/




















































Author: Бейлин Ш.И.
Tags: деревообрабатывающая промышленность лесное хозяйство лесная промышленность
Year: 1964



Text
Цена 26 коп
Б -11
длятокдрей
по дереву
. .......................... .
J-' ’г
ЛЕСНАЯ ПРОМЫШЛЕННОСТЬ
Ш. И. БЕЙЛИН
ПОСОБИЕ ДЛЯ ТОКАРЕЙ
ПО ДЕРЕВУ
ИЗДАТЕЛЬСТВО
«ЛЕСНАЯ ПРОМЫШЛЕННОСТЬ»
Москва 1964
УДК 674.7.(02)
Книга содержит краткие сведения о древесине и дает необ-
ходимые данные об устройстве токарных станков (ручных, авто-
матов и полуавтоматов) и работе на них, о режущих инструмен-
тах, чистоте и точности поверхностей, обрабатываемых на токар-
ных станках.
Основное внимание в книге уделено технологии токарного
производства (черновая и чистовая обточка, изготовление колец,
конусных деталей), а также приспособлениям, расширяющим
область применения токарных станков и повышающим их произ-
водительность. Книга рассчитана на молодых токарей, осваиваю-
щих свою профессию, и лиц, повышающих свою квалификацию
в области точения древесины.
Шолом Иерухимович Бейлин
ПОСОБИЕ для токарей по дереву
Редактор А. С. Никифоров
Редактор издательства Л. Г. Мезинова
Технический редактор Л. И. Казанская
Корректор А. В. Королева
Обложка художника С. А. Смирновой
Т-02225. Сдано в производство 14/XI 1963 г. Подписано к печати 15/11 1964 г.
Бумага 60 X 9O’/ie. Печ. л. 7,25. Уч.-изд. л. 7,33. Тираж 11500 экз. Издат. № 74/63.
Тематический план 1964 г. № 151. Цена 26 коп. Зак. 1953.
z Москва, издательство «Лесная промышленность»
Ленинградская типография № 4 Главполиграфпрома Государственного комитета
Совета Министров СССР по печати, Социалистическая, 14.
ПРЕДИСЛОВИЕ
Точение древесины применяется во многих отраслях про-
мышленности.
Современные предприятия по изготовлению деревянных из-
делий точением резко отличаются от тех кустарных производств,
которые были в недавнем прошлом.
Fia смену простейшим токарным станкам, изготовлявшимся
в основном из дерева и приводящимся в движение мускульной
силой работающего, пришли сложнейшие универсальные токар-
ные станки, полуавтоматы и автоматы, оснащенные высокопро-
изводительными режущими инструментами и специальными при-
способлениями.
По техническому оснащению, автоматизации и механизации
токарное производство становится одной из наиболее развитых
отраслей деревообрабатывающей промышленности.
В настоящей книге автор поставил задачу в краткой форме
рассказать молодым рабочим, осваивающим профессию, и ли-
цам, повышающим свою квалификацию в области точения дре-
весины, о том новом, что внесено в последнее время в эту от-
расль механической обработки древесины.
Автор надеется, что настоящая книга будет содействовать
распространению передового опыта в токарно-механическом
производстве и поможет рабочим и инженерно-техническим ра-
ботникам в их работе по совершенствованию и рационализации
этой отрасли деревообработки.
КРАТКИЕ СВЕДЕНИЯ О СВОЙСТВАХ ДРЕВЕСИНЫ
И ЕЕ ОБРАБОТКЕ
СССР занимает первое место в мире по лесным богатствам.
Огромные запасы леса обеспечивают возможность широкого
использования древесины в различных отраслях народного
хозяйства.
Древесина достаточно прочна, легко обрабатывается режу-
щими инструментами, имеет малый объемный вес. Каждый ква-
лифицированный токарь наряду с хорошим знанием токарных
станков и приемов работы на них должен хорошо знать и свой-
ства древесины, которые изучает наука, именуемая технологией
древесины.
В этом разделе даны лишь краткие сведения о тех осо-
бенностях, которыми отличаются отдельные древесные по-
роды.
Древесные породы разделяются па две большие группы:
хвойные и лиственные. Древесина хвойных пород неоднородна
по цвету, по плотности, твердости и крепости. Весенняя часть
годичного кольца более светлая и рыхлая, опа менее крепка
и тверда, чем летняя часть.
Общими признаками для всех хвойных пород является то,
что годичные слои в них хорошо видны на всех разрезах, а серд-
цевинные лучи не заметны. Древесина хвойных пород содержит
в себе смолу, что придает ей приятный смолистый запах. Хвой-
ные породы по крупнослойности мало пригодны для токарных
работ и чаще всего применяются для вытачивания крупных
болванок.
Для токарных работ применяются следующие хвойные по-
роды.
Сосна. Древесина сосны прямослойная, легкая и достаточно
прочная. Имеет грубое строение вследствие разницы между
весенней и летней частью годичного кольца как по цвету, так
и по твердости. Широко применяется для точения крупных де-
талей (балясины для лестниц, шесты для липин связи, ручки
к щеткам для подметания полов и т. п.).
4
Ель. Древесина более светлая, легкая и мягкая, чем у сосны,
и менее прочная. Из нее изготовляются те же изделия, что и
из сосны.
Лиственница. Древесина красновато-бурого цвета, мелкослой-
ная, с резкой разницей между весенними и летними частями
годичного слоя. Древесина лиственницы твердая, тяжелая, проч-
нее сосны и обрабатывается трудно. Вследствие большой смо-
листости полируется с трудом, но хорошо лакируется. В токар-
ном производстве применяется для изготовления крупных строи-
тельных деталей и деталей мебели.
Тис. Ядро буровато-красное с характерным блеском, забо-
лонь узкая, белая. Тис относится к ценным породам древесины
и применяется для изготовления различных деталей мебели.
В токарном производстве применяются в местах произраста-
ния и такие хвойные породы, как кедр, кипарис, можжевельник.
Из этих пород изготовляются в основном различные мелкие де-
тали и изделия.
Лиственные породы в зависимости от размеров и расположе-
ния сосудов в годичных слоях делятся на кольцепоровые (коль-
цесосудистые) и рассеяннопоровые (рассеяннососудистые).
Характерной особенностью кольцепоровых пород (дуб, ясень,
ильм, белая акация, каштан, бархатное дерево и др.) является
то, что сосуды (открытые поры) располагаются в весенней части
годичного кольца.
Древесина большинства этих пород достаточно тверда,
крепка и обладает красивой текстурой, поэтому их предпочи-
тают отделывать в натуральный цвет. Наличие в древесине от-
крытых пор потребует особых способов отделки с применением
мастик и порозаполнителей. В связи с тем что древесина этих
пород крупнослойная, она мало пригодна для изготовления мел-
ких изделий.
Рассеяннопоровые породы отличаются от кольцепоровых тем,
что сосуды их в основном мелкие и равномерно распределены
по всему годичному слою. Древесина этих пород (береза, липа,
клен, бук, самшит, груша, тополь, осина и др.) имеет более одно-
родное строение, хорошо обрабатывается режущими инструмен-
тами, хорошо лакируется и полируется.
Из лиственных кольцепоровых пород древесины в токарном
производстве используются:
Дуб. Древесина тяжелая, твердая и прочная, имеет краси-
вую текстуру. Хорошо полируется после обработки сухой поро-
заполняющей мастикой. Используется для изготовления раз-
личных деталей мебельного производства, ручек к слесарным
инструментам и бытовым приборам..
Ясень. По цвету и рисунку древесины похож на дуб. Древе-
сина хорошо лакируется и полируется. Используется для изго-
товления различных деталей мебельного производства и дета-
5
лей машин, так как древесина обладает хорошей прочностью
на истирание.
Применяются также такие породы, как ильм, белая акация,
берест, каштан, тутовое и бархатное дерево. Из древесины этих
пород изготовляются различные хозяйственные предметы и де-
тали мебели. Ильм является ценной породой для изготовления
гнутой мебели, детали которой в основном обрабатываются то-
чением.
Из рассеяннопоровых лиственных пород в токарном произ-
водстве применяются в основном следующие:
Береза. Эта порода отличается однородной плотностью, до-
статочно крепка и хорошо обрабатывается режущими инстру-
ментами. Древесина обладает большой сопротивляемостью рас-
калыванию, что делает ее пригодной для изготовления криволи-
нейных деталей. Из березы в большом количестве вытачиваются
детали для мебели, катушки для ниток и проволоки, детали
для текстильных машин, ценные игрушки и много других изде-
лий. Древесина березы хорошо имитирует цепные породы, хо-
рошо окрашивается и полируется.
Бук. Древесина плотная, твердая, вязкая и хорошо отделы-
вается. Особо пригодная для изготовления гнутой мебели. В то-
карном производстве применяется для изготовления деталей ме-
бели, колец и т. п.
Липа. Древесина очень мягкая, хорошо точится, но требует
очень острых инструментов. Высушенная древесина мало чув-
ствительна к изменениям атмосферных условий, почти не усы-
хает и не разбухает. Эти качества делают ее пригодной для
изготовления моделей, применяемых -в литейном производстве,
и игрушек. Для изготовления деталей мебели мало пригодна
вследствие недостаточной прочности.
Самшит. Древесина очень плотная, мелковолокнистая и твер-
дая. Хорошо обрабатывается на токарном станке, прекрасно
полируется. Из древесины самшита изготовляются многие де-
тали для текстильных машин и много мелких цепных бытовых
изделий и различных сувениров.
Находят применение в токарном производстве и такие рас-
сеяннопоровые породы, как груша, яблоня, клеи, граб, ольха,
орех и др.
Необходимо, чтобы древесина была здоровой, не имела по-
роков, легко поддавалась обработке и не меняла приданной ей
формы.
Качество древесины, применяемой для изготовления дета-
лей, определяется ее физико-механическими свойствами.
К основным физическим свойствам древесины относятся:
цвет, блеск, текстура (рисунок), запах, звукопроводность и
влажность.
6
Цвет, блеск и текстура определяют внешний вид древесины,
по которому можно распознать породу.
Древесина каждой породы обладает определенным запахом,
который зависит от содержания в ней различных смол, эфир-
ных масел, дубильных экстрактов и других веществ. Запах дре-
весины может служить вспомогательным признаком при опре-
делении породы.
О качестве древесины можно судить по звукопроводности:
здоровая древесина при ударе издает звенящий звук, сырая и
гнилая — глухой.
При использовании древесины в промышленности большое
значение имеет ее влажность. Под влажностью древесины пони-
мается количество содержащейся в ней влаги, выраженное
в процентах по отношению к весу сухого вещества. Влага, нахо-
дящаяся в оболочках клеток, называется гигроскопической и при
удалении этой влаги древесина усыхает, т. е. уменьшается
в объеме.
Усушка древесины происходит в трех направлениях: вдоль
волокон, в радиальном и тангентальном (по касательной к го-
дичным слоям).
В табл. 1 приведены величины усушки древесины тех пород,
которые наиболее часто применяются в мебельном производстве.
Таблица 1
1 Порода Величина усушки объема в %
вдоль волокон в радиальном направлении в тангенталь- ном направ- лении
Береза Бук ........ . . . Граб ......... 0,06—0,4 0,2—0,34 0,21—1,5 1,7—7,2 3,3—6,0 4,3—6,8 3,2—9,3 5,0—10,7 6,2—11,1
К основным механическим свойствам древесины относятся:
твердость, вязкость, пластичность, упругость, прочность и рас-
калываемость.
Сопротивление, оказываемое древесиной проникновению в
нее постороннего твердого тела, называется твердостью.
Она измеряется в килограммах, потребных для вдавливания
в древесину шарообразного тела, сечение которого в диамет-
ральной плоскости равно 1 см2. Твердость древесины при раз-
личной влажности и в разных направлениях среза неодинакова.
В торцовой плоскости она наибольшая, что объясняется необ-
ходимостью преодолеть сопротивление волокон, расположенных
вертикально вдоль ствола- .
1
В табл. 2 приведены величины твердости некоторых пород
древесины.
Таблица 2
Порода
ю
•д
о
о
к
8
ге
га
Твердость в кг/см?
в плоскостях
Береза .................
Бук . ............... . .
Т''Р а б .ее...... ......
10 349 292 310
12 669 544 514
12 880 570 570
Вязкость — это способность древесины сохранять изме-
ненную форму и удерживать проникнувшие в нее посторонние
тела.
Пластичность, или гибкость,— свойство древесины,
не разрушаясь, изменять форму под действием внешних сил,
сохраняя ее после устранения последних. Это свойство следует
учитывать при обработке древесины гнутьем.
Упругость — способность древесины восстанавливать
свою первоначальную форму после устранения силы, вызвавшей
ее деформацию.
Прочность древесины является очень важным свой-
ством. Это ее способность противостоять растяжению, сжатию,
сдвигу, кручению и изгибу. Прочность зависит от влажности и
объемного йеса древесины.
Раскалываемо с тью древесины называется способность
ее разделяться по длине волокон. Она зависит от прямослойно-
сти, расположения волокон, наличия сучков, влажности и дру-
гих факторов.
Недостатки древесины, возникшие вследствие механических
повреждений или поражений грибными болезнями, обесцени-
вающие древесину в техническом отношении, называются по-
роками древесины.
Пороки древесины разделяются на две группы: пороки здо-
ровой древесины и пороки, связанные с ее заболеванием. Основ-
ными пороками здоровой древесины являются: косослой, свиле-
ватость и сучковатость.
Косослой — винтообразно-спиральное направление воло-
кон. Косослойная древесина легко растрескивается, но плохо
раскалывается.
Св и л ев ат ость — волнообразное расположение волокон.
Порок этот изменяет физико-механические свойства древесины,
в частности уменьшается сопротивление изгибу.
'8
Сучковатость — наличие большого количества сучков,
является серьезным пороком, значительно снижающим техни-
ческие свойства древесины.
К порокам, связанным с заболеванием древесных волокон,
относятся: ненормальная окраска, гниль, червоточина. Древе-
сина под влиянием поселившихся в ней грибов изменяет свою
окраску, становится бурой, красной или коричневой. По изме-
нению окраски древесины определяют начало загнивания.
По мере развития гриба древесина становится дряблой и, нако-
нец, превращается в распадающуюся губчатую массу.
Виды пороков определяются ГОСТ 2140 — 61, а степень их
допустимости — стандартами и техническими условиями, уста-
новленными на изделия из древесины.
Свойства, которыми должны обладать заготовки, предназна-
ченные для точения, устанавливаются в каждом отдельном слу-
чае техническими условиями или проставляются на чертежах.
Обработка на токарных станках заготовок из загнившей дре-
весины, обладающей пониженной механической прочностью,
чрезвычайно затруднительна. Обработка заготовок с большим
количеством сучков вызывает частое затупление резцов. От
влажности древесины зависит чистота обработанной поверхно-
сти детали, от этого же зависят затраты мощности, необходи-
мые для обработки детали.
Хорошо обтачивается сухая или, наоборот, очень сырая дре-
весина. Недосушенная древесина при обточке дает ворсистую
поверхность, пересушенная (ниже 5% влажности), обладает
повышенной хрупкостью и при обточке -вызывает частые пере-
ломы заготовок.
В токарном производстве, как и в большинстве деревообра-
батывающих производств, резание древесины является одним
из основных видов механической обработки древесины.
Режущий инструмент — резец, по своей конструкции, являясь
клиновидным телом, имеет две основные плоскости. Одна из них
в процессе резания соприкасается с обрабатываемой поверх-
ностью и называется задней, или затылочной, плоскостью. Дру-
гая всегда соприкасается со снимаемой стружкой и называется
передней, или рабочей, плоскостью. Обе плоскости наклонены
друг к другу и линия их пересечения образует режущую кромку
резца.
В каждом резце надо различать следующие угловые ве<
личины:
Угол р между передней и задней плоскостями резца, назы-
ваемый углом заострения (заточки).
При небольшом угле заострения резца требуется меньше
усилий на резание, поэтому его желательно делать, как можно
меньше. Однако некоторая древесина обладает значительной
твердостью (особенно древесина дуба, бука, граба, листвен-
9
ницы) и -при малом угле заострения режущая кромка резца
быстро тупится и выкрашивается. На практике в целях прида-
ния режущей кромке необходимой прочности угол заострения
делают в пределах 20—35°.
Угол а между задней плоскостью и обрабатываемой поверх-
ностью называется задним углом.
Волокна древесины несколько сминаются режущей кромкой
перед срезанием, а затем в силу упругости после перерезания
выпрямляются, создавая трение о заднюю плоскость резца, чем
увеличивается сила резания, а также и нагрев резца. Для
уменьшения этих влияний желательно, чтобы величина заднего
угла находилась в пределах 10—12°.
Угол у между передней плоскостью резца и перпендикуляром
к направлению резания называется передним углом.
Угол б между передней плоскостью резца и направлением
резания называется углом резания. Угол резания состоит из
углов заострения и заднего и равняется их сумме.
Давление образующейся при резании стружки на переднюю
плоскость резца и вызываемое плоскостью трение непосред-
ственно связаны с величиной угла резания. С увеличением угла
резания от 45 до 85° сопротивление древесины при резании вдоль
волокон возрастает в 2,8 раза. Однако произвольно уменьшать
угол резания нельзя. Это связано с прочностью режущей кромки
и величиной заднего угла. В практике работы величину угла
резания принимают равным 45° при работе с ручным инстру-
ментом и 48—50° при станочной обработке.
Перечисленные элементы встречаются во всех режущих ин-
струментах, применяющихся при обработке древесины.
При точении для определения углов за направление резания
принимается касательная к окружности заготовки, проведенная
через режущую кромку резца.
Резание со снятием стружки — это такой технологический
процесс обработки древесины, при котором резец под дей-
ствием силы внедряется режущей кромкой в древесину и отде-
ляет от нее частички различных форм и размеров.
Приложение силы вызывается необходимостью преодолеть
сопротивление древесины внедрению резца, отделить стружку
и преодолеть возникающее при резании трение. Эта сила назы-
вается силой резания и измеряется в килограммах. Необходи-
мую силу резания определяют по удельному сопротивлению
резанию.
Удельным сопротивлением резанию называется сила реза-
ния, приходящаяся на 1 мм2 поперечного сечения стружки и
выражающаяся следующей зависимостью:
k — — кг/мм2; Р = kbh кг,
bh - '
10
где:
Р — сила резания в кг;
k — удельное сопротивление резанию;
b — ширина стружки в мм;
/г —толщина стружки в мм.
Работа, затрачиваемая на превращение 1 см3 древесины «в
стружку, называется удельной работой резания и выражается
в кгм/см3. Численно удельная работа резания равна удельному
сопротивлению резанию.
Понятие об удельной работе резания дает возможность опре-
делить мощность резания по секундному объему снятой древе-
сины, умноженному на удельное сопротивление резанию. Мощ-
ность резания выражается зависимостью
kbhu
60-75
Л. С.
а усилие резания
kbhu
----- кг
60у
где:
k — удельное сопротивление резанию;
b и h — соответственно ширина и толщина стружки в мм;
и— скорость подачи в м/мин;
v — скорость резания в м/сек*.
Удельное сопротивление резанию является переменной вели-
чиной и зависит от многих факторов, к которым относятся: по-
рода и влажность древесины, направление резания по отноше-
нию к направлению волокон древесины, угол резания, степень
затупления резца, толщина стружки, число действующих резцов,
ширина и форма режущей кромки резца, трение резца и струж-
ки, скорость резания, скорость подачи и др.
Для разных приемов и условий резания удельное сопротив-
ление резанию k определяется расчетным или опытным путем.
Для практического пользования в различных справочниках по
деревообработке приводятся таблицы значения удельного сопро-
тивления резанию для различных приемов и условий резания
древесины.
г При точении древесины усилие резания Р и мощность реза-
ния N определяются из следующих зависимостей:
p = kF = k dl~ d-2- • кг-,
о 2 п
N = -^
75
Л. с.,
* Понятие о скоростях резания и подачи будет приведено ниже.
11
где:
F—илощадь поперечного сечения стружки в мм2;
и — скорость подачи в мм!сек;
п — число оборотов шпинделя в минуту;
d\ — начальный диаметр заготовки в мм;
d2 — диаметр заготовки после съема стружки в мм.
Значения удельного сопротивления резанию приведены
в табл. 3.
Таблица 3
Породы Удельное сопротивле- ние резанию в кг/мм~ при обработке Скорость резания в м/сек
черновой чистовой
Мягкие 0,5—0,7 1,0-1,5 10-12
Твердые 1—1,5 2—3 0,5-3
Точение древесины производится на токарных станках пря-
мыми или фасонными резцами при поперечно-торцовом свобод-
ном резании. Грубая обточка производится полукруглой стаме-
ской при подаче до 3 мм на оборот и больше и глубине точения
3—6 мм. Чистовая обточка производится плоской стамеской со
скошенной режущей кромкой при подаче 0,5—1,5 мм на оборот
и глубине точения до 2 мм.
СКОРОСТЬ РЕЗАНИЯ И ПОДАЧИ
Для осуществления процесса резания необходимо, чтобы про-
исходило два рабочих движения: движение резания и движение
подачи.
Движение резца или обрабатываемой древесины, необходи-
мое для срезания одной стружки, называется движением ре-
зания.
Движение резца или обрабатываемой древесины, обеспечи-
вающее последовательное срезание ряда стружек, называется
движением подачи.
Эти два движения могут осуществляться единовременно или
разновременно.
В тех случаях, когда в процессе резания некоторое время
отсутствует движение подачи (т. е. совершается только движе-
ние резания), то путь, который описывает лезвие резца или
соответствующая точка обрабатываемой древесины, называется
траекторией резания.
Если же в процессе резания в течение некоторого времени со-
вершается только движение подачи, то путь, который описывает
лезвие резца или соответствующая точка обрабатываемой дре-
весины, называется траекторией подачи.
12
Когда движение резания и подачи происходит одновременно,
они складываются и получается траектория относительного дви-
жения резца по отношению к древесине. Эта траектория назы-
вается относительной или истинной траекторией резания.
Скорость движения лезвия резца или соответствующей точки
обрабатываемой древесины по траектории резания называется
скоростью резания. Скорость резания обозначается буквой v
и выражается числом метров в секунду
у J
При вращательном движении инструмента или заготовки ско-
рость резания рассчитывается по формуле
ndn ,
v — ------. м/сек,
60 000
м
где:
d — диаметр окружности вращения режущей кромки резца
или диаметр окружности, описывающей сечение обра-
батываемой заготовки (случай точения на токарном
станке), в мм;
п — число оборотов в минуту шпиндельного вала станка;
л — постоянное число, равное 3,14.
Скорость движения лезвия резца или соответствующей точки
обрабатываемой древесины по траектории подачи называется
скоростью подачи. Скорость подачи обозначается буквой и и
/ м \
выражается числом метров в минуту -------- .
\ мин /
Скорость подачи на станках с механической подачей опре-
деляется по формуле
itdn /
и =---------------------------- м мин,
1000
т
где:
d—диаметр подающих вальцов или роликов в мм;
п — число оборотов подающих вальцов или роликов в ми-
нуту.
Применение приведенных формул поясняется следующими
примерами:
Пример 1. На токарном станке обтачивается заготовка, сечение которой
вписывается в окружность диаметром 60 мм. Число оборотов шпиндельного
вала 3000 в минуту. Определить скорость резания.
Подставляя в формулу для определения скорости резания числовые зна-
чения, получим
ndn 3,14.60-3000 п ,
v ~ —--------------------=-------------— = 9,42 м/сек.
60 000 60 000
Пример 2. На круглопалочном .станке обтачивается рейка в круглую
палку диаметром 30 мм. Число оборотов шпинделя 5000 в минуту. Определить
скорость резания
r.dn 3,14.30 • 5000 _ ос ..
v — ------=---------------- = 7,85 м/сек.
60 000 60 000
13
Пример 3 Определить скорость подачи рейки, обтачиваемой на кругла
палочном станке, если диаметр подающего ролика НО мм и число оборотов
в минуту 50.
Подставим числовые значения величин в формулу для расчета подачи
r.dn 3,14-110-50 1Г7 О7 ,
и —-----—------------— 17,27 м];мин.
1000 1000
Установление оптимальных скоростей резания и подачи яв-
ляется одной из основных задач, от правильного решения кото-
рой зависит качество обработки и производительность станка.
Чем меньше скорость резания, тем в работе участвует мень-
шее количество резцов, и нагрузка, падающая на один резец,
резко увеличивается.
Применение чрезмерно больших скоростей резания может
вызвать неправильную работу станка, а также поломки и раз-
рывы режущих инструментов.
Соотношение между скоростью подачи и скоростью резания
обусловливает величину нагрузок, испытываемых отдельными
резцами. Рассмотрим это на примере, круглых пил.
Скорость резания круглых пил определяется формулой
v = кскг м/сек.
Длина окружности пилы C=^d может быть представлена
как произведение шага t зубьев в мм на число зубьев 2, т. е.
С — nd = tz,
откуда скорость резания
tzn t
v =----------------------------- м/сек,
1000
скорость подачи
zu2n ,
U = —м(мин,
1000
где:
z — число зубьев пилы;
uz — подача на один зуб;
п — число оборотов в минуту.
Из соотношения между скоростями резания и подачи по-
лучим
V tzn t
и zu2n uz ’
подача на один зуб будет
и ,
~----------------------------------t.
z V
Из этого равенства следует, что при постоянном шаге рез-
цов (зубьев) подача на один резец (зуб) увеличивается с уве-
личением скорости подачи и уменьшается с увеличением скоро-
сти резания.
14
где:
П --
При точении древесины скорость подачи может быть опре-
делена величиной подачи на один оборот шпинделя — ип.
Скорость подачи в этом случае определяется
и===Лп^Ь м/мин,
юоо
(подача на один оборот шпинделя в мм;
число оборотов шпинделя в минуту.
СТАНКИ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ
МЕТОДОМ ТОЧЕНИЯ
Точение является одним из наиболее распространенных ви-
дов механической обработки древесины.
Точение производится на станках двух типов: круглопалоч-
ных и токарных. Принципиальное различие этих двух типов стан-
ков состоит в том, что на круглопалочных станках вращаются
резцы, установленные на специальной резцовой головке, сквозь
которую продвигается заготовка; на токарных станках вра-
щается заготовка, а резец продвигается вдоль или поперек нее.
Для определения скоростей резания или подачи необходимо
знать число оборотов главных шпинделей и механизмов, осуще-
ствляющих подачу.
В настоящее время почти все деревообделочные станки элек-
। рифицированы. Каждый станок имеет один или несколько
электродвигателей. При одном электродвигателе шпиндель и
механизм подачи имеют общий привод. При таком устройстве
невозможно остановить раздельно механизм резания и меха-
низм подачи, поэтому станки преимущественно изготовляют
с двумя или несколькими отдельными электродвигателями: для
привода механизма резания и механизма подачи.
Движение от электродвигателей передается рабочим орга-
нам станков посредством передаточных механизмов.
Если скорость исполнительного механизма не совпадает со
скоростью двигателя, требуется регулировка скоростей меха-
низма, необходимо вращательное движение двигателя переобра-
зовать в поступательное или винтовое движение, если габарит
двигателя не позволяет соединить его непосредственно с испол-
нительным механизмом, то применяются передачи. В современ-
ном машиностроении наиболее часто применяются ременная,
зубчатая, червячная и цепная передачи.
