/












































































































































































































































































Author: Тертычко Н.А. Тыричев А.Г. Тищенко Н.И.
Tags: ремонт тепловозы железнодорожный транспорт железнодорожное движение локомотивы
Year: 1960




Text
Н. А. ТЕРТЫЧКО, А. Г. ТЫРИЧЕВ,
Н. И. ТИЩЕНКО
ПРОВЕРКИ
И РЕГУЛИРОВКИ
ПРИ РЕМОНТЕ
ТЕПЛОВОЗОВ
ВСЕСОЮЗНОЕ
ИЗДАТЕЛЬСКО-ПОЛИГРАФИЧЕСКОЕ ОБЪЕДИНЕНИЕ
МИНИСТЕРСТВА ПУТЕЙ СООБЩЕНИЯ
Москва I960
В книге изложены методы проверок и регули-
ровок дизелей 2Д100 и Д50 и других основных
агрегатов тепловозов ТЭЗ, ТЭ2 н ТЭ1, описаны
проверки установки узлов на дизеле и тепло-
возе; рассмотрены испытание и настройка элек-
трических машин, аппаратов и электрических
схем.
Книга предназначена для мастеров и слеса-
рей, связанных с ремонтом тепловозов.
Редактор инж. В. В. ВУЛЬФ
ОТ АВТОРОВ
На железных дорогах Советского Союза находятся в эксплуа-
тации магистральные тепловозы преимущественно серий ТЭЗ, ТЭ2
и ТЭ1 отечественного производства, поэтому в настоящей книге
подробно рассматриваются проверки, регулировки и настройки
агрегатов именно этих локомотивов.
При проверке несложных агрегатов проверочные базы не при-
водятся; базы указаны только для наиболее сложных узлов.
При подготовке материала авторами учтены результаты научно-
исследовательских работ ЦНИИ МПС, передовой опыт ремонта
тепловозов в ряде депо, а также использованы технические ука-
зания и инструкции Министерства путей сообщения и материалы
Харьковского тепловозостроительного завода.
Главы I, II, III, IV, VI и VII написаны Н. А. Тертычко и
А. Г. Тыричевым, глава V — Н. И. Тищенко.
Авторы выражают признательность и нж. А. П. Кесареву, дав-
шему ряд ценных советов при рецензировании рукописи.
Замечания и пожелания читателей просьба направлять по
адресу. Москва, Б-174, Басманный тупик, 6-а, Трансжелдориздат.
ГЛАВА I
ОБЩИЕ СВЕДЕНИЯ ПО ПРОВЕРКАМ И РЕГУЛИРОВКАМ
ТЕПЛОВОЗА, БАЗЫ И РАЗМЕТКА ДЕТАЛЕЙ
§ 1. ОБЩИЕ ПОНЯТИЯ О ПРОВЕРКАХ И РЕГУЛИРОВКАХ
ТЕПЛОВОЗА
Проверки и регулировки отдельных узлов, электрических
аппаратов и агрегатов при постройке или ремонте тепловоза
являются ответственными операциями. Работа механизмов и теп-
ловоза будет наиболее совершенна тогда, когда детали узлов имеют
правильное взаимное расположение, точные размеры и соответст-
вующую обработку. Чем точнее и тщательнее проведена проверка
правильности сборки, регулировки узлов, аппаратов и агрегатов
тепловоза, тем надежнее и эффективнее он будет работать в усло-
виях эксплуатации. Малейшие неточности приводят к ненормаль-
ной работе, снижают мощность и экономичность, увеличивают на-
пряжения в деталях и сокращают срок службы всего локомотива.
В процессе постройки тепловоза все узлы, электрические аппараты
и агрегаты, а также тепловоз в целом подвергают всесторонним
проверкам, регулировкам и настройкам.
Устанавливают заданные параметры (давление впрыска топлива
форсункой, число оборотов дизеля и т. ц.) и снимают соответ-
ствующие характеристики (внешняя характеристика генератора
и др.). При заводской сборке на сопряженных деталях и узлах на-
носят метки или риски, а также ставят штифты, которые являются
контрольными при последующих проверках и регулировках. При
ремонте тепловоза эти метки ускоряют сборку и регулировку от-
дельных узлов, агрегатов и машины в целом. В качестве примера
использования подобных меток при регулировке дизеля, электри-
ческой и ходовой части тепловоза можно привести следующие ха-
рактерные случаи:
1) Проверку топливного насоса дизеля Д50 на начало подачи
топлива производят с помощью меток, нанесенных на поворотном
диске коленчатого вала и секциях топливного насоса.
2) Настройку внешней характеристики генератора тепловоза
ТЭЗ после его ремонта производят на реостате при 16-м положении
рукоятки контроллера машиниста путем изменения сопротивлений
возбуждения возбудителя. Увеличение сопротивления в цепи неза-
висимой обмотки возбуждения опускает характеристику, а в цепи
4
шунтовой обмотки сдвигает ее влево и делает более пологой.
В паспорте тепловоза обычно приводят эталонные кривые (планшет)
внешней характеристики генератора. Изменяя указанные выше
сопротивления, добиваются того, чтобы снятая характеристика
генератора укладывалась в заштрихованную область между двумя
кривыми. При данной настройке и регулировке эталонные кривые
планшета внешней характеристики генератора заменяют контроль-
ные метки.
3) Тележка тепловоза ТЭЗ имеет четыре опоры для главной
рамы, снабженные возвращающим механизмом. Конструкция креп-
ления опор допускает установку их под различными углами
по отношению к раме тележки в горизонтальной плоскости. Для
проверки правильности этой установки на опоре и на настильном
листе тележки имеются соответствующие риски.
Подобные контрольные метки нанесены на многих деталях
и узлах тепловоза. Однако в условиях длительной эксплуатации
детали подвергаются естественному износу, что нарушает ранее
выполненные регулировки. Поэтому сборка основных узлов и аг-
регатов после ремонта по ранее нанесенным контрольным меткам
в ряде случаев не гарантирует нормальной работы тепловоза. Как
правило, после ремонта требуются дополнитедьные проверки и ре-
гулировки. Последние необходимы также потому, что при ремонте
часть изношенных деталей и узлов заменяют новыми, на которых
контрольные метки отсутствуют. При выполнении дополнительных
проверок по тепловозу обеспечивают совмещение имеющихся
меток на основных узлах и деталях. При несовпадении контроль-
ных меток проверяют регулировку другим способом и наносят но-
вые метки.
Менее трудоемкие проверки и регулировки выполняют при де-
повских профилактических осмотрах, периодических и подъемоч-
ных ремонтах. Их производят при замене отдельных узлов и дета-
лей топливной аппаратуры, вспомогательных механизмов и агре-
гатов электрического оборудования, в том числе и при наладке
электрической схемы тепловоза. Более крупные проверки, такие
как проверка рамы тележки, корпуса буксы, главной рамы тепло-
воза, полная проверка и регулировка дизеля, испытание тяговых
электродвигателей, главных генераторов и снятие их характери-
стик, проверка и настройка электрических аппаратов и др., —
производят главным образом при заводском ремонте тепловоза.
Помимо контроля геометрических размеров деталей и регули-
ровок отдельных узлов, при ремонте тепловозов производят про-
верки: герметичности полостей деталей (втулки цилиндра, блока
и т. д.), наличия трещин в деталях (коленчатый вал, шатунные бол-
ты и др.) и целый ряд других специфических проверок. Проверки
деталей и узлов тепловоза начинают с измерений основных геомет-
рических размеров с помощью микрометрических скоб и шпилек,
штангенциркулей, калибров, пробок и других специальных мери-
тельных инструментов. Отклонения геометрических размеров от
5
альбомных (чертежных) должны соответствовать требованиям Пра-
вил ремонта тепловоза.
Надежная и экономичная работа тепловоза в условиях экс-
плуатации не может быть достигнута только путем индивидуальной
проверки и регулировки всех его механизмов на сборочных и испы-
тательных стендах. Помимо хорошей работы каждого узла, тре-
буется правильное взаимодействие всех механизмов на самом теп-
ловозе. Для получения наивыгоднейших параметров, характери-
зующих работу основных агрегатов, производят дополнительные
проверки и регулировки механизмов при испытании тепловоза на
реостате.
§ 2. базы и базисные размеры
Любая машина, в том числе и тепловоз, представляет собой
комплекс узлов и деталей, расположенных и соединенных между
собой в определенном порядке. Для правильного взаимодействия
при работе машины все детали должны иметь точные размеры и
быть изготовлены из материалов соответствующего качества. Де-
тали и узлы машины должны иметь правильное взаимное располо-
жение. Эти условия являются весьма важными и во многих слу-
чаях определяются не только конструктивными и технологиче-
скими соображениями, но и требованиями простоты ремонта.
Полную поверхность любой детали можно рассматривать как
совокупность отдельных поверхностей (плоской, цилиндрической,
конусной, шаровой). Взаимное расположение поверхностей одной
детали или различных деталей в узле определяется размерами,
углами и соотношениями; к последним относят такие понятия,
как параллельность, перпендикулярность, соосность и др. Из
всех поверхностей, ограничивающих деталь, выделяют основные
поверхности, т. е. такие, которые определяют работу данной де-
тали в узле или машине. Эти поверхности образуют с основными
поверхностями других деталей кинематические пары (например
поршень и втулка цилиндра). Основные поверхности всех деталей
подвергают тщательной механической обработке. Часто основные
поверхности обрабатывают при помощи специальных кондукторов
или копиров, что обеспечивает высокую точность обработки и умень-
шает объем слесарных подгоночных работ в процессе сборки. Та-
кой способ обработки деталей не только увеличивает производи-
тельность станочного оборудования и облегчает труд рабочих,
но и улучшает качество машины и значительно упрощает ее ремонт.
С целью увеличения срока службы машины основные поверхности
деталей, работающих в условиях сухого или полужидкого трения,
подвергают упрочнению. Упрочнение производят наклепом ме-
талла дробью, цементацией и закалкой токами высокой частоты,
азотированием, никелированием, пористым хромированием, а также
обработкой двусернистым молибденом и другим способом. Основ-
ные поверхности связаны друг с другом соответствующими раз-
6
мерами и соотношениями, которые выдерживают с большой точ-
ностью. Остальные поверхности детали называют свободными, или
вспомогательными. Они определяются требованиями прочности,
соблюдения габаритов, веса и т. п. Свободные поверхности не об-
рабатывают либо обрабатывают с меньшей точностью.
Размеры, которые определяют основные поверхности и учиты-
вают условия работы детали в узле, называют конструктивными.
Эти размеры при изготовлении и ремонте детали выдерживают с такой
точностью, которая обес- д
печивает взаимное распо-
ложение ее в машине с
другими деталями. Тре-
буемую точность размеров
указывают на чертеже
допусками.
Все поверхности, ли-
нии или точки, от кото-
рых производят отсчет
размеров, называют база-
ми. Существует три спо-
соба простановки разме-
ров: координатный, цеп-
ной и смешанный. Если
конструктивные соображе-
Рис. 1. Способы простановки размеров
а —координатный: б —цепной
ния требуют соблюдения определенного расположения всех эле-
ментов детали от одного торца, который является в данном слу-
чае базой, то применяют координатную простановку размеров
(рис. 1, а).
На рис. 1, б показан способ цепной простановки размеров той же
детали. При этом положение правого торца вала гарантируют лишь
с точностью ±0,3 мм вместо точности ±0,1 мм, которая требуется
из условий работы данной детали в машине. Иногда простановка
всех размеров от одной базы является неправильной. Тогда при-
меняют смешанный способ, который предусматривает использо-
вание ряда баз. На рис. 2 показан поршень дизеля Д50. Здесь ши-
рина канавок для колец важнее их расположения по длине поршня,
поэтому простановка всех размеров от одной базы (верхний торец
поршня) была бы неверной. За основную базу принят нижний то-
рец направляющей части поршня. От этого торца свободными разме-
рами 288 и 170 мм определяются конусные части поршня, а разме-
ром 458 мм (288 ± 170) связана вторая база—верхний торец порш-
ня. От этой базы измеряют расстояния до верхних кромок канавок
для колец с допусками от ±0,15 до ±0,30 мм. Ширина канавок для
всех колец указана отдельно с допуском ±0,02 мм. Базой для по-
следнего размера является верхняя кромка канавки. Если бы при-
менили координатный способ простановки размеров от верхнего
торца поршня с допуском ±0,15, то это гарантировало бы соблюде-
ние ширины канавки лишь с допуском 0,3 мм, т. е. размером, боль-
7
шим допускаемого зазора между кольцом и боковой стенкой ручья.
Допуски на все остальные размеры (неосновные) определяют чисто
технологическими соображениями. На чертежах ставят также до-
пуски на основные соотношения (непараллельность, смещение осей,
перекос и т. д.). В основу системы допусков на диаметральные раз-
меры ГОСТом положена «односторонняя» система расположения
Рис. 2. Поршень дизеля Д50
допусков. При этой системе допуски откладывают «в металл»,
т. е. в минус от одного размера для охватываемых деталей (валов,
поршней, пальцев и т. п.) и в плюс — для охватывающих (отвер-
стий, гильз, втулок и т. п.).
§ 3. КЛАССИФИКАЦИЯ Баз, их ВЗАИМОСВЯЗЬ с изготовлением
И ПРОВЕРКОЙ ДЕТАЛЕЙ
Рассматривая вопрос об исходных точках и поверхностях, от
которых ведется простановка основных размеров на чертежах, мы
пользовались термином «база», не уточняя его значения.
Базой называют совокупность поверхностей, линий или точек,
по отношению к которым определяется положение рассматривае-
мой поверхности, линии или точки, исходя из условий работы дета-
ли в узле или на машине.
8
В качестве примера можно привести коленчатый вал дизеля
Д50, у которого седьмая коренная шейка является опорно-упор-
ной. С этой шейкой увязаны размерами все остальные коренные
и шатунные шейки вдоль оси вала. Следовательно, седьмая корен-
ная шейка этого вала является базовой.
Базы классифицируют по различным признакам.
По назначению базы делят на конструктивные, технологические
(измерительные и установочные), сборочные и контрольные (про-
верочные).
По степени реальности — на реальные (поверхности) и услов-
ные (геометрические линии и точки).
По роли базовых поверхностей в работе детали — на основные
и вспомогательные.
Конструктивными называют базы, которые выбраны конструк-
тором при расчете машины. Как пример приведем тот же колен-
чатый вал. Конструктор, проектируя вал, намечает положение осей
всех цилиндров, а затем осей симметрии коренных подшипников.
Расстояние между осями коренных подшипников определяет плечо
изгиба вала при расчете, а положение оси цилиндра — расположе-
ние силы, действующей от давления газов. При изготовлении вала
расположение различных поверхностей от осей не может быть из-
мерено и поэтому выбирают другие базы.
Технологическими называют базы, используемые в процессе
механической обработки детали. Технологическая база устанавли-
вает связь между расположением лезвия инструмента и обрабаты-
ваемой деталью. Конструктивные и технологические базы зачастую
не совпадают.
Конструктор представляет себе деталь готовой в том виде, в ка-
ком она работает в узле. Технолог рассматривает деталь в процессе
изготовления, меняющей свою форму на каждой операции. Таким
образом технолог рассматривает не одну деталь, а целую систему
связанных между собой деталей определенными размерами и соот-
ношениями.
Технологические базы бывают измерительные и установочные.
Измерительной базой называют поверхность, от которой произ-
водят непосредственный отсчет размеров при обработке детали.
Установочной базой называют поверхность детали, которую ис-
пользуют при установке ее на станке.
Сборочными называют базы, которые используют в процессе
сборки узла или машины. Сборочные базы образуются теми эле-
ментами деталей, которые определяют их положение относительно
ранее установленных деталей или узлов.
Контрольными, или проверочными, называют базы, которые
используют при приемке готовой детали, проверке правильности
сборки узла или при регулировке механизма. Они могут не совпа-
дать с технологическими и сборочными базами. При ремонте теп-
ловозов для проверок чаще всего используют контрольные (прове-
рочные) базы.
1В Зак. 414 9
Все базы делят на основные и вспомогательные.
Основными называют базы, связанные с данной поверхностью
основными размерами или соотношениями, которые непосредственно
вытекают из условий работы детали в узле или на машине.
Вспомогательными называют базы, которые создают искусст-
венно только для того, чтобы обеспечить установку детали при ее
обработке или проверке и регулировке узла.
Помимо перечисленных выше баз, применяют еще и другие,
так, например, настроечно-установочные, проверочно-установочные
и др.
Настроечно-установочная база является разновидностью тех-
нологической установочной базы и применяют ее при настройке
детали для обработки на станке или при установке и наладке узла
на стенде для его правильной сборки.
Настроечно-установочные базы широко применяют при сборке,
настройке и регулировке таких узлов тепловоза, как форсунка,
топливный насос, регулятор, дизель, электрические аппараты и др.
Проверочно-установочная база является разновидностью конт-
рольной (проверочной) базы. Эту базу используют при проверке
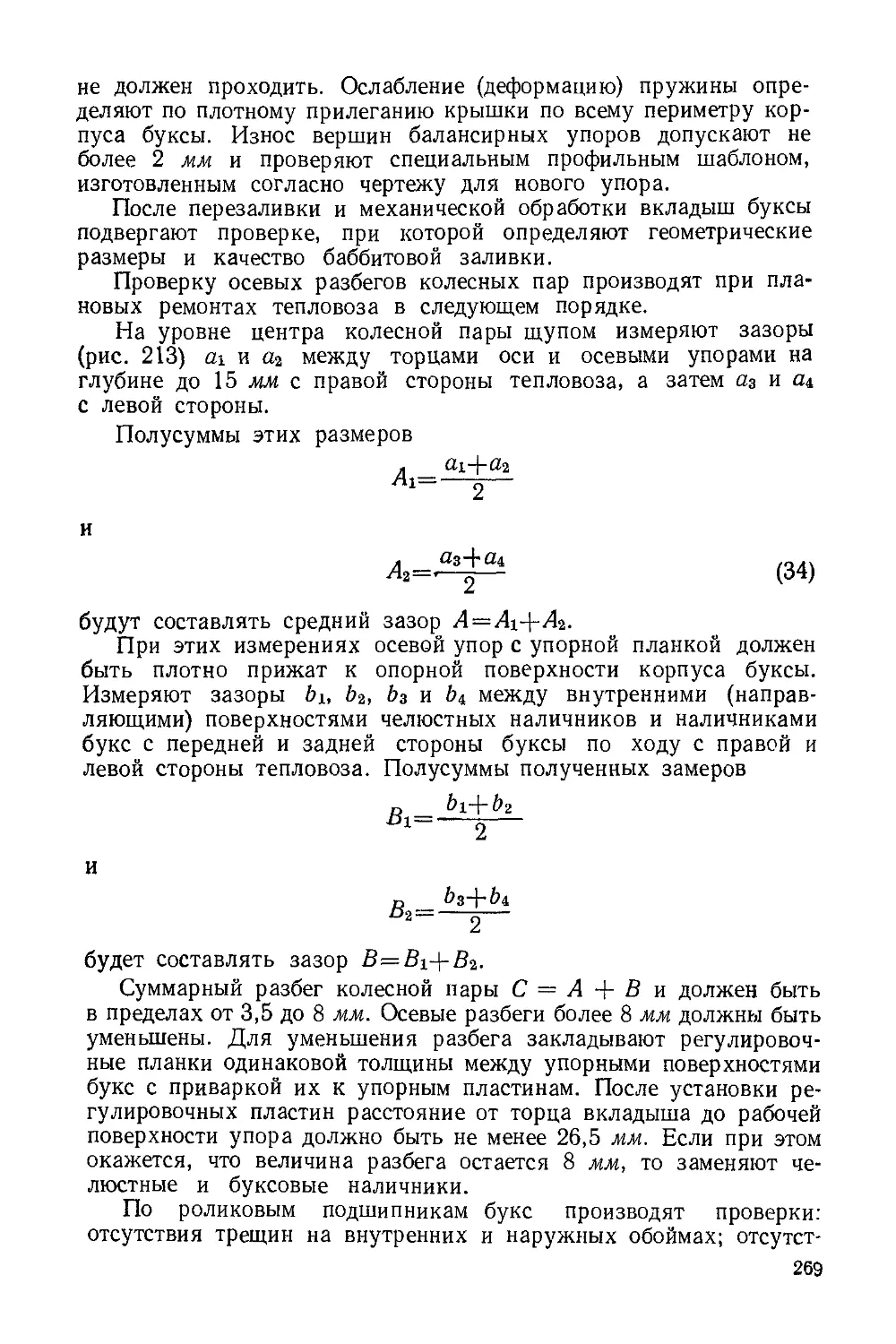
установки детали на станке, разметочной плите, а также при сборке
узла и машины. Последние две базы мало чем отличаются друг от
друга. Основное их различие заключается в том, что настроечно-
установочная база больше относится к станку, стенду, приспособ-
лению, которые совместно с деталью налаживают для механиче-
ской обработки детали. Проверочно-установочная база относится
к самой детали или узлу, которые выверяют при установке на стан-
ке, стенде, разметочной плите или непосредственно на машине.
Практическое использование проверочно-установочных баз можно
иллюстрировать примером выверки и установки коленчатого вала
дизеля на опорах относительно плиты для проверки соосности
(биения) коренных шеек. Проверочно-установочные базы применя-
ют и при выполнении общих проверок основных узлов и деталей
тепловоза. Например, для проверки рамы тепловоза или рамы те-
лежки их выставляют в строго горизонтальное положение. Часто
проверочно-установочная база совпадает с измерительной, хотя
назначение их различное. Установочную базу используют для опре-
деления параллельности, перпендикулярности, соосности плоско-
стей и осей, измерительную — для соблюдения основных и вспомо-
гательных размеров между теми же базисными поверхностями
и осями.
§ 4. ИСПОЛЬЗОВАНИЕ БДЗ ПРИ РАЗМЕТКЕ ДЕТАЛЕЙ
В результате механической обработки деталь приобретает пра-
вильную конструктивную форму, точные размеры и соответствую-
щее расположение обработанных поверхностей по отношению
к черновым и необработанным. Последнее достигают тщательной
разметкой заготовки детали.
10
Разметкой называют нанесение на заготовку осей и линий
определяющих положение обрабатываемых поверхностей.
Разметка особенно необходима перед обработкой крупных от-
ливок или сварных конструкций (блок цилиндров и т. п.) и поко-
вок (коленчатый вал и т. д.), когда использовать приспособление
невозможно вследствие больших размеров и веса самих деталей.
Цель разметки — создание баз в тех случаях, когда эти базы не-
посредственно не выявляются. Разметочные риски и керны иногда
называют и «разметочными базами», которые используют при уста-
новке детали на станке, а также в процессе последующей механиче-
ской обработки детали; В индивидуальном производстве, которое
является характерным для тепловозоремонтных заводов, каждая
заготовка или восстановленная деталь, как правило, поступает
на разметку. Перед началом разметки заготовку устанавливают
на разметочную плиту. После установки заготовки на плите раз-
метчик на поверхность детали наносит риски, которые определяют
положение основных поверхностей будущей готовой детали. В на-
чале разметки заготовки за исходные базовые поверхности прини-
мают те, которые в готовой детали останутся черными (необрабо-
танными). Если после предварительной разметки будет обнаружено,
что деталь оказалась непригодной по основным размерам, то размет-
ку производят заново или заготовку бракуют.
IB*
ГЛАВА II
ПРОВЕРКИ ПО ДИЗЕЛЮ
§ 5. ПРОВЕРКИ РАМЫ ДИЗЕЛЯ Д50
Раму дизеля Д50 проверяют при заводском ремонте тепловоза.
В объем работ входят проверки: совпадения осей постелей ко-
ренных подшипников с осью коленчатого вала, расстояния от ниж-
ней образующей цилиндрической поверхности до плоскости разъема
рамы с крышкой подшипника, геометрических размеров постелей,
параллельности оси вала верхнему фланцу рамы, перпендикуляр-
ности торцовых плоскостей рамы к оси коленчатого вала, пригонки
крышек подшипников, постановки шпилек крепления крышек под-
шипников, испытания рамы на герметичность.
Базы. При проверке рамы дизеля Д50 принимают следующие
базы:
геометрическую ось коленчатого вала;
верхнюю обработанную плоскость фланцев для крепления
блока;
обработанную плоскость фланца для крепления статора глав-
ного генератора.
Проверка совпадения геометрических осей постелей коренных
подшипников рамы с осью коленчатого вала. Проверку постелей
коренных подшипников производят при помощи фальшвала (рис. 3).
§
--------------------------ПЙО------------------------------J
Рис. 3. Фальшвал для проверки соосности постелей
в раме дизеля Д50
Шейки фальшвала покрывают тонким слоем краски лазури и
укладывают его в постели. Затем вал поворачивают на 2—3 обо-
рота, вынимают его из рамы и проверяют отпечаток краски на по-
верхностях постелей. Краска должна лежать равномерно. Если
фалыпвал уложен в раму, то постели проверяют без краски при по-
12
мощи щупа 0,03 мм. Щуп не должен проходить с обеих сторон
между шейками фальшвала и постелями.
Отклонение геометрической оси отдельных постелей более
0,07 мм устраняют шабровкой. Допускают устранять овальность
постелей за счет торцовки крышки подшипника.
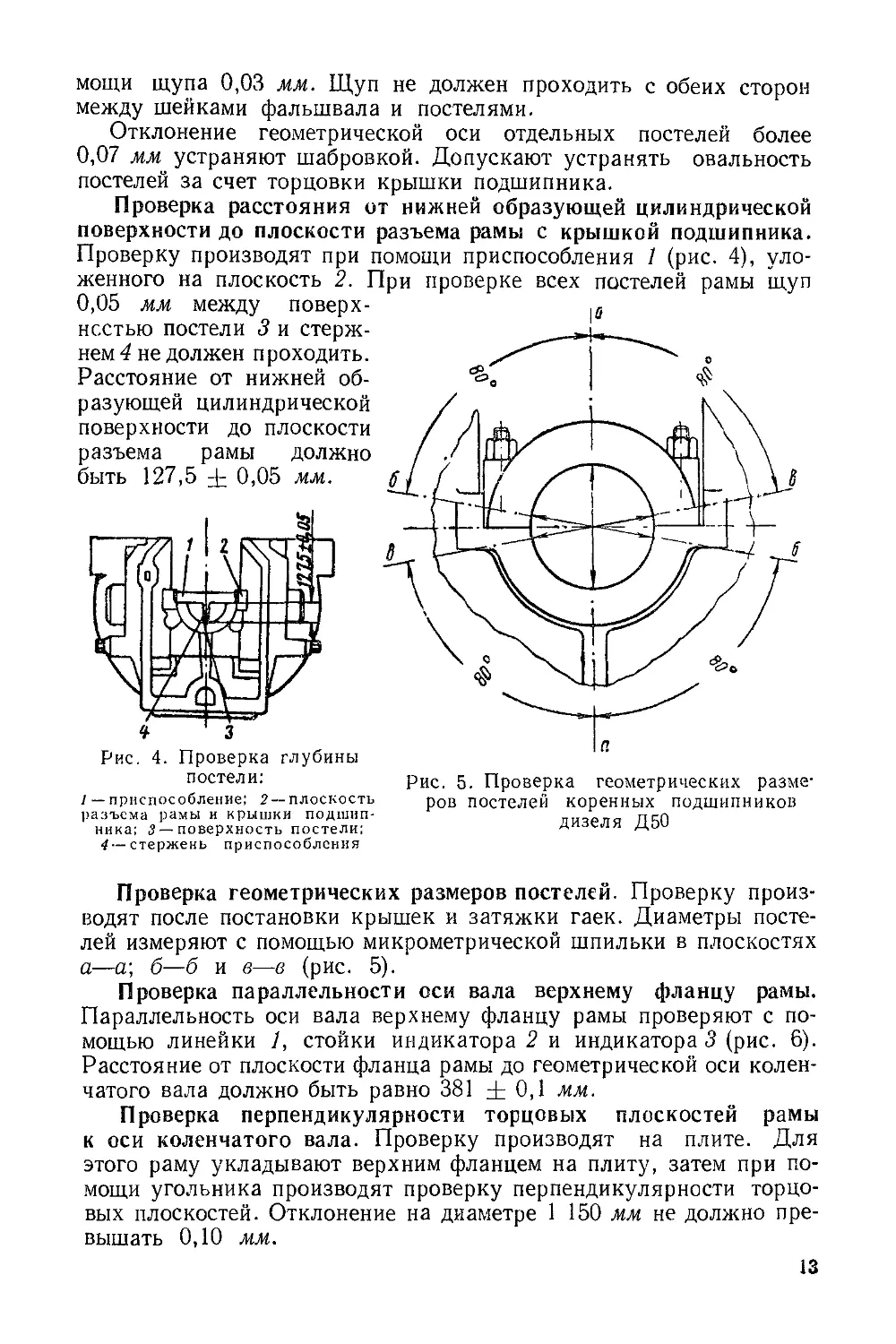
Проверка расстояния от нижней образующей цилиндрической
поверхности до плоскости разъема рамы с крышкой подшипника.
Проверку производят при помощи приспособления 1 (рис. 4),
женного на плоскость 2. При проверке всех постелей рамы
0,05 мм между поверх- |fi
ностью постели 3 и стерж-
нем 4 не должен проходить.
Расстояние от нижней об-
разующей цилиндрической
поверхности до плоскости
разъема рамы должно
быть 127,5 ± 0,05 мм.
уло-
щуп
Рис. 4. Проверка глубины
постели:
1 — приспособление; 2 — плоскость
разъема рамы и крышки подшип-
ника; 3 — поверхность постели;
4 — стержень приспособления
Рис. 5. Проверка геометрических разме-
ров постелей коренных подшипников
дизеля Д50
Проверка геометрических размеров постелей. Проверку произ-
водят после постановки крышек и затяжки гаек. Диаметры посте-
лей измеряют с помощью микрометрической шпильки в плоскостях
а—а\ б—б и в—в (рис. 5).
Проверка параллельности оси вала верхнему фланцу рамы.
Параллельность оси вала верхнему фланцу рамы проверяют с по-
мощью линейки 7, стойки индикатора 2 и индикатора 3 (рис. 6).
Расстояние от плоскости фланца рамы до геометрической оси колен-
чатого вала должно быть равно 381 ± 0,1 мм.
Проверка перпендикулярности торцовых плоскостей рамы
к оси коленчатого вала. Проверку производят на плите. Для
этого раму укладывают верхним фланцем на плиту, затем при по-
мощи угольника производят проверку перпендикулярности торцо-
вых плоскостей. Отклонение на диаметре 1 150 мм не должно пре-
вышать 0,10 мм.
13
Проверка пригонки крышек подшипников. Правильность при-
гонки горизонтальных и торцовых плоскостей крышек подшипников
коленчатого вала верхнему фланцу рамы
дизеля Д50:
/ — линейка; 2 — стойка индикатора:
3 — индикатор
к соответствующим плос-
костям рамы проверяют
щупом 0,03 мм, который не
должен проходить меж-
ду плоскостями приле-
гания.
Проверка постановки
шпилек крепления крышек
подшипников. При провер-
ке постановки шпилек ри-
ски, выбитые на верхнем
торце, должны распола-
гаться перпендикулярно
оси коленчатого вала.
Смещение рисок означает
ослабление и проворачи-
вание шпилек и требует
их замены. Шпильки долж-
ны иметь чистую резьбу и
при остукивании издавать
чистый звук.
Испытание рамы на
герметичность. Для испытания на герметичность раму заполняют
водой. В течение 30 мин не должно быть подтекания.
§ 6. ПРОВЕРКИ БЛОКА ЦИЛИНДРОВ ДИЗЕЛЯ Д50
Блок цилиндров дизеля Д50 проверяют при заводском ремонте
тепловоза, а также после заварки в нем трещин.
В объем работ входят проверки: перпендикулярности опорного
бурта для посадки втулки относительно нижнего уплотняющего
пояса блока, соосности верхнего и нижнего уплотняющих поясов
в блоке, наличия трещин и свищей в блоке, герметичности водяной
полости блока, постановки анкерных и других шпилек, соосности
отверстий для подшипников распределительного вала.
Базы. При проверке блока цилиндров дизеля Д50 принимают
следующие базы: нижнюю плоскость блока, верхний посадочный
пояс и горизонтальную плоскость опорного бурта в каждом цилин-
дре, а также геометрические оси цилиндров.
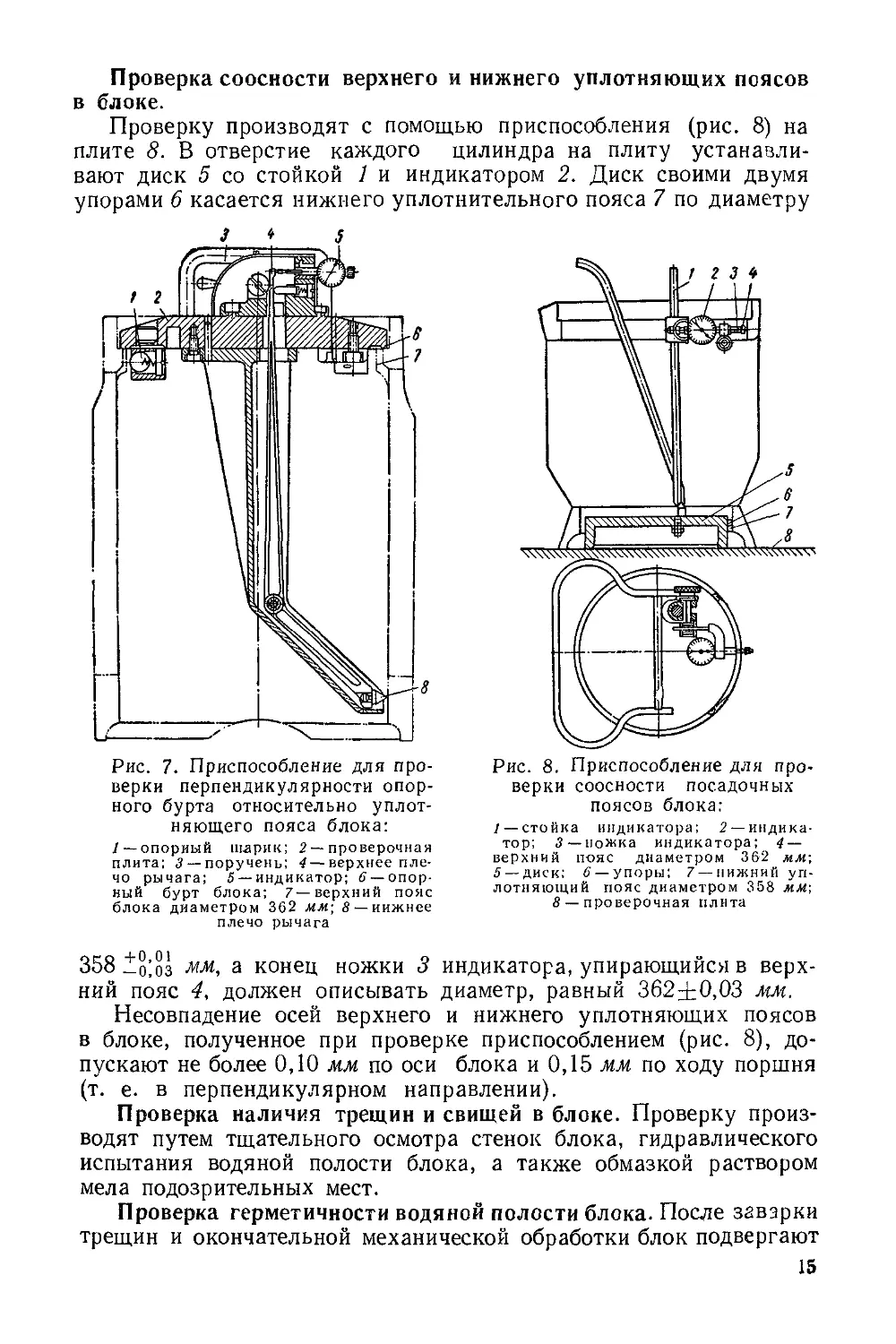
Проверка перпендикулярности опорного бурта для посадки
втулки относительно нижнего уплотняющего пояса блока. При
изготовлении на заводе блока верхний опорный бурт, служащий
для посадки втулки, протачивают со строгим соблюдением его
перпендикулярности к нижнему уплотняющему поясу блока.
Перекос допускают не более 0,03 мм. Этот перекос проверяют при
помощи специального приспособления (рис. 7).
14
Проверка соосности верхнего и нижнего уплотняющих поясов
в блоке.
Проверку производят с помощью приспособления (рис. 8) на
плите 8. В отверстие каждого цилиндра на плиту устанавли-
вают диск 5 со стойкой 1 и индикатором 2. Диск своими двумя
упорами 6 касается нижнего уплотнительного пояса 7 по диаметру
Рис. 7. Приспособление для про-
верки перпендикулярности опор-
ного бурта относительно уплот-
няющего пояса блока:
/ — опорный пг-арик; 2 — проверочная
плита; 3 — поручень; 4 — верхнее пле-
чо рычага; 5 — индикатор; 6 — опор-
ный бурт блока; 7—верхний пояс
блока диаметром 362 мм; 8 — нижнее
плечо рычага
Рис. 8. Приспособление для про-
верки соосности посадочных
поясов блока:
/ — стойка индикатора; 2 —индика-
тор; 3 — ножка индикатора; 4 —
верхний пояс диаметром 362 мм;
5 —диск; 6 — упоры; 7 —нижний уп-
лотняющий пояс диаметром 358 мм;
8 — проверочная плита
358 1о:оз мм, а конец ножки 3 индикатора, упирающийся в верх-
ний пояс 4, должен описывать диаметр, равный 362±0,03 мм.
Несовпадение осей верхнего и нижнего уплотняющих поясов
в блоке, полученное при проверке приспособлением (рис. 8), до-
пускают не более 0,10 мм по оси блока и 0,15 мм по ходу поршня
(т. е. в перпендикулярном направлении).
Проверка наличия трещин и свищей в блоке. Проверку произ-
водят путем тщательного осмотра стенок блока, гидравлического
испытания водяной полости блока, а также обмазкой раствором
мела подозрительных мест.
Проверка герметичности водяной полости блока. После заварки
трещин и окончательной механической обработки блок подвергают
15
гидравлическому испытанию давлением 5 атм в течение 5 мин.
Появление потения не допускают.
Проверка постановки анкерных и других шпилек. Проверку
производят остукиванием, при котором должен быть чистый звук.
Перпендикулярность оси шпильки к плоскости блока проверяют
при помощи угольника.
Проверка соосности отверстий для подшипников распредвала.
Проверку производят с помощью фальшвала по краске.
§ 7. ПРОВЕРКА ЦИЛИНДРОВОЙ ВТУЛКИ И ПРАВИЛЬНОСТЬ
ЕЕ УСТАНОВКИ В БЛОКЕ ДИЗЕЛЯ Д50
оваль-
В объем работ входят проверки (рис. 9): биения рабочей поверх-
ности втулки относительно посадочно-направляющих поверхностей
диаметром 358 и 362 мм, биения
опорного бурта 3 втулки относи-
тельно тех же поверхностей,
ности и конусности рабочей поверх-
ности втулки, овальности опорных
поверхностей втулки, параллельно-
сти дна кольцевого паза 2 относи-
тельно нижней поверхности опор-
ного бурта <3, герметичности стенок
втулки.
Базы. При выполнении проверок
принимают следующие базы: поса-
дочно-направляющие поверхности
диаметром 358 и 362 мм, а также
поверхность опорного бурта <3.
Проверка биения рабочей поверх-
ности втулки относительно посадоч-
но-направляющих поверхностей диа-
метром 362 и 358 мм. Проверку
производят на специальном ролико-
вом приспособлении (рис. 10). Нож-
ку индикатора 6 устанавливают на
рабочую поверхность втулки, уло-
женной посадочно-направляющими
поясами на четыре ролика приспо-
собления, и, вращая втулку, наблю-
дают за стрелкой индикатора. Бие-
ние допускают не более 0,05 мм.
Проверка биения опорного бур-
та 3 (рис. 9) втулки относительно
нссадочно-направляющих поверхностей. Проверку производят на
роликовом приспособлении (рис. 10). Для проверки втулку упирают
опорным буртом 3 (рис. 9) в ролик 7 приспособления (рис. 10),
16
Рис. 9. Цилиндровая втулка
дизеля Д50:
/ — выточка для клапана;
2 —кольц вой паз: «? —бурт
ось которого перпендикулярна оси втулки. Ножку индикатора 6
устанавливают на опорный бурт втулки. При вращении втул-
ки на роликах стрелка индикатора покажет величину биения
бурта 3 (рис. 9). Допускают величину биения бурта 3 не более
0,03 мм.
Проверка овальности и конусности рабочей поверхности втулки.
Проверку осуществляют измерением индикаторным нутромером
внутреннего диаметра втулки по двум направлениям (вдоль оси
коленчатого вала и по ходу поршня) в трех поясах по высоте втулки
(70, 330 и 700 мм от верхней кромки втулки). Допускают оваль-
ность и конусность не более 0,04 мм после заводского ремонта;
0,42 мм после БПР и браковочный 0,45 мм.' Корсетность и бочкооб-
Рис. 10. Роликовое приспособление для проверки биения рабочей
поверхности втулки:
/ — плита приспособления; 2 — опора ролика; 3 — ролик с валиком; 4 —
цилиндровая втулка; 5 — стойка индикатора; 6 — индикатор; 7 —ролик
разность рабочей поверхности втулки не допускают, так как они
отрицательно влияют на нормальную работу колец, а также при-
водят к быстрому износу колец и втулки.
Проверка овальности опорных поверхностей втулки. Проверку
выполняют микрометрической скобой. Допускают овальность опор-
ных поверхностей не более 0,02 мм.
Проверка параллельности дна кольцевого паза для бурта
цилиндровой крышки относительно горизонтальной поверхности
опорного бурта втулки. Проверку осуществляют на роликовом
приспособлении (рис. 10), установленном на плите /. Ножку инди-
катора 6 упирают в дно паза, а бурт втулки — в ролик 3. Непа-
раллельность дна паза бурту втулки допускают до 0,03 мм.
Проверка герметичности стенок втулки. Проверку втулки
на герметичность производят гидравлическим испытанием давле-
нием 70 кг/см2 в течение 5 мин.
Проверка постановки цилиндровой втулки в блок. Поста-
новку цилиндровой втулки в блок проверяют по отпечатку краски.
В случае необходимости притирают посадочное место (опорный
бурт) в блоке, опорный бурт и уплотнительный паз втулки, а также
17
бурт цилиндровой крышки. На рис. 11 представлены четыре кольца
для проверки и притирки этих мест. Притирку производят мелким
наждачным порошком с маслом.
В блок цилиндров дизеля Д50 втулки
устанавливают с зазорами: в верхнем
поясе 0,0 4- 0,10 мм после заводского;
0 4- 0,15 мм — после БПР и браковоч-
ный — более 0,2 мм и в нижнем уп-
лотнительном соответственно: 0,03 4-
4-0,15 мм; 0,03 4- 0,25 мм и более
0,3 мм. При посадке втулки в блок
необходимо, чтобы риска на верхнем
Рис. 11. Кольца для
притирки:
а —опорного бурта блока;
б— опорного бурта втулки; в —
уплотнительного паза втулки;
г—крышки цилиндра
торце втулки точно совпала с продоль-
ной риской, нанесенной на блоке со
стороны генератора. После запрессов-
ки всех шести втулок блок подвергают
гидравлическому испытанию давлением
5 кг/см2 в течение 5 мин. В процессе за-
прессовки в блок втулки деформируют-
ся и увеличиваются овальность и ко-
нусность рабочей поверхности. Поэтому
Правилами ремонта тепловозов допуска-
ют конусность и овальность рабочей поверхности новой цилиндровой
втулки после ее установки в блок до 0,08 мм.
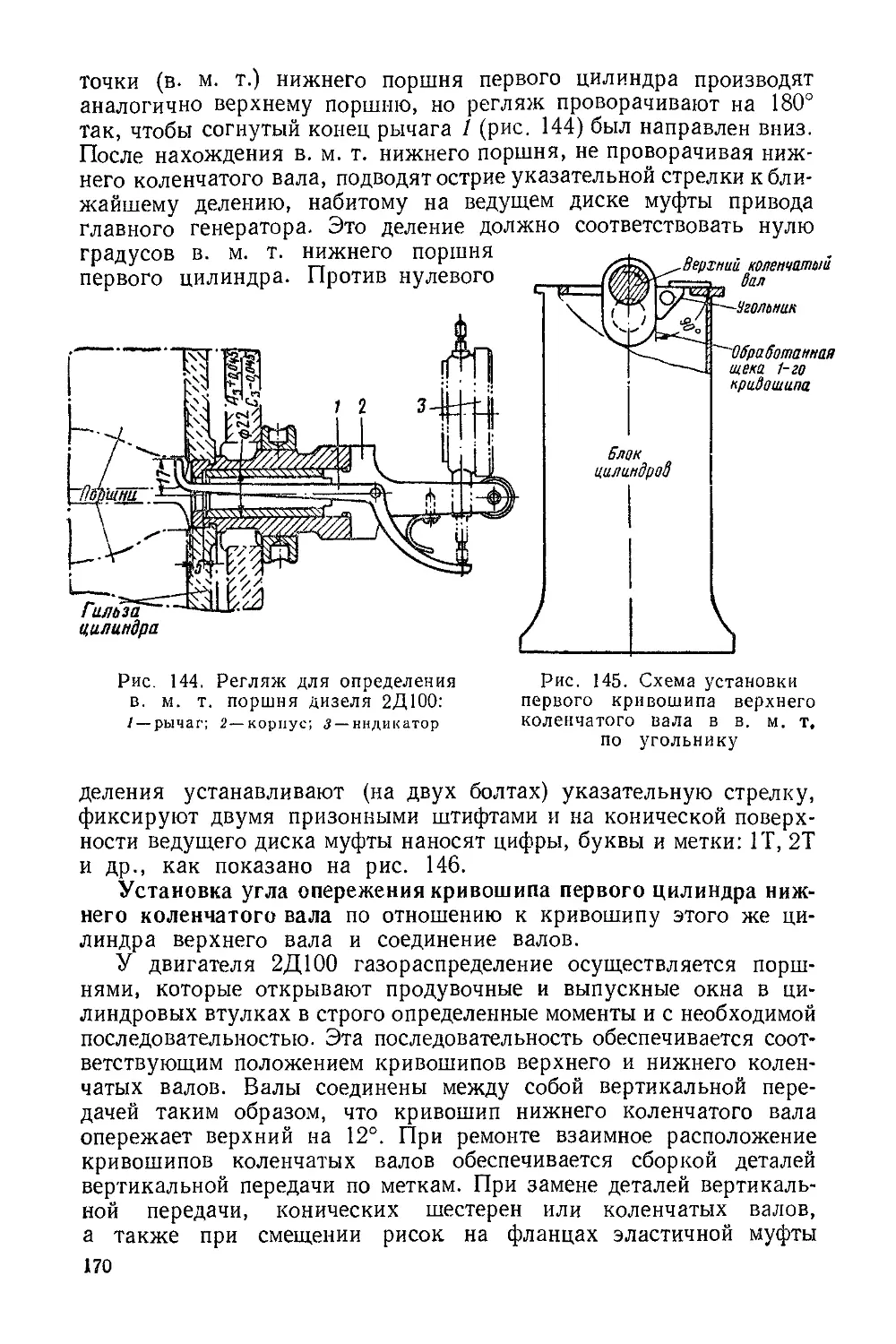
§ 8. ПРОВЕРКИ ПОДДИЗЕЛЬНОЙ РАМЫ ДИЗЕЛЯ 2Д100
Поддизельную раму дизеля 2Д100 проверяют при заводском
ремонте тепловоза.
В объем работ входят проверки: ступенчатости нижних опорных
поверхностей, совпадения плоскостей верхних фланцев, параллель-
ности плоскостей нижних и верхних фланцев, наличия трещин
в сварных швах и других частях рамы, герметичности поддона и
сварных труб в поперечных балках.
Базы. При проверке поддизельной рамы дизеля 2Д100 прини-
мают следующие базы: обработанную поверхность нижнего гори-
зонтального листа с его фланцем (установочная база); обработанную
поверхность верхнего фланца, на который устанавливается и кре-
пится блок дизеля (основная база); наружную вертикальную пло-
скость, являющуюся фланцем для постановки кожуха уплотнения
коленчатого вала со стороны главного генератора.
Проверка ступенчатости нижних опорных поверхностей. Про-
верку ступенчатости нижних горизонтальных поверхностей (кото-
рую допускают не более 0,20 мм) выполняют двумя способами:
установкой всей рамы верхним фланцем на плиту и проверкой
опорных поверхностей при помощи индикатора;
установкой рамы верхним фланцем на две специальные балки
или четыре чугунные стойки, расположенные на цементном полу
18
цеха (с точностью по горизонтали 0,10 мм на 1 м длины), и провер-
кой при помощи трехметровой линейки и щупа.
Проверка совпадения плоскостей верхних фланцев. Плоскост-
ность и точность обработки верхних фланцев определяют:
установкой поддизельной рамы на плиту и замером щупом за-
зоров между плитой и фланцами;
укладкой трехметровой линейки вдоль и по диагонали рамы
и измерением зазоров щупом между поверхностями фланцев и ли-
нейкой. При этом несовпадение плоскости верхних фланцев рамы
не должно превышать 0,15 мм.
Проверка параллельности плоскостей нижних и верхних флан-
цев. Для проверки геометрических размеров, параллельности ниж-
них и верхних фланцев, а также герметичности поддона поддизель-
ную раму устанавливают на четыре чугунные подставки равной
высоты или специальные металлические козлы, обеспечивающие
свободный доступ ко всем ее частям.
При проверке все геометрические размеры должны соответст-
вовать требованиям чертежа, а непараллельность нижнего и верх-
него фланцев поддизельной рамы на длине 390 мм не должна пре-
вышать 0,10 мм.
Проверка наличия трещин в сварных швах и других частях
поддизельной рамы. Проверку производят при помощи ультразву-
кового дефектоскопа переносным датчиком, которым обводят все
проверяемые места. При отсутствии такого дефектоскопа наличие
трещин проверяют путем тщательной промывки сварочных швов
керосином или дизельным топливом с последующей протиркой на-
сухо и обмазкой раствором: Vs мела и 2/з воды. При наличии тре-
щин на сухом белом слое мела появится желтая извилистая
полоска.
Проверка герметичности поддона и вварных труб. Герметичность
поддона проверяют путем заполнения рамы водой до уровня, пере-
крывающего отверстия с вваренными трубами в поперечные балки-,
и выдержки в течение 20 мин. Появление капель воды или потение
отдельных мест, особенно по сварочным швам, не допускают.
§ 9. ПРОВЕРКИ БЛОКА ДИЗЕЛЯ 2Д100
Блок дизеля 2Д100 проверяют при заводском ремонте тепловоза.
В объем работ входят проверки: соосности всех опор коренных
вкладышей нижнего и верхнего коленчатых валов, параллельности
геометрических осей нижнего и верхнего коленчатых валов, перекре-
щивания геометрических осей нижнего и верхнего коленчатых ва-
лов, смещения и перпендикулярности геометрических осей отверстий
под цилиндровые втулки и центрирующих поясов, ступенчатости
плоскостей нижнего и верхнего фланцев, сопрягаемости крышек ко-
ренных вкладышей с каблучками бугелей блока, а также геометри-
ческих размеров опор под коренные подшипники, перпендикулярно-
сти торцовых поверхностей блока к геометрическим осям коленчатых
19
Рис. 12. Базы при проверке бло-
ка дизеля 2Д100 и места измере-
ний диаметров расточек под ко-
пенные подшипники
валов, соосности опор под подшипниковые втулки кулачковых ва-
лов привода топливных насосов, параллельности осей кулачковых
валов между собой и относительно оси верхнего коленчатого вала,
правильности затяжки гаек крепления крышек вкладышей ко-
ренных подшипников, отсутствия трещин по сварочным швам и
целым листам блока, перпендику-
лярности осей отверстий для уста-
новки корпусов толкателей отно-
сительно плоскости фланцев, бо-
кового смещения осей отверстий
для установки корпусов толкателей
относительно геометрических осей
кулачковых валов, герметично-
сти каналов ресивера.
Базы. При проверке блока
дизеля 2Д100 принимают сле-
дующие базы: за установочную
базу — горизонтальную поверх-
ность нижнего фланца А (рис.
12), которым блок устанавливают
и крепят к поддизельной раме дви-
гателя. От фланца А посредством
базисного размера 1 828_0,2й мм
в вертикальном направлении
координируют верхний фланец
блока Б, поверхность которого
является исходной при расточке
опор под коренные вкладыши.
Основными базами рассматривае-
мого блока являются геометри-
ческие оси В и Г опор вклады-
шей коренных подшипников верх-
него и нижнего коленчатых ва-
лов.
В горизонтальном направле-
нии, вдоль оси блока, за основную
базу приняты поверхности правых сторон опор опорно-упорных
вкладышей коренных подшипников нижнего и верхнего коленчатых
валов.
Для выполнения проверок блок устанавливают на плиту.
Проверка соосности всех опор коренных вкладышей нижнего и
верхнего коленчатых валов. Соосность опор коренных вкладышей
в блоке двигателя 2Д100 проверяют при помощи специального
фальшвала.
Для проверки фальшвал укладывают на опоры и определяют
зазоры между шейками фальшвала и постелью вкладышей ко-
ренных подшипников, устанавливая щуп от плоскости разъема
крышки в месте а на глубину 10—15 мм (рис. 13). Зазор для всех
20
опор у нового блока не должен превышать 0,05 мм и для соседних —
не более 0,03 мм.
Ступенчатость опор коренных подшипников блока двигателя
2Д100 проверяют при помощи специальных калибров и мостовой
Рис. 13. Схема проверки соосности постелей и соосности валов
линейки, показанных на рис. 14 и 15. Для проверки два устано-
вочных калибра (рис. 14), имеющих радиусы 141,00 мм и пришаб-
ренные верхние плоскости, укладывают на IV и IX опоры вклады-
а-б-В-г
Рис. 14. Установочный калибр для проверки ступенчатости опор
в блоке дизеля 2Д100:
/ — корпус калибра; 2 —рукоятка; 5 —планка; 4 —болт крепления планки;
5 —установочный винт; 6 — ограничитель
шей коренных подшипников. На верхние плоскости калибров уста-
навливают мостовую линейку. Мостовая линейка на обоих калибрах
должна располагаться всей плоскостью, т. е. щуп 0,03 мм не должен
проходить. При наличии перекоса и недостаточного прилегания пло-
21
скостей выравнивание калибров ведут при помощи регулировочных
винтов, установленных на каждой стороне калибра.
Ступенчатость определяют при помощи третьего такого же про-
верочного калибра, у которого верхняя плоскость для удобства
и точности измерения занижена на 0,15 мм. Этот калибр поочередно
устанавливают в двенадцатую, одиннадцатую и другие опоры, за-
меряя щупом зазоры между линейкой и переносным калибром
Рис. 15. Мостовая линейка
с обеих сторон. Расточку всех опор считают удовлетворительной,
если по соседним опорам ступенчатость не превышает 0,03 мм и по
всем опорам — 0,05 мм.
Проверка параллельности геометрических осей нижнего и верх-
него коленчатых валов. Параллельность геометрических осей ниж-
него и верхнего коленчатых валов блока проверяют при помощи
специальной микрометрической скобы, показанной на рис. 16.
mi
Рис. 16. Микрометрическая скоба для проверки параллельности
осей опор для коленчатых валов:
/—труба; 2 —губка; 3 — кронштейн с микрометром
При проверке скобу устанавливают через отсек управления так,
чтобы губки ее располагались на образующей поверхности первой
опоры нижнего и верхнего коленчатых валов, и записывают найден-
ный размер. Затем скобу переносят на противоположную сторону
блока и устанавливают ее через отсек вертикальной передачи.
Разность расстояний и будет величиной непараллельности геомет-
рических осей нижнего и верхнего коленчатых валов, которую
допускают не более 0,2 мм. В случае отсутствия специальной ми-
крометрической скобы с удлиненными губками параллельность
геометрических осей нижнего и верхнего коленчатых валов прове-
22
ряют при помощи штангенциркуля с пределом измерения 800 —
2 000 мм (ГОСТ 166—51).
Проверка перекрещивания геометрических осей нижнего и верх-
него коленчатых валов. Проверку перекрещивания геометрических
осей нижнего и верхнего коленчатых валов производят после уста-
новки блока на разметочной плите в строго горизонтальное положе-
ние. Горизонтальное положение блока находят при помощи рейсмуса
или индикатора, иглу или ножку которых устанавливают на обра-
зующую цилиндрической поверхности крайних трех опор корен-
ных вкладышей в точках 1, 2 и 3 (рис. 17) на расстоянии 10 мм от
плоскости разъема крышек. После того как блок будет выставлен
в горизонтальное положение, а стрелка индикатора по трем край-
ним опорам в точках 1, 2 и 3 будет занимать нулевое деление, инди-
Рис. 17. Схема проверки перекрещивания осей постелей коренных подшипни-
ков в блоке дизеля 2Д100
катор переносят и ножку его устанавливают на четвертую крайнюю
опору в точку 4. В четвертой точке в зависимости от точности
обработки стрелка индикатора может дать отклонение от нуле-
вого деления, которое допускают не более 0,3 мм.
Проверка смещения и перпендикулярности геометрических осей
отверстий под цилиндровые втулки и центрирующих поясов. Сме-
щение и неперпендикулярность геометрических осей отверстий под
цилиндровые втулки по поясам Е, Ж и 3 (рис. 12) и поясам верти-
кальной передачи проверяют при помощи специальных оправок,
показанных на рис. 18. Перед установкой оправки в блок наруж-
ную поверхность всех трех дисков смазывают легким слоем лазу-
ри. Затем оправку устанавливают в блок и посредством ломика,
поставленного в отверстие рыма 4, проворачивают на два-три
оборота вокруг своей оси. Одновременно при помощи щупа про-
веряют прилегание фланца 5 верхнего диска к платикам блока.
После удаления оправки из блока площадь с~"----------- "~
по всем поясам Е, Ж и 3 (рис. 12) должна быть
менее 65%. Прилегание опорного фланца верхнего
оправки к платикам для
отпечатка краски
' > не
диска
крепления гильзы в блоке должно
23
Рис. 18. Оправка для
проверки соосности цент-
рирующих поясов в от-
верстия блока для
гильзы:
1 — нижний диск; 2 —сред-
ний диск; 3~ верхний
диск; 4 — рым; 5 — нижняя
плоскость фланца диска
3', 6 — пустотелый вал
Рис. 19. Проверка сопряже-
ния крышки коренного под-
шипника и бугелей блока
дизеля 2Д100:
.1 и В —размеры; С—поверхности
24
быть плотным и щуп 0,03 мм не должен проходить по обоим пла-
тинам при повороте оправки вокруг ее оси на 180°. Аналогично про-
веряют при помощи оправки соосность поясов в блоке для верти-
кальной передачи.
Проверка ступенчатости нижнего и верхнего фланцев. Ступен-
чатость нижнего фланца, которым блок соединяют с поддизельной
рамой, и верхнего (служащего для установки крышки шатунно-
кривошипной камеры верхнего коленчатого вала) проверяют при
помощи стальной контрольной линейки длиной не менее 3 000 мм
По краске или щупу.
Ступенчатость фланцев блока допускают не более 0,15 мм.
Проверка сопрягаемости крышек коренных вкладышей с каб-
лучками бугелей блока. Сопрягаемость крышек коренных вклады-
шей с каблучками бугелей блока проверяют по краске. Вначале все
крышки проверяют фальшвалом по отпечатку краски. Затем крышку
пригоняют по каблучкам бугелей блока, чтобы обеспечить натяг
0,01—0,004 мм по размерам А (рис. 19) и в то же время натяг 0,03—
0,10 мм по размеру В. Далее по отпечатку краски производят под-
гонку поверхностей С крышки к блоку. Центральное расположение
крышки относительно оси опор в вертикальной плоскости прове-
ряют по краске с помощью цилиндрической оправки. Геометриче-
ские размеры расточек под коренные подшипники проверяют при
помощи микрометрической шпильки.
Проверка перпендикулярности торцовых поверхностей блока
к геометрическим осям коленчатых валов. Перпендикулярность
торцовых поверхностей блока по отношению к геометрическим осям
коленчатых валов проверяют при помощи специального приспособ-
25
ления (рис. 20). Приспособление укладывают шейками на три край-
ние опоры, а ребро линейки устанавливают к торцовой плоскости
блока. При этом отклонение на длине 1 000 мм не должно превышать
0,15 мм. Замеры производят щупом.
Проверка соосности опор под подшипниковые втулки кулачко-
вых валов привода топливных насосов. Проверку производят при
помощи оправки, показанной на рис. 21. Оправку устанавливают
в блок таким образом, чтобы она охватила четыре опоры. Затем
при помощи рукояток 2 оправку проворачивают на два-три оборота
вокруг своей оси и перемещают на одну следующую опору вдоль
Рис. 21. Оправка для проверки соосности опор подшипников кулач-
кового вала топливных насосов в блоке дизеля 2Д100:
/ — труба; 2 —рукоятка; 5 —блок дизеля
блока. Отпечаток Краски по всем опорам должен быть не менее
65% и щуп 0,05 мм между рабочей частью оправки и опорой не
должен проходить.
Проверка параллельности геометрических осей кулачковых
валов между собой и относительно оси верхнего коленчатого вала.
Такую проверку производят при помощи фальшвала, двух оправок
(рис. 21) и микрометрической шпильки и штангенциркуля.
Параллельность осей отверстий под подшипниковые втулки ку-
лачковых валов привода топливных насосов проверяют после про-
верки соосности постелей коренных подшипников верхнего колен-
чатого вала и обоих кулачковых валов. При проверке фальшвал
укладывают в опоры верхнего коленчатого вала, а оправки (рис. 21)
устанавливают в первые крайние четыре опоры того и другого ку-
лачкового вала (рис. 13). Далее с помощью микрометрических шпи-
лек измеряют расстояния между оправками. Для нового блока это
расстояние равно 440 мм ±0,4, а между шейкой фальшвала и каждой
оправкой 188,43 мм ±0,3. После этого обе оправки (рис. 21) переме-
щают к одиннадцатой опоре и производят аналогичные измере-
ния с другого торца блока. Непараллельность осей отверстий
под кулачковые валы может быть подсчитана как разность
ранее замеренных расстояний между оправками с той и
другой стороны блока и допускается на всей длине блока
не более 0,2 мм. Аналогично проверяют непараллельность оси того
и другого кулачкового вала относительно оси верхнего коленчатого
вала, которая допускается не более 0,2 мм на всей длине блока.
Те же самые расстояния измеряют при помощи штангенциркуля,
устанавливая его губки на образующие поверхностей опор верхнего
26
коленчатого вала и опор кулачковых валов с того и другого торца
блока.
Проверка правильности затяжки гаек, болтов и шпилек крепле-
ния крышек вкладышей коренных подшипников. Проверку произ-
67>М-щ)йГ~
Рис. 22. Оправка для проверки перпендикулярности
осей отверстий в блоке для корпусов толкателей
относительно плоскости блока:
1 — рабочая поверхность фланца; 2 —фланец
водят по совпадению меток, выбитых на их торцах. На заводе-из-
готовителе усилие затяжки этих гаек определяют аналитическим
путем. Затем при помощи специального ключа, снабженного дина-
мометром, производят затяжку гаек с расчетным усилием и наносят
метки в виде точек — керн. Метки, нанесенные на торцах гаек, бол-
27
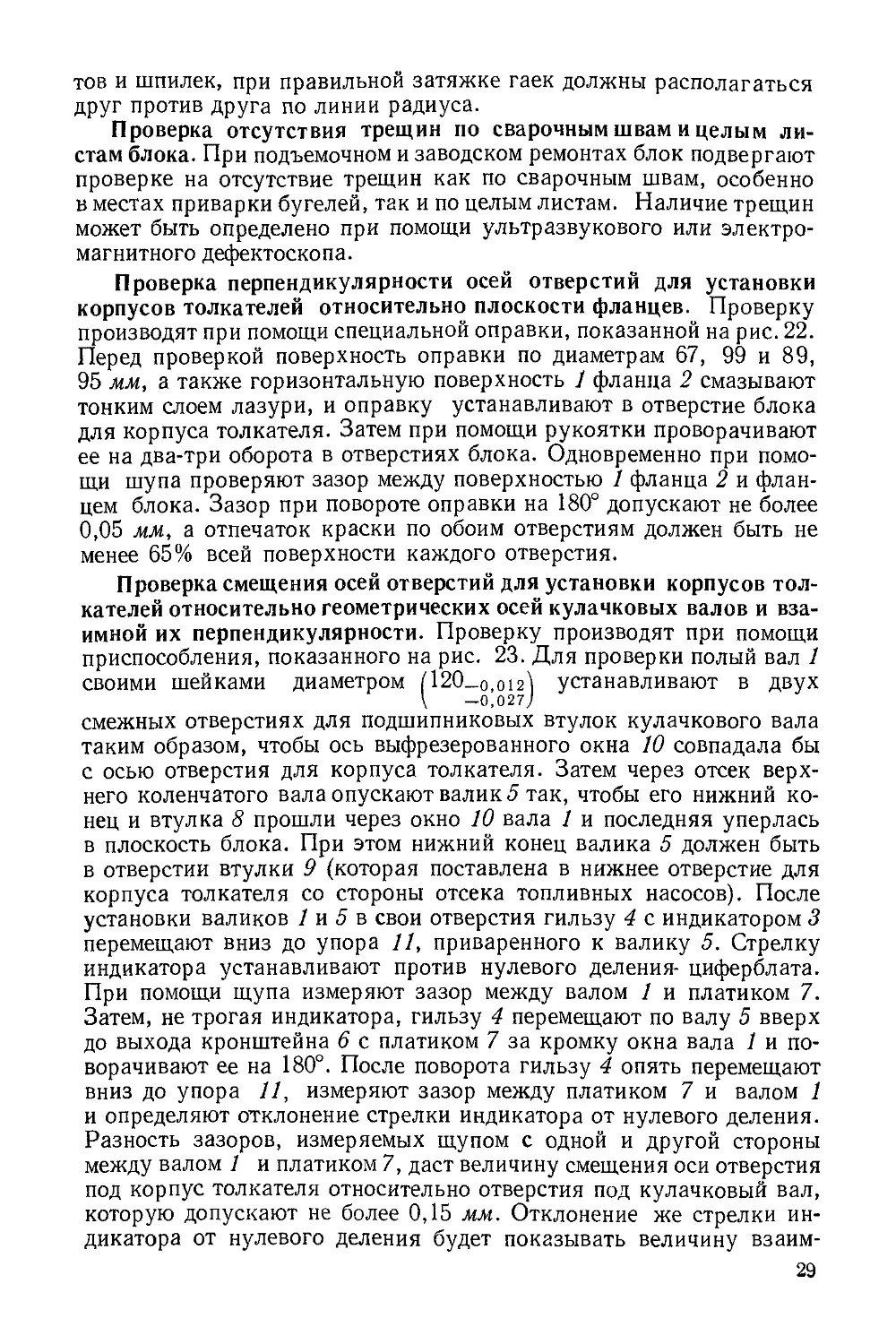
го
со
Рис. 23. Приспособление для проверки смещения и перпендикулярности осей отверстий для корпусов
толкателей относительно осей кулачковых валов:
/—валик с окном: 2— держатель; 3 — индикатор; 4 — гильза; 5 — валик; 6 — кронштейн; 7 — платик; 8 — втулка;
3 — иап равляющая втулка; 10 — окно; 11— упор
тов и шпилек, при правильной затяжке гаек должны располагаться
друг против друга по линии радиуса.
Проверка отсутствия трещин по сварочным швам и целым ли-
стам блока. При подъемочном и заводском ремонтах блок подвергают
проверке на отсутствие трещин как по сварочным швам, особенно
в местах приварки бугелей, так и по целым листам. Наличие трещин
может быть определено при помощи ультразвукового или электро-
магнитного дефектоскопа.
Проверка перпендикулярности осей отверстий для установки
корпусов толкателей относительно плоскости фланцев. Проверку
производят при помощи специальной оправки, показанной на рис. 22.
Перед проверкой поверхность оправки по диаметрам 67, 99 и 89,
95 мм, а также горизонтальную поверхность 1 фланца 2 смазывают
тонким слоем лазури, и оправку устанавливают в отверстие блока
для корпуса толкателя. Затем при помощи рукоятки проворачивают
ее на два-три оборота в отверстиях блока. Одновременно при помо-
щи шупа проверяют зазор между поверхностью 1 фланца 2 и флан-
цем блока. Зазор при повороте оправки на 180° допускают не более
0,05 мм, а отпечаток краски по обоим отверстиям должен быть не
менее 65% всей поверхности каждого отверстия.
Проверка смещения осей отверстий для установки корпусов тол-
кателей относительно геометрических осей кулачковых валов и вза-
имной их перпендикулярности. Проверку производят при помощи
приспособления, показанного на рис. 23. Для проверки полый вал 1
своими шейками диаметром /'12O_o,oi2A устанавливают в двух
\ —0,027/
смежных отверстиях для подшипниковых втулок кулачкового вала
таким образом, чтобы ось выфрезерованного окна 10 совпадала бы
с осью отверстия для корпуса толкателя. Затем через отсек верх-
него коленчатого вала опускают валик 5 так, чтобы его нижний ко-
нец и втулка 8 прошли через окно 10 вала 1 и последняя уперлась
в плоскость блока. При этом нижний конец валика 5 должен быть
в отверстии втулки 9 (которая поставлена в нижнее отверстие для
корпуса толкателя со стороны отсека топливных насосов). После
установки валиков 1 и 5 в свои отверстия гильзу 4 с индикатором 3
перемещают вниз до упора 11, приваренного к валику 5. Стрелку
индикатора устанавливают против нулевого деления- циферблата.
При помощи щупа измеряют зазор между валом 1 и платиком 7.
Затем, не трогая индикатора, гильзу 4 перемещают по валу 5 вверх
до выхода кронштейна 6 с платиком 7 за кромку окна вала 1 и по-
ворачивают ее на 180°. После поворота гильзу 4 опять перемещают
вниз до упора 11, измеряют зазор между платиком 7 и валом 1
и определяют отклонение стрелки индикатора от нулевого деления.
Разность зазоров, измеряемых щупом с одной и другой стороны
между валом 1 и платиком 7, даст величину смещения оси отверстия
под корпус толкателя относительно отверстия под кулачковый вал,
которую допускают не более 0,15 мм. Отклонение же стрелки ин-
дикатора от нулевого деления будет показывать величину взаим-
29
ной неперпендикулярности осей тех же отверстий, которую раз-
решают не более 0,06 мм на длине 180 мм.
Проверка герметичности каналов ресивера. На герметичность
блок испытывают два раза. Первый раз (после изготовления или ре-
монта на заводе) каналы ресивера блока подвергают испытанию
воздухом давлением 3 ати в течение 5 мин. Второй раз блок под-
вергают гидравлическому испытанию в течение 15 мин давлением
2 ати после окончательной установки выхлопных коробок, гильз
цилиндров, выхлопных коллекторов и их патрубков, индикатор-
ных кранов и форсунок, а также основных трубопроводов и водя-
ного насоса. Как при испытании ресиверов, так и при испытании
водяной системы дизеля пропуски воздуха или подтеки воды по
всем сварочным швам или в соединениях трубопроводов и деталей
не допускают.
§ 10. ПРОВЕРКА ЦИЛИНДРОВОЙ ВТУЛКИ И ПРАВИЛЬНОСТЬ
ЕЕ УСТАНОВКИ В БЛОКЕ ДИЗЕЛЯ 2Д100
В объем работ входят проверки отклонения рабочей поверх-
ности от правильной цилиндрической формы, овальности наруж-
ной поверхности втулки, биения поверхностей, опорной поверхно-
сти фланца втулки, биения относительно цилиндрической поверх-
ности нижней части втулки, параллельности образующих рабочих
поверхностей относительно буртов, герметичности водяной полости.
Базы. При выполнении проверок принимают следующие базы:
внутренние и наружные цилиндрические поверхности и опорный
бурт поверхности фланца.
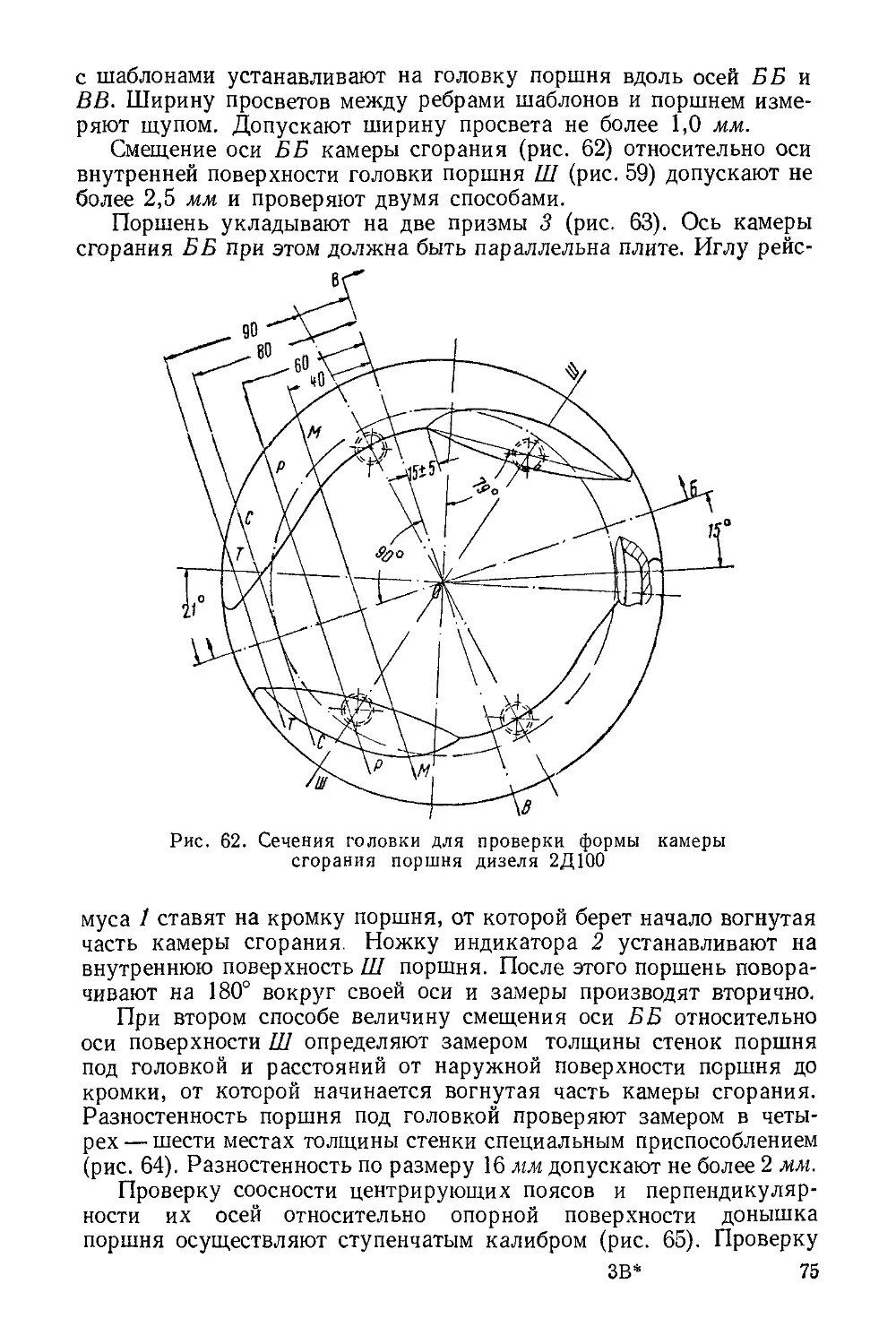
Проверка отклонения рабочей поверхности от правильной ци-
линдрической формы. При проверке определяют конусность, оваль-
ность, бочкообразность и ее корсетность. Для этого втулку измеряют
в шести поясах (рис. 24), симметрично расположенных от ее торцов.
