/
































































































































Text
КРАТКИЙ
СПРАВОЧНИК
КРАТКИЙ
СПРАВОЧНИК
РАДИО-
МОНТАЖНИКА
Автор-составитель В. П. ГРАДИЛЬ
Под редакцией канд. техн, наук
А. В. ДОРОШЕНКО
Харьков «Прапор» 1974
6Ф2Ц083)
Г75
В справочнике даются краткие све-
дения о материалах, которые приме-
няются при электромонтаже электро-
радиоприборов, и их свойствах, о сов-
ременных приемах пайки и электро-
монтажа, организации рабочего места
радиомонтажника. Приводятся дан-
ные об объемном и многослойном мон-
таже, а также монтаже на печатных
платах.
Рассчитан на монтажников радио-
аппаратуры и приборов. Может быть
использован слесарями-механиками по
радиоаппаратуре, электромонтажни-
ками, а также специалистами при
организации монтажных участков и
разработке конструкторской и тех-
нологической документации, студен-
тами и преподавателями вузов и тех-
никумов, радиолюбителями.
Рецензент М. И. УСТИМЕНКО
_ 30313—037
* М218(04)—,74 167-74
CJ Издательство «Прапор», 1974.
ПРЕДИСЛОВИЕ
•
Современное развитие техники во всех отраслях на-
родного хозяйства во многом обусловлено значительным
улучшением качества радиоаппаратуры, повышением ее на-
дежности и долговечности.
Переход от ручного изготовления радиоаппаратуры
в виде моноблока к объемно-блочному и функционально-
узловому в значительной степени повышает требования как
к конструкции отдельных элементов, радиоаппаратов, ком-
плексов и схем, так и к технике их монтажа.
Применение модульных и микромодульных конструк-
ций радиоаппаратуры, интегральных схем, характеризую-
щее современный уровень технологических процессов изго-
товления радиоаппаратуры, предопределяет высокую про-
фессиональную подготовку монтажников, необходимость
строгого соблюдения ими специальных правил, обеспечи-
вающих установленное качество изделия.
Широкое применение различных материалов — черных,
цветных, драгоценных металлов и их сплавов, керамики
и стекла, пластмасс, клеев, полупроводниковых материалов
и т. п., а также унифицированных функциональных узлов
(резисторы, конденсаторы, реле, полупроводниковые при-
боры, элементы логических схем ЭВМ и т. д.) требует от
рабочих знания эксплуатационных данных и параметров
этих материале® и узлов, техники и технологии монтажа.
Миниатюризация радиоаппаратуры предопределила по-
явление новых технологических процессов, таких как мик-
ропайка, микросварка, многослойный печатный монтаж,
микрофотолитография и др.
Выполнение монтажно-сборочных работ под микроско-
пом требует от исполнителя четких профессиональных на-
выков, высокой точности самоконтроля и безусловного
соблюдения технических требований на операцию. Сборочно-
монтажные работы в производстве радиоаппаратуры, как
правило, составляют 50% общей трудоемкости ее изготов-
ления. Совершенствование этих работ и повышение их ка-
3
чества — значительный резерв роста производительности
труда.
Настоящий справочник содержит основные сведения
по организации рабочего места монтажника, описание тех-
нологических процессов электрического монтажа радио-
аппаратуры и приборов в условиях мелкосерийного и
опытного производства, краткие сведения о наиболее рас-
пространенных электроматериалах, деталях и сборочных
единицах.
Справочник предназначен для повышения квалифика-
ции монтажников радиоаппаратуры и приборов. Полезен
он будет н слесарям-механнкам по радиоаппаратуре, по-
лучившим начальную профессиональную подготовку непос-
редственно на производстве.
В. П. Акакиев
ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА
МОНТАЖНИКА.
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
Организация рабочего места
Первичным звеном организации производ-
ственного процесса является рабочее место.
Рабочим местом называется часть производствен-
ной площади, отведенной (закрепленной) од-
ному или группе рабочих, предназначенной для
выполнения определенной работы, оснащенной
необходимым оборудованием, инструментами,
приспособлениями и другими материально-тех-
ническими средствами.
Типовое рабочее место монтажника радио-
аппаратуры и приборов* мелкосерийного произ-
водства (рис. 1) включает в себя: однотумбовый
стол; винтовой стул; убирающуюся' подвеску
для чертежей; регулируемый по высоте и по го-
ризонтали светильник; ящик для отходов, кре-
пящийся на шарнирах; ввод для электропаяльника
и обжигалки; газоприемник местного отсоса;
панель для включения контрольно-измеритель-
йых приборов, на которой имеется клемма за-
земления. Верхняя крышка стола покрывается
жаропрочным пластиком. В тумбе стола три
выдвижных ящика с ложементами для инстру-
мента. При необходимости регулирования темпе-
ратуры нагрева электропаяльника и обжигалки
рабочее место оснащается автотрансформатором,
который устанавливается под столешницей. На
панель верстака выведены два штуцера от
* В дальнейшем для краткости монтажник радиоаппа-
ратуры и приборов будет называться радиомонтажником.
5
системы местного отсоса, к которым подсоеди-
няются шлангами газоприемника электропаяль-
ник и обжигалка.
Комбинированное освещение: общее + местное
должно обеспечивать освещенность в рабочей
зоне 300 -т- 400 лк соответственно СН-245-63.
Рис. 1. Рабочее место радиомонтажника.
Источники света: общего — люминесцент-
/ ные лампы, местного — лампы дневного света.
• В холодный и переходный период года в зоне
рабочего места! температура воздуха 18°-*-20° С,
относительная влажность 60—40%, скорость
движения воздуха 0,2 м/с.
В теплый период года: температура 22—25° С,
относительная влажность 60—40%, скорость
движения воздуха 0,3 м/с.
Эти условия в производственном помещении
обеспечиваются механической общеобменной вен-
тиляцией.
£
Для уменьшения шума на рабочем месте
и влияния вибрации на работающего пневмати-
ческий инструмент и приспособления оснащаются
специальными глушителями и противовибрапион-
ными накладками. Для снижения шума помеще-
ния отделываются легкими облицовочными звуко-
поглощающими материалами с открытыми па-
зами.
В целях обеспечения безопасности клеммы
ввода электроэнергии к рабочему месту должны
быть ограждены от случайного прикосновения.
Штепсельные разъемы, а также заделка проводов
и кабелей в электроинструментах должны строго
соответствовать техническим требованиям. Пол
под ногами радиомонтажника должен быть сухим
и изолированным от металлических частей.
Напряжение местного освещения, электро-
паяльников и тиглей должно быть — 36 В, для
обжигалок и пробников — 6 В.
При работе с полупроводниковыми приборами
и микросхемами необходимо помнить, что долж-
ны быть заземлены:
корпус (жало) паяльника; 1
корпусы полуавтоматических и автоматиче-
ских установок, предназначенных для монтажа
полупроводниковых приборов (ПП) и микро-
схем (ИС);
корпусы измерительной и другой аппаратуры
(измерительные установки, камеры тепла и хо-
лода, камеры влаги, стенды механических ис-
пытаний и т. п.).
В случаях, если параметры заземления не
обеспечивают минимальный уровень помех, мо-
гут создаваться дополнительные контуры для
протекания паразитных токов и заземление не
производится.
7
Применительно к видам работ, выполняемых
на данном рабочем месте, оно оснащается сред-
ствами индивидуальной защиты работающих.
На рабочих местах, предназначенных для ра-
бот с ПП и ИС, не должно быть сильноэлект-
ризующихся материалов, удельное поверхно-
стное электрическое сопротивление (ps) кото-
рых выше 10s Ом. Участки рабочего стола, сту-
ла и пола, с которыми могут контактирова-
ться приборы или радиомонтажник, должны
быть выполнены из материалов с сопротивле-
нием менее Ю9Ом, измеренным в соответствии
с ГОСТ 6433.2—71.
В этих целях рабочее место радиомонтаж-
ника оснащается рабочим столом с покрытием
>из материалов, поверхностное электрическое
сопротивление которых равно 105—Ю7Ом, и де-
ревянными стульями с обивкой из хлопчатобу-
мажной ткани.
Радиомонтажники, работающие с ПП и ИС,
должны быть обеспечены хлопчатобумажными
халатами и тапочками с кожаной подошвой
(антиэлектростатической обувью).
Обувь считается антиэлектростатической
(рис. 2), если при измерении электрическое
сопротивление между электродом, находящим-
ся внутри обуви и наружным электродом, не
превышает 107Ом.
Соединение всех сигнальных цепей, цепей
вторичного питания и цепей, объединяющих
шины «0» В и корпуса всех изделий, аппарату-
ры и оборудования рабочего места, при вы-
полнении всех видов работ с ИС, ПП и изде-
лиями на ннх следует производить способом,
исключающим самопроизвольное или случай-
ное их отключение.
8
Для соединения электрических цепей исполь-
зуются зажимы, разъемы и другие соединитель-
ные элементы с механическим закреплением.
При выполнении соединений в цепях заземле-
ний и в цепях вторичного питания у изделий,
аппаратуры и оборудования рабочего места не
допускается использование штепсельных разъе-
мов.
Рис. 2. Схема измерения сопротивления, отводящего
. электростатические заряды:
/ _ основание; 2 — опорные изоляторы; 3 — нижний электрод (опор-
ная пластина из нержавеющей стали); 4 — обувь; 5 — измеритель-
ный электрод 0 1,1 см из нержавеющей стали; 6 — опорно-изоляци-
онный электрод 0 1,7 см; 7 — измерительный прибор, Р ** сила
давления на электроды, равная 4 кг/см*.
Подключение ИС, ПП и изделий из них
к схеме, собранной на рабочем месте, а также
изменение соединений на рабочем месте разре-
шается производить только при снятом напря-
жении питания и сигналов.
При включенных напряжениях питания и
сигналов допускается производить подключение
и отключение щупов, штеккеров и других со-
единительных элементов измерительных при-
боров, не требующих внешнего (от сети) электро-
9
питания и обладающих большим внутренним
сопротивлением (тестеры и вольтметры с внут-
ренним сопротивлением 10 000 Ом/В).
Перед подключением измерительного прибора
к сигнальным цепям одним из выводов прибора
следует коснуться клеммы заземления, выведен-
ной на панели рабочего места.
В случае использования измерительных при-
боров, питаемых от внешних источников пита-
ния (осциллографа и др.), при включенных
напряжениях питания и сигналов допускается
подсоединение к схемам рабочего места только
щупов измерительных приборов с большим
входным сопротивлением (7?вх — I МОм, Свх —
20 пФ), корпусные щупы таких измерительных
приборов должны подключаться к клемме «Земля»
рабочего места при включенных напряжениях
питания.
При всех видах работ с ИС, ПП и изделиями
из них на рабочих местах должны находиться
только необходимые для выполнения этих работ
изделия, инструменты, аппаратура и оборудова-
ние. Все не подсоединенные к линии заземления
предметы (инструменты, малогабаритные при-
боры, комплектующие изделия в металлической
таре или без нее и пр.) должны располагаться
на заземленной металлической пластине рабо-
чего стола. Допускается малогабаритные при-
боры помещать на металлическую пластину
временно, на 5—10 мин. перед началом ра-
боты.
Хранение и транспортировку ПП и ИС сле-
дует производить в упаковке или таре, изготов-
ленной из материалов, которые имеют поверх-
ностное электрическое сопротивление в пределах
10®—107 Ом, например:
10
смола поликарбонатная Л2 стабилизи-
рованная ..........................ТУ 6-16-1450—69
фенопласт К-214-2........... . . . ГОСТ 5689—66
антистатическая пленка 11—11985 . . МРТУ 605-1085—69
Монтажный инструмент и приспособления
Производительность монтажных работ, по-
вышение их точности, сокращение расхода ма-
териалов, энергии во многом зависит от качества
оборудования, инструмента и приспособлений
и правильного их выбора и применения. Ниже
приводится рекомендуемый набор монтажного
инструмента и приспособлений для монтажа
радиоаппаратуры в условиях мелкосерийного
производства (рис. 3 — 26).
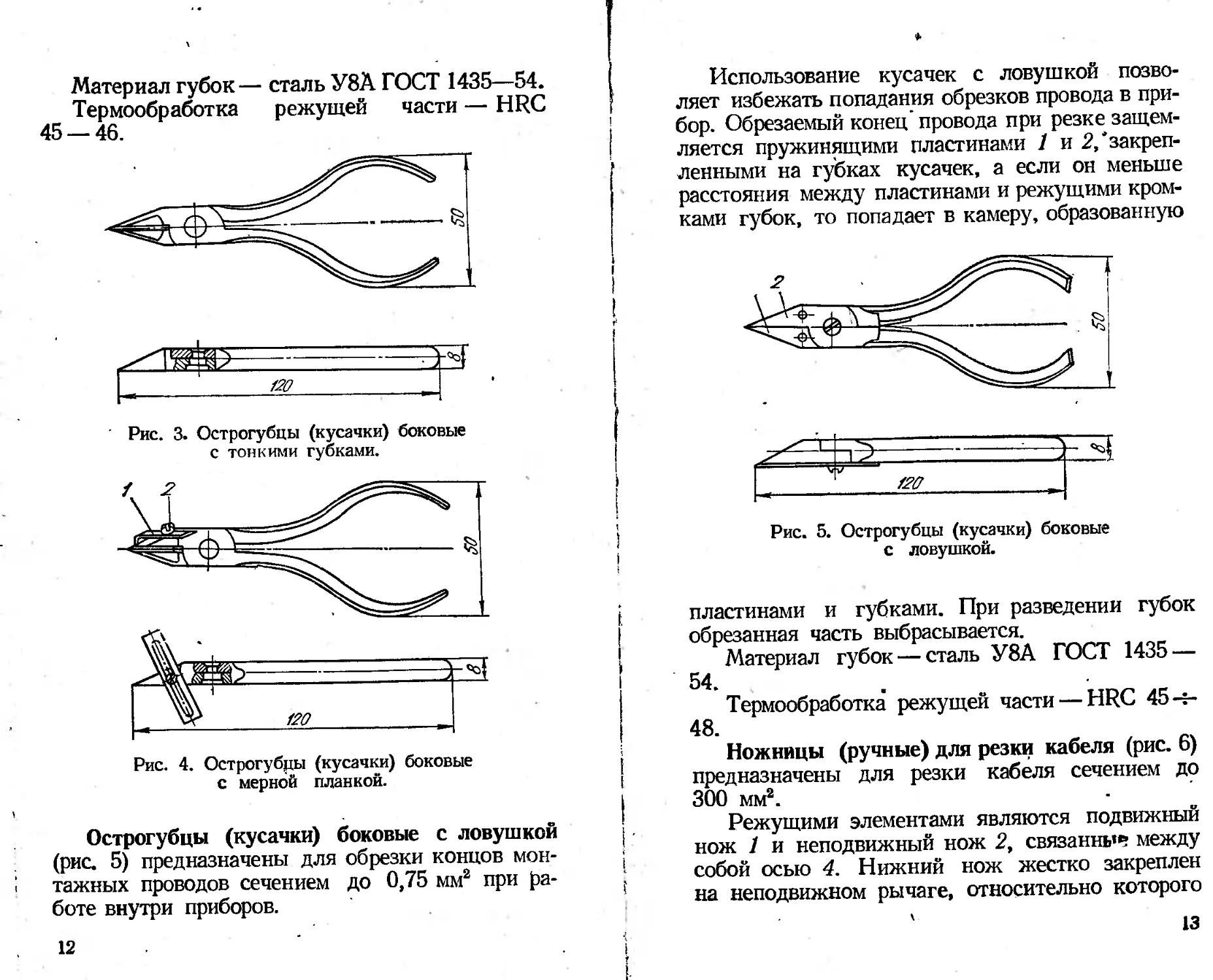
Острогубцы (кусачки) боковые с тонкими губ-
ками (рис. 3) предназначены для резки мон-
тажных проводов сечением до 0,75 мм2.
Материал губок — сталь У8А ГОСТ 1435—54.
Термообработка режущей части — HRC 45—48.
Острогубцы (кусачки) боковые с мерной план-
кой (рйс. 4) предназначены для резки монтаж-
ных проводов сечением до 0,75 мм2.
Наличие мерной планки /, закрепленной
в пазу с внешней стороны одной из губок обыч-
ных острогубцев при помощи винта 2, позволяет
обрезать провода по однажды установленному
размеру. Конструкция кусачек дает возможность
регулировать длину провода в пределах от 0 до
25 мм.
Примером применения данных кусачек может
служить обрезка' луженых концов проводов
в размер при подготовке к монтажу на трубча-
тые контакты разъемов.
II
Материал губок— сталь У8А ГОСТ 1435—54.
Термообработка режущей части — HRC
45 — 46.
Рис. 3. Острогубцы (кусачки) боковые
с тонкими губками.
Рис. 4. Острогубцы (кусачки) боковые
с мерной планкой.
Острогубцы (кусачки) боковые с ловушкой
(рис. 5) предназначены для обрезки концов мон-
тажных проводов сечением до 0,75 мм2 при ра-
боте внутри приборов.
12
♦
Использование кусачек с ловушкой позво-
ляет избежать попадания обрезков провода в при-
бор. Обрезаемый конец’ провода при резке защем-
ляется пружинящими пластинами 1 и 2, 'закреп-
ленными на губках кусачек, а если он меньше
расстояния между пластинами и режущими кром-
ками губок, то попадает в камеру, образованную
Рис. 5. Острогубцы (кусачки) боковые
с ловушкой.
пластинами и губками. При разведении губок
обрезанная часть выбрасывается.
Материал губок — сталь У8А ГОСТ 1435 —
54.
Термообработка режущей части — HRC 45-е-
48.
Ножницы (ручные) для резки кабеля (рис. 6)
предназначены для резки кабеля сечением до
300 мм2.
Режущими элементами являются подвижный
нож 1 и неподвижный нож 2, связаннь"» между
собой осью 4. Нижний нож жестко закреплен
на неподвижном рычаге, относительно которого
13
в ограниченных пределах вращается подвижный
рычаг 3. Подвижный рычаг под действием пру-
жины 8 в нерабочем состоянии находится в верх-
нем исходном положении. При нажиме на рычаг
подающая собачка 5, всегда прижатая к зубьям
верхнего ножа пружиной 6, входит в зацепление
с ними и при каждом качании поворачивает верх-
ний нож относительно оси вращения 4 на угол,
соответствующий шагу одного зуба.
Разрезаемый кабель вставляется в отверстие,
образованное режущими кромками ножей, и раз-
резается при совершении определенного числа
качаний подвижного рычага. Число качаний за-
висит от диаметра кабеля. При диаметре кабеля
20 мм, например, необходимо 16—18 качаний.
Фиксирующая собачка 7 удерживает подвижный
нож' в рабочем положении при выходе из зацеп-
ления собачки 5.
Материал ножей — сталь У8А ГОСТ 1435 —
54.
Термообработка режущей части — HRC
55 — 60.
Оснастка для обжига и снятия изоляции
Съемник изоляции (рис. 7) предназначен для
снятия обожженной изоляции с монтажных про-
водов любых марок сечением от 0,1 мм3 до
0,5 мм2 с одновременной скруткой токоведущих
жил.
Приспособление — ручное, выполнено в виде
пистолета с приводом от электродвигателя АОЛБ-
Рис. 7. Съемник изоляции (ручной).
12-4 (п — 1400 об/мин; N — 80 Вт). Вращение
от электродвигателя передаегся на лапки 1 че-
рез гибкий вал 5, валик 4 и держатель 2; вмес-
15
те с валиком вращается стакан 3, выполняющий
функции кулачка. Стакан, перемещаясь вдоль
валика при нажиме на курок 6, заставляет лап-
Рис. 8. Приспособление для обжи-
га и снятия изоляции при разделке
монтажных проводов.
ки зажимать зачищаемый провод. При вытяги-
вании провода из губок происходит снятие изо-
ляции и за счет вращения губок — скрутка токо-
ведущих жил. Снятая при разжиме губок изо-
ляция выпадает через окно колпачка Z. Совме-
16
щение двух операций (снятие изоляции и скру-
чивание жил) сокращает время разделки прово-
дов и предохраняет токоведущие жилы от меха-
нических повреждений, возможных при снятии
изоляции острым инструментом.
Приспособление для обжига и снятия изоля-
ции при разделке монтажных проводов сечением
/от 0,1 мм до 0,75 мм2 (рис. 8) представляет
собой полый цилиндрический корпус, внутри ко-
торого размещена подвижная каретка 3 с кно-
почным выключателем 4, обеспечивающая вы-
движение нити накаливания 1 от съемного кол-
пачка 2 со специальной формой губок. Губки
служат упором при пережигании изоляции,
облегчают ее съем, а также предохраняют нить
накаливания от механической перегрузки в мо-
мент съема изоляции и от чрезмерного обгорания
кромки (края) оставшейся изоляции провода.
Приспособление со встроенным отсосом для
обжига и снятия изоляции (рис. 9) предназначено
для обжига и снятия фторопластовой изоляции
с монтажных проводов МГТФ, РКТФ и других
сечением от 0,1 мм2 до 0,75 мм2. Приспособление
представляет собой полый корпус, внутри кото-
рого размещены каретка 3 с кнопочным вы-
ключателем 4, обеспечивающая выдвижение нити
накаливания 1 из съемного колпачка 2.
Специально запиленные и согнутые губки
служат упором при пережигании изоляции,
облегчают съем удаляемой изоляции, а также
предохраняют нить накаливания от механичес-
ких перегрузок в момент съема изоляции и края
остающейся изоляции от подгорания. Трубка
5 присоединяется к вентиляционной системе
через трубопровод и служит для отсоса продук-
тов горения.
17
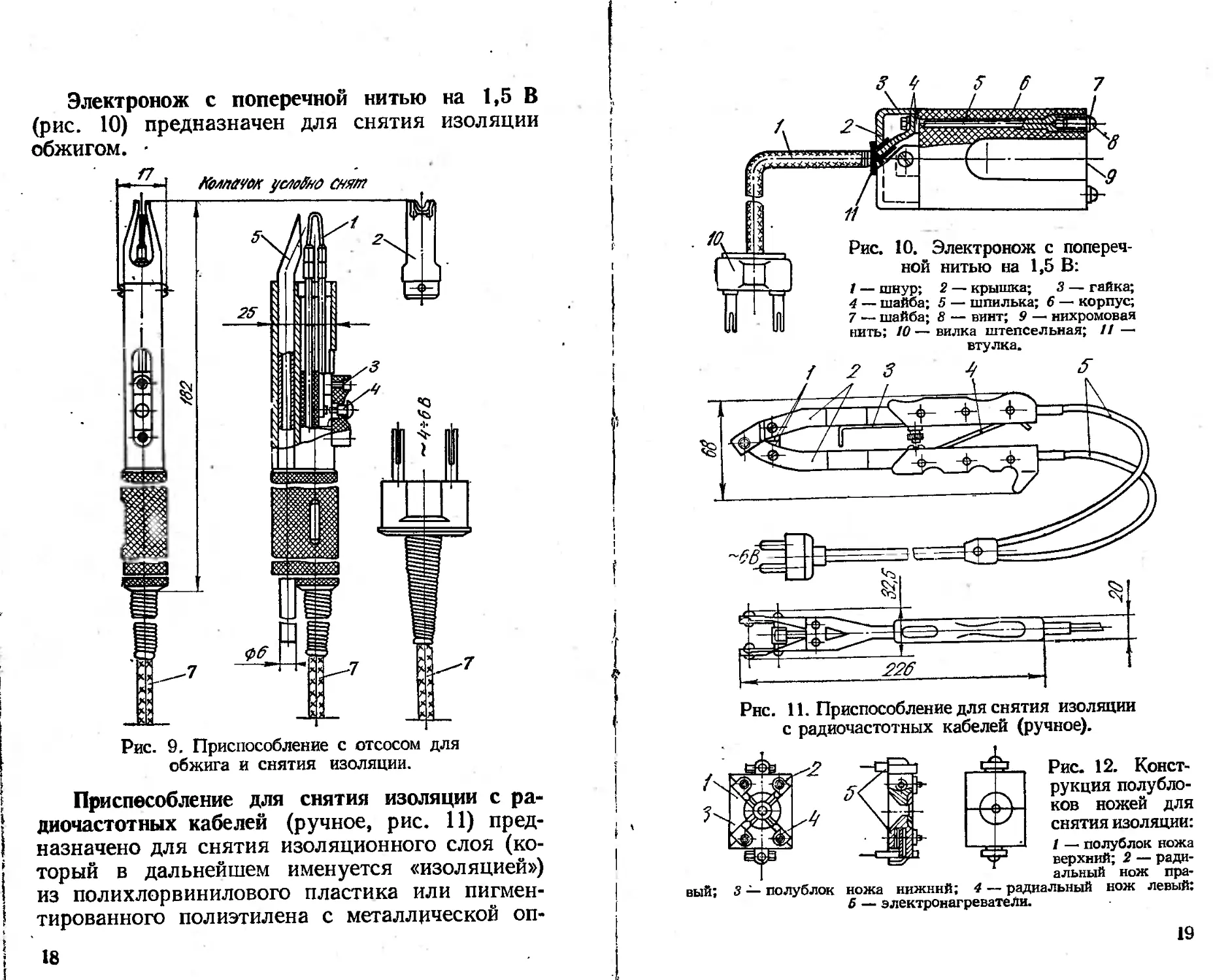
Электронож с поперечной нитью на 1,5 В
(рис. 10) предназначен для снятия изоляции
обжигом.
Рис. 9. Приспособление с отсосом для
обжига и снятия изоляции.
Приспособление для снятия изоляции с ра-
диочастотных кабелей (ручное, рис. 11) пред-
назначено для снятия изоляционного слоя (ко-
торый в дальнейшем именуется «изоляцией»)
из полихлорвинилового пластика или пигмен-
тированного полиэтилена с металлической оп-
18
Рис. 10. Электронож с попереч-
ной нитью на 1,5 В:
I — шнур; 2 — крышка; 3 — гайка;
4 — шайба; 5 — шпилька; 6 — корпус;
7 — шайба; 8 — винт; 9 — нихромовая
нить; 10 — вилка штепсельная; 11 —
втулка.
Рнс. 11. Приспособление для снятия изоляции
с радиочастотных кабелей (ручное).
вый; 3 — полублок
Рис. 12. Конст-
рукция полубло-
ков ножей для
снятия изоляции:
1 — полублок ножа
верхний; 2 — ради-
альный нож пра-
ножа нижннй; 4 — радиальный нож левый:
б — электронагреватели.
19
летки радиочастотных кабелей марок Р К-60-2-11
ГОСТ 113261—67 и РК-50-2-13 ГОСТ 11326.15—
67. При разделке других радиочастотных кабелей
следует иметь сменные полублоки ножей с диа-
метром фильеры, соответствующим диаметру
кабе'ля по металлической оплетке.
Конец зачищаемого кабеля помещается
между разведенными полублоками ножей 1 до
упора 3, настроенного на нужный размер. Полу-
блоки ножей предварительно нагреваются до
t 80-7-100° С с помощью электронагревателей,
питающихся от источников тока напряжением
6 В (конструкция полублоков ножей показана
на рис. 12). При помощи двух шарнирно соеди-
ненных в передней части рукояток 2 произво-
дится сближение полублоков. Нагретый край
фильеры полублоков ножей, плавя изоляцию,
охватывает металлическую оплетку (рис. 13, б).
При протягивании кабеля в направлении, ука-
занном стрелкой (рис. 13, в), изоляция разре-
зается радиальными ножами в четырех местах.
Сферическое углубление, примыкающее к филь-
ере, способствует сбросу обрезков изоляции.
Процесс снятия изоляции на данном приспо-
соблении не превышает 3 с.
Оснастка для отсечки металлической
оплетки
Приспособление для отсечки металлической
оплетки (ручное, рис. 14) предназначено для
отсечки металлической оплётки экранированных
монтажных проводов МГШВЭ, БПВДЭ, МПМУЭ
и других, а также радиочастотных кабелей.
В комплект приспособления входят две пары
сменных матриц 1 и пуансонов 2 с различными
20
Рис. 13. Процесс снятия изоляции.
Рис. 14. Приспособление для отсечки металлической
оплетки (ручное).
21
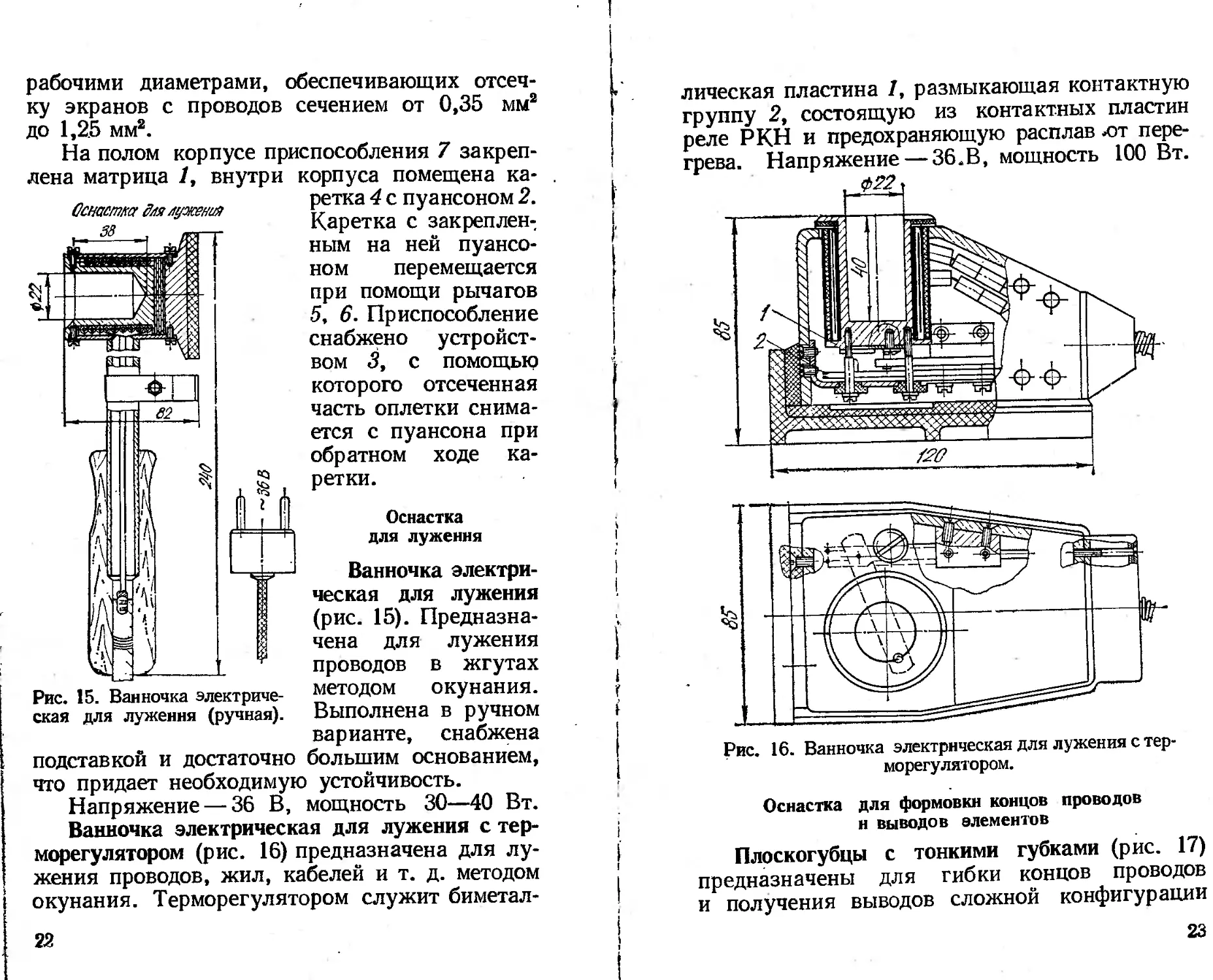
рабочими диаметрами, обеспечивающих отсеч-
ку экранов с проводов сечением от 0,35 мм2
до 1,25 мм2.
На полом корпусе приспособления 7 закреп-
лена матрица 1, внутри
Рис. 15. Ванночка электриче-
ская для лужения (ручная).
корпуса помещена ка-
ретка 4 с пуансоном 2.
Каретка с закреплен-
ным на ней пуансо-
ном перемещается
при помощи рычагов
5, 6. Приспособление
снабжено устройст-
вом 3, с помощью
которого отсеченная
часть оплетки снима-
ется с пуансона при
обратном ходе ка-
ретки.
Оснастка
для лужения
Ванночка электри-
ческая для лужения
(рис. 15). Предназна-
чена для лужения
проводов в жгутах
методом окунания.
Выполнена в ручном
варианте, снабжена
подставкой и достаточно большим основанием,
что придает необходимую устойчивость.
Напряжение — 36 В, мощность 30—40 Вт.
Ванночка электрическая для лужения с тер-
морегулятором (рис. 16) предназначена для лу-
жения проводов, жил, кабелей и т. д. методом
окунания. Терморегулятором служит биметал-
22
лическая пластина 1, размыкающая контактную
группу 2, состоящую из контактных пластин
реле РКН и предохраняющую расплав ют пере-
грева. Напряжение — 36.В, мощность 100 Вт.
Рис. 16. Ванночка электрическая для лужения с тер-
морегулятором.
Оснастка для формовки концов проводов
н выводов элементов
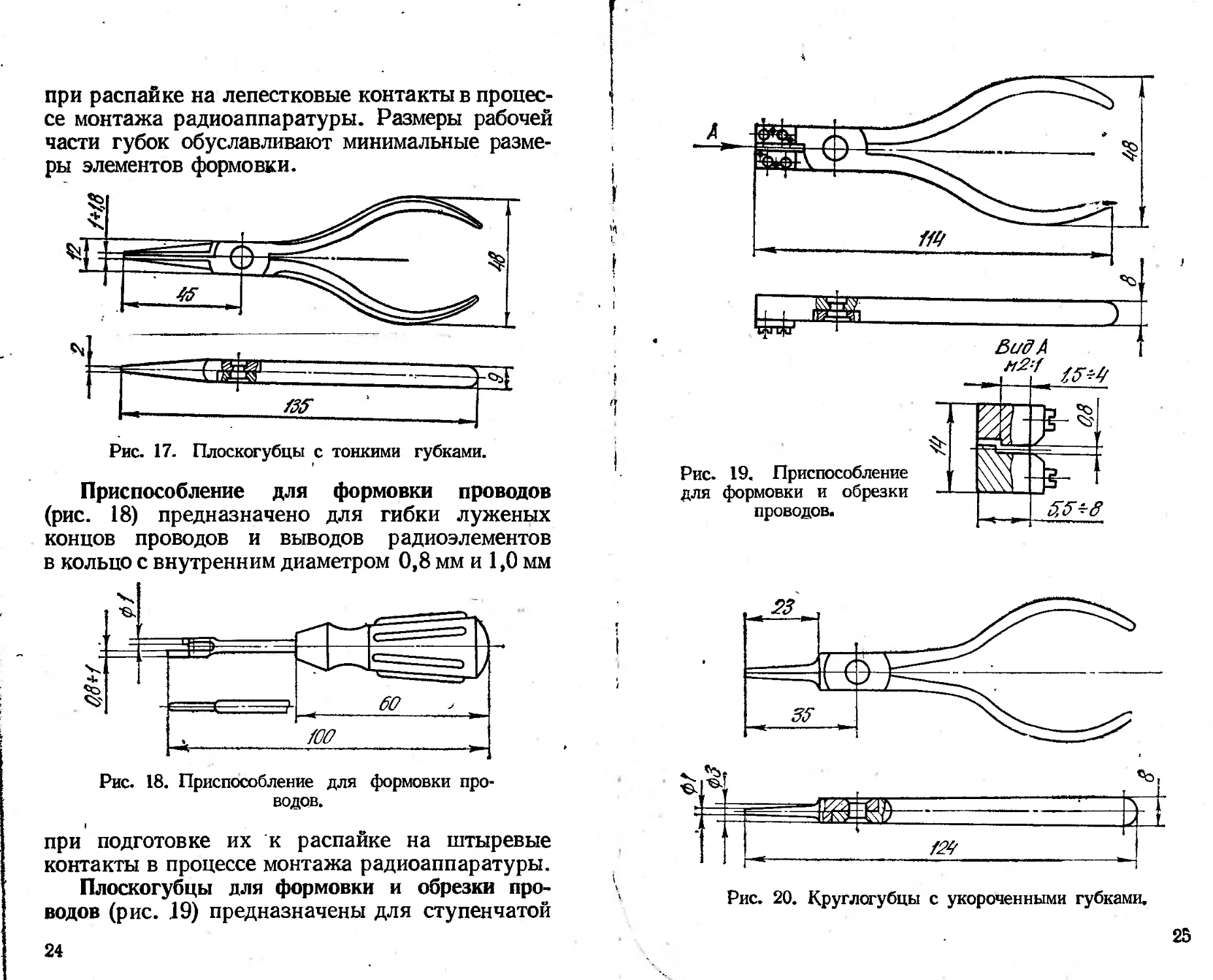
Плоскогубцы с тонкими губками (рис. 17)
предназначены для гибки концов проводов
и получения выводов сложной конфигурации
23
при распайке на лепестковые контакты в процес-
се монтажа радиоаппаратуры. Размеры рабочей
части губок обуславливают минимальные разме-
ры элементов формовки.
Приспособление для формовки проводов
(рис. 18) предназначено для гибки луженых
концов проводов и выводов радиоэлементов
в кольцо с внутренним диаметром 0,8 мм и 1,0 мм
Рис. 18. Приспособление для формовки про-
водов.
при подготовке их к распайке на штыревые
контакты в процессе монтажа радиоаппаратуры.
Плоскогубцы для формовки и обрезки про-
водов (рис. .19) предназначены для ступенчатой
24
Рис. 20. Круглогубцы с укороченными губками.
25
Рнс. 21. Электропаяльник 36 В и 60 Вт со сменными наконечниками:
1 — наконечник прямой; 2 —• наконечник изогнут под углом 90’;. 3 — наконечник изогнут
под углом 30 е; 4 — трубка; 5 — колпачек; 6 — нагревательный элемент; 7 — шайба огра-
ничительная; 3 — наконечник ручкн; 9 — ручка; 10 — картон электроизоляционный; 11 —
винт ГОСТ 1477—64; 12— провод ПТСД-1,5 м; /3 —трубка по ГОСТ 5496—57; 14— вил-
ка по ГОСТ 7396—62; 15 — изоляция по ГОСТ 10156—66; 16 — прокладка по ГОСТ
1779—55; 17 — изоляция по ГОСТ 481—58; 18 — проволока обмоточная ГОСТ 3282—46;
19 — втулка.
КЗ
20
6 7
Рис. 22. Электропаяльник с от-
сосом на 36 В и 40 Вт:
1 = стержень; 2 — нагревательный
элемент; 3 — винт; 4 — виит; 5 —
провод БПВЛ; 6 — ручка; 7 — провод
БПВЛ; 8 — трубка полихлор винило-
вая; 9 — трубка; 10 — штеккер; 11 —<
трубка резиновая; 12 —.пружина;
13 — кольцо резиновое; 14 — вилка
штепсельная; 15 — гайка; 16 — винт;
17 — держатель; 18 — контакт.
18 16
А-А
бандаж
гибки луженых концов
монтажных проводов сече-
нием до 0,5 мм2 с одновре-
менной обрезкой в размер
при подготовке их к рас-
пайке на лепестковые вы-
воды электрорадйоэлемен-
тов. Плоскогубцы трех
типоразмеров позволяют
получать гибку на рассто-
янии 4; 3 и 1,5 мм от места
обрезки при .соответству-
ющем минимально возмож-
ном расстоянии от изоля-
ции 8; 7 и 5,5 мм. Для об-
резки проводов плоскогуб-
цы снабжены сменными
ножами, которые закрепле-
ны на губках винтами.
Материал ножей —сталь
У8А ГОСТ 1435—54.
Термообработка режу-
щей части — HRC 50—55.
Круглогубцы с укоро-
ченными губками (рис. 20)
предназначены для гибки
луженых концов проводов
и получения выводов слож-
ной конфигурации при
распайке на лепестковые
контакты в процессе мон-
тажа радиоаппаратуры.
Материал губок — сталь
35Л-1 ГОСТ 977—58.
Рйс. 23. Микроминиатюрный па-
яльник МЭП-6.
28
Оснастка для пайки
К оснастке для пайки относится электро-
паяльник 36 В и 60 Вт со сменными наконеч-
никами (рис. 21), электропаяльник с отсосом
на 36 В и 40 Вт (рис. 22).
Микроминиатюрный паяльник МЭП-6 (рис. 23)
предназначен для пайки миниатюрных дета-
лей радиоаппаратуры. В качестве нагрева-
тельного элемента используется спираль из
нихромовой проволоки. Паяльники изготов-
ляются на 4; 6; 18 и 36 Вт. Напряжение 6 В,
температура нагрева 300Q С. Источник питания:
сеть переменного тока 6 В, Включение через
резистор 50 Ом для регулирования температуры
рабочей части паяльника.
Электроконтактный паяльник (рис. 24) с
вольфрамовыми электродами предназначен для
пайки твердыми припоями проводов, уложен-
ных в жгут, при тесном расположении штырей
в разъеме. Подача тока импульсная.
Паяльник импульсный малогабаритный
(рис. 25). Нагреватель 1 применяется для пайки
твердыми припоями с температурой плавления
более 300° С; нагреватель 2 — для пайки мягкими
припоями с температурой плавления до 300° С.
Дозатор флюса (рис. 26) применяется для
дозировки флюса при пайке.
Устройства для защиты маломощных полупроводни-
ковых приборов (ПП) и интегральных микросхем (ИС)
от электростатических зарядов, которые накапливаются
на теле челЪвека, его одежде, на рабочих местах (сто-
лах, верстаках) и т. п.
Заземляющий браслет (рис. 27). Корпус его
изготовлен из эбонита; пластина, соприкасае-
мая с запястьем исполнителя,— из меди или
латуни с хромовым покрытием. Браслет должен
29
Рис. 24. Электроконтактный паяльник.
Рис. 25. Паяльник импульсный малогабаритный.
/ — нагреватель для пайки твердыми припоями с температурой
плавления до 800° С; 2 — нагреватель дЛя пайки мягкими припоя-
ми с температурой плавления 300° С.
Рис. 26. Дозатор флюса:
1 — наконечник; 2 — лапка-держатель; 3 — кольцо обжимное, 4 —*-
трубка; 5 ₽ резиновая ' груша с клапаном; 6 игла шприца типа
«Рекорд».
30
— 1 МОм. Одевать за-
Рис. 27. Заземляющий браслет!
1 — пластина; 2 — резистор; 3 —•
корпус; 4 — гнездо; б — штеккер;
6 — провод; 7 — наконечник.
соединять руку радиомонтажника посредством
гибкого провода сечением 0,5—1 мм2 через ре-
зистор с заземляющей шиной. Величина со-
противления резистора, вмонтированного в
браслет (припаянного к пластине и гнезду),
должна быть 150 КС
земляющий браслет
на руку следует таким
образом, чтобы обес-
печить непосредст-
венный контакт меж-
ду кожным покровом
руки и поверхностью
браслета.