КОНСТРУКЦИИ КРУГЛОПАЛОЧНЫХ СТАНКОВ
Различают три основные группы круглопалочных станков:
общего назначения, специальные и фасонно-круглопалочные.
Станки первой группы являются универсальными и служат
для изготовления цилиндрических деревянных деталей различ-
ной длины и диаметров.
15
Станки второй группы служат для изготовления деталей
диаметром до 20 мм. ИзготЪвление таких деталей на обычных
круглопалочных станках невозможно, так как оси передних и
задних подающих роликов находятся на большом расстоянии
друг от друга. Некоторые специальные круглопалочные станки
имеют особые приспособления для рифления или круглые пилы,
предназначенные для выемки канавки по длине детали.
Станки третьей группы имеют механическую подачу и слу»
жат для производства цилиндрических или фасонных деталей
круглого сечения. Эти станки применяются в мебельном произ-
водстве для изготовления ножек гнутых стульев и других из-
делий. Все груглопалочные станки работают по одной принцип
пиальной схеме.
Подлежащая обточке заготовка передними подающими роли-*
ками подводится к резцовой головке, вращающейся полым
шпинделем. На резцовой головке устанавливается от одного
до пяти резцов. После выхода из шпинделя обточенного конца
заготовки последняя удаляется с помощью задних подающих
роликов.
Новейшие модели универсальных круглопалочных станков
(рис. 1) освоены Днепропетровским станкостроительным заво-
дом и переданы для серийного производства па станкострои-
тельный завод гор. Нальчика.
Станок КПА-90 (рис. 1, а] предназначен для изготовления
деревянных деталей диаметром 50—90 мм, а станок КПА-50
(рис. 1,6) — для деталей диаметром 15—50 мм.
Основные узлы этих станков имеют одинаковую конструк-
цию и различаются только размерами. Станок КПА-90 отли-
чается от станка КПА-50 тем, что он имеет направляющий ло-
ток 1, установленный перед передними подающими роликами.
Заготовка одним концом кладется на лоток и подводится ста-
ночником к подающим роликам. В зависимости от сечения
заготовки меняют положение направляющего лотка. Для этого
освобождают стопор 2 и перемещают стойку лотка во втулке 3.
На станке КПА-50 заготовки направляются к подающим ро-
ликам с помощью двух корсетных роликов 4.
Техническая характеристика станков КПА-50 и КПА-50 КПД-90 КН Л-90
Наибольший диаметр обрабатываемой
детали в мм . 50 00
Наименьший диаметр обрабатываемой
детали в мм 15 50
Наименьшая длина обрабатываемой
детали в мм 500 750
Скорость подачи в м^мин ...... 7,5; 12,5; 17; 30 6; 10, 14
Число оборотов шпинделя в минуту . 4500 2500
» оборотов электродвигателя в ми-
нуту ......... 1500 1500
Мощность электродвигателя в кет . . 4,5 10
16
Рис. 1. Новейшие конструкции круглопалочных станков:
а — станок КПА-90;
лоток; 2 —стопор; 3 — втулка; 5 — винт блокировки ограждения резцовой головки; 7. — ограждение;
оо
ьо
*
б — станок КПА-50;
2 — ролики; 5 — .микропереключатель; 8 — приемочное устройство; 9 — шторка.
в — специализированный станок КПА-20;
10 — пила для шлицовки палки; // — универсальный подающий механизм
Станок КПК-50. Станина станка отлита из чугуна и имеет
форму коробки. Внутри станины на качающейся площадке уста-
новлен электродвигатель, который с помощью клиновых ремней
Рис. 2. Шпиндельная бабка и механизм
«—•шпиндельная бабка: / — шпиндель; 2— шкив; 3— шарикоподшипники; 4, 8 — лаби-
9 — крышка; 10 — штифт; // — шпонка; 12 — винт-фиксатор; 13 — резервуар; /7 —пробка;
19 — крестовая муфта; б — механизм подачи: /, 2 — конусы; 3 — распорная вгулка;
пальцы; 14— ось кулачка; /5 — кулачок; 16 — пружина; /7 —тяга; 18 — упорный винт;
резервуар; 25 —
приводит в движение шпиндельный вал и механизм подачи.
Ремни шпинделя натягиваются, потому что подмоторная пло-
щадка меняет свое положение, тогда как ремни механизма по-
дачи натягивают с помощью натяжного ролика.
20
Шпиндельная бабка с коробкой скоростей (рис. 2, а) пред-
ставляет собой отливку в форме коробки, в верхней части ко-
торой имеются расточки под подшипники шпинделя.
подачи круглопалочного станка:
ринтовые кольца; 5, 7 — внутренние кольца шарикоподшипников; 6 — распорная втулка;
/5 — втулка; 16 — шкив; 17 — переключатель скоростей; 18 рукоятка реверса подачи;
4 — валик; 5 — втулка; 6 — корпус; 7 — ось; 8, 9 — шестерни; 10, 11 — серьги; 12, 13 —
19 — винт; 20 — червячный валик; 21 — червяк; 22 — червячное колесо; 23 — валик; 24 —
глазок; 26 — проока
Шпинделем 1 станка служит пустотелый вал, на правом
конце которого устанавливается универсальная резцовая го-
ловка с тремя резцами, а на левом — приводной шкив 2. Шпин-
дель врашается на двух шарикоподшипниках 3. На правый ко-
21
нец шпинделя насаживают лабиринтовое кольцо 7 до упора
его в бортик шпинделя, внутреннее кольцо 5 подшипника и рас-
порную втулку 6. После этого шпиндель вводится наружным
кольцом шарикоподшипника в расточку корпуса бабки. На ле-
вый конец шпинделя насаживается внутреннее кольцо 7 шари-
коподшипника и лабиринтовое кольцо 8. Наружное кольцо ша-
рикоподшипника вводится в расточку корпуса бабки. С обоих
концов шпинделя корпуса подшипников закрываются крыш-
ками 9. Подшипиники затягивают с помощью шкива 2, который
насажен на шпонку 11, расположенную на шпинделе, и фикси-
руется винтами 12. В средней части корпуса шпиндельной бабки
имеется резервуар 13, в который через пробку 14 наливается
смазочное масло. Для выпуска масла в нижней части резер-
вуара имеется пробка. Для предотвращения утечки смазочного
масла между крышками 9 и корпусами подшипников устанав-
ливаются уплотнительные прокладки и сальники.
На конце шпинделя, выходящем наружу, устанавливают
сменные втулки 15, которые направляют деталь к задним по-
дающим роликам.
В нижней части корпуса шпиндельной бабки смонтирована
коробка скоростей подачи. Эта коробка позволяет осуществлять
четыре скорости и изменять (реверсировать) направление по-
дачи.
Ведущий валик коробки скоростей через шкив 16 получает
движение от электродвигателя, расположенного в станине.
Скорость подачи изменяют путем перестановки шестерен,
заключенных в коробке скоростей, которая осуществляется пе-
реключателем 17 скоростей. Поворотом рукоятки 18 изменяют
направление подачи.
Шпиндельная бабка и коробка скоростей подачи установ-
лены на средней части станины между передними в задпнмипо-
дающими роликами. С обеих сторон коробки скоростей выходят
концы валика, которые с помощью крестовых муфт 19 соеди-
няются с механизмами подачи.
Клиноременная передача шпинделя заключена в защитный
кожух. Ограждение резцовой головки состоит из двух частей:
нижнего литого корпуса с патрубком для отсоса стружки и вер-
хней крышки. Крышка делается сварная, она легко открывается
и обеспечивает хороший доступ к ножевой головке. При работе
станка крышка закрывается на винтовой замок, сблокирован-
ный с пусковым устройством электродвигателя. Замок устроен
таким образом, что времени, необходимого на его отвинчивание,
достаточно для самоторможения шпинделя.
Обрабатываемый материал подается передними подающими
роликами механизма подачи (рис. 2,6), установленными перед
резцовой головкой и расположенными за ней задними прием-
ными роликами. . . . .
22
Конструкции обеих частей подающих механизмов отличаются
одна от другой только формой подающих роликов.
Каждый передний подающий ролик собирается из двух усе-
ченных конусов 1 и 2, между которыми в зависимости от раз-
мера сечения заготовки устанавливаются распорные втулки 3.
Станок укомплектован набором втулок для изготовления дета-
лей диаметром 15; 24; 32; 40 и 50 мм. Для изготовления дета-
лей других диаметров требуются специальные втулки или усе-
ченные конусы.
Во избежание проскальзывания заготовки конические по-
верхности подающих роликов изготовляются рифлеными. Пода-
ющие ролики устанавливаются на двух валиках 4, которые вра-
щаются во втулках 5. Правые концы втулок с помощью шар-
ниров закреплены в корпусе 6 и могут поворачиваться на осях 7.
На валиках 4 с правой стороны насажены цилиндрические ше-
стерни 8, сцепленные между собой. Шестерня нижнего валика
сцеплена с шестерней 9, между ними имеется большой зазор.
Это позволяет изменить расстояние между осями валиков, не
выводя шестерни из сцепления, что очень важно для самоцент-
рирования заготовки относительно оси шпинделя.
К втулкам валиков подающих роликов прикреплены серьги
10—к верхней и 11— к нижней. В серьгах закреплены
пальцы 12 и 13, между которыми находится ось 14 кулачка 15.
Эти пальцы поддерживаются кулачком, находящимся под дей-
ствием пружины 16, которая давит на него через тягу 17, при
этом кулачок 15 заставляет валики подающих роликов сомкнуть
ролики и зажать в них заготовку. Смыкание подающих роликов
ограничивается упорным винтом 18. Зажим заготовки подаю-
щими роликами регулируется посредством винта 19 путем сжа-
тия пружины. Привод подающих роликов осуществляется сле-
дующим образом: червячный валик 20 через крестовую муфту
соединен с выходным валиком коробки скоростей подачи, чер-
вяк 21 сцеплен с червячным колесом 22, установленным на ва-
лике 23. На свободном конце этого валика имеется шестерня 9,
сцепленная с шестерней 8, расположенной на нижнем подающем
валике. Шестерня 8 в свою очередь сцеплена с шестерней, кото-
рая находится на верхнем подающем валике.
Резервуар 24 заполняется смазочным маслом до уровня
валика 20. Для наблюдения за уровнем масла имеется глазок25.
При промывках резервуара масло выпускают через отверстие,
закрытое пробкой 26.
Задние подающие ролики сменные. Для каждой детали в за-
висимости от ее размеров требуется отдельная пара роликов.
Весь механизм подачи заключен в закрытый корпус, отлитый
из чугуна.
В задней торцовой стороне станка (см. рис. 1) имеется при-
емочное устройство, представляющее собой наклонную плоскость,
23
по которой скатываются детали в специальный лоток. Верхняя
часть наклонной плоскости выполнена в форме трубы с прое-
мом для выхода деталей. Величина проема регулируется че-
тырьмя шторками. Приемочное устройство монтируется над
электрошкафом станка.
При настройке станка на заданный диаметр детали необхо-
димо:
подобрать передние подающие ролики и установить их на
валиках;
в зависимости от диаметра детали подобрать и установить
задние подающие ролики;
установить в шпинделе станка втулку в соответствии с диа-
метром детали;
установить упорные винты в передних и задних роликах та-
ким образом, чтобы перед поступлением заготовок расстояние
между осями валиков подающих роликов в вертикальной пло-
скости было не менее 118 мм;
установить резцы на резцовой головке;
отрегулировать пружину передних подающих роликов, чтобы
обеспечить нормальную подачу (усилие пружины должно быть
минимальным, достаточным для того, чтобы при заклинивании
заготовки в резцовой головке ролики проворачивались);
отрегулировать пружину задних подающих роликов,-обеспе-
чив нормальную подачу с расчетом, чтобы поверхность обраба-
тываемой детали не была помятой;
в узле приемочного устройства установить шторки в зави-
симости от диаметра детали.
Специальный круглопалочный станок модели КПА-20
(см. рис. 1,в) предназначен для изготовления деталей диамет-
ром 6—20 мм. Детали можно изготовлять гладкими, с накаткой
или с продольной канавкой. Станок .снабжен одностоечной
шпиндельной бабкой. Механизм резания и механизм подачи
станка приводятся в движение от одного электродвига-
теля, смонтированного внутри станины, имеющей форму ко-
робки.
Механизм подачи — универсальный: через резцовую головку
можно пропускать заготовки различных сечений. Для изготов-
ления деталей с накаткой станок снабжается специальной го-
Техническая характеристика станка К ПЛ-20
Диаметр изготовляемых деталей в мм:
гладких или с канавкой........................ 10—20
с накаткой.................................. 6—10
Наименьшая длина обрабатываемой заготовки в мм 300
Скорость подачи в mJmuh ....................... 5
Число оборотов ножевой головки в минуту .... 3600
» электродвигателей ....................... 2
» оборотов электродвигателя в минуту .... 1500—2800
Мощность электродвигателя в кет . ............ 1,7—0,4
Й4
\
ловкой. Заготовки направляются в передние подающие ролики
через лоток. За задними подающими роликами на станке смон-
тирована круглая пила для прорезки канавок по длине детали.
Такая канавка необходима, если изготовляемые детали предназ-
начаются для шкантов.
Фасонно-круглопалочный станок (рис. 3) служит для авто-
матического вытачивания фасонных деталей, имеющих круглое
сечение. Кроме того, он может быть использован и как обыч-
ный круглопалочный станок.
Станок состоит из следующих основных узлов: станины /,
шпиндельной головки 2, коробки 3 скоростей подачи, блока пе-
редних подающих роликов 4, подающего механизма 5 с мага-
зином 6, блока задних подающих роликов 7 и разгрузочного
устройства 8. -
Основной частью станка является станина, имеющая форму
коробки. В станину вмонтирован шкаф с электроаппаратурой,
а также электродвигатель и устройство для натяжения ремней.
На верхней части станины помещается коробка скоростей по-
дачи, блоки подающих роликов и шпиндельная бабка, с правой
торцовой стороны — подающее устройство с бункером, с левой—
разгрузочное устройство. Ремни натягиваются в результате опу-
скания или подъема электродвигателя, а также с помощью на-
тяжного ролика, который перемещается при помощи винта,
имеющегося внутри станины.
Шпиндельная бабка станка представляет собой отливку
в форме коробки, в верхней части которой имеется расточка под
пустотелый вал. Шпиндельная бабка расположена в средней
части станины над коробкой скоростей подачи.
На пустотелом валу с левой стороны смонтирована резцовая
головка, предназначенная для фасонной обработки деталей
а с правой — резцовая головка, с помощью которой придают
заготовке круглую форму. За шпиндельной бабкой справа по
ходу подачи заготовки находится промежуточный валик для
привода передней ножевой головки. Резцы, имеющиеся внутри
корпуса фасонной головки, при необходимости изменения диа-
метра обточки могут сдвигаться и раздвигаться с помощью
кольца, которое через тяги и валики получает движение от ку-
лачка (копира). От формы кулачка зависит форма изготов-
ляемого на станке изделия. С помощью фасонной головки мо-
гут быть изготовлены изделия диаметром 25—60 мм, с помощью
цилиндрической—15—60 мм. Детали диаметром 15 мм полу-
чаются в результате обработки заготовки обеими резцовыми
головками. Как с левой, так и с правой стороны пустотелого
вала шпиндельной бабки устанавливают сменные втулки, соот-
ветствующие диаметру обрабатываемой детали.
Ножи в обеих головках в зависимости от величины диаметра
обрабатываемой детали устанавливают с помощью устайовоч-
25
f
/
л
26
них валиков, вводимых в сменные втулки неподвижного пусто-
телого вала.
Коробка скоростей подачи представляет собой шестеренча-
тый редуктор, который дает возможность получить четыре ско-
рости подачи: 16; 10; 14 и 23 м/мин. В редукторе имеется ре-
версивный механизм для переключения направления подачи.
Заготовки подаются в резцовые головки станка с помощью под-
пружиненных роликов, установленных перед цилиндрической
резцовой головкой, и двух пар роликов, расположенных за фа-
сонной головкой.
Передние ролики — цилиндрические, имеют рифленую по-
верхность, они закреплены на валиках с помощью шпонок
и винтов. Зажим роликами обрабатываемого материала регу-
лируется нажимными винтами. При изготовлении фасонных из-
делий подача заготовок осуществляется проталкиванием с торца,
что исключает возможность их проскальзывания в роликах. Для
этого используют толкатели, которые закрепляются на двух
втулочно-роликовых цепях. Цепи движутся между двумя угол-
ками, служащими столом для заготовок. Этот стол может под-
ниматься и опускаться при помощи рычагов и винта в зависи-
мости от диаметра обрабатываемой детали. Над столом уста-
новлен магазин для заготовок, обеспечивающий двухминутную
непрерывную работу станка. В зависимости от длины заготовок
на роликовой цепи подающего устройства устанавливаются два
или три толкателя.
За фасонной резцовой головкой установлены задние подаю-
щие ролики. Деталь зажимается в роликах пружинами. Станок
оборудован двумя парами задних роликов, что обеспечивает
надежный зажим детали и предостерегает ее от проворота рез-
цовой головкой. Обе пары роликов — профильные, их можно
менять в зависимости от величины диаметра изделия. В корпусе
заднего блока подающих роликов помещается гитара кулака-
копира. Меняя шестерни гитары, можно изготовлять фасонные
детали длиной 460 мм (передняя ножка стула) и 900 мм
(задняя ножка стула). Разгрузочное устройство, установленное
с задней торцовой стороны станка, служит для отвода готовых
изделий в специальный лоток. Это устройство представляет со-
бой скос (наклонную плоскость), установленный на четырех
уголках. На скосе установлен счетчик для подсчета готовых
изделий.
Для пуска станка необходимо подать ток определенного на-
пряжения на рабочие цепи и цепи управления станка. Для
этого нужно установить рукоятку выключателя 9 в вертикаль-
ном положении. Для пуска и остановки станка нажимают
кнопку «Пуск» или «Стоп» кнопочной станции 10. Электросхема
станка предусматривает торможение электродвигателя проти-
вотоком; для этого следует нажать кнопку «Стоп».
27
Переключение направления подачи (вперед—назад) про-
изводится поворотом рукоятки. Переключатель 12 служит для
изменения скорости подачи. Для получения изделия правиль-
ной формы необходимо, чтобы толкатели в цепях подающего
механизма стола были установлены в соответствии с копиром.
На подающих цепях обозначены места установки толкателей
(Д — для трех и Б — для двух толкателей). Обозначение мест
установки толкателей производит завод-изготовитель станка.
Фасонно-круглопалочный станок работает автоматически по
замкнутому циклу. Станочнику необходимо через каждые 1—
2 мин загружать магазин заготовками.
Фасонно-круглопалочные станки изготовляются станкострои-
тельным заводом «Красный металлист» в г. Ставрополе.
ТОКАРНЫЕ СТАНКИ
Ручные токарные станки. Эти станки благодаря своей уни-
версальности имеют широкое применение в промышленности.
На них можно производить различные токарные работы как
с наружной обточкой, так и с внутренней выточкой.
В зависимости от назначения ручные токарные станки раз-
деляются на три вида: центровые, центровые с лобовым устрой-
ством и лобовые. Наибольшее применение имеют центровые
токарные станки. Простота конструкции позволяет изготовлять
их в ремонтно-механических мастерских деревообрабатывающих
предприятий средней мощности. В табл. 4 перечислены различ-
ные типы центровых токарных станков с указанием их назна-
чения и области применения.
Таблица 4
Типы станков
Назначение
Область применения
Настольные, двухсто-
ронние с подручни-
ками
Двухсторонние с под-
ручником и выемкой
в станине
Двухсторонние с под-
ручником, суппортом
и выемкой в станине
Двухсторонние с под-
ручником и суппор-
том, с выемкой в ста-
нине и лобовым уст-
ройством
Токарные работы с диа-
метром обработки до
150 мм
Токарные работы с диа-
метром обработки до
350 мм над станиной
и 600 мм в выемке
станины
Токарные работы с диа-
метром над станиной
до 500 мм и в выемке
станины до 1000 мм
Токарные работы с диа-
метром обработки до
3000 мм
Вспомогательные произ-
водства, учебные ма-
стерские
Мебельные и вспомога-
тельные производства
Модельное производство
Модельное производство
Для изготовления изделий больших диаметров при относи-
тельно небольшой высоте применяются специальные лобовые
токарные станки. Примерами конструкций каждого типа стан-
ков соответственно вышеприведенной таблице являются сле-
дующие.
Настольный токарный станок с долбежным приспособлением
ТСД-120 предназначен для выполнения легких токарных работ
по дереву в центрах, на планшайбе или в патроне, а также для
выполнения несложных сверлильных, фрезерных и долбежных
работ.
Станок имеет легкую чугунную станину, на которой смонти-
рованы передняя и задняя бабки, подручник и долбежное при-
способление. Шпиндель передней бабки имеет с правой стороны
резьбу для установки патрона, а с левой — резьбу для уста-
новки режущих инструментов, необходимых для выполнения
сверлильных, фрезерных и долбежных работ.
Привод шпинделя передней бабки осуществляется от двух-
скоростного электродвигателя через двухступенчатую ремен-
ную передачу. Задняя бабка и подручник перемещаются вдоль
станины и могут быть закреплены в нужном положении.
Токарный станок ТВ-200 представляет собой простейший тип
токарного станка по дереву, предназначенный для производ-
ства легких токарных работ. На станке можно выполнять ци-
линдрическую или фасонную токарную обработку, пользуясь
подручником.
Станок состоит из следующих узлов: чугунной станины с вы-
емкой для обточки невысоких изделий, диаметром до 600 мм;
передней приводной бабки; привода, смонтированного в тумбе
станины; подручника; электрооборудования и задней бабки.
Перемещение задней бабки и подручника производится
вручную. Фиксация их на станине производится быстродейст-
вующими зажимными устройствами, исключающими необходи-
мость применения гаечных ключей. Для быстрой остановки
шпинделя, станок оборудован ручным тормозом.
Токарный станок ТВ-300 (рис. 4, а) конструктивно отли-
чается от вышерассмотренных типов тем, что он оснащен суп-
портом и имеет механическую продольную подачу. В выемке
станины можно изготовлять изделия диаметром до 1000 мм.
В левой тумбе станины расположен шестеренчатый редук-
тор с электродвигателем, обеспечивающим получение восьми
различных скоростей оборотов в минуту. В правой тумбе ста-
нины расположено электрооборудование. Шпиндель станка при
выключении привода электродвигателя автоматически затор-
маживается электромеханическим ленточным тормозом.
Станок оснащен коробкой передач. Переключением чегы-
рехвенцового блока этой коробки суппорт может получить че-
тыре скорости продольных подач. Привод на рабочую подачу—
29
CO
О
Рис. 4. Токарные станки:
д — тип ТВ-300: / — суппорт; 2 — подручник; 3 — задняя бабка; 4 — фартук; 5 — передняя бабка; б — коробка передач; б — тип ТВ-63:
1 — станина' 2 — передняя ’бабка; 3 — шпиндельный вал; 4, 5—рукоятки; 6 — задняя бабка; 7 — рукоятка; 8 — винт; 9 — суппорт;
10 — салазки суппорта; 11 — маховичок; 12 — ходовой валик; 13, /4 — рукоятки подачи суппорта; 13 — подручник; 16 — плита; 17 — ко-
лонка; 18 — каретка
ременный от редуктора станка. Ускоренный ход суппорт полу-
чает от отдельного электродвигателя через клиноременную пе-
редачу на ходовой валик станка. Фартук станка обеспечивает
реверсирование рабочей и ускоренной подачи суппорта, автома-
тическую остановку при работе по упора>м, а также ручное пе-
ремещение суппорта от маховичка.
Управление перемещениями суппорта производится при по-
мощи рукоятки, расположенной на фартуке станка.
Суппорт станка позволяет, помимо обычных токарных опе-
раций, производить и фасонную обработку изделий при помощи
копирной линейки, устанавливаемой сзади станка. Копирпая
линейка состоит из двух зеркальных плоских планок, устанав-
ливаемых по копирному ролику станка.
Задняя бабка станка может быть смещена в поперечном
направлении, что делает возможным обработку на станке ко-
нусных поверхностей.
Токарный станок ТВ-63 (рис. 4, б) является наиболее со-
вершенной моделью выпускаемых в настоящее время токарных
станков, изготовляемых станкостроительным заводом г. Наль-
чика.
На левом конце станины 1 находится передняя бабка 2.
В подшипниках бабки вращается шпиндельный вал 3 с ганка
(шпиндель), на правый конец которого навертывается патрон
или другое приспособление для закрепления обрабатываемой
детали. Во внутренней части шпинделя имеется коническое от-
верстие для установки центра, трезубца или другого приспособ-
ления с коническим хвостовиком. Левый конец шпинделя имеет
наружную резьбу, на которую навертывается планшайба для
лобового точения. Шпиндель приводится во вращение от эле-
ктродвигателя клиноременной передачей и системой шестерен,
расположенных в корпусе передней бабки. Эта система назы-
вается коробкой скоростей.
Коробка скоростей позволяет изменять число оборотов
шпинделя в широких пределах при постоянном числе оборотов
в минуту электродвигателя привода. За счет переключения бло-
ков шестерен шпиндель может иметь восемь различных скоро-
стей оборотов в минуту. Такое количество скоростей вращения
шпинделя дает возможность устанавливать скорости резания,
соответственно диаметрам точения и качеству обрабатываемого
материала. Изменение скорости вращения шпинделя произво-
дится при помощи двух рукояток 4 и 5.
Установкой рукоятки 4 выбирается нужный ряд чисел, а ру-
коятки 5—требуемое число оборотов шпинделя.
На правом конце станины находится задняя бабка 6, в пи-
ноли которой расположен задний центр. Задняя бабка в зависи-
мости от длины заготовки или изделия может быть установлена
на различном расстоянии от передней. Фиксация ее па станине
32
производится одной рукояткой 7 через эксцентрик. Перемеще-
ние пиноли осуществляется винтом. Для точения конусов
заднюю бабку 'можно перемещать в поперечном направлении
винтом 8.
Копирное устройство крепится при помощи двух кронштей-
нов па оборотной стороне станины станка. Устанавливая на
станке плоские копиры нужных профилей, которые управляют
поперечным движением суппорта, получают изделия заданных
форм.
Режущий инструмент (резец) устанавливают и закрепляют
па суппорте 9. Суппорт состоит из трех салазок, перемещающих
отдельные части или весь суппорт в различных направлениях.
Эго дает возможность производить подачу резца вдоль оси
станка и перпендикулярно к ней. Средние салазки 10 повора-
чиваются вокруг вертикальной оси. Благодаря этому резец мо-
жет перемещаться под углом к осевой линии станка, что очень
важно при изготовлении конусов. Продольные подачи резца
могут быть ручными путем вращения маховичка И на фартуке
и автоматическими, осуществляющиеся вращением ходового
валика 12.
Поперечные и угловые подачи — ручные. Они осуществля-
ются вращением рукояток 13 и 14. Ручное точение может про-
изводиться при помощи универсального подручника 15.
