









































































































































































































Author: Барбашов Ф.А.
Tags: формообразование со снятием стружки молоты и прессы разделительные операции без образования стружки, дробление и измельчение, обработка листового материала, изготовление резьбы отдельные машиностроительные и металлообрабатывающие процессы и производства инженерное дело фрезерные станки
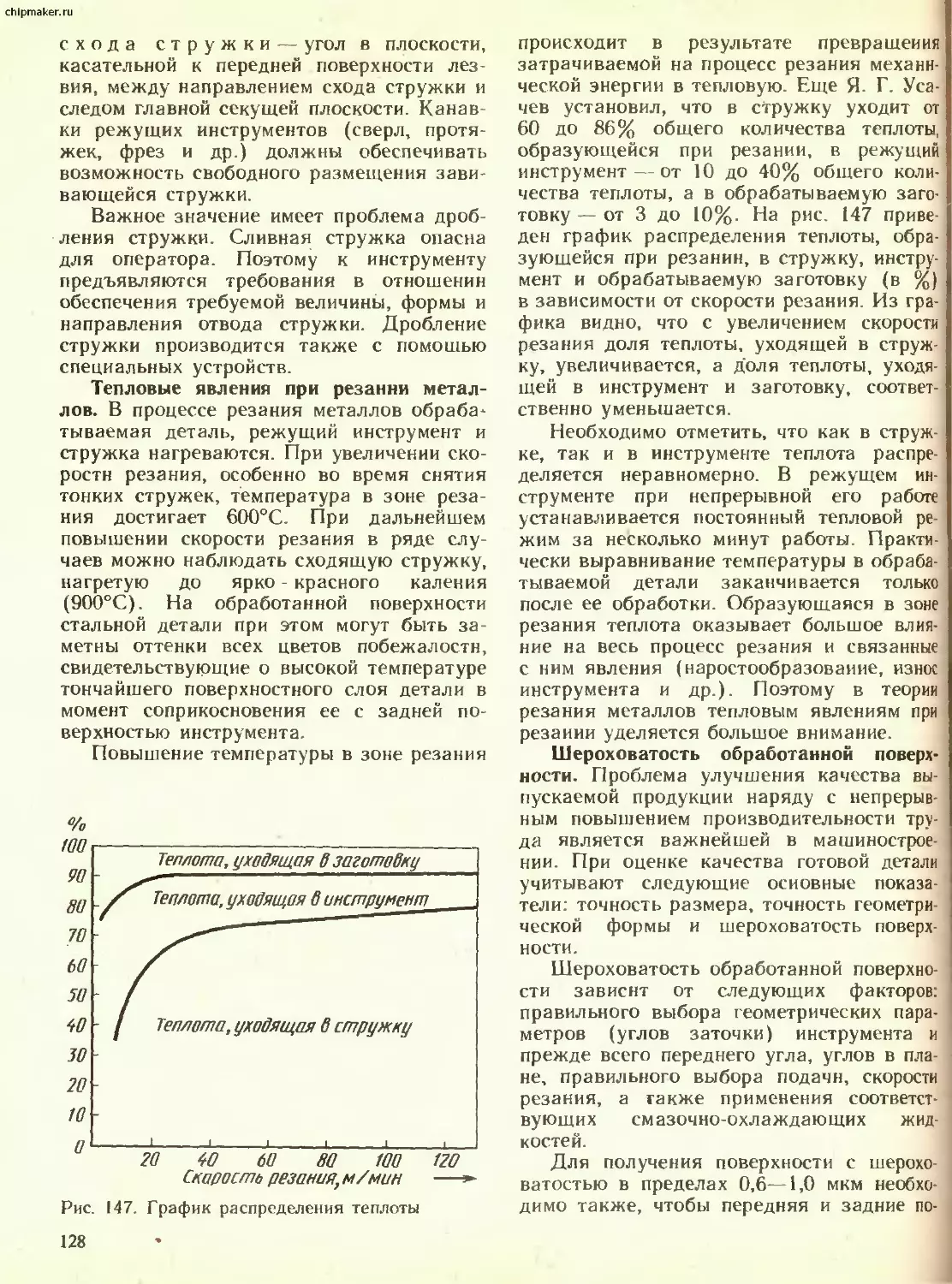
Year: 1986



chipmaker.ru
Ф.Л.Барбашов
Фрезерные
работы
ПРОФЕССИОНАЛЬНО-
ТЕХНИЧЕСКОЕ
ОБРАЗОВАНИЕ
Chlpmaker.ru
chipmaker.ru
Ф.Л.Барбашов
Фрезерные
работы
Одобрено Ученым советом
Государственного комитета СССР
по профессионально-техническому
образованию
в качестве учебного пособия
для средних профессионально-
технических училищ
Chipmaker.ru
Москва «Высшая школа» 1986
chipmaker.ru
ББК 34.634
Б24
УДК 621.914
Рецензенты:
канд. техн, наук К. Г. Громаков (ВНИИинструмент), ннж. Б. С. По-
кровский (СГПТУ № 199, Москва).
Chlpmaker.ru
Барбашов Ф. А.
Б24 Фрезерные работы: Учеб, пособие для сред,
проф.-техн. уч-щ. — М.: Высш, шк., 1986 —208 с.:
ил. — (Профтехобразование).
55 к.
Изложены сведения о фрезеровании, устройстве и наладке фрезерных
станков, в том числе станков с числовым программным управлением; приведены
сведения о фрезах и других режущих инструментах; рассмотрены вопросы прог-
рессивной технологии фрезерования, автоматизации и механизации производ-
ства; приведены сведения о качестве продукции, охране труда и пожарной
безопасности.
Для учащихся средних профессионально-технических училищ, а также может
быть использовано при профессиональном обучении рабочих на производстве
2,04040000 - 175 ББК 34 634
Б ----------------57—86
052(01)—86 6П4.64
© Издательство «Высшая школа», 1986
chipmaker.ru
Chlpmaker.ru
Введение
В условиях развитого социализма, ког-
да наша страна вышла на новые рубежи
социально-экономического прогресса, пар-
тия н народ последовательно решают за
дачи создания материально-технической
базы коммунизма, дальнейшего повыше-
ния благосостояния- и культуры трудящих-
ся, воспитания нового человека — строите-
ля коммунистического общества Основные
направления экономического и социального
развития СССР на I486- -1990 годы и иа
период до 2000 года предусматривают
высокие темпы роста промышленного про-
изводства за счет повышения производи-
тельности труда иа основе механизации
и автоматизации производства Важней
шая роль в решении этой проблемы отво-
дится машиностроению — одной из веду-
щих отраслей промышленности
Основными задачами, стоящими перед
машиностроением, являются: повышение
производительности труда, качества вы-
пускаемой продукции, увеличение объемов
выпуска продукции и расширение ее номен-
клатуры, сокращение сроков обновления
выпускаемых машин. В настоящее время
создаются так называемые гибкие произ-
водственные системы (ГПС), которые поз-
воляют обе< лечить выпуск оптимальных
партий однотипных деталей, возможность
перехода иа выпуск любой детали из задан-
ной номенклатуры, минимальные сроки
подготовки производства, минимальные рас-
ходы на выпуск других деталей, возмож-
ность функционирования оборудования
большую часть суток в автоматическом ре-
жиме без вмешательства и контроля со сто-
роны оператора, что дозволяет реализовать
«безлюдную технологию».
Оператор и обслуживающий персонал
должны иметь высокую квалификацию,
позволяющую совмещать различные про-
фессии, так как общее количество занятого
персонала прн обслуживании ГПС сокра-
щается. Отсюда следует, что количество
навыков и знаний оператора должно не-
пременно расти. Бригадный подряд, сквоз-
ные по сменам бригады, включающие ра-
бочих и ИТР, — эти рожденные при социа-
лизме формы организации труда полностью
отвечают организации труда при внедрении
гибких производственных систем (ГПС) и
гибких автоматизированных производств
(ГАП).
Важным направлением в развитии стан-
костроения на современном этапе является
внедрение станков с числовым программным
управлением (ЧПУ) в виде участков из
этих станков с использованием электрон
иых вычислительных машин (ЭВМ) и мик-
ропроцессоров. При этом значительно об-
легчаются условия труда рабочих и обслу-
живающего персонала, резко повышается
культура производства Одним из важней-
ших направлений в этой области является
также внедрение в производство промыш-
ленных роботов и манипуляторов
Достижение высокого уповая произво-
дительности возможно также благодаря
применению новых конструкций режущего
инструмента, а также рациональной его
эксплуатации. Совершенствование режу
щего инструмента осуществляется за счет
повышения доли твердосплавного и быстро-
режущего инструмента с износостойкими
покрытиями; применения новых, более про-
изводительных конструкций инструмента;
увеличения доли инструмента из безволь
фрамовых твердых сплавов, режущей ке-
рамики н сверхтвердых материалов; увели
чения доли инструмента с механическим
креплением многогранных пластинок, а так-
же с клеевым креплением пластинок и вста-
вок н др.
Дальнейший рост эффективности народ-
ного хозяйства и решение проблем трудо-
вых ресурсов в решающей степени опре-
деляются развитием комплексной автомати-
1*
3
chipmaker.ru
зации производства, а также своевременной
подготовкой квалифицированных рабо-
чих.
Система профтехобразования является
основной формой планомерной подготовки
квалифицированных рабочих кадров. Каж-
дый второй рабочий, приходящий ныне на
производство, получает подготовку в учеб-
ных заведениях профессионально-техниче-
ского образования.
Разработанные Центральным Комите-
том Коммунистической партии Советского
Союза и одобренные Верховным Советом
СССР «Основные направления реформы
общеобразовательной и профессиональной
школы» имеют важнейшее значение для
экономического, социально-политического
и духовного прогресса советского общества.
Они развивают ленинские идеи о единой
трудовой политехнической школе и ее роли
в формировании нового человека, содер-
жат научно обоснованную стратегическую
программу дальнейшего совершенствова-
ния общего среднего и профессионального
образования.
Перед учебными заведениями професси-
онально-технического образования стоит
задача подготовки для народного хозяйства
идейно стойких, всесторонне развитых, тех-
нически образованных и культурных моло-
дых рабочих, владеющих профессиональ-
ным мастерством, способных осваивать и
совершенствовать новую технику, приумно-
жать революционные и трудовые традиции
рабочего класса, идущего в авангарде стро-
ителей коммунизма.
Материал, изложенный в учебном по-
собии, соответствует программе, по кото-
рой в средних профессионально-технических
училищах готовят фрезеровщиков.
chipmaker.ru
Chiomaker.ru
Глава 1
Основные сведения о фрезеровании
§ 1. Понятие о процессе
резания металлов
Процесс резания заключается в уда-
лении с поверхности заготовки слоя метал-
ла в виде стружки с целью получения
детали заданных формы, размеров и шеро-
ховатости обработанных поверхностей.
Основными видами механической обра-
ботки являются точение, строгание, свер-
ление, фрезерование, шлифование. Все эти
виды обработки осуществляют на метал-
лорежущих стайках различными режущими
инструментами — резцами, сверлами, фре-
зами, шлифовальными кругами. Основой
всех разновидностей процесса резания яв-
ляется точение, а основой всех видов режу-
щего инструмента — токарный резец.
Для осуществления процесса резания
необходимо иметь два движения— главное
движение резания и движение подачи.
Главное движение резания
(главное движение) D,--прямолинейное
поступательное или вращательное движе-
ние заготовки или режущего инструмента,
происходящее с наибольшей скоростью в
процессе резания. Главное движение при
точении — это вращательное движение об-
рабатываемой заготовки (рис. I, а). При
фрезеровании главным движением являет-
ся вращательное движение фрезы,(рис. I, б).
Д в и ж е н не подачи Ds — прямо-
линейное поступательное или вращательное
движение режущего инструмента или заго-
товки, скорость которого меньше скорости
главного движения резания (предназначен-
ное для того, чтобы распространить
отделение слоя материала на всю обраба-
тываемую поверхность). Движение подачи
может быть непрерывным и прерывистым.
Поступательное движение резца в про-
дольном или поперечном направлении
является движением подачи при точении.
При фрезеровании движением подачи
является поступательное движение обраба-
тываемой заготовки в продольном, попереч-
ном или вертикальном направлении.
На рис. 2 показана схема образования
стружки при резании.
При резании пластичных материалов
различают следующие фазы образования
Рис. 1 Элементы движений
5
chipmaker.ru
элемента стружки (по И. А. Тиме). В нача-
ле резания происходит соприкосновение
резца с обрабатываемой заготовкой
(рис. 2, а). Затем резец своей вершиной
вдавливается в материал (рис. 2, б), кото-
рый претерпевает деформацию сдвига. При
дальнейшем внедрении резец преодолевает
силы сцепления между отделяемым слоем
и основным материалом, что приводит к
скалыванию (или сдвигу) первого элемента
стружки (рис. 2, в). Затем резец, продол-
жая движение, отделяет от основной массы
материала последующие элементы стружки
(второй, третий и т. д.). Цифрами 1, 2, 3,...,
10 (рис. 2, в, г) показаны последовательно'
образуемые элементы стружки.
Стружка — деформированный и от-
деленный в результате обработки реза-
нием поверхностный слой материала заго-
товки. Она может иметь различный вид в
зависимости от условий обработки, обраба-
тываемого материала и других факторов.
Различают три вида стружки (рис. 3).
Стружка надлома (рис. 3, а) обра-
зуется при обработке хрупких материалов
(чугуна, бронзы и др.). Частицы стружки
не связаны между собой. Стружка надлома
может образоваться и при обработке стали
с большими подачами и очень малыми ско-
ростями резания. Стружка ска-
лывания (риС. 3, б) образуется при
обработке стали со средними скоростями
резания. Сторона стружки, которая каса-
лась передней поверхности инструмента
(прирезцовая сторона), — гладкая, блестя-
щая, а внешняя сторона — с зазубрина-
ми. Сливная стружка (рис. 3, в)
образуется при резании пластичных мате-
риалов (медь, алюмйний, сталь и др.) с
большими скоростями резания. Сливная
стружка имеет вид ленты, завивающейся в
плоскостную или винтовую спираль (при то-
чении), или. отдельных стружек (при
фрезеровании) без зазубрин, свойственных
стружке скалывания.
Рис. 2. Схема образования стружки
§ 2. Геометрические элементы
режущего инструмента
Режущим инструментом на-
зывается инструмент для обработки реза-
нием. Лезвие инструмента - кли-
нообразный элемент режущего инструмен-
та для проникновения в материал заго-
товки и отделения слоя материала. Л е з-
Рис. 3. Виды стружек
6
chipmaker.ru
в и иным инструментом называет-
ся инструмент с заданным числом лезвий
установленной формы (ГОСТ 25762—83).
Рабочая часть инструмента ограничена
поверхностями, которые образуют режущие
кромки. Рассмотрим геометрические пара-
метры простейшего и наиболее распростра-
ненного режущего инструмента -— резца
(рис. 4). Резец состоит из головки (рабо
чей части) и державки. Державка служит
для закрепления резца в резцедержателе,
установленном на суппорте станка, и ха-
рактеризуется размерами по высоте И,
ширине В и длине L. Иногда применяют
резцы с державками круглого сечения.
На рис. 4 показаны геометрические
элементы токарного резца: 1 — передняя,
поверхность лезвия; 2 — главная режущая
задней поверхностей лезвия. Главная
режу щ ая кромка — часть режущей
кромки, выполняющая основную работу ре-
зания. Она образуется пересечением перед-
ней и главной задней поверхности. Вспо-
могательная режущая кромка
К' образована пересечением передней и
вспомогательной задней поверхности.
Главная задняя поверх-
ность А<, — задняя поверхность лезвия
инструмента, примыкающая к главной ре-
жущей кромке. Вспомогательная
задняя поверхность А’а — поверх-
ность лезвия инструмента, примыкающая к
вспомо! ательиой режущей кромке. Ради-
ус округления режущей к р о м-
Рис. 4. Геометрические элементы
резна
кромка; 3 — вспомогательная режущая
кромка; 4 — главная задняя поверхность
лезвия; 5 — вспомогательная задняя по-
верхность лезвия; 6 — вершина лезвия.
Передней поверхностью
лезвия (передней поверх-
ностью) Ау называется поверхность
лезвия, контактирующая в процессе реза-
ния со стружкой (стружка сходит по пе-
редней поверхности инструмента). Глав-
ной задней поверхностью лез-
вия (задняя п о в ер х й ость)
называется поверхность .лезвия инструмен-
та, контактирующая в процессе резания
с поверхностью заготовки. Режущая
кромка К — кромка лезвия инструмен-
та, образуемая пересечением передней и
Рис. 5. Поверхности при точении
к и . q — радиус кривизны режущей кромки
в сечении ее нормальной секущей пло-
скостью. Вершина лезвия (вер-
шина) — участок режущей кромки в ме-
сте пересечения двух задних поверхностей.
Радиус вершины гв — радиус кри-
визны вершины лезвия.
На обрабатываемой заготовке в про-
цессе резания различают следующие по-
верхности (рис. 5): обрабатываемую 1,
обработанную 3 и поверхность резания 2.
Обрабатываемая поверх-
ность — поверхность, подлежащая воз-
действию в процессе обработки Обра-
ботанная поверхность — поверх-
7
chipmaker.ru
ность, образованная на обрабатываемой
заготовке после рабочего хода инструмен-
та. Поверхностью резания ца-
зывается временная поверхность, воспроиз-
водимая главной режущей кромкой инстру-
мента при движении резания.
Углы заточки инструмента. Для опреде-
ления углов заточки режущего инструмен-
та установлены системы координатных
плоскостей. Различают инструментальную,
статическую и кинематическую системы
коордииат.Инструментальная система ко-
ординат—прямоугольная система коорди-
нат с началом в вершине лезвия приме-
няется при изготовлении и контроле геоме-
трических элементов режущего инструмен-
та. Статическая система координат приме-
Рис. 6. Геометрические параметры резца
няется для расчетов углов лезвия в про-
цессе резания и для учета изменения
этих углов после установки инструмента иа
станок. Кинематическая система коорди-
нат с началом в рассматриваемой точке
ориентирована относительно направления
скорости результирующего движения
(рис. 5).
Основная плоскость Pv — ко-
ординатная плоскость, проведенная через
рассматриваемую точку режущей кромки
перпендикулярно направлению скорости
главного или результирующего движения
резания в этой точке. У токарных резцов
с призматическим сечением державки за
Ьсиовную плоскость принимают нижнюю
опорную поверхность резца. Плоскость
резания Р„ — координатная плоскость,
касательная к режущей кромке в рассмат-
риваемой точке и перпендикулярная инст-
рументальной основной плоскости. Глав-
ная секущая плоскость Рх —
координатная плоскость, перпендикупяриая
линии пересечения основной плоскости и
плоскости резания. Нормальная се-
кущая плоскость Рк — плоскость,
перпендикулярная режущей кромке в рас-
сматриваемой точке.
Главные углы измеряются в главной
секущей плоскости (рис. 6). Передний
угол у — угол в секущей плоскости меж-
ду передней поверхностью лезвия и основ
ной плоскостью. Нормальный пе-
редний угол Ун — передний угол в
нормальной секущей плоскости. Глав-
ный передний угол у — передний
угол в главной секущей плоскости. Зад-
ний угол а — угол в секущей плоскости
между задней поверхностью лезвия и плос-
костью резания. Нормальный зад-
ний угол ан — задний угол в нормаль-
ной секущей плоскости. Главный зад-
ний угол а — задний угол в главной
секущей плоскости. Угол заостре-
ния р — угол в секущей плоскости между
передней и задней поверхностями лезвия.
Нормальный угол заострения
рн — угол заострения- в нормальной секу
щей плоскости. Главный угол за-
острения р — угол заострения в глав-
ной секущей плоскости.
Углы в плане измеряют в основной
плоскости. Главный угол в плаи.е
<р — угол между проекцией главной режу-
щей кромки иа основную плоскость и на-
правлением подачи. Вспомогатель-
ный угол в плане ф, — угол между
проекцией вспомогательной режущей кром-
ки иа основную плоскость и направлением,
обратным направлению подачи. Угол
при вершине в плане е — угол
между проекциями режущих кромок иа
основную плоскость.
Геометрические элементы (углы заточ-
ки) любого режущего инструмента (фрез
всех видов, сверл, разверток и др.) опре-
деляют так же, как и для резцов.
chipmaker.ru
§ 3. Общие сведения о фрезах
Фрезерование осуществляется вращаю-
щимся режущим инструментом, называе-
мым фрезой. Фреза — лезвийный инстру-
мент для обработки с вращательным глав-
ным движением резания инструмента без
возможности изменения радиуса траектории
этого движения и хотя бы с одним движе-
нием' подачи, направление которого не сов-
падает с осью вращения. При обработке
фрезами образуется прерывистая стружка
переменного сечения. Невозможность изме-
нения радиуса траектории главного движе-
ния резания позволяет отличить однолезвий-
ную (однозубую) фрезу от вращающегося
резца. При работе вращающимся расточ-
ным резцом образуется непрерывная
стружка постоянного сечения (ГОСТ
25751—83).
Режущие зубья могут быть располо-.
жены как на цилиндрической поверхно-
сти, так и на торце. Каждый зуб фрезы
представляет собой простейший инстру-
мент— резец (рис. 7). Фрезы, как прави-
ло, — многозубый инструмент. Иногда при-
меняют однозубые фрезы.
Режущую часть фрез изготавливают из
инструментальных углеродистых сталей,
быстрорежущих сталей, спеченных твердых
сплавов и режущей керамики.
Поверхности, кромки и другие элементы.
Поверхности и режущие кромки зубьев-
цилиндрических фрез (рис. 7) имеют сле-
дующие названия (по аналогии с резца-
ми) : 1 — передняя поверхность лезвия
Ау;2—главная режущая кромка К', 3 —
главная задняя поверхность лезвия Ло;
4 — вспомогательная задняя поверхность
А'и; 5 — спинка зуба; 6 — радиус закругле-
ния дна каиавкн. У цилиндрических фрез
главная режущая кромка может быть пря- )
молинейной (по образующей цилиндра),
наклонной к образующей цилиндра и вин-
товой. Вспомогательной режущей кромки у
цилиндрических фрез нет.
У фрез, работающих торцовыми зубья-
ми, как и у резцов (см. рис. 4), различают
(рис. 8): главную режущую
кромку /, расположенную под углом <р
к направлению подачи; вспомога-
тельную режущую кромку 3,
расположенную на торцовой части фрезы
под углом q>| к направлению подачи;
переходную режущую кром-
ку 2, соединяющую главную и вспомога-
тельную режущие кромки.
Форма и элементы зубьев. В зависи-
мости от поверхности, по которой произ-
водится затачивание фрезы, различают две
конструкции зубьев. Затылованный
зуб лезвийного инструмента — зуб лез-
вийного инструмента, форма задней по-
верхности которого обеспечивает постоян-
ство профиля режущей кромки при повтор-
ных заточках (рис. 9, а); незатыло-
ванный (остроконечный) зуб —
зуб лезвийного инструмента, затачиваемый
по задней поверхности (рис. 9, б).
Различают следующие элементы зуба
(см. рис. 7). Высота h — расстояние
между точкой режущей кромки зуба и
дном канавки, измеренное в радиальном се-
чении фрезы перпендикулярно к ее оси
. Рис. 7. Сравнение резца и зуба фрезы
Рис. 8. Режущие кромки торцовой
фрезы
9
chipmaker.ru
Ширина фаски 3 — расстояние от
режущей кромки по линии пересечения
задней поверхности зуба с его спиикой,
измеренное в направлении, перпендикуляр-
ном к режущей кромке. Окружной
шаг зубьев — расстояние между одно-
именными точками режущих кромок двух
смежных зубьев, измеренное по дуге ок-
ружности с центром на оси фрезы и в
плоскости, перпендикулярной к этой оси.
Окружной шаг может быть равномерным
и неравномерным. Величина заты-
лования К (см. рис. 9, б) — величина
понижения кривой затылования между ре-
жущими кромками двух соседних зубьев.
Элементы и форма канавок. К а в в в к а
(см. рис. 7, поз. 6) — выемка для отвода
Стружки, ограниченная передней поверх-
ностью одного зуба и задней поверхно-
Рис. 9. Форма зуба фрезы
Рис. 10. Схема образования винтовой линии
стью и спинкой соседнего зуба. Канавки
делятся на прямые и винтовые.
Канавка прямая — канавка, па-
раллельная оси фрезы.
Рассмотрим образование винтовой ли-
нии (рис. 10). Если гибкий треугольник
АВС навернуть на цилиндр так, чтобы ка-
тет AB—nD совпал с основанием цилиндра
диаметром D, то гипотенуза образует на
цилиндре винтовую линию левую
(рис. 10, а) или правую (рис. 10, б).
Шагом Р винтовой линии называется
величина ее подъема за один оборот во-
круг цилиндра: P=n£)tgP, где £ — угол
подъема винтовой линии; л = 3,141С.
Угол w называется углом наклона
винтовой линии (очевидно, <о =
==90°—Р).
Канавка винтовая' левая
(рис. 11, а)—канавка, направленная по
винтовой линии с подъемом справа налево.
Канавка винтовая правая
(рис. 11, б)—канавка, направленная по
винтовой линии с подъемом слева направо.
Шаг винтовой ’канавки — рас-
стояние между двумя последовательными
точками на режущей кромке фрезы, лежа-
щими на одной образующей цилиндриче-
ской поверхности. Профиль канав-
ки в нормальном сечеиии —
линия пересечения поверхности каиавки с
плоскостью, нормальной к режущей кромке.
Профиль канавки в попереч-
ном сечеиии — линия пересечения по-
верхности канавки с плоскостью, перпенди-
кулярной к оси фрезы (торцовой плос-
костью).
Рис. 11. Направление винтовых канавок
10
chipmaker.ru
Элементы режимов резания при фрезеро-
вании. Скорость главного движе-
ния резания (скорость резания) —
скорость рассматриваемой точки режущей
кромки в главном движении резания. Ско-
рость резания при фрезеровании опреде-
ляется длиной дуги (в метрах), которую
проходит за 1 мин наиболее удаленная от оси
вращения точка главной режущей кромки-
и=лДп/1000, (1)
где D — диаметр фрезы, мм; п — частота
вращения фрезы, об/мин. Отсюда необхо-
димая частота вращения п—1000 о/яО
При фрезеровании различают следую-
щие виды подач: подачу на один зуб,
подачу иа один оборот и минутную подачу.
Рис. 12. Виды подач
По направлению различают продольную,
поперечную и вертикальную подачи.
Подачей на зуб (5г, мм/зуб)
называется величина перемещения стола с
обрабатываемой заготовкой или фрезы за
время ее поворота на одни зуб (или один
угловой шаг). Подачей на одни
оборот фрезы (So, мм/об) называет-
ся подача, соответствующая одному оборо-
ту инструмента или заготовки, т. е. вели-
чина перемещения стола с обрабатывае-
мой заготовкой или фрезы за одни ее
оборот S0=S?-z, где г- число зубьев
фрезы. Минутной подачей (SM,
мм/мин) называется величина перемеще-
ния стола с обрабатываемой заготовкой
или фрезы за 1 мин: SM=Son=S?zn.
Как видно из рис. 12, каждый зуб (1—8)
фрезы снимает одинаковую стружку в виде
запятой. Стружка, снимаемая одним зубом,
определяется двумя дугами контакта сосед-
них зубьев. Расстояние между двумя
этими дугами, измеренное по радиусу фре-
зы, переменное. Ойо определяет толщину
среза. Из рис. 12 видно, что толщина среза
изменяется от нуля до максимального
значения.
На обрабатываемой заготовке при фре-
зеровании цилиндрическими фрезами
(рис. 13, а), торцовыми (рис. 13, б)
фрезами различают обрабатывае-
мую поверхность, обработан-
ную поверхность и поверх-
ность резания.
Для всех видов фрезерования разли
чают глубину и ширину фрезерования.
Глубина резания (фрезерования) —
расстояние между обрабатываемой и обра-
резония
Рис. 13. Поверхности при фрезеровании
11
chipmaker.ru
ботанной поверхностями. Ширина фре-
зерования — ширина обработанной за один
рабочий ход поверхности.
При обработке цилиндрическими, торцо-
выми, дисковыми, концевыми, фасонными и
другими типами фрез параметр, измеряе-
мый в направлении, параллельном оси
(ширина или 'глубина фрезерования), бу-
дем обозначать буквой В, а параметр.
фрезой (рис. 14, а), паза-, или уступа
дисковой фрезой (рис. 14, б, в), шири-
на фрезы при отрезании или прорезании
(рис. 14, г) или глубина фрезерования при
фрезеровании паза или уступа конце-
вой фрезой (рис. 14, д, е), уступа тор-
цовой фрезой (рис. 14, ж). Далее пока-
заны Ви/ при фрезеровЬнии угловой
фрезой (рис. 14, з), при симметрич-
Рис. 14. Глубина резания и ширина фрезерования
измеряемый в направлении, перпендику-
лярном оси, будем обозначать буквой /.
На рис. 14 показаны буквенные обозна-
чения ширины и глубины для различных
видов фрезерования. Так, буквой В обозна-
чена ширина фрезерования при фрезерова-
нии плоскости цилиндрической
но. м фрезеровании торцовой
фрезой (рис. 14, и), ф а с о и н о й выпук-
лой фрезой (рнс. 14, к), фасонной
вогнутой фрезой (рис. 14, л).
Поэтому в дальнейшем буквой В будем
обозначать ширину фрезерования при
обработке цилиндрическими, дисковыми,
12
chipmaker.ru
отрезными и фасонными фрезами или
глубину фрезерования при обработке
торцовыми и концевыми фрезами; буквой
/ — глубину фрезерования при обра-
ботке цилиндрическими, дисковыми, отрез-
ными и фасонными фрезами или ширину
фрезерования при обработке торцовыми и
концевыми фрезами.
Встречное и попутное фрезерование.
При фрезеровании цилиндрическими и ди-
сковыми фрезами различают встречное
фрезерование (фрезерование против по
дачи) и попутное фрезерование (фрезе
рование по подаче). Встречным назы
вается фрезерование, которое осущест-
вляется при противоположных направле-
ниях движения фрезы и обрабатываемой
заготовки в месте их контакта (рис. 15, а,
б). Попутное фрезерование произво
дится при совпадающих направлениях
движения фрезы и обрабатываемой зато
товки в месте их контакта (рис. 15, в. г).
При встречном фрезеровании толщина
среза изменяется от нуля при входе зуба
в точке А до максимального значения при
выходе зуба из контакта с обрабатывае-
мой заготовкой в точке В. При попутном
фрезеровании толщина среза изменяется от
максимальной величины в момент входа
зуба в контакт с обрабатываемой заго-
товкой в точке В до нуля при выходе
в точке А Таким образом, при встреч-
ном фрезеровании процесс резания проис-
Рис. 15. Встречное и попутное цилиндрическое
фрезерование
ходит спокойнее, так как толщина среза
нарастает плавно, и, следовательно, нагруз
ка на станок возрастает постепенно.
При попутном фрезеровании в момент
входа зуба в контакт с обрабатываемой
заготовкой наблюдается явление удара,
так как в этот момент толщина среза
максимальна. Поэтому попутное фрезеро-
вание можно производить на станках,
обладающих достаточной жесткостью и
виброустойчивостью, и главным образом
при отсутствии зазора в сопряжении ходо-
вой винт - - маточная гайка продольной по
дачи стола. Вторым важным условием
осуществления попутного фрезерования
является наличие не менее двух одновре
Рис. 16. Встречное и попутное торцовое фре
зерование
13
chipmaker.ru
меино находящихся в контакте с обрабаты-
ваемой заготовкой зубьев фрезы. При
попутном фрезеровании заготовка прижи-
мается к столу, а стол — к направляющим,
что обеспечивает лучшее качество обрабо-
танной поверхности.
При прочих равных условиях стойкость*
фрезы при попутном фрезеровании выше,
чем при встречном, кроме случаев работы
по твердой корке. Недостатком встречного
фрезерования является также стремление
фрезы оторвать заготовку от поверхности
стола
При тооцовом фрезеровании также раз-
личают попутное и встречное фрезерова-
ние. Так, если обрабатываемая заготовка
расположена относительно торцовой фрезы
несимметрично — выше или ниже центра,
то в зависимости от направления вращения
фрезы имеют место условия, соответст-
вующие попутному фрезерованию (рис. 16, а),
или условия, соответствующие встречному
фрезерованию (рис. 16, б). При измене-
нии направления вращения фрезы схемы
попутного и встречного фрезерования, пока-
занные на рис. 16, а, б, соответственно
меняются местами. Рекомендации по выбо-
ру схемы попутного или встречного торцо-
вого фрезерования те же, что и при фре-
зеровании цилиндрическими или дисковы-
ми фрезами. е
При симметричном торцовом фрезерова-
нии (рис. 16, а) независимо от направле-
ния вращения фрезы имеют место одно-
временно оба вида фрезерования. Когда
зуб фрезы проходит первую половину
ширины обрабатываемой заготовки, тол-
щина среза возрастает от минимального
значения до максимального, как при
встречном фрезеровании При прохожде-
нии зубом фрезы второй половины ширины
заготовки толщина среза изменяется от
максимального значения до минимального,
как это имеет место при попутном фрезеро-
вании с той разницей, что в этом случае
процесс резания проходит плавно и не со-
провождается ударом. Рекомендации по
условиям выбора попутного или встречного
торцового симметричного фрезерования та-
кие же, как и для случая фрезерования
цилиндрическими фрезами.
* Пол стойкостью пойимают время непре-
рывной работы фрезы между дгумя ее пере-
точками.
§ 4. Общие сведения об устройстве
консольно-фрезерных станков
Консольные гЬризонталь-
но-фрезерные станки характе-
ризуются горизонтальным расположением
шпинделя и наличием у стайка трех взаим-
но перпендикулярных движений — продоль-
ного, поперечного и вертикального. Гори-
зонтально-фрезерные станки делятся на
простые и универсальные.
В универсальных горизонтальио-фре-
зериых стайках рабочий стол помимо
указанных перемещений может еще пово-
рачиваться вокруг вертикальной оси иа
угол до ±45°. Для установки стола на
требуемый угол между салазками и рабо-
чим столом имеется поворотная часть, на
периферии которой нанесены градусные де-
ления.
На рис. 17 показаны основные узлы
консольных горизонтально-фрезерных стан-
ков 6Р82, 6Р82Г, 6Р83 и 6Р83Г: станина /,
шкаф для электрооборудования 2, коробка
скоростей 3, механизм управления 4,
хобот 5,стол и салазки 6, коисоль 7 и короб-
ка подач 8.
Станина станка служит для размещения
всех узлов и механизмов стаик'а. Хобот пе-
ремещается по верхним направляющим
станины и служит для поддержания с
помощью серьги конца фрезерной оправки
с фрезой. Ои может быть закреплен с
различным вылетом. Серьги можно пере-
мещать по направляющим хобота и закреп-
лять гайками (следует иметь в виду, что
перестановку серег с одного станка иа
другой не допускается) Для увеличения
жесткости крепления хобота применяют
поддержки, которые связывают хобот с
консолью.
Консоль представляет собой отливку
коробчатой формы с вертикальными и го-
ризонтальными направляющими. Переме-
щение консоли относительно станины про-
исходит по вертикальным направляющим.
По горизонтальным направляющим пере-
мешаются салазки. Коисоль закрепляется
на направляющих специальными зажимами
и является базовым узлом, объединяю-
щим ’ все остальные узлы цепи подач.
Консоль поддерживается стойкой, в кото-
рой имеется телескопический винт для ее
подъема и опускайся.
14
chipmaker.ru
। ори лонтально-фрезерного станка
Рис. 17. Основные узлы консольного
15
chipmaker.ru
1. Органы управления консольных вертикально-фрезерных станков
Номер позиции на рис. 18 Органы управления
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 Кнопка «Стоп» (дублирующая) Кнопка «Пуск шпинделя» (дубли- рующая) Стрелка-указатель скоростей шпин- деля Указатель скоростей шпинделя Кнопка «Быстро стол» (дублирую- щая) Кнопка -«Импульс шпинделя» Переключатель освещения Поворот головки Зажим гильзы шпинделя Звездочка механизма автоматиче- ского цикла Рукоятка включения продольных перемещений стола Зажимы стола Маховичок ручного продольного перемещения стола Кнопка «Быстро стол» Кнопка «Пуск шпинделя» Кнопка «Стоп» Переключатель ручного или авто- матического управления про- дольными перемещениями стола Маховичок ручных поперечных пе- ремещений стола Лимб механизма поперечных пере- мещений стола Кольцо-ноииус Рукоятка ручного вертикального перемещения стола
Номер . позиции на рис. 18 Органы управления
22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 Кнопка фиксации грибка переклю- чения подач Грибок переключения подач Указатель подач стола Стрелка-указатель подач стола Рукоятка включения поперечной и вертикальной подач стола Зажим салазок на направляющих консоли Рукоятка включения продольных перемещений стола (дублирую- щая) Рукоятка включения поперечной и вертикальной подач стола (дуб- лирующая) Маховичок ручного продольного перемещения стола (дублирую- щий) Переключатель направления вра- щения шпинделя «Влево-вправо»' Переключатель насоса охлаждения «Включено-выключено» Переключатель ввода «Включено- выключено» Рукоятка переключения частот вра- щения шпинделя Переключатель автоматического или ручного управления и работы круглого стола Зажим консоли на стаииие Маховичок выдвижения гильзы шпинделя Зажим головки на станине
Стол монтируется на направляющих
салазок и перемещается по ним в про-
дольном направлении. На столе закреп-
ляют зажимные приспособления и заготов-
ки. Для этой цели рабочая поверхность
стола имеет продольные Т-образные пазы.
Салазки являются промежуточным зве-
ном между консолью и столом станка.
По верхним направляющим салазок стол
перемещается в продольном направлении,
а нижняя часть салазок вместе со столом
геремещается в поперечном направлении
чо верхним направляющим консоли).
Шпиндель фрезерного станка служит
для передачи вращения режущему инстру-
менту от главного двигателя через коробку
скоростей. От точности вращения шпинде-
ля, его жесткости и виброустойчивости в
значительной мере зависит точность обра-
ботки.
Коробка скоростей предназначена для
сообщения шпинделю станка различной
частоты вращения. Она находится внутри
станины. Механизм управления позволяет
выбирать требуемую частоту вращения без
последовательного прохождения промежу-
точных ступеней.
Коробка подач обеспечивает получение
рабочих подач и быстрых перемещений,
стола, салазок и консоли.
Консольные вертикально-
фрезерные станки характеризуют-
16
chipmaker, ru
ся вертикальным расположением шпинде-
ля. Основными узлами вертикально-
фрезерных станков являются станина,
поворотная головка, консоль, коробка
скоростей со шпинделем, механизм управ-
ления, коробка подач, электрооборудова-
ние, стол и салазки. Назначение узлов
такое же, как и у горизонтально-фрезер-
ных станков. В вертикально-фрезерных
станках нет хобота. Поворотная головка
крепится к горловине станины и может
поворачиваться в вертикальной плоскости
на угол от 0 до 45° в обе стороны.
На рис. 18 и в табл. 1 показано
размещение органов управления верти-
кально-фрезерных консольных станков 6Р12,
6Р12Б, 6Р83 и 6Р83Б
Управление станка является кнопочно-
рукояточным. Основными движениями в
станке можно управлять спереди и сбоку
станка. Работающий на станке пользуется
переключателями, расположенными на
наружной стороне дверок электрошкафов
(открывать двери электрошкафов разре
шлется только электрослесарям).
§ 5. Понятие об организации рабочего
места и его обслуживании
Рабочее место — часть производ-
ственной площади, оснащенная оборудова-
нием, инструментом и приспособлениями,
необходимыми для выполнения производст-
венного задания.
Основным оборудованием рабочего ме-
ста фрезеровщика является один или
несколько обслуживаемых им станков.
В состав вспомогательного оборудования
и оснащения рабочего места входят:
комплект технологической оснастки
(приспособления, режущий, измеритель-
ный и вспомогательный инструмент) по-
стоянного пользования:
комплект технической документации
(инструкции, справочники, вспомогатель-
ные ТаблИЦЫ И Т. Д.) ПОСТОЯННОГО ПОЛЬЗОг
вания;
комплект стандартного оборудования
(инструментальные шкафы или тумбочки,
подставки или стеллажи для размещения
заготовок и готовых деталей или перенос-
ной тары для них, передвижная или пере-
носная тара общецехового пользования для
заготовок и обработанных даталей, под-
ножные решетки);
средства сигнализации и др.
На рис. 19 приведен пример рабочего
места фрезеровщика. Около вертикально-
фрезерного станка 3 расположены: справа —
инструментальный шкафчик 5 и слева —
ящики для заготовок 2 и обработанных
деталей 1. В ящиках для обработанных
деталей предусмотрены перегородки для
раздельного хранения деталей. Защитный
экран 4 предохраняет станочника от струж-
ки. Рабочему следует пользоваться неко-
торыми рекомендациями по ор-
ганизации рабочего места:
на рабочем месте не должно быть ни-
чего лишнего:
Рис. 19. Рабочее место фрезеровщика
рабочее место должно содержаться в
чистоте;
каждый предмет нужно класть на одно
и то же отведенное для него место. При
этом те предметы, которыми приходится
пользоваться чаще, следует располагать
ближе предметов, которыми приходится
пользоваться реже. Фрезерные оправки
следует хранить на специальных стеллажах
в подвешенном состоянии (во избежание
их деформации);
чертежи деталей, операционные карты,
рабочие наряды и т. п. должны быть под-
вешены на специальной подставке, распо-
ложенной на рабочем месте;
17
chipmaker.ru
заготовки не должны загромождать
рабочее место. Их нужно складывать на
специально отведенные стеллажи. Готовые
детали укладывают в передвижную тару
и увозят по мере их накопления;
проходы между станками должны быть
свободными;
иа полу вокруг станка не должно быть
потеков и капель масла;
система трубопроводов должна быть
плотной в местах соединений;
следует своевременно очищать станок
от стружки.
Перед началом работы фре-
зеровщик обязан:
привести в порядок свою одежду;
проверить исправность станка и наличие
заземления, смазать станок в соответствии
с инструкцией;
проверить наличие и исправность при-
способлений;
очистить от масла соприкасающиеся ба-
зовые и крепежные поверхности заготовок
и приспособлений;
перед установкой фрезы необходимо
проверить надежность и прочность крепле-
ния зубьев или многогранных пластинок
в корпусе фрезы;
тщательно очистить отверстие шпинде-
ля, хвостовик оправки или фрезы перед
их установкой в шпиндель;
убедиться в том, что хвостовик оправки
или фрезы садится в шпиндель плотно,
без люфта;
проверить радиальное и торцовое бие-
ние фрезы, оно не должно превышать
0,1 мм;
.ознакомиться по технической докумен-
тации (конструкторской и технологиче-
ской) с предстоящей работой;
подготовить рабочее место;
убедиться в правильности наладки
станка;
подвести к фрезе трубку со смазочно-
охлаждающей жидкостью (СОЖ), поста-
вить на место защитный кожух (экран).
Во время работы фрезеров-
щик должен:
строго соблюдать заданные режимы
обработки;
детали, инструменты и приспособления
класть только на свои места и использо-
вать только по прямому назначению;
не класть режущий и измерительный
инструмент, ключи, заготовки и детали на
18
рабочие поверхности станка. Раоотать
только исправным, хорошо заточенным ин-
струментом;
следить за прочностью крептеиия обра-
батываемых заготовок, инструмента и при-
способлений,
не производить измерений обрабатывае-
мой заготовки, не сметать стружку во вре-
мя работы станка и не снимать огражде-
ния;
следить за правильным подводом СОЖ
в зону резания, не производить переста-
новку трубопровода охлаждения;
экономить электроэнергию, не допуская
работы станка вхолостую;
обязательно выключать станок, уходя
даже на короткое время, при уборке и
смазке станка, а также при закреплении
и измерении обрабатываемой заготовки.
По окончании работы фрезе-
ровщик должен:
выключить станок, сдать обработанные
детали, очистить станок от стружки, а
инструмент убрать в шкаф. При двух-
или трехсменной работе станок убирают и
сдают сменщику. Необходимо сообщить
сменщику и мастеру о замеченных недо-
статках в работе станка.
В организационно-техническом обслу-
живании рабочего места большое значение
имеет своевременное объяснение рабочему
сменного производственного задания, а
также, в зависимости от характера произ-
водства, задания на месяц, декаду. Такая
организация работы дает возможность
рабочему заранее ознакомиться с черте-
жом, техническими условиями, заблаговре-
менно затребовать и подготовить необхо-
димый режущий и измерительный инстру-
мент и приспособления.
Действующими нормативами для се-
рийного и массового производства пред-
усмотрены следующие основные
условия по организационному
обслуживанию рабочего ме-
ста:
наряды на работу, заготовки, инстру-
менты и приспособления доставляет к ра-
бочему месту вспомогательный персонал;
инструменты затачивают в централизо-
ванном порядке;
рабочее место обеспечивают необходи-
мыми комплектами технологичес» ой
оснастки (комплектами оправок, быстро-
действующими гидравлическими и пневма-
chipmaker.ru
тическими приспособлениями и т. д.),
способствующими сокращению затрат вре-
мени на выполнение вспомогательных опе-
раций.
Уход за станками. Приступая впервые
к управлению станком, необходимо тща-
тельно изучить его устройство, ознакомить-
ся с паспортом и руководством по уходу
и обслуживанию стайка.
Перед пуском стайка нужно очистить
все направляющие ог пыли, проверить
исправность работы его смазочной и
охлаждающей систем, наличие в них смаз-
ки и охлаждающей жидкости.
Перед установкой оправки или фрезы
надо тщательно протереть коническое от-
верстие шпинделя и оправку. Выколачи-
вать оправку или фрезу из шпинделя
рекомендуется латунным или медным мо-
лотком. Шпиндель станка должен быть за-
тянут так, чтобы биение его ие превышало
установленной нормы.
Особое внимание должно быть уделено
состоянию поверхности стола. Перед уста-
новкой иа стол стайка зажимного приспо
собпения или заготовки необходимо тща-
тельно очистить поверхность' стола от
стружки. Нельзя класть иа стол станка
никаких инструментов и посторонних пред-
метов во избежание повреждения поверх-
ности стола (забоины, царапины и др.).
Большое значение для увеличения
срока службы стайка и повышения надеж-
ности его работы имеет регулярная смазка
трущихся частей стайка. Для смазки стан-
ков используют масло ИС ЗОЛ (ГОСТ
20 799—75) или густые консистентные
смазки. При смазке станков различных
моделей нужно пользоваться рекоменду-
емыми схемами и режимами смазки, кото-
рые приведены в руководстве по уходу и
обслуживанию станка. При первоначаль-
ной смазке или после смазки необходимо
заливать масло в коробки стайка до уровня
рисок маслоуказателей.
Ежедневно после окончания смены ста-
нок следует очищать от стружки и пыли,
протирать насухо направляющие и поверх-
ность стола и смазывать их тонким слоем
смазки.
Знание станка, правильные наладка и
уход за ним увеличивают производитель-
ность труда, повышают срок службы стай-
ка и улучшают качество обработанных
деталей.
Контрольные вопросы
1. Какие движения необходимы для осуще-
ствления процесса резания?
2. Какие поверхности и режущие кромки раз-
личают у резцов?
3. Какие геометрические элементы (углы
заточки) различают у резцов?
4. Каково назначение основных узлов кон-
сольных фрезерных станков?
5. Какие поверхности и режущие кромки
различают на фрезах?
6. Чем отличается затылованный зуб фрезы
от остроконечного?
7. Чем отличается правая канавка фрезы от
левой?
8. Что называется скоростью резания при
фрезеровании?
9. Какие виды подач различают при фре-
зеровании?
10. Каковы основные правила организации
рабочего места?
11. Каковы основные правила ухода за стан-
ками?
Глава 2
Фрезерование плоских поверхностей
Chiouaker.ru
§ 6. Требования, предъявляемые к
обработке плоскостей
С точки зрения геометрии плоскостью
можно назвать поверхность, обладающую
следующим сгойством если любые дзе точ-
ки поверхности соединить прямой, то все
точки этой прямой будут находиться на
этой поверхности. Отсюда вытекает про-
стейший способ контроля плоских поверх-
ностей деталей. Если к плоскости детали
приложить ребро лекальной линейки, то ве-
личина образовавшегося между ними зазо-
19
chipmaker.ru
ра будет характеризовать качество ее из-
готовления. Чем точнее изготовлена плос-
кость, тем меньше зазор. Качество обра-
ботки плоскостей характеризуется следую-
щими показателями:
1. Точность размеров, т. е. должно быть
соответствие фактических размеров детали
размерам, указанным на чертеже.
2. Допустимые отклонения от правиль-
ной геометрической формы полученной по-
верхности не должны выходить за пределы
допуска на неточность изготовления (до-
пуск прямолинейности, допуск плоскост-
ности).
3. Отклонения расположения отдельных
граней детали относительно других поверх-
ностей должны быть в заданных пределах
(отклонения от параллельности, перпен-
дикулярности, наклона, симметричности
и др.).
§ 7. Установка, выверка
и закрепление заготовок
Приспособления для установки загото-
вок. Универсальные приспособления (при-
хваты, угловые плиты, призмы, машинные
тиски и др.) предназначены для закрепле-
ния заготовок. Их применяют в единичном
и мелкосерийном производстве.
Прихваты используют для закреп-
ления заготовок непосредственно на столе
станка или в приспособлении. На рис. 20
показаны различные типы прихватов: пли-
точные (рис. 20, а), вилкообразные
(рис. 20,6), корытообразные (рис. 20, в),
изогнутые универсальные (рис. 20, г). Все
прихваты имеют овальные отверстия или
выемки для перемещения прихвата отно-
сительно крепежного элемента и обраба-
тываемой заготовки.
На рис. 20, д показаны прихваты для
закрепления заготовок в сборно-разборных
приспособлениях. Все они стандартизо-
ваны и выпускаются в нескольких испол-
нениях по габариту.
На рис. 21, а показано закрепление
обрабатываемой заготовки 5 на столе стан-
ка плиточным прихватом 2, который одним
концом опирается на заготовку 5, а дру-
гим — на подкладку /. Головка болта 4
заводится в Т-образный паз стола через
отверстие прихвата. При завертывании
ключом гайки 3 прихват прижимается к
заготовке, закрепляя ее. В качестве под-
кладки под прихваты используют ступен-
чатые подставки (рис. 21,6), различные
бруски требуемой высоты или специаль-
ные опоры длд плиточных прихватов
(рис. 21, в).
Небольшие по высоте заготовки могут
быть закреплены непосредственно на столе
станка прихватами (рис. 21, г, д). В неко-
торых случаях удобно пользоваться под-
пружиненным прихватом с достаточно
Рис 20. Прихваты
20
chipmaker.ru
большим диапазоном регулирования по вы-
лету и закреплением заготовки рукояткой.
Весьма удобным в работе является регули-
руемый по высоте изогнутый универсаль-
ный прихват (рис. 21, е). Разные по высо-
те заготовки можно закреплять универ-
сальными прижимами.
Прижимы — устройства, предназна-
ченные для закрепления заготовок на столе
станка или в приспособлении с помощью
прихвата. Прижимы применяются как для
ручного, так и механизированного закреп-
служащий приводом перемещения прихва-
та. В шток цилиндра ввертывается регули-
руемая опора 5.
Прижим с качающимся корпусом
(рис. 22, б) предназначается для ручного
закрепления заготовок высотой от 20 до
100 мм с помощью гаечного ключа. Он
устанавливается в Т-образный паз стола
станка или приспособления переходником
/ и стопорится гайкой 2. Один конец при-
жима 4 опирается на подпятник 3, второй
конец прижима служит для закрепления
Рис. 21. Закрепление заготовок иа столе стайка
ления заготовок непосредственно на сто-
лах станков с пазами шириной 14 и 18 мм.
Прижимы, приведенные на рис. 22,
стандартизованы (ГОСТ 21682—76) и вы-
пускаются в двух и более исполнениях по
габариту. На рис. 22, а приведен гидравли-
ческий прижим с отводным прихватом.
Прижим устанавливается в Т-образный паз
стола станка переходником 1 и стопо-
рится гайкой 3. Закрепление обрабаты-
ваемой заголовки осуществляется прихва-
том 4 В корпус 2 прижима встроен
односторонний гидравлический цилиндр,
обрабатываемой заготовки с помощью бол-
та 5, установленного в переходник. Сила
зажима передается от болта на прихват
через круглую 6 и сегментную 7 шайбы.
Т-образный прижим (рис. 22, в) может
быть использован для одновременного за-
крепления двух обрабатываемых заготовок.
Если расстояние от оси Т-образного паза
плиты, угольника или стола станка до
заготовок неодинаковое, то прихват 3
может быть смещен вдоль паза. Закрепле-
ние заготовки осуществляется одновре-
менно правым и левым плечами прихвата
21
chipmaker.ru
с помощью болта 4, установленного в пе-
реходник /, который закрепляется в Т-об-
разном пазу гайкой 2.
Помимо описанных прижимов стандар-
том предусмотрено большое число других
прижимов — гидравлические отводимые,
прижимы высокие, угловые регулируемые
и др.
К базовым сборочным единицам сборно-
разборных приспособлений относятся пря-
моугольные плиты, как механизированные,
так и немеханизированные, а также раз-
личные типы угольников и др.
Прямоугольная немеханизированная
плита (рис. 23) представляет собой вы-
полненный из стали параллелепипед, на
верхней плоскости которого имеется сетка
координатно-фиксирующих отверстий, вы-
5 6
Рис. 22. Прижимы в)
Рис. 23. Прямоугольная плита
полненных по 7-му квалитету, и продоль-
но направленных Т-образных крепежных
пазов (от 3 до 8) В центре находится
отверстие диаметром 50Н7 для фиксации
скомпонованного приспособления на столе
станка. При закреплении плиты исполь-
зуются также карманы, выбранные в ее
торцовых плоскостях.
Плита с гидравлическим приводом в от-
личие от немеханизированной имеет не-
сколько встроенных гидроцилиндров дву-
стороннего действия. Шток цилиндра снаб-
жен резьбовым отверстием для шпильки,
которая вместе с прихватом, болтом и гай-
кой образует прижим.
Круглая плита (рис. 24) имеет цилинд-
рический корпус с выступами, в которых
имеются пазы для закрепления плиты на
столе станка. На верхней плоскости плиты
расположены шесть радиально направлен-
ных Т-образных пазов, предназначенных
для закрепления сменных наладок или
обрабатываемых заготовок. Для фиксации
сменных деталей или сменных наладок
предусмотрены шпоночный паз шириной
10 Н7 и центральное отверстие диаметром
Рис 24. Круглая плита
22
chipmaker.ru
50/77. Круглые плиты с гидравлическим
приводом в отличие от обычных круглых
плит снабжаются встроенным гидроци-
линдром двустороннего действия.
Для установки и закрепления заготов-
ки в вертикальной плоскости применяют
угольник (рис. 25). Для крепления загото-
вок передняя поверхность угольника снаб-
жена сеткой координатно-фиксируЮщих
отверстий и Т-образными пазами. На внут-
ренней стороне вертикальной стенки мож-
но устанавливать гидроцилиндры.
Машинные тиски подразделяют
на простые, поворотные и универсальные.
На рис. 26 показаны машинные тиски с
ручным зажимом Они представляют собой
упрощенную модификацию пневматических
машинных тисков с высокой степенью уни-
фикации (80%). Для привода машинных
тисков часто используется пневмогидро-
преобразователь, работающий от завод
ской пневмосети. Применение специаль-
ных съемных губок и подкладок к машин-
ным тискам приводит к значительной эко-
номии времени на установку заготовок.
На рис. 27 показаны съемные губки
для закрепления в тисках заготовок раз-
личной формы (а — с наклонными плоско-
стями; б - - обрабатываемых по наружным
плоскостям и торцам; в, г—валов). По-
добные губки можно изготовить при необ-
ходимости для любых обрабатываемых
заготовок.
Гидравлические и пневматические тиски
обеспечивают более надежное крепление
заготовок, чем тиски с механическим при-
водом.
На рис. 28 показаны машинные тиски
типовой конструкции с пневматическим
зажимом. Ширина губок тисков модели
ТП-2,7 равна 250 мм, тисков ТП-6,7 —
до 350 мм. Наибольшая сила зажима Р =
= 27 4-67 кН. Включением регулятора дав-
ления, который обычно вмонтирован в рас-
пределительный кран, достигают силы за-
жима, необходимой при выверке заготовки.
Быструю настройку тисков осуществ-
ляют перемещением установочной губки 3
вдоль зубчатого основания 5 с опорным
зубом 4. Зажим происходит при движении
поршня 6 вниз под давлением сжатого
воздуха, поступающего в полость цилинд-
ра. Шток поршня при этом воздействует
на длинное плечо углового рычага 1 и
тем самым перемещает подвижную губ-
ку 2, связанную через сферическую пару с
коротким плечом рычага.
Съемные губки к тискам позволяют
быстро и правильно ориентировать уста-
навливаемые с их помощью заготовки
различных размеров и форм. Базовые по-
верхности таких губок соответствующим
образом обработаны.
Возможность поворота корпуса относи-
тельно основания позволяет обрабатывать
заготовки с поворотом вокруг оси в пре-
делах 360° с точностью до 1°. Механизи-
рованный ход подвижных губок в этих
тисках составляет 24 мм. При иаладке
губки разводятся от 0 до 200 мм.
Находят применение станочные тиски,
в которых обеспечивается закрепление
заготовок с заданной силой. Это важно
для закрепления заготовок пониженной
Рнс. 26. Машинные тиски с ручным
зажимом
Рис. 27. Сменные губки к машинным тискам
23
chipmaker.ru
Рис. 28. Универсальные машинные тиски с пневматическим зажимом
жесткости во избежание их деформации
при закреплении.
Одним из прогрессивных направлений
механизации закрепления заготовок в при-
способлениях является использование энер-
гии постоянных магнитов. Применение- су-
пермагнитов на базе самарий-кобаль-
товых магнитов (или других компонентов)
позволяет создавать приспособления с
большой силой притяжения при
Рис. 29. Установка тисков на столе фре-
зерного станка
небольших габаритных размерах элементов
системы. Преимущества плит с постоянны-
ми магнитами перед электромагнитными
заключаются в том, что они не требуют
источника электроэнергии, безотказны в
работе, исключают аварийную ситуацию
при внезапном отключении электроэнергии.
Магнитные тиски можно устанавливать
с помощью шпонок (сухарей), вставляе-
мых в паз основания тисков. Эти шпонки
заводятся в средний паз стола станка.
Завинчивание гаек прижимных болтов про-
изводится постепенно. Если сильно затя-
нуть одну гайку, а затем все остальные,
то это может привести к перекосу тисков.
Установка тисков может быть осуществле-
на непосоедственно по фрезерной оправке
(рис. 29). Губки тисков устанавливают
параллельно оси фрезерной оправки. В этом
случае оправку 2 приводят в соприкосно-
вении с неподвижной губкой тисков /
(рис. 29, а) и затем затягивают гайки
прижимных болтов. На рис. 29,6 показана
установка тисков для случая, когда губки
расположены перпендикулярно к оси фре-
зерной оправки. В губках тисков 1 закреп-
ляют угольник 3, который свободной пол-
кой прижимают к фрезерной оправке 2.
Во избежание деформации оправки необ-
ходимо пользоваться щупом, который вво-
дят между фрезерной оправкой и непод-
вижной губкой или свободной полкой
угольника. При правильной установке шуп
можно вытащить при небольшом усилии.
Выверка заготовок, обрабатываемых в
тисках. Одновременно с закреплением об-
24
chipmaker.ru
рабатываемой заготовки проверяется пра-
вильность ее положения и исправляются
погрешности, установки. Правильность ус-
тановки заготовки в тисках по отношению
к столу станка проверяется рейсмасом.
Для более точной установки заготовки
вместо рейсмаса используют индикатор со
стойкой (рис. 30).
При использовании различных съемных
подкладок к тискам упрощается процесс
установки заготовки и в ряде случаев не
требуется последующая выверка. Плотное
прилегание нижней плоскости заготовки к
подкладке достигается постукиванием
медным или латунным молотком.
Перед закреплением в тисках заготовок
с уже обработанными поверхностями надо
обязательно снять заусенцы, образовав-
шиеся во время предыдущего перехода,
если они могут помешать правильной уста-
новке или закреплению заготовки. На губ-
ки тисков следует надеть накладки из
листовой меди, латуни или алюминия для
предохранения обработанных поверхностей
от вмятин. Кроме того, необходимо всегда
перед установкой заготовки и ее обработ-
кой сметать стружку со стола, опорных
поверхностей заготовки, зажимных приспо-
соблений, тисков, подкладок.
Тонкостенные заготовки малой жестко-
Рис. 30. Выверка заготовки при ее уста-
новке в тисках
сти не следует зажимать с большой силой
во избежание их деформаций, а следо-
вательно, и искажения размеров и формы
после обработки.
В крупносерийном и массовом произ-
водстве находят широкое применение спе-
циальные приспособления для установки и
закрепления определенной детали. Закреп-
ление заготовок в специальных приспособ-
лениях позволяет не только сократить
время на их установку и выверку, но и
обеспечивает более высокую точность об-
работки.
Пневматическая система должна быть
проверена в действии на утечку воздуха.
То же самое должно быть проделано в
отношении гидравлических зажимов.
I
§ 8. Фрезерование плоскостей
цилиндрическими, торцовыми
фрезами и набором фрез
При фрезеровании плоскостей торцовы
ми и цилиндрическими фрезами разли
чают: грубую, черновую и получистовую
обработку. Грубая обработка —
обработка с большим и неравномерным
припуском — более 8 мм, а также работа
по корке. Черновая обработка —
обработка плоскостей с относительно рав-
номерным припуском, без корки, с глуби-
ной резания от 3 до 8 мм. Получисто-
вая обработка — обработка плоско-
сти с равномерным припуском и глубиной
резания от 1,5 до 3 мм и высотой микро-
неровностей обработанной поверхности не
более Rz = 40 мкм. Чистовая обра-
ботка — обработка плоскости с равно-
мерным припуском и глубиной резания до
1,5 мм и высотой микронеровностей обра-
ботанной поверхности не более Ra =
= 20 мкм (/?а=2,5 и 1,25 мкм).
Фрезерование цилиндрическими фреза-
ми. Цилиндрические фрезы применяют
для обработки плоскостей. Зубья цилинд-
рической фрезы располагаются по винто-
вой линии с' определенным углом наклона
винтовой канавки ю. Цилиндрические фре-
зы изготовляют цельными из быстрорежу-
щей стали с мелкими и крупными зубьями
(ГОСТ 3752—-71), а также со вставными
ножами из быстрорежущей стали и вин-
товыми пластинками твердого сплава.
Основными размерами цилиндрических
25
chipmaker.ru
фрез являются длина фрезы L, диаметр
фрезы D, диаметр отверстия d. число
зубьев z.
По направлению вращения фрезы де-
лят на право- и леворежущие. Право-
режущими называют такие фрезы, ко-
торые при работе вращаются по часовой
стрелке, если- на фрезу смотреть со сторо-
ны крепежной части. Леворежущ и-
м и называют такие фрезы, которые при
работе вращаются против часовой стрелки,
если смотреть со стороны крепежной части
(если смотреть на фрезу со стороны под-
вески, то праворежущая фреза сбрасывает
стружку вправо, а леворежущая — влево).
В зависимости от того, какой стороной
цилиндрические фрезы установлены на оп-
равке, они могут быть использованы и
как праворежущие, и как леворежущие.
Направление резания можно изменить, пе-
ревернув фрезу на оправке.
Выбор типа и размера фрезы зависит
от конкретных условий обработки (размеры
обрабатываемой заготовки, марка обра-
батываемого материача, величина при-
пуска на обработку и др.). Фрезы с круп-
ным зубом применяют для черновой и по-
лучистовой обработки плоскостей, фрезы с
мелким зубом — для получистовой и чисто-
вой обработки.
На рис. 31 приведена номограмма для
выбора оптимального размера цельных
Рис. 31. Номограмма выбора оптимального типоразмера цельных цилиндрических
фрез
26
chipmaker.ru
цилиндрических фрез с мелкими и круп-
ными зубьями для заданных условий об-
работки. В номограмме приняты следую-
щие обозначения: Т — труднообрабаты-
ваемые материалы (нержавеющая жаро-
прочная сталь и др); С — материалы сред-
ней трудности обработки (конструкционная
сталь, серый чугун и др.); Л —легкообра-
батываемые материалы (медь и ее сплавы,
алюминий и £го сплавы и др.); / — черно-
вая обработка, Ц — чистовая обработка.
Порядок'пользования номограммой (по-
казан на рисунке красными стрелками):
по ширине фрезерования определяется дли-
на фрезы, затем определяется диаметр
посадочного отверстия фрезы, диаметр
фрезы и, наконец, число зубьев фрезы.
Если требуется обработать плоскую
поверхность, расположенную под некото-
рым углом к горизонтальной плоскости,
то заготовку устанавливают на универ-
сальной поворотной плите, ко-
торая показана на рис. 32. Поворотные
плиты позволяют обрабатывать плоскости
с любым углом наклона в пределах от
О до 90° при возможности одновременного
поворота обрабатываемой заготовки в го-
ризонтальной плоскости на угол до 180°.
Заготовку крепят к столу универсальной
плиты прихватами или болтами.
При обработке заготовок с наклонными
плоскостями или скосами в условиях круп-
носерийного и массового производства пе
лесообразно производить установку
заготовки под требуемым уг-
лом к оси фрезы в специаль-
ных приспособлениях.
Фрезерование торцовыми фрезами. Тор
новые фрезы по сравнению с цилиндри-
ческими имеют ряд преимуществ, главными
из которых являются: более жесткое креп-
ление на оправке или шпиндече; более
плавная работа большого числа одновре-
менно работающих зубьев Поэтому обра-
ботку плоскостей в большинстве случаев
целесообразно производить торцовыми
фрезами. Торцовые фрезы (рис. 33), пред-
назначенные для обработки плоскостей на.
вертикально- и горизонтально-фрезерных
станках, в отличие от цилиндрических
имеют зубья, расположенные на цилиндри-
ческой поверхности и на торце. Они де-
лятся на цельные (ГОСТ 1695—80), на-
садные со вставными ножами из быстро-
режущей стали (ГОСТ 1092—80), с кони-
ческим хвостовиком и механическим креп-
лением многогранных пластин из твердого
сплава (ГОСТ 22087—76, 22088—76), на-
садные, оснащенные пластинами из твердо-
го сплава (ГОСТ 9473—80, 24359—80 и
24360—80 и др.), насадные, оснащенные
пластинами из минеральной керамики
(ТУ2-035-624—78), насадные со вставными
ножами, оснащенными композитом
(ТУ2-035-918—83).
Основными размерами торцовых фрез
являются диаметр D, длина фрезы L, диа-
метр отверстия d и число зубьев z.
Стандартом предусмотрено, что у тор-
цовых насадных фрез параметры опреде-
лены однозначно, т. е. каждому диаметру
торцовой фрезы соответствует определен-
ное значение длины L фрезы, диаметра
отверстия d и числа зубьев z. Это следует
учитывать при выборе типа и размера
фрезы. •
Диаметр торцовой фрезы выбирается в
зависимости от ширины фрезерования / по
формуле D = (1,2-? 1 6)/. Ниже приведены
допустимые диаметры фрез в зависимости
от ширины стола станка (для симметрич-
ной схемы фрезерования):
Ширина
стола,
мм . 160» 250 320 400
Диаметр
фрезы,
мм . 50 100 80 160 100—200 125—250
Рис. 32. Фрезерование наклонной пло-
скости на универсальной поворотной
плите
27
chipmaker.ru
Однако рекомендуется выбирать минималь-
но возможный диаметр фрезы исходя из
соотношения //£) = 0,6-Е-0,8. Фрезы мень-
шего диаметра имеют меньшую стоимость,
поэтому они являются наиболее предпочти-
тельными. Для черновой обработки выби-
рают торцовые насадные фрезы со встав-
ными ножами или с крупными зубьями.
, При чистовой обработке следует применять
торцовые насадные фрезы с мелкими
зубьями. Однако во всех случаях следует
отдать предпочтение торцовым фрезам,
оснащенным пластинами из твердых спла-
вов минимально возможного для данной
Рис. 33. Конструкции -торцовых фрез
ширины диаметра, так как основное тех-
нологическое время обработки в этом слу-
чае значительно сокращается за счет уве-
личения минутной подачи. При чистовом
фрезеровании стали и чугуна твердосплав-
ными фрезами для получения поверхности
с меньшей шероховатостью подачу на зуб
уменьшают, а скорость резания соответ-
ственно повышают (в зависимости от мар-
ки обрабатываемого материала, марки
твердого сплава и других условий обра-
ботки).
Наклонные плоскости и скосы можно
фрезеровать торцовыми фрезами на верти-
кально-фрезерных станках, устанавливая
заготовки под требуемым углом, как и при
обработке цилиндрическими фрезами, при-
меняя универсальные тиски, поворотные
столы или специальные приспособления.
Фрезерование наклонных плоскостей и ско-
сов торцовыми фрезами можно произво-
дить также поворотом шпинделя, а не за-
готовки. Это возможно на вертикально-
фрезерных станках, у которых фрезерная
головка со шпинделем поворачивается в
вертикальной плоскости, а также на широ-
коуниверсальных станках, у которых верти-
кальная головка имеет поворот в верти-
кальной и горизонтальной плоскостях.
Наклонные плоскости и скосы можно
фрезеровать торцовыми фрезами с по-
мощью накладной вертикальной головки,
которая является специальной принадлеж-
ностью горизонтально-фрезерного станка.
Фрезерование набором фрез. Набо-
ром фрез называют группу фрез, уста-
новленных и закрепленных на одной общей
оправке для одновременной обработки не-
скольких поверхностей. Применение набо-
ров фрез распространено в крупносерий-
ном и массовом производстве при обработ-
ке деталей, требующих большого объема
фрезерной обработки.
На рис. 34 показан пример набора фрез
для обработки деталей сложного профиля.
На оправке / закрепляют комплект фрез
3 — 7, 9—12. Между фрезами устанавли-
вают распорные втулки 2 и 8. Весь набор
крепят гайками 13. Оправку / устанавли-
вают в один горизонтальный шпиндель
продольно-фрезерного станка, поддержи-
вающую оправку 15 — в другой горизон-
тальный шпиндель. Шлифованный цилинд-
рический хвостовик оправки 1 входит в брон-
зовую втулку 14 оправки 15. Оправка /
28
chipmaker.ru
получает вращение от одного шпинделя,
оправка 15 — от второго шпинделя станка.
Происходит одновременное вращение всего
набора. Втулка 14 работает только при
пуске и выключении станка. Подобные на-
боры фрез позволяют значительно повы-
сить производительность обработки дета-
лей сложного профиля при работе на го-
ризонтально- и продольно-фрезерных стан-
ках.
По виду обрабатываемого профиля на-
боры фрез можно разделить на наборы
для обработки сплошного профиля детали
и для обработки прерывистого профиля
детали. Наборы для фрезерования сплош-
ного профиля детали требуют применения
фрез нестандартных размеров, перекрытия
зубьев двух соседних фрез во избежание
образования заусенцев и рисок на детали.
При сборке наборов фрез и регулиров-
Рис. 34. Набор фрез для обработки детален сложного профиля
Ца рис. 34 также показаны шаблон
дл'я контроля фасонного профиля обрабо-
танной поверхности и контршаблон, кото-
рый служит для проверки профиля фрез и
представляет собой их обратное очертание.
Шаблон и контршаблон изготовляют из
листовой стали.
Наборы составляют из стандартных
фрез и их комбинаций. Цилиндрические
фрезы необходимо устанавливать так, что-
бы осевые составляющие силы резания
были направлены навстречу друг другу и
тем самым стремились сблизить фрезы.
ке расстояний между фрезами на оправке
используют жесткие кольца и регулируе-
мые наборы фрез. На рис. 35, а показано
регулируемое распорное кольцо, состоящее
из наружного кольца 6 с круговой шка-
лой, навинченного на внутреннее кольцо с
линейной шкалой (по типу микрометра).
Внутреннее кольцо устанавливают на оп-
равку. Регулирование расстояния между
фрезами 4 с точностью до 0,01 мм осу-
ществляется поворотом ключа 5 наружного
регулируемого установочного кольца 6,
имеющего лимб для отсчета перемещений.
29
chipmaker.ru
Предварительная установка фрез произ-
водится жесткими установочными коль-
цами 3. Оправка с фрезами крепится
одним концом в коническом отверстии
шпинделя "и затягивается шомполом, вто-
рой конец устанавливаемся в подшипник
серьги 2 и затягивается гайкой /. При
выборе размерив фрез в наборе необходимо
избегать несоразмерных по диаметру фрез.
Надо стремиться к тому, чтобы отношение
диаметра большей фрезы к диаметру мень-
шей фрезы было не более 1,5.
Рис. 35. Кольцо и регулируемый набор фрез
На рис. 35, б показан регулируемый
набор фрез. Такой набор позволяет регу-
лировать расстояние между фрезами с по-
мощью гайки с лимбом без мерных про-
межуточных колец. Фреза крепится к оп-
равке винтами, расположенными в ее кор-
пусе.
