/

Tags: руководство по эксплуатации станки станкостроение
Year: 1989
Similar




Text
министерство станкостроительной и инотумйггалыюй прошше;
СССР
ЧАРВИкАВАНСлОК СТАНКОСТРОИТЕЛЬНОЕ ПРОИЗВОДСТВЕННОЕ-
ВЫДаИНЗ
СТАНКИ
ГОРИЗО!ГГАЛЬ!Ю-Р.' СТОЧИ
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
ПРОВЕРКА СТАНКА ПО НОРМАМ
ТОЧНОСТИ ’
Модель '
Заводской -^~3
Заказ-наряд й
Класс точчос'.и_____;_____
Испытание станка на точность дол:кно производиться в сосл. >..
с требованиями ГОСТ 8-82, ГОСТ 2110-85 и технических услсаб та-
нок.
Температура рабочего пространства в период испытаний на точность
должна составлять 18°... 24°С при колебании установившей^ температу-
ры не более + 2°С во время испытаний.
Проверку станка на соответствие нормам точности производить пос-
ле его обкатки на холостом ходу в течение 15 мин при частоте врв-юния
шпинделя п, = 250 об/мин.
Перед испытанием на точность станок должен Сыть
установлен по i
уровню с погрешностью не более 0,04 мм/м. Во время испытания на точ-
ность не допускаются никакие регулировки.
Проверка на соответствие нормам точности производится с помощиг.
соответствующих приборов и инструмента, указанных в технологичеа
процессе предприятия-изготовителя. *
Перемещения .отдельных узлов должны осуществляться на скорост/:- '
в пределах рабочих подач, обеспечивающих достоверные показания иэме ।
№ догу и,
S‘
ilpod.
Н-коатр,
рительных средств.
При проверке оданка на соответствие нормам точности допускес
применение других методов, схем и средств измерения, в том числе .
томатизированных, отличающихся от указанных b^cs^ligm свидете.:
ве с приемке, ТУ на станок и ГОСТ 2H0-SS , при условии обеспечс.
4
2А622-2.000.000
22.01$
Станйи гооизонталъно
точные :
точности измерения и достоверности определения проверяемых пара-
метров.
Общие требования безопасности при испытании станка на точность
- по ГОСТ 12.2.СЙ9-80.
и-г d*-
Длина измерения, мм
Допуск, мкм
Фактическое
отклонение,
I.UCM
1000
~г
>/*[*-.-Г лУЛгУА.
25 (выпуклость не
попускается)
глб22-2.ооо.ам
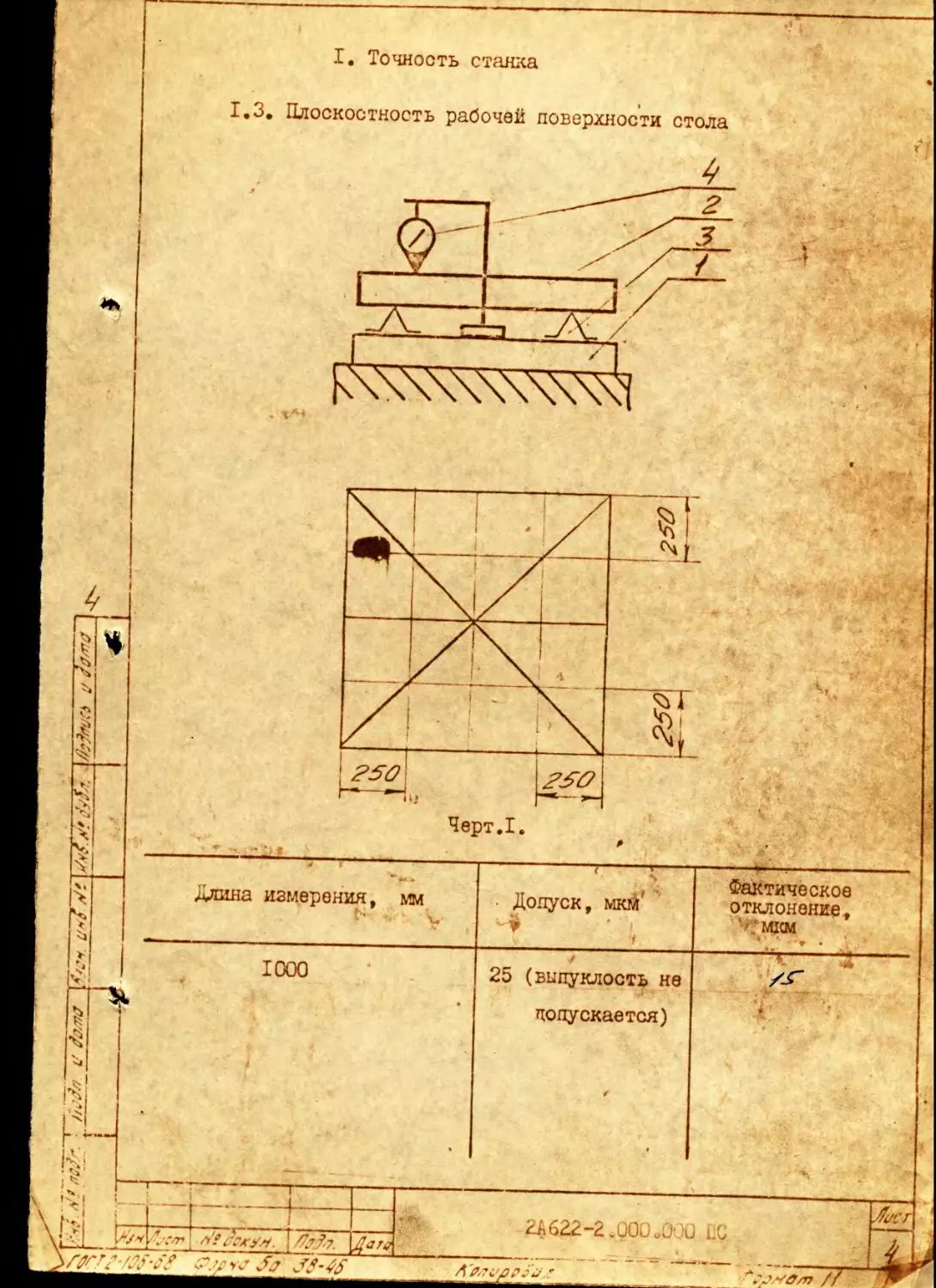
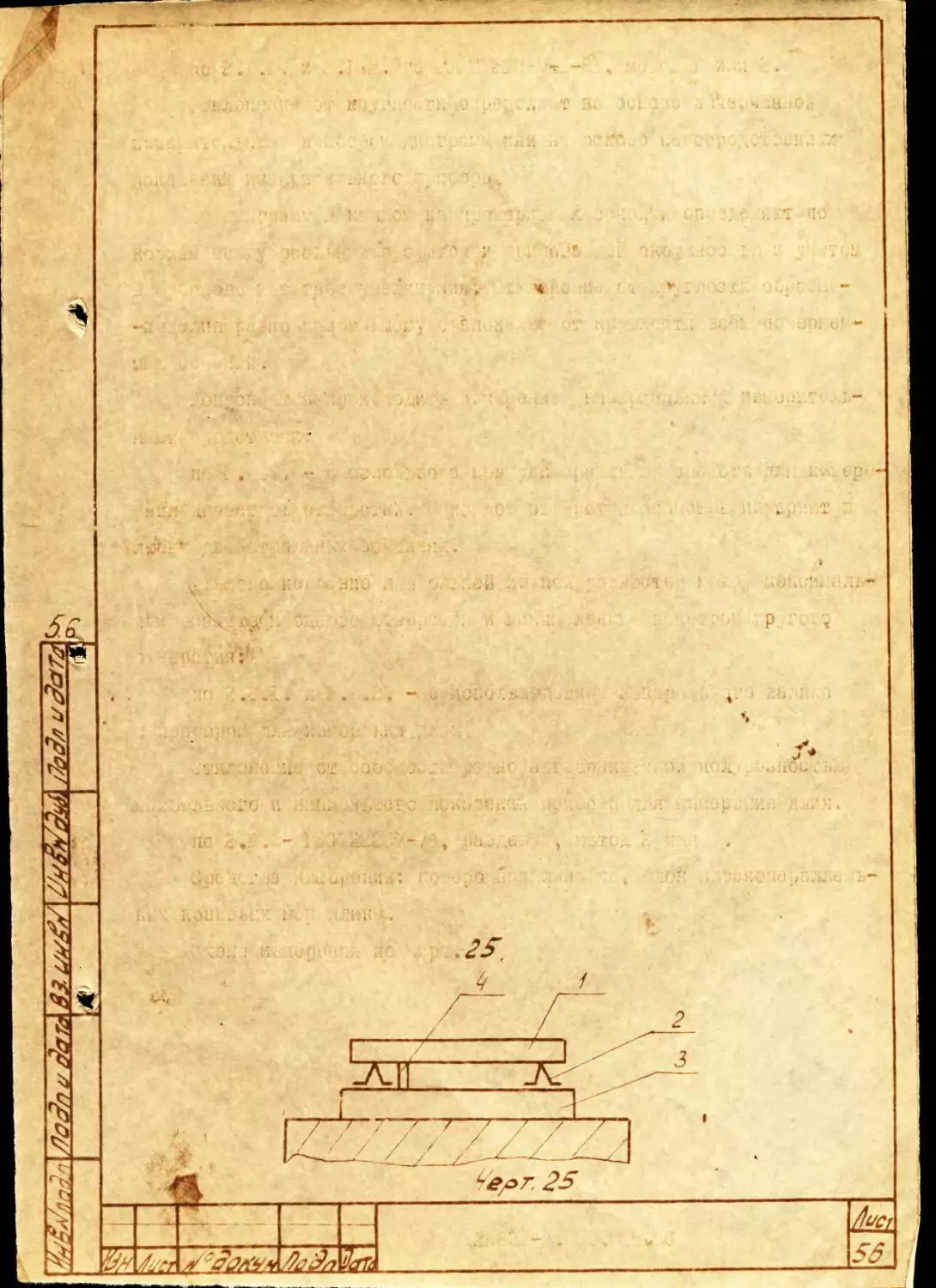
Средства измерения: поверочная линейка.
Схема измерения - по черт.1.
Проведение измерения по ГОСТ 222674Р6, раздел 4, метод 3.
( На проверяемую поверхность I в двух точках заданного сечения
устанавливают две опоры 3, на которые рабочей поверхностью кладут
довесочную линейку 2 чек, чтобы расстояния от проверяемой поверхно-
сти до рабочей .поверхности линейки у ее концов были равны.
Измерительный прибор 4 устанавливают на проверяемую поверхность
так, чтобы его измерительный наконечник касался рабочей поверхности
линейки и был перпендикулярен ей.
Измерительный прибор перемещают по проверяемой поверхности
вдоль линейки. В выбранных точках измерительны!.! прибором измеряют
расстояния от отдельных точек измеряемого сечения поверхности до
рабочей поверхности линейки.
Крайние сечения должны быть расположены от края стола на рас-
стоянии, указанном на черт.1.
Длина интервала измерений не должна превышать С,1 дайны изме-
всех сече
Л'тивр/ал
рения.
Отклонение от ruioctfosyis ровно вайбодпией алгеб;
зноати показаний
/рсгг-.ш-м л-’им Sj js- •'»'
2AG22-2 .000 .UfiC ilC
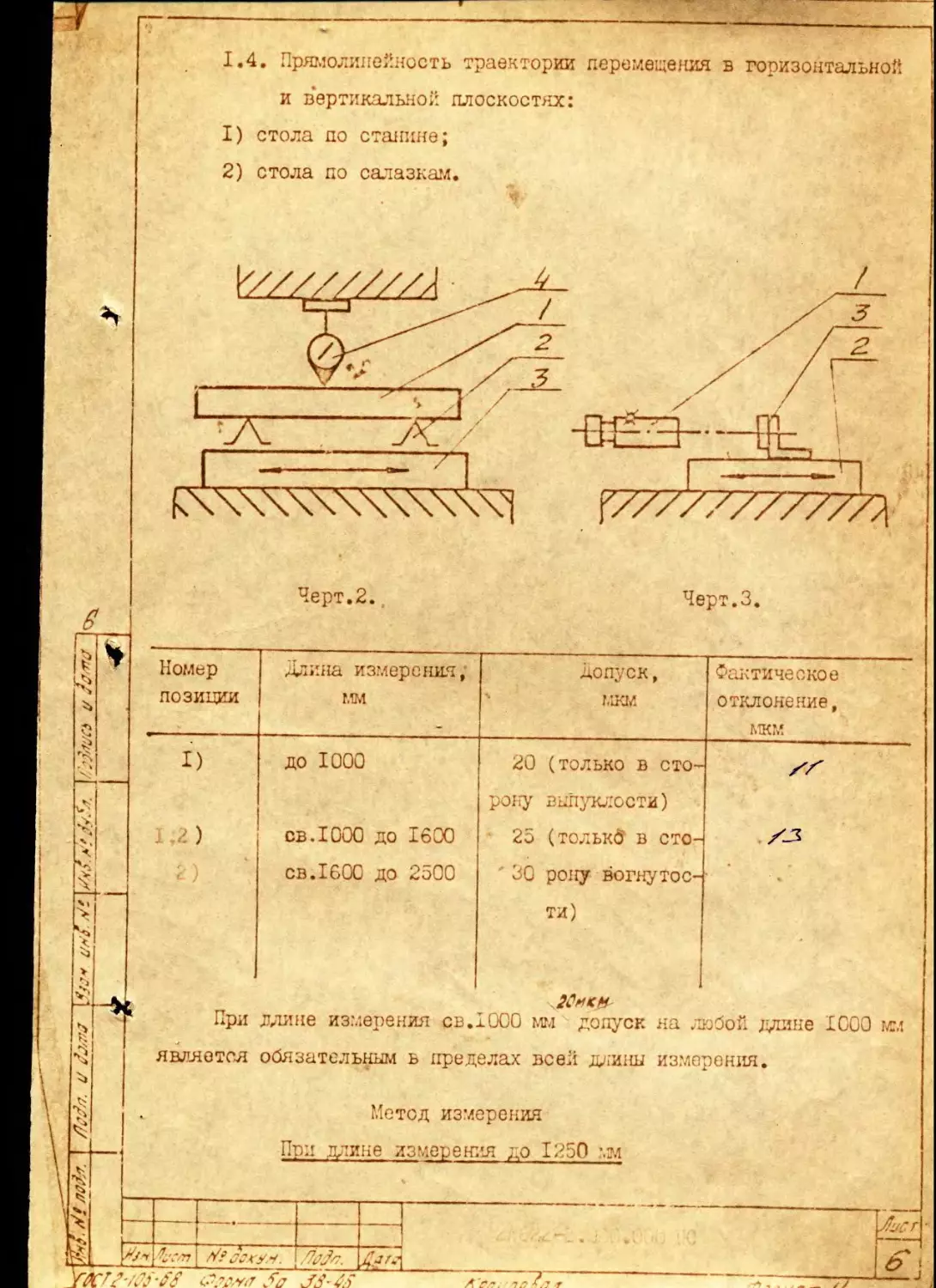
1.4. Прямолинейность траектории перемещения в горизонтальной
и вертикальной плоскостях:
I) стола по сташгне;
2) стола по салазкам.
Черт.2.
Черт.З.
Номер позиции Длина измерения, мм допуск, мкм Фактическое отклонение, мкм
I) до 1000 20 (только в сто- рону выпуклости) zz
1,2) св. 1000 до 1600 25 (только в сто- Z-3
2) св.1600 до 2500 ' 30 poiry вогнутос- ти)
При длине измерения св.LOGO мм допуск на любой длине 1000 мм
является обязательным в пределах всей длины измерения.
Метод измерения
При длине измерения до 1250 мм
4? I
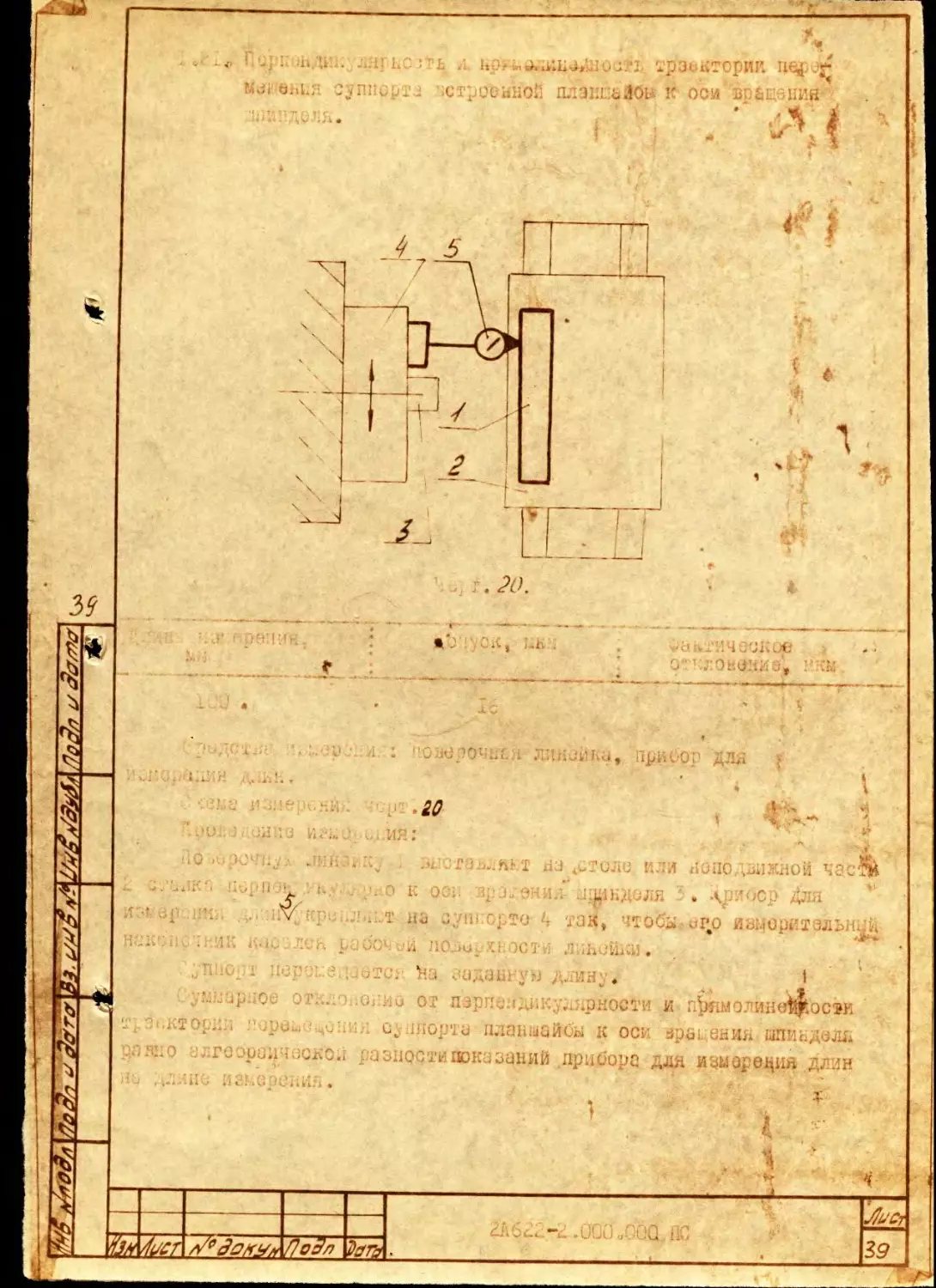
Средства измерения: поверочная линейка, прибор для измерений
длин.
I i/ ifo/пя i/Jaw?
Схема измерения - по черт.2.
Проведение измерений - по ГОСТ 22267-76, раздел 3, метод 16.
Поверочную линейку I устанавливают о помощью опор 2 на столе
станка 3 на двух регулируемых опорах (плоскопараллельных концевых
мерах длины).
На шпинделе укрепляют индикатор 4 так, чтобы его измерительный
наконечник касался рабочей поверхности линейки и был перпендикулярен
ей, а показания индикатора на концах линейки были одинаковыми.
Измерения производят:
в вертикальной плоскости
в горизонтальной плоскости.
Длина интервала измерений не должна превышать 0,1 длины переме-
щения. .
f Отклонение от прямолинейности траектории перенещения равно на-
иболыавй алгебраической разности измерительного прибора на заданной
длине перемещения.
। Ппи длине изменения свыше 1250 мм
Средства измерения: автоколлиматор, плоское зеркало.
Схема измерения - по черт.З.
Проведение измерений - по ГОСТ 22267-76,- раздел 3, метод 8.
Автоколлиматор I устанавливают на неподвижной части станка, так I
чт^бы его оптическая ось была расположена параллельно направлению
перемещения поворотного стола 2, в центре которого укрепляют плоское
зеркало 3 на уровне положения оптической оси и перпендикулярно к ней.
' Поворотный стол перемещают на заданную длину шагало:. Интервал |
измерений (шаг) не должен превышать 0,1 длины перемещения.
, Измерения производят:
- в вертига^ьной плоскости;
/Ma Дл гj
rtCIS'WSSS Л’/» a SaSS-4S
A'aaapPtajr
/f
7!
- в горизонтальной плоскости.
Построить график траектории перемещения по показаниям автокол-
лиматора и определить .линейные отклонения (ординаты) в точках изме-
рения.
Отклонение от прямолинейности траектории перемещения в линейны:
единицах фГавно абсолютной велитшне алгебраической разности наиболь-
шей и £щя(.'гьшей ординат графика, отсчитанных от прямой, соединяющей!
его крайние точки.
Допускается выполнять измерение по ГОСТ 222С7*-76 раздел 3, ме-
тоды 5 или 6.
*
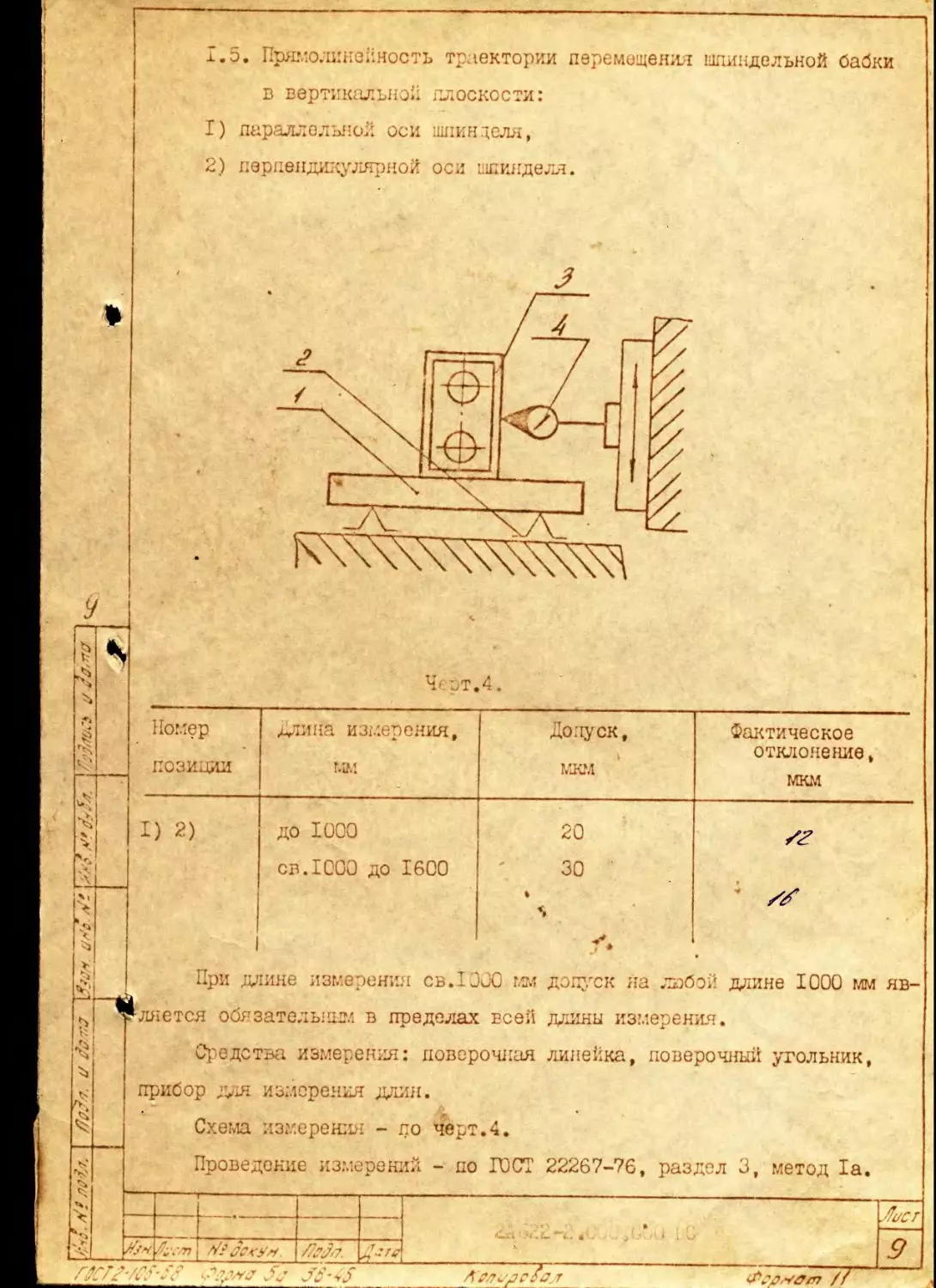
Прямолинейность траектории перемещения шпиндельной Оабки
в вертикальной плоскости:
I) параллельной оси шпинделя,
2) перпендикулярной оси шпинделя.
♦
I и for.
Чсрт.4.
Номер
I) 2)
позиции
длина измерения, мм Допуск, мкм Фактическое отклонение, мкм
до 1000 20 /г
св.1000 до 1600 30 sS
При длине измерения св.1000 мм допуск на лабой длине 1000 мм яв-
ляется обязательным в пределах всей длины измерения.
Средства измерения: поверочная линейка, поверочный угольник,
прибор для измерения длин.
Схема измерения - до черт.4.
Проведение измерений - по ХОСТ 22267-76, раздел 3, метод Ха.
9
Поверочную линейку / устанавливают с помощью опрр 2 на столе
станка^Па поверочную линейку устанавливают поверочный угольник 3,
одна грань которого должна быть параллельна направлению вертикаль-
ного перемещения шпиндельной бабки так, чтобы показания измеритель-
ного прибора 4, установленного на шпиндельной бабке, были одинаковы-
ми в крайних точках длины перемещения; при этом измерительный нако-
нечник измерительного прибора должен касаться рабочей поверхности
•угольника и бы: перпендикулярным ей.
Измерен.^ производят в вертикальной плоскости:
- параллельной оси шпинделя,
- перпендикулярной оси шпинделя. -
Длина интервала измерений не должна превышать'0,1 длины перемещу
ния.
Отклонение от прямолинейности траектории перемещения равно на-
ибольшей алгебраической разности показаний измерительного прибЛ^на
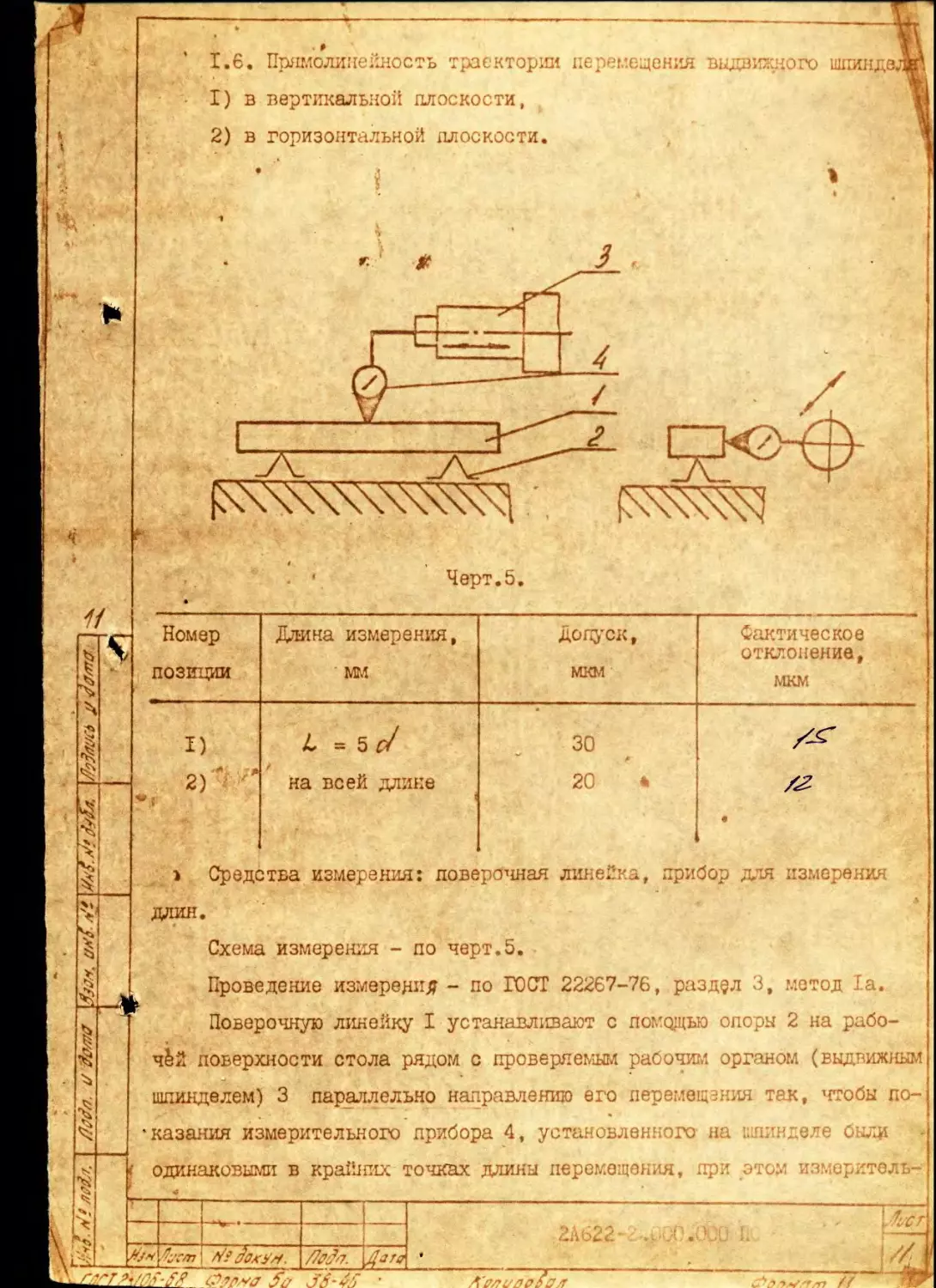
1.6. Прямолинейность траектории перемещения выдвижного шпиндел
I) в вертикальной плоскости,
2) в горизонтальной плоскости.
Черт.5.
Длина измерения,
Допуск,
мм
мкм
30
20
на всей длине
/<?
Средства измерения: поверочная линейка, прибор для
измерения
длин.
У Sir
D
2)
Схема измерения - по черт.5.
Проведение измерения - по ГОСТ 22267-76, раздел 3,
Поверочную линейку I устанавливают с помощью опоры
Фактическое
отклонение,
мкм
\ /foJ'7. \Д-зго '
Номер
позиции
метод 1а.
2 на рабо-
чей поверхности стола рядом с проверяемым рабочим органом (выдвижным
шпинделем) 3 параллельно направлению его перемещения так, чтобы по-
казания измерительного прибора 4, установленного на шпинделе были
одинаковыми в крайних точках длины перемещения, при этом измеритель-
ный наконечник измерительного прибора должен касаться раб^че.Ч поверх!
кости линейки и быть перпендикулярным ей.
Измерении производят:
- в вертикальной плоскости при выдвижении шпинделя на длину
г=5У,
- в горизонтальной плоскости при выдвижении шпинделя на всю дли-
ну перемещения.
длина интервала измерений не должна превышать 0,1 длины переме-
щения.. .
Отклонение от прямолинейности траектории перемещения равно на-’
алгебра о с/
иболыпей'/разности показаний измерительного прибора на заданной длине
перемещения. ,
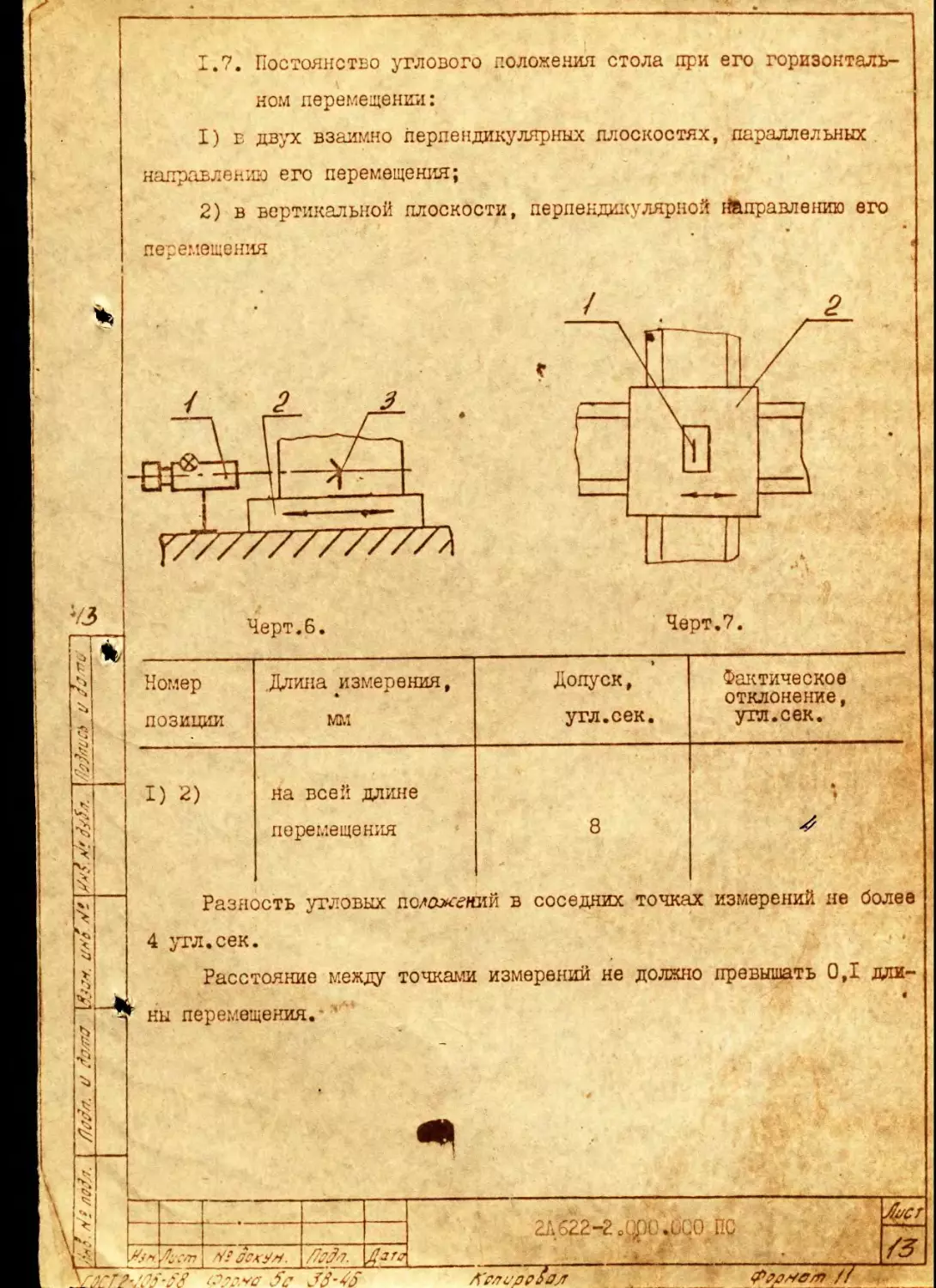
1.7. Постоянство углового положения стола при его горизонталь-
ном перемещении:
I) в двух взаимно перпендикулярных плоскостях, параллельных
направлению его перемещения;
2) в вертикальной плоскости, перпендикулярной Управлению его
перемещения
Черт.6. Черт.7.
