НО 0,52 2,14 1,27 1,09
120 0,53 2,23 1,31 1,09
130 0,54 2,31 1,35 1,11
140 0,55 2,40 1,38 1,12
150 0,57 2,48 1,42 1,15
160 0,59 2,59 1,46 1,18
170 0,62 2,69 1,50 1,21
180 0,65 2,81 1,54 1,25
190 0,68 2,94 1,59 1,30
200 0,71 3,05 1,63 1,34
210 0,74 3,20 1,67 1,37
220 0,78 3,35 1,72 1,42
230 0,83 3,52 1,77 1,47
240 0,88 3,69 1,81 1,53
250 0,95 3,88 1,86 1,61
260 1,02 4,13 1,92 1,68
270 1,11 4,39 1,97 1,76
280 1,22 4,72 2,03 1,85
290 1,34 5,01 2,10 1,99
300 1,50 5,39 2,17 2,13
310 1,69 5,88 2,24 2,28
320 1,97 6,46 2,33 2,51
330 2,36 7,10 2,44 2,86
340 2,95 8,00 2,57 3,34
350 3,88 9,20 2,71 4,03
360 5,50 11,00 2,97 5,24
370 13,50 14,70 3,44 11,10
284
Таблица IV
НАСЫЩЕННЫЙ ВОДЯНОЙ ПАР
Давление кг [см2 Темпера- тура, °C Тепло- содержа- ние пара ккал[кг Т еплота испаре- ния ккал[кг Давление кг [см2 Темпера- тура, °C Тепло- содержа- ние пара ккал [кг Теплота испаре- ния ккал [кг
0,01 6,6 598,0 591,4 9,0 174,5 663,4 486,8
0,02 17,1 602,9 585,8 10 179,0 664,4 483,1
0,03 23,7 606,0 582,3 11 183,2 665,2 479,5
0,04 28,6 608,2 579,6 12 187,1 665,9 476,1
0,05 32,5 610,0 577,5 13 190,7 666,6 472,8
0,10 45,4 615,9 570,5 14 194,1 667,0 469,7
0,20 59,7 622,3 562,7 15 197,4 667,4 466,7
0,30 68,7 626,3 557,6 16 200,4 667,8 463,8
0,40 75,4 629,2 553,8 17 203,4 668,1 460,9
0,50 80,9 631,5 550,6 18 206,2 668,3 458,2
0,60 85,5 633,4 548,0 19 208,8 668,5 455,5
0,70 89,3 635,1 545,6 20 211,4 668,7 452,9
0,80 93,0 636,5 543,6 30 232,8 668,6 429,5
0,90 96,2 637,8 541,7 40 249,2 666,6 409,2
1,0 99,1 639,0 539,9 50 262,7 663,4 390,7
1,2 104,2 641,1 536,7 60 274,3 659,5 373,5
1,4 108,7 642,8 533,9 70 284,5 655,3 357,3
1,6 112,7 644,3 531,4 80 293,6 650,6 341,8
1,8 116,3 645,7 529,1 90 301,9 645,6 326,7
2,0 119,6 646,9 527,0 100 309,5 640,5 311,8
3,0 132,9 651,6 518,1 120 323,1 629,7 282,4
4,0 142,9 654,9 511,1 140 335,0 618,6 253,3
5,0 151,1 657,3 505,2 160 345„7 606,3 222,8
6,0 158,1 659,3 499,9 180 355,4 592,6 190,7
7,0 164,2 660,9 495,2 200 364,2 572,8 147,3
8,0 169,6 662,3 490,9 225 374,0 501,1 0
Таблица V
СВОЙСТВА СУХОГО ВОЗДУХА ПРИ Р = 1 кГ/см*;
t — ТЕМПЕРАТУРА, °C; а — КОЭФФИЦИЕНТ ТЕМПЕРАТУРОПРОВОДНОСТИ,
Л2/-ц Ср — ТЕПЛОЕМКОСТЬ, ккал/(кг-град); К — КОЭФФИЦИЕНТ
ТЕПЛОПРОВОДНОСТИ, ккал/(м-ч-граду 1] — ДИНАМИЧЕСКАЯ ВЯЗКОСТЬ, кг-сек/л2;