При фрезеровании набором фрез сле-
дует применять оправки большего диамет-
ра, чем при одноинструментальной обра-
ботке. Следует также применять дополни-
тельйые подвески. Правильность располо-
жения фрез в наборе контролируется по
шаблонам или на оправке вне станка, на
специальных приборах. После сборки и
установки фрез в наборе рекомендуется
произвести пробную обработку.
§ 9. Основы наладки станна
Наладка — подготовка технологии
ского оборудования и оснастки к выпол-
нению определенной технологической one
рации. К наладке относятся: установка
приспособления; установка оправки на
станке; установка фрезы и установочных
колец на оправке; проверка биения фрезы;
выверка заготовки относительно инстру
мента; расстановка упоров, ограничи-
вающих ход стола; переключение частот
вращения шпинделя и минутных подач;
установка глубины фрезерования и др.
Подналадка — дополнительная ре-
гулировка технологического оборудования
и (или) оснастки в процессе работы для
восстановления достигнутых при наладке
значений параметров.
Установка и закрепление цилиндриче-
ской фр<*зы. После того как выбран опти-
мальный для данных условий обработки
типоразмер фрезы, ее устанавливают и
закрепляют. В соответствии с диаметром
отверстия фрезы выбирают необходимый
диаметр оправкн. На отечественных заво-
дах применяют оправки стандартных раз-
меров: 16, 22, 27, 32, 40, 50 и 60 мм. На
рис. 36 показана фрезерная оправка 3
для крепления цилиндрической или диско-
вой фрезы или набора фрез с установоч-
ными кольцами 5. Фрезерная оправка
ставится в корпус шпинделя и затягивает-
ся шомполом 7. На оправку надевают
установочные (проставные) кольца и на
требуемом расстоянии от торца шпинде-
ля — фрезу 4. Затем снова надевается
ряд колец и конусная втулка 8 под серьгу
с учетом желаемого удаления серьги от
фрезы. Набор колец с фрезой (или набо-
ром фрез) и конусной втулкой затяги-
вается на оправке гайкой 1. После этого
серьга подвигается на конусную втулку
оправкн до отказа и крепится на хоботе
гайкой 2. Хобот также должен быть
закреплен на станине гайками 6. При тя-
желых работах устанавливается вторая
серьга, для чего в набор включается и вто-
рая конусная втулка.
Для установки одной или нескольких
фрез на оправке пользуются установоч
30
chipmaker.ru
Рис. 36. Оправка для закрепления фрез
ными кольцами двух типов различной ши-
рины (рис. 37) Нормальный набор уста-
новочных колец, прилагаемых к фрезерно-
му станку,'состоит из колец шириной от
1 до 50 мм: 1,0; 1,1; 1,2; 1,3; 1,4; 1,5; 1,6;
1,7; 1,8; 1,9; 2,0, 3,0; 5,0; 8,0; 10; 15; 20; 30;
40 и 50 мм.
В процессе фрезерования оправка рабо-
тает на растяжение и изгиб, а устано-
вочные кольца — на сжатие. Когда на
оправке устанавлиьают одну фрезу, ее
желательно располагать ближе к шпин-
делю станка, так как в этом положении
прогиб оправки будет минимальным-. Тре-
буемое- расположение фрезы относительно
обраоатываемой заготовки при этом дости-
гается соответствующей установкой стола
в поперечном направлении. Если невозмож-
но установить фрезы вблизи шпинделя,
рекомендуется применять дополнительную
подвесную серьгу / (рис. 38). Если на
оправке должно быть установлено несколь-
ко фрез,.не имеющих торцового контакта,
то правильность из взаимного расположе-
ния достигается набором промежуточных
конец 2, которые устанавливают между
ними.
Установка и закрепление фрезы произ-
водятся в следующем порядке:
1. Выдвинуть хобот станка поворотом
торцового ключа, предварительно отвернув
стопорящие винты (рис. 39).
2. Снять серьгу, предварительно отвер-
нув винт.
3, Вставить оправку коническим концом
в отверстие шпинделя, совместить пазы во
фланце оправки с сухарями на конце шпин-
геля и закрепить оправку шомполом.
4. Надеть на оправку подобранные
установочные кольца и фрезу. Обратить
внимание на правильный выбор направле-
ния вращения шпинделя станка и направ-
ления винтовых канавок фрезы.
После того как надели на оправку уста-
новочные кольца и фрезу, следует надеть на
оправку остальные установочные кольца.
При этом надо следить за тем, чтобы
гайка не закрывала шейку оправки, кото-
рая входит в подшипник фрезы.
5. Установить серьгу так, чтобы конец
оправки (шейка) вошел в подшипник серь-
ги (рис. 40, а).
6. Закрепить фрезу на оправке, затя-
нув ключом гайку (рис. 40,6).
7. Закрепить хобот и смазать подшип
пик серьги.
Рис. 37. Установочные кольца
31
chipmaker.ru
2
Рис ЗЬ Установка дополнительной серьги
8. Проверить биение (индикатором со
штативом) фрезы и оправки, которое долж-
но соответствовать существующим нор-
мам.
Торцовое и радиальное биение зубьев
фрезы проверяют вне станка на приборе,
показанном на рис. 41. Однако предпочти-
тельнее проводить проверку и регулиро-
вание биения зубьев фрезы непосредствен-
но на станке по той же схеме.
Фрезерные станки снабжены устройст-
вами для автоматизации рабочего цикла,
которые позволяют наладить станок на
быстрый подвод стола, переключение его
на рабочую подачу и останов в конечном
положении. На рис. 42 показана расста-
новка упоров, ограничивающих продоль-
ный ход стола широкоуниверсального стан-
ка 6Р82Ш. Упорные кулачки / и 2 уста-
навливают и закрепляют в боковом про-
дольном пазу стола в положении, соот-
ветствующем началу и окончанию рабоче-
го хода стола, в зависимости от требуемой
длины фрезерования. После поворота впра-
во рычага 3 механической подачи стол с
заготовкой начинает перемещаться слева
направо до тех пор, пока кулачок / не
упрется в выступ рычага 3 и не поставит
его в среднее положение, выключив тем
самым механическую подачу. После пово-
32
chipmaker.ru
Рис. 40. Закрепление фрезы на оправке
рота рычага 3 влево стол получит авто-
матическую подачу справа налево и будет
перемещаться до тех пор, пока кулачок
2 не упрется в выступ на рычаге 3 и не
поставит его в среднее положение, выклю-
чив механическую подачу.
Подобные устройства применяют на
фрезерных станках для ограничения и ав-
томатического выключения поперечной и
вертикальной подач. В тех случаях, когда
по условиям обработки не требуется авто-
матическое выключение подачи стола, ку-
лачки устанавливают и закрепляют в край-
них рабочих положениях стола.
При установке на глубину фрезерова-
ния, прежде чем поднимать или опус-
кать стол, надо ослабить затяжку стопор-
ных винтов. При вращающемся шпинделе
осторожно подвести вручную стол вместе
с закрепленной заготовкой под фрезу до
момента легкого касания. Ручным пере-
мещением стола в продольном направле-
нии вывести заготовку из-под фрезы. Вра-
щением рукоятки вертикальной подачи
поднять стол на высоту, равную глубине
резания. Отсчет величины перемещения
стола производят по лимбу, т. е кольцу
с делениями (рис. 43). Отсчет по лимбу
можно в принципе вести от любого деле-
ния шкалы, однако для удобства и упро-
щения отсчета после того, как фреза кос-
нулась обрабатываемой заготовки, лимб
следует установить на нулевое положе-
ние (т. е. риску лимба с отметкой 0 сов-
местить с визирной риской).
Ценой деления лимба называется
величина, на которую переместится стол
станка, если рукоятку винта подачи стола
повернуть на одно деление лнмба. Если,
например, цена деления лимба равна
0,05 мм и лимбовое кольцо имеет 40 деле-
ний, то это означает, что за один оборот
рукоятки ручного подъема стола он пере-
местится на величину 0,05X40 = 2 мм.
Рис. 41 Прибор для проверки зубьев фрезы на
биение
2—571
33
chipmaker.ru
Чтобы поднять стол на 3 мм, нужно по-
вернуть лимб на 3:0,05 = 60 делений, т. е.
на 1,5 оборота.
При вращении рукоятки вертикальной
подачи стола нужно учитывать наличие
«мертвого хода». В результате износа вин
та и гайки в соединении винт — гайка
образуется зазор. Поэтому если вращать
рукоятку подачи в одном направлении,
а затем изменить направление вращения
винта, то он повернется на какую-то часть
оборота вхолостую (пока не будет выбран
Зазор в соединении винт- гайка), т. е.
стол перемещаться не будет. Поэтому под-
водить лимб до нужного деления следует
очень плавно и по возможности осторож-
но (без рывков). Если же случайно все-
таки повернули, скажем, до 40-го деления,
а нужно до 35-го, то нельзя исправить
Рис. 42. Расстановка упоров для автома-
тического включения продольной подачи
Рис. 43. Лимб для отсчета пере-
мещений
ошибку поворотом лимба в обратном нап-
равлении на 5 делений. В таких случаях
необходимо повернуть маховичок с лимбом
в обратном направлении почти на полный
оборот и осторожно подвести лимб заново
до требуемого деления.
Установка и закрепление торцовых
фрез. При работе на вертикально- и гори-
зонтально-фрезерных станках торцовыми
фрезами наладка принципиально ничем
не отличается от наладки горизонтально-
фрезерного станка при работе цилиндри-
ческими фрезами. Поэтому остановимся
лишь на отличительных особенностях нал ад
ки при фрезеровании торцовыми фрезами.
В зависимости от вида применяемой фре-
зы крепление ее на вертикально-фрезерном
станке может производиться несколькими
способами.
Торцовые фрезы, имеющие калиброван-
ное сквозное отверстие, центрируются по
цилиндрической части оправки 3, которая
конической частью устанавливается в кони-
ческое отверстие шпинделя и закрепляется
в нем шомполом 1 и контрится гайкой 2
(рис 44, а). Базовый торец фрезы опирает-
ся на один из торцов переходного фланца 4,
второй торец которого опирается на то-
рец оправки 3. Шпонки шпинделя 6 вхо-
дят в пазы переходного фланца, а выступы
фланца — в пазы фрезы, передавая крутя-
щий момент от шпинделя фрезе. Фреза кре-
пится на оправке винтом 5 с помощью
специального ключа.
Торцовые фрезы, имеющие центрирую-
щую выточку (0 128,57 Н7), устанавливают
непосредственно на головку шпинделя и
закрепляют на ней четырьмя винтами 1
(рис. 44,6). Шпонки шпинделя 2 входят
в пазы корпуса Фрезы, передавая крутя-
щий момент от шпинделя фрезе.
Торцовые фрезы с коническим хвостови-
ком номинальным размером наибольшего
диаметра конуса 59,85 мм и конусностью
7:24, выполненным за одно целое с кор-
пусом фрезы, вставляют в конусное от-
верстие шпинделя, закрепляют в нем шом-
полом / и гайкой 2 (рис. 44, в). Крутя-
щий момент передается шпонками 3, вхо-
дящими в пазы корпуса фрезы.
Торцовые фрезы, имеющие сквозное
калиброванное отверстие и пазы в корпусе,
по ширине соответствующие размерам
шпонок шпинделя, устанавливают на оп-
равке, закрепленной в шпинделе станка.
34
chipmaker.ru
Фрезу закрепляют на оправке винтом /.
Крутящий момент передается шпонками 2,
входящими в пазы корпуса фрезы
(рис. 44, г).
Концевые фрезы, имеющие хвостовик с
конусом Морзе и резьбовым отверстием,
центрируют в переходной втулке /, встав-
ленной в конусное отверстие шпинделя,
и крепят шомполом 2 и гайкой 3. Шпонки
шпинделя 4 входят в пазы переходной
втулки, передавая крутящий момент от
шпинделя фрезе (рис. 44, д)
Установка торцовой фрезы на глубину
резания при работе на вертикально-фре-
зерном станке ничем не отличается от рас-
смотренного ранее случая установки ци-
линдрической фрезы на глубину ре'зйния.
При фрезеровании торцовой фрезой на го-
ризонтально-фрезерном станке • (рис. 45)
применяют следующий порядок установки
глубины фрезерования:
1. Включить станок и вращение шпин-
деля, рукоятками продольной, поперечной
и вертикальной подач осторожно подвести
заготовку к фрезе до легкого касания.
2. Рукояткой продольной подачи вы-
вести заготовку из-под фрезы, выключить
вращение шпинделя.
3. Рукояткой поперечной подачи пере-
местить стол в поперечном направлении
на величину, соответствующую глубине ре-
зания
4. После установки фрезы на требуемую
глубину резания застопорить консоль стола
и салазки поперечной подачи, установить
кулачки включения механической подачи.
5. Плавным вращением рукоятки про-
дольной подачи стола подвести обрабаты-
ваемую заготовку к фрезе, не доводя до
касания с ней, включить шпиндель, вклю-
чить механическую подачу, профрезеровать
плоскость, выключить станок и произвести
измерение обработанной заготовки.
. 44. Установка и закрепление фрез на шпинделе
2’
35
chipmaker.ru
Рис. 45. Фрезерование торцовой фрезой на гори-
зонтально-фрезерном станке
При черновом фрезеровании, особенно
при обработке с большими подачами тор-
цовыми твердосплавными фрезами хрупких
материалов, таких, как серый чугун, вывод
фрезы из заготовки желательно произво-
дить при меньших подачах на зуб во избе-
жание скалывания углов заготовки.
При фрезеровании торцовыми твердо-
сплавными фрезами с большими скоростя-
ми резания следует уделить особое вни-
мание соблюдению правил безопасности
тр^да. В таких случаях необходимо приме-
нять защитные экраны или защитные очки
во избежание получения ожогов лица или
повреждения глаз раскаленной стружкой.
§ 10. Виды дефектов и меры
предупреждения
На деталях, обработанных цилиндриче-
скими и торцовыми фрезами, возможны
следующие виды дефектов:
1 Несоблюдение размеров
детали из-за погрешностей отсчета пе-
ремещения стола станка в требуемых
направлениях при установке глубины фре-
зерования или из-за погрешностей измере-
ния.
2. Погрешности формы (не-
плоскостности, непрямолинейности) появ-
ляются при обработке заготовок при боль-
шой глубине фрезерования, особенно при
неравномерном припуске и при недостаточ-
ной жесткости технологической системы.
3. Погрешности расположе-
ния обработанных плоскостей
(непараллельность, неперпендикулярность)
или отклонения от заданного
угла наклона (для наклонных плоско
стей и скосов) и др. Причинами такого
дефекта могут быть неправильная уста-
новка заготовки в поворотных тисках, на
поворотных столах или в приспособлениях,
плохая очистка от стружки поверхностей
стола и опорных поверхностей тисков, по-
воротных столов и др., наличие заусенцев
на ранее обработанной плоскости.
4. При работе набором фрез дефект
может быть вызван неправильным распо-
ложением фрез по длине на оправке или
неправильным выбором размера фрез.
Для устранения возможности появления
дефектов из-за погрешностей расположе-
ния сопрягаемых плоскостей детали необ-
ходимо обратить особое внимание на точ-
ность установки обрабатываемых загото-
вок, точность отсчета угловых величин,
а также на очистку поверхности стола
станка и опорных поверхностей приспособ-
лений от стружки и на снятие заусенцев с
ранее обработанных опорных поверхностей
заготовки.
5. Поверхность может иметь повы-
шенную шерох о..в а т о с т ь вслед-
ствие неправильной затопки фрезы;' оиения
фрезы, большого износа или выкрашива-
ния режущих кроток зубьев, неправильно-
го выбора режимор резания и смазочно-
охлаждающей жидкости (СОЖ), недоста-
точно жесткого закрепления заготовки,
недостаточной жесткости оправки и т. д.
В этом случае следует выявить причину
дефекта, т. е. проверить, правильно ли
выбраны тип и размер фрезы, геометри-
ческие параметры режущей части, режи-
мы резания и прежде всего подача на
зуб, условия закрепления заготовки, биение
фрезы и др. Многие факторы, вызываю-
щие дефекты, можно предотвратить при
внимательном наблюдении за работой
36
chipmaker.ru
станка и инструмента в процессе фрезе-
рования.
6. Дефект линейного размера обрабо-
танной поверхности из-за подрезания при
фрезеровании возникает в случае, если
приходится выключать подачу, когда рабо-
чий ход еще не закончен, а фреза продол-
жает вращаться. Так как оправка под
действием силы резания немного изогну-
лась, то после прекращения резания она
под действием упругих деформаций возвра-
щается в исходное положение (разгибает-
ся). При этом фреза врежется в металл
Однако и при встречном фрезеровании ’
(рис. 46,в) может произойти подхватыва-
ние, если осуществлять фрезерование с
чрезмерно большой подачей на зуб при
закреплении фрезы на нежесткой оправке,
особенно в условиях неравномерного фре-
зерования. При чрезмерно большой нагруз-
ке на зуб А фреза будет стремиться по-
вернуться вокруг него и последующий зуб
может подрезать обрабатываемую поверх-
ность.
7. При фрезеровании может возникнуть
дефект качества обработанной поверхности
Рис. 46. Явление подрезания и подхватывания при фрезеровании плоскостей
несколько глубже в том месте, которое
окажется под фрезой в момент выключе-
ния подачи (рис. 46, а). Это явление носит
название «подрезание» и приводит к де-
фекту обработанной поверхности.
Явление подрезания (подхватывания)
может иметь место при попутном фрезеро-
вании и наличии большого зазора в соеди-
нении винт — гайка. В этом случае процесс
резания протекает с неравномерной пода-
чей (толчками), оправка прогибается и
фреза подхватывает деталь (рис. 46,6),
стремясь повернуться вокруг зуба А с наи-
большей толщиной среза. Если своевремен-
но не прекратить процесс резания, то даль-
нейшая работа может привести к быстрому
износу винтовой пары, порче обработанной
поверхности заготовки и даже к поломке
оправки или фрезы. В таких случаях необ-
ходимо устранить люфт в соединении
винт — гайка или производить обработку
по методу встречного фрезерования.
из-за вибрации. Наличие вибрации-оказы-
вает отрицательное влияние не только на
шероховатость обработанной поверхности,
но и значительно сокращает стойкость фре-
зы и уменьшает срок службы станка.
Вибрации при фрезеровании вызываются
прежде всего неравномерностью самого
процесса фрезерования. Для устранения
или уменьшения вибрапий необходимо
стремиться к тому, чтобы число одновре-
менно работающих зубьев фрезы было как
можно больше. При фрезеровании цилинд-
рическими фрезами следует соблюдать ус-
ловия, необходимые для осуществления по-
путного и встречного фрезерования, а также
условие равномерности фрезерования.
При фрезеровании торцовыми фрезами
в ряде случаев можно применить схему
несимметричного фрезерования, при кото-
рой интенсивность колебаний уменьшается.
Кроме того, снижения интенсивности виб-
раций можно достичь применением фрез с
37
chipmaker.ru
неравномерным окружным шагом зубьев,
а также при соблюдении оптимальных
геометрических параметров для данных
условий обработки. Причинами появления
вибраций могут быть также ослабленное
крепление консоли, поперечных салазок,
серьги и хобота, неправильная установка
фрезы относительно опор. В некоторых
случаях приходится применять специаль-
ное устройство для гашения колебаний —
виброгаситель.
Во всех случаях появления дефектов
необходимо остановить станок и попытать-
ся выявить и устранить их причины. В слу-
чае затруднений следует обратиться к на-
ладчику или мастеру участка.
Контрольные вопросы
1. Какие правила надо соблюдать при за-
креплении заготовки прихватами?
2. Как произвести выверку заготовок, обра-
батываемых в тисках?
3. Какие типы цилиндрических фрез вы
знаете?
4. Может ли одна и та же цилиндрическая
фреза быть право- и леворежущей?
5. В чем' заключается наладка фрезерного
станка?
6. Как произвести установку и закрепление
цилиндрических и торцовых фрез?
7. Что такое набор фрез и в каких случаях
его применяют?
8. Какие виды дефектов возможны при фре-
зеровании плоскостей и каковы меры их пре-
дупреждения?
Глава 3
Фрезерование уступов, пазов. Отрезание
и разрезание заготовок
§11. Фрезерование уступов и пазов
Уступы и пазы. Уступом называют
выемку, ограниченную двумя взаимно пер
пендпкулярными плоскостями (рис. 47, а).
Выступ- выступающая часть поверхно-
сти, также ограниченная двумя взаимно
перпендикулярными плоскостями (рис. 47,6).
Деталь может содержать уступы / и высту-
пы 2.
Паз — выемка в детали, ограниченная
плоскостями или фасонными поверхностя-
ми. В зависимости от формы выемки пазы
делятся на прямоугольные (рис. 48, а),
Т-образные (рис. 48, д) и фасонные
(рис. 48, 6, в, г е) Пазы любого профиля
Рис 47. Уступы и выступы
3«
могут быть сквозными (рис. 49, а), откры-
тыми, или с выходом (рис. 49,6), и закры-
тыми (рис. 49, в).
Обработка уступов и пазов является
одной из операций, выполняемых на фре-
зерных станках. К обработанным фрезе-
рованием уступам и пазам предъявляют
различные технические требования в зави-
симости от назначения, точности размеров,
точности расположения и шероховатости
поверхности. Все эти требования опреде-
ляют л,етод обработки. Фрезерование усту
пов и пазов осуществляется дисковыми и
концевыми фрезами, а также набором дис-
ковых фрез. Кроме того, уступы можно фре-
зеровать торцовыми фрезами.
Фрезерование уступов и пазов диско*
выми фрезами. Дисковые фрезы
(рис. 50) предназначены для обработки
плоскостей, уступов и пазов. Различают
дисковые фрезы цельные и со вставными
зубьями. Цельные дисковые- фрезы делят-
ся на пазовые (СТ СЭВ 573- 77)(рис. 50, а),
пазовые затылованные (ГОСТ 8543—71)
(рис. 50,6), трехсторонние с прямыми
зубьями (ГОСТ 3755—78) (рис. 50, в),
трехсторонние с разнонаправленными мел-
кими и нормальными зубьями (рис 50, г).
Фрезы со вставными зубьями выполняются
«
chipmaker.ru
Рис. 48. Типы пазов по форме
трехсторонними (ГОСТ 1669 — 78)
{рис. 50, д, е, ж). Дисковые пазовые фре-
зы имеют зубья только на цилиндрической
части, их применяют для фрезерования
неглубоких пазов.
Основным типом дисковых фрез являют-
ся трехсторонние. Они имеют зубья на
цилиндрической поверхности и на обоих
Торцах. Их применяют для обработки усту-
пов и более глубоких пазов. Они обеспе-
чивают более высокий параметр шеро-
ховатости боковых стенок паза или уступа.
Для улучшения условий резания диско-
вые трехсторонние фрезы снабжены на-
клонными зубьями с переменно чередую-
щимися направлениями канавок, т. е. один
зуб имеет правое направление канавки,
а другой, смежный с ним, левое. Поэто-
му такие фрезы называют разнонаправлен-
ными. Благодаря чередующемуся наклону
зубьев осевые составляющие силы резания
правых и левых зубьев взаимно уравно-
вешиваются. Основным недостатком диско-
вых трехсторонних фрез является умень-
шение размера по ширине после первой
же переточки по торцу. У регулируемых
фрез, состоящих из двух половинок оди-
наковой толщины с перекрывающими друг
друга зубьями в разъеме, после переточки
можно восстановить начальный размер.
Это достигается с помощью прокладок
соответствующей толщины из медной или
латунной фольги, которые помещают в
разъеме между фрезами
Дисковые фрезы со вставными ножами,
оснащенными пластинками твердого спла-
ва, бывают двусторонние и трехсторонние
(ГОСТ 5808—77). Трехсторонние дисковые
фрезы применяют для фрезерования пазов,
а двусторонние — для фрезерования усту-
пов и плоскостей. Крепление вставных но-
жей в корпус у обоих типов фрез осу-
ществляется с помощью осевых рифлений
и клина с углом 5°. Достоинством такого
способа крепления вставных ножей являет-
ся возможность компенсации износа. Вос-
становление размера по диаметру дости-
гается перестановкой ножей на одно или
несколько рифлений, а по ширине — соот-
ветствующим выдвижением ножей. Трех-
сторонние фрезы имеют ножи с попере-
менно чередующимся наклоном с углом
10°.
Применение дисковых трехсторонних
фрез с пластинками твердых сплавов дает
наиболее высокую производительность при
обработке пазов и уступов. Дисковая фре-
за лучше «выдерживает» размер, чем кон-
цевая.
Тип и размер дисковой фрезы выбира-
ют в зависимости от размеров обрабатыва-
Рис. 49. Пазы сквозные, с выходом, закрытые
39
chipmaker.ru
емых поверхностей и материала заготовки.
Для заданных условий обработки выбира-
ют тип фрезы, материал режущей части,
основные размеры (ширину и диаметр
фрезы) и число зубьев. Для фреверования
легкообрабатываемых материалов и мате-
риалов средней трудности обработки с
большой глубиной фрезерования применя-
ют фрезы с нормальным и крупным зубом.
При обработке труднообрабатываемых ма-
териалов и фрезеровании с небольшой
глубиной резания рекомендуется применять
фрезы с нормальным . и мелким зубом.
Диаметр фрезы следует выбирать мини-
мально возможным, так как чем меньше
диаметр фрезы, тем выше ее жесткость и
виброустойчивость. Зависимость диаметра
ступицы фрезы d} (мм) от диаметра от-
верстия d (мм) приведена ниже.
Рис. 50. Дисковые фрезы
40
chipmaker.ru
chipmaker.ru
На рис. 51 показана схема фрезерова-
ния двух уступов на детали. Фрезерование
уступов, как указывалось выше, обычно
осуществляют дисковой двусторонней фре-
зой. Однако в нашем случае следует
выбрать дисковую трехстороннюю фрезу,
так как надо обработать поочередно по
одному уступу с каждой стороны детали.
Рассмотрим наладку станка на фрезе-
рование сквозных прямоугольных пазов
дисковыми фрезами. При фрезеровании
уступов точность размера уступа по шири-
не не зависит от ширины фрезы. Необходи-
мо выполнять лишь одно условие: ширина
фрезы должна быть больше ширины уступа
(по возможности не более чем па 3—5 мм).
При фрезеровании прямоугольных па-
зов ширина дисконой фрезы должна быть
Рис. 51. Фрезерование уступа дисковой
фрезой
равна ширине фрезеруемого паза в том
случае, когда биение торцовых зубьев рав-
но нулю. При наличии биения зубьев фрезы
размер профрезерованного такой фрезой
паза будет соответственно больше ширины
фрезы.
Установка на глубину резания может
осуществляться по разметке. Для четкого
выделения линий разметки заготовку пред-
варительно окрашивают меловым раство-
ром и на линии, прочерченной чертилкой
рейсмаса, наносят кернером углубления
(керны) Установку на глубину резания
по линии разметки осуществляют проб-
ными рабочими ходами. При этом следят
за тем, чтобы фреза срезала припуск толь-
ко на половину углублений от кернера.
При наладке станка на обработку пазов
очень важно правильно установить фрезу
относительно обрабатываемой заготовки.
В том случае, когда заготовку устанавли-
вают ' в специальном приспособлении, ее
положение относительно фрезы определяет-
ся самим приспособлением.
Точную установку фрез на заданную
глубину производят специальными устано-
вами или габаритами, предусмотренными
в приспособлении. На рис. 52 приведены
схемы установки фрез на размер с по-
мощью установов. Габарит / представляет
собой стальную закаленную пластинку
(рис. 52, а) или угольник (рис. 52,6),
закрепленные на корпусе приспособления.
Между устаиовом и режущей кромкой зуба
фрезы прокладывают мерный щуп 2 тол-
щиной 3—5 мм во избежание соприкосно-
вения зуба фрезы 3 с закаленной поверх-
ностью установа. Если обработку одной и
той же поверхности осуществляют за два
перехода (черновой и чистовой), то для
установки фрезы от одного и того же габа-
рита применяют щупы разной толщины.
При обработке партии одинаковых де
талей одновременное фрезерование двух
уступов, двух и более пазов может осу-
ществляться набором фрез.
Фрезерование уступов и пазов конце-
выми фрезами. Уступы и пазы могут
быть обработаны концевыми фрезами на
вертикально- и горизонтально-фрезерных
станках. Концевые фрезы изготовля-
ются из быстрорежущей стали диаметром
3 -20 мм с цилиндрическим хвостовиком
(ГОСТ 17025—71) (рис. 53, а), диаметром
10—63 мм с коническим хвостовиком
42
chipmaker.ru
(ГОСТ 17026—71) (рис. 53,6). Они пред-
назначаются для обработки плоскостей,
уступов, выступов и пазов. Концевые фре-
зы изготовляются с нормальными и круп-
ными зубьями. Фрезы с нормальными
зубьями применяют при получистовой и
чистовой обработке уступов и пазов,
фрезы с крупными зубьями используют для
черновой обработки.
Концевые фрезы обдироч-
ные с затылованными зубьями
(ГОСТ 4675—71) и концевые фре-
зы обдирочные с коническим
хвостовиком (ГОСТ 15086 69)
предназначены для черновбй обработки за-
готовок, полученных литьем, ковкой. Для
обработки уступов, выступов, фрезерования
выемок корпусных деталей и т. д. приме-
няют длинные концевые цилиндрические
фрезы (СТ СЭВ 110—79) диаметром 4—
5 мм и длиной режущей части 19—90 мм
(с цилиндрическим хвостовиком) и диамет-
ром 10—63 мм с длиной режущей части
45—180 мм (с коническим хвостовиком).
Концевые твердосплавные
фрезы изготовляют двух типов: с ци-
линдрическим хвостовиком диаметром 10—
20 мм (ГОСТ 20538—75) и с коническим
хвостовиком диаметром 12—50 мм
(СТ СЭВ 111—79). Инструментальные за-
воды выпускают также цельные твердо-
сплавные концевые фрезы диаметром 3-
10 мм и концевые фрезы с целой твердо-
сплавной рабочей частью, впаянной в
стальной конический хвостовик; диаметр
фрез 14 18 мм, число зубьев — 3. Приме-
нение твердосплавных фрез особенно эф-
фективно при обработке пазов и уступов
в заготовках из закаленных и труднообра-
батываемых сталей.
Точность пазоЕ! по ширине при обработ-
ке их мерным инструментом, каким явля-
ются дисковые и концевые фрезы, в зна-
чительной степени зависит от точности
применяемых фрез, а также от точности,
жесткости фрезерных станков и от биения
фрезы после закрепления в шпинделе.
Недостаток мерного инструмента — потеря
его номинального размера из-за износа и
после переточек. У концевых фрез после
Рис. 52. Установы для фрез
43
chipmaker.ru
первой же переточки по цилиндрической
поверхности искажается размер по диа-
метру, и они оказываются непригодными
для получения точных размеров паза по
ширине.
Получить точный размер по ширине
паза можно его обработкой за два пере-
хода: черновой и чистовой. При втором
переходе фреза будет лишь калибровать
паз по ширине.
В последнее время появились патроны
для закрепления концевых фрез, позволя-
ющие устанавливать фрезу с регулируемым
эксцентриситетом. На рис. 54 показан
цанговый патрон, применяемый на Ленин-
градском станкостроительном объединении
им. Я М. Свердлова. В корпусе патрона
расточено отверстие эксцентрично на
0,3 мм относительно его хвостовика 5.
В это отверстие вставляется втулка под
цанги 1 с таким же эксцентриситетом отно-
сительно внутреннего диаметра. Втулка
крепится к корпусу двумя болтами 3.
При повороте втулки гайкой 2 при слегка
отпущенных болтах происходит условное
увеличение диаметра фрезы (одно деление
на лимбе 4 соответствует увеличению диа-
метра фрезы на 0,04 мм).
При обработке пазов концевой фрезой
стружку необходимо отводить вверх по
винтовой канавке, чтобы она не портила
обработанной поверхности и не вызывала
поломки зуба фрезы. Это возможно в том
случае, когда направление винтовой канав-
ки совпадает с направлением вращения
фрезы (табл. 2). Однако осевая составля-
ющая силы резания Р, при этом направле-
на вниз и выталкивает фрезу из гнезда
шпинделя. Поэтому при обработке пазов
крепление фрезы приходится выполнять
более надежно, чем при обработке откры-
той плоскости концевой фрезой. Направле-
Рис. 54. Патрон для фрезерования
мерных пазов
2. Выбор направления вращения шпинделя
ние вращения фрезы и винтовой канавки,
как и в случае обработки торцовыми и
цилиндрическими фрезами, должно быть
разноименным, так как в этом случае
осевая составляющая силы резания будет
направлена в сторону гнезда шпинделя и
стремится затянуть оправку с фрезой в
гнездо шпинделя.
Помимо обработки уступов и пазов
концевые фрезы применяются для выпол-
нения других работ на вертикально- и
горизонтально-фрезерных станках. Конце-
вые фрезы применяются для обработки
открытых плоскостей: вертикальных, гори-
зонтальных и наклонных. Приемы обработ-
44
chipmaker.ru
ки плоскостей концевыми фрезами ничем
не отличаются от приемов обработки усту-
пов и пазов. Концевыми фрезами можно
обрабатывать различные выемки (гнезда).
Фрезерование выемок в заготовке произ-
водится по разметке. Целесообразно сна-
чала произвести предварительное фрезеро-
вание контура выемки (не доходя до
линий разметки), а затем—окончательное
фрезерование контура.
В тех случаях, когда требуется фрезе-
ровать окно, а не выемку, необходимо под
заготовку подложить соответствующую
подкладку, чтобы не повредить тиски в
момент выхода концевой фрезы.
Фрезерование уступов торцовой фрезой.
Уступы можно фрезеровать как на верти-
кально-, так и на горизонтально-фрезерных
станках. Обработку деталей с симметрично
расположенными уступами можно осущест-
влять при закреплении заготовки в двух-
позиционных поворотных столах. После
фрезерования первого уступа приспособ-
ление поворачивают на 180° и ставят во
вторую позицию для фрезерования второго
уступа.
§ 12. Фрезерование шпоночных
пазов на валах
Шпоночные пазы. Шпоночные соедине-
ния весьма распространены в машино-
строении. Они могут быть с призматиче-
скими, сегментными, клиновыми-и другими
сечениями шпонок. Размеры, допуски и
посадки большинства типов шпонок и
пазов для них унифицированы.
Шпоночные пазы делятся на сквоз
ные 2, открытые (с выходом) 1 и закры-
тые 3 (рис. 55). Фрезерование шпоночных
пазов является весьма ответственной опе-
рацией. От точности шпоночного паза
зависит характер посадки на шпонку со-
прягаемых с валом деталей. К обработан-
ным фрезерованием шпоночным пазам
предъявляются жесткие технические требо-
вания. К шпоночному пазу предъявляется
также требование в отношении точности
его расположения и шероховатости поверх-
ности. Боковые грани шпоночного паза
должны быть расположены симметрично
относительно плоскости, проходящей через
ось вала; шероховатость поверхности боко-
вых стенок должна находиться в пределах
5 мкм, а иногда и выше.
Практика показывает, что для обра-
ботки шпоночного паза иногда приходится
тщательно подбирать фрезы и делать проб-
ные рабочие ходы. В серийном и массовом
производстве стремятся по возможности
шпоночные соединения заменять шлице-
выми.
Фрезы для обработки пазов. Диско-
вые фрезы пазовые (СТ СЭВ
573—77) предназначаются для фрезеро-
вания неглубоких пазов. Они имеют зубья
только на цилиндрической части. Пазо-
вые фрезы затылованные (ГОСТ
8543—71) предназначены также для обра-
ботки пазов Их затачивают только по
передней поверхности. Достоинством этих
фрез является то, что они не теряют раз-
мера по ширине после переточек. Их вы-
пускают диаметром от 63 до 100 мм.
Шпоночные фрезы (ГОСТ
9140—78) применяют для фрезерования
шпоночных пазов и изготовляют с цилин-
дрическим и коническим хвостовиком. Шпо-
ночные фрезы имеют два режущих зуба
с торцовыми режущими кромками, выпол-
Рис. 55. Вал со шпоночными пазами
няющими основную работу резания. Режу-
щие кромки фрезы направлены не наружу,
как у сверла, а в тело инструмента. Такие
фрезы могут работать с осевой подачей
(как сверло) и с продольной подачей. Пе-
реточку фрез производят по торцовым
зубьям, вследствие чего диаметр фрезы
практически остается неизменным. Это
очень важно для обработки пазов. Фрезы
с цилиндрическим хвостовиком изготовля-
ют диаметром от 2 до 20 мм, с коническим
хвостовиком — от 16 до 40 мм.
Фрезы шпоночные, оснащен-
ные твердыми сплавами, диа-
метром 8—40 мм выпускаются по ГОСТ
6396—78 (рис. 56, в). Инструментальные
заводы также выпускают цельные твердо-
сплавные шпоночные фрезы диаметром 3,
4, 6, 8 и 10 мм с углом наклона винтовой
45
chipmaker.ru
канавки 20° из спеченного твердого сплава
ВК8. Эти фрезы применяют главным обра-
зом при обработке закаленных сталей и
труднообрабатываемых материалов. При-
менение этих фрез позволяет увеличить
производительность труда в 2- -3 раза и
уменьшить шероховатость обработанной
поверхности.
Фрезы для пазов под сег-
ментные шпонки, хвостовые
(ГОСТ 6648 -79) предназначаются для
фрезерования всех пазов под сегментньк
шпонки диаметром 4—5 мм (рис. 56, а).
Фрезы для пазов под сегмент-
ные 'шпонки, насадные (ГОСТ
6648—68) предназначаются для фрезеро-
вания всех пазов под сегментные шпонки
диаметром 55—80 мм (рис. 56,6)
Заготовки валов для фрезерования
в них шпоночных пазов и лысок удобно
закреплять в призмах. Для коротких
заготовок достаточно одной призмы. При
большей длине вала 2 заготовку устанав-
ливают на двух призмах 3 (рис. 57).
Правильность расположения призмы на
столе станка обеспечивается шипом в осно-
вании призмы, входящим в паз стола, как
показано на рисунке справа. Валы закреп-
ляются прихватами 1. Во избежание проги-
ба вала при закреплении необходимо сле-
дить, чтобы прихваты опирались на вал
над призмами. Под прихваты следует по-
ложить тонкую медную или латунную про-
кладку, чтобы не повредить окончательно
обработанную цилиндрическую поверхность
вала. Для закрепления валов применяются
также специальные самоцентрируюшие
тиски.
На рис. 58 показана магнитная призма
с постоянным магнитом. Корпус призмы
состоит из двух частей, между которыми
размещен оксидно-бариевый магнит. Для
закрепления валика достаточно повернуть
рукоятку выключателя на 90°. Сила за-
жима вполне достаточна для фрезерования
на валиках шпоночных пазов, лысок и т. д.
Одновременно с закреплением детали приз-
ма притягивается к опорной поверхности
стола станка.
Фрезерование сквозных шпоночных па-
зов. Шпоночные пазы фрезеруют после
окончательной обработки цилиндрической
поверхности. Сквозные и открытые пазы
с выходом 'канавки по окружности, радиус
которой равен радиусу фрезы, обрабаты
вают дисковыми фрезами. Превышение
размера ширины паза по сравнению с ши-
риной фрезь составляет 0,1 мм и более.
46
chipmaker.ru
После заточки дисковых пазовых фрез
ширина фрезы несколько уменьшается,
поэтому использование фрез возможно
лишь до определенных пределов, после
чего их применяют для других работ,
когда не столь важен размер по ширине.
При установке фрезы на оправку для
фрезерования шпоночного паза необходимо
добиться, чтобы фреза имела минималь-
ное биение по торцу. Заготовку закреп-
ляют в машинных тисках с медными или
латунными накладками на губках.
Если тиски установлены правильно, то
точность установки закрепленного в них
вала можно и не проверять. Установить
фрезу следует так, чтобы она была распо-
ложена симметрично относительно диамет-
ральной плоскости, проходящей через ось
вала. Для выполнения этого условия поль-
зуются следующим приемом. После закреп-
ления фрезы и проверки ее биения инди-
катором фрезу устанавливают предвари-
тельно в диаметральной плоскости вала.
Точная установка осуществляется уголь-
ником и штангенциркулем.
На рис. 59 видно, что размер S =
= 7'-f-rf/2-f-B/2, где Т—ширина полки
угольника, мм; d — диаметр вала, ’ мм;
В — ширина фрезы, мм.
Для установки фрезы необходимо по-
ставить ее в поперечном направлении на
размер S со стороны одного из выступаю-
щих над тисками концов вала. Проверить
этот размер штангенциркулем. Затем по-
ставить угольник с другой стороны вала,
как это показано на рис. 59 пунктиром,
и еще раз проверить размер S. Если оба
отсчета "по штангенциркулю совпадут., то
это означает, что фреза относительно вала
установлена правильно.
Для точной и быстрой установки дис-
ковой фрезы в диаметральной плоскости
применяют приспособление, показанное на
рис 60. Дисковую фрезу 1 устанавливают
по вырезу двусторонней призмы 2, которая
в свою очередь установлена по цилиндри-
ческой поверхности валика 3. Точность рас-
положения шпоночного паза в диаметраль-'
ной плоскости обеспечивает соосность
V-образных пазов призмы 2. Правильность
изготовленного паза проверяют по шаб-
лону.
При установке на глубину фрезерования
начальный момент касания фрезы с ци-
линдрической поверхностью заготовки про-
исходит по линии, если после установки
фрезы над валом производить одновремен-
но медленный подъем стола до касания
с фрезой и перемещение в продольном
направлении. Установив момент касания
фрезы с валом, отвести стол из-под фре-
зы. Выключить станок и вращением руко-
ятки вертикальной подачи поднять стол
на глубину шпоночной канавки.
Фрезерование закрытых шпоночных па-
зов. Фрезерование закрытых шпоночных
пазов можно производить на горизонталь-
но- и вертикально-фрезерных станках
Установив и закрепив вал в тисках и
выверив его по разметке рейсмасом, мож-
Chipmaker.ru
Рис. 57. Закрепление вала на призмах
Рис. 58. Магнитная призма для
закрепления валов
47
chipmaker.ru
Рис. 59. Проверка установки дисковой фрезы
Рис. 60. Приспособление для уста-
новки дисковой фрезы
но приступить к установке фрезы. Установ-
ка шпоночной (или концевой) фрезы в
диаметральной плоскости вала показана
на рис. 61, а. Стол станка переместить ру-
кояткой вертикальной подачи до соприкос-
новения с фрезой (показано пунктиром).
После этого стол переместить в попереч-
ном направлении до выхода фрезы за пре-
делы вала и поднять на величину Н =
=d/2-}~D/2, где И — величина перемеще-
ния стола в вертикальном направлении,
мм; d — диаметр вала, мм; D — диаметр
фрезы, мм.
Установка шпоночной (или концевой)
фрезы в диаметральной плоскости вала
при обработке в нем шпоночного паза на
вертикально-фрезерном станке показана на
рис. 61,6. Перемещение стола, на величи-
ну S отсчитывается по лимбу винта по-
перечной подачи.
Другой способ установки («по яблоч-
ку») шпоночной или концевой фрезы в
диаметральной плоскости вала состоит в
следующем. Вал устанавливают по воз-
можности точно (на глаз) относительно
фрезы (рис. 61, в) и вращающуюся фрезу
медленно приводят в соприкосновение с
обрабатываемым валом до тех пор, пока
на поверхности вала не появится едва
заметный след фрезы. Если этот след по-
лучается в виде полного круга (рис. 61, г),
то это означает, что фреза расположена
в диаметральной плоскости вала. Если след
имеет форму неполного круга (рис. 61, д),
то необходимо сместить стол.
При установке фрезы на глубину паза
обрабатываемый вал, диаметральная плос-
кость которого Совпадает с осью фрезы,
подводят до соприкосновения с фрезой.
При этом положении стола отмечают по-
казание лимба винта поперечной или вер-
тикальной подачи, затем перемещают или
поднимают стол на глубину фрезерова-
ния В.
Закрытые шпоночные пазы, допускаю-
щие пригонку, фрезеруют врезанием вруч-
ную на определенную глубину и продоль-
ной механической подачей, затем снова
врезанием на ту же глубину и продольной
подачей, но в другом направлении или
врезанием вручную на полную глубину
паза и дальнейшей механической продоль-
ной подачей. Последний способ применяют
при фрезеровании шпоночными фрезами
диаметром свыше 12—14 мм.
Контроль ширины шпоночного паза сле-
дует производить калибром согласно до-
пуску, указанному на чертеже.
Фрезерование открытых шпоночных па-
зов. Открытые шпоночные пазы с выходом
канавки по окружности, радиус которой
равен радиусу фрезы, фрезеруют диско-
выми фрезами. Пазы, в которых не
допускается выход канавки по радиусу
окружности, фрезеруют концевыми или
шпоночными фрезами.
Фрезерование пазов сегментных шпо-
нок. Такое фрезерование осуществляют
48
chipmaker.ru
Рис. 61. Схема установки фрезы в диаметральной плоскости
хвостовыми или насадными фрезами под
сегментные шпонки, диаметр которых дол-
жен быть равен двойному радиусу канавки.
Подача производится в вертикальном на-
правлении, перпендикулярном оси вала
(рис. 62).
Фрезерование пазов на шпоночно-фре-
зерных станка^. Для получения точных
по ширине пазов обработку ведут на спе-
циальных шпоночно-фрезерных станках с
маятниковой подачей, работающих двух-
зубыми шпоночными фрезами. При этом
способе фреза врезается на 0,2—0,4 мм и
фрезерует паз по всей длине, затем опять
врезается на ту же глубину, как и в пре-
дыдущем случае, и фрезеруют паз опять на
всю длину, но в другом направлении
(рис. 63). Отсюда и название метода —
«маятниковая подача». По окончании фре-
зерования шпиндель автоматически возвра-
щается в исходное положение и выклю-
чается продольная подача фрезерной баб-
ки. Этот метод является наиболее рацио-
нальным при изготовлении шпоночных ва-
лов в серийном и массовом- производстве,
так как дает точный паз, обеспечивающий
взаимозаменяемость в шпоночном соедине-
нии. Кроме того, поскольку фреза работает
торцовыми режущими кромками, она дол-
говечнее, так как не изнашивается по пе-
риферии. Недостатком этого способа явля-
ется значительно большая затрата времени
по сравнению с фрезерованием за один —
два рабочих хода.
Такое фрезерование производится не-
мерным инструментом с осциллирующим
(колебательным) движением. Регулируя
размах осциллирования от нуля до тре-
буемой величины, можно фрезеровать шпо-
ночные пазы с требуемой точностью по
ширине. При фрезеровании с осциллиро-
ванием ширина или диаметр фрезы должны
быть меньше ширины обрабатываемого
паза.
По такому методу работает, например,
вертикальный шпоночно-фрезерный станок
692Р Дмитровского завода фрезерных
станков. Он обеспечивает получение точной
ширины канавки независимо от диаметра
применяемого инструмента. Обработка про-
Рис. 62. Фрезерование шпоночных пазов под сег-
ментные шпонки
49
chipmaker.ru
Рис. 63. Схема фрезерования шпоночных па
зов способом «маятниковая подача»
изводится по маятниковому циклу, с после-
дующей автоматической калибровкой ка-
навки до заданной ширины.
Контроль размеров пазов и канавок.
Контроль можно производить как штри-
ховыми измерительными инструментами
(штангенциркуль, штангенглубиномер), так
и калибрами. Измерение и отсчет размеров
пазов с помощью универсальных инстру-
ментов не отличается от измерений других
линейных размеров (длина, ширина, тол-
щина, диаметр). Ширину паза можно конт-
ролировать круглыми и листовыми предель-
ными калибрами-пробками. Симметрич-
ность расположения шпоночного паза отно-
сительно оси вала контролируют специаль-
ными шаблонами и приспособлениями.
§ 13. Фрезерование фасонных
нанавон, Т-образных пазов и
пазов типа «ласточкин хвост»
Фрезерование фасонных канавок диско-
выми фасонными фрезами. К фасонным
канавкам относятся канавки с непрямо-
угольным профилем: полукруглые, вогну-
тые, угловые треугольные, трапецеидаль-
ные, фасонного профиля (для стружечных
канавок инструментов и др.).
Полукруглые фрезы, выпук-
лые и вогнутые (ГОСТ 9305—69)
предназначены для фрезерования полу-
круглых (радиусных) канавок и полукруг-
лых выступов. Для фрезерования канавок,
имеющих угловой профиль, применяют
угловые фрезы. Они находят широ-
кое применение в инструментальном про-
изводстве для фрезерования стружечных
канавок различных режущих инструментов,
пазов типа «ласточкин хвост», а также
фрезерования двух сопряженных наклон-
ных плоскостей детали.
Различают насадные одноугловые, на-
садные двухугловые симметричные и не-
симметричные, а также концевые угловые
фрезы. Одноугловые фрезы имеют угол
конуса 0=454-120° через каждые 5° до
90°, а затем 100, 105, 110 и 120°. Одно-
угловые фрезы изготовляют диаметром
£>=404-80 мм с числом зубьев z—
= 124-18 и применяют для фрезерования
прямых канавок на инструментах и заго-
товках (рис. 64, а).
Двухугловые симметричные фрезы (рис.
64,6) применяют для фрезерования кана-
вок у фрез с затылованными зубьями, а
также пазов у призм и т. д. Угол кону-
са 0 равен 18, 22, 25, 30°. Двухугловые
несимметричные фрезы имеют угол конуса
0=554-110° через каждые 5° до 90
(рис. 64, в).
Для фрезерования паза типа «ласточ
кин хвост» применяют концевые угловые
фрезы (рис. 64, г) с углом, равным углу
паза (55 или 60°). Угловые фрезы изго-
товляют с остроконечными зубьями. Основ-
ная особенность угловых фрез состоит в
том, что зубья, расположенные на кони-
ческих поверхностях, имеют неодинаковую
высоту. У таких фрез для увеличения
прочности зуба приходится делать очень
неглубокие канавки, которые затрудняют
удаление стружки. Насадные угловьн
фрезы крепят на оправке горизонтально-
фрезерных станков так же, как цилинд-
рические и дисковые фрезы.
Фрезерование Т-образных пазов. В маши-
ностроении находят широкое применение
Т-образные станочные пазы с номинальным
размером паза 10—54 мм (ГОСТ 1574—
75), например в столах фрезерных стан-
ков с числом пазов от трех и более. Для
их обработки служат фрезы диаметром
£>=17,54-83 мм и шириной В=7,54-40 мм
с коническим хвостовиком, коиус Морзе
№ 1—5 без лапки и с лапкой; число
зубьев z=64-14 (ГОСТ 7063—72). Для
улучшения условий резания фрезы имеют
разнонаправленные зубья с углом накло-
на 15°.
Т-образные пазы (рис. 65, а) фрезеруют
обычно за три перехода. Сначала конце-
50
chipmaker.ru
вой или дисковой фрезой обрабатывают
каиавку прямоугольного профиля (рис.
65,6), затем фрезой для Т-образных пазов
фрезеруют нижнюю часть паза (рис. 65, в),
после чего фрезеруют фаски (рис. 65, г)
угловой концевой фрезой.
Для фрезерования паза надо подвести
заготовку под вращающуюся концевую
фрезу до легкого касания. Установить
фрезу точно по линии разметки первого
паза. Рукояткой продольной подачи отвес-
ти стол за пределы обрабатываемой за-
готовки и вращением рукоятки вертикаль-
ной подачи поднять стол на величину, рав-
ную глубине паза И (рис. 66). Застопо-
рить консоль и поперечные салазки стола.
Установить в требуемое положение кулач-
ки автоматического включения продольной
подачи стола и вручную подвести заго-
товку к фрезе. Медленно подводя стол с
заготовкой к фрезе, врезаться в заготовку,
после чего включить механическую про-
дольную подачу и произвести фрезерова-
ние первого паза. Пользуясь приемами об-
работки пазов, описанными ранее, произ-
вести фрезерование остальных пазов. Да-
лее, не перемещая стол в поперечном на-
правлении, установить в шпиндель станка
фрезу и произвести наладку станка на
фрезерование паза фрезой для Т-образ-
ных пазов. При этом ось паза, профрезе-
рованного за первый рабочий ход, должна
совпадать с осью шейки фрезы. Установка
фрезы по высоте производится легким ка-
санием вращающейся фрезы верхней плос-
кости заготовки (рис. 66) с последующим
выводом фрезы за пределы обрабатывае-
мой заготовки и подъемом стола на ве-
личину Н.
По окончании обработки, не перемещая
стол в вертикальном направлении, произ-
вести измерение Т-образного паза шабло-
ном или штангенциркулем. В случае год-
ности Т-образного паза не следует нару-
шать установку по высоте при обработке
других пазов. Третий переход — фрезеро-
вание фасок — производится угловой кон-
цевой фрезой. Первый переход — фрезеро-
вание трех прямоугольных пазов — в се-
рийном производстве целесообразнее про-
изводить набором дисковых трехсторонних
фрез, оснащенных пластинками твердого
сплава.
Фрезерование пазов типа «ласточкин
хвост». Такне пазы, являющиеся направ-
ляющими элементами подвижных узлов
машин, имеются на направляющих станин
металлорежущих станков, в серьгах и
хоботах фрезерных станков и т. д. Их об-
рабатывают на вертикально-фрезерных
станках. Заготовка закрепляется в машин-
ных тисках или непосредственно на столе
фрезерного стайка с помощью прихватов.
Правильность установки заготовки выве-
ряется с помощью угольников, рейсмаса
или индикатора. Основными размерами па-
за являются ширина, высота и угол на-
клона а (рис. 67, а). Фрезерование паза
производят за два перехода — сначала
фрезеруют прямоугольный паз концевой
фрезой (рис. 67,6) или дисковой фрезой
иа горизонтально-фрезерном станке (рис.
Рис. 65. Т-образный паз и последовательность
его обработки
51
chipmaker.ru
Рис. 66. Установка фрезы по высоте
для обработки Т-образного паза
Рис. 67. Фрезерование паза типа «ласточкин
хвост»
67,в). Второй переход выполняют конце-
вой одноугловой фрезой (рис. 67, г).
Пазы типа «ласточкин хвост» в крупно-
габаритных заготовках фрезеруют на вер-
тикально-фрезерных станках с крестовым
столом.
Контроль пазов типа «ласточкин хвост»
производят обычно специальными шаблона-
ми, позволяющими контролировать угол на-
клона боковых сторон, а также симметрич-
ность и высоту паза. В ряде случаев
приходится прибегать к более сложным
косвенным измерениям, при которых опре-
деляется не искомая, а другая величина.
По результатам измерения этой величины
определяют размеры контролируемой. Так,
например, если на чертеже паза типа «лас-
точкин хвост» заданы размеры: угол на-
клона боковых сторон а, высота t и шири-
на b (рис. 67, д), то измерить ширину прак-
тически невозможно. Даже если вместо раз-
мера I на чертеже был бы задан размер /ц
то и в этом случае измерение его было
бы затруднительным, так как на острых
кромках могут быть небольшие заусенцы.
Кроме того, сами кромки могут сминаться
при измерении. Поэтому ширину паза b в
этом случае определяют по косвенным
измерениям с использованием двух калиб-
рованных роликов диаметром d и блока
плоскопараллельных концевых мер (пли-
ток) с искомым размером В. Из рис. 67, д
видно, что Z>=rctg а/2, /=В-|-2г+2/, отку-
да В=1—d—2b. Таким образом, для конт-
роля размера / нужно составить блок из
плоскопараллельных плиток размером В
и произвести им измерение, как показано
на рис. 67, е. Размер роликов может вы-
бираться произвольно так, чтобы размер В
оказался меньше размера /(.
§ 14. Отрезание и разрезание
заготовок
Отрезание (отрезка) — процесс
полного отделения одной части материала
от целого (прутка, бруска, уголка и т. д.)
режущим инструментом на металлорежу-
щих станках. Разрезание (разрез-
ка) — процесс полного разделения целого
(прутка, бруска, уголка и т. д.) на равные
или неравные части режущим инструмен-
том на металлорежущих станках. Про-
резание (прорезка) — процесс обра-
зования одного или нескольких мерных
узких пазов (прорезей, шлицев) в заготов-
ке режущим инструментом на металлоре-
жущих станках.
52
chipmaker, ru
Фрезы отрезные и прорезные (шлице-
вые). Отрезание заготовок на фрезерных
станках производится отрезными
фрезами, прорезание пазов и шлицев —
прорезными (шлицевыми) фрезами.
Отрезные и прорезные фрезы (рис. 68)
имеют режущие кромки, расположенные
по периферии, и не имеют режущих кро-
мок по торцам.
Прорезные и отрезные фрезы изготов-
ляют трех типов: (ГОСТ 2679—73): тип
I —с мелким зубом, тип II — со средним
(нормальным) зубом, тип III — с крупным
зубом.
Прорезные фрезы I и II типа диаметром
от 32 до 800 мм служат в основном для
прорезки пазов и шлицев и изготовляются
двух классов точности — АА и А (точное
исполнение). Отрезные фрезы всех типов
и диаметров шириной от 1 мм и выше изго-
товляются по классу точности В (нормаль-
ное исполнение). Отрезные фрезы с мелким
зубом выпускаются наружным диаметром
D 32—250 мм, шириной В 0,2—5 мм, чис-
лом зубьев z 14—40.
Отрезные фрезы с мелким и средним
зубом предназначаются для обработки
стали и чугуна, фрезы с крупным зубом —
для обработки алюминиевых, магниевых
и других легких сплавов. При выборе
диаметра дисковых пазовых и отрезных
фрез следует отдавать предпочтение фре-
зам меньшего диаметра.
Заготовки больших размеров разрезают
пилами со вставными сегментами. Эти пи-
лы имеют диаметр D 275—2000 мм, ши-
рину В 5—14,5 мм, диаметр посадочного
отверстия 32—240 мм и число сегментов
14—44. Сегменты изготовляют из быстро-
режущей стали и крепят на диске из
стали 50Г или 65Г тремя или четырьмя
заклепками.
Прорезные фрезы с мелким и средним
зубом предназначаются для прорезания не-
глубоких шлицев в головках винтов или
корончатых гаек, прорезания неглубоких
пазов. Прорезные фрезы с крупным зу-
бом — для прорезания глубоких шлицев и
пазов.
Для уменьшения трения при обработке
отрезные и прорезные фрезы имеют угол
поднутрения ф| (ширина фрезы уменьша-
ется от периферии к центру). Для прорез-
ных фрез <р, = 5-4-30', а для отрезных
<p1=15'-M°. Для улучшения условий рабо-
ты фрез и повышения их стойкости на
зубьях делают переходные режущие кром-
ки. Для фрез, выпускаемых в централи-
зованном порядке, переходные режущие
кромки выполняются по форме 1, 2 и 3 и
служат для разделения стружки по ши-
рине (рис. 68). Отрезные и прорезные фре-
зы диаметром 32—250 мм крепят на
оправках диаметром 8, 10, 13, 16, 22, 27
и 32 мм.
Цельные твердосплавные прорезные
фрезы предназначаются для прорезания
пазов в заготовках из нержавеющих, хро-
мистых, кислотоупорных, жаропрочных и
других труднообрабатываемых материалов.
Их изготовляют по отраслевым нормалям
диаметром 7—60 мм и толщиной 0,5 —
3,5 мм из твердых сплавов различных
марок. Применение твердосплавных фрез
Снежные зубья
Рис. 68. Типы прорезных и отрезных
фрез
53
chipmaker.ru
позволяет значительно поднять производи-
тельность труда за счет повышения ско-
рости резания и повышения стойкости
в 10—20 раз. Качество обработанной по-
верхности также значите <ьно повышается.
Разрезание заготовок на части. Пусть
требуется разрезать стальной уголок дли-
ной 315 мм на пять равных частей разме-
ром 60±1,0 мм. Диаметр отрезной фрезы
следует выбирать по возможности мини-
мальным, так как чем он меньше, тем выше
жесткость фрезы и виброустойчивость.
Поэтому при отрезании фрезами малых
диаметров можно давать большие подачи
на зуб и получать лучшее качество обра-
ботанной поверхности, чем при работе
отрезными фрезами большого диаметра.
Рис. 69. Закрепление заготовки в тисках
Рис. 70. Приспособление для непрерывного фре-
зерования шлицев в головках винтов
При закреплении заготовки особое вни-
мание следует уделить жесткому закреп-
лению заготовки и фрезы. Заготовку уста-
навливают и закрепляют в машинных тис-
ках, как показано на рис. 69, с упором на
полку. Стол с заготовкой надо подвести
как можно ближе к станине. Отрезная
фреза не должна задевать за тиски.
Фреза крепится на оправке по возмож-
ности ближе к шпинделю станка, а серь-
га — ближе к фрезе (для обеспечения
большей жесткости). Чтобы фреза не вы-
рывала заготовку из тисков, а прижимала
к тискам, применяют попутное фрезеро-
вание (по подаче). Однако при этом спо-
собе в соединении винт — гайка продоль-
ной подачи не должно быть люфта.
Отрез ку тонкого листового
материала и его разрезку на
полосы предпочтительнее производить при
попутном фрезеровании, так как сила реза-
ния в этом случае будет прижимать заго-
товку к столу. Если заготовка крепится
непосредственно на столе станка (без
подкладок) , то фрезу на оправке следует
располагать против Т-образного паза в
столе станка.
Фрезерование шлицев в
головках винтов или корончатых гаек, как
правило, производится в приспособлении.
На рис. 70 показано приспособление для
непрерывного фрезерования шлицев в го-
ловках винтов, установленных в два ряда.
Здесь вспомогательное время на загрузку
заготовок и разгрузку о ^>аботанных дета-
лей перекрывается с временем непосред-
ственного фрезерования шлица. Установку
заготовок производят вручную на непре-
рывно вращающемся барабане.
Закрепление заготовок в приспособле-
нии может осуществляться автоматически
в зажимных призмах перед подходом к
прорезной фрезе. После фрезерования
шлицев происходит разжатие призм, обра-
ботанные детали выпадают и по желобу
попадают в ящик. Если осуществить авто-
матическую загрузку заготовок через бун-
керное устройство, то цикл обработки бу
дет полностью автоматизирован.
Процесс фрезерования шлицев в при-
способлении при круговой подаче прин-
ципиально ничем не отличается от случая
обычного фрезерования с продольной пода-
чей при установке обрабатываемых заго-
товок на столе станка.
54
chipmaker.ru
§ 15. Виды дефектов и меры их
предупреждения
Избежать погрешности разме-
ров уступа или паза можно при
условии правильной установки, закрепле-
ния и выверки обрабатываемой заготовки,
а также правильного и внимательного
отсчета размеров при перемещениях стола.
Чаще других можно ожидать погрешностей
размера уступа или паза по ширине. Для
предупреждения такой погрешности следу-
ет перед установкой фрезы измерить ши-
рину дисковых и диаметр концевых и шпо-
ночных фрез.
Во избежание погрешностей размера
можно производить пробные рабочие ходы
и промеры. После обработки паза или
уступа не следует производить перемеще-
ний стола с обрабатываемой заготовкой
в двух других направлениях, по которым
не осуществлялась подача при выполнении
данного перехода, так как при этом усло-
вии легче будет исправить обнаруженные
при измерении погрешности размера. Если
после измерения оказалось, что ширина
уступа нли паза больше требуемой, то
дефект неисправим.
Если ширина уступа или паза оказа-
лась меньше требуемого размера, то для
устранения дефекта необходим добавочный
рабочий-ход с предварительным перемеще-
нием стола станка в требуемом направле-
нии на величину погрешности размера по
ширине паза или канавки.
Дефект по глубине уступов и пазов,
прорезей и шлицев будет иметь место
тогда, когда их глубина больше предусмот-
ренной чертежом. Причина дефекта — не-
правильная установка на глубину фрезе-
рования из-за несоблюдения правил уста-
новки на глубину или невнимательности
при отсчете величин перемещений стола
по лимбу. В случае, когда глубина усту-
пов, пазов, прорезей и шлицев окажется
меньше требуемой по чертежу, дефект
можно исправить дополнительным рабочим
ходом.
Дефект по длине может возникнуть при
фрезеровании открытых или закрытых па-
зов, когда эта длина окажется больше
предусмотренной чертежом. Причины дефек-
та по длине: неправильная установка ку-
лачков включения и выключения продоль-
ной подачи стола, несвоевременное вы-
ключение продольной подачи при работе
с ручным управлением. Дефекты по длине
открытых и закрытых пазов можно испра-
вить, если их длина меньше требуемой
по чертежу. ч
Погрешности расположе-
ния уступа или паза относи-
тельно других поверхностей
детали для шпоночных пазов прояв-
ляются прежде всего в несовпадении оси
шпоночной канавки с диаметральной плос-
костью вала (несимметричность). Причина
дефекта — неправильная установка фрезы
относительно вала при фрезеровании паза.
Погрешности расположения могут быть
вызваны главным образом погрешностями
установки заготовки непосредственно на
столе станка, в тисках нли приспособлении.
Они могут быть следствием непрочного
крепления заготовки, попадания стружки
под опорные поверхности заготовок, тисков
или приспособлений н из-за нежесткого
крепления консоли и поперечных салазок.
Погрешности формы обра-
ботанной поверхности появ^
ляются в большинстве случаев при обра-
ботке фасонных канавок и специальных
пазов и выражаются в несоответствии
полученного профиля фасонной канавки
или паза профилю, заданному чертежом.
Основной причиной такого несоответствия
является неправильный выбор фрезы иди
неправильная заточка фасонной фрезы с
затылованными зубьями (изменение перво-
начального значения переднего угла). Та-
кой дефект является неустранимым.
При правильном выборе Фасонной фре-
зы, правильной заточке, но неправильной
ее установке относительно обрабатываемой
заготовки почти всегда- появляется этот
дефект. Для предотвращения возможности
его появления при фрезеровании фасонных
канавок и специальных пазов надо прежде
всего тщательно проверить правильность
выбора фрезы, правильность ее установки
на глубину фрезерования.
Несоответствие шерохова-
тости обработанной поверх-
ности требованиям чертежа
при фрезеровании дисковыми, концевыми,
шпоночными, фасонными, отрезными и
другими фрезами вызывается теми же при-
чинами, что и при фрезеровании цилинд-
рическими и торцовыми фрезами.
55
chipmaker.ru
Контрольные вопросы
1. Что такое уступ и выступ?
2. Какие дисковые фрезы вы знаете?
3. В каких случаях целесообразно фрезеро-
вать уступы и пазы набором фрез?
4. В чем преимущества концевых твердо-
сплавных фрез перед фрезами из быстрорежу-
щей стали?
5. Как крепят дисковые и концевые фрезы?
6. Какие виды работ можно выполнить кон-
цевыми фрезами?
7. Какие виды шпоночных пазов вы знаете?
8. Какие требования предъявляются к обра-
ботанным фрезерованием шпоночным пазам?
9. Какие виды дефектов могут появляться
при фрезеровании уступов, прямоугольных шпо-
ночных и шлицевых пазов?
Глава 4
Фрезерование фасонных поверхностей на универсальных
фрезерных станках
§ 16. Общие сведения о
фасонных поверхностях
В технике находят широкое применение
детали с фасонными поверхностями. Все
многообразие фасонных поверхностей мож-
но разделить на следующие типы.
1. Фасонные поверхности вращения
(рис. 71, а, б, в).
2. Фасонные поверхности замкнутого
криволинейного контура с прямолиней-
ной образующей (рис. 71, г). Эти поверх-
ности являются цилиндрическими поверх-
ностями, ограниченными двумя плоскостя-
|эис. 71. Классификация фасонных поверхностей
56
chipmaker.ru
ми (основаниями). От цилиндрических
поверхностей тел вращения они отличают-
ся тем, что их направляющей является
замкнутая кривая, а не окружность. Эти
поверхности имеются в большинстве случа-
ев на плоских кулачках.
3. Фасонные поверхности незамкнутого
контура с криволинейной направтяющей
и прямолинейной образующей или, наобо-
рот, с прямолинейной направляющей и
криволинейной образующей (рис. 71, д),
например зуб фасонной фрезы, фасонные
пазы и др.
4. Пространственно-сложные фасонные
поверхности. К этой группе фасонных по-
верхностей относятся все фасонные по-
верхности, не вошедшие в предыдущие
группы, например поверхности лопаток
турбин, кузовов автомобилей, пресс-форм
и т. д. (рис. 71, к).
охватывающими головками внутреннего и
наружного касания (с продольной пода-
чей или без нее), охватывающими голов-
ками с планетарной круговой подачей фре-
зы и др.
Фрезерование цилиндрических поверх-
ностей тел вращения производится на спе-
циальных станках, на универсальных фре-
зерных станках с приспособлением для
вращения заготовки, а также на токарных
станках, оснащенных фрезерной головкой
с отдельным приводом ее главного движе-
ния.
Иглофрезерование цилиндрических по-
верхностей вращения и плоскостей. Ме-
тод иглофрезерования и инструмент —
игольчатые фрезы — были предложены ин-
женером В. С. Сулуквадзе. Игольчатые
фрезы (рис. 72) изготовляются из прово-
локи или пластин с определенными разме-
§ 17. Фрезерование наружных
цилиндрических поверхностей
вращения
Черновая и получистовая обработка ци-
линдрических поверхностей вращения (ва-
лов) в большинстве случаев производится
иа станках токарной группы. Чистовая
обработка этих поверхностей осуществля-
ется на станках токарной и шлифовальной
группы. Помимо этих наиболее распростра-
ненных способов находит применение фре-
зерование цилиндрических поверхностей
вращения. Различают ряд схем фрезерова-
ния валов. Во всех схемах фреза совер-
шает быстрое вращательное движение
(главное движение). Обрабатываемая за-
готовка при этом совершает медленное
вращение (круговая подача). Помимо
этих движений фрезе может сообщаться
продольная, радиальная или тангенциаль-
ная подача. Находят применение схемы
охватывающего фрезерования при непо-
движной обрабатываемой заготовке.
Основными методами обработки ци-
линдрических поверхностей вращения фре-
зами являются фрезерование цилиндричес-
кими фрезами (или набором фрез) без
продольной подачи, цилиндрическими фре-
зами с продольной подачей, торцовыми
фрезами с продольной подачей, торцовы-
ми фрезами с радиальной подачей, торцо-
выми фрезами с тангенциальной подачей.
Рис. 72. Игольчатая фреза
рами по диаметру и толщине и .с заданны-
ми расстояниями между отдельными про-
волоками или пластинами. Такие фрезы
изготовляются диаметром от 100 до 600 мм
с различными размерами по длине. Иголь-
чатые фрезы могут быть цилиндрическими,
коническими, фасонными и др. Каждая
отдельная проволока (или пластина) пред-
ставляет собой по существу зуб фрезы
с определенной геометрией.
Иглофрезерование применяется для
удаления дефектного слоя (окалина, ржав-
чина, обезуглероженный слой и т. д.), за-
усенцев, загрязнений, зачистки сварных
57
chipmaker.ru
швов, очистки поверхностей перед нанесе-
нием различных покрытий, биметаллиза-
цней и т. д. Обработку плоскостей игло-
фрезерованием можно производить на го-
ризонтально-фрезерных станках, а также
на специальных станках.
Применяются различные схемы игло-
фрезерования (рис. 73). Так, на рис. 73, а
приведена схема попутного (встречного)
иглофрезерования плоскостей при зачистке
полосы или ленты. На рис. 73, б показана
схема планетарного иглофрезерования на-
ружных цилиндрических поверхностей вра
Рис 73. Схемы иглофрезерования
щения. В этой схеме фреза получает вра-
щательное движение вокруг своей оси и
планетарное вращение вокруг оси обра-
батываемой заготовки. Кроме этих двух
движений обрабатываемая заготовка полу-
чает поступательное перемещение вдоль
оси. Схема, приведенная на рис. 73, в,
относится к обработке внутренних цилинд-
рических поверхностей вращения. Она ана-
логична схеме внутреннего шлифования:
фреза и обрабатываемая заготовка полу-
чают вращательное движение в одну или
разные стороны. Фреза (или обрабатыва-
емая заготовка) получает поступательное
перемещение вдоль оси заготовки. Очистка
наружных цилиндрических поверхностей
труб осуществляется по схеме, показанной
на рис. 73, г На рис. 73, д, е показаны
схемы зачистки сварных швов. В последнее
время нашли применение торцовые игло-
вые фрезы.
§ 18. Фрезерование Сферических
поверхностей
Сфера (см. рис. 71,е)—замкнутая
поверхность, все точки которой одинаково
удалены от одной точки (центра сферы).
Можно сказать также, что эта поверхность
образуется от вращения окружности во-
круг диаметра. Сферическими по-
верхностями называются поверхно-
сти, содержащие сферу или ее часть.
Часть сферы, отсекаемая от нее пло-
скостью, называется сегментной по
верхностью, внутренней (см. рнс.
71, з) или наружной (см. рис. 71, ж).
Часть сферы, заключенная между двумя
параллельными плоскостями, называется
шаровым поясом (см. рис. 71, и).
Внутренние и наружные сферические
поверхности находят все большее приме-
нение в промышленности. Они обрабатыва-
ются, как правило, на специальных станках
(сферотокарные, токарные с ЧПУ и др.).
Во многих случаях, например при изго-
товлении и ремонте особо крупногабарит-
ных сферических пар в условиях единич-
ного и мелкосерийного производства, такие
поверхности целесообразно обрабатывать
фрезерованием. Метод основан на извест-
ном положении, что сечение шара плос-
костью представляет собой круг. Фрезеро-
вание сферических поверхностей чаще все-
го осуществляется на вертикально-фрезер-
ных станках концевыми фрезами или
специальными резцовыми головками. Ша-
ровые пояса обрабатываются на горизон-
тально-фрезерных станках. Во всех случа-
ях фрезерования сферических поверхностей
режущий инструмент (фреза или резцовая
головка) совершает быстрое вращательное
движение (главное движение), а обраба-
тываемая заготовка — медленное движение
(круговая подача). Для получения сфери-
ческой поверхности оси вращения инстру-
мента и заготовки должны пересекаться
под определенным углом.
