/




Author: Федоров В.В.
Tags: электротехника электроэнергетика люминесцентные лампы
ISBN: 5-283-00829-0
Year: 1992




Text
Библиотека светотехника
Выпуск 24
Основана в 1977 году
В. В. Федоров
сС
<£>
Люминесцентные лампы
МОСКВА ЭНЕРГОАТОМИЗДАТ 1992
ББК 31.294 Ф 33
УДК621.327.534.15.004.
Редакционная коллегия: Ю. Б. Айзенберг, А. Е. Атаев, С. А. Клюев, А. Б. Матвеев, Р. И. Пашковский, П. В. Пляскин, Г. Р. Шахпарунянц
Рецензент доктор технических наук В. С. Литвинов
Федоров В. В.
Ф 33 Люминесцентные лампы.—М.: Энергоатомиз-дат, 1992.— 128 с.: ил.— (Б-ка светотехника; Выл. 24)
ISBN 5-283-00829-0
Рассмотрены роль люминесцентных ламп в балансе световой энергии, генерируемой электрическими источниками света, принципы их действия, способ производства и его влияние на параметры ламп, классификация ламп, области применения, особенности эксплуатации и утилизации выходящих из строя ламп.
Для инженеров и техников-светотехников, электротехников и энергетиков. Может быть полезна студентам вузов и техникумов, обучающимся по специальности «Светотехника и источники света»
2202100000-268 Ф----------------133-91
051(01)-92
ББК 31.294
ISBN 5-283-00829-0
2
© Автор, 1992
Предисловие
Современные люминесцентные лампы (ЛЛ) обеспечивают в развитых странах от 50 до 80% световой энергии, генерируемой электрическими источниками света. При этом непрерывно продолжается процесс совершенствования ламп: улучшения их параметров, повышения производительности оборудования на базе новейших достижений в области технологии. К числу важнейших достижений последних лет относятся: создание ламп «нового поколения» с применением редкоземельных люминофоров (РЗЛ), что дало возможность совместить в одной лампе требования о высоких световых потоках и о повышенном качестве цветопередачи; создание энергоэкономичных ламп с теми же люминофорами в трубках диаметром 26 мм вместо прежнего диаметра 38 мм, что позволило в сочетании с применением полупроводниковых пускорегулирующих аппаратов (ПРА) перейти рубеж световой отдачи, равный 100 лм/Вт; создание компактных ламп на РЗЛ в колбах с резьбовым цоколем и встроенным ПРА, которыми можно заменять лампы накаливания в тех же светильниках и с теми же патронами, но обеспечивая при этом в 5—6 раз больший срок службы и в 4—5 раз меньшие затраты электроэнергии. В имеющихся книгах пока очень скудны данные об этих достижениях в области совершенсгвования люминесцентных ламп. Не охвачена в литературе должным образом и вся совокупность вопросов, интересующих всех светотехников—от принципа работы лампы до особенностей ее эксплуатации.
Автором принято для облегчения восприятия как бы нарастающее (по спирали) изложение сведений о лампах—от рассмотрения в первой главе вопросов, касающихся теоретических проблем, до анализа новых разработок в третьей и предложений в пятой главе о новых областях применения гех типов ламп, которые предварительно рассматривались в предыдущих главах.
В заключение автор выражает благодарность рецензенту В. С. Литвинову за ряд полезных замечаний, учтенных в окончательной редакции книги. Автор признателен Г. М. Кожушко (СКТБ ИС, г. Полтава) и В. И. Уварову (СПО «Лисма», г. Саранск) за содействие в получении ряда материалов, использованных в книге.
Отзывы, пожелания и замечания просьба направлять по адресу: 113114, Москва, М-114, Шлюзовая наб., 10. Энерго-атомиздат.
Автор
Введение
Разработка отечественных ЛЛ проводилась под руководством президента АН СССР С. И. Вавилова. Первый технический отчет Всесоюзного электротехнического института (ВЭИ) о разработке ЛЛ в СССР за подписями Ф. А. Бутаевой и В. А. Фабриканта датирован 1940 г. (итоги работ за 1938— 1940 гг.). В аналогичном отчете Московскою электролампового завода (МЭЛЗ) за 1944 г. подведены итоги работы конструкторского бюро завода по этой проблеме в 1942—1944 гг. Большой вклад в создание ЛЛ на заводе внесли его главный инженер Р. А. Нилендер и инженеры С. В. Борисов, Е. В. Мер-злоухова, В. П. Сасоров, М. Д. Стрелигова.
Промышленный выпуск первых отечественных ЛЛ был организован в 1948 г. Ф. А. Бутаевой, М. П. Больбергом, С. Л. Миркиным, В. А. Фабрикантом на заводе электроизделий Мосгорисполкома, получившем в 1950 г. наименование Завод ламп дневного света (ЗЛДС) — ныне это Опытный завод Всесоюзного научно-исследовательского светотехнического института (ОЗ ВНИСИ).
На МЭЛЗ выпуск ЛЛ проводился сначала в опытном производстве, а с конца 1949 г.—в цехе Л Л (первый начальник цеха Л. И. Варламов, старший технолог В. В. Федоров).
В 1951 г. группа разработчиков Л Л в составе С. И. Вавилова, В. Л. Левшина, М. А. Константиновой-Шлезингер, В. А. Фабриканта, Ф. А. Бутаевой и В. И. Долгополова была удостоена Государственной премии СССР за создание отечественных ЛЛ.
Усовершенствованием существующих и созданием новых типов Л Л в настоящее время занимаются два института— упоминавшийся ранее ВНИСИ И ВНИИИС (Всесоюзный научно-исследовательский институт источников света), ряд конструкторских бюро (КБ) и ламповых заводов отрасли.
За годы существования в СССР производства ЛЛ в нашей стране выпущен ряд книг, в которых освещаются вопросы создания и применения ЛЛ [1 ], принцип действия, конструктивные особенности ламп [2—4, 6—8], основы конструирования [5], технология и оборудование для массового производства ламп, параметры и сведения, необходимые для правильной эксплуатации ЛЛ [6—8].
Глава первая
НОВОЕ В ТЕОРИИ ЛЮМИНЕСЦЕНТНЫХ ЛАМП. ОСНОВНЫЕ ТЕОРЕТИЧЕСКИЕ ПРОБЛЕМЫ
1.1. Люминесцентные лампы — принципиально новый источник света
На протяжении многих веков, начиная с первобытного костра и до современных биспиральных криптоновых ламп накаливания (ЛН), человек пользовался светом от сильно накаленных твердых тел. Коэффициент полезного действия (КПД) этих тепловых источников света (ИС) очень мал—не выше 3—5%. И лишь в XX веке удалось существенно повысить КПД—до 25%. Это осуществлено благодаря использованию явления люминесценции. По определению акад. С. И. Вавилова люминесценция—«избыток излучения над температурным излучением, если это избыточное излучение обладает конечной длительностью примерно от 10“10 с и больше» [9]. Электрическая лампа, в которой реализуется этот избыток, и получила название люминесцентной (флюоресцентной). Как видно, ЛЛ являются ИС, коренным образом отличающимися от всех применявшихся до их создания, поскольку они работают не на принципе теплового излучения раскаленного вещества, а на использовании явления люминесценции. i Большинство ЛЛ выпускается в виде узких длинных трубок, стенки которых покрыты люминесцирующим веществом—люминофором. С двух торцов в трубку заварены стеклянные • ножки со смонтированными на них оксидированными элект-родами. В процессе вакуумной обработки лампы в нее вводятся ртуть и инертный газ. Под действием электрического поля, приложенного к электродам, в лампе зажигается ртутный разряд низкого давления с преимущественным излучением в ультрафиолетовой области спектра. Это излучение, воздействуя на люминофор, заставляет его светиться.
Как видно, при создании ЛЛ потребовалось привлечь к рассмотрению три теоретические проблемы: использо-
5
вать теорию газового разряда, положительные свойства оксидного катода, теорию люминесценции. Рассмотрим эти проблемы.
1.2. Газовый разряд
1.2.1. Основные положения теории газового разряда низкого давления
Зажигание газового разряда. Газовым разрядом называется процесс прохождения электрического тока через газы (или пары вещества). Носителями тока в газовом разряде являются электроны и ионы. В нейтральном газе содержится лишь очень малое число свободных электронов от всепроникающего космического излучения. Однако оно настолько мало, что не способно обеспечить зажигание самостоятельного газового разряда. Поэтому нейтральный газ в герметизированном сосуде остается диэлектриком. Положение коренным образом меняется, когда подогревные оксидированные электроды ЛЛ начинаю! испускать (эмиттировать) большое количество электронов, а на газовый промежуток между электродами накладывается электрическое поле. Тогда большое количество электронов начинает двигаться вдоль силовых линий поля и приобретает скорости, позволяющие им ионизировать нейтральные атомы газа, т. е. передавать им при соударениях такое количество энергии, которое способно удалять из атомов валентные электроны и превращать их, таким образом, в положительно заряженные ионы. Высвобождаемые из атомов электроны не только увеличивают число свободных электронов, но могут, в свою очередь, ионизировать нейтральные атомы. Все это приводит к зажиганию газового разряда. Процесс развивается в соответствии с исследованием, проведенным в [10], в четыре стадии.
На первой стадии происходит пробой газового промежутка между электродом и стенкой трубки. Уже при этом идет лавинообразное нарастание количества ионов и свободных электронов — образуется облачко плазмы —смеси ионов и свободных электронов. При этом количество свободных электронов и ионов становится примерно равным. На втором этапе начинается движение образовавшегося плазменного фронта в направлении второго электрода. Первые две стадии характеризуются малым током (микроамперы и миллиамперы) и высоким напряжением (сотни вольт). На третьей стадии плазма заполняет весь газовый промежуток и в лампе зажигается тлеющий разряд с малым рабочим током. На четвертой стадии резко снижается сопротивление лампы, возрастает рабочий ток и падает напряжение на лампе—возникает дуговой разряд с падающей вольт-амперной характеристикой, 6
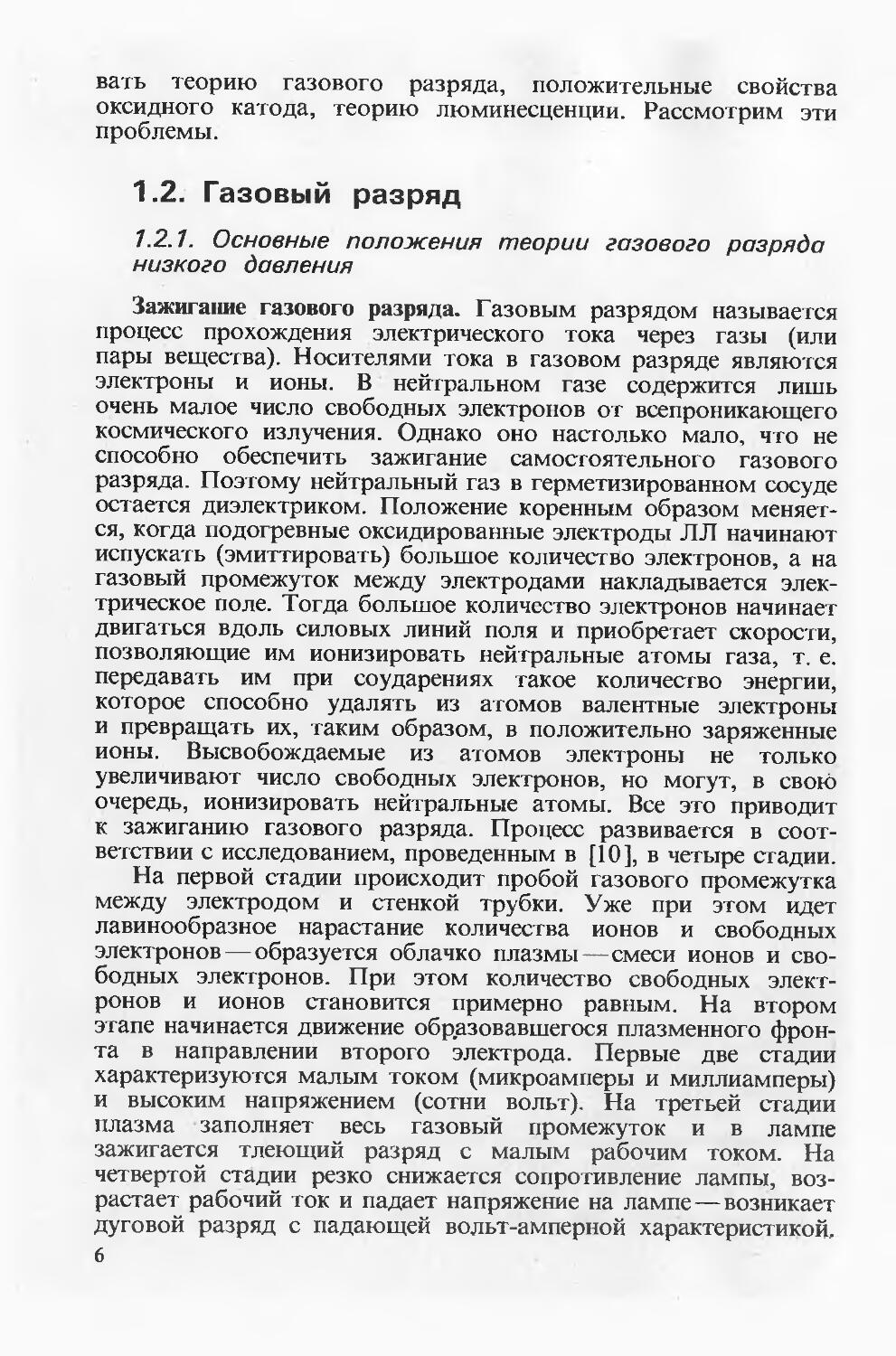
Рис. 1.1. Вольт-амперная характеристика разряда низкого давления
Рабочий ток дугового разряда ограничивается балластным сопротивлением, вводимым в схему питания лампы.
Рассмотрим, как на разных этапах меняется напряжение на лампе с изменением тока. При очень .малых токах имеет место темновой разряд, потом появляется свечение у электрода, и напряжение на газоразрядном промежутке начинает падать (участок АБ рис. 1.1). Далее оно некоторое время остается неизменным, пока весь катод не покроется свечением (участок Б В—нормальный тлеющий разряд). Затем напряжение начинает расти, ьастет и температура катода (участок В Г—аномальный тлеющий разряд). Продолжающееся увеличение тока приводит к зажиганию дугового разряда с падающей вольт-амперной характеристикой (участок ГД). И в тлеющем, и в дуговом разрядах имеются приэлектродные области и области положительного столба разряда. Именно здесь—в положительном столбе—идут процессы, определяющие излучение разрядной лампы.
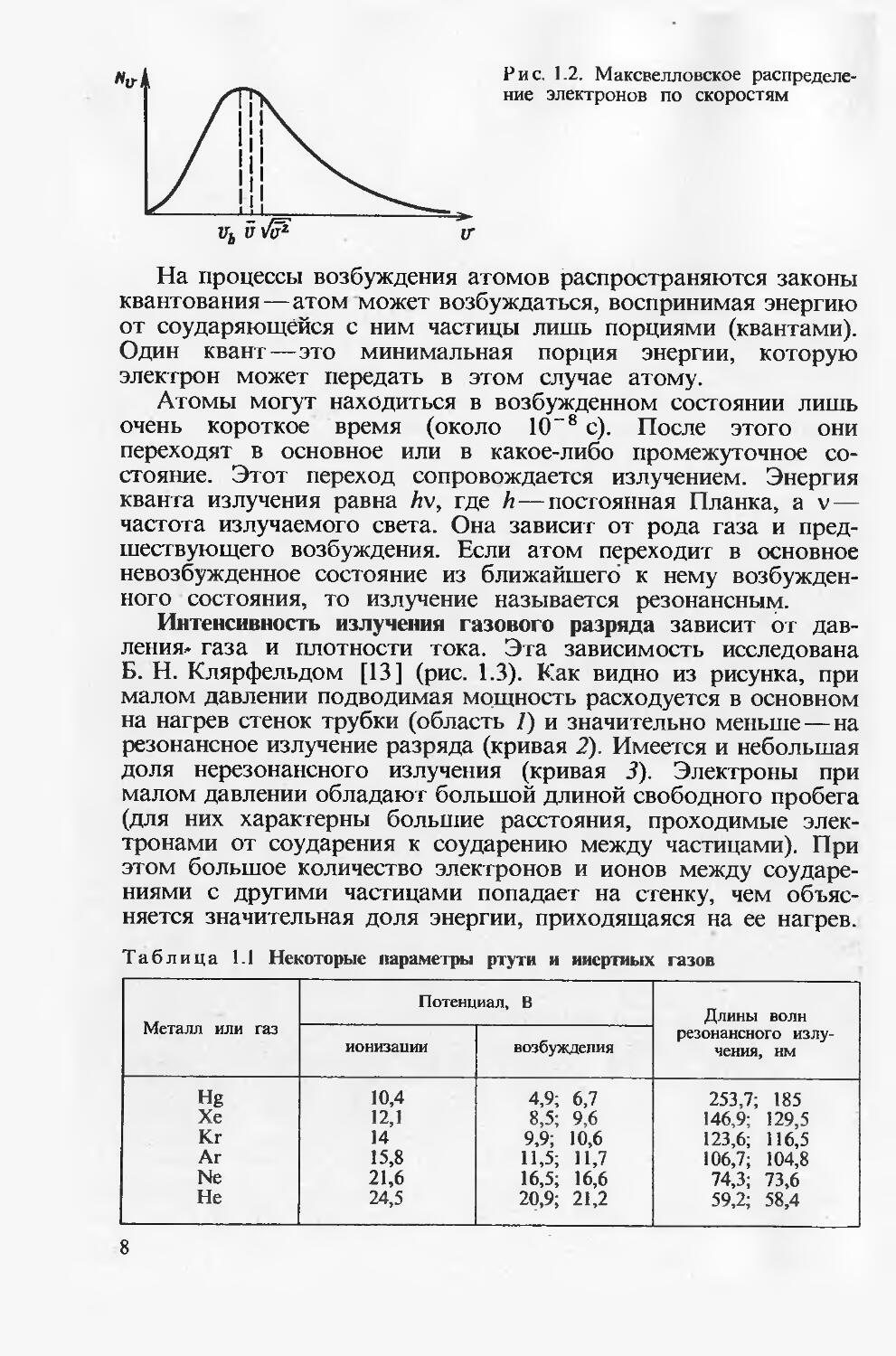
Возбуждение и излучение атомов газа. При столкновении электронов с атомами нейтральных газов энергии электронов может не хватить для ионизации, но будет достаточно для возбуждения атомов. Установлено, что на каждый электрон, обладающий энергией, достаточной для ионизации, приходится 65 электронов с меньшей энергией, которой хватает для возбуждения атома [11 ]. Количество же электронов, способных возбуждать атомы, составляет, в свою очередь, лишь малую долю свободных электронов. Это объясняется тем, что распределение электронов по скоростям (по энергиям) подчиняется закону Максвелла, а максимум кривой максвелловского распределения (рис. 1.2) лежит обычно [12] левее потенциалов возбуждения, приведенных в табл. 1.1 для ртути и инертных газов, используемых в ЛЛ.
7
Рис. 1.2. Максвелловское распределение электронов по скоростям
На процессы возбуждения атомов распространяются законы квантования — атом может возбуждаться, воспринимая энергию от соударяющейся с ним часгицы лишь порциями (квантами). Один квант—это минимальная порция энергии, которую электрон может передать в этом случае атому.
Атомы могут находиться в возбужденном состоянии лишь очень короткое время (около 10“8 с). После этого они переходят в основное или в какое-либо промежуточное состояние. Этот переход сопровождается излучением. Энергия кванта излучения равна hv, где h — постоянная Планка, a v — частота излучаемого света. Она зависит от рода газа и предшествующего возбуждения. Если атом переходит в основное невозбужденное состояние из ближайшего к нему возбужденного состояния, то излучение называется резонансным.
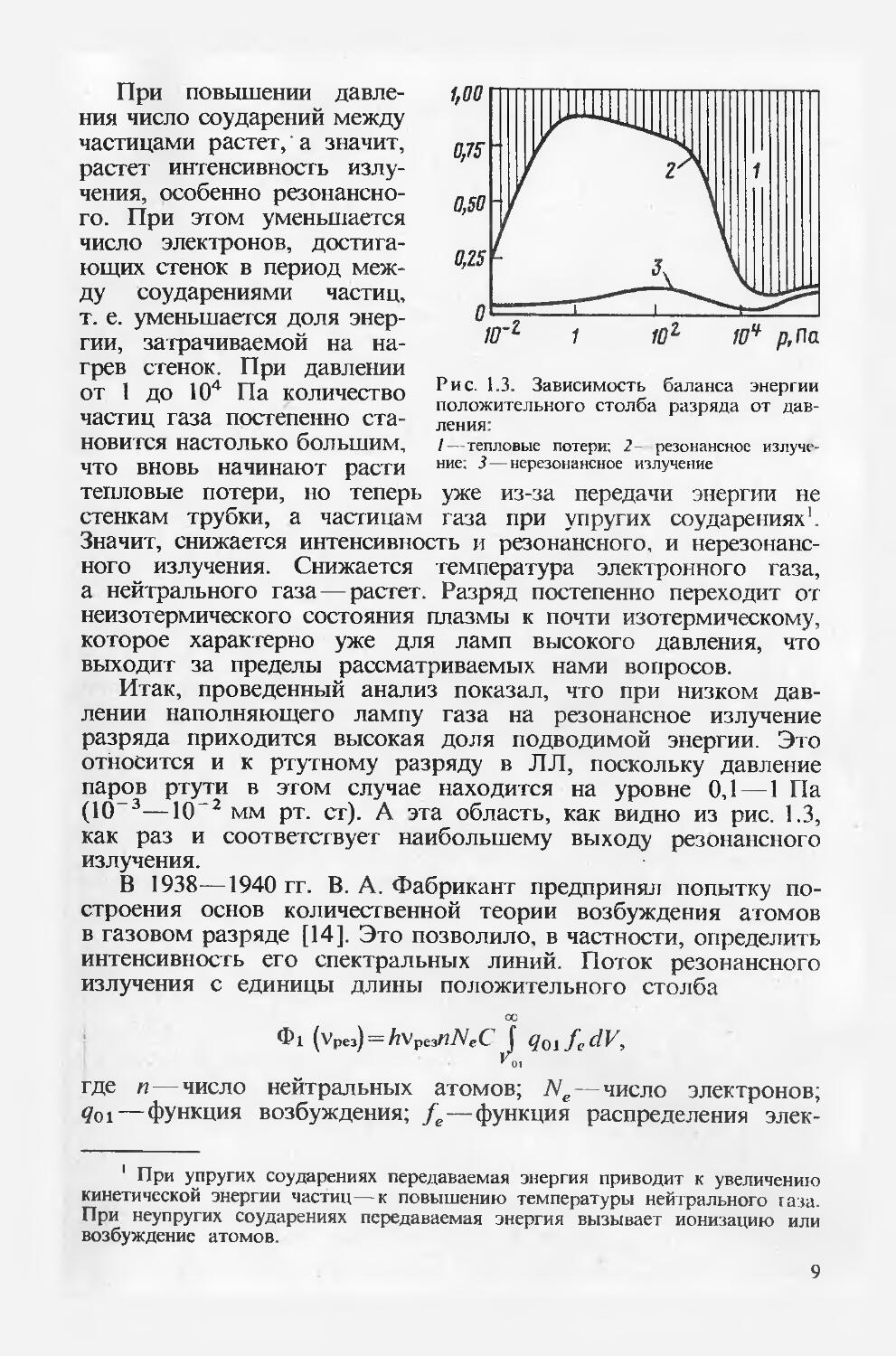
Интенсивность излучения газового разряда зависит от давления- газа и плотности тока. Эта зависимость исследована Б. Н. Клярфельдом [13] (рис. 1.3). Как видно из рисунка, при малом давлении подводимая мощность расходуется в основном на нагрев стенок трубки (область 1) и значительно меньше — на резонансное излучение разряда (кривая 2). Имеется и небольшая доля нерезонансного излучения (кривая 3). Электроны при малом давлении обладают большой длиной свободного пробега (для них характерны большие расстояния, проходимые электронами от соударения к соударению между частицами). При этом большое количество электронов и ионов между соударениями с другими частицами попадает на стенку, чем объясняется значительная доля энергии, приходящаяся на ее нагрев.
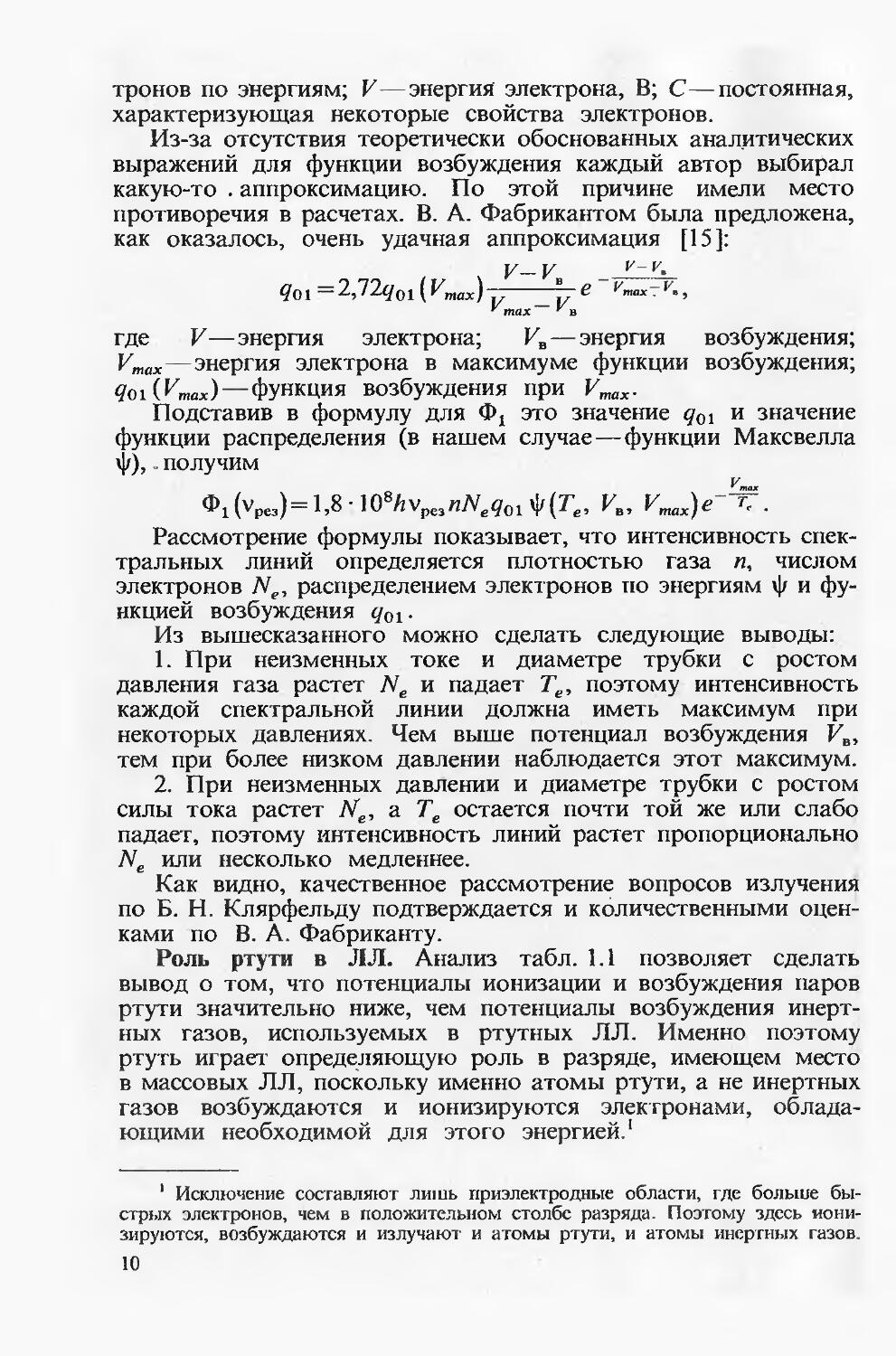
Таблица 1.1 Некоторые параметры ртути и инертных газов
Металл или газ Потенциал, В Длины волн резонансного излучения, нм
ионизации возбуждения
Hg 10,4 4,9; 6,7 253,7; 185
Хе 12,1 8,5; 9,6 146 9- 129,5
Кг 14 9,9; 10,6 123,6; 116,5
Аг 15,8 11,5, 11,7 106,7; 104,8
Ne 21,6 16,5; 16,6 74,3; 73,6
Не 24,5 20,9; 21,2 59,2; 58,4
8
При повышении давления число соударений между частицами растет, а значит, растет интенсивность излучения, особенно резонансного. При этом уменьшается число электронов, достигающих стенок в период между соударениями частиц, т. е. уменьшается доля энергии, затрачиваемой на нагрев стенок. При давлении от I до 104 Па количество частиц газа постепенно становится настолько большим, что вновь начинают расти
Рис. 1.3. Зависимость баланса энергии положительного столба разряда от давления:
/—тепловые потери; 2- резонансное излучение; 3—нерезонансное излучение
тепловые потери, но теперь уже из-за передачи энергии не стенкам трубки, а частицам газа при упругих соударениях1. Значит, снижается интенсивность и резонансного, и нерезонансного излучения. Снижается температура электронного газа, а нейтрального газа — растет. Разряд постепенно переходит от
неизотермического состояния плазмы к почти изотермическому, которое характерно уже для ламп высокого давления, что выходит за пределы рассматриваемых нами вопросов.
Итак, проведенный анализ показал, что при низком дав-
лении наполняющего лампу газа на резонансное излучение разряда приходится высокая доля подводимой энергии. Это относится и к ртутному разряду в ЛЛ, поскольку давление паров ртути в этом случае находится на уровне 0,1 — 1 Па (10“3—10-2 мм рт. ст). А эта область, как видно из рис. 1.3, как раз и соответствует наибольшему выходу резонансного излучения.
В 1938—1940 гг. В. А. Фабрикант предпринял попытку построения основ количественной теории возбуждения атомов в газовом разряде [14]. Это позволило, в частности, определить интенсивность его спектральных линий. Поток резонансного излучения с единицы длины положительного столба
Ф1 (Vpej) — AVpeaWAeC J *7oj fc^V, * 01
где п—число нейтральных атомов; Ne—число электронов;
<?oi — функция возбуждения; fe—функция распределения элек-
1 При упругих соударениях передаваемая энергия приводит к увеличению кинетической энергии частиц—к повышению температуры нейтрального газа. При неупругих соударениях передаваемая энергия вызывает ионизацию или возбуждение атомов.
9
тронов по энергиям; V—энергия электрона, В; С—постоянная, характеризующая некоторые свойства электронов.
Из-за отсутствия теоретически обоснованных аналитических выражений для функции возбуждения каждый автор выбирал какую-то . аппроксимацию. По этой причине имели место противоречия в расчетах. В. А. Фабрикантом была предложена, как оказалось, очень удачная аппроксимация [15]:
V— V v~
?oi =2,72</о1 (Ипюх)— ^77 е
где V—энергия электрона; Ив— энергия возбуждения; Итах—энергия электрона в максимуме функции возбуждения; <7oi (Итйх)—функция возбуждения при Vmax.
Подставив в формулу для Фл это значение q01 и значение функции распределения (в нашем случае—функции Максвелла ф),. получим
у
Ф1Кез)=1,8-108/гурезпАЛо1ф(Ге, Ив, Итах)е-е.
Рассмотрение формулы показывает, что интенсивность спектральных линий определяется плотностью газа п, числом электронов Ne, распределением электронов по энергиям ф и функцией возбуждения г/01.
Из вышесказанного можно сделать следующие выводы:
1. При неизменных токе и диаметре трубки с ростом давления газа растет Ne и падает Те, поэтому интенсивность каждой спектральной линии должна иметь максимум при некоторых давлениях. Чем выше потенциал возбуждения Йв, тем при более низком давлении наблюдается этот максимум.
2. При неизменных давлении и диаметре трубки с ростом силы тока растет Хе, а Те остается почти той же или слабо падает, поэтому интенсивность линий растет пропорционально Ne или несколько медленнее.
Как видно, качественное рассмотрение вопросов излучения по Б. Н. Клярфельду подтверждается и количественными оценками по В. А. Фабриканту.
Роль ртути в Л Л. Анализ табл. 1.1 позволяет сделать вывод о том, что потенциалы ионизации и возбуждения паров ртути значительно ниже, чем потенциалы возбуждения инертных газов, используемых в ртутных ЛЛ. Именно поэтому ртуть играет определяющую роль в разряде, имеющем место в массовых ЛЛ, поскольку именно атомы ртути, а не инертных газов возбуждаются и ионизируются электронами, обладающими необходимой для этого энергией.1
1 Исключение составляют лишь приэлектродные области, где больше быстрых электронов, чем в положительном столбе разряда. Поэтому здесь ионизируются, возбуждаются и излучают и атомы ртути, и атомы инертных газов. 10
Роль инертных газов в лампе. Введение инертных газов положительно сказывается на долговечности катодов (об этом подробнее будет сказано ниже), приводит к улучшению зажигания разряда, поскольку на кривых зависимости напряжения зажигания от давления газа и температуры окружающей среды образуются минимумы из-за реализации эффекта Пеннинга — снижения И, при добавлении в газовую смесь легкоионизуемой газовой компоненты (здесь — паров ртути). При малых давлениях газа и низких температурах в лампе мало паров ртути и ионизуются в основном атомы аргона, что приводит к повышению V3 (при высоких давлениях и температурах большая доля энергии идет на возбуждение атомов ртути, что также приводит к повышению И,).
Главная же положительная роль инертных газов в разряде состоит в том, что они способствуют повышению выхода резонансного излучения. Механизм этого воздействия был изучен Ф. А. Бутаевой и В. А. Фабрикантом [16]. Известно, что большая часть возбужденных атомов находится в метастабильном состоянии. Это такое состояние, при котором излучающие переходы маловероятны. По образному выражению В. А. Фабриканта атом в метастабильном состоянии нем—он не может испускать фотоны (кванты света). Основному излучающему уровню ртути 62Р1 соответсгвует, как видно из табл. 1.1, потенциал возбуждения 4,9 В. Кроме него существуют близкие метастабильные уровни 63F0 (ему соответствует потенциал возбуждения 4,7 В) и 63Р2 (потенциал 5,5 В).
При введении в лампу инертного газа значительно увеличивается давление, при этом замедляется диффузия частиц, в том числе и метастабильных атомов. Благодаря этому повышается вероятность столкновения частиц между собой. Особенно большую роль здесь играют столкновения метастабильных атомов с медленными электронами [17]. Напомним, что в противоположность этому возбуждение нейтральных атомов осуществляется благодаря их соударениям с быстрыми электронами. Следует учесть, кроме того, что время пребывания атомов в метастабильном состоянии значительно больше, чем время пребывания в возбужденном состоянии обычных атомов. Замедление процесса диффузии, да еще при большей длительности пребывания атомов в метастабильном состоянии, приводит к тому, что часть энергии соударяющейся частицы сможет быть добавлена к энергии метастабильного атома или, наоборот, отдана ей метастабильным атомом [17]. При этом энергия того метастабильного атома, которому соответствует потенциал возбуждения 4,7 В, окажется повышенной до 4,9 В и атом перейдет в излучающее состояние 63/\, а метастабильный агом с потенциалом 5,5 В, отдав часть энергии, также перейдет в излучающее состояние [11].
11
В. А. Фабрикант обратил внимание [17] на то, что обычно загрязнение газовой среды молекулярными газами оказывается вредным из-за разрушения ими метастабилей. Однако если это разрушение сопровождается излучением атомов ртути, снижения световой отдачи ламп не происходит.
Тушение излучения. Между актом возбуждения и актом излучения имеется небольшой промежуток времени, в течение которого, тем не менее, возбужденный атом может при столкновении с другими частицами отдать часть своей энергии и потерять, таким образом, способность излучать — произойдет тушение излучения [17]. Если фотон все же покинет пределы атома, то он может быть перехвачен другим атомом, который перейдет в возбужденное состояние и сможет, в свою очередь, излучить фотон. Пока фотон переходит из одного атома в другой, он неуязвим. Но каждый раз, когда он оказывается связанным с атомом, он может быть потушен. Все это делает важным изучение законов диффузии излучения. Однако углубленное их рассмотрение выходит далеко за пределы назначения данной книги.
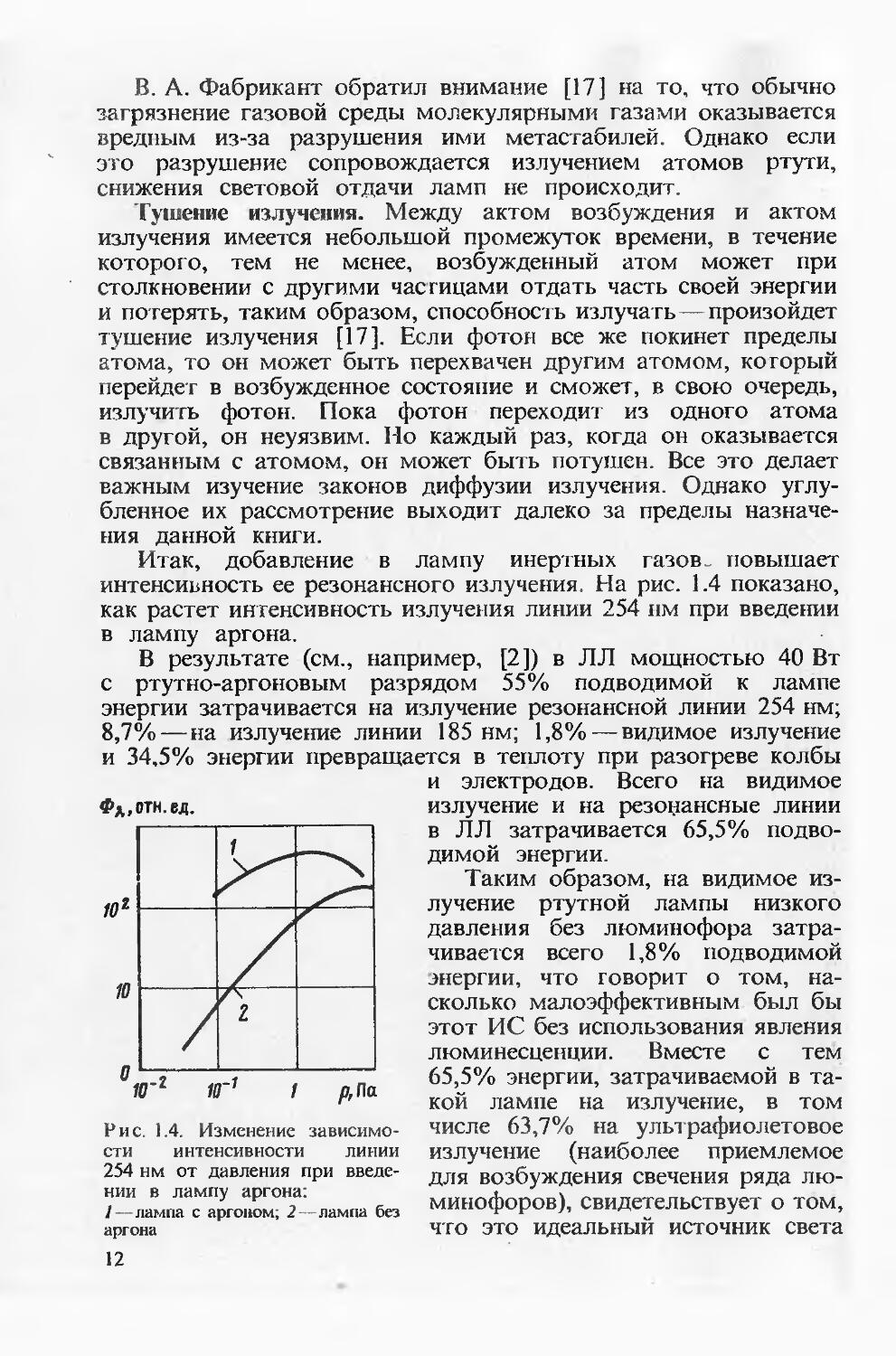
Итак, добавление в лампу инертных газов- повышает интенсивность ее резонансного излучения. На рис. 1.4 показано, как растет интенсивность излучения линии 254 нм при введении
в лампу аргона.
В результате (см., например, [2]) в ЛЛ мощностью 40 Вт
с ртутно-аргоновым разрядом 55% подводимой к лампе энергии затрачивается на излучение резонансной линии 254 нм;
8,7% — на излучение линии 185 нм; 1,8% — видимое излучение и 34,5% энергии превращается в теплоту при разогреве колбы
Рис. 1.4. Изменение зависимости интенсивности линии 254 нм от давления при введении в лампу аргона:
/—лампа с аргоном; 2—лампа без аргона
и электродов. Всего на видимое излучение и на резонансные линии в Л Л затрачивается 65,5% подводимой энергии.
Таким образом, на видимое излучение ртутной лампы низкого давления без люминофора затрачивается всего 1,8% подводимой энергии, что говорит о том, насколько малоэффективным был бы этот ИС без использования явления люминесценции. Вместе с тем 65,5% энергии, затрачиваемой в такой лампе на излучение, в том числе 63,7% на ультрафиолетовое излучение (наиболее приемлемое для возбуждения свечения ряда люминофоров), свидетельствует о том, что это идеальный источник света
12
при использовании положительных особенностей разряда низкого давления и явления люминесценции.
Говоря об излучении ЛЛ, необходимо заметить, что полосы излучения некоторых из них выходят за пределы видимой области спектра излучения в ближнюю ультрафиолетовую часть. Доля этого излучения очень мала. Используемое дая изготовления ламп стекло не пропускает излучения с X < 280 нм. Значит, сквозь него вовсе не проходит резонансное ультрафиолетовое излучение разряда, но оно пропускает упомянутое ближнее ультрафиолетовое излучение. Поэтому в спектре ЛЛ имеется лишь очень малая доля ультрафиолетового излучения, практически безопасная для людей.
Следует остановиться на общем неоценимом вкладе фундаментальных научно-исследовательских работ, проведенных В. А. Фабрикантом и Ф. А. Бутаевой в ВЭИ и продолженных позже во ВНИСИ. К числу этих исследований следует отнести серию работ по изучению объемных характеристик излучения ртутного разряда и инертных газах на частоте 50 Гц и на постоянном токе. С помощью метода люминесцирующих зондов, предложенных ими, удалось определить объемную плотность излучения, значение и направление вектора Умова — Пойнтинга, дивергенцию потока излучения, а также оценить эффективную длину свободного пробега фотонов в каждой точке объема.
В дальнейшем этот метод был успешно применен А. П. Меркуловой для изучения процессов генерации и диффузии резонансного излучения в ртутном разряде низкого давления на повышенных частотах тока вплоть до 20 000 Гц. Результаты исследований по оптике газового разряда дали возможность углубленно трактовать факт повышения светового потока (СП) и его стабильности при эксплуатации ЛЛ на повышенной частоте. В частности, было обнаружено уширение канала дуги к стенке разрядной трубки.
Трудно переоценить важность цикла работ по оптике аргоно-ртутного разряда низкого давления на частоте 50 Гц. Так, Ф. А. Бутаевой впервые была экспериментально доказана значимость второй резонансной линии ртути с X = 185 нм Было установлено, что недопустимо пренебрегать ею, что необходимо синтезировать люминофоры, стабильные к этому излучению. И. М. Весельницким и В. Г. Боосом под руководством В. А. Фабриканта и Ф. А. Бутаевой были изучены условия оптимизации давления наполняющего газа с точки зрения максимального повышения выхода резонансного излучения Автором настоящей книги проведены аналогичные исследования для разряда в инертных газах.
Ф. А. Бутаевой впервые было доказано, что катодное пягно ЛЛ движется по мере расходования оксида и что скорость
13
движения его определяет, таким образом, срок службы лампы. Под руководством Ф. А. Бутаевой проведены большие работы по формированию люминофорного слоя ЛЛ.
