/







































Text
ЗА РАВОЧ И VI ( ТАН КОМ
ГОСУДАРСТВЕННОЕ ИЗДАТЕЛЬСТВО
3 A p А Г. П Ч им C f А И К О M
М. Г. ЕВАНГУЛОВ
ПАЯ Н И Е
И Л У Ж Е Н И Е
ДЛЯ РАЬОЧИХ Illi tilt: Я КВАЛИФИКАЦИИ
< • НИ РАМИ
it'длине /епы
В
НН.-УДМ». IHlHIhH- IHTATl 1Ь« ТВО
Ч I • « I • • • II НИШ I
Created by lerkom for rutracker.org 25/05/2015
ОГЛАВЛЕНИЕ
I. Паяние
стр.
1. Введение................................................ 3
2. Паяльные вещества или флюсы............................. 5
3. Припои................................................. 13
4. Инструменты и приборы для паяния....................... 29
5. Производство пайки..................................... 46
6. Паяние свинца.......................................... 59
II. Лужение и цинкование.
1. Общие сведения о покрывании одних металлов другими .. уд
2. Лужение.............................................. 72
3. Цинкование........................................... 80
Сокращенные обозначения мер,
ВСТРЕЧАЮЩИХСЯ в ТЕКСТЕ
м—метр
см—сантиметр
мм—миллиметр
кг—килограмм
z—грамм
л - литр
Created by lerkom for rutracker.org 25/05/2015
I. ПАЯНИЕ.
E ВВЕДЕНИЕ.
Паянием называется соединение между собою метал-
лических частей при помощи металлических сплавов, со-
вершенно так, как куски дерева соединяются столярным
клеем. Клей в жидком виде проникает в поры дерева и
затеял затвердевает и связывает склеиваемые части в одно
целое. Чем тоньше шов, тем прочнее склейка. Поэтому
склеиваемые части прижимаются друг к другу тисками,
струбцинками и т. п. То же самое и при паянии: спаиваю-
щий сплав, называемый припое м, вводится в жидком
виде ° щель между соединяемыми частями и застывает, так
что все связывается в одно целое. Чем тоньше шов, тем
прочнее соединение. Заботиться о том, чтобы припой про-
ник в щель, не приходится: он сам туда проникает, и даже
тем лучше, чем тоньше щель. bjo для этого надо, чтобы
припой смачивал спаиваемые поверхности. Дело в том, что
не всякая жидкость и не всегда смачивает твердое тело.
Например, если опустить палец в воду, то он смочится,
т. е. вода к пальцу пристанет, но опустите палец в ртуть,
и он выйдет из нее сухой — ртуть не смачивает кожу.
Но и вода не всегда ее смачивает: Действительно., па-
лец, п.окрытый жиром, не смачивается водой, т. е. вода не
пристает к жиру. Псэтому-то «гусь выходит сухим из
йоды».
Что касается металлов и их сплавов, то в большинстве
Created by lerkom for rutracker.org 25/05/2015
случаев они смачивают друг друга, но для этого повер!
ность их должна быть чистой, не засаленной.
Кроме того паяние производится при высокой тем
пературе, чтобы припой был в расплавленном состоянии
а при этом металлы легко окисляются, т. е. соединяются
с кислородом воздуха, или горят. От этого они покрываются
пленкой окисла, т. е. сгоревшего металла. Эта пленка оки-
сла также мешает прилипанию припоя к сдаиваемым ме-
таллам, и пайка не удается. Значит, во время паяния иадс
помешать образованию окиси, или если она образуется
то удалять ее. Для этого применяются различные п а й л Ь
н ы е вещества или флюсы.
Другое отличие пайки от склеивания состоит в том, чТс
в случае паяния металлов не приходится говорить о таки:
порах, как в дереве или в бумаге: поверхность металла е
общем гладкая. Поэтому здесь для прочного соединения;
надо, чтобы металл с припоем соединились в одно целое
надо чтобы спаиваемый металл был близок к плавлению
Тогда он соединяется с припоем, образуя с ним сплав, ка
бы растворяется в нем. Но различные металлы не один^
ково хорошо взаимно растворяются.
Значит, не все равно, какой припой взять для спаивг
ния определенных металлов; для одних металлов xcpol
•будет один припой, а для других другой. Прежде всего пс
нятно, что припой должен плавиться легче, чем спаиваемы *
металлы, но разница между температурами плавления и
должна быть небольшая, для того чтобы в тот момент
когда припой уже расплавился, спаиваемые металлы был
близки к плавлению. А во-вторых, спаиваемые металлы
припой должны быть родственными между собою, т. е. такщ
которые легко сплавляются.
Спаять припоем, температура плавления которого зна
чительно ниже, чем спаиваемого металла, можно, но спайк
будет не прочная. Например, свинец и цинк спаивание
Created by lerkom for rutracker.org 25/05/2015
оловом довольно прочно, паяние же оловом серебра или
меди очень непрочно. Все дело здесь в разнице в телшера-
турах плавления.
Различают паяние мягкое, или с л а б о е, от т в е р-
д о г о, или крепкого. Первое производится легко-
плавкими припоями, второе—тугоплавкими. Приемы пай-
ки в обоих случаях неодинаковы. В случае паяния легко-
плавкими припоями применяются паяльники, т. е.
призмочки из красной меди. Паяльник нагревается, и им
касаются припоя, который расплавляется и пристает к
паяльнику. Затем паяльником водят вдоль спаиваемого
шва. При пайке тугоплавкими припоями пользуются паяль-
ными лампами или горнами, при помощи которых нагревают
спаиваемое место, куда помещают припой в виде тонких
листочков или мелких крупинок.
Кроме пайки помощью припоев, различают еще само-
родную пайку, которая называется также автоген-
н о й. В данном случае соединяемые между собою метал-
лические части спаиваются, без всякого посредства посто-
роннего металла.
Здесь соприкасающиеся поверхности доводятся до пла-
вления, а после застывания обе части сливаются в одно
целое. Так, например, спаиваются железо, медь и другие
металлы. Впрочем, такое соединение обыкновенно назы-
вается не паянием, а сваркой.
2. ПАЯЛЬНЫЕ ВЕЩЕСТВА ИЛИ ФЛЮСЫ.
Как было упомянуто раньше, спаиваемые поверхности
должны быть совершенно чистые. Поэтому необходимо, во-
первых, их очистить от грязи и от слоя окиси, во-вторых,
необходимо предохранить эти поверхности от загрязнения
перед пайкой и образования ржавчины или пленки окиси
и, в-третьих, надо, чтобы во время самой пайки не образо-
ft
Created by lerkom for rutracker.org 25/05/2015
валась окись, а4 если она все же образуется, то позабо-
титься, чтобы она сама удалялась.
Для этого применяются различные паяльные ве-
щества или флюсы. По своему действию все эти
вещества можно разделить на несколько групп. Одни из
этих веществ только предохраняют спаиваемые поверхности
от действия воздуха; другие растворяют посторонние ве-
щества, мешающие пайке, например, ржавчину на железе,
зеленый налет на меди (медные соли) или черный (сернистая
медь); третьи травят поверхность, т. е. ее разъедают, так
что при этом нет необходимости в предварительной опилов-
ке; наконец, четвертые уничтожают пленки окислов, превра-
щая их снова в металлы.
Первая группа паяльных веществ применяется редко
и то лишь в случае грубой пайки; тогда не обращают вни-
мания на чистоту и красоту спаянного места.
Наибольшее применение имеют вещества третьей группы,
т. е. протравы.
Что касается четвертой группы, то она требует некото-
рого пояснения. Мы говорили о том, что металлы, особенно
в нагретом состоянии, покрываются слоем окислов, а далее,
что некоторые флюсы снова превращают эти окислы в ме;
таллы, что называется восстановлением.
Дело в том, что металлы, как и многие другие вещества,
могут соединяться с кислородом, находящимся в воздухе.
Это соединение называется в химии окислением.
Когда горит дерево, оно соединяется с кислородом. Ржав-
ление железа есть тоже не что иное, как соединение его с
кислородом. Правда, это соединение происходит не так
быстро, как горение дерева или керосина, но если раска-
ленную железную проволоку держать не на воздухе, а в
чистом кислороде, то ее окисление идет настолько быстро,
что она накаливается до яркого белого цвета и очень скоро
сгорает.
Created by lerkom for rutracker.org 25/05/2015
Окисление железа даже на холоду происходит очень
легко, так что 'необходимо железные вещи покрывать мас-
лом, вазелином, краской или другими металлами, например,
оловом или никкелем, чтобы предохранить его от окисления,
а то иначе оно обязательно проржавеет. По этой-то причине
железо и не находится в природе в готовом чистом виде, а
всегда в виде руд, которые представляют собою, глав-
ным образом,' соединение железа с кислородом.
Чтобы получить железо из руды, надо от руды отнять
кислород и освободить железо. Это освобождение от кис-
лорода называется в химии восстановлением.
Восстановление железа из руд производится в домен-
ных печах.
То же самое происходит и при пайке. Металл может
быть уже раньше покрыт корочкой окиси, или эта окись
образуется во время пайки, так как при высокой темпера-
туре окисление происходит легче. Флюсы четвертой группы
таковы, что они отнимают кислород от окиси металла,
превращая окись снова в металл; таким образом поверх-
ность металла освобождается от окиси и очищается.
Первая группа. Вещества, предохраняющие от действия
воздуха. Здесь можно назвать только одно вещество —
глину. Но глина должна быть совершенно чистая, не со-
держащая песку. Для этого глину отмучивают. Такую
отмученную глину можно доставать в виде тонкого по-
рошка на фарфоровых заводах.
Вторая группа. К числу флюсов, растворяющих окислы
металлов, надо прежде всего отнести буру. Она встре-
чается в различных видах: обыкновенная бура в кристал-
лах, свежая — совершенно прозрачна, но затем на воздухе
покрывается белым порошковатым налетом. Происходит
это от того, что из буры испаряется часть заключенной в
ней воды. Если.кристаллическую буру нагреть, то она рас-
плавится, а затем из нее станет выпариваться вода, так
7
Created by lerkom for rutracker.org 25/05/2015
что жидкость постепенно густеет, а загустев, она сильно
пучится и брызгает. Поэтому такую буру можно упо-
треблять для пайки лишь в виде жидких растворов, в форме
паяльных жидкостей. В сухом же виде она неудобна. А
между тем именно в сухом виде бура большей частью и
употребляется. Поэтому перед употреблением ее надо про-
калить, а потом, когда она превратится в белую спекшуюся
массу, ее еще теплую размельчают в порошок. Такая бура
называется кальцинированной и имеется го-
товая в продаже, но ее надо хранить в закупоренных со-
судах, лучше всего в стеклянных банках С притертыми
пробками.
Иначе обезвоженная бура снова впитывает в себя воду
из воздуха и превращается в обыкновенную.
Применяется бура, главным образом, для твердой пайки
латуни и других тугоплавких металлов, а также золота и
серебра.
Вместо чистой буры часто применяют более дешевую
смесь из 8 частей буры, 3 частей поваренной соли и 3 час-
тей поташа. Соль и поташ предварительно прокаливаются
и смесь толчется в ступке;
Вместо буры может быть применено стекло в виде
порошка, но только стекло должно быть выбрано такое,
которое легко плавится, в чем следует предварительно
убедиться. Затем такое стекло накаливают и бросают в
воду; оно при этом сделается настолько хрупким, что его
легко растолочь в ступке в мельчайший порошок. Этим по-
рошком так же, как и порошком буры, посыпается спаи-
ваемый шов, а когда спаиваемое место будет достаточно
нагрето, то порошок плавится и растворяет в себе окись
металла, так что поверхность его делается чисто метал-
лической.
При прокаливании стекла кстати сгорает жир и пыль
на его поверхности, которые вредно влияют при пайке.
Created by lerkom for rutracker.org 25/05/2015
По этой же причине порошок стекла надо хранить в хорошо
закупоренных сосудах.
Кроме обыкновенного стекла, имеет применение так
называемое растворимое стекло. Получается оно
сплавлением соты с чистым белым песком. Это стекло рас-
творяется в го ie и в виде жидкости применяется в ка-
честве флюса. Раствор стекла надо хранить в хорошо закупо-
ренных сосудах, но нельзя употреблять для этого стеклян-
ные банки с притертыми стеклянными пробками, так как
растворимое стекло действует на обыкновенное стекло, и
стеклянная пробка так пристала бы к горлышку, что ее нель-
зя было бы открыть.
Песок также может служить флюсом, но так как он
слишком тугоплавок, то собственно при пайке он не при-
меняется, а лишь при сваривании железа. Действие же его
совершенно подобно буре: он растворяет окись, образуя
шлак, выдавливаемый давлением молотка во время сварки.
Дтя мягкой пайки железа рекомендуется фосфорная
кислота, сгущенная помочи ю выпаривания и смешан-
ная с 1-2 частями 80%-спирта. Поверхность железа при
этом остается такой чистой и блестящей, как будго бы
совершенно не соприкасалась с кислотой.
Фосфорная кислота может служить флюсом и сама по
себе, без всяких примесей. Опа находится в продаже В'
виде стеклообразной массы или в виде раствора, но сравни-
тельно дорога. Поэтому можно рекомендовать приготов-
лять ее самим.
Проще всего приготовляется фосфорная кислота, и при-
том совершенно чистая, из фосфора, находящегося в про-
даже в виде воскообразных кусков. Его надо сохранять
все время под водой, иначе на воздухе он легко загорается.
Руками его брать нельзя, так как от него получаются очень
болезненные ожоги. Фарфоровую чашку наполняют на одну
треть азотной кислотой и опускают в нее небольшими ку-
9
Created by lerkom for rutracker.org 25/05/2015
сочками фосфор, захватывая его щипцами. Зимой прихо-
дится жидкость слегка подогревать. Фосфор быстро рас-
творяется, и при этом выделяются бурые пары, вредно дей-
ствующие на дыхательные органьь Поэтому растворение
надо производить под сильной тягой. Надо прибавлять
фосфор до тех пор, пока перестанут выделяться пары. Если
выделение паров пойдет слишком быстро, надо немедленно
прекратить нагревание и добавить холодной воды. Когда
выделение паров прекратилось, жидкость подвергают вы-
париванию, пока она не сделается несколько густоватой.
Это и есть чистая фосфорная кислота. Ее разбавляют дож-
девой водой и сохраняют в стеклянных банках с притер-
тыми пробками.
Кроме самой фосфорной кислоты, применяются’ также
в качестве флюсов и ее соли натрия и аммо-
н и я. Первая находится в продаже под названием ф о с-
форной соли (Natrium phosphoricum) и применяется
при твердой пайке и сварке стали. Пайка и сварка полу-
чаются очень чистые.
Вторая соль получается смешиванием раствора фосфор-
ной кислоты с раствором углекислого аммония, пока не
прекратится выделение газа. Полученную жидкость надо
отфильтровать от осадка, и в таком виде она готова
к употреблению для особенно тонкой пайки.
Третья группа. К числу паяльных веществ, разъедающих
не только, окислы,' но и самые металлы, принадлежат: со-
ляная' кислота, хлористый цинк и хлористый цинк-аммоний,
а также паяльная жидкость, содержащая эти вещества.
Все они применяются для быстрой мягкой пайки.
Соляная кислота в чистом виде бесцветна,
продажная же обыкновенно немного жёлта вследствие рас-
творенного в ней некоторого количества железа. Она легко
растворяет многие металлы, как железо, олово, цинк, с
выделением газа. При этом металл соединяется с хлором,
Ю
Created by lerkom for rutracker.org 25/05/2015
входящим в состав кислоты, и образуется хлористый металл,
а другая составная часть кислоты — водород — улету-
чивается, образуя пузыри.
Так, например, если положить кусочки цинка в соля-
ную кислоту, то цинк соединяется с хлором кислоты, и
образуется хлористый цинк, а водород улетучивается. Когда
прекратится выделение пузырей, то это значит, что вся
кислота израсходована и в жидкости находится один рас-
творенный хлористый цинк. Окись цинка также раство-
ряется в соляной кислоте с образованием того же хлорис-
того цинка. Поэтому, если помазать цинк кислотой, то
растворится пленка окисла, и сам цинк с поверхности, так
что поверхность его будет наверное чисто металлическая, и
не требуется ее опиливать или скоблить. Продажная кис-
лота для пайки* слишком сильна, и ее поэтому разбавляют
водой, настолько, чтобы она перестала дымиться. Соляная
кислота применяется, главным образом, при паянии
цинка.
Хлористый цинк получается так, как было опи-
сано выше. Сн является превосходным средством при пайке
цинка, латуни, меди, железа и стали. Однако, после прос-
того растворения в кислоте получившийся раствор хлорис-
того цинка содержит в себе еще небольшое количество
кислоты, а для пайки лучше употреблять чистый хлористый
цинк. Чтобы избавиться от остатков кислоты, жидкость
кипятят некоторое время с цинковыми стружками.
Хлористый цинк-аммоний получается сме-
шиванием раствора хлористого цинка, полученного по
предыдущему, с раствором нашатыря, который в химии
называется хлористым аммонием. На 16 частей цинка дол-
жно прийтись И частей нашатыря. Хлористый цинк-ам-
моний, выпаренный из раствора, представляет собою бе-
лую массу, которая легко притягивает из воздуха влагу
и поэтому должна сохраняться в закрытых стеклянных
11
Created by lerkom for rutracker.org 25/05/2015
банках. Для пайки растворяют 1 часть этой соли в 3-4
частях дождевой воды.
Паяльная паста (мазь) приготовляется из хло-
ристого цинка или хлористого цинка-аммония и крахмала.
Для получения этой пасты растворяют картофельный крах-
мал в воде и кипятят до получения клейстера, и затем в
холодном виде прибавляют его к раствору выше указанных
солей, пока не получится жидкость в роде жидкого сиропа.
Работа с пастой очень удобна, недостаток же этого веще-
ства, как и вообще всех цинковых флюсов, состоит в вы-
делении при пайке резких паров. Пайка помощью паяльной
пасты не требует никакой предварительной подготовки
поверхности металла: просто на него намазывают пасту и
наносят припой на спаиваемое место. После пайки остатки
пасты легко смываются губкой или мокрой тряпкой.
Четвертая группа. Сюда относятся различные смоли-
стые и жировые вещества, как канифоль, терпентин, стеа-
рин и т. д.
Канифоль, или гарпиус, представляет собою
сосновую смолу. Канифоль для пайки применяется в виде
кусков или размолоть к в порошок. Для более тонких ра-
бот приготовляют из канифоли тонкие палочки, для чего
нужно подогреть кусок канифоли, причем она размяг-
чается, и тогда ее можно скатать в прутки.
Терпентин представляет собою раствор смолы в
скипидаре. При долгом стоянии на воздухе он осмаливается
и постепенно превращается в смолу.
Нашатырное масло получается смешением в
тестообразную массу порошка нашатыря с деревянным
маслом.
Паяльное сало получается смешиванием на огне
канифоли с салом. Должна получиться масса такой густоты,
как столовое масло. После нового расплавления в нес при-
бавляют нашатыря в порошке.
12
Created by lerkom for rutracker.org 25/05/2015
Все хлористые, смолистые и жировые вещества приме-
няются лишь при слабой пайке, так как от нагревания они
легко разлагаются или испаряются.
Кроме указанных паяльных веществ, применяются и
имеются в продаже разные смеси, действие которых пред-
ставляет собою комбинацию вышеуказанных. Такие смеси
могут быть отнесены сразу к нескольким группам.
Вот несколько примеров подобных паяльных слгесей:
I. Жидкой фзсфорной кислоты...........
Спирта.............................
II. Оливкового масла....................
Жира...............................
Каш фзли...........................
Нашатыря в порошке.................
III. Деревянного масла..................
Сала ••••••••....
Канифоли ...................... .
Нашатыря, растворенного в воде.....
IV. Крахмального клейстера..............
Крепкого раствора хлористого олова . .
V. Деревянного/масла....................
KrtHi ф >ли........................
Хлористого цинка...................
1 ч.
1-1,5 ч.
500 г
400 ъ
250 »
125 »
150 »
150 »
250 »
50 »
1 ч.
1 »
2 »
2 »
1 »
Последняя смесь употребляется для пайки алюминия.
3. ПРИПОИ.
Припои разделяются на м я г к и е, или слабые, и
твердые, или крепкие.
Мягкие припои, главную составную часть которых со-
ставляет олово, сравнительно легкоплавки, но обладают
незначительной прочностью; твердые, напротив, тугоплавки
и настолько прочны, что спаянные ими вещи можно под-
вергать изгибанию и ударам молотка, не повреждая шва.
Пайка мягкими припоями зато гораздо проще и легче вы-
полнима, чем твердыми. Очевидно, что легкоплавкие ме-
13
Created by lerkom for rutracker.org 25/05/2015
галлы, как олово, свинец, цинк, можно паять лишь мягкими
припоями; тогда как тугоплавкие металлы можно паять и
теми и другими, но пайка их мягкими, легкоплавкими при-
поями очень непрочна, почему она и называется слабой.
К пайке слабыми припоями тугоплавких металлов прибе-
гают тогда, когда почему-либо нельзя нагревать спаиваемые
вещи до необходимой высокой температуры, например,
ювелирные вещи со вставленными камнями.