На рис. 74 показаны схемы фрезеро-
58
chipmaker.ru
вания внутренних сферических поверхно-
стей. На рис. 74, а показано фрезерование
концевой фрезой. Режущий инструмент 1
и обрабатываемая деталь 2 на рис. 74, б, в
показаны условно. Из схемы (рис. 74,6)
можно определить минимальный радиус г
инструмента и угол а между пересекаю-
щимися в центре сферы осями сфериче-
ской поверхности и инструмента. На схеме
Д£) = В£) = г; ОД = Об =/?; ОС = Ь; ВС =
— R— Ь, где R — радиус обрабатываемой
сферы, мм; г — радиус инструмента, мм;
Ь — расстояние от центра сферы до плоско-
сти разъема, мм. Из прямоугольного тре-
угольника ОСА следует, что АС2 = ОА2 —
— ОС2 или АС2 = R2 — Ь2, а из прямо-
угольного треугольника АСВ: АС2 + ВС2 =
= АВ2 или (R2-b2) + (/?-Z>)2= (2г)2, от-
куда г — ^R(R — Ь) /2.
Из прямоугольного треугольника ОСА
видно, что sina = BD/ОВ = г/R или, под-
ставляя вместо г его значение ^R(R -
- Ь) /2, получим sina = y'(R-b)/2R. Из
последней формулы видно, что при
Ь—0 (рис. 74,6) sina = /Т/2; a =45°.
На рис. 75 показаны схемы фрезеро-
вания наружных сферических поверхно-
Рис. 74. Фрезерование внутренних сферических поверхностей
59
chipmaker.ru
Рис. 76. Схемы фрезерования шарового пояса
стей. На рис. 75, а показан общий вид,
а на схемах (рис. 75, б. в) режущий
инструмент / и обрабатываемая деталь 2
показаны условно. При фрезеровании на-
ружных сферических поверхностей, как
видно из рисунка, справедливо соотноше-
ние sina = r/R.
На рис. 76 приведены схемы фрезеро-
вания шарового пояса. На рис. 76, а, б
показан общий случай, когда ограничива-
ющие плоскости расположены на разных
расстояниях от экваториальной плоскости,
т. е. находятся соответственно под разны-
ми секториальными углами р, =#pL>. Мини-
мальный радиус инструмента r = /?[(Pi +
+ Рг) /2], где R — радиус сферы. Опреде-
лим угол между осями вращения заготовки
и инструмента в общем случае (например,
рис. 76, а). Как видно из рисунка, а =
= 90° — у, у = р— (р, — 62)/2, следователь-
но, а = 90°- (Р, - р2) /2.
При р|=р2 (рис. 76, в) a = 90°; при
Р2=0 (рис. 76, г) а=90° —р,/2; при
pi=0 (рис. 76, <Э) а = 90° + р2/2.
Теоретически процесс формообразова-
ния сферической поверхности можно осу-
ществить за один оборот заготовки, т. е.
за один рабочий ход (без учета врезания).
Однако практически получить сферическую
поверхность можно за несколько рабочих
ходов (оборотов заготовки) в зависимости
от величины припуска на обработку.
В этом случае при каждом новом рабочем
ходе следует произвести наладку на новый
диаметр сферы изменением угла наклона
инструмента или регулированием вылета
резца в резцовых головках, т. е. изменени-
ем диаметра инструмента. Передвижение
шпинделя на заготовку или продольное
передвижение стола для вогнутых сфери-
ческих поверхностей приводит к увеличе-
нию радиуса сферы, а для наружных сфе-
рических поверхностей — к уменьшению
радиуса сферы.
Процесс фрезерования сферических по-
верхностей осуществляется с переменной
минутной подачей. С одной стороны, ми
нутная (круговая) подача заготовки SM =
=л£>3п3, где D3 — диаметр окружности,
по которой проходит контакт режущих
кромок с обрабатываемой заготовкой, мм;
' п3 — частота вращения заготовки, об/мин.
С другой стороны, SM=>SzZn$. Поэтому
лО3п3=5г2Пф, откуда Sz=jiD3n3/ (гПф). Из
последней формулы следует, что процесс
резания при фрезеровании сферических
поверхностей производится при перемен-
ной подаче на зуб S?, зависящей от
диаметра, на котором расположена данная
точка сферической поверхности.
60
chipmaker.ru
§ 19. Фрезерование фасонных
поверхностей замкнутого контура
Фасонные поверхности замкнутого кон-
тура можно обрабатывать фрезерованием
на вертикально-фрезерных станках с по-
мощью ручного управления по разметке,
круглого стола по разметке, накладного
копира, копировального фрезерования.
Фрезерование с помощью ручного управ-
ления. Фрезерование фасонной поверхности
замкнутого криволинейного контура по раз-
метке с помощью, ручного управления за-
ключается в том, что предварительно разме
ценную заготовку закрепляют либо непо-
средственно на столе вертикально-фрезер-
ного станка, либо в тисках, либо в при-
способлении. Фрезерование фасонной по-
верхности производится концевой фрезой
одновременным перемещением стола в про-
дольном и поперечном направлениях так,
чтобы снять лишний слой металла в соот-
ветствии с размеченным контуром. Такой
метод фрезерования применяется лишь в
условиях единичного или мелкосерийного
производства и требует высокой квали-
фикации рабочего.
Разберем пример фрезерования замкну-
того криволинейного контура прихвата
(рис. 77). Заготовку следует устанавли-
вать не на столе станка, а на подклад-
ке, закрепив прихватами и болтами, чтобы
фреза при обработке не касалась рабочей
поверхности стола.
Сначала производят черновое фрезеро-
вание, оставляя небольшой припуск (1—
2 мм). Затем приступают к чистовому
фрезерованию. Фрезерование фасонных по-
верхностей требует от фрезеровщика по-
стоянного наблюдения за хором процесса.
Фрезерование с применением круглого
поворотного стола. Фасонные поверхности
фрезеруют на круглом поворотном столе,
являющемся принадлежностью вертикаль-
но-фрезерного станка. Круглые поворотные
столы выпускают с ручным приводом, с
ручным и механическим приводом от стан-
ка, с приводом от индивидуального элект-
родвигателя. Поворотные столы с
ручным приводом выпускают с
диаметром стола 320, 400, 500 и 630 мм
(рис. 78). Эти столы имеют два червяка:
один для ручного, другой для механичес-
кого поворота планшайбы от привода стан-
ка. Вручную стол можно вращать махо-
вичком 6.
Для привода круглых столов на фре-
зерных станках 6Н11, 6М11, 6Р12 и
6Р13 в механизме подач стола имеется
специальный валик. На некоторых моделях
консольных фрезерных станков передача
движения столу осуществляется от ходо-
вого винта продольной подачи стола.
В обоих случаях вращение планшайбы
производится через вал, расположенный
под рабочим столом станка параллельно
ходовому винту продольной подачи, зуб-
чатую передачу, заключенную в специаль-
Рис. 77. Фрезерование фасонной по-
верхности
ном кронштейне через шарнир 3 и теле-
скопический вал 4. Включение вращения
от привода производится рукояткой 5.
Каждый стол снабжен кулачками 2, огра-
ничивающими участки круговой обработки,
передвигаемыми и закрепляемыми в круго-
вом пазу 1, и реверсивным механизмом
для изменения направления врашения
планшайбы. Эти столы, как и столы с руч-
ным управлением, имеют стопорное устрой-
ство, позволяющее жестко закреплять
планшайбу в требуемом положении руко-
яткой 7.
На поворотном столе заготовки закреп-
ляют вручную. Для сокращения времени
на крепление заготовок применяют пово-
ротные столы с встроенным пневматичес-
ким или гидравлическим приводом. На
рис. 79 показаны схемы наладок для
61
chipmaker.ru
Рис. 78. Круглый поворотный стол с ручным механическим приводом
Рис. 79. Схемы наладок для закрепления загото-
вок на столе с пневмоприводом
крепления заготовок. Заготовки крепят че-
рез сменные тяги различных конструкций,
ввинчиваемые через резьбовые отверстия
штока стола.
Вращение стола от привода станка
связано с большой затратой времени на
наладку станка (установка кронштейна с
зубчатыми колесами, установка промежу-
точного валика с шарнирами и др.)
Поэтому целесообразно применять перенос-
ной накладной стол с индиви-
дуальным приводом. Его можно
установить на любом вертикально-фрезер-
ном станке. Такие столы имеют небольшой
комплект сменных зубчатых колец, позво-
ляющих получить сменную окружную ско-
рость (круговую подачу) планшайбы.
Рассмотрим наладку станка на фрезе-
рование кругового Т-образного паза, обра-
ботку которого производят за три рабочих
хода: сначала фрезеруют прямоугольный
паз концевой фрезой, а затем фрезой для
Т-образных пазов и двухугловой концевой
фрезой.
Перед установкой стола необходимо
тщательно протереть основание поворотно-
го стола и поверхность станка, на кото-
рой его устанавливают. Ввести в соответ-
ствующие пазы стола станка с двух сто-
рон прижимные болты с гайками и шай-
бами и закрепить поворотный стол. Вста-
вить в центральное коническое отверстие
круглого поворотного стола центрирующий
штифт. Заготовку устанавливают и закреп-
ляют центрирующим штифтом, прихватами
или сменными тягами (в случае примене-
ния стола с пневмоприводом для закреп-
ления заготовок).
При фрезеровании круговых пазов не-
обходимо совместить центр окружности
кругового паза с центром поворотного
стола. При вращении круглого поворотно-
го стола вокруг вертикальной оси каждая
62
chipmaker.ru
точка заготовки будет перемещаться по
окружности, радиус которой равен расстоя-
нию этой точки от центра стола. Расстоя-
ние между центром поворотного стола и
центром концевой фрезы должно быть
равно радиусу окружности оси кругового
паза
Правильность установки заготовки мож-
но проверить легким касанием заготовки
вращающейся фрезой в двух диаметрально
противоположных положениях, т. е. при
повороте стола на 180°
При фрезеровании на круглом столе
минутная подача определяется по формуле
SM=nDn, где SM — минутная подача (нор-
мативная), мм/мин; D — диаметр окруж-
ности оси паза, мм; п — частота вращения
круглого стола, об/мин.
Получим формулу наладки для кругло-
го поворотного стола с ручным приводом
иа заданную величину минутной подачи.
Частоту вращения заготовки можно опре-
делить по формуле n=S„/(n/)). Так как
для круглых столов диаметром 160—500 мм
передаточное отношение червячной пары
равно 1:90, то частота вращения рукоятки
поворота стола должна быть в 90 раз
больше, т. е. np=90SM/(лД). Для стола
диаметром 630 мм передаточное отноше-
ние червячной пары равно 1:120.
Выведем формулы наладки стола на
заданную подачу SM для случая, когда
привод вращательного движения стола
осуществляется от ходового винта про-
дольной подачи стола с шагом Р=6 мм.
Требуется определить, какую степень ми-
нутных подач станка надо включить, чтобы
обеспечить требуемую подачу исходя из
режима резания.
Если включена какая-то ступень минут-
ных подач станка, то легко определить,
какую частоту имеет ходовой винт про-
дольной подачи. В самом деле, за один
оборот ходового винта с шагом Р=6 мм
стол переместится в продольном направ-
лении на величину, равную шагу ходового
винта, т. е. на 6 мм. Но у нас включена
ступень с продольной подачей, равной не
6 мм, а какой-то величине 5м.Ст.. Чтобы
стол переместился на эту величину за
I мин, ходовой винт должен сделать
Sm.ct//5 оборотов. При передаточном отно-
шении стола, равном единице, такую же
частоту вращения, т. е. S„„/P, имеет и
червяк стола. За один оборот червяка стол
повернется на 1 /90 часть оборота, а за
Sm.ct/P оборотов он повернется на
Sm.ct/(90-6) оборота, т. е. S„.CT/540.
За один оборот стола точка, лежащая
на расстоянии радиуса от центра стола,
пройдет путь, равный' nD, а за 5м.ст/540
оборота она пройдет путь, равный
Sm.ctJiD/540 мм. По условию требуется,
чтобы указанная точка сделала путь, рав-
ный SM. Отсюда получаем уравнение на-
ладки стола на требуемую минутную
подачу: SM.CTnD/540=.SM’, откуда SMCT=
= 540SM/(nD).
Произведем наладку круглого стола на
требуемую минутную подачу при фрезеро-
вании Т-образного паза. При фрезеровании
концевой фрезой, например, с S„ =
= 100 мм/мин, SMCT=540- 100/(л-250)=
=68,7 мм/мин. Принимаем ближайшую
ступень минутных подач SM = 50 мм/мин.
При фрезеровании фрезой для Т-образных
пазов имеем Sm.ct=540-125/(л-250) =
=86,5 мм/мин. Ближайшая ступень ми-
нутных подач 80 мм/мин.
Наладка круглых столов с индивиду-
альным электроприводом на требуемую
минутную подачу при фрезеровании фа-
сонных поверхностей, контур которых пред-
ставляет собой дуги сопряженных окруж-
ностей различных диаметров, осуществля-
ется подбором соответствующих сменных
зубчатых колес для различных участков
контура.
Фрезерование по накладным копирам.
Этот метод применяется в условиях мелко-
серийного производства при обработке
фасонных поверхностей замкнутого криво-
линейного контура — дисковых кулачков и
деталей с фасонным и прямолинейным
контуром.
На рис. 80 показана наладка верти-
кально-фрезерного станка с поворотным
столом для обработки кулачка. Обработка
по замкнутому контуру осуществляется
концевой фрезой, которой сообщается тра-
ектория движения, соответствующая за-
данному контуру обрабатываемой детали.
Требуемая форма заготовки / достигается
с помощью накладного копира 2, который
представляет собой дисковый кулачок с
профилем, повторяющим профиль обраба-
тываемой детали. Копир накладывают на
заготовку и крепят в оправке вместе с ней.
Оправку вставляют в центральное отвер-
стие поворотного стола 5. На хвостовике
63
chipmaker.ru
Рис. 80. Фрезерование кулачка по на-
кладному копиру
концевой фрезы 4 устанавливают закален-
ный ролик 3 с наружным диаметром, рав-
ным диаметру фрезы. Фрезерование осу-
ществляется при одновременном вращении
стола 5 (с ручным или механическим
приводами) и ручном управлении рукоят-
ками продольной и поперечной подач, ко-
торые координируются таким образом, что-
бы обеспечить постоянный контакт ролика
с копиром. Если ролик все время катится
по копиру, то фреза точно воспроизведет
профиль копира.
При этом методе обычно достигается
точность профиля обработанного кулачка
в пределах 0,05—0,15 мм, причем брак
практически исключается, так как фреза,
направляемая роликом по копиру, не мо-
жет «зарезать» контур детали. Чтобы не
было искажения профиля детали, после
каждой переточки фрезы ролик также сле-
дует прошлифовать на размер переточен-
ной фрезы.
Копировальное фрезерование фасонных
поверхностей замкнутого контура на верти-
кально-фрезерных станках. Сущность копи-
ровального фрезерования состоит в том,
что обрабатываемой заготовке сообщают
движение по определенной программе в
соответствий с формой контура обрабаты-
ваемой, детали. На рис. 81 приведена схема
копировального фрезерования фасонной
поверхности замкнутого контура (кулач-
ка). На стол 8 вертикально-фрезерного
станка устанавливают плиту 9. По ее на-
правляющим свободно перемещается под
действием груза 1 плита 11. На плите 11
установлен поворотный стол 10 с приспо-
соблением. На оси стола закреплены
болтом и гайкой 5 копир 7 и заготовка 6.
Рис. 81. Схема копировального фрезерования замкнутого контура
64
chipmaker.ru
На плите 9 установлена стойка 3 с копи-
ровальным роликом 4. Под действием гру-
за 1 обеспечивается постоянный контакт
между роликом 4 и копиром 7, так как
груз 1 прикреплен тросом 2 к плите 11.
В процессе фрезерования столу 10 вместе
с заготовкой сообщается вращательное
движение.
Получение фасонной поверхности криво-
линейного замкнутого контура достигается
тем, что копир имеет профиль, соответ-
ствующий профилю детали. При этом винт
продольной подачи стола -станка отсоеди-
няют и перемещение стола в продольном
направлении задается профилем копира,
прижатого к кулачку. Фасонная поверх-
ность кулачка обрабатывается за один
оборот стола (заготовки).
После переточки фрезы 3 диаметр ее
уменьшается и, следовательно, при обра-
ботке такой фрезой деталь будет полу-
чаться «полнее», т. е. с контуром боль-
ших размеров. Компенсация износа фре-
зы 3 и неточности изготовления копира 1
достигается тем, что ролик 4 изготовляют
коническим (с углом конуса н), а не ци-
линдрическим, копир — наклонным с уг
лом н/2 (рис. 82). Такая форма ролика и
копира позволяет компенсировать износ
фрезы подъемом ролика на величину, при
которой размеры -обрабатываемой детали 2
достигнут первоначальных, как при обра-
ботке неизношенной фрезой.
Рис. 82. Компенсация износа ролика и
копира
§ 20. Фрезерование фасонных
поверхностей незамкнутого контура
Фрезерование фасонными фрезами. На
рис. 83 приведены некоторые детали с фа-
сонными поверхностями незамкнутого кон-
тура. Такие поверхности могут быть обра-
ботаны фрезерованием на обычных фре-
зерных станках фасонными фрезами или
в отдельных случаях цилиндрическими
фрезами с применением копировальных
приспособлений, а также на копировально-
фрезерных станках и на станках с прог-
раммным управлением. Фасонные фрезы
применяют при обработке самых разнооб-
разных фасонцых поверхностей незамкну-
того контура с криволинейной образую-
щей и прямолинейной направляющей, а
также для образования стружечных винто-
вых канавок режущих инструментов (фрез,
сверл, разверток, метчиков и др.). Сле-
дует отметить, что в ряде случаев фа-
сонная фреза является единственным инст-
рументом, с помощью которого может быть
образован сложный фасонный профиль
детали.
Профиль зуба фасонных затылованных
фрез должен соответствовать фасонному
профилю детали. Это достигается при усло-
вии, что передний угол у фрезы будет ра-
вен нулю. Как видно из рис. 84, при поло-
жительном переднем угле у высота про-
филя детали увеличивается на размер х.
Поэтому если при расчете фрезы задан
какой-то положительный передний угол для
заданных условий обработки (например,
•у=5°), то необходимо произвести коррек-
тирование профиля зуба фрезы, т. е. найти
сокращенный /г, профиль фрезы. Сокра-
щенный (корректированный) на величину
x~h- -hx профиль зуба фрезы с заданным
передним углом дает требуемый профиль
готовой детали.
При заточке затылованных фрез по
передней поверхности не следует во избе-
жание искажения фасонного профиля де-
тали изменять значение переднего угла,
принятого при расчете и конструировании
фрезы. На торце фрезы должно быть клей-
мо — величина переднего угла у.
Точность фасонного профиля обрабо-
танной детали зависит непосредственно от
точности профиля фрезы Все погрешности
ррофиля инструмента сказываются на об-
65
3-571
chipmaker.ru
Рис 83 Схема фрезерования поверхноС1е'и незамкнутого контура
Рис. 84. Искажение профиля при на-
чичии положительного переднего угла
работанной детали. Профиль фасонной
фрезы проверяют по шаблону
В массовом производстве чаще приме-
няют остроконечные фасонные фрезы, так
как они обеспечивают большую произво-
дительность и меньшую шероховатость
обработанной поверхности. Однако трудо-
емкий процесс изготовления и заточки
фрез, а также необходимость тщательного
контроля профиля фрез после каждой
переточки ограничивают их применение.
Обычно фасонные фрезы изготовляют
из быстрорежущей стали. Фасонные фрезы,
оснащенные цельными пластинками твер-
дого сплава, не получили широкого приме-
нения из-за трудности получения пластин-
ки фасонного профиля и ее заточки. Для
обработки деталей сложного профиля при-
меняют также фасонные фрезы, оснащен-
ные круглыми или многогранными непере-
тачиваемыми твердосплавными пластинка-
ми. Применение фасонных фрез особенно
эффективно при обработке узких и длин-
ных фасонных поверхностей. Для обработ-
ки широких профилей применяют наборы
из двух и более фасонных затылованных
и остроконечных фрез.
При одной и той же частоте вращения
скорость резания для фрез меньшего ди-
аметра будет меньше скорости резания
для фрез большого диаметра. Поэтому
частоту вращения шпинделя станка выби-
рают следующим образом. Сначала опре-
деляют оптимальную скорость резания для
каждой фрезы комплекта. По скорости
резания и диаметру фрезы находят частоту
вращения шпинделя станка для каждой
фрезы набора. Из Ьолученных Значений
выбирают наименьшее, так как в против-
ном случае для фрезы, по которой выбрана
частота вращения шпинделя (лимитирую-
щая фреза), другие значения частот вра-
щения давали бы завышенную скорость
резания, а следовательно, малую стойкость.
Минутная подача также назначается по
лимитирующему инструменту, т. с. по наи-
меньшему ее значению. Это значит, что для
каждой фрезы комплекта назначают мак-
симально допустимую подачу на зуб (при-
чем число зубьев каждой фрезы известно).
Так как частота вращения для всех фрез
набора одинакова, то по формуле (1) мож-
66
chipmaker.ru
но определить подачу на один оборот для
каждой фрезы и из всех этих значений
выбрать наименьшее (лимитирующее). Да-
лее следует определить минутную подачу
по формуле Su—nDn. Может случиться,
что частота вращения шпинделя ограни-
чивается одной фрезой, а минутная пода-
ча — другой.
Фасонный профиль обработанной по-
верхности контролируют с помощью шаб-
лона. Для проверки фрез служит контр-
шаблон, изготовленный из листового ма-
териала в соответствии с профилем де-
тали. Во избежание брака необходимо
клеймить фрезу, шаблон и контршаблон.
Фасонные поверхности незамкнутого
контура с прямолинейной образующей и
криволинейной направляющей могут быть
обработаны цилиндрической фрезой. Одна-
ко криволинейная направляющая (контур)
в этом случае должща быть образована
плавной кривой с достаточно большими
радиусами закруглений. Кроме того, ши-
рина обрабатываемых деталей должна пе-
рекрываться длиной цилиндрической фре-
зы. Такие детали можно обрабатывать на
оризонтально-фрезерном станке с по-
мощью копировального приспособления.
Фрезерование пространственно-сложных
фасонных поверхностей. Пространственно-
сложные фасонные поверхности, как пра-
вило, ии в одном из сечений двумя взаимно
перпендикулярными плоскостями не обра-
зуют прямолинейного контура. Они не
могут быть получены фрезерованием фа-
сонными фрезами. Такие поверхности обра-
батывают на копировально-фрезерных
станках или на станках с числовым прог-
раммным управлением копирными
(концевыми) фрезами, а также на обра-
батывающих центрах
§ 21. Виды дефектов и меры их
предупреждения
Основным видом дефектов при обработ-
ке фасонных поверхностей является н е-
соответствие профиля обра-
ботанной поверхности профи
лю, заданному чертежом. 11о-
грешности профиля возникают по следую-
щим причинам: при обработке концевыми
фрезами с ручным управлением — из-за
низкой квалификации рабочего, недоста-
точно точно выполненной разметки, невни-
мательности фрезеровщика; при обработке
ио копиру — из за погрешности изготов-
ления самого копира или потери размера
фрезы после ее переточки; в случае об-
работки фасонных поверхностей фасонны-
ми фрезами — из-за погрешностей про-
филя инструмента или изменения его гео-
метрических параметров (переднего уг-
ла у) после переточки. Для предупрежде-
ния дефектов по этой причине перед фре-
зерованием необходимо убедиться в пра-
вильности профиля выбранной фрезы и ее
заточки. Реже погрешности формы могут
возникать в результате неправильной уста-
новки обрабатываемой заготовки относи-
тельно фрезы, неправильного комплектова-
ния набора фрез или неправильной уста-
новка на глубину фрезерования.
Несоответствие шер и-х о в а -
т ост и поверхности, заданной по
чертежу, возникает в результате тех же
причин, что и при фрезеровании плоскос-
тей, пазов и уступов. Исправление подоб-
ных дефектов практически невозможно,
поэтому в процессе фрезерования не
следует превышать величину подачи на
зуб, указанную в операционных картах,
не доводить фрезу до большого затупле-
ния, не осуществлять обработку ’фасонны-
ми фрезами на станках пониженной
жесткости и виброустойчивости.
Контрольные вопросы
1. Как классифицируют фасонные поверхно-
сти?
2. Для чего предназначены круглые пово-
ротные столы?
3. Какие преимущества имеет поворотный
стол с индивидуальным приводом?
4. Какие вы знаете правила установки круг-
лого стада?
5. Как произвести наладку на режим фрезе-
рования при обработке заготовок на круглом
с оле?
6 Как производится фрезерование по на-
кладным копирам?
7. Какие схемы копировального фрезерова-
ния вы знаете?
В. В чем преимущества и недостатки фасон-
ных фрез с затылованным и острозаточенным
зубом?
9. Каковы особенности наладки на режим
фрезерования набором фрез?
10. Какие основные виды дефектов могут
появляться при обработке фасонных поверхно-
стей и каковы меры их предупреждения?
3*
67
chipmaker.ru
Глава 5
Сведения о технологическом процессе механической
обработки
§ 22. Понятие о производственном
и технологическом процессах и
их элементах
Производственный процесс
представляет собой совокупность всех
действий людей и орудий производства,
необходимых для изготовления или ремон-
та выпускаемых изделий. В производствен-
ный процесс входят не только основные,
непосредственно связанные с изготовлени-
ем деталей и сборкой изделии, но и все
вспомогательные процессы, обеспечиваю-
щие возможность изготовления продукции
(например, транспортирование материалов и
деталей, контроль деталей, изготовление
приспособлений и инструмента, ремонт
оборудования, заточка инструмента и т. д.).
Технологический процесс —-
часть производственного процесса, содер-
жащая целенаправленные действия по
изменению и (или) определению состоя-
ния предмета труда, т. е. непосредственно
связанная с изменением формы, размеров
и свойств обрабатываемой заготовки, вы-
полняемые в определенной последователь-
ности (ГОСТ 3.1109—82). Техноло-
гический метод — совокупность
правил, определяющих последовательность
и содержание действий при выполнении
формообразования, обработки или сборки,
перемещения, включая технический конт-
роль, испытания в технологическом про-
цессе изготовления или ремонта, установ-
ленных безотносительно к наименованию,
гипоразмеру или исполнению изделия.
Технологический процесс состоит из
ряда операций. Операцией называют
законченную часть технологического про-
цесса обработки одной или нескольких
одновременно обрабатываемых заготовок,
выполняемую на одном рабочем месте
одним рабочим или бригадой. Операция
начинается с момента установки заготовки
па станок, включает всю последующую
ее обработку и снятие со станка. Операция
является основным элементом при разра-
ботке, планировании и калькуляции техно-
логического процесса обработки заготовки
или сборки машин.
Операцию можно выполнить за одну
или несколько установов заготовки.
Установом называют часть техноло-
гической операции, выполняемую при не
изменном закреплении обрабатываемых за-
готовок или собираемой сборочной еди-
ницы. Позицией называется фиксиро-
ванное положение, занимаемое неизменно
закрепленной обрабатываемой заготовкой
или собираемой сборочной единицей сов-
местно с приспособлением относительно
инструмента или неподвижной части обо-
рудования для выполнения определенной
части операции.
Операция может быть выполнена за
один или несколько переходов. Техно-
логическим переходом называет-
ся законченная часть операции, которая
характеризуется неизменностью обрабаты-
ваемой поверхности, режущего инструмен-
та и режима работы станка (частота вра-
щения, подача и глубина резания). Сле-
дующий переход начинается тогда, когда
изменяется какой-либо из этих параметров.
Вспомогательный перехо д—
законченная часть операции, состоящая из
действий человека и (или) оборудования,
которые не сопровождаются изменением
формы, размеров и шероховатости поверх-
ности, но необходимы для выполнения
технологического перехода (например,
установка заготовки, закрепление фрезы
на оправке, смена, подвод и отвод инстру-
мента и т. д.). Вспомогательный
ход— законченная часть технологическо-
го перехода, состоящая из однократного
перемещения инструмента относительно
заготовки, необходимого для подготовки
рабочего хода. Прием — законченная
совокупность действий человека, применя-
емых при выполнении перехода или его
части и объединенных одним целевым на-
значением. Р а б о ч и й ход — закончен-
ная часть технологического перехода, со-
стоящая из однократного перемещения
инструмента относительно заготовки, соп-
ровождаемого изменением формы, раз-
68
chipmaker.ru
меров, шероховатости поверхности или
свойств заготовки. Технологический пере-
ход состоит из одного или нескольких ра-
бочих ходов. Например, черновое фрезе-
рование плоскости с большим припуском
на обработку может быть произведено за
два или более рабочих ходов.
Цикл технологической опе-
рации — интервал календарного време-
ни от начала до конца периодически по-
вторяющейся технологической операции
независимо от числа изготовляемых или
ремонтируемых изделий. Такт выпус-
ка — интервал времени, через который
производится выпуск изделий определен-
ного наименования, типоразмера и испол-
нения. При этом под изделием пони-
мают предмет или совокупность предметов,
подлежащих изготовлению на предприятии.
Ритм выпуска — количество изделий
определенного наименования, типоразмера
н исполнения, выпускаемых в единицу
времени.
$ 23. Понятие о базах и их выборе
Базирование обрабатываемых загото-
вок. Базирование — придание заго-
товке или изделию требуемого положения
относительно выбранной системы коорди-
нат. База — поверхность или выполняю-
щее ту же функцию сочетание поверхнос-
тей, ось, точка, принадлежащая заготовке
или изделию и используемая для базиро-
вания. Проектная база — база,
выбранная при проектировании изделия,
технологического процесса изготовления
или ремонта этого изделия. Действи-
тельная база — база, фактически
используемая в конструкции при изготов-
лении, эксплуатации или ремонте изделия.
Схема базирования — схема рас-
положения опорных точек на базах заго-
товки или изделия. По ГОСТ 3.1107—73
установлены единые условные графические
обозначения опор и зажимов, применяемые
в технологической документации. П о-
грешность базирования — от-
клонение фактически достигнутого положе-
ния заготовки или изделия при базирова-
нии от требуемого. Закрепление —
приложение сил и пар сил к заготовке или
изделию для обеспечения постоянства их
положения, достигнутого при базировании.
Установка (установ) — процесс бази-
рования и закрепления заготовки или
изделия. Погрешность установ-
ки — отклонение фактически достигнутого
положения заготовки или изделия при
установке от требуемого.
Абсолютно твердое тело в пространстве
имеет шесть степеней свободы, т. е. может
перемещаться в трех взаимно перпендику-
лярных направлениях по осям X, Y и Z
и поворачиваться вокруг этих осей. Чтобы
закрепить твердое тело в пространстве в
определенном положении, надо лишить его
этих шести степеней свободы.
При установке заготовки на станке
необходимо обеспечить вполне определен-
ное ее положение относительно режущего
инструмента, так как от этого в значитель-
ной мере зависит точность обработанной
детали. На рис. 85 показана схема уста-
новки на шесть точек заготовки, имеющей
форму параллелепипеда. Нижней устано-
вочной базой заготовку устанавливают
на три точки (штифта): 1, 2 и 3. Заготовка
при этом лишается трех степеней свободы:
поворота вокруг осей Хи У и перемещения
вдоль оси Z. Прижав заготовку к двум
направляющим точкам (штифтам) 4 и 5,
мы лишаем ее еще двух степеней свобо-
ды — поворота вокруг оси Z и перемеще-
ния вдоль оси X. Чтобы лишить заготовку
последней, шестой степени свободы — пе-
ремещения вдоль оси У, достаточно опор-
ную плоскость прижать к штифту 6.
Таким образом, для получения вполне
определенной установки заготовки в при-
способлении необходимо и достаточно
иметь шесть опорных точек, из которых
три находятся в установочной плоскости,
две — в направляющей и одна — в опор-
ной. Это правило в технологии машино-
строения носит название «правила
шести точе к».
Однако не всегда требуется обеспечить
вполне определенное положение заготовки.
Например, при фрезеровании паза в брус-
ке, закрепленном в тисках, его, как прави-
ло, устанавливают на две подкладки, реа-
лизующие три точки в установочной плос-
кости, и прижимают к неподвижной губке
тисков, реализующей две точки в направ-
ляющей плоскости (рис. 86). Шестая точка
в опорной плоскости отсутствует, так как
в данном случае не требуется обеспечить
вполне определенное положение опорной
плоскости бруска.
69
chipmaker.ru
При базировании цилиндрической дета-
ли на призме (рис. 87) она лишается че-
тырех степеней свободы четырьмя непо-
движными одноточечными опорами 1—4,
оставшихся двух степеней свободы — пере-
Рис 86. Закрепление бруска в тисках
мещения детали вдоль оси У (вдоль приз-
мы) и вращения детали вокруг оси Z —
она лишается с помощью еще двух одното-
чечных опор 5 и 6. Для этого необходимо
в точке 5 поставить упор, а в точке 6 —
шпонку.
Ступенчатые валы нельзя устанавли-
вать на две неподвижные призмы, как
показано, например, на рис. 87. В этом
случае неточность размеров по диаметру
ступеней вала, полученная после их токар-
ной обработки, будет изменять положение
оси вала по высоте. Поэтому при уста-
новке ступенчатых валов следует приме-
нять одну призму, неподвижную по высоте,
а другую — регулируемую.
Иногда при фрезеровании заготовку
устанавливают на магнитном столе, за-
крепленном иа столе фрезерного станка
только по трем опорным точкам. Для фик-
сации положения заготовок, имеющих то-
чечные отверстия и плоскости (шатуны,
блоки цилиндров, корпусные детали
и т. д.), вместо базирования по устано-
вочной направляющей и опорной плоско-
стям применяют базирование по плоскости
и двум отверстиям, перпендикулярным к
ней (рис. 88, а, б), и по плоскости и
параллельному ей отверстию (рис. 88, в).
Смена баз — преднамеренная или
случайная замена одних баз другими с
сохранением их принадлежности к конст-
рукторским, технологическим или измери-
тельным базам. Смена баз бывает необ-
ходима в следующих случаях: 1) когда
70
chipmaker.ru
нельзя обработать все поверхности детали
(заготовки) с одной установки; 2) когда
для получения требуемой точности или
других показателей качества деталь прихо-
дится обрабатывать на различных станках
или на различных видах оборудования;
3) когда она приводит к повышению
производительности или экономичности до-
стижения требуемой точности детали.
При выборе баз следует руководство-
ваться следующими положениями. В пер-
вой стадии механической обработки, когда
ни одна поверхность не обработана, заго-
товку устанавливают на необработанные
поверхности, которые называют черно-
выми базами. При выборе черновых
баз нужно исходить из следующих положе-
ний. Для заготовок, не обрабатывающихся
кругом, следует, как правило, применять в
качестве черновых баз поверхность, кото-
рая не обрабатывается совсем. Эта по-
верхность будет иметь наименьшее смеще-
ние относительно обработанных поверхно-
стей. Для заготовок, обрабатываемых
кругом, за черновые базы следует прини-
мать поверхность с наименьшим припуском
на обработку
Необходимо использовать принцип
совмещения (единства) баз, т. е.
при выборе баз различного назначения
надо стремиться использовать одну и ту же
поверхность в качестве различных баз,
так' как это способствует повышению точ-
ности обработ ки
Рис. 87. Базирование вала на призме
Рис. 88. Базирование заготовки с отверстиями
Chipmaker.ru
71
chipmaker.ru
На рис. 89 показана обработка уступа,
например, концевой фрезой. Заготовка за-
креплена на столе вертикально-фрезерного
станка. Если отсчет размера А будет
производиться от нижней плоскости заго-
товки, которая является одновременно
установочной и измерительной базой, то
погрешность базирования в этом случае
равна нулю Если Же установочная база
будет прежней, а в качестве измерительной
базы будет выбрана верхняя плоскость, то
Л—Н—С. Это означает, что точность
размера А зависит от точности размера Н
и размера С, т. е. имеет место погреш-
ность базирования.
Рис. 89. Погрешность базирования
Необходимо соблюдать принцип п о-
стоянства баз, т. е. использовать в
качестве установочных баз одни и те же
поверхности. Если постоянство базы не
может быть выдержано, то за новую уста-
новочную базу необходимо выбрать какую-
либо обработанную поверхность.
Виды баз по назначению. Конст-
рукторская база — база, используе-
мая для определения положения детали
в изделии. Вспомогательная б а-
з а конструкторская база, принадлежа-
щая данной детали или сборочной единице
и используемая для определения положе-
ния присоединяемого к ним изделия.
К вспомогательным базам относятся цент-
ровые отверстия валов, приливы, бобышки
в заготовках. Технологическая б а-
з а поверхность, сочетание поверхностей,
ось или точка, используемые для опреде-
ления положения предмета труда в про-
цессе изготовления. Предполагается, что
поверхность, сочетание поверхностей, ось
или точка принадлежат предмету труда.
Измерительная база — база, ис-
пользуемая для определения относитель-
ного положения заготовки или изделия и
средства измерения.
Виды баз по лишаемым степеням сво-
боды. Установочная база — база,
лишающая заготовку или изделие трех
степеней свободы — перемещения вдоль од-
ной координатной оси и поворотов вокруг
двух осей. Направляющая база —
база, лишающая заготовку или изделие
двух степеней свободы — перемещения
вдоль одной координатной оси и поворота
вокруг другой оси. Опорная база —
база, лишающая заготовку или изделие
одной степени свободы — перемещения
вдоль одной координатной оси или поворо-
та вокруг оси.
§ 24. Припуски на обработку
Припуском называется слой мате-
риала, удаляемый с поверхности ааготовки
в целях достижения заданных свойств
обрабатываемой поверхности (размер, фор-
ма, шероховатость поверхности). Он равен
разности соответствующих размеров заго-
товки и готового изделия. Операцион-
ный припуск — припуск, удаляемый
при выполнении одной технологической
операции. Промежуточный при-
пуск — припуск, удаляемый при выпол-
нении одного технологического перехода.
Допуск припуска — разность между
наибольшим и наименьшим значениями
припуска.
Вопрос о выборе припусков имеет боль-
шое значение От величины припуска зави-
сит количество стружки. Удаление лишних
слоев металла требует дополнительной
затраты времени, расхода электроэнергии
и т. д. Поэтому чрезмерно большие при-
пуски снижают производительность обра-
ботки. При выборе припусков следует
уменьшать операционные и промежуточные
припуски на обработку, в особенности в
условиях массового и крупносерийного
производства. Заготовки по своим разме-
рам и форме должны максимально прибли-
жаться к готовой детали.
Заготовка — предмет труда, из ко-
торого изменением формы, размеров, свойств
поверхности и (или) материала изготовля-
ют деталь. Исходная заготовка—
заготовка перед первой технологической
операцией. Заготовки получают методами
литья, штамповки, ковки, проката и др.
Отливка — изделие или заготовка, по-
72
chipmaker.ru
лученные технологическим методом литья.
Штампованная заготовка из-
делие или заготовка, полученные техноло-
гическим методом штамповки. Поков-
ка—изделие или заготовка, полученные
технологическим методом kobkjh. Приме-
няются заготовки из проката круглого се-
чения, шестигранного сечения, трубы, про-
фильный прокат и т. д.
§ 25. Технологическая документация
Единая система технологической под-
готовки производства (ЕСТПП) — уста-
новленная государственными стандартами
система организации и управления про-
цессом технологической подготовки произ-
водства предусматривает широкое приме-
нение прогрессивных технологических про-
цессов, стандартной технологической осна-
стки, инструмента и оборудования, средств
автоматизации и механизации производст-
венных процессов, инженерно-технических
и управленческих работ.
Основными пунктами технологической2
подготовки производства являются обеспе-
чение технологичности конструкции изделия;
разработка технологических процессов,
проектирование и изготовление средств
технологического оснащения; управление
процессом технологической подготовки
производства.
Разработана и внедряется Единая си-
стема технологической документации
(ЕСТД). ЕСТД — комплекс государствен-
ных стандартов, устанавливающих взаимо-
связанные правила и положения разработ-
ки, оформления, комплектации и обраще-
ния технологической документации, приме-
няемой в производстве всеми машино-
строительными и приборостроительными
организациями и предприятиями Совет-
ского Союза. ЕСТД дает возможность об-
мена технологическими документами между
организациями и предприятиями без их
переоформления.
Основными видами технологических до-
кументов (ГОСТ 3.1102—81) являются
маршрутная карта, карта эскизов, техноло-
гическая инструкция, ведомость оснастки,
операционная карта и др.
Маршрутная карта — техноло-
гический документ, содержащий описание
технологического процесса изготовления
или ремонта изделия (включая контроль
и перемещения) по всем операциям раз-
личных видов и технологической последо-
вательности с указанием данных об обору-
довании, оснастке, материальных и трудо-
вых нормативах. Карта э с к и з о в -
технологический документ, содержащий
эскизы, схемы и таблицы, необходимые для
выполнения технологического процесса,
операции, технологического перехода или
ремонта изделия (включая контроль и пе-
ремещения). Технологическая ин-
струкция— технологический документ,
содержащий описание приемов работы или
технологических процессов изготовления
или ремонта изделия (включая контроль
и перемещения), правил эксплуатации
средств технического оснащения, описание
физических и химических явлений, возни-
кающих при отдельных операциях. Ведо-
мость оснастки — документ, содер-
жащий перечень стандартных и специаль-
ных приспособлений, необходимых для ос-
нащения технологического процесса изго-
товления изделия. Операционная
карта*- технологический документ, со-
держащий описание технологической опе-
рации с указанием переходов, режимов
обработки и данных о средствах техноло-
гического оснащения.
По комплектности различают следую-
щие виды технологических документов
(ГОСТ 3.1109—82). Комплект доку-
ментов Технологического про-
цесса (операции) — совокупность
технологических документов, необходимых
и достаточных для выполнения технологи-
ческого процесса (операции), Комплект
технологической документа-
ции — совокупность комплектов докумен-
тов технологических процессов, необходи-
мых и достаточных для выполнения тех-
нологических процессов при изготовлении и
ремонте изделия и его составных частей.
Комплект проектной техноло-
гической документации- комп-
лект технологической документации, пред-
назначенный для применения при проекти-
ровании или реконструкции предприятия.
Стандартный комплект доку-
ментов технологического про-
цесса (операции)—комплект техно-
логических документов, установленных в
соответствии с требованиями стандартов
государственной системы стандартизации.
По степени детализации различают
73
chipmaker.ru
следующие виды описания технологических
процессов. Маршрутное описание
технологического процесса—
сокращенное описание всех технологиче-
ских операций в маршрутной карте в по-
следовательности их выполнения без ука-
зания переходов и технологических режи-
мов. Операционное описание
технологического процесса-—
полное описание всех технологических опе-
раций в последовательности их выполне-
ния с указанием переходов и технологи-
ческих режимов. Маршрутно-опе-
рационное описание техноло-
гического процесса — сокращен-
ное описание технологических операций в
маршрутной карте в последовательности
их выполнения с полным описанием от-
дельных операций в других технологиче-
ских документах.
§ 26. Оформление маршрутной и
операционной карт механической
обработки
Технологический процесс механической
обработки оформляется на специальных
картах, форма которых определена ГОСТ
3.1105—74 и 3.1404—74.
Карту эскизов следует разрабатывать
для операций и переходов. На карте
эскизов должны быть указаны данные,
необходимые для выполнения технологи-
ческого процесса механической обработки
(размеры, предельные отклонения, обозна-
чения шероховатости поверхностей, техни-
ческие требования и т. д ). Обрабаты-
ваемые поверхности следует обводить
сплошной линией толщиной (24-3) s, где
s — толщина сплошной основной линии. На
эскизах все обрабатываемые поверхности
нумеруют арабскими цифрами. Номер об-
рабатываемой поверхности проставляют в
окружности диаметром 6—8 мм и соеди-
няют выносной линией с изображением
этой поверхности. Эскиз показывает со-
стояние обрабатыв аемых поверхностей де
тали, полученных, после окончания данной
операции или перехода. На эскизе при-
водится изображение режущего инстру-
мента в конце хода и способ крепления
заготовки. При этом размеры и предельные
отклонения обрабатываемой поверхности в
содержании операции (перехода) не указы-
ваются, например: «фрезеровать шпоноч-
ную канавку /», «развернуть отверстие 2».
Нумеровать поверхности следует по часо-
вой стрелке.
Правила записи технологических опера-
ций и переходов установлены ГОСТ
3.1702—79. Наименование операции отра-
жает применяемый вид оборудования и за-
писывается прил.агательным в именитель-
ном падеже, например, «фрезерная» (все
фрезерные станки, кроме зубо- и резьбо-
фрезерных), «зубообрабатывающая» (стан-
ки зубофрезерные, зубодолбежиые, зубо-
строгальные и др.), «фрезерная с ЧПУ»
и др. Запись содержания операции следует
выполнять в форме маршрутного или опе-
рационного описания. Маршрутное описа-
ние содержания операции следует приме-
нять в единичном и опытном производ-
стве. В серийном и массовом производ-
стве следует применять операционное опи-
сание содержания операции.
При записи содержания операции и пе-
рехода допускается полная или сокращен-
ная форма записи. Сокращенную запись
следует применять при наличии графиче-
ской иллюстрации. Например, полная
запись: «фрезеровать шпоночный паз, вы-
держивая размеры 1 —4», сокращенная
запись: «фрезеровать шпоночный паз».
В содержание операции (перехода) долж-
ны быть включены: ключевое слово, харак-
теризующее метод обработки, выраженное
глаголом в неопределенной форме (на-
пример, фрезеровать, долбить зубья и т. д.);
наименование обрабатываемой поверхности
(например, плоскость, зубья и т. д.);
информация по размерам или их услов-
ным обозначениям; дополнительная инфор-
мация, характеризующая количество одно-
временно или последовательно обрабаты-
ваемых поверхностей, характер обработки
(например, предварительно, одновременно,
по контуру и т. д.). Операции и переходы
следует нумеровать арабскими цифрами
в технологической последовательности.
Строгое выполнение разработанного
технологического процесса, оформленного в
виде маршрутных и операционных карт ме-
ханической обработки, карт термической
обработки и т. д., т. е. соблюдение техноло-
гической дисциплины, является основным
условием, обеспечивающим нормальный
ход производства и получение высокока-
чественной продукции.
74
chipmaker.ru
§ 27. Принципы построения
технологического процесса
Одним из основных принципов построе-
ния технологического процесса является
принцип совмещения технических, экономи-
ческих и организационных задач, решае-
мых в данных производственных условиях.
Технологический процесс должен обеспе-
чить выполнение всех требований к точно-
сти и качеству деталей и изделия в целом,
предусмотренных чертежами и технически-
ми условиями, при наименьших затратах
труда и минимальной себестоимости.
При проектировании технологических
процессов механической обработки исход-
ными являются следующие данные: прог-
раммное задание — чертежи и технические
условия иа изготовление и приемку изде-
лия; вид заготовки, зависящий от размера
партии, материала, геометрической формы
и размеров детали и пр.
Существуют два случая разработки
технологических процессов. Первый, когда
для производства машин проектируются
новые заводы или цехи завода и, следо-
вательно, свободен выбор оборудования,
производственных площадок и прочих тех-
нических средств, составляющих производ-
ственный процесс. Второй, наиболее рас-
пространенный, когда на базе действую-
щего завода с учетом технической осна-
щенности организуют производство нового
изделия. В этом случае разработка техно-
логии изготовления подчинена конкретной
производственной обстановке. Разработка
технологических процессов ведется в сле-
дующем порядке.
1. Знакомятся с назначением изделия,
изучают чертежи деталей и технические
условия на их изготовление.
2. Проводят анализ технологичности
конструкции детали.
3. Выбирают способ получения заготов-
ки для деталей в зависимости от размера
партии и материала.
4. При выборе заготовки, а также и при
разработке технологического процесса фор-
мообразования поверхностей необходимо
использовать методы малоотходной и без-
отходной технологии.
5. По чертежам деталей определяют
базирующие поверхности (черновые и чи-
стовые), по которым будет производиться
крепление детали. Назначают первую ис-
ходную операцию, используя правило вы-
бора черновых баз.
6. Последовательность и характер опе-
раций определяются конфигурацией, точ-
ностью и шероховатостью обрабатываемых
поверхностей, заданных по чертежу дета-
ли. В большинстве случаев обработку за-
готовки целесообразно производить в не-
сколько операций: а) черновая обработка,
при которой снимают основную часть об-
щего припуска; б) получистовая и чисто-
вая обработка, при которой обеспечивается
в основном заданная точность; в) отделоч-
ная обработка, при которой обеспечивает-
ся требуемая шероховатость поверхности и
точность формы и размеров детали. .
7. Для каждой операции выбирают
средства" технологического оснащения
совокупность орудий, необходимых для осу-
ществления технологического процесса
(технологическое оборудование, технологи-
ческая оснастка, приспособление, инстру-
мент). Примерами технологического обору-
дования являются: станки, прессы, литей-
ные машины и т. д. Примерами технологи-
ческой оснастки являются: режущий, вспо-
могательный и измерительный инструмен-
ты, приспособления, штампы и т. д.
8. Для каждого перехода определяют
расчетные размеры обрабатываемых по-
верхностей, число рабочих ходов и режи-
мов резания (скорость резания, глубина
резаиия, подача).
9. Для каждого рабочего хода норми-
руют основное технологическое (машин-
ное) и вспомогательное время и др.
Процесс механической обработки для
массового и крупносерийного производства
может осуществляться двумя методами: с
концентрацией или дифференциацией опе-
рации. Концентрацией операций
называется соединение нескольких опера-
ций в одну, более сложную, а диффе-
ренциацией— расчленение операций
на несколько более простых. Обработка
заготовок набором фрез, обработка на
многощпиндельиых стайках, токарных ав-
томатах и полуавтоматах, агрегатных стан-
ках выполняется по методу концентрации
операций. На основные детали рекомен-
дуется разработать 2—3 варианта техноло-
гического процесса, чтобы определить наи-
более экономичный при заданных условиях
обработки.
75
chipmaker.ru
Конструкция машины должна быть тех-
нологичной. Технологичность кон-
струкции — совокупность свойств кон-
струкции изделия, обеспечивающих опти-
мальность затрат труда, средств, материа-
лов и времени при технической
подготовке производства, изготов-
лении, эксплуатации и ремон-
те по сравнению с соответствующими
показателями однотипных конструкций то-
го же назначения при обеспечении уста-
новленных значений показателей качества
и принятых условиях изготовления, экс-
плуатации и ремонта.
Различают производственную и экс-
плуатационную технологичность конструк-
ции. Производствен ная техноло-
гичность конструкции проявляется в сокра-
щении затрат средств и времени на кон-
структорскую подготовку производства
(КПП) и технологическую подготовку
производства (ТПП). Эксплуатаци-
онная технологичность конструкции из-
делия проявляется в сокращении затрат
времени и средств на техническое обслу-
живание и ремонт изделия.
§ 28. Точность обработки при
фрезеровании
Точность является одним из важней-
ших показателей качества изделия. Под
точностью обработки в машино-
строении понимают степень соответствия
геометрических параметров обработанной
детали параметрам, заданным чертежом.
Чтобы оценить степень точности обработ-
ки детали, необходимо установить точность
размеров, отклонение формы, отклонение
расположения и шероховатость обработан-
ной поверхности. Основными факторами,
влияющими на точность обработки при
фрезеровании, являются:
1. Погрешности, вызванные неточной
установкой обрабатываемой заготовки на
станке; погрешности обработки, возникаю-
щие в результате упругих деформаций
технологической системы под действием
сил резания; погрешности, возникающие в
результате деформации заготовки и дру-
гих элементов оснастки при креплении
заготовки; погрешности обработки, вызы-
ваемые размерным износом инструмента,
температурными деформациями технологи-
ческой системы; погрешности наладки
станка (погрешности установки на глуби-
ну. фрезерования, погрешности пробных
промеров и т. д.)
2. Погрешности, обусловленные неточ-
ностью станка (биение шпинделя, погреш-
ности перемещения стола и т. д.); погреш-
ности . обработки, возникающие в резуль-
тате температурных деформаций обрабаты-
ваемой детали, станка, инструмента и др.;
погрешности, вызываемые действием оста-
точных напряжений в материале загото-
вок и готовых деталей.
В условиях единичного производства
точность обработки обеспечивается инди-
видуальной выверкой устанавливаемых на
станок заготовок и последовательным сня-
тием стружки пробными рабочими ходами,
сопровождаемыми пробными промерами.
Заданный размер достигается методом пос-
ледовательных приближений. Точность об-
работки в этом случае зависит в значитель-
ной мере от квалификации рабочего. В ус-
ловиях серийного и массового производ-
ства точность обеспечивается методом ав-
томатического получения размеров на
предварительно настроенном станке. Уста-
новку заготовки производят без выверки в
специальном приспособлении иа заранее
выбранные базовые поверхности. Точность
обработки в этом случае в значительной
мере зависит от квалификации наладчика.
Требуемую шероховатость поверхностей
деталей проставляет конструктор на рабо-
чих чертежах с учетом назначения усло-
вий работы данной детали в изделии. Зада-
ча фрезеровщика — обеспечить необходи-
мую шероховатость поверхности детали
при обработке.
При черновом фрезеровании достигает-
ся точность по 11—13-му квалитетам с ше-
роховатостью Rz = 80 4- 40 мкм. Чистовое
фрезерование применяется для получения
поверхностей с шероховатостью Ra =
= 1,254-0,63 мкм при 8—10-м квалитетах.
Контрольные вопросы
1. Что называется операцией, установом,
позицией, переходом и рабочим ходом?
2. Что такое конструкторская, технологиче-
ская, измерительная базы?
3. Какие правила выбора черновых и чисто-
вых баз вы знаете?
4. В чем заключается правило шести точек?
5. Что называют обшим и промежуточным
припусками на обработку?
76
chipmaker.ru
6. В чем заключаются преимущества ЕСТД?
7. Какие принципы технологического про-
цесса вы знаете?
8. Что понимают под технологичностью
конструкции?
9. Что понимают под точностью обработки
и от чего она зависит1'
10. Как обеспечить требуемую шероховатость
поверхности детали?
Глава 6
Фрезерные станин
§ 29. Краткий обзор истории
отечественного станкостроения
Достоверные, сведения об истории оте-
чественного станкостроения относятся к
XVIII столетию. Значительный вклад в
развитие конструкций станков внес меха-
ник Андрей Константинович Нартов (1680—
1756), впервые создавший ряд металлоре-
жущих станков с механическими кресто-
выми суппортами. Им же создан ряд ориги-
нальных токарно-копировальных станков,
которые предназначались для обработки
выпуклых (рельефных) изображений на
медалях, табакерках и других изделиях.
На Тульском оружейном заводе в 1715 г.
мастер Яков Батищев создал многошпин-
дельный сверлильный станок для одновре-
менной обработки 24 ружейных стволов.
Много сделал для развития русского стан-
костроения тульский механик Павел Дмит-
риевич Захава (1780—1835). Он построил
специальные операционные станки для об-
работки ружейных стволов (токарные,
сверлильные, фрезерные, протяжные), зна-
чительно опередив в этой области передо-
вые страны того времени.
В дореволюционное время потребность
страны в металлорежущих станках удов-
летворялась главным образом за счет им-
порта. Фрезерные станки простой конструк-
ции изготовлялись еще до 1917 г., но не-
большими партиями. Великая Октябрьская
социалистическая революция коренным об-
разом изменила это положение. Наряду с
другими отраслями машиностроения было
создано н отечественное станкостроение.
В 1921 г. несколько фрезерных станков
выпустил завод «Двигатель революции»
(г. Нижний Новгород). В 30-х годах
Тульский оружейный завод начал изго-
товлять горизонтально-фрезерные станки
ТГ-1 и в дальнейшем перешел к серийному
выпуску консольных фрезерных станков
«Дзержинец».
Основоположником теории металлоре-
жущих станков является русский ученый
академик А. В. Гадолин. В своем труде
«Теория устройства перемены скоростей
рабочего движения на токарных и свер-
лильных станках», изданном в 1876 г., он
доказал, что наилучшей эксплуатационной
характеристикой обладает станок, у кото-
рого ряд частот вращения составляет гео
метрическую прогрессию. Это положение
остается в силе и до настоящего времени.
Большой вклад в развитие советского
станкостроения внесли- академик В. И. Ди-
кушин. профессора Г. М. Головин, Н. С. Ачер-
кан, Д. Н. Решетов, А. И. Каширин,
В. Н. Кедринский и другие ученые.
§ 30. Кинематическая схема станка
Кинематическая схема стан-
ка представляет собой в развернутом и
упрощенном виде относительное располо-
жение всех основных его элементов — от
электродвигателей до рабочих органов.
Кинематическая схема состоит из отдель-
ных кинематических цепей, представляю-
щих собой группу механизмов, осуществ-
ляющих определенный вид движения. Ки
нематическая схема позволяет установить
взаимосвязь между кинематическими цепя-
ми станка, вывести формулы настройки
отдельных кинематических цепей.
Кинематические схемы выполняют с по-
мощью условных графических обозначений,
стандартизованных ГОСТ 2.770 — 68.
В табл. 3 приведены основные условные
графические обозначения, применяемые в
кинематических схемах металлорежущих
станков.
77
chipmaker.ru
3. Условные графические обозначения в схемах (ГОСТ 2.770—68)
Наименование
Элемент кинематики
Наименование
Элемент кинематики
Вал. валик, ось, стер-
жень и т. п.
Неподвижное закрепле-
ние оси стержня
Опора для стержня:
а) неподвижная;
б) подвижная
Подшипники скольже
ния:
а) радиальный;
б) радиально-упорный
односторонний
в) радиально-упорный
двусторонний
Подшипники качения;
а) радиальный шарико-
вый;
б) радиальный ролико-
вый;
в) радиально-упорные
односторонний и дву-
сторонний;
г) радиально-упорный
роликовый;
д) упорный шариковый;
е) упорный роликовый
Муфта сцепления ку-
лачковая
Муфты сцепления фрик-
ционные:
а)- общего назначения
(без уточнения типа) ;
б) односторонние об-
щего назначения;
в) односторонние
электромагн итн ые;
г) односторонние
гидравлические;
д) дисковые одно-
сторонние;
е) двусторонние об-
щего назначения
Ползун в неподвижных
направляющих
Соединение кривошипа
с шатуном:
а) с постоянным радиу-
сом;
б) с переменным радиу
сом
Крнвошипно-кулисные
механизмы:
а) с поступательно дви-
жущейся кулисой;
б) с вращающейся ку-
лисой,
в) с качающейся кули-
сой
Соединение детали с ва-
лом:
а) свободное при вра-
щении;
б) подвижное без вра-
щения;
в) глухое
Соединение двух валов:
а) глухое;
б) эластичное;
в) шарнирное;
г) телескопическое;
д) плавающей муфтой;
е) зубчатой муфтой
Храповой зубчатый ме-
ханизм с наружным за-
цеплением односторон-
ний
Маховик, на валу
Шкив ступенчатый, за-
крепленный на валу
78
chipmaker.ru
Продолжение табл 3
Наименование Элемент кинематики Наименование Элемент кинематики
Передачи плоским рем- нем: а) открытые; б) перекрестные; . в) полуперекрестные в) винтовые Передачи зубчатые ре- ечные Винт, передающий дви- жение 6) ж -к 4 h)- 4 4)- 4j4 ? "^1^1
XT 7 J =!=.
£ V ¥
ft)
—=1
Передачи клиновым рем- нем Передачи цепью Гайка иа винте, пере- дающем движение: а) неразъемная; б) неразъемная с ша- риками
~k J 7 ' |=X -I— Lx^
-A -)— <
Передачи зубчатые ци- линдрические: а) внешнего зацепления; нем и шнуром -(-ty -0-
< Y
e) > (l г-* -г zit
V гт x Передачи зубчатым рем-
б) внутреннего зацеп- ления Передачи зубчатые с пе- i hl i T нем • Пружины: а) цилиндрические сжа- тия; б) цилиндрические рас- тяжения Конец вала под съем- ную рукоятку Маховичок Передвижные упоры Рукоятка kJ 7~~ XL/ гЧ 1 гЦ
Lxi j 111 ,i«i
J y-ffi 41 ^г-1 4-1
ресекающимися вала- ми (конические) Передачи зубчатые со скрещивающимися ва- лами: а) гипоидные; б) червячные; a> ж •4^3- У Ч * Vv V V J 0 2 1
79
chipmaker.ru
§ 31. Механизмы фрезерных станков
Передачи. В металлорежущих станках,
в том числе и фрезерных, для передачи
вращательного движения или для преобра-
зования его в возвратно-поступательное
применяют следующие механические
передачи: фрикционные, реечные, зуб-
чатые, червячные, цепные и винт — гайка.
Передачи, понижающие скорость, назы-
вают редукторами, а повышающие — муль-
типликаторами. Механические передачи
могут иметь постоянное или переменное
передаточное отношение I от ведущего
звена к ведомому. Последние носят наз-
вание вариаторов.
Фрикционными называют пере-
дачи, в которых ведомый элемент приво-
дится в движение силами трения. Достоин-
ством фрикционной передачи является ее
бесшумность и простота изготовления. Не-
достатком является значительно меньшая
способность передавать большие нагрузки
по сравнению с зубчатой передачей таких
же габаритов. На рис. 90 приведено не-
сколько типов фрикционных передач: нере-
гулируемая с цилиндрическими роликами
(а), нерегулируемая с коническими роли-
ками (б), регулируемая с цилиндрическим
Рис. 91. Ременные передачи
и коническим роликами (в), регулируемая
с коническими роликами (ременный вариа-
тор) (а), регулируемая с криволинейными
образующими рабочих тел (<3), регулируе-
мая торцовая—лобовая (е).
Ременной называют передачу, сос-
тоящую из шкивов и охватывающего их
ремня. Усилие трения в этой передаче
создают предварительно, натягивая ре-
мень за счет изменения межосевого рас-
стояния или с помощью натяжного ролика,
взаимодействующего с холостой ветвью
передачи. На рис. 91 приведены ременные
передачи с различным профилем сечения
ремня: плоскоременная (а), клиноремен-
ная (б), поликлиноременная (в), кругло-
ременная (г), зубчатоременная (д). Дос-
тоинством ременных передач является
плавность и бесшумность работы, возмож-
ность передачи движения на значитель-
ные расстояния, пониженное требование к
точности взаимного расположения осей ва-
лов, предохранение от резких перегрузок
благодаря возможности проскальзывания
ремня. К недостаткам ременных передач
относятся недолговечность ремня, непос-
тоянство передаточного отношения из-за
проскальзывания ремня, сравнительно боль-
шие потери на трение.
Разновидностью ременной передачи яв-
ляется зубчатоременная, которая работает
без проскальзывания ремня.
Зубчатыми называют передачи,
состоящие из зубчатых колес — цилиндри-
ческих или конических.
Передачи между валами с параллель-
ными осями называются цилиндриче-
Рис. 92. Цилиндрическая зубчатая передача
80 •
chipmaker.ru
с к и м и; они состоят из цилиндрических
зубчатых колес внешнего (рис. 92, а) или
внутреннего зацепления (рис. 92, б). Ци-
линдрические передачи по виду зацепления
делятся на эвольвентные, циклоидальные,
часовые и зацепления Новикова. В маши-
ностроении применяют в основном ци-
линдрические передачи с эвольвентным за
цеплением, так как они нечувствительны к
изменению межосевого расстояния. Пере-
дачи зацепления Новикова имеют в нор-
мальном сечении профили зубьев, выпол-
ненные по дугам окружности. Профиль
зубьев меньшего колеса — выпуклый, боль-
шего — вогнутый. Эти передачи обладают
высокой нагрузочной способностью, но
сложны в изготовлении и монтаже.
По форме зубьев цилиндрические коле-
са делятся на прямозубые, косо-
зубые и шевронные. В косозубых
колесах (рис. 93, в) зубья расположены
под углом р к образующей делительной
поверхности и поэтому в сопряжение с пар-
ным колесом они вступают постепенно по
длине зубьев, что обеспечивает более плав-
ную работу передачи, чем в передаче с
прямыми зубьями (рис. 93,6). Это особен-
но ощущается при больших частотах вра-
щения колес.
На шевронных зубчатых колесах косые
зубья расположены с противоположным
направлением на одном венце, как изобра-
жено на рис. 93, а, или со смещением одной
половинки венца относительно другой.
Преимущество шевронных колес перед ко-
созубыми состоит в том, что они не соз-
дают осевых нагрузок на подшипники и
могут передавать большие мощности.
Конические передачи (рис. 94) от-
носятся к передачам между валами с пере-
секающими осями. По форме зуба кони-
ческие передачи делятся на прямозубые,
косозубые и передачи с криволинейными
зубьями. Последние могут быть с нулевым
наклоном зубьев или с наклоном зубьев
больше нуля. Косые и криволинейные
зубья могут иметь правое и левое направ-
ление.
Передачи между валами со скрещиваю-
щимися осями называются гипербо-
лоидными. Различают гиперболоидные
передачи первого и второго рода. К пере-
дачам первого рода относится гипоид-
ная передача, состоящая из конических
колес (рис. 95). К передачам второго рода
Рис. 93. Цилиндрические зубчатые
колеса
Рис. 94, Коническая зубчатая передача
Рис. 95. Гипоидная зубчатая передача
относится червячная передача с ци-
линдрическим или глобоидным червяком.
Гипоидная передача по виду не отли-
чается от конической, но при монтаже ось
одного колеса смещают относительно оси
другого на величину Е (рис. 95), назы-
ваемою гипоидным смещением. Гипоидные
передачи обеспечивают плавную работу
механизма, обладают высокой несущей
способностью и долговечностью, поэтому
они находят широкое применение в пере-
дачах задних мостов автомобилей и трак-
торов, а также в некоторых металлорежу-
щих станках.
81
chipmaker.ru
В передаче зубчатое колесо с меньшим
числом зубьев называют шестерней,
а колесо с большим числом зубьев — ко-
лесом; при одинаковом числе зубьев
обоих колес передачи шестерней называют
ведущее (входное) зубчатое колесо, а ко-
лесом — ведомое (выходное). Отношение
чисел зубьев колеса к числу зубьев шестер-
ни называют передаточным чис-
лом и обозначают буквой и. Передаточ-
ное число всегда больше или равно едини-
це* U = Zhou/2шест 1-
Для расчетов применяют понятие п е-
редаточное отношение зубчатой
передачи, которое определяется как произ-
ведение передаточных чисел зубчатых пар
(или частоты вращения на выходе к часто-
те вращения на входе) рассматриваемой
передачи или кинематической цепи: i =
= z(/z2 • Z3/z4...ZK_|/zK.
К преимуществам зубчатых передач
относятся компактность, способность сох-
ранять неизменным передаточное отноше-
ние, возможность передачи большой мощ-
ности, высокий коэффициент полезного
действия.
В червячную передачу входят
червяк 2 и червячное колесо 1 (рис. 96).
Преимуществами червячной передачи яв-
ляются возможность получения очень боль-
Рис. 97. Цепная передача
шого передаточного числа и (до 1000 и бо
лее) в одной сцепляющейся паре, а также
высокая плавность работы. Червячные пе-
редачи находят широкое применение в при-
водах делительных головок, делительных
устройств зубообрабатывающих и других
металлорежущих станков, в механизмах
телескопов и других устройствах, снижаю-
щих частоту вращения ведомого элемента.
Цепные передачи используют в ме-
ханизмах, где расстояние между осями
сравнительно большое. На ведущем и ве-
домом валах цепной передачи устанавли-
вают звездочки / и 2 (рис. 97). Переда-
точным элементом в цепной передаче яв-
ляется роликовая или зубчатая цепь 3.
Передача винт — гайка предназна-
чена для преобразования вращательного
движения в поступательное. Различают
винтовые передачи скольжения (рис. 98, а),
качения (рис. 98, б) и гидростатические
(рис. 98, в). Передачи винт — гайка сколь-
жения просты по конструкции, техноло-
гичны, обладают высокой степенью редук-
ции, компактны. В этих передачах обычно
применяют резьбу трапецеидального и пря-
моугольного профиля. В передачах виит —
гайка качения винтовая дорожка на винте
и гайке имеет полукруглый профиль. В ка-
честве тел качения используются стальные
шарики.
Передачи винт — гайка скольжения ис-
пользуют в станках общего назначения и
не применяют в тех станках, где необхо-
димо обеспечить высокую точность пере-
мещения, так как в этой передаче слишком
велики за юры между резьбой винта и гай-
ки; они имеют высокий коэффициент тре-
ния и низкий кпд.
Передачи винт — гайка качения имеют
повышенный кпд (до 0,9), значительно
меньший, чем передачи скольжения, коэф-
фициент трения и обеспечивают значи-
тельно большую точность перемещений
вследствие возможности устранения зазо-
ров в передаче. Эти передачи применяют
в станках повышенной точности и станках
с ЧПУ. Гидростатическая передача рабо-
тает в условиях жидкостного трения. Износ
винта и гайки при этом практически от-
сутствует. Кпд передачи достигает 0,99.
Передача эта фактически беззазорная, за
счет чего обеспечивает высокую точность
перемещения и находит применение в стан-
ках с ЧПУ и прецизионных станках.
82
chipmaker.ru
Опоры осей и валов. В качестве опор
осей и валов применяют подшипники, ко-
торые делятся на подшипники скольжения
и качения
Подшипники скольжения ис-
пользуют в механизмах, где требуется
снижение виброактивности и шума. Они
незаменимы в опорах коленчатых валов,
а также при работе в жидкостях и агрес-
сивных средах. Подшипники скольжения
должны обладать хорошими антифрик-
ционными свойствами, поэтому они выпол-
няются из бронзы, баббитов или неметал-
лических материалов типа фторопласта,
капрона и др. На рис. 99 приведены раз-
личные конструкции подшипников скольже-
ния: неразъемный (а), с самоустанавли-
вающимися сегментами (б), с разъемными
вкладышами (в), подпятник (г).
Подшипники качения' обычно со-
стоят из двух колец, между которыми расш
ложены тела качения, разделенные сепара-
торами. На рис. 100 изображены различные
конструкции подшипников качения: радиаль
ные однорядные шариковые (а), радиаль-
ные сферические шариковые (б), радиаль-
ные однорядные роликовые (в), радиаль-
ные сферические роликовые (г), радиаль-
ные двухрядные роликовые (0), радиаль-
ные упорные шариковые (е), роликовые
конические (ж), упорно-радиальные (з),
упорные шариковые (п), упорные ролико-
вые (к), игольчатые (л).
По направлению воспринимаемой на-
грузки подшипники качения разделяются
на радиальные, радиально-упорные, упор-
но-радиальные и упорные. В соответствии
с ГОСТ 520—71 для подшипников уста-
Рис. 98. Передача винт — гайка
Рис. 99. Подшипники скольжения
83
chipmaker.ru
новлены следующие классы точности (в по-
рядке повышения точности) 0, 6, 5, 4 и 2.
В зависимости от формы тела качения
подшипники делятся на шариковые, роли-
ковые и игольчатые. По числу рядов тел
качения — на однорядные, двухрядные и
т. д. В зависимости от габаритных разме-
ров при одном и том же диаметре отвер-
стия подшипники качения делятся на серии
по ГОСТ 3478—68: 1 — сверхлегкая, 2 —
особо легкая, 3 — легкая, 4 — легкая ши-
рокая, 5 — средняя, 6 — средняя широкая,
7 — тяжелая.
Муфты в механизмах фрезерных стан-
ков. Применяемые в металлорежущих стан-
ках муфты выполняют следующие функ-
ции: обеспечение неподвижности соедине-
ния двух валов, возможность работы валов
со смещением, улучшение динамических
характеристик приводов,- передачу момента
в одном направлении, возможность соеди-
нения и разъединения валов на ходу и
ряд других функций. В табл. 4 приведены
конструкции приводных муфт различного
назначения.
Продолжение табл. 4
Наимено-
вание
Зубчатая
компен-
сирую-
щая
Цепная
Шарнирная
Упругая
втулочно-
пальце-
вая
Упругая
звездо-
образная
Упругая
изгибная
Кулачковая
Назначение
Возмож-
ность ра-
боты ва-
лов со
смеще-
нием
Улучшение
динами-
ческих
характе-
ристик
приводов
Соединение
и разъ-
единение
валов на
ходу
Конструкция муфты
84
chipmaker.ru
Продолжение табл 4
Наимеио-
ваиие
Назиачение
Конструкция муфты
Зубчатая
сцепная
Фрикцион-
ная сцеп-
ная
Обгонная
Передача
момента
в одном
направ-
лении
§ 32. Общие понятия о
металлорежущих ст нках и
станочных модулях
Металлорежущий станок —
рабочая машина, предназначенная для
формообразования деталей путем обработ-
ки резанием.
Металлорежущие станки делятся на
универсальные, специализированные и спе-
циальные. Универсальный метал-
лорежущий станок — станок, пред-
назначенный для обработки деталей раз-
личных типоразмеров и наименований из
широкой номенклатуры в определенном
диапазоне геометрических параметров.