Антиэлектростати-
ческий халат (рис. 28)—
хлопчатобумажный
халат, оснащенный
токопроводящим уст-
ройством, изготовлен-
ным из электропро-
водящей ткани ТУ38-106-102;—70.
Токопроводящее устройство съемное, наде-
вается на время эксплуатации халата и снима-
ется при сдаче его в стирку. '
Халат комплектуется специальной подушкой.
Одна из электропроводных полосок подушки
должна быть выведена к краю подушки, которая
проводом сечением 1,5—2 мм соединяется с за-
земляющей шиной.
Стирают халат обычным способом. Гладят
утюгом. Электропроводные полосы не утюжат.
Стирку съемного токопроводящего устройства
he производят.
Электростатические заряды с человека отво-
дятся только в том случае, если он сидит на
81
i
подушке и полоски, имеющиеся на подушке,
соприкасаются хотя бы в одной точке .с полос-
ками, имеющимися на спинке халата, а ман-
жеты плотно прилегают к рукам электропровод-
ной стороной. Между манжетой и запястьем
руки не должно быть никаких прокладок (рукав
кофты, перчатки и др.). В процессе работы в
электростатических халатах запрещается рас-
стегивать манжеты, вставать с антиэлектроста-
тической подушки, так как отвод электростати-
ческих зарядов прекращается с момента раз-
рыва контакта токопроводящих лент халата
с токопроводящими лентами подушки.
Антиэлектростатический халат в комплекте
с антиэлектростатической подушкой должен
32,
соответствовать . техническим условиям (ТУ
17-543—70 и ТУ 17-544 - 70).
К другим средствам и мерам защиты при от-
сутствии браслетов или халатов, гарантирую-
щим отсутствие на руках радиомонтажника
электростатических зарядов, и которые следует
выполнять комплексно, относятся:
стул радиомонтажника с хлопчатобумажной
обивкой (металлические части стула должны
быть заземлены через сопротивление 1 МОм);
металлический лист размером не менее
100 х 200 мм на рабочем столе радиомонтаж-
ника, который должен быть заземлен;
металлический лист перед рабочим местом,
установленный на полу и заземленный (на этот
лист ставится стул).
2 4-1S2
ОСНОВНЫЕ МОНТАЖНЫЕ МАТЕРИАЛЫ
Монтажные провода
Монтажные провода (табл. 1) служат для
соединения .между собой деталей и элементов
схем радиоэлектронной аппаратуры. Изготов-
ляются они с хлопчатобумажной, полихлорви-
ниловой, фтор пластовой, стекловолокнистой, ре-
зиновой изоляцией.
Монтажные провода с волокнистой изоля-
цией применяются для монтажа радиоаппара-
туры, работающей при нормальных условиях
(температура окружающей среды t = 25° С,
относительная влажность 65%, барометричес-
кое давление Р = 760 мм рт. ст.). Так как
монтажные провода с волокнистой изоляцией
обладают высокой гигроскопичностью, что сни-
жает их электроизоляционные свойства при воз-
действии влаги, производят дополнительное по-
верхностное покрытие их лаковой пленкой.
Монтажные провода с изоляцией из полиэти-
лена, полихлорвинила, специальных сортов ре-
зины, пластмассовых и других диэлектриков
могут эксплуатироваться в условиях повышен-
ной влажности (95%) и с резкими колебаниями
температуры, в тяжелых климатических усло-
виях.
Очень хорошими электроизоляционными
свойствами и высокой термостойкостью харак-
теризуются монтажные провода с изоляцией из
фторопласта-4 и стеклдволокнистой оплеткой,
пропитанной кремнийорганическим лаком (на-
?А
пример, марка ТМ-250). Они могут эксплуати-
роваться при температуре до 250° С.
Монтажные провода с изоляцией из крем-
нийорганической резины изготавливаются' сече-
нием 0,75—0,95 мм2 и предназначены для экс-
плуатации при напряжениях до 380 В и темпе-
ратуре до 180° С.
По конструкции токопроводящей жилы мон-
тажные провода могут быть однопроволочными
негибкими и многопроволочными гибкими,
эластичными, у которых токопроводящие жилы
скручены из тонких медных проволочек и свя-
заны между собой нитками.
Выбор сечения монтажных проводов произ-
водится для длительного режима работы в зави-
симости от величины проходящего по ним тока
и допустимого нагрева. Пусковые токи и токо-
вые перегрузки в процессе работы (длитель-
ностью до 1 с) при расчете сечения жилы не учи-
тывают.
Основой для расчета сечения токоведущей
жилы является допустимая плотность тока.
Для определения сечения токоведущей жилы
при токе до 100 А следует пользоваться графи-
ками (рис. 29а, б). При токе свыше 100 Л сече-
ние токоведущей жилы выбирают исходя из того,
что плотность тока & 4 А/мм2.
Маркировка монтажных проводов. При обо-
значении цвета проводов в монтаже радиоаппа-
ратуры применяют условные обозначения, при-
веденные в табл. 2.
Монтажные провода с наружной изоляцией
из полихлорвинилового пластика, поливинил-
хлорида и полиэтилена имеют цвета изоляции:
красный, синий или голубой, черный или фиоле-
товый, желтый или оранжевый, белый, зеленый.
2*
35
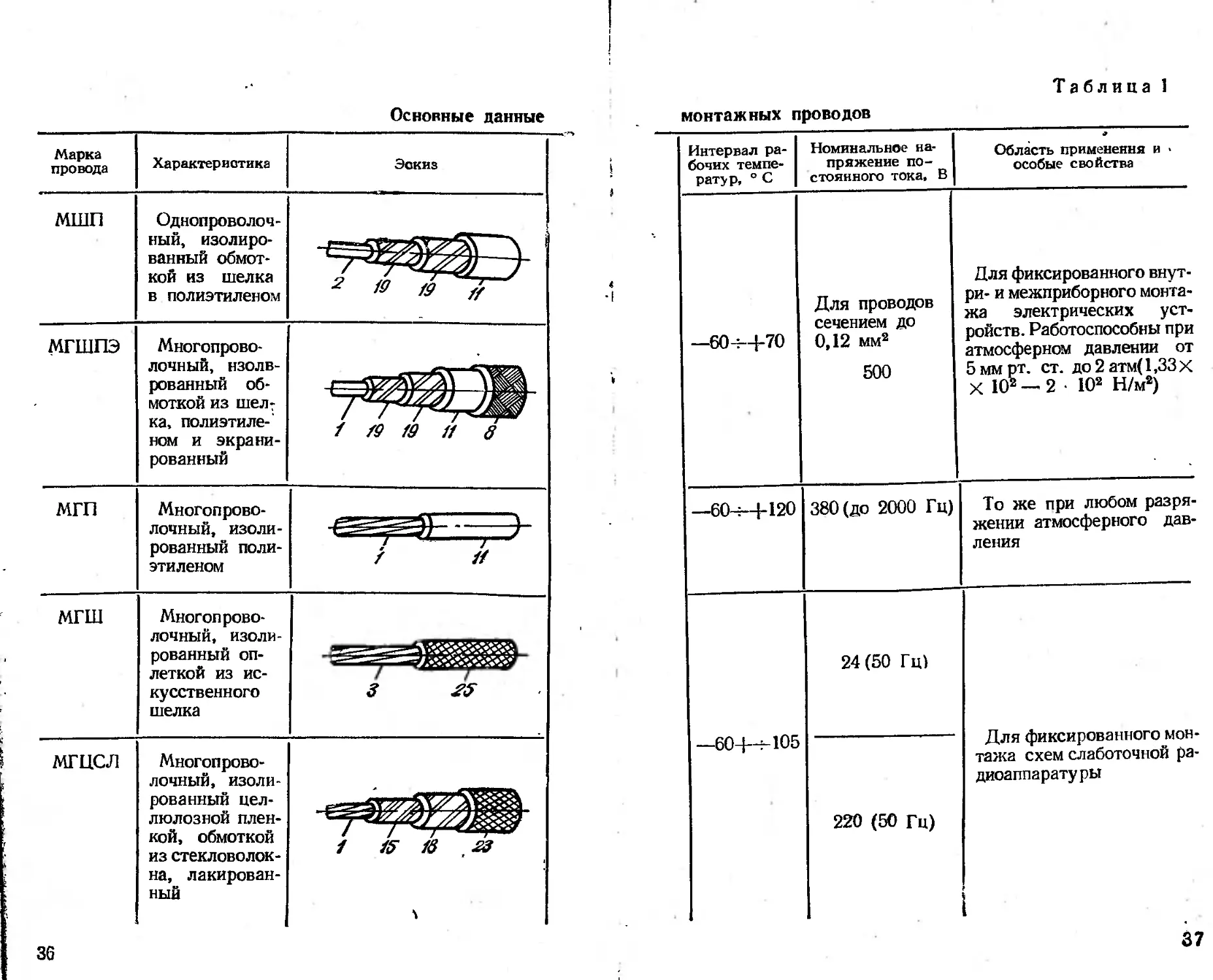
Основные данные
Марка провода Характеристика Эскиз
мшп Однопроволоч- ный, изолиро- ванный обмот- кой из шелка в полиэтиленом
мгшпэ Многопрово- лочный, нзолв- рованный об- моткой из шел - ка, полиэтиле-' ном и экрани- рованный
мгп Многопрово- лочный, изоли- рованный поли- этиленом
" 7— / //
мгш Многопрово- лочный, изоли- рованный оп- леткой из ис- кусственного шелка
3 &
МГЦСЛ Многопрово- лочный, изоли- рованный цел- люлозной плен- кой, обмоткой из стекловолок- на, лакирован- ный -
i fc 18 , 23
3G
Таблица 1
монтажных проводов
Интервал ра- бочих темпе- ратур, ° С Номинальное на- пряжение по- стоянного тока, В Область применения и > особые свойства
—604-4-70 Для проводов сечением до 0,12 мм2 500 Для фиксированного внут- ри- и межприборного монта- жа электрических уст- ройств. Работоспособны при атмосферном давлении от 5 мм рт. ст. до 2 атм( 1,33 х X 10* — 2 102 Н/м2)
—604-4-120 380 (до 2000 Гц) То же при любом разря- жении атмосферного дав- ления
—604-4-105 24 (50 Гц) Для фиксированного мон- тажа схем слаботочной ра- диоаппаратуры
220 (50 Гц)
37
Марка провода Характеристика Эскиз
мгтл . Многопрово- лочный, изоли- рованный об- моткой и оплет- кой из лавса- нового волокна, лакированный
/ // 26
МГТФ Многопрово- лочный, изоли- рованный лен- тами из фторо- пласта-4 3^ /б
ПТЛ-200 ПТ Л-250 Многопрово- лочный, изоли- рованный лен- тами из фторо- пласта-4 и ла- кированной оп- леткой из стек- ловолокна 4-ЛТЛ-250 2 23
МГВ Многопрово- лочный, изоли- рованный поли- хлорвинилом } / 9
мгвсл Многопрово- лочный, изоли- рованный поли- хлорвинилом и оплеткой из стекловолокна, лакированный f 9 23
88
Продолжение табл. 1
Интервал ра- бочих темпе- ратур, ° С Номинальное на- пряжение по- стоянного тока, В Область применения и особые свойства
—60^ + 150 250 Фиксированный и нефик- сированный внутриприбор- ный монтаж электрических устройств
—60ч-+220 250 (50 Гц) Для монтажа схем слабо- точной аппаратуры, рабо- тающих при повышенной температуре окружающей среды
—60-Н-250 250 (до 5000 Гц) Для монтажа схем радио- аппаратуры, работающей при повышенной темпера- туре. Нагрев проводов свыше 250° С не допус- кается
—40 ч—{-70 220 (50 Гц) Для фиксированного мон- тажа схем слаботочной ра- диоаппаратуры и электро- приборов. Лаковая пленка изоляции эластична, мало- горюча и обеспечивает вы- сокую стойкость к воздей- ствию тепла, холода и влаги
39
Марка провода Характеристика Эскиз
мшв Однопроволоч- ный, изолиро- ванный двойной обмоткой из искусственного или пропитан- ного натураль- ного шелка и полихлорвини- лом 2 15 9
мгшвэ Многопрово- лочный, изоли- рованный двой- ной обмоткой из искусствен- ного или про- питанного нату- рального шелка и полихлорви- нилом, экрани- рованный
МГШВЛ
Многопрово-
лочный, изоли-
рованный двой-
ной обмоткой из
искусственного
или пропитан-
ного натураль-
ного шелка и
полихлорвини-
лом, лакиро-
ванный
t 20 20 9 24
40
Продолжение табл. 1
Интервал ра-
бочих темпе-
ратур, ° С
Номинальное на-
пряжение посто-
янного тока. В
Область применения
и особые свойства
Для проводов сечением до Для фиксированного
—50-+70 0,14 мм2 — 500; свыше 0,14 мм2 — 1500 внутри- и межприборного монтажа электрических устройств
—60 ~+80 1000 (50 Гц)
То же при условиях, тре-
бующих повышенной ме-
ханической надежности
провода
41
Марка провода Характеристика Эскиз
пмв Однопроволоч- ный, изолиро- ванный поли- хлорвинилом 2 9
пмов Однопроволоч- ный, изолиро- ванный обмот- кой из хлопча- тобумажной пряжи или стек- ловолокна и по- лихлорвинилом X
2 13 9
мгшп Многопрово- лочный, изоли- рованный об- моткой из шел- ка и полихлор- винилом
/ 19 19 11
мгшпэв То же, экра- нированный и изолированный оболочкой из поливинилхло- рида
мгпэ Многопрово- лочный, изоли- рованный поли- этиленом, экра- нированный 1/18
42
Продолжение табл. 1
Интервал ра- бочих темпе- ратур, ° С Номинальное на- пряжение посто- янного тока, В Область применения и особые свбйства
—60-Н-50 500 380 (50 Гц) Для фиксированного мон- тажа слаботочной радио- аппаратуры
—60 :- +70 Для проводов сечением до 0,12 мм2 500 То же, что и для МШП
—60-4-120 380 (до 2000 Гц) То же, что и для МГП
43
Марка провода Характеристика Эскиз
мгшд Многопрово- лочный, изоли- рованный двойной обмот- кой из искус- ственного шелка if г/'
мгцслэ То же, что и для МГЦСЛ, экранирован- ный
f f3
мгтлэ То же, что и для МГТЛ, экранирован- ный 1
МГТФЭ То же, что и для М. ТФ, экранирован- ный
ПТ ЛЭ-200 ПТ ЛЭ-250 То же, что для ПТЛ-200, ПТ Л-250, экра- нированный f-rm-2t>ots 12 23 3 WTA-ZSO
ПВЛ-1, ПВЛ-2 Многопрово- лочный, изоли- рованный рези- ной и оплеткой из стеклово- локна
/ 13 27
44
Продолжение табл. 1
Интервал ра- бочих темпе- ратур, °C Номинальное на- пряжение по- стоянного тока< В Область применения и особые свойства
-60-Н-105 60(50 Гц) То же, что и для МГШ
200 (50 Гц)
-60-М-150 250 (до 1100 Гц) То же, что и для МГТЛ
—60-^-4-220 250 (50 Гц) То же, что и для МГТФ
-60Ч-+250 250 (до 5000 Гц) То же, что и для ПТЛ-200, ПТЛ-250
—40-^-|-50 20 000(50 Гц) Для приборов зажигания и при монтаже высоко- вольтных цепей радиоап- паратуры
45
Марка провода Характеристика
Г1ВС-5, ПВС-7 ПВС-9 Многопрово- лочный (нз стальных нер- жавеющих про- волок), изоли- рованный рези- ной, оплеткой из стекловолок- на и резины
ПВРВ Многопрово- лочный, изоли рованный рези- ной, оплеткой из хлопчатобу- мажной пряжи, экранирован- ный
Эскиз
квнт Многопрово- лочный посе- ребренный, изо- лированный
лентами из фто- ропласта-4 и оплеткой из стекловолокна ❖ /7 16 27
Обозначение на эскизах (табл. 1) :• 1 — жила из медных луже-
из медных проволок; 4 — жила из медных отожженных посеребрен-
жила из стальных нержавеющих проволок, покрытая герметизн-
9 — изоляция из полихлорвинилового пластиката; 10 — оболочка
монолитная из фторопласта-4; 13 — изоляция из резины; 14 — изо-
ацетатной пленки или пленки из поли этиле итере фталата; 16 — вво-
дящего фторо пласта-4; 18 — обмотка из хлопчатобумажной пряжи
из искусственного шелка; 21 — изоляция из шелковой пряжи;
летка лакированная из стекловолокна; 24 — оплетка лакированная
26 — оплетка лакированная из шелка лавсан; 27 оплетка из
46
Продолжение табл. 1
Интервал ра- бочих темпе- ратур, °C Номинальное на- пряжение по-* стояиного тока, В Область применения и особые свойства
18 500 Для монтажа высоко- вольтных цепей РЭА. Об- ладают высокой механиче- ской прочностью, гибко- стью и стойкостью к воз- действию озона, тепла, холода, влаги, масел и керосина
—60--к 65 33 000 Для фиксированного мон- тажа в цепях высокого на- пряжения при атмосфер- ном давлении от 760 до 41 мм рт. ст. (1 10е — — 5,5 • 103 Н/м2)
-604-4-250 25 000 Для фиксированного мон- тажа радиоаппаратуры при номинальных напряжениях переменного тока частотой до 5000 Гн в 6 раз мень- ше и при номинальных на- пряжениях униполярных импульсов в 3 раза меньше указанных напряжений
вых проволок; 2 — жила нз медной луженой проволоки; 3 — жила
иых проволок; 5 — жила из медной посеребренной проволоки; 6 —•
рующей обмазкой; 8 — оплетка медных луженых проволок (экран);
из поливинилхлорида; // — изоляция из полиэтилена; 12—изоляция
ляцня из полупроводящей резины; 15 — изоляция лентами из трн-
ляция лентами из фторопласта-4; 17 — обмотка лентами из прово-
или стекловолокна; 19 — обмотка из шелка лавсан; 20 — изоляция
22 — оплетка лакированная из хлопчатобумажной пряжи; 23— оп-
из искусственного шелка; 25 — оплетка из полиамидного шелка;
стекловолокна.
47
Таблица 2
Условные обозначения цвета проводов
Цвет провода •Условное обозначение
буквенное j цифровое
Красный или розовый к 1
Синий или голубой С 2
Черный или фиолетовый Ч 3
Желтый или оранжевый Ж 4
Белый Б 5
Зеленый 3 6
и др. Монтажные провода с волокнистой изоля-
цией выпускаются в основном с комбинирован-
ной расцветкой по белому тону (с расцветкой
«искрой»). Провода марки БПВЛ бывают белой,
голубой или красной расцветки.
Рис. 29. Графики определения сечения монтажного про-
вода:
а) при токе до 25 А; 6 при токе до 100 А.
Радиочастотные кабели
Радиочастотные (высокочастотные) кабели
предназначаются для работы в электрических
цепях с частотой более 1 МГц. Основные элек-
4fe
трические характеристики их: волновое сопро-
тивление; погонная емкость; погонное затухание;
коэффициент укорочения и рабочее напряжение.
Волновое сопротивление кабеля (р) определя-
ется величиной (по аналогии с волновым сопро-
тивлением колебательного контура):
где L — погонная, индуктивность кабеля;
С — погонная емкость кабеля.
Погонная емкость кабеля — емкость едини-
цы длины кабеля (пФ/м).
Погонное затухание кабеля характеризует
потери передаваемой по кабелю энергии. Из-за
потерь амплитуда напряжения U2 в конце ка-
бельной линии меньше амплитуды напряжения
Ui в начале линии:
и2 =
где р — погонное затухание;
I — длина* кабеля;
е — основание натуральных логарифмов
(е = 2,71).
Погонное затухание
₽ = 201§^дБ/м,
где иг и U2 — напряжения в начале и в конце
отрезка кабельной линии 1 м.
Коэффициент укорочения показывает, во
сколько раз длина волны в кабеле меньше дли-
ны волны в свободном пространстве.
Рабочее напряжение кабеля —максимальное
напряжение между жилами кабеля, при котором
кабель может работать длительное время (бо-
лее 10 тыс. ч).
49
Типы радиочастотных кабелей. Радиочас-
тотные кабели по конструкции и назначению
бывают двух видов:
коаксиальные (концентрические) РК;
симметричные (двухпроводные) РД.
Рис. 30. Коаксиальный
кабель:
1,3 — изоляция; 2 — оплетка;
4 — провод.
Рис. 31. Симметричный
(двухпроводный) кабель:
1 — провода; 2 — изоляция;
3 — оплетка.
Коаксиальные кабели (рис. 30) состоят из
внутреннего провода (одножильного или много-
жильного), вокруг него расположен один или
несколько слоев высокочастотной изоляции,
поверх которой надета оплетка из медной прово-
локи, выполняющая роль второго провода и
экрана. Экран сверху покрыт защитной оболоч-
кой из прочного изоляционного материала (хлор-
винила, резины, полиэтилена, фторопласта-4).
Симметричные (двухпроводные) кабели
(рис. 31) состоят из двух параллельных прово-
дов, расположенных внутри изолирующего ма-
териала (полиэтилена), который покрывается эк-
ранирующей оплеткой из тонких медных про-
волок.
50
00
СО
л
Ю
Технические характеристики высокочастотных коаксиальных кабелей
ЭЭ1ГОС) ЭН ‘и/gl? ю Ю Ю Ю tM ва «я р
'nJW 00()£ ахохэвь cLcslo2.c^LQ.’~ioo I
udu ЭИНВХЛхВ£ CM —< —« —<—'CO-< —< —< j— — —
QH ‘ЭИНЭЖ -bcIubh aahopBd LQ.Lr^_ с^locIlli —to С? СМ СО СО СО ci СО 1111
W/фЦ -чхэояиэ BBHHOJOjJ lO LO Ю Ф Ф Ф Ь- СО О О Q О О О Ю — —— —• —* — — 00 СМ —<
Волновое сопротивле- ние, Ом оо§ см см см со со со ю см со со ю < г~ -H+l-H’H+l-H+l-H-H-H+l’m-l+H-l О О с LOlO 1-0 0 О lOlO о о о о ю ЮЮЮГ’Г-Г-'-ОШГ-'-Г'- о о о о г- —< ’Ч* о
«И *0X814 -вин уиижЛйен уннчяеникон О^СО'СС cv^c4.°^^r, О. in О <0 о о ь-Гг-ГосТсо сГоГсо сосъ w«4 »*-Н —Н
Число про волок в жнле и их диа- метры <£> СО со CD О СМ г-»~ч СМ тг —< СО Ю ’-ioo— I 1 I О XX XX XXX 1 1 1 X
51
Согласно общим техническим условиям (ТУ)
на радиочастотные кабели ТУ КП 100 — 60
название каждого радиочастотного кабеля (мар-
ки кабеля) состоит из двух букв, обозначающих
вид кабеля, и трех чисел, написанных через
дефис. Первое число указывает величину'номи-
нального волнового сопротивления, второе —
номинальный диаметр по изоляции в миллимет-
рах, а третье — двухзначное»— обозначает род
изоляции (первая цифра) и порядковый номер
конструкции. Значение чисел, определяющих
род изоляции, следующее: / — полиэтилен раз-
личных модификаций и его смеси, 2 — фторо-
пласт, 3 — полистирол (стирофлакс), 4 — поли-
пропилен и его смеси, 5 — резина и 6 — неорга-
ническая изоляция.
В обозначении симметричных кабелей вместо
диаметра по изоляции указывают максимальный
диаметр кабеля по заполнению.
Технические характеристики высокочас-
тотных кабелей приведены в табл. 3.
Флюсы и припои
Флюсы в зависимости от температурного ин-
тервала флюсующего действия подразделяются
на два класса:
флюсы для пайки'мягкими припоями (тем-
пература плавления припоев ниже 300° С);
флюсы для пайки твердыми припоями (тем-
пература плавления выше 300° С).
По химическому составу класс флюсов для
пайки мягкими припоями делится на две группы:
смолосодержащие и смолонесодержащие. Класс
флюсов для пайки твердыми припоями делится
также на две группы:
флюсы на основе буры и борной кислоты;
52
флюсы на основе хлористых солей.
По действию, оказываемому на основной
металл, соединения, флюсы подразделяются на
кислотные (активные), бескислотные, активиро-
ванные, антикоррозийные и защитные.
Кислотные флюсы приготовляют на основе
соляной кислоты, хлористых и фтористых ме-
таллов, которые интенсивно растворяют оксид-
ные пленки на поверхности металла. При пайке
монтажа радиоаппаратуры применять эти флю-
сы не разрешается вследствие последующего
коррозийного воздействия.
Бескислотные флюсы изготовляют на основе
канифоли, глицерина и их смеси, которые при
пайке очищают поверхность от окислов и предо-
храняют ее от окисления. Эти флюсы не содержат
кислот и поэтому широко применяются при
монтажных работах радиоаппаратуры.
Активированные флюсы приготавливают на
основе канифоли с добавкой активизаторов (са-
лициловой кислоты или соляно-кислого, или
фосфорно-кислого анилина). Эти флюсы позво-
ляют производить пайку без предварительного
удаления окислов после обезжиривания.
Данные о составе и использовании некоторых
флюсов, применяемых при пайке мягкими при-
поями в производстве радиоэлектронной аппа-
ратуры, приведены в табл. 4.
Припои. В зависимости от температуры
плавления припои делятся на два вида: мягкие
и твердые. К мягким относятся припои с темпе-
ратурой плавления ниже 300° С, к твердым —
с температурой плавления выше 300° С. При
нагреве основного металла, например, паяль-
ником в месте пайки, расплавленный с флюсом
припой смачивает основной металл, несколько
63
Таблица 4
Техническая характеристика флюсов
ФКСп
ФПЭт
Состав, % Внешний вид Температур- ный интервал флюсующего действия, °C
Канифоль (100) Хрупкая стек- ловидная масса., после измельче- ния желтова- тый порошок 225—300
Канифоль (10—40); спирт этиловый (90—60) Смола полиэфирная марок ПН—9 или ПН-56 (20—30); эти- лацетат (80—70) Жидкость свет- ло-коричневого цвета Жидкость свет- ло-коричневого цвета 225—375
Влияние ос- татков флюса на сопротив- ление изоля ции и необхо- димость их отмы вки Назначение
Не влияют. Остатки флюсов можно не удалять Для ручной и механи- зированной пайки монтаж- ных элементов из меди и других металлов, покры- тых оловом, серебром, кадмием,или сплавами оло- во—свинец, или олово — висмут. Для консервации подготовленных к пайке поверхностей
ФКТС Канифоль (15—30); Жидкость тем- 200—400 Не влияет. Для ручного и механи-
кислота салициловая нокрасного Остатки зированного процессов лу-
(3—3,5); триэтанола- цвета флюса уда- жения и пайки монтажных
мин (1—1,5); спирт этиловый (81—65) лять элементов из меди, ее спла- вов, а также покрытых оловом, сплавами олово- свинец, серебром Для консервации на пе-
ФКГ Канифоль (3—5); Жидкость ко- 225—300 Не влияет
гидразин солянокис- ричневого цвета риод межоперацнонного
лый (0,25—0,31); по- хранения и механизиро-
ливинилбутираль (1 — ванной пайки (с примене-
—1,2); дибутилфталат нием флюса ФКСп) ней-
(2,5—3,1); спирт эти- ловый (3—5); пчели- ный воск (0—0,05): ацетон (1,8—2); рас- творитель № 646 или зильбера, латуни и меди
смесь толуола или ксилола с ацетоном в соотношении 1 : 1 Снижает. Для групповой пайки лу-
ФДГл Диэтиламин соляно- Бесцветная гус-
кислый (4—6); гли- тая жидкость, Остатки женых элементов методом
церин (96—94) при температуре пайки коричне- флюса уда- лять погружения во флюс при температуре 220—250 °C и
вого цвета для оплавления гальвани-
чески оловянированных покрытий перед пайкой
внедряясь (диффундируя) в него (рис. 32). В ре-
зультате этих процессов в месте соединения двух
металлических поверхностей образуется тонкий
слой основного металла с содержанием неко-
торой части припоя, а в припое — частицы ос-
новного металла. I
К мягким припоям относятся сплавы олова
и свинца — оловянносвинцовые припои (ПОС)
Рис. 32. Схема процесса пайки.
/ — флюс на поверхности окисленного метал-
ла; 2 — кипящий флюс; 3 — основной металл;
4 — замещение флюса жидким припоем; 5 —
взаимодействие припоя с основным металлом;
6 — затвердевший припой; 7 — защитный слой
рабочей части паяльника (никель).
с содержанием олова от 18 до 90%, сплавы на
кадмиевой, висмутовой и цинковой основах.
Число, стоящее после сокращенного наименова-
ния припоя (ПОС), соответствует проценту со-
держания олова. Чем выше процентное содер-
жание олова в припое, тем ниже температура
пайки. В табл. 5 приводятся основные данные
некоторых марок припоев.
Лаки, компаунды, клеи
Лаки. Применяются для защиты и декоратив-
ной отделки металлических и неметаллических
деталей, их электроизоляции и влагозащиты.
56
Основные данные припоев и их применение
S
57
Продолжение табл. 5
Марка Химический состав, % Температура । плавления,° С Предел проч ности иа рас- тяжение, кг/ммг Назначение
ПОС-ЗО Олово (29—30); сурьма (1,5—2); свинец — осталь- ное; примесей не более 0,424 256 3,3 Для лужения и пайки менее ответственных механических дета- лей из меди, ее сплавов, стали
ПОС-18 Олово (17—18); сурьма (2—2,25); свинец — остальное 277 2,8 Для пайки прн пониженном тре- бовании к прочности шва, для лужения перед пайкой
ПОСС-4-6 Олово (3—4); сурьма (5—6); свинец — остальное, примесей не оолее 0,424 265 5,8 Для пайкн погружением в ванну с расплавленным припоем
ПОСК-50 Олово (49,0—51,0); свинец (32); кадмий (17—19). При- месей не более 0,35 145 Для пайки деталей из меди и ее сплавов, не допускающих мест- ного перегрева
ПОСВ-33 Олово (32,4— 34,4); сви- нец (32,3—34,3); висмут (32,3—34,3); примесей не более 0,3 130 Для пайки плавких предохрани- телен; медь, серебро, нанесенное иа керамику методом вжигания и пайка константана
ПОСВ-50
ПОСК-47-17
Сплав Вуда
Олово (24,5—25,5); сви-
нец (24,5—25,5); висмут
(49,0—51,0); примесей не
более 0,3
120
То же, не допускающих местного
перегрева
I Олово (47); свинец (36); кад-I 180 | —
I мий (17) I |
Олово (12,0—25,5); свинец
(24,5—25,5); кадмий (12,0—
—13,0); висмут (49,0—51,0)
примесей не более 0,1
I Для пайки металлических и ке-
I рамических посеребренных деталей
Для пайки в тех случаях, когда
требуется особо низкая темпера-
тура плавления припоя
Таблица 6
Основные характеристики клеев, применяемых при производстве радиоаппаратуры, их назначение
Марка клея Основные характеристики Назначение
БФ-2 н БФ-4 е Термореактивные Время эксплуатации клея БФ-2 при 180 °C составляет 5 ч, а клея БФ-4 при 150 ° С— —6—8 ч. Температура эксплуатации дета- лей, к прочности клеевого шва которых предъявляются повышенные требования, находится в пределах от —60 до +60 ° С клеи Клей БФ-4 используется для склеи- вания оксидированной медной фольги со стеклопластиками и склеивания паке- тов листов статоров и сердечников элек- трических машин
Продолжение табл. 6
Марка клея Основные характеристики Назначение
БФ-2 и БФ-4 Механическая прочность клеевого шва на сдвиг при температуре отверждения от 60 до 130° С снижается в 3—6 раз по сравнению с отверждением при темпера- туре от 140 до 160 °C. Клеевой шов ус- тойчив в условиях 98%-ной относитель- ной влажности при температуре 40+2° С в случае его отверждения при темпера- туре ие ниже 140° G Склеивание металлов, пластмасс, по- лиэтилена, фторопласта, пенопласта, целлулоида, силикатного стекла, кера- мики, ферритов, кожи, эбонита, карто- на, бумаги, древесины, слюды, хлоп- чатобумажных ниток.
ЛН Высокоэластичен. Вибростоек. Водо-, бензо-,-маслостоек. Стоек к кислотам и щелочам. Температура эксплуатации от —60 до 4- 120°С Склеивание бессернистых резин (ма- рок НО-68-1, МАК-44), обычных резин (марок 1847, 2559, 2671, В-14, В-14-1) между собой, а также с металлами, керамикой, древесиной, пластмассами (органическим стеклом, полиамидом, полихлорвинилом, полистиролом, вини- пластом, гетинаксом). Склеивание поли- стирола, органического стекла, дре- весины с металлами. Склеивание фер- ритов, триацетатной пленки между со- бой и с металлами, полиамидных мате-
риалов, целлофана, полихлорвинила.
Склеивание полиэтиле нтерефталатной
пленки между собой и с медной фоль-
гой. Склеивание серебряных и кадми-
рованных поверхностей.
Термопластические клеи
ХВК-2а
Водо-, бензо-, грибостоек. Стоек к кис-
лотам и щелочам.
Температура эксплуатации от —60 до
+ 60° С
Склеивание материалов на хлорвини»
ловой основе. Крепление хлорвинило-
вых трубок при монтаже радиотехни-
ческих изделий
АК-20 (марки
АК-20А и
АК-20В)
Клей АК-20А отличается от клея
АК-20В повышенной прочностью клеевого
шва. Виброустойчив. Ограниченно стоек
к воде. Маслостоек. Не устойчив к орга-
ническим растворителям (ацетону, РДВ
и др.).
Температура эксплуатации от —60 до
+ 60° С
Склеивание слоев лакоткани между
собой, с металлом, пластмассами (тек-
столитом, гетинаксом), а также склеи-
вание фотопленки марки АМ-1, ткани,
целлулоида, кожи между собой
древесиной
и с
Примечания. 1. Выбор клеев производится в зависимости от теплостойкости склеиваемых мате-
риалов, допустимых условий эксплуатации конкретных деталей и конструкций деталей. 2. Для дета-
лей, склеенных из материалов с разными коэффициентами линейного расширения, не рекомендуются
жесткие условия эксплуатации (термоудары).
В зависимости от назначения лаки делятся на
пропиточные, покровные и клеящие; по способу
сушки — на лаки печной (горячей) и воздушной
сушки; по составу — на масляные (№ 152, 202,
302, 802), масляно-битумные (№ 317, 447, 458,
460, СБ-1с, БТ-95, БТ-99, ГФ-95, КФ-95, МЛ-92
и др.), смоляные (ВЛ-7), кремнийорганические
(ЭФ-1, ЭФ-5, К-41, К-44, К-57 и др.) и т. д.
Компаунды по назначению подразделяются
на пропиточные, заливочные и обволакиваю-
щие. Наиболее широкое применение в последнее
время получили компаунды на основе эпоксид-
ных смол ЭД-5, ЭД-6 и некоторые другие, кото-
рые в затвердевшем состоянии обладают хорошей
адгезией к металлам, пластмассам, керамике,
малой усадкой (0,5 ч- 1,5%), хорошей влаго-
стойкостью, высокой механической прочностью
и применяются для заливки и герметизации
блоков и узлов радиоаппаратуры.
Клеи применяют для склеивания различных
деталей радиоаппаратуры, крепления деталей на
шасси, витков обмоток и др. Наиболее употреби-
тельными являются клеи универсальные марок
БФ.
Основные характеристики клеев и указания
по их применению приведены в табл. 6.
ДЕТАЛИ РАДИОАППАРАТУРЫ
Современная радиоаппаратура состоит из
широкой комбинации разнообразных деталей
и сборочных единиц (резисторов, конденсаторов,
катушек индуктивности, транзисторов, транс-
форматоров, реле и т. п.), соединенных между
собой н взаимодействующих друг с другом
в процессе работы приборов.
Детали и сборочные единицы радиоаппара-
туры можно разделить на две группы.
I группа — детали и сборочные единицы,
определяющие принципиальную электрическую
схему прибора: резисторы, конденсаторы, ка-
тушки индуктивности, транзисторы, диоды и т. д.
II группа—детали крепления (заклепки,
винты, гайки, скобы), применяемые для крепле-
ния трансформаторов, конденсаторов, кабелей,
проводов, а также монтажные гребенки и планки,
контактные лепестки, используемые как для
электрического соединения деталей, так и для
их крепления.
Методы группировки и комбинации деталей
и сборочных единиц этих двух групп в единую
схему и конструкцию прибора могут быть раз-
личными и зависят от общих принципов компа-
новки, требований производства, условий экс-
плуатации, а также от требуемой надежности
работы радиоаппаратуры при ее эксплуатации.
63
Резисторы
Основные параметры резисторов и их классификация
• В радиоэлектронной аппаратуре наиболее
часто применяются резисторы. Принцип их
действия основан на использовании свойства
тел оказывать определенное сопротивление про-
хождению через них электрического тока. Вели-
чина этого сопротивления зависит от материала
проводника, его размеров и температуры.
Основные параметры резисторов следующие:
номинальная величина омического сопротив-
ления; класс точности; номинальная мощность;
электрическая прочность; температурный коэф-
фициент; уровень собственных шумов; собствен-
ные индуктивность и емкость.
Номинальная величина резистора определяет
силу проходящего через него тока при заданной
разности потенциалов на его концах. Резисторы
широкого применения выпускаются с номиналь-
ной величиной от единиц омов до десятков ме-
гомов согласно стандартной шкале сопротив-
лений.
Класс точности резисторов определяет до-
пустимые отклонения величины сопротивления
от номинальной. Резисторы изготавливаются по
следующим классам точности: - •
Общего казна- Прецизионные Типа УЛИ
чення
Класс точности I II III 0,5 01 12 3
Отклонение ве- ±5 ±10 ±20 ±0,5 ±1 ±1 ±2 ±3
личины, %
Номинальная мощность резистора Рном —
мощность, которую он может рассеивать при
64
максимально допустимой рабочей температуре
изоляции без повреждения токопроводящего
элемента. При повышенной температуре (свыше
20° С) номинальная мощность снижается.
Электрическая прочность резистора харак-
теризуется максимальным напряжением, при
котором резистор может работать достаточно
долго (несколько тысяч часов) без электричес-
кого пробоя. Напряжение на резисторе не
должно превышать напряжения, определяю-
щего его электрическую прочность. Оно не дол-
жно превышать также напряжения, определяюще-
го номинальную мощность резистора
Ukok =
где Ином — напряжение номинальное, В;
Рпом — мощность номинальная, рассеивае-
мая на резисторе; Вт;
R — сопротивление, Ом.
Температурный коэффициент сопротивле-
ния (ТКС) определяет величину относительного
(в процентах) изменения активного сопротив-
ления при изменении температуры на I6 С. В
качестве исходной температуры принимают 25° С.
В технических условиях ТКС обычно приво-
дится для определенного интервала темпера-
тур (например от +20 до —10° С). ТКС может
иметь положительный и отрицательный знаки.
ТКС резисторов не превышает: у непроволочных
широкого применения 0,04—2% на Г С (в за-
висимости от типа резисторов), у проволочных
+0,003—0,02%, у прецизионных (высокоточ-
ных) проволочных группы А +0,01%, группы
Б ±0,002%.
Уровень собственных шумов. Прохождение
постоянного электрического тока через непро-
3 4-182
65
волочный резистор всегда связано с появлением
на концах его некоторого паразитного (шумо-
вого) напряжения.
Уровень собственных шумов непроволочных
резисторов (t/ш), к которым не приложено по-
стоянное напряжение, а также проволочных
резисторов при температуре 20° С определяется
по формуле
иш =0,125 /ЖУ мкВ,
где АГ— полоса пропускания устройства, кГц;
R — величина сопротивления резистора,
кОм.
Собственные индуктивность и емкость имеют
значение при включении резистора в цепи токов
высокой частоты и зависят от его конструкции
и размеров.
Рис. 33. Непроволочные постоянные резисторы.
Резисторы в радиоэлектронной аппаратуре
применяются для создания определенного
режима питания радиоламп и транзисторов, в ка-
честве различных нагрузок, делителей напря-
жения, регуляторов усиления, изменения гром-
кости, тембра передач и других функций.
66
Резисторы, применяемые в электрических це-
пях постоянного, переменного и импульсного
тока радиоустройств, делятся на две основные
группы: непроволочные и проволочные.'
Непроволочные резисторы — резисторы, про-
водящим элементом у которых является слой
углерода или металла, нанесенный на стержень
или трубку, изготовленные из керамики (рис. 33).
К ним относятся композиционные и металлоокис-
ные (пленочные) резисторы.
Композиционные (лакопленочные) резис-
торы, токопроводящим элементом у которых
является пленка из смеси (композиции) угле-
рода с диэлектриками, обладающая высоким
удельным'электрическим сопротивлением и нане-
сенная на поверхность керамического основа-
ния, широко применяются в измерительной ап-
паратуре.
В зависимости от материала, из которого изготов-
ляют проводящие и связывающие компоненты, эти рези-
сторы выпускаются следующих типов:
композиционные вакуумные мегомные КВМ;
композиционные изолированные малогабаритные КИМ;
композиционные лакированные высоковольтные КЛВ;
композиционные лакированные мегомные КЛМ;
композиционные мегомные малогабаритные КММ;
композиционные опрессованные мегомные КОМ;
композиционные эмалированные высоковольтные КЭВ;
композиционные объемные изолированные КОИ.
Металлоокисные резисторы получают путем
нанесения тонкого слоя пленки (окиси) металла
с низкой удельной проводимостью на поверх-
ность керамической трубы или стержня. В зави-
симости от рода применяемого проводящего мате-
риала они .подразделяются на металлоокисные
низкоомные МОН; металлоокисные ультравысо-
кочастотные МОУ.
3»
67
Проволочные резисторы, проводящим элемен-
том которых служит проволока с высоким со-
противлением (нихрома, константана или манга-
нина), намотанная на цилиндрические или плос-
кие каркасы из диэлектрика (рис. 34), применя-
ются в современной радиоэлектронной аппара-
туре, когда требуется малый уровень шумов
Рис. 34. Проволочные
постоянные резисторы.
и значительная мощность рассеивания, высо-
кая стабильность и точность величины сопротив-
ления.
К ним относятся резисторы:
микропроволочные высоковольтные в стеклянной изо-
ляции МВС;
микропроволочные высоковольтные в стеклянной изо-
ляции герметизированные МВСГ;
проволочные влагостойкие малогабаритные ПКВ;
проволочные точные ПТ;
проволочные эмалированные ПЭ;
проволочные эмалированные влагостойкие ПЭВ;
проволочные эмалированные влагостойкие, с перед-
вижным хомутиком для регулировки ПЭВ-Х;
проволочные переменные ПП.
По конструкции и принципу действия ре-
зисторы подразделяются на постоянные и пере-
меннее. Как постоянные, так и переменные
резисторы могут быть проволочными и непрово-
лочными. Износоустойчивость проволочных пе-
6b
<fi 29.'паи.
Рис. 35. Непроеолочные резисторы переменного
сопротивления.
69
ременных резисторов значительно меньше, чем
непроволочных.
Непроволочные резисторы переменного со-
противления (рис. 35) могут быть тонкослой-
ными и объемными.
