/





















































































































































































Text
ERHARD BREPOHL
THEORIE
UND PRAXIS
DES GOLDSCHMIEDS
VFB FACHBUCHVERLAG
LEIPZIG
1962
э. БРЕПОЛЬ
ТЕОРИЯ
И ПРАКТИКА
ЮВЕЛИРНОГО
ДЕЛА
Издание четвертое, стереотипное
Перевод с немецкого
В. П. КУЗНЕЦОВА
Под редакцией
кавд. техн, наук Л. А. Гутова
и Г. Т. Оболдуева
ЛЕНИНГРАД
«МАШИНОСТРОЕНИЕ*
ЛЕНИНГРАДСКОЕ ОТДЕЛЕНИЕ
1983
ББК 85.12
Б87
УДК 671.1 4- 739.2
Рецензент ВНИИювелирпром
Бреполь Э.
Теория и практика ювелирного дела: Пер. с нем./Под ред..
Л. А. Гутова и Г. Т. Оболдуева.—4-е нзд., стереотипи.—
Л.: Машиностроение, Ленннгр. отд-ние, 1982.—384 с. нл.
В пер.: 1 р до к.
^11ЛГлУХ,' ТЬ'Ва'’ широки КРУГ ........связанных е иработкоЯ сплавов
• гатнвных » Л’°И|ЫК мгтвллоп м с Г,Р°1- • производств" ювелирных и де
Книга п-. азначе! для инженерно-технических работники», спеивалимм
! * ™ •°**лнрного производства и декоративно-прикладного искус
' ' ’ ина также mox.lt быть полезна учащимся профессионально-технически
училищ соответствующих специальностей
.. 3106000000—808
Ь 038(01)—82 бГ< о6ъявл’
ББК 85.12
6П5.8
© Перевод на русский язык, «Машиностроение», 1973 г.
© Перевод на русский язык, «Машиностроение», 1982 г»
ПРЕДИСЛОВИЕ К РУССКОМУ ИЗДАНИЮ
Изготовление ювелирных изделий — одно из древнейших ре-
месел в многовековой истории человечества. С незапамятных вре-
мен ювелирные изделия из золота, серебра и драгоценных камней
являлись мерилом богатства и власти господствующих классов,
символом эксплуатации и угнетения.
В странах социализма функция ювелирных украшении изме-
нилась коренным образом: они уже не являются достоянием экс-
плуататорских классов, а в качестве подлинных произведений
искусства ювелиров служат украшениями для широких слоев
трудящихся.
В связи с ростом благосостояния народа потребность в высоко-
художественных ювелирных изделиях возрастает нз года в год,
расширяется их производство, а для этого необходимо, чтобы все
ювелиры хорошо овладели теорией и практикой изготовления юве-
лирных изделий.
Книга Э. Бреполя «Теория и практика ювелирного дела» яв-
ляется одним из весьма немногочисленных и наиболее ценным
источником информации по производству ювелирных изделий.
Книга состоит из трех частей.
В первой части рассмотрены физические, химические и техно-
логические свойства металлов и сплавов, применяемых при изго-
товлении ювелирных изделий, а также диаграммы состояния двой-
ных и тройных сплавов драгоценных металлов. Вышеперечислен-
ные данные очень важны для понимания поведения металлов,
сплавов и химических веществ в процессе изготовления юве-
лирных изделий и совершенствования технологии их пром*
еодства.
6
Во второй части подробно изложены стадии технологического
процесса изготовления ювелирных изделий- взвешивание, пробир-
ный и химический анализы, плавка, литье обработка давлением,
термообработка, обработка резанием, чеканка, травление, пайка,
шлифование, полирование, чериенне, серебрение, золочение, роди-
роваиие и эмалирование.
В третьей части даны описания конструкций и способов про-
изводства оправ для драгоценных камней различных типов, ме-
тоды закрепки и раскрепки камней, конструкции и способы изго-
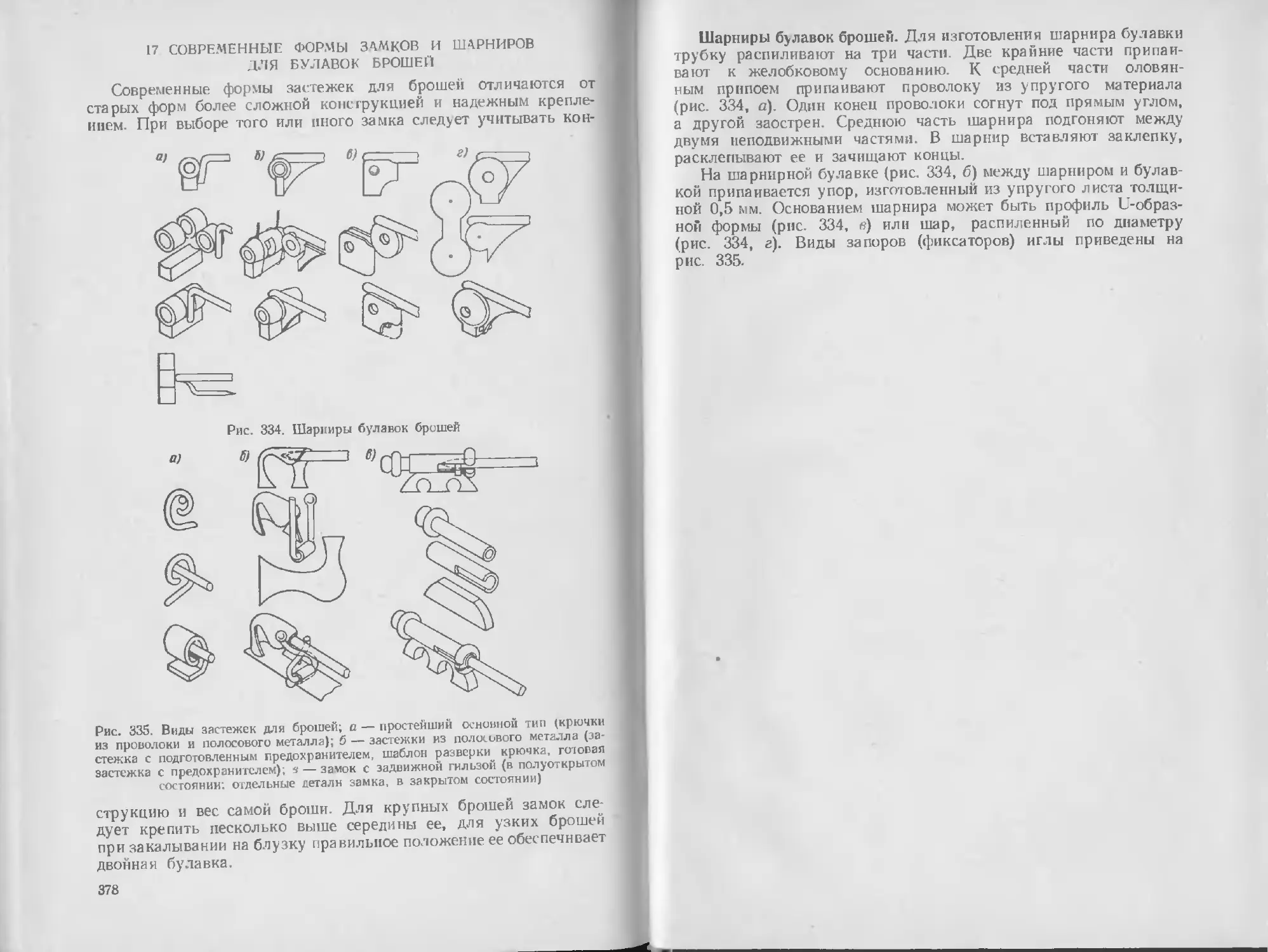
товления подвижных шарнирных замковых и других соединений.
При переводе книги были устранены отдельные опечатки и не-
точности, некоторые обозначения и термины заменены общепри-
нятыми в отечественной литературе. По тексту к терминам, сохра-
нившим немецкую транскрипцию, даны достаточно подробные
объяснения
В целом материал книги изложен простым языком, достаточно
подробно и доступно для широкого круга читателей, работаю-
щих в области ювелирного производства.
«//. Г углов
Г. Оболдуев
ПРЕДИСЛОВИЕ К НЕМЕЦКОМУ ИЗДАНИЮ
Теоретики и практики, работающие в ювелирной промышлен-
ности, знают отрицательное влияние на их работу отсутствия
всеобъемлющего учебника для ювелиров. Это и послужило пово-
дом к написанию данной книги «Теория и практика ювелирного
дела». Усилия автора были направлены на то, чтобы по возмож-
ности тесно связать научные познания с практическим опытом,
причем не так, как это часто бывает в других аналогичных изда-
ниях, где практической части лишь предшествует теоретическое
введение, но возвращаясь в каждом разделе рукописи к важней-
шим положениям теории, связывая их с задачами практики. Без
желания недооценки большого значения сведений о придании
формы, автор сознательно обходит вопросы эстетики и сосредота-
чивает основное внимание на иаучно-технических проблемах.
По мнению автора, единство теории и практики в настоящее
время совершенно необходимо, так как от ювелиров высокой ква-
лификации требуется овладение как теоретическими знаниями,
так и практическими навыками в изготовлении ювелирных из-
делий.
При этом следует помнить о хороших традициях, присущих
кустарям-ювелирам и той или иной ювелирной фабрике, тщательно
сохраняя и оберегая их.
Книга предназначена для инженерно-технических работни-
ков, учащихся специальных учебных заведений, молодых квали-
фицированных рабочих, мастеров, а также может быть использо-
вана в качестве руководящего материала для студентов вузов.
Прн строжайшем соблюдении принципа научности автор стре-
мился максимально просто и доходчиво изложить основы теории.
7
чтобы облегчить понимание материала практикам, не имеющим до-
статочно хорошей теоретическом подготовки.
Автор сердечно благодарит все народные предприятия и ма-
стеров-ювелиров, оказавших ему поддержку и содействие при со-
ставлении этого труда. Автор выражает также глубокую призна-
тельность коллективам Фрейбергского свинцового комбината,
Специализированного предприятия по обработке сплавов серебра
н золота в Хальсбрюке Особую благодарность автор приносит
господину доктору Шлегелю, госпоже Ирене Ленк, господину
В. Штоллю и господину Гюнтеру Шлотту за добросовестный про*
смотр рукописи книги и ценные советы по ней. Автор будет при-
знателен за критические замечания, высказанные в адрес данного
издания.
Ленпцнг, 1961 г. э- Брепиль
ЧАСТЬ ПЕРВАЯ
МАТЕРИАЛЫ
РАЗДЕЛ ПЕРВЫЙ
МЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
ГЛАВА I
ЧИСТЫЕ МЕТАЛЛЫ И СПЛАВЫ НЕБЛАГОРОДНЫХ МЕТАЛЛОВ
1. ОБЩИЙ ОБЗОР СВОЙСТВ МЕТАЛЛОВ
Детальное изучение свойств и характеристик материалов,
с которыми должен работать ювелир, необходимо для правильной
и качественной их обработки. Только тот, кто всесторонне изучил
и познал свойства и особенности применяемых материалов, будет
в состоянии придать нм правильную форму и красивый внешний
вид в готовых украшениях
В производстве ювелирных изделий необходимо в первую оче-
редь учитывать физические свойства металлов и сплавов, плот-
ность, температуру плавления, тепловое расширение, теплопро-
водность, отражательную способность. Знание этих свойств поз-
воляет правильно выбрать термические режимы литья, ковки,
прокатки, пайкн и других видов горячей обработки металлов.
Важное значение при различных методах изготовления метал-
лических деталей ювелирных украшений, оправ драгоценных кам-
ней, столовых приборов и посуды из сплавов благородных металлов
имеют их основные механические свойства. К ним относятся:
прочность, твердость, упругость, пластичность. Эти же свойства
имеют первостепенное значение и при использовании ювелирных
изделий в качестве украшений и предметов домашнего обихода.
Учи'ывая эксплуатационные требования, предъявляемые к долго-
вечности этих изделий, ювелир может на основе детального зна-
ния механических свойств сплавов различной пробы обоснованно
подойти к выбору наиболее рациональной в данном случае марки
сплава.
Не меньшую роль в технологии производства и в процессе по-
требления ювелирных изделий играют химические свойства как
чистых металлов, так и их сплавов: стойкость к воздействию
9
внешней среды — кислот, щелочей, газов, пресной н морской
воды, оказывающих большее или меньшее агрессивное действие
на металл колец, браслетов, кулонов, цепочек и других ювелир-
ных украшений.
И, наконец, особое место в характеристиках материалов зани-
мают технологические свойства. К и им относятся: жидкотеку-
честь, ликвация и усадка металлов при литье, ковкость, сваривае-
мость и обрабатываемость резанием. Знание этих свойств особенно
важно при выборе методов и режимов обработки ювелирных из-
делий.
Ознакомление с металлическими материалами начинается с изу-
чения их физико-химических свойств и основных положений метал-
ловедения науки о металлах, знание которых поможет устано-
вить, какие многосторонние практические выводы вытекают из
этой науки. При этом станет ясным, что многие дефекты, возникаю-
щие при обработке металлов иа практике нз-за недопонимания их
внутреннего строения и свойств, могут быть легко предупре-
ждены.
Золото. Химический элемент, символ Au, имеет порядковый
номер 79, атомный вес 197,0, основную валентность III, плот-
ность 19,3 г/см3, температуру плавления 1063° С, температуру
кипения 2970° С, твердость по Бринелю в отожженном состоянии
18—20 кгс/мм2.
Золото — металл красивого желтого цвета, тонколистовое
(сусальное) золото имеет зеленоватый оттенок. Золото с трудом
образует химические соединения, оно химически устойчиво на
воздухе, в воде и в кислотах, за исключением царской водки
(см. стр. 62) (в последней золото растворяется с образованием
золотохлористоводородной кислоты Н lAuCljl). Оно взаимодей-
ствует также со свободными ионами хлора, цианидами калия и
натрия, бромом и некоторыми другими химикатами, не имеющими
применения в производстве ювелирных изделий.
Золото имеет высокую отражательную способность н хорошо
полируется; оно обладает высокой пластичностью и прокаты-
вается в листы толщиной до 0,0001 мм. Тепло- и электропровод-
ность золота ниже, чем у меди. Удельная теплоемкость его сравни-
тельно невелика. Из-за невысокой твердости и прочности золото
используют в ювелирном деле в виде сплавов с другими металлами
и в очень редких случаях в чистом виде.
Серебро. Химический элемент, символ Ag, имеет порядковый
иомер 47, атомный вес 107,88, валентность I, 11, плотность
10,5 г/см8, температуру плавления 960,5° С, кипения 2210° С,
твердость по Бринелю в отожженном состоянии 25 кге'мм2.
Серебро — металл белого цвета, практически не изменяю-
щийся под действием кислорода воздуха при комнатной темпера-
туре, однако нз-за наличия в воздухе сероводорода со временем
покрывается темным налетом сульфида серебра Ag2S. Серебро
устойчиво в воде, но растворяется в азотной и горячей концентри-
Ю
рованной серной кислоте. С царской водкой оно образует нерас-
творимый хлорид серебра AgCl Как и золото, серебро взаимодей-
ствует го щелочными растворами цианидов.
Серебро хорошо полируется, имеет высокую отражательную
способность; оно обладает хорошей ковкостью и самой высокой
из всех металлов тепло и электропроводностью Чтобы повысить
твердость и прочность серебра, его используют в сплавах с ^дру-
гими металлами При изготовлении ювелирных украшений се-
ребро в чистом виде применяют сравнительно редко.
Платина. Химический элемент, символ Pt, имеет порядковый
номер 78, атомный вес 195,23, валентность II, IV, плотность
21,45 г/см8, температуру плавления 1773,5° С, температуру кипе-
ния 4410° С, твердость по Брннелю в отожженном состоянии
окало 50 кгс/мм*.
Металл имеет бело-серую окраску, схожую по цвету со сталью,
и практически не растворим ни в воде, ни в кислотах, за исключе-
нием горячей царской водки, при взаимодействии с которой об-
разуется платинохлористоводороднаи кислота H2[PtCl2l. Пла-
тина весьма пластична, хорошо полируется и обладает большой
отражательной способностью- Наряду с палладием и иридием она
имеет очень низкую тепло- и электропроводность, низкую удель-
ную теплоемкость и с трудом вступает в химические соединении.
Платина в чистом виде очень мягка, поэтому ее легируют ири-
дием, родием и другими металлами. Для изготовления ювелирных
изделий в сплав, кроме этих компонентов, добавляют еще и медь.
Металлы платиновой группы (иридий, палла-
дий, родни) в химическом отношении настолько схожи с платиной,
что разделение их затруднительно.
Иридий. Химический элемент, символ 1г, имеет порядковый
номер 77, атомный вес 193,1, основную валентность III, плотность
22,5 г/см3, температуру плавления 2454° С, температуру кипения
5300° С, твердость по Бринелю в отожженном состоянии
172 кг с/мм2. Из-за большой твердости и высокой температуры плав-
ления иридий с трудом поддается обработке. Относительное удли-
нение при растяжении составляет лишь 2%. При высоких темпера-
турах металл можно обрабатывать давлением. При небольшой
добавке иридия к платине значительно повышается ее твер-
дость.
Палладий. Химический элемент, символ Pel, имеет порядковый
номер 46, атомный вес 106,4, основную валентность II, плотность
12,0 г/см3, температуру плавления 1554,5° С, температуру кипе-
ния 4000° С, твердость по Бринелю в отожженном состоянии
52 кге/мм2.
Палладий имеет более светлую окраску, чем платина, он хими-
чески устойчив на воздухе и в воде, растворяется в горячей, слегка
разбавленной азотной кислоте с образованием нитрата палладия
Pd (NO3)2. При температурах от 400 до 850° С палладий покры-
вается светло-фиолетовым окисным слоем, который исчезает при
11
более высоких температурах. Благодаря хорошей обрабатывае-
мости, низкой температуре плавления и относительной дешевизне,
он чаще фугих металлов платиновой группы используется в юве-
лирных изделиях. Как легирующий металл палладии улучшает
свойства платины, осветляет ее окраску, а также способствует
отбеливанию сплава при получении так называемого белого
золота
Родий. Химический элемент, символ Rh, имеет порядковый
номер 45, атомный вес 102,91, основную валентность Ill, плот-
ность 12,4 г/см3, температуру плавления 1966° С, температуру
кипения 4500° С, твердость по Бринелю 101 кгс/мм*.
По цвету родий сходен с платиной, не вступает во взаимодей-
ствие с кипящими кислотами и смесями кислот, но растворяется
в щелочных растворах цианидов; абсолютно не окисляется иа
воздухе и в воде, хорошо поддается горячей обработке дав-
лением.
Ртуть Химический элемент, символ Hg, имеет порядковый
номер 80, атомный вес 200,61, валентность 1, II, плотность
13,55 г/см3, температуру плавления 38,83° С, температуру ки-
пения 356,95° С.
Ртуть — металл светло-серебрнстого цвета, находящийся
в жидком состоянии при нормальной температуре, стойкий на
воздухе и обладающий сильным блеском При нагревании металла
образуется окись ртути, диссоциирующая при температуре свыше
400° С. Так как ртуть прн комнатной температуре выделяет ядо-
витые пары, то хранить ее необходимо только в закрытых емко-
стях. Ртуть взаимодействует со слабо разбавленной азотной кисло-
той с образованием нитрата HgNOs и с концентрированной серной
кислотой с образованием сульфата Hg2SO4. С соляной кислотой
ртуть не взаимодействует. Для повышения температуры плавле-
ния в нее добавляют золото, серебро н другие металлы. Получен-
ные таким образом амальгамы при комнатной температуре тверды.
Ювелиры используют ртуть для получения золотой и серебряной
амальгам при горячем золочении и серебрении.
Медь. Химический элемент, символ Си, имеет порядковый
номер 29, атомный вес 63,54, основную валентность II, плотность
8,9 г/см3, температуру плавления 1083° С, температуру кипения
2600° С, твердость по Бринелю в отожженном состоянии
35 кгс/мм2.
Медь — единственный металл, имеющий красноватый цвет.
На воздухе, в присутствии углекислого газа, она покрывается
пленкой зеленого цвета (патиной), гидроокисным карбонатом
меди CuCOs-Cu(OH)2. Прн нагреве на поверхности металла обра-
зуется черный налет окиси меди СиО. Медь растворяется: в азот-
ной кисло ге, образуя нитрат Cu(NO3)2; в серной кислоте, образуя
сульфат CuSO4; в разбавленной соляной кислоте, образуя хлорид
меди СиС1а, а при взаимодействии ее с уксусной кислотой обра-
Ч1ется основной ацетат меди — ядовитая ярь-медянка.
12
изготовлении
исполь vctch
Медь прекрасно обрабатывается давлением н обладает хоро-
шим блеском и высокой полируемостью, однако блеск е. довольно
быстро исчезает. Медь- лучший проводник тепла и электри-
l. кого тока после серебр.» и им -»»т очень высокую удельную те-
плоемкость Чистая медь редко применяется для
украшений, но иногда находит применение при
шаблонов и опытных образцов изделий. Медь часто
и как присадочный материал
Чатунь Технические сплавы меди с цинком желтого цвета,
содержащие свыше 50% Си, называются латунями Сложные леги-
рованные латуни содержат кроме цинка и другие элементы —
свинец, олоы», алюминий, марганец, никель В ювелирном деле
латуни, обладающие высокой пластичностью, используют прн
изготовлении посуды и украшений. .Латунь, содержащая 10%
цинка, известна под названием «томпак». Она имеет желтоватый
цвет и по свойствам близка к меди «Томпак» используют для из-
готовления ювелирных изделий с последующим нанесением на
них защитных покрытий.
Бронза. В ювелирной промышленности используются оловян-
ные бронзы (сплавы системы медь—олово) благодаря их высоким
литейным свойствам (жидкотекучести, малой усадке), а также
прочности, стойкости против коррозии и красивому желтоватому
цвету. Наибольшее распространение имеют сплавы меди с содер-
жанием 5—10% олова Сплав с 5% олова называется монетной
или медальной бронзой, сплав с 10% олова — пушечной бронзой
(из него раньше отливались пушки).
Нейзильбер Сплав на основе меди, содержащий 13,5—16,5%
никеля и 18—20% цинка Сплав имеет высокие твердость, упру-
гость и хорошую коррозионную стойкость В ювелирном деле ис-
пользуется для изготовления игл, булавок, пружин и посереб-
ренных столовых приборов.
Цинк. Химический элемент, символ Zn, имеет порядковый
номер 30, атомный вес 65,38, валентность II, плотность 7,13 г/см3,
температуру плавления 419,46° С, температуру кипения 906° С,
твердость по Бринелю 30—35 кгс/мм2
Цинк — мег алл голубовато-белого цвета, медленно покрываю-
щийся на воздухе плотным серым защитным слоем, состоящим
из карбоната цинка ZnCO3 н окиси цинка ZnO, вследствие чего
блеск металла исчезает При нагреве на воздухе цинк, сгорая,
превращается в белый порошок — окись циика ZnO, светящийся
в темноте зеленоватым светом При комнатной температуре он
довольно хрупок; при температурах 110—150° С хорошо поддается
обработке давлением, а прн температуре выше 200° С становится
настолько хрупким, что его можно распылять Цинк хорошо
растворяется в разбавленных кислотах. Он используется в каче
стве присадки в сплавах благородных металлов.
Кадмий. Химический элемент, символ Cd, имеет порядковый
номер 48, атомный вес 112,41, валентность II, плотность 8,65 г/см3,
13
температуру плавления 320,9° С, температуру кипения 765° С,
твердость по Бринелю 16 кгс/мм2.
Кадмий — металл белого цвета, по своим свойствам сходный
с цинком На воздухе покрывается защитной окисной пленкой
серого цвета, поэтому полированная блестящая поверхность его
быстро тускнеет. Сгорая, кадмий превращается в порошок корич-
невого цвета — окись кадмия CdO. Пластичность металла хорошая.
Добавка кадмия снижает температуру плавления твердых при-
поев, при введении его в сплавы серебро—медь их пластичность
повышается.
Олово. Химический элемент, символ Sn, имеет порядковый
номер 50, атомный вес 118,7, валентность II, IV, плотность
7,298 г/см3, температуру плавления 213,9° С, температуру кипе-
ния 2362° С, твердость по Бринелю 5 кгс/мм2.
Олово имеет серебристо-белый цвет и обладает хорошей пла-
стичностью, на воздухе постепенно покрывается защитным окис-
ным слоем. При сгорании образуется белый порошок — окись
олова SnO2, используемый в качестве полирующего средства.
При температуре ниже 13,5° С происходит аллотропическое пре-
вращение Sne — Sn<t, в результате чего металл превращается
в серый порошок («оловянная чума»). Растворяясь в соляной кис-
лоте, олово образует хлорид SnCl2, при взаимодействии его с кон-
центрированной азотной кислотой образуется оловянная кислота
H2SnOa — серый порошок, растворимый в разведенной азотной
кислоте. Олово является важнейшим составным компонентом
мягких легкоплавких припоев.
Свинец. Химический элемент, символ РЬ, имеет порядковый
номер 82, атомный вес 207,21, основную валентность II, плот-
ность 11,34 г/см3, температуру плавления 327,4° С, температуру
кипения 1740° С, твердость по Бринелю 4 кгс/мм2.
Свинец имеет голубовато-белую окраску, на воздухе покры-
вается тускло-серым налетом окнси свинца РЬО. В воде на его
поверхности образуется толстый слой, состоящий из карбоната
свинца РЬСО3 и сульфата свинца PbSO4r который защищает ме-
талл от дальнейшей коррозии. Окисный слой свинца стоек также
в серной и соляной кислотах. Свинец растворяется только в азот-
ной кислоте с образованием нитрата Pb(NO3)fi, а также вступает
в реакцию со слабой уксусной кислотой. Свинец — мягкий и
высокопластичнын металл. Пары свинца и его сплавов ядовиты
и могут привести к параличу дыхательных путей. Ювелиры исполь-
зуют свинец для купелирования и как присадку для получения
мягких припоев
Железо. Химический элемент, символ Fe, имеет порядковый
номер 26, атомный вес 55,85, валентность II, III, плотность
7,87 г/см®, температуру плавления 1539° С, температуру кипения
2740° С, твердость по Брииелю 60 кгс'мм*.
Железо имеет голубовато-белый цвет и на сухом воздухе до-
вольно устойчиво. Однако нз-за наличия во влажном воздухе паров
14
воды и кислорода железо покрывается коричневым слоем ржав-
чины, состоящим из водосодержащего окисла железа Fe(OH)s X
X 2FeaO3.
Вследствие пористой структуры этого слоя процесс коррозии
продолжается до тех пор, пока весь металл не превратится в ржав-
чину Коррозия происходит и в воде, содержащей кислород. При
нагреве металла на воздухе свыше 650° С образуется хрупкий чер-
ный слой окиси железа, так называемой окалины Fe3O4. Железо
растворяется в соляной кислоте до хлорида FeCl2; в концентри-
рованной серной и азотной кислотах оно покрывается защит-
ным слоем, который предохраняет его от дальнейшего разъ-
едания.
Вследствие высокой температуры плавления и легкой окисляе-
мости железо редко используется в ювелирном деле
Чугун. Сплавы железа с углеродом, содержащие свыше 2% С,
а также примеси кремния, марганца, фосфора и серы относятся
к чугунам. Чугун является продуктом доменного металлургиче-
ского процесса. Во время плавки восстановленное нз руды же-
лезо насыщается углеродом и другими примесями, сопутствую-
щими руде, топливу и флюсам, что отражается на его свойствах.
При содержании в чугуне от 3,0 до 5,0% углерода повышается его
твердость и прочность, но уменьшается пластичность и снижается
температура плавления; повышение содержания кремния от 0,3
до 2,5% благоприятствует графитизации н улучшению литейных
свойств чугуна; присутствие 0,5—6% марганца способствует
образованию карбида железа, повышению твердости и прочности
чугуна; примесь 0,08—2,2% фосфора делает его жидкотекучим,
твердым и хрупким, а вредная примесь 0,03—0,12% серы способ-
ствует ухудшению жидкотекучести чугуна и появлению красно-
ломкости.
Серый чугун, в котором углерод выделяется в виде пластинча-
тых включений графита, получают при медленном охлаждении.
Этому процессу способствует наличие кремния. Поверхность
излома выглядит мелкозернистой и имеет серый цвет. Серый
чугун мягок и хрупок, он является исходным продуктом для
получения чугунного литья.
Если углерод в чугуне находится в связанном состоянии в виде
карбида железа Fe3C, то такой чугун называется белым. Поверх-
ность излома белого чугуна блестящая, белого цвета. Белый
чугун тверд и хрупок, он является исходным продуктом для полу-
чения стали.
Сталь. Углеродистая сталь содержит железо, углерод и со-
путствующие примеси, но в меньших количествах, чем чугун.
С увеличением содержания углерода повышаются твердость, проч-
ность, сопротивление деформации и уменьшаются пластичность,
свариваемость, вязкость, ухудшаются литейные свойства.
Строительные н конструкционные ма-
лоуглеродистые стали содержат от 0.05 до 0,25%
15
углерода, они хорошо куются, штампуются и свариваются. Изде-
лия из этих сталей обычно ие подвергаются закалке. Конструк-
ционные (машиноподелочные) стали, содержащие от 0,25 до 0,7%
углерода, обладают высоком прочностью и поддаются закалке,
так же, как и инструментальные углеродистые стали, содержащие
от 0,7 до 1,5% углерода.
Легированная сталь содержит железо, углерод,
сопутствующие примеси и те или иные легирующие элементы:
Сг, Ni, Si, Мп, W, Ti н др. При содержании в ней от 0,5 до 3%
кремния повышаются прочность, твердость, упругость и умень-
шается пластичность стали. Присутствие от 0,8 до 14% марганца
повышает прокалнваемость, вязкость и износостойкость, но умень-
шает упругость стали; наличие от 0,2 до 30% хрома повышает
твердость, прочность, жаропрочность и коррозионную стойкость
стали, ио ухудшает ее обрабатываемость резанием; при добавле-
нии от 0,2 до 10% молибдена повышаются прочность и коррозион-
ная стойкость, ио уменьшаются упругие свойства и ковкость
стали, а также ухудшается ее пластичность, прибавление от
0,25 до 36% никеля повышает вязкость металла; наличие 0,05—
4% ванадия повышает прочность стали, ударную вязкость н стой-
кость к динамическим нагрузкам; присадка 0,5—25% вольфрама
повышает твердость, вязкость н усилия, затрачиваемые на резание
металла.
2. ФИЗИЧЕСКИЕ СВОЙСТВА
Твердость по Бринелю. Среди физических свойств металлов
твердость и результативные данные испытания на растяжение
(предел прочности, относительное удлинение и др.) являются са-
мыми важными для практиков. К сожалению, многие ювелиры
не принимают во внимание ценность исследования этих характе-
ристик металлов и сплавов, зачастую полагаясь на свой опыт и
чутье Однако эти характеристики являются основными при вы-
боре материалов для работы.
Твердостью называют свойство материала оказы-
вать сопротивление внедрению другого, более твердого тела.
При определении твердости по методу Брииеля закаленный сталь-
ной шарик диаметром D вдавливается силой Р в испытуемый
образец. При эгом образуется отпечаток в виде сферической лунки,
диаметр которой измеряется.
Твердость по Бринелю определяется нз следующего соотно-
шения:
Диаметр вчавливаемого шарика выбирают в зависимости от твер-
дости и толщины испытуемого образца Между диаметром шарика
и диаметром отпечатка d выдерживается соотношение
d (0,2 -=. 0,7) D. (2)
№
При испытании цветных металлов часто используют шарик диа-
метром 10 мм, а нагрузку принимают равной Р — 10D2, т. е.
1000 кгс. При испытании очень мягких металлов применяют ша-
рики диаметром 5 и 2,5 мм Нагрузка в этом случае должна быть
соответственно меньше. С помощью измерительного микроскопа
определяется диаметр отпечатка d, а затем по диаметру вычисля-
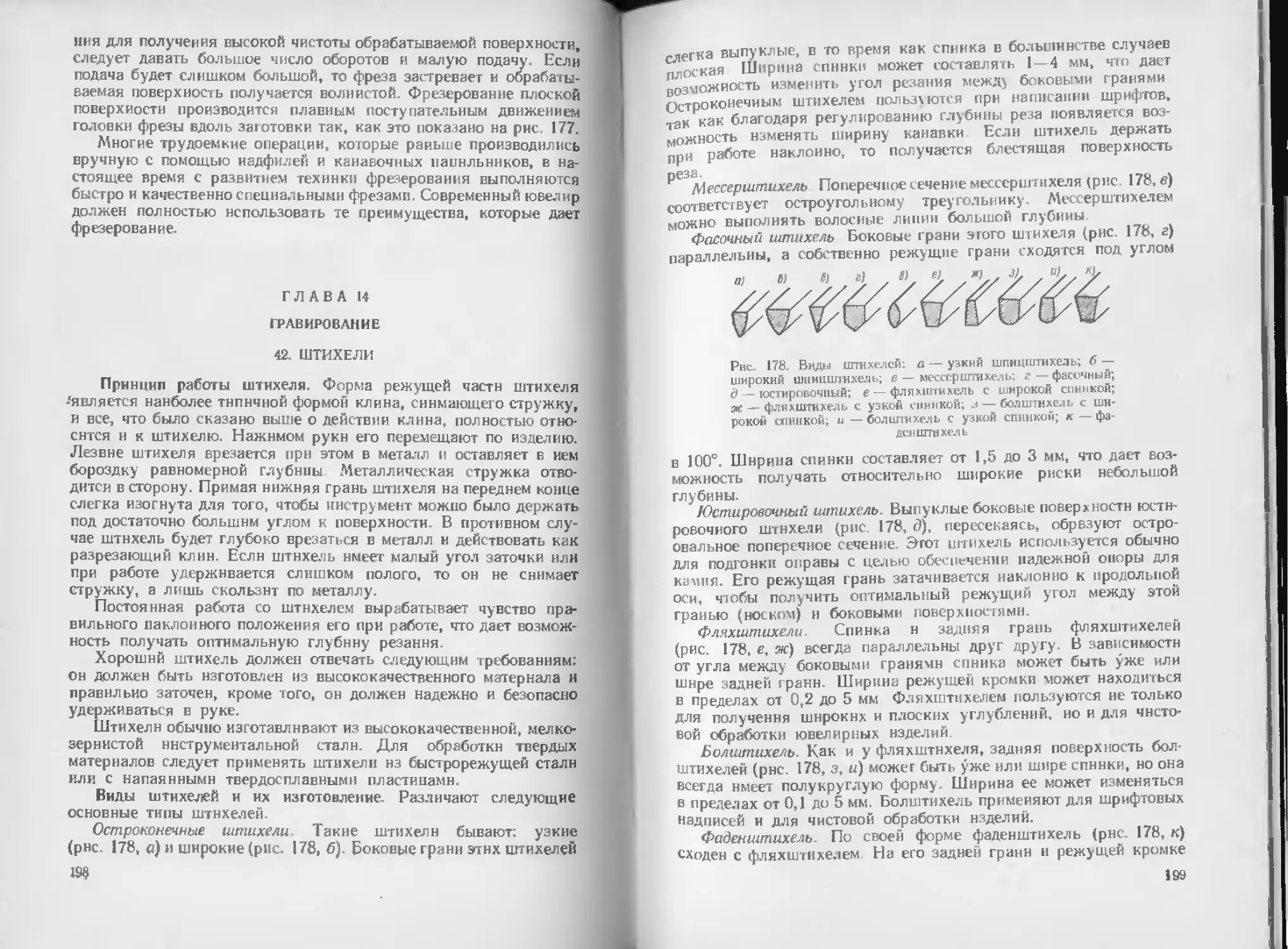
ется поверхность отпечатка (рис. I и 2).
Рис. 1. Прибор для определения
твердости
Рис. 2. Сравнение чисел твердости но Брн-
пелю v важнейших металлов
Испытание на растяжение. Особенно ясное представление
об изменении свойств металла в процессе пластического деформи-
рования дает испытание на растяжение. Этот вид испытания полу-
чил широкое распространение для всех видов металлов и сплавов.
Испытание стандартных цилиндрических или плоских образцов
производится на разрывных машинах (рис 3).
Образец закрепляют в захватах разрывной машины и затем
нагружают посггпенио увеличивающимся усилием. Перед нача-
лом испытания и .меряют диаметр образца и вычисляют площадь
eiv поперечного сечения. Напряжение, возникающее в металле,
определяют по формуле
(3)
г О
г •. 1 напряжение в кгс/мм2; Р — нагрузка в кгс; Fo — иа-
ча । язя площадь поперечного сечения образца в мм2
17
Напряжение рассчитывается на 1 мм2 поперечного сечения об-
разца. С увеличением нагрузки образец удлиняется, при этом од-
новременно уменьшается его поперечное сечение.
Относительное удлинение 6 представляет со-
бой отношение абсолютного удлинения образца после разрыва
(где — конечная расчетная длина образца) к его
начальной расчетной длине /п, выраженное в процентах,
д-4-100% (4)
•О
Рис. 3. Машина для испытания на растяжение с зажа-
тым в ее захватах образцом
Когда напряжение достигает наибольшей величины, происхо-
дит разрыв образца и процесс растяжения прекращавши
На оси ординат диаграммы р а с т и ж ен и я (рис 4)
нанесены величины напряжения о в кгс/мм2, а на оси абсцисс —
абсолютное удлинение в. Из полученной кривой видно соотиоше
ние обеих величин. Рассмотрим основные участки диаграммы
растяжения.
Участок упругой деформации. Упругая деформация xapaitie-
рнзуется тем, что она продолжается до тех пор, пока действует
16
р у г о ст и Прак-
л
Рис. 4. Диаграмма растяжения ме-
таллического образца
нагрузка; при смятии нагрузки удлинившийся образец снова
^□вращается в исходное состояние. На участке 0 —ei упругой
--/пмации кривая поднимается прямолинейно. Напряжение и
паГгяжение на этом участке кривой пропорциональны. Если уве-
личить напряжение, то соответственно этому увеличится и огно-
-ительное удлинение При снятии дополнительной нагрузки удлн
иение будет соответствовать первоначальному значению Если
нагрузку снять совсем, то удлинение будет равно нулю.
При напряжении Oj упругая деформация заканчивается. Это
напряжение соответствует п р е д е
тнчески невозможно точно опре-
делить предел упругости, так как
микрообъемы образца из-за по-
сторонних включений неодинако-
во реагируют на нагрузку По-
этому за технический предел упру-
гости Oo.oi принимается напряже-
ние, которое вызывает удлинение
образца на 0,01 % от его исходной
длины
Участок пластической деформа-
ции. Если образец подвергается
большему нагружению и дефор-
мируется в области пластической
деформации, то он будет сохра-
нять удлинение и после прекраще-
ния действия нагрузки. Переход
от упругой деформации к пла-
стической осуществляется постепенно. Пластическая деформация
образца начинается при напряжении, равном пределу упругости,
и заканчивается при его разрыве. При испытании материала на
растяжение за предел текучести принимают напряже-
ние о,м, которое вызывает остаточную деформацию в размере 0,2%
от исходной длины. На участке пластической деформации образца
удлинение увеличивается быстрее, чем нагрузка, и в результате
кривая идет более полого, чем при упругой деформации. Если
нагрузку снять после того как образец пластически деформиро-
вался за пределом текучести, то пластическое удлинение сохра-
нится, но упругая деформация должна исчезнуть. Если при на-
пряжении о2 разгрузить образец, то кривая упадет не вертикально
втачку е3, а параллельно прямой упругой деформации до тех пор,
пока не войдет в точку е2. Область упругой деформации прн много-
кратном повторении пластической деформации увеличивается.
Кривая пластической деформации достигает при напряже-
нии ов максимального значения; напряжение, соответствующее
этой точке, называется пределом прочности при
растяжении.- оно соответствует максимальной нагрузке,
которую выдерживает испытываемый образец. Прн дальнейшем
19
увеличении нагрузки образен разрушается. Для удлинения об-
разца при напряжении о„, как видно, не требуется увеличения
внешнего усилия Причина этого заключает- з в том, что геперь|
образец не растягивается равномерно по всей длине, а его рефор-
мация сосредотачивается в одном, особенно податливом месте.
На образце появляется местное сужение поперечного сечения,
так называемая шейка, которая под действием нагрузки неук-
лонно сужается Напряжение в шейке непрерывно возрастает
по отношению к исходному поперечному сечению При напряже-
нии оя, называемом пределом прочности при разрыве, происхо-
Рис. 5. Сравнение величин огноснтельних удлинений
и пределов прочности важнейших мета плов при растя-
жении
дит разрушение образца. Величина предела прочности на разрыв
не так важна, как значение предела прочности при растяжении.
Напротив, абсолютное удлинение при разрыве
С/?, которым определяется общее удлинение образца, и относи-
тельное удлинение 6%, являются очень важными величинами.
Если обобщить результаты испытаний, то можно сказать, что
предел упругости равен величине напряжения, которое должно
быть преодолено прежде, чем возникает пластическая деформация.
Предел прочности при растяжении характеризует сопротивление
металла пластической деформации, а относительное удлинение
соответствует возможностям деформации Между результатами
испытания на растяжение и пробой на твердость существует тес-
ная взаимосвязь: металлы большой твердости, как правило, обла-
дают высокой прочностью, в то время как относительное удлине-
ние нх невелико.
На рис 5 представлена сравнительная диаграмма значений
относительных удлинений 6 в % (верхний горизонтальный ряд
цифр) и пределов прочности ов в кгс/мм2 (нижний ряд цифр в пря-
моугольниках) важнейших для ювелира металлов. На прочность
металлов оказывай «г влияние следующие факторы:
1) легирование — сплавление чистых металлов с легирующими
компонентами повышает прочность металлов;
20
I—
2) пластическая деформация — она приводит вначале к повы-
пепию прочности, которая затем с увеличением степени дефор-
, ш резко снижается (когда де- гигнут предел текучести);
3) величина зерна — мелкозернистая структура придает ме-
таллу ботее высокую прочность, чем крупнозернистая;
4/ температура — с повышением температуры прочность по-
нижается.
При высокой прочности и высоком пределе теку чести требуются
и большие усилия для деформации. Если относится аюе удлине-
ние невелико, то при прокатке, волочении, ковке, расплющива-
нии, штамповке, гибке и других операциях металл может под-
вергаться лишь небольшим пластическим деформациям. У ме-
талла с высокой пластичностью относительное удлинение может
быть более 30%. Резке и распиловке предшествует пластическая
деформация до тех пор, пока частицы металла не распадутся.
Чем ниже прочность металла, тем меныная сила необходима для
разделения его частиц. Прочность и относительное удлинение
металла, из которого необходимо изготовить кольцо, должны
быть настолько высоки, чтобы можно было легко сгибать, ковать
и вытягивать отдельные части кольца при его изготовлении Ме-
талл для оправы должен иметь по возможности высокое относи-
тельное удлинение, чтобы можно было легко закрепи ib в ией
камень Разумеется, твердость и сопротивление износу при этом
не должны быть малыми, иначе камень может выпасть из
оправы
Материалы для цепочек должны обладать высокой прочностью
и твердостью для уменьшения износа звеньев. Кроме того, ма-
териал должен быть достаточно пластичным, чтобы звенья це-
почки легко гнулись при ее изготовлении Величины твердости,
относительного удлинения и предела прочности важнейших спла-
вов благородных металлов могут быть взяты из диаграмм меха-
нических свойств этих сплавов, приведенных ниже.
Температура и количество теплоты. Между этими понятиями
необходимо делать четкое различие. Температура характе-
ризует степень нагрева тела, измеряется термометром или пиро-
метром и выражается в градусах Цельсия (°C) или в градусах
Кельвина (К).
Количество теплоты характеризует количество те-
пловой энергии, содержащейся в теле или потребной для повыше-
ния его температуры. Единицей измерения количества теплоты
является калория (1 кат = 4,1868 Дж), представляющая собой
количество теплоты, необходимое для нагрева 1 г воды на 1е С
в интервале температур от 14,5 до 15,5° С. Килокалория (1 ккал)
выражает количество теплоты, которое необходимо для нагрева
1 кг воды на 1е С. Если сообщить 1 кг золота количество теплоты,
равное 1 ккал, то его температура повысится почти на 30° С, рас-
ход тепла на нагрев также понизится. Это различие в потреб-
ности тепла для нагрева 1 кг воды и золота объясняется их
.’I
разной удельной теплоемкостью Удельной теплоемко-
стью называется количество теплоты, выраженное в ккал, необ-
ходимое для нагрева I кг вещества на ГС
Каждому металлу свойственна
емкость. Например, удельная
3ft
Рис. 6. Сравнительная диа]рамма расхода
тепла на расплавление 1 кг различных ме-
таллов
определенная удельная тепло-
теплоемкость Au равна
0,034 ккал/(кг - гра i);
Си = 0,093 ккал/(кг - гр дд),
Fe = 0,108 ккал'(кг град).
Зная удельную тепло-
емкость, можно легко вы-
числить количество тепло-
ты, необходимое для на-
грева металла от ком-
натной температуры до
температуры плавления.
Так как удельная тепло-
емкость при повышении
температуры несколько
изменяется, то для расче-
тов нс паи ьз у ют ее среднее
значение. На рис 6 в ви-
де диаграммы представ-
лено общее количество
теплоты в ккал, необхо-
димое для расплавления
1 кг различных металлов.
Заштрихованная область
обозначает расход тепла
для нагрева от комнатной температуры до температуры плавле-
ния, а светлая область — скрытую теплоту плавления.
Из диаграммы видно, что для расплавления золота требуется
относительно небольшое количество тепла, в то время как для
медн, несмотря на небольшую разницу в температуре плавления
(не больше 20° С), необходимо тройное количество тепла, а для
серебра требуется даже больше тепла, чем для золота, хотя оно
имеет более низкую температуру плавления. Отсюда следует,
что в плавильной установке, в которой уже расплавилось чистое
золото, еще останется большое количество нерасплавленной
меди.
Тепловое расширение. Известно, что каждый металл прн на-
гревании расширяется, а при охлаждении сжимается. Это свой-
ство является общим для всех металлов, но изменения размеров
при изменении температуры у разных металлов различны. Для их
определения необходимо знать коэффициент линей-
ного теплового расширении, который характе-
ризует увеличение размера образца длиной в 1 м при нагревании
на ГС У платинового образца это удлинение составляет всего
лишь 0,0000089 м. На рис. 7 наглядно представлены сравнительные
22
величины коэффициентов линейного расширения важнейших ме-
таллов, умноженные для упрощения их прочтения иа 10fi Так,
например, для платины коэффициент линейного расширения по
пне. 7 составляет 8,9-ЮЛ
1 Тепловое расширение следует учитывать при изготовлении
ювелирных изделий. Так, например, в пластинах, спаянных из
золота и серебра, вследствие различия их коэффициентов тепло-
вого расширения возникают напряжения в паяном шве при изме-
нении температуры. При пайке ювелирных изделий из сплавов
серебра скрепленные мягкой стальной проволокой детали зача-
стую смещаются, так как коэффициенты теплового расширения
этих металлов сильно отличаются по величине.
Рис 7 Диаграмма значений
коэффициентов линейного рас-
ширения важнейших металлов
Рис. 8. Сравнение теплопроводностей важ-
нейших металлов, выраженных в
кал'(см-с-град)
Известно, что коэффициент теплового расширения стекла очень
мал — 8,6-Ю~е м'°С, т. е. примерно такой же, как у платины.
Поэтому для того чтобы эмаль держалась на металле, в нее вводят
специальные добавки, повышающие коэффициент теплового рас-
ширения. Тем не менее на золоте и сплавах железа эмаль дер-
жится прочнее, чем на серебре.
Теплопроводность. Из всех металлов наибольшей теплопро-
водностью обладает серебро (рис. 8). в этом мог убедиться каждый
ювелир, когда он держал в руках серебряную проволоку при
нагреве ее.
Для характеристики i ел л о проводности различных материалов
пользу ю гея коэффициентом теплопроводно-
сти Это величина, характеризующая количество теплоты, пе-
реданной за 1 с через образец серебра сечением I см2 и длиной 1 см
при разности температур на концах образца в 1° С [выражается
в кал (см-с-град)].
Ра лпчие в теплопроводности металлов необходимо учитывать
пр I пайке деталей ювелирных изделий, изготовленных из разных
материалов.
аз
Отражательная способность. Из всей области электромагнит-
ных волн световые волны занимают относительно небольшой
участок, а именно длины волн от 4 • 10"s до 8- 10_ь см. Определен-
ная часть световых волн, падающих на поверхность металла,
поглощается им, а часть отражается от нее Отражательная спо-
собность у металлов ра лична (рнс. 9).
Золото хорошо отражает дневной свет, однако в желтой области
спектра, т. е. при длине световых волн 5,5-10"7 м, отражательная
способность юлота очень незначительна. В красной области
спектра отражательная способность золота почти 100°4>, в голу-
бой области — менее 40%.
Как видно из рнс. 9, се-
ребро в области видимого
света обладает наиболь-
шей отражательной спо-
собностью. Минимальная
отражательная способ-
ность серебра, как и боль-
шинства металлов, наблю-
дается в голубой области
спектра. Из-за образона-
ния сульфида серебра на
поверхности металла от-
ражательная способность
его резко уменьшается
(рис. 9, кривая 2).
Металлы платиновой
группы обладают меньшей отражательной способностью, чем
серебро Отражательная способность платины на 30%, а родня
на 20% меньше, чем у серебра. Однако, несмотря на это. серебря-
ные изделия покрывают родием, так как при длительном хра-
нении м । воздухе серебро темнеет, в то время как отражательная
способность родия остается неизменной
3. ВНУТРЕННЕЕ СТРОЕНИЕ ЧИСТЫХ МЕТАЛЛОВ
Кристаллическая структура. Процесс кристаллизации при пере-
ходе металла из жидкого состояния в твердое начинается с обра-
зования кристаллических зародышей (центров кристаллизации)
и продолжается при их росте. Пока кристаллы растут свободно,
они имеют правильн ю геометрическу ю форму. Однако при взаим-
ном столкновении растущих кристаллов их правизьная форма
нарушается, так как на этих участках рост граней прекращается;
он продолжается лишь в тех направлениях, где есть свободный
доступ «питающей жидкости». В результате после затвердевания
образуются кристаллиты (зерна) неправиль-
ной геометрической формы, размер которых су-
щественно сказывается на механических свойствах металла.
Последние ухудшаются с увеличением размеров кристаллитов.
24
Каждый кристаллит состоит из элементарных к р н -
втал1ическнх ячеек, под которыми подразумевается
наименьший комплекс атомов, позволяют!! при многокр.. гном
повторении в объеме кристаллита воспрон *хти прострем* ен-
Рис. 10. Элементарная ячей-
ка кубической гранецентри-
рованиой решетки
Рис. И. микроструктура яздлта, про-
травленная с различной охраной зерен
ную кристаллическую решетку. Ее обычно представляют в виде
модели или рисунка, причем
так называемые узлы решетки
кружков). Атомы, образу юти
в виде геометрических фигур,
ской ячейки является к у -
бическая решетка
Однако стремление атомов
металла занять места, наи-
более близкие друг к другу,
приводит к образованию дру-
гих типов решеток: куби-
ческой, объемноиептрирован-
пой, кубической гранецент-
рированиой и гексагональ-
ной плотноупакованной ре-
шетки Такие металлы, как
положения атомов составляют
(на схемах обозначаются в виде
; решетку, могут располагаться
Простейшим типом кристалличе-
Рис. 12. Микрострукту ра металла, про
травленно) • to г-ннцам •* ен
золото, серебро, платина,
палладий, иридий, медь,
свинец и железо, имеют ку-
бическую гранецентрирован-
ную решетку (рис. 10), в которой атомы располагают». и в углах
куба и в центре ею граней Цинк и кадмий имеьт гексагональ-
ную решетку.
Исследование структуры сплавов. На практике зачастую пря-
мей яегся метод исследования структуры по излому. В отличие от
аморфных тел металлы имеют зернистый (кристаллический) из-
лом. По нему можно судить о размерах зерен, особенностях
25
выплавки н литья, термической обработке, а следовательно, и
о некоторых свойствах металла.
Для более точного выявления строения металла или сплава
применяется микроскопический метод исследования: поверхность
исследуемого образца шлифуется и полируется до зеркального!
блеска так, чтобы под микроскопом не были видны следы шли-
фовки, а затем подвергается травлению.
Под действием травления зерна даже чистого металла, имею-1
щего одинаковую структуру, получают различные протравимость!
и окраску (рис. 11) Причиной этого является различная крнсгал-
лографическая ориентировка кристаллов относитечьно поверх-
ности шлифа и связанная с этим анизотропия их физико-химиче-
ских свойств.
Наряду с травлением и окрашиванием зерен используется!
также травление по границам зерен, при котором травитель дей-
ствует так, что зерна остаются неповрежденными, а тонкий, легко
растворимый слой примесей по границам зерен разрушается.
При этом вырисовывается тонкая паутинообразная картина кон-
туров зерен (рис. 12). Подготовленные таким образом микрошлифы
исследуются под металлографическим микроскопом
ГЛАВА 2
СПЛАВЫ БЛАГОРОДНЫХ МЕТАЛЛОВ
4. РАСТВОРИМОСТЬ МЕТАЛЛОВ
Сплавы обычно образуются путем соединения металлов с ме-
таллами или металлов с металлоидами в расплавленном состоянии.
Свойства сплава отличаются от свойств чистых металлов,
образовавших сплав Варьируя компонентами сплава, можно
изменять такие его свойства, как твердость, прочность, пластич-
ность, цвет, коррозионная стойкость и другие, а добавляя не-
благородные металлы, можно снизить стоимость сплавов благо-
родных металлов.
Растворимость металлов в жидком состоянии. Каждый сплав
образуется в процессе плавки металлов. Прн этом между компо-
нентами (составляющими) сплава в расплавленном состоянии
наблюдаются три различных случая взаимодействия.
1. Полная нерастворимость. Компоненты образуют в расплаве
отчетливо разграниченные слон, находящиеся одни над другим,
например, свинца и железа.
2. Полная растворимость. В этом случае, который встречается
чаще всего, всегда образуется однородный расплав, при этом
безразлично, в каком качественном соотношении находятся его
компоненты.
3. Ограниченная растворимость. Металлы растворяются друг
в друге только в определенных пределах.
26
Если перейти границу растворимости, то образуются, как и
первом случае, слои жидких металлов. Примером может служить
Вцстема серебро—никель В расплавленном никеле может раство-
риться до 2% серебра, а в жидком серебре — до 0,4% никеля.
Если эти границы будут перейдены, то образуются два лежащих
один над другим слоя, которые соответствуют упомянутому составу.
расплав, содержащий
50° серебра и 50% никеля,
имеет слой никеля с 2% се-
ребря и слой серебра с 0,4%
никеля.
Сплав может образоваться
только тогда, когда исходные
компоненты растворяются
в жидком состоянии без
остатка Однако при кри-
сталлизации однородного рас-
плава могут образоваться
различные типы структур.
Растворимость металлов
в твердом состоянии. Если
компоненты сплава сходны
по строению кристалличе-
ской решетки, то полная их
взаимная растворимость мо-
жет сохраниться также и
в твердом состоянии В этом
случае атомы обоих метал
лов составляют общую кри
сталлическую решетку Мик
рофотографии структуры
сплава Ац—Ag нли Au—Си
in
w
a)
такие же, как у одного нз
этих чистых металлов.
Если кристаллические ре-
шетки компонентов исходных
металлов сплава различны.
Рис 13. Разновидности структур сплавов
из двух металлов: а — однородный твер-
дый раствор; б — твердый раствор с огра-
ниченной растворимостью; в — механиче-
ская смесь неодло одних кристаллитов
то прн переходе из жидкого состояния в твердое компоненты
образуют самостоятельные кристаллиты, и после затвердева-
ния сплав состоит нз смеси кристаллитов исходных компо-
нентов. Металлы с неограниченной растворимостью в жидком
состоянии при затвердевании могут образовать твердые растворы
в которых атомы одного компонента встроены в кристаллическую
решетку другого только в определенных пределах.
Образование трех видов структур прн затвердевании однород-
ного расплава нз двух металлов показано на рис. 13.
Встречаются также металлические соединения (интерметал-
Лиды), подобные химическим, образующие в сплавах твердые
27
растворы. Они выражаются химическими формулами, как, напрщ
мер, AuCu или Аи,А1. Эти соединения, отличающиеся твердостьи
и хрупкостью, почти не поддаются обработке давлением.
5. ДВУХФАЗНЫЕ СИСТЕМЫ, ВХОДЯЩИЕ В СОСТАВ
ТРОЙНОЙ СИСТЕМЫ Au—Ar—Си
Система Au—Ag. Из диаграммы состояния (рис. 14) можна
сделать основные выводы о структуре и составе различных сплавов
этой системы Кроме того, можно понять, как ведет себя спла^
при переходе из твердого состояния в жидкое и наоборот. В об-
ласти I металлы находятся в жидком состоянии; в области 11
происходит переход к твердому состоянию в область ///. По диа-
грамме можно установить, при какой температуре рассматривае-
мый сплав данного состава затвердевает или расплавляется,
какова его область плавления и т. д.
По оси ординат диаграммы откладываются температуры, а по
оси абсцисс — составы сплава в тысячных частях. Левая часть
оси абсцисс начинается с 0/000 Ag или с iCOO/^-, Au, тес чистого
золота. Чем дальше вправо, тем больше становится процент со-
держания серебра в сплаве, и при 1000/000 Ag золото в сплаве от-
сутствует. Для лучшего понимания диаграммы рассмотрим не-
сколько примеров-
0/ооо Ag. Здесь говорится о чистом золоте. Температура 1063° С
соответствует точке плавления или затвердевания золота. При
охлаждении в этой точке металл находится в тестообразном пере»
28
ihom тоянии до тех пор, пока не заканчивается процесс
.icTB-L ’изацни.
901»'о<|0 Au (100'000 Ag). В этом сплаве уже имеется не просто
очка перехода металла из жидкого состояния в твердое, как в пре*
лыдушем примере, и температурный интервал превращения. За-
твердевание сплава начинается прн температуре 1058е С (точка
ликвидуса, или просто ликвидус) и заканчивается прн темпера-
туре |048° С (точка солидуса, илн просто солидус). Между ликви-
пук )М и солидусом находится интервал затвердевания (плавления),
в котором метала находится в тестообразном состоянии Этот
интервал является типичным для всех сплавов
SOO'ooo Au (500/O!Iv Ag) В этом сплаве количество обоих метал-
лов одинаково. Интервал между ликвидусом (1020е С) и солиду-
сом (1000е С) здесь наибольший.
250/„оо Au (УбО/оо,. Ag). С повышением содержания серебра
уменьшается разность между температурами ликвидуса и солидуса,
для этого сплава они составляют соответственно 988 и 975е С.
0/О((о Au (1000/ооо Ag). Здесь рассмагривается уже чистое се-
ребро, подобно ‘тому, как в первом примере — чистое золото,
только температура плавления (затвердевания) теперь другая и
составляет для серебра 960е С.
Все точки ликвидуса в этой системе лежат на верхней кривой,
а точки солидуса — на ннжней. Обе кривые сходятся в точках
плавления чистых металлов.
Диаграмма подобного рода указывает на образование однород-
ных твердых растворов с неограниченной растворимостью компо-
нентов друг в друге.
Свойства сплавов Au—Ag. Как можно видеть из рнс. 14, все
возможные точки ликвидуса и солидуса сплавов лежат между
точками плавления чистых металлов. Цвет сплавов -меняется с по-
вышением содержания серебра от желтого, соответствующего
чистому золоту, до белого цвета чистого серебра. Сплавы с содер-
жанием золота в пределах от 600/000 до 700/Wli имеют красивый
зеленый оттенок. Однако из-за низких механических свойств эти
сплавы на практике применяются очень редко Обычно к ним до-
бавляют другие легирующие элементы.
Сплавы системы золото—серебро с содержанием золота до
523 '„п<> разрушаются под цействием азотной кислоты, сплавы с бо-
лее высоким содержанием золота в азотной кислоте почти не рас-
творяются. Сплавы с содержанием золота выше 750/О0О и серебра
ниже 25О'оио растворяются только в царской водке. Нижняя гра-
ница коррозионной стойкости этих сплавов лежит в пределах
377/Ъи0 Au Сплавы с меньшим содержанием золота образуют
сернистые соединения н темнеют.
Система Au—Си. Оба металла из-за нх близкого сходства
образуют непрерывный ряд твердых растворов, как н в описанных
выше сплавах. Кривые плавкости (рис. 15) начинаются от точки
Плавления золота (1063° С) и кончаются в точке плавления меди
29
(1083 С). Однако эти кривые не идут с такой строгой законо-
мерностью, как у сплавов Au—Ag. Точки ликвидуса и солидхса
большей частью находятся ниже точек плавления чистых метал-
лов. Прн составе 82011ОО Au и 180/О1И1 Си температура плавления
сплава достигает минимума (889е С). Лнквндус и солидус здесь
совпадают. С уменьшением содержания золота в сплаве щ
820/m)(t Au температура плавления сплавов понижается, а затем
повышается до температуры плавления меди
Рис. 15. Диаграмма состоянии сплавов системы
Au—Си
Из диаграммы также видно, что из твердого раствора при тем-
пературе около 400е С выделяют соединения AuCu и AuCus,
что сопровождается перестройкой кристаллической решетки
При медленном охлаждении или томлении прн соответствую-
щих режимах твердость и прочность сплавов этой области могут
значительно повыситься.
Система Au—Си охватывает сплавы красного золота, которые
приобретают свой цвет благодаря присутствию меди Сплавы
Au—Си, так же, как и сплавы Au—Ag, в ювелирном деле приме-
няются очень редко.
Прн обработке сплавов Au—Си с содержанием золота от 500/воо
до 750/(1ОО следует помнить, что они лежат в области дисперсион-
ного твердения Если такой сплав после литья или отжига нужно
получить мягким, то старение необходимо предотвратить закалкой
в воде или в спирте. Если же готовое изделие должно быть твердым
и прочным, то после отжига оно должно быть выдержано при не-
высокой температуре, т. е. подвергнуто искусственному старению
(см. стр. 136).
30
Под действием силь-
„у, КИ< lol (О обеино азот
вой) сп.чаоы содержанием
ниже 650 ш Ан разру
шаются. при более высо
ком содержании благород-
ного металла разрушение
их незначительно.
Вес сплавы Au—Си рас
творяются в царской вод
ке. Важнейшим н<.юстат-
ком этих сплавов является
мятая устойчивость про
тив коррозии па воздухе
Сплав с содержанием ни-
же 5О8/ош, Au заметно
тускнеет на воздухе нз-за
образования сернистых
соединений
Система Ag—Си. Из
диаграммы состояния
(рис. 16, а) видно, что эта
система затвердевает, об-
разуя твердые растворы
с ограниченной раствори-
мостью. При этом возни
кают следующие фазы,
легко различимые под
микроскопом: а) обогащен-
ный серебром а-твердый
раствор с наибольшим
содержанием медн 9%;
б) обогащенный медью
0-твердый раствор с наи-
большим содержанием се-
ребри 8%. Только в спла-
ве состава 72% Ag и 28%
Си образуются одновре-
менно а- н p-фазы. Тем-
пература затвердевания
этого сплава от начала
Рис 16. Система Ag—Си. а — диаграмма со-
стояния сплавов; 6 — график изменения меха-
нических свойств:
1 — нгмел прочности ав в кгс/мм*; Я — относи-
тельное удлинение в и %; 3 — твердость НВ
в кгс/мм1; 4 -т твердость НВ после старении
в кгс/мм*
процесса до конца остает-
ся постоянной и равной
779° С. Кривая охлажде-
ния его подобна кривой
охлаждения чистого ме-
талла. Структура данного
сплава мелкозернистая н
31
при
1 ан
Рис. 17. Микроструктура ввтектиче-
ского сплава Ag—Си; а-твердый рас-
твор (светлый фон); ^-твердый рас-
твор (темные зерна); (Х400)
Рис. 18. Микроструктура заэвтектиче-
скоги сплава Ag—Си (Х250)
Pt 19. Микроструктура доэвтекти-
ческого сплава Ag—Си (х320)
равномерная (рнс. 17). Т
кую структуру принято п
зывать эвтектическо!
Если содержание cepe6j
в сплаве меньше 7'2%, ।
такой сплав называется 1
эвтектическим К этой обл!
сти сплавов принадлежи^
например, сплав, содержание
серебра в котором 50% Он
начинает затвердевать
такой же температуре,
н сплав 875 пробы, но в от-
личие от последнего при за-
твердевании из расплава вы-
деляются кристаллы р-фазы]
С их ростом содержание медй
в расплаве уменьшается^
а содержание серебра увел!
чивается. Когда содержант
серебра достигнет 72%,
а температура упадет до
779Q С, остаточная жидкая
фаза кристаллизуется вокруг
крупных кристаллов р-фазы
в виде эвтектики, т. е. про-
исходит одновременное обра-|
зование а- и 0-фаз (рис. 18).
Если содержание серебра
в сплаве выше 72%, то такие
сплавы называют д о э в з ек-
тическнмн (рис. 19),
как, например, сплав серебри
875 пробы. При затвердева-
нии его при температуре;
840° С из расплава выделя-
ются обогащенные серебром!
крио. 1лы a-фазы. Содержа-
ние серебра в расплаве
уменьшается, н при темпе-
ратуре 779° С остаток рас-
плава затвердевает в виде
эвтектики, расположенной
по границам крупных зерен
a-фазы (рис. 19).
Если содержание меди
в сплаве соответствуй со-
ставу a-фазы (или еще
32
меньше), то образуется гомогенный (однородный) твердый рас-
твор Такие сплавы называются внеэвтектическимн К ним от-
носятся все сплавы с содержанием серебра выше 91 % В ка-
честве примера может служить сплав серебра 925 пробы — мо-
нетный сплав (стерлинговое серебро). Он начинает затвердевать
при температуре 900° С, и имеющаяся в сплаве медь полностью
растворяется в серебре Так как в сплаве находится 7,5% Си,
а предел насыщения серебра
медью равен 9‘* Си, ю при
810 С сплав застывает с обра-
зованием гомогенного твердого
раствора (рнс. 20).
Подобные твердые растворы
образуются и со стороны медн
(см. рис 16), но в производстве
ювелирных изделий эти сплавы
не применяются, н поэтому
останавливаться на ннх мы не
будем
С понижением температуры
растворимость металлов в твер- Рис-20- Микроструктура твердого рас-
л™ состоянии уменьшается и «₽*
избыточный металл начинает вы-
деляться из сплава по кривой,
идущей вниз от точки, соответствующей пределу насыщения
меди в серебре (см рис. 16, о).
Общие свойства сплавов Ag—Си. В ювелирном деле почти во
всех случаях используются сплавы, в которых содержание се-
ребра выше 72%, т- е. доэвтектические сплавы.
Белый цвет серебра с увеличением содержания медн становится
все более и более желтоватым. Если медь составляет 50% сплава,
то сплав становится красновачым, а силав с 70% Си имеет >же
красный цвет.
Плотность сплава может быть очень легко рассчитана. Это
можно рассмотреть на примере сплава 900 пробы
В 1 см® сплава 9OO/oow Ag содержится:
1000 : 900 = 10,5 : X 1000 : 100 = 8,9 : Y
v 900-10,5 у— ,0'8>9
Л “ 1000 1 1000
X = 9,45 г Ag Y = 0,89 г Си.
Общая масса равна:
9,45 г Ag -1- 0,89 г Си = 10,34 г (900/^ Ag);
фактическая плотность будет несколько ниже, так как в процессе
плавки серебро растворяет в себе кислород, и он частично остается
в металле из-за сравнительно высокой скорости охлаждения
В. Бреполь
за
В сплавах Ag—Си при поглощении кислорода серебром при
высоких температурах образуется закись меди Си2О, одного про
цента которой достаточно, чтобы весь сплав стал твердым, хруп
ким и ломким Поэтому совершенно необходимо препятствовать
растворению кислорода в расплавленном серебре.
Процессы выделения в твердом-состоянии способствуют повы.
шению твердости, особенно в сплавах, лежащих в пограничных!
областях твердых растворов и доэвтектических сплавов, как, ’
например, в сплаве 920'1НХ1 Ag. Если этот сплав после лнтья нлв
отжига необходимо получить мягким, то его следует подвергать
закалке; с другой стороны, нагревом до определенной температуры
можно достигнуть существенного повышения его твердости.
Для эмалирования следует использовать сплавы с высоким
содержанием серебра или даже чистое серебро.
Компоненты эмали плавятся прн температурах от 750 до 800е С.
Основной металл при этом должен оставаться без изменения.
Такими сплавами являются сплавы, не входящие в эвтектиче-
скую область, г. е. твердые растворы, температура солидуса
которых достаточно высока, как, например, у сплава 960/^ Ag.
Чистое серебро лучше всего подходит для нанесения эмали, так как
краски эмали на нем блестят ярче, но на практике нз-за низких
механических свойств серебра в чистом виде оно применяется очень
редко. Добавка к чистому серебру 5% Си в два раза увеличивает
его твердость. Если на изделие наносится чернь, то и в этом слу-
чае, как и для эмалирования, необходимо использовать твердые
растворы, поскольку температура плавления чернн настолько
высока, что у сплавов эвтектической области возможно оплавление
границ зерен.
Как видно нз табл. I и 2 и диаграммы (см. рис. 16, б), у спла-
вов Ag—Си с повышением содержания меди до 28% твердость
Таблица 1
Свойства сплавов серебра
Марке сплаве Плот «ость г/см’ Область плавле- ния. °C Тпсрдость по Бринелю, кгс/мм* Предел прочности кгс/мм’ Относитель- ное удлине- ние, %
Чистое 10,39 960 35 18 49
серебро
925/f^i 10,29 910/810 68 30 29
ЭОС/,.» 10,30 890/779 76 30 26
азь/™, 10,10 840/779 76 30 33
800/оод 10,13 820; 779 79 31 30
720/™, 10,00 779 92 33 27
625/озд 9,85 820 779 90 31 31
500/^, 9.70 865/779 85 29 36
Таблица 2
Свойства сплавов Ag—Си—7п—Cd
Ай Состав. !(Ю0/ри<1 Область плавле- ния. °C Гвердосгь по Бринелю, кгс/мм’ 11редел проч- ности, fre/MM1 Относитель- ное удлине- ние, %
Zn Cd
900 — 100 — 880,866 33 20 67,5
ООО — — 100 923/910 32 18 73,8
800 — 50 150 837/685 39 24,8 68,5
800 150 — 50 819/754 74 29,3 30,9
800 150 50 — 800/768 79 30,3 35,1
800 100 18 82 731/648 76 31,9 34,6
680 265 55 — 748/712 77 40,7 41,3
«40 250 ПО — 713/696 87 40,9 40.1
660 220 220 — 678/660 103 45,4 35,2
750 200 9 41 764/667 78 33,4 33,7
и прочность повышаются, а пластичность понижается. Это практи-
чески означает, что сплавы с высоким содержанием серебра хотя
и хорошо деформируются при обработке давлением, но и изделия
из них при употреблении легко искривляются и изнашиваются.
Стойкость сплавов системы Ag—Си к кислотам почти одинакова,
так как оба исходных металла одинаково устойчивы против важ-
нейших кислот. Сплавы серебра легко растворяются в азотной
и концентрированной серной кислотах, з то время как в разбав-
ленной серной кислоте (наиболее распространенном травителе)
они не растворяются. Однако даже чистое серебро неустойчиво на
воздухе. Вследствие образования черного сульфида серебра Ag2S
сплав становится тусклым. С увеличением ^одержания медн
в сплаве химическая стойкость последнего на воздухе умень-
шается, так как серные н аммиачные соединения меди приводят
к потемнению сплава.
Особые свойства сплавов Ag—Си. Данных диаграмм и помещен-
ных выше таблиц вполне достаточно для того, чтобы иметь пред-
ставление о механических и других общих свойствах сплавов.
Однако, несмотря иа это, следует указать на некоторые специаль-
ные свойства основных сплавов серебра, применяемых в ювелир-
ном деле.
Сплав серебра 950 пробы. Цвет этого сплава такой же, как и
у чистого серебра. При отжиге на воздухе на поверхности сплава
образуется тонкая окисная пленка, под которой находится гете-
рогенный внутренний окисный слой. Благодаря высокой темпера-
туре плавления и цвету сплав используется для эмалирования и
чернения, так как краски эмали и черни на этой основе имеют
2* 35
интенсивный блеск. Сплав такого состава очень хороню поддается
обработке давлением. Его следует применять при глубокой
вытяжке, чеканке, а также для изготовления изделий из оченн
тонкой проволоки. При температуре 600° С начинается старение
сплава. После разливки или отжига следует сразу же приступить
к обработке сплава, так как в противном случае может произойти
естественное старение и пластичность сплава сильно понизится.
К недостаткам сплава серебра 950 пробы следует отнести невысо-1
кие механические свойства: изделия, изготовленные из этого
сплава, при эксплуатации деформируются. Старением можно уве-
личить прочность сплава с 50 до 100 кгс/мм2, но это приветит
к усложнению и повышению стоимости обработки сплава.
Сплав серебра 925 пробы. Он называется также «стерлинговое
серебро» или «стандартное серебро». Из-за значительного содер-|
жания серебра в сплаве и высоких технических свойств этот сплав
широко распространен во многих странах. Цвет сплава такой же,
как у серебра 950 пробы, однако механические свойства выше.
Сплав также пригоден для эмалирования и чернения. Для полу-
чения высокой пластичности после отжига сплав следует подвер-
гать закалке. В этом случае сплав обладает хорошей пластич-
ностью и достаточной твердостью. Благодаря старению при тем-
пературе 300° С прочность сплава повышается с 60 до
160 кгс/мм2.
Сплав серебра 900 пробы. Применяется главным образом для
производства филигранных изделий. Цвет его несколько отли-
чается от цвета чистого серебра. Зачастую после окончательной
обработки изделие из этого сплава подвергают многократному
травлению для того, чтобы удалить медь с его поверхности. Этот
сплав менее стоек на воздухе, чем сплавы 950 и 925 проб, хорошо
отливается и куется, но для особо тонких филигранных работ н
глубокой чеканки он слишком прочен. В качестве основы для
нанесения эмалн и черни сплав серебра 900 пробы непригоден,
поскольку при температуре 779° С начинается оплавление границ
зерен.
Сплав серебра 835 пробы Он находит применение прн серийном
производстве декоративных украшений. Цвет сплава н стойкость
к потускнению почти такие же, как н у сплава 900 пробы, однако
сопротивление деформированию у него выше и, следовательно,
обрабатываемость давлением хуже, чем у сплава 900/^ Ag.
Сплав серебра 800 пробы. Этот сплав применяется в основном
для изготовления корпусных деталей и столовых приборов. Он
дешевле описанных сплавов, но имеет заметную желтоватую
окраску и малую устойчивость на воздухе. Для устранения этих
недостатков его подвергают многократному нагреванию и после-
дующему травлению, в результате чего увеличивается содержа
ние серебра в поверхностном слое. Поскольку содержание медн
в сплаве высокое, то в кислых продуктах происходит образование
ядовитых медных солей. Например, на столовых приборах при
36
соприкосновении их с уксусом появляется зеленоватый налет
ацетата меди.
Пластичность этого сплава значительно ниже, чем у сплава
925 пробы, поэтому прн больших деформациях в процессе обра-
ботки следует чаще подвергать полуфабрикаты промежуточному
отжигу Литейные свойства его лучше, чем у сплавов с более вы-
соким содержанием серебра. Точка ликвидуса находится прн тем-
пературе 800° С. Это позволяет производить разливку при тем-
пературе 900° С, что соответствует температуре солидуса сплава
925 пробы.
Сплав серебра 720 пробы. Этот эвтектический сплав вследствие
желтоватой окраски почти не применяется в ювелирном деле.
Правда, сплав 750/ш Ag имел довольно широкое применение в ка-
честве припоя в XIX в. Твердость и прочность эвтектических спла-
вов наибольшие, а пластичность наименьшая. Отсюда следует,
что сплав 720/oqo Ag плохо поддается формоизменению, но тверд
н упруг в употреблении. Поэтому в некоторых случаях из него
изготавливают пружины, нглы булавок и тому подобные детали.
Иногда сплав 720/С(Ю Ag применяют в качестве припоя для сплавов
неэвтектического состава. Данные о физико-механнческих свой-
ствах сплавов, серебра различных проб приведены в табл. 1.
Влияние примесей на свойства сплавов Ag Си. Металлы.
Если сплав Ag—Си содержит н другие присадочные металлы,
то он превращается в сплав трех иля более компонентов, и его
свойства изменяются в большей или меньшей степени. В этом
случае необходимо делать различие между вредными примесями
н легирующими элементами. Рассмотрим влияние некоторых из
них на свойства сплавов серебра.
Никель. В сплавах серебра, применяемых в производстве юве-
лирных изделий, прн содержании никеля до 1 % замедляется рост
зерна и тем самым улучшаются их механические свойства. С уве-
личением содержания никеля до 2,5% ухудшается обрабаты-
ваемость сплава. Прн еще большем содержании никеля он не
растворяется в сплаве и становится вредной примесью.
Железо. Этот элемент всегда является нежелательной примесью
в сплавах серебра. Железо не растворяется в серебре и присут-
ствует в его сплавах в виде чужеродных частиц, ухудшающих
обрабатываемость сплава (см. стр. 41).
Свинец. Сплавы серебра, содержащие свинец, становятся
хрупкими при нагреве, т. е. красноломкими. Свинец н серебро
образуют эвтектику, которая плавится прн температуре 304° С.
в связи с этим ни в коем случае нельзя допускать присутствия
свинца в сплаве. Свинец может попасть в обрабатываемую заго-
товку сплава из припоя или из подкладок, употребляемых при
глубокой чеканке.
Олово. Даже незначительное количество олова снижает тем-
пературу плавления сплава. Чистое серебро может растворить
в себе до 19% олова, однако при этом сплав получается более
37
тусклым, мягким и пластичным, чем сплав Ag—Си. Если в сплаве
Ag—Си содержание олова превысит 9%, то образуется хрупкое
соединение Cu4Sn. Так как олово при плавлении окисляется то
хрупкость сплава возрастает из-за образования SnO2.
Алюминий. От 4 до 5% алюминия растворяется в твердом сплаве
и почти не влияет на его структуру и свойства. Однако при бо-
лее высоком содержании алюминия образуется хрупкое соедине-
ние Ag3Al. При отжиге и плавке образуется также соединение
А12О3, которое, располагаясь по границам зерен, делает сл"ав
хрупким и ломким.
Цинк и кадмий. Так как температуры кипения цинка и кадмия
невелики, то при добавке нх в расплав сплавов серебра следует
°C
9CL-
В00
соблюдать особую осто-
рожность. Оба эти металла
являются важнейшими
присадками для получе-
ния припоев, снижающими
их температуру плавления
(рис. 21), поэтому следует
остановиться на них более
подробно.
Ag—Zn. Несмотря на
то что в твердом состоя-1
нии серебро растворяет
в себе до 20% цинка, со-
держание его в серебре
не должно превышать 14%. I
В этом случае сплавы не
ЛцкВиВус
бои
4)0
zoo
> л у ЛинВидус
СолиВдс Солибус СолиВуС
800/eooAg 200/ooqCu 00О/0ООАу fSO/uuoCiL OOtyooo 50/ооо С елиBy с ^00/odq Си 1В/сОО BZ/ooo Cd
О
Рис. 21. Схема снижения температурного ин-
тервала плавления сплавов серебра 800 пробы
при добавлении в сплав цинка и кадмия
тускнеют на воздухе, имеют хорошие пластичность и полнруемость I
Ag—Cd. Эти сплавы также устойчивы на воздухе и имеют хоро-
шую обрабатываемость. Серебро може! растворить в себе до 30% 1
кадмия
Ag—Zn—Cd. Условия сплавления этой трехкомпонентной I
системы настолько благоприятны, что она вполне может приме-
няться в качестве припоя, однако прочность спаянного таким I
припоем шва невелика и не удовлетворяет требованиям практики. ’
Интервалы плавки этих припоев очень велики.
Ag—Си—Cd Медь совершенно не растворяет кадмий, а обра-
зует с ним хрупкое химическое соединение Cu2Cd Однако прн
достаточном количестве серебра в сплаве кадмий растворяется I
в серебре. Такой сплав очень тягуч, пластичен н весьма устойчив I
к потускнению Он особенно пригоден для глубокой вытяжкн
н чеканки
Ag—Си—Zn Несколько десятых процента цннка, добавленных
в расплав перед разливкой, значительно повышают жидкотеку-
честь сплавов серебро—медь. Медь может растворить до 40%
иннка. Сплавы Ag—Си—Zn могут служить припоями. Если цинка
добавить в сплав больше, чем могут растворить его серебро н
38
то при использовании этого сплава в качестве припоя избы-
^зчное количество пинка будет переходить из припоя в основной
^етялл При изготовлении при
поя базой его следует брать
эвтектический состав сплава
Ag—Си и добавками цинка
Лннжать температуру плавле
^ 411 разность температур плав-
ания основного металла и
и н поя должна быть не меиее
-yj С. Сплавы Ag—Си—Zr.
устойчивы к потускнению на
воздухе, имеют хорошие пла-
стичность и обрабатываемость
Ag—Си—Zn—Cd Эти че-
тырехкомпонентные сплавы ис
пользуются для приготовления
припоев с низкими темпера-
турами плавления. Низкие ра-
бочие температуры этих припоев
получаются за счет образова-
ния цинком н кадмием легко
плавкой эвтетнкн Данные
о фпзнко-механических свой-
ствах некоторых сплавов из
Ag, Си, Zn и Cd приведены
Рис. 22. Растворимость кислорода в чи-
стом серебре в зависимости от темпе-
ратуры (Gij, — температура плавления)
Рис. 23. Большие газовые поры в струк-
туре сплава, содержащего 300/000 Ag
(Х200)
в табл. 2.
Неметаллы. Кремний Не-
смотря па то что кремний
в серебре не растворяется, он
образует с серебром твердые
н хрупкие кремписто-серебря-
ные соединения Последние рас-
полагаются по границам зерен
и сильно затрудняют обра-
ботку сплава. Кремний может
попасть в сплав в результате
восстановления из материала
тигля.
Сера. Она образует с сереб-
ром и медью твердые соеди-
нения Ag2S и Cu2S, которые
могут располагаться как по
границам зерен, так и внутри
них Источниками попадания
серы в сплавы могут быть содержащие серу исходные материалы,
топливо, горючий газ, остатки травильных растворов (например,
от электролиза меди).
39
Рис. 24. Вздутия ил поверхности лро-
катално/i и отожженной заготовки из
сплава Ag—Си 800 пробы (х2)
Рис. 25 Включения закиси меди в
структуре сплава Ag—Си, содержащего
500/., w. Ag (Х320)
Рис. 26. «Штриховое серебро» на поли*
роиалнон поверхности изделия из спла-
ва Ag—-Си пробы (х4)
Фосфор. Незначительных
следов фосфора \же
достаточно для того, чюбм
образовались хрупкие интер-
металлические соединения
AgP? или СпаР, которые
в виде эвтектики распола-
гаются по границам зерен^
Сплавы от этого становятся
хрупкими, быстро тускнеют]
на них плохо ложатся
гальванические покрытия.
Фосфор может попаЛ
в сплав при раскисления
расплава фосфорной медью.|
Газообразные вещества.
Кислород. При темцератуД
несколько большей темпера-?
туры плавления одна часта
расплавленного серебра мет
жет растворить в себе 20 ча-
стей кислорода. При
температуре несколько ниже
точки затвердевания растно-
рн мость кислорода в серебре
составляет половину объема)
серебра, и кислород интен-
сивно выделяется из металла
(рис. 22). Кислород, не успев-
ший выделиться нз металла
прн его затвердевании, об-
разует в краевой зоне слитка
крупные газовые раковины
и поры, которые снижают]
прочность и пластичность
сплава, а при прокатке и
волочении являются очагами
образования трещин (рис. 23).
При нагреве заготовки из
такого металла газ расши-
ряется и на ее поверхности
возникают вспучивания, об-
разу ется так называемое «ду-
тое серебро» (рис. 24). Если
серебро находится в сплаве
с медью, то образуется за-
кись медн Сп2О. В зависимо-
сти ох расположения частиц
40
акисн мели они могут оказывать различное действие на свой-
ства сплавов серебра Если они располагаются тонким слоем по
границам зерен, то влияние их на обрабатываемость сплава
давлением незначительное (рис. 25). Если частицы закнсн меди
пРнжаты к твердым инородным телам, то при полировке они не
вырываются н выступают над поверхностью. Прн прокатке ме-
талла они выламываются и оставляют на поверхности следы
в виде штрихов, образуется так называемое «штриховое серебро»
/рис. 26)-
Сернистый газ. Двуокись серы SOs содержится в горючих
газах и оказывает вредное действие на сплав тем, что подобно
кислороду поглощается расплавленным металлом, а прн затверде-
вании его улетучивается и, как кислород, образует в металле
раковины. Кроме того, образуются химические соединения в виде
Cu2S и AgaS, которые, располагаясь по границам зерен, ослабляют
нх сцепление в слнтке.
6. ТРОЙНАЯ СИСТЕМА Au—Ag—Св
Диаграмма состояния. Если диаграммы состояния двухком-
понентных сплавов изображаются на плоскости, то процессы,
происходящие в трехкомпонентном сплаве, описываются простран-
ственной диаграммой, которая представляет собой трехграииую
призму (рнс. 27). В основании призмы лежит треугольник, углы
которого соответствуют чистым металлам, а стороны — двойным
системам (Au—Ag, Au—Си, Ag—Си). Из кривых ликвидуса об-
разуется поверхность ликвидуса. Выше этой по-
верхности все сплавы находятся в жидком состоянии. Кривые
солидуса образуют поверхность волидуса. Между
этими поверхностями металл находится в «тестообразном» со-
стоянии, т е. сосуществуют расплав и твердые кристаллы.
Концентрационные треугольники и вертикальные разрезы.
На практике, как правило, такие объемные диаграммы не исполь-
зуются. Наиболее приемлемой формой диаграммы тройной системы
являются концентрационные треугольники
поверхностей ликвидуса н солидуса.
Если через определенный температурный интервал провести
горизонтальные плоскости через поверхность ликвидуса и спро-
ектировать линии пересечения на основание диаграммы, то полу-
чим концентрационный треугольник поверхности ликвидуса
(рис 28). Аналогично строится концентрационный треугольник
поверхности солидуса (рнс. 29). Линии пересечения плоскостей
называются изотермами, так как горизонтальная плоскость
отвечает по диаграмме одной определенной температуре. Содержа-
ние чистого металла в сплаве определяется линией, параллельной
стороне треугольника, лежащей против соответствующего угла.
Из цифр на сторонах треугольника определяется количественно!
Значение компонента.
41
В качестве примера возьмем несколько точек (Л, В, С) на
треугольнике изотерм ликвидуса (рис. 28).
Эти точки отвечают следующим составам сплавов:
.... 460 со,) Ап 'бО ™ Ag 180'™ Си
..... 320 ооо Au -Ч.1/™ Ar 400/™ Си
С... 680/™ Аи 60/™ Ag 260/™ Си
Аи
Рис. 27. Диаграмма состояний трех компонентной си-
с гемы сплавов (проекция изотерм с. поверхности лик-
видуса на концентрационный треугольник)
Кроме такого изображения, связанного с горизонтальными
сечениями и проекциями изотерм на плоскость основания, рас-
смотрим получение вертикальных сечений в той же диаграмме.
Для этого рассмотрим пространственную диаграмму на рис. 30,
на которой изображена лишь поверхность ликвидуса. Все три
сечения проходят так, что плоскость разреза равномерно удалена
от «угла золота». Благодаря этому все точки сечения соответствуют
постоянному содержанию золота. Меняется лишь соотношение
серебра и меди.
Из изотерм ликвидуса и солидуса можно сделать вывод о на-
чале и конце затвердевания сплава, а также установить соотно-
шение жидкой и твердой фаз в области плавления. Однако из
этих концентрационных треугольников нельзя сделать вывод
о поведении компонентов в твердом состоянии. Эти соотношения
дают вертикальные разрезы диаграммы.
Структура тройной системы. Так же, как и в системе Ag Си,
в тройной сиыеме Au—Ag—Си различают сплавы е эвтектикой и
42
Au
точки
Рис 28. Диаграмма состояния тройной системы Au— Ag-
Cu (изотермы ликвидуса)
Аи
Рис 29. Диаграмма состояния тройной системы Аи-
Ag—Си (изотермы солидуса)
43
твердые растворы. В области эвтектической «канавки», которая]
простирается от точки эвтектики системы Ag—Си до точки %
(см. рис. 28), образуются эвтектические сплавы при одновремен-
ном выделении а- и ^-твердых растворов.
“-твердый раствор представляет собой сплав золота, серебра
и небольшого количества меди (до 9%).
р-твердый раствор — сплав золота, меди и небольшого колм
чества серебра (до 8%).
Сплавы, не входящие в эвтектическую область, кристал
зуются гак же, как в описанной ранее системе Ag—Си: если о
Рис. 30. Диаграмма состояния тройной си-
стемы Au—Ag—Си с вертикальными разре-
зами, соответствующими сплавам: 333'000Аи.
585 ^ооо Au и 750/ооо Ан
держание серебра больше
эвтектического состава,
как доэвтектические, если
меньше — как заэвтектн-1
ческие.
На микрофотографии
структур вндны большие
первичные кристаллы и
между ними мелкодисперс-|
ная эвтектика. Соответ-
ственно системе Ag—Си
сплавы, лежащие вне эв-
тектической области, будут
затвердевать как твердые,
растворы.
При этом образуется *
однородная структура, со-1
ответствующая чистому’
металлу. Если состав твер-
дого раствора близок
к сплавам с эвтектикой,
то при медленном охлаж-
дении происходит частич-
ное распадение твердого раствора, т. е. выделение второй фазы.
Подобно тому, как это было описано выше, можно построить
тройную диаграмму механических свойств.
В концентрационном треугольнике такой диаграммы все усред-
ненные значения рассматриваемых величин, например твердости
по Бринелю, лежат в одной плоскости (рис. 31).
Как видно нз диаграммы, максимальную твердость имеет сплав
500/цц,) Au розового цвета. Сплавы, находящиеся вблизи угла
серебра, обладают наименьшей твердостью. Сплав золота 750 пробы
красного цвета, имеющий в своем составе эвтектик) Ag—Си, имеет
наивысшую твердость среди других сплавов золота этой системы.
Сравнивая с этой диаграммой концентрационный ipeyталь-
ник прочности на растяжение (рис. 32), можно видеть, что послед-
ний сильно напоминает диаграмму твердости: сплавы с высокой
твердостью имеют большую прочнесть.
44
Au
Рис. 31. Диаграмма твердости сплавов тройной системы
Au—Ag—Си
Аи,
Ри. 32. Концентрационный i реугольник пределов проч-
пос;и при растяжении сплавов тройной системы
Au—Ag—Си
45
/Ги
O/odqCu, *"
Рис. 33. Диаграмма относительного удлинения сплавов трой-
ной системы Ли—Ag—Си
Аи.
O/uqqCiL—
Рнс. 34. Диаграмма химической стойкости сплавов тройной
системы Au—Ag—Си; области существования сплавов:
/ *= стойких: Н — слаборастиорнмых; HI — растворимых; IV
тускнеющих на воздухе
46
В диаграмме относительного удлинения (рис. 33) это соотно-
шение обратное: сплавы с высокими твердостью и прочностью имеют
езиачительиое удлинение. В области сплавов золота 400 пробы
озового цвета относительное удлинение наименьшее.
^Химическая стойкость системы Au -Ag—Си
меняется неравномерно. Границы стойкости лежат в пределах
отношения атомов золота к общему содержанию атомов как
2 8' 3 8, 4/8. При этом учитывается также различие серебра и меди
в атомных весах н в химическом
стойкости. По Тамману различают
следующие группы сплавов систе-
мы Au -Ag—Си, различающиеся
по химической стойкости (рис. 34).
Рис. !j Вертикальный разрез диаграммы плавкости тройной системы Au—Ag—
Си, оответствующий сплавам золота 333 пробы: а — диаграмма состояния;
б — график изменения механических свойств:
I — относительное удлинение 6 в %• 2 — предел прочности ов в кгс/мм*; 3 — твердость
ИВ н кгс/мм1; 4 — твердость НВ после старения в кгс/мм’’
Стойкие (8/8...4 8; 100...50% атомов золота). Эти сплавы
против сильных минеральных кислот устойчивы и растворя-
ются только в царской водке.
Слабо растворимые (4/8...3/8; 50...37,5% атомов
золота). Сильные кислоты растворяют компоненты сплава до тех
пор, пока содержание атомов золота в нем не достигнет 50%
и сплав не станет стойким.
Растворимые (3/8...2/8; 37,5...25% атомов золота).
Присадочные металлы под действием сильных кислот полностью
Разрушаются, и золото остается в виде нерастворимого осадка.
Т ускнеющие (2/8... 0,8; 25...0% атомов золота).
47
Рис. ЗЬ Гетерогенная литая структура
эвтектического сплава юлота 333 про-
бы (Х4001
Сплавы этой области разлагаются ие только под действием!
кислот, но даже присутствие в воздухе сероводорода, аммиака
и влаги вызывает потускнение нх поверхности
Сплавы золота 333 пробы. Диаграмма состояния (рис. 35, а)
получается из вертикального резреза диаграммы трехкомпонента
ной системы. Слева на ди*,
грамме находятся богатые!
серебром бледно-желтьм
сплавы, вправо с увеличь
нием содержания меди цвет!
сплавов становится красно,
ватым н прн содержании
медн 66,7% сплав имеет
красный цвет. Сплав с со-
держанием меди 28,<5% имеет
эвтектическую структуру.
Бледно-жечтые сплавы с со-
держанием меди от 12 др1
28,5% затвердевают с выде-j
лением вначале а-фазца
а сплавы с содержанием меди
от 28,5 до 50% — с выде-
лением вначале P-фазы. В обоих случаях остаточный расплав
затвердевает при прохождении через эвтектическую область
с одновременным выделением мелких а- и p-кристаллов эвтск-]
тнки, располагающихся во-
круг первоначально затвер-
девших крупных зерен фазы
(рис 36 и 37).
Свойства сплавов золота
333 пробы. Все сплавы зо-
лота 333 пробы тегко рас-
творяются в азотной кислоте
На воздухе они (особенно
красноватые сплавы) доволь-
но неустойчивы и быстро
тускнеют. При выборе сплава
для работы нельзя руковод-
ствоваться только цветом,
необходимо учитывать и его
свойства. Предпочтительнее
сплавы розового цвета, имею-
щие наибольшие твердость
и прочность, в то время как
Рис. 37. Гетерогенная литая структура I
заэвтектического сплава золота ЗЧЗ
пробы (между большими кристаллам»
Р-твердого раствора располагается эв
тектнка с мелкими зернами а 4- Р
твердого раствора); (X 1600)
относительное удлинение их наименьшее. Эти сплавы выдержи-
вают тишь малые степени деформации н при обработке давле-
нием должны чаще подвергаться отжигу, чем бледно-желтые или
красные Добавками никепя или цинка механические свойства
1Х сплавов можно улучшить настолько, что они становятся
^пнгодными даже для глубокой вытяжки, однако эти добавки
ситъно ухудшают жидкотекучесть н способность к пайке. Поэтому
п выборе этих сплавов ювелир должен ясно представлять, для
какой работы будет предназначен данный сплав.