V — КИНЕМАТИЧЕСКАЯ ВЯЗКОСТЬ. м*!сек
t ср Z102 и103 тр 10е v-106
0 0,241 2,04 6,75 1,75 13,70
10 0,241 2,11 7,24 1,81 14,70
20 0,242 2,17 7,66 1,86 15,70
30 0,242 2,22 8,14 1,91 16,61
40 0,242 2,23 8,65 1,96 17,60
50 0,243 2,25 9,14 2,00 18,60
60 0,243 2,41 9,65 2,05 19,60
70 0,243 2,46 10,18 2,08 20,45
285
Продолжение табл. V
t СР Х-102 а-103 •П-100 -V-100
80 0,244 2,52 10,65 2,14 21,70
90 0,244 2,58 11,25 2,20 22,90
100 0,244 2,64 11,80 2,22 23,78
120 0,245 2,75 12,90 2,32 26,20
140 0,245 2,86 14,10 2,40 28,45
160 0,246 2,96 15,25 2,46 30,60
180 0,247 3,07 16,50 2,55 33,17
200 0,247 3,18 17,80 2,64 35,82
250 0,249 3,42 21,2 2,85 42,8
300 0,250 3,69 24,8 3,03 49,9
350 0,252 3,93 28,4 3,21 57,5
400 0,253 4,17 32,4 3,36 64,9
500 0,256 4,64 40,0 3,69 80,4
600 0,260 5,00 49,1 4,00 98,1
800 0,266 5,75 68,0 4,54 137,0
1000 0,272 6,55 89,9 5,05 185,0
Таблица VI
СРЕДНИЕ ТЕПЛОЕМКОСТИ ГАЗОВ И ПАРОВ
Температура °C ккал /м5-град
н2 N2 О2 СО Н2О СО2
0 0,309 0,302 0,310 0,303 0,346 0,402
100 0,310 0,306 0,315 0,307 0,353 0,418
200 0,310 0,309 0,320 0,311 0,360 0,433
300 0,311 0,312 0,325 0,315 0,366 0,447
400 0,312 0,316 0,329 0,318 0,373 0,460
500 0,312 0,319 0,333 0,322 0,379 0,473
600 0,313 0,322 0,337 0,325 0,386 0,485
700 0,314 0,325 0,341 0,328 0,392 0,496
800 0,316 0,328 0,344 0,332 0,398 0,507
900 0,317 0,331 0,347 0,334 0,404 0,516
1000 0,318 0,333 0,350 0,337 0,410 0,525
286
Продолжение табл. VI
Темпера- тура ° С ккал/(м3-град) ккал/(кг-град)
сн4 С2П4 Воздух NH, свнв Н2о H2S
0 0,355 0,490 0,304 0,485 0,245 0,431 0,232
100 0,389 0,525 0,308 0,508 0,276 0,440 0,240
200 0,422 0,560 0,312 0,531 0,306 0,448 0,246
300 0,454 0,596 0,315 0,552 0,337 0,456 0,252
400 0,484 0,629 0,319 0,573 0,368 0,464 0,259
500 0,514 0,664 0,322 0,594 0,399 0,472 0,265
600 0,542 0,699 0,326 0,614 0,429 0,480 0,271
700 0,568 0,734 0,329 0,633 0,460 0,488 0,277
800 0,594 0,768 0,332 0,651 0,491 0,496 0,282
900 0,618 0,803 0,335 0,668 0,521 0,503 0,288
1000 0,641 0,838 0,337 0,685 0,552 0,511 0,292
Таблица VII
ТЕПЛОПРОВОДНОСТЬ ГАЗОВ ПРИ 0° с
И КОЭФФИЦИЕНТЫ УРАВНЕНИЙ
(273-1- С) / Т \3/г
Z- ?.„ ! at; к = 70 —(7, +~С) I-273-) > Ккал/(мчград)
Наименование к а-105 С Наименование Ло а-106 С
Азот 0,0196 114 Кислород 0,0206 144
Аммиак 0,0185 8,85 626 Метан 0,0258 10,7 —.