По характеру изменения величины сопротив-
ления в зависимости от угла поворота подвиж-
0 20 W № 80 too
Угол поборота, % от полного
Рис. 36. Графики зависимости величин сопротивле-
ний резисторов переменного сопротивления от угла
поворота подвижного контакта:
А — линейной; Б логарифмической; В — обратной лога-
рифмической.
ного контакта непроволочные резисторы пере-
менного сопротивления разделяются- на 3 вида:
с линейной (вид А), логарифмической (вид Б)
и обратной логарифмической (вид В) зависи-
мостью сопротивления (рис. 36).
Непроволочные резисторы переменного сопротивления
применяются следующих типов:
сопротивления переменные СП;
сопротивления переменные объемные СПО;
волюм-контроль (регулятор тембра) ВК;
тон-контроль (регулятор громкости) ТК.
70
Так как резисторы типов СПО и СП не
допускают большого числа вращений, то их
следует применять только в качестве под-
строечных.
Конденсаторы
Основные параметры конденсаторов
и их классификация
Конденсаторы постоянной емкости применя-
ют в радиоаппаратуре для разделения токов
(переменной и постоянной составляющих) раз-
ных частот и сглаживания пульсации напряже-
ний выпрямителя. Конденсаторы переменной
емкости в сочетании с другими элементами схем
используются для образования и настройки
колебательных контуров, широко применяемых
в радиоаппаратуре.
Емкостное сопротивление конденсатора нео-
динаково для разных частот и определяется по
формуле
v __ *
** ‘Zr.fC ’
где Хс — сопротивление, Ом;
/ — частота, Гц;
С — емкость, Ф.
Емкость конденсатора (С) — отношение за-
ряда обкладок (q) конденсатора к напряжении
между проводниками (U) и определяется форму-
лой
С=^Ф.
I
Емкость конденсатора зависит от его разме
ров, материала диэлектрика и его конструкции
/1
Емкость плоского конденсатора можно опреде-
лить по формуле:
п 0,885 - eS .
С = -—-— (п — 1),
d ' ’
гДе С — емкость конденсатора, пФ;
е — относительная диэлектрическая прони-
цаемость диэлектрика;
S — площадь пластин, мм2;
d — расстояние между пластинами; мм;
п — число пластин.
Конденсаторы постоянной емкости всех -ти-
пов, кроме электролитических, выпускаются
со стандартизованными номинальными значе-
ниями емкости (ГОСТ 2519—67). Емкость кон-
денсаторов переменной емкости не стандарти-
зована и калибруется по минимальной и макси-
мальной емкости. Допустимое отклонение ем-
кости от номинального значения называется до-
пуском, который проставляется на конденсаторе
после номинальной емкости ( ±2 %; ±5 %; ±10 %;
±20% и —20 до ±50%). По этомуже принципу
все «конденсаторы разделяют на пять классов:
0,1, II, III, IV. На конденсаторах, изготавливае-
мых с одним определенным допускаемым откло-
нением от номинала, допуск не .маркируется.
Допустимые отклонения емкости отдельных
конденсаторов от номинального значения уста-
новлены ГОСТ 9661—61.
Электрическая прочность конденсаторов ха-
рактеризуется рабочим, испытательным и про-
бивным напряжениями.
Рабочее напряжение— максимальное на-
пряжение, при котором конденсатор может
работать длительное время без пробоя (более
10 тыс. ч).
72
Испытательное напряжение— максималь-
ное напряжение, под которым конденсатор может
находиться без пробоя в течение определен-
ного промежутка времени.
Пробивное напряжение — максимальное
напряжение, под действием которого происхо-
дит пробой диэлектрика.
Сопротивление изоляции определяется ка-
чеством материала диэлектрика; чем выше со-
противление изоляции, тем луч-
ше конденсатор. Обычно оно
равно сотням и тысячам мегом. /р
Потери энергии в конденсато-
ре в основном определяются поте-
рями в диэлектрике и характери-
зуются величиной тангенса угла
диэлектрических потерь (tg6),
выражающим отношением мощ-
ности активных потерь к реак-
тивной мощности конденсато-
ра (рис. 37). Чем меньше tg6,
тем выше качество конденса-
Рис. 37. Вектор-
ная диаграмма
токов в цепи
тора.
Стабильность конденсатора
определяет неизменность вели-
с емкостью и ак-
тивными поте-
рями.
чины его емкости во время ра-
боты. Изменение емкости конденсатора от тем-
пературы характеризуется температурным коэ-
ффициентом емкости (ТКЕ).
Температурный коэффициент емкости кон-
денсатора показывает изменение емкости при
изменении температуры на Г С относительно
нормальной (/ = +20° С).
Конденсаторы подразделяют:
по конструктивному исполнению — на плос-
кие, герметизированные, цилиндрические, труб-
73
чатые, дисковые, опрессованные, бочоночные,
горшковыр и т. д.;
по назначению — на блокировочные, разде-
лительные, контурные, фильтровые;
по роду материала диэлектрика — на бумаж-
ные, керамические, слюдяные, пленочные, стек-
локерамические, стеклоэмалевые, электролити-
ческие, вакуумные, газонаполненные, воздуш-
ные.
Конденсаторы постоянной емкости
Маркировка конденсаторов. На корпусе кон-
денсатора обозначены тип, номинальная емкость
и ее допустимые отклонения (%). Если конден-
саторы данного типа выпускаются только по
одному классу точности, то величина допуска
не обозначается. Иногда обозначают класс точ-
ности, рабочее и испытательное напряжение.
Обязательно указывается дата выпуска конден-
сатора и марка завода-изготовителя. Например,
КСГ-1, 470 пФ ± 10%, Up = 1000 В, UKCD =
= 3000 В, VI 1=73 (конденсатор слюдяной герме-
тизированный первого вида, номинальная емкость
470 пФ, допустимое отклонение емкости ±10%,
рабочее напряжение 1000 В. Испытан на напря-
жение 3000 В, изготовлен в июле 1973 г.).
Входящие в обозначения конденсаторов бук-
вы указывают, из какого материала изготовлен
диэлектрик (БМ — с бумажным диэлектриком
малогабаритный, ИМ — с диэлектриком из поли-
стирольной пленки малогабаритный, ЭМ — элек-
тролитический малогабаритный, КТ — кера-
мический трубчатый и т. д.).
Обозначение новых типов конденсаторов на-
чинается с буквы К (конденсатор). Далее сле-
дует число, обозначающее материал диэлектрика,
74
и буква, показывающая, для каких цепей можно
применять конденсатор, затем номер разработки
и иногда — строчная буква, указывающая ва-
риант конструкции.
Число, стоящее после буквы К, обозначает:
10 — керамический на номинальное напряжение ниже
1600 В;
15 — керамический на напряжение 1600 В и выше;
22 — стеклокерамический;
23 — стеклоэмалевый;
31 — слюдяной малой мощности;
32 — слюдяной большой мощности;
40 — бумажный с обкладками нз фольги на номиналь-
ное напряжение ниже 1600 В;
41 —бумажный с обкладками из фольги на номиналь-
но’е напряжение 1600 В н выше;
42 — металлобумажный;
50 — электролитический, алюминиевый;
51 — электролитический, танталовый, фольговый;
60 — воздушный;
' 61 — вакуумный;
70 — полистирол с фольговыми обкладками;
71 — полистирол с обкладками, нанесенными на по-
верхность пленки в.виде слоя металлизации;
72 — диэлектрик из фторопласта.
Буквы после чисел обозначают:
п — конденсатор рассчитан на работу в цепях пос-
тоянного, переменного и пульсирующего токов;
ч — конденсатор специально рассчитан для работы
в цепях переменного тока;
И — конденсатор предназначен для работы в импуль-
сных режимах.
Если после числа нет буквы, это означает,
что конденсатор может работать только в це-
пях постоянного и пульсирующего токов. На-
пример, К41п-2 — конденсатор бумажный с об-
кладками из фольги, может быть использован
в цепях постоянного, переменного и пульсирую-
щего токов, модель 2.
71
Бумажные конденсаторы. В бумажных кон-
денсаторах диэлектриком служит конденсатор-
ная бумага толщиной 4—10 мкм, пропитанная
изоляционным составом, а обкладками — алю-
миниевая или свинцово-оловянная фольга тол-
щиной 7—7,5 мкм.
БГТ
1
« biFjnUJ~lU/
I-;.:! Vp-юоое.
Рис. 38. Бумажные конденсаторы.
В производстве малогабаритной аппаратуры
на полупроводниках используются специальные
конденсаторы: БМ — бумажные малогабаритные
(рис. 38), БГМ — бумажные герметизирован-
ные малогабаритные (рис. 38) и БГМТ — бумаж-
ные герметизированные малогабаритные термо-
стойкие.
76
Номинальные емкости конденсаторов БМ:
от 470 до 2200 пФ с допусками +10 и ±20% при
рабочем напряжении 300 В; от 3300 пФ до
0,022 мкФ при рабочем напряжении 200 В;
0,33 и 0,047 мкФ при рабочем напряжении
150 В. Эти конденсаторы изготовляются по
II и III классам точности.
В производстве радиоаппаратуры применяются также
конденсаторы типа КБГ (конденсаторы бумажные герме-
газированные), которые имеют следующие разновидности:
КБГ-И — в цилиндрическом корпусе из керамики или
стекла (рис. 38);
КБГ-Ml и КБГ-М2 — в металлическом корпусе с
одним или двумя изолированными от корпуса выводами
(рис. 38);
КБГ-МП — в металлическом прямоугольном корпусе,
плоский (рис. 38);
КБГ-МН— в металлическом прямоугольном корпусе,
нормальный (рис. 38).
Конденсаторы КБГ-И, КБГ-МН, КБГ-МП выпускают-
ся с номинальной емкостью от 470 пФ до 10 мкФ и ра-
бочим напряжением 200, 400, 600, 1000 и 1500 В, а кон-
денсаторы КБГ-Ml и КБГ-М2 — от 0,1 до 0,25 мкФ при
рабочих напряжениях 200, 400 и 600 В.
Нашли широкое применение в радиоаппаратуре и но-
вые типы бумажных конденсаторов такие, как К4ОП-1 ма-
логабаритные опрессованные, К4ОП-2 герметизированные,
К 404-3 негерметизированные, БГТ термостойкие (до
+ 100° С).
Металлобумажные конденсаторы (рис. 39)
предназначены для работы в цепях постоянного
и пульсирующего тока в качестве развязываю-
щих, блокировочных, фильтрующих элементов.
Диэлектриком в этих конденсаторах служит
тонкая бумажная лента, пропитанная и покры-
тая с одной стороны тонким слоем лака, на кото-
рую нанесен путем распыления слой металли-
ческой обкладки толщиной до сотых долей,
микрона. Они обладают только им присущим,
77
МБГП-2
Sfr
5 Юмм/РНП.
Vp-600s
т-2
т-з
Рис. 39.
Металлобумажные конденсаторы.
очень ценным свойством самовосстановления
после электрического пробоя. По сравнению
с бумажными конденсаторами металлобумаж-
ные имеют меньшие габаритные размеры (при
равных номинальных емкостях и напряжениях),
78
обладают большим сроком службы. Изготав-
ливают металлобумажные конденсаторы в метал-
лических герметизированных корпусах цилинд-
рической или прямоугольной формы.
К ним относятся следующие типы конденсаторов:
МБГЦ — металлобумажные герметизированные в ци-
линдрическом корпусе (выпускаются двух видов: МБГЦ-1
с одним изолированным выводом и МБГЦ-2 с двумя изо-
лированными выводами);
МБГП — металлобумажные герметизированные в пря-
моугольном корпусе (выпускаются трех видов с различ-
ным креплением: МБГП-1 без планок для крепления;
МБГП-2 с планками для крепления; МБГП-3 — блочного
типа);
МБГО — металлобумажные герметизированные одно-
слойные (выпускаются двух видов: МБГО-1 без крепя-
щих лапок; МБГО-2 с. лапками для крепления);
МБГЧ — металлобумажные герметизированные частот-
ные (выпускаются в корпусе прямоугольной формы трех
основных размеров с различными видами крепления. Раз-
меры корпуса: 25 х 31 мм, 115 X 69 мм, 60 х 46 мм);
МБГТ — металлобумажные герметизированные Термо-
стойкие (обладают большим постоянством емкости);
К42-11—конденсатор металлобумажный нового типа
нашел широкое применение в телевизионной аппаратуре.
Работает он в цепях строчной развертки телевизоров
в импульсном режиме с частотой следования импульсов
не более 15625 Гц и максимальным напряжением не более
18 В. Размёры: диаметр 18, 20, 24 и 30 мм, длина 50 мм.
Керамические конденсаторы состоят из спе-
циальной конденсаторной керамики с малыми
диэлектрическими потерями, выполнены в виде
трубки или диска (пластинки) с обкладками из
тонкого слоя серебра, нанесенного на керамику
при высокой температуре методом вжигания
или вакуумного распыления. Снаружи конден-
саторы покрывают цветной эмалью. Благодаря
высоким электрическим характеристикам кера-
мические конденсаторы с диэлектриком из вы-
сокочастотной керамики находят широкое при-
79
менение в цепях с токами высокой частоты и в
импульсных цепях в качестве разделительных,
блокировочных и контурных элементов.
Конструктивно керамические конденсаторы
оформляются в виде трубчатых и дисковых
(рис. 40).
К ним относятся следующие типы конденсаторов:
КТК и КТ — конденсаторы трубчатые керамические,
которые благодаря малым размерам вашли широкое приме-
нение в радиоаппаратуре, в том числе собранной на полу-
Рис. 40. Керамические конденсаторы.
проводниках (конденсаторы КТ имеют размеры по длине
10—50 мм; диаметр корпуса 1,5—6 мм, выпускаются сле-
дующих видов: КТ-1, КТ-2, КТ-3, КТ-4);
КГК — конденсаторы герметизированные керамические,
которые имеют влагонепроницаемую керамическую оболоч-
ку и предназначены для работы в условиях повышенной
влажности;
КЛГ— конденсатор литой герметизированный.
КЛС — конденсатор литой секционированный (пред-
назначен для малоответственной радиоаппаратуры, рабо-
тающей в условиях невысокой относительной влажности
до 80%). В зависимости от номинального напряжения эти
конденсаторы выпускаются трех видов: КЛГ-1, КЛГ-2,
КЛГ-3 и КЛС-1, КЛС-2, КЛС-3.
КП — керамический пластинчатый в КПС — керами-
ческий пластинчатый сегнетоэлектрический (выпускаются
следующих видов: КП-1, КП-2, КП-3 и КПС-1, КПС-2,
КПС-3).
Конденсаторы КЛГ, КЛС, КП, КПС в последнее
время нашли широкое применение в радиоаппаратуре на
полупроводниковых приборах потому, что обладают боль-
80
шими значениями емкости (порядка 0,01 мкФ) при малых
габаритах;
КДК и КД — конденсаторы дисковые керамические.
Конденсаторы КД имеют диаметр диска 6—16 мм и вы-
пускаются' двух видов: КД-1 и КД-2. Конденсаторы КДК
в зависимости от диаметра диска выпускаются трех ви-
дов; КДК-1, КДК-2 в КДК-3;
КДУ — конденсаторы дисковые для ультракоротко-
волновых цепей;
КДМ — конденсаторы дисковые малогабаритные, пред-
назначенные для малогабаритной аппаратуры, собранной
на полупроводниковых приборах, имеют диаметр диска 4 мм;
КДО — конденсаторы дисковые, опорные, предназна-
чены для работы в цепях постоянного, переменного и пуль-
сирующего токов в непрерывном и импульсном режимах.
Конденсаторы КТ-1 имеют емкость 1—6800 пФ,
КТК —от 2 до 100 пФ, КД-1—от 1 до 2200 пФ,
КДК-—от 1 до 75 пФ по I, II и III классам точности.
Конденсаторы КДУ изготавливаются на номинальное на-
пряжение постоянного тока 500 В емкостью от 1 до 47
пФ по II классу точности. Конденсаторы КЛС-1 изготав-
ливаются на номинальное напряжение постоянного тока
35 В емкостью от 4700 до 33333 пФ (зеленая окраска),
КЛС-2 — на напряжение 70 В емкостью от 51 до 10000
пФ (фиолетовая окраска) и КЛС-3—на вапряженне 125 В
емкостью от 20 до 3300 пФ (белая окраска). Интервал рабо-
чих температур от —60 до 4-85° С. Сопротивление изо-
ляции для всех групп не менее 104 МОм.
Конденсаторы КПС изготавливаются на номинальное
напряжение постоянного тока 250 В четырех видов: КПС-Г
с номинальной емкостью 510 — 3600 пФ, КПС-2 емкостью
3900 — 7500 пФ, КПС-3 емкостью 8200— 15000 пФ
и КПС-4 емкостью 18000 — 40000 пФ. Интервал рабочих
температур от —60 до +80° С; сопротивление изоляции
не менее 10а МОм.
Слюдяные конденсаторы. Слюдяные конден-
саторы обладают очень небольшими потерями
и в основном используются для работы в высо-
кочастотных цепях как разделительные, пере-
ходные, блокировочные элементы в схемах ра-
диоэлектронной аппаратуры. Диэлектриком в
этих конденсаторах служит высококачествен-
81
ная слюда, а обкладками — алюминиевая, свин-
цовая или красно-медная фольга или тонкие
слои серебра, наносимого методом вжигания
или путем вакуумного напыления на слюдя-
ные пластины.
KCO-f crtt-2
Рис. 41. Слюдяные конден-
саторы.
Наибольшее распространение получили слюдяные кон-
денсаторы типа КСО (конденсатор слюдяной опрессован-
ный, рис. 41). Выпускаются они десяти видов: КСО-1,
КСО-2, КСО-5 (имеют ши-
рокое применение), КСО-6,
К СО-7, КСО-8, КСО-10,
КСО-11, КСО-12, КСО-13.
Изготавливаются на но-
минальные емкости 10 —
— 50000 пФ, допуск по
емкости +2, +5, +10 и
+20 %, рабочие напряже-
ния 250 — 7000 В, а ив-
тервал рабочих температур
от —60 до +70° С, при от-
носительной влажности
воздуха до 80% и при
атмосферном давлении не
ниже 5 мм рт. ст.
.Конденсаторы СГМ (слюдяные герметизированные ма-
логабаритные), выпускаемые во влагонепроницаемых кера-
мических корпусах с металлическими торцовыми колпач-
ками четырех видов — СГМ-1, СГМ-2, СГМ-3 и СГМ-4 на
номинальные напряжения постоянного' тока 250—1500 В,
емкостью 51 — 10000 пФ с допусками по 0, I, II и III
классам точности, рассчитаны на работу во влажной атмо-
сфере в интервале рабочих температур от —60 до' -j-80°C.
Электролитические -конденсаторы КЭ
(рис. 42) предназначены для работы в цепях
с постоянным или пульсирующим напряжением
в качестве блокирующих и переходных эле-
ментов в цепях низкой частоты, развязывающих
фильтрах и фильтрах выпрямителей. Они полу-
чили большое распространение в радиоэлектрон-
ной аппаратуре благодаря своей большой удель-
82
ной емкости при сравнительно небольших раз-
мерах. Диэлектриком в этих конденсаторах слу-
жит тонкий слой оксидной пленки (0,01—
1,5 мкм), нанесенной электролитическим спо-
собом на алюминиевую фольгу (50—150 мкм),
выполняющей роль первой обкладки (анода)
конденсатора, второй обкладкой (катодом) явля-
к-w-e
Рис. 42. Электролитические конденсаторы.
ется электролит (смесь этилового спирта с эти-
ленгликолем или метилгликолем). Наиболее ши-
рокое применение в радиоаппаратуре получили
сухие электролитические конденсаторы типа
КЭ, ЭМ, ЭМИ и ЭГЦ. По интервалу рабочих
температур они подразделяются на четыре груп-
пы: ОМ — особо морозостойкие (с температур-
ным интервалом от —60 до +70° С); ПМ — с
повышенной морозостойкостью (от —50 до
4-70° Q; М — морозостойкие (от—40 до +70° С);
Н — неморозостойкие (от —10 до +70° С). Осо-
бенностью электролитических конденсаторов яв-
ляется недопустимость изменения полярности
прикладываемого напряжения.
83
Конденсаторы КЭ изготавливаются трех видов: КЭ-1.
КЭ-2 КЭ-3, выполненные в алюминиевых штампованных
цилиндрических корпусах, с которыми электрически соеди-
нены катоды, а выводы анодов представляют собой кон-
тактные лепестки, расположенные на текстолитовой и ге-
тинаксовой крышке корпуса. Конденсаторы рассчитаны
на номинальное напряжение постоянного тока 8 — 500 В
и имеют емкость от 5 до 2000 мкФ.
Конденсаторы’ ЭМ (электролитические малогабарит-
ные) изготавливаются на рабочее напряжение от 4 до
150 В, емкостью от 0,5 до 50 мкФ, и для работы в це-
пях пульсирующего и постоянного токов транзисторных
малогабаритных узлов.
Конденсаторы ЭГЦ (электролитические герметизиро-
ванные цилиндрические), рабочее напряжение от 6 до
500 В, емкость от 2 до 2000 мкФ.
Конденсаторы ЭМИ (электролитические миниатюрные)
предназначены для малогабаритной транзисторной радио-
аппаратуры и рассчитаны на емкость от 0,5 до 10 мкФ
при напряжении 3 В.
Конденсаторы К50-3 (рис. 42) предназначены для ра-
боты в цепях постоянного тока и выпускаются на рабочее
напряжение от 6 до 300 В, емкостью от 1 до 5000 мкФ.
Конденсаторы ЭТО (электролитические танталовые
объемнопористые) выпускаются четырех видов: ЭТО-1,
ЭТО-2, ЭТО-3 и ЭТО-4. ЭТО-1 на рабочее напряжение
от 6 до 90 В, емкостью от 10 до 80 мкФ и ЭТО-2 на та-
кое же напряжение емкостью от 100 до 1000 мкФ.
Конденсаторы К53-1 (танталовые оксидно-полупро-
водниковые) выпускаются для роботы в цепях постоян-
ного и пульсирующего токов. Тонкий слой окиси танта-
ла, нанесенный электрохимическим путем, служит у них
диэлектриком, а электролитом — полупроводниковый
слой. Такая структура оксидно-полупроводниковых кон-
денсаторов обладает рядом ценных качеств — работа их
не связана с испарением электролита, выделением газов
и изменением тока утечки при их длительном хранении.
Выпускаются они в цилиндрических корпусах диаметром
3,2 — 7,2 мм и длиной 7,5 — 17 мм на номинальное рабо-
чее напряжение от 6 до 30 В, емкостью от 0,1 до 100 мкФ
Допустимое отклонение от номинальной емкости ± 10,
± 20 и° ± 30%. Интервал рабочих температур от —80
Конденсаторы К50-6 предназначены для работы в це-
пях транзисторных приемников в телевизоров. Выпускают
84
их полярными с лепестковыми и проволочными вывода-
ми, и неполярными (с проволочными выводами для уста-
новки на печатных платах). При монтаже корпус конден-
сатора с лепестковыми выводами крепится при помощи
хомута. Конденсаторы этого типа выпускаются на номи-
нальную емкость от I до 4000 мкФ и номинальное на-
пряжение от 6 до 50 В. Допускаемое отклонение от но-
минальной емкости от -}-80 до —20%.
Конденсаторы переменной емкости
Конденсаторы, емкость которых можно плав-
но изменять в определенных пределах, называ-
ются переменными. Они применяются для на-
стройки и перенастройки колебательных контуров
радиоизмерительной аппаратуры, радиоприем-
ников и диапазонных радиопередатчиков. Ве-
личина переменной емкости в этих конденса-
торах колеблется в больших пределах (от не-
скольких тысяч до единиц пикофарад) и опре-
деляется в зависимости от требуемого пере-
крытия и диапазона частот.
Рис. 43. Формы подвижных пластин переменных конден-
саторов:
а прямоемкостного; б — прямоволнового; в — прямочастотного;
г —- логарифмического.
Конденсаторы переменной емкости выполня-
ются с воздушным и твердым диэлектриком
(в виде пленки). Воздушные конденсаторы с
вращающимися пластинами ротора относительно
неподвижных пластин статора получили наи-
более широкое распространение, так как дают
85
большую точность установки емкости и отлича-
ются постоянством параметров. Изменение ем-
кости переменных конденсаторов с воздушными
диэлектриками в зависимости от угла поворота
ведущей оси определяется формой пластин
(рис. 43).
В соответствии с этим конденсаторы переменной
емкости подразделяются на:
прямоемкостные, которые имеют линейную зависи-
мость между углом поворота ротора и емкостью и приме-
няются как регулировочные, а также как. конденсаторы
настройки при малом коэффициенте перекрытия диапазона;
прямоволновые (квадратичные), которые имеют линей-
ную зависимость между углом поворота ротора и резонанс-
ной длиной волны (емкость пропорциональна квадрату угла
поворота ротора)-, их применение ограниченно;
прямочастотные, которые имеют линейную зависи-
мость между углом поворота ротора и резонансной частотой
и применяются в аппаратуре, где необходимо иметь равно-
мерную по частоте шкалу настройки (в измерительных
приборах, приемниках); ,
логарифмические, которые характеризуются тем, что
в них относительное изменение емкости, приходящееся на
1° угла поворота ротора, постоянно по всей шкале наст-
ройки и применяются в измерительных приборах и пере-
датчиках.
Максимальная емкость переменного конден-
сатора определяется диапазоном частот, а ми-
нимальная — конструкцией конденсатора.
Дальнейшее развитие радиоэлектронной ап-
паратуры в сторону миниатюризации привело
к созданию малогабаритных конденсаторов пере-
менной емкости с твердым диэлектриком (в виде
пленки) типЙ КПЕ, которые применяются в ми-
ниатюрных транзисторных приемниках.
Подстроечные конденсаторы (триммеры;
рис. 44). Применяются для подстройки емкости
86
в высокочастотных колебательных контурах в
процессе настройки и изменения величины связи
между цепями. Их изготовляют с воздушным
и керамическим диэлектриками. Подстроечные
воздушные конденсаторы (КПВ) по конструк-
КПВ КПК-1
Рис. 44. Подстроечные конденсаторы.
ции устроены так же, как и прямоемкостные
конденсаторы переменной емкости, но имеют
малое число пластин и небольшие размеры.
Выпускаются они пяти видов (КПВ-1, КПВ-2,
I
87
КПВ-3, КПВ-4, КПВ-5) с минимальным диапа-
зоном изменения емкости 4—50 пФ и макси-
мальным 8—140 пФ на рабочее напряжение
постоянного тока 300 В и радиусом ротора
10 мм, зазор между пластинами — до 0,25 мм.
Конденсаторы КПК (подстроечные керамические) сос-
тоят из неподвижного керамического основания — статора,
на который наносится слой серебра в виде сектора, и вра-
щающегося керамического диска — ротора, также имею-
щего сектор из серебра Они получили большое распрост-
ранение в современной радиоаппаратуре, так как обладают
высокими электрическими, весовыми, размерными и дру-
гими свойствами и выпускаются трех видов: КПК-1,
КПК-2, КПК-3, которые рассчитаны на рабочее напряже-
ние до 500 В и предназначены для подстройки контуров
высокой частоты в приемниках.
Эти конденсаторы имеют следующие значения емкости:
КПК-1 — минимальные 2, 6, 8 пФ и максимальные —
7,15, 25, 30 пФ;
КПК-2 — 75—200, 125—200, 200—325 и 350—450 пФ;
КПК-3 — 75—200, 125—250, 200—325, 275—375 и
350—450 пФ. Интервал рабочих температур от —60 до
Конденсаторы КПК-М (подстроечные керамические
малогабаритные) выпускаются двух видов: КПК-MH (для
навесного монтажа) и КПК-МП (для печатного монтажа)
с предельными изменениями емкости от 4 до 30 пФ и но-
минальным напряжением 350 В с интервалом температур
от —2 до -f-80° С.
Высокочастотные катушки индуктивности
Катушки индуктивности являются весьма
распространенными деталями радиоаппаратуры.
Их широко применяют в качестве: элементов
колебательных контуров, катушек для связи
одних цепей с другими, дросселей высокой час-
тоты для разделения постоянного и переменного
токов или токов разных частот, а также в
88
качестве 'вариометров-катушек, индуктивность
которых можно изменять в больших преде-
лах.
• Основными параметрами, по которым оце-
ниваются свойства катушек индуктивности, яв-
ляются: .показатель индуктивности и ее ста-
бильность; добротность; собственная емкость.
Индуктивность катушки (L) характеризует
величину запасаемой в магнитном поле энер-
гии при протекании электрического тока. Чем
больше индуктивность, тем больше энергия
магнитного поля при заданной величине тока.
Она зависит от количества витков, формы и раз-
меров катушки, формы и материала сердечника.
Индуктивность однослойной катушки при
сплошной намотке (виток к витку) можно рас-
считать по формуле
г 0,01 • DW р,
L — —--------мк!,
i + 0.44
где со — число витков;
I — длина намотки, см;
D — диаметр катушки, см.
Индуктивность многослойной катушки с
намоткой «универсал», секционированной, не-
секционированной можно определить по формуле
Т 0,08
3dcp + 9/ + 10/ ’
где dcp — средний диаметр намотки, см;
t — толщина намотки, см.
Добротность катушки (QL) — отношение ин-
дуктивного сопротивления (XJ катушки на
89
данной частоте, к активному сопротивлению
(г) потерь на той же частоте и определяется
по'формуле:
Ql = X-± = ^Ом,
где f — частота, Гц;
L — индуктивность, Г.
.Добротность катушки определяет резонанс-
ные свойства, к. п. д. контура и находится в пре-
делах от 30 до 250—300. Меньшую добротность
имеют дроссели высокой частоты и катушки
связи.
Собственная междувитковая емкость катуш-
ки обусловлена распределенной емкостью меж-
ду отдельными витками и емкостью между кор-
пусом прибора, в котором используется катуш-
ка, и ее обмоткой и является паразитным
параметром, по'нижает добротность, уменьшает
стабильность настройки контуров, приводит к уве-
личению потерь энергии и зависит от техноло-
гии изготовления катушки, ее конструкции,
габаритов и вида намотки.
Стабильность параметров катушки характе-
ризуется температурным коэффициентом индук-
тивности (ТКИ), который представляет собой
величину относительного изменения индуктив-
ности катушки при изменении температуры
на 1° С.
Катушки индуктивности классифицируют по
типу намотки (однослойные и многослойные),
способу подстройки и подгонки индуктивности
(без магнитного сердечника и с сердечником,
с сердечником из диамагнитного материала),
виду защиты (экранированные, неэкранирован-
ные).
90
Для устранения влияния паразитных связей
между элементами монтажа и катушкой, то есть
устранения влияния электромагнитного поля
катушки на соседние детали монтажа и, нао-
борот, внешних полей на катушку, ее закрывают
(экранируют) металлическим экраном, изготов-
Рис. 45. Контурные катушки:
с однослойная коротковолновая; б — для средних
и длинных волн (намотка «универсал»); в—тоже, но
в броневом чашечном сердечнике.
ленным из алюминия или меди толщиной
0,4—0,5 мм.
На рис. 45 показаны различные конструкции
высокочастотных катушек индуктивности.
Трансформаторы и дроссели
Трансформаторы низкой частоты — транс-
форматоры, включаемые в ( цепь усиливаемого
сигнала на входе, на выходе или между каска-
дами усиления усилителя низкой частоты. Де-
лятся они на входные, -выходные и между кас-
кадные.
Входные трансформаторы предназначаются
для согласования входа усилителя с выходом
91
Рис. 46. Схема включения
входного трансформатора.
какого-либо устройства (например, динами-
ческого микрофона с усилителем). На рис. 46
показана схема включения входного трансфор-
матора.
Междукаскадные трансформаторы применя-
ются для передачи и усиления напряжения от
одного каскада к другому в усилителях низ-
кой частоты.
Выходные трансформаторы применяются
для согласования выходного сопротивления око-
нечного каскада радио-
устройства с сопротив-
лением нагрузки.
Дроссели низкой час-
тоты применяются для
сглаживания пульсаций
выпрямленного тока в
фильтрах выпрямителя
и в качестве анодных
нагрузок усилительных ламп усилителей низкой
частоты.
Трансформаторы и дроссели низкой частоты
по конструктивному исполнению и технологии
изготовления имеют много общего. Они состоят
из магнитопровода (ферромагнитного материа-
ла), набираемого из тонких штампованных плас-
тин или намотанного из стальной ленты по спи-
рали, и катушки, состоящей из каркаса и обмот-
ки, выполненной изолированным проводом в
соответствии с заданными параметрами.
Магнитопроводы трансформаторов и дроссе-
лей по конструкции подразделяются на три
типа: броневые, стержневые и тороидальные
(рис. 47).
Каркасы, на которых наматываются обмотки
трансформаторов и дросселей, делаются из изо-
92
лирующего материала с хорошей электрической
и механической прочностью (электрокартона,
пластмасс, текстолита, гетинакса, прессшпана).
Обмотки трансформаторов и дросселей под-
разделяются на цилиндрические и галетные
(дисковые).
Для . защиты трансформатора от внешнего
магнитного поля применяют экраны из магнит-
ных материалов: так, например, кожух из пер-
маллоя толщиной 0,25 мм уменьшает уровень
помех до 10 дБ.
а)
Рис. 47. Конструкции магнитопроводов для ннз
кочастотных трансформаторов н дросселей:
а — броневой; бстержневой; в тороидальный.
Дл-я защиты трансформатора от внешних
воздействий (механических сотрясений и уда-
ров, воздействия влаги, изменения температу-
ры и атмосферного давления) применяют следую-
щие способы: пропитка лаком, обливка гото-
вого трансформатора специальным составом,
проварка в парафине, церезине или в специаль-
ном составе (компаунде).
Конструктивно трансформаторы и дроссели
выполняются в двух вариантах: для печатного
и навесного (объемного) монтажа. Если они
93
предназначены для установки на печатных пла-
тах, то имеют выводы в виде штырей диаметром
0,6—0,8 мм. Если же для навесного монтажа,
то имеют либо выводы в виде контактных лепест-
Рис. 48. Трансформаторы низкой
частоты:
а •— герметизированный; б — в обмоткой на труби
чатом каркасе; в — с магнитным экраном; г =•
с обмоткой, уложенной в каркас-шпулю.
ков, либо в качестве выводов используются
зачищенные концы провода обмотки.
На рис. 48 показано несколько трансформа-
торов низкой частоты, а на рис. 49 — дроссели
высокой частоты.
94
Полупроводниковые приборы,
их классификация и обозначение
Полупроводниковые приборы являются наи-
более распространенными активными элемен-
Рис. 49. 'Дроссели высо-
кой частоты:
а — для средних волн; б —
для коротких волн; в — для
ультракоротких волн.
тами радиоэлектронной
аппаратуры. Широкое
распространение полу-
проводниковых прибо-
ров в последние десяти-
летия обусловлено их
значительными преиму-
ществами перед элект-
ронными лампами — ма-
лый вес и размер; малое
потребление мощности;
большой срок службы и
высокая надежность;
возможность работы при
малых напряжениях пи-
тания (от единицы вольт
до долей вольта); нечув-
ствительность к меха-
ническим воздействиям
(вибрации, ударам и
т. п.); большая механи-
ческая прочность и др.
Основными полупровод-
никовыми приборами яв-
ляются полупроводни-
ковые диоды (рис. 50) и
транзисторы (рис. 51).
В соответствии с при-
нятой классификацией
транзисторы по величи-
не мощности, рассеивае-
95
a) 1—германиевая пла-
стина; 2 — область
проводимости типа Р;
3 — индий; 4 — анод;
5 — катод.
в) 1 — контактные вы-
воды; 2 — корпус; 3 —
кристалл германия!
4—металлическая пру-
жина.
Рис. 50. Конструкция диода:
а — схематическое изображение плоскостного диода; б — условное
обозначение на схемах; в—конструкция точечного диода; г —
вольт-амперная характеристика полупроводникового диода.
a) ff)
Рис. 51. Конструкция плоскостного триода (транзистора):
а — внешний вид; б — структурная схема кристалла;
/ — германиевая (кремниевая) пластина; 2,6 — полупроводник с при-
месью; 3,4,5 — токоотводы: 3 — коллекторный, 4 — базовый, 5 —
змиттерный.
96
мои коллектором, делятся на транзисторы
малой (Рк < 300 мВт), средней (Рк < 3 Вт)
и большой (Рк > 3 Вт) мощности. По значению
предельной частоты, на которой могут работать
транзисторы, их подразделяют на низкочастот-
ные (fa < 3 МГц), среднечастотные (fa <
< 30 МГц), высокочастотные (fa < 300 МГц)
и сверхвысокочастотные (fa > 300 МГц).
В настоящее время в соответствии с ГОСТ
10862—64 введена четырехэлементная система
обозначений вновь разрабатываемых полупровод-
никовых приборов (например, ГТ320А, 1Т403В,
2Т310Б, Д202, Д9Б, 1И302А, Д901А).
Первый элемент — буква или цифра, указывающая
исходный материал (F или 1 — германий, К или 2 — крем-
ний, А или 3 — арсенид галлия).
Второй элемент — буква, характеризующая класс
или группу приборов (Д — выпрямительные, импульсные,
универсальные диоды; Т — транзисторы; В — варикапы;
А — сверхвысокочастотные диоды; Ф — фотоприборы;
Н и У — соответственно неуправляемые и управляемые
многослойные переключающие приборы; И — туннельные
диоды; С =—стабилитроны; Ц — выпрямительные столбы
и блоки).
Третий элемент — число, указывающее назначение
или электрические свойства прибора.
Диоды низкой частоты:
выпрямительные..........................101—399
универсальные.......................... 401—499
импульсные............................. 501—599
варикапы...............................101—199
СВЧ диоды:
смесительные.............................101—199
видеодетекторы......................... 201—299
модуляторные .......................... 301—399
параметрические........................ 401—499
переключающие.......................... 501—599
умножительные......................... 601—699
фотодиоды . ........................101—199
фототранзнсторы........................ 201—299
Туннельные диоды:
4 4-182
97
усилительные..........................101—199
генераторные.......................... 201—299
переключающие.................... 301—399
Выпрямительные столбы:
малой мощности........................101—199
средней » ........................ 201—299
Выпрямительные блоки:
малой мощности........................ 301—399
средней » ........................ 401—499
большой » ........................ 501—599
Неуправляемые и управляемые многослой-
ные переключающие приборы:
малой мощности.............................101—199
средней » ........................ 201—299
большой » ................... 301—399
Стабилитроны малой мощности:
напряженве стабилизации 1—9,9 В . . . 101—199
» » 10—99 В. . . 201—299
» » 100 — 199 В. . . 301—399
Стабилизаторы средней мощности:
вапряжение стабилизации 1—9,9 В. . . 401—499
» » 10 — 99 В. . . 501—599
» » 100—199 В. . . 601—699
Стабилитроны большой мощности:
напряжение стабилизации 1—9,9 В. . . 701—799
» » 10 — 99 В. . . 801—899
» » 100— 199 В. . . 901—999
Транзисторы малой мощности:
низкой частоты........................101—199
средней » ......................... 201—299
высокой » ........................ 301—399
Транзисторы средней мощности:
низкой частоты........................ 401—499
средвсй » ................... . . . 501—599
высокой » ........................ 601—699
Транзисторы большой мощности:
низкой частоты........................ 701—799
средней » ........................ 801—899
высокой » ........................ 901—999
Четвертый влемент — буква, указывающая на клас-
сификационную группу данной разработки прибора (А, Б,
В, Г и т. д.).
98
Примеры обозначений: КС168А — кремние-
вый маломощный стабилитрон с напряжением
стабилизации 1—9,9 В, разновидность типа
А. ГТ320Б — германиевый маломощный высо-
кочастотный транзистор, разновидность типа Б.
Правила включения и монтажа. Полупровод-
никовые диоды включают в схему в соответ-
ствии с их полярностью, указанной на корпусе.
Включение транзисторов определяется их струк-
турой (п — р — п или р — п — р) и рабочей
схемой.
При подключении транзистора к источнику
питания первым необходимо соединять кон-
такт базы, последним — контакт коллектора,
а отключение ведется в обратном порядке.
Полупроводниковые приборы соединяют
с элементами схем пайкой, сваркой и др. спосо-
бами, при которых нагрев прибора не превышает
150° С. Пайка ведется припоем ПОС-40 на рас-
стоянии не менее 10 мм от корпуса, при зазем-
ленном корпусе паяльника, мощность которого
не должна превышать 50—60 Вт, с продолжи-
тельностью пайки не более 2—3 с и обязатель-
ным применением дополнительных теплоотводов
между корпусом прибора и местом пайки. Изгибы
внешних выводов не ближе 3—5 мм от проход-
ного изолятора.
Нельзя располагать полупроводниковые при-
боры около нагревающих элементов схемы,
в сильных магнитных полях постоянных магни-
тов или мощных трансформаторов и дросселей.
Транзисторы не рекомендуется укреплять на
выводах, они крепятся только за корпус при
помощи специальных зажимов или клея, мощ-
ные приборы — с использованием всех средств
крепления, предусмотренных их конструкцией.
4»
99
Транзисторы низкой
Тип тран- зистора Материал, класс Обратный ток кол- лектора при 20° С. не более, мкА Предельная чаотота коэффициента усиле- ния по току не ме- нее. МГц О я ё «у Й«1
Емкость колле: го песехола. н лее, пФ
ГТ109А ГТ108А П5А Германий 5 10 15 1 0,5 0.3 30 50 60 567—1242 315—2265 13—14
MI12 МП2 МП2 МП МП2 МП2 МП П2' П27 МП МПЗ МП МП МП МП МП МП1 МП1 ГТ40 ГТ40 П20 П201 П20 П20. П21( Q, и. 0А ОБ IB 25 5А 5Б 26 Г А 35 6А 37 38 39 10 И 14 15 ЗА ЗВ 1Э АЭ 2Э ЗЭ ЗБ о/ о/ р —и — Германи п —р - Германи р —п- 2о- 2о Р й п й Р .1 L 50 150 150 3 30 15 15 10 ‘ 10 50 400 400 15000 п 2. элемс отнон Г вать 2 1,5 1,5 0,2 0,2 0,5 0,2 1 0,5 1 1 2 0,5 1 1 0,1 0.008 0.2 0,2 0,1 р и м е нта, им тению в величин] 30 70 50 50 60 60 е и и е. еющего ыходног тока; Я 400—3000 300—1500 400—3000 500—1000 500—1000 600—1600 500—1000 2700—8000 300—4000 200—2000 20—2000 20—2000 1000—2000 Параметр htl две входные и о тока К ВХОД- 22 — равен вы- во входное
Рис. 52. Четырехполюсник
100
частоты
Та'б лица 7
Усилительные параметры
Режим из-
мерения
параметров
с *
К Ч
^22 ’
макс
0,4—1 20—50 10,5—152
0,3—0,5 69
0,3—0,5 13—49 0,25—1,8
0,1—2 45—140 30—200
0,3—2 19—55 15—60
0,1—2 20—100 30—200
1,5—10 13—25 7,5
1,5—10 20—40 5—40
1,2—4,3 30—80 6—20
2—12 13—25 60
0,5—32 20—90 12—182 12—182
27 10—125 416
2—18 15—45 53—152
0,2—26 15—30 53—103
2—27 25—55 12—45 36—185
2—12 20—40 30—60 12—100
1,3—1.4 9—24 9—45 20—60 20—60 20—40 40—100 20—80 20—90 10 10—40 250
&
sc
S
Е S
о й>
Ct*
5 1 15 10 30 75
2 1 10 10 30 25
5 5 2,5 300 30 40 150
20 2,5 20 400 40 200
35 1,5 400 70 200
5 0,5 6 5 30
5 1 20 150 10 15 150
5 1 150 30 15 150
5 1 50 60 30 150
45 100 250 45 60 1060
10 200 1500 2000 45 1000
10 2 200 500 2000 12000 70 1000
характеризует входное сопротивление четырехполюсника, то есть
две выходные клеммы (рис. 52), и измеряется в омах; hit— равен
ному, то есть показывает способность .четырехполюсника усили-
ходной проводимости четырехполюсника в режиме холостого хода
цепи; размерность /г,2. —сименс.