Конусность, овальность, бочкообразность и корсетность допускают
не более 0,03 мм. На расстоянии до 10 мм от кромки окон допускают
местное увеличение диаметра до 0,03 мм по сравнению с минималь-
ным диаметром рабочей поверхности втулки.
Проверяют овальность наружной поверхности втулки в I,
IV, V и VI поясах (рис. 24), которую допускают не более 0,03 мм.
Проверка биения ряда поверхностей относительно наружных
поверхностей нижнего 4 и верхнего 5 буртов рубашки. Для этого
втулку укладывают на роликовое приспособление, аналогичное
изображенному на рис. 10, буртами 4 и 5 (рис. 24), а ножку индика-
тора устанавливают на поверхность, биение которой проверяют.
Допускают следующие величины биений: опорной поверхности
8 фланца втулки на диаметре 325 мм не более 0,02 мм (при этой
проверке используют дополнительный ролик, к которому втулку
прижимают своей поверхностью S);
поверхности 7 верхнего посадочного бурта — не более 0,03 мм;
30
рабочей поверхности в верхней части 10 и в нижней — 14 —
не более 0,10 мм;
наружной поверхности 1 в нижней части гильзы как направ-
ляющей— не более 0,10 мм;
поверхностей 6 и 9 в канавках для резиновых уплотняющих
колен— не более 0,15 мм.
На роликовом приспособлении проверяют биение поверхностей
2 и 3 относительно цилиндрической поверхности 1 нижней части
втулки. Биение допус-
кают не более 0,02 мм.
Проверяют парал-
лельность образующих
рабочих поверхностей 10
и 14 относительно обра-
зующих поверхностей 4
и 5 буртов рубашки.
Непараллельность допу-
скают не более 0,05 мм
на длине 490 мм.
Герметичность
водяной полости
между втулкой и
рубашкой проверяют
гидравлическим испыта-
нием водой под давле-
нием 6 атм в течение
5 мин. Течь и потение
не допускают. Перед оп-
рессовкой ставят все три
адаптера и заглушают
два отверстия для труб
охлаждающей воды. К
третьему водяному от-
верстию подсоединяют
штуцер от гидропресса.
Проверка правиль-
ности установки цилин-
дровых втулок в блоке
дизеля. Проверку про-
изводят после установки
Рис. 24. Втулка цилиндра дизеля 2Д100
и пояса измерения ее:
1 —14 — поверхности
и проверок выхлопных коробок и выхлопных коллекторов.
До посадки на опорный фланец цилиндровая втулка должна
свободно перемещаться вдоль своей оси. Перед закреплением втулки
в блоке проверяют зазор между фланцем втулки и блоком. Щуп
0,05 мм не должен проходить. После закрепления втулки и выхлоп-
ной коробки производят замер диаметра рабочей поверхности втулки
в шести поясах (рис. 24). Вследствие некоторой деформации втулки
допускают ее овальность и конусность до 0,05 мм. В поясах окон
31
и на расстояниях до 10 мм от их кромок допускают увеличение
диаметра до 0,05 мм по сравнению с минимальным диаметром рабо-
чей поверхности втулки.
§ 11. ПРОВЕРКА КАРТЕРА И БЛОКА ДИЗЕЛЯ Д50 ПРИ ПОМОЩИ
ОПТИЧЕСКИХ ПРИБОРОВ ЦНИИ*
Проверка параллельности верхней привалочной плоскости кар-
тера к оси постелей коленчатого вала. При этой проверке применяют
следующие приборы: колонну со спаренной оптической системой,
две визирные марки, накладное зеркало и зеркальный мостик. Спа-
ренная оптическая система (рис. 25) состоит из двух самостоятель-
Рис. 25. Спаренная оптическая система
ных оптических приборов: зрительной трубы 4 и автоколлиматора 5.
Оба эти прибора вмонтированы в один корпус 3, который шарнирно
закреплен на оси 2. Наличие этой оси позволяет производить разво-
рот всей системы в вертикальной плоскости. Кронштейн 14, несу-
щий ось 2, закрепляется на столике 12, который, в свою очередь,
посредством цапфы 10 опирается на каретку 9 колонны.
Головка винта 13 обеспечивает перемещение всей системы по-
перек колонны, а винта 8 — вдоль колонны. Поворот системы
в горизонтальной плоскости обеспечивается винтом 11. Винтами 7
фиксируют систему в заданном положении.
Автоколлиматор снабжен окулярным микрометром с двумя лим-
бами 6, цена деления которых равна 2 сек, и оптической насадкой 1
с пентапризмой, которая обеспечивает поворот пучка лучей авто-
коллиматора под прямым углом вниз.
* Параграф написан канд. техн, наук Стеценко Е. Г.
32
Визирная марка (рис. 26) представляет собой прибор, обеспечи-
вающий определение геометрического центра отверстия постели.
Корпус марки 2 имеет в средней своей части оптическое перекрытие,
центр которого при нулевых положениях обоих.лимбов 3отстоит от
жестких опор 1 на расстоянии, равном номинальному радиусу ви-
зируемого отверстия. При отклонении диаметра отверстия от номи-
нала величину этого отклонения можно учесть указанными лимбами,
зная, что цена деления их равна 0,005 мм.
Прижатие жестких опор марки к поверхности визируемого от-
верстия осуществляют подпружиненным стержнем 5. Затяжка стерж-
ня выполняется накидной гайкой
4. Установку марки по располо-
жению жестких опор обеспечи-
вают малогабаритные уровни 6.
Расположение приборов, необ-
ходимых для проверки параллель-
ности верхней привалочной пло-
скости картера к оси постелей вала
(рис. 27), показано позициями 1,
4, 5, 6. Проверку начинают визи-
рованием оси постелей коленчато-
го вала, т. е. совмещением окуляр-
ного перекрестия зрительной тру-
бы с перекрестиями обеих марок,
установленных в 1-ю и 7-ю по-
стели, при наличии закрепленных
крышек постелей.
Отвизированную ось постелей
отмечают по накладному зер-
калу (реперу) 6. Далее оптическую
систему передвигают вверх до
совмещения оси автоколлимато-
Рис. 26. Визирная марка
ра с центром нижнего зеркала зер-
кального мостика и устанавливают ее так, чтобы взятая отметка
по реперу повторилась. Искомая величина непараллельное™ в
секундах определяется по зеркальному мостику с опущенной
вниз пентапризмой. Пересчет угловых величин в линейные про-
изводится по специальной таблице.
Допускают непараллельность 8 сек, или 0,15 мм.
Проверка соосности и перпендикулярности привалочной плоско-
сти фланца генератора к оси постелей коленчатого вала.
Применяют следующие приборы: колонну со спаренной оптиче-
ской системой 1, визирные марки 2 и совмещенную марку 3
(рис 28).
Вначале визируют ось постелей коленчатого вала. После визиро-
вания оси постелей спаренную оптическую систему оставляют
на прежнем месте. В заточку фланца генератора устанавливают
совмещенную марку. При проверке величины несоосности установку
2 Зак. 41+ 33
марки производят трижды: первые два раза — в горизонтальное
положение с поворотом марки на 180° вокруг оси постелей колен-
чатого вала и один раз — в вертикальное положение. Закрепле-
ние совмещенной марки в заточке фланца при ее горизонтальном
положении осуществляют за счет роспуска ее витой пружины.
В вертикальном положении марку закрепляют при помощи до-
полнительного приспособления. Во всех трех случаях мерительный
диск марки должен быть хорошо прижат к боковым поверхностям
заточки фланца, а базовые опоры ее — к привалочной плоскости
фланца.
Рис. 27. Схема проверки блока и картера Д50
Контроль положения марки по ее развороту производят путем
сопоставления ветвей перекрестия самой марки и зрительной тру-
бы. Отсчет величины смещения перекрестия марки от перекрестия
зрительной трубы, т. е. от оси постелей коленчатого вала, произ-
водят по лимбу совмещенной марки, цена деления которого равна
0,005 мм.
Для определения фактической величины радиуса фланца бе-
рут сумму обоих показаний марки и делят на два. Величину сме-
щения центра фланца определяют из разности фактической вели-
чины радиуса и величины большего размера, полученного при двух
горизонтальных положениях марки.
Смещение центра фланца в вертикальном направлении опре-
деляют методом вычитания фактически замеренного радиуса фланца,
34
полученного при горизонтальном измерении, и показания марки
при ее вертикальном положении. Допускают смещение по горизон-
тали и вертикали 0,04 мм.
Одновременно с измерением величины смещения центра фланца
в горизонтальной плоскости производят измерение величины не-
перпендикулярности фланца к геометрической оси постелей колен-
чатого вала. Это измерение выполняют по двум отражающим зерка-
лам, размещенным на расстоянии 75 мм от центра перекрестия
марки.
Рис. 28. Проверка параллельности
привалочной плоскости картера, а
также соосности и перпендикулярно-
сти фланца генератора к оси посте-
лей коленчатого вала
Рис. 29. Проверка ступенчатости
постелей коленчатого вала
Отсчет величины неперпендикулярности делают по обоим
лимбам автоколлиматора. Допускают неперпендикулярность 8 сек,
или 0,05 мм.
Проверка ступенчатости постелей коленчатого вала. Проверку
производят шаговым мостиком / и автоколлиматором спаренной
оптической системы 2 (рис. 29). Картер при этом должен быть сво-
бодно установлен на стендовых балках без блока. Крышки уста-
новлены и закреплены надлежащим порядком.
Измерение ступенчатости производят так же, как это делают
при проверке блока 2Д100 (см. § 12) с последующим пересчетом
полученных данных.
2*
35
лонну со спаренной оптической
Рис. 30. Проверка параллельности
осей постелей верхнего и нижнего
коленчатых валов блока 2Д100
§ 12. ПРОВЕРКА БЛОКА ДИЗЕЛЯ 2Д100 ПРИ ПОМОЩИ
ОПТИЧЕСКИХ ПРИБОРОВ ЦНИИ*
Проверка взаимной параллельности осей постелей верхнего и
нижнего коленчатых валов. Применяют следующие приборы: ко-
системой; две визирные марки
с подсветкой; накладное зер-
кало (репер). Расположение
перечисленных приборов по-
казано на рис. 30, 32.
Визирные марки 1 (рис. 32)
устанавливают так, чтобы две
их жесткие опоры опирались
на поверхность крышки.
Перед установкой визир-
ных марок в 1-ю и 12-ю по-
стели вала отверстия этих
постелей измеряют индика-
торным нутромером. По фак-
тическим размерам постелей
выставляют лимбьгвизирных
марок. Так, если отверстие
имеет размер 242,02, то каж-
дый лимб марки устанавли-
вают на второе деление пос-
ле нулевого индекса (цена
деления лимба — 0,005 мм).
Учет фактического зна-
чения диаметра постели обе-
спечивает установку центра
перекрестия визирной марки
строго по геометрическому
центру отверстия. Прямую,
проходящую через центры перекрестий двух марок, принимают
за геометрическую ось всех постелей коленчатого вала.
После установки и закрепления визирных марок зрительную
трубу 2 оптической системы устанавливают таким образом, чтобы
ее перекрестие совпало с обоими перекрестиями визирных марок.
При таком положении зрительной трубы оптическая ось ее будет
продолжением геометрической оси постелей. У основания колонн
устанавливают накладное зеркало 5, которое дает возможность
через автоколлиматор 3 и оптическую насадку с пентапризмой 4
отметить это положение спаренной оптической системы в простран-
стве. После отметки оптической системы ее передвигают вниз и
снова выставляют по маркам, установленным в постели нижнего
вала, а затем отмечают потому же реперу. Разница двух показаний
вертикального лимба автоколлиматора при визировании зритель-
* Параграф написан канд. техн, наук Стеценко Е. Г.
26
ной трубы по верхнему и нижнему валу и есть величина непарал-
лельное™ осей постелей обоих валов в секундах. Полученную
величину пересчитывают по таблице в миллиметры; допускают
непараллельность осей постелей 10 сек, или 0,2 мм на длине блока.
Проверка перпендикулярности оси расточки под цилиндровые
гильзы к оси постелей верхнего вала. Проверку производят при
помощи спаренной оптической системы и вертикального мостика
(рис. 31). В конструкции вертикального мостика зеркало 1 имеет
две строго параллельные между собой отражающие плоскости.
Зеркало устанавливают в рамку 2 без юстировки, т. е. не в пло-
скости, проходящей через ролики 3 жестких опор. Это повышает
Рис. 31. Вертикальный мостик
надежность конструкции, но вместе с тем вызывает необходимость
двойной установки мостика в измеряемом отверстии, т. е. с поворо-
том мостика на 180°.
Перед установкой мостика в измеряемое отверстие распорные
стержни его 4 втягивают в корпуса опор 5 при помощи рукоятки 6.
После установки мостика рукоятка поворачивается и стержни под
действием спиральных пружин прижимают жесткие опоры к стен-
кам измеряемого отверстия. Ограничение мостика по высоте его
расположения осуществляется ограничителем 7.
Расстановка необходимых для этой цели приборов на блоке
дизеля (рис. 32) показана позициями 1, 3, 8. Геометрическая ось
постелей определяется так же, как это было описано раньше. От-
визированную ось принимают за базу и от нее измеряют вели-
чину отклонения оси цилиндра от прямого угла. Чтобы не сдвигать
спаренную оптическую систему вверх и вниз и таким образом
сократить процесс измерения блока, все вертикальные мостики из-
готовляют таким образом, что при расположении оси зрительной
трубы на геометрической оси постелей ось автоколлиматора прохо-
дит через центр зеркала вертикального мостика, установленного
в проверяемом отверстии.
Такое взаиморасположение приборов позволяет сразу после
визирования геометрической оси постелей приступить к проверке
неперпендикулярности всех отверстий под цилиндровые гильзы и
вертикальную передачу. Дополнительным контролем положения
37
вертикального мостика является взаиморасположение вертикаль-
ных ветвей отраженного и окулярного перекрестий в окуляре авто-
коллиматора. Эти ветви при всех установках мостика должны рас-
полагаться как можно ближе.
Отсчеты величины неперпендикулярности проверяемого отвер-
стия берут по вертикальному лимбу автоколлиматора. При каждом
отсчете окулярное и отраженное перекрестие совмещают процес-
сом вращения вертикального лимба. Деление на этом лимбе, совпа-
Рис. 32. Схема измерения блока дизеля 2Д100:
/ — визирная марка; 2 —зеркальный мостик; 3 — вертикальный мостик; -/ — шаговый
мостик; 5 —зеркальная марка; 6 — оптическая насадка с пентапризмой; 7 —автокол-
лиматор; 8 — зрительная труба; 9 —накладное зеркало
дающее с отсчетным индексом, соответствует углу (в секундах)
между оптической осью автоколлиматора и отражающей поверх-
ностью зеркала. Взятые два отсчета в одном и том же отверстии,
но при двух положениях вертикального мостика, складывают (с уче-
том знака) и делят на два. Алгебраическая полусумма взятых отсче-
тов и есть величина неперпендикулярности оси измеряемого отвер-
стия к оси постелей верхнего коленчатого вала в секундах. Для пере-
счета угловых величин в линейные служит специальная таблица.
Такие измерения производят во всех 11 отверстиях блока ди-
зеля 2Д100.
После установки и закрепления цилиндровых гильз в блок ди-
зеля проверку неперпендикулярности их осей к оси постелей ко-
ленчатого вала производят таким же вертикальным мостиком, но
изготовленным на диаметр 207 мм-
38
Полученные величины дают возможность определить величину
непараллельное™ осей измеряемых отверстий между собой. Для
получения этой величины суммируют значения неперпендику-
лярности по смежным и несмежным цилиндрам с учетом их
знака.
Допускают непер пендикулярность отверстия от оси постелей ко-
ленчатого вала 24 сек, или 0,12 мм, а взаимную непараллельность
осей расточек под цилиндровые
гильзы 40 сек, или 0,2 мм.
Используя такое расположе-
ние спаренной оптической систе-
мы, производят проверку парал-
лельности привалочных плос-
костей цилиндровых гильз к
оси постелей коленчатого вала.
При проверке применяют зер-
кальную марку (рис. 33). Корпус
марки / имеет две базовые нож-
ки 2 и одну поддерживающую
ножку 3 призматической формы.
Трубчатый стержень марки 4
имеет на верхнем конце рамку 5
для двустороннего зеркала 6.
Процесс измерения непарал-
лельности привалочной плоско-
сти цилиндровых гильз состоит
из установки зеркальной марки
на каждый платик правой и
левой стороны блока. Такую ус-
тановку выполняют с поворотом
марки на 180°, так как базовые
ножки имеются только с одной
Рис. 33. Зеркальная марка
стороны ее основания. При каж-
дой установке зеркальной марки обращают внимание на то, чтобы
отражающая плоскость ее зеркала располагалась примерно под пря-
мым углом к продольной оси блока. Контроль за такой установкой
производят через окуляр автоколлиматора. Удовлетворительным по-
ложением марки считают такое, при котором вертикальная ветвь
отраженного перекрестия совпадает или находится в непосредствен-
ной близости от вертикальной ветви окулярного перекрестия. При
каждой последующей установке марки следят за тем, чтобы эти
ветви занимали прежнее положение.
Величину непараллельности проверяемых плоскостей или не-
перпендикулярности отражающей плоскости зеркала к оси посте-
лей верхнего вала определяют по вертикальному лимбу окулярного
микрометра автоколлиматора.
Допускают отклонение от параллельности проверяемой пло-
скости к оси постелей вала 30 сек, или 0,02 мм.
39
Проверку параллельности верхней привалочной плоскости бло-
ка к оси постелей вала производят при расположении спаренной
оптической системы по оси верхнего коленчатого вала. При про-
верке применяют зеркальный мостик (рис. 34), который устанавли-
вают на проверяемую плоскость. В мостике имеются две базовые
опоры 1, которые при проверке должны плотно прилегать к пло-
скости блока. Две другие опоры являются поддерживающими 4',
Рис. 34. Зеркальный мостик
одну из них используют при проверке блока 2Д100, а другую — при
проверке картера дизеля Д50. Сам мостик имеет корытообразный
корпус 2, в котором размещаются два двусторонних зеркала 3.
Внутреннее зеркало используют при проверке нижней привалочной
плоскости блока, а наружное зеркало — при проверке верхней
привалочной плоскости. Оба зеркала выставляют (юстируют) под
прямым углом к плоскости, проходящей через две базовые опоры.
При использовании мостика для проверки нижней привалочной
плоскости крепление его снизу производят с помощью захватов 5,
которые при роспуске гайки 6 притягивают мостик к проверяемой
плоскости силой пружины, действующей на этот захват. Постоян-
ная сила прижатия прибора обеспечивает постоянство ошибки
измерения.
Так как ось постелей верхнего коленчатого вала, по отно-
шению которой производят проверку верхней привалочной плос-
кости блока, была, отвизирована в предыдущих операциях, про-
верку привалочной плоскости начинают с установки мостика на
плоскость. Такую установку производят в любом месте по длине
блока и повторяют ее несколько раз.
На рис. 32 описываемая операция показана позициями 2, 7, 8.
При установке мостика следят за тем, чтобы вертикальная ветвь
отраженного от зеркала перекрестия располагалась ближе к вер-
тикальной ветви окулярного перекрестия. Горизонтальный лимб
автоколлиматора должен располагаться на нулевом индексе. Не-
совпадение горизонтальных ветвей перекрестий устраняют путем
вращения вертикального лимба автоколлиматора. При достижении
полного совпадения горизонтальных ветвей по шкале этого лимба
берут отсчет. Полученная цифра есть величина непараллельности
40
привалочной плоскости блока к оси постелей верхнего коленчатого
вала в секундах. Пересчет угловой величины в линейную произ-
водят при помощи таблицы.
Из нескольких замеров, полученных при повторной установке
мостика, находят среднюю величину. Величину непараллельности
на длине блока допускают 8 сек, или 0,15 мм.
Ступенчатость постелей коленчатого вала в вертикальной (сту-
пенчатость) и горизонтальной (змейка) плоскостях проверяют при
новой постановке спаренной оптической системы. В этом случае
оптическую ось автоколлиматора устанавливают примерно по оси
контролируемых постелей. На рис. 32 этой операции соответст-
вуют позиции 4, 7.
При проверке ступенчатости применяют шаговый мостик (рис. 35).
Для обеспечения шагового измерения при различной длине шага
мостик имеет три жесткие опоры 3, соединенные в один узел труб-
чатым стержнем 5. Каждая опора имеет распорный стержень 4,
который втягивается поворотом рукоятки 2. При обратном поворо-
те рукоятки стержни выталкиваются из опор спиральными пружи-
Рис. 35. Шаговый мостик
нами. На торце трубчатого стержня устанавливают и жестко за-
крепляют зеркало 6. При проверке величин ступенчатости мостик
устанавливают на первую наиболее близкую к автоколлиматору
пару постелей. Зеркало мостика должно быть обращено в сторону
автоколлиматора. Распорные стержни мостика полностью распус-
кают, что обеспечивает хорошее прилегание валиков 1 жестких
опор к измеряемым поверхностям. Для обеспечения установки этих
валиков всегда в определенную точку измеряемых поверхностей на
одной из жестких опор прикреплен малогабаритный уровень. Уро-
вень расположен перпендикулярно продольной оси мостика. При
установке мостика в постели его ориентируют так, чтобы пузырек
уровня находился в центре его шкалы.
После установки мостика приступают к установке автоколлима-
2В Зак. 414 41
тора. При первом положении шагового мостика оптическую ось
автоколлиматора выставляют под прямым углом к отражающей
плоскости зеркала. При такой установке автоколлиматора пере-
крестие его окуляра полностью совместится с перекрестием, отра-
женным от поверхности зеркала, а лимбы микрометрических винтов
окуляра должны совпадать с нулевыми индексами.
При дальнейшей перестановке шагового мостика автоколлиматор
оставляют неподвижным, а величину имеющегося несовпадения
перекрестий по обеим его ветвям определяют по лимбам окулярного
микрометра. Цена деления лимба равна 2 сек, что составляет для
данного мостика 3 мк.
§ 13. ПРОВЕРКИ ВКЛАДЫШЕЙ КОРЕННЫХ ПОДШИПНИКОВ
ДИЗЕЛЕЙ Д50 И 2Д100
В объем работы входят проверки: качества заливки бабби-
та, геометрических размеров, натяга вкладыша, прилегания
вкладыша к постели и крышке подшипника, зазора в подшип-
нике на смазку.
Базы. При выполнении проверок принимают следующие базы:
наружную цилиндрическую поверхность вкладыша (при измерении
толщины) и торец вкладыша, упирающийся в планку приспособле-
ния, при проверке величины натяга.
Проверка качества заливки баббита. Проверку осуществляют
путем нагрева залитых вкладышей в дизельном топливе до темпера-
туры 90°С и выдержки их в ванне при этой температуре в течение
часа. Далее вкладыши извлекают из ванны, насухо протирают и
обмазывают раствором мела со стороны заливки. Если слой баббита
плотно прилегает к телу вкладыша и не имеет трещин, то после
высыхания слой мела будет иметь чисто белый цвет. В случае нека-
чественной заливки на белом фоне будут желтые пятна против тех
мест, где баббит не прилегает плотно к вкладышу или имеет тре-
щины. Такие вкладыши заменяют.
Проверка геометрических размеров гкладышей коренных под-
шипников. Проверку производят путем тщательного обмера их
при помощи микрометра с шаровыми опорами. Разностенность
вкладыша (бронза4-баббит) не должна превышать 0,03 мм.
Проверка натяга вкладыша. Проверку величины натяга вкла-
дышей подшипников коленчатого вала Д50 производят в приспо-
соблении, представленном на рис. 36. К плите 12 при помощи
винтов 1 крепят постель (подставку) 6, в которую укладывают
вкладыш 13. Для того чтобы не повредить слой залитого баббита
и обеспечить одинаковое прилегание всех точек вкладыша к по-
стели, между прижимом 3 и вкладышем 13 помещают листовую
резину 11 толщиной 1,5—2 мм. Вкладыш прижимают плотно
к постели с помощью коромысла 10 и рычага 9 с рукояткой 7.
Сверху помещают индикаторную стойку 2 с двумя индикаторами
4. ножки которых упирают в торцы вкладыша. Между стойкой 2
42
и постелью 6 находятся пластины 5. Перед проверкой натяга
вкладышей стойку с индикаторами 4 ставят на контрольную
плиту и шкалы обоих индикаторов устанавливают на нуль. Для
проверки натяга коренных вкладышей дизеля Д50 применяют
Рис. 36. Приспособление для определения величины натяга вкладышей
коленчатого вала дизеля Д50:
/ — винт; 2 — индикаторная стойка; 3 — прижим; 4 —индикатор; 5—пластина;
6 — постель; 7 —рукоятка; 8 — контрольный штифт; 9 — рычаг; 10 — коромысло;
//—резина; 12 — плнта; 13 — вкладыш
постель 6 диаметром Dn = 255+0’02 мм, а шатунных — 225+0’02 мм.
На одной из боковых поверхностей постели приспособления вы-
бивают размер S, который необходим для подсчета натяга вкла-
дыша (например S= 125,25 мм). На рис. 37 представлена схема
Рис. 37. Схема к определению величины натяга вкладыша
в приспособлении
данного приспособления для определения величины натяга вкла-
дыша на оба торца о. Нумерация деталей на этой схеме совпа-
дает с рис. 36. Плоскость I—I соответствует плоскости плиты
при настройке индикаторов на нуль. Ai и Аг— показания соот-
2В* 43
ветственно первого (левого) и второго индикаторов 4. Левый
торец вкладыша выступает над осью расточки постели на вели-
чину 81, а правый — 82. Из чертежа рис. 37
C+S=4^ или 2С=ОП —2S. (1)
С другой стороны,
8х=Л1 — С и 82=Д2— С.
Натяг вкладыша определяют по формуле
8 = Si + В2 == Ai + A2 — 2С,
или, подставляя значение 2С из формулы (1)
5—Л1+А+25 — Dn. (2)
В качестве примера определим натяг вкладыша коренного под-
шипника дизеля Д50, если 5=125,25 мм, Оп=255,02 мм, а пока-
зания индикаторов были получены:
Ai —2,13 мм и А2 = 2,51 мм.
Тогда, подставляя значения в формулу (2), найдем:
8=2,13+2,51 + 2x125,25 — 255,02=0,12 мм.
Допускаемый натяг для этого типа вкладышей в таком приспо-
соблении равен 0,11+0,13 мм (см. табл. 1).
Таблица 1
Подтип* инки Дизель Альбомные размеры Величина натяга на один вкла- дыш в мм (в приспо- соблении Примечание
Диаметр постели Наружный диаметр вкладыша в свободном состоянии Толщина вклады- шей в средней части
Корен- ные Д50 2Д100 255+0,04е 242+°’045 256,4_0i01 +0,105 242+°’07 7 к 4-0, 05 ' >о_0>03 19—0,04 —0.06 0,11—0,13 0,08—0,11 Без нагруз- ки При нагруз- ке 2 000 к.г
Шатун- ные Д50 225+°.°4б 226,4_0] 0,03 —0,02 0,11—0,13 Без нагруз- ки
2Д100 191+0,027 192,3_0>1 9,49_оо2 0,04—0,06 При нагруз- ке 1 400 кг
44
В приспособлении, изображенном на рис. 36, легко проверить
равномерность выступания торцов вкладыша над постелью приспо-
собления. Для проверки стойку 2 с индикаторами плавно передви-
гают вдоль оси постели. При этом стрелки каждого индикатора
не должны отклоняться более чем на 0,03 мм при новом и 0,10 при
старом вкладышах.
Для проверки величины натяга вкладышей коленчатого вала
2ДЮ0 под нагрузкой применяют приспособление (рис. 38). При-
Рис. 38. Приспособление для проверки натяга
вкладыша под нагрузкой:
/ — корпус; 2 — вертикальный рычаг; -3 — пружина; 4 —
двуплечий рычаг; 5 — индикатор; 6 —стойка индика-
тора; 7 — шарик; 5 — грнбок; <? — постель; 10—планка;
// — штифт; 12 — поршень; 13 — цилиндр; 14 — пружина
поршня; 15 — горизонтальный рычаг; 16 — трехходо-
вой кран; /7 —редуктор; 18 — манометр; 19 — штифт
грибка
способление состоит из корпуса 1, имеющего форму стакана, постав-
ленного вверх дном. Внутри корпуса крепят цилиндр 13 с поршнем
12. Пружина 14 отжимает поршень вверх. В пространство над порш-
нем подводят сжатый воздух, давление которого регулируют ре-
дуктором 17 по манометру 18.
45
Трехходовой кран 16 служит для впуска сжатого воздуха в ци-
линдр и выпуска его в атмосферу. Сверху на корпусе / крепят и фик-
сируют штифтом 11 съемную постель 9, в которую укладывают вкла-
дыш. Приспособление является универсальным: в зависимости от
типа проверяемых вкладышей устанавливают ту или иную постель.
Внутренний диаметр постели приспособления точно равен номи-
нальному диаметру постели в блоке (242,00 мм) или в шатуне
(191,00 мм). Вкладыши подшипника упирают с одной стороны
в планку 10, а с другой стороны прижимают к постели грибком 8.
Ножку индикатора 5, закрепленного в стойке 6, устанавливают на
риску двуплечего рычага 4. Второе плечо этого рычага имеет ша-
рик 7, который упирается все время в грибок 8 при помощи пружи-
ны 3. Сжатый воздух давит на поршень /2 и с помощью горизонталь-
ного рычага 15 и вертикального 2 отжимает грибок 8 вниз. Перед
проверкой натяга рабочего вкладыша индикатор настраивают на
нуль по эталонному вкладышу наружный диаметр которого точно
равен диаметру постели приспособления (242,00 или 191,00 мм).
В цилиндр 13 впускают сжатый воздух давлением 5 ати (если про-
веряют коренной вкладыш), что соответствует усилию 2 000 кг,
действующему вдоль оси грибка 8 и прижимающему эталонный
вкладыш к постели 9. Шкалу индикатора 5 при этом устанавливают
на нуль. Далее из цилиндра выпускают воздух через кран 16 в ат-
мосферу. Пружина 14 отжимает поршень, а через рычаг 15 и гри-
бок 8 — вверх. Штифт 19 ограничивает подъем поршня и грибка.
Эталонный вкладыш заменяют рабочим и все операции, кроме на-
стройки индикатора на нуль, повторяют. По показанию индика-
тора определяют величину натяга.
Правилами текущего ремонта тепловозов ТЭЗ предусмотрена
проверка натяга вкладышей подшипников коленчатого вала дизеля
2Д100 в своих постелях. Для этого крышки подшипников ставят на
прокладках из фольги толщиной 0,05 мм и затягивают гайки.
Если щуп 0,03 мм заходит между постелью или крышкой и вкла-
дышем на глубину не более 15 мм, то вкладыши признают
годными.
В табл. 1 приведены альбомные размеры постелей и вкладышей
подшипников коленчатого вала, а также величина необходимого
натяга вкладыша в приспособлении при этих размерах.
Проверка прилегания вкладыша к постели в крышке подшип-
ника. Проверку производят по краске или при помощи щупа 0,03 мм,
который не должен заходить между постелью и вкладышем на глу-
бину более 15 мм в любом месте подшипника.
Проверка зазора на смазку в коренных подшипниках. Проверку
производят после укладки коленчатого вала. При эксплуатации
тепловозов наблюдались случаи появления трещин, выкрашивания
и отставания баббита на вкладышах шатунных и коренных подшип-
ников. Такие вкладыши заменяют новыми. При замене негодных
вкладышей новыми обеспечивают правильность их подбора и уклад-
ки в постели. Вынутый вкладыш тщательно промывают керосином,
46
протирают насухо чистой ветошью и замеряют в шести местах тол-
щину стенки. При обмере пользуются микрометрической скобой,
ножки которой устанавливают по целому, неотставшему баббиту.
Затем подбирают новый вкладыш по наибольшей толщине старого
с припуском 4-0,03 мм на шабровку и пригонку к шейке. Если
дефектный вкладыш настолько разрушен, что нельзя произвести
требуемых замеров, то ис-
пользуют данные, приве-
денные в формуляре двига-
теля, или производят замер
зазоров между постелью
Щдп
I
Ось коленчатого Вала
Зазор S
,усах
Рис. 39. Схема измерения
зазора в коренном
подшипнике Д50
Зазор на масло"
Рис. 40. Схема измерения за-
зора в коренном подшипни-
ке дизеля 2Д100
в раме и коренной шейкой коленчатого вала. В этом случае поль-
зуются пластинками из свинца, которые запрессовывают в шести
местах в пространство под шейкой, а затем вынимают и производят
обмеры. Подобранный новый коренной вкладыш устанавливают
в крышку и прикладывают к покрытой лазурью шейке для после-
дующей его предварительной пришабровки. Перед установкой
нижнего коренного вкладыша на свое место шейку коленчатого
вала покрывают легким слоем лазури, а постель в раме и затылоч-
ную часть вкладыша смазывают тонким слоем масла. Осторожным
поворачиванием коленчатого вала вкладыш вводят на место. После
этого проверяют щупом 0,03 мм отсутствие зазоров между постелью
и затылочной частью нового вкладыша. Одновременно проверяют
отсутствие этого зазора у соседних вкладышей. Щуп толщиной
0,03 мм не должен проходить на глубину более 15 мм. Описанный
порядок замены вкладышей новыми относится к случаю, когда корен-
ные шейки коленчатого вала не имеют износа. В действительности же
изнашиваются не только вкладыши, но и шейки, коленчатого вала,
и поэтому все запасные вкладыши изготовляют с припуском по
баббиту 0,10—0,12 мм. Указанный припуск необходим для пра-
вильной пригонки вкладышей путем их шабровки. При замене при-
легание вкладыша к шейке вала по краске должно быть не менее
70%. После установки нового вкладыша на место проверяют щупом
47
отсутствие провисания соседних шеек и развал щек коленчатого
вала.
На рис. 39 показана схема измерения зазоров на «масло» и в
«усах» в коренных подшипниках дизеля Д50. Измерения произво-
дят с двух сторон (со стороны генератора и со стороны масляного
насоса) двумя-тремя пластинками щупа. После заводского ремонта
зазор на «масло» должен быть в пределах 0,12—0,18 мм, зазор в
«усах» — 0,08—0,14 мм, после подъемочного ремонта не более (соот-
ветственно) 0,25 и 0,16 мм. Браковочный зазор в условиях эксплуа-
тации более 0,30 мм (на «масло») и 0,18 мм («в усах»).
На рис. 40 представлена проверка зазора на «масло» в корен-
ном подшипнике дизеля 2Д100. Зазор в «усах» измеряют на расстоя-
нии не более 12 мм от стыков вкладышей с обеих сторон.
Зазор на «масло» в опорном подшипнике дизеля 2Д100 после
заводского ремонта должен быть в пределах 0,18—0,22 мм, после
подъемочного — 0,18—0,40 мм и браковочный — более 0,50 мм.
Зазоры на «масло» в опорно-упорном подшипнике определяют путем
подсчета по замерам диаметров шейки вала и отверстия в подшип-
нике или на свинцовую выжимку. Зазоры должны быть соответст-
венно: 0,12—0,25 мм\0,12—0,40мм и браковочный — более 0,45 мм.
Зазоры в «усах» во всех подшипниках дизеля 2Д100 должны быть
соответственно: 0,11—0,18; 0,11—0,20 и браковочный — более
0,22 мм.
§ 14. ПРОВЕРКИ КОЛЕНЧАТОГО ВАЛА ДИЗЕЛЯ Д50
Коленчатый вал проверяют после изготовления или ремонта.
В объем работ входят проверки основных размеров с определе-
нием конусности и овальности всех шеек, соосности коренных шеек,
биения цилиндрической поверхности центрирующего бурта боль-
шого фланца, биения большого и малого фланцев, параллельности
осей коренных и шатунных шеек, угла развала кривошипов колен-
чатого вала, величины радиуса кривошипов, галтелей шеек и фи-
гурных выточек при помощи шаблонов, вала с магнитным дефекто-
скопом.
Базы. При выполнении проверок принимают следующие базы:
ось коленчатого вала (геометрическая ось коренных шеек); седьмую
коренную шейку (по длине вала); плоскость большого фланца (при
проверке на изгиб оси вала); цилиндрические поверхности большого
и малого фланцев (при определении геометрической оси коренных
шеек при износе последних).
Проверка основных размеров вала с определением конусности
и овальности всех шеек. Коренные и шатунные шейки обмеривают
при вертикальном положении первого кривошипа микрометриче-
скими скобами соответствующих размеров с точностью до 0,01 мм.
При ремонте диаметр каждой шейки замеряют в двух поясах по
длине шейки (на расстояниях по 20 мм от галтелей) и в четырех
местах (через 90°) в каждом поясе. По результатам обмеров всех
48
шеек подсчитывают овальность и
конусность шеек. Корсетность, т. е.
уменьшение диаметра к середине
шейки, и рифленность (волнистость)
шеек не допускают. Овальность, ко-
нусность и бочкообразность всех
шеек не должны превышать 0,02 мм
после заводского ремонта; 0,12 мм
после подъемочного и БПР; брако-
вочный размер 0,15 мм. Далее про-
изводят проверку всех основных ли-
нейных размеров, проставленных на
схеме вала (рис. 41).
Проверка соосности коренных
шеек коленчатого вала. Для проверки
коленчатый вал укладывают первой,
четвертой и седьмой коренными шей-
ками на три люнета, установленных
на плите (рис. 42). Опоры люнетов
14 имеют винты, при помощи кото-
рых вал может быть установлен стро-
го горизонтально параллельно плите.
Последнее проверяют по коренным
шейкам вала индикатором 10, укреп-
ленным в стойке 3. После установки
коленчатого вала параллельно плите
на одном из концевых его фланцев
делают метку мелом, относительно
которой определяют место наиболь-
шего биения каждой коренной шей-
ки за полный оборот вала. Для про-
верки соосности коренных шеек при-
меняют индикатор 10, укрепленный
на стойке 3. Ножку индикатора ста-
вят сбоку на первую коренную шейку
на расстоянии 15 мм от галтели так,
чтобы ось индикатора находилась
в горизонтальной плоскости, прохо-
дящей через ось коленчатого вала.
Медленно вращая вал, наблюдают
за стрелкой индикатора и записы-
вают максимальные ее отклонения.
Затем переносят индикатор к другой
галтели первой шейки и вращают
коленчатый вал на один оборот. Та-
ким образом, проверяют биение всех
коренных шеек и восьмой шейки
вала. Максимальное отклонение
Рис. 41. Схема обмеров коленчатого вала дизеля Д50
49
стрелки индикатора от нуля допускают не более 0,03 мм после
заводского ремонта; 0,25 мм — подъемочного и БПР; браковочный
размер 0,30 мм.
Проверка биения цилиндрической поверхности центрирующего
бурта большого фланца и биения большого и малого фланцев. Про-
верку производят индикатором. Допускают биение торца большого
фланца до 0,03 мм, торца рядом с восьмой шейкой до 0,05 мм, ци-
линдрической поверхно-
сти не более 0,2 мм и
торца малого фланца —
0,3 мм.
Проверка парал-
лельности осей корен-
ных и шатунных шеек
вала. Проверку произ-
водят после проверки
соосности коренных
шеек. Каждую шатун-
ную шейку проверяют
Рис. 42. Установка коленчатого вала дизе-
ля Д50 на контрольной плите:
1 — микрометрическая скоба; 2— нутромер с инди-
катором; 3 — стойка индикатора; 4 — индикатор;
5 —притир для четвертой коренной шейки; 6 —
притир для коротких коренных шеек; 7—притир
для седьмой коренной шейки; 8 — первая корен
ная шейка; 9 — вторая коренная шейка; 10— инди-
катор; // — седьмая коренная шейка; /2 —боль
шой фланец; /<3 —центрирующий бурт; 14 — люиет
при вертикальном и
горизонтальном поло-
жениях кривошипа
вала. Для выполнения
этой проверки коленча-
тый вал устанавливают
по индикатору так,
чтобы два кривошипа
заняли вертикальное
положение. На одну из
шатунных шеек, находящихся в верхнем положении, устанавли-
вают индикатор 10 на расстоянии 15 мм от галтели и настраивают
шкалу индикатора на нуль. Затем стойку 3 (рис. 42) с индикатором
переносят к другой галтели той же шейки и записывают отклонение
стрелки от нуля. Второе показание индикатора и будет представ-
лять собой перекос шатунной шейки по отношению к геометрической
оси коренных шеек. Далее, не трогая коленчатого вала, индикатор
вместе со стойкой переносят на вторую шатунную шейку, находя-
щуюся в верхнем положении, и аналогично определяют ее перекос.
Затем коленчатый вал проворачивают на 90° с тем, чтобы эти же
кривошипы заняли горизонтальное положение. Повторяют все
замеры для обеих шеек и определяют перекос двух шатунных шеек
при горизонтальном положении кривошипа. Таким же порядком
производят проверку остальных четырех шатунных шеек. Макси-
мальную величину перекоса для всех шатунных шеек (при верти-
кальном и горизонтальном положениях кривошипов) для новых и
отремонтированных валов допускают не более 0,03 мм.
Проверка угла развала кривошипов коленчатого вала. Проверку
осуществляют на плите при помощи индикатора 10 и стойки 5
50
(рис. 42). На рис. 43 показана схема этой проверки. Перед началом
проверки коленчатый вал устанавливают так, чтобы третий и чет-
вертый кривошипы находились в вертикальном положении, а их
шатунные шейки были внизу. Далее по индикатору вал устанавли-
вают так, чтобы размеры hi и /12 были одинаковыми. Шкалу и инди-
катор устанавливают на нуль и затем индикатор переносят пооче-
редно на шатунные шейки шестого и пятого кривошипов. По откло-
нению стрелки от нуля определяют угол развала шестого криво-
шипа относительно первого и пятого относительно второго. Далее
проворачивают коленчатый вал на 120° и таким же способом опре-
Рис. 43. Схема проверки угла развала кривошипов коленчатого вала
дизеля Д50
деляют углы развала следующих двух кривошипов. Наконец, после
поворота вала еще на 120° в том же направлении находят углы раз-
вала последних двух кривошипов коленчатого вала.
При наибольшем допустимом угле развала кривошипов а=0,5°
показание индикатора равно h — 1,25 мм.
Таким образом, угол развала кривошипов (первого по отноше-
нию к шестому, второго — к пятому и третьего — к четвертому)
коленчатого вала дизеля Д50 допускают в пределах ±0,5°, что
соответствует показаниям индикатора ±1,25 мм.
Проверка величины радиуса кривошипа. Проверку осуществ-
ляют на плите при вертикальном положении проверяемого колена
(рис. 44). Для проверки применяют индикаторы на стойках,
настроенные при помощи плиток Иогансона или специального при-
способления. Индикатор, установленный на шатунную шейку,
позволяет найти строго вертикальное положение колена вала
путем его проворачивания около верхней мертвой точки. Далее
измеряют расстояние от плиты /Д и /Д (рис 44) и, зная диамет-
ры смежных коренной и шатунной шеек, подсчитывают радиус
кривошипа по формуле
51
R=Hi-4г—fe—4
2 \
или
R=H1-H2-^
du dm
9
(3)
если
то
Hi — H2=H,
и . dK dm
(4)
Для проверки радиуса кривошипа применяют специальную стой-
ку с индикатором, которую размещают на одной из коренных шеек,
смежных с проверяемым кривошипом, а ножку индикатора уста-
Рис. 44. Схема к определению радиуса кривошипа
коленчатого вала
навливают на шатунную шейку. Предварительно индикатор на-
страивают на номинальный размер Н (рис. 44). Далее производят
подсчет радиуса кривошипа по формуле (4). Для коленчатого вала
дизеля Д50 отклонение величины радиуса кривошипа от номиналь-
ного значения 165,00 мм допускают не более ±0,2 мм.
Проверка галтелей шеек и фигурных выточек. Все галтели шеек
коленчатого вала и фигурные выточки проверяют специальными
шаблонами.
Проверка коленчатого вала дефектоскопом. Проверку выпол-
няют при заводском ремонте тепловоза.
В качестве магнитных порошков применяют железные опилки
или магнитный железняк.
Перед применением новой магнитной смеси проверяют ее дей-
ствие на контрольном образце с трещиной. Для проверки коленча-
тый вал укладывают на козлы и смачивают магнитной суспензией.
Дефектоскоп поочередно надевают на каждую шатунную и корен-
ную шейку вала и тщательно осматривают и отыскивают места ско-
52
пления ферромагнитных опилок. Подозрительные места проверяют
повторно. После проверки коленчатый вал размагничивают. Для
этого соленоид передвигают вдоль вала и, не выключая, удаляют
его на 1—1,5 м и отключают от сети переменного тока.
§ 15. ПРОВЕРКИ КОЛЕНЧАТЫХ ВАЛОВ ДИЗЕЛЯ 2Д100
В объем работ входят проверки: основных размеров с определе-
нием конусности и овальности всех шеек, угла развала кривошипов,
радиусов кривошипов и балансировки.
Базы. При выполнении проверок принимают следующие базы:
ось коленчатого вала, одиннадцатую коренную шейку (по длине
вала).
Проверка основных размеров вала с определением конусности
и овальности всех шеек. Для проверки вал устанавливают на трех
люнетах первой, седьмой и одиннадцатой коренными шейками
(рис. 45).
Рис. 45. Проверка коленчатого вала дизеля 2Д100 на контрольной плите:
1 — коленчатый вал; 2 — стойка; 3 — калиброванная плитка; 4 — индикатор;
5-шайба с десятью вырезами для проверки угла развала кривошипов;
6 — стойка индикатора; 7 —люнет; 8 — притиры для доводки шеек вала; 9 — калибр
для проверки притиров; / 0—приспособление для настройки индикатора для
проверки радиуса кривошипа
Проверку коленчатых валов дизеля 2Д100 производят анало-
гично описанным выше проверкам вала дизеля Д50. На рис. 46
приведена схема обмеров шеек коленчатого вала дизеля 2Д100.
Проверка угла развала кривошипов коленчатого вала. Для про-
верки первое колено вала устанавливают так, чтобы ось первой ша-
тунной шейки и ось коренных шеек вала находились в одной гори-
зонтальной плоскости (рис. 47). С целью облегчения отыскания та-
53
кого положения вала применяют калиброванную плитку 3 толщиной
b = (203,88—171,88) : 2 = 16,00 мм, которую укладывают на
первую шатунную шейку. Теперь радиусы коренной и шатунной
шеек с плиткой одинаковы. При помощи индикатора 4 на стойке 2
первое колено вала устанавливают в горизонтальное положение,
а стрелку индикатора на нуль. Далее на шейку антивибратора (при
проверке нижнего вала) или на шейку шестерни привода распредели-
тельных валов (при проверке верхнего вала) клиновым зажимом кре-
пят специальную шайбу (рис. 47) с десятью вырезами, сделанными
точно через 36°. На горизонтальную
попе
Неизпаши&иощайся
площадку одного из вы-
резов шайбы устанавли-
вают иглу рейсмуса и,
закрепив ее, отодвигают
рейсмус в сторону. Пос-
ле этого вал проворачи-
вают в люнетах точно
на 36° и контролируют
иглой рейсмуса, уста-
навливаемой в следу-
ющий вырез. Если
вал проворачивали в
том же направлении,
Рис. 46. Схема обмеров коленчатого вала в котором ОН вращает-
дпзеля 2Д100 ся при работе двигате-
ля, то шестое колено
вала станет в горизонтальное положение. На шестую шатунную
шейку укладывают калиброванную плитку 3 и на нее устанавли-
вают ножку индикатора 4. Показание индикатора с учетом разности
диаметров первой и шестой шатунных шеек даст линейную величину
отклонения угла развала шестого кривошипа по отношению к пер-
вому. Допускают отклонение ±0,60 мм. Далее вал проворачивают
в том же направлении на следующие 36°, что фиксируют по-преж-
нему с помощью рейсмуса и аналогично определяют линейную ве-
личину отклонения угла развала десятого кривошипа по отношению
к шестому. Так поступают со всеми кривошипами, расположенными
согласно порядку работы цилиндров дизеля 2Д100 : 1—6—10—
2—4—9—5—3—7—8. Величину допускаемого отклонения угла
развала кривошипов в градусах определяют по формуле
_ 180 h
а тгД cos у ‘
(5)
Подставляя численные значения величин, входящих в эту форму-
лу, для нашего случая имеем
а=
180-0,6
127 cos 0°
= 0,27°= 16'12".
Для получения более высокой точности рейсмус заменяют инди-
катором на стойке.
54
На заводе-изготовителе после проверки угла развала кривоши-
пов вала первое колено устанавливают горизонтально (при помощи
калиброванной плитки) и грань одной из щек этого колена запили-
вают строго горизонтально (допуск 0,03 мм) по индикатору. Эта
площадка необходима для установки первого колена вала в строго
вертикальное положение при сборке и регулировке дизеля. На ре-
монтных заводах эту запиленную площадку нащеке первого колена
используют для установки вала перед проверкой угла развала
кривошипов.
Рис. 47. Схема проверки угла развала кривошипов коленчатого вала
дизеля 2Д100:
/ — шатунная шейка; 2 —стойка индикатора; 3 — калиброванная плитка; 4 —индика-
тор; 5 — шайба с десятью вырезами
Проверка величины радиуса кривошипа коленчатого вала. Такая
проверка вала дизеля 2Д100 аналогична описанной выше проверке
вала дизеля Д50. Для коленчатого вала дизеля 2Д100 Н=111,00 мм.
Радиус кривошипа подсчитывают по формуле (4), которая учиты-
вает диаметры коренной и шатунной шеек вала. Альбомный размер
радиуса кривошипа валов дизеля 2Д100 равен 127+0,2 мм.
Проверка балансировки коленчатого вала. Проверку произво-
дят после изготовления вала на заводе.
Статическую балансировку производят на двух призмах, уста-
новленных строго горизонтально. Коленчатый вал дизеля 2Д100
укладывают на призмы четвертой и десятой коренными шейками,
а вал дизеля Д50—третьей и шестой шейками. Для длинных деталей,
как коленчатые валы, одной статической балансировки недостаточно.
Поэтому их, кроме статической, подвергают еще и динамической
балансировке. Динамическую балансировку коленчатых валов
дизелей производят на специальном балансировочном станке
ЭНИМС завода «Станкоконструкция» (рис. 48).
Коленчатый вал 1 устанавливают на опоры 2 и 3, которые свя-
заны с катушками 4 и 5. Последние находятся в магнитном поле по-
стоянных магнитов 6 и 7. Коленчатый вал приводят во вращение от
вала 8 через карданную передачу. Если вал не уравновешен, то
55
при его вращении катушки 4 и 5 будут колебаться. Поэтому в об-
мотках их возбудится э. д. с., пропорциональная колебаниям кату-
шек. После усиления в усилителе 9 э. д. с. замеряют прибором 10,
шкала которого проградуирована в единицах дисбаланса. Вместе
с коленчатым валом 1 вращается ротор генератора 11, статор которо-
го можно поворачивать и изменять тем самым показание прибора 10.
Для того чтобы определить положение неуравновешенного груза
Рис. 48- Схема электрической машины для динамической
балансировки коленчатых валов дизелей:
/ — коленчатый вал; 2, 3 —опоры; 4, 5 —катушки; 6, 7 —постоянные
магниты; 8 — приводной вал; 9 — усилитель; ]0 — измерительный прибор;
//—ротор генератора; /2 —зубчатое колесо; / и // — плоскости, в которых
снимается металл для уменьшения дисбаланса
на коленчатом валу 1, надо повернуть статор генератора 11 так,
чтобы показания прибора были равны нулю. Такой же угол надо
отсчитать по шкале зубчатого колеса 12 после остановки станка.
В полученной плоскости и будет находиться неуравновешенная масса
коленчатого вала. Уравновешивание коленчатого вала производят
за счет проточки на станке соответствующих вершин щек со стороны
шатунных шеек. Величину неуравновешенности (статический дис-
баланс) для коленчатых валов дизелей Д50 и 2Д100 допускают не
более 10 кгсм.
56
§ 16. проверка укладки коленчатых валов
Укладку коленчатого вала на свои нижние вкладыши и ее про-
верку производят щупом по краске или по «натирам».
В объем работ входят проверки: зазоров в подшипниках, осевого
разбега вала, биения фланцев, а также развала щек одного и того
же колена при разных его положениях.
Базы. При выполнении проверок принимают следующие ба-
зы: цилиндрические и торцовые поверхности вкладышей коренных
подшипников.
Проверки укладки коленчатого вала дизеля Д50. Проверку
производят на специальном стенде, состоящем из фундамента, про-
строганной металлической плиты с пазами и двух чугунных балок,
на которых устанавливают раму дизеля. Плиту и балки стенда пе-
риодически проверяют на горизонтальность при помощи трехметро-
вой линейки и уровня длиной не менее 300 мм. Отклонение допускают
не более 0,10 мм на метр длины. Перед укладкой вала проверяют при-
легание вкладышей коренных подшипников к постелям в раме и к
своим крышкам. Для проверки на постели в раме и на крышки
наносят тонкий слой лазури. Далее вкладыши укладывают на свои
места, закрывают их крышками без вала и закрепляют гайками до
совпадения меток, имеющихся на каждой гайке и шпильке. После
этого щупом проверяют прилегание всех вкладышей (кроме упор-
ного) к постелям в раме и крышках. Щуп 0,03 мм не должен про-
ходить на глубину более 15 мм от торца вкладыша. Затем прове-
ряют в шести местах зазор между буртами упорного вкладыша и
торцами постели в раме. Допускают зазор от 0,03 до 0,10 мм, а раз-
ность зазоров в разных местах не должна превышать 0,03 мм. Пос-
ле этих проверок вкладыши извлекают из рамы для осмотра. От-
печаток лазури на затылочной поверхности каждого вкладыша дол-
жен быть равномерный и не менее 70% от всей поверхности. Ниж-
ние вкладыши укладывают в постели. На шпильки ставят про-
ставки, которыми и прижимают вкладыши к своим постелям.
Для укладки по щупу вал опускают в картерную раму. Щупом
0,03 мм проверяют прилегание нижних вкладышей к постелям
в раме и коренных шеек вала к баббитовой заливке вкладыша на
дуге 120°. Замеры производят в четырех положениях коленчатого
вала, каждый раз проворачивая его на 90°. Коленчатый вал счи-
тается уложенным правильно, если щуп 0,03 мм не проходит от
торца вкладыша на глубину более 15 мм. Если это не соблюдается,
то подбирают вкладыши следующей группы на 0,02—0,04 мм пол-
нее по 0 255 мм.
При укладке коленчатого вала по краске все коренные шейки
покрывают тонким слоем лазури. Вал опускают в картерную раму
на свои нижние вкладыши, проворачивают на два-три оборота,
вынимают его из рамы и укладывают на козлы. По отпечатку крас-
ки на вкладышах определяют прилегание шеек вала к ним. Краска
должна покрывать не менее 80% рабочей поверхности вкладыша
57
и располагаться равномерно по всему вкладышу. Если вал не ло-
жится всеми коренными шейками на свои вкладыши, то произво-
дят легкую подшабровку отдельных вкладышей или подбирают
вкладыши соответствующей толщины.
Укладку коленчатого вала по «натирам» осуществляют следу-
ющим образом. Перед опусканием вала в картерную раму корен-
ные шейки и вкладыши, уложенные в постели рамы, насухо выти-
рают. Вал опускают в раму на вкладыши, проворачивают два-три
раза и после его выемки осматривают вкладыши. В тех местах, где
шейки вала плотно прилегают к поверхности вкладыша, образу-
ются отблески баббитовой заливки. По этим отблескам и ведут
контроль правильности укладки вала, подшабривая отдельные
вкладыши.
Верхние вкладыши пришабривают по шейкам вала, когда по-
следний лежит на козлах, или шабрят вкладыши на специальных
оправках-калибрах. После укладки вала в раму и постановки
верхних вкладышей и крышек производят предварительную затяжку
гаек. Окончательную затяжку начинают с четвертого подшипника,
потом крепят третий, пятый, второй, шестой, первый и седьмой
подшипники. Гайки и шпильки имеют риски и поэтому должны ста-
виться каждый раз на свое место. Чтобы не перепутать их, на каж-
дой гайке и шпильке выбиты номера с первого по восемнадцатый.
Нумерация ведется от первого подшипника. Все четные числа отно-
сятся к стороне впуска, а нечетные —- выпуска. После затяжки
гаек крышек коренных подшипников производят последующие
проверки.
Проверка зазоров в подшипниках. Определяют радиальные
зазоры на «масло» и в «усах» между шейками вала и вкладыша-
ми опорных подшипников. Разность зазоров на одной шейке, за-
меренных с обеих сторон вкладыша, допускают до 0,03 мм.
Определяют радиальный зазор на «масло» и в «усах» в упорном
подшипнике. На шейку вала перед постановкой верхнего упорного
вкладыша и его крышки укладывают три свинцовые проволоки
диаметром 1 мм. После окончательной затяжки подшипника до
совпадения меток на гайке и шпильке и разборки его извлекают
кусочки сплющенного свинца и измеряют их толщину в разных
местах. Среднеарифметическое значение толщины свинцовой пла-
стинки и даст величину радиального зазора на «масло» в упорном
подшипнике. После заводского ремонта зазор в упорном подшипнике
определяют по замерам шейки, постели и подшипника.
Проверка осевого разбега. Для проверки берут индикатор с
кронштейном, который крепят к картерной раме, и его ножку
упирают в торец большого фланца вала. Вал сдвигают сначала
в одно крайнее положение (стрелку индикатора устанавливают
при этом на нуль), а затем — в другое. Индикатор покажет осе-
вой разбег вала в упорном подшипнике. Осевой разбег вала должен
быть в пределах 0,24—0,38 после заводского и 0,24—0,65 депов-
ского и 0,7 мм браковочный.
58
Проверка биения большого фланца коленчатого вала относи-
тельно картерной рамы. Для проверки коленчатый вал сдвигают к
масляному насосу и плотно прижимают при вращении к наружному
бурту упорного подшипника. Торцовое биение фланца допускают до
0,05 мм. После этого проверяют радиальное биение бурта большого
фланца вала диаметром 395 мм относительно картерной рамы, ко-
торое не должно превышать 0,03 мм.
Далее кронштейн с индикатором переносят с рамы на боль-
шой фланец вала и производят следующие проверки.
Проверяют торцовое биение плоскости фланца рамы, предназна-
ченного для привалки статора главного генератора, относительно
оси коленчатого вала, которое должно быть не более 0,05 мм на
диаметре 1 225 мм. Коленчатый вал при проворачивании его все
время прижимают в сторону масляного насоса.
Проверяют радиальное биение установочного бурта картерной
рамы для привалки статора генератора относительно оси коленча-
того вала, которое допускают до 0,10 мм.
Рис. 49. Схема проверки укладки коленчатого вала по развалу щек
Проверка развала щек коленчатого вала. На рис. 49 показана
схема этой проверки. Если одна из опор выше (или ниже) осталь-
ных, то при вращении вала колено «играет», т. е. сходится и расхо-
дится. На рис. 50 представлена схема установки приспособления и
дан чертеж приспособления для определения развала щек колен-
чатого вала дизеля Д50. Приспособление устанавливают на расстоя-
нии 275+5 мм от оси шатунной шейки (или 110 мм от оси коренных
шеек). После установки стрелки индикатора на нуль при нижнем
положении шатунной шейки вал осторожно (без рывков) провора-
чивают на 90° и делают отсчет по индикатору. Для удобства наблю-
дения за стрелкой индикатора применяют зеркало. Показания ин-
дикатора читают в четырех положениях вала через 90°. Через один
оборот вала стрелка индикатора должна вернуться на нуль, в про-
тивном случае замеры повторяют. Для одного и того же колена
отклонение стрелки индикатора допускают не более 0,03 мм после
заводского ремонта; 0,05 мм — после деповского; 0,06 мм — бра-
ковочного. Большая величина развала щек свидетельствует о не-
правильности укладки коленчатого вала. После укладки коленча-
того вала и выполнения всех вышеперечисленных проверок ставят
корпус, предохраняющий выбрасывание масла в сторону глав-
ного генератора, и приступают к привалке последнего к дизе-
лю Д50.
59
При привалке главного генератора его статор соединяют
шпильками с фланцем картерной рамы дизеля и предварительно
крепят гайками. Шпильки статора генератора входят в отверстия
во фланце рамы дизеля с зазором 0,74-0,9 мм, что позволяет пере-
мещать статор генератора относительно рамы дизеля. Далее произ-
водят привалку якоря генератора к фланцу коленчатого вала и
соединяют их шестью технологическими (временными) плотными
втулками и болтами (через одно отверстие). После этого произво-
дят проверку совпадения геометрических осей коленчатого вала и
Рис. 50. Проверка коленчатого вала по развалу щек:
а —схема установки приспособления; б — приспособление с индикатором
ротора генератора. Эту проверку производят с двух сторон. Со
стороны коленчатого вала путем измерения развала щек четвер-
того, пятого, шестого кривошипов через 90° в четырех положениях
с помощью приспособления, приведенного на рис. 50. Допускают
отклонение стрелки индикатора от нуля до 0,05 мм. Со стороны
главного генератора проверку производят путем измерения воздуш-
ных зазоров между поверхностью якоря и главными полюсами ста-
тора. Эти зазоры должны быть в пределах 3,60—4,40 мм. Если эти
условия не выдерживаются, то производят центровку осей колен-
чатого вала и ротора генератора путем смещения статора генератора
относительно картерной рамы дизеля. Затем производят проверку
радиального биения хвостовика концевого вала якоря генератора
при помощи индикатора, закрепляемого на статоре генератора.
Биение не должно превышать 0,05 мм. Закончив проверку, ставят
фиксирующие контрольные штифты. Изменение зазоров «на масло»
в коренных подшипниках коленчатого вала после привалки и цен-
тровки генератора допускают не более 0,03 мм. После всех прове-
рок производят окончательную затяжку гаек крепления статора
к раме дизеля и еще раз проверяют соосность коленчатого вала и
ротора генератора.
При заводском ремонте дизель-генератора Д50 в случае боль-
шого развала щек коленчатого вала, получающегося при центровке,
ставят металлические прокладки между фланцами статора генера-
60
тора и картерной рамы, подбором толщины которых добиваются
удовлетворительной соосности ротора и коленчатого вала.
Проверка укладки коленчатых валов дизеля 2Д100. В объем
работ входят проверки зазоров в подшипниках и осевого разбега
валов.
Базы. При выполнении проверок принимают следующие базы:
цилиндрические и торцовые поверхности вкладышей коренных под-
шипников.
Проверку укладки нижнего и верхнего коленчатых валов про-
изводят при нижнем положении вала (т. е. проверку нижнего вала
выполняют, когда блок находится в рабочем положении, а верх-
него — когда блок повернут на 180°).
Проверяют прилегание всех вкладышей к шейкам коленчатого
вала.
Вал должен лежать всеми коренными шейками на подшипниках,
щуп 0,03 мм не должен заходить внизу между коренными шейками
и вкладышами, находящимися в крышках коренных подшипников.
Затем проверяют зазоры в коренных подшипниках «на масло»,
которые должны быть в пределах 0,18-г-0,24 мм. Эти зазоры изме-
ряют щупом в верхней части подшипника, т. е. между коренными
шейками и вкладышами, находящимися в постелях блока. Замер
зазора производят с двух сторон.
Далее проверяют зазоры в подшипниках на расстоянии 12 мм
от плоскости разъема между коренными шейками и вкладышами,
находящимися в крышках коренных подшипников. Для каждого
подшипника производят по четыре замера (с двух сторон). Этот за-
зор должен быть в пределах 0,11-4-0,18 мм, а разность зазоров вдоль
вала в одном подшипнике не должна превышать 0,05 мм. Если за-
зоры в подшипниках меньше, то производят легкую подшабровку
баббитовой заливки на глубину до 0,02 мм на участках длиной не
более 50 мм от плоскости разъема подшипника.
На одиннадцатую шейку вала укладывают фальшивые (макет-
ные) вкладыши, которые не имеют буртов и баббитовой заливки.
Толщина фальшивых вкладышей равна 18,90_о,оi мм. После затяжки
подшипника производят замер щупом зазоров между макетным
вкладышем и шейкой вала в трех местах (низ, верх и в 12 мм от
плоскости разъема). По величине этих зазоров и известной толщине
фальшвкладышей подбирают рабочие вкладыши упорного подшип-
ника. Допускают небольшую подшабровку с тем, чтобы обеспечить
нормальные зазоры (0,18-4-0,22 и 0,114-0,18 мм). В случае отсут-
ствия макетного вкладыша проверку зазора выполняют свинцовой
проволокой, как у дизеля Д50.
Затем измеряют зазор между торцами коренных вкладышей и
щеками коленчатого вала с каждой стороны. Этот зазор для всех
вкладышей, кроме упорного подшипника, должен быть не менее 4 мм
на сторону.
Далее индикатором проверяют осевой разбег коленчатого вала,
который должен быть в пределах 0,12—0,25 мм.
61
§ 17. ПРОВЕРКА ПРИВАЛКИ БЛОКА К РАМЕ ДИЗЕЛЯ Д50
После укладки коленчатого вала Д50 и привалки главного ге-
нератора производят привалку блока к раме дизеля. Перед привал-
кой блока проверяют горизонтальность рамы дизеля и выставляют
ее по уровню.
В объем работ входят проверки: совмещения геометрических
осей цилиндров и геометрической оси коленчатого вала в одной
плоскости, перпендикулярности осей цилиндров оси коленчатого
вала, совпадения оси каждого цилиндра с серединой соответству-
ющей шатунной шейки.
Рис. 51. Схема проверки привалки блока к раме дизеля Д50
Базы. При выполнении проверок принимают следующие базы:
геометрические оси цилиндров и коленчатого вала дизеля.
Проверку привалки блока осуществляют следующим образом.
Блок устанавливают на раму дизеля. Коленчатый вал проворачи-
вают и ставят так, чтобы первое и шестое колена находились в гори-
зонтальном положении (рис. 51). Осевой разбег (зазор) в седьмом
коренном подшипнике выбирают в сторону генератора. Проверку
ведут по первому и шестому цилиндрам. Для материализации гео-
метрических осей этих двух цилиндров используют стальную стру-
ну 3 диаметром 0,15 4-0,20 мм с грузом 2 на конце (рис. 52). Ось
струны отвеса должна совпадать с геометрической осью цилиндра.
Для этого при помощи микрометрического угольника 6 производят
замеры расстояний а от струны до рабочей поверхности втулки в че-
тырех местах в нижней и верхней частях цилиндра. Меньший катет
угольника 6 устанавливают на рабочую поверхность втулки 7,
а вершина угольника с микрометром должна слегка касаться стру-
ны отвеса. Вместо угольника 6 можно использовать микрометриче-
ский нутромер. Продольное смещение осей цилиндров относительно
середин шатунных шеек определяют замером расстояния b (рис. 51 и
62
52) от струны отвеса до щек первого и шестого кривошипов коленча-
того вала микрометрическим нутромером. Разность замеров b не
должна превышать 1 мм. Поперечное смещение осей цилиндров отно-
сительно оси коленчатого вала проверяют замером расстояния с от
струны до шатунных шеек первого и шестого кривошипов. Разность
замеров с допускают до 0,35 мм. После этого грузы отвесов осторож-
но приподнимают, чтобы не задеть их и
не сдвинуть этим планки 4 (рис. 52) при
вращении коленчатого вала. Коленчатый
вал проворачивают на 180°, устанавливая
первое и шестое колена вала в горизон-
тальное положение, и опускают отвесы.
В осевом направлении коленчатый вал
должен быть смещен по-прежнему в сто-
рону генератора. После этого производят
замеры расстояний с (рис. 52). Если эти
замеры не отличаются от прежних более чем
на 0,5 мм, то блок привален к раме
правильно.
Проверка перпендикулярности оси ра-
сточки под цилиндровую втулку или оси
цилиндра к оси постелей коленчатого
вала при помощи оптических приборов
ЦНИИ. Проверку выполняют следующи-
ми приборами (см. рис. 27): спаренной опти-
ческой системой на колонне 1, наклад-
ным зеркалом (репером) 6, визирными
марками 4 и вертикальными мостиками
2, 3. Блок дизеля устанавливают на кар-
тер и закрепляют всеми сшивными и
анкерными шпильками.
Как и при проверке параллельности
привалочной плоскости картера, базой для
данной проверки является ось постелей
коленчатого вала. После визирования
оси положение оптической системы или
отвизированной оси в пространстве фиксируют через автокол-
лиматор по накладному зеркалу. Взятый при этом отсчет по верти-
кальному лимбу автоколлиматора используют как репер, по ко-
торому устанавливают оптическую систему при ее верхнем располо-
жении, т. е. при совпадении оси автоколлиматора с центром отра-
жающего зеркала вертикального мостика.
После такой установки оптической системы приступают к про-
верке перпендикулярности. В каждом цилиндре или расточке под
цилиндр вертикальный мостик устанавливают дважды с поворотом
его вокруг своей оси. При каждой установке берут отсчет по верти-
кальному лимбу автоколлиматора. Полусумма двух отсчетов и есть
величина неперпендикулярности в секундах.
Н_1 L_U
Рис. 52. Приспособление
для проверки привалки
блока к раме дизеля
Д50:
1—сосуд с маслом; 2—груз;
3 — струна; 4 — планка; 5 —
плита; 6 — микрометриче-
ский угольник; 7 —втулка
цилиндра; 8 — блок дизеля
63
§ 18. ПРОВЕРКА ПРИВАЛКИ БЛОКА ДИЗЕЛЯ 2ДЮ0
К ПОДДИЗЕЛЬНОЙ РАМЕ
Проверку производят после опуска нижних и верхних поршней
в цилиндры, установки вертикальной передачи, окончательной
укладки обоих коленчатых валов, кулачковых валов привода топ-
ливных насосов, монтажа масляных коллекторов, их трубопроводов
и других деталей.
В объем работ входят проверки ступенчатости плоскостей блока
и рамы, совпадения продольной оси блока с продольной осью под-
дизельной рамы, центровки корпуса уплотнения по бурту коленча-
того вала.
Базы. При выполнении проверок принимают за базы геометри-
ческие оси цилиндров и коленчатых валов дизеля.
Перед привалкой плоскости фланцев блока и рамы смазывают
тонким слоем солидола. Для создания герметичности на фланец
рамы укладывают паронитовую прокладку толщиной 1,5 мм и блок
устанавливают на раму. Вдоль оси поддизельной рамы блок уста-
навливают так, чтобы торцовые поверхности рамы и блока со сто-
роны поста управления располагались в одной плоскости. Ступен-
чатость их не должна превышать 0,03 мм, что проверяют линейкой
и щупом. С противоположной стороны блока торцовая его поверх-
ность должна совпадать с поверхностью вертикальной перегородки
поддизельной рамы. Ступенчатость плоскостей блока и рамы допу-
скают до 0,5 мм. При этом образовавшуюся ступенчатость плоскостей
рамы и блока устраняют за счет разной толщины прокладок, по-
ставленных под фланец кожуха уплотнения.
Для проверки совпадения продольной оси блока с продольной
осью поддизельной рамы блок устанавливают и центрируют на
раме в горизонтальной плоскости четырьмя коническими штырями.
В вертикальном направлении блок устанавливают в требуемое поло-
жение за счет допусков и отклонений, которые были оговорены при
рассмотрении проверок рамы и блока. По окончании установки и
центровки блока на раме их фланцы соединяют, крепят болтами и
фиксируют коническими штифтами. Так осуществляют привалку
нового блока к новой поддизельной раме. Привалку и центровку
отремонтированного блока к своей поддизельной раме производят
по коническим отверстиям фиксирующих призонных штифтов.
После центровки сначала ставят в свои отверстия фиксирующие
штифты, а затем соединяют фланцы болтами. При привалке нового
блока к старой поддизельной раме установку его в горизонтальной
плоскости, а также проверку смещения и перекрещивания осей
производят по четырем коническим штырям, поставленным в
крайние базовые отверстия обоих фланцев. Для установки призон-
ных конических фиксирующих штифтов, как правило, сверлят на
обоих фланцах новые отверстия в новом месте, развертывают их
конической разверткой и ставят новые штифты.
После привалки нового блока к раме на их общую торцовую
плоскость со стороны главного генератора устанавливают и центри-
64
руют корпус уплотнения нижнего коленчатого вала. Соединив
верхние и нижние половины корпуса, их фланцы фиксируют двумя
призонными штифтами диаметром 10 мм с натягом 0,065—0,05 мм.
Центровку корпуса уплотнения по бурту коленчатого вала осуще-
ствляют путем его смещения по плоскости блока и рамы за счет
разности диаметров отверстий и шпилек крепления корпуса к бло-
ку. Зазор между шейкой коленчатого вала и лабиринтовым уплот-
нением корпуса должен быть в пределах 0,25—0,34 мм на сторону.
Разность радиальных зазоров, измеренных в диаметрально противо-
положных точках в любом месте, допускают не более 0,05 мм.
§ 19. УСТАНОВКА И ЦЕНТРОВКА ГЛАВНОГО ГЕНЕРАТОРА
ТЕПЛОВОЗА ТЭЗ
Проверку производят после привалки блока к поддизельной
раме и постановки корпуса уплотнения нижнего коленчатого вала.