Специализированный метал-
лорежущий станок — металлоре-
жущий станок, предназначенный для обра-
ботки конструктивно и технологически по-
добных деталей различных типоразмеров и
наименований из определенной номенкла-
туры в определенном диапазоне их геомет-
рических параметров. Специальный
металлорежущий станок — метал-
лорежущий станок, предназначенный для об-
работки одного изделия. Одноцеле-
вой металлорежущий стано к—
металлорежущий станок, предназначенный
для выполнения одного вида обработки
резанием (точение, фрезерование, строга-
ние и т. д.). Неавтоматизирован-
ный металлорежущий станок—
металлорежущий станок с ручным воздей-
ствием на органы управления приводами
механизмов. Автоматизированный
металлорежущий станок — ме-
таллорежущий станок с ручным управле-
нием, в котором автоматизированы отдель-
ные элементы рабочего цикла. Полу-
автоматический металлоре-
жущий станок — металлорежущий
станок, оснащенный устройством управ-
ления и осуществляющий однократный-
автоматический рабочий цикл в интер-
вале между ручными загрузкой заго-
товки и разгрузкой готовой детали, Ста-
ночный автоматический мо-
дуль (стано к-a в т о м а т) — металло-
режущий станок, оснащенный устройства-
ми управления и автоматической смены
обрабатываемых заготовок (автооперато-
ром, промышленным роботом (см. § 60),
приставочным накопителем), осуществляю-
щий многократные автоматические рабочие
циклы, предназначенный для автономной
работы и имеющий возможность встраи-
ваться в станочную систему (см. § 61).
Адаптивный станочный мо-
дуль — автоматический станочный мо-
дуль, обеспечивающий автоматические
контроль и подналадку процесса обработ-
ки, а также контроль и коррекцию ка-
чества обрабатываемых деталей. Пере-
налаживаемый станочный мо-
дуль-— адаптивный станочный модуль,
обеспечивающий автоматизированный или
автоматический переход на обработку дета-
ли другого типоразмера или наименования.
§ 33. Консольные фрезерные станки
Классификация станков фрезерной
группы. В СССР принята Единая система
классификации и условных обозначений
для станков отечественного производства,
основанная на присвоении каждому стан-
ку особого шифра (номера модели). Пер-
вая цифра означает группу станка (токар-
ная, сверлильная, фрезерная и т. д.), вто-
рая — его тип, третья (иногда и четвер-
тая) характеризует размер станка. В ряде
случаев между первой и второй цифрами
вводится прописная буква русского алфа-
вита, указывающая на то, что станок улуч-
шен или модифицирован. Иногда пропис-
85
chipmaker.ru
ная буква ставится в конце шифра, что
указывает иа ту или иную область приме-
нения данной модификации (например,
П — повышенной точности; ПБ — повышен-
ной точности, быстроходный; Ш — широко-
универсальный; Ф — с числовым програм-
мным управлением и т. д.).
Фрезерные станки в принятой класси-
фикации составляют шестую группу, поэто-
му обозначение (шифр) любого фрезерно-
го станка начинается с цифры 6. Станки
фрезерной группы делятся на следующие
типы: горизонтально-фрезерные консоль-
ные; горизонтально-фрезерные консольные
универсальные; вертикально-фрезерные
консольные с поворотным столом; верти-
кально-фрезерные консольные; фрезерные
широкоуниверсальные высокой и повышен-
ной точности; вертикально-фрезерные с
крестовым столом; продольно-фрезерные
операционные; продольно-фрезерные одно-
стоечные и двухстоечные; копировально-
фрезерные с пантографом; копировально-
фрезерные для объемной обработки; гори-
зонтально-фрезерные полуавтоматы для
объемной обработки с ЧПУ и др.
Консольные фрезерные станки. Кон-
сольные фрезерные станки наиболее рас-
пространены. Стол консольных фрезерных
станков с салазками расположен на кон-
соли и перемещается в трех направлениях:
продольном, поперечном и вертикальном.
Консольные фрезерные станки делятся на
горизонтально фрезерные (с неповоротным
столом), универсально-фрезерные (с пово-
ротным столом), вертикально-фрезерные и
широкоуниверсальные. На базе вертикаль-
но-фрезерных станков выпускают копиро-
вально-фрезерные станки с программным
управлением и др.
Консольные фрезерные станки предназ-
начены для выполнения различных фрезер-
ных работ цилиндрическими, дисковыми,
торцовыми, угловыми, концевыми, фасон-
ными и другими фрезами в условиях еди-
ничною и серийного производства. На них
можно фрезеровать разнообразные заго-
товки соответствующих размеров (в зави-
симости от размеров рабочей площади
стола) из стали, чугуна, цветных металлов,
пластмасс и других материалов.
На универсальных фрезерных станках,
имеющих поворотный стол, с помощью де-
лительной головки можно фрезеровать вин-
товые канавки на режущих инструментах
(сверлах, развертках и др.) и других дета-
лях а также нарезать зубья прямозубых
и косозубых цилиндрических зубчатых ко-
лес.
Широкоуниверсальные станки предназ-
начены для выполнения различных фрезер-
ных сверлильных и несложных расточных
работ, главным образом, в условиях еди-
ничного производства (в Эксперименталь-
ных, инструментальных, ремонтных цехах
и др.). Ниже приведены значения основ-
ного параметра — ширины стола — в зави-
симости от размера (номера) станка.
Номер станка — — 0 1 2 3 4
Ширина стола, мм 125 160 200 250 320 400 500
Консольные фрезерные стан-
ки малых размеров с шириной
стола 160 мм предназначены для обра-
ботки заготовок небольших размеров, глав-
ным образом, из цветных металлов и спла-
вов, пластмасс и для чистового фрезеро-
вания заготовок из стали и чугуна. Авто-
матизированные станки позволяют вести
обработку по заданному циклу.
Консольные фрезерные стан-
ки с шириной стола 200 мм (№ 0)
предназначены для фрезерования неболь-
ших заготовок из стали, чугуна, цветных
металлов и сплавов, пластмасс. Их изго-
товляют на Вильнюсском станкостроитель-
ном заводе «Жальгирис» в трех основных
исполнениях- горизонтальные 6М80Г, уни-
версальные 6М80 и вертикальные 6М10.
На базе этих моделей завод выпускает
широкоуниверсальные (6П80Ш), копиро-
вальные (6П10К) и операционные авто-
матизированные станки.
Дмитровский завод фрезерных станков
выпускает следующие модели консольных
фрезерных станков серии Д с шириной
стола 320 мм: горизонтальный 6Д82Г, вер-
тикальный 6Д82, вертикальный 6Д12 и
широкоуниверсальный 6Д82Ш. Все эти
станки унифицированы (коробка скоростей,
коробка подач, консоль, механизм пере-
ключения коробки скоростей и др.). Завод
выпускает также станки серии Р с шириной
стола 250 мм следующих моделей: 6Р81Г,
6Р81, 6Р11 и 6Р81Ш. Станки предназна-
чается для обработки плоскостей, фасон-
ных поверхностей торцовыми, цилиндриче-
скими, дисковыми, концевыми и другими
фрезами в условиях единичного и серий-
ного производства. Технологические воз-
86
imaker. ru
можности станков могут быть расширены
применением делительной головки, наклад-
ного круглого стола, накладных фрезерных
и долбежных головок.
На рис. 101 приведена кинематическая
схема консольных фрезерных станков 6Д82
и 6Д82Г.
В книге на кинематических схемах стан-
ков указаны кинематические параметры
звеньев: числа зубьев цилиндрических и
конических колес (номер зубчатого колеса
означает число его зубьев), отношение
числа заходов червяка к числу зубьев ко-
леса для червячных передач (например,
1/30}, диаметры шкивов для ременных пе-
редач, шаг резьбы ходового винта и число
витков для винтовых механизмов (напри-
мер, 10x1). Конечные звенья обозначены
первыми двумя-тремя буквами названия
звена (например, заг — заготовка, ин —
инструмент, кул — кулачок и т. д.), элект-
родвигатели обозначены М, Ml, М2 и т. д.
Цепь главного движения. От
электродвигателя Ml мощностью 5,5 кВт
с частотой вращения 1450 об/мин движе-
ние передается через полужесткую муфту
с вала I на вал II посредством передачи
42/42. С вала II на вал 111 движение мо-
жет быть передано посредством трех воз-
можных вариантов передач: 40/40, 31/50
и 19/60. Следует отметить, что при по-
стоянном модуле зубчатого колеса теорети-
чески условие их сцепляемости состоит в
том, что сумма чисел зубьев сцепляемых
пар колес должна быть постоянной: zt +
4-Z2=Z34-Z4 = Z54-Ze.
При различных модулях зубчатых ко-
лес сцепление обеспечивается при соблю
дении условия (z, 4- z2)mt =(z34-z4)m2, где
z, и z2 — числа зубьев первой пары колес;
Щ, — их модуль, мм; z3 и z4 — числа
зубьев второй пары; т2 — их модуль, мм.
В нашем случае при одинаковом модуле
(щ = 2,5 мм) зубчатых колес условие вы-
полнено с точностью до одного зуба, что
практически допускается, т. е. 404-40=80;
314-50 = 81; 194-60 = 79.
Дальнейший разбор кинематической це-
Рис. 101. Кинематическая схема консольно-фрезерных станков 6Д82 и 6Д82Г
87
chipmaker.ru
пи главного движения для большей на-
глядности и ясности произведем одновре-
менно по кинематической схеме (рис. 101)
и по так называемой структурной диаграм-
ме (сетке) — графику частот вращения
шпинделя (рис. 102). На диаграмме про-
ведено на равном расстоянии друг от дру-
га семь вертикальных линий в соответст-
вии с количеством валов коробки скоро-
стей (валы 1—VII, рис. 102) и горизон-
тальные линии также на равном расстоя-
нии друг от друга. Расстояния между го-
ризонтальными и вертикальными линиями
зависят от выбранного масштаба. Точки
пересечения горизонтальных и вертикаль-
ных линий по вертикали соответствуют
частоте вращения (на любом из промежу-
точных валов), указанной на шпинделе
(вал VII). От вала III на вад IV движе-
ние передается через одну из трех пар
зубчатых колес: 50)40, 45/45 и 40/51. Тео-
ретически вал IV имеет девять частот вра-
щения. Однако практически он имеет во-
семь различных частот вращения (см.
рис. 101, 102). От вала IV передача вра-
щения шпинделю станка осуществляется
посредством трех различных кинематиче-
ских цепей:
1) от вала IV восемь значений частоты
вращения передаются на вал V посредст-
вом зубчатой передачи 22)53, с вала V на
вал VI — через зубчатые колеса 21/55,
а с вала VI — на йал VII (шпиндель);
2) с вала IV на вал VI восемь значений
частоты вращения можно передать, если
ввести в зацепление зубчатое колесо 22
Валы коробки скоростей.
88
chipmaker.ru
с муфтой 22 на валу VI; далее с вала VI
вращение передается на шпиндель (вал
VII) с помощью передачи 20)58;
3) после соединения валов IV и VI той
же муфтой 22, а с вала VI на вал VII
(шпиндель) посредством передачи 55/50
можно передать еще пять значений часто-
ты вращения. Таким образом, шпиндель
указанных станков имеет 21 значение ча-
стоты вращения (20—2000 об/мин).
По графику частот вращения можно
написать уравнения кинематических це-
пей. Так, максимальная частота вращения
шпинделя определяется из уравнения
Пшпшах = 1450 • 42/42 • 40/40 • 55/50 =
= 1600 об/мин, минимальная частота вра-
щения шпинделя пшпп1т = 1450 • 42/42 х
X 19/60 • 40/51 • 22/53 • 21/55 • 20/58 =
= 20 об/мин.
Направление вращения шпинделя изме-
няют реверсированием электродвигателя.
Цепь подач. Механизмы подач при-
водятся в движение от электродвигателя
М2 мощностью 1,5 кВт с частотой враще-
ния 1400 об/мин, непосредственно связан-
ного полужесткой муфтой с валом IX. На
рис. 103 показан график привода коробки
подач. По структурной сетке и кинемати-
ческой схеме легко проследить, как на
станке можно получить ряд продольных,
поперечных и вертикальных подач. Переда-
ча вращения в коробке подач от вала Х111
к валу XVI осуществляется по трем це-
пям: передачей 19)40 (8 ступеней); переда-
чей 38/20 (6 ступеней) и передачами
19)40, 12/40 и 21/40 (8 ступеней).
Уравнения кинематической цепи для
наибольшей и наименьшей продольной по-
дачи имеют вид:
5пред max = 1400-20/25-31/59 - 24/30 X
.X 30/28 • 38/20 - 23/31 - 35/55 - 55/66 - 46/66 X
Х66/66•68/68 - 39/24 -18/22•20/25•39/34 X
Х34/39-6= 1677 мм/мин;
*^прод min = 1400-20/25-31/59-18/36 X
X 17/40 • 19/40 • 12/40 • 21/40 • 20/34 х
X35/55- 55/66- 46/66- 66/66-68/68•39/24Х
X18/22-20/25-6 = 12,5 мм/мин.
От вала XVIII через предохранитель-
ную муфту вращение в двух противопо-
ложных направлениях передается к ходо-
вым винтам продольного, поперечного и
вертикального перемещений. Прямое на-
правление вращения осуществляется че-
рез передачу 66)66, а обратное — через
промежуточный вал XIX и передачи 46)35
и 35/66.
При работе ручным продольным пере-
мещением стола ходовой винт XXVIH мо-
жет быть отключен от механизма подачи
расцеплением скользящего колеса 34 с
колесом 39.
Консольные фрезерные стан-
ки с шириной стола 320 мм (№ 2)
и с шириной стола 400 мм (№ 3)
изготовляют на Горьковском станкострои-
тельном объединении. Объединение вы-
пускает станки следующих моделей: 6Р82Г
и 6Р83Г — универсально-фрезерные; 6Р12
и 6Р13 — вертикально-фрезерные; 6Р12Б
и 6Р13Б — вертикально-фрезерные быстро-
ходные; 6Р82Ш и 6Р83Ш — широкоуни-
версальные.
Консольные фрезерные станки серии Р
являются более совершенными моделями
по сравнению с ранее выпускавшимися
станками серии М. Новые модели обла-
дают высокой жесткостью и виброустой-
чивостью, что в свою очередь повышает
стойкость режущего инструмента и произ-
водительность труда. Конструкция зажима
пиноли обеспечивает надежное крепление
и предохраняет пиноль от осевого пере-
мещения, сохраняя стабильное положение
оси шпинделя. Размещение аппаратуры в
изолированных электронишах и усовершен-
ствование разводки электропроводов в
станке повышает надежность работы элект-
рооборудования станков. В новых моделях
смазка направляющих консоли и узла
стол — салазки осуществляется от плун-
жерного насоса централизованно. Эффек-
тивная смазка повышает срок работы этих
узлов, обеспечивает более длительное со-
хранение первоначальной точности станка
и сокращает время на его обслуживание
В опорах ходового винта применены шари-
коподшипники вместо быстроизнашиваю-
щихся чугунных втулок, улучшена смазка
подшипников. Введен защитный (от струж-
ки) щиток на торце стола при перемеще-
нии стола в крайнее левое положение.
Увеличение на 100 мм продольного хода
стола расширяет технологические воз-
можности станков серии Р. Для более точ-
ной установки стола в заданное положе-
ние применено новое крепление лимбов.
Станки серии Р имеют формы, отвечаю-
щие современным требованиям техниче-
ской эстетики.
89
chipmaker.ru
Рис. 103. График коробки подач станков 6Д82 и 6Д82Г
Основные узлы указанных моделей
станков унифицированы. Для удобства
управления и сокращения затрат вспомо-
гательного времени помимо автоматиза-
ции цикла обработки на станках серий М
и Р Горьковского ‘ станкостроительного
объединения предусмотрено: дублирован-
ное (спереди и с левой стороны станка)
изменение частоты вращения шпинделя и
подач стола однорукояточными и выбо-
рочными механизмами, позволяющими ус-
тановить требуемую частоту вращения или
подачу поворотом лимба без прохождения
промежуточных ступеней; управление авто-
матическими движениями стола от рукоя-
ток, направление поворота которых совпа-
дает с направлением перемещения стола;
с помощью кнопок пуск, остановка шпин-
деля и включение быстрых перемещений;
торможение шпинделя включением по-
90
chipmaker, ru
стоянного тока; наличие быстрых переме-
щений стола в продольном, поперечном и
вертикальном направлениях.
Консольные фрезерные станки серии Т.
Станки фрезерные консольные универ-
сальные и горизонтальные 6Т82Г, 6Т82,
6Т83Г и 6Т83 предназначены для обработ-
ки деталей из стали, чугуна и цветных
металлов в условиях единичного и серий-
ного производства. Станки серии Т отлича-
ются от станков серии Р более совершен-
ной конструкцией консоли, коробки подач,
механизма переключения подач, пульта уп-
равления, электрооборудования и др. Кон-
струкция станков позволяет создавать раз-
личные модификации с высоким уровнем
автоматизации, в том числе с устройством
цифровой индикации, с цикловой или опе-
ративной системой программного управ-
ления, а также копировальные.
Техническая характеристика станков се-
рии Т приведена в табл. 5.
5. Техническая характеристика станков серии Т
Параметры 6Т82Г 6Т82 6Т83Г 6Т83
Размеры рабочей поверхности стола (длина X шири-
на), мм 320X1250 400X1600
Наибольшее перемещение стола, мм:
продольное 800 1000
поперечное 320 400
вертикальное 420 370 420 360
Количество частот вращения шпинделя 18
Пределы частот вращения шпинделя, об/мин 31,5- -1600
Количество подач стола 22
Пределы подач стола, мм/мин:
продольных и поперечных 12,5- -1600
вертикальных 4,1- 530
Скорость быстрого перемещения стола, мм/мин:
продольного и поперечного 4000
вертикального 1330
Угол поворота стола, град ±45
Мощность главного привода, кВт 7,5 0
Габаритные размеры (длина х ширина X высота), мм 2280X1965X1690 2570X2252X1770
Масса стайка (с электрооборудованием), кг 3180 3250 3750 3850
Станки фрезерные консольные верти-
кальные 6Т12 и 6Т13 предназначены для
фрезерования всевозможных деталей из
стали, чугуна и цветных металлов торцо-
выми, цилиндрическими, концевыми ради-
усными фрезами в условиях единичного и
серийного производства. В серийном произ-
водстве благодаря наличию полуавтомати-
ческих и автоматических циклов станки мо-
гут успешно использоваться в поточных и
автоматических линиях. На станках можно
обрабатывать вертикальные и горизон-
тальные плоскости, пазы, углы. С помощью
делительных головок или круглого наклад-
ного стола можно нарезать зубчатые коле-
са, развертки, спирали, контуры кулачков
и другие детали, требующие периодиче-
ского или непрерывного поворота вокруг
своей оси.
Управление станками производится с
помощью кнопочно-клавишного пульта;
возможно одновременное движение стола в
продольном, поперечном и вертикальном
направлениях или в любых двух из них.
Более жесткая конструкция навесного узла
подач и центральное расположение ходо-
вого виита салазок позволяют увеличить
поперечный ход и повысить точность обра-
ботки. Предусмотрены более совершенные
автоматические циклы обработки деталей
(в том числе цикл «по рамке» — рабочие
и ускоренные перемещения стола в про-
дольном и поперечном направлениях на
заданные величины), повышена скорость
быстрого хода стола, сокращено время
торможения, расширен диапазон подач,
обеспечено более легкое управление стан-
ками.
91
chipmaker.ru
Точность обработки стандартных образ-
цов характеризуется следующими показа-
телями: неплоскостность обработанных по-
верхностей — не более 30 мкм; непарал-
лельность верхней обработанной поверх-
ности основанию — не более 30 мкм; не-
перпендикулярность плоскостей — не^более
20 мкм (все отклонения указаны на 1000 мм
длины).
Наладка станков на автоматические
циклы работы. У консольных фрезерных
станков серий М и Р управление продоль-
ным движением стола может осуществ-
ляться по полуавтоматическому или авто-
Рис. 104. Установка кулачков при одностороннем полуавтоматическом цикле вправо и влево и
при маятниковом цикле
92
chipmaker.ru
магическому циклу. В условиях единич-
ного производства управление продольной
подачей и быстрым перемещением стола
производится вручную. В серийном произ-
водстве эти станки могут быть налажены
на полуавтоматический (скачкообразный)
или автоматический (маятниковый) цикл
обработки. Для этой цепи в боковом Т-об-
разном пазу стола устанавливают в опре-
деленной последовательности и на опре-
деленном расстоянии друг от друга кулач-
ки (см. рис. 37), которые в нужные мо-
менты воздействуют на звездочку управ-
ления быстрыми и рабочими движениями
стола и рукоятку переключения продоль-
ной подачи, обеспечивая работу станка по
заданному циклу. Стол можно наладить на
следующие автоматические циклы:
1) полуавтоматический скачкообразный:
а) быстро вправо — подача вправо —
быстро назад (влево) — стоп и т. д.
(рис. 104, а); б) быстро влево — подача
влево — быстро назад (вправо) •— стоп
и т. д. (рис. 104, б), т. е. получается тот же
цикл движений стола, но только в левую
сторону;
2) автоматический маятниковый цикл:
быстро вправо — подача вправо — быстро
влево — подача влево — быстро вправо
и т. д. (рис. 104, в).
Для того чтобы наладить станок на
автоматическую работу, необходимо: от-
ключить станок от сети переключателем
ввода «включено-выключено»; поставить
переключатели ручного или автоматиче-
ского управления продольным перемеще-
нием стола и работы круглого стола в
положение «автоматическое управление»;
включить станок переключателем ввода
«включено-выключено»; произвести уста-
новку кулачков в зависимости от приня-
того цикла.
При наладке на автоматическую работу
необходимо иметь в виду, что переключе
ние с подачи на быстрый ход или с быст-
рого хода на подачу осуществимо в любом
месте хода и при любом направлении дви-
жения и ограничивается лишь возможно-
стью установки кулачков в данной точке.
Переключатель ручного или автоматиче-
ского продольного перемещения стола
устанавливают при нейтральном положе-
нии рукоятки продольного хода нажатием
на нее отверткой до упора и поворотом в
фиксированное положение «автоматическое
управление». Если переключатель не фик-
сируется, надо маховичком на торце стола
немного повернуть винт продольного хода.
Остановка движения стола вправо или
влево производится кулачками 5 или 6
(рис. 104, в), которые воздействуют на вы-
ступы рукоятки продольного хода. Кулач-
ки 1 и 2 никогда не должны сниматься
со станка, так как они ограничивают
крайние положения стола.
Переключение с подачи на быстрый
ход или с быстрого хода на подачу (при
движении стола вправо или влево) произ-
водится кулачками 3 и 4, которые воздей-
ствуют на звездочку. Правый и левый
кулачки различаются лишь положением
рычага. При необходимости рычаг можно
переставить в другую сторону. При работе
с ручным упр 1влением для предохранения
механизма от преждевременного износа
кулачки 3 и 4 рекомендуется снимать или
переставлять на неработающую часть
стола.
При одновременном фрезеровании комп-
лекта заготовок, у которых обрабатывае-
мые поверхности расположены на значи-
тельном расстоянии друг от друга, станок
может быть настроен для работы по скач-
кообразному циклу правой или левой по-
дачи. В соответствии с расположением об-
рабатываемых поверхностей стол станка
будет получать то быстрые, то медленные
перемещения по схеме: быстро вправо
(или влево)—подача вправо (или влево) и
быстро назад — стоп.
При автоматическом маятниковом цик-
ле обрабатываемые заготовки устанавли-
вают поочередно то на правой стороне
стола, то на левой. Во время обработки
заготовки, установленной на одной стороне
стола, на другой его стороне рабочий сни-
мает обработанную деталь и устанавли-
вает новую заготовку. Стол станка в этом
случае непрерывно совершает замкнутый
цикл движений: быстро вправо — подача
вправо — быстро влево — подача влево —
быстро вправо и т. д.
При работе стола в автоматическом
цикле необходимо иметь в виду следую-
щее: включение цикла производится при
включенном вращении шпинделя рукояткой
продольного хода в сторону подвода дета-
ли; установка рукоятки в положение стоп
(нейтральное) позволяет включить подачу
или быстрый ход во всех случаях неза-
93
chipmaker.ru
висимо от настройки станка на автомати-
ческий цикл или ручное управление, за
исключением момента поворота звездочки
кулачком. 6 этот момент стол можно оста-
новить только кнопками «стоп». Перед
включением стола после такой остановки
необходимо проверить, зафиксирована ли
звездочка. В условиях автоматического
цикла кнопки «'быстро стоп» не работают.
§ 34. Инструментальные
широкоуниверсальные фрезерные
станни
Эти станки предназначаются для выпол-
нения различных работ повышенной точно-
сти. Наличие горизонтального и поворот-
ного вертикального шпинделей, а также
большого количества принадлежностей де-
лает станок широкоуниверсальным, удоб-
ным для работы в инструментальных цехах
при изготовлении технологической оснаст-
ки, инструмента, штампов, пресс-форм и
других изделий. К фрезерным широкоуни-
версальным (инструментальным) станкам
относятся станки: 675ПФ1 Ереванского за-
вода фрезерных станков, 6Б75В и 6Б75ВФ1
Одесского завода фрезерных станков им. Ки-
рова, 6725В Вильнюсского станкострои-
тельного завода «Коммунарас» и 676П Ир-
кутского станкостроительного завода и др.
Станки 675ПФ1 и 6Б75ВФ1 оснащены си-
стемой цифровой индикации. Эта система
значительно улучшает обслуживание, по-
вышает производительность и точность об-
работки. На рис. 105 показан общий вид
широкоуниверсального фрезерного станка
675П, вертикальный стол которого
является составной частью суппорта. На
стол устанавливают принадлежности для
закрепления обрабатываемых заготовок
или сами обрабатываемые заготовки.
Вертикальный (основной) стол имеет
два перемещения: вертикальное и продоль-
ное (перпендикулярное оси горизонталь-
ного шпинделя). На основной стол может
быть установлен горизонтальный (съем-
ный) стол, тогда станок становится похо-
жим на обычный консольно-фрезерный.
Однако это сходство только внешнее, так
как в съемном угловом столе нет никаких
механизмов и он не имеет поперечных
перемещений, как консольно-фрезерные
станки.
Предусматривают обычно несколько
вариантов комплектации. Помимо основ-
ного вертикального и горизонтального
столов станки имеют накладные принад-
лежности: угловой универсальный стол,
круглый стол, делительную головку, дол-
бежную головку, быстроходную головку,
шлифовальную головку, спирально-фрезер-
ное приспособление и др.
На Ереванском заводе фрезерных стан-
ков изготовляется новый широкоунивер-
сальный станок 67К16П повышенной точ-
ности с шириной стола 160 мм. Наличие
вертикального и горизонтального шпин-
делей, а также широкая номенклатура
принадлежностей к станку (вертикальная
головка; угловой и горизонтальный столы,
круглый стол; делительная головка; фре-
зерная, долбежная и подрезная головки,
центроискатели; сверлильный патрон,
оправки; борштанги и резцедержатели для
растачивания.отверстий и др.) позволяют
выполнять разнообразные фрезерные, рас-
точные, сверлильные и другие работы.
Приводы главного движения и движений
подачи разделены. В приводе подач при-
менен регулируемый электродвигатель по-
стоянного тока.
На рис. 106 цоказ.ана кинематическая
схема станка 675П
Цепь главного движения. От
электродвигателя Ml мощностью 1,5 кВт
движение передается на вал / с помощью
клиноременной передачи 80/142 На валу /
расположены два подвижных блока зубча-
тых колес: первый с зубчатыми колесами
24 и* 27, второй — с зубчатыми колесами
18 и 21. С вала / на вал II движение
передается посредством четырех возмож-
ных передач: 24/34, 27/31, 18/40 и 21/37,
т. е. вал II имеет четыре различные скоро
сти. На валу III находится блок подвиж-
ных зубчатых колес 34 и 48, следовательно,
количество скоростей, передаваемых с ва-
ла II на вал III с помощью передач 34/34
или 19/48, увеличивается вдвое, т. е.
вал III имеет восемь различных частот
вращения. На валу /V также находится
блок подвижных зубчатых колес 52 и 21.
С вала III на вал IV движение передается
двумя вариантами передач: 19/52 или
48/21. Следовательно, количество частот
вращения вала IV относительно вала III
также увеличивается вдвое — вал IV имеет
16 различных частот вращения. С вала IV
94
chipmaker.ru
Рис. 105. Инструментальный широкоуниверсальный фрезерный станок 675П
на вал V движение передается с помощью
передачи 52/40 — с зубчатого колеса 52
на широкое зубчатое колесо 40, находя-
щееся с ним в постоянном зацеплении.
С зубчатым колесом 40 также в постоян-
ном зацеплении находится зубчатое коле-
со 53, сидящее на горизонтальном шпин-
деле VI. Чтобы зубчатые колеса 40 и 50
при перемещениях бабки не вышли из за-
цепления, зубчатое колесо 40 сделано по
ширине равным ходу шпиндельной бабки.
К торцу шпиндельной бабки может быть
прикреплена вертикальная головка. В этом
случае вал вертикальной головки сопрягается
с горизонтальным шпинделем и движение
с вала VI с помощью пары конических
зубчатых колес 33 и 26 передается на вер-
тикальный вал VII и далее с помощью
95
chipmaker.ru
пары зубчатых колес 35 и 36 — на верти-
кальный шпиндель VIII Вертикальный
шпиндель имеет так же, как и горнзон
тальный, 16 различных частот вращения.
Пределы частоты вращения шпинделей
различны: горизонтального — 50—1600
об/мин, вертикального — 63- 2000 об/мин
Цепь подач. Цепь подач сообщает
движение трем рабочим органам станка:
суппорту в вертикальном направлении.
96
chipmaker, ru
салазкам в продольном направлении и
шпиндельной бабке в поперечном направ-
лении. Все перемещения могут осуществ-
ляться как вручную, так и механически.
Движение ходовым винтам всех трех пере-
мещений передается от электродвигателя
Ml, который является также приводом
цепи главного движения.
Цепь подач получает движение от ко-
робки скоростей с вала / на вал X через
зубчатые колеса 21 и 64. С вала X на
вал XI движение передается либо зацеп-
лением зубчатых колес 28/62, либо с по-
мощью паразитного блока 28/28-28162.
Последний вариант зацепления осуществ-
ляется автоматически при реверсировании
электродвигателя Ml, т. е. при изменении
направления вращения его вала. Автомати-
ческое переключение коробки подач дела-
ется для того, чтобы независимо от направ-
ления вращения шпинделя подача стола
или шпиндельной бабки осуществлялась бы
в том же направлении, в каком она произ-
водилась до реверсирования. На валу XI
имеются два подвижных блока зубчатых
колес: первый — 29—33 и второй — 21—
25. С помощью этих блоков вал XII полу-
чает четыре различных скорости посред-
ством передач: 29/53, 33/49, 21/61 и 25/57.
С вала XII на вал XIII посредством блока
зубчатых колес 43—60 движение переда-
ется двумя вариантами: 39/43 и 22/60.
Вал XIII получает соответственно восемь
различных частот вращения. С помощью
блока зубчатых колес 20 и 56 посредством
передач 20/66 и 56/30 последний выход-
ной вал коробки скоростей получает
16 различных частот вращения.
Если кулачковая муфта на валу XIV
будет соединена с зубчатым колесом 23,
то вал XIV подключится к цепи ускорен-
ного хода, а цепь рабочих подач отклю-
чится. Цепь ускоренного хода более корот-
кая, чем цепь рабочих подач. Передача
движения по ней осуществляется от вала X
на вал XIV с помощью зубчатых колес
28—28—28—62—23 и далее с помощью
цепной передачи 12/10/12 суппорту или
салазкам, а через цепную передачу
12/10/45 — шпиндельной бабке.
G вала XIV движение передается цеп-
ной передачей и звездочками 12—10—12
на вал XV к механизмам привода подач
шпиндельной бабки. Вертикальные подачи
стола осуществляются по следующей цепи:
от вала XV через пару конических колес
27—26 движение передается на вал XVI.
На винт XVII вертикального перемещения
стола прямое вращение передается зубча-
тыми колесами 23—41, а обратное — зуб-
чатыми колесами 23—23—41. При враще-
нии винта XVII с шагом Р=5 мм суппорт
вместе со столом перемещается вверх или
вниз относительно неподвижно установлен-
ной в нижней части станка гайки также
с шагом Р = 5 мм. Ручное вертикальное
перемещение стола осуществляется махо-
вичком, сидящим на валу XXIII, и парой
конических колес 15—30. Продольные
подачи влево и вправо осуществляются
переключением муфты на валу XVIII. Вра-
щение на вал XVIII передается зубчатыми
колесами 23—25 или 22—23—23—41, дале--
коническими зубчатыми колесами 16 -27
на вал XIX.
Механизм подач шпиндель-
ной бабки расположен в верхней зад-
ней части станины. Звездочка 14 связана
с валом XXI шпонкой. С этим же валом
шлицевым соединением связана кулачко-
вая соединительная муфта. Если муфта
подключена налево, то движение от вала
XXI к гайке винта передается зубчатым
зацеплением 36/54. Если муфта подклю-
чена вправо, то вращение от вала XXI
передается зубчатыми колесами 30—45—
30—36—54 и перемещение шпиндельной
бабки изменяется на обратное.
§ 35. Краткие сведения о других
станках фрезерной группы
Вертикально-фрезерные станки с крес-
товым столом (бесконсольиые). У верти-
кальных бесконсольных фрезерных стан-
ков крестовый стол расположен на непо-
движной станине и может перемещаться
в продольном и поперечном направлениях
(рис. 107). На этих станках можно обра-
батывать большие и тяжелые заготовки
в условиях единичного и серийного произ-
водства. Фрезерование производится глав-
ным образом торцовыми головками и тор-
цовыми фрезами.
Повышенная мощность и жесткость, а
также высокие частоты вращения шпинде-
ля позволяют производить на этих станках
скоростное фрезерование торцовыми голов-
ками с пластинками из твердых сплавов.
Продольные и поперечные подачи стола
4—571
97
chipmaker.ru
Рис. 107. Схема вертикально-фрезерного стан-
ка с крестовым столом
Рис. 108. Схема продольно-фрезерного станка
осуществляются отдельными электродвига-
телями постоянного тока с бесступенчатым
регулированием частот вращения. Бессту-
пенчатое регулирование подачи в широ-
ком диапазоне позволяет производить
выбор оптимальной минутной подачи при
фрезеровании.
Для удобства управления и сокраще-
ния вспомогательного времени на станках
предусмотрено: управление всеми движе-
ниями станка с подвесного пульта; возмож-
ность изменения частот вращения шпинде-
ля одной рукояткой с помощью гидравли-
ческого привода; бесступенчатое изменение
подач одной рукояткой, расположенной на
подвесном пульте; наличие быстрых пере-
мещений стола в продольном и попереч-
ном направлениях и шпиндельной бабки в
вертикальном направлении; электрическое
торможенйе шпинделя. Для точных пере-
мещений стола предусмотрены замедлен-
ные подачи. Станки могут работать по
полуавтоматическому циклу, включающему
быстрый прямой и обратный ход, рабочий
ход и остановку стола в требуемых поло-
жениях.
Ульяновский завод тяжелых и уникаль-
ных станков выпускает модели станков
656, 6А56, 6А59 с крестовым, столом шири-
ной 630, 800 и 1000 мм. На базе этих моде-
лей выпускаются станки с цифровой инди-
кацией, с числовым программным управ-
лением. Некоторые модели станков осна-
щаются загрузочным устройством. Львов-
ский завод фрезерных станков выпускает
такие станки с шириной стола 250—
400 мм.
Продольно-фрезерные станки. Станки
•данного типа (рис. 108) универсальные и
предназначены для обработки корпусных и
крупногабаритных деталей в условиях еди-
ничного и серийного производства. Фрезе-
рование заготовок на этих станках осуще-
ствляется главным образом торцовыми
твердосплавными головками, а также ци-
линдрическими, концевыми и другими фре-
зами. Высокая мощность и жесткость про-
дольно-фрезерных станков позволяет обра-
батывать заготовки с большими сечениями
среза. Эти станки изготовляют с шириной
стола от 3200 до 5000 мм, размерный ряд
принят со знаменателем геометрической
прогрессии <р = 1,26.
Продольно-фрезерные станки делятся
на одностоечные и двухстоечные и имеют
несколько фрезерных шпинделей. Все со-
временные фрезерные станки отличаются
удобством обслуживания, повышенной точ-
ностью и высокой производительностью.
Продольно-фрезерные станки имеют ди-
станционное управление с подвесного пуль-
та. механизированный зажим подвижных
узлов, автоматический отвод фрезы от
детали при быстром ходе стола, дистан-
ционное бесступенчатое регулирование ско-
рости подач (для станков с шириной
стола 5000 мм и более), механизмы
отвода стружки из зоны резания и другие
виды механизации. Тяжелые станки осна-
щены механизмами для установки тяжелых
9в
chipmaker.ru
фрез, накладными угловыми фрезерными
головками, механизмами для отсчета пере-
мещений. На станках с шириной стола
3200—5000 мм можно производить строга-
ние, сверление, растачивание.
Продольно-фрезерные станки выпуска-
ют Дмитровский завод фрезерных стан-
ков, Горьковский завод фрезерных стан-
ков, Минский станкостроительный завод
им. Октябрьской революции и Ульяновский
завод тяжелых и уникальных станков.
Горьковский завод выпустил продольно-
фрезерно-расточный двухстоечный трех-
шпиндельный станок модели 6Г608Ф1 с
цикловым управлением и цифровой инди-
кацией. На стайке кроме фрезерных работ
можно выполнять сверлильные и расточные
операции по заданным координатам отвер-
стий. Станок создан на базе продольно-
фрезерного одностоечного станка 6Г608,
имеет три шпиндельные бабки ползунко-
вого типа — две горизонтальные и одну
вертикальную. Он оснащен накладными го-
ловками, позволяющими обрабатывать за-
готовки с пяти сторон за один установ.
По сравнению с базовой моделью данный
станок значительно усовершенствован. Уст-
ройство цифровой индикации позволяет
автоматизировать процесс выхода выдвиж-
ного узла на заданную координату и повы-
сить точность обработки. Наличие уст-
ройств предварительного набора перемеще-
ний подвижных узлов и других конструк-
тивных и компоновочных особенностей
значительно расширяет технологические
и эксплуатационные возможности стан-
ков.
Имеется ряд модификаций: фрезерно-
расточные, сверлильно-фрезерно-расточные,
копировально-фрезерные, фрезерно-стро-
гальные, обрабатывающие центры и др.
На базе продольно-строгальных или
продольно-фрезерных станков Минским
станкостроительным заводом им. Октябрь-
ской революции и Новосибирским заво-
дом «Тяжстанкогидропресс» изготовляются
фрезерно-строгальные комбинированные
станки. Эти станки имеют ширину стола
от 1000 до 3200 мм и длину от 3000 до
16 000 мм. Они предназначаются для об-
работки крупных базовых и корпусных
деталей в условиях единичного и мелко-
серийного производства. Станки имеют не-
сколько строгальных суппортов и фрезер-
ных головок. Большинство станков осна-
щено устройствами цифровой индикации и
предварительного набора координат. Су-
ществуют станки со строгальными суп-
портами, фрезерными угловыми головками,
фрезерно-расточными головками, а также
шлифовальными головками. На таких стан-
ках можно производить черновую и чисто-
вую обработку горизонтальных, верти-
кальных и наклонных поверхностей. Стро-
гание, фрезерование и другие операции
выполняются последовательно при одной
установке заготовки, что сокращает вспо-
могательное время.
Копировально-фрезерные станки. Дета-
ли сложной конфигурации, например штам-
пы, пресс-формы, лопатки турбин и др., в
крупносерийном и массовом производстве
обрабатывают на копировально-фрезерных
станках концевыми фрезами.
Различают контурное и объемное копи-
ровальное фрезерование. Контурное фрезе-
рование применяют при обработке фасон-
ных поверхностей замкнутого контура —
плоских наружных и внутренних кулач-
ков. Объемное копирование применяется
для фрезерования пространственно-слож-
ных (объемных) наружных и внутренних
поверхностей.
Копировально-фрезерные станки имеют
задающее устройство (копир, шаблон,
эталонная деталь, чертеж, модель и др.),
связанное через копировальное устройство
(щуп, копировальный палец, копироваль-
ный ролик, фотоэлемент) с исполнитель-
ным органом, который повторяет движение
копировального устройства для воспроиз-
ведения режущим инструментом формы
задающего устройства
Существует две схемы работы копиро-
вально-фрезерных станков: без следящей
системы и с ней. В первой согласование
взаимного положения щупа (копироваль-
ного пальца) с копиром осуществляется
жесткой связью между задающим и испол-
нительным устройствами. Вторая схема
имеет следящий механизм в системе ис-
полнения команд. В задающем ус/ройстве
образуются управляющие сигналы, кото-
рые подаются в следящий механизм. По-
следний сравнивает заданную программу с
выполненной и при их расхождении подает
сигнал исполнительному устройству для
корректирования траектории режущего ин-
струмента. Копировальные станки со сле-
дящей системой характеризуются также
4*
99
chipmaker.ru
наличием усилительных устройств, которых
нет в станках с жесткой связью.
Палец 1 следящей системы, изображен-
ной иа рис. 109, касается модели А под
определенным давлением; в случае изме-
нения давления палец может иметь осевое
перемещение, которое через шарик пере-
дается его тыльной частью втулке 2, а
последний через пружину касается острия
регулировочного винта. Таким образом,
осевые перемещения пальца управляются в
зависимости от давления на него. Эти
перемещения через подвешенный на пру-
жине 4 груз 3, соединенный с втулкой 2,
передаются сердечнику 5 трансформатора.
Перемещение сердечника в магнитном поле
трансформатора изменяют электромагнит-
ные импульсы, которые направляются в
усилительные устройства, а затем посту-
пают в цепь управления электродвигате-
лями подач.
В отличие от механических копироваль-
ных устройств, в которых сила резания
воспринимается копиром (шаблоном), в
следящих системах следящий орган (щуп),
передвигаясь по копиру, только подает
команду исполнительным органам, которые
осуществляют соответствующие перемеще-
ния рабочих органов станка. Поэтому
следящие копировальные устройства рабо-
тают с очень малым давлением на копиры
(шаблоны или модели), что дает возмож-
ность применять дешевые и простые в
изготовлении копиры и производить обра-
ботку крутых и точных переходов профиля
фасонной поверхности. Малые давления
следящего органа (щупа) на копир обеспе-
чивают высокую точность и низкую шеро-
Рис. 109. Схема работы следящего пальца
ховатость обработанной поверхности, поз-
воляют производить обработку при опти-
мальных режимах фрезерования. Наиболь-
шее применение получили копировально-
фрезериый станки с электромеханической и
гидравлической копировальными систе
мамн.
Копнровально-фрезерно-
гравировальные станки с пан-
тографом 6Л463, 6Г463, 6464 Львов-
ского завода фрезерных станков предназ-
начены для гравировальных и мелких
копировально-фрезериых работ, производи-
мых по двум координатам (контурное
фрезерование). На этих станках можно
фрезеровать мелкие шаблоны и лекала,
неглубокие пресс-формы для резины и
пластмассы и др., а также гравировать
цифры, надписи и узоры на штемпелях,
лимбах, платах, панелях и т. д. Копиро-
вание в установленном масштабе произво-
дится с помощью специального устройст-
ва — пантографа. Движение копирования
на станке осуществляется перемещением
ощупывающего пальца по контуру копира.
Вертикально-фрезерные
копировальные станки с копи-
ровальным устройством выпу-
скаются на базе универсально-фрезерных
станков. В настоящее время серийно вы-
пускаются копировально-фрезерные станки
моделей 6Р11К-1, 6Р12К-1, 6Р13К-1,
6Т13К-1 и др. Эти станки предназначаются
для обработки пространственно-сложных
фасонных поверхностей — штампов, пресс-
форм и др. — методом копирования. Об-
работку осуществляют по копирам, контур
которых ощупывается наконечником копи-
ровального прибора. Для копировальных
работ применяются концевые, выпуклые
полукруглые и цилиндрические фрезы.
Станки с копировальным устройством
можно использовать и как обычные кон-
сольно-фрезерные.
Копировально-фрезерные
горизонтальные станки моделей
6Б443Г, 6Б444Г и 6А445 предназначены
для обработки деталей, имеющих прост-
ранственно-сложную форму. Управление
станками осуществляется от копира (про-
тотип изделия или его части), выполнен-
ного в' натуральную величину. Система
управления подачи станка получает инфор-
мацию о копире от копировального при-
бора, ощупывающего поверхность копира
в заданной последовательности.
100
chipmaker.ru
Управление подачи осуществляется в
трех режимах: строчечном, контурном и
трехмерном. На рис. ПО показана схема
копировально-фрезерного станка. По ста-
нине в продольном направлении переме-
щается стол 1, на котором установлены
угольники 2 и 3 для крепления заготовки
и копира. По вертикальным направляющим
колонки 4 станка перемещается поперечи-
на 5, по которой движется фрезерная
головка. На корпусе шпиндельной бабки
установлен копировальный датчик станка.
В последнее время выпускают копиро-
вально-фрезерные станки с электронной
копировальной системой управления и с
ЧПУ. Такая комбинация дает возможность
осуществлять копировальное фрезерование,
фрезерование с ЧПУ и копирование, уп-
равляемое с помощью ЧПУ. Последнее
объединяет преимущества копировального
устройства (автоматический перенос гео-
метрии с модели на заготовку) и числового
программного управления (автоматический
рабочий ход). Принципиальное различие
между копировально-фрезерным станком и
фрезерным станком с ЧПУ состоит в сле-
дующем.
1. У копировально-фрезерного станка
геометрия заготовки определяется посред-
ством шаблона и щупа, а у фрезерного
станка с ЧПУ — посредством заданной
системы последовательного чередования
точек.
2. У копировально-фрезерного станка
возможные контуры обработки ограничены,
а у фрезерного станка с ЧПУ такого
ограничения нет.
Карусельно-фрезерные станкн. На
рис. 111 показана схема карусельно-фре-
зерного станка. На станине 1 смонтиро-
ваны две вертикальные стойки 2 с направ-
ляющими, которые соединены горизонталь-
ной плитой 3, образующей замкнутую
рамную систему. На стойках 2 смонтиро-
вана горизонтальная траверса 4, которая
может перемещаться вверх и вниз. На
траверсе 4 помещены шпиндельные голов-
ки 5 с индивидуальным приводом. Для
удобства наладки на необходимую глубину
фрезерования шпиндели фрезерных голо-
вок перемещаются в вертикальном направо
лении. Круглый поворотный стол 6 с верти-
кальной осью вращения приводится в дви-
жение от отдельного привода. Благодаря
медленному вращению стола (круговая
Рис. 110. Схема копировально-фрезер-
ного станка
Рис. 111. Схема карусельно-фрезерного станка
подача) можно совместить машинное вре-
мя обработки со вспомогательным вре-
менем. Эти станки изготовляют Горьков-
ский завод фрезерных станков и Ульянов-
ский завод тяжелых и уникальных станков.
Карусельно-фрезерные станки предназна-
чаются для обработки плоскостей загото-
вок торцовыми фрезами по методу непре-
рывного фрезерования.
Барабанно-фрезерные станки (рис. 112).
Их применяют для обработки корпусных
деталей в условиях крупносерийного и
массового производства. Обрабатываемые
chipmaker.ru
Рис. 112. Барабанно-фрезерный станок
заготовки закрепляют на вращающемся
барабане.
Торцефрезерные станки. Такие станки
применяют для подрезки торцов на валах
двумя торцовыми фрезами и последующего
центрования отверстий центровочными
сверлами. При этом заготовка крепится в
приспособлении на призмах и остается
неподвижной.
§ Зв. Испытания фрезерных станков
Каждый станок, изготовленный на пред-
приятии-изготовителе или прошедший сред-
ний и капитальный ремонт, подвергается
испытаниям. Общие требования к испыта-
ниям металлорежущих станков, в том чис-
ле и с числовым программным управле-
нием, на точность регламентируются ГОСТ
8—82. По этому стандарту точность метал-
лорежущих станков определяется тремя
группами показателей: первая группа по-
казателей характеризует точность обработ-
ки образцов-изделий; вторая группа ха-
рактеризует геометрическую точность стан-
ков; третья группа — дополнительные по-
казатели.
К показателям, характеризующим точ-
ность обработки образцов, относятся: точ-
ность геометрической формы и располо-
жения обработанных поверхностей образ-
цов; постоянство размеров партии об-
разцов; шероховатость обработанных
поверхностей образцов-изделий. К пока-
зателям, характеризующим геометри-
ческую точность станка, относятся:
точность баз для установки заготовки
и инструмента; точность траекторий пере-
мещений узлов, несущих заготовку и ин-
струмент; точность расположения осей вра-
щения и направлений прямолинейных пере-
мещений рабочих органов станка, несущих
заготовку и инструмент, относительно друг
друга и баз; точность делительных и уста-
новочных перемещений рабочих органов,
несущих заготовку и инструмент, и др.
К дополнительным показателям точности
относится способность сохранения взаим-
ного расположения рабочих органов стан-
ка, несущих заготовку и инструмент, при
условии приложения внешней нагрузки,
воздействия теплоты, возникающей прн ра-
боте станка на холостом ходу, колебаний
станка прн его работе на холостом ходу.
Стандартом предусмотрено деление
станков на пять классов точности, обозна-
чаемых в порядке возрастания точности
Н, П, В, А и С, что соответствует 1, II,
III, IV и V классам точности по СТ СЭВ
3111—81.
Перед испытанием на точность станок
должен быть окончательно собран, уста-
новлен на фундамент и выверен в соответ-
ствии с требованиями к фундаменту и
установке на нем станка. Затем должны
быть проведены испытания станка на хо-
лостом ходу и под нагрузксхй. После
проведения необходимых регулировок в
соответствии с нормативно-технической до-
кументацией на станок проводятся испыта-
ния на точность.
Испытание станков на холо-
стом ходу производится последова-
тельным включением всех его рабочих
скоростей от наименьшей до наибольшей.
Механизм подач испытывается на холо-
стом ходу при наименьших, средних и ра-
бочих подачах, а также при быстрых (ус-
коренных) подачах.
Нормы точности и жесткости на кон-
сольно-фрезерные станки классов точности
Н и П (для широкоуниверсальных класса
точности П) установлены ГОСТ 17734—81.
Этим стандартом предусматривается: про-
верка точности станка; проверка точности
образца-изделия; проверка жесткости
станка.
1. Проверка точности стан-
>к а. Стандартом предусмотрено свыше
102
chipmaker.ru
20 проверок точности станка: плоскост-
ность рабочей поверхности стола; прямо-
линейность среднего паза; параллельность
рабочей поверхности стола траектории его
продольного, поперечного и вертикального
перемещений; радиальное биение кониче-
ского отверстия шпинделя; осевое биение
шпинделя и др. По каждому виду прове-
рок установлены соответствующие схемы
проверок и нормы точности (допуски, мкм).
2. Проверка точности образ-
ца-изделия. Установлены формы и
размеры образцов-изделий для обработки
на стайках как с горизонтальным, так и с
вертикальным шпинделем. После обработ-
ки образцов-изделий проводят ряд прове-
рок (плоскостность рабочей поверхности
образца-изделия, параллельность верхней
поверхности образца-изделия его основа-
нию, перпендикулярность обработанных
плоскостей образца-изделия и др.). По
каждому виду проверок установлены нор-
мы точности (допуск, мкм).
3. Проверка жесткости стан-
к а. Испытания станков на жесткость
должны проводиться по ГОСТ 7035— 75,
а нормы жесткости должны соответство-
вать ГОСТ 17734—81.
§ 37. Энсплуатац ч фрезерных
станнов
Долговечность работы станка в значи-
тельной мере зависит от условий его экс-
плуатации. Во избежание повреждений
станков при транспортировке следует со-
блюдать правила упаковки, перевозки,
переноски станков.
Качество работы стайка зависит от пра-
вильной его установки на фундаменте.
Без фундамента разрешается установка
станка только на бетонном полу достаточ-
ной толщины (200—300 мм). В остальных,
случаях для достижения надежности и
точной работы необходимо подготовить
бетонный фундамент. Станок устанавли-
вают на фундамент после полного затвер-
девания раствора цемента. В отверстия
основания станины закладывают фунда-
ментные болты с навинченными гайками и
при установке станка на фундамент опу-
скают болты в заранее подготовлен-
ные колодцы. Выверку правильно-
сти положения станка производят точ-
ными уровнями, которые устанавли-
вают на обработанные горизонтальные
или вертикальные плоскости станка (на-,
правляющие стола и т. п.). Для придания
станку правильного положения применяют
стальные клинья или регулируемые баш-
маки, которые устанавливают по пери-
метру станины на определенных расстоя-
ниях друг от друга. После выверки
станка по уровню в продольном и попереч-
ном направлениях основание станка зали-
вают раствором цемента.
Каждый станок, находящийся в цехе,
имеет паспорт, выданный заводом-из-
готовителем и хранящийся в отделе глав-
ного механика завода. Паспорт станка
является основным техническим докумен-
том, содержащим полную характеристику
станка. В паспорте даны сведения о типе
станка, модели, указан завод-изготовитель,
год выпуска, заводской номер, место уста-
новки, дата выпуска в эксплуатацию
и т. п. В паспорте помещена также фото-
графия станка со спецификацией органов
управления.
В разделе «Основные данные станка»
приведены сведения, характеризующие га-
барит и массу станка, основные размеры,
стол, направляющие станины, шпиндель,
хобот и серьгу, принадлежности и при-
способления для настройки и обслужива-
ния станка, прилагаемые к нему, сведения
о ремонте, комплект поставки и др.
В разделе «Механика станка» приведе-
ны данные по механике главного движе-
ния (частоты вращения шпинделя, мощ-
ность на шпинделе) и по механике подачи
(подачи стола — продольная, поперечная и
вертикальная, ускоренные подачи стола).
Кроме паспорта к каждому станку при-
лагается руководство по экс-
плуатации, которое хранится у цехо-
вого механика или на рабочем месте.
В руководстве кроме сведений, имеющихся
в паспорте, приведены рекомендации по
транспортировке, распаковке и установке
станка на фундамент, подготовке станка
к первоначальному пуску, смазке станка,
охлаждению фрез при резанин. В руковод-
стве имеется также кинематическая схема
станка со спецификацией зубчатых и чер-
вячных колес, червяков и реек, описание
конструкции станка и его узлов, рекомен-
дации по настройке, наладке и режимам
работы, регулированию и эксплуатации
электрооборудования и др. В конце руко-
103
chipmaker.ru
водства прилагаются чертежи быстроиз-
нашиваюшихся деталей.
Регулирование станков. Регулирование
зазора между ходовым винтом и гайкой.
В процессе эксплуатации станков возни-
кает необходимость в регулировании от-
дельных его узлов и элементов для вос-
становления их нормальной работы. Меж-
ду ходовым винтом и гайкой имеется не-
большой зазор (люфт). Поэтому при точ-
ных перемещениях необходимо маховичок
ручного перемещения стола вращать в
одном направлении, чтобы выбирать мерт-
вый ход. Если некоторая доля оборота
маховичка происходит без перемещения
стола, то это означает, что между ходовым
винтом и гайкой имеется зазор (мертвый
ход) Если мертвый ход превышает ‘/в
Рис. 113. Регулирование зазора в ходовом
винте
оборота рукоятки, надо сообщить об этом
мастеру. При наличии зазора в ходовом
винте продольного перемещения стола
нельзя производить фрезерование по по-
даче.
Для регулировки зазора между ходо-
вым винтом и гайкой стола консольно-
фрезерных станков № 2 и 3 серии Р необ-
ходимо ослабить контргайку / (рис. 113) и,
вращая валик 2, произвести подтягивание
гайки ходового винта. Выбор люфта необ-
ходимо производить до тех пор, пока люфт
ходового винта, проверяемый поворотом
маховичка продольного хода, окажется
не более 3—5% поворота маховичка и пока
при перемещении стола вручную не про-
изойдет заклинивания винта на каком-либо
участке, необходимом для рабочего хода.
После регулирования затягивают контр-
гайку 1, фиксируя валик 2 в установлен-
ном положении.
Регулирование клиньев стола и сала-
зок. Зазор в направляющих стола и сала-
зок консольно-фрезерных станков № 2 и 3
серии Р выбирается клиньями. Регулиро-
вание клина 1 стола (рис. 114) произво-
дится при ослабленных гайках 2 и 4 под-
тягиванием винта 3 отверткой. После про-
верки регулирования ручным перемеще-
нием стола гайки надежно затягиваются.
Зазор в направляющих салазок регули-
руется клином 6 с помощью винта 5. Ре-
зультат регулирования проверяется при
перемещении салазок вручную.
В процессе эксплуатации кроме указан-
ных узлов регулируются зазор в переднем
подшипнике, пружины фиксатора лимба
скоростей и лимба подач, предохранитель-
ная муфта коробки подач и др.
Смазка и охлаждение станков. Станок
может эксплуатироваться при условии нор-
мальной работы его системы смазки. Ос-
новное назначение смазки состоит в умень-
шении потерь на трение, повышении изно-
состойкости трущихся поверхностей и обес-
печении допустимой температуры. От пра-
вильной смазки станка зависят срок его
службы и надежность работы.
На рис. 115 и в табл. 6 приведены
элементы и точки системы смазки кон-
сольных фрезерных станков. Для смазки
этих станков в резервуары рекомендуется
заливать масло ИС-30 (ГОСТ 20799
75), а пресс-масленки наполнять маслом
ЦИАТИМ-201 (ГОСТ 6267 -74).
104
chipmaker.ru
Рис. 115. Места смазки станков 6Р12,
6Р12Б, 6Р13 и 6Р13Б
Охлаждение в процессе фрезерования.
Смазочно-охлаждающую жидкость (СОЖ)
следует подавать непосредственно в зону
резания. Подвод СОЖ в нужную зону
обеспечивается маневренностью устройства
подвода сопла. На рис. 116 приведена
схема подвода СОЖ к режущему инстру-
менту для станков № 2 и 3 серии Р. Если
отвернуть гайку 1, то сопло можно пово-
рачивать под любым углом и устанавли-
6. Перечень элементов и точек системы смазки
консольных фрезерных станков 6Р12, 6Р12Б,
6Р13 и 6Р13Б
Номер позиции на рис. 115 Элементы и точки системы смазки
1 2 3 4 . 5 6 7 8 9 10 и 12 13 14 Указатель уровня масла в резер- вуаре консоли Отверстие для залива масла в ре- зервуар консоли,' 6 л Отверстие для слива масла из ре- зервуара консоли Пресс-масленка для смазки конце- вых подшипников стола Отверстие для залива масла в ре- зервуар станины, 14 л Пробка для слива масла из резер- вуарарстанины Маслоуказатель для контроля ра- боты насоса в коробке скоростей Пресс-масленка для смазки перед- него подшипника шпинделя Указатель уровня масла в резер- вуаре станины Маслоуказатель контроля работы насоса в консоли Кнопка для смазки вертикальных направляющих консоли Кнопка для смазки механизма и направляющих узла «стол — са- лазки» Пресс-масленка для смазки верх- них подшипников шпинделя Пресс-масленка для смазки под- шипников механизма перемеще- ния гильзы
вать по высоте. Для перемещения сопла
вдоль скосов хобота необходимо также
ослабить гайку 3 со стороны, противопо-
ложной соплу. При изменении направления
фрезерования вся система может быть пе-
ренесена на другую сторону хобота. Регу-
лятором подачи требуемого количества
СОЖ является кран 2, расположенный над
соплом. Этим краном разрешается пользо-
ваться, как и краном-выключателем СОЖ,
если время выключения не превышает
10 мин. На более продолжительное время
эмульсию необходимо отключать, включая
насос переключателем на дверке электро-
ниши.
Насос подачи СОЖ смонтирован за
одно целое со своим электродвигателем и
расположен в нише основания под кожу-
105
chipmaker.ru
Рнс. 116. Схема подвода СОЖ к режущему ин-
струменту
хом электродвигателя главного движения.
Наибольшая производительность насоса —
22 л/мин. Включение и выключение насоса
охлаждения происходят при установке пе-
реключателя на дверке левого электрошка-
фа в положение «Охлаждение включено»
или «Охлаждение выключено».
Для периодической очистки основания и
замены СОЖ в основании имеется пробка,
а в фундаменте — приямок для слива
СОЖ- В передней части основания имеется
решетчатая крышка, через которую СОЖ
стекает во внутреннюю полость. Эта крыш-
ка задерживает стружку, тряпки, грязь
и т. п. Ее снятие недопустимо, так как это
приводит к порче насоса и загрязнению
всей системы. Систему охлаждения следует
периодически (через 6 мес) демонтировать
и промывать под давлением.
Ремонт станков. Система планово-пре-
дупредительного ремонта предусматривает
выполнение ряда мероприятий по уходу,
надзору и ремонту станков: ежемесячные
и периодические осмотры станков и машин;
постоянное поддержание чистоты, обору-
дования и помещений, в которых оно уста-
новлено; ежесменную и периодическую
смазку поверхностей трения; периодиче-
скую промывку станков и машин для уда-
ления металлоабразивных продуктов, обра-
зующихся в результате их работы, и очист-
ку от пыли электротехнического и элект-
ронного оборудования станков н машин;
профилактическую регулировку механиз-
мов, устройств и подвижных сопряжений
деталей и обтяжку крепежа станков и ма-
шин; профилактическую замену деталей,
имеющих срок службы меньше продолжи-
тельности межосмотрового периода; перио-
дические проверки геометрической и техно-
логической точности станков; профилакти-
ческие испытания электрооборудования,
электросетей и электронных устройств; за-
мену утративших работоспособность быст-
роизнашивающихся деталей и их сопря-
жений или восстановление их работоспо-
собности; восстановление нарушений ре-
гулировки механизмов, устройств н под-
вижных сопряжений деталей.
К регламентированному (плановому)
техническому обслуживанию относятся
ежемесячные и периодические осмотры,
проверки и испытания, поддержание чисто-
ты оборудования и помещений, ежесменная
и периодическая смазка, периодическая
промывка и очистка от пыли, профилак-
тическая регулировка, принудительная (че-
рез определенное число часов работы) за-
мена быстроизнашивающихся деталей.
К техническому обслуживанию по пот-
ребности (неплановому) относятся замена
отказавших деталей, восстановление слу-
чайных нарушений регулировки механиз-
мов, устройств и подвижных сопряжений
деталей, восстановление случайных нару-
шений неподвижных разъемных соединений
деталей станков и машин.
Контрольные вопросы
Г. Что называется кинематической схемой
металлорежущего станка?
2. По какому закону выбирают ряд частот
вращения станка?
3. Как классифицируются станки фрезерной
группы?
4. Чем отличаются консольные фрезерные
станки от других фрезерных станков?
5. Какие кинематические цепи имеются в
консольном фрезерном станке? Какие органы
станка они связывают?
6. Каково назначение широкоуниверсальных
инструментальных станков?
106
chipmaker.ru
Глава 7
Делительные головни. Фрезерные работы, выполняемые
с их применением
§ 38. Делительные головни
непосредственного и простого
деления
Делительные головки являются важ-
нейшей принадлежностью консольных фре-
зерных станков, значительно расширяя их
технологические возможности. Делитель-
ные головки используют, во-первых, для
установки оси обрабатываемой заготовки
под требуемым углом к столу станка; во-
вторыХ, для периодического поворота заго-
товки вокруг ее оси на определенный угол
(деление на равные и неравные части);
в-гретьих, для непрерывного вращения за-
готовки при нарезании винтовых канавок
или винтовых зубьев зубчатых колес. Дели-
тельные головки используют при изготов-
лении различных инструментов (фрез, раз-
верток, зенкеров, метчиков), нормализо-
ванных деталей машин (головок болтов,
граней гаек, пазов и шлицев на торцах
зубчатых муфт) и других деталей.
Делительные головки бывают следую-
щих видов 1) лимбов ые (с делитель-
ными дисками) — непосредственного деле-
ния, простого деления, полууниверсальные,
универсальные; 2) безлимбовые (без
делительного диска) — с зубчатым пла-
нетарным механизмом и набором сменных
зубчатых колес; 3) оптические (для
точных делений и контрольных операций).
Обычно делительные головки изготов-
ляют одношпиндельными. Иногда приме-
няют двух- и трехшпиндельные для одно-
временной обработки соответственно двух
или трех заготовок. Безлимбовые дели-
тельные головки позволяют производить
процесс деления посредством сменных зуб-
чатых колес. При этом рукоятку делитель-
ной головки поворачивают на один или не-
сколько полных оборотов. Однако кон-
струкция и кинематическая схема безлим-
бовых делительных головок значительно
сложнее, чем лимбовых.
Делительные головки непосредственного
деления. При выполнении многих фрезер-
ных работ, связанных с непосредственным
делением, более производительными и эко-
номичными являются головки, с помощью
которых осуществляется только непосред-
ственное деление. На рис. 117 показана
делительная головка с отсчетом угла пово-
рота шпинделя по диску, имеющему 12 де-
лений, и, следовательно, допускающая де-
ление на 2, 3, 4, 6 и 12 равных частей.
В корпусе 6 головки вращается шпиндель,
на правый конец которого надет поводко-
Рис. 117. Делительная головка непосредственного деления
chipmaker.ru
Рис. 118. Пространственная кинематическая схема делительной головки простого деления
Червячное
колесо
вый патрон 7. Центр 8 вставлен в шпин-
дель головки. На левый конец установлен
диск 4, на котором имеется 12 прорезей.
Гайка 2 служит для регулирования зазора
в подшипниках шпинделя. Вращение осу-
ществляется рукояткой 3. Угол поворота
шпинделя отсчитывают по диску 4, кото-
рый устанавливают в требуемое положе-
ние стопорным рычагом 1. Кожух 5 служит
для защиты головки от стружки и грязи.
Задняя бабка 10 поддерживает второй
конец заготовки. Центр 9 задней бабки
может перемещаться в продольном направ-
лении маховичком 12 и закрепляется вин-
том 11 в требуемом положении. Подобные
головки изготовляют и с вертикальным
расположением шпинделя.
Делительные головки простого деления.
Делительными головками простого деления
называются такие, у которых отсчет произ-
водится по неподвижному делительному
диску, а деление — рукояткой, связанной
со шпинделем делительной головки через
червячную передачу.
Пространственная кинематическая схе-
ма головки простого деления показана на
рис. 118. Обычно в делительных головках
простого деления червячное колесо имеет
40 зубьев, а червяк выполнен однозаход-
ным. Следовательно, чтобы шпиндель го-
ловки сделал один оборот, рукоятке (чер-
вяку) следует сообщить 40 оборотов. Для
получения половины оборота рукоятке со-
общают 20 оборотов. Число оборотов
рукоятки, необходимое для поворота шпин-
деля делительной головки на один оборот,
называется характеристикой де-
лительной головки и обозначается
буквой N. Число оборотов п рукоятки го-
ловки, необходимое для получения требуе-
мого деления фрезеруемой заготовки на z
частей, находят по формуле n = N/z.
§ 39. Универсальные делительные
головни
По ГОСТ 8615—69 за основной размер
делительных головок принят наибольший
диаметр обрабатываемой заготовки D.
По стандарту принят ряд головок из шести
типоразмеров: 160, 200, 250, 320, 400 и
500 мм.
Каждому размеру станка (по ширине
стола) должен соответствовать определен-
ный типоразмер делительной головки. Так,
к консольным фрезерным станкам с шири-
ной стола 320 мм рекомендуется делитель-
ная головка с £>=250 мм, а к фрезерным
станкам с шириной стола 400 мм — голов-
ка УДГ-Д-320 и т. д.
На рис. 119 показана универсальная
делительная головка. На чугунном основа-
нии 20 со стяжными дугами 9 установлен
корпус 10. Ослабив гайки, можно повора-
чивать корпус на угол, определяемый по
шкале и иоииусу 12. На опорной плоско-
сти основания делительной головки име-
ются два параллельных шпинделю сухаря,
предназначенные для установки головки в
пазы стола фрезерного станка. В корпусе
108
chipmaker.ru
Рнс. 119. Универсальная делительная головка
расположен шпиндель со сквозным отвер-
стием, оформленным по концам в виде
конуса Морзе. На одном из них устанав-
ливается центр 21, на другом — оправка
дифференциального деления.
На переднем конце шпинделя имеются
резьба и центрирующий поясок 7. необхо-
димые для крепления трехкулачкового са-
моцентрирующего или поводкового пат-
рона. На буртике шпинделя установлен
лимб 8 непосредственного деления с 24 от-
верстиями. В средней части шпинделя рас-
положено червячное колесо с круговой вы-
'точкой на торце, в которую входит конец
зажима 11. Оно получает вращение от
червяка, расположенного в эксцентриковой
втулке. Поворотом втулки рукояткой чер-
вяк можно ввести в зацепление или выве-
сти из него.
Делительный диск сидит на валу, смон-
тированном в подшипниках скольжения,
установленных в крышке 19. Крышка фик-
сируется на корпусе 10 центрирующей
расточкой и крепится неподвижно к осно-
ванию. К делительному диску пружиной
прижат раздвижной сектор 18, состоящий
из линеек 14 и зажимного винта 13, кото-
рый обеспечивает фиксацию линеек, уста-
новленных под требуемым углом. Пружин-
ная шайба предотвращает самопроизволь-
ный поворот сектора.
Вал 16 механического привода от стан-
ка смонтирован в подшипниках скольжения
и расположен во втулке 15, закрепленной
на крышке 19. На конце вала размешено
коническое зубчатое колесо, находящееся
в постоянном зацеплении с коническим
зубчатым колесом, сидящим на валу дели-
тельного диска. Делительный диск фикси-
руется в требуемом положении стопо-
ром 17. Центр задней бабки можно пере-
мещать в горизонтальном и вертикальном
направлениях.
В комплект делительной головки входит
задняя бабка, в основании 24 которой
расположен корпус 2, связанный с рейкой
с помощью штифта. Вращением головки
зубчатого вала можно перемещать корпус
вверх и поворачивать относительно оси
штифта. В требуемом положении задняя
бабка крепится на столе станка болтами
и гайками. Пиноль 3 с полуцентром 4
перемещается при вращении маховичка 1,
укрепленного на винте.
На опорной плоскости основания име-
ются два направляющих сухаря, выверен-
ных относительно оси пиноли, которые
обеспечивают совпадение центров дели-
тельной головки и задней бабки при уста-
новке их на столе станка. Люнет, входя-
щий в комплект, служит дополнительной
опорой при обработке нежестких заготовок.
В корпусе 23 люнета расположен винт,
перемещающийся с помощью гайки 5 и
имеющий призматическую головку 6. Креп-
ление винта с призмой в заданном по вы-
соте положении осуществляется стопорным
винтом 22. Полууниверсальная делитель-
109
chipmaker.ru
ная головка по устройству аналогична
универсальной делительной головке.
Непосредственное деление. При непо-
средственном делении черзяк головки дол-
жен быть выведен из зацепления с чер-
вячным колесом. Поворот обрабатываемой
заготовки осуществляется . вращением
шпинделя. Отсчет угла поворота произво-
дится по градуированному на 360° диску
с ценой деления 1°. Нониус позволяет про-
изводить отсчет угла поворота шпинделя
с точностью до 5'. Угол поворота (град)
шпинделя при делении на z частей опре-
деляется по формуле a=360°/z.
При каждом повороте шпинделя голов-
ки к отсчету, соответствующему положе-
нию шпинделя до поворота, следует при-
бавлять величину а, найденную по этой
формуле. У некоторых головок делитель-
ный диск (лобовой) для непосредствен-
ного деления не градуированный, а имеет
три делительных круга с 24, 30 и 36 отвер-
стиями. Три ряда отверстий в делительном
диске позволяют производить непосредст-
венное деление на 2, 3, 4, 5, 6, 8, 10, 12, 15,
18, 24, 30 и 36 частей. Число промежутков
между отверстиями выбраииого делитель-
ного круга на лобовом делительном диске,
пропускаемых при повороте шпинделя го-
ловки, определяется по формуле n—ajz,
где а — число отверстий выбранного круга
на лобовом диске; z — заданное число
делений.
Простое деление. На рис. 120 показана
кинематическая схема универсальных дели-
Рис. 120. Кинематическая схема головок УДГ-
250 и УДГ-320 простого деления
тельных головок Д-250 и и Д-320. В случае
простого деления червяк 10 должен быть
введен в зацепление с червячным коле-
сом 8. Поворот шпинделя 9 (деление) про-
изводится вращением рукоятки 2 с фикса-
тором 3 относительно неподвижно закреп-
ленного бокового делительного дйска 1,
имеющего концентрические окружности с
отверстиями. При настройке фиксатор 3
устанавливают против выбранной окруж-
ности на делительном диске. Поворот ру-
коятки передается через цилиндрические
зубчатые колеса 7 с передаточным отноше-
нием «=1 и червячную пару с передаточ-
ным отношением i—1/40 на шпиндель.
Шпиндель при этом должен повернуться
на 1/z часть оборота для деления окруж-
ности на z равных частей. Следовательно,
уравнение кинематической цепи движения
шпинделя будет иметь вид п-1-(1/40) =
— 1/z, откуда получим п—40/z.
Пусть требуется разделить заготовку
на z равных частей (например, при фрезе-
ровании зубчатого колеса с г зубьями).
Это значит, что после фрезерования каж-
дой впадины требуется повернуть шпин-
дель вместе с заготовкой на 1 /z оборота,
следовательно, рукоятку 2 — на z/40 обо-
рота. Если z<40, то z/40>l, и дробь мож-
«.но представить в виде z/40=?A+a/b=
=A-\-ma/mb, где А — число целых (пол-
ных) оборотов рукоятки; а и b — числитель
и знаменатель правильной несократимой
дроби; т — общий множитель при а и Ь,
выбираемый таким образом, чтобы mb
представляло собой число отверстий на
какой-либо окружности делительного дис-
ка. Тогда та будет выражать число де-
лений (шагов) на окружности лимба (или
промежутков между соседними отверстия-
ми выбранного круга mb), на которое дол-
жна быть повернута рукоятка 2 дополни-
тельно к А полным оборотам. Отсчет
требуемого угла поворота обрабатываемой
заготовки производится по неподвижному
делительному диску, в одно из отверстий
которого входит подпружиненный штифт
фиксатора. Этот диск двусторонний. При
простом делении гильза 4, конические ко-
леса 5 и вал 6 в делении не участвуют.