101
Д2Ю,Д226 КД 202
Д2г/2~Д243б Д302-Д305 1
Рис. 53. Габаритные размеры полупроводниковых
приборов.
102
2T30f-2T30fX 1Т308А-1Т308Г ГТ309А-Е
'ГТ320A-8
П25'П2бБ МП39-42
103
Данные о транзисторах приведены в табл. 7,
на рис. 53 даны габаритные размеры полупро-
водниковых приборов.
Правила обращения с полупроводниковыми приборами
. и микросхемами
Если при выполнении монтажных работ по
каким-либо причинам отсутствуют заземляющие
браслеты или антиэлектростатические халаты
с антиэлектростатической подушкой, необходимо
выполнять следующие требования:
а) перед началом работ радиомонтажник
должен наступить на заземленный лист для
стекания электростатического заряда в землю;
б) перед монтажом ПП и ИС должны быть
кратковременно помещены на заземленный ме-
таллический лист;
в) радиомонтажник перед тем, как взять
ПП или ИС, должен прикоснуться рукой к зазем-
ленному металлическому листу, установленному
на рабочем месте.
Контакт руки и заземленного листа должен
продолжаться до тех пор, пока полупроводнико-
вый прибор или микросхема не будут уста-
новлены на плату или подключены в контактное
гнездо.
Закорачивающие приспособления, с кото-
рыми ряд полупроводниковых приборов («при-
стань» и др.) поступает на предприятие, не
должны сниматься до начала монтажа. После
снятия закорачивающего устройства полупро-
водниковый прибор включают в гнездо измери-
тельного прибора или испытательной колодки.
Запрещается нахождение на рабочем столе одно-
временно нескольких приборов со снятыми
короткозамыкателями. Выводы полевых тран-
104
зисторов с изолированным затвором (и других
приборов, если это указано в ТУ) необходимо
электрически соединить между собой посред-
ством короткозамыкателей.
Пайку полевых транзисторов с изолированным
затвором следует производить при наличии зако-
рачивающего приспособления на их выводах.
Переносить полупроводниковые приборы и
микросхемы радиомонтажник должен в спе-
циально предназначенной для этого таре.
При работе с полевыми транзисторами с изо-
лированным затвором не рекомендуется прика-
саться к незакороченным выводам транзисторов
предметами, изготовленными из токопроводя-
щих материалов и изолированными от земли
(монтажным инструментом и изолированными
ручками), а также предметами, изготовленными
из материалов, склонных к электролизации (рези-
новыми перчатками, напальчниками из латекса,
полиэтиленовыми коробками и т. п.).
Микросхемы
Термины, их определения и общие положения*
Микросхема — микроэлектронное изделие,
имеющее эквивалентную плотность монтажа не
менее пяти элементов в 1 см3 объема, занимаемого
схемой, и рассматриваемое как единое кон-
структивное целое.
Интегральная микросхема (ИС; в дальней-
шем для краткости будем опускать определение
«интегральная»)— электронное устройство,имею-
щее высокую плотность монтажа элемен-
тов электрической схемы, в котором все или
’ "f I
* ГОСТ 17021—71 «Микросхемы. Термины и опреде-
ления».
105
часть элементов нераздельно связаны и электри-
чески соединены между собой так, что оно рас-
сматривается как единое целое.
Полупроводниковая — ИС, элементы ко-
торой выполнены в объеме и (или) на поверх-
ности полупроводникового материала.
Пленочная — ИС, элементы которой вы-
полнены в виде пленок, нанесенных на поверх-
ность диэлектрического материала. • ;
Тонкопленочная — ИС с толщиной пленок
до 1.10~6 м (1 мкм). Элементы тонкопленочной
ИС наносятся преимущественно методами термо-
вакуумного осаждения и катодного напыления.
Толстоплеиочная — пленочная ИС с толщи-
ной пленок свыше 1.10~6 м (1—100 мкм). Эле-
менты толстопленочной ИС наносятся преиму-
щественно методом шелкографии.
Гибридная — ИС, часть элементов которой
имеет самостоятельное конструктивное оформ--
ление.
Подложка — основание, на поверхности или
в объеме которого формируются элементы ИС.
Элемент — часть ИС, выполняющая функции
какого-либо радиоэлемента (резистора, кон-
денсатора, диода, транзистора и др.).
Серия — совокупность ИС, выполни ющих
различные функции, имеющих единую кон-
структивно-технологическую основу и предна-
значенных для совместного применения в радио-
электронной аппаратуре.
Корпус — часть ИС, предназначенная’ для
ее защиты от внешних воздействий и монтажа
в аппаратуре с помощью соответствующих вы-
водов.
Гибридные интегральные микросхемы серии
К224 предназначены для применения в бытовой
106
радиовещательной и телевизионной аппаратуре.
Схемы выполнены на основе толстопленочной
технологии.
Номенклатура схем данной серии охватывает
все каскады радиоприемных устройств, цвет-
ных и черно-белых телевизоров. {
Относительная простота технологического
процесса позволяет при необходимости расши-
Рис. 54. Габаритные чертеж микросхемы серии К224.
рить данную номенклатуру, изменить техноло-
гию изготовления в зависимости от конкретных
схемотехнических решений.
Микросхемы оформляются в полимерном кор-
пусе пенального типа с габаритными размерами
12 X 22 X 4,5 мм (рис. 54). Вес не более 3 г.
Обозначение микросхем буквенно-цифро-
вое, состоит из пяти элементов и расшифровы-
вается следующим образом (например К2УС241).
Первый элемент — буква К — указывает на
то, что микросхемы предназначены для аппара-
туры широкого применения; второй элемент —
цифра 2 — определяет технологию изготовле-
ния; третий элемент—буквы УС — обозна-
107
чает функциональное назначение микросхемы
(усилитель синусоидальный);* четвертый эле-
мент— 24— порядковый номер серии; пятый —
1 — порядковый номер разновидности микро-
схемы данного функционального назначения.
Микросхемы изготовляют на основе толсто-
пленочной технологии и бескорпусных дискрет-
ных элементов — транзисторов и конденсато-
ров. Технология изготовления микросхем этой
серии достаточно проста и представляет собой
последовательность нескольких операций.
На подготовленную соответствующим обра-
зом керамическую плату (подложку) с помощью
сетчатых трафаретов наносят специальные пас-
ты, образующие проводники и резисторы, и при
температуре 400—600Q С вжигают пасты в под-
ложку. Далее монтируют конденсаторы и тран-
зисторы. Для герметизации микросхем и изго-
товления выводов , смонтированные по пять
штук платы устанавливают в специально под-
готовленную латунную ленту. Герметизируют
платы методом опрессовки пластмассой. После
опрессовки микросхемы вырубают из ленты
и производят контроль параметров.
В качестве дискретных элементов в микро-
схемах используют конденсаторы КЮ-9 ем-
костью 4700 пФ и 0,033 мкФ, имеющие размеры
4 X 2 X 0,6 и 5x4x1 мм соответственно,
а также микротранзисторы КТТ-5, специально
разработанные для использования в микро-
схемах радиоаппаратуры широкого применения.
При монтаже микросхем серии К224 реко-
мендуется устанавливать их на печатную плату
вплотную или с зазором не более 1,5 мм. Креп-
ление микросхем к печатной плате в аппара-
туре может быть произведено методом пайки
108
к выводам без какого-либо механического креп-
ления. Микросхемы ставят на плату до упора,
выводы припаивают на контактные площадки
платы. При этом температура пайки не должна
превышать 260° С. Время воздействия этой тем-
пературы на корпус не более 5 с. Интервал
между воздействиями не менее 5 с.
Условия эксплуатации. Интервал температур от
—30° С до+50° С
Относительная влажность воздуха при темпера-
туре' +20° С 98%
Вибрация н диапазоне частот 5—80 Гп с уско-
рением до 5q
Многократные удары с ускорением до 15q
Время гарантированной наработки 5000 ч
Показатели надежности:
Р2»= 0.95 на 500 ч при (3 =s 0,2;
Рет = 0,986.
Основной состав серии К224, условные обо- 1
значения типов микросхем, их функциональные
назначения и классификационные параметры,
по которым они различаются, приведены в
табл. 8.
Гибридные интегральные микросхемы серии
К237 предназначены для AM и ЧМ трактов
радиовещательных переносных и автомобиль-
ных радиоприемников I, II, III классов, уст-
ройств для магнитной записи.
Микросхемы, входящие в эту серию, вы-
полнены по тонкопленочной технологии, с при-
менением бескорпусных активных элементов
(транзисторов) и оформлены в герметическом
пластмассовом корпусе с 14-ю плоскими выво-
дами, расположенными в два ряда. Габарит-
ные размеры микросхемы приведены на рис. 55.
109
Состав и
условные
обозначе-
ния типа
микросхем
Классификационные параметры микросхем
Таблица 8
Основной состав микросхем серии К224, условные обозначения типов микросхем, их
функциональные назначения и классификационные параметры, по которым они различаются
Функциональное назначение и прин-
ципиальная электрическая схема
Наименование параметра
Норма
К2УС241
Каскадный усилитель предна-
значен для работы в качестве
усилителя радиочастот
<»т 5
б 3'2 '/ 5'
Крутизна вольтамперной характерис-
тики на частоте 10 МГц, мА/B не
менее
Входное сопротивление на частоте
10 МГц, Ом, не менее
Ток потребления, мА: а) не более
б) не более
Напряжение питания, В
Напряжение смещения, В
Рабочий диапазон частот, МГц
Неравномерность частотной характе-
ристики в диапазоне частот 0.15-е-
4-110 МГц, дБ, не более
25
150
2
4
а) 5,4-4-12
б) 12±10%
а) 3+8%
б) 0~
0,154-110
12
К2УС 242 Усилитель универсальный предназначен для работы в ка-
честве усилителя промежуточ- ной частоты трактов AM н ЧМ,
гетеродина, смесителя
Крутизна вольтамперной характерис-
тики на частоте 10 МГц, мА/B, не
менее
Диапазон .рабочих частот, МГц
Входное сопротивление на частоте
10 МГц, Ом, не менее
Ток потребления, мА, не более
Напряжение питания, В
Напряжение смещения, В
Неравномерность частотной харак-
теристики в диапазоне частот 0,154-
4-30 МГц, дБ, не более
25
0,154-30
180
1,8
3,64-9,0
34-5%
12
Продолжение табл. 8
Состав и
условные
обозначе-
ния типа
микросхем
Классификационные параметры микросхем
Наименование параметра
Норма
К2УС 243
К2УС 244.
Функциональное назначение и
принципиальная электрическая
схема
Усилитель универсальный
предназначен для работы в ка-
честве усилителя промежуточ-
ной и высокой частоты тракта
УКВ-ЧМ
Входное сопротивление на частоте 150
10 МГц, Ом, не менее
Ток потребления, мА, не более 1,8
Напряжение питания, В 3,6-=-9,0
Напряжение смещения, В Неравномерность частотной характе- ристики в диапазоне частот 10-=- -=- НО МГц, дб, не более 3±5%
12
Номинальное значение крутизны вольтамперной характеристики на частоте, мА/B, не менее 25
Усилитель низкой частоты
предназначен для работы в ка-
честве предварительного уси-
лителя низкой частоты при на-
грузке на согласующий транс-
форматор
Коэффициент усиления, мА/B, не
менее
Коэффициент нелинейных искаже-
ний, % не более
Входное сопротивление, кОм, не ме-
нее
Ток потребления, мА, яе более
Напряжение питания, В
Рабочий диапазон частот, Гц
20
5
20
6
5,4-н9,0
80—20000
Продолжение табл. 8
Состав и Условные обозначе- ния типа микросхем Функциональное назначение и принципиальная электрическая схема Классификационные параметры микросхем
Наименование параметра Норма
К2УС 245
Усилитель низкой частоты
предназначен для работы в
качестве усилителя низкой
частоты, работающего на бес-
трансформаторный усилитель
мощности
Коэффициент усиления, не менее
Коэффициент нелинейных искажений,
%, не более
Входное сопротивление, кОм, не ме-
нее
Ток потребления в режиме покоя,
мА, не более
Напряжение питания, В
Рабочий диапазон частот, Гц
Примечание. Параметры указа-
ны при совместной работе микросхем
и усилителя мощности.
140
3
15
5,5
5,44-12,0
80-5-20 000
К2ЖА 241
Смеситель, гетеродин предна-
значен для работы в качестве
смесителя н гетеродина в трак-
тах УКВ-ЧМ
Крутизна вольтамперной характерис-
тики смесителя на частоте 10 МГц,
мА/B, не менее
Диапазон рабочих частот гетероди-
на, МГц
Входное сопротивление смесителя на
частоте 10 МГц, Ом, не менее
Ток потребления при напряжении
питания 3,6 В, мА, не более
Напряжение питания, В
65-5-120
150
3
4±25%
К2ЖА 242 Смеситель, гетеродин предна- значен для работы в качестве смесителя и гетеродина в трак- тах AM Крутизна вольтамперной характе- ристики смесителя на частоте 10 МГц, мА/B, не менее Крутизна вольтамперной характерис- тики гетеродина на частоте 10 МГц, ' 18 14
мА/B, не менее
сл
Продолжение табл. 8
cn
Состав и условные обозначе» ния типа микросхем Функциональное назначение н принципиальная электрическая схема Классификационные параметры микросхем
Наименование параметра Норма
К2ЖА 242 То же
Диапазон рабочих частот смесителя, 0.15-7-30
МГц Диапазон рабочих частот гетероди- 0,5-5-30
на, МГц Входное сопротивление на частотах 50
10 МГц смесителя, Ом, не менее Входное сопротивление на частотах 150
10 МГц гетеродина, Ом, не менее Напряжение питания: смесительного каскада ПП1, В 3,6-н9
гетеродинного каскада ПП2, В 4,0±25%
Напряжение смесительного каска- 3,0±5%
да, В Ток потребления, мА, не более 2,8
Неравномерность частотной харак- -
теристики: смесителя, дБ, не более 12
гетеродина, дБ, не более 10
К2ЖА 243
Детектор AM, усилитель АРУ
предназначен для работы в
качестве детектора AM и уси-
лителя напряжения для АРУ в
приемных трактах амплитудной
модуляции
Коэффициент передачи детектора при
Рн = 20 кОм, не менее
Входное сопротивление, Ом, не менее
Коэффициент нелинейных искаже-
ний, %, не более
Напряжение питания, В
Рабочая частота, кГц
Ток потребления, мА, не более
Изменение напряжения регулировки
АРУ прн изменении входного напря-
жения от 0-7-1 В составляет, В
0,8
500
3,5
3,0±5%
465
1,2
1,8-5-1,0
Продолжение табл. 8
Классификационные параметры микросхем
со — — Состав и условные обозначе- ния типа микросхем Функциональное назначение и принципиальная электрическая схема
К2ПП 241 Стабилизатор напряжения предназначен для питания ба- зовых цепей
Наименование параметра Норма
Коэффициент стабилизации, не 5
менее •
Ток потребления, мА, не более 2,5
Максимально допустимый ток на- грузки, мА, не более 5
Напряжение стабилизации определи- 3,3-5-3,9
ется высШими опорными элемента- ми, В
Входное напряжение, В 5,4-5-12
<о
К2УП241
Дифференциальный усилитель
предназначен для работы в ка-
честве смесителя в трактах
AM н УКВ-ЧМ
Номинальное значение крутизны
вольтамперной характеристики на час-
тоте 10 МГц, мА/В,
. Sj.j не менее
S2 не менее
Относительная разность крутизны
смесительных каскадов ПП1 и ППЗ,
не более
Напряжение питания, В
Напряжение смещения, В
Неравномерность частотной харак-
теристики в диапазоне рабочих час-
тот, дБ, не более
Рабочий диапазон частот, МГц
Входной импеданс на частоте 10 МГц,
Ом,
Z„v. не менее
вх1,з
ZBXj не мерее
Ток потребления, мА, не более
4
15
0,2
5,4-5-9
3±5%
12
0,15-5-110
150
50
3,5
8
Продолжение табл. 8
Состав и условные обозначе- ния типа микросхем Функциональное назначение н принципиальная электрическая схема Классификационные параметры микросхем
, Наименование параметра Норма
К2ДС 241 Детектор частотный предназ- начен для детектирования час- тотно модулированного сигнала Коэффициент передачи при нагруз- ке, не менее Диапазон рабочих частот, МГц 0,15 5^-20
ю
К2ТС 241
Триггер универсальный пред-
назначен для управления элект-
ронными ключами в блоке
цветности । ветных телевизион-
ных приемников
Напряжение питания, В
Максимальная рабочая частота' пе-
реключения, кГц
Чувствительность по входам, В
ивх6, не более
ивх9, не более
Амплитуда выходного импульса, В,
не менее
Длительность фронтов выходных
импульсов, мкс, не более
Ток потребления, мА, не более
12±10%
10-5-20
4
18
5
5
• 10
Продолжение табл. 8
Состав и условные обозначе- ния типа микросхем Функциональное назначение и принципиальная электрическая схема Классификационные параметры микросхем
Наименование параметра Норма
К2ЖА 244
Усилитель-ограничитель пред-
назначен для работы в каче-
стве усилителя-ограничителя
в блоке цветности при работе
с частотным детектором в цвет-
ных телевизионных приемниках
.Напряжение питания, В
Диапазон рабочих частот, МГц
Неравномерность частотной харак-
теристики в рабочем диапазоне час-
тот, дБ, не более
Номинальное значение крутизны
вольтамперной характеристики на ча-
стоте 4,5 МГц,. мА/B, не менее
Ток потребления, мА, не более
12±10%
3-4-6
3
2
2
К2УС 246
Усилитель регулируемый
предназначен для работы в ка-
честве основного усилителя до
частотного детектора в тракте
ПЧ звука цветных н черно-бе-
лых телевизионных приемников
Напряжение питания, В
Диапазон рабочих частот, МГц
Неравномерность частотной харак-
теристики в рабочем диапазоне час-
тот 30—45 МГц, дБ, не более
Номинальное значение крутизны
вольтамперной характеристики на
частоте 35 МГц, мА/B, не менее
Диапазон регулировки крутизны,
дБ, не менее
Ток потребления, мА, не более
Напряжение регулирования, В
12±10%
ЗО-г-45
1
25
40
8
5-ь8
Продолжение табл. 8
Состав и условные обозначе- ния типа микросхем Функциональное назначение н принципиальная электрическая схема Классификационные параметры микросхем
Наименование параметра Норма
К2УС 247
Усилитель выходной П.Ч.И.
предназначен для получения
амплитуды сигнала, достаточ-
ной для нормальной работы
видеодетектора в тракте цвет-
ности телевизионных приемни-
ков
Напряжение питания, В
Рабочий диапазон частот, МГц
Неравномерность частотной харак-
теристики в рабочем диапазоне час-
тот, дБ, не более
Номинальное значение крутизны
вольтамперной характеристики на ча-
стоте 35 МГц, мА/B, не менее
Ток потребления, мА, не более
12±10%
30->45
3
70
23
К2УС 248
Усилитель промежуточной ча-
стоты звука предназначен для
работы в качестве основного
усилителя до частотного детек-
тора в тракте ПЧ звука цвет-
ных и черно-белых телевизион-
ных приемников
Напряжение питания, В
Диапазон рабочих частот, МГц
Неравномерность частотной характе-
ристики в рабочем диапазоне частот,
дБ, не более
12± 10%
4н-10
3
Номинальное значение крутизны
вольтамперной характеристики на ча-
стоте 0,5 МГц, мА/B, не менее
Ток потребления, мА, не более
1000
15
К2УС 249
Усилитель универсальный
предназначен для работы в ка-
честве усилителя, допускаю-
щего включение по схемам
I ОЭ, СБ, ОК в цветных и чер-
Напряжение питания, В
Диапазон рабочих частот, МГц
Неравномерность частотной харак-
теристик в рабочем диапазоне час-
тот, дБ,’ не более
12±10%
0,5-50
6
Продолжение табл. 8
Состав и Условные обозначе- ния типа микросхем Функциональное назначение и принципиальная электрическая схема Классификационные параметры микросхем
Наименованиэ параметра Норма
20
К2УС 249
но-белых телевизионных при-
емниках
Крутизна вольтамперной характе-
ристики на частоте 0,5 МГц, мА, не
менее
Ток потребления, мА, не более
4
К2КТ 241
/ ,,в»
2
д
\Л-
\30к
Электронный ключ предназ-
начен для работы в качестве
переключающего устройства в
блоке цветности цветных теле-
визионных приемников
Диапазон рабочих частот, МГц
Диапазон управляющих напряже-
ний, В
Коэффициент передачи открытого
ключа на частоте 4,5 МГц, не менее
Подавление сигнала закрытым клю-
чом, дБ
Ток потребления, мА, не более
Напряжение питания, В
Неравномерность частотной характе-
ристики в рабочем диапазоне частот,
дБ, не более
3-5-6
0-5-1,5;
7н-12
0,8
40
15
12±10%
3
Продолжение табл.
128
Микросхемы серии К237 по степени инте-
грации и своим схемотехническим решениям
приближаются к отдельным или совмещенным
функциональным блокам радиовещательной и
звукозаписывающей аппаратуры. Обозначение
микросхем буквенно-цифровое и расшифровы-
^9 «Гном
7б М321
~~
Рис. 55- Габаритный чертеж микро-
схемы серии К237.
вается так же, как и у микросхем серии К224.
Цифра 2 указывает на тип технологии — гиб-
ридная.
Технологический процесс изготовления плат
состоит из напыления на подложку размером
48 X 60 мм из ситалла резистивного (тантал)
и проводящего (никель) слоев в одном вакуум-
ном цикле с последующими двойным фотолито-
графическим травлением и разрезкой на платы
размером 6 X 16 мм. Изготовленные платы со-
держат резисторы и межэлементные соединения.
На краях платы вдоль длинных сторон распо-
ложены площадки для пайки выводов микро-
5 4-182
12»
to
g
м
я
я
о
я
я
2е вз
ЯС у
я
я
я
я
W
о
я
и
я
я
я
rt)
Я
§
а
Е '
а
§
съ
а
£
о
*
я
я
£
я
о _
Яс Е
Е
л>
я
S
<ф
§
= 2 ях
о я а я g §
2 “ fa .£
>— "5
СП йз
£
fa
СП
я
fa
я
я
rt> .
Яс О
я X
Я "О
X “
-р-я
Е
X
2
я
о
(Ф
я
fa
g-
х °
я
X
Я н
S£
“I
йз
о Ф
р о
я
я
я
Sc
я
3
о
л>
о
Я
о
о
я
н
2
К
ЙЗ
£
(ф
Дс,
S
я
3
к
я
о
£
я
&
я
я
я
fa
я
я
я
я
я
to
я
S
S
£
fa
я
fa
a
ю я
и
Е
»
W й
л. 45
га
К
йз *
О\ Я
э
я
я
a
я
g
я
Я fa
О rt>
fa “
я
a
й
a
я
я
Е
X
о
о
X
"О
я
я
»
я
о
и
fa П
s й
«с (Ф
л> 2
о tr
5 Г
я= W
fa
<т>
я
§
я
я
О’
Я •
я
2
2
I
О
2 я
• w
о
СО 2
я
Е
я
о
fa
' 2
Д я
Я я
Яс“
X
я
я
я
£
я
2
О
о
а
х
<т>
2
£
я
Е
Л
о _
о\ я
я
Е
X
я
Я
fa
Я
§
2
Я
я
Ч£
Я
§
2
fa
* С
>2
я я
-1 ь
Я М
fa н
Я 'С
fa
я
я
§
я=,
W
я
о
й
я
fa
я
Е
2
а
Е
2
я
я
2
—«
я
§ -
И.2
И
3
2
я
я
я
о
а я
£ я
я я
2
S
нм СО
§ I
Я Q
О
g
я
я
Е
X
я
о
fa
я
п
я
(Ф
д
я
я
Sfa Я'
о я
со fa
-°°К1
я
a
я _
» X я
?
W
я
я
я
S
fa
я
я
о
w §
rt> О
fa
о
я
я
D fa
оо •
я
о
я
и
fa
я
я
Е
<1>
2
Я
Я
тз
О
о
х
2
я
йз
л
ф
я
я
я
я
о
я
и
я
fa
о
и
со
3
—»
& _
я ,Я1
fa
я
я
Е
X
(Ф
Я
о
я
я
о
я
(Ф
X
я
я
со
§
§
о
о
X
£
(ф
Q
В
я
я
я
5
г
о
я
Е
я»
5
я
я
я
fa
я
я
я
3
я
fa
э
£
ё
S
2
о „
о\ о
я “
я
я
я
с<
5
о
2
я
я
fa
<т>
и
fa
я
я
о
я
fa
3
§
я
3
я
fa
Таблица 9
Основной состав гибридных интегральных микросхем серии К237, условные обозначения,
нх функциональные назначения и классификационные параметры, по которым они различаются
Состав и
условные
обозначе-
ния типа
микросхем
К2ЖА 371
Функциональное назначение и
принципиальная электрическая
схема микросхем
Усилитель высокой частоты (с регулируе-
мым коэффициентом усиления) и преобразова-
тель предназначены для работы в усилителях
и преобразователях высокой частоты радио-
Классификационные параметры микросхем
Наименование параметра Норма
Потребляемый ток, мА Диапазон рабочих час- тот, МГц Коэффициент усиления в режиме преобразования 2,5±0,5
0,15—15
150-350
Уменьшение коэффи- циента усиления на f — = 15 МГц по отношению к усилению на f = = 150 кГц, дБ, не более 5
Коэффициент шума, дБ, не более 6
Напряжение гетероди- на, мВ, 300—450
Продолжение табл. 9
Мм
а
Состав и
условные
обозначе*
иия типа
микросхем
К2ЖА 372
К2УС 371
Функциональное назначение и
принципиальная электрическая схема
микросхем
Регулируемый усилитель, основной усили-
тель, AM-детектор, и усилитель напряже-
ния предназначены для усиления и детекти-
рования сигналов промежуточной частоты
радиоприемных устройств
Усилитель низкой частоты предназначен
для работы в усилителях низкой частоты
радиоприемных и других устройств
Классификационные параметры микросхем
Наименование параметра Норма
Потребляемый ток, мА, не более 4
Коэффициент усиления (на частоте /пр =465 кГц) 1000—2300
Коэффициент нелиней- ных искажений, %, не более 3
Изменение выходного напряжения при измене- нии входного в пределах от 0,05 до 3 мВ, дБ, не более 6
Напряжение на выходе системы АРУ при отсут- ствии входного сигна- ла, В Входное сопротивление, Ом 3—4,5
430—1000
Номинальное выходное
напряжение, В
Номинальное входное
напряжение, мВ
Коэффициент нелиней-
ных искажений, %, не
более
Максимальное выход-
ное напряжение, В, не
менее
Рабочая полоса частот
(при неравномерности
частотной характери-
стики 6 дБ), Гц
1,8
15—30
0,3
2,2
60—10000
134
Требования к конструкции:
а) габаритные и присоединительные размеры
должны соответствовать габаритному чертежу
(рис. 56);
б) масса микросхемы не должна превышать 4г;
в) выводы микросхем должны выдерживать
без механических повреждений растягивающее
усилие 0,3 кгс, направленное вдоль оси вы-
вода, и трехкратный изгиб. Радиус изгиба
0,2 мм. Расстояние от корпуса до центра окруж-
ности изгиба вывода 1мм. Изгиб производится
в плоскости, перпендикулярной плоскости рас-
положения выводов;
г) расстояние от корпуса до места пайки по
длине вывода должно быть 1—1,5 мм. Темпера-
тура пайки при проверке на смачиваемость
240 ± 10° С, при проверке стойкости к термо-
удару 260 4- 5° С.
Микросхемы серии К245 сохраняют работо-
способность при температуре окружающей сре-
ды в пределах от —10 до +70° С; при относи-
тельной влажности воздуха (при температуре
+20° С) до 98%; в условиях вибраций с частотой
5—80 Гц и ускорением до 5 q, многократных
ударов с ускорением до 15 «у и линейных (центро-
бежных) нагрузок с ускорением до 10 q.
Проверка микросхем. Радиус изгиба выводов
должен быть равен 0,62 мм. Расстояние от корпу-
са до центра окружности изгиба вывода — 1 мм.
Проверку пайкой проводят погружением вы-
водов в расплавленный припой, которая включает
в себя:
а) проверку способности выводов микросхем
на смачиваемость припоем (паяемость);
б) проверку устойчивости микросхем к воз-
действию температуры пайки (термоудары).
135
Проверку пайкой микросхем проводят сле-
дующим образом.
Выводы микросхем обезжиривают в ванне
со спиртом, после чего выдерживают в течение
3—5 мин при температуре +25, + 10Q С. Затем
выводы флюсуют в ванне с флюсом ФКСп
(ЮгО. 029. 011 ТУ) по нормали НО.054.063
и отвесно погружают в ванну с расплавленным
припоем ПОС61 (ГОСТ 1499 — 70) на время
2—3 с. Расстояние от корпуса до зеркала
припоя по длине вывода должно быть 1—
1,5 мм. Количество погружений шесть, в том
числе:
а) одно для проверки смачиваемости (паяе-
мости) при температуре 240 + 10° С;
б) пять для проверки стойкости к термо-
удару (трехкратная перепайка при температуре
260 ±5° Q.
За одно погружение принимается погруже-
ние всех выводов микросхемы. Интервал между
погружениями 5 мин. Качество лужения контро-
лируют визуально. Выводы микросхем считают-
ся выдержавшими испытание на смачиваемость
припоем, если после окунания они покрыты
равномерным сплошным слоем припоя. Допу-
скаются незначительные дефекты лужения в виде
проколов и пустот, количество которых уста-
навливается эталоном.
Рекомендации по эксплуатации микросхем
серии К245. Микросхемы рекомендуется устанав-
ливать на печатную плату вплотную или с зазо-
ром не более 0,7 мм с прилакировкой или при-
клейкой клеями.
Формовку выводов (при необходимости) сле-
дует производить на расстоянии от корпуса до
136
центра окружности изгиба не менее 1 мм, радиус
изгиба 0,2 мм.
Рекомендации
а) по лужению методом погружения в расплавленный
припой:
температура расплавленного припоя не более 250° С;
время погружения не более 2 с;
расстояние от корпуса до зеркала припоя (по длине
вывода) не менее 1 мм;
допустимое количество погружений не более двух;
интервал между двумя погружениями не менее 5 мин;
Припои и флюсы по нормали НО.054.063;
б) по пайке на плате стержневым паяльником:
температура жала паяльника не более 280° С;
время касания каждого вывода не более 3 с;
интервал между пайками соседних выводов не ме-
нее 10 с;
расстояние от корпуса до места пайки (по длине вы-
вода) де менее 1 мм;
в) по групповой пайке:
температура расплавленного припоя не более 265° С;
время воздействия (одновременно на все выводы) не
более 3 с;
?асстояние от корпуса до места пайки (по длине вы-
не менее 1 мм;
интервал между двумя повторными пайками одной
микросхемы не менее 5 мнн.
Для очистки от флюса рекомендуется приме-
нять жидкости по нормали НО.054.063; для вла-
гозащиты — лакиУР-231 по СТУ 14.07-116—65
иЭ-4100по ЯН 3558—58; крепление рекоменду-
ется производить клеем АК-20 по Юг0.0.54.006
и мастикой «ЛН» по СТУ 62.02-42—64.
Для очистки от флюса, влагозащиты и креп-
ления микросхем допускается применять лю-
бые другие моющие жидкости, лаки и клеи,
не оказывающие вредного химического воздей-
ствия на покрытие, маркировку и материал
корпуса после проведения соответствующих
испытаний.
137
Допускается использование микросхем в
радиоаппаратуре после двухкратного демон-
тажа.
Усилитель мощности низкой частоты вгиб- '
ридно-пленочном исполнении Ф67 предназначен
для усиления низко-
частотных сигналов.
Микросхема предназ-
начена для использо-
вания в аппаратуре
широкого примене-
ния: магнитофонах,
проигрывателях, те-
левизорах и т. д.
Габаритные разме-
ры: 54 X 30 X 7 мм
(рис. 57). Масса — не
более 18 г.
Конструктивное
оформление- подлож-
ка с микросхемой,
оформленной в пласт-
массовом корпусе,
Рис. 57. Габаритный чертеж
микросхемы Ф67.
размещается на пластинчатом металлическом ра-
диаторе — первичном теплоотводе.
Микросхема этой серии обладает рядом преи-
муществ по сравнению с серийно выпускаемыми
усилителями мощности:
а) малые габариты при значительном усиле-
нии по мощности;
б) малый вес, что позволяет использовать
его в переносной и портативной радиоаппара-
туре широкого применения;
в) высокая надежность.
Классификационные параметры микросхемы
приведены в табл. 10.
138
Основные электрические параметры
Полоса частот по уровню 0,7, Гц 20. . . 20000’
при С3 == 4000 мкФ, не более 2% 20 ... 20000
при С3 = 40000 мкФ, не более 3% 20 . . . 30000
Напряжение источника питания, В 24 + 20%
Потребляемая мощность при Рзых= 10 Вт, RH=
= 4 Ом, Вт, не более 18
Входное сопротивление, кОм, не менее 16
Чувствительность, мВ, не хуже 150
Коэффициент полезного действия, к. п. д., % 55
Максимальная выходная мощность при т не
более 5%,
f = 1000 Гц, RH = 4 Ом, Вт:
для групп А, В 12
для групп Б, Г 8
Рекомендации по
эксплуатации. Экс-
плуатация микросхе-
мы Ф67 при выде-
ляемой в нагрузку
мощности большей
2 Вт предусматривает
использование допол-
нительного теплоот-
вода, при выделяемой
в нагрузку мощности
5 Вт без дополнитель-
ного теплоотвода до-
пускается лишь крат-
ковременная работа в
Изгиб выводов допускается на расстоянии
Таблица 10
Классификационные пара-
метры микросхемы
Группа Выходная мощность, ^ВЫХ (Вт), не менее Коэффи- циент не- линейных искажений Т» %, ие более
А 5 2
Б 8 2
В 10 2
Г 5 5
д 8 5
Е 10 5
течение 5 мин.
не менее 5 мм от корпуса микросхемы.
ЭЛЕКТРОМОНТАЖ РАДИОАППАРАТУРЫ
Техническая документация,
применяемая при электромонтаже
Принципиальная (полная) электрическая
схема — схема, определяющая полный состав
элементов и связей между ними и дающая де-
тальное представление о принципах работы
изделия, на которой условными графическими
обозначениями изображены всё электрические
элементы, необходимые для осуществления кон-
троля в изделии заданных электрических про-
цессов, все электрические связи между ними,
а также электрические элементы (зажимы,
разъемы и т. п.), которыми заканчиваются
входные и выходные цепи.
Электрорадиоэлементы* на принципиальной
схеме изображаются условными графическими
обозначениями.
Каждый элемент принципиальной схемы
должен иметь буквенно-цифровое позиционное
обозначение, составленное из буквенного обо-
значения элемента и его порядкового номера,
проставленного после буквенного символа
(рис. 58). Буквенное обозначение представляет
собой сокращенное наименование элемента, со-
ставленное из его начальных или характерных
букв, например: прибор полупроводниковый —
ПП, предохранитель — Пр. Группе элементов,
выполняющей сходные функции (реле, контак-
* В дальнейшем для краткости электрорадиоэлементы
будут называться «элементы».
140
; , тор, магнитный пускатель), присваивается одно •
| позиционное обозначение — Р.
( Порядковые номера элементам присваива-
ются, начиная с единицы, в пределах группы
Рис. 58. Принципиальная
схема платы АРУ телевизора
УЛТ-50-11-4.
элементов, которым на принципиальной схеме
присвоено одинаковое буквенное позиционное
обозначение, например: 7?1, R2, R3 и т. д.;
Cl, С2, СЗ и т. д. Позиционные обозначения
проставляются на схеме рядом с условными
графическими обозначениями элементов по воз-
можности с правой стороны или над ними.
Отдельные контакты разъемов, плат и т. п.
обозначаются дробью (в числителе проставля-
141
ется позиционное обозначение элемента, в зна-
менателе — номер контакта), например, Ш2/10—
штепсельный разъем второй, 10 — контакт.
Допускается элементам присваивать пози-
ционные обозначения в пределах каждого уст-
ройства, не имеющего самостоятельной принци-
пиальной схемы. При разнесенном способе (ког-
да условные графические обозначения состав-
ных частей элементов располагают в разных
местах схемы таким образом, чтобы отдельные
цепи изделия были изображены наиболее на-
глядно) изображения устройства в состав пози-
ционного обозначения каждого элемента вклю-
чается условный шифр устройства, в которое
входят эти элементы, например: 2-7? 14 — 14-й
резистор, входящий во второй блок; Б-35 — 35-й
элемент, входящий в плату Б. В этом случае
на схеме должно быть разъяснение условного
шифра устройства.
На принципиальной схеме изделия, в состав
которого входит несколько одинаковых функ-
циональных групп, элементам присваиваются
позиционные обозначения в пределах каждой
группы.
При присвоении позиционных обозначений
входным и выходным элементам (разъемам, пла-
там и т. п.) слева от их позиционных обозначе-
ний проставляется на схеме через дефис услов-
ный шифр устройства, в которое входят данные
элементы, например: Б-Ш6 — шестой штепсель-
ный разъем устройства Б.
Кабельным разъемам допускается присваи-
вать позиционные обозначения, совпадающие
с позиционными обозначениями сочленяемых
с ними разъемов. В таких случаях перед пози-
ционными обозначениями в скобках проставля-
142
ется условный шифр устройства, в которое вхо-
дят сочленяемые разъемы (например: Б/Ш5 —
разъем, сочленяемый с разъемом Ш5 устрой-
ства Б).
На принципиальной схеме однозначно опре-
деляются все элементы, входящие в состав
изделия. Данные об элементах записывают
в таблицу, называемую перечнем элементов.
При многократном использовании в изделии
элементов одного вида (резисторы, конденсаторы,
рцле и т. д.) для упрощения заполнения таб-
лицы перечня элементов допускается:
а) взамен повторения наименований элемен-
тов (резистор, конденсатор и т. д.) в графе
«Наименование» проставлять кавычки или по-
мещать эти наименования в виде заголовка;
б) перед каяедой группой элементов одного
вида помещать надписи с ссылкой на документы,
на основании которых эти элементы применены.
При указании на схеме номиналов резисто-
ров и конденсаторов применяется упрощенный
способ обозначения единиц измерений:
для резисторов
от О до 999 Ом — в омах без указания единицы изме-
рения;
от 1 • 103 до 999 • 103 Ом — в киЛоомах с обозначением
единицы измерения буквой «к»;
свыше 1.10е Ом —в мегомах с обозначением единицы
измерения буквой «М», например: обозначение /?1 300
соответствует R 1 = 300 Ом; обозначение R2 100 со-
ответствует R 2 — 100.103 Ом; AJ3 5М соответствует R3—
= 5.10е Ом.
для конденсаторов
от 0 до 9999.10-12 Ф — в пикофарадах без указания
единицы измерения;
143
от 1.10~8 до 9999.10~® Ф — в микрофарадах без ука-
зания единицы измерения. В этом случае величины емкос-
тей записывают в виде дробных величин или в виде це-
лых чисел, проставляя после них запятую, знак 0 (нуль),
например: 0,01; 0,2; 30,0; 50,0.
Характеристики входных и выходных цепей
изделия, а также адреса от внешних подключе-
ний можно записывать в таблицы, помещаемые
взамен условных графических обозначений вход-
ных или выходных элементов: плат, разъемов
и т. д. (табл. 11). Каждой таблице присваивается
позиционное обозначение элемента, взамен кото-
рого она помещена (условного графического
обозначения).
Таблица 11
Ш 5
Кон- такт Цепь Адрес
1 Д/ = 0,5 ... 5 кГц; Rn = Б-Ш4/1
= 800 Ом
2 (/БЬ|Х = 5,5 В; RH = 800 Ом Б-Ш4/2
3 ^вых = = 80 В; RH =700 Ом Б-Ш4/3
4 1/вых= = 120В; /?н= Б-Ш4/4
= 3 кОм
Если на схеме изображены элементы, пара-
метры которых устанавливаются подбором при ре-
гулировании, то возле позиционных обозначений
таких элементов на схеме и в перечне элементов
проставляются звездочки, например, А*5*, а на
поле схемы помещают сноску: *«Подбирают
при регулировании».
144
Допускается помещать на принципиальной
схеме указания о марках, сечениях и расцветках
проводов и кабелей, которыми должны выпол-
няться электрические соединения элементов,
а также указания о специфических требованиях
к электрическому монтажу изделия в целом.
Схема соединений (монтажная) — схема, по-
казывающая реальные соединения составных
частей изделия (установки) и определяющая
провода, жгуты, кабели или трубопроводы,
которыми осуществляются эти соединения, а
.также места их присоединения и ввода (зажи-
мы, разъемы, сальники, проходные изоляторы,
фланцы и т. п.). Ею пользуются при разработке
электромонтажных чертежей, определяющих
прокладку и способы крепления монтажных
проводов, кабелей и жгутов в изделии (уста-
новке), а также при контроле, наладке, ремонте
и эксплуатации изделий (установок).
На схеме показывают либо соединения между
элементами внутри отдельных устройств (схема
внутренних соединений), либо внешние соеди-
нения между отдельными устройствами, не-
посредственно входящими в состав изделия
(схема внешних соединений).
Схема внутренних соединений (рис. 59).
На ней изображают все элементы, входящие
в состав изделия, а также соединения между
ними. Электрорадиоэлементы, используемые в
изделии частично, на схеме изображаются пол-
ностью с указанием задействованных и незадёй-
ствованных частей, например, все контактные
группы реле и т. п. Все элементы, входящие
в состав изделия, изображаются в виде услов-
ных графических обозначений, а устройства —
в виде прямоугольников или внешних очерта-
145
Верхняя стент панели (ЗиВ снизу)
146
ний. Рядом с условными графическими обозна-
чениями элементов указывают позиционные наи-
менования, присвоенные им на принципиальной
схеме; номинальные величины основных пара-
метров (емкость, сопротивление, напряжение
и т. п.) или тип элемента.
Если в условиях эксплуатации назначение
или использование элементов требует пояснения
(например, предохранители, потенциометры, пе-
реключатели, контрольные гнезда и т. п.), то
рекомендуется помещать соответствующие надпи-
си. Когда выводы элемента замаркированы в его
конструкции, то на схеме соединений эта мар-
кировка повторяется. На схеме проставляют
также обозначения выводов, фактически не на-
несенные на элементы, но установленные в их
документации, например, цоколевка электро-
вакуумных приборов.
