/















































































Tags: машиностроение паспорт станки шлифование
Year: 1970




Text
На рис. 4 изображена схема органов управления:
/ — рукоятка фиксатора планшайбы передней бабки;
2 — рукоятка переключения числа оборотов двухскоростного
двигателя;
3 — маховик ручного перемещения стола;
4 — рукоятка гидравлического перемещения стола;
5 — рукоятка крана системы охлаждения;
6 — индикатор осевого перемещения шпинделя шлифовальной
бабки;
7 — маховик поперечной подачи шлифовального круга;
8 — маховик осевого перемещения шпинделя шлифовальной
бабки;
. 9 — рукоятка быстрого подвода и отвода шлифовальной бабки;
10 — рукоятка фиксатора планшайбы задней бабки;
11 — рукоятка отвода пиноли;
12 — маховик поджима центра;
13 — винт поворота верхнего стола;
/ / — индикаторное устройство поворота стола;
15 — механизм перемещения задней бабки по столу;
16 — упор реверса стола;
17 — кнопки «Изделие Пуск — Стоп»;
18 — выключатель освещения;
19 — электропереключатель «Автоматическая работа»;
20 — кнопка «Изделие проворот»;
2/ — рукоятка блокировки перемещения стола при врезном
фелнфовании;
22 — рукоятка регулирования подачи при врезном шлифо-
вании:
23 — кнопка «Общий стоп»;
24 — рукоятка регулирования скорости гидравлического пере-
мещения стола;
25 — кнопка «Включение шлифовального круга и гидронасоса!.
I
ПАСПОРТ
специального круглошлифовального станка для псреш
автотракторных коленчатых валон
Инвентарный №.........................
Тип...................................круглошлифо
Модель................................3A423
Место установки в цехе
Дата пуска станка в эксплуатацию
Назначение станка.....................для перешл
шеек коленча
лов автотрак
двигателей
Год выпуска
ОСНОВНЫЕ ДАННЫЕ
Основные [химеры
Наибольшие размеры устанавливаемого изделия. мм:
Диаметр......................................... 580
длина.......................................... 1600
Диаметр шлифования, мм:
наименьший ...................................... 30
наибольший:
в люнетах................................... 100
без люнетов................................. 150
Наибольшая длина шлифования. мм:
в центрах............................... 1600
н патронах ................................... 1500
Наибольший допускаемый радиус кривошипа изде-
лия, мм .........................•.................... НО
Наибольший допускаемый вес изделия, кг ... . 130
Станина и столы
Наибольшее продольное перемещение стала, мм:
РУЧН(*............................................ 1600
гидравлическое.................................... 1600
10
Рис. 17 Задняя бабка.
ФИ — фиксирующий механизм
Передняя бобка
Количество скоростей "здг-'"я * J J
Число оборотов изделия в минуту . . . •
Размеры центр» .................................
Поворот передней бабки ...............
Электродвигатель привод» изделия,
моишость. клт • ...............
число оборотов в минуту...................
4
.31; 62; 108; 216
конус
Морде № 5
. нет
0.7/15
720/1420
Задняя бабка
Механизм отвода пиноли............................. конус
Размеры ueinpa ...................................Морзе fa <
Величина отвода тишали, мм • »••••'•
Габариты и вес
Габариты станка (длина X ширина х высота), мм . .
Вес станка, кг.......................................
4600х2100х
X 1580
5750
Посадочные и присоединительные базы
ОСНОВНЫЕ ГРУППЫ СТАНКА
Нымаюнаии*
Станина и столы............................................
Шлифовальная бабка .....................................
Механизм осевого перемещения шпинделя шлифовальной бабки
Гидравлическое управление . . .......................
Механизм ручного перемещения стала.........................
Механизм поперечной подачи шлифовальной бабки..............
Передняя бабка .........................................
Задняя бабка ...................................... . . -
Маслопровод ...............................................
Кожух шлифовального круга..................................
Охлаждение . ..............................................
Правильный прибор для правки радиусов шлифовального круга
Люнеты .......................................... ...
Ц^црльный npittop для правки периферии и торца шлифовального
Ограждемм ..............................................
Патроны ................. ..............................
Механизм быстрого подвода н врезания....................
Электрооборудование ....................................
Колячктво
I
I
1
I
I
I
I
I
I
2
2
J
СПЕЦИФИКАЦИЯ К СХЕМЕ СМАЗКИ
рис. 5)
Смазочные устройства н режим смазки
У«лев- ам ейозал чепе па стипн» Наямепсемю Режим CVA3KM М»р»:а еммо* «ОГО по ГОСТ !1|жме«м1Кс
1 Дроссель смазки направ- ляющих станины Принудительная постоянно Масло ин- дустри- альное 20
7 Указатель уровня масла в резервуаре тумбы Поддерживается уровень по ука- за гелю
Рве. В. Схема смазки
сганка
Усл«в Witf СИ« Ремп» емвэнв Марка смазоч
3 Пробка. закрымюшаи отверстие бесшумной цепи в передней байке Перед началом работы 25—3" г .Масло им дустри- алыюе 20 : В я ж * 2111
4 Масленка смазки валика механизма ручного перемещения стола Перед началом работы То же бвбюГ^
5 Указатель уровня масла в шлифовальной бабке Производить кон- троль уровня перед началом рабюты Солидол
6 Окно для смазки шес- терен редуктора меха- низма подачи Один разе месяц
7 Горлоаииа для доливки масла в шлифовальную бабку Поддерживается уровень по ука- зателю Масло пн дустри альиое 12
tt Пробка смазки пиноли задней бабки Перед началом работы 10— 15 с Масло ин- дустри- альное 20 ..мадкупра Н'НОДП ХЯ пиноли1
9 Масленка для смазки ва- лика рукоятки быстро- го подвода Дм раза в педе- лю То же
В условиях высокой температуры н влажности окружал
воздуха, свойственных странам тропического климата, указ!
масла могут оказаться непригодными для применения в шлифе
ном станке и должны быть заменены приведенными в следу
таблице: J
14
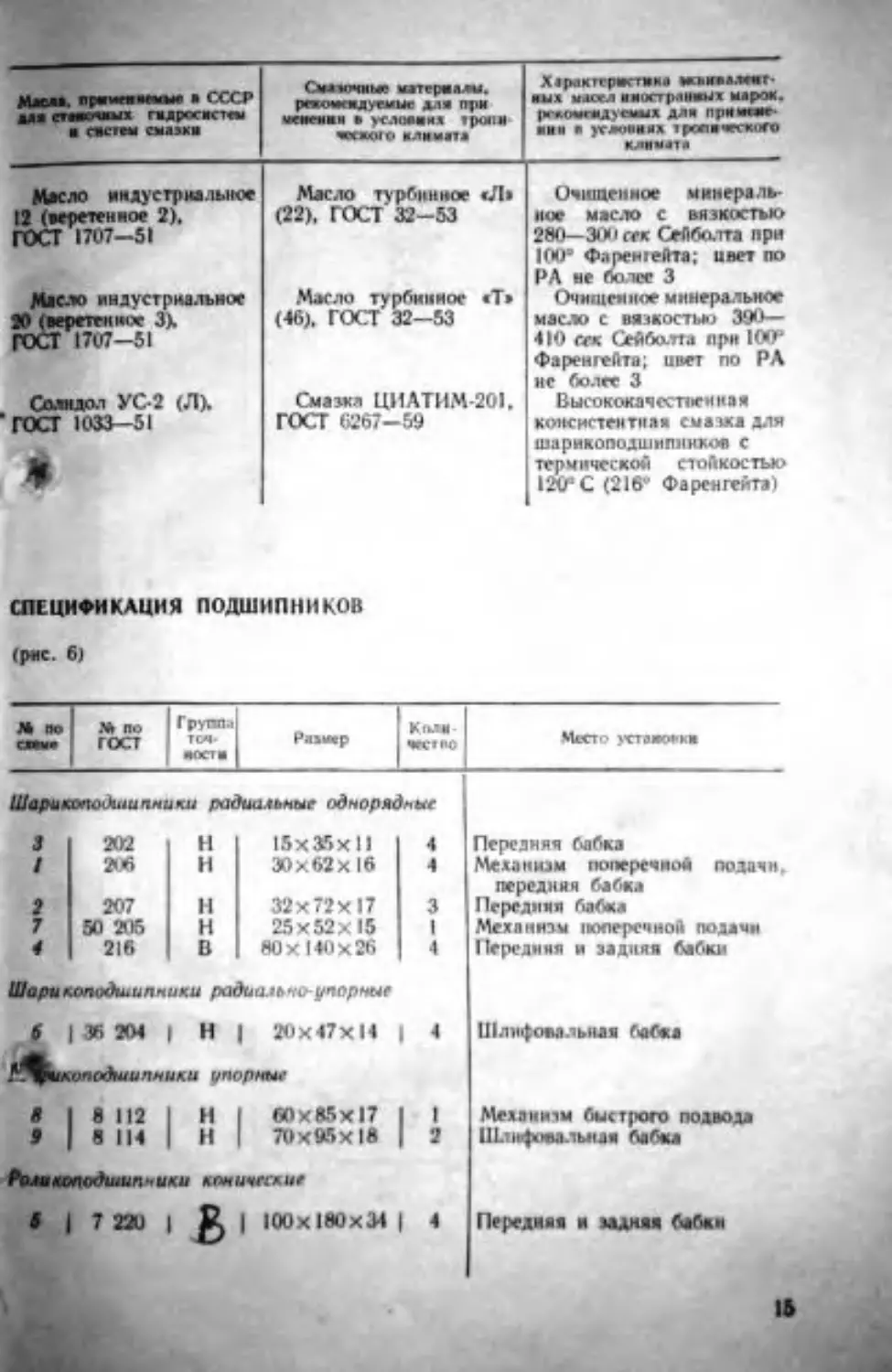
Маса». прммпкныьи СССР матамашх тлросисто. ever ем смазка <лмм1чи1л мл тс ралли, режомгадугмыг дли при мсигиаи • ><л<маи« тропи «ежи о климата Характсрмствка искиил.тият- ых масел ииострлнмых марок. |и-*оме«д>смых дла при меме- ми а утлокиах тропического климата
Масло индустриальное Масло турбинное «Л» Очищенное минералы-
12 (веретенное 2). ГОСТ 1707-51 (22). ГОСТ 32-53 ное масло с вязкостью 280-301 сек Сейбатта при 100е Фаренгейта; цвет по РА не более 3
Масло индустриальное Масло турбинное «Т» (46). ГОСТ 32-53 Очищенное минеральное
20 (веретенах- 3\ ГОСТ 1707—51 масло с вязкостью 390— 410 сек Сейбо-тта при ЮТ Фаренгейта; цвет по РА нс более 3
Солидол УС-2 (Л). Смайл ЦПАТИМ-201. Высококачественная
ГОСТ 1033—51 * ГОСТ 6267-59 консистентная смазка для шарикоподшипников с термической стойкостью 12V: С (216" Фаренгейта)
СПЕЦИФИКАЦИЯ ПОДШИПНИКОВ
(рис. 6)
М по саам» М по ГОСТ Групп.1 то»- ЙОСТИ Рлх«р Кпли- wetno Место устомот-ки
Шарик 3 оподши пне 202 иш рас Н Сильные одноряс 15x36x11 'ные 4 Передняя бабка
/ 2*6 И 30 x 62x16 4 Механизм поперечной подачи.
2 207 II 32x72x17 3 передняя бабка Передняя бабка
7 50 205 н 25 x 52x15 1 Механизм поперечной подачи
4 216 в 80x140 x 26 4 Передняя и задняя бабки
Шарикоподшипники радиально-упорные б | 36 204 | Н| 20x47x14 < Шлифовальная бобка
{^^икоподшипники упорные в | 8 112 I Н I 60x85x17 1 Механизм быстрого подвода
8 114 Н 70 x 95x18 2 Штнфоеалыия бабка
Ромюподшип-ики конические б | 7 22U | g | 100x180 x 34 4 Передняя и задняя бабки
СПЕЦИФИКАЦИЯ ЗУБЧАТЫХ КОЛЕС, ЧЕРВЯКОВ И ЦЕПНЫХ ЗВЕЗДОЧЕК
(см рнс. 18)
М по СХ*М» Часло зубытп ала Малул» ала шаг. tut Шара вл мб«*. мм Материал 1 срми<ж*ли обработка
Рейка 150 2 14 Стам 45
9 180 3 25 Сталь 45
22 1 4 50 АСЧ1
25 54 2 15 Сталь 45
19 19 2 20 Сталь 45 Закалка 48—50
16 11 2 2» Сталь 45 Закалка 4b—50
а 12 3 37 Сталь 40Х Закалка 45—50
5 96 2 16 Сталь 45 Закалка 42-45
3 19 2 16 Сталь 45 Закалка 48-50
ff 3 58 2 11 Сталь 45 Закалка 48-50
3 76 2 И Сталь 45 Закалка 48—50
2 36 2 II Сталь 45 Закалка 48—50
2 18 2 11 Сталь 45 Закалка 48-50
13 48 1 8 Сталь 45
н 50 1 7 Сталь 45 Улучшение
14 12 1 8 Сталь 45 Улучшение
15 110 1 14 Сталь 45
16 19 2 15 Сталь 45
17 48 2 15 Сталь 45
23 18 2 15 Сталь 45
11 72 12.7 48 СЧ 21 40
10 17 12.7 48 Сталь 45 Закалка 48-50
на схеме не 17 2 14 Сталь 45
показано
21 1 4 Сталь 45 Улучшение
3 HN
КОНСТРУКЦИЯ
КРАТКОЕ СООБЩЕНИЕ О РАБОТЕ СТАНКА
Посредством ряда кинематических испей и гидравлической с
темы в станке осуществляются следующие движения:
вращение шпинделя шлифовальной бабки;
вращение изделия;
ручная поперечная подача; 1
быстрый гидравлический подвод и отвод шлифовальной баб
гидравлическая подача шлифовальной бабки на врезание;
ручное перемещение стола;
гидравлическое перемещение стола;
осевое ручное перемещение шпинделя шлифовальной баб
осевое ручное перемещение пиноли задней бабки.