Для удобства отсчета промежутков
между отверстиями (или отсчета отвер
стий) делительного круга служит раздвиж-
ной сектор (рис. 121), который состоит
из двух ножек 1 и 3. Эти ножки могут
ПО
chipmaker, ru
Рис. 121. Сектор для простого и диффе-
ренциального делений
вращаться одна относительно другой.
Их устанавливают так, чтобы между ними
было число промежутков та. Для установ-
ки сектора в рабочее положение надо
ввести стержень фиксатора в одно из
отверстий выбранного делительного круга,
например в отверстие А. Освободив винт 2,
крепящий ножки 1 и 3 сектора, подводят
ножку 1 к стержню фиксатора. Отсчитав
число промежутков круга, ножку 3 фикса-
тора подводят к последнему отверстию В
и закрепляют сектор винтом 2.
помнить, что если отсчет производить по
числу отверстий круга, начиная с того,
в которое входит штифт фиксатора, то
число отверстий должно быть на единицу
больше числа промежутков между отвер-
стиями та. На рис. 115 отсчитано пять
промежутков круга, ограниченных шестью
отверстиями. После фрезерования поверх-
ности заготовки при данном положении
фиксатора следует повернуть рукоятку
головки по часовой стрелке, ввести стер-
жень фиксатора в отверстие В и повер-
нуть сектор в том же направлении до со-
прикосновения с ножкой 3. Сектор в новом
положении показан иа рис. 115 пунктиром.
Рукоятку надо всегда вращать по часовой
стрелке, чтобы избежать влияния «мерт-
вых ходов» в передаче от валика рукоятки
к шпинделю головки. Когда фиксатор ру-
коятки окажется напротив последнего про-
пускаемого промежутка между отверстия-
ми круга, рукоятку фиксатора необходимо
отпустить и осторожно, постукивая по ней
рукой, довести до требуемого положения.
В этот момент фиксатор под действием
пружины войдет в отверстие круга. Если
рукоятка была случайно повернута дальше,
чем требуется, то необходимо ее- повер-
нуть против часовой стрелки несколько
дальше пропущенного отверстия, после че-
го осторожным постукиванием вновь повер-
нуть по часовой стрелке до требуемого по-
ложения.
Пример. Подобрать круг отверстий на дели-
тельном диске и настроить угол раствора ножек
сектора для нарезания зубчатого колеса с чис-
лом зубьев z=25.
Решение: n = 40/z = A + a/b, п = 40/25 = 1 +
+ 15/25=1+3/5. Принимаем иа лимбе круг
с 30 отверстиями (кратное 5). Тогда п=1 +
+ 3/5=1 + 18/30. При делении производим один
полный оборот рукоятки н перемещение защелки
на 18 шагов (т. е. на 18 промежутков между
смежными отверстиями) на круге с 30 делениями.
Дифференциальное деление. Дифферен-
циальное деление применяется тогда, когда
ограниченное количество концентрических
кругов с различным числом отверстий в
них не дает возможности получить необ-
ходимый поворот фрезеруемой заготовки
способом простого деления. Так, например,
нельзя методом простого деления разде-
лить окружность на 61, 79, 83, 97, 127 час-
тей, т. е. на количество частей, выраженное
числом, не имеющим множителей, равных
нли кратных количеству отверстий в де-
лительном диске.
На рис. 122 показана кинематическая
схема универсальной делительной головки
для дифференциального деления. Отличие
дифференциального способа деления от
всех других заключается в том. что отсчет
поворота рукоятки 2 производится не по
неподвижному, а по вращающемуся дели-
тельному диску 1. В коническое отверстие
заднего конца шпинделя вводят конический
хвостовик оправки с гитарой сменных
зубчатых колес zb z2, z3 и z4, связывая
шпиндель 9 с конической зубчатой парой-5,
гильзой 4 и в конечном счете с делитель-
ным диском 1. Если теперь вывести пру-
жинный фиксатор (защелку) 3 из отвер-
стия делительного диска и вращать шпин-
дель 9 рукояткой 2 через пару цилиндри-
ческих зубчатых колес 7, червяк 8 и чер-
вячное колесо 10, то будут вращаться ва-
лик 6, пара конических зубчатых колес 5,
111
chipmaker.ru
Рис. 122. Кинематическая схема делитель-
ных головок УДГ-250 и УДГ-320 при на-
ладке для дифференциального деления
гильза 4 вместе с делительным диском I.
Поскольку вращение шпинделя происходит
й 40 раз медленнее вращения рукоятки,
то и делительный диск будет вращаться
медленно. Передаточное отношение кони-
ческих зубчатых колес 5 и цилиндрических
зубчатых колес 7 равно единице. При диф-
ференциальном делении выключают фикса-
тор 3 и стопор 17 (см, рис. 119), удержива-
ющий делительный диск 1 в неподвижном
состоянии.
Выведем теперь формулу расчета наст-
ройки на дифференциальное деление. Пусть
требуется произвести деление на z частей,
причем z>40 и не может быть осущест-
влено ни непосредственное, ни простое
деление. Поворот червяка и шпинделя
головки, а следовательно, и обрабатывае-
мой заготовки получается в этом случае
как сумма двух движений: поворота ру-
коятки головки, а следовательно, и шпин-
деля и поворота делительного диска от
шпинделя через сменные и постоянные
зубчатые колеса. Для осуществления пер-
вого из указанных движений вместо за-
данного числа z делений принимаем
вспомогательное число деле-
ний х, которое должно быть таким,
чтобы:
а) число х было близко к z (больше
или меньше — безразлично);
б) деление на х частей было возможно
способом простого деления;
в) передаточное отношение i было осу-
ществимо с помощью имеющихся сменных
зубчатых колес.
При делении на х частей число оборо-
тов рукоятки будет п=40/х. При враще-
нии рукоятки 2 н шпинделя 9 делительный
диск, связанный с ним передачей гитары
i=Z]/z2-z3/z4, во время деления повер-
нется на пл=\/г-1. Очевидно, что в ре-
зультате этих двух движений рукоятки
ее угол поворота n=40/x-\-i/z. За опера-
цию деления заготовка будет поворачи-
ваться на- 1/z часть оборота, что и тре-
буется. При этом рукоятка сделает 40/z
оборота. Сопоставляя последнюю формулу
с предыдущей, получим 40/x+z’/z=40/z,
откуда после преобразований получим
окончательно z'=40/x(x—z), где i — пере-
даточное отношение смеиных зубчатых
колес гитары.
Если x>z, то «>0 (положительное),
если x<z, то z<0 (отрицательное). Если
i положительное, то направление вращения
совпадает с обычным направлением вра-
щения рукоятки (по часовой стрелке).
При отрицательном i и вращении рукоятки
по часовой стрелке диск вращается в об-
ратном направлении (против часовой
стрелки).
Пример. Определить количество оборотов ру-
коятки и сменных зубчатых колес при фрезеро-
вании зубчатого колеса с числом зубьев z=123.
Принимаем х= 120. По формуле z=40/x (х—z) —
= 40/120(120—123) =—1; i = zJZi • z3/z4=
= 100/50 • 40/80 = 1. Устанавливаем зубчатые
колеса: на шпиндельном валике (1-е ведущее),
на промежуточном пальце гитары — зубчатое
колесо г 50 (1-е ведомое) и z40 (2-е ведущее),
промежуточное колесо z0 — на второй палец
гитары и на валике привода делительного диска —
зубчатое колесо z80.
Число оборотов рукоятки находим по фор-
муле п = 40/х = 40/120= 1/3= 10/30. Берем круг
с 30 отверстиями, при каждом повороте рукоятки
пропускаем 10 промежутков между отверстиями
круга и вставляем штифт в 11-е отверстие
диска.
Гитару, применяемую для установки
сменных зубчатых колес при дифферен-
циальном делении (рис. 123), надевают
на цилиндрический конец выступа коробки
привода и закрепляют болтом. Зубчатое
колесо Z] устанавливают на шпиндельном
валике. Зубчатые колеса z2 и z3, а также
промежуточное зубчатое колесо z0 уста-
навливают на гитаре, а сменное зубчатое
112
chipmaker.ru
Рис. 123. Гитара для установки сменных
зубчатых колес при дифференциальном
давлении
колесо zt — на валике привода головки.
В руководствах по делительным голов-
кам и в справочниках фрезеровщика при-
ведены таблицы наладки для дифферен-
циального деления на число делений от
51 до 399 с указанием делительного кру-
га, числа пропускаемых промежутков, чис-
ла сменных зубчатых колес и схемы
установки зубчатых колес.
Наладка делительных головок для фре-
зерования винтовых канавок.
Для образования винтовой канавки за-
готовку необходимо непрерывно вращать
и одновременно перемещать вдоль оси
на величину шага винтовой канавки за
один ее оборот. Для этого ходовой винт
продольной подачи стола соединяют с по-
мощью гитары сменных зубчатых колес
г,, z2, z3 и z4 со шпинделем 9 делительной
головки (обозначения см. в тексте к
рис. 122). Вращение ходового винта вызы-
вает вращение шпинделя делительной го-
ловки с заготовкой и одновременно их пе-
ремещение совместно со столом. Чтобы
определить передаточное отношение смен-
ных зубчатых колес, необходимо знать
шаг нарезаемой винтовой канавки и ха-
рактеристику станка. Характеристикой уни-
версально-фрезерного станка А называется
шаг винтовой канавки, которая будет про-
фрезерована на данном станке при переда-
точном отношении сменных зубчатых колес,
соединяющих -винт станка и валик привода
делительной головки, равном единице.
Допустим, что передаточное отношение
сменных зубчатых колес, показанных на
рис. 123, равно единице. Передаточное от-
ношение всех постоянных колес делитель-
ных головок, связывающих винт продоль-
ной подачи стола с валиком червяка, рав-
но единице. Ясно, что когда винт продоль-
ной подачи стола делает один оборот,
стол перемещается на величину шага вин-
та, т. е. червяк головки делает один обо-
рот, а шпиндель головки поворачивается
на 'До оборота. Следовательно, шпиндель
головки делает полный оборот, когда винт
подачи стола делает 40 оборотов, а стол
станка перемещается на величину, равную
произведению числа оборотов винта 40 на
его шаг 6 мм, т. е. 40>6 мм = 240 мм.
Таким образом, за один оборот шпинделя
делительной головки и, следовательно,
обрабатываемой заготовки при принятом
допущении (»=1) на ней будет образована
винтовая канавка с шагом 240 мм. Число
240 и есть характеристика станка.
В общем случае характеристика уни-
версально-фрезерного станка А определя-
ется по формуле A = NPX[I, где Рхв—
шаг винта продольной подачи стола, мм.
Теперь легко получить формулу для
определения передаточного отношения
сменных зубчатых колес гитары. Если на
станке с характеристикой 240 требуется
профрезеровать винтовую канавку с ша-
гом 120 мм, то за время, когда стол с
обрабатываемой заготовкой переместится
на 240 мм, заготовка должна сделать два
оборота. Для этого необходимо, чтобы
передаточное отношение сменных зубчатых
колес было равно 2. При шаге винтовой
канавки, равном 60 мм, это отношение
должно быть равно 4 и т. д.
Таким образом, передаточное отноше-
ние сменных зубчатых колес, соединяющих
винт продольной подачи стола и валик
привода делительной головки, определяется
по формуле i=zl/z2-z3/zi=A/P, где А —
характеристика станка; Р — шаг винто-
вой канавки, мм.
На рис. 124 показана гитара, приме-
няемая для установки сменных зубчатых
колес при фрезеровании винтовых канавок.
Зубчатые колеса z=50,, z=502 и z=
= 40 — постоянные (т. е. постоянно нахо-
дятся в гитаре), зубчатые колеса zb
z2, z3 н z4 — сменные.
К универсальным делительным голов-
кам прилагается комплект сменных зубча-
113
chipmaker.ru
Рис. 124. Гитара для установки сменных зуб-
чатых колес
тых колес, используемых при дифферен-
циальном делении и фрезеровании винто-
вых канавок, задняя бабка, две гитары,
патрон с планшайбой, оправки и другие
принадлежности.
Оптические делительные головки. Эти
головки применяют для выполнения особо
точных работ, а также для проверки пра-
вильности выполнения делений. По стан-
дарту (ГОСТ 9016—77) установлены сле-
дующие типы оптических делительных
головок: ОДГ-2 — с ценой деления 2";
ОДГ-5 — с ценой деления 5"; ОДГ-10 —
с пеной деления 10" и ОДГ-60 — с ценой
деления 60". Для всех головок наибольший
диаметр закрепляемого в центрах изде-
лия — 250 мм.
На рис. 125, а показан общий вид,
а на рис. 125, б — разрез по шпинделю
оптической делительной головки ОДГ-60.
По внешнему виду головка напоминает
механическую. Она состоит из корпуса 4,
закрепляемого на столе станка, и шпинде-
ля 11, установленного на подшипниках
10 и 13 в поворотной части 3 головки.
Червячное колесо 8 приводится во вра-
щение червяком 12, связанным с махович-
ком 1. Червячное колесо 8, а следователь-
но, и шпиндель могут быть закреплены
в требуемом положении рукояткой 2, свя-
занной с прижимной шайбой 9. Червяк 12
и червячное колесо 8 служат только для
поворота шпинделя, их погрешности не
оказывают влияния на точность работы
головки. Один конец валика с червяком
сидит в эксцентриковой втулке 7, что по-
зволяет опускать валик с червяком вниз
Рис. 125. Оптическая делительная головка ОДГ-60
114
iipmaker.ru
и, расцепив червяк с червячным колесом
шпинделя, быстро вручную поворачивать
шпиндель головки.
Внутри корпуса головки имеется шкала,
разделенная на 360°. Сверху головки рас-
положен окуляр 5 с микроскопом, в опти-
ческой системе которого имеется неподвиж-
ная шкала 6, разделенная на- 60 частей
с ценой деления 1. Эти деления видны в
окуляре настолько крупно и четко, что
при некотором навыке по ним можно вести
отсчет с точностыр до 1 /4 минуты.
На рис. 125, в показано поле зрения
окуляра микроскопа с отсчетом делений
угла 9° 15'. Поворот шпинделя головки
на требуемое число градусов и минут про-
изводится маховичком I, а окончательная
точная установка — медленным поворотом
накатной головки (на рисунке не показана)
через пару конических зубчатых колес,
связанную с маховичком 1. Угол поворота
(в градусах) шпинделя определяется так
же, как и при непосредственном делении
с применением механической головки по
формуле a—360o/z. Если задан шаг де-
лений, измеренный по окружности опреде-
ленного диаметра, то угол поворота опре-
деляется по формуле а=Р360°/лЛ, где
D — диаметр окружности заготовки (по ко-
торой задается шаг деления), мм; Р—
окружной шаг делений, мм.
При пользовании головкой следует
учесть, что углы последовательных пово-
ротов суммируются, что вызывает необхо-
димость предварительного составления
полной таблицы углов для всех поворотов
шпинделя головки. Так, при делении на
7=51 таблица должна содержать 50 строк
(1-й поворот — а1 = 7°03'32"; 2-й поворот—
а2= 14°07'04" и.т. д.).
фрезерование винтовых канавок и спира-
лей; фрезерование зубьев и зубчатых реек
и др.
Фрезерование граней многогранников
(трехгранников, четырехгранников, пяти-
гранников и т. д.). В зависимости от кон-
фигурации детали и размера партии фре-
зерование производят дисковыми, концевы-
ми, цилиндрическими или торцовыми фре-
зами, а также набором дисковых фрез.
Рассмотрим фрезерование грани «квад-
рата» (например, грани хвостовика мет-
чика или развертки) с помощью универ-
сальной делительной головки на горизон-
тально-фрезерном станке концевой фрезой.
Для установки- на столе фрезерного
станка делительной головки и задней бабки
необходимо:
1) очистить стол и пазы от стружки,
смазать тонким слоем смазки плоскости
стола и основания делительной головки.
Установить делительную головку и заднюю
бабку фиксирующими сухарями в средний
паз стола;
2) ввести в паз стола крепежные болты
делительной головки и задней бабки и за-
тянуть их;
3) проверить совпадение центров перед-
ней и задней бабки с помощью контроль-
ного шлифованного валика длиной 500 мм
и индикатора (рис. 126). Если при пере-
мещении стойки индикатора параллельно
оси валика отклонение стрелки будет не
более 0,02 мм, то установка центров про-
изведена правильно. При больших отклоне-
ниях следует отрегулировать положение
заднего центра установочным винтом в ко-
лодке, несущей центр задней бабки. Снять
контрольный валик с центров;
4) освободить болты, крепящие зад-
§ 40. Работы, выполняемые с
применением делительных головок
С помощью делительных головок вы-
полняют следующие виды фрезерных ра-
бот: фрезерование многогранников; фрезе-
рование прямых канавок на цилиндричес-
ких поверхностях; фрезерование пазов на
торцовых поверхностях; деление заготовки
по окружности на неравные части; фре-
зерование зубьев прямозубых цилиндричес-
ких и конических зубчатых колес; фрезе-
рование торцовых зубьев кулачковых муфт
и торцовых зубьев режущего инструмента;
Рис. 126. Проверка установки делительной голов-
ки и задней.бабки
115
chipmaker.ru
нюю бабку, отодвинуть ее от делительной
головки на требуемое расстояние по длине
заготовки и закрепить болтами;
5) надеть на заготовку хомутик, закре-
пив его болтом. Установить заготовку в
центрах, вставить загнутый конец (рог)
хомутика в вырез подвода и закрепить его.
После обработки одной грани повора-
чивают шпиндель делительной головки
вместе с заготовкой на 90° и производят
фрезерование второй грани и т. д.
Если в многограннике угол между плос-
костями АВ и ВС детали равен £, то при
последовательной обработке этих граней
обрабатываемая заготовка должна быть
повернута на угол (рис.’ 127), который
Рис. 127. Определение угла поворота дели-
тельной головки
Рис. 128. Схема фрезерования граней головки
винта набором фрез
определяют по формуле а = 180° — р. По-
ворот на угол а можно осуществить ме-
тодом непосредственного деления.
Определим число оборотов и рукоятки,
соответствующих повороту шпинделя на
угол а. Если рукоятка сделает 40 оборотов,
то шпиндель повернется на один оборот
т. е. на 360°. Искомый угол поворота
легко получить из пропорции 40/360°=
=п/а, откуда п=40а/360°.
Фрезерование граней многогранника
можно производить не одной фрезой, а
набором дисковых фрез. Этот метод при
обработке большой партии заготовок яв-
ляется более производительным и точным,
чем фрезерование одной фрезой. На
рис. 128 показана схема фрезерования
граней головки винта набором из двух
фрез. Расстояние между внутренними бо-
ковыми поверхностями фрез должно быть
равно расстоянию между противополож-
ными боковыми гранями детали. Оно до-
стигается подбором установленных колец,
как и при обработке уступов и пазов на-
бором фрез. Заготовка должна быть уста-
новлена так, чтобы ее ось была перпенди-
кулярна оси оправки фрезы.
Для фрезерования многогранников в
крупносерийном и массовом производстве
применяют многоместные делительные при-
способления для одновременной обработки
партии заготовок.
Дефекты при фрезеровании
многогранников:
1) размер граней получился меньше
требуемого из-за неправильно установлен-
ной глубины фрезерования. Причина —
невнимательность при отсчете глубины
фрезерования по шкале лимба;
2) размер граней получился меньше
требуемого из-за неправильно установ-
ленного расстояния между двумя диско-
выми фрезами набора. Причина — непра-
вильный подбор установочных колец;
3) неверное расположение граней. При-
чина — неправильный отсчет делений по
делительному диску;
4) повышенная шероховатость обрабо-
танной поверхности. Причина — большая
подача на зуб, биение фрезы, вибрации,
работа изношенной фрезой, большой люфт
шпинделя делительной головки, неправиль-
ный выбор СОЖ и др.
Фрезерование прямых канавок и шли-
цев на цилиндрических и конических по-
116
chipmaker.ru
Рис. 129. Установка одноугловой фрезы для фрезерования прямой канавки
верхностях. В этом виде фрезерных работ
помимо операции деления важным факто-
ром является правильная установка фрезы
относительно заготовки. В качестве при-
мера рассмотрим установку одноугловой
фрезы для прорезания прямой стружечной
канавки режущего инструмента (рис.
129, а). При этом требуется, чтобы фреза
была углублена в тело заготовки на ве-
личину у и смещена вправо от вертикаль-
ной оси заготовки на величину х (рис.
129г). Установка начинается с того, что
фреза торцом соприкасается с вертикаль-
ной полкой угольника, которая в свою оче-
редь должна иметь касание с заготовкой
(рцс. 129,6). Затем перемещением попе-
речных салазок вправо на величину ра-
диуса заготовки г приводит торец фрезы
в вертикальную диаметральную плоскость
заготовки. После этого, включив враще-
ние фрезы, поднимают стол станка до тех
пор, пока на поверхности заготовки не
появится едва заметный след от зубьев
фрезы (рис. 129, в). Затем продольным пе-
ремещением стола выводят фрезу за пре-
делы заготовки и производят поперечное
и вертикальное перемещения стола с заго-
товкой соответственно на величины х и у
(рис. 129, г). Установка фрезы в верти-
кальной диаметральной плоскости может
быть осуществлена специальным центро-
искателем (рис. 129,6) без угольника.
При симметричном расположении дис-
ковых и концевых фрез относительно оси
обрабатываемой заготовки координаты
установки фрезы определяют так же, как
для шпоночных пазов.
Обычно задается угол а между осями
канавок или число канавок. Если задан
шаг Р между осями канавок, измеренный
по окружности диаметром D, то число обо-
ротов п рукоятки делительной головки с
характеристикой 40 определяется по фор-
муле п=40Р/nD.
Перед каждым делением необходимо
освободить шпиндель делительной головки,
а после каждого деления закрепить его.
Нарезание шлицев производят обычно
на шлицефрезерных или зуборезных стан-
ках шлицевыми червячными фрезами, ра-
ботающими по методу обката (без дели-
тельных головок). Шлицы на валах можно
профрезеровать на горизонтально- или
продольно-фрезерных станках шлицевыми
фрезами с применением делительных голо-
вок. Заготовку в этом случае устанавли-
вают в центрах делительной головки и
задней бабки. После фрезерования одной
канавки заготовка поворачивается на
1/z оборота, где z— число шлицев. Фре-
зерование прямозубых шлицев может быть
осуществлено фасонными фрезами, про-
филь которых соответствует профилю впа-
дины между шлицами. Иногда чистовое
фрезерование боковых поверхностей шли-
цев производят на тех же станках специ-
альными фрезами, оснащенными твердым
сплавом. Применяют и другие схемы фре-
зерования шлицев (набором двух дисковых
фрез одновременно двух канавок и др.).
117
chipmaker.ru
Рис. 130. Фрезерование пазов на торце
Рис. 131. Установка фрезы по
торцу валика
Дефекты при фрезеровании
канавок на цилиндрических
поверхностях:
1) неправильное количество нарезанных
канавок или неравномерный шаг нарезан-
ных канавок. Причина — неправильно про-
изведенная операция деления (выбран не
тот делительный круг, рабочий не пользо-
вался раздвижным сектором или вращал
рукоятку то в одном, то в другом на-
правлении) ;
2) глубина канавки больше требуемого
по чертежу размера. Причина — невнима-
тельность рабочего при отсчете по лимбу
рукоятки подъема стола;
3) образованные пазы оказались несим-
метричными относительно диаметральной
плоскости. Причина — неправильная уста-
новка фрезы относительно заготовки;
4) высокий параметр шероховатости
обработанной поверхности. Причина та же,
что и при фрезеровании многогранников.
Фрезерование пазов на торцовых по-
верхностях. У валика требуется профре-
зеровать два паза на горизонтально-
фрезерном станке в трехкулачковом патро-
не делительного приспособления или дели-
тельной головки, расположив шпиндель
головки вертикально (рис. 130)
Для получения точного расположения
пазов относительно центра валика надо
выбрать фрезу шириной меньше ширины
паза. После установки и закрепления заго-
товки в трехкулачковом патроне произ-
водят установку фрезы по центру заготовки
угольником, как показано на рис. 131.
Последовательность фрезерования точ-
ных по размеру пазов показана на рис. 132.
Сначала фрезеруют паз на полную глу-
бину <=15 мм фрезой шириной В=
=8 мм (рис. 132, а), затем поворачивают
шпиндель делительной головки (или дели-
тельного приспособления) на 180° и вновь
фрезеруют паз по всей длине. В этом слу-
чае фреза будет срезать только одну сторо-
ну паза (рис. 132,6). После этого изме-
ряют ширину обработанного паза и пере-
мещают стол с обрабатываемой заготовкой
в поперечном направлении на величину,
равную половине разности между 10 мм и
фактическим размером паза, и фрезеруют
сначала одну сторону паза, а затем, по-
вернув шпиндель делительной головки на
180°, другую (рис. 132, в) до получения
размера 10+°'12 мм.
118
chipmaker.ru
Повернув шпиндель делительной голов-
ки (или делительного приспособления)
на 90° (четверть оборота), производят
фрезерование второго паза (см. рис. 130).
При этом достаточно повторить только
два последних рабочих хода по рис. 132, в:
профрезеровать паз, повернуть шпиндель
делительной головки на 180° и еще раз
профрезеровать тот же паз.
Деление заготовки по окружности на
неравные части. При фрезеровании стру-
жечных канавок цилиндрических и конце-
вых фрез, а также разверток с неравно-
мерным шагом приходится делить окруж-
ность на неравные части. Для этой цели
подбирают подходящее число отверстий по
окружности делительного диска и зара-
нее составляют расчетную таблицу.
Так, например, требуется профрезеро-
вать канавки концевой фрезы с неравно-
мерным шагом и соответствующими цент-
ральными углами в 85, 90 и 95°. Как ука-
зывалось выше, для поворота заготовки
на один оборот, т. е. на 360°, рукоятку де-
лительной головки с характеристикой 40
необходимо повернуть на 40 оборотов.
Следовательно, для поворота заготовки
на 1° рукоятку заготовки надо повернуть
на 40/360=1/9=3/27 оборота. Теперь
легко составить таблицу чисел оборотов
рукоятки для поворота заготовки при фре-
зеровании стружечных канавок концевой
фрезы соответственно на 85, 90 и 95°:
л1=85 • 3/27=9+12/27; и2=90 • 3/27 = 10;
л3=95-3/27=10+15/27. Первую стружеч-
ную канавку фрезеруют произвольно, для
фрезерования второй канавки с централь-
ным углом 85° рукоятку делительной го-
ловки поворачивают на 9 полных оборотов
н дополнительно на 12 промежутков (ша-
гов) по окружности делительного диска с
27 отверстиями. Для фрезерования третьей
канавки под углом 90° рукоятку повора-
чивают на 10 полных оборотов и дополни-
тельно на 15 промежутков.
Фрезерование прямозубых цилиндричес-
ких и конических зубчатых колес. Фрезе-
рование зубьев прямозубых цилиндричес-
ких и конических колес на универсально-
фрезерных станках и специальных станках
осуществляется дисковыми модульными
фрезами (рис. 133, а) и пальцевыми мо-
дульными фрезами (рис. 133,6).
На рис. 134, а представлена схема фре-
зерования зубчатого колеса с горизонталь-
Рис. 133. Модульные фрезы
Рис. 134. Схема фрезерования цилиндрическо-
го зубчатого колеса
ным расположением шпинделя делительной
головки. Оправку устанавливают в центрах
делительной головки. На конец шпинделя
делительной головки надевают поводко-
119
chipmaker.ru
вый патрон, который хомутиком, закреп-
ленным на оправке, передает вращательное
движение со шпинделя головки на оправку
с насаженной на ней заготовкой. Если
же конструкция детали не позволяет
устанавливать ее на оправке, применяют
трехкулачковый патрон. Фрезу устанавли-
вают в диаметральной плоскости относи-
тельно заготовки известным уже способом.
На рис. 134, б показана схема фрезе-
рования зубчатого колеса с вертикальным
расположением шпинделя делительной го-
ловки. Заготовка закрепляется в трехку-
лачковом патроне. В этом случае необхо-
димо выверить положение заготовки, на-
пример, с помощью индикатора и обеспе-
чить биение по наружному диаметру не
более допустимого. Порядок зубофрезеро-
вания следующий:
1) установить упоры автоматического
выключателя продольной подачи;
2) установить дисковую модульную
фрезу по центру заготовки в диаметраль-
ной плоскости на высоту зуба, как и при
обработке канавок на цилиндрических по-
верхностях. Установку фрезы на высоту
зуба можно произвести также пробными
рабочими ходами с проверкой правильнос-
ти профиля зубомером или нормалемером;
3) включить кнопкой «Пуск» станок;
4) подвести заготовку к фрезе, вклю-
чить сначала систему охлаждения, затем
механическую продольную подачу и про-
фрезеровать первую впадину между зубья-
ми. Проверить шаблоном профиль впадины
зуба. При несоответствии профиля впаднны
н шаблона произвести необходимую кор-
ректировку по высоте стола;
5) отвести стол в исходное положение.,
освободить шпиндель делительной головки
и произвести деление. Застопорить шпин-
дель делительной головки и профрезеро-
вать вторую впадину. Проверить штанген-
зубомером толщину зуба по постоянной
хорде;
6) произвести фрезерование остальных
зубьев зубчатого колеса;
7) включить станок, снять оправку с
обработанным зубчатым колесом и сдать
на контроль.
Фрезерование зубьев конических колес.
Получение теоретически правильного про-
филя зубьев конических колес на универ-
сально-фрезерных станках невозможно.
Поэтому на фрезерных станках производят
Рис. 135. Схема фрезерования конического
зубчатого колеса
предварительную обработку зубьев, остав-
ляя припуск на чистовую обработку. При
фрезеровании зубьев ось шпинделя дели-
тельной головки должна быть установлена
таким образом, чтобы дно впадины было
параллельно столу при горизонтальной
подаче (рис. 135). Угол установки шпин-
дельной головки <р определяется по форму-
ле (р—а — у, где а — половина угла при
вершине начального конуса, град; у —
угол, образованный дном впадины колеса
с образующей начального конуса, град.
Для каждого из зубчатых колес, оси ко-
торых образуют угол 90°, угол у опреде-
ляется по формуле у=(7 sin а-53,7°)/Зг.
Дефекты при фрезеровании
зубьев зубчатых колес:
1) неправильное число зубьев нарезан-
ного зубчатого колеса. Причина — ошибка
при делении;
2) неравномерный шаг зубьев (зубья
имеют разную толщину). Причины: не-
брежность рабочего хода при отсчете
отверстий делительного круга, неправиль-
ный выбор делительного круга, рабочий не
пользовался раздвижным сектором либо
вращал рукоятку в разных направлениях;
3) неправильная высота и толщина
зубьев. Причина - ошибка в отсчете глу-
бины фрезерования;
4) профиль зубьев несимметричен отно-
сительно диаметральной плоскости. При-
120
chipmaker, ru
Рис. 136. Схема фрезерования зубчатых муфт
чина — неправильная установка фрезы в
диаметральной плоскости;
5) неправильные размеры зуба по одно-
му или нескольким из следующих пара-
метров: высота зуба, толщина зуба, шаг
зубьев. Причина — неправильно выбрана
дисковая модульная фреза либо по моду-
лю, либо по модулю в комплекте;
6) большой параметр шероховатости
обработанной поверхности профиля зубьев.
Причина та же, что и прн обработке кана-
вок на цилиндрических плоскостях.
Фрезерование торцрвых зубьев муфт
сцепления и торцовых зубьев режущего
инструмента. Фрезерование осуществляют
с помощью универсальных илн специаль-
ных делительных головок. Заготовки за-
крепляют в трехкулачковом патроне голо-
вок или в цанговой оправке, устанавли-
ваемой в шпинделе головки, и последо-
вательно фрезеруют впадины между
зубьями.
Фрезерование муфт с прямыми зубьями.
Фрезерование зубьев этих муфт произво-
дят дисковыми или концевыми фрезами.
При этом ось шпинделя головки распола-
гают вертикально. На рис. 136 показаны
схемы фрезерования зубчатых муфт с не
четным (а) и четным (б) числами зубьев.
Ширина дисковой или диаметр концевой
фрезы должны равняться наименьшей ши-
рине впадины. На схеме стрелками пока-
зано направление подачи, а штрихован-
ными полосами — след фрезы в процессе
обработки. При фрезеровании муфты с не-
четным числом зубьев можно за один пере-
ход произвести обработку двух противо-
положных пазов. Обрабатываемые поверх-
ности лежат в плоскостях 1—1, 2—2.
3—3 и т. д. Число переходов и соответст
венно поворотов муфты равно числу зубь-
ев. Например, трехзубую муфту (рис.
136, а) фрезеруют за три перехода. Однако
это справедливо лишь для случаев, когда
диаметр отверстия d и наружный диаметр
муфты D связаны соотношением d^0,57£).
В противном случае останутся необрабо-
танными участки а, Ь, с (рис. 137) и для
их обработки потребуется дополнительный
переход. Это относится к обработке муфт
как с нечетным, так и с четным числом
зубьев (кулачков).
При фрезеровании муфты с четным
числом зубьев (см. рис. 136, б) сквозной
проход фрезы невозможен и поэтому за
каждый переход обрабатывается только
одна сторона зуба. Следовательно, число
переходов и соответственно число поворо-
тов (делений) муфты вдвое больше числа
зубьев. Дисковой фрезой можно произво-
дить фрезерование зубьев муфт большого
диаметра, при меньших размерах зубья
фрезы врезаются в зубья муфты.
Обработка муфт с четным числом
зубьев производится с двух установок фре-
зы: при переходе 1, 3, 5 и 7 фреза работает
одной стороной, а прн переходах 2, 4, 6
и 8 — другой (см. рис. 136). Установку
121
chipmaker.ru
Рис. 137. К определению соотношения
между диаметром отверстия и наруж-
ным диаметром муфты
Рис. 139. Фрезерование зубчатых муфт
Рис. 138. Установка фрез с помощью центров
(рис. 139, в) расчет угла установки шпин-
деля производится по формуле
cos р =
. 180° , v
sm~—ctg-jr
. 180° 90'
-sin----tg—
г г
и для несимметричного остроконечного
профиля зуба (рис. 139, г)—заменой в
О
формуле ctg — на ctg 6:
cosp
. 180°
sin - -Clgtl
фрезы производят с помощью центра таким
образом, чтобы торец дисковой фрезы
(рис. 138, а) или образующая цилиндри-
ческой поверхности концевой фрезы
(рис. 138,6) лежала бы в плоскости, про-
ходящей через ось центра.
Фрезерование муфт с трапецеидальны-
ми и треугольными зубьями (симметрич-
ного и несимметричного профиля). При
фрезеровании муфт с трапецеидальными
и треугольными зубьями делительная голов-
ка должна быть установлена под некото-
рым углом р (рис. 139, а), величина ко-
торого Зависит от числа зубьев муфты
и угла профиля впадины О. Для муфт с
трапецеидальным профилем (рис. 139,6)
и с симметричным треугольным профилем
С увеличением числа зубьев z выра-
жение
/, . 180° . 90° \
Q_sln — .tg—)
стремится к единице. Поэтому при числе
зубьев г>20 можно пользоваться прибли-
зительными формулами
„ . 180° , О _ . 180° ,
cosp = sin—-—ctg— И COSР= sin——ctg«.
При 6=90° последняя формула принимает
вид
„ . 180°
cosp = sm—-—.
122
chipmaker.ru
Фрезерование торцовых зубьев режуще-
го инструмента (дисковые, концевые и тор-
цовые фрезы, зенкеры) производится угло-
выми фрезами. Ось заготовки устанавли-
вается под углом р, который определяется
по формуле
о . 360° . ,
COS Р = tg—-—ctg О,
где — угол профиля впадины угловой
фрезы, град; z — число зубьев инстру-
мента.
Фрезерование винтовых канавок. Такое
фрезерование является одной из сложных
операций, выполняемых с помощью дели-
тельных головок. При фрезеровании винто-
вых канавок фреза получает быстрое вра-
щательное движение, определяющее ско-
рость резания. Заготовка имеет сложное
движение — медленное вращательное дви-
жение вокруг своей оси и согласованное
с ним поступательное движение вдоль оси.
Винтовые канавки (правые и левые)
можно фрезеровать концевой фрезой на вер-
тикально-фрезерном станке и дисковой фре-
зой на горизонтально-фрезерном станке.
Дисковыми фрезами можно фрезеровать
винтовые канавки также на специально
приспособленных вертикально-фрезерных и
бесконсольно-фрезерных станках с приме-
нением поворотной головки. Этот метод
целесообразно применять при фрезерова-
нии винтовых канавок с большим углом
подъема, а также канавок на крупногаба-
ритных заготовках. Настраивая универ-
сально-фрезерный станок и делительную го-
ловку для фрезерования винтовых кана-
вок, следует:
1) определить величину угла и направ-
ление поворота стола станка;
2) определить число зубьев сменных
зубчатых колес, обеспечивающее заданное
вращение обрабатываемой заготовки.
Винтовая канавка получит правильный
профиль лишь при условии, что плоскость
вращения дисковой фрезы совпадает с на-
правлением канавки. Для выполнения этого
условия необходимо, чтобы при фрезерова-
нии винтовой канавки стол станка был по-
вернут на угол,винтовой канавки, определяе-
мый по формуле tgco =nD/P, где со — угол
поворота стола, град; D — диаметр заго-
товки, мм; Р — шаг винтовой канавки, мм.
В таком случае ось дисковой фрезы будет
расположена перпендикулярно развертке
винтовой линии.
Рис. 140. Направление поворота стола при
фрезеровании винтовых канавок
Угол со поворота стола отсчитывают по
градусным делениям на лимбе поворотной
части стола. Более точного отсчета и не
требуется, так как небольшое отклонение
угла поворота стола приводит к очень не-
значительному изменению формы поверх-
ности винтовой канавки.
При повороте стола необходимо учиты-
вать направление винтовой канавки обра-
батываемой заготовки. Для фрезерования
левой винтовой канавки стол поворачивают
по часовой стрелке, как показано на рис.
140, а. Для фрезерования правой винто-
вой канавки стол поворачивают против ча-
совой стрелки (рис. 140, б). При фрезеро-
вании винтовой канавки концевой фрезой
стол станка должен быть установлен в обыч-
ном положении.
Фрезерование зубьев цилиндрической
фрезы с винтовыми канавками. Требуется
настроить делительную головку для наре-
зания зубьев цилиндрической фрезы диа-
метром D = 100 мм, 2 = 12, угол наклона
винтовых канавок £ = 30°, винтовая ка-
навка — левая, передний угол у =15°.
Фрезерование винтовых канавок треуголь-
ного профиля следует производить двух-
угловыми дисковыми фрезами. В данном
случае берем двухугловую несимметрич-
ную фрезу с углом 0=55°, который скла-
дывается из двух неравных углов — боль-
шего 40° и меньшего 15°. Меньший угол
соответствует переднему углу нарезаемой
фрезы.
123
chipmaker.ru
заготовки при фрезеровании зубьев фрезы
Рис. 142 Фрезерование за-
тылка зуба двухугловой фре-
зой
На рис. 141 показано направление вра-
щения фрезы и обрабатываемой заготовки
при фрезеровании правой (а) и левой (б)
винтовых канавок фрез.
Затылок зуба фрезеруют цилиндриче-
ской или торцовой фрезой с помощью вер-
тикальной накладной головки, установлен-
ной на универсально-фрезерном станке.
Наладку делительной головки и поворот
стола производят так же, как и при фрезе-
ровании винтовой канавки двуугловой
фрезой.
Фрезерование затылка зуба можно про-
извести той же самой двухугловой фрезой,
которой была профрезерована винтовая
канавка. Для этого необходимо опустить
стол на такую величину, чтобы вращаю-
щаяся двухугловая фреза не касалась об-
рабатываемой фрезы, и переместить стол в
поперечном направлении. Затем повернуть
обрабатываемую заготовку на угол, равный
углу между спинкой и затылком зуба (рис
142). Затем поднять стол на такую высоту
чтобы получить заданную величину спинки
зуба фрезы. Ширина затылка зубьев ус-
танавливается методом пробных рабочих
ходов. Теми же приемами, что и при обра-
ботке канавки, произвести фрезерование
затылка остальных зубьев.
Фрезерование зубьев косозубых цилинд-
рических зубчатых колес. Фрезеруют зубья
косозубых цилиндрических зубчатых колес
так же, как и винтовые канавки, на универ-
сально-фрезерных станках дисковыми или
пальцевыми модульными фрезами.
Если известен диаметр начальной
окружности зубчатого колеса и угол на-
клона зубьев, то шаг Р винтовой канавкч
можно определить по формуле
P = nmz/sin0.
Обычно на чертеже косозубого зубчатого
колеса указывают: т — нормальный мо-
дуль; z — число зубьев; 0 — угол наклона
зубьев колеса к оси.
Угол поворота стола равен углу наклона
зубьев колеса. Подбор и установку смен-
ных зубчатых колес производят так же,
как и при фрезеровании винтовых канавок.
Фрезерование червяков дисковыми мо-
дульными фрезами. Шаг винтовой канавки
червяка Р определяется по формуле Р =
= nmk, где т — модуль зацепления, мм;
k — число заходов червяка.
Угол подъема винтовой канавки 0 чер-
вяка находят по формуле:
tg0 = P/ndt„,
где dM—диаметр начальной окружности
червяка, мм. Подставляя вместо Р его зна-
чение согласно формуле для шага винто-
вой канавки, получим
t„R . (nmfe) mk
(nd„)
Угол наклона винтовой канавки со и
угол подъема 0 связаны известным соот-
ношением со = 90° — 0.
При фрезеровании однозаходных червя-
124
chipmaker.ru
ков, а также резьб с малым шагом червяч-
ную передачу делительной головки отклю-
чают, а ее шпиндель соединяют непосред-
ственно с ходовым винтом стола. В этом
случае передаточное отношение сменных
зубчатых колес гитары находят по формуле
i = Рх.в/Рр,
где Рк.в — шаг ходового винта, мм; Рр —
шаг фрезеруемой резьбы, мм.
Возможные дефекты при фрезеровании
винтовых канавок:
1) неправильное направление винтовой
канавки. Причина — неправильно установ-
лены сменные зубчатые колеса гитары (не
поставлено промежуточное зубчатое колесо
или, наоборот, его надо снять);
2) неправильный шаг винтовой канав-
ки. Причина — неправильно подобраны
сменные зубчатые колеса или неверно ус-
тановлены (перепутаны местами) ведущие
и ведомые зубчатые колеса;
3) количество канавок не соответствует
числу, указанному на чертеже. Причина —
неправильно произведено деление;
4) неравномерный шаг канавок. Причи-
на — небрежность в отсчетах при делении;
5) неправильный профиль или размеры
канавок по ширине и глубине. Причины —
неправильно выбрана или установлена фре
за по глубине или в поперечном направле-
нии, неточен отсчет угла поворота стола;
6) повышенная шероховатость обрабо-
танной поверхности. Причина та же, что
и при обработке многогранников и кана-
вок.
Фрезерование зубьев зубчатых реек.
Рейку можно рассматривать как участок
венца зубчатого колеса при бесконечном
увеличении его диаметра.
Отсчет перемещения стола при обра-
ботке зубьев коротких и неточных реек мож-
но производить по лимбу винта продоль-
ной подачи. Для отсчета перемещений стола
Рис. 143. Схема фрезерования рейки дисковой модульной фрезой
125
chipmaker.ru
при фрезеровании зубьев длинных и точ-
ных реек следует пользоваться универсаль-
ной делительной головкой или специаль-
ным приспособлением.
Дисковая модульная фреза устанавли-
вается в плоскости, параллельной оси шпин-
деля, обрабатываемая заготовка устанав-
ливается перпендикулярно шпинделю го-
ризонтально- или универсально-фрезерного
станка (рис. 143). Перемещение стола при
переходе от обработки одной впадины к
другой между прямыми зубьями рейки
должно быть равно шагу между Зубьями,
измеренному параллельно оси рейки. Если
рейка имеет косые зубья, то величину пере-
мещения стола определяют по шагу Р,
величину которого вычисляют по формуле
Р = тл/cosfi, где т — модуль (нормаль-
ный), мм; р — угол наклона зубьев рейки,
град; л = 3,14 (при точных работах при-
нимают л = 3.141Б). Следует отметить, что
эта формула справедлива лишь для слу-
чая, когда стол станка повернут к гори-
зонтальной плоскости на угол р, а ось об-
рабатываемой рейки параллельна оси стола.
Если стол станка не повернут, а ось рейки
расположена под углом к оси стола, то
Р — тл.
Шпиндель делительной головки соеди-
нен с винтом продольной подачн сменными
зубчатыми колесами, передаточное отноше-
ние которых определяется по формуле
. NP„
I = -z, ИЛИ
Р„п
Nmn
Р„п
где N — характеристика делительной голов-
ки; Рр — шаг зубьев фрезеруемой рейки,
мм; т — модуль, мм; Р„ — шаг винта про-
дольной подачи стола, мм; п — число обо-
ротов рукоятки делительной головки.
Первое (ведущее) колесо устанавлива-
ют на валике, закрепленном в шпинделе
делительной головки, последнее (ведо-
мое) — на винте продольной подачи стола.
Рейки большой длины можно фрезеро-
вать угловыми фрезами с углом при вер-
шине 40° (рис. 144). В этом случае фреза
затачивается по радиусу, соответствующе-
му радиусу впадины между зубьями. При
этом накладная головка поворачивается на
угол 70°. Перемещение рейки на шаг осу-
ществляется по нониусу продольной подачи
стола. После использования всей величины
продольного хода стола он возвращается
в исходное положение. Рейка также пере-
мещается на определенную величину, фрезу
совмещают с крайней впадиной и произ-
водят фрезерование остальных зубьев
рейки.
Контрольные вопросы
1. Какие типы делительных головок вы
знаете?
2. Что называется характеристикой дели-
'тельной головки?
3. Как производится непосредственное и
простое деление на универсальной делительной
головке?
4. Как произвести дифференциальное деле
ние i а универсальной делительной головке?
5. Какие принадлежности к делительным го-
ловкам вы знаете?
6. Как произвести фрезерование многогран-
ников?
7. Как производят фрезерование прямых
канавок на цилиндрических поверхностях?
8. Как производится наладка делительной
головки для деления окружности на неравные
части?
9. Как произвести наладку станка на фрезе
рование винтовых канавок?
10 Какие дефекты возможны при нарезании
зубчатых колес и винтовых канавок?
Chlpmaker.ru
chipmaker.ru
Глава 8
Резание металлов и режущий инструмент
§ 41. Явления, сопровождающие
процесс резания
Как указывалось выше, процесс резания
металлов при фрезеровании не имеет прин-
ципиальных отличий от процесса резания
при точении. Остановимся на некоторых
явлениях, сопровождающих процесс ре-
зания.
Срезанный слой металла в виде струж-
ки, как известно, может иметь различный
вид в зависимости от условий обработки.
По классификации профессора И. А. Тиме
стружка может быть следующих типов:
сливная, скалывания и надлома.
Нарост при резании металлов. При ре-
зании вязких металлов в некоторых слу-
чаях на передней поверхности инструмента
образуется так называемый нарост. Это
прикрепившийся (приварившийся) к пе-
редней поверхности резца сильно дефор-
мированный кусочек обрабатываемого ма-
териала в виде клина большой твердости
(рис. 145). Этот кусочек металла непре-
рывно сходит со стружкой и образуется
вновь. Он, по существу, является режущей
частью инструмента и предохраняет режу-
щую кромку от износа. Однако если на
передней поверхности инструмента образо-
вался нарост, то ухудшается качество
обработанной поверхности. Поэтому при
чистовой обработке металлов, а также при
нарезании резьбы нарост представляет со-
бой вредное явление. Для его ликвидации
следует тщательно доводить переднюю по-
верхность инструмента или изменять ско-
рость резания (чаще всего в сторону ее
увеличения до 30 м/мин и выше), а также
применять соответствующие условиям об-
работки смазочно-охлаждающие жидкости.
Усадка стружки. При резании металлов
стружка деформируется и оказывается
короче того участка, с которого она среза-
на (рис. 146). Это явление укорачивания
стружки по длине называется усадкой
стружки.
Объём металла при деформировании
практически не меняется. Следовательно,
укорачивание стружки по длине должно
сопровождаться увеличением площади по-
перечного сечения стружки. Коэффи-
циентом укорочения стружки
К{ называется отношение длины срезаемо-
го слоя к длине стружки. Коэффи-
циентом утолщения стружки
Ка называется отношение толщины струж-
ки астр к толщине срезаемого слоя аср, т. е.
Ка = Остр/аср. Коэффициентом уши-
рения стружкн Кь называется отно-
шение ширины стружки 6стр к ширине сре-
заемого слоя Ьср, т. е. Кь = &тр/Ьср.
Деформирование стружки приводит к ее
завиванию. Направлением схода
стружки называется направление дви-
жения стружки в плоскости, касательной
к передней поверхности лезвия. Угол
Рис. 145. Нарост при резании
металлов
Рис. 146. Усадка стружки
127
chipmaker.ru
схода стружки — угол в плоскости,
касательной к передней поверхности лез-
вия, между направлением схода стружки и
следом главной секущей плоскости. Канав-
ки режущих инструментов (сверл, протя-
жек, фрез и др.) должны обеспечивать
возможность свободного размещения зави-
вающейся стружки.
Важное значение имеет проблема дроб-
ления стружки. Сливная стружка опасна
для оператора. Поэтому к инструменту
предъявляются требования в отношении
обеспечения требуемой величины, формы и
направления отвода стружки. Дробление
стружки производится также с помощью
специальных устройств.
Тепловые явления при резанни метал-
лов. В процессе резания металлов обраба-
тываемая деталь, режущий инструмент и
стружка нагреваются. При увеличении ско-
рости резания, особенно во время снятия
тонких стружек, температура в зоне реза-
ния достигает 600°С. При дальнейшем
повышении скорости резания в ряде слу-
чаев можно наблюдать сходящую стружку,
нагретую до ярко - красного каления
(900°С). На обработанной поверхности
стальной детали при этом могут быть за-
метны оттенки всех цветов побежалости,
свидетельствующие о высокой температуре
тончайшего поверхностного слоя детали в
момент соприкосновения ее с задней по-
верхностью инструмента.
Повышение температуры в зоне резания
%
too
90
80
70
60
50
50
30
20
10
О
Рис. 147. График распределения теплоты
происходит в результате превращения
затрачиваемой на процесс резания механи-
ческой энергии в тепловую. Еще Я. Г. Уса-
чев установил, что в стружку уходит от
60 до 86% общего количества теплоты
образующейся при резании, в режущий
инструмент — от 10 до 40% общего коли-
чества теплоты, а в обрабатываемую заго-
товку— от 3 до 10%. На рис. 147 приве-
ден график распределения теплоты, обра-
зующейся при резании, в стружку, инстру-
мент и обрабатываемую заготовку (в %)
в зависимости от скорости резания. Из гра-
фика видно, что с увеличением скорости
резания доля теплоты, уходящей в струж-
ку, увеличивается, а доля теплоты, уходя-
щей в инструмент и заготовку, соответ
ственно уменьшается.
Необходимо отметить, что как в струж-
ке, так и в инструменте теплота распре-
деляется неравномерно. В режущем ин-
струменте при непрерывной его работе
устанавливается постоянный тепловой ре-
жим за несколько минут работы. Практи-
чески выравнивание температуры в обраба-
тываемой детали заканчивается только
после ее обработки. Образующаяся в зоне
резания теплота оказывает большое влия-
ние на весь процесс резания и связанные
с ним явления (наростообразоваиие, износ
инструмента и др.). Поэтому в теории
резания металлов тепловым явлениям при
резании уделяется большое внимание.
Шероховатость обработанной поверх-
ности. Проблема улучшения качества вы-
пускаемой продукции наряду с непрерыв-
ным повышением производительности тру-
да является важнейшей в машинострое-
нии. При оценке качества готовой детали
учитывают следующие основные показа-
тели: точность размера, точность геометри-
ческой формы и шероховатость поверх-
ности.
Шероховатость обработанной поверхно-
сти зависит от следующих факторов:
правильного выбора геометрических пара-
метров (углов заточки) инструмента и
прежде всего переднего угла, углов в пла-
не, правильного выбора подачн, скорости
резания, а также применения соответст-
вующих смазочно-охлаждающих жид-
костей.
Для получения поверхности с шерохо-
ватостью в пределах 0,6- 1,0 мкм необхо-
димо также, чтобы передняя и задние по-
128
chipmaker.ru
верхности инструмента были тщательно
доведены (обработка алмазными кругами
или кругами из зеленого карбида крем-
ния).
Вибрации при резании металлов. В про-
цессе резання металлов при определенных
условиях возникают вибрации (колеба-
ния). Появление вибраций во многих слу-
чаях является основной причиной, огра-
ничивающей возможность повышения ре-
жимов резания и производительности тру-
да. Вибрации при резании металлов вред-
но отражаются на стойкости инструмента.
Даже слабые вибрации препятствуют дос-
тижению высокого параметра шероховато-
сти обработанных поверхностей. При про-
чих равных условиях возможность воз-
никновения вибраций при обработке чугуна
значительно меньше, чем при обработке
стали.
Вибрации можно устранить или умень-
шить, применяя инстпумент с малыми зад-
ними и большими передними углами, а так-
же выбирая соответствующие скорости
резания и условия охлаждения, при кото-
рых снижается интенсивность колебаний.
Для устранения или уменьшения вибраций
применяют специальные устройства — виб-
рогасители. Вибрации также можно сни-
зить за счет повышения жесткости креп-
ления инструмента и обрабатываемой заго-
товки.
§ 42. Сведения об инструментах
для обработки отверстий
Для обработки отверстий на станках
фрезерной группы — главным образом ши-
рокоуниверсальных (инструментальных) и
многооперационных станках (обрабаты-
вающих центрах) — помимо фрез приме-
няются следующие инструменты: сверла,
зенкеры, развертки, метчики, комбиниро-
ванные инструменты и др. Осевой ре-
жущий инструмент — лезвийный ин-
струмент для обработки с вращательным
главным движением резания и движением
подачи вдоль оси главного движения ре-
зания.
Сверла — осевой режущий инстру-
мент, предназначенный для образования
отверстия в сплошном материале и увели-
чения диаметра имеющегося отверстия,
т. е.’ рассверливания. Различают следую-
щие типы сверп: спиральные с цилиндри-
Рис. 148. Спиральное сверло
ческим или коническим хвостовиком, свер-
ла для кольцевого сверления, эжекторные
сверла и др. Наибольшее распространение
получили спиральные сверла с винтовыми
канавками (рис. 148).
Основными частями сверла являются:
рабочая часть — часть сверла, снаб-
женная винтовыми канавками; она вклю-
чает режущую и направляющую (запас-
ную) части; режущая часть —
часть, снабженная двумя главными режу-
щими кромками, расположенными под уг-
лом (р и выполняющими основную работу;
хвостовик — часть сверла, предназна-
ченная для его закрепления; лапка —
концевая часть конического хвостовика, слу-
жащая упором при выбивании сверла из
гнезда; шейка — промежуточная часть
между хвостовиком и рабочей частью, слу-
жащая для выхода шлифовального, круга
при шлифовании; ленточка — часть
сверла, служащая для уменьшения трения
и лучшего направления его при сверлении;
поперечная кромка (перемычка) —
линия, образованная пересечением двух
задних поверхностей сверла. Рабочую
часть сверла изготовляют из быстрорежу-
щей стали или оснащают пластинками
твердого сплава, хвостовик — из конструк-
ционной стали.
Существует ряд конструкций сверл с
винтовыми канавками, оснащенных твер-
дыми сплавами. Такие сверла могут иметь
монолитную твердосплавную рабочую часть,
либо пластинки твердого сплава. Находят
применение спиральные сверла с отвер-
стиями для подвода смазочно-охлаждаю-
щей жидкости (СОЖ)-
Сверло, оснащенное сменны-
ми твердосплавными пластин-
ками, показано на рис. 149. Оно осна-
щено специальными трехгранными твердо-
сплавными пластинками со стружкодробя-
щими углублениями, которые механиче-
5—571
129
chipmaker.ru
Рис. 149. Сверло с многогранными пластинками
ски закрепляются в, корпусе. Сверла отли-
чаются высокой жесткостью и допускают
работу с повышенными подачами и высо-
кими скоростями резання — до 300 м/мин.
Одна из твердосплавных пластинок снима-
ет материал вблизи центра отверстия, а
вторая — у периферийных участков. При
необходимости сверла оснащаются от-
верстиями для подвода СОЖ в зону реза-
ния и отвода стружки по У-образным ка-
навкам.. Применяются аналогичные сверла
с четырех- и пятигранными пластинками
твердого сплава.
Сверло для кольцевого свер-
ления показано на рис 150. Оно приме-
няется для сверления отверстий большого
диаметра (от 50 до 500 мм). Сверло сос-
Рис. 151. Зенкеры
тонт из корпуса с закрепленными в не
твердосплавными режущими пластинкам#
Режущие кромки резцов выступают ка
со стороны торца и наружного диаметр
так и со стороны внутреннего диаметра
При работе сверла вырезается кольцева
полость и остается остаточный цилиндра
ческий стержень.
Зенкер — осевой режущий инстру
мент для повышения точности формы от
верстия и увеличения его диаметра. В тех-
нологическом процессе изготовления от
верстия зенкер занимает промежуточна
положение между сверлом и разверткой.
Зенкеры изготовляют цельными с кониче-
ским хвостовиком (рис. 151, а) и сборник,
(насадными), оснащенными пластинкам
твердого сплава или режущей керамир
(рис. 151, б).
Основными конструктивными элемента-
0120-250
Рис. 150. Сверло для кольцевого сверления
0> 200мм
130
chipmaker.ru
ми зенкера являются рабочая (режущая
и калибрующая) часть, шейка и хвостовик.
Режущая часть снимает основной слой
материала. Калибрующая часть служит
для получения необходимой точности и ка-
чества поверхности отверстия.
Развертка — осевой режущий ин-
струмент для повышения точности формы
и размеров отверстия и снижения шеро-
ховатости поверхности. По характеру обра-
ботки различают развертки для чернового
и чистового развертывания. По форме об-
рабатываемого отверстия развертки делят-
ся на цилиндрические (рис. 152, а) и кони-
ческие (рис. 152,6). Развертки делятся
на ручные (работу которыми производят
вручную) и машинные, используемые при
работе на станках. По типу крепления они
делятся на хвостовые и насадные, по прин-
ципу регулирования размера — на постоян-
ные, размер которых не может быть отре-
гулирован, и регулируемые. Машинные
развертки могут быть оснащены пластин-
ками твердого сплава или режущей кера-
мики.
Основными конструктивными элемента-
ми разверток являются: рабочая (режу-
щая и калибрующая) часть, шейка и хво-
стовик. Режущая часть выполняет основ-
ную работу резания.
’ Метчик (рис. 153) — осевой много-
лезвийный инструмент для образования
внутренней резьбы. Ои‘представляет собой
точно изготовленный из инструментальной
стали винт с продольными (прямыми или
винтовыми) канавками, которые служат
для образования режущих кромок и раз-
мещения стружки. Рабочая часть метчика
состоит из режущей и калибрующей ча-
стей. Режущая (заборная) часть снимает
основной слой материала, участвует в уп-
равлении потоком стружки. Метчики делят-,
ся на ручные, машинно-ручные и машин-
ные. Основными конструктивными элемен-
тами метчиков являются режущая и ка-’
либрующая части, а также корпус с за-
жимной частью.
Комбинированные инстру-
менты применяются для одновременной
обработки нескольких поверхностей. В них
соединены два или несколько однотипных
инструментов, например ступенчатые свер-
ла, или различных инструментов, напри-
мер сверло-зеикер, сверло-развертка, свер-
ло-метчик и др.
На рис. 154, а приведено несколько
конструкций цельных и сборных комбини-
рованных инструментов: ступенчатые свер-
ла, сверла-зенкеры, ступенчатый зенкер.
На рис. 154, б показана схема сборного
комбинированного инструмента со смен-
ными вставками для обработки различных
сочетаний внутренних поверхностей отвер-
стий.
§ 43. Геометрические элементы
режущей части фрезы
Углы заточки фрез определяют по ана-
логии с углами заточки резца. Эти углы
измеряются в различных плоскостях сече-
ния зуба (рис. 155).
Главный передний угол у —
угол между касательной к передней по-
верхности и осевой плоскостью, измеряе-
мый в плоскости, перпендикулярной глав-
ной режущей кромке и проходящей через
данную ее точку. У цилиндрических фрез
из быстрорежущих сталей (рис. 155, а)
главный передний угол выбирают в преде-
лах 5—25°, у торцовых твердосплавных
фрез (рис. 155,6)—в пределах —10—1-10°.
Иногда передние углы задают в плоскости,
нормальной к оси фрезы. В этом случае
ои называется поперечным передним углом.
Главный задний угол а — угол
между касательной к задней поверхности
131
5*
Рис. i54. Комбинированные инструменты
chipmaker.ru
Рис. 155. Геометрические параметры режущей
части фрезы
в рассматриваемой точке главной режу-
щей кромки и касательной к окружности
вращения данной точки, измеряемый в
плоскости, нормальной к оси фрезы и про-
ходящей через данную точку главной ре-
жущей кромки. Иногда задний угол задают
в нормальном сечении к главной режущей
кромке— задний угол нормальный ап. Углы
связаны между собой соотношениями: для
цилиндрических фрез tga = tgancosw. для
торцовых фрез tga = tgan/cosw. Главный
задний угол а у фрез выбирают в пределах
6—15°
Угол наклона главной режу-
щей кромки А, — угол между главной
режущей кромкой и проекцией ее на осевую
плоскость, проходящую через вершину угла
между главной и вспомогательной режут
щими кромкам? измеряемый в продольной
плоскости, проходящей через данную точ-
ку режущей кромки. У цилиндрических,
концевых и дисковых фрез угол А равен
углу наклона винтового зуба, т. е. Z = <d.
Угол к влияет иа прочность и стойкость
зуба фрезы. Его выбирают в пределах
0—5°.
Главный угол в плане угловой
кромки <р — угол между проекцией глав-
ной режущей кромки на осевую плоскость,
проходящую через рассматриваемую точку
кромки, и торцовой плоскостью. Главный
угол в плане обычно выбирают в пределах
45—60°. Малые значения угла ф (10—
30°) требуют от станка повышенной жест-
кости и виброустойчивости.
Вспомогательный угол в пла-
не ф1 — угол между проекцией вспомога-
тельной режущей кромки на осевую плос-
кость, проходящую через рассматриваемую
точку кромки, и торцовой плоскостью. Он
служит для уменьшения трения вспомо-
гательной режущей кромки об обработан-
ную поверхность и выбирается для торцо-
вых фрез в пределах 1—10°.
Главный угол в плане пере-
ходной кромки ф0 -- угол между
проекцией переходной кромки на осевую
плоскость, проходящую через рассматри-
ваемую точку кромки, и торцовой плос-
костью. Его выбирают в пределах 15—
30°.
Значения геометрических параметров
для различных фрез и условия обработки
приведены в справочниках по режимам
фрезерования, в справочниках технолога
или фрезеровщика.
§ 44. Сила резания, мощность и
крутящий момент при резании
Зная силы, действующие в процессе
резаиия, можно рассчитать и выбрать ре-
жущий инструмент и приспособления, опре-
делить мощность, затрачиваемую на реза-
ние.
Образование стружки в процессе реза-
ния происходит под действием силы реза-
ния Р, преодолевающей сопротивление ме-
талла (рис. 156). Эту силу можно разло-
жить на три составляющие: главную Рг,
радиальную Ру и осевую Рх.
133
chipmaker.ru
Рис. 156. Составляющие силы резания при точе-
нии
Сила резания Р — равнодейст-
вующая сил, действующих на режущий
инструмент при обработке резанием.
Главная составляющая силы
резаиия Рг — составляющая силы реза-
ния, совпадающая по направлению со
скоростью главного движения резания в
вершине лезвия. Касательная сос-
тавляющая силы резания — глав-
ная составляющая силы резания при вра-
щательном главном движении резаниж
Осевая составляющая силы ре-
зания Рх — составляющая силы реза-
ния, параллельная оси главного враща-
тельного движения резания. Радиаль-
ная составляющая силы реза-
иия Ру — составляющая силы резания,
направленная по радиусу главного враща-
тельного движения резания в вершине
лезвия.
Главная составляющая силы резания
Рг направлена вертикально вниз. Эта сос-
тавляющая является наиболее важной.
Она влияет на мощность, необходимую для
осуществления процесса резания. Величи-
на силы Рг зависит от ряда факторов: ши-
рины и толщины среза (глубины резаиия
и подачи), свойств обрабатываемого ма-
териала, износа инструмента и др.
Радиальная составляющая Ру направ-
лена горизонтально, перпендикулярно оси
вращения обрабатываемой заготовки. Она
отжимает резец от обрабатываемой заго-
товки. Эта сила оказывает большое влия-
ние на точность обработки и на вибрации,
возникающие в процессе резания.
Осевая составляющая Рх действует па-
раллельно оси вращения обрабатываемой
заготовки в направлении, противополож-
ном направлению подачи, и определяет
силу, необходимую для осуществления по-
дачи суппорта с закрепленным в нем рез-
цом.
Для прямозубой цилиндрической фрезы
силу резаиия Р всех одновременно реж>
ших зубьев фрезы можно разложить на
следующие составляющие’ главную (ка-
сательную) составляющую Рг, направлен-
ную по ка< ательной к траектории движе-
ния точки на лезвии фрезы (перпендику-
Chipnaker.ru
iipmaker.ru
лярно радиусу), и радиальную составляю-
щую Ру, направленную по радиусу (рис. 157).
Силу резания Р можно разложить по
правилу параллелограмма на две взаимно
перпендикулярные составляющие: горизон-
тальную Рг и вертикальную Рв. Главная
составляющая силы резания Рг, как и
при точений, оказывает влияние на эффек-
тивную мощность резания. С учетом этой
силы производят расчет звеньев механизма
главного движения на прочность. При
цилиндрическом фрезеровании радиальная
составляющая силы резания отжимает
фрезу от обрабатываемой заготовки, изги-
бает оправку и оказывает давление на под-
шипники шпинделя станка. Горизонтальная
составляющая силы резания Рг воздей-
ствует на механизм подачи стола фрезер-
ного станка. С учетом максимальной вели-
чины этой силы рассчитывают звенья ме-
ханизма подачи и элементы крепления за-
готовки в приспособлении. Вертикальная
составляющая силы резания Рв при фрезе-
ровании против подачи направлена от сто-
ла и стремится приподнять стол фрезер-
ного станка над его направляющими
(рис. 157, а), а при фрезеровании по пода-
че она направлена к столу и стремится
прижать стол к направляющим (рис. 157, б).
При фрезеровании цилиндрической фрезой
с винтовыми зубьями действует еще осевая
составляющая силы резания Рх. Она стре-
мится сдвинуть фрезу вдоль оправки. Реза-
ние праворежущими фрезами предпочти-
тельнее, так как в этом случае осевая
составляющая силы резания направлена в
сторону заднего конца фрезерного шпинде-
ля, т. е. в сторону жесткой опоры.
Составляющие силы резания измеряют
специальными приборами — динамометра-
ми. Существуют приборы для измерения
толпко какой-либо одной составляющей
(например, главной) или двух-трех состав-
ляющих силы резания одновременно. При-
бор должен быть обязательно протариро-
ван, т. е. должны быть сняты показания
прибора при воздействии известной силы.
По этим данным строится тарировочный
график, т
Главная составляющая силы резания
Рг выражается формулой
Рг = Србп0-75,
где Ср — постоянный коэффициент, зави-
сящий от физико-механических свойств
обрабатываемого материала; b — ширина
среза, мм; а — толщина среза, мм. Из
этой формулы, общей для всех видов обра-
ботки материалов резанием, следует, что
ширина среза b влияет на Рг в большей
степени, чем толщина среза а, так как
показатель степени при b равен единице,
а при а он равен 0,75 Зная зависимость
толщины среза и ширины среза при раз-
личных видах обработки, можно перейти
от выражения для главной составляющей
силы резания Р2 через физические пара-
метры процесса резания (ширину и тол-
щину среза) к выражению для Рг через
технологические параметры процесса реза-
ния при любых других видах обработки
резанием (точение, сверление, зеикерова-
ние, фрезерование, зубооб работа а, резьбо-
обработка и др.).
Эффективная мощность Ne —
работа, необходимая для осуществления
процесса резания (без учета кпд станка).
Она равна произведению главной состав-
ляющей силы резания Рг на скорость ре
зания v (м/мин). Мощность выражают, в
киловаттах (кВт).
По величине Р2 подсчитывают необхо-
димый для осуществления процесса реза-
ния крутящий момент Л4кр(Н • м); Мкр =
= PzD/2, где D — диаметр обрабатывае-
мой заготовки (точение) или инструмента
(фрезы, сверла,-зенкера, метчика и др.),
мм.
Крутящий момент в шпинделе Л4кр и
эффективная мощность Ne связаны между
собой соотношением AfKp=974 000 Neln\
Ne = Л4крп/974 ООО, где п — частота враще-
ния шпинделя, об/мин.
Давление р (МПа) представляет
собой отношение силы резания к площади
поперечного сечения среза р = P2/F. Если
известно значение давления, то можно
приближенно определить главную состав-
ляющую силы резания Рг(Н) по формуле
Рг ~ рР,
§ 45. Материалы, применяемые для
изготовления режущего инструмента
Материалы, применяемые для изготов-
ления фрез, должны обладать следующими
свойствами: высокой твердостью, превы-
шающей твердость обрабатываемого ма-
териала, высокой износостойкостью и теп-
лостойкостью, высокой механической проч-
135
chipmaker.ru
ностью. Для изготовления режущих ин-
струментов и в частности фрез применяют
углеродистые легированные инструменталь-
ные стали, быстрорежущие инструменталь-
ные стали, твердые сплавы, минералокера-
мику, сверхтвердые материалы, синтети-
ческие и естественные алмазы.
Для изготовления режущего инструмен-
та применяют инструментальные
углеродистые стали марок
У7—У13 (буква У указывает на то, что
сталь углеродистая, а цифры показывают
среднее содержание углерода в десятых
долях процента) Инструментальные стали
повышенного качества, имеющие мини-
мальное количество вредных примесей,
отмечают буквой А: У10А, У8А и т. д.
Углеродистая инструментальная сталь об-
ладает низкими режущими свойстами. Ре-
жущие инструменты, изготовленные из
такой стали, позволяют вести обработку
при температуре в зоне резаиия до 200—
250°С и при скоростях резания в пределах
10—15 м/мин.
Л е г и р о в а.н и а я инструмен-
тальная сталь по химическому сос-
таву отличается от углеродистой инстру-
ментальной стали лишь наличием одного
или нескольких легирующих элементов:
хрома, вольфрама, молибдена, ванадия.
Чаще всего для изготовления прорезных,
фасонных и концевых фрез малых диа-
метров применяют следующие марки ста-
ли: ХГ, ХВ5, 9ХС и ХВГ. Легированная
инструментальная сталь обладает более
высокими технологическими свойствами,
чем углеродистая инструментальная сталь
(температура в зоне резания 300—350' С,
скорость резаиия 20—25 м/мин).
Быстрорежущая инструмен-
тальная ста ль в отличие от углеро-
дистой и легированной инструментальной
стали обладает большим сопротивлением
износу и большей теплостойкостью. Она
обладает красностойкостью, т. е. не теряет
своих свойств при температуре 550—600°С.
В настоящее время для изготовления
всех видов режущего инструмента при об-
работке обычных конструкционных мате-
риалов получили распространение следую-
щие марки стали: Р6М5, Р6МЗ, Р12.
Для обработки высокопрочных нержа-
веющих сталей и сплавов в условиях по-
вышенного разогрева режущих '"кромок,
а также для обработки сталей и сплавов
повышенной твердости и вязкости при ра-
боте с ударами применяют следующие мар-
ки быстрорежущей стали повышенной теп-
лостойкости: Р6М5ФЗ, Р12ФЗ, Р9К5,
Р6М5К5, Р12Ф4К5 и др. Эти марки также
часто применяются для изготовления зубо-
резного инструмента.
В настоящее время находят широкое
применение инструменты из быстрорежу-
щей стали с износостойкими покрытиями.
Например, износостойкость быстрорежуще-
го инструмента с покрытием TiN увели-
чивается в 2—5 раз. Применение покры-
тий особенно эффективно для инструмен-
тов, которые затачиваются только по пе-
редней поверхности (фасонные и червяч-
ные фрезы, зуборезные долбяки и др.).
В этом случае даже после последующих
переточек износостойкие покрытия сохра-
няют свое положительное влияние на рабо-
тоспособность инструмента.
Твердые сплавы (спеченные твер-
дые сплавы) — порошковый материал на
основе металлоподобных твердых соедине-
ний с металлической связкой твердостью
свыше 80 HRA. Спеченные твердые сплавы
состоят из карбидов вольфрама, титана
или тантала и кобальта, связывающего
эти вещества. Твердые сплавы выпускают-
ся в виде пластинок стандартных форм н
размеров (ГОСТ 3882—74). Резцами, осна-
щенными пластинами из твердых сплавов,
возможна работа со скоростями резания,
превышающими в 5—10 раз скорости об-
работки резцами из быстрорежущих ин-
струментальных сталей. Эти резцы не те-
ряют режущих свойств при температуре
до 800°С и выше.