Провода, жгуты и кабели соединения изо-
бражаются отдельными линиями, однако для
упрощения схемы допускается слияние отдель-
ных проводов, идущих в одну сторону, в общую
линию, но при подходе к контактам каждый
провод изображают отдельной линией.
Если в состав изделия входят многоконтакт-
ные элементы, то допускается линии, изобража-
ющие провода и жилы кабеля на схеме, дово-
дить только до контура графического обозна-
чения элемента, не показывая их присоединения
к контактам, а у изображения контактов указы-
ваются обозначения подводимых проводов и жил
кабелей (рис. 60).
Провода, жгуты, кабели и их жилы на схеме
соединения обозначаются порядковыми номе-
рами в пределах схемы отдельно. Провода, вхо-
дящие в жгут, нумеруются в пределах каждого
147
Рис. 60. Пример обозначения
присоединения проводов и
жил к многоконтактному эле-
менту.
жгута. Допускается также сквозная нумера-
ций проводов и жил кабелей в пределах схемы.
Если же они обозначены номерами, присвоен-
ными цепям, то отдельные участки в пределах
цепи нумеруются порядковыми числами, отделяе-
мыми дефисом от номера цепи (см. рис. 59).
Когда в состав из-
делия входят жгуты
или кабели, заранее
изготовленные по чер-
тежам, на схеме ря-
дом с их изображе-
нием или в таблице
соединений указыва-
ются обозначения
этих жгутов и кабе-
лей. Эти обозначения
на схеме соединений
должны совпадать с
обозначениями соот-
ветствующих прово-
дов, жгутов и кабе-
лей на общей схеме
и на схеме подклю-
чения. Номера прово-
дов и жил кабелей на
схеме проставляются
на обоих концах изображений, а номера кабе-
лей — в окружностях, помещаемых в разрывах
их изображений вблизи от мест разветвления
жил и номера жгутов на полках линий —
выносок, вблизи от места разветвления прово-
дов ^рис. 61).
Допускается при большой насыщенности
схемы номера проводов и жил проставлять в раз-
рывах их изображений.
148
, ' На схемах соединений указываются марки,
сечения и при необходимости расцветки про-
водов, а также марки кабелей, количество,
Рис. 61. Пример нумерации проводов н жил кабелей
на схеме.
сечение и занятость жил. Количество занятых
жил указывается в квадрате (рис. 61).
При небольшом числе электрических соеди-
нений данные о проводах и кабелях (марки,
сечения) указываются рядом с изображением
149
соединений или, если применены условные обо-
значения — на полях схемы помещается их рас-
шифровка (рис. 61).
При большом количестве электрических сое-
динений данные о проводах и кабелях, а также
адреса их присоединения сводятся в таблицы
соединений.
При заполнении таблиц соединений необхо-
димо придерживаться следующего порядка:
а) если соединения выполнены отдельными
проводами, то запись их обозначений в таблицу
производят в последовательности возрастания
номеров, присвоенных проводам или цепям;
б) если соединения выполняются жгутами
проводов или жилами кабелей, то перед
записью обозначений проводов каждого жгута
или жил каждого кабеля помещают заголовок,
например: «Жгут 5» или «Кабель 10». Запись
обозначений проводов жгута или жил кабеля
производится в последовательности возраста-
ния номеров, присвоенных проводам или цепям;
в) если электромонтаж выполняется частич-
но отдельными проводами, а частично жгутами
проводов и кабелями, то вначале записываются
обозначения отдельных проводов, а затем —
жгутов проводов и кабелей;
г) если отдельные провода защищаются изо-
ляционными трубками или экранирующими
оплетками, то в графе «Примечание» помещаются
соответствующие указания;
д) при применении форм таблиц соединений
без отдельных граф для обозначения элемента
и контакта, адреса присоединения, данные запи-
сываются дробью (в числителе указывается
позиционное обозначение элемента, в знамена-
теле — обозначение контакта).
150
Если на схемах соединений у обоих концов
линий, изображающих провода, жгуты и ка-
бели, указывается адрес соединений элементов
и устройств, то в этом случае таблица соеди-
нений не составляется.
Допускается помещать на поле схемы над
основной надписью необходимые технические
указания, например: требования о недопусти-
мости совместной прокладки некоторых проводов
и кабелей; данные о специфичности прокладки
и защиты кабелей, о заземлении и амортизации
элементов и устройств; величины минимально
допустимых расстояний между проводами и ка-
белями и т. п.
Электромонтажный чертеж — сборочный чер-
теж, на котором изображены изделия электро-
техники, радиотехники и электроники, провода,
кабели и жгуты, а также приведены данные,
необходимые для электрического монтажа схемы
(рис. 62). Все изделия на электромонтажном чер-
теже изображаются упрощенно в виде контурных
очертаний без графических подробностей, но
при условии сохранения приближенного сходст-
ва изображения с самым изделием. Изделия,
устанавливаемые при сборке, предшествующей'
электрическому монтажу, изображаются сплош-
ными тонкими линиями. Изделия, устанав-
ливаемые в процессе монтажа, а также места
присоединений в ранее установленных изде-
лиях, изображаются сплошными основными ли-
ниями.
Если изделия расположены на стенках, на-
ходящихся в различных плоскостях, то стенки
изображаются развернутыми в одну плоскость,
при этом на чертеже помещается надпись: «Стен-
ка развернута». Если же отдельные изделия
161
152
закрывают друг друга, то на электромонтажном
чертеже изображение изделия смещают и над
ним помещают надпись: «Изделие смещено»,
или на полке линии-выноски — «Смещено».
Для изображения невидимых на чертеже
мест присоединения к изделиям проводов, ка-
белей и жгутов отдельные изделия можно изоб-
ражать повернутыми с нанесением над ними над-
писи, определяющей направление и угол пово-
рота.
Если электромонтажный чертеж расположен
на нескольких листах или содержит несколько
видов, то линии, изображающие провода, ка-
бели и жгуты, переходящие с одного листа на
другой (с одного вида на другой), обрываются
за пределами .контура изделия.
Каждый провод, жила кабеля или жгут
провода на электромонтажном чертеже обозна-
чаются в соответствии со схемой соединений.
При отсутствии схемы соединений они нумеру-
ются арабскими цифрами (применяется сквоз-
ная нумерация в пределах одного чертежа).
Перемычки и отдельные провода, отчетливо
просматриваемые на чертеже, можно не нуме-
ровать.
Данные о проводах, жилах кйбеля и жгутах
проводов, а также адреса их присоединения
помещают в таблицу соединений проводов, либо
на отдельных листах электромонтажного чер-
тежа, которые должны быть его первыми лис-
тами. Если электрический монтаж выполняется
частично жгутами, то заполнение таблицы начи-
нается с записи отдельных проводов и кабелей,
а затем проводов и кабелей, входящих в жгуты.
Подготовка и крепление жил монтажных
проводов в местах их присоединения. Зачистка
163
проводов от изоляции производится специаль-
ным инструментом (см. рис. 7—11) или на обо-
рудовании, исключающем надрез жил и отдель-
ных проводников. Применение монтажного ножа,
ланцета, кусачек и т. п. недопустимо. Способы
разделки концов проводов зависят от их изо-
ляции.
При зачистке проводов, изоляция которых
не содержит стекловолокна (провода типа
МГШВ, МГТФ, МГТФЛ, МПМ и т. п.), исполь-
зуется метод обжигания изоляции при помощи
электроножа (см. рис. 10).
Провода с фторопластовой изоляцией обжи-
гаются только непосредственно под газоприем-
ником вытяжной вентиляции.
Длина местного потемнения -и оплавления
изоляции провода, вызванного электрообжигом,
не должна превышать 1 мм, а для проводов се-
чением 0,75 мм2 и выше — не более 2 мм.
Провода с изоляцией, содержащей стекло-
волокно, зачищаются следующим образом:
а) наружная полиэтиленовая или полихлор-
виниловая изоляция снимается электрообжи-
гом при помощи приспособлений (см. рис. 8, 9);
б) внутренняя изоляция (стекловолокно) рас-
плетается, скручивается и откусывается на
расстоянии до 1 мм от торца внешней изоляции
жилы; провод п)эи откусывании внутренней изо-
ляции должен быть прямым, надрез отдельных
проволочек недопустим (рис. 63, а).
При удалении изоляции с жил проводов,
имеющих внешнюю хлопчатобумажную оплетку
(провод типа БПВЛ), производится ступенчатая
разделка изоляции, то есть между концом хлоп-
чатобумажной оплетки и жилой провода остав-
154
ляется участок основной (полихлорвиниловой)
изоляции длиной 3—10 мм. Конец хлопчато-
бумажной оплетки закрепляется клеем (на-
пример клеем ХВК-2а) или на провод до его
Рис. 63. Обработка жил монтажных проводов:
/ — жила; 2 — клей или изоляционная трубка; 3 — хлопчатобу-
мажная лакированная оплетка; 4 — резиновая изоляция; 5 — клей;
6 — изоляция; 7 — изоляция из фторопласта; 8 бандаж из ниток,
покрытый клеем; 5 — оплетка из лавсана; 10 основная изоляция
разделки надевается изоляционная трубка
(рис. 63, б). Трубка ставится на клей (ХВК-2а)
или ее подбирают строго по диаметру провода.
При разделке концов проводов типа ПВЛ
хлопчатобумажная оплетка провода снимается
на участке не менее 10 мм от места среза резино-
вой изоляции (рис. 63, в).
155
Пробод
Рбяатб
Рис. 64. Крепление жил проводов на контактных
!56
лепестках различной конструкции.
157
При удалении изоляции с жил проводов,
имеющих внешнюю хлопчатобумажную или шел-
ковую оплетку (провода типа МГШДО, БПВЛ
ит. п.), электрообжигом концы изоляции покры-
ваются клеем, например, клеем АК-20 (рис. 63, г).
В тех случаях, когда применяются монтажные
провода с фторопластовой изоляцией, сверху
которой находится лавсановая оплетка (или
ей подобная), оплетку можно крепить нитяным
бандажом, покрываемым клеем, если нитки не на-
терты церезином (рис. 63, д'). При отсутствии
бандажа не допускается сползание лавсановой
оплетки на длину более 8 мм. После снятия изо-
ляции с провода, жилы, имеющие окисленную
поверхность, должны быть зачищены.
Многопроволочные жилы после снятия изо-
ляции необходимо скрутить под углом 15—30q.
. к оси провода, чтобы при пайке отдельные про-
вода не отставали от основной жилы. Жилы
скручиваются плоскогубцами со шлифованными
губками (см. рис. 17, 20) или специальным при-
способлением. Скручивание жил сечением
0,14 мм2 и менее производится только пальцами
рук или приспособлением, исключающим пов-
реждение жил.
Для облегчения пайки и обеспечения проч-
ного и надежного электрического контакта за-
чищенные жилы проводов перед пайкой необхо-
димо подвергать лужению.
Длина зачищенных жил должна быть доста-
точной для обеспечения механического крепле-
ния проводов к деталям, подлежащим пайке.
Присоединение монтажных проводов к кон-
тактным лепесткам осуществляется таким обра-
зом, чтобы длина оголенной части жилы монтаж-
ного провода от торца изоляции до места пайки
158
была не более 2 мм и не менее 0,5 мм после
пайки, за исключением случаев, приведенных
на рис. 64, з, 63, к и им подобных. Если расстоя-
ние между контактными лепестками меньше
5 мм, то оголение проводов не должно превышать
1,5 мм.
Закрепление жил на контактных лепестках
различной конструкции показано на рис. 64, а—о.
Провода сечением 0,35 мм2 и менее следует
крепить с выполнением полного оборота вокруг
контактного лепестка (рис. 64, г), а провода
сечением свыше 0,35 мм2 — не менее 3/4 обо-
рота (рис. 64, а). Все закрепленные на лепестках
концы монтажных проводов плотно обжима-
ются. При креплении проводов к контактным
лепесткам надо ввести жилу в отверстие ле-
пестка и загнуть ее по радиусу так, чтобы обра-
зовался крючок. На штырьковом лепестке каж-
дый провод закрепляется самостоятельно
(рис. 64, о).
Крепление провода к кабельному наконеч-
нику производится следующим образом: жилу
после разделки и облуживания вставляют в на-
конечник, обжимают его, а затем пропаивают.
Заделка жил проводов в кабельные наконечники
приведена на рис. 65, а, б. Допускается пайка
в наконечнике нескольких жил проводов при
условии обжима их изоляции по дуге не менее
270° (рис. 65, в). Применение кабельных нако-
нечников с обжимом по жиле провода (рис. 65,а)
при нефиксированном монтаже разрешается
только для проводов сечением 4 мм2 и свыше.
Лапки наконечника необходимо обжать, а при-
пой должен спаять токоведущую жилу провода
с внутренней и торцевой поверхностями лапок
наконечника и также покрыть торец жилы и за-
159
полнить щель между лапками. Обжимать лапки по
изоляции следует после пайки. При обжиме изо-
ляции провода с внешней оплеткой последняя
Рис. 65. Заделка жил проводов в кабельные наконечники:
at б, в — с обжимом по жиле провода; г — роликовый наконечник;
д — трубчатый наконечник;
1 *=- кабельный наконечник; 2 — лапки наконечника; 3 —< жила; 4 —*
изоляционная трубка; 5 «=- провод.
должна быть срезана на 3—4 мм больше длины
лапок наконечника. При заделке проводов в ка-
бельные наконечники обязательно применение
изоляционных трубок или изоляционных липких
лент (рис. 65, а—в). В случае заделки в кабель-
160
ные наконечники экранированных проводов эк-
раны не должны входить в изоляционные трубки.
Провода с лавсановой (типа МГТФЛ) или кап-
роновой наружной f
оплеткой можно об- о)
жимать лапками на-
конечника по оплет-
ке, которая покрыва
ется лаком или клеем
на длину не менее
10 мм.
При заделке гиб-
кого провода в ка-
бельный роликовый
наконечник жилу
провода разделяют на
две пряди, отдельные
проволочки каждой
пряди свивают между
собой в направлении
повива жилы, жилу
закрепляют в роли-
ковый наконечник,
как это показано на
рис. 65, г. Концы
прядёй должны быть
скручены между со-
бой не менее чем на
1,5—2 витка, пайка
ведется по дуге, при-
близительно равной
220—270°. Жила про-
вода, заделываемая в
роликовый наконеч-
ник, не должна под-
вергаться предвари-
Рис. 66. Монтаж проводами
малых сечений:
1 — изоляционная трубка на клее
(ХВК-2а); 2 — плата; 3 — провод;
4 — лепесток.
6 4-182
161
Паятб
Рис. 67 Заделка жил проводов в изо-
ляторы:
/ — гайка; 2 — шайба; 3 — шайба; 4 —
шпилька; 5 — керамический изолятор, 6 —
провод; 7 — наконечник; 8 — стеклянный изо
лятор; 9 — втулка; 10 лепесток.
162
тельному облуживанию. В роликовый наконеч-
ник можно заделывать провода сечением не ме-
нее 0,35 мм2.
При подсоединении к зажимным контактам
проводов сечением от 0,12 до 0,5 мм2 зачищенный
конец жилы провода запаивают в специальный
трубчатый наконечник (рис. 65, д').
При монтаже проводами малых сечений
(0,2 мм2 и меньше) необходимо соблюдать сле-
дующие правила:
а) укладку монтажных проводов произво-
дить только один раз в процессе монтажа во
избежание излома жилы у места пайки;
б) провода к месту пайки подводят снизу
(рис. 66, а—в);
в) запас провода для перепайки укладыва-
ется на основание платы в виде петли.
Заделка жил проводов в стеклянные и ке-
рамические изоляторы производится, как пока-
зано на рис. 67, а—г. Если наружный диаметр
провода (с изоляцией) меньше внутреннего диа-
метра трубки изолятора, то провод вставляют
в трубку с изоляцией и зачищают на расстоя-
нии 8—10 мм от места пайки.
Допускается пайка проводов в паечные
отверстия с упрощенным механическим крепле-
нием (рис. 68).
Проходные (последовательные) перемычки
можно выполнять из одного отрезка голого про-
вода (рис. 69, а—б). Короткие перемычки между
соседними контактными лепестками могут вы-
полняться продолжением подключаемой жилы
провода (рис. 70).
При монтаже проводов на лепестках панелей
пальчиковых ламп в панель необходимо встав-
лять шаблоны, фиксирующие правильность кон-
6*
163
тактных лепестков (рис. 71, а). Монтаж прово-
дов на октальных панелях показан на рис. 71, б,
монтаж реле типа ОР-13 и ему аналогичных
Рис. 68. Пайка проводов с упрощенным
механическим креплением:
1 провод; 2 — панель; 3 — лепесток.
Рис. 69. Примеры крепле-
ния проходных перемычек
к контактным лепесткам:
/ — голый провод; 2 — изоля^
ционная трубка; 3 — лепе-
сток; 4 — панель.
Рис. 70. Крепление
коротких перемычек
между соседними
контактными лепе-
стками:
/ —- проход; 2 — лепе-
сток; 3 — панель.
типов — на рис. 72. Реле с негерметичным кор-
пусом при монтаже необходимо располагать
лепестками, наклоненными вниз. После про-
верки и отметки мест пайки лаком на все ле-
164
пестки (или, если нет места, то через один лепес-
ток) должны быть надеты изоляционные трубки,
которые закрепляются клеем при горизонталь-
Паятб
Рис. 71. Монтаж проводов:
а—на лепестках панелей пальчиковых ламп;
б—на октальных панелях.
ном положении контактов во избежание затека-
ния клея внутрь реле. Изоляционные трубки
необходимо подбирать такого диаметра, чтобы
они плотно облегали контакт. На рис. 73 пока-
зан монтаж одиночных проводов сечением
0,2 мм2 и выше, при этом трубки должны быть
надеты на провода заранее.
165
Присоединение монтажных проводов к выво-
дам реле типа РЭС-9, а также к элементам с ана-
логичными выводами показано на рис. 74, а, б.
Изоляционные трубки надеваются ,на задейство-
ванные контакты реле, или монтаж реле покры-
Рис. 72. Монтаж реле:
с —типа ОР-13; б—типа РЭС-49. 1 — лепесток: 2 — провод;
провод: 4 — изоляционная трубка иа клее (ХВК-2а); 5 — лепесток;
6 — вывод реле; 7 — корпус.
вается лаком (например, перхлорвиниловым,
УР-231 и т. п.) в 3—5 слоев. Если расстояние
между пайками контактов более 2 мм, а также
если монтаж реле покрыт влагозащитным лаком
(например, перхлорвиниловым, УР-231 и т. п.), ,
изоляционные трубки на контакты можно не
надевать. Можно проводить припайку проводов
166
так, как показано на рис. 74, б. При этом трубки
надеваются на провода заранее. При надевании
трубок с натягом можно устанавливать их без
клея. Концы проводов, подводимые к штыре-
вым контактам реле, должны быть зачищены,
залужены и в целях исключения повреждения
изолятора реле пред-
варительно загнуты в
форме кольца (рис.
74, в). При использо-
вании проводов сече-
нием 0,14 мм2 и менее
изоляционные трубки
на контакты можно
не надевать, при этом
реле должно быть по-
крыто влагозащит-
ным лаком. Провода,
подходящие к элект-
роэлементам, напри-
мер, к реле РЭС-49,
у которых расстояние
между оголенными
токопроводящими по-
верхностями выводов
Рис. 73. Монтаж одиночных
проводов к лепесткам реле:
1 — изоляционная трубка на клее
(ХВК-2а); 2 «- лепесток; 3 — про-
,вод.
меньше 1 мм, для уве-
личения зазора между пайками можно паять
на разной высоте (рис. 72, б).
Для повышения надежности электромонтажа
в местах присоединения проводов малого сечения
(0,14 мм2 и менее) можно применять лепестко-
вые наконечники. Зазор между лепестками
и установленными наконечниками должен быть
не менее 3 мм, при этом изоляционные трубки на
смежные лепестки с наконечниками надеваются
обязательно. Наконечник по всей площади при-
легания припаивается к контактному лепестку.
167
Рис 74. Присоединение монтажных проводов к выводам
реле типа РЭС-9.
168
Причем длина припаиваемой части — не менее
2 мм. Способы запайки в случае применения
наконечников в местах присоединения проводов
малого сечения приведены на рис. 75, а—ж.
Лапки наконечника разводят на величину
диаметра провода (проводов). Облуженный про-
вод закрепляется в отверстие контактного ле-
пестка или вокруг штырька, затем проклады-
вается наконечник к лепестку или штырьку
и одновременно припаивается провод и нако-
нечник. По окончании пайки наконечник выпрям-
ляется, провод заводится в лапки и обжи-
мается. .
Пример крепления проводов в трубчатые кон-
такты с внутренним диаметром контакта более
2,5 мм пайкой приведен на рис. 75, ж. В этом
случае порядок пайки следующий: облуженная
часть заводится в отверстие наконечника, заги-
бается вокруг торца и припаивается, после чего
провод с наконечником вводится в контакт до
упора и припаивается. По окончании пайки
наконечник выпрямляется, провод (провода) за-
водится в лапки и обжимается.
В случае применения наконечников анало-
гичной конструкции с большим диаметром для
крепления провода можно под лапки наконеч-
ника на провод ставить дополнительную трубку.
Для проводов с фторопластовой изоляцией мож-
но обжим лапок наконечника производить перед
пайкой.
Монтаж навесных элементов
Электрорадиоэлементы при электромонтаже
крепят либо на собственных выводах непосред-
ственно к лепесткам, монтажным стойкам и т. п.,
169
2
170
Рис. 75. Способы запайки проводов с применением нако-
нечников:
1 провод; 2 наконечник; 3 — лепесток: 4 — изоляционная
трубка.
17!
либо путем дополнительного крепления корпуса
элемента к шасси или плате при помощи хому-
тов, скоб, держателей, привязки, заливки
компаундом или приклейки клеем. При этом
Рис. 76. Виды крепления навесных радиоэлементов:
/ — корпус элемента; 2 — капроновая нить; 3 — узел; 4 — крепеж
ное отверстие; 5 — панель; 6 — вывод; 7 ~ изоляционная трубка;
8 -- мастика; 9 — полупроводниковый диод; 10 — транзистор.
элементы должны быть закреплены так, чтобы
они не смещались при вибрации и ударах. На-
иболее типичные виды крепления показаны на
рис. 76, а—е.
Для уменьшения расстояния между элемен-
тами или между элементом шасси на корпус эле-
ментов или на их выводы надеваются изоля-
172
ционные трубки. В этом случае элементы могут
располагаться вплотную друг к другу или к
шасси.
Изоляционные трубки надеваются на вы-
воды элементов в следующих случаях:
а) при пересечении выводов между собой
и при возможности замыкания с соседними
токопроводящими по-
верхностями;
б) в зависимости от
рабочего напряжения,
подаваемого на выводы
и другие токопроводя-
щие поверхности, и от
условий работы радио-
аппаратур ы.
Диаметр изоляцион-
ной. трубки должен быть
равен или несколько
меньше диаметра изоли-
руемого элемента, дли-
на ее — несколько пре-
вышать длину элемента.
При близком располо-
жении элементов изоля-
ционные трубки можно
надевать через один
элемент (рис. 77, г).
Длина монтажных
выводов от места пайки
до корпуса элемента
должна быть минималь-
ной, но не менее ука-
занной в ГУ. Если этого
указания в ТУ нет, то
расстояние от корпуса
Рис. 77. Радиоэлементы
с дополнительной изоля-
цией:
I изоляционная трубка;
2 плата
173
элемента до места пайки принимается не менее
5 мм.
Расстояние от корпуса элемента до изгиба
его вывода (а) должно быть не менее расстоя-
ния, указанного в ТУ (рис. 78). Ерли в ТУ это
расстояние не указано, то оно должно быть
не менее 2 мм. Выводы элементов изгибают
Рис. 78? Пример изгиба
вывода элемента с по-
мощью механического при-
способления:
1 — навесной элемент; 2 —*
приспособление для изгиба:
3— вывод.
с помощью механических
приспособлений. При
этом места крепления
выводов к корпусам эле-
ментов не должны ис-
пытывать механических
усилий. Внутренний'ра-
диус изгиба выводов
должен быть не менее
величины их диаметра.
Жесткие выводы элемен-
тов (резисторов типа
ПЭВ и т. п.) при мон-
таже изгибать не раз-
решается. Выводы на-
весных элементов перед
пайкой присоединяют к
опорным монтажным ле-
песткам, гнездам и т. п. путем механического
закрепления без натяжения. Способы закреп-
ления выводов, показаны на рис. 79, а—з.
Механическое крепление выводов перед пай-
кой определяется конструкцией лепестка. При
установке элементов на штырьковые лепестки
диаметром 1 мм и менее компенсационного изги-
ба на выводах можно не делать, при этом выводы
должны быть предварительно отформованы и об-
жаты по лепестку без усилия на основные вы-
воды (рис. 79, е). Пример крепления и пайки
174
элементов и проводов в трубчатые контакты
приведен на рис. 79, д.
Допускается выводы навесных элементов
прикреплять непосредственно к шине диаметром
f*(ne
'менее)
а) $
. Рис. 79. Крепление навесных радиоэлементов:
I — навесные элементы; 2 — шина; 3 — стойка; 4 — плата;
5 трубчатый контакт; 6 — провод; 7 — панель.
175
не менее 0,8 мм. Диаметр вывода в этом случае
не может превышать диаметра шины (рис. 79, г).
Перед установкой и пайкой элементов их
выводы слеДует очистить от окисной пленки
и облудить горячим способом.
Элементы, подбираемые в процессе настрой-
ки и регулировки прибора, следует подпаивать
без механического крепления на полную дли-
ну своих выводов. После подбора и регулировки
элементы подпаиваются к опорным точкам с ме-
ханическим закреплением выводов.
При установке элементов на полиуретановых
платах толщиной не менее 5 мм разрешается
выводы элементов, закрепленные в пенопласте,
использовать как опорные точки; при этом
диаметр каждого из подпаиваемых выводов
элемента и проводов не должен превышать
диаметр опорного вывода. На один опорный
вывод допускается подпаивать не более трех
проводников или выводов, а для высокочастот-
ных схем — не более четырех (рис. 79, з).
Вязка жгутов и крепление их к корпусу
прибора
Два и более параллельно идущих в одной
трассе изолированных (в том числе и экрани-
рованных) провода длиной более 50 мм должны
связываться в жгут, если это не вызывает недо-
пустимого увеличения взаимных наводок. Необ-
ходимость вязки проводов в жгуты устанавли-
вается технической документацией.
Разделку, раскладку и вязку жгутов в целях
идентичности их изготовления и ускорения
работы осуществляют на шаблонах, которые
изготовляются в соответствии с чертежом на жгут,
,76
а при отсутствии чертежа — по монтажной схеме.
Пример укладки проводов на шаблоне показан
на рис. 80.
После установки шпилек на шаблоне для
предохранения проводов от повреждения на них
1 2
Рис. 80. Укладка проводов на шаблоне:
/ _ отверстие для прохода проводов жгута; 2 — шпилька.
надеваются изоляционные трубки с внутренним
диаметром, равным диаметру шпильки. При из-
готовлении шаблона необходимо предусмотреть,
чтобы выход провода из жгута был против
места подпайки. Если в монтаже применяют
провода различного сечения, то необходимо
изготовить несколько жгутов, состоящих из
близких по диаметру проводов’ (например, про-
вода с внешним диаметром от 0,5 до 1 мм или
177
от 1 до 3 мм). Разделку необходимо начинать
с экранированных проводов, экраны которых
предварительно могут быть разделаны одним
из способов, показанных на рис. 91—98. Свива-
ние отдельных проводов между собой (если
это оговорено на чертеже или в схеме соеди-
нений) следует производить так, чтобы не до-
пустить их скручивания вдоль своей оси. Опре-
деление шага свивания показано на рис. 81.
Рис. 81. Определение шага сви-
вания проводов.
В зависимости от сечения провода рекоменду-
ется следующий шаг свивания его:
Сечение провода, 0,05—0,12 0,12—0.2 0,35 0,50 0,75
мм^
Шаг свивания, мм 10—15 15—20 20—25 25—30 40
Для проводов с полиэтиленовой изоляцией
шаг свивания увеличивается на 30 %.
Свитые провода укладываются в жгуты.
Длинные провода укладываются в верхней час-
ти жгута (с лицевой стороны) так, чтобы ответв-
ления жгута выходили из-под них. Провода
сечением 0,2 мм2 и менее рекомендуется укла-
дывать внутри жгута. Запасные провода в жгуте,
обусловленные в чертеже, закладываются одного
цвета с таким расчетом, чтобы можно было концы
этих проводов изолировать и закрепить на вид-
ном месте. Пример заделки запасных проводов
178
приведен на рис. 82, а — г. Внутренний радиус
изгиба жгута в процессе раскладки проводов
на шаблоне должен быть не менее трехкратной
величины наружного диаметра провода наи-
большего сечения, входящего в жгут. Провода
в жгуте необходимо укладывать ровно, без вы-
Рис. 82. Способы заделки запасных
проводов:
/ — жгут; 2 — изоляционная лента; 3 —
запасные провода; 4 — нитки; 5 — трубка
пластикатная М50; 6 — провод; 7 — изо-
ляционная трубка.
179
ступов и по возможности без перекрещиваний.
Если жгут связан из проводов с хлопчатобумаж-
ной или шелковой изоляцией (например, типа
МГШДО), то с целью защиты проводов от влаги
весь жгут необходимо пропитать церезином или
другим влагоотталкивающим материалом.
В зависимости от условий эксплуатации,
а также от изоляции проводов вязку жгута
необходимо производить шнурами, нитками,
тесьмой или лентами из синтетических мате-
риалов, либо обматывать изоляционными лен-
тами или пленками. Чтобы исключить воз-
можность продавливания нитками изоляции
в процессе изготовления и хранения жгу-
тов, состоящих из проводов с полиэтиленовой
или фторопластовой изоляцией, следует при-
менять обмотку лентами или пленками. Лента
должна фиксировать ответвления жгута и вы-
ходящие из них провода. Ширина ленты выбира-
ется в зависимости от диаметра жгута и коли-
чества ответвлений. Чтобы в процессе обмотки
жгут не перекручивался, его необходимо обма- ,
тывать, не снимая с шаблона. Лента наклады-
вается' с небольшим натяжением, с шагом пере-
крытия 50—70%. Через 3—5 витков она про-
клеивается клеем. Начало и конец обмотки
проклеивают или крепят нитяным бандажом.
Вязку жгута можно производить хлопчато-
бумажным шнуром или тесьмой, а также в слу-
чае необходимости можно связывать провода
типа МГТФ, МГСТФ шелковыми нитками № 13,
не допуская в процессе вязки их обрыва. Вместо
обмотки жгута лентой применяют также изоля-
ционные трубки или механизированную вязку
жгутов с натяжением, исключающим поврежде-
ние изоляции.
180
Для вязки жгутов, состоящих из проводов,
у которых, кроме изоляции из полихлорвинила/
полиэтилена или другого материала, имеется
обмотка из шелковой, стеклянной или хлопчато-
Рис. 83. Примеры вязки жгута:
а, е — в бдну нитку; б — в две нитки.
бумажной пряжи, а также жгутов из установоч-
ных проводов типа УВГ, следует применять
хлопчатобумажные нитки, шнуры с внутрен-
ним диаметром 0,5—2 мм, льняные нитки № 95,
Нить капроновую ЗК, нить стеклянную № 10.
181
В зависимости от количества проводов и диа-
метра жгута вязку нужно производить с натяже-
нием в одну, две и более ниток (рис. 83, а — е).
Хлопчатобумажные шнуры и нитки до начала
вязки необходимо натереть церезином марки
Бандаж
шириной до/От
Рис. 84. Примеры вязки в наложения бан-
дажей.
57 или 67 ГОСТ2488—47, а до обработки цере-
зином пропитать одним из антисептиков по
ГОСТ 11160—69. Что же касается узлов из
льняных ниток, то их после вязки следует по-
крывать клеем БФ или лаком, а из капроновых
ниток — спекать. При вязке жгута из проводов
сечением 0,35 мм2 и выше шаг вязки (рис. 83, а—в)
выбирают по диаметру жгута:
Диаметр жгута, мм до 10 11—30 Свыше 30
Шаг вязки, мм 15—20 20—30 30—40
182
Если сечение связываемых проводов менее
0,35 мм2, то шаг вязки выбирают в зависимости'
от количества проводов в жгуте:
Количество прово- до 5 5—15 15—20 Свыше 20
дов, шт.
Шаг вязки, мм 5—10 10—12 12—18 25
На криволинейных участках шаг вязки дол-
жен уменьшаться в зависимости от диаметра
жгута и радиуса изгиба. В местах разветвления
Рис. 85. Обмотка жгута изоляционной лен-
той и крепление ее нитками:
1 *— изоляционная лента; 2 — нитки; 3 — жгут.
жгута, до и после разветвления, делаются бан-
дажи из двух-трех лежащих петель. В начале
и конце вязки жгута накладываются бандажи,
состоящие из 2—5 петель вязки, и делаются
оконечные узлы, а перед каждым выходом про-
вода из жгута должна быть сделана петля.
Примеры вязки и наложения бандажей приве-
дены на рис. 84. Ведущую нитку и узлы петель
следует располагать на стороне жгута, обращен-
ной к корпусу прибора. Провода или ответв-
ления жгута, находящиеся внутри экранирую-
щих оплеток или внутри изоляционных трубок,
а также провода или ответвления жгута, обши-
тые кожей или ее заменителем, нитками не свя-
зываются.
183
184
Рис. 86. Способы изготовления плоских жгутов:
а. 1 — лента изоляционная; 2 — шпильки; 3 — бандаж технологи-
ческий (например, из провода МШВ), * конец ленты закрепляется
клеем (перхлорвиниловым), ** перед окончательной обмоткой жгу-
та шпильки вытаскиваются;
б. 1 — жгут объемный, обмотанный изоляционной лентой; 2 —
жгут плоский; 3 лента изоляционная (лакоткань), закрепленная
клеем ЛН; 4 — провод.
в. 1 — нитяной бандаж.
Для защиты от механических повреждений
связанный жгут по всей длине или на необхо-
димом участке (в соответствии с указанием на
чертеже или в схеме соединений) обматывается
изоляционным материалом. Пример обмотки
жгута лентой и крепления ленты нитками пока-
зан на рис. 85. Для защиты жгута или его части
от влияния высоких температур (эти места специ-
ально указываются на чертеже или в схеме со-
единений) он обматывается теплоизоляционным
материалом: шнуровым асбестом, фторопластовой
пленкой, стеклянной лентой или защищается
асбестовым чехлом или трубками. Связанный
жгут диаметром не менее 20 мм при укладке в
прибор можно изгибать, при этом внутренний
радиус изгиба должен быть не менее трех диамет-
ров жгута, однако жгут диаметром более 20 мм,
185
а также жгут диаметром более 8 мм, содержащий
провода сечением не более 0,2 мм2, при уста-
новке изгибать не допускается.
Плоские жгуты изготавливаются одним из
способов, показанных на рис. 86.
Крепление жгутов, кабелей и проводЬв к кор-
пусу прибора или к его элементам осуществля-
ется с помощью скоб", лент, хомутов, клеев, мас-
тик, компаундов, ниток, шнуров. Скобы, ленты
и хомуты выбираются по форме жгута: они дол-
жны плотно охватывать жгут, чтобы не допус-
кать его смещения. При креплении жгутов, ка-
белей и проводов металлическими хомутами,
скобами и лентами для предотвращения повреж-
дений под крепежные детали необходимо ста-
вить эластичные прокладки из изоляционного
материала. Вместо прокладок допускается при-
менять изоляционные трубки, которые наде-
вают на скобы. Если для крепления применяют
скобы, хомуты и ленты из полиэтилена, про-
кладки под них можно не устанавливать. Жгут
под металлическим хомутом или скобой необ-
ходимо обвернуть изоляционным материалом
(полихлорвиниловым пластиком), который дол-
жен выступать за края хомута или скобы на
1—3 мм (рис. 87, а, б). При наложении жгута
один на другой длиной более 100 мм или участ-
ков его жгуты необходимо связывать между
собой шнуром или скреплять другим способом.
• Расстояние между хомутами -или скобами
при установке их на прямолинейных участках
выбирается в зависимости от диаметра жгута,
кабеля или провода:
Диаметр жгута, кабеля, провода, мм 10 11—30 30
Расстояние между скобами или хо- 200 250 300 '
мутами, мм, не более
185
Для проводов сечением 0,35 мм2 и менее шаг
крепления должен быть не более 50 мм.
Крепление одиночных проводов на панели
у места пайки допускается производить через
1—2 отверстия нитками, шнурами, тесьмой,
клеем, мастикой и т. д.
Рис. 87. Примеры крепления жгута:
/ ₽- панель; 2 прокладка 0,5—1,5 мм; 3 жгут; 4
скоба.
При установке скоб или хомутов необходимо
предусматривать возможность съемки жгутов
без демонтажа соседних электрорадиоэлементов.
Для малогабаритной аппаратуры, а также ап-
паратуры разового и кратковременного дей-
ствия это требование не обязательно.
При креплении проводов, жгутов и кабелей
к корпусу прибора с помощью клея, мастики
или компаунда выбор расстояния на прямо-
187
188
Рис. 88. Примеры приклейки жгутов, проводов, кабелей:
1 ~ отверстие для прохода шнура; 2 — шнур; 3 — мастика.
189
линейных участках производится в зависимости
от диаметра жгута, кабеля или провода:
Диаметр провода жгута. До 5 5—10 10—15 15—25 25
кабеля, мм
Расстояние между точками 50 80 100 150 200
приклеивания, мм, ие более
В местах перехода с одной неподвижной
плоскости на другую провод, жгут или кабель
должен быть приклеен к обеим плоскостям не-
зависимо от
£
Рис. 89. Проход
жгута через метал-
лическую стенку
шасси:
/ —- жгут, 2 —* ско-
ба; 5 — металлическая
стенка; 4 — изоляци-
онная втулка.
указанных выше размеров. Места
приклейки указывают на сбо-
рочном чертеже или в схеме
соединений. Примеры при-
клейки показаны на рис. 88,
а — ж. Жгуты диаметром бо-
лее 10 мм вместах приклейки
следует закреплять шнуром
или нитками через отверстия
в шасси. Ширина бандажа
выбирается от 3 до 6 мм в
зависимости от диаметра жгу-
та. При диаметре жгута менее
10 мм для обеспечения боль-
шей надежности рекоменду-
ется его пддвязывать.
Крепление жгутов и про-
водов клеем, мастикой или
компаундом следует произво-
дить только после их рихтов-
ки. Подрихтовка проводов и
жгутов после их крепления
не допускается. Приклейку
рекомендуется производить мастикой ЛН, обла-
дающей высокими электроизоляционными свой-
ствами, хорошей адгезией, достаточной вязкос-
тью, вибропрочностью и другими свойствами.
190
Для предохранений проводов, жгутов и ка-
белей от механических повреждений в местах
их прохода через стенки металлических шасси
устанавливают изоляционные втулки (рис, 89),
а при огибании кромок и ребер конструкции —
предохранительную обмотку из изоляционной
Рис. 90. Номограмма для определения
диаметра жгутов.
ленты (см. рис. 88, г — ж). Отверстие втулки
должно быть достаточным для свободного про-
хода через него провода, кабеля или жгута.
Для определения диаметра жгута рекомен-
дуется пользоваться номограммой (рис. 90).
Если провода или жгуты проходят через
изоляционные материалы, то дополнительная за-
щита изоляции проводов не обязательна. Кром-
ки отверстий, через которые проходят провода,
должны быть закруглены. Допускается в мес-
тах прохода проводов через отверстия в шасси
\ обматывать их изоляционной лентой или наде-
вать изоляционные трубки.
При переходе проводов, жгутов и кабелей
с неподвижной части прибора на подвижную
191
(с корпуса на лицевую панель или крышку, или
съемную деталь и т. п.) рекомендуется -их распо-
лагать- так, чтобы они работали на кручение, а
не на изгиб. В этом случае на чертеже или в схеме
соединений в месте перехода жгута предусмат-
ривается запас длины в виде петли. Чтобы пред-
отвратить возможность повреждения проводов,
жгутов и кабелей в месте перехода, на них наде-
вают защитные материалы (кожу или ее заме-
нитель, упаковочную полихлорвиниловую или
полиэтиленовую пленку, липкую полихлорвини-
ловую или полиэтиленовую ленту, ткань АЗТ
и т. п.) или эластичные изоляционные трубки.
Провода на подвижных участках жгута не до-
пускается'связывать, так как они должны сво-
бодно перемещаться. Жгуты, постоянно пере-
мещающиеся в процессе работы, собирают из осо-
бо гибких, проводов типа МОГ. Внутренние
полости изоляционных трубок посыпаются таль-
ком. Начало и конец обшитой или обмотан-
ной части жгута закрепляют скобами или хо-
мутами. Обшивка или обмотка должна высту-
пать за края скоб или хомутов не менее чем на
10 мм. •
Жгуты, состоящие из проводов с полиэтиле-
новой или фторопластовой изоляцией, в местах
перехода с одной части прибора на другую
рекомендуется крепить мастикой ЛН, предвари-
тельно закрепив жгут шнуром через отверстия
в деталях конструкции. Мастику на жгуты
и провода в местах их крепления следует нано-
сить шприцем по форме в виде скобы. Ширина
склеивающего шва должна быть около 1,5 диа-
метра жгута или провода.
192
Монтаж экранированных проводов,
приборных частей штепсельных
и высокочастотных разъемов
Разделка экранированных проводов н спайка экранов
Монтаж приборов или блоков производят
экранированными проводами в тех случаях,
когда эти провода (цепи) подвержены воздей-
ствию помех или создают их сами. Экранирую-
щие оплетки монтажных проводов заземляются.
Места их заземления указываются на чертеже
или схеме соединений. Экранирующая оплетка
длиной свыше 100 мм заземляется с обоих кон-
цов, а при длине менее 100 мм может быть
заземлена с одного конца. Вывод заземляющих
концов выполняется холостой плетенкой или
гибким проводом и подсоединяется согласно
схеме соединений к контакту разъема, шине,
лепестку и т. п. Для уменьшения длины зазем-
ляющих проводов в конструкции блока предус-
матривается установка лепестков заземления
или вырубка лепестков в шасси вблизи заземля-
ющих элементов. Для крепления лепестков не
рекомендуется применять винты, а также не
допускается при заземлении припаивать провода
непосредственно к шасси. В отдельных случаях,
когда шасси выполнено из тонкой посеребрен-
ной латуни толщиной до 0,5 мм (высокочастотные
узлы и т. п.), допускается заземление элементов
производить продеванием заземляющего оголен-
ного провода в отверстие шасси с последующим
загибанием .и пропайкой провода к шасси. Если
экранирующая оплетка провода не должна ка-
саться корпуса прибора, на нее надевается изо-
ляционная трубка или она обматывается изоля-
ционной лентой.
7 4-182
193
Заделку концов экранирующей оплетки и ее
заземление нужно производить так,' чтобы не
повредить изоляцию провода, не поджечь, не
разлохматить, не проколоть проволочками экра-
нирующей оплетки, не нарушить ее лакового
покрытия.