Наоборот, если спаянная вещь в службе будет подвер-
гаться сильному нагреванию, она обязательно должна быть
спаяна тугоплавким припоем.
Мягкие, или слабые припои» Мягкие припои, состоя-
щие, главным образом, из олова и свинца, иногда с при-
бавкою висмута и кадмия, приготовляются следующим обра-
зом. В глиняном горшке или фарфоровой чашке плавится
олово сначала на легком огне, пока це расплавится, потом
нагревание усиливают до появления на поверхности слоя
окиси (оловянной золы) и бросают в расплавленное олово
кусочки свинпа небольшими порциями/ дожидаясь каж-
дый раз, чтобы ранее брошенный сбинец весь распла-
вился. Если добавляется висмут, то температуру жидкости
надо перед забрасыванием висмута понизить. Все время
сплав тщательно перемешивают. Металлы надо брать самые
чистые. Оло:зо, например, берут английское; очень чистое
олово марки «Банка». Можно плавить и в железных или
чугунных котлах, а в малом количестве — в железных лож-
ках, но тогда в припой попадает железо, а такой припой
более тугоплавок и несколько хрупок. Готовый припой
разливается по формам, которые бывают деревянные и чу-
гунные. Деревянная форма представляет собою дубовую
доску, в которой проделано 10—15 параллельных желоб-
ков в % см шириной, в которые и наливается припой.
Чугунная форма состоит из двух половин, соединяелшх
помощью кольца, надвигаемого на них.
14
Created by lerkom for rutracker.org 25/05/2015
Можно также наливать припой на плоскую, слегка на-
клонную поверхность каменной плиты: он разливается по
ней тонким слоем и застывает. Потом застывший тонкий
слой припоя разрезают на полоски или квадратные пла-
стинки. Для очень нежной и тонкой пайки применяется
станиоль, т. е. олово с примесью меди или свинца, отлитое
в пластины, которые подвергаются затем прокатке и рас-
ковке в тоненькие листочьи.
Состав мягких припоев бывает различный. Прежде всего
в качестве припоя может служить само олово. Оно не-
достаточно жидкоплавко и плохо заполняет швы, дорого
стоит сравнительно со сплавами олова со свинцом, но оно
неизбежно в тех случаях, когда в спаянном сосуде приходится
хранить или тем более варить, пищевые продукты, расти-
тельные вытяжки, фруктовые сиропы и проч. Свинец этими
веществами разъедается с образованием ядовитых солей.
Там, где на.это нет надобности обращать внимания,
припои состоят, главным образом, из свинца и
олова. Пропорция того и другого металла бывает раз-
-лична; вместе с тем изменяется и точка плавления припоя.
Температура плавления олова равна 232°, свинца — 324°.
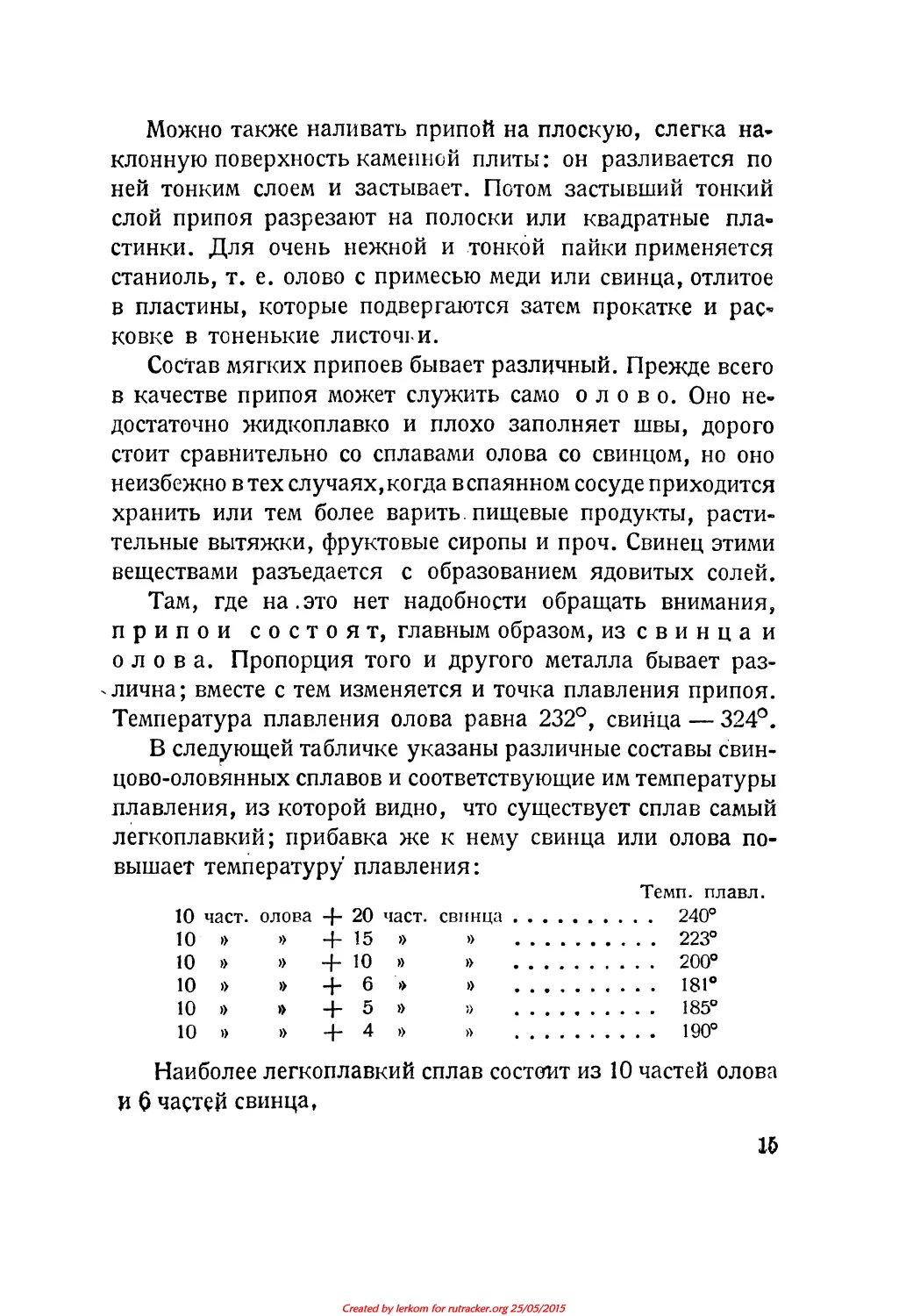
В следующей табличке указаны различные составы свин-
цово-оловянных сплавов и соответствующие им температуры
плавления, из которой видно, что существует сплав самый
легкоплавкий; прибавка же к нему свинца или олова по-
вышает температуру плавления:
Темп, плавл.
10 част, олова + 20 част, свинца.......... 240°
10 » » +15 » » 223°
10 » » + 10 » » 200°
10 »> » + 6 » » 181°
10 » » + 5 » » 185°
10» » + 4 » » ............ 190°
Наиболее легкоплавкий сплав состоит из 10 частей олова
И 6 частей свинца,
15
Created by lerkom for rutracker.org 25/05/2015
Этот сплав или близко к нему стоящий сплав пз 2 ча-
стей олова и I части свинца (10 : 5) применяется там, где
нужен сгмый легкоплавкий припой, например, при пайке
олова или свинца; обыкновенно же берут на Гчасть олова
1 часть свинца (200°) или на 1 часть олова 2 части свинца
(240°). Последний припой наиболее крепкий и притом наи-
более дешевый из всех указанных в табличке. Поэтому он
и наиболее применяется, под названием третника, в
жсстяничных работах.
Висмутовые припои. Прибавка висмута к оло-
вянно-свинцовым сплавам еще понижает их температуру
плавления. Например, сплав из равных количеств олова,
свинца и висмута плавится при температуре 124°. Эти
припои настолько хрупки, что нередко шов расходится от
простого падения предмета на пол.
В зависимости от спаиваемых металлов применяются
следующие припои:
Спаив. металл
с Олово Свинец
Флюс
Олово ..........
» ....................... 2 »
» ............... . 1 »
Свинец............... 1 »
» ............ 1 »
Латунь, медь, цинк,
железо ..........
2 ч.
(грубый)
1 ч.
(тонкий)
2 ч.
висмут 1 ч.
2 ч.
3 »
(очень груб.)
2 »
Кангфоль или
хлор, цинк
Канифоль.
»
»
Хлор, цинк
1 »
Сюда же относятся очень легкоплавкие сплавы, извест-
ные под именем их изобретателей. Вот эти сплавы, состоя-
щие из олова, свинца и висмута;
16
Created by lerkom for rutracker.org 25/05/2015
Сплав Ньютона: висмута — 54,5%; свинца —
34%; олова — 11,5%. Температура плавления 94,5°, т. е.
ниже температуры кипения воды.
Сплав Розе: висмута — 56,1 %; свинца — 28,0%;
олова— 15,9%. Температура плавления 93,75°.
Сплав д’Арсе: висмута — 45,3%; свинца — 45,1%
олова — 9,6%. Температура плавления 79°. Прибавка
кадмия к сплаву еще более понижает температуру пла-
вления.
Сплав Вуда: висмута — 5 — 8 частей; свинца —
4 части; олова — 2 части; кадмия — 1 — 2 части. Темпе-
ратура плавления от 66 до 72°.
Сплав Липовица: висмута — 50,00%; свинца—
26,67%; олова — 13,33%; кадмия — 10,00%. Темпера-
тура плавления 60°.
Твердые или крепкие припои. Твердые припои имеют
гораздо более высокую точку плавления, чем мягкие, и
употребляются в тех случаях, когда пайка должна проя-
влять значительную прочность.
Из твердых припоев наиболее употребительны латун-
ные. В зависимости от состава они бывают более и менее
тугоплавки. Состоят они из меди и цинка, и чем больше
цинка, тем припой легче плавится. Ясно, что при спаи-
вании латуни в припое должно быть больше цинка, чем
в самой латуни. Точно также, если на предмете при-
ходится произвести несколько паек, одну вслед за дру-
гой, то для каждой последующей пайки припой должен
быть более легкоплавок, чем для предыдущей, т. е. больше
содержать цинка.
Кроме того необходимо принимать во внимание и цвет
припоя так, чтобы он подходил к цвету спаиваемого металла
и шов не был бы очень заметен.
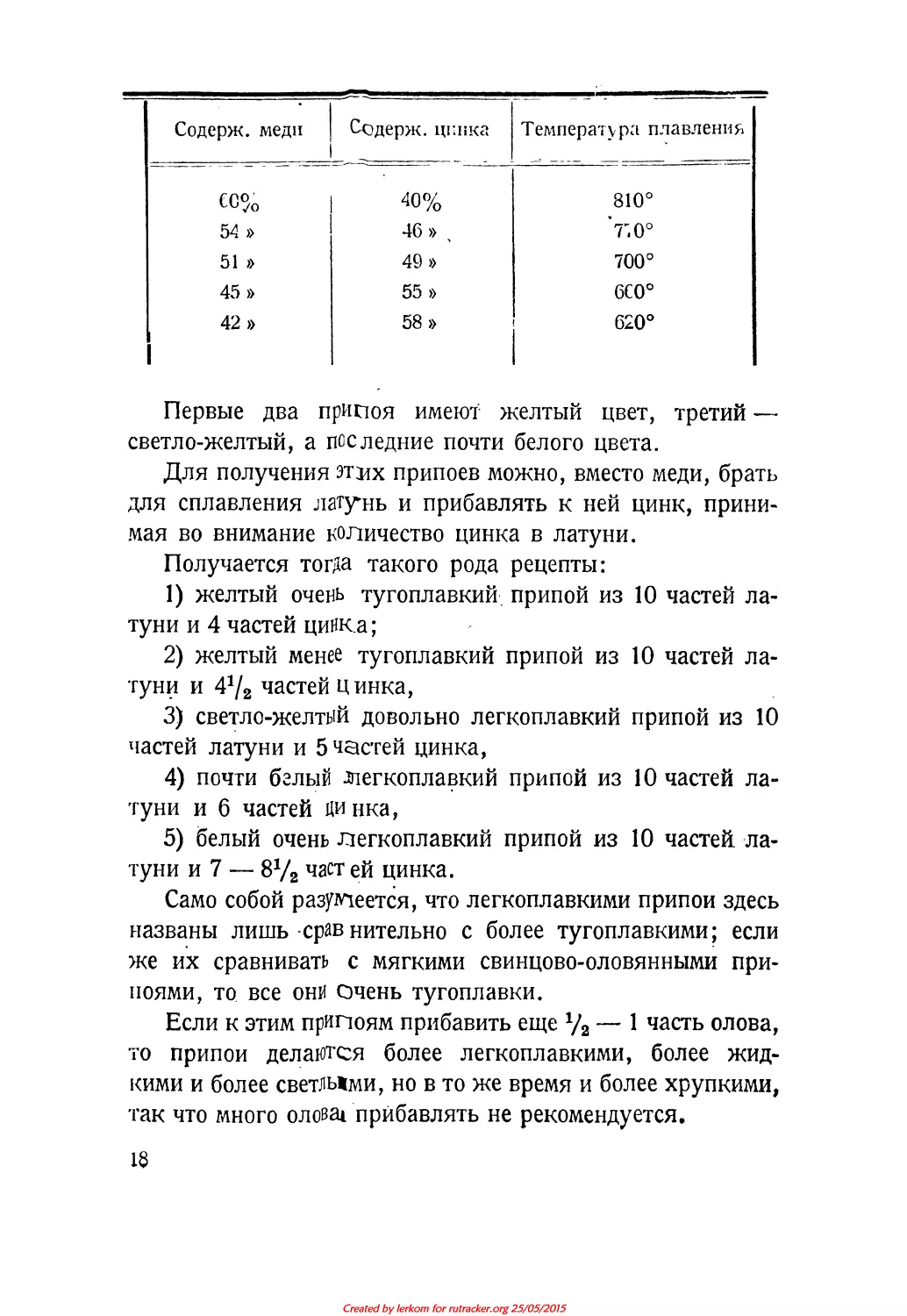
В следующей таблице приведены наиболее употреби-
тельные латунные припои.
Created by lerkom for rutracker.org 25/05/2015
♦ Содерж. меди Содерж. цинка Температура плавления
—
CC% 40% 810°
54 » 46» ’7;о°
51 » 49 » 700°
45 » 55 » 6С0°
42 » 1 58» 620°
Первые два припоя имеют желтый цвет, третий —
светло-желтый, а последние почти белого цвета.
Для получения этих припоев можно, вместо меди, брать
для сплавления латунь и прибавлять к ней цинк, прини-
мая во внимание количество цинка в латуни.
Получается тогда такого рода рецепты:
1) желтый очень тугоплавкий припой из 10 частей ла-
туни и 4 частей цинк а;
2) желтый менее тугоплавкий припой из 10 частей ла-
туни и 41/2 частей цинка,
3) светло-желтый довольно легкоплавкий припой из 10
частей латуни и 5 частей цинка,
4) почти белый ^легкоплавкий припой из 10 частей ла-
туни и б частей цинка,
5) белый очень легкоплавкий припой из 10 частей ла-
туни и 7 — 8% част ей цинка.
Само собой разумеется, что легкоплавкими припои здесь
названы лишь срав нительно с более тугоплавкими; если
же их сравнивать с мягкими свинцово-оловянными при-
поями, то все они Очень тугоплавки.
Если к этим припоям прибавить еще 72 — 1 часть олова,
то припои делаются более легкоплавкими, более жид-
кими и более светдьмми, но в то же время и более хрупкими,
так что много олова! прибавлять не рекомендуется.
IS
Created by lerkom for rutracker.org 25/05/2015
Таким образом получаются такие, например, припои:
Желтый, тугоплавкий:
меди — 54,5%; цинка — 44%; олова — 1,5%
Светлый, легкоплавкий:
меди — 57,5%; цинка — 28%; олова — 14,5%
Наиболее тугоплавкие из латунных припоев годятся для
пайки железа, стали, меди, бронзы и латуни. Вместо этих
припоев для пайки тугоплавких металлов можно приме-
нять латунь, сплавленную с чистой медью, или же просто
красную медь.
Для пайки латуни лучше и проще всего приготовлять
припой из обрезков той же латуни, которую спаивают, с
прибавлением к ней некоторого количества цинка. Тогда
можно быть уверенным, что припой получится более легко-
плавкий, чем спаиваемый металл, и притом разница между
их температурами плавления будет не особенно велика.
Прибавка к латунным припоям небольшого количества
серебра повышает их прочность. Из таких припоев можно
отметить припой, состоящий из 13 частей листовой латуни,
3 частей цинка и 1 части серебра.4
Для пайки меди и бронзы применяются припои, состоя-
щие из меди и свинца.
Так же, как и цинк, свинец понижает точку плавления
и придает более светлые оттенки сплаву.
Вот примерные составы таких припоев: меди — 5 ча-
стей, свинца — 1 часть; или меди — 80%, свинца — 15%,
олова — 5%.
Нейзильберовые припои, служащие для
паяния нейзильбера, получаются сплавлением нейзильбера
с латунью или цинком. Чем больше добавлено латуни или
цинка, тем припой получается менее тугоплавким. Хорошие
припои получаются сплавлением:
10 ч. обрезк. нсйзильб. с 1 ч. латуни и Р/2 ч. цинка
10 » » » с 1х/2 » » и 2 » »
10 » » » 'с 2 » » и 3 » »
19
Created by lerkom for rutracker.org 25/05/2015
Сам нейзильбер является также хорошим припоем для
железа и стали. В этом случае он имеет то преимущество
перед латунными припоями, что его цвет хорошо подходит
к цвету железа. Более тугоплавкие нейзильберовые при-
пои называются иногда стальными припоями. Подобный
припой имеет, например, такой состав: меди 38°/0; цинка
50%; никкеля 12%, а легкоплавкий припой — следую-
щий состав: меди 35%; цинка 56,5%; никкеля 8,5%.
Если припой составляется непосредственно из этих трех
металлов, то сначала плавится медь, а затем к ней приса-
живаются одновременно цинк и никкель.,
Правильно составленный припой должен обладать сле-
дующими свойствами: расплавленный припой наливается
на холодную каменную или чугунную плиту, тотчас после
застывания еще горячие куски припоя бросаются в ступку
и сильными ударами пестика превращаются в порошок.
Если не удается припой растолочь, это значит, что цинка
слишком мало; наоборот, если припой настолько хрупок,
что разбивается на мелкие куски с первого же удара, то
цинка слишком много.
Такой припой можно исправить двумя способами: во-
первых, просто продолжительным нагреванием, причем
избыток цинка испарится; лучше же добавить некоторое
количество нейзильбера. Указанный выше способ получе-
ния припоя в виде порошка довольно утомителен,дем более,
что эту работу необходимо делать очень быстро, так чтобы
припой не успел застыть. Поэтому лучше поступать сле-
дующим образом: отлить припой в форме цилиндра с диа-
метром сантиметров в десять и на токарном станке превра-
тить его в стружку, которую уже очень легко можно расто-
лочь в довольно равномерный порошок. Между прочим необ-
ходимо заметить, что однородность крупинок припоя имеет
большое значение, так как мелкие крупинки плавятся
скорее, чем крупные. Это является настолько неудобным,
20
Created by lerkom for rutracker.org 25/05/2015
что в случае неоднородности крупинок их рассортировы-
вают при помощи сит.
Серебряные припои служат для пайки не
только серебра, но также латуни, меди, стали и железа,
благодаря их особой прочности. Серебряные припои пред-
ставляют собой сплавы серебра с медью, к которым, если
они должны быть легкоплавкими, прибавляется цинк или
латунь. Серебряные припои без цинка отличаются от ла-
тунных припоев настолько большой вязкостью, что спаен-
ные ими вещи можно подвергать изгибанию и другого рода
обработкам.
Различают серебряные припои более твердые — для
первой пайки и более мягкие — для вторичной.