На базе проведенных исследований во ВНИСИ велись и ведутся работы по совершенствованию ЛЛ, о которых уже упоминалось выше и будет неоднократно говориться далее в настоящей книге автора, много лет проработавшего во ВНИСИ в школе В. А. Фабриканта и Ф. А. Бутаевой.
1.2.2. Новые научные проблемы
Замена ртутного разряда разрядом в инертных газах. Еще в 1935 г. Дженкинсоном (Великобритания) было предложено использовать для изготовления ЛЛ не ртутный разряд, а разряд низкого давления в неоне. Главное преимущество этих ламп (безртутных люминесцентных) — отсутствие в них остротоксичного материала—ртути. Другая положительная особенность, также связанная с отсутствием ртути, независимость параметров лампы от температуры окружающей среды. Наконец, этот разряд в отличие от ртутного имеет сравнительно большую долю излучения в видимой области спектра. Свечение разряда красное. По мысли Дженкинса использование синих и зеленых люминофоров при возбуждении их резонансным излучением неона с X, равным 74,3 и 73,6 нм (см. табл. 1.1), должно было позволить получить белые лампы при сочетании красного свечения разряда и сине-зеленого свечения люминофоров. На самом деле лампа Дженкинса оказалась не белой, а розовой. Она, кроме того, имела низкую световую отдачу. О том, почему она мала, и о возможностях ее повышения будет сказано позже при рассмотрении вопросов о люминесценции ламповых люминофоров.
Замена дугового разряда вихревым. До сих пор мы в качестве наиболее эффективных ЛЛ рассматривали лампы дугового разряда низкого давления со смесью инертных газов и паров ртути или с одними инертными газами (безртутные лампы). Неотъемлемой составной частью ИС с дуговым или тлеющим разрядом являются электроды,, между которыми движутся электроны и ионы плазмы разряда. В 1942 г. Г. И. Бабатом были изучены вопросы, связанные с особенностями безэлект-родного разряда, зажигаемого и поддерживаемого с помощью высокочастотного источника питания. Различают два вида такого разряда — индукционный и емкостный. При прохождении переменного гока по катушке индукции образуется переменный магнитный поток — индукционное вихревое электрическое поле (//-разряд). Силовые линии этого поля представляют собой замкнутые окружности. Высокое напряжение, приложенное к двум неэмиттирующим электродам, изолированным от 14
плазмы, создает конденсатор. Разряд этого рода именуется емкостным разрядом Е-типа.
Эффективность Н-разряда пропорциональна произведению индуктивности на частоту, а эффективность Е -разряда зависит от емкостного сопротивления системы. Напряжение зажигания Н-разряда в несколько раз больше, чем напряжение зажигания Е-разряда. В последние 10 лет появилось большое число патентов, в которых предлагается использовать безэлектродный разряд для создания новой разновидности электрических ИС. В СССР этому вопросу посвящен ряд работ ВНИИИС и ВНИСИ [18, 19]. Д. Д. Юшков пришел к выводу о том, что среди ряда предложений наиболее приемлемым вариантом следует считать аргоново-ртутную безэлектродную ЛЛ (БЭЛЛ) с соленоидальным индуктором и внешним по отношению к нему расположением витка Н -разряда. Колба лампы может быть, как у ЛН, сферической или грибообразной. Световая отдача (СО) таких ламп равна 30—40 лм/Вт. Разработанный автогенератор рассчитан на частоту 18 МГц.
Замена ртутного разряда БЭЛЛ разрядом в других средах. В БЭЛЛ, работающих на частоте 915 МГц, предложено заменить ртуть хлоридом алюминия А1С13. Выход излучения с 261,4 нм в этом случае значительно (в 6 раз) выше, чем выход резонансного излучения ртутного разряда [20]. Другой вариант таких ламп предложен [21] тем же автором при замене ртути бромидом алюминия А1Вг3. Эта лампа излучает и в видимой, и в ультрафиолетовой областях спектра. В излучении, в частности, имеются две линии вблизи 278 нм, более интенсивные, чем линия 254 нм в ртутном разряде.
Немаксвелловское распределение электронов плазмы по энергиям. В лабораториях иностранных фирм проводятся [22] исследования по выбору таких режимов работы ЛЛ, при которых возникает отклонение от максвелловского распределения электронов по энергиям, настолько более заметное, чем и обычных лампах, что оно может привести к увеличению числа электронов с большими энергиями, достаточными для возбуждения атомов ртути, и к увеличению в связи с этим количества актов резонансного излучения. В результате может быть повышена СО ламп.
Изотоп ртути 196. Как отмечалось выше, часть возбужденных атомов ртути в положительном столбе разряда тушится при соударении с другими частицами. Эти акты тушения снижают КПД разряда. Природная ртуть состоит из семи изотопов. В отдельных актах тушения могут принимать участие лишь те нейтральные атомы, которые имеют тот же массовый номер, что и участвующие в акте тушения возбужденные атомы. Вероятность тушения минимальна для тех изотопов, которых в разряде мало. Оказалось, что
15
некоторое искусственное увеличение концентрации таких изотопов с массовым номером 196 (обычно 0,146%) приводит, таким образом, к повышению выхода резонансного излучения, а значит, и СО ламп [23]. В 1986 г. Д. Холлистер сообщил, что оптимальная концентрация изотопа ртути с массовым номером 196 равна 2,6%.
Влияние магнитного поля па излучение разряда. Экспериментально установлено [24], что воздействие на плазму разряда магнитного поля сопровождается повышением температуры холодной зоны с 42 до 63° С с соответствующим возрастанием излучательной способности разряда. Механизм этого явления пока однозначно установить не удалось. В патенте США [25] сообщается, что внешние электромагниты, установленные на расстоянии 20 мм от подогревных электродов ЛЛ, создают переменное магнитное поле, вызывающее колебание плазменного шнура в поперечном направлении. Утверждается, что при этом шнур наиболее эффективно воздействует на люминофор, что приводит к повышению СО ламп.
Во втором патенте США [26] отмечается, что при наличии магнитного поля на 10% повышается напряжение на лампе, а значит, растут мощность и световой поток (СП) ламп.
1.3. Оксидный катод
1.3.1. Основные положения теории оксидного катода
Ранее уже упоминалось, что большое количество свободных электронов в ЛЛ поставляют оксидированные электроды. Без такого источника электронов нельзя говорить об эффективно действующей ЛЛ. Заметим, что к концу 30-х годов XX века, когда появились первые ЛЛ, их разработчики могли опираться на большой опыт создания и производства ЛН. К этому времени ушли в прошлое угольные нити и ЛН стали выпускать со спиральными вольфрамовыми электродами. Они были сначала моноспиральными, а потом и биспиральными. Такие спирали были использованы и при разработке ЛЛ. Однако назначение электродов у ЛН и у ЛЛ разное. В ЛН электрод— тело накала. Чем выше его температура, тем больше световой поток. Поэтому, в частности, здесь эффективно использование вольфрама с температурой плавления (3650 + 50) К.
Электроды же газоразрядных ламп нет надобности калить до столь высоких температур, поэтому, в частности, становится возможной опробуемая в настоящее время замена остродефицитного вольфрама на молибден. Задача электродов— обеспечить требуемое количество свободных электронов. Для ее решения используют явление термоэлектронной эмиссии, при котором нагретые тела активно испускают (эмиттируют) 16
электроны. В связи с этим электроды разрядных, в частности дуговых, ламп делаются подогревными. Однако чистые металлы имеют высокую работу выхода—на удаление электронов из атомов требуется затрата большой энергии (1,9—5,3 эВ).
- Значительно более эффективно применение оксидированных электродов. Заметим, кстати, что электроды ламп, работающих на переменном токе, каждую половину периода меняют свое “У назначение и служат в качестве то катода, то анода. Чтобы подчеркнуть особую значимость в разряде эмиссии электронов, . ' электроды таких ламп, в том числе ЛЛ, часто называют катодами'. Работа выхода оксидных катодов значительно ниже, чем катодов из чистых металлов, и может быть доведена до 1 эВ. Катоды, использованные Ф. А. Бутаевой в первых образцах отечественных ЛЛ, представляли собой вольфрамовые LZ-моноспирали диаметром 4 мм и содержали в себе по шесть О витков вольфрамовой проволоки диаметром 200 мкм. Потом л катоды стали биспиральными и триспиральными. Увеличивавши шееся при этих модернизациях количество оксида в каждом катоде приводило к повышению срока службы ламп. В настоящее время он превышает 15 тыс. ч. Оксидная суспензия для катодов ЛЛ состоит из смеси карбонатов щелочно-земельных металлов (ЩЗМ): ВаСО3, SrCO3 и СаСО3 в таком соотношении, чтобы после их разложения соотношение количества оксидов Ba, Sr, Са равнялось 50:30:20.
Для уменьшения распыления катодов в суспензию добавляют такую тугоплавкую компоненту, как диоксид циркония ZrO2 в количестве 5% (или цирконат магния или кальция). Для того чтобы оксидное покрытие из такой суспензии обеспечило должное снижение работы выхода, его нужно превратить из диэлектрика в полупроводник. Это осуществляется в процессе термовакуумной обработки катодов. Прежде всего при пропускании по ним тока в вакууме производится разложение карбонатов в оксиды. Далее происходит термическое активирование—частичное превращение оксидов в чистые металлы — обогащение оксидов малыми количествами самих ЩЗМ. Активирование продолжается при отборе тока во время первых зажиганий разряда на посту или автомате откачки.
Исследование режимов обработки катодов, пригодных для механизированного производства ламп, было проведено в [27]. Эта работа позволила создать первые отечественные автоматы откачки ЛЛ, а потом и первые отечественные линии сборки ЛЛ [130].
1 Это удобно еще и потому, что первоначально электродами называли никелево-платинитовую или никслево-платинито-медную части электродов, и хотя теперь за ними закреплено наименование^выведы, их все еще часто называют электродами. / -•
2 У 17
f \ 7 8
2 1
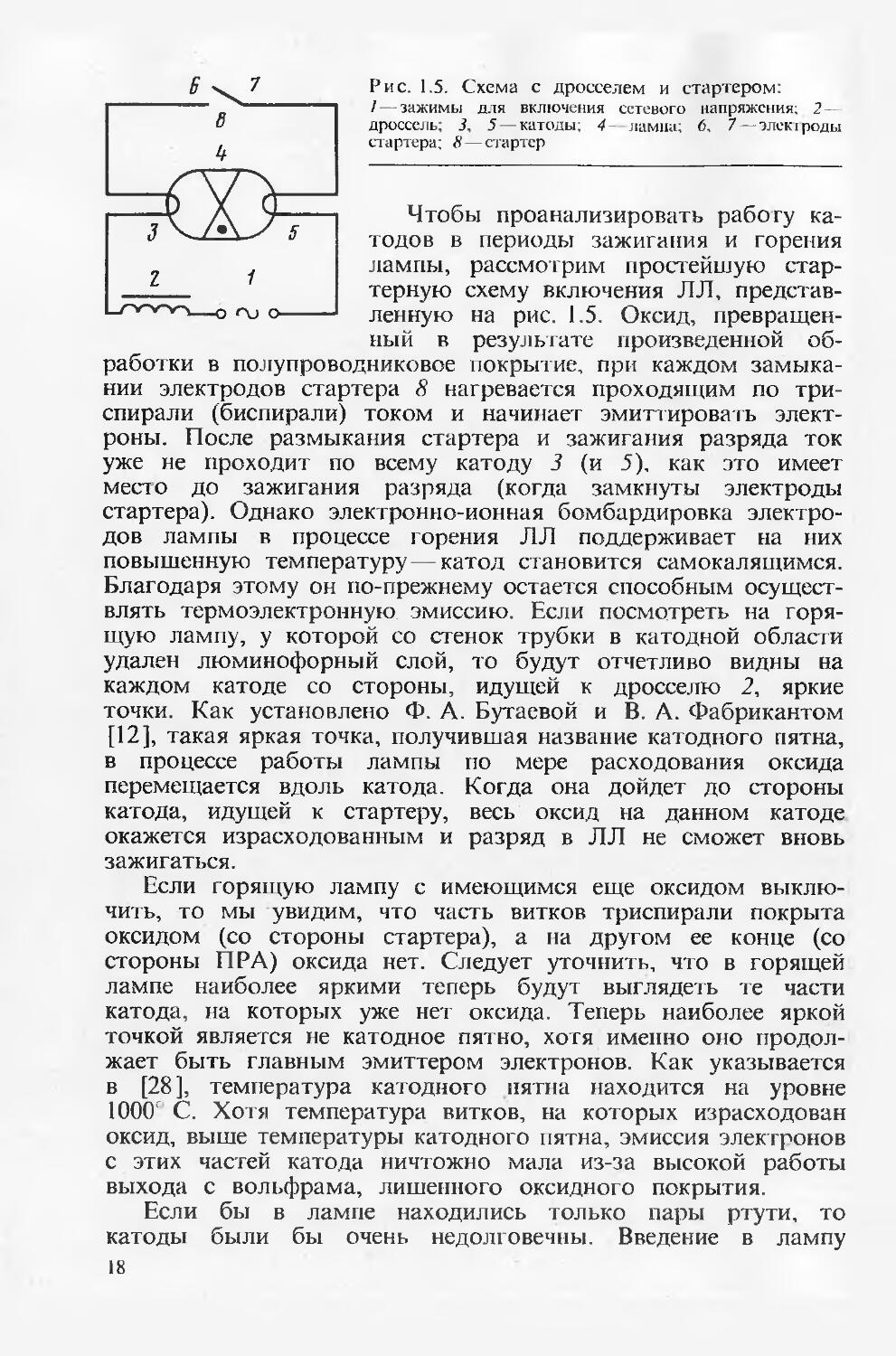
Рис. 1.5. Схема с дросселем и стартером:
1 -зажимы для включения сетевого напряжения; 2— дроссель; 3, 5 -катоды; 4 лампа; 6, 7— элекгроды стартера; 8 — стартер
Чтобы проанализировать работу катодов в периоды зажигания и горения лампы, рассмотрим простейшую стартерную схему включения ЛЛ, представленную на рис. 1.5. Оксид, превращенный в результате произведенной обработки в полупроводниковое покрытие, при каждом замыкании электродов стартера 8 нагревается проходящим по триспирали (биспирали) током и начинает эмиттировать электроны. После размыкания стартера и зажигания разряда ток уже не проходит по всему катоду 3 (и 5), как это имеет место до зажигания разряда (когда замкнуты электроды стартера). Однако электронно-ионная бомбардировка электродов лампы в процессе горения ЛЛ поддерживает на них повышенную температуру—катод становится самокалящимся. Благодаря этому он по-прежнему остается способным осуществлять термоэлектронную эмиссию. Если посмотреть на горящую лампу, у которой со стенок трубки в катодной области удален люминофорный слой, то будут отчетливо видны на каждом катоде со стороны, идущей к дросселю 2, яркие точки. Как установлено Ф. А. Бутаевой и В. А. Фабрикантом [12], такая яркая точка, получившая название катодного пятна, в процессе работы лампы по мере расходования оксида перемещается вдоль катода. Когда она дойдет до стороны катода, идущей к стартеру, весь оксид на данном катоде окажется израсходованным и разряд в ЛЛ не сможет вновь зажигаться.
Если горящую лампу с имеющимся еще оксидом выключить, то мы увидим, что часть витков триспирали покрыта оксидом (со стороны стартера), а на другом ее конце (со стороны ПРА) оксида нет. Следует уточнить, что в горящей лампе наиболее яркими теперь будут выглядеть те части катода, на которых уже нет оксида. Теперь наиболее яркой точкой является не катодное пятно, хотя именно оно продолжает быть главным эмиттером электронов. Как указывается в [28 ], температура катодного пятна находится на уровне 1000' С. Хотя температура витков, на которых израсходован оксид, выше температуры катодного пятна, эмиссия электронов с этих частей катода ничтожно мала из-за высокой работы выхода с вольфрама, лишенного оксидного покрытия.
Если бы в лампе находились только пары ртути, то катоды были бы очень недолговечны. Введение в лампу 18
инертных газов повышает долговечность электродов и обеспечивает высокий срок службы ламп (15—20 тыс. ч.).
В заключение рассмотрим вопрос о том, нужно ли принимать какие-либо меры к защите катодоь в те полупериоды, когда они выполняют функции анодов. В первых разработках параллельно катодам к никелевым частям выводов приваривались антеннообразные никелевые проволочные экраны, получившие наименование «усов» [6]. Для экономии никеля за рубежом усы перестали ставить, соответственно изменив параметры биспиралей с тем, чтобы энергия, идущая на их разогрев, не приводила по возможности к избыточному повышению температуры и к преждевременному выходу ламп из строя. Вслед за зарубежными разработчиками ЛЛ усы упразднили и в СССР. Однако теперь снова возвращаются к мысли о целесообразности введения экранов для уменьшения катодного распыления и повышения срока службы ЛЛ.
Так, в 1971 г. в Италии было опубликовано [29] предложение о замене в ЛЛ жидкой ртути ее амальгамой, которую наносят на кольцеобразную пластинку, окружающую катод, а в 1987 г. появилась японская заявка [30] на размещение катода в цилиндрическом экране с отверстием в торце.
1.3.2. Новые научные проблемы
Расчет катодов ЛЛ. Большой интерес представляют проводимые под руководством С. П. Решенова работы по расчету катодов ЛЛ. Созданный метод базируется на решении системы уравнений, описывающих процессы на электродах и в приэлек-тродных областях разряда. Метод связан с расчетами на ЭВМ и уже начинает входить в практику разработки катодов. Однако пока расчеты сопровождаются экспериментальной проверкой и начальных параметров катода, и их изменений в процессе горения ЛЛ. Хорошее совпадение результатов вселяет надежду на то, что расчеты можно широко использовать при создании новых типов ЛЛ. Уже сейчас можно назвать практически полезные результаты использования предлагаемого метода:
1) сделан вывод о решающей роли диаметра рабочей вольфрамовой проволоки и таком его выборе при стартерной схеме включения ЛЛ, при котором время разогрева катЗда не превышает 2 с;
2) приведены эксперименты по замене вольфрамовой проволоки молибденовой, что должно обеспечить экономию вольфрама;
3) доказана эффективность использования спеченных катодов для схем мгновенного зажигания ламп.
Результаты проводимой работы отражены в [31].
2*
19
Возврат атомов ЩЗМ на электроды. При оценке возможного срока службы катодов ЛЛ, произведенной в [28, 31], установлено, что он должен был бы быть значительно меньшим, чем это фактически имеет место, если не учитывать явление возврата в оксидное покрытие части атомов ЩЗМ. Атомы, испаряющиеся с катода, частично ионизируются и в виде положительных ионов возвращаются из приэлектродных областей разряда на катод. Таким образом происходит частичное восстановление количества ЩЗМ на электродах, что приводит к повышению срока службы ЛЛ.
Полые (спеченные и спиральные) катоды. Во ВНИСИ С. Л. Рыбаловым под руководством С. И. Решенова была установлена возможность создания спеченных полых катодов. С учетом приобретенного опыта был сделан дальнейший шаг в этом направлении — выбрана такая геометрия триспиральных вольфрамовых катодов, чтобы при их использовании имел место эффект полого катода [32]. Преимуществом таких катодов является отсутствие катодного пятна с его высокой температурой. Эмиссию электронов в этом случае обеспечивает активная зона внутренней рабочей полости катода со значительно меньшей температурой, чем температура катодного пятна. В результате повышается срок службы катода и уменьшается катодное распыление. В настоящее время разработан ряд ЛЛ с полыми триспиральными катодами (энергоэкономичные ЛЛ, лампы ЛЕЦ16, осветительно-облучательные ЛЛ).
Продолжаются работы и по применению полых спеченных катодов [33]. Заслуживает внимание, в частности, выяснение возможности работы таких электродов и при малых рабочих токах. Так, еще в [33] был рекомендован диапазон рабочих токов 0,3—1,5 А, а в последних исследованиях лаборатории ВНИСИ электроды нормально работали при токе 0,1—0,2 А. Работоспособность их при токе 0,4—0,5 А была подтверждена позже в [34].
Замена карбонатов пероксидами ЩЗМ. Для изготовления оксидной суспензии и у нас, и за рубежом используют, как уже сказано выше, карбопаты ЩЗМ. Во ВНИСИ было проведено исследование [35] возможности и целесообразности замены карбонатов (МеСО3) пероксидами ЩЗМ (МеО2).
Преимуществом катодов на пероксидах является простота реакций, происходящих при их разложении. При применении карбонатов из них образуются оксиды МеО и углекислый газ СО2, который, в свою очередь, взаимодействует с вольфрамовой подложкой катода. При этом между вольфрамом и оксидом образовываются промежуточные слои вольфраматов ЩЗМ Me3WO6. Они отрицательно сказываются на эмиссии электронов. Когда производится обработка катодов, покрытых суспензией из пероксидов ЩЗМ, то в итоге образуются оксиды 20
ЩЗМ 2МеО и кислород О2. Благодаря этому при одинаковом по массе количестве исходного покрытия в этом случае будет получено большее количество оксидов ЩЗМ. Следовательно, для получения равного по массе количества оксидов понадобится меньше времени, чем при использовании карбонатов, что делает технологический процесс обработки катодов более экономичным. Кроме того, отсутствие промежуточных слоев вольфраматов положительно сказывается на качестве катодов. Однако, при всей очевидности преимуществ внедрить пероксиды в производство не удалось из-за их взрывоопасности. Создать же невзрывоопасную технологию пока не удалось.
1.4. Люминесценция
1.4.1. Некоторые вопросы теории люминесценции
Мы уже рассмотрели и особенности ртутного разряда низкого давления с введенными в лампу инертными газами, и работу оксидных катодов. Однако главная особенность ЛЛ, как отмечалось ранее—использование в них явления люминесценции. Именно присущий ей избыток излучения над тепловым излучением позволяет получать в этих лампах избыточный по сравнению с ЛН световой поток.
В зависимости от способа возбуждения существуют разные виды люминесценции.
Электролюминесценция—излучение при соударении электронов и ионов с нейтральными атомами. Бомбардировка пучком электронов специальных светосоставов — люминофоров (катодолюминесценция) позволила создать электронно-лучевые (телевизионные) трубки. При воздействии на некоторые люминофоры электрического поля осуществляется еще один вид электролюминесценции, используемый при создании электролюминесцентных панелей. Они широко применяются для сигнализации в табло разного назначения.
Радиолюминесценция — излучение некоторых вешеств при их радиоактивном распаде (приборы сигнализации с использованием изотопов).
Хемилюминесценция —свечение при осуществлении некоторых химических реакций. Одной из се разновидностей является биолюминесценция —свечение гнилушек, светлячков, морских глубин. При свечении светлячков осуществляется самый высокий КПД (до 9'7%). И радиолюминесценция, и хемилюминесценция используются для сигнализации.
Рентгенолюминесценция - свечение, возбуждаемое рентгеновскими лучами; используется в рентгеновских трубках.
Фотолюминесценция — свечение люминофоров (ламповых люминофоров) при возбуждении их излучением в оптической
21
А1
П
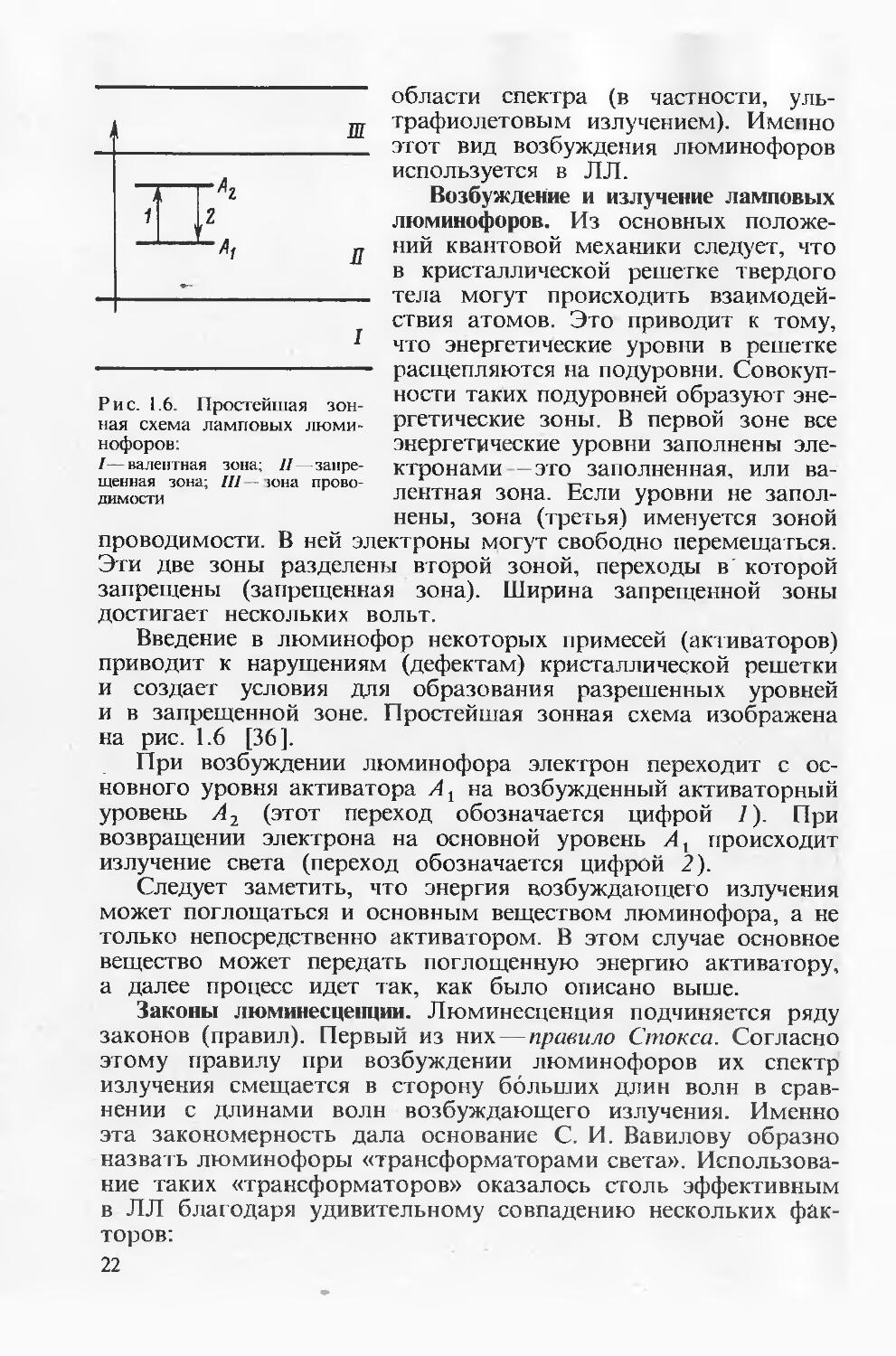
Рис. 1.6. Простейшая зонная схема ламповых люминофоров:
- валентная зона; II—запрещенная зона; III — зона проводимости
I
области спектра (в частности, ультрафиолетовым излучением). Именно этот вид возбуждения люминофоров используется в ЛЛ.
Возбуждение и излучение ламповых люминофоров. Из основных положений квантовой механики следует, что в кристаллической решетке твердого тела могут происходить взаимодействия атомов. Это приводит к тому, что энергетические уровни в решетке расщепляются на подуровни. Совокупности таких подуровней образуют энергетические зоны. В первой зоне все энергетические уровни заполнены электронами—это заполненная, или валентная зона. Если уровни не заполнены, зона (третья) именуется зоной
проводимости. В ней электроны могут свободно перемещаться. Эти две зоны разделены второй зоной, переходы в которой запрещены (запрещенная зона). Ширина запрещенной зоны достигает нескольких вольт.
Введение в люминофор некоторых примесей (активаторов) приводит к нарушениям (дефектам) кристаллической решетки и создает условия для образования разрешенных уровней и в запрещенной зоне. Простейшая зонная схема изображена на рис. 1.6 [36].
При возбуждении люминофора электрон переходит с основного уровня активатора Ах на возбужденный активаторный уровень А 2 (этот переход обозначается цифрой 1). При возвращении электрона на основной уровень Л1 происходит излучение света (переход обозначается цифрой 2).
Следует заметить, что энергия возбуждающего излучения может поглощаться и основным веществом люминофора, а не только непосредственно активатором. В этом случае основное вещество может передать поглощенную энергию активатору, а далее процесс идет гак, как было описано выше.
Законы люминесценции. Люминесценция подчиняется ряду законов (правил). Первый из них—правило Стокса. Согласно этому правилу при возбуждении люминофоров их спектр излучения смещается в сторону больших длин волн в сравнении с длинами волн возбуждающего излучения. Именно эта закономерность дала основание С. И. Вавилову образно назвать люминофоры «трансформаторами света». Использование таких «трансформаторов» оказалось столь эффективным в ЛЛ благодаря удивительному совпадению нескольких факторов: 22
1) высокий выход резонансного ультрафиолетового излучения ртутного разряда низкого давления и его дальнейшее увеличение из-за использования вторичных процессов (переводов метастабильных состояний атомов ртути в излучающие при добавлении в лампу инертных газов);
2) наличие явления люминесценции—избытка излучения у ряда веществ (люминофоров) над тепловым излученим при возбуждении их, в частности, излучением в оптической области спектра (фотолюминесценция);
3) наличие правила Стокса, позволяющего преобразовывать интенсивное ультрафиолетовое излучение ртутно-аргонового разряда в видимый свет;
4) удачное стечение обстоятельств, позволившее разработать ряд эффективных люминофоров, возбуждаемых ультрафиолетовым излучением и излучающих в разных областях видимой части спектра, что дало возможность создавать белые лампы разных цветовых оттенков.
Следует заметить, что правило Стокса, как и другие правила, имеет исключения. Так, удалось разработать «антистоксовые» люминофоры, излучающие в видимой части спектра при возбуждении их инфракрасным излучением. Эти люминофоры используются для создания электронно-оптических преобразователей (ЭОП)—приборов, обеспечивающих ночное видение.
Раньше считалось, что за счет люминесценции можно получить очень мало света, но второй закон фотолюминесценции утверждает, что это не так, поскольку каждому кванту возбуждения соответствует около одного кванта излучения. Правда, общее количество квантов излучения обычно меньше количества квантов возбуждения и средний квантовый выход (отношение числа квантов излучения к числу квантов возбуждения) несколько меньше единицы. Задача разработчиков люминофоров состоит в неустанных поисках, направленных на повышение квантового выхода до единицы. В результате осуществления таких работ квантовый выход у лучших люминофоров доведен до 0,9.
Приняв во внимание и первый, и второй закон люминесценции, мы можем сделать следующий вывод: чем больше энергия кванта возбуждения, тем менее выгодно при том же квантовом выходе йспользование явления фотолюминесценции. Такое заключение очевидно, поскольку выгоднее на получение одного кванта излучения затрачивать квант возбуждения с наименьшей возможной энергией.
Отношение энергии кванта излучения к энергии кванта возбуждения получило название квантового отношения ^ = ^vm3ji/^vBO36 = vHM/vBO36. Приведенное выше заключение теперь можно сформулировать так: чем меньше квантовое отношение,
23
тем менее выгодно использование явления люминесценции. Посмотрим, сколь выгоднее использовать для возбуждения резонансное излучение ртутного разряда низкого давления с ?. = 254, а не 185 нм . Учтем при этом, что длина волны обратно пропорциональна частоте излучения. Тогда квантовое отношение будет выглядеть так: R=vm„/vBO36 = А.воз6Дизл. Примем среднюю длину волны излучения в видимой области спектра за Х= 555 нм. Тогда ^185 = ^-185/^вид = ^85/555 = 0,33, а Л254 = Х254/А,вид = 254/555 = 0,46. Еще более выгодно возбуждение видимого света излучением в ближней ультрафиолетовой области спектра с Х. = 360 нм. Здесь 7? = А.36О/Х.555 = 360/555 = 0,65. Поскольку световой поток ЛЛ пропорционален квантовому выходу и квантовому отношению, он тем выше, чем больше эти величины. Малое квантовое отношение характеризует таким образом большие потери энергии при возбуждении излучения — большие стоксовы потери.
Так же как и для правила Стокса, для второго закона люминесценции существуют свои исключения. Еще в 1945 г. В. А. Фабрикант высказал мысль о возможности создания люминофоров с квантовым выходом больше единицы [12]. Более того, он заметил, что этого скорее всего можно ожидать при использовании редкоземельных люминофоров, что, в частности, откроет путь к созданию эффективных безртутных ЛЛ.
Решая вопрос о выборе наиболее приемлемых люминофоров, мы, кроме учета двух указанных законов люминесценции, должны принимать во внимание еще ряд факторов: возможность обеспечения желаемой цветности ламп, стабильность характеристик люминофора в процессе изготовления и горения ЛЛ; качество цветопередачи ЛЛ, определяемое выбранными люминофорами.
Несколько слов по поводу стабильности характеристик люминофоров в процессе горения ЛЛ. Одной из главных причин нестабильности является воздействие ртути на люминофор. Здесь имеет место и химическое взаимодействие ртути и люминофора, и образование некоей вуали ртути и ее оксидов на люминофоре. Большую роль играет электронноионная бомбардировка слоя люминофора в разряде.
Не менее существенным оказывается радиационное воздействие на люминофор резонансного излучения разряда. При этом установлено, что главное отрицательное воздействие на большую часть ламповых люминофоров оказывает линия 185 нм. Линия же 254 нм способствует даже частичному восстановлению ущерба, наносимого линией 185 нм. Из-за отсутствия простых и надежных методов разделения этих линий без значительных потерь в интенсивности линии 185 нм вопросы радиационного старения не отражены в ГОСТ и ТУ на люминофоры, что не позволяет классифицировать их и соответственно выбраковывать радиационно нестойкие люминофоры. 24
В заключение остановимся на одном недостатке в преобразовании в свет энергии, подводимой к ЛЛ. В современных лампах мощностью 40 Вт (наиболее массовых из выпускаемых сейчас ЛЛ) в излучение превращается, как сказано выше, около 65% подводимой энергии. Однако люминофор превращает в свет лишь 1/3 ее. В итоге световой КПД лампы оказывается лишь на уровне 20%. Вся остальная энергия уходит на выделение теплоты. Как видно, люминофор срабатывает значительно менее эффективно, чем газовый разряд низкого давления. Вместе с тем эго свидетельствует о наличии еще одного крупного резерва для повышения параметров ЛЛ—следует неустанно работать над более эффективным преобразованием люминофорным слоем в свет того ультрафиолетового излучения, которое обеспечивается газовым разрядом.
1.4.2. Новые научные проблемы
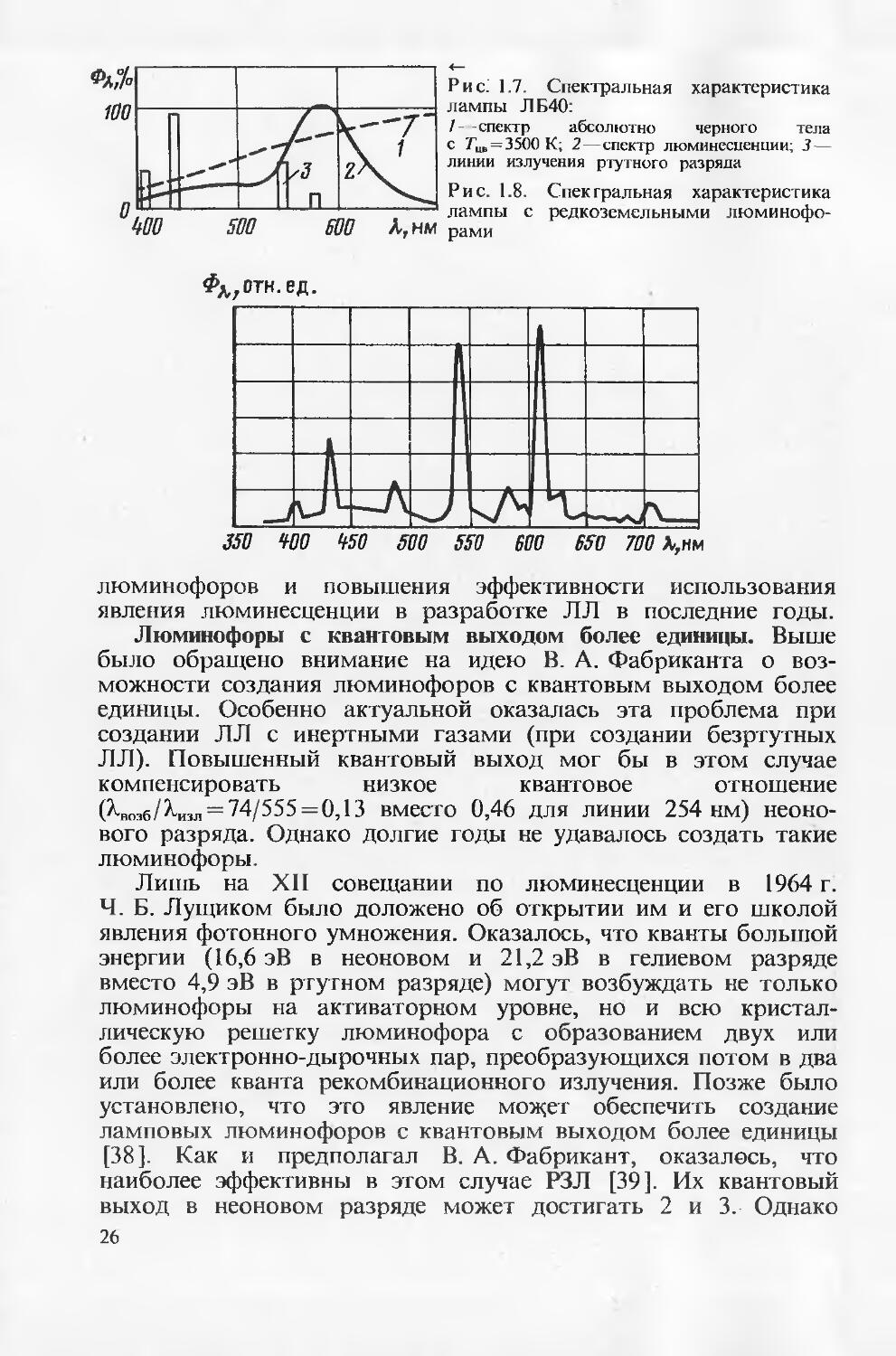
Использование редкоземельных люминофоров. Спектр излучения ламп с применяющимся за рубежом с 1942 г. эффективным и дешевым люминофором—галофосфатом кальция и магния, активированным сурьмой и марганцем (ГФК) — широкополосный (рис. 1.7). Лампы с редкоземельными люминофорами (РЗЛ) имеют узкополосные спектры (рис. 1.8). Торнтон [37], фирмы Osram и Philips предложили применить трехполосные РЗЛ с максимумами излучения в областях максимальной чувствительности человеческого глаза1 (X равно 450, 540 и 610 нм) для создания нового типа ЛЛ. Это предложение дало хорошие результаты. Был увеличен световой поток ламп, значительно улучшена цветопередача—общий индекс цветопередачи Ra повышен с 50 у ламп ЛБ до 85 у новых ламп. (Подробнее об Ra и Rt см. в § 2.1 и далее.) Сочетание ранее несовместимых свойств — высокого светового потока и хорошего качества цветопередачи —привело к тому, что лампы на РЗЛ были названы «лампами нового поколения». В дальнейшем высокая стабильность РЗЛ позволила сделать следующий шаг в повышении качества ламп создать энергоэкономичные ЛЛ в трубках диаметром 26 мм вместо обычных 38 мм (ЭЭЛЛ)1 2 и компактные ЛЛ в трубках от 8 до 13 мм (КЛЛ). Все это позволяет признать разработку ламп на РЗЛ главным научным достижением в области создания ламповых
1 В сетчатке человеческого глаза имеются две группы свето- и цветовоспринимающих клеток: палочки, чувствительные к свету, и колбочки, способные воспринимать и оценивать цвет.
2 Наименование ЭЛЛ не годится, так как оно присвоено эритемным лампам (см. § 2.5).
25
Фл,отн.ед.
Рис: 1.7. Спектральная характеристика лампы ЛБ40:
/- -спектр абсолютно черного тела с 7’цв = 3500К; 2—спектр люминесценции; 3 — линии излучения ртутного разряда
Рис. 1.8. Спектральная характеристика лампы с редкоземельными люминофорами
350 КО КО 500 550 600 650 700 К,нм люминофоров и повышения эффективности использования явления люминесценции в разработке ЛЛ в последние годы.
Люминофоры с квантовым выходом более единицы. Выше было обращено внимание на идею В. А. Фабриканта о возможности создания люминофоров с квантовым выходом более единицы. Особенно актуальной оказалась эта проблема при создании ЛЛ с инертными газами (при создании безртутных ЛЛ). Повышенный квантовый выход мог бы в этом случае компенсировать низкое квантовое отношение (^ВОзб/^изл = 74/555 = 0,13 вместо 0,46 для линии 254 нм) неонового разряда. Однако долгие годы не удавалось создать такие люминофоры.
Лишь на XII совещании по люминесценции в 1964 г. Ч. Б. Лущиком было доложено об открытии им и его школой явления фотонного умножения. Оказалось, что кванты большой энергии (16,6 эВ в неоновом и 21,2 эВ в гелиевом разряде вместо 4,9 эВ в ртутном разряде) могут возбуждать не только люминофоры на активаторном уровне, но и всю кристаллическую решетку люминофора с образованием двух или более электронно-дырочных пар, преобразующихся потом в два или более кванта рекомбинационного излучения. Позже было установлено, что это явление мож;ет обеспечить создание ламповых люминофоров с квантовым выходом более единицы [38]. Как и предполагал В. А. Фабрикант, оказалось, что наиболее эффективны в этом случае РЗЛ [39]. Их квантовый выход в неоновом разряде может достигать 2 и 3. Однако 26
пока не удалось создать синие и зеленые люминофоры с Т]>1. И лишь красный оксид иттрия, активированный европием Y2O3 —Ей, способен обеспечить квантовый выход в неоновом разряде Г] = 1,4’.
Таким образом, без эффективных синих и зеленых люминофоров пока нельзя получить белые неоновые лампы. Однако оказалось, что и красная лампа может найти свое применение—для лова рыбы на свет, выращивания сельскохозяйственных растений, в неактиничных светильниках [40]. А главное, в этих работах реализовано теоретическое предсказание В. А. Фабриканта о возможности получения квантового выхода более единицы, т. е. обоснована возможность создания эффективных безртутных ламп. Их разработка — теперь лишь вопрос времени.
При обсуждении вопроса о люминофорах, обеспечивающих квантовый выход люминесценции более единицы, следует указать на появившийся патент США [41 ] о мономолекулярном люминофорном слое из люминесцирующего натрия. В таком одноатомном слое не образуется кристаллических структур. Атомы натрия оказываются изолированными друг от друга молекулами должным образом выбранного диэлектрика, прозрачного для видимого света и ультрафиолетового излучения. В этом случае каждый квант резонансного излучения разряда, возбуждая атом натрия, вызывает излучение им двух квантов: желтого и голубого. В совокупности получается приблизительно белый свет. Пока нет публикаций, подтверждающих не только эффективность таких ламп, но и реальную осуществимость описанного механизма люминесценции.
Проверка радиационной стойкости люминофоров. Ранее было обращено внимание на желательность оценки воздействия на люминофоры линии 185 нм и на связанные с этим трудности из-за большого поглощения этой линии в воздухе. Кроме того, если использовать излучение кварцевых ламп, которое содержит и линию 185 нм, то возникает задача выделения ее из общего излучения. Его можно осуществить с помощью спектральных приборов (монохроматоров), но в них неизбежны потери интенсивности этой линии в оптике и на путях прохождения излучения. Последние потери можно снизить, используя вакуумные монохроматоры, но они дороги. Это делает их неприемлемыми для серийного производства приборов. Если облучать люминофоры излучением, содержащим и линию 185 нм, и линию 254 нм, мы не получим достоверной картины старения люминофоров, поскольку, как указывалось
1 Заметим, что Торнтон указал на целесообразность использования РЗЛ в ЛЛ в 1971 г. [28]. В СССР оксид иттрия, активированный европием, в 1973 г. был применен в БЭЛЛ я в 1976 г.— в лампах ЛФР150.