Расстояние между концом экранирующей
оплетки и торцом изоляционной оболочки про-
вода должно быть в пределах 10—25 мм, а в
высоковольтных цепях с напряжением 2000—
3000 В — 20—25 мм. Если по конструктивным
соображениям данный размер требуется увели-
чить или уменьшить, то его необходимо ука-
зать на чертеже, при этом размер не может быть
меньше 3—5 мм (в зависимости от диаметра
провода).
Если экранированные провода имеют внеш-
нюю оплетку, ее необходимо закрепить нитя-
ным бандажом, клеем и т. п.
Способы разделки экранированных проводов,
подлежащих заземлению:
а) пряди экранирующей оплетки раздвига-
ют, и провод протягивают в образовавшееся
отверстие, свободный конец оплетки_ вытяги-
вают, экран сдвигают на 10—25 мм в сторону
длинного конца провода и на длину 10—15 мм
подкладывают изоляционный материал, затем
экран вновь надвигается в первоначальное поло-
жение и сверху накладывают нитяной бандаж
(рис. 91, а, б) или крепят экран клеем. В послед-
нем случае изоляционный материал под экран
не заводят. Разделка многожильных экрани-
рованных проводов типа МГШВЭ 3 X 0,35 мм2
производится путем расплетания концов экра-
нирующих оплеток,. При разделке экранирован-
ных проводов, жила которых под экраном имеет
194
хлопчатобумажную, лавсановую и т. п. оплет-
ку, изоляционный материал под экран не под-
кладывается;
б) если экранированные провода вяжутся
в жгут или экран не перемещается, то заделка
их концов может производиться так, как пока-
зано на рис. 91, в. Пряди экрана раздвигают
и провод протягивают в образовавшееся отвер-
стие, свободный конец оплетки вытягивают и в
месте выхода провода прижимают к изоляции;
в) вывод заземляющего конца может быть
выполнен одиночным гибким проводом (рис. 91,
г). Конец экранирующей оплетки обрезают на
длину 10—25 мм, под оплетку подкладывают
2—3 слоя теплостойкого изоляционного матер на-
ла или надевают теплостойкую изоляционную
трубку, на конец оплетки плотно наматывают
несколько витков гибкого провода заземления
сечением 0,2—0,5 мм2 и производят пайку как
с обоих торцов намотки, так и по всей поверх-
ности витков;
г) вывод заземляющего конца экрана может
быть выполнен по рис. 91, д;
д) разделку проводов типа ПВТФЭ можно
производить так, как показано на рис. 91, е;
е) при необходимости дополнительной изо-
ляции мест отвода экранирующей плетенки до-
пускается заделка экрана по рис. 99, в, г.
Способы разделки концов экранирующих опле-
ток проводов, не подлежащих заземлению:
а) конец провода освобождают от экрана,
экран подрезают на длину 10—25 мм, под него
подматывают в два слоя ленту из шелковой
лакоткани или из другого изоляционного мате-
риала, а сверху экрана накладывают нитяный
бандаж (рис. 92, а);
7* 195
196
Рис. 91. Разделка экранированных проводов, подлежа-
щих заземлению:
а, б, в. 1 — прокладка из изоляционного материала (в тех случаях,
когда некоторое увеличение диаметра провода в месте заделки не
имеет значения, взамен лакоткани можно применять изоляционные
трубки); 2 экранирующая оплетка; 3 — нитяной бандаж; 4 — вы-
тянутый экран.
г. / — прокладка из изоляционного материала; 2 — заземляющий
провод; 3 — экранирующая оплетка, * в зависимости от диаметра
провода; 4 — изоляционная трубка на клее (при надевании трубки
с иатягом допускается устанавливать ее без клея).
д. / — нитяной баидаж; 2 — экранирующая оплетка; 3 — провод
заземления; 4 — прокладка из изоляционного материала или трубка.
е. / — жила; 2 — изоляция нз фторопласта; 3 — бандаж из стекло-
нитей, покрытый лаком К—55; 4 — бандаж из проволоки ММ
(0 0,3—0,5 мм); 5 — плетенка ПМЛ2Х4 или заземляющий провод;
6 — экранирующая оплетка; 7 — внешняя оплетка.
б) заделку экрана в соответствии с рис. 92, б
производят липкой изоляционной лентой (на-
пример лентой ПВХ). Экран подрезают, ленту
вначале подматывают под экран, а заканчивают
обмотку поверх него. Этот способ рекомендуется
для проводов диаметром 10 мм и более;
в) на экранирующую оплетку надевают по-
лихлорвиниловую трубку длиной 10—15 мм
с внутренним диаметром, равным внешнему
диаметру экранированного провода (рис. 92, в),
и обрезают экранирующую оплетку на необхо-
димую величину. Под экранирующую оплетку
надевают вторую полихлорвиниловую трубку
с внутренним диаметром, равным внешнему
диаметру провода по изоляции. После этого
первую трубку надвигают на конец экрани-
рующей оплетки, на который наносят каплю
клея, например ХВК-2а (рис. 92, г).
Способы спайки экранов в жгутах приборного
монтажа'.
а) оплетки проводов соединяют с заземляю-
щим выводом пайкой (рис. 93, а). Если экра-
ны соединены между собой, но не заземлены,
197
a)
Рис. 92. Разделка экранированных'проводов,
не подлежащих заземлению:
1 •— экранирующая оплетка; 2 — нитяной бандаж;
3 — прокладка из изоляционного материала; 4 —
лента ПХБ; 5 — изоляционная трубка; 6 — клей;
7 — изоляция провода.
Рис. 93. Соединение экранов пайкой в жгутах:
I экранирующие оплетки; 2 — бандаж из проволоки ММ 0 0,2
0.51 мм; 3 — заземляющий провод или плетенка ПМЛ=2Х4; 4
изоляционная трубка; 5 —' провод.
198
соединение пропаивают, а заземляющий про-
вод не выводят (рис. 93, б). Под один бандаж
разрешается соединять либо до 5 экранов из
плетенки ПМЛ-2х4 или из малогабаритных
экранированных проводов типа МГТ.ФЭ, либо
Рис. 94. Соединение экранов пайкой в жгуте:
1 — экранирующая оплетка (ввести в отверстие экрана, обжать
и паять); 2 — экранирующая оплетка; 3 — провод; 4 —. изоляцион-
ная трубка на клее (если изоляционная трубка надевается на по-
следний спай экранов (перед местом заземления), то ее не ставят
на клей, а на нее накладывают бандаж шириной 4 мм из хлопчато-
бумажных ниток № 10); 5 — холостая плетенка (ввести в отверстие
холостой плетенки, обжать и паять); 6 —> экран.
до 3 экранов из плетенок больших размеров.
Ширина бандажа для двух-трех экранов 1—
2 мм, а для четырех-пяти экранов — не более
4 мм. Вытянутые из экранов концы проводов раз-
делывают как обычные провода;
199
б) экранирующие оплетки проводов в жгуте
можно спаять между собой (рис. 94, а, б).
Для этого в холостой плетенке делаются от-
верстия, в которые вводят заземляющие концы
экранирующих оплеток на длину 5—10 мм, об-
жимают и паяют. В необходимых случаях при
пайке применяют теплоотводы. Расстояние меж-
ду пайками определяют «по месту». При плотной
посадке изоляционных трубок их можно ставить
без клея. В стационарной аппаратуре, когда
холостая плетенка не связывается в жгут, изоля-
ционные трубки можно не применять. Расстоя-
ние между- соседними пайками рекомендуется
10—20 мм. При большом количестве экранов
в одно отверстие холостой плетенки допуска-
ется заделка до трех заземляющих плетенок.
Соединение экранов пайкой для проводов
с фторопластовой изоляцией допускается спосо-
бами, показанными на рис. 95, а, б.
Можно выполнять соединения экранирующих
оплеток и способом, показанным на рис. 96.
Экраны расплетаются на две части и каждая
половина паяется с соседней.
В приборных жгутах вместо соединения пай-
кой экранов можно использовать один общий эк-
ран из холостой плетенки независимо от коли-
чества прокладываемых экранированных прово-
дов (рис. 97). Такой способ рекомендуется
применять при большом количестве экранов
для уменьшения числа мест пайки, увеличи-
вающих диаметр жгута.
Экранированные провода разделываются, как
показано на рис. 98. Выводы экранирующих
оплеток раскладывают вдоль жгута по его пери-
метру, предварительно подложив два-три слоя
теплоизоляционного материала, крепят банда-
200
Рис. 95. Соединение экранов пайкой для проводов с фторо-
пластовой изоляцией:
1 — экранированные провода с фторопластовой изоляцией.
Рис. 96. Схема соединения экранов.
Рис. 97. Экран из холостой плетенки:
/ — экранированные провода; 2 — холостая плетенка; 3 — контакт
заземления.
201
жом из проволоки ММ и опаивают. Если выводы
экранирующих оплеток не укладываются в один
слой, то их. следует укладывать в несколько
слоев равномерно и каждый слой крепить
проволочным бандажом. При этом сначала кре-
пят экранирующие оплетки наружного слоя
Рис. 98. Соединения экранирующих оплеток:
1 — изоляция проводов; 2 — экранирующие оплетки; 3 — проклад-
ки из теплоизоляционного материала; 4 — холостая плетенка или
провод заземления; 5 — нитки (вязка); 6 бандаж из проволоки
ММ 0 0,3—Д 5 мм.
проводов жгута, а затем внутренних слоев.
Вывод заземления выполняется холостой плетен-
кой (проводом), которая подкладывается под бан-
даж и пропаивается. При применении проводов
со фторопластовой изоляцией теплоизоляцион-
ный материал можно не подкладывать.
Разделка коаксиальных кабелей. Разделку
коаксиальных кабелей, применяемых при мон-
таже радиоаппаратуры с выводом заземляю-
щего экрана, производят одним из следующих
способов:
202
Рис. 99. Способы разделки
коаксиальных кабелей:
а. 1 — защитная оболочка ка-
беля; 2 —- экранирующая оп-
летка кабеля,
б. 1 -» холостая плетенка; 2 —*
экранирующая оплетка кабе-
ля; 3 — защитная оболочка
кабеля; 4 — изоляционная
трубка на клее.
в, а, / — изоляционная труб-
ка илн липкая изоляционная
лента; 2 — нитяной бандаж *
в зависимости от диаметра
кабеля.
д. 1 >— экранирующая оплетка;
2 нитяной бандаж (допу-
скается вместо бандажа приме-
нять изоляционную трубку,
надетую плотно иа экран); 3 —
защитная оболочка кабеля.
е. 1 — нитяной бандаж, изо-
ляционная липкая лента или
трубка; 2 — защитная оболоч-
ка кабеля; 3— изоляционная
лента или изоляционная труб-
ка, * в зависимости от диа-
метра кабеля; 4 — экраниру-
ющая оплетка.
Ж. / — бандаж из проволоки
ММ 0 0,2—05 мм; 2— защит-
ная оболочка; 3 —* внешняя
изоляционная оболочка; 4 —
экранирующая оплетка; 5 —
внутренняя фторопластовая
изоляционная оболочка
203
а) с кабеля удаляют на необходимую длину
защитную оболочку, экранирующую оплетку
расплетают и отводят в сторону, свивая или
сплетая ее в косичку (рис. 99, а);
б) к концу экрана (для удлинения заземля-
ющего конца или уменьшения его диаметра)
присоединяют холостую плетенку меньшего
диаметра или гибкий провод. На место соеди-
нения надевают изоляционную трубку (рис.
99, 6).
При необходимости дополнительной изоля-
ции мест отвода экранирующей оплетки исполь-
зуют способы, приведенные на рис. 99, в, г с раз-
личным направлением заземляющего конца.
Разделку коаксиального кабеля допуска-
ется производить и как показано на рис. 91, г.
Разделка кабелей РК-51-1-22, РК-50-2-21 про-
изводится, как показано на рис. 91, в, разделка
кабелей без вывода заземляющего конца — как
показано на рис. 99, д, кабеля типа РК-50-7-22 —
согласно рис. 99, ж. С кабеля снимают наруж-
ную защитную оболочку на длину 20—30 мм,
экранирующую оплетку обрезают на длину
10—25 мм, загибают и закрепляют нитяным
бандажом. Если оплетка не загибается, то
разделка коаксиального кабеля производится,
как показано на рис. 99, е. Для предотвращения
раскручивания ленточной фторопластовой изо-
ляции кабеля разрешается крепить ее бандажом
из стеклонитей по аналогии с рис. 91, д.
Монтаж приборных частей штепсельных и
и высокочастотных разъемов. При этом виде
монтажа необходимо, чтобы:
сечение проводов, подводимых к контактам
штепсельных разъемов, не превышало сечений,
рекомендуемых заводом-изготовителем разъемов;
204
диаметр жилы был меньше отверстия хвосто-
вой части контакта;
жилы всех проводов были скручены вместе;
если в одно отверстие необходимо впаять не-
сколько проводов, их суммарный диаметр дол-
жен быть меньше соответствующего отверстия
в контакте штепсельного разъема.
Внутренние диаметры хвостовиков контактов
разъемов и допустимые сечения подсоединяе-
мых проводов приведены в табл. 12.
Таблица 12
Внутренние диаметры хвос-
товиков контактов разъемов
и допустимые сечения
____подпаиваемых проводов
Тип разъема Внутренний диаметр хвос- товика под пайку* мм Наибольшее сечение под- паиваемого провода, мм2
ШР, ШРГ 1,5 1,25
2,5 2,50
СП1РГ 2,5 2,50
2РМД 1,4 0,85
2,2 2,50
4,9 10,00
2РМ, РМГК 1,0 0,35
1,4 0,85
1,7 1,50
3,8 6,00
PC, РСГ 1,0 0,36
ЛАР-1, МР-2 0,6 0,14
РП-15 0,9 0.35
Примечание Не допускается применение переходных на-
конечников для присоединения к контактам проводов большого се-
чения в разъемах типа 2PM, PC, МР и т. п.
205
Зачистку проводов от изоляции производят
на глубину отверстия с припуском, а жилы
скручивают и облужирают, лишнюю длину
зачищенных жил удаляют. Длина жилы, входя-
щей в отверстие хвостовой части трубчатого
контакта, должна быть равна длине внутренней
полости контакта.
Рекомендуемая длина заделки жил для разъе-
мов типа 2РМ, ПС, МР, СШР, СШГ в зави-
симости от диаметра контакта приводится в
табл. 13.
Таблица 13
Длина заделки жил в разъемах типа 2РМ,
PC, МР, СШР, СШРГ
Тип разъема
Диаметр
контакта,
мм
Длина заделки
жилы, мм
2РМ
РС
МР
СШР, СШРГ
I
2
3
1
0,6
2,5
3,8—4,0
6,0—6,5
2,8—3,2
2,3—2,7
7—8
При монтаже штепсельных разъемов не до-
пускается применять провода с наружным диа-
метром по изоляции (вместе с надеваемой на
провод электроизоляционной трубкой) больше,
чем расстояние между контактами в разъеме.
Запрещается производить монтаж штепсельных
разъемов, имеющих «плавающие» контакты,
жесткими однопроволочными проводами. Пере-
мычки в этом случае следует выполнять гибким
проводом (рис. 100, а), монтаж разъемов про-
206
изводить со вставленными ответными частями
разъемов.
В разъемах типа 2РМ с «плавающими» кон-
тактами свободные контакты следует запаять
отрезками проводов длиной не менее 60 мм
Рис. 100. Заделка проводов в контакты разъемов:
а. 1 — разъем; 2 — изоляционные трубки; 3перемычки; 4 — про-
вод.
о. / — припой; 2 — жила; 3 — изоляционная трубка; 4 — провод;
5 — разъем типа 2РМ.
в. 1 — припой; 2 — жила; 3 — изоляционная трубка; 4 — провод
5 — разъем типа IIIP (ШРГ).
г. 1 — припой: 2 — жила; 3 — провод 4 — изоляционная трубка;
5 — разъем типа Р (LIIPP).
д. 1 — изоляционная трубка; 2 — жила; 3 — провод; 4 — припой;
5 — разъем типа CHIP (СШРГ), * при диаметре хвостовика контак-
та свЫше 2 мм, а также для проводов с полиэтиленовой изоляцией
оголение допускается до 3 мм.
той же марки, какой ведется весь монтаж. Сво-
бодные концы проводов заделывают в общий
жгут (рис. 100, б). Данное требование не обяза-
207
тельно для разъемов, заливаемых герметиком
или работающих в стационарной аппаратуре.
Для удобства монтажа срезанную часть
штырька разъема направляют в сторону, на ко-
торой производится пайка. Пайку проводов
к штепсельному разъему начинают с нижнего
ряда контактов или с ряда, наиболее удаленного
от радиомонтажника. Разъемы в процессе мон-
тажа следует располагать в удобном положе-
нии (так, чтобы контакты были близки к верти-
кальному положению). Не допускается попада-
ние флюса и промывочной жидкости внутрь
пакета изоляторов разъема. Перед пайкой концы
проводов жгута рекомендуется продевать в спе-
циальные шаблоны (имитаторы контактного
поля) для предупреждения перекрещиваний про-
водов у разъема, а на провода должны быть
плотно надеты изоляционные трубки. Если
разъемы подлежат заливке, трубки можно не
надевать.
После пайки, проверки и отметки мест пайки
изоляционные трубки надвигают на контакты
до упора в изоляторе разъема, а в разъеме типа
Р — в отверстие лабиринтной защиты до упора
в•изоляторе.
При заделке в штепсельные разъемы экрани-
рованных проводов недопустимо, чтобы экрани-
рующая оплетка этих проводов входила в изо-
ляционные трубки, надеваемые на контакты
штепсельных разъемов. Рекомендуется следую-
щая длина изоляционных трубок, надеваемых
на контакты разъемов различных типов:
Тип разъема
ШР, СШР, CIJIPF
2РМ, 2РМД, РП
PCF, PC
Длина трубок, мм
15—18
10—12
7—8
208
В других типах разъемов длина трубки огова-
ривается в чертежах и должна перекрывать
изоляцию провода на длину не менее 3 мм, а для
малогабаритных разъемов не менее 2 мм.
Если контакты разъемов имеют боковые
и торцовые отверстия, эти отверстия заливают
припоем, причем мениск припоя должен быть
Рис. 101. Заделка проводов (одно-
го и более) сечением от 0,75 до
2,5 мм2 в контакт разъема типа А:
а — с перемычкой; б — без перемычки;
1 — припой; 2 — перемычка.
вогнутым. Способы заделки проводов в кон-
такты разъемов показаны на рис. 100, б—д.
Варианты заделки одного и более проводов
общим сечением от 0,75 до 2,5 мм2 в контакт
разъема типа А без перемычки показаны на
рис. 101, б, с перемычкой — на рис. 101, а,
заделка одного провода сечением до 0,75 ммй
в контакт разъема типа А — на рис. 102, а и б
(на хвостовики контактов разъемов типа А
изоляционные трубки можно не надевать),
209
заделка проводов в разъемы типа А и РП —
на рис. 103, а, б.
Провода, заделываемые в разъемы 2РМ, ре-
комендуется крепить у корпуса разъема.
Провода с полихлорвиниловой изоляцией
сечением не более 0,2 мм2 укладывают, как пока-
зано на рис., 104, а. Высота укладки от основа-
ния корпуса разъема должна быть не более
Рис. 102. Заделка одного провода сечением
до 0,75 мм2 в контакт разъема типа А.
20 мм. Подрихтовка не допускается. Если в
разъемах имеются свободные контакты, которые
не задействованы, в том числе и отрезками про-
водов, то на них рекомендуется с натягом на-
девать изоляционные трубки.
Провода с полиэтиленовой и фторопластовой
изоляцией типа МПМ и МПКМ следует укла-
дывать и крепить, как показано на рис. 104, б.
Высота укладки от основания корпуса разъема
должна быть 30—35 мм. Заделка проводов в
разъемы типа 2РМД и РМГК аналогична. За-
делываемые провода в разъемы СШРГ крепят,
как показано на рис. 105, а, б, в разъемы РСГ —
как на рис. 106, а, б. Заделка проводов в
разъемы типа МР аналогична разъемам РСГ
210
1333
Рис. 103. Заделка проводов в разъемы типа А и РП:
1«« припой; 2 — жила; 3 — изоляционная трубка; 4 — провод; 5 —
разъем типа РП-1Б; 6 -^разъем типа А; 7 жгут.
211
Рис. 104. Укладка и крепление проводов:
а — с полихлорвиниловой изоляцией; б — поли-
этиленовой и фторопластовой изоляцией.
(рис. 106, а). Монтаж, разъемов рекомендуется
обволакивать герметиком (например, ВГО-1)
212
Рис. 105. Заделка проводов в разъемы типа СШРГ.
Рис. 106. Заделка проводов в разъемы типа РСГ:
1 — шнур хлопчатобумажный или тесьма 8—12 витков с примазкой
мест крепления мастикой ЛН или клеем; * при ширине бандажа
более 5 мм промазку монтажа можно не производить. Высота
укладки проводов от корпуса разъема ие более 30 мм. При приме-
нении проводов типов МГТФ, ФД-100 и т. п. высота укладки
должна быть ие более 15 мм. При отсутствии на контактах разъе-
мов изоляционных трубок изгиб проводов должен быть на высоте
не менее 3 мм от контактов; ** для проводов с полиэтиленовой
изоляцией допускается оголение не более 2 мм.
или надевать на контакты фторопластовые
трубки. Пайка проводов в контакты разъема
типа МР показана на рис. 107.
Заделка коаксиальных кабелей в обычные
штепсельные разъемы с «плавающими» контакта-
ми не допускается. Как исключение, допускается
213
заделка кабеля только с дополнительным крепле-
нием внутренней изоляции к контакту с примене-
нием специальных наконечников или заливка
монтажа разъема.
При заделке коаксиального кабеля в высоко-
частотные разъемы необходимо, чтобы:
срез изоляции кабеля был ровным;
жила кабеля сохраняла свою концентрич-
ность и не имела натяжения в месте спая с кон-
тактом разъема, а изоляция кабеля в месте' пай-
Рис. 108. Крепление коакси-.
ального кабедя к шасси при-
бора вблизи подхода к разъ-
ему:
1 — панель или стенка шасси; 2 —•
шасси прибора; 3 — скоба креп-
ления; 4 — коаксиальный кабель;
5 — прокладка; 6 — изоляционная
трубка {надевается по необходи-
мости); 7 — лепесток заземления;
8 — разъем.
Рис. 107. Заделка прово-
дов в контакты разъема
типа МР:
/ — припой; 2 — жила; 3 —'
изоляционная трубка; 4 —-
провод: 5 — раз ъем типа МР.
ки жилы и экрана к
арматуре разъема не
была нарушена;
кабель был жестко прикреплен к шасси
прибора вблизи подхода к разъему (рис. .108),
поджог изоляции не допускается;
радиус изгиба коаксиальных кабелей около
разъемов соответствовал требованиям ТУ на
эти кабели. Внутренняя полость хвостовой
214
части контакта И жила кабеля были предвари-
тельно облужены припоем.
При пайке коаксиального кабеля к высоко-
частотному разъему могут быть применены спе-
циальные экраны. Если изоляция кабеля поли-
этиленовая, пайку следует производить легко-
плавким припоем (ПОСК-50), под экранирующую
Рис. 109. Крепление коаксиального ка-
беля к высокочастотному разъему:
1 -— полиэтиленовая изоляция; 2 — экран;
3 — коаксиальный кабель; 4 — изоляционная
прокладка; 5 «— панель или стенка шасси;
6 — разъем.
оплетку необходимо проложить прокладкупре-
дохраняющую от прожога изоляцию кабеля
(рис. 109). Продолжительность пайки должна
быть минимальной.
Пайка монтажных соединений
Пайка является одним из основных элемен-
тов электромонтажных работ. Преимущество ее
перед другими методами соединения (сварка,
склеивание токопроводящими клеями, механи-
215
ческие резьбо-заклепочные соединения) состоит
в том, что в соединениях обеспечивается прочно-
плотная диффузионная связь металлов с постоян-
ным переходным омическим сопротивлением без
оплавления и нарушения геометрических форм
электромонтажных элементов с более широкими
возможностями неоднократного их демонтажа,
замены, перестановки и повторной пайки.
Пайка располагает широкими возможностями
соединения металлизованных деталей из радио-
керамики, стекла, пластмасс, графита и других
неметаллических материалов как между собой,
так и с разнородными металлами и их сплавами.
К недостаткам пайки следует отнести отно-
сительную сложность технологического про-
цесса и опасность коррозии соединений при
несовершенстве или нарушении технологии уда-
ления остатков флюсов, а также отсутствие
объективных методов проверки качества сое-
динения.
Высокое и стабильное качество паяных соединений
достигается при выполнении следующих условий:
а) выбора оптимального .состава флюса, защитной или
восстановительной среды, обеспечивающей активное раст-
ворение окисной пленки или исключающей ее образование
на поверхности соединяемых деталей и припоя;
б) выбора состава припоя, способного к диффузион-
ному взаимообмену с паяемыми металлами и образованию
оптимальной структуры паяного соединения;
в) обеспечения технологических требований к конструк-
ции соединяемых монтажных элементов деталей и узлов,
подлежащих пайке;
г) подготовки поверхностей соединяемых элементов,
состоящей в удалении жира, лакокрасочных, консерви-
рующих и пассивирующих покрытий, а также в горячем
лужении или нанесении гальванопокрытий с последующей
консервацией пленкой флюса;
д) хранения подготовленных к пайке деталей, исклю-
чающих загрязнение и окисление поверхностей;
216
е) выбора наилучшего способа нагрева, обеспечиваю-
щего равномерный прогрев соединяемых деталей;
ж) конструкции приспособления, обеспечивающие сбор-
ку и получение паяны* узлов в соответствии с заданны-
ми размерами;
з) дозирования припоя.
Правильно выбранные флюс, припой, за-
зоры и тщательная подготовка деталей под
пайку обеспечивают хорошее смачивание сое-
Рис. 110. Смачивание припоем поверхности
деталей, соединяемых пайкой:
а — хорошее смачивание; б'— смачивание отсут-
ствует. 1,3 — соединяемые детали; 2 — припой
диняемых поверхностей припоем и растекание
его по капиллярам. Примеры визуальной оценки
хорошей и плохой смачиваемости припоем сое-
диняемых деталей даны на рис. ПО, а и б.
Подготовку поверхностей электрорздиомонтажных эле-
ментов к пайке производят как в процессе изготовления
радиодеталей, так и непосредственно перед монтажом
и пайкой следующими методами:
а) механической зачисткой поверхностей с помощью
шабера, напильника, металлических щеток, шлифовальной
бумагой ит. д.;
б) обезжириванием в органических растворителях или
с применением ультразвука (химическим или электрохими-
ческим в растворе щелочей с псстед'ющим травлением);
в) лужением горячим или гальваническим с после-
дующим оплавлением осажденного слоя олова или оло-
вяно-свинцового сплава в высококипящих жидкостях
217
(в глицерине, касторовом масле или флюсе марки Ф62 при
температуре 220—270° С), ультразвуковым лужением с по-
мощью специального паяльника или погружением в ванну
с расплавленным припоем;
г) покрытием гальваническим или химическим (нике-
лем, сплавом никель-олово, серебром и другими металла-
ми). Поверхности деталей, прошедшие вышеуказанную
подготовку, не должны подвергаться пассивированию, ано-
дированию, фосфатированию, воронению и т. п., так как
после этого утрачивается их способность к пайке. Опти-
мальным процессом подготовки поверхностей является хи-
мическое или горячее лужение;
д) перед сборкой узлов выводы радиодеталей рекомен-
дуется подвергать выборочному контролю на способность
к пайке. Контроль следует производить лужением проб-
ной партии деталей методом окунания в расплавленный
припой с использованием флюса марки КЭ. При плохом
качестве лужения детали должны быть подвергнуты
соответствующей обработке с целью восстановления их
способности к пайке.
Одним из условий, обеспечивающих хоро-
шее качество соединения, является равномерный
нагрев всех его элементов до температуры, пре-
вышающей температуру плавления припоя на
30—100° С. В противном случае ухудшается
смачиваемость паяемых поверхностей и затека-
ние припоя в зазор. Поэтому выбор способа
нагрева необходимо производить с учетом кон-
струкции деталей, входящих в узел, его габа-
ритных размеров, применяемых флюсов, при-
поев, марок основного металла деталей, а также
вида производства. Нагрев деталей может про-
изводиться: паяльником, пламенем газовых и
бензовоздушных горелок, электротермическим
способом (индукционный нагрев токами высокой
частоты, электроконтактный нагрев, нагрев ме-
тодом сопротивления), в жидких средах (в соля-
ных ваннах, в расплавленном припое, волной
припоя, в ваннах с нагретым флюсом), в печах
218
(с защитной или контролируемой атмосферой
и в вакууме), в струе горячего газа.
В серийном и массовом производстве, как
в целях экономии дорогостоящих припоев, так
и в целях получения высококачественного сое-
динения, необходимо дозировать количество
припоя.
Количество припоя, необходимое для полу-
чения надежного соединения, может быть опре-
делено расчетным или весовым методом. В общем
случае формула для расчета количества припоя
состоит из суммы двух слагаемых:
Q = 0, lae^k + 2в
где Q — вес припоя, г;
а — длина нахлестки, см (см. рис. 111);
в — ширина нахлестки, см;
Рис. 111. Схема нахлесточного соединения.
б — величина зазора, мм;
с, d — размеры катетов галтелей, мм;
у — удельный вес припоя, г/см3;
k — коэффициент, учитывающий потери
припоя.
Первое слагаемое суммы зависит от вели-
чины зазора и площади нахлестки деталей.
219
Если расход припоя отнести к единице площади
нахлестки, то он будет зависеть только от ве-
личины зазора. При расчете расхода припоя
необходимо учесть все виды потерь (угар, раз-
брызгивание, сплески и т. д.), которые для оло-
вянно-свинцовых припоев составляют —5%, а
для серебряных припоев и припоев для пайки
алюминиевых сплавов —7% (соответственно
«&» составляет 1,05 и 1,07).
Расчетный метод применяется лишь для
предварительного определения норм расхода.
Определение фактического расхода припоя
на лужение и пайку производится по формуле:
fj Q Р2 Pi
nP~~S~ s
где — фактический расход прйпоя на еди-
ницу облуженной поверхности, г/м2,
или на пайку одного соединения, г;
Q — общий фактический расход припоя
на партию деталей, г;
Р± — вес деталей до лужения или пай-
ки, г;
Р2 — вес деталей после лужения или пай-
ки, г;
S — общая площадь облуженной поверх-
ности, ма, или количество паяемых
соединений, шт.
Весовой метод заключается в том, что факти-
ческий вес припоя, израсходованного на пайку
или лужение, определяется взвешиванием пар-
тии деталей до и после пайки или лужения. Весо-
вой метод является наиболее точным и универ-
сальным, он позволяет с большой точностью
220
определить фактический расход припоя при
лужении или пайке деталей сложной конфигу-
рации, где подсчет размеров облуживаемой или
паяемой площади затруднен.
Дозирование припоя производят следующими
способами: введением припоев с помощью паяль-
ника; введением припоя с прутка; укладкой
колец, шайб, фигурных заготовок, отрезков
фольги, кусочков, зерен и порошка припоя
на место образования соединения; плакирова-
нием соединяемых поверхностей слоем припоя;
шоопированием; нанесением припоя в виде пас-
ты; утолщенным горячим лужением соединяемых
поверхностей; гальваническим осаждением; ва-
куумным напылением.
Количество припоя, его форма и расположе-
ние на паяемых деталях играют большую роль
в повышении производительности труда, и улуч-
шении качества пайки. Однако при некоторых
видах пайки (паяльником и газовой горелкой)
осуществить строгую дозировку припоя не пред-
ставляется возможным. Дозирование припоя
с носка паяльника или с прутка дает низкую
точность и зависит от опыта и квалификации
радиомонтажника.
Существует два основных способа дозиро-
вания:
а) припой в виде отдельной заготовки вно-
сится в зону пайки или заранее укладывается
на собранные детали и фиксируется кернением,
обвязкой проволокой, прихваткой и т. д.;
б) припой наносится в виде слоя на поверх-
ность деталей гальваническим путем, лужением
или металлизацией.
Пластичные припои дозируются в виде кусоч-
ков, зерен, колец из проволоки, полосок и штам-
221
повок из фольги, таблеток из пасты, спресован-
ных из смеси мелкозернистого припоя и флюса.
Самый распространенный способ — дозирование
в виде проволочных колец и полуколец (рис. 112).
Кольца изготовляют вручную (если их немного)
или путем навивки проволоки припоя на оправ-
ку с последующей разрезкой.
О оогоойО
Рис. 112. Формы заготовок припоя из проволоки.
Выбор флюсов и припоев
Классификация флюсов и припоев, применяе-
мых в производстве радиоэлектронной аппарату-
ры, их техническая характеристика (марка,
химический состав, химические, физико-механи-
ческие свойства, область применения) приве-
дены в табл. 4 и 5.
Требования к флюсам. Флюсы должны удов-
летворять следующим требованиям:
содержать химически активные вещества,
способные вступать в реакцию с окислами метал-
лов и удалять их с. паяемых поверхностей;
иметь температуру начала активного дей-
ствия флюса на 50—100° С ниже температуры
плавления припоя. Максимальная активность
флюса должна проявляться при температурах,
лежащих в пределах интервала температур
пайки;
хорошо смачивать и покрывать паяемые
поверхности (при температуре активного дей-
222
ствия флюса) для защиты их от воздействия
воздуха;
иметь удельный вес меньше, чём у припоя,
что дает возможность флюсу всплывать на
поверхность расплавленного припоя;
легко удаляться соответствующим раство-
рителем после пайки;
не обладать значительным коррозионным дей-
ствием, особенно при пайке мест, труднодоступ-
ных для промывки;
не снижать сопротивления изоляции при
пайке монтажных соединений без последую-
щей промывки.
Требования к припоям. При выборе марки
припоя для пайки необходимо, чтобы:
температура плавления припоя была на
60—100° С ниже точки плавления подвергаю-
щихся пайке металлов, но выше температуры,
при которой будет работать паяный узел;
расплавленный припой под действием
флюса хорошо смачивал соединяемые метал-
лы, легко затекал в зазоры между деталями,
давал плотные и прочные швы при затверде-
вании;
электропроводность образованных припоем
швов значительно не отличалась от электропро-
водности основного металла деталей;
коэффициенты линейного расширения при-
поя и соединяемых металлов были максимально
близкими, в противном случае местные напряже-
ния, возникающие в паяных швах, могут при-
вести к образованию трещин;
нагрев деталей при пайке не вызывал
структурных изменений в соединяемых метал-
лах (возникновение интермёталлидов, снижаю-
щих прочность металла);
223
выбранная марка припоя не образовывала
с соединяемыми металлами активных электро-
коррозионных пар.
Пайка с помощью паяльника. Схема процес-
са пайки паяльником показана на рис. 32.
Согласно ГОСТ 7219—54 промышленностью
изготовляются бытовые торцовые электропаяль-
ники со сменными и несменными стержнями
прямой и Г-образной формы и молотковые па‘-
яльники со сменными и несменными стержнями
прямой формы. Они рассчитаны на напряжение
127 и 220 В и имеют мощность 40, 50, 65, 90,
120, 200 Вт.
Для эксплуатации в заводских условиях
(согласно требованиям техники безопасности)
необходимо использование нагревателей на на-
пряжение 12—36 В.при сохранении номиналь-
ной мощности. Поэтому выпускаемые паяль-
ники не могут обеспечить всего многообразия
паяльных работ, ввиду этого предприятия в ряде
случаев разрабатывают и изготавливают паяль-
ники собственных конструкций, удовлетворяю-
щие требованиям производства.
Следует отдавать предпочтение конструк-
циям, в которых нагреватель расположен
внутри рабочего стержня паяльника или конст-
рукциям, в которых в качестве нагревателя
используется нихромовая петля (тепловые харак-
теристики в них являются наилучшими).
В процессе работы за счет растворения меди
в припое происходит изменение формы рабочей
части паяльника, из-за чего приходится про-
изводить ее переточку.
В целях предотвращения быстрого износа
рабочей - части паяльника рекомендуется рабо-
чий стержень изготовлять из следующих материа-
224
лов: меди с присадкой 1—2% хрома, меди
с присадкой 1% хрома и 3—5% никеля, меди
с железным или никелевым покрытием толщиной
40—60 мк, никеля.
Хорошее качество соединения при пайке
обеспечивается соблюдением следующих усло-
вий: (
а) рабочая часть (жало) паяльника должна
быть очищена от нагара, хорошо облужена,
иметь ровную поверхность, лишенную раковин;
б) паяльник нагревается до такой темпера-
туры, при которой припой быстро плавится, но
не скатывается с жала паяльника. Флюс при
этом должен оставаться на рабочей части паяль-
ника в виде кипящих капель и не обугливаться.
Рекомендуемая температура нагрева паяльника
в зависимости от марки припоя приведена
в табл. 14. Температура жала паяльника должна
быть выше температуры пайки на 20—60° С
и устанавливаться в зависимости от размеров
соединения, стержня паяльника и времени пайки.
Таблица 14
Температура нагрева паяльника в зависимости от
марки припоя
Нагрев паяльника Марка припоя Температура плавления припоя, °C Температура нагрева паяльника
ПОС40 183—232 290—325
ПОС61 183 260—300
Постоянный ПОСВЗЗ 120—130 200—225
ПЗООА 300 350—375
ПСр2,5 295—305 350—400
ПСр40 595—605 650—675
Импульсный ПСо25ф 710 775—800
ПСр72ЛНМ 790 850—875
8 4-182
225
Прикосновение паяльника к месту пайки долж-
но быть кратковременным и не более 1—2 с.
Температура нагрева паяльников регулируется
посредством трансформатора типа ЛАТР или
специальных установок и устанавливается в за-
висимости от применяемого припоя и паяемой
детали;
в) мощность паяльника должна соответ-
ствовать размерам и массе деталей.
Для выполнения монтажных соединений ре-
комендуется применять паяльники мощностью
50, 75 и 120 Вт, а также микропаяльники мощ-
ностью 20 Вт и ниже.
Паяльники мощностью 75 и 120 Вт применяют
для пайки проводов большого сечения, кабель-
ных наконечников, корпусных лепестков и др.,
паяльники мощностью 120—200 Вт — для пайки
деталей значительных размеров.
Мощность паяльника в зависимости от сече-
ния провода приведена в табл. 15.
Таблица 15
Мощность паяльника в зависи-
мости от сечения паяемого
провода
Характеристика
паяльника
Сечениг
провода.
ым8
« = о.
Мощ-
ность.
Вт
0.02—0,07
9,05—0,1
0,1—0,5
0,5
4,0
6,0
8,0
10,0
20—30
40—6)
60—90
120
226
Рекомендуется применять теплоотводы (пин-
цеты с медными губками, рис. ИЗ) в следующих
случаях:
а) при пайке выводов полупроводниковых
приборов, когда расстояние от корпуса при-
бора до места пайки меньше 10 мм;
б) при пайке выводов радиодеталей, заклю-
ченных в полихлорвиниловые трубки;
Медб
Рис. 113. Теплоотвод.
в) при пайке выводов резисторов и конденса-
торов, если расстояние от корпуса детали до
места пайки менее 8 мм;
г) при пайке выводов на контактных лепест-
ках, расположенных на стеклянных изоляторах.
Перед пайкой необходимо подготовить па-
яльник к работе, для чего следует произвести
зачистку и облуживание его рабочей части.
Зачистку обычно производят с помощью напиль-
ника, карчетки или 'жесткой щеткой при исполь-
зовании флюса, отличающегося обильным смо-
лообразованием (например Ф59А).
На разогретый паяльник набирается доза
припоя и переносится в место соединения, кото-
рое прогревается паяльником до растекания
8* 227
припоя и заполнения им зазоров. Если исполь-
зуется трубчатый припой, флюсование мест сое-
динения осуществляется флюсом, содержащим-
ся в канале трубчатого припоя. Если в ка-
честве флюса используется порошок канифоли,
то он подается на место пайки на капле при-
поя, находящейся на жале паяльника. Для
этого жалом паяльника с дозой расплавленного
припоя прикасаются к порошку канифоли.
Рис. 114. Заточка рабочей
части (жала) паяльника.
Рис. 115. Положение ра-
бочей части (жала)
паяльника при пайке:
а — правильное; б —» непра-
вильное.
При пайке деталей, ранее законсервирован-
ных флюсом ФПП или покрытых в целях за-
щиты 10%-ным раствором КСп, допускается
дополнительное внесение флюса этих же марок
на место пайки.
Для передачи максимального количества теп-
ла большое значение имеет угол заточки жала
паяльника (рис. 114) и угол, под которым рабо-
чая часть паяльника подводится к месту пайки.
Плоскую грань паяльника следует прикладывать
так, чтобы обеспечить наибольшую площадь
соприкосновения (рис. 115).
После пайки деталей с применением корро-
зионноактивных флюсов, во избежание кор-
228
розии, необходимо немедленно провести тща-
тельное удаление остатков флюса.
Петлевой паяльник (см. рис. 25), у которого
нихромовая петля является нагревателем и ра-
бочей частью, имеет импульсный нагрев и пред-
назначается для пайки высокотемпературными
припоями. Нагретую до 700—800° С петлю по-
гружают’ в порошкообразные флюс и припой,
и образующуюся в ней каплю флюса с припоем
переносят на место соединения.
При работе электроконтактным паяльником
(см. рис. 24) нагрев деталей происходит за счет
тепла, выделяющегося в месте контакта детали
с электродом, а также тепла, выделяющегося
при прохождении электрического тока непо-
средственно в соединяемых деталях. Электроды
для пайки сопротивлением нельзя облуживать
и Припой необходимо вводить непосредственно
в место соединения. Поэтому следует обращать
внимание на правильность введения припоя
и флюса. Присадка припоя производится с прут-
ка, а флюса — с помощью нихромовой проволоки
или специального дозатора. Этот способ нагрева
позволяет пайку выполнить без флюса в среде
аргона.
Ультразвуковой паяльник предназначен для
лужения алюминия, меди и их сплавов без
применения флюса. На деталь, разогретую до
температуры, большей, чем температура плав-
ления припоя на 30—40° С, с прутка или с нос-
ка ультразвукового паяльника наносится доза
припоя. Затем плавными движениями паяль-
ника при включенном магнитострикторе, без
нажима, производят тщательное облуживание
детали. Подогрев облуживаемой детали произ-
водится непрерывно, после облуживания из-
229
лишки припоя'и разрушенная окисная пленка
удаляются тампоном из асбестовой ваты или
ветошью.
Пайка облуженных ультразвуковым паяль-
ником деталей производится обычными- прие-
мами.
Пайка монтажных соединений. Паука мон-
тажных соединений должна обеспечивать на-
дежный электрический контакт и необходимую
механическую прочность. Марку припоя и флю-
са выбирают в зависимости от рода металла,
допустимого нагрева изделий, подвергаемых
пайке, конструктивных требований и т. п.
В качестве основных применяют припои ПОС40,
ПОСу40-2, ПОС61 и ПОССу61-0,5. Эти же при-
пои следует применять для пайки изделий, до-
пускающих нагрев в месте пайки не выше
240° С, а также проводов сечением 0,07—0,14 мм2.
При пайке изделий, допускающих нагрев в месте
пайки до 170° С, применяется припой ПОСК50
в виде прутков или проволоки диаметром
1—3 мм.
В качестве основного флюса при пайке элек-
тромонтажных соединений следует применять
30%-ный раствор сосновой канифоли марки
К или В в спирте. Можно применять также
кусковую сосновую канифоль марки К или В.