Водород 0,14 — 94 Окись углерода 0,0194 — 156
Воздух 0,021 —• 125 Сероводород 0,0113 — 318
Двуокись углерода 0,0118 5,5 Этилен 0,0141 7,8
Таблица VIII
ТЕПЛОПРОВОДНОСТЬ ГАЗОВ В ЗАВИСИМОСТИ ОТ ТЕМПЕРАТУРЫ
К, ккал/(м-ч-град)
Наименование Температура, °C
0 50 100 200
Азот 0,0196 0,023 0,027 0,033
Аммиак 0,0185 0,022 0,027 0,042
Водород • • ... 0,140 0,160 0,190 0,220
Воздух 0,021 0,024 0,028 0,034
Двуокись углерода 0,118 0,016 0,020 0,027
Кислород 0,0206 0,025 0,028 0,035
Метан 0,0258 0,031 0,040 0,0548
Окись углерода .... 0,0194 0,021 0,026 0,0314
Сероводород 0,0113 0,0135 0,0155 0,0192
Этилен 0,0141 0,018 0,023 0,030
287
Таблица IX
Вязкость газов при 0° С и коэффициенты уравнения
„ ( 273 +С \ ( Т \»Л
1 ’Ц т + с ) (273)
где т0 — кинематическая вязкость, мЧсек;
т]0 — динамическая вязкость, (кг- сек)/м2;
Ze — динамическая вязкость, спз;
С — константа уравнения
Наименование v0-Ю" -rio-lO' Zo-lO8 С
Азот 13,3 1,74 1,67 114
Аммиак 12,2 0,94 0,93 626
Водород . 94,27 0,86 0,85 73
Воздух 13,7 1,75 1,73 124
Двуокись углерода 7,16 1,42 1,39 254
Кислород 13,49 1,96 1,92 131
Метан 14,49 1,05 1,04 168
Окись углерода .... 13,26 1,7 1,66 100
Сероводород 7,65 1,2 1,18 331
Этилен 7,46 0,98 0,96 257
Таблица X
ВЯЗКОСТЬ ГАЗОВ В ЗАВИСИМОСТИ ОТ ТЕМПЕРАТУРЫ, Z-108 спз
Наименова- ____________________________Температура. °C
иие 0 10 20 30 40 50 60 70 80 90 100
Азот 1,67 1,72 1,77 1,82 1,86 1,90 1,94 1,98 2,02 2,06 2,10
Аммиак 0,93 0,96 1,00 1,04 1,08 1,11 1,15 1,19 1,23 1,26 1,30
Водород 0,85 0,87 0,89 0,91 0,94 0,96 0,98 1,00 1,02 1,04 1,06
Воздух 1,73 1,78 1,83 1,88 1,93 1,97 2,01 2,05 2,10 2,15 2,20
Двуокись 1,39 1,44 1,48 1,53 1,57 1,62 1,67 1,71 1,76 1,80 1,85
углерода Кислород 1,92 1,97 2,03 2,09 2,15 2,20 2,26 2,31 2,36 2,42 2,48
Метан 1,04 1,08 1,Н 1,16 1,20 1,24 1,27 1,29 1,32 1,34 1,44