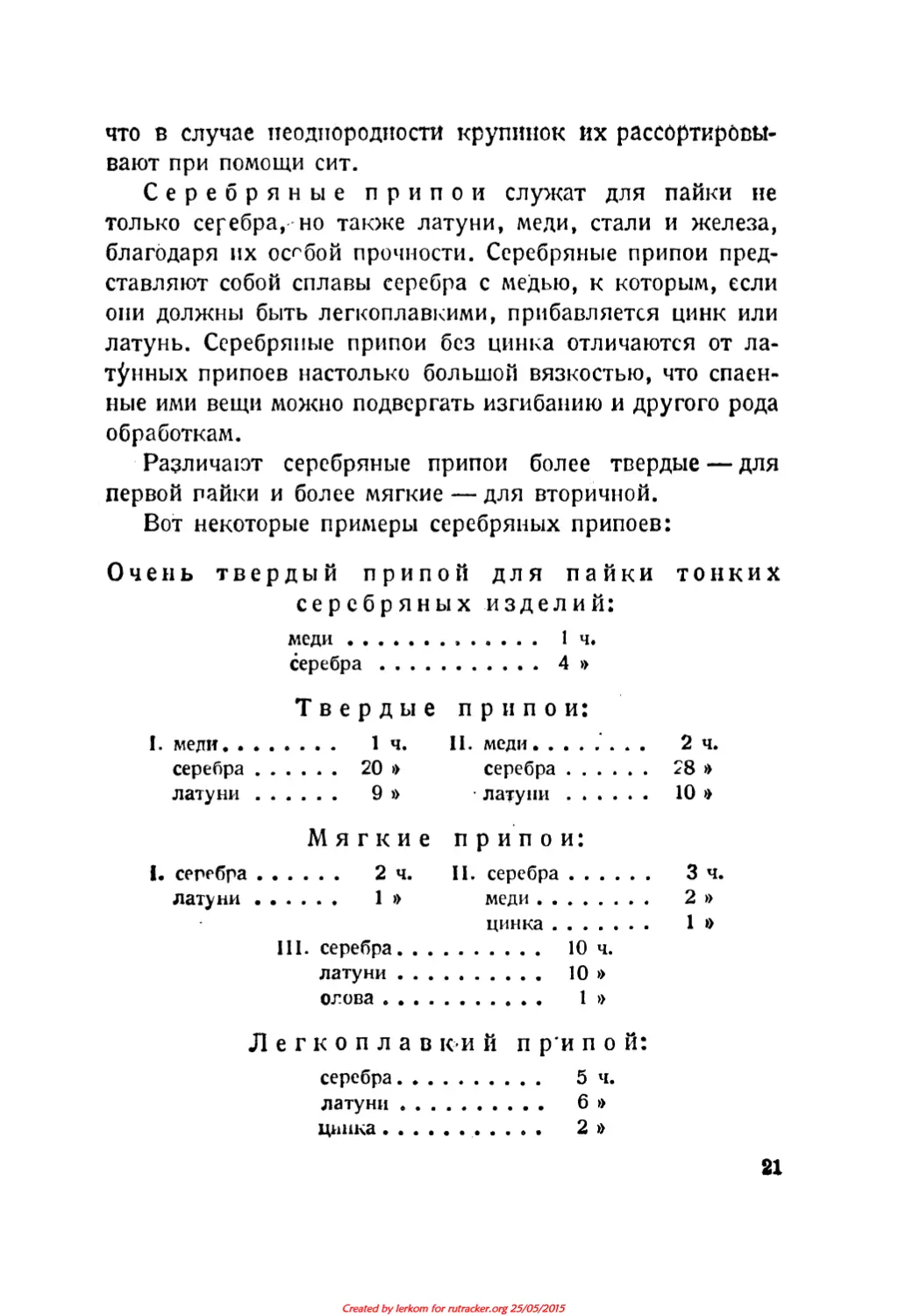
Вот некоторые примеры серебряных припоев:
Очень твердый припой для пайки тонких
серебряных изделий:
меди.................. 1ч.
серебра.................4 »
Твердые
I. меди........ 1ч.
серебра..... 20 »
латуни...... 9 »
Мягкие
I. серебра..... 2 ч.
латуни...... 1 »
Ill. серебра. . .
латуни . . .
олова . . . .
припои:
П. меди........ 2 ч.
серебра..... 28 »
• латуни..... 10 >>
припои:
II. серебра.... 3 ч.
меди.......... 2 »
цинка......... 1 »
...... 10 ч.
...... 10 »
...... 1 »
Л е гк о п л а в ки й п ри пой:
серебра............... 5 ч.
латуни................ 6 »
цинка................. 2 »
21
Created by lerkom for rutracker.org 25/05/2015
Последний припой служит для пайки обыкновенных
изделий.
Серебряные припои для железа, стали,
чугуна и меди:
I. серебра..... 10 ч. II. серебра.... 20 ч.
латуни....... 10 » меди.............. 30 »
, цинка........ 10 »
III. серебра......... 30 ч.
меди........ 10 »
цинка......*..... 0,5 ч.
При изготовлении серебряных припоев необходимо обра-
щать внимание на то, чтобы вместе с исходными мате-
риалами в них не попало железо, потому что даже неболь-
шое количество последнего способно сделать припой хруп-
ким. Латунь необходимо брать листовую, а не литую, потому
что в последней бывает часто слишком много цинка. Сначала-
плавится в тигле серебро, а затем присаживаются латунь
и цинк. Сплав отливается в прутки, которые по застывании
развальцовываются в тонкие листы; из последних нареза-
ются полоски любой величины.
Золотые припои. Старые припои состояли из зо-
лота, серебра и меди, ♦. е. тех же составных частей, что и
сами золотые изделия. Но так как температура плавления
таких, припоев зависит от количества золота и, чем его
меньше, тем припой легче плавится, а с другой стороны
припой должен быть более легкоплавким, чем спаиваемое
изделие, то неизбежно в припое будет золота меньше, чем
в“ изделии, а это понижает пробу изделия. При строгом
контроле может быть обнаружено это понижение пробы
и изделие подвергается опасности быть забракованным.
Во избежание этого приходилось умышленно повышать
пробу изделия.
В настоящее время прибавляют в припой кадмий,
22
Created by lerkom for rutracker.org 25/05/2015
который сильнее понижает температуру плавления, чем
такое же количество меди или серебра. Таким образом
имеется возможность получить более легкоплавкий припой,
не понижая содержания золота.
За границей пробу считают не так, как у нас, на 96
долей, а на 1000 частей; таким образом, если в сплаве
имеется 600 частей чистого золота и 400 частей лигатуры,
то проба такого изделия называется шестисотой.
Вот несколько примеров золотых кадмиевых
припоев:
1) Припой для изделий 500 пробы:
золота.,.
серебра .
меди . . .
кадмия .
. 500 ч.
. 200 »
. 200 »
. 100 »>
2) Припой для изделий 550 пробы:
золота. . . 550 ч. '
серебра . . 150 »
меди .... 180 »
кадмия . . 120 »
3) Припой для изделий 583 пробы (56-й по-нашему):
золота. . . 585 еч.
серебра . . 115 »
меди .... 186 »
кадмия . . 116 »
4) Припой для изделий 750 пробы:
золота. . . 750 ч.
серебра . . 30 »
меди .... 100 »
кадмия .. 120 »
Для изделий, покрываемых эмалью, надо, чтобы при-
пой выдерживал температуру, до которой нагревается из-
23
Created by lerkom for rutracker.org 25/05/2015
делие при эмалировании. Вот два примера подходящих
припоев:
1) золота. . . 37 ч.
серебра . . 9 »
2) золота 750-й пробы .... 16 ч.
серебра................... 3 »
меди ..................... 1 »
Первый припой более тугоплавок, чем второй; приме-
няется тот или другой припой в зависимости от свойств
эмали.
При выборе припоя приходится обращать внимание и
на его цвет. В зависимости от лигатуры, золото может
иметь различные оттенки: желтый, красный, белый, зе-
леный.
Само золото служит припоем для платины. Однако,
фабриканты платиновых изделий для химических процес-
сов предпочитают, ради большей прочности, спаивать пла-
тиновые изделия платиной же или, лучше сказать, свари-
вают платиновый шов в пламени гремучего газа (автогенная
сварка).
Алюминиевые припои. Спаивание алюминия
представляет наибольшие трудности вследствие легкой окис-
лясмости самого алюминия. Пайка алюминия обыкновен-
ными мягкими припоями совершенно не удается, так как
в них всегда имеется свинец и часто висмут и кадмий, а
эти металлы совершенно не сплавляются с алюминием;
они не смешиваются даже в жидком состоянии.
В настоящее время паять алюминий удастся при помощи
припоев, не содержащих указаш.ых металлов, а состоящих
главным образом из цинка с примесью меди и алюминия.
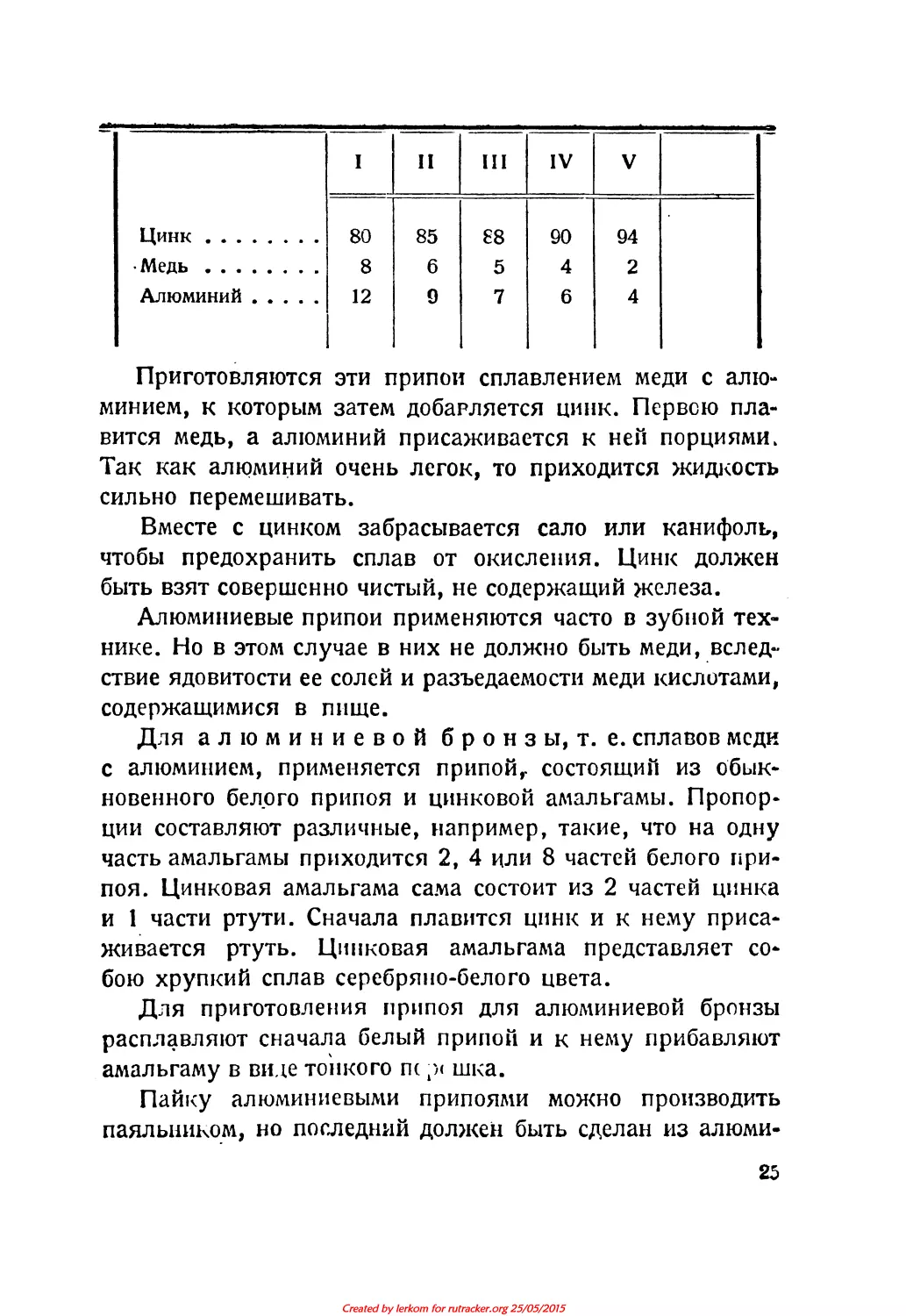
В следующей таблице представляется несколько таких при-
поев, причем содержание цинка, меди и алюминия дано
в процентах.
21
Created by lerkom for rutracker.org 25/05/2015
Приготовляются эти припои сплавлением меди с алю-
минием, к которым затем добавляется цинк. Первою пла-
вится медь, а алюминий присаживается к ней порциями.
Так как алюминий очень легок, то приходится жидкость
сильно перемешивать.
Вместе с цинком забрасывается сало или канифоль,
чтобы предохранить сплав от окисления. Цинк должен
быть взят совершенно чистый, не содержащий железа.
Алюминиевые припои применяются часто в зубной тех-
нике. Но в этом случае в них не должно быть меди, вслед-
ствие ядовитости ее солей и разъедаемости меди кислотами,
содержащимися в пище.
Для алюминиевой бронзы, т. е. сплавов меди
с алюминием, применяется припойг состоящий из обык-
новенного белого припоя и цинковой амальгамы. Пропор-
ции составляют различные, например, такие, что на одну
часть амальгамы приходится 2, 4 или 8 частей белого при-
поя. Цинковая амальгама сама состоит из 2 частей цинка
и 1 части ртути. Сначала плавится цинк и к нему приса-
живается ртуть. Цинковая амальгама представляет со-
бою хрупкий сплав серебряно-белого цвета.
Для приготовления припоя для алюминиевой бронзы
расплавляют сначала белый припой и к нему прибавляют
амальгаму в виде тонкого пс р< шка.
Пайку алюминиевыми припоями можно производить
паяльником, но последний должен быть сделан из алюми-
Created by lerkom for rutracker.org 25/05/2015
ния, так как хотя паяльники из других металлов также
смачиваются припоем и хорошо его держат, но они сами
растворяются в припое и изменяют его состав.
Недавно Гельдом предложен следующий алюминиевый
припой: сначала приготовляют лигатуру из 20% алюминия
и 86°/0 цинка, прибавляя постепенно цинк к расплавлен-
ному алюминию. Затем берут на 10 частей фосфористого
олова (с 5°/о фосфора) 3,9 частей лигатуры, 18,5 частей
цинка и 67,7 частей олова. Расплавляют сперва цинк и к
нему последовательно присаживают лигатуру, олово и
фосфористое олово. Пайка этим припоем производится так
же, как оловом, но без всяких флюсов.
Вообще же при пайке алюминия имеет очень большое
значение флюс. Полезно применять флюсы из смеси раз-
личных хлористых и фтористых солей, например, хлори-
стого кальция, фтористого натрия, хлористого лития и
хлористого цинка или из хлористого цинка и хлористого
натрия. При помощи этих флюсов удается пайка даже
обыкновенными припоями.
Кроме указанных выше цинково-медно-алюминиевых
припоев рекомендуются следующие (английские):
олова........55 — 75 ч.
серебра .........1,65 ч. •
цинка
45 »
латуни ....... 1,35 »
Эти припои смешиваются со стеарином и отливаются
в палочки.
Американские припои :
I. цинка
9
олова
15-50%
85 — 50 »
II. цинка........8— 15%
алюминия . . .5—12»
олова.......остальное
При пайке этими припоями в качестве флюса приме-
няется параффин.
26
Created by lerkom for rutracker.org 25/05/2015
Германский припой:
олова
цинка
меди
С0%
алюминия.........’2%
кадмия...........3%
Пайка производится также с помощью параффина.
Следующие припои:
I. олова . . ,....76
цинка...........21
алюминия ...... 3
11. олова.........78
цинка...........8
алюминия........9
кадмия..........3
применяются совершенно без флюсов.
Несмотря на то, что в настоящее время существует це-
лый ряд алюминиевых припоев, дающих хорошую пайку,
все же вопрос нельзя рассматривать как разрешенный.
Дело в том, что эти припои с течением времени, под дейст-
вием воздуха, электрического тока, образующегося на месте
спайки, и влаги, портятся, и шов разрушается. Во избе-
жание этого полезно покрывать спаянные места лаком для
защиты от влаги и воздуха.
Припои для н и к к е л я:
1) 15 ч. желтой латуни
5 » монетного серебра
2) 15 » желтой латуни
5 » монетного серебра
4 » цинка. .
Приготовление припоев. В зависимости от плавкости и
стоимости припоев им придается тот или иной вид: припои
получают форму стержней, полосок большей или меньшей
толщины, листочков, крупинок или порошка. Мягкие^-при-
пои применяются обыкновенно в форме стержней, отли-
ваемых'в формы, как уже было описано, или же в форме
полосок; в последнем случае припой расходуется более
экономно.
Created by lerkom for rutracker.org 25/05/2015
Припои, в состав которых входят драгоценные металлы,
получают фирму тоненьких полосок или листочков. Эти
прип< и обыкновенно очень пластичны, т. е. могут расплю-
щиваться в топкие листочки. Их отливают в палочки и
затем протягивают через волочильную доску в тонкую про-
волоку. Проволоку расплющивают в полироданных валь-
цах в тонкие полосы, из которых и нарезаются полоски и
листочки желаемых размеров.
Для отливки палочек употребляют формы в виде чу-
гунных или бронзовых дощечек, складываемых вместе и
сжимаемых струбцинками. В них проделаны полуцилинд-
рические желобки, расположенные параллельно друг другу,
на одном конце закрытые, а на другом соединенные общим
поперечным каналом. Перед отливкой форма смазывается
слегка маслом. Палочки делаются в 3 — 5 мм диаметром
и 10 — 15 см длиной. Когда вся форма заполнена, ее опус-
кают в воду, открывают, выбрасывают отливку и снова
складывают форму.
Если желательно эти ппипои иметь в виде порошка, то
отлитые палочки зажимаются в патрон токарного станка
и превращаются в порошок с помощью напильника.
Если припой хрупок, то превратить его в порошок очень
легко. Большая часть этих припоев содержит цинк, а этот
металл, а также и его сплавы обладают тем свойством,
что они очень тягучи при температуре в 120—130°, но
нарретые выше 200° становятся чрезвычайно хрупкими.
Поэтому подобные припои тотчас после отливки в тон-
кие пластинки бросают еще горячими в нагретую и окру-
женную горячим песком ступку, в которой они очень легко
раздробляются в ворошок.
Твердые обыкновенные припои большею частью при-
меняются в раздробленном состоянии, т. е. в виде кру-
пинок или зернышек. Наиболее часто применяемый способ
раздробления состоит в том, что жидкий припой тонкой
28
. Created by lerkom for rutracker.org 25/05/2015
струей выливается в широкий плоский сосуд, наполненный
водой. Воду во время отливки металла взбалтывают бере-
зовой метелкой. Чем энергичнее взбалтывают, тем мельче
получаются крупинки.
По другому способу в сосуд кладут пушечный снаряд,
острием вверх, или тому подобный предмет, и наполовину
погружают его в воду. Расплавленный металл льют на
ядро; оп разбрызгивается и в виде мелких капель падает
в воду.
Недостатком обоих способов является то, что зерна по-
лучаются разной величины, и некоторые из них неправиль-
ной, удлиненной формы, так что неизбежна сортировка по-
средством сит.
В случае раздробления припоев в большом коли-
честве прибегают к способу, подобному изготовлению дроби.
На высоте 10— 12 м помещают мелкое проволочное сито,
наполненное накаленным древесным углем. На уголь нали-
вается припой, который, просачиваясь сквозь уголь и сито,
падает в виде мелких капель, застывающих во время падения
В воздухе в виде правильных шариков, которые падают в
воду, где окончательно охлаждаются. Сортировка таких
дробинок полющью сит идет очень быстро и хорошо.
Наконец можно разбивать струю металла посредством
струи воды, если имеется вода, находящаяся под давлением,
например, водопроводная.
Сортировка крупинок припоя во всех случаях необхо-
дима, потому что крупинки различной величины неодина-
ково скоро плавятся, что создает неудобство при производ-
стве пайки.
4. ИНСТРУМЕНТЫ И ПРИБОРЫ ДЛЯ ПАЯНИЯ.
Паяльная трубка. Для спаивания мелких предметов,
все равно мягким или твердым припоем, удобным инстру-
г
29
Created by lerkom for rutracker.org 25/05/2015
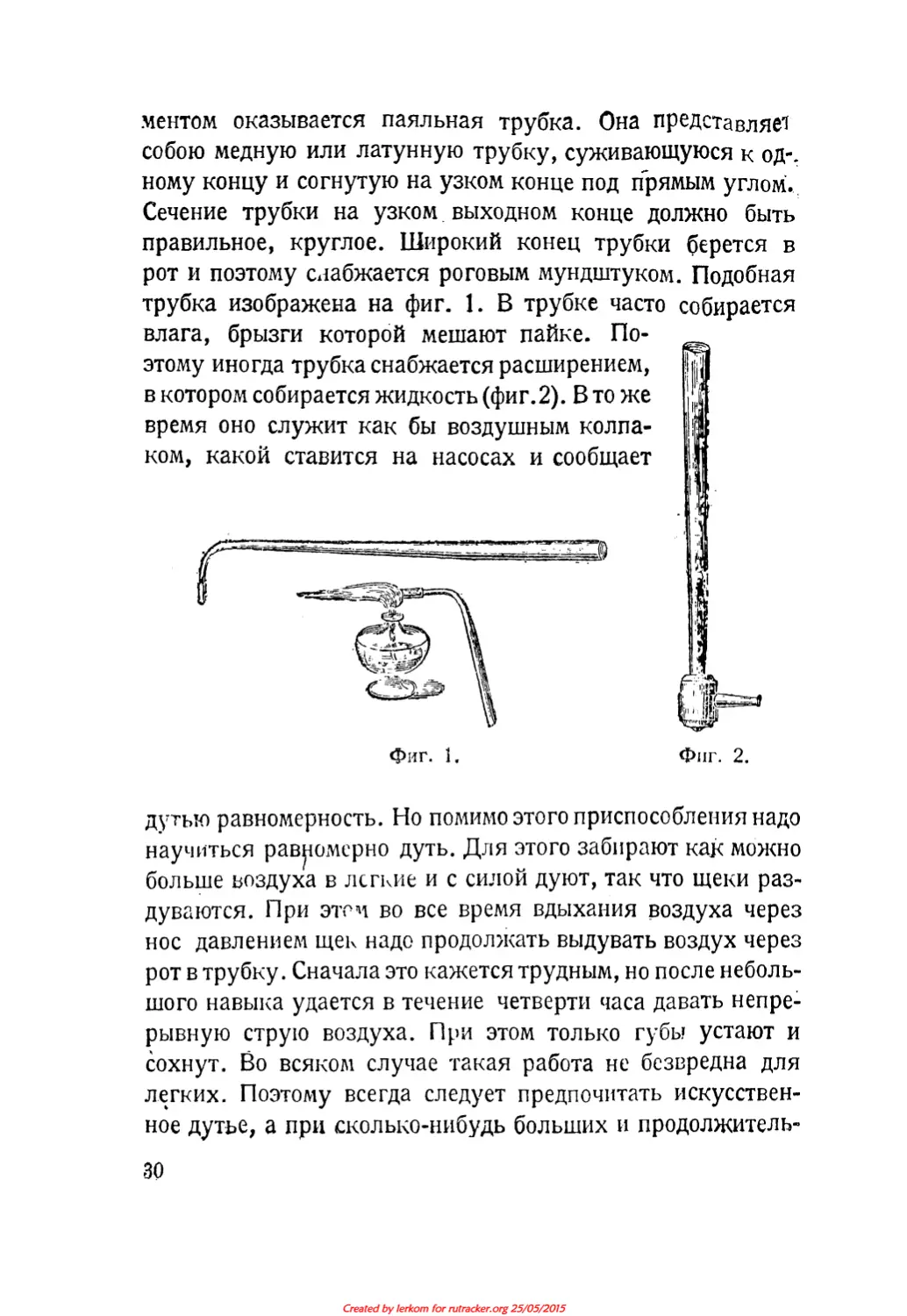
ментом оказывается паяльная трубка. Она представляет
собою медную или латунную трубку, суживающуюся к од-,
ному концу и согнутую на узком конце под прямым углом.
