/









































































































Author: Якушев А.М.
Tags: общее понятие о науке и знании металлургия металлы металловедение
Year: 1984



Text
A. M. ЯКУШЕВ
ПРОЕКТИРОВАНИЕ
СТАЛЕПЛАВИЛЬНЫХ
И ДОМЕННЫХ ЦЕХОВ
Допущено Министерством высшего и среднего
специального образования СССР в качестве учебника
для студентов вузов, обучающихся по специальности
«Металлургия черных металлов»
МОСКВА «МЕТАЛЛУРГИЯ» 1984
УДК 001.1; 669.16.013.5; 669.18
Рецензенты докт. техн, наук Г. А. Соколов и кафедра металлургии стали
ЧПИ
УДК 001.1; 669.16.013.5; 669.18
Проектирование сталеплавильных и доменных цехов. Якушев А. М.— Л4 :Ме-
таллургия, 1984.— 216 с.
Изложены основы технологии проектирования. Описаны устройство к пла-
нировка ряда сталеплавильных и доменных цехов, показано многообразие при-
меняемых проектных решений и дан их сопоставительный анализ. Дана крат-
кая характеристика оборудования, обеспечивающего доставку и загрузку шихто-
вых материалов, а также уборку продуктов плавки. Описана методика расчета
потребности в подобном оборудовании.
Предназначена в качестве учебника для студентов металлургических и поли-
технических вузов по специальности «Металлургия черных металлов». Ил. 94.
Табл. 2. Библиогр. список: И назв.
www.engener.at.ua
2602000000—173
а----------------
040(01)—84
24—84
© Издательство «Металлургия», 1984
ОГЛАВЛЕНИЕ
Предисловие......................................................... 5
РАЗДЕЛ I. ОСНОВЫ ПРОЕКТИРОВАНИЯ СТАЛЕПЛАВИЛЬНЫХ
И ДОМЕННЫХ ЦЕХОВ
Глава 1. Принципы и технология проектирования....................... 6
1. Принципы проектирования.......................................... 6
2. Исходные материалы проектирования............................... 8
3. Проект цеха..................................................... Ю
4. Порядок разработки проекта ..................................... И
Глава 2. Содержание проекта сталеплавильного и доменного цехов . 15
1. Технологическая часть........................................... 15
2. Строительная часть............................................. 16
3. Энергетическая часть.........................................• 17
4. Транспорт...................................................... 20
5. Организация производства....................................... 22
6. Автоматизация.................................................. 23
7. Охрана труда и техника безопасности............................ 23
8. Защита окружающей среды......................................... 29
9. Промышленная эстетика.......................................... 32
10. Организация строительства...................................... 33
11. Экономическая часть............................................ 33
12. Технические показатели производства............................ 33
РАЗДЕЛ II. СТАЛЕПЛАВИЛЬНЫЕ ЦЕХИ
Глава 3. Общая характеристика сталеплавильных цехов................ 34
Глава 4. Шихтовые отделения сталеплавильных цехов.................. 39
1. Общая характеристика отделений.................................. 39
2 Шихтовые отделения для магнитных материалов..................... 40
3 Шихтовые отделения для сыпучих материалов....................... 42
4. Основное оборудование.......................................... 48
5. Расчет основного оборудования................................... 50
Глава 5. Подача жидкого чугуна в сталеплавильные цехи .... 52
I . Применение стационарных миксеров.............................. 52
2 Применение ковшей миксерного типа............................... 55
3 Выбор рациональной схемы подачи чугуна.......................... 57
4 . Расчет потребности в основном оборудовании.................... 58
Глава 6. Мартеновские цехи......................................... 59
1. Производительность печей и цеха................................. 59
2 Общая характеристика цеха....................................... 60
3. Главное здание цеха............................................. 61
4. Расчет числа оборудования печного пролета....................... 67
5. Реконструкция мартеновских цехов................................ 68
Глава 7. Конвертерные цехи......................................... 71
1. Проектные решения по работе конвертеров......................... 72
2. Схемы работы и планировки цеха.................................. 75
3. Устройство некоторых конвертерных цехов........................ 75
4. Организация основных работ и оборудование....................... 84
5. Особенности устройства главного здания .................... . 101
3
6. Рациональные решения для проектируемых цехов................... 104
7. Особенности цехов с конвертерами донного дутья..................104
8. Расчет потребности в оборудовании.............................. 105
Глава 8. Электросталеплавильные цехи............................... 107
1 Проектные решения для электропечей и их работы................. ’.07
2. Общая характеристика электросталеплавпльных цехов................И0
3. Описание некоторых ЭСПЦ.........................................111
4. Организация основных работ в ЭСПЦ...............................120
5. Устройство главных зданий ЭСПЦ...................................131
6. Рациональные решения для проектируемых цехов....................135
7. Расчет потребности в основном оборудовании......................136
Глава 9. Отделения сталеплавильного цеха для разливки стали в излож-
ницы .............................................................. 137
1. Общая характеристика отделений...................................138
2. Устройство и оборудование разливочного пролета.................. 140
3. Отделение раздевания слитков.............................. . 144
4. Участок охлаждения изложниц.....................................146
5. Отделение чистки и смазки изложниц..............................147
6. Отделение подготовки составов.................................. 148
7. Расчет основного оборудования...................................150
Глава 10. Отделения непрерывной разливки............................152
1. Выбор типа и числа МНЛЗ..........................................153
2. Расположение МНЛЗ в цехе.........................................156
3. Оборудование для быстрой смены ковшей...........................157
4. ОНРС с блочным расположением машин............................. 157
5. ОНРС с линейным расположением машин.............................160
6. Общая характеристика ОНРС.......................................161
РАЗДЕЛ III. ДОМЕННЫЕ ЦЕХИ
Глава 11. Общая характеристика доменных цехов и литейных дворов 163
1. Проектные решения для доменных печей и их работы.................164
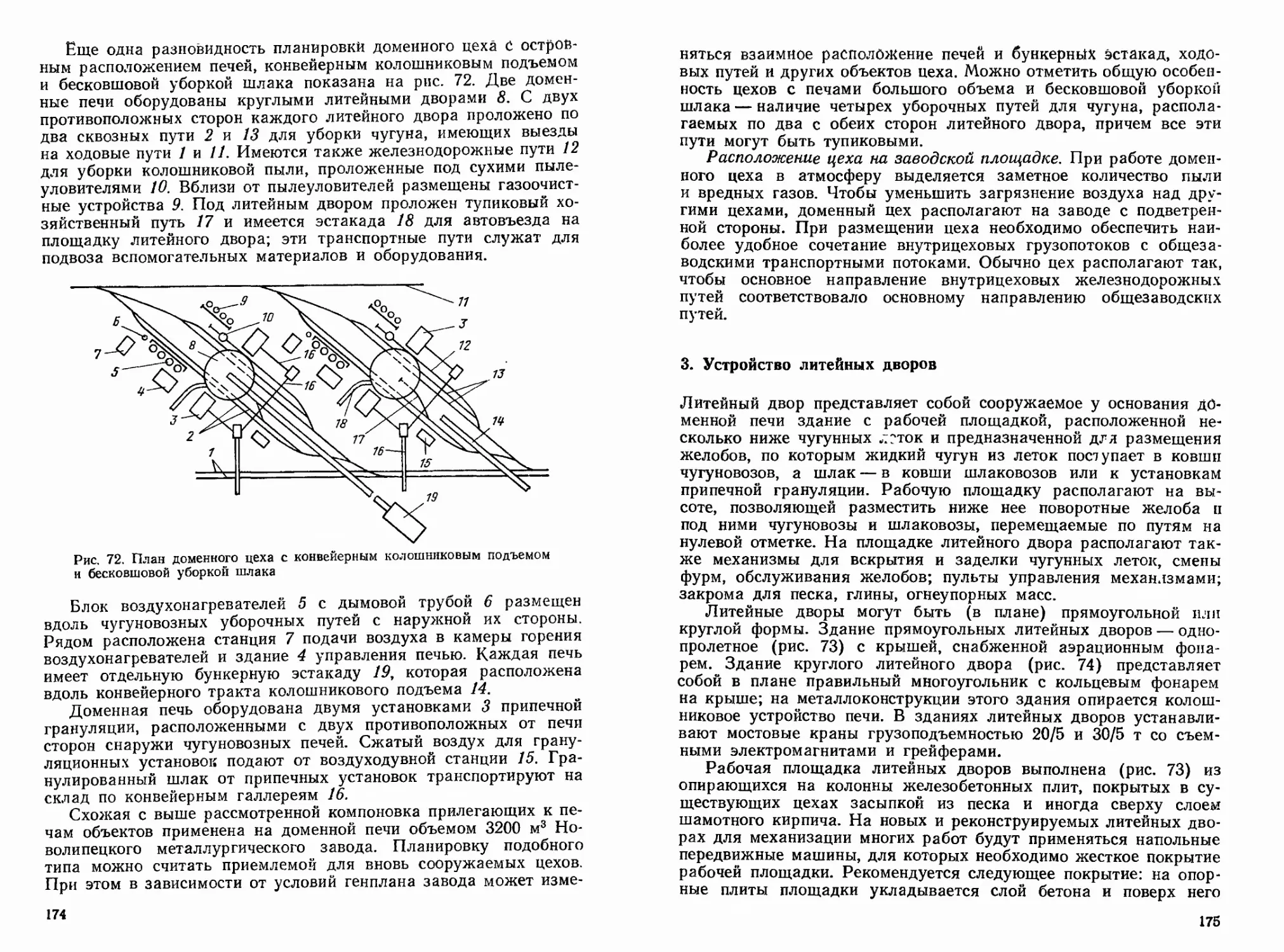
2. Планировка доменных цехов.......................................166
3. Устройство литейных дворов......................................175
Глава 12. Системы шихтоподачи.......................................183
1. Подача материалов на бункерную эстакаду..........................184
2. Бункерная эстакада............................................. 184
3. Подача шихты на колошник........................................187
4. Подача материалов к колошниковому подъему........................189
Глава 13. Участки и отделения доменного цеха и организация в них
работ............................................................. 195
1. Уборка чугуна................................................... 195
2. Уборка шлака.................................................... 196
3. Уборка колошниковой пыли.........................................201
4. Воздухонагреватели и их расположение ...........................201
5. Воздуходувная станция...........................................202
6. Очистка доменного газа п газоутплпзацяонные турбины.............203
7. Разливочное отделение.......................'...................205
8. Отделение приготовления огнеупорных масс........................207
9. Депо ремонта ковшей . . ........................................208
10. Расчет потребности в основном оборудовании......................208
Рекомендательный библиографический список...........................213
Предметный указатель............................................’ 214
4
ПРЕДИСЛОВИЕ
В Основных направлениях экономического и социального развития
СССР на 1981—1985 гг. и на период до 1990 г. перед металлур-
гами поставлены ответственные задачи по коренному улучшению
качества и расширению сортамента металлопродукции, увеличе-
нию выпуска наиболее эффективных ее видов, росту объема
производства, повышению технико-экономических показателей ра-
боты. Для решения этих задач наряду со строительством новых
заводов предполагается широкое техническое перевооружение от-
расли. Успешное решение поставленных задач во многом зависит
от качества проектов строительства и реконструкции предприятий
и цехов, поскольку оно определяет сроки и стоимость строитель-
ства и реконструкции, соответствие проектируемого объекта и
принятой в нем технологии достижениям научно-технического про-
гресса, технико-экономическую эффективность эксплуатации объек-
та и условия труда работающих.
Постановке и совершенствованию проектного дела в нашей
стране придается большое значение. Общее методическое руко-
водство строительным проектированием осуществляет Госстрой
СССР. Для проектирования предприятий и цехов в системе Ми-
нистерства черной металлургии СССР (Минчермета СССР)
создана сеть специальных проектных институтов и организаций,
деятельность которых координирует специальное управление ми-
нистерства — «Черметпроект». В целях осуществления единой
технической политики и обеспечения прогрессивности и экономич-
ности проектных решений разработан ряд общесоюзных и отрас-
левых руководящих материалов и норм проектирования, которые
закладываются в основу выполнения любого проекта. Повышению
качества проектов способствует разработанная и применяемая си-
стема выполнения, обязательной экспертизы и утверждения
проектов.
Учебник должен способствовать повышению уровня подготов-
ки инженеров-металлургов в области проектирования. Его содер-
жание соответствует программе курса «Проектирование цехов»,
читаемого студентам по специальности «Металлургия черных ме-
таллов». Методика изложения и выбор структуры и объема от-
дельных разделов основаны на многолетнем опыте преподавания
автором данного курса в Московском вечернем металлургическом
институте.
Учебник написан с учетом того, что основные технологические
агрегаты и оборудование студенты изучают в соответствующих
технологических курсах.
Автор выражает большую благодарность кафедре металлур-
гии стали Челябинского политехнического института, возглавляе-
мой проф. Д. Я- Поволоцким, и профессору Липецкого политех-
нического института Г. А. Соколову за ценные замечания и советы
при рецензировании рукописи.
5
Раздел I
ОСНОВЫ ПРОЕКТИРОВАНИЯ
СТАЛ ЕПЛАВИЛЬНЫХ
И ДОМЕННЫХ ЦЕХОВ
Глава 1
ПРИНЦИПЫ И ТЕХНОЛОГИЯ ПРОЕКТИРОВАНИЯ
1. Принципы проектирования
Под проектом обычно понимают комплекс технической и технико-
экономической документации (чертежи, схемы, расчеты, поясни-
тельные записки и т. д.), содержащий проектные решения по всем
техническим, организационным, социальным и экономическим во-
просам, необходимым для сооружения (реконструкции) и после-
дующей эксплуатации промышленного объекта. Проект должен
обеспечить создание цеха с технологией, оборудованием и соору-
жениями, соответствующими более высокому техническому уров-
ню, чем в современных цехах; с высоким уровнем механизации и
автоматизации; с более высокими производительностью труда и
уровнем организации труда и производства; с безопасными и по
возможности комфортными условиями труда; с постоянным исполь-
зованием мер и средств, предотвращающих загрязнение окружаю-
щей среды.
Для разработки проекта в целом или любых частных проект-
ных решений, определяемых спецификой работы того или иного
цеха, существует ряд общих для любого проекта исходных поло-
жений или принципов. Ниже перечислены общие принципы проек-
тирования, сформулированные Н. И. Коробовым, на которых
должна базироваться разработка проекта цеха или промышлен-
ного предприятия:
Принцип объективности, выражающий необходимость всесто-
ронней и объективной оценки всех разрабатываемых проектных
решений, их объективного сопоставления и сравнения с извест-
ными решениями, что должно обеспечить обоснованность прини-
маемых решений и возможность успешной их реализации.
Принцип прогрессивности. В соответствии с этим принципом
все проектные решения технического, экономического, организа-
ционного и социального характера должны отвечать последним
достижениям в соответствующей области и учитывать имеющиеся
тенденции развития в них. Осуществление этого принципа долж-
но сводиться к тому, чтобы к моменту окончания строительства
и ввода цеха в эксплуатацию реализованные в нем проектные
решения были бы на более высоком уровне, чем соответствующие
решения в передовых действующих цехах.
6
Принцип экономичности, в соответствии с которым обязателен
выбор наиболее экономичных проектных решений, предполагает
проработку ряда возможных конкретных вариантов проектных
решений и выявление такого, который обеспечивает минимальные
затраты на единицу продукции.
Принцип комплексности, появляющийся в необходимости взаим-
ной увязки в процессе проектирования отдельных проектных ре-
шений, согласования частных решений с общим комплексом
проектных решений, составляющих проект в целом. При этом
должно учитываться, что специальные части проекта цеха сопод-
чинены его технологической части.
Принцип перспективности, предполагающий обязательность
учета возможности в будущем расширения цеха, модернизации и
интенсификации производства с увеличением мощности проекти-
руемого цеха. Этот принцип предполагает необходимость резер-
вирования территории для расширения цеха, резервирования
коммуникаций и мощности обслуживающих отделений, участков
и оборудования; рационального расположения оборудования,
позволяющего легко заменять устаревшие агрегаты.
Принцип учета территориальности, под которым подразуме-
вается необходимость учета факторов, определяемых особенностя-
ми территориального расположения места сооружения цеха; при
этом должны учитываться наличие на небольшой отдаленности
источников снабжения, позволяющих обеспечить новое производ-
ство, наличие в данном районе потребителей производимой про-
дукции, природные условия. Важными факторами природных
условий являются особенности площадки в месте строительства
(характер грунта, уровень и состав грунтовых вод, рельеф мест-
ности и др.) и особенности климата — направление и сила господ-
ствующих ветров, количество осадков и уровень снежного покрова,
влажность воздуха, режим температур (например, при дли-
тельной и суровой зиме необходимо усиление несущих строитель-
ных конструкций, утепление зданий и сооружений, резервирова-
ние источников энергоснабжения, увеличенный объем шихтовых
отделений для хранения запасов сырья, сооружение устройств
для размораживания поступающего в вагонах сырья и др.).
Принцип долговечности, в соответствии с которым ставится
задача обеспечить длительную и безотказную службу и работу
зданий, сооружений, агрегатов, систем и коммуникаций с мини-
мальными расходами на их ремонт. Осуществление принципа
предполагает правильное конструирование соответствующих объек-
тов, правильный и обоснованный выбор материалов и составных
элементов для сооружения объектов, рационального режима
эксплуатации и профилактических ремонтов. Реализация этого
принципа должна обеспечить высокую экономическую эффектив-
ность проекта.
Принцип безопасности, отражающий обязательность разработ-
ки мер по обеспечению безопасных и по возможности комфорт-
ных условий труда на всех участках и рабочих местах и обеспе-
7
чению защиты окружающей среды от вредных производственных
выделений. В металлургических цехах, характеризующихся нали-
чием жидкого металла и шлака, тепло-, пыле- и газовыделений
требуется сложный комплекс проектных разработок для эффек-
тивного соблюдения требований этого принципа, обязательного
в условиях социалистического производства.
Принцип нормативности, выражающий собой необходимость
использования в проектировании нормативных документов (обще-
союзные нормы проектирования, стандарты, технические условия
на материалы и другие документы); их использование обеспечи-
вает единообразие проектных решений, повышая экономичность
проекта.
Принцип типизации, отражающий необходимость использова-
ния в проекте различных типовых проектных решений (типовых
проектов зданий и сооружений, типовых агрегатов и оборудова-
ния, типовых унифицированных элементов строительных и техно-
логических конструкций и т. п.). Их использование обеспечивает
сокращение сроков проектирования и строительства, повышение
производительности труда и снижение стоимости строительства.
Принцип эстетичности выражает необходимость создания в це-
хе и па рабочих местах наиболее благоприятной внешней обста-
новки и психофизиологических условий труда, что должно спо-
собствовать хорошему настроению трудящихся, снижению утом-
ляемости и повышению производительности труда.
2. Исходные материалы проектирования
Можно выделить следующие группы исходных материалов, исполь-
зуемых при проектировании цехов: результаты обобщения пере-
дового отечественного и зарубежного опыта проектирования и
эксплуатации цехов соответствующего профиля; результаты науч-
но-исследовательских работ, конструкторских разработок и изобре-
тения в области технологии производства, оборудования, строи-
тельных конструкций и материалов; нормативные и инструктив-
ные акты и документы; типовые проекты.
Существенную роль в проектировании играют нормативные и
инструктивные материалы, использование которых является обя-
зательным. Их применение имеет целью обеспечить единообразие,
оптимизацию, прогрессивность и высокую экономическую эффек-
тивность проектных решений, их увязку с перспективным народ-
нохозяйственным планированием, создание наиболее удобных
условий труда и бытового обслуживания трудящихся, защиту
окружающей среды, упрощение и ускорение выполнения проекта.
Можно выделить следующие разновидности подобных исходных
материалов проектирования:
законы СССР, указы Президиума Верховного Совета СССР,
решения правительства СССР;
государственные стандарты и технические условия, которые
регламентируют обязательные характеристики сырья, топлива,
8
строительных материалов, готовой продукции и некоторых видов
оборудования;
утвержденные схемы развития и размещения отраслей народ-
ного хозяйства и промышленности; утвержденные основные на-
правления проектирования предприятий отрасли на пятилетие.
Эти материалы служат основой для принятия решения о проектировании
предприятия и цеха и обеспечивают органическую связь проектируемого объекта
с народнохозяйственным планированием, позволяют решить вопросы сортамеи
та и качества продукции цеха, объема производства, места строительства, тех-
нического и организационного уровня производства, основных экономических
показателей и уровня проектных решений социального характера.
нормативные документы по проектированию и строительству,
утвержденные Госстроем СССР (строительные нормы и прави-
ла — СНиП, санитарные нормы проектирования промышленных
предприятий, сметные нормы и правила и др.).
Эти документы регламентируют нормы строительного проектирования зда-
ний, сооружений и предприятий и их инженерного оборудования, правила произ-
водства строительных работ и их приемки, правила составления смет, нормы
общего назначения (противопожарные, электробезопаснести, освещения, сантех-
ники и т. п ).
нормативные документы, связанные с проектированием г
строительством, утвержденные министерствами, ведомствами
органами государственного надзора и общественными организа-
циями (в частности, указания по строительному проектированию
предприятий, зданий и сооружений в черной металлургии; пра-
вила безопасности в сталеплавильном и доменном производстве;
нормы и правила устройства и безопасной эксплуатации специа-
лизированных объектов и служб предприятий — электроустано-
вок, газового хозяйства, транспорта и т. п.; прейскуранты цен
и др.;
общесоюзный каталог типовых строительных конструкций и
изделий и подобные территориальные каталоги, утвержденные
Госстроем СССР;
каталоги на все виды оборудования, приборы и др.;
ведомственные каталоги для специальных видов строительства,
утвержденные министерствами н ведомствами;
межотраслевые требования к нормативные материалы по науч
ной организации труда, утвержденные Госкомтруда СССР, Гос
строем СССР, ГКНТ и ВЦСПС и разработанные на их основе
отраслевые документы;
нормы технологического проектирования сталеплавплгных и
доменных цехов.
Эти нормы представляют собой результат обобщения опьга эксплуатации
и проектирования агрегатов и цехов. Разрабатывают их для обеспечения при-
менения в проектируемом цехе агрегатов оптимальной мощности, передовой
технологии и организации производства, прогрессивного оборудования. Нормы
технологического проектирования доменных цехов регламентируют методику рас-
чета производительности печей и фонд рабочего времени кечи, запас магериа-
9
лоз в бункерах, расход вспомогательных материалов и энергетических ресурсов,
величину выноса материалов из печи, отсев мелочи шихтовых материалов, мето-
дику расчета потребности в чугуновозных и шлаковых ковшах, потери дутья
и чугуна в скрап и др. Нормы технологического проектирования сталеплавиль-
ных иехов регламентируют продолжительность плавки и се отдельных периодов
пли технологических операций, фонды рабочего времени и годовую производи-
тельность печей, нормы запаса материалов в цехе, требования к составу и каче-
ству основных и вспомогательных материалов, мощность печных трансформа-
торов электропечей, нормы расхода дополнительных материалов, огнеупоров,
электроэнергии и теплоносителей и другие параметры.
Нормы технологического проектирования разрабатываются Гипромезом
и другими специализированными институтами отрасли и утверждаются Мин-
черметом по согласованию с Госстроем СССР. С тем чтобы обеспечивались
высокие технический уровень и экономичность проектных решений, нормы тех-
нологического проектирования цехов систематически пересматриваются (при-
мерно раз в пять лет).
Типовые проекты цехов, зданий, сооружений и агрегатов — это
образцовые проекты, отличающиеся наиболее высоким уровнем
проектных решений и прошедшие проверку в строительстве и экс-
плуатации. Их применение и повторное осуществление позволяют
существенно сократить сроки проектирования и строительства и
затраты на сооружение цеха. В отечественной черной металлур-
гии широко применяются типовые решения по основным конструк-
тивным элементам доменных печей и сталеплавильных агрегатов,
конструктивным строительным элементам зданий, трактов подачи
сырых материалов, оборудования и др.
3. Проект цеха
В соответствии с принятым в 1981 г. Госстроем СССР положе-
нием проектирование промышленных объектов может осуще-
ствляться либо в одну стадию (рабочий проект со сводным смет-
ным расчетом стоимости), либо в две стадии (проект со сводным
сметным расчетом стоимости и рабочая документация со смета-
ми). Ранее эти две стадии проектирования именовались «Техни-
ческий проект» и «Рабочие чертежи». Проектирование в одну
стадию предусмотрено для несложных объектов и таких, которые
будут сооружаться по типовым или повторно применяемым проек-
там. Проектирование строительства и реконструкции сталепла-
вильных и доменных цехов, как крупных и сложных сооружений,
обычно осуществляют в две стадии, разрабатывая проект, а затем
рабочую документацию.
Проект представляет собой комплекс общих принципиальных
решений по всем техническим, организационным, экономическим
и социальным вопросам, обеспечивающих возможность строитель-
ства или реконструкции и последующей эксплуатации цеха.
Обычно проект цеха представляет собой пояснительную записку,
ряд чертежей и схем и сметную документацию, в которых отра-
жены результаты проектных решений, разработок и расчетов.
Проект и пояснительная записка состоят из ряда разделов
или частей, в которых рассматриваются группы относительно са-
10
мостоятельных проектных решений. Такими составными частями
обычно являются: технологическая часть, в которой содержатся
проектные решения по технологии производства, мощности, со-
ставу и планировке цеха, основным производственным агрегатам
и оборудованию и соподчиненные технологической части специаль-
ные части и разделы: строительная часть, организация производ-
ства, транспорт, автоматизация, промышленная эстетика, охрана
труда и техника безопасности, охрана окружающей среды, орга-
низация строительства, экономическая часть, технические пока-
затели производства (подробнее содержание этих частей охарак-
теризовано ниже, в гл. 2). Сметная документация включает смету
проекта (сводный сметный расчет) и сметы на проектные и
изыскательские работы.
Рабочая документация, разрабатываемая на основе утвержден-
ного проекта на втором этапе проектирования, представляет собой
собственно рабочий проект цеха. Она содержит общие и деталиро-
вочные чертежи, схемы, графики, расчеты, пояснительные запис-
ки, ведомости объемов строительных и монтажных работ, ведо-
мости потребности в материалах, спецификации на оборудование,
сметы. Разрабатывая рабочую документацию, конкретизируют,
детализируют и уточняют принятые в утвержденном проекте прин-
ципиальные решения в той мере, в какой это необходимо для вы-
полнения по ним строительно-монтажных работ.
4. Порядок разработки проекта
Организацию и руководство проектированием в черной металлур-
гии осуществляет специализированное управление министер-
ства — Главпроект, которому подчинены проектные институты
отрасли. Головным проектным институтом отрасли является
Гипромез. Для разработки проекта того или иного завода и его
основных цехов назначается институт генерального проектирова-
ния завода (Укргипромез, Ленгипромез, Сибгипромез и другие).
Разработка проекта осуществляется путем так называемого
последовательного проектирования, т. е. проектирования от обще-
го к частному, когда вначале разрабатываются общие положения,
которые закладываются в основу проекта, а затем следует все
более детальная разработка его отдельных частей и разделов.
В соответствий с инструктивными нормами Госстроя начиная
с 1982 г. при двустадийном проектировании установлен следую-
щий порядок выполнения проекта: разработка задания на проек-
тирование и его утверждение; разработка проекта, его экспертиза
и утверждение; разработка рабочей документации. Кроме того,
началу непосредственной работы над проектом предшествует раз-
работка материалов, обосновывающих проектирование и строи-
тельство или реконструкцию (ранее такие материалы именовались
«технико-экономическое обоснование» — ТЭО).
Обоснование проектирования и строительства разрабатывают
в составе схем развития и размещения отраслей народного хозяй-
11
ства и отраслей промышленности и схем развития и размещения
производительных сил по экономическим районам и союзным рес-
публикам, которые разрабатываются на период не менее чем на
15 лет с уточнениями, вносимыми каждые пять лет на новое
пятилетие.
Сооружение новых доменного или сталеплавильного цехов в
процессе строительства нового, расширения или реконструкции
действующего заводов, а также реконструкция упомянутых цехов
с увеличением объема производства обычно сопровождаются
строительством или реконструкцией ряда смежных цехов и произ-
водств, обеспечивающих доменный или сталеплавильный цехи
сырьем и дальнейший передел производимой ими продукции —
чугуна и стальных слитков (это аглофабрика, прокатные цехи,
кислородная станция и др.). Поэтому обоснование строительства
(реконструкции) цеха обычно является составной частью обосно-
вания строительства, расширения или реконструкции завода в
целом
Разрабатываемые в составе упомянутых схем обосновываю-
щие материалы должны содержать необходимые расчеты и имеют
целью обоснование необходимости и экономической целесообраз-
ности строительства (реконструкции), а также разработку опти-
мальных решений, закладываемых в основу предполагаемого
проекта. Необходимость строительства нового завода или цехов
определяется в первую очередь потребностью народного хозяй-
ства в их продукции. Необходимость реконструкции, кроме того,
можег определяться требованиями повышения технического уров-
ня и технико-экономических показателей производства, улучше-
ния качества продукции, улучшения условий труда и разработки
мер по охране окружающей среды. Экономическую целесообраз-
ность определяют, оценивая затраты на строительство и эксплуа-
тацию объекта с учетом возможных вариантов его обеспечения
сырьем, энергоресурсами и водой; обеспечения рабочей силой, на-
личия транспортных путей, климатических условий, наличия при-
годной территории, условия связи и кооперирования с другими
предприятиями данного района. Для выработки оптимального
решения в процессе разработки обосновывающих материалов про-
рабатывают несколько вариантов того или иного решения (оце-
нивая, например, варианты включаемых в состав завода цехов,
воз'южные варианты снабжения сырьем и т. п.).
Материалы по обоснованию строительства нового завода обыч-
но содержат обоснованные решения по следующим вопросам:
обоснование необходимости и целесообразности строительства;
сортамент продукции и проектная мощность предприятия; обеспе-
чение предприятия сырьем, топливом и электроэнергией и опти-
мальные схемы снабжения ими; место строительства; оптималь-
ные структура и состав основных цехов; конструкция основных
агрегатов и технология; состав общезаводских служб и вспомога-
тельных цехов; энергетическое хозяйство и энергетические балан-
сы; генеральный план и транспортные схемы, основные строи-
12
тельные решения и организация строительства; защита окружаю-
щей среды; управление производством и его автоматизация;
экономика строительства и производства. В случае реконструкции
прорабатываются все или часть этих вопросов и иногда другие,
что определяется спецификой поставленной задачи. По доменному
и сталеплавильному производствам в подобных материалах обос-
новывают сортамент продукции и объем производства, выбор тех-
нологии и основных производственных агрегатов, потребность в
сырье и энергоресурсах, основные технико-экономические показа-
тели строительства и производства, в том числе стоимость строи-
тельства, используя при этом укрупненные нормы и данные по
цехам-аналогам. При новом строительстве на основании утверж-
денных схем развития выбирают строительную площадку. Комис-
сия по выбору площадки включает представителей заказчика,
института генерального проектирования, территориальной органи-
зации Госстроя, исполкомов Советов народных депутатов и дру-
гих заинтересованных организаций.
Задание на проектирование составляет заказчик (предприятие)
с участием генерального проектировщика на основе материалов
и расчетов по обоснованию строительства (реконструкции) объек-
та, выполненных в составе схемы развития и размещения отрас-
лей народного хозяйства, а также соответствующей отрасли про-
мышленности и схем развития и размещения производительных
сил по экономическим районам и союзным республикам. Задание
должно содержать следующие исходные данные: основание для
проектирования; наименование района или пункта строительства;
характеристику выпускаемой продукции и объем производства
по отдельным ее видам; основные решения по технологии и орга-
низации производства; требования по механизации и автоматиза-
ции производства и управления; задания по использованию науч-
но-технических достижений и по основным технико-экономическим
показателям, предусматривающим реализацию наиболее прогрес-
сивных и экономичных проектных решений; исходные положения
для разработки мер по защите окружающей среды; сроки и число
очередей строительства и некоторые другие данные.
Вместе с заданием заказчик передает проектной организации
технические условия на присоединение цеха к источникам снабже-
ния. инженерным сетям я коммуникациям; характеристики топ-
лива и сырья; данные по нестандартному оборудованию разового
изготовления; отчеты по научно-исследовательским работам, ка-
сающимся новых технологических процессов, материалов и обо-
ру догзния; данные об инженерно-геологической характеристике
площадки; характеристику действующего объекта в случае его
реконструкции и иногда другие материалы. При строительстве
цеха или предприятия на новом месте передается акт о выборе
площадки и другие касающиеся ее документы.