Рекомендуется пользоваться средствами, облег-
чающими точную дозировку флюса (полиэтиле-
новыми баллончиками; см. рис. 26).
Монтажные соединения следует лудить, со-
блюдая меры предосторожности, не допуская
перегрева монтируемых изделий, оплавления
или ожога изоляции проводов и изолирующих
трубок, растрескивания герметизированных из-
делий, стеклянных выводных изоляторов, отпай-
230
ки или ослабления контактных выводов, лепест-
ков, штырьков и т. п.
При насыщенном монтаже следует применять
теплозащитные экраны, предохраняющие от ка-
сания нагретой частью паяльника окружающие
элементы схемы. При пайке во время монтажа
радиоаппаратуры необходимо следить за тем,
чтобы флюс и припой не затекали в негермети-
зированные приборы. Место пайки должно быть
достаточно прогрето паяльником для обеспе-
чения полного растекания расплавленного при-
поя и исключения возможности появления «лож-
ных» паек. Степень нагрева рабочей части жала
паяльника и его масса зависят от величины
элементов и применяемого припоя. После окон-
чания пайки спай необходимо охладить, при
этом детали должны быть неподвижны.
В случае применения легкоплавких при-
поев, .особенно при пайке выводов полупровод-
никовых приборов, температуру нагрева рабо-
чей части жала паяльника рекомендуется кон-
тролировать с помощью термопары и микро-
амперметра. Рабочий конец термопары выпол-
нен в виде петли. Верхний предел показания
прибора устанавливается в зависимости от изме-
ряемой температуры. При пайке следует про-
изводить локальный (местный) нагрев монтаж-
ного соединения без глубокого прогревания сое-
диняемых элементов. Длительность пайки вы-
водов соединяемых элементов должна быть мини-
мальной, и не более указанной в ТУ на эти
элементы. Если такое указание в ТУ отсут-
ствует, то длительность пайки ориентировочно
не должна превышать 5 с.
Места пайки для удаления остатков флюса
и нагара протираются хлопчатобумажной
231
тканью или кисточкой, смоченными спиртом
или спирто-бензиновой смесью в пропорции
1:1. Протирку рекомендуется производить не-
посредственно после каждой проведенной пайки.
Применение спирто-бензиновой смеси допуска-
ется при условии обеспечения целости лакокра-
сочных покрытий и изоляции. Спирт и спирто-
бензиновая смесь не должны попадать внутрь
Рис. 116. Примеры пайки:
а — хорошая пайка; б — плохая пайка; в — заливка припоем
отверстия лепестка большого диаметра; 1 — провода; 2 — при-
пой; 3 — лепесток; 4 — панель.
негерметичных элементов. При использовании
спирто-бензиновой смеси необходимо принимать
меры, исключающие возможность воспламенения
Паров бензина. Каждый конкретный случай
применения спирто-бензиновой смеси должен
быть оговорен в технологической карте. Допус-
каются и другие материалы и способы удаления
остатков флюса и нагара, не снижающие надеж-
ность радиоаппаратуры.
При пайке монтажных соединений необхо-
димо обеспечить такие условия, чтобы:
паяная поверхность монтажных соединений
была глянцевой, без пор, загрязнений, наплы-
вов, острых выпуклостей припоя, инбродных
вкраплений;
232
припой заливал место соединения со всех
сторон, заполняя щели и зазоры между про-
водами и контактами. Примеры хорошей и пло-
хой пайки приведены на рис. 116, а и б. При
пайке монтажных соединений высоковольтных
цепей следует обращать особое внимание на то,
чтобы не было острых выступов припоя. Спай
припоями, /<роме ПОС-61, ПОССу61-0,5, может
иметь матовую поверхность. Пайка должна
быть по возможности «скелетной», то есть чтобы
под припоем был виден контур подпаянных про-
водов. Допускается неполная заливка припоем
отверстия лепестка большого диаметра (не ме-
нее 3 мм), как показано на рис. 116, в, если
будет обеспечена достаточная механическая
прочность соединения. В случае загрязнения
выводов элементов их рекомендуется протереть,
как указывалось выше. Монтажные медные
провода и жилы кабелей, не имеющие лужения,
лудят горячим, способом с сухой канифолью.
Детали с гальваническим покрытием серебром
могут быть непосредственно подвергнуты пайке,
если они не имеют окисной пленки. При наличии
последней рекомендуется предварительно про-
извести горячее лужение деталей. Перед уста-
новкой элементов на изделие их выводы, лепест-
ки, штыри и т. п. следует лудить горячим спо-
собом.
Надежность монтажных соединений прове-
ряется путем внешнего осмотра при применении
лупы с 2—10-кратным увеличением, специальней
переносной лампы и зеркала. Механическая
прочность соединений при сечении медного
провода 0,10—0,15 мм2 проверяется приложением
усилия 0,2 кг, направленного вдоль оси припаян-
ного провода, при сечении проводов 0,15—
233
0,2 мм2 — путем натягивания провода с уси-
лием около 0,5 кг. На губки пинцета или захва-
тов необходимо надевать полихлорвиниловые
трубки. При контроле качества электромонтажа
недопустим перегиб проводов в зоне пайки.
Рис. 117. Гибкие матрицы:
о — гибкая матрица объемная; б — гибкая матрица плоская.
234
Электромонтаж радиоаппаратуры
с помощью гибких матриц
Для раскладки и крепления проводов в изде-
лиях конструкции откидных плат (страниц)
или типа «книжки» рекомендуется применять
Рис. 118. Крепление проводов (жгутов) к матрице:
/ — гибкая матрица: 2—крепление изоляционной трубки (узла);
3 — монтажные провода.
гибкую матрицу (рис. 117, а и б). Матрица пред-
ставляет собой объемную деталь из пластич-
ной, бессернистой резины марки ИРП-1265 или
НО-68-1, на которой в соответствии с предвари-
тельно разработанной трассировкой жгута раз-
мещены сквозные отверстия, предназначенные
для размещения (прошивки) монтажных прово-
дов. Для прошивки матриц применяют монтаж-
ные провода марок: МГШДОК сечением 0,05 мм2.
МГГФ сечением 0,14 мм2, МГВ и МГШВ сече-
235
Рис. 119. Прокладка прово-
дов с помощью технологи;-
ческих гребенок:
1 — гибкая матрица; 2 — монтаж-
ные провода; 3 — винт крепления
гребенки; 4 — маркировка цепей;
5 — технологическая гребенка.
обеспечить свободное их
нием 0,12—0,35 мм2. Применение проводов
с однопроволочной жилой не допускается. Экра-
нированные провода прокладываются по отдель-
ным трассам. Общий диаметр проводов, проходя-
щих через отверстие матрицы, не должен пре-
вышать диаметр отверстия. Провода в матрице
укладываются ровно, прикрепляются к петлям
замков с помощью
изоляционных лент
или трубок, шнуров,
тесьмы и т. п. (рис.
118). Шаг крепления
оговаривается в кон-
структорской докумен-
тации. Для предупре-
ждения перекрещива-
ния проводов при их
прокладке рекомен-
дуется применятьтех-
нологические гребен-
ки с маркировкой це-
пей (рис. 119). При
прошивке проводов в
матрице необходимо
прокладывание без на-
тяжения; допускаются также отдельные про-
рывы перемычек между отверстиями матрицы,
количество которых оговаривается в конструк-
торской документации.
Маркировка проводов, жил кабелей
и электрорадиоэлементов
При электрическом монтаже маркировка при-
меняется для облегчения проверки электричес-
ких цепей, обнаружения неисправностей и ре-
236
монта радисаппаратуры. Маркировка монтажных
проводов и жил кабелей производится марки1
ровочными бирками (по ОСТ4Г0.882.000) или
маркировочными липкими лентами (по ТУ
М-833-60). В отдельных случаях допускается
нанесение маркировочных обозначений непо-
средственно на изоляцию проводов, при этом
маркировка должна отвечать тем же требова-
ниям, что и нанесенная на бирки. Для марки-
ровки проводов диамет-
ром до 1 мм следует при- . ^ТРУМа
нять цветные маркиро- ЙО (
вочные трубки (по ТУ6-
05-1632-73) соответству- Рис. 120. Маркировка пРо-
ющих диаметров длиной водов цветными маркирю-
2 мм (без приклейки вочными тРубками.
клеем) (рис. 120).
Способы маркировки бирками и лентами
взаимозаменяемы и могут применяться при
электромонтаже радиоаппаратуры вместе или
раздельно. Обозначения проводов (в том числе
проводов, входящих в жгут) и жил кабелей на
бирках, липких лентах или непосредственно на
проводах должны соответствовать обозначе-
ниям, приведенным в электромонтажном черте-
же. Если в чертеже применена нумерация про-
водов по электрическим цепям, то их маркировку
можно производить следующим образом: напри-
мер, на электромонтажном чертеже данный
провод имеет двойной номер 6-16, где цифра 6
обозначает номер электрической цепи, а цифра
16 — порядковый номер провода, входящего
в эту цепь, то липкая лента или бирка, надевае-
мая на провод, должна иметь номер 6, соответ-
ствующий номеру электрической цепи по элек-
тромонтажному чертежу.
237
В технически обоснованных случаях допус-
кается маркировка бирками с адресами мест
подсоединения и использованием позиционных
обозначений элементов принципиальной элек-
трической схемы, указываемых в таблице про-
водов электромонтажного чертежа. При этом
используются лишь обозначения контактов мно-
гоконтактных элементов для маркировки про-
водов и жил кабелей и позиционных обозначе-
ний этих элементов — для маркировки всего
жгута или кабеля. Например, если на электро-
монтажном чертеже провод соединяет 7-ю клем-
му трансформатора Тр2 с 8-й клеммой разъема
1L14, то на концах провода наносится маркиров-
ка: у разъема — Ш4/8, у трансформатора —
Тр2/7. Если провода у одного из элементов
объединены в жгут или к нему подходит много-
жильный кабель, то маркировка должна быть,
упрощена — позиционным обозначением марки-
руется весь жгут или кабель, а каждый про-
вод жгута или кабеля — только номером кон-
такта этого элемента. Указание о способе мар-
кировки помещается на поле электромонтаж-
ного или сборочного чертежа.
Маркировочная бирка или маркировочная
лента с обозначением номера провода или но-
мера электрической цепи должна помещаться
на конце провода и перекрывать на 1 —3 мм об-
рез его изолирующей оплетки из хлопчатобу-
мажной или шелковой ткани, причем номер
провода или цепи должен читаться слева направо
от ^онца провода. Пример применения марки-
ровочных бирок и маркировочных липких лент
приведен на рис. 121.
Маркировочные бирки надеваются на наруж-
ную изоляцию проводов таким образом, чтобы
238
исключить возможность их сползания при тряс-
ке и вибрации. При надевании бирок на прямые
провода с зазором, в целях предотвращения их
сползания при тряске и вибрациях, бирки
необходимо закреплять на проводах клеем
ХВК-2а.
Маркировка проводов и жил кабелей произ-
водится надеванием бирок на концы проводов
или жил кабеля.
/1ента маркировочная
\ или Рирка
хххххххГ
Рис. 121. Маркировка проводов мар-
кировочными бирками или маркировоч-
ными липкими лентами.
Маркировочные бирки изготовляются из
полихлорвиниловых трубок белого натураль-
ного или светло-желтого цвета, так как при-
менение прозрачных трубок не допускается.
Номера или обозначения на бирки наносятся
с таким расчетом, чтобы последняя цифра или
знак отстояли от правого торца бирки на 2—
3 мм. После цифр 6 и 9, а также после сочетания
этих цифр ставится точка. На поверхности мар-
кировочных бирок диаметром до 4 мм наносится
один номер или одно обозначение. На бирках
диаметром свыше 4 мм — два номера или два
обозначения (под углом 180°). Обозначения на
бирках выполняются краской БМКЧ. Можно
применять краску фиолетового цвета.
Маркировка проводов и жил кабелей марки-
ровочными липкими лентами выполняется путем
239
наложения на концы проводов и жил кабелей
бандажей из липкой маркировочной ленты,
которая должна изготавливаться из специаль-
ного светотермостойкого пластика в виде про-
зрачной пленки толщиной 0,12—0,05 мм.
Ленту маркировочную в разрезанном виде
наматывают на одну бобину по десять номеров,
ширина каждой ленты 12 + 1 мм.
Маркировочные номера печатаются на обрат-
ной стороне ленты и должны четко просматри-
ваться через ее лицевую сторону..Высота цифр —
от 2,6 до 3 мм, расстояние между ними — от 1 до
1,5 мм. Номера на лентах должны быть напеча-
таны с таким расчетом, чтобы последняя цифра
отстояла от правого торца ленты не менее чем
на 1 мм. С напечатанной стороны цифры на лен-
тах покрываются равномерным слоем перхлор-
винилового клея с пигментами так, чтобы марки-
ровочная липкая лента с клеющей стороны не
была прозрачной.
Напечатанные на лентах номера после по-
крытия их клеем с пигментами должны быть
четкими; напечатанные цифры и клеевой слой
не должны отслаиваться и переходить на лице-
вую сторону маркировочных лент при отматы-
вании их с круга.
В каждом круге бобины должно быть от 3 до
10 пог. м липкдй маркировочной ленты. Допус-
кается наматывание отдельных ее отрезков дли-
ной не менее 0,5 м каждый. Ленту изготовляют из
полихлорвинилового пластиката, не содержа-
щего свинцовых стабилизаторов. Липкость лен-
ты должна быть не менее 10 с.
Бандаж из маркировочной липкой ленты
рекомендуется накладывать на провода и жилы
кабелей следующим образом-
240
а) на провода и жилы кйбелей, имеющие
резиновую изоляцию в хлопчатобумажной лаки-
рованной оплетке, например ЛПРГС — в 3
оборота (не менее);
б) на провода и жилы кабелей с любой изб-
ляцией, кроме указанной в пункте а,— в 1,5—
2 оборота.
На электромонтажных чертежах маркировоч-
ные бирки и липкие ленты графически не изобра-
жаются, а делается надпись: «Концы монтаж-
ных проводов маркировать маркировочными
бирками (лентами) ОСТ4 Г0.050.001» или «Кон-
цы монтажных проводов маркировать -бирками
с адресами-проводов по ОСТ4 Г0.050.001».
Кроме вышеуказанных видов маркировки,
можно применять различительную расцветку
проводов. Провода, не входящие в жгут и сво-
'бодно просматриваемые, допускается не марки-
ровать.
На элементы аппаратуры должны быть нане- .
*сены обозначения, соответствующие обозначе-
ниям в принципиальной схеме и схеме соедине-
ний. В отдельных случаях обозначения допус-
кается не наносить, если это оговорено в кон-
структорской документации.
Обозначения наносятся на платы, шасси,
панели (возле элементов или на самих .элемен-
тах, если это не влияет на их работу).
Схематические обозначения допускается на-
носить на электрорадиоэлементы в приборах
и узлах, которые заливаются (покрываются)
компаундами, непрозрачными лаками и т. п.,
а также на малогабаритные электрорадиоэле-
менты. Для маркировки выводов полупроводни-
ковых приборов и радиоламп при необходимости
рекомендуется пользоваться цветным кодом.
241
Г-.
(•'
I?
S
I
й
f.
fe
P
t'
Элементы, при закреплении их выводов, рас-
полагаются так, чтобы надписи их номиналов
и маркировка были хорошо видны и обращены
в одну сторону, удобную для чтения. При внут-
реннем монтаже радиоаппаратуры в целях раз-
личия функционального назначения следует при-
менять провода разных цветов. При этом каждая
(г обособленная электрическая цепь выполняется
f, от начала до конца проводами одного цвета
| Таблица16
Й
R-. Цвета, применяемые для обозначения электрических
fc' цепей
Целевое назначение монтажных цепей Основной цвет Заменитель
Находящиеся под поло- жительным потенциалом. Красный и все сочетания крас- ного с другими цветами, кроме синего и зеле- ного Розовый
Находящиеся под отри- цательным потенциалом Синий и все сочетания сине- го с другими цветами, кроме красного и зе- леного Голубой
Цепи пит*ния перемен- ного тока и цепи накала электровакуумных при- боров Желтый Оранжевый
Цепи с нулевым потен- циглом относительно кор- пуса прибора Черный Фиолетовый
Все остальные цепи Белый Серый или зеленый
242
в пределах платы, блока и т. п. Для этой цели
рекомендуется применять цвета, указанные
в табл. 16.
В случае применения проводов, не имеющих
расцветки (например, провода типа МГТФ), на
концы их рекомендуется надевать цветные изо-
ляционные трубки.
При обозначении цвета проводов в монтаже
рекомендуется применять условные обозначения,
приведенные в табл. 2.
В тех случаях, когда использование цветов
затрудняет выполнение монтажа, разрешается
применять провода других цветов.
ПЕЧАТНЫЕ СХЕМЫ
РАДИОЭЛЕКТРОННОЙ АППАРАТУРЫ
Термины, их определения и общие
положения
В конструировании и производстве радиоаппаратуры
с использованием печатных схем применяются следующие
термины и их определения:
Печатная плата — изоляционное основание с нанесен-
ными на его поверхность плоскими печатными проводни-
ками, монтажом или печатной схемой (рис. 122).
Двусторонняя плата — плата с печатными проводни-
ками и элементами, расположенными с обеих сторон изо-
ляционного основания.
Многослойная плата — плата, выполненная в виде
изоляционного основания (подложки), на которое нанесена
система печатных проводников или проводников и элемен-
тов, расположенных в несколько слоев и разделенных
промежуточными изоляционными пленками.
Пленочная микросхема — многослойная плата в ми-
ниатюрном или в микроминиатюрном нсполнении с контакт-
ными площадками с печатными проводами, пазами и ключом.
Многослойная сборная плата — плата, получаемая
неразъемным соединением (например склеиванием) несколь-
ких обычных плат, обеспечивающим непосредственный
электрический контакт между проводниками всех отдель-
ных плат.
Печатная полосковая линия — изоляционное основание
£ нанесенной на его поверхность системой плоских печат-
ных металлических проводников различной конфигурации,
выполняющих роль высокочастотных передающих трактов
и обеспечивающих определенные электрические параметры.
Печатный монтаж — система печатных проводников,
обеспечивающих электрическое соединение элементов схе-
мы, экранирование, заземление.
Печатная схема — система печатных проводников и
печатных электро- и радиоэлементов, нанесенных на общее
изоляционное основание.
Печатный проводник — участок токопроводящего по-
крытия (слоя), нанесенного на изоляционное основание.
244
I
I
J/omif/lh 4мйфЗ,Я?
245
Печатный элемент — сопротивление., емкость, индук-
тивность, разъем, концевой контакт и другие элементы,
получаемые нанесением на изоляционное основание слоя
металла или диэлектрика.
Навесные элементы — электро- п радиоэлементы,
закрепленные на печатной плате пайкой пли сваркой,
создающей электрический контакт с печатными провод-
никами.
Контактная площадка — токопроводящий участок,
предназначенный для присоединения объемных проводни-
ков или выводов навесных элементов, при наличии мон-
тажных отверстий — это площадка, окружающая отверс-
тия или примыкающая к ним, при отсутствии отверстий—
площадка на конце проводника.
Контактный переход — токопроводящий участок, обе-
спечивающий электрический контакт между проводниками,
находящимися в разных слоях многослойной платы.
Концевой контакт — контакт на краю платы, пред-
назначенный для штекерного соединения с ответной частью
соединителя (разъема).
Контактное отверстие — отверстие в двусторонней
плате, предназначенное для осуществления электрического
соединения' проводников, расположенных с двух сторон
изоляционного основания пли в разных слоях многослой-
ной платы, нанесением металлического покрытия на стен-
ки отверстия или установки пустотелой заклепки (пистона).
Монтажное отверстие — отверстие, предназначенное
для закрепления выводов навесного элемента и их контак-
тирования с печатной схемой.
Крепежное отверстие — отверстие, предназначенное
для крепления платы в блоке или элементов на плате.
Технологическое отверстие — отверстие в печатной
плате, предусмотренное для технологических целей и
используемое при выполнении технологических операций.
Координатная сетка — сетка, определяющая положе-
ние контактных и монтажных отверстий, а также печатных
проводников и других элементов на изображении платы
в прямоугольной или полярной системе координат.
Шаг координатной сетки — постоянная величина,
определяющая расстояние между соседними линиями коор-
динатной сетки и кратность расстояний между монтажны-
ми отверстиями:
а) для сетки в прямоугольной системе координат —
линейный шаг, одинаковый по горизонтали и вертикали;
б) для сетки в полярной системе координат — линей-
246
ный шаг концентрических окружностей и угловой шаг
радиальных линий.
Узел координатной сетки — точка пересечения линий
координатной сетки.
Базовые стороны — две взаимно перпендикулярные
стороны печатной платы, по которым производится ее
установка в процессе изготовления и сборки.
Ключ платы — асимметрия в виде среза угла, прореза
и т. п. на наружной кромке, придаваемая платам симмет-
ричной формы по технологическим соображениям.
Экранирующее поле — участок токопроводящего по-
крытия платы, располагаемый по ее кромкам или между
печатными проводниками и предназначенный для экрани-
рования последних.
Микроэлемент — радиоэлемент (конденсатор, резистор,
диод, транзистор, трансформатор и др.) в миниатюрном
исполнении без плат от этажерочных микромодулей, или
радиоэлемент миниатюрный навесной.
Перемычка — объемный проводник для электрического
соединения элементов схемы.
Металлизированное отверстие — отверстие в микро-
плате, на стенки которого нанесен слой металла.
Установочный размер — расстояние между центрами
монтажных отверстий, предназначенных для выводов дан-
ного навесного элемента.
Пистон — пустотелая заклепка, армирующая монтаж-
ное отверстие.
Фотооригииал — контрастное черно-белое изображение
печатной платы, выполненное в увеличенном масштабе на
чертежной бумаге (или каком-либо другом основании)
и предназначенное для получения фотонегатива печатной
платы.
Пайка волной (струей) припоя — механизированный
способ пайки монтажных соединений, осуществляемый со-
прикосновением ннжней поверхности печатной платы с греб-
нем волны (струи) расплавленного припоя.
Технологический проводник — временный печатный
проводник, соединяющий отдельные элементы схемы для
получения гальванического покрытия; удаляется или раз-
рывается после нанесения покрытия.
Переходное отверстие — металлизированное отверстие,
обеспечивающее переход печатного проводника с одной
стороны платы на другую.
Плотность печатного монтажа — число проводников,
укладывающихся на единице площади платы.
247
Печатный узел — печатная плата с навесными радио-
элементами и другими деталями, прошедшая этапы сборки,
пайки, защиты.
Особо малогабаритная плата — плата, размеры кото-
рой не превышают 60 х 90 мм.
Малогабаритная плата — плата, размеры которой от
60 х 90 до 120 X 180 мм.
Среднегабаритная плата — плата, размеры которой от
120 х 180 до 200 X 250 мм.
Крупногабаритная плата — плата, размеры которой '
от 200 х 250 дб 240 X 360 мм.
Применение печатных схем в радиоаппара-
туре повышает ее надежность, обеспечивает
повт'оряемость параметров изделия от образца
к образцу, уменьшает ее габариты, резко сни-
жает трудоемкость монтажно-сборочных работ
и создает условия для механизации и автомати-
зации производственных процессов.
Радиоаппаратура, выполненная на печатных
схемах, отличается высокой механической проч-
ностью, так как все радиоэлементы прочно
связаны с печатной платой, а также стабиль-
ностью радиотехнических и электрических па-
раметров.
Печатные схемы выполняют на платах из
фольгированного и электротехнического гети-
накса, фольгированного стеклотекстолита и др.
Методы изготовления печатных схем
Процесс изготовления печатных схем со-
стоит из технологических операций, с помощью
которых создается система плоских проводни-
ков на изоляционном основании по заданному
рисунку печатного монтажа.
Наибольшее применение в производстве ра-
диоаппаратуры имеют следующие методы изго-
товления печатных схем:
248
Химический метод (метод травления). Сущ-
ность его заключается в химическом растворе-
нии (вытравливании) металлической фольги,
приклеенной к изоляционному основанию с од-
ной или двух сторон d таким расчетом, чтобы
оставшиеся участки образовали рисунок схемы,
нанесенной (до травления) на фольгированный
материал фотопечатью, офсетной печатью или
печатанием через сетчатый трафарет.
Химический метод обеспечивает получение
четких линий проводников печатной схемы
и характеризуется меньшей трудоемкостью по
сравнению с электрохимическим осаждением,
но монтажные отверстия не металлизируются.
Поэтому для монтажа навесных радиоэлементов
и осуществления электрического контакта меж-
ду проводниками, расположенными на разных
сторонах платы, путем развальцовки в монтаж-
ное .отверстие устанавливают пустотелые метал-
лические заклепки (пистоны).
Электрохимический метод состоит в нанесе-
нии рисунка схемы на изоляционную плату
посредством гальванической металлизации соот-
ветствующих участков поверхности платы с по-
следующим наращиванием слоя меди до требуе-
мой толщины (50 ± 10 мк) в электролитической
ванне. При этом методе обеспечивается металли-
зация монтажных отверстий в плате, служащих
для установки навесных радиоэлементов и элек-
трической связи между проводниками при их
двустороннем расположении. Однако он харак-
теризуется сложным технологическим про-
цессом.
Электролитический метод (метод переноса).
Заключается он в предварительном нанесении
рисунка схемы на матрицу, изготовленную из
249
полированной нержавеющей стали, гальвани-
ческом осаждении на нее меди или других
металлов и последующем переносе рисунка
схемы на изоляционное основание (плату). Пе-
ренос рисунка схемы осуществляется совмест-
ным прокатыванием матрицы и платы между
резиновыми валиками под необходимым давле-
нием. Перед этим плату прокатывают клеевой
пленкой, которую затем подвергают полимери-
зации, что обеспечивает надежное сцепление мед-
ных проводников схемы с изоляционным основа-
hhcm-jStot способ изготовления печатных схем
длителен, так как требует дополнительных опе-
раций для оформления металлизированных от-
верстий, но достоинство его в отсутствии хими-
ческого воздействия на плату, экономном расхо-
довании металла, высокой прочности сцепления
проводников схемы с изоляционным основа-
нием.
Комбинированный метод. Состоит он в соче-
тании химического и электрохимического мето-
дов, что позволяет производить изготовление
печатных схем химическим травлением из фоль-
гированного диэлектрика с одновременной ме-
таллизацией монтажных отверстий, получен-
ных электрохимическим осаждением^
Комбинированный метод может быть рекомен-
дован для одностороннего и двустороннего раз-
мещения печатного монтажа, так как переходы
с одной стороны платы на другую (металлизи-
рованные отверстия) образуются в процессе
получения печатной платы.
250
i
Многослойный печатный монтаж
Важнейшим преимуществом многослойного
печатного монтажа (МПМ) является обеспечение
надежной внутренней экранировки и плоскостей
отвода тепла, а также улучшение характеристик,
связанных с устойчивостью к воздействию ок-
ружающей среды за счет расположения всех
проводников в объеме монолитного диэлектрика.
Использование МПМ позволяет значительно
сократить длину соединений между компонен-
тами, что имеет существенное значение для
современной радиоэлектронной аппаратуры.
Однако при изготовлении многослойных пе-
чатных плат приходится сталкиваться с труд-
ностями и, в первую очередь, со сложностью
выполнения электрических соединений между
отдельными слоями.
Существует пять основных способов выпол-
нения таких соединений: металлизация сквоз-
ных отверстий; открытых контактных площадок
(выступающих выводов); последовательное (по-
слойное) наращивание; попарное прессование;
комбинированный.
Способ сквозной металлизации отверстий.
Он является одним из простейших в изготовле-
нии многослойных печатных плат. Многослой-
ный пакет составляется из нескольких односто-
ронних плат, которые накладываются одна на
другую и склеиваются вместе. Между слоями
платы прокладываются медные контактные
пластины. В полученной плате сверлятся и ме-
таллизируются слоем меди, а затем слоем сереб-
ра химико-гальваническим методом сквозные
отверстия, с помощью которых обеспечивается
взаимосвязь между слоями платы (рис. 123).
951
Данный способ обеспечивает достаточно высокую
плотность монтажа, но с увеличением числа
слоев требует увеличения диаметра металлизи-
Рис. 123. Многослойная печатная схема, изготовленная
методом «сквозной металлизации отверстий»:
/ — элемент; 2 — многослойная печатная плата; 5 —• поперечное
сечение проводников; 4—припой; 5 — провод; 6—фольга (метал-
лическое покрытие); 7 « изоляции.
Рис. 124. Поперечное сечение
МПП, полученное методом от-
крытых контактных площадок:
1 — контактные площадки, 2-МПП.
руемых отверстий, а это ведет к сокращению
монтажного пространства.
Способ открытых контактных площадок
(выступающих выводов). При этом методе слои
представляют собой односторонние тонкие пе-
чатные платы, выполненные способом травле-
ния, которые затем при правильном совмещении
. 252
наслаиваются друг на друга, прессуются, обра-
зуя одну многослойную плату (рис. 124). Каж-
дая плата последующего слоя имеет дополнитель-
ную схему и отверстия для доступа к закры-
ваемому предшествующему слою. В результате
этого верхний слой имеет открытые контакт-
ные площадки, обеспечивающие доступ ко всем
нижним слоям. Следовательно, у нижней платы
наибольшая площадь для схемы и отсутствуют
открытые контактные площадки, а верхняя
плата имеет наименьшую площадь для схемы
и наибольшее количество открытых контактных
площадок. Для более надежного крепления кон-
тактных площадок их диаметр выбирают больше
диаметра отверстия на два и более миллиметра.
Минимальное расстояние между центрами кон-
тактных площадок — 4 мм.
Основной недостаток данного метода заклю-
чается в том, что под отверстия, открывающие
доступ к контактным площадкам, отводится
большая площадь слоя.
Способ последовательного (послойного) нара-
щивания состоит в том, что на заготовку из стек-
лотекстолита с заранее просверленными отвер-
стиями наклеивают медную фольгу. В отверстиях
наращивают гальваническим способом медь на
толщину слоя диэлектрика, а затем на поверх-
ность диэлектрика наносят рисунок схемы оса-
ждением гальванической меди, после чего снова
напрессовывают слой диэлектрика и весь процесс
повторяется в зависимости от числа слоев. На
последний слой рисунка схемы для защиты на-
клеивают слой диэлектрика без отверстий. Связь
между слоями осуществляется с помощью нара-
щенных контактных площадок (рис. 125). Этот
, метод позволяет увеличить плотность монтажа,
253
уменьшить необходимое число слоев и увели-
чить эффективность использования монтажного
пространства. Однако он более сложен, длителен,
а неразъемность конструкции платы приводит
Рис. 125. Многослойная печатная схема, изготовленная
методом последовательного (послойного) наращивания:
/ — поперечное сечение проводника; 2— элемент;' 3 — изоляция;'
4— провод; 5— припой; 6 — проходные отверстия, 7-МПП.
к тому, что при дефекте в одном из слоев прихо-
дится браковать всю плату..
Способ попарного прессования заключается
в том, что две платы с двусторонним печатным
Рис. 126. Поперечное сече-
ние МПП, полученное мето-
дом попарного прессования:
1 •— МПП; 2 — металлизирован-
ное отверстие; 3 фольга.
монтажом, слои кото-
рых электрически со-
единены между собой
металлизированными
отверстиями, склеи-
ваются стеклотканью,
пропитанной лаком и
спрессовываются в
монолитную МПП, со-
стоящую из четырех
слоев (рис. 126).
Комбинированный способ является сочета-
нием двух способов — последовательного нара-
щивания и металлизации сквозных отверстий.
254
Сначала при помощи последовательного нара-
щивания создают отдельные части будущей
многослойной платы, а затем при правильном
совмещении эти части располагают в нужной
последовательности и соединяют друг с другом
с помощью металлизированных сквозных отверс-
тий. Этот способ позволяет частично исполь-
зовать преимущества высокой плотности мон-
тажа соединений, присущих конструкции, полу-
чаемой при последовательном наращивании, а
также возможность изменить конструкцию от-
дельных частей платы, не меняя остальную ее
часть с помощью металлизации сквозных от-
верстий..
Подготовке печатных плат
и радиоэлементов к монтажу
Печатные платы перед монтажом на них
радиоэлементов должны быть соответствую-
щим образом подготовлены.
Если на плате нанесено консервирующее
покрытие, то снимают его непосредственно перед
облуживанием контактных площадок или перед
выполнением монтажно-сборочных операций.
В случае необходимости облуживания кон-
тактных площадок, предварительно их обез-
жиривают спиртом с помощью щетинной кисти
или хлопчатобумажного тампона. На контакт-
ные площадки наносят кистью флюс.
Лужение производят электропаяльником,
при этом на многослойных платах .применяется
припой ПОСК50, на других — ПОС61. После
облуживания плата отмывается от флюса. При
применении флюса ФКСп промывка произво-
дится спиртом, флюса ФПЭТ — ксилолом.
255
Покрытие лаком мест на плате под установку
корпусов модулей и других элементов, а также
крепление прокладок под корпуса элементов
на клей или мастику производится, если на это
имеются указания в конструкторской докумен-
тации.
Рис. 127. Установка лепестков и заклепок на платах:
/ — плата; 2 — лепесток; 3 — печатный проводник; 4 — раскле-
пать; 5 — развальцевать; 6t— осадить; 7 — опаять с двух сторон;
8 опаять; 9 — заклепка, залитая припоем. * размер 90° ука-
зан для инструмента.
На контактных площадках печатных плат для
монтажа радиоэлементов, а также в случае под-
пайки к одному контакту нескольких элементов
необходимо устанавливать лепестки (штыри) в
соответствии с чертежом (рис. 127). На подре-
256
занных контактных площадках печатной схемы,
если не выдержан размер 0,5 (рис. 127, в), уста-
новка лепестков не допускается. Трубчатые
заклепки (пистоны) нужно устанавливать в мес-
тах, оговоренных чертежом, как указано на
рис. 127, г. Опайка буртика лепестка (заклепки)
на печатном проводнике и заливка припоем
производится как указано на рис. 127, б, д—з
и л не позднее 48 ч после установки лепестков
Рис. 128. Пайка и заливка эпоксидным клеем
выходных контактов на МПП:
1 — выходной контакт; 2 — втулка; 3 — паять; 4 — за-
лить клеем; 5 — клей.
на плату. При опайке лепестков и заклепок
применяется припой ПОС61 ГОСТ 1499—70.
На многослойных печатных платах выход-
ные контакты (выводы, штыри) устанавлива-
ются, как показано на рис. 128. Зазор между
отверстием платы и выходным контактом со
стороны, противоположной печатному монтажу,
заливается эпоксидным клеем (рецептура Д9
без наполнителя после опайки выходного кон-
такта; рис. 128, а). Опайка выходного контакта
(рис. 128, б) производится после установки
втулки на эпоксидный клей.
Контактные площадки печатных плат, пред-
назначенные для установки выводов микро-
схем, облуживаются припоем ПОС61. Слой
9 4-182 257
полуды должен быть ровным. Допускаются на
печатной дорожке подтеки припоя без острых
шипов, не уменьшающие расстояний между
токоведущими частями. • .
Контактные площадки, металлизированные
отверстия и зенковки на платах перед монта-
жом обезжириваются спиртом.
Кадмиевое покрытие плат перед монтажом
по истечении одного месяца после изготовления
необходимо осветить (протереть ученической
чернильной резинкой, отходы ее удаляются кис-
точкой). При осветлении поверхностей недопус-
тимо обнажение основного металла, но допус-
кается отсутствие глянца эмали вокруг зоны
контактной площадки.
.Радиоэлементы, поступающие на сборку и
монтаж, должны соответствовать спецификации
чертежа, требованиям стандартов, нормалей и
технических условий. Радиоэлементы, подверга-
емые согласно требованиям чертежа или ТУ дора-
ботке, тренировке, должны иметь соответствую-
щий документ или маркировку, подтверждаю-
щие выполнение и результаты доработки, тре-
нировки.
Выводы радиоэлементов, поступающие на
лужение, рихтуют и зачищают, обеспечивая
такую длину прямолинейного участка вывода от
основания корпуса, чтобы она была не менее
расстояния, оговоренного ТУ или конструктор-
ской документацией на элемент. Рихтовку и за-
чистку следует производить в одном направле-
нии от основания корпуса, обеспечив жесткое
крепление вывода у основания. Выводы из про-
вода типа ПЛШО зачищаются шкуркой шлифо-
вальной с зернистостью от 4 до 8, конец изоля-
ции скрепляется клеем АК-20. Снятие изоля-
258
дии на выводах трансформаторов разрешается
производить в процессе установки и монтажа.
При обезжиривании, флюсовании, облужива-
нии и промывке выводов радиоэлементов типа
реле РЭС-10 приме-
няются технологиче-
ские изоляционные
прокладки.
Марка припоя для
лужения выводов ра-
Рис. 129. Пример «Служен-
ных выводов элемента.
диоэлементов должна
соответствовать марке припоя, применяемогр
при пайке этих же элементов. Длина необлу-
женной части выводов должна соответствовать
требованиям ТУ на элементы (рис. 129).
Режимы лужения выводов элементов приве-
дены в табл. 17.
Таблица 17
Режимы лужения выводов элементов
Марка припоя Температура припоя, °C Время лужения
ПОС 61 ПОСК 50 ПСрОСУ8 250+10 230+10 260+10 З-т-5 с, если время не указа- но в технических условиях на эле- мент
Примечания. 1. Температура припоя долж-
на контролироваться систематически в процессе лу-
жения. 2. Температура нагрева жала паяльника —
от 280 до 300° С.
При формовке выводов элементов радиус их
изгиба должен соответствовать требованиям ТУ
или конструкторской документации. Примеры
' формовки выводов некоторых радиоэлементов
показаны на рис. 130. В случае отсутствия
9*
259
указаний в ТУ или в конструкторской докумен-
тации радиус изгиба выводов рекомендуется
принимать:
для выводов диаметром до 0,6 мм — 0,5 мм;
для выводов диаметром свыше 0,6 мм — 1 Мм;
для формовки петлеобразного вида — 1 — 2 мм.
Установочный размер I (рис. 130, а) — размер
между двумя осями формованных выводов или
Рис. 130. Примеры формовки выводов радиоэле-
ментов:
/ = изолятор; 2 — спай; 3 — изгиб выводов не допускается.
размер между центрами монтажных отверстий
в плате одноплатной конструкции определя-
ется по следующему методу:
а) для формовки с прямыми выводами
I = не менее L + 2 в,
где L — наибольший габаритный размер кор-
пуса элемента; • '
в — расстояние от корпуса до оси изогнуто-
го вывода.
В случае отсутствия указаний в ТУ или ГОСТ
расстояние от корпуса элемента до оси изогну-
того вывода принимается — 2 мм;
260
б) для формовки с подогнутыми под корпус
элемента выводами
I = L 1 мм,
полученная расчетная величина I округляется:
при применении координатной сетки 2,5 мм
(по ГОСТ 10317—62) до ближайшей большей
величины кратной 2,5, а при применении коорди-
натной сетки 0,5 мм (для малогабаритной аппа-
ратуры) до ближайшей величины кратной 0,5.
При формовке выводов разрешается нали-
чие следов от инструмента без нарушения метал-
лического покрытия. Не допускается их механи-
ческое повреждение, изгиб в местах спая (свар-
ки) и у изоляторов; скручивание относительно
оси корпусов, растрескивание стеклянных изоля-
торов и корпусов (рис. 130, б).
Провод для перемычек не должен иметь
повреждений (вмятин, надрезов и других де-
фектов), снижающих его механическую или
электрическую прочность. Нарезка провода
производится бокорезами, ножницами или при-
способлением для резки провода (см. рис. 3—
5, 19). Зачистка перемычек на расстоянии 8—
20 мм от изоляции должна осуществляться
инструментом, исключающим надрез жил или
отдельных проволок. Не допускается приме-
нение металлического ножа, скальпеля, куса-
чек и т. п. Изоляцию следует удалять с проводов
при помощи электрообжигалки (см. рис. 8, 9)
и шкурки шлифовальной. Провода с фторо-
пластовой изоляцией можно обжигать только
при наличии вытяжной вентиляции у рабочих
мест. Допускается местное потемнение и оплав-
ление изоляции провода вследствие электро-
обжига.
261
Подготовка перемычек зависит от типа
изоляции применяемых проводов. Концы много-
жильных перемычек после снятия изоляции
необходимо скрутить на 1—1,5 оборота вруч-
Рис. 131. Подготовка элементов, соединяемых па-
раллельно.
Рис. 132. Формовка выводов элементов, при-
паиваемых в нахлестку на контактные пло-
щадки печатных плат.
ную или в специальном приспособлении в на-
правлении заводского скручивания.
Обезжиривание, лужение, промывка после
лужения выводов радиоэлементов и перемычек
производятся так же, как и контактных пло-
' щадок.
Подготовка элементов, соединяемых согласно
чертежу параллельно (не более двух элементов),
осуществляется как показано на рис. 131. а, б. До-
262
пускается подсоединение элементов по рис. 131, в,
в случаях, оговоренных конструкторской доку-
ментацией и техническими условиями на элемен-
ты. Не допускается соединение выводов элементов
(рис. 131, г) без механического крепления (на-
прямую).
Предварительное формование выводов эле-
ментов, припаиваемых внахлестку на контакт-
ные площадки, осуществляется как показано
на рис. 132. При этом необходимо выдерживать
размеры, указанные в ТУ на элементы. Как
правило, размер I равен 1,5—2 мм. Исключение
составляют элементы с планарными выво-
дами, размер I которых должен быть не менее
0,5 мм.
Места среза незадействованных выводов
микросхем, укороченных в соответствии с кон-
структорской документацией, покрываются ла-
ком АК-ПЗ по НОЕ0.054.000.
Виды формовки выводов элементов рекомен-
дуется производить:
по рис. 133, а—в, если расстояние до места
пайки отлично от требуемого по ГОСТ или ТУ;
для обеспечения возможности групповой пай-
ки по рис. 133, г, д.
Минимальный установочный размер I реко-
мендуется рассчитывать:
а) для формовки по рис. 133, а
I = L -f- 2 мм,
где L — максимальная длина корпуса эле-
мента, мм;
б) для формовки по рис. 133, б
Z = Z, + 2а + 2d + 4/?m!n,
где а—расстояние до оси изогнутого вывода, мм;
263
264
Рис. 133. Виды формовки
выводов элементов:
1 •— плата; 2 — радиоэлемент;
3 — вывод элемента; 4 — дер-
жатель; 5 — трубчатая зак-
лепка; 6 — стойка; 7 — печат-
ный проводник.
265
d — диаметр или толщина вывода, мм;
-Rmin — минимальный радиус гибки вывода, мм;
в) для формовки по рис. 133, в
4Rmia +1,
где t — толщина ленточного вывода, мм;
г) для формовки по рис 133, 8
I = L -J- 2а;
Л) для формовки по рис. 133, д
где С — шаг сетки, мм;
г‘ е) для триодов виды формовки и установки
указаны на рис. 133, е, ж;
ж) вид формовки вертикальной установки
резисторов, конденсаторов и подобных им эле-
ментов показан на рис. 133, з. Стойка применя-
ется в случае недостаточности длины вывода.