Графики изменения механических свойств сплавов 333 пробы в
jaBHciiMocTH от увеличения содержания меди приведены на рис. 35,6.
Почти все сплавы золота 333 пробы мало пригодны для пайки.
Это объясняется низкой температурой плавления эвтектики и уз-
ким диапазоном плавления. У некоторых сплавов этот диапазон
настолько мал, что повышения температуры всего на 25° С доста-
точно для того, чтобы основной металл изделия, подвергающегося
пайке, полностью расплавился.
После нагрева и медленного охлаждения у некоторых сплавов
благодаря старению может значительно повыситься твердость.
У сплавов, лежащих на границе областей твердых растворов и
доэвтектических сплавов, т. е. при содержании меди около 10%,
благодаря старению твердость увеличивается в два раза.
Необходимо отметить, что главное преимущество сплавов зо-
лота 333 пробы — их небольшая стоимость, хотя обработка их
затруднена, особенно сплавов розового цвета. Отрицательным
свойством сплавов является также малая устойчивость на воз-
духе. Данные о физико-механических свойствах сплавов приведены
в табл. 3.
Сплавы золота 585 пробы. Из диаграммы состояния сплавов
(рис. 38, п) видно, что после затвердевания их структура пред-
ставляет собой твердый раствор. Бросаются в глаза различие об-
ластей температур плавления бледно-желтых и красных сплавов,
а также различия между ними и промежуточными сплавами. При
Таблица 3
Свойства сплавов золота 333 пробы
Цвет СИ* «пя Состав, lOOD/jot, Область плавле- ния. °C Твердость по Бринелю, KI с/мм1 Предел прочно- сти кгс/мм8 Относительное | удлинени % Ч*.РИХО!,и |
Au Ар Си Другие металлы
B-hj .. .. ,к, 333 534 133 - 870/790 99 4! 2.° 1 11 1
Желтый 333 445 222 — 820'800 ПО 4? 24
> 333 114 431 114 Zn 8 Ni 950/925 110 44 42
Ор*и*1*пыГ| 333 333 334 — 825'800 115 10’
.*ю 167 — 900 800 109 48 |« •
Красны/- J33 572 - 950 860 99 44 It.
44
температуре 600° С проходит зона распада средних сплавов, а пр^
более низких температурах—зона распада остальных сплавов.
За пределами этой зоны растворимость компонентов друг в друге
уменьшается, и однородный твердый раствор распадается на а-
и 0-фазы.
Сплавы золота 585 пробы идут
главным образом на изготовле-
ние украшении. По стоимости онн
являются доступными, имеют
Рис. 38. Вертикальный разрез диаграммы состояния тройной системы Au—Ag—
Си, соответствующий сплавам золота 585 пробы (а), и график изменения меха-|
ничсских свойств сплавов золота 585 пробы (б):
I —относительное удлинение в в %; 2 — предел прочности ов в кгс/мм’; 3 = твердость |
НВ в кгсЛям1: < — твердость НВ после старения в кгс/мм'
хороший блеск н нравящийся покупателям красивый цвет. Твер-
дость и прочность этих сплавов отвечают требованиям эксплуа-
тации изделий (рис. 38, б), и тем не менее онн хорошо поддаются
формоизменению. На воздухе сплавы золота 585 пробы устойчивы!
и практически не тускнеют. Если красноватые сплавы еще могут
растворяться в кислотах, то желтые растворяются очень слабо.
Сплавы золота 585 пробы имеют хорошую паяемость и литей-1
иые свойства. Как показывает диаграмма (рис. 38, б), почти
все сплавы этой пробы — дисперсионно-твердеющие. Если после
литья или отжига необходимо получить более пластичный металл. |
то сплав следует подвергнуть закалке при температуре 650°С
50
Таблица 4
Свойства сплавов золота 585 пробы
Цвет сплава Состав, I0D0/,oo Л 1 о ч S ° Твердость по Бринелю, кге/мм» Предел проч- ности. кге/мм1 Относительное удлинение. % i и о О X 1 с
Au Ag Си Другие металлы
Бледно- яе.*ио- .<- НЫЙ 585 382,5 32,5 - 990/970 69 30 35 13.7
Жвлтова- гый 585 280 135 — 870/830 118 51 33 13.6
Желтый 585 НО 183,5 71,5 Zn 50 Ni 115 — — —
585 187,5 227,5 — 860/810 131 53 36 13,5
Оранжевый 585 90 325 — 890/850 114 51 44 13,4
Красный 585 — 415 — 970/930 75 41 53 13,2
Бело- золотой 430 415 — 155 Pd 1027/978 150 — — 13,4
Физико-механические свойства рассмотренных сплавов приведены
в табл. 4. На рис. 39 показана микроструктура твердого раствора
сплава 585 пробы.
Сплавы золота 750 пробы. Как видно из диаграммы состояния
(рис. 40), кривые ликвидуса и солидуса со стороны серебра от
температуры 1020° С идут в сторону меди до температуры несколько
ниже 900° С. После затвердевания образуется однородный твер-
дый раствор, который у сплавов средней части диаграммы при
температуре 400° С распадается на а- и p-фазы. С уменьшение^
содержания серебра или меди температура начала распада умень
шается.
Свойства сплава золота 750 пробы. В химическом отношении
сплавы золота 750 пробы представляют собой почти чистое зо
лото. Они устойчивы против сильных кислот и разрушаются толькс
в царской водке. Сравнение механических свойств сплавов 750
пробы и сплавов 585 пробы показывают, что сплавы 750 пробы
легче поддаются обработке С увеличением содержания меди твер
Дость и прочность сплавов увеличиваются. С другой стороны,
У сплавов с большим содержанием серебра прочность еще доста
точно велика и изделия из них имеют хорошие эксплуатационные
свойства (рис. 41). При тонкой рельефной выколотке, изящных
проволочив-гибочных работах или других подобных методах
обработки, подвергающих металл сильным напряжениям, наиболее
подходящим материалом является желтоватый сплав золота 750
пробы. Эксплуатационные свойства готовых изделий из него можно
‘нччнтельно повысить старением сплава Особенно увеличивается
51
Лк. ЗЯ Однородная структура мягко
отожженного сплава золота 585 пробы
(X 250)
Рис. 40. Вертикальный раз-
рез диаграммы плавкости
тройной системы Au—Ag—Си,
соответствующий сплавам зо-
лота 750 пробы
Ю ---------L-10
0 ПО Z0025%0gCu.
Си — -*~Ад
Рис. 41. График изменения ме-
ханических свойств сплавов зо-
лота 750 пробы:
1 предел прочно ти Пв н кг- мм-.
i — относительное удлинен"- 6 в
/о! 3 — твердость НН ь к.^мм’-
3 — твердость НВ после ста синя
в кгс/мм;
яепдость при старении красноватых сплавов. Это объясняется
тВ р чт0 в таких сплавах происходит не только распад твердого
Детвора па а- н 0-фазы, но и выделение соединения AuCu3
Ра 42). Поэтому, если необходимо иметь мягкий материал, эти
(плавы нужно подвергать закалке.
СП Сплавы 750 пробы хорошо поддаются панке и литью, а также
вляются подходящей основой для нанесения эмали, однако прн
Держании меди в сплаве свыше 16®6 цвет эмали становится
ТУСКЛЫМ-
Обрабатываемость и воз-
можность дисперсионного
твердения сплавов золота
750 пробы настолько благо-
приятны, что им следует
отдавать предпочтение в про-
изводстве единичных изде-
лий, несмотря на удорожа-
ние материала. Данные по
некоторым физнко-механиче-
ским свойствам сплавов 750
пробы приведены в табл. 5.
Влияние добавок и при-
месей на свойства сплавов
золота. Металлы. Помимо
Рис. 42. Структура сплава зилом 750
пробы после деформации и рекристал-
лизационного отжига (К200)
основных сплавов золота,
описанных выше, важнейшими являются также припои н сплавы
белого золота. Для того чтобы правильно ориентироваться в воз-
можностях сплавления, необходимо знать взаимодействие золота
и его основных легирующих элементов — серебра и меди с дру-
гими присадочными металлами. Кроме того, необходимо знать,
с какими недостатками можно встретиться, если содержание при-
садочного металла в сплаве перейдет допустимые пределы.
Цинк. Растворимость цинка в металлах тройной системы со-
ставляет: в золоте до 4%; в серебре до 20%; в медн до 40%. Чи-
стое золото образует уже с 5% цинка хрупкое соединение Au3Zn,
Таблица 5
Свойства сплавов золота 750 пробы
Цвет плева Состав. 1С00/ом Область плавле- ния, СС Твердость по Бринелю, KI с/мм* Прочность к< с/мм* ч * и* Ох® Плотность, г/см*
Au Ag Си Pd
Жел гый 750 170 80 — 930 920 IOO 46 44 —
Р’кЮВЫЙ 750 125 125 — 920/900 110 48 45 15,4
Ьелый 750 50 — 200 1280/1272 100 — — 10,6
53
Рис. 43. Диаграмма снижения области плав-
ления сплава золота 585 пробы при добав-
лении в сплав пипка и кадмия
900 Лцгдс'цС fhitdudyC JluKb'hi.
Ликвидус
600 W0 200 л 565t/30Au fS9/ Ag 276/^, Си Co fin В уi 565/qoqAII Ou 7С/ооо%п Солидус Au Ю^/000Ад 241/oqqCil 70/eoo Cd Солидус ЛВ^/gpgAlt 81/coo Ag 71%cp Си Z^/ooo Zn S^/qqq Cd
которое в тройном сплаве не образуется нз-за растворения цнцКа
в серебре и в медн. Добавка нескольких десятых долей проце
цинка в расплав системы Au—Ag—Си перед разливкой ока
вает раскисляющее действие и повышает жидкотекучесть сил
Благодаря добавкам цннка к сплавам золота красноватого imJ|
последние приобретают желтоватый цвет. У сплавов золота Ц
пробы определенная добавка цинка значительно повышает щ
устойчивость против серы н сернистых соединений, однако ।
не имеет практического применения, так как чувствительно
таких сплавов к аммиаку сильно возрастает н сплавы быстро т
скнеют. При эксплуатации изделий нз этих сплавов от выде
ния кожей аммиака и по
они быстро корродирую!'
Цинк имеет боль
значение при изготоД
нии припоев Небольшие
добавки пинка значитель-
но снижают область плав
ления тройного сплава
как это видно нз рнс. 43
Кадмии. Золото раст
ряет в себе в твердом
состоянии до 20% кадмия;
серебро — свыше 30%
так что нерастворимое
кадмия в меди не им
значения. Благодаря до-
бавкам кадмия сплавы Au—Ag зеленого цвета приобретают бо-
лее интенсивную окраску. Кадмий еще более, чем иинк, пони-
жает область плавления тронной системы. Если в систему ввести
цинк и кадмий вместе, то температура плавления ее понижается
более существенно, чем при вводе этих металлов порознь. Это
можно проследить по схеме (рис. 43), на которой показано, пони-
жение области плавления сплава золота 585 пробы, содержа-!
щего присадки из одной части серебра и двух частей медн.
Цинк н кадмий являются важнейшими присадочными метал!
лами для приготовления припоев благородных металлов
Олово. Сплавы Au—Ag—Си могут растворить в себе без замет!
ного вреда до 4% олова. Хрупкость сплавов золота из-за загряз-
нения нх оловянными припоями возникает вследствие присутствии
в припое свинца, а не олова. Если количество олова в сплаве
превысит 4%, то образуется окись олова, которан при затверч
девании располагается по границам зерен и делает сплав
хрупким.
Свинец. Несколько десятых долей процента свинца достаточно'
для того, чтобы образовалось хрупкое соединение Au2Pb. Оно
располагается по границам зерен (рис. 44). н, так как это соедиие-1
ние плавится прн 4183 С, то сплав не поддается обработке давле-
54
(рис. 45) Свинец может попасть в сплав из свинцовистых
и"е''.,.-в или из подкладок при выколотке рельефа.
ПР"‘ дминий. Пластичность и склонность к потускнению сплавов
изким содержанием золота увеличиваются из-за присутствия
U.r 41 Выделение Au2Pb по границам Рис. 45. Пояглмгае и «ротрсщин в
зерен <шам 720/«„ Аи с 10/от РЬ структуре сплава 72W„, *и
р (X 800) РЬ после небольшои деформации (X 630)
КОО
1200
Т
1600
200 О^Аи
8 1 Г'.’ V
880 60В 408
40. 600
400
1000
о/тм гк
Рис 46. Диагрьчма состояния сплавов
системы Au—Ni
в сплаве незначительного количества алюминия. Однако, как
только количество алюминия превысит растворимость его в серебре
и меди, образуется фиолетовое хрупкое соединение АиаА1 —
«аметистовое золото». При
переплавке может образо-
ваться окись алюминия А12О3,
которая также делает сплав
не пригодным к обработке.
Железо. Из-за высокой
температуры плавления и
легкой окисляемостн желез-
ные и стальные частицы,
попавшие в сплав, не рас-
творяются в нем и являются
вредными инородными вклю-
чениями, как это было опи-
сало при рассмотрении спла-
вов серебра.
Никель. По диаграмме
(рис. 4Ь) прн затвердевании
сис!.-4ы Au Ni сначала об-
разуется однородный твердый
раствор, который при темпе-
ратуре около 800° С распа-
Цаен ч Если в меди никель
®н нэчги не растворим; 13,5% .V """
cipi.ib приобрел белый цвет, поэтому его добавляют в сплавы
55
растворяется хорошо, то в серебре
% никечя уже достаточно, чгЛы
**€
Рис. 47. Выделение фосфидов по гра-
ницам зерен и в самих зернах сплава
золота 585 пробы с 1% Р (Х630)
золота 585 пробы для получения более дешевого неблагородного
белого золота
Из-за различного отношения легирующих металлов сплЯ
к никелю возникают значительные трудности при обработке зтих
сплавов, которые устраняются добавками других металлов, на,
пример, цинка.
В общем, можно сказать, что неблагородное белое золото имеет
следующие основные недостатки:
1) твердость н прочность сплавов настолько велики, что обра.
ботка нх вызывает значительные трудности;
2) при отжиге сплав легко окисляется и поэтому должен по-
крываться, например, борной кислотой;
3) нельзя производить переплав отходов своими силами, их
необходимо сдавать в специализированный плавильный цех.
Неметаллы. Кремний.. Он
может попасть в расплав из
материала тигля, содержа- I
щего кварц. С золотом крем- I
ний образует эвтектику, ко-
торая плавится прн темпе-
ратуре 370° С. Прн этом
обрабатываемость сплава в
целом ставится под угрозу.
Сера. С золотом сера не
вступает во взаимодействие^^
однако она активно реагя-i
рует с легирующими мет
лами — серебром и мед
как об этом было сказа
выше, а также с никелем
металлами платиновой труп-1
образуют с никелем эвтектику,I
которая плавится при температуре 645° С, н для образования!
которой достаточно всего 0,05% серы. .
Фосфор. Если городской газ загрязнен соединениями фосфора I
или расплав раскисляется фосфоросодержащими раскислителями, |
то фосфор может попасть в сплав. С золотом фосфор не взаимодей- |
ствует, но образует с присадочными металлами — серебром, медью 1
и никелем хрупкие соединения с низкоплавкой эвтектикой (рис. 47) |
Газообразные вещества. С кислородом золото не реагирует, |
однако он вступает во взаимодействие с присадочными металлами,
как это было описано выше. Если водород попадает в кислород, I
содержащий расплав, то при соединении с кислородом образуется I
водяной пар, который н приводит к появлению в елнтке пор и ра-
ковин. Такие газы, как углеводород н окись углерода, углекислый '
газ, сернистый газ н т. д., попадая в расплав, прочно удержи-1
ваются в нем, образуя прн затвердевании сплава раковины.
При этом наблюдаются дефекты, аналогичные дутому серебру. 1
56 "
пы Хрупкие соединения Ni3S2
7. СПЛАВЫ ПЛАТИНЫ И ПАЛЛАДИЯ
платины
и белое
тииа. Из-за низких механических свойств
виде в ювелирном деле не применяется, te
Рис. 48. Повышение твердости пла-
тины и палладия при легировании
их другими металлами (% легиру-
ющих металлов увеличивается слева
направо)
Практически важнейшими для ювелира сплавами
являются: • ювелирная платина, ювелирный палладий
ЗОЛОТО
Ювелирная платина. Из-за низких механических
ратина в чистом виде _
свойства улучшают незначитель-
ными добавками палладия н при- '
-ня до тех пор, пока она не ста-
новится вполне пригодной для из-
готовления драгоценностей. Прн
этом желательны следующие из-
менения:
1) прочность и твердость долж-
ны быть настолько увеличены,
чтобы повысилась износостойкость
изделий, но обрабатываемость
сплава прн этом не должна ухуд-
шиться;
2) высокая температура плав-
ления должна быть снижена;
3) коэффициент теплового рас-
ширения должен быть увеличен.
Содержание платины в ювелир-
ном сплаве должно быть не менее
95% Это значит, что на приса-
дочные металлы остается только
лишь 5%. Из рис. 48 хорошо вид-
но, как круто поднимается кривая
твердости по Бринелю при не-
значительных добавках приса-
дочных металлов к платине. Так,
иапрнмер, достаточно нескольких
процентов иридия, чтобы твер-
дость, а, следовательно, и износо-
устойчивость платины резко по-
высились. Добавка палладия
Улучшает обрабатываемость н ков-
кость сплава пллины н освет-
ляет цвет сплава. На химическую ________
Добавки палладия влияния не оказывают. Палладий снижает тем-
пературу плавления сплавов платины. При изготовлении ювелир-
- ---------------------------/.лАч гппяп п пятины слелс-
стойкость платины небольшие
иых изделий хорошо зарекомендовал себя сплав платины следу-
ющего состава: 95% Pt; 4,5% Pd н 0,5% Ir.
Ювелирный палладий. Палладий пока еще не является обще-
признанным как самостоятельный металл для производства
Ювелирных изделий и во многих странах известен только как
57
присадочный металл. Несмотря на это, в постеднее вре .г
чается тенденция приобщить палладии к изготовлению юв«и^И
ных изделий.
Из металлов платиновой группы палладий выделяется
дующими свойствами: ‘ *
1) он дешевле платины;
2) имеет более интенсивный, чем у платины, белый цвет; I
3) обладает большей ковкостью, т. е. имеет лучшую обр’аг^
тываемость, чем платина, что является необходимым качестве
в производстве ювелирных hj.
делин;
4) имеет практически так*ц»
же, как платина, устойчивесЯ
к потускнению на воздухе. 1
Одна западногерманская
фирма выпускает сплав «благян
родным палладий», о которец
известно только, что темпера-!
тура плавления его составляет
1600° С, твердость — 61 кге/мм8,
Рис. 49. Выделение сульфидов по гра-
ницам зерен сплава белого золота 750
пробы с палладием при загрязнении
сплава серой (Х800)
относительное удлинение —
26%, плотность — 12 г/смя. По
основным свойствам он не усту-
пает платине, имеет более ин-
тенсивный цвет и значительно
дешевле ювелирной платины.
Белое золото. Сплавы неблагородного белого золота с добав-
ками никеля рассматривались выше. Белое золото на основе пал-
ладия является благородным по своим свойствам, превосходя-
щим свойства сплавов золота с никелем. 16% палладия достаточно 1
для того, чтобы сплав золота приобрел приятный белый цвет. I
В производстве сплавов золота белого цвета палладий полностью
заменяет платину. Белое золото на основе палладия дороже,
чем на основе никеля, однако при этом оно имеет ряд преимуществ: 1
1) оно обладает более высокими пластичностью н ковкостью,
чем сплавы па основе никеля;
2) имеет более благородный блеск;
3) белый цвет сплава устойчив при нагреве.
Влияние примесей на свойства металлов платиновой группы.
Кремний. Из-за высоких температур плавления металлов плати-1
новой группы вероятность восстановления кремния нз материале
тигля увеличивается. Кремний легко вступает в реакции с плати- ,
ной и палладием, образуя хрупкие соединения, которые при тем-
пературе порядка 670° С плавятся. Небольшого количества крем-1
ння достаточно, чтобы сплав стал хрупким и полностью не при-
годным к обработке.
Алюминий. Алюминий, так же как н кремний, попадает в рас-
плав из материала тнгля. Действие его на сплав аналогично
Ьв
0емнию, т. е. он образует с металлами хрупкие соединения, кото-
пус имеют температуру плавления порядка 787° С и располз-
аются по границам зерен. Достаточно нескольких десятых долей
процента алюминия, чтобы сплав стал непригодным для даль-
нейшей обработки. При плавке металлов и сплавов платиновой
группы нельзя пользоваться тиглями, содержащими окись алюми-
ния, а также графитовыми. Плавку этих металлов необходимо про-
водить в окислительной среде в тиглях из обожженной извести —
Са0 а ж/
Углерод. Углерод не вступает в реакцию с металлами, но рас-
творяется в расплаве и при затвердевании располагается по
границам зерен. Обрабатываемость сплава при этом значительно
ухудшается.
Сера. С платиной и палладием сера, квк указывалось выше,
образует хрупкие соединения. Кроме того, палладий образует
эвтектику Pd—Pd4S, которая располагается по границам зерен
и плавится при температуре 600° С (рис. 49). Присутствие не-
скольких тысячных долей процента серы может сделать сплав
полностью не пригодным к обработке.
Газообразные веществе не оказывают
заметного действия на сплавы платины, однако, попадая в расплав,
онн удерживаются в нем н образуют поры и раковины.
РАЗДЕЛ ВТОРОЙ
ХИМИЧЕСКИЕ ВЕЩЕСТВА
ГЛАВА 3
КИСЛОТЫ И ОСНОВАНИЯ
8. ОБШИЕ СВЕДЕНИЯ О КИСЛОТАХ
Кислоты являются химическими соединениями од-
ного или нескольких атомов водорода с кислотными остатками
которые могут быть неметаллами или окнслами неметаллои
Кислоты имеют кислый вкус и окрашивают голубую лакмусовую
бумагу в красный цвет. По числу водородных ионов определяю"
валентность кислотного остатка. При замещении водорода кислот!
металлом образуется соль. При взаимодействии кислоты с оснс
ванием образуется соль с отделением воды н происходит реакпи:
нейтрализации. Характеристики важнейших кислот приведен^
в табл. 6.
9. ПРИМЕНЕНИЕ КИСЛОТ В ЮВЕЛИРНОМ ДЕЛЕ
Борная кислота Н3ВО3. Оиа является слабой кислотой, кри-
сталлизующейся нз раствора в виде белых, кажущихся жирпымя
на ощупь чешуйчатых пластинок.
Соли бориой кислоты, из которых важнейшей является бура,
называются боратами Борная кислота защищает металл от окис-
ления при пайке и отжиге. При нагревании до 100° С кислота
отдает молекулу воды, вследствие чего образуется метаборн!
кислота, которая плавится при 160° С,
Н3ВОа — НВО2 + Н2О.
Метаборная кислота при дальнейшем нагревании распадаетс^
на тетрабориую кислоту н воду
4НВО3 —» Н,В4О7 +нво.
60
Таблица 6
Важнейшие кислоты
Название кислоты Формула Валентность КИСЛОТНОГО остатка Наименование получаемой СОЛИ
—— “ " ' “ Синильная HCN 1 Цианид
Бормя (ортоборадя) н»воа III Борат
Метаборная нво2 I Метаборат
Тетраборйая НаВ4О7 II Тетраборат
Хромовая на (СгО,) 11 Хромат
Двухромовая Н, (Cr,Os) II Бихроыат
Плавиковая HF I Фторид
Кремневая H,SiO, 11 Силикат
Угольная нгсоя II Карбонат
Азотная hno2 1 Нитрат
Азотистая hno2 I Нитрит
Соляная НС1 I Хлорид
Серная HsS04 11 Сульфат
Сернистая HsSO3 II Сульфит
Сероводородная HaS II Сульфид
Если тетраборную кислоту нагреть до красного каления, то
образуется борный ангидрид, т. е. окись бора,
Н2В4О, - 2В2О3 + НгО.
Окись бора образует вязкую плотную глазурь, которая в хо-
лодном состоянии расслаивается в виде твердого хрупкого стекла-
Окись бора является химически активной формой борной кислоты,
так как превращает окись металла в метабораты, например окись
меди — в метаборат медн:
В2ОЯ 4-СиО—»Си(ВО2)2.
При температуре ниже 900° С метаборат выделяется как инерт-
ный, неподвижный шлаковый слой в окиси бора, обволакивающий
поверхность металла и не позволяющий активным веществам про-
никать в металл. Эта несмешиваемость обеих фаз препятствует
активности защищенного слоя. При температурах выше 900 С
окись бора становится настолько подвижной, что она смешивается
с образующимися боратами, которые от поверхности металла
Преходят во внешний слой глазурн и этим содействуют доступу
НовЬ1х частиц окнен бора к поверхности металла.
Химическая активность н вместе с этим растворимость окиси
а возрастает настолько, что борная кислота прн высоких
еМпературах может быть использована прн пайке.
61
Азотная кислота HNO3. Чистая азотная кислота предстаддя1
собой бесцветную жидкость с плотностью 1,52 г/см3; концентряЛ^
ванная 70% азотная кислота имеет плотность 1,41 г/см® и кипХ
прн 122е С. И?
Красная дымящаяся азотная кислота содержит растворенцД
NO2, который улетучивается в виде красно-коричневого ядов/
того газа. Азотная кислота является сильным окислителен
органические вещества разрушаются ею с окрашиванием в желтей
цвет. Опасно попадание кислоты на кожу. /Металлы растворяются
в азотной кислоте с образованием нитратов. Вначале идет окисле-
ние по реакции
3Cu + 2HNO3 — ЗСиО + Н2О + 2NO.
Для окисления расходуются две молекулы кислоты, при этол
образуются вода и окись азота; последняя в соединении с кисло-
родом воздуха образует двуокись азота (NO2) н улетучивается
в виде красно-коричневых ядовитых паров. Затем окнсь металла
взаимодействует с кислотой по реакции
ЗСиО 4- 6HNOS — 3Cu(NO8)2 + ЗН2О.
При этом еще шесть молекул кислоты расходуются на обрачэ-
ванне соли, также с выделением воды.
В целом процесс растворения выглядит так:
ЗСи + 8HNO3 — 3Cu(NO3)2 + 4НгО + 2NO.
В азотной кислоте не растворяются только золото н платинД
поэтому с помощью азотиой кислоты можно отличить золото от
серебра. Азотная кислота содержится в пробирных кислота^,
в кислом травильном растворе и в царской водке.
Азотистая кислота HNO2. Эта кислота существует то тько
в разбавленном растворе, ее соли называют нитритами.
Соляная кислота НС1 Образуется при растворении хлористого
водорода в воде. Последний представляет собой весьма гигроско-
пичный бесцветный газ с резким запахом. Коицентрирсванная
соляная кислота содержит 38% хлористого водорода; чаще всеЛ
применяют разбавленную кислоту с содержанием от 12 до 20Я
хлористого водорода. Дымящаяся соляная кислота выделяет
хлористоводородный газ. Из-за наличия хлоридов железа тех-
ническая кислота имеет слегка желтоватую окраску. Многие
недрагоценные металлы, растворяясь в кислоте, образуют хло-
риды. например цинк
Zn + 2HCI — ZnCl 2 + Н в.
Соляную кислоту используют для изготовления паяльной
жидкости, при осаждении серебра и как составную часть царской
водки.
Царская водка. Она представляет собой смесь трех объемных
частей соляной и одной объемной части азотиой кислот. Правил**
62
изготовление ее имеет большое значение для ювелира. При
я°е рЛЬном хранении эта смесь разлагается и вследствие этого
*,ЯТД потреблением следует изготовлять свеж\ю царскую водку.
П<? я<и с этим область применения царской водки ограничивают
В СВворением таких металлов, как золото и платина. Этот процесс
₽aCJHo* продемонстрировать на примере растворения золота.
Сначала азотная кислота окисляюше действует на соляную:
HNQ3 - 3HCI - NOCI CL 2Н.О,
При этом возникают два активных вещества, хлор и иитрозил-
хлорид, которые в состоянии растворить золото,
Ли + NOC1 4- С12 — АиС13 4- NO.
Образовавшийся хлорид золота немедленно присоединяет еще
молекулу HCI, образуя тетрахлорзолотую кислоту, которая
известна в обиходе как «хлорное золото»
АиС1а 4- HCl3 -* HIAuClJ
Эта комплексная кислота кристаллизуется с четырьмя моле-
кулами воды в виде HlAuClJ -4Н2О. Кристаллы ее светло-жел-
тые, водный раствор также окрашен в желтоватый цвет.
С платиной реакция протекает аналогично. Как конечный про-
дукт образуется платинохлористоводородная кислота H2[PtCl6),
которая кристаллизуется вместе с шестью молекулами воды.
Серная кислота H2SO4. Эта кислота является маслянистой
(в очищенном состоянии) бесцветной жидкостью с высокой плот-
ностью 1,84 г/см3. Вследствие органических загрязнений техни-
ческая серная кислота имеет темный цвет; дымящаяся серная
кислота содержит избыточную трехокись серы SO3 и поэтому
особенно активна. Серная кислота очень гигроскопична, она отни-
мает у многих веществ даже химически связанную воду, вслед-
ствие чего органические вещества обугливаются. Серную кислоту
можно разбавлять в любом соотношении, причем ее тонкой струей
льют в воду и ни в коем случае — наоборот! При разбавлении
выделяется такое большое количество тепла, что капли воды
вскипают, разбрызгиваются и уносят с собой частицы кислоты,
которые могут причинить опасные ожоги.
Все металлы, кроме золота и платины, растворяясь в серной
кислоте, образуют сульфаты, например, цинк
Zn 4- H2SO4 — ZnSO4 4- Н2.
Металлы, которые являются электрохимически благородными,
могут быть растворены в серной кислоте посредством окисления,
апример, медь
Си 4- H2SO4 — CuO 4- SO2 -ь H2O
Это возможно потому, что серная кислота при окислении меди
^аиовится сернистой кислотой, которая тотчас распадается на
63
двуокись серы и воду. Затем окись меди также растворяет^
в травильном растворе разбавленной серной кислоты по реакцЯ
СиО H2SO4 -> CuSO4 4- Н£О.
Суммарная реакция выглядит так:
Си 4- 2H2SO4 — CuSO4 + SOa + 2HSO.
Медь и серебро в травильном растворе не растворяются, так
как образование их окиси возможно только в концентрированней
кислоте. Ювелир применяет серную кислоту для травления, дяг1 5
определения пробы серебра, как добавку для желтой протравы и
при кислотном меднении.
10. ОБЩИЕ СВЕДЕНИЯ ОБ ОСНОВАНИЯХ
ИХ ВИДЫ И ПРИМЕНЕНИЕ
Основания являются соединениями металлов
с определенным числом гидроксильных групп (ОН) в соответ-1
ствни с валентностью металлов. Растворимые в воде основания
называются щелочами. Основания являются жирными на ощупь
и окрашивают в голубой цвет красную лакмусовую бумажку.
Характеристики важнейших оснований приведены в табл. 7
Таблица 1
Важнейшие основания
Название основания Название щелочи Формула Валент- ность
Едкий натр Едкое кали Гидроокись аммония Натриевая щелочь Раствор едкого кали Нашатырный спирт №ОН КОН NH4OH 1 1 1
Едкий натр. Состоит из белых прозрачных сальных на ощупь I
хрупких кристаллических платииок, которые очень гигроско-
пичны. Насыщенное основание легко растворяется в воде, обра-
зуя натриевую щелочь, и действует затем как очищающее и обез-
жиривающее средство. Жиры и минеральные масла эмульгируют,
т. е. разделяются па мелкие частицы и, равномерно распределяясь, J
смешиваются с основанием.
Жиры растворяются с образованием глицерина и солей жир-
ных кислот, например:
С3Н5(С17Н3,СОО)3 4-3NaOH —» CsHb(OH)3 + ЗС17Н36СООХ1а. I
Едкое кали. Соответствует по внешнему виду и действий!
едкому натру. Его водный раствор образует щелок едкого кали.
Гидроокись аммония. Она образуется при введении бесцветного
резко пахнущего аммиачного газа NH3 в воду. Полученное химщ |
64
веское соединение сразу диссоциирует в растворе, т. е. распадается
аа ионы,
nh4 , h.o^nh; -t-OH-
Гидроокись аммония существует только в хш санированной
Лорме, расщепленной иа положительный ион аммония и отрица-
тельный ион гидроксила. Непосредственной связи между этими
пбеимн частями нет. При нагревании происходит обратная реак-
ция, т е основание распадается на аммиак и воду. Гидроокись
Аммония как слабое основание действует так же, как едкий натр.
ГЛАВА 4
СОЛИ
И. ВИДЫ СОЛЕЙ И СПОСОБЫ ИХ ОБРАЗОВАНИЯ
Простая соль образуется при замещении водорода
кн< юты металлом. Следовательно, соль состоит из металла и
кислотного остатка. У двойной соли так соединены две соли, что
в твердом состоянии они устойчивы, но в водном растворе распа-
даются так, как будто бы обе соли были растворены отдельно.
Так, например, квасцы распадаются на ионы при растворении
по реакции
KAl(SO4)a — К4 + АГ** + 2SO?.
Комплексная соль является соединением более
высокого порядка, в котором одна соль проявляет совершенно но-
вые свойства и которое в водном растворе распадается не на про-
ггь составные компоненты, а образует комплексные ионы; при-
мер »м может служить растворение дицианоаурата калия
K(Au(CN)J — К* -г [Au(CN)J-.
Ниже приводятся основные виды химических реакций, при-
водящих к образованию солей.
1 Нейтрализация, при которой реагируют кислота и основа-
ние и в результате их взаимодействия образуется соль и водв
NaOH р HCI -» NaCl -г Н2О.
2. Взаимодействие металла и кислоты, при которой образуются
" Ь кислоты и водород
Zn I 2НС1 — ZnCl2 -I Н8.
3. Взаимодействие окиси металла и кислоты, приводящее
и образованию соли и воды
СиО 4- H2SO4 — CuSO4 -г Н2О.
3
Э. Бреп0ль
65
4. Двойной обмен двух солей, при котором металлы взаимно
обмениваются, образуя при этом нерастворимую соль
AgNO3 + NaCl -> AgCl 4 NaNQ4.
5. Двойной обмен между сильной кислотой и слабой солью,
приводящий к образованию слабой кислоты и сильной соли
2НС1 + Ag2S — H2S -у- 2AgCl
12. ВАЖНЕЙШИЕ СОЛИ И ИХ ХАРАКТЕРИСТИКИ
В табл. 8 приведены характеристики некоторых солей, назва-
ния которых зависят от входящих в соль кислотных остатков
и металлов, ее образовавших. По окончанию названия соли
можно судить о содержании кислорода в соответствующей кислоте,
так, например, окончание «ид» встречается у солей, образо-
вавшихся из бескислородных кислот; «ат» встречается у солей,
получившихся из кислот с нормальным содержанием кислорода;
«ит» встречается у солей, образовавшихся из кислот с пониженным
содержанием кислорода.
13. техника безопасности при работе
С ХИМИЧЕСКИМИ ВЕЩЕСТВАМИ.
Многие из химических веществ, описанных выше и применяе-
мых в ювелирном деле, могут при неосторожном обращении с ними
нанести телесные повреждения в виде ожогов кожи, поражений
слизистой оболочки глаз, органов дыхания и другие, а также
вызвать отравление организма.
Особенно опасным действием обладают цианиды — соли си
нильной кислоты. Они должны храниться в закрытых сосудах,
снабженных соответствующими надписями, в сейфах. К работе
с ними допускается лишь персонал специальной квалификации,
прошедший необходимую подготовку. Опасными при несоблюде-
нии мер предосторожности в обращении с ними являются часто
используемые в ювелирной практике: азотная, серная и соляная
кислоты и их водные растворы с концентрацией выше 15%; гидро-
окись натрия и гидроокись калия с концентрацией выше 5%;
раствор аммиака с концентрацией аммония выше 10% и соедине-
ния меди. Все эти вещества должны храниться в стеклянных бай-
ках и бутылях с притертыми пробками или других, плотно закры-
вающихся сосудах, снабженных наклейкой с надписью «осто-
рожно». Эти сосуды по своей форме и виду должны отличаться от
всех бутылок и сосудов, применяемых для пищевых продуктов
Хранение больших количеств указанных веществ должно осу-
ществляться в специальных закрываемых помещениях. У ра-
бочего места ювелира должен быть запирающийся шкаф для
хранения химических веществ.
66
Таблица 8
Важнейшие соли
Название солн Бытовое название Формула Ва- лент- ность Название кис- лоты, обра- зующей Cl .ль
Цианид калия Цианистый калий KCN 1 Синильная
Цианид натрия Цианистый натрий NaCN 1 >
Цианид меди — CuCN 1 »
Цианид серебра — AgCN 1 »
Цианид золота — AuCN 1 »
Тетраборат натрия Бура Na2B4O, II Тстраборная
Бихромат калия — KeCr2O? II Двухромовая
Бихромат серебра — ^&£r2O7 II »
Карбонат кальция Мел CaCQ» II Угольная
Карбонат калия Поташ K2CO3 II >
Карбонат натрия Сода NaaCO3 II >
Карбонат цинка — ZnCOs 11 »
Карбонат меди Патина CuCO3 11 »
Нитрат калия — KNO3 1 Азотная
Нитрат натрия Чилийская «литра NaNOs 1
Нитрат меди — Cu (NO3). 11 *
Нитрат ртути — HgNOs 1 а
Нитрат серебра Адский камень AeNOj, 1 >
Хлорид натрия Поваренная соль NaCI 1 Соляная
Хлорид калия — KCl 1 »
Хлорид цинка — 7nCI8 1 >
Хлористое олово — SnCla 11 »
Хлористое серебро Хлористое серебро AgCI 1 в
Хлорид жлота — AuQ, III 1
Хлорид аммония Нашатырь C.N1IJ C 1 *
Сульфат кальция Гип< CbSLij 11 Серм*
Сульфат меди Медный купорос CuSO. II •
Сульфид калия — KsS 11 Серове iwj - •»-
Сульфид серебра — II То ил
Ацетат меди Ярь-медянка Cu(CH4COO)s 1 Уксусная
3
67
При обращении с химическими веществами следует соблюдать
следующие основные меры безопасности.
1. Не допускать попадания ядовитых веществ на тело или па
одежду. Работать только в резиновых перчатках.
2. При возникновении ядовитых паров, выделяемых, например,
азотиой или соляной кислотой, работу выполнять только в вы-
тяжном шкафу или, в крайнем случае, в хорошо вентилируемом
помещении. Последнее должно быть оборудовано системой при-
точно-вытяжной вентиляции по нормам охраны труда.
3. После использования ядовитых химических реактивов их
следует немедленно убирать в шкаф под замок.
4. Перед обеденным перерывом и в конце рабочего дня тща-
тельно мыть руки с мылом. Не допускать приема пищи и курения
на рабочем месте во время небольших перерывов в работе.
ЧАСТЬ ВТОРАЯ
РАБОЧАЯ ТЕХНИКА
РАЗДЕЛ ПЕРВЫЙ
ПОДГОТОВИТЕЛЬНЫЕ РАБОТЫ
ГЛАВА 1
ВЗВЕШИВАНИЕ
Прецизионные весы, тщательно взвешенные изделия и добро-
совестное взвешивание обеспечивают точные результаты. Кто
не соблюдает этого, тот причиняет значительный ущерб себе
и прежде всего клиентам.
1. ВЕСЫ
Весы для взвешивания золота имеют нормальную нагрузку до
200 г и позволяют получить точность взвешивания до 10 мг,
т. е. 0,01 г. Они действуют по принципу весов с коромыслом.
На деревянном основании укреплена __________
стойка, в верхней части которой -----LC-"
находится опорная подушка с фа- М fl
сонным вырезом. На внутреннее з—J I_________
ребро выреза подушки свободно опи- =
рается острие призмы коромысла
весов, к концам которого подвешены
на шарнирах чашки для гирь и
взвешиваемых материалов. Форма
выреза (рис. 50) обеспечивает наи-
большую устойчивость призмы ко- QnOprf;B подушка ко-
ромысла. Указатель в виде стрел рсммслав >в с н-жевой призмой
кн, жестко закрепленный посередине
коромысла, позволяет контролировать амплитуду качания ве-
сов. Точность взвешивания может быть гарантирована только
в том случае, если все элементы весов, даже после длитель-
ного употребления, остаются без изменения: коромысло ие должно
быть искривлено, а положение чашек ие должно изменяться.
69
Особенно осторожного обращения требуют опоры коромысла.
Их форма обусловлена необходимостью свести до минимума
трение» особенно на опорном ребре призмы, при качании коро-
мысла.
Рнс. 51. Граммовые разновесы
Для уменьшения износа призму и опорную подушку изготов-
ляют из агата или нержавеющей стали.
Рис. 52 Миллиграммовые разновесы вмгс е с однкпам-
мовой гирькой
Весы с коромыслом действуют как двусторонний рычаг,
оба плеча коюрого имени одинаковую длину. Весы у ровновеши-
ваются, если уравновешены обе стороны коромысла по извест-
ному закону рычага.
Разновесы показаны на рис. 51 н 52. Разновесы более одного
грамма изготавливаются из лагу ни, а менее одною грамма — из
пластинок алюминия.
Весы и разновесы должны иметь клеймо.
70
2. ОПРЕДЕЛЕНИЕ ВЕСА
Для того чтобы начать взвешивание, устанавливают чаши
весов неподвижно на подставках. Затем их осторожно приподни-
мают рычагом арретира (стопорного приспособ гения), выжидают»
пока они не перестанут качаться, и проверяют их равновесие.
Если при этом стрелка устанавливается вертикально, значит, весы
настроены и можно приступать к взвешиванию.
На одну чашу помещают предмет, вес которого нужно опреде-
лить, на другую укладывают разновесы, начиная с больших
гирек, до тех пор, пока чаши весов не выравняются и стрелка
снова не установится вертикально. Затем суммируют веса от-
дельиых разновесов, чтобы установить окончательно вес взвеши-
ваемого объекта.
ГЛАВА 2
ПРОБИРНЫЙ АНАЛИЗ БЛАГОРОДНЫХ МЕТАЛЛОВ
И ИХ СПЛАВОВ
Металлы и сплавы, с которыми работает ювелир, можно раз-
делить по цвету иа две группы: цветные — чистое золото,
цветные сплавы золота, цветные недрагоцеиные сплавы и бе-
лые — чистое серебро, сплавы серебра, белое золото, платина,
платиновые металлы и их сплавы, белые недрагоценные сплавы.
При определении пробы благородных сплавов должен быть
дан ответ на следующие вопросы.
1. Идет ли речь о драгоценном металле или о сплаве, содер
жащем драгоценный металл3
2. Как велика доля драгоценного металла в общем сплаве?
В первом случае проба является качественной, а во
втором — количественной. В этой связи здесь будут
описаны такие методы, которые может применять ювелир в своей
мастерской без особых знаний химии и использования вспомога-
тельных средств. Простейшие методы исследования не могут дать
точного отвега на приведенные вопросы и допускают определенные
отклонения, с которыми приходится мириться. Абсолютно точную
пробу можно получить только путем анализа в пробирной лабо-
ратории.
3. ВСПОМОГАТЕЛЬНЫЕ СРЕДСТВА ДЛЯ ШТРИХОВОЙ ПРОБЫ
Пробирные кислоты. Эти кислоты имеются в продаже в виде
готовых препаратов. Следует отметить, что при самостоятельном
изготовлении пробирных кислот могут возникнуть отклонения
в концентрации, что приводит к ошибкам при пробирном кон-
троле. Пробирные кислоты должны храниться в стеклянных фла-
конах с притертыми пробками, имеющими стержень, погруженный
71
в жидкость (рие. 53). Состав и назначение кислот приведены
в табл. 9.
Пробирный камень. R качестве пробирного камня обычно
используется черный лидийский кремень (сланец), обладающий
всеми необходимыми свойствами хорошего пробирного камня. I
Рис. 53. Вспомогательные средства для штриховой
пробы; пробирная кислота, пробирный камень и
пробирные иглы
Он должен иметь цельную матовую отшлифованную поверхность,
быть черным, иметь однородную мелкозернистую, лишенную пор
структуру, должен быть тверже исследуемого металла и обладать
кислотостойкостью.
Таблица 9
Пробирные кислоты
Назначение пробирных кислот СОСТМ.
Для золота 333 пробы , 20 смя кониентрировянней азотной кис- лоты (р - 1,42) 20 с«* воды
» > 585 * 20 см3 конце rpiipoi . •• .’1 лиги кис- лоты (р = 1,42)
> > 750 > 40 см” концентрированной •потной кис- лоты (р •= 1,42) 1 см*‘ концентрированной соляной кислоты (р =• 1,19) 15 сма воды
Для cepef.pi 3 г бихромата калия, 3 см3 концентриро- ванной серной кислоты 32 смя воды
» платины 1Ь см3 концентрированной азотной кис- лоты (р = 1,42), 24 см3 концентрированной соляной кислоты (р = 1,19), 6 сма воды
Для удаления пробирного штриха после употреб-
ления камня его поверхность зачищают древесным углем и во-
дой. Затем для сохранения податливости структуры очищен-
ный и просушенный камень покрывают тонким слоем хорошего
масла.
Пробирная игла. В качестве пробирной иглы применяют латун-
ную полоску длиной около 6 см, к переднему концу которой при-
паяна маленькая полоска из сплава драгоценных металлов (проба
которого точно известна) для использования его в качестве эта-
лонного сплава.
4 ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
Качественная проба золота. С помощью качественной пробы
определяют содержание золота в сплаве.
Сначала с помощью шабера или напильника удаляют в каком-
либо незаметном месте предмета возможно имеющееся в данном
случае золотое покрытие. Затем зачищенным местом испытуемого
золотого предмета на пробирном камне делается штрих шириной
около 5 мм и длиной 20 мм, который смачивается концентрирован-
ной азотной кислотой, предназначенной для золота 585 пробы.
Через пять секунд производится проверка действия реактива.
Если штриховая проба под действием пробирной
кислоты для золота 585 пробы растворяется без остатка, это сви-
детельствует о том, что испытуемый металл может быть сплавом
золота ниже 333 пробы, сплавом серебро-медь с содержанием
серебра ниже 500 пробы или недрагоцеиным сплавом.
Если штриховая проба под действием этой же кислоты окра-
шивается в коричневый цвет, го исследуемый металл может быть
сплавом золота и содержанием последнего от 500 до 333 проб.
Если пробирная кислота для золота 585 пробы совсем ие дей-
ствует на штрих, то мы имеем дело со сплавом золота выше 500
пробы.
Для качественного анализа сплавов золота ниже 333 пробы
штрих металла обрабатывается пробирной кислотой для золота
333 пробы. Если при этом происходит растворение металла без
остатка, то испытуемый металл может быть сплавом золота ниже
160 пробы, сплавом серебро-медь ниже 500 пробы или недраго-
ценным металлом. При окрашивании штриха в коричневый цвет
и получении коричневого осадка исследуемый металл может быть
сплавом золота от 160 до 300 проб. Если же эта пробирная кислота
совсем не действует на штрих металла, то он являетси сплавом
золота выше 300 пробы.
Штриховая проба делает возможным определение золота
в сплавах с содержанием Au от ЮСО/^о до 160/доо. При более
низком содержании золота прибегают к химическому анализу.
Под действием азотной кислоты серебро переходит в серный нитрат
серебра AgNO3, а медь — в зеленый нитрат меди CulNO8J8, в то
время как золото не растворяется.
73
Концентрированная азотная кислота хорошо подходит как
пробирная кислота для сплавов золота 585 пробы потому, что
сплавы выше 500 пробы не разъедаются ею При таком высоком
содержании золота все присадочные металлы сплааа также не
растворяются.
При более низком содержании золота концентрированная
азотная кислота растворяет легирующие металлы, в то время как
золото остается в виде коричневого иерастворениого осадка
Если сплав совсем не содержит золота, то он без осадка раство-
ряется и металлы переходят в нитраты, при этом зачастую про-
исходит закипание кислоты. Недрагоценные цветные сплавы
почти всегда содержат медь, в связи с этим оставшийся раствор
соли в большинстве случаев имеет зеленый цвет нитрата
меди.
Разбавленная азотная кислота действует медленнее, чем кон-
центр ироваииая. При содержании в сплаве более 30% золота
она ие растворяет легирующие металлы; ее можно использовать
для определения золота только при более низком содержании
его в сплаве.
Химический анализ. Этот метод применяется в том случае, если
сплав реагирует при штриховой пробе как недрагоценный цветной
сплав, но, несмотря на это, предполагается, что он содержит незна-
чительное количество золота.
Действие основывается иа растворимости легирующих металлов
и устойчивости золота в подогретой -концентрированной азотной
кислоте. В пробирке растворяют в подогретой азотной кислоте
0,5 г испытуемого сплава. В то время как недрагоценный металл
и серебро растворяются, переходя в нитраты, золото осаждается
в виде темно-коричневого порошка на дно.
Посредством фильтрации его извлекают из раствора, промы-
вают дистиллированной водой и просушивают на фильтроваль-
ной бумаге. Если пыль после того, как на нее надавить и потереть
шабером, приобретает блеск металла, то можно с уверенностью
говорить, что это золото.
Количественная проба золота. После того как качественной
пробой установлено, что сплав содержит золото, нужно определить
количество содержащегося в нем золота.
Испытуемым металлом проводят на камне черту; для сравне-
ния рядом делают несколько штрихов сплавом пробирной иглы,
который, как предполагают, соответствует приблизительно по
составу исследуемому образцу. Поперек штрихов от неизвестного
сплава и штрихов, сделанных пробирной иглой, наносят соответ-
ствующую пробирную кислоту. Последующая реакция соответ-
ствует реакции качественной пробы.
Процесс растворения должен быть выполнен тщательно, так
как только благодаря сравнению скорости и интепсивносги раство-
рения неизвестного сплава и сплава пробирной иглы можно
говорить о содержании золота в нем. При соответствующей прак-
74
тике ошибка в определении содержания драгоценного металла
составит 5°п и менее.
Возможность применения количественной пробы ограничи-
вается содержанием золота в сплаве от 20 до 80‘'о. Повышенное
или пониженное содержание золота (меньше 20% или больше
80°о) должно быть определено аналитически.
Доказательство присутствия чистого золота. Для предвари-
тельного исследования переплавляют небольшую порцию металла
без добавления флюсов. При этом получают королек цвета мор-
ской волны, поверхность которого после охлаждения ие должна
иметь пятен. Коричневый налет указывает на наличие примесей.
Если этот опыт прошел успешно, производят пробу химическим
анализом по следующей схеме:
1) около 1 г тонкопрокатаниого пробного материала растворяют
в 6 см3 царской водки. Для того чтобы разложить избыточную
азотную кислоту, раствор кипятят. При этом ие должны появ-
ляться желтовато-белые пятна хлорида серебра;
2) в раствор разбавляют 20—30 см3 дистиллированной воды,
добавляют 5 г раствора солянокислого гидразина и перемешивают.
Все золото выпадает в виде коричневого осадка на дно сосуда.
Содержимому дают отстояться до тех пор, пока раствор ие станет
прозрачным;
3) из светлой жидкости извлекают этот осадок и смешивают
с нашатырным спиртом. Голубоватое окрашивание указывает на
наличие меди. Образующиеся пятиа указывают на присутствие
свинца, висмута, железа, алюминия и т. п.;
4) если раствор с неизвестным сплавом до сих пор выдержал
испытание, то в него добавляют еще несколько капель раствора
сернокислого аммония. Если и после этого не появляется никакого
осадка, можно с уверенностью говорить, что это чистое золото.
5. БЕЛЫЕ МЕТАЛЛЫ И СПЛАВЫ
Предварительное исследование. Образцом из исследуемого
сплава проводят черту на пробирном камне, которую обрабаты-
вают пробирной кислотой для сплавов золота 585 пробы. Если при
этом происходит растворение металла без остатка и без желтого
окрашивания кислоты, то исследуемый металл может быть спла-
вом серебра или неблагородным металлом.
Если же штриховая проба растворяется с окрашиванием
кислоты в желтый цвет, то исследуемый металл является палла-
дием или его сплавом.
В случае окрашивания кислоты в красный цвет и отсутствия
растворения исследуемого металла, последний может быть сплавом
белого золота ниже 500 пробы.
Если штрих испытуемого металла растворяется с окраской
кислоты в коричневый цвет, то мы имеем дело со сплавом белого
золота ниже 500 пробы с высоким содержанием неблагородных
белых металлов и серебра.
75
В том случае, когда штриховая проба под действием этой про-
бирной кислоты остается без изменения, то исследуемый металл
может быть платиной, сплавом платины или сп?чн> [ белого эь-
лота выше 500 пробы.
Серебро и сплавы серебра. Качественная проба. Для предва-
рительного анализа сплавов серебра проводят качественную
пробу. Для опробования достаточно поскоблить исследуемое
место и капнуть на него красной пробирной кислотой для серебра
или же обработать этой кислотой штриховую пробу Е< ли мы имеем
дело со сплавом серебро-медь, то оба металла при этом переходы
в сульфаты. В то время как сульфат меди остается без изменения,
сульфат серебра, под действием бихромата калия, превращается
в би хромат серебра:
КгСг2О7 + Afi2SO4 ♦ Ag2Cr2O7 К^О,.
Если содержание серебра в сплаве ниже 250 пробы, то образо-
вание кроваво-красного бихромата серебра практически не-
возможно; сплав ведет себя как неблагородный и покраснение
невозможно установить.
В сплавах с содержанием серебра ниже 250 пробы точное опре-
деление серебра возможно только реакцией в пробирке.
Штриховая проба с азотной кислотой и раствором поваренной
соли. Как и при предварительном анализе, исследуемым сплавом
делают штрих на пробирном камне и проверяют его азотиой кисло-
той. Вместе с недрагоценными металлами серебро растворяется,
переходя в нитраты. При добавке раствора поваренной соли
образуется хлорид серебра:
AgNO3 + NaCl — AgCl -]- NaNO8.
Хлорид серебра вызывает молочное потускнение капли. Если
сплав содержит незначительное количество серебра или совсем
его ие имеет, то раствор остается светлым. Для того чтобы убе-
диться в том, что в осадке есть хлористое серебро, добавляют
аммиак. Помутнение должно опять исчезнуть.
Если обоих методов штриховой пробы для анализа нормальных
рабочих сплавов серебра достаточно, то при очень низком содер-
жании серебра доказательство его наличия достигается только
с помощью химического анализа.
Химический анализ. Он основывается на описанной выше реак-
ции, но действие ее здесь проявляется отчетливее, чем на про-
бирном камне. Для проведения химического анализа 0,25 г испы-
туемого сплава растворяют в пробирке с помощью азотной кислоты
и разбавляют дистиллированной водой. Если в сплаве имеется
серебро, то при добавлении поваренной соли выпадает мутный
творожистый осадок хлорида серебра; если раствор остается
светлым, то, следовательно, сплав не содержит серебра.
Количественная проба серебра. В противоположность до сих
пор описанным методам количественная проба делается не хими-
ческим. а чисто оптическим методом. Она основывается на том
факте, что цвет сплева серебро-медь с увеличением количества
меди изменяется от белого и желтоватого к красному
Испытуемым сплавом делают штрих на пробирном камне,
а рядом наносят для сравнения штрихи соответствующих сплавов
пробирными иглами Затем определяют — какой из сравнитель-
ных сплавов соответствует цвету испытуемого сплава. Так
можно установить содержание серебра в его сплавах выше
ЗО-й пробы (3% Ag), но метод оказывается непригодным, если
в сплаве имеются цинк и кадмий, влияющие иа цвет штриховой
черты.
Точное содержание серебра может быть определено титрова-
нием роданистыми солями или хлористым натрием после раство-
рения сплава в азотной кислоте.
Доказательство наличия чистого серебра. Это исследование
соответствует пробе химическим анализом и производится в сле-
дующем порядке: 1 г Серебра растворяют в 5 см3 азотной кислоты;
образуется темный осадок, содержащий серебро. Добавляют
от 20 до 30 см® аммиака, при этом лакмусовая бумажка окраши-
вается в голубой цвет. Если сразу достигается нейтрализация,
то в осадок выпадает окись серебра, которая затем растворяется
при добавлении аммиака. Если осадок остается, то это указывает
на примеси: цинк, висмут, железо или алюминий. Если в сплаве
содержится медь, то раствор окрашивается в голубой цвет. Нали-
чие циика и кадмия этим методом определить нельзя.
Платина, сплавы платины н белое золото. Качественная
проба. Этим исследованием устанавливают — имеет ли испытуе-
мый сплав высокое содержание платины или речь идет только
о белом золоте с высоким содержанием золота либо о кислото-
устойчивом недрагоцеипом сплаве, если сплав после действия на
него азотной кислоты не изменяется.
Штриховая проба. Металлический штрих на пробирном камне
сначала смачивают пробирной кислотой для золота 750 пробы.
Если штрих разъедается, то можно заключить, что это белое
золото с содержанием золота ие выше 666 пробы. Если нет ника-
кого растворения, то штрих обрабатывают пробирной кислотой
для определения платины. Действие кислоты осуществляется
вследствие того, что платина разъедается только горячей царской
водкой, в холодной же смеси кислот она устойчива, в то время
как вес виды сплавов типа белого золота растворяются. Лишь
отдельные неблагородные сплавы, как например, некоторые
легированные стали могут также не раствориться в этой смеси.
Если под действием пробирной кислоты для платины штриховая
проба металла растворяется, то мы имеем дело с белым золотом.
При отсутствии растворения исследуемый металл является плати-
ной или сплавом платины выше 800 пробы.
77
Химический анализ. Он производится в данном случае следу-
ющим образом:
1 Приблизительно 0,5 г испытуемого става кипятят в разбав-
ленной азотиой кислоте (1:1). Серебро, никель и другие недрагоцеи-
ные металлы растворяются; палладий, золото и платина остаются.
2. Раствор заменяют царской водкой. Белое золото при этом
окрашиваетеч в холодной царской водке в темный цвет; палладий
также темне- под к<< 'действием кислоты. Только платина остается
пассивной.
3. Царскую водку подогревают. Теперь платина растворяется
и жидкость окрашивается в коричнево-красный цвет.
4. При дальнейшем нагре-
вании раствора, содержащего
платину, и добавлении на-
шатыря выпадает осадок
хлорплатината аммония
(NH4)2[PtCle] от желтого до
коричнево-красного цвета
Количественная проба пла-
тины- Точное исследование
сплавов платины делает про-
бирная лаборатория. При-
близительный состав сплава
можно определить посредст-
вом метода, который основы-
вается на различной степени
растворимости и неодинако-
вой скорости растворения
платиновых металлов в подо-
Рис. 54. Гидростатические весы для взве-
шивания золота
гретой царской водке.
Исследуемым сплавом вме-
сте с несколькими сплавами
известного состава делают
штрихи иа не покрытой глазурью фарфоровой пластинке, В фар-
форовой чаще подогревают немного царской водки, приблизи-
тельно до 70° С. В этот раствор погружают пластинку со штри-
хами и сравнивают действие кислоты через 30 с. Если испыту-
емый сплав соответствует одному из эталоных по поведению
в кислоте, то, следовательно, н его состав аналогичен.
Исследования драгоценных металлов н их сплавов по плотности.
Хотя определение плотности является более длительной процеду-
рой, чем штриховая проба, но результаты его надежнее. Пре-
имущество заключается и в том, что изделие остается неповрежден-
ным. Особенно хорош этот метод при исследовании белых сплавов.
Метод взвешивания основывается на известном
принципе Архимеда
т
т — т'
(5)
78
где р — плотность; т — масса предмета в воздухе; т — масса
предмета в воде.
Сначала определяют массу в воздухе. Затем предмет, укреп-
ленный иа тонкой серебряной проволоке, опускают в стакан
с водой, установленный на подставке, свободно перекинутой в виде
мостика над чашей весов, где он свободно колеблется (рис. 54).
Таким образом определяют массу предмета в воде. Данные под-
ставляют в формулу и высчитывают плотность исследуемого
сплава.
Плотность основных металлов и сплавов дана в разделе «Ме-
таллические материалы».
ГЛАВА 3
ОТДЕЛЕНИЕ МЕТАЛЛОВ
Принцип этого старинного метода отделения металла изла-
гается здесь для того, чтобы облегчить молодым специалистам
понимание химических процессов, которые лежат в основе раство-
рения драгоценных металлов.
6. ПРИНЦИП ЧЕТВЕРТИЧНОГО ОТДЕЛЕНИЯ
Четвертичное отделение (квартование)
имеет ограниченное применение для концентрированных отходов
драгоценных металлов в виде мелких кусочков, обрезков прово-
локи, стружек, опилок и т. п. Для металлической пыли, оста-
ющейся после шлифования и для крецов (мусора, содержащего
драгоценные металлы) квартование неэффективно
Рабочий процесс отделения состоит из следу-
ющих этапов: подготовки металла, растворения его в азотной
кислоте, последующего растворения в царской водке, восстановле-
ния золота и серебра и завершающей процесс плавки осадка дра-
гоценных металлов.
Подготовку металла производят в следующем по-
рядке:
I. Извлекают крупные частицы посторонних неметаллических
материалов. Удаляют магнитом частицы железа.
2. Удаляют горючие примеси: дерево, бумагу, жиры, воск
и т. п Их отделяют слабым прокаливанием имеющихся отходов
драгоценных меч ял лов.
3 Расгьоряюг посторонние недрагоценные металлы: олово,
свинец (попавшие из оловянного припоя), цинк, алюминий и другие
в концентрированной горячей соляной кислоте. При этом особое
вн • ti'pp глгдует обратить на ааленне о.к-ви: ь ли оно не раство
pini в виде хлорида, »< в лльнейшем выпадет в азотиой
kiu-.lIl' । хлопьевидный осадок оловянной кислоты. Процесс
79
растворения »акаичиБается, когда прекращается выделение пу-
зырьков.
4. Раствор сливают. Осадок металла промывают н просуши-
вают
5. Весь металл сплавляют; при этом предполагают, что содер-
жание чистого золота в нем выше 250 пробы могло быть снижено
до 250/оои Au (так называемого квартового золота) добавкой се-
ребра или меди. При более высоком содержании золота металл
будет в большей или меиьшей степени устойчивым против кислоты
и не будет растворяться в ней без остатка.
6. Расплавленный металл гранулируют, выливая в воду,
если получено его большое количество. Прн небольшой массе
металл остужают и прокатывают как можно тоньше; затем его
режут на полоски и сворачивают в маленькие рулончики, удобные
для последующей обработки кислотой.
Растворение в азотной кислоте осуще-
ствляют следующим образом:
1. Подготовленный металл опускают в сосуд, который на одну
треть заполнен слегка разбавленной азотной кислотой. Недра-
гоценпые металлы и серебро, растворяясь, превращаются в ни-
траты, одновременно образуется осадок с высоким содержанием
золота.
2. Раствор, содержащий нитраты, сливают, остаток обраба-
тывают еще раз свежей подогретой азотной кислотой. Если больше
ие наблюдается выделения красно-коричневых паров окиси
азота, то растворение закончено.
3. Полученную жидкость сливают с ранее отделенным раство-
ром. Она используется затем для выделения серебра.
4. Осадок промывают дистиллированной водой и фильт-
руют.
Растворение в царской водке выполняют
в следующей последовательности:
1. Осадок растворяют в царской водке, при этом примеси
попадают в раствор вместе с золотом. Содержание серебра пи
в коем случае не должно превышать 5%, ибо из-за этого металл,
подлежащий растворению, покрывается слоем нерастворимого
хлорида серебра, который препятствует разрушающему действию
кислоты.
2. Раствор выпаривают в вытяжном шкафу до густоты снропа.
Это делается для удаления излишней, неизрасходованной царской
водки.
Восстановление золота осуществляют следующим
образом:
1. Добавляют раствор сульфата железа в солевой раствор,
образовавшийся в царской водке; при этом выпадает металличе-
ское толсто. Восстановление считается законченным, если осадок
золота больше н< выпадает при повторной добавке небольшого
количества раствора сульфата железа.
80
2 Раствору дают отстояться не менее двух часов, а затем
сливают. Оставшийся осадок, представляющий собой чистое
золото, промывают и просушивают.
3. Убеждаются в чистое золота посредством пробы, описанной
на стр. 75.
4. Чистое золото переплавляют.
Восстановление серебра производят в следу-
ющем порядке:
1. Раствор, содержащий нитрат после обработки азотной кисло-
той, смешивают с поваренной солью до тех пор, пока не выпадает
осадок хлорида серебра.
2. Творожистый белый осадок оставляют иа отстой. Затем,
перемешивая эту массу, сбивают ее вместе. Раствор, содержащий
медь, сливают.
3. Осадок промывают до тех пор, пока промывочная вода при
проверке лакмусовой бумажкой ие будет показывать кислой
реакции.
4. Добавляют к осадку разбавленную серную кислоту и циик
до насыщения для того, чтобы выпало полностью металлическое
серебро;
2AgCl + Zn + H2SO4 — ZnSO4 + 2НС1 |- 2Ag.
5. Осадок, содержащий чистое серебро, сплавляют.
7. ПОДГОТОВКА МАТЕРИАЛОВ, СОДЕРЖАЩИХ
ДРАГОЦЕННЫЕ МЕТАЛЛЫ. ДЛЯ РЕГЕНЕРАЦИИ
От количества драгоценного металла в общей массе вещества
зависят длительность процесса регенерации и стоимость ее.
Поэтому из всех отходов удаляют вещества, которые явно не
содержат драгоценных металлов, как, например, остатки клея и
гипса, частицы дерева и железа. Кроме того, такие отходы как
металлические опилки, лом, мусор с пола упаковывают раздельно,
в соответствии с различным содержанием драгоценного металла.
.Мелкие кусочки, обрезки проволоки, листов и прочие отходы ра-
бочих сплавов собирают вместе. После тщательного просмотра на
содержание посторонних материалов и явных частиц недраго-
ценных металлов лом взвешивают и упаковывают в плотно закры-
ваемую жестяную банку, в крайнем случае, в прочную картонную
коробку, которые, можно полагать, не будут повреждены при
транспортировке. На упаковке должны быть обозначены точные
данные о содержащемся металле, например: «418 г лома сплавов
золота 750 пробы»
Остатки, получившиеся при шлифовке или полировке, должны
быть по возможности отделены. Для тою чтобы избежать
ненужного ув тичения веса, можно удалить горючие вещества
nocpi’.vrrh 1 низкотемпературного отжига. Упакованные опилки
должны быв точно замаркированы, например: «216 г опилок
585 , юлота (свободного от платиновых металлов)»
81
ГЛАВА 4
ПЛАВКА
Сущность процесса плавки заключается
металла под действием тепла переходит из
в жидкое.
в том.
что слиток
твердого
состояния
В. ПРОЦЕСС ПЛАВКИ
не
Кристаллическая решетка даже
остается неподвижной: атомы.
при
комнатной
составляющие ее,
температуре
в постоянном движении
ограниченной области;
находятся
однако
а)
Рис. 55. Схема растворения кристаллитов
при плавке: а — исходная микрострук-
тура металла; б — начало расплавления
но границам зерен; в — полужидкое со-
стояние расплава; г — окончание процесса
расплавления
внутри
)
11 .1 III Л iI.V'h 1 1 'и г'?1
силы взаимного притяжения
удерживают их, как резино-
вые жгуты, вместе. При на-
греве слитка увеличивается
подвижность атомов, вслед-
ствие чего связь между ними
ослабляется. Структура ме-
талла (рис. 55, а) разупроч-
няется, так как силы сцепле-
ния с увеличением межатом-
ного расстояния уменьша-
ются. Кроме того, увели-
чение межатомных расстоя-
ний вызывает тепловое рас-
ширение металла. Когда,
наконец, достигается темпера-
тура плавления, то лишь
у нескольких атомов энергия
движения становится больше,
чем их сила взаимного при-
тяжения. Атомы освобожда-
ются от впутрикристаллических связей. Расплавление металла про-
исходит не сразу, а постепенно: сначала поверхность слитка дости-
гает температуры плавления, в то время как центральные его
области имеют несколько меньшую температуру. Кристаллиты по-
верхности слитка распадаются так, что сначала растворяются
только слабо связанные атомы по границам зерен (рис. 55, б).
При дальнейшем нагревании между кристаллитами образуется
все больше жидкого металла (рис. 55, в), Тем временем nepacii на-
вившийся еще металл находится в тестообразном состоянии.
Когда периферийный металл слитка превратится в жидкость, про-
цесс расплавления таким же путем будет распространяться дальше,
в его внутреннюю часть. Процесс растворения структуры продол-
жается подобным обратим до тех пор, пока весь металл из
твердого сос шипя не перейдет в жидкое Поступающая в течение
эюго времени извне тепл вая нергия расходует .я на разрушение
межатомных связей. При этом у чистых металлов температура
82
остается постоянной до тех пор, пока весь металл не расплавится.
У сплавов температура возрастает и во время разрушения ре-
Ш| тки, т е в промежутке от температур солидуса до температур
ликвидуса. Если шибра лггь изменение температуры при плавке
на диаграмме, i де по горизонтали отложено время, а по верти-
кали — температура в °C f ?. ?
то па г*ч.аем кривые плав- 1111
пения, показанные на Illi
рис. 56. / / / /
По этим кривы । отчет / s' _______/ у
ЛИБО видно, что у чистого / I I I
металла от начала до конца III I
плавления ие происходит /II /
повышения температуры. / / / !
На кривой это выглядит
в виде горизонтальной ---------------------------------------*
площадки (рис. 56, /):
У сплавов между точками Рис. 56 Важнейшие кривые температур
солидуса И ликвидуса Кри- плавления:
БЯЯ слегка поднимается — чистого металла; 2 — тмрдого раствора;
ван u/ieiKd пидиилктсил э_эвтектического сплава; 4 — эаэвтсктического
(рИС. 56, 2 И 3). КрИ- и доэвтектического сплавов
вая эвтектического сплава
соответствует характеру кривой чистого металла (рнс. 56, 3);
кривая за- или доэвтектического сплава сначала идет гори-
зонтально и затем слегка повышается до точки ликвидуса
(рис. 56,4). Потребление тепла при плавке у отдельных металлов
различно: оно зависит от удельной теплоемкости й теплоты плав-
ления металла.
9. ПЛАВИЛЬНОЕ ОБОРУДОВАНИЕ
Коксовая печь. В настоящее время только отдельные сплавы
драгоценных металлов плавят на открытом огне и, как правило,
только в тех случаях, когда необходимо получить большое коли-
чество расплавленного металла. Прототипом коксовой печи была
простейшая, каменной кладки, печь, у которой топочное отверстие
отделено от поддувала колосниковой решеткой из стальных
прутьев.
Одна дверца используется для загрузки тигля и топлива,
другая - для выгребания золы (рис. 57).
Для нагрева металла используют кокс. Тигель с поддоном
ставят па колосниковую решетку так, чтобы он почти до половины
был окружен раскаленным коксом. Затем тигель обкладывают
почти до верха коксом. Для предохранения расплава от попадания
в него кусочков кокса, топочных газов, частиц грязи и т. п.
тигель закрывают сверху большим куском древесного угля как
крышкой В процессе плавки подкладывают кокс, чтобы тигель
хорошо прогревался со всех сторон. Если тигель, однако, не устой-
чиво установлен в коксе, то при случайном толчке он может
83
опрокинуться, а если его захватят холодными клещами, ои трес-
нет и тогда придется отмывать частицы металла от юлы. Недо-
статки этой печи очевидны. Несмотря иа попытки '.издерн! пировать
ее, исключить их ие удалось.
Устройства для газопламенного нагрева. Нагреь пламенем
естественного газа используют для плавки небольшого кътичества
металла. В плавильный пистолет по iaioi я бытовой газ и во дуя
Рис. 57. Коксовая плавильная печь
в определенной пропорции, и эта воздушно-газовая смесь поджи-
гается у выходного отверстия пистолета. Рели раньше сжатый
воздух получали с помощью мехов, то в настоящее время в совре-
менной ювелирной мастерской имен'гея электрические дутьевые
вентиляторы для подачи воздуха или ки< юрод .. Плаг< плавиль-
ным пистолетом требует определенных навыков: необходимо регу-
лировать подачу газа и воздуха. Лучше всего для плавки подходит
сильное шумящее пламя с вытянутой восстановительной зоной.
При большом давлении воздуха образуется окислительное пламя
с небольшой температурой и, кроме того, в расплав нагнетается
холодный воздух, вследствие чего иа поверхности расплава
образуется затвердевшая пленка. Если давление и пс дача м м »;i
небольшие, то газ сгорает ие полностью, и пламя име•. i ни
температуру (рис 58).
84
Для металла весом до 50 г достаточно плавильной чаши, кото-
рая пегко нагревается открытым пламенем газового пистолета.
Преимущество этого метода плавки заключается в простоте и
дешевизне.
Рис, 58. Расплавление небольшого количества металла в пла-
вильной чаше пламенем ацетилена
Металл в количестве, превышающем 150 г, целесообразно пла-
вить в специальной плавильной установке (рис. 59). Эта уста-
новка представляет собой шамотный плавильный муфель в виде
горшка, который нагревается через боковое отверстие с помощью
Рис 59. Плавильный горшок для плавки металлов с при-
соединспеныъ* плавильным пистолетом
плавильного пистолета. Тигеть с металлом помещают в муфель
и закрывают его шамотной крышкой. В процессе нагрева тигель,
установленный устойчиво в муфте иа шамотной ж щетавке,
периодически поворачивают, чтобы нагрев не был оди н героини,м.
85
При таком способе плавки получается значительная экономия
газа и сокращается время плавки.
Электропечи. Плавка в электрических печах имеет с.чсч\ющие
преимущества: равномерный нагрев металла, простоту контроля
температуры, отсутствие загрязнения расплава горючими веще-
ствами и продуктами их сгорания, значительное сокращение вре-
мени плавки и более высокую, чем при газовом нагр< темпера-
туру расплава металла.
С течением времени были сконструированы различные типы
печей. Выбор конструкции печи зависит от размера предприятия.
В ювелирном деле рекомен-
дуется применять трансфор-
маторные тигельные плавиль-
ные печи (рис. 60). В зави-
симости от размера печи
в них можно плавить до
8 кг металла. Печь работает
от сети, повышенное напря-
жение которой трансформи-
руется в низкое. Номиналь-
ная мощность печи 700 Вт,
при кратковременной пере-
грузке может достигать
1200 Вт.
Металл помещают в нор-
мальный графитовый тигель,
который служит одновремен-
но электрическим сопротив-
лением (контактным нагре-
вателем). Тигель устанавли-
контактами. Если ме-
вынимать тигель,
Рис 60. Электрическая плавильная печь
вается между двумя токопроводящими
талл расплавился, то нет необходимости
достаточно его наклонить и вылить металл в подготовленную
форму.
Плавильные тигли. Графитовые тигли высшего
качества изготавливают из цейлонского графита, который разма-
лывают и смешивают с глиной. Они ие обжигаются, и поэтому обра-
щаться с ними нужно очень осторожно: хранить тигли следует
в теплом и сухом месте; перед первым употреблением тигель
медленно нагревают и прокаливают, в противном случае он может
дать трещины. При этом первом прогреве внутренняя поверхность
тигля должна быть обработана бурой для предотвращения
шелушения его поверхности и, следовательно, загрязнения
плавки.
Гессенские глиняные тигли (рис. 61) изготов-
лены из жирной глины, не содержащей железа и извести. Благо-
даря примеси кварцевого песка и шамотной муки они не тре-
скаются и ие усыхают. Они дешевле и прочнее графитовых, но
срок их эксплуатации меньше. Перед эксплуатацией их также
прокаливают и глазируют бурой, прилипшие остатки металла не
выбивают, а выплавляют вместе с бурой.
Каждый тигель должен применяться для металла определен-
ной пробы, поэтому снаружи на стенке тигля делают соответ-
ствующую маркировку Перед загрузкой тигель необходимо про-
греть для сокращения вре-
мени плавки и уменьшения
возможности окисления ме-
талла. Для больших тиглей
в качестве крышки исполь-
зуют плоский кусок древес-
ного угля, поскольку он
образует восстановительный
газовый заслон.
Рис. 61. Гессенские глиняные тигли, гра-
фитовые тигли и плавильная чаша
10. ФЛЮСЫ
Восстановительные флю-
сы. Бура (тетраборат нат-
рия)— Na2B4O7-ЮН2О. Бу-
ра является важнейшим
флюсом, облегчающим про-
цесс плавки. Расплавленная
бура образует при охла-
ждеиии на стенках тнгля глазурь, предохраняет расплав от до-
ступа кислорода н растворяет окислы металлов.
Бура является натриевой солью тетраборной кислоты. С водой
она образует прозрачные бесцветные кристаллы. При нагревании
она вспучивается и отдает 10 молекул кристаллизационной воды.
При 741° С бура плавится и распадается на метаборат натрия н
трехокись бора, которые смешиваются в жидком состоянии,
Na2BtO7 » 2NaBO2 Р В,.О3
Окись бора, соединяясь с окислами металлов, образует мета-
бораты так же, как борная кислота. Метаборат натрия легко сме-
шивается со вновь образованными метаборатами и быстро уводит
их из зоны расплавленного металла, а на их место вступают новые
активные молекулы окиси бора. Бура обладает большей способ-
ностью растворять окислы, чем борная кислота, и используется
не только как плавильный флюс, но и как важнейший флюс при
пайке тк *рд 1ми припоями
Сода (карс-wam натрия) — NazCO3. Эта натриевая соль уголь-
ной кис поты образует с 10 молекулами воды большие прозрачные
кристаллы. Кальцинированная, свободная от воды сода, в виде
белого порошка применяется в ювелирном деле как флюс при
во.. гакзви тельной плавке При температуре 850° С она плавится
В7
н образует с • -. ламп мета лов карбонаты, которые поднимаются
на поверхноггь в виде шлаков,
NasCO. 4- CuO —♦ CuCO3 4- Na2O.
Поташ [карбонат калия) — К2СО3. По внешнему виду и при-
менению поташ сходен с содой; он плавится при температуре
897° С. Прн восстановительной плавке, выделяющейся в свободном
виде, калий окрашивает пламя в фиолетовый цвет.
Фауующие смеси. Смеси флюсов применяются для
повышения эффективности действия отдельных компонентов,
а также для снижения температуры плавления флюсов.
При отсутсгвин буры в качестве флюса можно использовать
смесь борной кислоты и соды
Н2В4О7 4- Na2CO3 — Na2B4O7 4- Н2СО3.
Известно, что бура имеет относительно высокую температуру
плавления, т. е. (около 740° С) лежащую всего на 40° ниже тем-
пературы плавления эвтектического сплава серебро-медь. Это
означает, что сплав может окислиться раньше, чем бура проявит
свои защитные свойства. Такие восстановительные флюсы, как
поташ, сода нли поваренная соль, имеют еще более высокую тем-
пературу их действия. Однако смешивая эти солн, температуру
плавления флюса можно понизить, снизив тем самым и его тем-
пературу действия. Смесь поташа и соды имеет температуру плав-
ления 690° С, а смесь поваренной соли и соды — лишь 620° С. До-
бавка поташа и соды снижает температуру действия буры. Кроме
того, содержание метаборагов натрия и калия при этом повы-
шается, что, в свою очередь, улучшает шлакообразование и очище-
ние металла, например:
К-2СО3 - Na2B4Oj -» 2КВО2 - 2NaBO2 4- СО2.
Хорошие флюсовые свойства показывают смеси следующего
состава: 4 части соды, 4 части поташа, 2 части буры или для
сплавов с особенно низкой температурой плавления: 2 части по-
варенной спли, 4 части поташа, 2 части буры.
Окислительные флюсы. Калиевая селитра (нитрат калия) —
KNOa. Эта калиевая соль азотной кислоты образует бесцветные
атмосферэстойкие кристаллы. Калиевую селитру применяют для
окислительной плавки, так как она плавится при 339е С и окисляет
неблагородные металлы, превращаясь в нитрит калия, т. е. в соль
азотистой кислоты
KNO3 4- Pb —♦ KNOa 4- РЬО.
Натриевая селитра [нитрат натрия) — NaNOs. Натриевая
соль азотной кислоты похожа по свойствам на калиевую селитру,
но имеет существенный недостаток: она очень гигроскопична.
Как флюс оказывает на металл такое же действие, как и родствен-
ен
пая ей калиевая селитра, но плавится при температуре 316° С.
Если смешать калиевую и натриевую селитры в соотнппн рин 1 : 1,
то температура плавления смеси понизится до 2io С.
И. ПЛАВКА ЗОЛОТА, СЕРЕБРА. ПЛАТИНЫ
И ИХ СПЛАВОВ
Плавка чистых металлов. Чистое .*>лотс Если металл пред-
ставлен в виде гранул, его можно плавить без особых мер пред-
осторожности При плавке мелких золотых -пилок, получаемых,
например, при распиювке лобзиком, для удаления всевозможных
примесей металл смешивают с небольшим количеством азотной
кислоты и буры. Эту смесь прокаливают н затем производят
плавку. Если золотые опилки плавить без указанных мер предосто-
рожности, то металл получится пористым, с многочисленными
газовыми раковинами. Такой металл к дальнейшей обработке
ие пригоден.
Чистое серебро. Гранулированное чистое серебро, как и золото,
можно плавить без всяких мер предосторожности. Однако при
плавке солей серебра эти меры необходимы. Например, при
непосредственной плавке хлористого серебра значительная часть
металла теряется, так как хлорид серебра, не растворяясь в шлаке,
застревает между его частицами и теряется при удалении шлака.
Для предупреждения потерь необходимо восстановить эту соль
до металлического серебра, осуществляя плавку под слоем
углекислого натрия. Сода, соединяясь с остатками хлористого
серебра, образует хлористый натрий, который выводится
в шлак.
Сплавление чистых металлов. Так как на практике мы почти
никогда не имеем дело с абсолютно чистыми исходными материа-
лами, то следует обратить внимание иа то, чтобы исходные ком-
поненты сплава были бы, по крайней мере, технически
чистым и. Добавки металлов неизвестного состава, таких как
латунь, медные монеты или отходы электротехнической меди,
нз-за наличия вредных примесей могут полностью испортить но-
вый сплав. В качестве флюса при получении новых сплавов реко-
мендуется небольшая присадка буры. Для предотвращения по-
падания кислорода в расплав рекомендуется защитное покрытие
следующего состава: 3 части древесного угля, 2 части сахара,
1 часть нашатыря. Эта смесь образует восстановительную атмо-
сферу над поверхностью расплава.
Серебро-медь. Прежде всего необходимо позаботиться о том,
чтобы при плавке медь не окислялась или почти не окислялась.
Поэтому ее прокатывают в тонкие полосы, покрывают бориой
кислотой и нагревают до появления на поверхности металла
защитной глазури. Если использовать медь в вид* толстых заго-
товок, то в слитке будут видны пятна медн, которые быстро туск-
неют и приводят к затруднениям при обработке.
89
Затем расплавляют чистое серебро и добавляют в него подго-
товленную медь. Следует помнить, что медь из-за своей высокой
теплоемкости требует существенно большего колнчестя 1 тепла,
чем серебро. Если внести в расплав металла сразу слишком много
меди, то может случиться, что он застынет в виде трудно распла-
вимого потом слитка.
Золото-серебро-медь. Чтобы изготовить этот тройной сплав,
помещают оба благородных металла одновременно в тигель, где
они сплавляются в лигатуру; при этом отпадает необходи-
мость нагрева металла до более высокой температуры плавления
золота.
После этого в расплав добавляют медь, подготовленную так же,
как и для получения сплава серебра. При плавке небольших пор-
ций расплав выдерживают некоторое время в мягком безокисли-
тельном пламени, чтобы его компоненты хорошо перемешались
Если плавится большое количество металла, то расплав перемеши-
вают специальной кварцевой палочкой
Другие многокомпонентные сплавы. При плавке припоев и
цветных сплавов золота, в которых обычно присутствуют металлы
с низкой температурой плавления, мнение, что металлы должны
вноситься в порядке следования их точек плавления, ошибочно:
сначала следует плавить благородные металлы, а затем добавлять
в расплав неблагородные. Чтобы избежать испарения и окисления
низкоплавких металлов, нх сплавляют в лигатуру, например,
цинк связывают с медью в латунь, а кадмий переводят в сплав
с серебром. Выгорание кадмия при изготовлении такого серебря-
ного сплава в процессе следующей плавки значительно умень-
шается. Сначала серебро расплавляют, затем охлаждают в тигле
до затвердевания, поднимают горячий королек и насыпают под
него кадмий. Запаса тепла в серебре при этом достаточно, чтобы
кадмий расплавился н соединился с частицами серебра. Затем
сплав опять нагревают до температуры плавления и производят
разливку.
Если цинк вводят в расплав не в сплаве с медью, а в чистом
виде, то поступают таким же образом. Для понижения темпера-
тур плавления золота и меди эти металлы также сплавляют
в лигатуры. Например, при получении сплава Ан—Си—Ag—Cd
сначала сплавляют золото с медью и серебро с кадмием, а затем
уже оба эти сплава. Аналогично поступают при сплавлении соче-
таний металлов: Ag—Си с Ag—Zn; Ац—Си с Си—Zn и Ag—Cd
и т. п.
Переплав сплавов. Для переплавки чистых отходов сплавов
плавку следует проводить с небольшим количеством буры, кото-
рая препятствует проникновению кислорода в расплав. При этом
следует помнить, что длительность плавки и температуры нагрева
расплава не должны быть большими, чем это необходимо. Прн
переплаве загрязненных отходов возникают дефекты, затрудня-
ющие обработку сплавов или делающие ее невозможной, а также
90
портящие внешний вид сплава. Для устранения этих недостатков
следует определить причины их появления
Восстановите чьная плавка. Одним из способов ликвидации
дефектов в сплавах является проведение восстановительной
плавки. Она проводится в тех случаях, когда причиной появления
дефектов является насыщение сплава кислородом или другими
газами, образующими с металлами химические соединения. Одним
из наиболее часто встречающихся и устойчивых соединений яв-
ляется закись меди Си2О, вывести которую из расплава можно
только восстановительной плавкой.
Восстановительная плавка может осуществляться следующими
способами:
1. Расплавлением сильно загрязненного металла под слоем
смешанных флюсов, рассмотренных выше.
2. С присадкой кадмия — добавка около 0,5% Cd позволяет
легко вывести при плавке большое количество окислов. При этом
необходимо дать расплаву выдержки, чтобы произошло полное
выделение паров CdO и остатков чистого кадмия. Этот способ
раскисления расплава является наиболее приемлемым и без-
опасным.
3. С добавлением фосфористой меди, являющейся сильнодей-
ствующим восстановителем. Она должна вводиться в ванну не-
большими дозами в зависимости от степени загрязнения металла,
так как оставшийся в расплаве фосфор может полностью испор-
тить сплав. Обычно достаточно добавки 1% фосфористой меди,
что примерно соответствует 0,15% Р, находящегося в жидком
сплаве под слоем флюса.
Восстановление окислов происходит по следующей схеме:
5Си2О 4- 2Р -> Р2О5 -t- lOCu;
Cu2O 4- Р2О5 — 2СпРОэ;
IOCuPOs J- 2Р 6Р2О5 - 10Сн.
Восстановление меди происходит сначала с образованием
газообразного фосфорного ангидрида Р2О5. С уменьшением со-
держания Сц2О осуществляется следующая реакция, вследствие
которой образуется метафосфат меди СиРО3, последний частично
снова вступает в соединение с фосфором, а оставшаяся его часть
переходит в шлак. Но, к сожалению, этот эффективный раскисли-
тель имеет существенный недостаток, заключающийся в том, что
оставшегося в расплаве фосфора даже в количестве 0,001% до-
статочно, чтобы окончательно испортить сплав. Образуются
хрупкие соединения — фосфиды: Ag3P, Cu3P, Ni3P, которые
с соответствующим металлом дают иизкоплавкую эвтектику.
Окислительная плавка. Если причины дефектов сплава вызваны
присутствием неблагородных металлов, таких как Pd, Sn, Zn, Al
и т. д., то сплавы следует переплавлять с окисляющими флюсами,
которые должны окислять эти металлы и выводить продукты
91
окисления в шлак. Так как графитовый тигель при такой плавке
прогорает, то в этом случае используют глиняный тигель. Сначала
тигель на одну треть заполняется металлом, и после того, как ме-
талл стал жидким, тнгечь заполняют равным по объему количе-
ством селитры и плавят до тех пор, пока расплав не перестанет
«бродить». Пламя будет зеленоватым до тех пор, пока селитра
остается активной, если окраска пламеин исчезает — селитра
израсходована. Содержимое тигля выливают на стальную плнту,
отбивают шлак, размельчают слиток и проверяют — нет ли в нем
корольков золота. Далее слиток кипятят в азотной кислоте, про-
мывают и высушивают. Один конец слитка проковывают молотком
как можно тоньше. Если при этом металл не выдерживает и появ-
ляются трещины с серыми поверхностями разломов, то плавку
необходимо повторить. Вторичную плавку слитка следует прово-
дить в новом тигле как переплав чистого сплава, добавив меди
и немного серебра для компенсации потерь этих металлов.
Плавка опилок. При плавке опилок должны быть выполнены
следующие условия:
1) опилки должны принадлежать одному сплаву;
2) в них не должно бьггь частиц посторонних металлов;
3) они должны быть очищены от остатков наждачных, шли-
фовальных и полировальных материалов;
4) опилки не должны содержать никаких случайных неметал-
лических примесей.
Частицы железа удаляют магнитом, после чего опилки слегка
отжигают в стальном сосуде, чтобы превратить в золу органиче-
ские частицы. Если опилки загрязнены незначительно, их завора-
чивают вместе со смесью флюсов (см. стр. 88) в папиросную бу-
магу для того, чтобы они не улетучивались из тигля, и производят
плавку В случае сильного загрязнения опилок вредными при-
месями их смешивают с селитрой, заворачивают в папиросную
бумагу и проводят окислительную плавку. Затем королек выни-
мают и еще раз переплавляют с восстановительными флюсами.
Плавка платины и белого золота. Небольшие предприятия
должны передавать на регенерацию отходы, содержащие платину,
не только потому, что для их плавки требуются высокие темпе-
ратуры, но и из-за чувствительности материала к загрязнениям.
Для плавки платины ие могут быть использованы обычные графи-
товые тигли, так как углерод растворяется в расплаве, а при
затвердении снова выделяется, что приводит к появлению пор.
Известно, что при высоких температурах повышается хими-
ческая активность элементов. Огнеупорная глина, из которой
изготавливаются тигли, восстанавливается до алюминия, кремния
и кальция. Эти элементы образуют с платиной хрупкие, низко-
плавкие соединения. Вследствие этого для плавки платины сле-
дует применять тигли нз обожженной извести — СаО. Флюсы
обычно при плавке не применяются. Плавку белого золота про-
водят с небольшим количеством борной кислоты.
92
Высокую температуру для расплавления сплавов платины
может обеспечить только индукционная печь и в некоторых слу-
чаях — ацетмлено-кислородное пламя.
При этом необходимо тщательно отрегулировать пламя, т. е.
правильно подобрать соотношение газовой смеси. В противном
случае нагретый до высокой температуры металл взаимодействует
с газообразными продуктами сгорания, что приводит к появлению
различного рода дефектов. Разливка в формы расплава платины
на практике не производится. Затвердевший металл (королек
платины) извлекают нз тигля и деформируют до получения тре-
буемой формы.
ГЛАВА 5
ЛИТЬЕ
12. РАЗЛИВКА В ФОРМЫ
Способность металла отливаться в формы зависит от ряда его
физических свойств.
Поверхностное натяжение. Ойо оказывает влияние на образо-
вание струи металла при разливке, на скорость распространения
металла в форме н на способность его заполнять литейную форму.
В то время как внутри расплава атомы взаимно уравновешивают
свою энергию, атомы поверхностной зоны имеют ее избыток. Этот
избыток они пытаются выравнять за счет уменьшения свободной
поверхности, стремясь придать расплаву форму шара. Особенно
наглядно это видно па примере действия сил поверхности на-
тяжения у ртути, когда она в виде блестящих шариков катится
по поверхности металлической пластины. Поверхностное натяже-
ние измеряется в эргах на 1 см2 поверхности.
При повышении температуры сила поверхностного натяжения
почти у всех металлов падает. Исключение составляет лишь
медь, большое поверхностное натяжение которой еще больше
увеличивается с повышением температуры.
В табл. 10 приведены сравнительные величины поверхностного
натяжения некоторых металлов при температурах, превышающих
их точки плавления.
Благодаря добавкам других металлов при образовании сплавов,
поверхностное натяжение уменьшается. Например, поверхностное
натяжение меди в сплаве с 50% Sn понижается до 600 эрг/см2 при
температуре 1000° С. С этой же целью в сплавы благородных ме-
таллов непосредственно перед разливкой добавляют немного
цннка или кадмия.
Вязкость. Она характеризует густоту и внутреннее трен nt
расплава. Вязкость особенно важна при '-аполнении ф°РМ|
металлом. Ог этого свойства зависят дегазация металла и отделе
ине шлаков. Вязкость проявляется в сопротивлении расплава
93
Таблица 10
Поверхностное натяжение металлов
Металлы Энергц» поверх- ностно! и натяже- ния. spr/см1 Температуря расплава. Тичка правле- ния, ’С
Медь ПОЗ 1131 1083
Цинк 750 600 419
Олово 510 500 232
Свинец 400 500 327
изменению его формы. С повышением температуры внутреннее
трение уменьшается. Небольшой вязкостью обладают жидкоте-
кучие расплавы, хорошо заполняющие литейную форму. В ка-
честве сравнения могут служить значения вязкости некоторых
металлов по достижении ими точки плавления:
г/см-с
Медь . . ... 0,035
Цинк . 0,034
Свинец .... 0,027
Кадмий . . 0,023
Олово .................... 0,019
Вязкость шлака должна быть значительно больше вязкости
расплава для того, чтобы шлак оставался в тигле при разливке
жидкотекучего металла.
Упругость пара. Если давление пара металла при температуре
кипения достигнет атмосферного, то металл переходит в газообраз-
ное состояние. В небольших количествах металл превращается
в пар иногда и ниже этой температуры. Хорошим примером такого
случая служит ртуть, которая благодаря высокому значению упру-
гости пара заметно улетучивается уже при комнатной темпера-
туре, несмотря на то, что точка кипения этого металла 327е С.
Подобное наблюдается и у цинка, который при достижении тем-
пературы плавления испаряется, из-за чего содержание цинка
в сплаве при слишком длительной плавке значительно умень-
шается.
Температура разливки. Температура, при которой производится
заливка расплавленного металла в формы, называется темпе-
ратурой разливки. Разность между температурой раз-
ливки и температурой ликвидуса называется перегревом
металла. Для сплавов благородных металлов в большинстве
случаев перегрев должен составлять 100° С Так, например, для
сплава серебра 925 пробы температура ликвидуса составляет
90G° С, а температура разливки должна быть 1000° С. Полезно
напомнить здесь, что чаще всего применяемое газовое пламя
достигает температуры только 1100° С. Степень перегрева металла
94
зависит также от длины пути от тигля до формы и от сложности
заформованной модели.