Заказчик выдает также задания на проектирование и изготов-
ление нестандартного оборудования и новых средств автоматиза-
ции, задания на выполнение экспериментальных опытно-промыш-
13
ленных работ по проверке новых технологических процессов и
материалов. Задание на проектирование утверждает та же ин-
станция, которая в последующем будет утверждать проект.
Утвержденное задание служит основанием для начала проекти-
рования.
Разработка проекта. Разработку проекта строительства или
реконструкции завода и цеха ведет назначаемый институт гене-
рального проектирования данного завода. Для организационного
и технического руководства проектированием назначается глав-
ный инженер проекта. В связи с большим объемом строительных
и монтажных работ строительство доменных и сталеплавильных
цехов обычно ведут в две очереди, а завода — в несколько оче-
редей, продолжительность которых достигает 3—4 лет. Для подоб-
ных объектов (с общей длительностью строительства более двух
лет) по нормативам Госстроя проект разрабатывается на первую
очередь строительства, а проектирование последующей очереди
осуществляют одновременно со строительством предыдущей. При
этом проектирование начинают с разработки общих проектных
решений, на основании которых рассчитывают полную стоимость
строительства с разбивкой по очередям.
Первоначально разрабатывают технологическую часть проек-
та цеха. Основную работу по этой части проекта выполняют проек-
тировщики-технологи. Обычно прорабатывают несколько вариан-
тов технологической части проекта, выбирая наиболее оптималь-
ный. Затем применительно к основным проектным решениям,
принятым в технологической части проекта, разрабатывают
остальные разделы и части проекта (например, строительную,
энергетическую и др.). Эти специальные разделы проекта выпол-
няют соответствующие отделы института генерального проекти-
рования, а также привлекаемые к разработке проекта специали-
зированные институты и организации (контрагенты). Работы по
выполнению проекта координирует главный инженер проекта.
При разработке проекта выполняют большое число расчетов —
расчеты материального и теплового балансов плавки для опре-
деления расходов сырья и топлива, расчеты потребности в обору-
довании, расчеты строительных конструкций, расчеты экономич-
ности прорабатываемых конкурирующих вариантов и др. При
этом все шире применяют математические методы, ЭВМ и сред-
ства организационной техники. ЭВМ используют для поиска
информации, выполнения расчетов, решения оптимизационных и
проектно-конструкторских задач, что сокращает время выполне-
ния и повышает качество проектных разработок.
На основании принятых проектных решений составляют смету
проекта — сводный сметный расчет стоимости строительства (ре-
конструкции), используя укрупненные сметные нормы и стоимост-
ные показатели цехов-аналогов. Составляется также смета на
проектные и изыскательские работы.
Экспертиза и утверждение проекта. Проект строительства или
реконструкция металлургического завода и входящих в его со-
14
став основных цехов утверждает Минчермет СССР, а проекты
наиболее крупных предприятий — Совет Министров СССР.
Проекты, утверждаемые Минчерметом СССР, предварительно
проходят экспертизу отдела экспертизы проектов и смет министер-
ства и экспертизу, проводимую отдельными опытными специа-
листами-экспертами, назначаемыми министерством. Проекты, под-
лежащие утверждению Советом Министров СССР, проходят
дополнительную экспертизу Госстроя СССР, Государственного
комитета СССР по ценам и Государственного комитета по науке
и технике, которая оценивает технологическую часть проекта.
Замечания и предложения опытных специалистов-экспертов за-
частую позволяют существенно улучшить отдельные проектные
решения и качество проекта в целом. В соответствии с замеча-
ниями экспертизы отдельные разделы проектов во многих случаях
подвергаются доработке и лишь после этого утверждаются соот-
ветствующими инстанциями.
Рабочая документация разрабатывается после утверждения
проекта. Документацию на строительство и монтаж отдельных
объектов выполняют соответствующие отделы института гене-
рального проектирования и целый ряд специальных проектных
институтов и организаций. Помимо материалов проекта, при вы-
полнении рабочей документации используют данные, получаемые
от изготовителей оборудования, результаты опытной отработки
новых технологических процессов и материалов, результаты инже-
нерных изысканий на строительной площадке, спецификации на
стандартное оборудование и материалы, и другие данные. Отдель-
ные решения, принятые в проекте, в процессе их детализации на
стадии рабочего проектирования пересматриваются и изменяются,
если выявляется возможность их улучшения. Рабочая документа-
ция выполняется в соответствии с ЕСДД. Документация, выпол-
няемая отдельными исполнителями (контрагентами), перед вы-
дачей заказчику передается для проверки генеральному проекти-*
ровщику.
Глава 2
СОДЕРЖАНИЕ ПРОЕКТА СТАЛЕПЛАВИЛЬНОГО
И ДОМЕННОГО ЦЕХОВ
1. Технологическая часть
Технологическая часть является основной и первоначально раз-
рабатываемой частью проекта цеха, служащей основой для раз-
работки его специальных частей и разделов. Как правило, техно-
логическая часть проекта сталеплавильного и доменного цехов
содержит проектные решения по следующим вопросам:
15
производственная программа цеха (уточнение принятого в
обосновывающих материалах объема производства с указанием
объема выплавки по маркам стали или объема выплавки чугуна
для сталеплавильных цехов к товарного чугуна);
выбор конструкции, числа и емкости (объема) основных
производственных агрегатов;
режим работы и основные технические показатели рабогы
производственных агрегатов;
обоснование расхода основных сырых материалов, топлива и
электроэнергии; характеристика сырых материалов и топлива;
основные параметры технологического процесса;
разработка технологической схемы работы цеха (подача и за-
грузка шихтовых материалов, уборка продуктов плавки) и рацио-
нальной схемы грузопотоков;
выбор основного подъемно-транспортного оборудования;
расчет потребного количества оборудования;
разработка объемно-планировочных решений заданий, распо-
ложения оборудования, основных отделений и цеха в целом.
2. Строительная часть
Строительная часть проекта выполняется совместно со специали-
зированными строительными проектными институтами (ЦНИИ-
промзданий, ЦНИИпроектстальконструкция и др.). В этой части
проекта разрабатывается сложный комплекс проектных решений:
выбор типа зданий, в наибольшей мере обеспечивающего опти-
мальное размещение технологического процесса; объемно-плани-
ровочные решения основных зданий и сложных объектов; кон-
структивные решения зданий и сооружений; архитектурно-строи-
тельные решения и решения по технической эстетике; решения по
санитарно-техническому обеспечению зданий. При разработке этих
решений исходят из необходимости учета следующих факторов:
удовлетворение требованиям технологии, сокращение стоимости
сооружений и строительства, сокращение затрат труда на строи-
тельство и его сроков, учет климатических условий, экономия
земельной площади, создание оптимальных условий труда в
проектируемом цехе, создание полноценного архитектурно-строи-
тельного облика сооружения и внутреннего интерьера производ-
ственных и бытовых помещений.
Здания и сооружения сталеплавильных и доменных цехов
проектируют в соответствии с требованиями строительных норм
и правил (СНиП II.М.2—72), указаний по строительному проек-
тированию предприятий, зданий и сооружений в черной ме1ал
лургии (СН 125—72) и правил безопасности в сталеплавильном
и доменном производствах. При этом разработка строительной
части сложных зданий и сооружений обычно ведется на основа-
нии рассмотрения и технико-экономической оценки нескольких
вариантов проектных решений. Для улучшения аэрации важным
является упрощение конфигурации зданий в плане и уменьшение
16
числа перепадов высот пролетов здания, повышение уклона кров-
ли зданий (до 1:4—1:3). С целью повышения экономичности и
сокращения сроков строительства важна максимальная унифика-
ция строительных параметров зданий и сооружений; применение
унифицированных деталей и конструкций заводского изготовле-
ния; широкое использование стальных опорных конструкций, бо-
лее легких, чем железобетонные; использование наиболее эффек-
тивных новых строительных материалов. В связи с этим следует
отметить, что большая часть отечественных промышленных зда-
ний строят с унифицированными шириной и высотой пролетов:
шаг колонн кратен 6 м. Преимущественно шаг колонн прини-
мают 12 м.
Строительная часть проекта содержит обоснование выбора
типа зданий и сооружений, обоснование принятых объемно-пла-
нировочных и архитектурных решений, строительные чертежи.,
обоснование выбора и расчеты фундаментов и несущих конструк-
ций, решения по защите заглубленных сооружений от грунтовых
вод и паводков, строительную характеристику объектов и, в част-
ности, характеристику основных размеров объекта, шагов колонн
зданий, характеристику кровли и полов зданий, стеновых ограж-
дений и др.
3. Энергетическая часть
Энергетическая часть проекта содержит проектные решения и раз-
работки по многим вопросам.
Электрохозяйство. Электроснабжение цеха осуществляют по
следующей схеме: заводская высоковольтная сеть — цеховая по-
нижающая трансформаторная подстанция — распределительны
пункты — потребители переменного тока. Для потребителей по-
стоянного тока в схеме электроснабжения дополнительно уста-
навливают преобразовательные подстанции или агрегаты (после
цеховой подстанции или распределительного пункта). Помимо
силовой, проектируют осветительную систему электроснабжения,
питаемую от распределительных пунктов. -В современных электро-
сталеплавильных цехах, помимо общецеховой системы электро-
снабжения, предусматривают отдельную систему снабжения элек-
тропечей, с тем чтобы избежать влияния сильного изменения
потребляемой электропечами мощности на работу остального элек-
трооборудования цеха; схема электроснабжения дуговых электро-
печей: заводская высоковольтная сеть — понижающая подстан
ция — печная подстанция.
Для цеха сооружают одну или несколько понижающих под-
станций. Выбор числа и места расположения подстанций опре-
деляется числом и расположением в цехе мощных потребителей
энергии и особенностями генплана завода. Обычно подстанции
стремятся расположить вблизи крупных потребителей энергии.
Выбор мощности трансформаторов понижающих подстанций и
остальных элементов системы элсктро^избжедея — токо-
проводов, коммутационной аппаратуры и аппаратуры защиты
производят на основании данных о среднесуточной потребляемой
мощности и с учетом максимальной потребляемой мощности и ее
длительности.
Сталеплавильные и доменные цехи работают непрерывно, и
поэтому должно быть обеспечено бесперебойное снабжение их
электроэнергией. Перерывы в подаче электроэнергии к основным
производственным агрегатам и обслуживающему их оборудова-
нию недопустимы, кроме того, и потому, что внезапное обесточи-
вание может привести к авариям с тяжелыми последствиями
Для обеспечения бесперебойности и надежности электроснабже-
ния цеховые понижающие подстанции получают питание от двух
отдельных источников (по двум линиям электропитания). В каж-
дой цеховой подстанции устанавливают два (а иногда и более)
трансформатора, каждый из которых может обеспечить потреб-
ность цеха в электроэнергии в случае выхода из строя другого.
При проектировании систем электроснабжения и электрообо-
рудования сопоставляют и анализируют ряд вариантов, выбирая
оптимальный вариант на основании сравнения технико-экономи-
ческих показателей. К техническим показателям сравниваемых
вариантов относятся надежность, долговечность, безопасность,
удобство эксплуатации и проведения ремонтов, объем ремонтных
работ, степень автоматизации и другие. Основными экономиче-
скими показателями являются срок окупаемости и приведенные
затраты, учитывающие капитальные затраты и эксплуатационные
расходы на содержание системы электроснабжения.
Газовое хозяйство. Природный газ поступает в цех из меж-
цеховой магистрали, кислород — с кислородной станции, аргон и
азот из межцеховой магистрали или в баллонах. При проектиро-
вании рассчитывают потребность цеха в том или ином газе, раз-
рабатывают трубопроводную систему подвода газов от источника
снабжения к участкам потребления с соответствующей армату-
рой, рассчитывая диаметр трубопроводов на пропуск максималь-
но потребного количества газов. При использовании баллонов
выделяют участки и оборудование для безопасной эксплуатации
баллонов и их доставки.
Теплосиловое хозяйство. В состав теплосилового хозяйства
входят системы обеспечения цехов сжатым воздухом и паром,
обеспечения доменных печей дутьем, системы улавливания и
очистки отходящих газов и использования вторичных энергоре-
сурсов.
Источниками снабжения сталеплавильного или доменного це-
хов паром могут служить заводская котельная, ТЭЦ, паровозду-
ходувная станция (ПВС) и цеховые теплоутилизационные уста-
новки. Источником снабжения сжатым воздухом служат ПВС,
заводские и иногда цеховые компрессорные станции. Большинство
доменных цехов имеет отдельные воздуходувные станции домен-
ного дутья и ряд цехов станции централизованной подачи дутья
к воздухонагревателям. На новых и реконструируемых заводах,
18
имеющих доменное производство, рекомендуется сооружение ПВС
или ТЭЦ—ПВС, которые должны быть энергетическим центром
завода и обеспечивать доменные печи дутьем и все цехи паром
и сжатым воздухом.
При разработке систем снабжения цеха паром и сжатым воз-
духом сначала определяют потребность в них с учетом макси-
мального расходования основными потребителями и затем рассчи-
тывают сечение трубопроводов, разрабатывают систему прокладки
трубопроводных коммуникаций с необходимой запорной арматурой
п теплоизоляцией для паропроводов.
С целью экономии топлива и электроэнергии обязательным
является сооружение во всех возможных случаях установок по
использованию вторичных энергоресурсов. К их числу относятся
теплоутилизационные установки (котлы-утилизаторы); агрегаты,
использующие энергию повышенного давления доменного газа;
системы сбора отходящих конвертерных газов в газгольдеры и их
использования и др. Котлы-утилизаторы применяют типовые,
выбирая их в зависимости от количества и температуры отходя-
щих газов. Системы отвода и очистки отходящих от плавильных
агрегатов газов проектируют специализированные проектные
организации; краткая характеристика этих систем дана при опи-
сании цехов.
Водоснабжение и канализация. Обычно разрабатывают неза-
висимые системы производственного водоснабжения и пожарно-
питьевого водоснабжения. Цеховая система водоснабжения обыч-
но включает насосную станцию, создающую требуемое давление
воды, сети (трубопроводы) для подвода воды к потребителям и
оборудование оборотных циклов водоснабжения, если таковые
имеются. Для обеспечения бесперебойного снабжения на водо-
подводящей сети необходимо прокладывать два трубопровода;
сооружают также водонапорные башни как резерв на случай ава-
рийного отключения водоснабжения. При проектировании систе-
мы водоснабжения определяют максимальный расход воды и в
соответствии с ним рассчитывают сечение водопроводов, разраба-
тывают систему прокладки трубопроводов с установкой необходи-
мой запорной арматуры.
Систему пожарно-питьевого водоснабжения делают прямоточ-
ной, а в производственной системе водоснабжения большая часть
потребителей доменных и сталеплавильных цехов оборудована
оборотной системой водоснабжения, что существенно сокращает
потребность в воде. Системы оборотного водоснабжения вклю-
чают циркуляционную насосную станцию, сеть трубопроводов,
устройства для очистки воды от взвесей или растворенных при-
месей и при необходимости охладительные устройства (бассейны
с брызгальными устройствами, градирни). Для очистки от взвесей
наиболее часто применяют радиальные отстойники, которые обо-
рудуют шламовой насосной станцией для удаления шлама из
отстойников. Обычно каждый цех имеет несколько оборотных цик-
лов водоснабжения, обслуживающих то или иное отделение цеха
19
или группу агрегатов. Во вновь сооружаемых цехах и при рекон-
струкции существующих необходимо разрабатывать бессточные
оборотные системы водоснабжения.
Обычно проектируют три разновидности канализационных си-
стем: промышленную, ливневую, которая иногда совмещена с про-
мышленной, и хозяйственно-бытовую. Отводимые сточные воды
должны обязательно подвергаться очистке.
Отопление и вентиляция. Системы отопления и вентиляции
проектируют в соответствии с требованиями строительных норм
и правил СНиП II.Г.7—62. Системы отопления зданий и помеще-
ний должны обеспечивать в них температуры, предусмотренные
санитарными нормами; в качестве теплоносителя обычно исполь-
зуют перегретую воду и пар от системы теплоснабжения. В произ-
водственных помещениях с площадью более 100 м2 на одного ра-
ботающего общего отопления в соответствии с санитарными нор-
мами СН 245—71 не делаюг: в них предусматривают местный
обогоев рабочих мест (например, инфракрасными излучателями).
Вентиляционные системы проектируют и рассчитывают так,
чтобы создаваемый ими воздухообмен обеспечивал требуемые са-
нитарными нормами условия микроклимата. Вентиляция можег
быть общеобменной и местной, естественной и механической.
В основных производственных зданиях сталеплавильных и домен-
ных цехов проектируют естественную общеобменную вентиляцию
(аэпанпю) в сочетании с механической приточной или вытяжной
вентиляцией отдельных участков; в помещениях, не имеющих
аэрации, предусматривают механическую вентиляцию.
Аэрация создается за счет устройства в крыше здания аэра-
ционных фонарей и проемов в стенах здания, закрываемых, на-
пример, поворотными щитами; элементы системы аэрации рас-
считывают на обеспечение требуемого воздухообмена. Система
приточной вентиляции включает шахту для забора наружного
зоздуха, вентилятор, калорифер для подогрева подаваемого воз-
духа. воздуховоды с приточными насадками (воздухораспредели-
телями) и регулирующими устройствами и иногда фильтры для
счистки воздуха от пыли и устройства для увлажнения воздуха.
В местную систему вытяжной вентиляции входят улавливающий
зон:, трубопроводы и вентилятор, иногда предусматривают устрой-
ство для очистки отводимых газов от пыли. Мощность вентиля-
торов и диаметр воздухопроводов механических систем вентиля-
ций определяют расчетом, исходя из требуемой кратности возду-
хосб гена.
4. Транспорт
Промышленный транспорт металлургического завода разделяют
на внутренний и внешний. Внешний транспорт, чаше всего желез-
нодорожный, обеспечивает доставку в доменные и сталеплавиль-
ные цехи материалов от внешних источников снабжения; ею
проектируют при разработке проекта завода.
20
В качестве внутрицехового и межцехового транспорта исполь-
зуют железнодорожный, автомобильный, конвейерный транспорт,
рольганги, трубопроводный транспорт; для внутрицеховых пере-
возок используют также рельсовые тележки и краны. Проекти-
рование транспорта включает следующие основные этапы, расчет
объема межцехового и внутрицехового грузооборота, выбор вида
транспорта, собственно проектирование системы транспорта, вклю-
чая определение потребного количества транспортных средств.
Об ь:м грузооборота подсчтывают на основании известной произ-
водительности цеха и расходных коэффициентов материалов на 1 т
стали или чугуна. Тип транспорта выбирают с учетом объема
перевозок, вида перевозимых грузов, характера и условий техно-
логического процесса и на основе сопоставления экономичности
того или иного транспорта в конкретных условиях цеха. В настоя-
щее время на металлургических заводах 72% межцеховых пере-
возок выполняются железнодорожным транспортом; для новых
цехов и при реконструкции существующих рекомендуется, где это
возможно, применять другие, более экономичные виды транспорта.
Основным преимуществом железнодорожного транспорта яв-
ляется его универсальность, позволяющая перевозить грузы прак-
тически всех видов, включая жидкий металл и шлак. Для метал-
лургических цехов важно также то, что за многие годы эксплуата-
ции созданы хорошо зарекомендовавшие себя специальные виды
подвижного состава — чугуновозы, шлаковозы, слитковозы и др.
Недостатки этого вида транспорта — относительно невысокая опе-
ративность и гибкость и то, что строительство и эксплуатация
железных дорог требуют сравнительно больших капитальных за-
трат, эксплуатационных расходов, затрат труда и занимаемой
земельной площади.
Автомобильный транспорт при перевозках па короткие рас-
стояния требует по сравнению с железнодорожным меньших удель-
ных капиталовложений, эксплуатационных расходов, трудовых за-
трат. Кроме того, в 4—5 раз уменьшается занимаемая транспор-
том площадь; для автотранспорта допустим в два раза больший
уклон путей; характерна большая маневренность (допустимый
радиус закругления путей в 6—7 раз меньше, чем у железнодо-
ро.'иных); возможна разгрузка без использования цеховых подъем-
нс-транспортпых средств. В настоящее время в нашей стране на-
чаты работы по созданию специальных видов автотранспорта для
ме-аллургчческих иехо.ч — автошлаковозов, слябовозов, автомо-
билей-самопогрузчиков и др
Конвейерный транспорт используется для перевозки сыпучих
л кусковых грузов. По сравнению с железнодорожным и автомо-
бильным он позволяет автоматизировать транспортировку и раз-
грузку материалов, допускает пересечение грузопотоков требует
меньшей площади и эксплуатационных расходов, меньшего числа
обслуживающего персонала, позволяет подавать грузы непосред-
ственно к агрегату-потребителю, что уменьшает число перегру-
зок и требуемых для этого механизмов. Рольганги пригодны лишь
21
для транспортировки специфических грузов, например слябов из
ОН PC в прокатный цех.
Трубопроводный транспорт относится к числу перспективных
видов транспорта. Различают следующие его разновидности:
гидравлический (транспортировка водой в трубе), пневматический
и капсульный. Отличительные особенности этого вида транспор-
та — низкая себестоимость перевозок, малые трудовые затраты.
Пневматический трубопроводный транспорт применяют в стале-
плавильных цехах для транспортировки тонкоизмельченных мате-
риалов (например, извести). Для более широкого применения
трубопроводного транспорта необходимы дальнейшие исследова-
тельские и проектно-конструкторские работы.
На ближайшие годы при проектировании новых и реконструк-
ции существующих цехов рекомендуется широкое применение кон-
вейерного и автомобильного транспорта. Поскольку еще длитель-
ное время основным межцеховым транспортом будет железнодо-
рожный, рекомендуется его совершенствование: полный перевод
на тепловозную тягу, переход на рельсы тяжелых типов на желе-
зобетонных шпалах, совершенствование вагонного парка, приме-
нение средств автоматики.
5. Организация производства
Основная задача раздела «Организация производства» проекта —
обеспечение наиболее полного и производительного использова-
ния техники и рабочей силы в проектируемом цехе. В этой части
проекта разрабатываются решения по следующим вопросам: орга-
низационная структура цеха, определяемая в первую очередь тех-
нологической схемой работы цеха; организация производственных
процессов; организация труда или трудовых процессов; организа-
ция управления производством.
В части, касающейся организации производственных процессов
по цеху в целом, на отдельных технологических участках и в от-
делениях разрабатываются: режим работы основных производ-
ственных агрегатов; фонды рабочего времени (обычно они опре-
деляются нормами технологического проектирования); режимы
работы оборудования; графики ремонтов основных производствен-
ных агрегатов и оборудования; основные параметры технологи-
ческих процессов, регламентируемые технологическими инструк-
циями и нормативами; система текущего контроля производства,
включая автоматическую систему контроля параметров техноло-
гических процессов.
Организация трудовых процессов включает определение рас-
становочных штатов цеха, рациональную организацию труда на
рабочих местах, нормирование труда, выбор системы оплаты и
уровня заработной платы основных категорий трудящихся в соот-
ветствии с существующей системой тарифных ставок и окладов.
Организация управления производством предусматривает раз-
работку схемы управления цехом, методов и средств управления
22
цехом и отдельными производственными процессами и участками.
Организация управления современным цехом должна включать
использование автоматизированных систем управления; обычно
разрабатывают два типа автоматизированных систем управле-
ния — автоматизированную систему управления производством
(АСУП) и ряд автоматизированных систем управления отдель-
ными технологическими процессами (АСУТП), например процесса
подачи на колошник и загрузки шихты в доменную печь.
Автоматизированная система управления производством цеха
обычно является составной частью АСУП завода. В разделе
организация производства проекта формируется функциональная
задача АСУ и по каждой АСУ перечисляются параметры, которые
подвергаются автоматическому контролю и регулированию. Соб-
ственно проект АСУТП и АСУП разрабатывается в самостоятель-
ном разделе проекта цеха или предприятия в целом.
При организации производственных и трудовых процессов при-
меняют методы научной организации труда, предусматривая мак-
симальное использование механизации и автоматизации производ-
ственных процессов и сведение до минимума тяжелого физиче-
ского неквалифицированного труда.
6. Автоматизация
В этом разделе проекта разрабатываются автоматизированная си-
стема управления производством в цехе — АСУП и автоматизиро-
ванные системы управления отдельными технологическими про-
цессами — АСУТП. На стадии технического проекта обосновы-
вается выбор оптимального варианта технической структуры АСУ
для решения поставленной функциональной задачи (обычно фор-
мулируемой в разделе проекта по организации производства),
выбирается комплекс технических средств (число и типы ЭВМ),
решаются вопросы размещения технических средств, определяется
площадь помещения, необходимого для их размещения, опреде-
ляется штат персонала по обслуживанию АСУ. Более подробно
проекты автоматизированных систем дорабатываются при рабо-
чем проектировании.
7. Охрана труда и техника безопасности
Вопросам охраны труда в нашей стране придается исключительно
важное значение. Как указано в Программе КПСС, всемерное
оздоровление и облегчение условий труда является одним из важ-
нейших направлений в деятельности Коммунистической партии и
Советского государства по повышению народного благосостояния.
В черной металлургии доля затрат на охрану труда и технику
безопасности в проектах строительства и реконструкции действую-
щих предприятий и цехов непрерывно растет и составляет в на-
стоящее время 7—8% от общих затрат.
23
Основное назначение раздела «Охрана труда п техника
безопасности» проекта — обеспечение здоровых и безопасных
условий труда, предупреждение возникновения профессиональных
заболеваний и производственных травм. Доменные и сталепла-
вильные цехи относятся к горячим цехам металлургического
производства. Основными причинами травматизма и профзаболе-
ваний в этих цехах могут быть: тепловое облучение, отравление
выделяющимися газами и пылью, световое излучение, ожоги, вы-
сокий уровень шума, поражение электрическим током, механиче-
ские травмы при неправильной эксплуатации оборудования.
В разделе «Охрана труда и техника безопасности» проекта
цеха выполняется анализ условий труда и потенциальных опас-
ностей и вредностей, характерных для различных производствен-
ных участков данного цеха. На основании этого анализа разраба-
тываются проектные решения по обеспечению требуемых опти-
мальных и безопасных условий труда и социально-бытовому
обслуживанию трудящихся (бытовые помещения, организация
питания, медицинского обслуживания и др.).
Температура, влажность и скорость движения воздуха, содер-
жание в нем пыли и вредных веществ, тепловое излучение на ра-
бочих местах должны удовлетворять требованиям Единых сани-
тарных правил СН 245—71 и ГОСТ 12.1.005—76 «Воздух рабочей
зоны»; уровень освещенности — требованиям СНиП II.4—79, уро-
вень шума — требованиям СНиП 11.12—77.
Удаление пыли, вредных веществ и тепла обеспечивают за счет
вентиляции. В основных производственных зданиях доменных и
сталеплавильных цехов применяют естественную общеобменную
вентиляцию (аэрацию) в сочетании с механической приточной или
вытяжной вентиляцией отдельных участков. Общеобменную вен-
тиляцию (аэрацию) проектируют для литейных дворов, зданий
воздухонагревателей и разливочных машин доменных цехов, для
главных зданий сталеплавильных цехов, для ОНРС, стрипперных,
миксерных, шихтовых отделений, отделений подготовки составов
и некоторых других. Б местах сильных пыле- и газовыделений
этих помещений устраивают вытяжную вентиляцию. В произвол
ственяых помещениях с выделением вредных газов и не имеющих
аэрационных устройств предусматриваю? общеобменную вытяж-
ную вентиляцию (вытяжку из верхней зоны помещения).
Приточной механической вентиляцией оборудуют рабочие места
перечисленных выше зданий, встроенные помещения, вспомога-
тельные производственные помещения, технические и бытовые
помещения. Для целого ряда помещений рекомендуется подача
кондиционированного воздуха. К ним относятся помещения ЭВА'Г,
пульты управления оборудованием, кабины кранов, комнаты о.--
дыха, лаборатории, мастерские. На рабочих местах с сильными
тепловыделениями предусматривают воздушное душирование,
устанавливая переносные или стационарные вентиляторы, тепло-
изоляционные экраны.
24
Для поддержания требуемой температуры в холодное время
года все производственные и бытовые помещения оборудуют си-
стемой отопления. При этом отопление производственных помеще-
ний, в которых на одного работающего приходится более 100 м2
площади в соответствии с санитарными нормами (СН 245—71),
не предусматривается. Такими помещениями являются литейный
двор доменных печей, главные здания конвертерного, электроста-
леплавильного и мартеновского цехов, здания ОНРС, шихтовые
отделения, отделения подготовки изложниц и некоторые другие.
В них предусматривают местный обогрев рабочих мест инфракрас-
ными излучателями и другими отопительными устройствами,
устраивают отапливаемые комнаты.
Защита от шума при проектировании обеспечивается в соот-
ветствии с требованиями СНиП 11.12—77; при этом по возмож-
ности используют оборудование с уровнем шума, не превышаю-
щим допустимого: размещают агрегаты, создающие сильный шум
в отдельных зданиях и сооружениях; применяют звукоизолирую-
щие кожухи, герметизацию и звукоизоляцию трубопроводов, ди-
станционное управление машинами и механизмами с размещением
пультов управления в звукоизолированных помещениях. Для за-
щиты от вибраций обеспечивают виброизоляцию соответствующе-
го оборудования.
Для обеспечения электробезопасности цехи проектируют с уче-
том требований соответствующих разделов строительных норм и
правил (СНиП) и Правил устройства электроустановок (ПУЭ),
касающихся устройства и прокладки цеховых электросетей, рас-
положения электроустановок и аппаратуры, устройству заземле-
ний. ограждений, предупредительной сигнализации, систем ди-
станционного управления и блокирования. Пожаробезопасность
обеспечивается путем соблюдения при проектировании зданий и
сооружений противопожарных требований строительного проекти-
рования (СНиП П.2—80 и других); устройством противопожар-
ного водоснабжения; устройством систем пожаротушения, в том
числе автоматических, с обязательным расположением систем по-
жаротушения в наиболее пожароопасных местах; устройством си-
стем пожарной сигнализации; разработкой противопожарных
мероприятий в местах применения пожароопасных веществ. Все
здания и сооружения должны быть оборудованы молниезащитой.
Для обеспечения безопасного передвижения по цеху должна
быть предусмотрена четкая система проходов, переходных мости-
ков над опасными участками, требуемые расстояния (габариты)
между стенами здания, оборудованием и передвигающимся транс-
портом.
Бытовые, административно-конторские помещения, здравпунк-
ты, пункты питания проектируют в соответствии с требованиями
СНиП 11.92—76 и Едиными санитарными правилами для пред-
приятий черной металлургии; при этом сталеплавильные и домен-
ные цехи должны иметь гардеробные с горячим душем и рабо-
тающие в три смены столовые и здравпункты. Бытовые и адми-
25
нистративные помещения полагается размещать в отдельном
административно-бытовом корпусе, располагаемом вблизи глав-
ного здания или литейных дворов, и соединять с последними
крытыми пешеходными галереями. Ниже дана краткая характе-
ристика специфических вредностей основных производственных
участков доменных и сталеплавильных цехов и решений по ослаб-
лению или устранению влияния этих вредностей.
Доменный цех. На литейном дворе при подготовке желобов,
их сушке путем сжигания газа и особенно при выпуске чугуна
и шлака выделяются тепло, пыль, окись углерода, сернистый газ.
В здании литейного двора предусматривают естественную аэра-
цию, душирование рабочих мест, приточную вентиляцию встроен-
ных помещений. Необходимо предусматривать съемные укрытия
над желобами для чугуна и шлака и укрытия над местами слива
чугуна и шлака в ковш с отсосом от них газов и последующей их
очисткой. Важным средством уменьшения воздействия вредностей
на литейном дворе является разработка и применение механиз-
мов, заменяющих тяжелый ручной труд и оборудование этих
механизмов дистанционным управлением, перспективно примене-
ние роботов-манипуляторов.
Установки придоменной грануляции выделяют в атмосферу
сернистый ангидрид, сероводород, окись углерода, пыль. Эти газы
улавливают, пропуская через скруббер, где сернистые соединения
и пыль поглощает подаваемая в скруббер подщелачиваемая вода,
после чего газы выбрасываются в атмосферу через высокую
трубу.
Система шихтоподачи является сильным источником пыли, в
связи с чем предусматривают систему улавливания, отвода и
очистки газов из помещений бункерных эстакад, мест перегрузки
материалов, конвейерных галерей. В здании разливочных машин,
где выделяется тепло, пыль и окись углерода, предусматривают
естественную аэрацию, отсасывающие зонты над местом слива
чугуна, душирование рабочих мест. В депо ремонта ковшей, где
выделяется пыль при ломке футеровки и окислы азота при сушке
ковшей, необходимо предусматривать отсасывающие зонты на
соответствующих местах. В отделении подготовки огнеупорных
масс (глиномялке), где возможно сильное пыление, необходима
герметизация устройств для помола, смешения, транспортировки
и перегрузки материалов и устройств вытяжки с очисткой отсасы-
ваемых газов от пыли.