Окись угле- 1,66 1,70 1,75 1,80 1,83 1,86 1,90 1,95 2,00 2,05 2,10
рода Сероводород 1,18 1,22 1,26 1,30 1,35 1,40 1,44 1,48 1,52 1,56 1,61
Этилен 0,96 1,00 1,03 1,06 1,09 1,12 1,16 1,19 1,22 1,25 1,28
Таблица XI
НИЗШАЯ ТЕПЛОТА СГОРАНИЯ КОМПОНЕНТОВ КОКСОВОГО ГАЗА
Наимено- вание ккал]кмоль ккал /м3 ккал] кг Наимено- вание ккал/кмоль ккал1яа ккал] кг
Водород Метан Окись углерода 57 740 191 820 67 590 2576 8558 3016 28 640 11 957 2 413 Пропилеи Этан Этилен 460 560 341 380 316 255 20 550 15 231 14 НО 10 945 И 353 11 274
288
Таблица Xll
содержание аммиака в водном растворе
И В ПАРАХ НАД РАСТВОРОМ, % (по массе)
В парах В растворе В парах в растворе В парах В растворе В парах В растворе
99 80 71 11 43 5,9 16,2 2,0
98 70 70 10,75 42 5,75 16 1,962
97 60 69 10,5 41 5,6 15 1,81
96 48 68 10,25 40 5,46 14 1,688
95 41 67 10 39 5,3 12 1,444
94 34,6 6G 9,858 38 5,15 11 1,322
93 28,2 65 9,715 37 5 10 1,2
92 25 64 9,562 36 4,85 9 1,066
91 22,5 63 9,409 35 4,7 8,5 1,0
90 20 62 9,256 34 4,56 8 0,933
89 19 61 8,980 33 4,42 7 0,8
88 18 60 8,760 32 4,28 6 0,675
87 17 59 8,543 31 4,14 5,4 0,6
86 16 58 8,326 30 4,0 5 0,55
85 15 57 8,109 29 3,84 4 0,455
84 14,5 56 7,922 28 3,68 3,7 0,4
83 14 55 7,769 27 3,52 3 0,313
82 13,62 54 7,615 26 3,36 2,9 0,3
81 13,25 53 7,48 25 3,2 2 0,2
80 12,89 52 7,32 24 3,066 1,5 0,15
79 12,66 51 7,16 23,5 3,0 1,0 0,1
78 12,44 50 7 23 2,929 0,7 0,075
77 12,22 49 6,84 22 2,786 0,5 0,050
76 12 48 6,63 21 2,643 0,25 .0,025
75 11,8 47 6,52 20 2,5 0,1 0,001
74 11,6 46 6,36 19 2,399
73 П,4 45 6,2 18 2,266
72 11,2 44 6,05 17 2,133
Таблица XIII
УПРУГОСТЬ ПАРОВ БЕНЗОЛЬНЫХ УГЛЕВОДОРОДОВ, мм рт. ст.
Температура °C Бензол Ксилол орто Ксилол мета Ксилол пара Толуол Триметил бензол 1-3-5
0 26,6 4 1,75 8,25 9,7
10 44,75 6,39 3,45 11,52 18,2 •Х-.. ..
20 74,8 10,05 6,43 16,35 25,5 ж.