Для обеспечения возможности, групповой
пайки допускается формовка с образованием
на одном или двух выводах зигов. Формовка
круглых или ленточных выводов элементов,
обжатие ленточных выводов производятся при
помощи монтажного инструмента или приспо-
соблений таким образом, чтобы исключались
механические нагрузки на места крепления
вывода к корпусу. Ручная формовка и установка
элементов на печатные платы производятся
таким образом, чтобы маркировка просматри-
валась в процессе контроля. При автоматизи-
рованной, полуавтоматизированной, а в техни-
чески обоснованных случаях и при ручной
формовке (например по рис. 133, а—з) и уста-
новке элементов на печатные платы или при
I
266
автоматизированной формовке с последующей
ручной установкой допускается произвольное
расположение маркировки.
Установка радиоэлементов
на печатных платах
Общие нормы и требования к установке радиоэлементов
на печатных платах
- Установка радиоэлементов на печатных пла-
тах должна обеспечивать надежную их работу
в условиях механиче-
ских и климатических
воздействий, указан-
ных в ТУ на данный
вид аппаратуры. На-
весные элементы сле-
дует устанавливать на
плате таким образом,
чтобы обеспечить воз-
можность выполнения
технологических про-
цессов ручной или
механизированной ус-
тановки их, группо-
вой пайки и исклю-
чить воздействие при-
поя на эти элементы.
Рис. 134. Расположение на-
весных радиоэлементов:
а — на односторонних печатных
платах; б — на двусторонних пе-
чатных платах; в— в межплатной
конструкции.
Навесные элемен-
ты располагаются на
односторонних пла-
тах— с одной сторо-
ны (рис. 134, а) не-
зависимо от их назначения и габарита; на
двусторонних платах — с двух сторон (рис.
134, б); в межплатной конструкции — между
267
платами в вертикальном положении (рис.
134, в).
Навесные радиоэлементы размещаются ря-
дами в определенном порядке, как указано
на рис. 135, а. Мож-
но устанавливать их,
как указано на
рис. 135, б, но под
одним углом по отно-
шению друг к другу
(рис. 135, в), так как
в противном случае
условная ось, прохо-
дящая через точки
крепления'элементов,
будет не параллельна
основному направле-
нию наибольших пе-
регрузок, воздейству-
ющих на изделие.
Выводы навесных
радиоэлементов кре-
пят в отверстиях пе-
чатной платы. В каж-
дом отверстии разме-
щают вывод только
одного навесного эле-
Рис. 135. Расположение навес- МеНТа <РИС’ 136>’
ных радиоэлементов на печатной ДИОЭлементы И узлы
плате: с большим количест-
а— рядами: б —под углом 90°; в — ВОМ ВЫВОДОВ ЗЭКреп-
под различными^углами (не допус- ляют на плате в зави.
симости от их кон-
структивных особенностей и механической про-
чности платы. Виды крепления показаны на
рис. 137.
268
ПраСимно
HenpaluMHD
Рис. 136. Крепление выводов навесных радиоэле-
ментов в отверстиях печатной платы.
Рнс. 137. Крепление малогабаритных трансформаторов на
печатной плате:
/ = плата; 2 —. трансформатор.
Правильно Неправлено
Рис. 138. Крепление потенциометра с помощью держателя:
/ в держатель; 2 — выводы потенциометра.
269
Тяжелые или специальные элементы уста-
навливают с помощью держателей, обеспечива-
ющих механическое крепление корпусов эле-
ментов (рис. 138) и предотвращающих поломку
выводов под воздействием механических нагру-
зок. Элементы, детали и узлы большого веса
и больших габаритов (например силовые транс-
форматоры) размещают вне платы (рис. 139),
Рис. 139. Размещение крупногабаритного элемента на пе-
. • чатной плате.
а соединение осуществляют перемычками из
монтажного провода или специальными гребен-
ками, впаиваемыми в плату способом групповой
пайки.
Переходные элементы (разъемы, переходные
колодки и т. п.) от одной платы к другой уста-
навливаются так же, как и навесные радио-
элементы (рис. 140).
Крепление печатного узла в приборе во из-
бежание обрыва печатных проводников не долж-
но давать прогиба платы, но должно обеспечи-
вать возможность легкой его замены. Во избе-
жание замыкания печатного проводника на
корпус прибора предусматривается изоляция
печатной платы от шасси прибора. Для зазем-
ления печатной платы используются перемычки,
лепестки и т. п., впаянные в монтажные отвер-
стия платы и имеющие контакт с шасси прибора.
Непосредственный контакт печатного проводника
с шасси прибора не допускается.
270
Рис. 140. Переходные элементы.
Для повышения жесткости изделий на пе-
чатных платах, работающих в условиях значи-
тельных перегрузок, наиболее массивные эле-
менты рекомендуется располагать ближе к мес-
там крепления платы.
Металлизированные отверстия на плате обя-
зательно зенкуют с двух сторон. Их диаметры
выбирают в зависимости от толщины платы
и диаметров выводов элементов. Следует огра-
ничивать применение разных диаметров отвер-
стий на одной плате.
Допускается установка радиоэлементов с вы-
водами диаметров:.
0,5 мм — в отверстие диаметром 1 мм;
0,6 мм — в отверстие диаметром до 1,3 мм;
0,8 мм — в отверстие диаметром до 1,5 мм и т. д.
271
Диаметры (d) металлизированных отверстий
для выводов диаметром более 1 мм выбираются
без учета толщины платы исходя из условий:
d = dB± (0,5 + 0,6) мм,
где dB — диаметр вывода элемента.
Диаметр зенковки (й3енк) при этом выбира-
ется из условий:
d3eHK — d -j- (0,5 + 0,7) мм..
Диаметры неметаллизированных отверстий,
применяемых на платах, размерами не огра-
ничиваются.
Допуски на обработку диаметров металлизи-
рованных отверстий и зенковок:
+ 0,10 — для отверстий диаметром до 0,8 мм;
+ 0,12 — для отверстий диаметром от 1 мм;
+ 0,20 — для зенковок всех диаметров металлизированных
отверстий.
Длина монтажных выводов элементов от
места пайки до корпуса элемента I (рис. 141)
должна быть минимальной, но не менее длины,
указанной в ТУ на этот элемент. Если этого
указания в ТУ нет, то расстояние от корпуса
элемента до места пайки I берется не менее 2,5 мм.
Расстояние от корпуса элемента до изгиба
вывода элемента «а» (рис. 141) должно быть не
272
менее расстояния, указанного в ТУ на эти эле-
менты. Если в ТУ это расстояние не указано,
оно принимается не менее 2 мм.
При этом расстоянием до места пайки I сле-
дует считать расстояние от корпуса элемента до
места приложения паяльника или поверхности
платы со стороны пайки, а расстоянием до места
изгиба «а» при одноразовой гибке — расстояние
от корпуса элемента до оси изогнутого вывода.
Наименьший радиус изгиба выводов должен
быть не меньше удвоенной величины их диаметра
или толщины.
При применении припоя ПОС-61 или дру-
гого, более низкотемпературного припоя и вре-
мени пайки не более 2—3 с при толщине до
1,5 мм пайку резисторов и конденсаторов раз-
решается производить на расстоянии 2,5—
3 мм от корпуса.
Установка радиоэлементов на плоскостной (одноплатной)
конструкции
Навесные элементы в,изделиях плоскостной
(одноплатной) конструкции необходимо уста-
навливать параллельно поверхности платы со
стороны, противоположной размещению печат-
ных проводников; на платах с двусторонним
расположением печатных проводников — со сто-
роны, указанной в сборочном чертеже на изде-
лие. Корпуса элементов размещаются на печат-
ной плате параллельно или перпендикулярно
друг к другу (рис. 142, а, б). Элементы типа
КД-1, КМ-3, СКМ и др. располагаются под
углом к оси между монтажными отверстиями,
в которые они устанавливаются. Угол располо-
жения определяется конструкцией элементов.
10 4-162
273
Расстояние между корпусом элемента и краем
печатной платы должно быть не менее 1 мм
(если позволяет конструкция); между выводом
Р)
Рис. 142. Расположение навесных радиоэле-
ментов на печатных платах:
а — без изоляции элементов; б —’ е изоляцией эле-
ментов.
элемента и краем платы — не менее 2 мм
(рис. 142, а, б), если особо не оговорено в чер-
1еже. Расстояние между корпусами соседних
274
элементов или корпусами и выводами соседних
элементов выбирается в зависимости от условий
теплоотвода и допустимой разности потенциа-
лов между ними,-но не менее 0,5 мм, если рас-
стояние не оговорено, в чертеже. Элементы
Рис. 143. Установка выводов
радиоэлементов:
а •«- б монтажные отверстия платы;
б, г *- на контактные площадки; / —
об луженный участок вывода; 2 —* пла-
та; 3 — заклепка; 4 — контактная
площадка.
с надетыми на них изоляционными трубками
могут соприкасаться друг с другом (рис. 142, б).
Установку элементов и изделий на печатные
платы рекомендуется выполнять начиная с мень-
ших по размеру. Выводы элементов на плату
необходимо производить так, чтобы облуженная
W 275
часть вывода элемента выходила из монтаж-
ного отверстия (рис. 143, а) или находилась на
контактной площадке (рис. 143, б—г). При мон-
таже элементов с диаметром выводов до 0,3 мм
выводы подгибают к контактной площадке под
Рис. 144. Установка радиоэлементов с диаметром
выводов до 0,3 и от 0,3 до 0,8 мм:
1 — элемент; 2 — плата; 3 — контактные площадки; 4 •— ли-
ния среза.
углом 45° (рис. 144, а). Откусывание выводов
производится после их пайки. При установке
элементов с диаметром выводов от 0,3 до 0,8 мм
следует подгибать выводы элементов, по возмож-
ности, вдоль печатного проводника, если нет дру-
гого указания в конструкторской документации.
При этом элементы должны прилегать своими
корпусами к плате таким образом, чтобы вы-
вод, подпаянный к печатному проводнику, не
отрывал его от платы при нажатии на корпус
278
Рис. 145. Крепление реле
РЭС-9:
/ реле РЭС-9; 2 держа-
тель; 3‘.— плата.
элемента (рис. 144, а, б). Плотное прилегание
элемента к плате обеспечивается натяжением
выводов перед их загибкой. Длина подогнутого
в сторону и обрезанного участка вывода не
должна превышать 0,6—2 мм (рис. 144, а, б)..
Разрешается элементы, выводы которых имеют
диаметр от 0,3 мм и более, не подгибать к кон-
тактным площадкам, ес-
ли последние не соеди-
нены с печатными про-
водниками.
Элементы крепятся к
печатной плате путем
пайки выводов в мон-
тажные отверстия пла-
ты, к монтажным стой-
кам, лепесткам и т. п.,
в случае необходимости
производится дополни-
тельное крепление кор-
пуса элемента к плате
при помощи хомутов,
скоб, держателей, при-
вязки, заливки компа-
ундом, установкой на клей или прилакиров-
кой в процессе влагозащиты сборочной едини-
цы (см. крепление потенциометра на рис. 138
и крепление реле РЭС-9 на рис. 145). Способ
крепления должен соответствовать размеру и
весу элемента, в целях предотвращения поломки
выводов и держателей под воздействием меха-
нических нагрузок.
У элементов, устанавливаемых на платах,
выводы диаметром до 0,8 мм следует подгибать
и отрезать таким образом, чтобы подогнутые
концы не выходили за пределы контактных пло-
277
щадок, а длина подогнутого конца с учетом тол-
щины выводов была не менее 1 мм для плат
с металлизированными отверстиями или с пусто-
телыми заклепками и не менее 2 мм для плат
с неметаллизированными отверстиями. Высота
Рис. 146. Установка навесных радиоэлементов на
односторонних печатных платах:
1 — элемент; 2 — плата; 3 — печатный проводник; 4 за-
клепка; 5 — клеить.
выступающих выводов над платой должна быть
в пределах 0,5—2 мм.
В случае малой ширины контактной пло-
щадки подогнутые концы выводов распола-
гаются вдоль проводников, а при отсутствии
проводников — в направлении, противополож-
ном ближайшему из соседних печатных провод-
ников, не уменьшая расстояний между печат-
ными проводниками, оговоренных в чертеже на
плату.
Выводы элементов диаметром свыше 0,8 мм
и обжатые ленточные выводы не нужно подги-
278
бать. Не подгибаются выводы и при установке
многовыводных и подборных элементов на пла-
тах с металлизированными отверстиями или пу-
а)
Рис. 147. Установка навесных радиоэлементов на
двусторонних печатных платах:
/ — плата; 2 — печатный проводник; 3 — элемент; 4 — про
кладка; 5 — металлизированные отверстия; 6 клеить:
7 — колодка.
стотелыми заклепками. При этом высота непо-
догнутых концов выводов над платой должна
быть в пределах 0,5—1 мм. Подборочные эле-
менты рекомендуется устанавливать на специаль-
279
ных стоиках, лепестках или в пустотелых за-
клепках (пистонах).
Навесные элементы на односторонних печат-
ных платах рекомендуется устанавливать так,
как показано на рис. 146, а—д. При установке
элемента по рис. 146, г выводы в месте входа
и отверстие со стороны элемента ' должны быть
приклеены клеем-мастикой ЛН или эпоксид-
ным клеем Д9. При установке элемента по
рис. 146, д разрешается опора на пайки.
Навесные элементы на двусторонних печат-
ных платах с металлизированными отверстиями
рекомендуется устанавливать как показано на
рис. 147, а—з. Элементы с выводами диаметром
0,8 мм и менее могут распаиваться внахлестку
на контактные площадки (рис. 147, г) с обяза-
тельным креплением корпуса элемента к плате.
Если длина вывода от корпуса до пайки пре-
вышает 7 мм, необходимо выводы закреплять
в колодках (рис. 147, г)<.
Установка радиоэлементов в межплатных
конструкциях
В изделиях межплатной конструкции двух-
выводные элементы располагают вертикально
между двумя печатными платами и крепят пай-
кой выводов в монтажные отверстия плат. Для
удобства монтажа допускается образование тех-
нологического изгиба на одном из выводов эле-
мента (7?НЗР > d вывода, рис. 148, а—д). При
механическом креплении корпуса элемента тех-
нологический изгиб должен иметь оба вывода
элемента (рис. 148, а, б), а также разрешается
установка элементов по рис. 148 с техноло-
'гическими изгибами обоих выводов элементов.
280
Элементы, конструкция которых не позволяет
производить вертикальную установку их между
платами, следует устанавливать так же, как
в изделиях одноплатной конструкции.
Монтаж навесных элементов с количеством
выводов более двух производят так же, как
в изделиях одноплатной конструкции.
Рис. 148. Установка электрорадиоэлементов в меж-
платной конструкции.
281
При установке элементов в межплатной кон-
струкции положение их между платами фикси-
руется за счет пайки выводов в монтажных
отверстиях, за счет изгибов на выводах элемен-
тов, а также приклейкой этих элементов
(рис. 148, в).
При установке элементов выступающие кон-
цы выводов над платой не подгибаются. Их
длина должна быть 0,6—2 мм.
Рис. 149. Вид и размеры формовки при установке эле-
ментов в межплатной конструкции с ленточными выво-
дами.
Вид и размеры формовки в межплатной кон-
струкции с ленточными выводами приведены
на рис. 149.
Размер d сечения А—А следует рассчиты-
вать по формуле
d 1 = °’64в +
где в — ширина вывода, мм;
t — толщина вывода, мм.
Установка и крепление навесных элементов
на многослойных печатных платах, изготовлен-
282
ных методом послойного наращивания, осу-
ществляется как показано на рис. 150, а—з
(на рис. 150, а—е платы армированы пеноплас-
том).
Рис. 150. Установка и закрепление навесных элементов
на МПП, изготовленных методом послойного наращи-
вания:
/ — элемент: 2 — корпус; 3 плата; 4 — перемычка; 5 — транс-
форматор; 6 колодка: 7 •— печатный проводник: 8 — клеить
клеем ЛН.
Установка и крепление элементов на многослойных
печатных платах, изготовленных комбинированным
* методом
Микросхемы и конденсаторы типа КЮ-9
на многослойных печатных платах следует уста-
навливать как показано на рис. 151, а—в.
283
Рис. 151. Установка и закрепление, навесных элементов
на МПП, изготовленных комбинированным методом:
/ — микросхема; 2 — конденсатор типа К10-9; 3 — печатный про-
водник; 4 — клеить: 5 — паять.
Рис. 152. Установка радиоэлементов на МПП «внахлест»:
I микросхема; 2 — контактная площадка; 3 —• конденсатор; 4 =а
резистор..
Рис. 153. Установка конденсатора типа К10-9 на МПП:
I — конденсатор; 2 п контактная площадка.
284
Электроэлементы (типа ТСМ) с планарными
выводами рекомендуется располагать с шагом
11,25 мм, а между рядами — 16,25 мм. Крепле-
ние микросхем серий 104, 106, 134, 149 разре-
шается производить после их распайки путем
покрытия последних лаком УР—231 без предва-
рительного крепления перед монтажом. Допус-
кается- неплотное прилегание выводов микро-
схем к контактным площадкам платы, вызван-
ное разбросом допусков и отклонениями от пра-
вильных геометрических форм печатной платы
и выводов интегральной схемы.
При установке .элементов «внахлест» типа
модулей, микросхем, резисторов, конденсаторов,
диодов их выводы не должны выходить за пре-
делы контактных площадок (рис. 152).
Конденсаторы типа К10-9 устанавливаются
симметрично оси «а—а» с обязательным перекры-
тием конденсатором контактных площадок
(рис. 153).
Установка и закрепление перемычек на пе-
чатных платах. Перемычки устанавливаются со
стороны, указанной в чертеже. Рекомендуется
применять для объемных перемычек:
неизолированных — ленту медную 0,05 — 0,1 мм или
медную проволоку ММ диаметром от 0,1 до 0,5 мм;
изолированных — провода монтажные марки МШВ,
ПЭЛШО и ПЭВ.
Установку перемычек (объемных проводни-
ков) на печатные платы рекомендуется произ-
водить как показано на рис. 154, а — д. Меха-
ническое крепление и распайку перемычек про-
изводят у выхода из отверстия выводов элемен-
тов или у основания лепестков (штырей), делая
один оборот вокруг вывода (рис. 154, б). При
отсутствии возможности запаять монтажный про-
285
вод в монтажном отверстии вместе с выводом
элемента конец монтажного провода закрепляют
одним витком на выводе элемента со стороны
его установки на расстоянии 1 мм от поверхности
платы и припаивают припоем. Второй конец
припаивается к поврежденному печатному про-
Рис. 154. Установка и закрепление перемычек
на печатных платах:
I — лепесток или вывод элемента; 2 — провод- монтаж-
ный типа МШВ; 3 — паять кругом; 4 *- элемент; (5
изоляция; 6 — плата; 7 — припой; 8 — поврежденное
место печатного проводника; 9 лента медная 0,05—
0,1 мм или проволока медная диаметром 0,1—«0,5 мм:
10 — клеить.
воднику, лепестку или выводу элемента (рис.
154, а).
При наличии тонкого вывода элемента, за-
паянного в монтажное отверстие платы, один
конец монтажного провода вставляется в мон-
тажное отверстие со стороны, противоположной
установке элемента, запаивается в нем вместе
с выводом, а второй припаивается к поврежден-
286
ному печатному проводнику. Если поврежден-
ный участок печатного проводника более 10 мм,
установку перемычки рекомендуется произ-
водить по рис. 154, г, а до 10 мм — по рис. 154, а.
Расстояние от места пайки перемычки до кон-
тактной площадки-должно быть не менее 0,5 мм.
Механическое крепление проводов типа
ПЭЛШО и ПЭВ (диаметром 0,2 мм и менее)
производят у основания опорного контакта,
Рис. 155. Установка и закрепление перемычек
в отверстии контактной площадки:
/ — паять; 2 плата; 3 — перемычка; 4 клеить;
5 — контактная площадка.
делая 1—2 витка незачищенным (с эмалевой
изоляцией) проводом и 1—2 витка без изоля-
ции под пайку. После монтажа провод крепят
к плате клеем-мастикой ЛН на расстоянии 2—
3 мм от места пайки, обеспечивая при этом сла-
бину, гарантирующую отсутствие натяга про-
вода. При установке и закреплении перемычки
длиной более 60 мм на опорный вывод после
монтажа должно быть обеспечено приклеива-
ние перемычки клеем-мастикой ЛН (по ЮгО.
054.006) с шагом крепления 30—40 мм, а также
рекомендуется крепление нитками или компаун-
дом (рис. 154, в).
При отсутствии опорного штыря (вывода)
допускается производить распайку перемычки
непосредственно в отверстие контактной пло-
287
щадки (рис. 155, а, б). Во избежание обрыва
провод должен быть укреплен на плате клеем-
мастикой ЛН. Перемычка после распайки за-
крепляется на противоположной стороне отвер-
стия платы клеем Д9 без наполнителя (рис.
155, а). Перемычки, выводы трансформаторов
Рис. 156. Установка и закрепление перемычек на печат-
ном проводнике:
/. 7 — клеить; 2 — паять; 3 — плата; 4 — перемычка; 5 — провод
типа ПЭЛШО; 6—провод типа ПЭВ.
и дросселей из провода сечением не более
0,14 мм2 могут распаиваться непосредственно на
печатный проводник, причем подпаиваемый ко-
нец должен быть видимым (рис. 156, а—г). Соеди-
нение двух противоположных сторон печатных
плат по требованию чертежа при помощи пере-
мычки рекомендуется производить как ука-
зано на рис. 156, д. При распайке провода типа
ПЭЛШО в металлизированное отверстие ого-
ленная часть провода полностью залуживается,
она не должна выходить за пределы контакт-
ной площадки.
288
Пайка печатного монтажа
Пайка осуществляется припоем ПОС61 с при-
менением флюсов ФПП (ПлП) или КЭ (КСп),
ТС—I (КТС), ФКК (ГЭСп, ДЭСп) и паяльных
паст ГПс или ДПс. Остатки флюса КЭ (КСп)
после пайки должны удаляться, если печатный
монтаж подлежит защите лаковым покрытием.
Не требуют удаления остатки флюса ФПП, так
как они не вызывают коррозии, не снижают
электрического сопротивления поверхности плат
и не препятствуют нанесению влагозащитных
покрытий?
Остатки флюсов последних трех марок и
паяльных паст должны обязательно удаляться.
С целью повышения способности к пайке монтаж-
ных элементов на печатных платах разрешается
горячее лужение их висмутовыми припоями.
При лужении выводов необходимо принимать
меры по предупреждению перегрева радиоэле-
ментов.
На печатных проводниках и металлизирован-
ных поверхностях отверстий не должно быть
окислов, клея, лака, жира и других загряз-
нений. Облуженные выводы радиоэлементов,
печатные проводники и металлизированные от-
верстия плат должны иметь консервирующее
покрытие из канифоли (флюс КЭ) или полиэфир-
ной смолы марки ПН-9 (флюс ФПП). Пайку
деталей, имеющих консервирующее покрытие,
следует производить с применением того же
флюса, который использован для консервации.
В случае применения флюса другой марки кон-
сервирующее покрытие необходимо удалить с
помощью соответствующего растворителя не-
посредственно перед пайкой.
289
В серийном производстве рекомендуется
производить выборочный контроль навесных
радиоэлементов на сохранение ими способности
к пайке. Контроль осуществляется погружением
вывода, смоченного спирто-канифольным флю-
сом, в расплавленный припой ПОС61 при тем-
пературе 220° С на 3 с. Радиоэлементы счита-
ются годными, если на выводах при контрольном
лужении образуется ровный слой припоя с ме-
таллическим блеском без потемнения и не-
облуженных мест.
Все выводы навесных элементов и перемычки
из монтажного провода должны быть закрепле-
ны в отверстиях платы с целью предотвраще-
ния выпадания этих элементов в процессе транс-
портировки и при групповой пайке в условиях
воздействия вибрации. Соблюдение этого требо-
вания не обязательно для ручной пайки печат-
ного монтажа.
При пайке плат печатного монтажа с боль-
шой разрешающей способностью погружением
или волной припоя, с целью предупреждения
замыкания промежутков между проводниками
припоем, следует производить защиту провод-
ников от облуживания. Рекомендуются два
способа защиты.
Первый состоит в том, что на плату со сто-
роны печатной схемы до установки и крепления
радиодеталей наносят пленку теплостойкого
лака. Затем на плату устанавливают радиоде-
тали, наносят флюс и производят пайку. Плен-
ка лака не удаляется после пайки и может слу-
жить защитным покрытием проводников схемы
от действия влаги.
Необходимость длительной сушки пленки ла-
ка снижает достоинства этого способа защиты.
290
Второй способ заключается в применении
специальных защитных масок с отверстиями,
оставляющими свободный доступ расплавлен-
ному припою только к местам пайки. Защитные
маски подразделяются на маски многократного
и однократного применения.
Маски многократного применения состоят из
металлической пластины и прокладки в не-
сколько слоев стеклоткани, склеенных клеем
БФ-4. В пластине и прокладке имеются отверстия,
координаты которых согласованы с паяемыми
отверстиями платы.
Крепление маски на плату производится не-
посредственно перед пайкой в приспособле-
нии, с помощью которого плата удерживается
при погружении в ванну с припоем.
Прокладка из стеклоткани устанавливается
между платой и металлической маской и слу-
жит для предупреждения затекания припоя на
проводники схемы.
Недостатком масок является коробление ме-
таллических пластин с нарушением уплотнения,
что приводит к затеканию припоя на печатные
проводники и облуживанию отдельных про-
водников.
Маски разового использования представляют
собой бумажные трафареты, изготовленные из
гуммированной бумаги, наклеиваемые на платы
перед пайкой. Плотно прилегая к печатным
проводникам, они надежно защищают их от
облуживания. По длине и ширине маска должна
соответствовать размерам платы. В маске долж-
ны быть вырублены базовые отверстия, соответ-
ствующие по величине и расположению отвер-
стиям в плате, и отверстия против мест пайки.
Необходимо также предусмотреть вырубки под
291
лапки держателей приспособления, в котором
крепится плата с наклееной маской.
Диаметр отверстий зависит от величины на-
хлестки вывода. При нахлестке 1 ±0,2 мм он
равен 3 мм. Для плат унифицированных функ-
циональных узлов (УФУ), в которых расстоя-
ние между центрами отверстий под выводы на-
весных деталей равно 3 мм, диаметр отверстий
в маске составляет 2,6—2,7 мм, а нахлестка
выводов на печатных проводниках не должна
превышать 0,5 мм.
Для плат с отверстиями, зенкованными со
стороны печатного монтажа, диаметр отверстий
в маске берется на 0,4—0,5 мм больше диаметра
зенковки. Бумажные маски после пайки уда-
ляются и повторно не используются.
Ручная пайка печатного монтажа паяльником
Ручная пайка используется для производ-
ства сравнительно небольшого количества узлов
печатного монтажа, а также в случаях изготов-
ления узлов с двусторонним расположением
радиоэлементов и при ремонте (замене) отдель-
ных элементов печатной схемы.
Пайка навесных элементов производится по ме-
ре их установки в монтажные отверстия. Концы
выводов перед пайкой обрезаются кусачками вро-
вень с нижней кромкой монтажных отверстий.
Для повышения производительности руч-
ной пайки навесные радиоэлементы могут быть
заранее установлены в монтажные отверстия
печатных плат и закреплены в них путем под-
гиба концов выводов.
Технологический процесс ручной пайки со-
стоит из обезжиривания, флюсования, пайки,
удаления остатков флюса, контроля.
292
Обезжиривание. Плату погружают в ванну
с трихлорэтиленом на глубину, равную тол-
щине платы, на 4—8 с. Затем Извлекают ее из
ванны, дают трихлорэтилену стечь и обдувают ее
подогретым воздухом до полного высыхания. Воз-
дух не должен содержать пыли, капель влаги и
масел.
Флюсование. Флюс наносят на место пайки с
помощью кисти или дозатора, не допуская по-
падания флюса на радиодетали.
Пайка. Пайку выводов к печатным провод-
никам производят электрическим паяльником
мощностью от 20 до 80 Вт, заточенным с углом
при вершине, равным 25—30°. Температура на-
грева жала паяльника — от 280 до 300° С.
Рабочая часть (жа-
ло) паяльника долж-
на быть хорошо очи-
щена, облужена при-
поем, иметь соответ-
ствующий угол за-
точки (рис. 114).
Пайку произво-
дят кратковременным
прикосновением на
2—3 с жала паяльни-
ка к контактной пло-
щадке и концу выво-
Рис. 157. Прикладывание па-‘ да С одновременной
яльника при пайке.
подачей припоя, как
показано на рис. 157.
Паяльник принимают после расплавления при-
поя и заполнения им отверстия и зазоров между
проводником и контактной площадкой. С целью
предупреждения перегрева радиодеталей сле-
дует внимательно следить за тем, чтобы время
293
соприкосновения паяльника с узлом, который
подвергается’пайке, не превышало 3 с. С той
же целью при пайке полупроводниковых при-
боров применяют пинцеты-теплоотводы, кото-
рые накладываются на проволочные выводы
в непосредственной близости к радиоэлемен-
там. На рис. 113 показан пинцет с медными
теплоотводящими губками.
После пайки излишек вывода элемента обре-
зается кусачками. При этом нужно, чтобы был
виден срезанный торец вывода элемента.
Рис. 158. Пайка выводов радиоэлементов,
расположенных с двух сторон печатной
платы.
Рекомендуется выводы элементов более 1 мм
и лепестки колодок диаметром 0,8 мм и более
вначале обрезать на заданный размер, а затем
спаять. При обрезании не допускается механи-
ческое нарушение паяного соединения.
Пайку элементов типа реле РЭС-10 произво-
дят в положении, исключающем затекание флю-
са во внутрь негерметичных корпусов.
Пайку выводов элементов, расположенных
с двух сторон печатной платы (выводы проходят
в одно монтажное отверстие), разрешается про-
изводить как с одной, так и с обеих сторон, если
это не оговорено в конструкторской докумен-
тации (рис. 158).
Разрешается пайку выводов элемента на плате
выполнять с двух сторон при соблюдении техни-
ческих условий на элементы.
294
Соединение пайкой выводов элементов друг
с другом следует производить после предвари-
тельного их закрепления механическим способом.
Закрепление выводов элементов перед пайкой
выполняют, сделав полный оборот вывода одного
элемента вокруг вывода, расположенного в мон-
тажном отверстии другого элемента, и обжи-
мают.
Разрешается пайка «внахлест» на одну кон-
тактную площадку несколько выводов, при
этом ширина контактной площадки должна быть
не менее чем на 0,5 мм больше суммарной вели-
чины диаметров (толщин) выводов.
Удаление остатков флюса. Остатки спирто-
канифольного флюса удаляются протиранием
места пайки хлопчато-бумажной тканью (бязью)
или кисточкой, смоченными спиртом.
Остатки флюса ФПП можно не удалять.
Контроль. Контроль качества пайки и ус-
транение ее дефектов описаны на стр. 300—302.
Они одинаковы для всех способов пайки.
Пайка плат печатного монтажа погружением
в расплавленный припой
Пайка погружением применяется для печат-
ных плат с односторонним расположением навес-
ных деталей. При двустороннем их монтаже пай-
ка погружением возможна только на одной сво-
бодной от навесных деталей стороне платы. Пайку
деталей на другой стороне платы осуществляют
электрическим паяльником.
При пайке печатных плат погружением с
применением бумажных масок и односторонним
расположением навесных радиодеталей помимо
перечисленных ранее производят операции на-
клейки маски, удаления маски, сушки.
295
Обезжиривание производится так же, как
при ручной пайке паяльникбм.
Для наклейки маски используется специаль-
ное приспособление, состоящее из верхней пли-
ты, резиновой подушки и основания с устано-
вочными штифтами. Маску штампуют из бу-
мажной ленты, предварительно гуммированной
клеем, надевают ее на установочные штифты,
гуммированной стороной вверх и укладывают
на резиновую подушку приспособления. Пульве-
ризатором гуммированная сторона смачивается
водой до состояния липкости так, чтобы не до-
пустить появления потеков и капель. Затем на
маску стороной печатного монтажа наклады-
вают плату и на 5—10 с плотно прижимают
ее верхней плитой приспособления к маске.
Маску нужно наклеивать так, чтобы не
перекрыть мест пайки и чтобы концы выво-
дов навесных деталей не выходили за пределы
отверстий в маске.
Флюсование, так же как пайка*и удаление
маски и остатков флюса, производится на спе-
циальной установке с применением вибрации.
Плата погружается в ванну с флюсом Ф55 или
ФПП на глубину не более 0,8 ее толщины и вклю-
чается вибратор. Амплитуда вибрации уста-
навливается для каждого типоразмера ‘плат,
близкая к максимальному значению, при котр-
ром флюс не разбрызгивается на навесные де-
тали. Через 4—6 с плата извлекается из ванны
и выдерживается над нею 3—5 с при включен-
* ном вибраторе для удаления излишков флюса.
Затем вибратор выключается и плата устанавли-
вается над ванной с расплавленным припоем.
Пайка осуществляется на установке (рис. 159)
погружением закрепленной в приспособлении
296
платы в припой, зеркало которого предвари-
тельно очищается от Окисной пленки. Через
2—4 с после погружения платы в припой вклю-
чается вибратор. Амплитуда вибрации подби-
рается для каждого типа с таким расчетом, чтобы
не происходило выброса капель припоя через
отверстия в плате.
Рис. 159. Схема установки для пайки печатных плат
погружением в расплавленный припой:
1*-* электронагреватель: 2 — соляная ванна; 3 — ванна с флюсом;
4—ванна с припоем; 51— вибрационная головка; 6 — карётка; 7 —•
направляющие каретки; 8 — рычаг головки; 9 —‘ приспособление для
крепления платы; 10 — плата; 11 — ванна с проточной водой (рас-
творителем) для отмывки маски и остатков флюса.
Выдерживается плата в ванне 4—10 с до
появления припоя в верхней части всех от-
верстий. По окончании пайки плату плавно
извлекают из припоя и, не выключая вибратор,
выдерживают над ванной 4^6 с. Затем вибра-
тор плавно выключают. Пайку печатного мон-
тажа методом погружения в расплавленный
припой производят при температуре 240—
260° С.
Удаление маски. Удаляют маску, не снимая
платы с приспособления, через 20—25 с. При
297
этом плату погружают в горячую воду с темпе-
ратурой 60—70° С на глубину не более 0,75 ее
толщины.
Удаление остатков флюса производят после
снятия платы с приспособления в горячей при-
точной воде с температурой 60—70q С не позд-
нее чем через 15 мин после пайки, причем вода
не должна попадать на корпуса навесных радио-
деталей. Отмывка флюса длится 2,5—3 мин. Ско-
рость обмена воды — 5 объемов в час. Остатки
флюса ФПП (ПлП) не удаляются.
Сушка осуществляется в термостате при тем-
пературе 60° С в течение 2 ч.
Пайка печатных плат волной припоя
Пайку волной припоя можно применять как
для плат с защитой печатных проводников от
облуживания перфорированными бумажными
масками или термостойким лаком, так и без
всякой защиты. Наилучшее качество пайки
этим способом достигается при применении за-
щитного покрытия.
Требования к конструкции плат при пайке
волной и подготовке их к монтажу навесных
деталей в основном те же, что и при пайке
погружением. Дополнительно к ним предъявля-
ются следующие требования:
1. Отсутствие коробления плат. Выполне-
ние этого требования обязательно при пайке
без рамок-спутников. Коробление платы не
должно превышать 75% ее толщины на длине
100 мм.
2. Неподогнутые выводы радиодеталей и
крепежные элементы узлов могут выступать за
плоскость печатного монтажа не более чем на
12 мм.
298
3. Подогнутый конец проводника или вывода
радиодетали не должен выходить за пределы
печатного проводника. Нарушение этого тре-
бования приводит к появлению перемычек из
припоя.
Рис. 160. Схема установки для пайки печатных
плат волной припоя:
J —• ванш. с флюсом; 2 — направляющая; 3 — вал с крыль-
чаткой; 4 — электродвигатель.
4. Расстояние между печатными проводни-
ками — не менее 1,0 мм. Для плат, имеющих
защитное покрытие, это требование не 'обяза-
тельно.
5. Платы необходимо хорошо просушить при
температуре 100—110° С в течение 2 ч, не ранее
чем за 6—8 ч до начала монтажа и пайки.
Для пайки плат волной припоя в крупносе-
рийном и массовом производстве рекоменду-
ется применять установку УП-9М или АП-1.
Принципиальная схема установки для пайки
- волной припоя приведена на рис. 160.
299
Флюсование. Перед флюсованием плату нуж-
но установить в приспособление свободной от
радиодеталей стороной вниз и погрузить' во
флюс Ф55 (ГЭСп, ДЭСп) на глубину не более
0,8 ее толщины. Дать стечь излишкам флюса
и законсервированные платы флюсом ФПП
(ПлП) флюсовать этим же флюсом.
Пайка. Приспособление с платой устанав-
ливается на направляющие, расположенные
под углом 14—16° к горизонтальной плоскости,
при помощи перемещения платы по направляю-
щим со скоростью 0,3—1,1 м/мин ее нижняя
часть приводится в соприкосновение с волной
припоя. При этом плата погружается в припой
на глубину, равную 0,4—0,6 ее толщины.
Температура припоя в ванне — 240—260° С.
Для защиты зеркала припоя от окисления его
поверхность покрывают слоем канифоли тол-
щиной 4—6 мм.
При механизированной пайке плат печат-
ного монтажа волной припоя на полуавтомате
АП-1 производятся те же операции, как и при
ручном способе пайки волной припоя.
Обезжиривание, сушка, флюсование, уда-
ление остатков флюса производятся ранее опи-
санными способами.
Контроль. Качество пайки монтажных сое-
динений печатных схем всеми перечисленными
в справочнике способами проверяется внешним
осмотром с помощью лупы 2—10-х. Поверх-
ность припоя в местах пайки должна иметь
металлический блеск. Допускается неполное
(на 2/3 толщины платы) заполнение отверстия
припоем при условии высококачественной пайки
вывода к печатному проводнику. Наплывы при-
поя не могут превышать по высоте 1,5 мм. Проч-
300
ность, паяных соединений проверяется путем
' легкого натягивания вывода детали с помощью
пинцета по оси вывода детали.
Не допускается:
проникновение припоя на верхнюю сторону
платы и облуживание корпусов радиодеталей;
наличие пористости, трещин и иглообразных
выступов припоя в паяной соединении;
вздутие и отслоение печатных проводников;
образование перемычек между печатными
проводниками;
затекание припоя под корпус радиодетали.
Коробление платы не должно превышать
1,5 мм на 100 мм ее длины.
Поры, возникшие в отверстиях плат, сво-
бодных от монтажа, не являются дефектами
пайки.
Исправимый брак (сквозные и глубокопро-
никающие поры, явно выраженные пузыри,
наплывы, острые выступы припоя, превышаю-
щие 1,5 мм, перемычки между печатными про-
< водниками), который оценивается количеством,
дефектных паяных соединений, не может пре-
вышать 10% общего количества паек.
Исправление дефектов пайки. При ручной
пайке исправление брака производится пов-
торной пайкой дефектных узлов электрическим
паяльником, мощностью 60 Вт при температуре
нагрева до 300° С с кратковременным прикосно-
вением на 1—2 с.
При механизированной или автоматической
пайке удаление мостиков, выступов и наплывов
it припоя также производится с помощью руч-
него электрического паяльника с применением
j пасты ГСп или ДСп или флюса ФПП (ПлП).
В случаях значительного бр'ака исправление
301
дефектов может быть произведено повторной
пайкой плат погружением или волной припоя.
Если металл не отслаивается и не раство-
ряется, допускается 5-кратная перепайка плат
на волне припоя.
С применением защитных масок число пов-
торной паики не ограничивается.
- Проверку правильности ведения радиомон-
тажником пайки монтажных соединений можно
производить с помощью простого по устройству
прибора «Ажур» конструкции Г. В. Антонова*.
Суть проверки заключается в следующем.
Проверяемый блок соединяется с прибором
«Ажур» специальным жгутом и разъемами. При
включении тумблера «Пуск» на панели начи-
нают мигать лампочки, показывающие номера
цепей и расположение точек пайки. Если пер-
вые точки радиомонтажником спаяны правиль-
но, то соответствующие лампочки перестают
мигать. После того как закончена цепь, лам-
почки гаснут и «Ажур» предлагает паять сле-
дующую цепь. По окончании всего монтажа
загорается табло «Блок годен». Прибор не
позволяет радиомонтажнику ошибаться. Радио-
монтажник с помощью прибора «Ажур» работает
быстро и уверенно, обходясь без чертежей,
прозванивания электрических цепей, обеспе-
чивает высокое качество пайки.
' «Изобретатель и рационализатор», 1974, № 1,
с. 25—26.
СОДЕРЖАНИЕ
Предисловие................................... 3
Организация рабочего места монтажника. Инстру-
мент и приспособления........... . . 5
Организация рабочего места . . 5
Монтажный инструмент и приспособления . . 11
Основные монтажные материалы..................... 34
Монтажные провода............................. 34
Радиочастотные кабели ..................... 48
Флюсы и припои ..................... 52
Лаки, компаунды, клеи......................... 56
Детали радиоаппаратуры........................... 63
Резисторы................................... 64
Конденсаторы.................................. 71
Высокочастотные катушки индуктивности . . 88
Трансформаторы и дроссели . ... 91
Полупроводниковые приборы, их классифика-
ция и обозначение ............................ 95
Микросхемы................................ 105
Электромонтаж радиоаппаратуры ................... 140
Техническая документация, применяемая при
электромонтаже............................... 140
Монтаж навесных элементов................. 169
Вязка жгутов и крепление их к корпусу при-
бора ........................................ 176
Монтаж экранированных проводов, приборных
частей штепсельных и высокочастотных разъемов 193
Пайка монтажных соединений.................. 215
Электромонтаж радиоаппаратуры с помощью
гибких матриц................................ 235
Маркировка проводов, жил кабелей и электро-
радиоэлементов ............................ 236
Печатные схемы радиоэлектронной аппаратуры . . 244
Термины, их определения и общие положения 244
Методы изготовления печатных схем............ 248
Многослойный печатный монтаж................. 251
Подготовка печатных плат и радиоэлементов к
монтажу ..................................... 255
Установка радиоэлементов на печатных нлатах 267
Пайка печатного монтажа...................... 289
ВАСИЛИЙ ПЕТРОВИЧ ГРАДИЛЬ
КРАТКИЙ
СПРАВОЧНИК
РАДИО-
МОНТАЖНИКА
Спецредактор Анатолий Васильевич Дорошенко
Редактор К. Ф. Дроздова, художник
А. И. Портянииков, художественный редак-
тор А. С. Трофименко, технический редактор
В. Н. Волкова, корректоры Л. Д. Недельская,
М. Д. Львович. ВЦ 25209. Сдано в набор
24/IV 1974 г. Подписано к печати 14/VIII
1974 в. Формат 70x90*/,,. Бумага тип. № 2.
Усл.-печ. лист. 11,11. Уч.-нзд. лист. 10,67.
Тираж 65 000. Заказ 4-182. Цена 49 коп.
Издательство «Прапор». 310002 ГСП, Харь-
ков-2, ул. Чубаря, 11.
Книжная фабрика им. М. В. Фрунзе
Республиканского производственного объ-
единения «Пелиграфкнига» Госкомиздата
УССР, Харьков, Денец-Захаржевская, 6/8.