Лобовое устройство станка расположено слева станка и
устанавливается на отдельном фундаменте. Лобовое устройство
состоит из плиты 16, по пазам которой может перемещаться
колонка 17, с установленной на ней кареткой 18. На колонке
лобового устройства может быть закреплен подручник или суп-
порт с удлиненной кареткой для ручной подачи.
При работе на лобовом устройстве на левый конец шпин-
деля устанавливается планшайба диаметром 500 мм с левой
резьбой.
Конструкция главнейших узлов токарного станка модели
ТВ-63 следующая:
Передняя (шпиндельная) бабка (рис. 5, а). Бабка
состоит из чугунного корпуса 1, в котором смонтирована ко-
робка скоростей вращения шпинделя. Шпиндель 2 установлен
в двух шарикоподшипниках и двухрядном роликоподшипнике.
Ведущий вал 3 коробки скоростей посредством двухручье-
вого шкива 4 для клиноременной передачи получает вращение
от электромотора. На этом валике при помощи шпонки уста-
новлены четыре шестерни 5, 6, 7 и 8 с различным числом зубьев.
Каждая из этих шестерен может быть сцеплена с одной из ше-
стерен блока 9, установленном на шлицевом валике 10, благо-
даря чему этот валик может иметь четыре скорости вращения
в зависимости от того, которая пара шестерен введена в сце-
плеиеи. Перемещение блока 9 по шлицевому валику осущест-
з
Ш. И. Бейлин
33
Рис. 5. Передняя бабка и коробка подач токарного станка
ТВ-63:
а — передняя бабка: / — корпус; 2 — шпиндель; .? — ведущий вал;
4 — шкив; 5—8— шестерни; 9 — блок шестерен; 10— шлицевой валик;
11—14 — шестерни; 15— кулачковая муфта; 16 — тормозная шайба;
/7 — колодка тормоза; 18 — шкив; 19 — валик; б — коробка подач:
1 —« шлицевой валик; 2 — шкив; 3 — блок шестерен; 4 — валик; 5 —
ходовой валик; 6 — корпус; 7 — шайба; 8 — шкив
34
вляется средней рукояткой, выведенной на лицевую сторону пе-
редней бабки.
С левой стороны шлицевого валика на шарикоподшипниках
установлены две шестерни 11 и 12, сцепленные соответственно
с шестернями 13 и 14 блока, посаженного на шпиндель станка
при помощи шпонки.
При вращении шлицевого валика шестерни 11 и 12 и шпин-
дель не вращаются. Для включения шпинделя необходимо сце-
пить кулачковую муфту 15 с одной из шестерен 11 или 12, для
чего на их ступицах имеются кулачки. Муфта 15 посажена на
шлицевой валик на шпонке и может передвигаться по пей при
помощи крайней левой рукоятки, выведенной на лицевую сто-
рону корпуса передней бабки. В зависимости от того, которая
из шестерен будет сцеплена с кулачковой муфтой, шпиндель
будет иметь одну из двух возможных скоростей вращения. Та-
ким образом, комбинируя сцеплением шестерен, шпиндель мо-
жет иметь восемь различных скоростей вращения. С правой
стороны на шпинделе установлена тормозная шайба 16, сту-
пица которой служит приводным шкивом для механизма
подачи.
Для быстрой остановки шпинделя, путем затормаживания
прижимают колодку 17 к цилиндрической поверхности тормоз-
ной шайбы. Затормаживание производится крайней правой ру-
кояткой, выведенной на лицевую сторону корпуса передне?]
бабки.
Коробка подач показана на рис. 5,6. На станке коробка
подач расположена в нише головной части станины, приводится
она от шпинделя станка. Для этого на шлицевой валик 1 по-
сажен на шпонке шкив 2. На шлицевой валик установлен
блок <3 из четырех шестерен, который может передвигаться
вдоль него рукояткой, выведенной на лицевую сторону станка
на уровне ходового валика.
Перемещая блок, каждая из его шестерен поочередно может
быть включена со своей парной шестерней, установленной на
валике 4, в результате чего ходовой валик 5 может полу-
чить четыре скорости врахцения при любом числе оборотов
шпинделя.
Отвод резца от изделия (в направлении задней бабки) мо-
жет производиться ускоренно. Для осуществления ускоренного
перемещения суппорта ходовой валик 5 соединен с выходным
валиком 4 коробки подач обгонной муфтой. Корпус этой муф-
ты 6 посажен при помощи шпонки на валик 4 и вращается
вместе с ним. На конец ходового валика, также при помощи
шпонки, посажена шайба 7, на наружной поверхности которой
сделаны три выреза, в пазах которых заложены три распорных
ролика. При вращении корпуса муфты по часовой стрелке, ро-
лики заклиниваются между корпусом 6 и шайбой 7 обгонной
3*
35
Рис. 6. Суппорт, подручник и задняя бабка токарного станка ТВ-63:
а — суппорт: 1 — продольные салазки; 2 — поперечные салазки; 3—5 — каретки; 6, 7 — винты; 8, 9 — рукоятки; б — подручник: 1 — салазки;
о _ руКоЯТка; 3 — нож подручника; 4 — кронштейн; 5 — ось; 6 — фиксатор; в задняя бабка: / — корпус; 2 — основание бабки; 3 —
рукоятка фиксатора; 4 — болт крепления бабки; 5 — винт; 6 — гребень;7 — пиноль; 8 — винт; 9 — маховичок; 10 — рукоятка
со
муфты, в результате чего ходовой валик получает вращение
от коробки скоростей. Для получения обратной ускоренной по-
дачи суппорта на ходовом валике имеется шкив 8, соединенный
клиновым ремнем с отдельным электродвигателем, вращение
которого противоположно вращению корпуса обгонной муфты.
После включения двигателя ходовой валик начинает вращаться
с большой скоростью против часовой стрелки, распорные ролики
освобождаются и ходовой валик автоматически выходит из сце-
пления с коробкой подач. Суппорт при этом начинает ускоренно
перемещаться в обратном направлении.
Во избежание поломок ход суппорта в обоих направлениях
ограничен концевыми выключателями.
Суппорт показан на рис. 6, а. Продольные салазки 1 пе-
ремещаются по направляющим станины вручную или автома-
тически. Ручное перемещение производится путем вращения ма-
ховичка на фартуке станка. Автоматическое перемещение осу-
ществляется от коробки подач при помощи ходового валика в
системы шестерен, расположенной в фартуке станка.
Перемещение салазок 2 в поперечном направлении осу-
ществляется по каретке 3 автоматически при работе с копирным
устройством.
Суппорт имеет еще две каретки. Одна из них 4 удлиненная,
с ходом 365 мм и имеющая устройство для разворота на 360°.
Другая каретка 5, на которой устанавливается резец (резцо-
вая), имеет ход 50 мм. Обе каретки перемещаются по своим
направляющим при помощи винтов 6 и 7, посредством рукоя-
ток 8 и 9. На рукоятках имеются лимбы с ценой деления 0,1 мм.
Подручник показан на рис. 6,6. Салазки подручника 1
устанавливаются на станину станка и могут перемещаться по
ним в продольном и поперечном направлениях.
Фиксация подручника в нужном направлении на станине
производится путем поворота эксцентрического валика рукоят-
кой 2. Это обеспечивает быстрое перемещение подручника и
не требует применения гаечных ключей.
Нож 3 подручника установлен в кронштейне 4, поворачи-
вающемся на оси 5 и фиксирующемся винтом 6. Нож подруч-
ника может устанавливаться под углом по отношению к оси
кронштейна и на разной высоте.
На рис. 6, в показана задняя бабка. Корпус бабки 1
вместе с основанием 2 можно передвигать по направляющим
станины. Задняя бабка фиксируется на станине рукояткой 3
при помощи эксцентрикового валика. Для более сильного креп-
ления предусмотрен дополнительный болт 4. Для точения ко-
нусов корпус задней бабки может перемещаться в поперечном
направлении. Это перемещение осуществляется винтом 5 по
гребню 6,
38
Таблица 5
Показатели Модели станков
ТСД-120 ТВ-200 ТВ-300 ТВ-63
Высота центров в мм 120 200 300 315
Расстояние между цент- рами в мм .... 500 1500 1750 1600
Диаметр заготовки в мм:
над станиной . . 190 380 600 630
» суппортом . . 160 — 420 420
в выемке станины — 600 1000 1000
на лобовом устройстве — — — 2000
Длина заготовки по вы- емке в станине в мм Перепад диаметров при работе с копиром в мм — 200 300 100 275 100
Число оборотов шпин- деля в минуту:
без лобового уст- ройства с лобовым устрой- ством 760; 1050; 1500; 2150 250; 330; 505; 615; 810; 1010; 1245; 2500 160; 350; 850; 1650; 250; 530; 1300; 2500 130; 300; 200; 480; 1600; 700: 1000; 2500 150; 1250
Копировальное устрой- ство — — Имеется Имеется
Подача на один оборот изделия в мм . . . — — 4 4
Мощность основного электродвигателя в кет 0,6 0,7—1,5 2,8 2,8
Мощность электродви- гателя ускоренной по- дачи в кет .... 0,35 0,4
П родолжение
Показатели Модели станков
ТСД-120 ТВ-200 ТВ-300 ТВ-63
Габаритные размеры станка в мм: длина ..... ширина высота Вес в кг Габаритные размеры лобового устройства в мм: длина ширина высота . . . . . Площадь пола, занимае- мая лобовым устрой- ством, мм2 Площадь пола, зани- маемая станком, в мм2 Подачи суппорта в мм на 1 оборот механи- ческие, продольные, рабочие (вправо, вле- во) . ...... Ускоренный ход суппор- та продольный, меха- нический в м!мин . Поперечные подачи суп- порта (ручные) на 1 оборот рукоятки в 1220 500 475 88 2524 695 1275 620 3000 860 1400 1060 2900x640 2,5; 6; 3,8; 1,6; 1,6; 4; 2,5; 1,1 10 2900 860 1400 1500 1000 1100 1100 1050X1200 3910x13 5 0,8; 1,2; 1,8; 3 6,5 *4
1 1 ) 1: ' h . i ' г. !' \ мм 40 4
Перемещение пиноли 7 осуществляется винтом 8 при по-
мощи маховика 9. Фиксация пиноли в нужном положении про-
изводится рукояткой 10.
Токарный станок ТВ-63 отличается от модели ТВ-300 на-
личием лобового устройства для обработки изделий диаметром
до 2000 мм.
Обработка на этом станке может производиться в центрах,
на планшайбе или в патроне при помощи подручника или же
суппорта с механической
продольной подачей. На
станке можно выполнять
копирное точение при
помощи копиркой линей-
ки и изготовлять конусы
путем смещения задней
бабки.
В табл. 5 приведены
ср авнител ьные ха р акте-
р исти ки р ассмотр енн ы х
моделей станков.
Токарные полуавто-
маты. Полуавтоматиче-
скими токарными стан-
ками (рис. 7) называют
станки, на которых уста-
новка заготовки в цент-
ры, подача суппортов с
установленными на них
режущим и ин стр у мен т а -
ми к заготовке и съем
изделия с центров про-
изводится автоматически, Рис. 7. Токарный полуавтомат
по во р о то м сп-еци ал ь н от о
кулачкового валика одной
рукояткой. Поворот рукоятки производится вручную. Токарные
полуавтоматы применяются для изготовления больших серий из-
делий, к которым предъявляются большие требования точности
обработки.
Токари, работая на токарных станках-полуавтоматах, могут
вытачивать изделия весьма сложных конфигураций за счет при-
менения набора фасонных резцов.
Токарные автоматы применяются для массового изготовле-
ния точеных изделий. В большинстве случаев они специали-
зируются для изготовления одного вида изделия.
На токарных автоматах все операции изготовления детали
от ориентации заготовки в нужное положение до съема изде-
лия с центров производятся автоматически,
41
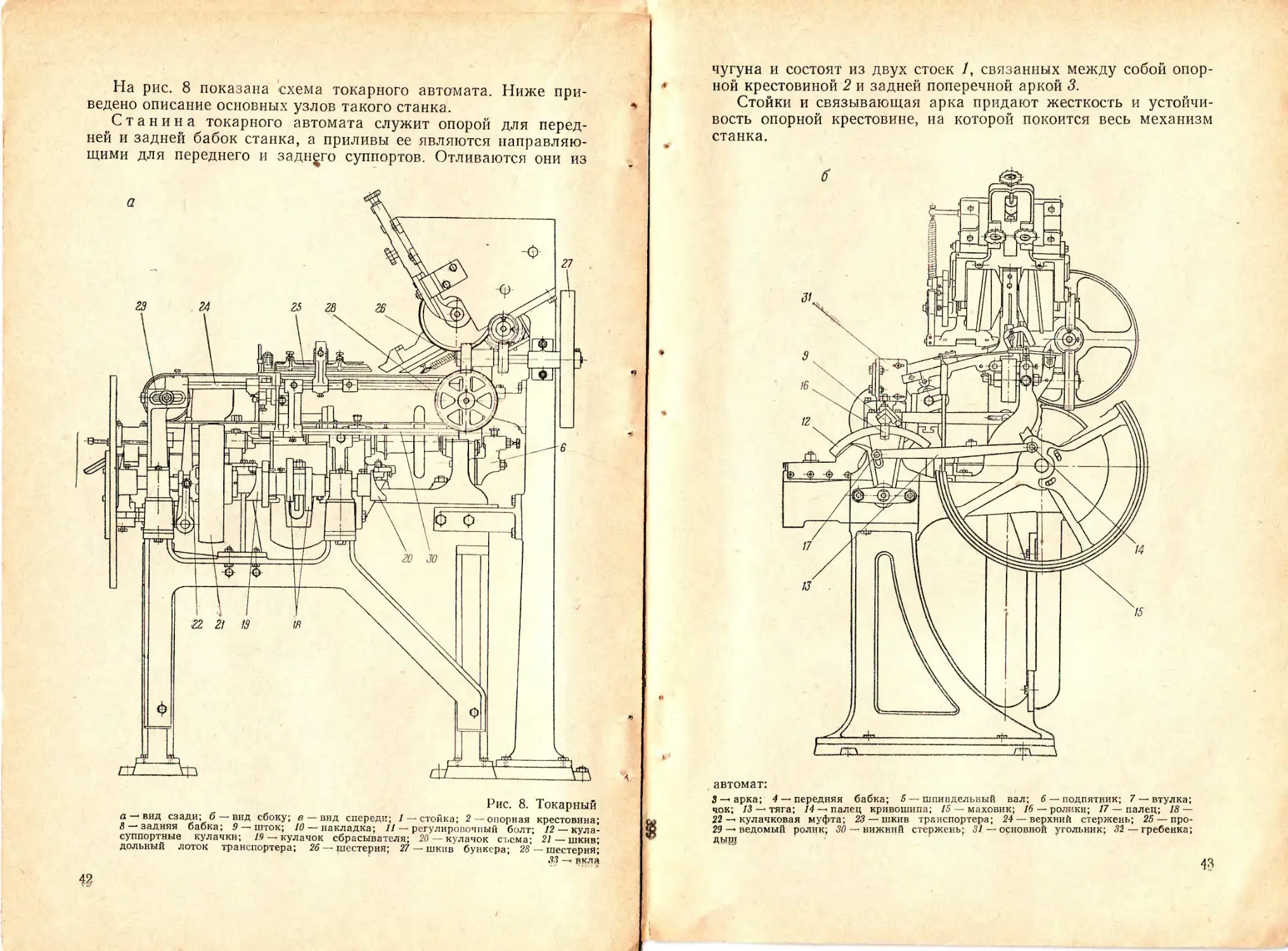
На рис. 8 показана схема токарного автомата. Ниже при-
ведено описание основных узлов такого станка. *
Станина токарного автомата служит опорой для перед-
ней и задней бабок станка, а приливы ее являются направляю-
щими для переднего и заднего суппортов. Отливаются они из
Рис. 8. Токарный
а —* вид сзади; б—-вид сбоку; в — вид спереди; / — стойка; 2—'Опорная крестовина;
5 — задняя бабка; 9 — шток; 10— накладка; // — регулировочный болт; 12— кула-
суппортные кулачки; 19 —. кулачок сбрасывателя; 20 — кулачок съема; 21 — шкив;
дольный лоток транспортера; 26 — шестерня; 27 — шкив бункера; 28 — шестерня;
; вкла
чугуна и состоят из двух стоек /, связанных между собой опор-
ной крестовиной 2 и задней поперечной аркой 3.
Стойки и связывающая арка придают жесткость и устойчи-
вость опорной крестовине, на которой покоится весь механизм
станка.
автомат:
3 —* арка; 4 — передняя бабка; 5 — шпиндельный вал; 6 — подпятник; 7—-втулка;
чок; 13 — тяга; 14 —. палец кривошипа; 15 — маховик; 16 — ролики; 17 — палец; 18 —
22 — кулачковая муфта; 23— шкив транспортера; 24— верхний стержень; 25— про-
29 — ведомый ролик; 30 — нижний стержень; 31 — основной угольник; 32 — гребенка;
дыщ
43
Рис. 8, в
сь
В середине верхней крестовины имеется эллипсоидальное от-
верстие, через которое падают изделия (снятые сбрасывателем
со шпинделя) на сетчатый приемник, находящийся под станком.
Передняя бабка призвана поддерживать обрабаты-
ваемую заготовку и придавать ей вращательное движение.
Весь корпус передней бабки 4 с находящимися на нем дета-
лями может свободно передвигаться по направляющим ста-
нины. Для более надежного крепления бабки (во избежание
боковых смещений ее по отношению к станине) между направ-
ляющими станины имеется продольный паз, а между направляю-
44
щими бабки — выступ, который входит в этот паз. В подшип-
никовых коробках бабки устанавливается шпиндельный вал 5.
При насадке заготовки на шпиндельную оправу шпиндельный
вал испытывает осевое давление, которое уравновешивается
специальным подпятником 6. В правой стойке корпуса нахо-
дится цилиндрическое отверстие, в которое вставляется втулка 7
штока сбрасывателя.
Задняя бабка. В корпусе ее возвратно-поступательно
движется шток 9, называемый квадратом. Шток производит
поштучную выдачу заготовок из накопителя (магазинной ко-
робки), а установленный на нем центрик служит центром задней
бабки при обточке заготовки. На правом конце штока наса-
жена накладка 10 с регулировочным болтом 11, ограничиваю-
щим движение штока по направлению к шпинделю станка.
Механизм насадки заготовок на шпиндель.
Подачу к шпинделю и насадку заготовок на шпиндель произ-
водит шток задней бабки. Возвратно-поступательное движение
штока осуществляет кулисный механизм. Он состоит из качаю-
щегося кулачка 12, называемого кулисой, тяги 13 и пальца 14
кривошипа. Вращающийся маховик 15 при помощи тяги качает
кулачок. Кривая кулачка с обеих сторон схватывается роли-
ками 16, оси которых установлены в штоке задней бабки. При
качании кулачка боковые поверхности его давят поочередно то
на один, то на другой ролик, двигая возвратно-поступательно
шток задней бабки.
Кулачок качается на валике, опорами которого служит
планка и гнездо в опорной крестовине станины. Величина угла
качания кулачка зависит от длины кривошипа и места уста-
новки пальца 17 в пазу кулачка. Длина кривошипа может ре-
гулироваться путем перестановки пальца 14 в пазу маховика.
При регулировке станка часто приходится менять длину
хода штока задней бабки и длительность выстоя его. Тяга 13
не позволяет производить такой регулировки и ее часто заме-
няют составной, позволяющей изменять ее длину.
Распределительный вал при помощи насаженных
на него кулачков управляет движением отдельных узлов станка.
На этот вал насажены маховик 15, суппортные пазовые кулачки-
эксцентрики 18, кулачок 19 сбрасывателя заготовок с транспор-
тера, кулачок 20 съема изделий.
Вращение распределительного вала осуществляется при по-
мощи шкива 21, свободно вращающегося на валу. Кулачковая
муфта 22 позволяет включать и выключать распределительный
вал, не прекращая вращения шкива.
За один оборот распределительного вала осуществляется
рабочий цикл станка, следовательно, от числа оборотов его за-
висит производительность станка. Изменение числа оборотов
45
распределительного вала производится при помощи коробкй
скоростей со сменными шестернями.
Суппорты станка. Режущие инструменты устанавли-
ваются на двух суппортах: переднем и заднем.
Питательный механизм состоит из бункера, транс-
портера с лотками и магазинной коробки.
Ведущий шкив транспортера 23 получает вращение от шес-
терни 26, насаженной на валик приводного шкива 27 бункера.
Рис. 9. Комбинированный токарный станок «Мар-
села»
Шестерня 26 находится в зацеплении с шестерней 28, укреплен-
ной на одном валике с роликом ременного транспортера. Веду-
щий ролик вращается во втулках кронштейна, укрепленного
на колонке бункера. Ведомый ролик 29 транспортера укреплен
на вспомогательном кронштейне в противоположном конце ста-
нины.
На верхнем стержне 24 крепится держатель для продольного
лотка 25 транспортера, держатель для наклонного лотка и дер-
жатели линейки транспортера.
Продольный лоток транспортера состоит из двух частей,
благодаря чему можно регулировать его на любой размер за-
готовки (в пределах от 22 до 55 мм в диаметре). Наклонный
лоток также состоит из двух частей, что дает возможность ре-
гулировки его по длине заготовки. Одним своим концом наклон-
ный лоток опирается на магазинную коробку, другим крепится
46
к держателю. На нижнем стержне 30 крепится сбрасыватель
(толкач) заготовок.
Магазинная коробка крепится на крышке задней бабки и
служит приемником для заготовок, предназначенных для об-
точки. Она состоит из основного угольника 31, гребенки 32 с хо-
ботком и вкладыша 33. Передние и задние щечки вкладыша
дают возможность регулировать коробку на различные диа-
метры заготовок.
Насадка заготовки па вращающийся шпиндель производится
благодаря движущемуся (возвратно-поступательно) квадрату
задней бабки.
Комбинированные автоматические станки. В Германской Де-
мократической Республике выпущены два типа специальных
токарных станков «Марсела» (рис. 9) и «Меркурела» для про-
изводства мелких точеных изделий. Эти станки предназначены
для изготовления точеных изделий из заготовок в виде круглых
палок и выполняют сверление отверстий, обточку и отрезку из-
делия.
Производительность этих станков не превышает 20 изделий
в минуту.
Техническая характеристика станков
«Мерку-
4C1V13 рСС Л Г)0ЛЯ^
Число оборотов в минуту:
шпиндельного вала..................... 4000 3000
сверлильного шпинделя.............. 5000 4000
Диаметр обрабатываемых палок в мм . . 6—25 12—48
Длина обрабатываемых деталей в мм . . До 80 До 150
Глубина сверления в мм................ До 48 До 65
Мощность электродвигателя в кет:
главного шпинделя..................... 1,1 1,85
сверлильного шпинделя ....... 0,175 0,3
механизма подачи................... 0,42 0,42
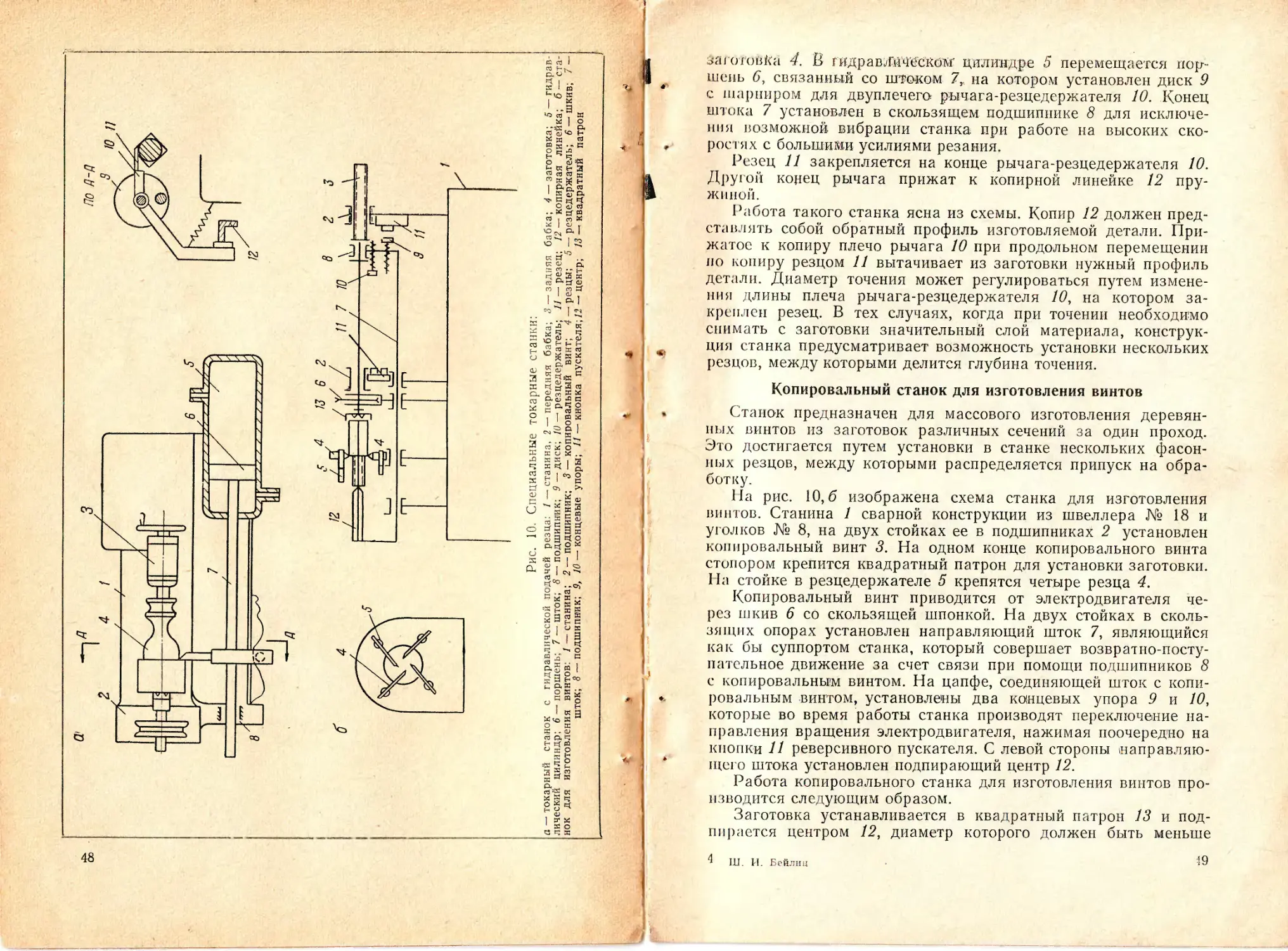
Токарный станок с гидравлической подачей
режущего инструмента
Одним из разновидностей токарно-копировальных станков
является гидрокопировальпый. Такой станок отличается от из-
вестных токарных станков по дереву применением гидравличе-
ского цилиндра с поршнем для перемещения режущего инстру-
мента.
На удлиненном штоке поршня установлен резцедержатель,
представляющий собой угловой рычаг, один конец которого
прижат к копирной линейке, а на другом конце укрепляется
резец.
На рис. 10, а изображена схема станка с гидроподачей.