СТАНИНА И СТОЛЫ
Станина 2 чугунная, литая, с продольными направляющим
двумя резервуарами — один для охлаждающей жидкости, дру
для масла гидросистемы и смазки (рис. 7).
По продольным направляющим передней части станины го
мешается нижний стол /, который несет на себе верхний пово|
ный стол 5.
Поворот верхнею стола для шлифования конусов произвол!
с помощью винта 7. Для закрепления верхнего стола в нужном
ложенин служат прижимы .3 н 10. Для точного регулирован!
контроля угла поворота верхнего стола служит специальный
дикаторный прибор 9.
Для осуществления максимального поворота верхнего с
необходимо снимать основание переднего щитка, а сам щиток
пить на корыто стола.
В Т-образном пазу нижнего стола крепятся переставные vn
реверса. Перемещение столов осуществляется двумя способам
ручным и гидравлическим. -Д
Рис. 7. Станина и столы
Ручное перемещение производится Д "°^^ейкогГ^^к
жшш». шескр»" “ТОР°ГО ’а-'-™*'™ с рейкой ук
сто.,о. служит цилиндр
цвплчппжно укрепленный на нижнем столе.
Штоки 8 поршней этого цилиндра укреплены на станинек
штейн™ // » /; на штоках нанесены продольные риски, с-
сгщлощие верхнему положению отверстий в поршнях.
Подтяжка уплотнений штоков производится винтами фл
цев. На верхней плоскости тумбы укреплена подкладная плита
с поперечными направляющими, по которым на роликовых шг
перемещается шлифовальная бабка.
На правой стенке тумбы монтируется насосная установка,
служащая для питания гидросистемы стайка.
' Внутри тумбы расположен резервуар для масла.
ШЛИФОВАЛЬНАЯ БАБКА
(рис. 9)
Шпиндель 16 шлифовальной бабки (рис. 8) приводится в дв
ние от отдельного электродвигателя 9, установленного на корпусе
шлифовальной бабки, с помощью клнноременной передачи 8.
Натяжение клиновых ремней производится поворотом винта /0t
перемещающего подмоторную плиту вместе с электродвнга
Шпиндель шлифовальной бабки вращается в двух подшн
ках скольжения специальной конструкции. Подшипники и
по пять одинаковых вкладышей 13. представляющих собой otacj
ные сегменты, охватывающие шейки шпинделя. Два нижних в
дыша (нерегулируемые в радиальном направлении) во избежаний
осевого перемещения удерживаются штифтами //. запр
нымн в корпус. Остальные вкладыши подшипника поджимаются
винтами, расположенными в одной плоскости. Каждый винт 13
имеет хвостовик, входящий в отверстие во вкладыше и прадохрМ
няющнй его от смещения (см. разрез по В В).
Регулировка вкладышей (рис. 10). Вкладышам придана
кая форма, которая допускает некоторый поворот их при врав
нии шпинделя, что обеспечивает получение масляного кл»
между трущимися поверхностями Шпиндель, вращающийся в । щ
подшипниках, имеет постоянное место, что гарантирует точш
высокое качеств#» шлифуемых поверхностей.
Регулировка вкладышей производится на заводе-изго
и рассчитывается на продолжительное время работы
* риР°вке малмтей надо прибегать только в том сл
если необходимость ее точно установлена
Выполнение данной работы’ следует поручать слесарю i
квалификации. хорошо знакомому с подобными работами.
2н
Рис. 8. Шлифовальная бабка
1ЯТ1 к оегулировке подшипников, необ-
Перед тем. как приступать к р<)
холимо: мнстоумент: специальный ключ для про-
подготовить нужный инструме f два ключа под вин-
вертывання шпинделя (ПР^^ с 1 6 мм и С = 12 леи и шире*
ты с внутренним luec™rPa,‘^)K мм.
КуЮеНяТ“Р^шк;И"ож>": «нфо^ьный круг с фл.нц»к н
ко-
жух круга.
Рис. 9. Общий вид шлифоиалыюй бабки
Сиять со шкивов ремни, оставив только один-два ремня.
Регулировка вкладышей производится сразу же после обкати
шлифовальной бабки, когда подшипники в нагретом состоянш
выполнять регулировку следует быстро, пока температура подшш
ников еще значительно не понизилась.
Порядок регулировки должен быть следующим:
вывернуть пробки левого н правого подшипников, затем аыв4
путь контрящие винты а и б;
отверткой затянуть регулировочные винты 1 в левого подшн
ника и 4 в правого подшипника.
При затяжке винтов в необходимо поворачивать шпиндель
сторону его рабочего вращения (на рабочего) с помощью клкУ
за гайку, крепящую шкив на шпинделе.
Верхние вкладыши рекомендуется затягивать туго для тог
чтобы хорошо фиксировать шпиндель, прижав его к нижним вклад
щам. Шпиндель должен поворачиваться от усилия 25—30 кГ, при-
ложенного на конце ключа;
далее регулировать винты 5 и 6. Регулировочные винты в завин-
чивать туго, но без приложения больших усилий. После этого ввин-
тить промежуточные винты б, которые осторожно ввести до упора
Рис. 10. Схема рсгулнроики пкладышей
^регулировочные и отвернуть на ’/« оборота обралю с тем, чтобы
обеспечить нужный для натяга зазор между винтами. Внимательно
следя за тем, чтобы винпя б не провернулись, завинтить винты а.
Эти винты затягивать очень туго, чтобы законтрить регулировочные
винты в;
затем перейти к регулировке винтов 2 и 3, которые регулиро-
вать так же, как и винты 5 и б;
после этого, если необходимо, слегка отпустить винты 1 и 4 а
и поставить в их отверстия контрвинты. После затяжки винтов а
23
«ельАояжек „ро^.ч-^я . сторону рабочего вран,
toC»a^°nS""ников .нлнфональной бабки "Р™" “
залитым » резерву-Р корпуса, н контролировать положением у
ня масла в маслоуказателе.
МЕХАНИЗМ ОСЕВОГО ПЕРЕМЕЩЕНИЯ ШПИНДЕЛЯ
ШЛИФОВАЛЬНОЙ БАБКИ
Осевое перемещение шпинделя шлифовальной бабки про
днтся механизмом осевого перемещения шпинделя (см. рис.
Л При вращении маховика 5 против часовой стрелки дниже
передается винтовым шестерням 7 в 6. Шестерня 6 закре
на винте-валике 2. Получая вращение от шестерни 6, он перем
гайку 4 влево, увлекая прн этом рычаг /4. который сообщает ос^
вое перемещение шпинделю 16. Движение ганки 4 через сфер*-
скую опору рычага 14 передается втулке 3, и пружина J5 пг
мается. 1
На втулке 3 имеется конический участок, с которым соприка-
сается ножка индикатора /. I
Прн перемещении втулки влево или вправо (в зависимости от
вращения маховичка) ножка индикатора будет соответственно
подниматься или опускаться н стрелка его укажет величину осе-
вого перемещения.
Показание индикатора 0,01 мм соответствует 0,1 мм перемеще-
ния шпинделя.
МЕХАНИЗМ ПОПЕРЕЧНОЙ ПОДАЧИ ШЛИФОВАЛЬНОЙ БАБКИ
Поперечная подача шлифовальной бабки осуществляется меха-
низмами ручной и гидравлической (врезной) подачи (рис. II). Руч-
ная поперечная подача производится вращением маховика /,
которое через конические шестерни 4,5 и 6 передастся гайке 7. смоМ
тированной в кронштейне, укрепленном на нижней плоскости кор-,
пуса шлифовальной бабки. Прн повороте маховика / ганка 7 пере-
мещается по винту поперечной подачи, составляющему часть
механизма быстрого подвода, и ведет за собой шлифовальную бабку.
Заодно с маховиком вращается лимб 2. На его торце нанесены
деления, по которым можно устанавливать требуемую палачу. V
Цена деления лимба на диаметр изделия — 0.005. С помощ1Я
механизма поперечной подачи можно производить шлифование да
упора с учетом износа шлифовального круга.
Для этой цели служит неподвижный упор 8. укоетенный на
корпусе передней панели механизма поперечной подачи, и упор 3
укрепленный на лимбе 2. ' ' ор ••
Механизм гидравлической подачи шлифовальной бабки состоит
из цилиндра быстрого подвода, закрепленного в подкладной плите.
24
Pwc. 11. Механизм попе-
речной подачи шлифогаль*
ной бабки
и механизма врезания. Наибольшая величина врезания — 1,6
на диаметр изделия.
Работа механизма быстрого подвода и врезания опнсака в
деле «Гидрооборудование».
МЕХАНИЗМ РУЧНОГО ПЕРЕМЕЩЕНИЯ СТОЛА
Ручное перемещение стола (рис. 12) производится при п«
маховика 47 (см. рис. 18) и шестеренного механизма, связан
рейкой стола. Переключением шестеренных пар .механизма ,
гаются две скорости перемещения стола. Получение двух ci
тей осуществляется передвижением маховика 47 в осевом направ-
лении. Для получения большей скорости необходимо передвинуть
маховик на себя, для получения меныпей скорости маховик
передвинуть от себя. Блокировка механизма описана в «Выклю-
чении механизма ручного перемещения столаэ (раздел «Гндрообо-
рудование»).
ПЕРЕДНЯЯ БАБКА
(рис. 13)
Шпиндель 6 передней бабки (рис. 14) вращается в подшипни-
ках качения повышенных классов точности.
Натяжение ремней клнноременной передачи 3 осуществляется
поворотом эксцентрикового фланца 12 и натяжным роликом.
Натяжение бесшумной цепи производится также натяжным
гВДуком 9, положение которого устанавливается рычагом 8 н фик-
сируется винтом с прижимной гайкой 10.
Рис. 13. Общий вид передней бобки
При шлифовании шатунных шеек коленчатого вала к планшай-
ба- 5 крепится специальный патрон, при работе в центрах — пово-
док. Как при шлифования шатунных шеек, так и при работе в цен-
трах шпиндель б должен вращаться в своих опорах, поэтому план-
шайба .5 должна быть постоянно соединена со звездочкой 7, сво-
бодно сидящей на шпинделе.