Сечение трубки на узком выходном конце должно быть
правильное, круглое. Широкий конец трубки берется в
рот и поэтому снабжается роговым мундштуком. Подобная
трубка изображена на фиг. 1. В трубке часто собирается
влага, брызги которой мешают пайке. По-
этому иногда трубка снабжается расширением, I il
в котором собирается жидкость (фиг.2). В то же ''.и
время оно служит как бы воздушным колпа-
ком, какой ставится на насосах и сообщает 111
Фиг. 1.
Фиг. 2.
дутью равномерность. Но помимо этого приспособления надо
научиться равномерно дуть. Для этого забирают как можно
больше воздуха в легкие и с силой дуют, так что щеки раз-
дуваются. При этом во все время вдыхания воздуха через
нос давлением щек надо продолжать выдувать воздух через
рот в трубку. Сначала это кажется трудным, но после неболь-
шого навыка удается в течение четверти часа давать непре-
рывную струю воздуха. При этом только губы устают и
сохнут. Во всяком случае такая работа не безвредна для
легких. Поэтому всегда следует предпочитать искусствен-
ное дутье, а при сколько-нибудь больших и лродолжитель-
30
Created by lerkom for rutracker.org 25/05/2015
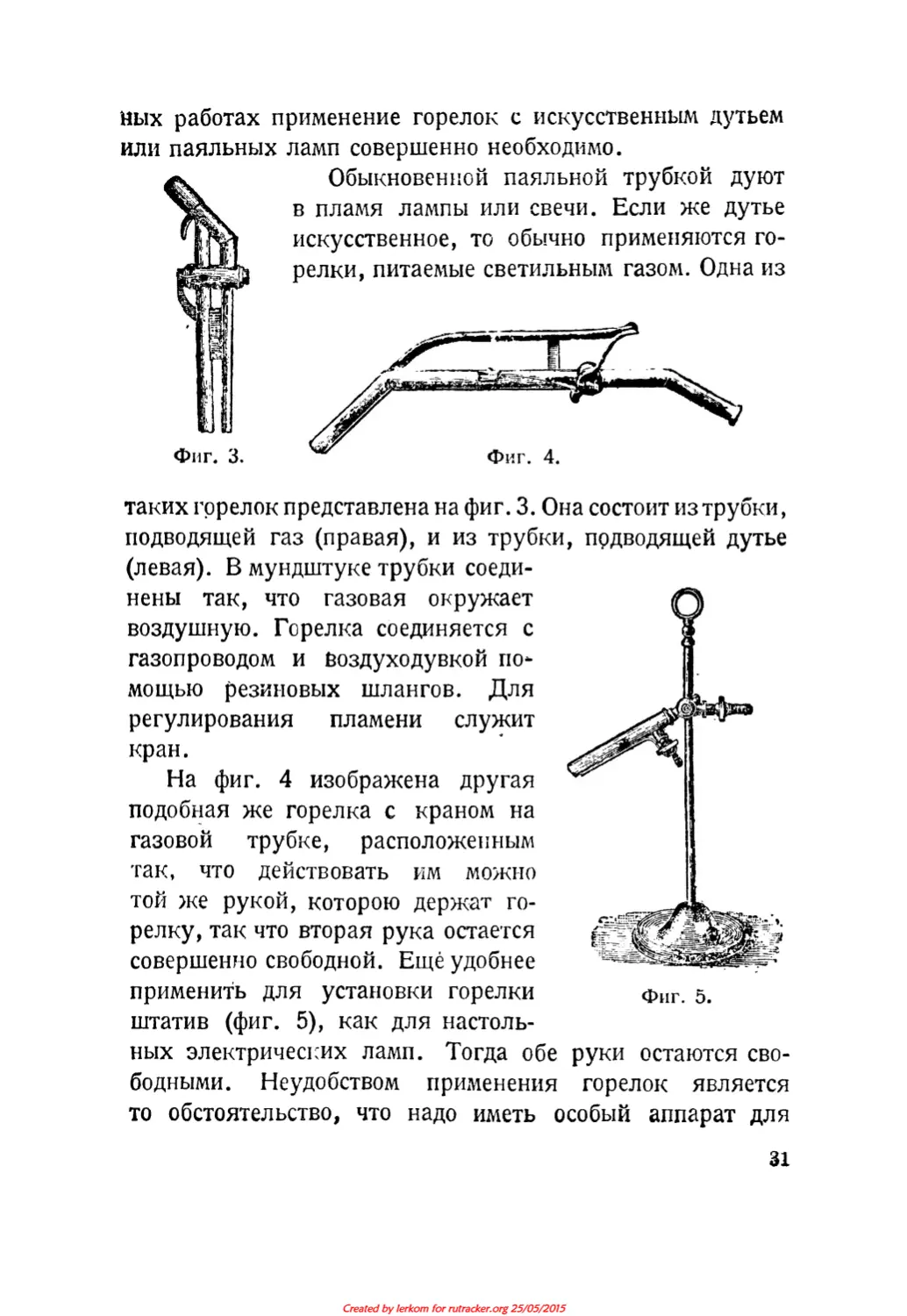
ных работах применение горелок с искусственным дутьем
или паяльных
Фиг. 3.
ламп совершенно необходимо.
Обыкновенной паяльной трубкой дуют
в пламя лампы или свечи. Если же дутье
искусственное, то обычно применяются го-
релки, питаемые светильным газом. Одна из
таких горелок представлена на фиг. 3. Она состоит из трубки,
подводящей газ (правая), и из трубки
(левая). В мундштуке трубки соеди-
нены так, что газовая окружает
воздушную. Горелка соединяется с
газопроводом и воздуходувкой по-
мощью резиновых шлангов. Для
регулирования пламени служит
кран.
На фиг. 4 изображена другая
подобная же горелка с краном на
газовой трубке, расположенным
так, что действовать им можно
той же рукой, которою держат го-
релку, так что вторая рука остается
совершенно свободной. Ещё удобнее
применить для установки горелки
штатив (фиг. 5), как для настоль-
ных электрических ламп. Тогда обе
бодными. Неудобством применения
, прдводящей дутье
Фиг. 5.
руки остаются сво-
горелок является
то обстоятельство, что надо иметь особый аппарат для
31
Created by lerkom for rutracker.org 25/05/2015
Производства дутья. Если в распоряжении имеется во-
допровод, то это неудобство легко устранимо, так как
в продаже имеются или могут быть легко изготовлены воз-
духодувные приборы, работающие от водопровода. Они
очень несложны и недороги.
В противном случае надо иметь какие-нибудь мехи, даю-
Фиг. о.
Флг. 7.
На фиг. 6 в наружном виде, а на фиг. 7 в разрезе изоб-
ражен один из подобных приборов. При опускании рыча-
гами (педалью) нижнего меха воздух через клапан в крышке
этого меха входит в пространство а. Во время поднимания
меха воздух частью вытесняется через кран, соединенный
шлангом с горелкой, частью же сжимает верхний мех.
Во время нового опускания нижнего меха, воздух про-
должает вытесняться через кран, так как в это время пру-
33
Created by lerkom for rutracker.org 25/05/2015
жима, помещенная в верхнем мехе, разжимает его, уменьшая
объем пространства а. Подобных аппаратов существует
много, но сущность их устройства остается одна и та же.
Данный же прибор представляет еще то удобство, что он
может служить одновременно в качестве полевого перенос-
ного горна, для чего надо закрыть кран и пустить воздух
через трубку F в сопло верхней части прибора, представ-
ляющей собою обыкновенный горн.
За неимением светильного газа не трудно приготовить
горючий газ и самим. Для этого надо в банку, вместимостью
примерно в х/4 —1/2 ведра, положить деревянных стру-
жек и налить туда бензина на одну четверть. Через пробку
надо пропустить две трубки, одну доходящую почти до
дна, а другую короткую. Через длинную трубку вдувается
воздух, который пройдет сквозь бензи# и далее будет по-
дыматься в банке мимо смоченных бензином стружек. При
этом он насытится парами бензина и вполне может заменить
светильный газ во всевозможных горелках, например, в
бунзеновских, применяемых в химических лабораториях.
Выпускается газ из банки через коротенькую трубку в
пробке.
Паяльные лампы. Несравненно более распространен-
ным и удобным прибором как для расплавления припоя,
так и для нагревания спаиваемого изделия является паяль-
ная лампа. Особенное значение лампа приобретает, когда
приходится паять крупные вещи вне мастерской, как,
например, при кровельных или водопроводных работах.
Лампы встречаются чрезвычайно разнообразных конструк-
ций и применяются главным образом при мягкой пайке.
Хорошая паяльная лампа должна быть прочной, долго-
вечной, должна давать сильное пламя, чтобы с нею можно
было работать на ветру, она должна допускать возмож-
ность легкого регулирования и быть вполне безопасной.
Ко всему этому она должна иметь простую конструкцию
33
Created by lerkom for rutracker.org 25/05/2015
"0
и не быть очень дорогой. Весьма важно, чтобы лампу во
время работы можно было сильно наклонять, иначе с нею
работать было бы неудобно.
На фиг.8 представлена про-
стенькая лампа, годная лишь
для небольших работ в закры-
том помещении. Она состоит
из обыкновенной спиртовой ’
лампочки А, над которой рас-
положен резервуар В, напол-
ненный спиртом и снабжен-
ный предохранительным кла-
паном D. Пары спирта вы-
тесняются по трубке С, дей-
ствующей как паяльная труб-
16 см длиною.
На фиг. 9 представлена более совершенная спиртовая
лаи'ла фирмы Бартель. В нижней трубке горелки помещается
Фиг. 8.
ка. Пламя получается до
Фиг. 9.
фитиль, а верхняя трубка представляет собою собственно
горелку. В этой трубке имеется очень тонкое отверстие,
направленное вперед. Спирт, засосанный фитилем, испа-
ряется помощью вспомогательной горелки в виде опро-
34
Created by lerkom for rutracker.org 25/05/2015
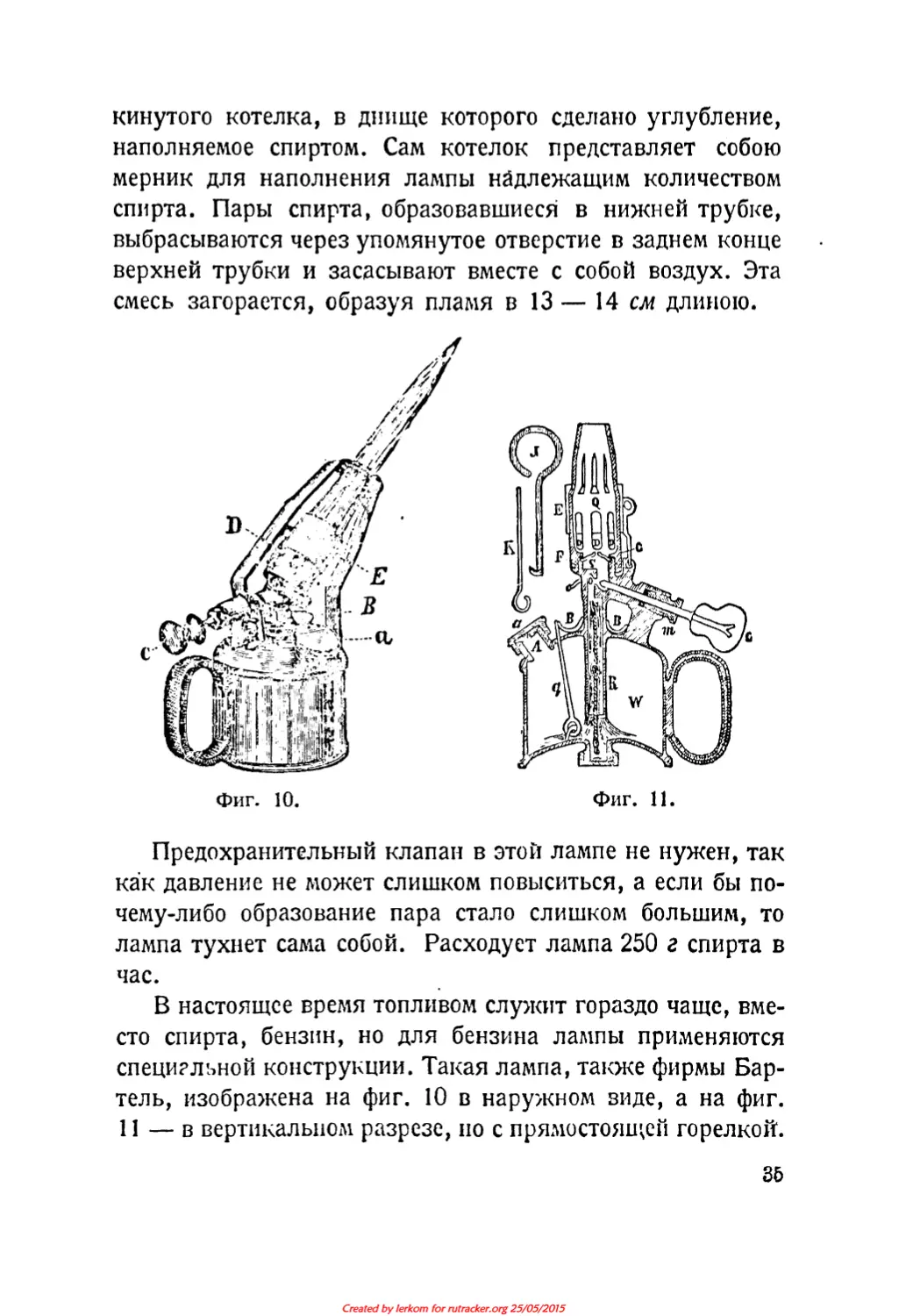
кинутого котелка, в днище которого сделано углубление,
наполняемое спиртом. Сам котелок представляет собою
мерник для наполнения лампы надлежащим количеством
спирта. Пары спирта, образовавшиеся в нижней трубке,
выбрасываются через упомянутое отверстие в заднем конце
верхней трубки и засасывают вместе с собой воздух. Эта
смесь загорается, образуя пламя в 13 — 14 см длиною.
Фиг. 10.
Фиг. И.
Предохранительный клапан в этой лампе не нужен, так
как давление не может слишком повыситься, а если бы по-
чему-либо образование пара стало слишком большим, то
лампа тухнет сама собой. Расходует лампа 250 г спирта в
час.
В настоящее время топливом служит гораздо чаще, вме-
сто спирта, бензин, но для бензина лампы применяются
специальной конструкции. Такая лампа, также фирмы Бар-
тель, изображена на фиг. 10 в наружном виде, а на фиг.
11 — в вертикальном разрезе, но с прямостоящей горелкой.
ЗЬ
Created by lerkom for rutracker.org 25/05/2015
Лампа состоит из резервуара IV, горелки F, приспособ-
ленного к ней фонаря Q и подвижного футляра, служащего
для регулирования притока воздуха. Бензин наливается
через отверстие А, запираемое помощью крышки а с проб-
ковой прокладкой п.
В днище имеется такое же отверстие, служащее для
смены фитиля в трубке /?. К дну приделан штифт 9, прохо-
дящий сквозь отверстие в верхней крышке и припаянный
в этом отверстии оловом. Этот штифт играет роль предохра-
нительного клапана: если давление внутри резервуара пе-
реходит допустимый предел, то дно выгибается внаружу
и вырывает штифт q из крышки резервуара, открывая таким
образом отверстие. Шейку лампы окружает желобок ВВ,
служащий для подогревания горелки, как в примусах.
Пары бензина из резервуара выбрасываются через отвер-
стие О, регулируемое штифтом С, снабженным винтовой
резьбой и сальником т. Далее пары проходят через мунд-
штук S в фонарь Q. Воздух присасывается в фонарь через
отверстия D, D, регулируемые футляром Е.
При работе сначала наполняют резервуар W через
отверстие А бензином, затем наливают бензин или спирт
в желобок ВВ и поджигают его. Это подогревание шейки
горелки нужно производить не только тогда, когда лампа
совершенно холодная, но и после того, когда она была
уже в употреблении и не совсем охладилась. Предвари-
тельно, чтобы не обуглить фитиль, надо убедиться, что в
лампе имеется бензин.
Когда шейка лампы прогрета, медленно поворачивают
штифт С влево на один оборот, причем выходное отверстие
О будет совершенно открыто. Тогда зажигают вытекающий
газ, а футляр Е оставляют надвинутым на фонарь и подни-
мают постепенно лишь тогда, когда фонарь прогреется. Та-
ким образом штифтом С регулируется газ, а футляром Е —
воздух. Если лампу приходится останавливать не надолго,
36
Created by lerkom for rutracker.org 25/05/2015
то рекомендуется не гасить ее совсем, а оставить небольшое
голубое пламя. При работе лампой на сильном ветру фут-
ляр Е следует совершенно опустить. Тушится лампа про-
стым запиранием отверстия О помощью вращения штифта
С вправо. Лампа без всякого вреда может работать до пол-
ного истощения бензина. Давление в ней никогда не пре-
восходит Р/4 атмосферы. Но если бы давление внутри ре-
зервуара повысилось чрезмерно, хотя бы от нагревания
снаружи, то на этот случай имеется предохранительный
клапан в виде штифта q, действие которого объяснено выше.
Отверстие в мундштуке S прочищается помощью особой
иглы, но осторожно, чтобы не расширить отверстие, отчего
лампа стала бы плохо работать. Если при прочищенном
отверстии лампа все же плохо горит, то следует вывинтить
штифт С и прочистить иглой К отверстие О.
Фитиль современем загрязняется, и его следует сменять
часов через 400 — 500 работы лампы, смотря по чистоте
бензина. Для этого отвинчивают крышку в днище резер-
вуара, вытаскивают фитиль помощью крючка J и заменяют
его новым.
Лучшей прокладкой между флянцем фонаря Q и мунд-
штуком S служит асбестовое кольцо. При возобновлении
такое кольцо погружается в смесь воды с графитом; масло
не применяется. Если штифт С ходит слишком туго, то его
следует вывинтить и смазать салом; если же он ходит
слишком слабо, то надо подтянуть сальник т.
Никогда не следует лампу наполнять вблизи огня, так
как бензин крайне легко воспламеняется и может вспых-
нуть. Точно так же, пока лампа совершенно не охладится,
нельзя открывать отверстие А.