Если металл имеет достаточную температуру перед разливкой,
то шлаковое покрытие при наклоне тигля отходит назад и металл
тонкой, спокойной струей льется в форму (рис. 62). Струя должна
быть по возможности короткой, чтобы металл по пути не охла-
ждался и не насыщался газами нз окружающего воздуха. Если
Рис. 62. Разливка металла из плавильной чаши
в кокиль
под струей металла держать горящую деревянную чурку и литье
осуществлять через пламя, то доступ кислорода почти прекра-
щается. Заливку небольших форм следует производить через
открытое газовое пламя. После того как жидкий металл хорошо
заполнил форму, необходимо, чтобы он как можно быстрее за-
твердел.
13. ПРОЦЕСС ЗАТВЕРДЕВАНИЯ РАСПЛАВА
Процесс затвердевания является по существу противополож-
ностью процесса расплавления. В расплаве атомы находятся
в постоянном беспорядочном движении. Энергия движения атомов
больше, чем их взаимная сила притяжения. Если к расплавленному
металлу прекращен подвод тепла, то подвижность атомов в рас-
плаве все больше уменьшается. Процесс затвердевания начи-
нается с того момента, когда металл охладится до точки кристал-
лизации.
Образование зародышей. В связи с сильным уменьшением
энергии движения отдельные атомы случайно так плотно сбли-
жаются, что дистанции между ними начинают отвечать расстоя-
ниям между атомами в кристаллической решетке. Когда при
этом встречается столько атомов, сколько необходимо для обра-
зования элементарной ячейки гранецентрированного куба (см.
стр. 25), то возникает кристаллический зародыш.
95
Рост кристалла. На первый зародыш наслаиваются последую-
щие атомы. Таким образом зародыш растет и проникает все дальше
в жидкий металл Благодаря межатомным силам притяжения
к элементарной ячейке присоединяются в таком же направлении
новые атомы. Так наслаивается одна плоскость решетки за дру-
гой. Возникает равномерно упорядоченное соединение атомов —
кристалл (рис. 63, а).
Образование кристаллитной структуры. Затвердевание расплава
происходит не только от одного зародыша; одновременно образу-
ется множество подобных зародышей, к которым пристраиваются
атомы из расплава. Поэтому возможности роста решеточных со-
единений ограничены, наступает момент, когда кристаллы стал-
киваются между собой на границах зерен, рост их в этих направле-
ниях прекращается и форма кристаллов получается произволь-
ной (рис. 63, б). В соответствии с этим металлический слиток
после затвердевания состоит из большого количества кристал-
литов произвольной формы. Если бы кристаллит мог развиваться
н расти равномерно во все стороны, то он стремился бы принять
форму шара. Если же кристаллит растет в каком-то определенном
направлении, например перпендикулярно к стенкам металли-
ческой изложницы, то он приобретает форму «елки» и называется
при этом дендритом (рис. 64).
Скорость процесса кристаллизации. Эта скорость определяется
количественно двумя величинами: числом зарождающихся в еди-
ницу времени центров кристаллизации и скоростью роста кристал-
лов. Скорость роста кристаллов есть скорость увеличения
линейных размеров кристалла, выраженная в миллиметрах в еди-
ницу времени. Обычно металлурги стремятся к получению мелко-
зернистой структуры, что предполагает одновременное образова-
ние большого количества центров кристаллизации и большую
скорость роста кристаллов, сталкивающиеся затем между собой.
Для обеспечения этих двух условий необходимо не перегревать
расплав больше, чем нужно, и по возможности быстро охлаждать
застывающий металл При литье в кокиль в краевой зоне слитка
вследствие большой скорости охлаждения образуется зона мел к и л
кристаллов (рис. 65). При лнтье в земляную форму медленнс
охлаждение дает в итоге равномерную крупнозернистую струк-
туру.
Усадка металла и ее последствия. Одним из важнейших литей-
ных свойств металлов и сплавов является уменьшение их объема
при охлаждении. Уже в жидком состоянии с понижением темпе-
ратуры наблюдается уменьшение исходного объема металла
(рис. 66). В процесс* затвердевания происходит скачкообразное
значительное уменьшение объема металла. В твердом состояниг
осуществляется дальнейшее, но уже менее существенное умень-
шение исходного объема. Из этих трех фаз уменьшения объема
в процессе затвердевания и слагается усадка, являющаяся наи-
более важным свойством сплавов.
96
Рис, 63. Схема образования зародышей и кристаллической структуры при за-
твердевании расплава: а — рост зародышей кристалла за счет присоединения
атомов из расплава; б — образование неравпоосной кристаллическом структуры
при встрече растущих кристаллитом
II 11 Ё W 11^ II 1 1Ё 1 1 1
----- гДШ 1 I1!1 т;
II11II 4.1 1 Ё1 1 э — - * ? —— >'
Рис. 64. Схема см о
и роста дендрита при односюр’*> *м
отводе тепла
Рис. 65- Различные
структуры металла
при литье в кокил1
(а) и в землянун
форму (б)
4 3. Бреполь
97
Значение объемной усадки металлов в % от начальнса^
объема расплава приведено в табл Н
Причина усадки заключается в том, что атомы металла вжь^,
состоянии имеют большую подвижность и большие межаюцН'
расстояния. При затвердевании они занимают определенные
в узлах кристаллической решетки, т. е. плотно упаковываний
Когда охлаждение происходит уже в твердом состоянии в ин^З
вале между температурами затвердевания и комнатной, расетЗ
ния между атомами еще больше уменьшаются.
Рис. 66. График уменьшения объема ме-
талла при охлаждении (f3 — точка за-
твердевания)
Таблица if
Уменьшение объема
некоторых чистых металлов
прн затвердевании
Чечеткий рельеф. Нечеткое оформление рельефа поверхности
отливки является следствием уменьшения ее объема при затвер-
девании. После того как жидкий металл заполнил форму, отливка
при затвердевании сжимается и поверхность ее не прилегает
плотно к стенкам формы. При художественном литье небольших
изделий с тонким рисунком или острыми кромками эти явления
приводят к досадным дефектам.
Центробежное литье исключает подобные недостатки, так ка*
металл под воздействием центробежной силы прижимается к стен-
кам формы. При других способах литья этот недостаток не уда-
ется полностью устранить. Величина усадки должна учитыватыШ
при литье, поэтому модель должна иметь несколько большие
размеры, чем готовое изделие.
Образование усадочных раковин. Пустоты, появляющиеся
внутри или на поверхности отливки вследствие уменьшения объема
металла при затвердевании, называются усадочными раковинами»!
Так как стенки формы хорошо отводят тепло, то обычно вблиЯ
них начинается кристаллообразование. Эти первые кристаллиты
вырывают атомы из жидкого металла и присоединяют их к себе.
Атомы в кристаллах имеют более плотную «упаковку», чем в рас*
плаве, и занимают меньший объем, поэтому расплава уже недо
98
•таточно для того, чтобы полностью заполнить объем формы, что
и приводит к образованию открытой воронкообразной усадочной
HitJiBHHM (рис. 67, а). Поверхность такой наружной усадочной
£|( шины, соприкасаясь с атмосферой, окисляется. Если зеркало
-.дсплава затвердело, а внутри формы находится жидкий металл,
г0 в верхней части слитка образуются безвоздушные пустоты.
Цк зывают внутренними усадочными раковинами (рис. 67, б).
f]Or. । <носгь этих раковин не окисляется, так как оиа не сопри-
касалась с кислородом воздуха. Внутренние усадочные раковины
Mi ут находиться и в середине слитка (рис. 67, в).
Рис. 67 г'ема образования усадочных раковин (белым цветом обозначен рас-
пл«1. снс!ло-серым — щтвердсвший металл, черным — усадочные раковины):
а — w*' икповенне ? дружной усадочной раковины; б — образование внутрен-
них усл 1чных раковин; в — внутренние и наружная усадочные раковины;
г— аружная усадочная раковина в прибыли; д — внутренние усадочные
раковины в прибыли; е — внутренние и наружная усадочные раковины в при-
были
На рассмотрении дефектов слитков, вызванных усадочными
раковинами, иет необходимости останавливаться более подробно.
Образование усадочных раковии невозможно полностью исклю-
чить, но вредные последствия их можно ограничить, если учесть,
чго:
I) умеренная скорость и низкая температура заливки способ-
ствуют уменьшению образования усадочных раковии; жидкий
металл должен еще поступать в форму, когда часть металла уже
затвердела;
2) расширенная верхняя часть формы — прибыль, ограничи-
вает местоположение усадочных раковии этой областью отливки,
так как металл в ней долго остается жидким из-за большого объема
и подпитывает годную часть отливки сверху, по мере ее затвер-
девания (рис. 67, г, д, е);
3) канал между отливкой и прибылью должен быть достаточно
широким, чтобы в этом месте не наступило преждевременного
затвердевания, которое сведет к нулю действие прибыли как ре-
зерва жидкого металла;
4) при литье в формы в местах, наиболее удаленных от прибыли,
Н}жно создать дополнительные узлы питания.
Литейные напряжения. Усадка металла не может происходить
Равномерно во всех местах отливки; в результате возникают
** 99
напряжения, называемые литейными, которые в некоторых случа]
приводят к короблению отливки, появлению трещин и надрыв^
В зависимости от причин возникновения и характера прояв
леи и я различают следующие виды напряжений. Ъ
Внешние напряжения, которые возникают ms.j-
того, что неподатливый материал формы препятствует усад^
затвердеваемой отливки. В большинстве случаев это набдЗ
дается при литье в кокиль, например, металлический стержень
препятствует сжатию кольцевой отливки (рис. 68, а) в радиальнД
направлении. При затвердевании в металле возникают напряже
ния, ведущие к разрыву.
Отливка, имеющая Н-образпую форму (рис. 68, б), стремится
сжаться в направлении стрелок. Толстые стеики имеют большую
усадку, чем тонкие, что приводит к появлению напряжений в тон-
ких стенках и разрыву их.
Внутренние напряжения в отливке возникают
из-за неравномерной скорости охлаждения частей отливки с раз-
личным поперечным сечением. В то время как тонкие части уже
затвердели, т. е. почти достигли окончательного объема, усадка
толстых сечений еще продолжается, им предстоит еще уменьшаться
в объеме.
При литье изделия, показанного на рис. 68, в, сначала затвер-
депают баидаж и спицы. Далее начинает затвердевать массивная
ступица. Спицы препятствуют сжатию ступицы, и в них возникают
напряжения, ведущие к их разрыву. Если ступица небольшая
(рис 68, г), а венец массивный, то он затвердевает в последнюю
очередь. Спицы препятствуют усадке венца, что приводит к появ-
лению в нем напряжений, которые сгибают спицы или разрывают
венец. У массивного вала тонкие цапфы уже затвердели (рис. 68, д),
а тело вала только начинает усаживаться.
В местах соединения цапф и бочки вала возникают значитель-
ные напряжения, ведущие к появлению надрывов.
100
Подкорковые напряжения возникают в массивных слитках
из-за различной скорости охлаждения слоев металла от стенки
формы к середине слитка. Отливки большого размера в форме
пластин могут коробиться от таких напряжений; у толстых отли-
вок наблюдается появление трещин и надрывов.
Для устранения этих напряжений необходимо уменьшить ско-
рость охлаждения массивных отливок.
14. МЕТОДЫ ЛИТЬЯ
Кокильное литье. К о к и л и — это металлические литейные
формы. Простейшим видом кокиля является самодельная листо-
вая изложница. Она представляет собой две металли-
ческие пластины с выдавленными в них углублениями требуемой
Рис. 69. Самодельный кокиль с различными проволочными встав-
ками
формы. В верхней части пластин находится литниковая воронка.
Для специальных отливок такую изложницу можно легко изго-
товить самостоятельно (рис. 69). В двух прямоугольных стальных
пластинах выбивается литниковая воронка. Затем из четырех-
гранной проволоки выгибают контур заливочной полости желае-
мой формы, укладывают эту согнутую проволоку между' сталь-
ными пластинами и плотно зажимают их в тисках или струбцине;
литейная форма готова. В случае необходимости иа проволоке
Делают пропилы для выхода воздуха. У таких «проволочных»
форм соотношение между толщиной отливки и ее весом должно
быть выдержано в следующих пределах:
Толщина в мм 4 5 6 7
Вес в г . 50 -100 100-300 300—600 600-1000
Перед заливкой рекомендуется закоптить рабочие поверхности
Литника и изложницы пламенем восковой свечи, чтобы создать
изолирующий и скользящий слои для втекающего металла.
Только в исключительных случаях, например при отливке
пустотелых деталей, внутреннюю поверхность изложницы по-
101
крывают тончайшим слоем масла. Если масло или воск буд-jl
нанесены толстым слоем, то под действием тепла заливаемого ме-
талла они могут вскипеть и загореться, что приведет к много]
численным дефектам отливок.
Перед литьем всегда необходимо установить форму на железнуй
.заливочную плиту, посыпанную песком, чтобы уловить случай^
прорвавшийся при заливке металл. Большие листовые и «прово]
лочиые» изложницы следует устанавливать наклонно, чтобы за-
ливаемый металл скользил внутрь, а не падал бы сверху, раз-
брызгиваясь при ударе о дно формы.
-Я
Рис. 70. Раскрытый стальной кокиль для обручаль-
ного кольца с готовой отливкой
Формы из чугуна и стали следует слегка подогревать, чтобы
расплавленный металл не подвергался внезапному быстрому
охлаждению. Металлические формы из алюминиевых сплавов
могут применяться без предварительного подогрева.
В условиях небольших предприятий хорошо зарекомендовали]
себя стальные кокили для отливки обручальных колец, показан-
ные иа рис. 70. Расстояние между полуформами кокиля, опре-
деляющее ширину кольца, регулируется с помощью внешнего
винта. Дефекты, наблюдаемые при отливке обручальных колец
в кокиль, и меры их предупреждения даны в табл. 12.
Литье в разовые формы. В противоположность литью в кокиль
при литье в разовые формы их изготовляют каждый раз зановс}
собственными средствами. Преимущество этого метода заклкм
чается в том, что он дает возможность получения отливок самы®
разнообразных размеров и фасонов. Недостаток состоит в том.
чго такую форму можно использовать только один раз.
Литье в известковые формы из осса-сепии. Это один из надеж-
ных и быстрых способов литья в формы, изготовленные из извв-
стковой раковины моллюска каракатицы, часто применяемы®
для отливки мелких изделий: колец, брошей и т. п. Область его
Таблица 12
Возможные дефекты прн литье в кокиль и способы их устранения
Вид дефекта Причина появления Способы >странения
Литейная форма нс з,ктита полностью Усадочные раковины па ею трен ней стороне кольца под прибылью Пористость отливки Х< иодный металл; кедогрев или перегрев Н 'ЖНИЦЫ Мало сечение литни- ка; расплав слишком холоден Газы или воздух не смогли выделиться Выше нагреть ра< плав, правильно нагреть форму Расширить литник, увеличить перегрев ме- талла. Правильно вы- брать температуру на- грева формы Изложницу не смазы- вать маслом, расширить вентиляционные каналы
применения ограничивается тем, что толщина раковины допу-
скает формовку моделей только до определенного размера, и,
кроме того, невозможно воспроизвести точно тонкий рисунок
модели. Одна сторона такой раковины является прочной и твер-
дой, другая, служащая для воспроизведения отпечатка модели, —
податливой, мягкой и мелкозернистой.
Изготовление формы, состоящей из двух частей для отливки
шинки мужского кольца. При отсутствии готовой шинки модель
ее можно изготовить из свинца. Из свинцовой полосы вырезают
и выпиливают заготовку с необходимой формой сечения и сги-
бают ее. Диаметр пшики должен быть чуть меньше, чем это тре-
буется для готового изделия, так как после ковки и опиливания
отливки диаметр кольца получится несколько большим. Если мо-
дель сборная, то детали ее соединяются шеллаком.
В основном следует обратить внимание на го, чтобы модель
не могла уходить «под себя», т. е. чтобы модель не могла расши-
ряться книзу от плоскости разъема формы, так как при извле-
чении ее в таком случае можно разрушить материал формы.
По этой же причине внутреннюю поверхность кольца следует
делать ие только гладкой, ио и слегка выпуклой по ширине, так
как в этом случае модель будет легче извлечь из формы.
v Раковину осса-сепни средней величины разрезают на две рав-
ные части в продольном направлении. Плоскости разреза обеих
половинок с внутренней мягкой стороны пришлифовываются
оселком. Форму изготавливают таким образом, чтобы утолщенная
часть ее находилась внизу. В одну из полуформ вдавливают почти
До половины модель шинки, затем на нее накладывают и прижи-
гают вторую половину формы. Потом их сжимают так, чтобы при-
шлифованные плоскости изложницы плотно прилегали друг
к Другу. Одновременно с этим по углам одной из полуформ уста-
навливаются минимум два уголка из стального шш латунного
103
листа для фиксации полуформ. Наружные края формы РояД
обрезают. Стенки формы не должны быть очень тонкими, так к._х
при разливке металла они могут разрушиться. Кроме фиксируЯ
щих уголков, точное положение полуформ перед заливкой мтД
устанавливать по рискам, надпиленным ножовкой на боко^Я
стенках обеих полуформ.
После вдавливания модель осторожно вынимают. Литникоц^л
канал вырезают в виде широкой воронки. Чертилкой проре?;(В1Т "
несколько вентиляционных каналов, от полости формы ввер»
тля отвода воздуха и горючих газов. Готовую форму очищал* &
сухой мягкой КИСТОЧКОЙ, с»
ставляют в со твстствиц
с маркировочными уголкамц ♦
и надрезами и связывай
мягкой проволокой. На внеш,
ней твердой стороне пан-
цирьной формы выпиливают
несколько канавок для пред-
отвращения смещения про-
волоки. После просушки
форма готова к заливке.
Изготовление формы, со-
стоящей из трех частей, для
отливки массивного мужского
кольца с кастом для камня
(рис. 71)
Изготовление модели. Мо-
дель можно изготовить из
свинцовой полосы, как это
шинки кольца. Во многих 1
случаях рациональнее отлить заготовку из свинца в простей- I
шей листовой форме и затем довести ее до нужной коифигу-1
рации и размеров. Из тонкой латунной полосы сгибают кон-
тур формы (рис. 72, а), слегка вдавливают его в плоский кусок
древесного угля и закрепляют булавками. Расплавленный сви-
нец заливают в форму и получают заготовку модели. При жела-
нии в касте заготовки можно сделать отверстие. Для этого в мест*
каста в коитуриой полосе формы делают прямоугольные иадрелЫ 1
и, отогнув лапки, устанавливают иа них стержень (рис. 72, б)
Для предотвращения утечки свинца из формы позади образовав-
шихся окон устанавливают латунные полоски. Этим методом можип
изготавливать модели различной формы и конфигурации.
Изготовление формы. Большую раковину осса-сепии разре- .
зают иа три части. Обе верхние части предназначены для шинки,
нижияя — для каста. Все три части с внутренней стороны обра-
батывают по плоскости. В обе боковые верхние части вдав-
ливают модель шинки кольца, до заплечиков каста, одновременная
с маркировочными уголками. После этого части формы разъеди-
104
II зют, вынимают модель, собирают полуформы вместе и при-
чпфовывают нижнюю поверхность частей форм, пока ие пока-
гея отпечаток шинки. Модель снова вставляют в форму и вдав-
ливают каст кольца в иижнюю часть заготовки формы до пол-
ного совпадения всех трех частей формы. Одновременно с этим
вдавливают нижние маркировочные уголки. После этого модель
-нова вынимают и прорезают литниковый и вентиляционный ка-
на 1Ы. Затем форму собирают так, как показано иа рис. 73.
Заливка. При литье в известковые формы из осса-сепии необ-
цодима довольно большая прибыль. Так как литье должно осу-
ществляться при более низких температурах, то для улучшения
,литейных качеств металла рекомендуется добавлять в расплав
Рис. '2 Листовая форма для изготовления свинцовой модели: а — коль-
ца со сплошным кастом; б — кольца с полым кастом
непосредственно перед разливкой 0,5% чистого цинка. Добавка
цинка существенно снижает поверхностное натяжение и вяз-
кость расплава при низких температурах. Расплав перемешивают
и, как только на поверхности появится затвердевающая пленочка,
производят разливку. Если заливку производить слишком пе-
регретым металлом, то форма выгорает и вследствие этого отливка
получается нечеткой, и, кроме того, оиа становится пористой.
Литье в песчаные (земляные) формы. При литье в песчаные
формы применяются две прямоугольные рамки опоки, изго-
товленные и* стали или легких металлов. На узкой стороне опок
Делается литниковая воронка. Одна из опок имеет направляющие
штифты, входящие в соответствующие отверстия другой опоки.
Подготовка песка. Сухой формовочный песок просеивают через
иепкое сито и увлажняют. Затем его основательно перемешивают
•V тех пор пока ои не станет вязким и пластичным. Для пробы
скатывают мелкие шарики, высоко подбрасывают их и ловят.
Сели пе ок хороший, то шарики не распадаются.
Изготовление формы для восьмиугольной выпуклой броши
(рис 74).
Опока с направляющими отверстиями устанавливается виутрен-
|,,-ч .торонон иа стеклянную подмодельную плиту. В нижней
Ю5
трети опоки укладывается модель. Модель и подмодельная плита
припудриваются припылом. Затем опоку наполняют иеботыццм
количеством песка, который слегка прижимают к модели дср^
вянной трамбовкой для того, чтобы песок по возможности хорошо]
заполнил все изгибы поверхности. Только пос ie этого тщательно
утрамбовывают стальной трамбовкой и постепенно заполняли
песком форму доверху. Стальной линейкой удаляют лишний п<-
сок заподлицо с высотой опоки. Заформованиую опоку персвв
рачивают и укладывают иа подмодельиую плиту моделью вверг,
На нее устанавливают вторую опоку. Модель зачищают и при-
пудривают ликоподием всю поверхность песчаной формы. Далее
Рис. 73. Собранная и подготовленная Рис. 74. Раскрытые опоки песчаной
для литья известковая форма из формы с моделью
осса-сспии
проделывают то же самое, что и с первой опокой, т. е, насыпают
песок, слегка прижимают его к модели, затем плотно утрамбо-
вывают и сглаживают. После этого опоки разъединяют.
Осторожным постукиванием деревянным молоточком модель
расталкивается в форме, а затем, после переворачивания опоки,
выпадает из иее (приподнимать модель пинцетом не рекомендуется).
От отпечатка модели в обеих полуформах прорезается литнико-
вый канал. Его поверхность выглаживают мягкой кисточкой,
смоченной в воде, чтобы облегчить скольжение жидкого металла
при заливке. Литниковый капал должен быть по возможности
длинным. При литье небольших предметов иет необходимости
прорезать вентиляционные каналы, так как высохшая формовоч-
ная масса обладает достаточной газопроницаемостью.
Подготовка к литью и заливка. Форму собирают, закрепляют
опоки струбцинами и медленно просушивают над печью. Быстрая
просушка приводит к разрушению формы. Для контроля степени
просушки вплотную к литнику прикладывают зеркало. Если оно
не запотевает, то форму можно подогревать открытым пламенем
то той температуры, которая необходима при заливке.
106
Одновременно металл расплавляют, нагревают его примерно
на ISO0 выше температуры ликвидуса и выливают в горячую форму*
Центробежное литье. Этот метод, заимствованный из зубо-
врачебной техники, уже много десятилетий используется и в юве-
дирном деле. Каждое ювелирное предприятие должно исполь-
зовать этот метод литья. Производство оригинальных восковых
моделей и сам процесс получения по ним металлических образцов
при этом виде питья открывают широ-
кие возможности для получения высо-
кохудожественных ювелирных изделий
любой сложности. Так, например, но-
вые центробежные литейные машины
отливают 50 колец за одну заливку.
Метод центробежного литья имеет
следующие преимущества:
1) возможность получения отливок
по моделям любой сложной формы
сравнительно простым способом;
2) значительное снижение возмож-
ности образования усадочных раковин;
3) уменьшение расхода металла из-
за отсутствия прибылей, потребность
в которых отпадает
Ручное центробежное литье по вы-
плавляемой восковой модели. Рассмо-
трим пример отливки массивного слона
высотой 30 мм (рис. 75).
Изготовление модели. Сначала дела-
ют проволочный каркас восковой модели
из того же материала, который исполь-
зуется для литья- Вокруг этого кар-
каса лепят из воска модель. Для моде-
Рис. 75. Элементы формы
для центробежного литья:
лирования можно применять красный
или голубой воск, используемый в зубо-
врачебной технике. Воск нагревают и
с помощью подогретого металлического
шпателя производят лепку модели.
Готовую модель выглаживают шабером. Для выглаживания можно
а — опока с отверстиями;
б — восковая модель; в —
проволочный каркас
очень быстро пронести модель через пламя. При этом она слегка
оплавляется, и выглаживание производится легко и быстро.
Для уменьшения усадки при изготовлении таких больших
изделий, как данная модель, рекомендуется использовать литей-
ные штифты из латунной или медной проволоки диаметром от 1
Д° 1,5 мм и длиной от 10 до 20 мм и небольшие шаровые прибыли.
Штифты нагревают и вводят в восковую модель иа несколько мил-
лиметров. На расстоянии 3—4 мм от модели иа штифты насажи-
вают восковые шарики (отделяемые прибыли). Сечение литнико-
вых каналов, образуемых штифтами, можно увеличить, покрыв
107
штифты воском. После выплавления воска из формы литейные
штифты удаляют, а полости, образованные шариками, выпцД
ияют роль прибылей при усадке металла. Кроме того, по каиалД
образованным литейными штифтами, удаляются газы и тем
уменьшается возможность образования пор.
Четыре иоги слона удлиняются восковыми штифтами, сх<>
дящимися в восковом шаре. Эти штифты и шар выполняют ту аВ
роль, что и литейные штифты.
Формовка. Готовую модель обезжиривают погружением в cnwJ
для того, чтобы формовочная масса плотно прилегала к моде -ц
Из воска изготавливается и сферическая стойка, в которую вщЗ
ливаются литьевые штифты, как это показано на рис. 75, б «
Расстояниечмежду моделью и стопкой должно быть по в<
можиости коротким, чтобы расплаву не было необходимых^
проделывать столь долгий путь. Модель, кроме того, должав
быть так размещена, чтобы все части ее располагались в иапраь
лении литья.
В качестве формовочной массы применяют препараты, исполь-
зуемые в зубоврачебной технике. Формовочную массу разводят
в дистиллированной воде, тщательно размешивают и вакуумиро-
ванием удаляют из нее воздух. Формовочная масса должна быть
жидкотекучей, сметапообразиой, без комочков. Мягкой ки точкой
наносят ее иа модель. При этом на ней ие должно появляться nj-
зырьков воздуха. Этот первый слой припудривается, что препят-
ствует обезвоживанию и предотвращает образование трещин
при высыхании формы. По истечении 2—3 мин наносят еще слой
формовочной массы и это продолжают до тех пор, пока восковую
модель не покроет слой толщиной около 5 мм. Подготовленную
таким образом модель помещают в опоку и заливают формовоч-
ной массой. Поверхность опоки имеет множество отверстий, бла-
годаря которым быстрее происходит высыхание массы. Прн за-
полнении ее следует обернуть бумагой, чтобы формовочная масса
не вытекала Расстояние между моделью и стенкой опоки должно
быть около 10 мм; до основания формы — 15 мм.
Сушка и прокаливание. Готовую форму ие следует оставлять
надолго бездействующей. Когда формовочная масса схватила^
восковую полусферу и литьевые штифты удаляют При сушке
и вытапливании восковой модели форму устанавливают в нормаль-
ной печи или в печи для эмалирования при низкой температур*
так, чтобы отверстие было направлено вниз и воск мог вытекать.
После медленной просушки формы производят ее прокаливание
Нагрев при прокаливании должен осуществляться ме е ммВИ
в противном случае форма может разрушиться. Температуру |1а"
грева при этом повышают до тех пор, пока литниковые канс*-'4
не будут накалены до вишиево-краспого цвета.
Заливка. Натретую форму помещают на тарелке цен гр
и производя! заливку металла, который дотжеи быть расллвМЯ
с небольшим количеством буры Для ювелиров, редко имсюшв
108
дело с центробежным литьем, наиболее доступной является на-
стотьная центрифуга (рис 76) Конструкция ее настолько проста,
ито ее легко можно изготовить самостоятельно. При литье изде-
лий большого размера, к которым относится и приведенный при-
мер, на другую тарелку ставят соответствующий противовес.
Сразу же после заливки формы натягивают шнур, и труба, на ко-
торой крепится коромысло с тарелкой, начинает вращаться с боль-
шой скоростью вокруг неподвижной оси Преимущество этого спо-
соба заключается в простоте обслуживания, большой скоро-
сти вращения и безопасности. После ие-
скольких тренировок того же успеха мож-
но достичь и с ручной центрифугой
(рис. 77), хотя в этом случае результат
зачастую зависит от субъективных при-
чин, а опвсиость получения дефектов
литья возрастает.
Рис. 76. Простейшая настольная центри-
фуга
Рис. 77. Ручная
центрифуга
Литье на центробежных машинах (рис. 78). Рассмотрим про-
цесс получения на центробежной машине литых медалей
с двусторонним рельефом (рис. 79). Для получения
восковой модели потребуется изготовить резиновую пресс-форму.
Изготовление эталона модели. Так как вулканизация резины
происходит при повышенной температуре, то эталон (образец)
модели нельзя изготавливать из дерева, пластмассы или легко-
плавких металлов Кроме того, при вулканизации резины выде-
ляется небольшое количество азотной кислоты, поэтому эталон
не следует изготовлять из серебра и его сплавов, а также из спла-
вов золота 333 пробы. Для изготовления эталона модели очень
хорошо подходит сплав золота 585 пробы, особенно если поверх-
ность его покрыта родием. Поверхность эталона необходимо
тщательно обработать и отполировать. Лучше затратить несколько
лишних минут иа обработку этого образца, чем потом терять
часы при последующей чистовой обработке партии отливок.
в заключение следует обратить внимание на то, что отливка
109
с направляющими
Рис. 78. Центробежная литейная машина
с электроприводом
из-за усадки металла получается несколько меньшей и еще до
полпительио уменьшается в размерах при обязательной чистом!
обработке. Поэтому эталон должен иметь несколько бслъ-цЯ
размеры, чем готовая модель.
Изготовление эластичной пресс-формы. Для этой цели нвсл.
ходима опока, подобная литейной прн литье в песчаные форм»*
с направляющими штифтвми. Литьевое отверстие необязатет
укладывается на гладкими
опорну ю плиту основаьг-гы
вниз, например стеклян-
ную, и заполняется пла-
стилином, в который вдао-
ливают до половины э-*-
лон модели (рис. 79, /, I
Устанавливают вторч^Н
опоку и заполняют ее ра-
твором гипса. После ,t-
твердевания гипса форм
переворачивают, пласг^И
лии удаляют, а этыоя
остается в гипсовой форме,
В гипсе делают песколыод!
углублений, которые пс щ-
нее должны стать направ-
ляющими выступами ре Па-
новой формы. Сырую рс-
ЗИНу разрезают иа мелкие
кусочки, которыми наиол- ]
ияют верхнюю половину
формы (рис. 79, 3). Опоки
зажимают между дву ля
стальными пластинами,
перекрывающими стенки
опок. Резину вулканизируют в течение 30 мин при температуре
150° С в газовой печи или лучше иа специальном прессе с двумя
подогреваемыми электрическим током плитами (рис. 79, 4, 5). Гш
разбивают, извлекают и хорошо очищают модель и резиновую
полуформу. Теперь готовую резиновую полуформу изолируют
тальком и заполняют кусочками сырой резины вторую половину
формы, после чего опока укладывается так, что готовая резиногзи
полуформа находится внизу. Производят вулканизацию pen'HHi
второй полуформы и получают обе части резиновой пресс-форми
(рис. 79, 6) Остается только разъединить части формы друг
друга, отделить их от опок и извлечь модель (рис. 79, 7). После
этого прорезают литниковый канал.
Преимущество эластичных резиновых пресс-форм заключает’ п
в простоте их изготовления, в легком извлечении н* них m -’••ч
моделей и в их долговечности.
ПО
К недостаткам следует отнести невозможность изготовления
пнралевндиых полостей и получения очень тонких сечений. Тол-
4lia стенки отливки ие должна быть меньше 0,4 мм, так как при
а~рерговке воска форма должна быть зажата и поэтому стенки
ji0-v ьорм могут соединиться вплотную.
79 Схема процесса получения изделий центробежным литьем
Другие методы изготов 1ения эластичных пресс-форм. При изго-
’г’" hlhhh пресс-форм для простой модели достаточно поместить
4 1 ищ между двумя резиновыми пластинами соответствующей
‘'•’Hi inu и вулканизировать их под прессом. Эталон вдавливается
111
в размягченную резиновую массу. Недостаток этого метода заклю.
чается в том, что обе резиновые пластины «свариваются» и пресс.
форму необходимо разрезать, чтобы извлечь эталон и отлить заге*|
восковую модель.
В ФРГ изготавливается специальная резиновая формовочнаЛ
паста, в которую можно легко заформовать металлическую мо.
дель. Эта паста затвердевает в холодном состоянии без вулкани-
зации.
Получение восковых моделей. Для заливки воском резиновых
пресс-форм применяется восковой инжектор (рис. 79, 8) В бачке
находится расплавленный воск, постоянная температура которого
поддерживается с помощью электроиагрева. Необходимое давле
ние в бачке создается сжатым воздухом, последний выпрессовы-
вает воск через штуцер в литниковый канал пресс-формы. Жидкий
воск можно ввести в форму центре» -жным методом, используя
для этого металлическую центрифугу. При этом стенки резиновой
пресс-формы перед каждым заполнением воском должны изолиро-
ваться эвкалиптовым маслом или смесью, состоящей из одной
части воды и одной части глицерина.
Подготовка формы и заливка. Как схематично изображено
на рис. 79, 9, готовые восковые модели размещаются вокруг воско-
вого стояка, с которым они соединяются с помощью восковых штиф-
тов. «Восковую елку» напаивают па восковой цоколь и устанав-
ливают иа резиновом основании, поперечное сечение которого
видно на этом же рисунке. Далее блок восковых моделей обра-
батывают так же, как это было описано выше: обезжиривают,
покрывают кисточкой формовочной массой, помещают в цилиндри-
ческую опоку и заливают ее провакуумированной формовочной
массой. После затвердевания формовочной массы опоку помещают |
в муфельную печь (рис. 79, 10) и в течение часа при 200е С вы-
плавляют воск. Затем температуру повышают до 1000° С и вы-
держивают форму при этой температуре еще 15 мин. После этого
ее вынимают из печи, помещают в центробежную машину
(рис. 79, 11) и производят заливку. Готовый блок отлитых ме-
далей с литниками, полученный после выбивки опоки, показан
на рис. 79, 12.
ГЛАВА G
ПРОКАТКА И ВОЛОЧЕНИЕ
I . „ 1Ц1 ГОСТЬ ПРОЦЕССА ДЕФОРМАЦИИ МЕТАЛЛА
При деформации металла происходят многочисленные взаимо-
связанные процессы изменения структуры и свойств металла,
которые в рамках этой книги будут рассмотрены в упрощенной
форме и по существу в виде ответов на следующие основные во-
просы:
112
1. Что происходит внутри единичного зерна или моиокристал-
дита?
2. Как изменяется блок (совокупность) кристаллитов или
пол и кристаллит?
3. Каким образом происходит деформация всего слитка?
Несмотря на то что оба первых процесса механической де-
формации имеют одну сущность, свойства всего слитка зависят
от способа деформации: при ковке они будут другими, чем при
волочении, при гибке — другими, чем при клепке. Общие явле-
ния деформации — изменение формы отдельных зерен и блока
связанных между собой кристаллитов — нагляднее всего можно
проследить на примере процесса прокатки.
Упругая деформация. На существование упругой деформации
указывалось при рассмотрении диаграммы растяжения. Она ха-
рактеризуется тем, что образен при растяжении удлиняется
в направлении действия силы, а при сжатии укорачивается в на-
правлении приложенной силы; при снятии нагрузки образец
принимает с ..ю пер ^начальную форму. На практике это выгля-
дит следующим образом: во время упругой деформации металли-
ческой заготовки наибольшая часть кристаллов подвергается
только упругой деформации, но при этом некоторые кристаллиты
подвержены и небольшой пластической деформации; наоборот,
при отчетливо наблюдаемой пластической деформации всей за-
готовки только ее отдельные кристаллиты испытывают упругую
деформацию.
Схема изменения внутреннего строения кристаллита при де-
формации показана на рис. 80. Модель этого процесса в упрощен-
ном виде можно представить следующим образом: атомы в виде
шаров наклеены на резиновую ленту (рис. 80, «); межатомные
силы взаимного притяжения и отталкивания возникают за счет
упругости резиновой ленты. Из рис. 80, б видно, как уменьша-
ются расстояния между атомами в направлении действия сил
сжатия н увеличиваются в перпендикулярном к силам направ-
лении.
Если силы действуют по диагонали (рис. 80, е) кристалли-
ческой решеиси, то она из квадрата превращается в ромб. При
растягивающих усилиях картина обратная: расстояния между
атомами в направлении действия сил увеличиваются и уменьша-
ются в направлении, перпендикулярном к силам.
Из этой простейшей резиновой модели ясно видно, как после
снятия нагрузки атомная решетка возвращается в первоначаль-
ное состояние. Из деформации единичного кристаллита выяв-
ляйся картина упругой деформации всего блока (совокупности)
зерен металла.
Пластическая деформация. Каждой пластической деформации
Прошествует упругая Но в то время как при упругой деформа-
ции после снятия нагрузки изменение формы прекращается
11 'уктура приобретает исходную форму, при пластической
U3
деформации изменение формы сохраняется и после прекращен и;
действия нагрузки
Процессы, происходящие в монокристаллите. Если нагрузи!
превысит предел упругости, то расстояния между атомами более
не увеличиваются, а вся атомная решетка смещается «по плоско-
*1111
оооооооооо
ОООООООООО
ООООООООО о
ОООООООООО
ОООООООООО
ОООООООООО
ООООООООО о
ОООООООООО
ОООООООООО
ОООООООООО
[o'
о
оо о о о о о о о
о о о о ооооо
оооо ооооо
О О оо ооооо
ооо о-® оооо
ооо 6-е оооо
ооооооооф
ООООООООО
ООООООООО
ООООООООО
ооооо oooool
оооооооооо
ооооо ооооо
о ooo^«ooool
ОО О О ОООО
оооооооооо!
ООООоООООо!
о о о о о о о о о о
Рис, 80. Схема деформации кристаллической решетки монокристалла: а — и(
ходное состояние; б — упругая деформация при вертикальном действии см К
в — упругая деформация при действии сил по диагонали; г — начало пласта-^
ческой деформации по плоскости скольжения под действием диагональной на-
грузки; д — пластическая деформация по многим плоскостям скольжения под
действием диагональной нагрузки
стям скольжения», т е. плоскостям решетки, которые особенно
плотно заняты атомами. У решетки гранецентрированного куба
такими плоскостями являются диагональные плоскости ОднакО
при параллельном смещении атомов по плоскостям скольжении
элементарные кристаллические ячейки полностью сохраняют
свою форму, т. е. атомы как бы взаимно заменяют друг друга
114
/пис 80. г) Если из-за деформации весь кристаллит изменил
свою внешнюю форму — растянулся, то атомы внутри криста л-
, >й решетки остаются упорядоченными в соответствии с их
.рл гачлической системой. Например, кристаллическая ячейка
•олота и после прокатки сохраняет форму граиецентрированного
к\ба. Чем больше в кристаллите плоскостей скольжения, тем
сильнее смещаются атомы по этим плоскостям и тем сильнее
изменяет кристаллит свою первоначальную форму. В то время
как он удлиняется в одном направлении, то в противоположном
он всегда становится уже. Смещение кристаллической связи, по-
катанное на рис. 80, д, возможно лишь в том случае, если нагрузка
действует в направлении плоскостей скольжения. Напряжение,
возникшее в другом направлении, встретит со стороны кристаллита
такое большое сопротивление, что окажется возможной лишь
упругая деформация Таким образом, пластическая деформация
кристаллита в противоположность упругой деформации зависит
от направления. С увеличением степени деформации растет и
сопротивление деформации, оказываемое структурой решетки:
чем сильнее деформируется структура, тем больше требуется уси-
лий, чтобы продолжить деформацию.
Процессы, происходящие в поликристалште. При освещении
процесса затвердевания (см. стр. 96) было указано иа то, что ме-
таллический слиток не является однородным кристаллом, а со-
стоит из множества кристаллитов, которые ориентированы беспо-
рядочно Следовательно, расположение плоскостей скольжения
у кристаллитов различное. Поэтому совершенно безразлично,
в каком направлении действует нагрузка на поликристаллит;
всегда в первую очередь будут пластически деформироваться те
кристаллиты, плоскости скольжения которых совпадают с направ-
лением деформации Если о монокристалле было сказано, что его
деформируемость зависит от направления, то о поликристалли-
ческом слигке можно сказать, что он в любом направлении в оди-
наковой степени пластичен.
Если кристаллит испытывает пластическую деформацию, то
соседние кристаллиты вследствие этого сначала упруго деформи-
руются, а потом пластически. При этом все соседние кристаллы
ПО' гепенно вытягиваются в направлении деформации: структура
«течет» (см. стр. 131). С увеличением степени деформации удлиня-
ется все большее число новых кристаллитов, пока, наконец, все
кристаллиты не будут вытянуты в виде волокнообразных образо-
ван ич( (прокатная, или волочильная, текстура).
Если по границам кристаллитов находятся еще и хрупкие
Субстанции, то оии действуют как жесткий остов и могут сделать
деформацию полностью невозможной.
С Увеличением степени холодной деформации растет и сопро-
тивление структуры деформации. Наблюдается упрочнение,
и * ' наклеп, металла. Требуются все большие силы,
Чг 'Ь. осуществить деформацию. Когда напряжения, вызванные
115
усилием деформации, превысят предел прочности иа разрыв,
структура в отдельных местах начнет разрушаться В общем,
можно сказать, что с увеличением степени деформации <р повы-
шаются твердость НВ7 прочность на разрыв ов и предел теку-
чести ов, в то время как относительное удлинение 6 ре<ко умеиь-
шается, как это показано
на рис. 81 на конкретном
примере с медью.
16. ПРОКАТКА
Слиток прокатывают
для уменьшения его тол-
щины и увеличения дли-
ны; ширина слитка при
этом почти не изменяется.
Между вращающимися
валками слиток обжимает-
ся по высоте и, вследст-
вие трения между валками
и поверхностью слитка,
продвигается вперед Эти
два основных процесса
лежат в основе прокатки.
Осадка заготовки меж-
ду плоскими, ие двигаю-
Рис. 81. Изменение механических свойств меди
с повышением степени деформации
щимися горизонтально
бойками. При этом процессе деформирования внешние силы
действуют параллечьио оси заготовки, в то время как в пер-
пендикулярном направлении она остается ненагружеиной. Такой
вид нагружения наблюдается при ковке, горячей штамповке,
чеканке, тиснении и т. д. Несмотря на то что этот процесс ие соот-
ветствует точно схеме деформации металла при прокатке, все же
следует его рассмотреть подробнее для более полного уяснения
сущности процесса прокатки. Пластическая деформация при
осадке охватывает не весь слиток, а определенные зоны его. Если
заготовка, имеющая прямоугольное продольное сечение, нахо-
дится под нагрузкой между двумя прессующими бойками, то она
стремится деформироваться в стороны от этой нагрузки (рис. 82),
что приводит к выпучиванию ее боковой поверхности. Вблизи
зоны контакта с бойками металл не может свободно скользить
и течь в стороны вследствие противодействия трения, поэтому
в области I он или очень немного деформируется, или совершенно
ие подвергается формоизменению. Так как нагрузка действует
вертикально, то она может только в незначительной степени охва-
тить выпуклые части HI заготовки, и эти области остаются по-
этому также слабо деформированными. Следовательно, наиболь-
шее формоизменение происходит между «конусами скольжения»
[16
в области II. В точках РР металл не деформируется. Линия со-
единения обеих точек и является линией раздела текучести РР,
от которой металл в равной мере смещается в обе стороны Если
слиток металла, находящийся под иагрнчкой, имеет очень боль-
шую толщину, а действующая сила
очень мала, то может случиться
что образующиеся у плоскостей бой-
ков конусы скольжения, к которым
примыкает сильно деформируемая
область, прерываются слоем металла,
на который уже ие оказывает влия-
ния сила давления.
Обжатие заготовки между вращаю-
щимися валками. Такой вид нагру-
жения соответствует процессу про-
катки. Валки представляют собой
как бы наклонные поверхности дав-
ления, между которыми непрерывно
продвигается металл.
Если предположить, что дав-
ление от валков с одинаковой силой
распределяется по всему поперечному сечеиню прокатываемой
полосы, то тогда нагрузка действует в области а. Но вследствие
сопротивления от сил трения между материалом и валками об-
Рис. 83. Схема образования конусов скольжения при про-
кате
разуются зоны наименьшей деформации, т. е. конусы сколь-
жения (рис. 83). Следовательно, линия раздела текучести РР
будет находиться ие посередине деформируемого участка полосы,
а будет смещена в сторону вращения валков Так же, как это было
описано при действии неподвижных бойков, металл течег под
117
\1
Рис. 84. Процесс деформации металла
при прокатке толстого слитка (цен-
тральная зона не подпергается дефор-
мации)
действием нагрузки равномерно по обе стороны от линии раздела
следовательно, он вытесняется обратно в область 0 и получается
обратный подъем металла. Напротив, в области у мета. । л то,^.
по движению валков и возникает зона опережения. Встедлв,!*
этого в области обратного подъема металл передвигается
нее, а в области опережения — быстрее, чем окружная скорее
вращения валков. Только у линии раздела текучести металл пер/
двигается с такой же скоростью, как н валки. Следует еще доб».
вить, что давление валков распределяется по всему поперечно^
сечению металла далеко ие так равномерно, как это было вредней
ложено прн упрощенном изо-
бражении, а зоны, находящиеся
по краям, деформируются силь-
нее, чем середина полосы
(рис. 84). По аналогии с рас
смотренным процессом осадки
заготовки большой высоты бой-
ками можно отметить, что серд-
цевина полосы при прокатке
не будет охвачена деформа-
цией. Из асего сказанного ста-
новится ясным, что металл при
прокатке подвергается очень
большим нагрузкам и смеще-
ниям, которые может выдер-
жать только материал хорошего
качества.
Прокатные вальцы Вальцы,
изображенные на рис. 85, скон-
струированы специально для производства небольших изделий.
Станина состоит из четырех колони, соединенных верхней плитой.
По полированным колоннам могут передвигаться подшипники,
в которых вращаются цапфы валков Диаметр валков — 45, а
длина — 90 мм. Верхней парой валков можно обрабатывать листы
металла толщиной от 5 до 0,01 мм, а нижние валки предназначены
для прокатки проволоки кввдратного сечения со стороной от 5
до 1 мм. Валки приводятся в движение вручную с помощью ру-
коятки в редуктора с передаточным отношением 6. Центральным
ручным маховичком с помощью вертикальных винтов регулируете1*
расстояние между цилиндрическими валками, а двумя звездча-
тыми рукоятками — между профильными валками. После пре-
катки материал должен иметь хорошо обработанные, почти полк
рованные поверхности. Это требует применения высококачествен-
ной стали для изготовления валков. Однако и все остальные части
аальцов должны выдерживать большие нагрузки, и вследствие
этого их нужно изготавливать нз первоклассного материяqa-
От размера предприятия н его производственной программы зави-
сит, достаточно ли ручных вальцов для обработки материала или
118
^еоб-одимы вальцы с электроприводом. Ясно, что применение
ejjibuOB с электроприводом обеспечивает большую производи-
гедьность прокатки.
Особой разновидностью вальцов является кромкозагибочный
анок, и обращенный иа рнс. 86, часто испо ьзуемый жестянщн-
йдМп. Ювелир может использовать такие профильные вальцы
,ipii илотовченин пустотелых браслетов. По. оса металла стано-
Рис. 65. Комбинированный
стан г ручным приводом для
прок тки проволоки и листо-
ппго металла
Рис. 86. Кромкозагибочный станок для отбор-
товки металлических листов
вмт.'я равномерно выпуклой между валками и прн этом закруг-
ляется по форме руки. Заготовку остается только разрезать,
спаять н осадить, чтобы получился цельный пустотелый браслет.
Уход за вальцами и их эксплуатация. Прн работе с вальцами
следует помнить, что:
1) нсльзв прокатывать твердые и хрупкие материалы, напри-
ЫеР закаленную сталь, металл, покрытый окалиной, и т. п.; 2) перед
прокаткой с заготовки необходимо удалить остатки буры; 3) ма-
ТеР«ал перед прокаткой необходимо хорошо просушить; 4) сле-
зет равномерно использовать всю ширину валков, а не только
У* среднюю часть; 5) правильная работа на вальцах и тщатеть-
*’Ь1и уход за ними обеспечивают их долговечность; 6) нельзя
119
чистить валки наждаком, их можно только шлифовать тонча>
шей полировальной бумагой, обернув ее вокруг цилиндрического
. деревянного бруска, соответствующего по длине валкам. При ^тоу
уложенная вдвое бумага протаскивается между вращающим^» |
валками, полируя их.
Подготовка слитка. При отливке металл получает первоначэ^ I
иую форму, которая в дальнейшем изменяется обработкой дави
лением для получения листа, проволоки и т. п. Вначале сдглЗ
протравливают и тщательным образом удаляют с его поверхности.*.
I остатки буры и частицы шлака. Затем слиток подвергают ннтсц.
сивнон предварительной ковке (см. стр. 154). Только после того,
как металл хорошо прокован и подготовлен, можно после прокь-.'
жуточного отжига приступить к его прокатке.
Прокатка листов. Перед прокаткой необходимо тщательвс
осмотреть валки и проверить, хорошо лн они отполированы,
очистить их от грязи и пыли, потому что каждая твердая частиц*
оставляет отпечаток на готовом изделии. Удаление такого опе-
чатка потребует дополнительной трудоемкой шлифовки. Конец
заготовки вдвигают между валками и опускают верхний валок дс
получения обжатия требуемой величины. Зятем толкают заго-
товку одной рукой в зазор между валками, а другой вращают
рукоятку привода до тех пор, пока валки ие «захватят» металл
Теперь начинают вращать рукоятку вальцов двумя руками,
в полную силу, пропуская всю заготовку сквозь валки и подхва-
тывая ее с другой стороны. При наличии электропривода вклю-
чают двигатель после установки требуемою зазора между валками
н, подталкивая заготовку перпендикулярно к осн валков, выпол-
няют прокагку Таким образом заготовку прокатывают вперед
и назад.
Направление прокатки (по отношению к оси заготовки) можно
менять только после промежуточного отжига, так, например, если
необходимо получить квадратную пластину, то слиток сначата
прокатывают в продольном направлении, затем отжигают и только
после этого прокатывают в направлении, перпендикулярном
к предыдущему. При прокатке материала, особенно на ручных
вальцах, не следует давать большое обжатие. Это обеспечит яеиь»
ший износ станка, иеньшую затрату усилий, а также плавносв
процесса прокатки только в одном направлении. Последнее осо-
бенно важно, так как всегда, как только процесс прокатки пре-
рывается из-за чрезмерно большого обжатня и полосу приходится
выводить обратно, па ней образуется уступ; ликвидация этого
дефекта потребует значительных дополнительных затрат времени
и трудя. Таким образам, при чрезмерных обжатиях причиняемся
больше вреда, чем пользы.
Если металлической полосе хотят придать изогнутую форму»
то тогда затягивают один нз нажимных внитов прокатного стан»
сильнее, чем другой, при условии, что валок не имеет нечуряЛ*Д
нои установки каж.тыных винтов одним штурваюм, как 6:1**
показано на рнс. 85. При этом металл вытягивается с одной сто-
роны больше, чем с >ругой.
г При вальцовке необходимо учитывать способность каждого
гплава к пластической деформации. Нельзя производить слишком
частые или слишком редкие отжиги. Очень часто допускают
Таблица 13
Максимально допустимые степени
деформации для сплавов серебра
Допустимая ci* пень д<-4»ор- “инЧИ
925 (I0Q 70
900/о0о А? 65
635 '00о Ag 60
800/(Цо Ag 55
т. е. в два раза, например, лрн про-
гаЕ\ю ошибку: толстый
исходный слиток отжигают
уже через несколько про-
исков проката, потому
что сопротивление дефор-
мации очень велико. Но
если лист очень тонкий н
легко вальцуется, то толь-
ко полученные трещины
напомнят о необходимости
проведения отжига. Про-
межуточный отжиг ориен-
тировочно следует прово-
дить после уменьшения
толщины заготовки на 50%,
катке листа с 10 до 5 мм; с 5 до 2,5 мм; с 2,5 до 1,25 мм* н т. д.
В табл, 13 н 14 приведены наибольшие степени деформации для
серебряных и золотых сплавов, допустимые между промежуточ-
ными отжигами.
Возможные в процессе прокатки листовых материалов де-
фекты приведены в табл. 15.
Прокатка проволоки. Принципиально процессы прокатки листо-
вого металла и проволоки являются сходными, во в то же время
Таблица 14
Максимально допустимые степени деформации дли сплавов золота
Обозначе- ние сплава Цвет сплава Допустимая степень де- формации, % Обозначе- ние сплава Цвет силана 1 Допустимая степень де- 1 формации, %
Au Желто-зеленый 585/(кт Au Оранжевый 55
Au Розовый 60 Sfcb'ooo Au Красный 75
75°''ии> Au Белый 55 ооо Au Б< тый 40
бвб/ооо Au Бледно-желто- зеленый 85 З-’Зчлю Au Бледни-же-по- зеленын 60
Au Желтоватый 55 333/,((он Au Желтый 50
Au Желтый ЗЗЗ.'ооо Au Оранжевый 55
Au * 60 33.1 ооо Au Родовый 55
ззз, 000 Au Красный 55
——
121
Таблица is
Дефекты проката
Вид дефекта Прмчнц^ сп«н.Ъ1>»а
Лист закли- нился То же Коробление листа с одной стороны Разрывы листа по краям Разрывы и вы- крашивание ли- ста; появление мозаичной сетки трещин Неравномерный захват зысклвкн на «ками (их се- редина изношена) Изменено направление проката без промежуточ- ного отжига Лист прокатан односто- ронне. Вазки изношены с одной стороны, или регу- лировочные винты затяну- ты неодинаково Нсцсдомообразная форма исходного слитка. Материал находится под нагрузкой выше предела текучести. Матерна 1 загрязнен Обра зонание крупнозернистой структуры из-за перегрева и слишком час того отжига металла Метгил загрязнен вред- ными примесями, пренышен предел текучести, образова- ние крупнозернистой струк- туры
НИЯ
Отжечь и прокова. I.
нюю часть иста. к<-«*>.?м|
находилась под слищИЬ ’
малым давлением. Прс<4.1
вести правку валков
Отжечь и проковать м
части листа, которые <2
котились под слишком м*. I
лым давлением
Произвести правку вол-
ков. Выровнять положение
нажимных винтов
Т[»ещины расширить н-
лои, отжечь. Передела» в
форму слитка. Переплавить
загрязненный металл
llepei. завить ыртачл или
отправить его на аффинаж
каждый нз ннх имеет и свои особенности. Так, иапрнмер, в отли-
чие от прокатки листов, выполняемой между гладкими валками»
прокатку проволоки производят в ручьевых валках, снабженцы*
кольцевыми проточками (ручьями), соответствующими по бие-
нию форме профиля прокатываемой проволоки. В то время как
при прокатке листового металла на него действует только верти*
калыюе давление, при прокатке проволоки заготовка испытывав
и боковое давление. Прокатываемый лист может, хотя и незПЯ
чнтельно, уширяться в стороны, в то время как при прокатке
проволоки такая деформация недопустима. Так же как и пере!
прокаткой листа, слиток прн изготовлении проволоки нужно пред*
варительно ковать н от жига ib. Заготовку прокатывают внача»*-
до получения шесшгранного профиля н в последующих ручья*
122
поводят ее сечение до квадратного или круглого. При прокатке
проволоки нельзя давать большие усилия обжатия. После каж-
дого хода проката проволоку поворачивают на 90е (кантуют)
и немного уменьшают расстояние между валками.
Если установить валки слишком близко, то металл выдавли-
вается в виде заусенцев на гранях проволоки. Появления этого
дефекта следует опасаться. Если не обращать иа него внимания и
продолжать прокатку дальше, то после кантовки заусенцы за-
катываются в металл, не свариваясь с ним, и нарушается профиль
проволоки. Поэтому, как только замечены первые признаки появ-
ления заусенцев, нужно немедленно прервать процесс вальцовки,
вынуть проволоку и опилить эти заусенцы. Для предотвращения
образования новых заусенцев на металле нужно увеличить рас-
стояние между валками. К прокатке в следующем ручье переходят
только после полного использования предыдущего.
17. ВОЛОЧЕНИЕ
Для уменьшения диаметра проволоки ее протягивают через
коническое отверстие инструмента, называемого матрицей,
или фильером, изготовленного из твердого материала.
Процесс волочения. Обычно исходная заготовка вначале про-
катывается в ручьевых прокатных валках. В то время как при
прокатке рабочее давление металлу передается валками, которые
своим движением передвигают дальше обрабатываемую заготовку,
при волочении сама проволока передает усилие деформации, прео-
долевающее сопротивление металла и трение, возникающие в про-
тяжном конусе фильера. Поэтому здесь сила натяжения может
быть только такой величины, которую может выдержать сама
проволока.
Особенно ограничена величина рабочего усилия при протя-
гивании тонкой проволоки.
При прохождении через фильер поперечное сеченне проволоки
уменьшается до площади сечения цилиндрической части протяж-
ного отверстия (рис. 87).
Чем круче конус фильера, тем резче меняется сечение про-
волоки и тем больше возрастают сопротивление деформации и ве-
личина рабочего усилия.
Вследствие контактного трения в деформируемом металле при
прохождении фильера образуются такие же конусы текучести,
как и при прокатке. Если проволоку протягивают через отверстие
волочильной доски, то трением в протяжном конусе удерживаются
наружные слои материала, в то время как осевая зона почти ие
затрагивается, и металл здесь течет интенсивнее в направлении
Вытяжки проволоки.
Инструменты для волочения. Наиболее распространенным
пнетру ментом для волочения проволоки является волочиль-
W а я доска. Она представляет собой пластину, изготовленную
123
из высококачественном инструментальной стали, в которой На
равных расстояниях просверлены волочильные отверстия (глазки)
размеры которых последовательно уменьшаются от одного к дру’
гому.
конфигурация стенок отверстия в продольном сечении пока,
заиа иа рис 87. Основным видом такого инструмента является
волочильная доска с круглыми отверстиями для изготовления
круглой проволоки, однако наряду с этим имеются волочильные
доскн с отверстиями других профилей: квадратного, треугольного
прямоугольного, иожевидного и многочисленных фасонных фпр^
для специальных целей. От состояния глазков волочильной дс< кн
зависит качество проволоки. Если стенки отверстия не абсолютно
гладкие, то поверхность проволоки будет иметь дефекты: риски,
царапины, задиры. Уход за волочильной доской начинается с ее
Рис. 87. Схема процесса молочения и участки
волочильного фильера:
1 — входной конус; 2 — протян «ой конус: 3 —
цилиндрическая часть; 4 выходной конус
Уход за волочильной доской начинается с ее
хранения. Если ее небреж-
но бросают в ящик вместе
с твердыми н мягкими ин-
струментами, то она может
оказаться серьезно по-
врежденной. Всегда целе-
сообразно иметь в ящике
специальную подставку,
куда можно было бы ее
ставить. Каждую воло-
чильную доску используют
только для протягивания.
Это должно быть обяза-
тельным правилом, но не
которые нерадивые юве-
лиры для экономив вре-
мени используют ее в качестве подставки при клепке, рихтовке
или загибке краев листового материала. Через определен-
ное время доску следует очищать от остатков воска н масла.
Для этого ее промывают в бензине. Но нн в коем случае нельзя
обжигать доску для удаления смазки. При работе волочильную
доску зажимают в тиски между двумя защитными губками из
мягкого металла (меди, латуни и т. п.). Проволоку захватывают
специальными плоскогубцами, длиной от 20 до 30 см
(рис. 88).
Губки плоскогубцев имеют острые насечкн, чтобы проволока
удерживалась даже при сильном натяжении. Время от вре-
мени их нужно очищать от воска или металла, который оста-
ется между зубьями. Проволоку диаметром свыше 2 мм трудно
протягивать вручную. В этом случае применяются специальные
ручные волочильные станы (рис. 89). Зажимная
цанга крепится посредством накидного крючка к звену привод-
ной шарнирной цепи, которую приводят в движение с помощью
рукоятки, редуктора и звездочки. Такая передача значительно
124
сНИжает величину рабочего усилия. При необходимости полу-
чения тонкой проволоки большой длины применяют специальные
барабанные волочильные станы. Заостренный
конец проволоки, намотанной на катушке, вводят в отверстие
волочильной доскн н закрепляют его иа барабане, который при-
водится во вращение электроприводом. Можно последовательно
пропустить проволоку через несколько отверстий в волочильных
досках, расположенных одна за другой, чтобы за один проход
получить более тонкое сечение ее.
Рис. 88. Вол'этсмие проволоки вручную
Тонкую проволоку, как правило, протягивают через корундо-
вые или алмазные фильеры с просверленными в них отверстиями,
закрепленные в стальной пластине.
В последнее время алмазные фильеры заменяют твердосплав-
ными.
Технология волочения проволоки. Перед волочением прутковую
заготовку следует прокатать до максимально приближенных раз-
меров сечения готовой проволоки. Так, например, если необхо-
димо получить круглую проволоку диаметром от 0,8 мм и менее,
то заготовку следует прокатать до диаметра 0,9 мм. Перед работой
необходимо убедиться в том, что на проволоке нет твердых частиц
грязи, остатков флюса и т. д., отжечь ее и заострить конец на-
пильником. После этого проволоку слегка нагревают н проти-
рают воском для того, чтобы уменьшить трение в протяжном
конусе.
В волочильной доске выбирают необходимое отверстие, протал-
кивают в него конец проволоки, захватывают его цангой н равно-
мерным усилием протягивают проволоку через отверстие. Также
поступают и со следующими отверстиями до тех пор, пока не будет
получен необходимый размер. В процессе волочения нельзя про-
пустить ни одного из последовательно расположенных отверстий,
125
так как в этом случае они быстро срабатываются и, кроме тог,
обрабатываемый материал подвергается излишней шпрузке, щ
приводит к остановке в процессе работы и к необходимости вы'
вода проволоки в обратном направлении. Если вначале кажется]
что экономится время, то в результате не удается получить ка*
чественную, однородную проволоку. Как при вальцовке, та, и
при волочении большое значение имеет промежуточный отжиг.
Рис. 89. Волочильный стан с ручным приводом
Нельзя протягивать до тех пор, пока проволока будет с труда!
проходить через отверстия. Необходимо давать максимальна
допустимую деформацию, рекомендованную выше, и проводид
отжиг.
Изготовление шарнирной трубки. Шарнирную трубку изго-
тавливают из полосы листового металла методом ковкн н затем
протягивают.
Так как при изгибе внешний слой металла растягивается,
а внутренний сжимается, то истинный размер окружности можно
рассчитать по нейтральному слою, который располагается посере-
дине между наружной н внутренней поверхностями Так как ра-
диус окружности нейтрального слоя меньше радиуса внешней
окружности на половину толщины листа, то длина окружности
нейтрального слоя будет равна
L„ = (£>-/) п, (6)
где L„ — окружность нейтрального слоя; D — наружный диа
иетр; t — толщина металла.
126
Последовательность проведения работ. Полосу металлического
листа заготавливают несколько более широкой, чем этого требует
вышег казанный расчет, для того, чтобы готовую трубку можно
gbI ючи г’ еще чере^ несколько отверстый, чтобы она стала
( ц mi и кру .к>«« (рис. 90) Ребра листа слегка припасовывают,
чтобы ОНИ хорошо подходили друг Другу. Для получения вход-
ного заострения трубки полосу с одного конца следует заострить
или 1учше к концу трубки
припаять круглую прово-
локу, диаметр которой со-
ответству ет вну треннему
се диаметру. В этом случае
тру бка остается повсюду
круглой и не будет дефор-
мирована на конце про-
тяжной цангой. Тонким
бойком молотка закруг-
ляют полосу металла на
деревянной подставке с
выпиленной в ней канав-
кой. Заготовку отжигают
и зачищают шов; затем
ее протягивают до тех пор,
пока края шва не сойдут-
ся. При этом следует из-
бегать воска, применяе-
мого при волочении, так
как в противном случае
припои ие будет затекать
в шов Перед пайкой ее
можно обмотать вязальной
проволокой, чтобы шов не
разошелся. Шов трубки
запаивают При пайке ре-
комендуется применять
Рис. 90. Изготовление шарнирной трубки:
1 — заостренный для протягивания конец заго-
товки; 2 — металлическая полоска с припаянной
проволокой, используемой в качестве протяжного
острия; 3 — предварительно согнутая желобком
шарнирная трубка; 4 — протянутая через фильер
трубка, подготовленная к пайке
длинные узкие кусочки-припоя. После пайкн трубку следует про-
травить н запилить шов. Наконец, трубку калибруют, протягивая
ее через несколько последовательно суживающихся отверстий
волочильной доски.
Если трубка должна иметь квадратное поперечное сечение,
то следует поступать следующим образом: сначала нужно изго-
товить круглую трубку так, как это было описано выше. Диа-
метр этой трубки должен быть больше, чем поперечный размер
фасонной трубки, которую необходимо получить. В трубку вво-
дят медную проволоку и припаивают к трубке один из ее концов,
•затем трубку протягивают через доску с квадратными отверстиями
Д° тех пор, пока ие получат требуемый размер, отпиливают при-
паянный конец проволоки и удаляют ее из трубки.
127
ГЛАВА 7
ТЕРМООБРАБОТКА
18. РЕКРИСТАЛЛИЗАЦИЯ
С повышением степени деформации лрн обработке металлов
давлением кристаллиты принимают все более неестественное на-
пряженное состояние. Этот процесс продолжается до тех пор,,
пока все онн не вытянутся в виде волокон в направпепин дей-
ствия нагрузки. Это изменение структуры при холодном дефор- W
мнровании ведет к различным изменениям свойств металла, а
именно: твердость н прочность повышаются, в то время как удли-
нение сильно понижается. Дальнейшая деформация становится I
невозможной, так как попытки продолжать ее приводят к появ-
лению трещин и разрушению металла. Для того чтобы вернуть
металлу первоначальные свойства, необходимо вывести струк-
туру из напряженного состояния, т. е. рекристаллизо-
вать ее.
Процесс рекристаллизации можно разделить на три этапа,
которые прн нормальных условиях протекают последовательно
друг за другом. Этими этапами являются: образование
центров кристаллизации, рост зародышей
и укрупнение зерен.
Образование зародышей. Процесс рекристаллизации имеет
много общего с образованием кристаллов из расплава. Образова-
ние зародышей новых кристаллитов возможно только тогда, когда
атомы посредством нагрева получают достаточную энергию дви-
жения для того, чтобы онн моглн покинуть свои старые места.
Минимальная температура, необходимая для начала рекристалли-
зации, у отдельных металлов различна: для золота требуется
около 400е С; для меди и серебра — 200° С; свинец н цинк ре-
кристаллизуются при комнатной температуре, а это значит, что для
этих обоих металлов деформация и рекристаллизация «перекры-
ваются» н промежуточный отжнг нм не нужен.
Рекристаллизация является диффузионным процессом. Сна-
чала возникают зародыши новых рекристаллизованных зерен.
Они образуются в участках, где в результате деформации сосре-
доточены наибольшие искажения решетки, т. е. у Гранин деформи-
рованных зерен или плоскостей сдвига внутри зерен (рис. 91)-
Рост зародышей. Если подвод тепла к металлу продолжается, W
то все большее количество атомов выделяется из старых напря-
женных зерен н присоединяется к новым зародышам зерен.
В противоположность кристаллизация из расплава этот процесс
является меиее направленным, так как образование центров кри-
сталлизации н рост всех кристаллов происходят одновременно,
и благодаря этому рекристаллизованная структура имеет мел-
кие и скругленные зерна. Когда деформированные зерна пол-
ностью исчезнут, первичная рекристаллизация заканчивается.
128
fj)
6)
Рис. 91. Возникновение рекристаллизованной микроструктуры металла (сталь
' °ЛГ С, степень дефо| нации после шл .дной прокатки — 90%) (Х2000): а —
п»/ктура noc.iv прокатки, рекрис.атлизованных зерен ист; б — возникнове-
'' рвых небольших р« крис лизованных зерен между деформированными
кристаллическими; в — структура после рекристаллизации
° Бпеполь
129
На практике этот процесс происходит в течение нескольких
секунд (рис 92)_
Укрупнение зерен. После завершения первичной рекрнст^|
зацни в процессе последующего нагрева происходит рост одних
рекристаллизованных зерен за счет других- Этот процесс роста
новых зерен называют собирательной рекристаллизацией. Она
вызвана стрс । гением системы к уменьшению свободной энергии
Чем крупнее герно, тем меньше его поверхность, а следовательно,
и запас свободной энергии. Рост зерна иоснт диффузионный ха-
рактер н протекает путем постепенного присоединения атомов
исчезающих зерен к кристаллической решетке растущего зерна,
зерна как бы «съедаются» своими соседями.
Для уменьшения опасности появления крупнозернистой струк-
туры следует отжигать металл быстрее, не выдерживая его при
высоком нагреве дольше, чем это необходимо
Зависимость величины зерна от степени деформации и тем-
пературы рекристаллизации. Если металл перед нагревом не де-
формирован или деформирован очень слабо, то может случиться,
что исходная структура после нагрева останется без изменения,
т. е. рекристаллизации не произойдет (рнс. 93, а). Только при
определенной, так называемой критической ете-
пени деформации, зерно начинает быстро
расти. Структура металла получается крупнозернистой
(рис. 93, б).
Чем выше степень деформации, тем больше образуется центров
кристаллизации н тем больше может возникнуть зародышей зе-
рен. Зависимость величины зерна рекристаллизованной струк-
туры от степени деформации отчетливо видна иа рис, 93, в, г и
на рис. 94. Эта зависимость с небольшими отклонениями отно-
сится также н ко всем благородным металлам и сплавам иа их
основе.
Так же, как и степень деформации, на рекристаллизованную
структуру большое влияние оказывает температура нагрева.
Как уже ранее говорилось, минимальная температура
рекристаллизации (или порог рекристаллизации) раз-
лична для каждого металла. Чем больше разность температуры
нагрева и порога рекристаллизации, тем быстрее растут кристаллы.
При высокой температуре и длительном времени выдержки нагре-
того металла происходит интенсивный процесс собирательной ре
кристаллизации.
На рнс. 95 на примере золота показана зависимость величины
зерна от степени деформации и температуры нагрева. Из вы не-
сказанного следует, что крупнозернистая структура возникает
из-за малой степени деформации, высокой температуры нагрева,
медленного нагрева при отжиге и продолжительного времени вы-
держки.
Так как такая структура для дальнейшей обработки *,а"
лопригодна из-за склонности к образованию трещин, то ДДЯ
130
Рис. 92. Схема образования зародышей
новых кристаллов и последующего их
роста при рекристаллизации
б)
Схема изменения исходной микр"-
уктуры металла при пластической де-
•' I 1иции (квадратное поле) и микрострук-
после рекристаллизации (круглое
'•)' а — при отсутствии деформации;
' — при степени деформации 10%; в —
пРл степени деформации 50%; г — при
степени деформации 75%
Рмс. 94 Зависимость ве-
личины рекристаллизо-
ванного зерна алюминия
от степени пластической
Лйформ^ции; сверху вниз:
повышение степей и д-фор-
мации вызывает уменыпе-
шенис величины зерна
131
получения благоприятной мелкозернистой структуры необходимо
соблюдать след' ощис правила:
1) подвергать металл максимальной степени деформации; |
2) нагревать заготовки при рекристаллизации как можно
быстрее до необходимой температуры;
3) строго соблюдать требуемую температуру отжига;
4) не превышать требуемую длительность отжига.
Рис. 95. Объемная диаграмма рекристаллизаций золота
19. ОКИСЛЕНИЕ ПРИ НАГРЕВЕ
Отношение чистых металлов к кислороду. При рассмотрении
вопроса о влиянии газообразных веществ иа свойства сплавов
упоминалось о взаимодействии кисторода с чистыми металла ли
Здесь дается еще раз краткое сопоставление процессов окисления
металлов и сплавов при нагреве.
Золото. Ни в твердом, ни в жидком состоянии оно с кислорО’
дом не взаимодействует.
Платина. При температуре 1000° С на поверхности металла
образуется тонкий окнсный слой.
Палладий. При нагреве образуется окисел, который снова
восстанавливается при температуре 870е С.
132
родий, иридий, рубидий, осмий. Эти металлы образуют о кис-
лородом при высоких температурах более стойкие окислы, чем
платина в палладий, но эти окнслы ие оказывают заметного влия-
ния из общие свойства сплавов. Склонность этих металлов к окис-
лению значительно уменьшается, если они находятся в сплаве.
Серебро. Оно образует два вида ок и ело в, которые разлагаются
при температуре выше 180° С. Более важным свойством серебра
является его способность растворять в себе при высоких темпе-
ратурах большое количество кислорода. Наибольшая раствори-
мость кислорода находится при температурах, близких к темпе-
ратуре плавления серебра. С понижением температуры кислород
выделяется из металла.
Медь. Этот металл не является благородным н с кислородом
образует закись медн Си2О, которая далее окисляется до СпО.
Эти окислы образуют на поверхности металла слой, который пре-
пятствует дальнейшему проникновению кислорода внутрь ме-
талла. При длительном отжиге атомы медн диффундируют через
этот слой на поверхность и окисляются. Таким образом происхо-
дит наращивание окисного слоя. Чем толще становится окисный
слой, тем труднее диффундировать атомам медн через него, и при
определенной толщине этого слоя диффузия меди на поверхность
прекращается.
Из вышесказанного можно сделать вывод, что кислород не
оказывает вредного действия на золото н платину, а вредное дей-
ствие кислорода на свойства сплавов происходит нз-за образова-
ния окислов серебра н медн, поэтому на сплавах, содержащих
серебро и медь, следует остановиться подробнее.
Сплавы серебро-медь. В сплавах серебро-медь проявляется
различное отношение металлов к кислороду: серебро при высоких
температурах поглощает кислород, проводит его внутрь сплава.
При этом происходит окисление медн. Кроме того, медь окисляется
непосредственно на поверхности сплава. У богатых серебром го-
могенных твердых растворов отчетливо наблюдается «внутреннее
окисление». На поверхности сплааа образуется очень тонкий слой
окиси медн, через который кислород сравнительно легко прони-
кает внутрь. Серебро интенсивно поглощает кислород, который
окисляет находящуюся в сплаве медь до Си2О (рис. 96). В области
сплава 800/^ Ag окисляемость металла достигает наибольшего
значения. В этих сплавах большое содержание меди приводит
к образованию толстого внешнего окисного слоя. С другой сто-
роны, еще достаточно большие кристаллиты a-твердого раствора
проводят кислород анутрь елнтка и под поверхностным окисным
слоем образуется внутренний окисный слой, состоящий нз закиси
меди Сп2О (рис. 97).
С уменьшением содержания серебра уменьшается склонность
сплавов к внутреннему окислению, так как мелкозернистая эвтек-
тическая структура препятствует диффузии кислорода в сплав,
и окисление происходит лишь на поверхности сплава. У заэвтек-
133
Рнс. 96. Внутреннее окисление сплава
серебра 965 пробы (прокаливание иа
воздухе с выл- эжкой 1 ч прн темпера-
iype (700' С), 1 < 100)
Рис. 97. Внешнее и внутрикнее окисле-
ние сплава серебра 835 пробы (про-
каливание на воздухе с выдержкой
6 ч при температуре 700° С); (X 260)
Рис. 98. Обегав® гный серебром внеш-
ний слой, слой СиО и 1 стереженная
зона, соде[ . -ни <« Cu2O н^ -новной
структурой (после ыноюкратвиго про-
калив, шя па вс _.е при темпера-
туре 700е С и последующего травле-
ния); (Х250)
тическнх сплавов проникне.
вен ню кислорода препятст-
вуют кристаллы р-тверлиго
раствора и окис пение пр>
исходит преимущественно
только на поверхности. При
обработке ювелирных спла-
вов серебра, с содержанием
серебра выше 80%, внешний
окисный слой удаляют трав-
лением в кислоте, которая,
однако, не растворяет вну-
треннюю окненую зон\ При
многократном повторении
отжига и травления медь
диффундирует на поверх-
ность сплава, окисляется и
окисный слой удаляется
травителем Это приводит
к появлению на поверхности
сплава тонкого, обогащен-
ного серебром слоя, который
почти не окисляется и хо-
рошо проводит кислород
внутрь сплава, что приводит
к глубокому внутреннему
окислению (рис. 98) При
последующей шлифовке и
полировке обогащенный се-
ребром слой снимается и ня
поверхность выстулаег вну-
тренний окисный слой в виде
сер о-голубых пятен. Вну-
тренний окисный слой ослаб-
ляет поверхность металла,
способствуя его шелушеншЦ
и расслоению.
Сплавы золото-медь. При
незначительном содержании
меди на поверхности i ла-
ва прн отжиге образует-
ся тонкий окисный 'й,
толщина которого из-за дна
фузни атомов меди на по-
верхность медленно рь:тет
С увеличением содержания
меди внешнее окисление
сплавов увеличивается. Од*
134
повременно с этим пропс-
хопит слабое внутреннее
окисление. Так же, как и
Б сплавах серебро-медь,
этот внутренний окисный
слой почти невозможно уда-
лить травлением.
Сплавы золото-серебро-
мед ь. Отношение этих трой-
ных сплавов к кислороду
при отжиге легко можно
проследить из сказанного
выше
Обедненные золотом спла-‘
вы 333 пробы при высоком
нагреве окисляются так же,
как сплавы серебро-медь.
Сплавы с большим содержа-
нием серебра имеют значи-
тельную зону внутреннего
окисления (рис. 99); у крас-
новатых, обогащенных медью
сплавов преобладает внеш-
нее поверхностное окисление
(рнс. 100).
На рис. 101 показано из-
менение гетерогенной струк-
туры а + 0-твердых рас-
творов сплава золота 333
пробы в краевой зоне. После
многократного отжига и
травления в поверхностной
зоне образовался слой жел-
то-зечеиого цвета, состоящий
из золота и серебра. Медь
продиффунднровала на по-
верхность и окислилась.
У сплавов с содержанием
золота выше 50 нс боль-
шим содержанием серебра
окисление при отжиге незна-
чительное, в то время как
сплавы такой же пробы
в большим содержанием меди
окисляются значительно
сильнее, прн этом могут
появиться н внутренние
окисные зоны.
Рис. 99. Внутреннее и внешнее окииЛе-
ние у сплава а. лота 333 npt-Оы желтого
цвета (прокаливание ни воздухе с вы-
держкой 6 ч при температуре 800° С);
( 400)
Рис. 100. Внутренг -е и внешнее окис-
ление сплава зелота S33 пробы крас*
него цвета (прокаливание на воздухе
с выдержкой 6 ч при температу| •
“00° С); ' 260)
Рис. 101. Обеднею*»я ме^ыо ь_, жвля
зона над гетерогенной структур j спла-
ва золота 333 пробы, подвергнутого
многократному прикчливанию и трав-
лен ию (4800)
135
Сплавы золота 750 пробы имеют наименьшую склонность
к окислению. При отжиге образуется лишь только тонкий окисный
слой иа поверхности металла, который может быть легко удален
травлением.
20. СТАРЕНИЕ
Сущность процесса и условия возникновения. Этим понятие^
охватываются различные явления, основанные на превращении
структуры в твердом состоянии между температурой солидуса
и комнатной температурой в результате которых происходи?
изменение свойств сплава.
Старение происходит при медленном охлаждении после
отжига или после закалкн и выдержки прн определенной темпе-
ратуре Старение может наблюдаться во всех системах, где по
диаграмме состояния имеется линия насыщения твердого раствора,
отвечающая уменьшению предела растворимости при охлаждении.
При нагреве растворимость компонентов сплава увеличи-
вается, и при закалке из-за быстрой скорости охлаждения струк-
тура как бы замерзает, т. е. образуется пересыщенный твердый
раствор. Атомы растворенного компонента стремятся выделиться
из решетки твердого раствора, смещаются в иен и исквжают ее.
Образующиеся мельчайшие выделения представляют собой дис-
персную фазу, которая до известного предела, называемого кри-
тической степенью дисперсности, производит увеличение твер-
дости («твердеине») сплава.
Так как в данном случае на повышение твердости влияют,
главным образом, дисперсионные частички фазы, выделяемой из
закаленного «вердого раствора, то такой процесс старения при-
нято называть дисперсионным твердением. После старения твер-
дость некоторых сплавов настолько увеличивается, что дальней-
шая механическая обработка нх затрудняется. Для устранения
этого недостатка перед обработкой эти сплавы необходимо за-
каливать.
Процесс дисперсионного твердения, или ста-
рения, при нормальной температуре иногда протекает очень мед-
ленно, и твердость в течение этого времени не достигает макси-
мального значения Тогда сплав нагревают до определенной тем-
пературы и процесс ускоряется. Такое старение принято называть
искусственным в отличие от естественного, происходящего при
обычной (комнатной) температуре.
Искусственное стареине закаленного сплава
представляет собой его низкий отпуск, но так как с понятием
отпуска большей частью связывается представление о снижении
твердости закаленного сплава, а прн старении твердость обычно
повышается, то в практике принято делать различие между этими
обоими понятиями. Очевидно, прн отпуске температура нагрева
толжна быть выше, чем прн искусственном старении. Границу же
между инми установить трудно.
13G
рассмотрим примеры процессов выделения фаз в твердом со-
стоянии у основных сплавов, применяемых в ювелирном деле.
Причины старения. Снижение растворимости в эвтектических
системах. От конечных точек эвтектической линия,т.е.точек макси-
мальной растворимости ком-
понентов Ag и Си в твердых
растворах аир (см. диаграм-
му состояния на рив. 16, а),
отходят вниз выпуклые кри-
вые, которые в области твер-
дого состояния доходят до
инзкнх температур. Эти кри-
вые показывают уменьшение
предела растворимости ком-
понентов с понижением тем-
пературы. Например, a-твер-
дый раствор при темпера-
туре 779* С содержит в себе
9% меди; при температуре
200° С содержание меди
уменьшается до 1%. Избы-
ток меди выделяется в виде
Рис. 102. Пластинчатые выделения Р-твер-
дого раствора в сплаве серебра 965
пробы после четырех часов выдержки
при температуре 400'' С (Х800)
р-фазы по границам зерен (рис. 102). Так, например, сплав
965 пробы сначала затвердевает с образованием однородного
a-твердого раствора (рнс. 103), который прн переходе кривой
максимального насыщения
распадается на а- и 0-твер-
дые растворы. Чем ниже па-
дает температура, тем меньше
становится растворимость
компонентов н тем больше
становится р-твердо го рас-
твора в общей структуре
сплава. Здесь в качестве
примера приведен сплав со
стороны серебра, но анало-
гичный процесс выделения
будет происходить и со сто-
роны меди на этой диа-
грамме.
Распад однородных твер-
р.„. Л dwx растворов. Весьма Схо-
жие. 103. Гомогенный твердый раствор ж г
сплава серебра 965 пробы (Х400) Леи в вышеописанным явле-
нием процесса распада, ко-
торый наблюдается, например, в системе Au—Ni (см. рис. 46).
Здесь совершенно также, независимо от состава, сплав затвер-
девает вначале в виде однородного твердого раствора. 3<пем
с понижением температуры сплав входит в область распада н из
137
первоначальной однородной структуры образуются обогащенные
золотом пли никелем твердые растворы с ограниченной рас-
творимостью, выделяющиеся в виде вторичных кристаллитов по
границам зерен.
Перестройка атомной решетки. Изменение атомной решетки
при распаде особенно хорошо видно в системе золото—медь.
Внутри каждого кристаллита
атомы обоих метвллов про
изволыю соединяются и упо-
рядочиваются в соответствии
с решеткой гранецеитрнро-
ваиного куба В процессе
охлаждения сплавы, состав
которых отвечает химической
формуле, в соответствия с ва-
лентностью меняют свело ме-
k •• таллическую саязь на хими-
ческую AuCu Это соотиоше-
Рис. 104. Гомогенный твердый раствор
сплава Au—Си 750 пробы „осле отжига
при температуре 700° С (X 320)
ние соответствует сплаву
750/осо Au Кубическая гра-
нецентрированная решетка
с неравномерно распределен-
ными атомами золота н меди
переходит прн падении температуры, в районе области превра-
щения сначала в также неупорядоченную тетрагональную ре-
шетку. В конце концов атомы эюй вновь образованной решетки
располагаются правильно.
в порядке, отвечающем ука-
занному химическом) соеди-
нению (рис 104 и 105)
У соединения AuCu3, соот-
ветствующего сплаву 500/здц
Au, решетка гранеиен1риро-
ввнного куба сохраняется и
прн охлаждении- Хаотически
размещенные атомы упоря-
дочиваются в соответствия
с химическим соединением
так, что в конце концов оба
вида атомов чередуются друг
с друюм в строгом порядке.
Старение важнейших спла-
вов благородных металлов.
Сплавы ссребрп-лидл О про-
цессах в<. г-. • ния в сплавг
Рнс, 105. Структура сплава Au—Си 750
пробы с преобразованной решеткой пос-
ле выделения AuCu (выдержка 20 мни
при температуре 350° С); (X 320) 1
серебро-медь уже упоминалось
выше Он >ных уе ювий старения этих сплавов достигают
тем, что их изливают, выдерживают при температуре 300° С
медленно охлаждают. Наибольшее значение твердости при ста-
и
'38
рерии наблюдается у сплава 925/^ Ag. Его твердость g 68 кге/мм1
J, отожженном состоянии увеличивается после старения до
I6tкгс им2 i лаэвгектических сплавов твердость при старении
повышается незначительно.
Сплавы золото-серебро-медь. Диаграмма сплавов золота 333
пробы (рис 106) напоминает диаграмму сплавов серебро-медь
р области гомогенных сплавов твердость и прочность после та-
р<ния достигают максимума У сплавов 585 |>ы Ан и 750/поо Ли
распадение раствора происходит прн более низких температурах.
Ли
ШммСи- —
Рис. 106. Распад фаз и преобразование кристаллических
решеток в тройной системе Au—Ag—Си
Этим объясняется большой эффект старения этих сплввов и осо-
бенно сплавов 585 пробы. На рис. 107 и 108 отчетливо видно вы-
деление p-фазы по границам зерен сплава 585 пробы. У сплавов
750/^ Au красного цвета эффект старения достигается за счет
упорядочения кристаллической решетки.
Сплавы платины и белого золота. Сплавы системы Au—Pt
распадаются в твердом состоянии на обогащенные золотом и пла-
тиной твердые растворы, особенно при содержании золота от
70 до 10%. Уже в закаленном состояния твердость сплавов со-
ставляет от 100 до 150 кгс/мм®. Старением значение твердости
увеличивается до 400 кгс/мм®.
В сплавах золото-палладий при всех температурах
сохраняется одновременно твердый раствор и поэтом эффекта ста-
рения не наблюдается. В сплавах золото-никель (см. рис 46)
1»'
происходит распад твердого раствора, одиако твердость при этом
повышается незначительно.
В сплавах серебро-платина прн содержании платины
от 60 до 90% обработка возможна только тогда, когда они за-
Рис, 107. Начало выделения Р-твердого
раствора по границам зерен трехкомпо-
нептного сплава 585 пробы (литая струк-
тура после 15-ми путной выдержки гр и
температуре 400° С); (X 100)
калены при температуре
800е С; старением в некото-
рых случаях твердость по-
вышается до 200 кгс/мм1.
Практическое значение и
технология выполнения ста-
рения. Если сплав, склонный
к старению после литья или
отжига, медленно охлаждает-
ся, то появляются условия
для проведения старения.
Прочность металла в ряде
случаев повышается настоль-
ко, что дальнейшая механи-
ческая обработка его енлыю
затрудняется. Это явление
особенно отчетливо наблю-
дается у сплавов золота
750 пробы.
С другой стороны, сплавы, склонные к старению, имеют преиму-
щества, заключающиеся в том, что износоустойчивость изделий
значительно повышается, а эластичность, упругость и прочность
материала увеличиваются.
Последнее позволяет исполь-
зовать в изделиях меньшую
толщину драгоценного метал-
ла н обеспечивает его эко-
номию.
Технология про-
ведения старения
заключается в нагреве заго-
товки или изделия до нуж-
ной температуры и последую-
щей закалке; затем ее нагре-
вают до температуры отпу-
ска, выдерживают необходи-
мое время и медленно охла-
ждают.
Рис. 108. Участок микроструктуры того
же сплава, что и па рис. 107, при 1600-
кратном увеличении. Отчетливо видны
пластинчатые выделения ^-твердого
раствора
Для предотвращения все-
возможных ошибок прн проведении старения следует руковод-
ствоваться режимами, приведенными в табл. 16-
При обработке сплавов золота старением следует помнить, что:
1) высокая температура отпуска ускоряет процесс старения,
но твердость и прочность при этом повышаются незначительно,
140
Таблица 16
Режимы термообработки и старения сплавов золота
, v |( .»гнве CfK»«*U ТермооГи ✓.яка Отпуск
h Й LI- т к.и«а*гч . o.Lx— Г <• 1 pirrvoa 01 пу;к« С Время ««тп».-к8, МНР Твердость НВ, кгс/мм’
о ч h
T-i ооо Au желтый 750 Темно-вншнсвый Закатк4 400 5 104 195
750/qoo Au р<. <овый 750 » » 400 5 105 200
750/™ Au белый 800 Вишневый Медленное на воч.11, »е Нестареющий
58- «мт Ан бледно-жел- то-зеленый 750 Темно-вишневый Закалка 400 10 70 165
5в5‘ооо А и желтоватый 750 > » 300 10 70 145
585/oqo Ан желый 700 Светло-красный » 300 20 120 —
SM •„> Au желтый 750 Темно-вишневый » 450 10 130 200
,'nno Ац оранжевый 750 » > .300 10 120 150
58.’> Ли красный 750 • » 300 15 95 175
' ’ ™ Au 'W'lLIH 800 Вишневый Медленно- иа вгту1>»: Нестареющий
ЬЛО Au -жел- г, еленый 650 Темно-кра< ный Закалка 300 10 116 150
м Ли жсТТЫЙ 650 • 250 15 117 155
3—.„ Au ЛС I гни С \| 600 • • Нестар еющий
3 лпц А и i ^евый 650 » 300 10 103 нз
’OJ n(l0 Au Di-.’ВЫЙ 1 uu. Au кр,и ный 650 650 • Не.™ юющий »
ill
Рис. 109. Универсальная пли га для укладки
npf.iMnT<iB при сжше и пайке
так как выделяющиеся при этом дисперсионные частицы крупнее,
чем при ни ком отпуске;
2) по. ле деформации и рекристаллизации старение провдаЯ
дит интенсивнее, чем после литья;
3) в гетерогенной области сплавов 333/W0 Au старение происхо-
дит быстрее, чем в гомогенной области сплавов 333/оос Дц
585 Au и 750 000 Au:
4) чем аы. держание золота, тем больше время старения
21. ПРАКТИ’И :коь ВЫПОЛНЕНИЕ ТЕРМООБРАБОТКИ
Устройства для нагрева. На небольших предприятиях нагрев
для отжига обычно производится газовым пламенем Небольшие
заготовки укладывают на основании, покрытом прокаленным
углем, нли на угольную
плиту и нагревают паяль-
ной лампой. В качестве
основания применяются
также специальные плитц
(рис. 109). Нагрев в этих
случаях имеет го преиму-
щество, что подвод тепла
к заготовке происходит со
всех сторон и она не ис-
кривляется. Так как конт-
роль температуры нагрева
осуществляется по цвету каления, то нагрев должен проводиться
в затемненном месте мастерской, чтобы на цвет нагретого металла
не оказывали влияния погода и время дня.
Лучше, чем открытое газовое пламя, для отжига подходят
муфельные печн, обогреваемые газом или электрическим то кем.
Для контроля температуры муфельные печи следует оснащать
термопарами н терморегуляторами.
Защита от окисления. Если сплав при нагреве окисляется
только на поверхности, го, как правило, защитные мероприятия
по предупреждению окисления не проводятся. Более опасным
является внутреннее окисление у сплавов, предрасположенных
к нему, и в этом случае следует применять предупредительные
меры. К ним относится безокислительный нагрев в вакууме,
в защитной атмосфере н в расплавленных солях.
Вакуум Нагрев в вакуумных печах дает гарантии тому, что
вредное действие кислорода исключается. Однако для неболь-
ших и средних предприятий вакуумные печи нерентабельны
Защитная атмосфера. Нагрев в защитной газовой среде, не
содержащей кислорода, например в аммиаке, не полностью го-
жженном бытовом газе, окисн углерода и других восстановитель-
ных газах не только препятствует вредному действию кислорода
но и осветляет поверхность металла. Однако этот способ нагрев»!
выгоден только при переработке кр\ пиых партий полуфабрикатов.
142
Подобных результатов можно достичь сравнительно простыми
средствами, напрнмер, в муфельных печах нагрев часто проводят
под плотным слоем мелкого древесного угля Раскаленный уголь,
сгорая при недостатке воздуха, образует окнсь углерода, которая
препятствует доступу кислорода к металлу. Недостаток этого
способа заключается в том, что окись углерода не имеет запаха,
токсична, и поэтому необходимо применять меры для полного
удаления ее из помещения.
При больших масштабах производства заготовки нагревают
в соляных ваннах. В последних находятся смеси солей, плавя-
щиеся при постоянной температуре, обычно свыше 500° С. Изде-
лия погружаются в расплав солей, выдерживаются там необхо-
димое время (пока не рекристаллизуется металл), затем выни-
маются, а оставшаяся на их поверхности соль удаляется. Основ-
ными преимуществами этого способа являются быстрый нагрев
полуфабрикатов, так как тепло передается непосредственно на
металл, и надежная защита металла от окисления; кроме того,
по известной температуре плавления соляной смеси можно точно
установить температуру нагрева металла при отжнге.
На небольших предприятиях отжиг мелких изделий зачастую
производят в муфельных печах под слоем борной кислоты. Изде-
лия «пудрят» борной кислотой, погружают на противень и поме-
щают в муфельную печь; нх поверхность при этом не только ие
окисляется, но даже сохраняется полировка.
Закалка. Закалка отличается от отжига тем, что здесь при-
меняется очень большая скорость охлаждения заготовок. Простей-
шей закалочной средой является вода. Однако вода является
резкой закалочной средой. Из-за высокой скорости охлаждения
в металле возникают температурные напряжения, которые иногда
приводят к появлению трещин.
Закалка в спирте происходит более мягко, чем в воде, так как
пары спирта образуют около поверхности изделия защитную ру-
башку, препятствующую резкому охлаждению и тем самым сни-
жающую температурные напряжения- Кроме того, спирт очищает
поверхность металла. Большие заготовки нельзя закаливать
в спирте, так как сильный разогрев спирта и интенсивное испаре-
ние приводят к его воспламенению. Травильный состав в качестве
закалочной среды применять нельзя, так как часзицы кислоты
проникают в структуру металла и разъедают его
Практические рекомендации при проведении термообработки.
Для получения оптимальной структуры необходимо перед отжигом
металл максимально деформировать, а отжнг проводить прн воз-
можно более низкой температуре; время огжига должно быть
Минимальным. Для уменьшения окисляемостн необходимо отжи-
Гагь металл возможно реже. Сплавы, склонные к окислению,
особенно к внутреннему, должны нагреваться с применением ер,
Предупреждающих окисление (защита слоем древеспы’о у1ля,
покрытие из борной кислоты и др.).