Номер позиции .Длина измерения, мм Допуск, утл.сек. Фактическое отклонение, утл.сек.
I) 2) иа всей длине перемещения - 8 4
Разность угловых полахс’ний в соседних точках измерений не более
4 утл.сек.
Расстояние между точками измерении не должно превышать 0,1 дли-
ны перемещения.
JS-4S
2A622—2 о Qpt) «ОСО ПС
Л’ёлиррмЗг
far
уз
фро^е/я //
Метод измерения,
I) Постояноство углового положения стола при его горизонталь-
ном перемещении в двух взаимно перпендикулярных плоскостях, парал-
дельных направлению его перемещения
Средства измерения: автоколлиматор, плоское зеркало,
Схема измерения - по черт.6.
Проведение измерения - по ГОСТ 22267-76, раздел.13, метод 4
Автоколлиматор I устанавливают на неподвижной ча<
’ак
чтобы его оптическая ось была расположена параллельно перемещения по-
воротного стола 2, в’центре которого укрепляют плоское зеркало 3 на
уровне положения оптической оси и перпендикулярно к ней. Поворотной
стол перемещают на заданную длину шагаь
нтервал измерений (шаг)
не должен превышать 0,1 длины перемещения,
Измерения производят:
щёния сТола,-
ния стола.
в плоскости измерения. Отклонение от постоянства углового положения
матора
ГОСТ 22267-76,раздел 13
2) Постоянство углового положения стола при его горизонтальном
Во всех положениях стола отсчитывают показания автоколлиматора
- в вертикальной плоскости, параллельной направлен;
Допускается производить измерение в вертикальной плоскости по
стола равно наибольшей алгебраической разности показаний автоколли-
перемещешш в вертикальной плоскости, перпендикулярной направлению
- в горизонтальной плоскости, параллельно;
перемещения стола. »
Средство измерения: уровень.
Схема иЛ^гения - по черт.7.
Проведение измерения - по ГОСТ 22267-76, раздел 13, метод I
Уровень I устанавливают на проверяемом рабочем органе 2 парпен
дикулярно направлению его перемещения.
Рабочий орган перемещают на вою длину рабочего перемещения. Ин
тервал измерений (шаг) не должен превышать 0,1 длины перемещения.
Во всех положениях рабочего органа отсчитывают показания уровщ.
Отклонение от постоянства углового положения равно наибольшей
алгебраической разности показаний уровня.
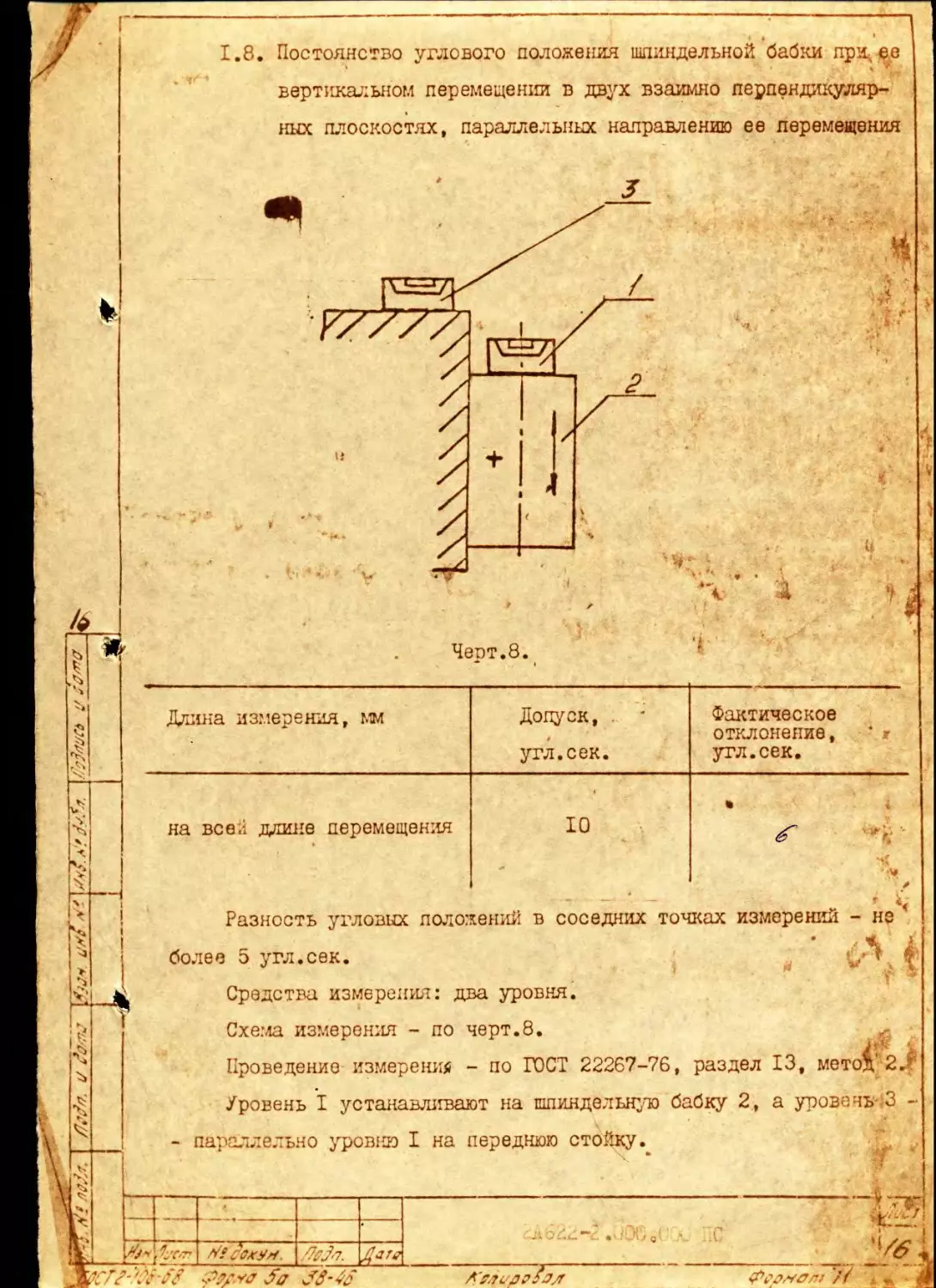
1.8. Постоянство углового положения шпиндельной бабки при, ее
вертикальном перемещении в двух взаимно перпендикуляр-
ных плоскостях, параллельных направлению ее перемещения
А'мирроа/г
^!С0хУИ. /fyj-7. ore
1>м*а Sa J8-46
_______
Ремом У/ , ъ
Допуск, . '
Длина измерения, мм
утл.сек,
Фактическое
отклонение,
утл.сек.
на всей длине перемещения
Разность угловых положений в соседних точках измерений - не '
более 5 угл.сек. ;
Средства измерения: два уровня.
Схема измерения - по черт.8.
Проведение измерении - по ГОСТ 22267-76, раздел 13, мето^ 2 Л"
Уровень I устанавл^гвают на шпиндельную бабку 2, а уровечь-)3 -
- параллельно уровню I на переднюю стойку.
I /7 F^'<z| '^>1 ЛОЩ Л '
Измерения производят:
77 I Л'У^УЛ'У//
- в плоскости параллельной оси шпинделя;
- в плоскости перпендикулярной оси шпинделя.
Шпиндельную бабку перемещают, шагами на всю длину рабочего пе-
ремещения. Интервал измерений (шаг) не должен превышать 0,1 длины
перемещения, для всех положений шпиндельной баоки отсчитывают пока-
зания обоих уровней и определяют алгебраическую разность (исходные
данные).
Откдойешш от постоянства углового положения шпиндельной бабки
равно наибольшей алгебраической разности исходных данных для всех
положежЭгшпиндельной бабки.
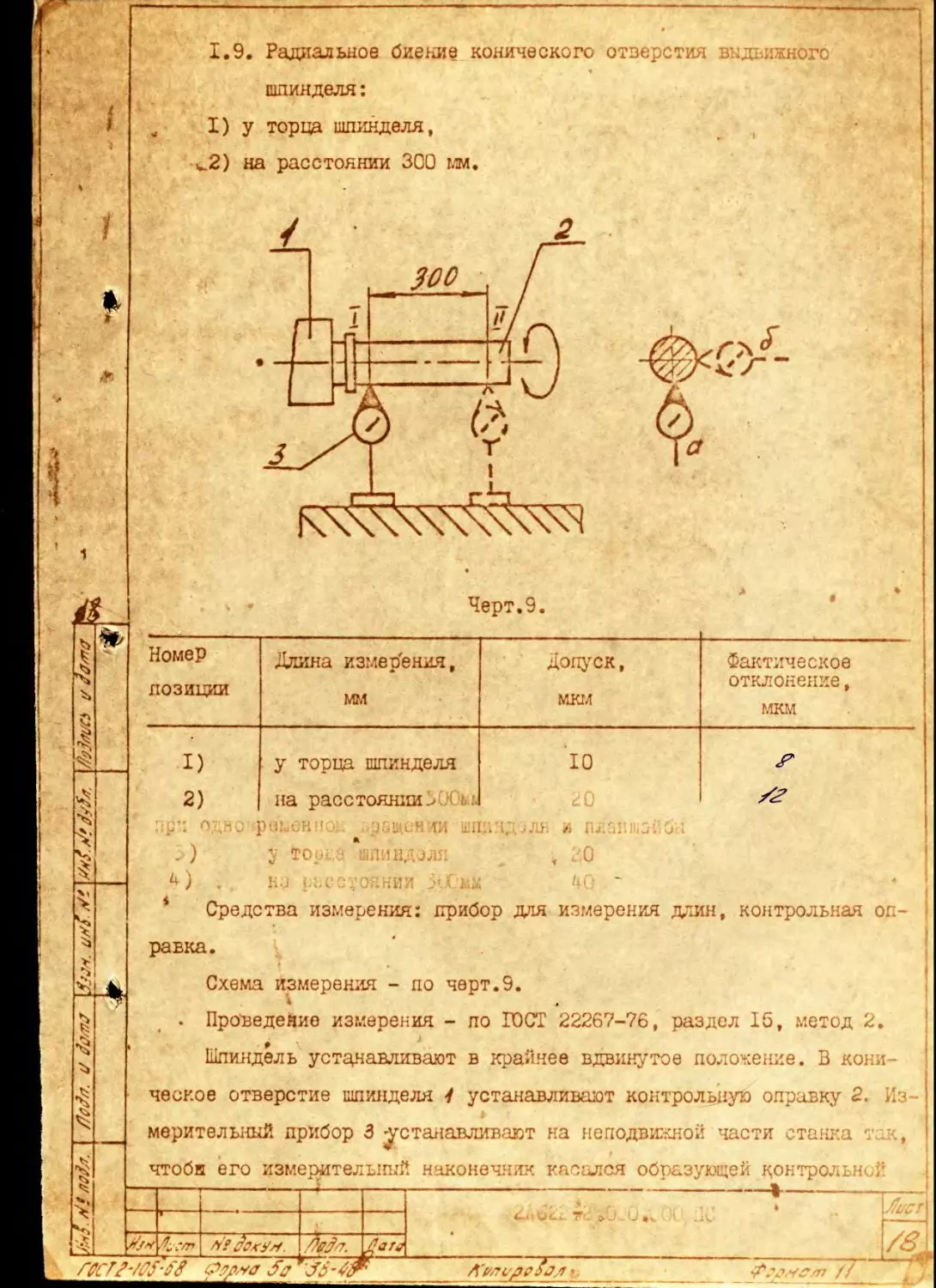
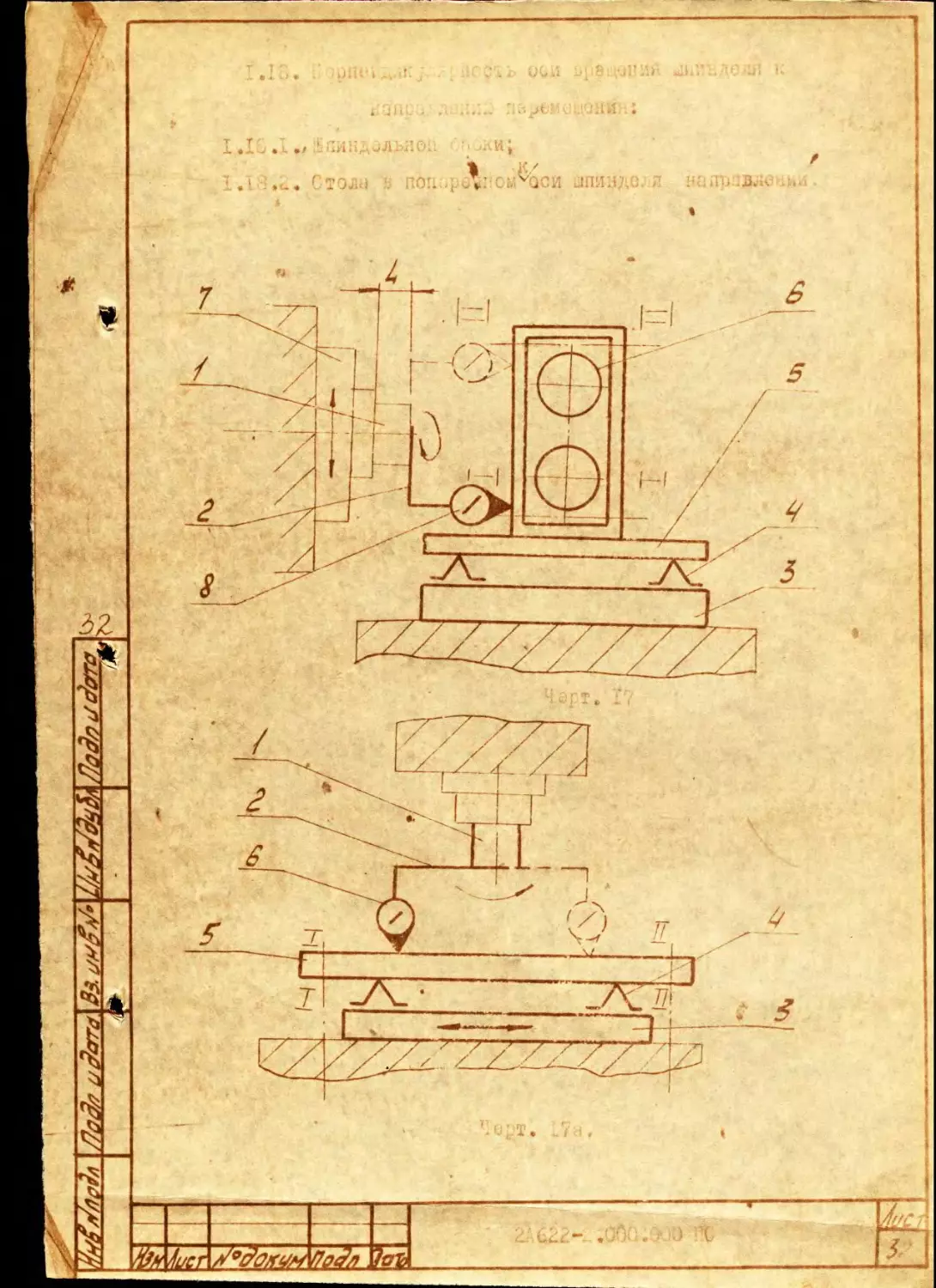
1.9. Радиальное биение конического отверстия выдвижного
шпинделя:
i
I „ I) у торца шпинделя,
ч_2) на расстоянии 300 мм.
1
»
ri!Mfr. I zW/z i/ fa/nj Л'Лг. |Л.^гэ i/ Jff/nff
л
,) у TOOL? шпинделя , , ?.О
.. I-1.J и.гс.'оынии ЗсСмк /|С! '
* Средства измерения: прибор для измерения длин, контрольная оп-
равка.
Схема измерения - по черт.9.
• Проведение измерения - по ГОСТ 22267-76, раздел 15, метод 2.
Шпиндель устщ{авливают в крайнее вдвинутое положение. В кони-
ческое отверстие шпинделя У устанавливают контрольную оправку 2. Из-
мерительный прибор 3 -устанавливают на неподвижной части станка а
чтобн его измерительный наконечник касался образующей донтрольней
*-
оправки и был перпендикулярен ее оси. Шпиндель'приводят во враще-
ние со скоростью, позволяющей регистрировать показания измеритель-
ного прибора. г
Шпиндель необходимо поворачивать не менееучем на два последо-
вательных оборота.
Вращение шпинделя осуществляется в Двух направлениях последо-
вательно. Измерения проводят в Двух взаимно перпендикулярных плос-
костях а и б в двух поперечных сечения/I и П. * •
Для исключения из результатов измерения влияния неправильной
посадки хвостовика
ния в сечениях I и
После каждого
90° по-отношению к
При каждом измерении фиксируют показания измерительного при-
бора в плоскостях а и б, по которым определяют -наибольшую алге-
браическую разность. 4 -
• J.
Радиальное биение поверхности отверстия шпинделя равно наи-
большему среднему арифметическому четырех наибольших алгебраических
разностей показаний измерительного прибора в рлбскостях а и б,
полученных при измерении'В?сечении I и П.
При этом в сечениях I и П определяют с]
контрольной оправки в отверстии шпинд§дя измере-
П проводят четыре раза.
измерения контрольную оправку поворачивают на
1Ш1инделю. ' '
ническое
четырех наибольших алгебраических разностей показаний измеритель-
ного прибора, полученных в плоскости а й среднее арифметическое
четырех алгебраических разностей показаний, прибора, полученных в
плоскости б.
I
Даго
ДД J3-4S
гЛох.-г.. 1
Л'рлеррЛал
f/
Лист
/.9
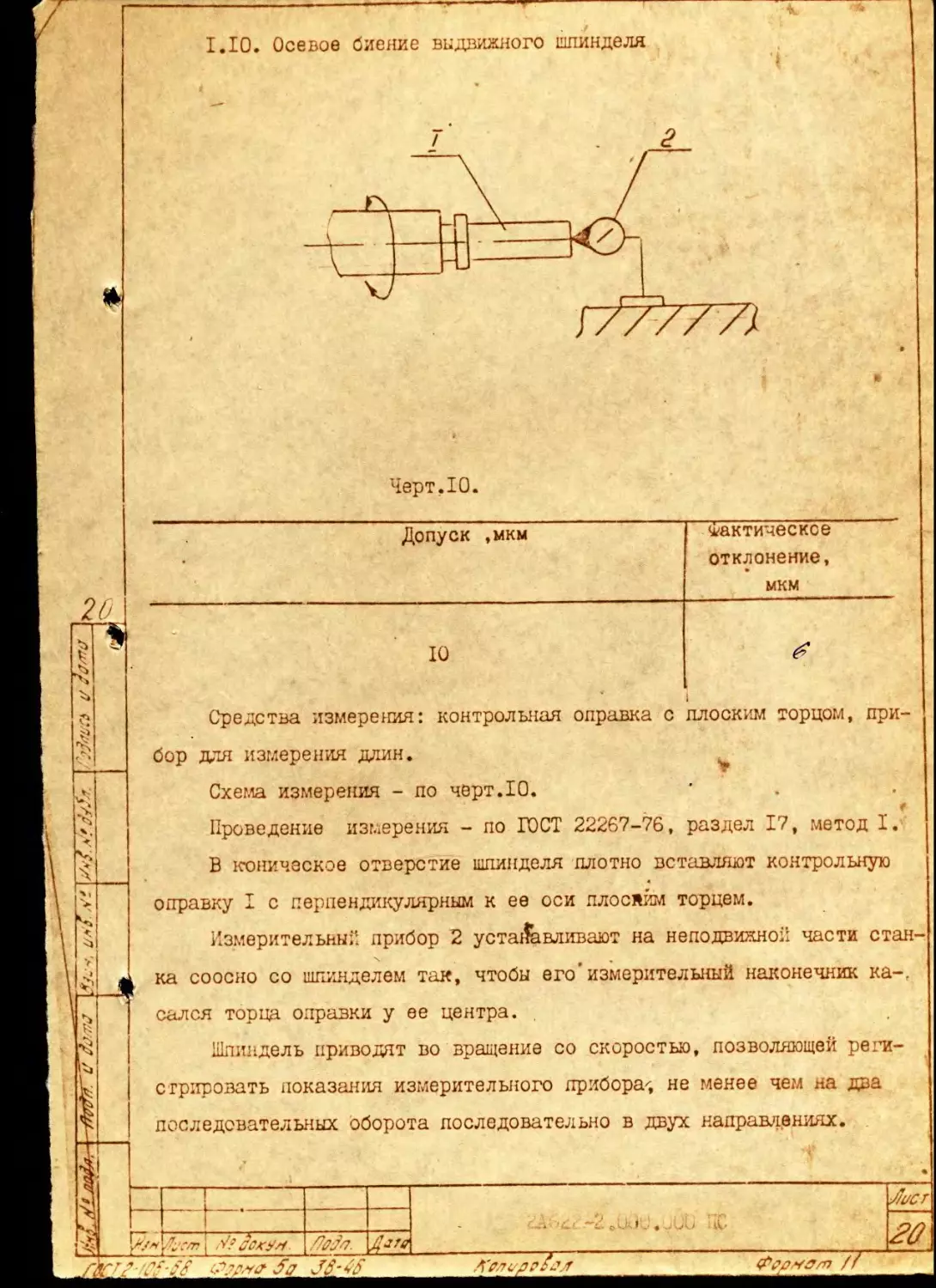
I.10. Осевое биение выдвижного шпинделя
Черт.10.
Допуск ,мкм
тактическое
отклонение,
мкм
10
Средства измерения: контрольная оправка с плоским торцом, при-
бор для измерения длин.
Схема измерения - по черт.10.
Проведение измерения - по ГОСТ 22267-76, раздел 17, метод I.
В коническое отверстие шпинделя плотно вставляют контрольную
оправку I с перпендикулярным к ее оси плослим торцем.
Измерительны;! прибор 2 уста&вливают на неподвижно;! части стан-
ка соосно со шпинделем так, чтобы его’измерительный наконечник ка-.
сался торца оправки у ее центра.
Шпиндель приводят во вращение со скоростью, позволяющей реги-
стрировать показания измерительного прибора^ не менее чем на два
последовательных оборота последовательно в двух направлениях.
^//7.
wr Sa JS4S
А'алиррбдл
Si/cr
Фермам //
'У?I /7лЛ?. if Jj.vj Jy??. |£гА/# i/
io ’!j j)
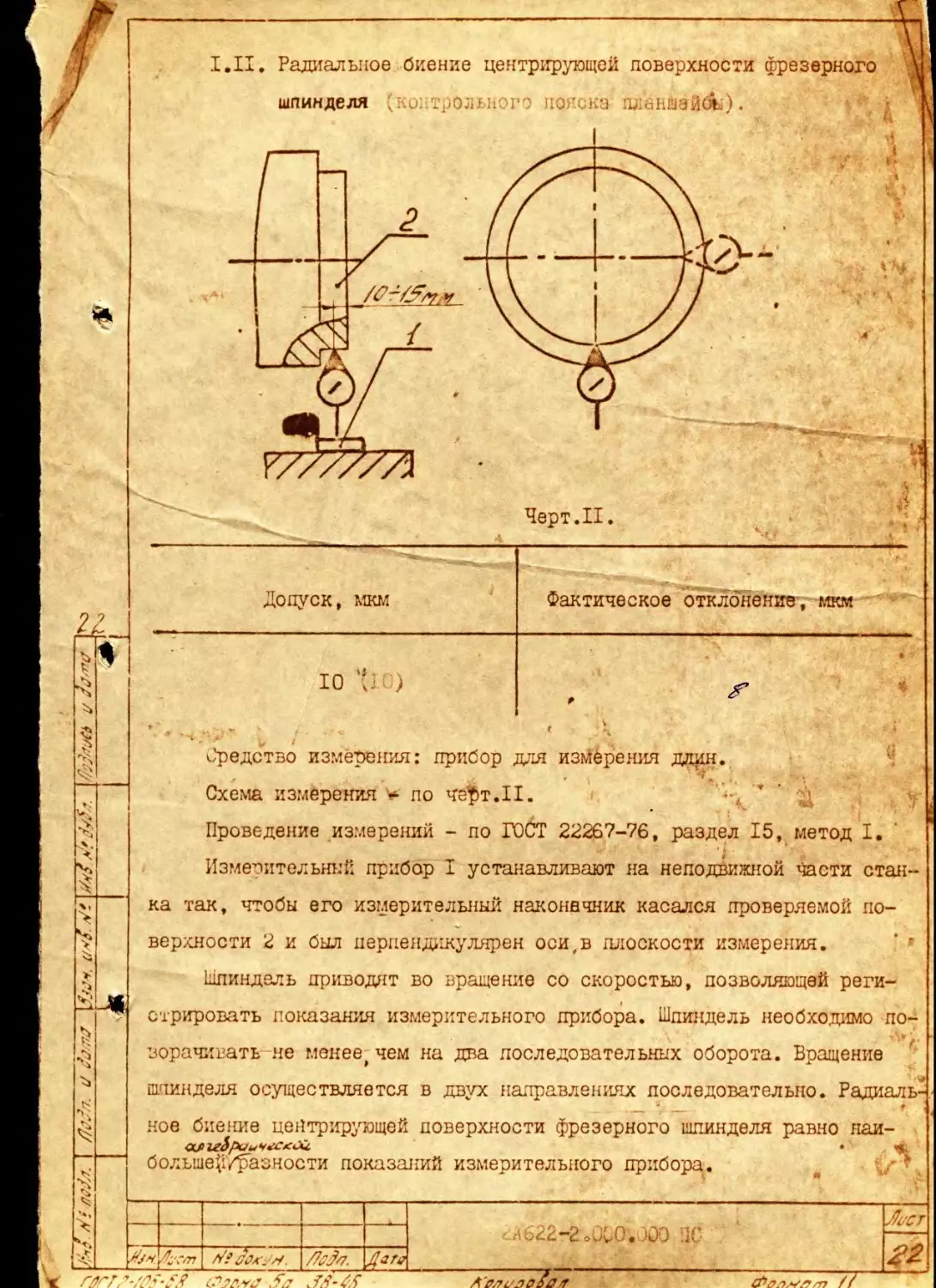
Средство измерения: прибор для изгЛбрения длин.
Схема измерения * по че^т.П. . ’
Проведение измерений - по ГОСТ 22267-76, раздел 15, метод I.
Измерительный прибор I устанавливают на неподвижной части стан-
ка так, чтобы его измерительный наконечник касался проверяемой по-
верхности 2 и был перпендикулярен оси,в плоскости измерения.
Шпиндель приводят во вращение со скоростью, позволяющей реги-
стрировать показания измерительного прибора. Шпиндель необходимо по-
ворачивать не менее, чем на два последовательных оборота. Вращение
шпинделя осуществляется в двух направлениях последовательно. Радиаль-
ное биение центрирующей поверхности фрезерного шпинделя равно наи-
OJUeSpaи Ч •!£*•& .
большец/разности показаний измерительного прибора. ’’
г-л 622 -2 о ОСО . JOO SC
Jfccr
1^
ft
25
/ у/ У/ л? jyfa.
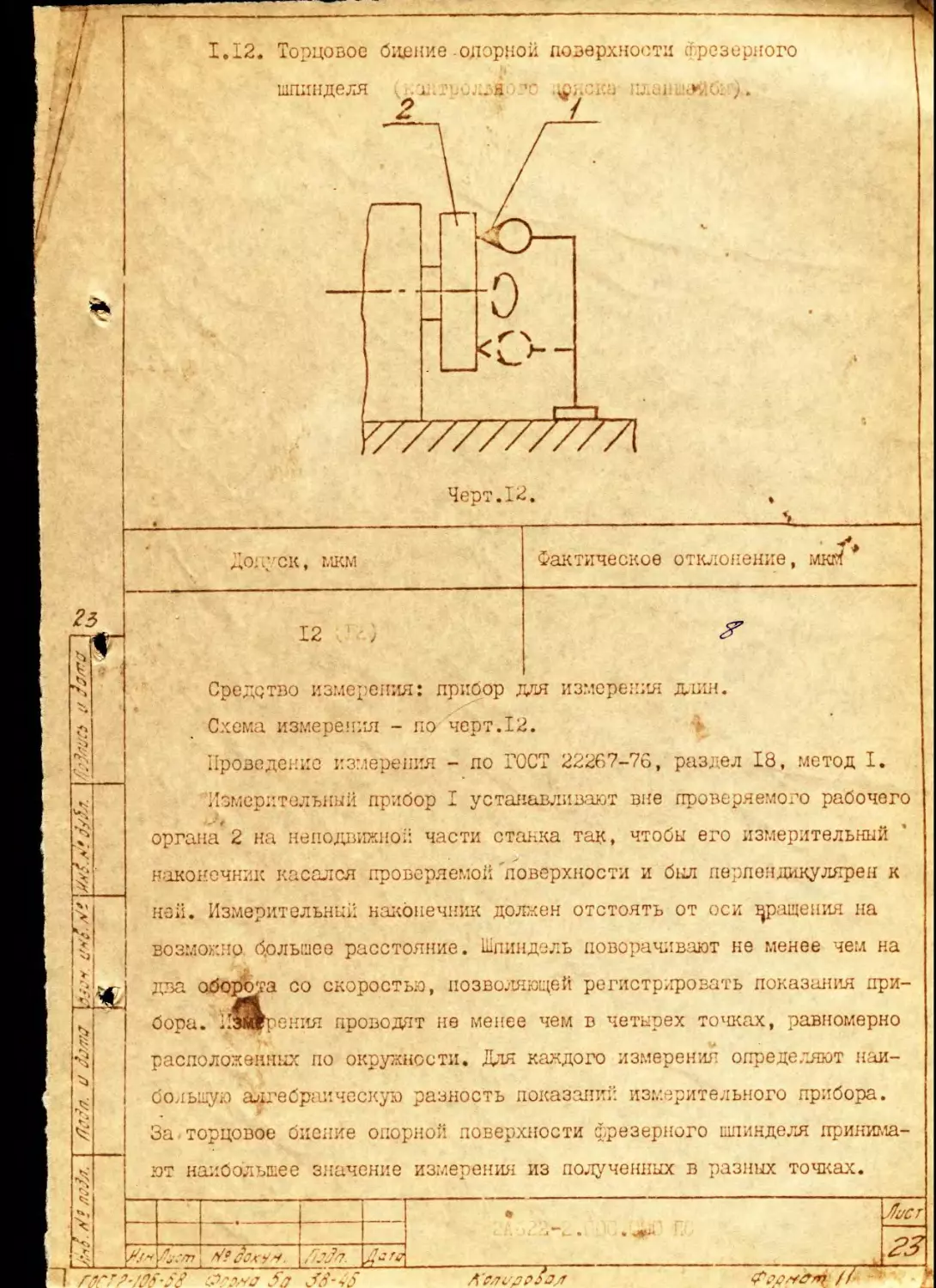
12 , &
Средство измерения: прибор для измерения длин.
Схема измерении! - по черт.12.
Проведение измерения - по ГОСТ 22267-76, раздел 18, метод I.
’Измерительный прибор I устанавливают вне проверяемого рабочего
органа 2 на неподвижной части станка так, чтобы его измерительный
наконечник касался проверяемой 'поверхности и был перпендикулярен к
Измерительный наконечник должен отстоять от оси ^ращения на
возможно, большее расстояние. Шпиндель поворачивают не менее чем на
два оборота со скоростью, позволяющей регистрировать показания при-
бора. ИзИрения проводят не менее чем в четырех точках, равномерно
расположенных по окружности. Для каждого измерения определяют наи-
большую алгебраическую разность показаний измерительного прибора.
За.торцовое биение опорной поверхности фрезерного шпинделя принима-
ют наибольшее значение измерения из полученных в разных точках.