27
ранее, линия 254 нм будет частично исправлять урон, наносимый линией 185 нм.
В результате в документации на ламповые люминофоры и лампы ограничиваются оценкой общего спада светового потока ламп в процессе их горения. Очевидно, что этот спал определяется рядом факторов, а не одним радиационным старением. Поэтому поиск путей оценки влияния самого радиационного старения остается актуальным
Решение этой задачи было предложено Ф. А. Бутаевой (ВНИСИ), разработавшей новый метод контроля радиационной стойкости люминофоров. О нем было доложено на Совещании по люминесценции в 1981 г. [42]. В качестве источника излучения была использована предложенная И. М. Гуревичем (ВНИСИ) капиллярная кварцевая лампа, в которой разрядный промежуток был образован двумя кварцевыми шлифованными пластинками, расположенными вдоль оси разряда на расстоянии 1 мм друг от друга. В такой лампе значительно (на порядок) возрастает интенсивность излучения линии 185 нм в сравнении с обычными лампами.
Для выделения линии 185 нм Ф. А. Бутаевой были использованы фильтры, разработанные в Государственном оптическом институте (ГОИ), которые пропускали линию 185 нм и задерживали излучение с к=254 нм. Испытуемый люминофор помещался сразу за фильтрами, вплотную к ним. Как видно, преимущества предложенного метода состоят в следующем: выше исходная интенсивность линии 185 нм; разделение линий осуществляется без применения дорогих вакуумных монохроматоров; путь, который проходит излучение с А, = 185 нм, сокращен до минимума.
Интенсивность излучения люминофора, облучавшегося то или иное время, сопоставлялась с интенсивностью излучения необлучавшегося люминофора той же партии, что давало возможность оценить степень спада интенсивности излучения люминофора, т. е. степень старения люминофора за то или иное время облучения линией 185 нм. Установлено, что за несколько часов облучения люминофор старел примерно так же, как за тысячи часов в обычной ЛЛ. Обстоятельством, которое не дало пока возможности перейти от лабораторных опытов к созданию прибора для определения радиационной стойкости люминофоров в промышленности, была недостаточная стабильность фильтров во времени. И только разработанный в последнее время фильтр— кристаллический фторид бария с примесью трехвалентного эрбия не меняет свои свойства по крайней мере в течение 50 ч эксплуатации [43].
Пропускание этих фильтров находится для линии 185 нм в диапазоне 50—62%, для линии 254 нм —в диапазоне 1,5— 7%. Два фильтра, поставленные один за другим, уменьшают 28
пропускание линии 185 нм до 36%, зато практически вовсе не пропускают линию 254 нм (0,06- 0,12%). Появление этих фильтров открывает возможность создания приборов для широкого использования па заводах, изготовляющих люминофоры. Эти приборы позволят разбраковывать и отбирать лучшие партии люминофоров, вести работы по повышению их качества до уровня лучших образцов Приборы можно использовать на ламповых заводах для входного контроля люминофоров.
Глава вторая
ЛАМПЫ, СОЗДАННЫЕ НА БАЗЕ
ОСНОВНЫХ ПОЛОЖЕНИЙ ТЕОРИИ
2.1. Первые люминесцентные лампы в СССР
Для того чтобы легче было составить общее представлен® о выпускаемых сейчас ЛЛ, целесообразно сгруппировать их в несколько больших подгрупп, что и будет осуществлено в § 2.3—2.5 настоящей главы. В связи с этим следует прежде всего обратить внимание на то, с чего началась разработка отечественных ЛЛ. Первые ЛЛ, выпускавшиеся промышленностью, изготовляли на смеси двух люминофоров: на голубом вольфрамате магния и розовом силикате цинка и бериллия, активированном марганцем.
В зависимости от соотношения этих люминофоров видоизменялась цветность ламп: от голубоватой ДС (дневного света) с цветовой температурой 7',,,,=6500 К, до белой лампы БС (белого света) с Тцв = 3500 К. Позже возникла потребность в создании промежуточной лампы ХБС (холодно-белого света) с Tin,=4300 К и розоватой лампы ТБС (тепло-белого света) с 7’цв=2800 К. Все эти лампы обеспечивали достаточно правильную цветопередачу (ЦП) освещаемых объектов. Уже тогда выявилась необходимость в лампах с широким диапазоном цветовых температур. Так, для освещения объектов с большим содержанием сине-голубых тонов оказалась наиболее подходящей лампа ДС, а для подсветки красно-розовых мраморов в вестибюлях метро—лампа ТБС. Общим недостатком всех ЛЛ в то время была их малая СО. Так, СП ламп типа БС40, разработанных на МЭЛЗ Е. В. Мерзлоуховой', был
1 Е. В. Мерзлоуховой был также разработан и первый ГОСТ 6825-54 на ЛЛ.
29
равен 1920 лм, а их СО соответственно 48 лм/Вт. Значительно повышение СП было осуществлено при переходе к разработан ному в конце 50-х годов отечественному люминофору ГФК ГФК—это сложное химическое вещество, содержащее в себ фосфат кальция, галогены (фтор и хлор) и активаторы (сурьм и мар!анец), формула которого
3Ca3(PO4)2Ca(F, С1)2.
У ламп ЛБ40 по ГОСТ 6825-61 СП достиг уже тогд; 2120 лм. СП продолжал расти по мере улучшения качеств; люминофора и введения ряда усовершенствований в тех нологию изготовления ламп. В настоящее время по ГОСТ 6825 74 СП равен 3200 лм (СО равна 80 лм/Вт). При использованш ГФК выявилась еще одна, на сей раз отрицательная, особен ность ламп на этом люминофоре—худшая цветопередача В результате параметры этих ламп не укладывались в т< требования, которые были выработаны при работе со старым! люминофорами (они не соответствовали заданному распределе нию энергии излучения по спектральным зонам). Поэтом’ пришлось разделить выпускавшиеся лампы на два класса.
Первый класс—лампы с правильной ЦП (за рубежом ош получили наименование ламп де люкс, супер де люкс, экстр; де люкс). У нас же на первых порах продолжали использоват! старые люминофоры—вольфрамат магния и силикат цинк; и бериллия, активированный марганцем (позже появилиа новые более эффективные люминофоры). Вторым классах ламп стали лампы на ГФК. [Когда была введена оценк; качества ЦП по индексам ЦП (общему Ro и специальных Ri), было установлено, что лампы на ГФК имеют т?о = 50-г-60 а на люминофорах для ламп де люкс 7?а^85. Кроме того оказалось, что у ламп де люкс Rt находятся примерно не том же уровне, что и Ra, а у ламп на ГФК — на значительнс более низких уровнях. ]
В связи с изложенным с 1961 г. в ГОСТ были введень новые обозначения ламп. . Лампы с правильной ЦП сталг именоваться ЛДЦ (люминесцентная дневного света с правильной ЦП). Другие лампы: ЛД (люминесцентная дневного света) ЛХБ (люминесцентная холодно-белого света), ЛБ (люминесцентная белого света), ЛТБ (люминесцентная тепло-белогс света). Как видно, в СССР долгое время выпускали одиг лишь тип ламп с правильной ЦП—лампы ЛЦД. Остальные лампы не претендовали на правильную ЦП и поэтому в них можно было применять ГФК.
Главное отличие марок ГФК, используемых в производстве того или иного (по цветности) типа ламп, состоит в соотношении сурьмяной (Х»480 нм) и марганцевой (Х»580 нм^ полос излучения (см. рис. 1.7). Для люминофора, применяемогс 30
при изготовлении ламп ЛД, это отношение равно 90%, ЛХБ 40%, Л Б 22%, ЛТБ 12%.
Лампы ЛД и ЛДЦ имеют близкие значения Тт (6500 и 6200 К, одно время они совпадали и равнялись 6500 К). Но ЦП у ламп ЛД значительно ниже, чем у ЛДЦ. Лампы ЛД к тому же значительно отличаются от ламп ЛБ по СП: 2500 и 3200 лм у ламп мощностью 40 Вт. По этим двум причинам (худшая ЦП по отношению к лампам ЛДЦ и меньший СП в сравнении с ЛБ) рассматривается вопрос о снятии ламп ЛД с производства, хотя из-за недефицитности люминофора той марки, которая идет на изготовление ламп ЛД и простоты изготовления ламп с заданными параметрами их выпуск достигает половины выпуска ламп Л Б Следует подчеркнуть, что дефицитность люминофора для ламп ЛБ является крупным недостатком в работе химической промышленности, приводящим к большому перерасходу электроэнергии, затрачиваемой при эксплуатации неэффективных ламп ЛД вместо прогрессивных ламп ЛБ'.
Лампы ЛХБ и ЛТБ не нашли широкого применения в СССР. Кроме того, они были рассчитаны, как указывалось выше, для освещения некоторых объектов нестандартной цветности, например бело-розовых мраморов. Теперь же после появления соответствующих ламп де люкс, о чем будет подробнее сказано позже, новые лампы оказались более пригодными для освещения таких объектов.
2.2. Зависимость параметров ламп от некоторых исходных данных
Зависимость световой отдачи от диаметра трубок-колб. В ЛЛ, изготовлявшихся в первые годы их производства, вводили, как было сказано выше, ртуть и аргон. Была определена зависимость параметров ламп от ряда исходных данных. Рассмотрим этот вопрос по [2], начав с выяснения зависимости СО от диаметра трубок-колб. Возьмем для этого серию ламп одинаковой длины, но в трубках разного диаметра. Поскольку такие исследования впервые были проведены в США, в качестве единицы измерения диаметра был взят привычный для этой страны 1 дюйм. Набор трубок был такой: 1/2 дюйма (12—13 мм), 3/4 дюйма (18—19 мм), 1 дюйм (25,4 мм), полтора дюйма (примерно 38 мм) и 2 дюйма (50—54 мм). Если измерить СО ЛЛ, изготовленных из таких трубок, при одинаковом рабочем токе, то зависимость их СО от диаметра
1 В последнее время выпуск люминофоров для ламп Л Б значительно увеличен.
31
будет иметь максимум при диаметре, равном 38 мм. В [2] приводятся следующие данные о зависимости СО от диаметра трубок:
Диаметр, мм ................... 12 24 38 54
СО, % ......................... 85 92,5 100 89
Указанный способ классификации трубок по диаметру, основанный на исчислении в дюймах, вошел теперь в систему международной стандартизации, поэтому используются трубки диаметром, кратным дюйму. Таким образом, существуют лампы с диаметром трубок 26—28 и 38 мм, но нет ламп диаметром 22 и 35 мм и т. д.
Отметим, что наиболее эффективными длительное время были лампы с ртутью и аргоном диаметром 38 мм.
Зависимость световой отдачи от длины ламп. Мы уже говорили, что основные процессы возбуждения и излучения в газовом разряде ЛЛ происходят в области положительного столба разряда. Для него характерно постоянство градиента потенциала по всей длине. Значит, постоянна также и его яркость для всего столба. И только в катодных областях разряда имеет место спад яркости. Естественно, что чем короче трубка, тем значительней сказываются эти спады на общем СП и СО лампы. Можно констатировать, что у длинных ламп СО растет, стремясь к СО положительного столба разряда. Вот почему ЛЛ должны быть длинными. Но чем длиннее трубка, тем менее удобна она с точки зрения конструирования красивых и удобных светильников. Было установлено, что наиболее эффективна и более или менее приемлема для светильников лампа мощностью 40 Вт диаметром 38 и длиной 1200 мм. Эта Л Л стала на долгие годы ЛЛ массового выпуска.
Зависимость световой отдачи от тока и температуры трубки. Экспериментально установлено, что СО ламп по мере повышения температуры и силы тока растет до некоторого максимума, а потом медленно снижается с увеличением тока и еще медленнее при повышении температуры. Максимум в зависимости от температуры имеет место при 38—45° С, в зависимости от тока — лишь при очень малых его значениях (менее 0,1 А).
Остановимся подробнее на проблеме снижения СО в зависимости от тока. Это становится важным фактором при создании ламп повышенной интенсивности. Так, лампы мощностью 50 Вт в трубках диаметром 38 мм имеют максимальную СО при длине 1,5 м, а у ламп мощностью 65 Вт в такой же трубке она ниже и еще ниже у лампы мощностью 80 Вт с теми же габаритными размерами. Как видно, лампы повышенной интенсивности менее эффективны, хотя и имеют 32
более высокий СП, поэтому их следует применять только в тех случаях, когда для получения высокой заданной освещенности уже не хватает площади потолков для размещения большого числа светильников с обычными лампами.
Зависимость напряжения зажигания от температуры окружающей среды и давления аргона. Кривые зависимости напряжения зажигания от температуры и давления аналогичны — они имеют минимумы при температуре 10—20° С и давлении около 260—270 Па (2 мм рт. ст.). Такой ход кривых определяется тем, что при малых температуре и давлении в газовой смеси содержится мало атомов ртути и идет процесс ионизации атомов аргона. Потенциал же ионизации у него выше, чем у ртути, и напряжение зажигания при этом высокое. По мере увеличения давления начинает сказываться эффект Пеннинга, и напряжение зажигания снижается (см. также п. 1.2.1). При переходе пределов границ около 20° С и 260 Па начинают более активно идти процессы возбуждения атомов ртути, что также приводит к повышению напряжения зажигания.
2.3. Лампы для освещения в промышленности
В большинстве предприятий промышленности обычно нет необходимости использовать лампы с правильной ЦП, поэтому здесь следует выбирать такие ИС, которые отличаются высокой СО. С этой точки зрения для помещений с высотой потолков до 3 м во всех странах считаются незаменимыми ЛЛ на ГФК. Наибольшей световой отдачей обладают, как сказано выше, лампы ЛБ40 (80 лм/Вт). Раньше в США количество ламп типа ЛХБ, судя по литературным данным [44], было равно 75% общего выпуска ламп, а теперь [45] в Европе и Америке уменьшено до 20% (количество ламп типа ЛБ возросло до 50%).
Рассмотрим подробнее типоразмеры ламп ЛБ на ГФК, используемые для освещения в большинстве промышленных предприятий.
Малогабаритные лампы диаметром 16 мм. В их число согласно ГОСТ 6825-74 входят лампы мощностью 4, 6, 8 и 13 Вт. Длина ламп с цоколем и штырьками находится в пределах 150,1—531,1 мм, СП равен 140—830 лм. Лампы мощностью 4, 6, 8 Вт рассчитаны на напряжение 127 В, 13 Вт — на 220 В, обозначение: ЛБ4, ЛБ6, ЛБ8, ЛБ13. Эти лампы используются для местного освещения.
Лампы диаметром 26 мм—это лампы мощностью 15 и 30 Вт. Первые рассчитаны на напряжение 127 В, вторые—на 220 В. Длина ламп менее 451,6 и 908,8 мм соответственно, з 33
СП — 820 и 2180 лм. Лампы мощностью 15 и 20 Вт используются для местного освещения; лампы 15—30 Вт — для шахтного (во взрывобезопасных светильниках).
Лампы диаметром 32 мм. В трубках этого диаметра выпускаются на СПО «Лисма» (г. Саранск) разработанные ВНИИИС кольцевые ЛЛ типов ЛБК22, ЛБК32 и ЛБК40 (люминесцентные, белого света, кольцевые, мощностью от 22 до 40 Вт). Внутренние диаметры колец для ламп мощностью 22 Вт равны 151 мм, для ламп мощностью 32 Вт — 245 мм и для ламп мощностью -40 Вт — 346 мм, что делает возможным создание светильников с двумя или тремя коаксиально расположенными лампами. СП ламп соответственно 1050, 1900' и 2600 лм.
Лампы диаметром 38 мм. В трубках этого диаметра в СССР изготовляется подавляющее число ЛЛ. Они имеют мощность 20, 40, 65 и 80 Вт. Лампы мощностью 20 Вт рассчитаны на напряжение сети 127 В (две последовательно включенные лампы можно применять в сети напряжением 220 В). Наиболее распространены в СССР, как уже указывалось, лампы мощностью 40 Вт, их длина до 1213,6 мм. Лампы мощностью 65 и 80 Вт выпускаются одной длины (до 1514,2 мм). Световой поток ламп 4800 (65 Вт) и 5400 лм (80 Вт). Казалось бы, лампы ЛБ80 значительно более эффективны. На самом деле это не так. У ламп мощностью 65 Вт более высокие СО (73,9 против 67,5 лм/Вт у 80 Вт) и срок службы (15 и 12 тыс. ч.). А главное, из-за большей мощности ламп в светильниках с лампами мощностью 80 Вт создаются более высокие температуры. Из-за этого выше оказывается давление паров ртути, а значит, снижается выход резонансного излучения, а за ним и СП светильника.
Установлено, что двухламповый закрытый светильник в установившемся режиме дает с лампами мощностью 65 Вт тот же СП, что и с лампами 80 Вт. Наконец, ПРА для ламп 65 Вт значительно менее материалоемки. Таким образом, использование ламп 80 Вт приводит лишь к перерасходу электроэнергии и материалов. По этой причине за рубежом уже совсем отказались от использования ламп мощностью 80 Вт, которые теперь *не включаются в каталоги на ИС. Меры по прекращению выпуска светильников с лампами 80 Вт для постепенной замены ламп 80 Вт на лампы 65 Вт принимаются и в СССР [46]. Лампы мощностью 65 Вт разработаны во ВНИСИ Д. С. Малышевой
В трубках диаметром 38 мм отечественной промышленностью выпускаются также лампы ЛФР150 (люминесцентные, фотосинтетические, рефлекторные), разработанные В. Г. Боосом. Кроме них во ВНИИС были созданы лампы ЛБ125, а во ВНИСИ — лампы ЛХБ 150, но по ряду причин ни те, ни другие не пошли в серийное производство. Лампы мощностью 125 и 150 Вт имеют те же габаритные размеры, что 34
и лампы 65 и 80 Вт. У таких ламп значительно более высокие удельные мощности. Если у ламп 40 Вт на каждый метр их длины приходится 33 Вт, у ламп 65 Вт — 43, у ламп 80 Вт — 53, то у ламп 150 Вт—100 Вт. Благодаря этому в лампах повышенной интенсивности удается получать более высокие начальные СП
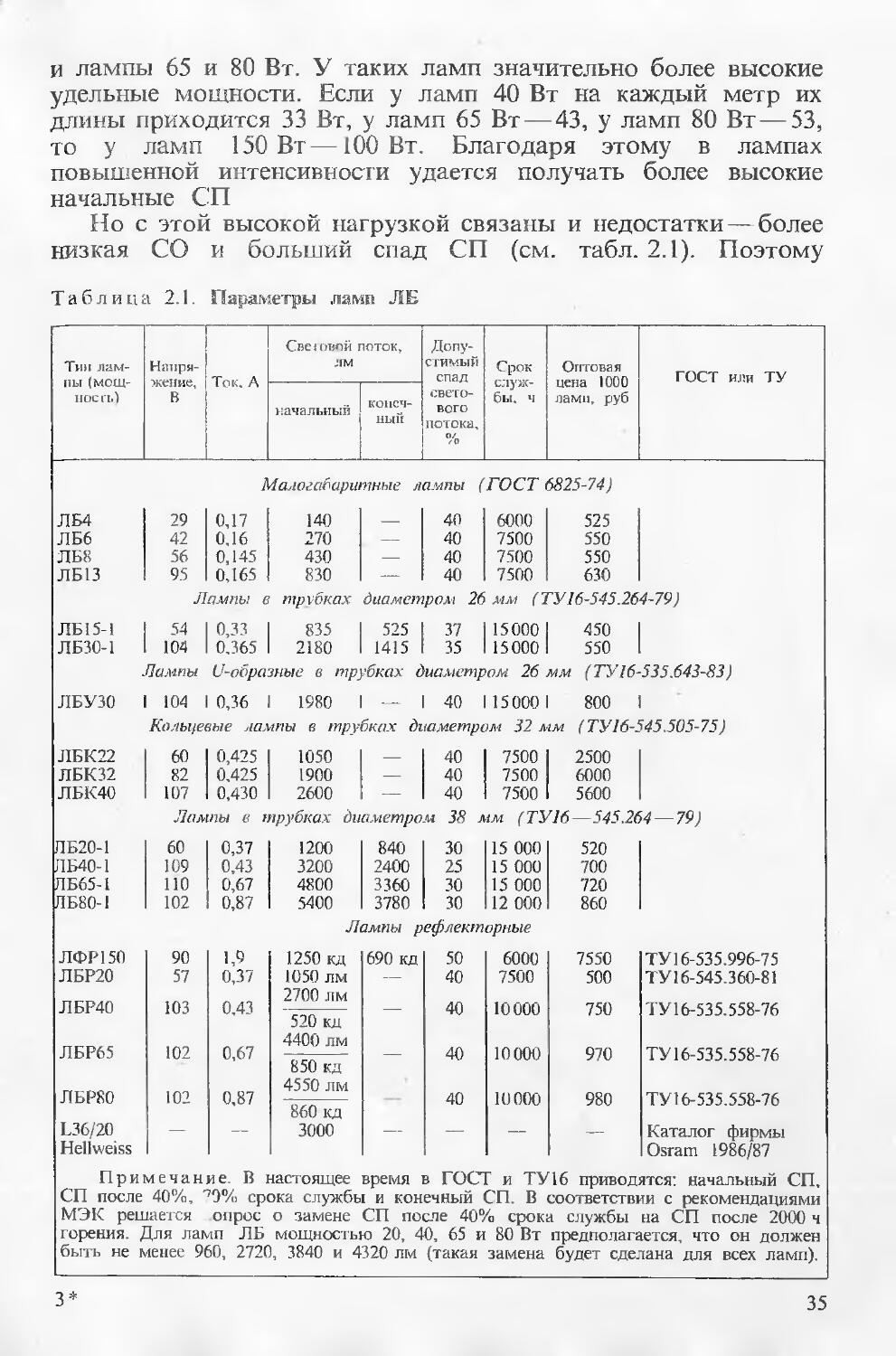
Но с этой высокой нагрузкой связаны и недостатки — более низкая СО и больший спад СП (см. табл. 2.1). Поэтому
Таблица 2.1. Параметры ламп ЛЕ
Тин лампы (мощность) Напряжение, В Ток, А Световой поток, лм Допустимый спад светового потока, % Срок службы. ч Оптовая цена 1000 ламп, руб ГОСТ или ТУ
начальный конечный
Малогабаритные лампы (ГОСТ 6825-74)
ЛБ4 29 0,17 140 — 40 6000 525
ЛБ6 42 0,16 270 — 40 7500 550
ЛБ8 56 0,145 430 — 40 7500 550
ЛБ13 95 0,165 830 — 40 7500 630
Лампы 6 трубках диаметром 26 мм (ТУ16-545.264-79)
ЛБ15-1 54 0,33 835 525 37 15000 450
ЛБЗО-1 104 0,365 2180 1415 35 15000 550
Лампы U-образные в трубках диаметром 26 мм (ТУ16-535.643-83)
ЛБУ30 104 0,36 1980 — 40 15000 800
Кольцевые лампы в трубках диаметром 32 мм (ТУ16-545.505-75)
ЛБК22 60 0,425 1050 — 40 7500 2500
ЛБК32 82 0,425 1900 — 40 7500 6000
ЛБК40 107 0,430 2600 — 40 7500 5600
Лампы в трубках диаметро м 38 мм (ТУ16—545.264— 79)
ПБ20-1 60 0,37 1200 840 30 15 000 520
ЛБ40-1 109 0,43 3200 2400 25 15 000 700
ПБ65-1 110 0,67 4800 3360 30 15 000 720
ЛБ80-1 102 0,87 5400 3780 30 12 000 860
Лампы рефлекторные
ЛФР150 90 1,9 1250 кд 690 кд 50 6000 7550 ТУ 16-535.996-75
ЛБР20 ЛБР40 57 103 0,37 0,43 1050 лм 2700 лм — 40 40 7500 10000 500 750 ТУ16-545.360-81 ТУ16-535.558-76
520 кд 4400 лм
ЛБР65 102 0,67 40 10 000 970 ТУ16-535.558-76
850 кд 4550 лм
ЛБР80
102 0,87 40 10000 980 ТУ16-535.558-76
860 кд
L36/20 — — 3000 — — — — Каталог фирмы
Hellweiss Osram 1986/87
Примечание. В настоящее время в ГОС' и ТУ16 приводятся: начальный СП,
СП после 40%, '7Э% срока службы и конечный СП В соответствии с рекомендациями
М ЭК решается опрос о замене СП после 40% срока службы на СП после 2000 ч
горения. Для ламп Л Б мощностью 20, 40, 65 и 80 Вт предполагается, что он должен
быть не менее 960, 2720, 3840 и 4320 лм (такая замена будет сделана для всех ламп).
3*
35
лампы повышенной интенсивности целесообразно применять лишь в тех случаях, когда для получения заданной высокой освещенности уже не хватает площади потолков для размещения нужного количества светильников с лампами нормальной интенсивности (например, с лампами 40 Вт). При этом приходится, конечно, идти на некоторые условия: на использование открытых светильников (из-за слишком высоких температур в закрытых светильниках), на больший расход электроэнергии (из-за меньшей СО ламп), на более частую замену ламп (из за худшей стабильности СП). Именно плохая стабильность СП была главной причиной, по которой не пошли в производство лампы ЛХБ150.
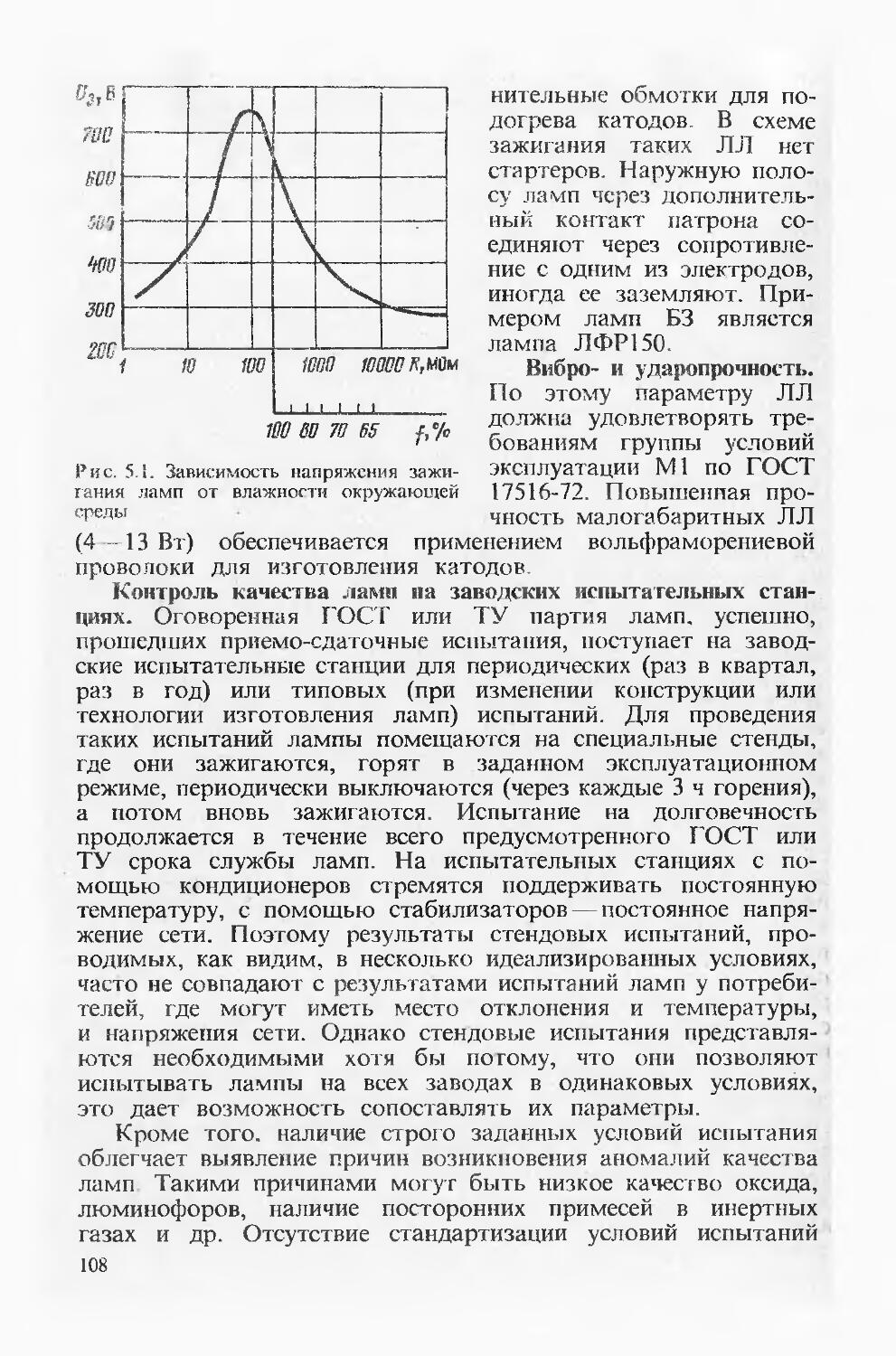
Для повышения эффективности ламп ЛФР150, используемых для селекции сельскохозяйственных культур, в их спектр введены синяя и красная составляющие. Применение в качестве последней РЗЛ — оксида иттрия, активированного европием, значительно повысило стабильность СП этих ламп и сделало возможным их внедрение в производство в отличие от ламп ЛХБ150. К числу рефлекторных ламп относятся и обычные осветительные лампы мощностью 20, 40, 65 и 80 Вт. Диффузионно отражающий слой таких ламп на 75% увеличивает СП в сторону, противоположную рефлекторному слою.
В табл. 2.1 по данным номенклатурного каталога Инфор-мэлектро [47] приведены параметры наиболее эффективных ламп—ламп Л Б (не приводятся данные по лампам ЛД, ЛХБ, ЛТБ, имеющиеся в упомянутом каталоге, так как эти лампы не пользуются спросом у потребителей). Таблица дополнена данными ГОСТ, ТУ 16 и прейскурантов при отсутствии нужных сведений в каталоге. В конце таблицы приведен для сопоставления СП ламп мощностью 36 Вт фирмы Osram типа L36/20 диаметром 26 мм, наиболее близких к отечественным лампам ЛБ40-1. Как видно, эти данные с учетом разницы в мощности и диаметре (фирма Osram прекратила выпуск стандартных ламп в трубках диаметром 38 мм) находятся на одном техническом уровне: 3200 лм у ЛБ40-1 и 3000 лм у L36/20.
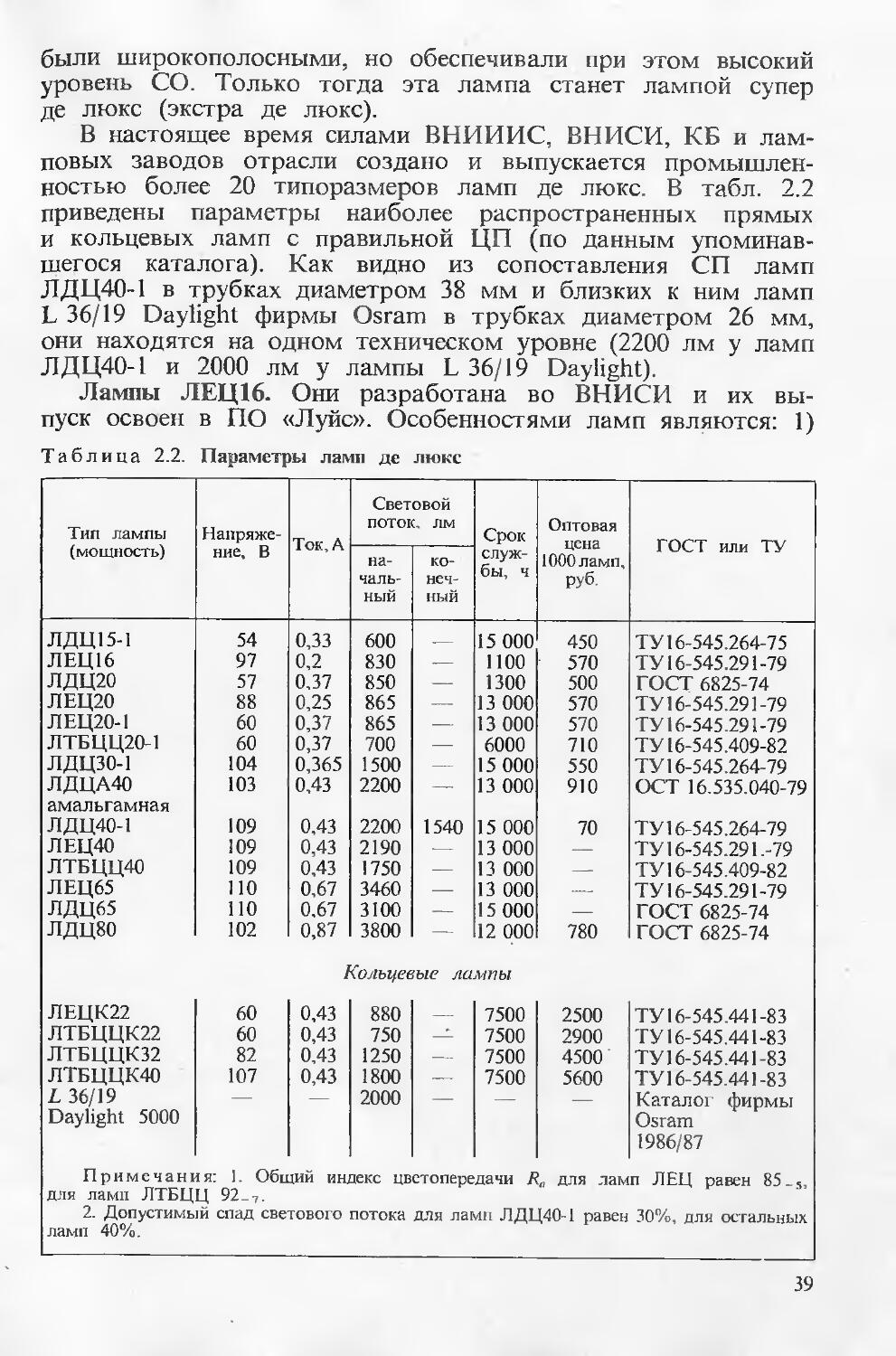
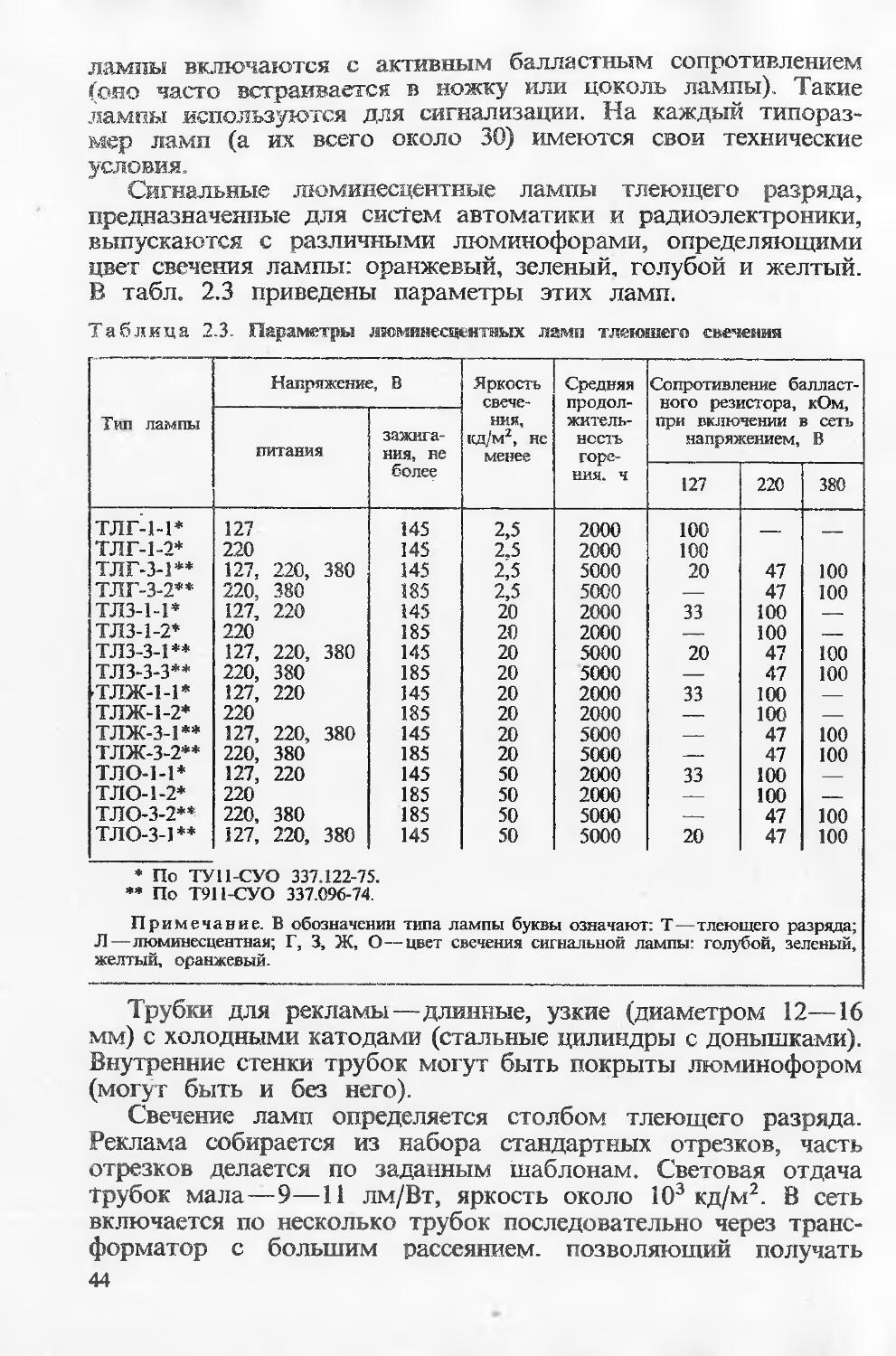
2.4. Лампы с правильной цветопередачей (лампы де люкс)
В дополнение к лампам де люкс типа ЛДЦ, существовавшим с первых дней промышленного выпуска ЛЛ, Е. П. Усвяцовой во ВНИСИ была разработана1 серия новых ламп с правильной
1 В дальнейшем работы по совершенствованию ламп этого типа проводились в ряде организаций и координировались ВНИИИС, как головной организацией по ИС.
36
ЦП [48]. Необходимость такой разработки была вызвана уже упоминавшейся ранее невозможностью создания одной ЛЛ, которая была бы универсально годной для освещения объектов с разными цветовыми оттенками. Это было верно для ламп на ГФК, которые не могут обеспечивать правильную ЦП. Тем более это справедливо при использовании ламп де люкс. При разработке серии новых ламп де люкс было принято решение ориентироваться в основном на тот же ряд ламп по цветности, который стал уже привычным при использовании ламп на ГФК. Заметим, что и зарубежные лампы де люкс расположены в такой же ряд по цветности.
Лампы ЛДЦ. Первой в этом ряду стоит лампа ЛДЦ. В результате серии исследований, проведенных во ВНИСИ по улучшению качества ЛЛ, было прежде всего решено сместить центр поля допусков по цветности этих ламп с уровня 6500 К в направлении к 6000 К1. Это оказалось нужным сделать потому, что некоторые - партии ламп ' забраковывали из-за недостаточности в красной области спектра излучения. Смещение Тцв позволило ликвидировать этот вид брака. Далее, в Государственном институте прикладной химии (ГИПХ) и во Всесоюзном научно-исследовательском институте люминофоров (ВНИИЛ) было создано несколько люминофоров, позволивших повысить СО ламп ЛДЦ40 с 38 лм/Вт в 1968 г. до 55 лм/Вт в 1973 г. [49].
Лампы ЛДЦУФ. Кроме повышения параметров ламп ЛДЦ в ходе разработки серии новых ЛЛ была создана разновидность лампы ЛДЦ—лампа ЛДЦУФ (люминесцентная, дневного света, с правильной ЦП, с ультрафиолетовой составляющей в спектре ее излучения). Для этого в люминофорный слой кроме принятой для этих ламп смеси вводится люминофор ЛЗЗ (силикат бария, активированный свинцом). Максимум его излучения имеет место при Х. = 360 нм (в зоне А). Такая лампа дает возможность различать цветовые оттенки белых тканей, в состав красителей которых входят люминесцирующие вещества. Это помогает снимать соответствующий вид брака в текстильной и швейной промышленности.
Внедрение таких ламп сдерживается, в частности, опасением, что при замене ламп ЛДЦ на ЛДЦУФ на рабочем месте работниц—контролеров в их поле зрения сможет попасть прямое ультрафиолетовое излучение ламп ЛДЦУФ. Это опасение может быть снято, если учесть, что: 1) такая проверка должна производиться не постоянно, а лишь при поступлении новой партии ткани; 2) в этих условиях лампы ЛДЦУФ могут быть помещены в отдельный бокс, в котором они будут экранированы так, чтобы они освещали лишь исследуемый образец ткани (и эталонный образец),
1 По ГОСТ 6825-74 Тив ламп ЛДЦ равна 6200 К, а ламп ЛБ—3450 К.
37
а попадание прямого излучения ламп в глаза работниц было бы исключено.
Лампы ЛХЕЦ и ЛЕЦ. Следующими в ряду новых ЛЛ стали лампы ЛХЕЦ (люминесцентная, холодно-естественного света, с правильной ЦП) с Тцв = 5000 К и ЛЕЦ (люминесцентная, естественного света, с правильной ЦП) с Тил — 4000 К. Эти две лампы аналогичны по цветности лампам типа ЛХБ на ГКФ. Наиболее пригодной для освещения жилых и общественных зданий должна стать лампа ЛЕЦ. Люди, предметы домашнего обихода, интерьеры зданий выглядят при освещении этими лампами наиболее естественно. Более того, применение их в текстильной промышленности, как показали исследования Ивановского института охраны труда (Е. И. Ильина), свидетельствует, что они наиболее близки из всех ламп де люкс к универсальному ИС, годному для освещения любых объектов.
Лампы ЛХЕЦ1 дают возможность констатировать различия в цветовых оттенках при паталогических отклонениях в цвете кожи и крови человека. Поэтому эти лампы решением Главного санитарного врача Минздрава СССР были приняты в качестве единственно допустимых ЛЛ в лечебных учреждениях (в диагностических кабинетах). В соответствии с этим решением все еще практикующееся применение в этих учреждениях любых ЛЛ является недопустимым отклонением от правила.
Лампы ЛБЦ. Лампы де люкс цветности, близкой к ЛБ (7^ = 3500 К), в СССР не разрабатывались. За рубежом они существуют и, судя по литературным данным, могут быть эффективны для применения в табачной промышленности.
Лампы ЛТБЦЦ. В области низких цветовых температур (7ЦВ = 27002800 К) аналогом ламп ЛТБ следует считать лампу ЛТБЦЦ (люминесцентная, тепло-белого света, с особо высоким качеством ЦП) с 7^ = 2700 К. При усовершенствовании этой лампы (во ВНИИИС) была поставлена задача повышения индекса ЦП в сравнении с первоначально созданной во ВНИСИ лампой ЛТБЦ от 90 до 92. Именно этим объясняется введение в обозначение лампы второй буквы Ц. Однако для обеспечения заданного, также повышенного, значения СО разработчики люминофоров (ВНИИЛ) были вынуждены ввести в люминофорную смесь красный РЗЛ, что ухудшило (снизило) некоторые специальные индексы ЦП. Таким образом, параметры цветопередачи этой лампы оказались противоречивы: при наиболее высоком Ra у нее не все R, находятся на должном уровне.
Для того чтобы лампа смогла стать действительно одной из наилучших по ЦП,. разработчикам люминофоров надо поработать над тем, чтобы все люминофоры, входящие в смесь.
1 В обозначение ламп в ТУ 16 на лампы ЛХЕЦ еще не внесена буква Ц, поэтому там они обозначаются как ЛХЕ.