30 118,4 15,56 11,43 23,52 39,5 5,0
40 181,5 23,70 19,48 34,00 64,0 7,0
50 268,8 35,53 31,94 49,22 98,0 12,0
60 388,0 52,43 50,59 70,64 147,0 20,0
70 542,0 76,16 77,6 100,76 204,1 30,0
80 748,0 108,90 115,7 142,04 299,0 50,0
90 1013 153,48 168,0 197,48 407,5 70,0
100 1340 213,13 238,2 270,46 571 юо'
ПО 1744 291,7 303,3 364,2 751 150
120 2235 393,8 448,8 481,3 973 210
130 2824 524,6 598,6 624,9 1350 300
140 3520 689,9 784,6 794,8 1750 400
150 4335 — — 1016 2160 500
160 5282 •— .— 1344 2600 600
170 6374 — —. 1748 3100 700
180 7625 — — 2230 3580 800
19 И. Е. Коробчапский
289
290
СО ЬО — о Температура °C
Р СП СИ р Оа’-СО Содержание водяных паров в 1 ж3 насыщенного газа, г
р СП Сир М—05 — О — оо ел со Содержание водя ных паров в объеме, полученном после насыщения 1 мъ при 0° С г
—р р о on w СО NO 05 Энтальпия сухого газа, полученного нз 1 м3 при 0° С ккал[м3
СО СО СО NO 05 СО О СО Ф» СО 05 СО ОГО м Я Я с g Ив 55 о я О н Й в 7J СЛМ -g sa '«o'*! i ю * я s" а
ФД сор V — ’ф/cd no о no со Общая энтальпия насыщенного газа, полученного ИЗ 1 Л*3 при 0° С ккал/м3
ОСлФьСОЬО — о о о о о о о Температура °C
— »— NO фь -N рррр *О Сп СИ V no о ся СИ Вязкость спз
сося I I I I 1 Упругость мм рт. ст.
СО NO — О CD 00 “N О О О О О О О Температура °C
ррррр — NO — NO Ф» 05 <D СЛ фь СО "О СП Вязкость спз
05 Ф» NO NO — — — О О -0 — -Q Ф- — Упругость мм рт. ст.
CD СО “О 05 Сп Ф». О О О О О О Температура °C
рррррр ооооеп- NO СО фь СП CD СО Ф* Сп Вязкость спз
СП СО NO — — _ О "О “О CD СО CD О О О NO СО О Упругость мм рт. ст.
со со no nd — — СпОСпОСпОСлО Температура °C Таблица XIV УПРУГОСТЬ ПАРОВ ЧИСТОГО НАФТАЛИНА И СОДЕРЖАНИЕ ЕГО В ГАЗЕ ПРИ РАЗЛИЧНОЙ ТЕМПЕРАТУРЕ
О Р р5 -°-° Р Р Р NO о о'о О О О — СО 0© Си СО NO — О О СО NO Ф» СЛ — О 05 Упругость мм рт. ст.
Ф* CD СЛ СО NO — р Р Р Р1 чР17^ О — фь СО О NO СО СП о СО СО U1 СО СО — Содержание в 100 м3, г
'-J “-J 05 05 СП СП Ф* Ф* СпОСпОСпОСлО Температура °C
СП со р J— J— р р р фь 7d 05 СО NO СО СП со СО СП СЛ СО 05 — — NO СП со о Упругость мм рт. ст.
СО NO — — NO СО Си — cD Си СО NO О 05 -о ьо ю — со о NO СО NO СОрр Ф-р V CD Фь СО Содержание в 100 л»3, г
CON0 — О CD CD СО СО ООООСЛОСПО Т емпература °C
05 Ф* NO — — — г- -° ррр р р СО \о СО Си СЛ 05 СО фь о о Упругость мм рт. ст.