Для обеспечения соответствующей точности центровки перед со-
единением главного генератора с нижним коленчатым валом незави-
симо от того, где производят эту операцию (на сборочном стенде
цеха или непосредственно на тепловозе), поддизельную раму вы-
ставляют в строго горизонтальное положение. Горизонтальность
рамы проверяют ватерпасом, имеющим длину 200 мм и цену деле-
ния не более 0,35 мм на 1 м длины. Перед соединением вала якоря
с валом дизеля ведущий диск 1 (рис. 53) полужесткой муфты дол-
жен быть укреплен посредством восьми призонных болтов к фланцу
коленчатого вала. К диску 1 пятью призонными болтами 6 крепят
пластинчатые кольца 2. На фланец вала якоря должен быть
поставлен ведомый диск 3 и укреплен к нему восемью призонными
болтами. Для обеспечения свободного осевого перемещения (вы-
зываемого тепловым расширением якорного роликового подшипника
в расточке щита главного генератора) и совмещения магнитного
потока главных полюсов с обмоткой якоря главный генератор
устанавливают на поддизельную раму таким образом, чтобы рас-
стояние от плоскости фланца вала якоря генератора 4 до оси пер-
вого отверстия в горизонтальном фланце статора для болта 5 креп-
ления генератора к поддизельной раме было равным 364 ± 2 мм.
При этом количество пластинчатых колец в муфте должно быть 47 ч-
Ч-54 (по чертежу Д100-03-003-1) или 80 шт. (по чертежу Д100-03-003)
и размера между наружными плоскостями дисков 112_1 мм. Пру-
жины 7, поставленные под нижние концы рамы, затягивают на
высоту 117±1 мм. В таком положении фланцы генератора при
помощи специальных струбцин крепят к фланцам рамы и присту-
пают к центровке оси генератора относительно оси нижнего колен-
чатого вала дизеля. Проверяют:
излом оси валов их смещение, а также величины воздушных
зазоров между главными полюсами и якорем. Излом осей вала
главного генератора и нижнего коленчатого вала проверяют
измерением величины расхождения дисков муфты по размеру а
3 Зак. 414 65
Рис. 53. Проверка при-
валки главного генера-
тора тепловоза ТЭЗ’.
/ — ведущий диск полуже-
сткой муфты; 2—-пластин-
чатые кольца; 3 — ведомый
диск муфты; 4 — фланец
вала якоря генератора;
5 — болт крепления стато-
ра генератора; 6— призои-
ный болт; 7— пружина
в одном и том же месте. Измерение производят в четырех положениях
муфты, через 90° при проворачивании нижнего коленчатого вала на
360° При этом максимальное отклонение допускают не более
0,20 мм. В случаях увеличенного отклонения в вертикальном на-
правлении излом осей валов уменьшают за счет изменения толщины
набора прокладок, поставленных под фланцы статора. Если излом
валов получился больше допустимого в горизонтальном направле-
нии, то регулировку ведут за счет смещения статора генератора
в горизонтальной плоскости в пределах размеров 364±2 мм.
Проверку смещения оси якоря генератора относительно оси
коленчатого вала выполняют индикатором, смонтированным на
специальной стойке в виде буквы Г, укрепленной на фланце ниж-
него коленчатого вала. Ножка индикатора должна упираться на
цилиндрическую поверхность ведомого диска 3. Установив стрелку
индикатора против нуля, проворачивают нижний коленчатый вал
на полный оборот (360°) по ходу и производят запись показаний
индикатора через каждые 90°. Максимальное отклонение стрелки
индикатора не должно быть более 0,15 мм. После проверки
соосности валов специальным щупом длиной 600 мм и шириной
10 мм производят измерение воздушных зазоров между главными
полюсами и якорем генератора. Воздушные зазоры должны быть
3,6—4,4 мм, а равномерность по отдельным полюсам проверяемого
генератора — не более 0,8 мм. При наличии больших или меньших
воздушных зазоров регулировку производят смещением статора
генератора по горизонтали и изменением толщины прокладок по
вертикали. После регулировки величины воздушных зазоров произ-
водят повторную проверку соосности валов. Несоосность валов во
всех случаях не должна превышать 0,15 мм. При удовлетворитель-
ных результатах центровки генератор окончательно крепят болтами
к поддизельной раме, фиксируют двумя коническими штифтами и
еще раз проверяют валы на соосность. Допускают изменение ве-
личины радиальных зазоров «на масло» и провисание шеек в корен-
ных подшипниках 8, 9 и 10 опор нижнего коленчатого вала. Вели-
чину образовавшегося зазора в нижней части между шейкой колен-
чатого вала и вкладышем заносят в формуляр дизеля.
§ 20. ПРОВЕРКИ ДЕТАЛЕЙ ШАТУННО-ПОРШНЕВОЙ ГРУППЫ
ДИЗЕЛЯ
Шатунно-поршневая группа дизеля включает шатун, шатунные
вкладыши, поршень, шатунные болты, поршневой палец и поршне-
вые кольца. После изготовления или в процессе ремонта шатун
дизеля Д50 подвергают проверкам.
В объем работ входят проверки: на отсутствие трещин, парал-
лельности осей головок шатуна, правильности геометрической фор-
мы отверстий в головках шатуна, расстояния между центрами отвер-
стий в головках шатуна.
Базы. При выполнении проверок принимают базы — цилиндри-
ческие поверхности отверстий в головках шатуна.
3*
67
Проверка на отсутствие продольных или поперечных трещин
в теле шатуна. Проверку осуществляют электромагнитным или
ультразвуковыми дефектоскопами.
Проверка параллельности осей отверстий головок шатуна. Про-
верку производят на плите с помощью специального приспособле-
ния (рис. 54). Для проверки в отверстие головок шатуна ставят
оправки 2 и 3 длиной 400 мм. Ша-
тун устанавливают вертикально на
две призмы 1 и выравнивают высту-
пающие части оправок так, чтобы
с;
4
3
их торцы находились на одинаковом
расстоянии (200 мм) от оси шатуна.
Индикатором 4 на стойке 5 опреде-
ляют разность расстояний Huh.
Показание стрелки индикатора
фиксируют на расстоянии 15 мм от
торца стойки индикатора 5, что со-
ответствует перекосу осей отверстий
в головках шатуна на расстоянии
370 мм, который допускают не более
1,12 мм.
Проверка на скручивание осей
ff) ^200^-200+J
Рис. 54. Проверка шатуна ди-
зеля Д50:
а—-проверка на перекос головок;
б —проверка на скручивание го-
ловок; /—призмы; 2 и 3— оправ-
ки; 4 — индикатор; 5 — стойка
индикатора
отверстий в головках шатуна. Для
проверки шатун укладывают гори-
зонтально на три призмы 1. Инди-
катором проверяют горизонтальное
положение оси оправки 2. Ножку
индикатора устанавливают на рас-
стоянии 15 мм от торцов оправки 3.
Разность расстояний Мим будет
величиной скручивания осей отвер-
стий в головках шатуна на расстоя-
нии 370 мм. Скручивание допускают
не более 0,20 мм. Проверку шатуна
на перекос и скручивание выпол-
няют дважды: до запрессовки брон-
зовой втулки в верхнюю головку шатуна и после ее запрессовки.
Проверку правильности геометрической формы отверстий в
головках шатуна производят путем обмера диаметров их
отверстий. Овальность и конусность этих отверстий допускают не
более 0,03 мм. Проверку расстояния между центрами отверстий
в головках шатуна производят микрометрической скобой при уста-
новленных оправках Это расстояние должно быть 710 мм с откло-
нением ±0,10 мм.
Шатуны дизеля 2Д100 подвергают проверкам, аналогичным
описанным выше для шатуна дизеля Д50. Проверку шатуна дизеля
2Д100 на перекос и скручивание осей головок производят с одной
установки (рис. 55). Шатун 5 подвешивают над плитой 1 верти-
68
кально на оправке 7, уложенной на опоры 6, и большой головкой
упирают в призму 8. В отверстие большой головки вставляют оправ-
ку 3. К плите 1 крепят упор 2 так, чтобы он был строго парал-
лелен геометрической оси оправки 7 и опор 6. Для проверки пере-
коса осей отверстий в головках шатуна ножку индикатора 4 ставят
в точку А и далее переносят в точку В. Разность показаний индика-
тора и даст величину перекоса осей на длине 400 мм. Допускают
перекос не более 0,20 мм. Для проверки скручивания осей отвер-
стий в головках шатуна основание 9 стойки индикатора прижимают
Рис. 55. Схема проверки шатуна дизеля 2Д100:
/ —плита; 2 —упор; 3 — оправка; 4 — индикатор; 5 — шатун; 5 —
опоры; 7 —оправка; S —призма; 9 — основание стойки индикатора
к упору 2, а ножку индикатора ставят поочередно в точки С и D
(рис. 55). Разность показаний индикатора покажет величину скру-
чивания осей отверстий в шатуне на длине 400 мм. Допускают скру-
чивание осей не более 0,30 мм.
Проверка шатунных вкладышей. Шатунные вкладыши
дизеля Д50 подвергают тем же проверкам, что и вкладыши корен-
ных подшипников. Натяг вкладыша Д50 определяют в приспособ-
лении (см. рис. 36), который должен составлять 0,11 -4-0,13 мм.
После сборки шатунно-поршневой группы проверяют зазоры в соч-
ленениях. Зазор между шатунной шейкой коленчатого вала и ниж-
ним вкладышем шатуна (на «масло») измеряют щупом, который
должен быть в пределах 0,10-4-0,16 мм после заводского ремонта;
0,10—0,22 мм после БПР и подъемочного; браковочный более
0,25 мм. Зазор между шейкой вала и шатунными вкладышами
у холодильников на расстоянии не более 30 мм от плоскости разъ-
ема подшипника («в «усах»), измеряемый щупом, должен быть
в пределах 0,05 -4- 0,12 мм после заводского ремонта; 0,05-4-0,14 мм
после БПР и подъемки; браковочный более 0,16 мм. Разница
зазоров с двух сторон для одного и того же вкладыша не должна
превышать 0,03 мм.
Осевой разбег шатуна вдоль шатунной шейки коленчатого вала,
измеряемый щупом, допускают в пределах 0,64-0,9 мм после завод-
ского ремонта; 0,64-1,8 мм после БПР и подъемки; браковочный
более 2 мм.
Шатунные вкладыши дизеля 2Д100. Величину натяга шатун-
ного вкладыша дизеля 2Д100 проверяют в приспособлении, изоб-
раженном на рис. 38, под нагрузкой 1 400 кг, который дол-
жен быть в пределах 0,06 4- 0,04 мм на один вкладыш. Оваль-
ность и конусность двух вкладышей, обжатых в шатуне, допускают
не более 0,04 мм. Диаметральный зазор между шатунной шейкой
и вкладышами по результатам их обмеров допускают в преде-
лах 0,124-0,21 мм после заводского ремонта; 0,124-0,35 мм после
БПР и подъемки и браковочный более 0,37 мм. М'ежду торцами
шатунных вкладышей и щеками коленчатого вала с каждой стороны
должен быть зазор не менее 2,5 мм.
Проверка шатунных болтов. После изготовления или при ремонте
тепловоза шатунные болты подвергают проверкам:
производят тщательный наружный осмотр при помощи лупы
пяти- или десятикратного увеличения. Натиры, забоины и повреж-
дения резьбы не допускают;
осуществляют магнитный контроль, при котором не допускаются
волосовины, трещины и другие металлургические дефекты в любой
части болта;
проверяют биение цилиндрических поверхностей стержня, на-
правляющих поясов и наружного диаметра резьбы относительно
геометрической оси болта. Для болтов дизеля Д50 биение допускают
до 0,10 мм, а для 2Д100 — не более 0,03 мм для направляющих
поясов и 0,10 мм для стержня и резьбы;
контролируют биение опорной поверхности головки болта от-
носительно той же оси, которое допускают не более 0,05 мм на
диаметр 53 мм для болтов дизеля Д50 и не более 0,02 мм на диаметр
35 мм для 2Д100;
проверяют по краске прилегание опорных поверхностей болтов
к шатуну. Допускают не более двух разрывов отпечатка длиной не
более 3 мм.
Проверка поршней. После изготовления нового поршня
дизеля Д50 или ремонта (наплавки, проточки, раздачи и т. д.)
старого производят проверки: овальности и конусности отверстий
под поршневой палец, перпендикулярности верхнего торца относи-
тельно оси поршня, соосности поверхностей отверстий под поршне-
вой палец, параллельности оси отверстий под поршневой палец
относительно верхнего торца поршня, смещения оси отверстий под
поршневой палец относительно оси поршня, параллельности опорных
поверхностей для колец в ручьях относительно верхнего торца
поршня и веса поршня.
Овальность рабочей поверхности поршня допускают не более
0,03 мм после заводского ремонта; 0,30 мм после БПР и браковоч-
ный овал более 0,35 мм. Корсетность и бочкообразность рабочей
70
поверхности не допускается. Измерение диаметра поршня дизеля
Д50 производят по высоте в трех поясах: I — на расстоянии 10 мм
от верхнего торца, II — между верхним маслосгонным коль-
цом и холодильниками, III—под нижним маслосрезывающим
кольцом.
Определение овальности и конусности отверстий в бобышках
поршня производят путем замера диаметров очков в четырех местах
(два пояса по два замера) микрометрической шпилькой. Овальность
и конусность допускают до 0,03 мм после заводского ремонта; до
0,05 мм после БПР и браковочные более 0,08 мм, а бочкообразность
и корсетность совершенно не допускают.
Рис. 56. Проверка перпендикулярности оси
поршня верхнему торцу:
/ — упор; 2 — индикатор; 3 — стойка
Проверка перпендикулярности верхнего торца относительно
оси поршня. Проверку производят на плите (рис. 56). Поршень
ставят на плиту вверх юбкой и прижимают головкой к упору /.
Ножку индикатора 2, закрепленного на стойке 3, устанавливают на
расстоянии около 70 мм от нижнего торца поршня. Стрелку ин-
дикатора ставят на нуль и проворачивают поршень вокруг своей
оси на один полный оборот. Индикатор покажет неперпендикуляр-
ность оси поршня верхнему торцу на расстоянии 390 мм, которую
допускают не более 0,03 мм.
Проверка соосности отверстий под поршневой палец. Проверку
производят оправкой (диаметром 127,98_о.оi мм и длиной 420 мм).
Несоосность поверхностей отверстий более 0,03 мм исключает
свободный пропуск оправки через поршень.
Проверка параллельности оси отверстия под палец относительно
верхнего торца поршня. Проверку производят на плите (рис. 57).
Оправку вставляют в отверстие под палец так, чтобы выступающие
ее концы были одинаковы. Ножку индикатора ставят с одной сто-
роны на расстоянии 10 мм от края, стрелку устанавливают на нуль
71
и стойку с индикатором переносят на другую сторону. Отклонение
стрелки от нуля даст непараллельность оси отверстия под палец на
длине 400 мм относительно верхнего торца поршня. Допускают
непараллельность не более 0,03 мм.
I 1
Рис. 57. Проверка параллельности оси отверстия под палец относительно
верхнего торца поршня
Проверка смещения (сноса) оси отверстия под палец относи-
тельно оси поршня. Поршень укладывают горизонтально на две
опоры (рис. 58) точкой А (произвольной) вверх. Проверку выпол-
Рис. 58. Определение смещения оси отверстия под палец относительно
оси поршня
няют двумя индикаторами на стойках. Ножку первого индикатора
поочередно переносят из точки В в точку С и обратно, устанавливая
оправку строго параллельно плите за счет проворачивания поршня
на опорах. После этого стрелку индикатора устанавливают на нуль
и стойку отодвигают в сторону. Поршень проворачивают вместе
с оправкой на 180° так, чтобы точка А оказалась внизу, а точки DvlE
вверху. С помощью второго индикатора оправку ставят опять строго
72
горизонтально, перенося от точки D к точке Е и назад. После того
как оправка займет горизонтальное положение, ножку первого
индикатора устанавливают в точку D или Е. Отклонение стрелки
от нуля даст удвоенную величину смещения оси отверстия под
палец относительно оси поршня. Допускают смещение не более
0,3 мм.
Проверка параллельности опорных поверхностей для поршневых
колец в ручьях относительно верхнего торца поршня. Проверку
производят на плите с помощью индикатора, ножку которого уста-
навливают на соответствующую поверхность канавки для кольца
(рис. 56). Непараллельность допускают не более 0,05 мм.
После всех проверок поршни взвешивают и величину веса
выбивают на холодильнике. Перед сборкой двигателя поршни под-
бирают по весу. Разность в весе каждого поршня из комплекта на
один дизель допускают не более 200 г. Новый поршень должен
иметь вес от 46,4 до 46,6 кг. Допускают уменьшение общей высоты
поршня с 458 до 448 мм.
После изготовления или ремонта на заводе поршней ди-
зеля 2Д100 производят проверки:
точности выполнения всех геометрических размеров, плоскост-
ности внутренней (опорной) поверхности донышка, выполнения
плавных переходов к вертикальной стенке в местах проточки бо-
ной для шпилек, толщины донышка поршня, формы камеры сгора-
ния, смещения оси камеры сгорания относительно оси внутренней
поверхности головки поршня, разномерности толщины стенок порш-
ня под головкой, соосности центрирующих поясов и перпендикуляр-
ности их осей относительно опорной поверхности донышка, парал-
лельности опорной поверхности донышка К (рис. 59) относительно
наружной поверхности камеры поршня Ф, перпендикулярности оси
поверхности Р к поверхности Д, параллельности опорных поверх-
ностей канавок для поршневых колец относительно опорной по-
верхности донышка К, а также величины перекоса их.
Поверхность Ф является основной базой при проверках
поршня.
Наружный диаметр поршней дизеля 2Д100 измеряют микромет-
рической скобой в трех поясах по высоте поршня (рис. 59). Высоту
ручьев поршневых колец измеряют плитками Иогансона и пла-
стинок щупа с точностью до 0,02 мм Проверку плоскостности
внутренней (опорной) поверхности донышка поршня и плавности
переходов к вертикальной стенке в местах проточки бонок для
крепления шпилек осуществляют при помощи специальной ка-
либрованной плиты, показанной на рис. 60. Отпечаток краски
на проверяемых поверхностях допускают не менее 80%. Толщину
донышка по оси поршня проверяют штангенциркулем (рис. 61).
Отклонение этого размера от номинала 16 мм допускают до ±1 мм.
Форму камеры сгорания проверяют специальными шаблонами,
изготовленными в соответствии с сечениями головки поршня ММ,
РР, СС, ТТ, ББ и ВВ (рис. 62). При проверке приспособления
ЗВ Зак. 414 73
Рис. 61. Штангенциркуль для измерения толщины донышка поршня
дизеля 2Д100
74
с шаблонами устанавливают на головку поршня вдоль осей Б Б и
ВВ. Ширину просветов между ребрами шаблонов и поршнем изме-
ряют щупом. Допускают ширину просвета не более 1,0 мм.
Смещение оси ББ камеры сгорания (рис. 62) относительно оси
внутренней поверхности головки поршня Ш (рис. 59) допускают не
более 2,5 мм и проверяют двумя способами.
Поршень укладывают на две призмы 3 (рис. 63). Ось камеры
сгорания ББ при этом должна быть параллельна плите. Иглу рейс-
Рис. 62. Сечения головки для проверки формы камеры
сгорания поршня дизеля 2Д100
муса 1 ставят на кромку поршня, от которой берет начало вогнутая
часть камеры сгорания. Ножку индикатора 2 устанавливают на
внутреннюю поверхность Ш поршня. После этого поршень повора-
чивают на 180° вокруг своей оси и замеры производят вторично.
При втором способе величину смещения оси Б Б относительно
оси поверхности Ш определяют замером толщины стенок поршня
под головкой и расстояний от наружной поверхности поршня до
кромки, от которой начинается вогнутая часть камеры сгорания.
Разностенность поршня под головкой проверяют замером в четы-
рех— шести местах толщины стенки специальным приспособлением
(рис. 64). Разностенность по размеру 16 мм допускают не более 2 мм.
Проверку соосности центрирующих поясов и перпендикуляр-
ности их осей относительно опорной поверхности донышка
поршня осуществляют ступенчатым калибром (рис. 65). Проверку
ЗВ* 75
производят по отпечатку краски. Проверку параллельности опор-
ной поверхности донышка К (рис. 59) относительно наружной по-
верхности камеры сгорания поршня Ф производят приспособле-
нием (рис. 66). При вращении поршня от руки вокруг своей оси
верхний индикатор покажет величину непараллельное™ поверх-
Рис. 63. Проверка смещения оси Б Б камеры сгорания относительно
оси поверхности Ш:
/ — рейсмус; 2 —индикатор; 3— призмы
Б.
Б
ности Ф относительно опорной поверхности К- Допускают непа-
раллельное™ не более 0,10:им. На этом же приспособлении (рис. 66)
выполняют проверку перпендикулярности оси рабочей поверхности
поршня Р (рис. 59) относительно опорной поверхности донышка
Рис. 64. Теломер для определения толщины стенки поршня
под головкой
поршня К- Проверку осуществляют индикатором, ножку которого
упирают в поверхность Р под ручьем для нижнего маслосгонного
кольца. Допускают неперпендикулярность оси поверхности Р
к поверхности К на высоте поршня не более 0,05 мм.
Проверку параллельности опорных поверхностей канавок для
поршневых колец относительно опорной поверхности донышка
поршня К, а также определение перекоса опорных поверхностей
в радиальном направлении канавок (в четырех диаметрально
противоположных точках) производят на приспособлении (рис. 66)
76
Рис. 65. Ступенчатый калибр
с помощью третьего (среднего) индикатора, ножку которого уста-
навливают на рабочую поверхность каждой канавки. Величину
непараллельности опорных поверхностей канавок относительно
поверхности К допускают не более 0,05 мм. Величину перекоса
Рис. 67. Проверка параллельности оси
отверстия под поршневой палец относительно
опорной поверхности вставки
опорных поверхностей канавок (в радиальном направлении) отно-
сительно поверхности К на длине глубины канавки допускают не
Рис. 68. Проверка смещения оси отвер-
стия под поршневой палец относительно
оси симметрии вставки
более: 0,015 мм для ка-
навок компрессионных ко-
лец и 0,020 мм — маслосре-
зывающих колец.
После изготовления или
ремонта на заводе встав-
к и поршней 2Д100 под-
вергаю?' проверкам:
точности выполнения
всех геометрических раз-
меров, отсутствия оваль-
ности или конусности от-
верстия под поршневой
палец, параллельности оси
отверстия под поршневой
палец относительно опор-
ной поверхности вставки, смещения оси отверстия под поршневой
палец относительно оси симметрии вставки.
Для проверки параллельности оси отверстия под поршневой
палец относительно опорной поверхности вставку устанавливают
на специальную подставку, расположенную на плите (рис. 67).
В отверстие под поршневой палец устанавливают цилиндрическую
оправку длиной 320 мм. Величину непараллельности допускают не
более 0,03 мм на длине 300 мм. Проверку смещения оси отверстия
под поршневой палец относительно оси симметрии вставки произво-
78
дят на плите. Вставку укладывают горизонтально на специальную
подставку (рис. 68). В отверстие под поршневой палец устанавли-
вают оправку. Проверку производят с помощью двух индикаторов.
Величину смещения оси отверстия под поршневой палец относи-
тельно оси симметрии вставки определяют как для поршня Д50
Допускают смещение не более 0,3 мм.
Поршневые пальцы дизелей Д50 и 2Д100 подвергают
проверкам:
твердости цементированной рабочей поверхности пальца, которая
должна быть в пределах 58-1-62 единицы по шкале С Роквелла;
овальности и конусности рабочей поверхности, которые допу-
скают не более 0,03 мм на всей длине пальца после заводского
ремонта; 0,05 мм — после БПР и браковочные более 0,08 мм. Кор-
сетность и бочкообразность рабочей поверхности пальца не допу-
скают;
магнитного контроля — волосовины, трещины и другие дефекты
не допускают. Кроме того, рабочую поверхность пальцев подвер-
гают осмотру через лупу шестидесятикратного увеличения.
Поршневые кольца дизелей Д50 и 2Д100. В объем работ входят
проверки: твердости колец, размера замка в свободном состоянии,
зазора в стыке (замке) в сжатом виде до рабочего состояния, приле-
гания рабочей поверхности кольца к цилиндру, упругости кольца,
коробления торцовых поверхностей кольца, параллельности торцо-
вых поверхностей, разностенности по радиусу кольца, высоты ци-
линдрического пояска маслосрезывающих колец дизеля Д50, за-
зора по высоте между кольцом и ручьем поршня.
Твердость обработанных поршневых колец допускают в преде-
лах 94-4-104 единицы по шкале RB.
3.азор в замке кольца в свободном состоя-
нии проверяют шаблоном или металлической линейкой. В табл. 2
приведены допускаемые зазоры в замках для новых колец дизелей
Д50 и 2Д100.
Таблица 2
Зазоры в замках новых поршневых колец
Тип поршневых колеи Марки дизеля Величина зазора в замке в мм
в свободном состоянии в рабочем состоянии
Компрессионные Д50 2Д100 324-42 244-32 1,84-2,2 1,04-1,2
Маслосрезывающие Д50 2Д100 324-40 264-32 1,64-1,8 0,44-0,6
Зазор в замке кольца, сжатого до рабочего
состояния, проверяют в специальном цилиндрическом калибре
(рис. 69) диаметром 318+0-01 мм для колец дизеля Д50 и
207+0*01 мм для 2Д100. В табл. 2 приведены значения допускае-
те
мых зазоров в замке в рабочем состоянии для новых поршневых
колец двигателей Д50 и 2Д100.
Проверку прилегания рабочей цилиндри-
ческой поверхности поршневого кольца ко
втулке цилиндра производят в контрольном калибре
щупом или в специальном приспособлении на просвет с помощью
электрической лампы. При проверке поршневых колец дизеля Д50
допускают по окружности кольца отдельные просветы шириной
не более 0,03 мм (по щупу) и длиной не более 30 мм. Общую длину
всех просветов допускают не
более 90 мм.
Рис. 70. Приспособление для про-
верки упругости поршневых колец:
/ — плита; 2 —стойка; 3 — стальная лен-
та; 4 — поршневое кольцо; 5 — крючок
для груза; 6 — гнездо; 7 — крепление лен-
ты; 5 —сегмент; 9 — стержень; 10— грузы
Рис. 69. Калибр для проверки
зазора в замке поршневого
кольца дизеля Д50
Рабочую поверхность поршневых колец дизеля 2Д100 проверяют
по прилеганию ее к цилиндрической поверхности контрольного
калибра диаметром 207+0-2 мм, типа калибра, изображенного на
рис. 69. Допускают один просвет длиной не более 70 мм или два
просвета общей длиной не выше 100 мм, причем просветы должны
располагаться не ближе 55 мм от замка. Щуп в 0,03 мм не должен
заходить в эти просветы.
Упругость поршневого кольца определяют приспособлением,
представленным на рис. 70. В табл. 3 приведены пределы нормаль-
ной упругости новых поршневых колец двигателей Д50 и 2Д100.
Проверку коробления поршневых колец производят (до луже-
ния их) в специальном приспособлении, которое представляет собой
щелевой калибр. Проверяемое кольцо пропускается между двумя
полированными плитами, вертикально установленными друг от
друга на определенном расстоянии.
80
Таблица 3
Упругость новых поршневых колец
Тип поршневых колец Марка дизеля Упругость колец при нормальном зазоре в замке в рабочем состоянии в кг
Компрессионные Д50 2Д100 3,54-5,0 6,048,0
Маслосрезывающие Д50 2Д100 5,547,5 3,545,0
Для поршневых колец дизеля Д50 коробление допускают до
0,10 мм, а для колец 2Д100 — 0,05 мм.
Проверку параллельности торцовых поверхностей поршневого
кольца производят путем замера толщины (высоты) кольца микро-
метром в четырех местах (через 90°). Непараллельность торцовых
поверхностей кольца допускают не более 0,02 мм. Торцовые поверх-
ности колец дизеля 2Д100 после шлифования притирают по плите и
проверяют по краске, нагружая кольцо, установленное в калибр диа-
метром 207+0-5 мм, грузом 5—8/са. Краска должна располагаться
равномерно, занимая не менее 50% площади торцовой поверхности
кольца. Проверку разностенности по радиусу поршневых колец
производят путем обмера в четырех местах (через 90°) ширины коль-
ца. Разностенность колец (по радиусу) допускают не более 0,20 мм.
Высота цилиндрического пояска новых маслосрезывающих колец
дизеля Д50 должна быть в пределах 0,84-1,0 мм. Проверку зазора
между кольцом и ручьем по высоте производят с четырех сторон
поршня (через 90°) после постановки всех колец на место.
§ 21. ПРОВЕРКА ПОЛОЖЕНИЯ ПОРШНЯ ДИЗЕЛЯ Д50 В ЦИЛИНДРЕ
Проверку положения поршня в цилиндре («привалку») произво-
дят при заводском ремонте дизеля. Для проверки поршень опус-
кают в цилиндр без поршневых колец, собирают шатунный под-
шипник, проверяют зазор «на масло» и разбег шатуна вдоль шейки
вала. После этого поршень ставят в в. м. т., вставляют снизу между
втулкой цилиндра и поршнем щуп 0,20 мм и прижимают рукой
поршень к цилиндру, стремясь зажать щуп. Далее с помощью дру-
гого щупа измеряют зазоры по оси коленчатого вала на расстоянии
40 мм от верхнего торца поршня. После этого поршень ставят
в н. м. т., опять заклинивают внизу щуп 0,20 мм, а сверху изме-
ряют зазоры. Разность зазоров допускают не более 0,15 мм для но-
вого дизеля и 0,25 мм после ремонта.
§ 22. ПРОВЕРКИ КРЫШКИ ЦИЛИНДРА, КЛАПАНОВ И ПРУЖИН
При заводском ремонте крышки цилиндра дизеля Д50 в объем
работ входят проверки:
81
гидравлическим испытанием огневой поверхности, газовых ка-
налов и водяной полости, соосности седел клапанов и отверстий
направляющих втулок, соосности отверстий во втулке для форсун-
ки и для распылителя в крышке цилиндра, расположения отверстий
в крышке под направляющие втулки всех четырех клапанов, уплот-
няющего бурта крышки, высоты цилиндровой крышки, ширины
притирочного конуса в гнездах клапанов, притирки клапанов,
величины углубления тарелей клапанов в крышке, величины выхода
стержней клапанов над крышкой, ве-
личины выхода из крышки носка рас-
пылителя, правильности постановки
крышки на блок дизеля.
Гидравлическое испытание огневой
(нижней) поверхности производят дав-
лением 75 сипи, газовых каналов —
8 ати и водяной полости — 10 сипи в
течение 3 мин.
Проверка направляющих втулок
клапанов. После постановки направ-
ляющих втулок производят проверку
соосности их отверстий и седел кла-
панов. На рис. 71 показан калибр,
применяющийся при этой проверке’
Рис. 72. Ступенчатый калибр для
проверки соосности отверстий во втулке
для форсунки и для распылителя
в крышке
Рис. 71. Калибр для проверки
соосности седла и отверстия
для направляющей втулки
клапана:
У —конус для проверки седла; 2—
стержень для проверки отверстия
направляющей втулки
Стержень 2 вставляют в отверстие направляющей втулки кла-
пана, а конус 1 калибра устанавливают в гнездо клапана. Если
калибр садится всем конусом и легко проворачивается вокруг
оси, то несоосность гнезда и отверстия не выходит за допустимую
величину 0,02 мм.
Соосность отверстий во втулке для форсунки и для распылителя
в крышке проверяют ступенчатым калибром (рис. 72). Несоосность
указанных выше отверстий допускают не более 0,02 мм.
Правильность расположения отверстий направляющих втулок
всех четырех клапанов в цилиндровой крышке относительно оси
отверстия для форсунки проверяют специальным калибром.
Калибр состоит из плитки и закрепленных на ней пяти обра-
ботанных стержней. Центральный стержень имеет диаметр
82
25,45_o,oi мм, а четыре угловых стержня выполнены диаметром
22_о,о8 мм и поставлены друг от друга на расстояниях, соответ-
— 0,13
ствующих размещению осей клапанов в крышке. Проверку уплот-
няющего бурта крышки производят по биению и краске. Провер-
ку осуществляют приспособлением с индикатором. В отверстие
для форсунки ставят калиброванную пробку с зазором 0,02 мм,
к которой крепят рычаг с индикатором. Ножку индикатора уста-
навливают на наружную поверхность бурта. Биение наружной
цилиндрической поверхности бурта относительно оси централь-
ного отверстия в крышке для распылителя форсунки допускают
не более 0,6 мм.
Проверку торца бурта крышки по краске производят на плите.
Отпечаток краски должен быть непрерывным по всей окружности,
а по ширине — не менее 2 мм.
Проверку высоты цилиндровой крышки производят микрометри-
ческой скобой. Такую проверку делают потому, что при установке
степени сжатия иногда приходится крышку снизу торцоваты Неод-
нократная торцовка ослабляет днище крышки и поэтому установле-
на минимальная ее высота: новой — 215,7 мм, после заводского
ремонта — 210,7 мм и браковочный размер — менее 209 мм. Ширина
притирочного конуса в гнездах клапанов в результате износа и
притирок тарелей клапанов увеличивается. При заводском ремонте
крышки эта величина должна быть в пределах 5,24-6,2 мм. Качество
притирки клапанов проверяют керосином, наливаемым на тарели
клапанов, поставленных вместе с пружинами в крышку, перевер-
нутую вверх днищем. Уровень налитого керосина не должен пони-
жаться в течение 10 мин, а также не должно быть подтеков керосина
по стержню клапана.
Притирочный поясок на тарелях и седлах должен быть непре-
рывным и шириной 2 мм. Глубину посадки тарелей клапанов отно-
сительно плоскости днища крышки измеряют микрометрическим
глубиномером. Глубина посадки тарелей должна быть в пределах:
2,84-3,4 мм для новой крышки; 2,84-5,2 мм после заводского ре-
монта; 2,84-7,0 мм после БПР и подъемочного ремонта; более 7,2 мм
браковочная. Суммарное углубление всех клапанов одной крышки
допускают соответственно: 13,6; 19,0; 28,4 и 29,6 мм. Проверку
величины выхода стержней клапанов над крышкой осуществляют
эталонным клапаном, устанавливаемым вместо рабочего. После
установки форсунки в цилиндровую крышку (до постановки послед-
ней на блок) проверяют величину выхода носка распылителя фор-
сунки, который должен быть в пределах 4,54-5,8 мм. Эту проверку
производят шаблоном (рис. 73). Нормальный выход носка распы-
лителя устанавливают за счет подбора толщины медных прокладок
под форсунку.
После постановки цилиндровой крышки на блок щупом прове-
ряют зазор между нижней плоскостью крышки и верхней плоско-
стью блока. Этот зазор должен быть в пределах 0,44-1,2 мм. Зазоры,
83
измеренные в разных местах у одной крышки, не должны отли-
чаться друг от друга более чем на 0,25 мм.
Проверки клапана дизеля Д50. В объем работы входят проверки:
стержней клапанов дефектоскопом (трещин и волосовин не до-
пускают), биения штока и тарели клапана, которое не должно
превышать 0,05 мм; овальности и конусности штока клапана, кото-
рые допускают до 0,05 мм после заводского ремонта и до 0,10 после
деповского ремонта; зазора между штоком клапана и направляющей
втулкой, запрессованной в крышку. После заводского ремонта этотза-
зор должен быть в пределах: для выхлопного клапана 0,18-4-0,25 мм
Рис. 73. Проверка выхода носка распылителя форсунки
из цилиндровой крышки
и для всасывающего 0,08 4- 0,15 мм после заводского ремонта;
после подъемочного и БПР соответственно: до 0,45 и 0,35 мм;
браковочные: более 0,5 и 0,4 мм. Толщина тарели клапана от се-
редины притирочного пояска до торца (размер 8_0,2 мм), которую
допускают до 5,8 мм при выпуске из заводского ремонта; до 4,0 мм
после подъемочного и БПР и браковочная толщина тарели клапана
менее 3 мм.
При ремонте пружин клапанов производят магнитный контроль.
Волосовины и трещины в витках не допускают.
Проверяют высоту пружин в свободном состоянии. При усадке
пружин более чем на 3 мм их восстанавливают до альбомного раз-
мера термообработкой.
Проверяют характеристику пружин под прессом.
Проверку перпендикулярности торцов пружины относительно
геометрической оси ее производят на плите путем обмера. Отклоне-
ние от перпендикулярности на длине всей пружины в свободном
состоянии допускают не более: 0,7 мм для внутренней и 0,9 мм для
наружной пружины. Если пружина не выдерживает этой проверки,
то торцы ее подвергают шлифовке с таким расчетом, чтобы высота
сечения конца опорного витка оставалась не менее 0,5 мм.
Проверку прилегания торцов пружины к плите производят по
краске или щупом.
84
§ 23. ПРОВЕРКА ЛИНЕЙНОЙ ВЕЛИЧИНЫ КАМЕРЫ СЖАТИЯ
Проверку линейной величины камеры сжатия в дизеле Д50 произ-
водят следующим образом. При снятой цилиндровой крышке на
верхний торец поршня вдоль оси поршневого пальца кладут два
свинцовых кубика с ребром 8 мм. Проворачивают на пол-оборота
коленчатый вал. Цилиндр закрывают крышкой и крепят ее к блоку
Рис. 74. Приспособление для проверки линейной
величины камеры сжатия дизеля Д50 без снятия
цилиндровой крышки:
1—свинцовые прутки; 2 — лапки в закрытом состоянии;
3 — лапки в открытом состоянии
двумя диаметрально расположенными гайками. Затем опять про-
ворачивают коленчатый вал так, чтобы поршень прошел в. м. т.
Снимают крышку и измеряют микрометром в нескольких местах
обжатые свинцовые кубики. Среднее арифметическое полученных
замеров и даст линейную величину камеры сжатия, которая должна
быть в пределах 4,004-5,83 мм.
Такую проверку производят и без снятия цилиндровой крышки.
Для этого вынимают форсунку и в цилиндр опускают свинцовую
проволоку диаметром 8 мм и длиной 300 мм. Проволоку уклады-
вают на выступы поршня вдоль оси коленчатого вала. Поршень
85
должен находиться примерно в среднем положении. После этого
коленчатый вал проворачивают на пол-оборота так, чтобы он про-
шел в. м. т. и оказался опять в среднем положении. Свинцовую
проволоку вынимают из цилиндра и измеряют. Для опускания
свинца и извлечения его из цилиндра пользуются приспособлением
(рис. 74). Проверку линейной величины камеры сжатия производят
во всех цилиндрах дизеля.
Линейная величина камеры сжатия в дизеле 2Д100 должна быть
в пределах 4,4-4-4,8 мм. Проверку производят следующим образом.
Через отверстия для форсунок в цилиндр вводят две свинцовые
палочки диаметром 6,0 4- 6,5 мм и укладывают их на нижний пор-
шень вдоль оси дизеля. Далее проворачивают коленчатые валы так,
чтобы оба поршня прошли внутренние мертвые точки. После этого
свинцовую палочку извлекают из цилиндра и измеряют в двух-трех
местах ее обжатые части. Если среднее арифметическое замеров вы-
ходит за пределы 4,44-4,8 мм, то производят регулировку.
Перед регулировкой линейной величины камеры сжатия прове-
ряют расстояние от оси форсуночных отверстий до верхней пло-
скости нижнего поршня, которое должно быть равно 1,3 ±
±0,1 мм.
Если этот размер выходит за пределы 1,24-1,4 мм, то подрегу-
лировку линейной величины камеры сжатия сначала производят
за счет изменения толщины прокладок у нижнего поршня, доведя
указанное расстояние до 1,3 + 0,1 мм, а затем за счет прокладок
верхнего поршня.
§ 24. ПРОВЕРКИ ВЫХЛОПНОЙ СИСТЕМЫ
После заводского ремонта выхлопных коллекторов дизеля Д50
производят проверки: плоскостности всех фланцев коллекторов по
линейке и щупу (щуп 0,20 мм не должен проходить между линей-
кой и фланцем), герметичности коллекторов, для чего заглушают
все фланцы и производят гидравлическое испытание водой при дав-
лении 2 ати в течение 3 мин.
Проверку выхлопной коробки дизеля 2Д100 производят после
изготовления ее или ремонта на заводе.
В объем работ входят проверки: геометрических размеров, па-
раллельности боковых поверхностей, к которым присоединяют
выхлопные коллекторы, перпендикулярности нижнего упорного
бурта относительно оси центрального отверстия, перпендикуляр-
ности боковых поверхностей относительно нижней опорной поверх-
ности, соосности поверхностей 2 и 7 и наружной поверхности 5
опорного бурта (рис. 75), герметичности водяных полостей, каче-
ства притирки упорного бурта.
При проверке выхлопной коробки за основную базу принимают
геометрическую ось центрального отверстия диаметром 238 мм, кото-
рое предназначено для установки нижней части втулки цилиндра.
86
Проверку параллельности боковых поверхностей 1 и 3 (рис. 75)
осуществляют на плите. Выхлопную коробку укладывают на плиту
поверхностью 1, а на поверхность 3 устанавливают ножку индика-
тора, закрепленного на стойке. При перемещении индикатора по
всему периметру поверхности 3 его стрелка не должна отклоняться
от заранее установленного нулевого де-
ления более чем на 0,06 мм, в против-
ном случае производят дополнитель-
ную обработку.
Проверку перпендикулярности ниж-
него упорного бурта 6 относительно
оси отверстия 7 производят на плите
индикатором, который закрепляют на
специальной стойке (рис. 76). На
этой стойке два калиброванных упо-
ра 1 закреплены в фундаментной
Рис. 75. Проверка соосности цилиндриче-
ских поверхностей 5 и 7 выхлопной
коробки:
1, 2, 3, 5, 6, 7, 10 — поверхности; 4 — выхлоп-
ная коробка; 8, 9— стойки индикаторов
Рис. 76. Стойка синдикатором
для проверки выхлопной ко-
робки дизеля 2Д100:
1 — калиброванный упор; 2 — фун-
даментная плитка; 3 — стойка;
4 — индикатор
плитке 2 по радиусу. Ножку индикатора 4 устанавливают по ра-
диусу на определенной высоте от контрольной плиты. При проверке
выхлопную коробку торцом упорного бурта 6 устанавливают на
плиту 8 (рис. 77). В центральное отверстие коробки опускают
стойку с индикатором и прижимают калиброванными упорами
к поверхности 7 коробки. После этого ножку индикатора уста-
навливают на высоте 175 мм, закрепляют индикатор и стрелку
его ставят на нуль. Далее стойку с индикатором провора-
чивают вокруг своей оси на 180° и прижимают упорами к поверх-
87
Рис. 77. Проверка перпендикулярности
оси поверхностей 7 и 2 относительно
торца 6 выхлопной коробки
ности 7. Отклонение стрелки индикатора при этом должно быть не
более 0,06 мм. Аналогично проверяют перпендикулярность оси
поверхности 2 относительно торца 6 (рис. 77). Установка индика-
тора показана пунктиром. Ножку индикатора ставят на высоту
260 мм от плиты. Отклонение стрелки индикатора допускают до
0,10 мм. Неперпендикулярность оси поверхностей 7 и 2 относи-
тельно торца упорного бурта
6 получают делением показа-
ний индикатора пополам.
Проверку перпендикуляр-
ности боковых поверхностей
1 и 3 (рис. 77) относитель-
но нижнего торца 6 произ-
водят угольником, один из
катетов которого ставят на
плиту, а второй прижимают
сначала к поверхности 1, а
потом 3. Щуп 0,06 мм не
должен проходить между
угольником и коробкой на
высоте 260 мм.
Проверку смещения осей
поверхностей 2 и 5 относи-
тельно оси основной поверх-
ности 7 (рис. 75) производят на плите двумя индикаторами, укреп-
ленными на стойках после проверки параллельности плоскостей 1
и 3 коробки. Проверку смещения оси наружной поверхности 5
опорного бурта относительно оси поверхности 7 производят следую-
щим образом. Выхлопную коробку устанавливают боковой плоско-
стью / на плиту (рис. 75). Ножку индикатора 9 ставят на верхнюю
образующую цилиндрической поверхности 7 и стрелку его приводят
к нулю. Ножку индикатора 8 помещают на верхнюю образующую
цилиндрической поверхности 5 и тоже стрелку его устанавливают
на нуль. После этого обе стойки осторожно отодвигают в сторону,
а выхлопную коробку переворачивают на 180° и устанавливают ее
плоскостью 3 на плиту. Далее стойки обоих индикаторов ставят
на свои прежние места и записывают показание того и другого
индикатора. Половина показания любого индикатора даст величину
смещения оси соответствующей поверхности (7 или 5) относительно
оси симметрии боковых плоскостей 1 и 3. Допускают величину
смещения не более 0,03 мм. Если эти смещения направлены в о д н у
сторону, то разность их даст величину смещения оси по-
верхности 5 относительно оси поверхности 7. Если же смещения
направлены в разные стороны, то сумма их будет выра-
жать смещение оси поверхности 5 относительно оси поверхности 7,
которое допускают не более 0,05 мм. Аналогично определяют сме-
щение оси отверстия поверхности 2 относительно оси базовой
поверхности 7. Величину смещения допускают до 0,05 мм.
S&
После ремонта и постановки всех шпилек производят проверку
герметичности водяных полостей, для чего выхлопную коробку
подвергают гидравлическому испытанию водой под давлением
5 ати в течение 5 мин. Появление капель воды или потение стенок
коробки не допускают. В случае появления капель из-за наличия
трещин или раковин выхлопную коробку бракуют. В случае поте-
ния из-за пористости отливки водяную полость выхлопной коробки
заполняют жидким стеклом и выдерживают под давлением 10 ати
в течение 30 мин. После этой операции вторично производят гид-
равлическое испытание водой под давлением 5 ати в течение
5 мин.
При установке выхлопной коробки в блок между стенками по-
следнего и коробкой должен быть зазор не менее 0,5 мм. После
окончательной установки всех выхлопных коробок в блок дизеля
ступенчатость плоскостей 1 и 3 (рис. 75) допускают не более 0,3 мм.
Эту проверку выполняют длинной линейкой и щупом. Перекос
отдельных коробок допускают не более 0,15 мм. Ступенчатость
плоскостей 1 и 3 выхлопных коробок менее 0,3 мм компенсируют
путем подбора соответствующей толщины паронитовых прокладок.
Если ступенчатость оказывается более 0,3 мм, то выхлопные короб-
ки подбирают в пределах существующего допуска на размер между
плоскостями 1 и 3.
Проверки выхлопных коллекторов и патрубков дизеля 2Д100.
В объем работ входят проверки: правильности выполнения геометри-
ческих размеров, герметичности и прочности сварных швов,
плоскостности и взаимного расположения фланцев, совпадения
окон и каналов для воды и газов в выхлопных коллекторах и вы-
хлопных коробках.
Геометрические размеры выхлопных коллекторов, патрубков
и глушителей должны соответствовать чертежам и ремонтным до-
пускам. Для удобства производства обмеров коллекторы или па-
трубки устанавливают на плиту.
Герметичность выхлопных коллекторов и патрубков проверяют
гидравлическим испытанием водой под давлением 3 ати в течение
5 мин. Появление капель или потения по стенкам или сварным швам
не допускают. При гидравлическом испытании проверяют и проч-
ность сварных швов. Особое внимание обращают на точечную при-
варку кожухов выхлопных коллекторов дизеля 2Д100 к простав-
кам, для чего каждую точку сварки обстукивают легким молотком.
Дребезжащий звук свидетельствует о плохой приварке. Дефектное
место вырубают до проставки и заваривают вновь электродом марки
Э-42.
Плоскостность и ступенчатость фланцев выхлопных коллекто-
ров проверяют линейкой и щупом. Неплоскостность и ступенчатость
фланцев допускают не более 0,2 мм. Взаимное расположение пер-
пендикулярности фланцев проверяют угольником и щупом. Непер-
пендикулярность фланца, которым выхлопной коллектор присоеди-
няют к выхлопной коробке, относительно фланца трубы подводя-
89
щей воду для охлаждения втулки цилиндра, допускают не более
0,15 мм.
Перпендикулярность концевых фланцев к продольным осям
коллекторов, а также взаимную перпендикулярность фланцев вы-
хлопных патрубков и фланцев глушителей проверяют на плите
угольником и щупом. Неперпендикулярность допускают не более
0,2 мм.
После крепления выхлопных коллекторов к выхлопным короб-
кам проверяют прилегание концевых фланцев коллекторов к перед-
нему листу блока. Щуп в 0,2 мм не должен заходить между фланцами
и блоком. Для того чтобы не создавалось добавочного сопротивления
при движении выхлопных газов и охлаждающей воды, окна выхлоп-
ных коллекторов должны совпадать с окнами выхлопных коробок.
Допускают несовпадение выхлопных каналов не более 5 мм, а водо-
перепускных — 3 мм. При большем несовпадении разрешают под-
пи ловку кромок окон выхлопных коллекторов под углом 45°.
После постановки в блок выхлопных коробок, цилиндровых
втулок, выхлопных коллекторов и патрубков, а также подводящих
и отводящих водяных труб с коллектором всю водяную систему
дизеля подвергают гидравлическому испытанию на 2 ати в течение
15 мин. Просачивания воды или потения во всех соединениях не до-
пускают.
§ 25. ПРОВЕРКА ВЕРТИКАЛЬНОЙ ПЕРЕДАЧИ
ДИЗЕЛЯ 2Д100
Проверку вертикальной передачи со снятием ее с дизеля и раз-
боркой производят при большом периодическом, подъемочном и за-
водском ремонтах тепловоза. При постройке дизеля на заводе и
сборке вертикальной передачи на всех ее взаимно расположенных
деталях наносят контрольные метки и клейма комплектности.
В объем работ входят проверки: отсутствия трещин и правильно-
сти размеров корпусов, отсутствия трещин и точность геомет-
рических размеров вертикальных валов передачи, состояния кони-
ческих шестерен по износу зубьев и отсутствие трещин, состояния
роликовых и шариковых подшипников вертикальных валов, со-
стояния всех элементов эластичной муфты и в особенности ее пру-
жин, величины осевого разбега вертикального вала в корпусе,
величины зазоров между зубьями конических шестерен передачи.
На отсутствие трещин корпусы вертикальной передачи прове-
ряют обстукиванием легкими ударами молотка или отмелива-
нием. Геометрические размеры проверяют шпильками и штан-
генциркулями. При этом особое внимание обращают на точность
расточки посадочных мест под роликовый и шариковые подшипники,
где овальность и конусность отверстий допускают не более 0,03мм.
Валы передачи проверяют дефектоскопом. Для проверки биения
мест посадки внутренних обойм подшипников вал устанавливают
90
в центрах станка и индикатором оп-
ределяют отклонение, которое допу-
скают не более 0,03 мм. Такое же
отклонение допускают на овальность
и конусность посадочных мест под под-
шипники качения. Конусные части
валов проверяют на отсутствие зади-
ров и других дефектов и на прилега-
ние к ним муфт 9 и 7 (рис. 78). При-
легание муфт проверяют по краске,
отпечаток по площади должен быть
не менее 65%. Состояние конических
шестерен 1 и 2 по износу зубьев про-
веряют по величине бокового зазора
в зацеплении перед демонтажом вер-
тикальной передачи. После завод-
ского ремонта боковой зазор должен
быть в пределах—0,30—0,50 мм, после
деповского ремонта 0,30—0,65 мм и
браковочный — более 0,7 мм. Прове-
ряют характеристику пружин эла-
стичной муфты. Состояние подшип-
ников проверяют после их тщатель-
ной промывки в дизельном топливе
и обдувки чистым сжатым возду-
хом. Осмотр каждого подшипника
производят при помощи пяти-, семи-
кратной лупы. На беговых дорожках
обойм, роликах и шариках и других
местах подшипников не допускают
выбоины, вмятины, шелушения, цве-
та побежалости, трещины, раковины,
увеличенный износ и другие дефек-
ты. Величину радиального зазора в
подшипниках валов вертикальной
передачи проверяют набором тон-
ких пластинок щупа, для чего соб-
ранный подшипник устанавливают
на плиту. Внутреннее кольцо с ро-
ликами (или шариками) и сепара-
тором от собственного веса опустится
вниз. В таком положении между
Рис. 78. Вертикальная передача и эла-
стичная муфта дизеля 2Д100:
/—коническая шестерня большая; 2 — кониче-
ская шестерня малая; 5 — радиально-упорный
шарикоподшипник; 4 и 5 —регулировочные
кольца; 6, 7 —конусные муфты; 8 — эластичная
муфта; 9~конусная муфта
Jj7- 770------------------>_и«УУ-/л7^4_---------------------------
91
верхним роликом (или шариком) и беговой дорожкой наружного
кольца образуется радиальный зазор, величину которого опреде-
ляют пластинками щупа.
В случае замены верхней или нижней малой шестерни опреде-
ляют толщину регулировочного кольца 4 (рис. 79), которое ставят
между шестерней 1 и буртом вала 2 с тем, чтобы обеспечить предва-
рительную величину зазора между зубьями конических шестерен
передачи. При изготовлении шестерен на цилиндрической поверх-
ности 3 (рис. 79) выбивают размер А, равный расстоянию от торца
Рис. 79. Установка регулировочного кольца, обес-
печивающего предварительную величину зазора
между зубьями конических шестерен вертикаль-
ной передачи:
/ — малая коническая шестерня; 2—вертикальный вал;
3 — место постановки клейма размера Л; 4 — регулировоч-
ное кольцо
шестерни до вершины делительного конуса, который колеблется от
194,0 до 196,5 мм. Эти размеры используют при подсчете толщины
регулировочного кольца, которую определяют по формуле
8=Д— 191, (6)
где S — толщина регулировочного кольца в мм',
А — размер, выбитый на малой шестерне, в мм\
191—расчетный базовый размер в мм, равный высоте дели-
тельного конуса, принимая за основание его верхнюю
плоскость кольца.
Толщину регулировочного кольца подбирают в пределах 3,04-
4-5,5 мм.
Щуп 0,03 мм не должен заходить между кольцом 4 и шестерней 1.
Между каждой парой шарикоподшипников ставят регулировочные
кольца 4 и 5 (рис. 78), которые подбирают так, чтобы при зажатом
внутреннем кольце 4 оставался суммарный зазор от 0,03 до 0,05 мм
между кольцом 5 и наружными обоймами подшипников, что обес-
печивает нормальный осевой люфт вертикальных валов передачи.
92
Толщина внутреннего кольца 4 и высота наружного 5 связаны
между собой следующей формулой:
H=h+x+0,(M, (7)
где Н — толщина внутреннего кольца в мм;
h — толщина наружного кольца в мм;
х — размер, определяемый для данной пары подшипников
в специальном приспособлении (рис. 80);
0,04 — средняя величина суммарного зазора между наружными
обоймами и кольцом.
Величину х опреде-
ляют с помощью при-
способления (рис. 80)
следующим образом. На
палец 8 надевают ша-
рикоподшипник 1, ста-
вят эталонное коль-
цо 2. Надевают второй
шарикоподшипник 3,
ставят на внутреннюю
обойму его упорное
кольцо 4 и зажимают
гайкой 5. На наружную
обойму верхнего под-
шипника ставят втулку
6 и на нее укладывают
груз 7 весом 20 кг. Пос-
ле этого с помощью
Рис. 80. Приспособление для определения
размера х = а—h:
ПЛИТОК Иогансона И пла- / — шарикоподшипник; 2 — эталонное кольцо;
3 — шарикоподшипник; 4—- упорное кольцо; 5 —
СТИН Щупа ИЗМерЯЮТ С гайка; 6 — проставочная втулка; 7 —груз; 8 — палец
точностью до 0,01 мм
величину зазора b между наружными обоймами шарикоподшип-
ников. Зная высоту калиброванного кольца а, определяют вели-
чину х по формуле
х—а — Ь. (8)
Выбрав наружное кольцо и измерив его толщину h, по формуле (7)
определяют необходимую высоту внутреннего кольца Н. После
подбора или подгонки комплекта радиально-упорные подшипники
и регулировочные кольца маркируют общим номером.
Затем, закончив сборку корпусов, проверяют следующие раз-
меры: для верхнего корпуса — расстояние от бурта
верхнего вала под регулировочное кольцо до наружного торца ко-
нусной муфты 9 (рис. 78), которое должно быть в пределах 621,54-
4-622,0 мм; для нижнего корпус а — расстояние от бурта
нижнего вала под регулировочное кольцо до наружного торца ко-
нусной муфты 6 (рис. 78), которое должно быть в пределах 622,54-
4-623,0мм. В случае необходимости производят торцовку наружных
фланцев конусных муфт 9 и 6.
93
Ступенчатость зубьев шестерен и совпадение образующих кону-
сов регулируют за счет набора прокладок (в виде пластин толщи-
ной 0,1; 0,25 и 1 мм), устанавливаемых под фланцы корпусов пере-
дачи. Боковой зазор между зубьями конических шестерен передачи
при сдвинутых коленчатых валах в сторону главного генератора
проверяют индикатором и регулируют за счет толщины прокладок,
поставленных между фланцами коленчатых валов и большими ше-
стернями. Прокладки имеют вид полуколец толщиной по 0,1 или
0,25 мм. Боковой зазор между зубьями конических шестерен до-
пускают 0,3—0,5 мм. Далее проверяют правильность зацепления
шестерен, для чего зубья малой шестерни смазывают тонким слоем
краски лазури. После проворачивания коленчатых валов по ходу
отпечаток должен располагаться в зоне делительного конуса. Длина
отпечатка на выпуклой стороне зуба большой шестерни должна
быть не менее 50 мм по длине зуба, а на вогнутой — не менее 35 мм.
Если отпечаток краски располагается ближе к широкому концу
зуба, то длина отпечатка должна быть не менее 70 мм на выпуклой
и не менее 50 мм на вогнутой стороне зуба. После сборки эластич-
ной муфты проверяют ее высоту, которая должна быть в пределах
200,74-200,9 мм (рис. 78). До постановки фиксирующих штифтов во
фланцах муфт нижний и верхний валы проверяют на соосность.
Для этого на верхний фланец эластичной муфты устанавливают
индикатор, ножку которого упирают в нижний фланец, и провора-
чивают коленчатые валы по ходу. Стрелка индикатора должна да-
вать отклонения не более 0,04 мм за один полный оборот верти-
кальных валов. При больших отклонениях гайки болтов крепления
муфты 8 отпускают, сдвигают муфты по плоскостям фланцев конус-
ных муфт 9 и 6 и таким образом добиваются минимального откло-
нения. После этого развертывают восемь отверстий во фланцах
муфт 9 и 6 и запрессовывают в них призонные штифты. Оконча-
тельную установку конусной муфты 6 вертикальной передачи произ-
водят после установки угла опережения первого кривошипа ниж-
него коленчатого вала на 12° по отношению к первому кривошипу
верхнего коленчатого вала. Затем конусную муфту 6 фиксируют
двумя стопорными планками.
§ 26. ПРОВЕРКИ ГАЗОРАСПРЕДЕЛИТЕЛЬНОГО МЕХАНИЗМА
ДИЗЕЛЯ Д50
Для обеспечения взаимозаменяемости шестерен / и 5 (рис. 81),
а также упрощения их установки при сборке двигателя после ре-
монта шпоночный паз шестерни размечают и прострагивают сле-
дующим образом. Через центры диаметрально противоположных
впадин (рис. 82) двух смежных зубьев и через центр отверстия сту-
пицы рейсмусом проводят риску О—0, которая является геометри-
ческой осью для строжки шпоночного паза. От риски О—О на ободе
отсчитывают 23° или 72/3 зуба (один зуб соответствует 3°) и выбивают
метку 2. Затем от той же риски О—О отсчитывают 51 зуб или 153°
и выбивают метку 3.
94
Установку шестерни 1 (рис. 81) на промежуточный вал привода
топливного насоса производят после нахождения в. м. т. поршня
шестого цилиндра. Осуществляют установку шестерни 1 таким
образом, чтобы метка 3 (рис. 81), нанесенная на ее ободе, распола-
галась с левой стороны и точно совпадала с плоскостью разъема кор-
пуса привода. Соединение фланца промежуточного вала с фланцем
кулачкового вала топливного насоса производят по меткам 2 и 3,
Рис. 81. Привод распределительных валов дизеля Д50:
/ — шестерня валд привода топливного насоса; 2— ше-
стерня вала привода водяного насоса; 3 — предохрани-
тельный клапан; 4 — верхний кожух шестерен; 5—ше-
стерня привода распределительного вала клапанов; 5 —
иижний кожух; 7 —корпус привода; 8 — паразитная ше-
стерня; 9 — разъемная ведущая шестерня; 10— бугель;
//—рама; 2 н 3 — метки для установки зацепления шестерен
нанесенным на соединительном фланце кулачкового вала, и метке О,
набитой на торце картера насоса, для чего при в. м. т. поршня ше-
стого цилиндра совмещают метку 3 с меткой О и в таком положении
соединяют фланцы промежуточного и кулачкового валов. Для про-
верки правильности произведенного соединения валов совмещают
метку 2 с меткой О. При этом кулачок шестой секции топливного
насоса должен находиться в положении начала подачи топлива.
Последнее проверяют совмещением рисок на стакане пружины
плунжера и на стенке смотрового окна шестой секции насоса.
Одновременно метка 1—6, набитая на поверхности валоповоротного
диска, должна совпадать с острием указательной стрелки с откло-
нениями не более ± 3 мм.
95
Рис. 82. Разметка шестерни
распределительного вала
дизеля Д50:
О —О—ось шпоночного паза;
/ — метка начала отсчета; 3 и
2— метки для установки за-
цепления шестерен
Проверки деталей и узлов распределительного механизма про-
изводят при заводском ремонте тепловоза.
Шестерни привода кулачковых валов. В объем работ входят
проверки: точности выполнения геометрических размеров, износов
рабочих поверхностей зубьев и величин боковых зазоров в зацепле-
нии, отсутствия трещин и других пороков, правильности установки
шестерен на двигателе и регулирования боковых зазоров в зацепле-
нии зубьев.
Биение наружной окружности зубьев проверяют путем уста-
новки шестерни центральным отверстием на специальную оправку
в виде фальшвала, имеющего точно вы-
сверленные на торцах центра. Оправку с
шестерней устанавливают в центрах
токарного станка и при помощи индика-
тора определяют биение, которое допу-
скают не более 0,2 мм. Биение прове-
ряют также и на вертикальной полуоси,
смонтированной на специальной плите
в двух шариковых подшипниках (рис.
83). Палец 4 имеет конусность Vso, на
которую центральным отверстием наде-
вают проверяемую шестерню 3. При
проверке шестерню вращают вокруг
оси пальца и индикатором определяют
биение. На этой же оси с надетой ше-
стерней проверяют и диаметр начальной
окружности, для чего во впадину двух
смежных зубьев устанавливают калиб-
рованный ролик 2. Диаметр рол ика под-
бирают таким образом, чтобы он точно располагался по диаметру
начальной окружности. Затем вращают шестерню, а ножку инди-
катора 1 устанавливают на образующую цилиндрической поверх-
ности ролика. Для определения биения начальной окружности таким
способом достаточно установить ролик во впадины диаметрально
расположенных шести — восьми пар зубьев. После изготовления но-
вых шестерен на заводе элементы зацепления проверяют штанген-
зубомером, шаговыми скобами или эталонной шестерней, имеющей
толщину зуба по делительной окружности в нормальном сечении
7,85 мм. Проверку производят при беззазорном зацеплении зубьев
эталонной и проверяемой шестерни. При этом отклонение расстоя-
ния между их осями допускают не более 0,1 мм по всей окружности
и 0,05 мм при повороте шестерни на один зуб. При ремонте тепло-
воза на заводе износ толщины зубьев проверяют при помощи зубо-
мера или величины бокового зазора в зацеплении зубьев, который
допускают не более 0,7 мм. Площадь прилегания зубьев определяют
по отпечатку краски проверяемой и эталонной шестерен. Отпечатск
для новых и отремонтированных шестерен должен быть равномер-
ным и располагаться по всей поверхности зуба не менее 60% по
96
длине и высоте зуба. Для отыскания трещин шестерни осматри-
вают при помощи десятикратной лупы и подвергают проверке на
магнитном или ультразвуковом дефектоскопе.
Кулачковые валы. Кулачковые валы после изготовления, ре-
монта на заводе или замены какой-либо составной их части подле-
жат проверке. В объем работ входят проверки: отсутствия закалоч-
ных трещин на шейках и кулачках, конусности и овальности опор-
ных шеек, соосности (биения) шеек, правильности выполнения
профиля кулачков и взаимного расположения их друг относительно
друга, биения цилиндрической части кулачка, правильности соеди-
нения фланцев отдельных частей вала.
Рис. 83. Проверка диаметра начальной окружности шестерни:
z — индикатор; 2 —ролик; 3 — шестерня; 4 — пален (конусная оправка)
Для отыскания трещин все кулачки и шейки кулачковых валов
подвергают проверке магнитным или ультразвуковым дефекто-
скопом.
Соосность всех шеек проверяют на плите. Для этого кулачковый
вал своими крайними и одной средней (для двигателя Д50—IV, а для
2Д100—VI) шейками укладывают на три роликовые опоры. Две край-
ние опоры укрепляют к проверочной плите болтами, а среднюю
оставляют свободной для перемещения. Горизонтальность вала
проверяют индикатором, ножку которого устанавливают пооче-
редно на образующие трех шеек. После выставления кулачкового
вала на плите проверяют соосность (биение) всех его шеек, для чего
индикатор укрепляют на подставке таким образом, чтобы его ножка
располагалась горизонтально в плоскости оси вала. После этого
индикатор устанавливают к каждой шейке в двух местах на расстоя-
ниях 15 мм от края, проворачивают вал на полный оборот и наблю-
дают за отклонением стрелки индикатора. Отклонение допускают не
более 0,03 мм для любой шейки вала.
Контроль профиля и взаимного расположения кулачков валов
4 Зак. 414 97
Рис. 84. Проверка профиля и взаим-
ного расположения кулачков:
/ — стойка; 2 — кулачковый вал; 3 —ролик;
4— индикатор; 5 — рычаг; 6 — ось; 7 —стой-
ка; 3 —ролик; 9 — подставка; 1О— плоскость;
//•—нониус; 12 — градуированный диск;
13 — планка-упор
производят при их изготовлении или замене отдельных частей ку-
лачковых валов. Для проверки кулачковый вал укладывают двумя
крайними и одной средней шейкой на три опоры, установленные на
плите. Правый конец вала своим торцом упирают в кронштейн,
ограничивающий его осевое перемещение, а на конусную часть
левого конца устанавливают диск, разделенный на 360°.
Диск укрепляют таким образом, чтобы нулевое деление распо-
лагалось точно по оси шпоночного паза и вершины кулачка выхлоп-
ного клапана VI цилиндра.
Для отсчета градусов внизу
под диском на плите установ-
лен нониус. При проверке
профиля и взаимного распо-
ложения кулачков применяют
специальное приспособление,
состоящее из стойки 7 (рис.
84), укрепленной на подстав-
ке 9. В верхней части стойки
на оси 6 поставлен гори-
зонтальный рычаг 5, на левом
конце которого смонтирован
ролик 3 диаметром 66 мм.
Для установки ролика 3 по
вертикальной оси кулачково-
го вала внизу на плите под
валом укреплена планка 13,
имеющая строго вертикаль-
ную плоскость 10, идущую
вдоль оси всего вала. При ус-
тановке ролика 3 на кулачок подставку 9 стойки 7 упирают
в плоскость 10 планки 13 и таким образом устанавливают ролик
в требуемое положение. Над роликом 3 устанавливают индикатор 4,
ножку которого упирают в горизонтальную плоскость рычага 5.
Последнее дает возможность производить замер перемещения ро-
лика по вертикали при набегании его на кулачок вала. После уста-
новки стрелки индикатора на нулевое деление кулачковый вал 2
вращают против часовой стрелки до набегания ролика 3 на кулачок
и перемещения его вверх на 5 мм. Прекращают вращение кулач-
кового вала и производят замер полученного угла по делениям
диска 12 и нониусу 11. Затем продолжают вращение вала дальше
до сбегания ролика с кулачка на оставшуюся высоту опускания
его на 5 мм и отсчитывают полученный угол. Так производят про-
верку каждого кулачка всасывающих и выхлопных клапанов при
подъеме и опускании ролика на 5 мм. Полученные углы должны
быть в пределах, приведенных в табл. 4.
Отсчет углов производят против часовой стрелки, если смотреть
со стороны конусной части кулачкового вала. Нуль на индикаторе
устанавливают по осевой линии кулачка согласно табл. 5.
98
Таблица 4
Значение углов от оси шпоночного паза до оси, соответствующей
подъему ролика диаметром 66 мм на величину 5 мм,
при проверке распредвала дизеля Д50
Цилиндр 1 2 3 4 5 6 Допуски на углы
Всасывание (начало) . . Всасывание (конец) . . Выхлоп (начало) . . . Выхлоп (конец) .... 335° 229° 48° 310° 35° 289° 108° 10° 275° 169° 348° 250° — со -xj cr> 4^ OP О OO СП о о о о 215° 109° 288° 190° 155° 49° 228° 130° Та ю о о о о 44444444 S S
“ № цилиндров Кулачки 1 2 3 4 5 6 Допускаемые отклонения
Кулачок всасывающий . Кулачок выхлопной . . 102° 180J 162° 240J 42° 120° 222° 300° 342° 60° 282° 0° ±3° ±3°
Одновременно с проверкой профиля и взаимного расположения
кулачков проверяют и биение затылочной (цилиндрической) части
кулачка. Для этого на затылок устанавливают ролик 3 (см. рис. 84),
а ножку индикатора 4 ставят на рычаг 5. После установки стрелки
индикатора на нулевое деление проворачивают кулачковый вал при
проверке кулачка всасывающего клапана в одну и другую сторону
на 35° от оси симметрии и кулачка выхлопного клапана — на 70°.
При этом отклонение стрелки индикатора допускают не более 0,1 мм.
Профили кулачковых валов обрабатывают на специальных токарных
и шлифовальных станках, снабженных копирами. Для расположе-
ния кулачков под определенными углами на одном соединительном
фланце каждой составной части кулачкового вала сверлят базовое
отверстие, которым ее устанавливают в патрон станка для обработки.
Эти базовые отверстия на кулачковых валах двигателя Д50 поме-
чены точками (керном) на стержне вала около соединительных флан-
цев, расположенных в одной плоскости с противоположной стороны
шпоночного паза (на 180° от оси шпоночного паза). На кулачковых
валах двигателя 2Д100 базовые отверстия обозначены буквами
С, Р и Т, набитыми на цилиндрической поверхности фланцев по
оси вершины кулачка топливных насосов первого цилиндра. Ука-
занные отверстия и метки служат не только базой для обработки
профилей кулачков, но и исходными точками при сборке кулачко-
вого вала или замене отдельных его частей.
Проверку профиля и взаимного расположения кулачков вала
привода топливных насосов двигателя 2Д100 производят таким же
порядком, как и двигателя Д50. Кулачковый вал 2 (рис. 85) своими
шейками (первой, шестой и одиннадцатой) укладывают на три
роликовые опоры 3, установленные на плите. Задний торец вала
4* 99
упирают в кронштейн 1, который ограничивает его осевое переме-
щение. Ролик диаметром 38 мм индикатора ставят на кулачок пер-
вого цилиндра. Проворачивают вал по часовой стрелке до набе-
гания ролика на кулачок и перемещения вверх на 3,6 мм, что
определяют индикатором. При таком положении ставят градуиро-
ванный диск 8 на шпильки фланца вала и укрепляют его так, чтобы
нулевое деление располагалось точно против нулевого деления
нониуса 9. Это необходимо сделать, так как исходной базой при
проверке кулачкового вала и газораспределения дизеля 2Д100
является ось вершины кулачка первого цилиндра.
Рис. 85. Проверка кулачкового вала дизеля 2Д100:
/ — кронштейн; 2 —кулачковый вал; <? —роликовые опоры; ./ — стойка;
5 — индикатор; 6 — рычаг; 7 —стойка; 3 —градуированный диск; 9 — но-
ниус; /0 —ролик; //—планки; /2 —плита
При установке ролика и индикатора на кулачок второго ци-
линдра и набегании ролика на 3,6 мм деление 108±1° градуирован-
ного диска должно устанавливаться против нулевого деления но-
ниуса. При проверке профилей и взаимного расположения всех
кулачков углы должны соответствовать табл. 6.
Таблица 6
Ns цилиндров 1 2 3 4 5 6 7 8 9 10 До- пуск
Угол взаимного распо- ложения кулачков . . 0 108 252 144 215 36 288 324 180 72 ±1°
Остальные проверки производят таким же путем, как и для ку-
лачкового вала двигателя Д50.
Проверку рычагов толкателя, их роликов, штанг и клапанных
коробок газораспределительного механизма производят при подъ-
емочном и заводском ремонтах. Рычаг толкателя после изготов-
ления или ремонта подвергают проверкам.
В объем работ входят проверки: параллельности и перекоса осей
отверстий для вала и пальца ролика, отсутствия трещин и других
пороков рычага, чистоты масляных каналов, постановки опорной
100
пяты, постановки бронзовых втулок, правильности всех геометри-
ческих размеров.
Параллельность осей отверстий под полый валик и ролик про-
веряют до постановки бронзовой втулки в рычаг и со втулкой. Про-
верку производят штангенциркулем, губки которого поочередно
устанавливают с одной и другой стороны рычага. Разность размеров
по сторонам не должна превышать 0,05 мм. Более точно непарал-
лельность осей отверстий в рычаге проверяют путем постановки
стальных оправок (рис. 86) в отверстия для вала и пальца ролика
(с зазором по диаметру 0,05 мм и дли-
ной по 220 мм). После этого при по-
мощи микрометрической шпильки
или скобы замеряют расстояние между
оправками с каждой стороны на рас-
стоянии 100 мм от оси рычага. Раз-
ность замеров с обеих сторон и пока-
жет непараллельность, которая не
должна превышать 0,1 мм. Перекос
отверстий проверяют при помощи
стальных оправок с расположением
рычага в горизонтальной плоскости
(рис. 86). Перекос не должен превы-
шать 0,05 мм на длине 200 мм. Для
отыскания трещин рычаг осматривают
при помощи десятикратной лупы.
Чистоту масляных каналов рычагов
проверяют после их тщательной мойки
в дизельном топливе.
Правильно поставленная пята в
гнездо рычага не должна иметь качки
и перекоса и сидеть на своем месте
плотно. Бронзовые втулки, на которых
вращается рычаг, не должны иметь
ослабления или проворота. Бронзо-
вые втулки, имеющие выкрашивание
меняют новыми. Полый валик проверяют на герметичность конце-
вых заглушек гидравлическим давлением на 5 ати. Появление
потения или капель не допускают.
Ролик рычага. В объем работы входят проверки: соосности (бие-
ния) перекоса центрального отверстия по отношению к рабочей
наружной поверхности, отсутствия трещин, выкрашивания цемен-
тационного слоя и других пороков.
Проверку соосности производят на оправке в центрах стан-
ка с помощью индикатора. Несоосность допускают не более
0,03 мм.