38
были широкополосными, но обеспечивали при этом высокий уровень СО. Только тогда эта лампа станет лампой супер де люкс (экстра де люкс).
В настоящее время силами ВНИИИС, ВНИСИ, КБ и ламповых заводов отрасли создано и выпускается промышленностью более 20 типоразмеров ламп де люкс. В табл. 2.2 приведены параметры наиболее распространенных прямых и кольцевых ламп с правильной ЦП (по данным упоминавшегося каталога). Как видно из сопоставления СП ламп ДДЦ40-1 в трубках диаметром 38 мм и близких к ним ламп L 36/19 Daylight фирмы Osram в трубках диаметром 26 мм, они находятся на одном техническом уровне (2200 лм у ламп ЛДЦ40-1 и 2000 лм у лампы L 36/19 Daylight).
Лампы ЛЕЦ16. Они разработана во ВНИСИ и их выпуск освоен в ПО «Луйс». Особенностями ламп являются: 1)
Таблица 2.2. Параметры ламп де люкс
Тип лампы (мощность) Напряжение, В Ток, А Световой поток, лм Срок службы, ч Оптовая цена 1000 ламп, руб. ГОСТ или ТУ
начальный конечный
ЛДЦ 15-1 54 0,33 600 .— 15 000 450 ТУ 16-545.264-75
ЛЕЦ16 97 0,2 830 •— 1100 570 ТУ16-545.291-79
ЛДЦ20 57 0,37 850 — 1300 500 ГОСТ 6825-74
ЛЕЦ20 88 0,25 865 — 13 000 570 ТУ 16-545.291-79
ЛЕЦ20-1 60 0,37 865 — 13 000 570 ТУ 16-545.291-79
ЛТБЦЦ20-1 60 0,37 700 — 6000 710 ТУ 16-545 409-82
ЛДЦ30-1 104 0,365 1500 — 15 000 550 ТУ 16-545 264-79
ЛДЦА40 амальгамная 103 0,43 2200 — 13 000 910 ОСТ 16.535.040-79
ЛДЦ40-1 109 0,43 2200 1540 15 000 70 ТУ 16-545.264-79
ЛЕЦ40 109 0,43 2190 — 13 000 — ТУ 16-545.291.-79
ЛТБЦЦ40 109 0,43 1750 — 13 000 — ТУ 16-545.409-82
ЛЕЦ65 110 0,67 3460 — 13 000 — ТУ 16-545 291-79
ЛДЦ65 ПО 0,67 3100 -— 15 000 — ГОСТ 6825-74
ЛДЦ80 102 0,87 3800 \ольцее ?ые ла 12 000 ИНЫ 780 ГОСТ 6825-74
ЛЕЦК22 60 0,43 880 — 7500 2500 ТУ16-545.441-83
ЛТБЦЦК22 60 0,43 750 — 7500 2900 ТУ16-545.441-83
ЛТБЦЦК32 82 0.43 1250 — 7500 4500 ТУ16-545 441-83
ЛТБЦЦК40 107 0 43 1800 — 7500 5600 ТУ16-545.441-83
L 36/19 Daylight 5000 — — 2000 — — — Каталог фирмы Osram 1986/87
Примечания: 1. Общий индекс цветопередачи / для ламп ЛТБЦЦ 92_7. !„ для ламп ЛЕЦ равен 85 _5,
2. Допустимый спад светового ламп 40%. потока для ламп ЛДЦ40-1 равен 30%, для остальных
39
малый рабочий ток 200 мА вместо обычных 330—870 мА, что дало возможность разработать малогабаритный ПРА; 2) малая мощность в сочетании с высоким СП, что обеспечивает высокую СО (51,8 вместо 43,3 лм/Вт у близких к ним по мощности ламп 20 Вт); 3) согласованная с модулем мебели длина лампы (720 мм) позволяет использовать лампы в быту: в изголовьях кроватей, в гардеробах, над кухонными столами. Лампа отнесена к товарам улучшенного качества с индексом «Н» (Новинка).
В табл. 2.2 не включены параметры ламп ЛЕЦ40И, ЛТБЦЦ40И, разработанных ВНИИИС, и ЛЕЦ60И, ЛТБЦЦ60И, созданных во ВНИСИ, поскольку они не внедрены в производство. Это лампы повышенной интенсивности мощностью 40 Вт в колбах обычных ламп 20 Вт, а 60 Вт—в колбах ламп 40 Вт. Их предполагалось использовать в тех производственных помещениях, где необходимо сочетание требований хорошей ЦП и высокого уровня освещенности. Разработка ламп и ПРА была успешно завершена. На ламповых заводах были выпущены установочные партии ламп и промышленность была, таким образом, готова к серийному выпуску ламп. Однако на этом пути встретилась непреодолимая трудность, состоящая в том, что использовать для этих ламп обычные светильники для ламп 20 и 40 Вт нельзя из-за значительно более жестких тепловых режимов с этими более мощными лампами. Была запланирована разработка и выпуск новых светильников. Однако в отрасли не оказалось необходимых мощностей для их выпуска и разработка светильников была прекращена. Это характерный пример срыва внедрения нужных ламп.
В заключение отметим следующее’ 1) при наличии высокой ЦП лампы де люкс имеют и у нас, и за рубежом СП лишь на уровне 2/3 СП ламп на ГФК; 2) хотя в настоящее время разработана целая серия ламп де люкс разной цветности и мощности, их выпуск (кроме ламп ЛДЦ) остается в СНГ незначительным, поскольку предприятия Минхимпрома не обеспечивают изготовления должного количества люминофоров для этих ламп.
2.5. Лампы специального назначения
И за рубежом, и у нас выпускается значительное количество специальных ламп. Общее число ЛЛ массового применения и специального назначения, выпускаемых по ГОСТ и ТУ 16, превышает 150 наименований. Рассмотрим основные типы специальных ламп.
Амальгамные лампы. Наличие в ЛЛ жидкой ртути является главным недостатком, определяющим как вредные условия 40
труда в производстве ламп, так и экологические трудности При эксплуатации ламп. Если заменить жидкую ртуть соответствующей амальгамой, мы не сделаем лампу безртутной, а значит, и экологически чистой. Но благодаря меньшему давлению паров ртути над амальгамой (чем над жидкой ртутью) лампа становится более приемлемой и в производстве, и в эксплуатации. Кроме того, такая лампа оказывается несравненно менее опасной при разбивании, поскольку в этом случае будет растекаться мелкими каплями (что особенно увеличивает испаряющуюся поверхность) далеко не вся име-к аяся в лампе ртуть, как это происходит при употреблении жидкой ртути. Это объясняется тем, что основное количество ртути здесь связано амальгамой. Лишь малая ее часть находится в газообразном состоянии. Это то количество, которое определяется' температурой в лампе и необходимо для поддержания разряда.
Введение амальгам ртути кроме обеспечения положительного эффекта с точки зрения техники безопасности вносит изменения и в параметры ламп. Часть этих изменений положительна, часть ухудшает качество ламп. К числу положительных изменений следует отнести:
1) смещение максимума кривой зависимости СП ламп от температуры окружающей среды в сторону больших температур (от 20° С для жидкой ртути до 40—50е С при наличии амальгамы); это очень полезное изменение особенно при использовании закрытых светильников и с учетом того, что светильники большей частью размещаются под потолком, т. е. в зоне наивысших температур в помещениях;
2) изменение хода упомянутых кривых, поскольку они приобретают более пологий ход, благодаря чему область высоких значений СП оказывается расположенной в большем температурном диапазоне. Заметим в связи с этим, что даже ЛЛ с жидкой ртутью при низких температурах (близких к 0) хуже зажигаются и их СП снижается. Легко понять, что эти недостатки будут более заметны в лампах с амальгамой.
Большое влияние на качество ЛЛ имеет выбор амальгамы. Первоначально в ЛЛ вводили амальгаму кадмия. Однако СП такой ЛЛ нестабилен из-за большой летучести кадмия. Кроме того, у ЛЛ с такой амальгамой высокий СП имеет место в узком диапазоне температур. Лучше — амальгама индия, но ее недостаток — низкая температура плавления и определяемые этим трудности с формованием шариков или отрезков проволоки для введения их в ЛЛ. Оказалось, что наиболее приемлемый вариант—многокомпонентная амальгама (три-четыре металла). Она обладает высокими термодинамическими и механическими параметрами и содержит меньше токсичного материала— ртути. Так, амальгама, созданная СКТБ ИС (г. Полтава),
41
состоящая из 20% ртути, 5% висмута и 75% свинца, легко штампуется, галтуется и не плавится в процессе заварки и откачки ЛЛ.
Совсем не безразлично, где размещать амальгаму. Ее начали вводить в виде полоски, наносимой на внутренней поверхности трубки в центре лампы. Однако было замечено, что у таких ламп очень большое время разгорания, т. е. время, в течение которого СП достигает своего максимума. Это время иногда превышает 15—20 мин. В связи с этим пришли к выводу, что амальгаму следует разделить на две части: основную и поджигающую. Последнюю размещают вблизи катода, чтобы испарение первых порций ртути прошло за минимально короткий срок. Один из наиболее принятых способов размещения основной амальгамы — введение ее в ште-нгель лампы. При этом принимают меры к тому, чтобы шарик или штабик амальгамы не соскальзывал в лампу.
Световой поток ламп с амальгамами мало отличается от СП обычных ламп (он может быть меньше его на 3—4%).
Отечественные амальгамные лампы разработаны во ВНИ-ИИС (Ю. А. Мещеряковым); параметры одной из них приведены в табл. 2.2.
Панельные лампы. Кроме фигурных ламп (U-образных W-образных, кольцевых) существуют панельные лампы. Для их изготовления в листовом электровакуумном стекле делаются вмятины, по форме повторяющие в простейшем варианте W-образную лампу. Этот лист сваривается с другим (плоским) листом по ранту. В соответствующих местах листов в лампу вакуумно-плотно вводятся электроды. В СНГ панельные лампы не выпускаются.
Желобковые или винтообразные лампы. Одним из способов создания ЛЛ повышенной интенсивности может быть использование трубок-колб того же диаметра, но имеющих впадины (вмятины). Они могут быть желобковыми или винтообразными. Преимуществом таких трубок-колб в сравнении с трубками меньшего диаметра является то, что невмятые части трубок будут иметь более низкие температуры, поскольку будут дальше отстоять от оси разряда. Так в этом случае решается вопрос создания холодных зон, необходимых для поддержания заданного давления паров ртути. В СССР такие лампы не выпускаются. В отечественных лампах повышенной интенсивности холодные зоны создаются введением тепловых экранов или увеличением закатодных зон разряда.
Цветные лампы. Для декоративных целей изготовляются цветные лампы—голубые, зеленые, оранжевые, красные. Нужную цветность получают подбором подходящих по цвету люминофоров либо путем использования пигментов. Обозначение цветных ламп: ЛГ20, ЛК40 и т. д, 42
Бактерицидные лампы — это разрядные лампы низкого давления без люминофора. Они рассматриваются здесь потому, что их конструкция и технология те же, что у ЛЛ соответствующей мощности. Бактерицидные лампы применяются для дезинфекции воды, различных продуктов, в лечебных целях. Все эти функции выполняет ультрафиолетовое излучение разряда. Чтобы коротковолновое излучение разряда могло выйти из лампы, при ее изготовлении применяется увиолевое стекло. Оно отличается от обычного стекла ЛЛ малым содержанием железа. Еще лучше пропускает резонансное излучение кварцевое стекло, но его использование значительно усложняет технологию изготовления ламп и повышает их стоимость. Обозначаются лампы так: ДРБ8, ДБ60 (дуговая, ртутная, бактерицидная, мощностью 8 Вт, 60 Вт).
Эритемные лампы (ЭЛЛ). Эти лампы, так же как бактерицидные, изготовляют из увиолевого (эритемного) стекла, которое отличается от бактерицидного тем, что в него входит малое количество (около 1%) свинца РЬО. Такое стекло не пропускает резонансное излучение разряда, но сквозь него проходит ультрафиолетовое излучение зон А (320—400 нм) и В (280—320 нм). Люминофорный слой этих ламп изготовляется с применением эритемного люминофора Э2. Такие лампы -используются для компенсации ультрафиолетовой недостаточности в районах Крайнего Севера и др. В установках постоянного действия они применяются вместе с обычными ЛЛ. Обозначение эритемных ламп ЛЭ30 (люминесцентная, эритемная, мощностью 30 Вт) и др.
Ультрафиолетовые лампы. Такое наименование получили ЛЛ, применяемые в установках, использующих фотохимическое и биологическое действие излучения с длиной волны от 320 до 400 нм (зона А). Иногда такие лампы называют загарными. При изготовлении этих лам» используют люминофор ЛЗЗ, обозначение ламп: ЛУФ4-1, ЛУФ80 (люминесцентная, с ультрафиолетовой составляющей, мощностью 4 Вт, модификация 1 или люминесцентная, с ультрафиолетовой составляющей, мощностью 80 Вт) и др.
Лампы тлеющего разряда. Тлеющий разряд отличается, как уже было указано, малой плотностью тока при низком давлении наполняющего газа и высокими значениями падения катодного потенциала (около 200 В). Такие ИС могут быть подразделены на три группы: лампы тлеющего свечения, ЛЛ тлеющего разряда, трубки для рекламы (старое название --газосветные трубки). В лампах первого типа электроды расположены вблизи друг друга. Свечение, излучаемое ими, определяется свечением приэлектродных областей разряда. Они наполняются, как правило, неоново-гелиевой смесью с малой примесью аргона для облегчения зажигания ламп, в сеть
43
лампы включаются с активным балластным сопротивлением (оно часто встраивается в ножку или цоколь лампы). Такие лампы используются для сигнализации. На каждый типоразмер ламп (а их всего около 30) имеются свои технические условия.
Сигнальные люминесцентные лампы тлеющего разряда, предназначенные для систем автоматики и радиоэлектроники, выпускаются с различными люминофорами, определяющими цвет свечения лампы: оранжевый, зеленый, голубой и желтый. В табл. 2.3 приведены параметры этих ламп.
Таблица 2.3. Параметры люмияесцьнтных ламп тлеющего свечения
Тип лампы Напряжение, В Яркость свече-НИЯ, кд/м2, не менее Средняя продолжительность горе-НИЯ. ч Сопротивление балластного резистора, кОм, при включении в сеть напряжением, В
питания зажига- ния, не более
127 220 380
ТЛГ-1-1* 127 145 2,5 2000 100
ТЛГ-1-2* 220 145 2.5 2000 100
ТЛГ-3-1** 127, 220, 380 145 2,5 5000 20 47 100
ТЛГ-3-2** 220, 380 185 2,5 5000 — 47 100
ТЛЗ-1-1* 127, 220 145 20 2000 33 100 -—.
ТЛЗ-1-2* 220 185 20 2000 — 100 —
ТЛЗ-З-1** 127, 220, 380 145 20 5000 20 47 100
тлз-з-з** 220, 380 185 20 5000 — 47 100
ТЛЖ-1-1* 127, 220 145 20 2000 33 100 —
ТЛЖ-1-2* 220 185 20 2000 — 100 —
ТЛЖ-3-1** 127, 220, 380 145 20 5000 —- 47 100
ТЛЖ-3-2** 220, 380 185 20 5000 — 47 100
ТЛО-1-1* 127, 220 145 50 2000 33 100 —
ТЛО-1-2* 220 185 50 2000 -— 100 —
ТЛО-3-2** 220, 380 185 50 5000 — 47 100
ТЛО-3-J** 127, 220, 380 145 50 5000 20 47 100
* По ТУИ-СУО 337.122-75.
** По Т911-СУО 337.096-74.
Примечание. В обозначении типа лампы буквы означают: Т—тлеющего разряда;
Л—люминесцентная; Г, 3, Ж, О — цвет свечения сигнальной лампы: голубой, зеленый,
желтый, оранжевый.
Трубки для рекламы—длинные, узкие (диаметром 12—16 мм) с холодными катодами (стальные цилиндры с донышками). Внутренние стенки трубок могут быть покрыты люминофором (могут быть и без него).
Свечение ламп определяется столбом тлеющего разряда. Реклама собирается из набора стандартных отрезков, часть отрезков делается по заданным шаблонам. Световая отдача Трубок мала — 9—11 лм/Вт, яркость около 103 кд/м2. В сеть включается по несколько трубок последовательно через трансформатор с большим рассеянием- позволяющий получать 44
высокое напряжение (кВ) для зажигания разряда и малый рабочий ток (до 100 мА).
Лампы ДРЛ (дугоиые, ртутные, люминеоцентные)—единственный представитель ламп высокого давления среди ЛЛ. Каждая лампа имеет кварцевую горелку, смонтированную на большой гребешковой ножке. Эта ножка заваривается в эллиптическую колбу, внутренние стенки которой покрыты слоем люминофора. Заваренные лампы ДРЛ откачиваются и наполняются аргоном Потом их цоколюют резьбовыми цоколями. Это дает возможность эксплуатировать лампы в обычных светильниках для мощных ЛН. Если в ЛЛ люминофор возбуждается непосредственно резонансным излучением разряда, то в лампе ДРЛ резонансное излучение должно сначала пройти сквозь кварцевое стекло горелки. Поэтому процесс старения люминофора не зависит от воздействия на него ртути. Зато большое отрицательное влияние имеют высокие температуры, создаваемые горелкой—лампой высокого давления. В результате в лампах ДРЛ нельзя применять люминофоры для обычных ЛЛ. Здесь нужны специальные температуростойкие люминофоры. Наиболее эффективен в лампах ДРЛ люминофор ванадат иттрия, активированный европием, марки Л50.
Глава третья
РАЗРАБОТКИ ПОСЛЕДНИХ ЛЕТ И ИХ ПРИНЦИПИАЛЬНЫЕ КОНСТРУКТИВНЫЕ И ТЕХНОЛОГИЧЕСКИЕ ОСНОВЫ
3.1. Лампы «нового поколения»
Сведения о разработках последних лет будут изложены в настоящей главе в основном в хронологическом порядке — в том порядке, в котором сообщения о них появлялись в печати. Прежде всего будут рассматриваться работы наиболее важные, определяющие развитие всей подотрасли ЛЛ.
К числу наиболее выдающихся разработок последних лет должно быть прежде всего отнесено создание ламп «нового поколения» на РЗЛ. Об этих лампах уже было упомянуто в п. 1.4.2. Там было сказано, что использование этих люминофоров позволило повысить СП ЛЛ в сравнении с потоком ЛЛ на ГФК и улучшить ЦП (повысить общий индекс ЦП Rc до 92). Однако в ходе разработки ламп выявился и ряд их недостатков. Прежде всего, РЗЛ очень дороги (сотни рублей за 1 кг вместо 10—15 р. за 1 кг ГФК).
45
Далее, в зарубежных проспектах на новые лампы иногда отмечается, что они не вполне адекватны лампам де люкс и не должны поэтому применяться там, где необходимо высокое качество ЦП- В работах советских [50] и японских [51] авторов были рассчитаны кроме общих индексов ЦП еще и специальные индексы /?г, характеризующие ЦП на насыщенных цветовых образцах и на образцах, имитирующих цвет человеческой кожи и естественной зелени. Оказалось, что и Ra, и R, у ЛЛ де люкс высокие (АО = 85; /?9 = 47; Л10 = 64; Л11 = 74; 7?12 = 73; Ai3 = 79; Л14 = 92)'. Это свидетельствует о хорошем качестве ЦП. А вот у ламп «нового поколения» на РЗЛ при высоких некоторые значительно ниже (иногда оказываются о фица тельными). Так. у проверенных ламп фирмы Osram Ак = 78; А9 = 8,5; AjO = 43; А(1=68; А12 = 53; /?13 = 82: /?14 = 75. И но не удиви тел! но. так как спектр излучения таких ламп далек от непрерывного. Он, как видно на рис. 1.8, состоит из редких узких пиков и широких провалов между ними.
В результате следует считаться с гем фактом, что Л Л «нового поколения» обладают свойством «приукрашивать» внешний вид освещаемых предметов желто-красных оттенков. Иногда это не вызывает возражения, например при использовании ламп для бытового освещения. Для тех же применений, где нужна строгая идентификация с каким-то образцом-эталоном (например, при разбраковке цветных тканей и др.), использование ЛЛ «нового поколения» может привести к прохождению брака в число годных изделий. На эту опасность авторами [50] было обращено внимание XXV Совещания по люминесценции.
Во ВНИИИС также разработана лампа «нового поколения» типа Л1>ЦТ401 2 (люминесцентная, белого света, на трехполосных люминофорах). Обратим внимание на букву Т в обозначении пампы. Она введена для того, чтобы потребитель мог отличить лампу на РЗЛ от лампы де люкс. Это необходимо в связи с указанной неадекватностью ламп по ЦП.
Высказанное в [51 ] предположение о возможных осложнениях при замене ламп де люкс лампами на РЗЛ нашло подтверждение в упоминавшейся в § 2.4 работе Е. И. Ильиной [52], где был сделан вывод о существенном преимуществе ламп де люкс при разбраковке цветных тканей. В этом исследовании предложены интересные нововведения для оценки цветопередающих свойств использовавшихся ламп: вместо R,,—среднеарифметического из суммы индексов ЦП R1—Re,
1 Здесь jR9 характеризует насыщенный красный цвет; Rl0— желтый;
—зеленый; Л12— синий; Rl3 цвет человеческого лица; Rl4 — цвет зеленого листа.
2 Позже была разработана и лампа ЛБЦТ36.
46
определяемых по восьми цветовым образцам средней насыщенности, введен индекс R'a с использованием кроме указанных восьми еще шести образцов, характеризующих ЦП на цветах большой насыщенности (рассмотренные ранее специальные индексы введен новый показатель — среднеквадра-
тичное отклонение каждого из индексов Rt — от R'a. Ниже приведены значения этого нового показателя о, вычисленного Е. И. Ильиной для использовавшихся ею ламп':
Тип лампы Ra R'« а
ЛБ 56,5 42,9 46,7
ЛД 63,6 35,4
ЛБЦТ 83,9 73,6 24,1
лдц 86,4 82,1 12,1
ЛЕЦ 88 84,9 7,8
Таким образом, можно сделать следующие выводы:
1. ЦП ламп на ГФК (ЛБ и ЛД) заметно отличается в худшую сторону от ЦП остальных ламп по всем показателям.
2. Судить по общим индексам ЦП о лампах ЛБЦТ на РЗЛ трудно, так как они не резко отличаются от ламп де люкс по этим показателям, хотя отличие по R'a заметнее, чем по Ra.
3. Наиболее информативной представляется оценка по показателю о; судя по нему, наилучшей ЦП обладают лампы де люкс, для которых о в 2—3 раза меньше в сравнении с лампами ЛБЦТ на РЗЛ; лампы на РЗЛ, в свою очередь, лучше ламп на ГФК, так как здесь о почти в 1,5—2 раза ниже, чем у ламп ЛД и ЛБ на ГФК.
4. Лампы ЛЕЦ бесспорно наилучшие по ЦП, чем и объясняются хорошие результаты по разбраковке цветных тканей.
5. Рассмотрение приведенных данных об уменьшении значения о- с ростом Ra и R'a дает основание предполагать, что та же тенденция будет проявляться и в появившихся в последнее время лампах типа Lumilux de lux (Ra более 95). А это будет означать, что при соответствующем уменьшении о будет улучшаться качество ЦП благодаря росту Ra и R'a, а также уменьшению разброса в значениях Rt (этот разброс пока является существенным недостатком ламп на РЗЛ).
Анализ отечественных ламп ЛБЦТ40 показывает, что их СП ниже, чем у ламп Л Б (3000 вместо 3200 лм). Хуже и стабильность СП — спад его к концу срока службы составляет 30% вместо 25%. Наконец, цена лампы ДБЦТ40 превышает 5 руб. вместо 70 коп. за лампу ЛБ40. Низкие светотехнические параметры этих ЛЛ объясняются недостаточно высоким качеством отечественных РЗЛ. Как установлено впервые во ВНИСИ (Э. М. Ерашовой), это связано с тем, что гранулометрия
1 В работе не приведено значение Ra для ламп ЛД.
47
синего (алюминат бария и магния, активированный европием) и зеленого (алюминат магния и церия, активированный тербием) люминофоров, входящих в люминофорную смесь РЗЛ, не оптимальна — у зеленого люминофора много крупных зерен, синий активно коагулирует (слипание зерен). Следует заметить, что синий люминофор обладает, кроме того, плохой термостабильностью — при выжигании биндера (7=500 = 600° С) его яркость уменьшается на 10—30%.
Правильной гранулометрией обладает лишь красный оксид иттрия, активированный европием, и в соответствии с этим он отличается высокой стабильностью СП. Существенно улучшает качество люминофоров их фракционирование. Гиредме-том в лабораторных условиях была изготовлена по рекомендации ВНИСИ партия зеленого люминофора с хорошей гранулометрией. С использованием партии люминофора были изготовлены лампы с высокой стабильностью СП.
Об исследованиях по улучшению качества зеленого люминофора Л48 ВНИСИ и Гиредметом было доложено на XXX совещании по люминесценции [53]. В настоящее время проводится работа по изготовлению мелкозернистого зеленого люминофора в производственных условиях, но пока, к сожалению, без должного результата.
В связи с этим уместно обратить внимание еще на один способ повышения стабильности СП ламп на РЗЛ, предложенный в разных патентах. Например, в патенте США [54] предусматривается нанесение на слой зеленого люминофора (в данном случае — на слой силиката цинка, активированного марганцем) защитного слоя из оксида иттрия, активированного европием и диспрозием. По патентным данным за 14000 ч горения таких ламп не отмечено спада СП, тогда как в лампах без защитного слоя он был равен 40% уже после 6000 ч горения.
В Гиредмете была создана новая марка красного оксида иттрия, активированного европием, с более высокой (на 10%) яркостью, чем у существующей марки (К77). Однако стабильность СП ламп на этом люминофоре ниже. В связи с этим поставлена задача либо добиться высокой стабильности новой марки люминофора, либо отказаться от ее внедрения.
Итак, главными конструктивным и технологическим отличием ламп «нового поколения», обеспечивающим их высокое качество, является использование в них люминофоров РЗЛ. Для повышения параметров отечественных ламп этого типа необходимо продолжить работы по созданию технологии изготовления мелкозернистых РЗЛ в заводских условиях1.
1 В последнее время ВНИИЛ (г. Ставрополь) разработал вместо алюминатов фосфатные люминофоры. Они, по имеющимся сведениям, имеют хорошую гранулометрию и лучшую стабильность в лампах.
48
3.2. Знергоэкономичиы© прямые лампы
Высокая стабильность СП ламп на РЗЛ позволила сделать еще один шаг в деле улучшения качества ЛЛ. Было давно установлено, что при уменьшении диаметра трубок-колб повышается выход резонансного излучения (по данным [55]—на 25%). Однако при этом возрастает и деля линии с к =185 нм. Поскольку радиационное старение люминофоров, как отмечалось ранее, определяется воздействием на них главным образом линии 185 нм, то при уменьшении диаметра трубок ухудшается стабильность СП ламп. Она снижается и из-за того, что слой люминофора оказывается ближе к центру столба разряда, что ведет к более интенсивному облучению люминофора.
Именно по этим причинам в Японии давно перешли на трубки диаметром 32 вместо 38 мм (но не менее, чтобы ухудшение стабильности СП было не очень значительно). С появлением более стабильных лкклинофоров РЗЛ появилась возможность уменьшить диаметр ламп до 26 мм со стабильностью СП, не уступающей стабильности СП ламп на ГФК диаметром 38 мм. Использование новых ламп, как отмечалось выше, позволяет, таким образом, снизить расход стекла и люминофора (на 25—30%), а также сократить площади для хранения и транспортирования ЛЛ.
В СНГ (головная организация ВНИИИС), как и за рубежом, были созданы ЭЭЛЛ мощностью 18,36 и 58 Вт [56, 57]. На стадии разработки были поставлены следующие задачи: 1) получить на усовершенствованных ГФК потоки, близкие к СП ламп 20, -<б и 65 Вт, исключив из разработки лампы на РЗЛ из-за высокой стоимости; 2) создать ЛЛ с такими электрическими параметрами, чтобы новые ЛЛ были взаимозаменяемыми с ЛЛ 20, 40 и 65 Вт, что позволило бы осуществлять замену старых ЛЛ новыми в большом количестве ранее установленных светильников в действующих OS’.
Было ясно, что габаритные размеры старых светильников не будут оптимальными для новых ламп. Зато ооеспечивалась возможность быстрого и широкого внедрения новых прогрессивных ламп. Одновременно шла разработка светильников, наиболее приемлемых для новых ламп. Это привело к дополнительной экономии материалов, идущих на изготовление светильников.
При изучении возможности сохранение неизменных электрических параметров в новых лампах выяснилось, что если в трубках меньшего диаметра использовать принятое в старых лампах аргоновое наполнение, то в ЛЛ повысится градиент на пряжения и напряжение на лампах мощностью 36 Вт возрастет до 150 В. При этом существующие стартеры начинают 4 49
Таблица 3.1. Параметры энергоэкомомичиых лами
Тип ламп (мощность) Напряжение, В Ток, А Световой поток, лм
номинальный минимальный
ЛБ18-3 60 0,37 1250 1125
ЛДЦ18 60 0,37 850 765
ЛЕЦ18 60 0,37 850 765
ЛБ36 109 0,43 3050 2745
ЛДЦ36 109 0,43 2200 1980
ЛЕЦ36 109 0,43 2150 1935
ЛБ58 ПО 0,67 4800 4320
ЛЕЦ58 ПО 0,67 3330 3000
L36/20 Hellweiss* — — 3000 —
* Каталог фирмы Osram 1986/87
гасить лампы тотчас после их зажигания. Снизить напряжение на лампе до нормы удается при замене аргона на криптон. Однако при этом ухудшается зажигание ламп—напряжение зажигания повышается до 250 В. Существенное улучшение положения дел было найдено при использовании эффекта Пеннинга, заключающегося в добавлении к криптону некоторого количества аргона. Следует заметить, что затруднение с зажиганием ламп все же сохраняется, из-за чего в Публикацию 81 МЭК было внесено изменение требования к зажиганию ламп. Теперь минимальное напряжение, при котором лампы должны зажигаться, повышено со 180 до 198 В. Во БЬИСИ установлено [58 ], что для нормального зажигания ЭЭЛЛ следует применять стартеры с импульсом напряжения не менее 600 В вместо гарантируемых по ГОСТ 400 В (по литературным данным — не менее 800 В [59 ]‘).
В настоящее время разработаны и выпускаются промышленностью восемь типоразмеров ЭЭЛЛ. В табл. 3.1 приведены параметры этих ламп, в основном по данным номенклатурного каталога. Недостающие сведения взяты из ТУ16-675-059-84.
Как видно из сопоставления СП лампы, имеющей наивысшую СО (лампы ЛБ36), со СП лампы L 36/20 Hellweiss фирмы Osram, отечественные ЭЭЛЛ находятся на одном уровне с лучшими зарубежными лампами (3050 и 3000 лм).
Количество выпускаемых в СНГ ламп этого типа еще мало, поскольку оно определяется возможностями изготовления разработанных для этой цели усовершенствованных ГФК марки ФЛ-580-3500-2.- Постепенно его количество будет возрастать.
1 Во ВНИИИС разработан новый стартер типа 80C-220-I для ЭЭЛЛ с импульсом напряжения 800—900 В.
50
Световой поток каждой лампы после мвинмальнои продолжительности горения, лм Срок службы, « Конечный световой дотек, лм не менее Допустимый гкад сеетозо-г-j потока, % Оптовая цена 1000 ламп, руб. Светувак отдача, лм/Вт
960 15 000 875 36 480 69.4
650 15 ОС S 550 470 47,2
610 В ОСС 510 40 570 47,2
2420 15 000 2290 32 740 84,7
1670 15 000 1540 30 700 61,1
1500 13 000 1290 э-4 7.40 59,7
3650 15 000 3360 36 780 81
2300 13 000 2000 40 780 55,2
Однако нельзя не отметить, что выпуск ЭЭЛЛ лимитируется не только малым количеством выпускаемого люминофора. Сказываются и некоторые трудности внедрения ламп, с которыми столпсяулись лйнтювые здводы. К их числу следует прежде всего отдссти упоминавшееся ухудшение зажигания ламп. Имеются жалобы на янешнкй вид ламп, у которых в зоне расположения электродов наблюдаются пятна от продуктов распыления катодов и от «сконденсировавшейся» ртути. Имеются случаи снижения срока службы, связанные как с распылением катодов, так и с израсходованием ртути..
Многие из дефектов ламп могут быть сняты при введении в лампы пластинчатых экранов, окружающих катоды. Они, кроме того, должны быть покрыты меркуридом гитана (для наиболее рационального введения в лампу ртути) и газопоглотителем для повышения светотехнических параметров ламп (см. § З.Й). В настоящее время проводятся работы по освоению узла приварки экранов на монтажно-оксадировочных автоматах. Улучшить зажигание ламп должно применение стартеров с высоким импульсом напряжения.
Бывают и случаи выхода ламп из строя из-за недостаточной стабильности СП. Это и понятно, поскольку появление ' ’ЭЛЛ, как было сказано ранее, стало возможным при использовании стабильных РЗЛ (или двухслойного нанесения люминофорного покрытия— РЗЛ поверх ГФК) При использовании принятого у нас способа изготовления ЭЛЛ на одном усовершенствованном ГФК необходимо гобы этот люминофор (марки ФЛ-580-3500-2) имел стзбидн-: i параметры, что, видимо, не всегда осуществляется, в частгост» из-за отсутствия надежных и простых способов проверки радиационной стойкости каждой поступающей на ламповы ;• завсда партия люминофора.
4*= 51
Наибольшей СО в этой серии ламп обладает, как уже сказано, лампа ЛБ36 (84,7 лм/Вт). Благодаря экономии электроэнергии и материалов, идущих на изготовление ламп, наибольший экономический эффект имеет место при использовании ламп ЛБ58.
Б настоящее время мал выпуск не только люминофора для ЭЭЛЛ белой цветноеги, но и люминофорных смесей для ЭЭЛЛ типа ЛЕЦ (табл. 2.3). Кроме того, из-за недостаточно высокого качества этих смесей стабильность СП у ламп ЛЕЦ ниже, чем у Л Б—у них спад СП к концу срока службы доходит до 40% вместо 30—36% у ламп ЛБ и ЛДЦ. Меньше у ламп ЛЕЦ и срок службы (13000 вместо 15000 ч).
Следующий шаг в борьбе за повышение качества ЛЛ может быть осуществлен при замене электромагнитных ПРА на полупроводниковые (ППРА). Оказывается, что при этом наиболее пригодны лампы того же диаметра (26 мм), но с аргоновым наполнением, а не с аргоно-криптоновой смесью. Высокое напряжение на лампе дает возможность получить более высокую СО и значительно снизить потери в ПРА. Цри этом схема с ППРА в отличие от схемы со стартером обеспечивает надежное зажигание ЭЭЛЛ. За рубежом создана серия таких ламп мощностью 15,32 и 50 Вт (иногда вместо ламп 32 Вт применяют лампы 28 Вт). Разработка этой серии ламп и ППРА к ним начата и в СССР (проведена НИР).
Об эффективности комплекта лампа 4-ППРА можно судить по следующему примеру: в двухламповом светильнике с двумя лампами 50 Вт и ППР А расходуется 111 Вт электроэнергии вместо I44 Вт в таком же све пальнике с двумя лампами 58 Вт с обычными электромагнитными ПРА. СО ламп мощностью 50 Вт достигает 100 лм/Вт [58].
Итак, главными конструктивными и технологическими основами создания ЭЭЛЛ являются: 1) уменьшение диаметра трубок; 2) замена в лампах для схем со стартерами и электромагнитными ПРА аргонового наполнения на аргонокриптоновое; 3) замена стартеров и электромагнитных ПРА на полупроводниковые ПРА (целесообразно использование в этом случае аргонового наполнения ламп). В СССР, как отмечалось выше, актуальным остается поиск технологии изготовления стабильных РЗЛ.
3.3. Ксшгшктны» лампы
Другой разновидностью ЭЭЛЛ стали лампы, которые способны заменять широко распространенные, но малоэффективные ЛН. Это стало возможным при использовании тех же положительных особенностей РЗЛ, что и при изготовлении
52
прямых ЭЭЛЛ: высокого индекса ЦП и лучшей, чем у ГФК, стабильности СП ламп.
Общим для всех типов компактных ЛЛ является то, что для такого уменьшения габаритных размеров ламп, когда КЛЛ становится соизмеримой по своим размерам с ЛН, для их изготовления берут короткие трубки малого диаметра (16, 13 и даже 8 мм). Совершенно очевидно, что в такой ЛЛ удельные нагрузки на стенки трубок (нагрузки по току, по мощности) резко возрастают и здесь незаменимы РЗЛ с их высокой стабильностью СП.
Поскольку главное назначение КЛЛ — замена ЛН, они должны обладать ЦП, не худшей, чем ЛН. Заметим, что хотя у ЛН 7?а=100%, их ЦП далеко не идеальна. Ведь хорошо известно, что в помещении, освещенном ими, легко принять черный костюм за синий и наоборот. Это еще раз подтверждает, что наличие высокого Ra еще не означает истинно высокого качества ЦП. Это условие обязательное, но не достаточное. Поскольку у КЛЛ с РЗЛ Ra достаточно высокий, их ЦП для применения в жипых помещениях может быть признана удовлетворительной.
Существующие КЛЛ хорошо систематизированы в [60]:
компактные ЛЛ со стеклянной и пластмассовой оболочкой, которая может быть цилиндрической или сферической. Сама лампа обычно представляет собой согнутую U-образную лампу с резьбовым цоколем, дросселем и встроенным стартером. За рубежом подобные лампы имеют марку SL. Их главным преимуществом является то, что ими можно заменить ЛН в том же патроне и светильнике. Детали такой КЛЛ изображены на рис. 3.1;
Рис. 3.1. Детали компактной лампы с резьбовым цоколем
53
компактные ЛЛ с внешней оболочкой с выносным ПРА, со специальным четырехштырьковым цоколем;
компактные ЛЛ без внешней колбы (оболочки). Здесь несколько Н- или П-образяых ламп монтируется в специальном цоколе. Лампы работают с выносными ПРА и со встроенными в цоколь или выносными стартерами. За рубежом это лампы марки PL (рис 3.2). У них высокая СО, нриблизитель- но 30 лм/Вт. Первоначально- эти лампы не имели цоколя Е27, для них не были разработаны ППРА. Однако позже появились сооб-эд щекия [61] о начале изготовления фирмами _]Osraro и Philros П-об-
Рис. 3.2. Компактная лампа с П-образаыми разных ламп СО ВСТро-тру6“ ‘ ецными ППРА и с цо
О i .
SBKWiil-S®’::
колем Е27. Эти лампы получили название «КЛЛ второго
поколения»;
кольцевые ЛЛ с резьбовым цоколем, ППРА, размещаемым вне лампы. Их СО находится на уровне 70 лм/Вт.
Во ВНИИИС разработано два типа КЛЛ.
Лампы с цоколем Е27 выпускают по ТУ 16-675.103-85. Их обозначение КЛС9/ТБЦ;КЛС13/ТБЦ; КЛС18/ТБЦ; КЛС25/ТБЦ (компактная, люминесцентная, со втроенным ПРА, мощностью 9—25 Вт, тепло-белого света, с улучшенной ЦП на РЗЛ). Высота колбы таких ламп от 150 до 180 мм, диаметр колбы 85 мм, диаметр трубок около 13 мм, координаты цветности ограничены эллипсом с центром при х=0,460; у=414; индекс ЦП 85-5 (другие параметры см. в табл. 3.2).
Лампы со встроенном стартером выпускают по ТУ16-675.117-85 и имеют обозначение: КЛ7/ТБЦП; КЛ9/ТБЦП; КЛ11/ТБЦП" (компактная, люминесцентная, мощностью 7— 1Г*уг, тепло-белого света, П-образная, с улучшенной ЦП на
54
РЗЛ). Диаметр трубок равен 13 мм, цоколь G 23, координаты цветности ограничены эллипсом с центром при х=0,460; у = 0,414; индекс ЦП 82_2 (другие параметры см. в табл. З.З)1.
Таблица 3.2. Параметры ламп КЛС
Мощность, Вт Ток, А Световой поток, лм Допустимый спад светового потока, % Световая отдача, лм/Вт Масса, г Временная цена 1000 ламп, руб.
номинальный минимальный конечный
9 0,093 425 375 380 335 235 205 48 45 47 42 470 12840
13 0,125 600 525 540 470 330 280 48 45 46 40 470 12880
18 0,18 900 750 810 675 495 410 48 45 50 42 520 12890
25 0,27 1200 1050 1080 945” 660 580 48 45 48 42 600 12900
При ивающей мечан оболсч не. В числ ке, в 3Haiv ителе прив ген&теле— едены знач молочно ;ния СП ла й (и то и МП Б прозр другое п ачной с ри вер веторассе-гикальнсм
положение ламп цоколем вверх); срок службы ламп 5000 ч.
Таблица 3.3. Параметры ламп КЛ
Мощность, Вт Ток, А Напряженке, 3 Световой поток, лм Световая отдача, лм/Вт Масса, г Высота лампы, мм Оптовая цена 1000 ламп, руб.
номинальный минимальный ’ конечный
7 0,18 45 400 360 280 57,1 40 135 4000
9 1,17 60 600 540 420 66,7 45 167 4500
11 0,155 90 900 810 630 81,8 55 235 5000
De lux S11W/21 Lumilux Weiss * * Кат алог фирм ы Osram 900 1986/87
Примечание. Срок службы всех ламп 30%. 5000 ч; допустимый спад светового потока
Сравнение этих двух типов ламп свидетельствует о том, что П-образные лампы обладают более высокой СО (до 81,8 лм/Вт) по сравнению с максимальной СО у КЛС (50 лм/Вт), на порядок меньшей массой (в частности, из-за отсутствия
' Недостатком принятого обозначения ламп КСЛ и КЛ является отсутствие после Ц буквы Т, указывающей на изготовление ламп на РЗЛ.
55
встроенного ПРА). У ламп этого типа выше стабильность СП (допустимый спад СП 30% вместо 45% у КЛС), ниже цена (5 руб. вместо 12,9 руб.).
Сопоставление СП отечественных ламп и ламп фирмы Osram (табл. 3.3) говорит о том, что лампы находятся на одном техническом уровне.
Следует заметить, что по данным разработчиков ламп [131] производство ламп типа КСЛ не получило развития из-за их высокой себестоимости, связанной со сложностью конструкции и наличием большого количества ручного труда при сборке. Для изготовления же ламп типа КЛ во ВНИЙИС разработано, изготовлено и освоено оборудование для серийного выпуска ламп производительностью 400 шт/ч. Для этих ламп созданы адаптеры-переходники с цоколем Е27. Включение ламп осуществляется с помощью патронов для ламп накаливания. Завершена также разработка серии аналогичных ламп мощностью 18, 24 и 36 Вт в трубках повышенного диаметра 17,5 мм, продолжаются работы по усовершенствованию ламп КЛ и расширению их ассортимента.
Общие замечзджя ио «лагягаая нового поколения»—ЭЭЛЛ и КЛЛ. Все эти лампы были созданы в результате разработки новых люминофоров РЗЛ. В то же время из-за высокой стоимости РЗЛ выпуск прямых ЭЭЛЛ у нас осуществляется на ГФК. Однако выпуск этих ламп из-за отсутствия должного количества люминофоров пока мал. В связи с этим вопрос об увеличении выщ ска ГФК для ЭЭЛЛ стал предметом обсуждения на IX Всесоюзной светотехнической конференции [62]. В докладе было сказано, что в ближайшее время выпуск ЛЛ будет увеличен на 25% и количество ЭЭЛЛ доведено до 70% всего выпуска ЛЛ. В другом докладе было указано на необходимость организации крупносерийного производства ППРА [63].