Яист
гз
I.13. Радиальное биение оси вращения поворотного стола
Черт
Допуск, мкм
Фактическое отклонение, мкм
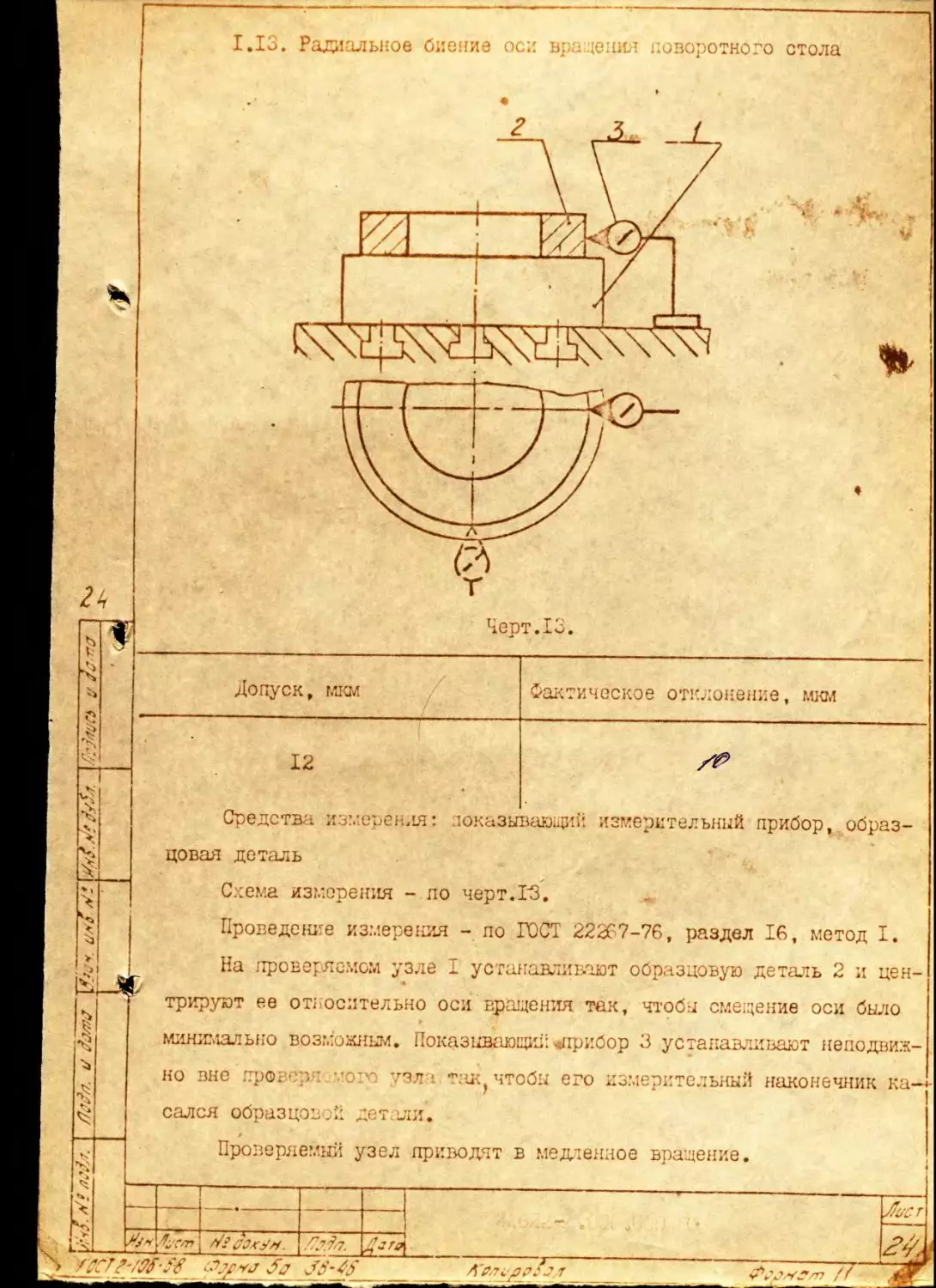
12
Jfocr
Средства измерения: показывающий измерительный прибор, образ-
цовая деталь
Схема измерения - по черт.13.
Проведение измерения - по ГОСТ 22207-76, раздел 16, метод I.
На Проверяемом узле I устанавливают образцовую деталь 2 и цен-
трируют ее относительно оси вращения так, чтобы смещение оси было
минимально возможным. Показывающий«прибор 3 устанавливают неподвиж-
так*чтобы его измерительный наконечник ка— -
но вне проверь Torn
сался образцовой де-
Проверяемый узел приводят в медленное вращение.
Радиальное биение оси вращения в направлении измерения опреде-
ляют как алгебраическую разность наибольшего и наименьшего показа-
нии показывающего н-ных не менее чем при дв^ЙР
оборотах, гадальное и- ;ие оси вращения равно наибольшему из резульг
татов двух измерений.
“ л?/7л£л I /РлЛ/. и Jaw 1л<лг и*е У/рУ/л? Л’Лг
м
^УгХ.-л ' 4?Zvy.y.
.шг-^s-fs Sa ss-'j
f/
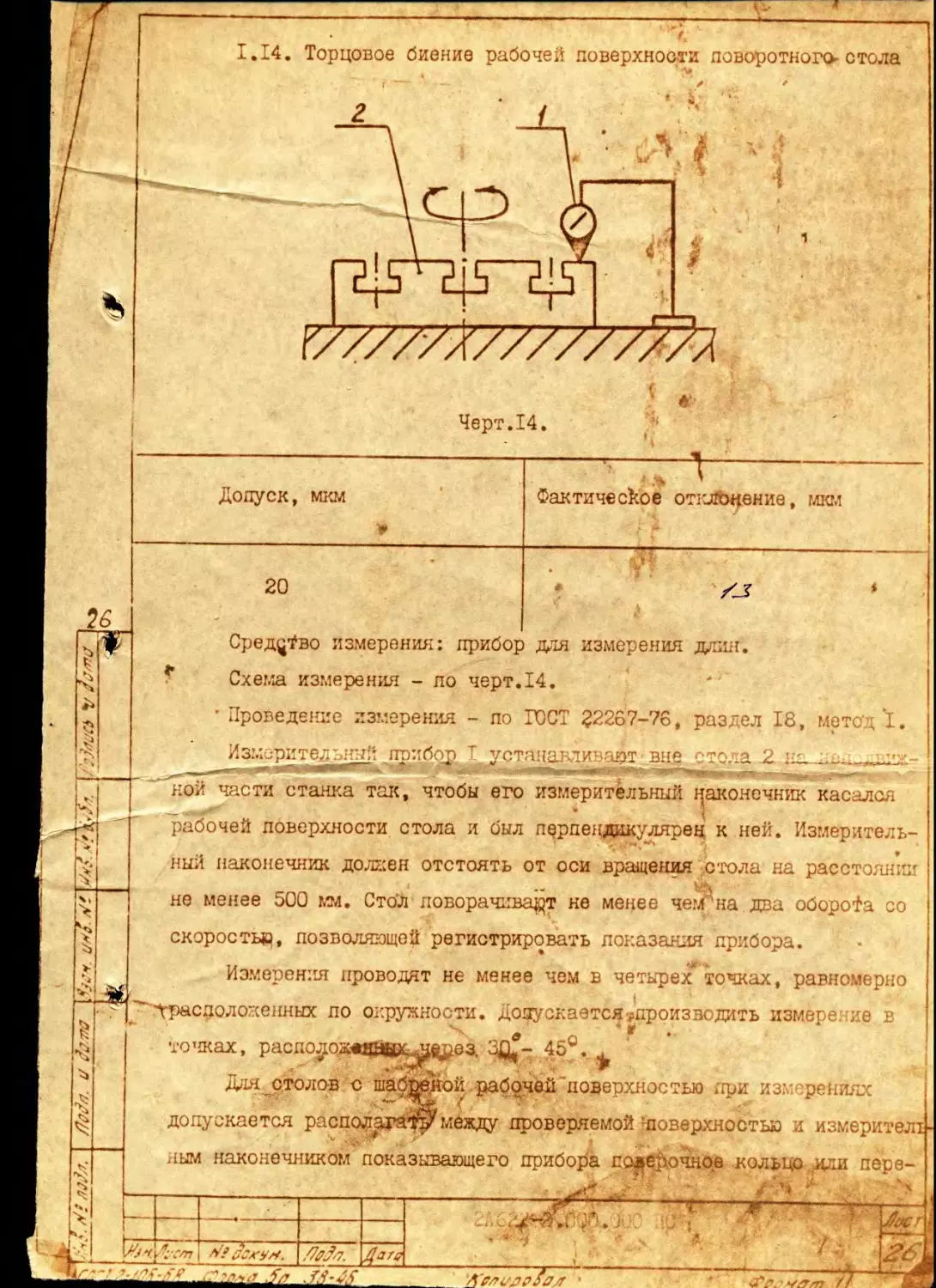
I.I4. Торцовое биение рабочей поверхности поворотного-отола
Черт.14,
Фактическое отклЬиение, мкм
Допуск, мкм
20
26
'Jfl. и
Средство измерения: прибор для измерения длин.
Схема измерения - по черт.14.
• Проведение измерения - по ГОСТ £2267-78, раздел 18, метод I
Измерительный _ng::0oj. Т устанавливаю]: вне с.тр.та г
ной части станка так, чтобы его измерительный наконечник касался
рабочей поверхности стола и был перпендикулярен к ней. Измеритель-
ный наконечник должен отстоять от оси вращения стола на расстоянии
не менее 500 мм. Стол поворачивает не менее чем на два оборота со
скороетье, позволяющей регистрировать показания прибора.
Измерения проводят не менее чем в четырех точках, равномерно
^расположенных по окружности. Допускается ^производить измерение в
точках, располок«аиид^^ез. 45е.
Для столов с шабреной рабочей'поверхностью при измерениях
допускается располага’йУмежду проверяемой ^поверхностью и измерител!
дым наконечником показывающего прибора поверочное кольцо .ищи пере-
т
^гуу, /fyfr. Цата_________________________ ;
ставляемую плоско -параллельную концевую меру длины.
Для каждого измерения определяют наибольшую алгебраическую раз-
ность показаний измерительного прибооа.
<7/7 epDpcropec^Pf_
За торцовое биение рабочего органа принимают наибольшее''значе-
ние измерения из полученных в разных то’гках.
'Zz { /7л-7.?. и fo ri L*<’y. а'?<///< |/&лл/г«
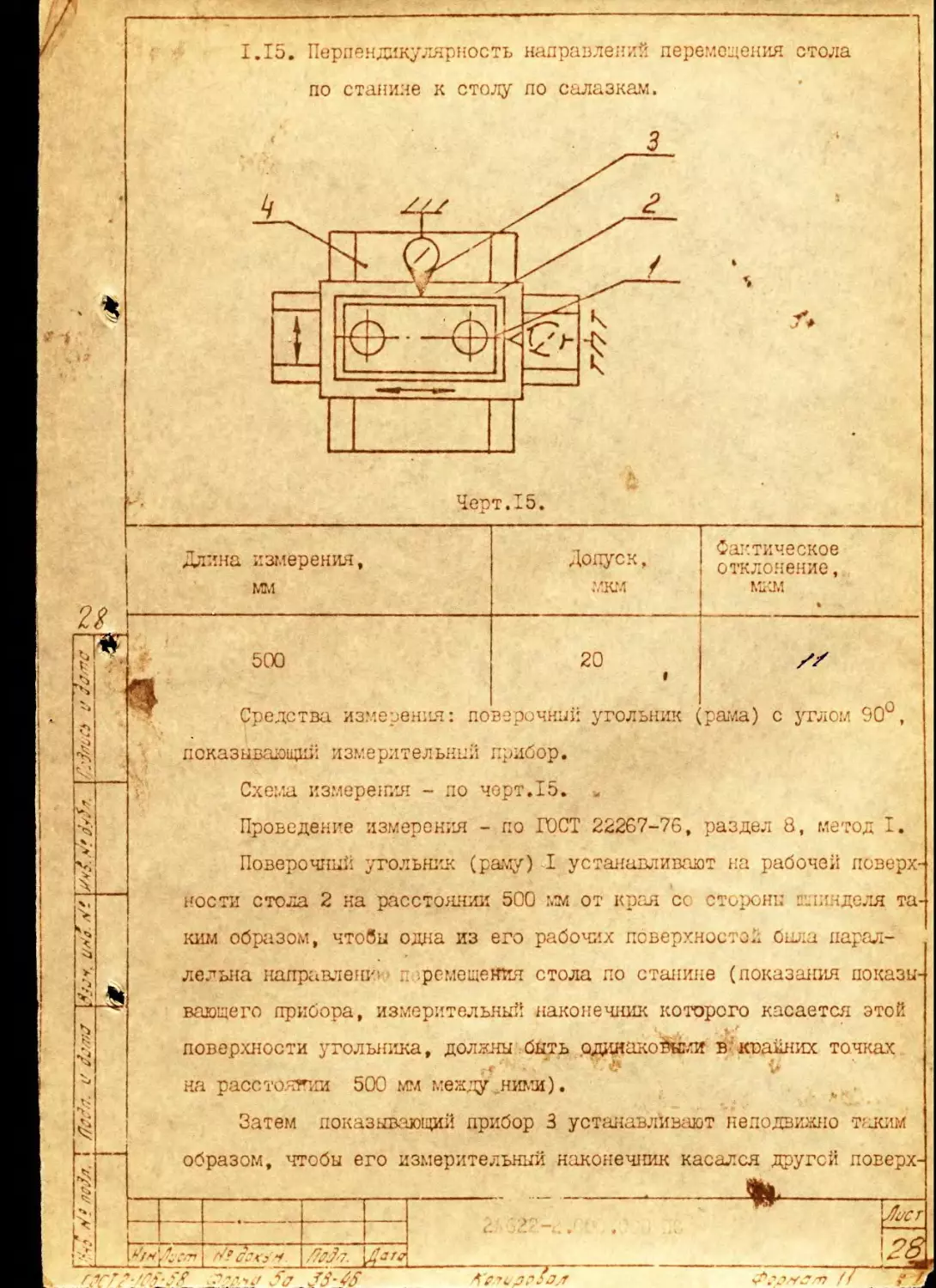
I.15. Перпендикулярность направлений перемощения стола
по станине к столу по салазкам.
V'pu ft
Черт.15.
Допуск,
измерения.
20
500
Фактическое
отклонение,
22
рабочих поверхностей била парал-
стола по станине (показания показы-
наконечник которого касается этой
поверхности угольника, должны быть .одинако&сли в;крайних точках
на расстоятпш 500 мм между .ними).
Затем показывающий прибор 3 устанавливают неподвижно таким
образом, чтобы его измерительный наконечник касался другой поверх-
Средства измерения: поверочный угольник (рама) с углом 90°,
показывающий измерительный прибор.
Схема измерения - по черт.15. .
Проведение измерения - по ГОСТ 22267-76, раздел 8, метод I.
Поверочный угольник (раму) I устанавливают на рабочей поверх-
ности стола 2 на расстоянии 500 мм от края со стороны шпинделя та-
ким образом, чтобы одна из его
лельна направлен:''- - перемещения
вающего прибора, измерительный
* •
ноет? и был перпендикулярен ей. «, u
Стол по салазкам♦перемещают на дайну измерения. f*
Измерение производят посередине рабочего хода проверяемых ра-
-бочих органов.
Отклонение от перпендикулярности направлении пере-
мещений равно наибольшей алгебраической разности показаний показыва-
ющего прибора на дайне измерения.
лМт. | и Jj/kj
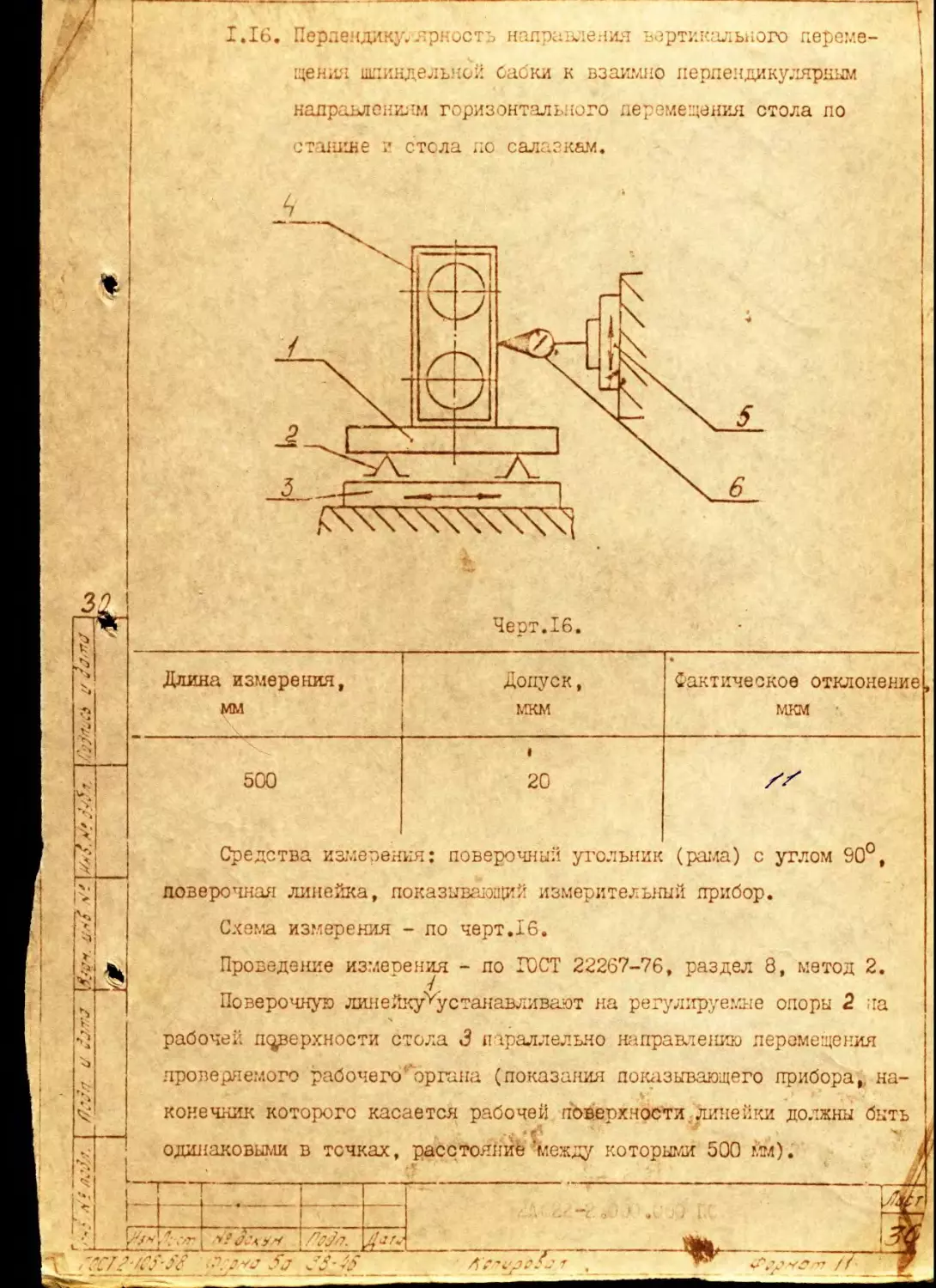
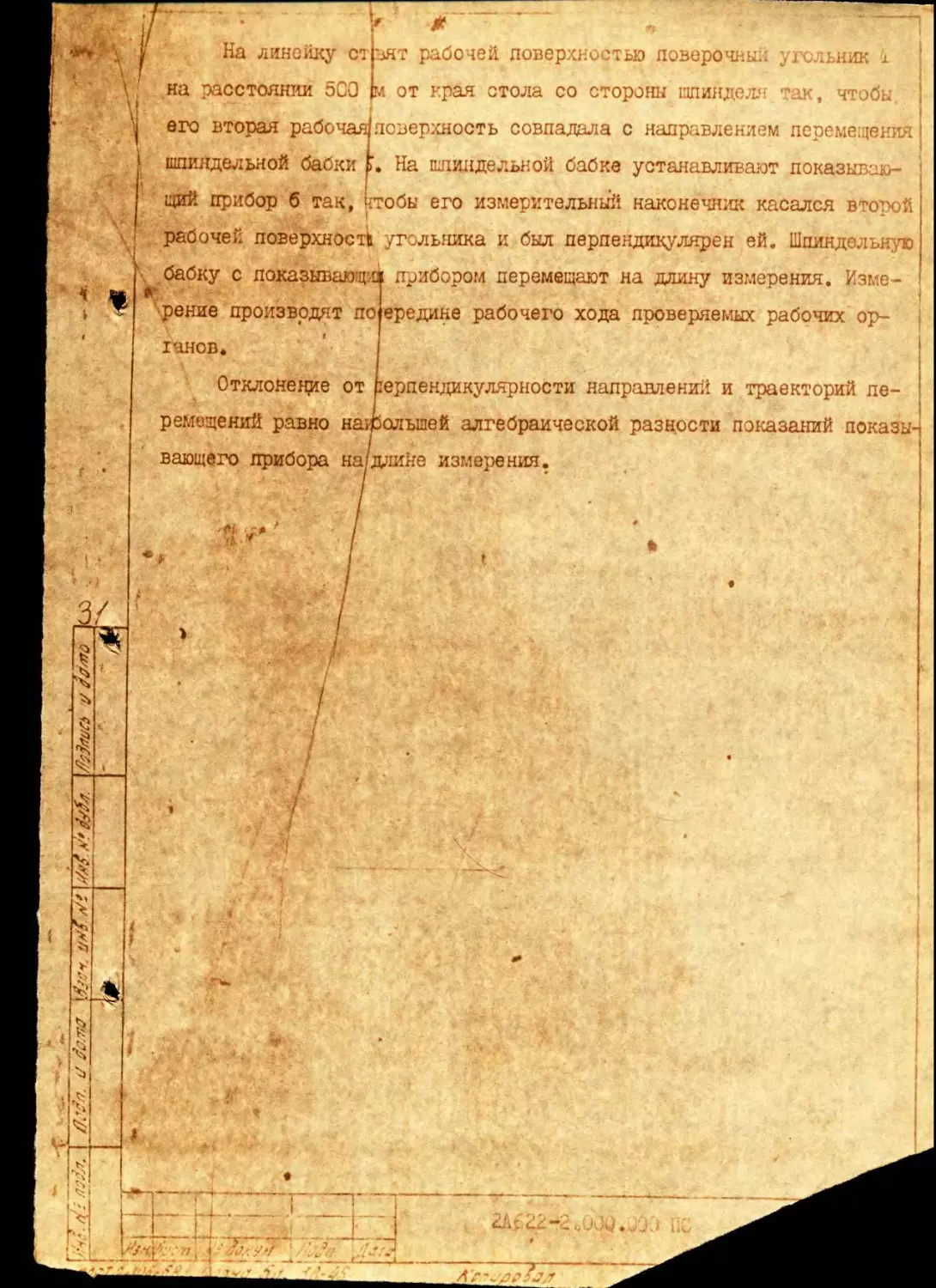
1.16. Перпендикулярность направления вертикального переме- I
щения шпиндельной бабки к взаимно перпендикулярным
направлениям горизонтального перемещения стола по
станине и стола ко салазкам.
‘i
поверочная линейка, показывающий измерительный прибор.
Схема измерения - по черт.16.
Проведение измерения - по ЮСТ 22267-76, раздел 8, метод 2.
Поверочную линейкууустанавливают на регулируемые опоры 2 ;га
рабочей поверхности стола 3 параллельно направлению перемещения
проверяемого рабочего’'органа (показания показывающего прибора,., на-
конечник которого касается рабочей поверхности.линейки должны быть
одинаковыми в течках, расстояний‘между которыми 500 мм).
’ *
J На линейку ст ьят рабочей поверхностью поверочный угольник г
iна расстоянии 5С0 |м от края стола со стороны шпинделя так, чтобы. |
его вторая рабочая|поверхность совпадала с направлением перемещения I
I шпиндельной баски ь. На шпиндельной бабке устанавливают показываю- ’
ций прибор б так, чтобы его измерительный наконечник касался второй
। рабочей поверхности угольника и был перпендикулярен ей. Шпиндельную
бабку с показывающих прибором перемещают на длину измерения. Изме-
1 рение производят по
ганов.
ередине рабочего хода проверяемых рабочих ор-
Отклонение от
ремещений равно на1
вающего прибора на|длине измерения.
герпендикулярности направлений и траекторий пе-
«ольшей алгебраической разности показаний показы-
111/!№Ю!ПЯ. W-UJiLZ'lR
. Auer Mew '’er}- fab __
33
зз; льтято из> от тиа осе юго биения шпда-л
:и;.. .-.ат из шпинделя и поворачивают на !8ц° -относи-
I
>т и-.зпандйк^ляркости оси хранения шдиншдя к цф-
-пия и' индольной бабки равно средне\.:j ари^метичс^
.и. -хих раз’остой показаний измерительного. прибор?.,
’.:езэ :И"* до и посла поворота оправим. ?ри этом для
•**+
(.до полорог и 'после лег.* опр'ломгот v
л потяг. „ий ноксснтэльного приборе в оичале
... :|;и11;.сльиои ОоОКИ.
... L .*3 „ л. .о ,и ;,<:тал JJ-
* о . л л.-, л. !о столе J па дз5х регулируохих ойорах
10 ьерочн чю динбйк у 5 вдоль^направлении ого^леро-
:..л от крал стола оо сторон’. цщшяЬм. **
..о,. лст. коаливош на коленчатой оправке '<й рас-
«о ос... ток,чтобы его изнерительвый пвковвчвик
;и ..ерхноети линейки и бк.ч пврпалдйкулг.рад. o(J»
п. ...; ’ли.. Jii.',.':or;:'«. пункту *
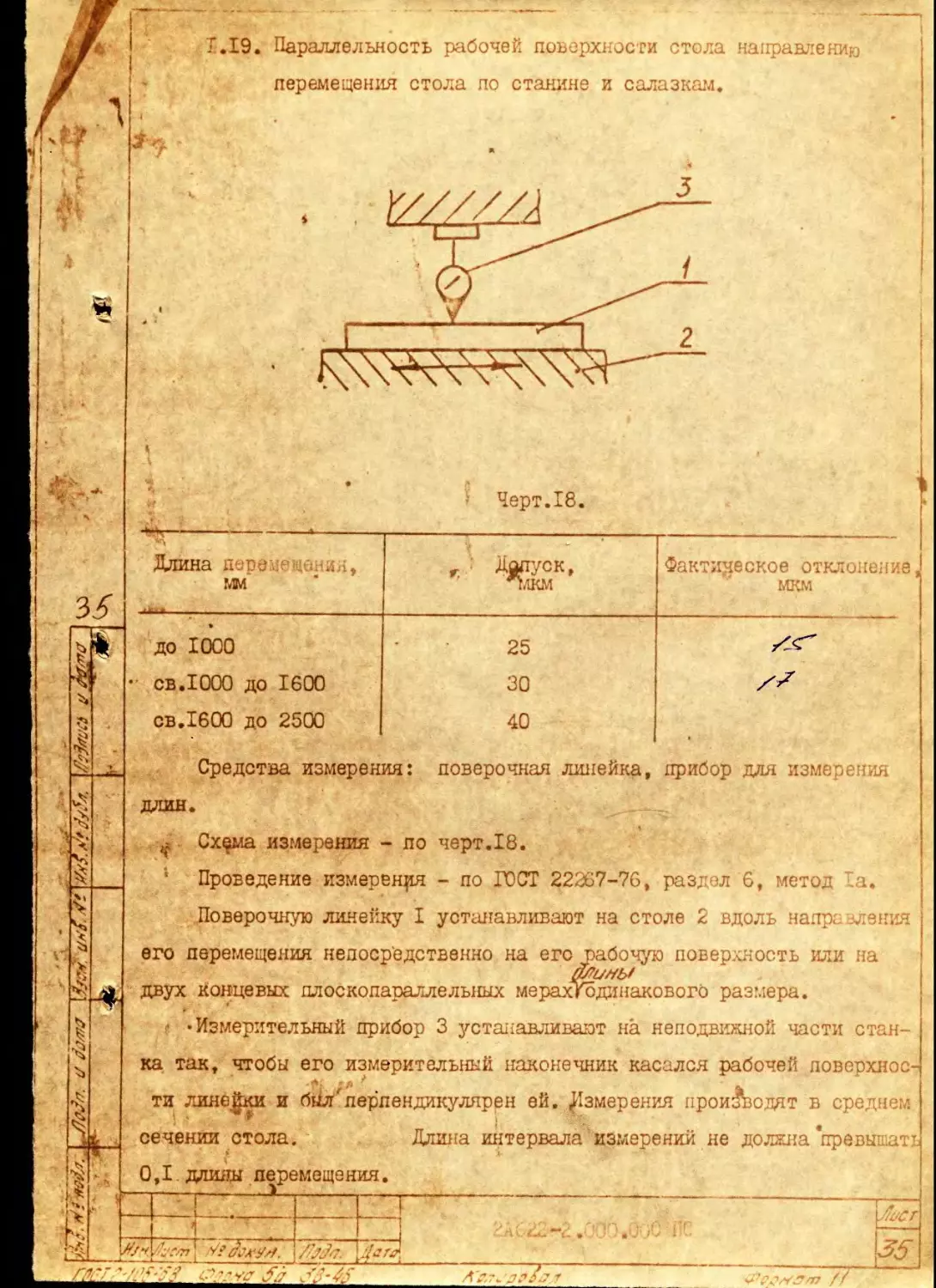
I 1.19. Параллельность рабочей поверхности стола направлению
перемещения стола по станине и салазкам.
Черт.18.
Длина Пересе чопик. г Допуск, Фактическое отклонение
ММ *1ЛКМ мкм
до 1000 25
св.1000 до 1600 30
св.1600 до 2500 40
Средства измерения: поверочная линейка, прибор для измерения
длин.
Схфма измерения - по черт.18.
1 Проведение измерен^ - по ГОСТ 22267-76, раздел 6, метод Та.
Поверочную линейку I устанавливают на столе 2 вдоль направления
его перемещения непосредственно на его рабочую поверхность или на
Зримы
двух концевых плоскопараллельных мерахТодинакового размера.
-Измерительный прибор 3 устанавливают на неподвижной части стан-
ка так, чтобы его измерительный наконечник касался рабочей поверхнос-
ти линейки и бил'перпендикулярен ей. Измерения производят в среднем
сечении стола. Длина интервала’измерений не должна'превышать
0,1 дайны перемещения.
Поворотный стол пвриы9^'?т на г.._ииу рас л.‘‘ ,
отклонение от перил .цельности ..зоочей/с:. ... _
не.у?пер/. у'няп поворотного сталь .
ре-kV.декой риалооти показаний изьорит-^лног:. пр,.', ’.-ра/.
KLX.Hd длин- и;-л:е;снил.
%
36
ка.
ч
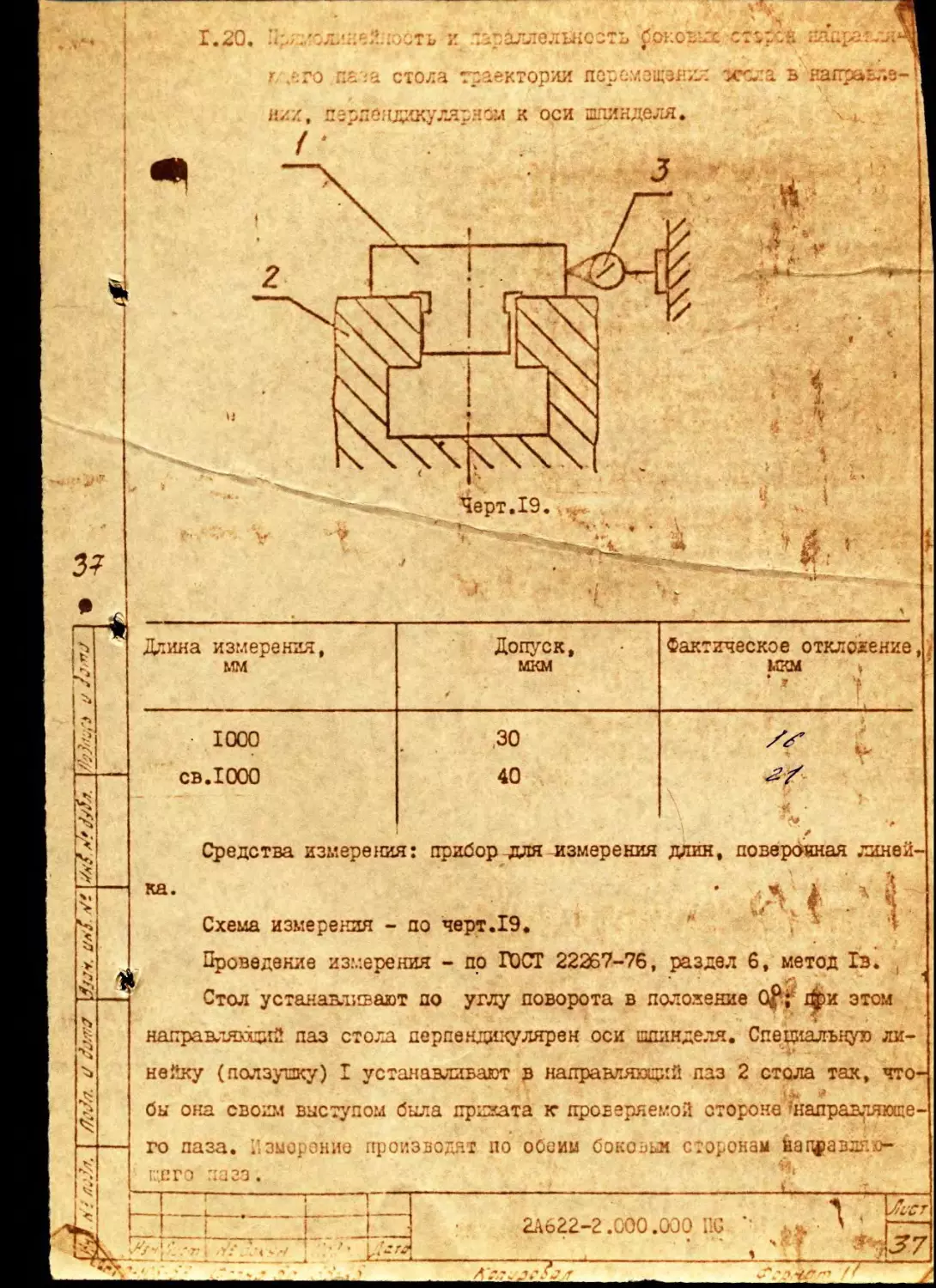
Схема измерения - по черт.19
Проведение измерения - по ГОСТ 22267-76, раздел 6, метод 1э.