Различают вольфрамокобальтовые спе-
ченные твердые сплавы (ВК2, ВКЗ, ВКЗМ,
ВК6 и др.) и титановольфрамокобальто-
вые (Т5К10, Т14К8, Т15К6, Т30К4, Т60К6
и др.). Цифры после букв указывают про-
центное содержание в сплаве кобальта и
титана. Например, сплав Т14К8 состоит из
14% карбида титана, 8% кобальта и 78%
карбида вольфрама.
Выпускают трехкарбидные твердые спла-
вы, состоящие из кобальта (связки) и кар-
бидов вольфрама, титана, тантала. Эти
сплавы характеризуются высокой проч-
ностью. Резцами с пластинами из твер-
дого сплава марки Т17К12 возможно ре-
зание с подачами на зуб в 1,5—2 раза
большими, чем резцами из сплава Т5КЮ.
136
chipmaker.ru
Вольфрамокобальтовые сплавы приме-
няют для обработки хрупких материалов:
чугуна, бронзы, закаленной стали, пласт-
масс, фарфора и т. п. Твердые сплавы ти-
тановольфрамокобальтовой группы пред-
назначены главным образом для обработ-
ки сталей. Сплав Т120К9 специально пред-
назначен для фрезерования стали (напри-
мер, для фрезерования глубоких пазов).
Он отличается повышенным сопротивле-
нием тепловым и механическим цикличе-
ским нагрузкам. Наиболее прочными спла-
вами при черновой обработке стали яв-
ляются сплавы марок Т17К12 и Т5К12.
С уменьшением размеров зерен карби-
дов вольфрама износостойкость и твер
дость сплава увеличиваются. Эту законо-
мерность используют при создании спла-
вов различного назначения с требуемыми
свойствами. Первыми мелкозернистыми спла-
вами были сплавы марок ВК.ЗМ и ВК6М.
Разработаны также твердые сплавы с осо-
бо мелкозернистой (ОМ) структурой ВК6-ОМ,
ВКЮ-ОМ и ВК15-ОМ
Микроструктура твердого сплава оказы-
вает существенное влияние на его износо-
стойкость. С уменьшением размеров зерен
карбидов стойкость твердых сплавов при
торцовом фрезеровании возрастает. Так,
стойкость особо мелкозернистого сплава
ВК6-ОМ примерно в 1,5—2 раза выше, чем
у среднезернистого сплава ВК6, и в 1,2—
1,7 раза выше, чем у мелкозернистого
сплава ВК6М.
В промышленности начинают применять
безвольфрамовые твердые сплавы. Наибо-
лее распространенными являются твердые
сплавы марок ТН-20, ТН-50 и КТН-16, при-
меняемые при торцовом фрезеровании низ-
коуглеродистых и инструментальных ста-
лей, цветных металлов и чугунов взамен
твердых сплавов марок Т30К4, Т15К6,
Т14К8, ВК8 и ВК6.
В табл. 7 приведено соответствие марок
твердых сплавов международной классифи-
кации.
Для твердых сплавов характерна зави-
симость прочности от износостойкости.
Чем выше прочность твердого сплава, тем
ниже его износостойкость.
Стойкость твердосплавного инструмен
та повышается в 5—6 раз при нанесении
на его поверхность износостойких слоев
(5—15 мкм) карбидов (титана, ниобия),
боридов, нитридов и др. Дальнейшее улуч-
7. Марки твердых сплавов
Мар- ка по исо Марка по ГОСТ и ОСТ (для безволь- фрамовых спла- вов) Мар- ка по ИСО Марка по ГОСТ и ОСТ (для безволь- фрамовых спла- вов)
Р01 РЮ Р20 РЗО Р40 М05 М10 Т30К4 Т15К6, КНТ 16 Т14К8, КНТ-16 Т5КЮ, ТТ10К8-Б Т5К12, ТТ7К12 ВК6-ОМ ВК6М, ТТ8К6 М20 МЗО М40 К01 К05 кю К20 кзо ТТ10К8-Б ТТ10К8-Б, ВК8 ВКЮ-ОМ вкз, вкзм ВК6-ОМ ВК6М, ТТВК6, ТН-20, КТН 16 ВК6, ВК4, ТН-20, КТН-16 ВК8
шение достигнуто разделением указанной
толщины покрытия на отдельные слои тол-
щиной в долях микрона. Каждый слой
выполняет определенную задачу относи-
тельно разных видов износа, прочности
сцепления и термического расширения. На-
несение покрытий на пластинки твердых
сплавов производится газофазным и термо-
диффузионным методами, а также на уста-
новках «Булат» и «Пуск».
При выборе марок твердого сплава
можно руководствоваться данными табл. 8,
Минералокерамические спла-
в ы (режущая керамика) изготовляют на
основе окиси алюминия А12О3. Различают
окисные марки режущей керамики (ВО-13
и ВО-14) и окиснокарбидные (ВЗ, ВОК-60
и ВОК-63, ВОК-71). Окиснокарбидные
марки отличаются от ранее применявшей-
ся окисной керамики ЦМ 332 повышенной
твердостью, теплостойкостью (до 1200°С)
и прочностью на изгиб и сжатие. Так, при
фрезеровании торцовыми фрезами серого
чугуна СЧ 20 стойкость фрез, оснащенных
минеральной керамикой марки ВОК-63, в
10—14 раз выше стойкости фрез, оснащен-
ных наиболее эффективной для этих усло-
вий маркой твердого сплава ТТ8К7, и в 5—
10 раз выше стойкости фрез, оснащенных
твердым сплавом ТТ8К6. В последнее вре-
мя разработана оксидно-нитридная кера-
мика ОНТ-20 (картинит).
Режущую керамику можно применять
при фрезеровании не только черных, но и
некоторых цветных металлов и их сплавов
137
chipmaker.ru
8. Назначение марок твердого сплава
Обрабатываемый материал Марка сплава
Черновое фре- зерование Получнстовое фрезерование Чистовое фрезерование
Углеродистая, легированная, нержавеющая сталь; Т17К12Б, Т14К8, Т15К6,
ковкий чугун, дающий сливную стружку Т5К12Б, ТТ10К8Б, T5KI0 Т15К6 Т30К4
Труднообрабатываемые стали и сплавы (напри- ВК15-ОМ, ВК Ю-ОМ, ВК6М,
мер, литая сталь, марганцовистая сталь, аусте- иитиое нержавеющее стальное литье, титановые и никелевые сплавы, сплавы вольфрама и мо- либдена) вк ю-ом ВК8 ВК8, ВК6-ОМ ВК8
Чугун отбеленный; ковкий чугун, дающий стружку ВК15, ВК8, ВК4
надлома; цветные металлы, пластмассы, дерево вкю, ВК8 В Кб, ВК6М В КЗ вкзм, BK2
и неметаллических материалов с высокими
скоростями резания без использования
СОЖ. Минеральная керамика изготовляет-
ся в виде пластин, которые закрепляются
в корпусе фрез методами механического
крепления, пайкой или соединяются с кор-
пусом с помощью клея.
Сверхтвердые материалы
(СТМ) являются полукристаллическими
образованиями на основе кубического нит-
рида бора. Кубический нитрид бора —
искусственный абразивный материал, полу-
чаемый при высоком давлении и высокой
температуре из гексагонального нитрида
бора. В группу сверхтвердых материалов
входят композит 01 (эльбор-Р), композит
05 и композит 10 (гексанит-Р), композит
10Д (двуслойные пластины с рабочим
слоем из гексанита-Р), ПТНБ (поликри-
сталл твердого нитрида бора), «зубр»,
«белбор» и др.
Сверхтвердые материалы обладают вы-
сокой твердостью — в 2—4 раза выше,
чем у твердых сплавов, высокой теплостой-
костью— 1100—1300°С, достаточной вяз-
костью и прочностью, обеспечивающими
надежное применение инструмента прн
торцовом фрезеровании. Сверхтвердые ма-
териалы на основе кубического нитрида
бора выпускаются в виде круглых, квад-
ратных, ромбических и трехгранных пла-
стин с диаметром вписанной окружности
3,6; 5,56; 7,0 и 8 мм и высотой от 2,38 до
5 мм. Они химически инертны к черным
металлам, в то время как материалы на
основе углерода (алмазы) химически ак-
тивны к ним. Это различие и определяет
область применения обеих групп материа-
лов: сверхтвердые материалы применяют
для обработки сталей, чугунов, ряда труд-
нообрабатываемых сплавов; поликристал-
лические алмазы — для, обработки цвет-
ных металлов, титановых сплавов, стекло-
пластиков и др. Для обработки сверхтвер-
дых материалов можно применять только
алмазы, которые превосходят их по твер-
дости.
Основной тенденцией дальнейшего раз-
вития СТМ и инструмента на их основе
является увеличение их прочности и вяз-
кости с целью расширения области их при-
менения, а именно ие только для тонкой
и чистовой обработки, но для получисто-
вой и даже черновой обработки.
Синтетические алмазы (типа
«карбонадо» и «баллас») выпускаются в
виде порошков и кристаллов. Из синте-
тических алмазных порошков изготовляют
режущие инструменты. Круги из синтети
ческих алмазов успешно применяются при
заточке и доводке твердосплавных режу-
щих инструментов (в том числе и фрез),
а также для шлифования и доводки дра-
гоценных камней, в том числе и самого
138
chipmaker.ru
алмаза. Алмазные резцы и фрезы приме-
няют в основном в качестве чистового
(отделочного) инструмента при резании
цветных металлов и неметаллических ма-
териалов.
§ 46. Износ и стойкость режущего
инструмента
В процессе резания на снятие стружки
с заготовки затрачивается определенная ра-
бота по преодолению упругих и пластиче-
ских деформаций, а также трения по пе-
редней и задней поверхностям инстру-
мента.
Изнашивание режущего инстру-
мента — это процесс разрушения поверх-
ностных слоев, приводящий к постепенно-
му изменению формы и состояния поверх-
ностей резания инструмента Износ —
результат процесса изнашивания, который
можно измерить, например, в миллиметрах
или микрометрах. Интенсивность
изнашивания инструмента — отно-
шение величины износа (по передней и
задней поверхностям) к производительно-
сти (по пути, площади или объему).
Скорость изнашивания — отноше-
ние величины износа ко времени работы
инструмента (мкм/мин).
Трение и связанное с ним изнашива-
ние инструмента при резании металлов
отличаются от изнашивания трением дета-
лей машин тем, что при резании происхо-
дит трение вновь образующихся поверх-
ностей сходящей стружки с передними и
задними поверхностями инструмента.
Различают следующие основные виды
износа инструмента: износ только по зад-
ней поверхности (рис. 158, а), износ только
по передней поверхности (рис. 158, б),
износ как по задней, так и по передней
поверхности (рис. 158, в), износ в резуль-
тате выкрашивания или скалывания режу-
щей кромки (рис. 158, г). Существуют и
другие виды износа. При обработке хруп-
ких материалов (чугун, бронза) инстру-
мент изнашивается по задней поверхно-
сти При этом образуется площадка изно-
са с углом а = 0 (рис. 158, а). Износ по
задней поверхности является следствием
трения между задней поверхностью и обра-
батываемой заготовкой. При обработке
стали и других пластичных материалов
наблюдается износ в виде лунки, распо-
Рис. 158 Износ режущего ин-
струмента
ложенной на передней поверхности инстру-
мента, отделенной неизношенной площад-
кой от режущей кромки (рис. 158,6). Из-
нос вызван истиранием передней поверх-
ности сходящей стружкой. Лунка распола-
гается на участке, имеющем максималь-
ную температуру на передней поверхно-
сти. В общем случае изнашивание режу-
щего инструмента происходит как по пе-
редней, так и по задней поверхности
(рис. 158, в). Механизм изнашивания ре-
жущего инструмента чрезвычайно сложен.
Различают следующие основные виды из-
нашивания инструмента: диффузионный,
адгезионный, абразивный, разрушением
и др.
Диффузионный износ имеет
место при работе твердыми сплавами с
высокими скоростями резания и высокой
температурой (900—1100°С и более). Ско-
рость диффузионного износа зависит от
«сродства» обрабатываемого материала и
материала режущей части инструмента.
Чем ближе по химическому составу ука-
139
chipmaker.ru
занные материалы, тем быстрее происхо-
дит диффузия атомов из инструмента в
Материал заготовки. Износостойкость пок-
рытия наиболее полно проявляется в про-
цессе диффузионного износа в диапазоне
высоких скоростей резания и не так за-
метно выражена при адгезионном износе.
Адгезионный износ проявляется
при обработке инструментами из быстро-
режущей стали, а также твердыми спла-
вами при относительно низких скоростях
резания, когда температура в зоне реза-
ния недостаточно высока для диффузион-
ного износа. При резании нарост постоян-
но меняется, и при обработке стали с режу-
щих кромок инструмента отрываются от-
дельные микроскопические частицы.
Абраз.ивный износ главным об-
разом проявляется при обработке в при-
сутствии большого количества абразивного
материала, например песка, на поверхно-
сти отливок.
Разрушение режущих кро-
мок чаще всего может наблюдаться при
работе с переменным припуском, а также
при прерывистом резании (фрезерование,
строгание, зубообработка и др.).
Под стойкостью инструмента по-
нимают период его работы (мин) между
двумя последовательными переточками.
При работе изношенным инструментом уве-
личивается главная составляющая силы
резания и расход мощности. Износ режу-
щего инструмента приводит к ухудшению
качества обработанной поверхности. При
черновом фрезеровании торцовыми фреза-
ми износ по задней грани допускается до
1,5—2 мм, при чистовом фрезеровании —
до 1 мм.
Режим резания выбирают таким обра-
зом, чтобы предельный износ происходил
через определенный промежуток време-
ни — период стойкости, который для фрез
различных типов в зависимости от размера
и назначения составляет 90—320 мин.
Влияние различных факторов иа стой-
кость. Стойкость режущего инструмента Т
зависит от трех физических параметров:
скорости резания v, толщины среза а и
ширины среза Ь. Эта зависимость имеет
вид
Т — 1
где Ct — постоянный коэффициент, зави-
сящий от физико-механических свойств
обрабатываемого материала, материала
режущей части инструмента и других
условий обработки; xt и ух — показатели
степеней при v, а и Ь.
Степень влияния физических парамет-
ров процесса резания на стойкость инстру-
мента определяется числовым значением по-
казателей степеней в формуле для стой-
кости. Чем больше значение показателя
степени при каком-то параметре, тем боль-
ше его влияние на стойкость. Показатель
степени при скорости резания чаще всего
равен 5. Значения показателей степеней
при а и b согласно экспериметальным
данным автора, которые получены при то-
чении и фрезеровании стали 45 инстру-
ментом, оснащенным твердым сплавом
Т15К6, равны: х, = 1,0; z/, =0,3. Поэтому
последняя формула имеет вид
т _ С|
Следовательно, с увёличением скорости ре-
зания, толщины и ширины среза стойкость
падает.
Однако все эти параметры по-разиому
влияют на стойкость инструмента. Наи-
большее влияние на стойкость оказывает
скорость резания. Так, при увеличении ско-
рости резания на 12—13% (при прочих
постоянных условиях) стойкость режу-
щего инструмента снижается в 1,4—1,8 ра-
за. При увеличении скорости резаиия иа
25% стойкость снижается в 2—3 раза, а
при увеличении скорости резания на 50%
стойкость снижается в 3,4—7,6 раза.
Стойкость режущего инструмента обрат-
но пропорциональна толщине среза. Так,
например, при увеличении подачи при то-
чении или увеличении подачи на зуб при
фрезеровании в 2 раза (а следовательно,
и толщины среза в 2 раза) стойкость
снизится также в 2 раза. Ширина среза
оказывает еще меньшее влияние на стой-
кость инструмента. Это означает, что глу-
бина резания при точении и торцовом фре-
зеровании или ширина фрезерования при
цилиндрическом фрезеровании незначитель-
но влияет на стойкость инструмента.
§ 47. Выбор рациональных режимов
обработки
Выбрать рациональный режим обра-
ботки на данном станке означает, что дня
140
chipmaker, ru
данных условий обработки (материал и
марка заготовки, ее профиль и размеры,
припуск на обработку) надо выбрать оп-
тимальный тип и размер инструмента, мар-
ку материала и геометрические параметры
режущей части фрезы, смазочно-охлаждаю-
щую жидкость и назначить оптимальные
значения параметров режима резания.
Из формулы Q = BtSzZn следует, что
на объемную производительность фрезеро-
вания параметры В, i, S?, z и v оказывают
одинаковое влияние, так как каждый из
них входит в формулу в первой степени.
Однако иа-стойкость инструмента эти па-
раметры влияют по-разному. Поэтому с уче-
том стойкости инструмента выгоднее преж-
де всего выбирать максимально допустимые
значения тех параметров, которые в мень-
шей степени влияют на стойкость инстру-
мента, т. е. в такой последовательности:
глубина резания, подача на зуб и скорость
резания. Следовательно, выбор этих пара-
метров режима резаиня при фрезеровании
на данном станке следует начинать в той
же последовательности.
В зависимости от размера обрабатывае-
мых поверхностей и характера обработки
определяют сначала тип и размер фрезы,
марку материала режущей части инстру-
мента и его геометрические параметры. Для
фрез с многогранными неперетачиваемыми
пластинами выбирают требуемую форму
пластин. Режимы резания выбирают в такой
последовател ьности:
1. Назначается глубина резания в зави-
симости от припуска на обработку, требо-
ваний к шероховатости поверхности и мощ-
ности станка. Припуск на обработку жела-
тельно снять за один рабочий ход с учетом
мощности станка. Обычно глубина резания
при черновом фрезеровании не превышает
4—5 мм. При черновом фрезеровании тор-
цовыми Твердосплавными фрезами (голов-
ками) на мощных фрезерных станках она
может достигать 20—25 мм и более. При
чистовом фрезеровании глубина резания не
превышает 1—2 мм.
2. Назначается максимально допусти-
мая по условиям обработки подача. При ус-
тановлении максимально допустимых подач
следует применять подачи на зуб, близкие
к «ломающим». Так, для цилиндрических
и дисковых фрез при выборе максимально
допустимой подачи следует исходить из
постоянного значения максимальной тол-
щины среза, т. е. атак = const. Можно оп-
ределить величину подачи на зуб:
Эта формула выражает зависимость
подачи на зуб от глубины фрезерования
и диаметра .фрезы. Величина максималь-
ной толщины среза, т. е. значение постоян-
ного коэффициента С зависит от физико-
механических свойств обрабатываемого ма-
териала (для данного типа и конструкции
фрезы). Значения максимально допустимых
подач ограничиваются различными факто-
рами:
а) при черновой обработке—жестко-
стью и виброустойчивостью инструмента
(при достаточной жесткости и виброустой-
чивости . станка), жесткостью обрабаты-
ваемой заготовки и прочностью режущей
части инструмента, например зуба фрезы,
недостаточным объемом стружечных кана-
вок, например для дисковых фрез, и др.
Так, подача на зуб при черновом фрезеро-
вании стали цилиндрическими фрезами со
вставными ножами и крупным зубом вы-
бирается в пределах 0,1—0,4 мм/зуб, а при
обработке чугуна — до 0,5 мм/зуб;
б) при чистовой обработке — шерохова-
тостью поверхности, точностью размера, со-
стоянием поверхностного слоя и др. При
чистовом фрезеровании стали и чугуна на-
значается сравнительно малая подача на
зуб фрезы (0,05—0,12 мм/зуб).
3. Определяется скорость резания; так
как она оказывает самое большое влияние
на стойкость инструмента, то ее выбирают
исходя из принятой для данного инстру-
мента нормы стойкости. Скорость резания
определяется по формулам или по табли-
цам нормативов режимов резания в зави-
симости от глубины и ширины фрезерова-
ния, подачи на зуб, диаметра фрезы, числа
зубьев, условий охлаждения и др.
4. Определяется эффективная мощ-
ность резания Ne при выбранном режиме
по таблицам нормативов и сопоставляется
с мощностью станка. Если окажется, что
мощность электродвигателя станка недоста-
точна, т. е. N„ < Ne, то прежде всего не-
обходимо снизить скорость резания (а не
глубину резания или подачу) пропорцио-
нально недостатку мощности по формуле
vn = От Nc-r/Ne, где vn — скорость резания
141
chipmaker.ru
но станку, м/мин, vr — скорость резания
по нормативам режимов резания, м/мин;
N„ — мощность станка, кВт; Ne — эффек-
тивная мощность резания, кВт.
5. По установленной скорости резания
{vr или vn) определяется ближайшая сту-
пень частоты вращения шпинделя станка
из числа имеющихся на данном станке по
формуле п = 1000 v/nD.
6. Определяется основное технологиче-
ское (машинное) время. Время, в течение
которого происходит процесс снятия струж-
ки без непосредственного участия рабочего,
называется машинным временем
(например, на фрезерование плоскости за-
готовки с момента включения механической
продольной подачи до момента ее выклю-
чения). Машинное время Ты при фрезеро-
вании определяется по формуле, общей для
всех видов обработки: Тм = (L/SK)i, где
L — длина перемещения инструмента или
заготовки (с учетом врезания и перебега),
мм; i — число рабочих ходов; SM — минут-
ная подача инструмента или заготовки,
мм/мин.
§ 48. Классификация фрез
По технологическом-у при-
знаку различают фрезы для обработки
плоскостей, пазов и шлицев, фасонных по-
верхностей, зубчатых колес и резьб, тел
вращения, для разрезки материала и др.
(см. приложение). По конструктив-
ным признакам различают фрезы:
по расположению зубьев на исходном
цилиндре: а) торцовые, б) цилиндрические,
в) дисковые, г) дисковые двусторонние,
е) одноугловые., ж) двухугловые, з) фасон-
ные, концевые и др.;
по конструкции зуба: а) с острозато-
ченными, б) с затылованными зубьями;
по направлению зуба: а) с прямыми, «
б) с наклонными, в) с винтовыми, г) с
разнонаправленными зубьями;
по внутреннему устройству фрезы:
а) цельные, б)'составные, в) со вставными
зубьями, г) сборные (разборные) головки;
по способу крепления: а) фрезы с от-
верстием (насадные), б) концевые (хво-
стовые), с цилиндрическим или коническим
хвостовиком;
по виду инструментального материала
режущей части из: а) быстрорежущей ста-
ли, б) твердых сплавов, в) режущей кера-
мики, г) сверхтвердых материалов.
§ 49. Новые конструкции фрез
Конструкция фрез оказывает большое
влияние на работоспособность фрезы и эф-
фективность ее применения. Основным на-
правлением в разработке новых конструк-
ций твердосплавных фрез является при-
менение сборных конструкций с неперета-
чиваемыми пластинками твердого сплава.
Механическое крепление пластинок дает
возможность поворота их с целью обнов-
ления режущей кромки и позволяет исполь-
зовать фрезы без переточки. После полного
износа пластинки она может быть быстро
заменена новой.
Резко сокращается время на восстанов-
ление фрез, так как в этих конструкциях
оно сводится к времени замены износив-
шихся пластинок или повороту на следую-
щую грань, не прибегая к шлифовальным
и заточным операциям. Завод-изготовитель
снабжает каждую фрезу 8—10 комплектами
запасных пластинок.
Применение многогранных пластинок с
механическим креплением имеет ряд пре-
имуществ перед напаянными пластинками:
более высокая стойкость (на 30% и более)
по сравнению с напаянными пластинками
за счет исключения операций пайки и пере-
точек, снижающих режущие свойства твер-
дых сплавов; быстросменность; возмож-
ность использования более износостойких
марок твердого сплава, склонных к обра-
зованию трещин при пайке и заточке, воз-
можность нанесения на пластинку износо-
стойких покрытий (карбиды титана, нитри-
ды титана и др.); резкое увеличение про-
цента возврата твердого сплава иа пере-
работку (с 15—20% для напаянного ин-
струмента до 90% Для многогранников);
сокращение вспомогательного времени на
смену и наладку затупившегося инстру-
мента; сокращение номенклатуры режущего
инструмента и упрощение инструментально-
го хозяйства; возможность централизован-
ного производства сменных элементов для
различных видов режущего инструмента
(резцы, фрезы, протяжки и др.); возмож-
ность централизованной заточки на базе
широкой автоматизации и механизации;
постоянство размерных и геометрических
параметров режущего инструмента, что
особенно важно для станков с числовым
программным управлением и др.
Указанные преимущества предопре-
деляют экономическую эффективность при-
142
chipmaker.ru
менения инструментов, оснащенных много-
гранными пластинками. Применение специ-
альных типов торцовых фрез с многогран-
ными пластинками вместо универсальных
позволяет полнее использовать возмож-
ности станка и фрезы. Торцовые фрезы об-
щего назначения с многогранными пластин-
ками могут иметь пластинки следующих
форм: круглые, шестигранные, пятигранные,
четырехгранные и трехгранные. Причем для
всех указанных форм пластинок предусмат-
ривается два исполнения: с нормальными
и мелкими зубьями.
Для торцовых фрез с механическим
креплением число зубьев фрезы связано с
диаметром фрезы D соотношением zl>
>0,075£> — мелкий зуб; 0,055D<z<0,C)75D—
средний зуб и z 0,0557) — крупный зуб.
Основные размеры торцовых фрез должны
соответствовать стандарту (СТ СЭВ 200—
75). На рис. 159 показана торцовая уни-
версальная фреза с механическим крепле-
нием многогранных пластинок конструкции
ВНИИинструмент. Фреза состоит из кор-
пуса 1, клиньев 2 и 3, режущей пластинки
4, вставки 5 и опоры 6. Вставка 5 представ-
ляет собой срезанный бочкообразный,
штифт, имеющий в пределах .зазора две
степени свободы (вращение вокруг оси и
качение перпендикулярно оси). Благодаря
такой конструкции весь узел (клин, пла-
стина и штифт) самоустанавливаются, обе-
спечивая беззазорное прилегание контак-
тирующих поверхностей паза, клина, пла-
стины и штифта. Фрезы изготовляются двух
типов: с квадратными пластинами и углом
в плане <р = 75°, а также с трехгранными
пластинами и угпом в плане <р — 90°. Пла-
стины могут быть изготовлены из твердого
сплава или режущей керамики. Диаметры
фрез: 125, 160, 200, 250, 315, 400, 500 мм.
На рис. 160 показана конструкция кон-
цевой фрезы с механическим креплением
пятигранных или ромбических твердосплав-
ных пластинок Сестрорецкого инструмен-
тального завода им. С. И. Воскова. Фреза
состоит из корпуса 1 с гнездами под пла-
стинки и конического хвостовика. В кор-
пус вставляется и закрепляется втулка 2,
на которой базируются в радиальном на-
правлении пластинки 3. Пластинка опира-
ется на основание гнезда корпуса пружи-
нящим штифтом 4 (предложена ленинград-
ским новатором М. А. Зайцевым). Смена
лезвия после его затупления производится
выпрессовкой штифта 4, поворотом или за-
Рнс. 159. Торцовая фреза
конструкции ВНИИ
Рис. 160. Конце >ая фреза с механическим креп-
лением
меной пластинки и запрессовкой штифта.
Для черновой обработки применяются
торцовые фрезы с тангенциальным распо-
143
chipmaker.ru
Рис. 161. Торцовая фреза с танген-
циальным расположением четырех-
гранных пластинок
ложением твердосплавных четырехгранных
пластинок конструкции ленинградского но-
ватора В. Е. Сучкова (рис. 161). Фреза со-
стоит из корпуса / с гнездами под пластин-
ку, четырехгранных пластинок 2, винта-ко-
ромысла 3, шарика 4, и гайки 5. Пластинки
закрепляются на корпусе тангенциально.
При работе главная составляющая силы
резания £>г действует в направлении боль-
шей стороны пластинки, поэтому нагрузка
на пластинку может быть повышена. Смена
пластинок производится поворотом гайки 5,
винт-коромысло при этом перемещается
вдоль оси, касается шарика 4 участками
канавки, глубина которой постепенно воз-
растает, и освобождает пластинку. После
поворота или замены пластинки винт-коро-
мысло 3 с помощью гайки перемещается
в обратном направлении, шарик скользит
вдоль канавки, глубина которой постепенно
уменьшается, наклоняет винт-коромысло 3
относительно шарика и прижимает пластин-
ку к базовым поверхностям корпуса.
Ступенчатые фрезы с много-
гранными пластинками предназначены для
обработки заготовок с большими припуска-
ми на обработку. Принцип работы этих фрез
заключается в том, что зубья фрезы рас-
полагают на разной высоте и поэтому каж-
дый зуб срезает лишь часть припуска. Эти
фрезы имеют ряд преимуществ по сравне-
нию с обычными, а именно:
дают возможность снимать большие
припуски (18—22 мм) за один рабочий ход
вместо двух или трех рабочих ходов при
фрезеровании обычными фрезами;
при делении припуска между отдель-
ными зубьями фрезы процесс фрезерова-
ния протекает спокойнее с меньшей воз-
можностью возникновения вибраций, а сле-
довательно, и с повышенной в 1,5—2 раза
стойкостью фрезы.
В настоящее время инструментальные
заводы серийно выпускают много конст
рукций торцовых фрез с механическим кре-
плением пластин из композита. Эти фрезы
предназначаются для окончательной обра-
ботки открытых плоскостей, прямоугольных
направляющих типа «ласточкин хвост» и
др. Рекомендуемые обрабатываемые ма-
териалы: чугуны серые и высокопрочные;
отбеленные, закаленные; стали закаленные
инструментальные и легированные конст-
рукционные; бронзы, силумины и др. Об-
работка фрезами, оснащенными компози-
том, производится на станках фрезерной
группы, в том числе на станках с ЧПУ,
многоцелевых станках (обрабатывающих
центрах), плоскошлифовальных и расточ-
ных станках. В последнее время также по-
явились конструкции концевых и дисковых
фрез, оснащенных композитом.
На рис. 162,а показана торцовая фреза,
оснащенная СТМ, конструкции В. Б. Кры-
санова и Е. П. Киринского. Она предназна-
чена для обработки открытых плоскостей
корпусных деталей из чугуна с глубиной
резания до 10 мм. Особенность конструкции
состоит в том, что корпус фрезы имеет
двухплоскостной спиральный бурт, в кото-
ром на разных радиусах располагаются
гнезда под режущие элементы — серийно
выпускаемые резцы из СТМ. Наличие двух-
плоскостного спирального бурта дает воз-
можность обеспечить одинаковый вылет ре-
жущих элементов, а следовательно, и оди-
наковую их жесткость. Снятие большого
припуска фрезой, оснащенной СТМ, дости-
гается за счет того, что каждый зуб фрезы
устанавливается на одинаковую глубину ре-
зания по схеме, показанной на рис. 162, б.
Основные достоинства описанной конструк-
ции:
’44
chipmaker.ru
^t=io
6)
Рис. 162. Торцовая фреза, оснащенная СТМ
фреза не требует регулирования биения
режущих зубьев как в осевом, так и в
радиальном направлении;
замена изношенных или поломанных
зубьев фрезы производится без ее снятия
со станка;
возможна раздельная высокопроизводи-
тельная заточка зубьев фрезы вне корпуса;
конструкция позволяет использовать
один-два зуба фрезы в качестве зачищаю-
щих;
сокращение технологического цикла и
трудоемкости обработки плоскостей.
Ступенчатыми фрезами данной конст-
рукции можно производить обработку пло-
скостей на вертикально-фрезерных, про-
дольно-фрезерных, расточных, многоцеле-
вых и продольно-шлифовальных станках.
Следует отметить, что обработка ступенча-
тыми фрезами, оснащенными СТМ, чугун-
ных заготовок с большими скоростями ре-
зания (до 2000 м/мин) и соответственно вы-
сокими частотами вращения шпинделя (до
3000 об/мин и выше) невозможна без при-
менения специальных защитных устройств.
В табл. 9 приведены виды поверхностей
и геометрические элементы резцов для об-
работки различных видов поверхностей. На
рис. 163 приведена схема фрезерования паза
типа «ласточкин хвост» фрезой из СТМ.
6—571
145
chipmaker.ru
9. Виды поверхности и геометрические элементы резца
На рис. 164 приведена конструкция сту-
пенчатой фрезы, изготовляемой Сестро-
рецким инструментальным заводом им.
С. И. Воскова. Фрезы диаметром 100— 400
мм оснашаются пластинками круглой фор-
мы из композита 05. Они предназначаются
для предварительной и окончательной об-
работки деталей из серых и высокопрочных
чугунов. Попарное ступенчатое расположе-
ние пластин с делением припуска по глубине
обеспечивает повышение производитель-
ности процесса и расширяет область при-
менения фрез из композита. Режимы фре-
зерования чугунного литья по корке: глу-
бина резания 4—5 мм; подача 0,02—0,04
мм/зуб; скорость резания 625 м/мин.
Московский завод режущих инструмен-
тов им. М. И. Калинина выпускает торцовые
насадные регулируемые и нерегулируемые
фрезы диаметром от 100 до 630 мм с механи-
ческим креплением прецизионных круглых
пластин из композита 01, 05 и 10Д. В регу-
лируемых фрезах за счет тонкого и легко
выполняемого регулирования обеспечивает-
ся величина торцового биения режущих
кромок в пределах 0,01 мм. Особенностью
фрезерования фрезами из СТМ на повы-
шенных скоростях резания является отсут-
ствие нагрева обрабатываемой поверхности,
что способствует получению высокой точ-
ности обработки.
Торцовые фрезы с механическим крепле-
146
chipmaker.ru
Рис. 163. Схема фрезерования паза типа
«ласточкин хвост» фрезой из СТМ
кием пластин из композита найдут широкое
применение в крупносерийном и массовом
производстве при обработке плоскостей
пивным образом чугунных корпусных де-
талей Предусматривается, что фрезерова-
ние будет осуществляться с глубинами ре-
Рис. 164. Ступенчатая фреза с механическим
креплением пластин из композита
зания до 4—16 мм, скоростями резания 800
2000 м/мин и с минутными подачами 2000—
3000 мм/мин.
Контр ол ь н ы е но н р > с ы
1. Что такое нарост?
2. В чем заключается усадка стружки?
3. Что называется толщиной и шириной сре-
за при точении, сверлении, зелксровании, раз-
вертывании и фрезеровании?
4. Какие составляющие силы резания при
фрезеровании вы знаете?
5. Какие инструментальные материалы при-
меняют для изготовления режущего инструмента?
6. Что называется стойкостью режущего ин-
струмента и от чего она зависит?
7. Каков порядок выбора режимов резания
при фрезеровании’
8. В чем преимущество инструментов с мно-
гогранными неперетачиваемыми пластинками?
Глава 9
Технологический процесс изготовления типовых деталей.
Качество продукции
§ 50. Типовой и групповой
технологические процессы
Различают единичный, типовой и груп-
повой технологические процессы. Еди-
ничный технологический про-
цесс— технологический процесс изготов-
ления или ремонта изделия одного наиме-
нования, типоразмера и исполнения не-
зависимо от типа производства
Разработка технологического процесса
механической обработки представляет собой
довольно сложную и трудоемкую работу.
Технолог, разрабатывающий технологиче-
ский процесс, обычно руководствуется сво-
им личным опытом. Поэтому часто одни и
те же технологические задачи технологами
решаются по-разному. Создание технологи-
ческих процессов обработки для определен-
ных классов деталей (валов, втулок, зубча-
тых колес п др.) позволяет ускорить и улуч-
шить разработку технологических процес-
сов.
147
6*
chipmaker.ru
Идея разработки типовых технологиче-
ских процессов механической обработки
(для деталей одного класса) принадлежит
профессору А. П. Соколовскому. Работа по
типизации технологических процессов пре-
дусматривает предварительную классифи-
кацию деталей и приведение теоретически
бесконечного числа комбинаций форм и раз-
меров деталей к минимальному количеству
типов, для которых можно разработать ти-
повые технологические процессы обработки
в нескольких вариантах с дальнейшим ис-
пользованием применительно к конкрет-
ным деталям и условиям работы данного
завода.
Типовой технологический
процесс — технологический процесс из-
готовления группы изделий с общими кон-
структивными и технологическими призна-
ками. Детали, обрабатываемые на фрезер-
ных станках, можно классифицировать по
следующим основным признакам: конфигу-
рация обрабатываемых деталей; тип инстру-
мента, с помощью которого целесообразно
производить обработку поверхностей дета-
лей; размеры обрабатываемых поверхностей
деталей; точность размеров и формы об-
рабатываемых поверхностей; вид применяе-
мого оборудования.
По первому признаку (конфигурация об-
рабатываемой детали) можно классифици-
ровать детали с наиболее распространен-
ными сочетаниями поверхностей (открытые
плоскости, многогранники, плоскости с па-
зами, шпоночные пазы, сочетание верти-
кальных или горизонтальных плоскостей с
наклонными, поверхности с винтовыми ка-
навками, типовые фасонные поверхности и
др.). По второму признаку (тип инструмен-
та) можно классифицировать детали, ко-
торые экономически выгодно обрабатывать
различными типами фрез или набором фрез:
торцовыми твердосплавными (головками),
цилиндрическими, торцовыми, дисковыми,
концевыми, угловыми и др. — в зависимос-
ти от размера партии или размеров обраба-
тываемых поверхностей деталей в условиях
фрезерования единичной детали или группы
одновременно обрабатываемых деталей.
При этом в обоих случаях должны быть
учтены размеры обрабатываемых поверх-
ностей (масштабный фактор), требуемая
точность размеров и параметр шерохова-
тости обработанной поверхности.
К каждому классу типовых деталей
предъявляются специфические технологи-
ческие требования. Так, например, при об-
работке деталей, ограниченных плоскостя-
ми, необходимо соблюсти в заданных пре-
делах следующие параметры: плоскост-
ность, точность размеров, точность распо-
ложения, шероховатость обработанной по-
верхности, качество поверхностного слоя и
др. Для пазов и уступов основные техно-
логические требования — обеспечение точ-
ности размеров по ширине и глубине, сим-
метричности расположения пазов (или ус-
тупа) и др.
Основным требованием при обработке
деталей, ограниченных фасонными поверх-
ностями, является обеспечение заданного
профиля, расположения, размеров и шеро-
ховатости поверхностей. Детали, обрабаты-
ваемые на универсальных фрезерных стан-
ках, можно разделить на четыре класса.
Детали 1-го класса — плоские планки,
крышки, фланцы и др. Они обрабатываются
на вертикально-фрезерных станках кон-
цевыми и торцовыми фрезами. Точность об-
работки в пределах 0,15 мм. Детали 2-го
класса — кулачки, копиры, матрицы и пу-
ансоны вырубных штампов и др. — обра-
батываются в основном концевыми фреза-
ми. Точность обработки соответствует
±0,05 мм. Детали 3-го класса — рычаги,
кулисы, ланжероны, рамы текстильных ма-
шин, объемные штампы и др. — обрабаты-
ваются в основном концевыми, копирными,
торцовыми и фасонными фрезами на вер-
тикально- и горизонтально-фрезерных стан-
ках с точностью до 0,05 мм. Детали 4-го
-класса — корпусные детали, изготовляемые
из серого чугуна, стали, алюминия и спла
вов, обрабатываются на различных фре-
зерных станках торцовыми, цилиндриче-
скими, концевыми и другими фрезами.
Групповой технологический
процесс — технологический процесс из-
готовления группы изделий с разными кон-
структивными, но общими технологически-
ми признаками. Метод групповой обработ-
ки находит применение в условиях единич-
ного и мелкосерийного производства. Сущ-
ность группового метода, разработанного
профессором С. П. Митрофановым, заклю-
чается в следующем. В отличре от схем
классификации деталей, применяемых при
типизации технологических процессов, при
групповом методе положен принцип клас-
сификации деталей по видам обработки,
т. е. создаются классы деталей, обрабаты-
ваемых на автоматах, револьверных, то-
148
chipmaker.ru
Рис. 165. Группа деталей (рычагов) для фрезеро-
вания
карных, фрезерных, сверлильных и других
станках. Для деталей, входящих в одну
классификационную группу, разрабатывает-
ся общий технологический процесс, кото-
рый позволяет обрабатывать любую деталь
группы без значительного отклонения от
общей технологической схемы. При груп-
повой обработке детали целесообразно под-
бирать в партию по принципу их базиро-
вания, закрепления и обработки в группо-
вых (специализированных) приспособле-
ниях.
При групповом методе применяется об-
щая технологическая оснастка, в том числе
приспособления, в которых могут быть ус-
тановлены детали нескольких наименова-
ний. Чаще всего эти приспособления снаб-
жают сменными установочными элемента-
ми. На рис. 165, а показана группа деталей
(рычагов), фрезерование которых произ-
водится в одном групповом приспособле-
нии, а на рис. 165, б — группы сложных
рычагов, для фрезерования которых исполь-
зуют также одно легко переналаживаемое
приспособление. Основное исполнение груп-
пового приспособления должно быть рас-
считано на наибольшую деталь данной груп-
пы, а обработка остальных деталей этой
группы обеспечивается путем применения
соответствующих сменных элементов при-
способления.
§ 51. Типы машиностроительных
производств
Потребность народного хозяйства в ма-
шинах различного типа неодинакова. Не-
которые из них требуются в больших коли-
чествах, другие же необходимо иметь в ма-
лых количествах — десятки или даже еди-
ницы. Объем выпуска изделий (мас-
штаб производства) — количество изделий
определенного наименования, типоразмера
и исполнения, изготовляемых или ремонти-
руемых объединением,предприятием или его
подразделением в течение планируемого ин-
тервала времени.
Различают три типа производства: еди-
ничное, серийное и массовое.
Они отличаются коэффициентом закрепле-
ния операций. По ГОСТ 3.1108—74 коэф-
фициентом закрепления опе-
раций (Кз.о) называется отношение числа
различных операций (О), выполняемых
в течение месяца, к числу рабочих мест (Р),
выполняющих эти операции, т. е. «зо =
= О/P. Для массового производства К,.,, =
= 1, для крупносерийного производства
Кз.о^. 10, для серийного — 10 < Кл.о^ 20,
для мелкосерийного — 20 < Кз о 40 и для
единичного Кзо. > 40.
Каждому типу производства соответст-
вует определенная форма его организации
и степень оснащенности технологического
процесса. Следует отметить, что на одном
и том же предприятии и даже в одном и том
же цехе могут быть различные виды произ-
водства. Так, например, в тяжелом машино-
строении, имеющем характер единичного
производства, мелкие детали, требующиеся
в большом количестве, могут изготовляться
по принципу серийного или даже массового
производства.
Единичным называется производ-
ство, характеризуемое широкой номенкла-
турой изготовляемых или ремонтируемых
изделий, малым объемом выпуска изделий.
Поэтому ему свойственны следующие ос-
новные технологические признаки: примене-
ние универсального оборудования; загрузка
рабочих мест различными заготовками без
какой-либо закономерной смены последних;
149
chipmaker.ru
применение универсальных приспособлений
и стандартного режущего инструмента; раз-
работка технологических процессов, как
правило, по наиболее простым формам (мар-
шрутные карты), расстановка станков
группами по типам и размерам; примене-
ние пригоночных работ при сборке; высокая
квалификация рабочих и др.
Серийное производство характери-
зуется ограниченной номенклатурой изде-
лий, изготовляемых или ремонтируемых
периодически повторяющимися партиями,
и сравнительно большим объемом выпуска.
В зависимости от количества изделий в
партии или серии различают мелкосе-
рийное, среднесерийное и кру-
пносерийное производство. Основные
технологические признаки серийного произ-
водства; закрепление за каждым рабочим
местом нескольких операций; обработка за-
готовок по те.хнологчческому процессу, раз-
деленному на отдельные операции; примене-
ние универсального оборудования и специ-
ализированных станков для изготовления
основных деталей; расстановка оборудова-
ния соответственно технологическому про-
цессу обработки деталей с учетом харак-
терных направлений грузопотоков; широкое
применение специальных приспособлений
и инструментов; различная квалификация
рабочих (высокая, средняя и низкая); ши-
рокое внедрение взаимозаменяемости при
сохранении небольшого объема пригоноч-
ных работ
Массовое производство характери-
зуется узкой номенклатурой и большим
объемом выпуска изделий, изготовляемых
или ремонтируемых в течение продолжи-
тельного времени. Производство, при кото-
ром операции обработки заготовок (или
сборка машин) закреплены за рабочими
местами, расположенными в порядке вы-
полнения операций, а обрабатываемые за-
готовки (или собираемые узлы машины)
последовательно перемещаются с одного
рабочего места иа другое, называется п о-
точным. В основу массового технологи-
ческого производства положены следующие
основные технологические признаки: за-
крепление за каждым рабочим местом од-
ной постоянно повторяющейся операции;
обработка заготовок и сборка машин по
непрерывно поточному методу; широкое
применение агрегатных, автоматических и
специальных станков, а также автоматиче-
ских линий; расстановка оборудования со-
гласно технологическому процессу обра
ботки деталей; высокая степень оснащен-
ности специальными приспособлениями, ин-
струментами и автоматическими измери-
тельными устройствами; полная взаимо-
заменяемость при допущении в некоторых
случаях подбора; невысокая квалификация
рабочих на операционных станках при на-
личии наладчиков высокой квалификации.
В условиях автоматизированного произ-
водства от каждой операции зависит на-
дежность всей линии, поэтому здесь нет
главных и второстепенных операций. В ав-
томатизированном производстве все эле-
менты технологического процесса — пода
ча заготовки, ее ориентирование и закреп-
ление, обработка, снятие готовой детали,
контроль, межоперационное транспортиро-
вание и т. п. — решаются комплексно. Как
правило, почти все технологические процес-
сы изготовления деталей в неавтоматизи-
рованном производстве при переходе к ав-
томатизированному требуют коренной пере-
работки. Основными отличительными осо-
бенностями технологии автоматизирован-
ного производства являются: применение
экономичной заготовки, высокая степень
концентрации операций, применение высо-
копроизводительных режущих инструмен-
тов с высокой стойкостью, синхронизация
технологических операций, высокая ста-
бильность технологических процессов,
меньшая трудоемкость и сокращенный'
цикл изготовления детали, высокое каче-
ство готовых деталей. Технологические про-
цессы, разработанные для автоматических
линий, дают значительный экономический
эффект за счет увеличения производитель-
ности труда, повышения качества продук-
ции, его стабильности, сокращения дли-
тельности производственного цикла, облег-
чения условий труда и т. д.
Доля массового, серийного и единич-
ного производства в машиностроении
СССР составляет по выпуску продукции
машиностроения соответственно 25, 45 и
30%.
§ 52. Сведения о станочных
приспособлениях
Приспособлением называется
устройство, присоединяемое к станку и
используемое для базирования и закрепле-
но
chipmaker.ru
ния предметов производства при выполне-
нии технологической операции. Применение
станочных приспособлений является одним
из основных путей повышения производи-
тельности труда, позволяет производить
обработку заготовок без предварительной
разметки и выверки.
При применении приспособлений с пнев-
матическими, гидравлическими, пневмогид-
равлическими и другими приводами зна-
чительно облегчаются условия труда фре-
зеровщика. Процесс закрепления загото-
вок в таких приспособлениях сводится к
повороту рукоятки вместо длительных и
утомительных действий гаечным ключом.
Приспособления используют для расшире-
ния технологических возможностей стан-
ков.
Приспособления классифицируют по не-
скольким признакам. По типу станков
приспособления делятся на токарные, фре-
зерные, сверлильные и т. д. По степени
специализации приспособления делят на
универсальные, переналаживаемые (груп-
повые) и специальные.
Универсальные приспособления разде-
1яют на безналадочные и наладочные.
Универсальные безналадоч-
ные приспособления предназначены для
закрепления заготовок различной формы и
габаритов. К ним относятся универсальные
патроны, машинные тиски, самоцентрирую-
щие тиски, круглые поворотные столы, де-
лительные головки ит. д. Универсаль-
но-наладочные приспособления со-
стоят из двух частей: универсальной и
сменной. Наладочная часть приспособле-
ния состоит из сменных наладок, которые
изготовляют в зависимости от формы и
размеров группы деталей, обрабатываемых
в данном приспособлении. Их применяют
в мелкосерийном и серийном производстве
для групповой обработки деталей, имею-
щих различную форму и габаритные раз-
меры. К ним относятся: универсальные
патроны со сменными кулачками, универ-
сально-наладочные тиски со сменными губ-
ками, групповые приспособления.
Специализированные без-
наладочные приспособления исполь-
зуют для закрепления заготовок, близких
по конструктивно-технологическим призна-
кам, с одинаковыми базовыми поверхностя-
ми, требующих одинаковой обработки.
При осуществлении однотипных операций
Г
в таких приспособлениях необходимо про-
изводить регулирование элементов. К ним
относятся приспособления для групповой
обработки деталей типа фланцев, дисков,
кронштейнов, корпусных деталей, валов
и т. д.
Специализированные нала-
дочные приспособления применяют
для установки и закрепления группы дета-
лей, близких по конструктивно-технологи-
ческим размерам, способам обработки и
общности установочных поверхностей. Эти
приспособления состоят из двух частей:
универсальной и сменной. Универсальная
часть приспособления является постоянной
и состоит из корпуса, привода и т. д. Смен-
ная часть состоит из сменных накладов,
изготовляемых в соответствии с формами
и размерами группы деталей, обрабатывае-
мых в данном приспособлении. Специали-
зированные наладочные приспособления
аналогичны специализированным безнала-
дочным приспособлениям, но их возмож-
'ности шире.
Специальные неразборны0
приспособления используют для выполне-
ния определенной операции при обработке
конкретной детали, они являются одноце-
левыми. Их применяют главным образом
в крупносерийном и массовом производ-
стве.
Универсально-сборные при-
способления (УСП) используют для за-
крепления заготовок широкой номенклату-
ры при выполнении различных операций.
Все элементы УСП, имеющиеся на заводе,
находятся в непрерывном обращении. Из
одних и тех же взаимозаменяемых изно-
соустойчивых деталей и узлов многократно
собирают всевозможные приспособления
для различных видов механической обра-
ботки. После того как обработана партия
заготовок, универсально-сборное приспо-
собление разбирают, а его детали и узлы
используют для сборки других приспособ-
лений. Комплект стандартных деталей со-
стоит из 15—25 тыс. деталей и определен-
ного количества стандартных неразборных
узлов. Применение системы универсально-
сборных приспособлений значительно со-
кращает сроки технологической подготовки
и освоения производства в условиях еди-
ничного и мелкосерийного производства.
На рис. 166 покачано уииверсалыю-
сборное приспособление |У< Н) для фрезе
151
chipmaker.ru
Рис. 166. Универсально-сборное приспособление
рования в валу паза. Основанием приспо-
собления служит облегченная прямоуголь-
ная плита 1, на плоскости которой уста-
новлены угловые опоры 2 с призмами 3 и 7
и планка 6. Обрабатываемая заготовка 4
базируется в призмах 3 и 7 прихватом 5,
силовой и опорный болты которого уста-
новлены на планке 6.
УСП является оснасткой, отвечающей
современным требованиям единичного и
мелкосерийного производства. Однако эти
приспособления непригодны для примене-
ния в условиях серийного и крупносерийно-
го производства. Для этих производств
эффективна переналаживаемая оснастка
многократного применения, обеспечиваю-
щая возможность быстрой переналадки
сменой специальных наладок, регулировкой
и перекомпоновкой элементов. Такие при-
способления унифицированы с соблюдени-
ем единства присоединительных размеров
наладок и приводов к базовым узлам,
удобны в обслуживании, обеспечивают
высокий уровень механизации, ремонто-
пригодны. Эти приспособления изготовля-
ют централизованно.
Все большее применение находят гид-
равлический и пневматиче-
с.к и й приводы станочных приспособле-
ний. Они позволяют обеспечить надежное
и жесткое закрепление заготовок, сокра-
тить вспомогательное время на закрепле-
ние и освобождение заготовок (вследствие
быстродействия гидравлических зажимов),
облегчить труд рабочего, сократить, приме-
няя специальные выталкиватели и др.,
вспомогательное время на съем заготовок.
Пневматическое приспособление для ме-
таллорежущих станков состоит в основном
из двух частей: корпуса с элементами для
установки и зажима обрабатываемой заго-
товки и пневматического агрегата.
Пневмогидравлические при-
воды имеют ряд преимуществ как пневма-
тического, так и гидравлического приво-
дов. Они питаются сжатым воздухом от
цеховой сети через пневматическую аппа-
ратуру под давлением 0,4—0,6 МПа при
давлении масла в гидравлической части
привода 6—10 МПа. Высокое давление
масла в пневмогидроприводе создается
пневмогидравлическими преобразователя-
ми, превращающими давление сжатого
воздуха в высокое давление масла. Пнев-
могидравлические приводы сочетают в себе
простоту конструкции пневматических с
силовыми и регулировочными свойствами
гидравлических приводов. Они обеспечи-
вают быстроту перемещения зажимных
устройств, небольшие габариты конструк-
ции, создают большую силу зажима и
имеют сравнительно небольшую стоимость.
В последнее время разработан комплект
деталей сборно-разборных приспособлений
для обработки заготовок на фрезерных
станках с ЧПУ, а также на универсально-
фрезерных станках. Этот комплект снаб-
жен необходимым количеством переходни-
ков, посредством которых его детали и
сборочные единицы можно соединять с
элементами УСП. Одной из особенностей
указанного комплекта является то. что он
обеспечивает механизированное закрепле-
ние заготовок в приспособлениях Для этой
цели служат входящие в комплект прямо-
угольные и круглые плиты со встроенным
гидравлическим приводом и гидравличе-
ские прижимы. На рис. 167 показан пример
гидрофицирова иного сборно-разборного
приспособления. На плите 1 установлены
два одинаковых зажимных приспособления
для закрепления заготовок 2 прижимами 3,
которые с помощью гидроцилиндров осу-
ществляют зажим заготовок.
Одним из перспективных направлений
152
chipmaker.ru
Рис. 167. Сборно-разборное приспособление
в разработке приспособлений к металлоре-
жущим станкам является создание оснаст-
ки массового применения. Эта оснастка
состоит из рядов унифицированных дета-
лей и сборочных единиц, из которых мож-
но собирать сборные обратимые приспособ-
ления как для универсальных станков, так
и для станков с ЧПУ. Приспособления для
станков с ЧПУ должны иметь повышенную
точность, жесткость и виброустойчивость.
Они должны иметь возможность автома-
тического ориентирования относительно на-
чала координат станка. Приспособления
должны обеспечить возможность подхода
инструмента ко всем обрабатываемым по-
верхностям при их обработке с одной уста-
новки.
При обработке деталей на станках с
ЧПУ особую роль приобретают приспо-
собления-спутники, которые снаб-
жаются устройствами для механизации и
автоматизации установки и закрепления
заготовок. Станок снабжается двумя оди-
наковыми приспособлениями, аналогичны-
ми показанным на рис. 167. В то время как
в первом приспособлении заготовку фрезе-
руют, во второе приспособление устанав-
ливают следующую заготовку. При этом
способе большая часть вспомогательного
времени на установку заготовки и снятие
обработанной детали совмещается с ма-
шинным временем. В наиболее законченном
виде идея приспособлений-спутников реали-
зуется при обработке деталей на автомати-
ческих линиях и гибких автоматизирован-
ных производственных системах. В этом
случае деталь последовательно обрабаты-
вается на различном оборудовании и пере-
мещается по позициям обработки вместе
со своим приспособлением.
Спутник — универсальное приспособле-
ние для установки и закрепления различ-
ных деталей. Предусматривается, что обра-
батываемая заготовка устанавливается на
спутник вне станка, станок во время уста-
новки заготовки не простаивает. После
обработки очередной заготовки она снима-
ется со станка вместе с приспособлением-
спутником и уступает место следующей.
При этом не требуется времени на выверку
заготовки, а вместо установки и закрепле-
ния заготовки требуется установка и за-
крепление спутника.
§ 53. Применение смазочно-
охлаждающих технологических сред
(СОТО
Для обеспечения наиболее благоприят-
ных условий протекания технологического
процесса механической обработки (полу-
чение максимальной стойкости инструмен-
та, минимальной шероховатости обработан-
ной поверхности, минимальных энергозат-
рат, минимальных вибраций, оптимальной
температуры заготовки и др ) применяются
различные смазочно-охлаждающие техно-
логические среды (СОТС). К СОТС отно-
сятся: смазочно-охлаждающие жидкости
(СОЖ), обдув сжатым воздухом и др.
СОЖ составляет около 97% всего объема
применяемых в промышленности СОТС.
Смазочно-охлаждающие жидкости приме-
няют главным образом для отвода теплоты
из зоны резания с целью снижения темпе-
ратуры, а следовательно и повышения
стойкости режущего инструмента. В ряде
случаев в особенности при чистовой и полу-
чистовой обработке СОЖ применяют с
целью обеспечения минимальной шерохова-
тости обработанной поверхности. Помимо
этого СОЖ предохраняют режущий ин-
струмент и обработанные детали от кор-
розии.
К смазочно-охлаждающим жидкостям
предъявляются следующие требования: вы-
сокая охлаждающая и (или) смазывающая
способность, антикоррозийная стойкость,
обеспечение удовлетворительных санитар-
но-гигиенических условий труда. Кроме
того, СОЖ не должна оказывать вредного
влияния на лакокрасочные покрытия стан-
ка, она не должна в процессе работы рас-
падаться на отдельные фазы и, наконец,
должна быть устойчивой в смысле бакте-
риологического воздействия. Разработан-
153
chipmaker.ru
ные в последнее время СОЖ, как правило,
удовлетворяют указанным требованиям.
Подвод СОЖ в зону резания осуществля-
ется поливом, подачей под давлением со
стороны задней поверхности инструмента,
распылением (аэрозольное, туманом) и
другими способами. Рациональное приме-
нение СОТС позволяет в ряде случаев по-
высить стойкость режущего инструмента
от 1,5 до 4 раз. Смазочно-охлаждающие
жидкости и способы их применения, эф-
фективные для одной группы обрабатывае-
мых материалов и видов обработки, могут
быть малоэффективными для других обра-
батываемых материалов и видов обработки
и даже оказывать вредное влияние. Каж-
дой комбинации обрабатываемый мате-
риал — инструментальный материал —
вид обраоотки — режимы резания должна
соответствовать определенная, наиболее
эффективная для данных условий смазоч-
но-охлаждающая жидкость.
Экспериментально установлено, что при
правильном назначении СОЖ энергозатра-
ты в отдельных случаях, например при
обработке нержавеющих сталей, могут
быть снижены до 45%. Установлено также,
что различные по физико-химическим свой-
ствам СОЖ оказывают значительное влия-
ние на снижение амплитуды высокочастот-
ных колебаний в процессе резания. Дей-
ствие СОЖ выражается в образовании
различных видов износа задних поверх-
ностей для фрез в зависимости от режимов
резания и обрабатываемого материала.
Так, при фрезеровании имеют место три
вида износа задних поверхностей: первый
вид — изношенная задняя поверхность
имеет мельчайшие вырывы со следами на-
липов, такой вид износа близок к адгези-
онному; второй вид — изношенная задняя
поверхность имеет риски (проточины), пер-
пендикулярные главной режущей кромке;
третий вид — комбинированный (на задней
поверхности имеются вырывы и риски).
Наибольшую стойкость инструмента и наи-
большую шероховатость обработанной по-
верхности в большинстве случаев дают те
СОЖ, которые образуют износ задних по-
верхностей первого вида (вырывы). Наи-
меньшие значения стойкости и шерохова-
тости достигаются с СОЖ, влияющими на
образование износа второго вида (в виде
рисок).
В ряде случаев, например при обработ-
ке твердосплавными фрезами, целесоо!.
разно применять обдув сжатым воздухом
Смазочно-охлаждающие жидкости делят I
на водно-эмульсионные (Укринол-1, РЗ-
СОЖ-8, сульфорицинат Е) и мае 1яные
(МР-1, МР-4, МР-99, ОСМ-3, Аквол-2).
Смазочно-охлаждающие жидкости dj
ладают смазочным и охлаждающим дей-
ствием. С увеличением содержания smvs
сола в эмульсии смазочный эффект воз|
стает, улучшается качество обработана
поверхности. Поэтому при черновом фрезе
ровании рекомендуется СОЖ с меныд «
содержанием эмульсола. При чистом фре-
зеровании рекомендуются эмульсии с бон-
шим содержанием эмульсола, а такж
углеводородные СОЖ.
В табл. 10 приведены рекоментации п,
применению СОЖ при фрезеровании.
10. Применение СОЖ
Обрабатываемый материал Марка СОЖ
Черновое фрезеро- вание Чистовое и получ исто- вое фрезе- рование
Конструкционные уг- леродистые стали ОСМ-З, 5% Ук- ри пола-1 10% суль форицн- ната F
Низко- и среднеле- гированные стали Инструментальные быстрорежущие стали Нержавеющие стали ОСМ-3, 5% Ук- ринола-1 ОСМ-3 5% Акво- ла-2 5% Акво ла-2, МР-4, 5% Ук- ринола-1 МР-4, 5% Укрино- ла-1 МР-4, 15 МР-99, ОСМ-3
Титановые сплавы 5% Укри- нола-1, РЗ-СОЖ- 8 МР-4
Чугуны серый и ков- кий 3% Укри- нола-1 15% МР9»
Алюминий и алюми- ниевые сплавы 5% Укри- нола-1 10% ЭТ-2 (осернеи- ная)
Медь и медные сплавы Аквол-2 МР-4
154
chipmaker.ru
§ 54. Пути повышени*
производительности труда
Повышение производительности тру-
да — одна из важнейших задач, стоящих
перед социалистической промышленностью,
решение которой должно быть неразрывно
связано с уменьшением себестоимости и
снижением трудоемкости выпускаемых из-
делий. Основными путями повышения про-
изводительности труда и уменьшения се-
бестоимости изделий являются: повышение
уровня комплексной автоматизации и меха-
низации технологических процессов; созда-
ние новых, более совершенных и техноло-
гичных конструкций машин; расширение
применения станков-ацтоматов и полуав-
томатов, а также станков с программным
управлением; увеличение числа автомати-
ческих линий и заводов-автоматов; повы-
шение режимов резания за счет улучшения
старых и создания новых конструкций ре-
жущих инструментов, применения твердо-
сплавных, минералокерамических и алмаз-
ных инструментов; снижение вспомогатель-
ного времени за счет совершенствования
приспособлений и методов контроля; полу
чение заготовок пластической деформацией
(штамповкой, высадкой, выдавливанием,
накатыванием и.др.), точным литьем, про-
фильным прокатом и другими прогрессив-
ными методами; непрерывное совершен-
ствование действующих и внедрение новых
прогрессивных технологических процессов.
Пути сокращения основного технологи-
ческого (машинного) времени. Основное
технологическое (машинное) время состав-
ляет значительную часть от времени, необ-
ходимого на обработку деталей. Даже в ус-
ловиях мелкосерийного производства при
работе на консольных фрезерных станках
оно составляет 40—50% штучного времени.
В крупносерийном и массовом производ-
стве доля основного технологического вре-
мени значительно возрастает. Рассмотрим
методы, позволяющие его сократить.
1. Повышение технологич-
ности конструкции обраба-
тываемых деталей.
Чтобы снизить трудоемкость изготовле-
ния деталей, при проектировании необхо-
димо учитывать следующие основные тех-
нологические требования: конфигурация
детали должна состоять по возможности
из поверхностей простых форм (плоскости,
цилиндрические, конические, простые фа-
сонные поверхности и др.); деталь должна
обладать достаточной прочностью во избе-
жание деформаций и снижения режимов
фрезерования; базовые поверхности долж-
ны иметь достаточную протяженность и
давать возможность производить быструю
установку заготовки; обрабатываемые по-
верхности детали должны быть открыты,
доступны для подхода режущего инстру-
мента при врезании и для его выхода дол-
жны соблюдаться: условие единства кон-
структорских, технологических и измери-
тельных баз; правильный выбор марки ма-
териала заготовок; возможность расчле-
нения машин на отдельные сборочные еди-
ницы, собираемые и разбираемые незави-
симо друг от друга, и др.
2. Выбор рационального ме-
тода обработки.
Сокращение основного технологического
времени достигается за счет следующих
факторов: увеличение количества одновре-
менно обрабатываемых заготовок; увеличе-
ние количества одновременно работающих
фрез; уменьшение длины рабочего хода,
приходящейся на одну деталь, за счет ра-
ционального расположения заготовок;
уменьшение величины врезания и перебега;
выбор оптимального для заданных условий
варианта технологического процесса и др.
3. Применение оптимальных,
типоразмеров станков, рацио-
нальных конструкций фрез и
режимов фрезерования.
Для сокращения основного технологи-
ческого времени необходимо для заданных
условий обработки произвести оптималь-
ный выбор станка, фрезы, способа фрезе-
рования (попутное или встречное, симмет-
ричное или несимметричное), направления
вращения шпинделя при обработке цилин-
дрическими и концевыми фрезами с вин-
товыми зубьями, смазочно-охлаждающей
жидкости, режимов фрезерования, средств,
исключающих или снижающих интенсив-
ность вибраций при фрезеровании.
4. Автоматизация операции
может быть осуществлена за счет приме-
нения автоматических загрузочных, за-
жимных и других устройств, полуавтома-
тических и автоматических циклов обра-
ботки; обработки заготовок с применением
быстросменных или групповых наладок;
широкого использования станков с прог-
155
chipmaker.ru
раммным управлением; использования ко-
пировально-фрезерных станков для обра-
ботки фасонных поверхностей; внедрения
автоматической сигнализации в случае
неполадок в работе станка.
5. Рациональный выбор заго-
товки, общих и промежуточных припусков
на обработку, а также применение прогрес-
сивных способов получения заготовок,
близких по форме и размерам к готовой
детали; уменьшение общих и промежуточ-
ных (межоперационных) припусков на об-
работку позволяет сократить основное тех-
нологическое время.
Пути сокращения, вспомогательного вре-
мени. В состав вспомогательного времени
входит время, затрачиваемое на установку,
выверку, крепление заготовки и снятие
обработанной детали, на подвод и отвод
заготовки от фрезы, на установку фрез,
на измерение деталей, на управление стан-
ком и др.
Сокращение вспомогательного времени
при фрезеровании оказывает такое же
влияние на повышение производительности
труда, как и снижение основного техноло-
гического времени. Чем меньше доля основ-
ного технологического времени при обра-
ботке деталей, тем значительнее влияние
вспомогательного времени на сокращение
времени обработки. Сокращение затрат
вспомогательного времени достигается пу-
тем применения автоматических загрузоч-
но-разгрузочных устройств.
Применение специальных съемных гу-
бок позволяет упростить и ускорить уста-
новку мелких и средних заготовок деталей
сложной конфигурации, а применение бы-
строзажимных приспособлений значительно
сокращает время и закрепление заготовок.
Одним из таких приспособлений являются
тиски с эксцентриковым зажимом. Особен-
но эффективно применение быстрозажим-
ных гидравлических и пневматических при-
способлений. Использование электромаг-
нитных, магнитных и других плит, в осо-
бенности при обработке нежестких заго-
товок, также приводит к сокращению вспо-
могательного времени.
Сокращение затрат времени на 'управ-
ление станком достигается применением
ускоренных холостых ходов стола, авто-
матизации обработки на различных цик-
лах, введением преселективного включения
и выключения скоростей и подач, приме-
нением мнемонического однорукоятного уп-
равления, введением одновременного трех-
координатного перемещения стола и др.
Вспомогательное время может быть
сокращено за счет упрощения и усовер-
шенствования установки и съема фрез,
применения быстрозажимных патронов для
крепления фрез без шомпола, механизации
закрепления фрез с коническим хвостови-
ком.
Существенная часть вспомогательного
времени уходит на установку фрез на раз-
мер, на измерения в процессе обработки
и контрольные измерения обработанной
поверхности. Сокращение времени на изме-
рение может быть достигнуто при исполь-
зовании калибров и шаблонов или универ-
сальных инструментов, установленных за-
ранее на заданный размер. Контроль раз-
меров с помощью шаблонов и калибров
занимает в 1,5—2 раза меньше времени,
чем измерение с помощью универсальных
измерительных инструментов (штангенцир-
куля, микрометра и др.). При установке
фрез пользуются габаритами и специаль-
ными приспособлениями, сокращающими
время на установку. Вспомогательное вре-
мя может быть уменьшено за счет его сов-
мещения с основным ^позиционное фрезе-
рование, непрерывное фрезерование, много-
станочное обслуживание и др ).
§ 55. Многостаночное обслуживание
Многостаночное обслуживание заклю-
чается в одновременной работе одного ра-
бочего (или бригады) на нескольких стан-
ках. Все ручные работы на каждом из об-
служиваемых станков (установка и закреп-
ление обрабатываемой заготовки, пуск и
остановка станка, снятие готовой детали
и т. д.) производятся за время работы всех
остальных станков.
Возможность организации многостаноч-
ной работы определяется наличием такого
соотношения машинного и ручного време-
ни, при котором время машинной работы
на одном станке должно быть равно или
больше суммы времени, необходимого для
выполнения ручных приемов на всех
остальных одновременно обслуживаемых
станках. Многостаночное обслуживание яв-
ляется эффективным способом повышения
производительности труда.
При многостаночном обслуживании не-
156
chipmaker.ru
обходимо, чтобы обслуживаемые станки
автоматически выключались после оконча-
ния цикла обработки; многостаночник
должен быть освобожден от выполнения
вспомогательных работ по обслуживанию
рабочего места (доставка заготовок и ин-
струмента на рабочее место, транспорти-
рование обработанных деталей и т. д.);
расстановка одновременно обслуживаемых
станков должна быть такой, чтобы макси-
мально сократить время на переходы ра-
бочего от одного станка к другому; необ-
ходима также максимальная механизация
всех ручных приемов работы, требующих
значительного физического напряжения
(подъем, установка и снятие тяжелых за-
готовок и деталей и др.). Для многостаноч-
ного обслуживания вопросы загрузки обо-
рудования, планировки рабочего места и
размещения на нем оборудования, инвен-
таря, заготовок, обработанных деталей,
режущего инструмента имеют особо важ-
ное значение.
§ 56. Понятие о качестве продукции
в машиностроении
Качество продукции — один из важней-
ших показателей деятельности предприя-
тия. Под качеством продукции
понимают совокупность свойств продукции,
обусловливающих ее пригодность удовлет-
ворять определенные потребности в соот-
ветствии с ее назначением (ГОСТ 15467—
79).
Качество машин зависит от многих фак-
торов. Перечислим основные: технические,
определяющие технический уровень кон-
струкции, надежность и другие показатели
качества конструкции выпускаемого обору-
дования, а также технологические и конт-
рольные процессы его изготовления; произ-
водственные, характеризующиеся техниче-
ским уровнем технологического оборудова-
ния и прежде всего его способностью обес-
печить точность и заданный класс шеро-
ховатости поверхности; квалификационные,
к которым относится квалификация заня-
тых в производстве рабочих, контролеров
и других исполнителей; организационные,
характеризующие состояние технологиче-
ской дисциплины, соблюдение принципов
и методов научной организации труда; эко-
номические, к числу которых относятся
уровень цен на продукцию машиностроения
и потребляемые им материалы и комплек-
тующие изделия, порядок кредитования и
финансирования мероприятий по повыше-
нию качества продукции, системы мате-
риального стимулирования за достижения
в этой области и др.
Улучшение качества продукций обыч-
но связано с дополнительными затратами
труда. Поэтому уровень качества продук-
ции должен быть оптимальным,
обеспечивающим удовлетворение потреб-
ности по определенному назначению при
минимальных затратах на производство и
эксплуатацию этой продукции. В большин-
стве случаев оптимальный уровень каче-
ства должен быть максимально достижи-
мым при современном состоянии науки и
техники.
Показатель качества про-
дукции — количественная характеристи-
ка одного или нескольких свойств продук-
ции, составляющих ее качество, рассмат-
риваемая применительно к определенным
условиям ее создания и эксплуатации или
потребления. Методы количественной оцен-
ки показателей качества составляют со-
держание новой науки — к вал и мет-
рик, под которой понимают научную об-
ласть, объединяющую количественные ме-
тоды оценки качества, используемые для
обоснования решений, принимаемых при
управлении качеством продукции.
Показатели качества делятся на еди-
ничные и комплексные. Единичный
показатель качества продук-
ции — показатель качества продукции,
характеризующий одно из ее свойств.
Комплексный показатель ка-
чества продукции — показатель
качества продукции, характеризующий не-
сколько ее свойств. Определяющий
показатель качества продук-
ции — показатель качества продукции,
по которому принимают решение оценивать
ее качество. Стандартом предусмотрен ряд
других показателей качества продукции.
Оценка уровня качества продукции
представляет собой совокупность операций,
включающую выбор номенклатуры показа-
телей качества оцениваемой продукции,
определение значений этих показателей и
сопоставление их с базовыми. Оценка тех-
нического уровня предусматривает выбор
номенклатуры показателей, характеризую-
щих техническое совершенство оценивае-
157
chipmaker.ru
мой продукции, определение значений этих
показателей и сопоставление их с базо-
выми.
Годной продукцией называет-
ся продукция, удовлетворяющая всем тре-
бованиям. Дефект — каждое отдельное
несоответствие продукции установленным
требованиям. Брак — продукция, пере-
дача которой потребителю не допускается
из-за наличия дефектов.