143
Сплавы, склонные к старению, следует закаливать. Сплавы,
содержащие никель и палладий, нельзя нагревать открытым газо-
вым пламенем, так как прн этом образуются вредные сернистые
соединения.
ГЛ X В А 8
КОНТРОЛЬ И ИЗМЕРЕНИЕ ДЕТАЛЕЙ
22. ОСНОВНЫЕ ПОНЯТИЯ
Контроль (поверка). Прн контроле устанавливают соответ-
ствие заготовки, полуфабриката или готового изделия требова-
ниям, относящимся к нх габаритным размерам, форме, прямоли-
иенностн, плоскостности, взаимному расположению поверхно-
стей и т. п. Контролем не определяют тот или иной размер изделия
илн детали, а только устанавливают, находится ли действительный
размер поверяемого предмета в заданных пределах Поэтому кон-
трольно-поверочные инструменты (угольники, шаблоны, калибры
и др.) обычно не имеют измерительной шкалы
Измерение. Под измерением подразумевают сравнение изме-
ряемой величины, например диаметра кольца, с другой величи-
ной, принятой за единицу- Прн измерении определяют действитель-
ные размеры предмета посредством измерительных инструментов
или приборов. Размеры выражаются в общепринятых стандартных
единицах измерения, например, в мм, ем, м и г. д. Приборы и ин-
струменты для измерений снабжены измерительной шкалой, по
которой можно снять показания, соответствующие проверяемому
размеру. К сожалению, во многих ювелирных мастерских еще
недооценивают значения контроля и измерения, и это зачастую
приводит к браку в работе. Так, например, металл можно пра-
вильно обрабатывать прокаткой только в том случае, если точно
проверять его толщину микрометром; однако не везде применяются
и правильно используются эти точные измерительные приборы.
Ценность контрольно-измерительных приборов заключается в их
точности и стабильности показаний. Только при хорошем обраще-
нии с ними можно сохранить эти качества. На рабочем столе
приборам н измерительному инструменту необходимо отводить
специальное место, хранить их следует в футлярах или чехлах.
Контрольные и измерительные приборы созданы для определен-
ных целей, и нх нельзя использовать для какой-либо другой ра-
боты Штангенциркуль не должен служить ригелем для правки
колеи и ушек, а угольник — рихтовочной плитой. Тому, кто
использует микрометр в качестве струбцины, нечего жаловаться
на его неточность.
Мерительные инструмент]-! иьготовляют из инструментальных
сталей и подвер] ают закалке для повышения их твердости и из-
носостойкости
144
23. ПОВЕРОЧНЫЕ ИНСТРУМЕНТЫ
Лекальная линейка. Эта линейка является простейшим видом
поверочного инструмента. Ее используют для поверки прямоли-
нейности и плоскостности обрабатываемых заготовок, или готовых
изделий Линейки длиной до 225 мм имеют односторонний или
двусторонний скос со слегка закругленным ножевидиым ребром.
Линейку устанавливают острым ребром перпендикулярно к кон-
Рис. 111. Поверка диаметров: а — крон-
циркулем; б — нутромстром
Рис. 110. Возможные способы по-
верки взаимного расположения по-
верхностей упорным угольником
тролируемой поверхности и располагают вместе с изделием между
глазом наблюдателя и источником света; по просветам — свето-
вым щелям — определяют отклонение поверхности от прямолиней-
ности. Заготовку доводят затем в тех местах, где она соприкаса-
лась с лнненкой, чистовым опиливанием и шлифованием.
Угольник. Простой угольник состоит из двух металлических
полос (колен), расположенных строго под углом 90° друг к другу.
Для определения прямоугольиости заготовки ее устанавливают
внутрь угольника и прижимают к обеим сторонам его. Можно
приставить угольник к заготовке его внешней стороной. Приклады-
вая угольник ребром к поверхности заготовки в разных направле-
ниях, можно определить по просвету отклонение поверхности от
прямолинейности и плоскостности.
Упорный угольник (с пяткой) имеет снизу короткого колена
выступающую по бокам упорную полосу, которую прижимают
к плоскости поверяемого предмета. При этом длинной стороной
угольника проверяют перпендикулярность расположения стойки,
выступа или другого элемента изделия (рис. 110).
Кронциркуль. Кронциркуль является переносным инструмен-
том. Он предназначен для сравнения размера предмета, например,
диаметра валика с размером, отсчитываемым по шкале линейки
145
По форме он напоминает обыкновенный циркуль, губки которого
загнуты внутрь или наружу для контроля соответственно внеш- *
них и внутренних размеров (рис 111).
Измерительный (разметочный) циркуль. Очень часто ювелиры
используют этот циркуль с заостренными ножками в качестве |
поверочного инструмента для сравнения размеров мелких заго-
товок и изделий, а также для поверки их по масштабной шкале I
линейки.
24. ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ И ПРИБОРЫ
Линейка. Обычная металлическая линейка — наиболее простой
и распространенный вид мерительного инструмента, применяемый
на ювелирных предприятиях. Точность измерения линейкой
обычно ограничивается 1 мм. Для уменьшения погрешности при
отсчете размера угол зрения должен составлять 90Q со шкалой
линейкн.
Штангенциркуль. С помощью штангенциркуля получают го-
раздо большую точность измерения, чем линейкой, не только по-
тому, что штангенциркуль надежно захватывает измеряемый
предмет, но и потому, что цена деления его точнее (до 0,1 мм)
(рис. 112).
Измеряемый предмет охватывается обеими губками 1 и 2
штангенциркуля. Подвижная губка 1 скользит вместе с рамкой 4
вдоль штанги 5 с миллиметровой 8 и дюймовой 6 шкалами Она
фиксируется при отсчете показания стопором 9. На рамке нане-
сены деления нониуса 10. Глубиномер 7 вынесен на обратную
сторону штанги. Штангенциркулем можно производить замеры
внешних и внутренних размеров. Мерительными губками можно
охватывать заготовки различной формы. Для измерения наружных
размеров используются осноаные мерительные губки; для измере-
ния внутренних размеров и разметки — вспомогательные заос-
тренные губки 3, находящиеся напротив основных- Обе пары мери-
тельных губок можно использовать также и для замеров параллель-
ности сторон заготовок. С помощью глубиномера замеряется глу”
бина отверстий и выступов В каждом случае измеряемый npeiwf®
держат так, чтобы ои не сдвигался, иначе могут возникнуть
146
ошибки в измерениях. Легким усилием губки штангенциркуля
прижимают к заготовке; при сильном нажиме показания будут
леечными и инструмент может испортиться. Если цнангенцир-
nyib установлен на нулевом положении, то его губкн должны ка-
саться друг друга так, чтобы между ними не было просвета.
Отсчет по нониусу показан на рнс. 113. Сантиметры и
миллиметры нанесены на основной шкале штанги, как у обычной
6)
р> Мепитлпьнлв школа
НОниуСНв* шлояа
Мерительная шкала
°Нонидсн(1я шкала10
Рнс. 113. Нониус штангенциркуля
линейки Десятые доли миллиметра определяются с помощью
шкалы нониуса, которая находится на рамке. Длина его милли-
метровой шкалы — 9 мм — делится на 10 частей (рис. ИЗ, а) Сле-
довательно, каждое деление иолиуса на 0,1 мм короче основного
де пения шкалы. Десятые доли миллиметра показывает риска
нониуса, совпадающая с риской основной шкалы.
В нашем примере отсчета по нониусу его нулевая риска
(рис. 113, 6) находится дальше двадцать пятого деления основной
шкалы. Четвертая рнска нониуса при этом совпадает с риской
основной шкалы, показывая тем самым, что нулевое деление но-
ниуса находится на расстоянии 4 ‘ 0,1 = 0,4 мм от двадцать пя-
того деления шкалы. Следовательно, установленный размер со-
ставляет: 25 -f- 0,4 = 25,4 мм.
Микрометр, Этот прибор (рис. 114) с тужит для точного опре-
деления небольших наружных размеров и прежде всего для изме-
рения толщины заготовок. Цена деления его шкалы, расположен-
ной по окружности барабана, составляет 0,01 мм.
В микрометре между неподвижным упором 1 (пяткой) и по-
движным шпинделем 3 (микрометрическим винтом) с небольшим
<*евым усилием зажимается измеряемый предмет 2. Скоба 8 свя-
147
зывает упор с полым стеблем 5, в резьбовой втулке которого вра-
щается микрометрический винт. На поверхности п._л я 5 нане-
сены две штриховые шкалы с ценой деления 1 ' . ещепные с дна
относитетьно другой на 0,5 i . Boi ст»-о н юащ^тся бара-
бан 7 (гильза) с круговой шкалой, pact > южеиной иа его скосе.
Этот барабан закреплен жестко иа микрометрическом винте и
вращается вместе г ним. Микрометрический винт может быть
застопорен в любом положении, например при фиксации замера,
посредством кольцевой гайки 4. В целях об< ’пе «ения постоянства
измеритсльного щпления микр ме-
трический винт снабжен проскаль-
зывающим храповым механи лом
(трещоткой). При измерении, вран тя
барабан, устанавливают шпиндель
на близкий к измеряемому размер.
Объект измерения удерживается
между пяткой и микрометрическим
винтом. Теперь шпиндель осторожно
го
Рис. 115. Делительный барабан
и делительная втулка микро-
метра доводят до соприкосновения с изме-
ряемой поверхностью вращением вин-
та трещотки 6 до проскальзывания храповой муфты. Поджнм шпин-
деля при контакте с измеряемой деталью нельзя производить
вращением гильзы барабана от руки, так как микрометрический
винт может испортиться и, кроме того, результаты измерения будут
неточными вследствие превышения измерительного усилия. Не-
обходимо также обращать внимание н иа то, чтобы проверяемая
деталь плотно и правильно лежала между пяткой и торцом изме-
рительного шпинделя; если она будет смещаться илн перекосится
во время отсчета показаний, то результаты измерения будут оши-
бочными. Обычно шаг резьбы микрометрического винта составляет
0,5 мм Это означает, что прн повороте барабана иа один оборот
измерительный шпиндель продвинется в продольном направлении
на 0,5 мм. Поскольку штриховые шкалы стебля смешены иа 0,5 мм.
то последнее деление, которое видно на шкале стебля перед обре-
зом барабана, может обозначать целые миллиметры илн 0,5 мм.
В нашем примере (рис. 115) на шкале стебля установлен размер
8,5 мм. Круговая шкала барабана поделена иа 50 частей, которые
соответствуют 0,01 мм. Если барабан повернется дальше на одно
деление, то шпиндель продвинется продольно на 0,01 мм. В при-
веденном примере ноннус барабана стоит на делении -|до — 0,27 мм,
совпадающим с горизонтальным указательным штрихом шкал» i
стебля. Общий размер замеряемого изделия, гаким об; азом, б, i
равен: 8,5 мм ф- 0,27 мм - 8,77 мм.
РАЗДЕЛ ВТОРОЙ
МЕТОДЫ ОБРАБОТКИ
ГЛАВА 9
КОВКА
25 ОСНОВНЫЕ ПОНЯТИЯ
Ковку считают первичной обработкой металла. В процессе
ковки заготовке, помещенной на наковальню, под ударами молота
придается требуемая форма за счет пластического деформирова-
ния металла. Если при обработке стали понятие ковка означает
только обработку ее в горячем состоянии, то в производстве юве-
лирных изделий под ковкой подразумевают изменение попереч-
ного сечення заготовки без снятия стружкн как в горячем, так
и в холодном состоянии. Когда листовой металл подвергают
волнообразным вдавливаниям н подъемам под ударами молотка,
то такой вид деформации называют выколоткой. Пластичность
благородных металлов и их сплавов в холодном состоянии в боль-
шинстве случаев достаточно велика, и поэтому необходимость на-
грева заготовок для кузнечной обработки возникает весьма редко
Различают предварительную и окончательную ковку.
Предварительная (черновая) ковка пред-
ставляет собой кузнечную обработку слитка для подготовки его
к дальнейшей деформации прокаткой, волочением и т. п.
Понятие окончательной (чистовой) ковки
охватывает все методы кузнечной обработки, с помощью которых
изделию придают окончательную форму
Изменение структуры и характер деформации металла при
ковке во многом сходны с процессами, рассмотренными при про-
катке. При каждом ударе молота происходит смещение атомов
отдельных кристаллитов по плоскостям скольжения и структура
полнкрнсталлнта изменяется точно так же, как это было описано
выше прн разборе сущности процесса деформирования. Однако
при прокатке эти явления наблюдаются отчетливее, чем при ковке,
149
имеющей свои характерные особенности. Механическая схема де-
формации металла под действием молота соответствует рассмо-
тренному выше случаю обжатия заготовки плоскими прессующими
поверхностями, образованными бойком молота и наковальней
(см. рис. 82). Так как эти поверхности в большинстве случаев
меньше наружной поверхности слитка, то они деформируют еди-
новременно лишь небольшую часть обрабатываемой заготовки (на-
пример, прн вытяжке металла). Формоизменение в этом месте наи-
большее, но оно сдерживается окружающим очаг деформации ме-
таллом, деформирующимся в меиьшей степени. Следовательно,
внутри проковываемой заготовки появляются структуры с неоди-
наковой степенью деформации и различными по размеру зернами
металла. При каждом ударе молота образуются области сильно
деформированного металла между слабо продеформ и рованными
зонами конусов скольжения. Может случиться, что при ковке
толстого слитка давление охватит лишь внешнюю зону, а серд-
цевина его останется непрокованной.
От формы бойка молотка, вида подкладного инструмента и
силы удара будет зависеть, в какой степени и в каком направле-
нии пойдет деформация заготовки.
26. ИНСТРУМЕНТЫ
Виды молотков. Классическим инструментом для обработки
металла является молоток с плоским и клиновидным скругленными
бойками, имеющими закаленные и отполированные поверхности.
Уолоток изготавливают из стали с содержанием углерода от 0,38
до 0,5% и с незначительными добавками кремния и марганца.
Деревянная ручка вставляется в отверстие н прочно расклини-
вается в нем (рис. 116). Прн ударе молотком металл вытесняется
во все стороны от точки приложения удара. Правильным выбором
наиболее подходящих по форме ударных поверхностей молотка,
а также точек приложения ударов можно усилить или ограничить
это выдавливание металла в стороны. Например, при расплющи-
вании или вытяжке заготовки необходимо выбирать такие точки
приложения ударов, чтобы металл насколько возможно вытес-
нялся в желаемом направлении; напротив, при выглаживании
поверхности и нзмельчеиии структуры по возможности исклю-
чают выдав тиваиие металла в стороны.
По форме рабочей поверхности и воздействию на металл
бойки молотков (рис. 117) классифицируют следующим
образом:
1. Плоские (рис. 117, а). Прн работе таким бойком дей-
ствие удара направлено почти перпендикулярно к обрабатывае-
мой поверхности и даже при большой силе удара металл лишь
незначительно вытесняется в стороны. Поэтому такие бойки не
подходят для значительного изменения формы заготовки, одиако
они незаменимы при отделке и сглаживании поверхностей
150
изделий. Кромки рабочей поверхности должны быть слегка скруг-
лены, чтобы после v харов молотком на повер кнести изделия не
оставались следы (вмятииы) от кромок бойка.
2. Закругленные, Если направление . тара таким бой-
ком остается перпендикулярным к обрабатываемой поверхности,
то при той же силе удара металл больше илн меньше вытесняется
в стороны в зависимости от степени кривизны поверхности бойка.
Гакнм молотком хорошо обрабатывать
металл, не допуская сильной деформа-
ции поверхности заготовки
3. Шаровидные (рис. 117, б)
По своему действию этот боек является
дальнейшим развитием бойка с закруг-
Рис. 116. Основной тип мо-
лотка ювелира:
1 — плоский боек; 2 — металли-
ческий клин: 3 — клиновидный
скругленный боек; 4 — рукоят-
ка
Рис. 117. Действие удара бойков различ-
ной формы: а — плоского; б — шаровид-
ного; в — клиновидного скругленного
ленной рабочей поверхностью. Усилия при ударе распределяются
по нормали к сферической поверхности. Трение на рабочей поверх-
ности бойка незначительное, поэтому он, по сравнению с плоским
бойком, проникает в металл гораздо глубже прн одинаковой
силе удара н действует сильнее на сердцевину заготовки. Боек
такой формы является наиболее подходящим для равномерной
разгонки металла во все стороны. Одиако шаровидный боек
оставляет на поверхности заготовки следы, которые обычно за-
глаживают молотком с плоским бойком.
4. Клиновидные скругленные (рис. 117, в). При
работе таким бойком основное усилие совпадает с направлением
удара. Одновременно с этим происходит сильное вытеснение ме-
талла в стороны. Боек, как клни, входит в металл и разгоняет
его под прямым углом к рабочей поверхности инструмента. Молот-
ком с таким бойком можно очень сильно изменять форму заго-
товки. Как н в предыдущем случае, остающиеся от ударов бойка
следы необходимо заглаживать ударами плоского бойка.
Этих четырех видов бойков молотков ювелиру вполне доста-
точно для проведения самых разнообразных ковочных работ
151
Виды наковален. В начале этого раздела упоминалось, что
заготовка формуется и обрабатывается не только молотком, но
и в такой же степеин посредством наковальни, являющейся опор-
ным инструментом Наковальня должна удовлетворять следующим
требованиям:
1) она должна быть массивной и являться надежной опорой
для заготовки;
2) в случае необходимости может быть использована в качестве
контрформы для заготовки;
3) она не должна ослаблять силу ударов и в то же время ие
должна поддаваться им.
Рис. 118. Обработка заготовки клиновидным бой-
ком па стальном бруске
Наковвльня, так же как и молоток, должна изготавливаться
из высококачественной легированной стали. Рабочая поверхность
ее должна быть закалена и отполирована.
Форма рабочей поверхности наковальни имеет такое же
большое значение, как и форма рабочей поверхности бойка мо-
лотка.
Для того чтобы быстро вытянуть заготовку, недостаточно
одного клиновидного бойка, необходимо, чтобы и рабочая поверх-
ность наковальни имела сходную с бойком форму. Прн выглажи-
вании заготовки, помимо молотка с плоским бойком, необходимо
иметь также и наковальню с гладкой плоской поверхностью
(рис. 118).
Брусковая наковальня. Гладкий стальной брусок является про-
стейшим видом кузнечной наковальни. Такой брусок может иметь
как острые, так и скругленные углы н грани Это необходимый
вспомогательный инструмент для повседневной работы юве-
лира.
Вставная наковальня (флихшток). Она имеет форму куба, на
конце которого имеется шип. С помощью шипа такую наковальню
можно легко и быстро закрепить на основании (деревянном чур-
бане или в отверстии стальной плиты). Рабочая поверхности се
может быть круглой илн прнмоуголыюй в плане, плоской или
152
полусферической. Для предварительной обработки прутковой за-
готовки лучше всего подходит большая вставная наковальня
с плоской поверхностью (рис. 119).
Двурогая наковальня (шперак). По форме напоминает обычную
наковальню, применяемую в кузнечных цехах, но имеет значи-
Рис. 119. Черная ковка прутка молотком с плоско-
закругленным бойком ня нетаьнои наковальне
тельно меньшие размеры. Собственно наковальня заканчивается
двумя конусными рогамн, один из них имеет прямоугольное сече-
ние, а другой — круглое Посредством откованного шипа шперак
крепится в стуле (чурбане) или зажимается в тисках (рис. 120).
Для специальных работ рога
наковальни могут быть очень
длинными или изогнутыми.
Ригель Конические браслет-
ные, кольцевые и оправочные
ригели также служат нако-
вальнями (рис. 121). Их по-
перечные сечения выбираются
в зависимости от назначения.
Браслетные ригели обычно
круглого илн овального сече-
ния; кольцевые рнгели всегда
круглого профиля, лишь неко-
торые имеют профрезероваииую
продольную каиавку для кон-
Рис. 120. Ковка кольца молотком с ша-
ровидным бойком па роге шперака
чнка камня; оправочные рнгели изготавливаются, кроме круглого
и овального профилей, с разнообразными многогранными попе-
речными сечениями, конфигурация которых определяется формой
отковываемых оправ.
Уход за инструментом. Ювелир должен помнить, что все
неровности на поверхности молотка или наковальни с каждым
ударом будут отпечатываться на заготовке. Поэтому очень важно
153
содержать кузнечные инструменты в хорошем состоянии, при этом
к инструментам предъявляются следующие требования:
1) рабочая поверхность бойков молотка должна быть настолько
твердой, чтобы она по возможности меньше изнашивалась и Ие
деформировал ась;
2) рабочие поверхности бойков молотка и наковальни должны
быть достаточно гладкими и по возможности хорошо отполирован-
ными;
Рис. 121. Ковка кольца плоским бойком молотка
на коническом ригеле
3) инструменты в процессе их эксплуатации должны оставаться
в безукоризненном состоянии за счет регулярного ухода за
ними.
Если на инструменте все же появились царапины, задиры,
выбоины илн вмятины, то необходимо их полностью удалить шли-
фовальным кругом, но так, чтобы не изменилась форма рабочей
поверхности молотка илн наковальни. Затем с помощью мелко-
зернистой наждачной бумаги и на полировальном круге следует
довести рабочую поверхность до прежнего блеска. Если инстру-
ментами пользуются редко, то их следует покрывать тонким
слоем смазкн для предупреждения появления ржавчины.
27. ТЕХНОЛОГИЯ КОВКИ ЮВЕЛИРНЫХ ИЗДЕЛИЙ
Предварительная коака. Как уже упоминалось в начале главы,
под предварительной ковкой понимается подготовка слитка
к дальнейшей обработке давлением: прокатке или волочению. Сли-
ток должен подвергаться предварительной ковке в следующих1
целях:
1) для измельчения дендритов н грубых кристаллитов с после*
дующим получением мелкозернистой однородной структуры в р<"
зулыате перекристаллизации при отжиге;
154
2) для полного сжатия пустот н пор металла с нх последующей
заваркой при отжиге (если стенки пустот не окислены);
3) для проковки сильными ударами сердцевины слитка, слабо
деформируемой ПРИ прокатке и волочении;
4) для придания необработанной заготовке требуемой предва-
рительной формы.
Рис. 122. Рессорный молот
Черновая ковка имеет смысл только тогда, когда
нет чл нодвергаегся значительной деформации Для этой цели
Жпильзуют поэтому тяжелый молоток и массивную стационарную
наковальню. Ковку плоских пластин производят поочередно
с (»бенх сторон молотком с клиновидным умеренно-закругленным
бойком, обрабатывая вторым переходом сторону считка, лежавшую
На наковальне. Затем слиток сглаживают ударами молотка с пло-
ской рабочей поверхностью. Четырехгранный пруток сначала про-
ковывается клиновидным бойком перпендикулярно к оси прутка.
Затем таким же образом обрабатывают противолежащую сторону
155
и две другие грани заготовки. Плоско-скругленным бойком обра-
батывают сначала все четыре ребра заготовки, а за гем четыре глав-
ные плоскости. Черновая проковка ребер по диагонали сечения
заготовки уменьшает опасность растрескивания металла. Если
круглый пруток нужно подготовить к прокатке, то достаточно'
придать ему квадратное сечение, использовав для Этой цели ми
лоток со слегка скругленной рабочей поверхностью бойка.
Для ковки больших слитков следует применять механические
молоты. Применение таких молотов облегчает труд, увеличивает
производительность и силу удара по металлу. При этом гаран-
тируется сквозная проковка до осевой зоны даже толстых слит-
ков. На рис. 122 показан рессорный молот. Приводной
вал вращает эксцентрик, который посредством шатуна сообщает
качательное движение рессорному коромыслу. Последнее приводит
в возвратно-поступательное движение «бабу» молота с верхним
бойком.
Преимущества рессорных молотов состоят в эластичности
удара бойка по металлу, в увеличенной за счет упругости рессоры
энергии удара и в их быстроходности.
Молот, приведенный на рис. 122, допускает регулировку хода
бабы весом 50 кг от 200 до 280 мм при числе ударов от 100 до
250 в мин.
Окончательная ковка. Завершающая изготовление ювелирного
изделия чистовая ковка является одним из немногих ме-
тодов обработки металла, который невозможно заменить никакой
другой обработкой. Материал заготовки, подвергающийся окон-
чательной отделке ковкой, должен обладать высокой пластично-1
стью и иметь относительное удлинение свыше 40%. Из сплавов
серебра для этой цели хорошо подходит сплав 925 пробы; из
сплавов золота — сплавы 750 пробы. Для улучшения эксплуата-
ционных качеств ювелирных изделий из этих сплавов после окон-
чательной ковки не следует проводить отжиг, а если ои необхо-
дим, то в готовом виде изделие следует подвергать старению.
Основные формы заготовок, получаемых методом ковки.
Исходным материалом обычно является литой пруток круглого
профиля. Для получения штабнка квадратного сечения сначала
проковывают пруток молотком с плоским, слегка закругленны!1
бойком с одной стороны по всей длине на флахштоке. Затеи его
переворачивают и проковывают противоположную сторону. По-ле
этого таким же способом обрабатывают две другие грани
(рис. 123, а). При работе необходимо следить за тем, чтобы вег
грани пересекались строго под прямым углом. При перекосе
граней штабика его сечение получает ромбовидную форму,
устранения дефекта заготовку следует перековать на шестигран-
ный профиль, затем до круглого прутка и далее снова начать
ковку на квадратное сечение. Если одни конец прутка проковать
больше, чем весь пруток, то получается первая основная фор'’3
кованого полуфабриката — клиновидное уширение штабнка
156
(рис. 123, б). Постепенно, проковывая две другие грани проти-
воположного конца штабика перпендикулярно к клину, получают
иготовку в форме вннта, при этим удлинение заготовки незначи-
тельно (рис. 123, в).
При ковке средней части исходного четырехгранного прутка
плоско-скругленным бойком получают в этом месте большую ши-
рину и меньшую толшииу заготовки (рис 123, а).
На рис. 123, д объединены описанная выше ковка клинообраз-
ных концов н середины штабика. Середина прутка квадратного
сечения при этом прокована перпендикулярно к его клиновидным
концам.
Если необходимо заострить конец прутка, то проковывают
все его грани в той же последовательности, как и при вытяжке
круглого прутка на квадратный профиль.
Ковку производят молотком с клиновидным бойком. Каждая
сторона обрабатывается таким образом, чтобы удары наносились
все сильнее по мере приближения к концу штабика для получе-
ния требуемого утонения заготовки (рис. 123, е).
На рис. 123, ж показано получение заготовки треугольного
профиля путем проковки прутка прямоугольного сечення клино-
видным бойком молотка по ребру штабнка, который при этом
изгибается.
Изделия разнообразных форм можно получить в том случае,
если пруток квадратного сечення согнуть, а затем проковать по
толщине в месте сгиба (рнс. 123, з).
На рис. 123, и, как и в предыдущем примере, пруток изогнут
посередине и место сгиба проковано на роге наковальни. Для
того чтобы у четырехгранной заготовки получить заостренный
конец круглого сечения, его вначале проковывают до формы,
показанной на рис. 123, к; затем это острие с квадратным профилем
перековывают на шестигранное сечение и далее иа круглое. На
рис 123, л показан полуфабрикат треугольного профиля с пере-
менными по длине сечениями. Последовательность его ковкн
следующая: четырехгранный пруток расковывают до треуголь-
ного профиля; затем проковывают ребро на середине прутка до
нужной толщины и далее ударами молотка граин снова доводят
до соприкосновения.
В результате такой ковки концы прутка имеют сечение равно-
• гороннего треугольника, а середина прутка — сечение равно-
яренного треугольника.
На рнс. 123, м изображена кованая заготовка сложной формы.
3"есь концы прямоугольного штабнка были прокованы до тре-
угольного профиля; при этом подвергался деформированию
только один кант штабика (как это было показано на рис. 123, ж).
Средняя часть прутка была перекована на треугольный профиль
путем деформирования другого его ребра. Благодаря такой ковке
получился чередующийся ритм поверхностей и ребер всего ИЗ-
ДЕЛИЯ.
157
Рис. 123. Основные формы заготовок, получаемых методом ковки
Рис. 124. Кованая булавка
Рнс. 125. Кольцо с кованрй ш инк ой
На рис. 123, н показана круглая заготовка, прокованная по-
середине молотком с плоским, слегка скругленным бойком.
Все рассмотренные формы кованых заготовок являются про-
стейшими, но они составляют элементы ювелирных изделий, ком-
бинируя которые, ювелир может изготовить любое украшение
(рис. 124 и 125).
Изготовление плоского кольца. Такое кольцо можно изготовить
штамповкой, литьем нлн ковкой. Для небольших предприятий
два последних способа наиболее приемлемы. Недостатком лнтья
является то, что вначале должна быть изготовлена модель н,
кроме того, существует опасность появления пор в металле.
Ковка, наоборот, улучшает структуру металла. Оптимальным
методом изготовления таких колец является отливка заготовок
с последующей их ковкой. В этом случае имеется возможность
Рис. 126. Переходы ковки обручальных колец; а — загоговка-
штабик; б — провальцованная развертка заготовки кольца; в —
Лбка заготовки на свинцовой плите; г—ж — различные оконча-
тельные формы колец
получить бесшовное кольцо с хорошей структурой металла. Литье
ювелирных изделий было подробно рассмотрено выше, здесь
остановимся детально на изготовлении таких колец методом ковки.
Общий ход работы. Независимо от формы кольца при его из-
готовлении ковкой выполняют следующие переходы (рис. 126).
1. Четырехгранный штабик подготовляют по толщине и ши-
рине до наибольшего поперечного сечения средней части кольца
(рис. 126, а). Затем концы штабика прокатывают в вальпах до
размеров сечения будущих частей шинки (рнс 126, б).
2. Посредством молотка на вставной наковальне (флахштоке)
головке и частям шинки кольца придают предварительную форму.
3. Предварительно откованной заготовке придают форму
кольца гибкой. Для этого берут стальную оправку диаметром, не-
сколько большим внешнего диаметра кольца, вбивают ее молотком
в свинцовую пластину и получают гибочный желоб. В этот желоб
укладывают заготовку кольца так, чтобы средняя часть заготовки
находилась посередине желоба (рис. 126, в). Стальную оправку
с диаметром, несколько меиьшнм внутреннего диаметра кольца.
Накладывают на заготовку и молотком сгибают ее, вгоняя в свин-
Цовый желоб. Тонкие концы шинки подгибаются окончательно
в тисках и а оправке.
159
4. Концы заготовки состыковывают и запаивают твердым
припоем. Далее шинку рихтуют па ригеле илн иа роге наковальни
и, согласно эскизу, производят окончательную ковку кольца.
Ниже приводится ряд примеров чистовой к овкн колец,
Кольцо подвергается предварительной ковке до полу чениц
нужного прямоугольного сечения. Затем шинку делают тоньше
с обеих сторон, равномерно суживая ее и по ширине. Среднюю
часть кольца выковыввют иа роге наковальни, придавая ей в се-
чении форму пологой крыши, постепенно сходящей на нет Полу,
чившиеся наклонные поверхности отделывают пуансоном (чека-
ном), формуя желобки (рис. 126, г).
Для изготовления кольца, показанного на рис. 126, д, нетл-
ходнмо применить материал с высокой пластичностью, так как
исходный штабик должен иметь ширину массивной средней части,
а затем вытягиваться по концам с большими обжатиями для полу-
чения небольшого сечения шинки кольца. Формообр азов вике
шинки вначале производится так же, как н в предыдущем случае.
Далее правильно закругленное кольцо проковывают до получения
полукруглого сечения по всему периметру и отделывают среднюю
часть. В случае необходимости окончательную форму кольцу
придают опиливанием.
Толщина верхней части кольца, показанного на рис. 126, е,
значительно больше, чем в шннке. После запаивания и рихтовки
шинки ее насаживают на рог наковальни, делают тупоугольным
аубнлом надруб в верхней части и специальной оправкой Арми-
руют желобок.
Кольцо, изображенное на рнс. 126, э/с, по форме напоминает
старинное обручальное кольцо. Оно имеет полукруглое попереч-
ное сечение. Верхняя часть кольцв более массивная, чем нижняя.
Прн изготовлении его используются те же приемы, что н при из-
готовлении вышеописанных колец. Откованную полосу загибают
в кольцо, спаивают, рихтуют и на однорогой наковальне и ригеле
отковывают полукруглый профиль.
Изготовление шинок. Массивные кованые шинки можно изго-
тавливать двумя способами.
1. Как и в предыдущих примерах, заготовку куют, сгибают,
спаивают н рихтуют. Затем верхнюю утолщенную часть кольца
разрезают лобзиком. Образуются два симметричных утолщенных
конца, между которыми можно легко вставить каст. Недостаток
такой шинки состоит в том, что в самом тонком месте она имеет
паяный шов.
2. Во втором случае концы штабика остаются утолщенными»
а средняя часть его проковывается до нужного размера. Затем
заготовка сгибается. При этом варианте труднее, чем в первом
случае, выдержать симметричность концов, но зато получаечся
бесшовная шинка.
Переходы процесса изготовления шпики по второму варианту
изображены на рис. 127. Как и в ранее описанных способах ковки
160
Рис. 127. Изготовление кованых шинок ко-
лец; а — провальноваиная основная форма
развертки шинки кольца; б — гибка в свин-
цовом желобе; в—д — различные виды шинок
KO7eu, исходная заготовка должна иметь сечение, соответствующее
утолщенной части шинки. Среднюю часть штабика обжимают в про-
катных вальцах, меняя сдавливаемые поверхности после извле-
чения заготовки нз валков и кантуя ее перед следующим обжи-
мОм (рис. 127, а). Обработка заготовки продолжается ковкой иа
фчахштоке. Затем в свин-
цовой форме производят
гибку шинки (рнс. 127, б).
На кольцевом ригеле и
роге шперака заготовке
придают окончательную
форму.
Шинку, изображенную
на рис. 127, в изготавлива-
ют из полосы прямоуголь-
ного сечения. В середине
заготовка проковывается
с уменьшением попереч-
ного сечеиня, а концы ее
оста ю 1 ся без изменен и я.
Кованая шинка не всегда
должна быть увесистой н
массивной. В следующем примере (рис. 127, г) показанв более
узкая шннка постоянной ширины. Высота сечения прн этом
уменьшается к середине шинки.
Шипка, изображенная на рис. 127, <?, изготавливается так же,
как н в предыдущих примерах, ио с полукруглым сечением. Зато
в ее утолщенных чветях выбивают насечку в виде желобка н отде-
лывают ее профильной оправкой.
ГЛАВА Ю
ГИБКА
28. ДЕФОРМАЦИИ И ИЗМЕНЕНИЕ СТРУКТУРЫ МЕТАЛЛА
ПРИ ГИБКЕ
Если на металлический брус действует внешняя сила, то он
прогибается (рис. 128). Прн этом нижний слой бруса растяги-
вается, а верхний сжимается. Посередине толщины бруса имеется
нейтральный слой, который не изменяется по длине
а только прогибается.
Упругий изгиб. Если усилие меньше предела упругости дан-
ного металла, то деформация сохраняется до тех пор, пока дей-
ствует нагрузка При прекращении действия нагрузки на брус
ОН опять приобретает свою прежнюю форму. Схематически про-
цесс изгиба можно понимать так, что в ннжнен части бруса
Э. Бреполь 161
расстояние между атомами увеличивается, а в верхней части -L
уменьшается. Атомы, находящиеся в нейтральном слое, сохраняют
свое первоначальное расположение (рис. 129).
Внутренние силы, которые приводят брус в первоначальное
состояние, называются напряжениями. Различают напряжение
Рис. 128. Изгиб бруса
Рис. 129. Схема изменения меж-
атомных расстояний при упругом
изгибе бруса
Рис. 130. Схема изменения кристал-
лической структуры пластически
деформированного металлического
бруска
растяжения н напряжение сжатия. Если нагрузка превышает
предел упругости, то появляется остаточная деформация. Так,
прн растяжении спиральной пружины с большой силой она уже
не приобретает своей первоначальной формы.
Пластический изгиб. Если на брус действует нагрузка, большая
предела упругости, но меиыная предела прочности при растяжении,
то наступает пластическая дефор-
мация при изгибе. Она хараюе-
ризуется тем, что брус при снятии
нагрузки не возвращается в свое
первоначальное положение. Вна-
чале в слоях, которые наиболее
удалены от нейтрального слоя,
наблюдается переход упругой
деформации в пластическую
(рнс. 130). Процесс нужно пони-
мать так, что в этих зонах расстоя-
ние между атомами так сильно
увеличивается или уменьшается,
что межатомных сил недостаточно,
чтобы вернуть их в первоначвль-
ное состояние. Итак, пластическая
деформация наступает тогда, ког-
да в кристаллитах, расположен-
ных в наиболее благоприятных
направлениях, начинается сдвиг
слоев атомов по плоскостям
скольжения, и наступает состоя-
ние, которое было подробно опи-
сано выше при разборе механизма пластической деформации.
Можно сказать, что гибка является разновидностью обычной
деформации, прн которой отдельные зоны структуры подвергаются
формоизменению в различной степени. В приведенном примере
162
раЙние зоны 1 и 4 (рис. 131) деформируются пластически, зоны
редины брусков 2 и 3 — упруго. Если нагрузка устраняется, то
/(.рутодеформировяиные слон 2 и 3 возвращаются в свое перво-
начальное положение и освобождаются от напряжений сжатия н
.^стяжения. Пластически деформированные крайние зоны / и 4
препятствуют полному выравниванию упругодеформированной
Рис. 13!. Распределение напря-
жений в согнутом брусе
Ш Напряжения растяжения
^Напряжения сжатия
Рис. 132. Распределение напряже-
ний в согнутом брусе после снятия
нагрузки
зоны середины бруска, при этом происходит перераспределение
напряжений (рис. 132). Чем больше нагрузка, тем больше зоны
пластической деформации, и кристаллиты деформируются все
сильнее, подобно тому как это было описано при прокатке. Если
же нагрузка будет выше предела прочности прн растяжении, то
возможное удлинение будет исчерпано
и в краевой зоне появятся трещины,
свидетельствующие о начале разруше-
ния материала. При необходимости
подвергнуть мало пластичную заготовку
сильному изгибу следует производить
его постепенно, с промежуточными от-
жигами, для рекристаллизации струк-
туры и возврата пластических свойств.
При выполнении гибочных операций
следует иметь в виду' следующие прак-
тические рекомендации:
1. Для проволочно- и листогибочных
работ должны применяться сплавы,
имеющие низкий предел упругости.
2. Сплавы, обладающие большой
пластичностью, при эксплуатации легко
Деформируются, и изделия нз них бы-
стро теряют свою форму, поэтому прн
изготовления изделий необходимо учитывать их назначение.
3. Если металл имеет крупнозернистую структуру, то связь
между отдельными кристаллитами при гибке ослабевает и зача-
стую вместо равномерного изгиба получается надлом (рис. 133).
Подобные явления встречаются и в случаях неравномерного от-
жига проволоки, когда ее рекристаллизованные участки поддаются
п-1астичсскон деформации легче, чем перекристаллизованные.
6* 163
Рис. 133. Равномерный изгиб
проволоки с мелкозернистой
структурой и надлом согну-
той проволоки с крупнозер-
нистой структурой
выборе материала для
В последних те же усилия вызовут лишь упругую деформацию
Если перед отжигом был достигнут предел прочности ма1ериапа(
то па рекристаллизованных участках прн гибке часто наблюдается I
излом.
29. ПРОВОЛОЧНОГИБОЧНЫЕ РАБОТЫ
Гибка вручную. Гибку и закрутку тонкой проволоки ДОВОЛЬНО
часто выполняют непосредственно руками. Ювелиры обычно сгц.
бают вручную тонкие браслеты или правят проволоку между ука-
зательным и большим пальцами. Однако ручная гибка ограничи-
вается тем, что давление пальцев может создать лишь небольшие
усилия. Короткую и толстую проволоку гнуть еще тяжелее.
Мелкие н трудные в испол!
О'"' * нении мотивы формовать
/ пальцами невозможно. По-
I Q этому для гибки более тол-
\ $ стой 'фоиолоки и получения
---\ сложных узоров нз тонкой
проволоки используются
Рис. 134. Основной гип щипцов цанги (щипцы), оправки и
другие инструменты.
Гибка цангами. Еще в древние времена люди разрабатывали
конструкции инструментов для гибки металла, которые позволяли
осуществлять как точное формоизменение материала, так и полу-
чение значительных усилий прн гибке
Инструментом, используемым для этих целен, который сохра-
нился на протяжении многих столетий в почти неизменном виде,
являются щипцы.
Конструкция и принцип работы щипцов. Зажимные губкн 2
образуют зев щипцов 3 (рнс. 134). Оин переходят в рычажные ру-
коятки /. Между зажимными губками и рукоятками находится
ось врашення 4. Принцип действия щипцов заключается в том,
что рычажные рукоятки н губки поворачиваются относительно
общей оси вращения 4. Сила, действующая на рукоятки, пере-
дается на зажимные губкн и сжимает их. Передачу большего уси-
лия можно достичь за счет удлинения рукояток и уменьшения
длины губок щипцов. Сила зажима губок увеличивается с при-
ближением к осн вращения.
Для предотвращения выскальзывания заготовки при зажиме
щипцами на внутренней стороне губок делается насечка.
Гиды ш иг нов. Щнппы изготавливаются нз инструментальной
стали и иногда нз стали, легированной хромом, ванадием или
молибденом Общая длина обычных щипцов составляет 13 и 16 см,
кроме того, для особо «точных» работ используются малые щипцы,
общая длина которых составляет около 11,5 см. По форме губок
различают следующие основные типы щнпнов (рнс. 135).
Плоскогубцы. Рабочие поверхности щнпнов плоские. Зажим-
ные губки могут быть одинаковой ширины или же заостренными
164
к концу- Ювелиру обычно ие требуется насечка губок, поэтому
иХ рабочие поверхности зашлифовывают.
Шинные щипцы. Рабочая поверхность одной г}бкн плоская,
в то время как поверхность другой слегка выпуклая Шинные
щипцы предназначены для формования шинки кольца. С нх по-
мощью удобно сгибать шинки большого диаметра. Из плоскогуб-
цев можно легко изготовить шинные щипцы, если скруглить одну
губку.
Круглогубцы. Губкн выполнены в форме конических круглых
щипцов, более или менее заостренных к концу. Круглогубцы
Рис. 135. Различные виды щипцов (слева направо):
плоскогубцы с параллельными губками; плоско-
губцы с остроконечными губками; шинные с за-
кругленными параллельными губками; шинные
с заостренными губками; круглогубцы
удобны для изготовления кольцевых изделий малого диаметра.
Работать ими следует осторожно, так как прн слишком сильном
нажиме на заготовке остаются вмятины.
Специальные щипцы. На основе только что описанных щипцов
основных типов появился ряд нх разновидностей, которые не
могут быть все здесь приведены. Объединив два основных типа
Щипцов, создали плоскозаостренные щипцы, губки которых
плоские у основания, а к концу удлинены и принимают форму
конических шипов. У желобковых щипцов одна губка выполнена
в виде обычного круглого шипа, а в другой сделана полукруглая
каиавка. Прн склепывании серег применяют щипцы особой формы,
губки которых соприкасаются только концами и имеют зазор
У основания, чтобы серьга прн монтировке не повреждалась.
Практические советы при гибке щипцами. С увеличением
Диаметра проволоки и повышением прочности материала, нз ко-
торого она сделана, сопротивление проволоки деформированию
166
Рис. 136. Гибка проволоки круглогубцами
возрастает. Чем больше это со л роти вл ей не, тем большее усилие
надо приложить при гибке. Толстую шинку мужского обручалъ*
кого кольца нз сплава 585 пробы часто невозможно согнуть
с помощью щипцов. Следует добавить, что с увеличением усилия
гибки н силы зажима материала возрастает опасность появления
нежелательных следов губок на заготовке. В работе ювелира очень
важным является правильный выбор щипцов. Гнуть шинку кольца
большого размера плоскогубцами так же неправильно, как и
круглогубцами. Такого плавного закругления с большим радиусом
можно достичь без дефектов только с помощью шинных щипцов.
С другой стороны, совершенно невозможно выпрямить проволоку
шинными щипцами; для
этой работы нужны пло-
скогубцы.
Область применения
шинных щипцов ограни-
чивается изделиями таких
диаметров, которые при-
мерно соответствуют по
кривизне нх закруглен-
ным губкам. Закругления
больших радиусов полу-
чают гибкой и а соответст-
вующих оправках нлн да-
же плоскогубцами. Малые
радиусы скруглений полу-
чают с помощью кругло-
губцев (рнс. 136), при ра-
боте с ними материал должен иметь по возможности малое сопро-
тивление изгибу, так как проволока при сильном нажиме легко
сплющивается круглыми губками. Из этих соображений тонкие
филигранные украшения, достаточно прочные и надежные в экс-
плуатации, следует изготавливать из плоской проволоки, легко
поддающейся изгибу круглогубцами.
Особенностью гибки проволоки является то, что обычной
гибкой невозможно получить сгибы остроугольной формы
(рис 137, а, в). Если такие сгибы все же необходимы, то проволоку
в местах сгиба приходится надрезать трехгранным или ножевид-
ным напильником (рис. 137, б, г). Глубина надреза при этом опре-
деляется величиной угла загиба н свойствами материала. Чем
глубже надрез на проволоке, тем острее будет внешний угол
сгиба н тем большая опасность, что оставшаяся перемычка ма-
териала при изгибе переломится. Если места сгибов находятся
рядом, то надрезы должны запаиваться.
Гибка с применением вспомогательных средств. К таким сред-
ствам для выполнения проволочногибочных работ относятся
оправки и ригели различных профилей, ручные тиски, специаль-
ные гибочные приспособления типа «ленивец» и др.
166
Изготовление круглых звеньев. Приступая к работе с проволо-
кой, после ее правки, необходимо убедиться в отсутствии дефектов
на ней. Выпрямленная проволока равномерно отжигается. Если
проволока слишком тонкая,
иа латунную катушку илн
латунный валик. В этом слу-
чае прогрев будет равномер-
ным и опасность пережога ме-
талла уменьшается. Для из-
готовления круглых звеньев
в качестве основы подходит
обыкновенная цилиндричес-
кая оправка (ригель) из лю-
бого материала, гвоздь, круг-
лая латунная проволока
н т. п. Диаметр оправки
должен быть немного меньше
внутреннего диаметра звена,
так как навиваемая спираль
никогда вполне плотно не прилегает к ригелю, и из-за упругой
деформации при снятии ее с оправки диаметр звеньев несколько
увеличивается.
Если оправка будет крепиться в тисках, то на койне ее делают
лыску. Для направления проволоки в лыске вдоль оси оправки
то при отжиге ее нужно измотать
Рис. 137. Виды сгибов на проволоке: круг-
лого сечений — обычные (а) и остроуголь-
ные (б); прямоугольного сечения — обыч-
ные (е) и остроугольные (г)
Рис. 138. Наматывание проволоки на круглую
оправку
выпиливается канавка. Проволока укладывается в канавку,
конец оправки закрепляется в ручных тисках, н производится
намотка спирали. Прн этом ригель медленно поворачивается одной
рукой, в то время как другой рукой направляют проволоку.
Во время намотки необходимо следить за тем, чтобы витки спирали
плотно прилегали друг к другу (рнс. 138). Перед снятием спирали
167
Рис. 140. Ожерелье, изготовленное из гнутых про-
волочных колец
Рис. 139. Разрезание стянутой с оправки
спирали
ее следует отжечь вместе с оправкой. Спираль снимают с ригеля]
протягивая его через отверстие волочильной доски, клеща
После снятия спирали с оправки ее протравливают, зачищаю^
и разрезают иа отдельные звенья лобзиком в направлении, перпен
днкулярном к ее виткам
(рнс 139). На рнс, 140 по-
казано ожерелье из колец,
полученных гибкой из про-
волоки.
Изготовление овальных
звеньев. При изготовлении
овальных звеньев так же,
как и в предыдущем при-
мере, проволока выпрям-
ляется, производятся ее
визуальный контроль и
равномерный отжиг.
Из латуни, меди и дру-
гих металлов изготавли-
вают требуемого профиля
ригели. Для изготовле-
ния небольших овальных
звеньев в качестве ригеля применяют проволоку, прокатанную
в гладких валиках. Шнрокоовальные ригели отрезают от металли-
ческих полос, закругляя их края. Ригель обматывают узкой поло-
ской тонкой клейкой или папиросной бумаги (рис. 141). Этим облег-
чается последующее снятие спирали с ригеля. Конец проволоки
укладывается на конце ригеля и вместе с ним закрепляется в руч-
ных тисках. Так же, как и прн изготовлении круглых звеньев,
проволока наматывается на ригель. Вместе с намотанной спиралью
ригель отжигается. При этом сгорает бумага, находящаяся между
16S
проволокой н ригелем. Овальные спнралн, так же как н круглые,
снимаются с ригеля посредством волочильной доски (рис. 142).
Распиливание спнралн на звенья удобнее
производить лобзиком на ригеле, который перед этим слегка под-
гибают. Звенья снимают затем
поодиночке. Перед разрезанием
спирали надо отчетливо знать
последующее назначение звеньев.
Если они будут висеть свободно
собранные вместе, то разрезать
их надо по широкой стороне, если
после сборки они будут спаи-
ваться, то разрезать их надо по
узкой стороне.
Изготовление спиралей. В юве-
лирном деле спирали часто при-
мени юте я как в виде самостоя-
тельных изделий, так н в виде рис j4i_ Изготовление овальных
элементов изделия. Изготовлен- звеньев
ную спираль прокатывают в глад-
ких валках, и такая пилообразная заготовка используется для
изготовления филигранных украшений.
Спирали используются также в качестве пружин сжатия н рас-
тяжения в различного рода замках и затворах. Материал для
изготовления спирали выби-
рается исходя из ее назначе-
ния Спирали для украшений
изготовляют из драгоценных
сплавов. Материал спиралей
для пружин должен обладать
значительными упругими
свойствами. У спиралей про-
стых форм внткн плотно при-
легают друг к другу. Их из-
готавливают точно так же,
как и спирали для круглых
звеньев. Для получения спи-
рали с определенным шагом
витков плотно навитую спн-
₽ис. 142. Снятие спнралн с овального PaJlb растягивают за концы,
ригеля с помощью волочильной доски Расстояния между витками
получатся одинаковыми, если
на ригель наматывать не одну, а две проволоки. Их концы вме-
сте с ригелем зажимают в ручных тисках и плотно равномерно
наматывают на ригель. После снятия с ригеля получают две со-
вершенно одинаковые спирали
Приспособление «-зенивецъ. Этим приспособлением пользуются
в тех случаях, когда необходимо получить спирали с равномерно
169
повторяющимся рисунком. Хотя ленивец прост в обращении,
но с его помощью можно получить абсолютно одинаковые фигурные
витки спиралей. Конструкция ленивца показана на рнс. 143.
На латунный лист /, со сторонами 10 X 10 см и толщиной I мм, на-
носится делительная сетка, с шагом 3 мм. В точках пересечения
линий сетки просверливают отверстия, соответствующие желае-
мому узору изделия, в которые затем плотно вставляют стальные
штифты В качестве штифтов применяются гвозди со срезанными
шляпками, граммофонные иглы и т. д. Толщина штифтов зависит
от вида узора. В углах латунной пластины просверливают отвер-
стия под шурупы и привинчивают ее, подложив асбесто-
вую прокладку 2, к деревянной доске. Штифты, вставляемые
в латунную пластину, должны прочно вбиваться в деревянное
основание 3 Их количество должно соответствовать рисунку
обмогки.
Гибка проволоки на ленивце. Проволока должна быть хорошо
отожжена, а также протравлена и зачищена, если предполагается
пайка витков. Круглогубцами сгибают конец проволоки в виде
петли и насаживают ее на первый штифт. Петля не должна сме-
щаться при наматывании проволоки на следующий штифт. Осо-
бенно внимательно необходимо следить за тем, чтобы проволока
плотно прилегала к штифтам, для этой цели ее подтягивают за
свободный конец плоскогубцами. Когда узор готов, его снимают
со шгифюв с помощью отвертки. Если изделие представляет собой
непрерывный спиральный орнамент, то после снятия готовой
секции со штифтов последний виток насаживают на первый штифт
и продолжают намотку дальше. На ленивце можно также произ-
водить отжиг изделий и пайку, изготавливать накладки для ко-
лец, подвесок и других ювелирных изделий (рис. 144).
Правка проволоки. Под этим понятием объединяют все методы,
с помощью которых проволоку выпрямляют и выглаживают имею-
щиеся на ней неровности (рис. 145).
Ручная правка. Зачастую небольшие изгибы проволоки можно
выпрямить вручную, протягивая ее между большим н указатель-
ным пальцами. Однако возможности такой правки ограничены
диаметром проволоки и свойствами материала.
Правка вытягиванием. Длинную, тонкую, сильно искривлен-
ную проволоку обычно выпрямляют вытягиванием (рис. 145, б).
Конец проволоки зажимается в тисках, другой свободно держат
в руке или захватывают плоскогубцами. Круглой деревянной
скалкой многократно проводят вдоль туго натянутой проволоки
до тех пор, пока она не станет равномерно гладкой. При правке
коротких кусков концы захватывают плоскогубцами, проволоку
перекидывают через круглую оправку, натягивают н возврат-
но-поступательным движением производят правку (рис. 145, г).
Правка на рихтовочной плите. Этот способ применяют в тех
случаях, когда проволока или заготовка должна быть абсолютно
ровно выпрямлена. Заготовка помещается на рихтовочную плиту,
170
Рис. 143. Приспособление ленивец для получения витых
проволочных орнаментов:
1 — латунный лист, 2 — асбестовая прокладка: 3 — деревян-
ное основание
Рис. 144. Ожерелье, секции которого были изго-
товлены на ленивце
₽ис. 145. Способы правки проволоки: а — рихтовкой на плите; б — вытяги-
ванием деревянной скалкой; в — вращением проволоки плоскогубцами; г —
вытягиванием двумя плоскогубцами вокруг оправки
171
и легкими ударами деревянного или пластмассового молотка
производится ее правка (рнс 145, а).
Правку круглой проволоки следует проводить очень осто-
рожно, так как от ударов молотка на проволоке появляются вмя-
тниы. Прн правке ее необходимо поворачивать па плите для того,
чтобы проволока правилась равномерно по окружности и длине.
Правку фасонных заготовок, например заготовок для шинки
кольца, производят также на рихтовочной плите.
Правка плоскогубцами. На практике этот метод используется
очень часто. Прн скручивании заготовки, например квадратной
проволоки, ее концы или грани недалеко от искривленного Уча-
стка зажимаются плоскогубцами и вращением в обратном направ-
лении производится правка (рис. 145, в).
Правка с помощью оправок и ригелей. Такая правка применяется
для изделий типа кольца. Ювелир почти ежедневно пользуется
круглыми ригелями, чтобы придавать шинкам правильную круг-
лую форму. Так как нецелесообразно иметь для каждого диаметра
шинки соответствующую цилиндрическую оправку, в большинстве
случаев используются правильные оправки конической формы]
которые объединяют в себе все размеры шииок, лежащие между
наибольшим и наименьшим диаметрами данного ригеля. Кроме
этих конических оправок с круглым сечением, ювелир должен
иметь в своем распоряжении справки с сечениями овальной н гра-
неной формы одинаковых размеров. Различают оправочные
ригели: круглые, овальные, квадратные, прямоугольные,
шестиугольные; кольцевые: круглые, овальные, квадра1ные;
оправки для браслетов: круглые, овальные. Кони-
ческие рихтовочные оправки имеют преимущество перед цилиндри-
ческими также и в том, что шинка во время рнхтовкн всегда плотно
прилегает к оправке, так как в процессе правки ее постоянно сме-
щают вверх по конусу. Для того чтобы шинка в процессе правки
не приобретала конической формы, ее снимают с оправки и снова
насаживают другой стороной.
30. ЛИСТОГИБОЧНЫЕ РАБОТЫ
Гибка вручную. Гибку и правку тонких листов можно произ-
водить вручную. Ограничения, которые имели место при гибке
проволоки, существуют и здесь, правда, в меньшей мере, причем
необходимо принять во внимание, что сопротивление деформиро-
ванию у листов больше, чем у проволоки, и поэтому здесь требуется
приложение еще больших усилий.
Гибка щипцами. Щипцы, используемые при гибке проволоки,
подходят н для гибки листов. Следует добавить, что зев щипцов
всегда образует больший или меньший угол, и поэтому лист
с параллельными сторонами невозможно захватить по всей длине
губок. В этом случае применяются усовершенствованные щипцы
с параллельным захватом губок. Однако работа с такими щии-
172
пами представляет некоторые трудности. Плоскогубцами можно
гн\ть такие листы, ширина которых соответствует длине губок.
Круглогубцами с их коническими губками возможно равномерное
закругление только таких металлических полос, ширина которых
значительно меньше длины губок круглогубцев.
Гибка с применением вспомогательных средств. Вспомогатель-
ными средствами для листогибочных работ являются подкладки
и плиты из различных материалов, обычно снабжаемые гибочным
желобом и играющие роль матрицы гибочного штампа, а также
оправки с различными поперечными сечениями, играющие роль
Рис. 146. Гибка листа на различных опорных плитах: а —мо-
лотком на свинцовой подкладке; б — оправкой на свинцовой
подкладке; в — оправкой на деревянном бруске; г — молот-
ком на стальной форме; д — оправкой на стальной плите
пуансона штампа. Гибка полос н листов производится между
оправкой, накладываемой сверху иа заготовку, и стенками желоба
подкладной плиты. Ниже рассмотрены практические приемы такой
гибки.
Гибка на твердой опорной плите. Гибка листов вручную, так
же как и щипцами, находит ограниченное применение. Для того
чтобы согнуть листовую заготовку, часто прибегают к методам,
которые используются при выколотке и чеканке.
Гибка молотком на свинцовой подкладке. Лист помещается на
гладкий свинцовый брусок. Форма рабочей поверхности молотка
выбирается в зависимости от требуемой формы изгиба заготовки.
На рнс. 146, а изображено получение желобка, выбиваемого в за-
готовке клиновидным бойком молотка. При этом не исключено, что
на месте сгиба останутся следы инструмента. При работе на свин-
цовой подкладке ювелир должен следить за тем, чтобы на обратной
стороне заготовки не оставалось следов свинца, так как при после-
ду ющен термической обработке свинец сплавляется с основным
173
Рис. 147. Гибка листа стальной оправ-
кой на фасонной наковальне (форме)
металлом, что приводит к появлению участков коррозии в виде
углублений. При выполнении тонкого рисунка на металле в ка-
честве давящего гибочного инструмента применяют чекан (нуац*
сои) нужной формы.
Гибка оправкой на свинцовой подкладке. Предварительно сталь»
ной оправкой выбивают желобок в свинцовой подкладке, на кота,
рую помещают изгибаемую полосу. На нее над желобком уклады-
вается другая оправка, диаметр которой несколько меньше диа-
метра оправки, с помощью которой был сделан желобок. Ь дарами
молотка по оправке полоса вбивается в подготовленную выемку
(рис. 146, б). При этом способе получается более глубокий и плав-
ный изгиб, чем при гибке на
плоской свинцовой плите. Глад-
кая стальная оправка не остав-
ляет на листе следов от ударов
молотка. Этот способ отличай-
ся от остальных тем, что прн
необходимости можно легко и
быстро выбить в свинцовой под-
кладке желобок любой формы
Гибка оправкой на деревян- I
ной подкладке. Этот способ
гибки похож на предыдущий.
Деревянный желоб имеет то
преимущество, что он длите, (ь-
ное время сохраняет свою фор-
му. При этом способе мате-
риал оправки не имеет значе-
ния. Она может быть изготоя |
лена из стали или дерева. Можно так же, как изображено на
рис. 146, в, использовать в качестве оправки рукоятку молотка. 1
Гибка молотком на стальной форме. В этом случае обычно
используется фасонная наковальня, имеющая форму куба, на гра-
нях которого расположены канавки различных профилей и разме-
ров. Так как эти канавки в противоположность желобкам на свин-
цовых или деревянных подкладках имеют острые ребра, то возни-
кает опасность, что иа согнутой полосе останутся отпечатки
ребер.
Если необходимо согнуть длинную полосу в виде полукольца
на стальной форме, как это обычно требуется прн изготовлений
шарниров, то ее можно вбивать в канавку только молотком с кли-
новидным бойком. Причем удары молотком следует наносить
в средней части длины канавки (рис. 146, г). Заготовку при этом
медленно продвигают для предотвращения появления на ней отпе-
чатков острых ребер канавки. Оправки при этом методе гнбщг
использовать нельзя.
Гибка оправкой на стальной плите. Такая гибка (рис. 146, д)
бывает необходима, ок как на профильной наковальне (форлк)
174
могут подвергаться гибке только те листовые заготовки, которые
10 длине и ширине меньше размеров канавки (рис. 147).
Закатка краев и отбортовка. В качестве вспомогательных
ср<_-.сто для выполнения этих операций служат стальные оправки
ра_; (ичной формы (рис. 148).
ft, 'ка под прямым углом. Проще всего можно согнуть лист
п< । прямым углом, если его приложить к грани стального бруска
и плоским бойком молотка произвести отбортовку (рис. 148, а).
Однако толстые листы, так же как н толстую проволоку, невоз-
можно согнуть до получения острого канта, так как заготовка
всегда будет иметь на внешней стороне закругленное ребро. По-
этому, если необходимо сделать такой загиб, то на листе, как и на
Рис. 148. Отбортовка и закатка концов полосы: а —
гибкой под прямым углом без закругления; б —
гибкой под прямым углом с закруглением (по ра-
диусу); в — полукруговой гибкой; г — круговой
гибкой; д — гибкой под острым углом
проволоке, делают надрез. Место сгиба сначала подготавливается.
Если речь идет об узкой листовой полосе, то можно наиестн над-
рез иожевидным или трехгранным напильником. Более длинные
полосы надрезают шпицштнхелем. Можно также закрепить струб-
цинами по месту разреза линейку и по иен шабером надрезать
лист до тех пор, пока он не будет прорезан на необходимую глу-
бину. Надрезанный лист загибают так же, как проволоку. После
гибки надрез, как правило, запаивается.
Гибка по радиусу. Процесс сходен с прямоугольной гибкой,
только в этом случае необходима стальная опорная плита соответ-
ствугощей формы (рнс. 148,6). с закругленным ребром.
Полукруговая гибка. В этом случае лист вначале подгибается
по определенному радиусу (рис. 148, в). После этого его загибают
окончательно вокруг толстой стальной полосы, закругленной
с одной стороны.
Круговая гибка (закатка). Полукруглый загиб можно довести
До полного закругления конца полосы на оправке соответствую-
щего диаметра (рис. 148, г). Прн этом лист отбивают вокруг
оправки вначале плоским бойком молотка н затем, окончательно,
КЛИНОБИДНЫМ бОЙКОМ.
Гибка под острым углом. В этом случае кромку листа сначала
.[бают под прямым углом и производят отжиг. Потом лист
175
загибают с помощью молотка на стальной плите с требуемым
острым углом между гранями (рис. 148, д)
Правка листов. Правку топких листов производят так же, как
и правку проволоки. Если листовая полоса имеет волнообразную
форму, как это показано на рнс. 149, а, то ее укладывают на рцш
товочную плиту и выправляют выпуклости легкими ударами мс*.
лотка.
Если же листовая полоса искривлена «на ребро» так, как это
показано иа рис. 149, б (вид сверху), то ее также кладут на рихто-|
вочную плиту н производят
оттяжку вогнутой СТ0рО1(Ы.|
Аналогично производится!
правка листа с вмятинами.
Выпуклости и вмятины есть
не что иное, как сильно
растянутые участки листа.
Перед правкой металл отжи-
гают. Если необходимо уст-
ранить небольшие вмятины,
то выравнивать нх следует
молотком на рихтовочной
плите. При сильном короб-
лении листа его простуки-
вают спиралеобразно от пе-
риферии к середине вмятины.
После повторного отжига
весь лист и, прежде всего,
рихтованная часть и вмя-
тины снова простукиваются
молотком (рис. 149, в). Если
при прокатке валки оказывают большее давление на края заго-
товки, чем на ее середину, то лист по краям будет растянут
больше. Это означает, что края получатся волнообразными. Для
устранения этого дефекта правят лист таким же образом, но
простукивают его от середины к краям заготовки.
Гибка шарниров. Если изготавливать шарниры без всяких
предупредительных мер, то очень трудно обеспечить равномерны^
круглый загиб трубки шарнира н в то же время можно получить
в местах сгиба дефекты в виде надломов и трещин. Одним из таких,
мероприятий является вставка металлически»
сердечников. Для серебряных и золотых сплавов с неболь-
шим содержанием драгоценных металлов, как например сплавы
ЗЗЗ'ооо Ан, при изготовлении шарниров используют вставные,
сердечники из малоуглеродистой стали. Если нет необходимости
в промежуточном отжиге, то можно применить также сердечники
из алюминия.
Для гнбкн шарниров нз сплавов с высоким содержанием зо-
лота, таких как сплавы 585/000 Ан и выше, в качестве материала
176
Рис. 149. Правка листов: а — правка ли-
ста на рихтовочной пл иге; б — правка
односторонней проковкой; в — правка
листа разгонкой металла
сердечника используют медь. Сердечник должен быть несколько
длиннее, чем шарнир При изготовлении больших шарниров сле-
дует применять не сплошной сердечник, а полый, в виде трубки,
тзк как он быстрее растворяется в кислоте. Листовую заготовку
ударами молотка обстукивают вокруг сердечника до тех пор, пока
края ее не будут находиться друг против друга. После этого
трубку можно запаять, ио эту операцию следует выполнять в по-
слёднюю очередь. Во всех случаях выступающий конец сердеч-
ника должен быть слегка припаян к шарниру, чтобы прн волоче-
нии он не вытягивался из шарнира. Поверхность шарнира можно
предохранить от повреждений при гибке плотно намотанной про-
волокой. Кроме того, целесообразно покрыть губки используемых
при гнбке щипцов кожей.
Для вытравливания сердечника окончательно
согнутую трубку помещают в кислоту. Медь растворяют в азот-
ной кислоте, железо в разбавленной серной, а алюминий —
в соляной кислоте. После вытравливания сердечника для уда-
ления кислоты шарнир следует промыть в растворе едкого натра,
а затем в воде.
Гибка с наполнением трубки песком. Способ, который часто
находит применение в технике при гибке труб, можно с успехом
использовать и прн гнбке трубок их благородных металлов. Этот
метод имеет значительные преимущества, так как введение н уда-
ление заполняющей массы в виде песка не представляют особых
трудностей.
Готовую грубку заполняют мелкозернистым сухим песком
после того, как конец ее сжат и запаян или загнут. При заполне-
нии песком трубку слегка встряхивают или простукивают, чтобы
песок в ней распределился равномерно. Плотная трамбовка здесь
не нужна. Затем точно также заделывают н другой конец трубки.
При гибке запаянный шов должен находиться с внутренней сто-
роны. Если получен нужный изгиб, то трубку открывают и высы-
пают из нее песок После этого ее подвергают дальнейшей обра-
ботке в зависимоегн от назначения.
ГЛАВА 11
РАЗРЕЗАНИЕ И РАСПИЛИВАНИЕ
В основе работы листовых ножниц, лобзнка или пилы исполь-
зуется принцип действия к л и н а. Это принцип лежит также
в основе работы таких режущих инструментов, как резец, сверло,
напильник, абразивный круг и т. д. Так как у ножниц действие
клина проявляется наглядно, то резку ножницами следует рас-
смотреть более подробно, чтобы определить общие закономерности
Действия клина, которые можно затем перенести н на другие
инструменты.
177
31. ДЕЙСТВИЕ КЛИНА НА МЕТАЛЛ
Рис. 150. Силы, дей-
ствующие прн работе
клина:
Р — си 7а удара: W —
расклининающие силы
Основная форма клина. Примером работы клина может служить
знакомое всем зубило (рис. 150). На структуру металла клин
действует сначала как описанный выше клиновидный боек мо-
лотка. Под действием силы Р, приложенной к обуху 1 клина, он
вдавливается своим лезвием в металл и раздвигает своими на-
клонными плоскостями (щеками) слои металла в стороны давле-
нием расклинивающих сил W. Чем глубже внедряется клии, тем
больше возрастает сопротивление деформации кристаллитов и тем
больше трение на щеках 2 клина. Вследствие того, что толщина
заготовки из-за внедрения клииа умень-
шается, наступает момент, когда усилие на
клине превышает предел прочности металла
и последний разрушается. Этот процесс
разрушения существенно зависит от угла
заострения р, образованного щеками клина.
Большой угол заострения клина. Прн
внедрении клина с большим углом при вер-
шине происходит смещение значительных
объемов металла. Сопротивление внедрению
такого клина велико и поэтому при работе
этим клином требуется большая затрата
энергии, С другой стороны, инструмент
с большим углом заострения клина оказы-
вается более стойким и медленнее затуп-
ляется.
Малый угол заострения клина. В этом
случае происходит смещение небольших
слоев материала. При малой затрате энергии клнн легко про-
никает в материал, однако острое лезвие легко выкрашивается,
что приводит инструмент в негодность.
На рис. 151 представлен параллелограмм сил, из которого
видно, как сила удара Р передается на щеки клина ч^рез состав-
ляющие IV7! н UZ2. При равенстве сил Р у клина с большим углом
(PJ усилия на щеках сравнительно невелики, в то время как
у клина с малым углом (02) усилия иа щеках довольно значи-
тельные.
Стружкообразование. Если направление движения клина пер-
пендикулярно к поверхности заготовки, то металл деформи-
руется симметрично. Этот процесс называется резкой или
рубкой.
Если клин наклонен к поверхности заготовки, то в этом слу-
чае происходит снятие стружки и процесс называется обработкой
со снятием стружки или обработкой резаии ем. Клии
при этом проникает под поверхность заготовки и снимает тонкий
стой металла — стружку (рис. 152). При этом различают следую-
щие углы режущего клииа.
178
Задний угол а.. Задняя щека клина, обращенная к поверхности
заготовки, не должна вызывать ненужное трение, а также ие дол-
жна скользить по поверхности материала. Она должна состав-
лять с поверхностью ре^аиия определенный угол а, называе-
мый задним углом резания.
Угол заострения р. Это угол, образованный щеками клина.
Передний угол у. Это угол между нормалью к обработанной по-
верхности заготовки и передней щекой клииа, снимающей
стр\'жку. Чем больше этот угол, тем легче снимается стружка.
Угол резания 6. Этот угол определяется плоскостью резания
и передней щекой клина Чем меньше 6, тем длиннее снятие
стружки, тем больше срезающее действие инструмента и тем
Рис. 151. Распределение сил прн узком
и широком клиньях
Рис. 152. Срезание струж-
ки клиновидным резцом
быстрее изнашивается режущая кромка. Если 6 больше 90°, то
передний угол у становится отрицательным и в этом случае вместо
среза получают шаберный съем металла с короткой крошащейся
стружкой.
Соотношение углов. При положительном переднем угле имеем:
задний угол + угол заострения + передний угол = 90J
а + Р + Т = 90°.
При отрицательном переднем угле получаем:
задний угол 4- угол заострения — передний угол = 90°;
а р — v = 90°.
Угол резаиия можно определить следующим образом:
задний угол + угол заострения = углу резания:
а + Р = б.
32. РЕЗКА МЕТАЛЛА
В каждом случае ювелир должен решить, какой способ резки
является наиболее приемлемым в данных условиях. При резаиии
ножницами исключаются безвозвратные потери драгоценных ме-
таллов, и, кроме того, этот процесс более производителен, чем
распиливание. Однако иногда форма и толщина заготовки огра-
ничивают возможности применения ножниц.
179
Процесс резания. Режущие кромки ножниц действуют как
клинья, которые, перемещаясь друг относительно друга, разрезают
металл (рис. 153) Из-за большой нагрузки угол заострения дол-
жен составлять 75—85°. Для устранения ненужного трения между
щеками они изготовляются с задним углом а от 2 до 3е. Кроме
того, между щеками должен быть определенный зазор, который
регулируется гайкой на оси иожииц.
Если щеки ножниц слишком плотно прилегают друг к другу,
то они сильно изнашиваются, и, кроме того, приходится применять
большие усилия при резке. Если же расстояние между ними слиш-
ком большое, то изделие подвергается смятию, а на поверхности
реза появляются заусенцы. На рис. 154 показаны ручные нож-
ницы для резки металла. Вокруг непо-
движной оси вращаются режущие щеки
1 и ручки 2. Чем длиннее ручки поотио-
Рис. 153. Положение режу-
щих кромок листовых нож-
ниц в начале резки
Рис. 154. Простейшие ручные листовые
ножницы:
Р — силы резиння. R — выталкивающая сила;
г — угол раскрытия ножниц
шеиию к длине режущих лезвий, тем больше сила резания Наибо-
лее благоприятное передаточное отношение достигается гем, что за-
готовка насколько возможно глубоко помещается в зев ножниц,
т. е. как можно ближе к центру вращения. Однако при сжатии
материала режущими кромками силами Р только часть прило-
женного усилия будет расходоваться на разделение металла,
так как одновременно заготовка будет выталкиваться из зева нож-
ниц силой R. Процесс резания может происходить только лишь
в том случае, если треиие между щеками и заготовкой достаточно
велико для того, чтобы прочно удерживать материал и в то же
время надрезать его, поэтому нельзя помещать заготовку слишком
близко к центру вращения. Процесс резания можно начинать
только при раскрытии режущих кромок на угол около 30 . Чистый,
аккуратный рез получается при углах, близких к 15°.
Под действием силы резания в металле сначала происходит
пластическая деформация. Если усилие достаточно, чтобы преодо-
леть прочность отдельных кристаллитов, то режущие кромки
врезаются в заготовку и при этом деформируют пластически сосед-
ние кристаллиты. Когда их прочность также преодолена, режущий
инструмент внедряется дальше.
180
Предел прочности материала иа срез оср несколько меньше,
чем предел прочности при растяжении oh, а именно оср = -у- о„.
Рассмотрим два примера на определение усилия разрезания
золотых пластинок различной пробы.
Пример 1. Какое усилие необходимо для разрезания тон-
кой пластинки из чистого золота толщиной t — 2 мм и шириной
/3 = 12 мм, имеющего ов = 18 кгс/мм2?
oCD = —р—ов = 4/5-18“ 14,4 кгс/мм*.
ср 5 в '
Площадь среза: fcp = Bt = 12-2 = 24 мм3. Усилие разре-
апия: Р - осгЛр = 14,4-24 = 346 кгс.
Пример 2. Какое усилие необходимо для разрезания пла-
стинки той же величины из сплава золота 333 пробы, имеющего
ов =- 58 кгс'мм3?
огп = 45-58 =
- 46,4 кгс, мм3
Усилие разрезания:
Р - осрГср = 46,4-24 =
= 1113,6 кгс.
Из этих примеров легко
можно видеть, как велика
нагрузка, которой подвер-
гаются листовые ножницы,
и какое большое различие
в прочности может быть
между отдельными метал-
Рис. 155. Резка фигурными ножницами
лами.
Виды листовых ножниц. К основным видам листовых ножниц
относятся ручные, рычажные и гильотинные.
Ручные листовые ножницы. Такне ножницы изготавливаются
из высококачественной стали. Ручки в противоположность кан-
целярским ножницам загнуты внутрь, для того чтобы полнее
использовать усилие всей кисти руки. Толщина разрезаемых ли-
стов зависит от длины ручки. Некоторые листовые ножницы имеют
в начале зева вырез, применяемый в качестве кусачек для резки
проволоки. Высокие, плоские щеки ножниц значительно огра-
ничивают область их применения, так как ими можно осущест-
влять только прямой рез или резать листы с небольшой кри-
визной.
Поэтому как особая форма ножниц появились фигурные
ножницы. Режущие щеки не так высоки, как у обычных нож-
ниц, а переход к ручкам так закруглен, что разрезанные части
листа легко отводятся в сторону (рис. 155).
Рычажные ножницы. Нижний нож жестко закреплен на ста-
нине. Верхний нож имеет ось вращения, расположенную в прн-
181
Рнс. 156. Рычажные ножницы для
резкк листов и профилен (длина
ножей 110 мм, общая высота 1200 мм)
ливе станины, и соединен с рычагом (рис. 156). Такими иожни-
нами можно резать листы толщиной до 4 мм.
Гильотинные, ножницы. Для разрезания чистое больших раз-
меров лучше всего подходят гильотинные ножницы (рис. 157),
нижний иож которых укреплен на столе. Подвижный верхний нож
закреплен на ползуне наклонно к нижнему или горизонтально.
Он движется поступательно с по-
мощью шатунов и эксцентриков,
приводимых в действие электро-
двигателем. Усилие изображенных
на рис. 157 ножниц достаточно,
чтобы разрезать листы толщиной
2 мм и длиной 1000 мм. Так как
аож действует одновременно иа
всю длину листа, то обрабаты-
ваемая поверхность реза почти не
деформируется. Пром зводитель-
ность нх 120 резов в минуту.
Резка ножницами. Для освое-
ния процесса резки ножницами
не нужны подробные объяснения,
а просто необходима тренировка.
Наиболее целесообразными для
новичка являются упражнения
в резке ручными листовыми нож-
ницами папиросной бумаги на
узкие полоски. Если это удается,
то и резка металлических листов
ие будет представлять для него
больших трудностей. Важно, что-
бы режущие кромки ножниц до-
статочно плотно прижимались
друг к другу, чтобы не появлялись
нежелательные заусенцы. Снача-
ла разрезают небольшой участок и затем продвигают ножницы
Дальше, ниаче рез будет иметь уступы. Ни в коем случае нельзя
сжимать ножницы до полного их смыкания, так как в этом случае
лист у концов режущих иожей деформируется.
33. РАСПИЛИВАНИЕ МЕТАЛЛА
Несмотря на то, что при резке пилой получаются отходы ме-
талла в виде опилок и процесс длится дольше, чем при резке
ножницами, преимущество распиливания заключается в том, что
обрабатываемая заготовка может быть любых формы и толщины.
Процесс распиливания. Расположенные друг за другом клино-
видные зубья режущего полотна вырывают прн каждом ходе
пилы небольшие частички металла н прочно удерживают их во
впадинах до тех пор, пока они ие выйдут нз мша.ша (рис. 158).
182
Таким образом, при каждом ходе пила продвигается вперед, при-
чем каждый зуб действует как режущий клин, снимающий стружку,
форма и размер зубьев пилы определяются видом заготовки и свой-
ствами материала. Для твердых материалов необходимо иметь
Рис. 157. Листовые пресс-ножницы со столом (длина ножей
1000 мм, общая высота 1150 мм!
большой угол заострения клина, чтобы зубья не разрушались.
В таких случаях угол р увеличивают до такой степени, что перед-
ний угол у составляет 0°. Однако при этом уменьшается простран-
ство для стружек между зубьями. Если подобной пилой резать
мягкий материал, у кото-
рого при каждом ходе пилы
снимается много стружки, то
может случиться, что про-
странство для стружки будет
недостаточно и пилу закли-
нит, так как стружка за-
стрянет между зубьями. Тон-
кие листы и трубы следует
Рабочее воижение
Рис. 158. Действие зубьев пилы
резать пилой с мелким зубом,
так как крупные зубья пилы застревают в тонкой заготовке, она
деформируется и рез получается неровный. Хороших результатов
достигают, если соблюдают следующие соотношения углов на
зубьях пилы: задний угол а -- 40ч-20°; передний угол у = 5-ь0°;
угол заострения р - 65 4-50°; угол резания б = 90-=-85
Лобзик. У ювелиров этот вит инструмента находит частое
применение. В зависимости от характера работы высота скобы
|8з
Рис. 159- Закрепление ножовочного полотна
в лобзик
станка лобзика составляет от 6 до 20 см. Расстояние между дер-
жавками полотна в большинстве случаев регулируется с таким
расчетом, чтобы можно было использовать и сломанные полотна
лобзика. Полотно крепит-
ся к обоим концам скобы
в зажимных губках с по-
мощью барашковых гаек
или эксцентриков. Полот-
но лобзика изготавливает-
ся из легированной стали,
содержащей 1,2% С, 1,2—
2% W. Полотна лобзи-
ков подразделяются ис-
ходя из величины зубьев
по номерам, а именно:
№ 10 — полотно с самым
крупным зубом, № 10/0—
с самым мелким.
Подготовка к распили-
ванию. Полотно лобзика устанавливается в станке так, чтобы зубья
были направлены вниз. Сначала конец полотна зажимают в верх-
них губках, а затем, слегка сжимая скобу стайка в продольном
направлении, закрепляют другой конец полотна в нижних губ-
ках (рис. 159). Заготовка крепится в тисках или придерживается
руками. На нее чертилкой
наносят четкий рисунок.
Можно нанести рисуио*
карандашом, а затем по-
крыть его цапоновым ла-
ком для того, чтобы каран-
даш не стерся.
Работа лобзиком. Рез-
ка лобзиком производится
за счет возвратно-поступа-
тельного движения станка
с полотном Рабочий ход—
вниз — производится с на-
тяжением полотна и с опре-
деленным нажимом; холо-
стой ход - вверх — без на- Рис. |60 Ра6ота лобзиком
жима. Если поверхность
реза должна быть вертикальной, то нельзя перекашивать полотно
(рис. 160). Прутки и трубы сначала надрезают по окружности и
только после этого разрезают, в противном случае полотно может
сломаться. Прн заклинивании полотна освобождать его следует
очень остор кио. Полотно отводится назад только при возвратио-
посгуп.цельном движении лобзика; таким же образом оно подво-
|84
дится и к месту реза. Для выпиливания большого отверстия или
орнамента в заготовке просверливают отверстие, просовывают
б него полотно, закрепляют его в державке и производят резку.
Рис. 161. Браслет, выпиленный лобзиком
Для контроля движения лобзика заготовку необходимо время
от времени очишать от стружки мягкой щеткой. На рис. 161 по-
казан браслет, изготовленный с помощью лобзика.
ГЛАВА 12
ОПИЛИВАНИЕ
34. КОНСТРУКЦИЯ И ДЕЙСТВИЕ НАПИЛЬНИКА
Напильник является одним из важнейших инструментов
ювелира. В конструктивном отношении ои представляет собой
стальную полосу, и а которую нанесена насечка. На хвостовик
напильника насаживается деревянная рукоятка (рис. 162). У над-
филей деревянная рукоятка отсутствует. Ее заменяет удли-
ненный кованый хвостовик цилиндрической формы. Материалом
для изготовления напильников служат высокоуглеродистые или
легированные хромом инструментальные стали. Заготовку на-
пильника отжигают и шлифуют. Затем на специальном насечном
станке делают иасечку /1 далее иапнльиик подвергают закалке
и отпуску. Иногда ювелиры используют напильники с крупной
насечкой — для грубой обработки и обдирки.
Для обработки мягких материалов (цинка, свинца) исполь-
зуются иапильннкн с одинарной насечкой, так как стружка
в этом случае хорошо отводится в сторону и напильник не «за-
соряется». Для ювелирных работ необходимы напильники
185
с двойной насечкой: нижней и верхней. При пересечении
насечек образуются зубья напильника.
Наилучшую форму зубьев получают в том случае, если нижняя
насечка располагается под углом 71°, а верхняя — под углом 54°
к оси напильников.
Рис. 162. Основная форма напильника:
J — полотно; 2 <— хвостовик; 3 — । уконтка; L — длина полотна напиль-
ника
Форма каждого зуба напильника образована насеченным
углублением и острым выдавленным ребром (рнс. 163), поэтому
зуб напильника по его действию соответствует режущему клину
с отрицательным передним углом, который скорее скоблит, чем
срезает частицы металла. Для уменьшения износа зубьев необ-
ходимо, чтобы угол заострения сос1авлял около 70°. В итоге
получаются примерно следующие значения углов: задний угол
а = 36°, угол заострения р = 70°, передний угол у = —16°,
угол резаиия б — 106°.
Рис. 163. Форма зубьев напильника
По механизму действия на металл зубья напильника напоми-
нают зубья пилы. При перемещении напильника вперед зубьев
срезают частицы металла, собирают их в промежутке между
зубьями и, как только частицы попадают за край материала, они
удаляются. Соотношение между размерами снимаемых частиц
металла и величиной промежутков между зубьями должно быть
таким, чтобы срезанный металл без остатка мог поместиться в этих
промеж\тках, в противном случае срезанная стружка образует иа
обработанной поверхности риски. Поэтому для грубых напиль-
ников необходимо большое расстояние между зубьями.
35 ВИДЫ НАПИЛЬНИКОВ И УХОД ЗА НИМИ
Напильники различают по частоте иасечки, профилю сечения
и длине.
Частота насечки. Частоту насечки обозначаю! номером Чем
мельче насечка, тем выше номер: 0 — самая крупная насечка,
186
насечка № 5 — самая мелкая. Эти цифры не являются какимн-то
точными характеристиками; они связаны и с длиной напильника L.
Насечка № 1 у напильника длиной 40 см будет крупнее, чем
v иапнльннка длиной 20 см.
Для того чтобы закрепить напильник в рукоятке, в последней
просверливают отверстие на необходимую глубину (рис. 164).
Хвостовик вставляют в отверстие рукоятки и, удерживая напиль-
ник за полотно, несколько раз ударяют рукояткой о твердое
основание Ни в коем случае нельзя при
этом держать рукоятку, так как хвостовик
может расколоть ее и поранить руку. Во
время работы также можно получить травму
руки, если ручка напильника держится не-
прочно.
Хранить напильники лучше
всего в специальных гнездах на рабочем
месте в подвешенном сосюяпии. Державка
дня напильников представляет собой доску
с небольшими углублениями, в которые на-
пильники подвешиваются за ручку. Надфили
храпят в небольших ящиках. На рабочем
столе ювелира должны находиться те напиль-
ники, которые необходимы ему для работы.
Ни в коем случае не следует хранить напиль-
ники в ящиках вместе с другими инстру-
ментами, так как напильники могут быть
повреждены более твердыми инструментами
или сами могут повредить другие инстру-
менты. Ювелир должен помнить, что на-
пильник ие приспособлен ни для открывания ящиков, ни как
Рис. 164. Крепление
напильника в рукоятке
палка для размешивания; он должен использоваться только по
назначению. В процессе работы насечка напильника забивается
стружков и грязью. При этом эффективность опиловки заметно
снижается. Поэтому время от времени его промывают бензином и
очищают металлической щеткой.
36. ПРИСПОСОБЛЕНИЯ ДЛЯ КРЕПЛЕНИЯ ЗАГОТОВОК
ПРИ ОПИЛОВКЕ
Основными приспособлениями для крепления заготовок при
опиловке являются тиски. Для особенно больших и тяжелых
заготовок применяются стальные кованые стуловые (цанговые)
тиски, хотя чаще они используются для зажима заготовок и вспо-
могательных средств при обработке деталей пластическим дефор-
мированием.
Параллельные тиски. Эти тиски (рис. 165) больше подхо-
дят для зажима заготовки при опиловке, так как оии обеспечи-
вают надежное ее крепление. Изготавливают их из чугуна или
187
стали. Недостатком таких тисков является ограниченная глубина
зажима.
Прн работе с мягкими материалами на губки тисков надеваются
защитные вставки, представляющие собой уголки, изготовленные
Рнс. 165. Параллельные тиски
из свинца, меди, алюминия или латуни. На рис. 166 показано
опиливание заготовки, закрепленной в губках параллельных
тисков, снабженных предохранительными вставками.
Зажимные цаиги. Так как ювелир обрабатывает, как правило,
небольшие заготовки, то ои предпочитает пользоваться малогаба-
Рнс. 167. Заострение конца круглой прово-
локи в ручных тисках с деревянными губками
ритными зажимными приспособлениями, например зажимными
цангами. В них заготовка закрепляется так же, как и в обычных
тисках, т. с. между губками цанги.
Ручные тиски с деревянными губками. Эти тиски (рис. 167)
имеют то же назначение, что и зажимные цангн, но в отличие от
последних губки тисков сводятся винтом с барашковой гайкой,
18U
В то время как зажимные панги используются преимущественно
для зажима ‘листовых деталей, в Этих тисках особенно удобно
крепить проволоку, так как надрез, имеющийся в деревянных
губках, обеспечивает прочный зажим и не деформирует ее
Киттшток Представляет собой деревянный стержень, на шеро-
ховатую поверхность головки которого нанесена мастика. Подо-
гретая заготовка вдавливается в мастику - При застывании мастики
заготовка прочно удерживается в ией. Форма н размеры кнттштока
определяются особенностями за-
готовки Для небольших заго-
товок в качестве стержня под-
ходит обычный карандаш. На
рис. 168 показано опиливание
надфилем заготовки, укреплен-
ной в киттштоке.
37. ПРАКТИЧЕСКИЕ ПРИЕМЫ
ОПИЛИВАНИЯ
Общие сведения. Перед опи-
ливанием необходимо убедиться
в том, что заготовка ие содержит
остатков припоя и флюса или
каких-либо других твердых ма-
териалов. Частицы этих приме- рнс_ jgg Опиливание надфилем. За-
сей могут иметь твердость по готовка крепится в киттштоке
Моосу до 7,5, т. е. быть тверже
стали, и при опиливании будут не только глубоко царапать
поверхность, ио и быстро изнашивать зубья напильника.
При закреплении заготовки в зажимных устройствах необхо-
димо соблюдать следующие правила:
1) заготовка ие должна выступать из зажимных губок дальше,
чем это необходимо, иначе она будет пружинить;
2) если заготовка едва выступает над губками тисков, то
напильник может повредить их губки;
3) заготовку следует по возможности закреплять в середине
губок тисков.
Обработку заготовки следует начинать грубым и а пн льни ком и
после достижения определенного размера продолжать опиловку
напильником с более мелкой насечкой. Напильник нужно переме-
щать вперед с равномерным иажимом и совершенно свободно от-
водить назад. Поверхность получается особенно гладкой в том слу-
чае, если личной напильник покрыть мелом. Мелкие опилки, попа-
дая в мел, удерживаются в нем и тем самым предохраняют опилива-
емую поверхность от царапин. Для удаления стружки обрабаты-
ваемую поверхность очищают время от времени мягкой щеткой.
Размеры напильника и шаг насечкн должны соответство-
вать размерам заготовки. Золотую серьгу так же невозможно
ley
обрабатывать ручным напильником, как н большой латунный диск
надфилем Форма напильника должна соответствовать форме
заготовки. Плоским напильником невозможно обработать круглое
отверстие, а круглым напильником нельзя опиливать плоские
поверхности.
Опиливание ровной поверхности. Поверхность можно сделать
совершенно гладкой и чисто обработанной лишь в том случае,
если заготовка будет прочно закреплена. Движение напильника
должно происходить в одной плоскости с поверхностью заготовки.
Необходимо обращать внимание и иа то, чтобы напильник при ра-
боте не отклонялся вниз, пере-
ходя за край заготовки, так как
ребра заготовки при этом скруг-
ляются, и поверхность ее полу-
чается не плоской, а выпуклой.
Дпя того чтобы избежать появ-
ления глубоких царапни и вы-
пуклости, необходимо опиливать
поверхность перекрестным штри-
хом, т. е. меняя направление
движения напильника на 90°.
Опиливание криволинейной по-
верхности. Если заготовка зажа-
та в тисках, то напнльиик сле-
Рис, 169. Опиливание цапфы Дует направлять таким образом,
чтобы его движения отвечали
кривизне (выпуклости). При обработке небольших предметов иа
финагеле (опиловочном столике) опиливание по кривой про-
изводят соответствующим перемещением предмета по иасечке
напильника.
Опиливание цилиндрической поверхности. Когда хотят полу-
чить цапфу круглого сечения, то сначала соответствующую часть
заготовки опиливают на квадратное сечение, затем иа шестигран-
ное и, наконец, предварительной опиловкой закругляют цапфу,
опиливая углы. Затем в тисках зажимают деревянный брусок с же-
лобком посередине.
Опиливаемую цапфу помещают в этот желобок н приступают
к окончательной опиловке (рис. 169).
Равномерное скругление поверхности в процессе опиливания
достигается непрерывным поворачиванием цапфы.
При обработке миниатюрного предмета, например конца бу-
лавки, который должен быть заострен, зажимают его в ручных
тисочках. В финагеле выпиливается канавка, в которую поме-
щается опиливаемое острие булавки. В канавке она вращается
так же, как и цапфа, опиливаемая на деревянном бруске. Конец
булавки постепенно утоняется опиловкой дополучения требуемого
заострения.
190
ГЛАВА 13
СВЕРЛЕНИЕ И ФРЕЗЕРОВАНИЕ
38. ВИДЫ ДРЕЛЕЙ И ПРОЦЕСС СВЕРЛЕНИЯ
С древних времен дрель (рис. 170) служила в качестве вспо-
могательного инструмента ювелира. Работа с ней требует опре-
деленного навыка: необходимо поднимать и опускать перекладину
Рис. I/O. Сверление дрелью
Рнс. 1'7’1, Бормашннка
дрели в определенном ритме для того, чтобы вал со сверлом вра-
щался непрерывно. На современных ювелирных предприятиях
над рабочим столом ювелира обычно монтируется подвесная
электродрель (б о р м а ш и и к а). Оиа снабжена электро-
мотором мощностью около 80 Вт с охлаждающим вентилятором
(рис. 171). Под верстаком ювелира расположен пусковой реостат
с педалью, с помощью которого регулируется число оборотов
вала от 0 до 8000 об/мин. Движение от электромотора к инстру-
менту передается через стальной сердечник гибкого вала диаметром
4 мм, иа конце которого укреплена державка. Сверла, фрезы и
абразивные инструменты зажимаются в трехкулачковом патроне
Державки.
191
Процесс сверления. Сверлением получают в заготовке углубле-
ния или отверстия цилиндрической формы. При необходимости
форма углубления или отверстия может изменяться последую-
щим фрезерованием, опиливанием, распиливанием и т. п. опера-
циями.
Принцип действия сверла можно проследить на примере п е.
рового сверла (рис. 172, а). На передней рабочей части
I
jl
I
I
I
I
I
I
I
I
I
Рис. 172. Виды сверл:
а — перовое сверло; б — сверло
«Эйрека»; в—спиральное сверло;
г — центровое сверло
инструмента расположены ре-
жущие кромки. Две резце*
подобные режущие кромки, дей-
ствующие по принципу клина,
расположены наклонно друг к дру-
гу и, встречаясь, образуют угол
прн вершине <р, имеющий величину
от ПО до 120°. Режущие кромки
заточены так, что угол заострения
клина р = 51°. Наклонное поло-
жение режущих кромок дает свер-
лу необходимое направление и об-
легчает внедрение его в материал.
На инструмент действуют одно-
временно силы резания, направ-
ленные по нормали к режущим
Силы
кромкам, и усилие подачи, действующее по оси сверла
резания преодолевают сопротивление металла отрыву; усилие по-
дачи дает возможность режущим кромкам проникать глубже
в материал.
39. ВИДЫ СВЕРЛ
Перовое сверло. Острые режущие кромки находятся на расши-
ренном конце головки сверла (рис. 172, а). При использовании
перового сверла в сверлильном станке или бормашинке режущие
кромки его должны быть расположены противоположно друг
другу Прн использовании его в дрели с горизонтальной перекла-
диной обе режущие кромки должны быть заточены с обеих сторон,
чтобы оии могли работать попеременно при вращении сверла
в одну и другую сторону- Если бы стали работать дрелью со
сверлом, заточенным для станочной работы, то при врашении
слева направо резали бы обе режущие кромки, а при вращении
справа налево сверления бы ие происходило и отверстие полу-
чилось бы овальным. К преимуществам перового сверла относятся
простота конструкции и доступность его изготовления собствен-
ными силами. Кроме того, оно довольно устойчиво к продольному
изгибу и ие заклинивается даже в том случае, если идет с некото-
рым перекосом, что особенно важно при сверлении дрелью К не-
достаткам перовых сверл относятся: малая скорость резаиия,
отсутствие направляющих элементов, плохой отвод стружки
и уменьшение их диаметра при переточке.