Стол устанавливают по углу поворота в положение Of; фи этом
направляющий паз стола перпендикулярен оси щшнделя. Специальную ли-
нейку (ползупку) I устанавливают в направляющий паз 2 стола так, что-
I*- "•
бы она своим выступом была призата к проверяемой стороне 'направляюще'
го паза, .'эмороние производят по обеим боновый сторонам 6ап#авляо-
2А622-2 .ООО.000 № ’
v'* Расстояние между точками измерения не должно превышать 0,1
длины перемещения. Начальная точка измерения должна отстоять от
края направляющего паза примерно на 0,5 расстояния между точками
измерений. Длина специальной линейки не должна превышать пятикрат
ной ширины направляющего паза.
пендикулярнсы К ОСЙ' равно Найб0ЛЫ1£Й‘<5ЛГибр^ИЧеСК0.. раз-
iiocivf .пике ;а.чн!- ис^срм jльио.‘* приоора длине .зк.-,пс. -ш.
И« О О ИИК G WIMj’J
I
*
WiVklJlM
6S
ншютвая иоо я яо^тапеги ’johroo
ncfcti миболяэдиЬ 74.30п*^п:г*с*<04
Huirtr шшеаопйи нття udopndu’ иинвсгиою лжооп^г
fe иоо я ROflBMiBifii n.T.rfom
И И.ЬООЯЙ!О
|Jj28h иошитгУопор
гго^яйГ
и rn.ro и
к
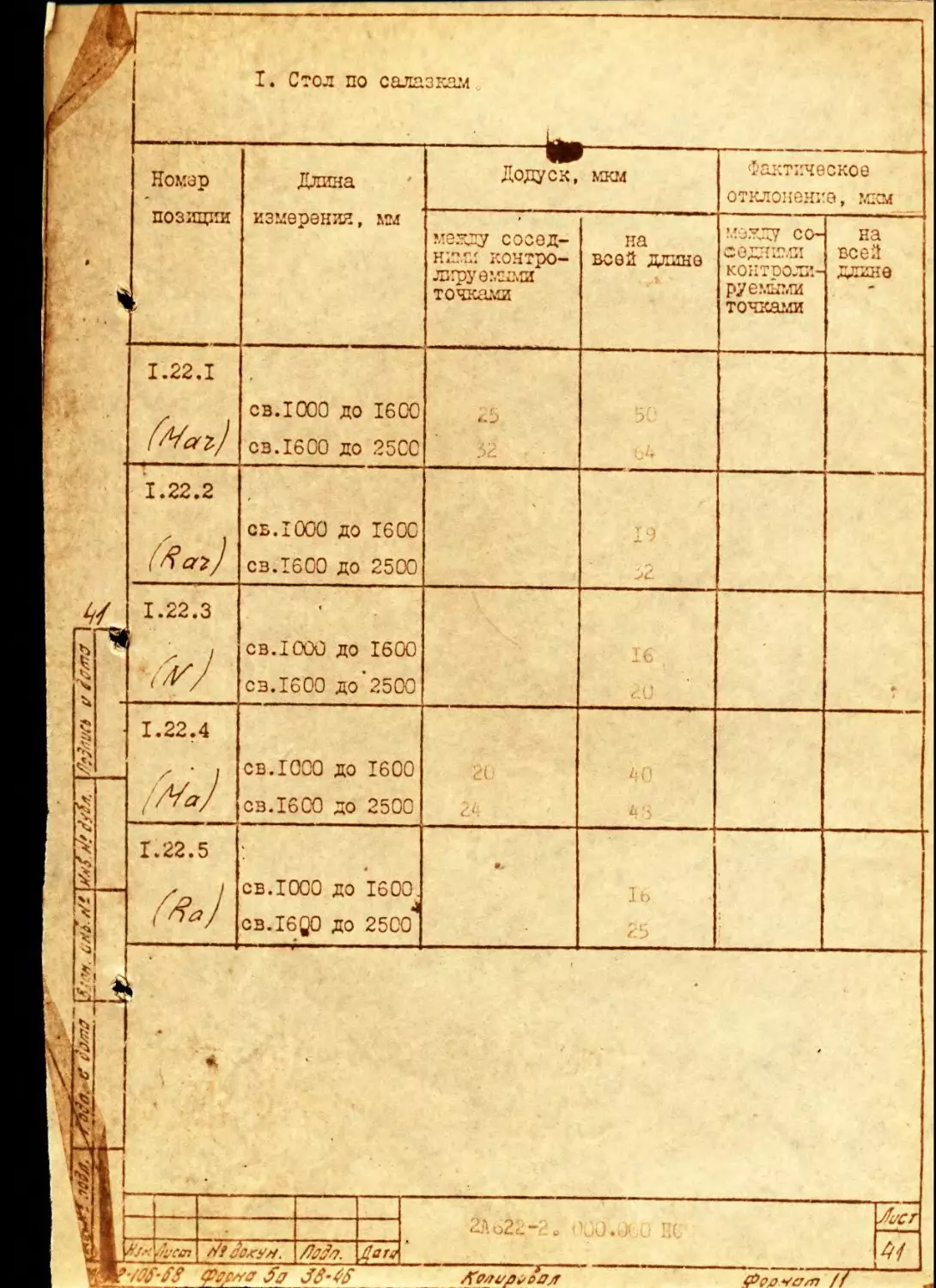
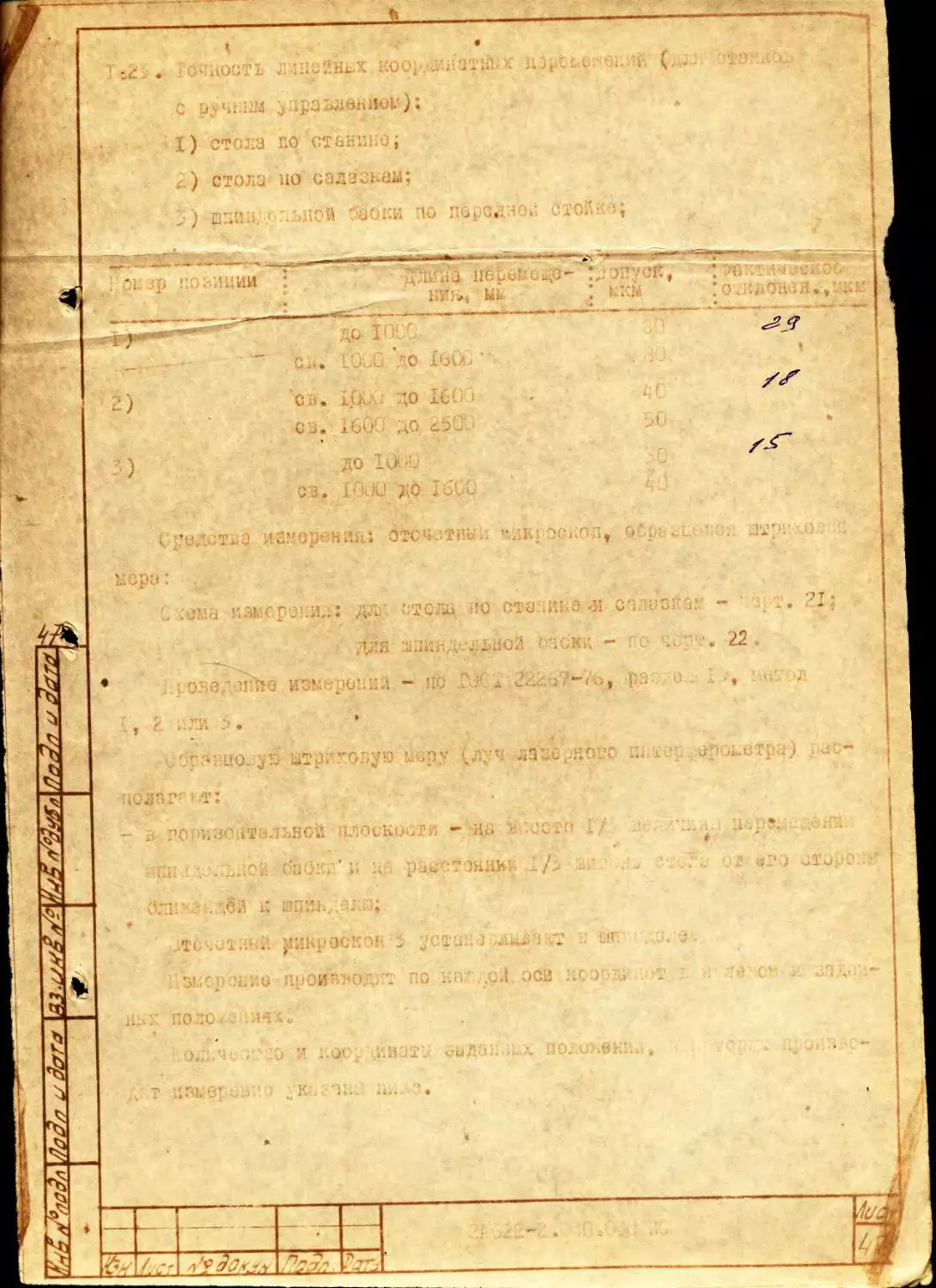
i 1. J li |! I. Стол по салазкам
Номар позиции 1. Длина измерения, мм Додуск, мкм Фактическое отклонение, .мкм
ме.кду сосед- нее.' контро- лируемыми точками на всей длине м-эуду со- содле.21 контроли- руемыми точками на всей длине
1.22.1 (Mai) ов.1000 до 1600 св.1600 до 2500
1.22.2 ft al) св.1000 до 1600 св.1600 до 2500
1.22.3 св.1000 до 1600 св.1600 до 2500
1.22.4 (Ma) св.1000 до 1600 св.1600 до 2500 ' 40 А 3
1.22.5 fa) св.1000 до 1600 . CB.I6Q0 до 2500
J! < t1
$ 2 .- . Л/сг 4/
Ip- hem rffdoxiw. /JaSa. iara
|МГ*// Qtywff Sa SS‘4S A’O'Tvpt'oajr // J
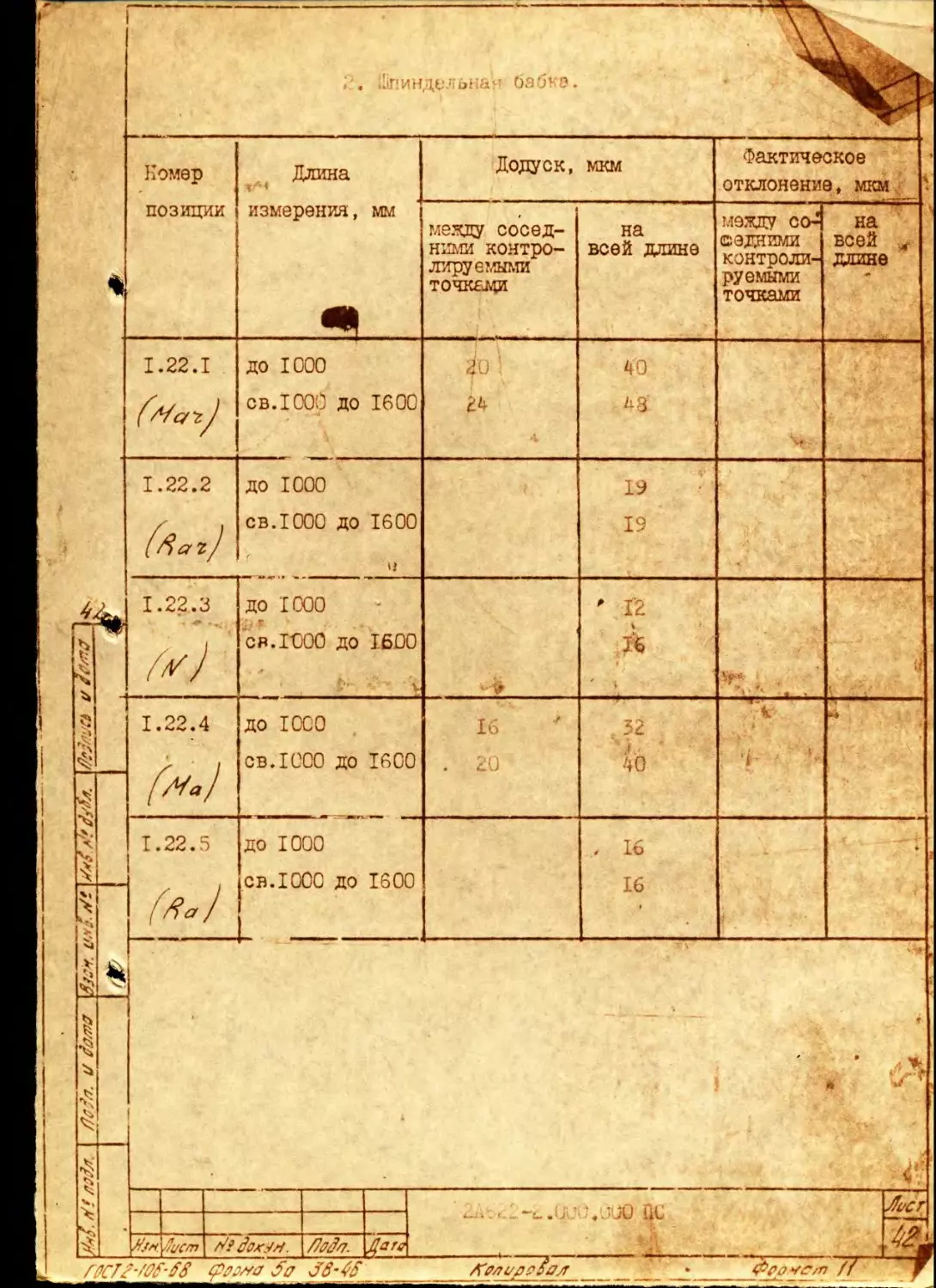
<1 ilin индии ьна? бабка.
Номер позиции Длина измерения, мм Додуск, мкм Фактическое отклонение, мкм
мезду сосед- ними контро- лируемыми Т0ЧК£Ж на всей длине между со^ с одними контроли- руемыми точками на всей л длине
I.22.I до 1000 св.1000 до 1600 24 40 43
1.22.2 (flaz) до 1000 св.1000 до 1600 н 19 19
•/х'ко и Jem? l-is 1.22.3 ,'У) до I000 ся.ГООО до 1600 • ir ' 1'2 А Ve-e
1.22.4 М до 1000 св.1000 до 1600 16 . 20 , 32 . 40 ч
[/<</
1.22.5 ( Да ) до 1000 св.1000 до 1600 , 16 16
|ё *
‘Г
1 /7сдл. i/ font
.. . . --/> . -Л пс
Л/А диет с/i дохМ. Ж5?
/ТГЛ'-'^'-ЛГ 4^v/<7 Л7 j8’4$ ЛЪлирр&М '_ фррче/я ff J
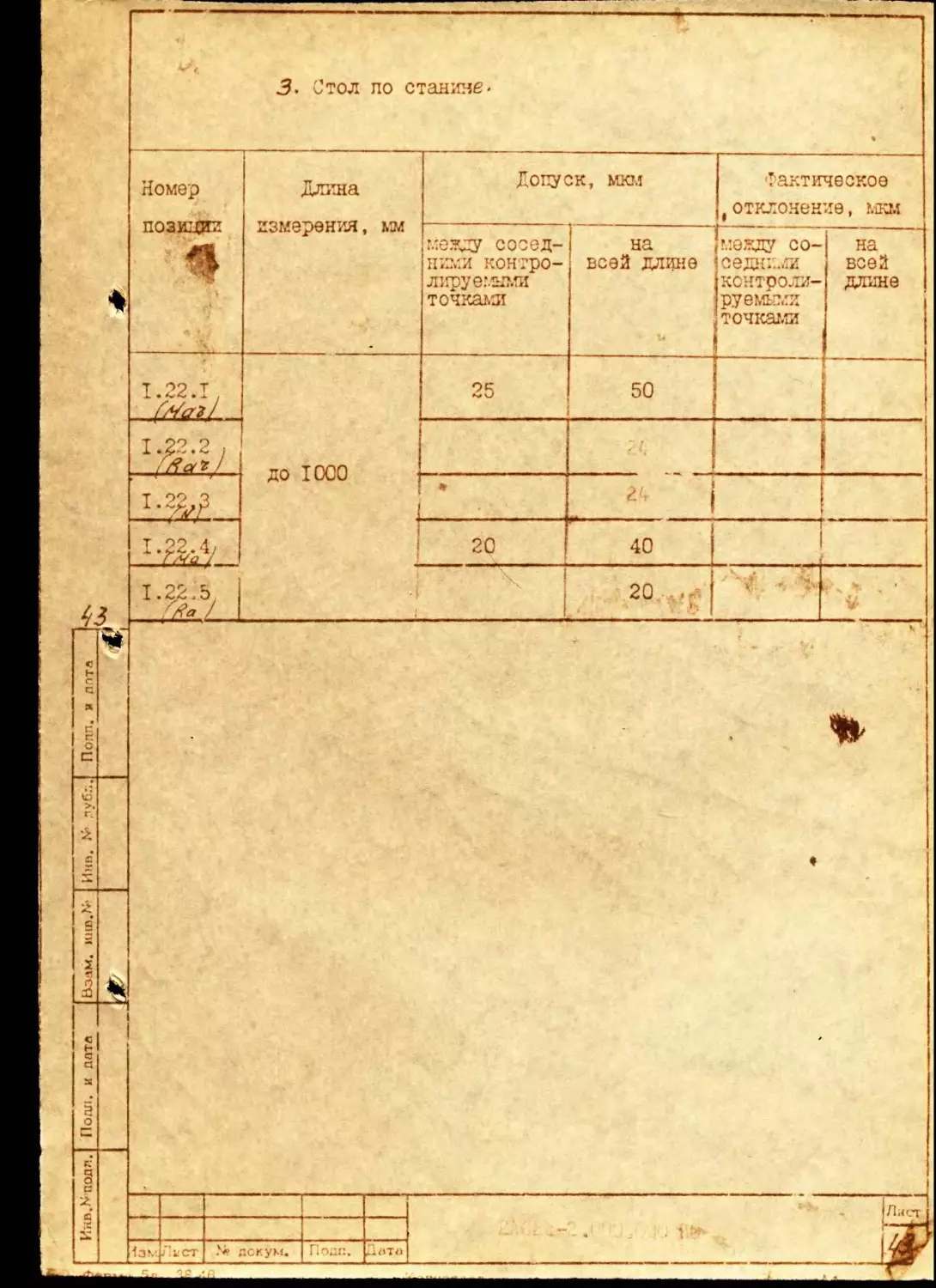
3. Стол по станине.
*
Номер позиции п Длина измерения, мм Допуск, мкм Фактическое (отклонение, мкм
между сосед- ними контро- лируемыми точками на всей длине между со- седи и..ш контроли- руемыми точками на всей длине
I.22.T . 25 50 —
1.22.2 , до 1000
•
20 40
1.22.5, .'ztk.Z.. 20 . -
Инв.К’подл.| Подл. и дата |Ваам. miib.N- I Инв. К1 лубг;.| Попп
i
I
' <
р4-/ л?J и fam?1 urt.rft \?*f Jf dyfa \^wct
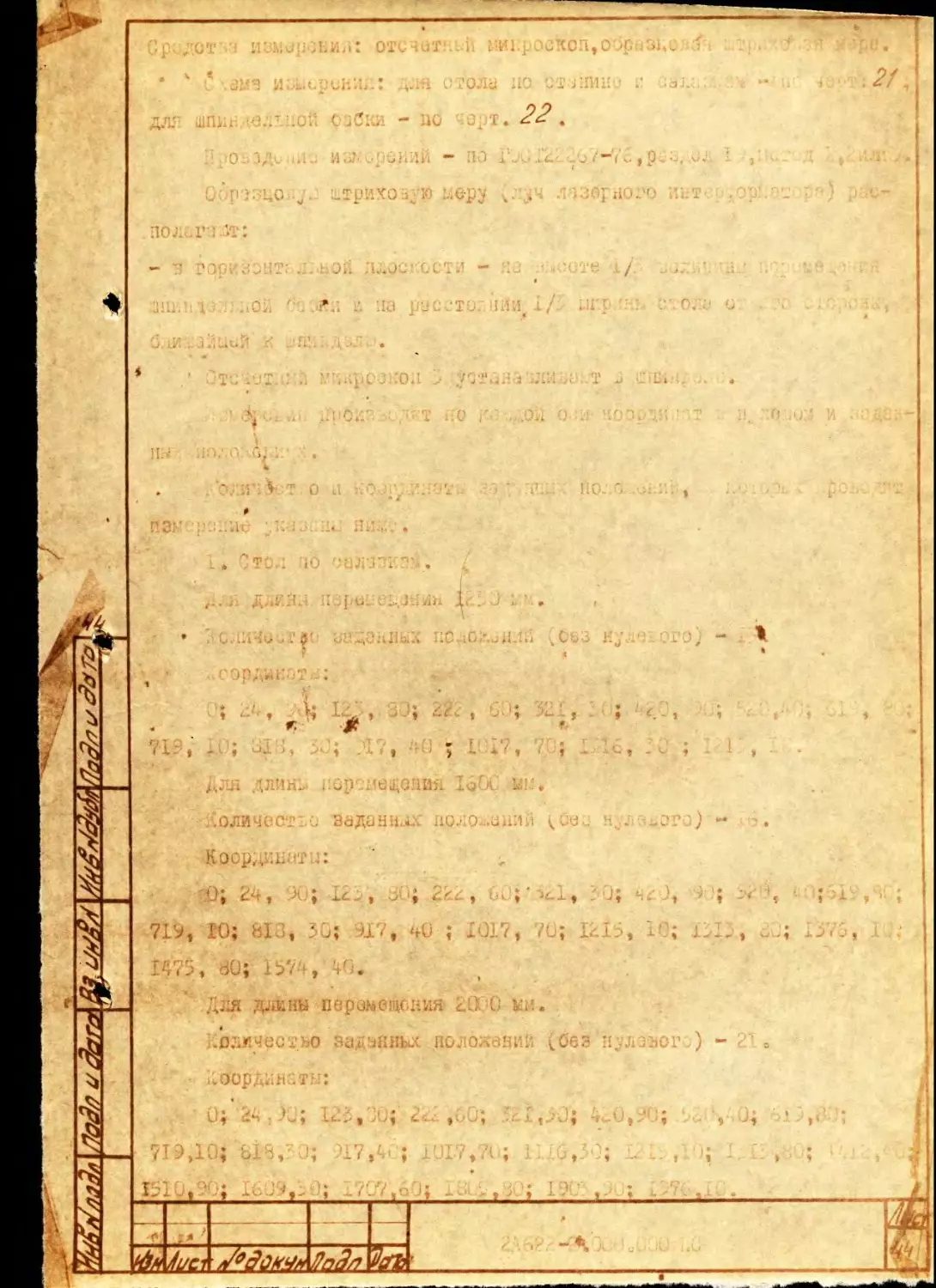
1805,80; 1903,90; 1976,10; 2075,30
2481,60.
1000 мм
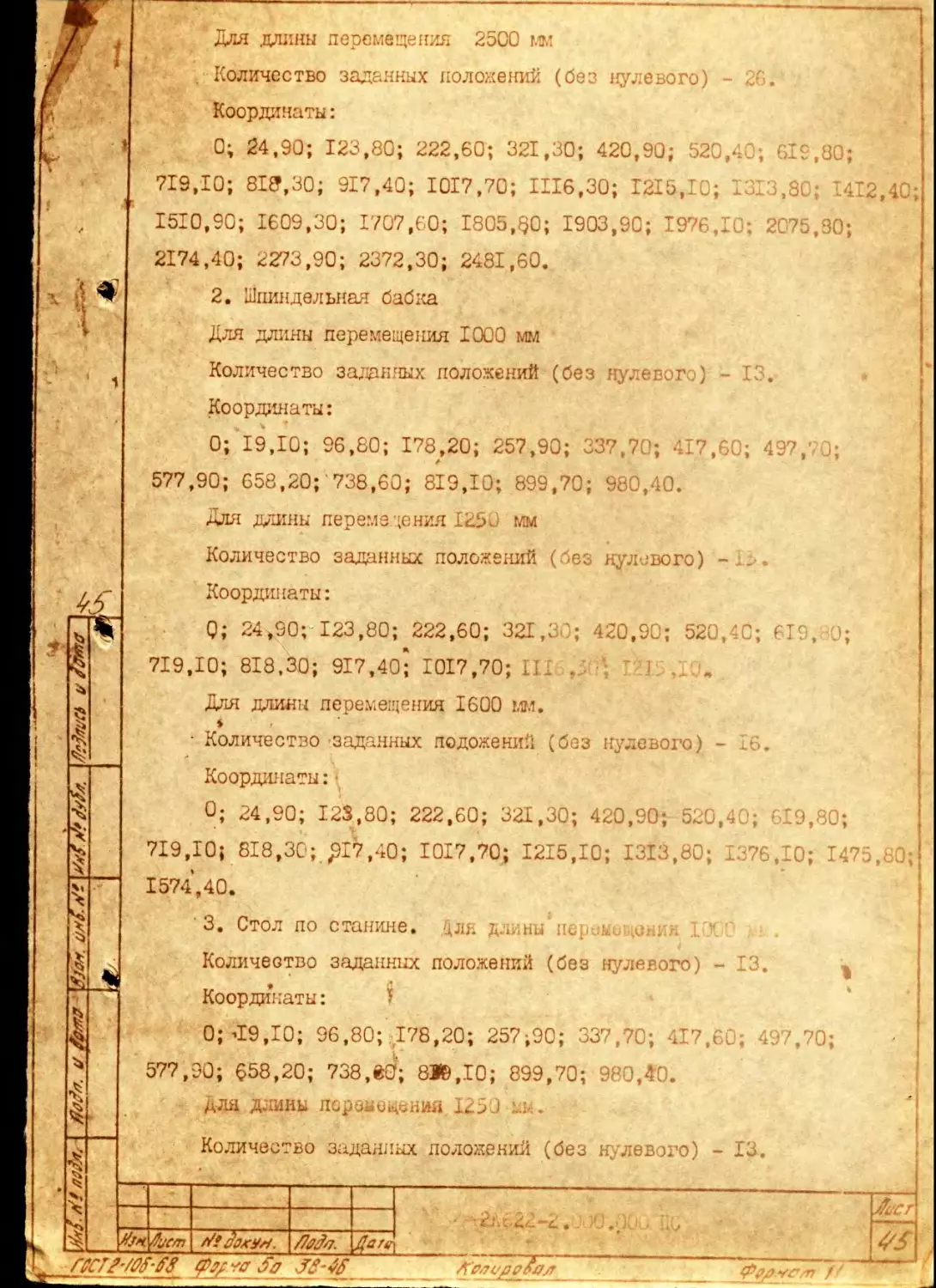
Для длины перемещения 2500 мм
Количество заданных положений (без нулевого) - 26.
Координаты:
0; 24,90; 123,80; 222,60; 321,30; 420,90; 520,40; 619,80;
719,10; 810,30; 917,40; 1017,70; Ш6.30; 1215,10; . ,8С ; 1412,4С;{
1510,90; 1609,30; 1707,60;
2174,40; 2273,90; 2372,30;
2. Шпиндельная бабка
Для длины перемещения
Количество заданных положений (без нулевого) - 13.
Координаты:
0; 19,10; 96,80; 178,20; 257,90; 337,70; 417,60; 497,', J;
577,90; 658,20;'738,60; 819,10; 899,70; 980,40.
Для длины перемещения 125 J им
Количество заданных положений (без нулевого) -..
Координаты:
Q; 24,90; 123,80; 222,60; 321,: ); 420.90; 520,40; 619,30;
719,10; 818,30; 917,40; 1017,70; Ш ,
Для длины перемещения 1600 мм.
Количество 'Заданных положений (без нулевого) - 16.
Координаты:
0; 24,90; 123,80; 222,60; 321,30; 420,90; 520,40; 619,80;
719,10; 818,30;. £17,40; 1017,70; 1215,10; 1313,80; 1276,10; 1475
1574,40.
' 3. Стол по станине, ;да данниис! .т
Количество заданных положений (без нулевого) - 13.
Координаты: Т
0; .19,10; 96,80; ,178,20; 257;90; 337,70 ; 417,62; 49',70;
577,90 ; 658,20; 738,80; 8»,10; 899,70; 980,40.
Для дайны перенесения 125'3 да.
Количество заданных положений (без нулевого) - 13.
67* ^/f/n rtSjof&h /Wo. Дагс\
ГСС’?/<№№ ptf?a So JS-46
Xwvpofa/r
-*-.Л
Координаты:
0; J , :'c.
L^rZy/z'^, I ZfoZ-?. 4/tow \fatoucb i/7tov
*
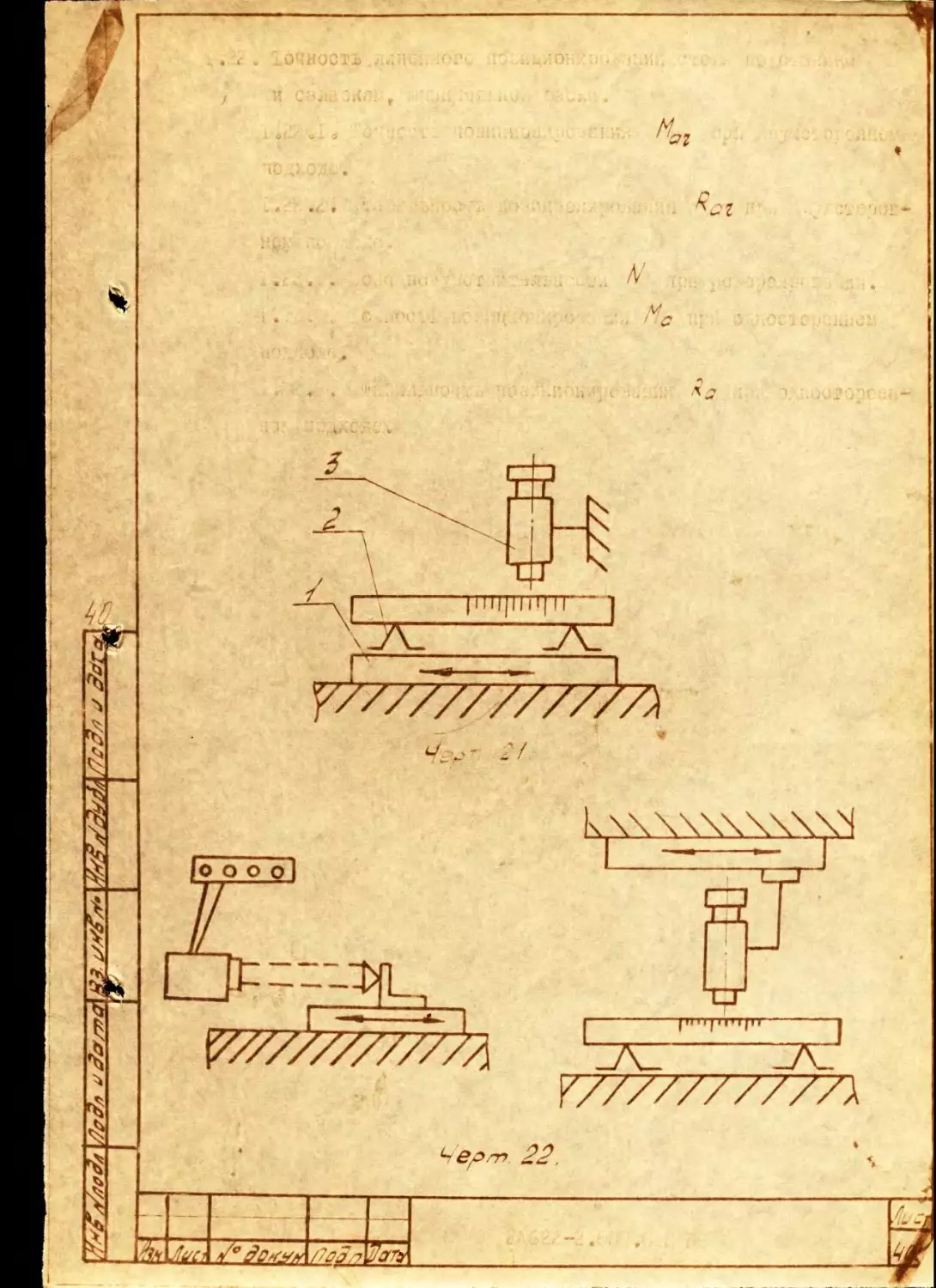
В нулевом положении измеряют стабильность позиционирования при
одностороннем подходе.
В заданных положениях, координаты которых приведены выше, изме-
ряют точность и стабильность позиционирования и наибольшую зону не-
чувствительности при реверсировании.
При измерении точности линейного позиционирования производят
последовательные автоматические перемещения проверяемого рабочего
органа в заданные положения без нагружения силами резания или массой
обрабатываемой детали:
I) при измерении точности позиционирования и стабильности пози-
ционирования при двухстороннем подходе и наибольшей зоны нечувстви-
тельности при реверсировании - в обоих противоположных направлениях
не менее 5 раз в каждом направлении;
2) при измерении точности и стабильности позиционирования при
одностороннем подходе - в одном направлении не менее 5 раз.
Основные определения, методика математической обработки и по-
рядок оформления результатов измерениаУприведены в пр.иохении.