Обмер диаметра пальца ролика производят микрометрической
скобой. Овальность, конусность и бочкообразность допускают не
более 0,02 мм. Собранный после ремонта рычаг толкателя устанав-
101
Рис. 86. Проверка рычага тол-
кателя дизеля Д50:
а —проверка на перекос осей от-
верстий; б — проверка на скручи-
вание; 1 и 2— оправки; 3 — ин-
дикатор; 4 — рычаг; 5 — призмы
или овал более 0,20 мм, за-
ливают на полый вал с диаметральным зазором 0,04—0,09 мм и осе-
вым 0,1—0,7 мм.
Штанга толкателя. В объем работ входят проверки: отсутствия
трещин и плотности посадки сферических наконечников, отсутствия
биения. Штангу осматривают при помощи десятикратной лупы
с обстукиванием легкими ударами медного молотка или проверяют
дефектоскопом. Трещины или другие пороки на штанге не допускают.
Биение штанги проверяют в центрах станка. Допускают биение не
более 0,3 мм на всей ее длине.
Клапанные коробки, их оси и рычаги. В объем работ входят
Рис. 87. Проверка параллельно-
сти осей отверстий под валы ры-
чагов клапанов относительно ниж-
ней плоскости корпуса коробки:
/ — плита; 2 —коробка; <?—-индика-
тор; 4 — отверстие для вала рычага
выхлопного клапана; 5 — отверстие
для вала рычага впускного клапана
проверки: параллельности осей от-
верстий валов рычагов относитель-
но нижней плоскости корпуса кла-
панной коробки, параллельности и
перекоса осей отверстий под валы
рычагов клапанов между собой.
Корпус клапанной коробки
нижней плоскостью устанавливают
на плиту 1 (рис. 87). При этом щуп
0,1 мм не должен проходить между
плоскостью плиты 1 и коробкой 2.
Затем индикатором 3 измеряют раз-
мер от плиты до отверстия вала
рычагов с одной и другой стороны
коробки. Разность замеров будет
показывать непараллельность, ко-
торую допускают не более 0,1 мм.
Одновременно определяют и пере-
кос осей валов в вертикальной
плоскости, который находят как разность ранее найденных величин
для одного и другого отверстия. Перекос осей отверстий валов
в вертикальной и горизонтальной плоскостях допускают не более
0,1 мм.
Рычаги всасывающих и выхлопных клапанов, а также их валы
после изготовления или ремонта на заводе проверяют на отсутствие
трещин и других пороков.
§ 27. ПРОВЕРКИ МАСЛЯНОГО НАСОСА И ЕГО ПРИВОДА
В объем работ по масляному насосу дизеля Д50 входят проверки:
состояния шестерен и зазоров между зубьями, а также радиаль-
ных и торцовых зазоров между корпусом и шестернями, межцент-
рового расстояния и параллельности осей шестерен, установлен-
ных в корпусе насоса, отсутствия трещин и других дефектов в кор-
пусе и крышке, пружины редукционного клапана, герметичности
и производительности насоса на специальном стенде.
Износ зубьев шестерен определяют путем обмера их
элементов с помощью штангензубомера и зубомерных скоб.
Ю2
Рис. 88. Приспособление для измерения
глубины выработки в корпусе масляного
насоса дизеля Д50:
/—планка; 2 — болт
насоса измеряют щупом при раз
Базой при измерении принимают наружный диаметр шестерни.
Точность измерения толщины зуба этим прибором составляет
0,02 мм.
Ведущая и ведомая шестерни масляного насоса одинаковы.
Длина общей нормали по чертежу L = 31,89-4-31,95 мм. Допускают
уменьшение длины общей
нормали вследствие изно-
са зубьев до 31 мм.
Прилегание зубь-
ев п р о ве р я ют по крас-
ке. Отпечаток краски дол-
жен быть не менее 80% по
длине на обеих сторонах
зуба для новых шестерен и
50% для бывших в работе.
Боковой зазор между
зубьями шестерен прове-
ряют приспособлением с
индикатором, который до-
пускают в пределах 0,10 4-
4- 0,30 мм после заводского
ремонта, 0,10 4-0,40 мм
после подъемочного и БПР
и браковочный зазор более
0,45 мм. Радиальный
зазор между зубь-
ями шестерен и корп
двинутых шестернях. Он должен быть в пределах 0,064-0,13 мм
после заводского ремонта. Торцовый зазор — зазор между
торцами шестерен и крышкой корпуса насоса — измеряют щупом
или индикатором. На рис. 88 показано приспособление, с помощью
которого измеряют глубину выработки в корпусе насоса. Планку
приспособления 1 крепят двумя болтами 2 к корпусу насоса. Зазор
между торцами шестерен и планкой измеряют щупом. Глубину
выработки измеряют щупом, положив часть крышки на плиту.
Сумма полученных замеров и даст величину зазора между крышкой
и торцами шестерен.
Допускают зазор в пределах 0,134-0,15 мм. Уменьшение зазора
производят путем торцовки крышки или корпуса насоса 1. При-
способлением (рис. 88) проверяют боковой зазор между зубьями
и радиальный зазор между зубьями и корпусом насоса. Разность
боковых зазоров между отдельными зубьями допускают не более
0,10 мм. Межцентровое расстояние шестерен насо-
са проверяют с помощью двух калиброванных валиков-
оправок, вставленных в корпус и крышку насоса при вынутых
шестернях. Этими же оправками проверяют и параллельность
осей шестерен насоса. Межцентровое расстояние должно быть
77,84-77,9 мм, непараллельность осей допускают не более 0,03 мм
ЮЗ
на длине 115 мм. Соосность запрессованных бронзовых втулок
в чугунном корпусе проверяют путем установки в отверстия крыш-
ки и корпуса той же оправки.
Пружина редукционного клапана имеет высоту в свободном
состоянии 141 ±0,8 мм. Под нагрузкой 39±4 кг прогиб пружины
Рис. 89. Схема стенда для проверки производительности
масляного насоса:
/ — нижний бак; 2 —разобщительный клапан; <? —верхний бак; 4 — регу-
лирующий клапан; 5 — манометр; 6 — электромотор
равен 29,5 мм, а при 55,5±5,5 кг — 42,0 мм. При ремонте насоса
проверяют характеристику пружины и качество притирки редук-
ционного клапана к своему седлу. После окончания ремонта и всех
проверок насос собирают и подвергают испытанию на герметичность
и производительность на стенде (рис. 89).
Для проверки герметичности насоса регулировочную гайку
редукционного клапана насоса завертывают до отказа. Запускают
электромотор 6 и увеличивают обороты насоса до 1 680 об/мин.
Далее регулирующий клапан 4 постепенно затягивают так, чтобы
104
в течение 30 мин давление масла по манометру 5 поднялось до
8 ати. При таком давлении насос должен поработать 10 мин,
в течение которых проверяют герметичность. Течь масла в стыках
деталей насоса и по резьбе заглушки редукционного клапана не
допускают. Если насос сильно греется или появляется течь масла,
он должен быть разобран для осмотра и устранения неисправно-
стей. После проверки герметичности насоса при том же числе его
оборотов производят регулировку редукционного клапана на дав-
ление 5,3 ати. Для проверки производительности насоса клапан 4
устанавливают на противодавление 5 ати. Закрывают клапан 2
и запускают мотор.
После того как масло покажется в стекле, включают секундомер
и останавливают его, когда насос перекачает из бака 1 900 л масла
в бак 3. Показание секундомера должно быть не более Змин. Произ-
водительность масляного насоса с отрегулированным редукцион-
ным клапаном на 5,3 ати при температуре масла 80±5° С, числе
оборотов шестерен иасоса 1 680 об!мин и противодавлении 5 ати
должна быть не менее 17 000 л/ч.
Рис. 90. Приспособление для проверки зазора между поводком
привода насоса и сухарями кронштейнов валоповоротного диска
дизеля тепловоза ТЭ2:
/ — шкив; 2 — винт; 3 —индикатор; 4 —кронштейн; 5 — хомут; d —болт;
7 —рычаг
Привод масляного насоса дизеля Д50. В объем работ входят про-
верки: зазора между поводком и сухарями кронштейнов валопо-
воротного диска, радиального и торцового биения шкива привода
вентилятора, отсутствия трещин в корпусах привода масляного
насоса дефектоскопом горизонтального вала, вертикального валика
с шестерней, поводка и его болта, износа зубьев конических шесте-
рен, а также прилегания их по краске, пригонки ступицы шкива
к конусу вала зазора в зацеплении конических шестерен привода
насоса и осевых разбегов валов, центровки привода насоса с колен-
4В Зак. 414 105
чатым валом дизеля, торцового зазора между коленчатым валом
и горизонтальным валом привода насоса, зазоров в подшипниках
привода насоса.
Зазор между поводком привода насоса и сухарями кронштейнов
валоповоротного диска коленчатого вала дизеля Д50 определяют
перед разборкой привода приспособлением (рис. 90). Приспособ-
ление состоит из кронштейна 4, укрепляемого двумя болтами на
крышке корпуса привода, и хомута 5 с рычагом 7, имеющим риску
на расстоянии 180 мм от оси горизонтального вала привода. Инди-
катор 3 крепят винтом 2 в кронштейне 4, а хомут 5 устанавливают на
цилиндрическую часть ступицы шкива 1 так, чтобы рычаг 7 находил-
ся в вертикальном положении. Ножку индикатора устанавливают на
риску рычага 7, а стрелку индикатора — на нуль. Покачивая шкив /,
определяют отклонение стрелки индикатора. Действительная ве-
личина зазора между поводком привода и сухарями кронштейнов
равна половине отклонения стрелки индикатора. Этот зазор до-
пускают в пределах 0,204-0,30 мм. Уменьшают зазор путем замены
сухарей или установки под них стальных прокладок. Радиальное
и торцовое биение на радиусе 260 мм шкива привода вентилятора,
проверяемое индикатором, допускают не более 0,40 мм.
Горизонтальный вал привода, вертикальный валик с малой
шестерней, поводок и его болт проверяют магнитным дефектоскопом.
Трещины в этих деталях не допускают. Далее проверяют состояние
зубьев шестерен редуктора привода насоса. Шестерни, имеющие
питтинги, площадь которых более 15% поверхности зубьев, и от-
колы более 4 мм по высоте зуба, бракуют. Предельный износ зубь-
ев конических шестерен определяют по величине радиального за-
зора между головкой зуба одной шестерни и впадиной другой ше-
стерни. Прилегание зубьев конических шестерен проверяют по
краске. Отпечаток краски на каждом зубе должен быть сплошным
пятном или в виде отдельных крапинок. Краска должна распола-
гаться не далее 3 мм от торца зуба.
Прилегание конической поверхности отверстия шкива привода
вентилятора к конусу горизонтального вала привода насоса про-
веряют также по краске. Площадь отпечатка краски допускают не
менее 75% от всей конусной поверхности вала.
Проверка зазора в зацеплении зубьев конических шестерен
привода масляного насоса дизеля Д50. При изготовлении шесте-
рен, корпуса привода и втулок на торце малой шестерни выбивают
цифрами размер А. Поэтому размеру производят монтаж шестерен
и регулировку зазоров в зацеплении зубьев. Монтажный размер А
определяют с помощью специальных втулок 2 и 6 (рис. 91) и стан-
ка, имеющего два суппорта 1 и 9, расположенных под углом 90°.
Шестерни 3 и 8 устанавливают во втулки 2 и 6, которые в свою
очередь крепят в суппортах станка 1 и 9. Путем перемещения суп-
портов добиваются бокового зазора в зацеплении зубьев шесте-
рен в пределах 0,104-0,30 мм и определяют монтажный размер А
по формуле
106
Л= — 6,15у мм, (9)
где d — диаметр втулки 2;
К= 17,50 мм — диаметр калибра;
1Ц — толщина набора пластин щупа;
6,15—высота бурта втулки 6.
Зная величину А, перед сборкой конической пары шестерен оп-
ределяют толщину прокладок, которые необходимо поставить
под бурт бронзовой втулки. Для
этого бронзовую втулку опускают на
свое место в корпус привода насоса.
Далее в отверстие втулки устанав-
ливают приспособление 5 (рис. 92) и
закрепляют снизу гайкой 1. Приспо-
собление 5 имеет прямоугольную го-
ловку 7, пришабренную сверху и
снизу. На верхнюю плоскость 9 голов-
Рис. 91. Схема определения
монтажного размера А:
1 и 9— суппорты станка; 2 в б— спе
циалъные втулки; 3 и 8 — большая и
малая конические шестерни привода
масляного насоса; 4 — калибр диа-
метра К.', .5 —набор пластин щупа
(толщины UIY. 7 —опорный бурт на
втулке 6\ Л —монтажный размер:
(/—диаметр втулки 2
Рис. 92. Приспособление дли опре-
деления толщины прокладок под
бурт бронзовой втулки:
1 — гайка; 2 — шайба; ^ — корпус ре-
дуктора; 4 —бронзовая втулка; 5—
приспособление; 6 — определяемая
толщина прокладок; 7 —прямоуголь-
ная головка (плитка) приспособления;
8 — нижняя точка на поверхности от-
верстия диаметром df, 9 — верхняя
поверхность плитки; (О— плитка кре-
пления индикатора; И —индикатор;
d,—диаметр отверстия в корпусе
редуктора 3; х —отклонение стрелки
индикатора; Л—толщина плитки 7
ки 7 устанавливают индикатор //, укрепленный в пришабренной
плитке 10. Индикатор ставят так, чтобы ножка его могла выйти на
2 М.М.. Стрелку индикатора устанавливают на нуль. После этого
плитку 10 с индикатором передвигают по плитке 7 так. чтобы
ножка индикатора оказалась на нижней образующей цилиндри-
ческой поверхности отверстия для горизонтального вала привода
4В* 107
насоса в точке 8. Затем определяют отклонение стрелки индикатора
от нулевого деления. Расстояние от опорной поверхности бронзо-
вой втулки 4 до оси горизонтального вала привода насоса опреде-
ляют по формуле
Л1=ф+А-х, (10)
где d\ — диаметр отверстия в корпусе 3;
fi — толщина плитки 7;
х — отклонение стрелки индикатора 11 от нуля в мм.
Толщину прокладок 5 определяют по формуле
3—Л1—Л. (11)
Величина 8 должна быть не более 2 мм.
Если на торце малой шестерни нет монтажного размера А, по-
ложение шестерен определяют путем замера радиального зазора
в зацеплении зубьев. Для этого во впадины зубьев укладывают
свинцовую проволоку диаметром 1—1,5 мм и проворачивают ше-
стерни. Измеряя микрометром толщину сплюснутых кусочков
свинца, определяют радиальный зазор между зубьями шестерен.
Осевой разбег вертикального вала определяют индикатором, который
и должен быть в пределах 0,20—0,25 мм. Разбег регулируют про-
ставочным кольцом. Осевой разбег горизонтального вала привода
допускают от 0,05 до 0,08 мм и регулируют прокладками, помещае-
мыми между большой шестерней и подшипниковой втулкой. При
установке собранного и испытанного масляного насоса и его при-
вода на дизель проверяют соосность горизонтального и коленчато-
го валов. Проверку соосности валов производят при помощи вре-
менной центрирующей втулки, которую устанавливают в централь-
ное отверстие валоповоротного диска с зазором 0,024-0,04 лии по
наружному диаметру. Далее устанавливают корпус привода на
шпильки рамы дизеля так, чтобы хвостовик вошел в отверстие вре-
менной втулки. Передвигая корпус на шпильках относительно
рамы дизеля, центрируют ось горизонтального вала привода с осью
коленчатого вала и крепят попарно 8—10 шпилек с обеих сторон
корпуса. После этого сверлят два отверстия диаметром 12,9 мм
и разворачивают их конусной разверткой 1:50 под контрольные
штифты. Далее корпус привода снимают и удаляют временную
втулку. Для проверки торцового зазора между торцом горизонталь-
ного вала и валоповоротным диском (перед центровкой валов)
на левый торец вала укладывают кольцо из свинцовой проволоки
диаметром 8—9 мм. После снятия привода измеряют толщину свин-
цового кольца в разных точках и определяют среднюю величину,
которая должна быть в пределах 6,54-7,5 мм.
Проверки масляного насоса дизеля 2Д100. В объем работ вхо-
дят проверки: состояния рабочих и синхронизирующих шестерен
и зазоров между зубьями и корпусом, состояния корпуса, крышек
и трущихся пластин, состояния роликовых подшипников насоса
и шариковых подшипников привода насоса, пружины редукцион-
108
ного клапана, герметичности и производительности, зазоров в за-
цеплении зубьев конических шестерен привода регулятора, зазоров
в зацеплении зубьев цилиндрических шестерен привода насоса.
Боковой зазор в зубьях рабочих шестерен проверяют по инди-
катору после снятия синхронных шестерен. Зазор допускают в пре-
делах 0,194-0,44 мм. Толщину зубьев шевронных шестерен на рас-
стоянии hx = 11,29 мм допускают в пределах 5Г= 13,25"°-|° мм, а
длину общей нормали Б=39,004-38,95 мм. Толщина зубьев синхрон-
ных шестерен на расстоянии йх=3,32 мм равна 5=5,094-5,06 мм.
Длина общей нормали по чертежу L=25,214-25,18 леи, а предельное
значение ее для изношенных шестерен равно 24,5 мм. Боковой зазор
в зубьях синхронных шестерен должен быть 0,034-0,09 мм. Радиаль-
ные зазоры между вершинами зубьев рабочих шестерен и расточкой
в корпусе насоса, проверяемые щупом, допускают в пределах 0,0654-
4-0,143 мм. Точность изготовления новых шестерен проверяют по
краске при зацеплении с эталонными шестернями. Отпечаток краски
должен быть не менее 65% по длине зуба для синхронных шестерен,
а для рабочих шестерен — не менее 75% по длине и 65% по высоте
зуба. Проверяют утопание торцов шевронных шестерен относитель-
но корпуса насоса, которое должно быть в пределах 0,084-0,16 мм.
Поверхность подшипниковых плит со стороны прилегания к тру-
щимся пластинам проверяют на плите по краске. Площадь приле-
гания должна составлять не менее 80% всей поверхности. Щупом
проверяют взаимное прилегание половинок шевронных шестерен.
Щуп 0,03 мм может заходить в зазор между половинками на дуге
не более 90°. Шевронные шестерни на заводе проходят взаимную
обкатку и приработку, поэтому замена их возможна только попар-
но. Роликовые подшипники насоса и шариковые подшипники при-
вода тщательно осматривают, проверяют на легкость вращения от
руки и шум по сравнению с эталонными подшипниками. Далее
индикатором проверяют осевой разбег (игру) и радиальный зазор.
По редукционному клапану насоса проверяют состояние пру-
жины клапана и плотность прилегания корпуса клапана к корпусу
насоса по краске. Прилегание должно быть равномерным, а отпе-
чаток краски должен покрывать не менее 80% площади. Далее про-
веряют качество притирки клапана к своему корпусу. Поясок должен
быть непрерывным и шириной не менее 0,5 мм. После полной сбор-
ки насоса проверяют вращение шестерен от руки. Шестерни должны
проворачиваться легко без заеданий. После сборки насос поступает
на испытательный стенд, где подвергают его обкатке, проверяют
качество сборки, герметичность, производят регулировку редук-
ционного клапана и определяют производительность на номиналь-
ном режиме. Испытания насоса проводят на дизельном масле мар-
ки Д-11 при температуре 75±5° С. Перед началом обкатки редук-
ционный клапан заглушают. Обкатку насоса производят на следую-
щих режимах. Плавно повышают обороты до 700 в мин. В течение
10 мин обкатывают при 700 об/мин и открытых вентилях (без проти-
водавления). Далее по 10 мин обкатывают при 1 100 и 1 510 об/мин.
109
После этого создают противодавление на линии нагнетания сна-
чала 2 ати, далее 5 ати и, наконец, 7 ати- На каждом из этих
режимов обкатывают по 5 мин (при п — 1 510). После обкатки про-
веряют герметичность насоса при противодавлении 10 ати и том
же числе оборотов (1 510 об/мин}. В течение 5 мин осматривают
насос. Течь масла, потение стенок и в стыках деталей не допускают.
Регулировку редукционного клапана производят после проверки
герметичности насоса. Клапан регулируют на давление 5,5±0,2 ати
при числе оборотов 1 510 об/мин. При давлении 5,3 ати допускают
Рис. 93. Привод масляного насоса и регулятора дизеля 2Д100:
1. 4, £ —регулировочные прокладки; 2 и 3 — конические шестерни; 5 — корпус
просачивание масла по редукционному клапану, но не более 100
капель в минуту. После регулировки редукционного клапана про-
веряют производительность масляного насоса при п = 1 510
об/мин, противодавлении 5 ати и разрежении на всасывании 250 мм
рт. ст., которая должна быть не менее 95 мА/ч. Зазор в зацеплении
зубьев конических шестерен 2 и 3 (рис. 93) привода насоса опре-
деляют по индикатору или по свинцовой выжимке при снятом на-
сосе. Боковой зазор между зубьями этих шестерен допускают в
пределах 0,104-0,20 мм. Отпечаток краски на зубьях должен быть
не менее 50% по длине зуба. Зазор и качество зацепления зубьев
обеспечивают подбором прокладок 1 и 6. Для удобства регули-
ровки прокладки 1, устанавливаемые под большую коническую
шестерню, изготовляют толщиной 0,1; 0,2 и 0,3 мм, а прокладки 6 —
ПО
под фланец корпуса — по 0,2; 0,3 и 0,75 мм. Ступенчатость тор-
цов зубьев конических шестерен допускают не более 2 мм, сами
шестерни должны легко провертываться от руки. Зазор в зацепле-
нии зубьев цилиндрических шестерен привода масляного насоса
дизеля 2Д100 регулируют толщиной прокладок 4 (рис. 93), которые
устанавливают под фланец корпуса 5. Прокладки 4 выпускают тол-
щиной 0,2; 0,3 и 0,75 мм. Нормальный зазор в зацеплении зубьев
допускают в пределах 0,204-0,40 мм. Отпечаток краски на зубьях
цилиндрических шестерен при проверке качества зацепления должен
быть не менее 50% по длине и высоте зуба по обе стороны профиля
каждого зуба.
§ 28. ПРОВЕРКИ ВОДЯНОГО НАСОСА
При заводском ремонте водяных насосов дизелей Д50 и 2Д100
производят проверки: состояния корпуса, станины, крыльчатки,
головок и патрубков, радиальных зазоров между крыльчаткой
и корпусом насоса или головками, износа и прилегания зубьев
по краске, а также торцового смещения шестерен, состояния вала
(износ, изгиб, трещины), статической балансировки крыльчатки
с валом и шестерней, состояния шарикоподшипников насоса, гер-
метичности и производительности водяного насоса на стенде.
Радиальный зазор между крыльчаткой и корпусом насоса дизеля
Д50 допускают в пределах 0,194-0,63 мм. Зазор измеряют щупом.
Диаметральный зазор между крыльчаткой и головками насоса ди-
зеля 2Д100 должен быть в пределах 0,684-1,085 мм. Этот зазор
обеспечивают точностью изготовления соответствующих деталей
и при сборке насоса его не измеряют. Износ зубьев шестерен насо-
сов проверяют измерением длины общей нормали L с помощью зу-
бомерной индикаторной скобы. Для шестерни насоса Д50 по чер-
тежу L — 53,484-53,53 мм и предельный размер (по износу) равен
50 мм. Для дизеля 2Д100 соответственно: L — 52,184-52,23 мм
и предел 50,5 мм. Прилегание зубьев шестерен проверяют по
краске. Суммарная длина отдельных отпечатков должна быть не
менее 75 % длины зуба. Зазор в зацеплении шестерен измеряют свин-
цовой проволокой. Для дизеля Д50 зазор в зубьях должен быть в пре-
делах 0,104-0,30 мм, а для 2Д100—0,204-0,40 мм. Несовпадение
торцов шестерен допускают не более 2 мм. Большую ступенчатость
шестерен 2Д100 устраняют подбором толщины паронитовых про-
кладок между опорным фланцем станины насоса и плитой. Пра-
вильность зацепления шестерни водяного насоса дизеля Д50 с рас-
пределительной шестерней топливного насоса проверяют по отпе-
чатку краски и устанавливают, перемещая насос вдоль опорной
поверхности блока. Водяной насос дизеля 2Д100 центрируют в гнезде
опорной плиты насосов, которая находится в нижней части блока.
Вал водяного насоса проверяют дефектоскопом. Трещины на валу
не допускают. Перед напрессовкой сальниковой втулки на вал по-
следний устанавливают в центры токарного станка и затем индика-
111
тором проверяют биение шеек вала, которое допускают не более
0,05 мм. После налрессовки сальниковой втулки вторично прове-
ряют биение вала и втулки. Допускают максимальное биение до
0,07 мм. После сборки насоса биение вала и втулки (до установки
сальника) допускают не более 0,10 мм. Статическую балансировку
крыльчатки с валом и шестерней производят после наплавки крыль-
чатки или замены одной из деталей. Балансировку выполняют на
горизонтальных призмах или роликовой установке. Дисбаланс
допускают не более 50 гем. Уменьшение дисбаланса достигают сня-
тием металла с торца крыльчатки, обращенного к шарикоподшип-
никам, а также с торцов шестерни насоса. Шариковые подшип-
ники водяного насоса проверяют на легкость вращения и тщатель-
но осматривают. Индикатором проверяют радиальный зазор и осе-
вой разбег. После сборки насос проходит обкатку и испытание на
герметичность и производительность на типовом стенде. Условия
и порядок обкатки и испытания водяного насоса дизеля Д50 сле-
дующие. Температуру воды при обкатке и испытании поддерживают
в пределах от 70 до 85° С. Обкатку насоса производят в течение 1 ч
при п ~ 1 400 об/мин без противодавления и без разрежения на
всасывании (т. е. при полностью открытых вентилях). Проверку
герметичности водяного насоса производят при двух значениях
противодавления: Pi — 1,8±0,1 ати и Ра = 2,5±0,1 ати, каждый
раз в течение 5 мин. В первом случае проверяют качество уплот-
нения. Допускают просачивание воды до 15—20 капель в минуту
для насоса закрытого типа и до 30 капель — открытого типа. Во
втором случае проверяют герметичность стыков деталей и стенок
литья. Потения и течи в стыках и стенках не допускают. Произво-
дительность насоса дизеля Д50 проверяют при п — 1 775±5
об/мин, противодавлении 1,8 ати и разрежении на всасывании
0,2 атм. При этих условиях насос должен развивать производи-
тельность не менее 80 м3/ч, или 22,2 л/сек. В процессе испытания
водяного насоса не допускают нагрева подшипников, сальников
и других деталей до температуры выше 100° С, а также посторонние
шумы в насосе. Обкатку и испытания водяного насоса дизеля
2Д100 производят на воде с температурой 70±10° С по следующей
программе: плавный пуск и обкатка в течение 30 мин при п = 910±
±20 об/мин, противодавлении 0,54-1,5 ати и слабой затяжке саль-
никового уплотнения. К концу этого этапа обкатки уплотнение по-
степенно затягивают так, чтобы просачивание воды было от 10 до
60 капель в минуту. Второй этап обкатки насоса — при п = 1 820±
±10 об/мин, противодавлении 1,5—1,7 ати и разрежении на вса-
сывании 145-?150 мм рт. ст. — продолжительностью 20 мин.
Наконец, третий этап обкатки — при п ~ 1 965± 10 об/мин, про-
тиводавлении 1,7-~1,9а/им и прежнем разрежении на всасывании —
длительностью 20 мин. Проверку герметичности водяной полости
насоса производят при перекрытом нагнетательном трубопроводе
(противодавлении не менее 2 ати), при п = 2 060±20 об/мин с вы-
держкой в течение 10 мин. Производительность водяного насоса
112
дизеля 2Д100 проверяют при п = 1 965±10 об/мин, противодав-
лении 1,74-1,9 ати, разрежении на всасывании 145-4150 мм рт.ст.
При этих условиях производительность должна быть не менее
100 м3/ч, или 27,8 л/сек. В случае отсутствия типового стенда для
испытания водяного насоса его работу проверяют на дизеле. Про-
веряют просачивание воды через сальник и нагрев насоса при ра-
боте двигателя. Через сальниковое уплотнение допускают просачи-
вание от 10 до 60 капель в минуту.
§ 29. ПРОВЕРКИ ТУРБОВОЗДУХОДУВКИ
И ВОЗДУХОДУВКИ
При заводском ремонте турбовоздуходувки производят провер-
ки: состояния корпуса турбовоздуходувки (наличия трещин, рако-
вин, свищей), соосности постелей подшипников и лабиринтов, биения
шеек и прогиба вала ротора, вала дефектоскопом, выходных сече-
Рис. 94. Приспособление для проверки соосности постелей в корпусе
турбовоздуходувки дизеля Д50
ний межлопаточных каналов газового колеса турбины, состояния
и суммарной площади выходных сечений соплового аппарата тур-
бины, состояния воздушного колеса и диффузора, состояния и за-
зоров лабиринтов ротора, динамической уравновешенности ротора
турбовоздуходувки, осевого разбега ротора, зазоров в подшип-
никах ротора, герметичности водяной полости воздуходувки, вре-
мени свободного вращения ротора, числа оборотов ротора и давления
наддува.
Плоскости прилегания всех шести частей корпуса проверяют по
плите (на краску или щупом). После соединения верхних трех
частей в один полукорпус, а также и нижних частей проверяют со-
113
осность постелей подшипников и лабиринтов турбовоздуходувки
в каждом полукорпусе отдельно. Эту проверку производят фальш-
валом (рис. 94). Отпечаток краски на всех постелях полукорпуса
должен быть равномерным. После спрессовки воздушного колеса
и снятия с ротора лабиринтов вал проверяют дефектоскопом. Тре-
щины на валу ротора не допускают. Тщательно осматривают ротор
через лупу (трех-,пятикратного увеличения) и вал проверяют в цент-
рах, определяя индикатором биение шеек и изгиб. После завод-
ского ремонта допускают биение шеек вала под ступицы не более
Шайлоп
сечений
колеса
Рис. 95. Проверка выходных
межлопаточных каналов газового
турбовоздуходувки Д50
6,5tQS^M
0,01 мм, а в местах уста-
новки лабиринтов — не бо-
лее 0,03 мм. Далее изме-
ряют шейки вала под лаби-
ринты и ступицы. Конус и
эллипс допускают не бо-
лее 0,01 мм после прота-
чивания шеек. Газовое ко-
лесо турбины проверяют
на плотность посадки ра-
бочих лопаток в диске,
отсутствие в них трещин,
сломанных и погнутых ло-
паток. Шаблоном (рис.
95) проверяют выходные
сечения межлопаточных
каналов. Расстояния меж-
ду выходными кромками
соседних лопаток должны быть в пределах 6-?7 мм. В случае от-
клонения от этих пределов производят подгибку выходных кромок
лопаток по тому же шаблону медным молоточком. Поверхность ло-
патки не должна быть волнистой. Лопатки с дефектами заменяют.
При замене лопаток их подбирают по весу. Разницу в весе от-
дельных лопаток каждого типа (коротких или длинных) допускают
не более 3 г.
При осмотре соплового аппарата обращают внимание на со-
стояние направляющих лопаток, проверяют обе половинки аппа-
рата на отсутствие коробления, правильность посадки их в гнездах
статора, установку поддерживающих болтов, а также отсутствие
касания лопаток газового колеса о сопловой аппарат. Проверяют
суммарную площадь выходных сечений соплового аппарата F.
Для обеспечения нормального давления наддува сечение со-
пел F должно быть в пределах 1484-150 см'2 обеих половин сопло-
вого аппарата. Проверку величины F производят следующим об-
разом: измеряют высоту И (рис. 96) всех сопел у наружного обода
(с точностью до 0,1 мм) и подсчитывают их сумму Нсуы в см, изме-
ряют высоты h всех сопел у внутреннего обода (с той же точностью)
и определяют их сумму /гсум в см; подсчитывают среднюю сум-
марную высоту сопел по формуле
114
(12)
CM,
f 11 сум“Т*‘сум
2
измеряют (с точностью до 0,1 мм) ширину сопел на выходе в че-
тырех местах через 90° по окружности аппарата и определяют
ее среднюю величину по формуле
<71+^2-4-03 + 04
подсчитывают суммарную площадь выходных сечений сопел по
формуле
F=ab см2. (14)
Если F получат больше 150 см2, то выходные кромки сопел под-
гибают на величину С, которую определяют по табл. 7.
Таблица 7
Суммарная площадь выходных
сечений сопел в см'2 .... 151
Величина С подгибки в мм . 1
Суммарная площадь выходных
сечений сопел после подгиб-
ки в см2 ................148
152 1,3 153 1,6 154 2,0 155 2,5 156 2,8 157 3,2
149 149 150 149 150 150
Две лопатки, находящиеся в плоскости разъема соплового ап-
парата, не подгибают. Новое значение суммарной площади выход-
ных сечений сопел выбивают на одной из половин соплового ап-
парата со стороны производившихся измерений. При проверке со-
стояния воздушного колеса обращают внимание на плотность его
посадки на валу ротора. Все четыре шпонки не должны иметь бо-
ковых зазоров, перекосов или признаков износа. Толщину втулки
в канавках для шпонок допускают не менее 3 мм.
После механической обработки нового воздушного колеса (на
тепловозостроительном заводе) его подвергают проверке на разнос
при п = 15 000 об/мин на специальном станке. Такую проверку
необходимо производить на ремонтных заводах после заварки де-
фектов и токарной обработки.
Закончив ремонт ротора, производят его динамическую балан-
сировку на станке М-48 конструкции инж. Б. В. Шитикова или на
станке завода «Красный Путь».
Принципиальная схема станка М-48 показана на рис. 97. Ба-
лансируемый ротор 1 турбовоздуходувки укладывают на ролики 2
маятниковой рамы 3 таким образом, чтобы средняя плоскость АВ
воздушного колеса проходила через ось 5 качания рамы. При балан-
сировке ротор с помощью разгонного устройства приводят во вра-
щение с числом оборотов, превышающим критическое, при котором
для системы наступает явление резонанса. При последующем замед-
лении вращения ротора наступает резонанс и рама 3 начинает коле-
баться с максимальной амплитудой, величину которой измеряют
115
индикатором 7, укрепленным на стойке 6. Критическое число обо-
ротов системы изменяют за счет жесткости пружины 4, а также ее
положения относительно оси 5. При данной установке ротора коле-
бание рамы 3 вызывается только неуравновешенным грузом Gz,
находящимся на газовом колесе. Если ротор / перевернуть на 180°,
т. е. поменять опоры, то колебания рамы 3 будут вызываться только
неуравновешенным грузом Gi, находящимся на воздушном колесе.
Положение и величины неуравновешенных грузов Gi и G2 опреде-
Рис. 96. Места замеров вели-
чин для определения суммарно-
го сечеиия сопел турбовоздухо-
дувки
Рис. 97. Принципиальная схема станка
М-48:
/ —ротор турбовоздуходувки; 2 —ролико-
вые опоры; 3—рама станка; 4 —пружина;
5 —ось качания рамы; б —стойка индикато-
ра; 7 —индикатор
ляют в зависимости от амплитуд колебания рамы 3 при закреплении
определенного грузика в различных местах воздушного и газово-
го колеса ротора турбовоздуходувки.
Динамическая балансировка ротора турбовоздуходувки со-
стоит из следующих операций: наладки балансировочного станка,
подготовки ротора к балансировке, балансировки газового колеса,
балансировки воздушного колеса и проверки балансировки газо-
вого колеса.
Наладка станка заключается в горизонтальной установке про-
дольных и поперечных балок маятниковой рамы с помощью уровня
и установки подшипниковых опор центрально относительно попе-
речных балок рамы. Выведенная из положения равновесия маят-
никовая рама должна свободно раскачиваться. Подготовка ротора
к балансировке состоит в следующем. Воздушное колесо спрессо-
вывают с ротора, снимают промежуточные лабиринты с вала, на-
прессовывают воздушное колесо и ступицы вала. После этого ро-
тор укладывают на роликовые опоры станка и устанавливают его
строго горизонтально по уровню, пользуясь регулировочными вин-
тами. Средняя плоскость воздушного колеса АВ (см. рис. 97) должна
116
проходить через ось 5 качания маятниковой рамы 3. После, разгона
до 8004- 1 000 об/мин время свободного вращения ротора до полной
остановки должно быть не менее 30 сек.
Ножку индикатора 7 (см. рис. 97) устанавливают на продольной
балке рамы 3 на расстоянии L = 100 мм от оси качания рамы. С це-
лью проверки установки индикатора 7 раме 3 сообщается от руки
несколько колебаний, после затухания которых стрелка индикатора
должна вернуться на нулевое деление. Можно подобрать расстоя-
ние L так, чтобы отклонение стрелки индикатора 7 на одно
деление (0,01 мм) соответствовало 1 г неуравновешенного груза.
Тогда по показанию индикатора можно будет определять вес не-
уравновешенного груза, не прибегая к взвешиванию.
Балансировку газового колеса производят следующим образом.
Окружность диска делят мелом на шесть частей (через 60°)
и нумеруют точки /, II, 111 и т. д. Далее против точки 1 на бандаж-
ной проволоке крепят определенный груз (например кусочек свин-
цовой проволоки весом 10 г). Разгоняют ротор до 800—\ OQQ об/мин,
определяют по индикатору максимальную амплитуду коле-
баний рамы и записывают ее значение на диске ротора против точ-
ки I. Этот же груз переносят в точку //, раскручивают ротор и оп-
ределяют соответствующую амплитуду. Аналогично поступают
с точками III—VI. Точка, в которой получилась минимальная
амплитуда, и будет местом крепления противовеса. Диаметрально
противоположная ей точка будет местом нахождения неуравнове-
шенного груза. В дальнейшем против последней точки снимают
металл. Для определения веса уравновешивающего груза против
первой точки на бандажную проволоку навешивают груз разной
величины, постепенно увеличивая его вес. Вес груза, при котором
амплитуда колебания рамы близка к нулю, и будет искомой вели-
чиной. Если точка, где необходимо снять металл, окажется на сты-
ке кусков бандажной проволоки, то смежные торцы проволок мо-
гут быть запилены. Частично металл снимают с выпуклой стороны
лопаток, а также с торца обода газового колеса (ниже ножек ло-
паток) шлифовкой. После снятия металла проверяют балансировку
газового колеса и определяют величину оставшегося дисбаланса,
которую допускают для этого колеса не более 20 гем.
После балансировки газового колеса балансируют воздушное
колесо. Для этого ротор переворачивают на 180 (меняют опоры)
и устанавливают его так, чтобы средняя плоскость CD газового
колеса(см. рис. 97) проходила через ось 5 качания маятниковой
рамы 3. Далее балансировку осуществляют аналогично балансиров-
ке газового колеса. Грузики крепят на внутренних входных кром-
ках лопаток воздушного колеса. Дисбаланс воздушного колеса
устраняют сверловкой отверстий на ободе колеса (под лабиринтами)
диаметром 7 мм, с шагом не менее 12 мм и глубиной не более 30 мм
или запиловкой выходных кромок лопаток. Для воздушного колеса
остаточный (после балансировки) дисбаланс допускают не более
15 гем.
117
После балансировки воздушного колеса еще раз проверяют ба-
лансировку газового колеса.
Проверку величины осевого разбега ротора в корпусе турбовоз-
духодувки осуществляют приспособлением (рис. 98). Ротор сдвигают
в осевом направлении и определяют по индикатору разбег его,
который допускают в пределах 0,104-0,30 им.
Проверку диаметрального зазора в подшипниках турбовоздухо-
дувки производят щупом, если еще не поставлена пята опорно-
упорного подшипника, или приспособлением (рис. 99).
Отверткой поднимают конец вала и по отклонению стрелки ин-
дикатора определяют диаметральный i
зазор в подшипнике, который допу- ।
скают в пределах 0,15— 0,22 мм.
Рис. 99. Приспособление для
проверки зазоров в подшип-
никах турбовоздуходувки ди-
зеля Д50:
I — вал ротора; 2—планка; . —
индикатор; 4 —винт; 5— двупле-
чий рычаг
Рис. 98. Приспособление для
проверки осевого разбега
ротора турбовоздуходувки
дизеля Д50:
/—планка; 2—индикатор
Герметичность водяной полости собранной турбовоздуходувки
проверяют гидравлическим испытанием водой под давлением 3 ати
в течение 5 мин. Потение стенок, а также просачивание воды в сты-
ках деталей не допускают. Перед постановкой на тепловоз проверяют
вращение ротора сжатым воздухом, которое должно быть плавным
и без шума. Отремонтированную турбовоздуходувку устанавливают
на дизель и производят проверку ее работы. Сначала проверяют рабо-
ту турбовоздуходувки на холостом ходу дизеля Вращение ротора
должно быть ровным, с одинаковым шумом. После работы на ми-
нимальных оборотах в течение 10 мин доводят обороты дизеля до 740
и прослушивают работу турбовоздуходувки. После остановки ди-
зеля вращение ротора турбовоздуходувки по инерции должно про-
должаться не менее 1 мин. Число оборотов ротора турбовоздухо-
дувки и давление наддува проверяют при полной нагрузке дизеля.
Число оборотов ротора, определяемое тахометром, должно быть
в пределах 10 300 13 000 об/мин при мощности дизеля 1 000 л. с.
118
Давление наддува измеряют во впускном коллекторе дизеля
U-образным ртутным манометром. Давление наддува должно быть
не менее 240 мм рт. ст. при мощности дизеля 1 000 л. с. и числе
оборотов 740 об'мин.
При осмотре воздуходувки двигателя 2Д100 непо-
средственно на дизеле через открытую крышку люка проверяют со-
стояние лопастей рабочих колес, на поверхностях которых не допу-
скают трещин, натаскивания металла или других дефектов; радиаль-
ные зазоры между корпусом воздуходувки и поверхностью каждой
лопасти колес при полном их повороте, которые должны быть 0,75—
1,0 мм; зазоры между каждой лопастью одного колеса и впадиной
двух лопастей другого колеса по всей длине и в любом положении
их, которые допускают в пределах 0,90—1,3 мм (браковочные за-
зоры — менее 0,7 и более 1,4 мм); зазоры проверяют при помощи
латунных лент, состоящих из четырех—шести пластин фольги ши-
риной 30—100 мм и толщиной по 0,054-0,20 мм; боковые зазоры
между рабочими колесами и плитой со стороны опорно-упорных
подшипников, которые должны быть 0,55-4-0,90 мм; зазоры между
торцами лопастей и плитой со стороны синхронизирующих шесте-
рен, которые допускают 0,704-1,05 мм; эти зазоры проверяют при
помощи специальных удлиненных щупов в виде отдельных сталь-
ных пластин толщиной от 0,5 до 1,5 мм и шириной 204-25 мм; осе-
вой разбег рабочих колес роторов должен быть в пределах 0,034-
4-0,15 мм, который проверяют при закрытом отсеке верхнего колен-
чатого вала щупом или индикатором при снятой крышке. Пластин-
ки щупа устанавливают со стороны задней плиты при сдвинутых
колесах в сторону синхронизирующих шестерен. После замера
рабочие колеса сдвигают в сторону задней плиты и замеряют за-
зоры. Разница в замерах будет показывать величину осевого раз-
бега колес. При осевом разбеге более 0,15 мм воздуходувку
снимают с дизеля и разбирают для ремонта и регулировки
зазоров.
Перед снятием воздуходувки с дизеля проверяют боковые за-
зоры в зацеплении зубьев шестерен эластичного привода. Эту про-
верку выполняют индикатором, смонтированным на специальной
подставке, которую устанавливают на горизонтальный лист в от-
секе блока. Удлиненную ножку индикатора устанавливают на рабо-
чую поверхность зуба ведомой шестерни. После установки стрелки
индикатора на нулевое деление синхронную шестерню верхнего ро-
тора вращают до упора по ходу и обратно. Отклонение стрелки от
нулевого деления и покажет искомый зазор в зацеплении зубьев
привода воздуходувки, который допускают в пределах 0,154-0,4 мм.
Боковые зазоры в зацеплении зубьев проверяют в разных поло-
жениях шестерен, разность отдельных замеров не должна превышать
0,084-0,15 мм. Наличие разницы замера зазоров по отдельным зубь-
ям более 0,15 мм свидетельствует о неправильной расточке шестерен
или погнутости конусной части вала нижнего рабочего колеса.
Перед разборкой снятой воздуходувки еще раз проверяют зазоры.
119
Для проверки зазора в зацеплении зубьев синхронизирующих ше-
стерен стопорят верхнее колесо воздуходувки, а на рабочую поверх-
ность зуба шестерни нижнего рабочего колеса ротора устанавли-
вают ножку индикатора (рис. 100). После установки стрелки ин-
дикатора на нулевое деление покачивают нижнюю шестерню по
часовой стрелке и обратно. Отклонение стрелки индикатора от
нулевого деления покажет величину зазора в зацеплении зубьев,
который должен быть 0,05—0,3 мм. Наиболее точную проверку осе-
Рис. 100. Проверка зазора между зубьями синхронных
шестерен воздуходувки:
1 и 2 —синхронизирующие шестерни; 3 — стойка индикатора:
4 — индикатор
вого разбега роторов воздуходувки производят при помощи индика-
тора 2 (рис. 101), который устанавливают на специальной перенос-
ной стойке 3.
При ремонте в депо или на заводе после разборки воздуходувки
производят проверки: отсутствия трещин в корпусе, лопастях,
валах и шестернях, параллельности и отсутствия перекоса расточек
корпуса для рабочих колес, взаимной перпендикулярности торцо-
вых поверхностей относительно осей расточек для рабочих колес,
правильности профилей лопастей и впадин, статической и динами-
ческой балансировки рабочих колес с валами; колебания плоско-
стей соединительных фланцев боковых плит, взаимной параллель-
ности осей гнезд для роликовых и шариковых подшипников, соос-
ности и перпендикулярности по отношению к плоскости плиты,
износа зубьев всех шестерен, состояния подшипников, надежности
посадки корпуса маслоуловителя навалу рабочего колеса, правиль-
ности зазоров в замке колец в свободном и рабочем состоянии, упру-
гости колец маслоуловителя.
При проверке воздуходувки особое внимание обращают на
точность расточки гнезд для рабочих колес. В этих гнездах при
120
помощи микрометрических шпилек проверяют овальность и конус-
ность, которые не должны превышать 0,05 мм Трещины в корпусе
воздуходувки проверяют при помощи десятикратной лупы и обсту-
киванием легкими ударами медного молотка. Параллельность осей
расточек в корпусе для рабочих колес проверяют суммарным раз-
мером от образующих нижней и верхней расточек по вертикали с од-
ной и другой стороны корпуса. Разность за-
меров покажет искомую непараллельность,
которая должна быть не более 0,06 мм. При
проверке перекрещивания осей расточек для
рабочих колес корпус воздуходувки боковой
стороной устанавливают на плиту при по-
мощи индикатора по трем точкам 1, 2 и 3
(рис. 102). Отклонение стрелки индикатора
по четвертой — искомой точке 4 покажет
величину перекрещивания, которую допуска-
ют не более 0,05 мм. Для обеспечения нор-
параллельности осей
Рис. 101. Проверка осе-
вого разбега рабочих ко-
лес в упорных подшип-
никах:
/ — вал нижнего рабочего
колеса; 2 —индикатор;
5 —стойка индикатора
Рис. 102. Проверка
расточек в корпусе воздуходувки
мальной работы роликовых подшипников на валах рабочих колес
необходимо, чтобы оси расточек корпуса по отношению к его
торцовым плоскостям были строго перпендикулярны. Отклонение
не должно превышать 0,05 мм на всей длине расточки. Эту
проверку выполняют при помощи приспособления, показанного
на рис. 103. Приспособление состоит из алюминиевой плиты //,
в нижней части которой укреплен кронштейн 3. В кронштейне 3
вмонтирован механизм, состоящий из датчика 2, который передает
вращение сектору 1, укрепленному на оси 4. Сектор 1 передает
вертикальное движение штоку 8, помещенному в трубке 10. Шток
8 в свою очередь перемешает вверх или вниз ножку индикатора 9.
121
К нижней части плиты 11 посредством винтов 7 укреплены
платики 5. Ниже под плитой в кронштейн 3 установлен упор 6,
головка которого точно располагается в одной плоскости с головкой
датчика 2. Для производства проверки корпус воздуходувки тор-
Рис. 103. Приспособление для проверки перпендикулярности осей
расточек относительно торцовых плоскостей корпуса:
/ — сектор; 2 — датчик; 3— кронштейн; -/ — ось; 5 —платики; 6 — упор;
7—винт; 5—>шток; 9— индикатор; 10—трубка; // — плита;
/2 —схема расточек
цовой плоскостью устанавливают на плиту. На верхнюю плоскость
корпуса устанавливают приспособление так, чтобы оно своими
платиками 5 упиралось в верхнюю торцовую плоскость, а кронштейн
3 с датчиком 2 расположился в нижней части цилиндрической рас-
точки на расстоянии 663 мм.
Перед проверкой индикатор устанавливают на нулевое деление.
Для этого приспособление устанавливают так, чтобы упор 6 и дат-
чик 2 располагались по линии МН — позиция 12—и упирались
в стенку расточки в точке Н. Ножку индикатора затягивают при-
мерно на 1 мм и стрелку поворотом шкалы устанавливают против
нулевого деления. Затем поворачивают приспособление на 180°
и упор упирают в точку М (позиция 12), Определяют отклонение
122
стрелки, результат делят пополам и поворотом шкалы окончатель-
но устанавливают стрелку индикатора против нулевого деления.
Устанавливают приспособление в любом месте расточки, упирая
упор 6 в стенку корпуса. Отклонение стрелки индикатора будет
показывать неперпендикулярность, которая не должна быть бо-
лее 0,05 мм. Рабочие колеса проверяют на отсутствие трещин, на-
таскивания металла и задиров на лопастях и валах. Отсутствие
трещин на валах определяют магнитным или ультразвуковым де-
фектоскопом. Профиль лопастей рабочих колес и их впадин про-
веряют специальными шабло-
нами. Просвет между шабло-
ном и лопастью или впади-
ной, замеренный щупом, не
должен превышать 0,1 мм.
После замены одного из рабо-
чих колес их подвергают спа-
риванию. Эту операцию вы-
полняют на специальном стен-
де (рис. 104).
При замене синхронных
шестерен, ведомой шестерни
эластичного привода, зачист-
ке и заварке лопастей, заме-
не пробок или утере балан-
сировочных шайб рабочие ко-
Рис. 104. Стенд для проверки спарен-
ных рабочих колес воздуходувки
леса воздуходувки подвер-
гают статической и динамической балансировке. Рабочие колеса
балансируют с шестернями, маслоуловителями и внутренними коль-
цами роликовых и шариковых подшипников. Перед балансировкой
колеса пригоняют друг к другу по зазорам, регулируют и точно
устанавливают зазоры в синхронных шестернях. При ремонте воз-
духодувки в депо динамическую балансировку рабочих колес
производят на станках М-48 или завода «Красный Путь».
Балансировку рабочих колес воздуходувки на Харьковском
заводе им. Малышева выполняют на специальном балансировоч-
ном станке-автомате № 892009.
Шпиндель станка (рис. 105) имеет вращение 300 оборотов в ми-
нуту и дает возможность балансировать детали длиной до 1,3 м,
диаметром до 0,5 м и весом до 200 кг. Точность балансировки на
станке равна 20 гем. Станок состоит из станины 2 с рейкой 1, бабки
11с электроприводом, рамы 15 и двух стоек 16. В зависимости от
длины балансируемой детали стойки 16 можно перемещать вдоль
станины 2 с помощью хвостовика 3 и рейки 1. Внутри стоек 16
находится механизм (рис. 106), удерживающий раму 15 с баланси-
руемой деталью в равновесии и позволяющий определить величину
дисбаланса и его направление. Балансируемую деталь укладывают
на ролики 14 и с помощью винтов устанавливают так, чтобы ее ось
совпадала с центром бабки 11. Предварительно на конец вала ба-
123
лансируемой детали надевают поводковую полумуфту, которую
соединяют с полумуфтой бабки 11. Нажатием кнопки запускается
станок Скорость вращения детали увеличивается постепенно за
счет проскальзывания дисков фрикционной муфты 12 на шкиве
электромотора в момент запуска Далее с помощью рукоятки 4
освобождают одну из стоек 16 Если балансируемая деталь (ротор)
Рис. 105. Станок для динамической балансировки деталей:
/—рейка; 2 —станина; 3— хвостовик; 4 — рукоятка; 5 — стрелка; 5 —винт; 7 —конце-
вой диск; 5 —виит; 9— рычаг с линейкой; /0—маховичок; // — бабка; /2—-муфта;
13 — опорный рычаг; /-/ — ролики; 15 — рама; 16 — стойка; 17 — вал; 18 — пружина
резонансная; 19 — грузовая пружина; 20— шлицевой вал
не уравновешена, то рама 15 начинает колебаться. Вал 17 вра-
щается синхронно с ротором и передает вращение шлицевому валу
20 с диском, имеющим неуравновешенную массу. С помощью махо-
вичка 10 можно установить этот диск в такое угловое положение,
что колебания опорного рычага 13 будут минимальными. Переме-
щая диск вдоль шлицевого вала 20 с помощью рычага с линейкой 9,
добиваются прекращения колебаний рычага’ 13. По линейке 9 опре-
деляют величину дисбаланса в гем. Если найденную величину дис-
баланса разделить на радиус, на котором будет закреплен уравно-
вешивающий груз (например для ротора воздуходувки эта вели-
чина равна 16,2 см), то получают вес уравновешивающего груза
в граммах
Уравновешивание ротора воздуходувки производят за счет по-
становки или снятия балансировочных шайб в выточке балансиро-
вочной пробки ротора. Для нахождения положения неуравнове-
шенной массы ротора последний поворачивают вручную на роли-
124
Рис. 106. Схема механизма стойки станка
(обозначения общие с рис. 105)
ках 14 станка в такое положение, при котором одна из точек (крас-
ная или белая) диска 7 совпадает со стрелкой. Если совпадет крас-
ная точка, то неуравновешенная масса находится в горизонтальной
плоскости сзади (относительно оси ротора), а если белая, то спереди.
Аналогично производят балансировку другого конца ротора (при
этом включают рукоятку 4 второй стойки 16 и выключают рычаг
первой). После балансировки обоих концов ротора производят про-
верку балансировки всего
ротора при включенных ру-
коятках 4 обеих стоек 16.
Дисбаланс ротора воз-
духодувки допускают не
более 50 гем.
Для увеличения чувст-
вительности станка всю
систему настраивают в ре-
зонанс за счет изменения
жесткости пружины 18 с
помощью винта 8. В зави-
симости от веса баланси-
руемой детали, вращая
винт 6, регулируют натя-
жение грузовой пружины
19 так, чтобы при легком
толчке рукой сверху стрел-
ка 5 имела максимальную
амплитуду колебания. Пос-
ле этого включают опорный рычаг 13 рукояткой 4. Ана-
логично настраивают пружину 19 второй стойки 16. Испы-
тание рабочих колес на разнос производят на специальном
станке ОЛ-9955-06 при п = 3 000 об/мин в течение 2 мин. Короб-
ление, неплоскостность или ступенчатость по привалочным флан-
цам боковых плит проверяют стальной линейкой и щупом или на
плите при помощи индикатора. Неточность допускают не более
0,2 мм. Соосность осей гнезд в плитах проверяют по отпе-
чатку краски при помощи двух специальных калиброванных
оправок.
Для проверки взаимной параллельности оправки устанавливают
в гнезда плит с помощью микрометрической шпильки и измеряют рас-
стояние между выступающими частями оправок.
Перпендикулярность осей гнезд для роликовых и шариковых
подшипников проверяют на плиге при помощи угольника и щупа.
Отклонение на всей длине не должно превышать 0,03 мм.
Радиальные зазоры между обоймами и роликами или шариками
проверяют щупом. Более точную проверку этого зазора обычно
производят при помощи индикатора. После проверки радиаль-
ных зазоров подшипники еще раз моют в профильтрованном дизель-
ном топливе и проверяют на шум и легкость вращением от руки.
125
Зазор колец маслоуловителя в свободном состоянии должен быть
не менее 5 мм, а в рабочем — не более 0,8 мм.
Упругость маслоуловительных колец проверяют на приборе,
подобном изображенному на рис. 70; в зависимости от высоты колец
вес груза должен быть:
Высота колец ъ мм ... . 5,86 6,36 6,86
Вес груза при зазоре
0,8 мм в кг ........... 3,25—5,0 3,8—5,3 4,1—5,6
Положение!
Положение Ш
Положение S
Рис. 107. Приспособление для проверки
установки боковых плит на корпусе
воздуходувки
Приспособления
с индикаторами
для установки
плиты
При установке на корпус маслоуловителя кольца должны сво-
бодно перемещаться в ручьях и иметь боковой зазор не более 0,4 мм,
плотно прилегать к расточке в плите. Допускают местные зазоры
не более 0,03 мм по дли-
не дуги не более 30°. Пос-
ле запрессовки наружной
обоймы с роликами в пе-
реднюю плиту последнюю
укладывают на деревянные
брусья и на ее плоскость
торцом устанавливают кор-
пус воздуходувки. Затем
при помощи приспособле-
ния (рис. 107) центрируют
корпус по плите. Для это-
го ножку индикатора уста-
навливают на расточку и
вращают вал приспособле-
ния. За счет смещения корпуса центрируют плиту на шпильках кор-
пуса так, чтобы во всех трех положениях и по всей длине стрелка
индикатора занимала нулевое положение. Для удобства и ускорения
центровки плиты в роликовые подшипники одновременно уста-
навливают два приспособления с двумя индикаторами. Устанав-
ливают рабочие колеса и проверяют радиальные зазоры между
лопастями и расточкой в корпусе, которые должны быть 0,75н-
4-1,05 мм. Проверку зазоров производят по всей окружности выточ-
ки и длине каждой лопасти. При удовлетворительных результатах
проверяемых радиальных зазоров рабочие колеса вынимают из
корпуса, воздуходувку устанавливают всасывающим каналом вверх,
засверливают и развертывают разверткой три отверстия под призон-
ные штифты диаметром 13+0.019 мм и запрессовывают их.
Затем удаляют штифты, снимают переднюю плиту, на шпильки
другого торца корпуса надевают заднюю плиту с подшипниками
и центрируют ее по корпусу таким же образом, как и первую.
Засверливают отверстия и ставят три призонных штифта, которые
фиксируют положение отцентрированных плит на корпусе воздухо-
дувки.
Подбор толщины регулировочных колец для обеспечения осе-
вого разбега рабочих колес производят на приспособлении, ко-
126
торое применяют для опорно-упорных шарикоподшипников верти-
кальной передачи (см. рис. 80). При постановке проставочных колец
между торцами внутренних и наружных обойм должен быть обеспе-
чен осевой разбег валов рабочих колес воздуходувки в пределах
0,034-0,05 мм. После подбора колец каждая пара шарикоподшип-
ников составляет комплект и замену их деталей другими не разре-
шают. При установке синхронных шестерен метку 0, набитую на
зубе ведущей (нижней) шестерни, совмещают с меткой 0—0, имеющей-
ся на ведомой (верхней) шестерне.
После постановки колес в корпус проверяют и при необходи-
мости регулируют за счет смещения синхронных шестерен зазор
между лопастями рабочих колес, который допускают от 0,9 до
1,3 мм. Боковой зазор между зубьями синхронных шестерен допу-
скают в пределах 0,054-0,2 мм с колебанием для одной пары шесте-
рен до 0,08 мм. Прилегание зубьев по краске должно быть не менее
60% ширины зуба и не менее 50% его высоты. Закончив крепление
боковых плит, воздуходувку устанавливают в рабочее положение
и проверяют суммарные осевые зазоры рабочих колес, которые
допускают в пределах 1,54-1,95 мм. Эти зазоры регулируют подбо-
ром толщины прокладок. При установке бумажных прокладок
между корпусом и торцовыми плитами обращают внимание, чтобы
в плитах не были перекрыты отверстия для слива масла с задней
части воздуходувки.
Перед установкой на дизель отремонтированную воздуходув-
ку подвергают испытанию на специальном стенде. Первым режимом
во время испытания является обкатка воздуходувки без противо-
давления при 1 460 — 1 500 об/мин в течение 1 ч. В начале испытания
запуск воздуходувки должен быть плавным, с полностью открытым
нагнетательным трубопроводом. Число оборотов постепенно уве-
личивают и доводят до 1 480 об/мин за 3—5 мин. После обкатки про-
веряют, легко ли проворачиваются рабочие колеса от руки, ве-
личину осевого разбега колес, зазор между зубьями, нет ли задиров
на рабочих колесах. Состояние воздуходувки проверяют через люки,
без ее разборки. Контрольные испытания воздуходувки производят
при 1 450 об/мин и давлении в нагнетательном трубопроводе 200,
300 и 200 мм рт. ст. Длительность работы на первом режиме (при
200 мм рт. ст.) 30 мин, на втором — 2 ч и на третьем — 30 мин.
В процессе испытаний брызги масла в нагнетательном трубо-
проводе, задиры лопастей рабочих колес, плит, перегрев подшип-
ников, посторонний шум, стук, а также вибрации и сотрясения,
просачивание масла и воздуха по соединениям и через стенки не
допускают. Во время испытаний проверяют, не перекрыты ли слив-
ные отверстия в плите кожухом воздуходувки. За 10 мин до окон-
чания проверочных испытаний определяют производительность
воздуходувки при разрежении на всасывании в пределах 650—
700 мм вод. ст. Производительность должна быть не менее 144 м3/мин
и измеряется с помощью стандартной диафрагмы, установленной
в трубопроводе после воздуходувки.
127
После испытаний воздуходувки на стенде увеличение осевого
разбега рабочих колес и зазоров между зубьями синхронных ше-
стерен допускают до 0,03 мм.
Эластичный привод (рис. 108). В объем работ входят проверки:
отсутствия трещин и износов зубьев шестерен, величины диамет-
ральных зазоров между ступицей 6 и втулкой 4 или 5 и между сту-
Рис. 108. Эластичный привод воздуходувки:
/ — венец; 2 —сухарь; 3 — опорный диск; 4 — втулка;
5— втулка; 6 — ступица
лицей 6 и выточкой венца шестерни 1 в месте А, осевого зазора между
ступицей и плоскостью венца шестерни, состояния пружин и кула-
ков, биения торца эластичной шестерни.
Величину диаметральных зазоров между ступицей 6 и втулками
4 и 5 проверяют щупом в нескольких местах по окружности ступицы
(зазор должен быть в пределах 0,074-0,22).
Радиальный суммарный зазор в месте А проверяют щупом.
Зазор должен быть 0,54-2,6 мм.
Осевой зазор между ступицей и плоскостью венца для новой
шестерни должен быть в пределах 0,104-0,47 мм. Проверяют этот
128
зазор щупом и линейкой при снятом опорном диске 3. Более точно
производят проверку при помощи свинцовой проволоки диамет-
ром 2 мм, зажатой между ступицей 6 и опорным диском 3 с
последующей ее выемкой и обмером. Пружины проверяют
на отсутствие остаточной деформации и износ их торцов. Кулаки 2
контролируют в отношении износа и отсутствия трещин. Перед
установкой воздуходувки на место зубья ведомой ше-
стерни покрывают тонким слоем лазури и фланец воздуходувки
совмещают с фланцем блока. Поддерживая воздуходувку у плоско-
стей блока, затягивают все гайки и болты крепления фланцев так,
чтобы была возможность перемещения ее относительно блока с
винтами приспособления (рис. 109).
BuM , , ,
на фланец пииты Воздухооуоки
Рис. 109. Установка возду-
ходувки на дизеле 2Д100
и приспособление для регу-
лировки зазора в зацепле-
нии шестерен привода
При установке воздуходувки обращают внимание на зазор меж-
ду головкой болта вала верхнего рабочего колеса и шпильками верх-
него коленчатого вала, который должен быть не менее 1,5 мм.
При недостаточном зазоре допускают постановку одной допол-
нительной прокладки между блоком и корпусом воздуходувки.
В таком положении на воздуходувку устанавливают приспособле-
ние для регулировки бокового зазора в шестернях привода. Зацеп-
ление зубьев шестерен эластичного привода регулируют перемеще-
нием воздуходувки по вертикали винтами до получения бокового
зазора в пределах 0,254-0,35 мм и отпечатка краски на обеих сто-
ронах профиля по высоте 50% и по длине зуба не менее 60%. Для
получения требуемого зацепления зубьев по краске допускают
установку клиновых прокладок между фланцем воздуходувки
и плоскостью блока. Закончив регулировку, окончательно затяги-
вают все гайки и болты крепления воздуходувки к блоку и еще раз
проверяют боковой зазор и прилегание зубьев по краске. После
удаления краски с зубьев шестерен сверлят два отверстия 015,5 мм
под призонные штифты, развертывают их до 016 мм и запрессовы-
вают штифты. Биение торца шестерни эластичного
привода воздуходувки проверяют с помощью индикатора, ножку
которого упирают в торец шестерни. Допускают биение не более
0,10 мм.
5 Зак. 414 129
§ 30. ПРОВЕРКИ ФОРСУНОК
Рис. ПО. Приспособле-
ние для проверки вели-
чины подъема иглы фор-
сунки дизеля Д50:
/ — игла форсунки; 2 — рас*
пылитель
По форсункам дизелей Д50 и 2Д100 производят проверки: ве-
личины подъема иглы, ширины притирочного пояска на запорном
конусе иглы, плотности распылителя, давления начала впрыска,
качества и угла распыла топлива, сум-
марного сечения сопловых отверстий, пру-
жин (характеристик и наличия трещин),
количества топлива, отводимого через
верхние штуцеры вследствие пропуска его
через неплотности деталей форсунки.
Проверку подъема иглы фор-
сунки осуществляют с помощью приспособ-
ления (рис. ПО). Настройку индикатора на
нуль производят на плите. Далее опу-
скают иглу в корпус распылителя 2 и на
торец его ставят приспособление так, что-
бы вилка размещалась на заплечиках
иглы 1. Отклонение стрелки индикатора
от нуля и покажет величину подъема иглы.
Подобное приспособление может быть изго-
товлено универсальным для форсунок
дизелей Д50 и 2Д100. В обеих форсунках
подъем иглы допускают в пределах 0,4 -F
-4-0,5 мм. При проверке подъема иглы
форсунки дизеля 2Д100 на иглу ставят
ограничитель подъема, так как торец
иглы сферический. Уменьшение величины
подъема иглы делают за счет шлифовки
верхнего торца корпуса распылителя с
последующей притиркой по плите и совме-
стно с торцом корпуса форсунки (Д50) или
корпусом щелевого фильтра (2Д100).
Для форсунок дизелей Д50 и 2Д100
притирочный поясок должен располагать-
ся у основания конуса иглы. Проверку
ширины пояска выполняют следую-
щим образом. Конус иглы покрывают тон-
ким слоем копоти. Иглу вставляют в корпус распылителя и пово-
рачивают на угол 30°. Затем иглу вынимают и по образовавшемуся
отблеску определяют расположение и ширину притирочного пояска,
которая должна быть от 0,2 до 0,4 мм.
Проверку плотности распылителя, давления
начала впрыска и качества распыла топлива фор-
сункой производят на универсальном стенде.
Стенд разработан ПКБ ЦТ МПС и в настоящее время постав-
ляется в тепловозные депо. На стенде производят испытание фор-
сунок дизелёй Д50 и 2Д100. На тепловозостроительных заводах
130
и в ряде депо применяют для испытания форсунок стенд, представ-
ленный на рис. 111. В крышке 4 установлена форсунка 1 дизеля
2Д100.
При испытании форсунок дизеля Д50 крышку 4 заменяют дру-
гой. Таким образом и этот стенд является универсальным. Стенд
состоит из корпуса 7, являющегося резервуаром для топлива, на-
соса 6 с ручным приводом, манометра на 60 ати и крышки 4. Топ-
ливо, распыленное форсункой, попадает на сетчатый фильтр 5 и сте-
кает в корпус 7, откуда забирается насосом 6 и подается к фор-
сунке /.
Для проверки плотности распылителя (качества притирки ци-
линдрических и конических поверхностей иглы и корпуса распы-
лителя) на стенд устанавливают исправную форсунку. Пружину
форсунки дизеля Д50 затягивают на давление 400 ати. Далее ру-
кояткой 8 (рис. 111) создают давление топлива в трубках 9 и 3
не менее 390 ати и наблюдают по манометру 2 за падением давления.
В момент прохождения стрелкой манометра деления, соответст-
вующего давлению 380 ати, включают секундомер. Останавлива-
ют секундомер, когда давление топлива упадет до 330 ати. Падение
давления происходит вследствие просачивания топлива по зазору
между иглой и корпусом распылителя. Для новых или отремонти-
рованных на заводе распылителей падение давления от 380 до
330 ати допускают за 174-30 сек. При проверке плотности распыли-
теля форсунки дизеля 2Д100 пружину затягивают на давление
350 ати. Время падения давления топлива от 330 до 280 ати замеря-
ют секундомером. Для новых форсунок дизелей 2Д100 это время
должно составлять 274-100 сек. Проверку плотности распылителей
форсунок производят на профильтрованном дизельном топливе
при температуре воздуха в помещении и топлива 154-25° С. Вяз-
кость топлива должна быть в пределах 1,534-1,55° по Энглеру. Для
получения необходимой вязкости в топливо добавляют дизельное
масло. При проверке не допускают подтекания топлива через
запорный конус или появления капли топлива на носике распы-
лителя.
Проверку и регулировку давления начала впрыска производят
на стенде (см. рис. 111). Форсунки дизеля Д50 регулируют на
давление начала впрыска, равное 270+5 ати, а форсунки дизеля
2Д100—210+5 ати. Регулировку производят изменением затяжки
пружины форсунки.
Проверку качества и угла распыла топлива форсункой производят
на универсальном стенде (см. рис. 111) после проверки затяжки пру-
жины форсунки. Нажимая рукоятку 8 вниз, производят один впрыск
топлива за 3—5 сек. Крышка 4 имеет с двух сторон вырезы, через
которые можно наблюдать за работой форсунки и определять каче-
ство распыла топлива. Распыленное топливо должно иметь тумано-
образное состояние и равномерно распределяться по поперечному
сечению струи. В факеле топлива не должно быть отдельных капель,
сплошных струек или сгущений. При медленном нарастании дав-
5* 131
ления до 260 ати для форсунки дизеля Д50 (и до 220 ати — 2Д100)
распылитель не должен давать подтекания топлива, капель или
Рис. 111. Универсальный
ручной стенд для проверки
и регулировки форсунок:
f —форсунка дизеля 2Д100;
2—манометр на 600 атм\ 3—
трубка, подводящая топливо
к форсунке; 4— крышка стен-
да: 5 — фильтр; 6— топливный
насос; 7— корпус стенда; 8—
рукоятка; 9 —трубка, подво-
дящая топливо от насоса к
тройнику
дугообразных струй в виде «усов». Начало и конец впрыска должны
быть четкими, резкими и сопровождаться своеобразным звонким
звуком. Угол распыла между осями противоположно лежащих струй
для форсунки дизеля Д50 должен быть в пределах 1544-156°.
132
Суммарное сечение всех сопловых отверстий
распылителя проверяют по времени истечения 500 г дизельного
топлива удельным весом 0,835-4-0,840 г!смя при температуре
15—25° С под давлением 20 ±1 ати. Для распылителя форсунки
дизеля Д50 это время должно быть не более 15,5 сек. При изго-
товлении на заводе время истечения топлива наносят электрографом
на поверхности диаметром 25 мм рядом с номером распылителя.
Для соплового наконечника форсунки дизеля 2Д100 время истече-
ния 500 г топлива под давлением 20 ±1 ати должно быть в пре-
делах 16,54-18,5 сек.
Суммарное сечение всех сопловых отверстий распылителя фор-
сунки проверяют пневматическим длиномером (рис. 112). Проверка
Рис. 112. Пневматический длиномер ДП:
1 и 4 — указатели пределов; 2 —алюминиевый поплавок; 3 — конусная стеклянная
трубка; 5 —первый редукционный регулируемый клапан; 6 — то же второй; 7 —
впускной краник; 8 — воздушный фильтр
основана на том, что при постоянной скорости истечения
воздуха из сопловых отверстий распылителя (скорость зависит только
от перепада давлений воздуха перед соплами и после них) расход
воздуха будет определяться суммарным сечением всех сопловых
отверстий. Чем больше износ последних, тем больше расход воздуха
через прибор. К прибору через впускной краник 7 подводят сжатый
воздух с постоянным давлением (от 3 до 5 ати). Внутри прибора
воздух проходит фильтр 8, редукционный регулируемый первый
клапан 5, второй фильтр, редукционный регулируемый второй
клапан 6, отстойник и попадает в стеклянную конусную трубку 3,
в которой находится алюминиевый поплавок 2. Чем больше расход
воздуха через прибор, тем больше скорость движения воздуха через
кольцевой зазор между поплавком и стеклянной трубкой. Вес по-
плавка уравновешивается динамическим напором воздуха снизу.
Стеклянная трубка 3 кверху расширяется. При увеличении расхода
воздуха через прибор увеличивается динамический напор, по-
плавок всплывает вверх (вследствие чего увеличивается кольцевой
зазор) и находит свое новое положение равновесия, при котором вес
поплавка будет уравновешен динамическим напором струи воздуха.
133
Прибор при помощи трубки подключают к приспособлению (рис. 113),
в которое устанавливают сопловой наконечник форсунки ди-
зеля 2Д100 или корпус распылителя форсунки дизеля Д50. Шкалу
длиномера предварительно тарируют по эталонным распылителям,
в качестве которых берут новые с диаметрами сопловых отверстий
О,56+0-02 и 0,60+°’02 мм (для 2ДЮ0) и 0,35+°.02 и 0,40+°-01 мм
(для Д50). При тарировке шкалы устанавливают указатели 1 v.4
(см. рис. 112) верхнего и нижнего предела. Проверяемые распыли-
тели промывают в бензине, продувают чистым сжатым воздухом,
протирают и только после этого ставят ж
в приспособление (см. рис. 113).
Рис. 113. Приспособления для проверки сечения сопловых отверстий
форсунки с помощью пневматического длиномера:
/—корпус; 2 — сопловой наконечник; 3 —корпус распылителя; 4 —прижим с рукоят-
кой; 5 — резиновое кольцо; 6 — фиксатор
Распылители признают годными к дальнейшей работе, если при
проверке суммарного сечения сопловых отверстий с помощью длино-
мера ДП поплавок 2 (см. рис. 112) находился между указателя-
ми 1 и 4.
При заводском ремонте пружины форсунок прове-
ряют магнитным дефектоскопом. При нагрузке 112±7 кг пружина
форсунки дизеля Д50 должна иметь деформацию, равную 8±1 мм.
Для пружины дизеля 2Д100 усилие затяжки при длине 25,7 мм
составляет 66±5 кг. Проверку количества топлива,
отводимого от форсунок через верхние штуцеры, произво-
дят на работающем дизеле. Нормальный отвод топлива от одной
форсунки не должен превышать 60 капель в минуту, что контроли-
руют по капельницам, установленным на блоке дизеля.