192
Рис. 173. Переходы изготовления
перового сверла для дрели: а— опи-
ленный конец круглой заготовки;
б — головка сверла после ковки;
в — готовое сверло; г — перовое
сверло, изготовленное из стальной
спицы
ества спирального сверла —
Хотя перовые сверла редко применяются на заводах, на юве-
лирных предприятиях они еще широко используются.
Сверло «Эйрека». Это сверло (рнс. 172, б) представляет собой
модификацию перового сверла. Режущие кромки его такие же,
как и у перового сверла, и поэтому заточка его не представляет
С1ОЖНОСТН. По всей длине сверло имеет одинаковый размер и па-
раллельные стенки. После многочисленных переточек диаметр
сверла ие изменяется. Отвод стружки производится через спе-
циально выфрезерованиую каиавку, которая идет вертикально
от острия вверх. Это сверло объ-
единяет в себе все преимущества,
которые требуются для ювелир-
ных работ: надежное направление,
высокую прочность и хороший
отвод стружки даже при самых
небольших размерах.
Спиральное сверло. Это свер-
ло (рис. 172, я) имеет большие
преимущества, если им работать
на стационарном сверлильном
станке. Но так как ювелир чаще
всего работает на бормашиике
с гибким валом и ручной держав-
кой, то использование спирального
сверла ограничено. Оно легко ло-
мается при перекосах, так как
имеет тонкий сердечник между
спиральными канавками и очень
туго входит в отверстие. Преиму
его высокая скорость резания и хороший отвод стружки — ие мо-
гут быть полностью использованы при ювелирных работах
Центровое (жемчужное) сверло. Обе главные режущие кромки
этого сверла (рнс. 172, г) расположены противоположно друг
к другу и в отличие от перового сверла находятся в одной гори-
зонтальной плоскости, перпендикулярной к оси сверла Между
этими обеими режущими кромками имеется направляющее острие,
которое центрирует сверло и снижает его заглубление. Это сверло
применяют как цековку только при изготовлении цилиндрических
углублений с плоским диом, которые часто бывают нужны ювелиру
для закрепления в оправах непрозрачных камней или жемчуга.
Изготовление перового сверла. При изготовлении такого
сверла собственными силами берут круглый пруток из инструмен-
тальной стали, диамегр которого примерно соответствует диа-
метру стержня сверла, отжигают его с одного конца на участке,
равном по длине рабочей части сверла. «Шейку» опиливают так, как
это показано на рис. 173, а. Головку оставляют несколько более
толстой, чтобы затем ее можно было отковать плоской (рис. 173, б)
Для получения режущих кромок необходимой ширины. После
Э. Брело."* 1^3
ковки производят опиловку режущих кромок и «талии сверла
(рис 173, в). Подготовленное таким образом сверло, отрезают от
исходного прутка. Затем следует убедиться в том, что оно не ис-
кривлено и ле бьет при вращении Далее сверло отжигают и зака-
ливают в воде. Если сверло после закалки получится слишком
твердым и хрупким, то его следует подвергнуть отпуску до получе-
ния соломенно-желтого цвета.
Окончательно обработанные режущие кромки затачиваются
иа шлифовальном круге. Во время изготовления нужно точно
знать, где будет работать сверло: в дрели или на сверлильном
стайке, потому что от этого зависит характер заточки режущих
кромок Для отверстий малых диаметров сверло можно легко
изготовить из обычной иглы илн вязальной спицы, запилив слегка
плоско ее коней для образования режушей части (рис 173, г).
40. СВЕРЛЕНИЕ БОРМАШИНКОЙ
Рис 174. Сверление бормашинкой
Перед сверлением обрабатываемую деталь устанавливают на
подвижном столике и подводят ее к инструменту.
Сверло вставляют в трехкулачковый или цанговый патрон
державки и прочно затягивают от руки его гайку. На обрабатывае-
мой детали керном намечают
центр отверстия. Для этой
операции лучше примени1ь
автоматический керн, кото-
рый приводится в действие
одной рукой. В качестве под-
кладки для просверливаемой
детали обычно используется
маленькая дощечка. Ни
в коем случае нельзя свер-
лить прямо на фииагеле или
на металлической подкладке,
так как сверло, проходя
через деталь, будет просвер-
ливать в них глухие отвер-
стия, забиваемые стружками
благородного металла, что
приведет к ненужным поте-
рям ценных отходов Перед
сверлением инструмент по-
гружается в сосуд с маслом.
Этим предохраняют сверло от нагревания, и, кроме того, отверстие
получается более гладким. Сверло устанавливают вертикально или,
если требуется, наклонно на отмеченное керном место (рис. 174).
Вначале посредством нажима на педаль пускового реостата ему
дакл небольшую скорость вращения, а затем увеличивают се.
Одновременно подают сверло, нажимая им на деталь, в направле-
194
нпн сверления. Подача ни в коем случае ие должна быть чрезмерно
большой- Это приводит к поломке сверла. Скорость резания и по-
дача должны быть согласованы.
Возможные дефекты при сверлении, их причины и меры пред-
упреждения приведены в табл. 17.
Таблица 17
Возможные дефекты при сверлении
Вид дефекта Причина поивленнн Способы устранения
Слишком большое от- Односторонняя за- Правильно заточить
верстке, поломка сверла точка сверла режущие кромки
Сверло работает толь- ко при малых оборотах и подаче или совсем не сверлит Затупление сверла Заточить сверло за- ново
Отверстие имеет грубо- обработанную поверх- ность; сверло ломается Угол q> слишком мал Правильно заново за- точить сверло, увели- чив угол ф
Сверло уводится в сто- Угол ф слишком ве- Правильно заново за-
рону, провертывается илн работает слишком медленно лик точить сверло, умень- шив угол ф
Сверло не вращается Слабый зажим сверла в патроне Следует крепче за- жать сверло в патроне или применить патрон под меньший диаметр сверла
Отверстие не круглое Неправильное направ- ление сверла Направлять сверло уверенней
Сверло ломается илн быстро становится тупым Большая подача Уменьшить подачу
Сверло нагревается. Большое число обо- Уменьшить число
быстро становится тупым и ломается ротов оборотов
То же Недостаточная смазка Дополнительно сма- зать сверло маслом
Если приходится работать перовым сверлом, то при сверлении
глубоких отверстий иужио много раз выводить его из отверстия,
так как вследствие плохого отвода стружки сверло часто заклини-
вается. При работе спиральным сверлом следует обращать внима-
ние нв то, чтобы канавка для стружки достаточно выступала из
детали, обеспечивая отвод стружки, в противном случае и спираль-
ное сверло может заклиниться. Стружки, остающиеся иа поверх
иости обрабатываемой детали, время от времени удаляют мягкой
кисточкой.
7*
195
Рис. 175. Схема фрезерования
цилиндрической фрезой
41 ФРЕЗЕРОВАНИЕ
Этот вид обработки металлов появился сравнительно недавно,
с развитием электропривода металлорежущих станков Фрезеро-
ванием можно обрабатывать плоские или выпуклые поверхности
в зависимости от формы фрезы, т. е такие поверхности, кото-
рые невозможно или затруднительно,
опиливать напильником. Прежде их
с большим трудом обрабатывали шти-
хелями, шаберами и тому подобными
инструментами
Процесс фрезерования. Фрезерова-
ние обычно объединяют вместе со свер-
лением потому, что при обоих видах
обработки ювелиром для вращения
инструмента используется электропри-
вод с гибким валом. Однако действие
фрезы на металл скорее напоминает
работу напильника с одинарной насеч-
кой, чем сверла.
Зубья, илн резцы, фрезы располагаются по периферии инстру-
мента, имеющего цилиндрическую, сферическую или коническую
форму. Когда фреза вращается вокруг своей оси, то каждый зуб
ее действует как клин, снимающий стружку. Срезанный метал-т
в виде стружки отбрасывается в сторону, как это показано на
рис. 175. При фрезеровании так же, как и при сверлении, помимо
О) - й) ® & П П ₽)
Рис. 176. Виды фрез: а — коническая; б — цилиндрическая тор-
цовая; в — комбинированная остроконечно-цилиндрическая; г —
шаровая; д — полостная сферическая; е — фасонная
вращения инструмента, необходимо осуществлять и подачу его.
Если фреза закреплена неподвижно иа вращающейся оси, то за-
готовка должна совершать движение подачи навстречу вращению
фрезы, и, наоборот, если заготовка закреплена неподвижно, то
фрезу перемещают в направлении обработки поверхности. На
рис. 175 можно заметить основной недостаток обработки фрезой
с прямыми зубьями. Обрабатываемая поверхность остается слегка
волнистой, так как фреза на небольшом участке заготовки сколь-
196
Рис. 177. Фрезерование плоской поверхности
с помощью бормашинки
знт по поверхности последней, пока зубья ие захватят металл.
С увеличением количества зубьев и уменьшением глубины реза-
ния этот недостаток проявляется сильнее. Применение фрез со
спиральным зубом делает процесс фрезерования равномерным
и устраняет указанный недостаток.
Виды фрез. Из множества фрез, применяемых на практике,
следует остановиться лишь иа типах, наиболее часто применяемых
в ювелирном деле.
Коническая фреза Рабочая поверхность этой фрезы (рис. 176, а)
выполнена в виде конуса с большим или меньшим углом
при вершине. С ее помощью можно, например, производить зен-
ковку отверстий.
/(илиндрическая торцо-
вая фреза. Головка фрезы
цилиндрической формы
{рис. 176, б) имеет зубья
как на торце, так и на ци-
линдрической поверхно-
сти Она применяется для
расфрезеровывания про-
сверленных отверстий, ко-
торым надо придать оваль-
ную форму, а также в слу-
чае чистового фрезерова-
ния углублений для круг-
лых камней.
Комбинирован н ая фре-
за. Эта фреза (рис. 176, в)
представляет собой комби-
нацию конической и цилиндрической фрез Она применяется
для обработки отверстий под круглые граненые камни.
Шаровая фреза. Как говорит само название, форма головки
фрезы шаровая (рис. 176, г). Этой фрезой обрабатывают чаше-
видные полости. Фреза имеет глухое отверстие, куда может
входить крепежный штифт для жемчуга Тогда поверхность ча-
шечки можно зачищать вокруг припаянного штифта
Полостная фреза. Во фрезерной головке такой фрезы выпол-
нена полость в виде полусферы (рис. 176, д). Это дает возможность
чисто обработать полукруглые головки заклепок.
Специальные фрезы. Наряду с наиболее распространенными
типами стандартных фрез, появилось большое количество спе-
циальных фасонных фрез (рис. 176, е), которые дают возможность
осуществить требуемую обработку труднодоступных поверхно-
стей.
Приемы работы фрезами. Так же, как и сверло, фреза закреп-
ляется своим хвостовиком в зеве патрона державки подвесной
бормашиики с гибким валом. Приемы работы при фрезеровании
примерно такие же, как и при сверлении. В процессе фрезерова-
197
ния для получения высокой чистоты обрабатываемой поверхности,
следует давать большое число оборотов и малую подачу. Если
подача будет слишком большой, то фреза застревает и обрабаты-
ваемая поверхность получается волнистой. Фрезерование плоской
поверхности производится плавным поступательным движением
головки фрезы вдоль заготовки так, как это показано на рис. 177.
Многие трудоемкие операции, которые раньше производились
вручную с помощью надфилей и каиавочных напильников, в на-
стоящее время с развитием техники фрезерования выполняются
быстро и качественно специальными фрезами. Современный ювелир
должен полностью использовать те преимущества, которые дает
фрезерование.
ГЛАВА 14
ГРАВИРОВАНИЕ
42. ШТИХЕЛИ
Принцип работы штихеля. Форма режущей части штихеля
-является наиболее типичной формой клина, снимающего стружку,
и все, что было сказано выше о действии клина, полностью отно-
сится и к штихелю. Нажнмом рукн его перемещают по изделию.
Лезвие штихеля врезается при этом в металл и оставляет в нем
бороздку равномерной глубины Металлическая стружка отво-
дитси в сторону. Прямая нижняя грань штихеля на переднем конце
слегка изогнута для того, чтобы инструмент можно было держать
под достаточно большим углом к поверхности. В противном слу-
чае штихель будет глубоко врезаться в металл и действовать как
разрезающий клин. Если штихель имеет малый угол заточки или
при работе удерживается слишком полого, то он не снимает
стружку, а лишь скользит по металлу.
Постоянная работа со штихелем вырабатывает чувство пра-
вильного наклонного положения его при работе, что дает возмож-
ность получать оптимальную глубину резання.
Хороший штихель должен отвечать следующим требованиям:
он должен быть изготовлен из высококачественного материала и
правильно заточен, кроме того, он должен надежно и безопасно
удерживаться в руке.
Штихели обычно изготавливают из высококачественной, мелко-
зернистой инструментальной стали. Для обработки твердых
материалов следует применять штихели нз быстрорежущей стали
или с напаянными твердосплавными пластинами.
Виды штихелей и их изготовление. Различают следующие
основные типы штихелей.
Остроконечные штихели Такие штихели бывают: узкие
(рнс. 178, а) и широкие (рис. 178, б). Боковые грани этих штихелей
19$
слегка выпуклые, в то время как спинка в большинстве случаев
плоская Ширина спинки может составлять 1—4 мм, что дает
возможность изменить угол резания между боковыми гранями
Остроконечным штихелем пользуются при написании шрифтов,
так как благодаря регулированию глубины реза появляется воз-
можность изменять ширину канавки Если штихель держать
при работе наклонно, то получается блестящая поверхность
реза.
Мессер штихель Поперечное сечение мессерштихеля (рис. 178, в)
соответствует остроугольному треугольнику. Мессер штихелем
можно выполнять волосные линии большой глубины.
Фасочный штихель Боковые грани этого штихеля (рис. 178, г}
параллельны, а собственно режущие грани сходятся под углом
Рис. 178. Виды штихелей: а — узкий шпицштнхель; б —
широкий шиицштихель; в — месссрштихель; г — фасочный;
д—юстировочный; е — фляхштихель с широкой спинкой;
ж — фляхштихель с узкой спинкой; з — болштихель с ши-
рокой спинкой; и — болштихель с узкой спинкой; к — фа-
дсн штихель
в 100°. Ширина спинки составляет от 1,5 до 3 мм, что дает воз-
можность получать относительно широкие риски небольшой
глубины.
Юстировочный штихель. Выпуклые боковые поверхности юсти-
ровочного штихели (рис. 178, 5), пересекаясь, обрвзуют остро-
овальное поперечное сечение. Этот штихель используется обычно
для подгонки оправы с целью обеспечении надежной опоры для
камня. Его режущая грань затачивается наклонно к продольной
оси, чтобы получить оптимальный режущий угол между этой
гранью (носком) и боковыми поверхностями.
Фляхштихели. Спинка в задняя грань фляхштихелей
(рис. 178, е, ж) всегда параллельны друг другу. В зависимости
от угла между боковыми гранями спника может быть уже или
шире задней грани. Ширина режущей кромки может находиться
в пределах от 0,2 до 5 мм Фляхштнхелем пользуются ие только
для получения широких и плоских углублений, ио и для чисто-
вой обработки ювелирных изделий.
Болштихель. Как и у фляхштнхеля, задняя поверхность бол-
штихелей (рнс. 178, з, и) можег быть уже илн шире спинки, но она
всегда имеет полукруглую форму. Ширина ее может изменяться
в пределах от 0,1 до 5 мм. Болштихель применяют для шрифтовых
надписей и для чистовой обработки изделий.
Фаденштихель. По своей форме фадевштихель (рве. 178, к)
сходен с фляхштнхелем На его задней граня и режущей кромке
199
должна быть максимально короткой
Рис. J79 латоченный шпинштихе,ть:
1 — задняя грань; 2 — площадке носка; S — ан-
шлн<Ь: 4 — спинка; 5 — рукоятка
и правку инструмента рассмотрим
находятся острые выступы. Прн гравировке эти выступы
оставляют на поверхности изделия параллельные штрихи,
которые придают этой поверхности декоративный вид и
оживляют ее.
Изготовление штихелей. От профильного прутка отрезают
необходимой длины заготовку и насаживают ее на ручку. Ручка
В процессе заточки при
эксплуатации штихеля он
укорачивается При этом
его ручку нужно заменить
более длинной с тем рас-
четом, чтобы вся длина
штихеля оставалась преж-
ней Общая длина шти-
хеля всегда должна быть
такой, чтобы им было
удобно работать. Заточку
на примере шпицштихеля
(рис. 179). На шлифовальном круге со стороны спинки выбирают
продолговатый аншлиф (заточку), а нижнее ребро полого подта-
чивают вверх. При этом нижний кант с острыми углами притуп-
ляется На образовавшемся у вершины штихеля основании зата-
чивают боковые задние грани штихеля Последние простираются
До аншлифа спинки и зага-
чиваются шире к вершине.
На передней грани шти-
хеля между режущей кром-
кой и аншлифом образуется
площадка (носок).
Она должна быть как можно
меньше для того, чтобы был
лучший обзор места реза.
Угол наклона ее к режущей
кромке должен составлять
от 30 до 60°, в зависимости
от твердости обрабатывае-
мого материала. Окопча- Рис- 180- Шлифование штихеля |а
оселке
тельно эта площадка дово-
дится на оселке (при этом
штихель равномерно водят назад и вперед без переворачивания) до
получения абсолютно плоской и гладкой поверхности (рис. 180).
Режущие поверхности подвергают полировке на шлифовальной
бумаге сначала круговым, а затем поперечным движениями.
Сильный блеск режущих граней можно получить, если полировку
осуществлять корундовым порошком на жесткой коже Штихель
готов к работе, если он при накладывании на ноготь большого
пальца удерживается собственным весом, тупой же штихель
соскальзывает.
200
43. ПРИЕМЫ ГРАВИРОВАНИЯ
Зажимные приспособления. Лишь в редких случаях можно
удерживать изделие, предназначенное для гравирования, рукой.
Как правило, его укрепляют на киттштоке или в зажимном при-
способлении. Для зажима колец и частей столовых приборов раз-
работано много различных приспособлений, в которых предметы
надежно удерживаются и из которых затем легко вынимаются.
На рис. 181 показан процесс гравирования монограммы на чайной
ложке, зажатой в приспособлении, прочно закрепленном в чугун-
ном гравировальном шаре
посредством силового вин-
та. Имеющееся в шаре
сквозное отверстие обес-
печивает отвод стружки.
Шар может поворачивать-
ся во все стороны на ко-
жаном манжете
Работа штихелем. Ког-
да ювелирное изделие уже
нельзя обрабатывать на-
пильником и шабером, то
часто для окончательной
чистовой обработки при-
бегают к штихелю. Это,
без сомнения, необходи-
мое использование шти-
хеля ие имеет ничего об-
щего с гравированием
Каждому современному
ювелиру следует научиться
он мог самостоятельно вы ре.
Рис. 181. Гравирование чанной ложки, за-
крепленной в зажимном устройстве
работать штихелем для того, чтобы
1ать простые орнаменты, монограммы
и шрифты. Сложные и большие по объему работы должны всегда
выполняться только гравером.
Никакой другой вид работы не требует столько тренировки,
чтобы получить более или менее положительные результаты,
как гравировка.
Упражнения по гравированию следует проводить на медных
или латунных пластинах толщиной 1,5—2 мм и размером 40X 40 мм.
На рис 182 предлагается ряд примеров для упражнения в гра-
вировании.
Начинать нужно с проведения прямых линий одинаковой тол-
щины (первый ряд). Во втором ряду следуют упражнения с вол-
нистыми и закругленными линиями. С помощью того же штихеля
можно получать блестящие полосы, если штихель наложить на-
клонно и проводить линию одной режущей кромкой. Третий ряд
рисунков претлагает несколько примеров для отработки этой тех-
1ЮЛ0НШ. Нужно упражняться и в проведении волнистых тонких
201
Рис. 182. Рисунки, предлагаемые для упражнения в гравировании
шпицшти хелем
Рис. 183. Гравированным
медальон (Лондон, !877 г.,
из коллекции Э Бреполя)
202
й толстых линий, комбинации которых оживляют и украшают
рисунок. При этом сначала наносится тонкий рисунок. Закругле-
ния прорезают еще раз, ведя штихелем в продольном направлении
по уже нанесенному рисунку, причем штихель в этом случае
держат наклонно. Хорошо освоив процесс гравирования, ювелир
значительно повысит свое мастерство На рис 183 показан ме-
дальон, изготовленный сто лет назад методом гравирования.
ГЛАВА 15
ВЫКОЛОТКА И ЧЕКАНКА
44. ОБЩИЕ СВЕДЕНИЯ О ПРОЦЕССАХ
И РАБОЧИЙ ИНСТРУМЕНТ
От кузнечной обработки выколотка отличается тем, что
она выполняется на листовом материале. Если при ковке изменяют
поперечное сечение заготовки, то при выколотке получают полые
изделия из листа. Выколотка — прием холодной обработки ме-
талла, производимый непосредственными ударами молотка.
Понятие «чеканка» является широким. Под чеканкой в ювелир-
ном деле понимают сегодня главным образом чеканку вы-
колоткой, а именно изготовление мелких детальных форм
на листовом материале. Первоначально понятие чеканки ограничи-
валось обработкой массивных литых предметов, например скульп-
тур, посредством зубил и чеканов. Чеканкой называют также
получение рельефа штампами на монетах, ме-
далях и т. п. предметах.
Четкого разграничения между этими методами обработки ме-
талла дать невозможно, так как некоторые выколоточные операции
производятся так же, как и чеканочные на мастике (китте) с по-
мощью чеканов и чеканочных молотков, а фасонные чеканы часто
используются для обработки массивных изделий.
Инструмент для выколотки и чеканки. Молотки. При выколотке
необходим молоток с нижним плоским бойком, рабочая поверх-
ность которого должна быть слегка выпуклой. Второй — клино-
видный боек — должен быть закруглен и не иметь острых кромок.
Кроме того, в соответствии с технологией для работы необходимы
молотки с плоскими, выпуклыми и шаровидными бойками. Все
эти молотки должны быть изготовлены из высококачественной
стали. Рабочая поверхность бойков требует тщательного ухода,
нбо каждая неровность на ней отпечатывается иа обрабатываемом
материале. Качество чеканочного молотка оказывает большое
влияние на результаты работы Нижний боек его, наносящий
удары по чекану, должен быть плоским, а верхний — шаровидным
Для выбивки крупных выпуклостей в листе (рнс. 184). Рабочая
поверхность нижнего бойка должна иметь минимальный диаметр
203
Рис. 184, Чеканка на китткутеле
28 мм, масса зависит от требуемой силы удара. Рукоятка должна
быть выполнена тщательно. Она изготавливается нз 5 прутого
дерева, например из самшита, гикори или ясеня. Заготовка обра-
батывается сначала столяром; затем ей придается напи ьником
требуемая форма, поверхность ее шлифуется стеклянной бумагой
и только после того, как рукоятка пролежит иочъ в льняном
масле, она приобретает необходимые свойства. Правильно еде
данный чеканочный молоток образует с ладонью руки подвижное
сочленение. При работе им нужно только небольшое ритмичное
сгибание кисти, так как
после удара он легко от-
скакивает назад. Вся рука
от кисти до плеча при этом
остается неподвижной.
Кроме стальных, приме-
няются и различного рода
«мягкие молотки», изго-
тавливаемые из дерева,
резины, кожи, рога или
текстолита.
Опорные подкладки.
Простейшей подкладкой
при чеканочно-выколсточ-
ных работах является
стальная плита с плоской
рабочей поверхностью и
скругленными острыми уг-
лами и ребрами. Сюда
относятся также все виды
наковален, которые были
описаны в главе «Ковка».
Особое положение среди них занимает стальная наковаль-
ня кубической формы (анка), в которой сделаны по-
лушарные углубления различной величины для того, чтобы
придавать пустотелым изделиям определенную форму. Для
некоторых целей используют мягкие подкладки, изго-
товленные из дерева, резины, картона или свинца, которые
в какой-то степени ослабляют силу удара. Эти опорные плиты мо-
гут иметь плоскую ровную поверхность или могут быть снабжены
углублениями, в которые вбиваются участки листовой заготовки.
Наконец, как для выколоточных работ, так и для чеканочных
находит применение мастика (трайбкитт). Заготовка
не только лежит на ее поверхности, но и прочно удерживается
ею во время обработки. Мастику изготавливают самостоятельно,
так как только в этом случае можно получить се с нужными свой-
ствами. В глиняном сосуде расплавляются три части черной
смолы. В массу добавляют около двух частей мелкоизмельченной
кирпичной муки или гипса. При необходимости можно добавить
204
немного талька. Хорошей мастика считается в том случае, если
удар шарового молотка оставляет на ией лишь небольшое углубле-
ние, но не раскалывает ее Для получения более пластичной
мастики увеличивают содержание талька, если же она должна быть
более твердой, го увеличивают содержание кирпичной муки.
Отчетливый мелкий рисунок чеканенного изделия требует при-
менения твердых подкладок; для воспроизведения мягкого, плав-
ного рельефа необходима податливая мастика.
Хорошо размешанную массу мастики выливают в чека-
ночный шар (к и т т к у г е л ь), представляющий собой
полукруглую чугунную чашу (рис. 184), установленную подвижно
Рис 185. Различные формы чеканов: а, б — расходники, или обводные
чеканы; в — д — порушникн и бобошннки; е — лощатник; ж — рисунчатый
чекан; з — сечка: и — м — фигурные чеканы
на кожаном манжете, или в специальный ящик. Чеканочный шар
нли ящик заполняют мастикой до краев и оставляют на некоторое
время для затвердевания смолы. Ящик менее удобен в работе,
так как подвижность его ограничена, поэтому он применяется
обычно для крупных изделий.
Чекаиы. Чеканы (рис. 185) изготовляют из стальных прутков
длиной 10—18 см прямоугольного нли квадратного сечения, не
имеющих дефектов в виде рисок, пор, трещин и т. п. Этим заготов-
кам чеканщик сам придает ковкой требуемую форму рабочей по-
верхности в зависимости от назначения инструмента. Необходимо
обратить внимание на то, чтобы на рабочей поверхности чекана не
было острых углов и граней, иначе при работе такими инстру-
ментами можно пробить лист. Нижний копен чекана закаляют
и отпускают, в то время как хвостовик остается мягким и вязким.
Чеканы изготавливаются в соответствии с очередными работами,
сортамент их постоянно растет, так как каждая новая работа
требует новых видов чеканов Однако несмотря на это, можно
выделить несколько основных типов инструментов.
205
Расходники, или обводные чеканы. Эти чеканы представляют
собой несколько утолщенный в средней части и утоненный к кон-
цам стержень. Рабочая поверхность (боек) чекана выполняется
в виде острого нли слегка скругленного клина (рис. 185, а).
Для чеканки изогнутых линий применяются чеканы со слегка
искривленной рабочей поверхностью (рис. 185, б). Эту группу
чеканов применяют для воспроизведения общего очертания ри-
сунка или, например, рисунка шрифта, сходного с тем, который
получают гравированием.
Порушники и бобошники. Эти чеканы применяются для выби-
вания выпуклостей требуемой формы. Они имеют полушаровую
головку или продолговатый, овальный боек (рнс. 185, в — д).
Лощатники. Это довольно обширная группа чеканов с плоским
бойком, применяемых для выравнивания н сглаживания поверх-
ностей (рис. 185, е). Бойки могут иметь различную форму, отве-
чающую обрабатываемой поверхности: квадратную, круглую,
овальную, треугольную, прямоугольную, пятиугольную и т. д.
Для этих чеканов особенно важно, чтобы их грани не были
острыми, а слегка скругленными, иначе на рабочем материале
могут остаться вмятины.
Рифленые, или матовые, чеканы. Этот вид чеканов напоминает
по форме лощатники, но рабочая поверхность у них не гладкая,
а рифленая (рис. 185, ж)- Применяют такие чеканы для получения
матовой поверхности и фона вокруг контурных рисунков. На ли-
цевой поверхности бойка чекана гравируют насечку перекрещи-
вающимися штрихами. Ее можно сделать также вбиванием в ра-
бочую поверхность отожженного чекана старого напильника.
После нанесения насечки производятся закалка и отпуск бойка.
Сечки. Это чеканы (рис. 185, з), имеющие форму односторонне
заточенного плоского зубила. Они применяются для выбивания
тонкого линейного рисунка и для одностороннего ступенчатого
смещения металла вниз.
Фигурные (узорные) чеканы. В этом понятии объединены все те
формы чеканов (рис. 185, и—м), которые в меньшей мере
служат в качестве вспомогательных средств при создании контура
рисунка; они применяются для отделки орнамента. На рабочей
части чекана имеется определенный рисунок. Чеканом, как пуан-
соном листового штампа, выбивают этот рисунок на изделии.
Посредством периодических разряжений или сгущений ударов
фигурным чеканом образуются привлекательные и более вырази-
тельные линии и поверхности.
45. ПРОЦЕСС ФОРМООБРАЗОВАНИЯ
ПРИ ВЫКОЛОТКЕ И чеканке
При выколотке и чеканке (рис. 186), так же как и при валь
цовке, ковке и гибке, металл испытывает пластическую деформа-
цию. Общие черты процесса деформации, в основе которого ле*
206
жит изменение строения атомной решетки и структуры кристал-
лита, имеют место и здесь. Особенно важно различать общую
деформацию всей заготовки и частичную дефор-
ма и и ю, г. е. деформацию определенных участков заготовки при
выколотке.
Если, например, в листовой заготовке, укрепленной на мастич-
ной подкладке, выбивают полукруглую выпуклость, то при этом
протекают следующие процессы (рис 186, о): чекан с шаровой
головкой ударом молотка вколачивается в лист, и в металле
сначала образуется знакомое еще по ковке небольшое углубление.
Подкладка при этом ока-
зывает лишь слабое сопро-
тивление в противополож-
ность стальной наковаль-
не, которая оказывает
весьма сильное противо-
действие удару. В резуль-
тате лист под воздейст-
вием чекана вдавливается
в мастичную подкладку,
а кристаллиты металла
пластически деформиру-
ются. Поверхность листа
в месте чеканки увеличи-
вается за счет уменьше-
ния толщины листа: чем
Рис. 186. Процесс формообразования прн
выколотке и чеканке: а — деформируется
часть листовой заготовки; 6 — деформи-
руется вся заготовка из листа (бляшка)
глубже проникает чекан, гем больше становится сферическая
поверхность и тем меньше делается толщина листа. В большинстве
случаев наибольшему напряжению подвергаются те области,
которые первыми были охвачены деформацией, в нашем примере —
вершина выпуклости. Здесь, в первую очередь, может быть достиг-
нут предел прочности, и при продолжении деформации возможен
разрыв листа. При отжиге возникнут различные рекристаллизо-
ванные сгруктуры: только в максимально дефор мированном
участке листа получится мелкое зерно, в остальных частях листа
кристаллы будут более крупными.
Несколько другая картина наблюдается в том случае, если
вырезанную в виде кружка заготовку нужно прочеканить до полу-
сферы в углублении цинки (рис. 186, б).
В этом случае, испытывая давление чекана, материал бляшки
поддается ему в первую очередь в краевых зонах. Здесь частицы
металла, сдвигаясь, сближаются, подвергаясь сжатию. Чем дальше
продвигается процесс деформации, гем шире становится область
заготовки, охваченная сжатием, и тем значительнее должны сбли-
жаться кристаллы краевой (наружной) зоны. Такой вид напря-
жен но-деформированного состояния приводит в результате к уве-
личению толщины материала в наружной области бляшки, где
в первую очередь началась деформация. Помимо этого, наружная
207
зона подвергается действию максимальных напряжений, величина
которых, так же как и степень деформации, постепенно умень-
шается к центру заготовки Посередине кружка сохраняются
первоначальная структура и толщина материала.
46. ПРИМЕРЫ ЮВЕЛИРНЫХ ВЫКОЛОТОЧНЫХ РАБОТ
Полусферическую заготовку (рис. 187) из-
готавливают в углублении анки чеканом с шаровой головкой.
Цля придания вырезанной бляшке предварительной выпуклой
Рис. 187 Выколотка в анке
Рис. 188. Изготовление полу-
шаровой чашечки в анке
формы, ее укладывают сначала в большую лунку чашеобразной
формы и наносят удары сферическим чеканом, диаметр которого
несколько меньше диаметра лунки (рис. 188, а). Потом переходят
к лунке с меньшим диаметром и процесс этот повторяют до тех пор,
пока не будет получена желаемая выпуклость (рис. 188, б). Если
чекан слишком велик, то его поверхность разбивается о края
лунки, если же он слишком мал, то заготовка получится неравно-
мерно выпуклой.
Другую, неполушаровую форму изделия, можно
получить свободной выколоткой, обрабатывая заготовку так, как
показано при изготовлении чашечки кулона на рис. 189. Для полу-
чения чашечки слегка выпуклой формы заготовку помещают на
металлический брусок и проковывают разгоночным молотком от
центра наружу по спирали, уменьшая при этом силу удара к краям
и совершенно не трогая внешний край. Этот процесс можно также
осуществить равномерными ударами на деревянном основании
с лункой. Последним способом пользуются в тех случаях, когда
208
желательно избежать появления следов обработки на поверхности
изделия.
Небольшое скругление внешнего края достигается обстуки-
ванием молотком по сферическому чекану соответствующего раз-
мера (рис. 190).
Заготовкой для полу-
чения вогнутого
сводчатого обру-
чального кольца
служит плоский обод.
Придерживая обод в на-
клонном положении на
роге шперака, его края
проковывают по окружно-
сти клиновидным плоско-
закругленным бойком мо-
лотка (рис 191, а) Затем
сферическим чеканом, ко-
торый по размеру как раз Рис 189. Вытягивание металла разгоночным
соответствует окружности молотком на чекане
пальца, раздают стороны
дальше (рис. 191, б) до получения окончательной формы кольца
(рис. 191, «) При раздаче в качестве подкладки служит анка
с углублением. Процесс изготовления такого кольца проще
при использовании круглой оправки с желобками подходящих
Рис. 190. Изготовление овальной полой чашечки
на чекане: а — проковка разгоночным молотком;
б — закругление внешнего края на шар мтом че-
кане; в — готовая чашечка
профиля и размера (рис. 191, г). В этом случае плоская шинка
проковывается клиновидным бойком по окружности на оправке.
Выпуклый полый браслет (рис. 192, а) можно
также изготовить из плоского обода. В качестве опорной подкладки
здесь служит стальная оправка, форма рабочей поверхности кото-
209
рой соответствует закруглению браслета. Плоским бойком молотка
обколачивают обод вокруг полированной оправки (рис 192, б).
Корпус полого КОЛЬ-
11 а, показанного на рис 193,
делается исключительно вы-
колоткой. Развернутая заго»
товка выпиливается лобзиком
Рис. 191 Изготовление обручального
кольца с вогнутым ободом
Рис. 192. Изготовление выпуклого
полого браслета
из листа по шаблону (рис. 193, а). Для облегчения контроля
над работой на заготовку наносят вспомогательные линии. В же-
лобе плоского- деревянного бруска клиновидным бойком фор-
Рис. 193. Изготовление полого свод-
чатого кольца с кастом
Рис. 194. .золотое полое кольни с гра-
нулированной бляшкой и жемчужиной
му ют каст кольца. На свинцовой плите с желобком чеканом
соответствующей формы выколачивают сводчатую шинку. За-
готовку шинки сгибают в кольцо, обвязывают проволокой
(рис. 193, б) и запаивают каст. Далее, пользуясь различными
чеканами, сглаживают возможные неровности. После этого каст
210
насаживают на рог наковальни и клиновидным бойком оттягивают
с небольшим загибом края наружу, аналогично переходу ковкн
кольца иа рис. 191, а. Затем кольцо насаживают на подходящую
трубу диаметром, соответствующим диаметру кольца, после чего
отделывают его с наружной и внутренней сторон (рис. 193, в).
Рассмотрим второй пример — изготовление полого
кольца, показанного на рис. 194
Развертка исходной заготовки вырезается по шаблону
(рис. 195, а). Материалом служит лист золота 750 пробы толщиной
0,5 мм. Углубление, в которое помещается жемчужина с гранули-
рованной бляшкой, сначала вы-
давливается сферическим чека-
ном в лунке анки (рис. 195, б),
а затем обрабатывается молот-
ком и чеканом иа деревянной
подкладке до тех пор, пока
жемчужина не будет плотно
сидеть во впадипе кольца.
После этого края пока еще
плоских концевых полосок за-
катывают внутрь, как это пока-
зано на рис. 195, в, используя
для этой цели частично подхо-
дящий шаровой чекан, частично рис. 195. Изготовление золотого по-
деревянную подкладку. лого кольца с бляшкой
Одновременно заканчивают
формообразование кольца в целом с тем расчетом, чтобы концы
закатанной шинки оказались друг против друга, после чего их
запаивают. В заключение завальцовывают кольцо так, как пока-
зано на рис. 194, откуда видно, что края полой шинки в своей
узкой части полностью сходятся, как в трубке.
47. ЧЕКАНКА
Важнейшие приемы работы. Чекан держат так, как это было
показано на рис. 184, т. е между большим, указательным и сред-
ним пальцами. Оба других пальца слегка касаются поверхности
обрабатываемой заготовки и скользят вдоль нее. Чекан держат
не вертикально, а с небольшим наклоном назад, для того чтобы
рабочая поверхность его бойка была несколько наклонена и бла-
годаря этому постоянно скользила вперед по заготовке, не подска-
кивая в то же время на ней. В другой руке держат чеканочный
молоток, бойком которою наносят ритмичные удары по чекану,
все время передвигая его дальше.
При работе с чеканом необходимы упражнения и опыт, чтобы
привыкнуть к определенной силе и последовательности ударов,
вызывающих желаемое действие, а также чтобы достигать тре-
буемого моделирования формы путем усиления или ослабления
ударов.
211
Рнс. 196. Схемы выполнения основных
операций чеканки и гравирования:
а — гравирование; 6 — насечка; в —
формование; г — смешение
Различают три важнейших метода чеканки: и а сеч к у,
формование и смещение металла
Н а с е ч к а дает более или менее мягкие и тонкие линии на
изделии, возникающие при перемещении обводного чекана по
заготовке. От гравирования (рнс. 196, а) насечка отличается тем,
что более глубокие линии получаются менее резкими; при этом
не образуется стружка, а металл лишь вдавливается вглубь
(рис. 196, б). Начинающим всегда трудно достичь гладкого равно-
мерного штриха без смещений и зарубок металла. Если путем
повторных упражнений и тренировок удается получить правиль-
ное ощущение совместного дей-
ствия ведения чекана и ударов
молотка, то можно считать, что
важнейшая проблема овладения
мастерством чеканки достнг-
нута.
Прн чеканке шрифтов или
строгих контурных орнаментов
часто ограничиваю гея нежной
игрой пересекающихся линий
Напротив, при формова-
нии (моделировании)
с обратной стороны листа выко-
лачивается рельефное изображение, обрабатываемое чеканом
с соответственно закругленным бойком.
При получении совершенно «мягкого» изображения достаточно
только одного формования с обратной стороны. Если требуется
четче выявить волнистость рельефа на окружающем фоне листа,
то рекомендуется перед формованием слегка насечь контур с об-
ратной стороны листа. Чаще всего, однако, сначала насекают
контур с передней стороны, а затем в промежутках отформован-
ного рельефа с обратной стороны. В этом случае формы рельефа
выделяются наиболее четко.
Посредством смещения (передачи) материал листа,
который всегда слегка утягивается вокруг формуемого орнамента,
снова вдавливается обратно и заглаживается. Иногда для этого
бывает достаточно применить простой заточенный деревянный
стержень в качестве временного чекана. Большей частью прн вы-
полнении этой операции используют описанные выше чеканы-
сечки и лощатники.
Примеры чеканочных работ. Изготовление броши Брошь,
представленная на рис. 197, может служить идеальным примером
комбинации выколоточной и чеканочной работ.
Последовательность выполнения работы показана на рис. 198.
Края прямоугольной, вырезанной из листа пластинки, несколько
большей, чем брошь, отбортовывают (рис. 198, а) Ширина отбор-
товки составляет примерно 5 мм. Образовавшийся ящичек зали-
вают мастикой. Прн этом нужно следить за тем, чтобы при за-
2!2х
пол нении в мастике не оставался воздух и не образовывались
пузыри и пустоты. Поверхность чеканочного шара слегка нагре-
вают и в нее вдавливают подготовленный ящичек мастикой вниз.
Рис. 19?. Чеканная брошь
Рис. 198. Процесс изготовления че-
канной броши
Если покрыть мастикой плоскую пластинку, не имеющую бортов,
то при чеканке она легко соскользнет с мастики. После того как
мастика полностью застыла (для этого шар — китткугель — охла-
ждают проточной водой), на верх-
ней стороне пластинки, будущей
изнаночной стороне броши, ри-
суют наружный контур канавки.
Расходниками или обводными
чеканами выбивают этот контур,
четко ограничивая канавку (рис.
198, б). Затем ящичек нагревают
и снимают с мастики. Посредством
отжига и охлаждения заготовки
в воде удаляются остатки мастики.
Вертикальные стенки ящичка от-
гибают в противоположную сто-
рону, наполняют опять мастикой
и помещают на подогретый шар.
Пока мастика еще мягкая, на
будущей лицевой стороне броши
выколачивают слегка вогнутую
впадину плоским бойком молотка
и чеканом-порушником. Между
обоими насеченными контурами канавки формуют желоб чеканом
со сферическим бойком (рис. 198, в). Этой операцией заканчивают
вы кол сточные работы и приступают непосредственно к чеканке.
213
В образованном углублении насекают по рисунку контуры
обоих животных. Посредством сдвигающего металл чекана (сечки)
выбивают поверхность впадины вокруг заднего животного вглубь
и окончательно выравнивают
подходящим лощатннком вогну-
тость чаши (рнс. 198, г).
После повторного перевора-
чивания заготовки на мастике
выдавливают с обратной сто-
роны рельеф переднего оленя
Рис. 200. Чеканный набалдашник
трости, фрагмент (китайской рабо-
боты, из коллекции Э. Бреполя)
Рис. 199. Чеканный дорожный не-
сессер (немецкой работы 1750 г., из
коллекции Э. Бреполя)
посредством небольшого формовочного чекана. Чтобы иметь при-
мерное представление об уже выполненной на обратной стороне
чеканке, с передней сjороны броши можно сделать позитивный
отпечаток ее рельефа на пластилине.
Во время формования переднего оленя смещают поверхность
впадины вокруг тела заднего животного назад. Оба изображения
животных выполнены мягкими плавными обводами, т. е.
начеканенные контуры играли роль вспомогательных линий,
коюрые прн последующей обработке снова вдавливались обратно
(рис 198, д).
214
Чеканка несессера. Для чеканного дорожного несессера под-
готовляют обечайку, наружный размер которой соответствует
самым высоким возвышениям орнамента, н заполняют ее мастикой.
Вся работа по нанесению рельефа будет выполняться с лицевой
стороны, так как с изнаночной стороны пользоваться чеканом
невозможно.
Ход работы. Сначала насекают контуры рисунка Вокруг де-
талей орнамента металл осаживают для того, чтобы их потом было
легче обрабатывать Чеканами со
скругленными головками выкола-
чивают выемки и канелюры в во-
лютах, выбивают завитки, при-
давая им различную форму. Ос-
новной рельеф раковин чеканят
плоскими порушникамн. Затем
фигурными чеканами выбивают
цветы. После того как выполнены
все основные детали орнамента,
приступают к лощению, вырав-
ниванию н выглаживанию листа
Рис. 202. Современная маска
Рис. 201 Выколотка местной выпук-
лости посредством изогнутого чекана
возле них с окончательной отделкой и нанесением матового фона.
Орнамент приобретает при этом свою окончательную форму
(рис. 199). В раковинах фигурным чеканом насекаются желобки
и наносится строчечный рисунок. При необходимости снова уси-
ливаются линии насечки контура.
Чеканка рукоятки трости. На рис. 200 изображен фрагмент
набалдашника трости с юловой китайского дракона, выполнен-
ной чеканкой на заготовке из трубы. Так как изображение головы
должно выступать над всем орнаментом, то на этой трубе была
предварительно сделана выколотка «желвака». Ввиду того что
к этому месту обычным чеканом не подступиться, пришлось выса-
живать эту выпуклость изнутри. Для этого в качестве амортиза-
тора удара и формующего инструмента был использован изогну-
тый двухколенный специальный чекан (рис. 201), один конец кото-
рого зажимался в тисках. Благодаря своей упругости этот чекан
способствовал усилению удара молотком и вставлялся под осо-
бенно тяжело формующиеся участки полой заготовки.
215
Ход работы. Подготовленную трубку с «желваком» наполняют
мастикой. Начеканиваются основные контуры маски дракона;
особенно выдающиеся части выколачивают на месте высаженного
ранее желвака. Затем насекают остальные контуры маскн и при-
лежащих участков. Поля между насеченными линиями формуют
порушпиками и моделирующими чеканами, придавая им пласти-
ческую связность. В процессе чеканки контурного обрамления
пас-тн дракона: губ, зубов, языка и т. п. стараются так сместить
Рис. 203. Брошь-подвеска, выполненная свободной
чеканкой (XVI в.)
говерхности промежутков, чтобы губы и ряд зубов выступали впе-
ред, а язык казался бы лежащим наклонно и простирающимся
внутрь пасти. Фон вокруг маски должен быть смещен очень глу-
боко. Выполнение этой работы требует особой осторожности, чтобы
тонколистовой материал не дал надрывов и трещин, В заключение
тонкими насечными и фигурными чеканами придают маске ее де-
моническое выражение.
Изготовление декоративной маски. В современной маске бро-
сается в глаза то, что по сравнению с китайской она выполнена
в более «мягкой» манере, без резко насеченных линий контура
(рис. 202).
216
Ход работы. Общая форма маски выколочена с оборотной сто-
роны большого листа. Одновременно выбивается спинка иоса.
После посадки на мастику обратной стороной осаживают вглубь
глазные впадины, участки около носа и рот. Затем, снова с обрат-
ной стороны, выдавливают подчеркнутые линии бровей, складки
у рта, а также припухлости глаз и рта. В заключение выпили-
вают отверстия для глаз и рта.
Изготовление броши для подвески Брошь позднего средне-
вековья (рис. 203) следует упомянуть потому, что на ней очень
художественно и интересно выполнен орнамент из вьющихся
цветов. Этот венок из вьющихся цветов может быть изготовлен
следующим образом.
Отдельно выпиливают лобзиком многочисленные детали. Ли-
сточки оттягивают расходным чеканом с круглой головкой на
стальной подкладной плите. Рисунок цветов выполняется чекан-
кой на свинцовой подкладке. Листики и лепестки цветов слегка
завивают круглогубцами Вьющиеся растения орнамента изготов
ляют комбинированием чеканочных и гибочных операций. Под-
готовленные таким образом детали припаивают к основе, создавая
впечатление ритмичного движения цветов и растений орнамента
броши.
ГЛАВА 16
ТРАВЛЕНИЕ
48. ОБЩИЕ СВЕДЕНИЯ
Сущность технологического процесса изготовления ювелирных
изделий методом травления состоит в том, что метал-
лическую пластину местами покрывают кислотостойким лаком и
Рис. 204. Схема процесса художественного
травления:
1 •— травильная жидкость; 2 — слой лака: 3 — изде-
лие; 4 — корпус ванны
опускают в травильную ванну, где открытые участки пластины
подвергаются воздействию травителя, блаюдаря чему на пластине
создается углубленный рисунок (рис. 204). Процесс травления
217
можно сравнительно легко изучить и освоить. Несложная техно-
логия травления привела в прошлом веке к появлению большого
количества изделий, отличавшихся невысоким художественным
ВКУСОМ.
Работ}', выполненную вытравливанием орнамента на бокале,
изображенном на рис. 205, следует считать образцовой, вполне
соответствующей данному материалу. При травлении следует
Рис. 205. Бокал с вытравленным рисунком
(1560 г.)
помнить, что художественное выполнение работы значительно
труднее, чем техническое.
Подготовка предмета. Перед травлением поверхность металла
зачищают, полируют, обезжиривают и промывают. Травление
можно также проводить и на кованой поверхности. Поверхность
заготовки должна быть полностью обезжирена, иначе лак не будет
держаться на ней. В качестве покрытия хорошо зарекомендовал
себя битумный лак, однако при необходимости лак можно изгото-
вить самим, смешивая его составные части в определенных про-
порциях. В табл. 18 приведено несколько рецептов приготовления
такого лака.
218
Если металлическую пластинку слегка подогреть на электри-
ческой плитке н затем покрыть ее лаком, то он распределится
по всей поверхности пластинки ровным тонким слоем. При травле-
нии очень важно, чтобы слой покрытия имел повсюду одинаковую
толщину и плотность. Если лак не полностью покроет металл, то
поверхность будет подвергаться воздействию кислоты; при слиш-
Таблица 18
Составы покровных лаков
Материалы Составы в весовых частях
I II IH
Белый воск 2 5 10
Мастика 2 — 5
Битум 1 4 4
Канифоль — 2 2
ком толстом слое лака
он будет выкрашиваться
и отслаиваться при нане-
сении рисунка иглой, и
получить линии одинако-
вой толщины в этом слу-
чае невозможно. Теплый,
только что нанесенный
на поверхность металла
лак рекомендуется распре-
делить по ней мягкой
кожей.
Нанесение рисунка. От
типа рисунка зависит фор-
ма инструмента: для нане-
сения нежного рисунка тонкими линиями применяют острую
чертилку; для проведения более грубых линий н соскабливания
поверхностей используют шабер или самостоятельно заточен-
ный инструмент с желаемой шириной штриха. Другой метод
получения рисунка на изделии перед травлением заключается
в нанесении жидкого покровного лака кисточкой на чистую ме-
таллическую поверхность. Посредством шабера и чертилки ри-
сунок, выполненный кистью, ретушируют или же добавляют
мелкие уточнения.
49. ТРАВИЛЬНЫЕ РАСТВОРЫ И ТЕХНОЛОГИЯ
ПРОЦЕССА ТРАВЛЕНИЯ
При травлении металл должен медленно растворяться в трави-
теле. В большинстве случаев в качестве травителей применяются
разбавленные кислоты.
Если металл растворяется слишком быстро, го могут обнару-
житься следующие недостатки:
1) невозможность надежного контроля за глубиной трав-
ления;
2) проникновение кислоты под лак, вследствие чего линии
рисунка утрачивают свой четкий контур;
3) повышение интенсивности действия кислоты приводит к тому,
что она снимает лак с больших участков поверхности, что при-
водит к неисправимому браку.
В табл 19 приведены рекомендованные Браун-Фельдвегом
Составы разбавленных травильных растворов.
219
Таблица 19
Составы разбавленных травильных растворов
Материал изделия Основы травильного раствора Количество частей разба- вителя (д нети л лироваиноя воды}
Au Разбавленная царская водка —
Fe, сталь Азотная кислота, 1 часть 6 частей
Ag, Си, латунь » > 1 » 3 части
Sn > > 1 » 4 >
Си, латунь, бронза Хлорид железа, 400 г (концентриро- ванный раствор действует медленнее, чем разбавленный) 1 л
А1 Хлорид железа (сильно разбавленный) —
Стекло (эмаль) Плавиковая кислота —
Травильная ваниа может быть изготовлена из лю-
бого кислотоупорного материала. Размеры ее зависят от формы и
размеров изделия.
Заготовка должна быть подвешена или установлена в ванне
таким образом, чтобы поверхность травления находилась на глу-
бине минимум 3 см от зеркала ваииы.
Скорость процесса можно определить по интен-
сивности выделения пузырьков газа, которые поднимаются от
мест травления. Если онн поднимаются слишком быстро и наблю-
дается бурное выделенке газа из раствора, то последний следует
разбавить дистиллированной водой. Образовавшиеся на поверх-
ности травления пузырьки газа время от времени нужно удалять
гусиным пером, чтобы процесс травления продолжался непре-
рывно.
В процессе работы очень важно определить глубину
травления поверхности изделия. Для того чтобы при про-
верке не вынимать изделие, в ванну одновременно с изделием по-
мещают контрольный образец с рисунком, изготов-
ленный из того же материала, что и изделие. При определении
глубины травления образец вынимают, промывают в проточной
воде и осторожно удаляют шабером небольшой кусочек лака для
замера глубины травления. Если она недостаточна, го образец
снова опускают в раствор.
При достижении нужной глубины травления изделие выни-
мают, промывают в воде и удаляют лак каким-либо раствори-
телем, или проводят отжиг с последующим травлением, соскабли-
ванием и полировкой.
220
ГЛАВА 17
ОСНОВНЫЕ ОПЕРАЦИИ ХОЛОДНОЙ ЛИСТОВОЙ ШТАМПОВКИ:
ТИСНЕНИЕ, ФОРМОВКА. ВЫРУБКА, ГЛУБОКАЯ ВЫТЯЖКА
50. ОСНОВНЫЕ ПОНЯТИЯ
В предыдущих разделах рассматривались в основном ручные
методы обработки металла Здесь будут рассмотрены механизи-
рованные методы формообразования изделий и отдельных деталей.
Так как в практике изготовления декоративных изделий с помощью
различных штампов, установленных на прессах, нет четкого раз-
граничения названий методов работы, то ниже даются определения
основных технологических операций.
Горячая объемная штамповка При этом процессе массивные,
металлические заготовки из прессованных прутков или сортового
проката обрабатываются давлением между верхним и нижним
штампами в большинстве случаев в горячем состоянии. Этот
процесс в ювелирном деле обычно не применяется.
Тиснение (чеканка рельефа). Детали обрабатываются тисне-
нием с выдавливанием рельефа между верхним и нижним штам-
пами. Рисунок может быть нанесен на изделие благодаря подъему
или опусканию металла под давлением штампов. Этот способ
обработки применяется при чеканке медалей, монет, портсигаров
и т. п.
Листовая штамповка формовкой. При штамповке формовкой
тонкая листовая заготовка пластически деформируется между
матрицей и пуансоном без существенного изменения ее толщины.
При этом обычно получают полые рельефные детали небольшой
высоты.
Вырубка. В процессе этой операции нз листа или полосы,
накладываемых на вырубную матрицу, опускающимся вниз пуан-
соном, вырезают заготовку по замкнутому контуру.
Пробивка. При этой операции в заготовке или в ранее выруб-
ленной детали пробивают сквозное отверстие пуансоном.
Глубокая вытяжка. Эго ряд последовательных операций, по-
средством которых заготовка из листового металла превращается
в полое изделие пуансонами, протягивающими ее сквозь вытяжные
матрицы, в то время как складкодержатель (прижим) препятствует
образованию складок на поверхности деформируемой заготовки.
51. ТИСНЕНИЕ
Методы тиснения и применяемый инструмент. При одно-
стороннем тиснении гравируется рельеф только на
одном из штампов, например пуансоне, рабочая поверхность
второго штампа — м атриц ы—остается гладкой. В большинстве
случаев при тиснеини деталей столовых приборов применяются
штампы двустороннего тиснения, причем рисунки
221
со стороны пуансона и матрицы, как правило, разные
(рис. 206, а). Образующийся при тиснении облой (рис. 206, б),
вытесняемый в зазор между штампами, срезается затем кольцевой
матрицей, наносящей одновременно рисунок иа боковой поясок
изделия, например монеты.
Деформация материала при тиснении. Перед тиснением заго-
товка (литая, штампованная или вырезанная) подвергается тер-
мической обработке. Выступающие части пуансона и матрицы
внедряются в материал, уплотняют структуру н выдавливают
металл в стороны. Перемещаемые частицы металла заполняют
Рис. 206. Схема тиснения рельефа:
а — заготовка лежит на нижнем
штампе (матрице), верхний штамп
(пуансон) поднят; б — тисненная
деталь между нижними и верхними
штампами
более глубокие выемки пуансона
и матрицы. Подобным же обра-
зом смещается материал и под
давлением рабочей поверхности
бойка молотка (см. рис. 117). Чем
глубже проникает пуансон в за-
готовку, тем большая часть ее бу-
дет деформирована и тем сильнее
происходит изменение структуры.
Если в начале процесса металл
течет под выступающими ча-
стями пуансона и матрицы, запол-
няя углубления, то в конце про-
цесса, когда действие пуансона
еще продолжается, металл начи-
нает выдавливаться между мат-
рицей и пуансоном. Следствием
этого является образование облоя
вокруг контуров рабочих по-
лостей штампов. Это явление
в большинстве случаев необходимо, так как оно исключает со-
ударение пуансона и матрицы. Форма полости штампа должна
быть такой, чтобы все ее части могли заполняться еще раньше,
чем достигается предел прочности материала. Переходы между
выпуклыми и углубленными полостями гравюры штампа не
должны быть слишком резкими, с тем чтобы материал мог бес-
препятственно их заполнять.
52. ФОРМОВКА
Формовочные штампы. Своеобразие этого процесса обработки
металлических листов требует, чтобы пуансон и матрица штампа
соответствовали друг другу. Форма пуансона выполняется пози-
тивно, форма матрицы — негативно. Размеры и форма их должны
быть согласованы так, чтобы металлический лист как можно точ-
нее прилегал к ним. Если оии местами слишком плотно сопри-
касаются, то лист будет смят нлн даже срезан, а если в отдельных
местах расстояние будет слишком велико, то правильного формо-
образования не происходит и образуются складки (рнс. 207).
222
Рис. 207. Схема формовки: а — металли-
ческая пластина между раскрытыми штам-
пами; б — отштампованная деталь; в —
изменение толщины листа вследствие не-
равномерного давления плохо подогнан-
ных штампов; г — образование складок
из-за неправильной подгонки пуансона
к матрице
Рабочие поаерхностн штампа должны иметь высокий класс чи-
стоты, чтобы металлический лист мог скользить по ним с наимень-
шим трением.
Формообразование при штамповке. Почти в каждом случае
штамповка в формовочных штампах совмещается с вырубкой
изделий или заготовок. Процессы деформации, которые при этом
происходят, соответствуют процессам, происходящим при выко-
лотке и чеканке. Если изде-
лие выдавливают из целой
металлической пластины, то
выпуклые его части будут
также находиться под мак-
симальной нагрузкой; здесь
металл будет подвержен наи-
большей деформации, и сооб-
разуясь со свойствами мате-
риала, штамп следует изго-
тавливать таким образом,
чтобы в этих местах не был
перейден предел прочности.
Когда контур штампуе-
мой заготовки уже вырезан,
то максимальную нагрузку
будут испытывать ее краевые
зоны, в то время как цент-
ральные области останутся
почти без изменения. Если
при этом в наружных зонах
уже достигнут предел текучести материала, то это приводит
к образованию складок, особенно если между матрицей и пуан-
соном оставлен чрезмерно большой промежуток, или даже к раз-
рыву листа.
Чтобы избежать указанных последствий перенапряжения ма-
териала, следует при проектировании н изготовлении штампа учи-
тывать пластичность металла, имея в виду, что:
1) острые выступы и уступы штампа ие допустимы, так как оии
требуют от материала весьма высокой пластичности, в противном
случае материал в этих местах будет срезаться;
2) глубина штамповки обычно ограничивается пределом прочно-
сти металла, поэтому при необходимости штамповки деталей боль-
шой глубины следует разбивать процесс штампования на несколько
переходов, выполняемых последовательно в различных штампах,
при этом материал должен подвергаться промежуточным отжи-
гам для обеспечения рекристаллизации его упрочненной струк-
туры;
3) при формовке лист деформируется быстро, сильным ударом,
в то время как тиснение протекает при медленном, плавном тече-
нии металла.
223
53. ВЫРУБКА
Вырубные штампы. Простейший вырубной п у а и с о и
представляет собой гладкий стержень, торец которого плоско-
сошлифован; матрица вырубного штампа имеет отверстие с вер-
тикальными стенками, соответствующее контуру штампуемого
изделия Поэтому угол резания и угол заострения равны 90°,
а передний и задний углы резания отсутствуют, т. е. равны 0°
(рнс. 208, а). При заточке торца пуансона по вогнутой поверхности
получается более выгодный угол резания (рис. 208, б); если от-
верстие в матрице вырубного штампа расширяется вниз на конус,
то образуется задний угол резания. Однако в верхней части от-
верстия матрицы следует
оставлять поясок шириной
от 3 до 5 мм для гарантии
сохранения заданных разме-
ров (рис. 208, в) при пере-
шлифовании рабочей поверх-
ности зату пившейся ма-
трицы.
Вырубка заготовки. Про-
цесс работы очень прост.
Лист укладывается на выруб-
ную матрицу. Пуансон, при-
водимый в действие силой
пресса, пробивает материал
и проталкивает вырезанную
деталь через отверстие мат-
Рис. 208. Схема вырубки: о — плоскосо-
шлифованным пуансоном; б — пуансоном
с вогнутой рабочей поверхностью; в —
образование заусенца по краям отверстия
из-за большого зазора между пуансоном
и матрицей
рицы. Отделение материала происходит между режущими кром-
ками пуансона и отверстия вырубной матрицы. От состояния
этих кромок зависит качество вырубки. Если они
тупые, то усилие значительно возрастает. Если же пуансон и
отверстие матрицы ие совсем точно пригнаны друг к другу, на-
пример между ними имеется чрезмерно большой зазор, то край
среза не будет гладким, и на изделии образуется заусенец,
а это приводит к дополнительной обработке и повышению себе-
стоимости.
54. ГЛУБОКАЯ ВЫТЯЖКА
Вытяжные штампы. Такие штампы обычно состоят из трех
частей: пуансона, вытяжной матрицы и с к л ал-
кодержателя (прижимного кольца). Пуаисон
давнт на кружок из листового материала и втягивает его в матрицу.
Одновременно прижимное кольцо должно давить на листовой ма-
териал вокруг пуансона, препятствуя образованию складок.
Только при неглубокой вытяжке можно обойтись одной операцией
и одним комплектом штампов; чаще всего изделие штампуется за
несколько вытяжных операций, выполняемых за несколько рабо-
чих ходов пресса.
224
Глубокая вытяжка пустотелых деталей. Преимущество этого
метода состоит в возможности изготовления пустотелых заготовок
и сосудов без извов из листового материала Этот метод можно
назвать механизированной выколоткой. Вытяжка имеет общие
черты с выколоткой в самом процессе деформации металла и в из-
менении его структуры.
Когда пуансон при ходе вниз надавливает иа заготовку, удер-
живаемую прижимом, то металл начинает растягиваться между его
кромкой и закруглением входного отверстия матрицы. Этот про-
цесс похож на частичную деформацию листовой заготовки, рас-
смотренную при выколотке (см. рис. 186, а). При этом вследствие
вытягивания структуры металл ослабляется в направлении тол-
щины листа. При дальнейшем движении пуансона листовая за-
готовка начинает скользить из кольцевого зазора между прижим-
ным кольцом и матрицей, втягиваясь вслед за пуансоном в отвер-
стие последней. Поддаваясь давлению пуансона, металл скользит
по закруглению отверстия матрицы в зазор между ней и пуансо-
ном, обжимаясь в нем. Чем дальше продвигается процесс вытяжки,
тем больше превращается частичная деформация в полную дефор-
мацию всей заготовки. Напряженные частицы металла подвер-
гаются теперь не только растяжению, ио и принудительному сжа-
тию в зазоре между пуансоном и матрицей, куда втягиваются
дополнительные объемы избыточного металла из-под прижимного
кольца.
В результате толщина листовой заготовки, первоначально
уменьшавшаяся в тех местах, где начиналась деформация при
вытяжке (аналогично процессу выколотки чеканом на трайб-
китте), начинает благодаря деформации сжатия увеличиваться,
причем особенно заметно во внешних зонах получаемого изделия.
Для снижения этого сильного перенапряжения материала и
облегчения процесса деформации при вытяжке необходимо за-
круглять по возможности большими радиусами ра-
бочие кромки пуансона и матрицы, применять несколько большие,
чем толщина исходного материала зазоры между пуансоном и
матрицей, использовать давления прижима достаточные, чтобы
сохранять поверхность вытягиваемого изделия гладкой, ио не
чрезмерные, чтобы дополнительно не перегружать металл. При
глубокой вытяжке за одну операцию металл получает значитель-
ный наклеп, сопровождаемый потерей плвстнчиости, в результате
чего может произойти разрушение материала, поэтому необходимо
разделение процесса глубокой вытяжки на несколько опе-
раций.
На рис. 209 показана последовательная вытяжка цилин-
дрического пустотелого сосуда. На первой опе-
рации диаметр пуансона должен составлять примерно 0,6 от об-
щего диаметра исходной заготовки (рис. 209, а). Складкодержатель
имеет плоскую поверхность прижима. При дальнейших вытяжках
диаметр пуансона должен составлять 0,8 от диаметра пуансона
Ь Э. Бреполъ 225
предыдущей операции. Таким путем вытягиваемый сосуд после
каждой операции становится выше и тоньше. Постепенно, если это
требуегся, уменьшают закругленные кромки пуансона, пока они
не станут почти прямоугольными.
Рис. 209. Схема глубокой вытяжки: о — первая операция;
б — вторая операция; в — третья операция
1 -« пуаисои; 2— прижим (складкодсржатель): 3 — матрица
На рис. 209, бив изображены складкодержатели другого типа,
которые должны подходить по форме и размерам к полуфабрика-
там, полученным в предыдущей операции. Опорные гнезда матриц,
Рис. 210. Схема падаю-
щего молотка
в которые укладывается полуфабрикат
перед очередной вытяжкой, также соот-
ветствуют измененной форме заготовки.
55. ПРЕССЫ
Этим понятием объединяются все ма-
шины и механизмы, с помощью которых
можно приводить в действие штампы,
которые были описаны в этой главе.
При выборе наиболее подходя-
щего для данных условий пресса сле-
дует руководствоваться следующими со-
ображениями:
1) характером работы, которая должна
выполняться;
2) потребными для установки штам-
пов площадями стола и ползуна;
3) необходимой для выполнения штам-
повочных операций мощностью пресса и
его габаритными размерами;
4) количеством изготовляемых изделий
и производительностью пресса.
Падающий молот. Хотя это устройство (рис. 210) в настоящее
время не имеет больше практического применения, но и а нем можно
хорошо проследить принцип действия кузнечно-прессового обо-
рудования.
На столе молота неподвижно крепится матрица. Пуансон
штампа крепится в подвижной «бабе» молота, которая подвешена
220
на блоке и падает под собственным весом, скользя по направля-
ющим вниз, на заготовку, уложенную в матрицу. Энергия удара
падающего молота обеспечивает формообразование изделия в штам-
пах Легко заметить, что этот метод штамповки имеет ограничен-
ные возможности, так как сила удара ограничена массой падающей
бабы и, как правило, бывает невелика у небольших молотов такого
типа. Кроме того, падающий вниз верхний штамп не подводится
достаточно точно к нижнему. У прессов других типов эти недо-
статки исключены.
Пресс с педальным управ-
лением. Хотя этот пресс рас-
считан на небольшое давление,
но он имеет следующие преиму-
щества:
1) при работе обе руки
остаются свободными;
Рис. 211. Схема педально-
го кресса с ножным при-
водом
Рис. 212. Маятниковый педаль-
ный пресс (усилие пресса 4 тс,
ход ползуна 70 мм, высота
пресса 1300 мм)
2) жесткое направление ползуна обеспечивает высокую точ-
ность штамповки;
3) пресс позволяет достигнуть высокого темпа работы.
Принцип действия пресса заключается в сле-
дующем. Ползун с верхним штампом двигается точно в направ-
ляющих станины. Ои опускается не только за счет собственного
веса, но и за счет использования действия углового двухплечего
рычага, длинное плечо которого прижимается йогой вниз. Сила
нажима ноги передается затем на короткое плечо рычага и далее
8*
227
на ползун. Под собственным весом разгруженная ножная педаль
падает вперед и поднимает ползун вверх (рис. 211 и 212).
Ручной винтовой пресс. В этом прессе также используется
принцип рычага. Ручной рычаг, скомбинированный с маховиком,
вращаетси и действует как плечо силы. На шпинделе с резьбой,
ввинчивающемся в гайку,
расположенную в попере-
чине станины пресса,
укреплен внизу посред-
ством подпятника ползун.
Благодаря большому пе-
редаточному отношению
между маховиком и вин-
том при небольшой затра-
те мускул ьной энергии
Рис. 213. Схема ручного вин-
тового пресса
Рис. 214 Двухстоечный ручной винтовой
пресс (усилие пресса 215 тс, ход ползуна
250 мм, высота пресса 2150 мм)
в штампах создается значительное давление Ползун движется
в надежных направляющих, выполненных в виде ласточкина хвоста
(рис. 213 и 214). Легко заметить, что ручные винтовые прессы
ограничены как в отношении их мощности, так н производитель-
ности; они применяются на небольших предприятиях для штам-
повки деталей средних размеров. Прессы с педальным управле-
нием при изготовлеиин мелких деталей обеспечивают значительно
более высокую производительность.
Фрикционный винтовой пресс. Во всех до сих пор описанных
моделях для приведения пресса в действие использовалась му-
скульная сила человека. Последующие типы прессов приводятся
228
В действие электродвигателями. По своей конструкции фрикцион-
ный винтовой пресс очень похож на простой ручной винтовой пресс.
Источником энергии служит электродвигатель, приводящий в дви-
жение вал, иа котором неподвижно закреплены вертикаль-
ные чугунные д н с к и. С помощью рычажного устройства
этот вал можно смещать в сторону, и тогда вертикальные диски
будут попеременно справа
или слева прижиматься
к маховику, покрытому
кожей, который при этом
будет вращаться в ту или
другую сторону и через
ходовой винт соответст-
венно поднимать или опу-
скать ползун (рис. 215 и
216)
Рис. 215. Схема фрикционного
винтового пресса
Рис. 216. Двухстоечный фрикционный вин-
товой пресс (усилие пре « i 63 тс, ход ползуна
224 мм, высота пресса 2800 мм)
Особенности фрикционного винтового пресса заключаются
в том, что ои работает довольно медленно, но с его помощью можно
достичь относительно высокого давления; скорость движения пол-
зуна пресса неравномерна: с увеличением расстояния маховика
от центров вертикальных дисков движение ползуна ускоряется-
Отсюда следует, что такие прессы подходят для всех тяжелых
штамповочных, вырубных и чеканочных работ.
229
Эксцентриковый пресс. В этом прессе (рис. 217) движение
от электродвигателя передается маховику, насаженному на экс-
центриковый вал. Эксцентрик сообщает движение шатуну, а по-
следний ползуну, поднимающемуся вверх и опускающемуся вниз
в направляющих станины.
Рис. 217. Схема эксцен-
трикового пресса
Рис 218. Одностоечный эксцентриковый пресс;
кожух ползуна открыт (усилие пресса 16 тс, ход
ползуна 4—60 мм, высота пресса 1700 мм, коли-
чество ходов в минуту (110)
Особенности конструкции пресса заключаются в том, что:
1) пресс работает очень быстро, так как каждому обороту вала
соответствует один рабочий ход ползуна;
2) ход ползуна относительно невелик;
3) сила давления пресса недостаточна для обработки крупных
деталей.
Эксцентриковые прессы часто применяют в тех случаях, когда
за короткое время необходимо отштамповать или вырубить боль-
шое количество мелких деталей.
230
Одностоечный эксцентриковый пресс имеет то преимущество,
что он удобен в обслуживании, имеет свободный подход к столу и
допускает регулирование величины хода ползуна (рис. 218)-
Прессы такого типа предназначены только для легких работ.
В сравнении с ними двухстоечные эксцентрико-
вые прессы отличаются наличием усиленных направляющих
ползуна и двусторонним расположением эксцентриков Доступ
к столу у них открыт только с двух сторон, так как по бокам на-
х ятся стойки станины. До какой степени усовершенствования
доведена конструкция эксцентрикового пресса, видно из рис. 219,
Рис. 219. Штамповочный автомат (усилие пресса
2,5 тс. ход ползуна (5 мм, высота пресса 1300 мм,
количество ходов в минуту 1250)
па котором изображен штамповочный автомат с направляющими
колонками. Приводной механизм находится внизу. От коленчатого
вала движение передается через шатун и траверсу на четыре
направляющие колонки ползуна. Таким образом, несмотря иа
высокую скорость хода ползуна, достигается спокойная работа
пресса. Сюда следует добавить, что заготовка в виде ленты авто-
матически подается валками в рабочую зону пресса.
Гидравлический пресс. У гидравлического пресса (рис. 220)
рабочее усилие поршня насоса 2 передается через жидкость иа
прессующий поршень (ползун) 6. При нажатии рычага 1 вниз,
поршень 2 передает усилие на жидкость. При этом клапан 3
закрывается, а клапан 7 открывается. Давление жидкости пере-
дается на поршень 6 пресса, который вследствие этого поднимается.
Если, например, площадь поршня насоса равна 4 см2 и путь его
составляет 10 см, то за один ход он может вытеснить 4-10 =
= 40 см3 жидкости.
Если площадь поршня пресса составляет 400 см2, то посред-
ством указанного объема вытесненной жидкости ои поднимется
231
иа: -эду = 0,1 см. Таким образом, поперечное сеченне поршня и
высота его подъема находятся в обратно пропорциональной за-
висимости.
При обратном ходе поршня 2 клапан 7 закрывается и положе-
ние поршня пресса остается без нзмелений. В то же время клапан 3
открывается и жидкость из резервуара 4 поступает в цилиндр
Рис. 221. Одностоечный
гидравлический пресс
поршня насоса. При нажатии ручки вниз цикл ’’повторяется.
Если же необходимо вернуть поршень 6 в исходное положение,
открывают вентиль 5 и жидкость устремляется вниз, в резервуар’
В основе работы гидравлического одностоечного пресса
с электроприводом, изображенного на рис. 221, лежит тот же
принцип, но конструкция его несколько сложнее. Для данного
пресса характерно, что при относительно низком давлении
жидкости достигается большое усилие прессования, причем это уси-
лие допускает плавную регулировку, но при необходимости можно
опустить ползун с большой скоростью. Высота подъема ползуна
пресса большая, а одностоечная конструкция станины обеспечи-
вает возможность свободного доступа к его столу с трех сторон.
РАЗДЕЛ ТРЕТИЙ
ТЕХНОЛОГИЯ СОЕДИНЕНИЯ ДЕТАЛЕЙ
ГЛАВА 18
ПАЙКА
56. ОСНОВНЫЕ ПОНЯТИЯ
Пайкой называют процесс соединения металлических де-
талей, находящихся в твердом состоянии, посредством расплав-
ленного связующего металла или сплава — при поя, имеющего
более низкую, чем соединяемый основной металл температуру
плавления. Между расплавленным припоем н основным металлом
происходят иа небольшой глубине процессы взаимного
растворения и диффузии, в результате которых
при застывания получается прочное соединение деталей.
Химикаты, применяемые при пайке для облегчения соединения
металлов и способствующие удалению окнслов нз места пайки,
называют флюсами.
Рабочей температурой припоя является та
температура, до которой должны быть нагреты припой и спаивае-
мые поверхности деталей, чтобы соединение их стало возможным.
Обычно эта температура находится несколько выше температуры
ликвидуса припоя.
Температурой активности флюсов назы-
вают ту наименьшую температуру, прн которой они выполняют
свои функции.
Работы, проводимые при температуре, меньшей чем 450° С,
относятся к пайке мягкими п р и п о я м н, а выполняемые
при температурах выше 450—650’ С — к пайке твердыми
припоями.
57. ПРИПОИ
Из основных определений рассматриваемого процесса стано-
вятся ясными главные задачи пайки, а также условия, необходимые
для выполнения этих задач.
233
1. Припой должен плавиться в то время,
когда основной металл еще находится
в твердом состоянии.
Металлы и сплавы с высокой температурой плавления паяют
твердыми припоями, а ннзкоплавкие — мягкими припоями.
Разница температур плавления припоя и основного металла
должна быть не менее 50° С. При изготовлении филигранных
изделий опасность местного перегрева настолько велика, что
указанная разница между температурами плавления должна
быть значительно больше 50° С.
Рис. 222. Структура паяного шва:
1 *— основной металл; 2 — припой; 3 — зона диффузии припоя;
4 — зона диффузии основного мегалла
2. Жидкий припой должен хорошо расте-
каться по спаиваемому металлу.
Иногда ювелиры во время пайки наблюдают следующие явле-
ния: припой во время пайки превращается в шарик вместо того,
чтобы распределиться по всему месту пайкн и заполнить стык.
Это явление обусловлено различными причинами и чаще всего
силами поверхностного натяжения. Место пайки необходимо пред-
варительно нагреть до нужной температуры и затем производить
пайку. Иногда причиной недостаточного смачивания является
большое различие между структурами припоя и основного металла,
а также наличие пленок окнслов н загрязнений на поверхности
припоя илн детали.
Поверхность металлических деталей всегда имеет микроне-
ровности, не видимые невооруженным глазом, которые образованы
следами предшествующей обработки, например шлифования, и
выступами конечных плоскостей кристаллической решетки, на-
поминающими при сильном увеличении скалистый ландшафт
с острыми вершинами.
Припой в расплавленном состоянии должен заполнить все
этн неровности, растворив особенно далеко выступающие части.
234
3. Соединение припоя о основным метал*
п о м должно быть долговечным.
Прочность и долговечность паяного соединения зависит от
способности припоя смачивать основной металл и от сродства
припоя и основного металла.
В процессе пайкн происходит диффузия расплавленного при-
поя в нагретый основной металл. При продолжительном нагреве
илн прн последующем отжиге после пайки диффузия значительно
повышается. Таким образом получается структура, которая схе-
матически изображена на рис. 222. Припой имеет первоначальную
Рис. 223. Диаграмма состояния системы Sn—РЬ
обогащен кристаллитами спаиваемого металла. На границе ос-
новного металла также образуется узкая смешанная зона, и только
за ней видна его нормальная структура. Практически эти зоны
могут выглядеть различно. Припой может смешаться с основным
металлом вплоть до своей срединной зоны; можно и совсем ие об-
наружить смешанную зону в спаянном шве, если ее ширина
меньше величин, различаемых под микроскопом
Мягкие припои. Почти все важные для техники мягкие припои
являются сплавами системы олово—свинец. Диаграмма состоя-
ния, изображенная на рис. 223, чрезвычайно похожа иа известную
диаграмму системы серебро—медь (см рис. 16, а) При темпера-
туре 183,3° С образуется эвтектика, содержащая 61,9% олова.
Для улучшения свойств припоев к олову и свинцу добавляются
незначтельные количества других металлов. В производстве
ювелирных изделий обычно применяются припои с содержанием
олова от 50 до 60%.
В качестве особенно низкоплавких припоев иногда используют
«металл Вуда» — сплав, состоящий из четырех частей висмута,
двух частей свинца, одной части олова и одной части кадмия.
Рабочая температура этого припоя равна 6Г С, т. е. он может
плавиться даже в горячей воде.
235
Таблица 20
Слетав и свойства важнейших мягких припоев (третников)
% Температура Уд. вес, -'см’
Sti ih F* Си J. J- 4 Ki Pb соли- дусе ликви- дуса
f C,BI> 0,05 0.1 Остаток 270 305 10,8
25 1.? (1,05 0,1 > 183 257 9.8
30 2.0 0JW 0.1* » 183 249 9,«
33 2,2 0,0? 0 14 » J«3 242 9.5
40 2,7 o.w 0.16 » 183 223 9.3
50 з,з 0,09 0,18 » 183 200 8,8
55 3,fl 0.1 0.2 » 183 183 8.6
60 3,2 0,1 0,2 » 183 185 8,5
90 I 3 0,1 0.2 > 183 219 7.5
Основные данные по составу и свойствам мягких припоев при-
ведены в табл. 20.
Твердые припои При изложении материала по благородным
сплавам рассматривалось влияние присадочных металлов на
структуру и свойства этих сплавов. На основе проведенных иссле-
дований указывалось, что наиболее подходящими присадками
для снижения температурного интервала плавления сплавов на
основе золота и серебра явчяются цинк и кадмий Фактически
большинство твердых припоев для благородных сплавов леги-
руется этими же присадками.
Составы и свойства припоев для пайки сплавов на основе
серебра и золота приведены в табл. 21 и 22.
Таблица 21
Припои для сплавов серебра и их свойства
Марк» п>№» чнмьте; ’’ГГОЭИ Гпдер гпоине се~гбра I 0и0/Ом» Рабочая ' *~/Р Применение
6501 Очень твердый 650 760
6502 Гверцый 650 740 Для пайки
‘503 Q едний 650 720 сплавов
<>504 Мя< кпд 650 700 серебра
5405 Очень мягкий 540 670
LAk 83 7«ЗДИН17Л5> > гммый 830 830 Для пайки чистого серебра
230
Таблица 22
Припои для сплавов золота и их свойства
' ГН X (факт is Ct ое ржание ЭкМОе или платины 1000/пл. Рабочая темпе- ратура CC. Применение
РЫ 1вердый АЗЗ Ди 920 Для пайки платины и
60 Pd ее сплавов
220 Pt
VVLI • 5ь0 Au 920 Припой для сплавов бе-
100 Pd лого золота
1005 феДНИЙ 750 Ав 820 ( Для пайки сплавов зо-
1004 Мягкий 750 Av 810 J лота 750 пробы
1451 Вы КОТ 9ft1 |ЫЙ 185 A u 850
1452 Грррдый 585 Au 820 Для пайки сплавов зо-
1453 Средний 585 Au 775 лога 585 пробы
1454 Мй1 кий 585 Au 760
851 Твердый 333 Au 790 ।
Для пайки сплавов зо-
852 Средний 333 Au 760 1 лота 333 пробы
853 Мягкий 333 Au 740 J
58 ФЛЮСЫ
Действие флюсов. При нагреве на поверхности большинства
металлов образуются пленки окислов. Хотя переч пайкой окисные
пленки механически удаляются шабровкой, но остатки окислов
должны быть растворены флюсами, которые снижают также воз-
можность образования новых окислов.
Таким образом, в процессе пайки флюсы должны выполнить
следующие задачи:
1) растворить имеющиеся остатки окислов;
2) защитить места пайки и припой от окисления посредством
гл азу ре видного покрытия;
3) способствовать повышению жидкотекучести припоя.
Чтобы решить эти задачи, флюсующие средства обязаны удов-
летворять следующим требованиям.
1 . Рабочая температура припоя и температура действия флю-
сов должны быть согласованы между собой.
Температура, при которой флюс растворяет окнслы, должна
быть несколько ниже, чем рабочая температура пайки. Кроме
того, скорость реакции, т. е. темп растворения окислов должен
быть выше, чем скорость пайки. Пайка должна проводиться до-
статочно быстро, чтобы помешать появлению новых окислов.
2 Флюсы должны иметь возможно низкую вязкость
н умеренное поверхностное натяжение.
237
Рис. 224. Фрагмент диа-
граммы состояния системы
ZnCI.,—NH4C1
От вязкости флюса зависит его подвижность. Вязкость должна
быть достаточно низкой, чтобы не препятствовать растеканию
припоя, но, с другой стороны, она должна быть и достаточно
велика, чтобы флюс, как единый защитный слой, надежно покры-
вал припой и место пайки. Ясно, что материал, который, обладая
высоким поверхностным натяжением как ртуть, скатывается в ша-
рики, непригоден в качестве флюса. Хороший флюс должен иметь
низкое поверхностное натяжение, чтобы ои мог в расплавленном
состояиин хорошо смочить и покрыть
поверхность основного металла.
3. Флюсующие средства должны пси-
иостью о шл а ко в ы в ать загрязне-
ния и отводить их из зоны пайки. Недо-
статочно, если флюс только растворяет
остатки окислов, он должен также уда-
лять продукты растворения от места
пайки. В противном случае вязкий слой
шлака будет снижать подвижность припоя
и препятствовать активному действию
новых порций флюсующих материалов иа
поверхность металла.
Флюсы для мягких припоев. Пол
этими флюсами имеются в виду все те
флюсы, температура действия которых
достаточно инзкая, чтобы применять их
при использовании мягких припоев.
Хлористый цинк — ZnCl2. Этот флюс представляет собой
белую соль, легко растворимую в воде Она гигроскопична и при
температуре, равной 283° С, превращается в жидкотекучую массу.
При взаимодействии флюса с водой (для этого достаточно влаж-
ности воздуха) образуется хлористый водород
ZnCl2 4- Н2О -* ZnO 4- 2НС1.
Полученный газ растворяет окислы в месте пайки и превра-
щает их в хлориды по реакции
2HCI -}-CuO —» СиС12 4- Н2О.
Плавящийся хлористый цинк должен быть также в состоянии
поглотить окись цинка н хлориды, образовавшиеся из окислов ме-
таллов. Остатки этого флюса могут вызывать коррозию металлов
и поэтому должны удаляться тщательной промывкой после пайкн.
Нашатырь (хлористый аммоний) — NH4C1. Нашатырь — это
белая растворимая в воде соль,- которая применяется вместе
с хлористым цинком в виде жидкого флюса.
Паяльная жидкость. Самый простой способ изготовления
паяльной жидкости заключается в растворении отходов листового
цинка в соляной кислоте до насыщения
2HCI 4- Zn —» ZnCl2 4- H2J.
238
Насыщенный раствор разбавляется водой в отношении 111.
Температура действия паяльной жидкости, однако, соответ-
ствует точке плавления соли (ZnCl2), равной 283° С Как пока-
зывает рис. 224, добавлением хлористого аммония достигается
значительное понижение температуры плавления флюса, которое
можно регулировать соотношением обоих компонентов флюса.
При содержании хлористого аммоння 28% и хлористого цинка 72%
достигается минимум температуры плавления, равный 180° С.
Благодаря соединению этих солей прн высоких температурах
происходит отделение газа — хлористого водорода с образованием,
кроме того, аммониевых хлоридов цинка Zn(NH3)2Cl2 и Zn(NH3)Cl2,
которые еще больше способствуют процессу пайкн
ZnCl2 4- NH4C1 — Zn(NH8) CI2 4- HC1
Практически изготовление такой жидкости для пайки проис-
ходит так, что обе соли берутся в нужном соотношении и раство-
ряются в воде. Применение этого жидкого флюса для пайкн бла-
городных металлов нежелательно по указанным выше соображе-
ниям для хлористого циика.
Канифоль — С20Н31)О2. Она добывается из смолы хвойных
деревьев и представляет собой мягкую желтую смолу, которая
плавится в зависимости от состава при температурах 100—200 С.
В противоположность до сих пор рассмотренным флюсам каннфоль
совершенно безвредна при пайке благородных металлов. Она
растворяет имеющиеся окислы в значительно меньшем объеме,
чем паяльная жидкость. Применяется только после основательной
зачистки мест пайки и при высокой скорости последней.
Флюсы для твердых припоев. К ним относятся химикаты,
используемые в качестве флюсующих материалов при пайке твер-
дыми припоями.
Борная кислота и бура. Бура — это классический флюв юве-
лира данной категории.
Борную кислоту ювелир при пайке применяет тогда, когда
полированная вещь должна сохранить свой блеск, несмотря на
пайку, и когда нужно полностью избежать окисления ее поверх-
ности.
Борная кислота и бура образуют при нагревании расплав
в виде глазури, который во время пайки распадается с образова-
нием трехокисн бора — В2О3. Трехокись бора реагирует с окис-
лами металлов с образованием солей борной кислоты, например:
СиО 4- В2О3 — Си(ВО2)2.
В борной кислоте при температурах ниже 900° С этн продукты
растворения, как это схематически показано иа рис. 225, а, оса-
ждаются в виде плотного слоя на поверхности металла. Благодаря
этому поверхность получает защитный слой, но зато новые ча-
стицы трехокиси бора не смогут теперь попасть к месту пайки,
где образовались окислы. Только тогда, когда температура
239
становится выше 900° С, жидкотекучесть флюса повышается и по-
лученные бораты могут вновь соединяться с трехокисью бора
(рис. 225, б).
Бура распадается при переходе точки плавления на трехокись
бора и метаборат натрия. Трехокнсь бора растворяет окислы и
загрязнения металла, как это описано при действии борной
кислоты, образуя метабораты. Вновь образованные метабораты
©
а)
6)
Рис. 225. Схема действия флюсов па окисленную поверхность металла: а —
расплавленной борной кислоты при температуре ниже 900° С; б — расплав-
ленной борной кислоты при температуре выше 900" С; в — расплавленной буры
растворяются имеющимися метаборатами натрия н отводятся ими
прочь от места образования, чтобы новые частицы трехокиси
бора могли приблизиться к окисленному слою металла и также
вступить с ним в реакцию (рис. 225, в). Процесс будет продол-
жаться до тех пор, пока все окислы не будут растворены пол-
ностью.
Для улучшения действия буры и снижения температуры актив-
ности флюса к ней добавляют фтористые соединения.
59. ПАЙКА МЯГКИМИ ПРИПОЯМИ
Общие соображения. Каждый ювелир должен считать своей
основной задачей, как можно реже прибегать к пайке оловянным
припоем, используя в основном твердые припои.
В процессе изготовления новых деталей иногда приходится
выполнять пайку оловом, которая имеет следующие недостатки:
1) прочность соединения при пайке оловом меньше, чем при
пайке твердым припоем;
2) после папки оловом невозможно производить в дальнейшем
пайку твердым припоем, потому что оловянный припой прн вы-
сокой температуре сильно окисляется и разъедает основной металл;
240
3) при попадании остатков оловянного припоя в шнхту для
переплава благородных металлов весь получаемый сплав ста-
новится хрупким и практически бесполезным.
Учитывая изложенное, не следует ни в коем случае хранить
вместе оловянный припой с благородными металлами и инстру-
ментом, предназначенным для их обработки.
Поэтому необходимо:
1) все шаберы, напильники, а также вспомогательные ин-
струменты н средства, необходимые для паяния, хранить в осо-
бом ящике;
2) прежде, чем начать работать с оловянным припоем, нужно
освободить рабочее место
Рис, 226. Примеры увеличения поверхности спая при
пайке мягким припоем
3) отдельно хранить металлические опилки и отходы, содер-
жащие оловянный припой; никогда не держать их вместе с обыч-
ными остатками от опиловки!
Зачистка (фришевание). При проведении любой пайки места
спая должны быть тщательно зачищены.
Самый простой и чаще всего применяемый метод зачистки
состоит в удалении пленки окислов трехграниым шабером ото-
всюду, где должна происходить пайка. При этом надо следить,
чтобы не оставалось заусенцев и остатков старого припоя. Можно
успешно применять и другие механические или химические ме-
тоды очистки: травление или очистку проволочной щеткой, обра-
ботку стеклянной щеткой, напильником, наждаком, фрезами
и т. д. Чем чище соединяемые поверхности, тем выше качество
пайки.
Пригонка. Спаиваемые части располагаются друг перед другом.
Расстояние между ними должно быть незначительным, но с дру-
гой стороны, должно еще оставаться достаточно места для припоя.
Если иа готовом изделии должна быть смонтирована на оловян-
ное припое оправа или ободок, то нужно позаботиться о том, чтобы
на украшении заранее была припаяна твердым припоем точно
пригнанная внутренняя или наружная рамка (рис. 226, а),
241
к которой и крепится оправа, припаиваемая оловом по возможно
большей поверхности.
Если нужно спаять два конца проволоки встык, то для увели-
чения поверхности спая нужно подложить метвллическую по-
лоску, которая с одной стороны припаяна твердым припоем
к концу проволоки. Еще лучше установить подходящую (почти
без зазора) трубку иа спаиваемое место (рис. 226, б, «)- Но иногда
во время ремонта все же нельзя обойтись без того, чтобы не спаять
шинку кольца оловом, так как каст в верхней части кольца за-
полнен чувствительными к высокой температуре камнями, ко-
торые нельзя вынуть, а затем положить вновь. В таких случаях
изготавливают из тонкого металлического листа трубку так,
чтобы внутренний размер трубки соответствовал внутреннему
диаметру кольца. На поверхность трубки припаивают мягким
припоем верхнюю часть кольца, затем насаживают иа среднюю
часть трубки шиику и припаивают ее оловянным припоем.
В заключение отпиливают выступающие части трубки. Отре-
монтированное таким падежным способом кольцо будет долго
носиться (рис. 226, г). Часто бывает необходимо скрепить отдель-
ные детали укрвшения, например пластинки с эмалью, посред-
ством штифтов, которые припаиваются твердым припоем, н в таком
виде все чвсти украшения отделываются вплоть до полировки.
В этом случае продевают штифты, имеющие несколько большую
длину чем нужно, сквозь точно подогнанные отверстия основания
(рис. 226, б). Затем надевают иа штифты маленькие колечки, со-
гнутые из четырехгранной проволоки, и накрепко припаивают их
оловянным припоем к основанию украшения и нижней части
штифтов. В заключение отпиливают концы штифтов и полой отде-
лочной полу шаровой фрезой (см. рис. 176, 5) обрабатывают из
колечка и основания штифта сферическую головку, подобную
заклепочной.
Фиксация деталей при пайке. Иногда достаточно, если отдель
ные детали, расположенные иа подкладке для пайки — асбе-
стовом листе или куске древесного угля, устанавливаются вместе
или надвигаются одна иа другую, а затем спаиваются В других
случаях детали удерживают обычными круглогубцами или особой
цангой для пайкн. Преимущество последнего способа заключается
в том, что предмет свободно удерживается рукой н надобность
в подкладквх отпадает. Можно применять также для удерживания
соединяемых деталей зажимы, пришпиливание булавками, свя-
вывание проволокой н другие методы, описанные ниже при пайке
твердыми припоями.
Практические приемы пайки. Флюс следует наносить на всю
поверхность спая. Жидкие флюсующие вещества наносят кисточ-
кой, а пастообразные — маленьким шпателем.
При пайке паяльником (рис. 227) припой берут острием горя-
iero паяльника и переносят иа место пайки. Для этого сначала
проводят ребром горячего паяльника несколько раз по куску
242
нашатыря, пока оно не заблестит, а затем надавливают острием
паяльника на конец прутка припоя, тогда небольшое количество
припоя расплавляется и остается на паяльнике. В процессе пайки
нужно обращать внимание иа то, чтобы паяльник был достаточно
горячим н иа его острие находилось бы достаточное количество
олова.
Острием паяльника проходят по стыку; прн легком передви-
жении острия паяльника основной металл нагревается в месте
соединения до температуры, нужной для выполнения работы, после
чего припой стекает на место соединения. Припой поддерживается
в жидкотекучем состоянии теплом, непрерывно подводимым паяль-
Рис. 227. Пайка мягким припоем с помощью элек-
трического паяльника
ником, и затекает встык. Если зазор велик и количество припоя
иа паяльнике недостаточно для его заполнения, то берут но-
вую порцию олова указанным выше способом и переносят его
в шов.
Перед проведением пайки горелкой пруток припоя прокаты-
вают до нужной толщины, затем его разрезают на полосы, которые
должны быть узкими, длинными и достаточно топкими.
Во всех случаях пайка будет более удачной, если одна нз двух
спаиваемых частей уже предварительно покрыта по соединяемой
поверхности гладким слоем припоя (облужена) При пайке горел-
кой одновременно накладывают флюс и кусочки припоя таким
образом, чтобы припой лежал непосредственно на стыке и при
нагреве мягким пламенем равномерно распределялся по шву.
Количество припоя нужно рассчитать таким образом, чтобы зазор
был хорошо заполнен и ие оставалось ненужного остатка.