27
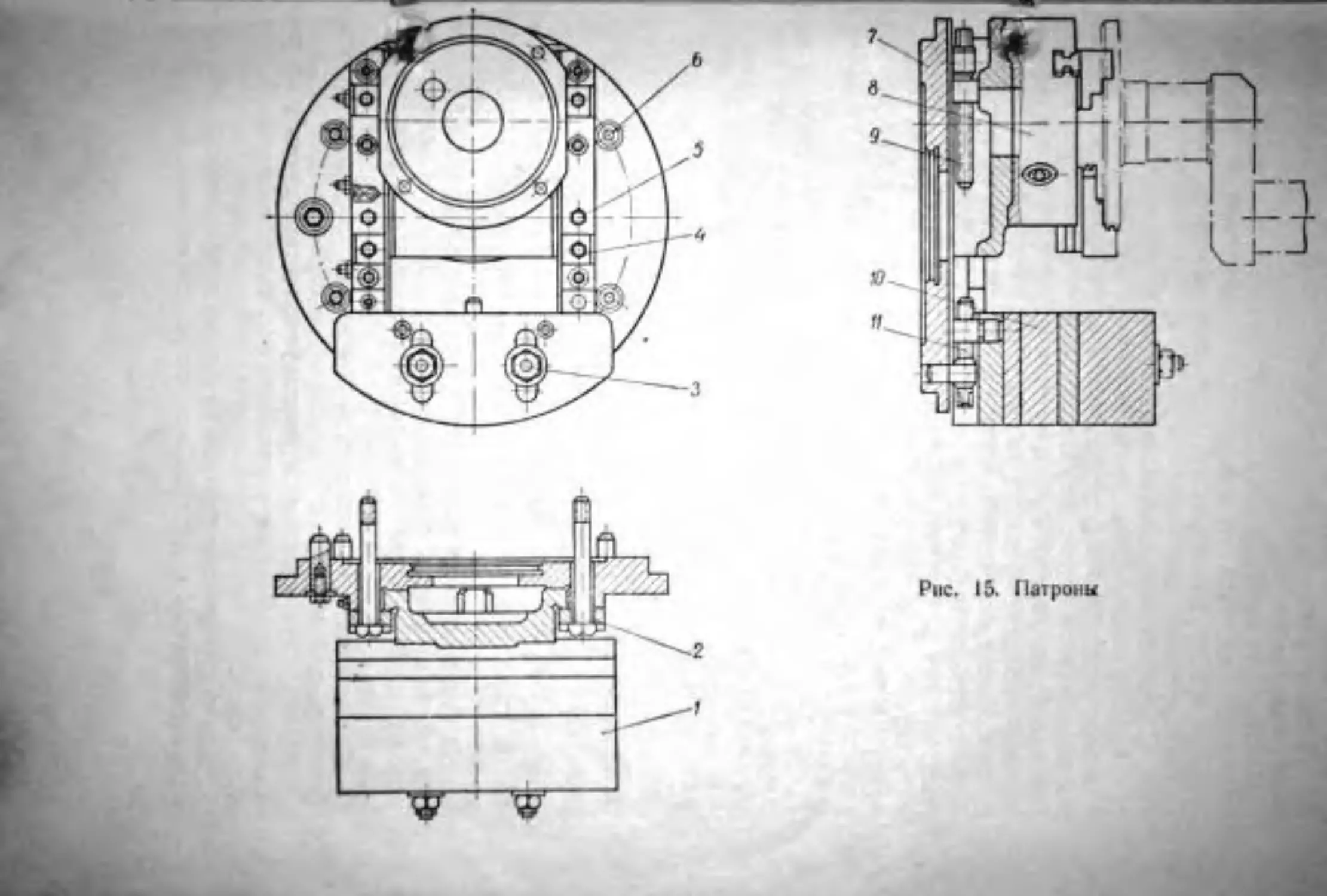
6
Рис. 15. Патроны
Пр» шлифоваиин шатунных ч^Т.
„ХХ^умя винтами (на рисунке не показано). U.
““’пла’.шайКредкей бабкн имеет по два отверстия со
мн // с р“ 14). служащими для фиксирования п-
изделия в двух диаметрально противоположных положения,.
Фиксирование положения осуществляется поворотом р
кн / С рукояткой поворачивается валик /6 вместе с эксце
15 На эксцентрике свободно сидит рычаг 14, с которым шар
соединен фиксатор 13. Поворот эксцентрика 15 вызывает п
ное перемещение фиксатора 13, который входит в отверстие,
руя положение планшайбы. При возвращении рукоятки в пер
чальное положение фиксатор 13 выводится из отверстия пла
и освобождает последнюю, давая ей возможность вращаться.
Этот механизм фиксирования используется для установки
ленчатых валов при шлифовании шатунных шеек. Специ
патрон (рис. 15) состоит из корпуса 7 с направляющими, с
трнрующего трехкулачкового патрона 8, пакета контргру
и винта 9 для регулирования положения трех кулачкового п
в зависимости от радиуса кривошипа.
Балансировка коленчатого вала производится изменен
и изменением положения пакета грузов. Перемещение грузов вд
направляющих производится с помощью винта 11. Перед j
кой коленчатого вала в самопентрирующий патрон кулачки
ряются на биение и при необходимости шлифуются.
ЗАДНЯЯ БАБКА
(рис. 16)
&бк^Ив^ашХ3яадиНСЙ бабКН (РИС ,7)’ как и шпиндель п
точней подшипниках качения повышенных
В
Е щГр Раб°ТС й ~ в --Р^еХнТм^а^с
фикснрующий°ВмеханюмЧ‘1Т°'° ”ЛЛЗ “ Задней б®6» также
Конструкции планшайбы (hturrunvin
передней н задней бабок аналогичны ffCr° мехаиизма У
и патрона). "«логичны (см. описание передней
Для шлифования в центпах nHUTn..
ходится пиноль 4 с постоянно шпинделя задней
30 ”НИ0 Аейс™ующей пружиной.
Отвод пиноли для установки изделия производится рукояткой 5
через валик-шестерню 7 и гильзу 3. представляющую собой рейку.
Люфт рукоятки предусмотрен конструкцией.
При шлифовании тяжелых изделий поджим пиноли производит-
ся вращением маховичка 6 через винт 8.
Шпиндель задней бабки получает вращение от передней бабки
через шлифуемое изделие.
Рис. 16. Общий вид задней бабки
ГИДРООБОРУДОВ,\Н НЕ
Лопастным насосом / (см. рис. 18) масло из резервуара подается
через напорный золотник 49 к цепям гидросистемы под давлением
8—10 кГ/см*. На схеме показано такое положение кранов и золот-
ников. при котором происходит:
выключение механизма ручного перемещения стола;
движение стола вправо;
отвод шлифовальной бабки;
возврат механизма врезания в исходное положение.
Выключение механизма ручного перемещения стола
При включении гидравлического перемещения стола механизм
ручного перемещения автоматически выключается. Это достигается
тем, что при переводе рукоятки 36 в положение «Пуск» масло под
давлением поступает под плунжер 7, который, перемещаясь.
Рис. 17 Задняя бабка.
ФМ — фиксирующий механизм
ь fe
ключает муфту 6, и вращение маховичка 47 не передается шестер-
не 8. связанной с рейкой
При выключении гидравлического перемещения стола масло
из-под плунжера сливается, а муфта снова включается пружи-
нами 4.
Движение стола
Управление движением стола производится с помощью гидро-
панели. которая дает возможность включать и выключать гидрав-
лическое перемещение стола, изменять его направление и скорость.
Рукояткой 36 управляются золотник реверса 41 и кран вклю-
чения 43.
Наклоном рукоятки вправо или влево гидросистема подготав-
ливается для движения стола в соответствующую сторону, а накло-
.•Ьп той же рукоятки «на себя» включается это движение.
Если поставить золотник 41 и кран 43 в положение, изображен-
ное на схеме, то масло под давлением будет поступать через полый
шток в правую полость цилиндра, и цилиндр будет двигаться вместе
со столом вправо. С левой полости цилиндра масло будет вытеснять-
ся через дроссель 46 на слив. Регулирование скорости перемещения
стола достигается поворотом рукоятки дросселя 46.
При перемещения золотинка 41 влево (противоположно пока-
занному на схеме) прекращается слив масла с левой полости ци-
линдра. Движение стола в прежнем направлении прекращается.
Одновременно масло под давлением из канала б через обратный
клапан 37 поступает в правую полость золотника 40, который нач-
нет перемещаться влево, а скорость этого перемещения будет за-
висеть от регулировки дросселей 38 и 39 с левой стороны золот-
ника 40.
Регулировкой дросселей 39 задается время задержки стола
при реверсе, а регулировкой дросселей 38 — плавное увеличение
скорости стола при реверсе.
Величина хода стола при автоматическом реверсе определяется
положением передвижных упоров 42, закрепляемых на столе. Эти
упоры, передвигая рычаг 44. переключают в крайние положения
золотник 41.
Лля выключения гидравлического перемещения стола рукоят-
ТСуЗб следует наклонить <от себя». При этом кран 43 отключит
гидропанель от насоса и своими канавками сообщит полости цилин-
дра стола. (Для наглядности кран 43 в положении «Стоп» изоб-
ражен вынесенным из схемы).
В таком положении крана 43 становится возможным переме-
щение стола механизмом ручного перемещения, вытесняя масло нз
одной полости цилиндра в другую.
3 ♦.»?«
33
Запирание рукоятки включс»»
..... случайного включения движения с
Для предотвраж с,*атого вала служит кран 35 н а
X М Х^Тнопке крана 35 » положение «Шлифование» ,
мер 34. При устами» к Лчбке масло под давлением подни
я?°Хн« запрет РУк°ятеУ 0 "и10жение <’
К 'установке крапа 35 а положение «Правка», т. е. при пр,
круга ГшХвке гладких валов, масло из-под плунжера 34,
2аУслиж Под действием пружины плунжер опускается, осад
дая рукоятку 36.
Быстрый подвод и отвод шлифовальной бабки
Управление быстрым подводом и отводом шлифовальной 6j
осуществляется с помощью рукоятки 30.
При включении быстрого отвода шлифовальной бабки м;
под давлением поступает через выточку золотника 31 (как л
зано на схеме) в левую полость цилиндра 20 и удерживает пори
24 в крайнем правом положении.
Если рукоятку 30 перевести в положение «Подвод» (H3o6pj
но на схеме пунктиром), то масло начнет поступать через ле
выточку золотника 31 и обратный клапан 26 в правую пол
цилиндра.
Поршень 24 переместится влево, передвинув шлифовали
бабку. Замедление скорости движения поршня в конце хода до
гается постепенным перекрыванием поршнем каналов, через к
рые масло вытесняется из цилиндра быстрого подвода. I
Выборка люфта в винтовой паре рабочей подачи шлифовал
бабки производится с помощью цилиндра 12, шток поршня к
рого упирается в угольник, закрепленный на корпусе бабки. 1
лие цилиндра 12 направлено в сторону подвода шлифовал!
оаоки•
Хоам(:^::)"спре₽ыв"а> — —фо»™»™
адлнадрТ^аходнтся взХш
Б^ры^од^ кулачко
втулка 28 своим роликом не станет "р°НСХ0Дит До тех пор,
станет на наклонную плоскост
34
лачка ЛДачн 27. Дальнейшее движение шлифовальной бабки на
изделие будет возможным при условии вращения кулачка.
Скорость перемещения поршня-рейки, а следовательно, ско-
рость вращения кулачка 27 регулируется дросселем 32. Врезание
будет продолжаться до упора поршня 24 в крышку цилиндра 20.
Время, в течение которого кулачок продолжает вращаться после
упора поршня 24 в крышку цилиндра, используется для «выха-
живания1' шлифуемого места. В конце вращения кулачок 27 нажи-
мает мвкровыключатель электромагнита Л1, а электромагнит ста-
вит золотник 31 в положение, изображенное на схеме.
Првясходнт быстрый отвод шлифовальной бабки и возврат ме-
ханизма врезания в исходное положение. Обратный клапан 33
обеспеГОает быстрый возврат механизма врезания в исходное
положшяе.
Напоркгй золотник
Нааорный золотник 49 применен для обеспечения постоянства
давле1«я в гидросистеме.
Дарение масла задается пружиной, регулируемой винтом 43.
Через Демпфер 45 масло под давлением поступает под золотник.
Еслнлфление в системе поднимается выше задаваемого пружиной,
то зопаннк передвинется, давая возможность части масла устрем-
лятьс»в сливной канал.
СМАЗКА
Пррильная и своевременная смазка является основным усло-
вием аисокопроизводнтельной и безаварийной работы станка, зна-
чител1«!о увеличивает срок ого службы, способствует сохранению
первофчальной точности и чистоты шлифования.
Кефальная работа станка возможна только в случае приме-
нения рекомендуемых в спецификации к схеме смазки смазочных
масел в при условии их чистоты.
Перед пуском следует внимательно осмотреть станок, р у ко вод -
\в^яо> схемой смазки, чтобы не пропустить ни одной масленки
* при наполнении смазки станка.
Смома подшипников шпинделя шлифовальной бабки. Подшип-
ники находятся в резервуаре, заполненном маслом индустриальным
12. Уртвень масла контролируется по указателю, расположенному
на крошке шлифовальной бабки.
СмАзка направляющих станины. Направляющие станины сма-
зывается принудительно. Смазка происходит автоматически от
гидросистемы станка (рис. 19). Шариковый клапан, устанавлива-
Рис. 19. Смазка
направляющих станины
ГЖ2К
юашА ь. иное давление масла в системе смазки, расположен ид
плите насосного yxia. Он имеет регулировочный винт, с помощь»
которого на заводе-изготовителе регулируется давление в системе
смазки 1—1.2 кГ/см*.
Если в процессе эксплуатации возникает необходимость в регу-
лировании смазки направляющих, то следует отвернуть колпа-
чок 3 клапана смазки, ослабить контргайку 2 и вращать винт /.
следя за показаниями манометра смазки.
Резервуары. Резервуар гидросистемы расположен в тумбе стан-
ка. Емкость его 100 л. Уровень масла в этим резервуаре проверяется
по маслоуказателю, расположенному на тумбе вблизи насосного
узла. По надобности, но нс реже одного раза в год, следует сменить
масло, промыв при этом резервуар керосином
Резервуар смазки подшипников шпинделя шлифовальной бабки
заполняется через заливное отверстие в крышке бабки Емкость
аф<> резервуара примерно 25 л. Смена масла в резервуаре шлифо-
вЖьной бабки производится не реже одного раза в три ме-
сяца.