§ 31. ПРОВЕРКИ ТОПЛИВНЫХ НАСОСОВ
Топливный насос дизеля Д50. После изготовления или заводского
ремонта по топливным насосам дизеля Д50 производят проверки:
соосности отверстий в картере для подшипниковых втулок кулач-
кового вала, овальности и конусности отверстий в картере для
134
толкателей, соосности отверстий подшипниковых втулок после за-
прессовки их на свои места, отсутствия трещин в кулачковом вале на-
соса, профиля кулачка, овальности, конусности и соосности шеек
кулачкового вала, биения шеек и отсутствия изгиба вала, плотности
соединения кулачкового вала с регулятором безопасности, зазоров
в подшипниках кулачкового вала, зазоров у толкателей и у их паль-
цев, плотности плунжерных пар, плотности разгрузочного пояска
нагнетательного клапана, качества притирки нагнетательного кла-
пана, собранной секции насоса на плотность равномерности подачи
топлива разными секциями одного насоса.
Рис. 114. Развертка для подшипниковых втулок кулачкового вала
топливного насоса дизеля Д50
Проверку соосности отверстий диаметром 115 мм
в трех поперечных перегородках картера топливного насоса про-
изводят с помощью фальшвала. Допускают несоосность отверстий
не более 0,03 мм. Проверку овальности и конусности шести от-
верстий диаметром 80 мм для толкателей в горизонтальной пере-
городке картера топливного насоса производят с помощью нутромера
с индикаторной головкой. Допускают овальность и конусность
не более 0,03 мм. Проверку соосности отверстий подшипниковых
втулок кулачкового вала топливного насоса после запрессовки
на свои места выполняют путем рейберовки их специальной
разверткой (рис. 114).
Профиль кулачка проверяют специальным шаблоном.
Овальность и конусность шеек кулачкового вала контролируют
путем обмера их микрометрической скобой и допускают не более
0,02 мм. Проверку биения шеек кулачкового вала осуще-
ствляют на токарном станке индикатором и допускают не более
0,03 мм. Проверку зазора «на масло» в подшипниках
кулачкового вала топливного насоса выполняют щупом. Зазор
должен быть в пределах 0,08-4-0,16 мм. Провисание шеек вала,
(зазор снизу) не допускают. Проверку зазоров между толкателем
и картером производят щупом. Зазор должен быть в пределах
0,034-0,09 мм. Проверку зазора между роликом и пальцем тол-
кателя производят при вынутом из картера толкателе с помощью
индикатора, укрепленного в специальной стойке («на качку»). Зазор
допускают в пределах 0,024-0,06 мм.
Проверку плотности плунжерной пары произво-
дят на специальном стенде, разработанном ПКБ ЦТ МПС (рис. 115).
Стенд устанавливают в закрытом помещении с температурой
135
Рис. 115. Стенд А-53 для испытания плунжер-
ных пар на плотность, разработанный ПКБ
ЦТ МПС:
/—стол; 2 и 3 — грузы; 4 — фильтр; 5 —бак с топли-
вом; —пружина; 7 — защелка с ручкой; 8 — амор-
тизатор; 9 — край; /0 — грузы
136
154-25°С. Для опрессовки применяют профильтрованное дизельное
топливо с вязкостью 1,434-1,45° по Энглеру при температуре
204-21° С. Установка плунжерных пар дизелей 2Д100 и Д50 на
стенде показана на рис. 116.
Одновременно с освобождением грузов 2 и 3 (рис. 115) включают
секундомер и останавливают его, когда грузы упадут на амортиза-
тор 8. Плотность плунжерной пары должна быть в пределах
354-80 сек. Правильность показаний стенда проверяют с помощью
эталонных плунжерных пар. Эталонные пары представляют собой
тщательно изготовленные плунжерные пары, дающие постоянную
плотность (40 и 80 сек) при испытании на профильтрованном
дизельном топливе с вязкостью 1,434-1,45° по Энглеру при темпе-
ратуре в помещении 204-21° С.
Проверку плотности разгрузочного пояска
нагнетательного клапана производят на стенде (рис. 117). Нагне-
тательный клапан 2 устанавливают на стенде со своим корпусом 3.
Клапан 2 прижимают к седлу винтом с маховичком 1. Винт имеет
резьбу с шагом 1 мм. После касания винтом клапана маховичок
поворачивают на 1 оборот в обратном направлении. Это ограничи-
вает подъем клапана до 1 мм, при котором разгрузочный поясок
не выйдет из цилиндрического отверстия корпуса 3. Груз 6 устанав-
ливают в верхнее положение и фиксируют его с помощью кулачка 5
с рукояткой 4. Далее резко поворачивают кулачок 5 и груз 6 начнет
медленно опускаться вниз. Когда стрелка 7 будет проходить метку а,
включают секундомер и останавливают его, когда стрелка 7 окажет-
ся против метки б. Показание секундомера определяет плотность
разгрузочного пояска нагнетательного клапана, которая должна
быть в пределах от 4 до 12 сек. Проверку качества при-
тирки нагнетательного клапана к своему седлу произ-
водят на специальном стенде (рис. 118). Сжатый воздух с давлением
54-7 ати подводят снизу по трубке 1 в полость 4. В случае плохой
притирки клапана воздух просочится через неплотности и по трубке 3
поступит в стакан 2 с водой, где появятся пузырьки. Продолжи-
тельность испытания клапанов 54-10 сек. После сборки секцию
топливного насоса проверяют на плотность на
стенде (рис. 119). Рейку секции топливного насоса дизеля Д50
при проверке плотности ставят на 23-е деление. Плотность секции
допускают в пределах от 35 до 80 сек при температуре топлива
и воздуха 20±5°С. Разница в плотности секций, устанавливаемых
на один дизель, не должна превышать 10 сек.
Собранный топливный насос при заводском ремонте проходит
обкатку на стенде с форсунками, имеющими однодырчатый распы-
литель. На этом же стенде производят регулировку и
проверку равномерности подачи топлива разными
секциями одного насоса. Регулировку секций на равномерность
подачи топлива производят при 370±2 об!мин кулачкового вала
насоса. Подача топлива каждой секцией за 400 оборотов кулачко-
вого вала должна составлять 585±8 см8, или (при удельном весе
5В, Зак. 414 137
дизельного топлива у — 0,85 г/см?) 497 -4- 7 г. Допускают разность
подачи топлива разными секциями одного насоса не более 16 см3,
или 14 г. После окончания регулировки, не сдвигая реек секций,
устанавливают указатели против 21-го деления каждой рейки. Затем
производят проверку равномерности подачи топлива секциями при
135 ±2 оборотах в минуту кулачкового вала и установке всех реек
Рис. 116. Установка плунжерных пар топливных насосов дизелей Д50
и 2Д100 на стенде А-53
на 9-е деление, что соответствует работе насоса при холостом ходе
двигателя. За 400 оборотов кулачкового вала разность в подаче
топлива секциями насоса допускают не более 36 см3, или 30 г.
Топливный насос дизеля 2Д100. После изготовления или завод-
ского ремонта топливного насоса и толкателя дизеля 2Д100 про-
изводят проверки:
соосности внутренних рабочих поверхностей толкателя, харак-
теристик и состояния всех пружин насоса и толкателя, испытания
толкателя на стенде, плотности нагнетательного клапана, герметич-
ности собранного топливного насоса, плотности плунжерной пары
в насосе, размера В — расстояния от торца корпуса насоса под регу-
лировочные прокладки до торца плунжера в момент начала подачи
топлива, максимальной производительности насоса на стенде, ми-
нимальной производительности, полного прекращения подачи топ-
лива насосом.
138
Соосность внутренних рабочих поверхностей
толкателя проверяют по краске с помощью ступенчатой оправки,
которая обеспечивает точность до 0,02 мм. Характеристики пру-
жин толкателя, плунжера, нагнетательного клапана и рейки насоса
проверяют на специальном приспособлении с одновременным конт-
ролем их состояния. Толкатель в сборе испытывают в течение часа
в условиях, аналогичных его работе на дизеле. Плотность
Рис. 117. Схема стенда для проверки плотности
разгрузочного пояска нагнетательного клапана:
1—маховичок- 2 — нагнетательный клапан; 3 — корпус
нагнетательного клапана, установленный в стенд и
укрепленный медной гайкой; 4 —рукоятка с кулачком;
5— кулачок; 6~ груз; 7—стрелка; а, б — контрольные
метки на секторе
нагнетательного клапана насоса проверяют сжатым воз-
духом на стенде. Герметичность собранного топливного насоса про-
веряют опрессовкой дизельным топливом под давлением 6—8 ати
в течение не менее 5 мин. Обкатку, регулировку и испы-
тание на производительность топливного насоса
дизеля 2Д100 производят на специальном стенде (рис. 120). Стенд
состоит из чугунного литого корпуса 3, в нижней части которого
установлен в шариковых подшипниках вал 1 с кулачком. Вал 1 от
электромотора через текстропную передачу приводят во вращение.
Рядом со шкивом 12 на валу 1 находится диск 11с делениями и мет-
ками, соответствующими крайнему нижнему положению плунжера
насоса, а также ходу плунжера 3,6 и 3,7 мм. Стрелка-указатель 10
закреплена жестко на корпусе стенда 3 и своим острием направлена
5В* 139
на деления диска //.В отверстия фланца 5 и втулки 2 опускают свер-
ху серийный или технологический толкатель 4 топливного насоса
так, что его ролик устанавливается точно по оси кулачка вала 1.
На фланец 6 корпуса толкателя 4 ставят проверяемый топливный
насос 8. Испытание насоса производят с форсункой 9, имеющей
распылитель с одним отверстием диаметром 0,97+°’03 мм. Все
остальные детали этой форсунки соответствуют серийной форсунке
дизеля 2ДЮ0. Давление начала впрыска форсунки регулируют на
210+5 ати. Толщину прокладок 7 при установке насоса для обкатки
определяют по формуле
х=55,4 — А мм, (15)
где л — расстояние от торца фланца 6 до торца наконечника
толкателя, с которым обкатывают насос, при положении
ролика толкателя на затылке кулачка вала 1 (см. рис. 120);
55,4 — расстояние от торца корпуса насоса до торца плунжера,
когда ролик толкателя находится на затылке кулачка.
Измерение размера А и определение величины х производят
с точностью до 0,1 мм. Обкатку
нового насоса начинают на смеси
из 40% масла МК-22 (или
МС-20) и 60% дизельного топ-
лива (по объему). Обкатку на
масле производят без форсунки
в течение 1 ч при 400 об/мин.
Далее обкатывают насос на од-
ном дизельном топливе без фор-
сунки в течение 0,5 ч при п —
= 500 об/мин, потом при тех же
оборотах обкатывают 30 мин с
однодырчатой форсункой. Нако-
нец, при 850~30 об/мин в тече-
ние получаса заканчивают об-
катку насоса на стенде. Далее
насос подвергают испытанию на
гидравлическую плотность, ко-
торая должна быть 224-23 сек,
и после длительной приработки
допускают 18 сек. Минималь-
ная гидравлическая плотность,
насоса заменяют, — 5 сек. Плот-
Воздух
2 —
Рис. 118. Схема стенда для провер-
ки качества притирки нагнетатель-
ного клапана:
/—трубка для подвода воздуха;
стакан с водой; 3 — трубка; 4 —воз-
душная полость под клапаном
при которой плунжерную пару
ность топливных насосов двигателя 2Д100 испытывают на таком
же стенде, как и топливный насос двигателя Д50 (см. рис. 115). За-
тем топливные насосы подвергают регулировке,
которую производят на стенде (см. рис. 120).
Насос прокачивают через эталонную форсунку, снабженную
сопловым наконечником, имеющим калиброванное отверстие диа-
метром 0,97+°-03 мм. Прокачку ведут для удаления воздуха при
оборотах кулачкового вала стенда п = 850 ± 5 об/мин и макси-
мальной подаче топлива в течение 5—10 мин.
140
После прокачки на насос устанавливают мениск (рис. 121)
и удаляют воздух из полостей насоса и мениска; при этом топливо-
подкачивающая помпа должна работать. Наблюдают за моментом
смещения уровня топлива в стеклянной трубке мениска. Совпа-
дение меток 3,6 или 3,7 на диске 11
UcmamtKa секции насоса МигателяДЗЬ (см. рис. 120) С острием стрелки
указателя 10 будет означать на-
чало подачи топлива плунжером.
УстаноЬко секции насоса дЗигателягд tOS
Рис. 119. Установка секций насосов дизелей Д50 и 2Д100 на стенде
для проверки плотности
Не сдвигая вала 1, снимают топливный насос со стенда, все
прокладки 7 оставляют на фланце 6 и вместо насоса на те же
шпильки крепят приспособление (рис. 122). Приспособление пред-
варительно настраивают на размер 52 мм в специальном калиб-
ре (см. рис. 122,6). Регулировочные прокладки 4 зажимают между
141
фланцами 3 приспособления и 2 толкателя, который центрируют
втулкой стенда 1 (см. рис. 122,а).Полученный размер обозначают бук-
вой В и выбивают цифрами на корпусе топливного насоса (со сто-
Рис. 120. Стенд для обкатки, испытания и регулировки топливного
насоса дизеля 2Д100:
/—вал с кулачком; 2 — направляющая втулка; 3 — корпус стенда; 4 — толкатель;
5 —опорный фланец; 6 — фланец корпуса толкателя; 7 —регулировочные прокладки;
S —топливный насос; 9 — форсунка; 10 — стрелка-указатель; // — диск с делениями;
/2 —шкив
роны топливного коллектора). В случаях, когда при совмещении
указательной стрелки с .метками 3,6 или 3,7 уровень топлива
в стеклянной трубке мениска остается на месте (позднее начало
подачи топлива), регулировку производят за счет уменьшения
толщины прокладок, поставленных под фланцем топливного на-
соса. И, наоборот, при смещении уровня топлива в стеклянной
трубке мениска, когда метки 3,6 или 3,7 на маховике стенда еще
42
не подошли к указательной стрелке (раннее начало подачи топлива),
увеличивают толщину регулировочных прокладок под фланцем
топливного насоса. Определение размера В производят с точностью
до 0,03 мм с тем количеством регулировочных прокладок, которые
были уложены в последний раз на фланец стенда под насос.
К топливному насосу присоединяют эталонную форсунку, имею-
щую однодырчатый распылитель, которая отрегулирована на дав-
ление впрыска 210 кг/см/1-. Испытание насоса на производитель-
Рис. 121. Мениск:
/—стеклянная трубка; 2—
резиновая трубка; 3 —
трубка высокого давле-
ния; 4 —накидная гайка;
-штуцер секции топлив-
ного насоса
Рис. 122. Приспособление и калибр для
проверки размера В в топливном насосе
дизеля 2Д100:
./—фланец втулки стенда; 2 —фланец
толкателя; 3 — фланец приспособления;
4— прокладки
ность проводят при 850 ± 5 об/мин кулачкового вала стенда и
положением рейки, установленной на максимальную подачу. При
этих оборотах вала стенда за 800 ходов плунжера топливный на-
сос должен подать 285^2 г. Если при первом испытании произво-
дительность насоса оказалась больше или меньше, чем требуется
по его характеристике, то разность между полученным количеством
топлива и 285 делят на 4 (при осевом перемещении рейки на 0,1 мм
подача насоса уменьшается или увеличивается на 4 г при 800 хо-
дах плунжера). Делением разности на 4 определяют, насколько
необходимо переместить рейку в ту или другую сторону, чтобы
точно получить требуемую производительность топливного насоса.
После установки рейки соответствующим делением против ука-
зательной стрелки топливный насос еще раз проверяют на произ-
143
водительность при полной подаче топлива и устанавливают упор
(хомут). После фиксации упора еще раз проверяют насос на мак-
симальную производительность и посредством прокладок выстав-
ляют указательную стрелку так, чтобы ее острие точно расположи-
лось против 8-го деления рейки.
Для определения производительности топливного насоса при
минимальной подаче 400 об/мин кулачкового вала стенда за 800
ходов рейку насоса смещают в сторону уменьшения подачи топ-
лива на 6,5±0,1 мм. Смещение рейки контролируют специальной
скобой, которую устанавливают между корпусом насоса и упором.
Для получения производительности в пределах 70—105 г скобу
применяют трех размеров: 6,4; 6,5 и 6,6 мм. Если при всех пере-
мещениях рейки минимальная производительность насоса не укла-
дывается в указанные пределы, то подрегулировку ведут за счет
подбора величины подъема нагнетательного клапана. Если произ-
водительность увеличена, то следует увеличить подъем клапана и,
наоборот, при заниженной производительности уменьшают подъем
нагнетательного клапана. Уменьшение или увеличение подъема
нагнетательного клапана осуществляют путем замены медной уплот-
нительной прокладки, штуцера нагнетательного клапана или
самого клапана.
Чтобы обеспечить остановку дизеля, каждый топливный насос
проверяют на полное отсутствие подачи топлива, для чего сдвигают
рейку в сторону уменьшения подачи топлива до полного прекра-
щения впрыска эталонной форсункой, которое обычно наступает,
когда третья риска рейки станет против указательной стрелки
насоса.
§ 32. ПРОВЕРКИ РЕГУЛЯТОРА ЧИСЛА ОБОРОТОВ
И ЕГО ПРИВОДА
Проверки, регулировки и настройки регулятора числа оборо-
тов дизелей Д50 и 2Д100 делят на внутренние и внешние. Первые
производят с разборкой регулятора, вторые — без нее. После
полной разборки и ремонта регулятора производят проверки:
геометрических размеров всех деталей, состояния и характеристик
всех пружин регулятора, монтажного зазора между плунжером 6
(рис. 123) и золотником 4, монтажного зазора между поршнем зо-
лотника 4 и буксой 5, а также между буксой и золотником
(по диаметру 13 мм), биения хвостовика ведущей шестерни масля-
ного насоса относительно наружной цилиндрической поверхности
буксы, вращающих моментов рычагов с грузами, величины пол-
ного хода плунжера, величины хода золотника от среднего поло-
жения, правильности предварительной затяжки компенсирующей
пружины, торцовых зазоров ведущей и ведомой шестерни масляного
насоса, величины открытия окон в буксе кромками поршня золот-
ника, диаметрального монтажного зазора между буксой и корпусом
регулятора, радиального зазора между корпусом регулятора и
144
Рис. 123. Золотниковая
часть регулятора:
/—метка на шестерне; 2 —
ведущая шестерня масля-
ного насоса; 3 — втулка:
4 — золотник с поршнем;
5 — букса; 6~плунжер; 7 —
фланец; 8 — верхнее окно
в буксе; 9 — нижнее окно
в буксе
145
зубьями шестерен масляного насоса, бокового зазора между
зубьями шестерен масляного насоса, диаметральных зазоров между
силовым и компенсирующим поршнями, с одной стороны, и
корпусом сервомотора, с другой стороны, диаметральных зазоров
между поршнями аккумуляторов и корпусом регулятора, плот-
ности золотника автоматического выключения.
После сборки регулятора и установки его на дизель производят
внешние проверки и регулировки: давления масла в аккумуляторах,
игольчатого клапана, оборотов дизеля.
Пружины регулятора проверяют дефектоскопом.
Трещины и волосовины не допускают.
Проверку монтажного зазора между плунжером 6
(см. рис. 123) и золотником 4 производят путем обмера плунжера
и диаметра отверстия в золотнике. Для новых деталей этот зазор
должен быть в пределах 0,034-0,04 мм. Перекрытие наибольшего
отверстия из восьми отверстий золотника кромками диска плунжера
должно быть не более 0,10 мм, а недокрышу кромок всех отверстий
одновременно допускают не более 0,08 мм. Далее проверяют мон-
тажный диаметральный зазор между поршнем золотника 4 и вну-
тренней выточкой буксы 5 (по диаметру 25 мм) и зазор между на-
ружной цилиндрической частью золотника и буксой (по диаметру
13 мм). Первый из них должен быть в пределах 0,04-4-0,05 мм,
а второй — 0,06 4- 0,08 мм. После этого втулку 3 ставят
в буксу 5 и крепят ее винтом. Вставляют в буксу ведущую шестер-
ню 2 масляного насоса и проверяют отсутствие зазора между верх-
ним торцом шестерни и нижним торцом втулки 3. Шестерню 2 ставят
так, чтобы метка / была на одной линии, соединяющей оси двух
отверстий для винтов. Ставят и закрепляют винты. Далее буксу 5
устанавливают на приспособление с четырьмя роликами и с помощью
индикатора проверяют биение хвостовика ведущей шестерни масля-
ного насоса относительно наружной поверхности буксы Биение до-
пускают не более 0,03 мм. Затем производят регулиров-
ку вращающих моментов рычагов с грузами на
специальном приспособлении (рис. 124). Для получения одинаковых
вращающих моментов грузов на ось 3 приспособления устанавливают
эталонный груз 1, который опирают своим рычагом в стержень 2.
Рядом с эталонным рычагом на ось 3 устанавливают груз, подлежа-
щий регулировке. Далее проверяют величину полного
хода плунжера, для чего золотник устанавливают в буксу.
Опускают в золотник плунжер до упора наружной обоймы шарико-
подшипника в пяты рычагов грузов. Буксу с траверсой, грузами
и плунжером укрепляют в специальном приспособлении (рис. 125).
Величину полного хода плунжера определяют следующим образом:
оба груза 3 сводят к оси буксы до упора их рычагов 5 в траверсу /.
Стрелку индикатора устанавливают на нуль. После этого грузы 3
разводят от оси до упора их рычагов 5 в ограничительные валики 4,
установленные в траверсе /. По индикатору определяют полный ход
плунжера, который должен быть в пределах 6,4+°-1 мм для дизе-
146
ляД50 и6,2+°-‘ мм для дизеля 2Д100. Если при проверке ход плун-
жера окажется недостаточным, то его увеличение производят за счет
шабровки верхней плоскости 2 траверсы /. Уменьшают ход плунже-
ра постановкой ограничительных валиков 4 большего диаметра.
В процессе проверки хода плунжера обращают внимание, чтобы
при сведенных и разведенных грузах 3 обе опорные части рыча-
гов 5 касались наружной обоймы нижнего шарикоподшипника
Рис. 124. Приспособление для регулирования вращающих моментов
рычагов с грузами:
I —эталонный груз; 2 —стержень; 3—ось
Далее проверяют величину хода золотника от среднего поло-
жения и величину предварительной затяжки компенсирующей
пружины. Ход золотника проверяют в специальном приспособле-
нии (рис. 126). Для проверки ножку индикатора опускают на
4—5 мм, а затем нулевое деление циферблата устанавливают про-
тив стрелки. Нижнюю часть золотника нагружают с таким рас-
четом, чтобы торцы тарелок / и 7 компенсирующей пружины 6
сошлись до упора. Величина опускания золотника соответствует
ходу золотника от среднего его положения и должна быть в пре-
делах 3,4+°-1 мм для дизеля Д50 и 3,2+°-! мм для дизеля 2Д100.
При меньшем ходе золотника регулирование осуществляют за
счет обработки торцов тарелок 1 и 7. Таким же ход золотника дол-
жен быть и при перемещении вверх от среднего положения.
Определение величины предварительной за-
тяжки компенсирующей пружины 6 производят на
147
том же приспособлении (см. рис. 126) с применением индикатора
и гирь, подвешенных на стержне к верхнему концу золотника.
Предварительная затяжка компенсирующей пружины 6 должна
быть произведена таким обра-
зом, чтобы верхняя поверхность
тарелки 7 точно располагалась
на одной горизонтали с верх-
ним торцом втулки 4. На торец
хвостовика 8 устанавливают
индикатор 9. Затем на тарелку 1
укладывают гири 2. Общий вес
гирь с учетом веса тарелки 1
должен быть 1+°’2кг. Если при
этом весе гирь стрелка инди-
катора остается на нулевом де-
лении, добавляют гири по 50 г
до отклонения стрелки индика-
тора от нулевого деления. Харак-
теристика компенсирующей пру-
жины 6 такова, что она дает про-
садку только при дополнитель-
ной нагрузке в 50—75 г. Если
Рис. 126. Приспособление для про-
верки величины предварительной за-
тяжки компенсирующей пружины
и величины хода золотника:
/—тарелка; 2 — гири; 3 — золотник; 4 —
втулка; 5—верхняя тарелка пружины;
£ —компенсирующая пружина; 7 —ниж-
няя тарелка пружины; 8 — хвостовик;
9— индикатор
Рис. 125. Приспособление
для проверки полного хода
плунжера регулятора числа
оборотов дизеля:
/ — траверса; 2 — верхняя пло-
скость траверсы; 3 — грузы;
4 — ограничительные валики;
5 —рычаги грузов
это условие выполняется, то затяжку компенсирующей пружины
оставляют без изменения. Регулировку осуществляют постановкой
прокладок толщиной 0,2 и 0,1 мм под одну из опорных поверх-
ностей компенсирующей пружины. Установка прокладки толщиной
148
0,1 мм увеличивает предварительную затяжку компенсирующей
пружины примерно на 100 г. Для устранения плавных колебаний
штока сервомотора, вызывающих медленные колебания оборотов
холостого хода двигателя (неустойчивость оборотов), предваритель-
ную затяжку компенсирующей пружины уменьшают. Устранение
неровной работы (пульсация штока сервомотора) и повышение актив-
ности регулятора с целью исключения остановки двигателей при
переводе контроллера в нулевое положение добиваются увеличе-
нием прокладок.
После этого проверяют торцовый зазор шестерен
масляного насоса. Для регуляторов дизелей Д50 и 2Д100
зазоры должны быть в пределах 0,03-4-0,08 мм. Торцовый зазор
ведущей шестерни (осевой разбег золотниковой части в корпусе
регулятора) регулируют за счет прокладок толщиной 0,05 мм,
устанавливаемых под фланец 7 (см. рис. 123).
Затем производят настройку золотниковой части
в специальном приспособлении (рис. 127). Приспособление разрабо-
тано ПКБ ЦТ МПС. Настройка заключается в проверке величины
открытия окон в буксе кромками поршня золотника 4 (см. рис. 123)
и регулировке этой величины. Сначала толкателем 4 (см. рис. 127)
через второе снизу окно в буксе передвигают поршень вниз до
упора. При этом верхняя кромка поршня золотника 4 (см. рис. 123)
должна открыть в нижнем окне 9 буксы щель, равную по высоте
0,6—1,5 мм. Щель замеряют специальным щупом, имеющим с од-
ной стороны плоскую, а с другой цилиндрическую поверхность.
Затем через нижнее окно в буксе поршень золотника 4 перемещают
вверх до упора. При этом нижняя кромка поршня золотника дол-
жна открыть в окне 8 буксы щель, равную по высоте 0,9—1,8 мм,
которую измеряют щупом. Далее производят проверку положе-
ния плунжера относительно отверстий золотника. Грузы устанав-
ливают в строго вертикальное положение. При этом золотник
с поршнем должен занимать среднее положение, а его восемь от-
верстий — перекрыты рабочим диском плунжера. Такое положение
золотника и плунжера соответствует установившемуся режиму
работы двигателя. Затем грузы снова сводят к оси вращения до
упора их рычагов в плоскость траверсы. Золотник при помощи
приспособления (см. рис. 127) перемещают до открытия верхней кром-
кой поршня в нижнем отверстии буксы щели высотой 0,2—0,4 мм.
В этом положении восемь отверстий в золотнике должны быть
перекрыты рабочим диском плунжера. При грузах, разведенных
до упора, и при перемещенном в крайнее верхнее положение зо-
лотнике рабочий диск плунжера должен закрывать восемь отвер-
стий в золотнике. Открытие отверстия нижней кромкой диска плун-
жера по высоте допускают не более 0,1 мм.
Если при этих проверках диск плунжера не будет закрывать
восемь отверстий в золотнике, то настройку осуществляют про-
кладками под внутренние обоймы шариковых подшипников тол-
щиной 0,10 мм.
149
Рис. 127. Приспособление для определения хода плунжера и золотника регулятора числа
оборотов дизелей Д50 и 2Д100:
1 — плита; 2 — ножка индикатора; 3— стойка индикатора; 4— толкатель; 5—гайка толкателя; 6 — надставка;
7— виит;6 —индикатор; 9 — зажимная гайка; 10 — лампочка; // — кронштейн; 12 — крышка; 13— стойка;
14—опора; 15— батарейка: 16 — золотниковая часть
АА-бб
При сборке нового регулятора или замене ведущей шестерни
масляного насоса проверяют ход золотника от его среднего поло-
жения по индикатору 8 в приспособлении, представленном на
рис. 127. Ход золотника должен быть в пределах 2,4—2,5 мм для
дизеля Д50 и 1,6—1,7 мм для дизеля 2Д100.
Затем проверяют диаметральный зазор между
буксой и корпусом регулятора. Зазор допускают в пре-
делах 0,0304-0,045 мм. Проверку радиального зазора между корпу-
сом регулятора и зубьями шестерен масляного насоса производят
щупом при раздвинутых шестернях. Средняя величина этого зазора
должна быть в пределах 0,03-4-0,08 мм. Боковой зазор между зубьями
шестерен масляного насоса определяют по индикатору и допускают
0,044-0,17 мм. Диаметральный зазор между поршнями и корпусом
сервомотора определяют их обмером. Зазор для поршней регулятора
дизеля Д50 допускают 0,024-0,05 мм. В регуляторе дизеля 2Д100
у силового поршня допускают зазор 0,0224-0,052 мм а у компен-
сирующего—0,0204-0,057 мм. Диаметральный зазор между штоком
и перегородкой корпуса должен быть в пределах 0,034-0,06 мм.
Проверку диаметральных зазоров между поршнями аккумуляторов
и корпусом регулятора производят обмером этих деталей. Величину
этого зазора для регуляторов дизелей Д50 и 2Д100 допускают
0,010—0,054 мм. Плотность золотника автоматического выключения
в своем корпусе проверяют гидравлическим испытанием при давле-
нии масла 4 ати для дизеля Д50 и 7 ати для дизеля 2Д100. После
сборки регулятора и установки его на дизель
производят внешние проверки и регулировки при
работающем дизеле. Проверку давления масла в аккумуляторах ре-
гулятора производят при крайних положениях штока сервомотора
по манометру, который устанавливают вместо пробки. В аккуму-
ляторах регулятора дизеля Д50 давление масла должно быть
3,5 4- 4,0 ати, а для дизеля 2Д100 6,54-7 ати при температуре
масла 304-45° С.
Регулировку игольчатого компенсирующего клапана произво-
дят при неравномерной работе дизеля.
Игольчатый клапан регулируют на минимальных оборотах хо-
лостого хода на прогретом двигателе. Перед регулировкой убеж-
даются в исправности топливной аппаратуры. Игольчатый клапан
отвертывают на 1—2 оборота от закрытого положения и дают дви-
гателю поработать неустойчиво в течение 2—3 мин для удаления
воздуха из регулятора. Затем медленно прикрывают клапан до
прекращения неустойчивой работы двигателя.
Регулировку оборотов дизеля производят при его испытании.
Электропневматический механизм регулятора дизеля. При за-
водском ремонте по электропневматическому механизму регулятора
проверяют: характеристику пружины 7, регулировку хода порш-
ня 8 (рис. 128), герметичность цилиндров и воздушных каналов
механизма.
На дизелях Д50 и 2Д100 в цилиндрах электропневматических
151
механизмов регуляторов одинаковые пружины, имеющие харак-
теристику: высоту в свободном состоянии 71 мм, под нагрузкой
6,5 кг прогиб 30 мм, под нагрузкой 8,7 кг—41 мм. Ход поршня 8
(см. рис. 128) определяют проверкой расстояния между верхним
днищем корпуса 9 и торцом ступенчатой втулки, надетой на скалку 6.
Для дизелей Д50 это расстояние допускают 13,2—13,5 мм, для
Рис. 128. Электропневматический механизм регулятора дизеля Д50:
/ — вертикальная тяга; 2 —муфта; 3— стержень трехплечего рычага; 4 — трехплечий
рычаг; 5 — хомут шарнира; 6 — скалка; 7 —пружины; S—поршни; 9 — корпус
2Д100—9,8—10,0 мм. Регулируют ход поршня изменением тол-
щины прокладок, устанавливаемых между буртиком скалки 6 и
ступенчатой втулкой поршня 8. Герметичность воздушных цилинд-
ров и каналов проверяют опрессовкой воздухом давлением
6—6,5 ати. Пропуск воздуха не допускают.
Привод регулятора дизеля. При ремонте привода регулятора
числа оборотов производят проверки: состояния корпусов (отсут-
ствие трещин, больших износов и других дефектов), состояния
игольчатых (Д50), шариковых (2Д100) подшипников, состояния
валов дефектоскопом, износа зубьев шестерен, зацепления ше-
стерен (величины зазора и качества зацепления по отпечатку краски).
Отпечаток краски на зубьях должен быть не менее 50% по
длине зуба. Ступенчатость зубьев шестерен допускают не более
52
1 мм. Зазоры между зубьями цилиндрических и конических ше-
стерен привода регулятора дизеля Д50 проверяют на свинцовую
выжимку через люк картера топливного насоса. Величину этих
зазоров допускают 0,20-4-0,40 мм. Зазор в зацеплении зубьев
цилиндрических шестерен регулируют изменением толщины про-
кладок между верхней плоскостью картера топливного насоса и
фланцем корпуса привода регулятора оборотов дизеля. Зазор
в зацеплении зубьев конических шестерен регулируют изменением
толщины регулировочного кольца, устанавливаемого между про-
ставочной втулкой и малой конической шестерней привода регу-
лятора.
Зазоры между зубьями конических шестерен привода регуля-
тора дизеля 2Д100 проверяют на свинец и допускают их в пре-
делах 0,10-4-0,20 мм для новых и не более 0,40 мм для работавших
шестерен. Величину зазора и зацепление обеспечивают изменением
толщины регулировочных прокладок. Зазор в зацеплении кони-
ческих шестерен 12 и 16 (рис. 129) регулируют за счет толщины
прокладок 14, укладываемых между корпусом 11 привода регулято-
ра и обоймой 15 шарикового подшипника 13, а также прокладками 9,
устанавливаемыми между корпусом 11 привода и корпусом 8 под-
153
шипников. Зазор в зацеплении шестерен 5 и 6 (см. рис. 129) регули-
руют подбором толщины прокладок 4, размещаемых между шестер-
ней 5 и внутренним кольцом шарикоподшипника 3, а также
прокладками 7, устанавливаемыми между кронштейном 2 и корпу-
сом 8 подшипников. Перед установкой на дизель проверяют вели-
чину осевого разбега соединительного вала 1, которая должна
быть не менее 1 мм. Осевой разбег регулируют за счет количества
паронитовых прокладок 10. Собранный привод регулятора про-
веряют на легкость вращения от руки.
§ 33. ПРОВЕРКА ПРЕДЕЛЬНОГО РЕГУЛЯТОРА
При заводском ремонте регулятора безопасности дизеля Д50
проверяют: характеристику пружин, зазоры между деталями ре-
гулятора, указанные на рис 130, по краске прилегание торцов
корпуса 2 к фланцу кулачкового вала и к торцу ведущей цилинд-
рической шестерни привода, обороты, при которых срабатывает
регулятор безопасности.
Пружины регулятора безопасности имеют высоту в свободном
состоянии 81 мм. Под нагрузкой 1,25 ±0,1 кг прогиб пружин
должен быть 31 мм. Зазор между грузами 3 и корпусом 2 регуля-
тора допускают в пределах от 0,025 до 0,13 мм. После сборки пре-
дельного регулятора, надавливая на рычаги, проверяют плавность
перемещения грузов. Регулировку предельного регулятора произ-
водят на дизеле, для чего увеличивают (за счет удлинения верти-
кальной тяги затяжки всережимной пружины регулятора) число
оборотов дизеля на холостом ходу до 330—350 об/мин. Максималь-
ное число оборотов дизеля при этом будет соответствовать 840-Ь
4-870 об/мин. Плавно переводят рукоятку контроллера из первого
в восьмое положение (без нагрузки) и по тахометру следят за обо-
ротами, при которых срабатывает регулятор безопасности. Если
предельный регулятор не срабатывает при 840—870 об/мин, то
производят его регулировку изменением величины предварительной
затяжки пружин / (см. рис. 130). После регулировки дизель запу-
скают и проверяют момент срабатывания предельного регулятора.
Дизель 2Д100 имеет более простой по конструкции предельный
регулятор (рис. 131).
При заводском ремонте тепловоза по регулятору безопасности
дизеля 2Д100 производят проверки: состояния и характеристики
пружины, величины хода h груза регулятора (см. рис. 131), пра-
вильности предварительной затяжки пружины.
В свободном состоянии высота пружины регулятора равна
56 мм. Под нагрузкой 16 ± 1,5 кг —- 36 мм, при 22 ± 2,5 кг —
28 мм. Величина хода h (см. рис 131) груза регулятора должна
быть в пределах 7,5—9,0 мм. Ход груза проверяют до установки
пружины 2 и после окончательной регулировки предельного ре-
гулятора. Проверку правильности предварительной затяжки пру-
жины 2 производят на работающем дизеле. При плавном повышении
154
155
числа оборотов дизеля до 930—960 в минуту (без нагрузки) регу-
лятор должен сработать и остановить двигатель. Если в указанном
интервале оборотов регулятор не сработал, то производят регу-
лировку предварительной затяжки пружины 2 за счет подбора
толщины регулировочных прокладок /. Регулировочные прокладки
имеют толщину 1,0; 0,5 и 0,3 мм. Самую толстую прокладку ставят
к торцу пружины. Установлено, что изменение толщины прокладки
на 0,1 мм увеличивает или уменьшает число оборотов коленчатого
вала дизеля на 10 об!мин. При проверке работы предельного регу-
лятора запрещают увеличивать число оборотов дизеля свыше 1 000
§ 34. ПРОВЕРКА АНТИВИБРАТОРА
При ремонте антивибратора дизеля 2Д100 производят проверки
всех пальцев дефектоскопом, диаметров пальцев и отверстий
в ступице и грузах, правильности установки всех пальцев на свои
места, осевого перемещения грузов, суммарного осевого зазора
каждой пары пальцев.
Рис. 132. Схема установки пальцев в ступицу антивибратора
При заводском ремонте тепловоза все пальцы антивибратора
проверяют дефектоскопом. Волосовины и трещины в пальцах не
допускают. После замены или восстановления пальцев антивиб-
ратора диаметр их должен быть выдержан строго по чертежу
(см. табл. 9). Конус и эллипс допускают не более 0,01 мм. На торцах
пальцев наносят элекгрографом цифры, соответствующие порядку
резонансных колебаний, гасимых данным грузом.
Таблица 9
Порядок колебаний, гасимых грузом Клеймо на торце пальца Диаметр нового пальца в мм
Третий 3 29,30_оо14
Четвертый 4 38,35_0017
Шестой 6 44,85—0,017
Седьмой 7 46,25—0,017
156
Внутренний диаметр новых втулок должен быть равен
50+0,027 Л}Лг gce пальцы имеют маркировку на своих торцах (циф-
ры 3, 4, 6 и 7). Подобную маркировку имеют на цилиндрической
части и диски ступицы против отверстий, в которые устанавливают
соответствующие пальцы. На рис. 132 дана схема установки паль-
цев антивибратора. Грузы все одинаковые и поэтому могут быть
поставлены в любое место. После установки стопорных планок
с одной стороны ступицы и пальцев на свои места проверяют осевое
перемещение грузов, которое допускают в пределах 0,4ч-1,0 мм.
Далее проверяют осевой разбег каждой пары пальцев, который
должен быть в пределах 0,22-у 1,1 мм. Перемещение всех грузов
и пальцев должно быть свободным.
§ 35. РЕГУЛИРОВКА ДИЗЕЛЕЙ
Регулировки дизеля заключаются в установке наивыгоднейших
параметров (фаз газораспределения, угла опережения впрыска
топлива и др.), которые обеспечивали бы получение необходимой
мощности, экономичности и достаточно длительного срока службы
дизеля. Дизель регулируют при периодических, подъемочном и
заводском ремонтах. При сборке нового дизеля на тепловозострои-
тельном заводе производят полную его регулировку и наносят
соответствующие метки на сопрягаемых узлах и деталях Однако
при точном изготовлении деталей и тщательной регулировке дизеля
в процессе сборки не удается получить нормального протекания
рабочего процесса во всех цилиндрах без дополнительной подре-
гулировки на реостатных испытаниях тепловоза. Поэтому при
сборке дизеля устанавливают газораспределение и угол опережения
подачи топлива, а при испытании регулируют число оборотов
коленчатого вала двигателя, равномерность распределения нагрузки
по цилиндрам и устанавливают упоры ограничения подачи
топлива.
На дизеле Д50 регулируют: фазы газораспределения, топлив-
ные насосы, минимальные и максимальные обороты двигателя,
равномерность распределения нагрузки между цилиндрами ди-
зеля, упоры ограничения подачи топлива секциями насоса.
Фазы газораспределения двигателя подбирают в процессе до-
водки первого двигателя на заводе из условия получения наиболь-
шей мощности и экономичности дизеля. При регулировке двига-
теля после ремонта фазы газораспределения устанавливают в соот-
ветствии с принятой после доводки диаграммой (рис. 133).
Для установки фаз газораспределения определяют ВМТ поршня
шестого цилиндра, устанавливают распределительные шестерни,
проверяют правильность установки распределительного вала и
регулируют зазоры между бойками ударников и колпачками кла-
панов.
ВМТ поршня шестого цилиндра является исходной базой при
установке и проверке газораспределения дизеля Д50. Точное
157
определение ВМТ поршня производят с помощью специального при-
способления (рис. 134), устанавливаемого в отверстие для фор-
сунки в крышке шестого цилиндра. На конце горизонтального
вала привода масляного насоса крепят (предварительно; градуи-
рованный диск на 360 равных делений, а на корпусе привода
масляного насоса — неподвижный указатель, стрелку которого
направляют на деления диска. Коленчатый вал двигателя боксуют
по ходу до тех пор, пока стрелка индикатора 7 (см. рис. 134) начнет
двигаться. Записывают по-
казание индикатора и де-
ление диска против ука-
зателя. Продолжают бок-
совать коленчатый вал
(поршень проходит ВМТ)
до тех пор, пока стрелка
индикатора вернется к за-
писанному ранее делению.
Отмечают при этом поло-
жении вала деление по
диску. Разность отсчетов
по градуированному диску
ОпереИсепие подачи
Рис. 134. Приспособление для определе-
ния ВМТ поршня дизеля Д50:
/ — корпус; 2 —выточка; 3 —бурт; 4 — стержень;
5—пружина; в —зажимная гайка; 7 —индика-
тор; 8 —винт; 9— скоба; 10—болт
Рис. 133. Круговая диаграм-
ма фаз газораспределения
дизеля Д50
делят пополам, боксуют коленчатый вал так, чтобы найденное
среднее деление диска оказалось против стрелки указателя. Это
положение коленчатого вала и будет соответствовать ВМТ поршня
шестого цилиндра. Проверив его еще раз, поворачивают диск от-
носительно коленчатого вала так, чтобы нулевое деление его
стало против стрелки указателя, окончательно закрепляют гра-
дуированный диск на валу и приступают к установке шестерен
механизма газораспределения.
Для установки шестерен вводят любой зуб паразитной ше-
стерни 8 (см. рис. 81) в зацепление с зубьями ведущей шестерни 9.
Ставят шестерню 5 привода распределительного вала на шпонку
158
и вводят ее в зацепление с паразитной шестерней 8 так, чтобы
метки 2, нанесенные на ободе, находились в плоскости разъема
верхнего 4 и нижнего 6 кожухов шестерен. Метка 5, выбитая на
ободе шестерни 5, должна находиться вверху левее оси шестерни 5
Шестерню / привода топливного насоса устанавливают так, чтобы
метка 3 на ее ободе совпадала с меткой 3 на нижнем кожухе 6 ше-
стерен (в плоскости разъема кожуховой 6), а метка 2, выбитая на
ободе шестерни /, находилась вверху, правее оси этой шестерни
Вал привода топливного насоса сое-
диняют с кулачковым валом насоса
также по рискам. После установки
шестерен регулируют величину боко-
вых зазоров между зубьями, которую
допускают в пределах 0,14-0,3 мм
для любой пары шестерен. Боковой
зазор между зубьями ведущей шестер-
ни 9 и паразитной 8 регулируют
за счет поперечного смещения корпуса
привода 7 (см. рис. 81) относительно
рамы 11 дизеля. Боковой зазор
между зубьями шестерен 5 и 8
регулируют путем поперечного смеще-
ния блока относительно рамы 11 ди-
зеля. Боковой зазор в зацеплении
шестерен / и S регулируют смеще-
нием фланца с подшипником проме-
жуточного вала относительно крышки
корпуса и подбором толщины прокла-
док, устанавливаемых между картером
топливного насоса и блоком дизеля.
Торцовое и радиальное биение шесте-
рен допускают не более 0,2 мм и про-
веряют по индикатору. Ступенчатость
торцов шестерен допускают не более
Рис. 135. Проверка установки
распределительного вала
дизеля Д50:
/ — индикатор; 2 —болт Мб х 15;
3 —отверстие в пятнике; 4—-рычаг
2 мм. Прилегание зубьев
в зацеплении проверяют по отпечатку краски, который должен
располагаться равномерно и занимать не менее 60% длины зуба.
Правильность установки распределительного вала проверяют
индикатором 1 (рис. 135), ножку которого ставят на
болт 2, ввернутый в отверстие 3 в пятнике рычага 4 впускного
клапана шестого цилиндра. Коленчатый вал дизеля поворачивают
по ходу до тех пор, пока большая стрелка индикатора сделает
пять полных оборотов (т. е. болт 2 поднимется на 5 мм). В этом
положении коленчатого вала стрелка указателя делений градуи-
рованного диска покажет 32 ± 3° до ВМТ поршня шестого ци-
линдра. Далее болт 2 переносят в пятник рычага выхлопного
клапана шестого цилиндра, ножку индикатора устанавливают на
головку болта и поворачивают коленчатый вал по ходу двигателя,
пока болт не поднимется на 5 мм. Стрелка указателя должна на-
159
ходиться против деления, соответствующего НМТ поршня шестого
цилиндра. Отклонение допускают не более ± 3°. В случае несов-
падения этих углов шестерню 5 (см рис. 81) вместе с распредели-
тельным валом поворачивают относительно паразитной шестерни.
Поворот на один зуб соответствует 6° коленчатого вала. После
проверки правильности установки распределительного вала ре-
гулируют зазоры между бойками ударников и колпачками кла-
панов («зазоры в клапанах»), которые допускают в пределах 0,50 ±
± 0,05 мм на холодном двигателе и 0,40 ± 0,15 мм на горячем.
Разность этих зазоров для одноименных клапанов одного и того
же цилиндра не должна быть более 0,05 мм. Зазоры в клапанах
регулируют до начала
проверки. Нормальные
фазы газораспределения
показаны на рис. 133.
Отклонение от этих
фаз допускают не более
±10°, которое вызывает-
ся главным образом
колебаниями зазоров в
клапанах в пределах ус-
тановленных допусков.
Регулировка топлив-
ного насоса заключается
в установке одинаковых
Рис. 136. Проверка начала подачи топлива
секцией топливного насоса дизеля Д50
с помощью контрольных меток:
/ — валоповоротный диск; 2 —указатель на корпусе
привода масляного насоса; 3 — метка на валопово-
ротном диске; 4 — метка на корпусе секции насоса;
5~ секция топливного насоса; 6 — средняя риска
на стакане пружины плунжера
по цилиндрам углов опе-
режения подачи топли-
ва и подачи топлива во
все цилиндры дизеля.
Предварительную регу-
лировку топливного на-
соса на равномерность
подачи топлива отдельными секциями производят на стенде. Предва-
рительную регулировку насоса на начало подачи топлива производят
после установки топливного насоса на дизель по меткам на корпусах
секций, направляющих стаканах пружины плунжера и на вало-
поворотном диске двигателя (рис. 136). Проворачивают коленча-
тый вал по ходу дизеля, совмещая метку 3 на валоповоротном
диске 1, соответствующую проверяемому цилиндру, с риской на
указателе 2, расположенном на корпусе привода масляного насоса.
При этом в окне проверяемой секции 5 топливного насоса должны
совпасть метка 4 на корпусе секции и средняя риска 6 на стакане
пружины плунжера. В случае несовпадения меток производят
регулировку угла опережения подачи топлива данной секцией
насоса регулировочным винтом толкателя. Для контроля выпол-
ненной регулировки проверку повторяют. Если у топливного на-
соса заменят хотя бы одну секцию или две-три плунжерные пары,
то предварительную регулировку насоса на начало подачи топлива
по меткам производить нельзя. Тогда проверку углов опережения
подачи топлива отдельными секциями производят с помощью ме-
ниска (см. рис. 121) и градуированного диска, закрепляемого на
коленчатом валу, или угломера с уровнем. Мениск устанавливают
на нагнетательный штуцер проверяемой секции. При проверке
вспомогательный топливный насос должен непрерывно работать.
Рейки секций топливного насоса выдвигают на полную подачу.
Проворачивают коленчатый вал на 3—4 оборота (чем удаляют
воздух из топливной системы) и при медленном вращении колен-
чатого вала по ходу двигателя следят за мениском. Положение
вала, при котором топливо в стеклянной трубочке начнет подни-
маться, и будет соответствовать моменту подачи топлива данной
секцией. С помощью угломера с уровнем, который прикладывают
к щеке коленчатого вала, или по градуированному диску опреде-
ляют угол, который должен быть в пределах 29 ± 1,5° до в. м. т.
поршня данного цилиндра. Если полученный угол выходит за ука-
занные пределы, то производят регулировку винтом толкателя,
вторично проверяют. При такой регулировке следует помнить и
что высота надплунжерного пространства должна быть в пределах
11,04-12,5 мм. Эту высоту — расстояние от торца гильзы плунжера
до верхней кромки плунжера — проверяют глубиномером при сня-
том штуцере и нагнетательном клапане. В случае невозможности
получения угла опережения подачи топлива 29 ± 1,5° при нормаль-
ной высоте надплунжерного пространства (11,04-12,5 мм) про-
ворачивают шестерню вала привода топливного насоса относительно
паразитной шестерни. После установки шестерни проверяют углы
опережения подачи топлива у всех шести секций насоса, которые
допускают 29 ± 1,5° Действительный угол опережения впрыска
топлива форсункой находится в пределах 184-14° и зависит от
длины трубопровода высокого давления, числа оборотов колен-
чатого вала, состояния плунжерных пар и других факторов. Окон-
чательную регулировку насоса на начало подачи топлива произ-
водят по величине максимальных давлений газов в цилиндрах при
работе дизеля.
Регулировку числа оборотов дизеля производят на холостом
ходу при нулевом и восьмом положениях рукоятки контроллера
машиниста Минимальные обороты дизеля регулируют за счет из-
менения длины вертикальной тяги I (см. рис. 128) электропневма-
тического механизма регулятора Вращая муфту 2, имеющую
правую и левую резьбу, удлиняют или укорачивают тягу 1 и тем
самым изменяют предварительную затяжку всережимной пружины
регулятора. Удлинение тяги 7 увеличивает минимальное число
оборотов дизеля, а укорочение — уменьшает. Минимальные обо-
роты коленчатого вала дизеля Д50 должны быть в пределах
270+15 об!мин. Максимальные обороты двигателя (при восьмом
положении рукоятки контроллера) должны быть в пределах
740+5 об/мин и регулируют их за счет изменения положения
хомута 5 шарнира на стержне 3. Перемещение хомута 5
6 Зак. 414 161
по стержню 3 вправо к оси качания трехплечего рычага 4 увели-
чивает обороты дизеля, а влево — уменьшает обороты. После регу-
лировки максимальных оборотов проверяют минимальные и
регулируют их, если они несколько изменились.
Во всех цилиндрах дизеля должна развиваться одинаковая
мощность. Перегрузка одного из цилиндров сопровождается по-
вышением температур и давлений газов, появлением ненормаль-
ных стуков в кривошипно-шатунном механизме и дымного выхлопа,
повышением износа деталей двигателя. Перегрев деталей пере-
груженного цилиндра может привести к задиру поршня и цилинд-
ровой втулки. Поэтому после ремонта дизеля или замены секций
топливного насоса двигатель тщательно регулируют
на равномерность распределения нагрузки по
цилиндрам. Перед регулировкой проверяют нормальную работу
топливной аппаратуры и исправность трубопроводов высокого
давления. Топливный насос регулируют на равномерность подачи
топлива отдельными секциями. Равномерность распределения на-
грузки по цилиндрам проверяют по температурам выхлопных газов
и максимальным давлением сгорания. Проверку производят при
полной мощности дизеля и максимальных оборотах, а также при
нагрузке 104-15 кет и минимальных оборотах. Температуру
выхлопных газов измеряют с помощью дистанционных термопар,
устанавливаемых в патрубках выпускных коллекторов. У дизе-
ля Д50 температура выхлопных газов при холостом ходе должна
быть в пределах 804-Н0°С. При полной нагрузке и максимальных
оборотах разность температур выхлопных газов в отдельных
цилиндрах не должна превышать 30°С. Выравнивание температур
выхлопных газов производят изменением количества подаваемого
топлива отдельными секциями насоса. Опытом установлено, что при
завертывании или отвертывании гайки хвостовика серьги, которая
связывает рейку секции с рычагом, укрепленным на валу подачи,
на пол-оборота (180°) температура выхлопных газов в цилиндре
изменяется примерно на 84-Ю°С. Для снижения температуры
выхлопных газов уменьшают количество подаваемого топлива при
соответствующем увеличении подачи топлива в цилиндры, имеющие
более низкую температуру выхлопных газов. Однако выравнивание
температур выхлопных газов бывает недостаточно. При одинаковых
(с отклонением до 30°С) температурах газов в патрубках всех
цилиндров и полной нагрузке дизель может работать на холостом
ходу неравномерно, с отдельными стуками или неровным выхлопом.
В этом случае проверяют максимальные давления газов в цилинд-
рах двигателя и выравнивают их. Максимальное давление газов
в цилиндре определяют максиметром, устанавливаемым поочередно
на индикаторный кран каждого цилиндра. При полной нагрузке
максимальное давление газов в цилиндре должно быть в пределах
544-58 кг/см2. Разность давлений в отдельных цилиндрах одного
дизеля допускают не более 2 кг/см2. Регулировку максимальных
давлений газов при полной нагрузке производят за счет изменения
162
угла опережения подачи топлива в цилиндры дизеля. Подрегулиров-
ку угла опережения подачи топлива производят изменением длины
регулировочного болта толкателя топливного насоса. Для снижения
максимального давления газов уменьшают угол опережения подачи
топлива, а для повышения — увеличивают. Регулировку макси-
мальных давлений газов в цилиндрах дизеля на максимальных
оборотах и нагрузке 10-4-15 кет. производят изменением количества
подаваемого топлива в отдельные цилиндры двигателя. Для сни-
жения максимального давления газов в цилиндре уменьшают
подачу топлива, а для повышения — увеличивают. Если после
регулировки максимальных давлений газов при сбросе нагрузки
рукояткой контроллера дизель останавливается или, наоборот,
не снижает обороты коленчатого вала до 270 + 15 об/мин, то изменяют
подачу топлива во все цилиндры, поворачивая на одинаковую
величину гайки крепления вилок регулирующих реек секций топ-
ливного насоса.
Для ограничения максимальной подачи топлива в цилиндры
на регулирующих рейках первой и шестой секций топливного на-
соса установлены упоры. Установку упоров производят на заводе-
изготовителе при стендовых испытаниях дизеля. Предварительную
установку упоров производят на работающем двигателе при мощ-
ности 680 кет и числе оборотов 740 об/мин. После установки упоров
на рейке секции делают риску. Окончательную установку упоров
производят по этим рискам, для чего сверлят отверстия в упорах
и рейках, развертывают их и ставят конические штифты. Если
в условиях эксплуатации необходимо заменить первую или ше-
стую секцию топливного насоса, то постановку упора на вновь
устанавливаемой секции производят по упору секции, которая
не снималась. Одновременное снятие с дизеля первой и шестой
секций топливного насоса не допускают.
Полную регулировку и проверку взаимного распо-
ложения всех узлов и деталей двигателя 2Д100 производят
в процессе его постройки или ремонта.
Определение суммарной длины А шатуна с поршнем, вставкой,
вкладышем и регулировочными прокладками (рис. 137). Для ниж-
него поршня она должна быть Лн = 749,6 ± 0,5 и для верхнего
Ав — 649,6 ± 0,5 мм. Размер А и толщину регулировочных про-
кладок после постройки первых дизелей определяли путем укладки
в блок нижнего и верхнего коленчатых валов, установки всех
поршней с шатунами в цилиндры при помощи специального ста-
кана 2 (рис. 138). Стакан устанавливают в цилиндр на штыри 1
и замеряют размер h. Затем стакан 2 проворачивают (до совпаде-
ния прорези со штырями), опускают на плоскость поршня и
при в. м. т. замеряют размер Н. Толщину регулировочных про-
кладок определяют по формуле 8 = Н — h — 9. На рис. 137
показаны приспособления, которые дают возможность без укладки
коленчатых валов и постановки поршней в цилиндры определять
размеры А. Для этого в отверстия для форсунок коническими
6* 163
Схема N1
Схема И?
Схема N3
Схема М
.'«с, 137. Приспособление для определения длины шатуна с поршнем А дизеля 2Д100:
1 — раздвижная шпилька; 2 — фальшвал; 3— калибр для настройки индикатора; 4— раздвижная шпилька;
5 — приспособление; 6— индикатор; 7— датчик
А=В- 1,4 + ^-^ + ^-
концами устанавливают раздвижную шпильку (рис. 139). На
шпильку 1 (см. рис. 137) в проверяемый цилиндр устанавливают
приспособление, заранее настроенное по калибру на размер
843_о,озЛ1Л1 для нижнего комплекта поршня и 743-о.оз-М-м Для верх-
него поршня. При этом ножку индикатора затягивают на 2—3 мм
и стрелку индикатора располагают против нулевого деления. На
двух смежных опорах для коренных подшипников укладывают
фальшвал 2, имеющий третью шейку, на которую упирают ножку
индикатора. По отклонению стрелки индикатора находят размер А
А=В — (1,4+х), (16)
но
x=R—+ -yi- (см. схему № 1, рис. 137), (17)
тогда
(18)
где В — для нижнего шатуна с поршнем 843_о,оз мм и для верх-
него — 743_о,оз мм-,
R— радиус кривошипа, взятый из формуляра двигателя или
из паспорта его обмеров;
Dn — диаметр постели 10, равный 242,045 мм\
(1Ш — диаметр шатунной шейки, равный 171,88_о,о27 мм.
Полученная величина учитывает толщину регулировочных про-
кладок, которые необходимо положить между опорной частью
днища поршня и вставкой, и размер 1,2+0-2, координирующий
верхнюю плоскость нижнего поршня относительно оси форсуночных
отверстий. Найденный таким способом размер А для нижнего и
верхнего поршня передают на участок сборки поршней для подбора
требуемой толщины регулировочных прокладок. Учитывая, что
после постановки поршней в цилиндр линейная величина камеры
сжатия должна быть 4,4—4,8 мм, для верхнего поршня берут ре-
гулировочные прокладки толщиной 3 мм, а для нижнего — 1,25 мм.
Затем на стенде (рис. 140), снабженном тремя индикаторами, оп-
ределяют фактические размеры А и поршни устанавливают в цилинд-
ры. После опуска нижнего поршня и до установки верхнего коленча-
того вала при помощи приспособления (см. рис. 137, схема № 4) еще
раз проверяют фактическую величину размера 1,2+0"2 мм. Для
этого в отверстия для форсунок устанавливают раздвижную шпиль-
ку, а приспособление 5 (см.рис. 137, схема № 4) настраивают
по калибру 3 так, чтобы стрелка индикатора 6 располагалась
на нулевом делении с учетом высоты калибра 12,4 мм и затяжки
его ножки на 1 мм. При установке приспособления 5 на верх-
нюю плоскость нижнего поршня датчик 7 индикатора упирают
на раздвижную шпильку (рис. 137, схема № 4), а стрелку инди-
катора располагают на нулевом делении. При установке поршня
165
Рис. 138. Цилиндр со стаканом для определения
толщины регулировочных прокладок:
/ — штыри; 2 — стакан.
Рис. 139. Раздвижная шпилька
166
во внутреннюю мертвую точку, если правильно выбрана толщина
регулировочных прокладок, стрелка индикатора должна переме-
ститься на величину затяжки его ножки. Это означает, что размер
1,2+0’2 мм выбран правильно и дополнительная регулировка не
требуется. Если при установке нижнего поршня в в. м. т. стрелка
индикатора пройдет больше или меньше, чем на величину затяжки
ножки индикатора, то это означает, что размер 1,2+0’2 мм не
выдержан. При отсутствии
фальшвала 2 (см. рис. 137)
размер А определяют при по-
мощи приспособления (рис.
141) по шатунной шейке при
уложенном коленчатом вале
по схеме, приведенной на рис.
142. Если нет приспособле-
ния, показанного на рис. 137
(схема №4), определение раз-
мера 1,2+0’2мм производят
приспособлением (рис. 143),
которое при проверке уста-
навливают в отверстие фор-
сунки.
Определение внутренних
мертвых точек (в. м. т.)
верхнего и нижнего поршня
первого цилиндра произво-
дят после сборки и провер-
ки размеров А, а также уста-
новки всех поршней в ци-
Рис. 140. Стенд для окончательной
установки размера А
линдры двигателя.
На переднем конце верхне-
го коленчатого валазакрепля-
ют градуированный диск и на верхней плоскости блока устанавли-
вают указательную стрелку так, чтобы ее острие располагалось про-
тив делений градуированного диска. Одновременно устанавливают
указательную стрелку на торцовой стенке блока для нижнего колен-
чатого вала и ее острие подводят к делениям, нанесенным на ве-
дущем диске муфты привода главного генератора. В отверстие
для форсунки первого цилиндра устанавливают регляж. Регляж
(рис. 144) состоит из корпуса 2, в котором на валике установлен
и может вращаться двуплечий рычаг 1. Левое плечо рычага имеет
согнутый конец, который располагают в цилиндре и упирают
в донышко поршня, а на правое плечо рычага упирают ножку ин-
дикатора 3. Для определения в. м. т. верхнего поршня первого
цилиндра после установки стрелки индикатора на нулевое де-
ление вращают верхний коленчатый вал по ходу (по часовой стрелке)
до соприкосновения поршня с концом рычага 1 и смещения стрелки
индикатора с нулевого деления на 1—2 мм. В этот момент
167
вращение верхнего вала прекращают, на индикаторе и градуиро-
ванном диске (против указательной стрелки) замечают градусы и
делают метку острым карандашом. Затем продолжают вращать
верхний коленчатый вал по ходу до прохождения поршнем в. м. т.
и возвращения стрелки индикатора в свое первоначальное поло-
жение. При этом прекращают вращение коленчатого вала и на
градуированном диске против указательной стрелки делают вто-
рую метку. Полученное число градусов на диске между двумя
Рис. 141. Приспособление для проверки размера 1,2+0’2 и калибр
для настройки индикатора:
/ — плита; 2— гайка; 3 — стойка; 4 — направляющая втулка; 5 и 6~ шайбы; 7-пру-
жина; S —датчик индикатора; 9 — вннт; /0—направляющая втулка
метками делят пополам и среднее деление подводят к указательной
стрелке, проворачивая коленчатый вал по часовой стрелке. Этому
положению верхнего коленчатого вала и будет соответствовать
в. м. т. верхнего поршня первого цилиндра. В таком положении,
не проворачивая коленчатый вал, подводят градуированный диск
нулевым делением к указательной стрелке. Для контроля найденное
положение в. м. т. верхнего поршня проверяют вторично таким
же порядком. При удовлетворительных результатах угольник уста-
навливают на верхнюю плоскость блока (рис. 145) и подводят
его к обработанной поверхности первой щеки верхнего коленчатого
вала. Несовпадение стрелки с найденной в. м. т. на градуированном
диске допускают не более 30'. Определение внутренней мертвой
168
Рис. 142. Схема определения размера А
по шатунной шейке коленчатого вала
Рис. 143. Приспособление для проверки размера 1,2+0,2 мм:
/ — корпус; 2 —рычаг; J — штифт; -/ — съемный калибр; 5 —болт; в —гайка;
7 —пружина; в—винт; 9 — индикатор
6В. Зак. 414
169
точки (в. м. т.) нижнего поршня первого цилиндра производят
аналогично верхнему поршню, но регляж проворачивают на 180°
так, чтобы согнутый конец рычага 1 (рис. 144) был направлен вниз.
После нахождения в. м. т. нижнего поршня, не проворачивая ниж-
него коленчатого вала, подводят острие указательной стрелки к бли-
жайшему делению, набитому на ведущем диске муфты привода
главного генератора. Это деление должно соответствовать нулю
градусов в. м. т. нижнего поршня
первого цилиндра. Против нулевого
Рис. 144. Регляж для определения
в. м. т. поршня дизеля 2ДЮ0:
/ — рычаг; 2—корпус; 3 — индикатор
Верхний коленчатый
Вал
Игольник
Блок
иилиндроЗ
'Обработанная
щека 1-го
кридошипа
Рис. 145. Схема установки
первого кривошипа верхнего
коленчатого вала в в. м. т,
по угольнику
деления устанавливают (на двух болтах) указательную стрелку,
фиксируют двумя призонными штифтами и на конической поверх-
ности ведущего диска муфты наносят цифры, буквы и метки: IT, 2Т
и др., как показано на рис. 146.
Установка угла опережения кривошипа первого цилиндра ниж-
него коленчатого вала по отношению к кривошипу этого же ци-
линдра верхнего вала и соединение валов.
У двигателя 2Д100 газораспределение осуществляется порш-
нями, которые открывают продувочные и выпускные окна в ци-
линдровых втулках в строго определенные моменты и с необходимой
последовательностью. Эта последовательность обеспечивается соот-
ветствующим положением кривошипов верхнего и нижнего колен-
чатых валов. Валы соединены между собой вертикальной пере-
дачей таким образом, что кривошип нижнего коленчатого вала
опережает верхний на 12°. При ремонте взаимное расположение
кривошипов коленчатых валов обеспечивается сборкой деталей
вертикальной передачи по меткам. При замене деталей вертикаль-
ной передачи, конических шестерен или коленчатых валов,
а также при смещении рисок на фланцах эластичной муфты
170
производят новую установку коленчатых валов следующим по-
рядком.
Разъединяют верхний и нижний коленчатые валы от вертикаль-
ной передачи. Верхний коленчатый вал проворачивают по ходу
и верхний поршень первого цилиндра устанавливают в в. м. т. по
угольнику (см. рис. 145) или по регляжу (см. рис. 144). Затем ниж-
ний коленчатый вал проворачивают по ходу и совмещают 12-е деле-
Рис. 146. Схема меток на ведущем диске муфты привода главного
генератора тепловоза ТЭЗ
ние диска муфты (см. рис. 146) с острием указательной стрелки после
в. м. т. нижнего поршня первого цилиндра. В таком положении
кривошипов коленчатых валов закрепляют четыре болта кони-
ческих муфт вертикальной передачи (которые не проходят через
стопорные планки). Для контроля проверяют правильность взаим-
ного положения коленчатых валов. Нижний коленчатый вал про-
ворачивают по ходу и устанавливают нижний поршень первого
цилиндра в в. м. т. При этом верхний поршень первого цилиндра
не должен доходить до в. м. т. на 12°+30', что контролируют по
делениям ведущего диска муфты привода главного генератора.
После удовлетворительных результатов проверки замки стопорных
планок вводят в пазы верхней конической муфты, закрепляют их
и ставят фиксирующие штифты. В случаях замены муфты, корпуса
или всей вертикальной передачи после соединения валов и поста-
6В* 171
новки стопорных планок в пазы конической муфты в каждой планке
намечают и сверлят по два отверстия 019 и 10 мм, устанавливают
их на место и наносят новые метки.
Проверку положения кулачковых валов и установку шестерен
их привода производят после соединения верхнего и нижнего
коленчатых валов вертикальной передачей. Если детали привода
при ремонте не заменялись, то сборку производят по меткам. Для
проверки нижний коленчатый вал проворачивают по ходу до со-
вмещения метки 1Т, набитой на ведущем диске муфты привода
Рис. 147. Приспособление для про-
верки установки кулачковых валов
и определения толщины регулиро-
вочных прокладок под топливный
насос:
/ — корпус; 2 — пружина; 3~стержень
Рис. 148. Схема установки
шестерен привода кулач-
ковых валов топливных
насосов дизеля 2Д100
главного генератора, с указательной стрелкой. Кулачковые валы
топливных насосов располагают в блоке так, чтобы вершины ку-
лачков первого цилиндра были направлены вверх и в таком поло-
жении устанавливают шестерни их привода. Затем вместо топлив-
ного насоса на фланец толкателя первого цилиндра устанавливают
приспособление, показанное на рис. 147. Стрелку индикатора рас-
полагают против нулевого деления и ножку натягивают на 0,5 мм.
После установки приспособления проворачивают нижний колен-
чатый вал по ходу до совмещения 344-го деления, набитого на ве-
дущем диске муфты, с указательной стрелкой. Снимают шестерню
привода и поворачивают кулачковый вал в такое положение, при
котором стержень приспособления переместится на 3,6 мм по показа-
172
нию стрелки индикатора. Устанавливают ранее снятую шестерню на
кулачковый вал так, чтобы метка «О» на ее торце была расположена
слева вверху от оси вала, а шпильки крепления шестерни были бы
посредине (рис. 148) их вырезов (с отклонением не более 2 мм).
Не трогая кулачковый вал и индикатор, путем поворота шестерни
против часовой стрелки выбирают боковой зазор в зацеплении
зубьев шестерен. В таком положении закрепляют шестерни и про-
веряют правильность их установки и кулачковых валов топливных
насосов. Нижний коленчатый вал, проворачивая по ходу, совме-
щают метку 1Т на ведущем диске муфты привода генератора с ука-
зательной стрелкой. Стрелку индикатора приспособления уста-
навливают на нулевое деление и нижний коленчатый вал провора-
чивают по ходу до подъема ножки индикатора на 3,5 мм. При этом
положении против указательной стрелки должно расположиться
деление 344. Допускают отклонение не более деления в ту
или другую сторону. При удовлетворительных результатах про-
верки засверливают, развертывают отверстия К под призонные
штифты и ставят их на место. Если шестерни менялись, то на них
наносят новые метки.
Установка новых топливных насосов и регулирование угла
опережения подачи топлива. На двигателе 2Д100 угол опереже-
ния подачи топлива должен быть равен 16 ± 1° и регулируют его
за счет набора толщины прокладок, положенных под фланец кор-
пуса каждого топливного насоса. При установке топливного на-
соса регулировку угла опережения производят в следующем по-
рядке: определяют суммарную толщину регулировочных прокла-
док, которые необходимо положить под фланец каждого топливного
насоса. Для этого вращением нижнего коленчатого вала по ходу
совмещают указательную стрелку с соответствующим делением
с допуском ± 1° согласно таблице:
№ цилиндров 1 2 3 4 5 6 7 8 9 10
Деления на веду* щем диске . . . 344 92 236 128 200 20 272 308 164 56
При этих делениях вместо насоса на фланец толкателя уста-
навливают приспособление (см. рис. 147) с пластинкой п= 1,5 лиг
и индикатором, ножку которого затягивают на 4 мм. После уста-
новки стрелки индикатора на 0 и удаления пластинки с п — 1,5 мм
определяют величину т утопания торца А стержня 3 относительно
плоскости Б. Находят размер К — от верхнего торца плунжера
(рис. 149) до плоскости фланца насоса без регулировочных про-
кладок как сумму утопания т и размера О — 48лм$ при совпадении
плоскостей Л и £
173
К = т + D.
Толщину регулировочных прокладок определяют по формуле
Ь=В — Кмм, (19)
где 8 — толщина регулировочных прокладок;
В — размер от торца хвостовика плунжера до опорной пло-
скости корпуса насоса в сумме с регулировочными про-
кладками в момент перекрытия головкой плунжера отвер-
стия в гильзе и начала подачи топлива к форсунке.
Рис. 149. Схема установки топлив-
ного насоса дизеля 2Д100
на фланец толкателя
Размер В определяют при ис-
пытании насоса на стенде, наби-
вают цифрами на его корпусе
и записывают в формуляр ди-
зеля. Толщину прокладок из-
меряют с точностью до 0,02 мм.
При замене насоса и совмеще-
нии соответствующего деления
на диске с указательной стрел-
кой для определения размера
К пользуются и другим при-
способлением, показанным на
рис. 150. Приспособление со-
стоит из корпуса 1, в котором
помещен датчик 2. Над датчиком
2 устанавливают индикатор,
который укрепляют винтом 4.
После настройки по калибру
6 на размер 50+°’03 мм с на-
тягом ножки индикатора на
3 мм приспособление устанавли-
вают датчиком 2 на торец толкателя. Посредством скобы 5 по-
верхностью А корпуса 1 приспособление плотно прижимают
к плоскости фланца толкателя и по отклонению стрелки индика-
тора определяют величину размера К- Вычитая размер К из раз-
мера В, определяют толщину регулировочных прокладок.
Проверка и настройка механизма управления дизеля 2Д100.
Вначале проверяют установку коромысла подачи топлива и тяг
управления путем отсоединения их от реек топливных насосов.
При этом проверяют легкость и плавность перемещения их. Все
ролики должны проворачиваться, а тяга на всей длине хода не
должна касаться стенок блока, поддерживающего кронштейна и
других деталей. Ролики, поддерживающие тяги управления, должны
иметь осевой разбег, а коромысло подачи топлива легко повора-
чиваться на подшипниках. После проверки соединяют коромысло
с тягами управления, проверяют легкость движения рычажной
системы от рычага управления регулятора с подсоединенной сто-
порной тягой. Затем закрепляют одну из тяг и проверяют инди-
катором суммарный зазор на рычаге управления регулятора
174
в месте подсоединения штока сервомотора, который допускается не
более 0,5 мм.
Далее соединяют рейки топливных насосов с поводками тяг уп-
равления и проверяют легкость входа пальца поводка в поводковую
втулку, которая также легко должна проворачиваться вокруг своей
оси. При необходимости гайки крепления насоса отпускают и
обеспечивают свободное соединение пальца поводка с рейкой.