На станине 1 смонтирована передняя бабка 2 и задняя
бабка 3, на центры которых устанавливается обрабатываемая
47
по д-д
Рис. 10. Специальные токарные станки:
а — токарный станок с гидравлической подачей резца: / — станина, 2 — передняя бабка; 3 — задняя бабка; ^ — заготовка; 5 — гидрав-
лический цилиндр; 6 — поршень; 7 — шток; 8 — подшипник; 9 — диск; 10 — резцедержатель; 11 — резец: 12 — копирная линейка; б — ста-
нок для изготовления винтов: / — станина; 2 — подшипник; 3 — копировальный винт; 4 — резцы; 5 — резцедержатель; 6 — шкив, 7 —
шток; 5 — подшипник; 9, 10 — концевые упоры; // — кнопка пускателя;/2 — центр; 13 — квадратный патрон
заготовка 4. В гвдрав^Гй-ч'бскбМ цилиндре 5 перемещается пор-
шень 6, связанный со штоком 7,. на котором установлен диск 9
с шарниром для двуплечего рычага-резцедержателя 10. Конец
штока 7 установлен в скользящем подшипнике 8 для исключе-
ния возможной, вибрации станка, при работе на высоких ско-
ростях с большими усилиями резания.
Резец 11 закрепляется на конце рычага-резцедержателя 10.
Другой конец рычага прижат к копирной линейке 12 пру-
жиной.
Работа такого станка ясна из схемы. Копир 12 должен пред-
ставлять собой обратный профиль изготовляемой детали. При-
жатое к копиру плечо рычага 10 при продольном перемещении
по копиру резцом И вытачивает из заготовки нужный профиль
детали. Диаметр точения может регулироваться путем измене-
ния длины плеча рычага-резцедержателя 10, на котором за-
креплен резец. В тех случаях, когда при точении необходимо
снимать с заготовки значительный слой материала, конструк-
ция станка предусматривает возможность установки нескольких
резцов, между которыми делится глубина точения.
Копировальный станок для изготовления винтов
Станок предназначен для массового изготовления деревян-
ных винтов из заготовок различных сечений за один проход.
Это достигается путем установки в станке нескольких фасон-
ных резцов, между которыми распределяется припуск на обра-
ботку.
Па рис. 10,6 изображена схема станка для изготовления
винтов. Станина 1 сварной конструкции из швеллера № 18 и
уголков № 8, на двух стойках ее в подшипниках 2 установлен
копировальный винт 5. На одном конце копировального винта
стопором крепится квадратный патрон для установки заготовки.
Па стойке в резцедержателе 5 крепятся четыре резца 4.
Копировальный винт приводится от электродвигателя че-
рез шкив 6 со скользящей шпонкой. На двух стойках в сколь-
зящих опорах установлен направляющий шток 7, являющийся
как бы суппортом станка, который совершает возвратно-посту-
пательное движение за счет связи при помощи подшипников 8
с копировальным винтом. На цапфе, соединяющей шток с копи-
ровальным винтом, установлены два концевых упора 9 и 10,
которые во время работы станка производят переключение на-
правления вращения электродвигателя, нажимая поочередно на
кнопки И реверсивного пускателя. С левой стороны направляю-
щего штока установлен подпирающий центр 12.
Работа копировального станка для изготовления винтов про-
изводится следующим образом.
Заготовка устанавливается в квадратный патрон 13 и под-
пирается центром 12, диаметр которого должен быть меньше
4 III. И. Бейлин • 49
Диаметра изготовляемого винта на двойную глубину резьбы
плюс 2—3 мм.
Нажимом на кнопку «Пуск» приводится во вращательное
движение копировальный винт и заготовка. Продольная подача
заготовки производится за счет ввертывания копировального
винта в гайку подшипника 2. За один оборот шпинделя заго-
товка подается на один шаг винта, при этом заготовка продви-
гается через резцедержатель с установленными па нем че-
тырьмя резцами. Каждый из резцов последовательно нарезает
V4 глубины резьбы.
После прохода заготовки на нужную длину через резцовую
головку упор 10 нажимает на кнопку пускателя, направление
Рис. 11. Станок для обточки царг:
/ — патрон; 2 — суппорт; 3—5 —- резцы; 6, 8 — рычаги;
7 кожух; 9 — тормозная колодка
дв и жен Li i я шпи н де -
ля изменяется и на-
резанная за готов к а
выводится из резцо-
вого 'патрона. Упор
9 нажимом па
кнопку 11 выклю-
чает станок и изде-
лие спи мается со
станка.
Работа на таком
станке пс требует
в ы сок о й кв ал и ф и -
кацпи от токаря и
обеспечивает изго-
товление 50 винтов
в час.
Станок для обточки
круглых царг
Па рис. 11 пока-
зав токарный ста-
нок для обточки
круглых царг для
стульев и круглых
столиков. Такой
станок имеет две
шпиндельные бабки и работает по принципу лобового точения.
Царги устанавливают отдельно на каждом шпинделе при по-
мощи патрона 1 с разжимными кулачками. Па суппорт 2 уста-
навливают резцы, количество которых зависит от формы и
размеров царг. На приведенном рисунке резец 3 обтачивает
боковую поверхность царги, резец 4 зачищает ободок, а резец
5 производит выемку паза для сиденья.
50
Вращением рычага в вправо производится подача резцов
4 и 5. Резец 3 перемещается путем поворота рычага 6 в обрат-
ное направление. Кожух 7 служит ограждением для резца 3, от
которого могут отлетать крупные стружки.
Включение шпинделя станка производится путем перевода
ремня с холостого шкива на рабочий при помощи рычага 8.
Станок снабжен тормозной колодкой Р, действующей одно-
временно с переводом ремня на холостой шкив поворотом ры-
чага 8.
Шпиндель станка делает 600 оборотов в минуту, затрачивая
мощность 2,8 кет.
Станки для изготовления шаров
Изготовление шаров является одной из самых трудоемких
токарных работ. Изготовление точных шаров на обычном то-
карном станке почти невозможно, поэтому их изготовляют на
специальных токарных станках. На рис. 12, а приведена схема
специального станка-полуавтомата для массового изготовле-
ния шаров. Станок имеет переднюю бабку, в шпиндель которой
вставляются вкладыши / с квадратным сечением. Размеры се-
чения вкладыша зависят от размеров сечения заготовки. Зад-
няя бабка 2 перемещается по станине в продольном направле-
нии при помощи ходового винта 3, маточная гайка 4 которого
соединена с основанием задней бабки. Вращение ходовому
винту придается от электромотора 5 через клиновой ремень и
шестерни 6. Копир 9 получает вращение от шестерен 7 и 8.
Под гнетом пружины 10 ролик углового резцедержателя И
всегда прижат к копиру. На другом конце резцедержателя уста-
навливается резец 12.
На станине станка в резцедержателе 13 установлен непо-
движно резец 14.
Работа на этом токарном станке производится следующим
образом.
Заготовка квадратного сечения, длиной не превышающей
расстояния между центрами станка (при нахождении задней
бабки в правом крайнем положении), заводится в полость
вкладыша до упора ее в кромку резца 14. Затем торец заго-
товки подпирается центром, установленным в пиноли задней
бабки.
При включении электродвигателя приводятся во вращение
шпиндель совместно с заготовкой, ходовой винт и копир.
При вращении ходового винта перемещается по направле-
нию к шпинделю станка задняя бабка, осуществляя продоль-
ную подачу заготовки. Заготовка при этом обтачивается в ци-
линдрическую форму резцом 14. Диаметр точения устанавли-
вается величиной выпуска резца из резцедержателя. Попереч-
ная подача резца 12 осуществляется копиром.
4*
51
52
Таким образом, одновременным действием продольной и по-
перечной подач вытачивается сложная шаровая поверхность.
Настройка станка производится с учетом того, чтобы при
проходе заготовки через шпиндель в продольном направлении
на величину, равную диаметру шара, резец копира (режущая
кромка которого в исходном положении находится на уровне
шпинделя) совершил два возвратно-колебательных движения
таким образом, чтобы режущая кромка его прошла путь, рав-
ный двум радиусам шара (этот путь измеряется по нормали от
режущей кромки резца до осп вращения шпинделя).
Работа станка после ручной заправки заготовки произво-
дится автоматически. За каждые два колебания резца копира
вытачивается один шар, который при подходе вершины режу-
щей кромки к центру вращения заготовки отрезается, оставляя
в месте отреза незначительную перемычку, которую следует
зашлифовать.
Автоматическое действие станка происходит до полного ис-
пользования заготовки, после чего упор 15 размыкает маточ-
ную гайку и выключает станок.
Для заправки новой заготовки задняя бабка отводится
в крайнее правое положение и приемы запуска станка повто-
ряются. Чистота поверхности шаров зависит от величин про-
дольной и поперечной подач, от породы древесины и от ее влаж-
ности.
На рис. 12,6 показана схема ручного станка для точения
шаров. Между центрами передней и задней бабок устанавли-
вается заготовка круглого или квадратного сечения, длина ко-
торой на 4—5 мм превышает длину диаметра шара.
Резец 1 устанавливается в резцедержателе 2 на вращаю-
щемся суппорте 3 и может перемещаться по направлению
к центру шара вместе с салазками суппорта винтом 4.
Суппорт вместе с резцом поворачивается вокруг оси 5 при
помощи червяка 6 и червячной шестерни 7.
Ось 5 должна пересекать ось станка в середине расстояния
между центрами. Для обеспечения этого требования при необ-
ходимости изготовления шаров различных диаметров суппорт
может перемещаться вдоль станины, для чего стол ее имеет
паз, через который проходит ось поворота суппорта.
Изготовление шара начинается с установки заготовки между
центрами станка. В шпиндель передней бабки устанавливается
трезубец, а в пиноль задней бабки — вращающийся центр.
Салазки суппорта подаются на максимально допустимое
расстояние по направлению к центру шара, затем на суппорт
устанавливают резец таким образом, чтобы режущая кромка
его касалась центров станка. После этого резец отводят в на-
правление к токарю до того, как станет возможным поворот
суппорта, не задевая резцом заготовок. Включив станок, путем
63
поворота рукоятки 8, начинают огибать резцом заготовку, сни-
мая с нее стружку.
Глубина резания регулируется подачей суппорта рукоят-
кой 9.
На таком станке можно изготовлять шары различных раз-
меров. Недостатком такого способа является то, что места за-
жима заготовки в центрах необходимо обрабатывать вручную.
РЕЖУЩИЕ ИНСТРУМЕНТЫ ДЛЯ ТОЧЕНИЯ ДРЕВЕСИНЫ
В современном токарном производстве, оснащенном не
только ручными токарными станками, но и высокопроизводи-
тельными полуавтоматами и автоматами как для производства
всего изделия, так и для выполнения отдельных операций, при-
меняется большое количество различных инструментов. Из этого
большого количества рассмотрим те резцы, которые предназна-
чены только для выполнения токарных работ и могут быть ус-
тановлены на всех видах токарных станков.
Современные токарные инструменты изготовляют из раз-
личных по составу и свойствам инструментальных сталей. Эти
стали характерны тем, что после соответствующей термической
обработки получают очень высокую твердость.
Инструментальные стали разделяются на углеродистые, ле-
гированные и высоколегированные, пли быстрорежущие. Свой-
ства сталей определяются их составом. Углерод является основ-
ным элементом в стали, определяющим ее свойства. С увели-
чением его содержания повышается твердость, износоустойчи-
вость, упругость, но понижается пластичность (способность де-
формироваться не разрушаясь).
Углерод обеспечивает способность стали закаливаться. О про-
центном содержании углерода в той пли иной стали можно су-
дить по цифрам, входящим в условное обозначение марки
стали. Они показывают содержание углерода в десятых долях
процента.
Например, в инструментальной стали У7 содержится 0,7
процента углерода.
Основное требование, предъявляемое к материалу для ре-
жущих инструментов,— твердость. Одновременно с этим мате-
риал резца должен быть достаточно вязким, режущая кромка
его не должна выкрашиваться во время работы.
Материал резца должен хорошо сопротивляться истиранию,
которое происходит от трения стружки о переднюю поверх-
ность резца, а также от трения задней поверхности резца о по-
верхность резания.
Для придания необходимых свойств инструментальным ста-
лям используют различные легирующие элементы.
Легирующими элементами являются: марганец, кремний,
хром, никель, вольфрам, ванадий, которые вводятся в сталь
в разных количествах и сочетаниях с целью получения необхо-
димых свойств.
Для изготовления режущих инструментов для токарных ра-
бот по дереву наиболее употребительны марки стали У7А и
У8А, применяемые для изготовления ручных резцов — полукруг-
лых и прямых стамесок и крючков для внутренних расточек.
Из сталей У10А и У12А изготовляют станочные резцы обычного
назначения. Хромистая инструментальная сталь Х12 отличается
большой износоустойчивостью и малой изменяемостью формы и
размеров (деформацией) при закалке. Из этой стали изготов-
ляются фасонные станочные резцы со сложными конфигура-
циями режущей кромки. Такие резцы припиливаются по осо-
бым шаблонам, а затем производится их термическая обработка
(закалка и отпуск). Поэтому свойство стали Х12 мало изменять
форму и размеры при закалке—очень важно.
Бысторежущие стали Р9 и Р18 применяются для изготов-
ления резцов для токарных автоматов, • работающих с боль-
шими скоростями резания и подачи.
При высоких скоростях резания и подачи токарных станков
резцы из углеродистых и малолегированных сталей недоста-
точно износоустойчивы. Изготовление их из дорогостоящих
высоколегированных и быстрорежущих сталей экономически
нецелесообразно, так как получаются большие потери на не-
работающие части инструмента, служащие для установки и
крепления их на станках. Ввиду этого большое количество
станочных резцов изготовляется составными. Они состоят из
державки из стали У7, на которую напаивается или навари-
вается резцовая пластинка из высокоуглеродистой стали Р9
или Р18.
О качестве резцов судят в основном по их твердости. Твер-
дость металла определяется прессом Бринелля и прибором
Роквелла. При помощи пресса Бринелля твердость незакален-
ных сталей и чугуна измеряется вдавливанием в них стального
шарика, диаметром 10 мм с силой 3000 кг. Число твердости по
Бринеллю обозначается двумя буквами НВ и представляет ре-
зультат от деления нагрузки (в кг) на площадь отпечатка ша-
рика, выраженную в квадратных миллиметрах. Существуют спе-
циальные таблицы для определения НВ без предварительных
вычислений. Наивысшая твердость по Бринеллю равна 450.
Для определения твердости закаленных материалов поль-
зуются прибором Роквелла, определяющим твердость вдавли-
ванием специального алмазного конуса. При измерении твердо-
сти закаленных сталей применяется груз весом 150 кг, даю-
щий числа по так называемой шкале С. Шкала С позволяет
измерять твердости от 27 до 67 единиц. Число твердости
по Роквеллу обозначается НРС. Численное значение показывает
циферблат прибора.
§5
Резцы для токарных работ должны иметь твердость по Рок-
веллу 60—66 единиц.
Конструкции токарных резцов. При точении древесины при-
меняются ручные и станочные резцы. Ручное точение произво-
дится резцами в форме стамесок с удлиненными рукоятками.
Черновую обточку выполняют резцами желобчатой формы с по-
лукруглыми режущими кромками. Угол заострения такого
резца составляет 25—30°. Обточка производится при подаче до
3 мм на оборот и глубине точения 3—6 мм.
Для чистовой обточки применяют резцы в виде плоских ста-
месок с двухсторонней заточкой под углом 20—25°. Режущие
кромки таких стамесок скошены относительно продольной оси
под углом 70—75°. Точение производится при подаче 0,5—1,5 ммг
на оборот и глубине точения 1—2 мм.
Иногда желобчатые стамески называют рейерамп, а плос-
кие— мазелем или косяком. Эти старые названия не характерны:
в условиях современного производства, они не определяют на-
значения инструментов и выходят из употребления.
Кроме вышеуказанных конструкций токарных резцов, при-
меняются резцы, снабженными фасонными режущими кром-
ками. Такие резцы служат для вытачивания фигурных желоб-
ков различной формы и вытачивания внутренних плоскостей или
проемов. Такие резцы называют крючками.
Для механического и автоматического точения применяются
станочные резцы с прямыми или фасонными кромками.
На суппортах токарных станков устанавливают один или
два резца для выполнения нескольких работ с перемещением
суппорта в двух направлениях. На суппорты токарных полуав-
томатов и автоматов устанавливают одни или несколько фасон-
ных или специальных резцов для единовременного выбора нуж-
ного профиля за один проход.
Для вытачивания длинных цилиндрических стержней на
круглопалочных станках на специальных пустотелых резцовых
головках (патронах) устанавливаются два-четыре фасонных
резца, которые могут быть универсальными и простыми. Одна
универсальная головка пригодна для вытачивания стержней
различных диаметров. Простые головки служат для изготов-
ления деталей только одного диаметра. Резцовая головка
с установленными на ней резцами ввертывается в шпиндель
станка.
Для установки резцов на суппорты токарных полуавтоматов
и автоматов служат резцедержатели различных конструкций.
Основное требование, предъявляемое к таким резцедержате-
лям,— это обеспечение устойчивости резца. Даже незначитель-
ное смещение одного из резцов при столь высокой производи-
тельности токарных автоматов может привести к выработке
большого количества бракованных изделий.
5S
риал при этом несколько толще нужного размера, приходится
его проковать. Ковать следует резкими, сильными ударами,
так как при этом сталь получает более однородное строение.
Ковку державки следует прекращать при достижении ею темпе-
ратуры 700°С (темно-красный нагрев). Если продолжить ковку
при пониженных температурах, то в резце могут образоваться
вредные напряжения, а иногда и трещины.
Для соединения пластины с державкой существует много
различных способов, но наиболее применимы наваривание и
припаивание. Для напайки с успехом применяется чистая медь.
Она дает достаточно прочное соединение. Кроме того, только
медь позволяет доводить температуру пайки до предела, необ-
ходимого для закалки пластины из быстрорежущей стали. При
пайке медью закалка (быстрое охлаждение) может следовать
непосредственно за пайкой.
Пайка требует чистых поверхностей стыка и их плот-
ного прилегания друг к другу. Даже незначительный налет
жира на поверхности стыка, например от прикосновения
пальца, может послужить препятствием к соединению. Соеди-
нение будет тем прочнее, чем тоньше остается слой между
припаиваемой пластинкой и резцом. При этом соединение полу-
чается прочным лишь при достаточно высоких температурах
нагрева (в пределах 1100—1200°С).
Соблюдая указанные выше требования, можно пользоваться
припоем из чистой меди без всяких примесей. Но так как
в практике возможны отклонения от установленных правил,
рекомендуется пользоваться порошком буры в виде примеси
к меди. Чистую красную медь нарезают небольшими листоч-
ками и помещают в стыке между припаиваемыми частями или
кладут сверху на шов, в который медь стекает при расплав-
лении. Припаиваемую пластинку следует обязательно закреп-
лять в требуемом положении, в противном случае он может
сместиться.
Изготовление резцов при помощи пайки имеет следующие
недостатки: требуется точная пригонка поверхностей стыка и
применение особых приспособлений для удержания припаивае-
мой пластинки на нужном месте, например вязка проволокой.
После пайки не всегда возможно перезакалить резец, так как
при перегреве медь расплавляется и пластинка падает с дер-
жавки.
По этим причинам следует пользоваться методом наварки.
Наваривание резцов сводится к следующему. Обе свари-
ваемые части (или только стержень) нагревают приблизи-
тельно до 1000° (светло-вишневое красное каление), после чего
проволочной щеткой очищают окалину с поверхности стыка и
обильно посыпают сварочным порошком. Затем накладывают
Клешами пластинку на стержень резца и придавливают ее
59
слегка молотком. Сварочный порошок, применяемый в каче-
стве связывающего материала, состоит из 10 весовых частей
ферромарганца, 5 весовых частей толченого стекла и 2 весо-
вых частей стальных опилок.
Резец с положенной на него пластиной нагревают снова,
но уже до температуры сварки, приблизительно до 1200° С.
Обе свариваемые части сильно придавливают друг к другу
ручным винтовым прессом или зажимают в тисках, избегая
толчков и ударов.
Винтовые прессы снабжаются фасонными накладками, со-
ответствующими форме навариваемых резцов, которые равно-
мерно распределяют давление по свариваемому стыку.
Хорошие результаты соединения резцовых пластинок с дер-
жавками дает сварочный порошок ДЗ-1, предложенный А. А. Ду-
бовским и С. В. Захаровым. Порошок содержит 30—35% се-
рого литейного чугуна (углерод 3—3,5%, кремний 2%, марга-
нец 0,8%), около 40% меди (М-1, М-2), 2% ферромарганца
и 23% обезвоженной буры.
Приготовляется порошок следующим образом: чугунная
стружка размалывается и просеивается через сито с 1000 отвер-
стиями на 1 см2, получения мелкой медной стружки медь
фрезеруется резьбовой фрезой. Ферромарганец толчется и
просеивается через такое же сито, как чугунная стружка. Бура
прокаливается при температуре 780—800°, после чего толчется
и просеивается через такое же сито. Полученные таким обра-
зом компоненты перемешиваются, этим и завершается подго-
товка припоя.
Приварка пластинок из быстрорежущих сталей к держав-
кам производится следующим образом: державку предвари-
тельно подогревают до 850—900° С, после чего место сварки
посыпают сварочным порошком и накладывают пластинку;
державку с пластинкой разогревают до 1300° С, после чего
пластинку прижимают к державке и опускают резец в масло
для закалки.
Сварку резцов таким порошком можно производить в раз-
личных нагревательных устройствах, но удобнее всего нагрев
производить в установках токов высокой частоты.
Закалка резца. Существует три способа закалки резца
после сварки:
1. Резцу дают остыть после прессовки при температуре
окружающего воздуха и тем заканчивают закалку.
2. После охлаждения резец снова нагревают до соотвеству-
ющей температуры, а затем закаливают в струе сжатого воз-
духа или в масле.
3. Когда резец еще находится под прессом, его охлаждают
струей сжатого воздуха; это охлаждение продолжают после
того, как резец вынут из-под пресса,
W
Заточка резцов. Различают два рода заточки резцов:
до закалки и после закалки.
Заточка до закалки называется предварительной, она про-
изводится среднемягкими точильными кругами CMi или СМ2,
зернистостью 40—60 с керамической связкой. Окружная ско-
рость круга 15 м!сек. Глубина резания 0,125 мм. Заточка ве-
дется без охлаждения. Предварительной заточкой резцу при-
дается требуемая форма.
После того как резец закален, окончательный вид при-
дается ему последующей чистовой заточкой. Эта заточка про-
изводится твердыми кругами Ть Т2, зернистостью 100—120
с охлаждением мыльной эмульсией: скорость круга 15 MjceK,
глубина резания 0,1 мм. Чистовой заточкой удаляют с резцов
окалину, а также излишек материала для получения оконча-
тельной формы головки резца.
Если при нагреве получились небольшие изменения в струк-
туре стали, то они тоже исправляются чистовой заточкой.
Наконец, чистовая заточка придает необходимую остроту ре-
жущей кромке и полирует главные плоскости резца.
В отличие от предварительной заточки, которая произво-
дится в большинстве случаев без охлаждения, последующая
заточка ведется с охлаждением мыльной эмульсией, чтобы
понизить нагрев резца. Хотя охлаждение резцов при чистовой
заточке обязательно, однако необходимо учитывать вредное
влияние его на прочность резца, в связи с резкими местными
колебаниями температуры. Наблюдаемые иногда на шлифуе-
мой поверхности тонкие трещины обычно вызываются разно-
стью температур наружного охлаждаемого слоя и нагретого
ядра головки и сильно понижают прочность резца.
Чтобы избежать появления трещин, необходимо выполнить
следующие условия.
1. Снимать предварительной заточкой наибольшее количе-
ство излишнего материала.
2. Не нажимать сильно резцом на камень и не стачивать
сразу значительной части поверхности, чтобы не получить
местных перегревов.
3. Для отвода тепла, возникающего при заточке резца,
вводить достаточное мыльное охлаждение.
Для последующей заточки резцов применяются шлифоваль-
ные станки, снабженные наждачными карборундовыми кругами.
Изготовляемые таким образом резцы поступают в эксплуа-
тацию. Как бы хорошо не был изготовлен резец, проработав
некоторое время, он тупится и его приходится подтачивать или
же перетачивать. Подточку резцов производят обычно, не сни-
мая их со станка, оселками. Наиболее пригодными для этих
* целей являются оселки из карбида на керамической связке
зернистостью 60—80. При переточках резец снимается со станка
61
й затачивается на наждачном точиле. Переточка резЦов —
весьма ответственное дело и требует высокой квалификации
заточника.
При внимательном обращении с резцом, т. е. при правиль-
ной его установке и частой подточке, можно значительно удли-
нить срок его службы.
Улучшение технологии изготовления резцов. Изготовление
режущего инструмента и его заточка вышеизложенным спосо-
бом хотя и широко распространены, однако являются несовер-
шенными. Режущие свойства высоколегированной быстро-
режущей стали используются недостаточно. Заточка, пере-
точка и заправка резцов производится каждым заточником раз-
лично. Твердость и износоустойчивость резцов также раз-
лична.
Рационализация существующего способа производства рез-
цов должна быть начата с нормализации заготовок для держа-
вок. Сечения таких заготовок должны быть выбраны из про-
ката, согласно действующим ГОСТ. Это хотя и требует изме-
нения конструкции резцов и резцедержателей, но дает боль-
шую экономию, исключая операцию протяжки или строжки
заготовок для державок. Выборку посадочных мест для резцо-
вых пластинок следует производить в многоместных приспо-
соблениях путем строгания или фрезерования.
Хорошие результаты дает применение резцов, в которых
режущая часть изготовлена из пластин быстрорежущей стали
(Р9 или Р18) или легированной инструментальной стали
(X, Х12М, В) и вставляется в постоянную оправу, заменяю-
щую державку.
Напайку, сварку и термообработку резцов следует произ-
водить в пламеных печах или токами высокой частоты, что
ускоряет производственый процесс, улучшает санитарно-гигие-
нические условия труда и повышает качество работы.
Как показал опыт работы фабрики им. Володарского, для
инструментальных цехов достаточно иметь высокочастотный
генератор мощностью трансформатора 10 кеа (тип ЛГЗ-10).
Для каждого типа резцов необходимо иметь набор индук-
торов. Как уже указывалось, для резцовых пластинок приме-
няются стали Р9 и Р18. Сталь Р9 обладает большей износо-
устойчивостью по сравнению со сталью Р18, в то время как
сталь Р18 имеет большую красностойкость. Учитывая, что тем-
пература на режущих кромках резцов токарных автоматов
не превышает 400° С, это качество стали Р18 практического
значения не имеет.
В результате проведенных исследовательских работ по изы-
сканию заменителей быстрорежущих сталей установлено, что
при правильной термической обработке стали У12А, В1 и Х12
пригодны для изготовления токарных резцов.
62
В табл. 6 указаны режимы термической обработки угле-
родистой легированной и инструментальных сталей для изго-
товления токарных резцов.
Таблица 6
Марка стали Обжиг Закалка Отпуск
темпера- тура на- гревания в °C твердость НВ не менее температура нагревания в °C охлаждаю- щая среда твердость HRC темпера- тура на- гревания в °C твердость HRC
Х12 850—870 268—217 1000—1050 Масло или струя воздуха 64—62 400—500 62—55
В1 780—800 229—187 780—800 810—830 Вода Масло 63—61 62—60 150—200 200—300 60—58 58—52
У12А 760—780 207 760—790 Через воду в масло 62—66 200—300 62—57
Шероховатость режущей кромки, зависящая от способа до-
водки резцов, оказывает существенное влияние на качество
обработки поверхности.