ЭЛЕКТРООБОРУДОВАНИЕ
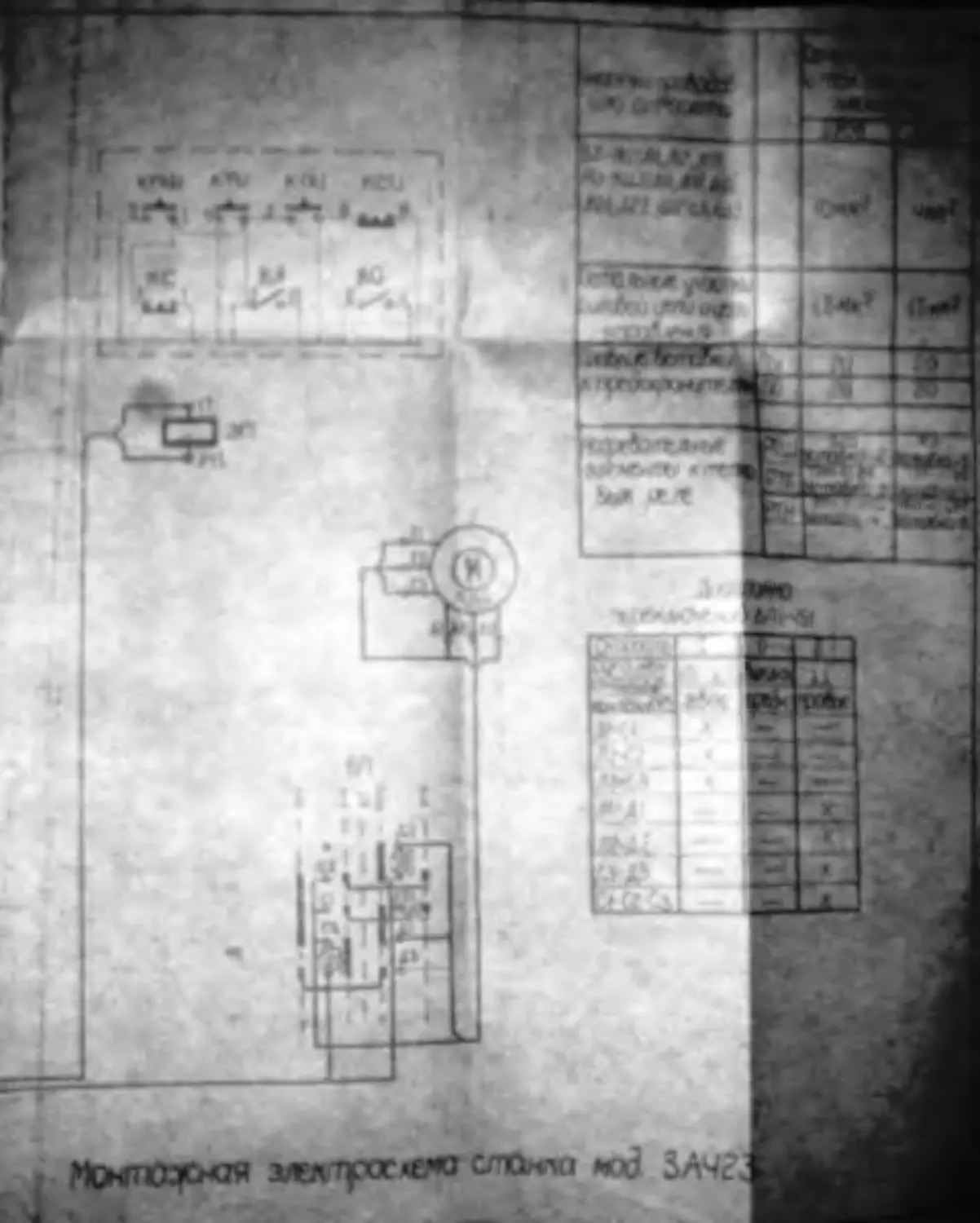
Принципиальная схема электрооборудования станка показана
на рис. 20, монтажная схема — на рнс. 21.
Рис. 20. Принципиальная мектроехсма станка
Условные обозначения на принципиальной элсктросхеме
Овоам*
м»
Ш
и
г
и
ЛЛ
ПЛ
пн
пг
КШ
КН
РТШ
РТН
РТГ
ТРИ
РПИ
РО
ТУ
ЭП
БП
ВА
по
ко
кпш
КПП
кт и
КСИ
КС
ло
Электродвигатель шлифовального
круга
Электродвигатель мдаглыя ....
Ээектроднигагель гид|юнасоса . .
Электродвигатель насоса охлаж-
ден нм ................. ....
Выключатель линейный...........
Предохранитель линейный
Предохранитель электродвигатели И
Предохранитель «лсктродвига ге-
лей ги Я.......................
Магнитный пускатель электродви-
ВИе.тей Ш. Г. Н
Магимтмый пускатель электродви-
гателя Н ................
Реле тепловое электродвигатели IU
Реле тепловое «лектродвнгателя И
Реле тепловое электродвигателя Г
Реле тепловое электродвигателя Н
[’еле промежуточное............
Реле промежуточное.............
Трансформатор цепей управления .
Электромагнит - . .
Барабанный переключатель . . .
Переключатель режима работы . .
Выключатель освещения..........
Микропереключатель МП-3 . . .
Кнопка «Пуск шлифовального
круга».......................
Кнопка «Пуск изделия»..........
Кнопка «Проворот изделия» . . .
Кнопка «Стоп наделил» .........
Кнопка «Общий стоп* ...........
Лампа электрическая............
АО62-6
Т42/В-4
АО42-6
ПА-22
PI-KB
ПР2-60
Ц-27
Ц-27
ПМИ-2 5
ПМИ-1
ТРИ 20; 20 а
ТРН-в; S а
ТРН-3; 5 а
ТРИ 8. 0,5 о
РП3 20 2
РПЗ/20 2
ТБ 0320
МИС-4100
БП 1-451
ПУ-2М 1
ПУ-2М I
I
КУ-1 1
КУ-1 1
КУ-1 I
КУ-1
КУА-1
МО 14
На станке установлено четыре асинхронных электрод!
трехфазного тока напряжением 220 380 в с короткоза
ротором.
Питание цепей управления осуществляется напряжени
через понижающий трансформатор.
Станок оборудован местным освещением с напряжением
36 в.
Пульт управления электрооборудованием станка р<
на передней стенке станины.
35
66
(1 W l id) »ro SfrHdl <K Of lid' •9 tV-HdX «X* lid) •9 :*Hdl <94 W l-ld> ОС '-OE-Hdl V 9 V 01 • ® .»» 9*1 •ж» » < » W l id) •SO «I Hdl U» W lid) • « t'Hdl tt» <N lid) • 8 ’« Hdl «« C-ld ’01 • 91 • l№ .«nr 9-| .*rr 01 HJd md J Id nud MU JU L'll *-*J ihwovuoi niBNMir* аягчтпмЬсн ««rwiHHSdxoradu я 1СМ«(1М мхнггц •Г «пЮЛ «те oo«wb> «мхэскЛ «гаг.гад,х> гт-тип ttir т*<* tru и> •.tiirriiir
• ow * OU •atroeodo «ижд
Qoumwt
яижмгэ wot auVuuodu аянаъа-)
X X X X • 1111111 XKKIlli ODO ет « • IV IV DtV гэги o-iir
O»»d-JU очауи RIXVIM^X
H«uiox.<d mumwowi)
VY «1М.>Ь<К1П1ма жмвхро .'ЯмвяГИО
II o i 1 .DKtaX)
l«»-IU4 enKMljcMV
КЧЧВ1Э ттЦилч пенжепюц- shj
Работа электросхемы
Птя того чтобы пустить станок, необходимо замкнуть лн«4
иьЛыключатель ВЛ и затем поочередно нажать кнопке М
“ Пт! нажатии кнопки КПШ происходит пуск электродвигЛ
лей ш ильного круга, гидронасоса и насоса охлажден»!
щм< нажэтиикнопки КПП - включение электродвигателя издмц]
Предусмотрен толчковый режим (проворот изделия), для ,тоЗ
следует нажать кнопку KTI1.
Отключение всех электродвигателей производится с помощи!
кнопки КС.
На станке предусмотрено два режима работы полу авт маты
чсский и неавтоматический.
При полуавтоматическом режиме контакты выключателя ал
замкнуты. Быстрый подвод шлифовальной бабки осуществляете
от рукоятки 9 (см. рис. 4).
По окончании врезания упор механизма воздействует на микро^
переключатель КО. н. о. контакт которого замкнется, электронам
нит ЭП получит питание через реле РО и переключит золотит
гидросистемы; произойдет быстрый отвод шлифовальной бабки от
изделия.
При неавтоматическом режиме работы контакты выключатели
ВА разомкнуты и отвод шлифовальной бабки не происходит. Быс-,
трый отвод шлифовальной бабки в этим случае осуществляется от
рукоятки 9.
Защита
Защита электрооборудования станка от коротких замыв
осуществленЛлавкнмн предохранителями J’S. ПС. Н4К
Защита электродвигателей от перегрузки выполнена тепл
ми реле РТШ. РТГ, РТН, РТП. Тепловые реле имеют ру
возврат.
Обслуживание электрооборудования
Станок надежно заземляется согласно правилам и нормам -в
ники безопасности. Заземление должно быть выполнено заземЗ
ющей шиной, соединяющей станок с общей системой заземлен!
v «лЛКИТСЯ вннтом заземления, который находится на стаи
у таблички с надписью «Зазсмленнеэ
воемяПпз'Й^СЯ.^РСКЛ’ОЧать бзРдбанный переключатель БП
время работы электродвигателя изделия И
отк^я^танка’^^"’ ,атей "«
отключения станка от сети с помощью линейного выключателя в
40
'Н
Электродвигатели необходимо содержать в чистоте, периоди-
чески очищая их от масла, пыли и грязи. Раз в год электродвига-
теля надо разобрать и прочистить.
Подшипники смазывать нейтральными (т. е. совершенно свобод-
ными от содержания кислот и щелочей) смазочными веществами.
Шум и нагревание подшипников свидетельствуют о том. что
они неисправны. В этом случае их необходимо заменить новыми.
Периодически проверять целостность деталей и узлов магнит-
ных пускателей, удалять пыль, проверять затяжку винтов. При
необходимости производить чистку контактов, а также проверят!»
наличие зазора между полюсами средних кернов якоря и сердеч-
ника. Если зазора нет. то его необходимо восстановит!» шлифовкой
Наибольшая допустимая величина зазора 0,2 мм.
При замене перегоревшей плавкой вставки (пробки) следить,
чтобы сила тока, на которую рассчитана новая плавкая вставка.
ф| такой же. как н для перегоревшей.
^Повышение напряжения более чем на 10% номинального нс
допускается.
Перед пуском вновь установленного станка проверить состоя-
ние изоляции обмоток электрических машин относительно корпуса
и между обмотками. При температуре обмоток, близкой к рабочей
(60—75 С), сопротивление изоляции обмоток должно быть не ниже
0.3 мгпм. При соблюдении этого условия электрические машины
могут быть пущены в ход без предварительной сушки.
При более низком сопротивлении изоляции произвести сушку
обмоток одним из обычных способов, доступных потребителю.
Измерения сопротивления изоляции производить меггер ям на
500 в.
После подключения к сети станок испытывают на холостом'
ходу.
ПРИСПОСОБЛЕНИЯ
Люнеты. Станок снабжен двумя съемными люнетами (рис. 22
8 23), закрепляемыми па столе специальными винтами 6 и гайка-
ми 5.
При работе люнеты устанавливаются против шлифуемых ша-
тунных я коренных шеек.
Люнеты могут быть использованы при шлифовании изделий
Днестром от 30 до 100 .мл.
Установка губок / и 2 люнетов на определенный размер произ-
водится с помощью винтов 3 и 4.
Правильные приборы (рис. 24). Для правки шлифовального
круга со станком поставляются правильные приборы: для радиус*
вой правки (рис. 25), торцовой н правки периферии круга (рис. 26).
Правка круга по радиусу может производиться алмазом или
твердосплавным диском. t
Рис. 22. Общий вил ли истое
42
43
Поворот прибора осуществляется с помощью рукоятки
круг оси 2 (рис. 2и)- специальным* винтами с
кахш епХ^ьная подача правильного прибора к шлифовал,,
:аругу родится при помощи механнзма |ручного перемет
стола или гидравлически в положении «Правка».
Поперечная подачз тифомльного круга на правильный
бор осуществляется механизмом поперечной подачи круга.
ПОДГОТОВКА СТАНКА К ПЕРВОНАЧАЛЬНОМУ ПУСКУ
После установки на фундамент необходимо тщательно очи<
станок от пыли и грязи и смазать его, как указано в прилагг.
схеме смазки (см. рис. 5).
Перед отправкой станка потребителю масло из резерву!
гидросистемы полностью удаляют. Перед пуском станка резерву
гидросистемы должен быть заполнен маслом рекомендуемой ма
до уровня глазка маслоуказателя.
Резервуар смазки подшипников шпинделя шлифовальной б
заполнен маслом на заводе-изготовителе.
Перед пуском станка надо проверить уровень масла в р
вуаре. В случае необходимости долить масло, глазок должен
закрыт маслом.