Конвертерный цех. В конвертерном и загрузочном пролетах
основной источник вредностей—это неорганизованные выделения-
(пыль, тепло и газы, содержащие окись углерода и сернистый
газ). Они выделяются из горловины конвертера при повалках,
заливке чугуна, загрузке лома и в отдельные моменты продувки
через зазор между горловиной и входной частью газоотводящего
тракта; пыль, тепло, окиси углерода и азота и вредные пары —
при выпуске стали в ковш; пыль — при ремонтах конвертера;
тепло, окиси углерода и азота — при разогреве конвертера после
26
ремонта и от печей для прокаливания ферросплавов. В конвер-
терном и загрузочном пролетах предусматривается естественная
аэрация с помощью аэрационных фонарей и приточная вентиля-
ция отдельных участков. При отборе проб и замерах температуры
через горловину конвертера применяют специальные тележки с
теплозащитными экранами и обдув специально устанавливаемыми
вентиляторами. Проблема улавливания неорганизованных выбро-
сов пока не решена; разрабатываются проекты специального ко-
жуха вокруг конвертера, который позволил бы улавливать неорга-
низованные выбросы как при загрузке конвертера, так и при вы-
пуске продуктов плавки.
Систему подачи и загрузки сыпучих материалов в конвертер
обычно выполняют с герметизацией мест пыления, отсосом и
очисткой газов от пыли. В ковшовом пролете выделяется пыль
(при ломке футеровки), тепло и NO2 при разогреве ковшей.
В пролете предусматривают естественную аэрацию и установку
вытяжных зонтов над стендами для разогрева ковшей и ломки
футеровки.
В миксерном и переливном отделениях при сливе чугуна вы-
деляются тепло и графитовая пыль. Над местами слива устанав-
ливают зонты систем улавливания газов и их очистки от пыли.
Выделяющиеся из миксера при его отоплении газы также содер-
жат много графита, для его улавливания делают щелевой отсос
у горловины миксера (улавливаемый графит является ценным
сырьем).
Электросталеплавильный цех. В печном пролете основную
опасность представляют неорганизованные выделения вредностей
от электропечей: тепловыделения; шум от электрических дуг; вы-
бивание из печи газов, содержащих пыль, окись углерода, окислы
азота и серы, цианиды, фториды, пары хрома, никеля, марганца;
пылевыделения при ремонтах печи. Окислы азота выделяют в
атмосферу пролета также печи для нагрева ферросплавов.
В печном пролете предусматривают естественную аэрацию,
установку вентиляторов на рабочей площадке, отсос печных газов
через отверстие в своде и иногда с помощью зонтов, устанавли-
ваемых над печью. Отсос газов с помощью зонтов менее эффек-
тивен, чем через отверстие в своде. Количество вредных выбросов
можно сократить, если при отсосе печных газов поддерживать под
сводом давление, равное атмосферному; при этом исключается
подсос воздуха в печь и в отводимых и выбивающихся газах
будут отсутствовать окислы азота и цианиды.
Для новых цехов рекомендуется сооружение вокруг печи ко-
жуха, который изолирует цех от шума и обеспечивает улавлива-
ние вредностей, выделяющихся при плавке и выпуске стали; отво-
димые из кожуха газы подвергают очистке. Другим вариантом
локализации выделения вредностей является сооружение между
печным и смежными пролетами разделительных стенок. Этот спо-
соб менее эффективен, так как не защищает от вредностей персо-
нал печного пролета.
27
Мартеновский цех. В печном пролете основными источниками
вредностей являются выбивание газов через рабочие окна печей
(тепло, пыль, окислы азота и сеоы); горячие газы, содержащие
окись углерода и пыль, выделяющиеся при заливке чугуна в печь;
тепло и пыль, выделяющиеся при заправке печей и их ремонтах
(особенно при работе в шлаковиках и регенераторах). Улавлива-
ние вредностей в печном пролете мартеновских цехов не органи-
зовано; они удаляются через аэрационный фонарь. Предусматри-
вается душирование рабочих мест.
Разливочный пролет характеризуется большим уровнем тепло-
выделений и сильной загрязненностью атмосферы. Тепло-, пыле-
и газовыделения имеют место при выпуске стали и шлака из пе-
чей и при разливке стали (из изложниц, от ковша и с поверхности
жидкого разливаемого металла). Много пыли выделяется при
ремонтах ковшей и печей. Источниками тепловыделений являются
подготавливаемые к плавке сталеразливочные ковши, шлаковые
ковши, составы с изложницами после разливки. Тепло и окислы
железа выделяются от имеющихся в электросталеплавильных це-
хах установок для продувки в ковше аргоном. При разогреве
ковшей газовыми горелками в атмосферу поступают окись угле-
рода и окислы азота. Выделяющиеся из ковша при выпуске стали
газы содержат вредные пары марганца и некоторых других эле-
ментов. Из изложниц выделяются токсичные продукты выгорания
смазки, а при разливке под шлаками — иногда вредные возгоны
составляющих шлака.
В существующих цехах улучшение условий труда осуще-
ствляют в основном установкой вентиляторов на рабочих местах,
а на участках подготовки ковшей — путем механизации ручного
•груда (применение машин для изготовления монолитной футеров-
ки, машин для ломки футеровки). Вредные выбросы удаляются
из пролета через фонарь главного здания цеха.
В стрипперном отделении выделяются тепло и пыль; в отде-
лении чистки и смазки изложниц — токсичные возгоны смазки;
в отделении подготовки составов — пыль при подготовке поддо-
нов, центровых и прибыльных надставок, а также тепло и окись
углерода при их подогреве. Все эти выделения удаляются за счет
естественной аэрации.
Отделение непрерывной разливки. Имеются тепловыделения
от ковшей и шлаковых чаш, выделения окиси углерода, окислов
азота и тепла при разогреве промежуточных ковшей на разливоч-
ной площадке и в пролете их подготовки, где выделяется также
пыль при ремонтах ковшей; выделение пыли, окислов азота и
окиси углерода при газовой резке заготовок; выделение тепла и
окислов железа при продувке металла в ковше аргоном; выделе-
ние тепла, пыля и окиси углерода от печей для выплавки синте-
тических шлаков; выделения большого количества пара в зоне
вторичного охлаждения. В ОНРС предусматривают душирование
рабочих мест на разливочной площадке, системы местного газо-
отсоса от газорезок и установок для продувки аргоном, герме-
28
тизируют зону вторичного охлаждения МНЛЗ и организуют вы-
тяжку оттуда пара и его выброс в атмосферу.
8. Защита окружающей среды
Охрана природы и рациональное использование природных регур
сов являются одной из важнейших экономических и социальных
задач нашей страны. Разработка мер по предотвращению загряз-
нения окружающей среды является обязательной при проектиро-
вании всех промышленных объектов. Требования к этой части
проектов существенно повышены в соответствии с принятым в
1980 г. законом «Об охране атмосферного воздуха» и содержа-
щимися в Основных направлениях экономического и социального
развития СССР на 1981—1985 гг. и на период до 1990 г. указа-
ниями о необходимости совершенствования технологических про-
цессов с целью сокращения выбросов вредных веществ в атмо-
сферу и водоемы, увеличения выпуска высокоэффективных газе- и
пылеулавливающих аппаратов и водоочистного оборудования,
а также приборов и автоматических станций контроля за состоя-
нием окружающей среды.
В черной металлургии ежегодно на мероприятия по охране
природы расходуется около 5% общего объема капиталовложе-
ний. Наряду со строительством новых реконструируются старые
малоэффективные очистные сооружения; проводятся межзаводские
школы. Однако доменное и сталеплавильное производства
остаются одними из наиболее сильно загрязняющих воздушный
бассейн и заметно загрязняющих водный.
Защита воздушного бассейна. Основные загрязняющие атмо-
сферу выбросы в доменном цехе — неорганизованные выбросы
через аэрационные фонари здания литейного двора (пыль, окись
углерода, сернистый газ), здания воздухонагревателей (окись
углерода), здания разливочных машин (пыль, окись углерода);
депо ремонта ковшей (пыль, оксид углерода); выбросы из трубы
воздухонагревателей (окислы азота), из межконусного простран-
ства засыпных аппаратов (пыль, окись углерода); пыление при
выгрузке пыли из сухих пылеуловителей, при ремонтах печей.
Основные загрязняющие атмосферу выбросы из главных зда-
ний сталеплавильных цехов следующие:
в конвертерном цехе — выбросы через аэрационный фонарь
загрузочного и конвертерного пролетов вредностей, выделяющихся
из горловины конвертера, при сливе стали и шлака в ковши, при
ремонтах конвертера, от печей для прокаливания ферросплавов
(пыль, окислы углерода и азота, сернистый газ, фториды); отхо-
дящие конвертерные газы (окислы азота, образующиеся при сжи-
гании выбрасываемой в атмосферу окиси углерода на свече или
при дожигании окиси углерода в котле-утилизаторе); выбросы из
ковшового пролета — окислы азота и углерода от стендов для
нагрева ковшей и пыль при отсутствии ее улавливания над места-
ми ломки футеровки;
29-
в электросталеплавильном цехе — выбросы через аэрационный
фонарь главного здания вредностей, выделяющихся из электропе-
чей, при сливе шлака и выпуске стали в ковш, от печей прокали-
вания ферросплавов, из разливочного пролета (пыль, окислы
углерода, азота и серы, фториды, цианиды, токсичные продукты
выгорания смазки изложницы); выбросы из системы очистки
отсасываемых через свод газов (окислы углерода, азота, серы;
фториды и цианиды);
в мартеновском цехе — выбросы вредностей через аэрацион-
ный фонарь главного здания, выделяющихся из печей, при за-
ливке чугуна, при сливе шлака и выпуске стали в ковш, из раз-
ливочного пролета, при ремонтах печей (пыль, окислы азота,
серы и углерода, токсичные продукты выгорания смазки излож-
ниц); выбросы дымовых газов через трубы (окислы азота и
серы).
Через аэрационные фонари шихтовых отделений для сыпучих
материалов выделяется пыль. Из миксерных отделений и отделе-
ний перелива чугуна через аэрационные фонари выделяется гра-
фитовая пыль и окись углерода. Из отделений чистки и смазки
изложниц в атмосферу поступают токсичные возгоны смазки
изложниц; через аэрационный фонарь отделений подготовки со-
ставов с изложницами — пыль и окись углерода. Через аэрацион-
ные фонари здания ОНРС выделяется пыль, окислы углерода и
азота, образующиеся в пролете подготовки промежуточных ков-
шей, в зоне газовой резки заготовок, на установках продувки
металла аргоном в ковше, в печах выплавки синтетических шла-
ков. Большим источником пыления в доменных и сталеплавиль-
ных цехах могут быть системы транспортировки сыпучих мате-
риалов; обычно они оборудованы устройствами очистки газов
от пыли.
Пылегазовые выбросы в атмосферу подразделяют на органи-
зованные (выбросы через трубу или газоотсасывающие устрой-
ства) и неорганизованные (например, через аэрационные фонари
зданий). Выбросы первого вида обычно подвергают очистке ог
пыли и они загрязняют атмосферу вредными газообразными со-
ставляющими; неорганизованные выбросы дополнительно загряз-
няют атмосферу пылью. Существует много надежных и освоенных
устройств и систем очистки газов от пыли; в эксплуатируемых и
вновь сооружаемых цехах ставится задача оборудовать улавли-
вающими системами, включающими устройства для очистки газов
от выли, все участки пыления, где это возможно. Вместе с тем
проблема улавливания многих неорганизованных пыле- и газо-
выделений в сталеплавильных и доменных цехах до сих пор не
решена.
В стадии решения находится пока разработка способов очист-
ки отходящих газов от вредных химических веществ. Наиболее
освоены и иногда применяются очистка газов от сернистых соеди-
нений и от окиси углерода, причем от последней избавляются
путем ее дожигания при выбросе в атмосферу и при этом обра-
зе
зуются окислы азота. В 11-й пятилетке на заводах черной метал-
лургии будут введены в строй первые установки очистки техноло-
гических газов от окислов углерода, азота и канцерогенных
веществ.
Защита водного бассейна. Сточные воды сталеплавильных и
доменных цехов могут содержать взвешенные вещества, нефтепро-
дукты, кислоты, щелочи, соли, фенолы, цианиды. Для вновь
проектируемых цехов ставится задача обеспечить очистку сбрасы-
ваемых вод до такой степени, чтобы это не вызывало каких-либо
изменений в водоемах. В существующих цехах используют сле-
дующие меры защиты водоемов от вредного воздействия содер-
жащихся в сточных водах примесей:
очистка сточных вод с помощью механических, химических,,
физико-химических и биологических методов. Не все известные
способы очистки достаточно эффективны и пока не все сточные-
воды подвергаются очистке;
применение оборотных циклов водоснабжения, существенно
уменьшающих количество сбрасываемой Воды. В оборотных цик-
лах предусматривают те или иные очистные сооружения, но пол-
ная очистка циркулирующей и сбрасываемой воды не обеспечи-
вается;
применение бессточных систем водоснабжения, предусматри-
вающих глубокую очистку циркулирующей воды. Способ пол-
ностью предотвращает загрязнение водомоев, но его внедрение
пока лишь начинается;
сооружение установок и систем для утилизации улавливаемых
из очищаемых вод примесей (шламов, солей, масел, эмульсий
и др.).
При разработке проектов сооружения новых и реконструкции
существующих сталеплавильных и доменных цехов ставится за-
дача исключить или свести до минимума вредные выбросы в воз-
душный и водный бассейны. Для выполнения этих задач обяза-
тельными являются следующие проектные решения:
применение бессточных оборотных систем водоснабжения, а в
случае невозможности их использования — обеспечение полной
очистки сточных вод с обеспечением в обоих случаях утилизации
улавливаемых примесей;
обязательное оборудование всех источников пылевыделений
устройствами для улавливания выделяющихся газов и их очистки
от пыли, что предполагает разработку систем улавливания неорга-
низованных выбросов;
применение во всех возможных случаях отработанных систем
очистки отходящих газов от вредных химических веществ.
Наряду с обязательным применением перечисленных мер важ-
нейшими задачами проектирования с целью предотвращения за-
грязнения окружающей среды являются:
разработка новых эффективных систем очистки отходящих
газов и сбрасываемых вод и в первую очередь систем и способов
очистки газов от вредных химических соединений;
31
совершенствование и оптимизация технологических процессов
€ целью уменьшения выделений в атмосферу и водный бассейн;
совершенствование технологических процессов с целью сокра-
щения водопотребления;
разработка новых маловодных и малоотходных технологий;
применение испарительного охлаждения металлургических пе-
чей, позволяющего в несколько раз снизить потребление воды;
разработка методов подавления выноса пыли из агрегатов;
предварительная подготовка сырья с целью уменьшения вред-
ных выбросов и пыли (например, применение подготовленных
флюсов вместо извести в сталеплавильном производстве);
сокращение или полное прекращение использования в произ-
водстве материалов, применение которых вызывает значительные
выделения вредных веществ и газов;
эффективная герметизация оборудования и участков, характе-
ризующихся значительным выделением пыли и газов;
максимальное использование отходов производства, вторичных
энергоресурсов, создание безотходной технологии;
разработка и внедрение систем автоматического контроля и
управления объектами охраны окружающей среды.
Я. Промышленная эстетика
Обязательной составной частью проекта современного металлур-
гического цеха является разработка решений по технической эсте-
тике, имеющих целью создание наиболее благоприятной внешней
обстановки на рабочих местах, благоприятного эстетического впе-
чатления от цеха и завода в целом и тем самым улучшение
психофизиологических условий работающих. Разрабатывая проект,
следует обеспечивать архитектурную выразительность зданий и
сооружений цеха, четкость их силуэта и композиционную согла-
сованность зданий и сооружений с панорамой завода в целом.
При разработке фасадов основных зданий цехов необходимо стре-
миться к созданию законченного архитектурно-художественного
образа, используя для улучшения качества фасадов оптимальную
окраску, отделку профилированным стальным листом, акцентируя
в качестве элементов разработки фасадов рельефные элементы
входов, въездов, аэрационные фонари, воздухозаборные устрой-
ства и т. п. Важными элементами внешнего оформления цеха
являются расположение участков озеленения, стендов наглядной
агитации.
Обязательной является разработка благоприятного интерьера
производственных и бытовых помещений, который должен соот-
ветствовать современным требованиям промышленной эстетики:
рациональная цветовая окраска помещений, оборудования, строи-
тельных конструкций и трубопроводов, снижающая утомляемость
работающих; рациональное размещение оборудования; четкая си-
стема внутрицеховых проходов, проездов и сигнализации и дру-
гие меры.
32
10. Организация строительства
Организация строительства является основой текущего планиро-
вания и руководства строительством. В этой части проекта дается
характеристика условий строительства в данном месте: опреде-
ляют объем строительных и монтажных работ, потребность в
строительных материалах и механизмах, объем трудовых затрат,
объем и сроки подготовительных работ и ряд других показателей.
Разрабатывают план организации строительства с последователь-
ностью выполнения работ, обеспечивающей четкую увязку отдель-
ных ее видов. Сроки строительства выбираются в соответствии
с существующими нормами продолжительности строительства.
11. Экономическая часть
Экономическая часть проекта содержит расчеты основных экономических по-
казателей строительства (реконструкции) и эксплуатации цеха. В число этих
основных показателей входят: сметная стоимость строительства или реконструк-
ции, которая складывается из смет на строительство отдельных зданий и соору-
жений, стоимости оборудования, смет и расчетов на отдельные виды работ
(монтажные и др.); смета на проектные и изыскательские работы; удельные
капитальные затраты; стоимость основных производственных фондов; себестои-
мость продукции; стоимость передела; отпускная стоимость продукции; размер
прибыли; уровень рентабельности производства; срок окупаемости капитальных
вложений; затраты на единицу товарной продукции.
Эти показатели обычно сравниваются с экономическими показателями
строительства и эксплуатации наиболее хорошо спроектированных и работаю-
щих цехов, что позволяет оценить экономичность заложенных в проект решений.
12. Технические показатели производства
Часть проекта, которая относится к технико-экономическим показателям, со-
держит основные итоговые технические показатели производства проектируе-
мого цеха: годовую мощность цеха и отдельных агрегатов, фонды рабочего
времени, длительность плавки, удельные расходы основных материалов и энер-
горесурсов, выпуск продукции на одного работающего и ряд других. Эти
показатели наряду с основными экономическими показателями характеризуют
уровень эффективности принятых в проекте решений.
2. М. Якушев
Раздел 11
СТАЛЕПЛАВИЛЬНЫЕ ЦЕХИ
Глава 3
ОБЩАЯ ХАРАКТЕРИСТИКА
СТАЛЕПЛАВИЛЬНЫХ ЦЕХОВ
Основными способами производства стали в настоящее время
являются кислородно-конвертерный, электросталеплавильный и
мартеновский. На долю этих процессов приходится соответственно
около 60, 20 и 20% от общего объема выплавки стали в мире.
За последние годы выплавка стали в мартеновских печах во мно-
гих странах существенно сократилась. Это объясняется тем, что
по сравнению с выплавкой в кислородных конвертерах и высоко-
мощных электродуговых печах мартеновский процесс характери-
зуется более низкими технико-экономическими показателями, зна-
чительным загрязнением окружающей среды, меньшим уровнем
механизации и более тяжелыми условиями труда. Сооружаемые
в последние годы сталеплавильные цехи — это кислородно-конвер-
терные и электросталеплавильные. Наряду с новым строитель-
ством осуществляют реконструкцию и техническое перевооруже-
ние существующих цехов.
Работа современных вновь сооружаемых и реконструируемых
цехов характеризуется применением сталеплавильных агрегатов
большой единичной мощности; интенсификацией процесса выплав-
ки стали, преимущественным применением непрерывной разливки
стали; высоким уровнем механизации производственных процес-
сов; автоматизацией управления цехом и отдельными производ-
ственными процессами и участками; применением улавливающих
и очистных устройств, предотвращающих загрязнение окружаю-
щей среды. В последние годы расширяется применение различ-
ных способов внепечной обработки и рафинирования жидкой
стали. Сталеплавильные агрегаты все чаще начинают использо-
вать лишь для расплавления металла, его нагрева до требуемой
температуры и окисления углерода в металле до заданных пре-
делов; доведение же состава металла до заданного по прочим
элементам, раскисление и рафинирование от вредных примесей
переносятся в ковш.
Производительность (производственную мощность) сталепла-
вильного цеха определяют с учетом производственной программы
завода и на основании составляемого баланса металла по заводу.
Исходной величиной при составлении баланса является потреб-
ность в продукции прокатных цехов. Используя эту величину и
известные расходные коэффициенты металла на прокатных ста-
нах, определяют потребность прокатных цехов в слитках или за-
34
готовках непрерывной разливки, т. е. в продукции сталеплавиль-
ного цеха.
Состав цеха. Сталеплавильный цех представляет собой слож-
ный взаимосвязанный и оснащенный разнообразным оборудова-
нием комплекс зданий и сооружений, в котором осуществляют
хранение запаса исходных шихтовых материалов, подачу и за-
грузку их в печь, выплавку и разливку стали, уборку продуктов
плавки и подготовку оборудования, обеспечивающего выполнение
этих технологических процессов. Цех подразделяют на ряд основ-
ных производственных и вспомогательных отделений, располагае-
мых либо в отдельных зданиях, либо представляющих собой от-
дельные пролеты или участки главного здания цеха. В состав
цеха могут входить следующие основные производственные отде-
ления: главное здание, в котором производится выплавка и за-
частую разливка стали, шихтовые отделения для магнитных и
немагнитных материалов, миксерное отделение или отделение (уча-
сток) перелива чугуна, отделение непрерывной разливки (ОНРС),
участок или отделение внепечной обработки жидкой стали, отде-
ления подготовки и ремонта сталеразливочных и промежуточных
ковшей, отделение раздевания слитков (стрипперное), отделения
подготовки изложниц; вспомогательными отделениями и участка-
ми являются шлаковые отделения, электроподстанции, насосные,
мазутохранилища, механические и ремонтные мастерские и участ-
ки, цеховые лаборатории, склады и отделения термообработки
и зачистки литых заготовок и имеющиеся в ряде электростале-
плавильных цехов отделения зачистки, обдирки и термической
обработки слитков. Кроме того, для каждого цеха предусматри-
вают отдельное административно-бытовое здание.
Состав сталеплавильного цеха, число и тип входящих в него
отделений и зданий зависят от типа сталеплавильного процесса,
от принятого способа разливки стали и от того, сблокированы
отделения друг с другом или нет. При выборе числа отделений
и зданий учитывают, что цех целесообразно проектировать в со-
ответствии с принципом поточного производства, вынося отдель-
ные операции и элементы технологического процесса в специали-
зированные отделения, в которых благодаря выполнению однотип-
ных работ обеспечивается высокая производительность труда.
При этом также учитывают, что расположение специализирован-
ных отделений в отдельных зданиях обеспечивает улучшение
условий труда в связи с отсутствием во многих отделениях вред-
ностей, связанных с наличием жидкого металла и работой пла-
вильных агрегатов, а также в связи с улучшением аэрации от-
дельно стоящих зданий.
При такой планировке с увеличением числа отдельно стоящих
зданий и в особенности при использовании для связи между ними
железнодорожного транспорта существенно увеличивается зани-
маемая цехом площадь. Ранее при проектировании отечественных
металлургических цехов и заводов этому фактору решающего
значения не придавали. В настоящее время в связи с необходи-
2*
35
мостью экономии годных для земледелия площадей ставятся
задача разработки более компактной планировки с уменьшением
числа отдельных зданий (путем блокирования отделений, органи-
зации работ в специализированных пролетах главного здания).
При этом необходима разработка специальных мер по улучшению
условий труда в многопролетном здании (изоляция плавильных
агрегатов с улавливанием выделяющихся вредностей, установка
местных отсосов в местах выделений пыли, тепла, вредных газов
и др.).
Расположение цеха. Основные производственные цехи распо*
лагают на территории металлургического завода с учетом на-
правления «розы ветров». С тем чтобы уменьшить загрязнение
воздушного бассейна над заводом, цехи, выделяющие наибольшее
количество пыли и вредных газов, располагают с подветренной
стороны. В направлении движения господствующих ветров вна-
чале располагают прокатные цехи, за ними сталеплавильные и
далее доменный.
Сталеплавильный цех располагают также с учетом основного
направления транспортных путей завода. На большинстве заво-
дов доставку сырья к основным цехам и уборку продукции осу-
ществляют железнодорожным транспортом и пути по заводу про-
кладывают преимущественно в одном направлении. Расположение
цеха и его путей должно создавать минимум помех общим транс-
портным потокам. Обычно главные здания мартеновских и элек-
тросталеплавильных цехов располагают вдоль направления
основных путей. Главные здания конвертерных цехов в связи с их
относительно малой длиной могут располагаться и в поперечном
направлении.
Грузопотоки, и транспорт. Бесперебойная работа сталеплавиль-
ных агрегатов и цеха в целом возможна лишь в случае своевре-
менной доставки и загрузки в печи шихтовых материалов и
уборки продуктов плавки. Поэтому при проектировании цеха
первостепенное значение придают рациональной организации гру-
зопотоков и транспорта. Система грузопотоков и межцехового
транспорта должна обеспечивать:
транспортировку большого числа различных по свойствам гру-
зов (жидких металла и шлака, сыпучих материалов, слитков,
ферросплавов и др.);
большой объем перевозок (например, в современный конвер-
терный цех необходимо доставлять до 20000 т жидкого чугуна
в сутки);
доставку материалов к печам и уборку от печей порциями
в строго заданное время;
точное взвешивание транспортируемых материалов;
транспортирование материалов кратчайшим путем;
доставку материалов наиболее удобным по требованиям тех-
нологии способом и оптимальное сочетание доставки с системами
загрузки материалов в печи;
36
полную механизацию и исключение ручного труда, а при воз-
можности — автоматизацию транспортировки.
В связи с этими требованиями система организации грузопо-
токов и транспорта должна предусматривать: организацию неза-
висимых грузопотоков основных материалов; исключение пересе-
чения путей напольного транспорта; применение наряду с транс-
портными средствами общего назначения специальных видов
транспорта (чугуновозы, шлаковозы. ширококолейные тележки
для перевозки совков с ломом или корзин и др.).
Вид транспорта выбирают с учетом типа перевозимых грузов,
объема перевозок и особенностей отдельных разновидностей
транспорта. Для новых цехов, как ранее отмечалось, рекомен-
дуется широкое применение автомобильного и конвейерного транс-
порта.
Внутри производственных зданий рациональная организация
грузопотоков обеспечивается за счет сочетания напольного транс-
порта- (рельсового и реже автотранспорта), конвейерного транс-
порта и работы мостовых кранов, позволяющих перемещать грузы
в любом направлении и независимо от напольного транспорта.
Мостовые краны играют очень важную роль в обеспечении беспе-
ребойной работы многих отделений сталеплавильных цехов. С по-
мощью кранов осуществляют заливку чугуна, загрузку лома,
транспортировку сталеразливочных и шлаковых ковшей, ремонт-
ные и многие другие работы. До недавнего времени в отечествен-
ных сталеплавильных цехах применяли сравнительно тихоходные
краны большой (100 т и более) грузоподъемности, у которых
скорость перемещения главного подъема с траверсой составляла
2—3 м/мин. В новых цехах предполагается установка тяжелых
кранов, работа которых характеризуется следующими скоростями,
м/мин: подъема и опускания траверсы 10; перемещения тележки
20—45 и моста 50—80.
Для новых цехов рекомендуются следующие соотношения
между емкостью плавильного агрегата, грузоподъемностью глав-
ного подъема разливочных кранов, а также емкостью сталеразли-
вочных ковшей:
Емкость конвертера, т . .
Грузоподъемность крана, т
Емкость ковша, т . . . .
50 100 160 200 250 300 350 400
100 180 280 320 400 500 500 630
60 110 175 220 280 350 385 430
Емкость электросталеплавильной
печи, т.........................
Грузоподъемность крана, т * . . .
Емкость ковша, т................
6 12 25 50 100 200
15 30 50 100 180 320
6—18 12—15 30 60 130 220
* Такую же грузоподъемность должны иметь завалочные краны печного пролета.
Унификация плавильных агрегатов и особенности их располо-
жения. В проектах отечественных сталеплавильных цехов обяза-
тельным является использование плавильных агрегатов, емкость
и основные размеры которых соответствуют утвержденному типо-
вому ряду. Применение плавильных агрегатов типовых емкостей
37
позволяет стандартизировать подъемно-транспортное и техноло-
гическое оборудование цеха; исключает необходимость заново
проектировать это оборудование, что сокращает сроки и стоимость
проектирования и строительства.
Можно отметить две общие для любого сталеплавильного цеха
особенности расположения сталеплавильных агрегатов. Одна из
них заключается в том, что печи и конвертеры располагают в
главном здании цеха в одну линию. Это соответствует принципу
поточного производства, позволяя создать общую для всех печей
транспортную систему подачи шихтовых материалов и уборки
продуктов плавки. Вторая общая особенность состоит в том, что
печи и конвертеры располагают на определенной высоте так, что-
бы обеспечивался выпуск стали и шлака в ковши, находящиеся
на уровне пола цеха, и можно было перемещать под печами те-
лежки со шлаковыми ковшами для уборки шлака. В некоторых
старых цехах печи устанавливали на уровне пола цеха, что тре-
бовало сооружения под печами глубоких траншей или приямков
для ковшей; эти приямки затрудняют обслуживание печей и слож-
но обеспечить их очистку от выплесков шлака и металла и про-
сыпи материалов. При верхнем расположении печей и конверте-
ров для удобства их обслуживания в цехе сооружают рабочую
площадку на высоте от 6 до 12 м от пола цеха.
Внепечная обработка жидкой стали. Как уже отмечалось, в
современных сталеплавильных цехах широко применяют различ-
ные методы обработки и рафинирования жидкого металла после
его выпуска из печи: продувку нейтральными газами и порошко-
образными материалами, вакуумирование, раскисление и доведе-
ние до нужного состава и температуры, обработку синтетическими
шлаками и ряд комбинированных методов обработки. Применение
этих способов не вносит принципиальных изменений в планировку
цеха, но требует соответствующих проектных разработок. При
этом необходимы: выбор способа внепечной обработки и опти-
мальной конструкции соответствующих агрегатов или стендов и
их числа; выбор оптимального способа их размещения; дополни-
тельные площади для их размещения и создание участков ремон-
та соответствующего оборудования, учет усложнения грузопото-
ков, связанных с транспортировкой ковшей к агрегатам; учет
увеличения загруженности кранов, которыми наиболее часто
транспортируют ковши; разработка системы подачи ферроспла-
вов к агрегатам и стендам.
Способ впепечной обработки выбирают с учетом сортамента
выплавляемой стали и предъявляемых к ее качеству требований.
Конструкции агрегатов внепечной обработки не являются пока
устоявшимися, появляется много новых их разновидностей, что
требует тщательных обобщения и оценки опыта их эксплуатации.
Пока не выработано общепринятого варианта расположения уста-
новок внепечной обработки в цехе. Их размещают в разливочных
пролетах и пролетах передачи ковшей на МНЛЗ, в специализиро-
ванных пролетах главного здания цеха и ОНРС и т. п.
38
Глава 4
ШИХТОВЫЕ ОТДЕЛЕНИЯ
СТАЛЕПЛАВИЛЬНЫХ ЦЕХОВ
1. Общая характеристика отделений
Назначение шихтового отделения или пролета сталеплавильного
цеха — приемка и разгрузка поступающих в цех материалов, хра-
нение определенного запаса материалов, обеспечивающего работу
цеха в случае перерывов в снабжении и подготовка материалов
к загрузке в плавильные агрегаты. К операциям подготовки отно-
сятся взвешивание и погрузка материалов в мульды, совки, бун-
кера, в приемные устройства конвейерных систем выдачи мате-
риалов из отделения; иногда проводят также сушку материалов
(например, боксита, железной руды), помол (например, помол
ферросплавов, извести и др.). Ранее шихтовое отделение или ших-
товый пролет обычно называли шихтовым двором.
В старых цехах малой производительности для хранения всех
шихтовых и заправочных материалов служили шихтовые пролеты,
являющиеся частью главного здания цеха. Однако опыт показал,
что по мере роста производительности цеха и потока подаваемых
шихтовых материалов организация работ в подобном пролете
сильно усложняется и начиная с некоторого предела один пролет
не в состоянии обеспечить приемку, хранение, перегрузку и беспе-
ребойную подачу материалов к печам. Поэтому в современных
высокопроизводительных цехах часто сооружают отдельно стоя-
щие здания шихтовых отделений, причем их делают специализи-
рованными—одни предназначены для сыпучих материалов (желез-
ной руды, известняка, магнезитового порошка и т. п.), другие —
для магнитных материалов (стального лома, чушкового чугуна).