Рис. 150. Приспособление для определения размера /<:
/ — корпус; 2 —датчик; 3 — валик; 4 — винт; 5 —скоба:
6 — калибр для настройки индикатора
Затем регулируют зацепление реек с поводками так, чтобы между
торцом пальца поводка и рейкой был зазор 14-2 мм. После сое-
динения поводков еще раз проверяют легкость движения всей
рычажной системы с включенными рейками от рычага управления
регулятора. Вся система должна перемещаться под действием
груза весом 5 кг, подвешенного к рычагу управления в месте под-
соединения штока сервомотора. Для проверки и настройки ме-
ханизма поршень 7 автомата выключения устанавливают на за-
щелку 8 (рис. 151). При помощи специального приспособления,
показанного на рис. 152, рычаг 6 устанавливают так, чтобы размер
175
от оси отверстия а (см. рис. 151) в рычаге 2 до оси отверстия b
в корпусе автомата выключения был равен 55,5_Ог5 мм. Рычаг
управления 4 поднимают вверх до начала сжатия пружины сто-
порной тяги 5 и закрепляют его в таком положении. Соединяют
рейку первого правого топливного насоса с поводком и регули-
ровочным болтом 3, устанавливают тяги управления в такое по-
Рис. 151. Механизм управления дизелем 2Д100
ложение, при котором размер между фланцем поводковой втулки
и обработанной поверхностью корпуса (под указательную стрелку)
первого правого топливного насоса был равен 52 ± 0,3 мм. После
этого закрепляют болт 3 и проверяют размер 52 ± 0,3 мм. При
таком положении регулировочным болтом 3 выставляют рейку
первого топливного насоса так, чтобы 3-я риска располагалась про-
тив указательной стрелки на топливном насосе. Далее приспособ-
ление, фиксирующее положение рычага 6 на размер 55,5 мм,
снимают, освобождают защелку 8 поршня 7 автомата включения
(см. рис. 151) и регулировочной гайкой 9 устанавливают тяги
управления в такое положение, при котором 3-я риска первого
176
правого топливного насоса располагалась бы против указатель-
ной стрелки. Затем соединяют все рейки топливных насосов
с поводками тяг управления и упором ограничения максимальной
подачи топлива устанавливают тяги управления в такое положе-
ние, при котором упор на рейке первого правого топливного на-
соса будет касаться своим торцом о корпус насоса. При этом выстав-
ляют остальные рейки на упор и регулируют их так, чтобы поводки
реек легко входили в
зацепление с рейками.
Далее снимают упоры
ограничения максималь-
ной подачи топлива и
освобождают рычаги
управления регулятора.
Устанавливают регуля-
тор числа оборотов при
снятой крышке со сто-
роны управления и за-
крепляют его двумя
гайками. Затем опять
устанавливают приспо-
собление, фиксирующее
положение рычага 6,
на размер 55,5_0.5 мм
и регулируют стопорной
тягой положение рычага
конец болта 3 касался
этом валик, соединяющий
Рис. 152. Приспособление для установки
трехплечего рычага на размер 55,5 мм
управления регулятора так, чтобы
сферического упора рычага 6. При
рычаг управления регулятора со штоком
сервомотора (при выбранном зазоре в рычажной системе, но не-
сжатой пружине стопорной тяги) должен свободно устанавливаться
в отверстие. Затем снимают приспособление, фиксирующее по-
ложение рычага 6, и устанавливают автомат выключения на защелку.
При этом следует убедиться, что 3-я риска на рейке первого пра-
вого топливного насоса располагается точно против указательной
стрелки топливного насоса. В случае несовпадения стрелки с 3-й
риской производят повторную регулировку в соединении рычага
управления регулятора со штоком сервомотора.
Регулировку и настройку регулятора предельных чисел обо-
ротов производят при помощи тяги И (см. рис. 151). Зазор между
грузом предельного регулятора и рычагом 10 должен быть 1,4-4-
~ 1,6мм, а хвостовиком рычага 10и кронштейном не менее 4лш.Регу-
лятор предельных оборотов должен срабатывать при 960—980 об/мин
коленчатого вала. После установления автомата выключе-
ния на защелку кулак вала аварийного выключения устанав-
ливают так, чтобы между ним и роликом защелки был зазор
1-4-3 мм. При отрегулированном зазоре проверяют действие кнопки
аварийного выключения. Поднимают шток сервомотора регулятора
кверху, закрепляют его в таком положении кнопкой аварийного
177
выключения, освобождают защелку автомата выключения 8 и
проверяют по первому правому топливному насосу, чтобы 3-я
риска расположилась против указательной стрелки.
Проверка установки электропневматического механизма регу-
лятора. При этой проверке определяют совпадение риски /
(рис. 153) на валике регулято-
Рис. 153. Проверка установки элек
тропневматического механизма при-
вода регулятора числа оборотов
дизеля 2Д100:
/ — риска на валике регулятора; 2 —
риска на рычаге регулятора; 3 — риска
на приливе корпуса регулятора; 4 —
риска на шлицевом валике регулятора
ра с риской 2 на рычаге.
Регулировку длины верти-
кальной тяги производят так,
чтобы при крайнем нижнем по-
ложении планки электропнев-
матического механизма риска 4
на торце шлицевого валика
регулятора совпала с риской
3 на приливе корпуса регу-
лятора.
При регулировке дизеля
2Д100 на стенде или при испы-
таниях тепловоза на реостате
проверяют и регулируют: мини-
мальные обороты дизеля при
400±10
обороты
об/мин-, работу предельного регулятора
об/мин', максимальные
дизеля при 850+10
при 940-4-960 об/мин-,
давление газов в цилиндрах в конце
ченной подаче топлива
с помощью максиметра.
Давление должно быть
в пределах 31+-36 кг/см2,
разность давления по
цилиндрам не должна
быть более 2 кг/см2.
Проверку производят
в конце горячей обкат-
ки при 850 об/мин и
при п = 400 об/мин
без нагрузки, при тем-
пературах воды и мас-
ла в пределах 45 4-
4-55°С. Запись давления
производят через ми-
сжатия при выклю-
Рис. 154. Установка упора ограничения мак-
симальной подачи топлива на дизеле 2Д100:
7— колпачок
нуту после выключения
форсунок данного ци-
линдра; максимальное
давление газов в цилинд-
рах Рг при п = 850 об/мин и (Ve=l 240 кет и температурах воды
и масла в пределах 60—70° С. Это давление должно быть в пределах
804-86 кг/см2. Далее проверяют Pz в каждом цилиндре дизеля
178
при выключенной одной форсунке (сначала левой, потом правой).
Разность давлений при этом должна быть не более 3 кг/см2. Если
эти условия не выдерживаются, то регулировку Рг производят
за счет толщины регулировочных прокладок между корпусами
насосов и толкателей в пределах 4- 0,3 мм', температуры выхлоп-
ных газов на режиме Уе = 1 240 кет и п = 850 об/мин при тем-
пературах воды и масла в пределах 60—65°С. Они должны быть
не выше 400°С, причем разность их по цилиндрам не должна быть
более 60°С.
Устанавливают упор ограничения максимальной подачи топ-
лива (рис. 154) на XVI положении рукоятки контроллера в начале
режима Ne = 1 375 кет и п = 850 об/мин\ проверяют правиль-
ность установки упора. Для этого увеличивают нагрузку до тех
пор, пока обороты дизеля не снизятся с 850 до 830 об/мин. Если
мощность дизель-генератора не превышает 1 240 кет, то упор
установлен правильно. После этого наворачивают колпачок 1
(см. рис. 154) и ставят пломбу; на неработающем дизеле производят
замер зазоров между упорами реек и корпусами топливных на-
сосов при положении коромысла на упоре. Разница в зазорах
должна быть не более 0,3 мм. После этого рейки пломбируют.
ГЛАВА III
ПРОВЕРКИ ТРУБОПРОВОДОВ И ВСПОМОГАТЕЛЬНОГО
ОБОРУДОВАНИЯ ТЕПЛОВОЗА
§ 36. ПРОВЕРКИ ТРУБОПРОВОДА И ВСПОМОГАТЕЛЬНОГО
ОБОРУДОВАНИЯ ТОПЛИВНОЙ СИСТЕМЫ
При ремонте тепловоза по топливной системе производят про-
верки: осевого разбега ведущей втулки в корпусе вспомогатель-
ного топливного насоса, радиального зазора между ведущей втулкой
и корпусом насоса, соосности валов электромотора и топливо-
подкачивающего насоса, герметичности топливоподкачивающего
насоса, производительности топливоподкачивающего насоса на
стенде, фильтра грубой очистки топлива на герметичность,
фильтра тонкой очистки топлива, клапанов топливной системы
на стенде, собранного топливного трубопровода на тепловозе на
герметичность.
Осевой разбег ведущей втулки в корпусе (соб-
ранного без сильфона) вспомогательного топливного насоса прове-
ряют на плите по индикатору, ножку которого упирают в торец
валика насоса. Разбег допускают в пределах 0,054-0,14 мм. Вели-
чину разбега регулируют прокладками толщиной 0,05 мм, уста-
навливаемыми между крышкой и корпусом. Радиальный за-
зор между ведущей втулкой и корпусом насоса измеряют щупом
при снятой крышке или определяют обмером диаметров расточки
корпуса и ведущей втулки. Этот зазор должен быть в пределах
0,034-0,09 мм. После окончательной сборки вспомогательного
насоса проверяют легкость и плавность вращения валика насоса.
Проверку соосности валов вспомогательного насоса и
электромотора производят следующим образом (рис. 155). Мотор 3
ставят на свою плиту 2. На вал мотора надевают технологическую
втулку 4 с внутренним диаметром на 0,01 мм большим диаметра
вала мотора или помпы и длиной, равной выступающей части
вала мотора. Далее насос 5 ставят на свое место, сдвигают техно-
логическую втулку 4 с вала мотора на вал насоса и крепят его
двумя болтами. Изменением толщины регулировочных прокладок 1
между мотором 3 и плитой 2, а также смещением электромотора
в горизонтальной плоскости (за счет увеличенного диаметра от-
верстий в лапах мотора) добиваются того, чтобы технологическая
втулка легко проворачивалась и перемещалась с одного вала на
другой. После центровки положение насоса на станине 2 фиксируют
180
двумя коническими штифтами 0 8 мм и мотора — двумя развод-
ными штифтами. Далее снимают со станины помпу, убирают техно-
логическую втулку, ставят муфту и крепят насос окончательно
на своем месте. Несоосность и перекос осей валов допускают не
более 0,05 мм на длине 50 мм. В процессе центровки допускают
распиловку отверстий в лапах мотора до 1,5 мм в любую сторону.
После сборки топливоподкачивающего агрегата производят его
обкатку на специальном стенде (рис. 156). Обкатку начинают при
оборотах 600 ± 30 об/мин при открытых вентилях всасывающего
и нагнетательного трубопровода и при температуре дизельного
Рис. 155. Проверка соосности валов топливоподкачивающе-
го насоса и электромотора:
/— регулировочные прокладки; 2 —плита (станина); 3 — мотор; 4 — тех*
но логическая втулка; 5 — топливоподкачивающий насос
топлива в пределах 10—30°С. На этом режиме обкатку ведут
в течение 30 мин. Далее повышают обороты до 800 ± 30 об/мин
и путем прикрытия вентилей создают противодавление 1,75 ати
со стороны нагнетания и разрежение 100 мм рт. ст. со стороны
всасывания. На втором режиме обкатку ведут также в течение
30 мин. После этого обороты увеличивают до 1 350 ± 10 об/мин,
а противодавление до 5 ати и проверяют в течение 2 мин
герметичность вспомогательного насоса. Потение и течь топлива
через стыки деталей и стенки корпуса и крышки не допускают.
Разрешают потение по валику насоса без каплеобразования. Далее
понижают противодавление до 3,5 ати и при п = 1 350 ± 10 об/мин
и разрежении на всасывании 100 мм рт. ст. дают проработать
насосу в течение 30 мин. После этого проверяют производительность
насоса, которая должна быть не менее 27 л/мин для помпы тепло-
воза ТЭЗ и не менее 9 л/мин для помп тепловозов ТЭ1 и ТЭ2 (для
последних двух при числе оборотов 1 725 об/мин и противодавлении
со стороны нагнетания 6 ати}.
После ремонта топливные фильтры проверяют на
герметичность. Фильтры грубой очистки топлива проверяют
сжатым воздухом под давлением 2 ати или дизельным топливом под
181
давлением 3 ати в течение 5 мин. Просачивание воздуха или течь
топлива из корпуса фильтра не допускают.
Фильтры тонкой очистки проверяют на герметичность дизель-
ным топливом под давлением 3,5 ати в течение 5 мин. Течь топ-
лива не допускают. Топливные фильтры тонкой очист-
ки проверяют на перепад давления в фильтре,
который характеризует сопротивление фильтрующих элементов
потоку топлива. Для этой проверки через фильтр прокачивают
Рис. 156. Стенд для обкатки и испытания вспомогательных топливных
и масляных насосов:
/ — вентили; 2 —штуцер для испытания масляного клапана на 2,5 ати; Я —штуцер
для испытания топливного клапана на 2,5 ати; 4 —штуцер для испытания топлив-
ного клапана на 5,3 ати; 5 —бак топливный; 6~ каркас стола стенда; 7 —соедини-
тельное колено; 8 — штуцер крана; 9 — стойка для манометров; 10 — коллектор;
// — топливоподкачивающий насос; 12 — штуцеры для манометров; 13 — штуцер слив-
ной трубы; /4 —тройник; 15 — фильтр набивной; 16 — элек'1 родвигатель; 17 — полка
крепления манометров
в минуту 30 ± 0,5 л дизельного топлива и измеряют давления топ-
лива перед фильтром и после фильтра. Разность давлений допускают
в пределах 0,74-0,9 кг/см? для новых фильтров и не более 1,5 кг/см11,
для работавших ранее. Стенд для проверки топливных фильтров
состоит из электромотора, топливного насоса, имеющего произво-
дительность 30 ± 0,5 л при давлении 4 ати, бака с топливом
и мерного бачка. С помощью секундомера и мерного бака опре-
деляют пропускную способность испытываемого фильтра, который
устанавливается между насосом и мерным баком.
При ремонте все клапаны топливной системы испы-
тывают на плотность и регулируют на стенде
(см. рис. 156), который служит для обкатки и испытания топливо-
182
подкачивающего насоса. Клапаны регулируют на давление, ука-
занное в таблице:
Тепловоз Клапан Давление в ати Тепловоз Клапан Давленне в ати
ТЭ1 и ТЭ2 Регулирующий Разгрузочный 2,5 5,3 ТЭЗ Перепускной Предохрани- тельный 1,1 2,5
После сборки топливной системы на тепловозе производят ее
проверку на герметичность под давлением при работе дизеля.
§ 37. ПРОВЕРКА ТРУБОПРОВОДА И ОБОРУДОВАНИЯ
ВОДЯНОЙ СИСТЕМЫ
При ремонте тепловоза по водяной системе производят про-
верки: водяного насоса, водяных секций, герметичности водяной
системы.
Проверку герметичности производят после постановки цилинд-
ровых втулок в блок. На реостате при работающем дизеле про-
изводят повторную проверку соединений всех узлов и трубопро-
водов. Течь в соединениях и потение стенок деталей не допускают.
§ 38. проверка ТРУБОПРОВОДА и ОБОРУДОВАНИЯ
МАСЛЯНОЙ СИСТЕМЫ
При ремонте тепловоза по масляной системе производят про-
верки: основного масляного насоса, герметичности сетчато-набив-
ных, щелевых и бумажных фильтров, центробежного фильтра,
вспомогательных масляных насосов (для тепловоза ТЭЗ), реле
давления масла, клапанов масляной системы, герметичности трубо-
провода масляной системы на тепловозе.
Герметичность собранных после ремонта сетчатонабивных,
щелевых и бумажных фильтров проверяют их опрессовкой
дизельным маслом Д-11 с температурой 70—75° С под давлением
8 ати в течение 5 мин. Течь или просачивание масла в соединениях
деталей не допускают. У щелевых фильтров проверяют легкость
проворачивания валика с пакетом пластин каждой секции. Ва-
лики должны проворачиваться плавно от усилия одной руки на
плече радиусом 45—50 мм. После заводского ремонта проверяют
перепад давления масла в десятисекционном фильтре,
который допускают в пределах 0,2—0,5 ати при прохождении через
фильтр 1 м3 дизельного масла Д-11 в минуту. Проверку осуще-
ствляют на стенде, подобном стенду, на котором испытывают
топливные фильтры. Пропускную способность фильтра проверяют
с помощью секундомера и мерного бака. Перепускной клапан
бумажного фильтра опрессовывают маслом под давлением 2 ати
и регулируют на начало открытия при давлении 2,5 ати.
После заводского ремонта по центробежным фильтрам
производят проверки; соосности поверхностей Б к В
183
(рис. 157), подшипников 2 и 4 после запрессовки их в ротор,
динамической балансировки собранного ротора, герметичности по-
лости ротора, герметичности корпуса фильтра.
Соосность внутренних поверхностей Б и В подшип-
ников 2 и 4 проверяют с помощью ступенчатого калибра.
Д I Выгод могли
Рис. 157. Центробежный масляный фильтр тепло-
воза ТЭЗ:
/ — корпус ротора; верхний подшипник ротора; 3—
крышка ротора; 4— нижний подшипник ротора; А, Б, В,
Г, Е —поверхности
Динамическую балансировку ротора производят на
тех же станках, что и балансировку ротора турбовоздуходувки.
Сначала балансируют одну сторону, потом другую. Допускают
дисбаланс не более 5 гем с каждой стороны. Устранение дисба-
ланса производят путем снятия металла с поверхностей Г и Е
(см. рис. 157). После окончания балансировки ставят метки (клейма)
на крышке 3 и корпусе / ротора друг против друга, а старые заби-
вают, если они не совпадают. Гайки и шпильки, крепящие крышку 3
184
к корпусу 1 ротора, имеют на своих торцах клейма (порядковые
номера от 1 до 6). Герметичность внутренней полости ротора про-
веряют опрессовкой маслом Д-11 под давлением 12 ати в течение
5 мин. Течь и потение по стенкам
Герметичность полости корпуса
маслом под давлением 1 ати
в течение 5 мин. Течь и поте-
ние также не допускают.
Перед постановкой крышки
корпуса проверяют легкость
вращения ротора, который дол-
жен вращаться от руки легко,
без заеданий.
Проверки вспомогательных
масляных насосов тепловоза
ТЭЗ состоят в следующем.
Маслопрокачивающий насос,
который установлен для про-
качки масла через подогрева-
тель, подвергают тем же про-
веркам, что и топливоподка-
и в стыках деталей не допускают,
фильтра проверяют опрессовкой
Рис. 158. Проверка соосности
и параллельности осей отверстий
в масляном насосе:
1 и 2—оправки; А и В—поверхности
чивающую помпу этого же
дизеля.
Маслоподкачивающий насос,
который применяют для прокач-
ки масла перед запуском, и насос высокого давления (для прокачки
масла через центробежный фильтр) близки по конструкции. Про-
изводят проверки: соосности одноименных поверхностей А и Б
(рис. 158), параллельности осей поверхностей А и Б, бокового
зазора в зубьях шестерен, качества зацепления зубьев, суммарного
торцового зазора между шестернями и корпусом насоса на стенде,
герметичности насоса, производительности насоса.
Для насоса высокого давления, кроме этого, проверяют ка-
чество притирки редукционного клапана и регулируют его.
Соосность одноименных поверхностей А и Б (см. рис. 158)
проверяют цилиндрической оправкой. Проверку параллельности
осей поверхностей А и Б производят с помощью двух цилиндри-
ческих оправок 1 и 2 (см. рис. 158) и микрометрической скобы.
Непараллельность осей допускают не более 0,04 мм на длине 115 мм.
Боковой зазор в зубьях шестерен измеряют щупом или индикато-
ром, который должен быть в пределах 0,104-0,30 мм. Разность
зазоров для разных пар зубьев допускают не более 0,10 мм. Ка-
чество зацепления зубьев шестерен проверяют по отпечатку краски,
который допускают не менее 60% по высоте и 50% по длине зуба
с обеих его сторон. Суммарный торцовый зазор между шестернями
и корпусом насоса проверяют по индикатору, ножку которого
упирают в выступающий торец вала ведущей шестерни. Величину
этого зазора допускают в пределах 0,12-4-0,195мм. Радиальный зазор
185
между зубь ями и корпусом, измеряемый щупом, должен быть в пре-
делах 0,0654-0,102 мм. Обкатку и испытание насосов
производят на стенде, который состоит из электромотора, бака
с маслом, фильтра, мерного бака и трубопроводов с вентилями.
Обкатку ведут на дизельном масле Д-11 ГОСТ 5304—54 при тем-
пературе 70—80° С при открытых вентилях всасывающего и на-
гнетательного трубопроводов по 5 мин на каждом из режимов:
п = 300; 600; 900; 1 200; 1 500; 1 800 об/мин и максимальном чис-
ле оборотов дтах, которое для насоса высокого давления равно
2 060 об/мин, а для маслопрокачивающего — 2 200 об/мин. Далее
при Птах создают противодавление в 2 и 4 ати (для насоса высо-
кого давления, кроме того, 6 и 8 ати) и обкатывают по 15 мин на
каждом режиме. После обкатки проверяют герметичность насосов
при противодавлении 6 ати для прокачивающего насоса (10 ати
для насоса высокого давления) в течение 5 мин. Течь масла и по-
тение не допускают. Производительность маслопрокачивающего
насоса проверяют на том же стенде (обычно со своим электромотором)
при п = 2 200 об/мин, давлении 2,5 ати в нагнетательном трубо-
проводе и разрежении со стороны всасывания 200 мм рт. ст.
Насос должен подавать не менее 12 м3/ч. В насосе высокого дав-
ления проверяют качество притирки редукционного клапана. При-
тирочный поясок должен быть шириной не менее 1 мм и распола-
гаться по всей длине окружности фаски клапана. Обкатку этого
насоса производят при заглушенном редукционном клапане. После
обкатки и проверки герметичности выполняют регулировку кла-
пана на давление 8,3 ± 0,2 ати. При давлении 8,О_о,г ати допу-
скают просачивание масла через клапан в количестве до 40 капель
в минуту. Производительность насоса высокого давления прове-
ряют при п — 2 060 об/мин, противодавлении 8,О_о,г ати и разре-
жении со стороны всасывания 200 мм рт. ст. При этих условиях
насос должен подавать не менее 10 мР/ч.
Регулировку реле давления масла типа РДМ-IA произво-
дят на стенде (рис. 159), который состоит из образцового порш-
невого манометра типа ОПМ-60 (пресса Рухгольца), приме-
няемого для поверки манометров. На один штуцер пресса уста-
навливают реле давления масла, а на второй — контроль-
ный манометр. Электрический провод реле включают в сеть по-
стоянного тока. В эту же цепь последовательно включена электри-
ческая лампочка (на рис. 159 она не показана). В момент замыкания
контактов реле лампочка загорается. Давление масла в системе
повышают плавно медленным вращением маховичка стенда. По
контрольному манометру определяют давление при замыкании
и размыкании контактов реле. Реле давления масла дизеля Д50
регулируют на давление Пб-*-0-1 ати, а дизеля 2Д100—одно на
О,5+0,1 и второе — на 1,0+011 ати.
Первоначальную (грубую) регулировку реле давления масла
производят за счет изменения величины затяжки регулировочной
пружины с помощью регулировочного болта. Ввинчивая болт
186
(вращая его по часовой стрелке), увеличивают затяжку регули-
ровочной пружины и тем самым увеличивают давление, при кото-
ром реле будет включаться и выключаться.
Окончательную (точную) регулировку реле давления произ-
водят поворотом на небольшой угол головки эксцентрикового
валика, находящегося внутри реле. При этом постоянный магнит
будет опускаться или подниматься и с различной силой удержи-
вать подвижный контакт во включенном положении.
Рис. 159. Стенд для регулировки реле давления масла
Регулировку клапанов масляной системы тепловоза производят
на том же стенде, что и испытание вспомогательных топливных
и масляных насосов тепловозов (см. рис. 156).
Клапаны масляной системы тепловоза регулируют на следующие
давления:
Тепловоз Клапан Давление в ати Тепловоз Клапан Давление в ати
ТЭ1 и ТЭ2 Байпасный Регулирующий Разгрузочный обратный 1,0 2,5 2,5 ТЭЗ Байпасный Регулирующий Разгрузочный 2,0 2,5 4,5
Проверку герметичности трубопровода масляной системы про-
изводят опрессовкой маслом на тепловозе от отдельного насоса
(для ТЭ1 и ТЭ2) или от своего маслопрокачивающего насоса
(ТЭЗ), приводимого электромотором. При проверке герметичности
трубопроводов проворачивают коленчатые валы дизелей.
187
§ 39. ПРОВЕРКА ТРУБОПРОВОДОВ И ОБОРУДОВАНИЯ ВОЗДУШНОЙ
СИСТЕМЫ, ТОРМОЗА И ПЕСОЧНИЦ
При ремонте тепловоза по воздушной системе производят про-
верки: герметичности резиновых соединительных и концевых ру-
кавов, герметичности воздушных резервуаров, плотности, чувст-
вительности и четкости действия крана машиниста, воздухорас-
пределителя, прямодействующего крана и другого тормозного
оборудования, качества притирки клапанов воздушной системы
и их регулировки, герметичности напорной магистрали, герметич-
ности тормозной магистрали, клапана и звука тифона, воздухорас-
пределителей песочниц.
Проверку герметичности рукавов воздушной системы тепло-
воза производят дважды. Сначала рукава подвергают гидравличе-
скому испытанию под давлением 10 ати, а потом проверяют их
воздухом давлением 6 4- 7 ати в ванне с водой.
Гидравлическое испытание воздушных резервуаров производят
не реже одного раза в три года на рабочее давление плюс 5 атм
(т. е. на 13 ати). Под этим давлением резервуар выдерживают
5 мин, после чего давление понижают до рабочего, при котором
производят осмотр резервуара. Проверки крана машиниста, возду-
хораспределителя и другого тормозного оборудования производят
в соответствии с Инструкцией ЦТ № 1568. Клапаны воздушной
системы регулируют на стенде на давление: 10,2 ати — предохра-
нительный клапан главного резервуара; 4,0 4- 4,2 ати — предо-
хранительный на холодильнике компрессора и 3,7 -7- 3,9 ати —
клапан максимального давления.
Проверку герметичности воздухопроводов тепловоза произ-
водят под давлением 6-7-7 ати. Все соединения предварительно
обмыливают. Утечки воздуха не допускают.
§ 40. ПРОВЕРКИ КОМПРЕССОРА
При большом периодическом, подъемочном и заводском ремон-
тах по компрессору выполняют проверки: шатунно-поршневой
группы, клапанов и выключающего устройства клапана, масля-
ного насоса компрессора, линейной величины вредного пространства
в каждом цилиндре, холодильника и его вентилятора, обкатки
и испытания отремонтированного компрессора, правильности
установки компрессора на тепловозе, регулировки регулятора
давления, работы компрессора на тепловозе.
Проверки шатунно-поршневой группы компрес-
сора включают следующие операции. Осмотр и обстукивание карте-
ра, цилиндров и поршней с целью обнаружения трещин. Обмер порш-
ней, цилиндров и коленчатого вала компрессора производят с по-
мощью микрометрических скоб с пределами измерений 175-7-200,
150-7-175 и 75-7-100мм и индикаторных нутромеров с пределами изме-
рений 100-7-160 и 160-7-250 мм. На рис. 160 показаны пояса измерений
188
Рис. 160. Схемы обмера
поршней, цилиндров и
шеек коленчатого вала
компрессора
Рис. 161. Приспособление
для проверки плотности
клапанов компрессора:
/ — рукоятка с винтом; 2 —
стойка; 3 — крышка; 4 — медные
шайбы; 5 —корпус; 6 —прове-
ряемый клапан; 7 —штуцер для
подвода воздуха
189
поршней, цилиндров и шеек коленчатого вала компрессора. Ко-
ленчатый вал, шатуны, поршневые пальцы и шатунные болты
компрессора проверяют дефектоскопом. Трещины в этих деталях
не допускают. В случае замены одного или обоих поршней ци-
линдров низкого давления разновес новой пары поршней допу-
скают не более 20 г. Перпендикулярность оси отверстия под палец
относительно оси поршня проверяют на плите с помощью оправки
и индикатора, закрепленного на стойке. Перекос шатунной шейки
коленчатого вала компрессора относительно коренных шеек про-
веряют на плите при вертикальном и горизонтальном положении
колена и допускают не более 0,02 мм на рабочей длине шатунной
шейки. Эту проверку осуществляют аналогично проверке колен-
чатого вала дизеля. Проверяют состояние поршневых колец (твер-
дость, упругость, зазоры в замке в свободном состоянии и в ци-
линдре), зазоры в подшипниках и между поршнями и цилиндрами.
Отремонтированный масляный клапан коленчатого вала проверяют
на герметичность опрессовкой маслом (утечку масла не допускают),
испытывают воздухом и регулируют на давление 1,4 ±1,5 ати.
По клапанам и выключающему устройству вса-
сывающего клапана проверяют состояние и харак-
теристику пружин, коробление клапанных пластин по плите
(щуп 0,03 мм не должен заходить), плотность клапанов.
Последнюю проверку ведут в специальном приспособлении
(рис. 161) при давлении воздуха 8 ати и объеме резервуара
50 л. Допускают падение давления не более 0,25 кг/см2 в минуту,
которое отмечают по манометру стенда. Далее проверяют и ре-
гулируют величину подъема клапанных пластин, который должен
быть для всех клапанов компрессора 1КТ равен 1.5+0-37 мм,
а для компрессора КТ6 — 2,5+°’2 мм. Плотность притирки
поршенька выключающего устройства вса-
сывающего клапана проверяют в специальном приспособлении
(рис. 162) сжатым воздухом при давлении 10 ати. Допускают по-
явление мыльного пузыря в течение не менее 10 сек.
По масляному насосу компрессора 1 КТ прои-
зводят: осмотр корпуса и плунжера насоса с целью отыскания
трещин (трещины не допускают), обмер плунжера и отверстия
в корпусе (конус и эллипс допускают не более 0,1 мм), проверку
правильности спаривания плунжера с корпусом (от собственного
веса плунжер должен плавно опускаться в корпус насоса), проверку
линейной величины вредного пространства насоса (2,25 ± 1 мм)
свинцовой выжимкой, проверку хода нагнетания плунжера
(9,12—12,05 мм), проверку прилегания (по краске) плунжера
к эксцентрику коленчатого вала (площадь отпечатка должна быть
не менее 75%), проверку хода (1,7 ±0,1 мм) и плотности прилега-
ния шарикового клапана насоса (керосин в течение 3 мин не
должен просачиваться).
По масляному насосу компрессора КТбпрове-
р я ют: состояние и характеристику пружины, зазор между валиком
190
Подход воздуха
и втулками (он должен быть в пределах 0,02-4-0,06 мм), зазор между
цилиндрической поверхностью валика и расточкой корпуса (0,02 4-
4- 0,05 мм), зазор между лопастями и валиком (0,02 4- 0,05 мм),
легкость вращения валика и герметичность собранного насоса (при
давлении 5 ати течь масла не допускается). Отремонтированный
масляный насос компрессора
КТ6 подвергают испытанию
на специальном стенде. При
850 об/мин производитель-
ность насоса должна быть не
менее 4,5 л в минуту.
Линейную величи-
ну вредного прост-
ранства в каждом цилинд-
ре компрессора проверяют
по свинцовой выжимке и до-
пускают в пределах 1 — 2 мм.
Регулируют ее путем измене-
ния толщины прокладок,
укладываемых между клапан-
ной коробкой и цилиндром
или между цилиндром и кар-
тером компрессора.
По холодильнику
компрессора и его
вентилятору прове-
ряют: в водяной ванне гер- _
метичность секций холодиль- _
ника при давлении воздуха
6 ати, привал очные поверх- J
ности коллекторов холодиль- 1
ника на контрольной плите
(щуп 0,1 мм не должен за- i
ходить), качество притирки ;
предохранительного клапа-
на холодильника и регулируют его давление 4,1 ± 0,1 ати, на
горизонтальных призмах статическую балансировку крыльчатки
вентилятора (дисбаланс допускают не более 25 гем), динамомет-
ром величину натяжения ремня (при усилии 3 кг стрела прогиба
нового ремня должна быть в пределах 19—24 мм), прилегание
ступицы соединительной муфты к конусной части коленчатого
вала (площадь отпечатка краски должна быть не менее 75%
поверхности сопряжения.
После заводского ремонта компрессор подвергают
обкатке и испытанию на специальном стенде, схема которого
изображена на рис. 163. Испытания компрессора производят на: на-
грев при повышенном противодавлении, определение производитель-
ности и коэффициента подачи, проверку утечки воздуха в компрес-
191
Рис, 162, Приспособление для испыта-
ния выключающего устройства всасы-
вающего клапана компрессора 1КТ:
1 — выключающее устройство всасывающе-
го клапана; 2 — корпус приспособления;
3 — медная прокладка; 4 — трубка к мано-
метру; 5 — подставка
соре. Цель обкатки—приработка деталей компрессора. Обкатку про-
изводят без клапанных коробок в течение 1 ч. Признаком окон-
чания обкатки является отсутствие выбрасывания масла вверх
движущимися поршнями. Испытание на нагрев производят с
клапанными коробками, холодильником и вентилятором на трех
режимах: без противодавления — 20 мин\ с включенным регуля-
тором давления — 40 мин\ с противодавлением 8 ати — 1 ч. При
270 об/мин температура масла в картере должна быть не более
65° С, давление масла не менее 1,5 ати, температура клапанных
коробок — не более 130° С. При 740 об/мин для 1К.Т и 850 об/мин
для К.Т6 температуру масла в картере допускают до 90° С, дав-
ление масла не менее
3 ати для КТ6 и
1,5 ати—для 1К.Т, тем-
пература клапанных ко-
робок—не более 150°С
для К.Т6 и 180° С для
1К.Т. Испытания с повы-
Рис. 163. Схема стенда для обкатки н испы-
тания компрессора:
/ — компрессор; 2 — трубопровод; 5 —регулятор
давления; 4, 7, 8, 10, 12 — крапы; 5 — предохра-
нительный клапан; 6 н 9 — манометры; // — ре-
зервуар; 13 —резервуар; 14 — электродвигатель
шенным противодавле-
нием (до 10 ати) произ-
водят в течение 5 мин,
которые служат для
проверки работы комп-
рессора при кратковре-
менной перегрузке. Закончив эти испытания, компрессор раз-
бирают для осмотра состояния деталей и после сборки про-
изводят проверку производительности на стенде в следующем
порядке: закрывают краны 4, 8 и 10 (см. рис. 163) и откры-
вают кран 12. Поднимают давление воздуха в резервуаре 13
емкостью 335 л до 8 ати и поддерживают его постоянным с по-
мощью крана 7. Далее открывают кран 8 и закрывают кран 12,
одновременно включая секундомер, следят по манометру 9 за
давлением в резервуаре // емкостью 200 л. Как только это дав-
ление станет равным 4 ати, секундомер выключают. Проверку
производят при минимальном (270 об/мин) и максимальном (740
или 850 об/мин) числе оборотов вала компрессора.
После проверки производительности компрессор испытывают на
утечки воздуха. Для этого в резервуаре 13 (см. рис. 163) увеличи-
вают давление до 8,5 ати, останавливают компрессор и следят
за падением давления воздуха по манометру 6. Скорость падения
давления должна быть не более 1 кг/смг за 10 мин.
После установки компрессора на тепловоз проверяют
соосность вала компрессора с валом глав-
ного генератора (для ТЭ1 и ТЭ2) или с валом
гидромеханического редуктора (для ТЭЗ). Установку и цент-
ровку компрессора на тепловозе делают предварительную (до
приварки фундаментной плиты компрессора к настильному листу
рамы тепловоза) и окончательную (после приварки). Предвари-
192
тельная установка состоит в том, что к лапам корпуса компрессо-
ра временными болтами прикрепляют фундаментные плиты 1
(рис. 164) и устанавливают компрессор на раму тепловоза так, чтобы
расстояние А от торца траверсы 5 компрессора до торца набора
Рис. 164. Установка и центровка компрессора 1КТ на тепловозе:
/ — фундаментные плиты; 2— прокладки; 3, 4 — гайки; 5, 6 — траверсы; 7 — проста-
вочное кольцо; 5—шкив генератора; 9 — набор колец
колец 9 на шкиве 8 было равно толщине траверсы 6 шкива и про-
ставочного кольца 7. Для предварительной центровки валов комп-
рессора и генератора под гайки 3 и 4 траверсы устанавливают при-
Рис. 165. Приспособление для проверки центровки компрессора:
/ и 4 — фигурные скобы; 2 и 5 —опоры; 3 и 6 — винты; а и б —зазоры
способление, состоящее из фигурных скоб 1 и 4 (рис. 165), опор 2 и 5,
против которых установлены винты 3 и 6, имеющие конические
хвостовики. Правильность центровки (излом осей валов) прове-
ряют на диаметре 400 мм. При одновременном проворачивании
вала компрессора и главного генератора (или гидромеханического
7 Зак. 414 193
редуктора) замеряют зазоры а и б между опорами и винтами
в четырех положениях (через 90°). Центровку валов производят
до тех пор, пока излом (разность расстояний между опорой 5 и
винтом 6) и смещение (разность расстояний между опорой 2 и
винтом 3) осей валов будет не более 0,10 мм. При этом производят
замеры по вертикали и определяют примерную толщину регулиро-
вочных прокладок, которые должны быть уложены под лапы комп-
рессора при окончательной центровке. Затем фундаментные плиты
прихватывают электросваркой в нескольких точках к настильному
листу рамы, удаляют временные болты и снимают компрессор
с тепловоза. После окончательной приварки плит проверяют по
линейке их коробление,
которое допускают не бо-
лее 0,10 мм. Окончатель-
ную центровку компрес-
сора производят с по-
мощью того же при-
способления. Под лапы
компрессора ставят про-
кладки 2 (см. рис. 164),
толщина которых была
определена при предвари-
тельной центровке. Ком-
прессор крепят болтами
к фундаментным плитам и
проверяют соосность ва-
лов. Излом и смещение
осей валов допускают не
более 0,30 мм. Центровку
производят изменением
толщины прокладок 2 (см.
рис. 164) и смещением ком-
прессора на фундаментных
плитах за счет зазора в
отверстиях 0 24 мм лап и
необходимости допускают
Рис. 166. Регулятор давления:
/ — пружина выключающего клапана; 2 — ре-
гулирующий стержень; 3 — контргайка; 4 — пру-
жина включающего клапана; 5 —стержень пру-
жины включающего клапана; 6 — пружина
клапана
крепежных болтов 0 22 мм. В случае
местную распиловку отверстий в лапах компрессора до 1 мм.
После окончательной установки компрессора в двух лапах (пра-
вой и левой задней) его ставят конические фиксирующие штифты
010 мм. При ремонте регулятора давления (рис. 166) проверяют
характеристики пружин /, 4 и 6. Последняя должна иметь
высоту в свободном состоянии в пределах 24 — 28 мм, первые
две соответственно 85—90 мм. При нагрузке 34 ± 2 кг высота
пружин 1 и 4 должна быть равна 65 мм.
Регулировку регулятора давления производят изменением
затяжки пружин. Регулятор должен выключать компрессор
при давлении воздуха в главном резервуаре 8 ати и вклю-
чать его при понижении давления воздуха до 7 ати. Для пони-
194
жения давления воздуха, при котором происходит включение
компрессора, отпускают контргайку 3 и отверткой поворачивают
стержень 2 по часовой стрелке, сжимая пружину 1 клапана. Для
понижения давления, при котором происходит включение ком-
прессора, отпускают контргайку и поворачивают стержень 5 про-
тив часовой стрелки, уменьшая затяжку пружины 4. При проверке
работающего компрессора на тепловозе контролируют отсутствие
шума, стука, течи масла в соединениях, сильного нагрева отдельных
деталей и других ненормальностей. Компрессор 1КТ должен обес-
печивать дозарядку главных резервуаров от 7 до 8 ати в те-
чение 50 сек при отсутствии расхода воздуха и работе дизеля при
740 об/мин. То же самое относится и к компрессору КТ6, но при
850 об/мин дизеля.
§ 41. ПРОВЕРКИ ГИДРОМЕХАНИЧЕСКОГО РЕДУКТОРА
При заводском ремонте тепловоза ТЭЗ по гидромеханическому
редуктору проверяют отсутствие трещин в чугунном корпусе
редуктора обмеливанием и обстукиванием медным молотком.
Производят проверку плоскостей разъема отдельных частей
корпуса редуктора на плите. Щуп 0,05 мм не должен проходить
между фланцем корпуса и плитой.
Все валы редуктора и зубья шестерен проверяют дефекто-
скопом. Трещины в этих деталях не допускают.
Контролируют состояние зазоров в шариковых и роликовых
подшипниках редуктора.
Производят статическую балансировку на горизонтальных приз-
мах насосного 4 и турбинного 3 колес гидромуфты (рис. 167). Дис-
баланс каждого колеса допускают не более 40 гем. Уменьшают
дисбаланс за счет сверловки отверстий диаметром d не более 12 мм
и глубиной не более 7 мм с шагом не менее d + 5 мм. Отверстия
ставят в ступице с наружной стороны каждого колеса на диаметре
175 мм. Допускают также сверление отверстия диаметром до 25 мм
в диске колеса на диаметре 405 мм при условии, что перемычки
между отверстиями и лопатками будут не менее 10 мм. При этом
в одном канале сверлят не более двух отверстий.
Проверяют осевой зазор между насосным 4 и турбинным 3
колесами гидромуфты. Зазор должен быть в пределах 3,774-5,48 мм
и обеспечивают его при сборке за счет допусков на изготовление
деталей. В случае необходимости проверку осевого зазора про-
изводят при помощи фальшвала, на который собирают все детали
гидромуфты, за исключением колокола. Зазор изменяют за счет
подбора длины распорной втулки 12.
Производят проверку прилегания колес гидромуфты к своим
шестерням. После затяжки болтов щуп 0,05 мм не должен заходить
в стык между парами этих деталей.
Масляный насос 2 гидромеханического редуктора подвергают
проверкам аналогично масляному насосу компрессора КТ6.
7* 195
Контролируют биение внутренней поверхности втулки 1 после
ее запрессовки в вал 11 относительно наружной поверхности
вала диаметром 60 мм. Биение допускают не более 0,08 мм.
Рис. 167. Гидромеханический редуктор тепловоза ТЭЗ:
/ — втулка; 2 — масляный лопастной насос; <3 —турбинное колесо гидро-
муфты; 4 —насосное колесо гидромуфты; 5 —первичный вал; £ —веду-
щая шестерня; 7— ведомая шестерня компрессора; 8 — ведомый вал;
9 — ведущая шестерня турбины гидромуфты; 10 — подвижная шестерня;
11— вал привода вентилятора холодильника; 12 — распорная втулка
Проверяют зазор между зубьями шестерен и прилегание зубь-
ев в зацеплении. Зазор допускают в пределах 0,12-у-0,35 мм после
заводского ремонта и контролируют щупо.м или с помощью инди-
катора. Разность зазора в одной паре шестерен допускают не более
0,15 мм. Чтобы обеспечить нормальный зазор, шестерни подби-
рают. Прилегание зубьев шестерен проверяют по краске. Отпе-
196
чаток краски должен быть не менее 60% по длине и по высоте каж-
дого зуба.
Производят проверку совпадения торца К подвижной шестер-
ни 10 с торцом Л шестерни 7, когда эта пара шестерен
находится в зацеплении (при установке рычага в положение «зим-
ний режим»), то же самое для пары шестерен 10 и 9 (совпаде-
ние торцов К и М в положении «летний режим»), В том и другом
случае несовпадение допускают не более 2 мм.
После напрессовки шестерни 6 на вал 5 и шестерни 7
на вал 8 проверяют зазоры между торцами ступиц шестерен и
буртами валов. Щуп 0,10 мм не должен заходить.
Проверяют зазор между торцами ступиц шестерен после на-
прессовки двух шестерен на вал 8. Щуп 0,20 мм не должен заходить
в стык между шестернями.
После полной сборки редуктора проверяют легкость враще-
ния валов от руки при разных положениях подвижной шестерни
10. Вращение валов должно быть плавным, без рывков и заеданий.
Затем редуктор устанавливают на стенд и производят его обкатку
и испытание в течение 1 ч при числе оборотов 1 980 в минуту при
установке рычага в положение «летний режим».
Производят проверку установки и центровки гидромеханиче-
ского редуктора на тепловозе аналогично центровке компрессора.
Для проверки соосности первичного вала 5 редуктора и ниж-
него коленчатого вала применяют приспособление, подобное
изображенному на рис. 165. Центровку валов производят с точ-
ностью до 0,40 мм (излом и смещение осей валов).
ГЛАВА IV
ПРОВЕРКИ ПО ХОЛОДИЛЬНИКУ ТЕПЛОВОЗА
§ 42. ПРОВЕРКИ СЕКЦИЙ ХОЛОДИЛЬНИКА ДИЗЕЛЯ
При подъемочном и заводском ремонте тепловоза по секциям
холодильника производят проверки: качества промывки секций.
Рис. 168. Стенд для проверки чистоты
секций после промывки:
/ — водомерное стекло; 2—водонапорный бак
плотности трубок секции на
воздух, привалочных поверх-
ностей коллекторов секций,
герметичности отремонтиро-
ванных секций, правильности
постановки секций на теп-
ловоз.
Чистоту промытой секции
проверяют на специальном
стенде (рис. 168) по времени
истечения объема воды, нахо-
дящейся в баке 2 между дву-
мя уровнями, отмеченными
на водомерном стекле /. Без
секции это количество воды
должно вытекать за 15 4-
-4- 17 сек. Промывку секций
считают удовлетворительной,
если время протекания воды
не более 65 сек для водяных
и не более 25 сек — для мас-
ляных секций.
Для определения лопнув-
ших или неплотно припаян-
ных к днищу коробки тру-
бок, а также плотности тру-
бок после их пайки приме-
няют приспособление, пока-
занное на рис. 169. В ко-
робку 1 приспособления через
под давлением
штуцер 3 подводят воздух
0,1 — 0,2 ати, а на днище 2 секции наливают
воду. Пузырьки воздуха покажут место дефекта Затем повора-
198
Рис. 169. Приспособление для проверки плот-
ности трубок секций:
/ — коробка; 2 —днище коробки секции; 3 — штуцер
Рис. 170. Приспособление для проверки плоскостности
прнвалочных поверхностей коллекторов секций:
1 —пришабренная планка
199
чивают приспособление на 1800 и таким же образом проверяют
второе днище секции.
После приварки коллекторов к коробкам секций проверяют
плоскостность привалочных поверхностей коллекторов на специ-
альном приспособлении (рис. 170). Щуп 0,10 мм не должен захо-
дить между привалочными поверхностями секции и планками /
приспособления на длине 20 мм. На этом же приспособлении про-
веряют правильность установки коллекторов секций на свое место
перед приваркой их к коробкам секций.
После ремонта секции проверяют на герметичность гидрав-
лическим давлением 5 ати для водяных и 8 ати для масляных
секций. Течь воды в соединениях не допускают. Перед установкой
секций на тепловоз проверяют, нет ли изогнутых и помятых ох-
лаждающих пластин и выправляют их. Между соседними секциями
зазор должен быть не более 4 мм. После запуска дизеля проверяют
отсутствие течи масла и воды в местах крепления секций.
§ 43. ПРОВЕРКИ ВЕНТИЛЯТОРА ХОЛОДИЛЬНИКА
И ЕГО ПРИВОДА
При подъемочном и заводском ремонте вентилятора:
Проверяют отсутствие трещин в корпусах редуктора и под-
пятника путем обстукивания их легким медным молотком.
Все валы подвергают магнитной дефектоскопии.
Контролируют биение валов редуктора в центрах токарного
станка. Максимальное биение допускают не более 0,05 мм.
Проверяют состояние зубьев шестерен редуктора по износу
и величине зазора между ними и состояние роликовых и шари-
ковых подшипников редуктора и привода вентилятора (проверка
радиальных и осевых зазоров и другие проверки, описанные
ранее).
По краске проверяют прилегание конусных хвостовиков валов
к насаживаемым на них деталям. Отпечаток краски должен быть
не менее 75% сопрягаемой поверхности.
Производят проверку зазора в зацеплении шестерен редуктора
и отсутствия коробления дисков фрикционной муфты по плите.
Коробление и непараллельность плоскостей дисков допускают до
0,2 мм.
Контролируют биение вала кардана в центрах токарного станка.
Биение допускают в средней части вала не более 1,5 мм.
Производят статическую балансировку крыльчатки вентиля-
тора и шкива фрикционной муфты (тепловоза ТЭ1).
Испытывают на стенде редуктор, крыльчатку и привод в те-
чение 1 ч при рабочем числе оборотов.
Осуществляют проверку соосности вала редуктора с про-
межуточным валом привода после установки редуктора на теп-
ловоз.
Регулируют муфту включения редуктора вентилятора.
200
Проверяют радиальный зазор между лопастями крыльчатки
вентилятора и цилиндрической поверхностью диффузора, который
должен быть в пределах от 6 до 8 мм (для ТЭ2), до 12 мм (для ТЭ1)
и до 14 мм (для ТЭЗ).
Производят регулировку натяжения ремней привода венти-
лятора тепловоза ТЭ1.
Ремень считают нормально натянутым, если усилие в 4 кг,
приложенное в средней части ведущей ветви, дает стрелу прогиба,
равную 30—50 мм. Все ремни должны быть натянуты оди-
наково.
Проверяют меха-
низм управления хо-
лодильником.
В процессе сборки
редуктора вентилято-
ра холодильника теп-
ловоза ТЭ1 проверяют
установку валов ре-
дуктора и правиль-
ность зацепления ко-
нических шестерен
после их установки
на место. Для этой
проверки применяют
оправку 6 (рис. 171),
которую устанавли-
вают в гнездо А ниж-
него подшипника
Рис. 171. Проверка правильности сборки
редуктора вентилятора холодильника
тепловоза ТЭ1:
/ — горизонтальный вал; 2 и 3-— прокладки; 4 — корпус
редуктора; 5 —проставочное кольцо; 6 — оправка; 7 —
корпус шарикового подшипника; 8 — стержень конт-
рольный
редуктора, и стер-
жень 8, помещаемый между выступом Б оправки б и проставочным
кольцом 5. Расстояние 105 мм — между осью вертикального
вала редуктора и торцом кольца 5 — устанавливают за счет тол-
щины кольца 5 и прокладок 3. Осевой разбег вала 1 регулируют
толщиной прокладок 2 и допускают в пределах 0,074-0,12 мм.
Проверку осевого разбега горизонтального вала 1 производят с
помощью индикатора, ножку которого упирают в торец этого
вала. Проверку зазора в зацеплении конических шестерен редук-
тора вентилятора (рис. 172) осуществляют с помощью крестовины 1,
надеваемой на горизонтальный вал редуктора, и индикатора 2.
Придерживая рукой вертикальный вал редуктора, покачи-
вают горизонтальный и читают показания стрелки индикатора.
Величину, зазора регулируют за счет толщины прокладок (см. рис.
171), устанавливаемых между корпусом 7 подшипника вертикаль-
ного вала и корпусом 4 редуктора. Зазор должен быть не менее
0,2 мм при выбранных внутрь корпуса редуктора осевых разбегах
того и другого вала и не более 0,45 мм при выбранных разбегах
наружу корпуса. Величину зазора в зацеплении конических ше-
стерен редуктора холодильника тепловозов ТЭ2 и ТЭЗ регулируют
7В. Зак, 414
201
прокладками, устанавливаемыми между корпусом редуктора и
гнездом подшипника ведомого вала.
Крыльчатку вентилятора после сварочных работ подвергают
статической балансировке на приспособлении, показанном на рис.
Рис. 172. Проверка зазора в зацеплении конических шестерен
редуктора вентилятора:
/ — крестовина с шлицевой втулкой; 2 —индикатор
173. Перед балансировкой приспособление устанавливают с по-
мощью винтов 4 и уровня строго горизонтально. Крыльчатку
Рис. 173. Приспособление для статической балансировки крыльчатки
вентилятора холодильника тепловоза:
/ — оправка; 2 и 3 — установочные гайки; /--регулировочные винты
вентилятора надевают на оправку 1 и зажимают между двумя
гайками 2 и 3. Допускают дисбаланс не более 230 гем. На этом же
приспособлении производят статическую балансировку шкива фрик-
ционной муфты вентилятора холодильника тепловоза ТЭ1 и дру-
гих деталей. Для проверки соосности горизонтального вала редук-
тора вентилятора холодильника тепловоза ТЭ1 с валом фрикцион-
202
ной муфты применяют приспособление, подобно изображенному
на рис. 165. Скобу 1 укрепляют на конце горизонтального вала
редуктора, а скобу 4 — на конусный конец вала фрикционной
муфты (промежуточный вал должен быть снят). Редуктор и кор-
пуса подшипников муфты крепят на прежних прокладках. Пово-
рачивают оба вала и замеряют зазоры а и б в четырех положе-
ниях (через 90°). Смещение (разность максимального и мини-
мального зазоров а) и излом на радиусе 100 мм (разность макси-
мального и минимального зазоров б) осей валов допускают не
более 0,25 мм. Центровку валов производят за счет толщины ре-
гулировочных прокладок, укладываемых на корпус редуктора и
под корпуса подшипников фрикционной муфты, а также за счет
Рис. 174. Приспособление для проверки соосности горизонталь-
ного вала привода масляного насоса с валом редуктора венти-
лятора холодильника тепловоза ТЭ2:
/ и 2 —контрольные винты; 3 — плита; 4— болт
корпусов подшипников муфты. Продольный разбег промежуточ-
ного вала, регулируемый путем сдвига полумуфт, должен быть
в пределах 14-2 мм.
При установке редуктора вентилятора холодильника тепловоза
ТЭ2 на свое место производят проверку соосности горизонталь-
ного вала редуктора вентилятора и горизонтального вала при-
вода масляного насоса. Эту проверку выполняют с помощью при-
способления, показанного на рис. 174. Плиту 3 приспособления
крепят болтами 4 к фланцу приводной муфты горизонтального
вала редуктора вентилятора. Контрольный винт 1 ставят по радиусу
шкива привода, а винт 2 перпендикулярно торцу шкива. Провер-
тывая горизонтальный вал редуктора вентилятора и измеряя
щупом зазоры между шкивом и вентиляторами в четырех положе-
ниях (через 90°), определяют излом и смещение осей центрируемых
валов, которые допускают не более 0,4 мм. Центровку производят
перемещением корпуса редуктора в горизонтальной плоскости и
7В* 203
за счет прокладок, укладываемых под корпус редуктора. После
центровки корпус редуктора фиксируют коническими штифтами.
Для нормальной работы вентилятора холодильника тепловоза
ТЭЗ необходима соосность валов: гидромеханического редуктора,
подшипниковой опоры и редуктора вентилятора холодильника.
Проверку соосности производят в следующем порядке. За базу
принимают вал гидромеханического редуктора. С валом гидро-
Рис. 175. Фрикционная муфта включения редуктора вентилятора холодиль-
ника тепловозов ТЭ2 и ТЭЗ:
/ — гайки для регулировки муфты; 2 —ведущий диск; 3 — средний диск; / — рычаги;
5 — ведущий диск; 6 — регулировочный винт
механического редуктора центрируют вал подшипниковой опоры,
а потом устраняют несоосность горизонтального вала редуктора
вентилятора относительно вала подшипниковой опоры. Для выпол-
нения этих проверок используют приспособление, аналогичное
приведенному на рис. 165. Первую и вторую центровку ведут до
тех пор, пока разность зазоров а и б на радиусе 125 мм не будет
превышать 0,5 мм. Соосность валов регулируют установкой про-
кладок под корпус подшипниковой опоры и под корпус редуктора
вентилятора холодильника. После центровки ставят конические
штифты, фиксирующие положение опоры и корпуса редуктора.
Регулировку муфт редуктора холодильника производят в сле-
дующем порядке. Устанавливают зазор 1,5-;-2,0 мм между торцом
кольца упорного шарикоподшипника отводки и концами рыча-
гов 4 (рис. 175) при включенной муфте. Регулировку этого зазора
производят путем вращения гаек 1 на один и тот же угол. Разницу
204
этого зазора для рычагов 4 допускают не более 0,3 мм. Далее
устанавливают зазор 0,94-1,4 мм между тремя регулировочными
винтами 6 и средним диском 3. Разность зазоров для трех винтов
должна быть не более 0,1 мм. Зазор проверяют при включенной
муфте. Муфту считают отрегулированной, если при ее включении
упорный шарикоподшипник отводки не вращается, а при вклю-
ченной не проворачиваются диски. При регулировке ведущих
дисков 2 и 5 нормальный ход рычагов 4 от включенного до
выключенного состояния муфты (т. е. ход отводки с упорным
подшипником) допускают в пределах 12,5-4-13,5 мм. При вы-
ключенном состоянии муфты суммарный зазор между ведущими
дисками 2 и 5 и рабочими поверхностями ведомых дисков должен
быть в пределах 0,54-0,9 мм. По механизму управления холодиль-
ником проверяют герметичность воздушной системы управления,
состояние пружин, плавность хода рычагов, плотность прилегания
створок жалюзи, плотность закрытия люков и работу электро-
пневматических клапанов.
ГЛАВА V
ПРОВЕРКИ ЭЛЕКТРООБОРУДОВАНИЯ ТЕПЛОВОЗА
§ 44. ПРОВЕРКИ ЭЛЕКТРИЧЕСКИХ МАШИН
Проверки состояния машин начинают с измерения сопротив-
ления изоляции обмоток. При этом могут быть два случая — ма-
шины демонтированы и разобраны и машины не демонтированы и
от цепей схемы не отключены.
Измерение сопротивления изоляции машин, входящих в си-
ловые цепи. Измерение сопротивления изоляции производят ме-
гомметром на напряжение не ниже 500 в (типа М 1101).
Для измерения сопротивления изоляции выключают рубильник
реле заземления и убеждаются, что барабан реверсора повернут
для движения вперед или назад.
Затем клемму 3 мегомметра присоединяют к корпусу тепло-
воза, а клемму Л — с любым силовым сегментом реверсора и
производят измерение.
Нормальная величина сопротивления изоляции должна быть
не ниже 1 Мом. Если сопротивление меньше, то состояние
изоляции машин определяют методом «уединения», который со-
стоит в следующем. Барабан реверсора ставят в нейтральное поло-
жение так, чтобы правые силовые пальцы (считая стороны ревер-
сора, обратившись к нему лицом) установились точно на изоля-
ционной пластине, закрепленной между сегментами. Оставляя один
провод от мегомметра присоединенным к корпусу, второй провод
прикладывают поочередно к левым и правым группам пальцев
реверсора и каждый раз производят измерение. На тепловозе
ТЭЗ второй провод прикладывают к группам пальцев (считая
сверху), слева — к группам 1, 3, 5 и любой четной (2, 4 или 6)
или к подвижным контактам контакторов /7Ь Пъ и /7з и справа —
к группам, расположенным через одну, — 1, 3, 5 или 2, 4, 6, а на
тепловозах ТЭ2 и ТЭ1 слева к группам 1 и 3 и справа — 1, 3 или
2, 4.
При этих измерениях может быть обнаружено пониженное
сопротивление. Тогда, пользуясь схемой тепловоза, находят де-
фектный участок и элементы содержащихся в нем машин. Например,
если проверяют тепловоз ТЭЗ и пониженное сопротивление об-
наружено при прикладывании провода мегомметра к первой левой
группе пальцев, то участок содержит обмотки якорей и добавоч-
206
ных полюсов двигателей 2 и 3. Если пониженное сопротивление
было при прикладывании провода к правой 5-й (или 6-й) группе,
то участок содержит обмотки возбуждения двигателей 1 и 6. Ана-
логично находят и другие дефектные участки.
Для уточнения, имеют ли пониженное сопротивление элементы
машин, содержащихся в дефектном участке, производят дальней-
шее уединение. Например, пониженное сопротивление в участке,
содержащем обмотки возбуждения двигателей. От выводов двига-
телей К и КК отключают кабели, идущие от реверсора, и измеряют
сопротивление непосредственно у самых двигателей. Если и в
этом случае сопротивление понижено, то отключают кабели, сое-
диняющие обмотки двигателей, и сопротивление измеряют на каж-
дом двигателе отдельно.
В случае, когда участок содержит обмотки якорей и добавоч-
ных полюсов двигателей,—для выяснения состояния изоляции
обмоток открывают смотровые люки у коллекторов. Под щетки
подкладывают прессшпан толщиной 0,5—1 мм и измеряют сопро-
тивление изоляции, последовательно прикладывая провод мегом-
метра к коллектору и щеткодержателям. Аналогично измеряют
сопротивление изоляции обмоток генераторов (если они не демон-
тированы).
Измерение сопротивления изоляции машин, включенных в цепи
управления. Для измерения сопротивления изоляции обмоток
машин, работающих в низковольтных цепях (двигатели топливных
и масляных насосов, вспомогательные генераторы, двигатели вен-
тиляторов и т. д.), выключают рубильник батареи и второй провод
мегомметра прикладывают:
на тепловозе ТЭ1 к объединенным зажимам 12—16 второй
сборной рейки в высоковольтной камере;
на тепловозе ТЭ2 — к объединенным зажимам 7—8—9 второй
сборной рейки или к зажимам 8—9 третьей в высоковольтной
камере;
на тепловозе ТЭЗ — к объединенным зажимам 10—16 первой
сборной рейки в высоковольтной камере. В данном случае будет
измерено сопротивление изоляции всех цепей управления, а также
и сопротивление обмоток машин, входящих в эти цепи. На тепло-
возе ТЭЗ в эти цепи не войдут: обмотка якоря, шунтовая и сериес-
ная обмотки возбудителя и независимая обмотка возбуждения
главного генератора. Для измерения сопротивления изоляции пе-
речисленных выше элементов второй провод мегомметра прикла-
дывают к любому силовому контакту контактора КВ.
Сопротивление изоляции цепей управления и входящих в них
машин допускают не менее 0,5 Мом. Если сопротивление окажется
меньше этой величины, то для выяснения машины от цепей отклю-
чают и производят непосредственное измерение.
В обмотках якоря и добавочных полюсов генератора, противо-
компаундной обмотке возбудителей тепловозов ТЭ1 и ТЭ2, диффе-
ренциальной и ограничивающей обмотках возбуждения возбудителя
207
тепловоза ТЭЗ, а также во всех обмотках тяговых двигателей
и якоря тахогенератора Т2 сопротивление изоляции должно быть
не менее 3—5 Мом.
Сопротивление изоляции обмоток машин, работающих в низко-
вольтных цепях, допускают не менее 1,5—2 Мом.
При определении сопротивления изоляции проверяют и влаж-
ность обмоток прибором ПКВ.
Для проверки обмотки и корпус машины ставят под напряже-
ние переменного тока частотой 50 и 2 гц. По отношению емкостей,
измеренных при этих частотах, судят о степени влажности изо-
ляции.
Проверка коллекторов. Состояние коллекторов машин опре-
деляют визуально, непосредственным осмотром, а биение — ин-
дикатором. Особое внимание уделяют коллекторам тяговых дви-
гателей и генераторов. При длительной работе медь коллектора
покрывается тонкой оксидной пленкой повышенной твердости
и коллектор приобретает темно-коричневую окраску («политура
коллектора»). При таком состоянии переходное сопротивление уве-
личивается и коммутация приобретает более благоприятный харак-
тер, поэтому не следует всякий раз зачищать коллектор. Если на
его поверхности нет почернений и следов подгара, отсутствует
выпучивание и смещение отдельных пластин, глубина продо-
рожки равна 1—1,5 мм, а также отсутствует волнистость по-
верхности из-за механического износа, то состояние коллектора
считают удовлетворительным.
Биение коллектора при демонтированном якоре проверяют ин-
дикатором на станке, если же машина не демонтирована, то не-
посредственно на тепловозе. При этом индикатор укрепляют на
станине или (у генераторов) на подшипниковом щите. Величину
биения коллектора допускают не более 0,044-0,05 мм.
Проверка обмотки якоря, якорных бандажей и клиньев. При
проверке обмотки якоря выявляют местный нагрев, витковое за-
мыкание, излом секций, неудовлетворительную пайку или вы-
плавление петушков, состояние пазовых клиньев и якорных
бандажей.
Полную проверку якоря производят на разобранной машине,
в противном случае осмотру подвергают все доступные места.
Местный нагрев выявляют по изменению цвета изоляционного
покрытия, рыхлости и шелушению лака. Якорь, имеющий такие
дефекты, подлежит ремонту, так как местный нагрев всегда пред-
шествует витковому замыканию.
Проверку на витковое замыкание производят специальными
щупами, пригодными и для определения сопротивления обмотки
якоря. Устройство щупов и схема проверки представлены на рис.
176. Проверку производят следующим образом. Любую пластину
коллектора считают первой и намечают мелом. Затем приклады-
вают стержни щупов к выбранной пластине и рядом лежащей,
нажимают пружинный щуп до упора в зажимной винт и читают
208
показания милливольтметра. Далее переносят простой щуп на
пластину 2, а пружинный — на пластину 3 и снова производят
измерение. Операцию повторяют до тех пор, пока не будет обойден
весь коллектор. При всех измерениях разница в показаниях милли-
вольтметра не должна превосходить 10—12%. Значительное сни-
жение показаний милливольтметра указывает на витковое замы-
кание, а отсутствие отклонения стрелки — на короткое замы-
Рис. 176. Щупы и схема для проверки обмотки якоря:
1 — стержень латунный; 2— трубка изоляционная; 3 —
пружина; 4 — винт зажимной для милливольтметра; <5—
реостат; 6 — источник тока напряжением 5 — 6 в; 7 — кол-
лектор
какие пластин коллектора или концов секции. Повышенные
показания указывают на плохую пайку петушков коллектора
или излом секции.
Проверку обмотки якорей генераторов, тяговых двигателей,
возбудителей и вспомогательных генераторов производят при токе
10—15 а, при проверке якорей других машин ток соответ-
ственно снижают.
Состояние бандажей определяют осмотром и обстукиванием. Не
допускают трещин в пайке бандажей, разрушения полосок замков
и при обстукивании дребезжащий звук,
Пазовые клинья не должны шататься в пазах и иметь сколов
и трещин.
Полностью проверенный якорь и удовлетворяющий нормам по
сопротивлению изоляции обмотки и влажности подвергают ис-
пытанию на электрическую прочность. Для этого один провод от
209
испытательного трансформатора присоединяют к коллектору, а
второй к корпусу якоря. На трансформаторе устанавливают на-
пряжение 1900 в, которое выдерживают в течение 1 мин. Если
вольтметр, измеряющий напряжение испытательного трансфор-
матора, не меняет показаний, то электрическая прочность изоляции
нормальна. Если же показания вольтметра быстро уменьшаются,
то это указывает на возникший пробой изоляции.
Проверка обмоток возбуждения. При проверке обмоток воз-
буждения электрических машин основное внимание уделяют на-
Рис. 177. Схема измерения сопротивления обмотки возбуждения
мостом МД6
дежности контактов между выводами катушек и перемычками.
Проверку производят осмотром, прикладыванием небольшого ме-
ханического усилия, а также пробой подтянуть болтовые соеди-
нения.
Обмотки возбуждения имеют следующие характерные признаки
неисправности: излом выводного зажима катушки; излом меж-
катушечной перемычки; ослабление контакта в соединении зажима
катушки с перемычкой или выводным кабелем; ослабление креп-
ления катушки на сердечнике; витковое замыкание в катушке,
соответственно этим дефектам и производят проверки.
Излом выводных зажимов катушек и перемычек выясняют при
эксплуатации тепловоза, поэтому при проверке двигателя находят
место излома. Ослабшие болтовые соединения катушечных выво-
дов с перемычками определяют измерением сопротивления обмотки
и осмотром. Измерение сопротивления производят двойным мостом
типа МД6 или методом амперметра и вольтметра
На рис. 177 показана схема моста МД6, допускающего изме-
рение сопротивлений от 0,00001 до 11 ом.
К зажимам моста X—X присоединяют выводы обмотки возбуж-
дения К и К.К испытуемого тягового двигателя. После уравно-
вешивания моста сопротивление обмотки вычисляют по формуле
210
р __5_ р _____р
Г) Z'H р г'н»
Л2 А4
(20)
где 7?х— полное сопротивление обмотки возбуждения,
включая сопротивление контактов в соедине-
нии выводов катушек с перемычками;
Ri, Rs, Rs и Ri — сопротивления плеч моста;
Ra— образцовое сопротивление.
Схема проверки сопротивления обмотки возбуждения двойным
мостом типа МДБ или методом амперметра и вольтметра анало-
гична схеме проверки обмотки якоря, показанной на рис. 176.
Если сопротивление обмотки превышает на 15—25% нормальное
значение, то в соединениях имеется плохой контакт. При значи-
Рис. 178. Прибор для определения виткового замыкания катушек:
/ — катушка первичной обмотки; 2 —магнитная система; <? и 4— катушки
вторичной обмотки: 5—усилитель; d —миллиамперметр; 7 — испытуемая
катушка
тельном ослаблении контактов повышается переходное сопротив-
ление, вызывающее местный нагрев. Поэтому при осмотре соеди-
нений в таких местах будет обнаружена рыхлость и потеря эла-
стичности изоляции.
Ослабление катушек на полюсах определяют осмотром, по
натирам и местному разрушению изоляции, а также приложением
механических усилий.
Витковое замыкание катушек определяют измерением сопро-
тивления только в том случае, когда замкнуто около 40—50%
витков одной катушки.
При замыкании одного-двух витков этот способ не позволяет
сделать уверенных выводов. Поэтому, как правило, проверку ка-
тушек на витковое замыкание производят на специальных прибо-
рах, один из которых показан на рис. 178.
Действие прибора состоит в следующем. П-образная магнитная
система удерживает катушку 1 первичной обмотки (присоединяе-
мую на напряжение переменного тока) и две совершенно одинако-
вые катушки 3 и 4 вторичной обмотки. Эти катушки соединяются
211
между собой через усилитель 5 так, чтобы индуктированные в них
э. д. с. были направлены навстречу друг другу, вследствие чего во
вторичной обмотке тока не будет, и стрелка миллиамперметра будет
стоять на нуле. Если на стержень магнитной системы надеть ис-
пытуемую катушку, имеющую короткозамкнутые витки, то симмет-
рия магнитного потока нарушится. Э. д. с., индуктируемые в ка-
тушках 3 и 4, уже не будут уравновешивать друг друга и во вто-
ричной обмотке появится ток, который и покажет миллиамперметр.
Проверка механических узлов при сборке тягового двигателя.
При сборке тягового двигателя проверяют торцовое биение наруж-
ных колец роликовых подшипников, осевой разбег якоря и по-
садку шестерни на ведущий конец вала.
Торцовое биение проверяют до постановки крышек подшипников.
Допускают биение для подшипника со стороны конца вала
0,2 мм и для подшипника со стороны коллектора — 0,14 мм.
Рис. 179. Приспособление для проверки посадки
ведущей шестерни:
/—микрометрический винт; 2— наконечник
Осевой разбег якоря проверяют при установленных всех де-
талях в подшипниковых узлах (за исключением лабиринтового
кольца со стороны свободного конца вала). Величина разбега не
должна превышать 0,154-0,4 мм.
Проверка посадки ведущей шестерни на вал двигателя вклю-
чает две операции — проверку площади прилегающих поверхно-
стей и величины натяга. Площадь прилегания сопряженных поверх-
ностей определяют по краске, которая должна быть не менее 65%
всей конической поверхности конца вала.
Посадочный натяг устанавливают при помощи приспособления,
показанного на рис. 179. Для этого штангу приспособления укла-
дывают в любую впадину зуба шестерни и отмечают ее мелом.
Затем микрометрическим винтом 1 между наконечником 2 и торцом
вала устанавливают зазор, равный 1,34-1,5 мм. После этого ше-
стерню нагревают до 100° (индукционными токами или другим спо-
собом), вкладывают штангу в отмеченный паз и шестерню насажи-
вают на вал до упора в него наконечника 2.
Проверка электрических узлов при сборке машин. Большинство
операций, относящихся к проверке электрических узлов машин,
является общими для всех электрических машин, независимо от
212
их рода. Поэтому и методика проверки будет отличаться только
конкретными величинами.
К общим операциям по проверке электрических узлов относят
следующие.
Проверка магнитной системы. Магнитную систему проверяют
у собранного остова после установки и соединения всех катушек.
Проверку полярности полюсов выполняют следующим образом.
Через каждую обмотку возбуждения в направлении, указанном
на схеме машины, пропускают ток и магнитной стрелкой (компа-
сом) проверяют полярность, которая должна строго соответство-
вать схеме.
У возбудителя тепловоза ТЭЗ проверяют полярность, созда-
ваемую каждой обмоткой в отдельности. При этом полярность
насыщенных полюсов от действия одной шунтовой обмотки должна
быть согласна схеме, а от действия одной дифференциальной —
измениться на противоположную. Равным образом, от действия
ограничивающей обмотки полярность ненасыщенных полюсов долж-
на быть противоположной указанной на схеме.
Испытания производят при следующих токах:
Независимое возбуждение генераторов тепловозов
ТЭ1; ТЭ2 и ТЭЗ............................... 20—30 а
Обмотки главных полюсов тяговых двигателей . . 150—200 а
Независимая, регулировочная и шунтовая обмотки
возбудителя тепловоза ТЭЗ....................1—1,5 а
Ограничивающая обмотка возбудителя тепловоза ТЭЗ0,5—0,8 а
Дифференциальная обмотка возбудителя тепловоза
ТЭЗ.......................................... 15—20 а
Независимая обмотка возбудителя тепловоза ТЭ2 • 2—3 а
Противокомпаундная обмотка возбудителя тепло-
воза ТЭ2 .................................... 150—200 а
Обмотки возбуждения главных полюсов всех вспо-
могательных генераторов ..................... 0,8—1 а
Проверка зазора под полюсами. Проверку зазора под полюсами
производят набором специальных щупов, изготовленных из пру-
жинной стали. Размеры щупов следующие: ширина — 8—10 мм,
длина — 400—500 мм\ толщина — 0,2; 0,5; 1,0; 2,0; 3,0; 4,0;
5,0; 7,0; 10 и 15 мм.
Зазоры проверяют у генераторов, тяговых двигателей и двух-
машинных агрегатов. Проверку зазора у генераторов производят
после полного монтажа станины и установки подшипникового
щита; у тяговых двигателей и двухмашинных агрегатов — после
монтажа и закрепления подшипниковых щитов. Зазор проверяют
под серединой полюса.
Проверка щеточных аппаратов. Проверка щеточных аппаратов
содержит следующие операции: осмотр щеток, щеткодержательных
бракетов и щеткодержателей, измерение нажатия на щетки и
проверку установки щеткодержателей.
Изношенные щетки и щетки, имеющие сколы и выработку по
боковой поверхности, заменяют. Если щетка не разрушена, но
имеет двойное зеркало приработки, ее также заменяют. В одном
213
комплекте щетки подбирают одинаковой длины для соблюдения
равномерного на них давления и улучшения распределения тока.
Комплект щеток на всю машину должен состоять из щеток
одной и той же марки.
Нажатие на щетки проверяют пружинным динамометром и
регулируют изменением натяжения нажимных пружин.
Установку щеткодержателей проверяют по соблюдению необ-
ходимого зазора между поверхностью коллектора и щеткодержа-
телем и параллельности кромки щеток коллекторным пластинам.
Зазор проверяют при вынутых щетках щупом. Величина зазора
должна быть:
У генератора ..................................24-3 мм
» тяговых двигателей...............................24-4 »
» возбудителя и вспомогательного генератора . . 1,64-2 »
Параллельность кромки щеток коллекторным пластинам про-
веряют при установленных щетках. Для этого якорь машины
проворачивают так, чтобы кромки щеток установились вдоль
продорожек. Для тяговых двигателей и генераторов допускают
незначительный перекос в 1,5—2 мм.
Непараллельность щеткодержателей образующей коллектора у
тяговых двигателей и генераторов не должна превышать 1,5-4-
-4-2,0 мм.