Доводка шлифованием графитизированными кругами соот-
ветствует 9'Му классу чистоты поверхности, а доводка электро-
полированием— 12-му классу. Из этих способов наиболее
экономична доводка инструмента графитизированными кру-
гами марки ЭБ-120.
Для обеспечения качественной заточки инструментов и по-
вышения производительности труда рабочих желательно иметь
централизованную заточку инструментов. Заточные мастерские
должны быть обеспечены современными заточными и доводоч-
ными станками, чертежами, картами технологического про-
цесса заточки и доводки, комплектом измерительных инстру-
ментов и шаблонов.
ПРИСПОСОБЛЕНИЯ К ТОКАРНЫМ СТАНКАМ
Область применения токарных станков (ручных, автоматов,
полуавтоматов) может быть значительно расширена путем
оснащения их различными приспособлениями или путем незна-
чительной модернизации отдельных узлов.
ПРИСПОСОБЛЕНИЯ ДЛЯ КРЕПЛЕНИЯ ИЗДЕЛИЙ
НА ТОКАРНЫХ СТАНКАХ
В зависимости от формы и назначения будущей детали
заготовку устанавливают в центрах передней и задней бабок
или на шпиндель передней бабки. Во всех случаях заготовку
следует установить так, чтобы она воспринимала враща-
тельное движение шпинделя. Для этих целей существует много
63
различных приспособлений (рис. 14), которые можно разде-
лить на следующие группы: приспособления для закрепления
заготовки в центрах, для закрепления заготовки за наружную
поверхность и приспособления для закрепления заготовки за от-
верстия.
К приспособлениям для закрепления заготовки в центрах
относятся: трезубцы и поводковые патроны. Наибольшее рас-
пространение имеет трезубец, представляющий собой оправу,
один конец которой имеет форму конуса, соответствующий
конусу в шпинделе передней бабки, а другой конец имеет
форму трезубой вилки. Трезубцы бывают сплошные (из одного
куска металла) и составные, в которых конусный хвостовик
делается из одного куска стали, а сам трезубец из другого.
В этом случае в один хвостовик могут быть установлены
трезубцы разных размеров для обточки заготовок различных
диаметров. Для закрепления заготовки в центрах станка при
помощи трезубца в одном из ее торцов выдалбливают паз.
Этим пазом заготовка приставляется к трезубцу. Затем ударом
молотка по противоположному концу вгоняют в торец заго-
товки острия трезубца настолько, чтобы заготовка была доста-
точно закреплена, после чего ее поджимают центром, установ-
ленным в пиноли задней бабки.
В тех случаях, когда обточка заготовки производится за не-
сколько установок, причем необходимо совпадение осей обра-
батываемых поверхностей, или когда изделие после обточки
переносят для шлифовки и отделки па другой станок, необхо-
димо сохранение центров. Для этого применяют поводковые
патроны, представляющие собой фланец, центровое отверстие
которого имеет резьбу для установки па наружной поверхно-
сти шпинделя. На фланце имеется паз для установки поводка.
Установка заготовки в центры станка производится сле-
дующим образом. Когда поводковый патрон закреплен, уста-
навливают центры в шпиндель и пиноль. На заготовку наде-
вают и закрепляют хомутик и устанавливают ее на центры
путем поджима пинолью. Хвостовая часть хомутика должна
упираться в поводок патрона. Выступающие части патрона —
поводок и гайка, наружные кромки паза, болт и хвостовик
хомутика во время работы могут вызвать травму у работаю-
щего на станке, поэтому следует пользоваться безопасными
закрытыми подковными патронами.
Для закрепления заготовки за наружную поверхность слу-
жат следующие приспособления: чашечные, тисочные и кулач-
ковые патроны.
Наиболее простым и часто применяемым является чашеч-
ный патрон, в котором с одной стороны имеется цилиндриче-
ская полость, а с другой — конический хвостовик для уста-
новки в шпиндель передней бабки. Округленная часть заго-
64
товки плотно вставляется (заколачивается) в полость патрона
или зажимается болтами. При обточке мелких изделий, не тре-
бующих больших усилий, достаточно установить заготовку
путем легкого заколачивания или запрессовки в полость пат-
рона путем поджима задним центром.
Тисочный патрон отличается от чашечного тем, что его
часть, предназначенная для установки заготовки, выполнена
в виде тисков. Тисочный патрон применяется в тех случаях,
когда часть изделия имеет форму четырехугольника.
Чашечные и тисочные патроны иногда вместо конических
хвостовиков имеют винтовые нарезки для установки на наруж-
ной части шпинделя. При пользовании чашечными и тисочными
патронами наружные поверхности их должны быть ограждены
гладкими съемными или разъемными кожухами.
Для закрепления изделий за наружную поверхность приме-
няются трехкулачковые самоцентрирующие и четырехкулачко-
вые патроны с независимым перемещением кулачков.
Существует несколько типов самоцентрирующих трехкулач-
ковых патронов, которые различаются устройством для пере-
мещения кулачков. Общим для всех типов таких патроном
является то, что в каждом из них перемещение кулачков про-
исходит одновременно и с одинаковой скоростью. Благодаря
этому достигается совпадение осей вращения шпинделя и де-
тали.
Наибольшее распространение в токарной практике имеют
спиральный самоцептрирующий патрон (рис. 14, /), в кор-
пусе 3 которого заложена коническая шестерня 4, на ее обрат-
ной стороне нарезана плоская спираль. На кулачках 2 патрона
имеется несколько выступов, входящих в канаву спирали ше-
стерни. При вращении одной из трех шестерен 1 при помощи
ключа вращается шестерня 4. Под действием спирали, нарезан-
ной на обратной стороне этой шестерни, кулачки 5 переме-
щаются в пазах корпуса патрона, что и требуется для закреп-
ления детали.
Каждый трехкулачковый патрон может служить для за-
крепления изделия как за наружную, так и за внутреннюю по-
верхность. Для этого такие патроны снабжаются двумя ком-
плектами кулачков.
Для закрепления за наружную поверхность служат кулач-
ки 6, а за внутреннюю кулачки 7.
При замене комплектов кулачков необходимо вводить
в паз корпуса сначала тот кулачок, на котором имеется цифра 1
или одна точка, намеченная керном. После того как при вра-
щении большой шестерни первый выступ этого кулачка войдет
в спиральную канавку, можно вводить в следующий паз кула-
чок с цифрой 2, а затем (в последующий паз) кулачок с циф-
рой 3.
5 Ш. И. Бейлин
65
Рис. 14. Приспособление для
/ — спиральный, самоцентрирующий патрон: а — общий вид; б —разрез; в, г — схемы
приспособление Б. П. Добрышева: 1 — шпиндель; 2 — патрон; 3 — стержень; 4 — винт;
а —< чашечный патрон; б —- трезубец; в — тисочный патрон; г — чстырехкулачковый пат-
щитный
66
установки заготовок на станки:
зажимного устройства; 1 — шестерня; 2, 5, 6, 7 — кулачки; <3 — корпус; 4— шестерня; II—
5 заготовка; 6 — маховичок; 7 — нарезка; S — гайка; III — различные приспособления;
рон; <3 — винтовой патрон; е — поводковый патрон; / — поводок; 2 — хомутик; 3 — за-
кожух
5*
67
Четырехкулачковые патроны имеют кулачки, которые пере-
мещаются независимо один от другого. Такие патроны приме-
няются в тех случаях, когда закрепление изделия производится
за нецилиндрическую поверхность, или если у изделия обраба-
тывается поверхность, ось которой смещена относительно ци-
линдрической поверхности, используемой для закрепления.
Для закрепления изделий за внутреннюю поверхность могут
быть использованы рассмотренные кулачковые патроны. При-
менение их определяется размерами и формой изделия.
Массовое применение для крепления изделий за отверстия
имеют различные оправы. Они очень удобны для токарных
автоматов и полуавтоматов. Конструкции оправ выбираются
в зависимости от назначения изделия и бывают в основном
двух типов — рифленые и цанговые.
Крупные детали и отдельные узлы моделей укрепляются
на различных планшайбах при помощи кронштейнов и уголь-
ников. Обточка плоских заготовок производится путем крепле-
ния их на винтовых патронах.
В 1962 г. изобретателю Б. П. Добрышеву выдано авторское
свидетельство на приспособление, обеспечивающее прочное
крепление заготовок, обтачиваемых на токарных станках
(рис. 14, II).
Сквозь полый шпиндель 7, на который насажен конусный
патрон 2, пропускается стержень 5, на конусе его имеется
конический винт 4, служащий для ввинчивания в заготовку 5.
Для ввинчивания винта в заготовку служит маховичок 6,
насаженный на другой конец стержня.
Для обеспечения тугого втягивания заготовки в конусный
патрон 2 часть стержня 3 имеет винтовую нарезку 7, на кото-
рую навинчена гайка <?, служащая для натяжения стержня
при упоре маховичка в торце шпинделя.
Для крепления заготовок с помощью этого приспособления
заготовка вставляется в конусную полость патрона 2. Гайка 8
сдвигается маховичком 6. Заготовка 5 сильным нажимом удер-
живается в патроне 2, при этом стержень 3 вставляется в шпин-
дель и при вращении с осевым нажимом маховичка 6 винт 4
ввинчивается в заготовку.
Снятие готовой детали или остатка заготовки производится
в обратном направлении. По заключению специалистов указан-
ное приспособление улучшает условия крепления коротких
заготовок в конусных патронах токарных станков по дереву.
ПРИСПОСОБЛЕНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ ПАКЕТНЫХ ПАЛОЧЕК
На рис. 15, а показано приспособление к ручному токар-
ному станку для массового изготовления пакетных палочек.
Пакетная палочка 1 является малогабаритным точеным из-
делием. Длина ее не превышает 80, а диаметр 12 мм. Изготов-
68
ление таких заготовок на ручных токарных станках чрезвы-
чайно трудоемко, а сам процесс точения далеко не безопасен.
Это устраняется применением вышеуказанного специального
приспособления к суппортному токарному станку.
В резцедержатель суппорта станка устанавливается кор-
пус 2 приспособления. Профильный резец 3 выполнен в форме
стамески и устанавливается в направляющих корпуса приспо-
собления. Ширина резца равна длине палочки.
В одной из стенок приспособления просверлено отверстие,
в которое установлен кондуктор 4, ось его совпадает с осью
станка. Профильный резец при помощи тяги 5 соединен с рез-
цом 6, выполненным в форме пилочки.
Вытачивание пакетных палочек на токарном станке при
помощи указанного приспособления производится следующим
образом.
Заготовка в форме палочки одним концом плотно устанав-
ливается в чашечный патрон станка; другой конец заготовки,
пройдя сквозь кондуктор, упирается в стену приспособления,
являющуюся ограничителем изделия по длине.
К вращающейся заготовке подводится резец 3, который
вытачивает пакетную палочку нужного профиля. Резец-пи-
лочка при этом отводится от заготовки.
Когда профильный резец отводится от заготовки, тяга 5
подает пилочку к заготовке и отрезает ее. Готовая пакетная
палочка падает на лоток 7 и отводится от станка.
После этого суппорт подается к передней бабке станка
до упора заготовки в стенку приспособления. Процесс выточки
повторяется. Профильный резец изготовляется из малоуглеро-
дистой стали с наваркой пластины из быстрорежущей стали.
Для резца-пилочки может быть применено обыкновенное
слесарное ножовочное полотно.
С применением приспособления производительность труда
на выточке пакетных палочек увеличивается в 3 раза. С помо-
щью такого приспособления можно изготовить различные мел-
кие изделия цилиндрического, конического и фасонных профи-
лей. Для этого необходимо в направляющие корпуса устанав-
ливать соответствующие фасонные резцы. Режущие кромки
резцов должны устанавливаться по касательной к заготовке.
Ширина резца выбирается в зависимости от длины изделия.
ПРИСПОСОБЛЕНИЕ ДЛЯ ТОЧЕНИЯ ШАРИКОВ
На рис. 15, б показано приспособление для массового изго-
товления мелких шариков на ручном токарном станке с суп-
портом.
Корпус приспособления, выполненный в форме рамки
с квадратным проемом, устанавливается на суппорте станка
и крепится в резцедержателе. В корпусе имеются два отвер-
стия. В эти отверстия вставляются кондуктора, соответстующие
диаметрам вытачиваемых шариков. Заготовка 1 одним концом
закрепляется в чашечный патрон шпинделя станка, а другим
заводится в кондуктор приспособления так, чтобы конец ее вы-
ходил в квадратный проем 2 приспособления на длину, пере-
Рис. 15. Приспособления
а —> для точения пакетных палочек: / — пакетная палочка; 2 — корпус; 3 — фасонный
/ — заготовка; 2 — проем; 3— отверстие для резца; 4 — резец; в — для точения изделий
стик; 7—> магазин; 8, 9 — заготовки; /Р —шторка; г — задний центр: / — хвостовик; 2 —
4 —। шплинт; 5 — зубцы; е — для точения и сверления: 1 — шпиндель; 2 — оправка; 3 —
ный вал; 10, /4 — кулачки; // — пружина; /2 — окна для выбросу
70
крывающую отверстие 5, в которое вводится специальный ре-
зец 4. Резец этот изготовляется в виде трубки из быстрорежу-
к токарным станкам:
резец; 4 — кондуктор; 5 — тяга; 6 — резец; 7 — лоток; б — для изготовления шариков:
без осевых отверстий: /, 2 — штоки задней бабки; 3, 4 — серьга; 5 — кронштейн; 6 — мо-
коронка; д —- оправка со сбрасывателем: 1 — корпус; 2— сбрасыватель; 3— пружина;
сверло; 4 —> серьга; 5 — рычаг; 6 — втулка; 7 — зубцы; 3 — изделие; 9 — раСпределитель-
стружки; 13 — шток задней бабк^
71
3 I
щей стали. Внутренний диаметр трубки равен диаметру выта-
чиваемого шарика. Толщина стенки трубки берется равной
2 мм. По длине трубки (примерно 100—150 мм) вырезается
ее часть на величину 185—190°, резец затачивается с углом
заострения 30—32°.
Для выточки шарика на вращающуюся заготовку подается
резец выемкой книзу. Когда контур шарика будет выра-
жен, резец поворачивают по часовой стрелке и обрабатывают
половину шарика с торцовой поверхности. Затем поворачи-
вают резец в обратном направлении и отрезают шарик от за-
готовки. Когда шарик отрезан, суппорт с приспособлением
подается на шаг к передней бабке и операция выточки пов-
торяется.
На таком приспособлении можно изготовить деревянные
шарики диаметром от 8 до 30 мм, В зависимости от диаметра
вытачиваемых шариков в корпус оправки вставляются соот-
ветствующие кондукторы для заготовки и для резца.
Заготовками для шариков обычно служат круглые палочки,
диаметр которых на 0,2—0,5 мм превышает диаметр шарика.
Возможно изготовление шариков из заготовок с сечениями
в форме квадратов или многогранников. В этих случаях при-
способление для выточки шариков комбинируется с проходной
колодкой, которая устанавливается на корпусе оправки с таким
расчетом, чтобы ось отверстия в колодке находилась на одной
оси с отверстием в кондукторе для прохода заготовки.
ПРИСПОСОБЛЕНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ
БЕЗ ОСЕВЫХ ОТВЕРСТИЙ НА ТОКАРНЫХ АВТОМАТАХ
Во втором разделе приведено описание токарного автомата
по дереву, вытачивающего изделия из заготовок, имеющих
осевые отверстия.
Вытачивание на автомате таких изделий, как ручки к раз-
личным инструментам, бытовым приборам, шкантов для заку-
порки бочек и других изделий, не имеющих осевых отверстий,
невозможно, и их изготовление производится обычно на ручных
токарных станках.
Однако незначительная модернизация токарного автомата
дает возможность изготовлять на нем большой ассортимент
изделий без осёвых отверстий.
Сущность модернизации (рис. 15, в) заключается в следу-
ющем.
В корпусе задней бабки станка просверливается, а затем
растачивается отверстие для установки штока 1. При изготов-
лении этих отверстий необходимо особо следить за тем, чтобы
они имели общую ось, расположенную отвесно по отношению
к оси штока 2 задней бабки.
72
Штоки 1 и 2 соединяются между собой серьгой 3 и при
возвратно-поступательном движении штока 2 движется шток 1.
К штоку 1 серьгой 4 и кронштейном 5 прикреплен мостик 6,
являющийся дном магазинной коробки 7. Мостик 6 может
перемещаться вверх и вниз по отношению к оси штока 2
за счет перестановки серьги 4 или конструирования специаль-
ной серьги, позволяющей перемещать мостик. Это необходимо
для регулирования совпадения осей штока 2 с осью заготовки 8
в зависимости от диаметра последней.
В конусное отверстие штока задней бабки устанавливается
специальный центр. Конструкция такого центра показана
на рис. 15, г. Он состоит из хвостовика / и коронки 2.
В торцовой части коронки, соприкасающейся с заготовкой,
делается углубление 2—3 мм с заостренным краем. Диаметр
коронки выбирается в зависимости от диаметра изделия. Обычно
он не превышает 10 мм,
В отверстие шпиндельного вала передней бабки станка
устанавливается специальная оправка со встроенным сбрасыва-
телем (рис. 15, д). Оправка состоит из корпуса /, сбрасыва-
теля 2 и пружины 3.
Хвостовая часть корпуса оправки изготовляется так, чтобы
наружная конусная поверхность хвостовика оправки соответ-
ствовала бы конусу в шпинделе передней бабки.
По всей длине корпуса оправки вытачивается ступенчатое
отверстие, в которое вставляется сбрасыватель 2. Пружина 3
упирается одним концом в бортик ступенчатого отверстия оп-
равки, а другим концом в бортик сбрасывателя. Длина пружины
выбирается такой, чтобы сбрасыватель все время находился
под давлением. Для предохранения сбрасывателя от выброса
из корпуса оправки устанавливается шплинт 4. На торце голов-
ной части оправки имеются зубцы 5, количество которых выби-
рается в зависимости от диаметра изделия.
Желательно, чтобы толщина зубца у основания была
не меньше 1,5 мм для обеспечения его прочности. Сбрасыва-
тель должен выступать из корпуса оправки на 2—3 мм.
Точение на модернизированном автомате происходит сле-
дующим образом. Заготовки в виде цилиндров загружаются
в магазин 7, как показано на рис. 15, в, нижняя заготовка при
этом укладывается на мостик 6. При движении штока задней
бабки вперед (к шпинделю передней бабки) движется и мо-
стик 6, на котором находится заготовка 9. Заготовка 9 при этом
отсекается штоком задней бабки. Как только заготовка 8 до-
стигает оправки, под действием штока задней бабки заготовка
утопит головку сбрасывателя в корпусе оправки (сжав при
этом пружину), коронка центра и зубцы оправки врежутся в за-
готовку, которая начнет вращаться с той же скоростью, с кото-
рой вращается шпиндель.
73
Суппорты, подойдя к заготовке, обточат ее в заданный про-
филь. После того как заготовка будет обточена и суппорты от-
ведут резцы, шток задней бабки начнет отход от шпинделя,
сбрасыватель снимет изделие с зубцов оправки.
Для того чтобы при обходе задней бабки заготовка не могла
быть затянутой обратно в магазин, служит шторка 10, установ-
ленная на передней стенке магазина.
Шторка свободно пропускает заготовку вперед — снимает ее
с коронки центра при отходе штока. Как только шток 2 с уста-
новленным центром выйдет из-под заготовки 9, она упадет на
мостик и будет готова к подаче на шпиндель передней бабки.
ПРИСПОСОБЛЕНИЕ ДЛЯ ОДНОВРЕМЕННОГО СВЕРЛЕНИЯ
И ТОЧЕНИЯ
ж
На токарных автоматах можно вытачивать различные изде-
лия длиной до 120 мм при одновременном сверлении глухих
осевых отверстий с одной стороны.
На рис. 15, е показана схема модернизированной шпиндель-
ной бабки для производства вышеуказанных работ.
Полый шпиндель 1 вращается со скоростью 10 тысяч обо-
ротов в минуту.
Сквозь шпиндель проходит оправка 2, на одном конце ко-
торой установлено сверло 3. Другой конец оправки серьгой 4
соединен с рычагом 5. На передний конец шпинделя установ-
лена поводковая втулка 6. На торце этой втулки имеются че-
тыре-шесть зубцов 7, на которые насаживается и при их по-
мощи вращается заготовка.
Одновременно с подачей к заготовке суппортов с установ-
ленными на них фасонными резцами подается и сверло. По-
дача сверла производится распределительным валом 9 при по-
мощи кулачка 10 и рычага 5. Подача сверла синхронна с пода-
чей суппортов, так как они приводятся в движение от одного
распределительного вала кулачками. Отвод сверла осуществ-
ляется пружиной 11. Сверло получает только прямолинейное дви-
жение (подачу). Заготовка получает вращательное движение.
Для выхода стружки на поверхности поводковой втулки
имеются окна 12. Глубина сверления регулируется положением
и профилем кулачка 10. Обточка ручек с помощью такой бабки
производится следующим образом.
Шток 13, на котором установлен задний центр, подает заго-
товку из магазина питателя на зубцы поводковой втулки, и она
начинает вращаться с одинаковой скоростью со шпинделем.
В это время кулачок 14 при помощи тяг подает суппорты с рез-
цами, а кулачок 10 — сверло к заготовке.
При отходе суппортов и сверла шток 13 возвращается за
очередной заготовккой, а выточенная ручка падает в приемник
или ящик.
74
ПРИСПОСОБЛЕНИЕ ДЛЯ ТОЧЕНИЯ ПЛОСКИХ ИЗДЕЛИЙ
Наиболее сложной является модернизация токарных полу-
автоматов для приспособления их к массовому изготовлению
изделий, высота которых меньше диаметра.
К таким изделиям относятся косточки для конторских сче-
тов, кнопки для крышек чайников, кастрюль, розетки и т. п.
На рис. 16 показана кинематическая схема модернизирован-
ного полуавтомата для изготовления таких изделий.
Рис. 16. Кинематическая схема модернизированного полуавтомата для
точения плоских изделий:
/ — лоток; 2 — магазин; <? —мостик; 4 — шайба; 5 — шток; 6 оправка шпинделя;
7 — кулачок; 8 — кривошип; 9 —• распределительный вал; 10 — тяга; 11, 12 — пазо-
вые кулачки; 13 — съемник; 14 — тяга; 15 — кулачок
Из бункера по лотку 1 шайбы поступают в магазин 2, дном
которого служит мостик 3. Попавшая на мостик шайба 4 што-
ком 5 задней бабки подается на оправку 6 шпинделя. Воз-
вратно-поступательное движение шток 5 получает от качаю-
щегося кулачка 7.
Качание кулачка осуществляется кривошипом 8 распреде-
лительного вала 9 и тяги 10. Для движения суппорта на рас-
пределительном валу установлены пазовые кулачки 11 и 12.
Съем обточенной косточки с оправки шпинделя производится
съемником 13 при помощи тяги 14 и кулачка 15,
За один оборот распределительного вала совершается один
рабочий цикл станка? т. е. обтачивается одна шайба.
75
Производительность модернизированного полуавтомата по-
высилась в 2 раза. Один рабочий может обслуживать три
станка.
Автоматизация изготовления таких изделий из цилиндриче-
ских заготовок, высота которых в 2—3 раза меньше диаметра,
долгое время задерживалась из-за отсутствия надежной кон-
струкции питателя для ориентации заготовки в нужное для об-
работки положение. В настоящее время для этой цели приме-
няется питатель, состоящий из бункера и ворошителя.
Зазор устанавливается в зависимости от высоты обрабаты-
ваемого цилиндра. Обычно этот зазор принимается на 2—3 мм
больше высоты цилиндра. В дне бункера имеется отверстие для
выброса заготовки, ориентированной на образующую цилиндра.
Работа такого питателя происходит следующим образом. За-
готовки засыпают в бункер, и там они занимают различные по-
ложения. Ворошитель вращется со скоростью 120—150 об!мин
и рассеивает находящиеся в бункере заготовки, часть которых
попадает в зазор и ворошителем продвигается к выходному от-
верстию бункера.
ТЕХНОЛОГИЯ ТОКАРНЫХ ПРОИЗВОДСТВ
Порядок и содержание последовательных изменений формы,
размеров и свойства заготовки называются технологическим
процессом. Любая работа перед ее выполнением должна быть
тщательно продумана и технологический процесс ее проведения
четко представлен исполнителем, иначе работа не может быть
выполнена быстро и качественно. Продуманный технологиче-
ский процесс позволит вести изготовление детали с полным
использованием возможностей оборудования, инструмента, при-
способлений, т. е. при наиболее выгодных условиях работы.
Чем сложнее деталь (изделие), тем сложнее технологиче-
ский процесс. Сложный технологический процесс может быть
разделен на отдельные, вполне определенные элементы, соот-
ветствующие характеру выполняемых работ.
Элементами, из которых составляется технологический про-
цесс, являются: операция, установка, переход.
Технологической операцией называется часть технологиче-
ского процесса, выполняемая на одном и том же рабочем ме-
сте, от начала обработки одной детали до перехода к обработке
следующей.
Установка — это часть технологической операции, новое за-
крепление детали в центрах, поворот ее по отношению к план-
шайбе. Установка иногда включает отдельные переходы.
Технологический переход — часть операции, совершаемой
при определенной обрабатываемой поверхности одним режу-
щим инструментом при постоянном режиме обработки.
76
Достаточно применить другой режущий инструмент, изме-
нить режим резания или перейти к обработке другой поверх-
ности, как появится новый переход.
Такое деление технологического процесса упрощает его раз-
работку и пользование им в производстве. Технологический
процесс разрабатывается с различной степенью подробности
в зависимости от типа производства (индивидуальное, серийное,
массовое и поточное).
В массовом и серийном производствах лучшие результаты
дает работа, организованная по принципу беспрерывного по-
тока. При такой организации производства каждая операция
технологического процесса выполняется на отдельном рабочем
месте. Рабочие места располагаются соответственно порядку
выполнения операций.
На обработку (изготовление) каждого изделия (детали) со-
ставляется технологическая карта, являющаяся основным тех-
нологическим документом.
В технологической карте указываются: деталь (наименова-
ние и эскиз), последовательность операций, оборудование, при-
способления и инструменты, необходимые для выполнения каж-
дой операции, разряд работы, норма времени для изготовле-
ния каждой операции.
К технологической карте обычно прилагается инструкция по
выполнению работ.
Примерная форма технологической карты
Наименование
операции
Наименование
и эскиз детали
(схема установки
и обработки)
3
Для индивидуального производства разрабатывается самая
короткая, маршрутная технологическая карта, в которой ука-
зывают только станки, на которых должно изготовляться изде-
лие, применяемые для этого инструменты и приспособления.
Самая подробная разработка технологического процесса вплоть
до отдельных приемов ведется при составлении технологиче-
ских карт для массового поточного производства.
Технологический процесс предписывает мастеру и рабочему
наиболее совершенный и выгодный способ обработки, позво-
ляющий получить продукцию, в точности соответствующую чер-
тежу. Технологическая карта является обобщением накоплен-
ного в производстве опыта, помогает работать производительно
77
Й качественно. Несоблюдение . предписаний технологического
процесса и технологической карты, как правило, ведет к браку.