Подобное разделение существенно облегчает организацию работ,
поскольку выполняемые в отделениях перегрузочные работы и
используемые для этого механизмы неодинаковы и зависят от
типа материалов: магнитные материалы перегружают с помощью
электромагнитов, сыпучие — грейферами, ленточными транспорте-
рами, питателями различных конструкций. Для сыпучих материа-
лов в современных цехах всегда сооружают отдельно стоящие
шихтовые отделения, а для магнитных материалов во многих элек-
тросталеплавильных и некоторых конвертерных цехах предусмат-
ривают шихтовые пролеты в главном здании.
Планировка и устройство шихтовых отделений отличаются
большим разнообразием. Они зависят от принятого способа скла-
дирования и хранения материалов (в ямных или подвесных бун-
керах, в штабелях); от способа разгрузки прибывающих материа-
лов и способа выдачи материалов из отделения; могут быть бес-
крановыми и оборудованными мостовыми кранами для перегрузки
материалов. Шихтовые отделения с ямными и подвесными бунке-
рами могут быть верхнего и нижнего расположения; верхнее ших-
товое отделение — это такое, у которого рабочая площадка и верх
39
бункеров расположены на уровне рабочей площадки печного или
загрузочного пролета сталеплавильного цеха, у нижнего отделе-
ния рабочая площадка и верх бункера находятся на отметке ±0.
Планировка шихтового отделения должна обеспечить рацио-
нальное размещение следующего оборудования: ямных или под-
весных стационарных бункеров, штабелей и других емкостей для
хранения материалов; систем подачи материалов в отделение и
их выдачи к сталеплавильным агрегатам — рельсовых путей, лен-
точных конвейеров, автовъездов и др.; механизмов для перегруз-
ки материалов — мостовых кранов (магнитных, грейферных), кон-
вейеров, впбропитателей и др.; весов для взвешивания прибываю-
щих и выдаваемых материалов. Иногда в шихтовых отделениях
и пролетах необходима также установка сушильных барабанов
и печей для сушки материалов, дробилок, смесительных бегунов
и другого оборудования.
Общим требованием является необходимость хранения всех
материалов в крытых помещениях для предотвращения попадания
дождя и снега. Если этого не делать, то возможно смерзание ма-
териалов в зимнее время,, что вызывает перерывы в снабжении
цеха. Кроме того, загрузка в печь с жидким металлом материа-
лов со снегом и влагой ведет к взрывам вследствие бурного испа-
рения влаги; применение влажных материалов ведет также к на-
сыщению стали водородом.
Ниже рассмотрен ряд шихтовых отделений, различающихся
объемно-планировочными решениями и применяемым оборудова-
нием. Дана общая характеристика отделений для сыпучих и маг-
нитных материалов и изложена методика расчета основного обо-
рудования отделений.
2. Шихтовые отделения для магнитных материалов
Отдельно стоящие шихтовые отделения для магнитных материа-
лов сооружают в мартеновских, иногда в конвертерных и редко
в электросталеплавильных цехах. Ниже рассмотрены некоторые
разновидности подобных отделений.
Верхнее шихтовое отделение. Поперечный разрез и план одной
из разновидностей такого отделения представлены на рис. 1. От-
деление представляет собой однопролетное здание с рабочей пло-
щадкой 8, расположенной на уровне рабочей площадки печного
пролета цеха. По всей длине здания тянется ямный бункер 4.
выполненный из железобетона. Внутренние стенки бункера защи-
щают от ударов кусков лома металлическим настилом (например,
из рельсов). Иногда бункер разделен поперечными стенками на
несколько отделений (для раздельного хранения чушкового чугу-
на н лома различного состава). Глубина бункера обычно изме-
няется от 2 до 3,5—4,0 м.
Вдоль бункера, сбоку от него, проложены три рельсовых пути:
разгрузочный 3, на него прибывают вагоны 7 с ломом; погрузоч-
40
ные /, 2, на которые уста-
навливают составы из те-
лежек 5 с мульдами или
совками, в которых лом
транспортируют в глав-
ное здание цеха. Отделе-
ние оборудовано мостовы-
ми электрическими маг-
нитными кранами 6, с по-
мощью которых лом из
прибывающих вагонов
разгружают в бункера, а
из бункеров в мульды
или совки на погрузочных
путях. На выезде из от-
деления расположены же-
Рнс. 1. План и попереч-
ный разрез верхнего
шихтового отделения
для магнитных мате-
риалов
лезнодорожные весы для взвешивания шихты (вместе с мульдами
и железнодорожными платформами).
Отделения подобного типа применяют в мартеновских цехах
и некоторых конвертерных. Они связаны с главным зданием
цеха эстакадой, расположенной на одном уровне с рабочей пло-
щадкой, что облегчает и ускоряет транспортировку составов с
мульдами к печам. Вместе с тем для подачи в подобные отделе-
ния вагонов с поступающим ломом необходимо сооружать наклон-
ные эстакады большой длины, поскольку уклон рельсового пути
не должен превышать 15 град.
Нижние шихтовые отделения. Две разновидности нижних ших-
товых отделений конвертерных цехов, предназначенных для хра-
нения и загрузки лома в совки, показаны на рис. 2. В одном из
них (рис. 2, а) имеется несколько ямных бункеров 2, между кото-
Рис. 2. Планы двух разновидностей (а и б) нижних шихтовых отделений
конвертерных цехов
41
рымн оставлены площадки для установки совков 8. Лом привозят
в вагонах по пути 5 и разгружают в бункера 2 магнитными Крау-
нами /, эти же краны служат для загрузки совков. Совки с ломом
вывозят из отделения самоходным скраповозом 7 по поперечному
пути, на котором расположены железнодорожные весы. Для пере-
становки совков служит мостовой кран 3.
Другое отделение (рис. 2,6) оборудовано эстакадой 6, на ко-
торую прибывают самосвалы, выгружающие лом непосредственно
в совки 8, устанавливаемые у края эстакады. Кроме того, лом
поступает в вагонах на пути 9, откуда его магнитными кранами 1
разгружают в ямный бункер 2 или сразу в совки. Груженые совки
перемещаются из отделения скраповозами 7 по путям 4, располо-
женным перпендикулярно оси загрузочного пролета. Для пере-
становки совков служит кран 3.
За рубежом иногда делают открытые шихтовые отделения в
виде площадки для хранения лома, обслуживаемой кранами, или
же отделения, в которых лом перегружают непосредственно из
вагонов, что требует большого числа вагонов и путей. В отече-
ственной практике первые отделения не применяют из-за клима-
тических условий, вторые — в связи со сложностью работ и боль-
шими расходами на содержание подвижного состава.
Общая характеристика отделений. Планировка отделений маг-
нитных материалов и организация в них работ на отечественных
заводах являются схожими. Отделение делают в виде однопро-
летного здания с одним или двумя-тремя продольными рельсовы-
ми путями, вдоль которых расположены ямные бункера (бункер).
Лом перегружают магнитными кранами. При доставке лома авто-
самосвалами и вагонах-думпкарах краны для разгрузки не тре-
буются. Глубина ямных бункеров от 2 до 3,5—4 м; при большей
глубине увеличивается нагрузка на фундамент и возможно сле-
живание лома.
Емкости с ломом (чушковым чугуном) из отделений посту-
пают по рельсовым путям: в мартеновских цехах — по продоль-
ным, в конвертерных — по продольным и поперечным; причем в
конвертерных цехах совки с ломом должны поступать в загрузоч-
ный пролет в поперечном положении, необходимом для загрузки
лома в конвертеры. Ширина существующих отделений составляет
18—30 м, высота до верха подкранового рельса нижних отделе-
ний равна 9—11, верхних до 15 м.
Для новых конвертерных и электросталеплавильных цехов ре-
комендуется доставка совков и корзин с ломом непосредственно
из скрапоразделочного цеха; при этом отпадает необходимость
в шихтовом отделении или пролете.
3. Шихтовые отделения для сыпучих материалов
Верхнее отделение с ямными бункерами. План и поперечный раз-
рез одного из подобных отделений показаны на рис. 3. Почти вся
площадь однопролетного здания занята ямными бункерами 3,
42
Рис, 3. План и поперечный раз-
рез шихтового отделения для сы-
пучих материалов
число которых зависит от того,
сколько разновидностей материалов
применяют в данном цехе, и от ве-
личины расхода этих материалов;
для каждого вида материала имеет-
ся один или несколько бункеров.
Стенки бункеров железобетонные
и покрыты изнутри настилом из
рельсов для защиты от ударов грей-
фера.
Глубина бункеров для сыпучих
обычно составляет 6—7 м. Для
удобства разгрузки длина бункера
для каждого материала должна
быть не меньше длины вагона. Над
бункерами расположены два сквоз-
ных продольных железнодорожных
пути. Путь 1 в середине здания
обычно является разгрузочным, на него прибывают вагоны 6
с поступающими в цех материалами. Для разгрузки откры-
вают откидные люки днища вагона и материал самотеком вы-
сыпается в бункер. В связи с использованием такой системы
разгрузки материалы обычно привозят в вагонах-«гондолах» или
полувагонах, днище которых выполнено в виде откидывающихся
вниз люков. Путь 2 у края бункеров является погрузочным; на
него подают платформы и тележки 4 с мульдами или переносными
бункерами, в которые загружают сыпучие материалы из ямных
бункеров. Погрузку материалов ведут мостовыми грейферными
кранами 5.
В свободной от бункеров части рабочей площадки отделения
расположены печи 7 барабанного типа для сушки материалов.
Шихтовые отделения этого типа применяют в мартеновских цехах,
где материалы необходимо транспортировать мульдовыми соста-
вами на уровне рабочей площадки цеха. Для подачи вагонов с
материалами в подобные отделения необходимо сооружать про-
тяженные наклонные эстакады с уклоном рельсового пути не бо-
лее 15°.
Нижнее отделение с ямными бункерами и конвейерной выда-
чей материалов. Верх ямных бункеров 1 (рис. 4, а) находится на
отметке ±0; в остальном устройство и расположение бункеров
такие же, как и в описанном выше отделении верхнего типа. Ма-
териалы поступают в отделение по рельсовому пути 5, располо-
женному над бункерами, разгружаются самотеком после откры-
вания люков в днище вагонов 6.
Материалы выдают из отделения ленточным конвейером 2, ко-
торый движется вдоль стены здания. Для выдачи материалы
грейферным краном 7 из ямных бункеров загружают в приемные
бункера 3 конвейера, откуда они через питатель 4 поступают на
движущуюся ленту. Приемный бункер имеется над каждым ямным
43
бункером. Для сушки материалов в отделении имеются барабан-
ные сушила, расположенные в одном из торцов здания.
Нижнее отделение с подвесными бункерами. Вдоль отделения
(рис. 4, б) расположены два ряда подвесных металлических бун-
керов 9, над каждым из которых проходит разгрузочный рельсо-
вый путь 8 для вагонов 6 с поступающими материалами. Мате-
риалы разгружают, открывая люки в днище вагонов.
В отделении нет грейферных кранов. Материалы из отделения
выдают двумя ленточными конвейерами 10, движущимися вдоль
здания под бункерами. Для этого включают расположенные под
бункерами вибропитатели 11, и материал поступает из бункера
на движущуюся ленту 10.
Рис. 4. Поперечные раз-
резы нижних шихтовых
отделений для сыпучих
материалов с ямнымп (а)
и подвесными (б) бун-
керами
Отделения для хранения материалов в штабелях могут быть
двух типов — с кранами и без них. В отделении с кранами (рис. 5)
вдоль стены однопролетного здания проходит разгрузочная эста-
када 8 с рельсовым путем 3, на который подают вагоны с мате-
риалами. Материалы разгружают в траншею 1 путем открывания
откидных люков днища вагона. Траншея выполнена из железо-
бетона и играет роль приемной емкости; из нее материалы грей-
ферным краном 2 перегружают в штабеля 4, где хранится требуе-
мый запас сыпучих материалов. Штабеля могут быть расположе-
ны как в один ряд вдоль здания (рис. 5), так и в два ряда.
.Материалы из отделения выдают по двум ленточным конвейе-
рам 7, для этого их загружают грейфером в приемные бункера 6.
После открывания затвора этих бункеров (или включения вибро-
питателей) материал высыпается на конвейерные ленты 7, кото-
рые доставляют материалы в сталеплавильный цех. В отделении
имеются вращающиеся сушильные барабаны 5, в которые мате-
риалы загружают грейферным краном; из барабана просушенные
материалы выдают в штабеля для их хранения с помощью кон-
вейера.
Бескрановое отделение для хранения материалов в штабелях
показано на рис. 6. Материалы в него подают наклонным кон-
вейером 3 из расположенного рядом разгрузочного отделения, в ко-
торое материалы поступают в вагонах. С конвейера 3 материалы
через воронку 2 поступают на горизонтальный конвейер 1, с по-
мощью которого формируют штабель 7. С этого конвейера сыпу-
44
чие материалы ссыпаются в определенном месте с помощью пере-
движной автоматической сталкивающей тележки 4. Выдаются
материалы из отделения двумя конвейерами 5, расположенными
в специальных тоннелях 6 под штабелем. Материалы из штабеля
подают на конвейеры 5 с помощью передвижных лопастных пита-
телей 8, перемещающихся вдоль тоннеля над конвейерами.
Разгрузочные отделения или узлы могут быть с вагоноопроки-
дывателем и без него. Одна из разновидностей разгрузочного от-
деления с вагоноопрокидывателем (рис. 7) представляет собой
двухпролетное здание с рельсовыми путями на нулевой отметке
для прибывающих вагонов. В одном пролете установлен стацио-
Рис. 5. План и поперечный разрез нижнего шихтового отделения
с хранением материала в штабелях.
нарный роторный вагоноопрокидыватель 5. Высыпаемые из ва-
гона 6 материалы попадают в приемный бункер 8, а из него на
ленточный конвейер 7, с помощью которого их доставляют в ших-
товое отделение. Второй пролет служит для разгрузки вагонов
в случае ремонта вагоноопрокидывателя. Материалы из вагона 3
разгружают через люки (в днище) в приемную траншею 2, а из
нее грейферным краном 4 через бункер 1 подают на ленточный
конвейер 7.
Разгрузочное отделение второго типа схоже по устройству с
шихтовым отделением; показанным на рис. 4, б. В однопролетном
здании имеются приемные подвесные бункера и расположенный
45
под ними ленточный конвейер для выдачи материалов из этих
бункеров. Вагон устанавливают над бункером и выгружают мате-
риалы, открывая люки в днище вагона. Из приемного бункера
по ленточному конвейеру материалы подаются в шихтовое отде-
ление. „
Общая характеристика отделении. Как уже отмечалось, от*
дельные шихтовые отделения для сыпучих материалов имеют все
современные высокопроизводительные сталеплавильные цехи.
В последние годы сооружают общезаводские склады сыпучих ма-
териалов и шихтовые отделения, обеспечивающие сыпучими мате-
риалами несколько цехов.
Рис. 6. Продольный разрез и план
бескранового шихтового отделения
с хранением материалов в шта-
белях
Рис. 7. Разгрузочный узел со ста-
ционарным роторным вагоноопро-
кидывателем
Шихтовые отделения обычно представляют собой однопролет*
ное здание. В зависимости от способа складирования и хранения
материалов можно выделить следующие разновидности отделе-
ний: с ямными бункерами, с подвесными бункерами, с хранением
материалов в штабелях. Первые две разновидности отделений
могут быть как верхнего, так и нижнего расположения. Шихто-
вые отделения могут быть бескрановыми и с мостовыми электри-
ческими кранами для перегрузки материалов. Отделения разли-
чаются по способу выдачи материалов (ленточными конвейерами
или в мульдах, совках, коробках рельсовым или автомобильным
транспортом), по способу разгрузки прибывающих материалов
(из вагонов непосредственно в бункера, из вагонов в приемную
траншею с последующей перегрузкой краном в бункера или шта-
беля, через специализированный участок разгрузки, снабженный
вагоноопрокидывателем).
Лишь шихтовые отделения мартеновских цехов, построенные
относительного давно, отличаются единообразием планировки.
46
Обычно это верхние отделения с грейферными кранами и выдачей
материалов в мульдах или других емкостях рельсовым транспор-
том на уровне рабочей площадки печного пролета, чего требовала
•сложившаяся система загрузки шихты в мартеновские печи.
Шихтовые отделения конвертерных, крупных электросталепла-
вильных цехов и общие шихтовые отделения строились в более
позднее время и их планировку, отличающуюся многообразием,
продолжают совершенствовать. Как правило, проектируют ниж-
ние шихтовые отделения, сооружение которых обычно обходится
дешевле и существенно упрощает подачу материалов в отделение
(не требуется протяженная наклонная эстакада для въезда ваго-
нов в отделение). Верхнее расположение отделения может быть
рекомендовано лишь для случая применения подвесных бункеров
с подачей в них материалов конвейерами из разгрузочного отде-
ления.
Выбор типа отделения с хранением материалов в бункерах
или штабелях должен решаться на основании сопоставления эко-
номичности этих вариантов с учетом конкретных условий того
или иного цеха, в том числе объема перегрузочных работ в отде-
лении. Отказ от бункеров удешевляет строительство, однако при
хранении в штабелях несколько увеличивается площадь отделе-
ния и требуется дополнительное оборудование для формирования
штабеля с помощью грейферных кранов (см. рис. 5) или кон-
вейеров, подающих материалы из разгрузочного отделения
(см. рис. 6). При этом разгрузочное отделение экономически
оправдано при достаточно большом объеме поступающих мате-
риалов.
Поступающие в шихтовые отделения сыпучие материалы наи-
более часто разгружают самотеком, открывая откидывающиеся
люки в днище вагонов, и реже с помощью вагоноопрокидывате-
лей (стационарных роторных). Разгрузка через люки вагонов об-
ладает существенным недостатком — требуются значительные за-
траты ручного труда на открывание и закрывание люков и на
зачистку вагонов. При использовании вагоноопрокидывателя
необходимость в этих работах отпадает (если вагоноопрокидыва-
тель не имеет вибрационного устройства, то требуется зачистка
вагонов). Однако установка и эксплуатация вагоноопрокидыва-
теля удорожают производство и на отечественных заводах эконо-
мически целесообразным признана установка вагоноопрокидыва-
телей в шихтовых отделениях с объемом грузопотоков около
1 млн. т в год и более. В менее производительных шихтовых от-
делениях при разгрузке из вагонов самотеком следует предусмат-
ривать механизацию открывания и закрывания люков (для этого,
в частности, используют специальные тележки, кран-балки, полу-
портальные машины, перемещающиеся вдоль отделения).
При выборе способа выдачи материалов из шихтового отде-
ления учитывают объем грузопотоков и особенности работы ста-
леплавильного цеха. В кислородно-конвертерных цехах, где сыпу-
чие материалы загружают почти непрерывно и где их подают
47
на большую высоту над конвертерами, наиболее рационально
выдавать материалы и транспортировать их в цех по ленточному
конвейеру. Конвейеры также обычно применяют в общих шихто-
вых отделениях для выдачи материалов в известковообжигатель-
ные и смолодоломитовые отделения или цехи. Для электростале-
плавильных цехов с объемом выплавки стали менее 1—1,5 млн. т
Рис. 8. Мостовой электрический кран общего назначения
в год, по расчетам Гипромеза, более экономичной является по-
дача сыпучих материалов в цех в контейнерах (железнодорож-
ным или автотранспортом).
4. Основное оборудование
Краны шихтовых отделений. Используемые в шихтовых отделе-*
ниях мостовые магнитные и грейферные краны по устройству
схожи с краном общего назначения (рис. 8). Несущей основой
крана является мост 4, оборудованный механизмом передвиже-
ния 6, ходовыми колесами 3 и кабиной 1 для машиниста. Мост
перемещается вдоль отделения по подкрановым рельсам 2, укреп-
ленным на несущих колоннах здания. По мосту передвигается
тележка 5, на которой размещен механизм подъема, оборудован-
ный крюком 7.
У магнитных кранов на подъемный крюк навешивают электро-
магнит (рис. 9, а), в корпусе 1 которого размещены катушки 3,
питаемые постоянным током через розетку 2 и защищенные снизу
плитой 4 из немагнитной стали. Путем подачи тока в катушки
обеспечивают притягивание (захват) груза. Грузоподъемность
магнитных кранов составляет 5, 10, 15 и 30 т; диаметр электро-
магнита 1150 и 1650 мм (намечен выпуск электромагнитов диамет-
48
ром 2100 мм). Иногда на крюке крана с помощью специальной
траверсы подвешивают два электромагнита.
Грейферный кран имеет вместо обычной специальную грей-
ферную тележку с двумя подъемными механизмами, связанными
стальными канатами с двухчелюстным двухканатным грейфером
(рис. 9, б); один механизм обеспечивает подъем и опускание грей-
фера через канат 5, второй — смыкание челюстей 7 грейфера че-
рез канат 6. Грузоподъемность грейферных кранов 5—15 т, емкость
грейферов 1,75 и 3 м3. Применяются также магнитно-грейферные
краны, оборудованные грейферной тележкой и тележкой для под-
вески электромагнита.
Ленточные конвейеры подразделяются на стационарные обще-
го или специального назначения, передвижные и переносные (дли-
ной менее 5 м), горизонтальные, наклонные и ломаные. Стационар-
ный ленточный конвейер (рис. 10) состоит из ленты 6, приводного
устройства или станции а\ натяжного устройства или станции б;
Рис. 9. Грузозахватные устройства шихтовых кранов:
а — электромагнит; б — двухчелюстной двухканатный грейфер
рамы 14, на которой смонтированы опорные 8 и направляю-
щие 12 ролики, а также ролики 13, поддерживающие холостую
ветвь ленты. Ролики 8 придают ленте желобообразную форму,
благодаря чему увеличивается количество насыпаемого на ленту
материала и возрастает производительность конвейера. Привод-
ная станция имеет электродвигатель 1, соединенный муфтой 2 с
редуктором 3, от которого крутящий момент через муфту 4 пере-
дается барабану 5; последний приводит в движение ленту 6.
Наиболее часто применяют натяжные устройства следующих
трех видов. Для конвейеров длиной менее 50 м используют пру-
жинное натяжное устройство (рис. 10, б) с натяжным бараба-
ном 7, вал которого установлен в подшипниках 10, перемещае-
мо
мых вдоль рамы И винтами 9. Для конвейеров длиной до 100 м
используют тележечные натяжные устройства, отличающиеся от
показанного на рис. 10, б тем, что натяжной барабан установлен
на тележке, которую перемещают с помощью груза. Конвейеры
длиной более 100 м оборудуют вертикальным грузовым натяж-
ным устройством, устанавливаемым на нерабочей ветви ленты
(схему устройства см. на рис. 84).
В СССР выпускают резинотканевые ленты шириной от 300
до 2000 мм общего и специального (теплостойкие, морозостойкие
и др.) назначения и резинотросовые ленты шириной 800—2000 мм
общего назначения и теплостойкие. Для грузов с высокими тем-
Рис. 10. Стационарный ленточный конвейер
пературами или обладающими повышенными абразивными свой-
ствами применяют пластинчатые конвейеры. Ленты такого кон-
вейера представляют собой две параллельные пластинчатые цепи
с закрепленными между ними стальными пластинами; ширина
ленты составляет 400—1600 мм.
5. Расчет основного оборудования
Число магнитных и грейферных кранов (штук) определяют по формуле
QcZ k
П 1440 b ’
где Qc — суточный расход шихтового материала, т/сут; S — время на перегруз-
ку 1 т материала, мин/т; k — коэффициент, учитывающий выполнение краном
вспомогательных работ, fe=l,15; b—коэффициент использования крана, 6=0,8;
1440 — число минут в сутках, мин/сут.
50
Таблица 1. Время на погрузку и разгрузку 1 т материалов
Выполняемая работа
Разгрузка лома...................................
Погрузка:
лома..............................................
железной руды..................................
извести .......................................
боксита .....................................
плавикового шпата .............................
известняка и заправочных материалов ...........
Время, затраченное
краном. мин;т
диаметр магнита, мм емкость грейфера, ма
1150 1650 1.75 30
1,7 1,0 — —
2,0 1,2 —
— — 0,6 0,4
— — 1,9 1,4
— — 1.0 0,7
— « 0,9 0,6
— — 1,0 0,6
Число кранов п определяют для каждого шихтового материала отдельно
и затем, суммируя, подсчитывают общую потребность. В табл. 1 приведены
установленные на практике величины затрат кранового времени (S). Примене-
ние электромагнита диаметром 2100 мм вместо 1650 мм позволит повысить
производительность крана (снизить величину S) примерно в 2—2,5 раза; при
подвеске двух электромагнитов на одном крюке крана производительность его
возрастает примерно на 40%.
Расчет ленточного конвейера. Исходными величинами для выбора и расчета
основных параметров конвейера являются требуемая часовая производитель-
ность конвейера и характеристика груза. Расчет сводится к тому, что в зави-
симости от характеристики груза выбирают скорость движения ленты и затем
с учетом заданной производительности рассчитывают ширину ленты.
Скорость движения ленты (о, м/с) в зависимости от свойств груза следует
принимать следующей: 2—6,3 м/с — для малоабразивных материалов, крошение
которых не снижает их качество (уголь) и абразивных порошкообразных и
зерновых (песок); 2—3,15 м/с — для абразивных мелких и среднекусковых
(шлак, зола, гравий, руда); 1,5—2,0 м/с — для абразивных крупнокусковых
(руда, камни) и материалов, крошение которых вызывает снижение их свойств
(кокс); 0,8—1,25 м/с — для пылевидных материалов в условиях недопустимости
пыления.
Ширину ленты (В) определяют из соотношения, мм:
В = 1000 УT^KCqv),
где q — насыпная масса материала, т/м3; С — коэффициент заполнения ленты
материалом.
Величина С зависит от расположения роликовых опор ленты. При горизон-
тальном положении роликов С=338, при наклонном положении роликов лента
приобретает желобообразную форму и коэффициент заполнения возрастает.
Если угол наклона роликов к горизонтали равен 20°, то С=470; при угле на-
клона роликов 30 °C С=550.
Полученные расчетом значения В округляют до ближайшего большего из
стандартного ряда ширины ленты, мм: 300, 400, 500, 650, 800, 1000, 1200,
1400, 1600, 1800, 2000.
Объем бункеров и штабелей для хранения шихтовых материалов (V)
определяют по формуле, м3:
У = (QcK3)!qh,
51
где Qc — суточный расход материала, т/сут; q — величина насыпной массы ма-
териала в бункере, т/м3; — норма запаса материала в бункере, число суток;
h— коэффициент заполнения бункера, равный 1,2 для металлической шихты
и 0,8 для сыпучих материалов (для штабеля /г=1).
Насыпная масса шихтовых материалов в бункере приведена ниже, т/м3:
Железная руда .... 2,7
Известняк..............1,6
Известь ...............0,8
Окалина................2,6
Боксит.................1,5
Окатыши................1,8—2,0
Агломерат .............2,0
Плавиковый шпат .... 1,7
Магнезитовый порошок . 1,9
Доломит сырой..........1,6
Доломит обожженный . . 1,5
Кокс...................0,5
Лом:
легковесный....1,0—1,7
средний........1,8—2,5
тяжеловесный .... 3,2
Чугун чушковый .... 3,5
Ферромарганец ..... 3,0
Никель...............3,5
Ферросилиций:
12%-ный................3,0
45%-ный............2,2
75%-ный............1,5
Нормы запаса регламентируются нормами технологического проектирования
и должны обеспечить запас материала в бункерах или штабелях на несколько
суток работы цеха в случае перерывов в снабжении. Для большинства мате-
риалов рекомендуемая норма запаса составляет 6—10 сут; для магнезитового
порошка 10—15 сут; для плавикового шпата, легированного лома и'ферроспла-
вов в электросталеплавильных цехах до 30 сут; для извести и обожженного
доломита в связи с их склонностью к гидратации 0,5—2 сут. При наличии
общезаводского склада нижний предел норм запаса понижается до 2 сут;
нормы запаса материалов на общезаводском складе составляют 10—30 сут.
Размеры ямных бункеров и штабелей определяют на основании их рассчи-
танной потребной емкости с учетом того, что глубина бункеров для сыпучих
составляет 6—7 м, для лома 2—4 м, а угол наклона боковых стенок штабелей
близок к 45°. Учитывают также, что в соответствии с типовыми проектами
бескрановые здания шихтовых отделений должны иметь ширину 18, 24, 30 и
48 м (высоту 6—21,6 м), а здания с кранами 24 м (высоту 12,6 м).
Глава 5
ПОДАЧА ЖИДКОГО ЧУГУНА
В СТАЛЕПЛАВИЛЬНЫЕ ЦЕХИ
В настоящее время сложились и применяются две схемы подачи
жидкого чугуна в сталеплавильные цехи из доменного: в откры-
тых чугуновозных ковшах с использованием стационарных миксе-
ров как промежуточной емкости; ковшами миксерного типа. Суще-
ствует и третья схема, когда чугун из открытых ковшей пере-
ливают в заливочные (конвертерные цехи) или в чугуновозных
ковшах доставляют непосредственно к печам (мартеновские цехи);
на отечественных заводах эта схема используется при ремонтах
миксеров.
1. Применение стационарных миксеров
Миксеры в отечественной практике устанавливают в отдельных
зданиях—отделениях (рис. 11) сталеплавильного цеха. Запас
чугуна в миксере обеспечивает бесперебойное снабжение чугуном
52
сталеплавильных печей. Кроме того, в миксере происходит усред-
нение состава и температуры чугуна различных выпусков, что
способствует стабильности технологии выплавки стали.
Миксер 4 представляет собой сосуд бочкообразной формы.
Кожух миксера, сваренный из стального листа, футерован изнут-
ри; стойкость футе-
ровки составляет
0,5—1,5 года. Для
заливки чугуна в
миксер служит люк
4а, для слива —
сливной носок 46. С
целью снижения теп-
лопотерь люк и но-
сок снабжены крыш-
ками, а миксер отап-
ливают горелками,
установленными в
его торцовых стен-
ках.
Кожух миксера
опирается на две
устанавливаемые на
Рис. II. Поперечный раз-
рез верхнего миксерного
отделения
фундаментах 11 дугообразные опоры через ролики, заключенные
в удерживающие их обоймы 10, что позволяет поворачивать мик-
сер вокруг горизонтальной оси с помощью реечного механизма 3.
Основные размеры типовых миксеров в СССР приведены ниже:
Емкость, т................. 600 1300 2500
Наружный диаметр кожуха, м 6,3 7,64 9,4
Длина, м..................... 8,27 10,7 14,07
Миксерное отделение (рис. II) обычно проектируют в виде
однопролетного здания. В отделении на возвышающихся фунда-
ментах 11 устанавливают от одного до трех миксеров 4, по одну
сторону от которых на нулевой отметке прокладывают два желез-
нодорожных пути 1 для подачи чугуна, а с противоположной —
один или два рельсовых пути для выдачи чугуна; в отделении
имеются мостовые заливочные краны 5, весы 9, машины 6 для
скачивания шлака из миксера и иногда другое оборудование.
Чугун из доменного цеха подают на пути 1 чугуновозами 2 в
ковшах. Заливочным краном 5 ковш поднимают и заливают из
него чугун в миксер через верхний люк 4а. Путем поворота мик-
сера сливают из него порцию чугуна в заливочный ковш 8 чугу-
53
новоза, находящегося под сливным носком на пути выдачи чугуна;
по этому пути чугуновоз переезжает в загрузочный или печной
пролет цеха.
Можно выделить две разновидности планировки миксерных
отделений. Для одной из них (рис. 12, а) характерны установка
одного миксера или двух миксеров в одну линию и наличие одно-
го рельсового пути 2 для выдачи чугуна. Обычно это путь нор-
мальной железнодорожной колеи для чугуновозов с ковшами
емкостью до 140 т; подачу с него чугуновозов на два пути загру-
зочного пролета обеспечивают путем устройства стрелочного
съезда 4.
Рис. 12. План миксерных отделений с расположением миксеров в ли-
нию (а) и «уступом» (б):
1—пути подачи чугуна; 2 — железнодорожный путь выдачи чугуна; 3—мик-
сер; 4 — стрелочный съезд; 5 — заливочный кран; 6 — ширококолейные пути
выдачи чугуна
Другая разновидность планировки отделений с двумя миксе-
рами (рис. 12, б) отличается наличием двух широколинейных
рельсовых путей для выдачи чугуна; миксеры здесь расположены
«уступом», так что сливные носки находятся над одним из путей
выдачи. Подобные отделения применяют для цехов с больше-
грузными конвертерами, где заливочные ковши большой емкости
(до 350 т) необходимо перевозить по путям широкой колеи.