Проверка установки щеток на нейтраль. Положение щеток
относительно полюсов оказывает исключительное влияние на ра-
боту электрической машины. Поэтому при разборке и повторной
сборке машины положение щеток сохраняют. Для этого при раз-
борке машины ставятся метки, по которым и восстанавливают
положение щеток. При разборке главного генератора метки ста-
вят на станину и подшипниковый щит, у возбудителя, вспомога-
тельного генератора и двигателей насосов и у тахогенератора
Т1 метки ставят на щеткодержательных траверсах.
Если нет возможности восстановить старое положение щеток,
то установку их на нейтраль выполняют способом индукции, сущ-
ность которого состоит в следующем.
У собранной машины к обмотке возбуждения через рубильник
(рис. 180), реостат и амперметр подводят напряжение постоянного
тока, а к зажимам якоря присоединяют милливольтметр с пре-
делом измерения 30—45 .ив и со шкалой, имеющей нуль посередине.
Включив рубильник, устанавливают реостатом необходимый
ток и отключают рубильник. Затем периодически (через 5—10 сек)
включают и выключают рубильник и следят за милливольтметром
(стрелка которого при включении будет отклоняться в одну сто-
рону, а при выключении — в другую). При правильной установке
щеток отклонение стрелки должно быть в пределах 2—3 мв. Если
отклонение больше этого значения, то весь комплект щеток сдви-
гают в ту или другую сторону. Для этого у главного генератора
поворачивают щит, а у других машин —щеткодержательную тра-
версу.
214
У тяговых двигателей нет возможности сдвинуть щетки, по-
этому, если при испытании отклонения милливольтметра будут
больше 2—3 мв, то заменяют якорь.
При этом испытании ток обмотки возбуждения должен быть
равен:
Для генераторов.................................. 2—3 а
» тяговых двигателей .......................... 20—25 а
» вспомогательных генераторов и возбудителей . 0,5—1 а
У возбудителей ток включают в независимую обмотку
Проверка электрических машин после ремонта и сборки.
Для проверки правильности сборки, нагревания подшипников
и приработки щеток машины испытывают в режиме холостого
хода.
Тяговые двигатели проверяют при напряжении 80—100 в и
вращении в двух направлениях. Длительность испытания для
каждого направления вращения 5—7 мин.
Двухмашинные агрегаты испытывают при работе вспомогатель-
ного генератора в режиме двигателя под напряжением 65—70 в.
При наличии стенда для испытания генераторов до постановки
на тепловоз генератор также проверяют на холостом ходу при
номинальной скорости вращения.
При отсутствии стенда испытание производят непосредственно
на тепловозе. Перед первым запуском дизеля тщательно прити-
рают щетки и устанавливают нормальное на них нажатие.
После заводского ремонта с перемоткой якоря или заменой
катушек обмотки возбуждения машину подвергают контрольному
испытанию при работе под нагрузкой.
215
При этом определяют нагревание обмоток и налаживают ком-
мутацию. У тяговых двигателей проверяют: скоростную характе-
ристику для двух направлений вращения и производят испытание
на разнос при скорости вращения, превышающей на 20% макси-
мальную.
Испытание тяговых двигателей производят на специальном
стенде методом взаимной нагрузки. Сущность этого метода состоит
в том, что двигатели сочленяют валами посредством жесткой
муфты, один из них работает в режиме двигателя, а второй —
в режиме генератора.
Рис. 181. Схема стенда для испытаний тяговых двигателей:
БГ — бустерный генератор; ЛГ — линейный генератор; Л—двигатель, работающий
в режиме генератора; Д —двигатель, работающий в режиме двигателя; ДП — обмот-
ка добавочных полюсов; ГП — обмотка главных полюсов; и Л8 — амперметры;
— —вольтметры
На рис. 181 показана схема стенда для испытания двига-
телей этим способом. Стенд оборудуют двумя генераторами. Ли-
нейный генератор ЛГ мощностью около 40 кет и напряжением
около 460 в восполняет механические потери и потери в стали.
Бустерный генератор БГ мощностью около 40 кет и напряжением
60 в восполняет потери в меди.
Нагревание обмотки машины определяют по возрастанию ее
сопротивления в горячем состоянии относительно сопротивления,
измеренного в холодном состоянии. Сопротивление обмотки в обоих
случаях определяют методом амперметра и вольтметра.
Превышение температуры обмотки над температурой окружаю-
щей среды определяют по формуле
216
&=^-^(235+ах)+ах-,%, (21)
t\K
где — превышение температуры обмотки над температурой
окружающей среды в °C;
/?,. — сопротивление обмотки в нагретом состоянии в ом;
/Д— сопротивление обмотки в холодном состоянии в ом;
Д— температура обмотки в холодном состоянии в °C;
Эо— температура охлаждающего воздуха в °C.
Проверку двигателя на нагревание производят в нормальных
условиях охлаждения, т. е. с принудительной вентиляцией, обес-
печивающей такой же расход воздуха, как и на тепловозе. Испы-
тание производят при длительном токе двигателя. Контрольные
испытания допускают производить и без вентиляции, при номиналь-
ном напряжении и пониженном токе, дающем то же превышение
температуры, что и номинальный ток (ток в этом случае следует
брать равным около 50% номинального). Длительность испыта-
ния 3 ч.
Проверку коммутации у тяговых двигателей производят для
двух режимов: первый — при двойном номинальном токе и номи-
нальном напряжении и второй — при максимальном, принятом для
двигателя ослабления поля и максимальной скорости вращения.
Испытание по обоим режимам производят в течение 0,54-1 мин
при каждом направлении вращения. Класс коммутации должен
быть не выше ПД.
Главные генераторы подвергают испытанию на нагревание об-
моток якоря при номинальном токе Длительность испытания
44-4,5 ч.
Проверку коммутации производят при максимальной скорости
вращения для двух режимов: при максимальном допустимом токе
и напряжении, соответствующем этому току по внешней харак-
теристике, и при максимальном напряжении на коллекторе. Дли-
тельность испытания 14-2 мин, класс коммутации не выше 1ХД.
Испытание на нагревание обмоток вспомогательного генератора
и возбудителя производят при номинальном токе и напряжении.
Длительность испытания 1—1Х/3 ч.
Проверку коммутации производят при токе, равном 150% но-
минального. Длительность испытания 1—2 мин, класс коммутации
не выше ПД.
§ 45. ПРОВЕРКА АККУМУЛЯТОРНОЙ БАТАРЕИ
При проверке аккумуляторной батареи на тепловозе произ-
водят: внешний осмотр, контроль состояния электролита и электри-
ческое испытание отдельных элементов и батареи в целом.
При внешнем осмотре проверяют: надежность крепления меж-
элементных перемычек и наконечников кабелей, качество заливки
мастикой крышек аккумуляторов на отсутствие трещин,
217
чистоту крышек, чистоту и отсутствие коррозии на межэлемент-
ных перемычках.
Проверку состояния электролита начинают с химического ана-
лиза. Если электролит по содержанию вредных примесей удов-
летворяет техническим условиям, то производят определение удель-
ного веса и измерение высоты уровня.
Удельный вес электролита в заряженных аккумуляторах на
тепловозах, работающих в южной части страны (Средняя Азия,
Закавказье), круглый год поддерживают равным 1,24—1,25.
На тепловозах, работающих в других районах, удельный вес
поддерживают равным 1,24—1,25 в летние месяцы и 1,26—1,27 —
в зимние. Указанный удельный вес относят к температуре +30°.
Удельный вес определяют ареометром непосредственно после
прибытия тепловоза из поездки в депо.
Одновременно с определением удельного веса измеряют тем-
пературу электролита. Если в какой-либо банке удельный вес
окажется меньше нормального, то такой элемент берут на заметку
и повторную проверку производят после следующей поездки. Если
и в этом случае удельный вес будет ниже, то аккумулятор снимают
с тепловоза для выяснения неисправности. При повышенном удель-
ном весе электролита добавляют соответствующее количество дис-
тилированной воды.
Элементы, у которых температура электролита отличается на
3—4°, также замечают и проверяют повторно. В том случае, когда
повышенная температура держится систематически, — элемент де-
монтируют.
По измеренной температуре найденный удельный вес приводят
к температуре 4-30°.
На тепловозах, простоявших несколько дней, проверяют удель-
ный вес, и если он окажется на 0,03—0,04 меньше нормального,
батарею подзаряжают от постороннего источника.
Высота уровня электролита должна быть не менее 15 мм, счи-
тая от предохранительной сетки. Для его измерения применяют
стеклянную трубку с внутренним диаметром 3—4 мм и длиной
150—170 мм. С одного конца трубки на расстоянии 15 мм от обреза
наносят заметную метку.
Способ измерения высоты уровня при помощи трубки показан
на рис. 182.
Высоту уровня до 15 мм доводят доливкой дистиллированной
воды (электролит доливают только в том случае, если точно известно,
что понижение уровня произошло из-за выплескивания электро-
лита) .
Напряжение измеряют на каждом элементе при нагрузке бата-
реи током 20—30 а. Для этого включают двигатель вспомогатель-
ного топливного насоса и все осветительные точки. Измерение
производят вольтметром магнитоэлектрической системы с пределом
измерения до 3 в. Допускают отклонение напряжения отдельных
элементов от среднего значения на 0,1—0,2 в.
218
Элементы, имеющие пониженное напряжение, подзаряжают
током 30—40 а от постороннего источника до постоянства напряже-
ния в течение 2 ч. Если и в этом случае напряжение не выровнится,
то такой элемент демонтируют для разборки и осмотра.
Проверку батареи заканчивают измерением сопротивления изо-
ляции. Для этой проверки применяют вольтметр с пределом изме-
рения не меньше 75 в. Измерение производят следующим обра-
зом. Выключают рубильник батареи, прикладывают два провода
от вольтметра к неподвижным контактам рубильника и измеряют
напряжение батареи, которое обозначим через U. Затем один провод
Рнс. 182. Проверка уровня электролита
вольтметра соединяют с корпусом тепловоза, а второй приклады-
вают к одному контакту рубильника. В этом случае измеряют на-
пряжение между корпусом тепловоза и одним зажимом батареи,
обозначив через Ui. Измеряют напряжение между корпусом и вто-
рым контактом рубильника, обозначив через (7г.
Сопротивление изоляции батареи вычисляют по формуле
(22)
где R6 — сопротивление изоляции батареи;
Ra — сопротивление вольтметра; как правило, сопротивление
изоляции должно быть не ниже 25 000 ом, однако при
периодических ремонтах допускают сопротивление не
ниже 15000 ом.
§ 46. ПРОВЕРКИ ЭЛЕКТРИЧЕСКИХ АППАРАТОВ
При проверке аппаратов производят внешний осмотр и проверку
механических и электрических параметров.
При внешнем осмотре выявляют степень изношенности деталей,
состояние изоляционных и декоративных покрытий, выводных
219
зажимов и крепежа. Проверка механических параметров содержит:
измерение силы нажатия контактов и величины провала, опреде-
ление надежности механического привода, испытание герметичности
манжет и клапанов.
В проверку электрических параметров входит: измерение сопро-
тивления катушек, тока срабатывания и отпуска, проверка на-
стройки, сопротивления изоляции.
Электрические испытания аппаратов производят на специальных
стендах.
На рис. 183 показана схема стенда для испытания электриче-
ских аппаратов.
Рис 183. Схема стенда для испытания электрических
аппаратов:
АД — асинхронный двигатель; Г—генератор постоянного тока;
Z7}—Z7a —потенциометры; и о8--клеммы для присоединения аппаратов
Стенд представляет собой следующее.
Генератор постоянного тока Г мощностью 2—2,5 кет и напря-
жением 120 <з, приводимый во вращение асинхронным двигателем АД.
Генератор присоединяют к сборным шинам, от которых питают три
потенциометра /7Ь /7 2 и Пз: один из них рассчитывается на ток до
12—15 а, а два других на ток до 1 а.
Зажимы в! и вг служат для присоединения катушек аппаратов.
Регулирование величины тока производят потенциометрами.
Проверка раствора контактов. Раствор контактов измеряют
штангенциркулем или шаблоном, изготовленным из стали толщи-
ной 3—4 мм. На рис. 184 показан чертеж шаблона. Его сторона П
имеет ширину, равную минимальному раствору контактов, а сторо-
на НП — ширину, равную максимальному раствору.
Измерение раствора показано на рис. 184. Если сторона НП
проходит, отжимая контакт, то раствор следует считать нормаль-
220
ным, если же она проходит свободно, то подвижный контакт
заменяют.
Проверка профиля контактов. Проверку профиля силовых кон-
тактов производят шаблоном, изготовленным из стали толщиной
2—3 мм.
Размеры шаблона для проверки профиля
контактов контактора ПК753 показаны на /С/
рис. 185. /У
3
_____. / - / *
100т по ----------
Рис. 184. Проверка раствора контактов:
/ — подвижный контакт; 2 — неподвижный контакт; 3 — шаблон
Проверка провала контактов. Размером, контролирующим
провал контактов, служит зазор, получающийся после замыкания
контактов между подвижным контактом (или контактодержателем)
Рис. 185. Шаблон для проверки
профиля контактов контактора
ПК753
Рис. 186. Проверка прова-
ла контакта у контактора
КПМ:
/ — неподвижный контакт;
2— подвижный контакт; 3 —
контактодержатель
и деталью, на которую он опирался до включения. На рис. 186 по-
казан размер, контролирующий провал контакта контактора КПМ.
До включения подвижный контакт 2 опирался на контактодержа-
тель 3. После включения между ними получился зазор а, который
и измеряют. Величину действительного провала находят пересчетом
по формуле
(23)
221
Якорь
еподВшкныи
контакт
ПоПазктЛ
контакт
ПруЖина контакта.
Рис. 187. Проверка провала кон-
такта у контактора КПД
КантактаЗерМатель
где П — величина действительного провала.
Аналогично находят провалы контактов у других аппаратов,
контактная система которых сходна по конструкции.
На рис. 187 показан зазор, контролирующий провал у контак-
тора КПД- До включения зазора е не было, после включения он
определяет величину провала.
Измерение зазоров, контролиру-
ющих провал, производят щупом.
Проверка электропневматиче-
ских контакторов типа ПК753.
У контакторов, проверяют: раст-
вор силовых контактов, начальное
нажатие контактов, конечное на-
жатие силовых контактов, герме-
тичность механического привода
и электропневматического вентиля,
нажатие блокконтактов.
Проверку раствора силовых
контактов производят шаблоном
и штангенциркулем. Величины
раствора 14,5—16,5 мм.
Начальное нажатие контактов проверяют следующим образом.
У обесточенного контактора оттягивают подвижный контакт, меж-
ду концом контактодержателя и фасонным рычагом прокладывают
тонкую бумагу, после чего контакт опускают. Затем на болт, кре-
пящий подвижный контакт, надевают петлей конец гибкого шнура,
второй конец которого зацепляют за крючок пружинного динамо-
метра. Рукояткой динамометра шнур натягивают, располагая его
перпендикулярно оси болта, и пытаются сместить проложенную
бумагу. В момент свободного смещения бумаги замечают показа-
ния динамометра — это и будет величина начального нажатия
контактов.
Для контакторов ПК753 начальное нажатие должно быть
в пределах 7—9 кг.
Методика проверки конечного нажатия силовых контактов
аналогична описанной выше, при этом бумагу прокладывают между
силовыми контактами, контактор соединяют с сетью сжатого воздуха
давлением 5 а/пм и включают. Величина конечного нажатия должна
быть 50—60 кг.
Для проверки герметичности механического привода и электро-
пневматического вентиля к штуцеру электропневматического кла-
пана подводят сжатый воздух давлением 5 атм. Нажимая на кноп-
ку вентиля, включают контактор и по утечке воздуха судят о герме-
тичности узлов. Если пропуск воздуха происходит через манжеты,
то последние прожируют.
Методика проверки нажатия блокконтактов аналогична опи-
санной, сила нажатия должна быть 1—2,5 кг.
222
Проверка электромагнитных контакторов типа КПД-45Б-1
и КПД-46А-1. По конструкции оба типа контакторов совершенно
одинаковые, поэтому методика проверки механических параметров
для них аналогична.
У контакторов проверяют: раствор, ток срабатывания, провал,
конечное нажатие контактов.
Раствор контактов проверяют методом, изложенным выше. Для
проверки тока срабатывания катушку контактора через амперметр
подключают к зажимам в1 и в2 стенда, как показано на рис. 188.
Рис. 188. Включение катушки аппарата для проверки
тока срабатывания
Медленно от нуля, повышая потенциометром ток, замечают его ве-
личину, при которой контактор сработал. Если срабатывание про-
исходит при токе, превышающем нормальный больше чем на 10%,
то катушку заменяют, так как в ней возможно витковое замыкание.
При измерении конечного нажатия контактов шнур от динамо-
метра надевают непосредственно на силовой контакт. Если величина
конечного нажатия выходит из пределов, то силовую пружину за-
меняют.
Контакторы должны иметь следующие нормальные параметры:
Для КПД-45Б-1 Для КПД-46А-1
Раствор контактов в мм . . . . 17—18 17—18
Нажатие конечное в кг ... ,6,4—7,3 8,5—10
Сопротивление катушки
при 20°С в ом .............92,1 7,9
Ток срабатывания в а....... 0,49 3,16
Проверка электромагнитных контакторов КПМ220А-10 и
КПМ220В-10. Эти контакторы отличаются только блокконтактами.
Проверка контакторов аналогична описанной выше. Нормальные
параметры контакторов:
Силовые контакты блокировочные
Раствор контактов в мм . . . . 9—10
Нажатие конечное в кг ... .1,4—1,6
Сопротивление катушки
при 20°С в ом................ 220
Ток срабатывания в а.........0,19
7—8
0,27—0,35
223
Проверка электромагнитных реле управления Р45Д-2, Р45Е-2,
Р45Ж-2, Р45Л1-2. Магнитная система этих реле, катушки и контакт-
ная система такие, как у контакторов типа КПМ-220. Проверка реле
состоит в измерении раствора контактов, нажатия и, если требуется,
измерении сопротивления катушки и тока срабатывания.
Нормальные параметры реле следующие:
Разрыв контактов в мм............... 7—8
Конечное нажатие в к.г..............0,27—0,33
Сопротивление катушки при 20°С в ом . 220
Ток срабатывания в а................ 0,19
Проверка реле заземления типа Р45Г. Отличительной особен-
ностью этого реле является наличие защелки, за которую цепляется
якорь реле при срабатывании, вследствие чего Н.З. контакты оста-
ются разомкнутыми и после прекращения тока в катушке реле.
Измерив раствор и нажатие контактов, которые должны быть
такими же, как указано в предыдущей проверке, убеждаются, что
якорь реле надежно встал на защелку, и затем проверяют ток сра-
батывания, для чего катушку реле подключают к стенду по схеме,
указанной на рис. 188 (в этом случае используют потенциометр,
рассчитанный на 15 а). Медленно повышая ток, замечают его ве-
личину, при которой реле срабатывает.
Если срабатывание происходит при токе, меньшем 10 а, то сжи-
мают силовую пружину, если же ток срабатывания превышает 10 а,
то пружину отпускают.
Проверка реверсора. У реверсора измеряют нажатие силовых
пальцев, проверяют действие и герметичность поворотного механиз-
ма и нажатие блокировочных контактов.
Нажатие пальцев измеряют динамометром, которое должно быть
в пределах 4,5—6,5 кг.
Если его значение выходит из этих пределов, то регулировку
производят изменением нажатия пружины.
Нажатие блокировочных контактов измеряют динамометром,
которое допускают в пределах 0,9—2,5 кг.
Поворотный механизм проверяют под давлением воздуха по-
очередным нажатием на грибки электропневматических вентилей.
Герметичность пневматического механизма и клапанов проверяют
на слух, по утечке воздуха. Внешним осмотром определяют со-
стояние рабочей поверхности сегментов и прилегание к ним сило-
вых контактов.
Проверка контроллера. У контроллера проверяют состояние
поворотного механизма, контактной системы и очередность замы-
кания контакторов.
Поворотный механизм проверяют на легкость вращения глав-
ного барабана и барабана реверсирования, четкость фиксации по-
зиций и надежность действия механических блокировок. При раз-
борке контроллера проверяют состояние шестерен и звездочек
на соответствие чертежным размерам.
224
В контактной системе проверяют раствор и нажатие. При этом
должно быть:
Раствор контактов в мм..........64-8
Нажатие в кг....................0,344-0,45
Проверка электронневматических вентилей. Проверку герме-
тичности электропневматических вентилей производят одновре-
менно с механизмом, на котором они стоят. Если в вентиле будут
утечки, то его снимают для притирки клапанов и проверки их хода
и геометрических размеров.
На тепловозах серии ТЭ применяют три модификации вентилей,
отличающиеся друг от друга конструкцией и ходом клапанов. Ха-
рактеристики вентилей следующие:
Техническая величина Тип вентиля
ВВ1 ВВ2 ввз
Номинальное давление в атм . . . 5 5 5
Ход клапанов в мм 0,9±0,05 0,9±0,05 1,3±0,05
Выступание выпускного клапана над поверхностью сердечника ка- тушки при включенном выпускном клапане в мм 1,3±0,1 1,3±0,1 1,3±0,1
Рис. 189. Электропневматические вентили:
а — ВВЗ\ б—ВВГ, в —шаблон; / — корпус; 2 — втулка с седлами; <3 —сердечник ка-
тушки; 4 — катушка; 5 — латунная заклепка; 6 — крышка; 7 — кнопка; 8— пружина;
9 —якорь; 10— магнитопровод; // — выпускной клапан; 12 — стержень впускного
клапана; 13 — впускной клапан; 14 — устанавливающая пружина; 15 — медная шайба;
/^ — пробка; Р — подводящий воздушный канал; /( — отводящий воздушный канал;
А — выпускной канал
8 Зак. 414
225
Проверку размеров и хода клапанов производят при помощи
шаблона, представленного на рис. 189. Для этого у вентиля сни-
мают крышку 6 и удаляют якорь 9. Надежно закрывают отводящий
канал Ц и через кран к каналу Р подводят сжатый воздух давле-
нием 5 атм. Затем последовательно производят нижеследующие
проверки.
Проверка герметичности впускного клапана. Открыв кран,
подводят воздух к впускному клапану, при этом утечки не должно
быть, если она имеется, то клапан притирают и промывают.
Проверка открытия впускного клапана и герметичности вы-
пускного. Как показано на рис. 189, торцом впадины шаблона
с пометкой 0,8 два-три раза нажимают и отпускают выпускной
клапан и убеждаются, что впускной клапан открывается (это бу-
дет слышно по короткому пропуску воздуха в тот момент, когда
выпускной клапан открыт, а впускной еще не закрыт). Если впуск-
ной клапан не открывается, то его стержень 12 — короткий и
клапан заменяют.
В том же положении шаблона нажимают на выпускной клапан
и проверяют герметичность его посадки в гнездо. В случае пропуска
воздуха выпускной клапан притирают.
Проверка выступания выпускного клапана над сердечником
катушки. Торцом впадины шаблона с пометкой 1,3 нажимают на
выпускной клапан. Если между лапкой шаблона и сердечником
катушки 3 будет зазор, то верхнюю часть клапана 11 спиливают.
Если же он неплотно сел в гнездо, то стебель клапана оттягивают
в холодном состоянии.
Проверка длины стержня 12 впускного клапана. Проверяя кла-
паны ВВ1 и ВВ2, накладывают шаблон впадиной с пометкой 2,2
на выпускной клапан. Впускной клапан при этом не должен откры-
ваться. Если открытие происходит, то стержень 12 укорачивают.
Если открытие не происходит, но есть зазор между торцом выпуск-
ного клапана и дном впадины, то подбирают впускной клапан
с более длинным стержнем.
Проверяя клапан ВВЗ, шаблон накладывают впадиной с помет-
кой 2,6.
Отрегулированные таким способом клапаны обеспечат необхо-
димый ход 0,9 или 1,3 мм.
Проверка сопротивлений. Внешним осмотром у сопротивлений
проверяют состояние выводных зажимов, регулировочных поя-
сков, перемычек и плотность намотки.
Целость сопротивления проверяют при помощи вольтметра.
Для этого, как показано на рис. 190, проверяемое сопротивле-
ние включают последовательно с вольтметром и к получившейся
таким образом цепи подводят напряжение постоянного тока в 50—
70 в. Если сопротивление целое, то стрелка вольтметра отклонится
и станет неподвижно, колебание стрелки укажет на наличие пере-
ходного контакта в месте обрыва или на выводных зажимах, если
стрелка не отклоняется, то сопротивление оборвано.
226
Величины сопротивлений измеряют мостами постоянного тока.
Сопротивления, шунтирующие обмотки возбуждения тяговых дви-
гателей, сопротивление, включаемое в цепь дифференциальной об-
мотки возбудителя ТЭЗ, и сопротивления зарядки батареи измеряют
двойными мостами, а остальные — одинарными.
Рис. 190. Схема для проверки целости сопротивления
Проверка реле перехода Р42-Б1. Реле показано на рис. 191.
Это реле точно настраивают на специальную характеристику,
указанную ниже.
Характеристика реле перехода для
тепловоза ТЭЗ
Характеристика реле перехода
для тепловоза ТЭ2
Гок токо- вой ка- тушки в а Ток катушки напряжения в а Ток токо- вой ка- тушки в а Ток катушки напряжения в а
Контакты реле замы- каются Контакты реле размы- каются Контакты реле замы- каются Контакты реле размы- каются
0 0,054-0,055 0,0114-0,012 0 0,0754-0,085 0,0224-0,032
1,0 0,1554-0,165 — 1,0 0,1554-0,165 —
1,6 — 0,0274-0,03 1,3 — 0,0524-0,065
Для настройки характеристики реле устанавливают в верти-
кальном положении и к его катушкам подводят напряжение.
Зажимы катушек имеют пометки «+» и «—».
При подключении проводов от стенда строго соблюдают поляр-
ность, чтобы в зажимы, помеченные значками «+», ток входил.
Схема подключения реле показана на рис. 192. Амперметр Ах
следует брать с пределом измерения до 1,5 а, а амперметр Аг —
с пределом измерения до 0,025 а. Оба прибора магнитоэлектриче-
ской системы класса не ниже Р/г.
Если реле разбиралось, то настройку производят следующим
образом (рис. 191):
1) расконтргаивают оба плунжера 5 и вращают их так, чтобы
они уперлись в сердечники 10 катушек, а коромысло 4 расположи-
лось параллельно торцам катушек. После этого выворачивают каж-
дый плунжер на Р/г оборота и контргают;
8*
227
2) расконтргаивают неподвижные контакты 1 и 7 и, пере-
мещая их, устанавливают раствор контактов, равный
3,5—4,0 мм;
3) не включая тока в токовую катушку, медленно повышают
ток в катушке напряжения. Когда он достигнет значения 0,075—
0,085 а, реле должно замкнуть контакты. Если замыкание проис-
ходит при токе, меньшем 0,075 а, то регулировочным винтом 15
сжимают силовую пружину 14, а если замыкание происходит при
Рис. 191. Реле перехода Р42-Б1:
/ — неподвижный контакт нижний; 2 — планка; 3— стойка; 4 — коромысло;
5 — плунжер; 6 — подвижный контакт; 7 —неподвижный контакт верхний;
8 — катушка напряжения; 9 —панель; 10 — сердечник; //’—катушка токовая;
12 — подвижный контакт нижний; 13 — контргайка плунжера; 14 — силовая
пружина; 15 — регулировочный ьйнт
токе, большем 0,085 а, то действие силовой пружины ослабляют,
для чего вывертывают регулировочный винт 15;
4) снижают ток катушки напряжения для значения 0,022—
0,032 а—контакты реле должны разомкнуться. Этот параметр обык-
новенно получают без дополнительной регулировки;
5) включают ток в токовую катушку и, установив его равным
1 а, медленно повышают ток катушки напряжения до 0,155 -?
228
4- 0,165 а. Контакты реле должны замкнуться. Если замыкание
происходит при токе, меньшем 0,155 а, то, придерживая отверткой
плунжер токовой катушки, расконтргаивают его, затем выворачи-
вают на 1/t—1/6 оборота и снова контргают. Если замыкание про-
исходит при токе, большем 0,165 а, то плунжер ввинчивают. После
этого снова возвращаются к операциям 3 и 4 и производят коррек-
тировку пружиной;
— +
Рис. 192. Схема присоединения реле перехода для настройки
6) оставляя ток катушки напряжения равным 0,155 4- 0,165 а,
повышают ток в токовой катушке до 1,3 а, а затем медленно сни-
жают ток катушки напряжения до 0,052—0,065 а. Контакты реле
должны разомкнуться.
Если контакты размыкаются при токе, меньшем 0,052 а, то
ввинчивают плунжер катушки напряжения на х/8—V12 оборота и
вывинчивают, если размыкание происходит при токе, большем
0,065 а.
У некоторых реле размыкание контактов происходит при токе,
большем 0,065 а, и поворачиванием плунжера катушки напряжения
свести этот ток к нормальному не удается. В этом случае снимают
планку 2 и коромысло 4 (рис. 191), намазывают краской торец
сердечника катушки напряжения. Поставив вновь коромысло,
несколько раз нажимают на него рукой для получения отпечатка
краски на торце плунжера катушки напряжения.
После этого коромысло снимают и по отпечатку краски спили-
вают личным напильником торец плунжера. Затем собирают реле
и снова проверяют по всем параметрам.
229
Аналогично производят проверку реле перехода для тепловозов
ТЭ1 и ТЭ2.
Проверка реле боксования Р46-Б1, Проверку производят на
том же стенде, где и реле перехода, следующим образом.
Установив реле в вертикальном положении, проверяют ход
контактов, который должен быть в пределах:
Для Н. 3. контакта ..................1,04-1,4 мм
» Н. Р. контакта.....................1,64-2,0 »
Величину хода регулируют положением неподвижных контактов.
Подключив к катушке реле провода от стенда, медленно повы-
шают ток до 50 ма, при этом Н. 3. контакт должен разомкнуться,
а Н. Р. замкнуться. Затем снижают ток до 44 ма, при этом Н. Р.
контакт должен разомкнуться, а Н. 3. — замкнуться.
Рис. 193. Регулятор напряжения СРН-2В-1:
/— левый неподвижный контакт; 2 — подвижный
контакт; 3 — правый неподвижный контакт; 4 —
силовая пружина; 5 — контргайка регулировочно
го винта; 6 — регулировочный винт
Регулирование тока
срабатывания произво-
дят изменением натяже-
ния пружины и поло-
жением плунжера.
При регулировке не-
обходимо получить наи-
большее натяжение пру-
жины, для чего плунжер
должен войти глубже в
катушку. Однако при
этом может получиться
слишком низкий ток
размыкания. Поэтому
несколькими пробами
подбирают такое поло-
жение плунжера, при
котором натяжение пру-
жины получается наи-
большим, а токи замы-
кания и размыкания
контактов не выходят
из пределов.
Проверка регулятора
напряжения CPH-2B-1.
Проверку и настройку регулятора (рис. 193) выполняют в два
этапа — сначала регулятор настраивают на отдельном стенде,
а затем производят корректировку на тепловозе при совместной
работе регулятора с вспомогательным генератором.
Предварительную настройку производят следующим образом.
Зачистив контакты, устанавливают между ними суммарный
зазор, равный 0,54-1,0 мм, а взаимное положение контактов подго-
няют так, чтобы площадь соприкосновения была не меньше 75%.
230
Зазор регулируют смещением вдоль оси неподвижных контактов 1
и 3. Измерение производят щупом.
Затем, как показано на рис. 194, к регулятору подводят напря-
жение постоянного тока от стенда и регулируют его величину, рав-
ную точно 75в. Отпустив контргайку 5 (см. рис. 193), регулировочным
винтом 6 устанавливают такое натяжение пружины 4, чтобы подвиж-
ный контакт 2 занял среднее положение между неподвижными кон-
тактами. (После каждого поворота винта 6 его контргают и только
после этого проверяют положение неподвижного контакта.) Этим
предварительную настройку регулятора заканчивают.
Установив регулятор на тепловозе, к общему плюсу и минусу
на сборной рейке присоединяют вольтметр с пределом измерения
до 150 в. После этого запускают дизель и проверяют совместную
работу регулятора и вспомогательного генератора на всех позициях
контроллера. Напряжение, поддерживаемое регулятором, должно
быть в пределах 75±2 в.
Если на всех позициях контроллера напряжение выходит из
нижнего предела, то немного увеличивают сопротивление Т?4,
при превышении верхнего предела это сопротивление уменьшают.
Когда напряжение выходит из пределов до пятой позиции, то
регулируют величину сопротивления Ез, уменьшая его, когда на-
пряжение выходит из нижнего предела, и увеличивая, когда вы-
ходит из верхнего предела.
В том случае, если напряжение выходит из пределов с пятой
по восьмую позицию, то регулируют величину сопротивления /?ь
уменьшая его при пониженном напряжении и увеличивая при по-
вышенном.
231
Если до третьей-четвертой позиции подвижный контакт
вибрирует у левого неподвижного контакта, то сначала увеличи-
вают сопротивление 7?о ДО такой степени, чтобы вибрация происхо-
дила у правого контакта, а затем уже регулируют сопротивления Rs
и Rs, как указывалось выше.
Рис. 195. Регулятор напряжения ТРН-1:
/—компенсирующий винт; 2 — стопорный винт; «? — контргайка каретки; 4 — каретка,
5 — контргайка винта; 6 —регулировочный винт задней пружины; 7 —наконечник
Величина сопротивления Rs оказывает эффективное влияние
только в том случае, когда подвижный контакт вибрирует у левого
неподвижного контакта на высоких позициях контроллера. В этом
случае сопротивление Rs уменьшают, если напряжение выходит
из верхнего предела, и увеличивают, когда выходит из нижнего.
Проверка регулятора напряжения ТРН-1. Настройку регулято-
ра (рис. 195) выполняют в два этапа: сначала регулируют механиче-
232
скую часть, а затем регулятор устанавливают на тепловоз и про-
веряют совместную работу с вспомогательным генератором (или
на стенде, если он оборудован вспомогательным генератором, пред-
назначенным для настройки регуляторов).
При регулировке механической части проверяют последователь-
ность и одновременность замыкания контактов планкой.
Регулировку производят таким образом, чтобы при замыкании
двух последовательных пар контактов ход планки был равен 0,33 ±
± 0,05 мм, а при замыкании двух противоположных контактов
(неодновременность замыкания) — ход планки был не больше
0,02 4- 0,03 мм.
Рис. 196. Схема включения ламп в приспособлении
для регулирования замыкания контактов
регулятора ТРН:
/ — палец; 2 — лампа; 5 —планка
При регулировке контакты подгибают таким образом, чтобы
площадь соприкосновения контакта с планкой составляла не менее
50—60% от всей площади планки.
Регулировку последовательности замыкания контактов (раз-
бивку контактов) производят на специальном приспособлении.
Это приспособление состоит из 14 смонтированных на панели ламп
напряжением 36—75 в и микрометра с пределом измерения 0—
25 мм, у которого обрезана скоба. Микрометр неподвижно укреп-
лен на корпусе регулятора, а его подвижный штифт нажимает на
изоляционный клин подвижной системы регулятора. На время ре-
гулировки от контактов отсоединяют провода, идущие к отпайкам
регулировочных сопротивлений, и вместо них присоединяют про-
вода от ламп. Схема включения ламп показана на рис. 196.
Регулировку производят следующим образом. Под правые кон-
такты подкладывают папиросную бумагу и вращением ручки ми-
крометра клин с планкой отжимают вниз до размыкания всех кон-
тактов. Осторожно вращают ручку микрометра в обратную сторону,
и клин поднимают вверх. По зажиганию лампы определяют момент
замыкания первого контакта и записывают показания микрометра.
После этого вращают микрометр в ту же сторону и при зажигании
второй лампы по шкале микрометра находят перемещение планки.
8В. Зак, 414 233
Если оно отличается от 0,33 ±0,05 мм, то контакт подгибают в ту
или другую сторону.
Затем вынимают бумажку, проложенную под правыми контак-
тами, и аналогичным приемом определяют ход планки при замыка-
нии двух противоположных контактов.
Выполнив механическую регулировку, регулятор ставят на
тепловоз для проверки совместной работы с вспомогательным гене-
ратором.
Для этого к проводу 406 у предохранителя вспомогательного
генератора и к минусу цепей управления приключают вольтметр
с пределом измерения до 150 в, класса не ниже 1,5.
Запускают дизель и, выждав 10—15 мин, необходимых для про-
грева катушек регулятора напряжения, изменяют обороты дизеля
и записывают показания вольтметра на каждой позиции. По пока-
занию вольтметра выясняют, каким способом необходимо произво-
дить регулировку.
При этом могут возникнуть следующие характерные случаи.
1. На всех позициях контроллера регулятор поддерживает
одинаковое (с точностью до ±1 в), но пониженное напряжение.
В данном случае втягивающее усилие катушек преобладает над
усилиями пружин и их действие необходимо повысить. Для этого
отпускают контргайки 3 и 5 (рис. 195) и пружины растягивают:
переднюю пружину — вращением по часовой стрелке каретки 4
и заднюю—вращением в ту же сторону регулировочного винта 6.
2. На всех позициях контроллера поддерживается одинаковое,
но повышенное напряжение. Пружины ослабляют вращением
каретки 4 и винта 6 против часовой стрелки.
3. На низких позициях напряжение выходит из пределов, а
на высоких находится в пределах.
Корректировку производят левым реостатом «холостой ход».
Для этого отпускают стопорный винт 2 и ручку реостата поворачи-
вают против часовой стрелки, если напряжение повышенное, и по
часовой стрелке, если пониженное.
4. На низких позициях контроллера напряжение находится
в пределах, а на высоких — из пределов выходит.
Корректировку производят правым реостатом «высокая ско-
рость», вращая его ручку по часовой стрелке при пониженном на-
пряжении и против часовой стрелки — при повышенном, После
регулировки правым реостатом снова проверяют напряжение на
низких позициях и, если потребуется, корректируют его левым рео-
статом.
5. На высоких позициях напряжение выходит из пределов и
регулировка правым реостатом уже исчерпана. Корректировку
производят компенсирующим винтом 1 (рис. 195). Если напряжение
повышено, то винт 1 ввинчивают, при пониженном напряже-
нии — вывинчивают.
После регулировки ручки реостатов стопорят винтами.
234
6. Подвижная система регулятора непрерывно колеблется,
замыкая 3—4 контакта. Недостаточна обратная связь и ее усили-
вают. Для этого уменьшают сопротивление обратной связи переме-
щением пояска вперед.
7. На низких и высоких позициях напряжение лежит в пределе,
а на средних — из пределов выходит (или наоборот). В этом случае
пытаются изменить положение наконечника 7 (рис. 195), сместив
его на 1—Р/г мм вверх или вниз, после этого снова производят
регулировку реостатами.
§ 47. НАСТРОЙКА ЭЛЕКТРИЧЕСКОЙ СХЕМЫ ТЕПЛОВОЗА ТЭЗ
ПРИ РЕОСТАТНОМ ИСПЫТАНИИ
Тепловоз, прошедший ремонт, а также у которого заменялись:
возбудитель, тахогенератор Т1, сопротивления в цепи обмоток
возбудителя и в цепи возбуждения тахогенератора Т1, подвергают
испытанию на реостате.
При этом в порядке указанной очередности выполняют следую-
щие работы:
1) обкатку дизеля;
2) настройку регулятора напряжения ТРИ;
3) настройку внешней характеристики генератора на 16-й по-
зиции;
4) настройку узла автоматического регулирования мощности
(АРМ);
5) настройку работы реле перехода РП1 и РП2;
6) настройку схемы для движения на четырех тяговых двига-
телях;
7) проверку напряжения тахогенератора Т2.
Для выполнения этих операций стенд для реостатных испытаний
оборудуют следующими электроизмерительными приборами маг-
нитоэлектрической системы, класса не ниже 1,5:
№ по пор. Наименование прибора и пределы измерения Назначение прибора Обозначение по рис. 180
1 Вольтметр до 1 000 в Измерение напряжения глав- ного генератора V,
2 Амперметр с шуитом до 4 000 а Измерение тока главного гене- ратора Аг
3 Вольтметр до 150 в Измерение напряжения возбу- дителя Vz
4 Амперметр с шунтом до 150 а Измерение тока независимой обмотки возбуждения глав- ного генератора Az
5 Амперметр с шунтом до 100 а Измерение тока в дифферен- циальной обмотке возбуди- теля Аз
6 Амперметр до 5 а Измерение тока независимой обмотки возбудителя At
7 Амперметр до 5 а Измерение тока шунтовой об- мотки возбудителя Ag
8В* 235
Продолжение
№ по пор. Наименование прибора и пределы измерения Назначение прибора Обозначение по рис. 180
8 Амперметр до 5 а Измерение тока регулировоч- ной обмотки возбудителя Ав
9 Вольтметр до 150 в Измерение напряжения тахо- генератора Т1 v3
10 Вольтметр до 30 в Измерение напряжения тахо- генератора Т2 Vt
11 Амперметр до 5 а Измерение тока в токовой ка- тушке реле перехода —
Присоединение генератора к водяному реостату и включение
электроизмерительных приборов выполняют следующими видоиз-
менениями цепей схемы тепловоза.
Силовая цепь:
1. Отсоединяют от клемм подвижных контактов контакторов
П1, Пг, Пз кабели — 300 мм2 59, 65, 71 и провода 641, 645 и 649
и присоединяют вместо них три кабеля от плюсовых пластин водя-
ного реостата (если к водяному реостату идут два плюсовых ка-
беля, то в этом случае объединяют клеммы контакторов /71, Пг,
Пз общей перемычкой, рассчитанной на длительный ток. 800 а).
2. Отсоединяют от шунта на 4 000 а встроенного в схему тепло-
воза три кабеля 84, 94 и 81 и присоединяют вместо них кабели от
минусовых пластин водяного реостата.
Цепь возбуждения главного генератора:
1. Отсоединяют провод 446 от неподвижного контакта контак-
тора КВ и присоединяют провод 446 к зажиму шунта на 150 а
амперметра Аг. Второй зажим этого шунта присоединяют к непо-
движному контакту контактора КВ. Для соблюдения полярности
провода, идущие от шунта к амперметру Аг, присоединяют согласно
схеме рис. 197.
2. Присоединяют клемму (+) вольтметра Уг к кабелю 446,
а клемму (—) этого же вольтметра к проводу 453 у щитка сопро-
тивлений возбуждения возбудителя.
Цепь возбуждения возбудителя:
1. Отсоединяют провод 453 у щитка сопротивлений возбуждения
возбудителя и присоединяют провод 453 к клемме (—) амперметра Аа.
Клемму (+) этого амперметра присоединяют к той клемме сопротив-
ления, где был провод 453.
2. Отсоединяют провод 444 у щитка сопротивлений возбуждения
возбудителя и присоединяют его к клемме (—) амперметра At.
Клемму (+) этого амперметра присоединяют к той клемме сопро-
тивления, где был провод 444.
Цепь дифференциальной обмотки возбудителя:
1. Отсоединяют провод 456 от сопротивления, включенного
в цепь дифференциальной обмотки, и присоединяют провод 456
236
к шунту на 100 а амперметра Аз. Второй зажим шунта присо-
единяют к той клемме сопротивления, где был провод 456. (Ампер-
метр Аз располагают непосредственно у дифференциальной обмот-
ки и применяют провода минимальной длины.)
2. Провода, идущие от шунта к амперметру А3, присоединяют
согласно схеме рис. 197.
Цепь АРМ и регулировочной обмотки:
1. Отсоединяют два провода 704 от предохранителя 112 (на
передней стенке высоковольтной камеры) и присоединяют к предо-
хранителю 112 клемму (4 ) амперметра Ав. К клемме (—) этого ам-
перметра присоединяют два провода 704.
2. Присоединяют клемму (+) вольтметра Vs к клемме (+) се-
ленового выпрямителя BCi (на провод 703 x 2). Клемму (—) этого
вольтметра присоединяют к любой клемме амперметра А6.
Т ахогенератор Т2:
Присоединяют клемму (4-) вольтметра V4 на провод 459 Х2
у рубильника ВРЗ, клемму (—) этого вольтметра присоединяют
к клемме (+) селенового выпрямителя ВСг (на провод 46/X 2).
Выключение приборов и присоединение генератора к реостату
представлено на схеме рис. 197.
Так как назначение приборов состоит не только в измерении
величин, на которые они включены, но и в контроле полярности
генераторов и направления тока в цепях, то присоединение прибо-
ров выполняют строго по схеме.
Общие положения по настройке электрической схемы. Разви-
ваемая дизелем мощность расходуется на приведение в дейст-
вие механизмов собственных нужд тепловоза (компрессор, венти-
лятор холодильника, вентиляторы охлаждения тяговых двигателей
и т. д.) и на вращение генератора. Поэтому мощность генератора
не может быть произвольной и должна оставаться постоянной
в возможно более широком диапазоне его нагрузки. Для соблюде-
ния этого условия между током и напряжением генератора должно
соблюдаться определенное, автоматически устанавливающееся соот-
ветствие, состоящее в том, что при увеличении тока генератора
напряжение должно уменьшаться, а при уменьшении тока — уве-
личиваться. Зависимость напряжения генератора от тока якоря
представляют графически — кривой линией, которую называют
внешней характеристикой.
Генератор тепловоза ТЭЗ на 16-й позиции контроллера имеет
внешнюю характеристику, представленную на рис. 198, где по
горизонтальной оси отложен ток, а по вертикальной — напряжение.
Так как строгое соответствие между током и напряжением труд-
но выдержать, то на внешнюю характеристику установлены допуски
с таким расчетом, чтобы для каждого тока значения напряжения
не выходили из заданных пределов. Поэтому на рис. 198 внешняя
характеристика представлена двумя предельными кривыми 1 и 2.
238
Задача настройки и состоит в том, чтобы приемами, изложенными
ниже, отрегулировать такую характеристику, которая совпала бы
Рис. 198. Внешняя характеристика генератора
тепловоза ТЭЗ
Настройку характеристики начинают при токе генератора,
равном 2 400 а, который называют исходной точкой, а участ-
ки характеристики, лежащие вправо и влево от нее, называют
правой и левой ветвью.
Таблица 9
Напряжение генераторов в зависимости от тока на 16-й
позиции контроллера
Ток в а Напряжение в в Мощность в кет
наименьшее наибольшее наименьшая наибольшая
1 200 785 850 937 1 020
1 500 765 813 1 149 1 240
1 800 666 703 1 200 1 265
2 100 571 602 1 200 1 265
2 400 500 527 1 200 1 265
2 700 443 467 1 195 1 260
3 000 397 419 1 190 1 250
239
Вместо кривых 1 и 2 на рис. 198 удобнее пользоваться табл.
9, в которой для тока генератор а от 1 200 до 3 000 а даются предель-
ные значения напряжения и мощности на 16-й позиции контрол-
лера.
Из этой таблицы видно, что, начиная с тока 1 800 а и выше,
мощность генератора остается почти постоянной.
Напряжение генератора зависит от напряжения возбудителя,
которое в свою очередь зависит от степени его возбуждения.
При выключенном узле АРМ возбуждение возбудителя соз-
дается тремя его обмотками — независимой, шунтовой и диффе-
ренциальной. Поэтому напряжение и характеристика генератора
могут быть отрегулированы согласованным действием всех трех
обмоток путем подбора необходимого тока в каждой из них. Для ре-
гулирования величины тока в цепи обмоток включают добавочные
регулируемые сопротивления, при помощи которых и изменяют сте-
пень действия каждой обмотки.
На рис. 199 представлено расположение столбиков на щитке
сопротивления СВВ. Два правых столбика включены в цепь шунто-
вой обмотки, а три левых — в цепь независимой. Для изменения ве-
личины сопротивлений на столбиках предусмотрены подвижные кон-
такты-пояски. На рис. 199 эти пояски занумерованы и возле них
нанесены стрелки со значками Б и М. Если какой-либо поясок сдви-
нуть в направлении стрелки Б, то ток в соответствующей цепи уве-
личится, а если сдвинуть в сторону стрелки М, то ток умень-
шится.
Как сказано выше, напряжение генератора при выключенном
узле АРМ определяется совместным действием трех обмоток возбуж-
дения возбудителя и это, казалось бы, должно внести трудности в
настройку внешней характеристики.
240
Однако можно применить такую методику, когда на определен-
ной стадии регулировки настройку ведут одной единственной об-
моткой.
Для этого учитывают характер действия каждой обмотки, ко-
торый состоит в следующем:
а) Независимая обмотка оказывает на возбудитель постоянное
подмагничивающее действие независимо от тока генератора. Воз-
будитель остро реагирует на величину тока в этой обмотке, поэтому
даже незначительное его изменение приводит к резкому изменению
напряжения генератора.
б) Шунтовая обмотка заметно влияет на возбудитель в диапазоне
тока генератора от 1 200 до 1 800 а. От 1 800 до 2 400 а влияние ее
снижается, начиная с 2 400 а и выше становится настолько незна-
чительным, что им можно пренебречь.
в) Дифференциальная обмотка действует нормально в том случае,
если ее ток равен Дзо—1/so тока генератора (для выпускавшихся
ранее генераторов с компенсационной обмоткой ток дифференци-
альной обмотки лежит в пределах Дзв—Дво)- Действуя на насыщен-
ные полюсы размагничивающим образом, эта обмотка изменяет
степень размагничивания в зависимости от тока главного генера-
тора. Так, в диапазонах от 1 400 до 2 400 а размагничивающее
действие сказывается резко. Начиная с 2 400—2 450 а, степень
размагничивания снижается вследствие насыщения полюсов этой
обмотки.
г) Дифференциальная и шунтовая обмотки насажены на общие
сердечники и, действуя навстречу друг другу, определяют их по-
лярность. Начиная от тока генератора, равного нулю, и до тока
1 750 а, полярность определяется преобладающим влиянием шунто-
вой обмотки и чередование главных полюсов возбудителя получает-
ся такое же, как в нормальной машине постоянного тока. В про-
межутке тока генератора 1 700—1 800 а намагничивающие силы
дифференциальной и шунтовой обмоток становятся равными друг
другу и их сердечник становится бесполярным. При токе,большем
1 750—1 800 а, преобладающее влияние оказывает дифференциаль-
ная обмотка, вследствие чего полярность сердечника изменяется на
противоположную.
Исходя из характера влияния обмоток возбудителя настройку
внешней характеристики производят тремя этапами: сначала
устанавливают ток в дифференциальной обмотке, чем и определяют
ее действие на всем диапазоне тока генератора. Затем к действию
дифференциальной обмотки в исходной точке характеристики
подбирают действие независимой обмотки и, наконец, к действию
двух уже настроенных обмоток подбирают действие шунтовой об-
мотки.
Такая методика позволяет оценить действие каждой обмотки
порознь и быстро приводит к цели.
Настройке внешней характеристики и узла АРМ должен пред-
шествовать нагрев независимой обмотки возбуждения главного ге-
241
нератора до определенной температуры. Для этого на 12—13-й по-
зициях контроллера генератор грузят током 800—900 а.
По показаниям вольтметра Vz и амперметра Аз определяют со-
противление горячей обмотки возбуждения и затем вычисляют ее
температуру по формулам:
f=279£rop —235 (24)
для генераторов с компенсационной обмоткой и
f=252£rop —235 (25)
для генераторов без компенсационной обмотки,
где t — искомая температура обмотки;
/?гор — вычисленное сопротивление горячей обмотки.
Настройка внешней характеристики без узла АРМ. Эту операцию
производят при следующем состоянии генератора, дизеля и орга-
нов управления.
1. Обмотка независимого возбуждения главного генератора про-
грета до температуры 70—80°.
2. Выключатель автоматического регулирования АВ поставлен
в положении «выключено».
3. Контроллер установлен на 16-й позиции.
4. В течение всего периода настройки дизель развивает номи-
нальные обороты без просадки.
5. Трехполюсный рубильник ВРЗ выключен.
При настройке характеристики могут быть три наиболее харак-
терных случая, которые и рассмотрим отдельно.
Случай I. Ток дифференциальной обмотки
выбран правильно. Как сказано выше, дифферен-
циальная обмотка действует нормально в том случае, когда ее ток
равен 11 зо—1/ао тока генератора. В качестве первой пробы выби-
рают средний ток, равный Над- Для его установки на любой пози-
ции контроллера генератор грузят током 2 400 а и по амперметру
А3 проверяют ток дифференциальной обмотки, который должен быть
равен 60 а или на 1—2 а отличаться от этого значения.
Если отклонение больше 1—2 а, то изменяют величину сопро-
тивления в цепи дифференциальной! обмотки, перенося провод на
соседний вывод. Установив нужный ток дифференциальной обмотки,
контроллер переводят на 16-ю позицию и проводят цикл намагничи-
вания генератора, который состоит в том, что генератор разгружают
до тока 1 100—1 200 а, затем грузят до 2 700—3 000 а и снова раз-
гружают до 1 100—1 200 а.
После этого генератор грузят током, равным 2 400 а (исход-
ная точка) и устанавливают соответствующее ему напряжение, воз-
действуя т о л ь к о на независимую обмотку.
По табл. 9 при токе 2 400 а напряжение должно лежать в пре-
делах 497—526 в. Для первой пробы устанавливают среднее зна-
чение — 515 в.
Если напряжение меньше этого значения, то влияние неза-
висимой обмотки усиливают, т. е. увеличивают в ней ток. Для этого
242
пояски 1 и 4, указанные на рис. 199, сдвигают в направлении
стрелки Б, причем сдвигают сначала поясок 4, предназначенный
для грубой регулировки, а затем 1, предназначенный для тонкой
регулировки. Если же напряжение генератора выше 515 в, то в той
же последовательности оба пояска сдвигают в направлении стрел-
ки М. Смещают пояски осторожно, передвигая их на 3—4 мм и все
время наблюдая за показанием вольтметра.
Когда напряжение генератора в исходной точке характеристики
отрегулировано, проверяют совместное действие дифференциаль-
ной и независимой обмоток на всей ее правой ветви. Для этого ге-
нератор грузят током 2 700 и 3 000 а и по вольтметру Vn определяют
напряжение, соответствующее каждому из них. Если, как это пред-
положено, ток дифференциальной обмотки выбран удачно, то на-
пряжение генератора будет лежать в пределах допусков характе-
ристики и таблицы.
После этого проверяют направление левой ветви характери-
стики. Для этого генератор разгружают до тока 1 100 а и за напря-
жением не следят. Затем устанавливают последовательно ток 1 200,
1 500, 1 800 и 2 100 а и определяют для каждого из них напряжение
генератора. Если его значения лежат в пределах таблицы, то на-
стройку внешней характеристики на этом заканчивают. Если же на-
пряжение выходит из пределов, то корректировку производят толь-
ко шунтовой обмоткой, увеличивая в ней ток, если напря-
жение меньше нижнего предела, и уменьшая, если напряжение боль-
ше верхнего предела. Регулировку величины тока производят поя-
ском 6, сдвигая его по стрелке Б, если ток необходимо увеличить,
и по стрелке М, если необходимо уменьшить.
У некоторых генераторов напряжение при токах 1 200 и 1 500 а
лежит на верхнем пределе или близко к нему, а при токе 1 800 а
становится меньше 666 в, т. е. меньше нижнего предела. В этом случае
увеличивают ток шунтовой обмотки до такой степени, чтобы при
1 800 а напряжение было не меньше 666 в, тогда при токах 1 200
и 1 500 а напряжение может выйти за верхний предел, однако это
браковочным признаком не считают.
У других генераторов наблюдается обратное — в диапазоне
тока 1 800—2 100 а напряжение генератора выходит за верхний пре-
дел, а при всех других токах из пределов не выходит. В этом слу-
чае на характеристике получается своеобразный горбик. Для устра-
нения такого недостатка увеличивают ток дифференциальной об-
мотки и заново производят регулировку.
После настройки всех обмоток производят цикл намагничивания
и окончательно снимают внешнюю характеристику генератора,
устанавливая последовательно токи 1 200, 1 500, 1 800, 2 100, 2 400,
2 700 и 3 000 а.
Случай II. Ток дифференциальной обмот-
ки меньше необходимого. Выбрав величину тока диф-
ференциальной обмотки в пределах Узо—1!-м тока генератора, всег-
да можно в исходной точке характеристики при токе 2 400 а подо-
243
брать такое действие независимой обмотки, чтобы получить в этой
точке необходимое напряжение. Но совместное действие этих об-
моток при других токах может принять такой характер, что напря-
жение генератора выйдет из допусков.
Характерный признак расстройки согласованного действия об-
моток в рассматриваемом случае выявляется следующим образом.
Отрегулировав напряжение генератора в исходной точке характе-
ристики равным 515 в, проверяют течение ее правой ветви, увеличи-
вая ток. При этом будет замечено, что напряжение постепенно при-
ближается к нижнему пределу, а при токах 2 700 и 3 000 а стано-
вится меньше нижнего предела. После этого проверяют левую
ветвь характеристики. При этом будет обнаружено, что в промежутке
от 1 200 до 1 800 а напряжение выше верхнего предела, затем оно
постепенно снижается и, начиная с тока 1 900—2 000 а, входит
в норму. Характер изменения напряжения представлен на рис. 198
кривой 3.
Устранить обнаруженный недостаток можно на основании сле-
дующих соображений. Если левая ветвь характеристики распола-
гается выше верхнего предела, то на этом участке размагничивающее
действие дифференциальной обмотки недостаточно и его нужно уси-
лить, увеличив в ней ток. В случае когда правая ветвь выходит из
нижнего предела, размагничивающее действие больше не-
обходимого, но не потому, что ток дифференциальной обмотки ве-
лик, а наоборот — из-за малого тока в этой обмотке в сердеч-
никах полюсов требуемое насыщение не достигнуто, вследствие чего
размагничивающее действие дифференциальной обмотки и оказа-
лось больше необходимого.
Так как повышение степени насыщения полюсов достигается
путем увеличения тока, то оба рассуждения приводят к одному вы-
воду: ток дифференциальной обмотки необходимо
увеличить. Для этого контроллер ставят на нулевую позицию
и уменьшают сопротивление в цепи дифференциальной обмотки.
Поставив контроллер на 16-ю позицию и выполнив цикл намагни-
чивания, генератор грузят током 2 400 а, корректируют ток неза-
висимой обмотки, который в этом случае увеличивают, и ведут
дальше настройку обычными приемами.
Изменение тока дифференциальной обмотки и корректировку
тока независимой иногда повторяют два-три раза, пока характе-
ристика не уложится в норму.
Случай III. Ток дифференциальной об-
мотки больше необходимого. Характерные при-
знаки этого случая проявляются в том, что в правой ветви харак-
теристики напряжение генератора приближается к верхнему пре-
делу, а при токах 2 700—3 000 а настолько из него выходит, что
наступает перегрузка дизеля и обороты его снижаются.
В левой ветви при малых токах генератора напряжение меньше
нижнего предела, а в промежутке 2 000—2 400 а постепенно входит
244
в норму. Вид характеристики для этого случая представлен на
рис. 198 кривой 4.
Подъем правой ветви объясняется тем, что вследствие большого
тока дифференциальной обмотки в сердечниках ее полюсов насту-
пило настолько значительное насыщение, что размагничивающее
действие этой обмотки снизилось. Понижение напряжения в левой
ветви произошло из-за повышенного размагничивающего действия.
Для исправления характеристики постепенным увеличением
сопротивления в цепи дифференциальной обмотки уменьшают ее
ток, корректируют ток независимой обмотки и проверяют течение
только правой ветви. Затем настройку ведут обычным способом.
Настройка узла автоматического регулирования мощности
(АРМ). При настройке узла АРМ состояние вспомогательных меха-
низмов тепловоза и положение органов управления должно быть
следующим.
1. Ручка гидромеханического редуктора в положении «летний
режим».
2. Вентилятор холодильника включен (если настройка ведется
зимой, то температуру охлаждающей воды регулируют при помощи
жалюзи).
3. Компрессор включен (на время настройки открыть концевой
кран питательной магистрали).
4. Обмотка независимого возбуждения генератора нагрета до
90—100°.
5. Ручка контроллера на 16-й позиции.
При включении узла АРМ на 16-й позиции контроллера в цепь
независимой обмотки возбудителя вводят дополнительную ступень
сопротивления и ток обмотки снижают на 0,4—0,5 а. Вследствие
этого мощность генератора, зависящую от действия трех обмоток
возбудителя (независимой, дифференциальной и шунтовой), снижает-
ся до 850—920 кет. Доведение мощности до нормального значения —
1 240 кет—производят действием узла АРМ посредством регулиро-
вочной обмотки возбудителя.
Задача узла АРМ состоит не только в доведении мощности гене-
ратора до 1 240 кет, но также и в поддержании постоянства этой
мощности независимо от теплового состояния генератора и явлений
гистерезиса.
Кроме того, посредством узла АРМ мощность генератора может
повыситься, если будет выключен какой-либо механизм собствен-
ных нужд. Для выполнения этих задач работа узла АРМ протекает
в следующих условиях.
1. При всех включенных механизмах собственных нужд генератор
развивает мощность 1 240 кет, а скорость вращения дизеля снижена
на 15—20 об/мин (просадка оборотов). Ток регулировочной обмотки
при этом равен 2—3 а (при токе генератора около 2 400 а).
2. При выключенном вентиляторе холодильника и работающем
вхолостую компрессоре генератор развивает мощность около
1 330 кет, а просадка оборотов дизеля уменьшается до 3—5 об/мин.
245
Исходя из этого, настройка АРМ состоит из двух регулировоч-
ных и одной проверочной операции. Сначала достигают состояния,
когда при включенных механизмах собственных нужд генератор
развивает мощность 1 240 кет, а обороты дизеля просажены на 15—
20, затем проверяют просадку оборотов при выключенных механиз-
мах собственных нужд и, наконец, устанавливают необходимый ток
регулировочной обмотки.
Необходимо помнить, что развиваемая генератором мощность
и просадка оборотов дизеля взаимно связаны и влияют друг на дру-
га. Так, повышение мощности генератора повлечет за собой уве-
личение просадки, а увеличение просадки (т. е. снижение оборотов
дизеля) повлечет снижение мощности. Поэтому регулирование обеих
величин производят совместно, постепенным приближением к не-
обходимым их значениям.
Настройку ведут следующим образом.
При включенном узле АРМ и включенных вентиляторе и ком-
прессоре генератор грузят током 2 300—2 400 а. Затем включают
АРМ и по току и напряжению генератора вычисляют его мощность,
наблюдая одновременно за оборотами дизеля. Если мощность ока-
жется меньше 1 240 кет, то ее увеличивают путем повышения на-
пряжения тахогенератора Т1. Для этого уменьшают сопротивление
в цепи его возбуждения, постепенно перемещая регулировочные
пояски. Когда необходимая мощность 1 240 кет достигнута, а ди-
зель работает без просадки оборотов или она меньше 15—20, то
это происходит из-за большой подачи топлива насосами дизеля,
которую необходимо уменьшить при помощи ограничительного упо-
ра. Для этого стержень упора расконтргаивают, поворачивают по
часовой стрелке и вновь контргают. Эту операцию удобно проводить,
не останавливая и не разгружая дизеля, наблюдая одновременно за
его оборотами.
После перестановки упора мощность генератора снизится и ее
снова поднимают изменением возбуждения тахогенератора Т1.
Обыкновенно после 2—3 перестановок удается достичь необхо-
димого состояния как по мощности генератора, так и по просадке
оборотов.
Возможен случай, противоположный описанному, когда просадка
в 15—20 оборотов наступает при мощности генератора, меньшей
1 240 кет, а попытка ее поднять изменением возбуждения тахо-
генератора Т1 приводит к увеличению просадки. Хотя в данном
случае налицо недостаточная мощность дизеля, однако без тщатель-
ной проверки его параметров и состояния топливного трубопровода
увеличивать подачу не следует.
Необходимо проверить топливные насосы на заклинивание,
температуру выхлопных газов по цилиндрам и сравнить ее на рав-
номерность, давление вспышки во всех цилиндрах, плотность за-
тяжки резьбовых соединений в заборной части топливного трубо-
провода, форсунки дизеля на качество распыла. И только после
того, когда все параметры дизеля окажутся в пределах, возможно
246
допустить увеличение подачи топлива. Для этого стержень огра-
ничительного упора поворачивают против часовой стрелки и одно-
временно регулируют мощность генератора.
Закончив регулировку, выключают вентилятор холодильника
и в тот момент, когда компрессор работает вхолостую, проверяют
наличие просадки, которая должна составлять 3—5 оборотов. Мощ-
ность генератора при этом должна быть около 1 330 кет.
Если при основной настройке узла АРМ при токе генератора
около 2 400 а ток регулировочной обмотки составлял 2—3 а, то
настройку АРМ на этом заканчивают. Если же этот ток меньше 2 а,
то его необходимо поднять до нормального значения (2—3 а) сле-
дующим приемом: передвинув в направлении стрелки М поясок 3
и уменьшив этим ток независимого возбуждения возбудителя, кор-
ректируют мощность генератора повышением напряжения тахо-
генератора Т1. При этом ток регулировочной обмотки возрастет,
мощность генератора повысится, а дизель должен работать с той
просадкой оборотов, которая была достигнута при основной на-
стройке.
Регулировку узла АРМ заканчивают снятием внешней харак-
теристики на 16-й позиции, причем в диапазоне тока 1 800—2 500 а
мощность генератора должна быть не менее 1 240 кет, а при токах
больших 2 500 а — допускают снижение мощности на 15—20 кет.
После ремонта или замены тахогенератора Т1 в процессе на-
стройки узла АРМ могут появиться незатухающие самоколебания
всей энергетической цепи тепловоза, выявить и наблюдать которые
можно следующим образом. На 16-й позиции контроллера при вы-
ключенном узле АРМ генератор грузят током около 2 400 а и вклю-
чают АРМ. После этого дизель сразу же начинает работать неустой-
чиво (то повышая, то снижая обороты), по приборам Vi и Ai будет
замечено значительное колебание (в сторону повышения и пони-
жения) мощности генератора, а ток в регулировочной обмотке пе-
риодически исчезает до нуля и броском поднимается до 5—8 а.
Для устранения этого дефекта постепенно сдвигают щеткодержа-
тельную траверсу тахогенератора Т1 в направлении вращения его
якоря, т. е. против часовой стрелки. Сдвигать следует из такого
расчета, чтобы смещение щеток по коллектору не превосходило
14-2 мм за каждым сдвигом траверсы.
Положение щеток будет нормальным в том случае, когда при
включении АРМ стрелки приборов Vi и Ai, совершив 2—3 колеба-
ния, успокаиваются.
Смещение щеток больше требуемого приводит к значительному
ухудшению работ АРМ вследствие потери остроты регулиро-
вания.
Настройка срабатывания реле перехода. Настройку действия
реле перехода РП1 и РП2 производят по току генератора на 16-й
и 3-й позициях контроллера.
Действия реле должны происходить при токе генератора соглас-
но табл. 10.
247
Таблица 10
Действие реле перехода в зависимости от тока генератора
Позиции контроллера Наимено- вание реле Ток генератора в а
Контакты реле замы- каются Контакты реле размы- каются
16 РП1 РП2 1 800—1 850 1 600—1 650 2 550-2 600 2 400-2 450
3 РП1 РП2 1 250—1 300 1 200—1 250
На рис. 200 представлена схема щитка сопротивлений СРП1,
включенных в цепь катушки реле перехода РП1, а на рис. 201—схе-
ма щитка СРП2 для реле РП2.
Настройку действия реле производят следующим образом.
Рис. 200. Щиток сопротивления СРП1
На 16-й позиции контроллера (при включенном узле АРМ) ге-
нератор грузят током около 2 400 а, контакты реле при этом должны
быть разомкнуты. (Если они замкнуты, то нажатием руки на коро-
мысло реле их размыкают.) Затем медленно снижают ток генератора
и наблюдают за контактами реле РП1 по срабатыванию контакто-
ров Шг, Uh и Шз.
Если контакты РП1 замкнутся при токе, большем 1 850 а, то
контроллер ставят на нулевую позицию и увеличивают сопротив-
ление трубки 3 на щитке СРП1. Если замыкание произойдет при
токе, меньшем 1 800 а, то сопротивление трубки 3 уменьшают.
Отрегулировав замыкание контактов реле РП1, переходят к
регулировке реле РП2. Для этого ток генератора уменьшают и на-
блюдают за контактами РП2 по состоянию контакторов Uh, Ш5
и Шй. Если замыкание контактов РП2 произойдет при токе, боль-
шем 1 650 а, то сопротивление трубки 5 на щитке СРП2 увеличи-
248
вают, а если контакты замыкаются при токе, меньшем 1 600 а, то
сопротивление этой трубки уменьшают.
Настроив схему на замыкание контактов обоих реле, производят
настройку на размыкание контактов, причем для сокращения вре-
мени сначала настраивают на размыкание РП2, а затем РП1. Для
этого в тех же условиях (16-я позиция контроллера и включенный
узел АРМ) медленно увеличивают ток генератора до 2 400 а и на-
блюдают за состоянием контактов РП2. Если размыкание проис-
Рис. 201. Щиток сопротивления СРП2
ходит при токе, меньшем 2 400 а, то уменьшают сопротивление труб-
ки 4 на щитке СРП2, а если контакты не размыкаются при токе
2 450 а, то сопротивление этой трубки увеличивают.
Для настройки на размыкание контактов реле РП1 ток гене-
ратора увеличивают до 2 550 а. Если размыкание происходит при
токе, меньшем 2 550 а, то уменьшают сопротивление трубки 4
на щитке СРП1, а если размыкание не происходит при токе 2 600 а,
то сопротивление этой трубки увеличивают.
Настроив схему на 16-й позиции, переходят к настройке на 3-й
позиции. Для этого контроллер ставят на 3-ю позицию и устанавли-
вают ток генератора 900—1 000 а.
Замкнув от руки контакты обоих реле, медленно увеличивают
ток генератора и наблюдают за контактами реле РП2. Если они
размыкаются при токе, меньшем 1 200 а, то поясок на трубке 1
щитка СРП2 сдвигают вниз (удаляют от провода 659), а если раз-
мыкание происходит при токе, большем 1 250 а, то поясок смещают
вверх.
Отрегулировав размыкание контактов РП2, производят регу-
лировку размыкания РП1. Если контакты этого реле размыкаются
при токе, меньшем 1 250 а, то поясок на трубке 7 щитка СРП1
249
смещают вверх, если же размыкание происходит при токе, большем
1 300 а, то поясок смещается вниз.
Настройка схемыдля движения на четырех тяговых двигателях.
На нулевой позиции контроллера переключают в нижнее положение
любой отключатель групп электродвигателей (ОМ1-6, ОАА2-3,
или ОМ4-5) и выключают АРМ. Затем контроллер ставят на 16-ю
позицию и генератор грузят током 1 800 а. Перемещая регулировоч-
ный поясок 5 на столбике сопротивления СВВ (см. рис. 199), уста-
навливают напряжение генератора в пределах 455—460 в. Для сни-
жения напряжения поясок 5 перемещают по стрелке М, для по-
вышения — по стрелке Б.
Проверка узла ограничения тока генератора. Работоспособность
узла ограничения тока генератора, в условиях депо, проверяют
измерением и регулировкой напряжения тахогенератора Т2. Для
этого на 16-й позиции контроллера, с выключенным узлом АРМ, ге-
нератор грузят любым током и вольтметром Vi (см. рис. 199)измеряют
напряжение тахогенератора Т2, которое должно быть в пределах
18,5—19,5 в. Величину напряжения регулируют изменением со-
противления, включенного в цепь возбуждения тахогенератора Т2.
Некоторые особенности настройки внешней характеристики.
При одной и той же подаче топлива развиваемая дизелем мощность
зависит от температуры окружающей среды (температура воздуха,
забираемого воздуходувкой) и барометрического давления. В ка-
честве нормальных условий принята температура 15° С и барометри-
ческое давление 760 мм рт. ст.
При изменении давления мощность дизеля уменьшается с по-
нижением давления и возрастает с повышением. Возрастание тем-
пературы по сравнению с 15° приводит к снижению мощности ди-
зеля, а при более низких температурах мощность возрастает.
Вследствие этого с изменением атмосферных условий должна
изменяться и мощность генератора.
Чтобы выдержать соответствие между мощностями дизеля и ге-
нератора, при настройке внешней характеристики и узла АРМ
следует пользоваться табл. 11, в которой указана мощность ге-
нератора в зависимости от атмосферных условий.
Таблица 11
Мощность генератора в кет на 16-й позиции контроллера при различных
атмосферных условиях
Температура окружающей среды в °C Барометрическое давление в мм рт. ст.
730 740 750 760 770
5 1 240 1 245 1 250 1 260 1 265
15 1 220 1 225 1 230 1 240 1 245
25 1 200 1 205 1 210 1 220 1 225
35 1 180 1 185 1 190 1 200 1 205
250
Мощность дизеля зависит от состояния поршневой группы.
Поэтому в инструкциях по эксплуатации тепловозов предусматри-
вают снижение мощности генератора до 1 150— 1 180 кет для
тепловозов, прошедших подъемочный и большой периодический
ремонты.
§ 48. НАСТРОЙКА ЭЛЕКТРИЧЕСКОЙ СХЕМЫ
ТЕПЛОВОЗА ТЭ2
При реостатных испытаниях тепловоза ТЭ2 выполняют следую-
щие видоизменения схемы.
Силовая цепь:
1. Снимают перемычку между подвижными контактами контакто-
ров С и С/7г. Отсоединяют провод 249 и кабель 464 от подвижного
контакта контактора СП2. Присоединяют к подвижному контакту
контактора С/7г один плюсовый кабель от водяного реостата.
2. Отсоединяют кабель 463 от выводного кабеля Х/А и присое-
диняют к кабелю 463 второй плюсовый кабель от водяного реостата.
3. Отсоединяют кабель 130 от реле ограничения тока и при-
соединяют вместо него один минусовый кабель от водяного
реостата.
4. Отсоединяют кабель 133 от реверсора и присоединяют к ка-
белю 133 второй минусовый кабель от водяного реостата.
5. Отсоединяют провод 253 от сопротивления СРБ2.
Цепь возбуждения главного генератора:
1. Отсоединяют провод 483 от подвижного контакта контактора
В Г и включают шунт на 150 а амперметра Да в рассечку между этим
контактором и проводом 483.
2. Присоединяют клемму (+) вольтметра Кг с пределом измере-
ния до 150 в к любому контакту контактора ВГ. Клемму (—) этого
вольтметра присоединяют к общему минусу цепи управления.
Цепь возбуждения возбудителя:
1. Отсоединяют провод 239 от конца Uh независимой обмотки
возбудителя и включают в рассечку между этим концом и проводом
239 амперметр Аз с пределом измерения до 10 а.
2. Отсоединяют провод 234 от зажима реле ограничения тока
и включают в рассечку между этим зажимом и проводом 234 ам-
перметр Д4 с пределом измерения 3—0—3 а, имеющий шкалу с ну-
лем посредине.
Схема включения приборов и присоединения генератора к во-
дяному реостату показана на рис. 202.
Настройка внешней характеристики. Перед настройкой харак-
теристики ток шунтовой катушки реле ограничения тока устанав-
ливают равным 1,5 а. Установку производят на любой позиции
контроллера выше третьей при помощи сопротивления, смонтиро-
ванного на реле ограничения тока.