3.4. Лампы постоянного тока
К числу недостатков ЛЛ относится пульсация их СП. Для ее снижения лампы двухлампового светильника включают в разные фазы сети п'-ременного тока. Однако этот вариант нельзя использовать для одноламповых светильников. В промышленности в этом случае можно применить высокочастотное питание ЛЛ. Но для светильников, применяемых в быту, и этот путь нел»зя использовать, так как здесь выше требования по уровнзо ридаопомех, возникающих ппи высокочастотном питании ЛЛ.
Выход из положения питание ламп выпрямленным и сглаженным током. Однако для этого необходимо было создать 56
1 I
Рис. 3.3. Лампа постоянного тока:
7 — катод; 2 — анод
специальные лампы и ПРА. Обычные ЛЛ нельзя применять из-за наличия при питании постоянным током явления катафореза, которое состоит в том что положительные ионы при горении разряда перемещаются в сторону катода, и постепенно около него образуется значительный избыток ионов, а у анода возникает дефицит ионов.
Таким образом, происходит как бы катафорезная откачка ртути от анода к катоду. В результате концентрация ртути у анода снижается от первоначального оптимального значения настолько, что это приводит к заметному снижению СП в зоне, прилегающей к аноду. Самым простым способом устранения катафореза является периодическое «переполюсовывание» ламп с расчетом, чтобы глаз не успевал отметить снижения СП. Но «переполюсовывание» усложняет электрическую схему питания ламп и затрудняет, тем самым, их эксплуатацию.
В. Г. Боосом и А. П. Меркуловой (ВНИСИ) был найден иной путь борьбы с катафорезом. Было решено создать в заанодной области холодную зону, чтобы противопоставить движению заряженных ионов к катоду тепловое движение и ионов, и нейтральных атомов ртути от горячего катода к холодной зоне у анода [64]. Холодная зона создавалась благодаря размещению анода на выдвинутом в сторону разряда „одном из никелевых выводов ножки (рис. 3.3). Размеры анода выбраны с расчетом предотвращения его распыления при длительном горении ламп. Разработчиками предложен метод расчета параметров холодной зоны [65]. Установлено, что ее температура должна быть равной 35° С.
Параметры макетного образца лампы, созданный во ВНИСИ, приведены в табл. 3.4 в сравнение с параметрами принятых для местного освещения в быту ламп 13 Вт (длина макетных ламп постоянного тока так же выбрана равной длине ламп 13 Вт, т. е. не превышает 531,1 мм).
Таблица 3.4. Параметры ламп постоянного гока
Тип ламп Диаметр трубки, мм Мощность. Bi Напряжение, В Ток, А Свез свой ПОТОК. ЛМ Коэффициент пульсации, %
ЛБ13 16 13 93 0,17 950 20
ЛБ28 26 28 66 0,43 I860 8
57
Как видно, СП новой лампы ЛБ28 практически равен СП двух ламп 13 Вт с расчетом замены двухлампового светильника с лампами 13 Вт на одноламповый светильник с одной лампой 28 Вт.
Принципиальными конструкторскими и технологическими основами разработанных ламп постоянного тока являются: 1) использование ПРА, обеспечивающих питание ламп выпрямленным и сглаженным током; 2) создание в лампах заанодной холодной зоны для компенсации явления катафореза; 3) введение анодных экранов для предотвращения распыления электродов в анодной зоне ЛЛ.
Макетные образцы, ПРА разработаны А. А. Вашкисом и Р. И. Бальсисом в Каунасском политехническом институте.
3.5. Безэлектродные лампы
К числу КЛЛ можно отнести и упоминавшиеся безэлект-родные ЛЛ (БЭЛЛ). Кроме компактности они отличаются от обычных ЛЛ по виду разряда — вместо дугового в них имеет место вихревой разряд. О его особенностях было сказано в п. 1.2.2. В дополнение к приведенным там данным отметим, что при создании макетных образцов ламп была, обнаружена худшая стабильность их СП в сравнении со стабильностью СП обычных ЛЛ из-за большей нагрузки по мощности на единицу поверхности слоя люминофора.
Главные положительные особенности изготовленных и испытанных образцов БЭЛЛ — экономия материалов, идущих в обычных ЛЛ на изготовление электродов, в том числе остродефицитного вольфрама; компактность; возможность повышения СС ламп, поскольку нет его зависимости от электродов; улучшение внешнего вида из-за отсутствия следов распыления электродов. Главный недостаток—высокая стоимость полупроводниковых деталей питающего лампу генератора тока высокой частоты.
Следует, однако, заметить, что электрическая схема высокочастотного генератора БЭЛЛ проще, дешевле и надежнее, чем схемы ППРА для обычных ЛЛ. Дополнительная экономия может быть получена от того, что для питания ламп может быть использован постоянный ток малого напряжения (24— 27 В) вместо обычных 127—220 В сети переменного тока) Лампы можно использовать даже при питании от сетей постоянного тока напряжением 12 В (питание от аккумуляторов). В этом случае используется двухтактовый преобразователь напряжения с задающим LC-контуром при КПД 95—98% на частоте 7,5 МГц.
В заключение следует указать еще на одну возможную разновидность БЭЛЛ. Рассматривая в п. 1.4.2 проблему безртут-58
пых ЛЛ (БРЛЛ), мы констатировали невозможность создания в настоящее время эффективных белых ламп этого типа на базе неоновых ламп. Причина — отсутствие синих и зеленых люминофоров с высоким квантовым выходом. Там же отмечалось, что белую БРЛЛ было бы легче создать на базе гелиевой лампы по двум причинам: 1) из-за значительно большей энергии квантов излучения гелиевого разряда (2!,2 вместо 16,6 эВ у неонового разряда), что дает возможность получения более высоких квантор ых выходов используемых люминофоров; 2) из-за тоге, что светлое свечение гели
Рис. 3.4. Общий вид безэлектродной лампы
евого разряда легче дополнить до белого, чем при использовании яркого красного свечения неонового разряда.
Однако и этот путь создания БРЛЛ оказался неосуществимым из-за чрезвычайно малого СС катодов в гелиевом разряде. В связи с этим возникло предложение [66] о создании таких ламп на базе БЭЛЛ Ведь в них вовсе нет электродов, а значит, нет и проблемы чх долговечности. При разработке таких ламп нужно бук элребозать их наполнение разными инертными газами. Однако создание гелиевой лампы по указанным соображениям предс. ..««.лается наиболее перспективным.
Общий вид разработанной во ВНИСИ БЭЛЛ (макетного образца) приведен на рис. 3.4.
Итак, конструктивными особенностями БЭЛЛ являются: 1) использование сферической или грибообразной (соответствующей контуру электромагнитного поля лампы) колбы, аналогичной колбам ЛН; 2) полное отсутствие электродов; 3) необходимость использования полупроводниковых генераторов высокочастотного питания ламп (на тысячи герц и на 5—20 МГц); 4) принципиальная возможность создания эффективной белой безртутной безэлектродной лампы.
Технология промышленного производства БЭЛЛ может быть создана с использованием ряда машин (при некоторой реконструкции их) для производства ЛН (мойка, заварка) и ламп ДРЛ (нанесение люминофорного слоя, выжигание биндера, откачка с введением в лампу ртути и аргона и др.).
59
3.6. Осветительно-облучательные лампы
Обычные ЛЛ применяют для освещения, эритемные ЛЛ (ЭЛЛ) используют в осветительно-облучательных установках (ООУ), особенно в районах Крайнего Севера, в бесфонарных и подземных помещениях, в больших городах, где из-за загрязнения воздуха так же отмечается ультрафиолетовая недостаточность. Установки для облучения делятся на две группы: в первых в течение всего рабочего дня постоянно производится облучение людей: во вторых применяется кратковременное облучение большими дозами (фотарии).
Медики считают установки постоянного действия более эффективными. В настоящее время такие ООУ имеют часть светильников с обычными осветительными ЛЛ, а другую часть—с эритемными лампами. Недостатками таких ООУ являются: неравномерность облучения, поскольку под светильниками с ЭЛЛ облученность будет высокой, а под светильниками с осветительными лампами при большой освещенности облученность будет низкой; необходимость периодического отключения ЭЛЛ, чтобы общая облученность в течение всего рабочего дня не превышала нормы. Такой режим требует наличия специального обслуживающего персонала, при этом не исключены отклонения от заданного режима эксплуатации ООУ.
В поисках устранения указанных недостатков пришли к идее создания осветительно-облучательных ЛЛ (ООЛЛ), иногда именуемых полифункциональными лампами. При изготовлении таких ламп используют люминофорную суспензию, состоящую из смеси люминофоров: ГФК (или иного люминофора такого типа) для обеспечения требуемой освещенности и люминофоров, излучающих в ультрафиолетовой области спектра. Это люминофор марки Э2 (фосфат кальция, цинка и магния, активированный таллием), излучающий в зоне В (от 280 до 320 нм) и марки ЛЗЗ—силикат бария, активированный свинцом, излучающий в зоне А (от 320 до 400 нм). Естественно, что при введении в суспензию люминофоров, излучающих не в видимой, а в ультрафиолетовой области спектра, СП поток ООЛЛ будет ниже, чем СП обычных ЛЛ.
При использовании ООЛЛ очень важно, чтобы непрерывное облучение людей не привело к передозированию ультрафиолета. Это тем более существенно, что в основном такие лампы должны применяться в детских учреждениях (ясли, детские сады, школы), поскольку здесь особенно недопустима ультрафиолетовая недостаточность.
В связи с этим до разработки ламп было необходимо провести гигиеническое исследование, которое дало бы возможность выбрать правильную рецептуру люминофорной сме-60
си. Это исследование [67] было проведено в СССР Институтом общей коммунальной гигиены АМН СССР (НИИОКГ АМН СССР).
С учетом результатов этого исследования во ВНИСИ была создана белая люминесцентная ЛЛ с ультрафиолетовой составляющей в спектре излучения. Мощность лампы ЛБУФ36 равна 36 Вт, ее СП равен 2250 лм вместо 3050 у аналогичных дамп ЛБ36 для целей общего освещения. Поток излучения дампы ЛБУФ36 в зоне В равен 0,1 Вт; соотношение потоков излучения в зонах А и В лежит в диапазоне 2—10. Лампы рассчитаны на работу в помещениях с освещенностью 300— 500 лк, облученность при этом находится на уровне 2,5 мэр/м2. ОКР завершена в 1986 г.
Для повышения эффективности ламп был принят вариант их изготовления не из эритемного стекла (как это делается при изготовлении ЭЛЛ), а из простого стекла, применяемого в производстве трубок-колб для обычных ЛЛ. Это стекло значительно дешевле эритемного. Выше и выход годных изделий в процессе изготовления ламп. В результате стоимость ламп ЛБУФ36 находится на уровне стоимости ламп ЛБ36. Чтобы стало возможным эффективное использование в ООЛЛ простого стекла, СПО «Лисма» была проведена большая работа по повышению культуры производства, было уменьшено количество примесей оксидов железа в стекле, что позволило повысить коэффициент его пропускания в диапазоне около 300 нм до 8% и более вместо прежних 1—2%. Следует заметить, что при этом была надежда на улучшение пропускания и в видимой части спектра излучения ЛЛ. Это привело бы к увеличению СП всех ЛЛ. Однако улучшение пропускания оказалось лишь локальным — в ультрафиолете, а в видимой области оно осталось практически неизменным.
Необходимо отметить, что из-за ряда упоминавшихся выше трудностей с внедрением ЭЭЛЛ, к числу которых относятся лампы мощностью 36 Вт (ЛБ36, ЛДЦ36 и др.), возникли определенные проблемы и с изготовлением ламп ЛБУФ36. В связи с этим был разработан другой вариант ООЛЛ — ЛБУФ40 практически с теми же параметрами, что и у лампы ЛБУФ36. Эти лампы просто изготовляют на действующих линиях сборки, выпускающих любые лампы 40 Вт, без каких либо переделок оборудования. Такое решение вопроса дает возможность выпускать пока лампы ЛБУФ40, а позже, когда будет освоена приварка экранов к электродам ЭЭЛЛ и сняты, таким образом, трудности изготовления всех ЭЭЛЛ, можно будет вернуться к вопросу выпуска ламп ЛБУФ36.
Одновременно с проведением разработки ламп ЦНИИЭП инженерного оборудования и Горьковский медицинский институт создали ООУ с ООЛЛ с целью выработать рекомен
61
дации проектным организациям об использовании ООЛЛ, В настоящее время производится наработка статистического материала по эксплуатации ламп.
При проведении ОКР констатировано, что конструктивной основой создания ООЛЛ является введение в люминофорное покрытие ламп люминофоров. излучающих в зонах УФ-Д и УФ-Е. Единственное технологическое отличие процесса производства ООЛЛ — изготовление технологической пробы ламп в тех случаях,, когда имеют место отклонения значения коэффициента пропускания стекла или качества люминофоров, поскольку светотехнические параметры ламп зависят от этих двух факторов. В остальном конструкция и технология производства ООЛЛ и обычных осветительных ЛЛ совпадают и ООЛЛ можно выпускать на тех же линиях сборки, что и обычные Л Л соответствующей мощности.
3.7. Усозершенсгвовзднт рефлекторных ламп
Рефлекторные лампы (РЛЛ) (см. §2.3) рассчитаны на увеличение силы cseia в направлений окна в и?; отражающем слое. Использование таких ламп могло бы позволить, кром^ того, выпускать светильники без рефлекторов, что привело бы к экономии 50% черных металлов. Но для этого качество диффузно отражающего слоя рефлекторных ламп должно быть на должком уровне. В выпускаемых же в СНГ рефлекторных лампах он пропускает слишком много света. Отношение силы света в направлении окна в отражающем слое к силе света в сторону отражающего слоя в РЛЛ равно (2,5—2,7): 1. У ламп фирмы Osram оно выше и равно 3,7—4.
При разработке во ВНИСИ ламп ЛБР65 была поставлена задача достичь этого отношения. В ходе разработки было найдено два варианта решения вопроса. При осуществлении первого варианта в качестве материала для отражающего слоя был в отличие от общепринятой практики использован люминесцирующий материал—мелкозернистый люминофор. Мелкозернистость обеспечивала хорошую адгезию со стеклом (прочное прилипание) и наличие плотного слоя с высоким коэффициентом отражения. Кроме того этот люминофор вносил небольшой вклад в СП ЛЛ.
Измельчение зерен осуществлялось при длительном размоле люминофорной суспензии. Одновременно с ВНИИЛ был решен вопрос о возможности специального синтеза мелкозернистых люминофоров. Отношение сил света при использовании мелкозернистых люминофоров оказалось выше—4:1. Однако имеющееся на Смоленском электроламповом заводе (СЛЗ), где должны были внедряться новые вампы, устройство для 62
нанесения отражающего слоя при столь вязкой суспензии, которая необходима для обеспечения должной плотности слоя, засорялось. Заняться реконструкцией разбрызгивающих сопел завод не смог.
Следует при этом подчеркнуть, что путь, предложенный при первом решении проблемы, был правильным. Это подтверждается и появившимся в литературе сообщением из США о достигнутом там еще большем увеличении отношения сил света—до 6:1 [68 ].
Из-за неприспособленности заводского оборудования для осуществления предложенного технологического процесса пришлось искать альтернативное решение. Оно оказалось несколько неожиданным. Проведенными экспериментами было установлено, что удельная нагрузка люминофора, подобранная для ламп без отражающего слоя, не оптимальна для рефлекторных ламп. Оказалось, что ее можно (и нужно) снизить практически вдвое. При этом при сохранении принятого в промышленности Состава суспензии для отражающего слоя отношение сил света возрастает до заданного значения 4:1. Как видно, поставленная задача оказалась выполненной и, сверх того, была получена большая экономия люминофора.
В итоге сила света ламп ЛЕР65 оказалась равной 850 кд вместо 825 у ламп ЛБР80. Следует заметить, что если удастся реконструировать устройство для нанесения люминофорного слоя, предложенного в первом варианте решения, отношение сил света будет повышено до значения, полученного в США.
Подводя итоги, отметим, что конструктивной и технологической основами усовершенствования рефлекторных ламп ЛБР65 явилось увеличение доли света, проходящего сквозь окно в рефлекторном слое, что делает эти лампы более эффективными для использования в светильниках без рефлекторов.
3,8. Применена® газопоглотителей
В начале 70-х годов появились сообщения [29, 69] о применении в ЛЛ геттеро-ртутных дозаторов (ГРД). Они представляли собой пластинчатые экраны, кольцом охватывающие триспиральные катоды и монтируемые на отдельной глухой никелевой траверсе трехэлектродной ножки. На одной стороне пластинки был нанесен слой меркурида титана, а на другой — нераспьшяемый газопоглотитель (геттер). Ртуть в жидком состоянии в лампу с таким устройством не вводится и откачка ламп ведется без доступа в лампы ртути. Лишь после отпаивания с откачного автомата на лампу надевается катушка высокочастотного генератора, и с ее помощью пластинка разогревается настолько, чтобы часть ртути из слоя меркурида
63
титана, испарилась в количестве, необходимом для нормальной работы лампы'.
Этот процесс приводит прежде всего к большой экономии ртути, поскольку при использовании ГРД вводится 10—20 мг ртути вместо ранее вводившихся 60—120 мг. Малое содержание ртути и малый разброс ее количества от лампы к лампе приводит к уменьшению разброса значений СП и к его увеличению.
В японском патенте [70] сообщается, что наивысшая стабильность СП имеет место в лампе 40 Вт при введении в нее 5—10 мг ртути, при больших количествах стабильность СП снижается.
Отрицательной стороной этого способа введения ртути является практическая недопустимость обработки меркурида титана на откачном автомате, поскольку при этом может быть откачано так много паров ртути, что появляется брак вида «мало ртути». Именно в связи с этим авторы этого способа дозирования ртути пришли к выводу о целесообразности высокочастотной обработки меркурида титана в отпаянной лампе. Прогреваемый при этом слой газопоглотителя тоже активируется и начинает поглощать газы, выделяемые из меркурида титана и из самого геттера, а также остаточные газы лампы. Последнее должно приводить к повышению СП ламп.
В СНГ разработке ламп с газопоглотителями посвящена работа Н. И. Чуркиной [72], которая отмечает большую актуальность использования в ЛЛ газопоглотителей, так как при постоянном стремлении к повышению производительности оборудования для производства ЛЛ в последнее время систематически уменьшается время, затрачиваемое на обработку ламп на откачных автоматах, что отчетливо видно из приведенных ниже данных:
Число позиций Производительность Длительность откачного автомата автомата, вгг/ч обработки ламп, с
36 ......................... 450 ................... 288
48 ......................... 600 ................... 288
60 ......................... 720 ................. 300
60 ............. ........... 900 ................... 240
60 (дуплекс) . . .. ........ 1200 .................. 180
При проведении работы установлено:
1) слой газопоглотителя, нанесенный на ГРД, поглощает в основном те газы, которые выделяются при прогреве его катушкой высокочастотного генератора из меркурида титана и из самогг газопоглотителя, остаточные же газы, имеющиеся
1 Другой способ введения в лампы меркурида титана — в виде штабика в ампуле [71].
64
в лампе, газопоглотитель поглощает в очень малых количествах;
2) двухкомпонентный газопоглотитель, состоящий из циркония и алюминия (циаль) и применяемый в ГРД, менее эффективен, чем трехкомпонентный (цирконий, титан, алюминий); в результате суммарная световая энергия ЛЛ с обычным ГРД выше, чем у контрольных ламп без ГРД, лишь на 1,5%, а при замене двухкомпонентного газопоглотителя на трехкомпонентный типа ТНЭЗ—на 4—4,5%;
3) наиболее перспективным представляется размещение у одного катода ГРД для обеспечения лампы нужным количеством ртути (при этом двухкомпонентный газопоглотитель целесообразно заменить трехкомпонентным), а у другого катода — одного трехкомпонентного газопоглотителя (без ГРД). В этом случае газопоглотитель из ГРД будет обрабатываться в отпаянной лампе вместе с меркуридом титана и станет поглощать в основном выделяющиеся из ГРД газы, а второй газопоглотитель будет обрабатываться на откачном автомате и станет поглощать остаточные газы самой ЛЛ1.
Итак, конструктивным отличием новых ЛЛ является введение в них газопоглотителя, что приводит к увеличению СП ламп, его стабильности, а значит, и к увеличению генерируемой лампами световой энергии.
3.9. Безртутные лампы с газопоглотителем
В п. 1.4.2 была освещена проблема создания экологически чистых безртутных ЛЛ. В 1987 г. в [73] со ссылкой, в частности, на отечественные работы в этой области, были рассмотрены лампы аналогичной конструкции, но без люминофора. Отсутствие люминофора позволило авторам ввести в лампы газопоглотитель, но газопоглотитель распыляемый, в отличие от случая введения нераспыляемого геттера, рассмотренного в предыдущем параграфе. Использование распыляемого геттера технологически значительно проще, так как легко контролируется визуально по создаваемому на стенках лампы зеркалу, что недопустимо при наличии люминофорного слоя люминесцентной лампы. Эффективность ламп определяется следующими их преимуществами: независимостью световых параметров от температуры окружающей среды; мгновенным достижением заданного СП при зажигании ламп (не требуется затраты времени для достижения оптимального значения давления паров ртути при разогреве ламп); повышенной стабильностью СП как из-за отсутствия ртути, так и за счет применения геттера.
1 Освоен выпуск отечественного ленточного ГРД марки ГРД-Л
5
65
Спектр излучения ламп зависит, как оказалось, от состава и давления наполняющей лампы смеси газов. Так, в неоновой лампе с добавлением в нее 0,1% аргона в целях реализации эффекта Пеннинга при давлении 665 Па спектр концентрируется в диапазоне 580—780 нм с основным максимумом при 640 нм. В смеси 50% неона и 50% аргона при давлении 399 Па спектр смещается в ближнюю инфракрасную область 700— 1000 нм с основным максимумом 810 нм и большими дополнительными пиками при 760 и 920 нм.
Указанные конструктивные особенности — отсутствие ртути и люминофора вместе с введением в них геттера — позволило использовать новые лампы в качестве ИС при факсимильном, буквенном и цифровом считывании текста и для подсветки в ближней инфракрасной области спектра.
3.10. Катодолюминесцентные ИС
В последние годы появился ряд исследований, посвященных созданию катодолюминесцентных ИС. Здесь, как видно из их наименования, возбуждает свечение люминофоров не излучение разряда, а пучок электронов подобно тому, как это осуществляется в электронно-лучевых трубках.
Примером такого ИС является безртутная ЛЛ, предложенная в [74]. В ней с обоих торцов лампы вводятся высокочастотные токовводы с высокочастотными эмиттерами в виде дисков, конусов или иных фигурных элементов. Высокочастотный разряд с частотой от 10 до 50 кГц обеспечивает поток свободных электронов, бомбардирующих люминофорный слой. Наполняется лампа инертными газами (ртуть в нее не вводится). Трубка может быть изготовлена и из пластмассы. Такая лампа характеризуется большим сроком службы.
В СНГ работы по катодолюминесцентным ИС проводятся в Львовском политехническом институте. Некоторые итоги этих исследований отражены в докладах на IX Всесоюзной конференции по светотехнике [75]. В них сообщается о зависимости яркости свечения люминофоров от плотности электронного тока, рода и давления наполняющего газа; оценены эмиссионные возможности катодолюминесценции с использованием механизмов термо- и автоэлектронной эмиссии; определена оптимальная плотность слоя люминофора; сделан вывод о перспективности катодолюминесцентных ИС при решении задач экономии электроэнергии, снижения воздействия температуры окружающей среды на параметры ламп, повышения быстродействия и улучшения спектральных характеристик ламп. Как видно, в СНГ работы по созданию катодолюминесцентных ИС ведутся, но они еще не подошли к стадии промышленного производства таких ламп.
66
3.11. Оптимизация параметров Л Л
Рассмотрев ряд новых разработок ЛЛ разной конструкции, уместно упомянуть об обстоятельном комплексном исследовании, проведенном В. С. Литвиновым [76]. Естественно, что нас будут интересовать те части работы, которые имеют прямое отношение к ЛЛ.
В [76] справедливо отмечено, что до недавнего времени ни в учебниках, ни в монографиях, ни в периодической литературе по существу не обсуждался и практически не решался вопрос об общем подходе к проблеме оптимизации параметров ИС различного назначения. В то же время представлялось, что решение этих задач будет содействовать: четкому (и обоснованному) выявлению ИС, эффективных при соответствующих разумных ограничениях; уточнению и расширению ассортиментов ИС массового применения; получению данных и связей, с помощью которых можно сопоставлять и объективно оценивать достоинства и недостатки ИС разных классов и типов; определению связей, позволяющих оценивать и целенаправленно регулировать номинальные значения и рассеяние основных параметров ИС при различных технологических аномалиях; установлению зависимостей, использование которых будет содействовать оптимизации параметров комплектов: лампа + ПРА и лампа + ПРА + световой прибор, а также осветительной установки (ОУ) в целом; обоснованному выявлению наиболее целесообразных направлений совершенствования ИС.
Для осуществления намеченных планов В. С. Литвинов предложил и апробировал критерии оптимальности и принципы оптимизации ИС, предназначаемых для действующих, реконструируемых и новых многоламповых промышленных ОУ; обосновал принципы и методы определения оптимальных сроков службы ламп при индивидуальной и групповой системах обслуживания многоламповых ОУ; констатировал принципы и установил соотношения, позволяющие определять расчетный СП ИС для многоламповых ОУ (Фр), а также использовать значения Фр при сопоставлении вариантов ламп; обосновал совокупность методов определения начальных и эксплуатационных параметров ламп, необходимых для выявления наиболее эффективных ИС; рекомендовал методы пересчета технических параметров ЛЛ при вариации независимых и взаимосвязанных исходных параметров; предложил методы учета и определения коэффициентов нестабильности, обусловленных эксплуатацией ИС и необходимых для оптимизации параметров ламп; предложил принципы и связи, с помощью которых рекомендуется оптимизировать параметры комплектов лампа + ПРА и лампа + светильник; обосновал 5* 67
принципы многорежимного использования ЛЛ и методы определения оптимальных параметров ЛЛ в указанных условиях эксплуатации. Особое внимание было уделено комплексному многолетнему исследованию, связанному с математическим и физическим моделированием, а также с регулированием процессов, обусловливающих пробой и зажигание разряда в ЛЛ.
В качестве наиболее значимых прикладных результатов работы уместно отметить: предложение определять Фр, как СП средней лампы ко времени, равному 0,75—0,8 срока службы ламп; рекомендацию об увеличении помехозащищающей емкости в стартере до 0,03—0,04 мкф. что должно на 25 — 40% увеличить СС ЛЛ; обоснование положения, согласно которому оптимальное давление аргона в ЛЛ находится на уровне 300—320 Па; инженерный метод определения оптимальных диаметров трубок ЛЛ различной длины и мощности и результаты его применения; расчетные данные, согласно которым оптимальный срок службы ЛЛ находится на уровне 0,4—0,6 стендовой средней продолжительности горения ламп; предложение о применении многорежимной эксплуатации ЛЛ в ОУ, при которой в условиях реализации групповой системы обслуживания ОУ можно в 1,5—2 раза снизить расходы на замену ламп и на 2—4% уменьшить годовые приведенные затраты на освещение; данные, иллюстрирующие положение, согласно которому оптимальные мощности ЛЛ (при условии обеспечения оптимальной концентрации атомов ртути) значительно (на 10—20%) выше зафиксированных стандартом; вывод о том, что при существенном регулировании условий зажигания ЛЛ их срок службы в стартерной схеме можно увеличить в 1,5—2 раза.
В связи с упомянутыми выше исследованиями В. С. Литвинова и его сотрудников по математическому и физическому моделированию Л Л следует отметить разработку И. Т. Димовым [77] и реализацию на ЭВМ алгоритмов расчетов параметров ЛЛ, базирующихся: I) на определении составляющих баланса энергии положительного столба, разряда в ЛЛ; 2) на экспериментальных данных о выходе обеих резонансных линий ртути [78]. К той же группе работ относятся и новые исследования А. С. Федоренко [79] по изучению характеристик положительного столба разряда с учетом его особенностей в реальных ЛЛ, определяемых технологическим процессом серийного изготовления ламп.
В заключение следует рекомендовать, чтобы предложенная методология оптимизации параметров ЛЛ была широко использована при разработке новых и усовершенствовании имеющихся ЛЛ (в том числе и компактных).
68
3.12. Об основных группах Л Л
В гл. 2 все ЛЛ были разделены нами на три основные группы:
1) лампы для освещения в большинстве отраслей промышленности. В СНГ это лампы Л Б на ГФК (см. § 2.3);
2) лампы для освещения общественных зданий, бытового освещения, освещения в тех отраслях промышленности, где важно качество ЦП ламп, и в ряде других отраслей народного хозяйства. Это лампы с правильной ЦП — лампы де люкс. Наиболее массовые лампы этой группы в СНГ — лампы ЛДЦ, наиболее перспективные на будущее — лампы ЛЕЦ (см. § 2.4);
3) лампы специального назначения (см. § 2.5).
В гл. 3 были рассмотрены разработки последних лет. При этом было подчеркнуто, что главным научным достижением этих лег нужно считать создание ламп «нового поколения» — ламп на РЗЛ ,(см. § 3.1). Эти лампы отличаются и высокой СО, и улучшенным качеством ЦП в сравнении с лампами на ГФК. Однако их появление не сняло необходимости в лампах де люкс, поскольку у ламп на РЗЛ высокий общий индекс ЦП Ra Г 80, но их специальные индексы R; не все находятся на высоком уровне. Поэтому эти лампы не адекватны лампам де люкс и не могут быть использованы везде. Они могут быть применены, например, для бытового освещения, но ими нельзя освещать картинные галереи.
В результате к перечисленным выше группам ЛЛ следует добавить четвертую — группу ламп на РЗЛ, которые и по СП, и по ЦП превосходят лампы на ГФК (если не принимать во внимание их высокую стоимость), но уступают в качестве ЦП лампам де люкс. Следовательно, они могут заменять последние лишь частично там, где качество ЦП следует учитывать, но где оно не играет решающей роли.
Таким образом, теперь все ЛЛ следует разделять на четыре большие группы:
1) лампы на ГФК для освещения в большинстве отраслей промышленности (например, лампы Л Б):
2) лампы на РЗЛ в трубках уменьшенного диаметра с неизменным или несколько повышенным СП, но с меньшей мощностью и большей СО. Благодаря высокому общему индексу ЦП эти лампы можно использовать для освещения и в .промышленности, и в общественных зданиях, и в быту; из-за высокой стоимости РЗЛ эти лампы дороги, поэтому выход найден в изготовлении ламп либо на ГФК и РЗЛ, либо на усовершенствованных ГФК без РЗЛ (у этих последних СП значительно ниже, чем у ламп на РЗЛ, но СО благодаря малому диаметру и меныней мощности в сравнении с обычными
69
лампами на ГФК достаточно высока; у них низкие значения Ra, как и у других ламп на ГФК; в СССР это лампы Л Б18, ЛБ36, ЛБ58);
3) лампы с улучшенной ЦП на широкополосных люминофорах; у них значительно меньше СП, но именно они обладают наиболее высоким качеством ЦП, поскольку имеют высокий общий индекс ЦП и близкие к нему специальные индексы, в силу чего их можно использовать в текстильной, меховой промышленности, в полиграфии, в музеях и картинных галереях — везде, где необходима ЦП, близкая к ЦП дневного света (в СНГ это лампы ЛДЦ, ЛХЕЦ и ЛЕЦ);
4) лампы специального назначения: амальгамные, эритемные, осветительно-облучательные, лампы повышенной интенсивности для селекции сельскохозяйственных растений типа ЛФР150 и ряд других.
Глава четвертая
НОВЕЙШИЕ ТЕХНОЛОГИЧЕСКИЕ
ПРОЦЕССЫ И ОБОРУДОВАНИЕ
В ПРОИЗВОДСТВЕ ЛЮМИНЕСЦЕНТНЫХ ЛАМП
4.1. Эксплуатируемые в СНГ линии сборки ЛЛ
Производство ЛЛ и в СНГ, и за рубежом находится на более высоком уровне В сравнении с производством других разрядных ламп. ЛЛ изготовляют на механизированных сборочных линиях'. Производительность их. соизмерима с производительностью аналогичных линий сборки ЛН, поскольку и в том, и в другом случае она превышает для основного парка оборудования 1000 шт/ч (для ЛН 2000 шт/ч, для ЛЛ 1200 шт/ч).
В отличие от линий сборки ЛН сборочные линии ЛЛ начинаются не с машин заварки, а с машин мойки трубок. И лишь после мойки трубок, нанесения и сушки люминофорного слоя, выжигания биндера (связующего) трубки попадают на машины заварки.
1 Сборочной линией называется комплект машин, позволяющих осуществлять заданный технологический процесс обработки необходимых материалов и полуфабрикатов в целях изготовления (сборки) требуемых изделий
70
Отечественные ламповые заводы в порядке разделения труда между странами, входившими в Совет Экономической Взаимопомощи (СЭВ), были оснащены, в основном, линиями сборки ЛЛ, изготовленными в Венгрии, имеющей сильную ламповую машиностроительную базу (фирма Tungsram). На ОЗ ВНИСИ и ПО «Луйс» еще сохранились машины, спроектированные и изготовленные в СССР. Уровень технологии и автоматизации на отечественных линиях был выше, чем на первых венгерских линиях, и задача состояла в том, чтобы выявить недостатки последних и тем самым способствовать внедрению в них сильных сторон отечественных линий. Эта задача была решена еще в первом издании книги [6] в 1963 г. Уже в первых отечественных линиях были, например, машины заварки с переворачивающими механизмами, позволяющими на одной машине заваривать ножки на двух концах лампы поочередно. В венгерских же линиях устанавливалось по две машины заварки. На одной машине заваривалась ножка с одной стороны лампы, а потом лампа вынималась и передавалась на другую машину для заварки ножки с другого конца.
Еще один пример: на первых венгерских машинах выжигания биндера не было радиационных горелок и перемещения валков. В результате выжигание производилось, когда трубки проходили прямо над пламенем горелок (коптились огнями горелок), что ухудшало условия вакуумной гигиены. Отсутствие перемещения валков вынуждало просто проталкивать трубки с позиции на позицию. Уровень механизации, как видно, был низок. Позже ряд преимуществ отечественных линий, включая и пеоечисленные здесь, был использован венгерскими конструкторами в ходе многолетних работ по усовершенствованию поставляемых в СССР линий.
Содействовала этому и длительная кропотливая работа всей ламповой подотрасли, возглавлявшаяся ВНИИИС, по совершенствованию получаемого оборудования и улучшению технологического процесса изготовления ламп. Это нашло свое отражение во многих публикациях. Так, на научно-техническом семинаре в Полтаве в 1969 г. Л. Н. Крупновым (ВНИИИС) было сообщено [80] о распределении труда между ламповыми заводами по модернизации венгерских сборочных линий, которые в то время имели производительность 600 шт/ч: СПО «Светотехника» взяло на себя разработку машины, которая должна была осуществлять две функции: мойку трубок и нанесение люминофорного слоя, а также горизонтальной машины цоколевания; Полтавский завод газоразрядных ламп — автоматизацию загрузки и съема цоколей на машинах намазки; ПО «Луйс» — автоматизацию загрузки ножек на монтажно-оксидировочный автомат.
71
В [81] сообщалось о быстром и эффективном внедрении нового технологического процесса изготовления люминофорной суспензии на смоле марки БМК5 вместо взрывоопасной нитроклетчатки. Легкое внедрение этого процесса объясняется тщательной отработкой его сначала у разработчиков во ВНИСИ, а потом на опытном заводе.
А. И. Александровым и И. И. Чуркиной было обращено внимание [82] на уменьшение времени обработки ламп на откачном автомате повышенной производительности (в частности, при производительности 1200 шт/ч) и на вызванное этим ухудшение светотехнических параметров ЛЛ. В связи с этим было указано на целесообразность использования газопоглотителей, на эффективность двухсторонней откачки. В [83] был проанализирован вопрос об аттестации лучших технологических процессов по высшей категории и приведен пример такой аттестации процесса изготовления трубок на линии ГВТ на Смоленском электроламповом заводе (СЛЗ) производительностью 20 —24 г стеклодрота вместо обычных 7 т. Э го позволило снизить в 2,5 раза трудовые затраты и в 2— 3 раза расход топлива. В [84] был описан метод расчета точности электровакуумного оборудования на примере расчета фактических допусков элементов автоматов штамповки ножек. Такие мето,цы могут оказаться особенно полезными при попытке решения задачи полной автоматизации сборки ламп, поставленной в исследованиях японских ученых [85]. Весь комплекс проведенных работ способствовал тому, чтобы действующие на ламповых заводах линии оказались на должном техническом уровне. И старые, и действующие линии детально описаны в [6]. Здесь будут даны краткие сведения о машинах, входящих в действующие линии сборки производительностью 1200 шт/ч.
Рассмотрим машины сборочной линии в том порядке, который отражен в схеме технологического процесса, представленной на рис. 4.1. При этом мы будем обращать внимание на нововведения, осуществленные в конструкции машин для повышения уровня их автоматизации.
Отечественная машина мойки и сутки трубок, нанесения и сушки люминофорного слоя. Прежде и в отечественных, и в венгерских линиях были отдельные машины мойки и сушки трубок и машины нанесения и сушки люминофорного слоя (па венгерских линиях последние одно время были заменены на агрегаты для группового нанесения и сушки трубок). Недостатки такой организации работ. 1) громоздкость (по две машины в каждой линии). 2) плохие условия труда на старых венгерских машинах нанесения слоя (высокая концентрация паров бутилацетата); 3) тяжелый ручной труд на венгерских агрегатах и трудности дальнейшей автоматизации для групповой. а не поштучной обработки трубок; 4) возможность 72
Рис. 4.1. Схема технологического процесса сборки люминесцентных ламп попадания в люминофорную суспензию пыли и грязи при работе на агрегатах, в которых бачок с суспензией размещался ниже уровня пола.
Конструкторами СПО «Лисма» был найден путь значительного уменьшения указанных недостатков путем объединения в одной машине всех перечисленных выше операций1. По своему устройству машина аналогична старым машинам. Она
' Эта машина тиражирована и установлена теперь на заводах, выпускающих ЛЛ.
73
имеет стойки со звездочками (приводную и натяжную). На стойках крепятся две параллельные и синхронно перемещающиеся бесконечные ролико-втулочные цепи. Расстояние между цепями по вертикали 1,2 м (машину можно использовать для изготовления ламп 40 и 65—80 Вт или заменяющих их ламп 36 и 58 Вт). На цепях размещены губки, прикрепленные к звеньям машины и предназначенные для вставления в них обрабатываемых трубок. На машине установлены сопла для мойки и сушки, а также бачок на 50 л с люминофорной суспензией-.
Когда трубки, подходя к бачку, останавливаются над ним, люминофорная суспензия с помощью создаваемого в трубках вакуума втягивается в них. Установленные у верхнего конца трубок фотоэлементы дают сигнал к выключению вакуума, когда суспензия поднимается до места их размещения. После этого суспензия стекает обратно в бачок, а трубки продвигаются на позиции сушки слоя люминофора.
Затронув -вопрос о люминофорной суспензии, следует остановиться на способе ее изготовления. Готовят ее на лаке, который способствует закреплению слоя на стенках трубки в процессе его нанесения. В дальнейшем это связующее вещество (биндер) должно быть удалено (выжжено). Если это не будет осуществлено, удаление биндера будет происходить само по себе при обработке ламп в печи откачного автомата или даже при горении разряда в готовой лампе. В результате лампа окажется загрязненной продуктами сгорания биндера и либо вовсе не будет зажигаться, либо будет забракована по высокому напряжению, либо преждевременно выйдет 'из строя.
За рубежом лак готовят на нитроцеллюлозе (на колок-силине). Раньше в СССР была принята та же технология, но потом нитролак был заменен [86] смолой марки БМК5 (смола на основе бутилметакрилата). Это было большим достижением отечественной технологии, поскольку: 1) нитроклетчатка взрывоопасна в отличие от смолы марки БМК5; 2) нитроклетчатка сгорает при выжигании до высокой температуры (500—550° С) взрывообразно с бурным выделением продуктов сгорания; смола же горит спокойно и сгорает в две фазы: при 200 —250° С полимер разлагается на мономеры, а мономеры сгорают при меньшей температуре, чем нитроклетчатка (450° С); в результате слой люминофора оказывается после выжигания биндера более плотным и обладает хорошей адгезией к стеклу.
Все это позволило освоить новые марки люминофора ГФК, не допускающие длительного размола. При таком размоле люминофор становится мелкозернистым, а люминофорный слой более плотным. Благодаря этому улучшается 74
адгезия. Но длительный размол разрушает целостность зерна, что ведет к снижению СП ламп. В связи с рассмотрением вопроса о качестве люминофорного слоя следует заметить, что Э, М. Ерашова [86] для решения этого вопроса вынуждена была тщательно изучить свойства люминофора ГФК. Ею было установлено, что на СП ламп на этом люминофоре и на его стабильность влияют: термостабильность люминофора; взаимодействие люминофора со стеклом; гранулометрический состав люминофора; плотность упаковки слоя; радиационная стойкость. Это дало возможность впервые составить детальный и обоснованный перечень требований к люминофору вместо ставившегося ранее итогового требования о высоком СП ламп на данном люминофоре. Это подсказывало разработчикам люминофоров не только конечную цель, но и способы получения эффективных люминофоров. В итоге, если замена нитролака лаком па смоле марки БМК5 позволила внедрить созданные к тому времени улучшенные марки люминофора и получить лампы со СО 75 лм/Вт, его дальнейшее усовершенствование, проходившее с учетом разработанных требований к нему, привело к повышению СО до 80 лм/Вт.
Вернемся к устройству машины мойки трубок и нанесения слоя люминофора.
Всего машина имеет 236 позиций. Теплый воздух с температурой 50 60" С для сушки вымытых трубок поступает от печей выжигания биндера, для сушки люминофорного слоя—от калориферов. Создание этой машины и изъятие в связи с этим упоминавшихся агрегатов уже привело к повышению уровня автоматизации этого участка сборочной линии и не будет теперь препятствием для его дальнейшего совершенствования, поскольку здесь трубки обрабатываются поштучно, а не группами.
В последнее время наблюдается тенденция к исключению операции мойки трубок. С этой инициативой заводов вряд ли можно согласиться, хотя они мотивируют ее тем, что трубки попадают на сборку прямо с машин вытягивания и резки и оплавки, т. е. идут чистыми. Однако при любых перебоях в линиях сборки трубки приходится складировать, а при этом они пылятся, на них может образоваться пленка влаги. На машине мойки все это будет смыто, а при исключении операции мойки останется в трубке и может привести к ухудшению параметров ламп.
Трубки с нанесенным и высушенным люминофорным слоем попадают на машину выжигания биндера.
Венгерская машина выжигания биндера. Удаление биндера производится на машинах выжигания, которые состоят из четырех частей: конвейера загрузки и маркировки трубок; печи выжигания; конвейера подачи трубок к машине заварки 75
с матовым экраном в конце конвейера; механизмов зачистки люминофорного слоя на концах трубок. На первом конвейере при соприкосновении резинового штемпеля со стенкой трубки на нее наносится марка. Закрепление марки производится при прогреве ее в печи выжигания. С первого конвейера трубки попадают на движущиеся и вращающиеся вокруг своей оси валки, как это осуществлялось на отечественных машинах. Учтена и другая положительная особенность этих машин: теперь трубки не коптятся в пламени расположенных под ними горелок, а прогреваются горячим воздухом от радиационных горелок, которые находятся в верхней части печи. Всего в печи 80 горелок по 10 шт. в ряду.
На машинах предусмотрено продувание трубок горячим воздухом для удаления продуктов сгорания биндера (воздух продувается вдоль осей трубок). Вышедшие из печи трубки подаются вторым конвейером к узлам зачистки люминофора с концов трубок. Это необходимо для того, чтобы он не попадал в заварочный шов на машине заварки. В противном случае из-за разницы в температурных коэффициентах теплового расширения (ТКЛР) стекла и люминофора повышается брак из-за растрескивания стекла по шву заварки.