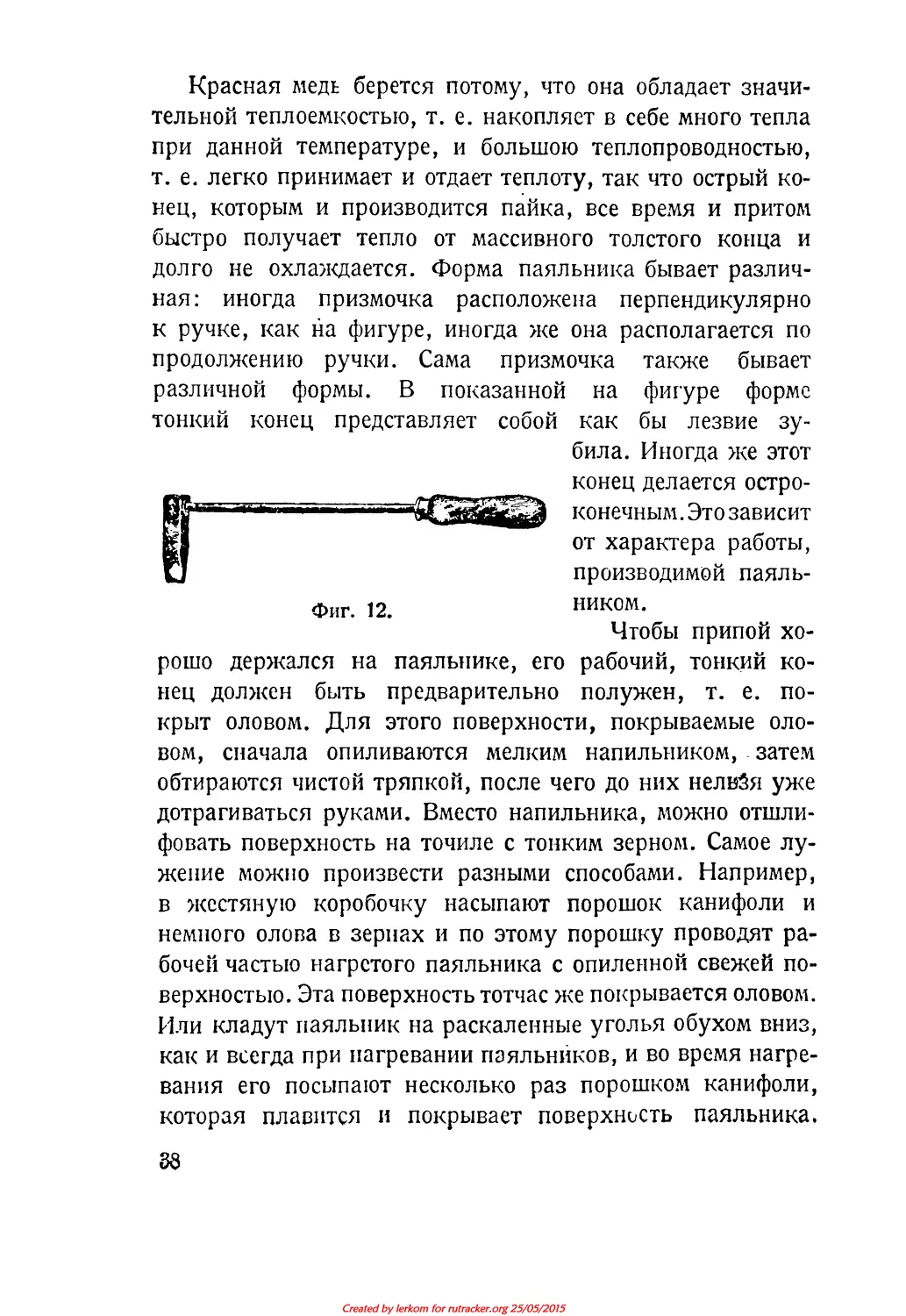
Паяльники. Паяльники применяются лишь при мягкой
пайке. Они состоят из призмочки красной меди, прикре-
пленной к железному прутку с деревянной рукояткой на
конце (фиг. 12).
8?
Created by lerkom for rutracker.org 25/05/2015
Красная медь берется потому, что она обладает значи-
тельной теплоемкостью, т. е. накопляет в себе много тепла
при данной температуре, и большою теплопроводностью,
т. е. легко принимает и отдает теплоту, так что острый ко-
нец, которым и производится пайка, все время и притом
быстро получает тепло от массивного толстого конца и
долго не охлаждается. Форма паяльника бывает различ-
ная: иногда призмочка расположена перпендикулярно
к ручке, как на фигуре, иногда же она располагается по
продолжению ручки. Сама призмочка также бывает
различной формы. В показанной на фигуре форме
тонкий конец представляет собой как бы лезвие зу-
Фиг. 12.
била. Иногда же этот
конец делается остро-
конечным. Это зависит
от характера работы,
производимой паяль-
ником.
Чтобы припой хо-
рошо держался на паяльнике, его рабочий, тонкий ко-
нец должен быть предварительно полужен, т. е. по-
крыт оловом. Для этого поверхности, покрываемые оло-
вом, сначала опиливаются мелким напильником, затем
обтираются чистой тряпкой, после чего до них нелвЗя уже
дотрагиваться руками. Вместо напильника, можно отшли-
фовать поверхность на точиле с тонким зерном. Самое лу-
жение можно произвести разными способами. Например,
в жестяную коробочку насыпают порошок канифоли и
немного олова в зернах и по этому порошку проводят ра-
бочей частью нагретого паяльника с опиленной свежей по-
верхностью. Эта поверхность тотчас же покрывается оловом.
Или кладут паяльник на раскаленные уголья обухом вниз,
как и всегда при нагревании паяльников, и во время нагре-
вания его посыпают несколько раз порошком канифоли,
которая плавится и покрывает поверхность паяльника.
38
Created by lerkom for rutracker.org 25/05/2015
Югда последний достаточно нагрет, по нему проводят па-
лочкой олова туда и обратно, пока паяльник не будет как
следует покрыт оловом. Можно также паяльник погружать
в олово, расплавленное в ложке и сверху посыпанное ка-
нифолью.
Остроконечные (пирамидальные) паяльники лудятся
следующим способом. Когда паяльник нагреется на угле
до-красна, его наскоро опиливают, натирают со всех сторон
о кусок нашатыря и захватывают им каплю оловянного при-
поя, после чего снова натирают нашатырем и, быстро по-
ворачивая острием вверх, обслуживают все четыре канта.
Припой крепко пристает к поверхности паяльника, и по-
луда держится очень хорошо.
Наилучшим из описанных приемов надо считать по-
гружение в расплавленное олово.
Нагревание паяльника также можно производить раз-
личными способами. Главным образом надо следить, чтобы
не сжечь паяльника, так как при этом сгорает его полуда,
и паяльник уже не захватывает припоя. Кроме того, олово
может соединиться с медью паяльника, образуя бронзу.
Этот слой приходится спиливать прочь. Поэтому надо так
нагревать паяльники, чтобы этого не произошло. Прежде
всего нагревание ведут с толстого конца паяльника, так
что рабочий его конец не соприкасается с топливом. При
нагревании на угольях рабочий конец обращен вверх.*
Удобно нагревание вести на кузнечном горне. В противном
случае применяют специальные печурки. Если имеется
светильный газ, то нагревание паяльников очень хорошо
производится на бунзеновских горелках. Для той же цели
удобны примусы.
В настоящее время существуют паяльники, снабженные
газовыми горелками, так что паяльник все время подогре-
вается, и не надо прерывать работу для нагревания охла-
дившегося паяльника.
89
Created by lerkom for rutracker.org 25/05/2015
На фиг. 13 представлен такой паяльник.
Рукоятка его пустотелая, и по ней подводится газ; по
дополнительной тонкой трубочке подводится дутье. Пру-
жинный кран дозволяет удобно регулировать приток газа
той же рукой,в которой держат паяльник. Так как обращение
с воздуходувным прибором представляет некоторое затруд-
нение,' то горелки устраивают так, чтобы воздух сам за-
сасывался струею газа. Для этого рукоятка снабжается
переставными воздушными отверстиями. Но при этом по-
вышается расход газа. Паяльники с дутьем расходуют в
минуту до 1,2 л газа, без дутья — 3 л.
В случае отсутствия газа применяются паяльнцки спир-
товые и бензиновые. На фиг. 14 и 15 изображен спиртовый
паяльник в наружном виде и в разрезе. Он состоит из тол-
стостенной трубки, разделенной поперечной перегородкой
на 2 части. Верхняя часть служитдля образования пламени,
теплота которого отчасти передается и нижней части, слу-
жащей для испарения спирта. Спирт притекает по шлангу
из резервуара, расположенного выше паяльника прибли-
зительно на 1 м. Перегретые пары бензина вырываются
через узкое отверстие в перегородке и засасывают воздух
через два отверстия в боковых стенках трубки. Здесь об-
разуется острое пламя, бьющее в призмочку паяльника.
Выпуск паров спирта регулируется игольчатым клапаном
40
Created by lerkom for rutracker.org 25/05/2015
R. Призмочка устанавливается на различной высоте в за-
висимости от длины пламени и удерживается в соответ-
ствующей втулке помощью нажимного винта. Когда надо
пустить в ход паяльник, открывают кран на резервуаре
со спиртом, дают время спирту наполнить соединительный
шланг, открывают игольчатый клапан /?, поворачивая его
налево, затем накло-
няют паяльник над
специальным корытцем
(фиг. 16) и дают вытечь
в него немного спирта,
так чтобы все дно ко-
рытца было покрыто
спиртом. Тогда запи-
рают игольчатый кла-
пан и кладут паяльник
на корытце, как пока-
зано на фиг. 16, и за-
жигают спирт. Еще
раньше, чем сгорит весь
спирт в корытце, паяль-
ник снимают, откры-
вают клапан и поджи-
гают над пламенем па-
ры спирта. При плохом
водянистом спирте мо-
Флг. 14.
Фиг. 15.
жет случиться, что пары его не тотчас загорятся.
В этом случае клапан надо открыть чуть-чуть; тогда
пары спирта загораются легче. Клапан вначале дер-
жат открытым вполне, пока паяльник не нагреется как
следует, на что требуется около 3 минут; после этого
пламя убавляют, смотря по надобности, и держат его
таким, чтобы паяльник не охлаждался. При легких рабо-
тах достаточно половинного пламени; при более тяжелых—
41
Created by lerkom for rutracker.org 25/05/2015
на s/5,и только при самых тяжелых работах (медных и цин-
ковых) приходится поддерживать полное пламя. В послед-
нем случае рекомендуется и самую призму паяльника брать
покрупнее. Во время перерывов в работе пламя поддержи-
вается очень маленькое. Под конец работы сначала закры-
вается клапан на паяльнике, а через некоторое время кран
на спиртовом резервуаре.
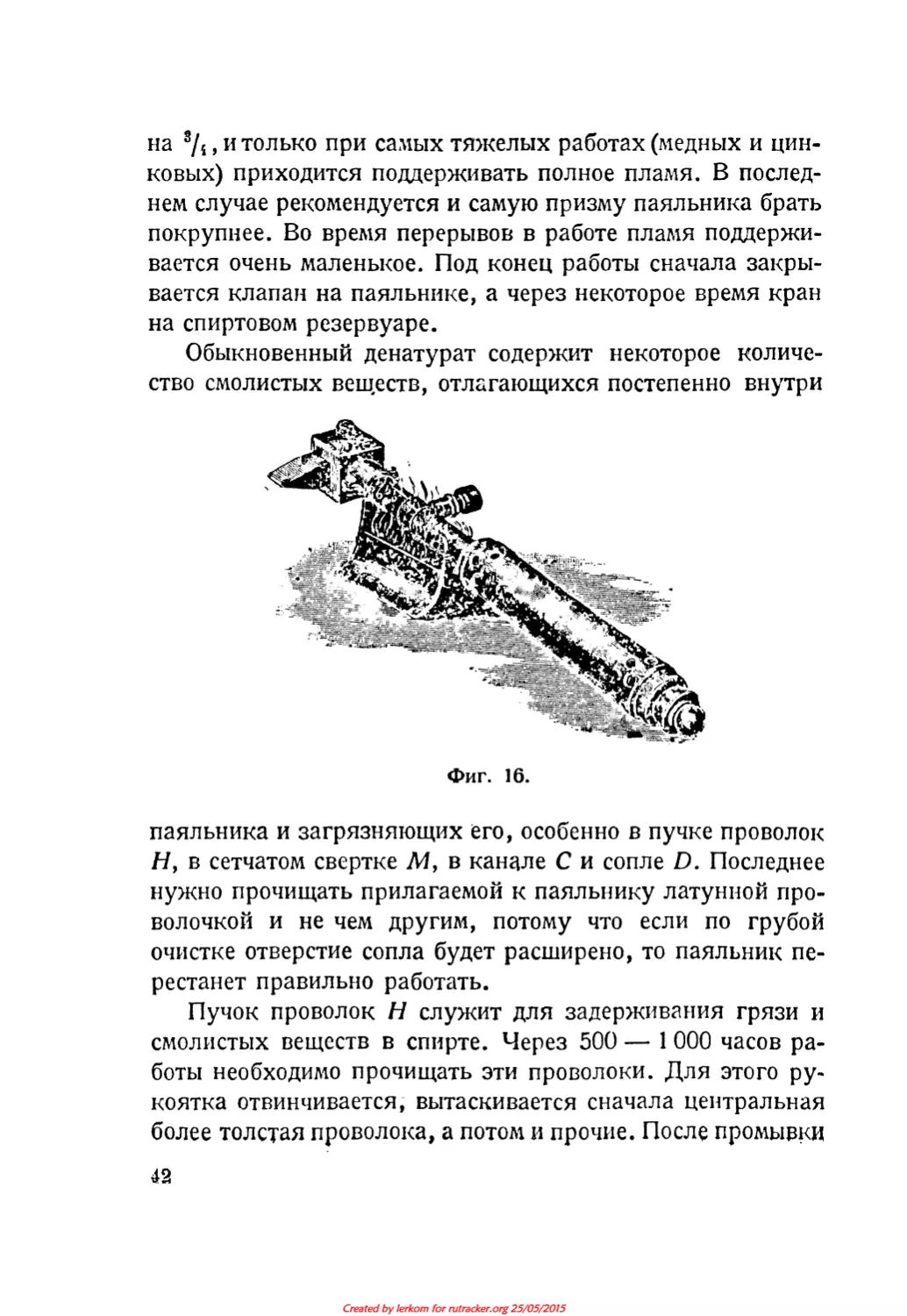
Обыкновенный денатурат содержит некоторое количе-
ство смолистых веществ, отлагающихся постепенно внутри
Фиг. 16.
паяльника и загрязняющих его, особенно в пучке проволок
И, в сетчатом свертке М, в канале С и сопле D. Последнее
нужно прочищать прилагаемой к паяльнику латунной про-
волочкой и не чем другим, потому что если по грубой
очистке отверстие сопла будет расширено, то паяльник пе-
рестанет правильно работать.
Пучок проволок Н служит для задерживания грязи и
смолистых веществ в спирте. Через 500 — 1 000 часов ра-
боты необходидю прочищать эти проволоки. Для этого ру-
коятка отвинчивается, вытаскивается сначала центральная
более толстая проволока, а потом и прочие. После промывки
42
Created by lerkom for rutracker.org 25/05/2015
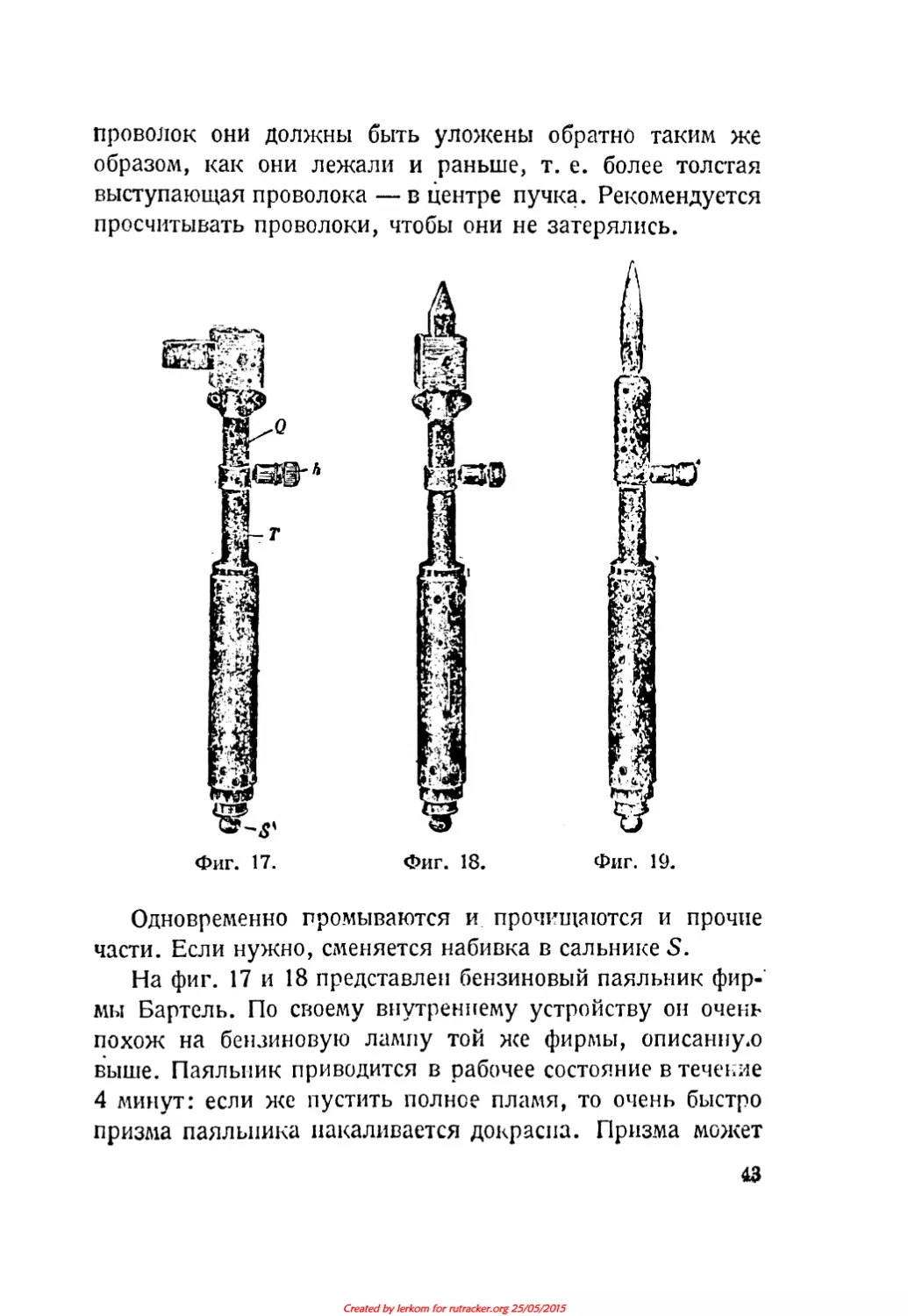
проволок они должны быть уложены обратно таким же
образом, как они лежали и раньше, т. е. более толстая
выступающая проволока—в центре пучка. Рекомендуется
просчитывать проволоки, чтобы они не затерялись.
Фиг. 17.
Фиг. 18.
Фиг. 19.
Одновременно промываются и прочищаются и прочие
части. Если нужно, сменяется набивка в сальнике S.
На фиг. 17 и 18 представлен бензиновый паяльник фир-
мы Бартель. По своему внутреннему устройству он очень
похож на бензиновую лампу той же фирмы, описанную
выше. Паяльник приводится в рабочее состояние в течение
4 минут: если же пустить полное пламя, то очень быстро
призма паяльника накаливается докрасна. Призма может
43
Created by lerkom for rutracker.org 25/05/2015
сменяться и устанавливаться в железном зажиме в различ-
ных положениях. Пламя получается настолько сильное,
что паяльником можно работать при самом сильном ветре.
Расход бензина равняется 40 — 50 г в час. Опасность взры-
ва почти устранена, так как паяльники испытываются на
10 атмосфер, между тем как давление в них почти никогда
не превышает атмосферного. Кроме того, все части паяль-
ника сделаны очень прочными и хорошо пропаяны крепким
припоем. Снаружи паяльник всегда холодный, так как между
трубкой паяльника и кожухом циркулирует воздух. По-
этому паяльник можно держать голой рукой и какого-
нибудь обертывания или обматывания рукоятки не тре-
буется.
Если снять железный зажим с призмой, то вместо паяль-
ника прибором можно пользоваться как лампой (фиг. 19).
Резервуар в рукоятке наполняется бензином так, чтобы
оставалось свободное пространство шириной в два пальца.
Совершенно заполнять резервуар не
допускается.
Производить наполнение бензином вблизи огня также
никогда нельзя допускать. По наполнении резервуара
пробка S на конце рукоятки снова крепко завинчивается.
Фитиль, вложенный в резервуар, заполняет его лишь
отчасти, но он туго входит в тонкую шейку Т, почему дав-
ление паров бензина и не передается в резервуар, клапаном
Л регулируется проход паров бензина в трубку, в которую
вложена плотно скатанная проволочная сетка, через кото-
рую пары бензина должны пройти, прежде чем они будут
выброшены через сопло. Эта сетка вместе с трубкой об-
условливает хорошее подогревание бензина и полное
превращение его в пар. Воздух поступает к пламени через
отверстия в трубке Q, окружающей пламя.
Кроме описанных нельзя не упомянуть об электриче-
ских паяльниках. Теплота в них образуется благодаря про-
44
Created by lerkom for rutracker.org 25/05/2015
хождению тока по проволоке с большим электрическим
сопротивлением. Обыкновенно они имеют две обмотки;
из них одна включается нажимной кнопкой, когда паяль-
ник берут для пайки в руку; по другой же обмотке ток идет
непрерывно и поддерживает паяльник в слегка нагретом
состоянии и в периоды остановки работы. Электрические
паяльники рекомендуются для монтажных работ и особенно
там, где нельзя употреблять угольный горн или газовое
пламя, например, на телефонных станциях. Они имеют
обыкновенно тот недостаток, что срок их службы сравни-
тельно короток. Чтобы его продлить, нагревающее тело за-
ливается со всех сторон герметически. Для обмотки служит
обыкновенно хромониккелевая проволока, которая свора-
чивается в спираль и укладывается в углубление изоли-
рующего тела из фарфора.
Паяльные печи. Твердую пайку можно производить
на любом горне или очаге; однако, там, где приходится
производить пайку постоянно, пользуются специальными
паяльными печами.
Печь у жестяников служит главным образом для нагре-
вания паяльников.
Медники складывают горн из кирпичей и снабжают
его посредине решоткой для помещения на ней угля.