251
Рнс. 202. Подключение генератора тепловоза ТЭ2 к реостату
Затем производят прогрев обмотки независимого возбуждения
главного генератора до средней эксплуатационной температуры,
которая зависит от времени года и географического положения мест-
ности, где тепловозы эксплуатируются. Эта температура указывается
особыми инструкциями и лежит в пределах 404-70°. Для сокраще-
ния времени прогрев производят на 7-й позиции контроллера при
токе генератора, равном 300—400 а.
Температуру независимой обмотки определяют по ее повысив-
шемуся сопротивлению при нагреве. Это сопротивление находят
методом амперметра и
вольтметра по показаниям
приборов Уг и Аг.
С достаточной для прак-
тики точностью темпера-
туру нагретой обмотки
вычисляют по формуле
<г=370Дгор —235, (26)
где tT — температура на-
гретой обмотки;
Дгор — сопротивление на-
гретой обмотки.
После прогрева произ-
водят цикл намагничива-
ния генератора, нагружая
его током 1 300 а и разгру-
жая до тока 300—400 а.
Затем генератор грузят
током, равным точно 1000а,
и, изменяя величину со-
противления СВВ, устанав-
ливают напряжение гене-
Рис. 203. Внешняя характеристика
генератора тепловоза ТЭ2
ратора в пределах 603—
620 в.
Нагрузив генератор до
тока 1 300 а и разгрузив до 400 а, снимают внешнюю характери-
стику в диапазоне тока от 400 до 1 300 а, записывая показа-
ния всех приборов через 100 а.
Внешняя характеристика должна уложиться в допуски, показан-
ные на рис. 203 двумя предельными кривыми.
Настройка режимов перехода. Действие реле перехода должно
происходить при токе генератора согласно табл. 12.
Настройку срабатывания реле перехода РП производят изме-
нением величины сопротивления, включенного в цепь катушки на-
пряжения реле. Это сопротивление смонтировано на щитке СРП,
схема которого показана на рис. 204.
Настройку схемы производят следующим образом. На 8-й
позиции контроллера генератор грузят током 950—1 000 а. Контак-
253
торы С/71 и C/7 2 при этом должны быть включены. Если контакты
РП замкнуты, то их размыкают нажатием на коромысло реле.
Медленно снижают ток до 800 а, контакты реле должны замкнуться.
Если замыкание происходит при токе,большем 800 а, то увеличивают
Таблица 12
Позиции контроллера Вид перехода Ток генератора в а
8 Переход с последовательного соединения на последовательно-параллельное . . Переход из полного поля на ослабленное » » ослабленного поля на полное 650-670 800 1 260—1 300
3* » » полного поля на ослабленное 200-250
» » ослабленного поля на полное 670—700
* Проверочная операция.
сопротивление трубки 7 на щитке СРП, а если контакты замыкаются
при токе,меньшем 800 а, то сопротивление этой трубки уменьшают.
Затем медленно повышают ток до 1 300 а.
Если контакты реле размыкаются при токе, меньшем 1 260 а,
то уменьшают сопротивление трубки 5 или 6, если же контакты
реле не размыкаются при токе 1 300 а, то сопротивление этих трубок
увеличивают.
Замыкание и размыкание контактов реле РП определяют по
включению и отключению контакторов Ш1 и Шг.
254
После этого генератор разгружают до тока 800—900 а и выклю-
чателем 108 переводят схему на соответствие последовательно-
параллельному соединению тяговых двигателей (контакторы СПу
и С/7г выключены, а контактор С включен). Генератор медленно
разгружают до тока 650 а. Если срабатывание РП происходит при
токе,болыпем 670 а, то увеличивают сопротивление трубки 8, а если
реле не срабатывает при токе 650 а, то сопротивление этой трубки
уменьшают.
В этом случае срабатывание реле определяют по отпаданию кон-
тактора С и включению контакторов СПу и СДг.
Контроллер переводят на 3-ю позицию и проверяют действие
реле, которое должно произойти при токах, указанных в таблице.
В некоторых случаях сопротивление трубок щитка СРП может
оказаться недостаточным для настройки. Тогда проверяют вели-
чину тока в токовой катушке РП. Этот ток должен быть равен
1/8оо тока генератора, величину тока регулируют изменением
сопротивления трубки 1 на щитке СРП.
Если и после этого регулировка схемы не получается, то сни-
мают реле РП и настраивают его характеристику.
Настройка реле ограничения тока. Действие реле состоит в том,
что оно должно разомкнуть свой Н.З. (задний) контакт и замкнуть
Н.Р. (передний) контакт, а подвижный контакт должен занять
в некоторый момент промежуточное положение.
Начало размыкания заднего контакта должно происходить при
токе генератора, равном 640—660 а, промежуточное положение
подвижного контакта — при токе 680—700 а и начало замыкания
переднего контакта — при токе 700—715 а.
Действие реле проверяют по амперметру At Если его стрелка
отклонена вправо и неподвижна, то реле не действует, его задний
контакт замкнут. Вибрация отклоненной вправо стрелки ука-
зывает на начало размыкания этого контакта. Установка стрелки
амперметра на нуль соответствует промежуточному положению
подвижного контакта, а вибрация отклоненной влево стрелки
амперметра указывает на начало замыкания переднего контакта.
В соответствии с этим настройку производят следующим образом.
Отсоединяют минусовый кабель реостата от кабеля 133 и на
любой позиции контроллера выше 3-й генератор грузят током
640 а, наблюдая одновременно за стрелкой амперметра /Ц.
Если вибрация отклоненной вправо стрелки происходит при
токе, меньшем 640 а, то натягивают пружинку реле. Если стрелка
отклоняется влево при токе, большем 715 а, то немного ввинчивают
плунжер реле и снова проверяют действие реле при токе 640,а.
Изменяя положение плунжера реле и натяжение пружинки,
укладывают действие реле в необходимые пределы.
ГЛАВА VI
ПРОВЕРКИ ЭКИПАЖНОЙ ЧАСТИ ТЕПЛОВОЗА
§ 49. ПРОВЕРКИ РАМЫ ТЕПЛОВОЗА
При заводском ремонте по раме тепловоза производят проверки:
прогиба хребтовых балок, расположения в одной горизонтальной
плоскости поверхностей, на которые устанавливается дизель, вза-
имной параллельности настильного листа, накладок и боковых
обносных угольников, перекоса опорных поверхностей пят, свар-
ных швов рамы на отсутствие трещин, положения центра шкворне-
вой пяты относительно продольной оси рамы, состояния стяжных
ящиков и расположения оси автосцепки относительно головки
рельса, наличия износа и отсутствия трещин стяжек межсекцион-
ного соединения тепловоза, состояния сбалансированных боковых
опор.
При проверке рамы за основную базу принимают верхние
плоскости хребтовых балок, на которые устанавливают дизель-гене-
раторную группу. Горизонтальные плоскости шкворневых пят,
боковых скользунов (ТЭ1 и ТЭ2), боковые шаровые опоры (ТЭЗ)
координируются соответствующими размерами от основной базы
и являются вспомогательными базами.
Прогиб хребтовых балок 2 (рис. 205) рамы проверяют с по-
мощью стальной струны диаметром 0,5 мм, натянутой под рамой
вдоль балок; допускают прогиб на всей длине рамы не более 5 мм.
Поверхность настильного листа во всех направлениях рамы и
обносных угольников 3 проверяют линейкой длиной 5 м и щупом
Неровности допускают в пределах 3 мм При завышенных проги-
бах хребтовых балок и настильного листа их исправляют подо-
гревом газовой горелкой с последующей установкой груза (стальной
или чугунной болванки весом 10—15 т). Проверку поверхностей,
на которые устанавливают двигатель, производят по краске с
помощью линеек или плиты в виде рамы двигателя.
Проверку на взаимную параллельность настильного листа по-
верхностей под двигатель и обносных угольников на всей длине
рамы относительно опорных поверхностей пят 1 (см. рис. 205) (винто-
образность) производят на двух специальных плитах 5, установ-
ленных в одной плоскости рейсмусом 6. Отклонение допускают
не более 15 мм. При большем отклонении винтообразность исправ-
256
ляют нагревом рамы газовой горелкой в месте максимального
прогиба и наложением груза в этом месте.
Проверку опорных поверхностей пят осуществляют на плите
5 щупом в рабочем состоянии рамы; отклонение, замеренное на
концах диаметров опорных поверхностей пят, допускают не более
1 мм. При перекосе более 1 мм исправление производят подшли-
фовкой опорных поверхностей пят до приварки нижнего сменного
диска.
Отсутствие трещин, надрывов или непроваренных сварочных
швов в раме проверяют путем обильного смачивания проверяемых
швов или целого места дизельным топливом или керосином с после-
Ли.нейки Накладка
Рис. 205. Схема проверки рамы тепловоза ТЭ2.
/ — пяты; 2 — хребтовые балки; 3 — обносные угольники; 4 — настильный лист;
5 — плиты; 6 — рейсмус
дующей протиркой насухо и смазыванием слабым раствором мела
с водой. После высыхания мела в местах трещин или надрывов
образуются коричневые полоски.
Шкворневые пяты 1 на раме устанавливают и приваривают
к хребтовым балкам в таком взаимном расположении, при котором
их центры совпадают с продольными осями стяжных ящиков и
рамы тепловоза. Поэтому проверку центров шкворневых пят про-
изводят при замене их новыми. Для этого сначала находят про-
дольные оси стяжных ящиков (рамы) и по ним устанавливают но-
вую шкворневую пяту с допуском по смещению центра от этой оси
и вдоль нее не более ±1 мм.
Параллельность и ступенчатость боковых опор и скользунов
относительно опорной поверхности шкворневой пяты проверяют
при помощи стальной линейки. Линейку устанавливают к нижней
плоскости пяты и по краям измеряют от нее расстояние до плос-
кости скользуна или боковой опоры. Разность измерений с обеих
сторон — непараллельность и ступенчатость — допускают не более
3 мм.
Стяжные ящики проверяют при помощи десятикратной лупы.
Трещины, надрывы по целому месту или сварным швам, а также
ослабление заклепок и болтов не допускают.
Высота оси головки автосцепки от головки рельса, проверяемая
на заранее выверенном горизонтальном пути должна быть в
пределах 1 O5Oifo мм.
При больших отклонениях высоту оси автосцепки регулируют
подбором длины подвесок опорной балочки При этом обращают
9 Зак. 414 257
внимание, чтобы зазор между верхней плоскостью стержня авто-
сцепки и опорной балкой подвески на стяжном ящике был в пре-
делах 20—30 мм. В горизонтальной плоскости головка автосцепки
должна свободно перемещаться от продольной оси рамы в обе
стороны по 90 мм.
Для обеспечения нормальной работы фрикционного аппарата
расстояние от оси головки автосцепки до буферного бруса должно
быть 602 мм. Размер между задним упором головки и верхней
балкой подвески автосцепки должен составлять 75+7 мм.
Износ стяжек межсекционного соединения тепловоза ТЭ2 про-
веряют обмером рабочих отверстий штангенциркулем, а отсутствие
Рис. 206, Проверка установки опор на раме тепловоза ТЭЗ:
/ — тяга; 2 —втулка; «3 — опора; 4 — гайка
трещин — при помощи магнитного дефектоскопа. При наличии тре-
щин стяжки заменяют новыми.
Кроме того, по раме тепловоза ТЭЗ дополнительно производят
проверки: правильности расположения боковых опор на диаметре
2 730 + 1 мм, перпендикулярности отверстий 0 100 Лз под
сферические опоры, высоты опор после постановки их в отверстия
рамы, правильности сбалансированных боковых опор.
Правильность расположения боковых опор 3 (рис. 206) по
диаметру 2 730 + 1 мм проверяют специальной скобой или штан-
генциркулем относительно центра или образующей цилиндриче-
ской поверхности пяты Отклонение допускают ± 1 мт.
При заводском ремонте при помощи специальной скобы или
штангенциркуля сначала проверяют размеры 870 ± 0,5 и
1 050 мм, координирующие расположение осей гнезд опор на
раме 0 2 730 ± 1 мм, и затем устанавливают боковые опоры.
Неточность установки опор 3 по размеру 1 050 мм относительно
продольной оси рамы допускают не более 1 мм и проверяют штан-
258
генциркулем или специальной скобой. За базу принимают центр
или образующую шкворневой пяты с учетом размеров 870 + 0,5 мм
и 1 050 + 1 мм
Перпендикулярность отверстий 01ООЛ3 под сферические опоры
3 проверяют при помощи специальной стальной ступенчатой
оправки и щупа. При установленной оправке меньшим ее диамет-
ром 99,95 мм в отверстие 100 А3 под заплечик большого диаметра
оправки0240 мм щуп 0,05 не должен проходить между плоскостью
рамы.
Высоту опор <3 после их установки в раму проверяют нутро-
мером и линейкой, положенной поперек или вдоль рамы одно-
временно на две опоры. Измерение производят от опорной поверх-
ности рамы до линейки. Разность этих измерений для всех опор
не должна превышать 0,5 мм.
Сферические поверхности шаровых опор проверяют специаль-
ным калиброванным шаблоном. Допускают просвет до 1 мм.
Состояние сбалансированных опор рамы тепловоза ТЭЗ (см. рис.
206) проверяют при подъемочном ремонте и в случаях нарушения
зазора 4—9 мм между горизонтальной плоскостью шаровой опо-
ры <3 и нижним торцом вертикальной втулки 2. Подрегулировку
производят за счет затяжки или ослабления гаек 4 горизонталь-
ной тяги /, балансирующей спаренные опоры 3.
Проверку рамы тепловоза ТЭ1 производят аналогично про-
веркам рамы тепловоза ТЭ2.
§ 50. ПРОВЕРКИ ВЕНТИЛЯТОРОВ ОХЛАЖДЕНИЯ ТЯГОВЫХ
ЭЛЕКТРОДВИГАТЕЛЕЙ
При заводском ремонте по вентиляторам охлаждения тяговых
электродвигателей производят проверки: отсутствия трещин в кор-
пусе, биения вала, отсутствия трещин вала, состояния шари-
ковых подшипников, отсутствия трещин и ослабления заклепок,
крепления лопаток к диску колеса и расположения их по шагу, от-
сутствия радиального биения колеса относительно оси вала, отсутст-
вия торцового биения колеса относительно оси вала, статической
и динамической балансировки рабочего колеса вентилятора, со-
стояния зазоров между колесом и диффузором вентилятора, испы-
тание колеса на разнос, производительности вентилятора, пра-
вильности установки и центровки вентилятора на раме тепловоза,
статического напора и распределения воздуха на каждый тя-
говый электродвигатель.
При проверке корпуса и ротора вентилятора за основную базу
принимают геометрическую ось вала рабочего колеса вентилятора.
Биение вала проверяют индикатором в центрах токарного
станка. Биение допускают не более 0,15 мм. Трещины на валу
не допускают, их проверку производят магнитным дефекто-
скопом.
9В. Зак. 414
259
Шариковые подшипники проверяют на отсутствие трещин, пит-
тингов или выкрашивание металла по беговым дорожкам обойм
шариков, состояние сепараторов и величины радиальных и осе-
вых зазоров между шариками и обоймами. Проверки выполняют
на плите щупом или индикатором и лупой.
Крепление лопаток к дискам рабочего колеса и отсутствие
в них трещин проверяют тщательным осмотром при помощи лупы
и остукиванием молотком. Качку лопаток или ослабшие заклепки
не допускают. При замене отдельных лопаток их подбирают по
весу и устанавливают в диаметрально противоположных точках.
Отклонение по шагу не должно превышать 0,5 мм.
Проверку радиального биения колеса относительно оси вала
производят индикатором на токарном станке. Отклонение допус-
кают не более 0,5 мм. Торцовое биение колеса относительно оси
вала проверяют индикатором в центрах станка, которое допус-
кают не более 0,5 мм на диаметре 330 мм.
После ремонта вентиляторное колесо подвергают динамиче-
ской балансировке. Допускают дисбаланс не более 25 гем. Умень-
шение дисбаланса производят за счет сверления одного сквозного
отверстия 0 15 мм в ступице колеса на радиусе 60 мм или при-
клепыванием уравновешивающих грузов (не более двух) на каж-
дый диск вентиляторного колеса общим весом не более 60—
100 г.
Зазор между диффузором и колесом должен быть в пределах
3 ± 1 мм, который регулируют за счет подрезки или подгибки
диффузора. После сборки вентиляторное колесо подвергают испы-
танию на разнос при 3 000—3 200 об/мин в течение 5 мин.
Производительность вентиляторов., проверяемая на стенде,
должна быть для ТЭ1 и ТЭ2 не менее 75 м3/мин при числе обо-
ротов вентилятора п = 2 160 об/мин и 160 мЧмин для ТЭЗ при
п = 2 600 об/мин.
Контроль правильности установки вентиляторов на тепловоз
производят путем проверки соосности (ТЭЗ) или параллельности
(ТЭ1 и ТЭ2) валов вентилятора и его привода. Смещение и излом
валов, связанных карданной передачей, допускают до 0,5 мм
(для ТЭЗ). Непараллельность оси вала вентилятора передней те-
лежки ТЭ1 и ТЭ2 относительно плоскостей, на которые устанав-
ливают подшипники, допускают не более 0,2 мм на длине вала и
регулируют за счет прокладок, устанавливаемых под корпусом
подшипников, то же для вентилятора задней тележки — не более
1 мм. Проверяют совпадение торцов приводных шкивов (ТЭ1 и
ТЭ2), которое допускают не более 2 мм. При проверке натяжения
ремней динамометром под нагрузкой 3 кг стрела прогиба должна
быть в пределах 12—18 мм.
В процессе реостатных испытаний тепловоза при помощи трубки
Пито проверяют статический напор воздуха над коллектором каж-
дого тягового электродвигателя. Напор должен быть не менее
33 мм вод. ст. для ТЭ1, 60 мм для ТЭ2 и 51 мм для ТЭЗ.
260
§ 51. ПРОВЕРКА РАМЫ ТЕЛЕЖКИ ТЕПЛОВОЗА
После ремонта и сборки рамы тележки производят проверки:
отсутствия смещения и перекоса буксовых вырезов, правильности
расположения пяты относительно буксовых вырезов и рамных
листов, перпендикулярности рамных листов и боковых плоскостей
буксовых наличников к плоскости пяты, правильности постановки
7 ЛппКрпкп ппмы nnfi наличники
не более ОЛ мм
Рис. 207. Схема проверки рамы тележки тепловоза ТЭЗ:
/ — наличник; 2 — рамный лист; «? —крестовый угольник; 4 — лииейка; 5—центр
пяты; 6 — пята; 7 —метки средних точек буксовых вырезов
болтов и шпилек, правильности размеров буксовых вырезов, от-
сутствия трещин по целым листам и сварочным швам, правильности
установки и пригонки подбуксовых струнок, состояния размеров
гнезда пяты и его герметичности, состояния скользунов и их пру-
жин, параллельности осей в тележке после подкатки колесных
пар.
При проверке тележек за базу принимают внутренние налич-
ники буксовых вырезов и горизонтальную плоскость шкворневой
пяты. Вспомогательными базами являются вертикальные плоскости
9В* 261
рамы, который прижимают
Рис. 208. Места замеров бук-
совых вырезов
наличников 1
буксовых вырезов, от которых соответствующими размерами коор-
динируют шкворневые и боковые опоры и скользуны. При про-
верке рамы тележки на отсутствие смещения и перекоса буксовых
вырезов линейку 4 (рис. 207) располагают около внутренних по-
верхностей буксовых наличников вдоль полотна рамы. Крестовый
угольник 3 устанавливают поочередно в буксовые вырезы поперек
к линейке 4 и, перемещая его вдоль
рамы, определяют перекос каждого
выреза. Отклонения не должны пре-
вышать пределов, указанных на
рис. 207.
Правильность расположения пяты
относительно буксовых вырезов и
рамных листов проверяют разметкой
и нахождением осей буксовых выре-
зов. Найденное положение осей с по-
мощью линейки, чертилки и уголь-
ников переносят на верхнюю пло-
скость рамного листа, где ставят
керном метки 7. После этого специ-
альным штихмасом или штангенцир-
кулем измеряют расстояние между
центром 5 и метками 7. Отклонение
не должно превышать ± 1 мм.
Проверку перпендикулярности
рамных листов 2 и боковых по-
от плоскости пяты 6 осуществляют
специальным бруском, который (при вынутом сменном диске) уста-
навливают на плоскость шкворневой опоры. На верхнюю плоскость
бруска укладывают линейку и угольник, полка которого должна
касаться боковой внутренней плоскости рамного листа. Непер-
пендикулярность допускают не более 0,5 мм. Затем проверяют пер-
пендикулярность боковых поверхностей буксовых наличников от-
носительно поверхностей рамных листов. Отклонение допускают
не более 0,3 мм. Размеры А и а, Б и б проверяют специальными
нераздвижными скобами и щупом; отклонение допускают по раз-
мерам а и б ± 2 и .4 и Ь 1 0,5 мм.
Правильность постановки болтов и шпилек проверяют осту-
киванием медным молотком. Звук от удара должен быть чистым,
без дребезжания.
Размеры буксовых вырезов (с приваренными наличниками) про-
веряют микрометрической шпилькой по ширине и в двух поясах
по высоте (рис. 208). Отсутствие трещин в раме тележки прове-
ряют осмотром- или магнитным дефектоскопом при разобранной
раме тележки.
Тележки тепловоза ТЭЗ при подъемочном ремонте, кроме пе-
речисленных выше проверок, подвергают проверке в отношении
правильности установки роликовых опор, состояния роликов и
262
других деталей опор Ролики, опорные плиты и наклонные поверх-
ности должны быть чистыми и не иметь задиров, выкрашивания
металла и других пороков. Корпусы опор с наклонными поверхно-
стями должны располагаться по диаметру 2 730 ± 1 мм и находиться
на расстоянии 870 ± 0,5 мм от оси рамы тележки. Корпусы ро-
ликовых опор крепятся на опорном кольце тележки так, чтобы ма-
лые оси опор были повернуты на 5° в сторону поперечной оси
тележки от общей оси, проходящей через центры накрест лежащих
опор (см. рис. 206). Для этой установки на настильном листе рамы
тележки имеются соответствующие риски.
Правильность установки и пригонки подбуксовых струнок про-
веряют по отпечатку краски. Прилегание каблучков допускают
не менее 60%. Обмер гнезда пяты производят штангенциркулем.
Герметичность гнезда проверяют путем налива дизельного масла
или топлива, при этом появление капель или потение стенок не
допускают.
В настоящее время в ЦНИИ МПС разработан оптик о-м е х а-
нический способ проверки рам тележек. Перед нача-
лом проверки на домкратах или на специальном стенде раму вы-
ставляют в строго горизонтальное положение. Горизонтальность
выверяют при помощи водяного уровня или двух мензурок с
водой, соединенных между собой резиновой трубкой.
На рамах тепловозов ТЭ1 и ТЭ2 мензурки располагают на
их верхние обработанные грани, а на тележках тепловоза ТЭЗ
снимают скользуны роликовых боковых опор и на их плоскости
устанавливают мензурки. Горизонтальное положение достигнуто,
если разность уровней воды в мензурках не будет превышать 2 мм.
На выставленной таким образом раме измеряют: ширину буксовых
вырезов г, ширину рамы между неизношенными наружными
гранями бп и б0 буксовых направляющих, параллельность вы-
резов, ширину наличников буксовых направляющих.
Ширину буксовых вырезов по размеру г определяют при по-
мощи микрометрической шпильки, а размеры бп и б0 специальным
штангенштихмасом.
Для крепления оптических приборов в буксовый вырез рамы
устанавливают кронштейн 8 (рис. 209), который винтом 12 пред-
варительно укрепляют к боковой плоскости направляющей рамы,
а затем распорным винтом 14 плотно прижимают к лобовой плос-
кости выреза.
На кронштейне 8 устанавливают оптические приборы и их
механизмы. Зрительную трубу со стойкой 7 устанавливают на
кронштейне таким образом, чтобы риски кронштейна и стойки
располагались друг против друга, и в таком положении закрепляют
гайкой 6. Зрительная труба 1 снабжена механизмом, который при
помощи винта 4 позволяет поворачивать объектив вверх на угол
25° и вниз на 5°.
Перед началом проверки оптические приборы настраивают.
Для этого винтом 4 устанавливают зрительную трубу лимба 5,
263
головки микрометрических винтов 3 и 10 и оптические нониусы
15 и 16 на нулевые деления. Затем при помощи диоптрийной на-
водки 2 добиваются ясного изображения перекрещивающихся ли-
ний в зрительной трубе.
После настройки приборов на наружную боковую поверхность
рамы у первого и третьего буксовых вырезов устанавливают два
Рис. 209. Кронштейн со зрительной трубой:
/ — зрительная труба; 2 —диоптрийная наводка; 3 и 10 — головки микрометрических
винтов; 4 — вннт; 5 —лимб; 6 — гайка; 7 —стойка; 5 —кронштейн; 9— кремальера;
// — винт; /2 —винт; 13— пентапризма; 14 — распорный вннт; 15 и /£— вертикаль-
ный и горизонтальный нониусы; /7 —уровень
линейных масштаба 8, снабженных магнитом (рис. 210), визируя
зрительную трубу поочередно по установленным масштабам, по-
ворачивая кремальеру 9 (см. рис. 209) таким образом, чтобы против
указателя располагалось число, равное расстоянию от зрительной
трубы до масштаба в сантиметрах. Далее при помощи микромет-
рического винта 10 поворачивают зрительную трубу в горизонталь-
ном направлении таким образом, чтобы размеры Кп и Ко (см. рис.
210) от наружных планок рамы до визирной линии у первого и
третьего буксовых вырезов были равны между собой, причем
это условие может быть действительно лишь в том случае, когда
размеры рамы по ширине бп и б0 также равны между собой. В
тех случаях, когда по этим размерам имеется разница, превышаю-
щая 0,5 мм, то необходимо, чтобы размеры е от продольной оси рамы
О—О до визирной линии, замеренные против первого и третьего
буксовых вырезов, были равны между собой
264
или
ЛоН—— Кп + -g i
(27)
Кп— Ко +
% sn
2
(28)
После установления зрительной трубы в положении, при ко-
тором визирная линия будет располагаться параллельно про-
Рис. 210. Проверка рамы тележки тепловоза ТЭЗ
дольной оси рамы, магнитный масштаб 8 устанавливают около
среднего буксового выреза и замеряют расстояние Кср от визир-
ной линии до рамы.
Зная расположение визирной линии относительно всех трех
буксовых вырезов, определяют действительную кривизну рамного
листа Ф:
Ф = Кср--М^ . (29)
На лобовые плоскости заднего и переднего каждого буксового
выреза поочередно устанавливают масштаб 7 и, визируя на его
шкалу зрительную трубу, определяют размер В от внутренних
планок буксовых вырезов, которые являются базовыми, до визир-
265
ной линии. Размер от продольной оси рамы тележки до внутренних
опорных планок буксовых вырезов д будет
д=е~~в, (30)
где е—-расстояние от продольной оси рамы до визирной ли-
нии, равное
е=К0+^- (3D
Для определения величины перекоса и продольного смещения
лобовых плоскостей буксовых вырезов правой и левой стороны
относительно друг друга на кронштейне 8 устанавливают пента-
призму 3 на лобовые плоскости с правой и левой стороны и мас-
штабы 4 с магнитами и определяют расстояния апр и ал от визир-
ной линии до лобовых плоскостей буксовых вырезов. При этом
величина продольного смещения лобовых плоскостей относительно
правой и левой стороны должна быть равна разности получен-
ных размеров
а — апр — а„ . (32)
Для проведения проверки буксового выреза средней оси к
его лобовой плоскости устанавливают вспомогательный кронштейн
6. На этом кронштейне устанавливают пентапризму 3 и, визируя
зрительную трубу на нее и магнитные масштабы 4, установленные
в буксовых вырезах, определяют величину перекоса и продольное
смещение. При этой проверке пентапризму при помощи уровня
выставляют так, чтобы верхняя ее плоскость занимала строго го-
ризонтальное положение. Кроме того, для более точной проверки
перекоса и смещения ось зрительной трубы располагают строго
перпендикулярно к передней грани пентапризмы.
При этом головка микрометрического винта 3 зрительной трубы
(рис. 209) занимает нулевое деление, а пузырек уровня находится
в среднем положении.
Проверку положения отверстий шкворневых балок и подпят-
ников, а также расположения боковых опор на раме тележки осу-
ществляют при помощи тех же оптических приборов и с той же
установкой на крайнем буксовом вырезе зрительной трубы 1 с при-
менением специальных масштабов 5 (рис.210). При проверке положе-
ния центральной шкворневой балки в ее отверстие перпендикулярно
продольной оси рамы устанавливают масштаб 5, имеющий раздвиж-
ные губки, и, визируя зрительную трубу по линейке этого мас-
штаба, находят расстояние от образующей отверстия пяты до
визирной линии т. Затем кронштейн 2 (рис. 210) с оптическими
приборами переносят на другую сторону рамы тележки и укреп-
ляют его в крайнем буксовом вырезе. При этом зрительную трубу
устанавливают так, чтобы визирная линия, как и на’ предыдущей
стороне, располагалась строго параллельно продольной оси рамы
тележки. Масштабы переносят на другую сторону рамы и устанав-
ливают их перпендикулярно продольной оси. При помощи винта 4
266
(рис. 209) визируют зрительную трубу по линейке масштаба 5
(рис. 210), находят другой размер п от образующей отверстия шквор-
невой балки до визирной линии.
Отклонение центра отверстия от продольной оси рамы будет
б=ф + -^, (33)
где До—диаметр отверстия в шкворневой балке.
Кроме того, при установке оптических приборов на другой стороне
рамы тележки проверяют перекос и продольное смещение лобовых
плоскостей буксовых вырезов, которые не были раньше проверены,
или производят проверку всех буксовых вырезов как контрольную.
§ 52. ПРОВЕРКИ БУКСЫ
Проверку буксы производят при заводском и подъемочном
ремонте тепловоза. В корпусе буксы 6 проверяют: парал-
лельность поверхностей буксовых наличников 7 (рис. 211),
соответствие размеров и изношенность толщины опорных прили-
вов 4 и 8 и параллельность их между собой и буксовыми налични-
Рис. 211. Проверка буксы:
/ — плита; 2 —брус; 3 и 7 —наличники; 4 и 8 — приливы; 5 и 9 — инди-
каторы; £ —корпус буксы; 10 — опоры балансиров; // — стержень;
12 — стойка
ками 3 и 7, совпадение осей опор 10 между собой и осью буксы,
отсутствие трещин по корпусу, угол раствора крышки, ее приле-
гание к корпусу, отсутствие ослабления пружин крышки, износ
вершин балансирных упоров.
Проверку параллельности наличников 3 и 7 букс скольжения
и качения осуществляют на плите 1. При проверке корпус буксы
одним из наличников устанавливают на обработанный брус 2,
а на второй наличник устанавливают индикатор 9, укреп-
267
ленный на стержне 11 и стойке 12. Ножку индикатора затягивают
на + 1 мм, а его стрелку устанавливают на нулевое деление. Пе-
ремещая индикатор вместе со стойкой по всей плоскости налич-
ника по направлению его диагоналей, наблюдают за отклонением
стрелки, определяя величину непараллельности наличников, ко-
торую допускают не более 0,3 мм. Одновременно определяют и
местные неровности на наличнике, где отклонения допускают не
более 0,15 мм. Толщину стенки в корпуса буксы в местах при-
ливов 4 и 8 или их износ проверяют также на плите индикатором
Рис. 212. Места замеров буксы
и буксомер
5, который устанавливают во вну-
треннюю часть буксы. Перемещая
стойку 12 с индикатором 5 по по-
верхности прилива 4, определяют
параллельность ее плите и на-
личникам 3 и 7. Затем корпус буксы
поворачивают на 180° так, чтобы
он расположился на брусе 2 дру-
Рис. 213. Проверка осевых
разбегов колесных пар
гим (верхним) наличником 7. Устанавливают индикатор во
внутреннюю часть буксы на прилив 8 и повторяют проверку. По
величине отклонения стрелки индикатора при проверке одного
и другого прилива определяют разницу в толщине стенок,
которую допускают не более 0,5 мм. При отсутствии индикатора
разность толщины стенок корпуса буксы в проверяют рейсмусом и
щупом или при помощи буксомера, показанного на рис. 212. Со-
впадение осей опор 10 (см. рис. 211) проверяют при той же установке
буксы на плите рейсмусом или индикатором. Несоосность допус-
кают не более 0,3 мм.
Отсутствие трещин по корпусу буксы определяют путем тща-
тельного его осмотра при помощи лупы и обстукивания легкими
ударами молотка. Угол раствора крышки буксы регулируют за
счет изменения величины упора. Прилегание крышки к корпусу
буксы в закрытом ее состоянии должно быть плотным и щуп 0,1 мм
268
не должен проходить. Ослабление (деформацию) пружины опре-
деляют по плотному прилеганию крышки по всему периметру кор-
пуса буксы. Износ вершин балансирных упоров допускают не
более 2 мм и проверяют специальным профильным шаблоном,
изготовленным согласно чертежу для нового упора.
После перезаливки и механической обработки вкладыш буксы
подвергают проверке, при которой определяют геометрические
размеры и качество баббитовой заливки.
Проверку осевых разбегов колесных пар производят при пла-
новых ремонтах тепловоза в следующем порядке.
На уровне центра колесной пары щупом измеряют зазоры
(рис. 213) ai и «а между торцами оси и осевыми упорами на
глубине до 15 мм с правой стороны тепловоза, а затем аз и at
с левой стороны.
Полусуммы этих размеров
л «1+02
и
(34)
будут составлять средний зазор Д=Д14-А.
При этих измерениях осевой упор с упорной планкой должен
быть плотно прижат к опорной поверхности корпуса буксы.
Измеряют зазоры bi, Ьг, Ьз и между внутренними (направ-
ляющими) поверхностями челюстных наличников и наличниками
букс с передней и задней стороны буксы по ходу с правой и
левой стороны тепловоза. Полусуммы полученных замеров
и
D &з4~^4
2
будет составлять зазор B—Bi^-B^.
Суммарный разбег колесной пары С = А 4- В и должен быть
в пределах от 3,5 до 8 мм. Осевые разбеги более 8 мм должны быть
уменьшены. Для уменьшения разбега закладывают регулировоч-
ные планки одинаковой толщины между упорными поверхностями
букс с приваркой их к упорным пластинам. После установки ре-
гулировочных пластин расстояние от торца вкладыша до рабочей
поверхности упора должно быть не менее 26,5 мм. Если при этом
окажется, что величина разбега остается 8 мм, то заменяют че-
люстные и буксовые наличники.
По роликовым подшипникам букс производят проверки:
отсутствия трещин на внутренних и наружных обоймах; отсутст-
269
вия питтингов, выкрашивания или наволакивания металла по
беговым дорожкам обойм и их посадочным местам; отсутствия тре-
щин, сколов или наволакивания металла, а также чрезмерного
изнашивания роликов; величину зазора между роликами и обоймами.
Отсутствие трещин определяют магнитным и ультразвуковым
дефектоскопом. При обнаружении трещин или наволакивания ме-
талла подшипники заменяют новыми. По роликам мелкие дефекты
не допускают. Зазоры между роликами и обоймами должны быть
в пределах 0,06ч-0,35 мм и измеряют их щупом или индикатором.
Состояние сепараторов проверяют тщательным осмотром. Особое
внимание обращают на плотность заклепок, ослабление их не
допускают.
§ 53. проверка и регулировка рессорного
ПОДВЕШИВАНИЯ ТЕПЛОВОЗОВ
При подъемочном и заводском ремонте по рессорному подвеши-
ванию (рис. 214 и 215) производят проверки: точности размеров
и характеристик рессор, пружин, стоек, балансиров и их под-
Рис. 214. Рессорное подвешивание тепловозов ТЭ2
весок, толщины прокладок и необходимых высот сменных опор
балансиров, состояния собранного рессорного подвешивания.
При проверке основных размеров и характеристик рессор,
пружин, стоек, балансиров и их подвесок обращают внимание,
чтобы они соответствовали требованиям чертежей.
Пружины и листовые рессоры подвергают испытанию на прессе.
При этом отклонение спиральной пружины под статической на-
грузкой по высоте от расчетной величины устраняют за счет из-
менения высоты их стоек или толщины гнезд пружин.
После испытания рессор на прессе на их лицевой стороне хо-
мута набивают стрелы прогиба Сс в свободном состоянии рессоры
и под рабочей нагрузкой Со.
270
При определении толщины прокладок, которые необходимо
установить между коренным листом рессоры и его опорной поверх-
ностью, пользуются следующим выражением:
е=(Рн+Сн)-(Р+С-б), (35)
где Ра — минимальный размер от нижнего листа рессоры до
опорной поверхности хомута в мм (см. рис. 214);
Р — тот же фактический размер в момент проверки;
Св—расчетная стрела прогиба рессоры под рабочей нагруз-
кой Со;
С — фактическая стрела прогиба под рабочей нагрузкой;
б—величина износа листа рамы тележки в месте сопри-
косновения хомута.
Рис. 215. Рессорное подвешивание тепловозов ТЭЗ
При подсчете толщины прокладок значения размера Р„ и
стрелы прогиба С„ для разных серий тепловозов берут из табл. 13.
Таблица 13
Серия тепловозов Ра Сн Расчетные формулы
ТЭ1 и ТЭ2 193±1 ioi.2 е = 203 — (Р + С - б)
ТЭЗ 225±1 Ю±2 е = 235 — (Р + С — б)
Подбор и постановку рессор на тележку по требуемой стреле
прогиба производят в соответствии с найденной толщиной про-
кладок. При этом допускают вместо необходимой толщины про-
кладок заменять рессоры новыми или взятыми с других тележек
или осей ремонтируемого тепловоза.
Высоту сменной опоры балансира у букс тепловозов ТЭ1 и
ТЭ2 при наибольшем диаметре бандажа по кругу катания под-
считывают:
271
ьо
to
Подсчет толщин прокладок под лист рессоры производится по табл. 14.
Таблица 14
Расчетная таблица рессорного подвешивания
Тепловоз серии................№............секция ...................
Наименование размеров Условные обозначения размеров 1 2 3 4 5 6
лев. прав. лев. прав. лев. прав. лев. прав. лев. прав. лев. прав.
Половина диаметра шейки осн д 2
Толшина опорной части букс вкладыша т
Толщина опорной части бук- сового клина к
Размер от верхней опорной плоскости до плоскости при- легания сменных опор ба- лансироз X
Сумма размеров
(— + т 4- К 4- х ) . . . . в
Высота сменной опоры балан- сира без учета поправки иа диаметр бандажа в = 209,5 — — В
Наименование размеров Условные обозначения размеров 1
лев. прав.
Поправка на разность диамет- ров бандажей _ дм—д
2
Высота сменной опоры балан- сира п = в 4- а
Размер от нижнего листа рес- соры до опорной поверхно- сти хомута Р
Стрела прогиба рессоры под грузом Q — 8 150 кг .... С
Сумма размеров (Р-рС) . . . Е
Износ опорной плоскости рамы б
Толщина подкладки под лист рессоры е = 203 — — Е + б
Продолжение
2 3 4 5 6
лев. прав. лев. прав. лев. прав. лев. прав. лев. прав.
По—Нн—— 209,5— , (36)
где Нн — номинальный размер от центра оси колесной пары до
вершины сменной опоры, равный 209,5 мм;
д
-^- — половина диаметра шеики оси в период проверки;
т — толщина буксового вкладыша по вертикали через
центр оси;
К — фактическая толщина буксового камня;
х — фактический размер от верхней опорной поверхности
буксы над подшипником до плоскости, на которую
опираются сменные опоры балансиров.
Высоту сменных опор балансиров у букс остальных колесных
пар тепловозов ТЭ1 и ТЭ2 определяют:
п^Н1-(~+т+К+х^ + Дм~^ = 209,5-
+АцрА, (37)
где Ди — наибольший диаметр бандажа колесной пары по кругу
катания, поставленной под тепловозом;
Д — диаметр бандажа колесной пары, для буксы которой
определяется высота сменных опор балансиров.
Подсчет высот сменных опор балансиров производят по рас-
четной табл. 14.
Сменные опоры балансиров п0 рессорного подвешивания теп-
ловозов ТЭЗ с наибольшим диаметром бандажей колесной пары
по кругу катания изготовляют и устанавливают в буксы с но-
минальной высотой, равной 25+°’5 мм.
Высоту п сменных опор балансиров у остальных букс тепло-
воза ТЭЗ определяют следующим образом:
и=25+^-=^, (38)
где Дм — наибольший диаметр бандажа колесной пары по кругу
катания тепловоза;
Д — диаметр бандажа колесной пары по кругу катания,
для буксы которой ищут высоту сменной опоры балан-
сира.
После обкатки тепловоза по заводским или деповским путям
правильность сборки рессорного подвешивания проверяют на ров-
ном строго выверенном горизонтальном рельсовом участке пути.
При этом на тепловозах ТЭ1 и ТЭ2 измеряют расстояние Б (см. рис.
214) с обеих сторон каждой рессоры от нижней ее плоскости до
грани буксового выреза рамы, причем на полностью экипироваи-
274
ных тепловозах этой серии разность размеров Б не должна пре-
вышать 10 мм, а неэкипированных не более 8 мм.
При проверке рессорного подвешивания тепловозов ТЭЗ также
производят замер расстояния Б (см. рис. 215) с обеих сторон каждой
рессоры — от верхней плоскости подвески до нижней поверх-
ности рамы. При этом разность в этих замерах у полностью эки-
пированных и неэкипированных тепловозов допускается не бо-
лее 10 мм.
Кроме того, при этой проверке производят замер расстояния
между верхней частью буксы и вырезом рамы, причем у полностью
экипированных тепловозов ТЭ1 и ТЭ2 этот размер должен быть
в пределах 55 ± 5 мм, а у тепловозов ТЭЗ — в пределах 65 ± 5 мм.
ГЛАВА VII
ИЗМЕРИТЕЛЬНЫЕ СРЕДСТВА, ПРИМЕНЯЕМЫЕ
ПРИ ПРОВЕРКАХ
§ 54. НОМЕНКЛАТУРА ИЗМЕРИТЕЛЬНЫХ СРЕДСТВ
Выбор соответствующего типа измерительных средств зависит
от требуемой точности и допустимой погрешности измерения
Последнюю определяют разностью между показанием прибора и
фактическим значением измеряемой величины. Требуемую относи-
тельную погрешность измерения обычно находят в пределах 15—20%
допуска на изготовление данной детали.
Измерительные средства, применяемые при проверках, делят
на три основные группы: 1) меры, 2) калибры, 3) универсальные
инструменты и приборы.
Мерами называют тела для конкретного воспроизведения
единицы измерения (например плитки Иогансона).
Калибрами называют инструменты, обеспечивающие воз-
можность определять отклонение от заданных размеров, форм и
взаимного расположения частей без установления величин самих
отклонений (например фалыпвал для проверки соосности отвер-
стий под подшипники).
Универсальные инструменты и приборы
служат для определения значений измеряемой величины.
По конструкции и принципу действия универсальные измери-
тельные приборы и инструменты разделяют на:
а) штриховые инструменты, снабженные линейным нониусом
(штангенинструменты и универсальные угломеры);
б) микрометрические инструменты, основанные на применении
микропар (микрометры, микрометрические нутромеры, глубино-
меры);
в) рычажно-механические приборы (миниметры, индикаторы ча-
сового и рычажного типов, рычажные микрометры, индикаторные
нутромеры;,
г) рычажно-оптические приборы (оптимеры);
д) пневматические приборы (ротаметры);
е) электрические приборы (например электроконтактные при-
боры).
В современных конструкциях измерительных средств широко
используют сочетания приведенных выше принципов работы.
276
Простейшие измерительные средства — плитки, линейки, щупы,
калибры, штангенинструмент и микрометрический инструмент —
принято называть измерительным инструментом,
а сложные измерительные средства — индикаторы, миниметры, оп-
тиметры и др. — измерительными приборами.
Инструмент и способ измерения, при котором измерительные
поверхности инструмента касаются поверхности детали, называют
контактными. Если при измерении инструмент не касает-
ся детали, то способ измерения и измерительные средства на-
зывают бесконтактными (например пневматический спо-
соб измерения)
Интервалом деления называют расстояние между
серединами двух соседних штрихов шкалы. Для большинства
приборов интервал деления — постоянная величина по всей длине
шкалы. Такие шкалы называют равномерными. У приборов с не-
равномерными шкалами деления не равны между собой (например
у пневматических приборов).
Ценой деления называют значение измеряемой вели-
чины, соответствующее одному делению шкалы.
Пределом измерения по шкале прибора на-
зывают значение измеряемой величины, соответствующее всей шкале
прибора, а пределами измерения прибора — наи-
большую и наименьшую величины, которые могут быть измерены
прибором.
Точностью отсчета называют точность, достигнутую
при отсчете по шкале прибора.
Параллаксом называют кажущееся смещение указателя
относительно штрихов шкалы, когда наблюдение ведется не пер-
пендикулярно к плоскости шкалы. Для уменьшения погрешности
от параллакса отсчет производят при положении линии зрения
перпендикулярно плоскости шкалы.
§ 55. ХАРАКТЕРИСТИКА ИЗМЕРИТЕЛЬНЫХ СРЕДСТВ
И ПОРЯДОК ПОЛЬЗОВАНИЯ ИМИ
Плоскопараллельные концевые меры длины (плитки) являются
основным средством сохранения единства мер. Плитки применяют
для установки, градуировки и проверки измерительных прибо-
ров и инструментов, при измерении, разметке деталей и т. д.
Плитки выполняют по ОСТ 85000—39 в виде прямоугольных
параллелепипедов сечением 30 х 9 мм для размеров до 10 мм и
35 х 9 мм для размеров свыше 10 мм, а также в виде цилиндри-
ческих стержней (рис. 216). Способность плиток притираться друг
к другу позволяет из плиток разных размеров составлять блоки
требуемых размеров. С целью уменьшения погрешности суммар-
ного размера рекомендуют составлять блоки не более чем из пяти
плиток. Плитки изготовляют со следующими градациями разме-
ров: 0,001; 0,01; 0,1; 0,5; 1; 10; 25; 50; 100 мм. Плитки комплектуют
10 Зак. 414 277
в наборы таким образом, чтобы обеспечить возможность состав-
ления различных размеров из наименьшего числа плиток. В набор
входит от 9 до 103 шт. Наиболее распространенными являются
наборы из 83; 38 и 9 плиток.
Калибры делятся на две основные группы: нормальные и пре-
дельные. Нормальные калибры выполняют по номиналь-
ным размерам проверяемых деталей. Предельные калибры
(рис. 217) ограничивают наибольшие и наименьшие предельные
размеры изделий. Проходная сторона
ПР предельного калибра должна сво-
бодно сопрягаться с проверяемой де-
талью; непроходная НЕ вообще не долж-
на с ней сопрягаться. Наиболее широ-
ко применяют предельные калибры.
Рис. 216. Плоскопараллельные Рис. 217. Предельные калибры (пробка
концевые меры длины (плитки) и скоба)
По виду контролируемых элементов различают калибры для
проверки диаметров гладких цилиндрических поверхностей (валов
и отверстий), гладких конических поверхностей, линейных раз-
меров (щупы и др.), резьб (резьбомеры и др.), шлицевых сопря-
жений и профильных контуров (радиусы галтелей, впадины и ло-
пасти ротора воздуходувки и др.).
Типы и размеры калибров для проверки диаметров гладких
цилиндрических поверхностей установлены ГОСТ 1775—42. Ка-
либры для проверки отверстий (вставки-проволочки, пробки
и др.) применяют в пределах измерения от 1 до 500 мм. Калибры
для проверки диаметров валов (кольца и скобы) применяют в
пределах от 1 до 325 мл.
Конструкции и допуски на калибры для проверки гладких
конических поверхностей не определены стандартами и устанав-
ливаются чертежами или нормалями отдельных предприятий.
Проверку различных линейных размеров (длин, высот, глубин
и т. п.) производят калибрами различной конструкции (двусто-
ронние скобы, ступенчатые глубиномеры, щупы, ленты). Щупы
изготовляют по ГОСТ 882—41 и служат для проверки величины
зазора между деталями. Пластины щупа имеют номинальные раз-
меры от 0,03 до 1 мм и комплектуются в наборы. Стандартная
278
длина щупов составляет 50, 100 и 200 мм. Точность измерения
зазоров с помощью щупа составляет 0,04 мм. Для получения наи-
большей точности замер зазора рекомендуют производить не одной
толстой пластиной, а набором из нескольких тонких пластин соот-
ветствующей толщины.
Проверку резьбовых отверстий производят резьбовыми проб-
ками, конструкции и размеры которых определены ГОСТ 1774—42.
Для проверки наружных резьб применяют предельные резьбовые
кольца или резьбовые скобы (по тому же ГОСТу). Пределы диа-
метров резьб — от 1 до 100 мм.
Проверку деталей шлицевых сопряжений производят калиб-
рами, построенными в соответствии с принципом подобия. Детали
прямоугольных шлицевых сопряжений контролируют проходными
комплексными пробками (отверстия) и кольцами (валы). Для про-
верки сложных контуров деталей применяют всевозможные про-
фильные калибры-шаблоны. Проверку производят путем прикла-
дывания шаблона к проверяемому контуру детали. Измерение
радиусов дуг производят радиусными шаблонами по ГОСТ 4126—48.
С помощью профильных шаблонов проверяют форму камеры сго-
рания в поршне дизеля, форму лопастей воздуходувки и др. Единой
системы допусков на неточность изготовления профильных шабло-
нов не существует. Можно рекомендовать применение допуска на
неточность изготовления профиля калибра в размере 10% вели-
чины допуска проверяемой детали. При изготовлении и проверке
профильных шаблонов применяют специальные контршаблоны.
Наиболее распространенными видами измерительного инстру-
мента со штриховыми шкалами являются ш т а н г е н и н с т -
р у м е н т ы (рис. 218): штангенциркуль (ГОСТ 166—51), штан-
генглубиномер (ГОСТ 162—41) и штангенрейсмус (ГОСТ 164—52).
Штангенинструменты основаны на применении нониусов, по которым
производят отсчеты долей делений основных шкал.
Цена деления определяется величиной отсчета нониуса, ко-
торая составляет 0,1; 0,05 и 0,02 мм. Нониус — подвижная вспо-
могательная шкала, состоящая из определенного количества де-
лений и перемещаемая относительно шкалы штанги. Деталь по-
мещают между измерительными поверхностями губок. По положе-
нию нулевого штриха нониуса определяют количество целых мил-
лиметров, которые расположены влево от нулевого штриха. К этому
количеству целых миллиметров прибавляют дробные доли, отсчи-
тываемые по штриху нониуса, совпадающему со штрихом штанги.
Штангенциркули выпускают с верхними пределами измерения
125; 150; 200; 300; 500; 800; 1 000; 1 500; 2 000 мм, а в специальных
случаях 3 000 и 4 000 мм. Цена деления штанги обычно составляет
1 мм.
Верхний предел измерений штангенглубиномера составляет
500 мм, а штангенрейсмуса — 1 000 мм.
Микрометрический измерительный инструмент строят на прин-
ципе винтовой пары, заключающемся в том, что линейное переме-
10* 279
щение винта прямо пропорционально шагу и углу его поворота.
Различные виды микрометрического инструмента имеют обычно
цену деления 0,01 мм. Микрометрический инструмент бывает трех
типов: микрометры, нутромеры и глубиномеры.
Рис. 218. Штангенинструменты:
а и б —штангенциркули; / — штанга; 2-— нониус; 3 — подвижная рамка; 4 и 5 —губки;
6 — хомутик; 7 —винт; 8 — гайка; 9 — винт; 10 — винт; А — 10 мм-, h — глубина; Т —
торец штанги; в — штангенглубиномер; / — штанга; 2 —траверса с ноииусом; ТЛ —торец
траверсы; Га —торец штанги; е— штангенрейсмус; / — основание; 2 —штанга; 3 — под-
вижная рамка с нониусом; 4— кронштейн; 5 — ножка для разметки; 6 — ножка для
проверок; 7 — хомутнк
Микрометры (рис. 219) предназначены для наружных измерений,
выпускают их с верхними пределами измерения от 25 до 1 600 мм.
Пределы допускаемых погрешностей измерения для микрометров
определены ГОСТ 6507—53. Микрометрический винт имеет шаг
резьбы 0,5 мм, поэтому при одном полном обороте он получит
продольное перемещение также на 0,5 мм. Если же винт повернуть
лишь на х/5о оборота, он получит линейное перемещение на 0,01 мм.
На использовании этого соотношения между поворотом и линей-
ным перемещением микровинта основана работа всех видов микро-
метрических инструментов. Рабочее перемещение микровинта равно
25 мм, чем ограничивается интервал измерения микрометром.
Микрометры должны иметь при себе установочные меры.
Микрометрические нутромеры (рис. 220) выпускают по ГОСТ
10—51 и предназначены для проверки внутренних размеров от
280
75 до 4 000 мм. Предел измерения микрометрическим нутромером
увеличивается за счет удлинителя. Удлинители выполняют со сле-
дующими размерами по длине: 13; 25; 50; 100; 150; 200 мм.
К нутромеру должна быть приложена установочная мера (скоба''
для проверки его в эксплу-
атации.
Работа микрометрическим
нутромером (шпилькой) тре-
бует известных навыков. При
измерении нутромер необхо-
димо покачивать в разных
направлениях относительно
одного измерительного нако-
нечника, одновременно пере-
мещая микрометрический винт
со вторым наконечником. При
этом необходимо уловить наи-
больший размер в поперечном
сечении проверяемого отвер-
стия и наименьший в осевом
направлении.
Микрометрические глуби-
номеры (рис. 221) изготов-
ляют по ОСТ 8107—39 и
глухих отверстий и выступов.
Рис. 219. Микрометр:
/ — скоба; 2 — пятка; 3 — стебель; 4 — микро-
метрический винт; 5 —барабан; 6 — трещотка;
7 — стопор; 8 —установочная мера
предназначены для измерения глубины
Они выпускаются с верхними
Рычажно - механиче-
пределами измерения 50 и 100 мм.
Рис. 220. Микрометрический нутромер:
/ — измерительный наконечник; 2— гайка; <? —сте-
бель; 4 — стопор; 5—микрометрический винт;
6 —барабан; 7 —установочная гайка; <S — измери-
тельный наконечник
ские приборы широко
применяют при провер-
ках узлов и деталей. К
ним относят и приборы,
основанные на передаче
измеряемого размера де-
тали на шкалу в увели-
ченном масштабе. Это
зубчатых передач. Увеличивающие
увеличение осуществля-
ют с помощью механи-
ческих рычагов, зубча-
тых передач или комби-
нированных рычажно-
передачи этих приборов
позволяют иметь малые цены деления шкал при высокой
чувствительности измерения. Цены деления шкал этих приборов
составляют обычно 0,001; 0,002 ; 0,0025; 0,005; 0,01 и 0,02 мм.
Простейшим рычажным инструментом является кронциркуль,
который применяют для переноса размера детали на обычную
линейку. Точность измерения при этом невысокая (порядка 0,5 мм).
Широко применяют миниметр (рис. 222) (ОСТ 20102) —
281
Рис. 221. Микрометрический глу-
биномер:
/ — траверса; 2 —стебель; 3 — измери-
тельный стержень; 4 — трещотка; 5 —
барабан; 6 — стопор
Рис. 222. Миниметр:
/ — стрелка; 2 —опорная приз-
ма; 3 — неподвижный нож;
/ — подвижный нож; 5 — изме-
рительный стержень;
6 — пружина; 7 —трубка
Рис. 223. Индикатор часового типа и его принципиальная схема:
а—схема индикатора: / — измерительный стержень; 2 — малое зубчатое колесо;
3большое зубчатое колесо; 4 — трибка; 5 —стрелка; 6 — шкала; 7 —большое зубча-
тое колесо; 8 — пружинный волосок; Р —возвратная пружина;
б —общий вид индикатора: / — корпус; 2 —стопор ободка; 3 — циферблат со шкалой;
4 —ободок; 5 —указатель числа оборотов стрелки; Р —стрелка; 7 —ушко крепления;
8 — гильза; 9~ измерительный стержень; 10— наконечник; // — головка измеритель
кого стержня
282
Рис. 224. Рычажно-зубчатый индикатор
и его схема:
/ — измерительный наконечник; 2 —зубча-
тый сектор; 3 — трибка; 4 —спиральная
пружина (волосок); 5 — переключатель
рабочего хода
универсальный измерительный прибор, передаточное отношение
которого достигает 1 000: 1.
Индикаторы часового типа (рис. 223) (ГОСТ 577—53) отно-
сятся к группе рычажно-механических приборов с зубчатой пере-
дачей. Устройство этих ин-
дикаторов основано на пре-
образовании линейного воз-
вратно-поступательного дви-
жения измерительного стерж-
ня во вращательное движе-
ние стрелки относительно
шкалы. Эти индикаторы
имеют цену деления 0,01 мм
и изготовляются с предела-
ми измерения 0— 5 или 0 —
10 мм и 0—2 или 0—3 мм.
Измерительное усилие долж-
но быть не менее 80 и не
более 200 г.
Рычажно-зубчатый инди-
катор (рис. 224) типа ИР
(ГОСТ 5584—50) имеет пере-
даточный механизм, состоя-
щий из двуплечего рычага
и зубчатой пары. Индикатор
имеет переключатель рабо-
чего хода при двух взаим-
но противоположных на-
правлениях измерительного
усилия. Измерительный наконечник индикатора можно повора-
чивать вокруг своей оси на любой угол в пределах + 90°
Рис. 225. Рычажная скоба:
/—корпус; 2 —подвижная пятка; 3 — переставная пятка; -/ — стопор; 5 —защитный
колпачок; 6 — кнопка арретира; 7 —указатели допусков; 8 — шкала; 9 — стрелка;
10 — крышка; 11 — рычаг; 12 — зубчатый сектор; 13— трибка; /4 —пружина
от продольной оси прибора. Индикатор имеет цену деления шкалы
0,01 мм при пределе измерения ± 0,5 мм. Измерительное усилие
колеблется от 50 до 150 г. Установку стрелки на нуль в индикаторах
283
Рис. 226. Индикаторная скоба:
Г —корпус; 2 —теплоизоляционные накладки; 5—-упор; 4— пятка,
5 — подвижная измерительная пятка; 6 — индикатор; 7 —винт;
5 —пружина; 9—винт; 10 — винт; 11— защитный колпачок
Рис. 227. Индикаторный нутромер:
/ — корпус; 2—направляющая втулка; ^ — неподвижная пятка;
/ — измерительный стержень; 5—рычажок; 6 — одь: 7—стержень;
3 —кожух индикатора: 9 — шарик; 10 — пружина; //—трубка;
12 — теплоизоляционная ручка; 13 — центрирующий мостнк; /-/ — пружина
часового типа производят путем вращения шкалы прибора. Пока-
зания прибора считают положительными при отклонении стрелки
по ходу часов и отрицательными — в обратном направлении.
Рычажные скобы (рис. 225) типа СР (ГОСТ 4731—53) выпу-
скают с пределами измерения от 0—25 до 125—150 мм через 25 мм.
Цена деления равна 0,002 мм. Измерительное усилие может коле-
баться от 500 до 900 г.
Рычажные микрометры типа МР (ГОСТ 4381—48) отличаются
от рычажных скоб тем, что регулируемая переставная пятка в дан-
ном случае заменена микрометрической головкой. Микрометры
типа МР выпускают с пределами измерения 0—25 и 25—50 мм.
Цена деления нониусного барабана равна 0,01 мм и шкалы 0,002 мм.
Измерительное усилие составляет от 200 до 400 г.
Индикаторные скобы (рис. 226) типа СИ (ГОСТ 5701—51) при-
меняют при относительном измерении наружных размеров. Они
имеют пределы измерений 0—50; 50—100 и 100—200 мм. Цена
деления 0,01 мм. Измерительное усилие составляет от 500 до 900 г.
Индикаторные нутромеры (рис. 227) (ГОСТ 868—51) широко
применяют для измерения диаметров гладких цилиндрических от-
верстий (например втулки цилиндра). Они могут быть установ-
лены на пределы измерений от 6 до 1 000 мм. Цена деления 0,01 мм.
При измерении с помощью нутромера необходимо слегка
покачивать его в диаметральной плоскости детали — крайнее
вправо отклонение стрелки индикатора соответствует проверяемому
значению диаметра отверстия. Следует иметь в виду, что увеличе-
ние диаметра измеряемого отверстия отклоняет стрелку индикатора
против часовой стрелки, а уменьшение — по часовой стрелке.
Стрелка индикатора нутромера должна быть предварительно ус-
тановлена на нулевое деление по образцовому кольцу или обычному
микрометру.
Рычажно-оптические приборы (оптиметр, ультраоптиметр и др.)
применяют лишь в измерительных лабораториях для проверки
концевых мер, калибров и др.
Пневматические измерительные приборы работают на основе
использования зависимости между размером отверстия (или за-
зора) и расходом воздуха, выходящего под давлением из отверстия
(или зазора) в атмосферу. Пневматический прибор состоит из трех
основных частей: стабилизатора давления воздуха, отсчетного уст-
ройства и измерительной головки или измерительного приспособ-
ления. Чаще всего применяют пневматические приборы с механи-
ческим стабилизатором давления и поплавковым указателем (ро-
таметры). Схема такого прибора и принцип его работы описаны
в § 30 стр. 133. Пневматический метод измерений имеет следующие
преимущества перед другими методами: 1) высокая точность из-
мерений (до 0,001 мм и выше); 2) возможность измерения без кон-
такта с поверхностью измеряемой детали, что предохраняет прибор
от износа и дополнительных погрешностей; 3) широкая область
применения.
285
Электрические измерительные приборы начинают применяться
для автоматизации процесса контроля размеров в условиях мас-
сового производства и дистанционного управления процессами
обработки.
Средства измерения элементов зубчатых колес. Важнейшими
элементами цилиндрического зубчатого колеса являются: основ-
Рис. 228. Шагомер завода «Калибр»:
а —измерение шага зубьев; б —настройка на расчетный размер основного
шага t0 по специальной державке; / — корпус; 2 —регулируемая муфта; 5 —
призма (сменная); 4 — качающийся рычаг; 5 — измерительный наконечник; 6 —
индикатор часового типа; 7 — струбцина державки; 8 и 9 — боковины
державки
ной шаг, профиль зуба, толщина зуба и длина общей нормали.
Практически элементы зубчатого колеса измеряют двумя различ-
ными методами: проверкой каждого элемента в отдельности и
методом комплексной (суммарной) проверки В серийном произ-
водстве чаще применяется комплексная проверка, близкая к усло-
виям работы колеса в собранном узле.
Проверку основного шага — расстояния между одноименными
профилями двух смежных зубьев, взятого по общей нормали, —про-
изводят с помощью шагомеров различных конструкций (рис. 228).
Проверку профиля зуба проще всего произвести с помощью
шаблона на просвет. Проверка по шаблону является приближенной
и применяется для колес 3-го и 4-го классов точности. Наиболее
точной является проверка профиля на специальных приборах —
эвольвентомерах.
Проверку толщины зуба выполняют с помощью штангензубо-
мера (ГОСТ 163—41) или оптического зубомера. Штангензубомеры
выпускаются двух моделей: для измерения колес с модулями
от 1 до 18 и от 5 до 35 мм. Цена деления нониуса равна
0,02 мм.
Проверку длины общей нормали — прямой, соединяющей точки
касания двух разноименных профилей с обхватывающими их па-
раллельными плоскостями, — производят с помощью зубомерного
286
микрометра или зубомерной индикаторной скобы. Зубомерный
микрометр (рис. 229) отличается от обычных микрометров спе-
циальными насадками в виде плоских дисков. Цена деления 0,01 мм.
Рис. 229. Зубомерный микрометр для проверки длины
общей нормали
Пределы измерений от 0—25 до 75— 100 мм через 25 мм Инди-
каторная зубомерная скоба типа ЛИЗ (рис. 230) работает по прин-
ципу относительного измерения. Цена деления 0,005 мм. Индика-
Рис. 230. Индикаторная скоба типа ЛИЗ для
проверки длины общей нормали:
/—полая трубка; 2 —разрезная втулка; 3 — неподвиж-
ная губка; 4 — корпус; 5 —плоская пружина; 6 — подвиж-
ная губка; 7 —рычаг; 8 — индикатор; 9 — кнопка арретира
тор скобы предварительно настраивают на нулевое деление по
концевым мерам. Скобы выпускают с пределами измерения по
длине общей нормали от 0—25 до 150 — 300 мм. При измерении
длины общей нормали следует стремиться, чтобы точки контакта
измерительных губок прибора с профилями зубьев располагались
в зоне делительной окружности колеса.
Комплексную проверку зубчатого колеса производят путем
обкатки его с образцовым (эталонным) колесом на специальном
приборе.
28 7
Проверку профиля зуба у конических колес не практикуют,
а чаще всего проверяют шаг и толщину зубьев с помощью скоб,
шаблонов, штангенциркулей и зубомеров. Измерения производят
у толстого и тонкого концов зубьев. Контроль конических
зубчатых колес производят главным образом на приборах для
комплексной проверки путем обкатки.
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. Аврунин А. Г. Тепловозный дизель 2Д100. М., Трансжелдор-
издат, 1958.
2. А в р у н и н А. Г., Аринкин В. В;, М у л ь м а н Б. Е.,
Струнге Б. Н. Дизель Д100. М., Машгиз, 1958.
3. А в р у н и н А. Г., Аринкин В. В., Ан’дреев Н. Н.,
Струнге Б. Н., Шмидт М. М. Тепловозные и судовые двигатели
Д50. М., Машгиз, 1952.
4. В ай н шток И. С. Применение ультразвука в машиностроении.
ЦБТИ, М., 1956.
5. Веретник Л. Д., Козинец П. В., Меренцев С. П.
Тепловозные компрессоры. М., Трансжелдориздат, 1958.
6. Г л а г о л е в Н. М. Тепловозы. М., Трансжелдориздат, 1948.
7. Кираковский Н. Ф., Глаголев Н. М., Шелудько
И. М. Стационарные двигатели внутреннего сгорания. К., Машгиз, 1955.
8. Кираковский Н. Ф. Ремонт и монтаж стационарных двигателей
внутреннего сгорания. М. — К.; Машгиз, 1955.
9. Кокошинский И. Г., Рудая К. И., Хлебников
Г. К. Ремонт тепловозов. М., Трансжелдориздат, 1952.
10. Кравец 3. И., Трофимов С. Л., Фильков Н. И.
Ремонт воздуходувок тепловозов. М., Трансжелдориздат, 1957.
11. К р ю г е р П. К., Кац С. Л., Казаков В. Н., Г р е ч а н -
ский В. С., Федоров П. Н., Небоженко И. А., Перед ь-
м а н Ю. 3. Ремонт электрооборудования и экипажной части тепловозов.
М., Трансжелдориздат, 1955.
12. К у з н е ц о в Б. Г., Митин В. И. Тепловозная электро-
аппаратура. М., Трансжелдориздат, 1958.
13. Л у г и н и н Н. Г. Ремонт тепловозов. М-> Трансжелдориздат,
1956.
14. Н о в и к о в М. П. Основы сборки машин и механизмов. М.,
Машгиз, 1955.
15. Передовая технология ремонта тепловозов. (Опыт тепловозных
депо.) М., Трансжелдориздат, 1956.
16. Правила заводского ремонта тепловозов. Трансжелдориздат, 1957.
17. Пойда А. А., Кокошинский И. Г. Устройство и ремонт
тепловозов. М., Трансжелдориздат, 1957.
18. Рахматулин М. Д. Ремонт тепловозов. М., Трансжелдор-
издат, 1958.
19. Р е м п е л ь А. И. Ремонт оборудования масляной системы тепло-
возов. М., Трансжелдориздат, 1956.
20. Р у д а я К. И. Устройство и ремонт тепловозов. М., Трансжел-
дориздат, 1958.
21. Рылеев Г. С., Крюгер П. К., Казаков В. Н.,
В и л ь к е в и ч Б. И. Тепловозное хозяйство. М., Трансжелдориздат,
1957.
22. Тепловоз ТЭ1. Руководство по эксплуатации. Министерство транс-
портного машиностроения СССР. /М., 1950.
23. Т е р т ы ч к о Н. А., Кузнецов Т. Ф. Новый магистраль-
ный тепловоз ТЭЗ. М., Трансжелдориздат, 1956.
288
24. Тертычко Н. А., Кузнецов Т. Ф. Тепловоз ТЭ2.
Издание второе, дополненное. М., Трансжелдориздат, 1956.
25. Тищенко Н. И. Стационарное испытание тепловоза ТЭЗ,
«Электрическая и тепловозная тяга» № 9 и 10, 1958.
26. Шафран овский С. А., Переверзев Н. 3., Коро-
лев Н. И. Тепловозы. Издание второе, переработанное. М., Трансжел-
дориздат, 1955.
27. Шишкин К- А., Гуревич А. Н., Степанов А. Д.,
Васильев В. А. Тепловоз ТЭЗ. М., Трансжелдориздат, 1957.
28. Ш и ш к и н К- А., Гуревич А. Н., Степанов А. Д.,
Платонов Е. В. Советские тепловозы. Второе издание, исправленное
и дополненное. М., Машгиз, 1954.
29. Левенсон Е. М. Основы метрологии и технические измерения.
М., Машгиз, 1958.
30. М и н ч и н С. Н. и Ш а ц А. Е. Измерительный инструмент
и техника измерений. М., Оборонгиз, 1957.
31. Р у д ы к и н Г. А. Техника измерения размеров в машинострое-
нии. М., Машгиз, 1958.
ОГЛАВЛЕНИЕ
Стр.
От авторов..................................................... 3
Глава I
Общие сведения по проверкам и регулировкам тепловоза,
базы и разметка деталей
§ 1. Общие понятия о проверках и регулировках тепловоза .... 4
§ 2. Базы и базисные размеры................................. 6
§ 3. Классификация баз, их взаимосвязь с изготовлением и провер-
кой деталей ................................................... 8
§ 4. Использование баз при разметке деталей.................. 10
Глава 11
Проверки по дизелю
§ 5- Проверки рамы дизеля Д50.....................................12
§ 6. Проверки блока цилиндров дизеля Д50......................... 14
§ 7. Проверка цилиндровой втулки и правильность ее установки
в блоке дизеля Д50 .............................................16
§ 8. Проверки поддизельной рамы дизеля 2Д100......................18
§ 9. Проверки блока дизеля 2Д100..................................19
§ 10. Проверка цилиндровой втулки и правильность ее установки
в блоке дизеля 2Д100 ...........................................30
§11- Проверка картера и блока дизеля Д50 при помощи оптических
приборов ЦНИИ.............................................32
§ 12. Проверка блока дизеля 2Д100 при помощи оптических приборов
ЦНИИ............................................................36
§ 13. Проверки вкладышей коренных подшипников дизелей Д50
и 2Д100 ........................................................42
§ 14. Проверки коленчатого вала дизеля Д50....................48
§ 15. Проверки коленчатых валов дизеля 2Д100 ..................53
§ 16. Проверка укладки коленчатых валов.......................57
§ 17. Проверка привалки блока к раме дизеля Д50...............62
§ 18. Проверка привалки блока дизеля 2Д100 к поддизельной раме 64
§ 19. Установка и центровка главного генератора тепловоза ТЭЗ . . 65
§ 20. Проверки деталей шатунно-поршневой группы дизеля........67
§ 21. Проверка положения поршня дизеля Д50 в цилиндре.........81
§ 22. Проверки крышки цилиндра, клапанов и пружин.............81
§ 23. Проверка линейной величины камеры сжатия................85
§ 24. Проверки выхлопной системы..............................86
§ 25. Проверка вертикальной передачи дизеля 2Д100.............90
§ 26. Проверки газораспределительного механизма дизеля Д50 ... 94
§ 27. Проверки масляного насоса и его привода ....................102
§ 28. Проверки водяного насоса ...................................111
§ 29. Проверки турбовоздуходувки и воздуходувки..............113
290
Стр.
§ 30. Проверки форсунок...........................................130
§ 31. Проверки топливных насосов..................................134
§ 32. Проверки регулятора числа оборотов и его привода ...........144
§ 33. Проверка предельного регулятора ............................154
§ 34. Проверка антивибратора .....................................156
§ 35. Регулировки дизелей..........................................157
Глава III
Проверки трубопроводов и вспомогательного
оборудования тепловоза
§ 36. Проверки трубопровода и вспомогательного оборудования топ-
ливной системы .................................................180
§ 37. Проверка трубопровода и оборудования водяной системы . . . 183
§ 38. Проверка трубопровода и оборудования масляной системы . . 183
§ 39. Проверка трубопроводов п оборудования воздушной системы
тормоза и песочниц ............................................ 188
§ 40. Проверки компрессора .......................................188
§ 41. Проверки гидромеханического редуктора..................195
Глава IV
Проверки по холодильнику тепловоза
§ 42. Проверки секций холодильника дизеля..........................198
§ 43. Проверки вентилятора холодильника и его привода..............200
Глава V
Проверки электрооборудования тепловоза
§ 44. Проверки электрических машин ................................206
§ 45. Проверка аккумуляторной батареи..............................217
§ 46. Проверки электрических аппаратов.............................219
§ 47. Настройка электрической схемы тепловоза ТЭЗ при реостатном
испытании.......................................................235
§ 48. Настройка электрической схемы тепловоза ТЭ2..................251
Глава VI
Проверки экипажной части тепловоза
§ 49. Проверки рамы тепловоза .....................................256
§ 50. Проверки вентиляторов охлаждения тяговых электродвигателей 259
§ 51. Проверка рамы тележки тепловоза............................261
§ 52. Проверки буксы ............................................267
§ 53. Проверка и регулировка рессорного подвешивания тепловозов 270
Глава VII
Измерительные средства, применяемые при проверках
§ 54. Номенклатура измерительных средств.........................276
§ 55. Характеристика измерительных средств и порядок пользо-
вания ими................................................... 277
Список использованной литературы.................................288
291
Николай Алексеевич Тертычко
Альберт Георгиевич Тыричев
Николай Иванович Тищенко
«ПРОВЕРКА И РЕГУЛИРОВКА ПРИ РЕМОНТЕ
ТЕПЛОВОЗОВ»
Обложка художника Азерского А. М.
Технический редактор П, д. Хитрое
Корректор В. ф, Малькова
Сдано в набор 24/V 1960 г. Подп. к печати 11/XI 19 60 г.
Формат бумаги 60x921/ie. Печ. листов IS1/*,
бумажных листов 9,137 уч.-изд. л. 18,70.
Т 14407. Тираж 15 000. ЖД ИЗ 15932 Зак. тип. 414
Цена 6 р. 60 к. Переплет 1 руб. (с 1/1 1961 г. цена
66 коп. переплет 10 коп.)
ТРАНСЖЕЛДОРИЗДАТ, Москва, Басманный туп., 6а
1-я типография Трансжелдорнздата МПС.
Москва, Б. Переяславская, 46