Н?н\Ъ;с/п Л?ЛггУ/у
4—
dtywa ffo JS-46
Л’РЛ i.'0060JT
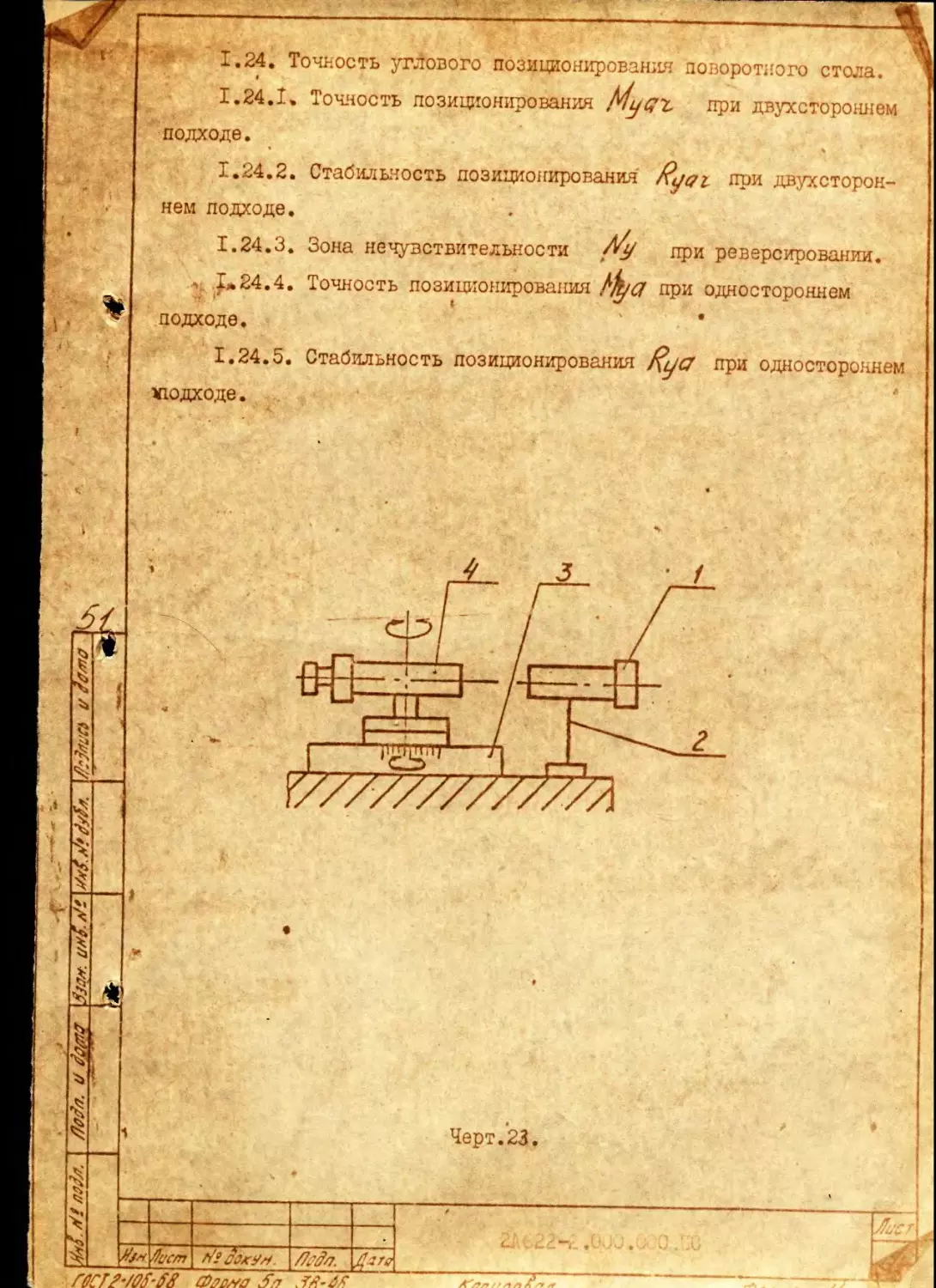
1.24. Точность углового позиционирования поворотного стола.
1.24.1» Точность позиционирования MyQt при двухстороннем
подходе.
1.24.2. Стабильность позиционирования при двухсторон-
нем подходе.
1.24.3. Зона нечувствительности при реверсировании.
- 1*24.4. Точность позиционирования bjtyCt при одностороннем
подходе.
1.24.5. Стабильность позиционирования f\ga при одностороннем
подходе.
4
i
1
~т
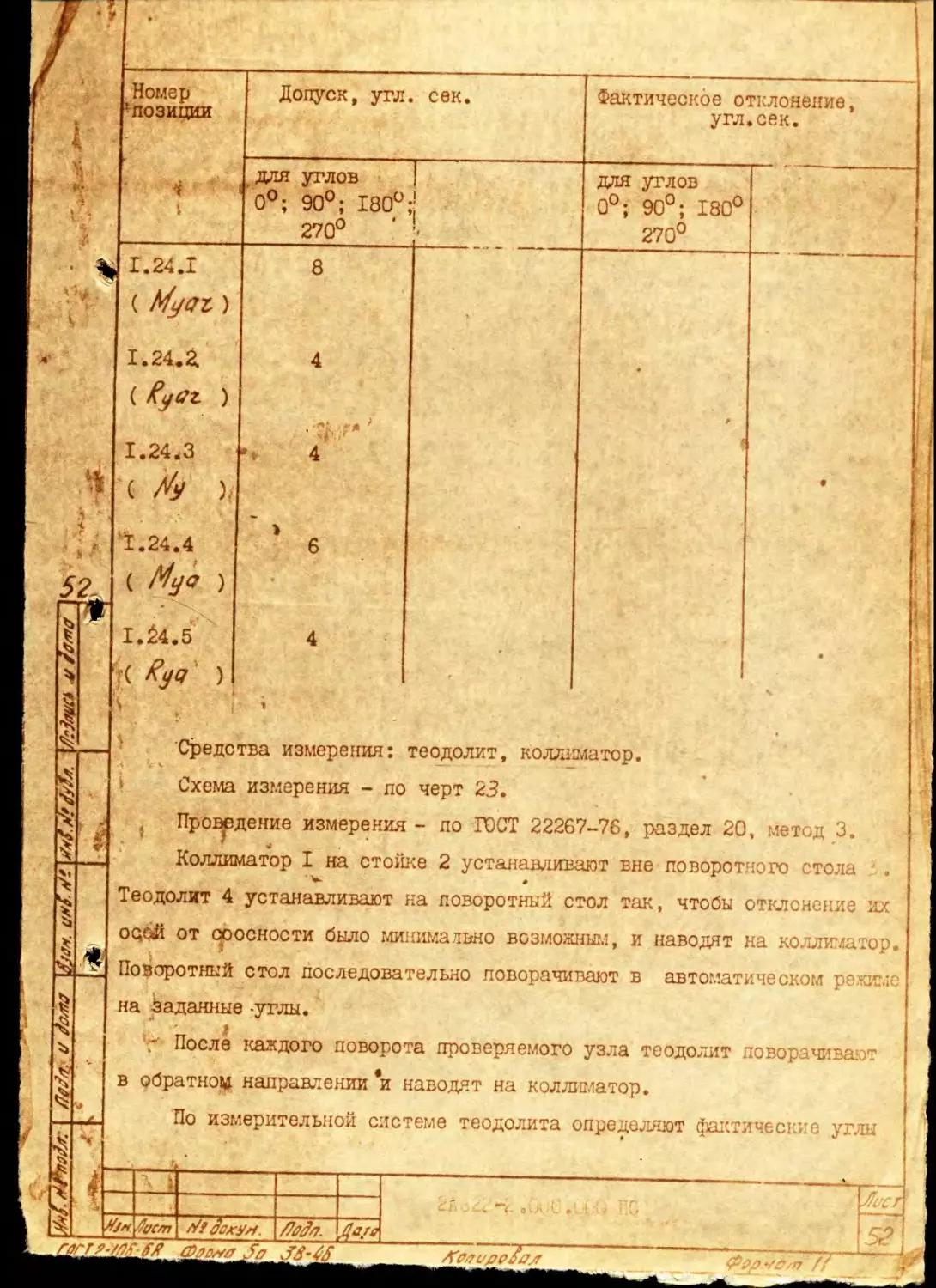
Номер ’позиции Допуск, утл. сек. Фактическое отклонение, угл.сек.
4 1 1 для углов 0°; 90°; 180°; 270° для углов 0°; 90°; 180° 270°
Г.24.1 ( Myai) 1.24.2 ( Ryez ) 1.24.3 ( Л ), 1.24.4 ( Муа ) 1.Й4.5 "( ) 8 4 Ч 4 > 6 4 •
измерения: теодолит, коллиматор.
flofr. Да/в
Средства
Схема измерения - по черт 23.
Проведение измерения - по ГОСТ 22267-76, раздел 20, метод 3.
Коллиматор I на стойке 2 устанавливают вне поворотного стола : .
Теодолит 4 устанавливают на поворотный стол так, чтобы отклонение их
соей от соосности было минимально возможным, и наводят на коллиматор.
Поворотный стол последовательно поворачивают в автоматическом режим<
на заданные -утлы.
После каждого поворота проверяемого узла теодолит поворачивают
обратно^ направлении *и наводят на коллиматор.
По измерительной системе теодолита определяют фактические углы
поворота узла. «я
В нулевом положениигизмеряЙт стабильность позиционирования при'
одностороннем и двухстороннем подходе.
Каждое измерение проводят не менее 5 раз. ^опускается произво-
дить измерения с помощью:
I) прибора для измерения угловых делений;
2) автоколлиматора и полигона.
Основные определения, методика математической обработки и поря-
док. оформления результатов измерения аналогичны проверке 1.22 (см.
приложение), за исключением значений Ryq и Rytiz для углов
0°; 9с°; 180°;. 270°.
Отклонения значений Ryq и Ry at для указанных у^лов
равно наибольшему из размахов результатов измерений в каждом контро-
лируемом положении, без расчета вероятной полосы рассеяния отклоне-
ний RyO -"затст^-т max aXlc/,
Йуег та» ).
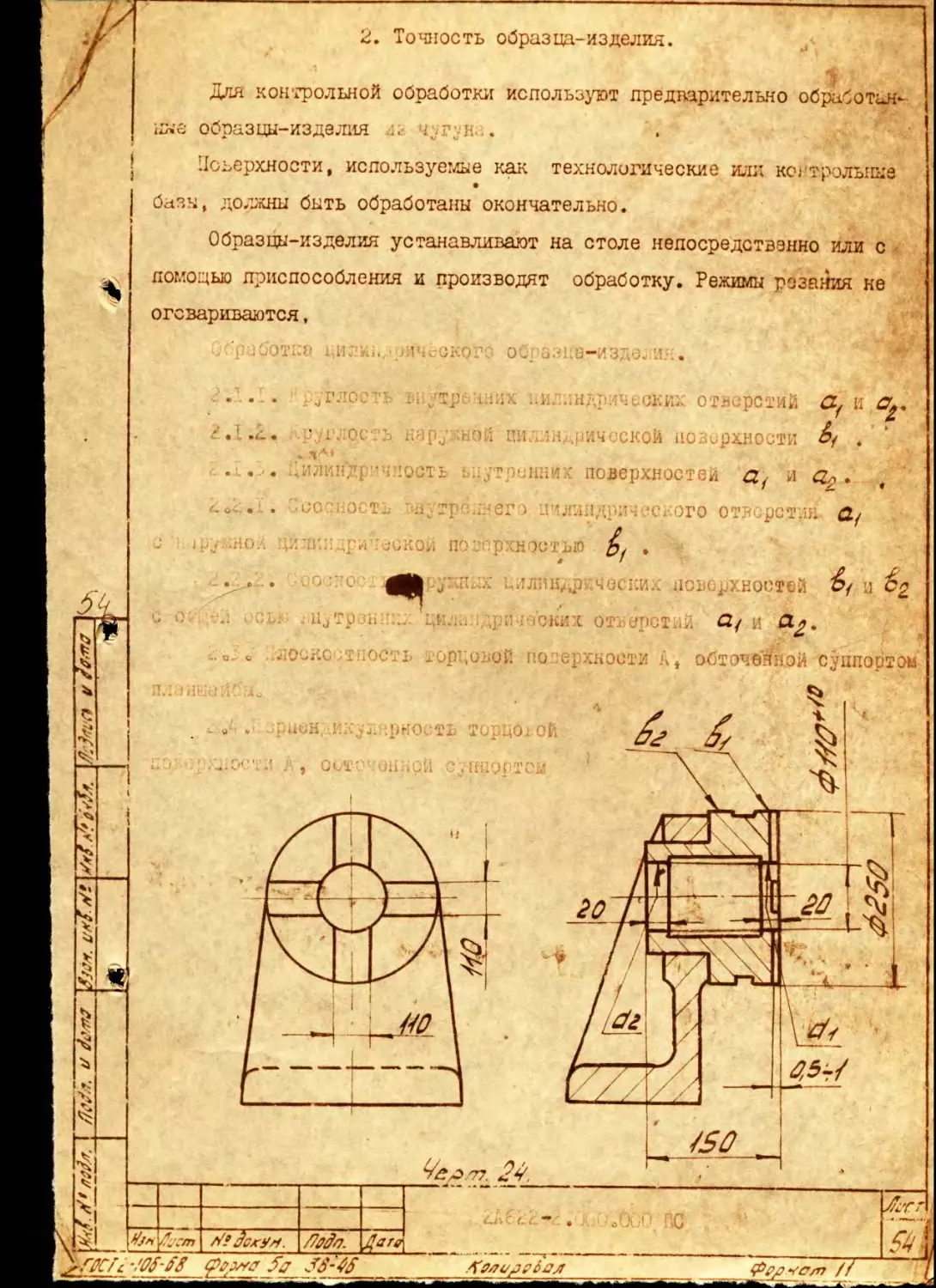
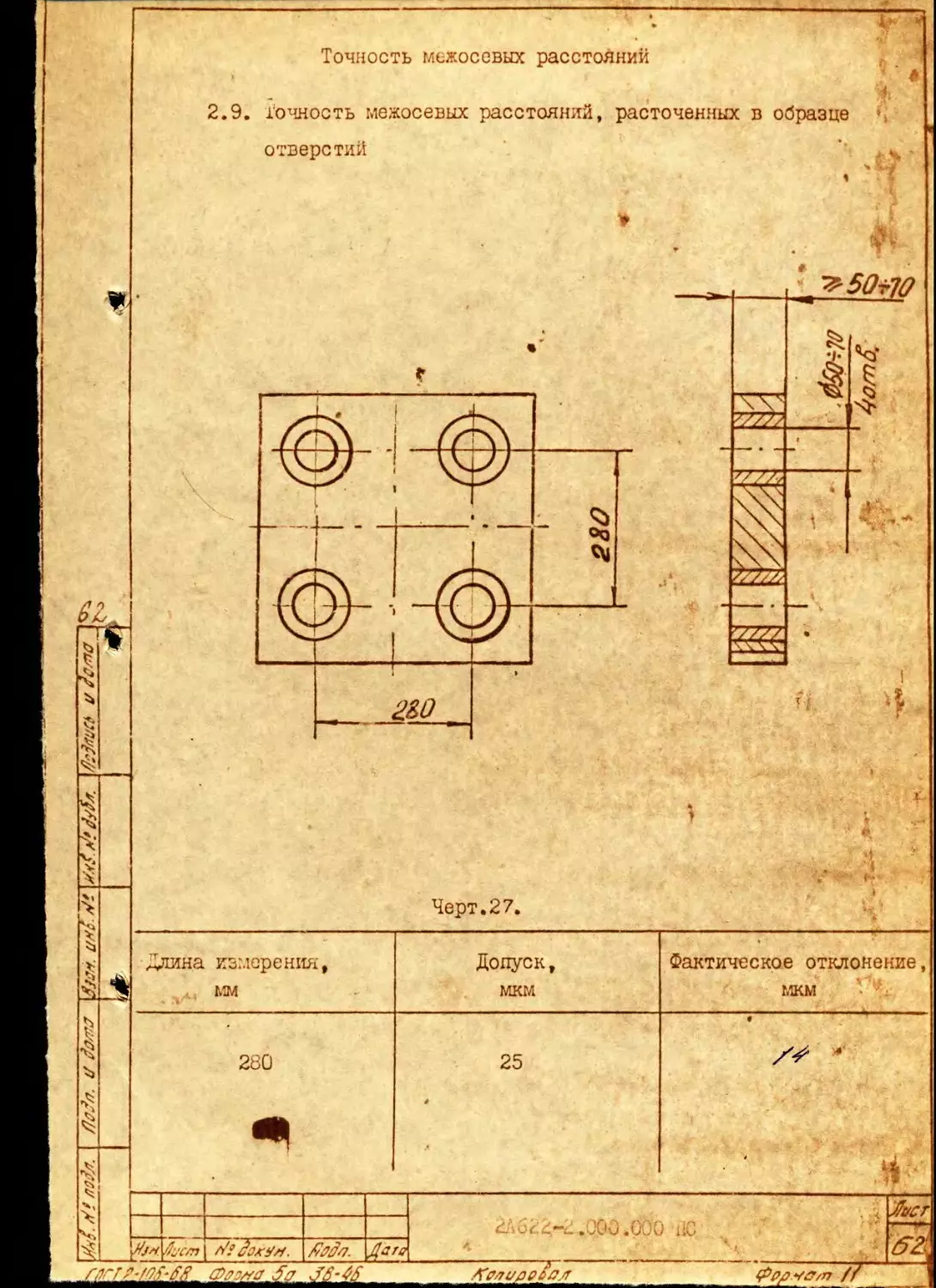
2. Точность образда-изделия.
А,
Для контрольной обработки используют предварительно обработан-
ные образцы-изделия ч^г^н... . *
Поверхности, используемые как технологические или контрольные
базы, должны быть обработаны окончательно.
Образцы-изделия устанавливают на столе непосредственно или с
помощью приспособления и производят обработку. Режимы резания не
оговариваются,
сработка ьилкь.' тчёского оСгазца-изделг..
ЬАЫЯРАУЛ R
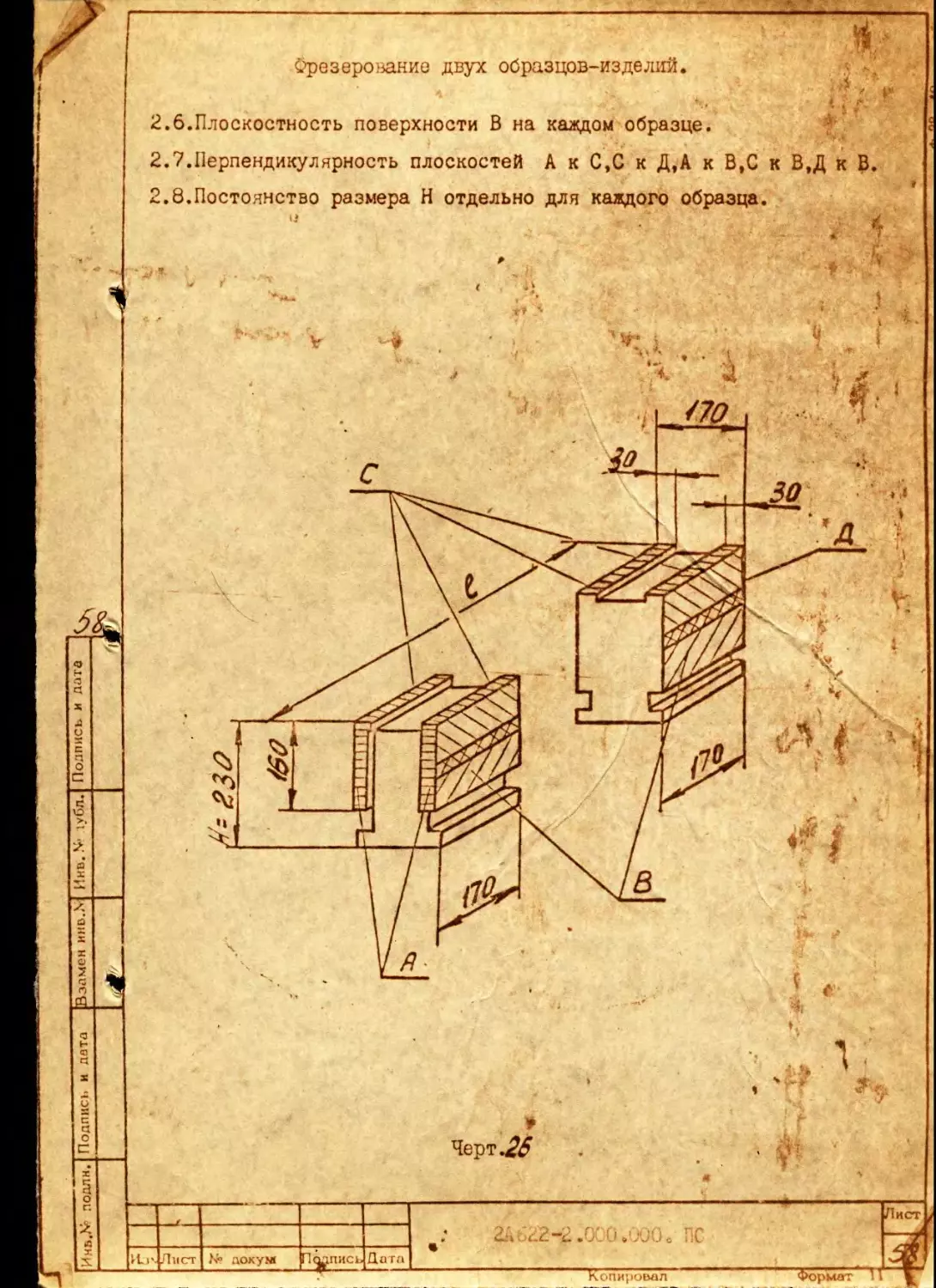
Фрезерование двух образцов-изделий.
В,Д к
6.Плоскостность поверхности В на каждом образце.
7.Перпендикулярность плоскостей А к С,С к Д,А к В,С к
8.Постоянство размера Н отдельно для каждого образца.
Черт.25
2Аьаг-2
Копировал
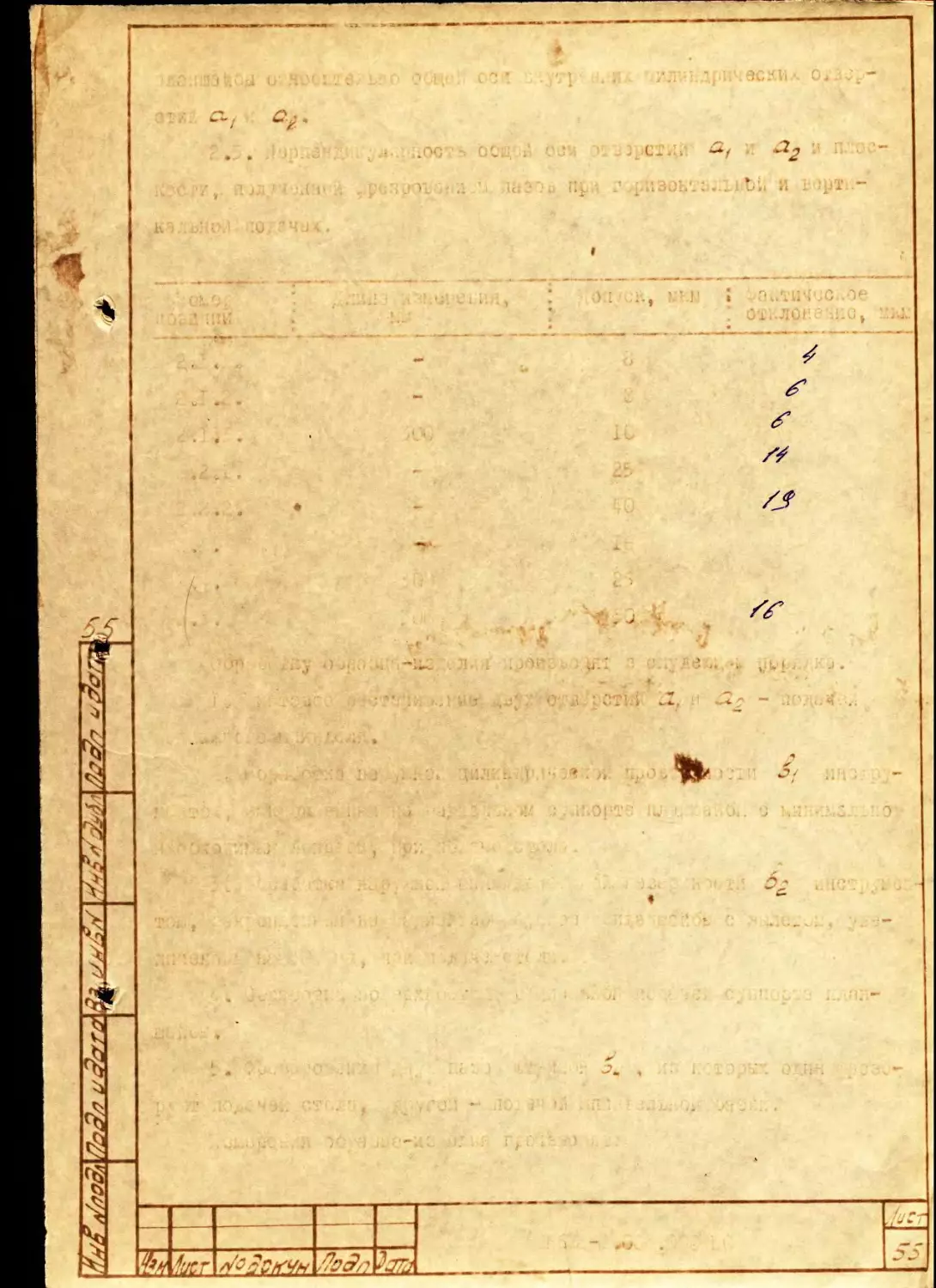
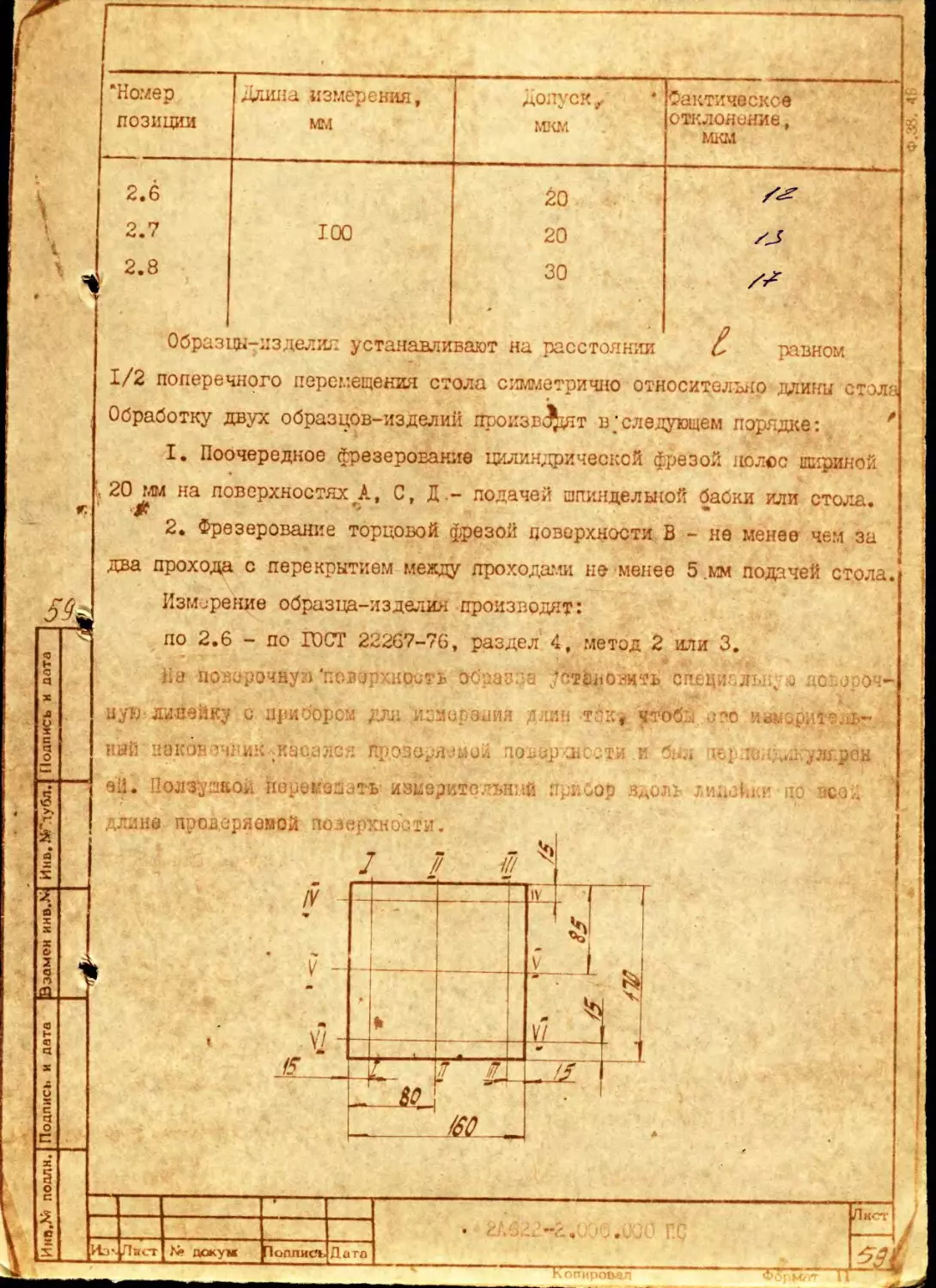
’Ноглер позиции Ддииа измерения, мм Допуск^ М1Ш Оактическо© отклонение, мкм
2.6 20
2.7 100 20
2.8 30
Образцы-изделия устанавливают на расстоянии 6 равном
1/2 поперечного перемещения стола симметрично относительно длины стола
Обработку двух образцов-изделий лроизв^т наследующем порядке:
I. Поочередное фрезерование цилиндрической фрезой полос шириной
20 мм па поверхностях А, С, Д - подачей шпиндельной бабки или стола.
г- *
2. Фрезерование торцовой фрезой поверхности В - не менее чем за
два прохода с перекрытием между проходами не менее 5 мм подачей стола.
Измерение образца-изделия производят:
по 2.6 - по ГОСТ 22267-76, раздел 4, метод 2 или 3.
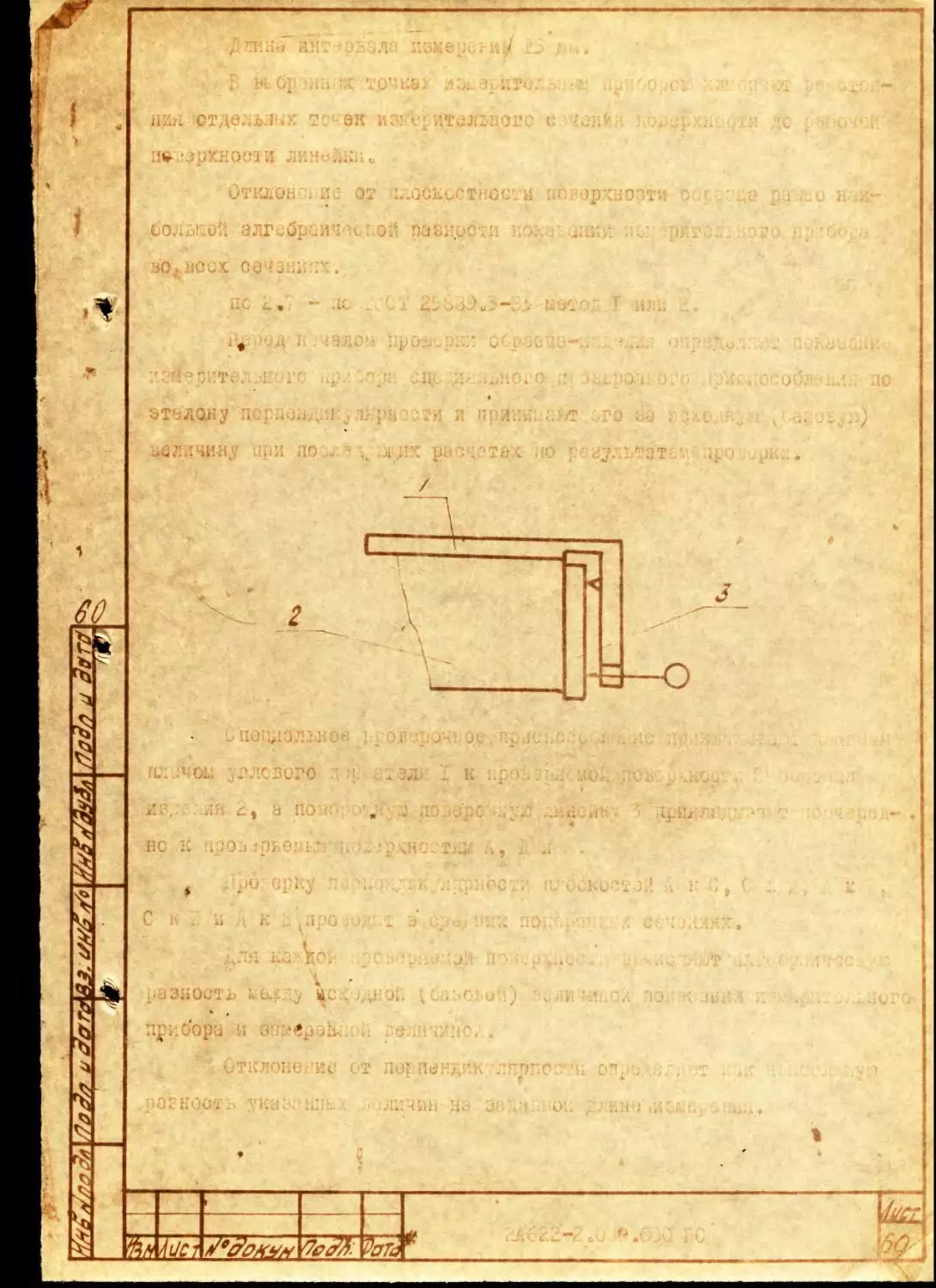
g iij поворочвуа'noBJj!-.поить йбрап.-ь 'ставозить сш.цй'.и-.., j лог.ероч-
I пув дивейку с прибором гт изиоредия длин тп::, чтЬб:,. сто иь^.р.-т -.д-
| най'вВкбвечгик-кесзлся Йрозоряеиой поверхности и бия у.’п.ров
еИ. Ползузкои перемазать иакерительимй прибор вдоль *wwUb по леей •
[Йна.>* подлнД Подпись и дата [Взамен инв.К[ Инв.Ы? лубл.
Лист
3
Толпись Дата
Piiiou io л:
«loo '*
ft 'Cy>f?-{ <т 100need
r:rndr
Я
LOU 8
леи n
Я Э
'ги
ITO hi
ud:
,0’0 ХООЯ^ОР
na ',!O-’i, hU';dprjitB цомгоо
lOFixde
IV
>W/’j
'..Н0ТП1Л0
Hioouxdr. «П
и ив :й x’lrnrsVio ’1йн
—
ИЬ^МИЯЙИ V4Hf&m
09
i
110
по зорочной
..copot для измерения длин
0Л9 С'Г
:о
юлдшсму разбросу разгара II, измеренного
х сечениях полос на расстоянии- 5 гм от каждой
с коротких сторон
''/Л.л'! лз1/г. I ДлЛл и \fcfaM и dc^a I
Черт.2<?.