Соблюдение технологической дисциплины гарантирует нор-
мальное течение производства, надлежащее качество продук-
ции, высокую производительность труда и низкую стоимость из-
делия. Поэтому в промышленности требованию соблюдения тех-
нологической дисциплины придается большое значение.
Технология производства не является неизменной, она
должна постоянно совершенствоваться, чтобы не стать тормо-
зом производства. Изменение технологического процесса должно
производиться организованно после серьезной проверки их це-
лесообразности.
Над совершенствованием технологии, над созданием новых
способов обработки работает огромная армия рационализато-
ров, передовиков производства и ученых нашей страны.
В настоящее время во многих производствах применяется
групповой метод обработки деталей. Сущность этого нового,
прогрессивного метода построения технологических процессов
обработки изделий заключается в том, что все изделия разби-
ваются на группы конструктивного и технологического подо-
бия, имеющим общую последовательность обработки на одно-
типном оборудовании, с применением групповых приспособле-
ний и режущих инструментов.
При разбивке деталей на технологические группы необхо-
димо учитывать не только общность геометрических форм, но
и габариты изделий, степень точности и чистоту обработки.
Для каждой группы деталей разрабатывается общий типо-
вой технологический процесс, изготовляются общие приспособ-
ления и режущие инструменты. Все детали одной группы обра-
батываются на одном или нескольких однотипных станках,
настроенных для выполнения однотипных операций.
Групповой метод позволяет наиболее рентабельно использо-
вать оборудование и оснастку, что в свою очередь приводит
к повышению производительности труда, снижению себестоимо-
сти и повышению культуры в мелкосерийном и серийном про-
изводстве.
На катушечной фабрике им. Володарского все виды дета-
лей, изготовляемые методом точения, разделены на 6 групп:
1. Простейшие изделия различной длины и диаметра, изго-
товляющиеся на ручных токарных станках.
2. Мелкие изделия, изготовляющиеся из общей заготовки
на суппортных станках.
3. Изделия со сквозными осевыми отверстиями
4. Изделия с несквозными (односторонними) осевыми от-
верстиями.
5. Изделия без осевых отверстий.
6. Изделия, длина (высота) которых меньше диаметра.
78
Дли каждой из этих групп применяется общий типовой тех-
нологический процесс, в котором указывается, на каких стан-
ках, какими приспособлениями и инструментами следует изго-
товлять изделия данной группы.
Чем больше мощность предприятия и чем больше выпуск
ее продукции, тем более расчленяется технологический процесс
на отдельные операции. Это дает возможность применения обо-
рудования, приспособлений и инструментов, специализирован-
ных для выполнения отдельных операций, благодаря чему
уменьшается трудоемкость и снижается себестоимость из-
делия.
Современное токарное производство в зависимости от коли-
чества изготовляемых изделий организовано по индивидуаль-
ному, серийному или массовому принципу. Независимо от
этого технологические процессы токарного производства начи-
наются с изготовления заготовок. Однако процесс изготовле-
ния заготовок различен для каждого вида организации произ-
водства.
Различны и приемы работ для каждого вида организации
производства. В индивидуальном и мелкосерийном производ-
ствах изделия изготовляются в основном на ручных токарных
станках, оучными режущими инструментами. В крупносерий-
ном п массовом производстве все большее применение находят
полуавтоматы и автоматы. Они применяются как для изготов-
ления заготовок, так и для выполнения токарных работ.
ИЗГОТОВЛЕНИЕ ЗАГОТОВОК В ИНДИВИДУАЛЬНОМ
ТОКАРНОМ ПРОИЗВОДСТВЕ
Необходимые для выполнения отдельных работ лесомате-
риалы обычно отбирает токарь, квалификация которого должна
быть достаточной для того, чтобы свободно определять породы
древесины и их качество.
Изготовление заготовок начинается с распиливания лесома-
териалов па отрезки, соответственно длине изделий, с припус-
ком на установку и обработку.
Припуск по длине устанавливается в зависимости от спо-
соба обработки заготовки. Если заготовка устанавливается в ча-
шечном пли кулачковом патроне, то припуск по длине должен
быть ле менее 50 мм. При обработке заготовки на центрах
с помощью трезубцев, поводков и т. п. припуск по длине до-
статочен 20 мм.
В подготовленных заготовках, если обточка их должна про-
изводиться па трезубцах, следует вырубить плоской стамеской
борозду глубиной 2—3 мм. При обточке заготовок из древе-
сины твердых пород (бука, граба, самшита и т. п.) выбирают
небольшое углубление также для заднего центрика.
• 79
ИЗГОТОВЛЕНИЕ ЗАГОТОВОК ДЛЯ КРУПНОСЕРИЙНОГО
И МАССОВОГО ПРОИЗВОДСТВА
Заготовки для крупносерийного и массового производства
изготавливаются, как правило, на универсальных деревообра-
батывающих станках или специализированных станках-автома-
тах или полуавтоматах.
Зачастую заготовки диаметром от 20 до 60 мм изготов-
ляются следующим образом. Лесоматериалы на круглопильных
станках, распиливаются на рейки квадратного сечения. Эти
рейки на круглопалочных токарных станках обтачиваются
в длинные круглые стержни, которые затем расторцовываются
по длине на круглопильных станках. Наиболее производитель-
ными станками для расторцовки круглых стержней являются
пилы с качающимися каретками и круглопильные карусельные
автоматические станки.
В тех случаях когда точеные изделия должны иметь сквоз-
ные или глухие (несквозные) осевые отверстия, для выполнения
операций сверления применяются специальные сверлильные
станки (ручные и автоматы). Операции сверления желательно
производить до обточки наружной поверхности с таким расче-
том, чтобы осевые отверстия использовать в качестве базо-
вых поверхностей для установки заготовок на токарные станки
(особенно для полуавтоматов и автоматов).
Для массового изготовления заготовок используется ряд спе-
циальных станков.
РАБОТА НА ТОКАРНЫХ СТАНКАХ
Токарь-универсал обычно работает ручными резцами — ста-
месками. После установки заготовки в центры станка произво-
дится ее черновая обработка полукруглой стамеской, опираю-
щейся на подручник станка. Подручник устанавливается таким
образом, чтобы его нож опорной поверхностью находился на
уровне линии центров передней и задней бабок. При обработке
изделий диаметром свыше 100 мм подручник устанавливается
на 1—1,5 мм выше линии центров. Нож подручника устанавли-
вают как можно ближе к заготовке с таким расчетом, чтобы
он не касался ее кромок и не тормозил вращения. Невыполне-
ние этого условия может привести к тому, что при работе ста-
меска попадет в проем между заготовкой и ножом подручника,
вырвется из рук токаря, нанесет ему травму и испортит заго-
товку. Неуравновешенная заготовка при вращении вызывает по-
вышенную вибрацию станка, что сильно затрудняет работу
токаря.
Чтобы уравновесить заготовку, ее необходимо обточить на-
♦ черно. Эта операция производится полукруглой стамеской
80
шириной 20—25 мм. Применение более узких стамесок нежела-
тельно, так как их прочность недостаточна для съема первой
стружки.
Для черновой обточки ручку стамески обхватывают правой
рукой, а левой прижимают ее к поверхности подручника. Чер-
новая обточка производится средней частью режущей кромки
стамески, которая передвигается вдоль поверхности ножа под-
ручника от центра к центру.
После черновой обточки, когда вращение заготовки уравно-
весилось и поверхность ее округлилась, придвигают подручник
по возможности ближе к ней и продолжают съем стружки, до-
водя диаметр до нужных размеров, оставляя лишь установлен-
ный припуск для зачистки.
Зачистку производят той же стамеской, что и черновую об-
работку, изменяя ее положение таким образом, чтобы резание
производилось боковой частью режущей кромки. Стамеску при
этом двигают попеременно то вправо, то влево, используя всю
длину режущей кромки, срабатывая ее равномерно. Полукруг-
лой стамеской снимают сравнительно толстую стружку. Сучко-
ватые заготовки с неоднородной твердостью древесины приво-
дят к неравномерному съему стружки и отдаче стамески назад.
Для удержания ее в нужном положении требуется большое уси-
лие и умение токаря. В противном случае изделие получится
не круглой, а овальной формы. Чтобы изделие получилось круг-
лой формы, нужно крепко держать в руках стамеску, прижимая
ее к подручнику.
При цилиндрической обточке длинных деталей на заготовке
делают специальные проточки на разных расстояниях друг от
друга для ориентации на величину диаметра. Диаметр прото-
чек делается на 4—5 мм больше диаметра изделия, т. е. на
припуск для чистовой обточки плоской стамеской. Съем мате-
риала с заготовки между проточками производят на глаз и про-
веряют кронциркулем или специальным шаблоном. Обточка по
двум проточкам применяется для изготовления как цилиндри-
ческих, так и конусных изделий.
В тех случаях, когда длина изделия превышает длину ножа
подручника, его передвигают, а при крупносерийном или массо-
вом производстве применяют специальные удлиненные подруч-
ники с дополнительными опорами по концам для предупрежде-
ния вибрации. На рис. 17, а показано положение полукруглой
стамески при черновой обточке.
При черновой обточке токарь должен стремиться получить
обработанные поверхности с наименьшей волнистостью, не до-
пуская неровностей и вырывов, которые могут остаться и после
чистовой обточки заготовки плоской стамеской.
После черновой обточки заготовки по всей длине, вращение
ее становится более уравновешенным, а управление стамеской
'6 Ш. И. Бейлин
81
более мягким. Чистовую обточку поверхности изделия произ-
водят плоскбй стамеской. Для обточки цилиндров и конусов
длиной более «50 мм применяют стамески шириной не менее
Рис. 17. Виды токарных работ:
а — черновая обточка; б ~ чистовая обточка; в — подрезка торцов;
г “ закругление торцов; д — вытачивание внутренних полостей;
е — вытачивание составных изделий; ж — вытачивание колец;
з, и —» изготовление деталей фасонными резцами
20 мм. Во время обточки плоской стамеской ручку ее держат
под некоторым углом к оси заготовки. Управление плоской ста-
меской значительно сложнее, чем управление полукруглой ста-
меской, так как ею производится окончательная обработка из-
делия.
Плоскую стамеску надо достаточно прочно держать, прижи-
мая ее к подручнику и не допуская скольжения ее по поверх-
ности заготовки. При работе плоской стамеской острый угол
ее должен быть обращен кверху. Срезать стружку следует не
всей длиной режущей кромки, а ее серединой и нижней частью.
Верхней частью режущей кромки снимать стружку не следует
во избежание получения глубоких рисок на обрабатываемой по-
верхности.
Если при обточке заготовки происходит задирание волокон
древесины, необходимо изменить направление движения ста-
мески или угол резания. Следует помнить, что съем толстой
стружки и работа тупой стамеской могут привести к задиранию
волокон и к вырыву кусков древесины.
При чистовой обточке длинных деталей следует так же, как
и при черновой обточке, делать проточки для ориентации.
На рис. 17, б показано положение стамески при чистовой об-
точке.
После того как изделие или деталь получило нужную форму,
необходимо подрезать ее торцы. Подрезку необходимо произве-
сти ровно, гладко без заметных следов от стамесок.
При подрезке стамеску устанавливают на подручнике на
ребро острым углом книзу (рис. 17,в).
На заготовке отмечают место подреза и, пустив станок,
острым углом стамески делают глубокий надрез, перпендику-
лярно к осп заготовки. Затем стамеску вынимают и со стороны
обрезаемого конца делают наклонный надрез в сторону перво-
начального надреза (перпендикулярного к оси заготовки), не
допуская врезания режущей кромки в торец изделия. Подре-
занная древесина отделится, образуя паз. Эту операцию повто-
ряют несколько раз, пока не останется стержень минимального
диаметра, достаточный для удержания изделия в центрах
станка.
Перед снятием изделия со станка торец подчищают, сни-
мая тонкую стружку без наклонных надрезов. Тонкая стружка
легко отделяется от торца изделия.
В зависимости от назначения изделия торцовка может быть
прямой, выпуклой или вогнутой.
Операция подрезки торца заканчивается снятием со станка
изделия. В зависимости от диаметра оставленного стержня
срезка его производится той же стамеской, что и при обточке,
пли с помощью пил с последующей зачисткой места среза.
Если по характеру изделия допускается простая обрезка
торца, то эта операция выполняется отрезной стамеской, кото-
рую надвигают на изделие в направлении, перпендикулярном
оси вращения.
Разновидностью обработки торцов является их закругление.
Эта операция наиболее трудная по сравнению с обычной под-
83
резкой торцов и в то же время наиболее часто повторяющаяся
на различных изделиях. Выполнение этой операции начинается
после того, как выточена основная фигура по длине изделия.
Сначала полукруглой стамеской делают черновое закругление
конца болванки. Делать это закругление полукруглой стамеской
сравнительно легко, так как режущая кромка ее легко режет
в различных направлениях без сильных отдач и толчков. Од-
нако пользование только полукруглой стамеской для закруг-
ления торцов нежелательно. При работе ею на обрабатываемых
поверхностях остаются гребни и впадины. Для чистовой обра-
ботки закруглений надо пользоваться плоской стамеской, сре-
зая материал серединой режущей кромки или тупым углом,
как это показано на рис. 17, г.
При закруглениях стамеску надо крепко держать в руках,
опираясь на подручник и не допуская ее колебания во избежа-
ние получения борозд и выбоин.
Если при выполнении закруглений токарь испытывает
толчки или удары — необходимо уменьшать толщину снимае-
мой стружки.
Кроме выполнения наружной обточки, токарю приходится
зачастую производить вытачивание внутренних полостей. При
вытачивании внутренних полостей в крупных деталях диамет-
ром 100 мм и выше заготовки следует устанавливать на шпин-
дель станка в кулачковом патроне с тремя или четырьмя кулач-
ками. Это обеспечит необходимую устойчивость заготовки, ко-
торую надо обрабатывать на одном центре. При выполнении
внутренних выточек в изделиях диаметром до 100 мм заготовки
можно устанавливать в чашечном патроне. Заготовка будет
прочно удерживаться в том случае, когда ее конец будет встав-
лен в гнездо патрона на достаточную глубину (не менее чем
на длины изделия) и плотно прилегать к его внутренним
стенкам.
Для придания заготовке большей устойчивости конец ее, под-
лежащий заводке в патрон, желательно приточить к нему. При-
точку выполняют на двух центрах: один конец заготовки уста-
навливают на трезубце, а другой на конусе задней бабки. При-
точку надо закончить прямой подрезкой с образованием запле-
чика. Заколотку производят в снятый со шпинделя патрон,
доведя заготовку до упора в заплечик. Такая заколотка прочно
удержит заготовку в патроне. Закрепив заготовку, ее вместе
с патроном навинчивают на шпиндель передней бабки станка
и приступают к обточке.
Сначала производят наружную обточку, придавая заготовке
грубый контур изделия. Торец заготовки аккуратно подрезают
плоской стамеской, затем подводят к нему подручник, устанав-
ливая его нож поперек направляющих станины на расстоянии
2—3 мм от поверхности торца.
84
Перед началом внутренней выточки желательно просверлить
центровое отверстие в заготовке на 10—15 мм меньше глубины
выточки. Сверление отверстия можно производить ручным свер-
лом, установленным в деревянной рукоятке, при диаметре свер-
ления до 10—12 мм или сверлом, установленным в пиноли
задней бабки, для отверстий диаметром свыше 12 мм.
Приступая к внутренней выточке, укладывают полукруглую
стамеску соответствующей ширины на нож подручника и начи-
нают расточку просверленного отверстия.
Растачивать внутреннюю поверхность следует постепенно,
периодически вынимая стамеску из гнезда для охлаждения ее
и вывода стружки. По мере углубления гнезда его надо рас-
ширять. Расширение производят боковой стороной режущей
кромки стамески, укладывая ее на поверхность подручника под
углом к оси вращения, как это показано на рис. 17, д.
Режущая кромка стамески должна прилегать в глубине вы-
точки к стороне, обращенной к токарю. Правая рука, удержи-
вающая ручку стамески, при этом вытянута вперед, за ось вра-
щения шпинделя, а левая — плотно прижимает стамеску к под-
ручнику. Таким образом, прижимая режущую кромку стамески
к внутренней стенке гнезда, производят выточку из глубины
к наружному краю. Основные выточки (гнезда) вытачивают
обыкновенной столярной стамеской. Плоскими стамесками вы-
равнивают и прямолинейные стенки гнезда.
Внутренние поверхности сложной формы обрабатывают спе-
циальными инструментами — крючками, форма режущих кро-
мок которых соответствует профилю расточки. При изготовле-
нии особо сложных профилей пользуются набором крючков, по-
следовательно вытачивая детали профиля.
После того как внутренняя выточка выполнена, приступают
к наружной обточке. При этом следует снимать тонкую стружку,
не допуская сильного нажима на изделие. Отрезку изделия
с одновременной обработкой торца производят одним из рас-
смотренных выше приемов.
Изготовление составных изделий
Примерами составных изделий могут служить разные ко-
робочки, пеналы, бочонки и т. п., состоящие из двух частей —
самой емкости и крышки. При изготовлении таких изделий не-
обходимо обеспечить плотность притвора между основным из-
делием и крышкой.
В качестве примера рассмотрим изготовление бочонка
с крышкой. Для изготовления такого изделия (рис. 17, е) при-
меняют способ одноцентрового точения, т. е. заготовка уста-
навливается консольно на шпинделе передней бабки. Заготовку
обтачивают в цилиндр, затем обрабатывают ее свободный то-
рец и делают в нем выточку, согласно чертежу или по образцу.
85
Когда выточка сделана, край ее растачивается под фальц
притвора. Диаметр выточки делается равным диаметру внут-
ренней полости бочонка, а диаметр фальца притвора должен
быть равен половине толщины обработанной стенки бочонка.
Высота фальца делается в зависимости от величины бочонка,
чем больше эта величина, тем лучше держится крышка. При
мелкой посадке крышка держится слабо и легко спадает.
Обычно глубину фальца притвора делают 5—8 мм.
Закончив обработку внутренней части крышки, производят
приближенную обточку ее наружной поверхности, оставляя для
доводки 1—2 мм. Затем крышку отрезают от заготовки и при-
ступают к выточке внутренней полости, подрезав торец заго-
товки. Когда полость бочонка готова, обтачивают наружную
поверхность, оставляя на доводку 1—2 мм, и приступают к вы-
точке фальца притвора на бочонке. Для этого от наружной
кромки отмеряют высоту его, равную высоте фальца крышки,
и острым углом прямой стамески делают подрез.
Для обеспечения плотного притвора стенки фальцев бочонка
и крышки должны быть цилиндрическими, а высота фальца бо-
чонка должна быть ниже фальца крышки на 0,2—0,3 мм.
Чтобы крышка надевалась на остов бочонка без задиров
волокон, на наружной кроме его делают мелкую фаску.
После выполнения указанных работ насаживают крышку на
остов бочонка и производят совместную доводку их наружных
диаметров. Стенки крышки при этом плотно сходятся со стен-
ками бочонка, делая притвор незаметным. Незаметность при-
твора зачастую достигается тем, что на наружной поверхности
бочонка делают проточки, обозначающие обручи. Изготовление
бочонка заканчивается отрезанием его от заготовки.
Вытачивание колец
Круглые кольца как цельноточенос изделие имеют широкое
применение в мебельном производстве и в быту.
Из существующих нескольких способов изготовления колец
рассмотрим два наиболее рациональных.
На шпиндель станка навинчивают патрон с плотно закреп-
ленной в нем заготовкой. Из этой заготовки (рис. 17, ж) выта-
чивают пустотелый цилиндр, оставив для наружного и внутрен-
него диаметра припуск по 2—3 мм. На внутренней стороне
полости цилиндра шаблоном отмечают толщину кольца с при-
пуском на зачистку 2—3 мм. Шаблоном в данном случае мо-
жет служить деревянный брусок с вставленными в него разме-
точными иглами или гвоздиками. Затем острым углом стамески
делают глубокую подрезку. После этого специальной полукруг-
лой стамеской вытачивают внутреннюю сторону кольца. Когда
внутренняя сторона примет форму правильного полукольца,
86
приступают к наружной обточке другой половины. Для этого
отмечают шаблоном ширину и делают подрезку. Резцом с по-
лукругло-вогнутой заточкой подгоняют профиль наружного по-
лукольца под внутренний и обрезают кольцо. Точную доводку
колец производят на центровой деревянной оправке, выточен-
ной из плотно установленной в патроне заготовки в форме ко-
нуса. Чтобы кольцо лучше держалось на оправке, ее следует
периодически натирать мелом.
Кольца могут вытачиваться и другим способом. Изготов-
ляют пустотелый цилиндр с припусками по наружному и внут-
реннему диаметрам 2—3 мм. Затем от этого цилинда отрезают
кольца квадратного сечения.
Для профильной обточки такой заготовки изготовляют спе-
циальные оправки. Цапфа с внутренней выточкой делается на
глубину, меньшую ширину кольца на 3—5 мм, и с внутренним
диаметром, равным наружному диаметру кольца. Этим дости-
гается тугая посадка заготовки, достаточная для нормальной
обточки внутренней стороны кольца. Для повышения плотности
посадки заготовки рекомендуется натирать мелом внутреннюю
цилиндрическую поверхность оправки. Установленную в оправку
заготовку обтачивают сначала с одной стороны, а затем пере-
вертывают ее и обтачивают другую сторону. Доводку наружной
поверхности кольца производят на цилиндрической оправке.
Вытачивание колец производится пооперационно, т. е. сначала
изготовляют полый цилиндр и нарезают из него заготовки,
производят обточку колец в оправке с внутренней выточкой и
затем окончательно доводят их на цилиндрической оправке.
В тех случаях, когда в токарном цехе имеется несколько стан-
ков, изготовление колец может быть переведено на поток.
Не все токарные работы возможно и целесообразно произ-
водить вручную, ручными инструментами. Большинство совре-
менных токарных станков по дереву оснащены универсальными
суппортами и специальной оснасткой, дающей возможность зна-
чительно механизировать и облегчить труд токаря.
Ниже рассматривается несколько примеров работы на суп-
портных станках.
Обработка эксцентрических деталей
Особенностью эксцентрических деталей является наличие не-
скольких поверхностей вращения с параллельными осями.
На рис. 18, а показана типовая эксцентрическая деталь
в виде валика с двумя цилиндрическими поверхностями, оси ко-
торых расположены параллельно. Обеспечение параллельности
этих осей и сохранение расстояния между ними являются глав-
ной задачей, возникающей при их изготовлении.
Такие детали можно производить в четырехкулачковом пат-
87
роне или в центрах. Наиболее распространена обработка
в центрах. Ее следует начинать с изготовления специальных
пластинок, накладываемых на торцы заготовок. Такие пла-
стинки лучше всего изготовить из листовой углеродистой ка-
чественной конструкционной стали 50—60. Изготовление их
обычно поручается ремонтно-механическим или инструменталь-
ным службам предприятия. На рис. 18,6 показана такая пла-
стинка.
Для изготовления эксцентричного валика необходима заго-
товка, имеющая припуск на длину, превышающий удвоен-
ный размер длины усов, которыми крепятся пластинки, плюс
15—20 мм. Это необходимо для того, чтобы произвести отрезку
торцов, исключая задевание резца за усы. Заготовку в центры
станка устанавливают при помощи поводкового патрона. Обра-
ботку ведут станочными резцами, установленными на суппорте
станка.
Обработка конических поверхностей
Обработка конических поверхностей является наиболее от-
ветственным видом токарных работ. Изготовление их ручным
способом чрезвычайно трудоемкая операция, а точность разме-
ров не гарантируется. Изготовление полых и усеченных конусов
значительно упрощается и качество обработки значительно по-
вышается, если их изготовить механическим способом на токар-
ных станках, оснащенных поворотными суппортами, смещаю-
щимися задними бабками и копировальными линейками.
Прежде чем приступить к описанию приемов работ при изго-
товлении конусных поверхностей, необходимо ознакомиться
с общими сведениями о конусах.
На рис. 18, в показана деталь, часть поверхности которой
имеет форму конуса. На этом рисунке D — большой диаметр
конуса; d — меньший диаметр конуса; I — длина конусной ча-
сти; АВ — образующая конуса; 2а— угол конуса; а — угол
уклона (половина угла конуса); L — длина детали.
В некоторых случаях на чертежах указывают угол конуса
или конусность. Конусностью называют отношение разницы
диаметров двух поперечных сечений конуса к расстоянию ме-
жду ними. Пользуясь вышеприведенными обозначениями эле-
ментов конуса, величину конусности k можно определить по
формуле
, D — d
k —-------.
I
Пр и м е р. Дан конус, у которого большой диаметр равен 65 мм, мень-
ший—60 мм, а длина конусной части равна 100 мм. Определить конусность.
Пользуясь вышеприведенной формулой находим конусность:
, D — d 65 — 60 5 1
k —-------—---------=-----— — .
I 100 100 20
88
89
Уклоном конуса называется половина конусности.
Для выше приведенного примера уклон конуса равен
— ;2 =
20 40
Конусность и уклон конуса могут обозначаться как простой
дробью 1 :20; 1 :40; 1:50 и т. д., так и десятичной 0,5; 0,02
и т. д.
Токарь должен хорошо знать, какая связь существует между
размерами конусов, так как на чертежах не всегда бывают про-
ставлены все размеры, необходимые при настройке станка для
изготовления конусов.
В табл. 7 приведены формулы для определения необходи-
мых размеров конуса, если они не обозначены на чертежах.
Таблица 7
Размер,
который
необходи-
мо опре-
делить
Размеры,
указанные
на чертеже
Формулы для определения
размеров, указанных на чертеже
D
D
d
d
а
а
а
d, Z, а
d, I, k
Df I, a
D, I, k
D, d, I
D, I, k
d, lt k
~ 2Z tg а Д- d
D = kl Д- d
d — D — 2Z tg a
d~D~~kl
+ D — d
tg « = —-—
2Z
k
tg « = ~~
k
tg« = —
Как пользоваться таблицей показывают следующие при-
меры.
Пример 1. Дан конус, у которого d=50 мм, Z=500 мм и конусность
:20. Определить больший диаметр этого конуса.
По второй строке таблицы определяем формулу для расчета
D = kl 4-d=—- -500+50=85 мм.
20
Пример 2. Дан конус, у которого D=50 мм, Z—200 мм и а==2°304
Определить меньший диаметр конуса.
По третьей строчке таблицы определяем формулу для расчета.
d = D~2l tga = 50 — 2-200-tg2°304
По таблице тангенсов (см. приложение) находим tg 2°30,=0,044,
тогда
d = 50 — 2 • 200 • 0,044 == 32,4 мм
90
При м ер 3. Определить угол уклона конуса а, если на чертеже ука-
заны его размеры: D — 40 мм, d — 20 мм, I == 120 мм.
По пятой строке таблицы определяем
tg а = ——— = -°----------— = — = 0,083.
2-120 12
21
По таблице тангенсов определяем угол а=4°45'.
Пример 4. Дан конус, у которого D=60 мм, Z—600 мм и конусность
: 30.
По шестой строке таблицы находим
& ЬЗО 1 ЛЛ1„
tg а =--=-------=---~ 0,017.
2 2 60
По таблице тангенсов находим приблизительное значение а=1°.