Раздувается огонь с помощью опахала из перьев или
мехами.
Вместо кирпичного горна часто посредине мастерской
ставится железная жаровня.
Подвергаемые пайке предметы кладутся на тонкий слой
угля на решетке и засыпаются сверху углем. Большие из-
делия обкладываются кругом крупными кусками угля так,
чтобы предмет равномерно прогревался со всех сторон. Од-
нако, предмет должен быть засыпан углем так, чтобы можно
было его наблюдать через промежутки между кусками
угля.
Created by lerkom for rutracker.org 25/05/2015
5. ПРОИЗВОДСТВО ПАЙКИ.
фолыо, в случае цинка — соляной
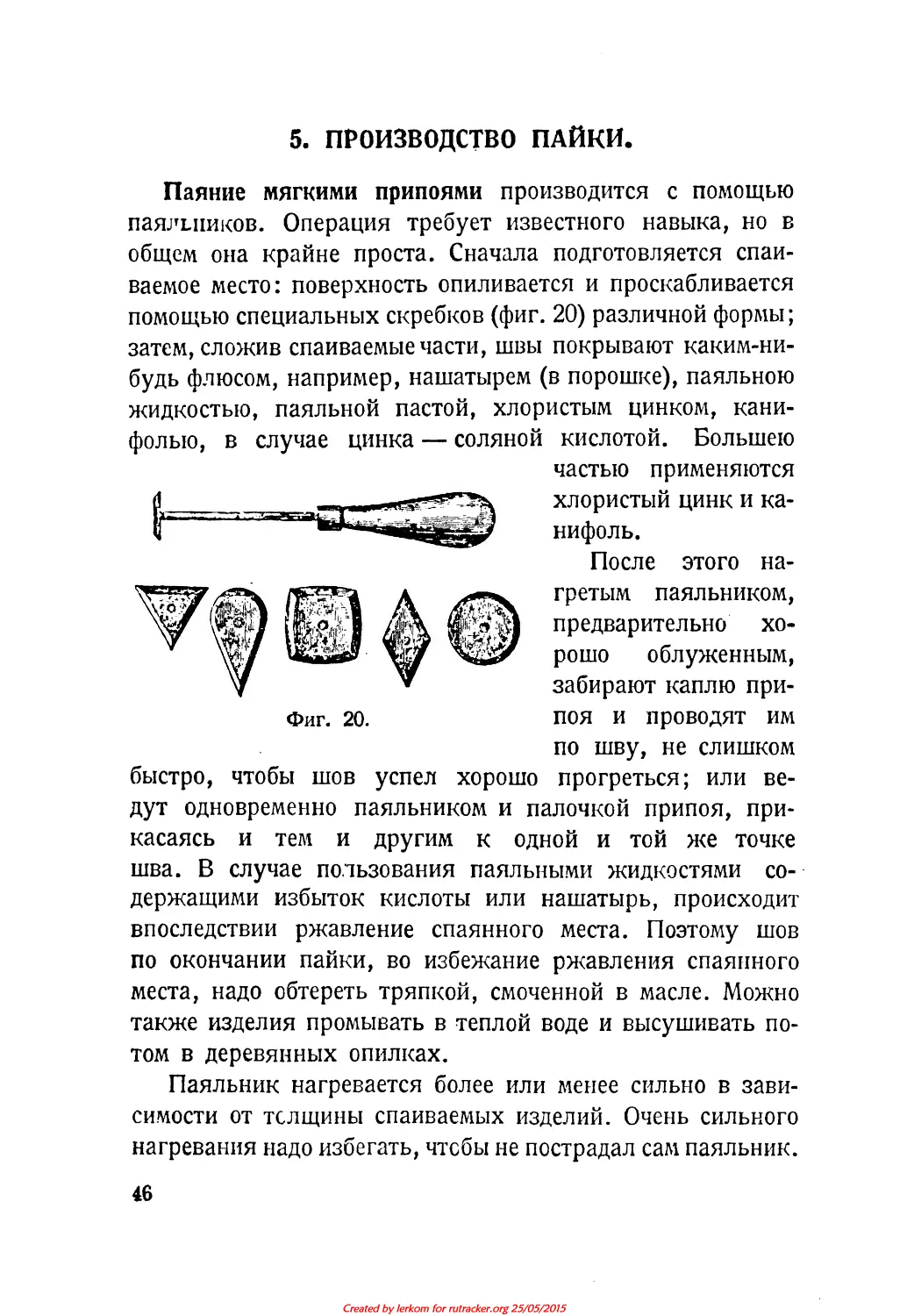
Паяние мягкими припоями производится с помощью
паяльников. Операция требует известного навыка, но в
общем она крайне проста. Сначала подготовляется спаи-
ваемое место: поверхность опиливается и проскабливается
помощью специальных скребков (фиг. 20) различной формы;
затем, сложив спаиваемые части, швы покрывают каким-ни-
будь флюсом, например, нашатырем (в порошке), паяльною
жидкостью, паяльной пастой, хлористым цинком, кани-
кислотой. Большею
частью применяются
хлористый цинк и ка-
нифоль.
После этого на-
гретым паяльником,
предварительно хо-
рошо облуженным,
забирают каплю при-
поя и проводят им
по шву, не слишком
прогреться; или ве-
дут одновременно паяльником и палочкой припоя, при-
касаясь и тем и другим к одной и той же точке
шва. В случае пользования паяльными жидкостями со-
держащими избыток кислоты или нашатырь, происходит
впоследствии ржавление спаянного места. Поэтому шов
по окончании пайки, во избежание ржавления спаянного
места, надо обтереть тряпкой, смоченной в масле. Можно
также изделия промывать в теплой воде и высушивать по-
том в деревянных опилках.
Паяльник нагревается более или менее сильно в зави-
симости от толщины спаиваемых изделий. Очень сильного
нагревания надо избегать, чтобы не пострадал сам паяльник.
Фиг. 20.
быстро, чтобы шов успел хорошо
46
Created by lerkom for rutracker.org 25/05/2015
После того как последний вынут из огня, полужгнный
конец его протирается о кусок нашатыря или тряпкой,
смоченной в растворе нашатыря.
При спайке белей жести, для образования шва кпая
жести накладываются один на другой на 3 мм' и плотно
придерживаются в таком положении. Затем, посыпав шов
порошком канифоли или нашатыря, водят концом паяльника
как раз над швом, прикасаясь к паяльнику палочкой при-
поя так, чтобы припой капал маленькими каплями на шов.
После этого надо пройтись (медленно и придавливая)
концом паяльника по шву, причем успевшие застыть капли
плавятся и разливаются вдодь шва, проникая в щель между
краями. Удобнее первыми каплями скрепить концы и сере-
дину шва; потом, если при прохождении паяльником этих
капель окажется мало, следует прибавить, где нужно, еще
одну-две капли. Вообще же следует помнить, что припоя
должно быть только-только достаточно: чем тоньше его
слой, тем красивее и прочнее шов.
Излишний припой может быть легко удален посредством
прикосновения нагретым паяльником к припою. Как только
припой начнет плавиться, его быстро стирают куском мате-
рии или паклей. Это повторяется до тех пор, пока весь из-
лишний припой не будет удален.
Вместо канифоли и нашатыря можно употреблять разве-
денный раствор хлористого цинка, которым слегка смазы-
вается шов. По окончании пайки предмет должен быть
оставлен в покое, пока вполне не застынет.
Таким образом могут быть спаяны, например, края ци-
линдра, образующего стенки жестяной кастрюли.
Чтобы припаять дно к жестяной кастрюле, его выре-
зают по мерке из листа жести: выправив и выгладив лист
плоским молотом, на нем вычерчивают циркулем круг,
диаметр которого должен быть на 12 мм больше диаметра
кастрюли; затем внутри этого круга проводится другой круг,
47
Created by lerkom for rutracker.org 25/05/2015
равный дну кастрюли, т. е. отстоящий от первого на 6 мм.
По наружному кругу вырезается дно ножницами для метал-
ла (фиг. 21), затем края круга загибаются вверх по линии
внутреннего круга. Чтобы загибание шло легче, местами
делаются треугольные надрезы, не доходя до внутреннего
круга. В загнутый край вставляется ранее спаянный ци-
линдр, и шов запаивается так же, как и вышеописанный.
Если приходится заменить дно старой жестяной кастрюли
новым, то отрезают дно от стенок сначала пилой или на-
пильником, а затем ножницами, выправляют стенки желез-
ным или деревянным молотком на круглом железном брусе,
горизонтально укрепленном в верстаке. Изготовление но-
Фяг. 21а.
вого днища и припаивание его производится так же, как и
для новой кастрюли.
Чтобы заделать небольшую дырочку в кастрюле, надо
ее хорошенько промыть сначала щелоком из соды, а потом
чистой водой; обскоблить место вокруг дырки, посыпать
это место флюсом или помазать паяльной жидкостью и, за-
хватив горячим паяльником немного расплавленного при-
поя, двигать паяльником по поверхности вокруг отверстия;
при этом металл покрывается пленкой припоя, который за-
полняет и самое отверстие.
Если дырка велика или близко расположено несколько
небольших отверстий, то, очистив нужное пространство
скребком, покрывают его флюсом, а потом расплавленным
припоем. Застывший припой выравнивают и накладывает
43
Created by lerkom for rutracker.org 25/05/2015
на него заплатку из листовой жести, покрытую снизу также
флюсом. По заплатке проходят горячим паяльником. Когда
припой под заплаткой расплавится и заплатка станет п ла-
ва т ь, ее придавливают и дают припою застыть в этом по-
ложении.
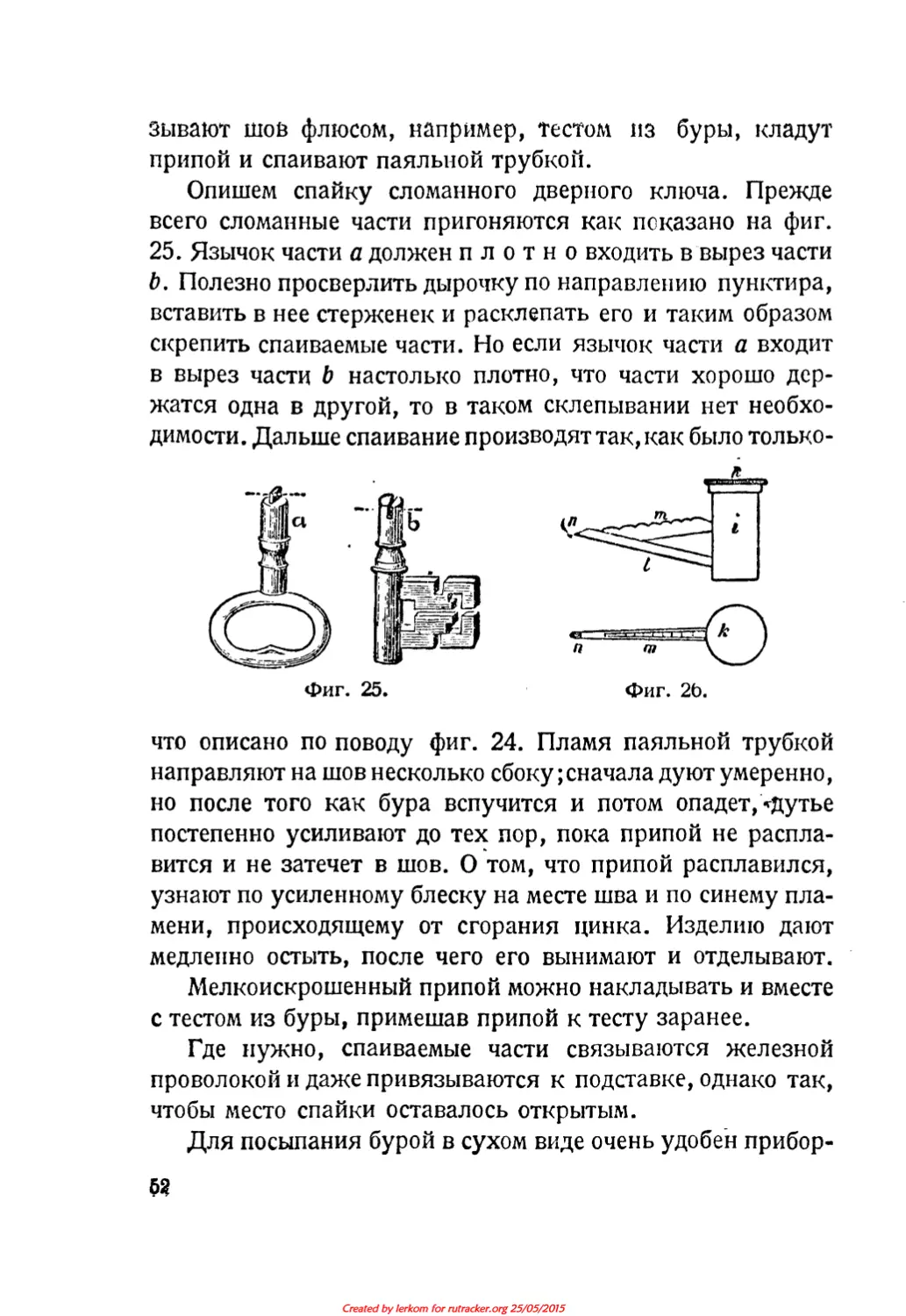
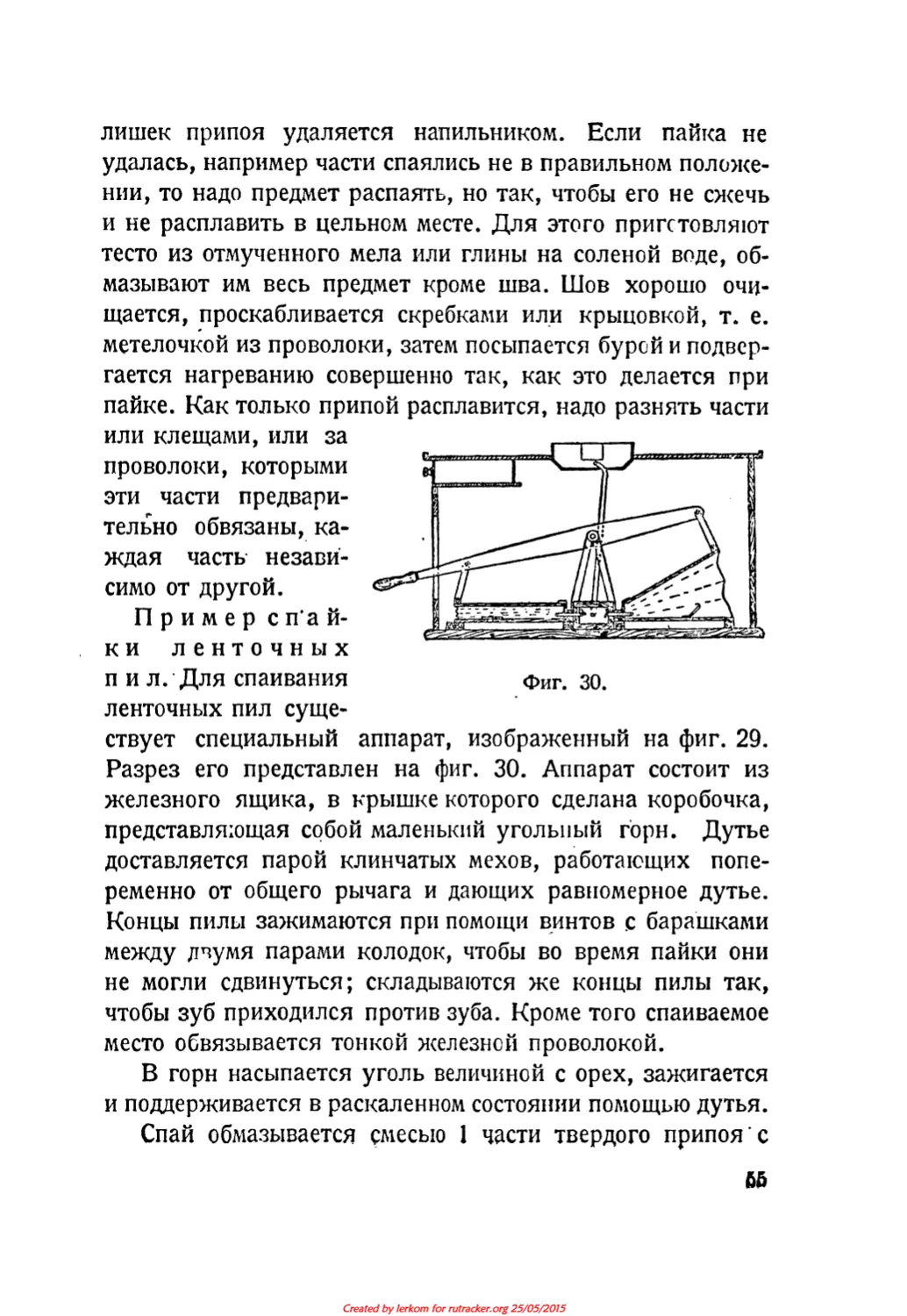
Точно таким же образом и при помощи тех же припоев
производится пайка свинца и цинка, но при цинке паяльным
Флг. 216.
веществом служит соляная кислота, разведенная в дожде-
вой воде.
Мягкая пайка тугоплавких металлов, как медь, латунь,
железо, золото, серебро и.их сплавы, производится немного
Фиг. 21в.
иначе: тщательно очищенные спаиваемые поверхности пред-
варительно покрываются тонким слоем олова, т. е. лудятся,
затем складываются вместе, плотно прижимаются одна к
другой, и шов нагревается паяльником или пламенем паяль-
ной трубки. Полуда плавится и спаивает поверхности.
Если предметы не крупные, то достаточно сжать спаивае-
мые поверхности нагретыми докрасна кузнечными клещами.
49
Created by lerkom for rutracker.org 25/05/2015
на них припоя.
Можно паять и таким образом: смазав поверхности раз-
веденным раствором хлористого цинка, посыпать их опил-
ками припоя или положить между ними кусочек тонкого
листового олова, а затем сжать и нагреть паяльною трубкой.
Флюсом может служить также стеарин, легким слоем
которого покрывают слегка нагретые поверхности, перед
наложением
Мягкими припоями с паяльным веществом из хлори-
стого цинка спаивают, меясду прочим, поломанные ювелир-
ные изделия из фальшивого серебра.
Твердая пайка производится с помощью паяльных тру-
бок, горелок, ламп и горнов.
Во время паяния спаиваемые
части должны быть неподвижно
связаны между собою или вообще
так прижаты одна к другой,
чтобы невозможно было их сдви-
нуть одну относительно другой.
Если возможно, то лучше
всего их располагать на какой-
нибудь твердой подкладке, на-
пример на выдолбленном куске угля, кирпиче, куске
пемзы, асбеста и т. д.
Придерживания спаиваемых предметов клещами лучше
избегать, так как клещи отнимают много теплоты. Однако
существуют специальные клещи, в которых этот недостаток
в значительной степени устранен. Такие клещи изображены
на фиг. 22. Одна из губок клещей b имеет ферму как у пло-
скогубцев; но другая а имеет вид изогнутого в дугу тонкого
стержня и касается первой губки своим концом, так что
зажатый между ними предмет придерживается лишь в одной
точке и доступен для пламени по всей верхней поверхности.
Пайку производить очень удобно; кроме того и потеря
теплоты ничтожная,
50
Created by lerkom for rutracker.org 25/05/2015
Мелкие вещи очень удобно паять на подстилке, приго-
товленной следующим образом: в огнеупорном кирпиче вы-
далбливают углубление (фиг. 23), которое заполняют плот-
Флг. 23.
ным тестом, составлен-
ным из 2 частей по
объему тонкого древес-
Hoyi ольного порошка и
1 части истолченной
огнеупорной глины,
тщательно перемешан-
ных между собою, а
затем с кашицей, сва-
ренной из 1 столовой
ложки рисовой муки и
*/4 кружки воды. Прижав хорошенько тесто, вдавливают
в него спаиваемый предмет, как изображено на фиг. 24, и,
вынув его, высушивают тесто. Во время пайки предмет кла-
дется в приготовлен-
ное для него углубле-
ние.
С очень мелкими
вещами, как цепочки,
галстучные булавки и
т. п., поступают так:
сложив сломанные ча-
сти в надлежащее по-
фИГв 24. ложение, их скрепляют
мягким сургучом или
шеллаком; на кирпиче приготовляют крутое тесто из
смеси гипса с мелким песком на воде.
В это тесто вдавливается спаиваемый предмет так, что-
бы он был совершенно облеплен тестом; когда последнее
затвердеет, его отскабливают около места спайки, затем по-‘
средством вытапливания удаляют сургуч или шеллак, сма-
61
Created by lerkom for rutracker.org 25/05/2015
зывают шов флюсом, например, тестом из буры, кладут
припой и спаивают паяльной трубкой.
Опишем спайку сломанного дверного ключа. Прежде
всего сломанные части пригоняются как показано на фиг.
25. Язычок части а должен плотно входить в вырез части
Ь. Полезно просверлить дырочку по направлению пунктира,
вставить в нее стерженек и расклепать его и таким образом
скрепить спаиваемые части. Но если язычок части а входит
в вырез части b настолько плотно, что части хорошо дер-
жатся одна в другой, то в таком склепывании нет необхо-
димости. Дальше спаивание производят так, как было только-
Фиг. 25.
Фиг. 2Ь.