Трубки с зачищенными концами продолжают движение по конвейеру и доходят до матового экрана. Здесь отчетливо видно, качественно ли проведен отжиг трубок. Нужно, чтобы трубки не имели желтых оттенков, а марка была бы золотистого цвета. И то, и другое свидетельствует о полном удалении биндера. При сохранении указанных дефектов нужно повышать температуру в печи выжигания.
Венгерская машина штамповки ножек. На 32-позиционную машину подаются стеклянные тарелки, штенгели и металлические трехзвенные выводы. Выводы и штенгели заштамповываются в единое целое с тарелкой и образуют стеклянную ножку. Готовая ножка перемещается в печь отжига, в которой она постепенно остывает так, чтобы в ней не создавалось напряжений, приводящих к растрескиванию стекла. Произведенное по опыту отечественных машин удлинение печей отжига позволило ликвидировать ящичные печи, использовавшиеся ранее венгерской технологией.
Венгерский монтажно-оксидировочный автомат. На 24-позици-онном автомате в крючки никелевых частей выводов зажимаются триспиральные катоды, потом наносился слой оксида, покрытие высушивается, ножки автоматически снимаются и переносятся на конвейер, идущий к машине заварки. Смонтированная ножка изображена на рис. 4.2. Здесь видно, что катод 7 зажат в крючках никелевой части вывода 3. Платинитовая часть вывода 4, имеющая ТКЛР, близкий к ТКЛР стекла, вакуумно-плотно заштампована в лопатке 2. Медные 76
части вывода 5 выступают из тарелки и предназначаются для последующего припаивания к штырькам цоколей. Через отверстие 8 внутренний объем лампы соединяется с откачной системой. Через него вводятся также ртуть и наполняющий лампу инертный газ (или смесь газов). Отверстие в штенгеле имеется лишь на ножке для одного конца лампы (ножка с продутым штенгелем). Другая ножка отверстия не имеет (ножка с непродутым штенгелем).
Машина штамповки нож'ек и монтажно-оксидировочный автомат расположены попарно как с одной, так и с другой стороны машины заварки. Смонтированные ножки подаются с монтажно-ок-сидировочных автоматов к местам заварки трубок.
Венгерская машина заварки. На
Рис. 4.2. Смонтированная ножка:
1—тарелка; 2—лопатка, 3—5—никелевая, платинитовая и медная части выводов; б—штенгель; 7—катод; 8— отверстие в штенгеле венгерские конструкторы
ибольшие изменения внесены в венгерские машины заварки. Теперь вместо двух стоящих одна за другой машин в линии устанавливается одна машина с переворачивающим механизмом. При этом
пошли дальше, выполнив его по кинематической схеме без использования гидравлики или пневматики1. Это значительно
упростило эксплуатацию машины. Единственным «узким местом» является малая производительность ее (до 1050 шт/ч). Правда, практически этот недостаток сглаживается из-за наличия довольно большого брака на всех предыдущих машинах линии. Однако по мере снижения брака указанный недостаток будет все больше сказываться на эффективности работы линии (самым простым решением вопроса было бы увеличение числа позиций машины с 48 до 60). И загрузка, и съем трубок на этой машине механизированы. Другим
узким местом машины является отсутствие автоматизированной загрузки ножек в свечи машины заварки. Следует
1 Предложение о введении переворачивающего механизма, выполненного по кинематической схеме, было ранее выдвинуто В. С. Мазлахом на ОЗ ВНИСИ, но из-за отсутствия машиностроительной базы на заводе не было реализовано.
77
уточнить, что кинематически эта задача решена. Однако большой брак по смонтированным ножкам препятствует осуществлению этой операции Нужно либо добиться снижения брака, либо предотвращать автоматическое вставление трубок на все позиции блокировать вставление трубок на позиции с дефектными ножками.
Следует остановиться еще на одном вопросе, связанном с машиной заварки. При вставлении ножки в свечу ее штенгель вводится в отверстие свечи, что обеспечивает хорошую центровку ножки в лампе. При плохой центровке появляется брак вида «сбит монтаж» из-за отсутствия коаксиальности ножки и трубки. При такой технологии непродутый штенгель должен быть удален (отломан)
Для экономии стекла иногда вместо ножек с непродутым штенгелем используют ножки без штенгеля. В этом случае для центровки ножки в отверстие свечи вставляются скрученные медные части выводов. Однако качество центровки все же ухудшается, и брак возрастает.
Дуплексный автомат откачки ламп. Откачка является главной операцией процесса изготовления ЛЛ. На этом автомате из лампы удаляется воздух, производится прогрев трубок-колб для удаления из стекла и люминофорного слоя загрязнений (обезгаживание ламп), ведется тепловая обработка электродов при пропускании по ним тока (с откачкой продуктов разложения биндера и самих карбонатов оксидного покрытия) производится введение в лампы ртути и инертного газа (или смесей газов), активирование электродов (обогащение их ЩЗМ) при обработке их в разряде, отпаивание ламп, съем и установка в конвейер, идущий к машине цоколевания. Особенностью венгерского откачного автомата является то, что патрубки, ввернутые в нижний неподвижный ди~к уплотняющего золотника, идут к нескольким (к трем) большим резервуарам (котлам), которые откачиваются мощными насосами Киннея (первый котел) или безмасляными вращательными объемномолекулярными насосами (предварительное разрежение в этом случае осуществляется такими же насосами Киннея, как и при откачке первого котла).
Преимущество такой системы откачки состоит в значительном облегчении обслуживания автомата наладчиками. Кроме того, при откачке котлов мощными насосами индивидуальные особенности каждой позиции автомата нивелируются. Это дает возможность получать в среднем большее количество хороших ЛЛ, поскольку наличие медленно натекающих ЛЛ в этих условиях практически мало сказывается па качестве каждой ЛЛ. Однако свое О1рица1ельное воздействие на общий вакуум в котле они все же оказывают давление в котле будет несколько выше.
78
Еще более заметным окажется прохождение таких ламп мимо позиций промывки и наполнения ламп газом, поскольку газ постепенно будет загрязняться. В результате при более трудном обслуживании автомата с индивидуальной откачкой (или с откачкой одним насосом малой группы ламп) вакуум в каждой годной лампе окажется более высоким (и до загрязнения газа дело может не дойти). Значит, будет выше и качество ламп (их СП и его стабильность). Итак, на венгерском автомате легче получить большее число удовлетворительных ламп, чем на отечественном, но труднее добиться изготовления очень хороших ламп. Большое число позиций (60) приводит к высокой производительности автомата. Однако для перехода от производительности 700—900 на 1200 шт/ч пришлось бы повысить скорость карусели. Выяснилось, что при этом значительно снизилась бы надежность работы автоматов—- увеличилась бы вероятность выхода из строя редукторов из-за повышенной нагрузки на них. Кроме того, возрос бы брак вида «сорвана лампа».
Выход был найден переходом на дуплексную систему обработки ламп, когда на одной позиции находится не одна, а две одновременно обрабатываемые лампы. Проблема увеличения съема ламп на дуплексном автомате была, таким образом, решена, но это нововведение отнюдь не положительно сказалось на качестве ламп, ибо привело из-за повышения скорости карусели к соответствующему уменьшению времени обработки ламп на каждой позиции (см. § 3.8).
Отечественная машина цоколевания ламп. Откачанные лампы по конвейеру идут к машине цоколевания. На конвейере производится автоматическое обламывание непродутого штен-геля. В середине конвейера помещаются работницы, надевающие на лампы цоколи с намазанной на них мастикой. Эти же работницы продевают в штырьки медные части выводов. Старые машины цоколевания были вертикальные. Там работница, надев цоколь на один конец лампы, вставляла ее в нагревательный патрон, размещенный в верхней части машины. После завершения процесса полимеризации мастики лампа вынималась, цоколь надевался на другой конец лампы, она переворачивалась и вставлялась в машину для цоколевания второго конца.
Цоколевать сразу оба конца лампы на вертикальных машинах не представлялось возможным, так как цоколь нельзя при цоколевании размещать внизу, поскольку при этом мастика может вытекать в донышко цоколя, а в месте касания цоколя со стеклом ее при этом будет мало и цоколевание станет ненадежным. В одном из вариантов отечественных машин была сделана попытка хотя бы механизировать переворачивание ламп в целях повышения производительности машины 79
и уровня ее автоматизации. Однако эта попытка не увенчалась успехом: наблюдалось значительное повышение брака—осыпание люминофорного слоя из-за резких рывков при переворачивании ламп. Возник вопрос: почему же не наблюдается такого увеличения брака при переворачивании ламп на заварке? Отличие состоит в том, что на заварке слой люминофора поддерживается воздухом при атмосферном давлении, а в откачанной лампе имеет место вакуум с давлением инертного газа ниже 400 Па.
Принципиально новое решение было найдено на МЭЛЗ, где в 60-х годах была создана первая горизонтальная машина цоколевания ламп. На таких машинах лампы цоколюются сразу с двух сторон при прохождении их через фигурные печи с газовыми горелками. После этого соответствующие механизмы (манипуляторы) поднимают трубки с горизонтального конвейера, переворачивают их на 90° и опускают поочередно в ванночки с нейтральных- флюсом и припоем. Цоколевание на этих машинах производится без участия работниц.
Венгерская 160-позиционная машина тренировки и испытания ламп. Зацоколеванные лампы подаются конвейеоом на машину тренировки и испытания барабанного типа. Здесь вручную проверяют габаритные размеры ЛЛ на специальном калибре, а потом вставляют их в патроны машины. Лампы проходят по позициям тренировки (при этом они горят в нормальном рабочем режиме). Потом они гаснут и подходят к контрольной позиции для проверки зажигания при заданном на последних позициях напряжении. После этого ЛЛ снимают с машины, визуально контролируют внешний вид ЛЛ и откладывают ее в число годных, в разряд исправимого брака или в число окончательно забракованных ЛЛ.
Совмещение операций тренировки и испытания ЛЛ на одной машине вместо двух на старых линиях сделало машину более рациональной и приблизило ее к отечественным машинам. Однако вытянутая вверх отечественная машина имеет большее число позиций для тренировки и остается более предпочтительной для будущих более совершенных линий.
Итак, в линии сборки производительностью 1200 шт/ч, составленной из венгерских и частично из отечественных машин, в значительной степени использованы новейшие технологические процессы. В венгерском оборудовании нашел отражение ряд положительных особенностей отечественных машин. Однако такая производительность линии уже не может удовлетворить возрастающий спрос на ЛЛ. Поэтому задача создания линий высокой производительности по-прежнему остается актуальной.
80
4.2. Новые линии повышенной
производительности
4.2.1 Цели, которые должны быть достигнуты при повышении производительности линий сбопки
В век научно-технической революции наивысшей целью механизации и автоматизации производства любых изделий должно быть создание полностью механизированных цехов-автоматов, а потом и заводов-автоматов. Естественно, что этой же конечной цели следует добиваться и в процессе повышения производительности линий сборки ЛЛ. Для этого необходимо научиться заменять труд человека во всей технологической цепочке изготовления ламп трудом роботов, руки человека-манипуляторами.
Для ИС задача осложняется хрупкостью стеклянных оболочек ламп, что не позволяет использовать многие выпускаемые промышленностью манипуляторы, как это делается, например, на ряде других светотехнических предприятий. Еще более трудной становится задача механизации ИС из-за сложности физико-химических процессов, протекающих в них. С учетом этого задачу можно разделить на две части: 1) нужно так детально изучить эти процессы, чтобы инженеры-технологи умели управлять параметрами ламп, поддерживать их на максимально высоком уровне, не допуская срывов, выводящих лампы за пределы требований ГОСТ и ТУ; 2) нужно исключить ручной труд заменив его работой манипуляторов, в частности, при передаче ламп с одной машины па другую. Возможно не вся эта программа может быть реализована при ближайшем очередном повышении производительности линий, но такой должна быть конечная цель, к которой нужно стремиться.
4.2.2. Как подходить к решению проблемы роботизации в производстве ЛЛ
Стремление к роботизации отечественного производства ЛЛ возникло сразу же в период создания первых сборочных линий. К этому разработчиков подталкивали, в частности, габаритные размеры ламп, значительно большие, чем у ЛН. При неправильной организации межоперациопной транспортировки они могли бы заполнить собой весь откачной зал. Вместе с тем разработка роботов, манипуляторов опиралась здесь на наличие аналогичных устройств в самих машинах для изготовления и ЛН, и ЛЛ.
Рассмотрим в качестве примера работу машины штамповки ножек. Вот парные угловые горелки подходят к стеклянной
81
тарелке и разогревают ее цилиндрическую часть, а к моменту начала движения карусели горелки отходят в сторону, чтобы вновь подойти к следующей переместившейся к этому месту тарелке. Когда тарелка, пройдя через огни нескольких горелок, разогреется до размягчения, две механические руки-расколотки мягко нажмут на разогретую часть тарелки и проштампуют лопатку, в которой окажутся вакуумно-плотно зажатыми платинитовые части выводов. Когда готовая ножка дойдет до конца машины, новый манипулятор-съемник подхватит ее и плавно перенесет на направляющие, по которым она скатится в печь отжига.
Другой пример: вакуумный присос берет на монтажном автомате ЛН или на монтажно-оксидировочном автомате ЛЛ очередную спираль и опускает ее в крючки электродов, чтобы на следующей позиции другое приспособление зажало ее в эти крючки. Или еще один пример: эффективный манипулятор — переворачивающий механизм на машине заварки ламп.
Перечисленные примеры иллюстрируют наличие на отдельных машинах ряда манипуляторов. Это было той основой, которая подсказывала способы создания новых манипуляторов. В настоящее время на линиях производительностью 1200 шт/ч имеется серия конвейеров. При этом их загрузка и разгрузка производится в основном не вручную, как было часто ранее, а механизированно с помощью созданных для этой цели новых захватов-манипуляторов. Следует подчеркнуть, что они не просто берут лампу и переставляют ее с одного места на другое, а осуществляют ряд сложных перемещений. В качестве примера можно привести такой манипулятор, установленный на новых горизонтальных машинах цоколевания. Он захватывает лампу, лежащую на горизонтальном конвейере к машине тренировки и испытания, поднимает ее на нужную высоту, поворачивает из горизонтального положения в вертикальное, подводит лампу к ванночке с паяльным флюсом, опускает штырьками в эту ванночку, потом снова приподнимает лампу и перемещает к ванночке с припоем, опускает штырьками в припой и, завершив таким образом операцию припаивания электродов к штырькам, возвращает лампу на горизонтальный конвейер.
Как видно, уже в линии производительностью 1200 шт/ч имеет место продвижение в направлении дальнейшей роботизации технологического процесса изготовления ламп. Однако до создания цеха-автомата предстоит пройти еще большой путь. Пока многие работы производятся вручную: например, подача трубок из стекольных цехов механизирована, но их выгрузка с конвейера и загрузка на машины мойки трубок ручные; загрузка ножек в свечи машин заварки практически все еще ручная; вставление ЛЛ в гнезда дозировочных головок 82
ручное; надевание цоколей ручное; контроль длины ламп ручной; выдержка ламп перед упаковкой ручная (кроме первого опыта СЛЗ); упаковка ламп ручная; изготовление люминофорной суспензии связано с наличием большой доли ручного труда, а подача суспензии к машинам нанесения не механизирована.
4.2.3. Управление параметрами ламп
Ни в СНГ, ни за рубежом пока не удается полностью осуществлять управление параметрами ламп. Все еще велика разница в параметрах при сопоставлении одной лампы с другой. Приведем пример нестандартности в технологии изготовления ламп, существенно сказывающейся на воспроизводимости параметров. Известно, что давление наполняющего лампу газа устанавливается с точностью +10%. Близок к этому соответственно и разброс по СП. В то же время уже давно было предложено [6] использовать систему кранов-натекателей, что позволило бы спаивать лампы при практически одинаковом давлении. Была выдвинута идея применения для осуществления такой системы наполнения малоинерционных радиоактивных ионизационных манометров или сопротивлений блокировочных (ВСБ-2). Однако эти предложения до сих пор не внедрены в производство ламп.
Способствовал бы воспроизведению параметров ламп и переход к дозированию ртути с помощью ГРД, рассмотренных в гл. 3. Постоянное наблюдение для выявления натекающих позиций на откачном автомате с их автоматическим отключением, наблюдение за кривыми газовыделения с соответствующим регулированием режимов обработки ламп — все это также позволило бы поддерживать параметры ламп на одном высоком уровне.
Особого внимания заслуживают японские сообщения о широком использовании микроЭВМ для контроля технологии производства ламп. Этот контроль, по мысли его авторов, должен будет привести к полностью механизированной технологии изготовления ламп [85].
Уместен вопрос: нужны ли в производстве ЛЛ гибкие автоматизированные системы? Создание легко перестраиваемого комплекта оборудования для производства различных изделий представляется большим достижением техники XX века. Однако это оборудование сложнее и дороже, чем узкоспециализированное. Поэтому вопрос о целесообразности его применения должен тщательно обсуждаться в каждом отдельном случае. Оно необходимо, когда нужно на одном оборудовании выпускать много серий изделий, без которых, в то же время, обойтись нельзя. Ярким примером является 6* 83
выпуск ДОИ (дросселей образцовых измерительных). Они нужны не в массовых количествах. Но без них невозможно определение параметров любого типа ЛЛ. Производство же ламп ЛБ40, например, осуществляется в СНГ массово на большом числе сборочных линий и нет необходимости здесь в использовании гибкой технологии. С точки зрения управления параметрами ламп следует иметь в виду, что при каждой перестройке оборудования нужно устанавливать иные режимы обработки ламп, и пока эти режимы не будут отработаны в процессе достаточно длительной работы, параметры ламп будут несколько изменяться. Таким образом, и для обеспечения постоянства параметров ламп представляется целесообразной работа без перестройки машин, работа на узкоспециализированном оборудовании.
4.2.4. Опыт работы линий сборки повышенной производительности
Вопросы, поднятые выше, в значительной степени приблизились к своему решению в новых сборочных линиях высокой производительности, эксплуатируемых в ряде зарубежных фирм. Общим для всех этих линий является принцип обработки ламп при их горизонтальном расположении на всех операциях после нанесения люминофорного слоя. Преимущество такого размещения ламп в отличие от размещения на машинах обычной производительности состоит, например, для машины заварки в том, что здесь завариваются сразу два конца ламп. При этом отпадает необходимость в переворачивающих механизмах. Еще более существенны преимущества двусторонней обработки ламп на откачном автомате, поскольку ускоряется откачка, ведущаяся сразу с двух сторон лампы через оба продутых штенгеля; становится более эффективной промывка ламп газом, так как он через один штенгель вводится, а через другой — откачивается; проходя через всю лампу, струя газа уносит с собой все примеси, и в лампе не создается застойных зон, неизбежных при наполнении и откачке через один штенгель; при цоколевании ЛЛ на зарубежных линиях этого типа выводы не припаиваются, а привариваются к штырькам.
В [6] приводятся некоторые детали работы таких линий: на заводе фирмы Thorn в Энфилде (Великобритания) четыре главные операции на откачном автомате (от^чка, обработка катодов, дозирование ртути и введение инертных газов) производятся за феноменально короткий срок — 25 с; на заводе фирмы Philips в г. Розендале (Нидерланды) производительность такой линии равна 4000 шт/ч, а на заводе фирмы Sylvania в г. Эрлангене (ФРГ) 3600 шт/ч, при этом длина этой линии 85 м. 84
Следующим элементом усовершенствования таких линий является замена машины заварки и откачного автомата единым заварочно-откачным автоматом (как это практикуется и в производстве ЛН). Это усовершенствование введено фирмой Badalex (Великобритания) совместно с японской фирмой Toshiba [87]. Главным преимуществом этого автомата является то, что на откачку поступают горячие трубки, только что прошедшие операцию заварки. При этом они после заварки не успевают остыть, а значит, не смогут сорбировать при остывании большого количества газовых примесей. Это дает возможность ликвидировать на откачке печь для обезгаживания ламп, а главное, приводит к дальнейшему улучшению параметров ламп.
При обсуждении вопросов, связанных с созданием отечественных линий высокой производительности, нельзя обойти вниманием опыт разработки аналогичных линий сборки ЛН. Такая советско-венгерская линия «Тисса» имеет кинематическую производительность 3000 шт/ч [88]. Ее главные особенности:
1) непрерывное движение конвейеров и карусельных машин, несущих рабочие узлы, использование роторного принципа создания линии. Прерывистое движение машин обычных линий ограничивает возможности повышения их производительности, поскольку при пуске и остановке машин создаются большие перегрузки, приводящие к выходу машин из строя. Непрерывность обработки ламп в ряде случаев положительно сказывается на качестве ламп. Принцип действия роторных машин отчетливо виден на примере монтажно-оксидировочного автомата, сконструированного ВНИИИС для использования в новых сборочных линиях Л Л (рис. 4.3). Здесь ножки, загруженные на единый конвейер 1, прежде всего подаются к роторной машине 2, осуществляющей операцию формовки выводов ножек. Далее ножки перемещаются к машине 3, где производится расплющивание выводов, а потом—к машине
Рис. 4.3. Многороторный монтажно-оксидировочный автомат
85
4, на которой осуществляется изгибание выводов. На позиции 5 проверяется наличие ножки, после чего на машине б спирали зажимаются в крючки, а на машине 7 оксидируются катоды. На позиции 8 удаляются ножки, в которых неправильно зажаты спирали. На позиции 9 ножки снимаются для передачи на машину заварки;
2) система автоматического контроля качества полуфабрикатов и исправности механизмов с запоминающими устройствами и электронными блоками управления. На линиях высокой производительности особо важную роль играет качество полуфабрикатов, поскольку отклонение от нормы в этом случае сразу приводит к большому браку ламп. А это, в свою очередь, может вызвать и остановку линии. Именно по этой причине здесь уделяется большое внимание контролю качества полуфабрикатов;
3) высокий уровень автоматизации загрузочно-разгрузочных работ, поскольку при высокой производительности оборудования ручной труд не обеспечивает должного темпа работы.
Необходимо отметить еще одну особенность высокопроизводительных линий—наличие «накопителей», представляющих собой как бы промежуточные склады полуфабрикатов. Они необходимы для того, чтобы работа линии пе прерывалась в случае мелкого повреждения на той или иной машине. Пока неполадки устраняются, соответствующие полуфабрикаты поступают из накопителя и линия продолжает работать до устранения неисправности.
Описанные выше положительные особенности действующих линий высокой производительности следует учесть при создании аналогичных отечественных линий.
4.3. Линия сборки производительностью 2000 шт/ч
В [6] были приведены Данные о созданной отечественной линии сборки ЛЛ производительностью 3000 шт/ч. Первый вариант такой линии был изготовлен на Бишкекском заводе вакуумного машиностроения. Однако низкое качество изготовления машин и особенно плохая организация их освоения на СЛЗ привели к тому, что линия не была введена в эксплуатацию. Вместо этого теперь начато освоение линий производительностью 2000 шт/ч, разработанных и изготовленных в Венгрии (Tungsram), и линии производительностью 4000 шт/ч, приобретенной в Великобритании (Badalex). Далее приводятся данные о линиях в соответствии с документацией, переданной фирмами.
Линия сборки производительностью 2000 шт/ч имеет габаритные размеры 45 х 10,2 м и рассчитана на производство 86
ЭЭЛЛ мощностью 18, 36 и 58 Вт в трубках диаметром 26 мм1-. В состав линии входит 20 машин и загрузочно-разгрузочных устройств. Линию должны обслуживать 10 работниц и наладчиков вместо 35—40 человек на линии производительностью 1200 шт/ч. Здесь будет дана краткая характеристика входящих в линию машин. Поскольку устройство многих из них близко к устройству машин действующих линий, представляется целесообразным не излагать детально их полное устройство, а фиксировать лишь те отличия, которые характерны для новых машин.
Конвейер к устройству загрузки трубок в машину мойки-нанесения NAF.15. Уложенные в магазин трубки колесным приводом подхватываются и укладываются в гнезда расположенного под ним горизонтального цепного шагающего транспортера. Транспортер перемещается за каждый шаг на 12 трубок.
Устройство загрузки трубок NAF.18. Манипулятор с 12 открытыми клещами захвата опускается на трубки, клещи закрываются, и манипулятор поднимает трубки до вертикального положения. После этого он поворачивается на 90°, останавливается перед соответствующими позициями машины мойки-нанесения, продвигаясь вперед, вставляет трубки в губки машины и отходит в исходное положение. После этого цикл повторяется вновь. Как видно, введение в линию устройства загрузки трубок и конвейера к нему ликвидирует один из недостатков, указанных в п. 4.2.2, устраняет ту часть ручного труда на линии производительностью 1200 шт/ч, которая связана с загрузкой машины мойки-нанесения.
Машина мойки-нанесения NAF.12. Производительность машины 2400 шт/ч, габаритные размеры 8 х 5,5 м. Основное отличие от существующих машин заключается в размещении трубок в тележках-кассетах по 12 шт. в каждой. Мойка и нанесение осуществляются с помощью специальных дозировочных головок. При отсутствии трубки на какой-либо позиции вода и суспензия для нанесения слоя люминофора не подаются (имеется блокировка). Сушка производится не на открытых позициях, а в туннелях со стенками для обеспечения выбранной температуры сушки.
Устройство для разгрузки машины мойки-нанесения NAF.19. Съем трубок с машины осуществляется, как и при загрузке, манипулятором, одновременно захватывающим 12 трубок. Захваченные трубки укладываются в горизонтальный конвейер, идущий к машине выжигания биндера.
Конвейеры к машине выжигания биндера NAF.16 и NAF.17. Конвейеры движутся прерывисто с шагом по 12 трубок
1 Сравним с длиной линии фирмы Sylvania, равной 85 м (см. предыдущий параграф).
87
в каждом. Под конвейером расположен подсвеченный экран для оценки качества нанесения слоя. Конечная часть второго конвейера движется непрерывно. Этот конвейер может служить и накопителем (может быть накоплено до 25 трубок).
Установка маркировки трубок и протирки слои люминофора NAF.13. На этой установке трубки поднимаются и прижимаются к штемпелю для нанесения марки. Потом оба конца грубки прогреваются пламенем газовых горелок, после чего люминофорный слой легко стирается с двух сторон вращающимися щетками. Производительность такой установки 2000 шт/ч.
Машина выжигания биндера NAF.14 имеет конструкцию, аналогичную конструкции соответствующих машин линии производительностью 1200 шт/ч. Габаритные размеры 4x6 м, производительность 2000 шт/ч.
Машина штамповки ножек NFC.1 имеет производительность 4400 шт/ч, габаритные размеры 4,5 х 4 м. От личие от действующих машин состоит в том, чго на этой линии изготовляются трехэлектродные ножки. Сначала на машину подается тарелка. Лишь при ее наличии осуществляется подача электродов (выводов) и штенгеля (существует блокировка). Через штенгель подается третий (глухой) электрод. Штампе ванные ножки направляются в печь отжига.
Печь отжига ножек NFC. X имеет габаритные размеры 2,1 х2.2 м. Заметим, что длина печи теперь значительно больше в сравнении с печами в первых вариантах венгерских машин, что положительно сказывается на качестве ножек.
Монтажно-оксидировочпый автомат NFL.2 имеет следующие узлы: загрузки ножек; карусель, механизм формовки глухого электрода; устройство для сплющивания и загибания крючков; спиралеукладчик; механизмы зажима спиралей, растягивания спиралей, оксидирования, приварки и формовки анодного узла; разгрузочное устройство с перегрузкой ножек в конвейер подачи ножек на заварку. Заметим, что наличие анодного узла является большим конструктивным преимуществом, поскольку у ламп диаметром 26 мм без таких экранов получается плохой товарный вид из-за оседания на стенках трубок продуктов распыления электродов. Производительность автомата 3400—4200 шт/ч, габаритные размеры 1,7 х 1,85 м Автомат дуплексный.
Накопительный конвейер ножек NFL. X служит для транспортирования и накапливания ножек, его накопительная способность 270 ножек. Кроме т ого, конвейер выравнивает разницу в прерывистом движении монтажно-оксидировочного автомата и в непрерывном движении машины заварки, а также в производительности этих машин. Габаритные размеры конвейера 1,3 х2,15 м.
88
Машина заварки трубок NAF.5 рассчитана на стыковую заварку. Для осуществления такой заварки концы трубок должным образом формуются до подачи трубок на линию сборки ламп еще на линии вытягивания и обработки трубок [89]. Машина имеет следующие узлы: конвейер, подающий трубки, с машины выжигания биндера на горизонтальную машину заварки; устройство для перегрузки трубок с конвейера в непрерывно движущиеся головки машины заварки; конвейеры подачи смонтированных ножек к головкам машины заварки, закрепленным на двух 32-позиционных каруселях (и здесь, и на других машинах одну из каруселей можно смещать для установки ее на нужном расстоянии от другой при переходе с одного типа ламп на другой); устройство для съема заваренных трубок и передачи их в печь предварительного подогрева. Производительность машины 2000 шт/ч, габаритные размеры 6,75 х 2,8 м.
Таким образом, машина заварки новой линии существенно отличается от старых машин. С точки зрения уровня механизации следует отметить предполагаемое автоматическое вставление в головки машины и ножек, и трубок, а также одновременное заваривание ножек сразу с двух сторон ламп.
Печь предварительного подогрева трубок NAF.6 имеет производительность 2000 шт/ч, габаритные размеры 2,6 х 5,5 м. Подогрев трубок перед откачкой является еще одной положительной особенностью новой линии сборки. Устройство установки в некоторой степени схоже с устройством машины выжигания биндера, поскольку и здесь трубки перемещаются в печи, оборудованной радиационными горелками.
Автомат откачки ламп NAF.7—установка карусельного типа непрерывного действия. Автомат имеет следующие узлы: устройство подачи трубок и установки их в откачные гнезда; две 36-позициониые карусели; механизмы подачи жидкой ртути, размещенные на откачных гнездах одной из каруселей. Следует заметить, что на автомате предполагается автоматическое вставление ламп в откачные гнезда (это будет новым шагом на пути механизации технологического процесса); при использовании вместо простого анодного узла геттеро-ртутного дозатора (см. § 3.8) отпадает необходимость в введении жидкой ртути, это сделает лампы экологически значительно более приемлемыми. Производительность установки 2000 шт/ч, габаритные размеры 4,2 х 2,7 м.
Отпаянные лампы выгружаются рычажным механизмом на разгрузочный конвейер, идущий к установке одевания цоколей.
Автомат намазки цоколей NFK.1 имеет производительность 4200 шт/ч. габаритные размеры вместе с вибробункером 2,3 х 0.84 м.
Установка надевания цоколей NAF.8 — это 72-позиционная машина с производительностью 2000 шт/ч и габаритными 89
размерами 7,4 х 2,8 м. На установке производится правка электродов в нужных направлениях и после этого автоматическое надевание намазанных цоколей. Выступающие из штырьков электроды отгибаются вдоль штырьков. Годные лампы идут на автомат цоколевания. Лампы без цоколя или с плохо надетыми цоколями откладываются для перецоколевания. Автоматизация надевания цоколей значительный шаг вперед в механизации производства ламп.
Автомат цоколевания ламп NAF.9 — установка карусельного типа. Лампы с надетыми цоколями, поступающие по конвейеру с установки надевания цоколей, загружаются рычажным механизмом в позиции машины цоколевания. Полимеризация мастики производится не в фигурных газовых печах, как это осуществляется па отечественных машинах, а при нагревании патронов, в которые вставляются цоколи. Для защиты ге-тинакса от перегрева цоколи обдуваются воздухом. Годные лампы подаются к машине приварки электродов. Забракованные трубки откладываются в отдельную тележку. Производительность автомата 2000 шт/ч. габаритные размеры 4,2 х 2,6 м.
Установка приварки электродов NAF.10 имеет производительность 2000 шт/ч, габаритные размеры 3,8 х 1,82 м. Приварка производится только в тех лампах, у которых проверка покажет отсутствие короткого замыкания цоколя и удовлетворительную прочность крепления штырьков в цоколе. Выступающие части электродов отрезаются. После приварки производится зачистка места сварки с помощью вращающихся щеток.
Машина тренировки и испытания ламп NAF.il состоит из следующих узлов: транспортера подачи ламп с машины приварки электродов; механизмов загрузки ламп в патроны машины; 49 позиций для тренировки и испытания ламп; устройства разгрузки ламп. Здесь также следует подчеркнуть предполагаемую механизацию проверки ламп и, следовательно, ликвидацию еще одного участка с применением ручного труда. Производительность машины 2000 шт'ч, габаритные размеры 3,8 х 2,4 м.
К сожалению, на новой линии не предусмотрена механизация упаковки ламп.
4.4. Линия сборки производительностью 4000 шт/ч
СПО «Лисма» (г. Саранск) приобрело на фирме Badalex (Великобритания) ряд машин линии сборки ЛЛ производительностью 4000 шт/ч Недостающие машины будут''изготовлены на отечественных заводах. Ниже приведено краткое описание английских машин. Сведений по отечественным машинам пока нет, так как они находятся еще в стадии конструирования на СПО «Лисма». К числу конструируемых машин относятся 9()
машина мойки трубок, машина нанесения люминофорного слоя и машина выжигания биндера. Таким образом, из приобретенных машин может быть скомплектована та часть сборочной линии, которая начинается с изготовления, монтажа и оксидирования ножек, заварки и откачки ламп.
Устройство для подачи катодов на ножечно-монтажный автомат (OFF). Производительность ус ройсгва 4000 шт/ч, габаритные размеры 1,2 х 0,52 х 1,23 м. Устройство имеет виб-робупкер, в который загружаются триспирали. Из бункера спирали поштучно попадают в лодочки, автоматически передаваемые на ножечно-монтажный автомат. На линии должно быть два таких устройства. Обслуживающий персонал не нужен.
Ножечно-монтажный автомат (AMF). Производительность автомата 4000 щт/ч, габаритные размеры 3.75 хО 91 х 1,29 м. Машина выполняет все операции по штамповке ножек, монтажу и оксидированию изготовлению и приварке экранов с ртутьсодержащим покрытием Она имеет раму с двумя прерывисто движущимися цепями с приводом от общего вала. Верхняя 73-позиционная цепь песет штенгели и тарелки, нижняя 49-пози-ционная цепь электроды (выво цл). Движение цепей вдоль ряда установленных на раме горелок идет синхронно до тех нор, пока не будет завершена штамповка ipev электродных ножек.
После этого движение вперед нижней цепи прекращается, и она начинает продвигаться назад к позиции загрузки штенгелей и тарелок для продолжения операций по штамповке ножек. Верхняя же цепь, на которой остаются отштампованные ножки, продолжает движение вперед. В процессе этого движения осуществляются операции монтажа и оксидирования ножек. Кроме того, на монгах -ножечный автомат поступает в рулонах лента с ртутьс. тащим покрытием. В связи с этим на автомате производя гея ->рмовка кольцеобразных экранов из этой ленты, их сварка приваривание экранов к никелевым частям третьих электродов ножек.
Готовая ножка с экраном автоматически перегружается в каретки конвейеров подачи ножек па заварочно-откачной автомат, а 73-позиционная цепь возвращается в исходное положение. Каждая из цэух машин, установленных на линии, обслуживается одной работницей.
Конвейеры подачи смонтированных ложек (XFMF). При загрузке смонтированных ножек в каретки конвейеров негодные пожки отбраковываются. Перед позициями загрузки ножек на заварочно-откачной автомат производится скопление кареток, т. е. конвейер служит о шовременпо наЯонич’еяем ножек для обеспечения бесперебойной загрузки автомата. Обслуживающего персонала не требуется
Механизм разгрузки печи нои» рева трубок (XFLV) имеет- небольшой конвтйерс i сплои зонирующим туннелем, в вею попада
91
ют трубки из печи подогрева. Механизм служит для подачи трубок на загрузку в соответствующие позиции заварочнооткачного автомата, накопления трубок в случае какой-либо задержки в загрузке заварочно-откачного автомата (накопитель расположен под печью). Когда начинается подача трубок в накопитель, одновременно прекращается подача очередных трубок в печь. Трубки из накопителя могут быть перегружены в печь подогрева. Накопитель имеет свой собственный привод. Производительность механизма 4000 шт/ч, габаритные размеры 2 х 2 х 0,3 м. Для обслуживания механизма нужна одна работница.
Автомат заварки-откачки ламп (XFS) состоит из узлов загрузки трубок, загрузки ножек и 72-позиционной карусели. Автомат работает в режиме непрерывного действия. Предварительно нагретые до 400° С трубки попадают в захваты непрерывно вращающейся карусели. На карусели установлены механизмы, выполняющие операции двусторонней стыковой заварки и двусторонней откачки ЛЛ.
На каждой движущейся позиции имеется горелка для заварки ламп и горелка для отпаивания готовой откачанной лампы. Движущиеся позиции через золотник соединены с вакуумной системой и с системой промывки и наполнения ЛЛ газовой смесью. На каждой из этих позиций есть, кроме того, перекрывающий клапан для изоляции дефектных ламп. При прохождении по карусели заваренных ламп производятся их откачка, обработка катодов, промывка, наполнение ЛЛ газовой смесью и отпаивание готовых ламп. Для обслуживания установки нужен один человек. Производительность автомата 4000 шт/ч, габаритные размеры 5,6 х 2,2 х 4 м.
Конвейер разгрузки заварочно-откачного автомата (XFSV) предназначен для разгрузки ламп с заварочно-откачного автомата, обработки ртутьсодержащих экранов, проверки зажигания ламп, загрузки автомата цоколевания. Этот горизонтальный конвейер приводится в движение от заварочно-откачного автомата. Снятые с автомата лампы попадают в захваты конвейера и передаются на автомат цоколевания. На пути к нему лампа проходит мимо высокочастотного генератора, прогревающего кольцевые экраны и заставляющего, тем самым, испаряться часть нанесенной на них ртути. После высокочастотной обработки ЛЛ производится контрольное зажигание ламп. Плохо зажигающиеся лампы забраковываются. Производительность автомата 4000 шт/ч, габаритные размеры 6 х 2,3 х 1,1м. Обслуживающий персонал два человека.
Полуавтомат намазки цоколей (XFBF) имеет 8-позиционную карусель, вибробункер для подачи цоколей и два бачка с цоколевочной мастикой. К месту намазки подаются два цоколя (машина-дуплекс). Намазанные цоколи направляются к устройству надевания цоколей. Производительность
92
4000 шт/ч, габаритные размеры 0,625 х 1 х 1,5 м. Обслуживающего персонала не требуется.
Автомат цоколевания (XFB) работает в режиме непрерывного движения. Он имеет узлы загрузки ламп с надетыми цоколями и 72-позиционную карусель. ЛЛ с устройства надевания цоколей попадает в захваты узла загрузки автомата цоколевания и переходит на его карусель. Конструкция подвижных позиций карусели позволяет сохранять заданную ориентацию штырьков цоколей, что исключает перекрещивание электродов. Прогрев цоколей осуществляется в захватах, прогреваемых, в свою очередь, установленными на автомате горелками. Производительность автомата 4000 шт/ч, габаритные размеры 5,6 х 2,2 х4 м. Обслуживающий персонал- один человек.
Конвейер разгрузки автомата цоколевания (XFBV)—горизонтальный конвейер с приводом от автомата цоколевания; он имеет узел приварки выводов к штырькам цоколей и узел зачистки места сварки. Лампы с приваренными выводами транспортируются на машину тренировки и разбраковки ламп. Производительность автомата 4000 шт/ч, габаритные размеры 7,4 х 3,4 х 2 м. Обслуживающий персонал — один человек.
Машина тренировки ламп (XFA) — 108-позиционная машина, которая работает в режиме непрерывного движения. Лампы с приваренными выводами попадают в узлы захвата машины и перемещаются ими на карусель. Диаметр карусели такой же, как и у автоматов заварки-откачки и цоколевания, но количество позиций значительно больше из-за уменьшения шага между позициями. Большее число позиций обеспечивает увеличение времени на тренировку ламп. Для ламп разной мощности изменяются при переналадке машин и режимы тренировки ламп. Назначение машины—-стабилизация параметров и отбраковка негодных ламп. Производительность машины 4000 мм/ч, габаритные размеры 5,6 х 2,2 х 4 м.
Кроме перечисленных машин, входящих в сборочную линию, в приобретенный комплект оборудования входит еще два важных устройства:
1. Для переналадки -линии на выпуск ламп иной мощности соответствующие машины имеют подвижные и неподвижные стороны (как и у линии производительностью 2000 шт/ч). В английской линии имеется механизм для одновременного автоматического перемещения подвижных сторон всех машин сразу (XFGA). Переналадка производится от единого привода, расположенного на автомате цоколевания ламп. Обслуживающего персонала не требуется.
2. Группа электронного обслуживания линии (XFGC) предназначена для управления технологическими процессами на всех машинах линий. Управление машинами (всеми, кроме монтажно-ножечного комплекса) осуществляется от электро
93
шкафов, связанных друг с другом. В шкафах имеются логические программирующие контроллеры, а на машинах установлены переключатели, кнопки, датчики и др. Сигналы с них поступи от на контроллеры, которые в соответствии с заложенной логикой разрешают или запрещают выполнение тех или иных операций. При этом вакуумные насосы имеют независимое электропитание для обеспечения продолжения их работы при отключении всей линии.
В числе приобретенных машин, как было сказано, нет машин мойки трубок, нанесения люминофорного слоя, выжигания биндера. Нет и машин для механизированной упаковки ламп.
При сопоставлении машин рассматриваемой линии с машинами линии производительностью 2000 шт/ч следует подчеркнуть такие их преимущества: 1) производительность в 2 раза больше; 2) наличие заварочно-откачного автомата вместо двух машин в веш*;рской линии (это свидетельствует о более высоком уровне механизации и приводит к экономии производственной площади); 3) наличие непрерывного движения на ряде машин (например, на заварочно-откачном автомате), что имеет большое значение в связи с отмечавшимся в § 4.1 снижением надежности откачного автомата прерывистого действия при увеличении скорости его движения; 4) наличие механизма одновременной переналадки линий для выпуска ламп иной мощности. Правда, это преимущество особенно значимо при мелкосерийном производстве, когда необходимо часто перестраивать линии. В СНГ же, в условиях массового производства ЛЛ, перестройка будег производиться редко, так как большинство линий специализировано для выпуска ламп одного типа.
Глава пятая
НОВЫЕ СФЕРЫ ПРИМЕНЕНИЯ И
ПЕРСПЕКТИВЫ РАЗВИТИЯ
ЛЮМИНЕСЦЕНТНЫХ ЛАМП
5.1. Широкое использование ламп
с правильной цветопередачей
в народном хозяйстве и в быту
При анализе новых возможных сфер применения ЛЛ мы не будем возвращаться, например, к лампам ЛБ, так как их употребление для освещения в промышленности—не новая сфера применения. Однако нельзя не остановиться на ис-94
пользовании в народном хозяйстве и в быту рассмотренных в § 2.4 ламп с правильной ЦП (ламп де люкс), поскольку они еще массово не применяются (выпуск смесей люминофоров для них недостаточен). Аналогичный подход будет применяться и при рассмотрении ряда других ламп. Начнем этот анализ именно с ламп де люкс.
В настоящее время из серии ламп с правильной ЦП довольно широкое применение нашли лишь лампы ЛДЦ (первоначально именовавшиеся лампами ДС). Они, как известно, применяются в текстильной промышленности, полиграфии, меховой промышленности, т. е. в тех отраслях народного хозяйства, где качество ЦП играет большую роль.
Проведенное Ивановским институтом охраны труда исследование показало, что при разбраковке цветных тканей наиболее эффективны именно лампы ЛЕЦ. Этот вывод был бы, очевидно, справедлив для швейных и ряда других предприятий. А для разбраковки белых тканей, в состав красителей которых входят люминесцирующие вещества, столь же эффективным станет применение ламп ЛДЦУФ. Трудно также понять, почему вместо ламп ЛХЕЦ, утвержденных Главным санитарным врачом Минздрава СССР (см. § 2.4) для применения в лечебных учреждениях, в них до сих пор продолжают ставить любые ЛЛ, а заявок в ПО «Луйс» (г. Ереван) на лампы ЛХЕЦ40 вовсе не направляют, из-за чего объединение резонно ставит вопрос о снятии этих ламп (как и ламп ЛДЦУФ40) с производства.