Наполнить охлаждающей жидкостью резервуар, находят
в тумбе. Емкость резервуара охлаждающей жидкости соста!
приблизительно 150 л.
Проверить надежность крепления шлифовального круга, к
ха. передней и задней бабок.
В Н ИМ А Н И EI
Установите рукоятку быстрого гидравлического перемет
шлифовальной бабки в положение отвода. Несоблюдение этой
досторожности может привести к аварии при пуске станка.
Установите клиновые ремни на шкивах передней и шлифа
ной бабок и отрегулируйте их натяжение. L
Включите электродвигатели приводов станка и удостоверь
в правильности направления их вращения.
Перед пуском станка внимательно прочтите настоящее pve
УтостппрпГ^г СТрОНСТВО СТаика> УпРавлсипе и выполнение ра
Удостоверьтесь в том. что выполнены все указания, относив
кпуску станка, которые приведены в разделах «Смазка» «Г
>>борудованне» и •Электрооборудование» ’ 1
Проверьте вручную работ)-всех механизмов станка п.
рукоятками и маховичками, чтобы ознакомиться с его yipa
44
Установите упоры реверса на наибольшую длину хода стола и
включите на 1—2 часа механизм гидравлического перемещения
стола на скорость, приближающуюся к максимальной.
Это необходимо для того, чтобы полностью удалил» воздух из
гидросистемы и обеспечить хорошую смазку механизмов и на-
правляющих станка после длительного простоя.
Правила техники безопасности
До работы тщательно проверьте, не имеет ли шлифовальный
круг повреждений после транспортировки. Отсутствие трещин про-
верните следующим образом: подвесьте круг и слегка простучите
его каким-либо легким предметом, например, рукояткой отвертки.
Неповрежденный круг должен издавать звенящий звук ясного тона.
Куги, издающие при простукивании глухой звук, не следует ста-
на станок.
^Проверьте надежность крепления кожуха шлифовального кру-
га. Работать на станке со снятым ограждением шлифовального
круга воспрещается.
Перед шлифованием прокрутите шлифовальный круг на пол-
ной рабочей скорости в течение одной минуты. При прокручива-
нии круга и во время работы на станке не стойте против шлифоваль-
ного круга, держитесь в стороне от него.
Проверьте наличие масла в резервуаре тумбы и шлифовальной
бабки, исправность станка, положение рукояток управления, пра-
вильно установите н надежно закрепите упоры реверса.
Не работайте в одежде нараспашку. Одежда должна плотно об-
легать тело. Обшлага должны плотно обхватывать руки у кистей.
Перед началом работы проверьте надежность крепления шлифо-
вального круга обрабатываемого изделия в центрах или патронах,
а также передней и задней бабок.
Во время работы следите за работой подшипников шпинделя
шлифовальной бабки и их смазкой, не допускайте перегрева под-
шипников.
Подводите шлифовальный круг к обрабатываемому изделию
осторожно, не допуская ударов.
Не измеряйте изделия ручным инструментом во время вращения,
тормозите вращение изделия руками — можно получить
ное ранение.
ЭКСПЛУАТАЦИЯ И УХОД ЗА СТАНКОМ
ОБЩИЕ УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ СТАНКА
Перед тем, как передвигать переднюю и заднюю бабкн, проте-
реть верхний стол. Если шлифование будет производиться в цен-
трах, то. вставляя их, тщательно протереть конические гнезда
шпинделей 6а<юк. удостовериться в «тсу-тствии I»• »*
Ппотеоеть и смазать рабочие части центров. Убедиться в отсутс
грРязи‘Хлн в центровых отверстиях изделия и протереть их
соблюдение указанных правил может привести к резкому сш
пню качества шлифования.
Большое значение имеет балансировка круга, поэтому ее I
выполнять по правилам, изложенным в разделе• ‘Ьалансирс
шлифовального круга». Работа с «отбалансированным кругам не
В конце смены рекомендуется прокрутить шлифовальный круг
на полной рабочей скорости в течение 1-2 мин, выключив охлаж-
дение, чтобы круг избавился от жидкости, скопляющейся в ннжнеД
его части и нарушающей балансировку.
При шлифования пользоваться люнетами. Только при этом
условии можно прошлифовать изделие с требуемой точностью.
Не следует стремиться обрабатывать все изделия одним и
же кругом. Подбирать характеристику круга надо в соответствии
с материалом изделия и требованиями к чистоте, точности и произ-
водительности шлифования.
Слишком большая поперечная подача приводит не к ускоре-
нию работы, а к чрезмерному нагреванию изделия н повышенному
износу круга.
При плохом качестве шлифования не следует всегда подозре-
вать неправильную регулировку подшипников шпинделя шлифо-
вальной бабки. Конструкция опор допускает люфт шпинделя в ра-
диальном направлении при отсутствии его вращения.
К регулировке подшипников шпинделя шлифовальной бабка
прибегать только в случаях крайней необходимости (см. разделы
«Шлифовальная бабка» и «Дефекты шлифования н меры их тстр*
нения»).
КРЕПЛЕНИЕ ШЛИФОВАЛЬНОГО КРУГА
На центрирующий выступ фланца надеть последовательно кар^
тонную прокладку, шлифовальный круг, вторую прокладку и при-
жимной фланец. Вставить и завинтить крепежные винты так, что-
бы слегка зажать шлифовальный круг; затем равномерно завяЭТ!
вать Диаметрально-противоположные винты, чтобы обеспечить
<Н°Мер,,0С Зажатае кР*га- Диаметр картонных проц’
нссколько больше наружного диаметра фла
Sic^ £ Z? Т/,ЛОЛЖСН СВободно надеваться на цен^ри?.
лнемУ нрлия тп.. алевать шлифовальный круг на фланец с
круге. ’ аК 9Т° М0Жет вызвать образование треща*
БАЛАНСИРОВКА шлифовального круга
Отбалансированный шлифовальный круг установить на шпин-
деле шлифовальной бабки и проалмазить начерно. Снять шлифоваль-
ный круг вместе с фланцем и повторно тщательно его отбаланси-
ровать.
Балансировка шлифовального круга производятся изменением
положения балансировочных грузов в кольцевой выточке фланца
шлифовального круга.
Балансировочные грузы закрепляются в нужном положении
с помощью винтов, имеющих конические хвостовики, и шариков,
прижимающих грузы к поверхности выточки фланца.
По окончании балансировки снова установить шлифовальный
круг на шпиндель н проалмазнть его начисто.
дСледует иметь в виду, что по мере износа круга его балансиров-
«Т*'ожет нарушаться вследствие неравномерной плотности абра-
зивного материала.
Нарушение балансировки круга может привести к возникнове-
нию вибраций, нагреванию подшипников шпинделя и т. д.
Устранение неполадок такого происхождения заключается в
повторной балансировке шлифовального круга.
ПРАВКА ШЛИФОВАЛЬНОГО КРУГА
Правка круга оказывает существенное влияние на производи-
тельность и чистоту шлифования. Правильно выполненная правка
обеспечивает сохранение хорошей режущей способности и правиль-
ной геометрической формы шлифовального круга в течение наи-
большего промежутка времени шлифования.
Со станком поставляются два прибора для правки круга: при-
бор для правки периферии и торнов круга (рис. 26) и прибор для
правки круга по радиусу (рис. 25).
Эти приборы устанавливаются на верхнем столе. Они снабжены
оправками, в отверстия которых может быть установлен алмаз
(со станком не поставляется), и оправками с твердосплавными дис-
ками.
После того, как алмаз или диск введен в соприкосновение с
кМ^ом, следует включить обильную подачу охлаждающей жид-
кости. Править круг при отсутствии охлаждающей жидкости воспре-
щается.
Подача круга на алмаз нс должна превышать 0.05 мм на один
проход. Быстрое продольное перемещение инструмента правки от-
носительно круга снижает срок службы инструмента и не обеспе-
чивает нужного качества правки. Рекомендуемая скорость пере-
мещения алмаза при правке для чистового шлифования составляет
0.2л/м«л, а для предварительного шлифования — 0,25—0,5 м/мин.
<7
ВЫБОР ШЛИФОВАЛЬНЫХ КРУГОВ Н РЕЖИМОВ ШЛИФОВАНИИ
Увеличение поперечной подачи ПРи^^’'°В^енн”
водительностн станка, но вместе с тем вызывает У™°Р*””
шлифовального круга, ухудшает чистоту и TO4MOCJb ”
Шлифуя предварительно, следует применять большие
и малые скорости вращения изделия; при чистовомJ
применять малые подачи в сравнительно большие скорости
щення изделия. Умение правильно выбирать скорости и
приходит по мере того, как шлифовщик приобретает опыт.
Изнашиваясь в процессе работы, шлифовальный круг
шается в диаметре, что приводит к уменьшению окружной ск
круга. Происходит существенное изменение рабочей характер
тики круга. Круг требует более частой правки. Окружная ск
изношенного шлифовального круга может быть увеличена до ।
мальвой установкой на шпинделе шлифовальной бабки смен
шкива меньшего диаметра, который поставляется со станком.
Однако устанавливать сменный шкив меньшего диаметра можн
только при круге диаметром до 750 .«.и. Использовать меньшя
сменный шкив при круге диаметром более 750 .и.м воспрещаем
ПОДГОТОВКА СТАНКА К РАБОТЕ И ВЫПОЛНЕНИЕ
ШЛИФОВАЛЬНЫХ РАБОТ
Наладка станка и шлифование шеек коленчатых
валов ручным способом
1. Подготовка станка для шлифования шатунных шеек. Подго-
товка станка для шлифования шатунных шеек коленчатых валов
сводится к выполнению следующих подготовительных операций:
устанавливается исходное (отведенное) положение шлифов аль-?
ной бабки. Для этого необходимо отвести от себя рукоятку 9 (
рис. 4) подвода и отвода шлифовальной бзбкн н нажать на кн.
«Шлифовальный круг», вследствие чего произойдет быстрый гид
лическнй отвод шлифовальной бабки. (Величина ускоренного_
вода шлифовальной бабки гидросистемой станка равна 50 ли
Затем остановить станок нажатием кнопки «Общий стоп»-
устанавливается механизм врезания в положение для в
нения шлифовальных работ вручную. Для этого рекоменду,
щреключатсль на электропульте «Автоматическая работе» по
tiy-ть в нерабочее положение (автомат отключен)- рукоятку 22
гулятора скорости врезания установить в крайнее положен*
ЖТХТ1 РУК°ЯГКУ Р-Н-Р-лХ™
а.^ус1^:хлыгроин станкл и«
ж₽—
Установка производится по шкале, нанесенной на поверхности
выступающей цилиндрической части фланца (вращать плево). Вели-
чины перемещения шлифовальной бабки с помощью механизма
врезания и быстрого подвода складываются и составляют 50 лл.
Такая настройка механизма врезания при ручном методе шлифова*
ния необходима для того, чтобы подвод шлифовальной бабки к из-
делию был замедленным в момент сближения шлифовального круга
и изделия. Следовательно, касание поверхности шлифовального
Рис. 27. Насосный узел
круга н изделия будет происходить без контактного удара, не ска-
зываясь на точности шлифуемых шеек коленчатых валов;
блокируется рукоятка 7 (см. рис. 4) управления гидравлического
перемещения стола поворотом рукоятки 21 в положение «Шлифо-
вание».
Блокировка рукоятки устраняет возможность случайного вклю-
чения стола, гарантируя безопасность рабочего при шлифовании;
производится проворот шпинделей передней и задней бабок так.
чтобы направляющие салазок центросместнтелей стали в вертикаль-
ной плоскости при верхнем положении патронов. Проворот шпин-
деля передней бабки производится нажатием кнопки 20 «Изделие
проворот» или вручную за шкив 2 (см. рис. 14). Проворот шпинделя
задней бабки производится вручную за планшайбу.
Установленное положение патронов фиксируется с помощью
фиксаторов 13 в соответствующие отверстия планшайб передней
и задней бабок.
4 4-374
49
ММСНЧЛК1ГО в*л«
-----г----— т---------j U4W I п.1 MC1V И IIUOUUV IUN }>» • •
гаечным ключом S-ЗО ослабить гайки крепления передней и
задней бабок и переместить их на такое расстояние, чтобы можно
было установить коленчатый кал к патронах.
Перемещение передней и задней бабок осуществляется с помо-
щью реечных шестерен и реек Для сохранения ТОЧНОСТИ станка
необходимо устанавливать переднюю и заднюю бабки примерно
на одинаковом расстоянии от концов стола. Крепить бабки на стиле
нужно равномерно, с одинаковым зажатием гаек
Усилие, приложенное на ключ при важные гаек, должно быть
15—20 кГ.
по выбранным справочным .мнимы цеитросмсстмтеди (патроны!
смещаются пи радиус кривошипа шлифуемого нала. Для смещения
необходимо отпустить прижимные планки 4 (см. рис. IS) гаечным
ключом S-I7 и торцовым ключом патрона S-Н. Затем, вращая винт
Дф произвести центровое смешение.