СО NO — — — ОФОСОЧСЛФ СП СО 05 — 05 — 05 со — 00 ЬО ф) Ф^ NO — о ф.05Ф»ОС0Ь0“^ — Содержание в 100 м3, г
№
Продолжение табл. XVI
Температура °C Содержание водяных паров в 1 Л13 насыщенного газа, г Содержание водяных паров в объеме, полученном после насыщения* 1 ju3 при 0°С г Энтальпия сухого газа, полученного ИЗ 1 М3 при 0° С ккал/м3 Энтальпия водяных паров в объеме, полученном из 1 ж3 при 0° С ккал/м3 Общая энтальпия насыщенного газа, полученного из 1 ж3 при 0° С ккал/м3
52 91,0 125,2 18,72 77,54 96,26
53 95,3 132,5 19,08 82,12 101,20
54 99,7 140,1 19,44 86,86 106,30
55 104,3 148,1 19,80 92,09 111,89
56 109,1 157,1 20,16 97,53 117,69
57 114,1 166,4 20,52 103,40 123,92
58 119,2 176,2 20.88 109,5 130,38
59 124,6 186,5 21,24 116,0 137,24
60 130,1 197,5 21,60 122,9 144,50
61 135,9 209,3 21,96 130,3 152,26
62 141,9 221,8 22,32 138,3 160,62
63 148,1 235,2 22,68 146,7 169,38
64 154,5 249,5 23,04 155,7 178,74
65 161,1 264,9 23,40 165,5 188,90
66 168,1 281,8 23,76 176,1 200,86
67 175,1 298,6 24,12 186,8 210,92
68 182,5 317,6 24,48 198,8 223,28
69 199,1 337,6 24,84 211,5 236,34
70 198,0 359,0 25,20 225,1 250,30
71 206,2 382,7 25,56 240,1 265,66
72 214,7 408,2 25,92 256,2 282,12
73 223,3 435,0 26,28 273,3 299,58
74 232,5 465,1 26,64 292,4 319,04
75 241,9 498,6 27,00 313,3 340,30
76 251,4 532,7 27,36 335,4 362,76
77 261,4 571,3 27,72 359,9 387,62
78 271,8 614,0 28,08 387,2 415,28
79 282,4 661,0 28,44 417,0 445,44
80 293,3 712,5 28,80 449,7 478,50
81 304,6 769,9 29,16 486,4 515,56
82 316,2 832,8 29,52 526,5 556,02
83 328,4 905,6 29,88 572,8 602,68
84 340,8 987,2 30,24 624,8 655,04
85 353,7 1,079 30,60 683,9 714,50
86 366,8 1 186 30,96 751,9 782,86
87 380,4 1 308 31,32 830,0 861,32
88 394,4 1 453 31,68 922,4 954,08
89 408,7 1 623 32,04 1 031 1 063,0
90 423,6 1 828 32,40 1 162 1 194,4
91 438,9 2 079 32,76 1 322 1 354,8
92 454,7 2 396 33,12 1 525 1 558,1
93 470,9 2 801 33,48 1 783 1 816,5
94 487,7 3 345 33,84 2 131 2 164,8
95 505,1 4 106 34,20 2 618 2 652,2
96 522,6 5 253 34,56 3 352 3 386,6
97 540,6 7 173 34,92 4 580 4 614,9
98 559,3 10 970 35,28 7 010 7 045,3
99 578,7 22 460 35,64 14 360 14 395,6
100 598,7 — 36,00 — —
292
Таблица XVII
ЧИСЛО ТРУБ В АППАРАТЕ ПРИ РАЗМЕЩЕНИИ ИХ
ПО ШЕСТИУГОЛЬНИКАМ
Число шести- угольни- ков Общее количество труб на основных шести- угольниках Число труб в сегменте Количество труб во всех сегментах Общее количество труб в аппарате
в I ряду во II ряду в III ряду
1 7 7
2 19 — — — — 19
3 37 — — — — 37
4 61 — — — — 61
5 91 — — — — 91
6 127 — — — — 127
7 169 3 — — 18 187
8 217 4 — — 24 241
9 271 5 — — 30 301
10 331 6 — — 36 367
11 397 7 — — 42 439
12 469 8 .— — 48 517
13 547 9 2 — 66 613
14 631 10 5 — 90 721
15 721 11 6 — 102 823
16 817 12 7 — 114 931
17 919 13 8 — 126 1045
18 1027 14 9 — 138 1165
19 1141 15 12 — 162 1303
20 1261 16 13 4 198 1459
21 1387 17 14 7 228 1615
22 1519 18 15 8 246 1765
23 1657 19 16 9 264 1921
Пересчет величин в систему размерности СИ:
Плотность:
Вязкость динамическая:
Давление:
Количество тепла:
Теплоемкость удельная;
Коэффициент теплоотдачи и теплопе-
редачи:
Коэффициент теплопроводности:
1 кг/м3 =9,81 н/м3
1 спз= 10-3 н-сек/м3',
1 кГ-сек/м3 = 9,81 н-сек/м2;
1 кГ/см3 — 9,81 • 104 н/м2\
1 кГ/м3= 9,81 н/м2;
1 мм вод. ст. = 9,81 н/м2;
1 мм рт. ст. — 133,3 н/м2
1 ккал = 4,19 кдж
1 ккал/(кг-град) = 4,19 кдж/(кг-град).