В зависимости от вида изделия н особенностей шва применяют
тот или иной характер пламени. Так как пайка оло-
вянными припоями не требует высокой температуры, то ее можно
вымолвить быстро гавовым паяльным пистолетом Короткое
243
острое пламя применяют в тех случаях, когда надо быстро вы-
полнить небольшую пайку и избежать нагрева расположенных
близко камней.
Целесообразнее для пайки оловом использовать мягкое шу-
мящее пламя, которым проводят поперек предмета до тех пор,
пока припой не расплавится и равномерно заполнит шов
Если при первой попытке заполнение шва не происходит, или
расплавленный припой течет в непредусмотренном направлении,
то неправильно пытаться заставить его течь в шов путем повыше-
ния жара пламени. В этом случае припой покроется слоем окиси,
«сгорит» и станет совершенно непригодным Поэтому, если пайка
по каким-либо причинам не получилась, помогает лишь одно:
необходимо снова зачистить места пайки, нанести новый припой,
новый флюс и повторить процесс пайки.
Зачистка паяного шва Весь излишний припой, который после
пайкн находится возле шва и на нем, должен быть удалев Опыт-
ному паяльщику будет нетрудно вести работу по очистке изделия,
потому что ои положит столько припоя, сколько нужно, чтобы
заполнить зазор, и умелым направлением пламени горелки он
вынудит припой проникнуть в шов, не загрязняя все изделие.
Но, несмотря на это, всегда остаются небольшие остатки припоя,
которые удаляют острым шабером, штихелем, напильником и т. п.
режущими инструментами.
Травление и все другие последующие химические методы обра-
ботки здесь не нужны, потому что пайка происходит при более
низкой температуре, чем температура отжига и окисления сплавов
благородных металлов, изделие ие перегревается и, следовательно,
изменение наружной поверхности основного металла в этом случае
исключено
60. ПАЙКА ТВЕРДЫМИ ПРИПОЯМИ
Общие сведения. Пайка твердым припоем, как показывает
само название, обеспечивает более прочное соединение спаиваемых
частей. Высокие пластичность и ковкость припоя, глубоко про-
никающего в основной металл, позволяют выдерживать значи-
тельные механические напряжения в спаяных местах при про-
катке, ковке, гибке, выколотке и т. п.
Вследствие того, что припой и основной металл имеют значи-
тельно меньшую разность температур плавления, этот метод
требует проведения подготовительных операций в большом объеме,
основательных знаний и наличия определенного опыта работы
Очистка. Все, что сказано о подготовке поверхности к пайке
мягким припоем, относится целиком н полностью и к пайке твер-
дым припоем Необходима абсолютная чистота
того места, где будет производиться пайка.
Плохо влияют на пайку ювелирных изделий ие только пленки
окислов, но и остатки жира или смазки. То н другое до ажио быть
тщательно удалено.
244
Пригонка. Все соединяемые части, в которых имеются остаточ-
ные напряжения в результате предшествующей обработки, должны
прежде всего подвергнуться отжигу. В противном случае может
случиться, что звено (ушко) расширится в зазоре из-за внутренних
напряжений или запаиваемая оправа при нагреве перекосится
так, что спаиваемые концы не удастся установить друг против
друга.
Все замкнутые пустотелые детали должны иметь небольшие
отверстия в незаметном месте, чтобы при нагреве воздух мог из
них удаляться, в противном случае деталь во время паяния может
вспучиться или лопнуть.
Очевидным является и то, что правильно выбранный зазор
уменьшает ненужную последующую работу. Ширина зазора от
0,1 до 0,2 мм гарантирует успех работы. При рассмотрении пайки
мягкими припоями было показано несколько возможных вариантов
увеличения поверхности соединения. Вследствие более высоких
механических свойств шва, спвяииого твердым припоем, не нужно
так увеличивать поверхности соединения, как при пайке мягкими
припоями. Однако при пайке тонких противостоящих частей
таких изделий, как изящные звенья цепочек, тонкие оправы и
даже шинки колец, подвергаемых большим напряжениям, целе-
сообразно выполнять стык со скосом нли наклонно (рис. 228, а),
несколько увеличивая поверхность шва.
Вместо того, чтобы просто ставить проволоку торцом для при-
паивания ее к пластинке основания, следует увеличить площадь
соединяемых поверхностей изгибом конца проволоки в виде ступни.
Можно также просверлить пластинку, вставить в отверстие конеи
проволоки и запаять твердым припоем (рнс. 228, б).
Если нужно закрепить на основании ободковую оправу вместе
с припаянной к ней опорой для камня, то целесообразно, как это
показано па рис. 228, в, несколько опустить вниз опору и выпилить
в пластине основания такое отверстие, чтобы выступающую внутрь
часть опоры камня можно было прямо ввести в это отверстие и
там запаять.
При соединении двух чвстей пустотелого предмета часто бывает
трудно расположить их тонкие края так, чтобы они точно стояли
друг перед другом, если к тому же учесть, что при нагреве они еще
и перекашиваются. В этом случае лучше поместить между обеими
частями тонкую металлическую пластинку и припаять к ней эти
части с обеих сторон, а выступающие участки пластинки отпилить
(рис. 228, а).
Если такие изделия, как плоские шинки колец или сломанные
ручки ложек, выдерживающие значительную нагрузку, должны
быть снова спаяны, то рекомендуется метод ремонта, изображенный
на рис 228, д В соединяемых частях предмета нужно с обеих
сторон выпилить вырезы под прямым углом к стыку, вставить
туда узкую соединительную полоску из тонкого листа п про-
паять ее вместе со стыком-
245
Часто бывает нужно вставить в шинку кольца кусочек металла
для увеличения диаметра кольца или замены поврежденного
места Чтобы во время пайкн эта вставка была надежно укреплена
и для обеспечения возможно большей прочности, ей так же, как и
соединяемым концам шинки, придают опиловкой форму ласточ-
киного хвоста, затем вставляют ее в паз и припаивают (рис. 228, г).
Неправильна Правильно
а) а)
Рис. 228. Примеры у^шнчснпя поверхности спая при пайке
твердым примгем
Установка шинки иа вновь изготовленное кольцо бывает часто
очень трудной, так как ао время пайки она плохо держится на
головке кольца (касте) и сдвигается, в то время как припой течет
прямо, что вызывает неприятные последствия. Для их преду
преждения следует рекомендовать простое и пригодное почти
во всех случаях средство: выпилить на концах шинки ступень», v
Этого дос)агочно, чюбы во время пайки надежно удерживать
246
шинку на касте (рис. 228, ж). В заключение следует упомянуть
основное правило для хорошо продуманной пригонки: всегда
следует переносить швы с наружной лицевой стороны иа внутрен-
нюю поверхность, если это возможно.
Фиксация деталей. При мягкой пайке часто обходятся без
подкладок под спаиваемые детали, вполне достаточно удерживания
их щипцами ввиду быстрого нагрева изделия. Напротив, в случае
твердой пайки, ювелир устанавливает детали на куске угля на-
дежно и устойчиво; при этом устраняются ненужные потери тепла,
расходуемого иа нагрев удерживающего инструмента.
Используемый в качестве подкладки кусок древесного
угля должен быть без сучков и иметь примерно плитовидную
форму. Уголь следует подготовить так, чтобы он при употреблении
почти не обгорал. Для этого новый кусок угля обрубают по краям,
оборачивают его толстой обвязочной проволокой, предварительно
медленно отжигают и затем нагревают до тех пор, пока кромки
его ие становятся красными. Если уголь при этом разрывается,
что часто случается, он все-таки сохраняет свой размер без изме-
нения, благодаря обвивающей его проволоке.
Во многих случаях достаточно, если соединяемые части просто
сближают друг с другом на гладком куске угля и спаивают их.
Если, например, нужно спаять под прямым углом две проволоки,
целесообразно нацарапать чертилкой крест на угле, чтобы контро-
лировать этим правильное положение проволоки. Таким же спо-
собом можно начертить многие вспомогательные линии и затем
по ним устанавливать и выравнивать соединяемые части. Но для
напайки тонких проволочек на гладкую металлическую пластинку
ие рекомендуется укладывать ее на уголь, так как следует учесть,
что эти спаиваемые части будут перегреты; при этом припой будет
вытекать, не спаивая проволочки с основным металлом. В таких
случаях следует пользоваться универсальной подставкой для
отжига (см. рис. 109)
Связывание проволокой. Связывание — это вспомогательный
прием фиксации деталей при пайке, требующий часто длительного
времени, поэтому следует ограничить применение этого метода и
заменить его пришпиливанием булавками к углю или закрепле-
нием зажимами. Но в некоторых случаях все же нельзя обойтись
без связывания обычной стальной отожженной проволокой диа-
метром от 0,2 до 0,5 мм. При ее применении следует учитывать
следующие недостатки:
1) стальная проволока при нагревании расширяется значи-
тельно меньше, чем связанные ею детали из благородных металлов;
2) при пайке железиая окалина может восстановиться, что
приведет к диффузии железа в металл соединяемых деталей и
к прочной припайке проволоки к ним;
3) при местном перегреве стальная проволока подвергается
пережогу и может полностью перегореть, тогда действие связки
преждевременно прекращается.
247
Отсюда вытекают с дующие рекомендации. Соединительные
проволоки должны быть тоньше, чем толщина стенок припаиваемой
детали, чтобы благодаря этому выравнять тепловое расширение.
По той же причине соединительная проволока не должна плотно
обвивать деталь, скорее, она должна быть слегка волнистой, чтобы
могла поддаваться удлинению Если это не учитывать, то на ос-
новном металле, находящемся под проволокой, могут появиться
углубления при ее натяжении. При связывании более крупных
деталей давление под местами наложения проволоки на деталь
распределяют, подсовывая под нее небольшие стальные полоски.
Рис. 229. Примеры правильной обвязки деталей проволокой перед пайкой
Проволока должна не полностью обматывать деталь, а так, как
показано на рис. 229, а, где проволока охватывает шарик только
частично, оставляя тем самым некоторую возможность для рас-
ширения детали.
Чтобы предохранить припаивание проволоки, по возможности
не следует наносить припой вблизи мест соприкосновения ее
с изделием. На рис. 229, б показано вспомогательное приспособле-
ние для облегчения правильного припаивания шинки кольца к его
головке. На стальной пластинке, изогнутой в виде полуцилиндра,
в соответствии с внутренней поверхностью кольца, нанесены чер-
тилкой параллельные линии, прерывающиеся отверстиями, вы-
сверленными на равных расстояниях. Если головка кольца и
шинка соединены, как показано на рисунке, перекрестным пере-
плетением проволоки, то по линиям на полуцилиндре можно
судить о правильности взаимного расположения обеих частей.
На рнс. 229, в изображено, как целесообразно связывать на-
персток, чтобы припаять крышку (донышко), не опасаясь, что
разойдется стык обечайки.
Вследствие того, что проволока не проходит по закруглению
полушария (рис. 229, г), исключено его проскальзывание по ос-
нованию. Также надежна и обвязка шара (рис. 229, «).
На примере, изображенном на рис. 229, д, показано, как сле-
дует связать под пайку с основанием две параллельные проволочки
квадратного сечения. Между ними проложены кусочки стальных
полосок соответствующей ширины. Соединительная проволока
охватывает как проволочки, которые нужно спаять, так и находя-
щиеся между ними и рядом кусочки листового металла.
И, наконец, на рис. 229, е изображено, как припаивается
круглая оправа (царга) к пластинке, служащей основанием, в ко-
тором после пайки выпиливают внутреннее отверстие. Для пре-
досторожности нужно вокруг припаянной царги заранее намотать
проволоку, которая должна помешать смещению стыка деталей.
В особых случаях, когда пет других возможностей фиксации
частей изделия, можно просверлить и связать эти части прово-
локами из того же материала, с которым работают; после спайки
изделия эти отверстия запаивают.
Скрепление зажимами (скобками). Метод фиксации частей за-
жимами позволяет быстро собрать соединяемые пайкой детали,
надежно удерживать их в процессе отжига и пайки, а затем, после
пайки легко снять скрепляющие скобки. При этом отпадают не-
желательные последствия, упоминавшиеся при связывании про-
волокой.
В качестве материала для зажимов отходы листов и лент из
обычной углеродистой стали не подходят, так как при нагреве
они теряют свои пружинящие свойства и после многократного
употребления утрачивают способность удерживать детали. По-
этому лучше для этих целей применять хромоникелевую про-
волоку, которую прокатывают в вальцах на полосы требуемого
сечения.
Зажимы из такого материала имеют неоценимое преимущество:
они при нагреве и пайке сохраняют свою упругость и не покры-
ваются окалиной, которая загрязняет опилки благородного ме-
талла, осыпаясь при зачистке швов. На рис. 230 показаны не-
которые формы зажимных скобочек и возможные случаи их при-
менения.
Пришпиливание к углю. Своеобразие структуры древесного
угля, используемого для пайки, позволяет частично вдавливать
соединяемые детали н вспомогательные средства во время пайки
в уголь или пришпиливать нх к нему булавками.
Если на какую-либо часть украшения нужно напаять верти-
кальный штифт, то сначала просверливают в пластинке основания
глухое отверстие и сгибают штифт, значительно большей, чем
требуется, длины, в виде неравносторонней скобки U-образной
формы. Затем длинный конец скобки вставляют в уголь, а ко-
роткий - в просверленное отверстие основания. После чего
производят пайку и отрезают штнфт до нужной длины.
249
Если хотят смонтировать крапановую оправу, то целесооб-
разнее перевернуть оправу н вдавить крапаны в утоль, чтобы они
не деформировались от нагрева при пайке. Большую помощь при
фиксации деталей иа угле могут дать булавки, особенна
в тех случаях, когда не
имеется возможности креп-
ления другими способами.
На рис 231 изображены
некоторые примеры при
меиения булавок. Стер
жень или трубка не ска-
тятся, если их с обеих
Рис 230. Примеры применения зажимов
скобочек (струбцин) при пайке
сторон удерживает не-
сколько булавок Кроме
того, на рис 231, а пока-
зано, как при помощи
воткнутых крестообразно
булавок можно создать небольшие опорные стойки. Можно легко
удерживать и прижимать друг к другу отдельные части, напри-
мер две пластинки, пружинящей силой изогнутых булавок
(рис. 231,6). Также с помощью двух изогнутых булавок укреп-
Рис. 231. Примеры пришпиливания булавками спаивае-
мых деталей при установке нх на древесном угле
лена трубка, изображенная на рис. 231, б. На рис. 231, г концы
двух булавок изогнуты в виде петель, чтобы прижимать круг-
лую проволоку к кольцу. Вполне пригодны булавки и при пая-
нии цепочек. Ими можно жестко пришпилить отдельные звенья
цепи (рис. 231, 6), а тяжелая цепь не упадет с угля во время
ремонта, если ее таким способом укрепить двумя булавками.
250
Пайка на асбесте. Серийное производство требует такого
метода пайки, при котором в кратчайшее время можно соединить
много отдельных частей. Для этого непригодно монтирование де-
талей на небольшом куске древесного угля.
Если соединяемые части можно просто положить на плоскость
одну рядом с другой или укрепить их зажимами и другими вспомо-
гательными средствами, то такие части устанавливают на поворот-
ном асбестовом диске. Сначала ювелир, производящий пайку,
укладывает друг за другом соединяемые детали, затем, постепенно
поворачивая диск, наносит на каждую деталь флюс. При следую-
щем повороте он выполняет пайку. При таком методе работы за
одну операцию можно спаять 20 или более деталей одну за другой,
все время поворачивая асбестовый диск.
Если ювелир должен составить украшение из различных от-
дельных детален, то он крепит их в специальных углублениях
в асбесте. Последние получаются путем вдавливания готового
образца изделия во влажную кашицу из асбестовой муки и пыли
древесного угля. Этой кашицей наполняют отбортованный лист
или противень, глубиной около 4 см. В углубления вставляются
части изделия; флюс и опилки припоя, смешанные в виде пасты,
наносят на стыки. После этого все приспособление ставят на про-
сушку, чтобы удалить влагу из асбестовой муки. По окончании
просушки_запаивают деталь за деталью пламенем горелки. Под-
кладка для пайки из асбестовой муки позволяет делать оттиски
весьма рельефных деталей в податливой массе, обеспечивать их
надежную фиксацию при пайке и выдерживать идентичность из-
готовляемых украшений. Кроме того, этот метод требует неболь-
шой затраты времени, так как исключает такие процессы, как
связывание или крепление зажимами.
Пайка в гипсовой форме. При изготовлении украшений, соби-
раемых из нескольких небольших деталей, возникают трудности
в сборке для пайки деталей в нужной последовательности. Кроме
того, последовательная припайка одной детали за другой требует
значительной затраты времени. В таких случаях производят
пайку в гипсовой форме, которую подготовляют сле-
дующим образом. Все детали украшения предварительно смазы-
ваются бурой и нагреваются до получения глазированного слоя.
На пластилине собирают украшение из всех входящих в него
подготовленных деталей, вдавливая их слегка в пластилин, чтобы
они не могли сдвинуться. На стеклянную плиту ставят рамку
(обод) из листовой стали несколько больший ио высоте и диаметру,
чем само украшение, а снаружи заделывают его стык с плитой
пластилином. Внутри помещают украшение, собранное на пласти-
лине (рис. 232)
На стыки деталей кладут маленькие кусочки влажной папи-
росной бумаги. Таким образом гарантируется, что они не запол-
нятся гипсом. Вместо этого можно изолировать стыки, посыпав
их небольшим количеством порошка из древесного угля. Затем
251
ияемых частей, наносят на стыки
Рис. 232. Сборка изделий под пайку в гмп
совой форме (детали украшения смонтиро-
ваны на пластилине внутри опоки перед
заливкой гипсовой массы)
замешивают с водой формовочную массу, применяющуюся при
центробежном литье, являющуюся более жароупорной, чем обыч-
ный гипс. Массу мешают до тех пор, пока она не превратится
в густую кашу. На стыки наносят отдельные комки гипсовой
смеси и затем заливают все детали украшения в опоке гипсовой
кашицей. Толщина слоя гипса зависит от изделия, которое нужно
спаять. Если этот слой слишком толст, то потребуется много
лишнего тепла для его нагрева. Если слой слишком тонок, то
при отжиге гипсовая форма может легко сломаться. Потом за-
литую массу сушат, вынимают из опоки и осторожно освобождают
от пластилина. В последний раз подправляют положение соеди-
ненного буры и накладывают
кусочки припоя. Предвари-
тельно медленно нагревают
сильным и1умящим пламенем
весь гипсовый блок до
красного каления Затем
нагревают форму до тех пор,
пока весь припой не распла-
вится и не заполнит стыки
Если все швы спаяны оди-
наково хорошо, то горячую
форму погружают в воду,
гипс лопается и его можно
легко удалить с изделия -
Монтаж на металличе-
ских деталях, растворимых в кислотах. В некоторых трудных
случаях неизбежно придется обратиться к нижеописанному
методу- В качестве примера рассмотрим сборку пустотелого
шара. Едва ли возможно надежно собрать и скрепить отдель-
ные его части каким-либо из вышеописанных методов. Можно
было бы спаять два полушария порознь в гипсовых фор-
мах, а затем собрать их вместе, но прн этом велика опасность,
что выпвдут отдельные части полушарий, когда их будут снимать
с гипсовой формы. Если нужно провести сборку полого шара из
серебра или из золота 333 пробы, то в качестве материала для
вспомогательной конструкции можно взять обычную углеродистую
сталь. Для сплавов золота, содержащих свыше 500/000 Ап, при-
меняют медь.
В рассматриваемом случае изготавливвют тонкостенный шар
из листового металла, который спаивается затем из двух половин
(рис. 233, а) Теперь довольно просто припаять отдельные части
обшнвки к шару и одновременно спаять их между собой- Особое
внимание надо обратить при этом на взаимное соединение лепест-
ков шара (рис. 233,6). Когда сборка по всей поверхности закончена,
вспомогательный шарнк просверливается в нескольких местах,
а затем он вытравливается из спаянной оболочки. Для вытравлива-
ния стали применяют соляную кислоту, а для меди — азотную.
•252
Такими вспомогательными мвтериалами, которые нужно затем
вытравливать, можно многого достигнуть и при сборке пайкой
с помощью проволоки.
Если нужно припаять ряд проволочек на равных расстояниях
друг от друга, то между ними укладывают вспомогательные про-
волочки и\ жиой толщины, связывают все проволочки вместе
(рис. 233, в), а затем прочно спаивают нх. После вытравливания
достигается нужный эффект.
Таким же образом можно спаять спираль с равномерным шагом
витков, если вместе с ней намотать такую же спираль из вспомога-
тельного металла, потом спаять их вместе, а затем вытравить
вспомогательную спираль
Рис. 233. Мою аж спаиваемых деталей на приспособлениях из металлов, рас-
творимых в кислотах: а — вспомогательный шарик, выполненный из тонкой
листовой стали; б — частично опаянный лепестками благородного металла
стальной шарик; в — параллельные проволочки, подготовленные для пайки
г проложенными между ними вспомоги тельными проволочками
Нанесение флюса и припоя. Флюс «флюорон» из белого порошка,
растворенного в воде, всегда должен находиться в готовом для
использования состоянии. Этот раствор целесообразно хранить
в бутыли в защищенном от света месте. На рабочем столе ставится
небольшая стеклянная бутылка, наполненная паяльной жидкостью.
Жидкий флюс наносят акварельной кисточкой па всю
поверхность детали или же последняя окунается во флюорон.
Недостаточно покрывать флюсом только место пайки Так как
флюс флюорон выдерживает от 10 до 20 паек, то можно продолжать
пайку по покрытой один раз поверхности и в других местах, ие
очищая и не обмазывая ее заново.
Так, например, при изготовлении оправы, сначала после сги-
бания царги ее всю покрывают флюороном и запаивают. Затем
вдвигают на место опорное гнездо для камня, также покрытое
флюсом и припаивают его. Если на оправе должны быть при-
паяны какие-либо детали орнамента, то вновь смазывают флюсом
только эти детали Имеющаяся на оправе глазурь еще пригодна
для осуществления дополйительной припайки деталей украшения.
Абсолютно неправильно, как это практикуется в некоторых
мастерских, после каждой пайки промывать в воде, а затем про-
травливать изделие. Материал страдает в этом случае не только
потому, что снова приходится очищать и обмазывать его, но кроме
того приходится на готовом золотом изделии удалять зеленый
2S3
налет, образовавшийся в результате неправильной обработки,
что вызывает значительную потерю дорогостоящего материала и
времени.
Длинные проволоки и трубки быстро покрывают флюсом, оку-
ная их ненадолго в бутылку с длинным горлышком, в которой
налит раствор флюса.
Жидкий флюс флюорои пригоден для выполнения любых паек
на ювелирных украшениях я гораздо удобнее и экономичнее
растертой буры, применение которой часто вызывает большие за-
труднения и ненужные затраты времени, особенно прн сборке
сложных украшений нз мелких деталей.
Подобно тому, как н в случае использования мягкого припоя,
твердый припой также разрезается на кусочки. Слиток припоя
тонко раскатывают, разре-
в) ----71 зают на Узкие параллельные
// /г /у /&~7\ полоски, от которых отрез а-
/ / /р ///J // ют кусочки нужного про-
/ / /у //// /х // фнля. Кусочки должны иметь
// форму маленьких брусков
прямоугольного сечения.
Если нарезать припой ку-
Рис. 234. Правильная (о) и неправильная сОЧКВМИ кубической формы,
(б) уклада кусочков прилов в стыках т0 при расплавлении ОНИ
образуют шарики и заполняют зазор неравномерно Припой
хранят отдельно по сортам в чашках из толстостенного фарфора
или в самодельных серебряных чашечках.
При укладке припоя в стыки швов берут поочередно пропи-
танной флюсом кисточкой кусочки припоя из чашки и переносят
их на место пайки (рис. 234, а). При этом кусочки припоя уклады-
вают иа стык или около него таким образом, чтобы при плавлении
припой обязательно заполнил пустое пространство между ку-
сочками- Если уложить кусочки бессистемно и неравномерно
около стыка (рис. 234, б), то при расплавлении припой может
пойти собственными путями в нежелательном направлении. При
накладывании припоя следует всегда думать о последующей
зачистке швов после пайки. Для облегчения зачистки необхо-
димо:
1) каждый накладываемый кусочек припоя соизмерять с вели-
чиной спаиваемой поверхности; если кусочек припоя слишком
мал, то шов не будет заполнен; если он слишком велик то высту-
пающий остаток будет с трудом удаляться при очистке;
2) обращать внимание при пайке проволочек иа то, чтобы
они прилегали плотно и пытаться обойтись при этом с воз-
можно меньшим количеством кусочков припоя; последние
нужно положить с учетом облегчения в дальнейшем возможной
очистки;
3) укладывать припой таким образом, чтобы остатки его легко
можно было бы удалить;
254
4) располагать припой в тех местах, которые на готовом
изделии мало или вообще не видны, т е. на внутренней или обрат-
ной сторонах украшения;
5) накладывать припой только с одной стороны и прогонять
его пламенем через стык.
Хороший ювелир должен спаивать мно-
жество швов небольшим количеством при
поя. „
Текучесть припоя- Чтобы довести твердый припои до высокои
текучести, существует только один метод: весь предмет постепенно
нагревается мягким пламенем при равномерном круговом движе-
нии горелки (рис. 235). Постепенно пламя делают все острее,
Рис. 235. Пайка твердым припоем
чтобы сконцентрировать жар иа месте пайки. Затем весь предмет
снова подогревают мягким пламенем. Так действуют до тех пор,
пока припой не потечет. Припой всегда тянется к месту с макси-
мальной температурой. Используя это, следует так регулировать
распределение тепла, чтобы заставить припой потечь в нужном
направлении. Например, если хотят припаять небольшое тонкое
ушко к толстой пластинке встык, следует учитывать тот факт, что
ушко гораздо быстрее достигнет рабочей температуры припоя,
чем пластинка, и что припой вместо того, чтобы соединить обе
детали, может залить отверстие ушка. При такой пайке пластинку
лучше всего положить иа универевльнон плнте для пайки (см.
рис. 109) и подогревать ее снизу таким образом, чтобы только
пластинка охватывалась пламенем, а ушко получало бы требуемое
тепло уже посредством естественной теплопередачи.
Предотвращение утечкн припоя. Простая, но не во всех слу-
чаях достаточная возможность изменения напрввлеиия движения
припоя состоит в том, что изделие там, где оно ие должно покры-
ваться припоем, подвергается лишь темному калению, и эти места
флюсом не покрываются. Можно также прочертить на металле
255
мягким карандашом ограничивающую черту, которая при мелких
пайках будет служить препятствием для растекающегося припоя
В случае припаивания шарниров или при пайке цепочек можно
предотвратить протекание припоя в отверстия путем вмазывания
в них масла или жирного трепела, однако следует
помнить, что на горячем металле жиры легко растекаются и могут
помешать спаиванию в стыках звеньев.
Действенным, но несколько неприятным по запаху средством,
является метод вдавливания врезиновую пластинку
горячего предмета теми местами, которые следует защитить от
проникновения припоя. При последующей пайке оставшиеся
продукты сгорания резины действуют как средство, препятствую-
щее пайке.
Наконец, можно обмазывать кашицей из глины или отмучен-
ного мела большие поверхности у крупных, соединяемых пайкой
деталей.
В заключение необходимо отметить, что опытный ювелир управ-
ляет движением расплавленного припоя пламенем горелки, а не
с помощью средсгв, препятствующих пайке.
ГЛАВА 19
ГРАНУЛЯЦИЯ
61. СУЩНОСТЬ ГРАНУЛЯЦИИ
Грануляция — процесс нанесения рисунка нв металли-
ческую основу мелкими металлическими шариками, прикрепляе-
мыми к ней. Технологическая трудность в выполнении процесса
грануляции заключается в том, что из-за микроскопичности ша-
риков исключается возможность применения всех рассмотренных
видов пайки.
Грануляция в течение долгого времени была забыта и только
в этом столетии стала снова возрождаться- Рецепты старинной
технологии грануляции были потеряны. В наше время отдельные
мастера своего дела в продолжительной, длящейся неделями не-
устанной работе, пытались решить эту проблему; и хотя многие
пробовали приваривать отдельные шарики к пластине основания,
но очень немногие достигли в этом подлинного мастерства. Лишь
в редких случаях удалось специалистам частично проникнуть
в секреты древних ювелиров.
Отсутствие публикаций в литературе по вопросам грануляции
можно объяснить тем, что результаты длительных исследований
нужны самим экспериментпорам и из-за конкуренции в капита-
листических странах они держатся в тайне. С другой стороны,
один известный ювелир, специалист по грануляции, сказал при-
мерно следующее: «Когда гранулирование станет таким простым
256
челом, что каждый подмастерье будет получать без труда рисунки
Дариками на плите, то техника этого дела превратится в не-
требуюшую ума игру».
* Главная проблема грануляции атронута здесь для того, чтобы
подчеркнуть, что эта технологии является лишь средством, ко-
торое ювелир имеет под руками для реализации своих художествен-
ных замыслов. Только тот, кто имеет достаточно развитое художе-
ственное чутье, чтобы оживить эту технологию, может отважиться
рисовать золотыми шариками на золотом грунте.
62. РАЗЛИЧНЫЕ МЕТОДЫ ГРАНУЛЯЦИИ
Рассмотрим и сопоставим основные методы грануляции, кото-
рые приводятся в литературе. Это критическое рассмотрение
должно помочь учащимся найти свои приемы работы, так как
кроме знакомства с публикациями в этой области, им не избежать
многочисленных опытов, при помощи которых они должны пере-
нести существующие рецепты в свою производственную практику;
в конечном итоге все зависит от мастерства ювелира.
Розенберг 1 описывает метод грануляции, примененный Штан-
гером.
Из сплава высокой чистоты нарезаются маленькие кубические
кусочки, подобные кусочкам припоя. В небольшом тигле они
перемешиваются с пылью древесного угля- Тигель нагревается
до тех пор, пока кусочки ие оплавятся и превратятся в шарики.
После этого еще некоторое время проводится прокаливание ша-
риков в порошке древесного угля, причем температура должна
быть только иа несколько градусов ниже точки солидуса данного
сплава.
Благодаря этому поверхность шарика обогащается углеродом.
Образуется карбид золота, и в результате этого температура плав-
ления поверхности шарика должна уменьшиться приблизительно
до 900° С. Шарики смачивают слюной и приклеивают к основной
плите без использования флюса.
По Литтлдейлу 2 шарики изготавливаются подобным же об-
разом. Для нанесения их па основу применяется раствор гидро-
окиси меди, служащий в качестве «химического припоя». Раствор
какой-либо соли меди соединяют с едким натром. При этом обра-
зуется светло-синий осадок гидроокиси меди — Сн(ОН)2, который
отфильтровывается и, пока он находится еще во влажном состоя-
нии, смешивается с гуммиарабиком, трагантом или синдетиконом
е отношении 1 : 1 и немного разбавляется водой. Этим раствором
шарики укрепляют иа пластине основания, причем необходимо
проследить, чтобы раствор не скапливался иа пластине около
шарика или вокруг него, а был бы только непосредственно под
1 М. Розенберг. История ювелирного искусства. Т. 2. Грануляция
Изд-во Келлер, Франкфурт-на-Маияс, 1918 г.
2 Патент № 41518b 1934, Англия.
9 э. Бреполь 257
ним. Для этого шарики, помещенные на основании, покрываю»
тушью При температуре каления клей превращается в уголь!
гидроокись теди переходит в окись меди, которая при 850° С
восстанавливается в металлическую, и медь сплавляется с золото»
образовавшийся таким образом легкоплавкий сплав золото—медр
должен обеспечить прочное соединение химическим припоем
шариков и основного металла.
Несколько другой метод предлагает Фрей1. По этому методи
шарики и основной металл сплавляются с небольшим количеством
меди. Шарики изготавливают в древесном угле, затем прокали-
вают пластинку основы и шарики, чтобы получить плотную окис-
ную пленку. На пластине шарики укрепляются с помощью
флюорона, который при нагреве восстанавливает окись меди
до меди.
Таким образом, как и по методу Литтлдейла, получают легко-
плавкий сплав золото—медь, который н обеспечивает соединение
в месте соприкосновения шариков с основой.
Образование прочных соединений шариков с основой при ис-
пользовании всех этих методов объясняют изменением температуры
плавления сплава.
В одной публикации даже утверждается, что интервал плавле-
ния грануляционных сплавов должен составлять по меньшей мере
30° С, а возможно даже от 60 до 80° С-
Таким утверждениям противоречит то, что первые успешные
грануляционные работы были проведены с чистым золотом, ко-
торое не может иметь никакого интервала плавления, в то время
как золото 333 пробы его большим интервалом плавления не-
пригодно для этой цели.
Литтлдейл и Фрей хотят снизить температуру плавления по-
верхности шарика, оставляя неизменной точку плавления его
сердцевины, п для этого прибегают к получению плавящегося прн
пониженных температурах сплава золото—медь. Однако, если
действительно требуется только обогатить медью поверхность,
то можно было бы гораздо проще омеднить шарики и связывающий
металл.
Наконец, подвергая сомнению теорию Штангера, можно ска-
зать, что золото почти не растворяет углерод ни в твердом, ни
в жидком состоянии, и поэтому небольшие частички поглощенного
углерода снова выделяются при охлаждении Карбид золота Аи2Са
можно получить с трудом и совершенно невероятно, что он может
образоваться путем простого нагревания в пыли древесного уьпя-
Как полагают все вышеперечисленные авторы, гранулы потому
привариваются неповрежденными к основе, что на шариках обра-
зуется легкоплавкий поверхностным с юй, который плавится
быстрее, чем ядро, а твердое ядро предотвращает растекание
1 Тресков. История, искус. •. и ifxjiiiка грануляции. Ежепдник
«"глпрл. Ичд-во Днбенер, Штутгарт, 1959 г.
25»
парика. На самом деле при гранулировании соединение проис-
р, не столько за счет изменения термических свойств, сколько,
-.г всего, из-за увеличения поверхностного натяжения жидкого
yer '|ла 11 уменьшения с лачиваемости. От припоя, который должен
».1рошо растекаться по основному металлу, требуется наличие
против^ наложных свойств: небольшого поверхностного натяжения
н хорошей смачиваемости. Однако каждый ювелир по собственному
, , , v знает, что хаже припой, который характеризуется большой
ачйваемостью сохраняется иа месте спайки в виде спекающихся
hi, рпков, если не предотвращено окисление поверхности. В этом
,i включается объяснение методов Литтлдейла и Фрея: окисленный
ч’едный слой фактически только увеличивает естественное поверх-
ir-ктиое натяжение. Углеродистое покрытие Штангера, таким
у;г. »рм, выполняет роль корки, которая удерживает расплав-
ленный металл шарика и препятствует его растеканию. Даже
гч.лн предположить, что внешняя оболочка шариков имеет тем-
пературу плавления приблизительно на 50° С ниже, чем ядро,
то в случае если температура достигнет точки плавления ядра,
необходимо, во-первых, добиться такого режима нагрева, чтобы
и ipo по возможности дольше оставалось твердым и, во-вторых,
к.чп ядро расплавилось, то надо удерживать эту расплавленную
каплю в виде шарика. Последнее достигается особой обработкой * чч
поверхности шариков и основы.
Наиболее целесообразным является метод, разработанный
проф Уигерером 1 Гранулы и основа имеют одинаковую пробу
(золото 750 пробы или выше). Для изготовления шариков лист
прокатывается как можно тоньше. Его, так же как и припой, раз-
резают на маленькие кусочки. Для получения заготовок шариков
одинакового размера их можно также вырубать специальным
штампом. Кусочки увлажняются и смешиваются миниатюрной
мешалкой в тигле с порошком древесного угля. Благодаря этому
каждый кусочек покрывается угольным порошком и уже ие сможет
сплавиться с другими кусочками. Оплавление шариков и после-
дующее прокаливание нх в пыли древесного угля производится
так же, как это было описано при рассмотрении метода Штангера.
Содержимое тигля затем высыпают в фарфоровую чашку, чтобы
смыть пыль древеспогб угля. Шарики просушиваются, но остаются
зачерненными На сите гранулы сортируют по величине 2 (Сито
1 готавливают, как правило, сами ювелиры, размещая пе-
nibRG вкладных сиг одно нах другим, при’и л отверстия их
уменьшаются ог одного сита к другому.)
С помощью разбавленного флюоропа шарики прикрепляются
к пластине основания, толщина которой должна приблизительно
1 Унге р ер । ран j .’мини. Журнал гооглареж, 1943. I, с. 2
чч * I • гик ия шариков Д” ,-.л»*чяции прим
рух-слпми (OBviRpaMH ещр в \1Х в. и Gin описан • нероы 1. И. А п
ДРющ иконки Г •. иодство »ол< лх и серебряных м сгерсгп.1
Нл-жний Новгород 1904 г. (Прим, редактора).
ч» 2S9
соответствовать диаметру шариков (рис. 236, а). Подготовлен-!
ную пластину укладывают на универсальную плиту для пайки
(см рис. 109) и равномерным нагревом пламени, охватывающим!
нижнюю сторону пластины, доводят ее до требуемой темпера-
Рис. 236 Закрепление i ранул кровав ных
шариков на осн г. и ляни: а — правильней
(шарики одинаковой величины cn.-i.iHie ц
по небольшим соединительным поверхно-
стям как межд) собой, гак и с опорной
пластинкой нормальной толщины), б _
неправильно (шарики расплавлен^
слишком сильно, промежутки малы, опор-
ная пластинка основания толстая) «-•
неправильно (шарики имеют различную ве-
личину и находятся на разных расстоя-
ниях друг от друга, опорная пластнпк.
тонкая)
туры, прн которой расплавляющиеся частицы металла в точке
соприкосновения шариков и основания могут свариться.
Секрет грануляция заключается в том,
чтобы правильно почувствовать момент
соединения шариков и пластины. Это достигается
Рис. 237. <_<> ебрянос ожерелье, гранулированное золотыми
шариками
длительной тренировкой и опытом. Если нагревать слишком
долго, шарики оплавляются, чрезмерно сближаются или слишком
глубоко опускаются в основной металл; если нагревание прово-
дилось недостаточно долго, связь их получается непрочной и
шарики выпадают из основы.
260
С полным правом проф. Унгерер в конце своей работы говорит:
ХЭвпадение этой прекрасной техникой должно быть достигнуто
трудом, никому оно не свалится с неба без всяких усилий».
'На рис 237 показано ожерелье, гранулированный золотой
орнамент которого контрастирует с зачерненным серебряным
фоном-
Г Л А В А 20
СБОРКА НА ШТИФТАХ, ЗАКЛЕПКАХ И РЕЗЬБЕ
63. ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ ШТИФТОВЫХ
И ЗАКЛЕПОЧНЫХ СОЕДИНЕНИЙ
Рис. 238. Различные виды заклепочных
соединений: а — свободное; б — глухое;
в — потайное
клепки монтируемые части со-
Основные понятия. Части подвижного шарнира соединяются
с помощью штифта. Такое соединение называют штифтовым,
а процесс его выполнения — ш т и ф т о в а н и е м.
Если же просверливаются две или более детали, а затем они
подвижно скрепляются вместе посредством заклепки, со соедине-
ние, которое при этом получают, называют подвижным
заклепочным (рис.
238, а), а процесс его выпол-
нения — подвижной
или свободной клеп-
к о й. Так, например, крыш-
ка с корпусом портсигара
штифту ется, а рукоятки
плоскогубцев и ножниц —
склепываются свободно.
Посредством глухой
еднняют неподвижно, например таким образом укрепляют ро-
зетку на украшении (рнс. 238, б).
По форме различают заклепки с полукруглой головкой, вы-
ступающей над поверхностью соединяемых листов, и заклепки
с потайной головкой, которые входят конусным расширением
в соединяемый материал и расклепываются с внешней стороны
заподлицо с поверхностью листа (рис. 238, я). На рис. 239 показан
основной тип заклепочного соединения, выполненный заклепкой
с полукруглой головкой.
Подготовка к штифтованию н клепке. Перед штифтоваиием
собирают обе готовые части подвижного шарнирного соединения
и проходят отверстия в них разверткой с небольшой конусностью.
Затем части шарнирного соединения разъединяют и снова обра-
батывают разверткой отверстия трубок только подвижной части
Для того, чтобы они без усилия могли вращаться вокруг штифта.
Для штифта подготавливают кусок круглой проволоки, диаметр
которой почти соответствует внутреннему диаметру трубок шар-
нира. В соответствии с формой отверстия шарнира штифт опили-
вают слегка иа конус. Он должен точно соответствовать форме
261
отверстия и нн в коем случае не быть слишком заостренным Штифт
хорошо смазывают и полируют на стальном вращающемся диске.
Правильно изготовленный шарнирный штифт должен плотно
входить в отверстия трубок неподвижной части, в соответствии
Рис. 239. Основные
части заклепки:
1 осадочная голов-
ка; 2 — стержень; 3 —
замыкающая головка
с нх конусностью, и заклиниваться в них так
прочно, чтобы расклепка концов была бы не-
нужной, в то же время вращающаяся часть
шарнира должна поворачиваться без затруд-
нений (рис. 240). Концы штифта после сборки
соединения слегка расклепываются одним нз
описанных ниже способов.
Перед клепкой заготовки вначале просвер
ливают. Если заклепкой должны быть соеди-
нены три детали, то сначала просверливают
отверстия во внешних деталях, а внутреннюю
вводят между ними и размечают на ней место
для сверления. Далее эту внутреннюю деталь вынимают и про-
сверливают в ней отверстие. Благодаря такой обработке умень-
шается возможность взаимного смещения деталей при клепке.
Прн обработке отверстий нужно следить за тем, чтобы сверло
направлялось перпендикулярно к поверхности детали. Для слегка
конусных стержней заклепок отверстие обрабатывается описанным
выше способом так же, как и для шарнира.
Рис. 240. Схема подвижного шарнира со штиф-
том: а — введение конического штифта в шар-
нир; б — окончательно установленный штифт
Прн изготовлении обычной цилиндрической заклепки берут
проволоку, диаметр которой соответствует диаметру отверстия.
Один конец проволоки нагревают до расплавления, образуя ша-
рик (рис. 241). Другой конец проволоки вставляют в отверстие
гвозди льни (представляющей собой толстую стальную полосу
с рядом отверстий разных диаметров) н проталкивают его до со-
прикосновения шарика с поверхностью гвоздильин, затем лег-
кими ударами молотка придают головке полукруглую форму
(рис. 241). Для получения потайных головок заклепок отверстия
в собираемых деталях зенкуют с обеих внешних сторон зенковкой
илн конической фрезой.
262
расклепка концов штифтов и заклепок. Вначале оба конца
штифта конической формы, а у заклепки ее скобочный конец,
'тодЛе «лютея так, чтобы стержень выступал достаточно далеко чтя
юл ч*иия прочной и декоративной головки. Затем »аклепка или
\1тифт собранного соединения устанавливаемся вертикально на
исгздлическую подкладную плиту, причем конический штифт
чйнавливается на толстый конец. Другой конец расклепывают
; Глотком. Оба конца штифта обрабатывают попеременно со всех
,орон до тех пор, пока они ие приобретут формы полусферической
и. овки. У подготовленной заклепки
, плтатывается, естественно, только
с»; бидный конец. Если концы штиф-
t;i или заклепки расклепываются
г трудом, то в этом случае исполь-
зу ют в качестве опоры плоский
пхансон с глухим полусферическим
углублением по форме головки за-
клепки на торце (поддержку),
закрепляемый в тисках, и молоток
с клиновидным бойком. В заключе-
ние края головки заклепки (штифта)
плотно придавливают к основному
металлу изделия давильннком (по-
ти ровни ком). Прн качественно выполненной подвижной клепке
вращающиеся части должны двигаться свободно, без заеданий,
а сама заклепка при этом должна оставаться неподвижной.
Разборка заклепочного соединения. Если штифт или заклепка
вставлены правильно, то разборка соединения не представляет
трудностей. Полукруглую головку заклепки спиливают с левой
стороны, если головка заклепки потайная, то ее выфрезеровывают,
а затем цилиндрическим стальным штифтом, который несколько
тоньше, чем заклепка, выдавливают последнюю на правую сто-
рону. Если конический стержень заклепки или штифта таким
способом не вынимается, то надо выяснить, не вставлен ли он
в другом направлении. Для этого спиливают другую головку и
пытаются выдавить стержень в противоположную сторону" налево.
Если и эта попытка оказывается безуспешной, то берут полировник
и массируют им трубки шарнира снаружи, чтобы слегка нх дефор-
мировать (вытянуть) и тем самым освободить штифт. В том слу-
чае, когда все эти приемы оказываются несостоятельными, следует
высверлить штифт или заклепку-
64. РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
Сущность резьбового соединения. Винты или стержни с резьбой
и гайки имеют одинаковую резьбу. Они соединяются посредством
вращения друг относительно друга. Это надежное и прочное со-
единение имеет еще и то преимущество, что в противоположи! сть
паяным и клепаным оно может легко разъединяться. В ювелирных
263
изделиях используются обычно очень меткие детали с тончайшей
резьбой, и в связи с этим диаметр резьбы 2 мм является уже
очень большим.
Метчики и плашки. На винтах и стержнях наружную резьбу
нарезают стальной резьбонарезной доской, в ко-
торой имеются отверстия с резьбой постепенно возрастающих
диаметров, или плашками. Для каждого размера резьбы в верхнем
ряду доски расположены резьбонарезные отверстия для предва-
рительного (чернового), а в нижнем ряду — для окончательного
(чистового) нарезания. Вместо простой резьбонарезной доски лучше
Рис. 242. Резьбонарезная доска, резьбонарезной клупп со
вставками (плашками) и метчик
применять резьбонарезной клупп, в котором зажимаются
сменные резьбовые вкладыши-п л а ш к и. Прн нарезании резьбы
клуппом можно регулировать усилие резания н глубину полу-
чаемой нарезки большим или меньшим зажимом упругих плашек
в головке клуппа, прн этом предварительное нарезание выпол-
няют слегка сжатыми плашками, а окончательное — при плотном
сжатии плашек. Резьба в гайках нарезается м е т ч и кам и.
Метчик похож на заостренный винт с продольными боковыми
канавками, которые служат для удаления стружки. Прн наре-
зании резьбы в отверстиях снимается фаска для лучшего захода
метчика; если нарезают резьбу на стержне, то его предварительно
слегка заостряют или опиливают на торце фаску. Внутренняя
резьба также вначале нарезается предварительным метчиком, а
затем — окончательным. Все резьбонарезные инструменты изго-
тавливаются из инструментальной углеродистой илн легированной
стали и подвергаются закалке с отпуском. Инструменты для наре-
зания наружной и внутренней резьбы изображены на рнс. 242.
264
РАЗДЕЛ ЧЕТВЕРТЫЙ
ТЕХНОЛОГИЯ ОТДЕЛОЧНЫХ ОПЕРАЦИЙ
ГЛАВА 21
ШЛИФОВАНИЕ И ПОЛИРОВАНИЕ
65. СУЩНОСТЬ ПРОЦЕССОВ И ОСНОВНЫЕ понятия
Шлифование и полирование относятся к отдельной группе
методов обработки металлов резанием. Цель этой обработки со-
стоит не в придании металлу определенной формы, как это имеет
место при опиливании, фрезеровании, сверлении и т. п., а в том,
чтобы придать готовым изделиям определенную чи-
стоту поверхности н точные размеры.
Шлифование служит в основном для получения гладкой
поверхности, формоизменение при этой обработке незначительно
и играет второстепенную роль.
Полирование обеспечивает получение на гладкой, но
матовой поверхности сильного металлического блеска (глянца).
Между шлифованием и полированием нельзя провести резкой
границы, так как оба процесса преследуют близкие задачи и во
многом сходны друг с другом.
Процесс шлифования проще всего рассмотреть па примере
работы карборундового шлифовального круга. Он
состоит из абразивного материала и связки. В данном случае
это остроугольные, твердые карборундовые кристаллы, заклю-
ченные в связующее вещество и удерживаемые в нем (рис. 243).
Когда металл прижимают к вращающемуся шлифовальному
круг), то остроугольные кристаллы действуют на него, как зубья
фрезы, и снимают тонкий слой металла, образуя стружки пере-
менного сечения. Глубина захвата резания и тем самым качество
обрабатываемой поверхности зависят от величины шлифующих
зерен. Кроме того, эти зерна выступают из связующего вещества
на различную величину, и поэтому глубина _;лкв31а металла ими
получается неодинаковой.
265
Точно так же, как снимаемые стружки остаются между зубьями
напильника, они застревают и в промежутках пористого шлифо-
вального материала до тех пор, пока им не удастся освободиться
оттуда.
В процессе резания острые края зерен срабатываются, ста
повятся закругленными и тупыми. Затупившиеся зерна выпадают
из связующего вещества, что дает возможность вступить в работу
новым острым зернам, расположенным под ними. Только при этом
условии будет обеспечена нормальная работа шлифовального
круга, так как, если связующее вещество удерживает слишком
прочно затупившиеся зерна, то режущая способность круга падает,
он «засаливается», не «берет» м<*-
талл и, наоборот, если связующее
/ вещество слишком легко освобож-
I ( дает зериа, то последние будут вы-
10 падать преждевременно, еще будучи
острыми, и круг очень быстро из-
» носится. Отчасти действие шлифо-
’ ♦ -• «3 / валыюго крута зависит и от обраба-
•* ' тываемого металла, так как частицы
_______ мягкого металла застревают в порах
и затрудняют шлифование, в то время
Рис. 243. Схема процесса шли- как хрупкие и твердые металлы вы-
Фования зывают выкрашивание зерен.
Этот же процесс можно наблю-
дать и при шлифовании жирным
трепелом на войлочном круге. Трепел состоит нз мельчайших
кристаллов кварца, связанных друг с другом жирным веществом.
Сам войлочный полировальный круг служит только носителем
этого абразивного материала.
Если при шлифовании наблюдается снятие стружки, то ос-
новное действие процесса полирования состоит в сглаживании
поверхности под действием сил давления, как это особенно на-
глядно видно прн обработке металлической поверхности стальным
полировником.
В то время как зерна абразивных материалов являются более
или менее остроугольными, зерна крокуса даже при сильном уве-
личении выглядят гладкими, закругленными. Когда вращаю-
щийся круг, на который нанесено полировальное вещество,
прижимается к металлической поверхности, в месте касания про-
исходит сильное нагревание, благодаря чему в этом месте увели-
чиваются тягучесть и пластичность металла. Теперь микронеров-
ности начинают сдавливаться н стираться, а возвышения - вми-
наться в соседние углубления поверхности мегалла. Еще не до-
казано безупречно, что микрообъемы металла нагреваются при
полировании до точки плавления, и хотя напряжения в его поверх-
ностных слоях достигают предела текучести, несмотря на это все же
может происходить отдетеиие мелких стружек.
2Ь6
66. ОБОРУДОВАНИЕ И ИНСТРУМЕНТЫ
Ш 1ифовально-полировальный станок. .V такого станка вал
удлинен с обеих сторон для закрепления на нем полировальных
инструментов. Вал может быть коническим, либо иметь резьбу
для закрепления войлочного диска н круглых щеток; с другой
стороны, ват может быть цилиндрическим, тогда полировальный
инструмент закрепляется гайками между двумя фланцами.
В настоящее время наибольшее распространение имеют поли-
ровальные станки с двигателями переменного тока с короткозам-
кнутым ротором Мощность двигателя полировального станка
должна составлять не меиее 1/4 л. с. Так как двигатель требует
высокого пускового тока, то он должен иметь предохранитель
на 10 А. При полировании скорость вращения должна быть в пре-
делах от 2800 до 3000 об/мин, при крацевании — только от 700 до
750 об/мни У двигателей с переключающимися полюсами можно
снижать число оборотов наполовину, т. е. с 3000 до 1400 об/мин;
такая скорость вращения для полирования слишком низка, для
крацевания — слишком высока, поэтому добиваются нужного
для крацевания замедленного числа оборотов при помощи регу-
лятора сопротивления В обоих случаях мощность двигателя сни-
жается с уменьшением скорости, при большой нагрузке он затор-
маживается и доходит почти до остановки По сравнению с этим
можно сохранить полную мощность двигателя при небольшом числе
оборотов подключением редуктора, так как в последнем случае
число оборотов будет снижаться не вследствие уменьшения мощ-
ности двигателя, а из-за 'передаточного отношения редуктора,
равного 4:1.
Шлифующие и полирующие материалы Окись алюминия —
А1о03 (корунд). Это соединение встречается в природе в виде ру-
бина и сапфира. Кроме того, натуральный корунд обнаруживается
в виде зернистых вкраплений в пустой породе. Твердость его по
Моосу НМ равна 9.
Наждак. Этот минерал темно-серого, иногда черного цвета,
состоящий приблизительно из 65% А12О3, смешанной с магне-
титом, гематитом, пиритом и квдрцем, В зависимости от чистоты,
твердость его НМ составляет от 6 до 8. Основные месторождения
наждака находятся на острове Наксос в Эгейском море. Природ-
ные глыбы минерала мелко размалывают и получают абразивный
материал.
Э шктрокорунд Он является искусственным абразивным мате-
риалом. Для получения нормального корунда бокситы и углерод
расплавляются в электродуговой печи при температуре 2200° С;
в процессе плавки составные части бокситов восстанавливаются
углеродом Конечный продукт содержит 94—97% А12О8 и примеси
железа, титана, кремния.
Благородный корунд получают посредством плавки в электро-
печи чистых бокситов; путем нагревания в ватриевом щелоке
267
в автоклаве и последующего осаждения получают продукт, содер-
жащий до 99% Л12О3, твердость которого может быть выше, чем
у природного корунда.
Двуокись кремния — SiO2. Кварц является чистой формой
кристаллизованной двуокиси кремния (кремниевого ангидрида),
в природе он встречается в различных минералах Имеет твер-
дость ЯЛ17. В виде кварцевой муки или песка он используется
для изготовления наждачной бумаги и в пескоструйных аппара-
тах, в виде порошка п паст — для чистки предметов домашнего
обихода. Кремнезем весьма распространен в природе: он состав-
ляет часть массы твердой земной коры. Добытый в карьерах
желтоватый песок промывается, прокаливается и размалывается.
Конечным продуктом переработки является трепел, который ис-
пользуется в качестве основы для различных абразивных мате-
риалов Искусственный трепел — это мелкозернистая смесь раз-
личных видов кремниевого ангидрида, обезвоженной кремниевой
кислоты, кристаллического кварца и кварцевого песка
Карбид кремния — SiC (карборунд). Этот абразив получают
нагреванием кокса и кварцевого песка с добавлением опилок и
поваренной соли в электропечи при температуре выше 2000е С.
Черные кристаллы карбида кремния, имеющие твердость НМ9,5,
служат для обработки хрупких материалов и мягких металлов.
Окись железа — Fe2O3. Красный железняк (гематит) является
естественной формой окиси железа. Этот серо-стальной камень,
подобно стальному полпровнику, используется для ручного поли-
рования.
Красная политура (крокус) Этот полировальный порошок
большей частью изготовляют из размолотого и промытого крас-
ного железняка или путем искусственного окисления железных
опилок. Чем темнее красная краска, тем тверже полирующий
материал.
Окись хрома — Сг2Оа. Порошок окиси хрома образует зеленую
политуру. Она особенно хорошо подходит для обработки твердых
металлов. Окись хрома изготовляется исключительно искусствен-
ным путем.
Двуокись олова — SnO2. Этот серый порошок образуется при
сжигании олова. Из-за небольшой твердости и мелкозернистою
строения он применяется в качестве утонченного полировального
средства для изящных изделий.
Окись цинка — ZnO. По виду и применению опа соответствует
двуокиси олова; получается также путем сжигания металла на
воздухе.
Окись магния — MgO (магнезия). Белый хлопьевидный по-
рошок магнезии является особенно мягким полировочным сред-
ством. Вместе с окисью алюминия, венской известью и другими
добавками он образует белую политуру.
Углекислый кагъций — СаСОя (известь). Отмученный мел полу-
чается из натурального мела, который образовался путем отло-
268
жения маленьких морских животных с известковым панцирем.
Выветрившийся мел перемешивается с водой в жидкую KauiHuv и
ётаиьается; осадок просушивается и размалывается. Таким обра-
тим получают основу для различных полировальных паст и по-
рошков
Венская известь (жженая и.^сть) Она изготовляется и. ми-
доломита, причем кальций и магний из карбонатов пере-
п,. triC° в окисные соединения Венская известь неустойчива на
i„, . поэтому она должна храниться в закрытых сосудах.
ТЕХНОЛОГИЯ И РАБОЧИЕ ПРИЕМЫ ШЛИФОВАНИЯ
Рпс 244. Работа с наждачной рей-
ко'
Шлифование закрепленными абразивами. Шлифование наж-
дачной бумагой (шкуркой) Основой для абразивного матери-
ала служит особенно прочная и жесткая бумага или полотно;
в качестве связывающего средства для наклеивания наждачных
зерен применяются клеи из кожи и костей. Тонкость наждачной
бумаги определяется величиной
зерен абразива, выраженной
в микронах. Так, например, мнк-
ропорошки- абразивных материа-
лов номеров М40, М28. . .М7, М5
имеют размер зерна соответст-
венно в 40, 28. .7 и 5 мкм. Шли-
фовальные порошки с более круп
ными зернами имеют номера от
№ 12 до № 3. Здесь цифра обо-
значает зернистость абразива в со-
тых долях миллиметра.
Бруски для наждач-
ной бумаги (наждач-
ные рейки, наждач-
ные напильники) изготов-
ляются из дерева и либо оклеи-
ваются наждачной бумагой, либо
абразивный материал укрепляется непосредственно на дереве
(рис 244). По форме эти бруски похожи на напильники.
Если наждачной бумагой нужно обработать ровные плоскости,
то ее следует положить на гладкую плиту: только прн этом условии
обработанная плоскость действительно останется ровной. В случае
обработки плоских поверхностей наждачной бумагой, обернутой
вокруг пальца или иапнльннка, возникает опасность, что острые
края, в особенности у больших предметов, станут закругленными;
при обертывании наждачной бумагой напильника возникает
дополнительная опасность от того, что бумага может протереться и
тогда напильник оцарапает уже отшлифованную плоскость. Не-
смотря на это, приходится иногда прибегать к такого рода ме-
тодам, так как в этом случае можно быстро сгладить предварп-
2G9
тельно опиленную металлическую поверхность. Но все же по-
всюду, где требуется очень ровная поверхность, нельзя обойдись
бе । наждачных брхсков
Шлифование абразивными брусками и камнями.
камень (бру .к) В качестве точильного камня применяется плв
сейм камень прямоугольного сечения, длиной от 200 до 300 мм
Практические приемы шлифования на таком камне заключают^!
в том, что обрабатываемый предмет вш.мгрянми движеииьм|
перемещают на,.ад и вперед по плоскости качни • тех пор, п -нц
металлическая поверхность у; будь» равночерно овр.-Лргам
Рис. 245. Шлифование плоскости изделия на то-
чильном камне
повсюду (рис. 245). Для того чтобы не допустить образования
царапин и рисок от зерен абразива в появления односторонние
напряжений, необходимо чвето менять направление шлифования.
Напильники из карбида кремния (карборунда). Так называют
стержнеобразные камни из карбида кремния длиной около 150 мм
с разнообразными формами сечения: квадратной, круглой, полу-
круглой, треугольной, прямоугольной. Эти камни имеют различ-
ную зернистость; они используются как напильники, ио, в про-
тивоположность точильным камням, должны смачиваться, чл-)бы
снимаемые металлические частички не могли застрять в их порах.
Напильник сначала очищается, затем на его хвостовую часть укла-
дывают влажную дощечку, к нижней стороне которой прибиваются
гвоздями две рейки, которые не дают напильнику соскальзывать
в стороны при работе. Рядом на верстаке ставят стакан с водой,
в который периодически погружают брусочек во время шлифо-
вания. При обработке предметов с острыми кромками нельзя
заходить шлифовальным камней за кран. Предмет должен быть
основательно промыт в проточной воде до того, как он будет пел
вергаться обработке следующим по зернистости камнем. Камен
ным напильником с более мелкими зернами шлифуют деталь под
270
>ямым углом по отношению к предыдущему направлению, снимая
|’!1едь> предшествующей обработки (рис. 246) Подобным же об-
Г 1зом можно напильниками из карбида кремния обрабатывать
L |ль, стекло и драгоценные камни, при их твердости по Моосу
му। ке 9-
Пемза Этот пористый материал похож по способу действия
и применению на карбид кремния, ио является менее твердым-
Грубые обломки пемзы обрубаются и затем при помощи старого
нг. (ьника доводятся до нужной формы. Пемза особенно хорошо
подходит для мокрого шлифования больших серебряных предметов.
Рис. 246. Шлифование напильниками (брусочками)
из сланца и карбида кремния
Сланец {шифер). Он является незаменимым естественным сред-
ством для тонкого шлифования. Сланцевые камни изготовляются
такой же формы, что и напильники из карбида кремния. Однако
преимущество этого более мягкого материала заключается в том,
чт так же, как и в случае использования пемзы, шлифовальный
f мень можно сделать любой специальной формы. При помощи
Остро заточенных тонких стержней из шиферного камня, называе-
мых 1рифелями, можно обработать труднодоступные места пред-
мета, чего нельзя достичь при помощи бруска из карбида кремния.
Все, что было сказано относительно использования напильников
и J карбида кре пшя, справедливо и для работы со сланцевыми
камнями,
Шлифш.агьные угли Хотя эти, приготовленные особым сро-
собом, древеиныс угли не относятся непосредственно к шлифоваль-
ным камням, но могут быть приравнены к ним по применению.
Большей частью шлифовальные угли изготовляются в виде брус
- в квадратного сечения, однако их легко опилить до любогс
1 1 профиля. Ими слсд\»*г работать используя большое
iti по воды. Шлифовальные угли явтяю^ся наиболее ким
icp-i • ом ля доводочного шлифования и применяют! при
1 -’-'iiuA •плюй обрабо;ке металла.
271
Шлифованием наждачной бумагой или абразивным кругоц
на шлифовальном станке можно выполнить работе быстрее, однако
эти способы можно применять только там, где они не приведут!
к нежелательным последствиям. В некоторых случаях указан»!
ные методы не дают положительного результата. Следует всегда
помнить, что плоскость предмета получится ровной лишь в tow
случае, когда она шлифуется гладким плоским инструментом
и даже особо тщательная обработка вращающейся шлифующей ’
щеткой никогда не обеспечит получения острых кромок на из-
делии.
Шлифование свободными абразивами. Шлифующие порошко-
вые материалы и их носители. Для грубой предварительной обра-
Рис. 247, Полирование деревянной палочкой
боткн, в особенности при изготовлении больших серебряных
предметов, применяют пемзовую муку (размолотый пемзовый
камень); для более тонких работ, таких как шлифование деталей
украшений, применяют трепел. Оба вещества должны быть при-
готовлены в виде кашицы: будучи смешанными с водой они поли-
руют сильнее, а прн добавлении масла илн жировых веществ —
действуют мягче.
Трепел в большинстве случаев применяют в виде готовой
твердой пасты для шлифования вращающимися щетками и вой-
локом. В то время как закрепленный связкой монолитный абра-
зив (камень, круг) одновременно является и носителем шлифо-
вального материала, для свободного абразива требуется допол-
нительный носитель абразивных частиц. Под этим последним
подразумевается инструмент, на который наносится шлиф) ю-
ще( вещество и на ко юром оно \держивастся в процессе
обработки.
272
Шшфование рукой. Простейшим носителем свободных частиц
абразивного материала является человеческая рука, па палец
или мякоть ладошГкоторой наносится шлифующий порошок со
связующим веществом, после чего производится шлифование
предмета. Такой метод применяется, например, в том случае,
когда обработанный серой серебряный предмет местами нужно
снова просветлить. Однако шлифование рукой имеет ограничен-
ное применение, так как только в редких случаях можно достать
пальцем и равномерно обработать все части предмета.
Для небольших ювелирных работ шлифовальные де-
ревянные отделочные илн полировальные
палочки подходят гораздо больше. Плотное вязкое дерево
Рис. 248. Полирование натяаутон нитью
бересклета с его равномерной твердой структурой оказалось
лучшим материалом для этой цели. Из деревянных чурок можно
самому легко вырезать желаемую форму бруска или тонкого
стержня, вследствие чего создается возможность применять
шлифующее средство в небольших труднодоступных уголках
обрабатываемой детали. Прн употреблении конец палочки по-
гружают в кашицу из шлифующего порошка и обрабатывают
частичками абразива, которые прилипают к дереву и вдавливаются
(шаржируются) в него, металлическую поверхность изделия
(рнс. 247)
Для полировки мелких отверстий н звеньев цепочек наиболее
подходящим носителем шлифующего вещества является н а -
тянутая нить. Для более крупных отверстий сплетают
пучок нитей в виде косы. Таким образом, в соответствии с вели-
чиной отверстия используют одну илн несколько нитей одно-
временно, Перед началом шлифования косичку из нитей вешают
на крючок у края верстака и намазывают на нее абразивное
вещество (для этого случая особенно подходит жирный трепел);
затем косичку пропускают через отверстие, туго натягивают и
водят по ней обрабатываемый предмет назад и вперед до тех
273
пор, пока он не будет полностью отшлифован изнутри (рис. 24R)
Если инть держат слишком слабо, то края отверстия закр- г.
ляются. На рис. 249 показаны различные инструменты для
полировального станка.
Механическое шлнфоваине. Различают два типа приводны^
станков для шлифования и полирования: собственно по-
Рис. 249. Различные инструменты для поли-
ровальною станка: шерстяной круг, войлоч-
ный круг для колец (фильц), круглая щетка
для шлифования, латунная крацовка, поли-
ровальный фетр, щетка в виде кисти, поли-
ровальный конус (дорн) из фетря
лировальный ста-
нок и электрнчс
скую бормашин,
ку с гибким в а л о м.
У полировального сганка
вой точный круг и щеткц
укрепляются на ци индри-
ческом или коническом,
шпинделе, который приво-
дится в действие электро-
двигателем. Для тонких
работ требуются более мел-
кие шлифовальные инстру
менты, которые у креп-
ляются а_зажиь1ном патро-
не гибкою вала (рис. 250
и 251).
В основном, форма но-
сителей шлифовального
вещества у обоих видов
станков одинакова, они
отличаются, собственно,
только по величине и раз-
личным способам крепле
ния.
Шлифовал ь н ы й
войлок должен быть
тверже и крепче, чем и о-
лировальный Раэ-
дичают шерстяной войлок,
изготовленный из чисток
шерсти, волосяной войлок,
изготовленный из волос
животных, и смешанный — волосяной и шерстяной вме е. Форму
войлочного диска можно легко изменить самому при помощи
рашпиля нлн напильника с крупной насечкой.
Войлочный диск укрепляется на коническое шипе
полировального мотора. На вращающийся крут наносят шли
фуюшсг вещество, которое прочно удерживается частицами п"А-
^ка
Для шлифования применяют более грубый войлок и Г*.же
твердые круглые щетки, чем при полировании. Прея чуть «эо
по сравнению с войлочным кругом заключается в том,
сгко обрабатывает детали усложненной формы Слелчег
$а тем, чтобы у предварительно обработанного плоским
iiinc‘1 предмета, вследствие воздействия вращающейся
‘ /и не оказались затупленными острые ребра.
Рис. 250. Инструменты для шлифования, полирования и
крацевания бормашинкой
'51 Полирование кольца на полировальном станче: а — на фетре о* д , •
б — на шерстяном круге
' ТЕХНОЛОГИЯ И РАБОЧИЕ ПРИЕМЫ ПОЛИРОВАНИЯ
В противоположность шлифованию при полировании не при-
меняются жесткие абразивные инструменты со связке?. зерен
Типа брчсков, камней и т п., а используются исключительно
1 \".чые полировальные вещества. Последние наносятся иа
' 1Ибо носитель полировальных частиц
Полировальные вещества и их носители. Простейшее полиро-
и< ещество можно изготовить самому, перемешав отму-
л с нашатырным спиртом. Полученную жидкую ка-
J iid-. й»ывают иа носитель полировального вещества — узкие
275
ручные полировальные щетки, обычно используемые в ювелирном
деле. Этого сравнительно крупнозернистого вещества оказы-
вается, однако, недостаточно дли получения интенсивного блеска
поэтому требуются твердые пасты промышленного изготовления,
которые смешиваются на основе шлифовальных и полировальным
материалов и связываются твердыми жировыми веществами.
Они называются: красная политу ра, парижская красная, белая
политура, юлепая политу ра. Во всяком случае следует обращаться
именно к таким испыт щным и оправдавшим себя средствам, так
как они гарантируют нам лучшее во .можное действие.
Носители полировочных веществ по функциям, форме и вети-
чине примерно соответствуют носителям шлифовального веще-
ства, только в некоторых случаях требуется более мягкий мате-
риал.
Полирование вручную. В качестве продолжения процесса шли-
фования используют равным образом полировальные палочки
и шлифовальные деревянные бруски, причем они покрываются
полировальным веществом.
Натянутые нити применяются так же, как при шлифовании,
технологический процесс отличается только наносимым на них
веществом.
Па ровных плоскостях достигают завершающего, сверкающего
блеска при помощи кожаного (полировального)
напильника. По форме он сходен с наждачным напильни-
ком, по одна сторона его обтянута мягкой кожей, на которую
наносится полировальное вещество. Часто кожаный напильник
используется при доводке после влажного шлифования н поли-
рования стальным гладилом.
Механическое полирование. Технологический процесс и метол
его выполнения также сходны со шлифованием. Применяются оди-
наковые станки, полировальный войлок и круглые щетки, только
сде1аны они из особенно мягкого материала. Для получения зер-
кального блеска в конце процесса используется наборный
полировальный круг (колыхающаяся шайба). Он
состоит из многочисленных кружков из ткани (большей частью
бумазеи или миткаля) с отверстием в центре, которые свободно
лежат друг на друге и только посередине удерживаются флан-
цем. Полировальные круги работают на высоких оборотах, но
с небольшим количеством полировального вещества. Наборные
полировальные круги делают также из мягких кожаных
шайб.
Окончательная полировка достигается при помощи шер-
стяного круга, имеющего деревянную втулку подобно
круглой щетке, но вместо щетины на втулку насажен хлопок пли
серая овечья шерсть. Сказанное относительно полировальных
тканевых или кожаных кругов справедливо н для этого случая:
наносится мало полировального вещества и дается высокое число
оборотов
276
На рис 252 показано полирование кольца бормашинкой.
Полирование стальным полировником (гладилом) и камнем.
Огот метод отличается от описывавшихся до сих пор способов обла-
ораживания поверхности тем, что здесь не используется никакое
Рис. 252. Полирование с помощью бормэшинки
полировальное вещество, по за счет давления гладкого инструмента
сглаживаются микромеров кости поверхности металла (рис 253).
Полирование гладилом дает особенно высо-
кий блеск, прн этом поверхностные слон металла, уплотняясь,
наклепываются, что повы-
шает их твердость и увели-
чивает износостойкость из-
делия Весьма ценным яв-
ляется также почти полное
отсутствие потерь металла.
В то же время к недо-
статкам этого метода по-
лирования следует отнести
бол ып у ю п родол жител ь-
ность процесса, требование
наличия высокой квали-
фикации и опыта у рабо-
тающего; обработка поли-
ровником обходится по-
этому дороже, чем полнро- Рис- 253. Полирование камнем
ванне другими способами.
Пояировник (гладило). Он изготовляется из высококачествен-
ной закаленной стали. В любом случае кромки рабочей части
Должны быть полностью закруглены и поверхность инструмента
^иодирована наилучшим образом. Полировннк закрепляется на
Деревянной рукоятке.
Полировальный камень Большей частью в качестве такого
камня используется красный железняк (гематит), особенно плоте
ного строения. Форма камня соответствует форме рабочей части
полировника. Камень соединяется с рукояткой прн помощи
тунной оправы. Полировальные камни дают более высокое ка-
чество полировки, чем гладила.
Подготовка инструментов. Как гладило, так н камень должны
полироваться время от времени заново, причем их правят сначала’
па плотной подошвенной коже корундовым порошком, а зат^м
порошком двуокиси олова или красной политурой на мягкя
коже. Правятся онн всегда в продольном направлении, ч~об1,
возникающие прн правке микроскопически тонкие риски прохо-
дили поперек рабочего направления и, таким образом, предотвра-
щали полосчатую полировку.
Приемы работы. Перед полированием предмет должен быть
хорошо обезжирен, чтобы сталь не «засаливалась». В качестве!
подкладки обычно служит мягкая ткань. Следует избегать при-
косновения руки к изделию. Чтобы уменьшить трение и отвести]
возможные тончайшие стружки, камень илн гладило слег ка
увлажняют, благодаря чему получается равномерный, гладкий
штрих Для небольших поверхностей достаточно немного слюны,
в других случаях требуется полировальная вода (мыльный рас-
твор с нашатырным спиртом). С равномерным давлением про-
водят полпровпиком один штрих рядом с другим по поверхности.
После того, как поверхность один раз уже будет обработана,!
производят вторичную полировку поперек первого направления,
чтобы предотвратить образование полос Полые предметы должны
обрабатываться особенно осторожно, чтобы они не продавились
под давлением инструмента. Если предмет должен быть обрабо-
тан внутри и снаружи, всегда сначала следует полировать из-
нутри, а затем снаружи.
После проведения ручного полирования желательно довести
поверхность предмета вращающимся войлочным диском, круг, ж
волосяной щеткой или, по крайней мере, шерстяным кругом.
В крайнем случае следует протереть поверхность мягкой шерсгйЯ
нон тканью.
Хранение инструмента. По окончании работы пол и ров ник»!
втыкают в древесные опилкн, чтобы они не ржавели. Камни завер-
тывают в мягкие тряпки для предотвращения их от повреждения!
Полирование в галтовочном (полировочном) барабане. Этот вид
обработки является дальнейшим развитием метода полирования
стальными инструментами. Изделия укладываются в барабан, на-
полненный стальными шариками, цилиндриками н мыльным рас-
твором. Во время вращения барабана шарики перекатываются!
по поверхности изделия и производят таким образом полпровЛ’
ние (рис. 254)
Хотя этот метод шачительно дешевле, чем ручное полирование
гладилом, он в ю л: время обладает известными недостатками®
278
1Ничивающими область его применения, а именно. 1) метод
сообразно применять только в массовом производстве, когда
Еровременно может быть заложено в барабан много прнбтизи-
тедьно однотипных предметов; 2) поверхность изделий дотжна
быть настолько мягкой, чтобы шарики могли оказывать свое
действие; этому требованию хорошо отвечают золоченые и по-
бренные предметы; 3) для потых и очень нежных предметов
этот способ вообще непригоден, так как они легко повреждаются
или "плавают», вообще не обрабатываясь на ложе шариков.
\< тройство барабана. Он представ тяет собой шестигранный
сое ; и 5 досок твердого дерева, величина которого меняется в за-
висимости от объема продукции Обычно такие барабаны имеют
тол»* одно полировальное
отделение длиной 15 -20 см;
более крупные барабаны раз-
Х»лены перегородками на от- WjC
дельные камеры и достигают \
общей длины 50 см и более.
Барабан снабжен стальными Г /У
цапфами, вращающимися \ If {f^\
в подтип никах двух стоек. I / О I
Цапфы прикреплены флан- 7чД\ г
цами к торцевым шестигран-
ным щитам барабана, кото-
рым вращается вокруг своей
горизонтальной ОСИ посред- Рнс. 254. Полировальный барабан
ством электродвигателя, под-
ключенного к одной нз цапф. Так как скорость вращения бара-
бана должна быть небольшой и составлять максимум 60 об/мин,
то имеется промежуточная червячная передача. Если приме-
нить более высокие скорости вращения, то шарики не будут пере-
катыва1ься но поверхностям изделий назад и вперед, а станут
лишь скользить по ним.
Шарики делаются из стали лучшего качества (по возможности
хромистой) и закаливаются. Они должны быть абсолютно круг-
лыми и хорошо отполированными. Для полирования украшений
особенно подходят шарики диаметром от 1 до 3 мм. Столь мелкие
шарики применяют для того, чтобы отполировать самые маленькие
отверстия уложенных в барабан изделий. Если все же не удается
проникнуть шариками во все отверстия то их смешивают со сталь-
ными цилиндриками с закругленными торцами. Одни цилиндрики
Je обеспечивают удовлетворительной полировки.
Подготовка барабана к работе и загрузка изделий. Через
’акрывающееся крышкой отверстие полировочный барабан почти
,1а 3 . заполняется шариками и цилиндриками. Кроме того, в каж-
,l*"- 'деление добавляется ог 30 до 40 г специального потпроваль-
н 11 или венецианского мыла. Затем наливают столько воды,
Ь»т«бы шарики были полностью скрыты под ней. В том случае,
279
если барабан длительное время не использовался, сначала
ставляют его в течение 10 мин вращаться вхолостую, чтобы _
рикн и цилиндрики отполировались сами. Мыльная пена должн^
быть всегда белой в процессе работы, иначе следует заменить ио!
л провальную жидкость.
Изделия перед загрузкой должны быть полностью обработаны!
т. е на их обезжиренной поверхности не должно быть никаких
следов напильника или остатков окнсн. В барабане нзделИ
приобретают только блеск на гладкой поверхности. Никакщ
предметы при загрузке не должны нанизываться на проволоку
цепочки следует свернуть в мотки.
Процесс полирования. Время от времени барабан останавли!
вают и проверяют состояние полируемых предметов. Изделия
из серебра нлн «дубля», а также позолоченные и посеребренные
полируются от 0,5 до 2 ч, в то время как массивные золотые пред-
меты требуют для этого до 4 ч. Когда полировка достигла желае-
мого состояния, можно опорожнить барабан. Лучше всего вылить
все содержимое через сито, отверстия которого достаточно ве-
лики, чтобы пропустить шарики н цилиндрики, но задержать из-|
делня. Остатки полировального раствора могут быть отмыты в про-
точной воде; лучше подержать изделия в сосуде с горячей водой,
этим сократится время их просушки в опилках.
Если желательно получить особенно сильный блеск, то можно
вместо стальных шариков положить в барабан обрезки из отходов
замши н провести полирование в нем еще раз.
69. КРАЦЕВАНИЕ
При крацеваннн изделия на полировальном станке об-
рабатываются тонкой проволочной щеткой, причем концы про-
волок слегка касаются при движении поверхности изделия и
проглаживают ее. Каждая проволочка щетки действует как ма-
ленькое гладило (рис. 255).
Крацевальные инструменты и принадлежности. В качеств*
основного рабочего инструмента применяются щетки, у кото-1
рых вместо щетины имеются тонкие латунные или нейзильберовые!
проволочки толщиной от 0,15 до 0,25 мм. По форме различают уз-
кие продолговатые ручные щетки и вращающиеся круглые щетки
с деревянной илн металлической втулкой для крепления на валу
электродвигателя. Последний должен иметь около С00 об. мин.
Если имеющийся у полировального станка двигатель не допу-
скает регулировки, то для крацевания нужно либо поставить
редуктор, либо установить специальный крацевальный мотор.
Над крацевальным диском устанавливается бачок, снабженный
краном, из которого в течение всего рабочего процесса капнет
мыльный препарат, обле1 чая этим скольжение проволочек и
предотвращая засаливание щетки. Этот препарат можно сварить
из коры мыльного корня.
260
Практические приемы краиевания. Этот метод большей частью
еня«'Т для изделий из серебра после того, как при травлении
! лея белый налет Кроме того, рекомендуется крацевать
^..ловатую накипь и у изделий из йота после трав-к лия, так
51 ь после этого облегчается последующее шлифование.
‘ В случае краиевания вручную, работу производят нормальной
щетинной щеткой, чтобы избежать образования полос на поверх-
ности изделия, направление движений щетки можно многократно
114>;енять.
Если работа выполняется
вращающейся щеткой, то не-
много открывают кран, пуская
смазывающую жидкость кап-
ами и слегка прижимают изде-
лие к щетке, при этом также
неоднократно изменяют направ-
ление обработки поверхности,
чтобы на ней не образовались
полосы.
70. МАТИРОВКА
(НАВЕДЕНИЕ МАТА)
В то время, как выровнен-
ная шлифованием поверхность
при полировании становится
блестящей, паводка мата вызы-
вает появление шероховатостей
даря чему последняя становится тусклой и матовой, В зависи-
мости от применяемого метода обработки получают более или
менее мелкозернистую матовую поверхность.
Матировка чеканами. Поверхность становится особенно круп-
нозернистой, если она подвергается шерохованию ударами мо-
лотка по соответствующему чекану (см. стр. 206).
Матировка центробежной щеткой. На деревянной втулке
установлены в несколько рядов подвижные пучки стальной пли
медной проволоки. Щетка укрепляется на валу полировального
двигателя и проволочные пучки ее вращаются с большой ско-
ростью. Подлежащий обработке предмет всегда только слегка
подталкивается к щетке, так что каждый раз охватывается только
небольшая часть поверхности изделия. Действие будет только
то! да удовлетворительным, если острия щетки силой своего центро-
бежною давления будут оставлять небольшие вмятины на поверх-
ности изделия.
Пескоструйная обработка. При помощи пескоструйного аппа-
рата получают особенно меткозернистую и равномерно-матовую
поверхность. Полые предметы прн этом не получают повреждений.
Цилиндрический сосуд (рис. 256) высотой около 60 см п диа-
метром около 30 см имеет внизу форму воронки и заканчивается
281
Haca.iK.iii для гибкою шланга, к которому подключается снльп|
центробежный вентилятор. Смотровое окошко позволяет все
наблюдение ходом рабочею пронесен. Через два сп ihuobjhJ
тканью отверстия можно просунуть в рабочее пространства . щ
рата руки и загрузить изделия. Резиновые жгуты у плоше
тканевые манжеты у кисти рук. Сосуд наполняется около 2,& |
мелкого кварцевого песка.
Прн включении вентилятора сжатый воздух подбрасыва
находящийся в аппарате песок вверх, причем частицы его с бед
той скоростью отбрасывакт
также и па поверхность издедв
Зерна песка оставляют на поверх
ности изделий небольшие вмятпнц
и создают таким образом матовую
поверхность.
Рис. 256. Схема пескоструйной уста-
новки
71. УДАЛЕНИЕ ОСТАТКОВ I
ШЛИФОВАЛЬНЫХ
и полировальных веществ!
Прежде чем перейти к еле
дующему ио топкости шлифоваль-
ному материалу, изделия необ-
ходимо каждый раз основательна
промыть.
Цель промывки буди
достигнута в том случае, если
частицы грязн будут полностью удалены с поверхности изделия.
Так как загрязнения большей частью связаны с присутствием
жирных веществ, очистка производится обычно химическим путем:
жиры растворяют н удаляют, а затем легко н без труда счищаюгся
н смываются остальные частички грязи.
Перед нанесением гальванических или лаковых покрытий
предметы не только должны быть очищены, но и тщательно
обезжирены. Признаком полного обезжиривания является
равномерная смачиваемость металлической поверхности веной.
Рассмотрим подробнее основные методы удаления загрязН
нений.
Проиалмванне. Если прокалить подлежащий очистке предмет!
то жиры, сгорая, обугливаются, и при повторном нагреве предмета
в травильном растворе частички грязн и нагар легко отстают.
Однако, этот метод имеет явные недостатки, заключающиеся в том,
что без предохранительных средств металлическая поверхность!
окисляется, а у готовых изделий повреждаются камни и пру-
жины; кроме того, требуется последующая полировка.
Все же v сильно загрязненных бриллиантовых изделий с тон-
кими отверстиями можно получить хорошие результаты при
очистке, путем следующей обработки: обмазать поверхность укра-
282
ий борной кислотой, прокалить, протравить, затем прошли*
^в-ть » в заключение отполировать.
' Очистка металлическими щетками. Механической обработкой —
ист кой металлическими щетками, шабровкой, краиеваннем
04 т п — можно только в исключительных случаях достичь
Иопошей очистки, но никогда такими путями не получить обез-
жиренной поверхности.
Промывание. Сущность действия растворителя жиров заклю-
чаепся в том, что имеющиеся на предмете жировые вещества
освобождаются от грязи и удаляются жидкостью.
К достоинствам метода промывки растворителем относятся:
мягкость применяемых средств, не вызывающих изменения струк
гуры металла и других повреждений поверхности изделий, бы
строта растворения жировых составляющих загрязнений, а также
хорошая смачиваемость жиров благодаря малому поверхностному
натяжению растворителей.
К недостаткам этого способа следует отнести: необходимость
дополнительной очистки загрязнений щетками после удаления
жиров и возможное наличие остающихся следов жировых веществ,
адсорбирующихся иа изделиях. Поэтому промывку раствори-
телями в случае необходимости следует завершать полным обез
жириванием
Виды растворителей жиров. Сравнительно дешевым средством
является б е и з и и. Он хорошо зарекомендовал себя, как быстро
действующее растворяющее средство, особенно для жирного тре-
пела. Аналогичное применение имеет спирт. Оба эти вещества
обладают существенным недостатком — легкой воспламеняе-
мостью, поэтому всегда имеется известная опасность несчастных
случаев. Т р и х л о р э т н л е н — С2НС13 и перхлор-
этил е п — С2С14 относятся к группе полихлористых углево-
дородов. Преимущества трихлорэтилена и перхлорэтилена со-
стоят в том, что они являются несгораемыми жидкостями; все
жиры, масла и смолы ими хорошо растворяются, причем их рас-
творяющаяся способность больше, чем у бензина Важно от-
метить, что отполированные до зеркального блеска изделия после
промывки этими веществами остаются неизменными.
Однако следует отметить и некоторые недостатки трихлор-
>тмлена и перхлорэтилена Оба эти растворителя, в особенности
трихлорэтилен, уже при комнатной температуре испаряются,
причем их пары обладают дурманящим и усыпляющим действием,
d прн постоянном вдыхании могут привести к смертельному
исходу. (Поэтому на производстве у такого рода установок смон-
тированы отсасывающие устройства ) Кроме того, открытое пламя
разлагает поднимающиеся пары, возникают корродирующие пары
HCi и ядовитый фосген
О =
ZOH
С\эн
283
раствор. При этом надТ
Так как разложение может наступить и под влиянием света]
то жидкое 1ь должна храниться в светонепроницаемых сосудах!
На практике предпочитают использовать перхлорэтилеи, так как
он обладает меньшими недостатками по сравнению с трихлорэтц.
леном I
Применение растворителей жиров. Загрязненные предметы]
кладут сначала на некоторое время в раствор. При этом нацГ
следить за тем, ч тобы горючие вещества, такие как бензин, спирт,
керосин, не нагревались, в то время как трихлорэтилен и перхлор-]
этилен можно нагревать на электроплитке, чтобы повысить их
действие.
Частицы грязи смывают зубной щеткой, обильно смоченной
растворителем. Еще лучше использовать вращающийся про»
ватель, применяемый для очистки часовых механизмов.
После обработки жиров растворителем изделия кипятят в те-
чение пяти минут в концентрированном растворе нашатырного
спирта. После легкого промывания этим раствором также доспи
гается обезжиривание. Использованные остатки расыюрителя]
жиров хранят в узких высоких сосудах, чтобы раствор мог про-
светлиться, а частицы грязи осели на дно.
Действие щелочных обезжиривающих средств Жиры при об
работке обезжиривающими средствами растворяются следую-
щим образом: органические жиры омыляются, т. е. расщеп
ляются на жирнокислые соли и глицерин; неорганические и часть
органических жиров эмульгируют нли, иначе говоря, распределяют^
в жидкости в виде капелек величиной в 10’5 мм; частички грязи
связываются пеной и удаляются. Чем сильнее щелочная реак-
ция обезжиривающих веществ, тем выше их активность. Но
следует помнить, что эти средства агрессивно действуют на раз-
личные металлы и сплавы.
Виды обезжиривающих средств. Едкий натр — NaOH
и едкое кали — КОН одинаковы по действию. Они годятся
как сильно действующие обезжиривающие средства, ио разруб
шают кожу и частично даже металлы.
Нашатырный спирт — NH4OH является сильной1
щелочью. Он также разрушает неблагородные металлы, но хо-
рошо растворяет жиры. В противоположность едким натру и кали
нашатырный спирт меиее опасен для кожи.
Цианистый калий — KCN и цианистый п а
т р и й — NaCN отличаются от остальных щелочных средств тем,
что они ие только являются сильными растворителями жиров, ио
кроме того, они могут разложить тонкие окисные пленки. Основ-
ным их недостатком является очень сильное ядовитое действие
Сода — Па2СО3 и поташ — К2СО;< годятся как слабо-
щелочные растворители, но имеют преимущество в том, что со-
вершенно ие ядовиты и пассивны по отношению к металлам.
Готовые обезжиривающие препараты все больше вытесняют]
чистые щелочные вещества. Большей частью эти препараты при-
284
товлены уже не на щелочном основе, а составлены из других
^твенных и искусственных веществ, с целью повышения
“ . >римостн жиров и устранения недостатков натуральных чи-
₽ГЬ’|Х щелочей.
' Применение обезжиривающих средств. Чистые щелочи приме-
няют в виде водных растворов Загрязненные предметы кладут
в щелочь и кипятят, так как при нагревании растворимость и сма
чива(«мость жиров повышается Затем изделия вынимают из ще-
•очи 11 хорошо промывают.
Загрязненные обезжиривающие средства хранят в высоких со-
судах, чтобы раствор мог просветлиться для нового употребления
Рис 257 Схема установки для ультразвуковой очиегкн изделий
Очистка ультразвуком. При использовании этою метода очистка
происходит гораздо быстрее, чем щетками, устраняется обезжи-
ривание и достигается максимальная степень чистоты поверх-
ности.
Такой способ очистки оправдывает себя только на крупных
предприятиях, где приходится обрабатываю одновременно боль-
шие партии изделий. Принцип его основывается на том, что ча-
стицы грязи снимаются ультразвуковыми колебаниями и эмуль-
гируются жирорастворяющим раствором.
В изображенной на рис. 257 установке в качестве моющего
раствора применяется трихлорэтилен. Насос 5 служит для по-
стоянной циркуляции жидкости. Через сопло 9 раствор подается
в моечное пространство, где находятся корзины с изделиями /- IV,
омывает изделия, очищает их от грязи, которая большей частью
осаждается в отстойнике 3. За перегородкой 2 несколько отстояв-
шиеся раствор засасывается насосом 5, приводимым в действие
Двигателем 4, полностью очищается в фильтре 7 н снова подается
в ванну /.
Изделия передвигаются в направлении, противоположном дви-
жению жидкости. Очищаемые предметы плотно укладывают в ци-
линдрические проволочные корзины, которые вращаются вокруг
сваей оси со скоростью 2 об/мин. Постоянно находятся в употреб-
285
леиии четыре таких емкости. Изделия находящиеся в корзинаJ
на позициях I и II, предварительно отмачиваются в раство«3
Корзина, перемещенная на позицию III, находится в ультра
новом поле. От ультразвуковой головки 6 исходят колебям^З
частотой 8ОСГ кГц. В противоположность всем другим механичегцЛ
методам очистки, ультразвуковые колебания действуют иа любой]
глубине, в каждом желобке гравировки изделия, так что любы^.
труднодоступные места подвергаются очистке. После того, как
изделия будут очищены, оин промываются чистым раствори^
Ри<_. 258. Малогабаритная ультразвуковая установка (фирма «Филиппи и Kr*>. 1
Пфорцгенм), слева направо: высокочастотный генератор, резервуар вззпы. I
вставка с ультразвуковым излучателем колебаний
иа позиции IV. Корзину с обработанными изделиями вынимают. 1
а остальные продвигают вперед. Затем корзину снова загружают?!
новой порцией загрязненных предметов и помещают в моечиыЯ
бак (позиция I).
Ультразвуком называют звуковые колебания, не во:-I
принимаемые нашим ухом. За нижнюю границу ультразвуковые 1
колебаний принимают 20 кГц, т. е. 20 000 колебаний в минутуД
верхняя граница — 10° кГц. Пьезоэлектрический вибратор раби-1
тает от высокочастотного генератора 8. Существуют определенные!
металлы, соединения и сплавы, которые сжимаются под влияние*
магнитного поля, а посте его исчезновения снова расширяются»!
В ультразвуковой головке такой сплав подвергается во действию 1
переменного магнитного поля тока высокой частоты и синхронlifl
с магнитным полем сжимается и расширяется Изменение размеров!
сплава в виде колебаний передается на раствор и далее иа очи-
щаемые изделия
На рис. 258 показана малогабаритная ультразвуковая усга- !
новка, предназначенная для очистки небольших партий изделий |
и отдельных предметов.
286
дальнейшим усовершенствованием этого метода очистки яв-
. . льтрглуковая ваниа, разработанная западногерманской
' к^ч!Льд п К *, с полезным объемом от 4 до 70 литров
|Л1 , . 'м ванны, т. е вне рабочей зоны, установлены вибраторы
1 яж ной кочеваний в 40 кГц. Ванна изготовлена из исржавею-
г ал и н может быть наполнена любой очищающей жидкостью,
j- пп хает neofixiщимые для процесса высокочастотные элек-
'. ьолгбнння, вибраторы преобразуют их в механиче-
Л тразву новую энергию, которая распределяется рав-
яом,. ю по всей ванне, благодаря чему весь объем жидкости
при гывается ультразвуком, и очищаемые предметы могут по-
гружаться в вибрационную ванну в любом Mwie
ГЛАВА 22
ТРАВЛЕНИЕ, ОКРАСКА, ОЧИСТКА, ВОРОНЕНИЕ
И ГОРЯЧЕЕ ЗОЛОЧЕНИЕ
72. ОБРАБОТКА СЕРЕБРА И ЕГО СПЛАВОВ
Травление и серебрение горячим способом. Под такой обработ-
кой подразумеваются методы, с помощью которых осветляются
св лавы серебра, ставшие черными при отжиге из-за окисления
меди В то время как простое травление только удаляет окись,
при серебрении горячим способом на поверхности изделия появ-
ляетс I тонкий слой чистого серебра.
Форма н размеры емкостей для травления зависят от потреб-
ностей производства. Если используют холодный травильный
раствор, то в качестве материала для травильной ваины могут
быть использованы стекло, фарфор, глазированный фаянс или
пластикат. В том случае, когда должен применяться горячий рас-
твор, рекомендуются емкости из платины, серебра и фарфора.
Для средней мастерской в качестве основного сосуда для холод-
ного травильного раствора рекомендуется стеклянная емкость
виде аквариума и, наряду с этим, несколько небольших чашек
ч • фарфора или серебра, которые можно нагреть иа треножнике
бы • ювекой горелкой.
1я приготовления травильного раствора сосуд наполняют
в?-лой и тонкой струей наливают немного серной кислоты, при-
ч**'’ обязательно осторожно льют именно кислоту
” в и д \, а ие наоборот, во избежание разбрызгивания капель
• "пающей мгновенно кислоты, которая может причинить силь-
•Ме ожоги
Для приготовления травильного раствора достаточно одной
Чг‘1 ти серной кислоты и около 20 частей воды. Если раствор будет
испод 1!-р.цться горячим, эго отношение может быть уменьшено
Av 1 - 50.
2Й?
Выполнение серебрения горячим способом. Этот вид серебрений
состоит в нагреве сплава серебро—медь до появления на
поверхности слоя окиси или закиси меди и в удалении этого ?.iq2
последующим травлением, в результате чего поверхность изд! 1ия
обогащается серебром. После нагрева изделие охлаждают днЯ
на воздухе, либо в воде. Ни в коем случае его нельзя в горячее
состоянии погружать в травильный раствор. Воздух в микроскЗ
пически мелких раковинах металла при нагреве расширяется
и выходит нз ннх. При охлаждении в травильном растворе эти
капиллярообразные поры наполняются разбавленной кислотощ
удалить которую невозможно даже самым тщательным промы-1
ваннем. Остатки кислоты продолжают действовать очень долго,
так как оии, являясь гигроскопичными, непрерывно пополняются
за счет влаги воздуха. Следствием этого являются возможные!