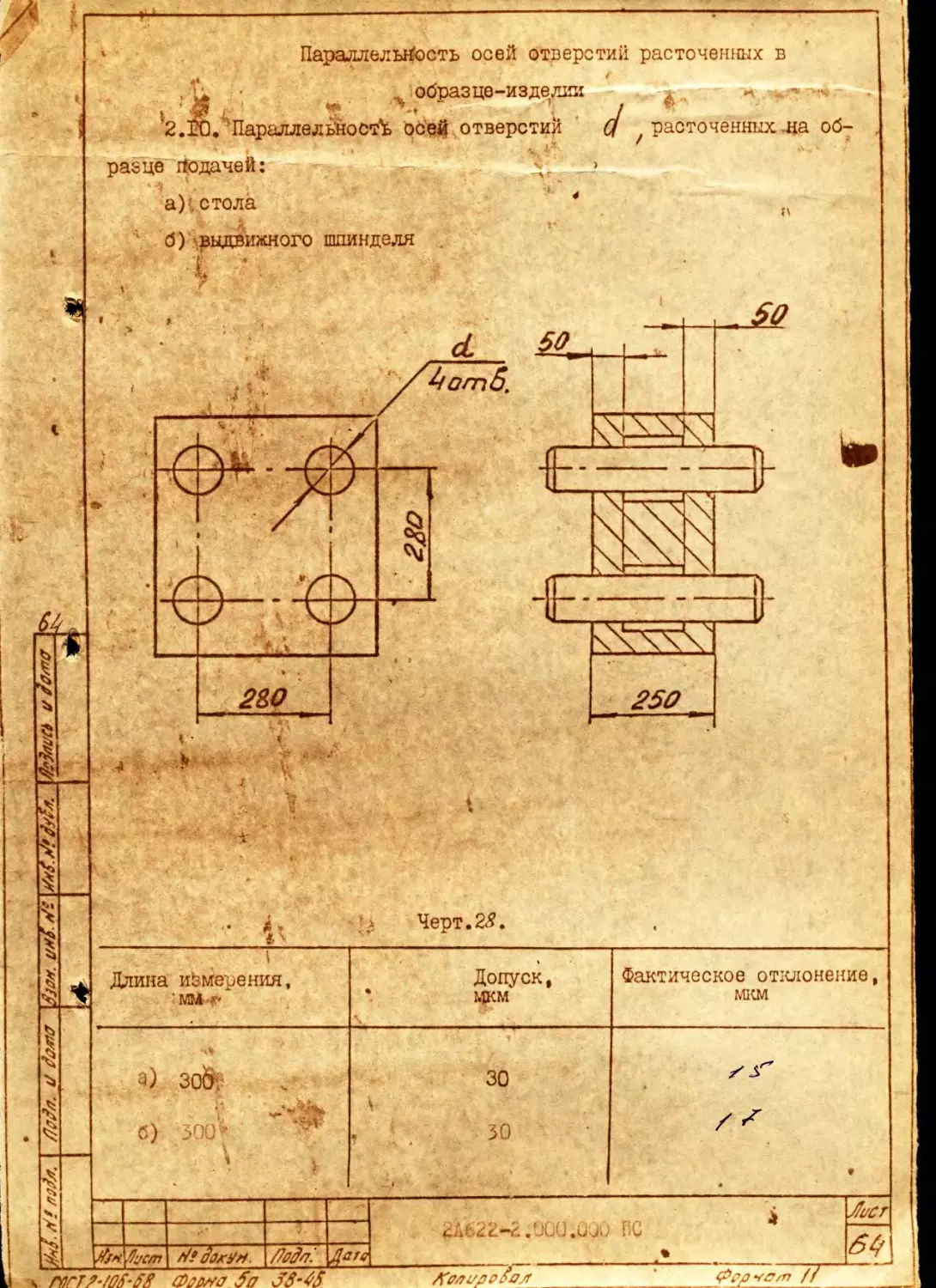
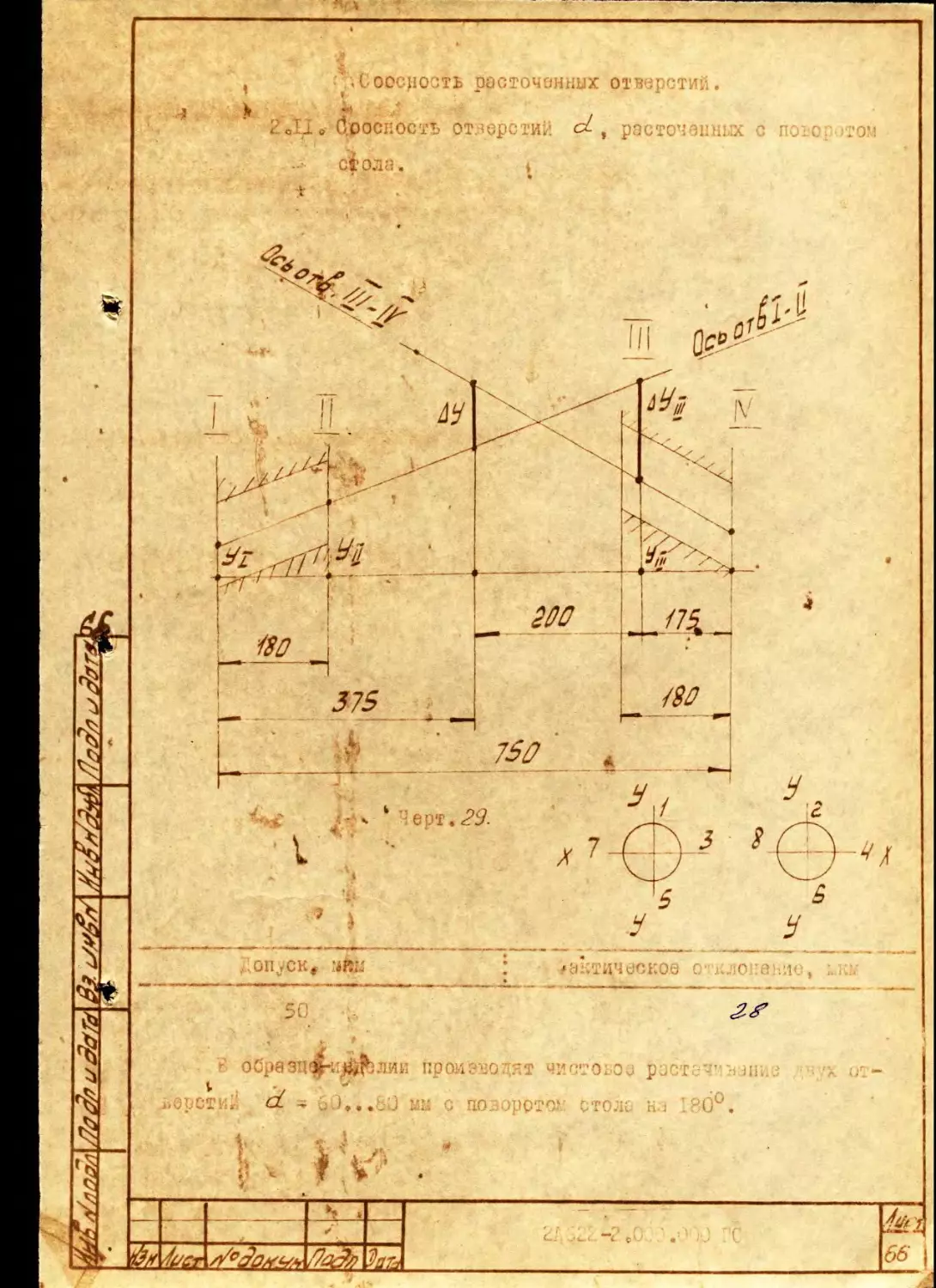
Параллельность осей отверстий расточенных в
ч образце-изделии
Параллельност'ь осей отверстий d расточенных ла об-
разце Подачей:
1 Длина измерения, • ММ - Допуск, мкм Фактическое отклонение, мкм
a) зов? к 30
б) 300* ч 30
.OOO.O'jO ПС
______Ля fem r/tdu&H №i Дач.
. mrr?-/OS-SS Фаим Sa J3-4S
Л’а/п'рр^аА
6tf
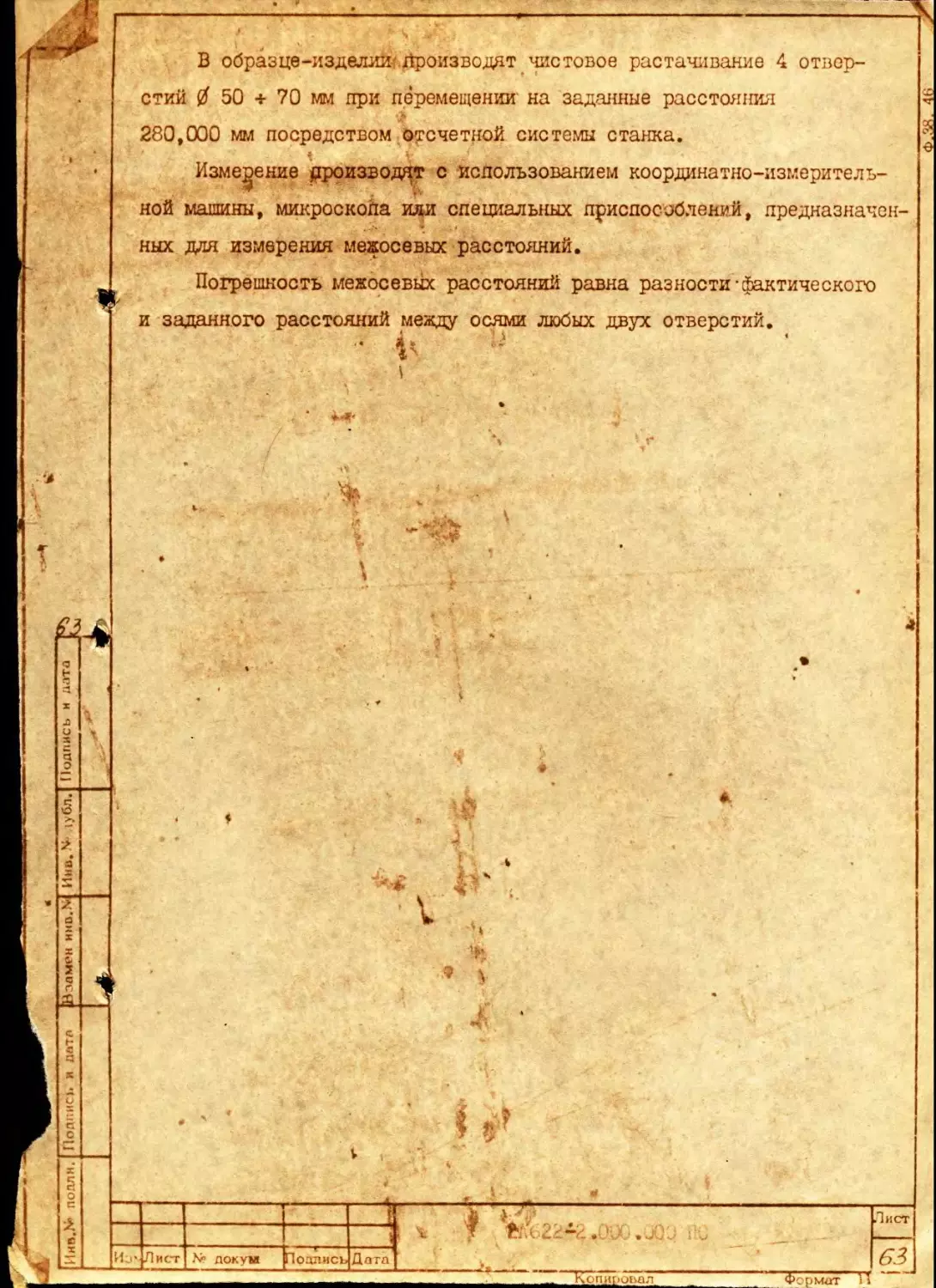
В образце-изделии производят чистовое растачивание четырех
отверстий да Петром d = 60 + 80 мм: два - подачей стола, два-
- подачей ш^нделя.
Измерение производят при помощи оправок, вставленных в отвер-
стия. .
Отк/некие равно наибольшей алгебраической разности межосевых
расстояний на заданной длине.
/.. ' .эптс ! .it.o tл-cMups. -.•ан::-’ специальным контрольны!
’j/nj \&M. |Ух/ /ftdyfa.
i .: X
с о Jut) oJCO 11G
_ tijHYhcm f/sfoxy*. /Jfffr. Дата
Л'а/71/ppda/r
rarr а./ля-ЯЯ йв/мг Sff JS-46
tfipa.ye/n
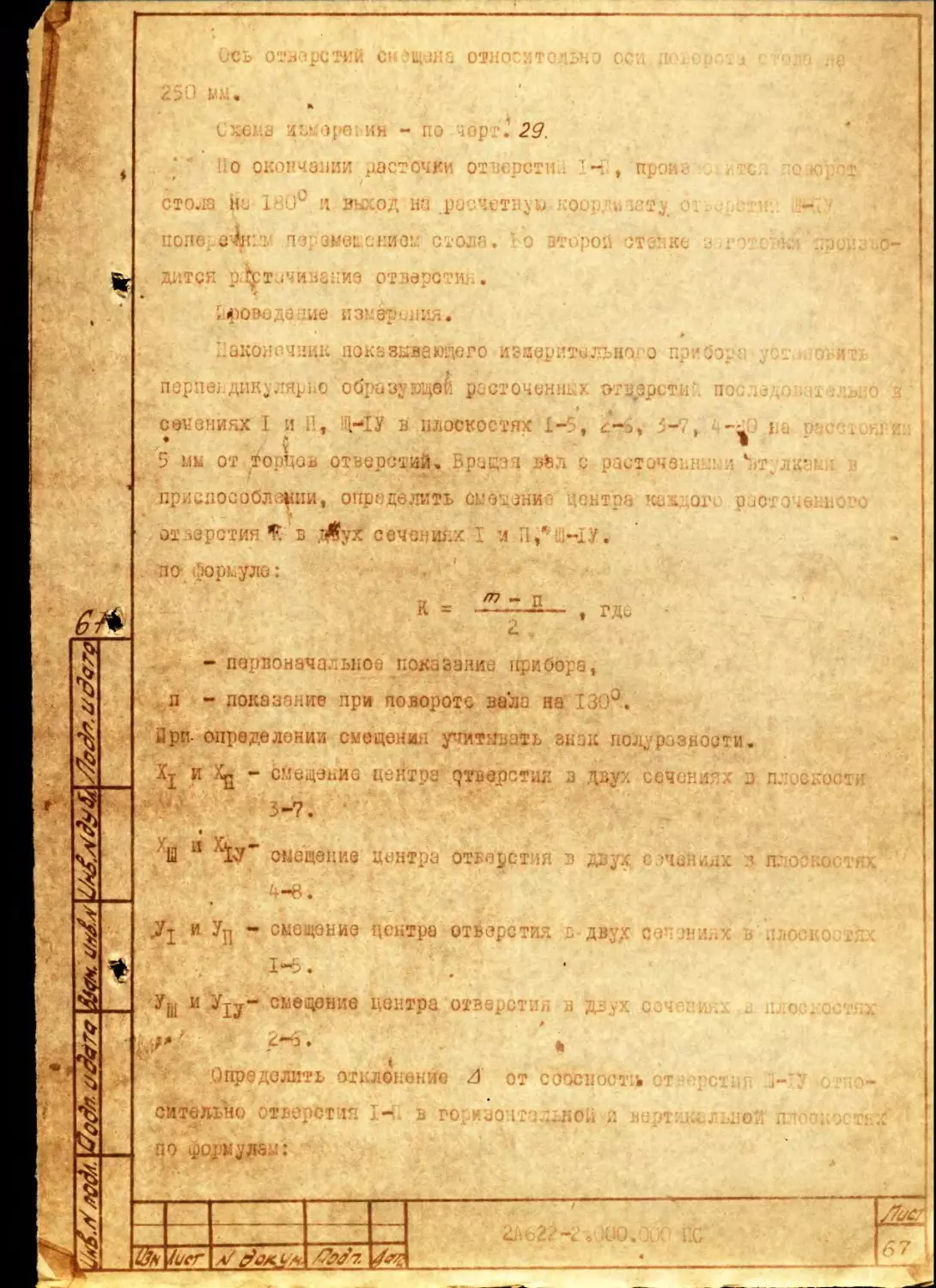
С-сь отверстий силщена относительно оси л- .
250 мм.
Схема 'i-/ Н'° ин - по -.•-p.J 29.
7“ Но окончании расточки отверстие 14 , произ
стола н-_ 18U0. и выход на .расчетную нос; •-•?;, .
ечн/г лзрзмвкоЕИОЫ стола, 'о второ]
дится р/фтечиваниэ отверстия.
Довода ше из’/.ар-.нид.
;:аконочиик показывающего измерительного приборе ;с_
перпендикулярно образующей рзсточеннкх отвэррти’ пос ..- , >
сечениях I и . , ;-1У в плоскости с 5 -
5 мм от торгов отверстий. Вращэя вЬ.т с растзче:.? с - ‘ •
лриспособлаКии, определить смещение- центра каясоп рис? л
от лзретия в двух сечениях I и П/- -тУ.
по- формуле:
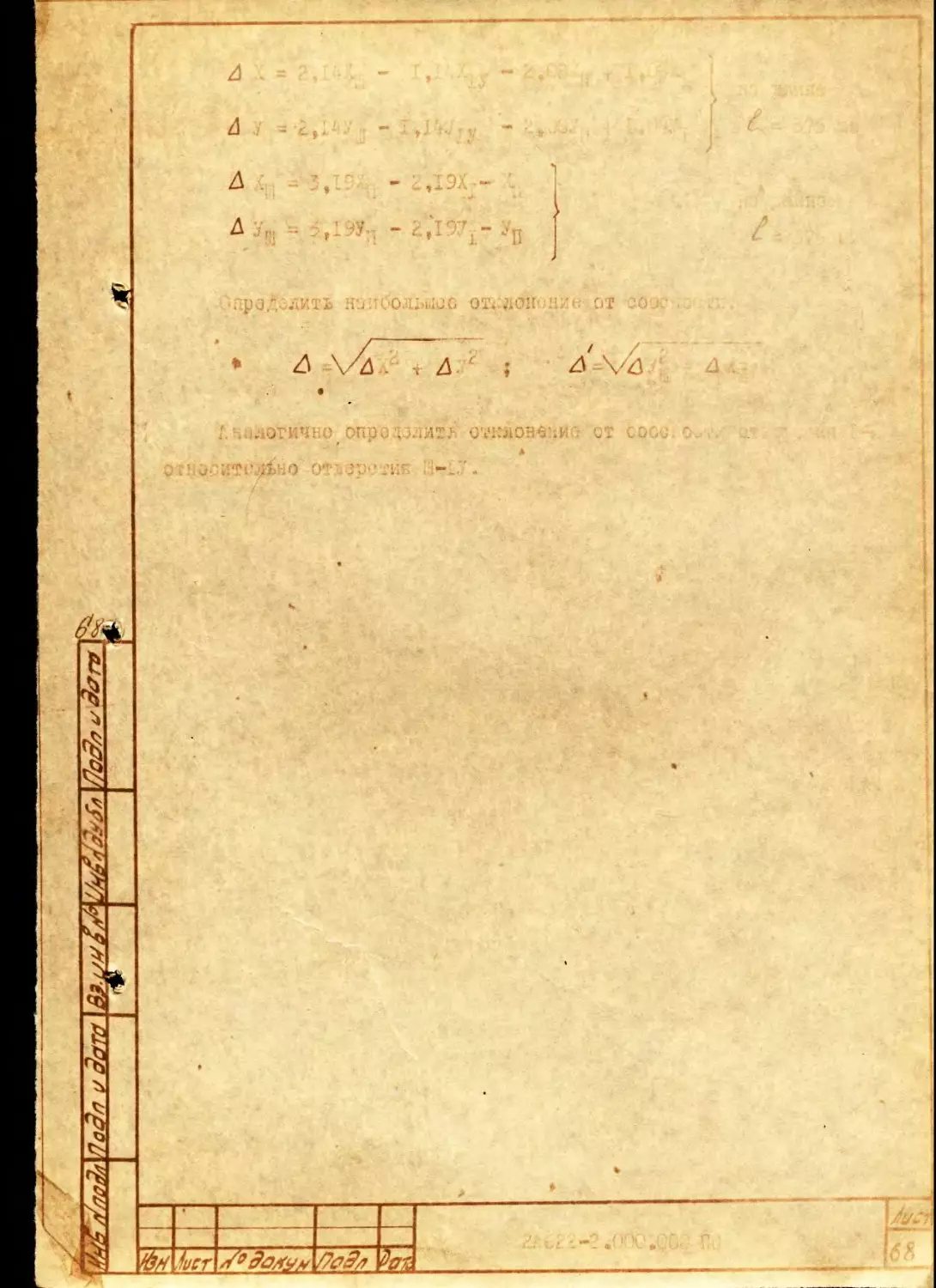
zJ
4
4
9У-
’n
йкть наибольшие оаддаг
Л VzJ-- . Л
Zl\/Z5
:. ..1.10ГИЧВО onpeij-'insji отклоняй-: с
61
'□ТО
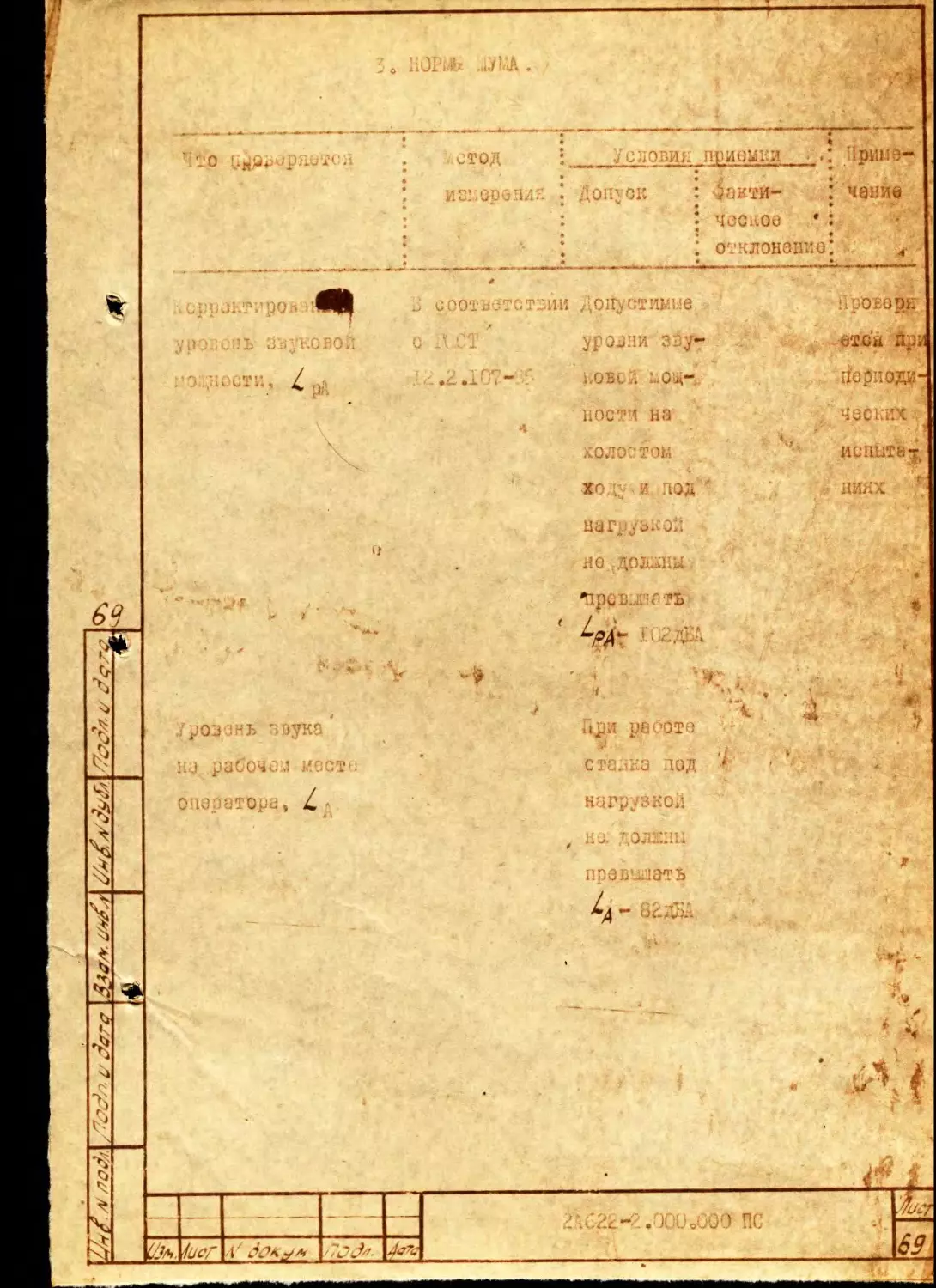
'".‘О !..^Ри'рЯ.иТ('л • стод Условие приемки . . Ирина-
Допуск : 1пкти- чанйв
• ЧОСКОО
; отклонение 4’
/розень звука
на. рабочем мосте
опозатора. Z -
Дойуо тицые [IpOEORE
уролн и зву** етси йр;
новей 14 О1Д“ ; ;; .
НОСТЧ на чесш'.х
колос том испита -г,
ХО,£ и под ' <, ПИЯХ :
нагрузкой
но .должны
ЩрС'В.
под
нагрузкой
олЖнц
превышать
ВЯдБА
\у<! note. I и Jc -rg Удм. Ж Jyfa. у Дала
4. ЭЛЕКТРООБОРУДОВАНИЕ
Результаты испытания электрооборудования станка приведен
в свидетельстве о выходном контроле электрооборудования
2А622-2 .300.900, ВСХ.
5. Испытание станка на холостом ходу и под нагрузкой в
соответствии с требованиями технических условий
<*
6.,Принадлежности и приспособления к станку.
Станок укомплектован согласно комплекту поставку.
7. дополнительные замечания
8. Общее заключение по испытанию станка.
На основании осмотра и проведенных испытаний станок
признан годным к эксплуатации.
Станок соответствует ГОСТ 7599-82, ГОСТ 12.2.009-80 и ,
техническим условиям ТУ2.024-^94 а-8о,
(дата выпуска)
fit)ст н? Доху7с~ Даго
Г0СГД-/0М8 Sg J$-
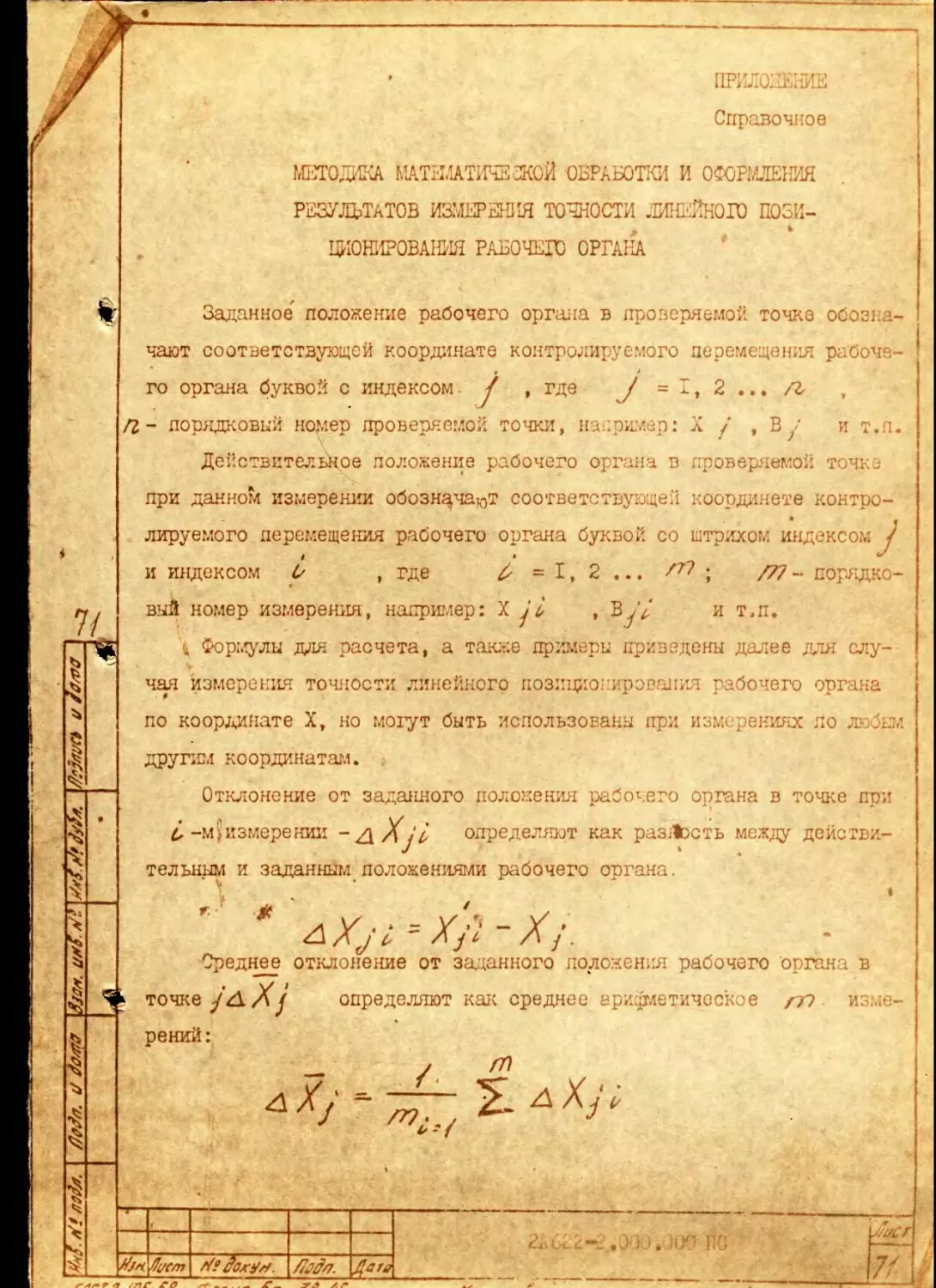
ПРИЛОЖЕНИЕ
Справочное
МЕТОДИКА МАТЕМАТИЧЕСКОЙ ОБРАБОТКИ И ОФОРМЛЕНИЯ
РЕЗУЛЬТАТОВ ИЗМЕРЗЛИ ТОЧНОСТИ .ИНЕЙНОГО ПОЗИ-
ЦИОНИРОВАНИЯ РАБОЧЕГО ОРГАНА
Заданное' положение рабочего органа в проверяемой точке обозе >-
чают соответствующей координате контролируемого перемещения рабоче-
го органа буквой с индексом у , где J = I, 2 ... П,
П- порядковый номер проверяемой точки, например: X / , В и т.п.
Действительное положение рабочего органа в проверяемой точке
7/
л'! fijJ/r, I U X?. \Мг/.& fob. U jff/Vff
при данном измерении обозначают соответствующей координете контро-
лируемого перемещения рабочего органа буквой со штрихом индексом ]
и индексом Ь , где £ = 1,2... ХП ; /77 - порядко-
вый номер измерения, например: Ху/ , By’/ и т.п.
i Формулы для расчета, а также примеры приведены далее для слу-
чая измерения точности линейного позиционирования рабочего органа
по координате X, но могут быть использованы при измерениях по любым
другим координатам.
Отклонение от заданного положения рабочего органа в точке при
L —М)измерении -дЛу/ определяют как разАэсть между действи-
тельным и заданным положениями рабочего органа.
*
Среднее отклонение от заданного положения рабочего органа в
точке у Д Xj определяют кад среднее арифметическое /т? изме-
рений:
- / т
1
fa* form X? /jjrf/j, ^aro
е
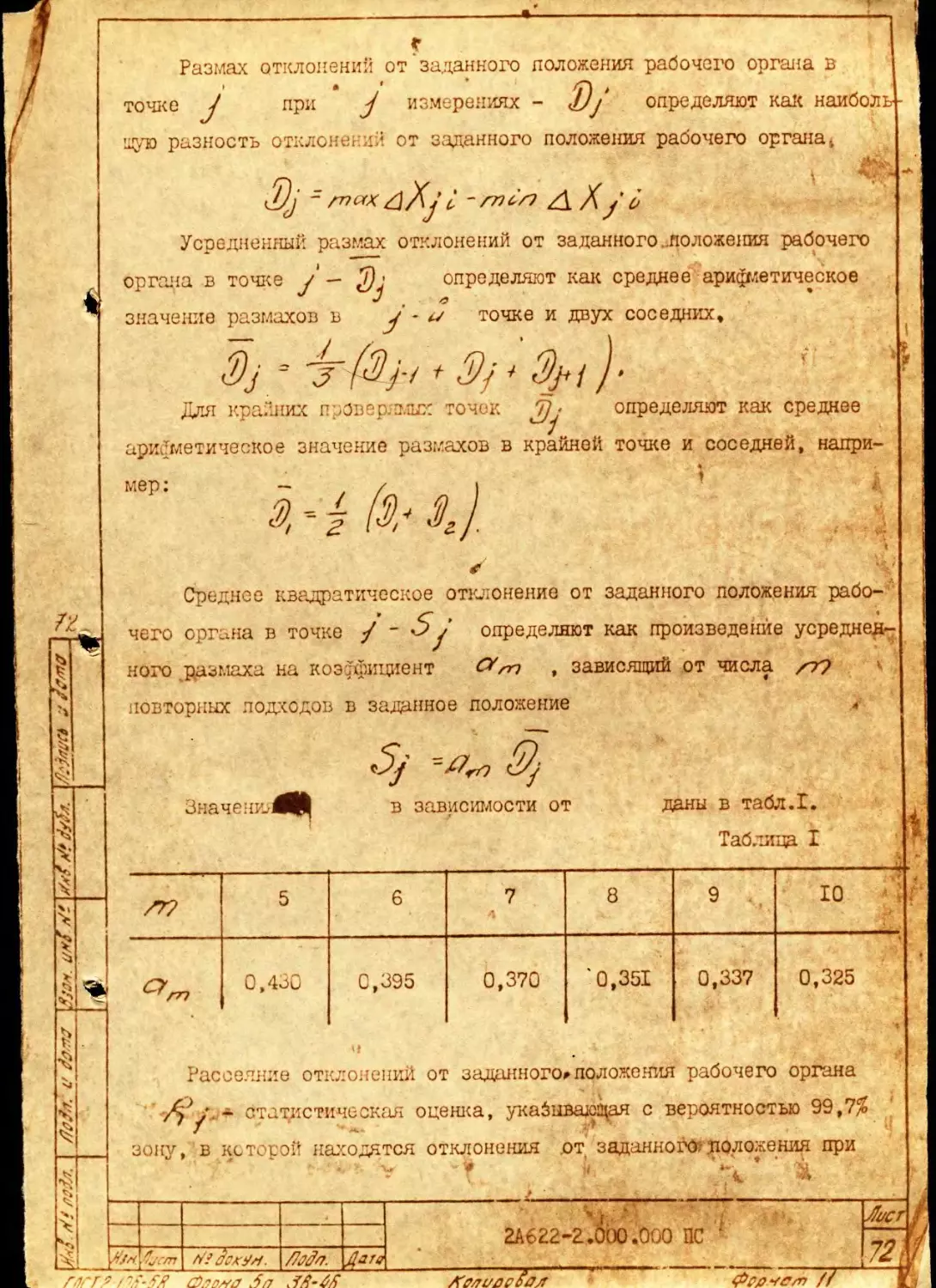
Размах отклонений от'заданного положения рабочего органа в
точке J при у измерениях - J)j определяют как наиболь
шую разность отклонений от заданного положения рабочего органа4
i
Sj = maxi. -min AX/6
Усредненный размах отклонений от заданного„положения рабочего
органа в точке у — определяют как среднее арифметическое
значение размахов в
точке и двух соседних.