Jr перед Установкой вала в патроны необходимо п« реместить стол,
чтобы шейка коленчатого вала, похтежлщаи пьтифовавию. нахо-
дилась протии шлифовального круга.
Вращением маховичка поперечной подачи против часовой стрел-
ки отводится шлифовальная бабка. Шлифпваи.ную бабку можно
считать отведенной. если расстояние от периферии крута до по-
верхности шлифуемой шейки будет нс менее 50 мм После выполне-
ния комплекса вышеуказанных подготовительных работ перейти
к установке коленчатого вала.
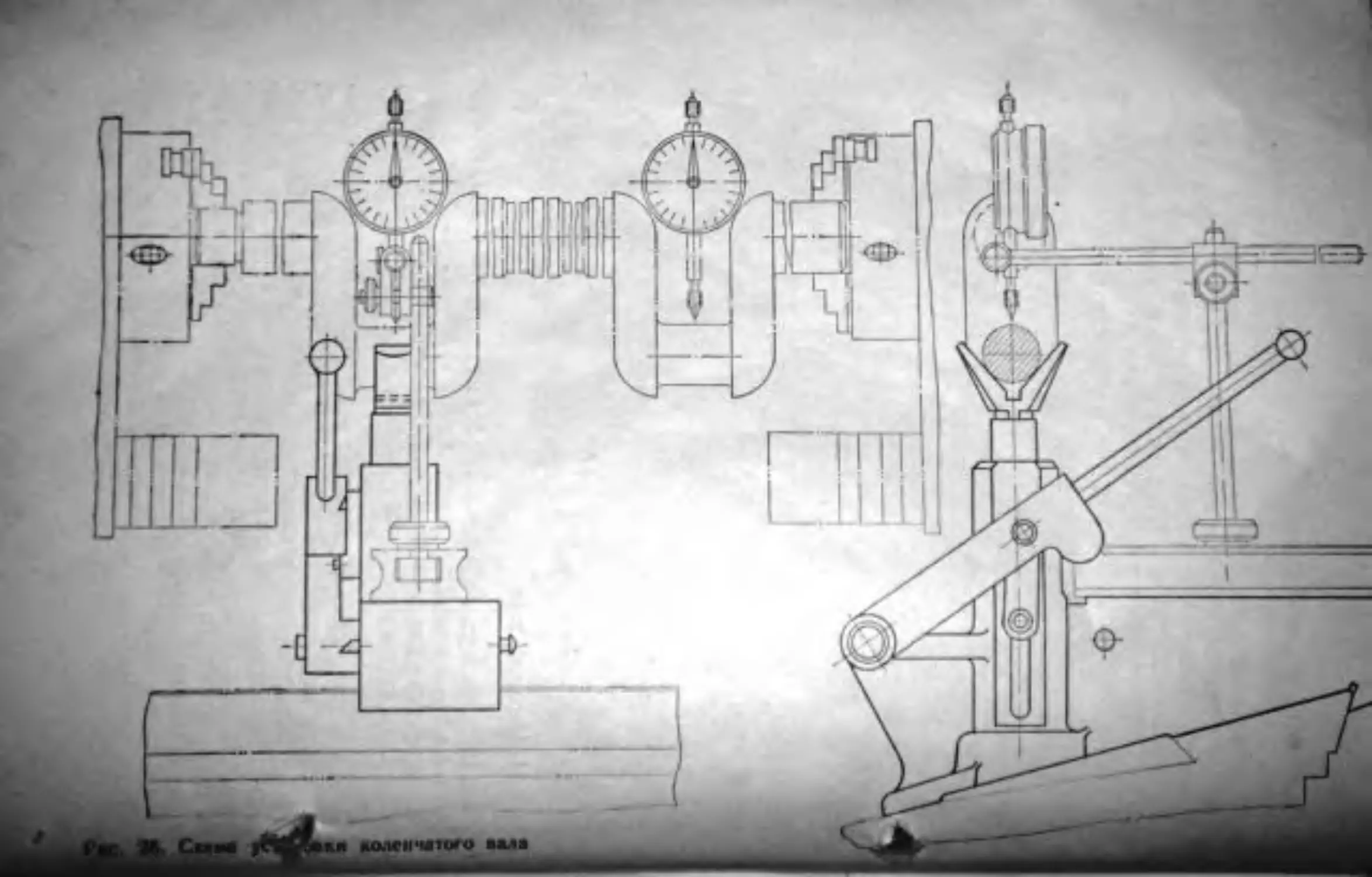
2. Установка и крепление коленчатою пала. Для установки оси
шатанных шеек коленчатого вала в горизонтальной плоскости
Рис. 29. Приспособление для установки коленчатою пала
Необходимо пользоваться приспособлением (рис.. 28. 29). прилагае-
мым к станку, в следующем порядке: на стол станка установить
указанное приспособление. Нажимая рукой на рычаг приспособле-
ния, необходимо вынуть фиксатор, освободив вилку прибора. Зв-
Г 51
тем вилку нужно направить на выста”а^и®а^2^я^*1[{р5'
днем рычага приспособления провернуть в^ в па^онах^ I рк
шлифуемая шейка станет концентричной с осью вращения шп
лей передней и задней бабок. чаКпепить в п
После установки нал необходимо надежно закрепить в п
нах. Окончательная выстановка шатунных шеек вала
днтся по индикатору; гяяп«Ии ген
окончательно установив коленчатый вал салазки ин
стнтелей необходимо закрепить прижимным i n.па нк. .ми
нуть планки 4 (см рис. 15) гаечным ключом S-I7 и «двести фи
торы 13 (см. рис. 14) из планшайб передней н задней бабок.
3. Балансировка установленного коленчатого вала. Бала
ровка коленчатого вала производится следующим образом. Винты!
5 (см. рис. 15). соединяющие планшайбу и ведущее колесо шпиц,
деля передней бабки, вывертываются, освобождая от привода план|
шайбу с патроном и закрепленным в нем коленчатым валом. Д|
Устанавливается необходимое количество противовесов и nil
положение на направляющих планшайб передней и задней ба-
бок. Противовесы закрепляются гайками 3 и резьбовыми шпиль* |
ками. Одна пара шпилек применяется при балансировке тяжелых [
валов; другая пара, прилагаемая к станку, применяется при балан-
сировке легких коленчатых валов.
Вал считается отбалансированным, если он при любом положе- |
пни не проворачивается. После окончания балансировки ввернуть I
винты 5. соединяющие планшайбу и ведущее колесо шпинделя пе- 1
родней бабки, н приступить к шлифовке шатунной шейки коленча- |
того вала.
4. Подготовка станка для шлифования коренных шеек, уста-
новка и крепление коленчатого вала. Шлифование коренных шеек
коленчатых валов можно производить в центрах или патронах.
Для выполнения шлифовальных работ в центрах с передней и
задней бабок снимаются патроны в сборе с цснтросместителямн.
Для снятия необходимо вывернуть два винта 5 (см. рис. 15). ко-
торые соединяют планшайбу и ведущее колесо шпинделя передне*
бабки, и вывернуть по четыре винта 6' в передней и задней бабках.,
После снятия патронов в одно отверстие, соединяющее____~
шайбу и ведущее колесо шпинделя, ввертывается один винт М16
X <>". а к другому отверстию крепится поводок винтом 5.
В конические отверстия шпинделей передней и задней
вставляются соответственно центры с конусом Морзе № 5 и №
а на изделие надевается специальный хомутик.
со cw’iiIom. Ь Х ПОВОДОК> ’‘««Пики й центры поставля
Установка изделия на центрах производится ппн отведен
положении пиноли задней бабки. Отжим, смещение и
передней и задней бабок на столе производятся аналог15но
санному выше методу. * “мдится аналогично
52
При шлифовании тяжелых изделий в центрах поджим изделия
осуществляется маховичком задней бабки. Шлифование произво-
дить. убедившись в надежности установки коленчатого вала.
При шлифовании коренных шеек коленчатого вала в патронах
необходимо:
снять с планшайб противовесы. установленные при шлифовании
шатунных шеек;
установить центросместители в положение, при котором ось
самоцентрирующих патронов совпала бы с осью вращения шпинде-
лей передней и задней бабок.
Установка производится первоначально по шкалам, имеющимся
ид корпусах центросместителей и, окончательно, по индикатору.
При шлифовании первой пары шатунных шеек необходимо про-
верить положение верхнего стола по шкале, затем прошлифовать
кв<- Шейки коленчатого вала на одной установке нониуса попереч-
подачи. Замерить шейки. Размеры шеек должны соответство-
вать допускам технических условий на коленчатый вал. При несо-
I ответствии производится выстаиовка верхнего стола, для чего надо
отпустить прижимы стола и винтом 13 (см. рис. 4) установить стол
в требуемое положение. Контроль величины поворота стола осу-
I ществляется по шкале, имеющейся на прижиме, и индикатору.
Переналадка станка на шлифование шеек
коленчатых валов на полуавтоматическом режиме
Переналадка станка и процесс шлифования на полуавтоматиче-
ском режиме производятся в такой последовательности:
шлифуется одна из шеек коленчатого вала ручным способом,
как описано в разделе «Наладка станка и шлифование шеек колен-
чатых валов ручным способом»;
производится быстрый гидравлический отвод шлифовальной баб-
ки, при этом механизм врезания также возвратится в исходное
положение (см. «Автоматическая непрерывная подача шлифоваль-
ного круга (врезание)»;
переключатель «Автоматическая работа» на пульте управления
устанавливается в рабочее положение;
-—рукоятка 22 (см. рис. 4) регулятора скорости врезания ставится
^крайнее положение «Меньше»;
перемешен next стола устанавливается следующая шейка колен-
чатого вала в зону шлифовального круга;
включается изделие и рычагом 9 производится быстрый подвод
шлифовальной бабки, при подходе шлифовальной бабки к изделию
наступает период врезного шлифования;
поворотом рукоятки 22 регулируется скорость врезания; .
рукоятка регулятора глубины врезания устанавливается в по-
ложение, соответствующее снимаемому припуску на обработку;
53
после получения заданного первоначального размера
ная бабка и механизм врезания автоматически отойдут в исходное
При отклонении размеров шеек шлифованием на полуавтомат™
ческом режиме производится поправка поворотом стола или меха»?
низком поперечной подачи.
ВОЗМОЖНЫЕ НЕПОЛАДКИ И ИХ УСТРАНЕНИЕ
В работе гидравлической системы
При пуске станка после продолжительного простоя возможно
неравномерное движение стола на малых скоростях, сквчкообр^^.
ное перемещение шлифовальной бабки при быстром подводе н 1
воде, неравномерная работа механизма врезания.
Сочетание указанных неполадок свидетельствует о наличии воз* I
духа в гидросистеме.
Способ устранения; проверить уровень масла в резервуаре. I
В случае необходимости долить масло до уровня указателя. Удо* j
сговориться в том, что всасывающий фильтр и сливные трубы потру* I
жены в масло.
Включить движение стола на 1—2 мин с максимальной ско- 1
ростью при наибольшей длине хода.
Шум при работе гидронасоса
Причины: засорение всасывающего фильтра, загрязнение масла
в резервуаре, подсос воздуха через соединения всасывающей сис-
темы.
Способы устранения: прочистить всасывающий фильтр, сменить
масло в резервуаре: устранить подсос воздуха.
В гидравлическом перемещении стола
Не включается перемещение стола; стол движется только в одру
сторону; большие и неодинаковые с обеих сторон задержки стбЯЫ
при реверсе.
Причины: неправильная регулировка дросселей разгонов и за-
держек (рис. 30) и неравномерное движение стола, вызываемое
недостаточным давлением масла в гидросистеме; течью штоков ци-
линдра перемещения стола, недостаточной смазкой направляющих
станины.
Способы устранения: проверить, не засорен ли всасывающий |
фильтр гидросистемы; проверить давление масла в гидросистеме]
(оно должно составлять 8—10 к Г/см9). Подтянуть уплотнение што-
ков. Установить нормальную смазку направляющих станины (дав-
ление в системе смазки 1—1.2 к Г 1см9).
В работе системы смазки
Неправильная регулировка системы смазки (с.м. рис. 19); засоре-
ние трубопроводов смазки; смятие трубопроводов; течь в следине-
'Лф трубопроводов.
• способ устранения.* если давление масла по манометру нормаль-
ное. то причину непоступления смазки на направляющие следует
искать в трубопроводах.
ДЕФЕКТЫ ШЛИФОВАНИЯ И МЕРЫ ИХ УСТРАНЕНИЯ
Наиболее распространенными причинами образования следов
дробления являются: плохая балансировка, неправильно выпол-
ненная правка, неправильный выбор твердости шлифовального
круга; слабое зажатие шлифовал иного круга во
кая посадка фланца на шпинделе |,,ЛИ11юв;1'11'но" ’
Следы дробления образуются также при ,,еНаяежи<^п,‘р.^
изделия, при деформации столов, при йена и-жном кр •
родней и задней бабок на столе. Возникновение следов д
происходит и от неотбаланскроваиных роторов д,шга™”‘ •
ней и шлифовальной бабок, неодинаковой длины клиновых ptMt.eft,
неправильного использования люнетов. сильного натяжении
ней привода шлифовального круга.