1 ккал/(м3- ч-град) = 1,163 вт/(м2 X
X град)
1 ккал/(м-ч-град) = 1,163 вт/(м X
X град)
293
ЛИТЕРАТУРА
1. К о л я н д р Л. Я- Улавливание и переработка химических продуктов кок-
сования. Металлургиздат, 1962.
2. Справочник коксохимика, т. III. Изд-во «Металлургия», 1966.
3. Лейбович Р. Е. и др. Технология коксохимического производства.
Изд-во «Металлургия», 1966.
4 Кузнецов М. Д., Л я и н а я 3. Г. Кокс и химия, 1963, № 7, с. 38.
5. Касаткин А Г. Основные процессы и аппараты химической технологии.
Госхимиздат, 1960.
6. Непомнящий Л. И. Беструбчатый газовый холодильник для охлажде-
ния коксового газа. ЦБТИ Донецкого совнархоза, вьш. 202, 1963.
7. Гринберг А. М. Обесфеноливание сточных вод коксохимических заводов.
Изд-во «Металлургия», 1968.
8. Леоненко В. М. и др. В сб. «Металлургия и коксохимия», вып. 17. Изд-во
«Техника», Киев, 1970, с. 90.
9. Б р о д о в и ч А. И., Золотницкая М. С. Труды Гипрококса, вып.Х.
Металлургиздат, 1952, с. 30, 34.
10. Руководство по коксованию. Под ред. О. Гроскинского, т. II. Изд-во «Метал-
лургия», 1966.
11. Ханин И. М. и др. Кокс и химия, 1969, № 6, с. 36.
12. Кузнецов М. Д. и др. Кокс и химия, 1961, № 8, с. 39.
13. Г о р о ш к о В. Д. и др. Изв. вузов «Нефть и газ», 1958, № 1, с. 125.
14. Ш а х о в а Н. А. Исследование теплообмена псевдоожиженных систем.
МИХМ, 1954
15. Г е л ь п е р и н Н. И. и др. Основы техники псевдоожижения. Изд-во
«Химия», 1967
16. Р о м а н к о в П. Г., Р а ш к о в с к а я Н. Б. Сушка в кипящем слое.
Изд-во «Химия, 1964.
17. Байер О. Н. Кокс и химия, 1962, № 11, с. 50.
18. Финкель М. Я. Кокс и химия, 1966, № 4, с. 30.
19 Л а з о р и н Н С., С т е ц е н к о Е. Я. Производство сульфата аммония
на коксохимических заводах. Изд-во «Металлургия», 1965.
20. Петренко Д. С. Производство сульфата аммония. Изд-во «Металлургия»,
1966.
21. П л а н о в с к и й А. Н. и др. Процессы и аппараты химической технологии.
Изд-во «Химия», 1967.
22. Жаворонков Н. М. Гидравлические основы скрубберного процесса
и теплопередача в скрубберах. Изд-во «Советская наука», 1944.
23. Р а м м В. М. Абсорбция газов. Изд-во «Химия», 1966.
24. Кузнецов М. Д. О факторах, определяющих степень поглощения бензола
из коксового газа поглотительными маслами. Труды Донецкого индустриаль-
ного института, вып. 9. Металлургиздат, 1940.