кожные заболевания и коррозия металла. Кроме того, при дли-1
тельном действии солнечных лучей на поверхности изделия вы-
растают голубовато-зелеиые кристаллы сернокислой меди. Таким
образом, в травильный раствор помещают охлажденные пред-
меты, в котором оии остаются до тех пор, пока не исчезнет темная
окраска поверхности, т. е. пока не растворятся окислы меди
с образованием сульфатов:
СиО -Ь H2SO4 — CuSO4 -Ь Н2О;
Си2О + H2SO4 -> CuSO4 4- Н2О 4- Си.
В то время, как окись меди преобразовывается при этом без
остатка, в процессе растворения закиси меди образуется немного!
металлической меди, которая осаждается па поверхности изделия
в виде красного налета. ЗИю явление особенно заметно у сплава
серебра 800 пробы. Вследствие этого горячее серебрение такого
сплава становится неэффективным.
Удалить образовавшийся медный осадок можно следующими
способами:
1) погружением предмета на небольшой промежуток времени
в азотную кислоту; погружать на более долгий срок, чем это
необходимо, не следует, так как азотиая кислота растворяеТ|
и серебро;
2) повторным прокаливанием, при котором налет меди может
быть окислен и затем растворен в травителе;
3) добавлением в травильный раствор небольшого количества
марганцовокислого калия — КМпО4. Последний реагирует с сер-
ной кислотой с образованием семиокиси марганца по реакции!
2КМпО4 H2SO4 — Мп2Ог 4- K2SO4 4- Н2О.
Мп2О7 — неустойчивое соединение, оно легко отдает кислоро!
н тем самым способств\ l* окислению меди непосредственно в тр»1
вильном растворе. Однократного окисления н протравливания,
как правило, бывает недостаточно, чтобы поверхность изделий
была совершенно белой (обычно предмет выглядит слегка желто-
288
ятым), поэтому процесс повторяют до тех пор, пока не будет до-
сягнут желаемый оттенок При этом после первого травления
поизводят крацевание латунной проволочной щеткой, прокали-
вание, охлаждение и повторное травление. Скорость травления
увеличивается, если нагреть раствор приблизительно до 70° С.
у тех изделий, поверхность которых должна быть матово-белой,
заключительное крацевание и полирование не выполняются
Поэтому такие предметы приходится прокаливать и протравли-
вать до четырех раз и более. Отсюда проистекает весьма иеприят
ное для структуры сплава последствие: возникновение под по-
верхностью изделия скрытого дефекта — внутренней окисной
зоны. Для предотвращения ее образования перед вторым про-
каливанием изделие покрывают кашицей из смеси поташа и воды
Посте того как обмазка высохнет, изделие прокаливается. При
этом поташ преобразует окись меди в легко растворимую угле-
кислую соль по реакции:
КаСО3 4- CuO -* СиСО3 4- К2О
и тем самым предупреждается возникновение окислов под поверх-
ностью изделия.
В процессе работы травильный раствор истощается и, вслед-
ствие растворения сульфатов меди, окрашивается в голубовато-
зеленый цвет. Так как в травителе растворяются также остатки
буры и флюсов, то на дне ванны осаждается темный слой шлама.
Этот донный осадок из-за возможного присутствия в нем благо-
родных металлов направляется на очистку.
Другие методы серебрения- Травильный раствор с серной кисло-
той является активным только в нагретом состоянии. В холодном
состоянии для серебрения можно использовать раствор серпо-
кислого калия в воде.
100 г кислого сернокислого калия — KHSO4 растворяют в 1 л
воды. Получается раствор, действие которого полностью анало-
гично упомянутому выше раствору серной кислоты. Растворение
окислов происходит по следующей реакции:
2KHSO4 4- CuO — CuSO4 4- KaSO4 4- HSO.
В тех случаях, когда готовое изделие должно иметь упругие
свойства, способы горячего серебрения непригодны, так как
изделие после нагрева становится мягким и податливым. В этом
случае изделия подвергают только травлению и последующему
холодному серебрению указанным способом.
Сульфирование. Как известно, серебряные сплавы на воздухе
покрываются темным слоем сульфидов серебра и меди, к которым
Добавляется еще и окись меди. Поэтому полированное серебро
невозможно сохранить долгое время чистым. Матовая поверх-
ность изделий также быстро темнеет, вследствие чего часто кра
сивые цветовые эффекты новых серебряных предметов при экс-
плуатации исчезают. Иначе обстоит дело с сульфированными
Э. Бреполь 289
предметами, которым уже при изготовлении придается такой ви«
который они получили бы в процессе эксплуатации. Задача ю.,и‘
лира состоит в том, чтобы этот естественный налет (который,
правило, бывает пятнистым и неравномерным) сделать красивым
и однородным.
Приготовление серной печени. В последнее время появилось
множество препаратов, при помощи которых можно произвести
окраску сплавов серебра Однако все они основаны иа исполь-
зовании серной печени, которую без труда можно приготовить
самостоятельно. Поташ — К2СО8 и серу — S берут в пропор-
ции 1 : 1 и, помешивая, медленно нагревают прн доступе воздуха
до получения коричневой вязкой массы, а затем разбавляют ее
небольшим количеством воды получая готовый к употреблению
препарат,
4К2СО8 + 6S + О2 2K2S + 2K2S2Oa + 4СО2.
Так как сульфид калия легко присоединяет серу, то получается
полнсульфид калия
K2S + 3S -> K2s4.
Таким образом, серная печень является смесью раз-
личных полисульфидов калия с тиосульфатом калия K2S2O8.
Серная печень должна храниться всегда в закрытом сосуде, так
как сульфиды под действием кислорода воздуха распадаются и
превращаются в недейственные сульфаты:
K2S ; 2О2 — K2SO4.
При сульфировании водный раствор серной печени слегка
нагревают и обезжиренный, подвешенный на проволоке, предмет
на короткое время погружают в ванну, перемещая его в растворе
взад и вперед. На изделии в течение нескольких секунд образуется
темный налет сульфида серебра или сульфида меди. Изделие
вынимают и промывают Если требуемая окраска еще не достиг-
нута, процесс повторяют. В случае, когда на отдельных местах
потемнения не происходит, причиной этому является недостаточ-
ное обезжиривание.
После обработки мягкой латунной крацовочной вращающейся,
щеткой тусклая пленка приобретает красивый иссиня-черный'
блеск. Участки, которые должны оставаться светлыми прн рельеф-
ной чеканке (возвышения), должны быть высветлены, т. е. осво-
бождены от слоя сульфида, для этого изделие слегка протир.-ют
мелким пемзовым порошком или венской известью
Очистка серебряных сплавов. Под этим понятием подразу-
мевается не очистка загрязненных предметов, а освобождение их
от сульфида серебра и окиси меди.
Методы, которые разбирались выше, подходят для того слу-
чая, когда серебряным предметам необходимо снова придать их
красивый вид. Однако часто готовый предмет, украшенный кам*
29и
|И или эмалью, нельзя нагревать до высоких температур, по-
* MV были разработаны другие методы очистки
Э Методы механической очистки. К ним можно отнести все методы
Ар Лотки со снятием стружки: опиливание, шабрение, шлифова-
не полирование и т. д. При всех этих методах поверхность под-
вергнется воздействию инструмента н заметно изменяется, так как
с нее снимается не только темный налет, но также и часть сплава.
Методы химической очистки. Очистка нашатырным спиртом
н челом. Отмученный мел или венская известь смешиваются с на-
и дтырным спиртом (NHj)OH до получения кашицы и наносится
тряпочным тампоном на поверхность изделия. Сульфид переходит
в легко растворимое комплексное соединение
4(NHJOH- Ag2S —» 2! Ag(NH3)2 JOH H2S L 2HaO
Затем обмазка удаляется мягкой тряпкой или щеткой. Вместе
с ней удаляются и продукты растворения в нашатырном спирте.
В этом методе объединены механическая и химическая очистка.
Так как мел имеет зернистую структуру, то на металле будут
оставаться мелкие царапины, поэтому для отполированных изде-
лий этот метод ие подходит.
Очистка гипосульфитом. Этот метод очень похож на только
что описанный. Смешивают 50 г гипосульфита — Na2S2Oa с 15 г
воды и полученную кашицу наносят лоскутом мягкой кожи иа
изделие. Через короткое время сульфиды преобразуются в легко
растворимые комплексные соли
6NaoS203 Н- Ag2S—* 2NaIAg(S2O3)3] т Na2S.
Мелкозернистой окисью магния — MgO и мягким шерстяным
сукном поверхность изделия протирают до тех пор, пока не будет
достигнут необходимый блеск.
Очистка цианистым калием. В то время как перечисленные
выше методы очистки требуют последующей доработки, циани-
стый калий действует чисто химическим путем. 100 г цианистого
калия — KCN растворяют в 1 л воды. В слегка нагретую ванну
подвешивают потускневшие изделия, укрепленные иа серебряной
или латунной проволоке. При взаимодействии с цианистым калием
сульфид серебра переходит в легко растворимое комплексное со-
единение
4KCN 4- Ag2S -2KIAg(CN)J -г КД
Очищенные изделия должны быть хорошо промыты и нейтра-
лзоваиы в щелоке, чтобы не оставалось никаких остатков про-
дуктов, присутствовавших в ваиие. Недостатком этого метода
является сильная токсичность цианистых соединений, поэтому
работа должна проводиться под вытяжкой со всеми мерами пре-
досторожности.
Использование готовых препаратов. В настоящее время раз-
работано много действенных и нетоксичных препаратов для
Ю* - 291
удаления сульфидной пленки серебра. Слегка потускневшие из-
делия протираются обтирочной тканью, пропитанной ^тво
ряющими сульфиды веществами. Множество паст, жидкостей и
nmm Д^Я оч11стки облегчают химико-механическую очистку без
повреждения поверхности изделия.
гоуженпяеЦ^'ЛИ разра6ота11ь' составы для очистки методом по-
ка™ но’ Кб°™Ро“еяпТГ деиственны- как Растворы цианистого
ВЛ ’ ™’ благодаРя отсутствию в составе ядовитых веществ
У использоваться без особых мер предосторожности’
73. ОБРАБОТКА ЗОЛОТА И ЕГО СПЛАВОВ
„Травленив “ випичение Для придания желтого цвета. При ппо-
мель » ' обь1,!НЬ1х тройных сплавов золота окисляется ₽то"ж
мель, в то время как оба благородных металла (золото и севебпо!
остаются неизменными При погружении изделия в травный
Рсериои кислоты окислы меди растворяются, поверхностный
'° ободаиотся медью и обогащается золотом и серебром Так как
этот слои имеет некрасивый зелеиовато-серый цвет его удаляют
того пМ’пХ”МИЧеСКИМ "ЛИ ДДектролитическнм способом. Для
чтобы получить цвет поверхности изделия после тпавчения
жетКбыИтьК по°лРоб ЛЬН°МУ ЦВеТу “• травильный ^а^твоГдол:
ОН подобрав таким образом, чтобы кроме окиси меди
является 50% в^й^ас? сере6Р°'. Таким травильным раствором
oU/0-выи раствор серной кислоты, рабочая темпеоатупя
которого должна быть приблизительно 80° С. Р Т^Р
ствоватьТяеппЯьпК'ШЯЧеИИ“ тРавильный раствор должен воздей-
ствовать иа поверхность изделия таким образом чтобы полностью
вытравить серебро и медь и приблизить окраску товерхнХ к
цвету чистого золота. Таким раствором яв.чяется сл~ая
две-ч™ е ЧаСТЬ Сер™« одна часть азотной кисХ
гостоя™ ’1аСТ” ВДЬ1' ЭТ°Т раСТВОр пР™еп«ется в подогретом
п *'Рд жслто,‘! кипячении в чистой соляной кислоте или разбав-
ленной царской водке можно также получить насыщенную жел
тую окраску поверхности, в особенности у высокопр^иых сХ
ность мЛ^°тНад0СТаТКОЫ ЭТОГО нетода является то, что поверх-
сепХз ТяJ г,,0КРЫТЬСЯ пятнами из<,а осаждения хлористого
серебра. Так как соляная кислота форсирует коррозию изделий
находящихся в напряженном состоянии, ?о в Beti нельзя S
тывать сильно деформированные в холодном состоянии заготовки
На отожженные изделия вредное действие заготовки,
сказывается.
°“раска сплавов золота- Для того чтобы на новерх-
летия- НРП«ОВ Оттенки чист°го золота, недостаточно одного трав-
ления, необходимо произвести также окраску. При этом нужно
учитывать, что сплавы с высоким содержанием долота окраши
цвета окУЧШе’ НИЗКОПР°бпые сплавы, и сплавы крдоиого
цвета окрашиваются лучше, чем бледно-желтые.
292
соляной кислоты не
получить на поверх-
Для сплавов с содержанием золота от 50 до 80% хорошо
зарекомендовал себя следующий метод окраски: 115 г поварен-
ной соли — NaCl смешивают с 250 г калийной селитры — KNO8
и растирают в ступке. Смесь высыпают в фарфоровый сосуд и
разбавляют 150 г воды. При постоянном перемешивании раствор
нагревают до кипения и добавляют 170 г соляной кислоты —
НС1. Готовый раствор продолжают кипятить еще в течение одной
минуты Изделие шлифуют, промывают и протравливают в 50%-ном
растворе серной кислоты, для придания поверхности желтого
цвета. После этого изделие подвешивают на тонкую проволоку
и слегка нагревают. Затем его погружают в кипящий красильный
раствор и выдерживают в последнем приблизительно в течение
трех минут. Красящее действие раствора проявляется при обра-
зовании хлористого нитрозила и свободного хлора, которые
действенны в состоянии возникновения
KNOB + 2НС1 + NaCl -> NOCI + Cl2 + NaOH + КОН.
Известно, что все металлы в царской водке переходят в хлори-
стые соединения. Образовавшееся хлористое серебро растворяется
в хлористом натрии и таким образом не препятствует процессу
окрашивания. Если раствор содержит достаточно тетрахлористо-
золотой кислоты'—Н1АиС14], начинается ноиный обмен между
медью и золотом аналогично гальваническому процессу, в ре-
зультате чего золото выделяется нз раствора и осаждается иа
на основном металле. Этим являением объясняется тот факт, что
высокопробные сплавы золота особенно хорошо подходят для
окрашивания и при этом выгодно обрабатывать сразу большие
партии изделий. Последние покрываются сначала пленкой из
заново осевших кристаллов золота и приобретают таким образом
матовый, желтовато-коричневый цвет. После выдержки в ванне
в течение трех минут изделие вынимают, сразу же промывают
в стоящем наготове сосуде с горячей водой и далее нейтрализуют
в кипящем нашатырном спирте. Окончательно изделия обраба-
тывают мягкой латунной крацовкой.
Если достигнутая окраска еще не удовлетворяет поставленным
требованиям, то процесс должен быть повторен, причем повтор-
ное погружение длится приблизительно одну минуту.
Очистка сплавов золота. В противоположность серебриным
сплавам, сплавы золота почти не изменяют своей окраски при
эксплуатации. Только сплавы золота 333 пробы со временем
несколько тускнеют под воздействием химических соединений,
находящихся в воздухе. Потускнение этих сплавов происходит
за счет присадочных металлов — серебра и меди, аналогично
тому, как это описывалось для сплавов серебра.
Для чувствительных к потускнению сплавов золота можно
рекомендовать те же химические и механические методы очистки,
которые применяются и для сплавов серебра.
ИЗ
74. ОБРАБОТКА МЕДИ И ЕЕ СПЛАВОВ
Травление и протравливание. В травильном растворе должны
растворяться окислы и остатки флюса с поверхности изделия
Протравливанием получают красивую собственную окраску меди
и ее сплавов, таких как бронза и латунь. Так как описываемыми
ниже растворами обрабатываются в основном желтые сплавы, то
этот процесс называют также «желтым протравливанием*.
Для предварительного травления изделий
применяются те же растворы, что и для сплавов серебра.
Предварительное протравливание. Для предварительного про-
травливания приготовляют раствор следующим образом: берут 5 г
блестящей сажи и 10 г поваренной соли, тщательно их перемеши-
вают; к смеси добавляют 1 л концентрированной азотной кислоты
и осторожно влитых в нее 200 см3 воды. Предварительно протрав-
ленное изделие погружается в этот состав и выдерживается до
получения полной равномерной окраски. После этого изделие
вынимают и промывают в воде. Теперь можно проводить блестя-
щее илн мвтовое протравливание.
Блестящее, протравливание. Прн изготовлении раствора бле-
стящего протравливания берут 1 л серной кислоты, медленно вли-
вают его в 1 л азотной кислоты и добавляют 20 см3 соляной кис-
лоты или 20 г поваренной соли. После охлаждения в жидкости
растворяют 10 г блестящей сажи. Приготовленная протравв
должна выстояться, по крайней мере, 12 ч. Изделие на короткое
время погружают в раствор и так же, как при предварительном
травлении, вынимают, когда поверхность будет равномерно
протравлена. Для этого, как правило, достаточно несколько
секунд. Протрава растворяет микроскопически мелкие неровности
иа поверхности и тем самым сглаживает ее и придает ей блеск.
Если дать большую выдержку, то металл протравится слишком
глубоко и поверхность изделья станет шероховатой и неровной.
После извлечения из раствора изделие тщательно промывается
водой.
Матовое протравливание. Раствор для матового протравлива-
ния приготовляют следующим образом: 2 кг серной кислоты сме-
шиваются с 3 кг азотной кислоты, добавляют 10 г поваренной
соли, 10 г сернокислого цинка — ZnSO4, растворяют в небольшом
количестве воды и добавляют к охлажденной смеси кислот. Эта
протрава также должна несколько часов постоять, пока состав-
ные части ее не перемешаются. Применение протравы такое же,
как н прн блестящем протравливании, ио смесь разъедает поверх-
ность металла неравномерно и поэтому последняя получается
шероховатой.
Олифовый обжиг. Медный лист при обработке этим способом
становится блестящим и приобретает коричневый цвет. Лист
покрывается тонким слоем льняного масла, которое при умеренном
нагревании испаряется. Чтобы получить красивую и стойкую
294
окраску, процесс должен быть повторен около двадцати раз.
Этот метод обработки меди остался неизменным со времен средне-
вековья. Описание этого метода приведено здесь дословно по
В. Теобальду.
«Как придать меди коричневый цвет. Из упомянутой выше
меди, которая называется красной медью, заставь выковать тебе
лист желаемой ширины и длины. Когда ты его обрежешь соот-
ветственно твоему будущему изделию, набросай иа листе завитки,
зверей и вообще, что желаешь, и выгравируй это затем тонким
грабштихелем. Затем возьми масло, сделанное из льняных семян,
нанеси его пальцем тонким слоем, равномерно размажь при
помощи гусиного пера и, удерживая лист клещами, положи его
на горящие \глн. Когда он умеренно прогреется и масло станет
совсем жидким, размажь его снова гусиным пером и опять по-
ложи на угли, и так поступай, пока лист не станет сухим. Если
ты видишь, что повсюду высохло равномерно, положи его на ярко
загоревшиеся угли и оставь лежать до тех пор, пока ои совер-
шенно перестанет дымиться. Когда он станет достаточно корич-
невым — это хорошо. Но если нет, намажь совсем немного масла
при помощи гусиного пера на нагретый лист, обмажь его равно-
мерно и снова положи лист на вспыхнувшие угли, как поступал
до сих пор. Когда он остынет, не при помощи воды, но сам собой,
тщательно выскобли очень острым шабером завитки, так чтобы
коричневым остался только фон. Если это буквы, пусть это оста-
нется на твоем усмотрении — хочешь ли ты сделать их коричне-
выми или золочеными».
75. ВОРОНЕНИЕ (ОКСИДИРОВАНИЕ) СТАЛИ
Из множества рецептов рассмотрим один, наиболее простой
и приемлемый: 400 г едкого натра — NaOH растворяют в 600 г
воды; к раствору добавляют 10 г калийной селитры — КМО3
и 10 г азотнокислого натрия — NaNO3. Рабочая температура —
100° С. Подготовленное изделие погружают в раствор и выдер-
живают в нем до тех пор, пока не будет достигнут желаемый отте-
нок темной окраски. Действие раствора основывается на том,
что нз него выделяется кислород, который окисляет поверхность
стали до Fe2Oa,
4Fe + ЗО2 — 2Fe2O3.
После этого сталь прокаливают при умеренной температуре.
Для этого требуется некоторый навык, чтобы достичь равномер-
ной темной окраски по всей поверхности изделия. Если имеется
электрическая печь с регулятором температуры, то процесс про-
каливания значительно упрощается.
76. ГОРЯЧЕЕ ЗОЛОЧЕНИЕ
Этот старый, дошедший до нве из далеких веков, метод в на-
стоящее время почти совершенно вытеснен гальваническим по-
крытием, но, несмотря на это, знание его необходимо, например
295
при ответственной реставрации старых драгоценностей. Хотя
при этом методе получаются толстые и прочные покрытия, метод
этот опасен тем, что возникающие ртутные пары являются на-
столько вредными, что несмотря на все предосторожности, здо-
ровье золотильщика подвергается опасности.
Изготовление амальгамы. В обмазанный влажным отмученным
мелом глиняный тигель помещают свернутые в рулончики по-
лоски, нарезанные из тонкораскатанного листа чистого золота.
Когда металл нагреется до светлого каления, добавляют шести-
кратное количество ртути, выдерживают тигель некоторое время
в нагретом состоянии, хорошо перемешивая содержимое В ре-
зультате образуется сплав обоих- металлов — золотая амальгама,
точка плавления которой значительно ниже точки плавления зо-
лота. Сплав выливается в воду. Для удаления остатков ртути
тестообразная амальгама подвергается прессованию. После прес-
сования получается чистая амальгама, которую хранят под
водой.
Поверхность металла перед покрытием тщательно очищают
от окислов и обезжиривают. Подлежащая золочению поверхность
должна быть тщательно амальгамирована. Медным шпателем
забирают немного амальгамы, намазывают ее на амальгамируе-
мую поверхность изделия и разравнивают тонким слоем.
Удаление амальгамы. Старые ювелиры удаляли амальгаму
с поверхности изделия над слабо раскаленными древесными уг-
лями. Этот метод и сегодня является идеальным. Если отсутствует
древесный уголь, то нагрев можно проводить над слабым пламе-
нем бунзеновской горелки через лист асбеста, чтобы нагрев ие
был непосредственным.
При нагреве изделие нужно все время поворачивать, чтобы
нагрев был равномерным и медленным. Образующуюся при на-
греве жидкую пленку непрерывно размазывают и сглаживают мяг-
кой кисточкой или ватным тампоном. Ртуть испаряется, и поверх-
ность становится матово-белой. Когда ртуть полностью испа-
рится, на поверхности изделия образуется тонкая пленка
золота.
Во время нагревания частицы золота амальгамы диффунди-
руют в основной металл и удерживаются в нем межатомными
силами взаимного притяжения. После достижения этого эффекта
задача ртути оказывается выполненной, оиа выходит в наружную
зону пленки и нспаряегся. При перегреве диффузия золота в основ-
ной металл происходит настолько интенсивно, что оно может
полностью «исчезнуть» в основном металле, поэтому время на-
грева должно быть не больше, чем это необходимо.
Металлическая ртуть, ее пары и соеди-
нения очень ядовиты, поэтому при работе с ними
требуется величайшая осторожность, тем более, что вред-
ные ртутные пары не могут улавливаться нашими органами
чувств.
296
Процесс удаления амальгамы испарением должен обязательно
выполняться в специальном помещении, оборудованном
мощной вытяжной вентиляцией, или, еще лучше,
проводить эту' работу на открытом воздухе.
Окончательная отделка позолоченных предметов. Позолоченную
поверхность обрабатывают вращающейся латунной крацевальиой
щеткой. При обнаружении на изделии непокрытых мест весь
процесс нужно повторить. Если покрытие получилось удовле-
творительным, то изделие полируется гематитом («кровавиком»)
и в заключение доводится на шерстяном круге.
ГЛАВА 23
ГАЛЬВАНОТЕХНИКА
Современного ювелира не должно удовлетворять знание только
отдельных рецептов ванн для золочения и серебрения, умение
составить ванну, а затем кое-как выполнять позолоту или посе-
ребрение своих изделий. Необходимо знание принципиальной
сущности процессов, происходящих в ванне, и причин появления
возможных дефектов, чтобы избежать случайных ошибок в ра-
боте. Поэтому в данной главе наряду с практическими рекомен-
дациями даются основные сведения о важнейших процессах,
происходящих в гальванической ванне.
77. ИОННАЯ ТЕОРИЯ И ДИССОЦИАЦИЯ МОЛЕКУЛ
Строение атома. В атоме существует равновесие между поло-
жительно заряженным ядром и отрицательно заряженными «ча-
стицами оболочки атома. Количество положительных электри-
ческих частиц (протонов) определяет порядковый номер элемента
в периодической системе Это число соответствует также коли-
честву электронов, вращающихся на орбитах вокруг ядра атома.
Так, у натрия их 11, у хлора— 17 и т. д., причем на каждой
орбите может находиться только определенное число электронов:
на первой 2, на второй 8 и т. д.
Образование молекул. Только у инертных газов, таких как
гелий, неон, аргон н т. д., все электронные оболочки полностью
заполнены. У большинства других элементов внешняя оболочка
заполнена электронами ие полностью. Когда эти элементы всту-
пают в химическое соединение, то они стремятся по возможности
полностью заместить все свои оболочки электронами, чтобы
перейти в состояние, соответствующее ближайшим вышестоящим
илн нижестоящим инертным газам. Металлы, водород и группа
NH3 прн этом отдают количество электронов, отвечающее их
валентности; неметвллы, кислород и группа ОН в соответствии
со своей валентностью принимают электроны в свою неполностью
297
заполненную внешнюю оболочку. Атомы, объединяясь в моле-
кулы, образуют химическое соединение В нем электрические
заряды внутри молекулы уравновешены, но соотношение зарядов
внутри каждого отдельного атома, входящего в молекулу, на-
рушено. Прн потере атомов электронов в нем будет преобладать
положительный заряд ядра, прн захвате электронов от атома
другого элемента — отрицательный заряд. Такие атомы с неурав-
новешенными зарядами принято называть ионами. Количество
отданных электронов у положительно заряженного иона обозна-
чают знаком *; Н+, Na+, Cu+*, Al+++.
При отрицательном заряде иона количество дополнительно
захваченных электронов обозначают знаком С1“, О”.
Пример. Образование поваренной соли из Na н С1 (рис. 259).
Na отдает один электрон и становится положительным ионом
Na+. Этот электрон перехо-
дит к хлору на его внешнюю
оболочку и образуется ион
СГ. Благодаря этому оба
нона получают полностью
заполненные внешние обо-
лочки. Так как у иона нат-
рия преобладает положи-
тельный звряд, а у иона
хлора — отрицательный, то
они объединяются в моле-
кулу NaCL
Диссоциация. Молекулы многочисленных кислот, солей и
оснований при растворении в воде распадаются на ноны. Этот
процесс называют диссоциацией, а ионосодержащий раствор —
электролитом. В растворе имеются положительно и отрицательно
заряженные ионы, часть которых посредством взаимного при-
тяжения соединяется в молекулы, а другая часть находится
в состоянии свободного движения.
При мер. Сульфат меди в воде распадается на ионы
Рис, 259. Схема образования молекулы
NaCl
Cuso4 — Cu*+ + so;'.
В (децинормальном) растворе сульфата меди степень дис-
социации а = 0,39, это означает, что 39% содержащихся в нем
ионов сульфата меди находятся в свободном движении Таким
образом, степень диссоциации определяется долей свободных ионов
раствора. Сильные кислоты и основания имеют почти 100% сте-
пень диссоциации; сложные соли диссоциируют сравнительно
слабо.
Степень диссоциации непостоянна, она повышается по мерс
разбавления раствора и понижается с уменьшением его темпера
туры.
298
78. ГАЛЬВАНИЧЕСКИЕ ПРОЦЕССЫ ПРИ ОТСУТСТВИИ
ПОСТОРОННЕГО источника ТОКА
Осмотическая теория Поместим пластинку какого-инбу ць
металла в электролит. Он будет стремиться отдать своп атомы
в виде ионов в раствор (создавая давление растворения Р), а ионы
металла ванны, наоборот, будут стараться осесть на поверх-
ности погруженной металлической пластинки в дополниться до
атомов (вызывая осмотическое давление р). Таким образом, прн
погружении пластинки на границе поверхности металл — раствор
возникает разность электрических зарядов. От электрического
напряжения соответствующего металла
будет зависеть перевесит ли осмотическое
давление или давление раствора. На
рис. 260 изображена сравнительная диа-
грамма электрохимического ряда напря-
1,38
0.Ш
0.Ы.М
0,5?
0,76
Рис. 2G0. Электрохимический ряд напряжений
важнейших металлов
№
1,87
жений важнейших металлов. Разность напряжений атом/иои
измеряется относительно водорода, анодное напряжение которого
равно 0,00 В. Приведенные величины относятся всегда к атомам
металла, а не к нонам ванны.
Осмотическое давление больше давления раствора (р > Р).
Это соотношение характерно для благородных металлов, нахо-
дящихся в электрохимическом ряду напряжений справа от во-
дорода.
Пример. Медная пластина, погруженная в раствор суль-
фата меди (медного купороса), покрывается атомами меди
(рис. 261, а).
В ряду напряжений потенциал Cu/Cu++ составляет +0,34 В.
Это означает, что осмотическое давление ионов ванны больше,
чем давление растворения ионов металла, и медная пластина
заряжается 0,34 В положительного электричества. Погруженный
металл в противоположность раствору имеет избыток электронов,
т. е. заряжен отрицательно. Ионы меди, находящиеся в ванне,
299
осаждаются на погруженной металлической пластине и отнимают
у иее избыточные электроны, чтобы дополнить ими свои атомы
Си++ + 2е —»Си-атом.
Медная пластина заряжается положительно. Одновременно со-
кращается количество положительно заряженных иоиов меди
в ванне, осмотическое давление становится слабее, н ванна заря-
жается отрицательно.
Процесс заканчивается тогда, когда устанавливается равно-
весие между осмотическим давлением н давлением раствора.
а) р
-е
|й£|—-( у—Л. 3-—g
Рис. 251. Схема возникновения и взаимодействия осмотического
давления и давления растворения: а — осмотическое давление
больше давления растворения (медная пластинка погружена в рас-
твор медной соли); б — давление растворения больше осмотического
давления (цинковая пластина погружена в раствор цинковой соли)
Давление растворения больше, чем осмотическое давление
(Р > р) Этот случай характерен для всех неблагородных ме-
таллов, которые стоят слева от водорода в электрохимическом
ряду напряжений.
Пример. Цинковая пластина погружена в раствор сульфата
цннка и там растворяется (рнс. 261, б).
В ряду напряжений потенциал для Zn/Zn++ составляет
—0,76 В. Давление растворения цннка больше, чем осмотическое
давление раствора. Погруженная пластина испытывает недоста-
ток в электронах. Атомы цинка переходят в ванну как ионы
Zn — 2е —► Zn++.
Благодаря этому пластина заряжается отрицательно. Одновре-
менно повышается количество положительных ионов в ваине,
она заряжается положительно. Процесс был бы окончен, если бы
на границе слоя металл — раствор было достигнуто уравнивание
зарядов, и тем самым достигалось бы состояние равновесия.
Однако, если ионы цинка будут постепенно удаляться из рас-
300
твора ванны, процесс будет длиться до тех пор, пока металличе-
ская пластина полностью не растворится.
Процесс ионного обмена. В этом случае погруженный металл
и металл, содержащийся в растворе соли, не являются идентич-
ными, напротив, неблагородный металл погружается в раствор
соли какого-нибудь благородного металла Чем дальше удалены
друг от друга в ряду напряжений участвующие в обмене металлы,
тем сильнее идет реакция. Неблагородный металл попадает в рас-
твор к вытесняет более благородный из его соли.
Рис 262. Схема ионного обмена (железная пла-
стина погружена в раствор медной соли)
Пример. Железная пластина погружена в раствор медного
купороса и покрывается при этом медью, т. е. омедняется (рнс. 262).
Прн этом железо имеет более высокое давление растворения и
посылает своп ионы в раствор
Fe-arow — 2е —» Fe++.
Ионы меди вытесняются из раствора и осаждаются в виде атомов
меди на поверхности железа
Си+++ 4- 2е —* Си-атом.
Процесс заканчивается в том случае, если поверхность погру-
женной пластины пассивируется покрытием из металла ванны.
Ртутное покрытие. Неблагородные металлы перед гальвани-
ческим серебрением амальгамируются (покрываются ртутью),
чтобы уменьшить разницу напряжений серебро — неблагородный
металл на величину соответствующей разницы серебро—ртуть.
Таким образом, поверхность изделия облагораживается электро-
химическим способом.
301
Аналогично амальгамируют изделия перед огневым золочением
и серебрением для того, чтобы покрытие было более прочным.
При этом применяют следующий состав амальгамы: 10 частей
ртути, 11 частей азотной кислоты, 500 частей воды.
В фарфоровую чашку наливают ртуть, прибавляют азотной
кислоты и смесь слегка нагревают. Раствор считается насыщен-
ным, если остаток ртути остается нераствореиным в жидкости
3Hg 8Н NO-< —• 3Hg(NO:()2 ' 4Н..О 1 2NO.
В заключение полученный раствор разбавляется ведой.
Технология нанесения покрытия. Изделие должно быть хо-
рошо очищено и обезжирено. Его закрепляют на проволоке
(которая затем используется в качестве электрода в гальвани-
ческой ванне) и погружают предмет на 2—3 с в раствор нитрата
ртути. Если получается достаточно плотный слой ртути, изделие
вынимают и хорошо ополаскивают в проточной воде. В серебря-
ной ванне при этом не должно быть никаких остатков солн.
Покрытие погружением. Этот способ также основав на ионном
обмене. Изделия погружаются в почти кипящую ванну, причем
образуется тонкий осадок металла ванны. В настоящее время
этот способ почти не применяется, так как гальваническое по-
крытие под действием тока является менее трудоемким, обходится
дешевле и обладает гораздо большей надежностью. Ниже при-
водится состав ванны для серебрения погружением:
Нитрат серебра AgNOa 10 г
Цианид калия KCN 35 г
Вода НаО .... II л
Цианид калия и нитрат серебра растворяют каждый в 0,5 л воды,
затем оба раствора сливают
2KCN AgNO3 — KfAg(CN)2l 4- KNO3.
Обезжиренное изделие погружают в ваииу, температура ко-
торой должна быть от 80 до 90э С. Через несколько секунд после
передвижения изделия в растворе на нем образуется, благодаря
ионному обмену, тонкая серебряная пленка.
Срок службы такой ванны невелик, так как она загрязняется
ионами покрываемых изделии. По окончании работы оставшееся
серебро необходимо удалить нз ванны. Изделия вынимаются из
ванны, когда получен желаемый тон окраски покрытия. Затем
их промывают и сушат в опилках или стружках.
Золочение погружением Для золочения подготовляют ванну
следующего состава:
Фосфат натрия NaMPO4 4 г
Гидроокись калия КОН 4 г
Хторид зигота Н (AuCJJ . 2 г
Цианистый калий KCN .... 10 г
Вода Н2О........... .................... 1л
302
В 0,75 л воды растворяют фосфат натрия и гидроокись калия;
),25 л воды растворяют хлорид золота и цианистый квлий.
0 а раствора смешивают. Здесь используется способ покрытия
такой же, как и прн серебрении погружением.
Контактный метод. Этот метод также основан на электрохи-
мическом различии напряжений между металлом ванны и ме-
таллом изделия. Это различие напряжений увеличивают еще
и тем, что металл изделия соединяют с особенно неблагородным
еталлом, отстоящим далеко от водорода в ряду напряжений, и
тем самым дополнительно повышают разность потенциалов между
контактируемым (покрываемым) металлом и металлом ванны.
Пример. Медный стержень, подлежащий серебрению обма-
тывают алюминиевой проволокой. А1 переходит в раствор и ста-
новится ионом А1++* При этом он вытесняет Ag+ нз ионного
раствора. Серебро осаждается па медн и алюминии. Как и при
ионном обмене процесс заканчивается, если погруженные металлы
пассивируются посредством покрытия металлом ванны.
Преимущества и недостатки контактного метода. Ванна
проста в пользовании и менее чувствительна к различиям в кон-
цетрациях и к примесям, чем гальваническая (ванна для золоче-
ния с посторонним источником тока может быть полностью испор-
чена из-за примесей олова). Однако такая ванна неэкономична
в употреблении, ввиду того, что благородный металл может заим-
ствоваться только из ванны, а не у анода Покрытие получается
тонким и неравномерным.
Контактное серебрение. Для этой цели используется электро-
лит следующего состава:
Нитрат серебра AgNOa . 17 v
Цианид калия KCN 25 р
Вода Н2О ... I л
Каждую соль растворяют в 0,5 л воды и сливают рвстворы
вместе. Обезжиренное изделие плотно обматывают алюминиевой
илн цинковой проволокой так, чтобы изделие и проволока сопри-
касались. Конец проволоки оставляют достаточно длинным,
чтобы за него можно было удерживать покрываемое серебром
изделие. Раствор должен быть нагрет от 80 до 90° С. Изделие,
погруженное в ванну, перемещают вперед н назад до тех пор,
пока иа нем не образуется плотное покрытие (Если изделие будет
находиться в ванне слишком долго, то можег возникнуть некра-
сивая окраска поверхности ) Затем предмет вынимается, промы-
вается, проволока раз.магывается; изделие зачищается и снова
обматывается проволокой Так как покрытие в местах соприкос-
новения с проволокой становится особенно плотным, то вторим
ную обмотку изделия проволокой нужно делать на других местах
1я того, чтоб покрытие получилось равномерным. Теперь сереб-
рен не можно повторить несколько раз до тех нор, пока не будет
303
достигнута желаемая толщина покрытия. Конечно, каждый раз
нужно брать новую контактную проволоку или следует зачищать
использованную перед последующим ее применением. Это необ-
ходимо делать потому, что проволока покрывается благородным
металлом, пассивируется н становится непригодной. Контакт-
ную ванну периодически освежают добавлением новой порции
соли.
Контактное золочение. Для этого вида покрытия рекомендуют
в большей степени использовать готовые препараты соли, чем
при контактном серебрении. Только в исключительных случаях
берутся за самостоятельное изготовление состава ванны по сле-
дующему рецепту:
Хлорид золота Н (АиС1«1 2 г
Сульфид натрия Na2S . .Юг
Цианистый калий KCN 5—10 г
Фосфат натрия Na3P04 60 г
Вода НаО . . . . 1л
Указанные химикалии опускают в слегка подогреваемую воду
и перемешивают ее до тех пор, пока они полностью не раство-
рятся.
Данный метод золочения сходен по существу и выполнению
с контактным серебрением. Прн покрытии белым золотом требуется
совсем немного контактного материала н более низкая темпера-
тура ванны, в то время как для золочения красным золотом необ-
ходима более плотная обмотка предмета контактной проволокой.
Если в процессе золочения выпадает темный осадок, то это сви-
детельствует о том, что изделие находилось слишком долго в ванне
или, что температура ваниы была слишком низкой.
79. ГАЛЬВАНИЧЕСКИЕ ПРОЦЕССЫ ПРИ НАЛИЧИИ
ПОСТОРОННЕГО ИСТОЧНИКА ТОКА
Кислое меднение. При этом процессе применяют ванну сле-
дующего состава:
г/л
Сульфат меди CuSO4-5Ha© 220
Серная кислоте H2SO4 ................. . 30
В электролит помещают два электрода, например две медные
пластины, которые соединяются с источником тока (рис. 263).
Важнейшей составной частью ванны является сульфат меди.
Он диссоциирует в воде по реакции
CuSO4 — Cu++ 4- SO"
Серная кислота препятствует образованию Сц2О иа катоде,
повышает электропроводность электролита и уменьшает степень
диссоциации CuSO4, что способствует получению мелкозернистого
покрытия. В спокойном состоянии, т. е. пока в ванну не подано
напряжение, оба медных электрода покрываются медью, выде-
.304
ляющейся из электролита, вследствие высокого осмотического
давления. Это будет происходить до тех пор, пока потенциал
напряжений атомов и нонов меди не выровняется.
Если включается ток, то этот потенциал покоя смещается:
под воздействием напряжения от постороннего источника тока
один электрод заряжается отрицательно и становится катодом.
Благодаря этому повышается осмотическое давление ваииы, так
как на поверхности катода образуется избыток электронов. Ои
должен компенсироваться вследствие того, что ионы меди из
Рис. 263. Схема процесса, протекающего в галь-
ванической ванне с источником тока (медные элек-
троды погружены в раствор соли меди)
раствора аанны, осаждаясь на поверхности катода, отнимают
у него электроны и таким путем дополняются до нейтральных ато-
мов меди
Си++ + 2е —» Си-атом.
Под воздействием тока от постороннего источника вторая
медная пластина заряжается положительно и становится анодом;
ее электроны отнимаются и передаются во внешнюю цепь. Ток
от постороннего источника действует так, что металл анода ста-
новится электрически неблагородным. Его осмотическое давление
уменьшается настолько, что давление раствора ванны оказывается
больше. Отрицательный ион ваниы SO'" вынужден нз-за этого
отдать свои избыточные электроны аноду
SO;' — 2e-»SO4.
Итак, оба компонента ванны Си* и SO, вынуждены урав-
нять свои заряды. Онн становятся электрически нейтральными,
благодаря чему в ванне опять устанавливается состояние равно-
весия. Нейтральный SO4 отнимает у металла аиода один Си-атом,
дополняется благодаря этому опять до молекулы CuSO4, которая
диссоциирует затем на Си+* и SO;-. Этим достигается исходное
305
состояние, и процесс начинается снова. Содержание металле
в ванне остается теоретически постоянным. На практике оно
изменяется из-за одновременно протекающего вторичного про-
цесса.
Гальванический ток (пояснение некоторых понятий и процес-
сов). Электрический ток проходит через ванну с определенной
интенсивностью, которая измеряется в амперах (А). Сила тока
зависит от приложенного напряжения, измеряемого в вольтах (В),
и сопротивления ванны, измеряемого в омах (Ом). По закону Ома
соотношение между этими величинами следующее:
г напряжение вольт
Сила тока =---------------- или ампер =--------.
сопротивление г ом
Плотность тока. В гальванических процессах сила приме-
няемою тока I зависит от общей площади поверхности изделий Г,
на которую ток действует. Это соотношение измеряется в амперах
на дм2 и называется плотностью тока DK. Для каждой ванны
предписана определенная плотность тока, которая однако не
может быть прямо установлена при наладке ванны. Так как можно
изменять в определенных пределах лишь силу тока, то приходится
подстраиваться под требуемую плотность тока за счет изменения
площади поверхности обрабатываемых изделий (количества пред-
метов в ванне)
Плотность тока DK (А/дм2] =
____________Сила тока / [А]________
11лотадь поверхности изделий F [дм2]
От мощности имеющегося источника тока в свою очередь зависит
наибольшая возможная плоТцадь поверхности изделий, опреде-
ляемая из этой формулы,
Пример'. Плотность катодного тока в ванне для предвари-
тельного серебрения £)к = 2 А/дм2, возможная сила тока уста-
новки I == 1,5 А. Какую площадь F может иметь поверхность
изделия
г=Л_ = -!^ = о.75 дм=.
Напряжение ванны. Величина гальванического напряжения
в ванне, определенная по закону Ома, будет не совсем точной,
нбо приложенное напряжение кроме сопротивления ванны должно
преодолеть поляризационное напряжение электродов, т. е. раз-
ность напряжений, возникающую при отсутствии источника тока,
между металлом электродов и металлом ванны и действующую
в противоположном току направлении. Отсюда следует, что:
напряжение ванны - силе тока X сопротивление ванны 4- анод-
ный потенциал 4- катодный потенциал.
Последствия применения высокой плотности тока. Высокая
п . ггиость гока ускоряет процесс образования гальванического
. >ытия. Однако слой покрытия растет слишком быстр и при
бразуются большие кристаллы. Структура покрытия ста-
тся рыхлой, пористой и имеет плохое сцепление с метал-
Наряду с металлами в растворе содержатся также частички
ионов водорода Н+, которые всегда имеются в воде и диссоции-
руют из д< лавок. Если превысить плотность тока, рекомендуемую
для ванны, то на кагоде начнет выделяться газообразным водород.
На (большая требуемая величина напряжения для выделения
водорода называется перенапряжением водородв. Величина этого
перенапряжения у отдельных металлов различна.
Из-за повышенной плотности тока частички металла начинают
осаждаться из ванны настолько быстро, что электролит около
катода обедняется нонами металла. Требуемое равновесие заря-
дов может быть достигнуто в этом случае за счет насыщения рас-
твора большим количеством ионов водорода
Н' Те—* 11-атом.
Образовавшиеся атомы водорода объединяются в молекулы и
поднимаются в виде пузырьков (аза. Таким образом, приложен-
ное для повышенной плотности тока напряжение используется
для осаждения металла только частично Кроме того, структура
осажденного металла сильно повреждается вследствие того, что
часть образовавшегося газообразного водорода прочно застревает
в тубчатом металлическом покрытии, которое получается в ре-
зультате хрупким, пористым и пузырчатым. При соблюдении пред-
писанных значений напряжения ванны н плотности тока можно
избежать подобных неприятностей
60 ГАЛЬВАНИЧЕСКОЕ ОБОРУДОВАНИЕ
Корпус ванны. Для покрытия небольших изделий можно
использовать фарфоровую чашку, применяемую для выпаривания,
или ванну из кварцевого стекла. Эмалированные сосуды менее
приемлемы, так как при нагревании газовым пламенем с их вну-
тренних стенок может отскочить эмаль, и обнажившееся железо
тогда войдет в соприкосновение с электроличами. Из более круп-
ных ванн хорошо зарекомендовали себя ванны из диабазовых пли-
ток на кислотоупорном цементе.
Анод В качестве анода лучше применять благородный металл,
так как ванна, благодаря этому, постоянно восполняется за счет
металла анода. Если же используются нерастворимые аноды из
платины нли нержавеющей стали, то в этом случае экономится
металл анода, но потребность ванны в благородном металле
должна покрываться добавкой новых солей металла. Для покры-
тия больших предметов необходимо использовать несколько
307
анодов, чтобы побиться по возможности большего рассеиваний
ионов в ванне.
Катод Обычно в качестве катода используется гальванизц1
руемый предмет. О предварительной обработке и подготс-рке
изделий говорилось выше в разделах о золочении и серебреник
Особое внимание необходимо уделить хорошему контакту пред-
мета с соединительной проволокой, в качестве, которой подходит
тонкая медная илн серебряная проволока. Последняя плотно обма-
тывается вокруг изделия. Если проволоку наматывать чересчур!
плотно, то места соприко-
сновения с ней не смогут
подвергаться гальваниза-
ции; если же намотка
окажется слишком слабой,
то контакт будет плохим,
поэтому проволокой необ-
ходимо надежно обматы-
вать изделие несколько
раз. Совершенно непра-
вильно, например, подве-
шивать на контактную
проволоку цепочку только
за ее последнее звено.
Если изделие помещают
в ванну несколько раз, то
контактная проволока
каждый раз должна сопри-
касаться с новыми местами
Риц. 264. Простейший малогабаритный галь- изделия, чтобы покрытие
панический аппарат с открытой дверцей было равномерным.
При нанесении гальва-
нических покрытий иа мелкие предметы рекомендуется положить
их иа сито из алюминия или никеля, так как этн металлы хорошо
проводят ток, ио не подвергаются гальванизации.
Токопроводы. Источник тока и электроды должны соединяться
проводами. Целесообразно класть на корпус ванны несколько
контактных стержней (шнн) нз латуни, на которые можно на-
весить аноды н катоды. Стержни должны быть изолированы от
ванны и друг от друга. К аноду прочно прикрепляют илн при-
паивают твердым припоем контактную проволоку; конец контакт-
ной проволоки у катода после обмотки изделия должен оставаться
такой длины, чтобы он свободно доставал до контактного стержня.
Электроды навешиваются на достаточном расстоянии (минимум
10 см) друг от друга так, чтобы в ванне их можно было свободно
покачивать. Контактные стержни должны быть всегда чистыми
и ровными, чтобы ток мог беспрепятственно проходить по ним.
В качестве соединительных токопроводов между шинами ваины
н источником гальванического тока используются хорошо изоли-
308
рованные провода диаметром минимум 1 мм, Токопровод должен
быть по возможности коротким для предотвращения нежелатель-
ных потерь энергии.
Необходимо всегда обращать внимание на то, чтобы токопро-
воды и электроды не соприкасались ни взаимно, ни с другими
металлическими частями.
Гальванические аппараты. Эти аппараты, являющиеся источ-
никами тока для гальванических ванн, преобра .уют переменный
ток сети напряжением 220 В в постоянный ток низкого напря-
жения, обычно до 6—12 В.
Рис. 265. Универсальная 1альваническая установка (фирма «Филиппи и К°»,
Пфорцгейм)
Рассмотрим в качестве примера простой гальванический аппа-
рат, изображенный на рис. 264. Переменный ток напряжением
220 В идет от сетевого штекера g через выключатель а к распреде-
лительному трансформатору е, который понижает напряжение
до 6 В. Селеновый выпрямитель Д рассчитанный на силу тока
в 1 А, работает по мостовой схеме Герца и превращает перемен-
ный ток в постоянный, напряжением в 6 В. Постоянный ток по-
падает на реостат с подвижным контактом с, ползунком кото-
рого d можно плавно регулировать напряжение в пределах от О
до 6 В На вольтметре b можно видеть точную величину напря-
жения. Выпрямленный ток, предназначенный для работы не-
больших гальванических ванн, подходит к клеммам анодов и
309
катодов, к которым присоединяются токопроводы ванны. Есл!
необходимо нанести гальванические покрытия на большое коли
чество изделий, произвести о.тектрополировапие нли снять с нзде!
лнй юлотое покрытие, то для этого нужны аппараты большой
мощности. Так, например, промышленностью выпускается artiaJ
рат для -юлоченпя, серебрения, электрополнровки и для удалей
иия гальванических покрытий, который хорошо зарекомендовал
себя на предприятиях средней величины. Его сила тока oKj.iq
10 А, а напряжение можно регулировать в пределах от 0 до 25 В.
С помощью такого аппарата можно позолотить поверхность из-
делия в 40 дм2, покрыть родием 10 дм2 или удалить 1 дм2 по-
золоты
Для иужд крупного предприятия небольшие установки подоб-
ною рода недостаточны, поэтому наиболее подходящими для них
будут универсальные гальванические установки многоцелевого
назначения, подобные изображенной иа рнс. 265. Четыре ванны
встроены в стол и по необходимости могут использоваться как !
для любых гальванических работ, так и для обезжиривания и
промывания. При нагрузке в 100 А напряжение можно плавно
изменять в пределах от 0 да 10 В. Электронагрев вани регули-
руется коммутационным аппаратом и наблюдение ведется по кон-
трольным лампам. Сигнальные часы с секундной и минутной стрел-
ками гарантируют контроль за одинаковым временем обработки.
Все ванны снабжены отсасывающими устройствами в целях
охраны здоровья рабочих. Нижняя часть стола представляет со-
бой шкаф для хранения химикатов.
81. ГАЛЬВАНИЧЕСКОЕ СЕРЕБРЕНИЕ
Для гальванического серебрения используют следующие со-
ставы вани и режимы нх работы.
1 Для предварительного серебрения
Дицианозргентаат калия (54% Ag) К [Ag(CN)sl 8 г/л
Цианид калия KCN ...... 80 г/л
Материал анода . . ... Нержавеющая
сталь
Температура........... 18—20° G
П четность катодного тока................ 2 А/д№
Напряжение ванны при расстоянии между
анодами 15 см 4—6 В
Расчетные нормы:
серебро в ваине.................. . 3—4 г/л
свободный цианистый калий .......... 60—80 г£л
2 Для тпчгто юйного серебрения
Дицианозргентаат кл шя (54% Ag) К [Ag(CN)al 50 г/л
Цианид ИН.ШЯ КСМ , 25 г/л
Карбона! калия К/ '. зо г/л
Матес тал ян- яя Чистое серебро
Тетперягл»............................... 18—24гС
310
Плотность катодного тока:
при неподвижных изделиях ....
» движении изделий ....
Напряжение ванны при расстоянии м< .аду
анодами 15 см................. .
Расчетные нормы:
серебро в ванне ..............
свободный цианистый калий
Карбонат калия . .
0.3—0,5 А/дма
1—1,5 А/дм1
0,7-1 В
20—30 г/л
70—1004» от со-
держания серебра
Не более 100 г'я
Ванна состоит нз трех компонентов: калиевого цианида се-
ребра (дицианоаргентаата калия) как носителя металла, цианида
калия и карбоната калия, как солей электролита. Вместо соли
калия могут быть использованы и соли натрия. Самостоятельно
составлять ванну для серебрения нецелесообразно ввиду того,
что имеются недорогие апробированные готовые препараты. Так
как мелкозернистый осадок можно получить только в ваннах
g цианистым калием, то по этой причине другие составы ванн рас-
сматриваться в этой книге не будут.
Процессы, происходящие в ванне. Функции дицианоаргента-
ата калия. Важнейшей частью ванны является комплексная
соль — К lAg(CN) 2 J:
в воде оиа диссоциирует ив ионы по реакции
К (Ag(CN)2] - К+ + [Ag(CN)BJ-;
при электролизе ион калия К+ нейтрализуется на катоде
К+ + е —» К-атом;
в то время как комплексный анион lAg(CH)J~ распадается
[Ag(CN)2J~ -* Ag- J- 2CN-;
нон Ag+ получает с катода электрон, дополняется до атома
и осаждается на поверхности катода
Ag- + е —* Ag-атом.
Один из обоих ионов CN' отдает на аноде электрон и объеди-
няется с атомом Ag из металла анода, с образованием цианистого
серебра
CN + Ag — AgCN.
Другой ион CN объединяется о нейтрализованным К и обра-
зует KCN
CN + К — KCN.
оба вещества растворяются и образуют опять исходный про
ДУ кт
AgCN -j- KCN — KlAg(CN; J.
Дицианозргентаат калия диссоциирует ва, и опн энный про-
цесс повторяется Вследствие того, что ) комплексной соли кон-
центрация металла ниже, процесс осаждения идет существенно
зп
сложнее, чем у простых солей, а осадок выпадает более плотным
и мелкозернистым Вайна пополняется почти полностью из металл
анода, поэтому его можно долгое время использовать, не обнов-
ляя соль ванны. Если плотность анодного тока слишком высока
то анод покрывается слоем цианистого серебра, которое поли
меризуется до парацианида серебра. В то время как слой цианн
стого серебра при прерывании тока опять растворяется, изоли
роаанный слой парацнанида серебра сохраняется.
Функции свободного цианида калия. Свободный цианид кал из
дает возможность в первую очередь уменьшить концентрацию
ионов металла Степень диссоциации дицианоаргеитаата калнз
определяется точно. Если добавить свободного цианида калия
который образует однородные ионы, то уменьшается часть сво
бодных ионов серебра в ванне. Кроме того, свободный KCN умень-
шает потенциал серебра, снижает также цементацию (ионный
обмен) и препятствует тем самым контактному выделению се
ребра, которое особенно заметно при серебрении неблагородных
металлов. Если, благодаря добавке свободного KCN, уменьшаете!
концентрация ионов Ag, то уменьшается также и потенциал се
ребра до отрицательного значения, т. е. в сторону неблагородных
металлов Так, например:
в
Раствор 27 г/л Ag без свободного KCN имеет потенциал +0,15
» 27 г/л Ag с 1,6 г/л KCN имеет потенциал . . . —0,232
» 27 г/л Ag с 16 г/л KCN имеет потенциал . —0,381
Функции углекислой соли (карбоната). Электропроводность
и рассеивающая способность ванны увеличиваются при наличиь
углекислой соли (карбоната), осадок становится более мелко
зернистым и твердым.
Нормальное серебрение. Цель нормального серебрения заклю
чается в получении стойкого и относительно толстого серебряногс
покрытия. Поверхность изделия должна получиться матово
белой, равномерно покрытой серебром, без пятен и блестящих
мест. Для этого применяют анод из чистого серебра толщинок
около 1 мм. Величина поверхности анода должна соответствовап
площади поверхности изделия. Если подвергают серебрению мел
кие предметы, то анод подвешивают так, чтобы он только частнчне
был погружен в раствор ванны Если анод слишком маленький
необходимо более высокое напряжение, кроме того, дол жж
быть увеличено расстояние между анодами для того, чтобы со-
хранить их рассеивающую способность. В общем, расстояние
между анодами должно составлять минимум 10 см. Когда ванн?
находится в эксплуатации, анод должен быть матовым, светло-
серым. При выключении тока он должен опять принимать перво-
начальный белый цвет При бездействии ванны анод должен оста-
ваться в растворе.
Последовательность операций. После включения тока изде-
лие крепя г проволокой из чистого серебра или с помощью други!
312
приспособлений на штангу катода. Если изделие еще не обрабаты-
валось в ванне для предварительного серебрения, то напряжение
ванны повышают сначала примерно до 5—6 В. После получения
плотного серебряного покрытия продолжают работать дальше
заданным нормальным напряжением.
Если изделие уже прошло предварительное серебрение и кра-
цевание, его помещают в ванну и подвергают серебрению при
заданных условиях. По истечении 15—20 мин его вынимают, про-
мывают н крацуют латунными щетками. Благодаря этому поверх-
ность становится блестящей; можно одновременно контролиро-
вать — вся ли поверхность покрыта серебром. Затем изделие
опять промывают в воде.
Если толщина слоя недостаточна, изделие подвешивают еще
раз и процесс повторяют, пока не будет достигнута желаемая
толщина покрытия.
После последнего крацевания изделие подвешивают в ванне
еще раз примерно на 3 мин, но без пропускания тока, промывают
его, высушивают и полируют на тканевом и войлочном полиро-
вальных кругах.
Если предмет должен быть матовым, то от последнего кра-
цевания отказываются. Дефекты, возникающие при серебрении,
приведены в табл 23.
Специальные ванны. Обычные серебряные ванны, содержащие
цианистый калий, имеют следующие недостатки: 1) осадок вы-
падает всегда матовый и поэтому, когда изделие должно иметь
блестящую поверхность, предмет приходится подвергать полиро-
ванию; 2) низкая плотность тока допускает только медленное оса-
ждение металла; 3) поверхность осажденного слоя получается
мягкой н быстро истирается.
Серебрение можно улучшить следующими методами: 1) добав-
лением в ванну с цианистым калием блескообразующнх добавок,
1аких как: соли селена и теллура, тиомочевина, сероуглерод,
тиосульфат аммония и др.; иногда долю добавок настолько уве-
личивают, что работа ванны становится не зависимой от содер-
жания цианистого калия; 2) отказом от цианида, как основы элек-
тролита, и составлением ванны из других веществ, например,
таких как иодиды, радониды, тиосульфаты и др.
В результате исследований были разработаны рецепты ванн
для блестящего серебрения «Вайнер» (Дегусса, Франкфурт-на-
Майне) и «Шеринг» (Шеринг, Берлин), обеспечивающие зеркально
блестящее покрытие. Толстослойное серебрение, которое в обыч-
ной ванне продолжается в течение 3—4 ч, в случае использования
этих ванн заканчивается через 30 мин, так как может осуществ-
ляться при плотности тока до 1,2 А/’дм2. Нет необходимости пре-
рывать процесс, чтобы подвергнуть изделия крацеванию, ибо
гладкое покрытие без пор и пузырьков равномерно блестит даже
на профилированных деталях, обладает высокой прочностью и
малой изнашиваемостью.
313
Таблица 23
Возможные дефекты прн серебрении
Причвна появления Способ устранения
Пупырчатый (1 ) Ич.цмне неудовлетво- Обезжирить и амаль-
Осадок ритедыю обезжирено и я*.а чьгамировано гамировать
По .-КЧЯГЫН О'ЛПСЖ Неравномерное амаль- ГыМиривание изделия То же
Неровный (шерп»ова- гнй) осадок Загрязненная ванна Профильтровать элек- тролит
Полосчатый осадок Ванна слишком кон- центрированная Разбавить электролит водой
Полосчатый осадок Ванна слишком хо- лодная Подогреть ванну
Края издои я грубые Слишком малое содер- Добавить соли серей-
и пористые жанис металла ра
Анод с бело>|гталли- ческим блесной Слишком много KCN То же
Темные пятна на ано- де, осадок голубовато- желтый Слишком мало KCN Добавить 1—2 г/л KCN
Никакого осадка Анод и изделие не имеют контакта Прочистить контакты
Осадок серого цвета, Плотность катодного Понизить силу тока
выделение водорода тока слишком высокая или навесить больше изделий
Плохая рассеивающая Слишком низкая ка- Повысить плотность
способность тодная плотность тока тока
Анод пассивен Слишком высокая плотность анодного тока Крапевать анод
Плохая рассеивающая Расстояние изделие— Расстояние увеличит!
способность анод слишком мало минимум до 10 см
Регенерация серебра. Для извлечения серебра из отработанных
ванн к использованному электролиту добавляют цинковой пыли
в количестве, которое примерно в четыре раза превышает по весу
предположительное содержание серебра. Через несколько дней
берут небольшую пробу раствора в пробирку. В пробу добавляют
несколько капель серной печени Если раствор остается светлым
или становится нс иного мутным, значит серебра в нем нет; если
же взятая проба окрашивается от коричневого до черного цвета,
так как из раствора продолжает еще выделяться сульфид серебра,
то в ванну добавляют еще цинковой пыли. Затем раствор сливают
314
в осадок промывают водой. В заключение осадок обрабатывают
разбавленной соляной кислотой для растворения избытка цинка.
После сливания жидкости на дне ванны остается осадок г высоким
содержанием серебра. Этот осадок высушивают и передают для
дальнейшей переработки.
82. ГАЛЬВАНИЧЕСКОЕ ЗОЛОЧЕНИЕ
Этот способ во многом похож на гальваническое серебрение.
Поэтому мы часто будем обращаться к серебрению, ибо многие
процессы, описанные применительно к нему, происходят и при
золочении.
Составы вани. В специальной литературе опубликовано мно-
жество рецептов по золочению, сходство которых заключается
в том, что ювелир без специальных знаний в области химии может
воспользоваться ими только с большим трудом. При несоблюде-
нии технологии и отклонениях в составе ванн могут возникнуть
существенные потери драгоценных металлов, поэтому необхо-
димо, по возможности, отказаться от самостоятельного изготовле-
ния ванн для золочения. Тем более, что имеющиеся готовые пре-
параты во много раз надежнее и имеют относительно низкую
стоимость. В настоящее время ванны составляются на основе
цианидов: дицианоаураата кал ня («золотой соли»), являющегося
носителем благородного металла; цианида калия, играющего
роль «свободного» цианистого калия н фосфата натрия («токо-
проводящей соли»), служащего для увеличения электропровод-
ности.
Ниже приводятся рецепты основных ваин для гальванического
золочения.
Ванна золочения, работающая на холоде или с под древом:
Днцианоауряат калия (40% Ац) К (Au(CN2)J
Цианид калия KCN ........................
Динатрийфосфат Na2HPO4 .
Материал анода ....
Температура .............. .
Плотность катодного тока ....
Напряжение ванны при расстоянии между ано-
дами 15 см*
при 18—20° С. .
» 60-70° С. .
Чистого золота в ванне . . .
Свободного цианистого калия
8,5 г/л
10,0 г/л
70,0 г/л
Чистое золото
18—20° С
0,1-4),52 А/дма
2—2,2 В
1-2 В
3—4 г/л
10—15 г/л
Ванна золочения, работающая с поо юм:
Дицианоаураат калия (40% Au) К [Au(Q J1 2,5 г/л
Цианид калия KCN ........................ 5,0 г/л
Ди натрийфосфат Na2HPO4 .......... 70 г/л
.Материал анода .... Нержавеющая
сталь
Температура............................ . 60—70° С
Плотность катодного тока ... .... 0,2—0.5 А/дма
315
Напряжение ванны прн расстоянии между ано-
дами 15 см .................................... 2—3 В
Чистого золота в ванне .... . . 0,8—1,0 г/л
Свободного цианистого калия . 5—10
С давних пор ювелиры пытались изменять окраску покрытий, I
аналогично золотым сплавам, добавками других металлов и отте-
нить градации цвета золота. Различную окраску золотого покры-
тия удавалось в большинстве случаев получать благодаря добав-
кам а аанну наряду с золотой солью соответствующей соли дру-
гого металла, вследствие чего на изделие осаждались одновре-
менно оба металла. Так, например, в ванне зеленого золота,
состав которой приведен ниже, гальваническое покрытие на из-
делии образуют золото и серебро.
Ванна зеленого золота:
Дициапоаураат калия К |Au(CNs)]
Цианид серебра AgCN.............
* калия KCN
Материал анодов .
Температура ...........
Плотность катодного тока
6,2 г/л
0,8 г/л
7,5 г/л
Нержавеющая
сталь
50—60° С
1—2 А/дм8
Процессы, происходящие в ванне. Функция дицианоаураата
калия. Комплексная соль — K[Au(CN)2] является носителем
благородного металла, основной составной частью ванны. Золото
находится в этом соединении в одновалентном состоянии. В глав-
ных чертах процесс гальванического осаждения золота соответ-
ствует рассмотренным выше процессам получения серебряных
покрытий из дицианоаргентаата калия.
Функции свободного цианистого калия. Хотя золото в ряду
напряжений занимает место самого благородного металла, но
в растворе цианидов его поведение менее благородно, чем серебра.
Как и при серебрении, часть свободного цианида калия обуслов-
ливает уменьшение содержания свободных ионов драгоценных
металлов и за счет этого смещает потенциал напряжений в сторону
еще менее благородных металлов. Опасность ионного обмена
с неблагородным металлом изделия при золочении значительно
меньше, чем при серебрении.
Функции фосфата натрия. В растворе для золочения он дей-
ствует как токопроводящая соль и соответствует по своему дей-
ствию карбонату при серебрении. Он должен повышать проводи-
мость электролита и увеличивать рассеивающую способность
ионов благородного металла.
Подготовка изделий и эксплуатация ванны. Особенности под-
готовки изделия заключаются в том, что из-за небольшой толщины
наносимого золотого покрытия поверхность изделия должна быть
особенно тщательно зачищена и отполирована. Каждая цара-
пина и каждая неровность на предмете остаются видимыми после
золочения и даже еще более четко оттеняются. Кроме того, и з -
316
пелие должно быть безукоризненно про-
мыто и обезжирено. Следует учесть, что перед золо-
чением изделия из цинка, олова и свинца предварительно омед-
няются, в то время как предметы из железа, стали и никеля сразу
подвергаются золочению.
Так как золотая ванна имеет низкий потенциал напряжений,
то нет необходимости в предварительном амальгамировании, и
изделия из меди и ее сплавов (латуни, бронзы, нейзильбера)
можно сразу подвергать золочению. Вообще следует совсем отка-
заться от амальгамирования перед золочением, ибо белая окраска
ртути обычно просвечивает через тонкий слой позолоты и небла-
гоприятно сказывается на цвете золота.
Нормальное золочение. При гальваническом золочении при-
меняют как растворимые аноды из чистого золота, так и нераство-
римые из платины или нержавеющей стали. Растворимые золо-
тые аноды в противоположность серебряным анодам в ванне для
серебрения не могут полностью выравнять содержание металла
в ванне,. потому что иоиы натрия, которые всегда, хотя бы в не-
больших количествах, содержатся в цианистых ваннах, обра-
зуют на поверхности анодов нерастворимые комплексные соедине-
ния. Для осуществления процесса электролиза достаточно, чтобы
площадь анодов соответствовала одной трети площади поверх-
ностей изделий. При золотом аноде напряжение ванны может быть
в пределах от 1 до 2 В. Для золочения, особенно в ваннах для цвет-
ного золота, хорошо зарекомендовали себя нерастворимые аноды,
преимущественно из платины. В ваннах, содержащих хлориды, не
следует применять аноды из нержавеющей стали. Напряжение
ванны должно составлять 2—3 В.
Чтобы уловить возможные загрязнения, которые прилипли
к изделиям, и воспрепятствовать их проникновению в основную
ванну в результате ионного обмена, необходимо предвари-
те л ь и о е золочение, не менее важное, чем предварительное
серебрение. В противоположность предварительному серебрению,
состав ванны для предварительного золочения должен быть точно
таким, как и состав основной ванны. Совершенно неправильно
использовать старый, бывший в употреблении раствор для зо-
лочения, ибо в этом случае получаются обесцвеченные осадки,
которые не полностью перекрываются в процессе основного зо-
лочения.
Предварительное золочение осуществляют точно так же, как
и основное золочение, изделие оставляют в ванне до тех
пор, пока не образуется плотное покрытие достаточной тол-
щины.
Последовательность проведения операций при золочении. Ванна
должна иметь строго определенную температуру. На электроды
подают заданное напряжение. Изделие обматывают контактной
проволокой и подвешивают на шину катода, после чего тотчас
же включается ток. Продолжительность золочения невозможно
3|7
точно установить. Она зависит от характерных особенностей изде,
лия, от мощности ванны, н, наконец, от желаемого качества по.
верхности покрытия. При продолжительности золочения о оли
30 с покрытие остается блестящим. Если изделие оставляю?
в ванне несколько дольше, поверхность его становится матовой'
Довольно солидной толщины покрытие получается, если изделие
опускать в раствор трижды примерно по пять минут. Затем изде,
лие вынимается, крапуется, и если это необходимо, опять поме,
щается в ванну Изделие должно быть хорошо промыто, чтобц
в ванну не попали остатки жидкости, применявшейся при кра-
цевании Этот процесс — золочение, промывание, крацевание.
промывание, золочение — повторяется столько раз, пока не буде|
достигнуто требуемое качество покрытия. Окончательная обра<
ботка поверхности определяется желаемым качеством покрытия
Для получения металлического блеска достаточно крацевания;
если же нужна полированная поверхность, то ее обрабатываю!
гладилом и на круге из шерсти. Дефекты процесса золочения и
способы их устранения приведены в табл. 24.
Специальные ванны. Обычные ванны для золочения имеют
два существенных недостатка, заключающиеся в том, что: во-
первых, как только чистое золото осаждается, то окраска покры-
тия становится неизменной и, во-вторых, золотое покрытие по-
лучается мягким и быстро истирается.
Чтобы избежать этих недостатков, были разработаны ванны
цветного и износостойкого золочения.
Ванны для получения цветного золота. В нормальной ванне
можно варьировать оттенки золота посредством изменения уела
вий осаждения металла. Если плотность тока и температуры ванны
высокие, а содержание свободного цианистого калия низкое, тс
осадок будет темнее, прн обратном соотношении получают свет-
лые, блеклые осадки. Еще большие возможности для варьирова-
ния оттенков представляются при добавлении в ванну других
солей металла. В частности, имеются готовые препараты для по-
лучения следующих оттенков осадков: красного, желтого, светло-
желтого, зеленого. Ванны для получения желтого и зеленого
золота требуют более низкого напряжения и меньшей плотности
тока; для них необходима рабочая температура до 70е С. Ванна
красного золота, напротив, требует большей затраты электро-
энергии и температуру около 80° С.
Твердая позолота. Было проделано немало различных опытов
для увеличения твердости золотого покрытия. Практически на-
дежными зарекомендовали себя способы, при которых одновре-
менно с золотом осаждается другой более твердый металл, напри-
мер, никель. Так как оба металла имеют слишком разные потен-
циалы осаждения, трудность состоит в том, чтобы подходящими
добавками приблизить эти потенциалы и вызвать осаждение обоих
металлов. Этот метод пригоден только для крупных предприятий,
так как требует применения сложных установок.
318
Таблица 24
Возможные дефекты прн золочении
Вид дефекта Причины -г-гр»«ч..»ня
Пятнистый осадок Остатки химикалии на изделии Изделие очистить
Пятнистый «док Растворить для амаль- гамирования слишком концентрированный Изде 1 не слишком дол- го подвергалось амаль- гамированию Раствор разбавить, амальгамирование осу ществлять за более ко роткое время
Пятнистый осадок Поры в основном ме- талле Шлифование и поли- рование
Местами плохая стой- Основной металл со- Применять металл,
КОСТЬ держит фосфор не содержащий фосфор
Шероховатый осадок Ванна загрязнена Ванну профильтро вать
Пузыристый осадок Изделие плохо обез- жирено Изделие обезжирить
Красный осадок Ванна загрязнена примесями меди Добавить^ 2—5 г/л KCN
Ванна работает мед- ленно Ванна слишком гу- стая Разбавить водой
Обесцвеченный, не чи- Анод слишком велик Выверить величину
сто окрашенный осадок или мал анодов
Ванна работает мед- Слишком мало содер- Добавить «золотой со-
ленио, интенсивное об- разование водорода. Оса- док черно-зеленый жание золота ли»
Высокое омическое сопротивление. Аноды становятся коричневыми Слишком мало KCN Добавить 2—3 г/л KCN
Анод с металлическим блеском Слишком много KCN Добавить «золотой со- ли»
Шероховатый осадок Слишком много KgCOg Добавить раствор ванны, свободный от карбоната
Края изделия серые; Слишком высокая Увеличить силу тока
крупнозернистый буро- плотность катодного или навесить меньшее
фиолетовый осадок; об- разование водорода тока число изделий
Плохая рассеивающая Слишком низкая Повысить плотность
способность плотность катодного то- ка тока
То же Расстояние изде- лие — анод слишком мало Расстояние увели- чить не менее, чем до 10 см
319
Регенерация золота. 10 г/л цинковой пыли добавляют в ванну,,
Оставляют все это на несколько дней, помешивая время от времени.
На десятый день осадок можно отстаивать. В пробирку наливают
немного растворимого хлорида олова и соляной кислоты. Тонкий
слой соляной кислоты препятствует помутнению раствора иэ-за
наличия Sn(OH)CI. В этот раствор добавляют несколько капель
жидкости для золочения. Если она еще содержит золото, то рас-
твор окрашивается в более или менее красный цвет (пурпурное
золото). Если же жидкость ванны не содержит золота, ее можно
слить. Осадок с оставшимся раствором нагревают, выпаривая
жидкость, и передают на аффинаж.
Электрохимическое отслаивание и полирование. Оба эти поня-
тия необходимо четко различать по их назначению, хотя приме-
няемые в обоих случаях ванны и схемы обработки детален (путем
анодного травления) являются одинаковыми. Электрохимическое
отслаивание применяют для удаления с поверхности изделия
окисных пленок, образовавшихся при прокаливании, а также
налетов, оставшихся после травления золотого сплава. Электро-
химическое полирование имеет своей целью удаление неровностей,
сглаживание поверхности и придание ей глянца, как и при меха-1
ническом полировании. Преимущества указанных процессов пе- 1
ред ручной.обработкой заключаются в том, что путем отслаивания
в электролите легко и быстро удаляется некрасивый зеленый на
лет даже из самых труднодоступных уголков рельефного украше- ;
ния. При этом отпадает трудоемкая и утомительная работа ша-
бером, шлифовальными палочками, натянутой нитью и т. п. После
электрохимического полирования нужно лишь слегка отполиро-
вать обычным способом внутреннюю и оборотную стороны укра-
шения.
Оборудование. Для электрохимического отслаивания и поли- |
рования необходим особенно мощный аппарат с силон гока не
менее 10 А. Кроме того, требуется специальная, целесообразно со-
ставленная ванна. Рекомендуется следующий состав ванны для
удаления налетов и позолоты, самостоятельного приготовления:
г/л
Цианид калия KCN ........................ .40
Динатрийгидрофосфат Na2HPO4 . 100
Сульфид натрия Na2SO;( ... 4
Гидроокись катрня NaOH .... 16
После употребления раствор елйвают и хранят в закрытой
стеклянной бутыли, так как на воздухе он распадается.
Рекомендуется еще один опробованный в практике рецепт:
г/л
Гексацианоферрат (11) калия KJFe(CNB)l (жел-
тая кровяная сог.ь)...................100
Цианид калия KCN .............. . . . 50
Рабочий процесс. Температура ванны при включении тока
должна быть 80—90° С. В качестве катода используют стальную
320
пластину, слегка покрытую маслом, которая соединяется с ши-
ной катода толстым проводником. Изделие, являющееся анодом,
крепится на проводе, поперечное сечение которого составтяет
минимум 4 мм’. Изделие не закреп тяют жестко на анодной шине,
а оставляют провод подвешенным свободно, так как предмет
должен передвигаться в процессе анодного травления. Для элек-
трохимического отслаивания по сравнению с золочением необ-
ходима в 20 40 раз большая сила тока, т. е. около 10 А-'дм2 и в 3—
5 раз большее напряжение, а именно 25 В. Примерно около 30 с
изделие равномерно перемещается в ванне. Электролит вскипает
и под действием сильного тока, движения жидкости и газов отде-
ляются налеты и окисиые пленки. После того как произошло
отс поение, напряжение уменьшают и изделие выдерживают на
штанге анода до тех пор, пока не будет достигнута желаемая
степень электрохимической полировки. У сплавоа золота выше
500 пробы эффект особенно заметен, но этот способ можно при-
менять и для сплавов с более низким содержанием золота. Белое
золото должно подвергаться обработке только в своей собствен-
ной ванне, иначе оио может окраситься или потускнеть. Следует
иметь в виду, чпо слишком тонкий материал при длительном воз-
действии такого интенсивного электрохимического процесса может
быть разъеден насквозь.
83. РОДИРОВАНИЕ
Цели применения. Родий абсолютно устойчив к воздействию
атмосферы воздуха и кислот и используется как защитное покры-
тие на серебряные изделия. Он обладает хорошей отражательной
способностью и высокой твердостью. Однако он своим платино-
вым голубоватым «холодным» блеском подавляет у серебряных
изделий их своеобразное «теплое» свечение, поэтому он не смог
еще получить всеобщего признания. Родием покрывают украше-
ния из белою золота и платины, чтобы высветлить их окраску.
Состав ванны. В то время как в США применяется преиму-
щественно ваина для родирования на основе фосфатов, большин-
ство ваин, применяемых на ювелирных предприятиях ГДР, со-
ставляются на основе сульфатов.
Эти ванны очень трудно составить самостоятельно, поэтому
ювелир должс ( пользоваться готовыми концентратами. В ка-
честве примера предлагается следующий состав ванны:
Гн .1 оокн. ь родия RJi(OHa) 4 ( л
Су а«иония INH4I2SO4 30 । л
С» < 'цняя cepi-тя кисл1 .а Н - »О4 80 нл
Материал анода . . Подтипа
Температура ванны 50G С
Плотность катодного тока 0.5—9 А,дм®
Рабочий процесс. Корпус ванны должен быть стеклянным или
керамическим. Так как платиновый анод не растворяется, то по-
терн металла ванны восполняются добавлением новой порции
11 Э. Бреполь 22'
соли родия. Изделие следует хорошо отполировать, чтобы покры-1
тие получилось блестящим.
Предметы необходимо тщательно очистить и обезжирить, в про*
тивном случае покрытие не схватится прочно с основным метал-]
лом. В воде, в которую добавлено немного серной кислоты, изде-!
лия промывают и сразу опускают в ванну. Они остаются в ванне
под током от 3 до 10 мин; обычно достаточно выдержки в 5 мин.'
Наличие цинка, олова, железа и стали делает ванну непрн-i
годной для дальнейшего использования. Если раствор ванны
мутный, его следует профильтровать.
Регенерация родия. Ювелир не в состоянии самостоятельна
обработать электролит такой ванны с целью регенерации родня1
Он .обязан только проделать выпаривание жидкости до тех пор,
пока не останется небольшое количество ков центр нрова иного
раствора, .который передается затем в разделительное (аффи-
нажное) предприятие.
ГЛАВА 24
ЗАКРЕПКА ЖЕМЧУГА
84. СМОЛЫ ДЛЯ ЗАКРЕПКИ И ПОДГОТОВКА
КРЕПЕЖНЫХ ДЕТАЛЕЙ
Надежное закрепление жемчуга, янтаря, кораллов, слоновой
кости, черепаховых пластинок и т. п. посредством металлической
оправы часто бывает невыполнимым. Прн тщательном исполнении
необходимая прочность закрепки может быть достигнута в таких
случаях с помощью специальных смол.
Смолы для закрепки. Мастика — является смолой мастич-
ного дерева, произрастающего на греческом острове Хиос. Имеет
вид янтарио-желтой массы и в продажу поступает чаще всего
в форме маленьких шариков.
Шеллак — представляет собой смоловидные выделения тро-
пических деревьев, растущих в Индии. Обычно поставляется
в виде маленьких чешуевидных пластинок коричневого цвета.
Жемчужная смола характеризуется белой окраской.
Этот готовый препарат получается сплавлением различных ве-
ществ. Качественная жемчужная смола должна быть жидкотеку-
чей при нагревании, жесткой и прочно скрепляющей соединяемые
части после охлаждения. Хрупкая и ломкая смола так же непри-
годна для закрепки, как и клейко-мягкая. По фону и цвету жем-
чужная смола является особенно подходящей для наклеивания
жемчужин, однако хорошие свойства позволяют применять эту
смолу для закрепления и других материалов.
Подготовка соединительных деталей. Принцип крепления
жемчужин может быть перенесен и на все другие подобные мате-
риалы. Обычно жемчужины крепят с помощью штифта на чаше-
322
Рис. 26G. Крепление жемчужины на смоле:
а — штифт с резьбой, припаянный к ча-
шечке основания, подготовлен для на-
смолки; б — штифт вставлен в жемчужину
н зацементирован смолой; в — предохра-
нительный заводной выступ (бородка) на
конце штифта, в жемчужине просверлен
канал с расточкой на конце и боковым
пазом; г — вставленный предохранитель-
ный выступ штифта поворачивается в по-
лукруглом расширении конца высверлен-
ного канала
видном основании (рнс. 266, а). Крепление в этом случае полу-
чается прочнее и надежнее, чем только на одном основании.
Чашечку жемчужного основания делают более вогнутой, чем этого
требует округлость жемчужины. В результате края чашечки при-
легают к жемчужине, в для смолы остается достаточное простран-
тво (рис. 266, б). От назначения изделия зависит — насколько
глубоко должна охватывать чашечка жемчужину. В качестве
штифта не следует использовать гладкую круглую проволоку.
Лучше всего для этой цели подходит четырехгранная проволока
или круглая с грубой резь-
бой. Толщина проволоки
определяется величиной жем-
чужины. Жемчужину про-
сверливают на глубину до
2/3 ее диаметра. Крупные
жемчужины держат при этом
в руке; очень мелкие удер-
живают специальным держа-
телем. В таком держателе
жемчужина зажимается меж-
ду двумя металлическими
пластинами, в которых про-
сверлены отверстия разных
диаметров. Отверстия в жем-
чужине можно сверлить
электродрелью. Сверла «Эй-
река» обеспечивают хороший
съем стружки. Круглую жем-
чужину нужно сверлить так,
чтобы возможные дефекты
сверления приходились бы
сторона по возможности оставалась бы без изъянов.
Как правило, сверление производят на малых оборотах. Сверло
должно быть сухим, так как влажная мелкая стружка забивает
высверливаемый канал. Сверло вынимают из отверстия и тща-
тельно контролируют глубину отверстия. Стружку сдувают и
продолжают сверлить до тех пор, пока не будет достигнута нуж-
ная глубина. Если работать описанным способом осторожно, то
сверло никогда не внедрится слишком глубоко и не просверлит
жемчужину почти насквозь.
Не рекомендуется изрезать резьбу в отверстии для того, чтобы
ввинчивать туда штифт. Такую жемчужину трудно потом снять,
а если штифт сломается, то удалить его из отверстия очень сложно.
В сравнении с этим рекомендуется следующий, проверенный прак-
тикой метод закрепки жемчужины.
На конце штифта делают односторонний выступ, который
действует как бородка ключа. После того как в жемчужине вы-
сверлен канал, по одной стороне прорезают паз и расточным
II* 323
на обратную сторону, а лицевая
Рис. 267. Выфрезе-
ровивйние сломан-
ного закрепочного
штифта из жемчу-
жины
вращающимся резцом расширяют конец высверленного канала,
как показано на рис. 266, в. При введении в отверстие штифт
нужно держать наклонно, так как начало канала не выфрезеро-
вывается, а затем перемещать бородку дальше в паз. Когда жем-
чужина полностью насажена на штифт, ее поворачивают на 180°,
так что штифт, который к тому же намазан смолой, прочно за-
крепляется (рис. 266, г).
85. НАСМОЛКА, СБОРКА И РАЗБОРКА
Насмолка и зачистка. Для заполнения просверленного отвер-
стия смолой из серебряной проволоки изготавливают миниатюр-
ный паяльник. Его слегка подогревают, насаживают на него ма-
ленький, скатанный между пальцами, шарик смолы и проталки-
вают последний в отверстие. Паяльник подо-
гревают, и смола заполняет все отверстие; при
этом сама жемчужина не нагревается слишком
сильно. Аналогичным образом наносят смолу
на внутреннюю поверхность чашечки основа-
ния и на штифт. Нагрев паяльника и чашечки
при насмолке производится слабым пламеней
паяльного пистолета. В одной руке держат
жемчужину, в другой — основание со штифтом.
Соединяемые части равномерно нагревают и
осторожно собирают их вместе, как было ука-
зано выше. После охлаждения излишние ча-
стички смолы осторожно удаляют пинцетом и
кольцевая поверхность обреза чашечки в ме-
сте соприкосновения с жемчужиной зачи-
щается.
Снятие жемчужины. При необходимости раз-
борки соединения жемчужины со штифтом егс
нагревают до расплавления смолы в, слегка
поворачивая, снимают жемчужину со штифта.
Если штифт обломился и прочно застрял в ка-
нале жемчужины, его пытаются извлечь на-
греванием, а в случае неудачи выфрезеровывают
(рис. 267). Для этой цели на конце тонкостенной твердой трубки
из золота 585 пробы, внутренний размер которой соответствует
штифту жемчужины, нарезают зубья, получая таким образом
полую торцевую фрезу. Вокруг сломанного штифта прорезают
шпицштихелем направляющую канавку. Вращением самодельной
трубчатой фрезы, зажатой в сверлильный патрон, освобождают
место для захвата штифта на глубину около 2 мм. Затем его за-
хватывают маленькими тонкими щипцами или пинцетом и вытаски-
вают.
РАЗДЕЛ ПЯТЫЙ
СПЕЦИАЛЬНАЯ ТЕХНОЛОГИЯ
ГЛАВА 25
ЧЕРНЕНИЕ
86. СУЩНОСТЬ МЕТОДА И ПОДГОТОВКА К ЧЕРНЕНИЮ
Так как Тула издавна была важным центром чернения, этот
процесс называют также «тулированием». Суть чернения, которое
имеет много общего с эмалированием, заключается в том, что чер-
ная смесь серебра—меди—свинца—серы, называемая чернью
«ли низлло, при прокаливании вплавляется в углубления, выгра-
вированные в основном металле изделия, и образует плоский цве-
товой контраст (рис. 268).
Основной металл и его подготовка. Чернению (ниэллнрованию)
подвергаются преимущественно сплавы серебра, так как на се-
ребре получается сильный цветовой контраст н, кроме того,
на нем легче всего плавится чернь. Иногда в качестве основы
используются сплавы золота. На меди, латуни, нейзильбере
чернь не держится, а крошится и отслаивается. При нанесении
черни в основном металле прорезаются плоские канавки глуби-
ной до 0,3 мм. Эти углубления могут быть получены гравирова-
нием, чеканкой, травлением, вырубкой зубилом или тиснением
штампами. Можно также к выпиленным лобзиком пластинам при-
паять снизу днища из тонколистового металла, а промежуточ-
ное пространство в полученных углублениях заполнить сплавом
черни.
Хотя в литературе дается много рецептов и методов приго-
товления черни, следует остановиться на одном, наиболее распро-
страненном. При изготовлении чернн одна часть серебра н две
части меди сплавляют, как обычно, под слоем буры. Одновременно
расплавляют в стальном ковше или другом подобном сосуде три
части свинца, медленно выливают его в расплав серебра и меди
н тщательно перемешивают. Высокий тигель, наполненный
325
желтой порошкообразной серой, предварительно нагревают и в него
выливают полученный трехкомпонентный расплав, непрерывно
помешивая. Тигель в течение некоторого времени выдерживают
нагретым до такой степени, чтобы смесь оставалась жидкой. Так
Рис. 268. Табакерка с чернением (рус-
ской работы, из собрания Музея этно-
графии, Лейпциг)
как при этом сера част ично его
рает, то ее следует понемногу
добавлять. Постоянным пере
мешиванием способствуют хо-
рошему взаимному проникнове-
нию компонентов расплава.
Благодаря этому серебро и
медь образуют черные, хрупкие
сернистые соединения Ag2S и
Cu£S Наконец, смесь выливают
в воду. Полученная чернь
должна быть твердой и хруп-
кой, как стекло; если ее куски
можно еще сгибать или ковать,
необходимо снова произвести
переплавку. Так как из-за пе-
регрева и слишком длительного
процесса плавки частицы серы
выгорают, следует температуру
и время повторной плавки вы-
держивать ие больше, чем это
необходимо, добавляя в случае
надобности еще немного серы.
В качестве флюсующей жидко-
сти используется раствор на-
шатырного спирта. Этот рас-
твор вместе с кусками черни
помещают в фарфоровую ступку
и растирают до получения мел-
козернистого порошка. Смесь
черни приготовляют в таком
количестве, какое потребуется
для работы, по не больше, так
как влажная нашатырно-черне-
вая масса наносится непосред-
ственно на изделие. Если
использовать высохшую н снова разбавленную нашатырем массу,
то это приведет к нежелательным последствиям.
87. НАНЕСЕНИЕ И ПРОКАЛИВАНИЕ ЧЕРНИ
Канавки в изделии должны быть очищены от следов жнра,
окисных пленок и иметь блестящую поверхность. С помощью
кисточки или шпателя ранавкн и углубления наполняют влажной,
326
мелкозернистой нашатырно-черневой смесью и плотно утрамбо-
вывают небольшим шпателем- Выемки должны быть заполнены
с избытком, выше кромок рисунка. Когда вода полностью испа-
рится, изделие помещают в электрическую муфельную печь.
Нашатырь распространяется по нанесенной шихте черни в виде
бе. ого налета. При нагревании изделия до определенной темпе-
ратуры чернь расплавляется и заполняет выемки рисунка, покры-
вая предмет. После этого изделие немедленно вынимают из печи,
так как перегрев приводит к выгоранию серы и слой получается
не гладким, а пористым и губчатым. Если расплавившаяся чернь
не заполнила всюду требуемую гравюру рисунка, то на пустые
места добавляют шихты и снова нагревают изделие.
Отделка черненых изделий. Выступающую над поверхностью
изделия чернь удаляют напильником с грубой насечкой. Если
при этом обнаруживаются неровности или поры, то делается до-
бавка смеси черни и прокаливание производится еще раз.
Окончательная доводка изделия выпол-
няется так же, как и при обычном изготовлении предметов из се-
ребра. Производится травление, очистка наждаком, шлифование
и полирование. Глубокий блеск черни получается с помощью
гематита. Благородный вид достигается тем, что изделие сначала
полируется, а затем обрабатывается пемзовым порошком для по-
лучения матовой поверхности.
Необходимо учесть, что тигли, инструменты и отходы черни
содержат свинец и серу и поэтому должны храниться отдельно,
так же как остатки мягких припоев.
ГЛАВА 26
ЭМАЛИРОВАНИЕ
88. ОСНОВНЫЕ ПОНЯТИЯ И СПОСОБЫ
НАЛОЖЕНИЯ ЭМАЛИ
Понятие «эмаль» охватывает как цветной материал, наносимый
на украшения, так и всю связанную с его наложением на основной
металл работу. Эмалирование относится к специальной техноло-
гии изготовления ювелирных изделий, тесно связанной с основ-
ными ювелирными работами. Чем тяжелее и сложнее ремесленная,
требующая мастерства сторона эмалирования, тем выше должны
быть художественные требования, которые вытекают из объеди-
нения металла и цвета. Поэтому тот, кто хочет посвятить себя
этой привлекательной технике, должен сначала проверить, сможет
ли он выполнить условия художественной стороны эмалирования.
Подлинное исполнение эмали возникает только тогда, когда рас-
плавленное стекло не только технически, ио и художественно со-
единяется воедино с металлом. Ниже будет дан краткий обзор
различных приемов эмалирования и несколько инструкций по
327
выполнению простейших работ. Тот, кто хочет глубже позють
теорию эмалирования, должен ознакомиться со специальной зи-
тературой в этой области.
Техника эмалирования. Рассмотрим основные техническ!
способы выполнения эмали.
Перегородочная эмаль. На пластинку устанавливают или на-
паивают перегородки из плоской вальцованной проволоки с попе-
Рис. 269. Схема основных методов нане-
сения эмали
речным сечением 0,15x0,6 мм
(рис. 269, а). Пространства
между ними заполняются
эмалью. Перегородки выги-
бают в соответствии с контур
ром рисунка, а участки эма-
ли образуют красочные эле-
менты украшения
Выемочная эмаль. В тол-
стой пластине делают утлуб«1
ления, которые затем запол-
няются эмалью (рнс. 269, б).
Углубления получают гра-
вировкой, травлением, чекан-
кой и т. п. Иногда при из-
готовлении выемочной эмали
выпиленную узорчатую пла-
стинку припаивают к пла-
металла плоским чеканом выбивают углубления,
гласно рисунку впаивают перегородки,
стине основании.
Филигранная эмаль. В дан-
ном случае речь идет о ком-
бинации перегородочной и
выемочной эмалей. На тон-
кой пластине из благородного
в которые co-
il после этого ячейки
заполняются эмалью.
Оконная (просвечивающая) эмаль. Основа, удерживающая эмаль,
вырезается из металла или изготавливается из ажурной филиграни
(рис. 269, в). Пространство заполняют эмалью и обжигают. По ха-
рактеру она напоминает цветной внтраж. Оконная эмаль приме-
няется в лампах, фонарях, ювелирных украшениях и т. д., т. е.
в тех изделиях, которые смотрятся в проходящем свете.
Рельефная выемочная эмаль. Это разновидность выемочной
эмали. Рельефные углубления в пластине выполняются штихе-
лем. Когда фон покрывают прозрачной эмалью, то углубления,
имеющие более толстый слой эмали, становятся темными, высту-
пающие же части остаются более светлыми (рис. 269, г).
Накладная эмаль. Из тонкой полосы изготовляют контурные
фигуры в соответствии с рисунком и их с обеих сторон покрывают
эмалью (рнс. 269, д).
328
Живописные эмали. Пластину основания покрывают тонким
слоем прозрачной или непрозрачной эмали (рис. 269, е). Рисунок
наносят тщательно растертыми красками и затем обжигают.
Законченную живопись после обжига иногда покрывают бесцвет-
ной эмалевой глазурью.
89. ЭМАЛИ И ПРИСПОСОБЛЕНИЯ ДЛЯ ЭМАЛИРОВАНИЯ
Эмалевые краски. Исходя из особенностей применения, эмале-
вая глазурь должна отличаться от обычного стекла следующими
свойствами:
I) тепловое расширение эмали должно быть выше, чтобы не
возникали напряжения между эмалью и металлом при охлаж-
дении.
2) температура плавления эмали должна быть ниже темпера-
туры плавления основного металла.
Основу эмали составляет бесцветный стекловидный расплав,
который состоит из следующих основных компонентов: кварца,
соды, мела, карбоната магния и окиси свинца. Добавлением окис-
лов металлов можно получать цветные эмали.