для крайних прбверямых точек 7)^ определяют как среднее
арифметическое значение размахов в крайней точке и соседней, напри-
мер: - Z | ’ !
2
7Z.
Среднее квадратическое отклонение от заданного положения рабо-
определяют как произведение усреднед-
, зависящий от числа хт?
положение <
чего органа в точке / - 5 j
кого ^размаха на коэффициент
повторных подходов в заданное
в зависимости от
даны в табл.1.
Таблица I
«
5 6 7 8 9 ., 10 <1
0,430 0,395 0,370 '0,351 0,337 0,325
Рассеяние отклонений от заданного*положения рабочего органа
- статистическая оценка, указывающая с вероятностью 99,7%
зону, в которой находятся отклонения д>т заданного:-.положения при
xfycm—ffefrKM. Дагц
Сй/мша .6/7
2A622-2.6b0.0O0 ПС
А'ааидр^ал
гребем /г
Лист
72,
а - /77 ах
fam //„'fa Д/.
многократном позиционировании в одном направлении
Зона рассеяния отклонений от заданного-Положения рабочего ор-
гана относительно среднего отклонения А X составляет + ,
</ -у
И - з Sj
Точность линейного позиционирования при одностороннем подходе
определяют по формуле:. ,
где значения • у в выражениях лХ j + и
Xj - 3 S j могут не совпадать между собой.
Стабильность линейного позиционирования при одностороннем подхо
Х?а определяют по формуле
ffa. -та/ XX/
При определении точности линейного позиционирования при двух-
стороннем подходе -и зоны нечувствительности при реверсировании к
приведенным выше обозначениям действительного положения и отклоне-
ний от заданного положения рабочего органа добавляют индексы, указы-
вающие направление позиционирования рабочего органа ( а. - индекс
позиционирования в положительном направлении , /" - индекс поз, кл-
онирования в отрицательном направлении), например
А у' л ь , Л joi j Оjoi. у /5 j г •
Отклонения от заданного положения рабочего органа, средние
ои&онения, размахи, усредненные размахи и средние квадратические
отклонения определяют для каждого направления позиционирования -
дельно.
Точность линейного позиционирования при двухстороннем подхо
Л/аг определяют по формуле
аг- ~ max
гАб2г*е.ооо.ооо пс
Г-
где значения j в выражениях dX/+ и
\Х-J - 3 Sj г' могут не совпадать между собой.
Стабильность линейного позиционирования при двухстороннем под-
ходе X?ос' определяют по формуле
/? су г- - тС/лс. [fo х^. 7- 4 - 3£/rJ],
где значения у в выражениях AXj° + Збу'съ и
аХ j г - 3 Sj г совпадают Mc;-.v>y собой.
Б случае, если сь более сг/~ , стабильность ли-
нейного позиционирования-при двухстороннем подходе определяют зна-
чением /? а- . •
Зону нечувствительности при реверсировании /X определя-
ют но формуле > / \7 — ]
/к - ^схус /лл 'а ' Д Xf ~Ji
П*
I
где значения у s выражениях лЛу'л >’ Xу г оовпа-
дают между собой.
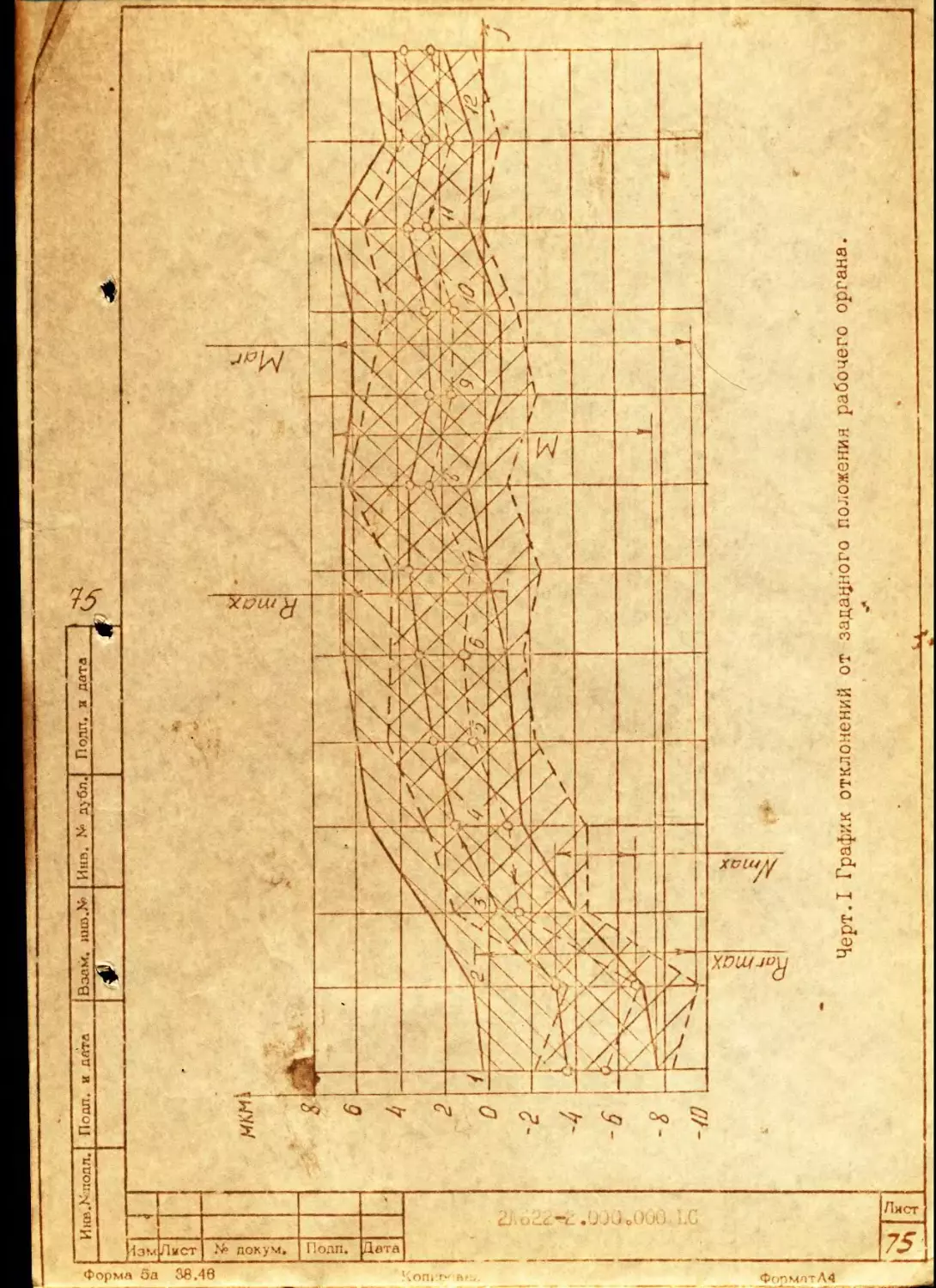
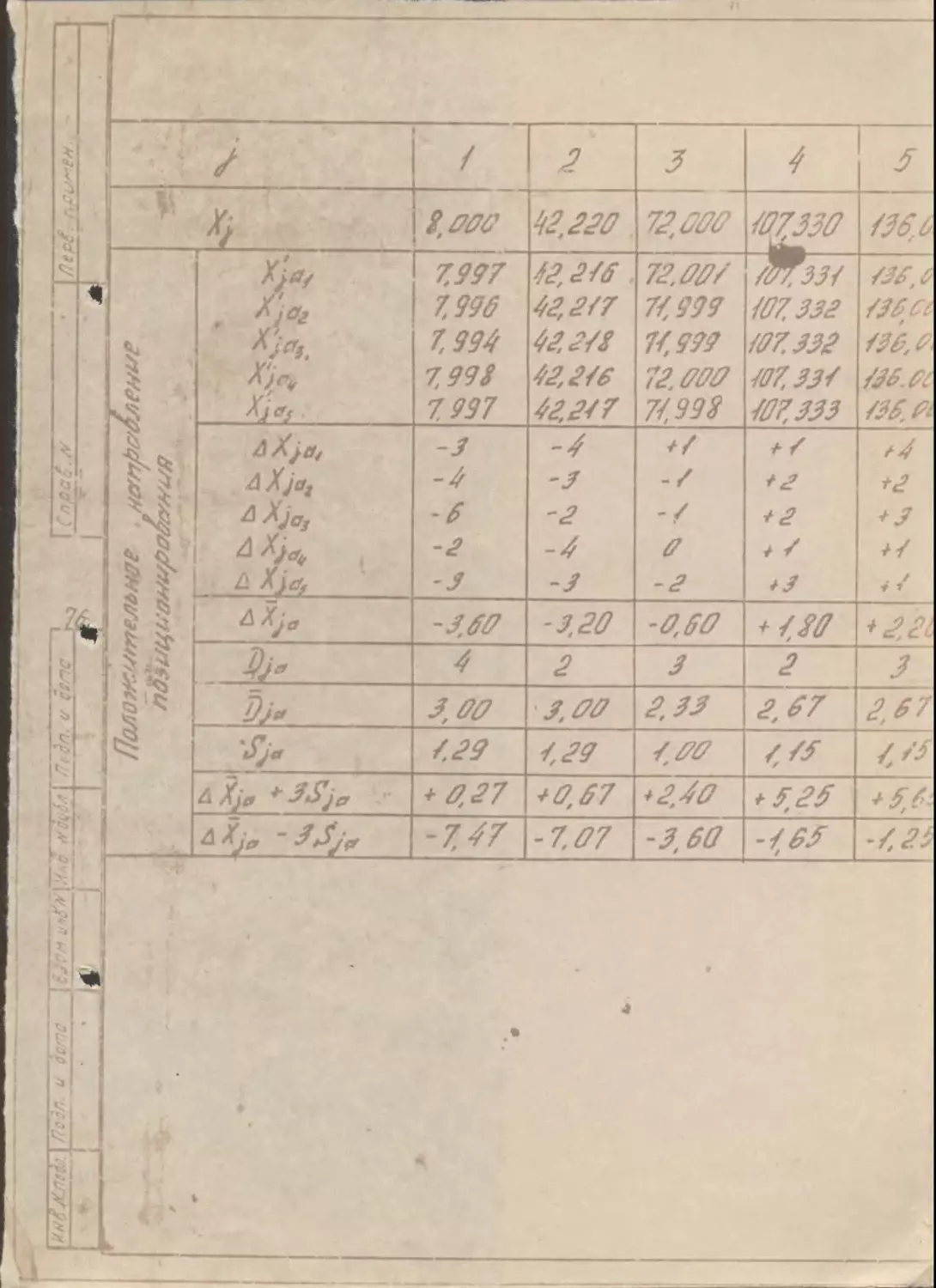
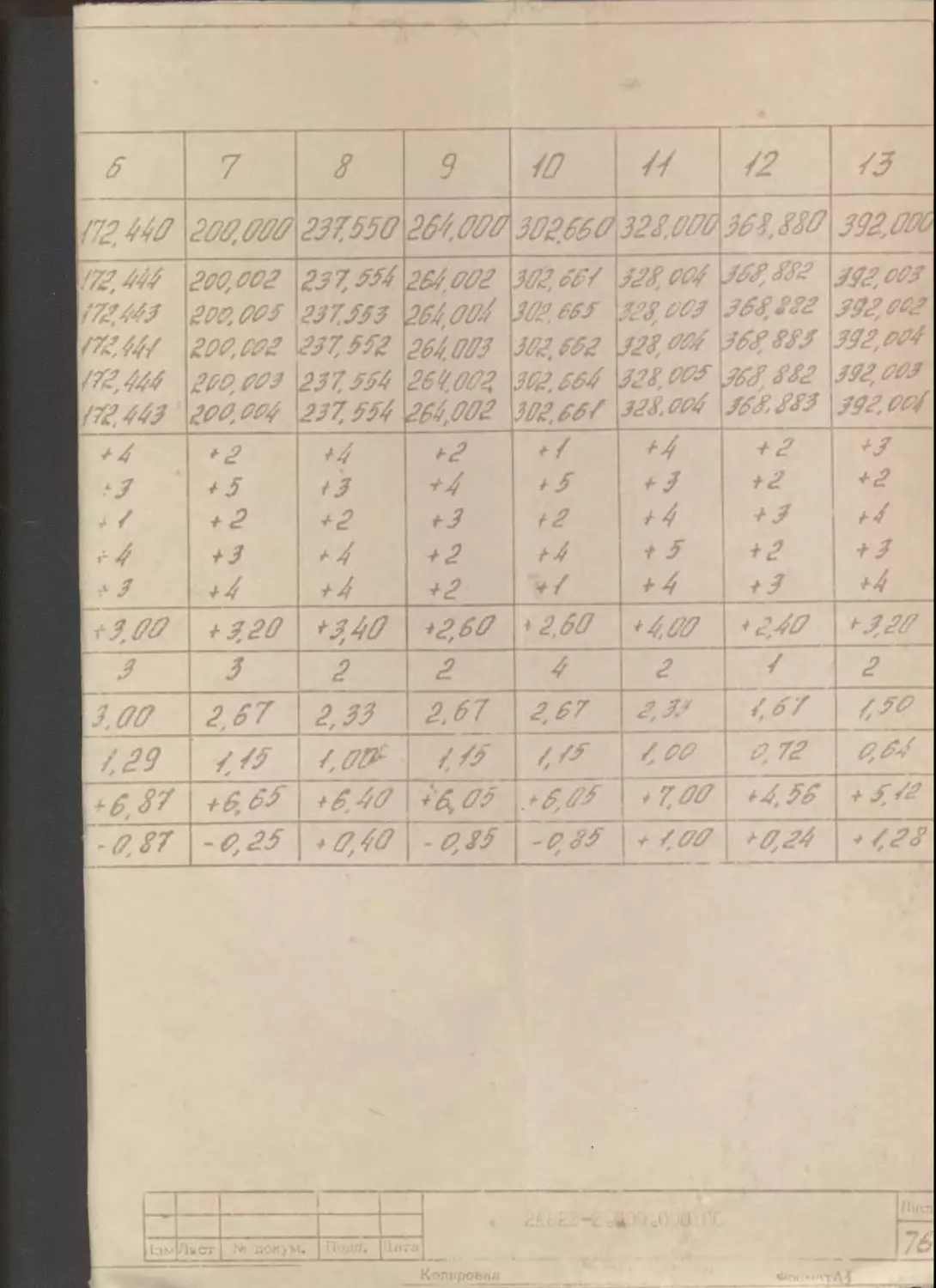
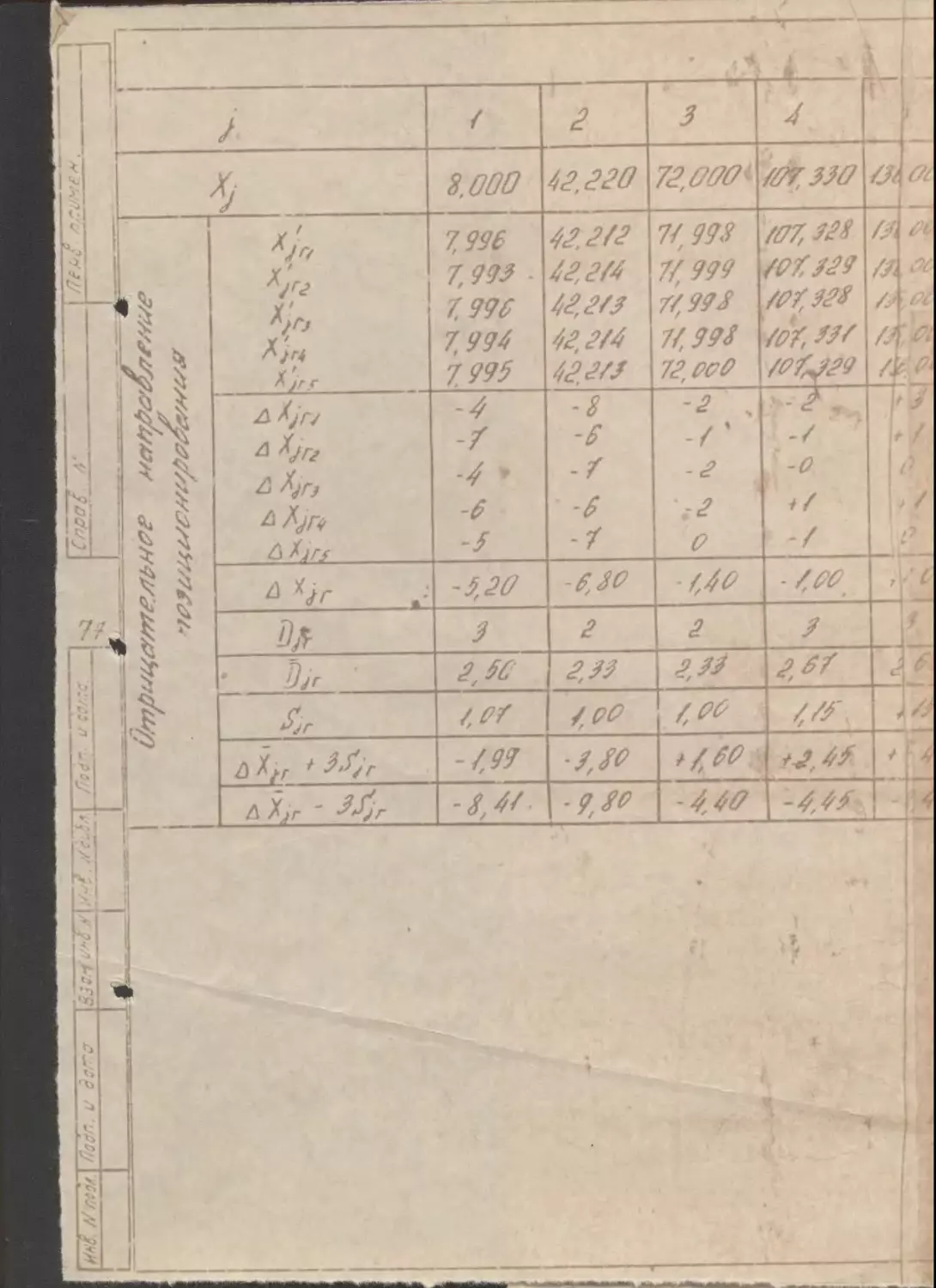
Пример записи и обработки результатов измерения точности
линейного позиционирования приведен в табл.2. На чертеже приведен
график отклонений от заданного положения рабочего органа при изме-
рении точности линейного позиционирования, соответствую!^!} приведен-
ного примеру.
у 4 2 3 4
v * f,iw 92.220 72.000 /07330 7360
I. 1 II s § н ! < M' T V",. x^.' 7.997 7.996 7.999 7.999 7.997 42.276 42,277 42.273 42,276 42.277 72.007 77.999 77,999 72.000 77,999 /ТТэ37 707332 /07.332 407.337 407.333 736,6 736Ю 736.0. 736.0c 736. 0:
лХ/а, A Xjat z XjO} Д fya<, & Xj4 • 1 • 1 1 4 -4 -6 -2 -4 -9 *7 -7 -/ 9 -2 *7 *2 *2 * 7 *3 *4 *2 *3 *7 4 t
A Xja -3.60 -3.20 -0.60 *7,20 *27'
_J± 4 2 3 2 3
fa 9.09 3.00 2.33 2.67 2,67
Oja 7.09 7,29 7.00 7,76 7. 76
A Xjff * OS'j ст *0.27 *0.67 *2.40 *3.26 *6,6
Д Xja ~ 30jfr -7.47 -7.07 -3.60 -7.66 -7.2i
6 7 8 9 <0 74 72 73
<72.440 200.000 237550 267f.000 302.060 328.006 362.880 392,006
<712,444 гео, о02 237.334 234,002 302.007 326.004 336,662 032,003
<72.443 гоо.ооз 237633 234004 302.003 326,003 366,262 332,002
<72.447 200.002 237.332 234.003 302.362 326,004 366.663
<72,444 209. 000 237.330 264.002 302.364 302,000 366662 332,003
<72.443 200.004 237.334 264,002 302.667 326.004 063.863 302.007
>4 >2 >4 >7 >4 >2
>3 >5 >'з >4 >5 >3 >2
# / >2 >2 >3 >2 >4 >3 >4
>4 >3 >4 >2 >4 > 5 >2 >3
>3 >4 >4 >2 >4 >3
>3.00 >3.20 >3,40 >2,60 >2.60 >4.00 ★2.40 >3.20
3 3 2 2 4 2 7 2
3.00 2,07 2.33 2.67 2,67 2.35 <67 7,30
7.29 7.70 7.008 <75 7,75 7,00 0 72 0,64
>0,97 >0.09 >040 4'003 >6,05 >7.00 >4.56 >5.72
-007 -0,23 >0,40 - 0,85 -0,85 > 7.00 >0,24 > 7,26
/Ьст
N? докум.
Копировал
____________________'76
П ' . ч . • А ,
г л- | Лес/ п.-имес. 4
/ 0 3 4
*L 1000 42.220 72,OOO< 7/77330 73<
j/tA'jc/Ылс/мом ^jr, x/y Х/Г, *'tr, K'jrc 7,996 7,993 7996 7,996 7995 42.2/2 42,2/4 42,2/3 42,2/4 42275 74,993 7/,999 7/993 77,993 72,000 /07,328 /0/729 /0/328 /07, 537 /07^29 7A 01 /лес
A 4jre й Xjrt Д 4jr} A/jfr ZS Л/У -4 -7 4 ’ -6 -5 -8 -6 -7 -6 -7 -2 4 -/ ’ -2 ;2 О -2': -7 -0 -/
||| 1
4 *jr -5,20 -6,30 /,40 - /,00 f
С Ъ
3 2 2 3
, • 1‘ ? -А?.--»! Л |:з // ;,hJ 1 w J t Hjr 2,56 233 2,33 2,47
^jr 767 /00 /00 /,75
Z) ^/r * -7,99 3,20 t/,60 ^2,45 4
Л Х/Г * -3,47 •9,30 -4.40 -4.45 -
»
-7 g 9 777 /7 72 75
/72.4Ю 200000 237.530 254,222 3572,550 322,252 359,326 392,6
226, 522 237553 254. 422 322.55/ 322.523 355 33/ 372,662
fa 445 224 22/ 237, 552 25<f, 252 322,553 322,254 353,322 392.563
/72<447 222,22/ 237.55/ 264.62/ 322.55/ 323,522 363,332 392,6X2
f?2,447 222, 222 237.555 254,222 322. 55/ 322.523 353, 33/ 392,263
$72,442 222.222 237.557 254. 223 322.55/ 323.252 363,433 392222
* 2 2 >3 t 3 >/ >2
>7 ‘ <2 2 t 3 > 4 >2 >2
<7 >7 <7 > 7 > 7 >2 >2 >2
1 7/ 2 <5 >2 >7 >3 >7 >3
: >2 >2 >7 /3 >7 >2 >3 >2
-. * 7.20 <2,72 >2.42 >7,52 >7,45 >2,52 >7,32 >225
4 3 2
'.2,33 2,2/ 3,22 322 2,33 2.22 7.5g
',' < 65 /.// 2.29 7,29 7,22 2,55 2,72 2,54
<4.25. >4,25 >5.27 >5.47 >4,477 >5,35 \>3.95 >4, /с.
<7,36 -2.4/ 747 -2.27 -7,52 >2,22 -2,35 <2,23
Ад докум
Подпись Да га
МСЖМСТВО етМЫСГЗООТЕЛМОО U ОНСГРуМ/НТЗЛЗМй /1P0/WC/P£££0CTU
СССР
ордена армий и ордена ортябрзсао Резолюций ленонгрздсрое с’знзс
стздит£льио£ производственное обЬЕдиИЕноЕ им япесвердловл
завод им.я н.свердловй'
3 a & оЗ - у 3 гото£от ель
Чар0ЩДВМОРО£ ет^ьосгйОитОМДор /МаоЗВйДсгВ£ШО£
Q О ОС У гТ £ re м' С
стреле/ /‘оРиЗамтмьмо- ррсто<.'МЬ'О
^од£OuT£6i2-/. 2лого-г. рзбегфг-т
гзогорг-т. е/кггФЫ
гзогоФМ. гРбгглф-: •
Руы&одсгво по зюлмтяций
ТоЛОВЫб РЗЛсиНЬ! РЕЗАНОЙ
гдогг-з- ооо- ооо- тог
3?80г
1 ч к» tl & * t ”. г ?. ч £ ^4 . t < ч !\ ?> л ** >. -1 £ 4 i I ^5 5
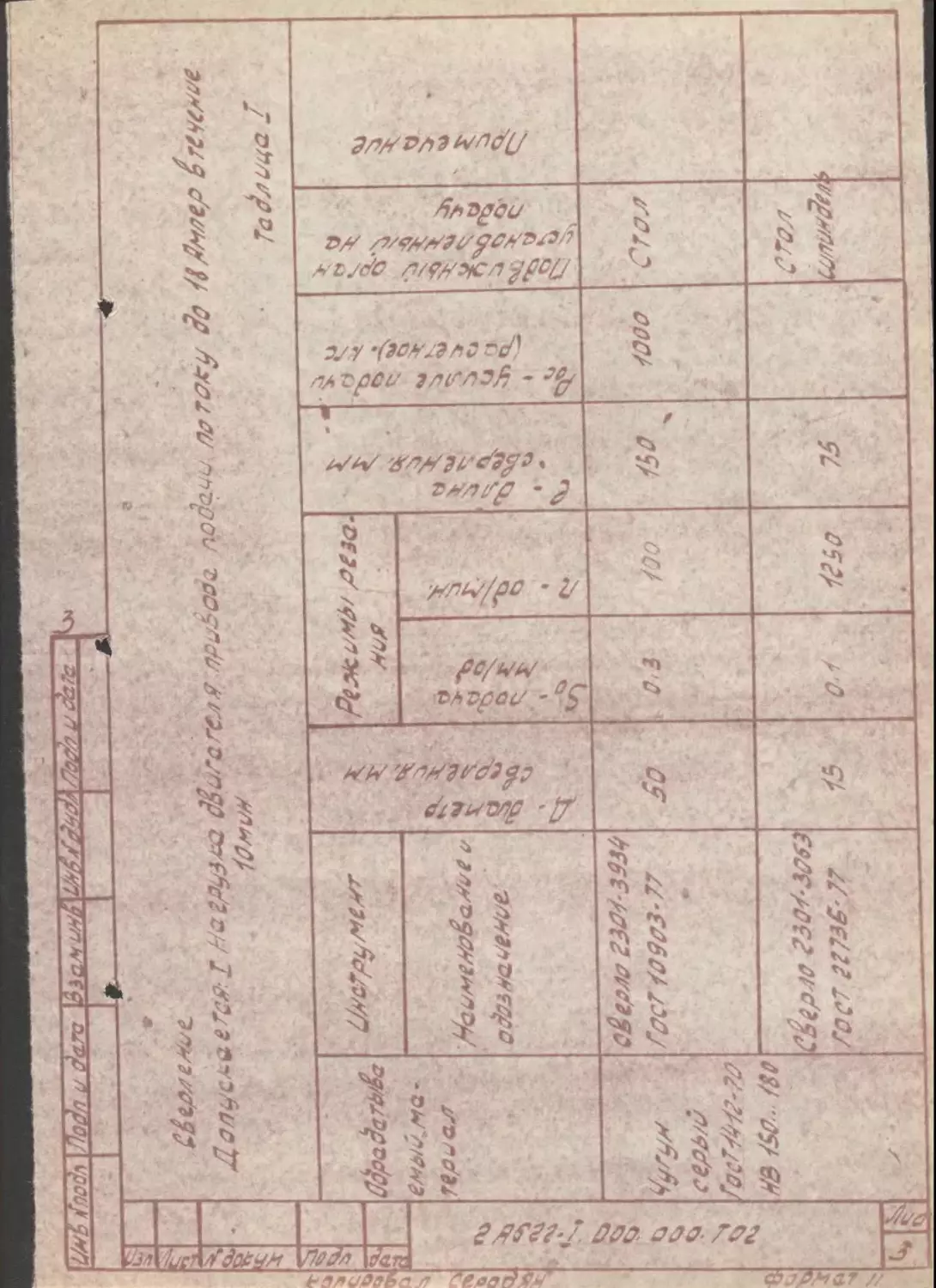
favgcu Т>3/ /WMWtffWMi/i S'ZJc/C /yW3fC/14jf0y J c ^л £ Й _^_J
z/y -(зонлзг^Р MtpOU 3/Hfr>3f} - i
» „f- . tVH/ tf/wtL'ety9, 7>*/>l'f • g / tQ
Реж l/л^/ />еза. Wb//po • 1/ ч}
pc/w ъзъраи - °$ **)
'j'M'erthfj dwwg -p Л 4 vl
1 <4 21 ь. § ’Ч Л 4 N 4 Г* $
1 «4 -«'•51 tj > 1 ? s. 'S} ч> к Ш W й¥ K-SW^OJ r/^c/iJ
’/. 0М a JO-
^злиовьвуг ceaatisJ1 ' &аА*гаг/г
.н&яГло8/1 Лодп и Зато. Ьл-ыд^лГ Ur&PдчЗ, Ладм .far.<i i kJ J
*
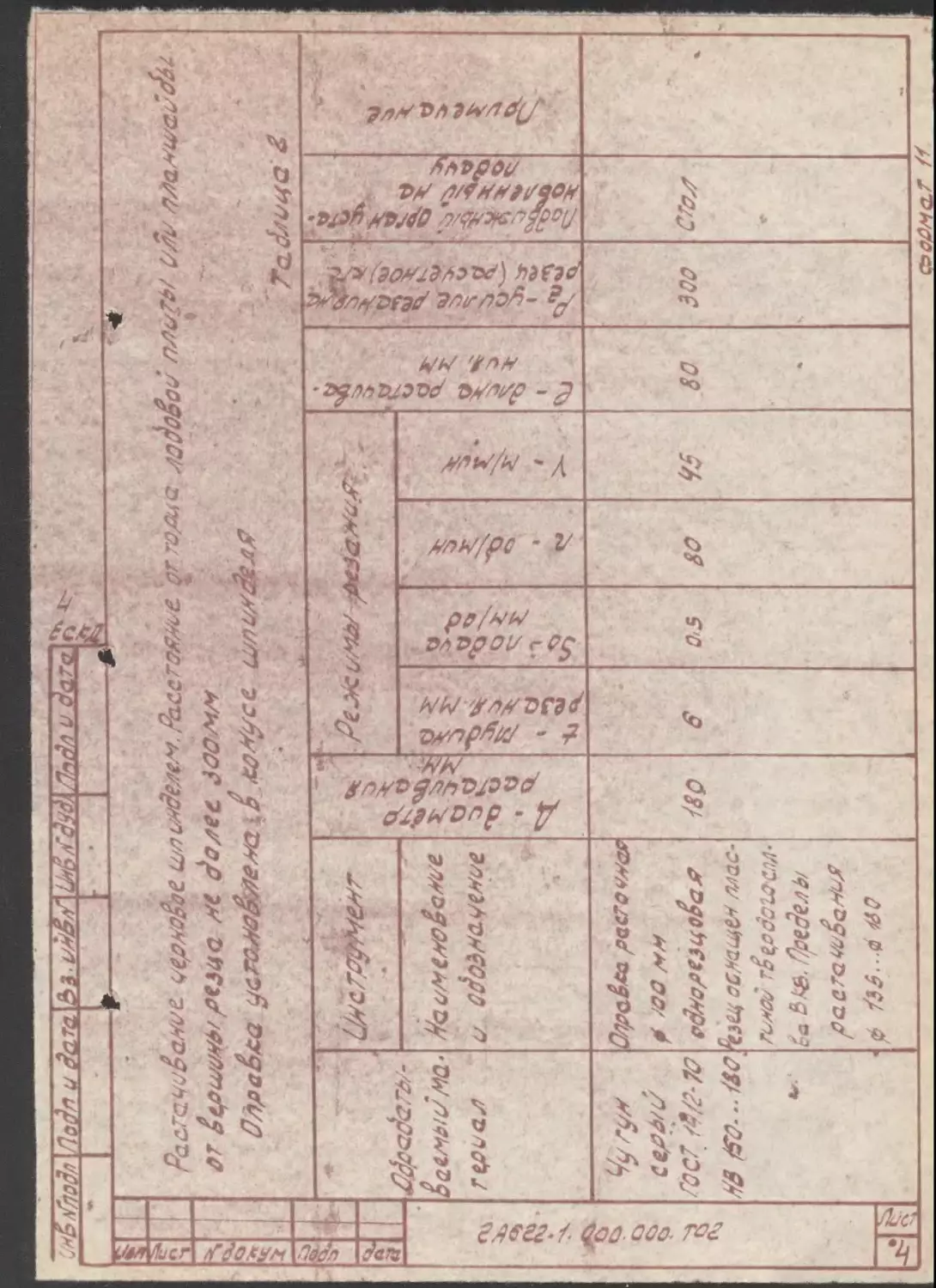
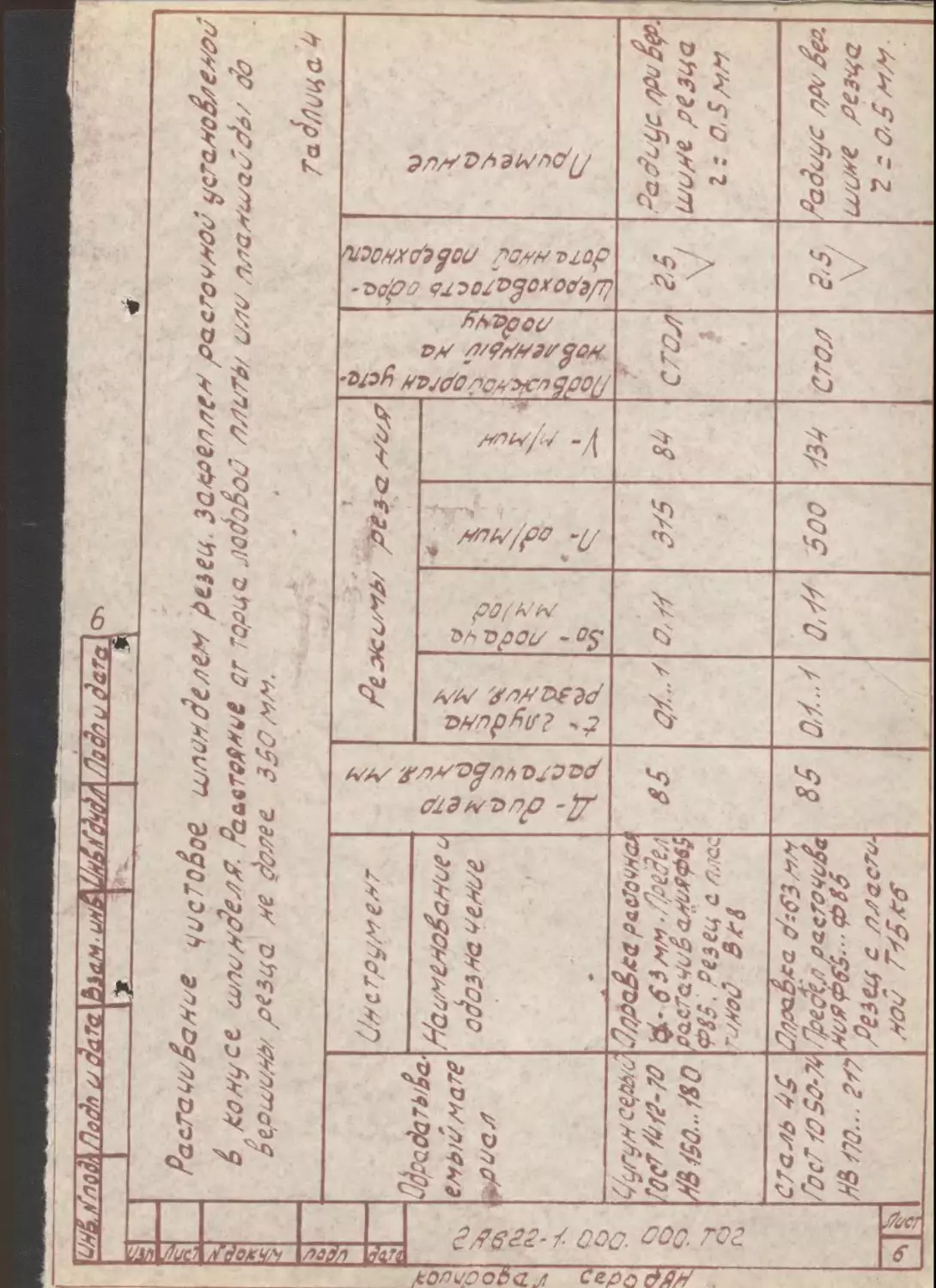
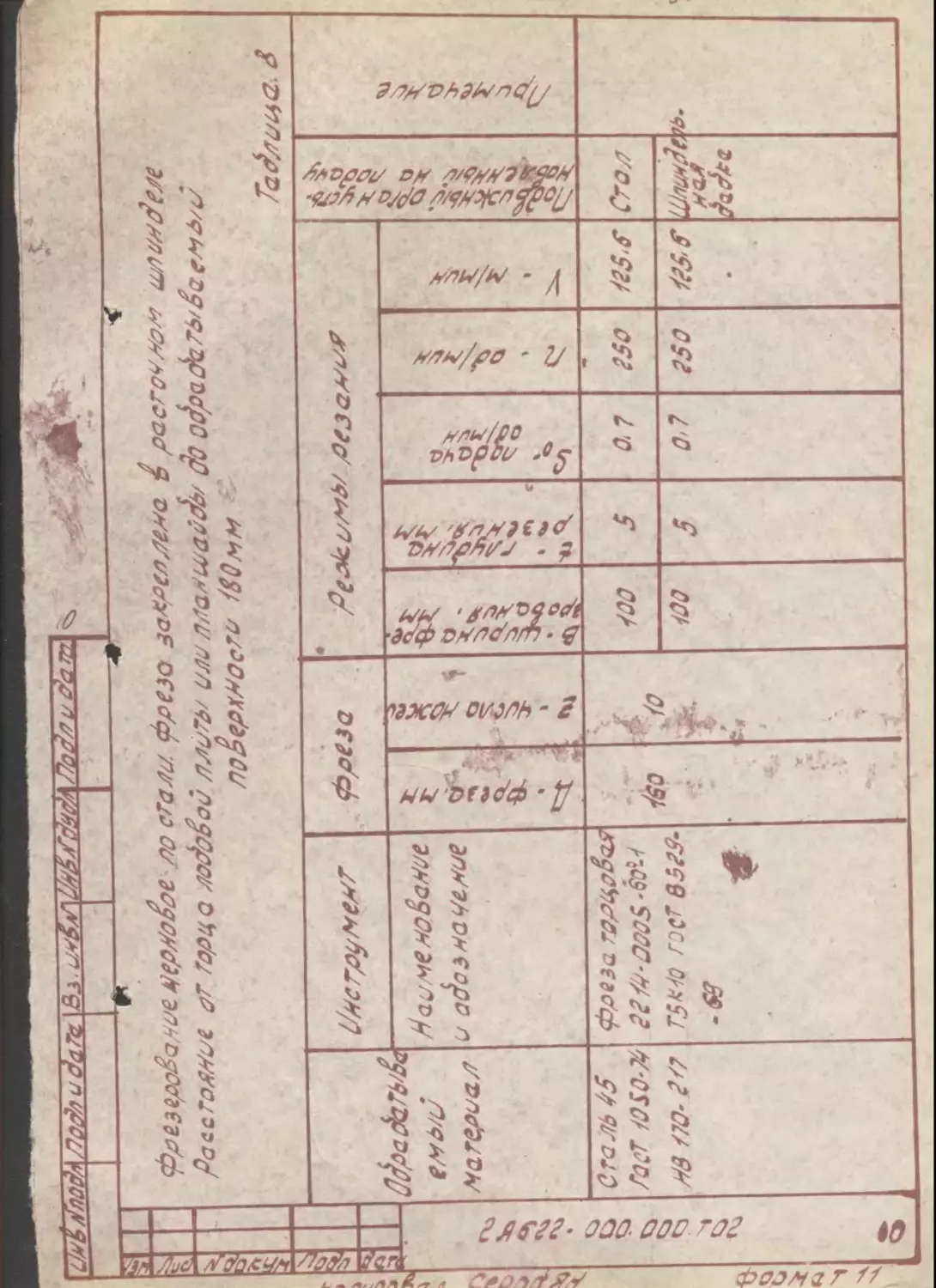
/<м-Ьсг Mow* Ofth part Рас.гс.чи&ание. черноте. шпимдемм.Рксегоыче. ргто/ьа ро^оёоч Mi&, С/Рч рра^и/ач^т. от £сра/ш&резца ме долее. зоо/ч/ч Олра&ла уйгыа&'тем! ij ыМ/се. йлимфрЯ ' Таблица &
Н * адаты- /час/Ма- чар iitfcrffi&r “1* *Ъ и , ч ч4 Peorci/MO/ ^еоатчс/рт; '- г i J? *§ * 1 ГХ 0 U 'Ъ ir „^_ к 1г Чл* ш Г : и I !