Миксерные отделения подразделяют также на верхние и ниж-
ние. В верхнем отделении (см. рис. 11) миксер установлен на вы-
соком фундаменте так, что чугун из него сливают в заливочный
ковш, перемещаемый по рабочей площадке на том же уровне, что
и рабочая площадка печного или загрузочного пролетов цеха
(7—12 м). Во втором случае миксер устанавливают так, что чугун
из него сливают в ковш, перемещающийся по уровню пола цеха.
Это позволяет уменьшить высоту отделения и снизить затраты
на строительство. Ширина здания миксерного отделения дости-
гает 36 м; высота до верха подкранового рельса в верхнем отде-
лении с 2500-т миксером — 37,5 м, в нижнем —25 м.
Миксерные отделения располагают у торцов загрузочного или
печного пролетов главного здания на расстоянии до 40 м от глав-
ного здания для создания аэрационного разрыва. В конвертерных
цехах обычно одно миксерное отделение, а в мартеновских в связи
с большой длиной печного пролета иногда два (с обоих торцов
печного пролета).
54
Основное оборудование. Чугун в миксерные отделения достав-
ляют чугуновозами в 100- или 140-т ковшах (их характеристика
дана на стр. 196). Заливочный кран по устройству аналогичен
разливочному крану, описанному в разд. 2 гл. 9. Кран 5 (см.
рис. 11) имеет две перемещающиеся по мосту тележки: глав-
ную 5а с механизмом подъема, оборудованным траверсой для за-
хвата ковша, и вспомогательную 56 с механизмом подъема, обо-
рудованным крюком для кантования ковша. Применяют краны
грузоподъемностью 125/30 т для чугуновозных ковшей емкостью
100 т и 180/30 т для ковшей емкостью 140 т.
Платформенные весы 9 располагают под сливным носком мик-
сера. Весы взвешивают чугуновоз с ковшом, что позволяет точно
отмерять порцию сливаемого чугуна. Для скачивания шлака из
миксера используют машины гребкового типа; машину 6 устанав-
ливают на площадке, располагаемой на уровне сливного носка.
Скачивание шлака необходимо, поскольку он содержит много
(до 3%) серы и такой шлак не должен попадать в печь (кон-
вертер).
Современные миксерные отделения оборудуют системой улав-
ливания выделяющихся при сливе чугуна газов и их очистки от
частиц чешуйчатого графита. Приемные зонты 7 системы распо-
лагают над сливными носками миксеров. Иногда в миксерном от-
делении устанавливают гребковые машины для скачивания шлака
из чугуновозных ковшей перед сливом чугуна в миксер.
2. Применение ковшей миксерного типа
Чугун из доменной печи сливают в миксерный ковш, который
транспортируют в отделение перелива конвертерного цеха, распо*
лагаемое рядом с загрузочным пролетом или в нем. Здесь чугун
Рис. 13. Ковш миксерного типа
переливают в заливочный ковш, который перевозят в зону дей-
ствия заливочного крана; последний поднимает ковш и заливает
чугун в конвертер.
Ковш миксерного типа (рис. 13) имеет стальной сварной ко-
жух 5 сигарообразной формы, футерованный изнутри огнеупор-
ным кирпичом. В центральной верхней части ковша имеется за-
ливочное окно 6, по бокам от него расположены два вспомога-
55
тельных окна 7, используемых при ремонтах футеровки. К торцам
кожуха приварены цапфы, которыми ковш опирается через опор-
ные узлы 4 и 8 на две многоосные ходовые тележки 1, переме-
щающиеся по рельсовому пути. На одной из тележек расположен
защищенный кабиной 2 навесной механизм поворота 3, соединен-
ный с цапфой. Вращением ковша вокруг оси цапф обеспечивают
слив чугуна через заливочное окно.
В СССР разработаны проекты ковшей миксерного типа, основ-
ные параметры которых следующие:
Емкость, т....................
Наружный диаметр корпуса, м
Длина по осям сцепок, м . .
Скорость передвижения, км/ч .
150 420 600
3,17 3,63 3,3
32,28 31,86 39,56
35 10 10
Стойкость футеровки составляет 400—800 наливов чугуна.
Для ремонта футеровки и механического оборудования ковша
требуется сооружение депо ремонта, которое обычно входит в со-
став доменного цеха.
Рис. 14. Отделения перели-
ва чугуна:
а, 6 — продольный разрез в
план отдельно стоящего или
пристраиваемого отделения; в.
г — планы отделений, распола-
гаемых в загрузочном пролете
Переливные отделения выполняют отдельно стоящими, примы-
кающими к загрузочному пролету и расположенными в нем.
Отдельно стоящее или пристраиваемое к загрузочному пролету
отделение (см. рис. 14, а, б) имеет два железнодорожных пути 3
для поступающих из доменного цеха миксерных ковшей 6. В ме-
сте перелива под путями 3 проложена поперечная траншея 2 с
ширококолейными путями 1 для самоходных чугуновозов 4. По-
ворачивая миксерный ковш, сливают порцию чугуна в устанавли-
ваемый под ним заливочный ковш чугуновоза, оборудованного
взвешивающим устройством, после чего чугуновоз переезжает по
траншее 2 в загрузочный пролет. Здесь ковш поднимают зали-
вочным краном и транспортируют к конвертеру.
Возможные планировки переливных отделений при их распо-
ложении в загрузочном пролете в зоне действия заливочных кра-
56
нов 5 показаны на рис. 14, в, г. При подаче миксерных ковшей по
продольным путям 3 (рис. 14, г) под ними располагают попе-
речные траншеи 2 (переливные ямы). На дне траншей проклады-
вают пути 1 для чугуновозов с заливочными ковшами. При подаче
миксерных ковшей по поперечным путям «3 (см. рис. 14, в) тран-
шею 2 для перемещения чугуновозов 4 с заливочными ковшами
располагают вдоль загрузочного пролета.
Переливные отделения оборудуют системой улавливания вы-
деляющихся при переливе газов и их очистки от частиц чешуйча-
того графита. Один из возможных вариантов расположения газо-
улавливающего зонта 7 над местом перелива показан на рис. 14, а.
В загрузочном пролете или отделении перелива должно быть орга-
низовано скачивание шлака из заливочных ковшей перед сливом
чугуна в конвертер.
3. Выбор рациональной схемы подачи чугуна
Основными достоинствами стационарных миксеров является усред-
нение состава и температуры чугуна разных выпусков из домен-
ных печей, что обеспечивает стабильность технологии выплавки
стали. Однако на сооружение здания миксерного отделения тре-
буются дополнительные затраты, на отопление миксеров расхо-
дуется топливо, чугун за время пребывания в миксере охлаж-
дается.
При применении ковшей миксерного типа уменьшается число
переливов чугуна и его потери при переливах; температура чугу-
на, заливаемого в конвертер, оказывается, как показал опыт, при-
мерно на 50 °C выше; отсутствует расход топлива; несколько сни-
жаются капитальные затраты, так как не требуется сооружение
миксерного отделения. Существенным преимуществом считают
повышение температуры заливаемого в конвертер чугуна, по-
скольку это позволяет увеличить долю перерабатываемого лома
и снизить за счет этого себестоимость стали. Вместе с тем сниже-
ние капитальных затрат в конвертерный цех в заметной мере ком-
пенсируется увеличением капитальных вложений в доменный цех
на сооружение депо ремонта миксерных ковшей. В целом, сопо-
ставляя преимущества и недостатки обеих способов подачи чугу-
на. для новых цехов рекомендуют применение миксерных ковшей.
Заслуживает рассмотрения вопрос о целесообразности подачи
чугуна от доменных печей в открытых чугуновозных ковшах с по-
слелующим переливом чугуна в заливочные ковши конвертерного
цеха. Работоспособность такой схемы доказана многолетним опы-
том — при ремонтах миксера, а также в периоды, когда чугун
подается из доменного цеха в недостаточном количестве, в мик-
серном отделении чугун из прибывающих открытых чугуновозных
ковшей переливают в заливочные ковши, которые затем транспор-
тируют в загрузочный пролет. Помимо упрощения и удешевления,
в пользу применения такой системы могут служить следующие
доводы:
57
на многих заводах стационарные миксеры не выполняют своей
основной роли — не обеспечивают усреднения состава и темпера-
туры, поскольку из-за постоянной нехватки чугуна его количество
в миксере ниже допустимых норм;
при организации отбора проб из чугуновозных ковшей отрица-
тельное влияние колебаний состава чугуна на ход плавки в совре-
менных условиях можно устранить, поскольку расчет шихты и
присадок осуществляют с помощью ЭВМ. Подобная схема до-
ставки чугуна в открытых 260-т ковшах с последующим его пере-
ливом в заливочные ковши применена в одном из конвертерных
цехов Японии, что дало заметную экономию, поскольку изготовле-
ние и эксплуатация открытых ковшей требуют меньших затрат,
чем миксерных.
4. Расчет потребности в основном оборудовании
Емкость и число миксеров. Суммарная необходимая емкость, т, миксеров (Тс)
определяется по формуле
Тс (1,01ПсутКчО/24Л,
где ПСут — суточная производительность цеха, т/сут; — расход жидкого чу-
гуна на 1 т слитков, т/т; h—коэффициент заполнения миксера (0,7); 1,01 —
коэффициент, учитывающий потери чугуна в миксере; 24 — число часов в сут-
ках, ч/сут; t — среднее время пребывания чугуна в миксере (7 ч).
Число (м) и емкость (Т) каждого миксера подбирают на основании найден-
ной суммарной потребности емкости (Тс) исходя из соотношения n—TdT.
При этом учитывают, что емкость типовых миксеров в СССР составляет 600,
1300 и 2500 т.
Число заливочных кранов (п) в миксерном отделении определяют по фор-
муле
ТГсут/Сч^З
п “ 0,9.1440РНОМ ’ b '
где /а— задолженность крана на заливку одного ковша (12—19 мин); k —
коэффициент занятости краиа на вспомогательных работах (1,15); b—коэффи-
циент использования крана (0,8); 1440 — число минут в сутках, мин/сут;
Риом—номинальная емкость ковша, т; 0,9 — коэффициент заполнения ковша
чугуном. Обычно число заливочных кранов, устанавливаемых в миксерном от-
делении, равно числу миксеров.
Число чугуновозных ковшей (открытых и миксерного типа) рассчитывают
по методике, изложенной в разд. 10 гл. 13.
Число (п) железнодорожных путей в переливном отделении цеха для по-
дачи миксерных ковшей можно определить по формуле, шт.:
п ~ (ямк^)/24,
где S — задолженность пути, т. е. длительность пребывания ковша в отделе-
нии (—0,5 час); пМк — число поступающих в отделение за сутки миксерных
ковшей, шт/сут.
Число поступающих ковшей Пмк=<Эс/(Люм 0,9),
где Qc — суточный расход чугуна в цехе, т/сут.
Число (п) чугуновозов с заливочным ковшом и рельсовых путей в пере-
даточной траншее определяют из соотношения, шт: п=/12/1440.
где А — число плавок в цехе за сутки, пл/сут; S — длительность оборота чугу-
новоза (задолженность пути) на плавку, мин/пл.
Величину S определяют с учетом того, что длительность слива чугуна из
миксерного ковша в заливочный составляет около 5 мин, задолженность за-
58
ливсчного ковша и чугуновоза в загрузочном пролете на заливку чугуна
6—7 мин. Переезд самоходного чугуновоза из переливного отделения в загру-
зочный пролет не более 1—2 мин и обратный переезд столько же. Если шлак
скачивается из заливочного ковша, то дополнительно следует учитывать его
длительность.
Глава 6
МАРТЕНОВСКИЕ ЦЕХИ
Мартеновский процесс постепенно вытесняется кислородно-кон-
вертерным и электросталеплавильными процессами и новые мар-
теновские цехи не сооружают уже давно. Вместе с тем рассмотре-
ние основных планировочных решений мартеновских цехов пред-
ставляет интерес, поскольку еще в течение ряда лет большую
часть стали в нашей стране будут выплавлять в мартеновских
печах, а также в связи с тем, что предполагается реконструкция
ряда мартеновских цехов с установкой в них кислородных конвер-
теров и, возможно, электродуговых печей.
Существуют две разновидности мартеновских цехов с рельсо-
вой и крановой системой подачи шихты. Крановая система подачи
шихты давно признана нерациональной и цехи этого типа — это,
как правило, цехи давней постройки и малой производительности.
Они постепенно выводятся из эксплуатации и многие подлежат
сносу, в связи с чем их планировка рассматриваться не будет.
Современные высокопроизводительные мартеновские цехи — это
цехи с рельсовой системой подачи шихты и печами, работающими
скрап-рудным процессом. Емкость печей находится в пределах
250—900 т; печи одноканальные, отапливаются природным газом
(иногда с добавкой мазута). Печи работают с продувкой ванны
кислородом через сводовые фурмы и зачастую с подачей кисло-
рода в факел. Во многих мартеновских цехах вместо одной-двух
мартеновских печей установлены двухванные печи с емкостью ванн
280—300 т.
1. Производительность печей и цеха
Производительность мартеновских цехов с большегрузными пе-
чами достигает 4—5 млн. т стали в год, число устанавливаемых
в цехе печей достигает 12—15. Производительность печи (Л, т
слитков в год) определяют по формуле Л = 7’24пп/100/, где Т —
емкость печи по массе жидкой стали, т; t — длительность плав-
ки, ч; 24—число часов в сутках, ч/сут; п — число рабочих суток
печи в году, сут/год; а — выход годных слитков по отношению
к м,ассе жидкой стали, % (иногда при расчетах под емкостью
печи подразумевают массу металлической шихты; в этом случае
необходимо использовать величину выхода годных слитков, под-
считанную по отношению к массе металлической шихты).
59
Число рабочих суток печи в году изменяется от 335 до 340,
снижаясь при увеличении интенсивности продувки ванны кисло-
родом в связи с уменьшением при этом стойкости свода печи.
Выход годных слитков составляет 97,5—99,4% от массы жидкой
стали; расход металлической шихты на 1 т слитков в последние
годы составляет около 1140 кг. Данные о длительности плавки
в современных мартеновских печах, работающих скрап-рудаым
процессом, приведены в табл. 2.
Таблица 2. Примерная длительность плавки в мартеновских печах, ч
Продолжительность плавки, ч, при емкости печи, т
Интенсивность продувки, мэ/ч 200—250 300 400—500 550-650 900
8,5 9 10,5 13 15,2
2000 5,5 7 8,5 9 11,3
4000 4,2 6 7,3 7,7 9,5
6000 3 4,2 5,7 6,5 8.5
Производительность мартеновского цеха возрастает при за-
мене мартеновских печей двухванными. Производительность такой
печи с ваннами емкостью 280—300 т составляет 1,1—1,5 млн. т
слитков в год.
2. Общая характеристика цеха
Практически для всех крупных мартеновских цехов отечественных
металлургических заводов характерна единая схема планировки,
транспортных потоков и организации выполнения основных работ.
Характерными особенностями планировочных решений мартенов-
ских цехов являются: организация выплавки и разливки стали в
главном здании цеха, разливка стали в изложницы, вынесение
всех работ по хранению и подаче шихтовых материалов и подго-
товке изложниц в специализированные отделения, располагаемые
в отдельных зданиях, использование для связи между отделе-
ниями железнодорожного транспорта.
Основные грузопотоки в мартеновском цехе — подача и за-
грузка в печи стального лома и сыпучих материалов, подача и
заливка чугуна, подача изложниц, уборка слитков и шлака; глав-
ные вспомогательные грузопотоки — подача огнеупоров и мате-
риалов для ремонта и уборка ремонтных отходов. Рациональная
организация грузопотоков обеспечивается (рис. 15) за счет распо-
ложения всех отделений в одном (продольном) направлении и
транспортировки основных грузов по продольным рельсовым пу-
тям с использованием стрелочных съездов между ними. Переме-
щение грузов в поперечном направлении внутри отделений обес-
печивается в основном мостовыми кранами, что создает незави-
симость грузопотоков в продольном и поперечном направлениях.
60
На территории цеха проложена сеть автомобильных дорог, исполь-
зуемых для подвоза вспомогательных материалов и оборудования.
Основные производственные отделения мартеновского цеха
(рис. 15) — главное здание, миксерное отделение, два шихтовых
отделения верхнего типа (одно для магнитных и второе для сыпу-
чих материалов), стрипперное отделение, участок охлаждения
изложниц, отделение чистки и смазки изложниц, отделение под-
готовки составов. В зависимости от потребности в жидком чугуне
цех имеет одно или два миксерных отделения, расположенных у
торцов печного пролета. Расположение миксеров в отделениях —
верхнее, что позволяет транспортировать чугун к печам по уровню
рабочей площадки печного пролета.
Рис. 15. Схематический
план мартеновского цеха:
1 — стрипперное отделение;
2—миксерное отделение; 3—
главное здание; 4, 5 — ших-
товые отделения для магнит-
ных и сыпучих материалов;
6 — отделение подготовки со-
ставов; 7 — отделение чист-
ки и смазки; 8 — участок
охлаждения; 9 — рельсовые
пути
Шихтовые отделения верхнего типа обеспечивают транспорти-
ровку мульдовых составов по рельсовым путям на уровне рабочей
площадки печного пролета без подъемов и спусков, что суще-
ственно упрощает и ускоряет оборот составов.
Описание планировки и организации работ в отделениях, обес-
печивающих хранение, подачу шихтовых материалов и разливку
стали, дано в соответствующих разделах учебника; ниже описы-
вается главное здание цеха.
3. Главное здание цеха
В главном здании выплавляют и разливают сталь в изложницы.
Основой объемно-планировочных решений главного здания яв-
ляется характерное для всех сталеплавильных цехов расположе-
ние печей в одну линию и на определенной высоте (на уровне
рабочей площадки), а также выполнение основных технологиче-
ских операций — выплавки и разливки стали в отдельных специа-
лизированных пролетах. План и поперечный разрез главного зда-
ния мартеновского цеха представлены на рис. 16. Здание состоит
из трех пролетов — печного Б—В, разливочного А—Б и шихто-
вого открылка В—Г.
В печном пролете расположены мартеновские печи 4, а также
транспортные пути для подачи шихтовых, заправочных и вспомо-
гательных материалов и оборудование для загрузки и обслужи-
вания печей. Печи расположены между колоннами, разделяющим»?
печной и разливочный пролеты так, что обеспечивается выпуск
стали в разливочный пролет и вместе с тем печи выдвинуты в печ-
100
Рис. 16. План и разрез главного здания мартеновского цеха
ной пролет настолько, что их оси находятся в зоне действия за-
ливочного крана: последнее необходимо для обеспечения подачи
грузов при ремонтах печи. Шаг колонн этого ряда в соответствии
с существовавшими строительными нормами кратен 12 м и для
печей емкостью 300—900 т составляет 36 и 48 м. Печной пролет
перекрыт рабочей площадкой, располагаемой на такой высоте,
чтобы обеспечить персоналу возможность обслуживания рабочего
пространства через рабочие окна. Обычно эта высота составляет
6—8.1 м.
В торцах цеха, а также часто между двумя-тремя соседними
печами предусматривают «холостые» пролеты без печей. Несмот-
ря на увеличение длины цеха они необходимы, так как умень-
шают помехи в работе смежных печей (длина мульдового состава
превышает длину печи и его перемещение в процессе загрузки
препятствует обслуживанию соседних печей); кроме того, улуч*
шаются условия разливки, так как можно увеличить длину раз-
ливочных площадок.
На рабочей площадке вдоль пролета уложены три рельсовых
пути. Ближний к печам путь 6 нормальной колеи называется
мульдовым, на него подают мульдовые составы 16 с шихтой при
завалке. Дальний от печей путь 8 нормальной колеи — чугуно-
возный. По нему в пролет с помощью чугуновозов 18 подают жид-
кий чугун из миксерного отделения. Средний путь 7 с шириной
колеи от 7,5 до 9,5 м предназначен для перемещения завалочных
машин 17.
Печной пролет оборудован мостовыми кранами 14 для заливки
чугуна и напольными завалочными машинами 17 для завалки
шихты с помощью мульд. В холостых пролетах между печами
располагают подвесные бункера для хранения ферросплавов, пе-
реносные бункера для заправочных материалов, участки ремонта
желобов для заливки чугуна, заправочные торкрет-машины. Бун-
кера для ферросплавов устанавливают также у колонн между
печами. Между колоннами, разделяющими печной пролет и ших-
товый открылок, располагают пульты управления печами и вспо-
могательные помещения.
Ширина печного пролета определяется габаритами мартенов-
ских печей и перемещаемого вдоль пролета оборудования (муль-
довых составов, завалочных машин, чугуновозов), а также тре-
буемым между ними расстоянием для безопасного прохода (0,5 м
между печью п мульдовым составом и между составом и завалоч-
ной машиной; 1 м между чугуновозом и колоннами пролета).
С учетом изложенного ширину печного пролета делают в преде-
лах от 27 до 30 м. Высота пролета до верха подкрановых рельсов
составляет 16—20 м.
Шихтовый открылок предназначен для обеспечения беспере-
бойной подачи мульдовых составов с шихтой к печам. Он пере-
крыт рабочей площадкой, являющейся продолжением рабочей
площадки печного пролета; на рабочей площадке уложены два
или три железнодорожных пути 9. Эти пути связаны стрелочными
€4
съездами 19 между собой, а также с мульдовым путем печного
пролета. На путях шихтового открылка подаваемые из шихтовых
отделений мульдовые составы ожидают начала завалки. Желез-
нодорожные пути обеспечивают также возможность маневрирова-
ния составами при их подаче к печам и движении обратно. Ши-
рина шихтового открылка при двух рельсовых путях составляет
14 м, при трех 18 м; высота определяется габаритами железно-
дорожных вагонов. В шихтовом открылке нет кранового обору-
дования.
К шихтовому открылку примыкают помещения 21 котлов-ути-
лизаторов, вблизи них находятся дымовые трубы 20.
Разливочный пролет служит для приема выпускаемой из печей
стали, ее разливки по изложницам и для уборки из цеха шлака.
Пролет оборудован разливочными 12, консольными 13 и велоси-
педными 11 кранами; в нем размещены разливочные площадки 1,
разливочные пути 2 для тележек 10 с изложницами, путь 3 для
вывоза шлака и мусора, стенды для сталеразливочных 22 и шла-
ковых 23 ковшей. Высота расположения разливочных кранов та-
кая же, как и заливочных кранов печного пролета. Подробнее
устройство пролета и организация в нем работ описаны в гл. 9.
Организация основных работ
Подача и загрузка твердых шихтовых материалов. Мульдовые со-
ставы с шихтой заблаговременно подают в шихтовой открылок
из шихтовых отделений цеха. Перед началом завалки мульдовый
состав подают к печи на мульдовый путь. Хоботом завалочной
машины мульды поочередно поднимают с состава, вводят через
окно в печь и опрокидывают, после чего пустые мульды вновь
устанавливают на состав. После загрузки очередной мульды со-
став передвигают хоботом завалочной машины так, чтобы против
рабочего окна печи вместо опорожненной оказалась полная
мульда.
Подача и заливка чугуна. Жидкий чугун подают в печной про-
лет на чугуновозный путь из миксерного отделения чугуновозами.
Ковши поднимают заливочным краном и заливают из них чугун
в печь через специальные желоба, которые перед заливкой уста-
навливают с помощью крана в рабочие окна печи. При ремонтах
миксера ковши с чугуном подают в торец печного пролета и под-
нимают их заливочным краном через проем 5 в рабочей площадке.
Подача ферросплавов. Ферросплавы привозят в печной пролет
на железнодорожных платформах в саморазгружающпхся бадьях
из склада ферросплавов. Бадью поднимают заливочным краном
и разгружают ферросплавы в подвесные бункера, расположенные
над рабочей площадкой между печами. Из бункеров ферросплавы
выдают в печной и разливочный пролеты. Открывая затвор бун-
кера, ферросплавы высыпают в устанавливаемые под ним на ве-
сах мульду или лоток. Далее загруженную мульду завалочной
машиной передают к печи, а лоток на передаточной тележке пере-
s. а. М. Якушез
65
возят в разливочный пролет в зону действия консольного кра-
на 13. Этим краном ферросплавы из лотка высыпают в расходные
бункера, установленные над выпускным желобом печи и из них —
в сталеразливочный ковш.
Шлак убирают через разливочный пролет. Шлак из печи во
время плавки сливают через среднее рабочее окно в шлаковую
чашу, которая перемещается под рабочим пространством по по-
перечному пути. После заполнения чашу выдают в разливочный
пролет, где ее разливочным краном переставляют на шлаковозы,
вывозящие шлак по продольному шлаковому пути. Шлак, сливае-
мый через шлаковые отверстия в задней стенке печи, и избыточ-
ный шлак, вытекающий из сталеразливочного ковша во время
выпуска стали, попадают в шлаковые чаши 23 (рис. 16), уста-
новленные рядом с разливочным ковшом. Заполненные чаши так-
же ставят краном на шлаковозы и вывозят по шлаковому пути»
Основное оборудование
Напольные завалочные машины. Основой машины (рис. 17) яв*
ляется мост, перемещающийся по ширококолейному пути вдоль
печей. По мосту в поперечном направлении передвигается тележ-
ка, на которой закреплен хобот, снабженный механизмом захвата
мульды и механизмами вращения и качания (подъема и опуска-
ния) хобота. Взаимодействие перечисленных механизмов обеспе-
Рис. 17. Напольная завалочная машина:
1 — мост; 2 — механизм передвижения моста; 3 — ходовое колесо; 4 — мульда; 5 — хобот;
6 — тележка; 7 — получортал; 8 — токосъемники; 9 — троллен
чивает захват мульды хоботом, ее подъем с мульдовой тележки,
введение в печь через окно и опрокидывание мульды.
Грузоподъемность машин (хобота) составляет 7,5; 10; 15 г.
Ширина рельсовой колеи, по которой перемещаются машины,
7,47—9,5 м; ширина машин по буферам при грузоподъемности
7,5 и Ют составляет 7,85 м, при грузоподъемности 15 т 8,15 м.
Тяговое усилие моста машины составляет 300—600 т, что позво-
ляет с помощью хобота перемещать мульдовые составы вдоль
печей.
66
Заливочные краны имеют грузоподъемность 125/30 или 180/50 т;
это такие же краны, что и используемые в миксерных отделениях
(см. с. 55). Чугуновозы (см. рис. 89) служат для подачи зали-
вочных ковшей с жидким чугуном из миксерного отделения; их
перемещают с помощью локомотива. Емкость заливочных ковшей
составляет 90—100 или 140 т.
Мульда (рис. 18) представляет собой литую стальную емкость
с карманом 3 на торцовой стенке. В карман опускают головку 2
хобота 4 завалочной машины и вдвигают с помощью штока 5 су-
харь 1 в пазы кармана, что обеспечивает захват мульды хоботом.
Объем типовых мульд для печей емкостью более 200 т составляет
1,75; 2,2 и 3,3 м3. Тележки для мульд (рис. 19), из которых фор-
мируют мульдовые составы, имеют грузоподъемность 40—50 т.
На одну тележку устанавливают 3—4 мульды.
Рис. 18. Мульда на хоботе зава-
лочной машины
Рис. 19. Тележка для
мульд:
/ — тележка; 2 — мульда
Очистка дымовых газов
Мартеновские печи, работающие с продувкой ванны кислородом,
оборудованы системами очистки дымовых газов от пыли, ко-
торые располагают на пути движения газов после котла-утили-
затора. Применяют мокрые газоочистки с трубами Вентури или
электрофильтры. Первая система газоочистки включает трубы
Вентури, каплеуловитель и дымосос; вторая — электрофильтры,
дымосос и иногда скруббер для охлаждения газов, которые долж-
ны иметь перед электрофильтром температуру не более 250 °C.
Работа мокрых газоочисток требует больших энергетических за-
трат в связи с тем, что из-за большого сопротивления труб Вен-
тури применяют дымососы с более мощными электродвигателями.
Мокрые газоочистки часто сооружают в связи с нехваткой площа-
дей для размещения электрофильтров.
4. Расчет числа оборудования печного пролета
Число завалочных машин (п) определяют по формуле
п = (X2fe)/1440fr,
3* 67
где А — число завалок (плавок) в сутки, шт./сут; S — задолженность машины
(длительность завалки) на одну плавку, мин/пл; k — коэффициент неравномер-
ности, учитывающий возможность совпадения завалки на нескольких печах (1,3);
b — коэффициент использования машины (0,8); 1440 — число минут в сутках,
мин/сут.
Продолжительность завалки определяется числом мульд с шихтой на одну
плавку и продолжительностью загрузки одной мульды. По опытным данным
продолжительность загрузки одной мульды напольной завалочной машиной
принимают равной 1,0—1,5 мин. Число мульд с шихтой (пм) определяют по
формуле Пм = <2пл/Ум0,
где <2пл — расход того или иного шихтового материала на одну плавку, т/пл;
V—объем одной мульды, м3; q— насыпная масса материала в мульде, т/м3.
Рекомендуемая емкость мульд составляет для завалочных машин грузо-
подъемностью 7,5; 10 и 15 т соответственно 1,2; 1,75—2,2 и 3,3 м3. Насыпная
масса материалов в мульде на 10—15% меньше насыпной массы того же ма-
териала в бункере (величины последней даны на с. 52).
Число заливочных, кранов рассчитывают по той же формуле, что и число
завалочных машин. При этом S представляет собой задолженность крана на
одну плавку (мин/пл) и складывается из затрат времени на основную (залив-
ка чугуна) и на вспомогательные работы. Длительность заливки одного ковша
составляет 10—15 мин, общая длительность заливки чугуна достигает 40 мин.
Точных норм затрат кранового времени на вспомогательные работы нет. Оче-
видно, можно принять эту величину равной 20—30 мин на плавку (сюда входят
установка желобов для заливки чугуна, транспортировка емкостей с ферроспла-
вами, заправочными материалами и пр., обслуживание ремонта печей и обору-
дования) .
5. Реконструкция мартеновских цехов
Многие работы в печном и разливочном пролетах мартеновских
цехов требуют затрат тяжелого физического труда и выполняются
в условиях больших выделений тепла, пыли, ряда вредных газов
и повышенного шума. По этим причинам важной задачей на бли-
жайшее время является разработка и внедрение средств механи-
зации наиболее тяжелых работ в мартеновских цехах.
В соответствии с перспективными планами развития черной
металлургии нашей страны намечена постепенная замена марте-
новского производства другими способами производства стали и
в первую очередь кислородно-конвертерным с целью обеспечения
более высоких технико-экономических показателей производства,
улучшения условий труда и уменьшения загрязнения окружающей
среды. При этом стоит задача возможно более полного использо-
вания основных производственных фондов мартеновских цехов и
особенно цехов, строившихся в 50—60-е годы, здания которых
п оборудование могут эксплуатироваться еще длительное время.
Проектными организациями черной металлургии в последние годы
выполнено значительное число разработок по выявлению опти-
мального варианта замены мартеновских печей, в том числе кис-
лородными конвертерами с верхним и нижним дутьем, двухван-
ными и электродуговыми печами.
При установке конвертеров в главном здании цеха основная
трудность связана с тем, что высота расположения кранов (вы-
сота подкрановых путей) печного и разливочного пролетов марте-
68
Рис. 20. Схема установки кислородных конвертеров в мартеновских цехах:
а — на месте мартеновских печей; б — на месте шихтового открылка; в — в новом зда-
нии; J— конвертер; 2— газоотводящий тракт; 3 — ста.тевоз; 4 — шлаковоз; Р — разли-
вочный пролет; П — печной пролет; И — загрузочный пролет; К — конвертерный про-
лет; Ш — шихтовый открылок
новских цехов составляет не более 20 м, в то время как для
размещения на уровне пола цеха сталевозов, принимающих сталь
из конвертеров емкостью 50, 100—130 и 300 т, эта высота должна
быть соответственно 17; 21—23 и 30 м. Поэтому под конвертерами
необходимо сооружать траншеи для сталевозов и шлаковозов.
Выполненные Гипромезом и рядом других проектных институтов
разработки и имеющийся зарубежный опыт выявили три возмож-
ных варианта замены мартеновских печей кислородными конвер-
терами с верхним дутьем.
Установка конвертеров на месте мартеновских печей схема-
тически показана на рис. 20, а. В этом случае для разливки стали
сохраняется разливочный пролет Р. В бывшем печном пролете П
осуществляют заливку и загрузку конвертеров и подготовку ста-
леразливочных ковшей. Необходима надстройка здания, поскольку
высота его недостаточна для размещения кислородных фурм, си-
стемы загрузки сыпучих и газоотводящего тракта. Глубина тран-
69
шеи при установке 100-т конвертеров, как это показано на
рис. 20, а, составляет 3 м; для 150—200-т конвертеров она соста-
вит 4—6 м> для 300-т конвертеров 7—8 м.