25. К У з н е ц о в М. Д. В сб. трудов Донецкого индустриального института,
вып. I. Металлургиздат, 1948, с. 28.
26. Кузнецов М. Д. В сб. трудов Донецкого индустриального института,
вып. I. Металлургиздат, 1948, с. 18.
294
27. Кузнецов М. Д. В сб. трудов Донецкого индустриального института,
вып. № 1. Гос. изд-во технической литературы УССР, 1956, с. 19.
28. Гел ьп ер и п Н. И. Дестилляция и ректификация. Госхимиздат, 1947.
29. С т а б н и к о в В. Н. Ректификационные аппараты. Нзд-во «Машинострое-
ние», 1965.
30. Л ь в о в С. В. Некоторые вопросы ректификации бинарных и многокомпо-
нентных смесей. Изд-во АН СССР, 1960.
31. Холланд Ч. Д. Многокомпонентная ректификация. Изд-во «Химия»,
1969.
32. Б а г а т у р о в С. А. Курс теории перегонки и ректификации. Госхимиздат,
1954.
33. К а ф а р о в В. В. Основы массопередачи. Изд-во «Высшая школа», 1962.
34. Чернобыльский И. И., С е м и л е т 3. В. Химическая промышлен-
ность, 1958, № 4, с. 53.
35. Б а х ш и я н Ц. А. Трубчатые печи с излучающими стенами печи. ГОСИНТИ,
1960.
36. С к о б л о А. И. и др. Процессы и аппараты нефтеперерабатывающей и нефте-
химической промышленности. Гостоптехиздат, 1962.
37. Белоконь Н. И. Нефтяная промышленность, № 1 с. 3 и № 3, с. 104, 1941.
38. Рабинович Г. Г. Расчет нефтеперегорнной аппаратуры. Гостоптехиздат,
1941.
39. И с а ч е н к о В. П. Теплоэнергетика, 1955, № 8, с. 19.
40. Краснощеков Е. А., Сукомел А. С. Задачник по теплопередаче.
Госэнергоиздат, 1963.
41. Кутателадзе С. С., Б о р и ш а н с к и й В.М. Справочник по тепло-
передаче. Госэнергоиздат, 1959.
42. Г у р в и ч А. М., М и т о р В. В. Теплоэнергетика, 1955, № 12, с. 28.
43. М и т о р В. В. Теплообмен в топках паровых котлов. Машгиз, 1963.
44. Л и т в и н е и к о М. С. Коксохимическая промышленность США. Метал-
лургиздат, 1947.
45. Б е л о в К- А., Л а з о р и н С. Н. Интенсификация работы бензольных
отделений на коксохимических заводах. Металлургиздат, 1956.
46. Л а з о р и н С. Н., Стеценко Е. Я- Производство сырого бензола.
Изд-во «Техшка», Киев, 1969.
47. Д м и т р и е в М. М., Обуховский Я. М. Краткий справочник коксо-
химика. Металлургиздат, 1960.
48. Б р е т ш н а й д е р С. Т. Свойства газов и жидкостей. Изд-во «Химия»,
1966.
49. Теплофизические свойства веществ. Справочник под ред. Н. Б. Варгафтика.
Госэнергоиздат, 1956.
50. Л и п л а в к И. Л. Физико-химические свойства химических продуктов
коксования. Металлургиздат, 1954.
51. Справочник химика, т. V. Изд-во «Химия». 1968.
52. Правила технической эксплуатации коксохимических предприятий ПТЭ-68.
Изд-во «Прапор», Харьков, 1970.
53. Березин Б. В. и др. Справочник механика коксохимического производ-
ства. Изд-во «Металлургия», 1967.
54. Справочник коксохимика, т. V. Изд-во «Металлургия», 1966.
55. Кузнецов М. Д., К У з н е ц о в Е. Р. В сб. «Металлургия и коксохимия»,
вып. 17. Из-во «Техн1ка», Киев, 1970, с. 85.