Крупные следы дробления, как правило, свидетельств) ют о
поладках н передней бабке и неправильном креплении изделия,
мелкие следы дробления — о дефектах привода шлнф> >вальиого
круга. Следы дробления возникают также от общей вибрации станка,
которая может происходить но причине плохого фундамента, мяг-
кого грунта лол фундаментом или действия на станок постор<^ь
него вибратора. “
Если вибрации станка наблюдаются к в то время, когда он
работает, надо изолировать фундамент воздушным или войлочным
слоем, а если источник вибрации очень сильный, то надо изменить
место установки станка.
Неравномерные следы дробления могут быть из-за отсутствия
смазки на губках люнетов. Губки люнетов должны скользить по
детали со смазкой. Если равномерные следы дробления соч> таютеж [
с неравномерными, то следует отрегулировать подшипники шпин-
делей передней и задней бабок. При возникновении равномерных
узких, но глубоких царапин следует применять круг с более мел-
ким зерном и производить правку на малой подаче.
При широких и неравномерных царапинах надо применять бо-
лее твердый круг, уменьшить скорость вращения изделия и умень-
шить подачу на врезание, после правки шлифовальный круг очис-
тить щеткой. Поперечная волнистость появляется при вьпцерблнва-
нин углов шлифовального круга, который надо закруглить. На чне- 1
тоту шлифуемой поверхности влияет чистота охлаждающей жид- |
кости: часто очищайте резервуар системы охлаждения, вытирайте |
станок после правки шлифовального круга. Если чистота шлифов*- 1
чия пе удовлетворяет требованиям, то для чистовой шлифовки при- J
меняйте крут с малым зерном.
О загрязнении шлифовального круга свидетельствуют блестя- |
щис полосы на изделии, отклонение изделия после шлифовки бК
правильной геометрической формы и прижоги на шлифуемой J
верхности.
Мерами против загрязнения круга могут быть:
^применение круга с большим зерном или с более пористой- струн- I
использование острого алмаза и быстрой подачи при I
правке;
применение большего количества охлаждающей жидкости;
56
для растворения эмульсола применять мягкую воду или, если
применяется жесткая вода, добавлять в нее соду.
Овальность изделия происходит при износе или неправильной
регулировке подшипников бабок. Подшипники следует заменить
или отрегулировать, прибегая к регулировке подшипников шли-
фовальной бабки только в крайних случаях и при строгом соблюде-
нии инструкции. Шлифуя коленчатые валы, следует тщательно их
уравновешивать противовесами, а шлифовку производить при ма-
лой скорости вращения.
Следует избегать перегрева изделия, чтобы не было термиче-
ской деформации изделия. Если шлифуемое изделие имеет конус-
ность. то надо установить верхний стол на нулевое деление (по
шкале поворота стола), а если после продолжительной эксплуата-
ции станка это уже не помогает, то следует пришабрить соприка-
сающиеся и трущиеся поверхности станка согласно предписанным
Закускам (см. акт испытания станка).
Pl IУЛИРОВКА СТАНКА
Регулирование натяжения клиновых ремней
Клиновые ремни не следует натягивать туго, так как при этом
произойдет преждевременный износ ремней и подшипников и мо-
гут возникнуть вибрации. Нормальным является такое натяже-
ние. при котором полная нагрузка передается без скольжения
ремней.
Регулирование подшипников шпинделя шлифовальной бабки
Регулирование следует производить только при явной необхо-
димости и руководствуясь разделом «Шлифовальная бабка*.
Регулирование давления в гидросистеме станка
Напорный золотник смонтирован на насосном узле. Если необ-
ходимо регулировать давление, надо отвернуть колпачок ня золот-
нике. ослабить контргайку н вращай, регулировочный винт за
Четырехгранный хвостовик, следя за показаниями манометра. Нор-
1М,нос давление в гидросети 8—10 кГ/см9. После регулировки
н./о обязательно законтрить винт гайкой.
Регулирование задержки при реверсе стола
(Рис. 31)
Сиять кожух гидропанели. Пользуясь рисунком 30, приступить
к регулировке. Поставить упоры реверса для небольшого хода сто-
ла. Сначала можно открыть дроссели задержек и разгона стола.
вращая винты дросселей разгона (с контргайкой) влево, а винты
дросселей задержек (без контргаек) — вправо
Р Регулировкой дросселей разгона убейтесь
а регулировкой дросселей задержек — необходимой з. р ЯД
ла при реверсе.
Рис. 31- Передняя панель станка
Особенности разборки станка
Ремонт станка. Отключить станок от сети.
Удалить шлам и вытереть станок насухо.
В зависимости от вида ремонта, выпустить масло из резервуа-
ров гидросистемы и шлифовальной бабки, вы пустить охлаждаю-
щую жидкость из резервуара охлаждения. Выполнив эти указания
и соблюдая следующие правила, можно приступать к разборке
стань
Разборка станка. Снять переднюю и заднюю бабки (рис. !шТ.
полностью отвинтив их прижимы и кронштейны с реечными вали-
ками, служащие для перемещения бабок по столу.
Снять прижимы, закрепляющие верхний стол.
Снять основание щитков стола.
Вращая винт поворота стола против часовой стрелки, вывести
его из зацепления с гайкой. После этого верхний стол может быть
снят легко, если его поднимать без переноса.
58
Снять щитки направляющих станины.
Отвинтить от штоков трубы гидросистемы. Отпустить до конца
резьбы гайки штоков, которыми штоки крепятся к кронштейнам
станины. После этого, соблю-
дая меры предосторожности,
снять нижний стол.
Снятие шлифовальной бабки.
Снять шлифовальный круг вмес-
те с фланцами. Сиять кожух
шлнфовалъного круга и щитки
ограждения.
Установить шлифовальную
бабку в крайнее заднее положе-
ние быстрого отвода. Вращая по
Ж ой стрелке маховичок по-
ной подачи, вывести гайку
из зацепления с винтом отодви-
нуть шлифовальную бабку вруч-
ную а сторону быстрого подвод.
до упора. После этого шлифо-
вальная бабка может быть снята
Снятие насосного узла. От-
вернуть трубу or напорного
золотника.
Отвернуть от гидронасоса
вместе с трубой всасывающий
фильтр.
Отвернуть винты, крепящие
плиту насосного узла на тум-
бе станка, и снять узел.
При разборке узлов следует руководствоваться рисунками
общих видов.
Настоящее руководство не отражает незначительных конструк-
тивных изменении, произведенных после того, как руководство
было подписано к печати.
Рис. 32 Подготовка шлифовальной
бабки к демонтажу
КОМПЛЕКТАЦИЯ СТАНКА
Люнет............................... - шт 2
Приспособления для правки................. кашм
Приборы для высталомм коленчатого вала I * I
Принадлежности.............................. >
Идочи ,..................................... •
Сменные детали........................* »
Техническая документация.................... > I
69
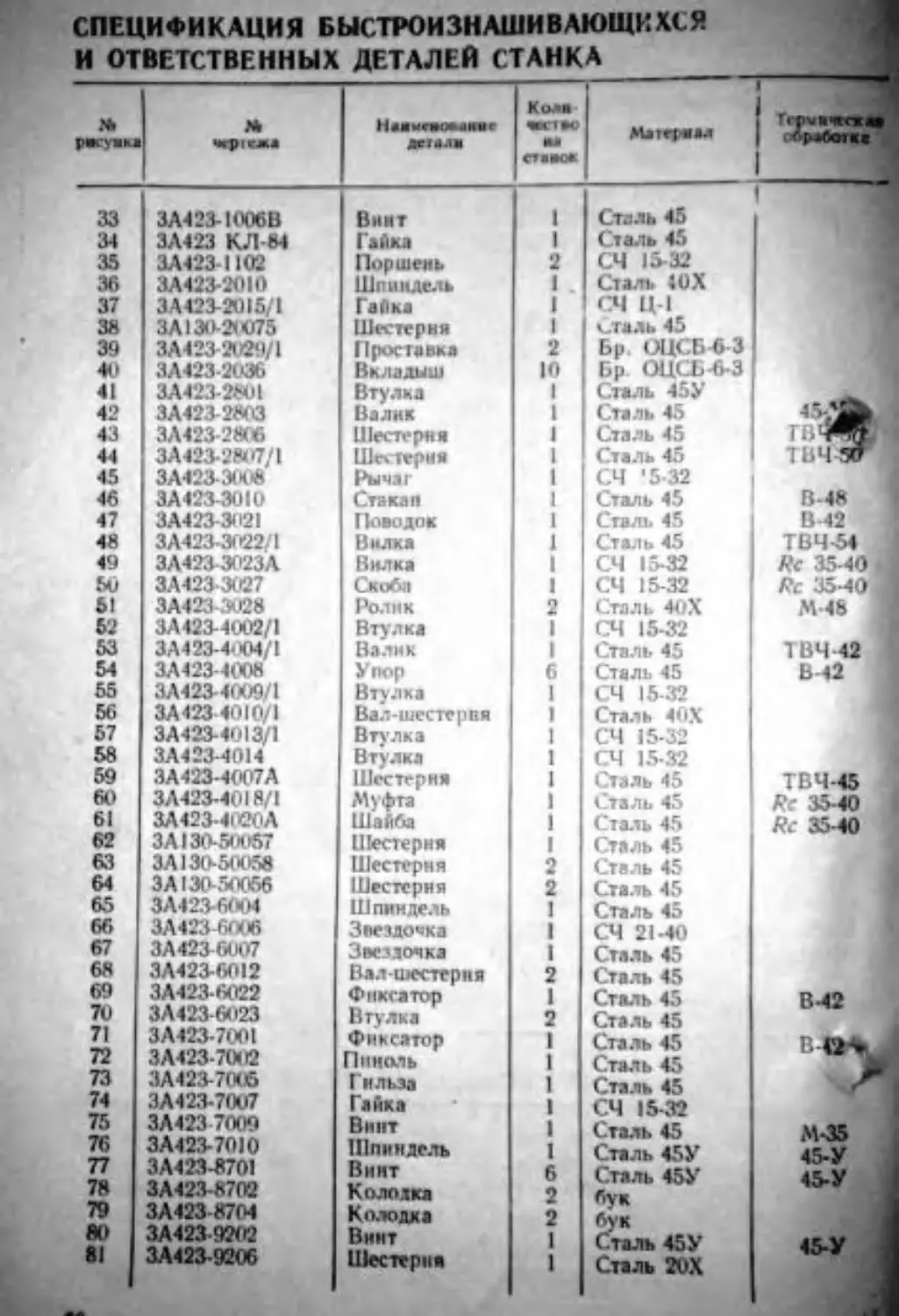
СПЕЦИФИКАЦИЯ БЫСТРОИЗНАШИБАЮЩИХСЯ
И ОТВЕТСТВЕННЫХ ДЕТАЛЕЙ СТАНКА
- - --------— -—.--------;---—Н
л рвсуик» м wpicaui НвммсжжФвиг дсгдлн Ком СТМ0* MaicpNM Ггрипчтскм ./•рэбОТЯЯ
33 3A423-1006В Винт 1 Сталь 45
34 3A423 КЛ-84 Гайка 1 Сталь 45
35 3A423-II02 Поршень 2 СЧ 15-32
36 3A423-2OIO Шпиндель 1 . Сталь 40Х
37 3A423-2015/1 Гайка I СЧ Ц-1
ЗЯ ЗА 130-20075 Шестерня 1 Сталь 45
39 ЗД423-2О29/1 Проставка 2 Бр. ОЦСБ-б-3
40 3A423-2036 Вкладыш 10 Бр ОЦСБ-6-3
41 3A423-28OI Втулка 1 Сталь 45У
42 3A42328O3 Валик 1 Сталь 45
43 3A423-2806 Шестерня 1 Сталь 45 1 гчЧф
44 3A423-28O7/1 Шестерня 1 Сталь 45 ТВЧ-ЯГ
45 3A423-3008 Рычаг 1 СЧ '5-32
46 3A423-30IO Стакан 1 Сталь 45 В-48
47 3A423-3O21 Повадок 1 Сталь 45 В 42
48 3A423-3022/1 Вилка 1 Сталь 45 ТВЧ-54 ;
49 3A423-3023A Вилка 1 СЧ 15-32 AY 35-401
50 3A423-3027 Скоб» 1 СЧ 15-32 AY 35-401
51 3A423-3028 Ролик 2 Сталь 40Х М-48
52 3A423-4002/1 Втулка 1 СЧ 15-32
53 ЗА423-4‘О4/1 Валик 1 Сталь 45 1ВЧ-42
54 3A423-4008 Упор 6 Сталь 45 В 42
55 3A423-4009/I Втулка 1 СЧ 15-32
56 ЗА 423 4010/1 Вал-шестерня 1 Сталь 40Х
57 3A423-4013/1 Втулка 1 СЧ 15-32
58 3A423-4O14 Втулка 1 СЧ 15-32
59 3A423-4007A Шестерня 1 Сталь 45 ТВЧ-45
60 3A423-40I8/1 Муфта 1 Сталь 45 Rc 15-40
61 3A423-4020A Шайба 1 Сталь 45 Rc 35-40
62 3AI30-50067 Шестерня 1 Сталь 45
63 ЗА 130-50058 Шестерня 2 Сталь 45
64 ЗА 130-50056 Шестерня 2 Сталь 45
65 3A423-6004 Шпиндель 1 Сталь 45
66 3A423-6OO6 Звездочка 1 СЧ 21-40
67 3A4236U07 Звездочка 1 Сталь 45
68 3A423-60I2 Вал-шестерня 2 Сталь 45
69 3A423-6022 Фиксатор 1 Сталь 45 В-42
70 3A423 6O23 Втулка 2 Сталь 45
71 3A423-7001 Фиксатор 1 Сталь 45 ВО*.