Изучив элементы конуса и их определение, рассмотрим не-
сколько примеров изготовления конусов.
Мы уже знаем, что верхние салазки суппортов современных
токарных станков по дереву поворачиваются вокруг своей оси.
Это дает возможность изготовления как полных, так и усечен-
ных конусов.
Изготовление наружных конусов
Для изготовления конусов посредством поворота верхних са-
лазок суппорта их устанавливают так, как это показано на
рис. 18, г. Поворачивая маховичок 3, верхняя часть суппорта
с резцом 4 передвигается в заданном 'направлении, обрабаты-
ва51 коническую часть детали.
Угол поворота верхних салазок 2 суппорта должен соответ-
ствовать углу наклона обрабатываемого конуса 1. Если на чер-
теже угол уклона не указан, а даны какие-нибудь другие эле-
менты конуса, то угол уклона можно определить, пользуясь
табл. 7.
Отсчет угла поворота верхних салазок суппорта произво-
дится по делениям, нанесенным на опорном фланце 5 поворот-
ной части.
Недостатком этого способа изготовления конусов является
то, что обработка производится при ручной подаче резца. Та-
кая подача бывает неравномерной, что сказывается на чистоте
обрабатываемой поверхности. Работа при ручной подаче и
длинных конусах утомительна для токаря. Поэтому конические
поверхности целесообразно обрабатывать методом поворота
верхних салазок суппорта в тех случаях, когда длина их не-
велика. Этот способ особенно пригоден, если обрабатываемый
конус имеет большой угол уклона.
На рис. 18, д показана схема смещения корпуса задней
бабки по основной плите ее основания на некоторую величину S
в сторону работающего.
9>
Пунктирными линиями показан задний центр в положении,
когда он совпадает с центровой линией станка 00.
Линия АА изображает путь вершины резца при его продоль*
ной подаче. При вращении детали, закрепленной в смещенных
центрах станка, и перемещении резца по стрелке он срежет
с заготовки заштрихованную часть материала. <
В результате этого деталь получится конической с верши- ’’
ной, обращенной к задней бабке.
Сместив корпус задней бабки в обратном направлении от
работающего, как это показано на рис. 18, е, можно получить
конус, обращенный вершиной к центру передней бабки. Ли-
нией ВВ показан путь резца, заштрихована срезаемая им часть
материала.
Таким образом, на токарном станке можно обрабатывать ко-
нические детали путем смещения со среднего положения задней
бабки. Для определения величины смещения задней бабки
пользуются следующими формулами:
D d ' 4,
~ ~1 2 ’
S — L tga;
*»
S = — -k.
2
В этих формулах:
S — величина смещения задней бабки в мм;
L — длина детали, часть которой конус, в мм;
I — длина конической части детали в мм;
D — большой диаметр конуса в мм;
d — меньший диаметр конуса в мм;
а — угол уклона конуса в градусах;
k — конусность.
Применение выше приведенных формул показано на сле-
дующих примерах.
Пр и мер 1. Определить величину смещения задней бабки при обработке
конической детали, если длина ее равна 250 мм, длина конической части
100 мм и диаметры этой части 52 и 42 мм.
с L D — d 250 52 — 42 с
8 = — .-------—-----.--------— 12,5 мм.
12 100 2
*
Пример 2. Определить величину смещения задней бабки при обра-
ботке детали, длина которой равна 300 мм, а угол уклона конической части 3°. *
8 = Ltga = 300-tg 3°.
По таблице тангенсов находим tg 3°=0,052, тогда
8 = 300-0,052— 15,6 лш.
92
Пример 3. Определить величину смещения задней бабки при обработке
детали, длина которой равна 500 мм. а конусность конической части 1 : 20.
с L , 500 1
S = — -k —---• — = 12,5 мм.
2 2 20
Отсчет смещения задней бабки обычно производится по
шкале, нанесенной на опорной плите бабки. Цена деления этой
шкалы равна 1 мм. Десятые доли миллиметра устанавливаются
на глаз.
Если по характеру работы требуется более точное смещение
задней бабки, то ее величину измеряют индикатором, как это
показано на рис. 18, ж.
При настройке станка с помощью индикатора кнопку его
подводят к пиноли задней бабки. При смещении бабки в ту или
другую сторону величину смещения покажет стрелка индика-
тора.
Рассмотренный способ изготовления конических поверхно-
стей методом смещения задней бабки имеет широкое примене-
ние, так как при этом не требуется специальных приспособле-
ний, и он может быть осуществлен на каждом токарном станке.
К недостаткам этого метода относится то, что центры станка
особенно при применении накладных металлических центров,
без которых точение крупных конусов невозможно, срабаты-
ваются неправильно.
Существуют и другие методы изготовления конусов, приме-
няемые в токарной практике. Например, мелкие конусные по-
верхности можно изготовлять специально заточенным резцом.
При изготовлении конических поверхностей, требующих осо-
бой точности, пользуются копирными устройствами станков. Об-
работку конических отверстий производят в основном при по-
мощи поворотных верхних салазок суппорта. Отсчет угла пово-
рота салазок и приемы выполнения работ при этом аналогичны
работам при изготовлении наружных конических поверхностей.
Изготовление деталей фасонными резцами
На рис. 17,з, и показаны схемы изготовления колесиков
к детскому раскладному стулу. Заготовками для колесиков слу-
жат квадратные пластины из фанеры толщиной 18—20 мм с от-
верстием для оси в пересечении диагоналей.
Такую заготовку устанавливают на специальные центры,
один из которых напоминает трезубец с заостренными краями,
заключенный в чашечку. В центре чашечки имеется цилиндри-
ческий центрик длиной в половину толщины заготовки. Такой
центр устанавливают в шпиндель передней бабки. Центр зад-
ней бабки имеет форму ступенчатого валика с цилиндрическим
сердечником, длиной меньше половины толщины заготовки.
93
Заготовку насаживают на центрик передней бабки и при-
жимают ее задним центром (см. рис. 17, и). К вращающейся
заготовке подводят установленный на суппорте фасонный ре-
зец, которым обрабатывают наружный профиль колесика. После
этого заготовку снимают со станка и обрабатывают следу-
ющую.
Внутреннюю поверхность колесика обрабатывают на тех же
центрах, что и наружную, переустановив заготовку так, как это
показано на рис. 17, з. Для выточки внутренней поверхности
применяют фасонный резец, режущая кромка которого соот-
ветствует форме обтачиваемой поверхности.
Надвигание резца на заготовку производится продольным
перемещением суппорта.
ОТДЕЛКА ТОКАРНЫХ ИЗДЕЛИЙ
Древесина вследствие своей гигроскопичности подвержена
воздействию влаги, в результате чего она деформируется, сни-
жает механические свойства, теряет натуральный цвет и загни-
вает. Для защиты и сохранения изделий поверхность древесины
покрывают изолирующим слоем прозрачного лака, непрозрач-
ными красками и другими отделочными материалами (пиг-
менты, красители, масла, олифы, смолы, грунтовки, шпаклевки,
политуры и др.).
Токарные изделия воспринимают все виды отделки древе-
сины. Их преимущественно полируют, лакируют, покрывают
мастиками с предварительной подкраской.
В условиях современного производства отделку точеных из-
делий производят механизированным путем, однако большое
количество отделочных работ (особенно в одиночном и мелко-
серийном производствах) до настоящего времени выполняют на
токарных станках. Следует отметить, что материалы, применяе-
мые при механизированной отделке те же, что и при ручной.
Приемы механизированной отделки в некоторых случаях по-
вторяют ручные приемы лишь с той разницей, что они выно-
сятся в отдельную операцию, выполняемую на специальном
станке.
Отделку точеных изделий начинают с подготовки поверхно-
сти шлифованием. Как бы хорошо не был заточен режущий ин-
струмент, он не дает вполне гладкой поверхности, годной для
лакировки и полировки. Поверхности, обработанные резцами,
зачастую бывают волнистыми и шероховатыми. Эти недостатки
устраняют шлифовкой.
Шлифование. Когда точение закончено, изделие, не снимая
со станка, шлифуют шкурками. Цилиндрические поверхности
шлифуют при помощи дощечек или клещей, обтянутых шкур-
кой. Для шлифования фасонных деталей применяют профиль-
94
пыс утюжки, а и тех случаях, когда это невозможно, шкурку
держат в руке.
Для шлифовки древесины применяют шкурки на бумажной
и полотняной основе. На предприятия шкурка поступает в ру-
лонах и листах. Шлифующая поверхность шкурки состоит из
зерен кремния, стекла и гранита, прочно приклепных к ос-
нове.
Шкурки с зернами карборунда, корунда и наждака не при-
годны для шлифования древесины.
В табл. 8 приводятся данные о шлифовальных шкурках.
Таблица 8
Помер шкурки Размер зерен в поперечнике в мм Номер шкурки Размер зерен в по- перечнике в м м
12 1,68 120 0,126
16 1,19 140 0,105
20 0,84 170 0,088
24 0,71 200 0,074
36 0,50 280 0,063
46 0,35 325 0,030
60 0,25 М28 0,028
80 0,177 М20 0,020
100 0,149 М14 0,014
М10 0,010
Из выше приведенных номеров шкурок особо пригодны для
шлифования: местной шпаклевки № 46—80; первого слоя
сплошной шпаклевки № 100—120; последнего слоя шпаклевки и
снятия ворса № 120—140; грунта и первых слоев отделочных
покрытий № 170—280; покрытий под полирование № 280—325.
После шлифовки шкуркой желательно протереть поверх-
ность шерстяной тряпкой, древесной стружкой или кожей. По-
верхность от этого становится глянцевой.
Травление и морение. При помощи травления и морения ок-
рашиваются точеные изделия в более темные цвета по сравне-
нию с естественным цветом. Для этой цели применяются кра-
сители, растворенные в воде. Иногда для ускорения процесса
окраски красители растворяют в спирте или скипидаре.
Применяются водорастворимые красители (основные и кис-
лотные): бейц ореховый и бейц красное дерево, окрашивающие
древесину в коричневый цвет. Для приготовления протравы бе-
рут одну часть бейца и растворяют его в 10—60 частях воды
в зависимости от необходимого цвета. Чем меньше воды в рас-
творе, тем он более насыщенный и придает древесине более
темный коричневый цвет. Растворять бейц лучше в горячей
кипяченой воде.
Коричневый цвет разных тонов хорошо воспринимает древе-
сина таких пород, как береза, дуб, бук, ель, сосна.
95
Коричневый цвет древесине придают также кислотный кра-
ситель 6004—51 и основной коричневый.
Черный или серый цвет придает древесине водорастворимый
нигрозин (ГОСТ 4014—48).
Для окраски в черный цвет растворяют в 1000 частях воды
25—30 частей нигрозина. Разбавляя этот раствор водой, можно
получить серую окраску разных оттенков. В серый цвет хо-
рошо окрашивается древесина березы и клена. Дуб, граб и
бук хорошо окрашиваются в черный цвет и цвет мореного
дуба.
Для окраски древесины в зеленый цвет растворяют 20 ча-
стей яри-медянки в 100 частях уксуса. Перед употреблением
этот раствор нужно подогреть и в теплом виде наносить на ок-
рашиваемую поверхность. Зеленый цвет можно получить, при-
меняя раствор из 1000 частей воды, 20 частей метиленовой зе-
лени и 10 частей синей анилиновой краски.
Чтобы получить равномерный тон окраски, поверхность дре-
весины предварительно увлажняют, протирают влажным тампо-
ном, затем наносят подогретый раствор красителя.
Защитные покрытия. Чтобы защитить поверхность древесины
от воздействия атмосферных влияний, от проникновения в нее
влаги, необходимо закупорить поры в древесине. Для этого по-
крывают поверхность древесины различными грунтовками и
шпаклевками. Грунтовки и шпаклевки применяются в жидком
и густом виде. Необходимо, чтобы эти покрытия улучшали сани-
тарно-гигиенические качества и украшали изделия.
К жидким грунтовкам относятся растворы нитроцеллюлозы,
канифоль на спирту, олифа в чистом виде или с какой-либо ми-
неральной краской. Густые грунтовки состоят из растворителя
и наполнителя. В качестве растворителя применяются: олифа,
клеевой раствор и раствор крахмала. Наполнителями служат:
мел, мука, тяжелый шпат и тальк. В состав грунтовок вводят
пигмент для окраски. Существует много различных рецептов
грунтовок, шпаклевок.
Наиболее часто применяются грунтовки-мастики, разработан-
ные ЦНИИМОД. Рецепты их приведены в табл. 9.
При отделке точеных изделий на токарных- станках (или
в центрах специальных станков и приспособлений) грунтовки
наносятся и втираются тампонами.
После нанесения грунтовок просушенные изделия прошли-
фовывают, снимают ворс, а затем лакируют или полируют. Для
этого к вращающемуся изделию подносится тампон, смоченный
лаком.
Лак желательно наносить тонким слоем несколько раз. При
применении быстросохнущих лаков отделка изделий произво-
дится при одной установке в центре. В других случаях прихо-
дится снимать изделия и подвергать их просушке.
Таблица 9
Наименование Iруи киши Мастика масля- па я Мас гик а масляно- канифольная Мастика масляно- крахмальная Мастика казеи- ноно-ма слипая Мастика кани- фоль в о-к а зеино- вая Состав грунтовок Олифа оксоль Лак масляный № 74 Скипидар или уайт- спирит Сиккатив Мел отмученный Охра Олифа оксоль Канифоль Скипидар Тальк или мел Сиккатив Пигмент Олифа оксоль Скипидар Сиккатив Картофельная мука Пигмент Клей казеиновый Олифа оксоль Вода Мел Охра Пигмент Канифоль Скипидар Казеиновый клей Вода Пигмент Весо- вые части в % 13 21 8 3 47 8 8 12 23,5 55 1,5 34 9 3 54 9 3 42 44 2 13 27 9 51 Способ приготовления Сухой мел и охру тщатель- но перетирают с олифой, лаком и скипидаром, вво- дят в смесь сиккатив и снова ее перемешивают Канифоль растворяют в скипидаре, затем вводят в раствор сиккатив и олифу, добавляют тальк или мел и пигмент до получения необходимого цвета и все тщательно* перемешивают Картофельную муку сме- шивают со скипидаром и сиккативом, добавляют олифу и все снова пере- мешивают. Пигмент вво- дят до получения требу- емого цвета Казеиновый клей раство- ряют в воде в соотноше- нии 1 : 2, после растворе- ния клея вливают осталь- ную часть воды. Сухие мел и пигмент пере- тирают с олифой в пас- ту, куда небольшими, порциями при непрерыв- ном перемешивании вво- дят раствор казеинового клея Приготовляют раствор* клея в воде и спустя 30 мин нагревают его до 50° С. При этой темпера- туре выдерживают рас- твор в течение 20 мин. От- дельно приготовляют ра- створ канифоли и вливают в клеевой раствор. Смесь, перемешивают до образо- вания однородной эмуль- сии. Пигмент добавляют в количестве, необходи- мом лля получения тре- буемого цвета
Ш. И. Бейлин
97
П родолжение
Наименование грунтовок Состав грунтовок Весо- вые части в % Способ приготовления
Мастика нитро- Нитролак № 930 15 Растирают сухой мел и ох-
целлюлозная Растворитель № 646 Ди бути лфт а л ат Скипидар Мел Охра 15 5 20 40 5 ру. Затем их перетирают с нитролаком, постепенно добавляя его в смесь. Далее добавляют раство- ритель (скипидар, дибу- тилфталат) и размешива- ют смесь до получения однородной массы
Лаки применяются спиртовые, масляные и нитролаки. Со-
ставы их различны. Обычно на чертежах изделий или в техно^
логических картах указывается, каким лаком отделывать по-
верхность изделия.
Более качественная отделка поверхности изделий достигается
полировкой. Для этой цели служат жидкие лаки — политуры.
В состав политур входит до 15% смолы и в качестве раство^
рителя—высокоградусный спирт. Полированием достигается
ровная, красивая отделка изделия, с доведением ее поверхности
до зеркального блеска.
ИЗДЕЛИЯ И МЕБЕЛЬ ИЗ ТОЧЕНЫХ ДЕТАЛЕЙ
В настоящее время в обиходе находится большое количество
цельноточеных и сборных изделий.
Примером цельноточеных изделий могут служить некото-
рые спортивные игры: лото, шашки, шахматы, булавки и хозяй-
ственные предметы: чашки, скалки, мялки и т. и.
Примером изделий, собранных из точеных деталей, служат
различные виды мебели: гнутые стулья, этажерки, детские кро-
ватки, складные стульчики, вешалки для полотенец и т. п.
Способы изготовления некоторых точеных изделий следу-
ющие.
Скалки. Скалки имеют цилиндрическую форму (примерно
на половине своей длины), по обеим сторонам сходящую на ко-
нус. Концы скалок иногда оформляются фигурно, в виде усе-
ченных шаров.
Скалки изготовляются из древесины лиственных пород:
осины, липы, ольхи, березы, рябины, черемухи, клена. Древе-
сина должна быть здоровой. В ней допускаются следующие по-
роки: твердые сросшиеся сучки диаметром до 10 мм, синева,
'98
лож ши* ядро, свилеватость, косослой с отклонением до 10 см
на 1 н длины. Влажность древесины превышает 15%.
За го ювка ми для скалок служат бруски квадратного сечения
со снятыми уголками или отрезки молодых тонкомерных де-
ревьев.
Чистота поверхности скалок должна соответствовать 5-му
классу. Размеры скалок в мм приведены в табл. 10.
Допускаются отклонения
размеров скалок: по длине 5 лглг, по диаметру 1 мм. Таблица 10
Мялки. Для разминания Номер скалки Длина Диаметр цилин- дрической части
варены\ овощей служат мял-
кп, состоящие из основания 600 500
и ручки. Мялки ИЗГОТОВЛЯ-' 2 оО 70
ются из тех же пород древе- 3 450 60
сипы, чю и скалки. Изготов- 4 400 60
ленче мялок начинается с I
из? 01 овления заготовок, ко-
торыми служат бруски или круглые отрезки деревьев. Заготовке
придают грубую форму, а затем обтачивают в нужный профиль.
С торца основания мялки снимается фаска 2X45°, а торец ручки
ирон шольпо закругляется. i
Размеры мялок в мм приведены в табл. 11.
Таблица 11
1 I < >М< ]> мялки Длина осно- вания Диаметр основания Длина ручки Диаметр ручки
1 130 ПО 170 35
2 130 100 150 35
3 120 100 140 35
4 ПО 90 130 30
5 100 80 120 30
6 90 70 ПО 30
Допускаются отклонения от приведенных в табл. 11 разме-
ров по диаметру основания и ручки 2 мм, по длине основания
и ручки 3 мм.
Чашки. В хозяйственном обиходе применяются различные
деревянные чашки. Чашки -вытачиваются из одного куска дре*
•вссппы мягких лиственных пород: осины, липы или ольхи. Дре-
весина должна быть здоровой, в ней не должно быть гнили,
червоточины, трещин и сквозных несросшихся и частично срос-
шихся сучков.
Заготовками для изготовления чашек служат отрезки бре-
вен, высушенные до 12—15% влажности. Длина заготовки дол-
жна быть примерно равна ее диаметру с припуском на обра-
ботку не менее 15 мм.
Ч*
99
Диаметр заготовки должен превышать диаметр изготовляе-
мой чашки на 15—20 мм. Изготовление чашек можно начинать
с обточки заготовки на токарном станке или с изготовления
грубого профиля чашки путем выдалбливания ее внутренней
части.
В первом случае изготовление чашек производится на Мощ-
ных токарных станках, оборудованных суппортами. Во втором
случае чашки могут изготовляться на токарных станках с под-
ручниками. Наружные и внутренние поверхности чашки по чи-
стоте обработки должны соответствовать 5-му классу.
Наиболее распространенные размеры чашек в мм приведены
в табл. 12.
Таблица 12
Номер чашки Диаметр чашки Глубина чашки Толщина стенки Диаметр плос- кой чашки донышка
1 200—220 100—110 20—22 100
2 230—250 110—120 20—22 100
3 260—280 130—140 20—22 по
4 290—310 140—150 20—22 140
5 320—350 160—170 24—26 140
6 360—390 180—190 24—26 150
7 400—430 200—210 26—28 150
8 440—470 210—220 28—30 150
По диаметру плоской части донышка допускается отклоне-
ние от указанных размеров 3 мм, по остальным размерам 1 мм.
На рис. 19, а показан детский складной стул, собранный из
точеных деталей, соединенных между собой при помощи круг-
лых шипов и гнезд.
Такой стул очень удобен в эксплуатации и отличается устой-
чивостью и легкостью формы. Это делает его особо удобным для
меблировки детских комнат малогабаритных квартир. Стул
может быть сложен в коляску, состоящую из сиденья и сто-
лика.
На рис. 19, б показана разборная детская кровать, собран-
ная из точеных изделий с применением небольшого количества
брусковых деталей.
Спинка кровати состоит из точеных деталей, собранных при
помощи шипов и высверленных гнезд.
Детали детской кровати могут быть изготовлены на универ-
сальных токарных станках за одну установку. При массовом
изготовлении кроватей желательно разделить технологический
процесс'на отдельные операции.
Гладкое точение целесообразно производить на круглопалоч-
ных станках, обработку торцов — на галтельных с применением
специальных резцов и резцедержателей.
100
Для шлифовки деТалей могут быть применены высокопроиз-
водительные шлифовальные автоматы типа ШлПФ-2.
Такой технологический процесс является наиболее произво-
дительным и не требует высокой квалификации от исполни-
телей.
Рис. 19. Изделия из точе-
ных деталей:
а —* складной стул; б — кровать
ОСНОВНЫЕ СВЕДЕНИЯ О МЕРАХ БЕЗОПАСНОСТИ
И ПРОТИВОПОЖАРНЫХ ПРАВИЛАХ
ПРИ ВЫПОЛНЕНИИ ТОКАРНЫХ РАБОТ
Анализ производственных травм показывает, что большин-
ство несчастных случаев при работе на токарных станках про-
исходят из-за незнания или нарушения рабочими правил тех-
ники безопасности и из-за неумения обращаться со станком.
6 ш. И. Лейлин
101
Поэтому рабочие предприятий перед допуском к работе на
станках должны пройти специальное обучение правилам тех- >
ники безопасности. Знание этих правил должно систематиче-
ски проверяться. К работе на токарных стайках, предназначен-
ных для обработки древесины, могут допускаться только рабо-
чие, хорошо обученные этому виду работ.
Основными причинами несчастных случаев при работе на
токарных станках являются отсутствие ограждений на движу-
щихся частях, вращающемся изделии, инструментах и приспо-
соблениях.
Неправильный отвод стружек и неправильное ношение
одежды также приводят к несчастным случаям. Несчастные
случаи могут произойти при загромождении рабочего места за-
готовками или изделиями.
Во избежание несчастных случаев рабочие при работе на
токарных станках должны соблюдать следующие правила.
Перед началом работы необходимо:
1. Привести в порядок рабочую одежду. Рукава застегнуть
и тщательно заправить одежду, чтобы не было свешивающихся
концов. Волосы должны быть убраны под головной убор. Жен-
щины обязаны полностью убрать волосы под берет или косынку,
концы которой должны быть тщательно заправлены.
2. Привести в порядок рабочее место. Убрать все лишнее.
Подготовить и уложить в порядке необходимые для работы ре-
жущие и измерительные инструменты. Установить в удобное
для работы положение стеллажи для заготовок и изделий.
3. Проверить исправность станка, на месте ли все огражде-
ния и исправна ли электрическая аппаратура.
Установить светильник так, чтобы свет не слепил глаза.
О всех замеченных неисправностях необходимо немедленно
сообщить мастеру. На неисправном оборудовании работать
нельзя.
Во время работы необходимо:
1. Строго соблюдать правила техники безопасности при
установке приспособлений и заготовок и снятии их со станка.
2. Надежно закреплять заготовки в центре станка. При уста-
новке тяжелых или склеенных заготовок применять прочные ме-
таллические опорные пластинки как для передней гребенки, так
и для заднего центра.
3. В центры устанавливать только округленные заготовки.
4. Склеенные детали проверить на прочность и правильность
склейки.
5. При обработке деталей длиной свыше 0,8 м пользоваться
удлиненным подручником и поддерживающими люнетами.
6. Применять режимы резания, установленные технологиче-
ской картой. Изменять числа оборотов шпинделя в зависимости
от диаметра обрабатываемой заготовки.
102
7. Перед остановкой станка выключить подачу и отвести ре-
жущий инструмент от детали.
8. При всех необходимых отлучках от станка выключить его.
9. Следить за состоянием защитных кожухов на электрообо-
рудовании. Не открывать дверцы электрошкафов и не прика-
саться к клеммам.
10. При переустановках резцов, приспособлений, подручника
и задней бабки пользоваться гаечными ключами, соответствую-
щими размерам гаек и головок болтов. Не применять прокладки
между зевом ключа и гранями гаек.
11. При остановке станка пользоваться только тормозом.
12. Не допускать загромождения рабочего места.
Но окончании работ необходимо остановить станок путем
выключения электродвигателя и привести в порядок рабочее
место. Своему сменщику или мастеру необходимо сообщить
о всех замеченных недостатках в работе станка.
Деревообрабатывающие предприятия опасны в пожарном
отношении, так как на них применяются легковоспламеняю-
щиеся материалы (древесина, смазочные масла, лаки, краски
и т. и.), при неосторожном обращении с которыми может воз-
никнуть пожар. Кроме того, причинами пожаров могут быть
небрежное обращение с электрическими установками, плохая
изоляция, курение, работа с открытым огнем. Большие скоро-
сти резания при плохом состоянии режущих инструментов мо-
гут вызвать их перегрев и обрабатываемая древесина может
воспламениться.
В целях предотвращения пожаров при работе на токарных
станках обязаны выполняться следующие противопожарные
правила:
1. Рабочее место станочника должно быть свободным от по-
сторонних предметов.
2. При смазке станка масло не должно попадать на изоля-
цию токопроводных частей.
3. Все электрические провода должны быть тщательно изо-
лированы, электропусковая аппаратура и электродвигатели за-
щищены от попадания в них отходов древесины и других по-
сторонних предметов; электроаппаратура и электродвигатели
должны быть закрытого типа.
4. Электродвигатели во время перерывов и по окончании ра-
боты должны быть выключены.
5. Эксгаустерные установки должны быть исправны, отходы
не должны скапливаться в кожухах резцовых головок.
6. Приемники отходов должны быть снабжены задвижками;
если отходы загорятся, эти задвижки необходимо немедленно
закрыть во избежание распространения огня.
7. При обломке заготовки в резцовой головке станок должен
быть немедленно остановлен: трение между частью заготовки,
8*
юз
вращающейся в головке, й частью, оставшейся в подающих ро-
ликах, может вызвать загорание.
8. Доступ к средствам пожаротушения (огнетушителям),
ящикам с песком, водопроводным кранам должен быть всегда
свободным.
ЧИСТОТА И ТОЧНОСТЬ ПОВЕРХНОСТЕЙ,
ОБРАБАТЫВАЕМЫХ НА ТОКАРНЫХ СТАНКАХ
ЧИСТОТА ОБРАБОТКИ
В настоящее время вопросам чистоты поверхности при-
дается большое внимание, так как она во многом определяет
не только точность, но и долговечность изделий.