Этот вариант реконструкции обеспечивает по сравнению с дру-
гими более полное использование имеющегося оборудования и зда-
ния цеха и требует меньших капитальных затрат. Однако его
не считают оптимальным из-за следующих недостатков: трудность
эксплуатации цеха с глубокими траншеями, большие потери
производительности во время проведения реконструкции, слож-
ность решения проблемы размещения газоотводящего тракта.
Ориентированию газоотводящего тракта вверх препятствуют кра-
ны печного и разливочного пролетов; ориентирование же его в
горизонтальном направлении не рекомендуется из-за образования
на горизонтальных участках шлакометаллических настылей и
усложнения при этом эксплуатации.
При установке конвертеров на месте шихтового открылка
(см. рис. 20, б) конвертеры, газоотводящий тракт, кислородные
фурмы и систему загрузки сыпучих размещают в новом проле-
те К, сооружаемом на месте шихтового открылка. Сохраняется
разливочный пролет Р. Печной пролет П используется для за-
грузки лома, заливки чугуна и подготовки сталеразливочных ков-
шей. По сравнению с предыдущим этот вариант требует несколь-
ко больших капитальных затрат, но имеет ряд преимуществ: нег
необходимости разрабатывать сложные вынужденные решения по
газоотводящему тракту; уменьшается глубина траншей (пример-
но на 2—3 м); уменьшаются потери производительности во время
реконструкции.
В обоих рассмотренных вариантах в случае установки больше-
грузных конвертеров заливка чугуна из-за недостаточной грузо-
подъемности заливочных кранов должна проводиться двумя ков-
шами, что вызывает увеличение длительности плавки.
Установка конвертеров в новом здании (рис. 20, в). Рядом
с главным зданием мартеновского цеха сооружают новое здание
для установки конвертеров, состоящее из загрузочного И и кон-
вертерного К пролетов. Старое здание используется для разливки
стали, подготовки и ремонта ковшей и вспомогательных работ;
сталевозы и шлаковозы перемещаются по полу цеха. По сравне-
нию с предыдущими этот вариант требует наибольших капиталь-
ных затрат и характеризуется более низким коэффициентом
использования основных производственных фондов реконструируе-
мого цеха. Особенностями этого варианта являются отсутствие
заглубленных траншей; размещение конвертерного производства
в здании, отвечающем его специфическим требованиям; наимень-
шие потери производительности за время реконструкции; возмож-
ность использования печного пролета для разливки стали.
Для конвертеров с донным дутьем возможны те же варианты
установки в здании мартеновского цеха и в новом здании, что
и для конвертеров с верхним дутьем. При этом несколько упро-
щается размещение конвертеров в старом здании в связи с отсут-
70
ствием кислородных фурм и меньшими габаритами системы за-
грузки сыпучих сверху.
Замена мартеновских печей двухванными. В последние годы
двухванные печи сооружены и успешно работают во многих мар-
теновских цехах. Накоплен опыт их эксплуатации, освоена техно-
логия выплавки стали различных марок. Двухванные печи соору-
жают на месте сносимых мартеновских между колоннами, разгра-
ничивающими печной и разливочный пролеты. Расстояние между
этими колоннами позволяет разместить печь с двумя ваннами
емкостью по 300 т. Производительность подобных печей состав-
ляет 1,1—1,5 млн. т стали в год, интервал между выпусками пла-
вок около 3 ч. Двухванные печи по сравнению с мартеновскими
обеспечивают значительное увеличение выпуска стали, экономию
топлива и огнеупоров, снижение трудоемкости ремонтов.
В случае замены мартеновских печей двухванными не тре-
буется перестройка главного здания цеха, полностью используется
все имеющееся в цехе подъемно-транспортное оборудование и
оборудование по обслуживанию печей. Однако подобная рекон-
струкция не признается в настоящее время перспективной, по-
скольку при работе двухванных печей существенно ухудшаются
условия труда в цехе из-за больших выделений через рабочие
окна пыли и дыма. Кроме того, сохраняются многие тяжелые ра-
боты по обслуживанию и ремонту печей.
Известны проекты замены мартеновских печей, работающих скрап-процес-
сом, дуговыми электропечами как с использованием существующих зданий
мартеновских цехов, так и со строительством новых. Использование существую-
щих зданий затруднено в связи с их недостаточной высотой. Так, при уста-
новке 50—100-т электропечей на уровне рабочей площадки высота до уровня
подкрановых рельсов должна составлять 20—24 м, а в мартеновских цехах,
работающих скрап-процессом, она не превышает 16—18 м.
Глава 7
КОНВЕРТЕРНЫЕ ЦЕХИ
За короткий срок со времени возникновения (1952—1953 гг.) кис-
лородно-конвертерный процесс благодаря высоким технико-эконо-
мическим показателям стал ведущим сталеплавильным процессом,
на долю которого приходится большая часть мировой выплавки
стали. Наиболее распространен процесс с верхней продувкой;
в конвертерах с донным дутьем выплавляют около 10% кислород-
но-конвертерной стали. Первые кислородно-конвертерные цехи
(в дальнейшем для краткости будем называть их конвертерными)
строились с конвертерами емкостью от 30 до 100 т, в настоящее
время их емкость достигает 350—400 т; подобные цехи являются
наиболее высокопроизводительными сталеплавильными цехами.
Основными линиями системы грузопотоков конвертерного цеха
являются: доставка и заливка жидкого чугуна, доставка и загруз-
ка лома; доставка и загрузка в конвертер сыпучих материалов;
доставка и загрузка в ковш ферросплавов зачастую с их нагревом
71
или расплавлением; транспортирование ковшей с жидкой сталью;
разливка и уборка слитков или литых заготовок; уборка шлака;
доставка материалов для ремонта конвертеров и другого оборудо-
вания и уборка мусора. Компоновка основных линий грузопото-
ков, взаимное расположение и число отделений цеха, планировка
главного здания в существующих цехах отличаются большим раз-
нообразием. Во многом это объясняется тем, что опыт эксплуата-
ции конвертерных цехов непродолжителен и по мере его накопле-
ния планировочные решения продолжают совершенствоваться;
объясняется это и тем, что во многих зарубежных конвертерных
цехах применены вынужденные проектные решения, поскольку
они строились в условиях стесненной площади, сложившихся гру-
зопотоков и с использованием зданий существовавших ранее цехов.
Ниже даны описание и оценка основных проектных решений
для цехов с конвертерами верхнего дутья и коротко рассмотрены
особенности цехов с конвертерами донного дутья.
1. Проектные решения по работе конвертеров
Производительность кислородного конвертера (Пк, т/год) можно
подсчитать по формуле
/7к=(Л440ап)/100/,
где Т — емкость конвертера (по массе жидкой стали), т; t — дли-
тельность плавки, мин; 1440 — число минут в сутках, мин/сут; п —
число рабочих суток в году, сут/год; а — выход годных слитков
по отношению к массе жидкой стали, %.
Продолжительность, мин, плавки выбирают в соответствии * с
нормативными данными, близкими к приведенным ниже:
Емкость конвертера, т . . . 160 200 300 400
Продолжительность, мин:
загрузки лома............. 2 2 2 2
заливки чугуна............ 2 2 2 2
продувки.................. 12 12 12 12
огбора проб и анализа, за-
мера температуры .... 4 4 4 4
слива металла............. 4 5 6 7
слива шлака............... 2 2 2 3
подготовки конвертера . . 6 6 6 6
Выход годных слитков (а) при разливке в изложницы состав-
ляет 97,5—99,4%; при непрерывной разливке 96—98%. Число
рабочих суток (п) в году зависит от организации работы конвер-
теров в цехе. При установке в цехе 3—4 конвертеров, один из ко-
торых постоянно находится в ремонте или резерве, число рабочих
суток работающих конвертеров принимают равным 365. При от-
сутствии резервного конвертера величина п для каждого из рабо-
тающих конвертеров уменьшается в связи с простоями на ремон-
тах футеровки и газоотводящего тракта и горячими простоями.
В частности, при работе без торкретирования ремонт футеровки
делают через 700—900 плавок, причем его длительность для 50-т
72
конвертера составляет 50 ч. для 100-т 70 ч, для 350-т около 100 ч
(величина прочих простоев для большегрузных конвертеров при-
ведена ниже на стр. 74).
Выбор числа и емкости конвертеров производится на основа-
нии заданной годовой производительности проектируемого цеха
(Дц, т/год). Так, задаваясь числом конвертеров п, можно опреде-
лить их емкость из соотношения п — П^Пк, где Пк — годовая
производительность одного конвертера. Выбранная емкость кон-
вертеров должна соответствовать установленному в СССР в соот-
ветствии с ГОСТ типовому ряду емкостей (по массе жидкой ста-
ли): 50, 100, 130, 160, 200, 250, 300, 350 и 400 т.
При выборе емкости конвертера учитывают, что качество вы-
плавляемой в кислородных конвертерах стали практически не за-
висит от их емкости, и в то же время при росте емкости суще-
ственно улучшаются технико-экономические показатели работы
конвертерного цеха. По расчетам Гипромеза, эффективность по-
вышения емкости конвертеров характеризуется следующими дан-
ными;
Емкость конвертера, т . . . .
Капиталовложения, % * . . .
Производительность труда, % *
Себестоимость стали, % * - - •
Расходы по переделу, % • . .
200 400
90 75
125 190
99 98
96 87
* За 100% приняты показатели для !50-т кон-
вертера.
С учетом этих данных для проектируемых цехов рекомен-
дуются конвертеры емкостью 300—400 т. Сооружение цехов с ма-
лыми (50—100 т) конвертерами возможно в отдельных случаях,
например при реконструкции малых заводов, где объем выплавки
чугуна недостаточен для обеспечения работы большегрузных кон-
вертеров.
Вопрос о выборе оптимального числа устанавливаемых в цехе
конвертеров долгое время был дискуссионным. В первые годы
освоения кислородно-конвертерного процесса разрабатывались
проекты цехов с числом конвертеров, достигавшем шести. Однако
опыт показал, что в связи с большой производительностью кон-
вертеров даже при сравнительно малом их числе в цехе объем
выплавки стали столь велик, что могут возникать трудности в
организации подачи шихтовых материалов п разливке стали. Так,
при двух непрерывно работающих конвертерах емкостью 350 и
400 т годовой объем выплавки стали в цехе составит около 9 и
11,5 млн. т жидкой стали соответственно. С учетом этого и в связи
с отсутствием опыта эксплуатации цехов более высокой произво-
дительности в проектируемых цехах обычно устанавливают
2—3 большегрузных конвертера.
Многократно обсуждался вопрос о том, какой из вариантов
строительства более целесообразен — цеха с двумя установлен-
ными и постоянно находящимися в эксплуатации конвертерами
или цеха с тремя установленными конвертерами, два из которых
73
постоянно работают, а один находится в р^м^нте или резерве.
В цехе с тремя конвертерами обычно у двух работающих конвер-
теров рабочее время составляет 365 суток в году, что обеспечи-
вает постоянство производительности цеха, полное использование
рабочей силы и всех обслуживающих участков и оборудования
цеха. При двух установленных конвертерах уменьшаются капи-
тальные затраты на главное здание цеха. Однако во время про-
стоев каждого из постоянно эксплуатируемых конвертеров произ-
водительность цеха снижается вдвое и неполностью используется
оборудование и рабочая сила, что ведет к снижению основных
технико-экономических показателей.
В Гипромезе недавно выполнен анализ технико-экономических
показателей работы схожих по планировке и используемому обо-
рудованию цехов с тремя и двумя установленными 300-т конвер-
терами и обслуживающими участками и оборудованием, рассчи-
танными на обеспечение одновременной работы двух конвертеров.
В цехе с двумя конвертерами их годовой фонд рабочего времени
оказался меньшим в связи с простоями (горячие простои —
2% календарного времени, ремонт газоотводящего тракта одного
конвертера — 26 сут, ремонт нагнетателя — 8 ч через каждые
1000 плавок, ремонт футеровки — 4,25 сут через 5000 плавок,
простои при торкретировании начиная с 400-й плавки). Соответ-
ственно годовая производительность цехов составила 8,7 и 7,7 млн.
литых заготовок и удельные капитальные затраты для цеха с
тремя конвертерами на 10,3% , себестоимость стали на 0,4% ниже,
а производительность труда на 3,3% выше. Эти данные позво-
ляют считать более рациональным строительство цехов с тремя
конвертерами, один из которых является «подменным», т. е. на-
ходится в ремонте или в резерве.
Конвертеры и параметры технологии. В новых цехах, как отме-
чалось. рекомендуется установка большегрузных (300—400 т)
конвертеров. Их удельный объем должен составлять 0,85—1,0 м3/т;
кислородные фурмы должны иметь 5—7 сопел и более, что обес-
печивало бы интенсивность подачи кислорода 5—8 м3/(т-мин) и
длительность продувки не более 12 мин. Целесообразно применять
конвертеры с независимым опорным кольцом, двусторонним на-
весным многодвигательным механизмом поворота, отъемным дни-
щем. что облегчает ремонт конвертеров.
Технология производства должна предусматривать десульфу-
рацию чугуна в ковшах; полное скачивание шлака из заливочного
ковша перед сливом чугуна в конвертер; применение непрерывной
разливки; применение внепечной обработки стали и, в частности,
продувку в ковше перед разливкой аргоном с одновременной кор-
ректировкой состава и температуры, а для высококачественных
сталей — обработку вакуумом, шлаками и другие способы внепеч-
ного рафинирования. Технология выплавки должна базироваться
на применении автоматизированных систем управления ходом
плавки, что позволяет исключить додувки и другие корректиро-
вочные операции.
74
2. Схемы работы и планировки цеха
Известны следующие схемы планировки и работы конвертерных цехов: клас-
сическая, маятниковая, конвейерная, со съемными конвертерами. При класси-
ческой схеме конвертеры установлены в цехе стационарно (па «стационарных
продувочных стендах»); здесь же их ремонтируют. Недостатком этой схемы
является неполное использование оборудования продувочного стенда — в меж-
продувочные периоды не используются кислородная фурма и система отвода
п очистки отходящих газов; еще меньше используется система загрузки сыпу-
чих. В первые годы освоения кислородно-конвертерного процесса были пред-
ложены схемы, предусматривающие перемещение конвертеров по ходу плавки
с помощью рельсовых тележек и пребывание их на продувочном стенде лишь
во время продувки, а далее отъезд на стенды, где выполняются другие работы
(слив металла, заливка чугуна и др.). При маятниковой схеме конвертеры
поочередно прибывают на продувочный стенд с двух противоположных сторон,
при карусельной движутся по замкнутой кривой. Эти схемы не нашли приме-
нения, так как они не обеспечивают снижения удельных капитальных затрат
и существенно усложняют организацию работ в цехе.
Схема со съемными конвертерами отличается от классической тем, что
после остановки на ремонт конвертер снимают со стенда и транспортируют
в отделение ремонта, а на его место устанавливают новый. При этом обеспечи-
вается более полное использование оборудования продувочного стенда, но тре-
буется установка кранов большой грузоподъемности для транспортировки кон-
вертеров, усиления колонн здания, усложняется организация работ в цехе.
В результате эта схема почти не применяется.
3. Устройство некоторых конвертерных цехов
Цех со 100—130-т конвертерами
Первые кислородно-конвертерные цехи в нашей стране были по-
строены по типовому проекту Гипромеза, разработанному в I960 г.
Основные производственные отделения этих цехов следующие:
главное здание, верхнее миксерное отделение, верхнее шихтовое
отделение для магнитных материалов, нижнее отделение для сыпу-
чих материалов, отделения раздевания слитков и подготовки из-
ложниц. Главное здание (рис. 21) состоит из четырех пролетов: за-
грузочного Г—Д, конвертерного В—Г и двух разливочных Б—В
и А—Б. В конвертерном пролете установлены три конвертера 5
(с расстоянием между ними 18 м), фурмы 17 с механизмами их
перемещения, системы загрузки сыпучих 19 и отвода и очистки
конвертерных газов 18. Конвертерный и загрузочный пролеты пе-
рекрыты рабочей площадкой на высоте 8,18 м.
Загрузочный пролет оборудован двумя мостовыми заливочны-
ми кранами 16. На рабочей площадке вдоль конвертеров проло-
жены два железнодорожных пути 7 для чугуновозов 15 и один
путь 6 для подачи совков 14 с ломом. Под конвертерами проло-
жены поперечные ширококолейные пути 4 в сторону разливочных
пролетов и пути 8 железнодорожной колеи, имеющие за пределами
здания криволинейный участок для выезда на внешние пути.
В разливочных пролетах, где сталь разливают в изложницы,
имеются разливочные площадки 1, разливочные пути 2, разливоч-
ные 10 и велосипедные 9 краны. В этих пролетах подготавливают
75>
№
Рис. 21. План и разрез главного здания конвертерного цеха со 100—130-т
конвертерами и разливкой стали в изложницы
и ремонтируют разливочные ковши, для обслуживания которых
служат консольные краны 11. Пути 3 служат для подачи огне-
упоров и уборки мусора.
Жидкий чугун подают к конвертерам по путям 7 чугуновоза-
ми 14 из расположенного рядом с загрузочным пролетом верхнего
миксерного отделения. Заливочные ковши поднимают с чугуно-
76
возов и заливают чугун кранами 16. Стальной лом из отделения
магнитных материалов подают в загрузочный пролет на путь 6
тележками, на которых совки 14 с ломом объемом 3,5 м3 нахо-
дятся в поперечном положении. Опрокидывание совков с ломом
в наклоненный конвертер осуществляют реечным механизмом,
расположенным под рабочей площадкой или механизмом, смонти-
рованным на тележке. Система загрузки сыпучих материалов в
конвертер описана на стр. 89, система подачи ферросплавов в
ковш — на стр. 92.
Сталь выпускают в ковш, установленный на сталевозе 12, ко-
торый транспортирует ковш в разливочный пролет на пути 4.
Шлак сливают в ковш, установленный на несамоходном шлако-
возе 13, который вывозят из цеха локомотивом по поперечно-кри-
волинейным путям 8.
Цех Новолипецкого металлургического комбината (НЛМЦ)
Цех с тремя 350-т конвертерами включает следующие основные
отделения: главное здание, верхнее миксерное, нижнее шихтовое
для сыпучих материалов, ОНРС. Главное здание (рис. 22) со-
стоит из четырех пролетов: загрузочного В—Г, конвертерного
Г—Ж, шлакового Б—В, ковшового А—Б и примыкающих к
углам двух шихтовых открылков 13, расположенных между колон-
нами рядов Ж—У. В конвертерном пролете, который разделен
вспомогательными колоннами на собственно конвертерный Г—Д
к вспомогательно-энергетические Д—Е—Ж, расположены конвер-
теры 7 (расстояние между ними 48 м), машины для подачи кис-
лорода с фурмами 23, система загрузки сыпучих, часть газоотво-
дящего тракта и 80-т кран 24 для обслуживания ремонта кон-
вертеров, фурм и котлов-утилизаторов. Система отвода и очистки
газов без дожигания аналогична показанной на рис. 36, а\ газо-
очистки 28 расположены в пристройках 9 над электромашинным
помещением 8. Рабочая площадка ( + 11,5 м) перекрывает загру-
зочный и конвертерный пролеты. Пульты 31 управления конвер-
терами расположены между колоннами ряда В.
В загрузочном пролете установлены два заливочных крана 11
(400+100/16 т), две полупортальные машины 30 (2x130 т) для
загрузки лома; на рабочей площадке проложен опорный рельс 15
полупортальных машин. Шлаковый пролет, оборудованный двумя
мостовыми кранами 18 (125/30 т), служит для перестановки и
вывоза из цеха шлаковых ковшей по путям 16. Ковшовый пролет
с кранами 19 (125+30 т) предназначен для ремонта и подготовки
сталеразливочных ковшей. Под конвертерами проложены широ-
коколейные пути 1, идущие через все пролеты в ОНРС. В шихто-
вых открылках имеются магнитные краны 4, мостовые краны 12
(130 т) с поворотной тележкой, ямные бункера 5 для лома.
Жидкий чугун подают к конвертерам чугуновозами 17 по ши-
рококолейным путям 2 на рабочей площадке из миксерного отде-
ления. Лом в шихтовые открылки 13 доставляют по пути 6 (около
77
20% россыпью с разгрузкой в бункера 5, а основную часть в сов-
ках объемом 50 м3, размещенных на платформах в продольном
положении). Совки поднимают и разворачивают в поперечное
положение краном 12 и устанавливают на пол открылка или на
скраповоз 10. После догрузки лома в совки из бункеров 5 маг-
нитным краном 4 скраповоз перевозит два совка по поперечному
пути 14 в загрузочный пролет, где их через вырез 3 в рабочей
площадке поднимает полупортальная машина 30 и транспорти-
рует к конвертерам.
В торце конвертерного пролета на рабочей площадке распо-
ложен участок подготовки ферросплавов, схожий с показанным
на рис. 30. Система загрузки сыпучих материалов — двусторонняя.
В пролете Е—Ж с каждой стороны конвертера установлено по
78
четыре расходных бункера 25, материалы в которые доставляют
конвейерами из шихтового отделения. На каждые два расходных
бункера установлены весы-дозаторы 26; из них материалы вы-
даются к конвертерам (в пролет Г—Д) поперечным конвейером 27.
Сталь выпускают в ковш, установленный на сталевозе 20, кото-
рый по поперечному пути 1 переезжает в ОНРС. Шлак сливают
в ковши самоходного шлаковоза 21, который переезжает из-под
конвертера по пути 1 в шлаковый пролет; здесь ковши со шлаком
переставляют краном 18 на несамоходные шлаковозы 22 и выво-
зят их в шлаковое отделение по путям 16.
Цех с 350-т конвертерами Западно-Сибирского
металлургического комбината (ЗСМЦ)
В цехе установлены два конвертера. Его основные производствен-
ные отделения следующие: главное здание; отделения магнитных
материалов, перелива чугуна и шлаковое; разливочное отделение
с соответствующими отделениями раздевания слитков и подго-
товки изложниц. В отличие от прочих отечественных сталепла-
вильных цехов разливочное отделение расположено в отдельном
здании. Главное здание (рис. 23) включает пять пролетов: подго-
товки ковшей А—Б, шлаковый Б—В, загрузочный В—Г, конвер-
терный Г—Ж, энергетический Ж—И. В конвертерном пролете
расположено то же оборудование, что в цехе НЛМЗ, в том числе
кислородные фурмы 23 с машинами их перемещения, 80-т кран 22
для ремонтных работ; расстояние между конвертерами 5 равно
48 м. Система загрузки сыпучих такая же, как в цехе НЛМЗ
с передачей материалов к конвертерам из зоны расположения
расходных бункеров 24 поперечным конвейером 26; система отво-
да и очистки газов аналогична показанной на рис. 36, а, причем
газоочистки 25 размещены в энергетическом пролете.
В загрузочном пролете установлены заливочные краны 20
(400+100/20 т) и полупортальные машины 19 для загрузки лома
(2X130 т). Рабочая площадка 3 на высоте 11,5 м перекрывает
конвертерный и часть загрузочного пролета; на ней уложен
опорный рельс 6 полупортальных машин. Рабочая площадка
соединена эстакадой 7 с шихтовым отделением 10 магнитных ма-
териалов. Шлаковый пролет с кранами 16 (180+50 т) и ковшовый
с кранами 15 (125 + 30 т) по назначению и устройству такие же,
как и в цехе НЛЛ13; в шлаковом пролете размещены пульты 17
управления конвертерами.
Жидкий чугун привозят в миксерных ковшах емкостью 420 т
по путям 13 в отделение 12, где его переливают в 350-т заливоч-
ные ковши самоходных чугуновозов, которые по ширококолейным
путям 14, уложенным в траншее 11, перевозят ковши в загрузоч-
ный пролет в зону действия заливочных кранов 20. В шихтовом
отделении стальной лом загружают магнитными кранами в совки
объемом 50 м3. Два совка специальным краном устанавливают
на скраповоз 9, находящийся на эстакаде 7. Затем скраповоз по
79
ширококолейному пути 8 эстакады перевозит совки в загрузочный
пролет в зону действия полупортальной завалочной машины.
Сталь, выпущенную в ковш сталевоза 18, транспортируют в раз-
ливочное отделение по ширококолейным путям 1. По ним же
самоходный шлаковоз 21 транспортирует ковши со шлаком в шла-
ковый пролет, откуда их вывозят по путям 2.
Конвертерный цех металлургического комбината «Азовсталь»
Основными производственными отделениями цеха, спроектирован-
ного из расчета установки в нем трех конвертеров емкостью по
400 т, являются (рис. 24) главное здание, включающее загрузоч-
80
Рис. 24. Главное здание конвертерного цеха завода <Азовсталь>
ный Д—Е, конвертерный К—3 и ковшовый 3—И пролеты; при-
мыкающий к главному зданию (на расстоянии Г—Д, равном 9 м)
блок, включающий шлаковую эстакаду В—Г и два шихтовых
пролета Б—В и А—Б для магнитных материалов; нижнее миксер-
ное отделение; совмещенное шихтовое отделение сыпучих мате-
риалов и ферросплавов и ОНРС. В конвертерном пролете разме-
щено то же оборудование, что и в ранее описанных цехах, в том
числе фурмы 23 с машинами их перемещения и 80-т кран 24 для
ремонтных работ; система газоочистки аналогична показанной на
рис. 36, б и целиком размещена в конвертерном пролете. Приме-
нена совмещенная система загрузки сыпучих и ферросплавов с
передачей материалов к конвертерам из зоны расходных бунке-
ров 25 по наклонным точкам 22 (подробнее эта система описана
на стр. 90). Расстояние между конвертерами 3 равно 36 м.
Рабочая площадка 4 на высоте 12 м перекрывает конвертер-
ный и часть загрузочного пролета. В загрузочном пролете уста-
новлено два заливочных крана 20 (450-*-100/20 т) и мостовой
кран 21 (200 т) для загрузки лома. Пульты 19 управления кон-
вертерами расположены против них между колоннами ряда Д.
81
Открытая шлаковая эстакада выполняет ту же роль, что и
шлаковые пролеты в ранее описанных цехах, и оборудована кра-
нами 17 (100/20) для перестановки шлаковых ковшей; пути 8 слу-
жат для вывоза шлака несамоходными шлаковозами. Шихтовый
пролет А—Б оборудован магнитно-грейферными кранами 14
(15+15 т), пролет Б—В — магнитными кранами 15 (30/15 т) и
мостовыми кранами 16 (200 + 32 т) для перестановки совков.
Жидкий чугун подают в торец загрузочного пролета чугуно-
возами в 350-т ковшах по двум ширококолейным путям 6 на нуле-
вой отметке из миксерного отделения 5. Стальной лом привозят
в шихтовые отделения по продольным путям 9 и разгружают в
ямные бункера 10. В пролете А—Б в совки объемом 100 м3 за-
гружают магнитными кранами 14 легковесный лом, после чего
•совки скраповозом по путям 13 передают в пролет Б—В. Здесь
их краном 16 переставляют на стеллажи и догружают тяжело-
весным ломом с помощью магнитных кранов 15. Заполненный и
взвешенный совок (один) краном устанавливают на скраповоз 11,
который по пути 12 переезжает в загрузочный пролет. Совок под-
нимают со скраповоза загрузочным краном 21 и загружают лом
в конвертер в один прием.
В ковшовом пролете подготавливают и ремонтируют как ста-
леразливочные ковши (в левой половине пролета), так и про-
межуточные (в правой половине); по пути 2 подают материалы
для ремонта ковшей. Уборка стали и шлака организована в раз-
ные от конвертера стороны; сталевозы 27 перемещаются в ОНРС
по ширококолейным путям /, самоходные шлаковозы 18 с двумя
ковшами по 16 м3 —-к шлаковой эстакаде по ширококолейным
путям 7.
Краткая характеристика планировки некоторых цехов
Цех А. На рис. 25, а показан план одного из конвертерных цехов
Англии с тремя конвертерами емкостью 300 т. Главное здание
состоит из четырех пролетов: загрузочного А, конвертерного Б и
двух разливочных В и Г (к пролету Г примыкает ОНРС). Жид-
кий чугун подают в ковшах миксерного типа по рельсовому пути 7,
проложенному на эстакаде 8, и сливают в заливочные ковши на
двух стендах 12, от которых заливочные ковши 13 по путям 4
поступают в загрузочный пролет. В загрузочном пролете установ-
лены два заливочных мостовых крана (400/105 т) и 120-т мосто-
вой кран для работы совками с ломом. Лом из скрапного отделе-
ния 9 подают в загрузочный пролет по поперечным путям 5 те-
лежками 6 с лебедочным приводом в совках емкостью НО т.
Совки с помощью 120-т крана устанавливают на дизельную за-
валочную машину 16, перемещающуюся вдоль конвертеров по пу-
ти 14\ загрузку лома можно также проводить непосредственно
120-т мостовым краном.
Ковши со шлаком от конвертеров по поперечным путям 10
транспортируют в шлаковое отделение 11. Ковши с жидкой сталью
«2
подают в разливочные пролеты и в ОНРС сталевозами 15 по
путям 2. Для разливки стали в изложницы имеются три разли-
вочные площадки 1. Подготовку и ремонт ковшей ведут в левой
части пролета В.
Цех Б. На рис. 25, б показан план одного из недавно по-
строенных японских конвертерных цехов с двумя 300-т конверте-
рами 2. Главное здание включает пролеты: загрузочный Д; кон-
вертерный Б; распределительный В и за ним ряд пролетов, в ко-
торых размещены МНЛЗ 15, склад и отделения зачистки литых
заготовок. К пролетам МНЛЗ примыкает поперечный пролет Г
для разливки стали в изложницы. В цехе имеются две установки
для десульфурации чугуна, стенды для продувки аргоном, ва-
кууматор 12.
Жидкий чугун поступает к переливной яме 3 в торец загрузоч-
ного пролета в миксерных ковшах по путям 4. Совки с ломом
доставляют из скрапного отделения 8 по путям 9. Лом в конвер-
теры загружают мостовым краном. Ковши с жидкой сталью до-
ставляют в пролет В сталевозами по путям 1 и затем мостовым
краном устанавливают на поворотные стенды МНЛЗ 15 или на
разливочную тележку 14, перемещающуюся по путям 13 проле-
та Г над составами с изложницами. Шлаковые ковши от конвер-
теров вывозят по рельсовым путям 7 в шлаковое отделение 6.
В цехе есть специализированное отделение 10 для ремонта стале-
разливочных ковшей, куда их доставляют на тележках по пути 11.
Цех В. Цех, подобный показанному на рис. 25, в с тремя 400-т
конвертерами 2, был спроектирован Гипромезом для Оскольского
83
металлургического завода. Главное здание имеет три пролета:
конвертерный А, загрузочный Б и ковшовой В. Чугун в ковшах
миксерного типа подают по продольным путям 4 в пристроен-
ное к конвертерному пролету переливное отделение 5, где его
переливают в 400-т заливочные ковши, которые по траншеям 3
транспортируют в загрузочный пролет. Для заливки чугуна и за-
грузки лома в загрузочном пролете установлены три мостовых
крана (560—100/20).
Лом загружают одним совком емкостью ПО м3; совки подают
из близко расположенного скрапоразделочного цеха 8 самоход-
ными скраповозами по путям 9. Шлак от конвертеров транспорти-
руют в ковшах емкостью 30 м3 самоходными шлаковозами по
путям 7 в расположенное вблизи от цеха шлаковое отделение 6.
Разливка стали организована в отдельно стоящем ОНРС, куда
ковши подают самоходными сталевозами по путям /. В ОНРС
цеха предусмотрена установка стендов для продувки стали в
ковше аргоном и вакууматоров.
4. Организация основных работ и оборудование
Доставка и загрузка лома
Расход стального лома (скрапа) в кислородных конвертерах при
работе без его подогрева не превышает 25—28% от массы метал-
лической шихты. Лом загружают в конвертеры совками (лотка-
ми). По проекту первого отечественного цеха лом в 100—130-т
конвертеры предусматривалось загружать совками объемом
3,5 м3: их количество на одну плавку достигало пяти, а длитель-
ность загрузки 7—10 мин. Во вновь сооружаемых цехах ставится
задача обеспечить загрузку лома одним (реже двумя) совком:
при насыпной массе лома около 1 т/м3 объем совка в этом слу-
чае для большегрузных конвертеров достигает ПО—120 м8.
Доставка лома. Стальной лом загружают в совки в шихтовых
отделениях или пролетах и иногда в скрапоразделочных цехах,
откуда совки доставляют в загрузочный пролет. Совки емкостью
от 9 до ПО м3 имеют длину 6,5—14,5 м, в связи с чем при транс-
портировке они должны располагаться вдоль рельсовых путей;
совки объемом 50—70 м3 можно перевозить железнодорожным
транспортом, а для совков объемом 100—120 м3 необходимы ши-
рококолейные пути и соответственно самоходные рельсовые те-
лежки. Во время загрузки наклоняемый совок должен быть рас-
положен поперек загрузочного пролета, поэтому при доставке сов-
ков по продольным путям необходим их разворот на 90 град.