что описано по поводу фиг. 24. Пламя паяльной трубкой
направляют на шов несколько сбоку ;сначала дуют умеренно,
но после того как бура вспучится и потом опадет, <дутье
постепенно усиливают до тех пор, пока припой не распла-
вится и не затечет в шов. О том, что припой расплавился,
узнают по усиленному блеску на месте шва и по синему пла-
мени, происходящему от сгорания цинка. Изделию дают
медленно остыть, после чего его вынимают и отделывают.
Мелкоискрошенный припой можно накладывать и вместе
с тестом из буры, примешав припой к тесту заранее.
Где нужно, спаиваемые части связываются железной
проволокой и даже привязываются к подставке, однако так,
чтобы место спайки оставалось открытым.
Для посыпания бурой в сухом виде очень удобен прибор-
52
*
Created by lerkom for rutracker.org 25/05/2015
чик, изображенный на фиг. 26. Он состоит из стакана i с
крышкой к. От дна идет трубка I со скошенным носиком и.
Фиг. 27
Фиг. 28.
Трубка I скреплена со стаканом i поперечинкой т, зазуб-
ренной сверху. Если слегка наклонить стаканчик и царапать
ногтем по зазубренной стороне попе-
речинки, то происходят легкие сотря-
сения, способствующие высыпанию ма-
леньких порций порошка. Это поскре-
бывание по поперечине лучше обычного
постукивания по коробочке с порошком.
В Америке часто применяется под-
кладка из асбеста, имеющегося в про-
даже в виде дощечек, изображенных на
фиг. 27.
Они скреплены деревянными рамка-
ми с и снабжены плоским углублением
b и дощечкой С, с помощью которой
придерживается спаиваемый предмет в
углубление Ь. На правом рисунке виден
самый процесс пайки помощью бунзенов-
ской горелки d и паяльной трубки.
Пример спайки латунного колечка, на-
гоняемого на деревянные рукоятки напильников, стамесок
и других инструментов. Вырезав подходящую полоску из
листовой латуни, толщиной в 1%—2 мм, сгибают ее в
Created by lerkom for rutracker.org 25/05/2015
кольцо и пригоняют помощью напильника стыки, наклады-
ваемые один на другой. Кольцо обвязывается железной п р о-
в о л о к о й, за которую и подвешивают его над огнем швом
вниз, как показано на фиг. 28.
Шов смазывается изнутри кольца тестом из буры, кла-
дется несколько крупинок припоя и держат в таком поло-
жении кольцо над огнем, пока бура не вспучится и не осядет;
тогда кольцо опускается в самый огонь. Когда припой рас-
Фиг. 29.
плавится, прекращается действие меха, и кольцо осторожно
вынимается. Так как при малейшей невнимательности коль-
цо при этой пайке легко может расплавиться, лучше его
предварительно обмазать глиной — все, за исключением
шва, а еще лучше паять не на горне, а с помощью паяльной
трубки.
После пайки медных и латунных вещей их опускают на
несколько минут в воду, слегка подкисленную серной или
азотной кислотой (1:7); тогда они очищаются от грязи и
буры. Теплая вода растворяет буру слишком медленно. Из-
54
Created by lerkom for rutracker.org 25/05/2015
лишек припоя удаляется напильником. Если пайка не
удалась, например части спаялись не в правильном положе-
нии, то надо предмет распаять, но так, чтобы его не сжечь
и не расплавить в цельном месте. Для этого приготовляют
тесто из отмученного мела или глины на соленой воде, об-
мазывают им весь предмет кроме шва. Шов хорошо очи-
щается, проскабливается скребками или крыцовкой, т. е.
метелочкой из проволоки, затем посыпается бурой и подвер-
гается нагреванию совершенно так, как это делается при
пайке. Как только припой расплавится, надо разнять части
или клещами, или за
проволоки, которыми
эти части предвари-
тельно обвязаны, ка-
ждая часть незави-
симо от другой.
Пример с п а й-
ки ленточных
п и л. Для спаивания
ленточных пил суще-
ствует специальный аппарат, изображенный на фиг. 29.
Разрез его представлен на фиг. 30. Аппарат состоит из
железного ящика, в крышке которого сделана коробочка,
представляющая собой маленький угольный горн. Дутье
доставляется парой клинчатых мехов, работающих попе-
ременно от общего рычага и дающих равномерное дутье.
Концы пилы зажимаются при помощи винтов с барашками
между двумя парами колодок, чтобы во время пайки они
не могли сдвинуться; складываются же концы пилы так,
чтобы зуб приходился против зуба. Кроме того спаиваемое
место обвязывается тонкой железной проволокой.
В горн насыпается уголь величиной с орех, зажигается
и поддерживается в раскаленном состоянии помощью дутья.
Спай обмазывается смесью 1 части твердого припоя с
№
Created by lerkom for rutracker.org 25/05/2015
2 частями растертой в воде буры и сверху покрывается
слоем березового угля, после этого дутье усиливают. Через
короткое время появляется синее пламя. Место спая наблю-
дают через промежутки между кусками угля, и как только
припой расплавится, пилу вынимают из горна вместе
с зажимным приспособлением.
Спайка серебряных и золотых вещей
производится паяльной трубкой одним из подходящих при-
поев, в зависимости от пробы изделия.
Самый способ пайки тот же, что и для мелких медных
железных изделий, но припой берется в виде тонких лис-
точков или в виде мелкого порошка, примешиваемого к тесту
из буры. Проволока для связывания употребляется очень
тоненькая, железная или платиновая.
По окончании пайки излишек припоя спиливается на-
пильником, место спая сглаживается оселком и полируется
замшею, посыпанною порошком крокуса. После этого золо-
тые вещи для сообщения им надлежащего цвета подверга-
ются травлению. Для этого приготовляют две жидкости.
Первая представляет собою крепкую азотную кислоту, раз-
веденную равным количеством воды. Вторая приготов-
ляется следующим образом: 7 частей порошка селитры, 3*/2
части поваренной соли и За/2 части квасцов плавятся на лег-
ком огне и размешиваются стеклянной палочкой; когда сплав
начнет кипеть, к нему прибавляется 1 часть соляной кислоты
и дают снова вскипеть. Спаянную золотую вещь на плати-
новой проволочке держат над углями, пока она не почернеет;
после этого ее опускают на несколько минут в первую жид-
кость, а потом в кипящую воду. Затем снова опускают в ту
же жидкость, но нагретую до кипения, и опять в кипящую
воду. После этого вся чернота должна сойти. Тогда вещь
погружается два раза во вторую горячую жидкость (после
каждого раза переносится в кипящую воду). Первый раз
держат в жидкости вегць 4-5 мин,, второй раз 1-2 мин, Ha-
Created by lerkom for rutracker.org 25/05/2015
конец, разбавляют слегка вторую жидкость водой, дают ей
прокипеть и снова опускают в нее вещь на 1 минуту, сполас-
кивают в свежей горячей воде и в последний раз опускают
на 1-2 секунды в ту же жидкость. Остается тщательно
промыть вещь в горячей воде, протереть ее щеткой в шве,
снова обмыть и высушить в горячих древесных опил-
ках. Вслед за травлением следует полировка. Все это
проделывается с вещами высокопробными, т. е. выше
56 пробы.
С высокопробными серебряными вещами также произ-
водят травление. Нагрев доводится до темной красноты,
после чего вещи попеременно погружают в очень разбавлен-
ную серную кислоту С/ю) и в кипящую воду, пока вещь не
получит красивого серебряно-белого цвета; далее идет вы-
сушивание в горячих опилках и полировка.
Низкопробные или поддельные золотые и серебряные
вещи после спайки золотят или серебрят гальваническим
путем.
Пайка крупных предметов отличается
тем, что, во-первых, шов по возможности скрепляется меха-
нически, т. е. с помощью зуба, ласточкина хвоста, заклепок
и т. д., а во-вторых, здесь часто припой применяется в виде
полосок или проволоки, привязываемых к шву или приле-
пляемых к нему тестом из буры. Самые вещи помещают в
горн, опирая их на крупный кусок угля. Дутье направляют
именно на этот уголь, но так, чтобы пламя охватывало самый
предмет. Сначала дутье дают легкое, пока вещь не покра-
снеет, а потом все сильнее и сильнее, пока не расплавится
припой, о чем узнают по блеску шва и синему пламени.
Автогенная (самородная) спайка. Упомянем еще вкратце
о самородной или автогенной спайке, когда припоя не при-
меняют вовсе, а просто края соединяемых частей, примыка-
ющие друг к другу, расплавляются и по застывании слива-
ются в одно целое. Иногда добавляется в шов такой же ме-
67
Created by lerkom for rutracker.org 25/05/2015
талл, из которого сделаны и спаиваемые части. Этот процесс
аналогичен уже не склеиванию, а сливанию.
Самородная спайка наиболее прочная потому, что
материал шва тот же, что и остальных частей изделия,
так как при нагревании не может произойти разруше-
ние вследствие неодинакового расширения — она прочна
и потому, что в месте соприкосновения не образуются
гальванические (электрические) токи, нередко портящие
спайку, как это было указано по поводу пайки алюминия.
Поэтому металлические сосуды для различных хими-
ческих веществ или сосуды, подверженные действию по-
стоянного жара, сырости, кислот и т. д., должны быть
спаяны посредством самородной пайки,
Пссле введения в употребление водородного и ацетиле-
нового пламени, стало возможным самородное спаивание
всех металлов; особенно часто оно применяется к пайке
железа, платины и свинца.
Кузнечное сваривание железа производится также без
применения припоев, но здесь металл не доводится до пла-
вления, и для соединения поэтому необходимо механическое
придавливание. Конечно, такую сварку нельзя назвать са-
мородной. Если же сварка производится горелкой, так что
края соединяемых частей расплавляются, то никакого*да-
вления не нужно, и соединение частей (в жидком состоянии)
происходит само собой; такая сварка именно и называется
самородной.
О спайке свинца мы поговорим более подробно в спе-
циальной главе, а подрсбности об автогенной сварке раз-
личных металлов читатель найдет в специальных книгах,
посвященных этому предмету, так как этот способ соеди-
нения металлов за последние годы вырос в целую специаль-
ность, имеющую мало общего с паянием как в отношении
рабочих процессов, так и в смысле аппаратуры, приборов,
инструмента и материалов.
68
Created by lerkom for rutracker.org 25/05/2015
6. ПАЯНИЕ СВИНЦА.
Прежде паяние свинца производилось так же, как паяние
жести или цинка. Очищенные поверхности посыпались ка-
нифолью или смазывались паяльной жидкостью (раствором
хлористого цинка), складывались вместе или зафальцовы-
вались и запаивались помощью медного паяльника припоем
из свинца и олова.
Этот способ соединения имеет, однако, различные не-
достатки. Во-первых, оловянный припой не обладает таким
сопротивлением против химических действий, как свинец;
поэтому шов легче растворяется, тем более, что этому споссб-
ствует образующийся в месте соприкосновения припоя со
свинцом гальванический (электрический) ток.
Во вторых, различные степени расширения свинца и при-
поя в случае сильного нагревания ведут часто к разрушению
шва,- тем более, что припой со свцнцом схватывается не
очень крепко.
Наконец, оловянный припой не так пластичен как свинец,
так что при изгибании или ударах припой часто отскакивает.
И хотя применение припоя, богатого свинцом (например,
на 1 часть олова 3-4 части свинца), уменьшает все эти
недостатки, тем не менее понятно, что издавна старались
найти другие способы соединения свинца. Так, в Англии
при устройстве свинцовых камер на сернокислотных заво-
дах стали применять вместо пайки соединение фальцем с
прокладкой замазки из свинцовых белил с льняным маслом.
Этот способ держался до 70-ых годов прошлого столетия.
Спаивание упомянутым богатым свинцовым припоем
производилось оригинальным способом.
Припой отливался в плоские штанги, которые прокаты-
вались между ручными валиками в ленты шириной в 30 —
50 мм и толщиной в бумажный лист. Кромки спаиваемых
листов очищались, проскабливались скребками начисто, по-
59
Created by lerkom for rutracker.org 25/05/2015
сыпались канифолью и складывались вместе одна на другую,
а полоски припоя между ними. Затем шов приглаживался
утюгом (фиг. 31). Когда припой в данном месте расплавится,
утюг передвигается дальше, а первое место надавливается
деревянной колодкой, пока припой не застынет. Таким обра-
зом удается производить вполне прочную спайку не только
в горизонтальном, но и в вертикальном направлении. Такая
спайка производится быстрее и
с меньшим расходом припоя, чем
спайка помощью паяльника.
Спайка утюгом производится для
тонких листов, для толстых же
Фиг. 31.
Фиг. 32.
более пригодна сохранившаяся до сих пор спайка помощью
заливания.
Для спайки посредством заливки, кромки соединяемых
листов скашиваются, как изображено на фиг. 32, так что
образуется желобок. Под швом на подкладку накладывается
слой глины, чутьччут/ь сыроватой, и на нее полоски холсТа,
чтобы предотвратить выделение паров из глины и проникно-
вение их в спай. Между острыми краями кромок остается
щель в 2-3 мм. По обеим сторонам желоба устраиваются
валики из глины и отделяется помощью глиняной перего-
родки часть желобка около 70 см длиною.
Тогда отделенная часть желобка посыпается канифолью
и заливается горячим расплавленным в ложке свинцом. За-
тем передвигают подкладку на следующий участок, подго-
товляют его так же, как и предыдущий, и заливают свинцом.
При этом заливка должна спаяться (слиться) не только с
60
Created by lerkom for rutracker.org 25/05/2015
боками желобка, но и с заливкой первого участка, для чего
конец последней заливки обрубается наискось и начисто
отскабливается.
Точно таким же образом удается заливать и вертикаль-
ные швы с помощью подкладок из дощечек, обмазанных
глиной, и холщевых полос с обеих сторон.
Современный, наиболее рациональный способ спаивания
Фиг. 33.
свинца—автогенная спайка —
заключается в том, что по-
мощью горелок стык приво-
дится в жидкое состояние без
Фиг. 34.
всяких добавок или с добав-
кой припоя из того же свинца.
По застывании расплавленного
Фиг. 35.
свинца изделие получается цельное и однородное. Авто-
генная спайка й сварка появилась с 1835 года, когда Рич-
мондом была впервые осуществлена эта пайка помощью
водородного пламени.
Инструменты. Раньше чем приступить к описанию
автогенной спайки свинца, укажем на те инструменты, ко-
торые-применяются при всевозможных работах из свинца.
Прежде всего приходится из свинцовых листов выкраи-
вать различные фигуры, для чего на листе надо проделать
61
Created by lerkom for rutracker.org 25/05/2015
чертежи помощью чертежных инструментов. К их числу
относятся: треугольники, линейки, мае-
Фиг. 36.
штабы, рулетки, шнуры, на-
тертые мелом, как у плотников, цир-
куля, один из которых показан на
фиг. 33, р е с м у с ы (фиг. 34).
Далее следуют инструмен-
ты, при помощи которых по
разметке вырезаются те или
другие фигуры. Сюда отно-
сятся различные ножи (фиг.
35 и 36), зубила без ру-
коятки, . как слесарные, и с
рукоятками, как кузнечные,
зубила с широкими лез-
виями (фиг. 37), ножницы
(фиг. 21), клещи с лезви-
ями, как у ножниц (фиг. 38),
Фиг. 37.
клещи с острыми губками, служащие для разрезания
Фиг. 38.
Ф:т. 39.
труб (фиг. 39 и 40). Из них первые снабжены лезвиями с
вырезами как у плашек. Эти клещи при вращении их во-
круг трубы снимают стружку. Вторые клещи дают глад-
кий разрез без потери материала.
62
Created by lerkom for rutracker.org 25/05/2015
Далее идут пилы, одноручные и лучковые, совер-
шенно такие же, как у столяров, бурава (фиг. 41),
клещи для загибания
кромок листов (фиг. 42), молотки
как железные
(буковые или кленогые
ные льняным маслом),
тянутые вперед. Для
так и деревянные
, пропитан-
иногда от-
прочности
Фиг. 41.
Фиг. 40.
иногда на деревянные молотки нагоняются обручи (фиг. 43).
Употребляются также чугунные молотки со вставными
'деревянными колодками (фиг. 44). Наконец, надо упомя-
Фиг. 42.
путь о скребках, указанных на фиг. 20, и о различных
деревянных колодках, оправках и темпелях (фиг. 45), слу-
жащих для выглаживания и исправления формы свинцо-
вых изделий.
Назначение и работа всех этих инструментов понятны
сами по себе и не нуждаются в объяснениях. Лишь по по-
воду фиг. 36 надо заметить, что изображенный на ней нож
63
Created by lerkom for rutracker.org 25/05/2015
служит для резания более толстых свинцовых листов. I
гнутым верхним концом рукоятка опирается о плечо,
нижний конец тянут к себе. При этом другой рабочий, ес
Фиг. 43.
нужно, помогает тянуть за веревку, изображенную пунк
тиром.
Теперь остановимся на производстве швов помощью ав
тогенной спайки.
Фиг. 44.
Горизонтальный шов в притык (фиг. 46). Пр*
пайке пламя горелки должно быть не очень острое; этим пла-
менем шов должен быть проплавлен до нижнего ребра. Одна-
ко свинец не должен протечь насквозь. Если пайка произве-
дена как следует, то шов едва заметен. Однако для хорошей
64
Created by lerkom for rutracker.org 25/05/2015
спайки требуется большой навык, иначе легко прожечь дыру
насквозь. Необходимо, чтобы шов лежал плотно на проклад-
ке, и чтобы эта прокладка хорошо проводила теплоту,
охлаждая низ шва.
Фиг. 45.
Фиг. 46.
Пламя направляют почти вертикально сначала на точку
а; когда это место расплавится, пламенем начинают описы-
вать показанную на рисунке линию, составленную из дуг,
пересекающих шов. Двигать горелку надо с определенной
скоростью, задерживаясь немного, в моменты пересечения
шва. Горелка держится в правой руке, и если паяльщик
находится в положении Lt, то горелка обращена по направ-
65
Created by lerkom for rutracker.org 25/05/2015
лению ad, если он находится в положении L, то по at,
и если в положении L3, то по аг.
Легче такой шов выполнить, применяя припой в
виде полоски свинца. Свинцовую полоску держат в левой
Фиг. 47.
руке в таком положении, как изображено на фиг. 47.
В этом случае пламя ведут по дуге ab, затем поднимав
Фиг. 48.
Фиг. 49,
ются по краю свинцовой
полосы до точки d, обратно
вниз, и уже после того
описывают дугу Ьс; когда
возвращаются на левую
сторону до точки, соответ-
ствующей точке Ь>, но на
один шаг дальше, то пламя
снова проводят по полосе
припоя, которая к этому
моменту должна быть пере-
двинута в соответствующее
место. Все эти движения
надо производить совершенно методически, ровно, чтобы
шов получился красивого вида. Скорость движения пла-
мени зависит от толщины листов. Чем они толще, тем
естественно медленнее передвижение пламени. В зави-
66
Created by lerkom for rutracker.org 25/05/2015
симости от формы кривой, по которой ведут пламя, спай-
ка получает различный вид (фиг.1 48 и 49).
Надо стараться получать спайку по фиг. 49; такая спайка
наилучшая в смысле плотности, прочности и красоты. Од-
нако для выпол-
нения такого шва
требуется большая
опытность.
При спайке тол-
стых листов лучше
Фиг. 50.
срезать кромки наискось, как показано на фиг. 50 справа.
Если кромки не скошены и соприкасаются по всей тол-
щине, как на
Фиг. 51.
рисунке слева, то свинец может распла-
виться не во всю толщину Ьа, а лишь
до пунктирной линии, причем сверху не
видно, до каких пор дошло плавление.
Если же канты скошены, то пайку начи-
нают снизу и проплавляют и заполняют
шов слоями до /л, до п И ДО 0.
Горизонтальный шов в на-
хлестку. В этом случае и без помощи
дополнительной свинцовой полосы спайка
легко удается, так как кант, наложенный
сверху и перекрывающий нижележащий,
служит этой дополнительной полосой. Ход
пламени в этом случае показан на фиг. 51.
На фигуре надо считать правый лист лежащим сверху..
Пайку начинают с точки а на нижнем листе; дуги, как,
видно, имеют такую форму, что пламя особенно долго
задерживается на правом, верхнем канте.’Шов получается
такой, как изображено на фиг. 52. Дуги изогнуты так/
что их выпуклая сторона обращена к началу шва, а во-
гнутая—в направлении спайки, т. е. пайку надо произво-
дить по направлению от а к ах.
Created by lerkom for rutracker.org 25/05/2015
При несовсем умелой работе спайка может оказаться
ослабленной, как изображено на фиг. 53. Эта опасность
Фиг. 52*
совершенно устраняется, если
применять дополнительную по-
лосу. Канты спаиваемых листов
все время должны плотно при-
легать друг к другу, для чего
их выправляют деревянными мо-
лотками.
Горизонтальный шов
на вертикальных листах
(фиг. 54). Здесь листы всегда спаи-
ваются в нахлестку. Особен-
Фиг. 53.
ностью этой спайки является то, что листы не плотно при-
легают один к другому, а между хшми оставляется легкая
Флг. 54.
Фиг. 55.
Created by lerkom for rutracker.org 25/05/2015
щель. Если при спайке такого шва применяется припой, то
отгибанием верхней кромки (фиг. 55) образуется желобок, ко-
торый и заполняется припоем. В остальном пайка ведется
так же, как и пайка швов в горизонтальных листах.