Надежность — важнейший показатель
качества объекта. Под надежностью
понимают свойства объекта сохранять во
времени в установленных пределах значе-
ния всех параметров, характеризующих
способность выполнять требуемые функции
в заданных режимах и условиях примене-
ния, технического обслуживания, ремонтов,
хранения и транспортирования (ГОСТ 27.002—
83). Надежность является сложным свой-
ством, которое в зависимости от назначе-
ния объекта и условий его применения
состоит из сочетания свойств: безотказ-
ности, долговечности, ремонтопригодности
и сохраняемости. Безотказностью
называется свойство объекта непрерывно
сохранять работоспособное состояние в те-
чение некоторого времени или некоторой
наработки. Долговечность — свой-
ство объекта сохранять работоспособное
состояние до наступления предельного со-
стояния при установленной системе техни-
ческого обслуживания и ремонта. Р е-
монтопригодность — свойство
объекта, заключающееся в приспособлен-
ности к предупреждению и обнаружению
причин возникновения отказов, поврежде-
ний и поддержанию и восстановлению ра-
ботоспособного состояния путем проведе-
ния технического обслуживания и ремон-
тов. Сохраняемость — свойство
объекта сохранять значения показателей
безотказности, долговечности и ремонто-
пригодности в течение и после хранения
и (или) транспортирования.
Исправное состояние — со-
стояние объекта, при котором он соответ-
ствует всем требованиям нормативно-тех-
нической и(или) конструкторской докумен-
тации. Неисправное состоя-
ние — состояние объекта, при котором он
не соответствует хотя бы одному из тре-
бований нормативно-технической и (или)
конструкторской документации. Работо-
способное состояние— состояние
объекта, при котором значения всех пара-
метров, характеризующих способность вы-
полнять заданные функции, соответствуют
требованиям нормативно-технической и (или)
конструкторской документации. Нера-
ботоспособное состояние —
состояние объекта, при котором значение
хотя бы одного параметра, характеризую-
щего способность выполнять заданные
функции, не соответствует требованиям
нормативно-технической и (или) конструк-
торской документации. Предельное
состояние — состояние объекта, при
котором его дальнейшее применение по
назначению недопустимо или нецелесооо
разно либо восстановление его исправного
или работоспособного состояния невоз-
можно или нецелесообразно. Критерий
предельного состояния — приз-
нак или совокупность признаков предель-
ного состояния объекта, установленные в
нормативно-технической и (или) конструк-
торской документации. Поврежде-
ние -- событие, заключающееся в нару-
шении исправного состояния объекта при
сохранении работоспособного состояния
объекта. Отказ - событие, заключаю-
щееся в нарушении работоспособного со
стояния объекта. Критерий отка-
за — признак или совокупность призна-
ков неработоспособного состояния объекта,
установленные в нормативно-технической
и (или) конструкторской документации.
Показатель надежности — ко-
личественная характеристика одного или
нескольких свойств, составляющих надеж-
ность об ьекта. Наработка — цоо
должительность или объем работы объекта.
Наработка до отказа — нара-
ботка объекта от начала его эксплуатации
до возникновения первого отказа. Нара-
ботка между отказами — нара-
ботка объекта от окончания восстановле-
ния его работоспособного состояния после
отказа до возникновения следующего отка-
за. Срок службы — календарная
продолжительность от начала эксплуата-
ции объекта или ее возобновления после
ремонта определенного вида до перехода
в предельное состояние. Г аранти fl-
ный срок службы — календарная
продолжительность эксплуатации объекта,
в течение которой завод-изготовитель га-
рантирует исправное состояние и несет
материальную ответственность за возник-
ав
chipmaker.ru
шее неисправное состояние при условии
соблюдения правил эксплуатации объекта.
§ 57. Аттестация качества
промышленной продукции
Аттестация качества продукции явля-
ется важнейшей составной частью Единой
системы государственного управления ка-
чеством продукции. Основной задачей ал
тестации является увеличение объемов про-
изводства продукции, соответствующей луч-
шим отечественным и мировым достижени-
ям или превосходящей их. Аттестации
подлежит вся продукция, определяющая
профиль министерства или ведомства.
Продукция машиностроительных пред-
приятий делится на две категории — выс-
шую и первую. К высшей категории
относят продукцию, которая по своим
показателям соответствует лучшим отечест-
венным или мировым достижениям или пре-
восходит их, конкурентноспособна на внеш-
нем рынке. Эта продукция имеет стабиль-
ные показатели качества, соответствует
стандартам (техническим условиям), учи-
тывающим требования международных
стандартов, обеспечивает экономическую
эффективность и удовлетворяет потребнос-
ти народного хозяйства и населения стра-
ны. Продукции высшей категории качества
присваивается государственный Знак ка-
чества. Повышенные показатели качества
продукции, аттестуемой государственным
Знаком качества, вносят в стандарты (тех-
нические условия) на эту продукцию в виде
обязательных требований (показателей,
норм, характеристик).
К первой категории качества отно-
сится продукция, показатели которой соот-
ветствуют современным требованиям стан-
дартов (технических условий); такая про
дукция удовлетворяет потребности народ-
ного хозяйства и населения страны.
По продукции, отнесенной к первой ка-
тегории качества, начиная с" 1896 года
применяются скидки с оптовой цены: в
первый год в размере 5%, во второй год —
10%, в третий — 15%. Если при последую-
щей аттестации эта продукция не будет от-
несена к высшей категории качества, она
должна быть снята с производства.
Контрольные вопросы
1. По каким признакам можно классифици-
ровать детали, обрабатываемые на фрезерных
станках?
2. Какие исходные данные необходимы для
разработки технологического процесса обработки
деталей?
3. Какими основными технологическими при-
знаками характеризуется единичное, серийное и
массовое производство?
4. Для чего применяют групповые приспо-
собления?
5. Какие преимущества имеют универсально-
сборные приспособления?
6. Какими способами можно сократить ос-
новное технологическое (машинное) время?
7. За счет чего можно сократить вспомога-
тельное время?
8. Какие условия необходимы для много-
станочного обслуживания?
9. От чего зависит качество машин?
10. Что такое надежность, долговечность
машин?
11. На какие категории делится продукция
машиностроения?
Глава 10
Сведения о механизации
и автоматизации производства
§ 58. Значение механизации и
автоматизации производства
Механизация технологи ч е-
ского процесса — применение энер-
гии неживой природы в технологическом
процессе или его составных частях, пол-
ностью управляемых людьми, осуществляе-
мое в целях сокращения трудовых затрат,
улучшения условий производства, повы-
шения объема выпуска и качества продук-
ции.
Автоматизация технологи-
ческого процесса — применение
энергии неживой природы в технологиче-
ском процессе или его составных частях
для их выполнения и управления ими без
непосредственного участия людей, осущест-
вляемое в целях сокращения трудовых за-
трат, улучшения условий производства, по-
159
chipmaker.ru
вышения объема выпуска и качества про-
дукции.
Частичная механизация (ав-
томат и заци я) технологических
процессов — механизация (автоматиза-
ция) технологических процессов или их сис-
тем, при которой часть затрат энергии людей
заменена затратами энергии неживой при-
роды, исключая (включая) управление.
Полная механизация (автома-
тизация) технологических про-
цессов — механизация (автоматизация)
технологических процессов или их систем,
при которой все затраты энергии людей
заменены затратами энергии неживой при-
роды, исключая (включая) управле-
ние.
Основным направлением работ в об-
ласти механизации и автоматизации яв-
ляется переход к полной механизации и
автоматизации, к созданию полностью авто-
матизированных участков, цехов и заводов.
Полную механизацию и автоматизацию
следует прежде всего внедрять в наиболее
трудоемкие виды производства — литей-
ное, прокатное и сварочное, при транспор-
тировке материалов, в области механиче-
ской обработки металлов и др.
Наряду с работами по механизации и
автоматизации производственных процессов
в крупносерийном и массовом производстве
проводятся работы по механизации и авто-
матизации в мелкосерийном и серийном
производстве. При создании новых машин
учитывают их способность работать в авто-
матических линиях. Для широкого развития
автоматизации необходимым условием яв-
ляется разработка типовых решений по от-
дельным автоматическим агрегатам и авто-
матическим линиям во всех отраслях ма-
шиностроения. Быстрая смена многих объ-
ектов производства требует повышения
универсальности автоматических машин,
расширения номенклатуры обрабатываемых
на них заготовок и возможности быстрой
переналадки.
Многие выпускаемые в настоящее время
металлорежущие станки оснащают типо-
выми автоматическими загрузочными и
разгрузочными устройствами, а также уст-
ройствами для автоматической подналадки
инструмента в процессе обработки загото-
вок и для контроля качества готовых де-
талей. Механизированное и автоматизиро-
ванное производство должно базироваться
на прогрессивных технологических пронес
сах.
Экономическая эффективность механи-
зации и автоматизации технологических
процессов определяется следующими пока-
зателями: повышение производительности
труда, снижение себестоимости выпускае-
мой продукции, облегчение условий труда,
оптимальный срок окупаемости и др.
Механизация и автоматизация имеют
не только большое экономическое, ио и ог-
ромное социальное значение. В социалисти-
ческих условиях автоматизация производ-
ственных процессов отвечает насущным ин-
тересам трудящихся, облегчает и корен-
ным образом изменяет характер труда, соз-
дает условия для ликвидации различий
между умственным и физическим трудом.
Полная механизация и автоматизация про-
изводства является основным направлением
технического прогресса в СССР.
§ 59. Загрузочные устройства
фрезерных станков
Загрузочно-разгрузочные приспособле-
ния применяются при автоматизации за-
грузки (установки) заготовок в рабочую
зону станка и разгрузки (снятия) их после
обработки и передачи на транспортное уст-
ройство.
В загрузочных приспособлениях запас
штучных заготовок, находящихся в емкости
(таре), размещается тремя способами: ма-
газинным, штабельным и бункерным. При
магазинном способе детали размещаются
в емкости (таре) в один ряд с промежут-
ками или вплотную (рис. 168, а); при шта-
бельном способе — враскладку или виакат
в несколько рядов (рис. 168, б) ; при бункер-
ном способе — навалом (рис. 168, в).
В магазинных загрузочных приспособле-
ниях (рис. 169, а) запас заготовок в ем-
кости 1 (таре) размещается в один ряд.
Заготовка, выйдя из лотка 4, захватыва-
ется питателем 3 и подается к станочному
приспособлению, расположенному в рабочей
зоне станка. Для увеличения объема ма-
газинного загрузочного приспособления
емкость 1 изготовлена в форме зигзагооб-
разного лотка.
В штабельных загрузочных приспособ-
лениях (рис. 169, б) запас заготовок в
емкости / размещается в несколько рядов
(штабелем). Передача заготовок из лотка
160
chipmaker.ru
4 в станочное приспособление, находящееся
в рабочей зоне станка, производится пи-
тателем 3.
В бункерных загрузочных приспособле-
ниях (рис. 169, в) запас заготовок в емкости
1 размещается (сосредоточивается) бес-
порядочно, навалом. Эти приспособления
имеют захватывающее 2 и сбрасывающее
6 устройства. Захватывающее устройство
совершает возвратно-поступательное дви-
жение. Находясь в нижнем положении, за-
хват 2 поднимает из кучи несколько загото-
вок и, перемещаясь вверх, подносит их к
устройству 6, которое ориентирует и направ-
ляет заготовки в лоток 4. Из лотка 4 пита-
тель 3 захватывает по одной заготовке и
переносит их к станочному приспособлению
в рабочую зону станка. На лотке 4 имеется
отсекатель 5, предназначенный для отделе-
ния от общего потока одной заготовки, по-
ступающей в накопитель 7.
Бункер загрузочного приспособле-
ния - это емкость, служащая для накоп-
ления однородных штучных заготовок
Рис. 169. Загрузочные приспособления
сравнительно малых размеров. Мага-
зин — емкость магазинного загрузочного
приспособления для создания запаса ори-
ентированных заготовок. Магазины выпол-
няют также функции транспортных уст-
ройств. Накопитель представляет со-
бой небольшую емкость в загрузочных
приспособлениях. Его устанавливают меж-
ду бункером и станком для обеспечения
бесперебойного снабжения станка заготов-
ками. Питатель — это механизм, слу-
жащий для перемещения штучных загото-
вок из бункера или накопителя в ориенти-
рованном положении в рабочую зону или
на транспортную систему станка. Л о-
т о к — направляющее устройство, обеспе-
чивающее перемещение ориентированных
заготовок в питатель под действием собст-
венного веса или принудительно. Ска-
том называется лоток, по которому заго-
товки (детали) скатываются самотеком
161
chipmaker.ru
под действием собственного веса. Скли-
зом называется лоток, по которому заго-
товки (детали) при перемещении самоте-
ком скользят по плоскости лотка. Отсе-
катель загрузочного приспособления
предназначается для отделения одной (или
нескольких) заготовки от всего1 потока и
подачи ее (их) в зону обработки. Дел и-
т е л ь потока применяется для разделения
одного потока обрабатываемых заготовок
на несколько потоков. Ориентирую-
щее устройство предназначается
для придания штучным заготовкам вполне
определенного их расположения в простран-
стве вне зависимости от их исходного поло-
жения до поступления в ориентирующее
устройство.
Транспортные устройства. Для прину-
дительного перемещения деталей с одной
рабочей позиции на другую применяются
различные транспортеры. Наиболее рас-
пространенными из них являются: ленточ-
ные, цепные, элеваторы, вибротранспорте-
ры, роликовые, шаговые, транспортеры
гидравлического действия и др.
Ленточные транспортеры позволя-
ют перемещать заготовки любой формы
на значительные расстояния. Они пригодны
для горизонтального транспортирования
и для транспортировки с небольшим углом
наклона (до 20°). Цепные транспортеры
используют обычно для перемещений круп-
ногабаритных заготовок большой массы.
Элеваторы являются разновидностью
цепных транспортеров, применяемых для
вертикального перемещения заготовок или
перемещения под большим углом наклона
к горизонту. Они используются в тех слу-
чаях, когда заготовки необходимо перемес-
тить с одного этажа на другой или от од-
ного станка к другому при разных уровнях
их приемных устройств (бункеров, транс-
портеров) . Вибротранспортеры
применяются главным образом при транс-
портировании сравнительно небольших за-
готовок. Принцип действия их основан на
том, что лотку сообщаются колебания, за
каждый цикл которых заготовки совершают
небольшие перемещения. Роликовые
транспортеры (рольганги) со свободно или
принудительно вращающимися роликами
изготовляются в виде длинных роликовых
столов, располагаемых вдоль рабочих мест,
либо отдельных секций, устанавливаемых
между отдельными рабочими местами. Ш а-
говые транспортеры обеспечивают пре-
рывистое (пошаговое) периодическое пере-
мещение заготовок.
В последнее время выпускаются так на-
зываемые транспортные промышленные
роботы в виде тележек для перемещения
заготовок и деталей, работающих по опре-
деленной программе или по переналажи-
ваемой программе. Транспортеры гидро-
динамического действия при-
меняются для перемещения небольших за
готовок потоком жидкости, иногда в техно-
логических растворах, например при элек-
трохимической обработке.
Оснащение фрезерных станков автома-
тическими устройствами для установки за-
готовок и снятия деталей повышает произ-
водительность и экономичность обработки,
превращает станки в автоматы.
Загрузочные устройства фрезерных
станков. Дмитровский завод фрезерных
станков разработал конструкцию станка
ДФ867 (рис. 170) для фрезерования про-
резей в корончатых гайках на базе серийно
выпускаемого станка 6Р11. Станок осна-
щен трехшпиндельной фрезерной головкой
Рис. 170. Станок для фрезерования прорезей в
корончатых гайках модели ДФ867
162
chipmaker.ru
с гидрофицированным узлом рабочих подач
заютовок. Для сокращения затрат времени
обработка осуществляется в рамочном цик-
ле (автоматические ускоренные и рабочие
продольная и поперечная подачи). Мага-
зин крепится на стойке и . имеет возмож-
ность перемещаться с помощью винтов в
вертикальном и горизонтальном направле-
ниях. В верхней его части крепится лоток,
в котором размещаются гайки до загрузки.
Загрузка заготовок производится операто-
ром с учетом расположения фаски (а от-
верстии заготовки. Каждая гайка проходит
последовательную обработку прорезными
фрезами через каждый из трех шпинделей.
Из магазина заготовки попадают иа приз-
му загрузочного устройства и при движе-
нии его суппорта одна заготовка насажи-
вается на штифт делительного стола, а при
отходе суппорта одновременно с позиции
разгрузки обработанная деталь снимается
со штыря. Производительность колеблется
в. зависимости от размера гайки от 140
шт/мин (дляМЗО) до246шт/мин (для М8).
В последнее время автоматизация фре-
зерных станков с ЧПУ, главным образом
обрабатывающих центров, осуществляется
с помощью простых манипуляторов и робо-
тов, управляемых от системы ЧПУ. Это поз-
воляет на базе фрезерного станка создать
универсальный быстропереналаживаемый
автоматизированный технологический комп-
лекс, который может быть использован как
самостоятельная технологическая единица,
а также и в составе поточной линии. Уста-
новку заготовки и снятие обработанной де-
тали осуществляют манипуляторы. Такие
автоматизированные комплексы снабжа-
ются загрузочными устройствами. Для их
эффективной работы применяют устройства
удаления стружки со стола станка и прежде
всего из зажимного устройства, так как
она препятствует точному базированию
заготовок.
Автоматизация загрузки-выгрузки заго-
товок и хранение запаса заготовок в не-
посредственной близости от станков являет-
ся основой увеличения длительности рабо-
ты станков в режиме «безлюдной техноло-
гии».
§ 60. Промышленные роботы
Промышленный робот (ПР)
(ГОСТ 25685—83, 25686—83) — автомати-
ческая машина, представляющая собой
совокупность манипулятора и программи-
руемого устройства для выполнения в про-
изводственном процессе двигательных и
управляющих функций, заменяющих ана-
логичные функции человека при переме-
щении предметов производства и (или)
технологической оснастки.
Манипулятор — устройство, пред-
назначенное для имитации двигательных
и (или) рабочих функций руки человека
и управляемое оператором или действую-
щее автоматически. Различают универсаль-
ный, специализированный и специальный
промышленные роботы.
Универсальный промыш-
ленный робот — робот, применяемый
для выполнения различных технологиче-
ских операций и вспомогательных переходов
при функционировании с различными груп-
пами моделей технологического оборудова-
ния.
Специализированный про-
мышленный робот — робот, приме-
няемый для выполнения операций одного
вида или только вспомогательных перехо-
дов при функционировании с определен-
ной группой моделей технологического обо-
рудования (например, робот для транспор-
тирования заготовок или деталей при об-
работке на металлорежущих станках, робот
для сварки, сборки, окрашивания, контроля
качества продукции и т. д.).
Специальный промышлен-
ный робот- робот, применяемый для
выполнения определенных технологических
операций или вспомогательных технологи-
ческих переходов при функционировании с
конкретной моделью технологического обо-
рудования.
Составными частями промышленных ро-
ботов являются: исполнительное устройство
устройство управления и рабочий орган
промышленного робота. Исполнитель-
ным устройством называется уст-
ройство робота, выполняющее все его дви-
гательные функции. В состав исполнитель-
ного устройства промышленного робота
входят манипулятор и устройство передви-
жения. Исполнительные устройства раз-
работанных в последнее время промыш-
ленных роботов отличаются большим чис-
лом (до 6—8) степеней подвижности.
Устройство управления — уст-
ройство робота, предназначенное для фор-
163
chipmaker.ru
мирования и выдачи управляющих сигналов
исполнительному устройству в соответст-
вии с управляющей программой. Рабо-
чим органом промышленного робота
называется составная часть манипулятора
для непосредственного выполнения техно-
логических операций или вспомогательных
переходов, например: захватное устройст-
во, сварочные клещи, окрасочный пистолет,
сборочный инструмент и т. д.
Промышленные роботы являются эф-
фективным средством повышения произ-
водительности труда, позволяющим осу-
ществить комплексную автоматизацию про-
изводства. Они освобождают человека от
монотонных, тяжелых и опасных работ, что
имеет не только техническое, но и большое
социальное значение.
Важным преимуществом роботов явля-
ется возможность их быстрой переналадки,
особенно в условиях частой смены объек-
тов производства, например, в комплексе
со станками с ЧПУ.
По конструктивно-технологическом}
признаку промышленные роботы делятся
на две группы: подъемно-транспортные
(около 80% мирового парка) и производ-
ственные (около 20%). К первой группе
относятся роботы, используемые на разгру-
зочно-загрузочных и транспортно-складских
операциях. Роботы второй группы участву-
ют непосредственно в технологическом про-
цессе (например, сварки, окраски, контроля
и сборки машин).
В механообработке используются, как
правило, подъемно-транспортные роботы. С
их помощью могут быть автоматизированы
следующие операции: установка-снятие за-
готовки на станке; контроль обработанных
деталей; контроль правильности базиро-
вания заготовок на станке; смена и уста-
новка режущего инструмента на станке;
штабелирование деталей или тары; обслу-
живание автоматизированных складов;
транспортирование деталей от станка к
станку; внутрицеховое транспортирование;
Рис. 171. Многоцелевой станок, обслуживаемый промышленным роботом
164
chipmaker.ru
питание транспортеров; управление станка-
ми; очистка и обезжиривание; термическая
обработка; окраска, сварка, сборка; кон-
сервация и упаковывание деталей и др.
Промышленные роботы должны освободить
людей от труда во вредных условиях, от
монотонных и требующих большого физи-
ческого напряжения операций.
Применение промышленных роботов
предъявляет ряд требований к конструкции
деталей станков и вспомогательному обо-
рудованию, а также к планировке участка.
Так, например, рекомендуется автоматизи-
ровать с помощью промышленных роботов
загрузку деталей простейших типов, имею-
щих поверхности для базирования и захва-
та; масса детали не должна превышать
500 кг. Существующие конструкции универ-
сальных станков, как правило, мало при-
способлены к обслуживанию их роботами.
Промышленные роботы рекомендуется
использовать для обработки деталей на
цикловых станках-полуавтоматах, станках-
-полуавтоматах с ЧПУ и автоматической
сменой инструмента, на специальных и аг-
регатных станках. Применение промышлен-
ных роботов будет эффективным тогда,
когда будут применены вспомогательное
оборудование и оснастка (магазины, нако-
пители, специальная тара, захваты и др.).
Желательно, чтобы иа позицию загрузки
заготовка приходила ориентированной соот-
ветственно ее положению на станке для
выполнения первой операции механической
обработки. При планировке участка необ-
ходимо прежде всего предусмотреть все
мероприятия по безопасности труда (ог-
раждение, сигнализацию и др.).
На рис. 171 приведен общий вид много-
целевого станка с обслуживающим его пе-
редвижным роботом. Робот производит
операции снятия обработанных деталей и
загрузки заготовок Такой робот может об-
служивать несколько станков, расположен-
ных как с одной, так и по обеим сторонам
передвижного робота.
На рис. 172 показан промышленный ро-
бот, который имеет шесть степеней подвиж-
ности, а на рис. 173 с пятью степенями по-
движности.
Ленинградским политехническим инсти-
тутом разработан робот с адаптивным уп-
равлением и элементами искусственного
интеллекта. Команды роботу можно пода-
вать как с помощью голоса, так и иерез теле-
Рис. 172. Робот с шестью степенями подвиж-
ности
Рис. 173. Робот с пятью степенями подвижности
управление. Если «механическая рука» не
обнаруживает деталь на привычном месте,
робот начинает ее «искать».
Современные промышленные роботы
имеют до шести степеней подвижности,
обеспечивают точность позиционирования
от 0,1 до 1мм и максимальные скорости
перемещений от 0,5 до 1,5 м/с. В зависи-
мости от грузоподъемности применяются
электропневматические ПР (при грузоподъ-
емности до 10— 20 кг), электромеханические
ПР (при грузоподъемности до 160 кг) и
165
chipmaker.ru
гидравлические ПР (грузоподъемности свы-
ше 160 кг).
В последнее время область применения
промышленных роботов существенно рас-
ширилась благодаря созданию модифика-
ций с различной грузоподъемностью, при-
менению развитого сенсорного оснащения
и расширению функциональных возмож-
ностей систем ЧПУ.
Применение универсальных ПР для
обслуживания металлорежущих станков,
несмотря на их большую сложность и вы-
сокую стоимость, объясняется тем, что они
могут быть достаточно легко приспособлены
к работе со станками без серьезных изме-
нений их конструкции. Одно из основных
направлений в создании специализирован-
ных ПР состоит в реализации агрегатно-
модульной системы их построения с исполь-
зованием стандартных узлов. Эти узлы уни-
фицированы по присоединительным разме-
рам и позволяют создавать разнообразные
конструкции ПР.
Отечественная промышленность ориен-
тируется на преимущественный выпуск
роботизированных технологических комп-
лексов. Они предназначаются для произ-
водства изделий заданной номенклатуры.
Создание роботов на базе унификации кон-
структивных элементов в виде модулей поз-
воляет легко выполнять многочисленные
модификации промышленных роботов и
манипуляторов на основе одних и тех же
конструктивных элементов. Это снижает
себестоимость их изготовления, сроки про-
ектирования и изготовления, а также по-
вышает их надежность и ремонтопригод-
ность. Уже созданы первые модульные про-
мышленные роботы.
Роботизированные комплексы создаются
как элементы автоматизированных произ-
водств, которые обеспечивают автоматиче-
скую работу оборудования без участия че-
ловека в течение нескольких смен. Для по-
вышения экономической эффективности
использования ПР должен обслуживать не-
сколько станков, в том числе различного
типа. Установка ПР на фронтальной сто-
роне ограничивает возможность вмеша-
тельства оператора в работу станка в случае
производственной необходимости.
При организации роботизированных тех-
нологических комплексов и участков необхо-
димо предусмотреть комплексную механи-
зацию и автоматизацию роботизируемого
производства. Это относится также и к со-
путствующим вспомогательным работам
например: для транспортирования заготовок
и деталей, их ориентирования в поло/ке-
ние, пригодное для захвата, удаления
стружки и т. д. В обязанности оператора
входят в основном управление и контроль
за работой комплекса или участка.
Основными направлениями в области со-
вершенствования промышленных роботов
и робототехнических систем являются: по-
вышение технического уровня промышлен-
ных роботов; широкое применение роботов
и робототехнических систем с микроЭБМ
и микропроцессорами; создание роботов с
адаптивным управлением с использованием
чувствительных (сенсорных) устройств;
разработка более совершенных промыш-
ленных роботов для выполнения сбороч-
ных и сварочных работ, нанесения по
крытий, совершения погрузочно-разгрузоч-
ных и транспортных операций.
§ 61. Станочные системы
Станочная система (ССт) — уп-
равляемая совокупность металлорежущего
и вспомогательного оборудования, пред-
назначенная для обработки изделия (из-
делий). Вспомогательное обору-
дование - совокупность транспортно-
накопительных и загрузочно-разгрузочных
устройств, предназначенных для хранения
и перемещения заготовок, полуфабрикатов,
деталей, инструментов, оснастки, стружки
и др. Специальная станочная
система — станочная система, предназ-
наченная для обработки одного.изделия иа
основе единичного технологического процес-
са. Специализированная ста-
ночная система — станочная систе-
ма, предназначенная для обработки кон-
структивно и технологически подобных де-
талей различных типоразмеров и наиме-
нований на основе единого, типового или
группового технологического процесса.
Универсальная станочная си-
стема — станочная система, предназна-
ченная для обработки изделий различных
типоразмеров или наименований в опре-
деленном диапазоне геометрических пара-
метров на основе различных маршрутных
технологических процессов с организацией
свободного потока обрабатываемых изде-
лий по схеме «станок — склад — станок».
166
chipmaker.ru
Неавтоматизированная ста-
ночная система - станочная систе-
ма с ручным управлением металлорежу-
щим и вспомогательным оборудованием.
Автоматизированная станоч-
ная система — станочная система, ос-
нащенная автоматизированными подсисте-
мами транспортно-накопительной и управ-
ления, обеспечивающими взаимосвязь тех-
нологического и вспомогательного обору-
дования. Автоматическая ста-
ночная система, состоящая из авто-
матических станочных модулей, оснащенная
автоматическими подсистемами транспорт-
но-накопительной и управления, обеспе-
чивающими взаимосвязь и взаимодействие
технологического и вспомогательного обо-
рудования.
Автоматические линии представляют со-
бой специальные автоматические станочные
системы, а гибкие производственные линии
(ГП линии) — специализированные авто-
матические и автоматизированные станоч-
ные системы. Гибкие производственные
участки (ГП участки) —это универсаль-
ные автоматические и автоматизированные
станочные системы. Автоматические ста-
ночные системы функционируют без уча-
стия человека (или при минимальном его
участии), а автоматизированные станочные
системы предусматривают участие человека
в управлении технологическим и вспомога-
тельным оборудованием, техническим конт-
ролем и т. д.
Гибкая производственная си-
стема (ГПС) (ГОСТ 26228—84) — со-
вокупность или отдельная единица техно-
логического оборудования и системы обе-
спечения его функционирования в автома-
тическом режиме, обладающая свойством
автоматизированной переналадки при про-
изводстве изделий произвольной номен-
клатуры в установленных пределах значе-
ний их характеристик.
Гибкая производственная система пред-
ставляет собой комплекс, состоящий из
ЭВМ как центрального звена управления
несколькими станками с ЧПУ, устройств
транспортирования, загрузки, заготовок и
выгрузки деталей, контрольно-измеритель-
ной системы и системы замены инструмента.
Автоматизация производства возможна
на разных уровнях. Нижний уровень -
гибкий производственный модуль (ячейка).
Он представляет собой автономно функ-
ционирующую единицу автоматизированно-
го оборудования с ЧПУ, оснащенную уст-
ройствами загрузки-выгрузки заготовок и
дёталей, подачи и замены инструмента, а
также измерительными системами. Более
высоким уровнем автоматизации является
гибкое автоматизированное производство
(ГАП). На вход ГАП доставляется сырье,
а на выходе получается готовый продукт,
прошедший контроль. В состав ГАП мо-
жет входить несколько ГПС.
Гибкие производственные системы по
уровню организационной структуры произ-
водства подразделяются на:
1) гибкий производственный модуль
(ГПМ) - гибкая производственная систе-
ма, состоящая из единицы технологическо-
го оборудования, оснащенная автоматизи-
рованным устройством программного уп-
равления и средствами автоматизации тех-
нологического процесса, автономно функ-
ционирующая и осуществляющая много-
кратные циклы, приспособленная к включе-
нию в систему более высокого уровня;
2) гибкая автоматизированная линия
(ГАЛ) гибкая производственная систе-
ма, состоящая из нескольких гибких про-
изводственных модулей, объединенных ав-
томатизированной системой управления,
в которой технологическое оборудование
расположено в последовательности техно-
логических операций;
3) гибкий автоматизированный учас-
ток (ГАУ) — гибкая производственная си-
стема, состоящая из нескольких гибких
производственных модулей, объединенных
автоматизированной системой управления,
функционирующая по технологическому
маршруту, в котором предусмотрена воз
можность изменения последовательности
использования технологического оборудова-
ния;
4) гибкий автоматизированный цех
(ГАЦ) — гибкая производственная систе-
ма, представляющая собой совокупность
гибких автоматизированных линий и (или)
гибких автоматизированных участков, пред-
назначенная для изготовления изделий
заданной номенклатуры;
5) гибкий автоматизированный завод
(ГАЗ) — гибкая производственная систе-
ма, представляющая собой совокупность
гибких автоматизированных цехов, пред-
назначенная для выпуска готовых изделий
в соответствии с планом основного произ-
167
chipmaker.ru
водства. При этом предусматривается, что
ГАЗ может содержать также отдельно функ-
ционирующие неавтоматизированные участ-
ки и цехи.
Гибкие производственные системы по
ступеням автоматизации делятся на:
1) гибкий производственный комплекс
(ГПК) — гибкая производственная систе-
ма, состоящая из нескольких гибких произ-
водственных модулей, объединенных авто-
матизированной системой управления и
автоматизированной транспортно-склад-
ской системой, автономно функционирую-
щая в течение заданного интервала вре-
мени и имеющая возможность встраиваться
в систему более высокой ступени автомати-
зации;
2) гибкое автоматизированное произ-
водство (ГАП) — гибкая производственная
система, состоящая из одного или несколь-
ких производственных комплексов, объеди-
ненных автоматизированной системой уп-
равления производством и транспортно-
складской автоматизированной системой,
и осуществляющая автоматизированный пе-
реход на изготовление новых изделий.
Под гибкостью станочных и гибких
автоматизированных систем понимают спо-
собность системы приспосабливаться (адап-
тироваться) к изменению номенклатуры
обрабатываемых деталей с минимальными
затратами трудовых и материальных ре-
сурсов. Гибкость автоматизированной про-
изводственной (станочной) системы харак-
теризуется коэффициентом гибкости К, ко-
торый можно определить по формуле
Т
К =----Ге---
(П + гад) ’
где Гр —• время работы системы; Таа — вре-
мя адаптации системы.
От традиционного автоматического обо-
рудования крупносерийного и массового
производства гибкие системы отличаются
гибкостью переналадки для обработки дру-
гих однотипных деталей при сохранении вы-
сокой производительности и минимальном
участии обслуживающего персонала. Гиб-
кие производственные системы оснащаются
цветными дисплеями для наблюдения за
протеканием процесса обработки, а также
технологической оснасткой — сменными па-
летами (спутниками), планшайбами, мага-
зинами инструментов и т. д. Предусматри-
вается, что гибкие автоматизированные
станочные системы обеспечивают двухсмен-
ную и трехсменную работу.
На международной выставке «Металло-
обработка-84» демонстрировались гибкие
производственные системы для обработки
различных деталей, главным образом кор-
пусных. В состав ГПС входило от 3 до 14
станков с числом обслуживающего персо-
нала от одного до пяти человек. Так, напри-
мер, гибкая производственная система «Тал-
ка-500» Ивановского станкостроительного
производственного объединения им. 50-ле-
тия СССР предназначена для обработки
корпусных деталей. Обработка корпусных
деталей от заготовки до готовой детали
производится в автоматическом режиме с
управлением от ЭВМ. Система включает
в себя следующие функциональные подраз-
деления: производственное, подготовки про
изводства и готовой продукции, управле-
ния. Производственное подразделение со-
стоит из четырех обрабатывающих центров
«Модуль-500» и одного ИР800-МФ4, а также
транспортной системы ТС-500, осуществля-
ющей связь металлорежущего оборудова-
ния с подразделением подготовки произ-
водства и готовой продукции.
Широкое использование ГПС позволяет
повысить в 2—5 раз производительность
труда при одновременном улучшении точ-
ности за счет совмещения самых разнооб-
разных операций механической обработки
и коитрол.я.
Функционирование станка в режиме
«безлюдной технологии» требует оснащения
его устройствами управления и диагности
рования возможных отклонений от нормаль-
ной работы. Набор состоит, например, из
следующих устройств: ЧПУ, измерения
инструментов, проверки целости инстру-
ментов, контроля деталей, проверки пра-
вильности зажима деталей и др. На очере-
ди — создание полностью автоматизиро-
ванных систем, способных работать в три
смены без участия человека.
Контрольные вопросы
1. Что такое автоматизация и механизация?
2. Какие операции .манипулирования вы
знаете?
3. Какие транспортные устройства для заго-
товок вы знаете?
4. Что понимают под промышленными ро-
ботами?
168
chipmaker.ru
Глава 11
Фрезерные станки с числовым программным управлением
§ 62. Основные сведения о
программном управлении
Кодирование. Человек и машина могут
общаться между собой с помощью языка,
понятного машине. Машина должна про-
читать программу, записанную человеком,
и осуществить действия, предписанные про-
граммой.
Алфавитом кода называется набор
символов, используемых при кодировании.
Современные элементы автоматики имеют
только два устойчивых состояния: контакты
замкнуты или разомкнуты, в ячейке перфо-
ленты имеется отверстие или оно отсутству-
ет и т. д. Одному из этих состояний соот-
ветствует символ I, другому — символ 0.
Поэтому алфавит машинного языка, или
алфавит кода, содержит только два сим-
вола: 0, 1. По аналогии с обычным языком
набор символов из алфавита называется
кодовым словом или кодовой
комбинацией. Число символов в коде
называется длиной кодовой комбинации
(слова). Упорядоченный набор кодовых
комбинаций называется словарем или
кодом. Число единиц в кодовой комбина-
ции называется ее весом.
Единичный, или унитарный,
код — код, в котором число выражается
количеством цифровых знаков 1. Напри-
мер, первые десять чисел будут выражаться
следующим образом:
1 1 6 111111
2 11 7 1111111
3 111 8 11111111
4 1111 9 111111111
5 11111 10 1111111111
Двоичный код. Основанием двоичной си-
стемы счисления является число 2. Возводя
число 2 в целую степень 0, 1, 2, 3, 4
и т. д.), получим ряд 2°, 2‘, 22, 23, 24 и т. д.,
который соответствует ряду 1, 2, 4, 8,
16 и т. д. Любое число в двоичной системе
может быть представлено как сумма не-
скольких чисел, слагаемые которой являют-
ся числом 2 в различных степенях. Числа
в двоичной системе счисления — это комби-
нация из алфавита 0, 1. Чтобы преобра-
зовать число из десятичной системы счи-
сления в двоичную, необходимо произво-
дить последовательно деление десятичного
числа на 2, как показано ниже на примере
числа 43.
Делимое и Остаток
частное
43
21 1
10 1
5 0
2 1
1 0
0 1
Таблицу составляют следующим обра-
зом: делимое делят на 2 и частное запи-
сывают под делимым, а остаток рядом.
Правый столбец, составленный из остатков
после деления на 2, представляет собой
изображение исходного числа в двоичной
системе. При этом число в двоичной
системе счисления получается в правой
колонке при чтении снизу вверх, т. е. 43 =
= 101011 (43 = 1 • 26+ 0 • 24+1 • 23 +
+ 0 • 22 + 1 • 2' + 1 • 2°).
В последнее время проведена большая
работа по унификации языков программи-
рования. Эта работа координируется спе-
циальным Комитетом международной орга-
низации по стандартизации (ИСО).
К языку программирования предъявля-
ется ряд требований: минимальное число
символов, возможность простой проверки
правильности сделанной записи, однознач-
ность чисел и слов, простота изучения,
достаточный объем информации и др.
Указанным требованиям отвечает, напри-
мер, код ИСО-7 бит (ГОСТ 13052—74)
для восьмидорожечной ленты шириной
25,4 мм с шагом перфорации 2,5 мм.
На рис. 174 показана часть перфоленты с
программой в коде ИСО-7 бит. Этот код
является семиразрядным и позволяет коди-
ровать 128 символов. В нем обеспечивается
всегда четное число перфораций (отвер-
стий) в строке, что позволяет контролиро-
вать правильность считывания программы.
Дорожкам 1, 2, 3, 4 и 5 приданы веса
в соответствии с двоичным кодом 1, 2, 4,
8 и 16. Каждому символу кода соответ-
169
chipmaker.ru
8 7 6 5 4 F 3 2 1 -*№дар] ♦ Назначение символа
Чет 16 8 4 2 1
Буква
Знак Символ
♦ Цифра
fT~
• • • о % Начало программы
• • о • • • Э Del Забой (на структуру кадра не влияет)
Nul П робел (наструктуру кадра не влияет)
• • 0 Цифра 0
• • • • 1 Цифра 1
• • • • 2 Цифра 2
• • • • 3 Цифра 3
• • • • 4 Цифра 4
• • • • 5 Цифра 5
• • • • 6 Цифра 6
• • • • • • 7 Цифра 7
• • • • 8 Цифра 8
• • • • 9 Цифра 9
• О • • i Начальная координата цуги Хо
• • • • j Начальная координата дуги Yo
• С • • К Начальная координата дуги Zo
• • • • F Величина подачи
• • • • G Подготовительная функция
• • О • L Коррекция
• • • • M Технологическая команда
• с • • N Номер кадра
• • • S Технологическая команда
• • • • T Технологическая команда
• • • с X Перемещение по координате X
• • • - Y Перемещение по координате Y
• О • О Z Перемещение по координате Z
• с • • — Знак перемещения „минус"
• • • + Знак перемещения „плюс"
• • LF Конец кадра
о • Fbo Перемотка перфоленты
Рис. 174. Код ИСО-7 бит на восьмидорожечной
ленте
ствует десятичное значение перфорации
(например, символ « + » соответствует чис-
лу 43, символ «Del» — числу 127 и т. д.)_
В качестве адресов команд использованы
буквы латинского алфавита, причем код
буквы соответствует ее порядковому но-
меру в алфавите. Признаком буквы являет-
ся пробивка по 7-й дорожке; признаком
цифры является пробивка по 5-й и 6-й до-
рожкам; 8-я дорожка используется для
дополнения числа пробивок в строке до
четного числа; F — дорожка с транспорт-
ными (синхронизирующими) отверстиями.
Программоносители. Запись программы
в устройствах числового программного
управления осуществляется на програм-
моносителе. Различают два типа представ-
ления управляющей информации: кодиро-
ванный и декодированный. Если запись
программы осуществляется в единичном
коде, то соответствующее представление
управляющей информации называется д е-
кодированным. Если запись про-
граммы производится в любом другом коде,
то соответствующее представление управ-
ляющей информации называется коди-
рованным. Информация в декодиро-
ванном виде записывается, как правило,
на магнитную ленту, а в кодированном
виде — на перфоленту или перфокарту.
Перфорированной лентой,
или перфолентой, называется специ-
ального типа лента, на которой пробиты
отверстия. В зависимости от назначения
различают даа типа отверстий на ленте:
транспортные и кодовые.
Магнитная лента представляет
собой двухслойную композицию, состоя-
щую из тонкой пластмассовой основы и
рабочего слоя из порошкового ферромаг-
нитного материала. Принцип записи на
ленту основан на свойстве ферромагнитных
материалов сохранять намагниченное со-
стояние. Запись электрических импульсов
(числовых кодов) на магнитную ленту
производится в результате намагничивания
отдельных участков ленты с помощью
специальных миниатюрных электромагни-
тов — магнитных головок. При проигрыва-
нии магнитной ленты записанные на ней
сигналы после прохождения через дешиф-
ратор (устройство для расшифровки запи-
санной на ленте программы) заставляют
рабочие органы станка совершать движе-
ния, необходимые для изготовления детали.
Записанная на магнитную ленту програм-
ма работы станка может быть многократно
воспроизведена.
Перфоратором называется уст-
ройство, осуществляющее запись информа-
ции на программоноситель. Каждый пер-
форатор имеет два основных узла: ленто-
протяжный и перфорационный. Лентопро-
тяжный узел служит для периодического
перемещения ленты и фиксирования ее в
позиции пробивки отверстий. Перфораци-
онный узел предназначается для перфо-
рации ленты.
Считывающие устройства
предназначены для воспроизведения (счи-
тывания) программы, записанной на пер-
фоленту или магнитную ленту, и базиру
ются в основном на фотоэлементах и маг-
нитных головках.
И нтерполяторы предназначают -
170
chipmaker.ru
ся для преобразования исходной инфор-
мации в последовательность импульсов,
управляющих шаговыми двигателями, т. е.
они осуществляют перевод информации в
единичный (унитарный) код.
§ 63. Системы, элементы и узлы
программного управления станками
При механической обработке заготовок
необходимо обеспечить определенную по-
следовательность рабочих и вспомогатель-
ных движений в станках, которую назы-
ваю! программой.
Системами управления назы-
ваю! устройства, воздействующие на при-
водные механизмы исполнительных органов
станка. Ручное управление при
обработке на станках предусматривает
выполнение программы самим оператором
на основе исходной информации (чертеж,
технологическая документация), а также
текущей информации по результатам изме-
рений и наблюдений за работой станка и
инструмента. Автоматическое
управление станком (или линией)
предусматривает запись и выполнение всей
программы (или ее части) при использо-
вании специального программоносителя —
запоминающего устройства. В качестве
программоносителя применяют регулируе-
мы упоры, кулачки, копиры, наборные
устройства и др. Программное управление
бывает числовое и цикловое.
Числовое программное управление
(ЧПУ). ЧПУ является разновидностью
автоматического управления и предусмат-
ривает запись программы в виде буквенно-
цифрового кода (на перфоленте или маг-
нитной ленте, переключателями, штекер-
ными панелями) либо хранится в памяти
управляющей вычислительной машины.
При числовом управлении в состав зада-
ваемой программы входит информация о
цикле и режимах обработки, а также о
пути перемещения рабочих органов станка.
Числовые системы программного управ-
ления, применяемые на фрезерных станках,
бывают двух видов: разомкнутые (или
без обратной связи) и замкнутые (или
с обратной связью) .В разомкнутых
системах (рис. 175, а) имеется один поток
информации, направленный от считываю-
щего устройства 1 к исполнительному ме-
ханизму 5. При прохождении ленты с про-
граммой через считывающее устройство 1
Рис. 175. Системы числового программного управ-
ления
кодированный сигнал считывается и посту-
пает на дешифратор 2, на его выходе
возникают командные сигналы. Однако
обычно эти сигналы не обладают доста-
точной мощностью для приведения в дей-
ствие исполнительных органов. Поэтому в
системах автоматических устройств исполь-
зуют усилители 4 для усиления сигналов.
После усиления сигналы поступают в при-
вод М, который перемещает определенный
узел 5 станка в требуемое положение
непосредственно или через промежуточные
механизмы. Перемещение рабочих органов
здесь точно дозировано шаговыми двига-
телями. Эта система отличается простотой
и невысокой стоимостью, однако надеж-
ность и точность этой системы уступают
системам управления с обратной связью.
В замкнутых системах (рис.
175, б) в процессе обработки детали ведет-
ся непрерывное сопоставление действитель-
ного размера обрабатываемой заготовки
или действительного перемещения узла
станка с заданной программой. При счи-
тывании заданной программы на выходе
считывающего устройства и дешифрато-
ра 2 возникают командные сигналы,
которые поступают в сравнивающее уст-
ройство 3. В него же поступают сигналы
датчика обратной связи 6. Датчик 6 произ-
водит измерение действительного переме-
щения узла станка или размера заготовки
и преобразует его в сигнал обратной
связи, направляемый в сравнивающее уст-
ройство 3. В сравнивающем устройстве
сравниваются сигналы от датчика обратной
связи с сигналами от считывающего уст-
ройства и дешифратора. В случае разницы
между заданными и фактическими величи-
нами перемещений (или размеров) на
выходе сравнивающего устройства 3 появ-'
171
chipmaker.ru
ляется сигнал, соответствующий величине
рассогласования. Этот сигнал через усили-
тель 4 подается к исполнительному устрой-
ству, которое производит регулировку
работы станка в соответствии с заданной
программой.
В аналоговых системах програм-
много управления информация поступает в
сравнивающее устройство от задающей
программы и от датчика обратной связи
не в числовом коде, а в преобразованном
виде. Используется аналог (напряжение,
фаза), пропорциональный заданному чис-
лу. В этих системах используют индуктив-
ные и потенциометрические датчика обрат-
ной связи
Кодовые системы программного
управления основаны на использовании
специальных кодовых датчиков. Показания
о фактическом перемещении в числовом
коде снимают с датчика и сравнивают с
программой, считываемой с перфоленты в
том же условном коде.
В импульсных системах програм-
много управления используется принцип
сравнения числа импульсов, поступающих
с исходной программы, с числом импуль-
сов, выработанных датчиком обратной свя-
зи в соответствии с величиной фактиче-
ского перемещения. При совпадении числа
заданных и числа отработанных датчиком
обратной связи импульсов двигатель при-
вода отключается.
По технологическому назначению систе-
мы программного управления делят на
позиционные и контурные. Позицион-
ные системы ЧПУ для независимого
перемещения рабочих органов станка
функционируют, как правило, в прямо-
угольных координатах. Их используют для
автоматизации сверлильных и координат-
но-расточных станков. Контурные си-
стемы ЧПУ предназначаются для обработ-
ки деталей сложной формы согласованным
перемещением рабочих органов по несколь-
ким координатам. Применяются двухко-
ординатные, трехкоординатные, четырехко-
ординатные и даже пятикоординатные си-
стемы числового программного управления
(три прямолинейных перемещения по вза-
имно перпендикулярным направлениям и
два вращательных движения).
Контурные системы числового управле-
ния станками конструктивно выполняют в
виде отдельных пультов. Они изготовляют-
ся специальными заводами из отдельных
унифицированных узлов: устройств считы-
вания информации с перфоленты или маг-
нитной ленты, блоков реализации техно-
логических команд и др. Один и гот же
пульт может быть использован для управ-
ления станками различных групп (фрезер-
ными, токарными и др.). Пульты управле-
ния делятся на две группы: без встроен-
ного и со встроенным интерполятором.
В случае пульта без встроенного интерпо-
лятора управляющая программа представ-
ляется в кодированном виде на перфоленте,
а в случае пульта со встроенным интер-
полятором — в декодированном виде на
магнитной ленте.
Пульты Н331, Н332, Н531, Н532, У221,
У521, У522, У331, У332 являются управ-
ляющими пультами третьего поколения.
Для обозначения пульта используется ин-
декс, состоящий из буквы и трех цифр:
буква—тип системы: П — позиционная;
Н — непрерывная (контурная); У — уни-
версальная (контурно-позиционная); пер-
вая цифра — число управляемых коорди-
нат; вторая — число одновременно управ-
ляемых координат; третья — тип привода
подачи. Цифрой 1 обозначают привод с
шаговым двигателем, цифрой 2 — следя-
щий или следящерегулируемый привод
с датчиками обратной связи; вращаю-
щийся трансформатор и вращающийся
винт. Буква М обозначает модернизацию
пульта: Н332М, Н331М и др.
Чтобы сократить время простоев, свя-
занных с отказом оборудования, в послед-
нее время большое внимание уделяется во-
просам диагностики системы «станок —
устройство ЧПУ». Так, устройства ЧПУ
типа CNC контролируют следующие пара-
метры: ошибки программирования, ошибки
обслуживания станка, отказы электронных
блоков, повышение температуры в шкафу
управления выше установленного значения,
состояние приводов, состояние механиче-
ских узлов станка и др.
Нашли применение упрошенные систе-
мы с ручным вводом управляющей про-
граммы с клавиатуры непосредственно на
рабочем месте. Они предназначены для
контурного управления универсальными
станками в единичном и мелкосерийном
производстве. Применение таких систем
уменьшает время переналадки станка
при сохранении высокой точности Малый
172
chipmaker.ru
габарит систем позволяет встраивать ее
непосредственно в станок.
Системы группового управле-
ния станками с устройствами ЧПУ (для
управления несколькими станками) осу-
ществляют следующие функции: распреде-
ление программы обработки деталей: конт-
роль за работой станков и диагностику
ошибок; выдачу данных для управления
станками; оценку состояния станков, про-
верку и корректировку программ на рабо-
чем месте и др.
Цикловое программное управление
(ЦПУ). Цикловые системы программного
управления отличаются от числовых срав-
нительной простотой структуры, однако
имеют меньшие технологические возмож-
ности. В системах циклового управления
программа содержит только информацию о
цикле и режимах обработки, а величину
перемещения рабочих органов задают на-
ладкой упоров.
В качестве программоносителя исполь-
зуют штепсельные' и шпоночные комму-
таторы. Заданную программу обработки
детали на станке с цикловым управлением
выполняют с помощью установки штекеров
в соответствующие гнезда штекерной на-
борной панели (коммутатор помимо штеп-
сельного), применяется также шпоночный
коммутатор, в котором штепсельные гнезда
заменены кнопочными переключателями.
Устройства циклового программного управ-
ления имеют более высокую надежность,
чем устройства ЧПУ, они просты в эксплу-
атации и наладке.
Оперативные системы управления
(ОСУ). В современном машиностроении
наряду с системами ЧПУ высоких уровней
(типа NC, CNC, HNC и др.) все большее
распространение получают системы «ма-
лой» программной автоматизации на базе
устройств цифровой индикации (ЦИ) пере-
мещений. На фрезерных станках, осна-
щенных системами упрощенного программ-
ного управления, возможна обработка до
75% деталей, изготовляемых в серийном,
мелкосерийном и единичном производстве.
Оперативные системы позволяют в режиме
диалога подготовить управляющую про-
грамму и ее коррекцию непосредственно
на рабочем месте. Для упрощения и облег-
чения рабочему выполнения этой операции
в память системы управления вводятся
наиболее часто встречающиеся технологи-
ческие переходы с - указанием номера ин-
струмента и режимов обработки. Подготов-
ку управляющей программы можно легко
осуществить непосредственно у станка без
больших затрат времени.
Широкое использование станков с опе-
ративными системами ЧПУ сокращает чис-
ло обслуживающего персонала благодаря
простоте подготовки, ввода и коррекции
программы. Возможность многостаночного
обслуживания станков, оснащенных упро-
щенными системами ЧПУ, позволяет ре-
шить проблему дефицита квалифицирован-
ных кадров.
Цифровая индикация — это
наглядная информация с помощью свето-
вых табло на пультах управления. Высве-
чиваются число перемещений, направления
перемещений, величины перемещений, час-
тоты вращений, скорости подач, номера
(позиции) инструментов и др.
Устройство цифровой инди-
кации для фрезерных станков
ЛЮМО-61 обладает следующими преиму-
ществами перед другими отечественными
и зарубежными устройствами числовой
индикации: комплектное малогабаритное
исполнение для трех координат на микро-
процессорной базе; запоминание до восьми
диаметров фрез с легким выбором требуе-
мого размера; автоматическое вычисление
и индикация правой или левой эквидистан-
ты точки формообразования либо центра
инструмента по каждой координате; инди-
кация направления подхода к точке обра-
ботки, что существенно снижает брак;
преднабор и автоматическое позициониро-
вание не менее 30 (возможно до 100)
точек, что делает систему фактически
простой системой позиционного и прямо-
угольно-контурного программного управ-
ления; дискретность 1—2 мкм.
Устройства ЛЮМО-61 могут использо-
ваться после несложной привязки (согла-
сование с электрооборудованием станка)
на фрезерных станках ГЗФС и ДЗФС и др.
Станки с устройствами цифровой индика-
ции обеспечивают повышение производи-
тельности в среднем на 20—30% Особенно
эффективно использование этих устройств
при обработке деталей высокой точности.
Для изготовления деталей с криволиней-
ным контуром программа задается двумя
способами: математическое задание кривой
в виде соответствующей формулы; опреде-
173
Траектория
центра фрезы
(эквидистанта)
Рис. 176. Пример обрабатываемого контура (а)
и эквидистанта контура (б)
ление кривой по координатам базовых
(опорных) точек.
Контур детали и его элементы. При
фрезеровании прямолинейных и криволи
нейных участков контура детали (рис.
176, а) траектория движения центра фрезы
не совпадает с контуром детали, а отстоит
от него на некоторую постоянную величину,
равную радиусу фрезы. В геометрии подоб-
ные кривые называют эквидистант а-
м и. На рис. 176, б внутри показан контур
детали, а снаружи эквидистанта этого
контура, т. е. траектория центра фрезы,
эквидистантная к контуру детали. При
этом предполагается, что радиус фрезы во
время обработки контура детали остается
постоянным.
Адаптивные системы (АС) управления.
Эти системы предусматривают переработку
текущей информации об изменениях в
станке, обрабатываемой заготовке или ин-
струменте для внесения соответствующих
изменений в программу обработки. Они
применяются главным образом на стайках
с ЧПУ. В настоящее время различают
адаптивные системы предельного регули-
рования (АСР) и адаптивные системы
оптимизации (АСО). Они в свою очередь
делятся на две группы: геометрические,
предназначенные для повышения точности
обработки, и технологические — для по-
вышения производительности при сниже-
нии себестоимость
При использовании технологических
АСР желаемый эффект достигается благо-
даря тому, что при смене условий обработ-
ки, приводящей к изменению регулируемо-
го параметра (например, мощности или
силы резания), изменяется регулирующий
параметр (например, подача). Фиксируя и
поддерживая регулируемый параметр на
некотором заданном уровне, можно управ-
лять ходом процесса обработки — пода-
вать команды на переход от холостого
хода к резанию, на смену инструмента,
изменять режим резания, обеспечивать
защиту инструмента и станка от поломок
и т. п. При использовании АСО желаемый
эффект достигается благодаря тому, что
при изменении условий обработки автома-
тически устанавливается режим резания,
близкий к оптимальному.
Понятие о программировании. Ручное
программирование предусматривает прове-
дение следующих работ: изучение чертежа
детали; разработку технологического про-
цесса ее изготовления; выбор режущего
инструмента, способа крепления (базиро-
вания) заготовки; определение движений
инструмента (разделение на рабочие);
определение режимов резания; расчет тра-
ектории инструмента (определение опорных
точек, эквидистант); определение отдель-
ных слов и команд; кодирование команд;
написание вручную содержания перфолен-
ты; получение распечатки (выдача про-
граммы на бумагу); проверка распечатки;
набивка программы на ленту; проверка
ленты и др.
Многие элементы процесса программи-
рования постоянно повторяются и поэтому
могут быть автоматизированы. Однако пер-
фолента при любом методе программиро-
вания должна получиться одинаковой.
Программа должна быть составлена так,
чтобы осуществить все требования, предъ-
являемые к качеству детали прн наимень-
174
chipmaker.ru
шей стоимости ее изготовления. Это усло-
вие относится как к ручному программиро-
ванию, так и к программированию с по-
мощью вычислительных машин.
При автоматическом программировании
для подготовки программ используют элек-
тронно-вычислительные машины СМ-1,
СМ-2, СМ-3, СМ-4, ЕС-1022, ЕС-1033,
ЕС-1045 и др. Программа обработки за-
писывается на перфоленте в виде после-
довательности символов, наносимых с по
мощью специальных устройств для подго-
товки данных на перфоленте, например
АПДЛ типа «Брест-1Т». «Optima» и др.
Запись осуществляется построчно в виде
последовательности кадров переменной
длины в зависимости от объема кодиру-
емой программы.
Технологический процесс обработки де-
тали при его программировании разбивает-
ся на отдельные движения. Каждое из
этих движений должно быть закодировано
в отдельном кадре в соответствии с требу-
емой структурой управляющего кадра.
Для каждого кадра программист должен
задать: номер кадра (адрес номера /V);
движение, которое должно программиро-
ваться. — прямолинейное или движение
при подаче по дуге окружности и т. д.
(адрес G); скорость подачи (адрес F);
включение шпинделя, включение шпинделя
и охлаждения, отключение шпинделя и
охлаждения (адрес М) и др.
§ 64. Фрезерные станки с ЧПУ
Программное управление —
это такое управление, которое обеспечивает
автоматическую работу механизмов станка
по легко переналаживаемой программе.
Традиционный станок-автомат работает по
программе, задаваемой кулачками или копи-
рами. Переналадка станков-автоматов и ко-
пировальных станков на изготовление дру-
гой детали сложна. Поэтому их выгодно
использовать в крупносерийном и массовом
производстве.
Более 70% изделий в машиностроении
изготовляют в условиях серийного и мелко-
серийного производства. Эффективным
средством автоматизации серийного и мел-
косерийного производства является про-
граммное управление металлорежущими
станками. В станках с ЧПУ управление
рабочими органами в процессе обработки
Рис. 177. Координатные системы фрезерных
станков
производится автоматически по заранее раз-
работанной программе без непосредствен-
ного участия рабочего.
Принципиальное отличие станка с ЧПУ
от обычного автомата заключается в зада-
нии программы обработки детали в мате-
матической (числовой) форме на специаль-
ном программоносителе (перфоленте или
магнитной ленте). По заданной программе
можно управлять регулированием направ-
ления и скорости перемещения исполни-
тельных органов станка, циклом работы
станка, сменой инструмента и т. д. Произво-
дительность труда при работе на станках
с ЧПУ по сравнению со станками без авто-
матического управления повышается в 3—5
раз.
На рис. 177 показаны расположение
и направление осей координатных систем
фрезерных станков в соответствии с между-
народным стандартом ИСО (ISO = R841).
Положительным ( + ) направлением переме-
щения рабочих органов станка принято
считать то, при котором режущий инстру-
мент или заготовка отходят друг от друга,
отрицательным (—) — когда они сближа-
ются. Стрелками, обозначенными буквами
со штрихами (+х', + у'), показаны поло-
жительные направления перемещений заго-
товок, а без штрихов ( + z) — те же направ-
ления перемещений инструмента относи-
тельно заготовки.
Оси х, у, г называются первичными.
175
chipmaker.ru
Они расположены ближе к шпинделю. Вто-
ричные оси и, v, w — параллельны первич-
ным. Углы поворота вокруг первичных осей
обозначаются А, В, С (соответственно для
поворота вокруг осей х, у, z). Положитель-
ным направлением считается вращение по
часовой стрелке, если смотреть вдоль по-
ложительного направления соответствую-
щей оси. Станки с ЧПУ в составе шифра
имеют дополнительную информацию. Ин-
декс Ф1 означает, что станок оборудован
цифровой индикацией и пр^днабором.
Индекс Ф2 сообщается станкам с позицион-
ными системами ЧПУ (на фрезерных стан-
ках обычно че применяется). Индекс ФЗ
означает, что станок оборудован системой
контурного ЧПУ для автоматического
управления движениями рабочих органов
одновременно по двум или трем координа-
там. Индекс Ф4 придается шифрам много-
операционных станков со смешанными си-
стемами как позиционного, так и контур-
ного ЧПУ.
Важной особенностью автоматизации
процесса обработки на металлорежущих
станках с помощью устройств программного
управления является сохранение станками
широкой универсальности. Это дает возмож-
ность обрабатывать на них детали, которые
могут быть произведены на универсальных
станках соответствующих типов.
Программное управление позволяет
автоматизировать процесс обработки; со-
кратить время наладки станка, сведя всю
наладку к установке инструмента, заготовки
и программы на станке; организовать много-
станочное обслуживание в серийном и мел-
косерийном производстве; повысить произво-
дительность труда, культуру производства
и качество обработанных деталей.
Основной задачей рациональной эксплу-
атации металлорежущих станков с ЧПУ
является обеспечение длительной и безот-
казной обработки на них деталей с задан-
ной производительностью, точностью и ше-
роховатостью обработанной поверхности
при минимальной стоимости эксплуатации
станков.
В парке машиностроения страны доля
станков с ЧПУ будет непрерывно увеличи-
ваться при одновременном повышении их
технического уровня. Эффективность при-
менения станков с ЧПУ достигается за
счет более высоких технологических воз-
можностей станков с ЧПУ по сравнению
с универсальными; возможности точной об-
работки сложных деталей с большим числом
обрабатываемых поверхностей; уменьшения
доли холостых ходов в составе штучного
времени (путем увеличения скорости хо-
лостого хода); возможности многостаноч-
ного обслуживания, особенно при большом
отношении машинного времени к сумме
вспомогательного времени и времени пере-
хода от одного станка к другому; интенси-
фикации режимов резания; оснащения стан-
ков магазинами инструментов, заменяемых
по программе; более полного использования
фонда сменного времени и др.
Одним из способов получения макси-
мального экономического эффекта от внед-
рения станков с ЧПУ является концентра-
ция станков на отдельных участках или в
цехах. Такая концентрация имеет следую-
щие преимущества: дает.возможность орга-
низовать технологический поток при обра-
ботке сложных деталей; применять группо-
вую обработку деталей; применять много-
станочное обслуживание; повысить надеж-
ность работы станков; снизить затраты на
обслуживающий персонал и др. По мере
увеличения станочного парка и накопления
опыта эксплуатации станков структура
участков (цехов) с ЧПУ будет совершен-
ствоваться, будет применяться групповое
и централизованное управление станками
с ЧПУ, создаваться автоматизированные
участки с ЧПУ. Организация таких участков
является первым шагом к созданию боль-
ших автоматизированных систем, в которых
планирование производства, определение
оптимальной технологии и режимов обра-
ботки, а также управление станками осу-
ществляется с помощью вычислительной
техники.
В настоящее время в отечественной про-
мышленности эксплуатируются тысячи стан-
ков с программным управлением. К кон-
сольно-фрезерным станкам с программным
управлением относятся станки 6Р11МФЗ-1,
6Р11ФЗ-1 (выпускаемые Дмитровским заво-
дом фрезерных станков на базе вертикаль-
но-фрезерного станка 6М11), станки
6Р13<ЧЗ. 6Р13РФЗ, 6Р13ФЗ-37, а также ста-
нок 6Р13Ц с цикловым программным управ-
лением (выпускаемый Горьковским заводом
фрезерных станков).
Вертикально-фрезерный консольный ста-
нок 6Р11ФЗ-1 с ЧПУ, вертикальным непо-
воротным шпинделем и неповоротным сто-
176
chipmaker.ru
лом предназначен для объемного и контур-
ного фрезерования деталей сложной конфи-
гурации. Перемещения стола осуществля-
ются по трем координатам х, у и z от
системы программного управления Н332М.
Вертикально-фрезерный консольный ста-
нок 6РИМФЗ 1,с ЧПУ с инструментальным
магазином и неповоротным столом пред-
назначен для многооперационной обработки
деталей сложного профиля. На станке могут
выполняться за одну установку следующие
виды обработки: фрезерование, растачива-
ние, сверление, зенкерование, разверты-
вание, нарезание резьбы и др. Станок осна-
щен системой программного управления
Н332М, имеет инструментальный магазин
с восемью инструментальными гнездами
для выполнения автоматической смены ин-
струмента. Станок может работать одновре-
менно по трем координатам х, у и 2.
Станки 6Р11ФЗ-1 и 6Р11МФЗ-1 могут быть
использованы как в мелкосерийном, так
и в серийном производстве.
Станок 6Р13ФЗ с ЧПУ предназначен
для обработки концевыми- и радиусными
фрезами заготовок деталей сложной конфи-
гурации (штампы, кулачки, копиры и др.).
Обработка пространственно-сложных фа-
сонных поверхностей достигается сочетани-
ем движения стола станка с обрабатывае-
мой заготовкой в горизонтальной плоскости
по двум координатам (х— в продольном,
у — в поперечном направлениях) и верти-
кального перемещения шпиндельной головки
с режущими инструментами.
Продольное перемещение стол получает
от шагового двигателя М4 через редуктор
и передачу винт — гайка качения. Возможны
движения по оси х в пределах ±500 мм.
Поперечное перемещение салазок со столом
(по оси у в пределах ±200 мм) осуще-
ствляется от аналогичного привода, уста-
новленного в консоли. Ходовой шариковый
винт для поперечного перемещения салазок
со столом выполнен вращающимся в ша-
рикоподшпниках и смонтирован в корпусе
консоли.
Вертикальное перемещение консолн осу-
ществляется от шагового двигателя М2
с гидроусилителем моментов через пару ко-
нических зубчатых колес и винтовую пару
качения. Когда ползун находится в крайнем
верхнем положении, возможно движение по
оси, равное +150 мм. Режущий элемент
в шпинделе крепится механизмом зажима
инструмента, смонтированным в верхней
части ползуна.
Станок укомплектован стандартной гид-
ростанцией. Гидравлический привод осу-
ществляет продольное и поперечное пере-
мещения стола, вертикальное перемещение
консоли и ползуна. Гидропривод включает
насосную станцию, три электрогидроусили-
теля вращения, гидромотор, гидроцилиндр
отжима инструмента, аппаратуру управле-
ния и коммуникации.
Насосная станция представляет собой
автономный узел и включает резервуар
для масла, насосный аппарат, систему под-
питки, фильтрации и охлаждения рабочей
жидкости, а также необходимую контроль-
но-регулирующую аппаратуру. Насосная
станция автоматически изменяет произво-
дительность насоса в соответствии с рас-
ходом, потребляемым гидросистемой при
постоянном давлении в напорной и сливной
магистралях. Электрогидроусилители вра-
щения предназначены для продольного
и поперечного перемещений стола, а также
для вертикального перемещения ползуна
по заданной программе; гидромотор — для
вертикального перемещения консоли.
Станок 6Р13РФЗ предназначен для фре-
зерования, развертывания и зенкерования
деталей Смена инструмента оосуществля-
ется поворотной револьверной головкой по
программе. Один из пяти шпинделей ре-
вольверной головки (силовой шпиндель)
предназначен для работ торцовыми фре-
зами диаметром до 125 мм и концевыми
фрезами диаметром до 50 мм. Остальные
четыре малых шпинделя рекомендуется
использовать для фрезерных работ концевы-
ми фрезами диаметром до 40 мм, для свер-
ления, зенкерования и развертывания от-
верстий до диаметра 20 мм, для рассверли-
вания отверстий до диаметра 30 мм. Крепле-
ние оправки с инструментом в силовом
шпинделе производится шомполом, а в ма-
лых шпинделях — накидной гайкой. Нали-
чие гильзы в малых шпинделях позволяет
регулировать вылет инструмента в пределах
от 0 до 30 м.
Для установки различных инструментов
в конических отверстиях шпинделей имеют-
ся переходные втулки и оправки. Обрабаты-
ваемые детали можно закреплять непосред-
ственно на рабочей поверхности стола при-
хватами или в приспособлении. Для выверки
приспособлений на столе имеется калибро-
7-571
177
chipmaker.ru
Рис. 178. Кинематическая схема вертикально-фрезерного консольного станка с ЧПУ 6Р13ФЗ
ванный продольный (средний) паз, а также
калиброванное отверстие 040 Н9.
На рис. 178 показана кинематическая
схема вертикально-фрезерного консольного
станка 6Р13ФЗ с ЧПУ. Станок предназна-
чен для обработки плоскостей, кулачков,
пространственно-сложных фасонных по-
верхностей (типа штампов, пресс-форм,
копира и др.) в единичном и серийном
производстве. Обработка пространственно-
сложных фасонных поверхностей достига-
ется сочетанием движения стола с обраба-
тываемой заготовкой в горизонтальной
плоскости по двум координатам (х — в про-
дольном перемещении стола, у — в попереч-
ном движении салазок) и вертикальным
перемещением вдоль оси шпиндельной го-
ловки с режущим инструментом. Для об-
работки применяются торцовые, концевые,
копировальные округленные цилиндические
и конические фрезы. На станке может про-
изводиться также центрование, сверление,
рассверливание, зенкерование и в отдельных
случаях растачивание отверстий.
Инструментальный магазин расположен
в рабочей зоне и имеет пронумерованные
гнезда. Смена инструмента производится
вручную. Цифровой индикатор на пульте
178
chipmaker.ru
программного управления показывает но-
мер гнезда с инструментом для выполнения
определенной операции.
Автоматическое изменение частоты вра-
щения шпинделя осуществляется от про-
граммоносителя. В станке применена импуль-
сно-фазовая следящая система числового
программного управления с вводом инфор-
мации на перфорированной ленте. Станок
оснащен устройством числового програм-
много управления Н332М. Кодирование
программы работы устройства произво-
дится в соответствии с кодом ИСО-7 бит
(ГОСТ 13052—74).
Цепи подач. Вертикальная подача ползу-
на шпиндельной головки вместе с вмонтиро-
ванным в нем шпинделем осуществляется
от шагового двигателя М2 типа ШД5-Д1
с гидроусилителем моментов Э32Г18-24
через коническую пару 25/25 и передачу
винт—гайка качения с шагом Р = 8 мм.
Ползун можно переместить вручную с по-
мощью конической передачи 14/28, приво-
димой в движение ключом, установленным
в квадратное окончание вала X. Поперечная
подача салазок осуществляется от шагового
двигателя М3 типа ШД5-Д1 с гидроусили-
телем Э32Г18-24 через беззазорный редук-
тор 27/45, 26/52 и передачу винт -гайка
качения с шагом Р = 8 мм (винт XIII}. Пере-
мещение по координате у за один импульс
шагового двигателя составляет 1/240Х
Х27/45-26/52-8 = 0,01 мм.
Продольная подача стола осуществля-
ется от шагового двигателя М4 типа ШД-Д1
с гидроусилителем Э32Г18-24. Движение
передается через беззазорные пары косозу-
бых колес 24/34, 24/35 на передачу винт—
гайка качения XVI с шагом Р=8 мм. На
передней стенке стола размещены четыре
кулачка, воздействующие на конечные вы-
ключатели командоаппарата: два кулачка
ограничивают продольное перемещение сто-
ла, два других служат для установки стола
в нулевое положение. Такие же кулачки
расположены на салазках поперечного хода
и на шпиндельной головке для перемещения
ползуна. С помощью квадратов на валах
XII и XXI осуществляется ручное пере-
мещение по координатам у' и х'. Установоч-
ная вертикальная подача коисоли осущест-
вляется от гидродвигателя М5 типа Г15-24
через коническую передачу 27/54, подачу
39/65 и ходовой винт с шагом Р = 6 мм.
Продольное перемещение стола, поперечное
перемещение салазок, зажим ползуна и от-
жим инструмента осуществляются от гид-
равлического привода.
Горьковское станкостроительное произ-
водственное объединение выпускает верти-
кально-фрезерный консольный станок с чис-
ловым программным управлением и авто-
матической сменой инструмента модели
6Т13МФ1 или ГФ2171 с шириной стола
400 мм (рис. 179). Станок предназначен
для многооперационной обработки деталей
сложной конфигурации. В магазине стан-
ка устанавливается 12 инструментов. На
станке можно производить фрезерование,
сверление, зенкерование, развертывание и
растачивание точных отверстий. Устройство
ЧПУ обеспечивает управление перемещени-
ями рабочих органов по трем координатным
осям: продольное перемещение стола —
ось х, поперечное перемещение стола —
ось у и вертикальное перемещение ползун-
ковой шпиндельной голбвки — ось г. Станок
имеет ряд новых конструктивных решений
по компоновке, он оснащен современным
устройством ЧПУ типа 2С42 на базе ми-
кро-ЭВМ «Электроника-60» и следяще-регу-
лируемыми приводами подач. Устройство
ЧПУ 2С42 обеспечивает запись и редакти-
рование управляющих программ непосред-
ственно с пульта управления ЧПУ; хранение
управляющих программ в оперативной па-
мяти устройства и вывоч их на перфоратор;
автоматическую компенсацию погрешности
ходового винта и компенсацию люфта при
реверсе рабочих органов; задание переме-
щений как в абсолютных, так и в относи-
тельных координатах; тестовый контроль
выполнения программы и работы функ-
циональных узлов. Станок укомплектован
режущим и вспомогательным инструмен-
том. В комплект режущего инструмента
входят:
сверла спиральные с цилиндрическим
хвостовиком диаметром 21—30 мм;
зенковки конические с углом при вер-
шине 90° диаметром 22, 32 мм;
зенковки цилиндрические диаметром
18/6. 24/10 и 30/10 мм;
торцовые фрезы диаметром 100, 125 мм
с напаянными пластинами из твердых спла-
вов Т15К6 и ВК8;
фрезы торцовые диаметром 100, 125 мм
с пятигранными пластинами из твердого
сплава Т15К6 (Т5КЮ);
фрезы концевые быстрорежущие с ци-
7*
179
chipmaker.ru
Рис. 179 Вертикально-фрезерный консольный станок с ЧПУ модели 6Т13МФ4
линдрическим хвостовиком диаметром 25,
32 и 40 мм
Комплект вспомогательного инструмента
включает:
оправки с конусом 7:24 для насадных
фрез диаметром 32 и 40 мм;
цанговые патроны с конусом 7:24 с диа-
метром зажима 20—40 мм; 5—20 мм (с цан-
гой диаметром 10 мм);
втулки переходные для инструмента с ко-
нусом Морзе с лапкой КМ2, КМЗ;
втулки с конусом 7:24 переходные для
180
chipmaker.ru
инструмента с конусом Морзе и резьбовым
отверстием КМ2, КМЗ;
цанги к патрону диаметром .5—40 мм.