Особое значение имеет чистота поверхности для последую-
щей отделки изделий лакированием или полированием.
Чистота поверхности древесины может быть определена
двумя путями: замером максимальных высот неровностей от
вершины гребня до дна впадины на разных участках, имеющих
наибольшие неровности, и глазомерной оценкой (рис. 20).
В первом случае количество замеров /7маКс устанавливается тех-
ническими условиями на изделия, но оно должно быть не менее
трех. Измерение значений ЯМакс производится обычно в лабора-
торных условиях специальными измерительными приборами.
Длина участка измерения L должна быть не менее 1,5 шага
неровности, т. е. должна составлять расстояние между двумя
смежными выступами или впадинами на поверхности дре-
весины.
ГОСТ 7016—54 установлено 10 классов чистоты поверхности
для древесины (табл. 13).
На чертежах изделий чистота поверхности обозначается
тремя знаками — равносторонним треугольником, обращенным
Таблица 13
Классы ^макс в микронах Обозначения классов
1 Свыше 1250 ДО 1600 vdl
2 » 800 » 1250 V02
3 » 500 » 800 v дЗ
4 » 315 » 500 vd4
5 » 200 » 315 vd5
6 » 100 » 200 v 66
7 » 60 » 100 v67
8 » 30 » 60 vd8
9 16 » 30 vd9
10 » 16 vdlO
104
> 4
ix
Рис. 20. Измерительные инструменты:
а —• элементы проверки чистоты обработки поверхностей; б — обозначение классов
чистоты; в — штангенциркуль: / — штанга; 2, 3, 8, 9 — губки; 4 — винт-фиксатор;
5 — линейка глубиномера; 6 — нониус; 7 — рамка; г — микрометр: 1 — цапфа; 2 — ме-
рительный стержень; 3— трещотка; 4 — втулка; 5 — гильза
105
вершиной к обрабатываемой поверхности, буквой д, обознача-
ющей, что чистота поверхности установлена для древесины, и
цифрой, обозначающей номер класса (см. рис. 20,6). Порядок
расстановки знаков приведен в последней колонке табл. 12.
Например, на чертеже проставлен знак V63. Это означает,
что чистота поверхности должна соответствовать 3-му классу.
Величина Ямакс при этом должна быть не более 800 микрон.
В тех случаях, когда чистота поверхности должна быть
между крайними пределами одного и того же класса чистоты
или в пределах нескольких смежных классов, то это соответ-
ствующим образом обозначается на чертеже. Знак \ 65—5 оз-
начает, что чистота поверхности должна находиться в пределах
5-го класса, т. е. что Ямакс должна быть не менее 200 и не более
315 микрон. Знак V 67—V 68 означает, что величина ЯМакс
должна быть не менее 30 и не более 100 микрон.
В практической работе применяется метод глазомерной
оценки чистоты обрабатываемой поверхности путем сравнения
ее с образцами — эталонами. Образцы должны быть изготов-
лены из того же материала и иметь обработку того же вида,
что и контролируемая поверхность.
Если к обрабатываемой поверхности не предъявляются тре-
бования в отношении чистоты обработки, то на чертеже про-
ставляется знак оо. В необходимых случаях к обозначению
класса чистоты поверхности добавляется указание о способе ее
обработки.
При оценке чистоты поверхности особое значение имеет на-
личие на ней ворсистости (не вполне отделившихся от поверх-
ности отдельных волокон) и мшистости (оставшихся на поверх-
ности пучков волокон). Ворсистость допускается на поверхно-
сти всех классов чистоты. Мшистость допускается только на по-
верхности 1—6-го классов чистоты.
В тех случаях, когда по условиям обработки или отделки
ворсистость не допускается на поверхностях с чистотой 7, 8, 9
и 10-го классов чистоты, а мшистость на поверхностях 1—6-то
классов, это требование должно быть оговорено в технических
условиях или чертежах на детали и изделия.
ТОЧНОСТЬ ОБРАБОТКИ, ДОПУСКИ И ПОСАДКИ
При современном производстве сложные изделия собираются
из деталей, изготовленных цехами одного предприятия или не-
сколькими кооперированными предприятиями. В этих условиях
требуется особенная точность при изготовлении деталей, позво-
ляющая собирать изделия без дополнительных пригонок одной
детали к другой. Чтобы избежать затрат на дополнительные
работы по пригонке, детали должны изготовляться взаимозаме-
106
няемыми, т. е. такими, чтобы любая из одноименных деталей
могла заменить другую.
Взаимозаменяемость, обеспечивающая беспригоночную
сборку, дает возможность механизировать и автоматизировать
процессы сборки и получить при этом изделия высокого
качества. Для обеспечения взаимозаменяемости деталей
ГОСТ G449—53 разработана система допусков и посадок, при-
меняемая во всех деревообрабатывающих производствах СССР.
Точность обработки деталей имеет исключительно большое
значение как условие, обеспечивающее взаимозаменяемость;
ГОСТ 6449—53 предусматривает три класса точности.
Первый класс точности предусмотрен для сопряже-
ний, к которым предъявляются особенно высокие требования,
характеризующиеся очень малыми величинами зазоров и натя-
гов. Этим классом точности пользуются лишь в исключительных
случаях, например в производстве музыкальных инструментов
(рояли, пианино).
Второй класс точности является основным. Он пре-
дусмотрен для сопряжений с небольшими величинами зазоров
и натягов (например, при обработке деталей в мебельном про-
изводстве). Величина допусков при этом в 2 раза больше, чем
в первом классе.
Третий класс точности предусмотрен для сопряже-
ний, к которым, предъявляются менее высокие требования по
обеспечению взаимозаменяемости (например, при изготовлении
столярно-строительных деталей, массивных конструкций и щи-
тов). Назначая класс точности, конструкторы учитывают воз-
можную степень точности механической обработки, технические
требования, предъявляемые к качеству сопряженных деталей,
прочность изделий и условия их эксплуатации.
Характер соединения двух деталей определяется выбранной
посадкой. Посадки, обусловленные разными размерами сопря-
гаемых деталей, обеспечивают свободное их перемещение отно-
сительно друг друга или прочность их неподвижного соеди-
нения.
ГОСТ 6449—53 предусматривает следующие виды посадок:
прессовую, тугую, напряженную, плотную, скользящую, ходо*
вую и легкоходовую.
Обозначение допусков на чертеже
В современном производстве все изделия и детали, из кото-
рых они собиратся, должны изготовляться по рабочим черте-
жам. В чертежах должны быть поставлены не только номиналь-
ные (расчетные или конструктивные) размеры, но и допуски и
посадки.
107
Допуски и посадки проставляют:
на чертежах общих видов — на габаритные размеры, кото-
рые имеют значение при установке изделия на место;
на чертежах сборочных узлов изделий — на всех местах
сопряжений;
на чертежах деталей — на все сопрягаемые детали.
Предельные отклонения указываются на чертежах непосред-
ственно после номинального размера. Допуски и посадки в дере-
вообработке обозначают или буквами с цифровыми индексами,
или числовыми величинами.
В соответствии с ГОСТ 6449—53 приняты следующие обоз-
начения посадок: прессовая ЭПр, тугая ЭТ, напряженная ЭН,
плотная ЭП, скользящая ЭС, ходовая ЭХ, легкоходовая ЭЛ. Ос-
новной размер (отверстия) обозначается буквами ЭА.
К буквенным обозначениям посадок, относящихся к 1-му и
3-му классам точности, добавляются соответственно индексы
1 и 3. К буквенным обозначениям посадок, относящихся ко
2-му классу точности, цифровые индексы не добавляются.
На рабочих чертежах рекомендуется обозначать допуски чи-
словыми величинами. Если на чертеже отклонения обозначены
буквами, то их числовые величины устанавливаются по табли-
цам допусков и посадок, имеющимся в ГОСТ.
Например, над размерной линией диаметра детали простав-
лено 12ЭТ.
Так как у буквы Т, обозначающей тугую посадку, нет циф-
рового индекса, деталь должна обрабатываться по второму
классу точности для тугой посадки.
По таблице «Допуски и посадки в деревообработке» ГОСТ
6449—53 для 2-го класса точности в строке «Свыше 10 до 18»
находим номинальный размер диаметра. Числовые значения
отклонений для тугой посадки равны: верхнее +0,4, нижнее
+ 0,1. Это означает, что диаметр детали должен быть не более
12 + 0,4=12,4 мм и не менее чем 12 + 0,1 = 12,1 мм.
Если буквенное обозначение заменить числовым, то на чер-
теже верхнее отклонение надо проставлять над нижним:
1 п+0,4
lz+o,i
Оба отклонения в данном случае положительные. Допуск на
обработку равен 0,4—0,1 =0,3 мм.
Измерение изделий
Детали на токарных станках изготовляют по чертежам или
по образцам. В первом случае размеры деталей должны отве-
чать требованиям чертежа, во втором — они должны быть ко-
пиями образца. Для сравнения размеров изготовляемых дета-.
108
лей с размерами, указанными на чертеже, или с размерами об-
разца пользуются различными измерительными инструмен-
тами.
Точность обработки определяется разностью между задан-
ными размерами и действительными, полученными после об-
работки. Величина этой разности определяет степень точности
обработки: чем она меньше, тем выше степень точности и нао-
борот. Степень точности устанавливается конструктором в за-
висимости от назначения детали.
Совершенно очевидно, что для измерения деталей, изготов-
ляемых с различной степенью точности, следует применять раз-
личные измерительные инструменты. Для грубых измерений до-
статочно пользоваться различными линейками с делениями, для
более точных измерений циркулями и штангенциркулями.
Обычный штангенциркуль (рис. 20, в) широко используется
для измерения наружных и внутренних размеров, а также и для
измерения глубины и высоты деталей.
Штангенциркуль состоит из штанги /, на которой нанесены
деления (миллиметры). Штанга имеет две губки 8 и 9 для из-
мерения наружных размеров. По штанге перемещается рамка 7
с губками 2 и 3 для измерения внутренних размеров. В рамке
имеется прорез, со скошенным краем, сквозь который видны де-
ления, нанесенные на штанге. На скошенной кромке прореза
нанесена шкала 6, называемая нониусом.
При сомкнутых губках нулевая риска нониуса совпадает
с нулевой риской на шкале штанги. Поэтому измерение длины,
выраженной целым числом миллиметров, производится по нулю
нониуса. Если, например, при измерении диаметра детали ну-
левое деление нониуса совпадает с 30-м делением штанги, зна-
чит диаметр детали равен 30 мм.
В пазу обратной стороны штанги свободно скользит узкая
линейка 5, служащая для измерения глубин. Один конец этой
линейки прикреплен к рамке.и перемещается при движении
рамки. При сомкнутых губках правый конец глубиномерной ли-
нейки совпадает с торцом штанги. Для измерения глубины торец
штанги устанавливается на плоскость детали у измеряемого от-
верстия. Нажимом на рамку линейку глубиномера перемещают
до упора в дно отверстия. Величину размера глубины опреде-
ляют по шкалам штанги и нониуса.
В тех случаях, когда установленный размер необходимо со-
хранить, положение рамки фиксируют винтом 4.
Для определения дробных долей миллиметров пользуются
делениями нониуса. Деления нониуса нанесены следующим об-
разом: 9 мм (9 делений основной линейки) перенесены на но-
ниус и разделены на 10 частей (рис. 20, г, I).
Так как каждое деление нониуса равно 0,9 мм, то рассто-
яние между первым делениём нониуса (не следует путать
109
первое деление с нулевым) и первым делением линейки равно
разности этих делений, а именно:
1 —0,9 = 0,1 мм.
Расстояние между вторыми делениями нониуса и линейки
будет равно разности двух делений линейки и двух делений
нониуса:
2 — (2X0,9) = 2 — 1,8 = 0,2 мм.
Для трех делений эта разность составит 0,3 мм, для четы-
рех— 0,4 мм; пяти — 0,5 мм и т. д. до десятого деления,
когда разница составит 1 мм.
Это правило отсчета десятых долей миллиметра останется
в силе, если нуль нониуса при установке окажется между лю-
быми двумя делениями линейки.
Допустим, что при измерении диаметра детали нуль нониуса
стал между 40 и 41-м делениями линейки, а шестое деление
нониуса совпало с 46-м делением линейки (рис. 20, г, III).
Тогда величина диаметра будет равной
40 0,6 = 40,6 мм.
Если нуль нониуса находится между 72 и 73-м делениями
линейки, а пятое деление нониуса совпадает с одним из делений
линейки (см. рис. 20, г, IV), то в этом случае величина диаметра
будет 72,5 мм.
Длина шкалы нониусов штангенциркулей равна 19 или 29 лш.
Такие штангенциркули дают показания с точностью до 0,1 мм.
Измерение ими производится так же, как и штангенциркулями,
имеющими шкалу нониуса длиной 9 мм.
Для более точных измерений диаметров деталей пользуются
штангенциркулями с точностью показаний 0,02 или 0,05 мм,
а также микрометром, позволяющим измерять изделия с точ-
ностью до 0,01 мм.
Чтобы измерить диаметр детали микрометром, ее зажимают
между цапфой 1 и концом стержня 2. Когда стержень вплот-
ную прижимается к измеримой детали, движение его прекра-
щается и расположенная около его головки трещотка 3 издает
резкий звук. На втулке 4 микрометра имеется продольная риска
с делениями.
Деления, отмеченные длинными штрихами, равны 1 мм, ко-
роткими — 0,5 мм. На левом конце гильзы 5, имеющей вид ко-
нуса, нанесено 50 делений по 0,01 мм каждое.
Допустим, что нам нужно отсчитать 6,84 мм. Этот размер
определяется так: верхние штрихи, открытые гильзой, показы-
вают 6 мм, нижний штрих 0,5 мм. По шкале на гильзе опреде-
ляем сотые доли миллиметра — их 34. Таким образом, полный
размер составит
6,5 ф- 0,34 6,84 мм.
ПО
В крупносерийном и массовом производствах нецелесооб-
разно применять измерительные приборы, имеющие шкалу.
В этих случаях удобнее пользоваться различными калибрами.
Калибры бывают нормальные и предельные. Для измерения де-
тален, не требующих большой точности обработки, можно при-
менять нормальные калибры, которые обнаруживают отклоне-
ние только в одну сторону.
Если деталь плотно прилегает к внутренней поверхности ка-
либра, значит она выполнена точно.
В тех случаях, когда детали должны удовлетворять требо-
ванию взаимозаменяемости, их следует измерять предельными
калибрами. Предельные калибры делятся на проходные к не-
проходпые. Они могут быть односторонними и двусторонними.
Проходной и непроходной калибры соответствуют предельным
размерам детали, указанным на рабочем чертеже. Для измере-
ния деталей круглого сечения применяются калибры-скобы.
Мерительные стороны калибра имеют условные обозначения:
ПР — проходная сторона, НЕ — непроходная сторона.
Правила пользования измерительными инструментами
и их хранение
Долговечность измерительных инструментов зависит не
только от умелого и правильного обращения с ними, но глав-
ным образом от способа хранения и ухода за ними. Многократ-
ность пользования универсальными инструментами и'калибрами
приводит к износу поверхностей, соприкасающихся с измеряемой
деталью. Чтобы избежать этого, измерительные инструменты
изготовляют обычно из инструментальной или легированной
стали, термически обрабатывая ее до степени твердости 50—64
по Роквеллу.
Хранить измерительные инструменты следует в сухом и те-
плом помещении при температуре 10—20°. Сырость и колебание
температуры влекут за собой появление ржавчины на инстру-
ментах.
Штангенциркули и микрометры рекомендуется хранить в спе-
циальных футлярах или ящиках, в которые они были уложены
заводом-изготовителем. Калибры следует хранить в закрытом
сухом шкафу уложенными стопками на чистых полках.
Пользуясь измерительным инструментом необходимо внима-
тельно следить за тем, чтобы он не ударялся сильно о металли-
ческие и другие твердые предметы. Удары могут повлечь за со-
бой потерю точности и порчу инструмента.
Измерительные инструменты надо периодически протирать
сухой тряпкой, а если они металлические, то рекомендуется по-
сле протирки смазать их костным маслом для предохранения
от ржавчины.
Если ржавчина все же появилась, инструмент следует поло-
жить на один день в керосин, затем промыть в бензине, насухо
вытереть и смазать тонким слоем масла или вазелина.
При измерении детали калибр должен устанавливаться без
заметного перекоса в вертикальной или горизонтальной плоско-
сти и под действием собственного веса (без нажима рукой) сво-
бодно надвигаться своей проходной стороной на контролируе-
мую деталь.
11 ЕЙ ЛОЖЕН И е
Таблица тангенсов
1 |>.| ДУСЫ 0 Тангенс Гра- дусы
10 20 30 40 50 60
0 0,000 0,006 0,009 0,012 0,015 0,017 0,017 0
1 0,017 0,020 0,023 0,026 0,029 0,029 0,035 1
2 0,035 0,038 0,041 0,044 • 0,047 0,049 0,052 2
3 0,052 0,055 0,058 0,061 0,064 0,067 0,070 3
4 0,070 0,073 0,076 0,079 0,082 0,085 0,087 4
5 0,057 0,090 0,093 0,096 0,099 0,102 0,105 5
6 0,105 0,108 0,111 0,114 0,117 0,120 0,123 6
7 0,123 0,126 0,129 0,132 0,135 0,138 0,141 7
8 0,141 0,144 0,146 0,149 0,152 0,155 0,158 8
9 0,158 0,161 0,164 0,167 0,170 0,173 0,176 9
10 0,176 0,179 0,182 0,185 0,188 0,191 0,194 10
11 0,194 0,197 0,200 0,203 0,206 0,210 0,213 11
12 0,213 0,216 0,219 0,222 0,225 0,228 0,231 12
13 0,231 0,234 0,237 0,240 0,243 0,246 ' 0,249 13
И 0,249 0,252 0,256 0,259 0,262 0,265 0,268 14
15 0,208 0,271 0,274 0,277 0,280 0,284 0,287 15
16 .0,287- 0,290 0,293 0,296 0,299 О; 303 0,307 ‘ 16
17 0,306 0,309 0,312 0,315 0,319 0,322 0,325 17
18 0,325 0,328 0,331 0,335 0,338 0,341 0,344 18
19 0,344 0,348 0,351 0,354 0,357 0,361 0,364 19
20 0.304 0,367 0,371 0,374 0,377 0,381 0,384 20
21 0,384 0,391 0,394 0,397 0,401 0,404 0,404 21
22 0,404 0,407 0,411 0,414 0,418 0,421 0,424 22
23 0,424 0,428 0,431 0,435 0,438 0,442 0,445 23
24 0,415 0,449 0,452 0,456 0,459 0,463 0,466 24
25 0,466 0,470 0,473 0,477 0,481 0,484 0,488 25
26 0,488 0,491 0,495 0,499 0,502 0,506 0,510 26
27 0,510 0,513 0,517 0,521 0,524 0,528 0,532 27
28 0,532 0,535 0,539 0,543 0,547 0,551 0,554 28
29 0,554 0,558 0,562 0,566 0,570 0,573 0,577 29
30 0,577 0,581 0,585 0,589 0,593 0,597 0,601 30
31 0,601 0,605 0,609 0,613 0,617 0,621 0,625 31
32 0,625 0,629 0,633 0,637 0,641 0,645 0,649 32
33 0,649 0,654 0,658 0,662 0,666 0,670 0,675 33
34 0,675 0,679 0,683 0,687 0,692 0,696 0,700 34
35 0,700 0,705 0,709 0,713 0,718 0,722 0,727 35
36 0,727 0,731 0,735 0,740 0,744 0,749 0,754 36
37 0,754 0,758 0,763 0,767 0,772 0,777 0,781 37
38 0,781 0,786 0,791 0,795 0,800 0,805 0,810 38
39 0,810 0,815 0,819 0,824 0,829 0,834 0,839 39
40 0,839 0,844 0,849 0,854 0,859 0,864 0,869 40
41 0,869 0,874 0,880 0,885 0,890 0,895 0,900 41
42 0,900 0,906 0,911 0,916 0,922 0,927 0,933 42
43 0,933 0,938 0,943 0,949 0,955 0,960 0,966 43
113
Продолжений
Гра- дусы Тангенс Гра- дусы
0 10 20 30 40 50 60
44 0,966 0,971 0,977 0,983 0,988 0,994 1,000 44
45 1,000 1,006 1,012 1,018 1,024 1,030 1,036 45
46 1,036 1,042 1,048 1,054 1,060 1,066 1,072 46
47 1,072 1,079 1,085 1,091 1,098 1,104 1,111 47
48 1,111 1,117 1,124 1,130 1,137 1,144 1,150 48
49 1,150 1,157 1,164 1,171 1,178 1,185 1,192 49
50 1,192 1,199 1,206 1,213 1,220 1,228 1,235 50
51 1,235 1,242 1,250 1,257 1,265 1,272 1,280 51
52 1,280 1,288 1,295 1,303 1,311 1,319 1,327 52
53 1,327 1,335 1,343 1,351 1,360 1,368 1,376 53
54 1,376 1,385 1,393 1,402 1,411 1,419 1,428 54
55 1,428 1,437 1,446 1,455 1,464 1,473 1,483 55
56 1,483 1,492 1,501 1,511 1,520 1,530 1,540 56
57 1,540 1,550 1,560 1,570 1,580 1,590 1,600 57
58 1,600 1,611 1,621 1,632 1,643 1,653 1,664 58
59 1,664 1,675 1,686 1,698 1,709 1,721 1,732 59
60 1,732 1,744 1,756 1,768 1,780 1,792 1,804 60
61 1,804 1,816 1,829 1,842 1,855 1,868 1,881 61
62 1,881 1,894 1,907 1,921 1,935 1,949 1,963 62
63 1,963 1,977 1,991 2,006 2,020 2,035 2,050 63
64 2,050 2,066 2,081 2,097 2,112 2,128 2,145 64
65 2,145 2,161 2,177 2,194 2,211 1,229 2,246 65
66 2,246 2,264 2,282 2,300 2,318 2,337 2,356 66
67 2,356 2,375 2,395 2,414 2,434 2,455 2,475 67
68 2,475 2,496 2,517 2,539 2,561 2,583 2,605 68
69 2,605 2,628 2,651 2,675 2,699 2,723 2,748 69
70 2,748 2,773 2,798 2,824 2,850 2,877 2,904 70
71 2,904 2,932 2,960 2,989 3,018 3,048 3,078 71
72 3,078 3,108 3,140 3,172 3,204 3,237 3,271 72
73 3,271 3,305 3,340 3,376 3,412 3,450 3,487 73
74 3,487 3,526 3,566 3,606 3,647 3,689 3,732 74
75 3,732 3,776 3,821 3,867 3,914 3,962 4,011 75
76 4,011 4,061 4,113 4,165 4,219 4,275 4,331 76
77 4,322 4,390 4,449 4,511 4,574 4,638 4,705 77
78 4,705 4,733 4,843 4,915 4,989 5,066 5,145 78
79 5,145 5,226 5,329 5,396 5,485 5,576 5,671 79
80 5,671 5,769 5,871 5,976 6,084 6,197 6,314 80
81 6,314 6,435 6,561 6,910 6,827 6,968 7,115 81
82 7,115 7,269 7,429 7,596 7,770 7,963 8,144 82
83 8,144 8,345 8,556 8,777 9,010 9,256 9,514 83
84 9,514 9,788 10,078 10,385 10,712 11,059 11,430 84
85 11,430 11,826 12,250 12,876 13,197 13,727 14,301 85
86 14,301 14,924 15,605 16,350 17,169 18,075 19,081 86-
87 19,081 20,206 21,470 22,901 24,542 26,432 28',636 87
88 28,636 31,242 34,368 38,189 42,964 49,104 57;290 88
89 57,290 68,750 85,940 114,589 171,885 343,774
114
ч
СОДЕРЖАНИЕ
Стр.
Предисловие .................................................... 3
Краткие сведения о свойствах древесины и ее обработке ....... 4
Скорость резания и подачи................................. 12
Станки для изготовления изделий методом точения ... ............. 15
Конструкции круглопалочных станков .......................... 15
Токарные станки . . ...............................• .... 28
Токарный станок с гидравлической подачей режущего инструмента 47
Копировальный станок для изготовления винтов . .............49
Станок для об гонки круглых царг.......................... 50
Ставки для изготовления шаров . . ........... . 51
Режущие инструменты для точения древесины..........* . . . . 54
Приспособления к токарным станкам ................................63
Приспособления для крепления изделий на токарных станках ... 63
11риснособлеш1е для изготовления пакетных палочек.......‘ . 68
Приспособление для точения шариков.......................... 69
Приспособление для изготовления изделий без осевых отверстий
на токарных автоматах ................................. ..... 72
Приспособление для' одновременного сверления и точения .... 74
Ирисиособленпе для точения плоских изделий . . .............. 75
Технология токарных производств ................................. 76
Изготовление заготовок в индивидуальном токарном производстве 79
И п отопление заготовок для крупносерийного и массового производства 80
Работа на токарных станках ....... .......................... 80
11 агоговлспие составных изделий........................... 85
Вытачивание колец . . ..................................... 86
Обработка эксцентрических деталей ......................... 87
Обработка конических поверхностей . 88
И зготовление наружных конусов..............................91
Изготовление деталей фасонными резцами .....................93
Отделка токарных изделий................................. . 94
Изделия и мебель из точеных деталей ..........................98
Основные сведения о мерах безопасности ц противопожарных прави-
лах при выполнении токарных работ ........... 101
Чистота и точность поверхностей, обрабатываемых на токарных станках 104
Чистота обработки . . ..................................104
Точность обработки, допуски и посадки........................106
Обозначение допусков на чертеже............................107
Измерение изделий................. .........................108
Правила пользования измерительными инструментами и их хранение 111
Приложение................... г ............. 113
ИЗДАТЕЛЬСТВО «ЛЕСНАЯ ПРОМЫШЛЕННОСТЬ»
В 1964 г. ВЫПУСКАЕТ СЛЕДУЮЩИЕ КНИГИ:
Алтухов В. Ф. Автоматизация деревообрабатывающих
цехов средствами пневматики, 5 л., ц. 25 коп.
Гольденберг Ш. А. Оборудование для производства де-
ревянной тары, 24 л., ц. 1 р. 35 к.
Демьяновский К. И. Заточка дереворежущих инстру-
ментов, 15 л., ц. 90 коп.
Исаков А. И. Автоматизация контроля качества дета-
лей из древесины и древесных пластиков, 15 л., ц. 90 коп.
Калитеевский Р. Е. Автоматизация технологических про-
цессов лесопиления, 12 л., ц. 70 коп.
Козориз Г. Ф. Рациональные конструкции циклонов в
деревообрабатывающей промышленности, 5 л., ц. 25 коп.
Михайлов В. Нм Куликов В. А., Власов Г. Д. Техноло-
гия механической обработки древесины, изд. 2-е, испр. и
доп., 35 л., ц. 1 р. 40 к.
Минин А. Н. Технология пьезотермопластиков, 20 л.,
ц. 1 р. 10 к.
Мищенко Г. Л. Технология прозрачной отделки щито-
вых элементов мебели, 20 л., ц. 1 р. 10 к.
Москвитин Н. И. Склеивание древесины, 15 л., ц. 90 коп.
Заявки на литературу издательства «Лесная промыли
ленность» направляйте в магазины местных книготоргов.