В существующих цехах можно выделить следующие способы
доставки совков с ломом в загрузочный пролет:
из верхнего шихтового отделения по продольной рельсовой
эстакаде в торец загрузочного пролета, где краном совки уста-
навливают на поворотные круги и с их помощью разворачивают
в поперечное положение;
84
из нижнего шихтового отделения или скрапоразделочного цеха
по продольным путям в перестановочный пролет, где совки кра-
ном с поворотной тележкой разворачивают в поперечное положе-
ние, догружают в них лом из ямного бункера и затем по попе-
речным путям доставляют в загрузочный пролет (см. рис. 22);
по предыдущей схеме с тем отличием, что в перестановочном
пролете отсутствуют ямные бункера и догрузка лома в совки или
в перестановочном пролете совки краном устанавливают на пово-
ротные круги, с которых совки после разворота выдаются на по-
перечные пути;
из скрапного отделения автотягачами, позволяющими развора-
чивать совки в нужное положение на небольшой площади;
из шихтового отделения по поперечным рельсовым эстакадам
на уровне рабочей площадки загрузочного пролета (см. рис. 23);
из шихтового пролета (см. рис. 24) или отделения (см. рис. 25,
а, б) по поперечным путям на нулевой отметке;
из близко расположенного скрапоразделочного цеха по попе-
речным ширококолейным путям на нулевой отметке (см. рис. 25, в);
загрузка лома в совки магнитным краном из ваговов непосред-
ственно в торце загрузочного пролета.
Из рассмотренных способов наиболее рациональной является
подача совков с ломом в загрузочный пролет скраповозом по по-
перечным рельсовым путям на нулевой отметке из близко рас-
положенного скрапоразделочного цеха. Преимущества этого спо-
соба следующие:
не требуется сооружение шихтового пролета или отделения
и уменьшается число перегрузок лома;
не требуются перестановочные отделения и оборудование для
разворота совков (поворотные круги, специальные краны);
не требуется сооружения высоких эстакад для перевозки сов-
ков на уровне рабочей площадки; рабочая площадка загрузочного
пролета может быть выполнена облегченной.
Скрапоразделочный цех должен быть расположен вблизи за-
грузочного пролета с тем, чтобы ширококолейные поперечные
пути не создавали помех другому транспорту. При доставке сов-
ков с ломом в два противоположных конца загрузочного пролета
(см. рис. 22) облегчается их подача к конвертерам, но услож-
няются другие проектные решения и в большинстве цехов при-
меняют одностороннюю подачу лома.
Загрузку лома ведут напольными и полупортальными маши-
нами и мостовыми кранами. Достоинство напольных машин в том,
что собственно процесс загрузки не зависит от работы кранов;
недостатки — машины вследствие больших габаритов загромож-
дают загрузочный пролет, задалживаются краны для установки
совков на машину и их снятия, утяжеляется рабочая площадка
пролета. Поэтому во вновь сооружаемых цехах напольные ма-
шины почти не применяются.
Полупортальные машины работают независимо от заливочных
кранов и не загромождают рабочую площадку пролета; недостат-
85
зельную)
и другие
ком их является необходимость утяжеления рабочей площадки
и то, что нельзя загружать лом одним совком. Конструкция ма-
шины позволяет применять совки ограниченных размеров: для
загрузки требуемого количества лома (до 30%) требуются два
совка.
На некоторых заводах лом загружают с помощью заливочных
кранов. Этот способ не принято считать рациональным, так как
вследствие повышения интенсивности работы снижается надеж-
ность действия заливочных кранов, работающих в тяжелых усло-
виях в зонах интенсивного тепловыделения над конвертерами.
Применяются также специализированные завалочные краны, гру-
зоподъемность которых значительно ниже, чем заливочных. Для
новых цехов рациональным считают применение мостовых зава-
лочных кранов с загрузкой лома одним совком. В результате их
применения по сравнению с полу портальными машинами сокра-
щается за счет загрузки лома одним совком длительность плавки
на 1 мин, что ведет к увеличению производительности конвертера
примерно на 2%; упрощается организация работ за счет умень-
шения числа совков; возможно сооружение облегченной рабочей
площадки загрузочного пролета. Определенным недостатком это-
го решения является усложнение работы при остановке среднего
крана на ремонт.
Основное оборудование. Напольные машины рассчитаны на
установку на них одного и реже двух совков и перемещаются
по рельсам вдоль или поперек загрузочного пролета. Машина
обычно включает самоходную тележку (электрическую или дя-
и смонтированные на ней поворотные лафеты, люльки
устройства для кантования совков.
Полупортальные машины (кра-
ны) поднимают сразу два совка
и последовательно загружают из
них лом в конвертер. Несущая
часть машины (рис. 26) — полу-
портал 4, опирающийся нижними
ходовыми колесами 2 на рельс 1
на рабочей площадке и верхними
колесами 6 на колонны 7 здания.
Машина имеет два привода 3 пе-
ремещения моста (для верхних и
нижних колес). По полупорталу
передвигаются две тележки 5,
каждая из которых имеет два ме-
ханизма подъема, обеспечиваю-
щих подъем и наклон совков 9 с
помощью грузозахватного устрой-
ства 8, снабженного четырьмя
крюками; для машиниста имеет-
ся кабина 10. В СССР выпус-
каются машины грузоподъем-
Рис. 26 Полупортальная загрузоч-
86
ностью 90 и 130 т для конвертеров емкостью 250 и 350—400 т;
объем совков составляет 37 и 50 м3 соответственно.
Завалочный кран, предназначенный для загрузки лома одним
совком, включает мост с механизмом его передвижения вдоль
цеха по тем же подкрановым путям, что и заливочные краны, и
передвигающуюся по мосту тележку, снабженную двумя меха-
низмами подъема, которые обеспечивают подъем и кантование
совка с помощью грузозахватного устройства, имеющего четыре
крюка. За рубежом применяют краны, оборудованные двумя пе-
ремещающимися по мосту тележками; такими кранами подни-
мают одновременно два совка.
Подача и заливка чугуна
Во всех конвертерных цехах чугун заливают в конвертеры мосто-
выми заливочными кранами, причем емкость заливочного ковша
и грузоподъемность крана выбирают такими, чтобы обеспечива-
лась заливка одним ковшом. Доставляют чугун из доменного цеха
с использованием стационарных миксеров или ковшей миксерного
типа. Известен также способ доставки в открытых чугуновозных
ковшах с переливом из них чугуна в заливочные. Подробнее эти
способы описаны в гл. 5.
Стационарные миксеры в зарубежных цехах часто устанавли-
вают в торце загрузочного или конвертерного пролетов, причем
иногда сливают чугун из миксера в заливочный ковш, висящий
на крюках заливочного крана. В отечественных цехах с целью
улучшения условий труда сооружают отдельные здания миксер-
ных отделений, а для доставки из них ковшей с чугуном в загру-
зочном пролете предусматривают два рельсовых пути.
Во вновь сооружаемых цехах предпочтение отдают доставке
чугуна ковшами миксерного типа. Переливное отделение (уча-
сток) располагают в торце загрузочного пролета (рис. 25,6), в
пристраиваемом к нему пролете (рис. 25, в), и в редких случаях
в отдельном здании (рис. 23). В зависимости от плана завода
пути миксерных ковшей в отделениях перелива могут распола-
гаться вдоль загрузочного пролета (рис. 25, а, в) ив поперечном
направлении (рис. 25,6).
Чугун обычно доставляют в один из торцов загрузочного про-
лета, что обеспечивает нормальную работу цеха. В редких слу-
чаях применяют двустороннюю подачу чугуна (рис. 25, а), одна-
ко это усложняет другие проектные решения. Пути доставки мик-
серных ковшей обычно располагают на нулевой отметке. Лишь
в отдельных случаях с учетом местных условий допустимо соору-
жение дорогостоящих эстакад, как, например, в цехе, показанном
на рис. 25, а.
Перед заливкой чугуна в конвертер необходимо скачать из за-
ливочного ковша шлак, попадающий из миксерного ковша или
миксера, поскольку этот шлак обычно содержит много серы.
Чаще всего скачивание шлака ведут в торце загрузочного пролета
67
машиной гребкового типа из ковшей, удерживаемых и наклоняе-
мых заливочным краном. При таком способе не обеспечивается
полное удаление шлака и задалживается кран, в связи с чем
разрабатываются новые способы и оборудование для выполнения
этой операции.
Системы подачи и загрузки в конвертер сыпучих материалов
В большей части отечественных и зарубежных конвертерных це*
хов применяют сходные системы подачи и загрузки сыпучих
материалов, которые включают расположенную над конвертером
автоматизированную систему загрузки и тракт подачи материа-
лов в расходные бункера загрузочной системы.
Подача материалов в расходные бункера. Расходные бункера
системы загрузки сыпучих располагают над конвертерами на вы-
соте 35—55 м от уровня пола цеха. Материалы в эти бункера по-
дают ленточными конвейерами — известь из известковообжига-
тельного отделения, а остальные материалы из шихтового. При
большом расстоянии до этих отделений вблизи главного здания
цеха сооружают приемные бункера, в которые материалы до-
ставляют железнодоржными вагонами или автосамосвалами.
Из приемных бункеров материалы транспортируют в расходные
бункера конвейерной системой.
В зарубежных цехах небольшой производительности для доставки материалов
в расходные бункера из приемных иногда применяют скиповые подъемники и
транспортировку в бадьях мостовыми кранами, монорельсовыми тележками,
подвесными дорогами и т. п. Однако эти системы подачи обладают значитель-
ными недостатками — малой производительностью, выделением пыли при от-
крытых перегрузках, мало приспособлены для автоматизации.
Рис. 27. Схема подачи сыпучих материалов в расходные бункера кон-
вертерного цеха
Устройство конвейерной системы подачи материалов в расход*
ные бункера рассмотрим на примере системы, примененной в кон-
вертерном цехе металлургического завода «Азовсталь» (рис. 27).
Из бункеров 6 шихтового отделения материалы доставляют к рас-
ходным бункерам / двумя конвейерными трактами, каждый из ко-
торых состоит из трех ленточных конвейеров 2; материалы с
одного конвейера на другой перегружают с помощью воронок 5
и двухрукавных течек 4. Течки 4 снабжены перекидными шибе-
рами, что позволяет передавать материалы с одного тракта на
другой; это повышает надежность работы системы. Материалы
из бункеров 6 выдают на конвейерные ленты с помощью электро-
88
вибрационных питателей, а с ленты разгружают в бункера 1 пе-
редвигающимися вдоль лент автоматическими сбрасывающими
тележками 3. Конвейеры расположены в закрытых галереях,
места перегрузки снабжены устройствами для улавливания пыли.
Система загрузки материалов в конвертер должна обеспечи-
вать хранение оперативного запаса материалов: набор, дозирова-
ние и загрузку порций материалов в определенное время и в
определенной последовательности без остановки продувки; воз-
можность быстрого варьирования программы загрузки; автомати-
зацию всех выполняемых процессов; малое выделение пыли в
атмосферу цеха и в газоотводящий тракт.
Системы загрузки различаются устройством, числом и компо-
новкой отдельных элементов, бывают одно- и двусторонние, с ин-
Рис. 28 Схема системы загрузки сыпучих материалов в цехе со
100—130-т конвертерами
дивидуальными и общими для двух конвертеров расходными бун-
керами, с промежуточными бункерами и без них. В отечествен-
ных цехах не применяют системы с общими для двух конвертеров
расходными бункерами, так как они не обеспечивают независи-
мость работы конвертеров и обладают меньшей надежностью.
Не применяются и системы с загрузкой материалов в конвертер
без промежуточных бункеров непосредственно из весов-дозаторов,
так как последние в этом случае должны иметь большой объем,
что уменьшает точность взвешивания.
Проектом цеха для 100—130-т конвертеров предусматривалась
односторонняя система загрузки (рис. 28), включающая два рас-
ходных бункера для извести и по одному для плавикового шпата
89
и железной руды. Сыпучие материалы из шихтового отделения
подают ленточным конвейером 8 и разгружают в расходные бун-
кера 6 с помощью передвижного реверсивного конвейера 7. Из
расходных бункеров известь передают ленточными питателями 4,
а другие материалы электровибранионными питателями 5 в весы-
дозатор 3, далее поперечным ленточным конвейером 9 в проме-
жуточный бункер 2 и из него по выдвижной наклонной течке 1
в конвертер.
В дальнейшем на основании опыта эксплуатации системы за-
грузки сыпучих совершенствовались в первую очередь за счет
увеличения числа и емкости расходных бункеров; обеспечения
самопроизвольного перемещения материалов по наклонным теч-
кам; увеличения числа весов-дозаторов и уменьшения их грузо-
подъемности, что позволило повысить точность взвешивания и
сократить его длительность за счет работы нескольких дозаторов;
внедрения системы отсева мелочи извести; применения закрытых
трубчатых течек, что уменьшило пылевыделение; герметичного
соединения течек с газоотводящим трактом и установки на теч-
ках отсечных устройств для герметизации газоотводящего тракта;
устройства двусторонней системы загрузки, что повысило произ-
водительность и оперативность системы и ее надежность.
Для новых цехов можно рекомендовать систему загрузки,
схожую с объединенной системой загрузки сыпучих в конвертер
и ферросплавов в сталеразливочный ковш, разработанную Укр-
гипромезом для цеха с 350-т конвертерами завода «Азовсгаль».
Система загрузки (рис. 29) двусторонняя — с обеих сторон кон-
вертера 2 расположены одинаковые линии загрузки, каждая из
которых включает загрузочную течку 4, промежуточный бункер 6
и связанные с ними группу расходных бункеров 11 и другого обо-
рудования. На каждый конвертер предусмотрено десять расход-
ных бункеров: четыре бункера И для извести, два для плавико-
вого шпата П и по одному для известянка Из, агломерата А,
железной руды Р и кокса К,. Бункера рассчитаны на хранение
700 т извести, 600 т плавикового шпата, 1050 т руды, 1200 т агло-
мерата и окатышей, 1150 т известняка и 50 т кокса. Каждые один
или два расходных бункера снабжены отдельными весами-доза-
торами 8 с объемом бункера 6 м3 и пределами взвешивания
0,5—5 т.
Система загрузки сыпучих работает следующим образом. Ма-
териалы доставляют к расходным бункерам 11 двумя ленточными
конвейерами /2 и разгружают в бункера передвижными автома-
тическими сбрасывающими тележками. Из расходных бункеров
известь с помощью электровибрационных грохотов 9, а остальные
материалы с помощью электровибрационных питателей 10 вы-
даются в соответствующие весы-дозаторы 8, а из них путем от-
крывания затворов через трубчатые течки 7 в промежуточные
бункера 6. Набранную здесь шихту через воронки 5 по трубчатым
течкам 4 загружают в конвертер; воронки 5 снабжены отсечным
устройством, герметизирующим газоотводящий тракт. На электро-
S0
77
7/
Рис. 29. Схема системы загрузки сыпучих материалов в конвертер и ферро-
сплавов (Ф) в ковш завода «Азовсталь»
вибрационных грохотах происходит отсев мелочи извести, которая
по трубчатым течкам поступает на вибрационный конвейер 13,
транспортирующий ее в сборный бункер 14. Далее мелочь извести
по трубчатым течкам подают в сталеразливочный ковш (через
весы-дозатор 22) или в специальные емкости 26 для вывоза
из цеха.
В системе загрузки установлен реверсивный конвейер 21. по-
зволяющий транспортировать известь из-под весов-дозаторов
одного конвертера в случае его остановки в промежуточные бун-
кера 6 другого. Между весами-дозаторами 8 и электровибрацион-
ными питателями или грохотами 9 или 10 установлены пылеуда-
лители, представляющие собой камеру, в которую снизу поступает
подаваемый вентиляторами воздух, который уносит пыль в си-
стему газоочистки. Наличие пылеудалителей предотвращает вы-
деление пыли при дальнейшей транспортировке материалов, по-
вышает точность дозирования, уменьшает вынос пыли отходящими
из конвертера газами. Работа системы загрузки управляется авто-
матически.
Подача ферросплавов в сталеразливочный ковш
Система подачи ферросплавов в ковш должна отвечать общим
требованиям, предъявляемым к транспортным системам (см. гл. 3),
и, кроме того, обеспечивать подачу ферросплавов несколькими
порциями в определенной последовательности, их прогрев и иногда
расплавление.
Существующие системы подачи ферросплавов отличаются мно-
гообразием и по мере накопления опыта совершенствуются. В пер-
вых отечественных цехах со 100—130-т конвертерами ферроспла-
вы доставляли в саморазгружающихся бадьях и разгружали в
расходные бункера, расположенные в торце загрузочного пролета.
Из бункеров их выдают в саморазгружающие бадьи, установлен-
ные на весах; далее бадьи тельфером подают к одному из трех
бункеров, расположенных у каждого конвертера. Во время вы-
пуска стали ферросплавы из этого бункера выдаются на ленточ-
ный конвейер, а с него через поворотную течку попадают в ковш.
Эта система не обеспечивала автоматизацию подачи ферроспла-
вов, их нагрев и расплавление, затруднена была корректировка
массы добавок, а электротельферы, конвейеры и поворотные теч-
ки недостаточно надежны.
В некоторых ранее строившихся отечественных конвертерных
цехах применены (рис. 30) более совершенные системы подачи
ферросплавов. На рабочей площадке в торце конвертерного про-
лета расположены шесть расходных бункеров, восемь печей для
прокаливания ферросплавов и две индукционные печи для их
расплавления. Сплавы подают в цех на платформе 1 в бадьях
и разгружают краном 3 в расходные бункера 2. Из них сплавы
с помощью весовой тележки 4 выдают в контейнеры 5, которые
92
краном подают к печам для прокаливания 7 или индукционным
печам 8.
Прокаленные сплавы из печей 7 выгружают в контейнер, ко-
торый электропогрузчиком 6 доставляют к конвертеру. Здесь их
высыпают в специальный лоток, разделенный на секции поворот-
ными перегородками. Во время выпуска металла лоток наклоняют
и порции разных ферросплавов последовательно высыпаются из
него и через течку 11 попадают в ковш 13. Расплав из печи S
выпускают в установленный на весах 9 ковш 10. Далее ковш
напольной машиной перевозят к конвертеру и сливают сплав
через футерованную течку 12 в сталеразливочный ковш.
В настоящее время наиболее рациональным считают создание
системы подачи ферросплавов, совмещенной с системой подачи
сыпучих материалов в конвертер. Подобная система, применен-
ная в конвертерном цехе завода «Азовсталь», показана на рис. 29.
Расходные бункера для ферросплавов в этой системе располо-
жены в одном ряду с расходными бункерами для сыпучих, а фер-
росплавы в бункера доставляют по конвейерному тракту подачи
сыпучих материалов из общего шихтового отделения.
Каждый конвертер оборудован двумя трактами подачи в ковш
твердых ферросплавов из расходных бункеров (Ф), расположен-
ных симметрично с двух сторон конвертера.
Общее число расходных бункеров на один конвертер состав-
ляет восемь, что позволяет применять до восьми видов ферроспла-
вов. Каждый из трактов работает следующим образом. Из рас-
ходных бункеров ферросплавы через электровибрационный пита-
тель поступают в весы-дозаторы 15 для ферросплавов, а из них
с помощью электровибропитателя в двухрукавиую течку 17, два
рукава которой позволяют подавать материалы к двум печам 18
для прокаливания ферросплавов. Под рукавами двухрукавной
течки 17 установлены качающиеся течки 19, которые направляют
поток материалов либо в печи 18, либо непосредственно и во-
ронку 20. Прокаленные ферросплавы путем наклона пода печп
93
высыпаются также в воронку 20. Из этой воронки прокаленные
или холодные ферросплавы поступают в весовой дозатор 22 и
далее по течке 3 в ковш 1.
Имеется также самостоятельный тракт подачи в ковш жидких
ферросплавов. Из расходных бункеров (ФЖ) через весы-дозатор
ферросплавы с помощью тележки 16 и трубчатой течки подаются
в тележку 23, которая загружает их в одну из индукционных
печей 24. Расплав выпускают в установленный на самоходной
тележке ковш 25, а из него по футерованной течке 27 сливают
в сталеразливочный ковш.
Систему подачи и загрузки ферросплавов подобного типа мож-
но рекомендовать для новых цехов. Преимущества этой системы
следующие: уменьшаются эксплуатационные расходы и упро-
щается организация работ в цехе, так как не требуется само-
стоятельная система доставки ферросплавов в расходные бункера;
в трактах подачи твердых ферросплавов обеспечена полная меха-
низация и автоматизация всех работ; возможны быстрая подача
большого числа ферросплавов и корректировка массы подач.
Выпуск и передача стали на разливку
Во всех конвертерных цехах применяют одинаковую схему вы-
пуска стали и ее передачи к месту разливки. Сталь выпускают
в ковш, установленный на сталевозе, который передвигается по
Рис. 31. Сталевоз для ковша емкостью 350 т:
J — держатель токосъемников; 2— ковш; 3— тележка; 4 — скребок; 5—ходовое
лолссо
поперечным ширококолейным путям, проложенным под конверте-
ром, и транспортирует ковш в ОНРС или разливочный пролет.
Сталевоз (рис. 31) представляет собой самоходную платформу
и имеет два механизма передвижения с электродвигателями по-
стоянного тока. Ток подводят через токосъемник от троллей,
94
уложенных в специальном тоннеле, расположенном вдоль рель-
сового пути. Грузоподъемность сталевозов для 280—530-т ковшей
составляет 400 и 450 т, ширина колеи 4800 мм.
Уборка шлака
В существующих отечественных и зарубежных цехах применяют
много различных способов уборки (вывоза) шлака из цеха:
через загрузочный или разливочный пролеты, куда шлаковые
ковши от конвертеров доставляют на тележках по поперечным
рельсовым путям и где их краном переставляют на автошлаковозы
или продольные рельсовые пути для вывоза из цеха или сливают
шлак в ямы и вывозят из цеха после застывания;
автошлаковозами, снабженными механизмом снятия шлаковых
ковшей с поперечных тележек, выдающих ковши из-под конвер-
теров;
несамоходными шлаковозами по поперечным путям железно-
дорожной колеи с выездом за пределами цеха на внешние желез-
нодорожные пути (см. рис. 21);
через шлаковый пролет, куда шлаковые ковши доставляют от
конвертеров самоходными шлаковозами по ширококолейным по-
перечным путям и где ковши переставляют на продольные пути
вывоза из цеха (рис. 22—24);
самоходными шлаковозами по ширококолейным поперечным
путям от конвертеров непосредственно в расположенное рядом
шлаковое отделение (см. рис. 25).
Первый из перечисленных способов в отечественных цехах не
применяют в связи с усложнением работ в загрузочном и разли-
вочном пролетах и ухудшением санитарных условий при сливе
шлака в ямы; второй — поскольку не налажено производство
автошлаковозов. В первых отечественных цехах (см. рис. 21)
шлаковые ковши от конвертеров вывозили по путям железнодо-
рожной колеи, которые под конвертером размещались внутри
ширококолейных путей сталевоза. При этом, как показал опыт,
нельзя было механизировать уборку выбросов шлака и металла
и просыпи шихтовых материалов с путей.
Позже стали использовать ширококолейные шлаковозы, пере-
мещающиеся по тем же путям, что и сталевоз (колея 4800 мм).
Это позволило сделать между рельсами вдоль всего пути корыто-
образный желоб глубиной 0,5 м и механизировать уборку мусора
путем перемещения его по желобу с помощью закрепленного на
сталевозе или шлаковозе скребка в контейнер, устанавливаемый
в приямке под рельсовыми путями.
Из двух перечисленных способов уборки ширококолейными
шлаковозами рациональным считается вывоз ковшей в близко
расположенное шлаковое отделение. При этом не требуется шла-
ковый пролет в главном здании и улучшаются условия труда
в нем, не требуются межцеховые шлаковозы.
95>
Шлаковозы. Применяемые для вывоза шлака серийные неса-
моходные шлаковозы, перемещаемые по железнодорожным путям,
описаны на стр. 200; они имеют шлаковый ковш объемом 16 м3.
Ширококолейные шлаковозы являются самоходными, пред-
ставляя собой рельсовую тележку, схожую по устройству со ста-
левозом. Выпускают шлаковозы, рассчитанные на установку одно-
го ковша объемом 16 м3, двух ковшей по 16 м3, одного ковша
объемом 30 м3. На шлаковозах предусматривают также установку
коробов для мусора (рис. 32). Применение ковшей емкостью 30 м3
сокращает длительность слива шлака, поскольку не требуется
Рис. 32. Самоходный шлаковоз с двумя шлаковыми ковшами:
] — тележка; 2 — стационарный скребок; 3 — короб для мусооа: 4 — шлаковый
ковш; 5 — подъемный скребок
Рис. 33. Шлаковое отделение:
1 — шлаковоз; 2 — платформа для отгрузки застывшего шлака; 3 — установка
для удаления настылей из ковша
96
прерывать слив после наполнения малого ковша и передвигать
шлаковоз, подавая следующий.
Шлаковый двор (отделение). В отечественной практике шлак
из конвертерных цехов вывозят в шлаковые отделения, где опо-
рожняют шлаковые ковши. Одна из разновидностей шлаковых
отделений показана на рис. 33. Отделение представляет собой
оборудованную мостовыми кранами траншею, по бокам которой
проходят рельсовые пути для подачи шлаковозов и платформ,
в которых вывозят застывший шлак. Шлак выливают в траншею
путем наклона ковшей. Для удаления настылей шлака в СССР
создана специальная установка 1 (рис. 33). Ковш опрокидывают
с помощью специального стенда и на его дно сверху краном
устанавливают вибратор, благодаря которому отделяются насты-
ли. Застывший шлак из траншеи загружают в платформы грей-
ферным краном (или экскаватором) и вывозят на переработку.
Подготовка и ремонт ковшей
Для межплавочной подготовки и ремонта сталеразливочных ков-
шей в отечественных цехах с большегрузными конвертерами
предусматривают специальный пролет (в зарубежных цехах ков-
ши готовят в разливочном и других пролетах главного здания и
иногда в отдельно стоящих отделениях). .Пролет подготовки ков-
а
Рис. 34. Схема межплавочной подготовки (а) и ремонта (б) сталеразлпвоч-
ных ковшей
шей проектируют с учетом использования ковшей с монолитной
футеровкой и шиберными затворами. Пролет оборудуют мосто-
выми кранами, ямами, специальными стендами и оборудованием
для обслуживания ковшей, участками хранения и приготовления
огнеупорных масс и иногда приготовления шиберных затворов.
Подготовку и ремонт ковшей организуют так, что отдельные
операции выполняют на специализированных стендах, а ковш в
процессе подготовки транспортируют со стенда на стенд мостовым
краном. На рис. 34, а показана одна из применяемых схем меж-
4. А. М. Якушев
97
плавочной подготовки ковшей. После окончания разливки из ков-
ша 2 с помощью крана 1 сливают шлак в шлаковый ковш (ча-
шу) 3 и затем ковш на сталевозе 4 транспортируют из ОНРС
в пролет подготовки ковшей. Ковш краном устанавливают на
стенд 5, оборудованный охлаждающим устройством 6; последнее
представляет собой опускаемую на ковш крышку с патрубком,
по которому подают вентиляторный воздух. После охлаждения
футеровки ковш устанавливают на высокий стенд 7, оборудован-
ный манипулятором 8 для снятия и установки шиберных затворов
и устройством 9 для выдавливания стаканов. После снятия ши-
берного затвора и выдавливания стакана ковш устанавливают
на поворотный стенд 11, где осматривают футеровку и удаляют
скрап и остатки шлака с помощью кислорода в короб 10.
Далее ковш возвращают на высокий стенд, где устанавливают
новый шиберный затвор и проверяют его работу с помощью
устройства 13. В ковш опускают кессон 12, с помощью которого
устанавливают стакан и уплотняют гнездо, после чего ковш пере-
носят на стенд 14, оборудованный устройством 15 для сушки и
разогрева ковша (опускаемая на ковш крышка с газовой горел-
кой). Разогретый ковш ставят на сталевоз 4 и транспортируют
к конвертеру.
Рис. 35. Машина для ломки футеровки
Схема работ при ремонте футеровки, включающем замену
рабочего слоя, отличается от показанной на рис. 34, а тем, что
вместо операций, выполняемых на стенде 11, делают работы, по-
казанные на рис. 34, б. Вначале, как и при межплавочной под-
готовке, сливают шлак, охлаждают ковш, удаляют шиберный
затвор и стакан 1—9 (рис. 34, а). Затем выполняют работы,
изображенные на рис. 34, б: ковш устанавливают на поворотный
стенд 18 и удаляют изношенную футеровку с помощью маши-
ны 16; бой футеровки попадает в короб 17. Потом ковш уста-
навливают в яму 20 и выполняют новый набивной слой футе-
ровки с помощью машины 19. Дальнейшие операции — установку
стакана и шиберного затвора и разогрев ковша — выполняют
так же, как и при межплавочной подготовке 12—15 (рис. 34, а).
Машина для ломки футеровки (рис. 35) изготовлена на базе
серийно выпускаемого экскаватора и имеет гусеничную опорно-
ходовую тележку 1, поворотную платформу 2, на которой раз-
мещены телескопическая стрела 5 и привод 3. Наклон стрелы
98
вверх и вниз осуществляется гидроцилиндром 4. На конце стре-
лы 5 шарнирно закреплен рабочий ударный орган пневмоудар-
ник 7, который можно наклонять с помощью гидроцилиндра 6.
Поворотный стенд выполнен в виде кольцевой рамы, снабжен-
ной двумя цапфами, которыми она опирается на подшипники двух
опорных стоек. Одна из цапф соединена с приводом, обеспечи-
вающем вращение рамы. Ковш устанавливают в раму и закреп-
ляют с помощью автоматических захватов.
Машины для изготовления монолитной футеровки ковшей.
В отечественной практике наиболее распространены выполняю-
щие набивную футеровку машины с пескометной головкой. Осно-
вой машины является портал, перемещающийся над ямой, куда
ставят ремонтируемый ковш. На портале смонтирован бункер
для огнеупорной массы и поворотная платформа, которую можно
перемещать внутри ковша вверх и вниз. На платформе размещены
пескометная головка и шаблон. Подаваемая из бункера огне-
упорная масса выбрасывается пескометной головкой в зазор
между шаблоном и арматурным слоем футеровки ковша, при
этом шаблон и головка постепенно перемещается снизу вверх
по винтовой линии.
Очистка конвертерных газов
В газах, отходящих из кислородных конвертеров содержится до
250 г/м3 пыли (в основном окислов железа) в связи с чем все
конвертеры оборудуют системами газоочистки для снижения со-
держания пыли до допустимых санитарных норм (менее 0,1 г/м3).
Эти системы на отечественных заводах с целью экономии энерго-
ресурсов оборудуют котлами-утилизаторами (охладителями кон-
вертерных газов — ОКТ). Обычно система отвода и очистки газов
включает котел-утилизатор, газоочистные устройства, дымосос и
трубу для выброса газа в атмосферу или газгольдер для сбора
газа.
Из двух известных способов отвода конвертерных газов — с
дожиганием и без дожигания СО в котле-утилизаторе — целесооб-
разным признан второй способ. При этом благодаря предотвра-
щению подсоса воздуха в зазор между горловиной конвертера и
котлом-утилизатором объем очищаемых газов уменьшается в 3—
4 раза, что снижает капитальные затраты на сооружение системы
и эксплуатационные расходы. В качестве газоочистных устройств
находят применение трубы Вентури в сочетании с каплеуловите-
лями (мокрая газоочистка), электрофильтры и тканевые фильтры
(сухая газоочистка), причем система очистки газов обычно вклю-
чает два или более последовательно установленных газоочистных
аппарата.
В нашей стране на основании имеющегося опыта признано
целесообразным применять сравнительно надежные и простые
в эксплуатации трубы Вентури. Применяют системы газоочистки
с трубами Вентури прямоугольного или круглого сечения. В боль-
4*
99
Рис. 36. Схема отвода и очистки конвертерных газов
шинстве ранее строившихся цехов применена система очистки
газов с прямоугольными регулируемыми трубами Вентури, пока-
занная на рис. 36, а. Над горловиной конвертера 1 расположена
подвижная «юбка» 2, при опускании которой обеспечивают гер-
метичность соединения горловины с ОКГ. Последний представляет
собой радиационный котел-утилизатор и состоит из стационарного
газохода 4 и кессона 3 с юбкой, откатываемого при ремонтах
100
конвертера. Нижнюю часть газоотхода выполняют наклонной
с тем. чтобы можно было обеспечить ввод в конвертер фурмы.
В ОКГ газы охлаждаются до 900—1000°C и затем движутся
через орошаемый газоход 5, где их температура снижается до
80ъС водой, подаваемой через форсунки. Далее они поступают
в первую ступень 6 газоочистки (две параллельно расположенные
трубы Вентури) и потом во вторую 7 (одна труба Вентури).