§ 65. Многоцелевые станни
(обрабатывающие центры)
Многоцелевой металлоре-
жущий станок — металлорежущий
станок, предназначенный для выполнения
различных видов обработки резанием. Эти
автоматизированные станки с ЧПУ обеспе-
чивают выполнение разнообразных видов
обработки при одном закреплении детали
и с автоматической сменой инструмента.
В инструментальных магазинах обрабаты-
вающих центров размещается от 6 до 80
инструметов и более.
Обрабатывающие центры позволяют
производить обработку деталей с одной
или нескольких сторон под разными углами
при минимальном количестве переустановок
по методу концентрации операций — на них
можно выполнять фрезерование, растачива-
ние, сверление и др. Это приводит к значи-
тельному повышению точности и производи-
тельности обработки (до 3—8 раз) и позво-
ляет заменить несколько универсальных
станков, а также снизить количество при-
способлений.
Многоцелевые станки предназначаются
для обработки корпусных деталей, у которых
обрабатываемые плоскости в основном па-
раллельны осям координат. Поэтому точ-
ность обработки оценивается следующими
отклонениями: неплоскостностью стенок
корпуса, непрямолинейностью и непарал-
лельностью плоскостей, некруглостью от-
верстий в поперечном сечении и нецилинд-
ричностью их в продольном направлении.
Все указанные отклонения определяют по-
грешность формы.
Погрешности расположения определя-
ются следующими отклонениями: неперпен-
дикулярностью плоских поверхностей, несо-
осностью отверстий и смещением их осей
относительно номинального положения, а
также отклонениями размеров поверхно-
стей. Следует отметить, что при обработке
корпусных деталей более высокие требова-
ния предъявляются к точности отверстий,,
более низкие —- к точности плоскостей.
Обрабатывающие центры позволяют ве-
сти обработку деталей такой формы, ко-
торую трудно и даже невозможно получить
на универсальных станках. Они сочетают
в себе свойства автоматических линий
(многооперационность, автоматический
цикл) с гибкостью универсальных станков.
Чем сложнее деталь и чем больше операций
и переходов требуется для ее изготовления,
тем эффективнее применение обрабатываю-
щих центров.
Обслуживание этих станков не требует
высокой квалификации рабочих. В обязан-
। ности рабочего входит лишь загрузка станка
заготовками и снятие обработанных дета-
лей, в то время как весь цикл обработки
осуществляется автоматически.
Компоновка обрабатывающих центров
чаще всего выполняется по типу горизон-
тально-расточного или бесконсольного гори-
зонтально-фрезерного станка. Такие станки
предназначаются для обработки корпусных
деталей средних размеров. Для деталей
типа рычагов, вилок и других используют
компоновку по типу вертикально-фрезерного
станка с поворотным столом. Компоновку
с горизонтальным расположением шпинделя
используют для обработки длинных плоско-
стей. Обрабатывающие центры с компонов-
кой по типу продольно фрезерных станков
с горизонтальным или вертикальным рас-
положением шпинделя применяют для об-
работки тяжелых деталей.
На рис. 180 приведены компоновки стан-
ков по числу возможных перемещений узлов
(прямолинейные перемещения и повороты):
а — трехкоординатный (трехосный) обраба-
тывающий центр, б — четырехкоординат-
ный (четырехосный) обрабатывающий
центр ив — пятикоординатный (пятиосный)
обрабатывающий центр.
Компоновка станка определяется рас-
положением деталей несущей системы и их
взаимным расположением. Подвижные узлы
обозначают теми же буквами в соответствии
с ИСО, что и осуществляемые ими коорди-
натные перемещения. Обозначения узлов
записывают в порядке их расположения.
Причем обозначение узла, несущего обраба-
тываемую деталь, должно быть крайним
слева, а узла, несущего режущий инстру-
мент, — крайним справа.
В последнее время станкостроителями
нашей страны разработано и изготовлено
большое количество конструкций много-
инструментальных станков. Так, для много-
операционной обработки мелких корпусных
18.1
chipmaker.ru
Рис. 180. Схема компоновок обрабатывающих
центров
деталей в мелкосерийном и серийном про-
изводстве Дмитровским заводом фрезерных
станков выпускаются две модели многоин-
струментальных станков (размеры рабочей
поверхности стола 250x1000 мм) с устрой-
ствами ЧПУ Н332М, многоинструменталь-
ный вертикально-фрезерный консольный
станок 6Р11МФЗВ с восемью инструмента-
ми в магазине и многоинструментальный
горизонтально-фрезерный консольный ста-
нок 6Р81ГМФЗВ с емкостью инструменталь-
ного магазина 16 инструментов.
В последнее время выпущено много но-
вых моделей многоцелевых станков, отли-
чающихся повышенной точностью и произ-
водительностью. К ним относятся станок
модели 2254ВМ1Ф4 с ЧПУ, инструментачь-
ным магазином и устройством автоматиче-
ской смены заготовок Одесского завода
прецизионных станков им. XXV съезда
КПСС, многооперационный вертикально-
сверлильно-фрезерно-расточный станок мо-
делей 2256ВМФ4, 2206МФ2 Витебского
станкостроительного завода им. С. М. Ки-
рова, станки моделей 24К40СФ4 и
2А459АМФ4 Куйбышевского станкострои-
тельного производственного объединения и
др.
На международной выставке «Металло-
обраб'отка-84» демонстрировалось большое
количество многоцелевых станков (обраба-
тывающих центров) отечественного произ-
водства. В табл. 11 приведены данные тех-
нической характеристики некоторых из де-
монстрировавшихся станков. Все эти станки
предназначаются для обработки корпусных
деталей. На станках можно производить
сверление, зенкерование, растачивание от-
верстий, нарезание резьб, фрезерование
плоскостей и фасонных поверхностей и дру-
гие с высокой точностью обработки и вы-
сокой производительностью. Эти станки
характеризуются высокой степенью автома-
тизации управления, диагностирования, за-
грузки — выгрузки обрабатываемых дета-
лей, смены приспособлений-спутников, что
позволяет встраивать их в гибкие производ-
ственные системы.
Все большее распространение получают
станки с предварительным набором (пред-
набором) координат и числовой индикацией.
Термин «преднабор» означает способ-
ность управляющего устройства «запоми-
нать» предварительно заданные ручным
способом относительно ограниченные по
182
chipmaker.ru
составу перемещения рабочих органов, ко-
торые в дальнейшем будут выполняться
станком в автоматическом режиме работы.
Система индикации позволяет производить
визуальный контроль положений шпиндель-
ной бабки и стола при всех режимах работы
станка. Эта система позволяет производить
фрезерование на предварительно набранный
размер, а также автоматическую установку
координат обрабатываемых отверстий с вы-
сокой точностью.
11. Техническая характеристика многоцелевых
станков
Модель Разме- ры ра- бочей поверх- ности стола, мм Количе- ство инстру- ментов в ин- стру- мен- тальном мага- зине Мощ- ность элект- родви- гателя глав- ного приво- да, кВт Масса станка, кг
ИР320ПМФ4 320 у 320 36 7,5 10 000
22К 04ВМ2Ф4 Диа- метр 400 30 5,5 9 750
21004П7ФА 400 X Х400 30 8,5 9 800
ИР500ПМФ4 500 X Х500 30 14—22 11 220
2206ВМ1Ф4 630 X Х800 30 11 15 000
22912Н7Ф4 1250Х Х1250 50 25 32 000
66К25МФ4 2500 X Х6000 30 150 (общая) 128 000
Имеется тенденция к увеличению скоро-
сти быстрых перемещений до 12—14 м/мин
и к быстродействию устройств автоматиче-
ской смены инструментов. На станках осу-
ществляется диагностирование неисправно-
стей устройств ЧПУ. Следует также отме-
тить оснащенность станков устройствами
активного контроля, автоматического сбора
и отвода стружки, устройствами контроля
состояния режущего инструмента — все это
обеспечивает работу станка без вмешатель-
ства оператора. Отличительной особенно-
стью новых металлорежущих станков явля-
ется их оснащение устройствами ЧПУ
типа CNC, в том числе на базе микропро-
цессоров. Устройства имеют небольшой га-
барит, что позволяет встраивать их в станок
в наиболее удобном для оператора месте.
Повышение производительности достига-
ется также за счет увеличения числа фре-
зерных шпинделей и внедрения адаптивной
системы управления. Система адаптивного
управления в этих станках основана на из-
мерении мощности, потребляемой приводом
главного движения, причем допустимые зна-
чения мощности программируются’ для
каждого отдельного инструмента. При не-
значительном изменении припуска или твер-
дости обрабатываемого материала автома-
тически изменяется скорость резания. Если
указанные параметры значительно изменя-
ются, то одновременно автоматически из-
меняются по определенному закону скорость
резания и подача. Сконструированы обра-
батывающие центры, несущие многоинст-
рументные головки со сменными бараба-
нами, — так называемые суперцентры. На
этих станках могут быть обработаны до 20
типоразмеров деталей.
§ 66. Режущий и вспомогательный
инструмент для станков с ЧПУ
Эффективность эксплуатации станков с
ЧПУ в значительной мере зависит от пра-
вильного выбора режущего инструмента и
рациональной его эксплуатации. От режу-
щего инструмента требуется прежде всего
высокая надежность его работы. В настоя-
щее время разработаны конструкции режу-
щего инструмента (резцы, концевые и тор-
цовые фрезы, сверла, зенкеры, развертки,
расточной инструмент и др.) специально
для работы на станках с ЧПУ. Режущий
инструмент для станков с ЧПУ должен
удовлетворять следующим требованиям:
обеспечение стабильных высоких режущих
свойств; возможность быстрой автоматиче-
ской замены; удовлетворительное форми-
рование, дробление и отвод стружки;
минимальный набор типоразмеров для об-
работки группы деталей; возможность пред-
варительной наладки на размер вне станка
(совместно с применяемым вспомогатель-
ным инструментом) и Др.
Станки с ЧПУ, например фрезерные,
горизонтально-расточные, обрабатывающие
центры, в том числе встраиваемые в гибкие
автоматизированные станочные системы.
183
chipmaker.ru
Рис. 181. Вспомогательный инструмент
для станков с ЧПУ
комплектуются соответствующим вспомога-
тельным инструментом.
Конструкция вспомогательного инстру-
мента для станков с ЧПУ определяется
присоединительными поверхностями для его
крепления на станке и присоединительными
элементами для крепления в нем режущего
инструмента. Так, например, хвостовик дол-
жен быть одинаковым для всего режущего
инструмента к данному станку. В связи с
этим разработан СТ СЭВ 1859—79 для хво-
стовиков инструмента конусностью 7:24.
Хвостовики содержат элементы, обеспечива-
ющие их закрепление в шпинделе, а для
станков с автоматической сменой инстру-
мента — дополнительные элементы, обеспе-
чивающие захват устройством для транс-
портирования инструмента из магазина в
шпиндель станка и обратно. В систему вспо-
могательного инструмента включены: оправ-
ки для насадных'торцовых фрез с попереч-
ной шпонкой (рис. 181, а), оправки для
насадных цилиндрических фрез с продоль-
ной шпонкой (рис. 181,6), втулки пере-
ходные для концевых фрез (рис. 181, в),
цанговые патроны для крепления инстру-
мента с цилиндрическим хвостовиком
(рис. 181, г), втулки переходные для
инструмента с конусом Морзе с лапкой
(рис. 181, д), расточные оправки (рис.
181, е) и др.
Фрезерование отверстий на фрезерных
станках с ЧПУ и многоцелевых станках.
Обычно отверстия корпусных деталей обра-
батываются на расточных станках. Однако
с появлением станков с ЧПУ и многоцеле-
вых станков появилась возможность обраба-
тывать отверстия фрезерованием концевыми
фрезами.
Стоимость инструмента для растачива-
ния выше, чем для фрезерования, так как
при растачивании применяется специальный
инструмент, а при фрезеровании — универ-
сальный.
§ 67. Правила технической
эксплуатации станков с ЧПУ
Цикл работы фрезерного станка с ЧПУ
в автоматическом режиме состоит из сле-
дующих этапов:
1) перед началом обработки партии
деталей станок с ЧПУ проверить на работо-
способность по тестпрограмме, с помощью
которой убеждаются в правильности функ-
ционирования всех органов станка и в вы-
полнении всех технологических команд;
2) установить на стол станка приспо-
собление и закрепить заготовку;
3) закрепить инструмент в шпинделе
с помощью гидрозажима;
4) установить программу (перфоленту)
184
chipmaker.ru
в считывающее устройство системы ЧПУ,
произвести коррекцию по режиму обработки
и инструменту (по диаметру и длине);
5) установить инструмент или рабочий
орган станка в исходную точку в соответ-
ствии с технологической картой;
6) включить станок, систему ЧПУ и вве-
сти программу в устройство ЧПУ. произве-
сти обработку первой детали;
7) после обработки первой заготовки
снять деталь с приспособления и произве-
сти контроль детали и в случае необходи-
мости коррекцию режима обработки; даль-
нейшую обработку деталей производят
аналогично.
При обработке деталей на станках с
ЧПУ должно быть обеспечено:
снижение трудоемкости механической
обработки за счет введения многостаноч-
ного обслуживания, снижения машинного
времени (за счет оптимизации режимов
обработки), отсутствия операции разметки,
сокращения затрат времени на установку
заготовок и контроль и др.
большая надежность работы станка и
инструмента;
уменьшение скоростей резания и подач
при входе инструмента в контакт с обра-
батываемой заготовкой и при его выходе.
ЭНИМСом разработаны «Правила тех-
нической эксплуатации станков с устройст-
вом числового программного управления».
Эти правила включают следующие разде-
лы: устройство помещений, устройство ос-
нований и монтаж станков с ЧПУ, работа
на станках с ЧПУ, уход за станками с
устройствами ЧПУ, надзор за соблюде-
нием правил эксплуатации и состоянием
станков с ЧПУ. Приведем некоторые по-
ложения из указанных правил эксплуа-
тации.
Длительное сохранение у металлорежу-
щих станков с ЧПУ первоначальных тех-
нических показателей возможно только при
установке их в закрытых отапливаемых
помещениях. Станки с ЧПУ классов Н и
П можно устанавливать в общих помеще-
ниях механических цехов, станки с ЧПУ
классов В и А следует устанавливать
только в изолированных помещениях.
На станках с ЧПУ классов В и А про-
изводят только те виды работ, которые
указаны в заводских руководствах по
эксплуатации станков. Станки с ЧПУ более
высокого класса точности не следует ис-
пользовать для обработки деталей, которые
по точности, заданной чертежом, могут
быть обработаны на станках низшего клас-
са. На станках с ЧПУ не допускается
работа затупившимся инструментом. К на-
ладке станков и устройств ЧПУ могут
допускаться только квалифицированные
наладчики; к работе на этих станках и их
обслуживанию допускаются только лица,
изучившие конструктивные и технологиче-
ские особенности станков и устройств ЧПУ
и правила технической эксплуатации, про-
шедшие специальный инструктаж, сдавшие
экзамен заводской квалификационной ко-
миссии и получившие удостоверение ла
право работы на станках или их обслу-
живания и ремонта.
Уход за станками с устройствами ЧПУ
состоит из ежедневного и периодического
планового осмотра и проверки станков, их
электрооборудования и устройств ЧПУ,
постоянного поддержания чистоты станков
и устройств ЧПУ, систематической смазки
всех поверхностей трения и устройств
ЧПУ и др.
Обязательный ежедневный профилакти-
ческий осмотр станка и устройств ЧПУ в
начале каждой смены производят оператор,
дежурный слесарь, наладчик устройств
ЧПУ. Убедившись -в отсутствии у станка
и устройств ЧПУ внешних повреждений,
препятствующих пуску станка, оператор
включает устройство ЧПУ и проверяет
его работоспособность на холостом ходу
приводов станка: наличие напряжений,
функционирование органов управления и
исправность сигнализации на пульте управ-
ления. Каждый раз перед вводом програм-
мы оператор проверяет чистоту деталей
лентопротяжного механизма, очищает его
от пыли (без разборки), а при необходи-
мости промывает спиртом.
Если рабочая программа выполняется
со сбоями или не идет, оператор записы-
вает дату и время остановки, предполагае-
мую причину отказа и вызывает дежурно-
го слесаря, наладчика устройств ЧПУ или
дежурного электрика. После устранения
неисправности оператор отмечает в журна-
ле время простоя станка в ремонте,
причину сбоя и отказа, наименования за-
мененных или отремонтированных деталей,
узлов, блоков.
Перед началом работы оператору сле-
дует также тщательно осмотреть станок и
185
chipmaker.ru
пульт программного управления, устано-
вить все рукоятки ручного управления в
нейтральное положение Перед началом
обработки необходимо включить лентопро-
тяжный механизм, пульта управления и
проверить его работу на всех режимах,
проверить плавность перемещения рабочих
органов станка от пульт Я и тумблеров
ручного управления на всех подачах, убе-
диться в наличии нормального давления в
гидросистеме при включении каждой пода-
чи и при совместной работе всех подач на
максимальных режимах.
В процессе работы станочник-оператор
должен следить за уровнем масла в баке
гидросистемы, а также за нормальной по-
дачей СОЖ. Он должен внимательно смот-
реть за работой и смазкой шпинделя и
всех частей станка и в случае замеченной
неисправности (нагрев, стук и т. д.) не-
медленно остановить станок и вызвать
ответственных лиц для устранения не-
исправности.
Устранение каких-либо неисправностей
на ходу не производить. Проверку и уста-
новку обрабатываемой заготовки следует
производить только после полной останов-
ки станка. Необходимо следить за отсут-
ствием сбоев. При 'наличии сбоев нажать
кнопку остановки лентопротяжного меха-
низма и вызвать наладчика.
Оператор должен, удал'ять стружку со •
стола прецизионного станка после снятия
каждой обработанной детали. Для удале-
ния стружки со столов, салазок и станин
станков с ЧПУ следует применять капро-
новые или щетинные щетки. Для этой же
цели могут быть использованы пылесосы.
Категорически запрещается обдувка стан-
ков с ЧПУ сжатым воздухом и применение
механических щеток и крючков.
По окончании смены станок и устрой-
ства ЧПУ необходимо тщательно очистить
и обтереть. Наружные поверхности должны
быть смазаны маслом, указанным в ин-
струкции. Все остальные поверхности обти-
рают чистыми (стираными) хлопчатобу-
мажными, льняными или фланелевыми
техническими салфетками, пропитанными
маслом. Недопустимо применение обтироч-
ных концов, выпускаемых в виде спрессо-
ванных тюков, нестираных тканевых лоску-
тов, содержащих обрывки нитей, включе-
ния ваты и различный сор.
Станочнику-оператору категорически
запрещается отлучаться во время работы
от работающего станка (станков), передо-
верять станок другому лицу, разрешать
посторонним лицам подходить к станку и
касаться органов управления, открывать
пульт и электрошкафы. При двух- и трех-
сменной работе оператор, очистив и проте-
рев станок, должен передать его сменщику.
Контрольные вопросы
I. Что такое программное управление?
2. Каковы преимущества станков с ЧПУ по
сравнению со станками с ручным управлением?
3. Что такое многоцелевые станки (обра-
батывающие центры)?
4. Какие требования предъявляются к режу-
щему инструменту для станков с ЧПУ?
5. Какие вы знаете правила эксплуатации
станков с ЧПУ?
Глава 12
Приводы и электрооборудование фрезерных станков
§ 68. Понятие о гидравлическом и
пневматическом приводах
металлорежущих станков
В современных фрезерных станках
гидравлический привод исполь-
зуют для бесступенчатого и автоматиче-
ского регулирования поступательных и
вращательных движений рабочих органов
станка, а также для выполнения вспомо-
гательных функций или зажима узлов и
заготовок.
В состав гидропривода входят насос-
ная установка, гидроцилиндры, распреде-
лительная и регулирующая аппаратура.
Совокупностd всех гидроустройств и гидро-
сети станка называется гидросистемой.
Входным элементом гидравлического
привода является насос. В металлорежу-
щих станках используют шестеренные, пла-
стинчатые и поршневые насосы. Все насосы
работают по принципу переноса рабочей
жидкости из камеры всасывания в камеру
нагнетания, откуда она поступает в рабо-
186
chipmaker.ru
чий силовой орган станка и частично
возвращается в гидробак через систему
клапанов. Подача рабочей жидкости насо-
сом зависит от частоты вращения его
ротора и от объема рабочих камер. Часто
в гидроприводах станка применяют сдвоен-
ные насосы. Если они включены в гидро-
систему последовательно, то в гидроци-
линдре станка увеличивается давление, что
необходимо для обеспечения рабочих пере-
мещений тяжелых узлов станка. Если на-
сосы включены параллельно, то увеличи-
вается количество подаваемой в рабочий
орган жидкости, что необходимо для обес-
печения быстрых ходов узлов.
Устройство шестеренного насоса пока-
зано на рис. 182. Зубчатые колеса 2 и <3
размещены в корпусе 1 таким образом,
что между наружным диаметром колес, их
торцами и корпусом имеется зазор. При
вращении колес во впадинах зубьев обра-
зуются закрытые камеры, наполненные
маслом, которое переносится из камеры
всасывания (Вх) в камеру нагнетания
(Вых}.
Устройство пластинчатого насоса пока-
зано на рис. 183 В отличие от шестерен-
ного здесь камеры, переносящие масло, об-
разуются парой выдвижных пластин (на-
пример, 1 и 2), которые, проходя над
187
chipmaker.ru
Рис. 184. Аксиально-поршневой насос
Рис. 185. Гидроцилиндр
отверстиями всасывания 5, захватывают
объем масла и переносят его к отверстиям
нагнетания 4 в гидросистему станка. Уве-
личение и уменьшение объема рабочих
камер осуществляется за счет статорного
кольца 3, которое имеет эллиптическую
внутреннюю форму.
В аксиально-поршневом насосе, пока-
занном на рис. 184, масло из полости
всасывания в полость нагнетания распре-
делителя 4 переносится поршнями 5, на-
ходящимися в роторе 3. Поршни своими
сферическими головками, снабженными по-
движными подпятниками, прижаты к нак-
лонной траверсе 2 и при вращении валом 1
ротора 3 совершают возвратно-поступа-
тельное движение, всасывая и нагнетая
рабочую жидкость. Траверса 2 может пово-
рачиваться вручную; изменение углового ее
положения вызывает изменение длины хода
поршней, благодаря чему осуществляется
регулирование производительности насоса
Силовым органом станка чаще всего
является гидравлический цилиндр. В ме
таллорежущих станках применяют как
стандартные, так и оригинальные гидро-
цилиндры. На рис. 185 показан стандарт-
ный гидроцилиндр, корпус которого при-
188
chipmaker.ru
Рис. 186. Предохранитель-
ный клапан с переливным
золотником
крепляется к станку полукольцами и крон-
штейнами.
Гидроцилиндр состоит из корпуса 1,
в котором перемещается поршень 5, за-
крепленный на штоке 4. С одной стороны
корпуса установлен фланец 2 с уплотни-
тельными резиновыми манжетами 3 для
штока, а с другой стороны — глухая задел-
ка. На поршне также имеются резиновые
манжеты 6, препятствующие перетечкам
масла из одной полости гидроцилиндра в
другую. Соединение с исполнительным ор-
ганом станка производится через резьбовое
отверстие штока 4.
Регулирование давления и количества
протекающей рабочей жидкости осущест-
вляется различными гидроклапанами и
гидродросселями. На рис. 186 показан
предохранительный клапан с переливным
золотником, предназначенный для предо-
хранения гидросистемы от давления, пре-
вышающего установленное.
Для направления потока жидкости в
системе используют золотниковые гидро-
распределители с электрическим, ручным
или гидравлическим управлением. Распре-
делители изменяют направление движения
потока рабочей жидкости или останавли-
вают его. На рис. 187 изображен золотни-
ковый распределитель с электрическим
управлением, который состоит из корпу-
са 4, собственно золотника 5, пружин 2
и 6, толкателей 3 и 7 и электромагнитов
1 и 8. В корпусе 4 сделаны проточки под-
вода, слива и две цилиндровые. При вклю-
чении одного из электромагнитов 1 и 8
толкатели сдвинут золотник в одну сто-
рону, что соединит соответствующую элек-
тромагнитную полость цилиндра с напор-
ной линией, а вторую его полость со сли-
вом. При отключении обоих магнитов
золотник 5 под действием пружин 2 и 6
возвратится в среднее положение и запрет
обе полости цилиндров.
В качестве рабочей жидкости в гидро-
12 3 4 5 6 7 8
Рис. 187. Золотниковый гидрораспределитель с электрическим управлением
189
chipmaker.ru
системах станков применяют чистые мине-
ральные масла типа «Турбинное 22» и др.
Основной характеристикой масел является
вязкость, сжимаемость, склонность к пено-
образованию и стойкость к эмульгирова-
нию. В гидросистемах металлорежущих
станков применяют масло с вязкостью от
15 до 213 сСт при температуре от
10 до 60°С.
Сжимаемость масла незначительная, но
она может резко увеличиваться при попа-
дании в гидросистему воздуха, о чем сви-
детельствует пена на поверхности масла в
гидробаке, а также изменение цвета масла
Чтобы исключить возможность попадания
воздуха в гидросистему, необходимо тща-
тельно уплотнять все соединения в маги-
стралях, а также поддерживать уровень
масла в резервуаре выше концов всасы-
вающей, и сливной труб.
Пневматические устройства в
металлорежущих станках используют в ос-
новном для автоматизации рабочего про-
цесса, а также в установочных приспособ-
лениях. В качестве рабочего тела в пневмо-
системах используют сжатый воздух. Пе-
ред поступлением в систему воздух очища-
ется фильтрами от влаги и механических
•примесей, а также насыщается парами
масла для смазки элементов пневмоприво-
дов. Пневматические системы включают в
себя источники питания, пневмодвигатели,
управляющие устройства, датчики, комму-
никационные клапаны и аппаратуру под-
готовки воздуха.
В качестве пневмодвигателей
применяют пневмоцилиндры, которые по
конструкции аналогичны гидравлическим
цилиндрам, но с меньшей степенью защиты
штоков от пропускания рабочей среды.
В пневмосистемах воздух из нерабочей
камеры выпускается в атмосферу.
Основным преимуществом пневмоси-
стем перец гидросистемами является воз-
можность работать в широком диапазоне
температур, особенно при низких темпе-
ратурах.
§ 69. Шаговые двигатели
Шаговые двигатели находят широкое
применение в приводах подач токарных и
фрезерных станков с числовым програм-
мным управлением. Они питаются импуль-
сами электрической энергии и под воздей-
ствием каждого импульса совершают фик-
сированные угловые или линейные переме-
щения на определенную величину, называ-
емую шагом. Двигатель устанавливают
непосредственно на ходовой винт или через
гидроусилитель. Шаговой двигатель, как и
Рис. 188. Электрический шаговый двигатель
190
chipmaker.ru
любой электродвигатель, состоит из стато-
ра и ротора (рис. 188). На внутренней
поверхности статора 1 расположены три
ряда (секции) полюсов. Столько же полю-
сов имеется иа роторе. Расстояние между
полюсами электромагнита равно расстоя-
нию между зубцами ротора 2. Вдоль оси
статора полюсы разделены на три равные
секции. Каждая из секций имеет отдельную
обмотку с вводами. Обмотки выполнены та-
ким образом, что каждая смежная пара
полюсов секции имеет различную поляр-
ность. Полюсы первой секции ротора рас-
полагаются точно против полюсов стато-
ра, полюсы второй секции ротора смещены
по окружности относительно смежной сек-
ции на */3, а полюсы третьей секции —
на 2/з межполюсного расстояния. Обмотки
полюсов каждого ряда соединены последо-
вательно. Если поочередно подавать им-
пульсы тока постоянного напряжения иа
обмотки полюсов шагового электродвигате-
ля, то ротор будет прерывисто поворачи-
ваться на строго определенную величину —
один угловой шаг иа каждый импульс
тока. При малой частоте переключений
обмоток (до 30 имп/с) происходит им-
пульсное движение стола, при большой
частоте движение стола становится плав-
ным. Шаговый электродвигатель может
работать с высокой частотой срабатыва-
ния— до 100 000 шагов в минуту Привод
с шаговым электродвигателем применяют
тогда, когда управление рабочими орга-
нами станка производится дискретными
сигналами, т. е. отдельными импульсами,
которые идут с определенной частотой и
в определенном количестве. Вал шагового
двигателя вращается прерывисто, так как
каждому управляющему импульсу соответ-
ствует поворот вала на определенный угол
(шаг), которому в свою очередь соответ-
ствует определенное перемещение исполни-
тельного органа станка. Частота шаговых
перемещений определяет скорость переме-
щения, а количество шаговых перемеще-
ний — величину перемещения исполнитель-
ного органа станка Величина шага на
импульс определяется по формуле а =
= 360°/2рт, где р — число пар полюсов
(зубцов); т — число обмоток управления.
Важной характеристикой шагового элект-
родвигателя является его способность к
быстрому разгону и торможению. Эта ха-
рактеристика называется приемистостью.
§ 70. Назначение и .лассифинация
электроприводов фрезерных станков
Электрическим приводом
называют электромеханическое устройство,
состоящее из электродвигателя, механиче-
ских передач, пускорегулирующей аппара-
туры, аппаратуры защиты и электроизме-
рительных приборов. Электроприводы де-
лятся на регулируемые и нерегулируемые.
В нерегулируемых приводах в качестве
исполнительного органа применяются асин-
хронные и синхронно-реактивные электро-
двигатели переменного тока, в регулируе-
мых приводах — электродвигатели посто-
янного тока и шаговые двигатели.
Электродвигатели приводов металлоре-
жущих станков рассчитаны на стандартное
напряжение 127, 220 и 380 В, имеют мощ-
ность от 0,06 до 400 кВт и частрту вра-
щения до 3000 об/ мин.
Наиболее компактными, простыми по
конструкции и надежными в эксплуатации
являются трехфазные асинхронные элект-
родвигатели переменного тока. В СССР
в настоящее время асинхронные электро-
двигатели изготовляют единой серии 4А.
По степеням защиты электродвигатели де-
лятся на закрытые обдуваемые и защищен-
ные. Электродвигатели основного испол-
нения предназначены для работы в приво-
дах, к которым не предъявляют особых
требований к пусковым характеристикам,
скольжению, энергетическим показателям
и др. Они работают безотказно при темпе-
ратуре окружающего воздуха от —40 до
+ 40° С и относительной его влажности до
98% при температуре +25°С.
Кроме основного исполнения изготовля-
ют ряд модификаций асинхронных электро-
двигателей, например двигатели с повы-
шенным пусковым моментом,
предназначенные для приводов механизмов,
обладающих большими статическими и
инерционными нагрузками в момент пуска;
многоскоростные двигатели, пред-
назначенные для приводов механизмов со
ступенчатой регулировкой частоты враще-
ния; малошумные двигатели, пред-
назначенные для работы в приводах с
повышенными требованиями к уровню шу-
ма, и др.
Условное обозначение асинхронных
электродвигателей имеет определенную
структуру. Обозначение 4АНА160М4УЗ
191
chipmaker.ru
Рис. 189. Асинхронный электродвигатель пере
менного тока
расшифровывается следующим образом:
4 — порядковый номер серии; А — вид дви-
гателя (асинхронный); Н — исполнение
двигателя по способу защиты от окружаю-
щей среды (Н — защищенное, при отсут-
ствии данной буквы — закрытое обдувае-
мое) ; А — исполнение двигателя по мате-
риалу станины и щитов (А — станина и
щиты алюминиевые, X — любое сочетание
чугуна и алюминия в качестве материала
станины и щитов, отсутствие знаков означа-
ет, что станина и щиты чугунные или
стальные); 160 (три или две цифры) —
высота оси вращения; М — установочный
размер по длине станины (S, М или L);
4 — число полюсов (2, 4, 6, 8, 10 и 12);
УЗ — климатическое исполнение и катего-
рия размещения.
Устройство асинхронного двигателя
приведено на рис. 189. Двигатель состоит
из неподвижного корпуса 6, называемого
статором, и подвижного цилиндра 7, на-
зываемого ротором. Ротор собран из листо-
вого железа и установлен иа вал 1, вра-
щающийся в подшипниках 2 и 11, установ-
ленных в щитках 3 и 10. На наружной
поверхности ротора в продольные пазы
уложены медные или алюминиевые стерж-
ни, концы которых прикреплены к кольцам
5 и 9, образующим вместе со стержнями
конструкцию короткозамкнутого ротора,
так называемое «беличье колесо». В корпу-
се статора 6 уложена обмотка 8, концы
которой выведены в зажимную коробку 4.
В коробке расположены зажимы, около
которых нанесены цифры начала и конца
фазы.
Устройство электродвигателя постоян-
ного тока приведено на рис. 190. В стато-
ре 3 двигателя закреплены полюса 7 с
обмотками 8, соединенными между собой
Рис. 190. Электродвигатель постоянного тока
192
chipmaker.ru
последовательно. Якорь 6 представляет со-
бой цилиндр, собранный из листового
железа, в продольные пазы которого уло-
жена обмотка 9. Якорь монтируется на
валу 12 вместе с коллектором 5 и вентиля-
тором 10. Коллектор состоит из медных
сегментов, изолированных друг от друга и
от вала. В щитках 2 и 11 находятся под-
шипниковые опоры вала 12. Подвод тока
к коллектору производится угольными или
графитовыми щетками 4, соединенными
проводами с внешней сетью.
На щите 2 укреплен тахогенератор 1,
который служит для контроля частоты
вращения электродвигателя. Тахогенератор
является генератором постоянного тока ма-
лой мощности, получающим вращение от
вала, двигателя и связанным с двигателем
обратной связью. Напряжение на щетках
тахогенератора пропорционально частоте
вращения вала. С возрастанием напряже-
ния на щетках тахогенератора уменьшает-
ся напряжение, подаваемое на двигатель,
и, следовательно, уменьшается частота его
вращения, и наоборот, с уменьшением
напряжения на щетках тахогенератора воз-
растает напряжение, подаваемое на двига-
тель. Таким образом на двигателе под-
держивается заданная частота вращения.
В обмотку 8 электродвигателя подают
постоянный ток от внешнего источника
питания. Обычно машиностроительные
заводы не имеют общезаводской сети по-
стоянного тока, поэтому для работы элек-
тродвигателя постоянного тока используют
специальные приводы с выпрямителями
переменного тока.
Двигатели постоянного тока тяжелее
асинхронных и их эксплуатация более
сложна, однако они дают возможность
бесступенчато и экономично регулировать
частоту вращения. В качестве регулирую-
щей аппаратуры используют различного
рода реостаты, а также тиристорные уст-
ройства.
§ 71. Электрические схемы
Современные металлорежущие станки
оснащены большим количеством электро-
оборудования, которое обеспечивает задан-
ный цикл работы станка. Основные сведе-
ния о работе электрооборудования и его
взаимных связях содержатся в принципи-
альной схеме внешних соединений, а также
указаниях по монтажу и обслуживанию
электрооборудования станка.
В принципиальной электросхе-
ме все электрооборудование располагается
независимо от установки аппаратов на
станке. Такая схема обеспечивает простой
и наглядный способ объяснения принципа
работы электрооборудования станка.
В монтажной схеме аппараты и при-
боры изображают в соответствии с дей-
ствительным их размещением на панелях
станка, пульте управления и в элекгро-
шкафах.
На рис. 191 приведена принципиальная
электросхема консольного фрезерного стан-
ка. Элементы схемы согласно стандартам
обозначены латинскими буквами: Цифры
обозначают порядковый номер элемента на
схеме. Электросхема обеспечивает работу
трех асинхронных электродвигателей:
Ml — электронасоса; М2— шпинделя ин-
струмента и М3 — подачи. Направление
вращения шпинделя задается реверсивным
переключателем QF4. Подготовка для
включения в работу электронасоса .осу-
ществляется выключателем QF3. Перед пус-
ком станка в работу необходимо проверить
положение толкателей тепловых реле FR3,
FR4 и FR5 (толкатели должны быть
утоплены), а также автоматического вы-
ключателя QF1. Кроме этого, необходимо
проверить целостность плавких предохра-
нителей FV1 и FV2.
Подключение станка к электросети про-
изводится вводным автоматическим выклю-
чателем QF1. После этого можно включать
электродвигатели М2 и М3 кнопками
SB1 и SB2 через магнитные пускатели
КМ1 и КМ2, причем сначала включается
электродвигатель М2, затем М3. Остановка
обоих электродвигателей происходит как
при нажатин на кнопку SB3 «общий стоп»,
так и при срабатывании автоматического
выключателя SB4, которые разрывают цепь
питания катушек пускателей.
Кнопка SB5 «толчок шпинделя» пред-
назначена для кратковременного включе-
ния электродвигателя шпинделя М2, кото-
рое облегчает переключение скоростей. При
нажатии на кнопку SB5 нормально откры-
тый (н. о.) контакт замкнется и включит
магнитный пускатель КМ1 по цепи:
SB5, нормально закрытый (н. з.) контакт
КТ, катушка КМ1. Магнитный пускатель
КМ1 нормально открытыми контактами
193
Рис. 191. Принципиальная электросхема
включит реле времени КТ, которое отклю-
чит своими нормально закрытыми контак-
тами пускатель КМ1.
Длительность работы электродвигателя
, М2 шпинделя в толчковом режиме не зави-
сит от продолжительности нажатия кнопки
SB5. Ускоренный останов электродвигателя
шпинделя после отключения от сети осу-
ществляется тормозной муфтой КТ, пита-
ние на которую подается по цепи: н. з.
контакт магнитного пускателя КМ1, и. о.
контакт реле времени КТ, селеновый выпря-
митель VC. Время нахождения электромаг-
нитной муфты УС под напряжением опре-
деляется настройкой реле времени КТ.
При включении выключателя QF3 электро-
насос Ml включается одновременно с элек-
тродвигателем шпинделя М2.
Питание лампы EL освещения зоны
резания производится безопасным напря-
жением 36 В от трансформатора ТС1.
Питание электромагнитной муфты УС осу-
ществляется через понижающий трансфор-
матор ТС2 и селеновый выпрямитель VC.
Лампа HL служит для индикации подачи
напряжения на трансформатор ТС2.
Нулевая защита электродвигателей
станка обеспечивается магнитными пуска-
телями. Защита элементов электрообору-
дования от повреждений в случае корот-
кого замыкания осуществляется автомати-
ческими выключателями QF1 и QF2, а
также плавкими предохранителями FV1
и FV2. Защита электродвигателей от
перегрева при длительных перегрузках
обеспечивается соответственно тепловыми
реле FR3, FR4 и FR5 электродвигателей.
Указанные тепловые реле своими и. з.
контактами разрывают цепь питания
управления станка.
§ 72. Аппаратура управления,
защиты и автоматики
Электрическая аппаратура, используе-
мая в металлорежущих станках, разделя-
ется на аппаратуру ручного (непосред-
ственного) управления, дистанционного
194
chipmaker.ru
управления, аппаратуру защиты и аппара-
туру управления по пути, скорости и
времени.
Среди аппаратов ручного (непосред-
ственного) управления самым простым
является рубильник, который исполь-
зуется для снятия напряжения со станка
при длительных перерывах в его работе.
Рубильник чаще всего устанавливают в
цеховых распределительных шкафах. На
шкафах электроавтоматики станков для
этой же цели устанавливают автома-
тические выключатели
(рис. 192), которые включаются вручную,
но могут отключаться автоматически при
возрастании тока.
На пульте управления станков для
пуска электродвигателей, включения цепей
управления и сигнализации применяют
пакетные переключатели, пред-
ставляющие собой набор однополюсных
поворотных выключателей (рис. 193). Па-
кетный переключатель контактной системы
набирается из отдельных пакетов, каждый
из которых состоит нз изолятора 2 и
расположенных в его пазах неподвижных
контактов 5. К контактам подсоединяют
подводящие провода.
Подвижные контакты 7 с шайбами 6
расположены в средней части изолятора.
Пакеты собирают на шпильках в скобе 1
и после установки крышки 3 стягивают
гайками.
Механизм переключения состоит из
рукоятки 4 с валом, который соединен с
устройством фиксированного положения
выключателя и механизмом мгновенного
изменения положения контактов 7. Ско-
рость переключения не зависит от скорости
поворота рукоятки 4. Для включения
ламп местного освещения и элементов
автоматики малой мощности применяют
выключатели, называемые тумблер а-
м и (рис. 194), которые имеют подпру-
жиненный контакт с мгновенным переклю-
чением.
На панелях управления станков распо-
лагают кнопки, в которых могут быть
замыкающие, размыкающие контакты
или те и другие контакты вместе. Кон-
струкция кнопочного элемента показана
на рис. 195. При нажатии на кнопку 1
подвижные контакты 2 замыкают непод-
вижные 3. С помощью кнопок управляют
работой электродвигателей, включая раз-
Рис. 192. Автоматический выключатель
Рис. 193. Пакетный переключатель
Рис. 195. Кнопочный элемент
195
chipmaker.ru
Рис. 197. Электромагнитный измери-
тельный механизм
личного рода пускатели, располагаемые в
электрошкафах.
К аппаратуре дистанционного управле-
ния относятся различного рода путе-
вые выключатели, которые могут
быть контактными и бесконтактными. Путе-
вые выключатели применяют для ограни-
чения хода узлов и механизмов станка,
а также для автоматизации рабочего
процесса (переключения скоростей, выдачи
команд в определенных точках пути, ре-
версирования движения и др.), а также
для кодирования и управления процессом
в станках с ЧПУ. На рис. 196 приведен
ряд конструктивных исполнений путевых
выключателей: с толкателем (а), с рочикоч
на толкателе (б), с роликом на рычаге
(в, г), с креплением гайками (д), -бес-
контактный (е).
Большое значение в обеспечении без-
аварийной работы электрооборудования
станков имеет аппаратура защиты. При
возникновении короткого замыкания в цепи
электродвигателя или в схеме управления
немедленное их отключение производится
расплавлением вставки плавкого предохра-
нителя. Плавкие вставки выполняются в
виде калиброванной проволоки или метал-
лической пластины и помешаются в фиб-
ровую трубку или резьбовой патрон. Для
защиты асинхронных короткозамкнутых
электродвигателей плавкую вставку выби-
рают на ток, в 2—2,5 раза меньший
пускового, который действует кратковре-
менно и не успевает расплавить вставку.
Однако плавкая вставка не защищает
электродвигатель от значительных перегру-
зок. В этом случае применяют тепловое
реле, которое имеет биметаллическую пла-
стину, нагреваемую значительно медленнее
плавкой вставки. Для обеспечения надеж-
ности работы двигателей в станках при-
меняют одновременно тепловые реле и
плавкие предохранители.
Для защиты электродвигателей посто-
янного тока от перегрузок применяют
реле максимального тока и другие реле,
обеспечивающие более надежную защиту,
чем плавкие предохранители.
Электроизмерительные приборы непо-
средственно в панели управления или в
электрошкафы станков обычно не устанав-
ливают, но они являются незаменимым
инструментом при непосредственной оценке
электрических параметров цепи. Широкое
распространение имеют амперметры, вольт-
метры, ваттметры и другие, по отсчетному
устройству которых находят числовые зна-
чения измеряемых величин.
Различные приборы имеют одинаковые
измерительные механизмы, состоящие из
катушки 1, стального сердечника 2 с пру-
жиной и стрелкой 3, алюминиевого секто-
ра-успокоителя 4 и магнита 5 (рис. 197).
Но эти приборы включаются в измеряемую
цепь по-разному, например: амперметры —
последовательно (рис. 198, а), а вольт-
метры— параллельно (рис. 198,6). Зная
196
chipmaker.ru
ственных условий эксплуатации станка, но
не реже одного раза в два месяца. При
профилактическом ремонте должна осу-
ществляться разборка двигателя, внутрен-
няя и наружная его чистка и, если необ-
ходимо, замена смазки подшипников. При
Рис. 198. Схема включения приборов в электри-
ческую цепь
показания амперметра и вольтметра, мож
но определить мощность Р (Вт) по форму-
ле Р = U • /, где U — напряжение, В;
I — сила тока, А.
Мощность можно также измерить элек-
тродинамическим ваттметром, который
имеет две катушки: токовую (последова-
тельную) и напряжения (параллельную).
Схема включения ваттметра в измеряемую
цепь показана' на рис. 198, в.
§ 73. Понятие о правилах
эксплуатации электрооборудования
станна
Для обеспечения надежной работы
электрооборудования необходимо соблю-
нормальных условиях эксплуатации замену
смазки производят через 4000 ч работы
двигателя, но в условиях пыльной и влаж-
ной среды смазку можно менять и чаще.
Во время ремонта или осмотра станка
его электрооборудование должно быть от-
ключено вводным автоматическим выклю-
чателем. Перед первоначальным пуском
электрооборудования кроме проверки нали-
чия заземления и исправности внешних
проводов необходимо проверить на соот-
ветствие таблице плавкие вставки, нагре
нательные тепловые реле и другие элемен-
ты защиты.
Первоначальный пуск электрооборудо-
вания производят, соблюдая указания,
приведенные в руководстве по эксплуата-
ции станка. Убедившись в исправности
электрооборудования, вводным выключате-
лем подают напряжение к аппаратуре уп-
равления и проверяют работу всех цепей
дать следующие правила его эксплуатации.
При установке станок должен быть надеж-
но заземлен подсоединением к общей
цеховой системе заземления. Для этой цели
на станке имеются специальные болты и
шайбы, изготовленные из бронзы или по-
управления как в наладочном, так и в ра
бочем режиме, но без обработки резанием
Заканчивают проверку электрооборудо-
вания проверкой исправности работы ап-
паратуры аварийного отключения механиз-
ма станка и всех блокировок.
крытые цинком. Также необходимо зазем-
лить отдельно стоящие от станка агрега-
Контрольные вопросы
ты типа гидростанции, бака охлажде-
ния и др.
В период эксплуатации станка следует
1. Какие функции выполняет в станке гид-
равлический привод?
2. Какие вы знаете типы гидравлических
периодически проверять состояние пуско-
вой и релейной аппаратуры, обращая вни-
мание на надежность замыкания и размы-
кания контактов и надежность крепления
проводов винтами.
Технические осмотры электродвигателей
и их профилактические ремонты необходи-
мо производить в зависимости от произвол- жущих станках?
Глава 13
Охрана труда и пожарная безопасность
насосов?
3. Из каких частей состоит гидроцилиндр?
4. Какие функции в станке выполняет элект-
рический привод?
5. Из каких основных частей состоит элект-
родвигатель?
6. Какая электроаппаратура управления, за-
щиты и автоматики применяется в металлоре-
Chipmaker.ru
§ 74. Охрана труда
В условиях социалистического произ-
водства забота о здоровье трудящихся и
охрана труда являются делом первосте-
пенной важности. В СССР разработана
система стандартов безопасности труда.
Стандарты содержат требования к общим
197
chipmaker.ru
для многих производств факторам, а имен-
но таким, как уровень шума, вибрации,
запыленность. В стандартах излагаются
принципиальные, наиболее важные требо-
вания безопасности, а также имеются стан-
дарты на средства и методы защиты рабо-
тающих: коллективные — вентиляция, ог-
раждения и т. д. и индивидуальные —
спецодежда, шлемы, защитные очки
и т. д.
Основополагающие стандарты по тех-
нике безопасности определяют структуру
системы. В ней изложены методы класси-
фикации неблагоприятных воздействий на
производстве, даны основные понятия и
термины, используемые в области охраны
труда. Приведем несколько основных тер-
минов и их определения (ГОСТ 12.0.002—
80).
Безопасность труда — состоя-
ние условий труда, при котором исключено
воздействие на работающих опасных и
вредных производственных факторов.
Опасный производственный
фактор — производственный фактор,
воздействие которого на работающего в оп-
ределенных условиях приводит к травме
или другому внезапному резкому ухудше-
нию здоровья. Вредный производ-
ственный фактор — фактор, воз-
действие которого на работающего в оп-
ределенных условиях приводит к заболева-
нию или снижению работоспособности.
Техника безопасности — систе-
ма организационных и технических меро-
приятий и средств, предотвращающих воз-
действие на работающего вредных произ-
водственных факторов. Производ-
ственная санитария — система
организационных, гигиенических и сани-
тарно-технических мероприятий и средств,
предотвращающих воздействие вредных
производственных факторов на работаю-
щих. Охрана труда — система за-
конодательных, социально-экономических,
технических, санитарно-гигиенических и ор-
ганизационных мероприятий, обеспечиваю-
щих безопасность, сохранение здоровья и
работоспособности человека в процессе
труда. Несчастный случай на
производстве — случай с работаю-
щим, связанный с воздействием на него
опасного производственного фактора.
Производственная травма —
травма, полученная работающим на про-
изводстве и вызванная несоблюдением тре-
бований безопасности труда.
Законодательство СССР по труду и тех-
нике безопасности находит отражение в
Конституции СССР, Кодексе законов о тру-
де (КЗоТ), отраслевых нормативных доку-
ментах, инструкциях и указаниях по тех-
нике безопасности. За состоянием охраны
труда на производстве установлен строгий
государственный контроль. Территория
предприятия, производственные помещения
и размещение оборудования должны удов-
летворять требованиям безопасности. Каж-
дый человек, находящийся на территории
предприятия, обязан выполнять общепри-
нятые правила безопасности труда.
Общие требования безопасности
(ГОСТ 12.2.009—80) распространяются на
все группы металлорежущих станков и со-
держат общие требования к станкам, элек-
трооборудованию и местному освещению
и дополнительные требования к станкам
различных групп. Общие требования к
станкам предусматривают: требования к
защитным устройствам, органам управле-
ния, устройствам для установки, закрепле-
ния заготовок на станках и др. Так, пере-
дача (ременные, цепные, зубчатые и др.),
расположенные вне корпусов, должны
иметь ограждения. Защитные устройства
(экраны), ограждающие зону обработки,
должны защищать рабочего от отходящей
стружки и смазочно-охлаждающей жид-
кости. Защитные устройства, снимаемые
при смене заготовки и инструмента, при
подналадке станка и т. д., должны иметь
массу не боле'е 6 кг, защитные устройства
должны быть достаточно жесткими, при
необходимости иметь смотровые окна нуж-
ных размеров.
Один из вариантов заграждения, уста-
навливаемого на поворотную головку стан-
ков 6Р12 и 6Р13, показан на рис. 199. Ог-
раждающее устройство состоит из отража-
тельного щитка 1 со смотровым окном из
безосколочного трехслойного полированно-
го стекла толщиной не менее 4 мм. Уста-
новка устройства по высоте осуществляет-
ся с помощью четырехзвенника 2. Допу-
скается применение других видов уст-
ройств, обеспечивающих эффективное ог-
раждение, например, раздвижных штор из
прозрачного маслостойкого материала,
и т. д.
Механизм подачи современных консоль-
198
chipmaker.ru
но-фрезерных станков серии Д и Т имеет
предохранительную муфту, останавливаю-
щую движение стола при перегрузке или
наезде на препятствие (например, жесткий
упор). Муфта помещается внутри консоли
и отрегулиоована на заводе-изготовителе.
Маховички и рукоятки ручных перемеще-
ний стола в периоды, когда они не исполь-
зуются по назначению, отключаются от
соответствующих валов кулачковыми муф-
тами под действием пружин. Поэтому при
механических перемещениях стола органы
ручных перемещений не вращаются. Махо-
вичок поперечного и рукоятка вертикаль-
ного перемещений стола вручную сблоки-
рованы с электромагнитными муфтами со-
ответствующих механических перемещений.
Блокировка не позволяет пользоваться
органами ручного перемещения во время
механической подачи и наоборот.
Включение электродвигателей привода
шпинделя и механизма закрепления ин-
струмента сблокировано электросхемой так,
что исключается возможность вращения
шпинделя при незажатом инструменте и,
наоборот, открепления инструмента при
работающем шпинделе. Надежность за-
крепления инструмента контролируется пу-
тевым выключателем. При закрепленном
инструменте отключается электродвигатель
механизма закрепления, а на пульте гаснет
сигнальная лампа.
Ниже приведены основные требования
техники безопасности по транспортирова-
нию, установке и снятию фрез: фрезы дол-
жны храниться и транспортироваться в
специальной таре; при установке режущего
инструмента необходимо надевать рукави-
цы; легкие режущие инструменты массой
до 3 кг устанавливают вручную. Фрезы
массой от 3 до 8 кг на вертикально-фре-
зерных станках необходимо устанавливать
следующим образом: положить фрезу хво-
стовиком вверх на деревянную подкладку,
уложенную на столе станка; перемещая
стол, подвести фрезу под шпиндель; под-
нять стол вверх, завести хвостовик фрезы
в отверстие шпинделя и посадить фрезу
на шпиндель; закрепить фрезу. Съем фрез
со станка производится в обратной после-
довательности при соблюдении тех же мер
предосторожности.
Приспособления и заготовки массой бо-
лее 20 кг устанавливают и снимают
подъёмными средствами (кранами, тельфе-
Рис. 199. Ограждение фрез
рами и др.). Механизированные устрой-
ства, предназначенные для закрепления
заготовок и инструмента,' должны надежно
удерживать заготовку даже в случае нео-
жиданного прекращения подачи электро-
энергии.
В случаях закрепления обрабатываемых
заготовок в пневматических, гидравличе-
ских и электромагнитных приспособлениях
необходимо тщательно оберегать от меха-
нических повреждений трубопроводы по-
дачи СОЖ, воздуха, а также электропро-
водку. Обрабатываемую заготовку следует
подавать к фрезе только после начала ее
вращения. Перед измерением обрабатывае-
мой заготовки фрезу следует отвести на
безопасное расстояние. Прежде чем осво-
бождать деталь от любого вида ее закреп-
ления, необходимо остановить станок и от-
вести режущий инструмент.
Во всех фрезерных станках с програм-
мным управлением, а также в универсаль-
ных фрезерных станках с шириной стола
320 мм и более, в станках с крестовым
столом и продольно-фрезерных станках
инструмент должен крепиться механически.
В станках для нарезания конических зуб-
1 199
chipmaker.ru
Чагых колес с круговым зубом должна пре-
дусматриваться блокировка, исключающая
возможность вращения инструмента от
электропривода при пользовании ручным
приводом инструмента во время выверки
резцов зуборезной головки.
Многооперационные станки (обрабаты-
вающие центры) с числовым программным
управлением, оснащенные инструменталь-
ным магазином с автоматической сменой
инструмента, должны иметь защитные
устройства, предохраняющие от возможно-
го травмирования работающих инструмен-
том, находящимся в магазине (или револь-
верной головке) при его повороте. Меха-
низм переноса инструмента из магазина
в шпиндель и обратно должен обеспечи-
вать надежный захват инструмента, исклю-
чающий его выпадение при переносе.
Каждый рабочий должен хорошо знать .
и обязательно соблюдать все правила тех-
ники безопасности, изложенные в специ-
альных инструкциях для работающих на
различных типах металлорежущих станков.
Кроме общих требований в них содержатся
конкретные указания, как предотвратить
аварийную ситуацию на том или ином
станке, как избежать несчастного случая
при работе с многолезвийным инструмен-
том и т. д.
При ранениях прежде всего необходимо
предохранять рану от загрязнения. Не сле-
дует очищать рану от сгустков крови и
грязи. Ее только можно для дезинфекции,
смазать по краям иодной настойкой. Пере-
вязывать рану надо стерильным бинтом,
а при его отсутствии можно взять даже
любую чистую тряпочку, предварительно
накапав на место, которое приложится к
ране, немного иодной настойки. При силь-
ном кровотечении надо принимать меры к
его остановке. При переломах костей или
вывихах первая помощь заключается в со-
здании для пострадавшего таких условий,
при которых он находился бы в самом
удобном положении, исключающем движе-
ние поврежденной части тела.
Электробезопасность — си-
стема организационных и технических ме-
роприятий и средств, обеспечивающих за-
щиту людей от вредного и опасного воздей-
ствия электрического тока, электрической
дуги, электромагнитного поля и статиче-
ского электричества. К электрическим
устройствам, работающим в промышлен-
ности, предъявляют ряд требований для
обеспечения безопасности их эксплуатации
Это прежде всего установка электродвига-
телей и аппаратуры управления так, чтобы
предотвратить прикосновение к неизолиро-
ванным концам проводов и кабелей. Для
этого применяют отдельные электрошкафы,
закрытые ниши и различного рода ограж-
дения со специальными ключами.
Одним из основных средств защиты от
поражения электрическим током является
защитное заземление. Защитное за-
земление — преднамеренное электри-
ческое соединение с землей или ее эквива-
лентом металлических нетоковедущих ча-
стей, которые могут оказаться под напря-
жением. Неотпускающий ток —
электрический ток, вызывающий при про-
хождении через человека непреодолимые
судорожные сокращения мышц руки, в кото
рой зажат проводник. При поражениях
неотпускающим электрическим током
прежде всего следует быстро отключить
электроустановку, а если это сделать не-
возможно, оттягивать человека от прово-
дов. Оттягивать надо одной заизолирован-
ной рукой за одежду. Если пострадавший
в сознании, но до этого был в обмороке, то
ему нужно обеспечить покой и вызвать
врача. Если у пострадавшего нет призна-
ков жизни, то ему надо сделать искусствен-
ное дыхание.
§ 75. Пожарная безопасность
Пожарная безопасность —
состояние объекта, при котором исключает-
ся возможность пожара, а в случае его
возникновения предотвращается воздей-
ствие на людей опасных факторов пожара
и обеспечивается защита материальных
ценностей. Пожарная безопасность обеспе-
чивается системой предотвращения пожара
и системой пожарной защиты. Система
предотвращения пожара —
комплекс организационных мероприятий и
технических средств, направленных на ис-
ключение возможности возникновения по-
жара. Система пожарной защи-
ты — комплекс организационных меро-
приятий и технических средств, направ-
ленных на предотвращение воздействия на
людей опасных факторов пожара и ограни-
чение материального ущерба от него.
Система предотвращения пожара и
200
chipmaker.ru
система пожарной защиты должны разра-
батываться по каждому конкретному
объекту. При этом должна быть обеспечена
безопасность людей в любом месте объек-
та Опасными факторами пожара, воздей-
ствующими на людей, являются: открытый
огонь и искры, повышенная температура
воздуха и предметов, токсичные продукты
горения, обрушение и повреждение зданий,
сооружений, установок, взрыв, дым.
Пожары происходят в результате не-
осторожного обращения с огнем, небреж-
ности рабочего и по другим причинам. Ог-
неопасные материалы (бензин, керосин,
растворители, масляные тряпки, обтироч-
ные материалы и др.) необходимо хранить
в специально отведенных для этого местах.
Курить у станка и бросать окурки на пол
воспрещается. По окончании работы или
при перерывах в работе надо обязательно
выключать все электродвигатели станка и
местное освещение. Рабочий не должен сам
исправлять повреждения в электрооборудо-
вании и электропроводке станка. При лю-
бых неисправностях электрооборудования
(перегреве или остановке электродвигате-
ля, перегорании предохранителей и др.)
следует немедленно вызывать электротех-
ника.
В случае возникновения пожара надо
выключать все электродвигатели и по бли-
жайшему телефону или специальным сиг-
налом вызвать пожарную команду. До ее
прибытия следует тушить пожар собствен-
ными силами, пользуясь огнетушителями,
песком, брезентом и другими подручными
средствами.
Горящий бензин, керосин, нефть, сма-
зочные масла следует тушить пенными
огнетушителями. При пожаре нельзя выби-
вать окна, так как при этом увеличивается
приток кислорода, способствующего усиле-
нию огня. Для проведения мероприятий
по охране от пожаров промышленных пред-
приятий организуются добровольные по-
жарные дружины из числа рабочих, инже-
нерно-технических работников и служащих.
На добровольную пожарную дружину воз-
лагаются: осуществление контроля за вы-
полнением и соблюдением в цехе противо-
пожарного режима; надзор за исправным
состоянием первичных средств пожароту-
шения; вызов пожарных команд в случае
возникновения пожара и принятие немед-
ленных мер к тушению пожара имеющи-
мися в цехе средствами.
На каждом предприятии инженерно
техническим персоналом должны быть раз-
работаны цеховые (объектовые) противо-
пожарные инструкции. В инструкции пре-
дусматриваются общие меры пожарной
безопасности, противопожарный режим,
специальные мероприятия в зависимости
от характера технологического процесса,
способы вызова пожарной охраны и т. д.
На промышленных предприятиях долж-
на проводиться повседневная пожарно-
профилактическая работа. Непосредствен-
ная ответственность за состояние пожар-
ной безопасности и соблюдение правил
противопожарного режима на отдельных
объектах (цех, участок, склад и т. д.) воз-
лагается на начальников объектов. Во вре-
мя пожара важно соблюдать спокойствие
и беспрекословно выполнять все распоря-
жения руководителей производства.
Контрольные вопросы
1. Каковы причины производственного трав-
матизма?
2. Какие меры применяются для защиты от
стружки, смазочно-охлаждающей жидкости и
поражения электрическим током?
3. Какую первую помощь следует оказать
пострадавшему при ранении и поражении элект-
рическим током?
4. Каковы причины возникновения пожара?
5. Какие меры следует предпринять в слу-
чае возникновения пожара?
Chipmaker.ru
chipmaker.ru
Приложение
Классификация фрез
Наименование фрез Эскиз Наименование фрез Эскиз
Торцовые 1. Торцовая проход- ная (го- ловка) 2. Торцовая ступенча- тая (го- ловка) 3. Вихревая головка 4 Ротаци- онная 5 Торцовая упорная Насадные 6. Цилинд- рическая 7. Цилинд- рическая состав- ная 8. Диско- вая дву- сторон - н я я с прямыми зубьями 9. Диско- вая дву- сторон- няя с на- клонны- ми зубья- ми UX Диско- вая дву- сторон- няя с разнона- правлен- ными зубьями 11. Диско- вая трех- сторон- няя с прямыми зубьями • О
202
chipmaker.ru
Продолжение прилож
Наименование фрез Эскиз Наименование фрез Эскиз
12. Диско- вая трех- сторон- няя с на- клонны- мн зубья- ми 13. Диско- вая трех- сторон- няя с разнона- правлен- ными зубьями 14. Диско- вая трех- сторон- няя со- ставная 15. Диско- вая трех- сторон- няя для глубоких пазов 16. Для па- зов под сегмент- ные шпонки 17. Отрезная 18 Прорез- ная 19 Одноуг- ловая для сня- тия фа- сок е 20. Одноуг- ловая для па- зов 21. Двухуг- ловая не- симмет- ричная 22. Двухуг- ловая симмет- ричная 23. Фасон- ная 24. Фасон- ная со- ставная 25. Полу- круглая выпуклая 26. Полу- круглая вогнутая cj* е g
203
chipmaker.ru
Продолжение прилож.
Наименование фрез Эскиз
27. Полу-
круглая вогнутая состав- ная
28. Четверть-
круглая
вогнутая в э
29. Шлице-
вая 30. Гребен чатая 31. Диско- Л Ш f W7
IO : : Л -•**
вая резь-
бовая 32. Диско- вая МО-
дульная
33. Червяч-
ная
Эскиз
Хвостовые
34. Набор
фрез
38. Конце-
вая шпо-
ночная
35. Игольча-
тая
40. Для па-
зов под
сегмент-
ные
шпонки
Наименование
фрез
39 Для Т-
образных
пазов
37. Конце-
вая ци-
линдри-
ческая
36 Конце-
в а я
много-
гранны-
ми плас-
тинками
204
chipmaker.ru
Продолжение прилож.
Наименование
фрез
Эскиз
11аименование
фрез
Эскиз
41. Одноуг-
ловая
для па-
зов
42. Одноуг-
ловая
для сня-
тия фа-
сок
43. Четверть-
круглая
44. Копиро-
вальная
цилинд-
рическая
45. Копиро-
вальная
цилинд-
рическая
округ-
ленная
46. Копиро-
вальная
кониче-
ская
47 Копиро-
вальная
кониче-
ская
округ-
ленная
48. Гребен-
чатая
49. Пальце-
вая мо-
дульная
50 Зубоза-
кругля-
ющая
51. Гравиро-
вальная
chipmaker.ru
Рекомендуемая литература
Аршинов В. А., Алексеев Г. А. Ре-
зание металлов, режущий инструмент. М., 1976.
Б а р б а ш о в Ф. А. Фрезерное дело. М.,
1980.
Барбашов Ф. А. Резьбофрезерные ра-
боты. М., 1977.
БарбашовФ. А., Сильвестров Б. Н.
Фрезерные и зуборезные работы. М.,
1983.
Власов С. Н., ГодовичГ. М„ Чер-
наков Б. И. Устройство, наладка и обслужи-
вание металлообрабатывающих станков и авто-
матических линий. М , 1983.
Кузнецов Ю. И., М а с л о в А. Р., Бай-
ков А. Н. Оснастка для станков с ЧПУ. Спра-
вочник. М., 1983.
Ничков А Г. Фрезерные станки М.,
1977.
П у ш В. Э. Конструирование металлоре-
жущих станков. М., 1977.
Технологическая оснастка многократного
применения/Под ред. Д. И. Полякова. М., 1981.
Филиппов Г. В. Режущий инструмент.
Л., 1981.
Ш а р и н Ю. С. Станки с числовым управ-
лением. М., 1976
chipmaker.ru
- —
Chiomaker.ru
Оглавление
Введение . .
Глава 1
Основные сведения о фрезеровании .
§ 1. Понятие о процессе резания ме-
таллов . . . .
§ 2. Геометрические элементы режу-
щего инструмента ....
§ 3. Общие сведения о фрезах . . .
§ 4. Общие сведения об устройстве
консольно-фрезерных станков . .
§ 5. Понятие об организации рабочего
места и его обслуживании
Глава 2
Фрезерование плоских поверхностей
§ 6. Требования, предъявляемые к об-
работке плоскостей ................
§ 7. Установка, выверка и закрепление
заготовок .................
§ 8. Фрезерование плоскостей цилинд-
рическими, торцовыми фрезами и
набором фрез .
§ 9. Основы наладки станка .
§ 10. Виды дефектов и меры предуп-
реждения . . .
Глава 3
Фрезерование уступов, пазов. Отрезание и
разрезание заготовок
§ 11. Фрезерование уступов и пазов .
§ 12. Фрезерование шпоночных пазов
на валах ..........................
§ 13. Фрезерование фасонных канавок,
Т-образных пазов и пазов типа
«ласточкин хвост» .................
§ 14. Отрезание и разрезание заготовок
§ 15. Виды дефектов и меры их пре-
дупреждения . .
Глава 4
Фрезерование фасонных поверхностей на
универсальных фрезерных станках.. . .
§ 16. Общие сведения о фасонных по-
верхностях .
§ 17. Фрезерование наружных цилинд-
рических поверхностей вращения
§ 18. Фрезерование сферических по-
верхностей ...
§ 19. Фрезерование фасонных поверх-
ностей замкнутого контура . . .
3 § 20. Фрезерование фасонных поверхно;
стей незамкнутого контура '. 65
§ 21. Виды дефектов и меры их предуп-
5 реждения . 67
Г л а в а 5 .'
5 Сведения о технологическом процессе ме-
ханической обработки .... 68
6
9 § 22. Понятие о производственном и
технологическом процессах и их
14 элементах................. . • 68
§ 23. Понятие о базах и их выборе . 69
17 § 24. Припуски на обработку . . . . 72
§ 25. Технологическая документация 73
§ 26. Оформление маршрутной и операм-
19 ционной карт механической обра-
ботки . ... ; 74
§ 27. Принципы построения технологи-
1Q ческого процесса.................. 75
§ 28 Точность обработки при фрезе-
26 рованни . 76
Глава 6
25 Фрезерные станки . 77
§ 29. Краткий обзор истории отечест-
венного станкостроения ... 77
36 § зо. Кинематическая схема станка . 77
§ 31. Механизмы фрезерных станков 80
§ 32. Общие понятия о металлорежу-
38 щих станках и станочных модулях 85
§ 33. Консольные фрезерные станки . . 85
38 § 34. Инструментальные широкоунивер-
сальные фрезерные станки ... 94
45 § 35. Краткие сведения о других стан-
ках фрезерной группы .... 97
§ 36. Испытания фрезерных станков . 102
50 § 37. Эксплуатация фрезерных станков ЮЗ
52 Г л а в а 7
Делительные головки. Фрезерные работы,
выполняемые с их применением Ю7
§ 38. Делительные головки непосредст-
венного н простого деления . . . 107
6° § 39. Универсальные делительные го-
ловки .......................... 108
56 § 40. Работы, выполняемые с примене-
нием делительных головок 115
37 Г л а в а 8
Резание металлов и режущий инструмент 127
58
§ 41. Явления, сопровождающие про-
61 цесс резания.................... 127
207
chipmaker.ru
§ 42. Сведения об инструментах для об-
работки отверстий .... 129
§ 43. Геометрические элементы режу-
щей части фрезы .... 131
§ 44. Сила резания, мощность н крутя-
щий момент при резании .... 133
§ 45. Материалы, применяемые для из-
готовления режущего инструмента 135
§ 46. Износ и стойкость режущего ин-
струмента ........................... 139
§ 47. Выбор рациональных режимов об-
работки ............................. 140
§ 48. Классификация фрез 142
§ 49. Новые конструкции фрез . 142
Глава 9
Технологический процесс изготовления ти-
повых деталей. Качество продукции. . . 1471
§ 50. Типовой и групповой технологи-
ческие процессы...................... 147
§ 51. Типы машиностроительных произ-
водств -149
§ 52. Сведения о станочных приспособ-
лениях .............................. 150
§ 53. Применение смазочно-охлаждаю-
щих технологических сред (СОТС) 153
§ 54. Пути повышения производитель-
ности труда . ............. 155
§ 55. Многостаночное обслуживание 156
§ 56. Понятие о качестве продукции в
машиностроении . . . 157
§ 57. Аттестация качества промышлен-
ной продукции 159
Глава 10
Сведения о механизации и автоматизации
производства........................ . 159
§ 58. Значение механизации и автома-
тизации производства 159
§ 59. Загрузочные устройства фрезер-
ных станков . . 160
§ 60. Промышленные роботы 163
§ 61. Станочные системы . 166
Глава 11
Фрезерные станки с числовым программ-
ным управлением ... 169
§ 62. Основные сведения о программном
управлении 169
§ 63. Системы, элементы и узлы про-
граммного управления станками 171
§ 64. Фрезерные станки с ЧПУ . . . 175
§ 65. Многоцелевые станки (обрабаты-
вающие центры) . . 181
§ 66. Режущий и вспомогательный ин-
струмент для станков с ЧПУ . . 183
§ 67. Правила технической эксплуата-
ции станков с ЧПУ 184
Глава 12
Приводы и электрооборудование фрезер-
ных станков .... 186
§ 68. Понятие о гидравлическом и пнев-
матическом приводах металлоре-
жущих станков.................г . 186
§ 69. Шаговые двигатели.............. 190
§ 70. Назначение и классификация
электроприводов фрезерных стан-
ков .... 191
§ 71. Электрические схемы ... 193
§ 72. Аппаратура управления, защиты
и автоматики .... 194
§ 73. Понятие о правилах эксплуатации
электрооборудования станка 197
Глава 13
Охрана труда и пожарная безопасность. 197
§ 74. Охрана труда . 197
§ 75. Пожарная безопасность . 200
Приложение............................. 202
Рекомендуемая литература 206
Федор Алексеевич Барбашов
Фрезерные работы
Chipmaker.ru
Заведующий редакцией Г. П. Стадниченко. Науч-
ный редактор Б. С. Покровский. Редактор Е. Б. Ко-
ноплева. Младшие редакторы Н. Б. Захарова, О. В.
Каткова. Художник В. М. Боровков. Художествен-
ный редактор В. П. Спирова. Технический редактор
Т. А. Новикова. Корректор Р. К. Косинова.
ИБ № 5948
Изд. № М-265. Сдано в набор 12.07.85. Подп. к пе-
чати 03.03.86. Т-05947, Формат 70Х90‘/|б. Бум.
офсет. № 2. Гарнитура тайме- Печать офсетная.
Объем 15,21 усл. печ. л. 31 усл. кр-отт. 19,81 уч.-изд.
л. Тираж 140 000 экз. Зак. 571. Цена 55 коп.
Издательство «Высшая школа», 101430, Москва,
ГСП-4, Неглинная ул., д. 29/14.
Ярославский полиграфкомбинат Союзполиграфпро-
ма при Государственном комитете СССР по делам
издательств, полиграфии и книжной торговли.
150014, Ярославль, ул. Свободы, 97.