Наряду с прозрачными находят применение и непрозрачные
эмали, которые получают добавлением окиси олова, криолита,
фтора или костяного пепла. Так как изготовление цветных эма-
лей требует хороших знаний химии, то лучше пользоваться го-
товыми эмалями, выпускаемыми специализированными предприя-
тиями. Ювелиру для работы достаточно иметь около 50 видов
цветных просвечивающих и непрозрачных эмалей в количестве
от 30 до 50 г каждой. Хранить их следует в банках с широким
горлышком и притертой пробкой.
Так как цвет сырого материала редко соответствует цвету
переплавленной эмали, рекомендуется изготовить пробные пла-
стины, которые показывали бы натуральный цвет эмали на раз-
личных материалах основы. Для этого на прямоугольную медную
пластину (6 15 см) в поперечном направлении наносят белую,
цвета слоновой кости, и прозрачную эмали полосами шириной 1 см.
Дополнительно на пластине закрепляют полоску фольги из чи-
стого серебра. Пластину помещают в печь, нагревают до красного
каления и шпателем в размягченном стекле делают углубления.
В эти углубления наносят цветные эмали различных тонов про-
дольными полосами шириной в I см и получают благодаря этому
сравнительное изменение цвета эмалей на белом, цвета слоновой
кости, и бесцветной фонах, а также на меди и серебряной фольге.
Перед каждой крупной работой рекомендуется составить себе
так называемую «палитру» в виде подобных проб, чтобы можно
было судить о взаимодействии цветов и фонов эмалей и о тожде-
ственности температур их плавления.
Эмалировочные печи. При обжиге эмали не рекомендуется
пользоваться открытым газовым пламенем, так как эмаль в этом
случае нагревается неравномерно, и, кроме того, копоть, попадая
329
в эмаль, может ее испортить. Для этой цели следует пользоваться
коксовыми и газовыми муфельными печами. Лучше всего подхо-
дят электрические муфельные печи сопротивления. Для эмалиро-
вания небольших изделий достаточно иметь небольшую лабора-
торную печь с сечением муфеля 5x5 см, которая подключается
непосредственно к сети. Для больших предметов требуется круп-
ная муфельная печь, подключаемая к силовому кабелю. Целе-
сообразно иметь у такой мощной печи и муфель предварительного
подогрева.
Рнс. 270. Различные виды опорных решеток для эмали-
рования
Опорные решетки. Каждое изделие при обжиге требует спе-
циальной опоры илн решетки. Хорошая опора должна удовлетво-
рять следующим требованиям:
1) неизменность формы и поверхности при нагревании;
2) отсутствие перекоса обжигаемых эмалируемых предметов;
3) материал опоры не должен прилипать к эмали.
Волокна асбестовых опор вплавляются в эмаль. Они используют-
ся лишь в том случае, если оборотная сторона изделия не подвер-
гается эмалированию. От решетки из обычной стали при высокой
температуре могут отслаиваться частички окнен железа, которые,
попадая в эмаль, остаются в ней в виде некрасивых черных пятен.
Наиболее подходящей является опорная решетка нз никеля
и его сплавов нли из жаропрочных сталей. Форма решетки зависит
от конфигурации и размеров соответствующего изделия. На
рис. 270 показаны различные виды опорных решеток.
Рабочее место. Идеальная чистота является главным условием
получения качественной эмали. Пыль, грязь, масло и различные
примеси являются главными причинами дефектов эмали. Поэтому
рабочее место ювелира должно быть тщательно убрано и хорошо
оборудовало. Там, где производится шлифовка в полировка,
нельзя производить эмалирование. Печь должна находиться ря-
330
до>ь Изделия для эмалирования должны лежать перед ювелиром
на чистой льняной салфетке. Для нанесения красок применяют
кисточки различной толщины из меха куницы, которые время
от времени промывают в чистой воде.
Измельчение эмали производится в фарфоровой ступке пе-
стиком, Разводимые краски хранят в маленьких фарфоровых ча-
шечках. Гибка перегородок выполняется маленькими ювелирными
щипчиками, а установка их на место производится пинцетами.
Для наклеивания перегородок и эмали применяют раствор тра-
ганта в дистиллированной воде. Этот клей при высокой темпера-
туре обжига эмали полностью выгорает.
Решетки, с насаженными на них заготовками, помещают в печь
с помощью тигельных клещей. Готовые изделия в случае необхо-
димости шлифуют брусочками карборунда илн шиферным камнем
па финагеле, нли па верстаке. Опыт показывает, что для выпол-
нения простейших работ по эмалированию не требуется большого
количества рабочих инструментов.
90 ТЕХНОЛОГИЧЕСКИ** ПРОЦЕСС ЭМАЛИРОВАНИЯ
Металлы для эмалирования. Золото является наиболее
подходящим металлом в качестве основы для нанесения эмали
как в чистом виде, так и в виде высокопробных сплавов. Но вы-
сокая стоимость его сильно ограничивает применения золота
в качестве основы под эмаль. Оно обладает малым коэффициентом
теплового расширения при нагреве и придает эмали особую яр-
кость.
Серебро, напротив, обладает большим коэффициентом теп-
лового расширения и поэтому плохо соединяется с эмалью. Для
лучшей схватываемости рекомендуется придавать серебряной ос-
нове некоторую шероховатость.
Медь, как и золото, хорошо подходит в качестве основы для
нанесения эмали, однако она имеет пониженную отражательную
способность и многие эмали, которые сильно светятся на фоне
золота и серебра, выглядят иа меди грязными и темными.
Томпак хорошо связывается с эмалью, при этом эмаль
на его поверхности приобретает больший блеск, чем на меди.
Подготовка металла основания. Для хорошего схватывания
с эмалью необходимо, чтобы металлы были абсолютно чисты и хо-
рошо обезжирены. Остатки китта следует удалить. Перед нанесе-
нием эмали окончательно обработанные заготовки подвергают
отжигу, травлению и в случае необходимости блестящему про-
травлению, Затем их крацуют латунными щетками, промывают
в проточной воде и просушивают в опилках. Если водяные капли
при промывке еще собираются на поверхности изделия, то
значит металл еще имеет следы жиров и к эмалированию не при-
годен.
Подготовка к выемочной эмали. Выемки в пластине можно
получить следующими методами. Штихелем вырезают в металле
331
углубления. Глубина выемки оказывает большое влияние на цв->.
товой эффект прозрачной эмали: чем глубже выемка, тем темнЗ
окраска. Дно впадины делается блестящим, гладким и благодари
этому оно действует как рефлектор. Стенки выемки могут бчть
вертикальными или сужаться книзу; расширение выемки книзу!
которое обычно применяется в инкрустации, приводит к появле!
нию напряжений в металле. Штихель нельзя смачивать маслоЛ
так как металл должен оставаться обезжиренным. Основа для ие.
прозрачной эмалн должна быть шероховатой. Иногда углубления
целесообразно вырубить крейцмейселем.
Проще всего выемки можно получить травлением. После трав-
ления углубления рекомендуется слегка сгладить штихелем!
Наконец, в соответствии с рисунком, углубления можно получить
сверлением, фрезерованием, опиливанием напильником и т. д.
Подготовка к перегородочной эмали При подготовке основан 1я
под перегородочную эмаль берут тонкую пластину металла и
припаивают к ней по краям рамку, согнутую из обжатой вальцами
по высоте четырехгранной проволоки (рис. 271). Рамка должна
быть достаточной толщины, чтобы она не была повреждена при
последующем шлифовании. Перегородки для эмали выгибаются
ювелирными щипцами из тонких полосок. Затем их отжигают,
подвергают травлению и последующей правке. Небольшим ко-
личеством раствора траганта нх слегка приклеивают к основе.
Только в особо сложных случаях и при крутых закруглениях пе-
регородки припаивают. Выступающие частички припоя осторожно
удаляют.
Подготовка эмали. Большие куски стекловидного расплава
эмали, поступающего с завода, разбивают сначала в стальной
ступке посредством пуансона, плотно пригнанного к отверстию
полости ступки. Маленькие кусочки, полученные после этой опе-
рации, растирают пестиком в фарфоровой ступке (рис. 272).
Сюда же добавляют немного воды, чтобы зернышки эмали ие вы-
скакивали из ступки. Непросвечивающую эмаль растирают по
возможности до порошкообразного состояния, а прозрачную
еще мельче, чтобы повысить ее светосилу. В каждом случае по-
рошки красок эмали должны промываться и отстаиваться до тех
пор, пока вода не станет прозрачной. Только для непрозрачных
(опаковых) эмалей допускается небольшое количество мути в воде.
Полученную массу эмалевого порошка помещают в фарфоровую
чашку, куда укладывают и записку с номером цвета, чтобы избе-
жать перепутывания эмалей. Если приготовленную эмаль не
используют в этот день, то ее храпят в дистиллированной воде
Чашечку с эмалью помещают под стеклянный колокол для пре-
дохранения от по ладен и я пыли.
Нанесение и обжиг эмали. Увлажненной кисточкой или узким
шпатечем берут немного эмали из фарфоровой чашки, наносят
на изделие и там распределяют (рис. 273). Степень влажности
массы определяется видом работы. Если масса слишком влажная,
332
Рис. 271. Гибка рамки и перегородок
она разливается по поверхности и смешивается с ранее нанесен-
ными красками. Если же она чересчур высохла, то плохо распре-
деляется по поверхности. У тонких металлических пластин наносят
эмаль сначала на обратную сторону. Для этого смазывают ее
немного трагантом, а затем наносят контрэмаль, также смешивая
с небольшим количеством траганта. После чего подсушивают
изделие, осторожно переворачивают его и таким же путем на-
носят эмаль нужного цвета на лицевую сторону. Как у перегоро-
дочной, так и у выемочной эмали углубления и ячейки перед пер-
вым обжигом не полностью заполняют эмалевой массой, так как
Рис. 274. Загрузка в муфельную печь пластины
с нанесенной эмалью
некоторые виды эмалей становятся тусклыми или матовыми, если
их нанести слишком толстым слоем. Для получения блестящего
красивого эмалевого покрытия обжиг после дополнительного на-
несения эмалей должен проводиться не более трех-четырех раз,
так как некоторые эмали изменяют свой цвет (например, красная
эмаль после многократного обжига может стать черной).
Перед обжигом из эмалевой массы удаляют воду, которая была
необходима при нанесении эмали. Подготовленные к обжигу
изделия тщательно просушивают до тех пор, пока порошок не
станет совсем сухим. Если во время сушки или загрузки в печь
немного эмали осыпалось, то нельзя добавлять влажную эмаль,
так как это приводит к появлению тусклых пятен. Эти погрешности
можно исправить, добавив немного сухого порошка. После того,
как в печи будет достигнута заданная температура, ₽ нее помещают
хорошо просушенную заготовку (рис. 274). Время обжига зависит
от вида эмали, вида нагрева и температуры лечи. Высокая темпе-
ратура печи способствует быстрому отжигу. Сначала эмаль спе-
кается в некрасивую массу, вязкую и тягучую, затем поверхность
ее выравнивается, становится падкой, приобретая стекловидный
334
блеск при цвете красного каления. Тогда изделие можно вынимать.
Если ровная пластинка сдеформировалась в печи, ее выни-
мают и правят в раскаленном состоянии на правильной плите
чистым шпателем.
Отделка эмали. После окончательного обжига эмаль выгла-
живают и шлифуют карборундовым шлифовальным камнем, сма-
чивая ее водой. Изделие укладывают иа финагеле, подложив под
него кусок ткани. Поверхность эмали обрабатывают сначала
Рис. 275. Табакерка с выгравированными углубле-
ниями, частично заполненными эмалью (таиланд-
ской работы, из коллекции Музея этнографии,
Лейпциг)
крупнозернистым бруском, до тех пор пока не покажутся пере-
городки, затем — мелкозернистым камнем, и заканчивают шли-
фование сланцевым камнем или тонкой наждачной бумагой.
Промывка. От этой операции во многом зависит качество
готового изделия. Поверхность эмали покрыта порами, которые
могут заполнится частицами абразивов, вследствие чего на эмали
появляются некрасивые серые пятна. Поэтому изделие нужно
тщательно промыть в проточной воде, протирая его щеткой из
стекловолокна. Промытые изделия оставляют на ночь в чистой
воде, а на следующий день еще раз промывают так, чтобы при
рассмотрении в лупу на поверхности эмали нельзя было обнару-
жить остатков абразивов. Более крупные поры тщательно вычи-
щают иглой и при последующем обжиге их осторожно заполняют
эмалью. Одновременно исправляются места, на которые не нано-
сится эмаль.
Глянцевый обжиг. Наконец, изделие в последний раз поме-
щается в печь для того, чтобы покрыть однородной гладкой гла-
зурью его наружную поверхность, ставшую слегка шероховатой
335
Таблица
Возможные дефекты процесса эмалирования
и причины ил появления
Вид дефекта Причины появления
Металлические детали оплави- лись На белой эмали появились зе- леные пятна На белой эмачн появились желтые пятна Окраска эмати стала черной Появились серые пятна Эмаль стала пористой Образовался блеклый налет Бесцветная эмаль приобрела молочный цвет Эмаль покрылась трещинами Эмаль гтя,-1я серой и тусклой Пластмн.,а сильно деформиро- вана Эмаль покрылась пузырями Тусклые пятна или края Высокая температура печи Загрязнение эмали медью Попадание серебра в эмаль Попадание железной окалины в эмаль За1рязнсние эмали абразивной пылью Перегрев эмали или непригодность основного металла Воздействие топочных или каких-либо других гашв Эмаль слишком мелко растерта, плохо промыта, нанесена толстым слоем, вы- сока температура обжига Различное тепловое расширение ме- талла и эмали, появление напряжений между ними, неправильно выбрана тол- щина металла, плохое качество эмали на обратной стороне изделия Плохая промывка эмали Неверно сконструирована опорная ре- шетка, плохое качество эмали на об- ратной стороне издечия Сгорспие частиц примесей, смесь эма- лей вступила в реакцию между собой Вода попала в уже высушенные уча- стки эмали
при шлифовании. Чем выше температура печи при глянцевом
обжиге, тем более яркими и блестящими будут краски. Однако,
как только поверхность раскалилась до красного каления, изде-
лие тотчас же вынимают, предупреждая нежелательные изменения,
которые могут свести иа нет всю работу.
Полирование. Если ие нужна слишком блестящая поверхность
эмали или есть опасения в том, что цвет эмали изменится при глян-
цевом обжиге, прибегают к полированию на холоде. Сильный
блеск достигается при полировании водным крокусом, а матовый
г 1янец — трепеюм, который наносится на деревянный диск.
В заключение изделие тщательно промывают и высушивают
ззе
Рис. 276. Ваза с перегородочной эмалью (китайской
работы, из коллекции Музея этнографии, Лейпциг^
Рис. 277. Ваза с пер» гора»эчной эмалью: Рис. 278. Кулон: фигурки покрыты
ячейки выполнены в виде ракушек эмалью (немецкой работы, около
(Е. Питпш, Лейпциг) 1650 г.; из коллекции Э. Бреполя)^
Дефекты, возникающие при нарушении режимов технологии эма-
лирования, приведены в табл. 25.
На рис. 275 — 278 показаны художественные изделия, укра-
шенные эмалью.
ГЛАВА 27
ИНКРУСТИРОВАНИЕ
91. СУЩНОСТЬ ПРОЦЕССА, МАТЕРИАЛЫ И СПОСОБЫ
ВЫПОЛНЕНИЯ УГЛУБЛЕНИИ В МЕТАЛЛЕ
Процесс инкрустирования заключается в том, что иа поверх-
ности изделия выгравировываются, вытравляются или делаются
иными способами углубления, которые затем заполняются другим,
обычно более мягким металлом. Красота рисунка достигается
за счет различной окраски вкладываемого и основного металлов.
Материалы. При инкрустировании к материалам предъяв-
ляются два основных требования:
1) основной и инкрустирующий металлы должны быть раз-
ного цвета;
2) инкрустирующий металл должен быть мягче основного.
Рнс. 279. Инкрустирование в выгравированные
канавки: а — врезание штихеля (вид сбоку); б —
первый рез штихелем; в — второй рез штихелем;
г — укладка и вбивание проволоки в канавку; д —
окончательно вбитая проволока
Хорошее сочетание получается при инкрустации стали зо-
лотым или серебряным орнаментом. В качестве реципиента можно
использовать бронзу или латунь, а углубления заполнять медью
пли серебром.
Способы выполнения углублений. В любом случае сначала
наносят рисунок орнамента, а затем одним из описанных ниже
способов выбирают металл, получая углубления. Контурные орна-
менты инкрустируются проволокой, для плоских фигур применяют
листовой металл. Для обеспечения надежного крепления вставляе-
мого металла углубления (канавки) расширяют книзу, т. е. их
поперечное сечение выполняют трапециевидным.
Углубления можно получить травлением, с последующей
доработкой краев канавок штихелем; прямолинейные ка-
338
давки делают плоским напильником, а их стенки
выполняют наклонными посредством шшщштихеля. Однако наибо-
лее распространенным способом получения канавок и углубле-
ний при инкрустировании является гравирование. Хо-
рошо заточенным штихелем (рис. 279), который держат наклонно,
прорезают канавки по контуру рисунка. После того как будут
вырезаны канавки всего рисунка со скосом в одну сторону, про-
резают тем же способом канавки с. противоположно направленным
скосом стенки. Получившееся в результате поперечное сечение
канавки напоминает форму ласточкина хвоста.
Более простым в исполнении способом является вырубка
канавок специальным зубилом (рис. 280).
Рис. 280. Инкрустирование в вырубленные канавки:
а — вырубка канавки зубилом (вид сбоку); б —
рабочая часть зубила с режущими гранями; в —
профиль вырубленной канавки; г — закрепление
проволоки подчеканкой облоя; д — окончательно
зачсканенная проволока
Обрабатываемая заготовка крепится как и при чеканке иа
китте. Зубило должно иметь форму, показанную на рис. 280, а и б.
Оно удерживается между большим, указательным и средним паль-
цами и ведется при работе так, чтобы оно все время «убегало»
от работающего. Образующаяся стружка немедленно удаляется.
Зубило должно давать все время равномерную глубину канавки и
гладкое дно, на котором не допускаются зарубки и уступы. По-
лучающаяся при вырубке канавка имеет квадратное или прямо-
угольное сечение. Стенки ее вначале перпендикулярны и лишь
края ее слегка приподнимаются вследствие образования облоя
(грата) из-за деформаций металла при рубке (рис. 280, в). Этот
грат при закладке инкрустирующей проволоки зачеканивается
(рис. 280, г) и плотно удерживает ее. Однако при инкрустации
больших поверхностей такой облой недостаточен для удержива-
ния вкладываемого листового металла. В этом случае основной
металл подрубают острым зубилом вблизи краев выемки по всей
их длине, зачеканивая тем самым инкрустируемый материал и
увеличивая прочность его крепления.
Для образования канавок используются также чеканы
(рис. 281, а). Острой режущей кромкой чекана насекают контур
339
орнамента. При этом образуется остроугольная канавка, верш
края которой слегка приподняты образовавшимся обло<
(рис. 281, б). Вдоль этой канавки про* .аят плс . ким чекана,
чтобы раздать ее по ширине для более ободного укладывани
проволоки в канавку (рис. 281, в, г). Этот способ применяете
преимущественно для инкрустирования проволокой
Рис. 281. Инкрустирование в чеканенные канавки а — чекан (вид сбоку); б —
насеченная чеканом канавка; в плоский чекан (вид сбоку); г—канавка,
расширенная плоским чеканом; д — подчеканка, е — окончательно зачеканенная
проволока; ос — закругление вкладываемой проволоки при рельефном инкру-
стировании
92. ЗАКРЕПЛЕНИЕ ИНКРУСТИРУЮЩЕГО МАТЕРИАЛА
И ОТДЕЛКА ИЗДЕЛИЯ
При инкрустировании чаще всего используют круглую
проволоку, которая слегка выступает из канавки. В на-
чале вырезанной или выгравированной канавки укладывают
конец проволоки и легкими ударами молотка закрепляют ее в ос-
нове (см. рис. 279, г). Затем укладывают следующий участок про-
волоки, зачекаиивают его молотком и т. д. Мягкий материал
проволоки под ударами молотка полностью заполняет углубле-
ния трапециевидной формы. После укладки проволоки по всей ее
длине еще раз слегка проходят плоским чеканом, чтобы устра-
нить возможные неровности и убедиться в надежности ее закреп-
ления.
В тех случаях, когда канавки вырублены зубилом или набиты
чеканом, при закреплении проволоки поступают следующим обра-
зом. После того как проволока вложена в углубления, по основ-
ному металлу вдоль инкрустирующей проволоки по обеим сто-
ронам канавки проходят слегка шероховатым матовым чеканом
(см. рис. 280, г). При этом облой деформируется и закрепляет
проволоку. После этого еще раз проходят вдоль уложенной про-
волоки тем же матовым чеканом и окончательно впрессовывают
ее в углубление (см. рис. 280, 0).
При инкрустации металлическими пластинками размеры их
по ширине и длине должны быть несколько больше размеров
углубления. Края этих пластинок можно несколько скосить,
опилив таким образом, чтобы они подходили к скошенным во
внутрь стенкам впятипы. Ппастинка вставляется слегка выпуклой
340
341
во впадину и фиксируется отдельными ударами молотка, износи.!
мыми последовательно по ее периметру. Окончательное закрепле-1
ние инкрустирующей вставки производят матовым чеканом. 1
В выемке с сильно выступающим облоем укладываемую про.]
волоку зачекаиивают так, чтобы она несколько выступала над]
основной пластиной (рельефное инкрустирование). В последнем
случае применяют специально подготовленную проволоку овалы]
ного сечения. После зачеканивания такой проволоки матовым
чеканом (см. рис. 281, д, е) проходят вдоль краев канавки слегка
вогнутым чеканом, одновременно формуя выступающую часть
проволоки (рис. 281, ж).
Отделка. При обычном плоском инкрустировании всю инкру-
стированную поверхность шлифуют и затем полируют. Рельефно
инкрустированные изделия следует выполнять очень тщательно,
чтобы после закрепления проволоки ие было необходимости в до-
полнительной чистовой обработке.
На рис. 282 показан инкрустированный персидский щит, а на
рис. 283 — предохранительная пластина рукоятки самурайского
меча с рельефной инкрустацией орнамента золотыми листиками.
ЧАСТЬ ТРЕТЬЯ
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА
ОТДЕЛЬНЫХ ДЕТАЛЕЙ ЮВЕЛИРНЫХ ИЗДЕЛИЙ
РАЗДЕЛ ПЕРВЫЙ
ИЗГОТОВЛЕНИЕ ОПРАВ
ГЛАВА I
ПОДГОТОВКА ИЗДЕЛИЙ К ЗАКРЕПКЕ КАМНЕЙ
1. РАБОЧИЕ ИНСТРУМЕНТЫ СПРАВЩИКА
И ИХ НАЗНАЧЕНИЕ
При изготовлении оправ ювелир, как правило, пользуется не-
большим количеством простейших, зачастую самостоятельно изго-
товленных инструментов. Успех работы зависит исключительно
от его мастерства. Некоторые стандартные инструменты ои изме-
няет, исходя из их назначения, своих потребностей и т. д.
В производстве оправ широко используются ранее описанные
универсальные инструменты: сверла, фрезы, штихели, а также
специальные инструменты: дрюкеры, аирейберы, корнайзеиы и др.
Дрюкеры и форштексели. При закрепке камней в оправах
(придавливании крапанов, корнеров и стенок оправ) ювелир ис-
пользует специальные инструменты —дрюкеры и форш-
тексели. Их изготовляют из стальных прутков прямоуголь-
ного или квадратного сечений. По своей форме и размерам острые
дрюкеры (рис. 284, а) напоминают отвертку. Простой дрюкер
(рис. 284, б) имеет относительно маленькую прямоугольную ра-
бочую поверхность, а у бокфуса (рис. 284, в) рабочая поверхность
увеличена за счет сгиба конца стального стержня. В большинстве
случаев рабочие поверхности этих инструментов гладко поли-
руются, ио для особых целей можно выпиливать надфилем на-
правляющие уступы и желобки (рис. 284, г). Если рабочие по-
верхности дрюкеров имеют тонкую насечку, то соскальзывание
инструмента к камню будет предотвращено.
Форштексель (анрейбер) по своей форме похож
на острый дрюкер, ио изготавливается ои из тонкого прутка круг-
лого сечения, передний конец которого заостряется как у иглы,
343
а острие слегка скругляется (рис. 284, д). Для мягкого камня
используют форштексели из меди или латуни.
Корнайзены, фноны и миттельгриф-редхены. Ко р и а й-
зеин близки по форме к штихелям (рис. 284, е). Это круглые
стальные штифты, и а переднем торце которых имеется полукруг-
лое, хорошо отполированное углубление. Когда камень вложен
в гнездо, подготовленное для него в оправе, ставят корнайзец
на коай оправы и вращают его при надавливании, получая таким
дрюкер; б — простой дрюкер; <9 — бокфус; г — дрюкер
с направляющим желобком; д — форштсксель (анрейбер);
е — корвайзен; ж — миттельгриф-редХен; з — вахсбайн
образом маленький полушарнк-корнер. Корнеры служат, с одной
стороны для зажатия камня, а с другой, придают оправе краси-,
вый вид. Применяют целый набор корнайзенов с углублениями
различной величины.
Фионами называют штампы для корнайзенов, т. е. за-1
каленные стальные плиты с маленькими полусферическими вы-
пуклостями различной величины, отполированными до зеркаль-
ного блеска и соответствующими по своей форме и размерам корне-
рам оправ. По этим выпуклостям наносят удары вращающимся
кориайзеном, чтобы придать его полукруглому углублению пра-
вильную форму.
М и т т е л ь г р и ф -р е д х е н показан иа рис. 284, ж I
На переднем конце стального штифта крепится в вилке колесико.
На колесико нанесены маленькие углубления полусферической
формы. С легким нажимом проводят колесиком по металлу и по-
лучают красивый узкий рисунок из ряда мелких корнеров, ко-
торый используется обычно для украшения оправы и закрепки I
жемчужин. Раньше такой рисунок с трудом наносился мелкими
кориайзенами.
Вахе бай ны и вахскасты. Вахсбайн представляет собой
деревянный или пластмассовый стержень, на один из концов
которого нанесено немного воска (рис. 284, з). С помощью этого
вспомогательного инструмента можно легко посадить в гнездо
оправы небольшие камни.
344
Вахскаст представляет собой жестяную коробочку, на-
полненную модельным воском. Маленькие драгоценные камни
вдавливают в воск в том порядке, в каком они должны быть рас-
положены в украшении. Благодаря этому оии не могут быть пе-
репутаны или потеряны.
Державки. Для обработки большинства ювелирных изделий
ювелир пользуется киттштоком. Он представляет собой деревян-
ный брусок длиной около 10 — 12 см с насечкой на торце для того,
чтобы иа этой поверхности хорошо удерживались наплавленные
китт или сургуч. Размеры рабочей поверхности, покрытой киттом,
определяются величиной предмета. Она должна надежно удержи-
вать заготовку, но не быть больше, чем это необходимо, чтобы не
препятствовать обработке предмета со всех сторон. Кольца зажи-
мают в тисочках с полукруглыми губками между двумя покрытыми
кожей деревянными дощечками, которые сжимаются с помощью
винта и гайки-барашка или деревянным клином. Киттшток или
тисочки во время работы либо прижимают к финагелю, либо
укрепляют на гравировальном шаре. Только большие предметы
можно удерживать достаточно надежно при закреплении камней
рукой иа финагеле.
2. ПОДГОТОВКА ИЗДЕЛИЯ К ЗАКРЕПКЕ КАМНЯ
В ОПРАВЕ
В большинстве случаев изделия, например кольца, перед
закрепкой камня уже должны быть окончательно отполированы;
поэтому если закрепка производится на финагеле, то их накры-
вают белым полотном,
а стружку удаляют мяг-
кой кисточкой, чтобы пред-
отвратить появление цара-
пин на полированной по-
верхности. Небольшие из-
делия (броши, серьги,
кулоны и т. д.) должны
перед закрепкой камней
покрываться киттом. Не-
обходимо, безусловно, из-
бегать ошибочного мнения,
что китт бесполезен для
надежного удерживания
Рис. 285. Закрепка плоского камня в мужское
кольцо:
/ — обвязочная проволока; 2 — деревянный бру-
сочек; 3 — камень; 4 — сургучная заделка; 5 —
оправочный китт; 6 — шинка кольца
камня при закрепке или
что он попадает в такие
места изделия, откуда мо-
жет быть удален потом только с большим трудом. В этом слу-
чае оказывается пригодным предварительное обмазывание изде-
лия тонким слоем меловой квшицы или масла. Увлажненная
папиросная бумага может защищать особенно чувствительные
места прн обвязке предмета проволокой.
345
Сначала китт выглаживают на киттштоке: его слегка нагре-
вают и с небольшим усилием придавливают к стальной плите.
В особых случаях из теплого кнтта увлажненными пальцами
лепят нужную форму. Затем равномерно подогревают китт уно
так, чтобы он не загорелся) и изделие и с небольшим усилием
прижимают их друг к другу. Если нагрев был неравномерным,
изделие осторожно отделяют от китта и нагрев повторяют. Сле-
дует обратить особое внимание иа то, чтобы тонкие, изящные изде-
лия были достаточно хорошо заполнены киттом, чтобы они не
деформировались под действием прилагаемого давления. Как
при монтировке тонких изящных изделий, которые при закрепле-
нии оправ могут легко прогнуться, так и при сборке массивных
мужских колец, в которые должна вгоняться толстостенная оправа,
следует перед закрепкой укрепить камень посредством китта. На
рис. 285 показано, как подготавливается к закреплению в оправе
плоский камень. Сначала он обвязывается крест-накрест совместно
с кольцом тонкой проволокой (при этом используется деревянный
брусочек, придавливающий камень посредине). Затем кольцо
переворачивают и заливают сургучом пространство под кам-
нем. В заключение все отверстия шинки кольца заполняют
киттом.
ГЛАВА 2
ВИДЫ ОПРАВ И ТЕХНОЛОГИЯ ИХ ИЗГОТОВЛЕНИЯ
3. ОСНОВНЫЕ ПОНЯТИЯ, НАЗНАЧЕНИЕ ОПРАВ
Само слово «оправа» выражает собой понятие того, что это
важнейшая составная часть украшения «охватывает» нли «оправ-
ляет» драгоценный камень, который должен в ней удерживаться.
Оправа должна выполнять следующие задачи-
1) прочно удерживать камень;
2) подчеркивать его красоту;
3) служить связующим переходным звеном между металли-
ческим телом украшения и камнем;
Нет таких идеальных оправ, которые выполняли бы все За-
дачи в равной степени, и от целей применения зависит, какой вид
оправы следует выбрать в данном случае. При выборе сплава
для оправы нужно исходить нз того, что камень должен надежно
удерживаться в ней длительное время, поэтому металл должен
быть прочным и твердым. С другой стороны, оправа должна плотно
прилегать к камню, поэтому необходимо, чтобы материал, из ко-
торого она изготовлена, обладал высокой пластичностью. Эго
относится особенно к хрупким (смарагд, опал) и мягким (малахит,
бирюза) камням. Но так как твердость и пластичность свойства
прямо противоположные, то невозможно найти сплав, обладающий
346
одновременно большой твердостью и высокой пластичностью.
Поэтому приходится подыскивать по диаграммам состояния сплав,
более других отвечающий этим требованиям.
4. КАСТОВЫЕ И ОБОДКОВЫЕ (ЦАРГОВЫЕ) ОПРАВЫ
Глухой каст. Эта простейшая основная форма олравы обеспе-
чивает надежное крепление камня, но дает возможность лучам
света падать на него лишь сверху. Камень покоится в гнезде каста
и удерживается вертикальными стенками каста, верхний край
которых придавлен к камню. В глухой каст крепятся только не-
прозрачные камни с гладкой нижней поверхностью, которые
должны подстилаться дном оправы снизу.
Рис. 286. Переходы изготовления
оправы с параллельными
f)
глухой кастовой
стенками
Изготовление кастовой оправы. Для получения глухого каста
берут полоску металла толщиной 0,25—0,35 мм, достаточно ши-
рокую, чтобы охватить камень и прочно удерживать его, затем
сгибают ее по форме камня (рис. 286, с), отрезают в нужном месте
и спаивают (припой накладывается изнутри). Камень должен
точно входить в оправу и равномерно прилегать к стенкам
(рис. 286, б). У граненых камней циркулем замеряют длину каж-
дой грани, вносят поправки в размер на половину толщины
оправы и в нужной последовательности сгибают листовую полосу
плоскогубцами (рис. 286, в). На оправочном ригеле, форма се-
чения которого соответствует оправе, производят ее правку.
Опорную пластину отжигают, рихтуют и припаивают к оправе.
Во время пайки царга (ободок) оправы прижимается к основа-
нию булавками, согнутыми под прямым утлом, как было пока-
зано на рис. 231. После травления основание опиливают по обе-
чайке.
Ободковая оправа. Эту оправу применяют преимущественно
для крепления прозрачных камней. Крепление в ней такое же
надежное, как и в глухом касте. Преимущество этой оправы со-
стоит в том, что свет падает на камень сверху и снизу. Камень
в оправе лежит на опорном пояске, расположенном на внутрен-
ней стороне оправы. Глубина уступа должна быть такой, чтобы
верхний рант ободка несколько возвышался над рундистом камня.
Базовая поверхность пояска должна быть ровной, в противном
347
случае камень будет держаться непрочной при закреплении мо»
выскочить. Толщина пояска должна быть такой, чтобы кам W
вс мог проваливаться вниз. Это явление иногда наблюдае'"Ь
у оправ с параллельными стенками. По форме ободка различай)4
оправы с параллельными и коническими ст ей
ками, а по способу изготовления гнезда камня — ю с т и'
руемые и монтируемые
Изготовление ободковых оправ
Ободок оправы с параллельными
стенками изготовляется таким же
способом, как царга глухой касто-
вой оправы.
Рис. 287. Переходы изготовле-
ния конусной оправы из царги
с параллельными стенками
Рис. 288. Формовка конусной оправы
в матрице
Ободки оправ с коническими стенками могут изготовляться
несколькими способами.
I. Изготовляют ободок оправы с параллельными стенками
и по углам ею дотают надрезы до верхней грани. Затем грани сжи-
мают до соприкосновения и запаивают изнутри (рис 287, а).
Недостатки этого способа: при гибке ободок в углах может
переломиться; кроме того, на каждом углу оправы имеется
паяный шов.
2. Изготовляют ободок оправы с параллельными стенками
по размерам нижнего основания конуса и иа роге наковальни
или на ригеле проковывают верхнюю часть оправы, увеличивая
ее периметр (рис. 287, б).
Недостаток этого способа заключается в том, что толщина
металла в верхней части оправы из-за ковки последующей за-
чистки уменьшается.
3. Изготовляют царгу с параллельными стенками, как и в пре-
дыдущем случае, и верхнюю часть ее расширяют конусным пуан-
соном в коническом отверстии матрицы (рис. 287, е и 288).
.348
I Прн раздаче царги возникают значительные напряжения в ме-
поэтому для предотвращения разрывов следует произво-
Т8ь промежуточные отжиги детали. Можно также предварительно
^ра отать ободок оправы по второму способу на роге наковальни
*^аТем немного ее раздать в матрице. Этот способ оправдывает
особенно при изготовлении однотипных оправ. В этом слу-
Е требуется только отрезать полоски установленной длины и
Даивать их перед раздачей.
1 Недостаток данного способа состоит в том, что для каждой
fftopMbi и размера оправ требуется определенный пуансон и
матрица.
Рис. 289. Схемы построения разверток заготовок для оправ
4. Ободок конической оправы изготовляют из полосовой заго-
товки, соответствующей развертке царги. Длину развертки за-
готовки рекомендуется проверить сначала по бумажному шаблону.
В случае изготовления большой партии одинаковых оправ реко-
мендуется сделать шаблон развертки из тонкого медного листа.
С помощью такого шаблона, очерчивая его контур иа листовом
металле чертилкой, удобно переносить форму и размеры развертки
на исходный материал. На рис. 289, а показана схема получения
Цилиндрического ободка оправы, который сгибается из полоски
Длиной л£>ср. Здесь диаметр Оср соответствует среднему попе-
речному размеру ободка между его наружным и внутренним диа-
метрами. Стык полученной обечайки запаивается затем изнутри.
Круглые конусные царги оправ изготовляют так, как показано
На рис. 289, 6. При определении формы и размеров разверток
заготовок царг исходят из их бокового вида. Продлевают наклон-
11Ь1е стенки до точки их пересечения, являющейся одновременно и
Центром дут окружностей контура развертки. Проводят циркулем
31,1 Дуги; расстояние между ними равно ширине оправы. Длина
верхней и нижней дуг развертки различна и подсчитывается
319
также по выражению лОсг. Требуется определить длину дуг?|
только для верхней (большей) окружности. Соединив ее крайни,
точки с центром построения дуг, получают длину разверти^
отвечающую нижней (меньшей) окружности царги.
Аналогично поступают при изготовлении квадратных и мнсчц,
граипых конусных царг для оправ (рис. 289, в и г).
Получение опорного пояска. Поясок для опоры камня вырезаю^
либо юстировочным штихелем (рис. 290, о), либо получают монти-
рованием вставной царги меньшей высоты, с последующей ее при-
пайкой (рнс. 290, б).
Рис. 290. Получение опорного пояска
для камня а — с помощью юстировоч
ного штихеля; б — посредством вставки
внутренней царги
Рис. 291. Целесообразный
способ крепления смонти-
рованной оправы на осно-
вании
Юстируемая оправа. Из листового материала толщиной около
0,8 1 мм изготовляется царга с уменьшенным внутренним диа-
метром такого размера, что камень в ней помещается только после
юстировки. У круглых оправ гнездо для камня легко выбирают
фрезой. Для этой цели используют фрезы специальной формы
для обработки гнезд камней (см. рис. 176, бив) или обычную ко-
ническую Если камень имеет грани или недостаточно правильней
круглую форму, то оправу следует немного подправить юстиро-
вочным штихелем или даже вырезать все гнездо только штихелем
(рис. 290, а). Требуется немалый опыт, умение и вниматель-
ность в работе, чтобы вырезать штихелем ровную гладкую опору
на определенной высоте, не ослабляя край оправы. Если камень
будет лежать в гнезде неустойчиво и покачиваться па опорном
пояске, то при закрепке от может легко треснуть и сломаться. I
Монтируемая оправа. Она проще в выполнении, чем юсти-
руемая, однако для ее изготовления требуется несколько больше
времени.
Последовательность работы: царгу с парал-
лельными стенками или конусную изготовляют из тонкостенного
материала толщиной от 0,25 до 0,35 мм. Вторую толстостенную
царгу меньшей высоты изготовляют в качестве опоры для камня,
вдвигают ее в основную (рис. 290, б) и запаивают снизу; при этом!
образуется опорный поясок для камня. Если царга оправы должна
вставляться в пластинку основании, то опорная внутренняя царга
350
должна выступать вниз из основной на толщину этой пластинки.
Посредине пластинки высверливают отверстие, в которое припа-
совывается и вставляется выступающая снизу часть опорной
царги (рис. 291). Припаивание смонтированных царг к основанию
выполняется с нижней его стороны.
5. ЗАКРЕПКА КАМНЕЙ
Вободковой оправе, также как н в кастовой, ка-
мень удерживается благодаря тому, что верхний к р а й
оправы прижимается к рундисту камня.
Дрюкером или бокфусом сначала слегка крепят оправу в не-
скольких противоположных местах для того, чтобы камень по-
лучил предварительную устон-
чивость (рис. 292). Затем еще
раз контролируют, хорошо ли
лежит камень на пояске и пра-
вильно ли он сидит в гнезде.
Если укладывается несколько
камней рядом, то необходимо
убедиться, глядя со стороны,
на одной ли высоте находятся
их опорные площадки. Если
эти условия выполнены, то
край ободка оправы по всему
периметру постепенно прижи-
мают к камню дрюкером.
При закрепке камня вм но-
гогранную оправу сна-
чала прижимают к кам-
ню углы царги, а за-
тем стороны. В против-
ном случае на углах царги
могут появиться острые вы-
ступы. По окончании закрепки
край оправы можно обработать
Рис. 292. Закрепка камня в ободковой
оправе посредством бокфуса
фляхштихелем для получения блестящей поверхности или мит-
тельгриф-редхеном для нанесения орнамента.
Для плоских камней со скошенными гранями (фасками), ко-
торые обычно вставляют в мужские перстни, применяют зер-
кальную оправу. Ободок такой оправы должен быть доста-
точно высоким, чтобы после закрепки он полностью закрывал
фаски камня. Рант ободка плотно обжимают. В заключение верх-
ний край оправы опиливают заподлицо с поверхностью камня.
После полировки создается впечатление, будто вокруг камня
находится узкое металлическое зеркало.
Сводчатая оправа. Эта оправа является типом оправы с
ослабленным креплением камня. У такой оправы края царгн
351
прижимаются острым др юкером к камню в отдельных точках его
контура, на равных расстояниях друг от друга. Материал оправы
образует между двумя соседними прижимами маленькие
дуги (своды). Необходимо обращать внимание на то,
чтобы края оправы не отстояли слишком далеко от грани камня,
а своды ее не были слишком глубокими.
6. ОСОБЫЕ ФОРМЫ ОБОДКОВЫХ ОПРАВ
Разрезная оправа. Для того чтобы дать камню боковое осве-
щение и оживить оправу, на ее поверхности наносят сквозном
узорчатый рисунок. В простейшем случае на боковой поверхности
оправы просверливают в определенном порядке отверстия Можно
Рис. 293. Переходы изготовления разрезной ободковой
оправы: а — нижняя часть орнамента; б — верхняя часть
орнамента; в — готовая оправа
также распилить готовую царгу оправы параллельно ее верхнему
краю, поместить между разрезанными частями какой-либо орна-
мент из проволоки или другого материала, а затем обе части
спаять.
Одна из возможностей получения орнамента в разрезной оправе
показана на рис. 293. Сначала от нижней части ободка отрезают
лобзиком узкий обруч. Трехгранным надфилем на верхнюю часть
наносится рисунок (рис. 293, с) и обруч припаивают снизу, за-
тем отделяют верхнюю часть ободка и на образовавшейся нижней
части выпиливается орнамент (рис. 293, б). После пайки и опили-
вания оправы получается зигзагообразный рисунок (рис. 293, о).
Секционная оправа. В секциях таких оправ закрепляется
рядом несколько прямоугольных камней. Оправа может иметь
параллельные прямые стенки или изготовляется со слегка изогну-
тыми (выпуклыми) длинными сторонами (рис. 29-1).
Оправу с параллельными сторонами изготавливают так же,
как это было описано для простых ободковых оправ. Для изго-
товления изогнутой оправы делают шаблон развертки, вырезают
по нему обод оправы и спаивают его. Опору для камня выпол-
няют из плоской вальцованной четырехгранной проволоки, верх-
няя грань которой скошена вниз для того, чтобы камень надежно
прилегал к ее поверхности. Эта опора должна быть параллельна
верхней грани обода оправы. В тех местах рамки оправы, где
ЗБ2
камни соприкасаются своими рундистами, выпиливают на обеих
сторонах трехгранным напильником клинообразные углубления.
Концы промежуточных перегородок опиливают так, чтобы они
точно входили в углубления рамки. Перегородки припаивают
к рамке оправы. Вставленные камин соприкасаются рундистами;
их закрепляют способом, указанным выше в п. 5.
Рамочная оправа. Такая оправа применяется для закрепки
камей и пластин, покрытых эмалью. Особенность ее заключается
в том что на оправу сверху напаивается рамка, а камея встав-
ляется с обратной стороны (рнс. 295). Конструкция оправы и после-
довательность ее изготовления видны
из рисунка. Следует только сказать,
что после установки камеи основание
для нее, изготовленное нз полоски
металла или сплющенной четырех-
гранной проволоки, припаивается
оловянным припоем.
Крапановая оправа. Она являет
ся разновидностью ободковой опра-
вы, но в отличие от последней камень
крепится в ней не всем рантом.
Рис 294 Продольная оправа с
вставными перегородками
Рис. 295. Рамочная оправа:
а отдельные части; б — се-
чение стенки с вставленной
камеей; в — готовая оправа
а отдельными выступающими полосками металла — крапа-
иами, которые напаиваются на опорную царгу и захватывают
грани камня Крапановая оправа позволяет лучше показать
камень и дает ему больше света, чем глухая кастовая оправа.
Недостаток ее заключается в том, что камень в ней держится ме-
нее надежно. Имеется бесчисленное множество различных видов
крапановых оправ, которые зависят от формы камня и художе-
ственного замысла. Изготовление такой оправы начинают с опоры
камня, которая выглядит как обычная четырехгранная uapia
(рис. 296) Поверхность опорного пояска можно скосить внутрь,
если это требуется формой камня. В простейшем случае на каждой
стороне царги снаружи напаиваются металлические полоски боль-
шей или меньшей ширины. Верхние части этих полосок должны
выступать над опорным гнездом настолько, чтобы их можно было
удобно и надежно прижать к камню при закрепке.
12 Э. Брепол)
353
У оправы, представленной на рис. 296, крапаны изготовлена
из одной полоски металла и припаяны к царге. При закрепке
камня его устанавливают на опору п вначале слегка прижимают
крапаны для того, чтобы камень не мог выпасть или свободно
сдвинуться с места. Затем его выравнивают и уже прочно прижи-
мают крапаны к поверхности камня. После этого крапаны обре-
зают до нужной длины и опиливают, слегка закругляя их концы,
и в заключение плотно прижимают дрюкером обрезы крапанов
к камню. Если крапаны оставить слитком длинными, то украше-
ние не будет выглядеть изящным.
Оправа «шатон». Как и крапаповая оправа, шатон является
разновидностью ободковой оправы. В отличие от крапановой,
опора камня оправы шатон прорезана в виде короны, что обеспе-
Рис. 296. Крапановая
оправа с припаянными
краяанами
Рнс. 297. Оправа «шатон»: а — с выпилен-
ными крапанами; б — подготовленная к пайке
оправа с опорным ободком для камня
чивает доступ света к камню со всех сторон (рис. 297). Недостаток
этой оправы состоит в том, что она легко изнашивается, что может
привести к выпадению камня. Для бриллиантов шатои был долгое
время преимущественным видом оправы. Наряду с описанными
«классическими» видами оправ появились в настоящее время совре-
менные варианты, в основе которых лежит тот же принцип креп-
ления камней, который существовал в старинных изделиях.
Основой для изготовления оправы шатон является юстиро-
ванная конусная ободковая оправа. В зависимости от числа
крапанов размечают верхний край оправы. Пилой или надфилем
в оправе пропиливают пазы. Находящиеся между ними полоски
образуют крапаны (рис. 297, а).
Трехгранным надфилем на нижней стороне оправы точно
под каждым крапаном пропиливают пазы (рис. 297, б). Зубья
скругляют напильником и зачищают. Из четырехгранной или
прямоугольной проволоки сгибают опорное кольцо, на которое
припаиваются зубья шатона.
Опорное кольцо можно также вырезать из листового металла и
затем припаять. Его можно получить также, если отрезать от
нижней части оправы кольцо и после подпиловки нижних зубьев
снова припаять его к оправе.
354
7. КОРНЕРОВЫЕ ОПРАВЫ
У различного рода вариантов оправ, подпадающих под тер-
мин «корнеровая оправа», общее заключается в том, что камень
удерживается в них маленькими столбиками (корнерами). Эти
корнеры вырезаются из материала оправы, прижимаются к грани
камня и деформируются корнайзеном до получения полукруглой
головки.
Открытая ободковая оправа. Она является переходной фор-
мой от ободковой оправы к собственно корнеровой оправе.
Камень удерживается как краем оправы таи и вырезанными
корнерами.
Рис. 208. Открытая
корнеровая оправа
Рис. 299. Важнейшие типы оправ:
а — кастовая, б — встроенная глу-
хая; в — ободковая; г — встроенная
сквозная
При изготовлении открытой оправы в качестве исходной заго-
товки используют толстостенную конусную юстированную обод-
ковую оправу, в которую камень вставляется несколько глубже
обычного. Край обода оправы подгоняют к рунднсту (но не прижи-
мают), так чтобы камень был плотно охвачен царгой и прочно
сидел в ней. Если давления дрюкера недостаточно, то можно
воспользоваться плоским чеканом, нанося с его помощью легкие
удары по металлу. От нижней части царги к верхнему ее краю
делаются расходящиеся в ширину корнеры (рис. 298). Сначала
они намечаются на верхнем краю царги корнайзеном. Между ними
материал вырезается, опиливается и подчеканивается до тех пор,
пока не будет получена требуемая форма корнеров.
Материал между корнерами делается к верхнему краю все
тоньше и у рундиста становится настолько тонким, что если смо-
треть сверху, то видны только корнеры вокруг камня — оправа
«открыта». Затем полученные корнеры прижимают к камню.
В данном случае они служат скорее дополнительным удерживаю-
щим устройством, так как камень уже закреплен в оправе.
Встроенные оправы. В то время как у всех вышеописанных
видов оправ камень помещается в каст или ободок (царгу),
в данном случае его вставляют в толстую металлическоу пластину.
Если оправы по внешнему виду весьма разнообразны, то гнездо,
которое удерживает камень, принципиально везде одинаково
(рис. 299).
12* 355
Непрозрачные камни так же, как и половины жемчужин, поме-
щают в «оправочный каст», высверливая центровым (жемчужным)
сверлом небольшое отверстие в пластине (рис 299, а) Круглые
плоские камни можно сразу закреплять в этой оправе, для камней
других форм углубление обрабатывают с помощью штихеля и фрез
(рнс. 299, б).
При установке прозрачного камня необходимо позаботиться
о том, чтобы он получал достаточно света и с обратной стороны
Кроме того, опора должна обеспечивать плотное прилегание к ней
нижней конусной части камня (рис. 299, в, е) Сначала сверлом,
диаметр которого меньше рундиста камня, просверливают отвер-
стие в пластине. Другим сверлом, диаметр которого соответствует
рундисту камня, расширяют отверстие на глубину, которая обес-
печивала бы камню надежное положение Дополнительно его
можно обработать конической фрезой по форме основания камня.
Для камней, которые имеют неправильную форму, например,
жемчужины, форму отверстия изготавливают с помощью фрезы
и штихеля. Для овальных камней можно просверлить два отвер-
стия и вырезать металл между ними фрезой или штихелем. Сделан-
ное углубление должно точно соответствовать форме камня.
Если оно слишком большое, то камень невозможно прочно за-
крепить.
Чтобы украшение хорошо выглядело и с изнаночной стороны,
просверленные отверстия можно украсить ажурным декоратив-
ным выпиливанием Но необходимо следить за тем, чтобы не
повредить опору камня и чтобы оставшиеся перегородки между
оправами были достаточно широки для обеспечения устойчи-
вости камня.
Оправа «каре» У этой оправы камень вставляется в про-
сверленную квадратную пластину, длина граней которой не-
сколько больше диаметра камня. Он удерживается четырьмя кор-
нерами, накатанными корнайзеном из лепестков металла, надре-
занных в углах оправы штихелем. Оправа дает красивый переход
от камня к металлу и обеспечивает дополнительное освещение
камня слегка наклонными полированными плоскостями каре.
Старый способ изготовления. Сначала на ровной пластине
просверливают отверстие, диаметр которого несколько меньше
рундиста. Например, при диаметре камня 3 мм отверстие должно
быть 2,7 мм. Комбинированный фрезой для гнезд камней отвер-
стие расширяют настолько, чтобы его диаметр в верхней части
соответствовал рундисту камня. Шпицштихелем отверстие точно
подгоняют к камню. Затем шпицштихелем в каждом углу квадрата
двумя резами отделяют узкий лепесток металла, который рас-
ширяется от угла по направлению к камню (рис. 300, а, слева
вверху). На четырех лицевых поверхностях квадрата хорошо
отполированным фляхштихелем ровно скашивают плоскости между
резами шпицштихеля так, чтобы они шли от наружной стороны
квадрата к отверстию для камня (рис. 300, а, б).
ЗЕб
Широким шпицштихелем надрезанный металл поднимают от
углов квадрата, смещая его к камню (рис. 300, б, справа вверху),
в результате чего образуется широкая стружка. Непосредственно
перед отверстием для камня штихель приподнимают снизу для
того, чтобы стружка приподнялась высоко и простиралась перед-
ним краем над рунднстом камня. Когда стружка установлена
вертикально, то проводят шпицштихелем вдоль ее сторон и превра-
щают стружку в маленькие столбики. Необходимо следить за тем,
чтобы расположенные по диагонали корнеры закреплялись по-
следовательно друг за другом, в противном случае камень может
сместиться. Если столбик стоит правильно, то поверхность его
закатывают корнайзеном до получения полушаровой головки.
При этом инструмент под сильным давлением вращается взад
и вперед.
Рис. 300. Изготовление оправы скаре>
Корнайзен должен быть нужного размера, чтобы не выдавить
облой. Если работа выполнена правильно, корнеры легко за-
хватывают камень (рис. 300, б внизу) и прочно удерживают его.
Необходимо обратить особое внимание на то, чтобы корнеры
были на правильном расстоянии друг от друга, равномерно
захватывали камень и имели шляпки одинаковой величины.
Заканчивая обработку, доводят до блеска углы квадрата, а внеш-
ние, самые высокие канты квадрата, гладко подрезают фляхшти-
хелем и наносят на них узор с помощью миттельгриф-редхена
(рис. 300, б, внизу).
Новый способ изготовления. Сначала в квадратной пластине под-
готовляют отверстие для камня и опору для него. Фасочным шти-
хелем от угла до отверстия подрезают стружку и непосредственно
перед отверстием поднимают ее (рис. 300, в, справа). Каждую
стружку оформляют в виде корна. Пространства между корнерами
скашиваются, как и по старому методу, фляхштихелем. Затем
вставляют камень и корнеры скругляют корнайзеном. Если
раньше внешний контур квадрата украшали орнаментом, то
в настоящее время предпочтение отдается гладкому ранту
(рис. 300, а).
Различие между этими двумя методами заключается в том, что
раньше для корнеров оставляли в углах между скошенными стен-
ками узкую полоску металла в виде клина, а при новом методе
сначала поднимают корн, а потом скашивают стенки. Формова-
ние корнайзеном подрезанной стружки металла в удерживающие
357
корны с полушаровымн головками показано на рнс. 300, д. Этот
основной вид оправы каре можно варьировать по-разному Напри-
мер, можно установить рядами, вблизи друг друга, несколько
оправ каре, чтобы получить ритмически сочлененный ряд камней.
С другой стороны, можно до определенной степени изменить
основную форму оправы, если, например, поместить круглый
камень в шестиугольной пластине, применяя тот же метод креп-
ления.
Фаденовая оправа. Эта оправа очень сходна с оправой каре.
Здесь камни также помещаются в толстую металлическую пластину
и удерживаются в ней с помощью надрезанных корнеров. Основ-
ное различие с оправой каре состоит в том, что камни закрепляются
не в отдельных квадратах, а в длинной полосе металла и так
плотно прилегают друг к другу, что почти соприкасаются рунди-
стамн.
Рис. 301 Изготовление фаденовой оправы двумя способами
При изготовлении фаденовой оправы заготовку покрывают
тонким слоем воска. Если затем металлическую пластину слегка
нагреть, то можно уложить камни в желаемой последовательности.
После охлаждения они настолько крепко сидят в воске, что можно
отдельными маркировочными штрихами, наносимыми мессер шти-
хелем, отметить правильное положение камней. Затем камни
вынимают в том же порядке и переносят в восковой ящик, где
с них и с обрабатываемой полосы удаляют воск. Таким же спосо-
бом, как и в оправах каре, делают опорные гнезда и сквозные
отверстия для камней с нижней частью (рис. 301, а—д), или
только опорные поверхности для плоских камней без нижнего
тела (рис. 301, с).
От самою узкого места промежутка между краями отвер-
стия и полосы подрезают юстировочным штихелем материал для
корна и смещают его в направлении центра отверстия, как пока-
зано на рис. 301, а, слева.
Затем скашивают плоскость между двумя корнерами и внеш-
ним рантом. Подрезанные лепестки металла оформляют в виде
корнеров, смещая их при этом так, чтобы они равномерно распо-
лагались одни против другого. Перегородки между камнями
срезают до высоты опорного пояска для камня (рис. 301, в—е),
после чего вставляют камни и прижимают корнеры к рундисту,
закатывая их головки корнайзеном. На наружном канте оправы
358
Рис. 302 Тиктовая оправа: а—г —
последовательность операций при
креплении камней в оправе
делают узкую блестящую риску штихетем или выдавливают орна
мент миттельгриф-редхеном
Тиктовая оправа (оправа «паве»). Слово «тактовая» означает
то же, что и «брусчатая», ибо металлическая основа так плотно
покрыта камнями, что похожа па мощеную камнями мостовую.
Изготовление ее сходно с фаденовой оправой, ио камни укла-
дываются не только в одну полосу, а располагаются в несколько
параллельных рядов. Чтобы поместить камин как можно плот-
нее друг к другу, их устанавливают так, что рундисты почти сопри-
касаются со всех сторон, а из оставшихся промежутков делают
закрепочные корнеры (рис. 302).
При изготовлении тактовой
оправы камни устанавливают на
металлическую пластину таким
же способом, как и при изготов-
лении фаденовой оправы, чтобы
определить их правильное распо-
ложение.
От самого узкого места кли-
пового промежутка между рунди-
стами камней подрезается струж-
ка, которую отгибают к центру
соответствующего отверстия и
смещают в направлении его края,
как показано стрелками на
рис. 302. Каждый камень дол-
жен удерживаться двумя проти-
воположными корнерами. Про-
стенки между камнями прорезают
до высоты опоры камня и затем вставляют камни. Корнеры пра-
вятся и плотно прижимаются корнайзеном к камню с оформле-
нием их головок. Каждый вставляемый камень тотчас же закре-
пляется, прежде чем будет вставлен следующий. Если работа
выполнена правильно, то создается впечатление будто камни рас-
полагаются не на металлической основе, а присоединены друг
к другу, перемежаясь с полушаровымн головками корнеров.
Набивная оправа (ш(оцсн-оправа). Эта разновидность оправы,
которую применяли ранее чаще всего при закрепке гранатов,
является особой формой тиктовой оправы. По своему внешнему
виду она похожа на нее и отличается лишь тем, что корнеры не
вырезаются из металла, а припаиваются в виде штифтов и внешний
ряд камней удерживается не с помощью корнеров, а в большинстве
случаев ободком оправы
При изготовлении набивной оправы вокруг основной пластины
на высоту камня припаивается полоска ободка оправы. Размещение
камней маркируется так же, как и у фаденовой оправы. В местах
установки штифтов основную пластину просверливают на такую
глубину, чтобы штифт прямо держался в пей, но прн этом не про-
359
--------------------------\---------------------а
сверливают плиту насквозь Если подлежат закрепке камни
с выступающим вниз телом («павильоном»), то для каждого такого
камня следует выфрезеровать коническую опору со сквозным
отверстием и выверить ее. Для плоских камней без «павильона»
дно гнезда оставляют гладким. В случае необходимости для усиле-
ния свечения под камни укладывается фольга. Штифты устанав-
ливают, припаивают и отрезают до требуемой высоты. Затем
вставляют камни, прижимают кольцо оправы к наружным кам-
ням и большим корнайзеном прижимают штифты так, чтобы обра-
зовался полукруглый конец, напоминающий головку заклепки
и захватывающий рундист камня.
Кармезиновая оправа. Она примечательна тем, что вокруг
среднего большого камня располагается венок из мелких камеш-
ков. Были изучены различные варианты оправ этого вида и нан-
Рис. 303. Кармезиновая оправа
дены такие, которые в наиболее выгодном свете демонстрируют
красоту камней. У старой «классической» кармезиновой оправы
средний камень удерживался захватами, расположенными по
окружности, как и у оправы шатои; мелкие камни находились
в пластине кольца, в высверленных отверстиях, у которой припаи- I
вался дигель. Благодаря тому что вертикальные стенки ободков
камней прорезаются, кажется будто каждый из камней, прилегаю-
щих к краю оправы, сидит в маленьком шатоне. Недостаток этой I
старой формы кармезиновой оправы заключается в том, что для
изготовления ее можно применять лишь очень пластичный металл,
поэтому прочность и долговечность оправы ограничены.
При изготовлении классической кармезиновой оправы
(рис. 303) пластине толщиной около 1,5 мм придают желаемую
форму, делают ее слегка выпуклой и скашивают немного по
наружному канту (рис. 303, а). Затем вырезают отверстие для
среднего камня, опиливают его конус и подготавливают его
для крапановон оправы. Камни, прилегающие к ободу оправы,
размещаются на основании с помощью воска, как это было опи-
сано для фаденовой оправы. При этом они должны располагаться
вплотную друг к другу и по возможности близко к среднему
камню. После этого изготовляют конусную царгу. Верхний
край ее спиливают во внутрь таким образом, чтобы скошенная
верхняя пластина точно вставлялась в царгу (рис. 303, а). Обе
части спаивают вместе. Отверстия для камней по ободу просверли-
360
оают и обрабатывают на конус. Камии должны помещаться в них
как можно глубже. Параллельно отверстиям для камней опили-
вают дугообразно наружную сторону. Боковые стенки можно
просверлить так, как это показано на рис. 303, б. Благодаря
этому на верхнем канте каждой маленькой оправы появляется
свободно стоящий средний крапан; на нижней стороне выпили-
вают зубья как и у шатон-оправы (рнс. 303, б).
Дигель припаивается под обод кармезиновой оправы. Для
закрепления среднего камня применяют крапаны из четырех-
гранной проволоки. Надфилем в промежутке между двумя пери-
ферийными камнями прорезают изнутри пазы. Затем впаивают
крапаны и фляхштихелем вырезают опорные ступеньки в этих
крапанах. Только тогда, когда все опорные ступеньки будут подо-
гнаны по высоте и будут находиться в одной плоскости, можно
закрепить средний камень. Камни обода закрепляют, придавли-
вая материал дрюкером к их рундистам.
Средний камень закрепляют, как н у шатон-оправы, опуска-
нием верхних концов крапанов.
При современном исполнении оправы (рис. 303, в) принцип
работы примерно тот же, только для среднего камня делают
гладкую ободковую оправу.
ГЛАВА 3
ЗЕРКАЛЬНЫЕ И СОСТАВНЫЕ ОПРАВЫ;
РАСКРЕПКА КАМНЕЙ
8. ЗЕРКАЛЬНЫЕ ОПРАВЫ
Для того чтобы повысить эффект блеска камня, его вставляют
в зеркальную оправу, т.е. оправу с узким отполированным метал-
лическим ободом (зеркалом), который окружает камень. В боль-
шинстве случаев между оправой и зеркалом оставляют неболь-
шой промежуток и оправа удерживается отдельными незаметными
ножевидными проволочками, спаянными в виде крестовины
(рис. 304, а и б).
Последовательность работы при изготовлении круглой обод-
ковой гладкой оправы следующая. Из листа толщиной около 2 мм
изготовляют слегка выпуклое зеркало. Высота зеркала зависит от
размеров камня. В зеркале просверливается или вырезается отвер-
стие для прохода цилиндрической царги оправы с таким расчетом,
чтобы расстояние между оправой и зеркаломсоставлялооколо 1 мм.
Наружная конусная базовая царга при изготовлении точно под-
гоняется к зеркалу по диаметру. Из проволоки треугольного
сечения подготовляют опорную крестовину для цилиндрической
внутренней царги оправы (рис. 304, а) и припаивают ее к нижией
базовой царге. На нижнем торце внутренней царги оправы про-
резают угловые пазы, которые точно подгоняются к профилю
361
проволок опорной крестовины Царга припаивается твердым
припоем к крестовине. Зеркало надевается на внутреннюю царгу
и припаивается к верхнему краю базовой царги твердым припоем,
швы зачищаются (рис. 304, б), тонкую проволоку внутри обода
оправы отрезают, чтобы она не препятствовала закрепке камня.
На рис. 304, в, г показаны разновидности зеркальных оправ.
Рис. 304. Зеркальные оправы: а — зер-
кало, внутренняя царга оправы, опор-
ная крестовина и базовая царга; б—
круглая зеркальная царговая оправа
с равномерным зазором между вну-
тренней царгой и зеркалом; в— шести-
угольная плата оправы, примыкаю-
щая углами к стенкам отверстия зеркала; г — шести-
угольная плата оправы, вмонтированная с равномер-
ным зазором в шестигранном зеркале
9. СБОРНЫЕ ОПРАВЫ
Составные оправы. Такие оправы можно располагать одну
рядом с другой сравнительно плотно, однако в обычных ободко-
вых оправах'такое расположение невозможно. Если бы напаи-
валось несколько ободковых оправ друг за другом, то камни нельзя
было бы закрепить в тех местах, где края оправ соприкасаются.
Поэтому оправы необходимо устанавливать на определенном
расстоянии друг от друга, как это показано на рис 305.
Сначала изготавливают опорную крестовину из проволочек
прямоугольного сечения. Оправы должны располагаться на таком
расстоянии друг от друга, чтобы можно было удобно работать
фасочным инструментом между оправами. Только после того,
когда все украшение будет смонтировано, отрезают части опор-
ной крестовины, которые располагаются внутри обода оправы,
чтобы поместить камни в оправу.
Составные зеркальные оправы. Рассмотрим процесс изготов-
ления трех круглых, конусных гладких оправ с общим зеркалом
(рис. 306). Оправы собираются сначала на опорной крестовине
из проволоки треугольного сечения подобно тому, как это пока-
зано на рис. 305 в примере .монтажа оправ на четырехгранной
проволоке.
Из толстостенного материала для каждой оправы изготов-
ляется зеркальная царга, т.е. конусная царга, верхняя грань
которой используется как зеркало. Сначала две зеркальные
царги припиливаются и припасовываются с боков так, чтобы
оставался равномерный зазор между оправой и зеркалом, как
ЗЬ2
это показано на рис. 306, а, и спаиваются. Таким же образом
припасовывается и припаивается третья царга. Верхняя кромка,
г. е. собственно зерка тьная поверхность, слегка скашивается,
как это отчетливо видно на рис. 306, б. На нижней стороне дово-
дят по плоскости все три обечайки. Если пластина должна дуб-
лироваться тонким листом платины, то лист укладывают на свин-
цовую подкладку, на нем располагают спаянные вместе зеркаль-
ные царги и легкими уларами молотка придавливают их к листу
платины так, чтобы оп точно соответствовал форме верхней сто-
роны, а затем их спаивают вместе. На верхнем крае не должно
быть видно швов. На оборотной
стороне зеркальных обечаек
напильником делаются над-
резы так, чтобы опорная кре-
стов ина точно соответствовала
оправе.
Рис 305. Составные ободковые
оправы, соединяемые проволочными
крестовинами
Рис. 306. Сборная зеркальная оправа
В заключение впаиваются тонкие проволоки н удаляются
выступающие наружу и внутрь ее концы, но так, чтобы остались
короткие соединительные кусочки, как показано на рнс. 306, а.
10. ОБРАБОТКА ИЗДЕЛИЙ ПОСЛЕ ЗАКРЕПКИ
И РАСКРЕПКИ КАМНЕЙ
Окончательная обработка. После того как все камни будут
закреплены в оправе, необходимо убедиться еще раз в надежности
их закрепления. Для этого тисочками, в которых закреплено
изделие, постукивают по краю верстака и слушают, болтается ли
камень в гнезде, или пробуют сдвинуть камень с помощью вахс-
бейна. Если камень перед закрепкой был установлен в изделии
на китте, то эту проверку осуществляют после удаления китта.
При этом изделие слегка нагревают в пламени газовой горелки
и удаляют размягченный китт. Если остатки китта сохранились
в труднодоступных местах, то изделие помещают в спирт, про-
мывают мягкой щеткой и просушивают в опилках. В заключение
изделие еще раз слегка полируют на круге из шерсти.
Раскрепка камней. Раскрепка производится в случае ремонта
изделия или замены камня. При этом необходимо учитывать
363
свойства и качество камня. При работе с хрупкими камнями итн
с камнями, имеющими трещины, следует проявлять особую осто-
рожность. Острием ножа проводят между оправой и камнем,
при этом нож действует как клин и отжимает стенку оправы.
Усилие нажима должно регулироваться в зависимости от проч-
ности и состояния камня, нужно стараться направлять его больше
на оправу, чем на камень. Ни в коем случае нельзя перекашивать
нож или действовать им как рычагом для отбортовки оправы.
Особенно трудно раскрепить такие оправы, у которых крап был
плотно пригнан к камню с помощью дрюкера В этом случае при
неправильной раскрепке, если острие ножа не попадает между
камнем и краем оправы, можно, наоборот, еще прочнее закрепить
камень. В такой ситуации надо найти место, где можно вставить
острие ножа между камнем и ободком оправы, а затем провести
ножом несколько раз вокруг камня под оправой, пока рант царги
оправы ие отодвинется настолько, что можно будет вынуть камень.
Если же имеют дело с толстой оправой пли оправой, которую
невозможно раскрепить этими способами, то ее следует на одной
стороне распилить лобзиком. В некоторых случаях оправу нужно
распилить в двух противоположных местах. Место разреза впо-
следствии запаивают и зачищают.
Раскрепка краиановых и корнеровых оправ, как правило, не
вызывает затруднений и производится с помощью фляхштихеля,
которым осторожно оттесняют в стороны удерживающие камень
крапаны Для очень мелких камней используют штифт, диаметр
которого почти соответствует размеру камня. Этим штифтом выдав-
ливают камень из оправы.
РАЗДЕЛ ВТОРОЙ
ПОДВИЖНЫЕ СОЕДИНЕНИЯ И ЗАМКИ
ГЛАВА 4
ПОДВИЖНЫЕ СОЕДИНЕНИЯ, БРАСЛЕТНЫЕ
И ЦЕПНЫЕ ЗАМКИ
I! ЗВЕНЬЕВЫЕ И ШАРНИРНЫЕ СОЕДИНЕНИЯ
При изготовлении цепей и браслетов, серег и кулонов отдель-
ные детали должны подвижно соединяться друг с другом Не-
смотря на многообразие подвижных соединений, их можно разде-
лить на несколько основных типов.
Звеньевое соединение. Основная форма всех возможных соеди-
нений — комбинация вставленных друг в друга кольцевых звеньев.
На рис. 307 показаны простейшие звеньевые соединения. Для
увеличения площади спая стыки каждого звена слегка скашивают,
звенья собираются взаимно перпендикулярно, азатем запаиваются
Шарнирные соединения. Простое шарнирное соединение. Изго-
товление шарнирной трубки было уже описано выше. Для обе-
спечения необходимой прочности толщина стенки трубки должна
составлять 1/4 от ее наружного диаметра. Все подвижные шарнир-
ные соединения состоят из нечетного числа шарниров и обозна
чаются соответствующими номерами (3, 5, 7 нт. д.). У подвиж-
ных шарниров, состоящих из трех частей, средний делается
шире, чем два крайних. Конечные шарниры должны распола-
гаться на основной части изделия. Главная трудность при изго-
товлении составного подвижного шарнира состоит в том, что
отдельные отрезки трубки шарнира должны плотно прилегать
друг к другу и в то же время свободно двигаться Если перед
пайкой отдельных элементов шарнира уложить все его отрезки
в специально подготовленный желобок, а затем припаять их
твердым припоем поочередно е разных сторон к скрепляемым
деталям, то следует ожидать получения тугого шарнирного сое-
динения, так как опасность протечки припоя велика. Если же
365
припаивать детали сначала к одной стороне, а затем к другой,
то это обеспечит хорошую подвижность шарниру, но его точная
подгонка вызовет трудности.
От мастерства ювелира и от существующей необходимости
зависит, какой из этих двух методов стоит использовать.
Рис. 307. Простейшие звеньевые соединения
Последовательность работы при первом методе. Круглым на-
пильником в месте будущего соединения деталей выпиливают
канавку так, что конец каждой детали приобретает форму полу-
желобка. Трубку распиливают на необходимое количество ча-
стей, причем плоскости реза должны располагаться непременно
под прямым углом к оси шарнира. На стальной штифт, слегка
смазанный пластилином, насаживают детали шарнира, вплотную
прижимают их друг к другу и укладывают в подготовленный
Рис. 308. Припаивание элементов подвижных шарниров
двумя способами
желоб Все части шарнира через одну припаивают с одной сто-
роны (рис. 308, а). Припаянные части шарнира изолируют пла-
стилином, чтобы предотвратить растекание припоя от мест пайки.
Части, расположенные между ними, припаивают с другой сторны
и вынимают штифт.
Последовательность работы при втором методе. Опорный
желоб делается таким же способом, как и при первом методе.
Шарнирную трубку делят на нужное количество частей и над-
резают ее от стыка шарнира строго перпендикулярно к оси на-
столько, чтобы между отдельными частями остались только ма-
ленькие перемычки. Надрезы средних частей шарнира можно
клинообразно расширить, что предотвратит подтекание припоя
Збь
к соседним частям. Шарнир помещают в желоб и припаивают его
части твердым припоем с одной стороны (рис. 308, в). Трубку
окончательно разрезают и удаляют неприпаянные части. Вынутые
части шарнира зачищают и точно подгоняют к промежуткам.
Рис. 309. Пружинный шарнир: а — в положении покоя;
б — под напряжением скрученной пружины при за-
крытой крышке
Затем эти трубки насаживают на стальной штифт, распределяют
по его длине на предназначенные нм места, фиксируют п припаи-
вают к другой части изделия (рис. 308, б). Штифт вынимают,
собирают обе половины соединения вместе и скрепляют их осью
а) 6) 6) г)
Рис. 310 Припаивание частей контршарнира
(браслет прямоугольного сечения по ширине
больше контршарнира): с — вставка замыка-
ющей стык U-образной полоски; б — пайка
внешней трубки шарнира большого диаметра;
в — пайка средней части внутренней трубки
подвижного контршарнира малого диаметра;
г — пайка крайних частей трубки подвижного
контршарпира
шарнира.
Пружинный шарнир.
Такие шарниры применя-
ются, как правило, в порт-
сигарах для автоматиче-
ского открывания крышки.
Сборка шарнира произво-
дится так же, как и
сборка простого шарнира.
Вместо штифта внутрь
шарнирных трубок встав-
ляют плоскую пружину.
В зависимости от веса
крышки требуется одна
или несколько таких пру-
жин. Они должны быть не-
сколько длиннее, чем
шарнир. С одного конца
пружины прижимают к внутренней поверхности трубки неболь-
шим клином, который прочно вбиваюл в шарнир. Вполне доста-
точно, если пружина при открытой крышке лежит горизонтально
(рис. 309, а). Можно, однако, уже при установке пружины чуть
повернуть ее вокруг продольной оси и слегка забить клин с про-
тивоположной стороны. Если при этом чувствуется, что пружина
напряжена в достаточной степени, то забивают клин оконча-
тельно и с этой стороны шарнира (рис. 309, б). В заключение
367
концы клиньев и пружин на шарнирах срезают вровень с торцами
крайних трубок.
Контршарнир. Собственно подвижные части контршарнира по-
мещаются внутри трубки большого диаметра, разрезанной по осе-
вой плоскости вдоль, и припаиваются к ней. Предварительно
половинки трубки, образующие наружную часть шарнира, припаи-
ваются твердым припоем в выемках торцов браслета. По сравне-
нию с простым шарнирным соединением он имеет лучшие направ-
ляющие и более надежный захват. Эти шарниры применяются,
как правило, в браслетах. Последовательность пайки элементов
контршарнира показана на рис. 310.
12. БАРЕТТЕРНЫЕ СОЕДИНЕНИЯ
Это вид соединения особенно часто используется в ювелир-
ных изделиях. Возможный радиус движения ограничен с одной
стороны формой вставленного клина, с другой стороны — вели-
чиной промежутков между звеньями. Форма звеньев не имеет
значения, но в большинстве случаев это соединение применяется
для закрытых прямоугольных коробчатых и U-образных про-
филей.
При изготовлении соединения беру г в качестве сердечника
медный или стальной стержень квадратного или прямоугольного
сечення и обковывают вокруг него четырехгранную трубку.
Стык следует по возможности расположить по грани трубки.
В том случае, когда предполагается изготовить браслет, полу-
ченную трубку вместе с сердечником сгибают вокруг оправки,
соответствующей внутреннему размеру браслета. Затем распили-
вают заготовку браслета на звенья и вытравливают из них сер-
дечники.
Если звенья должны иметь U-образный профиль, их изготов-
ляют таким же образом, но в любом случае четырехгранный
шарнир изготовляют только с медным сердечником. При изготов-
лении U-образных звеньев стык образуют на будущей внутренней
стороне браслета и его нет необходимости запаивать. Затем четы-
рехгранную трубку также сгибают, придавая ей форму браслета.
Однако внутреннюю стенку теперь спиливают до металлического
стержня. После разрезки трубки па звенья кусочки стержня
свободно вынимаются. Оба конца каждого звена слегка скаши-
вают, чтобы обеспечить необходимую подвижность. К концу
каждого звена припаиваются четырехгранные клинообрзные вы-
ступы. Эти выступы вставляются в последующее звено, просвер-
ливают в них отверстия и склепывают (рис. 311).
Соединение узких звеньев. Этот метод можно считать улучшен-
ной формой бареттерного соединения (рис. 312, а).
Звенья изготовляются точно так же, как это было описано при
клиновом бареттерном соединении. Для этого соединения можно
применить как четырехгранный шарнир, так и U-образный про-
36Ь
филь, после того как ему придадут форму браслета. При распили-
вании заготовки на звенья необходимо [иметь в виду, что они
должны быть несколько длиннее, чем требуемое готовое звено.
В каждом звене на одном из коицов выпиливают полукруглые щеч-
ки, а на другом конце полукруглое углубление, соответствующее
щечкам предыдущего зве-
на. Из четырехгранной
проволоки, которая плотно
входит в звенья, изготав-
ливают соединительные
вставки. Один конец этой
проволоки закругляют на-
пильником и затем от-
Рис. 311. Ьареттерное соединение
резают вставку от проволоки и обрабатывают другой конец
так, чтобы его можно было поместить в звено и припаять на сто-
роне с полукруглым углублением. Звенья соединяют попарно,
просверливают и штифтуют. При таком соединении звенья имеют
такую подвижность, что браслет можно разогнуть до прямой
линии. Если подвижность звеньев мала, то в месте соединения их
следует немного подпилить сверху, чтобы увеличить здесь зазор
и облегчить распрямление звеньев.
Соединение широких звеньев. При изготовлении широких брас-
летов невозможно обойтись только одной соединительной встав-
кой. На обеих вертикальных
боковых стенках звена с внут-
ренней стороны напаивают
по одной полукруглой тон-
кой вставке (рис 312, б)
Последовательность работы
при соединении широких
звеньев почти такая же, как
и при соединении узких
звеньев Вначале изготов-
ляют из полосового металла
два обруча по размеру брас-
лета и с внешней стороны
к ним припаивают на одина-
ковом расстоянии накладки
Расстояния между наклад-
Рис. 312. Штифтовые соединения звеньев;
а — на узком браслете; б — на
широком браслете
ками должны быть достаточными для изготовления из промежу-
точных частей обручей полукруглых щечек Заготовку браслета
распиливают на звенья, которые обрабатываются таким же
образом, как было описано выше, и соединяются штифтами
13. ШТИФТОВЫЕ СОЕДИНЕНИЯ
Врастете качающимися на штифтах звень-
ями показан на рис. 313. При изготовлении такого браслета
берут плоскую вальцованную четырехгранную проволоку сече
369
ннем 0,7 X 2,5 мм н сгибают из нее три обруча, внутренний размер
которых соответствует размеру браслета. Обруч делят на отрезки
длиной от 10 до 13 мм — будущие звенья. Измерительным цирку-
лем находят осевую линию обруча и намечают места сверления
отверстия. Обруч просверливают по этим меткам. Второй обруч
кладется под первый. Второй обруч просверливают в двух про-
тивоположных местах через имеющиеся уже отверстия и соеди-
няют оба обруча временной заклепкой. Теперь просверливают
все остальные отверстия, не опасаясь сдвига обручей. После
того как звенья будут
отделены, есть уверенность
в том, что отверстия на-
холящихся рядом звеньев
точно подойдут друг к дру-
хх Гу Затем обручи распи-
ливают на звенья и скруг-
Рис. 313. Браслет со штифтовым соединением дяют ИХ концы. Обе вре-
звеньсв_____________________________‘ Е
менные заклепки удаляют.
Из третьего обруча делают более короткие промежуточные звенья,
чем из первых двух, и их концы также просверливают и скруг-
ляют. Далее производят сборку браслета. Вставленные штифты
запаивают на концах, слегка смазывая предварительно внут-
ренние части браслета жирным трепелом для защиты от затека-
ния припоя.
14. ПОДВИЖНЫЕ ОПРАВЫ
В ювелирных изделиях иногда изготовляют подвижные оправы,
которые могут иметь две возможности для движения: в стороны
илн вперед и назад (рис. 314).
Оправы с боковым движением. Такие оправы соприкасаются
по возможности плотно и имеют возможность перемещаться
в стороны в боковом направлении. Царги оправ с боковым движе-
нием должны иметь параллельные стороны, поэтому проще всего
их можно изготовить из трубки дня шарниров. В соответствии
с шириной соединительного ушка на нижней части оправы нано-
сят две риски. Между этими метками выпиливают два окошечка,
оставляя между ними перегородку, за которую затем будет зацеп-
ляться соединительное ушко. Ушко с вырезанной 1/4 окружности
просовывают через окошечки и припаивают его концы к следующей
оправе таким образом, чтобы они находились точно перед пере-
городкой между выпиленными окошечками (рис. 314, а). На это
следует обратить особое внимание, в противном случае ряд оправ
не будет висеть прямо в спокойном состоянии.
Оправы с возвратно-поступательным прямолинейным движе-
нием. В оправах такого типа очень важно, чтобы расстояние
между царгами оставалось по возможности небольшим Процесс
их изготовления заключается в следующем. В каждой царге,
370
на противоположных сторонах, примерно посередине, просверли-
вают отверстие, а под ним па нижнем крае выпиливают полукруг-
лую выемку. Ушками из круглой проволоки соединяют оправы,
припаивая концы ушка к соседней царге (рис. 314, б) Вместо
круглой проволоки можно использовать
и профильную, например полукруглую.
В этом случае верхнее отверстие должно
быть полукруглым, а нижняя выем-
ка — прямоугольной. Для соединения
царг между собой вместо ушек из про-
волоки можно применить плоские,
вставляемые в пазы ушки (рис. 314, в).
При изготовлении и сборке этих оправ,
называемых также качающимися, ра-
боту выполняют в следующем порядке.
Лобзиком и плоским надфилем в двух
диаметрально противоположных местах
оправы делают надрезы. Из полоски
металла, сечение которой точно соот-
ветствует профилю надрезов, делают
соединительное полукруглое с одной
стороны ушко, плоский конец кото-
рого запаивают в паз оправы располо-
женный справа. Оправы соединяют
затем попарно, просверливают отверстия в царгах и ушке, штиф-
туют, запаивают концы штифтов и зачищают (рис. 314, а).
Рис. 314 Подвижные соеди-
нения оправ: а — с боковым
движением; б — с прямоли-
нейным движением; я — ка-
чающиеся оправы
15 ЗАМКИ ДЛЯ ЦЕПЕЙ И БРАСЛЕТОВ
Из большого числа различных видов замков здесь будут рав-
смотрены наиболее распространенные типы.
Застежка на костыль Этот замок прост по конструкции и
надежен в эксплуатации, так как не может открыться самопроиз-
вольно. Такие замки приме-
няются для тонких цепочек,
выполненных из изящных
звеньев. Последовательность
процесса его изготовления
можно попять из рис. 315.
Замок крючковый. Не
Рнс. 315. Застежка па костыль
менее прост по конструкции
замок, представленный на рис. 316. Он может быть изготовлен
из круглой проволоки или листового материала. Этот замок
надеже i в том случае, если на цепочке подвешен тяжелый ку-
лон Для браслетов он не подходит.
Шпрингельиый замок. Шпрингельный замок является вариантом
дальнейшего развития крючкового замка. Изготовляют его обычно
машинным способом и используют з изделиях крупносерийного
371
производства. Но не всегда его форма подходит к общему виду
украшения и тогда он выглядит как чужеродное тело (рис 317)
Из-за того, что в этом замке применяется стальная пружина)
ушко нельзя припаивать твердым припоем; необходимо приме-
нять оловянный припой Наличие стальной пружины не дает
возможности подвергать травлению полностью собранный замок.
Коробчатый замок. Для браслетов и цепей очень часто при-
меняется коробчатый замок Несмотря на то что изготовление
его трудоемкое, он находит
л-» большое применение, осо-
бенио в тех изделиях, где
по замыслу художника замок
_ _,е _ . не должен выделяться из об-
Рис. 316. Замок крючковой
щего рисунка.
Как по форме, так и по технологии изготовления существует
много разновидностей этих замков. Все нх можно свести к одному
основному типу. На рис. 318 показано изготовление его по отдель-
ным операциям Из полосы листа толщиной 0,3 мм сгибают рамку.
Рамка сверху и снизу закрывается тонкими листами, которые
выгибают в соответствии с выпуклостью или вогнутостью браслета
(рис. 318, а) Для введения запорной планки коробку пропили-
вают на ширину 2 мм сверху вниз до опорного листа (рис. 318,6).
Лист толщиной 0,4 мм сгибают и обколачивают вокруг тонкого
стального листа так, чтобы стенки листа U-образного профиля
были параллельны друг другу. Полученная запорная планка
должна быть такого размера, чтобы она с трех сторон несколько
выступала из коробки План- —
ку вставляют в подготовлен //и /—х о
ный паз, размечают чертил-
кой контур коробки и вы-
пиливают надрезы ступен- тГ
чатой формы для верхней н Ряс. 317 Шпрингельный замок
нижней защелок (рис. 318, о).
В соответствии с нанесенным контуром подготовленная запорная
планка опять помещается в паз коробки и запаивается твердым
припоем по контуру. Затем запорную планку по месту сгиба
и нижнюю стенку коробки разрезают, выпиливают в ее обеих ча-
стях пазы в соответствии с размерами защелки и припаивают
к короткой части прижимную пластинку с защелкой (рнс. 318, г).
В заключение к защелке припаивают нажимную кнопку, на
ребре которой выполнены волнообразные выступы.
Цепной замок. На рис. 319 изображена упрощенная раз-
новидность коробчатого замка — цепного замка, который осо-
бенно часто применяется для цепочек. Корпус такого замка изго-
товляют из трубки На одном конце ее припаивается полусфери-
ческий колпачок, а на другом конце — плоская запорная планка,
в которой вырезают квадратное или прямоугольное отверстие
для защелки.
372
-
Рис 318. Переходы изготовления коробчатого замка
Рис. 319. Цепной замок
Рис. 320. Замок для браслета с предо-
хранителем
Рис. 322. Замок для колье
с двойной защелкой
(крышка корпуса снята)
Рнс. 321. Замок для колье и браслетов
с простой горизонтальной защелкой
373
На закругленном конце корпуса и иа конце запора напаивают
по одному соединительному утку Защелку сгибают так, как это
показано на рис. 319.
Рис. 324. Бугельный замок для
браслета
Рис. 323. Замок для браслета с гори-
зонтальной двойной защелкой
На основе только что рассмотренных конструкций создано
множество типов замков, метод изготовления которых аналоги-
чен рассмотренным выше запирающим устройствам.
На рис. 320 показан замок для браслета Соединение
частей замка производится с помощью пружинной за-
щелки.
Для надежности соединения на одной из частей замка припаи-
вают шарнир с петлей; на другой части — шарик После закры-
тия замка петля набрасывается на шарик.
Разновидностью этого замка является замок с горизон-
тальной защелкой (рис. 321), который представ-
ляет собой коробку овальной формы, в боковых гранях которой
пропилены окна для фиксации запора. Защелка изготовляется из
упругого металла. Одни из концов запора выполнен в виде ушка;
на другом конце нанесены рифления. При закрытии замка вер-
тикальные ребра корпуса охватываются изнутри прямоуголь-
ными пазами защелки и надежно предохраняют замок от раскры-
тия. Более надежными являются
Рис. 325. Штыковой замок
замки с двусторонними го-
ризонтальными защелками
(рис. 322 и 323). Эти типы
замков применяют для колье
и браслетов.
Бугельные замки
(рис. 324) применяют в основ-
ном для браслетов.
Штыковые замки
(рис. 325) применяют для це-
почек и ожерелий. Запорный палец замка изготовляется нз трубки,
на концах которой напаивают полусферические колпачки. Спи-
ральная пружина вкладывается в гильзу, нижний виток ее захо-
дит в кольцевой паз, расточенный в стейке гильзы. Тем самым
пружина надежно удерживается в гильзе. Замок действует
по следующему принципу: когда палец вдвигается в гильзу,
сжимая пружину, направляющий штифт с головкой, имеющийся
иа пальце, скользит по пазу гильзы до его закругления. Затем,
374
Рис. 326. Линзовый замок а — продольный разрез;
б — вид сбоку со стороны соединительного ушка;
в — вид сбоку с противоположной стороны; г —
перспективное изображение
Рис. 327. Винтовой замок
Рис. 328. Простой штифто-
вой замок
Рис. 329. Поворотный штиф-
товой замок1 а — в открытом
состоянии: б — в закрытом
состоянии
Рис. 330. Замок с не-
подвижным штифтом
Рис. 332. Бугельный за-
мок с открытым шарни-
ром
Рис. 331. Бугельный за-
мок с накидной скобой
375
после небольшого поворота запорного пальца вокруг продоль-
ной оси, палец под действием сжатой пружины поднимается об-
ратно, при этом штифт скользит по соседнему пазу до упора и,
останавливаясь, надежно фиксируется в этом положении.
Линзовые замки применяют для цепочек с навешен-
ными иа них массивными украшениями (рис. 326).
Изготовляют эти замки следующим образом. На кольцо из
плоской четырехгранной проволоки напаивают с обеих сторон
выпуклые листовые пластины. К кольцу припаивают также
соединительное ушко из круглой проволоки. Ниже ушка
шинку кольца просверливают. Диаметр отверстия должен соот-
ветствовать ширине шинки. Плоским напильником, ширина
которого соответствует примерно половине ширины шинки,
выпиливают паз по направлению от отверстия к середине
шинки.
На штифт, диаметр которого соответствует ширине паза,
наплавляют шарик, который точно входит в отверстие шинки.
К штифту припаивают ушко из круглой проволоки. Чтобы за-
крыть замок, шарик штифта вставляют в отверстие шинки,
находящееся на рнс. 326, а слева и смещают штифт по пазу против
часовой стрелки до конца последнего. Оба ушка должны быть прн
этом установлены точно друг против друга.
Винтовой замок. С помощью резьбы обе половники замка
свинчивают вместе (рис. 327). Этот замок особенно часто приме-
няют для ожерелий.
Недостаток этого замка заключается в том, что винт при экс-
плуатации может сломаться и поэтому полной гарантии от рас-
крытия этот вид замка не дает.
Прн изготовлении винтового замка в двух пустотелых шарах,
спаянных нз полушарий, просверливают отверстия для винта
и резьбовой втулки. На противоположной стороне шаров просвер-
ливают маленькие отверстия для штифтов. Штифты с наплавлен-
ными на концы шариками свободно вставляют в маленькие отвер-
стия изнутри и припаивают к ним ушки из круглой проволоки.
В последнюю очередь в отверстия впаивают винт и резьбовую
втулку.
Шарнирные замки. Чаще всего замки этого типа применяют
в браслетах и реже в ожерельях. Простейший вид шарнирного
замка показаи на рис. 328. Изготовление его не представляет
трудностей.
Разновидностями штифтовых замков являются замки обра-
щающимся и неподвижным штифтами (рис. 329
и 330), а также бугельный замок с накидной скобой
(рис. 331) и бугельный замок с открытым шарниром
(рис. 332).
ГЛАВА 5
ЗАСТЕЖКИ И ЗАМКИ ДЛЯ БУЛАВОК И БРОШЕЙ
16. СТАРИННЫЕ ВИДЫ ЗАСТЕЖЕК
Исходной формой застежки можно с уверенностью назвать
простую булавку. Проволока, один конец которой заострен
(рис. 333, а), чтобы она могла лучше проникать в материал, имеет
на другом конце утолщение (рис. 333, б), препятствующее ее про-
скальзыванию. И сегодня мы пользуемся такими же булавками.
С давних пор это утолщение использовалось как деталь украше-
ния, например у булавок для галстуков. Основной недостаток
простой булавки заключается в слабом сцеплении с тканью, ибо
она точно так же легко выскальзывает из нее назад, как и входит
Рнс. 333. Старинные виды булавочных застежек
в ткань. Этот недостаток устраняется тем, что булавки осна-
щают различного рода страхующими устройствами, которые одно-
временно являются и украшениями. У конструкции, показанной
на рнс. 333. в, булавка обвивается вокруг открытого кольца. Утол-
щенные концы кольца препятствуют соскальзыванию булавки.
Булавкой захватывают материал, слегка приподнимают острие бу-
лавки, просовывают его через отверстие кольца и смещают кольцо
под булавкой примерно на 90°. Благодаря этому булавка прочно
удерживается в ткани. Совершенно другой способ падежного
застегивания так называемой «безопасной булавки» показан па
рис. 333, г. Ее сгибают из упругой проволоки толщиной около 1 мм.
Острие булавки укладывается в специальную выемку, откован-
ную на противоположном конце проволоки, и надежно фикси-
руется там благодаря упругому напряжению витков прово-
локи.
На рис. 333, д показана булавка, у которой скоба имеет вы-
гнутую форму, что позволяет беспрепятственно захватывать боль-
шое количество материала. В то время как крючок претерпел
значительные изменения и прикрепляется как самостоятельная
часть, у булавки еще сохранена ее старая форма, сущест-
венным недостатком которой является небольшой угол рас-
кры! ия.
377
17 СОВРЕМЕННЫЕ ФОРМЫ ЗАМКОВ И ШАРНИРОВ
ДЛЯ БУЛАВОК БРОШЕЙ
Современные формы застежек для брошей отличаются от
старых форм более сложной конструкцией и надежным крепле-
нием. При выборе того или иного замка следует учитывать кон-
Рис. 335. Виды застежек для брошей; о — простейший основной тип (крючки
из проволоки и полосового металла); б — застежки из полосового металла (за-
стежка с подготовленным предохранителем, шаблон разверки крючка, готовая
застежка с предохранителем); ч — замок с задвижной гильзой (в полуоткрытом
состоянии; отдельные детали замка, в закрытом состоянии)
струкцию и вес самой броши. Для крупных брошей замок сле-
дует крепить несколько выше середины ее, для узких брошей
при закалывании на блузку правильное положение ее обеспечивает
двойная булавка.
378
Шарниры булавок брошей. Для изготовления шарнира булавки
трубку распиливают на три части. Две крайние части припаи-
вают к желобковому основанию. К средней части оловян-
ным припоем припаивают проволоку из упругого материала
(рис. 334, а). Один конец проволоки согнут под прямым углом,
а другой заострен. Среднюю часть шарнира подгоняют между
двумя неподвижными частями. В шарнир вставляют заклепку,
расклепывают ее и зачищают концы
На шарнирной булавке (рис. 334, б) между шарниром и булав
кой припаивается упор, изготовленный из упругого листа толщи-
ной 0,5 мм. Основанием шарнира может быть профиль U-образ-
ной формы (рис. 334, в) или шар, распиленный по диаметру
(рис. 334, г). Виды запоров (фиксаторов) иглы приведены на
рис. 335.