R} i в д 4> £ ёаг тер Уаи/чежбам/е и одозма-четуе 1 * < а ъ v •-» А t Л* е
Чугу* с ер рты ГОСТ Тр/г-70 Ю tfQ...ttO ь. 4 ОлраРеа растоыае р /а о /чн едморезцо^ал Чезсц acpauftP мос- тимы TptpdatacM- Та Ы& Пределы раетачоёаттч? р -ftS.-pTiO ^80 ff 0'5 80 80 300 ^0 С Тол Ома.Г / /
» i \ <х 5| 11 $ £ ц Ч X *^ -§ ч* 27 ч I S » S 'С W § 1^ « 41 41 <ч<3 > О <Х £ * $ о *» -< Ч. h w ?• *§ ЧЛ я U ш' «5 'ч>‘*> ^p^OPPlpndj Paifcyc ^Pud^P- Ши^е. резца Z : O.S/ц/ц Ч 4) ^U Q X 4
'usoHX&tfou own pap Ъд'ро <иЛ>ОРЪ$0*0&»/7] 4>^> *s
fiMfyOV UP P/frVWgOH ыэЯ xvj^opp/, >cngpo[j Л’ i
\ • *b N t if r< л?,а/А’ */(
Mlh'/fO -(/ . * 4? r> ln
*: Я fl Of /V,h/ b^VflOL/ -0^ «$ «$
A/<v у/злг^аУ wnpfa? Q
*w 'f/WOffpf, ppp vd ЛЭнъпр -tf 4 4 4> 4>
\ 4» 1 u <5 5? s * Mr I ‘3<*1 у w (’ $11?^ о M 'лУ ^>>1 &x Оч j
i« •e-h ,u A 5> #11 <S <'K к ^<> % y'c v ^4^
$^622--f- ООО. COO. COO Pm 6
_х р.СС Моичь ёёк. ZL
колироРал серо
7
fctf
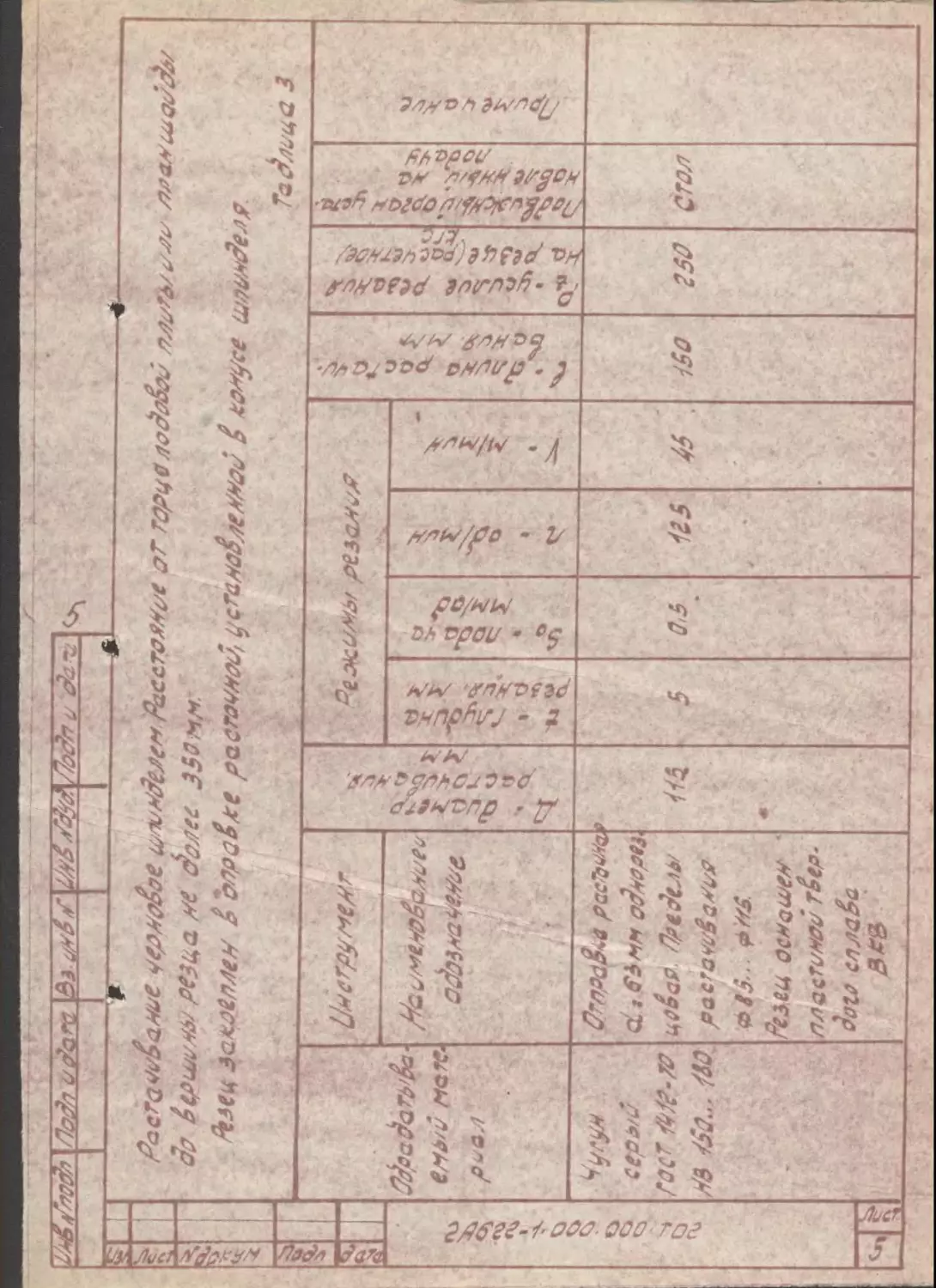
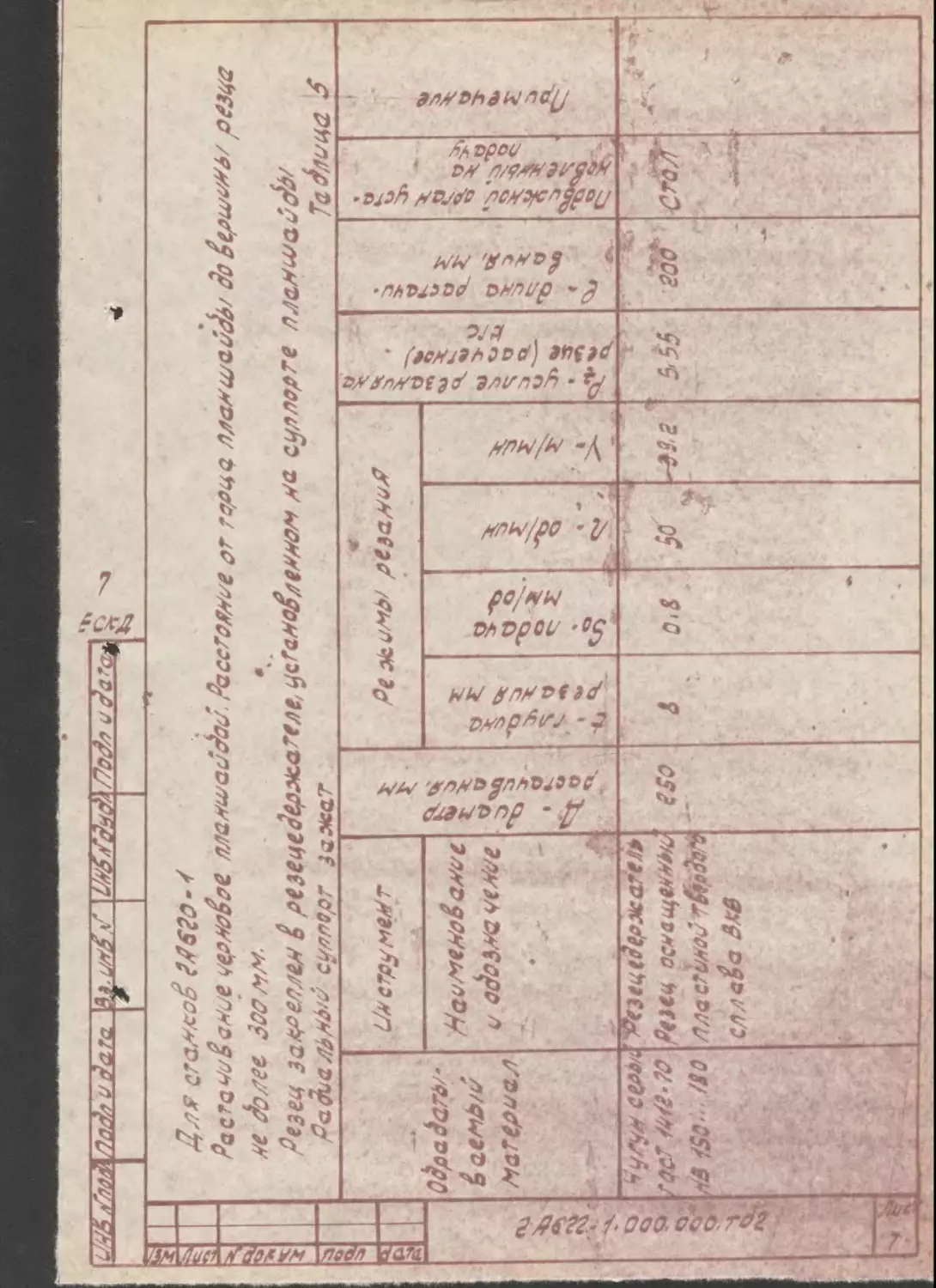
1 4 ъ к 1? 4 ’ $ 1 к s 1 § *> I i * i 4* **» £ s J? Й <i £ U -• u ,U r‘ ’ ' »i s 1 i V 1 <« * •? v ч. 5; fc I < 1 £ 1 Й* <tx'J ? 0 £ 0 s><4 fMBhiWnty * — L S
fa up OU o d wwsi/ai/k oioF> tvurt 'po^ofcngpojj лЛ^
AZV 'l/OHO^ < nhOHOd онпир /i8 ’31--..-i
, • (tC^JiOSDC/} »41if<l ovxwotjd э/>ипз^ < 4» -
P'oA'Bfte' /Pi^oifc зс -Д 1 <\j
pnfa/fO •]/ * r
fO/fafa WVpOL’ -0^ G
Ufa gndt>fid vynpfirj - p *Q
tutu ffn/UO^nhO^OC CtebTOnp -ff
5: м м \ ^,4 и 1 тЛ ’ * < - s 1 «1 ’’•Sr? u U Г? £ о
Odpaiarb/- {> ztHb/u fa ar ер и а.л ИЙ .*^*" .• '_.- CJ/ :!>$/ fp Ol-P/fa 1PCJ vfdia PAufit,
Sjtfi-l-oob.'boi.
towlu&lTiMH \nodn lt/дч
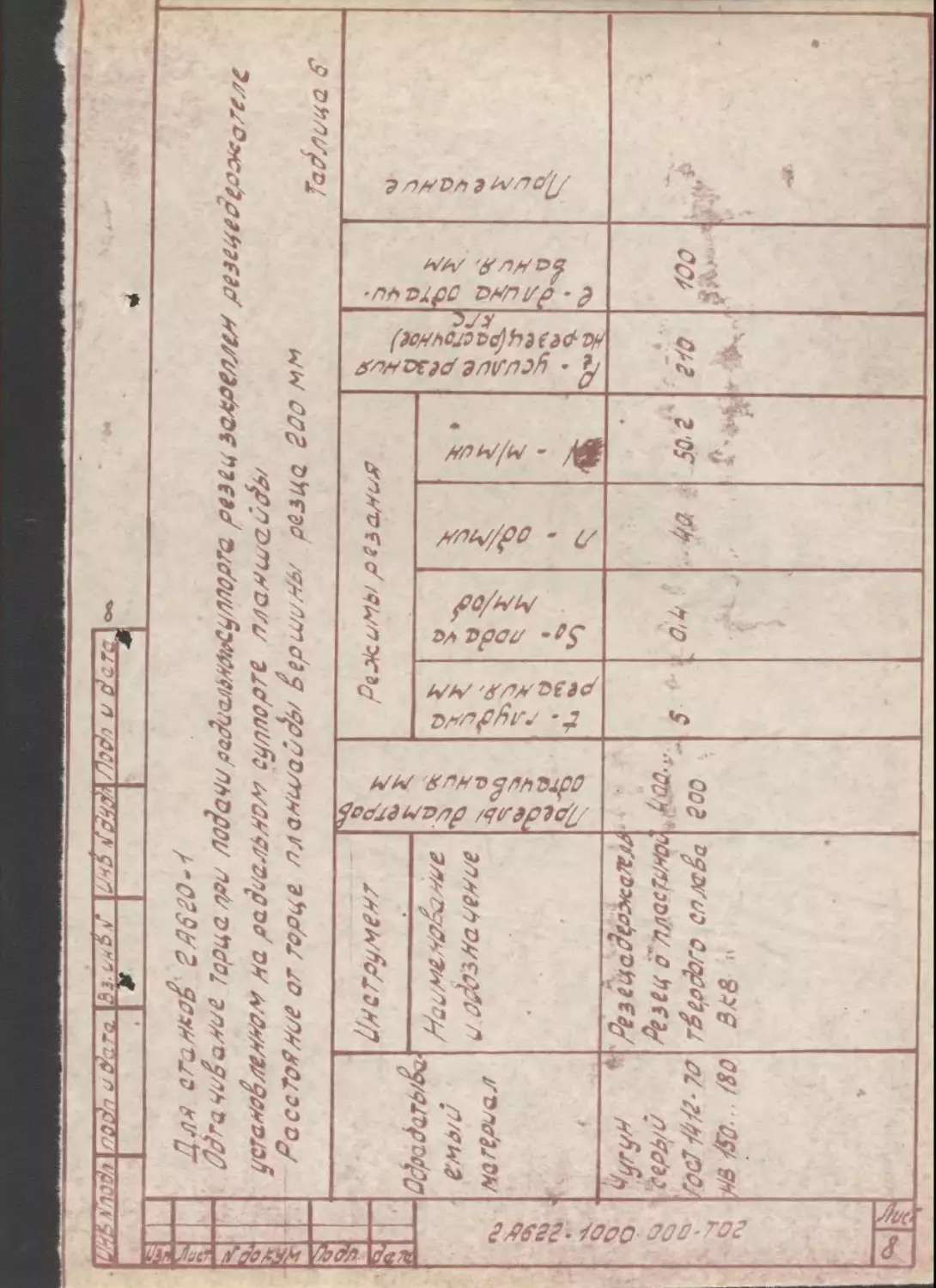
гос-оос ooof- -ггм г ЗА t^n Еакха Wi м
ЧугуР * 'серь/й го&'-РМ-го PS -ffO- /so , $ * e £1 П к fc ? 3 54 н £ е н Н X, Й 'J 'V 1- a R 5h г| ц 'Ч N | £ ^«v ч Л i 9 s ъ П * га Cj, >i й ' < Пл <и I ' t 1 . 1 «i* "Ъ
4» £ -§ £ £ <ь й. tfJ r , S' 5} $ * * <5 t’ 9 ^|J ч il Й ft £ <s & П г> i
co г /Орсдель/ di/амегро^ одтаччёамия, мм
«Л 0. rjC/^L/MQ ргзамс/я^ MtMr 1 г U* '<
ft Si- BoSa mih/oJ
£ /) - orf/OwP
'? ч£ - m)Jmvm •
i-fo * <’<М <f • усилие резамс/Я на 1>е)ец(расгочное)
4* re €-J/Jwa ^та^и*
Лримечаяс/е
9
I
!
|
в
р
!
?
Н
£ 8
§’
I
5»
Л»
£г
•с
£
X
<J
9WV ьзнЩ/ '
fiftpcy vff Mwivfop Vjlfi ЛОНЖ f>ftОЦ § t-i
1 i r~ yzw/v • Д i i
мы/ро и е
folhlhl ъ^грес' - e$
vm '/луог DHOff/^y . 4> *«>
h/K Jvwvаоаэе ia'ci oMaf>fT7.ff ъ
ti & ’’naw mmv> - $
fv^^fddd ЛЗк/гцр fr
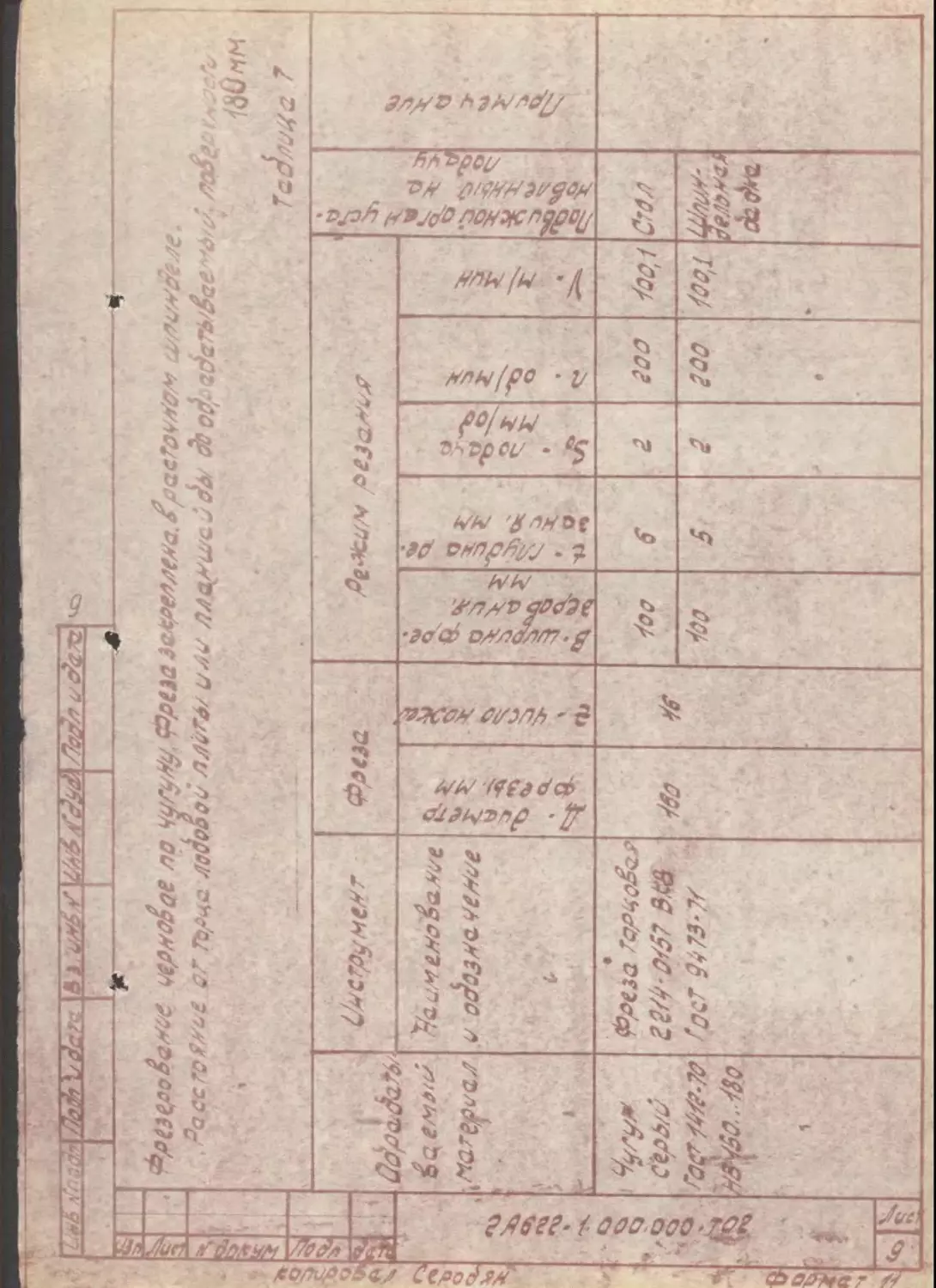
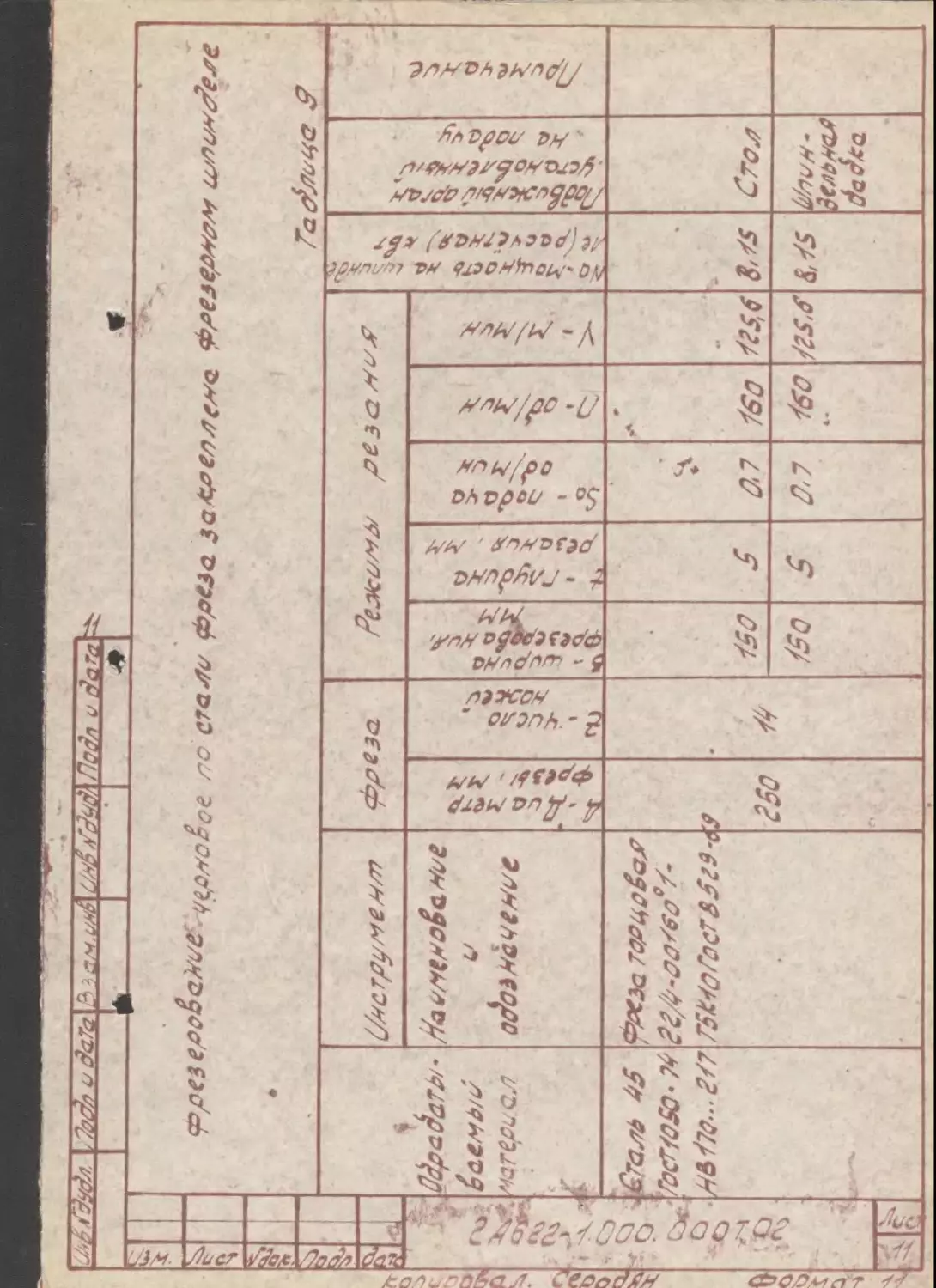
Ч * & u 9/}^3f,-aff€c^o л 3f>AV^M3Mnv/^ ^Pua Гарчо&г? гш-&57 3.as Грет М73-7Т
ewv умаге^а,,7 г * М
,4г.':
яезжюэдяй^^-
iomjp?**' С(роЗзР
'*'• р-
if" ' cbo^rar ff"
// У Г к СО Ср
~—------------
Of
гоа ооо 'Осс -гглгз
'длк^аимагазд^^
Сталь 45 гост мо-% из по- гп 1st- пл R V
фреза тррцрёнд ггм-осю5-&-1 rsmo гост взг#. < * G, S Д Д 1 i (
$ Д. фрезомм J.Z -V ^f’:f* о
ft ...—*г—- g - чс/o/io ЛЛКЛ
1 1 В,. ишрс/ра фре- зрев а ио л • Мм £ 1 ъ с Л
ч t • глы5с/на резеМор, мм
$> ^а’ подача off/Hi/и
1 П - од/мои
• § ч л* <*» Ч И - м/мон
2*4^ R Фод^аРсИЬ/о орлзИ^ст». Иа5Я0ИИр/1/ Ла лооаоу
? Лрлменанре
$
&
$
Ч
$
I
о
I
$
гь
$ Ч
Ч
5?
I
О
to
о
£
S
О
to
S
t §
to
i
1
i’
О'
» J t 4 1 1 i /• $ I s 4 0 *> a I о 0 4 <u ъ v> I 1 и <> & 4» £
fa Vfi OP Dtf ' /’/0KV?/y eveua^1 dt>/rt/fW/btengpoy i
zg* l'tfo///3/’3‘bd)iy ’fff/,i/'>y v>/ lao/rtnoi^' Dy . *>o \? ЧЭ
a-/7// z> f ?</ /‘//v/yo/oaj А-^/А/ -Д 4> > £ 4
A/Ph//fO -U • €
нпы/'ро РЛ Vpou - Ф
//// ‘ tPw>r»d wr>f>Avj - 4
dl JO i 1 J -f; * J oyi’c/i’m - f §
фреза. Pixrav ’ OPDPh.- g
dMuontf' fr s 1 7
I 1 ,7'аряе//оёа.*с/е и одаьначенре 4 H Sv' ? Ъч lit
s '$> § I < Xi & ? Чл « rf Sj -•v Ь «0
— — '• '^^e2^0Oo'^OQlQ^ "
/her &e fa fa di5