72 3A423-70O2 Пинать 1 Сталь 45 >
73 3A423-7005 Гильза 1 Сталь 45
74 ЗА 423-7007 Гайка 1 СЧ 15-32
75 3A423 7009 Винт 1 Сталь 45 М-35
76 3A423-7O1O Шпиндель 1 Сталь 45У 45-У
77 3A423-8701 В нит 6 Сталь 45У 45-У
78 3A423-8702 Колодка 2 бук
79 3A423 8704 Колодка 2 бук
80 3A423-9202 Вннт 1 Сталь 45 У 45-У
81 3A423-9206 Шестерня 1 Сталь 20Х
м
черпай
3A423-9209
ЗЛ423-922О
ЗА423.ЖМ9
3A423-93«fi
ЗА423-93О7Б
ЭА423-9308Б
ЗА423-9ЗД)
3A423-94I8
3A423-943I/I
Продолжение
Н»1- «Ш'г.'ч»- Кола- *«П»О — »«0» Материал •Лрабслнл
Ролик • Сталь 45 В 42
Поршень Сталь 45 ТВЧ-54
Золотник 1 Сталь 20,4
Гайка 4 Сталь 45
Вмиг 2 Сталь 45
Винг 2 Сталь 45
Шпилька 4 Стиль 35
Защелка 1 Сталь 45
Шаблон 1 Сталь 45 ТВЧ 48
V3 остальное
Рис зз
Рис. 34
Остолеме
т'2
Z-f9
L HOUM’
£.лацсм-20‘
Стточн-бк
Рис. 43
т-?
2-f!
Снтл 60“
Слоцлы 20“
Ст точи-Ы
Рис. 44
1
Рис 63
п
Рис. 67
Рис 69
74
Рис. 71
374
Ряс. 72. К — Конус Морзе № 4
7Ь
Pik. 73
Рис 71
43 остальное
157
Рис. Ю
80
ил остальное
vy остальное
26Л,
Я'в, 5
Рис. 87
Рис. 88
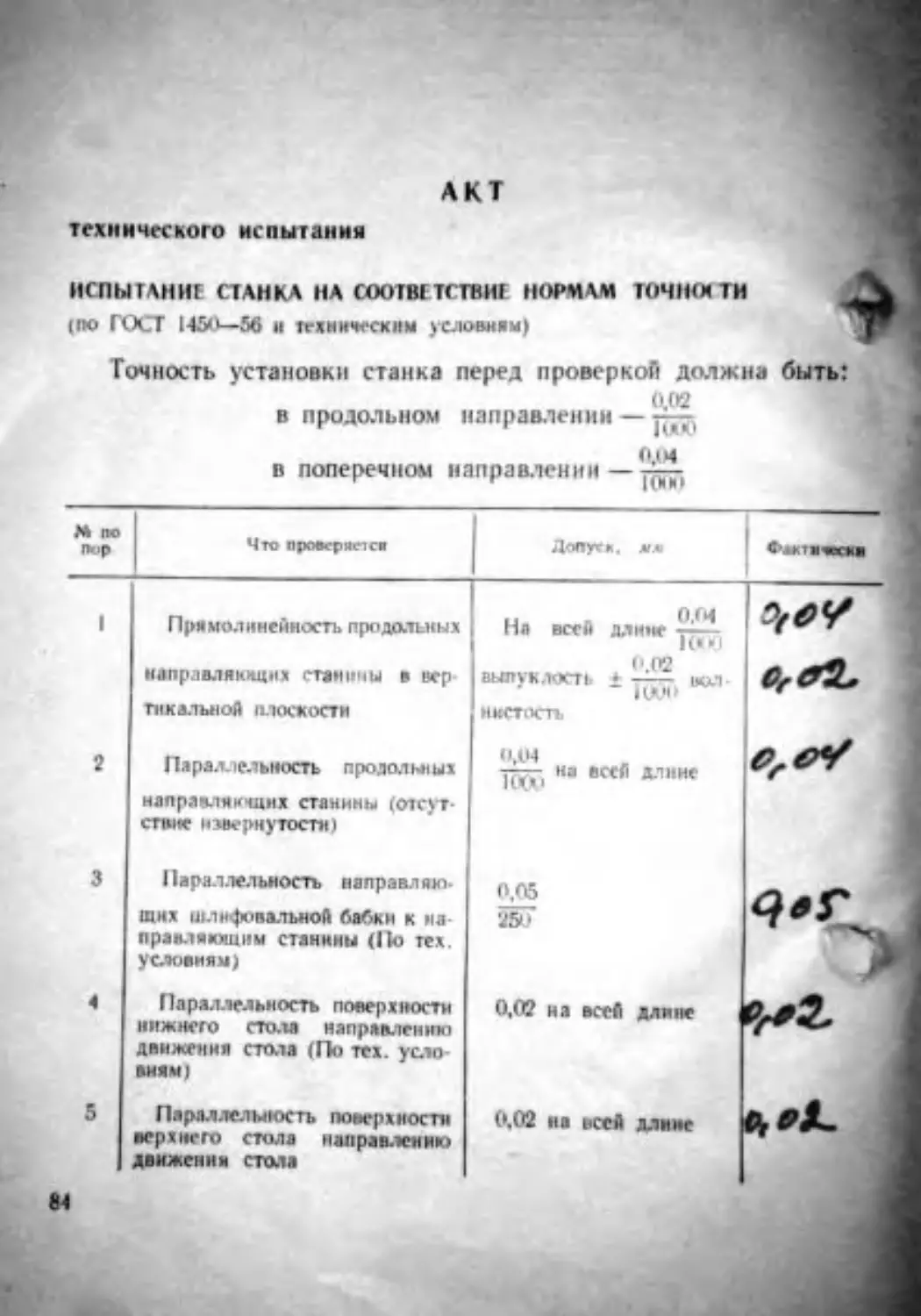
АКТ
технического испытания
ИСПЫТАНИЕ СТАНКА НА СООТВЕТСТВИЕ НОРМАМ ТОЧНЕЙ ТИ
«но ГОСТ 1450—56 и техническим условиям)
Точность установки станка перед проверкой должна быть:
0.02
в продольном направлении—^,
(',04
в поперечном направлении —
М по Что проверяйся Допуск. *л Фактивссяи
Пор
1 Прямолинейность продольных , „ 0.64 На всей длине ——
направляющих станины в вер- 0.02 выпуклость * ВОЛ- Ир *1'
шкальной плоскости нкстость
2 Параллельность продольных 0,04 -jy—- на всей длине
направляющих станины (отсут- ствие нзвернутости)
3 Параллельность направляю- щих шлифовальной бабки к на- правляющим станины (По тех. условиям) 0,05 25и
4 Параллельность поверхности нижнего стола направлению движения стола (По тех. усло- виям) 0,02 на всей длине j •из.
5 Параллельность поверхности верхнего стола направлению движении стола 0.02 на всей длине
Что npoorf'Hcica Допуск, ал
Ридичлыюе биение оправки в шпинделе Готовое биение планшайбы передней бабки 0,01 у конца шпинделя и V 03 по длине ЗХМ» мм от конца 0.03
Ckeftur бнеине шпиндели пе- редней <а<жн 0.01
Радиальное биение оправки о пниили (По тех. условиям) • 0,01 у конца пиноли и 0,03 на длине ЭЮ мм от копна
Торцовое биение планшайбы задней бабхн 0.03
Параллельность оси шпиндели передней бабки направлению движения стола и) 0.03 ня длине 300л* (свободный конец оправки может отклониться толь- ко вьерх). б) 0.03 нл длине 300 мм (свободный конец оправки может отклоняться толь- ко К ШЛИфОенЫМГОМУ кругу)
Совпадение оси конического отверстии пиноли с напрагле- нием перемещение пиноли (||п тех условиям) * а) 0.01 на длине пере- мещения пиноли (свобод- ный конец оправки может отклоняться толькх» верх); б» 0,01 на длине пере- мещения пиноли (свобод- ный конец справки мо- жет отклоняться только к шлифовальному кругу)
Параллельность осн коннче* некого отверстии пишми задней бабки направлению движения стола л) 0.03 ни длине ЭХ)мм (свободный конец опраькн может отклоняться толь- ко вверх); б) 0,03 нл длине ЭМ) мм (свободный конец оправ- КМ может отклоняться только к шлифовальному кругу)
Параллельность осн, прохо- дящей через центры передней и задней бабки нлпрапленню движении стола: в вертикальной плоскости в горизонтальной плоскости 0,(Ц 0.015
М по пор Что лр-лирвец-я
15 Осевое биение шлифовал иного
• шпинделя
16 Радиальное биение конуса шлифовального шпинделя
17 Параллельность осн шлифо-
вального шпинделя направле- нию движения стола
• %
18- . Расположение осей шпинделей шлифовальной и передней бабок (должны быть на одной высоте)
19 Перпендикулярность направ- ления движения шлифовальной бабки оси центров обеих бабок
20 S Точность изделия после чис- товой шлифовки Отсутствие: овальности конусности
21 Чистота поверхности должна
соответствовать V8 (ГОСТ 2789-59)
л
22 Правильность геометрической формы цилиндрической поверх- ности образца после его чисто- вой шлифовки на станке (про- верка шлифования коленчатого вала) Отсутствие: овальности
• конусности
0.01
0,01
к
а) 0.01 на длине 100 мм
(свободный конец оправки
может отклоняться толь-
ко вверх);
б) 0,01 на длине 100л.м
(свободный конец оправки
отклоняется только к
столу)
0.4
0.01 ил длине пере-
мещения шлифовальной
бабки (отклонения до-
пускаются только в сто-
рону передней бабки
0.007
0.015
0.0!
0,01 я« длине шейки
ПРИНАДЛЕЖНОСТИ К СТАНКУ И ПРИСПОСОБЛЕНИЯ
Станок укомплектован согласно комплектовочной ведомости
ОБЩЕЕ ЗАКЛЮЧЕНИЕ ПО ИСПЫТАНИЮ СТАНКА
На основании осмотра и произведенных испытаний станок
признан пригодным к эксплуатации.
ДОПОЛНИТЕЛЬНЫЕ ЗАМЕЧАНИЯ
I. Электрооборудование станка
к сети трехфазного переменного
Начальник сборочного
Начальник ОТК
Испытание станка принял контрольный
Отделку и нвмпаонтовку станка принял
________196-4
СОДЕРЖАНИЕ
Назначение н область применении............................
Распа ком ка н транс1юргнришьа.............................
Монта* и установка станка..................................
Выбор места дм фридаментм............................
Фундамент . .........................................
Установка ........................................
Органы управления..........................................
Паспорт ...................................................
Основные данные....................................'
ОсмовЛые группы станка ..............................
Специфика ням к схеме смазки.........................
л Спецификация подшипник»*..............................
Ошифшацма зубчатых колес. 1 «ермякое н цепных хвездрчек
Конструкции
Краткое сообщен >к о работе станка...................
Стаиимя и стазы .....................................
ill ;-вольна», бабы ... ...
ЛФхЗзиКы^ЬсеМиг перемещения шнииделя шлифовальной
бабки ............
Мехамиim поперечной подачи шлифовальной бабки . . .
Механизм ручного переыещгиия стам . ..............
Передняя бабка .
Задняя бабка . . ,...................................
। ПОрообор удонам ее...................................
I Симам ...............................................
3
3
4
4
15
17
18
18
18
20
24
24
26
27
:Ю
31
35
Электрооборудование .................................374
Приспособления ......................................,41
Подготовка станка к переоиачатиному пуску..................44
Эксплуатация и уход за станком ..................45
Общие указания по эксплуатапки станка................45
Крепление шлифовального круга........................46
Балансировка шл»<фовального круга.................. 47
Пранка шлифовального круга ..........................47
Выбор шлифовальных кругов п режимов шлифования . . 48
Подготовка станка к работе и выполнение шлифовальных
работ ............................................... 4*^,
Возможные неполадки и их устранение................ 54
Дефекты шлифования и меры их устранения...............55 <
Регулировка стайка ...................................57
Комплектация станка........................................59
Спецификация быстром знаш ива юшнхе я и ответственных деталей*
станка...................................................
Акт технического испытания.......................................
Испытание станка на соответствие нормам точности . . 84
Принадлежности к станку и приспособления................87
Общее заключение по испытанию станка...............’ ’ gj
Дополнительные замечания.........................’ * * gj