Вернемся еще раз к лампам ЛДЦУФ (см. § 3.6). Наряду с другими ЛЛ они имеют в слое люминофора компоненты, обеспечивающие наличие в их спектре ультрафиолетовой составляющей, большей, чем в стандартных ЛЛ. Однако существует потребность в ЛЛ вовсе без ультрафиолетового излучения. Они нашли бы широкое применение, например, в музеях для исключения вредного воздействия ультрафиолета на произведения живописи. Решать эту задачу можно двумя путями — созданием люминофоров, не излучающих в ультрафиолетовой области спектра, и разработкой стекол, не пропускающих ультрафиолета. О том, что последний путь реален, свидетельствует отсутствие ультрафиолета в спектре излучения неодимовых ламп с добавками в составе стекла оксидов алюминия и цезия [90]. ВНИИИС пошел по первому пути, создав ЛЛ с малой УФ составляющей.
Таким образом, речь идет, по существу, о новой сфере широкого применения Л Л, поскольку созданные разработчиками лампы не используются ни в проектах, ни на предприятиях. Уместно в связи с этим заметить, что такие лампы продолжают совершенствоваться.
95
Люминесцентные лампы пока сравнительно мало распространены в быту. Исключением является лишь Япония, где уже в 1965 г. ЛЛ было освещено до 80% жилых помещений [91]; в [92] утверждается, что теперь в Японии выпускается в 3 раза меньше осветительных ЛН чем ЛЛ (при этом 30% ЛЛ кольцевые).
Для более широкого использования ЛЛ в быту на запаце был проведен ряд работ по созданию бесшумных ПРА и улучшению параметров ЛЛ (ЦП и СП).
В настоящее время можно считать, что проблема создания бесшумных ПРА решена н у нас, и за рубежом. В СНГ также созданы Л 1 с правильной ЦП (см. § 2.4).
Большим тормозом во внедрении ЛЛ в быт долгое время был низкий СП ламп с правильной ЦП. Эта трудность была ликвидирована с появлением ламп «нового поколения» (см. § 3.1) —ламп на РЗЛ с высокими значениями и СП, и общих индексов ЦП. Недостаточно высокие значения специальных индексов в данном i лучае не являются непреодолимым препятствием. Ведь в результате этого в помещениях, освещаемых лампами с РЗЛ, может наблюдаться лишь некоторое приукрашивание цвета человеческого лица и предметов домашнего обихода, что вряд ли можно считать противопоказанным фактором.
Подчас трудно было говорить о внедрении в быт длинных светильников с ЛЛ. Это не давало возможности создать широкую гамму светильников удовлетворяющих разнообразным эстетическим по гр бностям населения. Решение этого вопроса сначала стали искат> на пути использования фигурных ламп (U-образных, W-образных, кольцевых). Еще более эффективными в этом отношении оказались рассмотренные в § 3.3 КЛЛ, особенно те из них, которые имеют резьбовой цоколь Е27, что позволяет использовать их вместо ЛН.
Большую роль играет экономичность КЛЛ. Так, по данным фирмы Osram ее лампы серии Dulux FL с ПИРА потребляют в 5 раз меньше электро энергии, чем Л И, обеспечивающие тог же СП, и имеют в 6 раз больший срок службы [93]. Лампы быстро зажигаются. Поскольку П-образные лампы имеют штырьковый цоколь, они, как сказано в § 3.3, первоначально не предназначались для прямой замены ЛН. Однако в последнее время разработаны адаптеры, позволяющие осуществлять такую замену. Ад ап те р содержит штырьковый патрон для вставления КЛЛ, электромагнитный дроссель и цоколь Е27. Дальнейшим нововведением стала замена в адаптере дросселя на ППРА, в результате адаптеры с ППРА стали легче, компактней. Срок службы адаптера фирмы Philips достигает 60 000 ч, что делает целесообразной и возможной замену выходящих 96
из строя КЛЛ, срок службы которых значительно меньше (5000 —6000 ч).*
Еще, к сожалению, не снят вопрос о высокой стоимости ламп на РЗЛ. Одним из способов снижения стоимости является использование двухслойных ламп, в которых поверх слоя с дешевым ГФК наносится слой из смеси дорогих РЗЛ, улучшающих параметры ламп. Можно надеяться, что появление КЛЛ ускорит широкое внедрение Л Л в быт.
Положительно оценивая разработку КЛЛ для решения проблемы использования ЛЛ в быту, следует все же вновь подчеркнуть их недостатки: большую массу КЛЛ со встроенным ПРА, высокую стоимость ППРА и РЗЛ, низкие параметры ламп на отечественных РЗЛ. В связи с этим уместно вернуться к лампам постоянного тока (см, § 3.4) и БЭЛЛ (см. § 3.5).
5.2. Использование ЛЛ с направленным светораспределенмем (рефлекторных ламп). Люминесцентные лампы в облучательной технике
Создание рефлекторных ламп ЛБР65 с повышенным соотношением силы света в сторону окна в сравнении с силой света в сторону отражающего слоя (см. § 3.7) позволяет поставить два вопроса: о распространении этого опыта разработки новой прогрессивной технологии на другие рефлекторные лампы; о целесообразности существенного увеличения выпуска рефлекторных ламп. Это даст возможность значительно (почти на 50%) снизить расход черных металлов благодаря ликвидации рефлекторов в соответствующем количестве светильников Представляется целесообразным довести это количество до 20—30% всего выпуска светильников. При положительных результатах их массового внедрения может оказаться возможным дальнейшее увеличение выпуска эффективных рефлекторных ламп.
Широко известно использование в облучательной технике разрядных ламп высокого давления (РЛВД): для выращивания сельскохозяйственных растений, при решении ряда технологических задач (от сушки лаковых покрытий в мебельной промышленности до использования в процессах фотонитро-зирования циклоалканов). Мощные РЛВД используются для имитации солнечного излучения Значительно меньше известно
* Испытания, проведенные английской фирмой Wotan, свидетельствуют, что в настоящее время срок службы зарубежных КЛЛ находится на уровне 8000 ч [94].
7 97
о больших возможностях использования в облучателыюй технике ЛЛ. Рассмотрим применение Л Л в названной области техники.
Лампы ЛФР. Лампа ЛФР150 (см. § 2.3) была создана специально для использования в селекции сельскохозяйственных растений и оказалась эффективной в вегетационных камерах, шкафах и стеллажах. С ее помощью селекционирован ряд сельскохозяйственных культур. По отзыву разработчика указанных камер, шкафов и стеллажей лампы оказались более эффективными, чем американские лампы фирмы Sylvania. В 1984 г. установки с этими лампами на выставке в Чехо-Словакии удостоены премии «Золотой колос».
Лампы для светокопировальных аппаратов. Во ВНИСИ для светокопировальной техники разработана лампа ЛСР90 (люминесцентная, светокопировальная, рефлекторная мощностью 90 Вт). Две такие лампы в установке «Эра» заменяют шесть ЛДЦ30.
Лампы для электрографии. ПО «Луйс» разработало и выпускает для этой цели лампы ЛС15 и ЛС30 (люминесцентная, синяя, мощностью 15 и 30 Вт) со СП 300 и 700 лм, а во ВНИСИ создана щелевая лампа ЛЩ47 (люминесцентная, щелевая, мощностью 47 Вт) с такими же габаритными размерами, что и размеры лампы 15 Вт, но со СП 800 лм вместо 300 лм.
Лампы для офсетной печати и работ на светочувствительной бумаге. СКТБ ИС (г. Полтава) создало лампы ЛУФ40 и ЛУФ80 (люминесцентная, с ультрафиолетовой составляющей, мощностью 40 и 80 Вт) с потоками излучения 6 и 8 Вт.
Лампы для ультрафиолетовой подсветки. ВНИИ ИС разработал лампы ЛУФ4 и ЛУФЩ4 (люминесцентная, с ультрафиолетовой составляющей, щелевая, мощностью 4 Вт). Эти лампы обеспечивают облученность 10 и 25 Вг/м2 в спектральном интервале 300- 400 нм.
Лампы для осветителыю-облучательных установок. Как уже было указано, в таких установках используются эритемные лампы СПО «Лисма» разработало и выпускает следующие лампы этого типа: ЛЭ15, ЛЭ30 и ЛЭР40 с эритемной облученностью 40, 95 и 140 мэр/м2.
Бактерицидные лампы. СПО «Лисма» выпускае! лампы ДБЗО и ДБ60 из увиолевого стекла и ДРБ8 из кварцевого стекла с бактерицидными потоками 2,5; 6; 8 и 3 бакт. Уместно заметить, что в ТУ па многие из этих ламп указываются, как видно, устаревшие единицы физических величин. Теперь положено определять потоки излучения не в бактах или миллиэрах, как эго указано по отношению к-, эритемным лампам, а в ваттах, как это сделано в ТУ для новых ламп (см. § 3.6).
98
Малогабаритный ультрафиолетовый облучатель. Во ВНИСИ создан ультрафиолетовый облучатель ДРС6 с параметрами: Р=6,6 Вт, /=0,2 А; осевая сила света равна 2,1 кд; отношение мощности излучения в ультрафиолетовой области спектра (в основном с Х = 254 нм) и в видимой области находится в диапазоне 85:15 -70:30. Продолжительность горения лампы 200 ч (лампа П-образная, кварцевая), габаритные размеры 191 х 45 х 16 мм, масса 50 г.
Следует особо отметить большую долю ультрафиолетовой составляющей в спектре излучения (до 85%), что делает предложенный излучатель уникальным.
Безэлектродные лампы для сельского хозяйства. Как было отмечено в § 3.5, БЭЛЛ дороги, поэтому в настоящее время они не могут конкурировать с ЛН, которые они могли бы с успехом заменить по своим параметрам. Однако на Ганноверской выставке 1991 г. фирма Philips уже представила БЭЛЛ мощностью 85 Вт. При разработке ламп во ВНИСИ выяснилось, что лампы-аттрактанты для борьбы с сельскохозяйственными вредителями оказываются рентабельными даже при их высокой себестоимости.
Лампы устанавливают на трактор, проезжающий между рядами деревьев в больших садах, насекомые летят на свет и гибнут. Питание ламп осуществляемся от бортовой сети трактора напряжением 127 В. При использовании БЭЛЛ получают значительный экономический эффект. Кроме того, следует принять во внимание тот вред, который приносит плодам чрезмерное употребление ядохимикатов в сельском хозяйстве (образование нитратов).
5.3. Использование ЛЛ в оздоровительных целях
Осветительно-облуча тельные лампы предназначены для использования в районах Крайнего Севера, для освещения подземных помещений, в крупных городах, где имеет место заметное загрязнение воздуха (см. § 3.6). Ставя вопрос о широком использовании этих ламп, следует отметить необходимость дальнейшего изучения особенностей их эксплуатации. Так, разработанный ныне вариант ламп ЛБУФ36 (или ЛБУФ40) нужно применять при освещенности 300 500 лк, тогда облученность будет находиться на уровне 2,5 мэр/м2. А как следует поступать, когда нужна большая освещенность?
Далее, использование ООЛЛ в детских учреждениях потребует постоянного наблюдения за соответствующими ОУ со стороны медицинских работников. С их помощью смогут быть введены необходимые коррективы в ТУ на лампы для 7* 99
обеспечения наибольшего оздоравливающего действия ламп на детский организм. При этом должны быть исключены все противопоказанные параметры.
Совмещение в одних лампах функций освещения и облучения в отличие от установок с эритемными лампами облегчает эксплуатацию ОУ, поскольку в этом случае нет надобности в периодических выключениях и новых включениях эритемных ламп. Значительно более высокий уровень равномерности облучения снимает сложности оценки воздействия излучения на облучаемых людей в зависимости от того, где находится их рабочее место —под светильником с эритемными или обычными осветительными лампами.
При эксплуатации ООЛЛ может возникнуть вопрос о целесообразности досрочной групповой замены ламп, если будет обнаружено значительное снижение уровня облученности в процессе горения ламп. Ответ на вопрос, следует ли это делать, может дать лишь систематическое наблюдение за стабильностью облученности и за связью получаемых значений облученности с оздоравливающим воздействием ламп на человека.
В соответствии со сказанным предстоит большая совместная работа с разработчиками люминофоров по поиску значительно более стабильных систем, чем люминофоры марок Э2 и ЛЗЗ. ВНИСИ уже поставил перед ВНИИ люминофоров вопрос о возможности разработки РЗЛ для замены указанных люминофоров, поскольку РЗЛ, как известно, обеспечивают высокую стабильность потоков излучения.
Наконец, для осуществления всех перечисленных мероприятий следует форсировать начатые работы по созданию и выпуску необходимого количества дозиметров с достаточной чувствительностью. В существующих приборах облученность от ООЛЛ регистрируется лишь в самом начале шкалы, что не гарантирует достаточной точности измерений. Точные же дозиметры нужны и разработчикам ламп и люминофоров, и заводам-изготовителям, и потребителям ламп, и медицинским работникам, оценивающим эффективность ламп в тех или иных условиях их применения.
Разработанные ныне лампы рассчитаны, как было сказано выше, для использования в ОУ с освещенностью 300—500 лк. Если, как обычно, рекомендовать увеличение числа светильников для повышения освещенности, то соответственно возрастет и облученность, что выведет ОУ за пределы безопасной для здоровья нормы. Очевидно, что для использования при иных освещенностях нужно будет разрабатывать иные типоразмеры ООЛЛ.
Рассмотренные ООЛЛ предназначены для использования в промышленных и общественных зданиях. Возникает вопрос, 100
допустимо ли применять их в жилых помещениях? Совместно с ИОКГ было выработано решение о том, что нельзя в общем случае использовать эти лампы в жилых помещениях, так как в сочетании с облучением, получаемым на работе, в детском саду, школе облучение в жилом помещении может вызвать превышение допустимой суточной нормы. В качестве исключения можно допустить использование таких ламп в быту лишь на Крайнем Севере, где среднегодовая доза ультрафиолета заведомо ниже допустимой.
5.4. Решение некоторых специальных задач освещения
Взрывобезопасное освещение. В Харьковском институте инженеров коммунального хозяйства (ХИИКС) установлено [95], что при высокочастотном питании малогабаритных (мощностью 8 Вт) ЛЛ с применением ППРА, рассчитанных на частоту 18—20 кГц, лампы и электропроводки к ним работают во взрывобезопасном режиме. Тщательные испытания ламп й монтажных схем были проведены Макеевским научно-исследовательским институтом по безопасности работ в горной промышленности (МакНИИ), они дали положительные результаты. Применение таких схем включения позволяет отказаться от дорогих взрывобезопасных светильников. Главным же преимуществом предложенного способа шахтного освещения является возможность перейти к созданию сетевого питания ламп в шахтах, что резко улучшит условия труда шахтеров. Эта возможность появилась благодаря тому, что теперь можно изъять громадное количество дорогих аккумуляторов, используемых в шахтах, чтобы уменьшить длину групповой сети, поскольку взрывоопасными были сами эти сети питания ламп.
Первые ОУ с лампами 8 Вт и ППРА были опробованы в низких забоях Донбасса. В настоящее время ведется изучение возможности использования их в более мощных забоях Кузбасса.
Телевизионное освещение. Совершенно повой областью применения ЛЛ является использование их в телевизионных установках. Сообщается, например, что 40000 КЛЛ с отражателями и резьбовыми цоколями дают возможность создать видеоэкраны размером 50 м2 для демонстрации телевизионного изображения [96]. Такие лампы можно применять в установках, указывающих время или температуру воздуха. В [97] сообщается, что фирма Sylvania (ФРГ) разработала миниатюрную U-образную ЛЛ мощностью 4 Вт для использования в ана-логичйых установках вместо КЛЛ. Созданная на этих лампах установка была использована в 1986 г. в Штутгарте (ФРГ)
Ю1
на чемпионате Европы по легкой атлетике. В японской заявке [98] предложено использовать для образования светящего фона в жидкокристаллических карманных телевизорах миниатюрные панельные ЛЛ. Такая лампа состоит из двух частей. В одной коробчатой части имеются отформованный газоразрядный канал и широкие бортики. В них сделаны узкие канавки, заполняемые низкотемпературной стекломассой. Другая, тоже коробчатая, часть имеет узкие бортики, вставляющиеся в упомянутую выше канавку. Температурная обработка делает обе части вакуумно-плотно соединенными между собой. Катод ЛЛ широкий, металлический, коробчатый для обеспечения равномерного свечения всей поверхности лампы.
Освещение автострад. Натриевые лампы низкого давления (НЛНД), как и упоминавшиеся бактерицидные лампы, не люминесцентные, но могут быть разработаны (а бактерицидные уже созданы) в габаритах ЛЛ. Это дает возможность эксплуатировать их в светильниках для ЛЛ. Более того, можно в одном светильнике ставить и НЛНД и ЛЛ. Это предложение высказано в обстоятельной статье А. М. Кокинова и В. К. Свешникова [99] о перспективах разработки и использования НЛНД в СНГ. В ней, прежде всего, отмечается, что эти желтые лампы с максимумом излучения 589—589,6 нм обладают наибольшей СО среди всех электрических ИС— свыше 200 лм/Вт. Желтый свет хорошо проходит сквозь туман и пыль. Поэтому НЛНД широко используются за рубежом для освещения загородных автострад, где качество ЦП не играет особой роли. В Англии, например, их число достигает 25% всех ламп для наружного освещения.
У нас была сделана попытка разработать и выпустить отдельными партиями лампы 85 Вт типа ДНа085 со СО около 80 лм/Вт, что очень мало для таких ламп. Изменение технологии и конструкции ламп способствовало улучшению их качества. Так, нанесение на трубку пленки на основе индия с присадкой олова позволяет повысить СО до 160 лм/Вт.
Для изготовления колб ламп используется натрийстойкое стекло. Для защиты лампы от влияния изменений температуры окружающей среды ее помещают в оболочку из простого стекла. Напряжение зажигания лампы более 400 В, напряжение на лампе равняется 115 В. Для эксплуатации ламп в сети с напряжением 220 В используют трансформаторы с рассеянием. Предстоит разработка технологии, позволяющей максимально механизировать производство ламп, организовать разработку высокопроизводительного оборудования и его выпуск. Соответствие габаритных размеров ламп НЛНД и ЛЛ, о котором упоминалось выше, облегчит возможность использования оборудования для изготовления ЛЛ с необходимым приспосабливанием его под технологию изготовления 102
НЛНД. Решение в ближайшие годы перечисленных задач позволит использовать в народном хозяйстве столь эффективный ИС.
5.5. Утилизация выходящих из строя ЛЛ
Эффективное использование выходящих из строя ЛЛ (и любых других ртутных ламп) стало острой проблемой как у нас, так и за рубежом. Здесь следует прежде всего решить большую экологическую проблему: как сделать, чтобы содержащаяся в лампах ртуть не отравляла окружающую человека среду. Ведь при разбивании ламп ртуть вытекает из них, растекается по земле мелкими каплями и активно испаряется, заражая землю, воздушную среду и водостоки. Дожди, снег, ветры, реки разносят ее на большие расстояния. О том, сколь опасно испарение такой растекшейся ртути, говорят следующие данные [100]: если полностью испарить 200 г ртути, то будет загрязнено до предельно допустимой нормы (0,01 мг/м3) почти 2 • 107 м3 воздуха; имел место случай, когда в радиусе 2 км от завода, изготовляющего термометры, концентрация паров ртути превышала норму в 3 раза, а на расстоянии 0,25 км—в 63 раза. Особенно важно иметь в виду, что даже при концентрации в пределах нормы не исключается ртутное отравление людей (заболевания печени, нервной системы, стоматит и пр.). Это объясняется, в частности, разной восприимчивостью людей к воздействию ртути. Отравления встречались и при длительном (несколько лет) воздействии на человека значительно меньших концентраций, чем предусмотрено нормой (микромеркуриализм).
Кроме экологического аспекта демеркуризация имеет и экономический аспект. Прежде всего нужно учитывать, что ртуть, а вместе с ней и находящиеся в лампе металлы (особенно вольфрам), относится к числу дефицитных материалов. В СНГ задача демеркуризации впервые возникла в производстве ЛЛ, когда нужно было решить вопрос, что делать с забракованными лампами? Решение было найдено в 50-х годах: на МЭЛЗ была создана установка дробления стекла ламп на мелкие куски с отмывкой их водой на вибрационных сигах [6]. При этом стекло и металлы отмывались от ртути, которая стекала в расположенные под ситами отстойники.
По мере создания новых заводов для производства ЛЛ такие установки создавались на каждом из них. С учетом опыта этих установок на ламповых заводах было предложено создать такие установки и для демеркуризации ламп, выходящих из строя у потребителей. Предлагалось создать во всех городах пункты сбора ламп, оборудованные специальными установками. Позже Всесоюзный
ЮЗ
научно-исследовательский институт вторичных материальных ресурсов Госснаба СССР (ВНИИВМР) разработал новые герметизированные установки термической демеркуризации ртути [101]. В настоящее время такие установки работают в Лиепае, Чебоксарах, Ереване и в других городах. Производительность демеркуризации ламп при работе в одну смену равна 100 тыс. и 0,5 млн. ламп в год. К последней наиболее производительной установке ВНИИВМР создал приставку, которая позволяет отбирать из стеклобоя металлы: вольфрам, никель, медь, платинит, алюминий. Использование приставки на установках малой производительности не дает экономического эффекта.
Преимуществами установок ВНИИВМР являются:
герметичность, улучшающая условия труда обслуживающего персонала;
значительно лучшая очистка стеклобоя от ртути (при водной отмывке на стекле остается ЗЮ'4, а при термообработке 10-7% ртути). Высокая степень очистки стеклобоя позволила разработчикам рекомендовать использование его для дорожных покрытий, что дает заметный экономический эффект; исключение возможности попадания ртути в сточные воды (при водной отмывке в воде остается от 0,48 до 0,82% ртути);
отсутствие в ртути, собираемой после обработки стеклобоя, мелкого стекла (стекольной пыли), что имеет место в установках водной отмывки. Это дает возможность сдавать полученную ртуть на химкомбинаты для повторного использования;
наличие приставок на высокопроизводительных установках для извлечения из стеклобоя металлов.
Следует отметить, что за рубежом в последнее время также появились публикации, свидетельствующие о создании там столь же эффективных установок демеркуризации ртутных ламп [102, 103]. Высокое качество установок ВНИИВМР позволило рекомендовать их для пунктов демеркуризации выходящих из строя ЛЛ вместо предложенных ранее установок водной отмывки стеклобоя [104], что значительно облегчает радикальное решение проблемы. Однако шесть действующих установок —это ничтожно малая часть того, что нужно стране.
Легко видеть, что для одной Москвы, получающей ежегодно около 9 млн. ЛЛ, которые рано или поздно выходят из строя, нужно иметь несколько установок производительностью 1,5 млн. ламп в год. Пока в стране очень мало таких установок, и потребители ЛЛ оказываются в безвыходном положении. Вывозить ЛЛ на свалки мусора запрещено, приказом Минздрава рекомендовано осуществлять захоронение ЛЛ на специальных полигонах в сварных железных контейнерах, да еще на большой глубине. Однако таких полигонов 104
почти нет. В результате лампы тайком, присыпав бытовым мусором, все же вывозят на свалки, что, конечно, совершенно недопустимо [105]. Расчеты показывают, что захоронение каждой лампы на полигоне стоит больше первоначальной цены лампы. В сравнении с этим демеркуризация ламп на установках ВНИИВМР обходится вдвое дешевле (с учетом стоимости собранной ртути и стеклобоя).
Для создания в каждом городе нескольких пунктов сбора выходящих из строя ЛЛ нужно решить вопрос, кто будет изготовлять установки. Пока начат выпуск таких установок на электроламповом заводе в г. Майли-Сае. Однако совершенно очевидно, что никакое предприятие не сможет обеспечить изготовление установок для всей страны в централизованном порядке. Представляется необходимым, чтобы в каждом городе были определены металлообрабатывающие предприятия или их цехи для централизованного изготовления установок демеркуризации. Об актуальности этой проблемы был поднят вопрос на семинаре по эксплуатации ИС и световых приборов в 1988 г. в г. Саранске.
Так, в докладе одного из металлургических комбинатов было сказано, что на комбинате имеется 90000 световых точек с ртутными лампами, а вопрос демеркуризации отработанных ламп не решен. Очевидна необходимость создания на комбинате своими силами установки по чертежам ВНИИВМР.
В связи с этим следует заметить, что по данным Управления вторичных ресурсов Госснаба СССР в стадии внедрения на разных предприятиях СССР находились 13 участков демеркуризации с использованием рассматриваемых установок, а 21 организации переданы чертежи на установки. Было бы правильным, чтобы организаторами такой работы по созданию пунктов сбора и демеркуризации ламп на установках ВНИИВМР стали читатели этой книги—светотехники во всех городах СНГ.
В связи с недавним введением в эксплуатацию упоминавшейся выше новой установки на Чебоксарском тракторном заводе представляется уместным остановиться на некоторыьх вопросах, возникших при ее внедрении [106].
Технические данные установки
Время выхода печи на рабочий режим, ч ............................ 1,8
Время техноло! ического охлаждения, ч ............................ 2,2
Производительность в рабочем режиме, ламп/ч ....................... 82
Годовая производительность, тыс. ламп/ч, при работе в одну смену ................................................... 62
в две смены 213
в три смены .................................................. 333
Температура в печи, 'С ......................................... 550
Установленная мощность, кВт ....................................... 20
Габаритные размеры, мм ...............................; 5830x2700x3800
105
Плановая калькуляция демеркуризации при двух единицах обслуживающего персонала в смену 30 коп на каждую лампу.
Проблемы, возникшие при освоении установки:
отсутствует механизация загрузки отработанного стеклобоя в транспортные средства;
необходима автоматизация контроля предельно допустимой концентрации (ПДК) паров ртути на разных узлах установки (на загрузке, удалении воздуха, стеклобое, выгрузке);
нужно узаконить положение о льготах по вредности для рабочих-операционников;
следует ускорить решение вопроса о поставке потребителям новых ЛЛ только после представления документа о сдаче отработанных ламп на демеркуризацию1.
В заключение следует остановиться на вопросе о влиянии на экологию и проблему демеркуризации внедрения в производство ЛЛ нового способа введения в них ртути (с помощью ГРД, см. § 3.8).
С точки зрения экологии способ безусловно прогрессивен, поскольку приводит к резкому уменьшению количества ртути в ЛЛ, к тому же в этом случае она оказывается в значительной части связанной, а не свободной. Однако ртуть в ЛЛ все равно будет присутствовать, поэтому необходимость в демеркуризации остается. При этом очевидно, что вариант водной отмывки в таком случае будет совершенно неприемлемым. Установки же термической обработки можно будет по-прежнему использовать достаточно эффективно.
5.6. Некоторые вопросы эксплуатации ламп
Особенности схем включения ламп. Как известно, ЛЛ — газоразрядный ИС, для ее зажигания необходим ПРА, а в схемах стартерного зажигания — стартер. В СНГ — это стартеры тлеющего разряда. Для увеличения коэффициента мощности схемы включения ЛЛ с индуктивным балластом к сетевым выводам подключается компенсирующий конденсатор. В двухламповых схемах одна ЛЛ включается с индуктивным балластом, а другая, параллельно ей, с емкостноиндуктивным балластом. Происходящее при этом расщепление фаз приводит к снижению коэффициента пульсации СП ламп.
1 В связи с высокой стоимостью установок демеркуризации и необ ходимостью в квалифицированных специалистах для их обслуживания во ВНИИВМР возникла интересная идея о существенном упрощении технологии демеркуризации. Предлагается на пунктах сбора ламп разбивать их в значительно более дешевых установках, помещать стеклобой в специальные контейнеры и отправлять на Никитский ртутный комбинат для демеркуризации.
106
Если не принимать мер для снижения коэффициентов пульсации СП ламп, то их абсолютные значения по данным последних исследований [107] для ламп ЛБ20, ЛБ40 и ЛБ80, изготовляемых, как указывалось раньше, на ГФК, практически не зависят от мощности ламп и находятся на уровне 35%. При переходе к люминофорам, используемым в лампах де люкс, коэффициент пульсации существенно повышается и доходит у ламп ЛЕЦ и ЛДЦ до 70—72%. Ряд авторов обращает внимание на то, что пульсация СП в катодных областях ЛЛ заметна визуально (особенно в конце срока службы) и производит неприятное впечатление. В связи с этим предлагается, например, для уменьшения пульсации приваривать к выводам проволочные экраны, выступающие за триспираль в сторону положительного столба разряда на 3—5 мм.
Снижают (или вовсе устраняют) пульсацию такими мерами, как включение ламп в разные фазы трехфазной сети, высокочастотное питание ЛЛ или питание их от сети постоянного тока. Для подавления радиопомех параллельно лампам включают конденсаторы малой емкости.
Напряжение сети. Напряжение на ЛЛ при ее горении должно быть приблизительно вдвое ниже напряжения сети, т. е. Л Л с 1/л=100 В нужно включать в сеть 220 В, а с 17л = 50-^60 В—в сеть 127 В. Отклонения Uc приводят к отклонениям мощности, тока и, следовательно, СП и СС. В отличие от практики эксплуатации ЛН снижение 17с тоже недопустимо. При этом снижается рабочий ток, и для обеспечения устойчивого горения катодное падение напряжения автоматически повышается. Это отрицательно сказывается на долговечности ламп. Если Uc снижается на 10% и более, то может быть отказ в зажигании ламп.
Температура окружающей среды влияет на температуру стенок ЛЛ, а значит, и на давление паров ртути и СП ламп При температуре ниже нуля лампы или не зажигаются, или горят тускло. Согласно ГОСТ 6825-74 лампы должны гореть при температуре окружающей среды от 5 до 55° С. Для открытой лампы вне светильника оптимальная температура 20° С, для амальгамных ламп 45—50° С.
Влажность воздуха влияет на зажигание ЛЛ. Влага растворяет соли на поверхности стекла, соли образуют пленку с высоким сопротивлением, при этом изменяется напряжение зажигания (рис. 5.1).
При влажности 50—60% напряжение зажигания находится на уровне 300 В, а при 80—100% возрастает до 400 —600 В. Для повышения надежности зажигания ЛЛ в среде с повышенной влажностью используют лампы быстрого зажигания (БЗ) Они имеют токопроводящую полосу на наружной (или внутренней) поверхности трубки. ПРА ламп БЗ имеют допол-107
Рис. 5.1. Зависимость напряжения зажигания ламп от влажности окружающей среды
нительные обмотки для подогрева катодов. В схеме зажигания таких ЛЛ нет стартеров. Наружную полосу ламп через дополнительный контакт патрона соединяют через сопротивление с одним из электродов, иногда ее заземляют. Примером ламп БЗ является лампа ЛФР150.
Вибро- и ударопрочность.
По этому параметру ЛЛ должна удовлетворять требованиям группы условий эксплуатации Ml по ГОСТ 17516-72. Повышенная прочность малогабаритных ЛЛ
(4 —13 Вт) обеспечивается применением вольфраморениевой
проволоки для изготовления катодов.
Контроль качества ламп па заводских испытательных станциях. Оговоренная ГОСТ или ТУ партия ламп, успешно,
прошедших приемо-сдаточные испытания, поступает на заводские испытательные станции для периодических (раз в квартал, раз в год) или типовых (при изменении конструкции или технологии изготовления ламп) испытаний. Для проведения таких испытаний лампы помещаются на специальные стенды,
где они зажигаются, горят в заданном эксплуатационном режиме, периодически выключаются (через каждые 3 ч горения), а потом вновь зажигаются. Испытание на долговечность продолжается в течение всего предусмотренного ГОСТ или ТУ срока службы ламп. На испытательных станциях с помощью кондиционеров сз ремятся поддерживать постоянную температуру, с помощью стабилизаторов — постоянное напряжение сети. Поэтому результаты стендовых испытаний, проводимых, как видим, в несколько идеализированных условиях, часто не совпадают с результатами испытаний ламп у потребителей, где могут иметь место отклонения и температуры, и напряжения сети. Однако стендовые испытания представляются необходимыми хотя бы потому, что они позволяют испытывать лампы на всех заводах в одинаковых условиях, это дает возможность сопоставлять их параметры.
Кроме того, наличие строго заданных условий испытания облегчает выявление причин возникновения аномалий качества ламп Такими причинами могут быть низкое качество оксида, люминофоров, наличие посторонних примесей в инертных газах и др. Отсутствие стандартизации условий испытаний
108
привело бы к появлению дополнительных неизвестных фа. торов и усложнило бы, таким образом, анализ причин ухудшения качества ламп.
Рассмотрим, какие параметры ламп могут меняться в процессе их эксплуатации9 При наличии дефектов в обработке стеклотрубок в лампы может попадать воздух по микротрещинам, образовавшимся при отклонениях от заданной тех нологии изготовления ламп. Опыт показывает, что этот брак наиболее выражен в первые часы хранения ламп. По этой причине в производстве ЛЛ принят порядок, в соответствии с которым на промежуточных складах лампы хранятся 100 ч. За эю время обнаруживается обычно 1 — 3% натекающих ламп. Выявляются натекшие лампы с помощью катушки Тесла. Когда ее подносят к годной лампе, она начинает светиться. Натекшая лампа вовсе не светится, у ламп с очень малым натеканием меняется цвет свечения, что также дает основание для забракования ламп (через некоторое время такая медленно натекающая лампа совсем перестает светиться).
Именно 100-часовая выдержка принята еще и потому, что согласно ГОСТ (или ТУ) номинальными светотехническими параметрами Л Л считаются те, которые оказываются у ламп после горения их в течение 100 ч. Поэтому такая выдержка всех ламп совмещается с выборочной их проверкой в режиме нормального горения в течение того же времени.
Кроме натекания отказы в зажигании происходят и по другим причинам, например при обрыве электродов, из-за отсутствия ртути и пр. Для того чтобы можно было принять меры к исправлению положения, нужно не только констатировать, что лампа не зажигается, но и установить, почему именно это произошло.
Каждый раз, когда лампы снимаются со стендов (а эго делается после 100 ч горения, после 500, 1000 и 2000 ч и далее, желательно через каждые следующие 1000 ч), осуществляется проверка их электрических и световых параметров. Главным электрическим параметром, подлежащим проверке, является напряжение на лампе. Его повышение случается из-за плохой обработки катодов, стекла, люминофоров, что приводит к ухудшению состава газовой среды в лампе и может вызвать столь значительное повышение напряжения, при котором лампа перестанет зажигаться.
В процессе горения ЛЛ происходит, как отмечалось ранее, значительный спад их светотехнических параметров. Фиксируемый при указанных проверках светового потока (силы света, потока излучения) спад не должен выходить за пределы, предусмотренные ГОСТ или ТУ.
Рассматривая вопросы, связанные с контролем ЛЛ на испытательных станциях, нельзя не проанализировать данные 109
. Е. Азояна [108 ] о том, что СП лучших и худших ламп одной партии из числа поступающих на испытания отличаются триблизительно на 20%. Проведенные Азояном измерения показали, чго причиной этого является неоднородность трубок но длине, а главное по диаметру. Благодаря этому одна и та же порция инертного газа, вводимая в лампы на откачном автомате, приходится на больший или меньший объем лампы. Значит, инертный газ оказывается в разных лампах при разных давлениях. Повышая точность изготовления ламп (их габаритов), мы можем существенно уменьшить /казанную разницу СП ламп. В предельном случае можно добиться повышения СП на 20%.
Прогнозирование изменений параметров ламп. Большие сроки службы, достигнутые в процессе усовершенствования ЛЛ, .делают их испытания в эксплуатационных условиях чрезмерно долговременными. Это затрудняет введение дальнейших конструктивных и технологических усовершенствований ЛЛ, так как ко времени, когда становится возможным сделать заключение о допустимости того или иггого нововведения, оно может стать уже морально устаревшим. Необходимость проведения длительных испытаний ламп приводит к недопустимым удлинениям сроков проведения НИР и ОКР, из-за чего морально устаревшими могут оказаться и вновь разработанные ЛЛ. Неоднократно предпринимались попытки вводить ускоренные испытания путем форсирования рабочего тока при испытании гамп, увеличения частоты включения и выключения ламп. Но такие испытания обычно дают неоднозначные, неповторя-ющиеся результаты, из-за чего в ряде случаев от них приходится отказываться.
Поиском способов ускоренных испытаний ЛЛ в СССР занимались многие исследователи—В. И. Фабрикант, Ф. А. Бутаев, В. П. Сасоров, В. В. Федоров, Б. М. Гугель, Д. С. Малышева, В. С. Литвинов, Э. И. Миль, Н. В. Рожкова, Е. В. Охон-ская и др. Наиболее эффективным оказался путь прогнозирования срока службы ЛЛ по скорости движения катодного пятна, предложенный В. А. Фабрикантом, и Ф. А. Бутаевой. Первоначально указанные исследователи определяли пятно визуально, наблюдая за его перемещением. Потом перешли к определению 'Лгменений электрических параметров катодов.
Наиболее глубоко проработаны проблемы прогнозирования рока службы и спада СП ламп в работах Э. В. Дьяконовой [109] и В. Н. Ширчкова [110]. В диссертации Э. В. Дьяконовой большое внимание у зелено учету погрешностей при прогнозировании изменений параметров ЛЛ, неприемлемости линейной зависимости АС(/) с заменой ее степенными рядами. На Основе исследований В. Н. Ширчкова во ВНИИ ИС с его ; гастием был разработан и оформлен руководящий материал I 10
по ускоренным испытаниям ЛЛ [111] В нем сказано следующее:
1) до 40% средней продолжительности горения ЛЛ испытания проводятся на обычных стендах по обычной методике;
2) для прогнозирования предельного срока службы ЛЛ определяют смещение катодного пятна по изменению значения тока стартерного конца лампы /ст; потом проводится математическая экстраполяция зависимости этого тока от времени горения до некоторого предельного значения /стпр.
Для определения наиболее вероятного спада СП в [111] принят учет логарифмической зависимости СП от времени горения ламп. В диссертации Б. Н. Ширчкова использовапись, кроме того, гиперболический и экспоненциальный ход кривых.
Математическая обработка результатов измерения 1„ и Ф после заданной продолжительности горения ламп производится на ЭВМ.
В рамках настоящей книги нам нет надобности детально анализировать всю последовательность отбора образцов ламп, ламп-моделей, предложенных для расчетов формул, материалов для работы на ЭВМ. Следует лишь отметить, что предложенный метод позволяет лишь частично сократить время испытаний (до 6000 ч, например, вместо 15000 ч), что делает необходимым дальнейший поиск радикального решения вопроса по более существенному сокращению времени испытаний.
Контроль качества ламп у потребителей. Контроль качества выпускаемых заводами ламп ведется силами головной организации ио государственным испытаниям ИС— ВНИИИС прежде всего на самих заводах [112]. При неудовлетворительных результатах проверки выписываются предписания, запрещающие выпуск и отгрузку соответствующих типов ламп до устранения установленных дефектов. Кроме контроля ламп па заводах применяются инспекционные проверки их в торгующих организациях и у потребителя. Осуществляется и закупка ламп с последующей проверкой их во ВНИИИС . Проверяется, кроме того, наличие установленной предпродажной проверки ламп торгующими организациями, отмечаются нарушения в этих организациях условий транспортирования и хранения ламп наличие, например, повышенной влажности в складских помещениях.
Не считается виной завода преждевременный выход из строя катодов ЛЛ или чрезмерный спад СП в случаях, когда у потребителя имели место отклонения от требований ГОСТ или ТУ по напряжению сети, температуре окружающей Л Л среды, влажности и т. п. Если, тем не менее, устанавливается вина завода-изго гови геля в неудовлетворительном качестве ламп, имеющихся у торговых организаций или у потребителя, то и в этих случаях приостанавливается отгрузка ламп на
ill
заводах. Значительную информацию по выявлению отклонений от нормы в качестве выпускаемых заводами ламп удается извлекать из анализа направляемых потребителем рекламаций. В 1989 г. на совещании главных инженеров электроламповых заводов (ЭЛЗ) было отмечено [113], что для уменьшения брака необходимо улучшение качества поставляемых заводам материалов в сочетании с повышением ритмичности поставок. ЭЛЗ, в свою очередь, должны принять меры к повышению технического уровня производства, к сокращению ручного труда, к обновлению средств измерения и контроля.
5.7. Вклад ЛЛ в световую энергию, генерируемую электрическими ИС, и перспективы развития ламп
Люминесцентные лампы имеют более высокий КПД в сравнении с ЛН. Правда, в Европе и в США в настоящее время количество ЛН, выпускаемых промышленностью, еще превышает выпуск ЛЛ. Так, в ФРГ [114] в 1965 г. было изготовлено 188 млн. шт. ЛН общего назначения (ЛОН) и 20 млн. шт. ЛЛ, а в 1977 г.— 250 и 60 млн. шт. соответственно. Это объясняется тем, что за многие годы существования ЛН их производство достигло высокого уровня механизации, поэтому эти лампы дешевы. Вместе с тем человечество на протяжении ряда веков применяло ИС, работающие с использованием принципа свечения раскаленного вещества. И оно привыкло к столь специфичному свету. К этому следует добавить компактность ламп, позволяющую создавать большое количество самых разнообразных светильников на любой вкус. Немалую роль играет и простота схем включения ЛН, не требующих ни ПРА, ни стартеров.
Однако ЛЛ завоевывает все большую популярность. В передовых в техническом отношении странах выпуск ЛЛ на душу населения находится на уровне единицы. А в Японии [92] в 1986 г. выпуск ЛЛ превысил выпуск ЛН.
Улучшение параметров РЛВД и, особенно, появление маломощных РЛВД могут привести к тому, что у ЛЛ появится серьезный конкурент. Уже сейчас РЛВД широко используются в помещениях с высотой потолка более 3 м. Широкое применение РЛВД привлекательно еще и потому, что на изготовление светильников для них требуется значительно меньше материалов, чем для ЛЛ. Однако на пути распространения РЛВД оказывается такой мощный фактор, как недостаточно отработанная технология их массового изготовления (особенно это касается ламп малой мощности). Значит, нет и хорошо отлаженного производства оборудована
ния [115]. В то же время произволе то ЛЛ давно стало Массовым.
Таким образом, применение ЛЛ все расширяется. Так, еще в [116] отмечалось, что в ФРГ в 1972 г. люминесцентное освещение было применено в 90% всех вновь построенных сооружений. Там же было высказано убеждение, что: «Люминесцентные лампы останутся в ближайшем будущем идеальным источником света для освещения помещений высотой менее 3 м». О том же было заявлено и почти 10 лет спустя в [117]. «В общественных зданиях основным источником света останутся ЛЛ». При этом было подчеркнуто, что наибольшее распространение получат ЭЭЛЛ диаметром 26 мм с узкополосными люминофорами, криптоновым наполнением и с внутренним проводящим покрытием для облегчения зажигания ламп. Отметим здесь необходимость осуществления специальных мер по улучшению зажигания ЭЭЛЛ (см. § 1.2).
С учетом изложенного становится понятным, почему ЛЛ используются теперь во все большем количестве ОУ. Так, в ФРГ число световых точек с ЛЛ уже давно достигло 170 млн. [118]. Они генерируют 70 —80% [118, 119] световой энергии, получаемой от всех электрических ИС. Выпуск ЛЛ только в США достиг 250 млн. шт. в год [120]. Общее количество установленных там ЛЛ превышает половину всех используемых ИС [121]. Любопытна информация [122] о том, сколь быстро наращивают фирмы выпуск ЛЛ: в 1947 г. заводами фирмы Philips (Нидерланды) производился выпуск ЛЛ вручную на 4-позиционном откачном посту, а в 1972 г. (через 25 лет) на высокопроизводительных откачных автоматах была изготовлена миллиардная ЛЛ1. В том же сообщении говорится, что производство ЛЛ па душу населения колеблется от 0,2 в Португалии до 1 в США. Напомним при этом, чю общий выпуск ЛЛ в мире достиг 2 млрд. шт. в год [22] Хотя это количество Л Л и много меньше общего количества выпускаемых ИС, однако доля световой энергии, создаваемой ими, превышает световую энергию о г всех остальных электрических ИС.