Вертикальный шов (фиг. 56). Швы делаются
исключительно в нахлестку. Спайка производится совер-
шенно так же, как и горизон-
тальных листов; спайку начи-
нают в точке а.
Если листы расположены не
в одной плоскости, а примыкают
друг к другу под углом, то
по возможности изделие пово-
рачивается так, чтобы шов рас-
положился горизонтально, как
на фиг. 57. Шов можно сделать
и в притык, и в нахлестку. Та-
Фиг. 5б.
Фиг. 57.
кой шов выполнить очень нетрудно, так как стык обра-
зует желобок, который весьма просто заполнить при-
поем. При производстве работ из свинца прежде всего при-
ходится развернуть листы, продающиеся в виде свернутых
рулонов; затем развернутые листы надо выправить на плос-
кой поверхности при помощи деревянных молотков и коло-
тушек (дрессеров). На развернутом и выправленном листе
расчерчиваются выкройки, по которым затем вырезаются
заготовки такой формы, что при их загибании должно полу-
читься требуемое изделие, например, цилиндр, конус, ящик,
69
Created by lerkom for rutracker.org 25/05/2015
тройник и т. д. Чтобы произвести это расчерчивание,
нужно быть знакомым с приемами черчения и с вычерчи-
ванием так называемых разверток, т. е. таких фигур, кото-
рые получаются, если поверхность того или другого тела
развернуть на плоскость.
Если пайка производится в нахлестку, то при расчер-
чивании должны быть оставлены соответствующие припуски.
Самая пайка производится так, как описано на рассмот-
ренных примерах.
II. ЛУЖЕНИЕ И ЦИНКОВАНИЕ.
1. ОБЩИЕ СВЕДЕНИЯ О ПОКРЫВАНИИ ОДНИХ
МЕТАЛЛОВ ДРУГИМИ.
Покрывание одних металлов другими делается для пре-
дохранения их от ржавчины и разъедания разными жид-
костями, или же с тем, чтобы обезвредить металл, который
под действием на него различных веществ дает ядовитые
соли. Например, с этой целью лудят медную посуду, так
как пища, сваренная или просто сохраняемая в медной по-
суде, становится вредной для здоровья. Олово же никаких
ядовитых веществ при этом не образует.
Иногда одни металлы покрываются другими для красы.
Таким образом железо покрывают медыо, цинком, никкелем,
оловом; медь — оловом, никкелем и серебром; цинк и сви-
нец — оловом, серебро — золотом и т. д.
Это покрывание одних металлов другими производится
различными способами: чисто механическими и химиче-
скими. Например, железо можно покрыть медью, наклады-
вая на толстый железный лист тонкий медный и в раскален-
ном состоянии, прокатывая их вместе между валиками.
Тогда тонкий медный листик превращается в совершенно
тонкую пленочку, и вместе с тем железо и медь чрезвычайно
крепко пристанут друг к другу. Такое производство назы-
70
Created by lerkom for rutracker.org 25/05/2015
вается плакированием. Оно составляет предмет за-
водского производства и потому более подробно на нем ос-
танавливаться не будем.
Очень распространено покрытие одних металлов дру-
гими помощью гальванического тока (электрического), бла-
годаря которому из раствора какой-нибудь соли металла
последний выделяется в чистом виде и осаждается на металле.
Этот способ применяется главным образом для покрывания
медью, серебром, золотом и платиною, хотя применим и к
другим металлам. На этом способе, как на совершенно
специальном, мы тоже останавливаться не будем.
Очень похожий на гальванический способ осаждения меди
на железе, хотя и без применения электрического тока, со-
стоит в том, что железные вещи опускают в раствор какой-
нибудь медной соли, например, медного купороса. Тогда же-
лезо с поверхности слегка разъедается раствором, железо
становится в медном купоросе наместо меди, образуя желез-
ный купорос, а освободившаяся медь осаждается на поверх-
ности железных предметов, покрывая их тонким, не очень
прочным слоем. Это, как видим, способ чисто химический.
Мы же более подробно остановимся, главным образом,
на таких способах покрывания металлами, которые совер-
шенно аналогичны спаиванию. Здесь также прежде всего
поверхность металла тщательно очищается механическими
средствами, как отмывание, скобление и т. д., а также при
помощи протрав и флюсов, а затем приводится в соприкос-
новение с жидким покрывающим металлом, который должен
образовать сплав с обрабатываемым металлом. Тогда только
соединение металлов будет прочным.
Покрытый слой металла должен быть совершенно плот-
ный, без малейших изъянов. Так, например, если на железе,
покрытым оловом (белой жести), слой олова будет поврежден,
или часть поверхности просто не будет полужена,то такое же-
лезо проржавеет еще скорее, чем совершенно нелуженое.
71
Created by lerkom for rutracker.org 25/05/2015
Иногда случается, что лист луженого железа, кажущийся по
виду здоровым, оказывается внутри под слоем олова насквозь
проржавленным. На жестянках или жестяной посуде часто
можно наблюдать бурые пятнышки. Это — ржавчина, поя*
вившаясявтомместе, где слой олова не прикрывает железа.
Обыкновенно эти изъяны так малы, что до появления ржавчи-
ны их не замечают, и поверхность кажется ровной и гладкой.
Это не может случиться с железом, покрытым цинком
(гальванизированное железо). Поэтому-то кровли из оцин-
кованного железа и отличаются такою долговечностью, не
требуя даже покраски, тогда как кровли из обыкновенного
железа ежегодно красятся и, несмотря на это, служат не
более 5 — 8 лет.
Перейдем теперь к описанию покрытия металлов оловом»
т. е. лужению.
2. ЛУЖЕНИЕ.
Оловом покрывают железо, медь, цинк, свинец. Полуда
придает поверхности красивый серебристый цвет, защищает
ее от действия сырости воздуха и слабых кислот, например, на-
ходящихся в пище. Как было упомянуто, полуда должна по-
крывать изделие плотным, непрерывным слоем без пробелов.
Иногда необходимо, чтобы полуда образовывала довольно
толстый и прочный слой, например, на посуде, которую обы-
кновенно чистят, натирая безжалостно песком и кирпичом.
Олово на воздухе почти не изменяется и не теряет блеска,
только с течением времени оно покрывается тончайшим на-
летом окиси перламутрового цвета. Составные части пище-
вых продуктов на него совершенно не действуют.
Однако изделия из одного олова производить было бы
неудобно, как вследствие сравнительной дороговизны олова,
так и потому, что оно легко плавится и очень мягко. Поэто-
му-то разные предметы и делаются из железа, меди, латуни
и т. д. и только покрываются оловом. Лучше всего лудить
72
Created by lerkom for rutracker.org 25/05/2015
чистым оловом, но в продаже чистое олово встречается
редко. Однако, его не трудно очистить. Для этого олово
бросают небольшими кусками на раскаленный уголь, оно*
плавится и стекает вниз. Если эту операцию повторить
несколько раз, то получится почти совершенно чистое олово.
Отличить чистое олово можно по следующим признакам:,
расплавленное олово в момент застывания имеет чистую
блестящую поверхность. Если же в нои имеется примесь,
свинца, то поверхность будет игольчато-кристаллическая,
а при большом содержании свинца — сероватая с блестя-
щими пятнами. Очень небольшую примесь свинца, однако
достаточную, чтобы полуда оказывала вредное влияние на
здоровье, можно определить лишь с помощью химических
проб. В пробирку кладут крупинку олова, вливают в нее чис-
тую соляную кислоту и прибавляют несколько капель
чистой азотной кислоты; когда олово растворится, вли-
вают в пробирку несколько капель серной кислоты, также
совершенно чистой. Если олово чистое, то жидкость останется
прозрачной, если же в олове содержится свинец, то появится
белая муть. Такое олово для лужения посуды не годится.
Присутствие меди, которая также вредна для здоровья,
можно обнаружить следующим приемом: кусочек олова
заливают дымящейся азотной кислотой; по истечении
некоторого времени бурые пары,появившиеся при этом,пере-
станут выделяться, даже при нагревании. После этого жид-
кость выпаривается в фарфоровой чашечке почти досуха ;
этот остаток разводят в небольшом количестве воды, пере-
ливают в пробирку и добавляют нашатырного спирта. Если
в олове была медь, то жидкость окрасится в голубой цвет.
Часто для удешевления посуды, а также для придания
ей специальных свойств, вместо чистого олова применяются
некоторые его сплавы. Прибавка железа, например, делает
полуду более прочной и твердой, то же производит и при-
бавка никкеля. Хороши следующие составы:
73
Created by lerkom for rutracker.org 25/05/2015
1) олова 80 ч., железа 10 ч.
2) » 160 » пиккеля 10 »
3) » 00 » железа 5 » никкеля 7 ч.
4) » 160 » » 7 » » 10 »
Прибавка 5 — 10% висмута придает полуде особенно
красивый блестящий белый цвет.
Свинец и цинк удешевляют полуду и облегчают работу,
но применяться могут лишь в тех случаях, где они не могут
влиять на здоровье.
При сплавлении олова с железом и никкелем плавят в
графитовом тигле сначала олово, доводя его до белого ка-
ления, затем прибавляется железо и, наконец, никкель,
который присаживается в расплавленном виде и перемеши-
вается деревянными палочками.
Лужению подвергается главным образом медь, а именно:
самовары, кастрюли и другая посуда
Лужение медных вещей, например, кастрюли, произ-
водится следующим порядком. Кастрюлю подогревают на-
столько, чтобы ее еще можно было держать голыми руками.
Затем в нее наливают соляной кислоты, разведенной на1/*
водой, и с помощью тряпочки, обмотанной на конце палочки,
смачивают кислотою вою поверхность кастрюли, подлежа-
щую полуде. Излишек кислоты сливается обратно в склянку.
После этого кастрюля натирается посредством мочадаи круп-
ным песком, споласкивается чистой водой и обтирается
тряпкой. Если где-нибудь окажутся черные пятна (не очи-
щенные песком), то эти пятна приходится отскоблить заост-
ренным напильником.
Далее, всю поверхность кастрюли, которая должна ос-,
таться непокрытой оловом, обмазывают глиной, и кастрюлю
слегка нагревают, пока глина не побелеет. Глиной покры-
вают для того, чтобы поверхность меди не окислилась и не
покрылась красным налетом. После этого, обтерев каст-
рюлю внутри, ее снова таким же порядком, как и раньше,
74
Created by lerkom for rutracker.org 25/05/2015
смачивают, но только на этот раз травленой кислотой,
обсыпают порошком нашатыря и ставят над углями, все
время поворачивая, чтобы она нагревалась равномерно.
Нагревают кастрюлю настолько, чтобы при соприкосновении
с ней олово плавилось. Тогда прутком олова проводят в
разных местах по поверхности кастрюли несколько штри-
хов. Если олово хорошо пристает во всех местах облужи-
ваемой поверхности, то берут порядочный кусок пакли и,
захватив им немного порошку нашатыря, быстро обтирают
паклей всю поверхность, размазывая по ней равномерно при-
ставшее олово. Места, где олово не пристало, снова смазы-
вают травленой кислотой, посыпаютпорошком нашатыря, на-
гревают, наносят снова олово и растирают паклей. По окон-
чании придают полуде красивый вид, снова подогревая каст-
рюлю и еще раз протирая еепаклей с нашатырем, стараясь на-
вести однообразный штрих вдоль окружности. Наконец каст-
рюлю чистят мочалкой с мелким песком и прополаскивают.
Во время лужения нагревать следует насколько возмож-
но легко, так как при слишком высоком нагреве олово сте-
кает, и полуда сходит.
Медные предметы, покрываемые полудой как внутри,
так и снаружи, после обыкновенной механической очистки,
промываются в подкисленной воде, а затем опускаются на
5-6 минут в расплавленную полуду, над которой нахо-
дится слей сала или хлористого цинка.
Полуженные вещи протираются паклей или волосяной щет-
кой для удаления неприставшей полуды. Для получения более
толстого слоя полуды операция повторяется несколько раз.
Мелкие вещи для лужения помещают в горшок, нагре-
вают до 200 — 250°, наливают в горшок полуду и насыпают
нашатыря. При встряхивании содержимого горшка вещи
равномерно покрываются полудой; излишек последней стря-
хивается, если выбросить вещи на железное сито.
1 Раствор цинка в соляной кислоте.
75
Created by lerkom for rutracker.org 25/05/2015
Более крупные предметы перед лужением опускаются
в разведенный раствор соляной или серной кислоты, рас-
творяющий примеси сплава, из которого сделан предмет, так
что поверхность становится чисто медной, а медь легче лу-
дится, чем ее сплавы.
Медные булавки, гвозди, крючки и т. д. лудятся без
плавления полуды, а так называемым мокрым, чисто
химическим путем. Для этого приготовляют растворы, со-
держащие медные соли.
Такой раствор, например, составляют, кипятя воду с
кремортартаром (винным камнем или солью виннокамен-
ной кислоты) и зерненным оловом. После кипячения в те-
чение 1 — 2 часов, в этот раствор погружаются вещи, кото-
рые и покрываются оловом.
Или же раствор составляется следующим образом: к рас-
твору хлористого олова (в продаже называемого оловянной
солью) приливается нашатырный спирт до получения осадка.
Этот осадок промывается несколько раз на холсте и кипя-
тится с крепким раствором едкого кали. Для лужения этот
раствор разбавляется водой и подогревается до 50 — 100°.
Полуженные мокрым путем предметы промываются чис-
той водой и высушиваются в опилках.
Л у же н и е железных вещей отличается от
лужения медных главным образом тем, что железо обыкно-
венно бывает покрыто значительным слоем окислов и поэтому
требуется сильное травление. Оно производится в разведен-
ных кислотах — соляной или серной, или же в жидкостях,
содержащих кислоты вследствие брожения. Так, например,
заставляют бродить в течение нескольких дней настой от-
рубей. В этой жидкости железо оттравляется и остается в
ней, пока совершенно не очистится с поверхности и не при-
мет равномерного матового цвета.
Другой способ заключается в том, что железо кладется
минут на 45 в соляную кислоту, разбавленную 25% воды,
76
Created by lerkom for rutracker.org 25/05/2015
после чего натирают поверхность железа крыцовкой, про-
мывая последнюю время от времени в воде. Поверхность
делается от sfroro блестящей с желтоватым оттенком. Если
остаются места, не поддающиеся крыцованию, то предмет
надо вторично протравить в кислоте. Если и после вторич-
ного крыцования все же останутся черные пятнышки, их
следует соскоблить напильником.
Вместо крыцования, можно очистку производить нати-
ранием песком с водой. Самое же лужение не отличается
от лужения меди.
Следует лишь заметить, что лужение меди происходит
легче, чем железа. Поэтому иногда прибегают к такому
приему, что сначала железный предмет покрывается слоем
меди, а затем уже лудится.
Лужение чугуна и стали происходит еще труднее вслед-
ствие содержащегося в них углерода. Для успешного луже-
ния надо поверхность изделий из стали и особенно из чугуна
сначала обезуглеродить. Для этой цели чугунные вещи,
засыпанные порошком перекиси марганца или красной оки-
сью железа, нагревают в тигле до красного каления в течение
5-6 часов. Затем вещи травят в серной кислоте, к которой
прибавляют немного хлористого олова или медного купо-
роса, и, наконец, лудят. Прибавка названных солей предо-
храняет слой железа, образовавшийся на поверхности, от
растворения в кислоте.
К покрыванию железа оловом относится и приготовление
белой жести. Как мы говорили выше, это покрытие должно
быть совершенно плотное, без малейших изъянов, даже та-
ких, которые трудно заметить, так что приходится полагать-
ся на добросовестность того, кто производит жесть. Лучшею
жестью по справедливости считается английская, а потому
на производстве английской жести мы и остановимся.
Железные листы, из которых изготовляется жесть, под-
вергаются отжигу в чугунных ящиках при температуре крас-
77
Created by lerkom for rutracker.org 25/05/2015
кого каления в течение 12 часов, затем прокатываются между
валиками и снова отжигаются в течение б часов. Это дела-
ется для того, чтобы сообщить железу мягкость и гибкость, не-
обходимую для жести, потому что при работах из жести при-
ходится ее загибать, делать фальцы и завертывать буртики.
Затем железо протравляется в настое отрубей, пропо-
ласкивается в воде, травится еще в разведенной серной кис-
лоте в течение 30—45 минут и, наконец, протирается песком
с водой. Промытые после этого листы готовы к лужению.
Самое лужение производится погружением железа в со-
суд с расплавленным оловом, покрытым сверху салом, а за-
тем во второй сосуд — только с оловом. Это полуженное
железо вынутое из второго сосуда с оловом натирается пак-
лей с салом, чтобы удалить излишек олова, не приставшего
к железу, а затем погружают в третий сосуд с самым чистым
оловом. Чтобы удалить излишек плохо приставшего олова,
жесть погружается дважды в сосуды с салом или пальмовым
маслом, причем в первом из них масло нагрето очень сильно,
а во втором — сравнительно умеренно. В этом последнем
сосуде листы и оставляются до полного охлаждения.
На нижних кромках листов образуются утолщения вслед-
ствие стекания олова. Чтобы их удалить, готовые жестяные
листы опускаются утолщенной кромкой в плоский сосуд с
небольшим слоем расплавленного олова.
Перед упаковкой жесть протирается тряпками или-'фла-
нелыо, посыпанными отмученным мелом или отрубями.
Иногда перед полировкой мелом жесть еще пропуска-
ется между гладкими полированными вальцами.
Если к олову прибавить немного висмута, то жест1 по-
лучит особенно красивый белый блестящий вид.
Такой сложный ход операций ведется на лучших фаб-
риках. Все эти манипуляции имеют немалое значение и улуч-
шают качество жести. Многие же фабрики довольствуются
более простыми операциями, тем более, что по виду трудно
73
Created by lerkom for rutracker.org 25/05/2015
> ь, каким способом приготовлена жесть. Вот в этом-
ае, как было упомянуто, и приходится полагаться
осовестность и репутацию фирмы.
дкновенная жесть имеет гладкую ровную поверхность.
.! ;гда же ей сообщается особый вид, называемый муаре.
|6?я*поверхность покрыта как бы кристаллами, т. е. участ-
ями, резко ограниченными друг от друга и имеющими раз-
личный блеск или, лучше сказать, не одинаково отражающих
свет, так что одни кажутся темнее, другие светлее.
5 • итобы получить этот рисунок, надо с поверхности рас-
ть олово, для чего жесть держат над раскаленными
\ :.тд -и, пока поверхность не начнет плавиться. Этого до-
ю, чтобы олово закристаллизовалось, однако так про-
г. с оение олова снаружи не будет видно. Как и все ме-
таллы, для проявления их кристаллического строения, не-
обходимо протравить, так и жесть после подогрева на углях
травят в разведенных кислотах: соляной или серной.
После промывки и высушивания можно еще жесть по-
крыть прозрачным лаком, окрашенным анилиновыми крас-
ками в любой цвет.
Хорошая протрава для жести муаре составляется из
40 ч. воды
1 » азотной кислоты
2 » соляной »
2 » оловянной соли (хлористого олова).
Кроме меди и железа, лудить приходится иногда свинец
и цинк. Свинец лудится в тех случаях, когда надо уничто-
жить его ядовитость, например, при применении свинцовых
водопроводных труб или листового свинца для упаковки
пищевых продуктов; цинк лудится, если его внешности надо
придать более опрятный и красивый вид. Между прочим лу-
дятся цинковые электроды в гальванических элементах.
В общем, лужение производится так же, как и меди, но
проще. Предварительная очистка ограничивается простым
7£
Created by lerkom for rutracker.org 25/05/2015
опиливанием и скоблением, в качестве флюса примени*
канифоль, олово же наливается на поверхность свинцо.
или цинковых листов, посыпанных канифолью, и растирав
паклей.
Мелкие цинковые :веши можно лудить и мокрым пут/м
т;ак и медные, с помощью раствора оловянной соли и кремоя
тартара.
3. ЦИНКОВАНИЕ.
Цинком покрывается только железо, так как цинк не
имеет красивого вида,, и сам легко окисляется» Но железзЬ
цинк предохраняет от окисления, благодаря электрическим
токам, возникающим пои сопоикосновении различных ме-
таллов в присутствии сырости или слабых кислот. При* этом
на соприкасающихся металлах выделяются газы: на однад
кислород, на другом — водород. При соприкосновении пинг
ка с железом, на железе выделяется водород, так что железо
не только не' окисляется, но; даже заржавленное може®
очиститься от ржавчины. Хотя сам цинк, на котором вылез
ляётся кислород, и окисляется, но окисление цинка не про^
пикает в него глубоко.
Для предохранения железа от окисления, его покрь^
вают цинком, если не приходится заботиться о красите
поверхности, например, для кровельного железа, телеграф-
ной проволоки и т. д. Такое железо называется гальвани-
зированным потому, что предохранение железа основано на
действии электрических (гальванических) токов.
Самое цинкование производится очень просто: железо
подготовляется травлением так же, как и для лужения, а
затем опускается на несколько Секунд в жидкий сильно пе-
регретый цинк, покрытый нашатырем, который предохраняет
цинк от окисления.
После того как железо вынуто из цинковой ванны оно
промывается в горячей воде или пальмовом масле.
Created by lerkom for rutracker.org 25/05/2015