Для оценки перспектив улучшения световых параметров ЛЛ представляет интерес ознакомление с содержанием обзора [123]. В нем в качестве предельной СО белых ИС названо значение 250 лм/Вт. Указывается, что наивысшей СО (220 лм/Вт) достигли в настоящее время НЛНД. Казалось бы, что именно они подошли к указанному выше пределу. Однако такое утверждение было бы не совсем корректным, поскольку эти лампы не белые, а желтые. По этой причине
1 В настоящее время СПО «Лисма» (г Саранск) также подошло к выпуску миллиардной ЛЛ.
8 113
они не обеспечивают должного качества ЦП освещаемых объектов. Напомним, что в СНГ они в настоящее время не выпускаются, а за рубежом широко используются для освещения загородных участков автострад, где качество ЦП не играет решающей роли (см. § 5.4).
Сразу за НЛНД идут розовые натриевые лампы высокого давления (НЛВД), которыми теперь освещают улицы городов, их СО равна 120 лм/Вт. Вплотную к ним подходят ЛЛ в трубках диаметром 26 мм с РЗЛ (95 лм/Вт). Несколько ниже СО у распространенных металлогалогенных ламп (МГЛ)— она равна 90 лм/Вт. Потом идут традиционные ЛЛ в трубках диаметром 38 мм на Г ФК (80 лм/Вт) и, наконец, галогенные лампы накаливания (ГЛН) со СО .от 22 лм/Вт у линейных двухцокольных ламп до 36 лм/Вт у ламп с инфракрасным отражающим селекционным интерференционным покрытием.
Итак, по СО лучшие ЛЛ идут сразу за натриевыми лампами. Однако они несравненно больше подходят для целей общего освещения в помещениях, чем натриевые лампы, так как ЦП у ЛЛ выше. ЛЛ, кроме того, характеризуются большим сроком службы.
Возникает вопрос, а каковы дальнейшие реальные перспективы усовершенствования ЛЛ? Сошлемся на сообщение фирмы Philips о разработках последних лет [124]. В нем говорится, что замена серии ЭЭЛЛ мощностью 18, 36, 58 Вт на серию 15, 32, 50 Вт с ППРА на частоте 25 кГц (TLD/HF Electronique) дает возможность повысить СО до 100 лм/Вт, а СО комплекта лампа+ППРА до 90 лм/Вт. Светотехнический отдел той же фирмы в 1983 г. заявил [125], что к 1990 г. СО КЛЛ возрастет до 70—75 лм/Вт, а прямых ЭЭЛЛ—до 115—120 лм/Вт.
В [126] дан прогноз, что к 2036 г. будут выпускаться ЛЛ со СО 130 лм/Вт.
Говоря о перспективах дальнейшего улучшения параметров ЛЛ, напомним о тех новых направлениях совершенствования ламп, о которых было сказано в пи. 1.2.2 и 1.4.2:
1) замена дугового разряда вихревым безэлектродным разрядом с высокочастотным питанием ламп;
2) замена ртутного разряда в безэлектродных лампах разрядом в А1С13 или А1Вг3;
3) поиски режимов работы ЛЛ с немаксвелловским распределением электронов по скоростям (энергиям);
4) применение ртути с повышенным количеством изотопа 196;
5) воздействие на ртутный разряд электромагнитного поля;
6) продолжение работ по поиску люминофоров с квантовым выходом более единицы.
Каждое из этих направлений может привести к дальнейшему, может быть, значительному повышению параметров ЛЛ. 114
Большие резервы повышения параметров ламп и ОУ могут быть реализованы при разработке новых ламп с учетом рекомендаций по оптимизации этих параметров, изложенных в § 3.11.
5.8. Проблемы дальнейшего снижения стоимости ламп
Связь между обеспечением возможности дальнейшего увеличения выпуска ламп и их стоимостью. Эффективность того или иного типа ламп зависит прежде всего от их качества. Однако даже лампа с очень высокими параметрами не сможет стать массовым ИС, если она дорога. Яркими примерами этого являются пока ЛЛ на РЗЛ или лампы с ППРА. Вместе с гем широкое применение ЛН с малым КПД в значительной степени определяется их невысокой стоимостью. Мы уже отмечали ранее, что ЛЛ в сравнении с РЛВД почти столь же дешевы, как и ЛН.
Все это приводит к выводу о том, что для дальнейшего повышения массовости ЛЛ важно искать пути снижения их стоимости (себестоимости), которая, как известно, определяется прежде всего количеством материалов, идущих в производстве на изготовление ламп. Это количество, в свою очередь, зависит от того, сколько и каких материалов заложено в конструкцию ламп. Большую роль играет выход годных изделий, ибо чем он выше, тем меньше фактический расход материалов. Наконец, себестоимость тем ниже, чем выше производительность оборудования, а значит, и возможность изготовления большего количества ламп на одного работающего.
Посвятив настоящий параграф проблеме снижения стоимости ЛЛ, мы вынуждены для более полного анализа упомянуть и проблемы, касающиеся ранее рассмотренных ламп.
В связи с этим оцениваются не только лампы, но принимается во внимание и цена комплекта «лампа+ П РА + светильник» даже при неизменной стоимости лампы, ибо использование дешевых ПРА и светильников так же способствует более широкому распространению ЛЛ.
Энергоэкономичные лампы. Самый большой вклад в экономию материалов, закладываемых в конструкцию ламп, осуществлен при создании ЭЭЛЛ (см. § 3.2). Действительно, экономия около 30% стекла и люминофора при переходе от трубок диаметром 38 мм к трубкам диаметром 26цмм, сопровождаемая экономией алюминия и гетинакса при соответствующем уменьшении диаметра цоколя, заметно снижает себестоимость ламп. Это снижение сказывается несколько меньше на общем итоге из-за повышения стоимости аргоново-8* 115
криптоновой смеси в сравнении с ранее использовавшимся аргоном. На первых порах на стоимость ламп отрицательно влияет некоторое снижение выходов годных ламп в период их освоения. Однако со временем это снижение будет становиться все меньшим. При переходе к трубкам диаметром 26 мм снижается расход упаковочных материалов. На заводских расходах станет постепенно сказываться экономия площадей промышленных складов и складов готовой продукции, а также уменьшение транспортных расходов.
Лампы мощностью 65 Вт. В § 2.3 отмечалось, что использование ламп мощностью 65 Вт более выгодно, чем ламп мощностью 80 Вт. Это справедливо не только с точки зрения экономии электроэнергии (те же СП в закрытых светильниках, что и при использовании ламп 80 Вт), но и из-за меньшей материалоемкости ПРА для этих ламп.
Рефлекторные лампы. Широкое использование рефлекторных ламп (см. § 5.2) может привести к значительному снижению себестоимости комплекта «лампа+светильник», поскольку дает возможность применять светильники без рефлекторов и экономить, таким образом, около половины черного проката, идущего на их изготовление. Это обстоятельство становится особенно значимым с точки зрения обеспечения должного уровня конкурентоспособности ЛЛ в сравнении с маломощными РЛВД с учетом малой материалоемкости светильников для этих ламп.
Использование ПРА с пониженной материалоемкостью. К экономии материалов в комплекте «лампа + ПРА» приводит изготовление менее материалоемких ПРА [127] на Рижском светотехническом заводе. Разработанные и изготовленные им однофазные трехламповые ПРА серий 800, 910 и 940 имеют меньшие поперечные размеры, в них используются дешевые сорта стали, уменьшен расход меди, снижены потери в ПРА. Общее снижение расхода материалов достигает 16%.
Лампы со специальными катодами. В комплекте «лампа + 11 РА», предложенном в [33], экономия достигается при применении и новой лампы, и нового ПРА. Предложено использовать лампы 40 Вт с полными спеченными катодами в трубках диаметром 26 мм с неоно-аргоновым наполнением (40% неона) и с рабочим напряжением 130—150 В вместо обычных 100—НОВ. Такие лампы в специальной трехфазной схеме включения позволяют создавать экономичные ПРА с уменьшенным на 10-15% расходом материалов. Заметим, что использование таких ламп оказывается наиболее эффективным не только при наличии электромагнитных ПРА, но и в перспективных полупроводниковых схемах с динамической стабилизацией.
Совершенствование оборудования для производства ламп. Внедрение нового оборудования, описанного в гл. 4, приведет Н6
к увеличению съема ламп с той же производственной площади, при той же или меньшей затрате труда. Одно это положительно скажется на себестоимости ламп. Должный уровень освоения нового оборудования неизбежно скажется на снижении брака и на улучшении качества ламп, что так же приведет к дальнейшему снижению стоимости ламп.
5.9. Ускорение внедрения усовершенствованных ламп и расширение поисковых работ
Ускорение внедрения—общая проблема в светотехнике. Вопрос внедрения новых разработок в светотехнике является серьезной болевой точкой для всей подотрасли. Поэтому его обсуждению было уделено большое внимание на заседании «За круглым столом» в журнале «Светотехника», посвященном научно-технической деятельности подотрасли [128].
Несколько лет назад утверждалось, что новых ламп нет в народном хозяйстве потому, что их не разрабатывают в должных количествах специалисты по ИС. Однако имеется большое число типоразмеров отечественных ЛЛ, разработанных на должном техническом уровне, но не внедряемых в народное хозяйство или выпускаемых в недопустимо малых количествах. Попробуем систематизировать причины этого.
Что мешает массовому выпуску общепризнанных ламп? Приведем в качестве примера лампы мощностью 65 Вт. В § 2.3 отмечалось, что все передовые в области светотехники зарубежные фирмы давно от казались от выпуска ламп 80 Вт и заменили их лампами 65 Вт. Более того, при переходе к ЭЭЛЛ вместо ламп 65 Вт в трубках диаметром 38 мм стали изготовлять лампы мощностью 58 Вт в трубках диаметром 26 мм В то же время ЭЭЛЛ, заменяющую лампу 80 Вт, нигде, в том числе и у нас, разрабатывать не стали, поскольку она обладала бы теми же недостатками, что и лампа 80 Вт. Однако лампы 80 Вт в СНГ с производства не сняли по следующим причинам:
1. Просто снять их с производства нельзя, так как при ежегодном выпуске около 20 млн. шт. за истекшие годы изготовлено и введено в эксплуатацию большое количество светильников с этими лампами и с соответствующими им ПРА. Казалось бы, что по мере увеличения выпуска ламп 65 Вт и ПРА к ним и соответствующего уменьшения выпуска ламп 80 Вт и ПРА, можно было бы заменять лампы и ПРА. Но это неосуществимо, поскольку на предприятиях, в которых установлены эти светильники, нет соответствующего штата электромонтеров для замены ПРА. Таким образом, какое-то
117
время надо продолжать выпускать большое число ламп 80 Вт для замены их в уже установленных светильниках.
2. Остается другой путь —постепенное обновление парка светильников путем замены старых светильников новыми с лампами 65 Вт и ПРА к ним. Это был бы путь медленный.
Однако фактически и это не осуществляется, поскольку из-за различных ведомственных сложностей из года в год продолжается выпуск светильников с лампами 80 Вт в больших количествах, чем светильников с лампами 65 В г. Таким образом, количество светильников с лампами 80 Вт не уменьшается, а растет. Виноваты в этом заводы, изготовляющие светильники, и недостаточная требовательность к ним со стероны научно-технического центра — ВНИСИ и министерства.
По такой же причине не внедрены, как указывалось ранее, лампы 40 Вт в габаритах обычных ламп 20 Вт и лампы 60 Вт в габаритах ламп 43 Вт (см. § 2.4)— светотехническая промышленность не нашла возможности для выпуска светильников для этих ламп.
Нет должной требовательности светотехнической подотрасли к ламповым заводам по поводу увеличения выпуска рефлекторных ламп ЛБР65, а главное, нет требования к ламповым заводам о распространении опыта изготовления ламп ЛБР65 в части изменения соотношения сил света через окно и через отражающий слой на рефлекторные лампы других мощностей, чтобы можно было осуществить крупносерийное производство светильников разной мощности без рефлекторов.
Трудно понять, почему СЛЗ, изготовив несколько сотен тысяч ламп ЛБ58, вместо концентрации усилий для закрепления удачного опыта освоения ламп прекратил их выпуск.
Что могло бы ускорить внедрение новых ламп? Многие годы министерство давало ламповым заводам план выпуска тех или иных ламп и заводам не надо было самим думать о том, что им выгодно или не выгодно выпускать. Теперь положение изменилось. Все более актуальной становится постановка вопроса: «А кто, если не мы, будет думать об этом?»
За примерами далеко ходить не надо. Когда была разработана серия отечественных ламп де люкс (в 1975 г.), отдел ВНИСИ, занимающийся использованием ЛЛ в быту и в общественных зданиях, подсчитал, что таких ламп потребуется несколько десятков миллионов. Однако из-за инертного отношения к этому вопросу со стороны проектных организаций никто не требовал этих ламп, мал был выпуск люминофоров для них, в результате выпуск ламп и сейчас ничтожен. А ведь за годы, прошедшие со времени их разработки, построено большое количество, например, лечебных учреждений. Для их строительства были разработаны проекты, в том числе и проек-118
ты их освещения. И никто — ни авторы проектов, ни сами заказчики не вспомнили, что приказом Главного санитарного врача Минздрава СССР единственной рекомендуемой ЛЛ для этих учреждений является лампа ЛХЕЦ. Никто, соответственно, этих ламп не включал в проекты, значит, никто и не заказывал. В связи с этим ПО «Луйс» (г. Ереван), не имея заказов, ставит вопрос о снятии ламп с производства.
Вместе с тем следует отметить, что хотя ПО «Луйс» и требует заказы, по в то же время и это объединение, и другие ламповые заводы в условиях нехватки ламп «уговаривают» потребителей брать вместо ламп ЛБ и ЛДЦ негодные лампы ЛД (с малым СП в сравнении с ЛБ и с низким индексом ЦП по отношению к ЛДЦ). А вот «уговаривать» брать такие хорошие лампы как ЛЕЦ, ЛХЕЦ, ЛДЦУФ они совсем не стараются, не дают себе труда и разъяснить потребителю, в чем состоят их преимущества.
Нельзя считать удовлетворительной работу и разработчиков, и ламповых заводов по внедрению геттеро-ртутных дозаторов. Ведь она тянется уже годы, а реального сдвига еще нет.
Итак, все светотехники, все проектные организации, светотехнические и ламповые заводы должны способствовать внедрению новых прогрессивных ЛЛ.
Необходимость усиления поисковых работ по ЛЛ. Во времена С. И. Вавилова и активной работы В. А. Фабриканта в области ЛЛ велась углубленная проработка вопросов, связанных с теоретическими основами создания и совершенствования ламп. В области же практической реализации этих исследований уже тогда намечалось все усиливающееся отставание. Так, промышленный выпуск ЛЛ в США был начат, как известно [129], в 1938 г., а первый технический отчет ВЭИ по созданию в 1938—1940 гг. макетных образцов ламп был опубликован в 1940 г. Разрыв, как видно, небольшой. Но начавшаяся война отодвинула внедрение этих разработок на послевоенное время. Поэтому промышленный выпуск ламп в СССР был начат в 1948 г., а цех ЛЛ на МЖЛЗ был создан в 1949 г.
Образовавшийся разрыв продолжал сохраняться и в последующие годы. Например, разработка нового прогрессивного люминофора ГФК была осуществлена за рубежом в 1942 г., а у нас—в конце 50-х годов. С тех пор повелось так, что мы все время оказывались в- положении догоняющих.
Рассмотрим причины отставания:
1. В статье академиков В. Гольданского и Ю. Осипьяна, опубликованной 5.04.89 г. в «Правде», в качестве общей причины отставания фундаментальных наук названо отсутствие четкой грани в том, за что отвечают академические институты, и чем должна заниматься промышленность. У нас, к большому ' 119
сожалению, вопросами теории ЛЛ академические институты страны без С. И. Вавилова практически перестали заниматься.
2. На западе сотрудники, создающие лампы, и разработчики люминофоров работают в одной фирме. Благодаря этому и те, и другие работают, как теперь говорят, на один конечный продукт—ЛЛ. У нас же лампы находятся в одном министерстве, а люминофоры разрабатываются и выпускаются в другом. К сожалению, не всегда эти работы оказываются достаточно хорошо увязанными.
В свое время были затрачены большие усилия на то, чтобы убедить Минхимпром заняться улучшением качества ГФК. Отнюдь не отечественные разработчики люминофоров, а западные фирмы вышли с предложением применить в ЛЛ редкоземельные трехполосные люминофоры. Именно ими созданы на тех же люминофорах ЭЭЛЛ и КЛЛ.
3. Бывают случаи, когда разработчики не только напрягают все силы, чтобы в кратчайшее время догнать передовые фирмы, по и выходят па передовые позиции. Однако к таким разработкам инсттуты, и КБ, и министерство относятся равнодушно, не делают эти работы ведущими, не доводят дело до внедрения новых ламп в производство и до выхода, таким образом на ведущее место в мире. В качестве примера можно привести упоминавшиеся безэлекгродные ЛЛ для сельского хозяйства (см. § 5.2). Здесь удачно проведенная НИР не завершена проведением ОКР. Произошла заминка в работе, что может привести к тому, что мы опять останемся последними. Аналогично положение дел с созданием ламп с полыми спеченными катоцами для трехфазных схем включения— работы остановились па успешно проведенной НИР, а до ОКР так дело и не дошло.
И еще один пример. Напомним, что создание безртутпых ЛЛ с квантовым выходом бопсе единицы застопорилось из-за того, что красные люминофоры с высоким квантовым выходом не удалось дополнить до белого света синими и зелеными люминофорами столь же высокого качества. А средств для финансирования работ по созданию таких люминофоров найти не удалось, хотя проводившиеся работы опирались в этом случае на помощь академического института.
4. В связи с поднятым вопросом о финансировании следует заметить, что в последнее время такие трудности возросли. Дело в том, что теперь институты должны финансироваться промышленными предприятиями, а они готовы это осуществлять по мелким гемам, дающим сиюминутные результаты, но не научились пока заглядывать вперед и финансировать поисковые работы. Они еще не чувствуют, что без таких работ они не смогут совершенствовать свою продукцию завтра и послезавтра.
120
В заключение заметим, что у нас, к сожалению, часто осуществляется практика, подтверждающая справедливость выражения «нет пророка в своем отечестве». И «выращивать» таких пророков мы еще не научились. В связи с этим представляется необходимым, чтобы всем росткам нового, оригинального была обеспечена поддержка, чтобы выработать и привить разработчикам вкус к созданию таких ЛЛ, которые заставили бы равняться на нас. Это—возможность перейти от привычки догонять к стремлению опережать.
Список литературы
1. И и леи дер Р. А. Люминесцентные лампы и их применение. М.: Госэнер-гоиздат. 1948.
2. Рохлин Г. Н. Газоразрядные источники света. 2-е изд., перераб. и доп., М.: Энергоатомиздат. 1991.
3. Афанасьева Е. И. Скобелев В. М. Источники света и пускорегулирующая аппаратура: Учебник для техникумов. 2-е изд., перераб. М.: Энергоатомиздат. 1986.
4. Гуторов М. М. Основы светотехники и источники света: Учеб, пособ. для вузов. М.: Энергоатомиздат. 1983.
5. Пляскин П. В., Федоров В. В., Буханов Ю. А. Основы конструирования электрических источников света: Учебник для техникумов. М.: Энергоатомиздат. 1983.
6. Федоров В. В. Производство люминесцентных ламп. 3-е изд., перераб. и доп., М.: Энергоиздат. 1981.
7. Денисов В. П., Мельников Ю. Ф. Технология и оборудование производства электрических источников света: Учебник для техникумов. М.: Энергоатомиздат. 1983.
8. Справочная книга по светотехнике/Под ред. Ю. Б Айзенберга. М.: Энергоатомиздат. 1991.
9. Вавилов С. И. Собрание сочинений. Т. 2. М.: Изд-во АН СССР. 1949.
10. Новик А. Е. Исследование процессов зажигания люминесцентных ламп в бесстартериых схемах включения: Автореф. дис. ... канд. техн. наук. М.: АКХ РСФСР. 1963.
11. Уэймаус Д. Газоразрядные лампы: Пер. с англ./Под ред. Г. Н. Рохлина и М. И. Фугенфирова. М.: Энергия. 1977.
12. Фабрикант В. А. Физика и техника люминесцентных ламп//УФН. 1945. Т. 27. Вып. 2. С. 150 198.
13. Клярфельд Б. Н. Положительный столб газового разряда и его использование для получения света//Электронные и ионные приборы/Под ред. П. В. Тимофеева. М.: Госэнсргоиздат. 1940. Тр. ВЭИ. Вып. 41. С. 165—235.
14. Фабрикант В. А. К количественной теории возбуждения атомов в газовом разряде//ЖЭТФ. 1938. Т. 8. Вып. 5. С. 539.
15. Фабрикант В. А. Механизм излучения газового разряда//Электронные и ионные приборы/Под ред. П. В. Тимофеева. М.: Гоэнсргоиздат. 1940. Тр. ВЭИ. Вып. 41. С. 236- 296.
121
16. Бутаева Ф. А., Фабрикант В. Л. О резонансном излучении разряда в смеси паров ртути и аргона//Изв. АН. СССР. Сер. физ. 1945. Т. 9. № 3. С. 230.
17 Фабрикант В. А. Некоторые вопросы физики источников света//Светотехника. 1955. № 6. С. 3—6.
18. Спирин А. А., Волохов А. А., Федоренко А. С. Результаты исследования энергетических характеристик высокочастотных безэлектродных ламп//Тез. докл. на Всесоюзн. научн.-техн. совещании. Полтава. Информэлектро. 1982. С. 30.
19. Юшков Д. Д. Исследование и создание безэлектродных газоразрядных ламп низкого давления: Автореф. дис. ... канд. техн. наук. М.: ВНИСИ. 1986.
20. Патент США №4480213. Опубл. 30.10.84.
21 Патент США №4636692. Опубл. 13.01.87.
22. Уэймаус Дж. Ф. Состояние и перспективы развития разрядных источников света//Светотехника. 1987. №5. С. 20—24.
23. Патент США № 4379252. Опубл. 5.04.83.
24. Hollister D., Berman S. М. Experimental studies of enhanced emittance by zeeman splitting of a low-pressure mercury / argon, discharge//3rd Int. Symp. Sci. and Technol. Light Sources. Toulouse, 18-21 apr. 1983. Sum. Pap. S. 51-52.
25. Патент США № 4636685. Опубл. 13.01.87.
26. Патент США №4698547. Опубл. 6.10.87.
27. Федоров В. В. Разработка и исследование режимов обработки катодов люминесцентных ламп, пригодных для механизированной откачки: Автореф. дис. ... канд. техн. наук. М.: МЭИ. 1960.
28. Охонская Е. В., Решенов С. П., Рохлин Г. Н. Электроды газоразрядных ламп. Саранск: МГУ. 1978.
29. Della Porta Р., Rabusin Е. Mercury release and gettering in fluorescent tubes// Technical Report. 1971. Vol. 22. P. 1-8.
30. Японская заявка № 60—150011 Опубл. 21.01.87
31. Решенов С. П. Катодные процессы в дуговом разряде, разработка методов расчета и конструирование электродов газоразрядных источников излучения: Автореф. дис. ... докт. техн. наук. М_: МЭИ. 1984.
32. А.С.СССР. № 951478/Е. А. Атаев, Е. В. Охонская, С. П. Решенов, С. Л. Рыбалов//Открытия. Изобретения. 1982. №30.
33. Рыбалов С. J1. Исследование и разработка полого катода для дуговых источников света низкого давления: Автореф. дис. ... канд. техн. наук. М.: ВНИСИ. 1983.
34. Шрадер Т. Полый компактный электрод для газоразрядных ламп низкого давления малой мощности: Автореф. дис. ... канд. техн. наук. М.: МЭИ. 1987
35. Пути повышения эффективности люминесцентных ламп за счет разработки новых составов покрытия катодов/Т. Г Арянина, Л. В. Киселева, В. А. Серегина и др. //Электротехн. пром-сть. Сер. Светотехнические изделия. М.: Информэлектро. 1977. Вып. 1 (43). С. 4—6.
36. Марковский Л. Я., Пекермав Ф. М„ Петошина Л. Н. Люминофоры. М.: Химия. 1966.
37. Thornton W. A. Luminosity and Color Rendering Capability of White light//Journal of the Optical Society of America. 1971. Vol. 61, №9.
38. Безртутные люминесцентные лампы с фотонным умножением / Э. Р. Ильмас, Ч. Б. Лущик, Т. И. Савихина, В. В. Федоров//Изв. АН СССР. Сер. физ. 1968. Т. 33. № 5.
39. А.С.СССР № 365754/Э. Р. Ильмас. Ч. Б. Лущик, В. В. Федоров//Б. И. 1973. №6.
40. Федоров В. В. Проблемы создания безртутных люминесцентных ламп//Электротехн. пром-сть. Сер. Светотехнические изделия. М.: Информэлектро. 1964. Вып. 6(90). С. 4—6.
41. Патент США № 4719386. Опубл. 12.01.88.
42. Бутаева Ф. А., Нейман И. С. Ускоренные испытания радиационной
122
стойкости ламповых люминофоров//Тезисы докл. на Совещании по люминесценции. М.: ФИАН. 1981.
43. А.С.СССР № 1307423/В. А. Архангельская, В. М. Рейтеров, Л. М. Трофимова. Л. П. Шишацкая//Открытия. Изобретения. 1987. №16.
44. Allen С. J. Which «White» fluorescent lamps is right for you?//Light Des. and Appl. 1971. vol. 1, № 1. 38—45.
45. Me Neill G. V. Fluorescent Lighting development//Elec. Times. 1976. № 4397. P. 8 9.
46. Лазаревич С. Б., Семенова И. В., Федоров В. В. О широком использовании люминесцентных ламп мощностью 65 Вт//Светотехника. 1979. № 12. С 18 19.
47. Источники света. Лампы разрядные/Сер. 9. Светотехнические изделия. М.: Информэлектро. 1987.
48. Буханов Ю. А., Федоров В. В. Источники света во ВНИСИ//Электро-техн. пром.-сть. Сер. Светотехнические изделия. М.: Информэлектро. 1976. Вып. 4(40). С. 19—22.
49. Бутаева Ф. А., Усвяцова Е. П., Федоров В. В. Производство люминесцентных ламп ЛДЦ40 со СО 55 лм/Br.//Элсктротехн. пром-сть. Сер. Светотехнические изделия. М.: Информэлектро. 1974. Вып. 5 (29) С. 3—4.
50. К вопросу о лампах с узкополосными спектрами излучения./Ф. А. Бутаева, И. Н. Дьяконова, Р. С. Иоффе и др.//Светотехника. 1980. № 10. С. 13—15.
51. Итон Сабуро//Син Нихон дэнки тихо. 1979. Т. 14. № 21. С. 51—54.
52. Ильина Е. И. Влияние параметров светоцветовой среды на работоспособность контролеров качества цветных тканей и разработка оптимальных условий освещения участков контроля: Автореф. лис. ... канд. техн. наук. М.: ВНИСИ. 1989.
53. Некоторые вопросы улучшения качества люминофоров для люминесцентных ламп//И. Н. Дьяконова, Э. М. Ерашова, Е. П. Усвяцова и др.//Тез. докл. на XXX совещании по люминесценции. Ровно. 1984. С. 172.
54. Патент США № 4698239. Опубл. 06.10.87.
55. Damelincourt J. J. Aspects scientifiques at technologiques les lampes fluorescentes de diametre reduit//Lux. 1981. № 114. 28 —32.
56. Королев В. И., Мещеряков Ю. А., Морозова Т. И. Разработка и производство энергоэкономичных люминесцентных ламп//Светотехника 1986 № 8 С. 3—5.
57. Федоров В. В. Энергоэкономичные лампы ЛБ 58//Электротехн. пром.-сть. Сер. Изделия, материалы, гехнология. Отечественный производственный опыт. М.: Информэлектро. Экспресс-информация. 1986. Вып. 5. С. 17.
58. Федоров В. В. Состояние и перспективы развития люминесцентных ламп (обзор)//Светотехника. 1985. № 4. С. 23.
59. Facts about the new 26 mm fluorescent lamps//Light Austral. 1983, vol. 3, № 6. P. 20 23.
60. Кулаков И. А., Рожкова H. В. Состояние и развитие компактных люминесцентных ламп//Светотехника. 1985. № 9. С. 12- 15.
61. Zieseniss С. Н. Lichtquellen//Elektrizitiitswirtschaften. 1985. В. 84, № 15 S. 593.
62. Основные проблемы развития светотехники в 12 пяти-летке/М. М. Петухов, В. А. Фаворин, Г. Р. Шахпарунянц и др./7Светотехника 1988. № 2. С. 3—6.
63. Состояние и задачи дальнейшего развития энергоэкономичных люминесцентных ламп//А. А. Прытков, А. С. Федоренко, Ю. А. Мещеряков и др.//Тез. докл. IX Всесоюзн. научно-техн, конференции по светотехнике. М.: Информэлектро. 1987. С. 21.
64. Боос В. ГМеркулова А. П. Ограничение пульсаций светового потока разрядных ламп местного освещения//Светотехника. 1986. № 12. С. II—12.
65. Боос В. Г., Меркулова А. П. Расчет люминесцентной лампы постоянного тока//Светотехника. 1986. № 9. С. 13— 15.
123
66. Федоров В. В. Еще раз о безртутных люминесцентных лампах // Светотехника. 1989. №8. С. 8—9.
67. Разработка и гигиеническая оценка полифункциональных люминесцент пых ламп/3. А. Скобарева, Л. М. Текшева, Е. П. Усвяцова, В. В. Федоров//Светотехника. 1984. № 9. С. 8 10.
68. Патент США № 4308196. Опубл. 29.12.81.
69. Della Porta Р., Rabusin Е. Mercury Dispensing and Geitering in Fluorescent Lamp//Proceeding of the Sixth International Vacuum Congress. 1974.
70. Японский патент № 57—1735. Опубл. 10.04.82.
71. Егояп В. В., Пагутян А. К. Об исключении металлической ртути из производства люминесцентных ламп//Светотехника. 1985. № 4. С. 7—8.
72. Чуркина Н. И. Исследование и совершенствование люминесцентных ламп с газопоглотителем и геттеро-ртутным дозатором: Автореф. дис. ... канд. техн. наук. М.: ВНИСИ. 1988.
73. Anzai У. Rare Gas Discharge Lamps Suitable for Industrial Use//Lighting Design Application. 1987. February. P. 33 38.
74. Заявка 88/00758. Международн. PCT. Опубл. 28.01.88.
75. Кожухарь А. Ф. Исследование электрических характеристик вакуумных катодолюминесцентных источников света// Тез. докл. IX Всесоюзн. конф, по светотехнике. Рига. 1987. С. 39.
76. Лнтвинов-Лунц В. С. Методы расчета и оптимизация параметров источников света широкого применения: Автореф. дис. ... доктора техн. наук. М . МЭИ. 1983.
77. Димов И. Т. Теоретико-экспериментальное исследование и математическое моделирование ЛЛ с газовыми смесями: Автореф. дис... канд. техн, наук. М.: МЭИ. 1980.
78. Литвинов В. С., Прозорова М. С. Физика, техника и перспективы раз вития источников света массового применения. М.: ВИНИТИ. Итоги науки и техники. Сер. Светотехника и инфракрасная техника. Т. 6. 1989.
79. Федоренко А. С. Экспериментально-расчетные исследования характеристик положительного столба разряда и совершенствование люминесцентных ламп: Автореферат дис.. канд. техн наук. М.: МЭИ. 1981.
80. Крупнов Л. Н. Модернизация венгерской линии сборки люминесцентных ламп// Тез. докл. на научно-техническом семинаре в Полтаве. М .: Инфор-мэлектро. 1969. С. 18—19.
81. Федоров В. В. Об ускорении внедрения новых источников света//Светотехника. 1971. № 12. С. 19—20.
82. Александров А. И,, Чуркина Н. И. Состояние и задачи совершепствова ния технологии производства источников света//Светотехника. 1976. Xs 1. С. 21 — 22.
83. Чуркина Н. И. Уровень производства источников света//Светотехника. 1987. № 1. С. 5—8.
84. Адуев Ф. Ф., Масленников А. В. Анализ и разработка методов расчета норм технологической точности электровакуумного оборудования//Оптимизация источников света, световых приборов и технологии их производства. Саранск: МГУ. 1988. С. 128 135.
85. Эбнхару Сигеру, Сато Масонти. Отомэсен. Automation. 1982. vol. 27. № 12. 47—52.
86. Еращова Э. М. Исследование возможностей создания слоя галофос фатных люминофоров, обеспечивающего высокие световые параметры люминесцентных ламп: Автореф. дис. ... канд. техн. наук. М.: ВНИСИ. 1972.
87. Федоров В. В. Технология и оборудование для производства люминесцентных ламп на выставке «Элсктро-82»//Элекгротехн. пром.-сть Сер. Светотехнические изделия. М.: Информэлектро. 1982. Вып. 6(78). С. 16.
88. Левин С. И. Самсонов В. Т., Цыганкин Н. И. Сборочная линия «Тисса» //Электротехн. пром.-сть. Сер. Светотехнические изделия. М.: Информэлектро 1973. Вып. 3(18). С. 10- 11
124
89. Кэри М., Поигран Л. Автоматическая линия для производства колб люминесцентных ламп//Светотехника. 1988. № 12. С. 21—22.
90. А. С. № 391075. СССР. Стекло, поглощающее ультрафиолетовые лучи/В. Ф. Лясин//Б. И. 1973. № 31.
91. Ota A. New fluorescent lamps (Noiseless)//Toshiba Rev. 1965 Vol. 20, № 4. P 406 -413.
92. Satoh Rioichi//J Light Visual Enversion. 1986 V 10, № 7 P 30 31.
93. Osram: Mit dem Wachstura zufrieden//Elektrofach. 1987. № 3. P. 50- 51.
94. Compact fluorescents now 8000 hours//Licht J. 1989. Vol. 54, № 1. P. 56.
95. Гарьковец A. M. Исследование и разработка шахтной осветительной установки с малогабаритными люминесцентными лампами: Автореф. дис. ... канд. техн. наук. М.: ВНИСИ. 1987
96. Lightsign-Reflektorlampen // Elek Anz. 1987. vol. 40 № 3. P 96
97. 500 Millionen Leuchtstofflampen Made in Erlangen Innovation als Basis fiir Wachstum // Licht. 1988. Bd. 40, № 1. S. 55.
98. Японская заявка № 59 82321. Опубл. 09.11.85.
99. Кокинов А. М., Свешников В. К. Перспективы совершенствования натриевых ламп низкого давления//Светотехника. 1987. № 12. С. 18—19
100. Пугачсвич П. П. Работа со ртутью в лабораторных и производственных условиях. М.: Химия. 1972.
101. Михайлов В. К., Ющенко А. И. Разработка технологии демеркуризации люминесцентных ламп//Светотехника. 1983. № 2. С. 18—19.
102. Шведская заявка № 457149. Опубл. 05.12.88.
103. Entsorgung von Leuchtstofflampen // Licht (BDR). 1989. Bd. 41, № 3 -4. S. 282.
104 Федоров В. В. Еще раз об утилизации вышедших из строя люминесцентных ламп//Светотехника. 1980. № 6 С. 18—19.
105. Ашкенази Г. И. Деятельность секции светотехники МП НТО Эн ЭП в 1987 г.//Светотехника. 1988. №2. С. 28.
106. Картузов В. М., Шеманаев С. А. Опыт эксплуатации установки демеркуризации//Светотехника. 1988. № 7. С. 20.
107. УгкинВ. С. К расчегу коэффициента пульсации светового потока//Светотехника. 1987 № 7. С. 12 14.
108. Азояи С. Е. Метод определения допуска на световой поток люминесцентных ламп: Автореф. лис. ... канд. техн. наук. М.: МЭИ. 1973.
109. Дьяконова Э. В. Исследование и методы ускоренной оценки влияния режимов бесстартсрного зажигания на долговечность катодов люминесцентных ламп: Автореф. дис. ... канд. техн. наук. М.: МЭИ 1969.
110 Шнрчков В. Н. Методы ускоренных испытаний разрядных ламп низкого давления на долговечность: Автореф. дис . канд. техн наук. М.: МЭИ. 1988.
111 РД 16166/84. Лампы разрядные низкого давления. Методы ускоренной оценки продолжительности горения. М.: Информэлектро. 1984.
112. Захарьсвский А. В.. Прытков А. А., Рузманова Т. Н. О повышении эффективности технического контроля источников света//Светотехника. 1988 № 9. С. 14 -15.
113 Захарьсвский А. В., Рузманова Т. Н. О повышении качества и надежности источников свела//Светотехника. 1989. №7. С. 29 -30.
114. Lcuchten und Lampcn in hcllerem Licht//Elektrotcchn. Z. 1979. Bd. 30 № 13. S. 474.
115. Бутаева Ф. А., Федоров В. В. Выпуск люминесцентных ламп в период развертывания производства газоразрядных ламп высокого давления//Электротехн. пром.-сть. Сер. Светотехнические изделия. М . Информэлектро. 1981. Вып. 6(72). С. 18 19
116 Philips Presscfahrt zu den Eertigungstatten fiir Leuchtstofflampen // El. trizitat (BDR). 1972. Vol. 22, № 11. P. 309.
125
117. Van der VVeijer M. H. Licht generation in the eigtes//International Lighting Review. 1981. Vol. 32, № 3. P. 64—68.
118. Weltlichtschau 1983//Licht. 1983. vol 35, №6. P. 386—388.
119. Heck Hans-Dicter. Weg von der Wendel, die Leuchtstofflampe kommt//Bild. Wiss 1983. vol. 20. № 6. p. 28— 29.
120. Горнов В. О. Светотехника в 1979 1980 годах (обзор)//Светотехника. 1981. № 1 С. 3—9.
121. Electromagnetic radiation from fluorescent lamps//Vector. 1987. June, S. 38.
122. Eine Milliardc Philips Leuchtstofnampen//Eleklromeister4-Dtsch. Elck-trohandwerk. 1972. B. 25/47, № 22. S. 1446.
123. Kaucr E., Schnedler E. Moglichkeiten und Grenzen der Lichter-zeugung//Phys. Rev. 1986. Vol. 42, № 5. P. 128 —133.
124. Eclairer flus consommcr meins//J. equip, elek. at electron. 1982. № 484. P. 41—44.
125. Modcrne Entladungslampen Technik senkt Beleuchtungskosten// Masch. und Werkzung. 1983. vol. 84, № 1. P. 26 27
126. Evolution des lampcs fluorescentes//Lux 1986. № 137 P. 5 9.
127. Аламписв Б. В. Исследование путей снижения материалоемкости пу-скорсгулирующих аппаратов для люминесцентных ламп: Автореф. дне. ... канд. техн. наук. М.: ВНИСИ. 1987.
128. Проблемы организации научно-технической деятельности в светотехнической подотрасли в новых условиях (заседание «За круглым столом»)//Светотехника. 1989. № 2. С. 1 9.
129. Ijchtstofflampcn 50 Jahre //.Electrowirtschafl. 1988 vol 42. № 7. p. 318.
130. Федоров В, В. Первая отечественная линия сборки люминесцентных ламп/Ред. сборника. Источники света ВНИИИС. Саранск. 1990. Деп. в Ин-Лормэлектро. 20.02.91, № 16ЭП-91.
131. Дадонов В. Ф., Кокииов А. М., Прытков А. А. Состояние и перспективы развития в СССР компактных люминесцентных ламп//Светотехника. 1991. № 9 С. 3—6.
126
Оглавление
Предисловие ..................................................... 3
Введение .......................................................... 4
Глава первая. Новое в теории люминесцентных ламп. Основные теоретические проблемы ............................ 5
1.1. Люминесцентные лампы—принципиально новый источник света 5
1.2. Газовый разряд ...................... 6
1.2.1 Основные положения теории газового разряда низкого давления .................>............................ 6
1.2.2. Новые научные проблемы ............................ 14
1.3. Оксидный катод .......................................... 16
1.3.1. Основные положения теории оксидного катода ........ 16
1.3.2. Новые научные проблемы ............................ 19
1.4. Люминесценция ......................................... 21
1.4.1. Некоторые вопросы теории люминесценции ............ 21
1.4.2. Новые научные проблемы ............................ 25
Глава вторая. Лампы, созданные на базе основных положений теории 29
2.1. Первые люминесцентные лампы в СССР ...................... 29
2.2. Зависимость параметров ламп от некоторых исходных данных 31
2.3. Лампы для освещения в промышленности .................... 33
2.4. Лампы с правильной цветопередачей (лампы де люкс) ...... 36
2.5. Лампы специального назначения ........................... 40
Глава третья. Разработки последних лет и их принципиальные конструктивные и технологические основы ........................ 45
3.1. Лампы «нового поколения» .............................. 45
3.2. Энергоэкономичные прямые лампы ......................... 49
3.3. Компактные лампы ....................................... 52
3.4. Лампы постоянного тока .................................. 56
3.5. Безэлектродные лампы .................................... 58
3.6. Осветительно-облучательные лампы ........................ 60
3.7. Усовершенствование рефлекторных ламп .................... 62
3.8. Применение газопоглотителей ............................. 63
3.9. Безртутные лампы с газопоглотителем ..................... 65
3.10. Катодолюминесцентные ИС .............................. 66
3.11. Оптимизация параметров ЛЛ .............................. 67
3.12. Об основных группах ЛЛ ................................. 69
Глава четвертая. Новейшие технологические процессы и оборудование в производстве люминесцентных ламп ............................... 70
4.1. Эксплуатируемые в СНГ линии сборки ЛЛ ................... 70
4.2. Новые линии повышенной производительности ............... 81
4.2.1. Цели, которые должны быть достигнуты при повышении производительности линий сборки ..................... 81
4.2.2. Как подходить к решению проблемы роботизации в производстве ЛЛ .................................... 81
4.2.3 Управление параметрами ламп . ...................... 83
4.2.4 Опыт работы линий сборки повышенной производительности ................................................ 84
127
4.3. Линия сборки производительностью 2000 шт/ч ............... 86
4.4. Линия сборки производительностью 4000 шт/ч ............... 90
Глава пятая. Новые сферы применения и перспективы развития люминесцентных ламп ............................................... 94
5.1. Широкое использование ламп с правильной цветопередачей в народном хозяйстве и в быту ................................. 94
5.2. Использование ЛЛ с направленным светораспределением (рефлекторных ламп). Люминесцентные лампы в облучательной технике ..................................................... 97
5.3. Использование ЛЛ в оздоровительных целях ................. 99
5.4. Решение некоторых специальных задач освещения ... ....... 101
5.5. Утилизация выходящих из строя ЛЛ ........................ 103
5.6. Некоторые вопросы эксплуатации ламп ..................... 106
5.7. Вклад ЛЛ в световую энергию, генерируемую электрическими ИС, и перспективы развития ламп .............................. 112
5.8. Проблемы дальнейшего снижения стоимости ламп ............ 115
5.9. Ускорение внедрения усовершенствованных ламп и расширение поисковых работ .............................. 117
Синеок литературы . ........................................ 121
Производственно-практическое издание
Федоров Владимир Владимирович
ЛЮМИНЕСЦЕНТНЫЕ ЛАМПЫ
Зав. редакцией М П. Соколова
Редактор Т. Н. Платова
Художественный редактор В. А. Гозак-Хозак
Технический редактор И. Л. Абрамова
Корректор Н. А. Смирнова
ИБ № 3049
Сдано в набор 27.11 91. Подписано в печагь 17.04.92. Формат 60x88 V16. Бумага офсетная № 2. Гарнитура Таймс. Печать офсетная. Усл. печ. л. 7,84. Усл. кр.-отт. 8,08. Уч.-изд.л. 8,63. Тираж 3000 эка. Заказ 1444. С268.
Энергоатомиэдат, 113114, Москва, М-114, Шлюзовая наб., 10
Московская типография № 9 НПО ’’Всесоюзная книжная палата” Министерства печати и информации Российской Федерации
109033, Москва, Волочаевская ул., 40.