Затем, пройдя каплеуловитель 8, газы дымососом 9 выбрасы-
ваются в атмосферу через свечу (трубу) 10, снабженную дожигаю-
щим устройством 11, обеспечивающим сжигание СО. Недостатком
системы является высокий расход воды (8—10 л/м3 газов).
Размещают эту систему в цехе следующим образом. В кон-
вертерном пролете над конвертерами располагают ОКГ и идущий
от него в поперечном направлении орошаемый газоход, а газо-
очистки — в пристройках к конвертерному пролету (см. рис. 22
и 23). В цехах последней постройки применяют газоочистки, обо-
рудованные круглыми трубами Вентури с регулируемым кольце-
вым зазором. От описанной выше система (рис. 36, б) отличается
следующим: уменьшены габариты труб Вентури, первая (12)
и вторая (13) ступени очистки имеют по одной трубе Вентури,
не требуется орошаемый газоход большой длины. Благодаря
меньшим габаритам газоочистку целиком размещают в конвер-
терном пролете (над конвертерами между ними); при этом не тре-
буется дополнительных помещений (см. рис. 24).
Дымососы следует размещать в отдельном помещении за пре-
делами главного здания для того, чтобы уменьшить в нем уровень
шума и вибраций.
5. Особенности устройства главного здания
В существующих конвертерных цехах объемно-планировочные
решения главных зданий (основных производственных отделений
цеха) отличаются многообразием. При любой планировке в глав-
ном здании всегда есть конвертерный и загрузочный пролеты.
Существенно различаются главные здания по числу и назна-
чению пролетов для разливки стали. В отечественных цехах сталь
разливают либо в изложницы (цехи более ранней постройки),
либо на МНЛЗ; в зарубежных цехах часто сочетаются оба спо-
соба разливки. При разливке в изложницы в главном здании
сооружают как минимум два разливочных пролета, а во многих
зарубежных цехах дополнительно пролеты подготовки изложниц.
При разливке стали одновременно в изложницы и на МНЛЗ в за-
рубежных цехах можно встретить самые разнообразные решения
как по количеству, так и по расположению пролетов разливки
в изложницы и пролетов или участков МНЛЗ в главном здании.
При разливке всей стали непрерывным способом в зарубежных
цехах пролеты МНЛЗ обычно входят в состав главного здания,
а в отечественных цехах, строившихся до последнего времени,
сооружали отдельное здание непрерывной разливки (ОНРС) с рас-
101
стоянием до 36 м от главного с целью создания аэрационного раз-
рыва. При проектировании новых цехов в связи с необходимостью
экономии земельных площадей необходима проработка вопроса
о возможности размещения ОНРС в составе главного здания.
В состав главных зданий некоторых отечественных и зарубеж-
ных цехов входит пролет внелечного рафинирования, располагае-
мый перед ОНРС. Во многих цехах имеются шихтовые пролеты
•магнитных материалов (скрапные пролеты). Наиболее рациональ-
ным является доставка совков с ломом из скрапоразделочного
цеха; при этом необходимость в шихтовом пролете отпадает.
В ряде отечественных цехов имеют специальные шлаковые про-
леты (рис. 22—24). Однако более рационально вывозить шлако-
вые ковши от конвертеров в близко расположенное шлаковое
отделение, при этом шлаковый пролет в главном здании не нужен.
Число пролетов зависит от принятой схемы подготовки и ре-
монта сталеразливочных ковшей. Во многих зарубежных цехах
эти работы выполняют в торцах разливочных или других проле-
тов, что сильно усложняет организацию работ в цехе. Для высо-
копроизводительных цехов более рационально устройство спе-
циального пролета подготовки ковшей, как это принято в отече-
ственной практике.
Компоновка пролетов в здании существующих цехов разнооб-
разна. В целом для обеспечения рациональных грузопотоков
целесообразно размещение пролетов, связанных с разливкой ста-
ли с одной стороны главного здания, а пролетов, связанных с до-
ставкой лома, чугуна и уборкой шлака,— с противоположной.
Загрузочный пролет, в котором выделяется наибольшее количе-
ство тепла, с целью улучшения аэрации целесообразно размещать
крайним. Во многих же отечественных цехах (см. рис. 22, 23)
крайним сделан конвертерный пролет; это объясняется тем, что
газоочистные аппараты из-за их больших габаритов необходимо
было размещать за пределами пролета в пристройках к зданию.
В последних строившихся цехах (см. рис. 24) применены круглые
трубы Вентури, которые благодаря меньшим габаритам позволи-
ли разместить газоочистку целиком в конвертерном пролете; по-
этому оказалось возможным разместить в здании загрузочный
пролет крайним.
Пролет подготовки ковшей рационально располагать перед
пролетами ОНРС. При этом обеспечивается минимальный путь
ковшей от места их подготовки до места разливки и не создается
помех другим грузопотокам. В цехах, имеющих шлаковый пролет,
его целесообразно размещать так, чтобы шлак и сталь убирали
в разные стороны, что создаст минимум помех обоим грузо-
поюкам.
Устройство загрузочного и конвертерного пролетов. В зависи-
мости от характера выполняемых работ можно выделить следую-
щие разновидности загрузочных пролетов: пролеты, предназначен-
ные только для загрузки лома и заливки чугуна; пролеты, в кото-
рых дополнительно организован перелив чугуна из миксерных
102
ковшей, и пролеты, в которых, помимо перечисленных работ, вы-
полняется ряд других (внепечная обработка стали, подготовка
ковшей, перегрузка лома в совки и др.). Устройство пролетов
третьего типа в высокопроизводительных цехах нерационально в
связи с усложнением организации в них работы.
Существуют две разновидности устройства загрузочных проле-
тов, возникшие в связи с применением различных способов достав-
ки чугуна:
с рабочей площадкой, целиком перекрывающей пролет; на пло-
щадке проложены продольные рельсовые пути, по которым ковши
с чугуном доставляют к конвертерам из верхнего миксерного от-
деления;
с рабочей площадкой, которая перекрывает часть пролета, при-
мыкающую к конвертерам; ковши с чугуном при этом доставляют
в торец пролета по путям на нулевой отметке, а далее их транс-
портируют к конвертерам краном. Первый вариант с утяжеленной
рабочей площадкой менее рационален, его применяли в отечествен-
ных цехах ранней постройки, в связи с тем, что по существовав-
шим до 1972 г. правилам техники безопасности запрещалась
транспортировка ковшей с чугуном вдоль пролета кранами.
Конвертерные пролеты всех цехов по устройству и назначению
размещаемого оборудования являются схожими. Над конверте-
рами размещают машины для подачи кислорода с фурмами, кра-
ны для ремонтных работ, наклонный и вертикальный газоходы
ОКГ и далее за ними (в поперечном направлении) оборудование
системы загрузки сыпучих. Для опоры оборудования внутри про-
лета размещают один-два ряда вспомогательных колонн. Устрой-
ства для газоочистки размещают в пристройках к конвертерному
пролету или в самом пролете между конвертерами.
Основные габариты. Загрузочные пролеты цехов со 100—150-т
конвертерами имеют ширину 18—24 м, а большая часть цехов
с большегрузными конвертерами 27—30 м. Высота расположения
подкрановых путей в цехах с конвертерами емкостью 50, 100—150,
250, 300 и 350—400 т должна составлять соответственно 17, 21—23,
30 и 32 м.
Наибольшую высоту среди других пролетов имеет конвертер-
ный (до 80—84 м) в связи с необходимостью размещения кисло-
родных фурм, оборудования газоотводящего тракта и тракта по-
дачи сыпучих материалов. Ширина конвертерного пролета состав-
ляет 30 м, причем в нем обычно располагают один-два ряда
вспомогательных колонн. Ширина шлаковых пролетов состав-
ляет 18, высота до верха подкрановых рельсов 12—14 м; ширина
ковшевых пролетов 24—30, высота в них до верха подкранового
рельса 20—21 м.
Во вновь проектируемых отечественных цехах с 300-т конвер-
терами расстояние между ними принимают равным 30 м, а с 350—
400-т конвертерами 36 м. В ранее построенных цехах расстояние
между конвертерами составляет 48 м. Это объясняется тем, что
по существовавшим до недавнего времени строительным нормам
103
в ряду колонн между конвертерами предусматривались 12-м встав-
ки (1'2-м пролеты между пролетами по 36 м, в которых располо-
жены конвертеры).
6. Рациональные решения для проектируемых цехов
С учетом изложенного в предыдущих разделах можно считать, что
близкими к оптимальным будут следующие основные проектные
решения по конвертерному цеху:
установка в цехе трех большегрузных конвертеров, два из ко-
торых постоянно находятся в работе;
подача жидкого чугуна и лома в противоположные торцы
главного здания на уровне нулевой отметки;
доставка жидкого чугуна в ковшах миксерного типа;
доставка совков с ломом из близко расположенного скрапо-
разделочного цеха по поперечным путям;
проектирование главного здания в составе следующих проле-
тов: загрузочного, конвертерного, подготовки ковшей и, возможно,
внепечной обработки, с их расположением в перечисленной после-
довательности или же в составе перечисленных пролетов, к кото-
рым примыкают пролеты МШ13;
загрузка лома одним совком с помощью мостового крана;
уборка шлака от конвертеров самоходными шлаковозами по
поперечным ширококолейным путям в близко расположенное шла-
ковое отделение или автошлаковозами;
применение объединенной системы подачи сыпучих в конвер-
тер и ферросплавов в ковш с их подачей к расходным бункерам
по общему конвейерному тракту;
применение газоочисток с трубами Вентури круглого сечения.
7. Особенности цехов с конвертерами донного дутья
Цехи с конвертерами донного дутья по планировке и устройству
не имеют принципиальных отличий от цехов с конвертерами верх-
него дутья. Наиболее существенными отличиями являются:
создание отделения помола извести и других материалов и
системы их пневмотранспорта к днищам конвертеров;
устройство в цехе отделения ремонта днищ и систем их транс-
портировки на ремонт;
устройство вокруг конвертера ограждения (например, кожуха
с раздвижными дверями) для улавливания капель металла и га-
зов. выносимых из горловины при повалках конвертера;
укрощение устройства конвертерного пролета в связи с мень-
шими габаритами системы загрузки кусковых сыпучих материалов
и отсутствием вертикально перемещенных фурм.
В качестве примера на рис. 37 приведена схема пневмоподачи
порошкообразных материалов, примененная в одном из зарубеж-
ных цехов с двумя 125-т конвертерами донного дутья. Рядом
со зданием цеха расположены бункера запаса: два бункера 1 для
104
извести, бункер 2 для плавикового шпата и бункер 3 для извест-
няка. Материалы в эти бункера доставляют пневмотранспортом
из отделения помола или в автоцистернах. Из бункеров запаса
материалы по трубопроводам 4 с помощью сжатого воздуха по-
дают в три расходных бункера 6, расположенных в конвертерном
Рис. 37. Схема системы пнев-
моподачи порошкообразных
материалов к конвертерам дон-
ного дутья
пролете. Каждый бункер 6 оборудован двумя (по числу конвер-
теров) дозаторами 5. Дозированное количество материала в токе
кислорода подают по трубопроводам 7 к днищу конвертеров 8.
Вопрос о целесообразности широкого строительства в нашей
стране цехов с конвертерами донного дутья будет решен на осно-
вании опыта эксплуатации подобного цеха.
8. Расчет потребности в оборудовании
Число (п) заливочных кранов и мостовых кранов для загрузки лома опреде-
ляют по формуле п=Д2й/1440 Ъ,
где А — число плавок в цехе за сутки, пл./сут; 2 — задолженность крана на
одну плавку (на заливку одного ковша или загрузку одного совка), мин/пл;
k — коэффициент, учитывающий выполнение вспомогательных работ (1,1);
b— коэффициент использования крана (0.8); 1440 — число минут в сутках,
мин/сут.
Задолженность крана на заливку чугуна складывается из опускания тра-
версы, захвата ковша и его подъема, переезда к конвертеру, заливки чугуна
(2—3 мин) и выполнения обратных работ. При доставке заливочных ковшей
по рабочей площадке задолженность крана 2 составит 6—8 мин, при доставке
в торец загрузочного пролета на нулевой отметке 10—12 мин.
При загрузке лома одним совком кран выполняет те же операции, что и
при работе с чугуновозным ковшом, собственно загрузка длится 1—1,5 мин.
Задолженность крана 2 при доставке совков в пролет по полу цеха также
составит 10—12 мин. Часть снятых со екраповоза совков ставят на пол цеха,
где они ожидают начала загрузки; такая дополнительная перестановка увеличи-
вает задолженность крана на 3—4 мин.
Число полупортальных машин (п) для загрузки лома определяют по той же
формуле, что и число кранов (при этом &=1). Полупортальная машина выпол-
няет следующие работы: опускание двух траверс, захват совков на скраповозе.
их подъем и установка на рабочую площадку, опускание траверс, захват сов-
ков и их подъем при взятии с рабочей площадки, переезд к конвертеру, за-
грузка лома (—3 мин) п выполнение обратных операций. При этом величина 2
составляет около 18—19 мин; если загрузка идет без промежуточной установки
совков на рабочую площадку, то 2 равна 14—15 мин.
Емкость совков для лома. Величину насыпной массы (q) лома при расчете
емкости совков следует брать равной 1 т/м3. Если принять, что доля лома со-
ставляет 25% массы металлошихты, то его расход на плавку составит
0,25770,9, где Т — емкость конвертера по жидкой стали, т, и 0,9 — выход жид-
кой стали. При этих условиях в случае загрузки лома одним совком, его
объем (Ес) составит: Ес~0,25 770,9 q, м3.
105
Число совков для лома. При использовании полупортальных завалочных
машин лом загружают двумя совками. Следовательно, при числе плавок в цехе
в течение суток, равном А, в конвертеры потребуется загрузить 2А совков
с ломом. Тогда потребное число совков (и) составит, шт:
Л-К~Т4—К~1Г-
где tcб — длительность цикла оборота совка, ч; — коэффициент запаса (1,15);
24 — число часов в сутках.
При завалке лома одним совком (мостовым краном) потребное число сов-
ков будет в два раза меньше. В цикл оборота совка входят транспортировка
от загрузочного пролета к шихтовому пролету, отделению или скрапоразделоч-
ному цеху и обратно, загрузка лома в совки, ожидание загрузки в загрузочном
пролете, загрузка лома в конвертер. Продолжительность цикла оборота может
изменяться от 2,5 до 5 ч.
Число скраповозов. Скраповозы перевозят в загрузочный пролет совки с
ломом из шихтового пролета, отделения или скрапоразделочного цеха. В цехах
с большегрузными конвертерами скраповоз перевозит два совка (при загрузке
лома полупортальной машиной) или один (при загрузке краном с помощью
одного совка). В обоих случаях число рейсов будет равно числу плавок в цехе
за сутки и потребное число (п) скраповозов составит, шт.: п= (Д4б)/1440,
где Я—число рейсов скраповоза за сутки, шт./сут; t06— продолжительность
цикла оборота скраповоза, мин.
В цикл оборота скраповоза входят: снятие пустых и установка заполнен-
ных ломом совков в шихтовом пролете, переезд в загрузочный пролет, снятие
заполненных ломом совков и установка опорожненных и обратный переезд в
шихтовой пролет (отделение, цех). Длительность цикла оборота зависит от
числа перестанавливаемых совков и других условий работы цеха и может
изменяться от 15 до 35 мин.
Число кранов в ковшевом пролете. Основная работа кранов — это переста-
новки ковшей на стенды, где выполняют те или иные операции по подготовке
или ремонту ковша. Необходимое число кранов равно
л = (Лппп~Ь Лрпп.р) £п^/1440& ,
где А — число подготавливаемых за сутки ковшей; пп.п и пп.Р — число пере-
становок ковша соответственно при подготовке к очередной плавке и ремонту;
пр — число ковшей, ремонтируемых за сутки; k — коэффициент выполнения
краном вспомогательных работ (k =1,2); Ь— коэффициент использования кра-
на (6=0,8); tn — задолженность крана на одну перестановку ковша (1„~4 мин).
Число ремонтируемых за сутки ковшей определяется по методике, изложен-
ной в разделе 7 гл. 9. Число перестановок ковша зависит от числа стендов,
на которых выполняют работы; при схемах межплавочной подготовки и ре-
монтов, описанных на стр. 98, пп п равно 6, а пп.р=7.
Число шлаковых ковшей (п) можно определить по формуле: п—КАп^о6/24,
где А — число плавок в цехе за суткп, пл/сутки; nt — число шлаковых ковшей
на одну плавку, шт./пл; К — коэффициент запаса (1,15—1,3); /Об — продолжи-
тельность оборота шлакового ковша (3—6 ч).
Число шлаковых ковшей на одну плавку:
= (TKm)/VKq,
где Т — емкость конвертера, т; Кш — количество конвертерного шлака (0,11 —
0.17 т/т стали); 14— объем шлакового ковша (11 или 16 или 30 м3); q — плот-
ность жидкого шлака (2,3—2,5 т/м3).
Число кранов в шлаковом пролете. В цехах, имеющих специальный пролет
для вывоза шлака, мостовые краны выполняют следующие работы: переста-
новка ковшей со шлаком с шлаковоза конвертерного цеха на стенд, а затем
со стенда на шлаковоз, вывозящий их за пределы цеха; после прибытия в про-
лет опорожяс ых шлаковых чаш выполняются перестановки в обратном по-
рядке (т. е всего четыре перестановки на каждый ковш). Число кранов (и)
можно определить по формуле
106
n=Afitjintuk/I^Q b,
где A— число плавок в цехе за сутки; пк—число шлаковых ковшей на одну-
плавку, шт/пл; tin — число перестановок на один ковш (равное четырем); —
длительность одной перестановки (около 3 мин); k — коэффициент выполнения
коаном вспомогательных работ (1,1); b — коэффициент использования кра-
на (0,8).
Число несамоходных шлаковозов для вывоза шлака нз шлакового пролета
определяют по той же формуле, что и число шлаковых ковшей. Продолжитель-
ность оборота шлаковоза составляет 2—5 ч, на шлаковоз устанавливают один
ковш.
Глава 8
ЭЛЕКТРОСТАЛЕПЛАВИЛЬНЫЕ ЦЕХИ
Объем выплавки стали в электродуговых печах и доля электро-
стали в объеме ее производства в нашей стране за последние
сорок лет непрерывно возрастали. Дальнейшее заметное увеличе-
ние производства качественной стали в электродуговых печах на-
мечено в решениях 26-го съезда КПСС. Новые электросталепла-
вильные цехи будут сооружаться как в составе крупных металлур-
гических заводов, так и в составе так называемых «минизаводов»,
которые включают электросталеплавильный и прокатные цехи и
предназначены для удовлетворения потребностей отдельных ре-
гионов страны в прокате на основе использования местных ресур-
сов стального лома.
Еще сравнительно недавно электросталеплавильное производ-
ство базировалось на использовании печей сравнительно неболь-
шой емкости для выплавки легированных высококачественных ста-
лей сложного, так называемого электропечного сортамента. Высо-
кое качество металла и возможность легирования в печи при этом
обеспечивались за счет проведения длительного восстановитель-
ного периода с диффузионным раскислением шлака и металла.
За последние годы электрометаллургия претерпела значительные
изменения — существенно увеличилась емкость электропечей и
мощность печных трансформаторов, упростилась технология плав-
ки, электропечи все чаще используются для расплавления шихты,
а процессы рафинирования и доведения состава металла до задан-
ного переносятся в установки внепечной обработки.
1. Проектные решения для электропечей и их работы
Емкость электродуговых печей для новых ЭСПЦ выбирают с уче-
том того, что при ее увеличении заметно улучшаются технико-эко-
номические показатели работы электросталеплавильного цеха.
Так, при установке в цехе 200-т печей вместо 100-т удельные ка-
питальные затраты снижаются примерно на 4%, а производитель-
ность труда повышается на 14%. С учетом этих соображений в
проектах новых отечественных ЭСПЦ предусматривают установку
107
печей емкостью не менее 100 т. В цехах, сооружение которых на-
мечено на ближайшие годы, устанавливают 100- и 200-т электро-
печи; в последующем намечается применение печей большей
емкости (300—400-т), проекты которых разрабатываются. Приме-
нение печей средней и малой емкости (менее 100 т) допустимо
при реконструкции существующих цехов, а для новых цехов —
в порядке исключения, в случае особых местных специфических
условий.
Применяемые печи должны соответствовать установленному
в нашей стране типовому ряду емкостей (по массе жидкой стали):
6, 12, 25, 50, 100, 150, 200 и 300 т.
При выборе емкости печей учитывают также возможность раз-
ливки стали на МНЛЗ. Например, производительность современ-
ной 4-ручьевой сортовой МНЛЗ при отливке заготовок сечением
200X200 мм такова, что длительность разливки плавки массой
200 т превысит предельно допустимую. Соответственно в цехе,
конечной продукцией которого должны быть литые заготовки по-
добного сечения, необходимо устанавливать печи меньшей емкости
(100 т).
Число устанавливаемых в ЭСПЦ печей можно определить из
соотношения п=Пц]Пп, где 77ц и 77п — годовая производительность
соответственно цеха и одной электродуговой печи. Годовую произ-
водительность одной печи (/7П, т слитков в год) определяют по
формуле
Ла = (Т24ап)/Х0Ы,
где Т—емкость печи (по массе жидкой стали), т; t — продолжи-
тельность плавки, ч; а — выход годных слитков по отношению
к массе жидкой стали, %; п — число рабочих суток в году (годо-
вой фонд рабочего времени), сут; 24 — число часов в сутках, ч/сут.
Выход годных слитков при сифонной разливке в изложницы со-
ставляет 97,0—98,5%; при непрерывной разливке 96—98%. Число
рабочих суток в году для печей с огнеупорной футеровкой стенок
по нормативным данным составляет 318 сут для 200-т печи, 326—•
для 100-т и 333—348 сут для печей емкостью от 50 до 6 т (в этих
пределах п возрастает по мере снижения емкости печи). Число
рабочих суток печи в году представляет собой разность между
календарным временем (365 суток) и временем простоя печи на
холодных ремонтах; в соответствии с нормами на печах емкостью
100—200 т раз в 1—2 года должен проводиться капитальный ре-
монт, включающий замену пода, продолжительностью 8—10 су г
и холодные ремонты, включающие замену футеровки стенок, про-
должительностью 18—24 ч через 15—20 сут. При применении
водоохлаждаемых стеновых панелей число рабочих суток печи
в году увеличивается в связи с уменьшением числа ремонтов
стенок.
Длительность плавки зависит от мощности печного трансфор-
матора и типа технологического процесса (одно- или двухшлако-
вый). Мощность печных трансформаторов для дуговых печей
108
разной емкости и продолжительность плавки в них должны выби-
раться в соответствии с разработанными Гипромезом рекоменда-
циями, приведенными ниже:
Емкость печи, т . . . Номинальная мощность 6 12 25 50 100 100 200
трансформатора, МВ • А * Длительность плавки, 4 8 12,5 32 50 75 125
ч—мин ** 2—35 2—35 3—00 3—00 3—10 3—30
— — 2—15 2—35 2—10 2—45
Длительность расплав- ления, ч—мин . . . 1—20 1—20 1—20 1—05 1—20 1—00 1—20
* Трансформаторы допускают перегрузку в период плавления до 20% от номиналь-
ной мощности.
•* Знаменатель — технология одношлакового процесса; числитель — технология двушла-
кового процесса с внепечной обработкой (при отсутствии внепечной обработки длительность
плавки в каждой печи возрастает на 10 мин) (в существующих 100—120-т печах длитель-
ность плавки изменяется от 3,5 до 6,5 ч).
Проектная производительность отечественных большегрузных
печей при работе одношлаковым процессом составляет: для 100-т
печи с трансформатором мощностью 50 МВ-А около 300000, а для
200-т печи — около 550 000 т жидкой стали в год.
Конструкция большегрузных электропечей непрерывно совер-
шенствуется. Для новых цехов рекомендуются печи с отворачи-
ваемым сводом. Ранее подобные большегрузные печи имели опору
механизмов отворота свода и электродов на люльку; новые 100-т
печи будут выпускаться с опорой этих механизмов на отдельный
фундамент. В новых цехах предусматривают сооружение «сверх-
мощных» печей, у которых удельная мощность трансформаторов
составляет 600 кВ-А/т и более. Для них рекомендуется широкое
применение водоохлаждаемых сводов и стеновых панелей. При
применении охлаждаемых панелей рекомендуется цилиндрическая
форма стенок; при кирпичной футеровке целесообразно, очевидно,
делать цилиндро-конические стенки, так как это обеспечивает по-
вышение стойкости футеровки. Печи рекомендуется оборудовать
топливо-кислородными горелками.
Технологию выплавки стали в большегрузных электропечах
нельзя пока считать окончательно установившейся. Сталь в по-
добных печах выплавляют по технологии как одношлакового, так
н двушлакового процесса. По мере освоения новых агрегатов
внепечной обработки планируется перевод выплавки всей стали
с технологии двушлакового процесса на одиошлаковый. Техноло-
гия плавки должна предусматривать применение сводовых газо-
кислородных горелок в период плавления, продувку кислородом
через сводовые фурмы; для интенсификации процессов рафиниро-
вания целесообразна организация продувки порошкообразными
материалами. Сталь разливают на МНЛЗ с обязательной про-
дувкой в ковше аргоном с целью усреднения и корректировки со-
става и температуры металла.
2. Общая характеристика
электросталеплавильных цехов
Основные линии грузопотоков электросталеплавильного цеха —
это доставка и загрузка стального лома, а в некоторых цехах
также металлизованных окатышей; доставка и загрузка в печь
шлакообразующих материалов; доставка и загрузка в печь и в
ковш ферросплавов; транспортирование ковшей с жидкой сталью
к месту разливки и установкам внепечной обработки; разливка и
уборка слитков или литых заготовок; уборка шлака и грузопото-
ки, связанные с обеспечением ремонта печей и оборудования.
Для электросталеплавильных цехов характерна организация
выплавки и разливки стали в одном здании — главном здании
цеха; в нем же часто организовано хранение запаса лома и его
загрузка в корзины и обычно хранение оперативного запаса сыпу-
чих материалов и металлизованных окатышей, внепечная обра-
ботка стали, подготовка ковшей, а в ряде цехов с разливкой стали
в изложницы предусмотрены участки обдирки и термообработки
слитков. Помимо главного здания, в состав цеха часто входит
шихтовое отделение сыпучих материалов и в отдельных случаях
отделение магнитных материалов; при разливке стали в излож-
ницы — отделения их подготовки и раздевания слитков; ряд вспо-
могательных отделений и объектов, предназначенных для обеспе-
чения цеха электроэнергией, водой, кислородом и другими ресур-
сами, для очистки отводимых газов, выполнения ремонтных работ;
иногда шлаковое отделение.
В течение длительного времени устройство ЭСПЦ и органи-
зация в них грузопотоков, особенно на отечественных заводах,
были относительно стабильными и характеризовались наличием
в главном здании шихтового, печного и разливочного пролетов;
разливкой стали в изложницы; расположением печей на границе
печного и разливочного пролетов и выпуска стали в ковши, удер-
живаемые разливочными кранами. Последние годы характери-
зуются поисками и разработкой большого числа новых проектных
решений по ЭСПЦ, что объясняется многими факторами: увели-
чением мощности печных трансформаторов, емкости печей и их
производительности; ростом объема грузопотоков; вынесением
части технологических операций из печи в ковш и переходом на
непрерывную разливку стали; необходимостью повышения уровня
механизации и улучшения условий труда; возросшими требова-
ниями по охране окружающей среды; необходимостью в ряде слу-
чаев использования металлизованного сырья.
Ниже описан ряд существующих и проектируемых цехов.
В отечественной и зарубежной практике в последние годы при-
нято сооружать ЭСПЦ с большегрузными печами производитель-
ностью до 1—2 млн. т стали в год; в подобных цехах обычно
устанавливают 2—4, редко шесть печей.
3. Описание некоторых ЭСПЦ
Цех А
Планировка цеха, показанного на рис. 38, и организация в нем
основных работ характерны для многих строившихся ранее оте-
чественных ЭСПЦ. Характерные особенности цеха следующие:
разливка стали в изложницы, подача в цех всех материалов че-
рез шихтовой пролет, расположение печей на границе печного и
разливочного пролетов. Цех состоит из трех пролетов — шихто-
Рис. 38. План и поперечный разрез электросталеплавильного цеха А
вого А—Б, печного Б—В и разливочного В—Г. В некоторых це-
хах, выплавляющих стали сложного электропечного сортамента,
дополнительно имеются пролеты термической обработки или об-
дирки слитков. В печном пролете, перекрытом рабочей площад-
кой 25, между колоннами ряда В размещены электропечи 15 на
двух железобетонных опорах 29 каждая и рядом с ними на рабо-
чей площадке — печные подстанции 14. Расположение печей обес-
111
печивает выпуск стали в разливочный пролет и вместе с тем
возможность замены свода и обслуживания ремонта печей кра-
нами печного пролета. Рабочая площадка печного пролета высту-
пает в шихтовой пролет, образуя балкон 24, на котором имеются
стеллажи 11 для мульд, площадки для установки переносных
контейнеров с сыпучими материалами и газовые печи 10 для про-
каливания ферросплавов. В торце печного пролета на нулевой
отметке расположен участок 7 наборки сводов. Печной пролет обо-
рудован мостовыми завалочными кранами 27 и крановыми зава-
лочными машинами 26.
В шихтовом пролете установлены мостовые краны 22, обору-
дованные грейферами, электромагнитами, мульдовыми захватами.
Разливочный пролет оборудован разливочными кранами 30\ в нем
имеются разливочные площадки 19 и пути 20, шлаковый путь 21,
ямы 18 для ремонта ковшей, участки 17 наборки и сушки стопо-
ров, стенды для сталеразливочных и шлаковых ковшей.
Организация основных работ в цехе следующая. Стальной лом
и чушковый чугун привозят в шихтовой пролет в железнодорож-
ных вагонах на путь 1 и разгружают магнитным краном 22 в
ямные бункера 2. Отсюда их магнитным краном загружают в кор-
зины 23, находящиеся на самоходных тележках на стендах 6, обо-
рудованных платформенными весами. После заполнения корзины
тележка транспортирует ее по поперечному ширококолейному пу-
ти 9 в печной пролет, где корзину краном 27 поднимают через
проем 16 в рабочей площадке и доставляют к печи для загрузки.
Корзину опускают краном сверху в открываемое рабочее простран-
ство печи и размыкают створки днища. Опорожненную корзину
тем же путем возвращают в шихтовый пролет.
Сыпучие материалы привозят на путь 4 и разгружают из ва-
гонов в ямные бункера 3, где хранится их запас. Далее сыпучие
материалы грейферным краном загружают в переносные бункера,
снабженные внизу секторными затворами; бункера поднимают
краном шихтового пролета и устанавливают на балкон 24. Откры-
вая затвор, высыпают порцию материалов в мульду, которую по-
дают под бункер с помощью крановой завалочной машины 26.
Далее машина загружает материалы из мульды в печь через ра-
бочее окно или высыпает материалы на рабочую площадку у печи.
Часть материалов из ямных бункеров загружают в мульды, кото-
рые подают на стеллажи 11 балкона. Некоторые материалы до-
ставляют в пролет также в снабженных снизу затворами контей-
нерах, которые сразу ставят на балкон 24.
Ферросплавы привозят в саморазгружающихся контейнерах и
иногда на платформах россыпью и разгружают в наземные бун-
кера /°с оградительными стенками (закрома) или в подвесные
стацио рные бункера 8, снабженные внизу затворами для вы-
дачи материалов. Часть ферросплавов из привозимых самораз-
гружающихся контейнеров выгружают непосредственно в мульды,
установленные на стеллажах 13 пола шихтового пролета. Из за-
кромов 12 и подвесных бункеров 8 ферросплавы загружают в.
112
мульды, которые устанавливают на стеллажи 13. Затем мульды
краном поднимают и устанавливают на стеллажи 11 балкона, от-
куда их потом забирают завалочной машиной 26 и устанавливают
в печь 10. После прокаливания ферросплавы машиной 26 загру-
жают в электропечь.
В шихтовом пролете установлена сушильная барабанная печь 5,
дробилка для измельчения ферросплавов, бегуны для помола кок-
са, весы. В торце пролета иногда расположен склад электродов.
Сталь выпускают в ковш, удерживаемый под желобом печи
крюками сталеразливочного крана 30, и далее ковш транспорти-
руют к разливочными площадкам. Шлак из печи во время плавки
сливают в ковш самоходной тележки 28, установленной под рабо-
чим окном печи. После заполнения ковша тележка по поперечным
путям под печью выезжает в разливочный пролет, где ковши со-
шлаком с помощью разливочных кранов 30 переставляют на шла-
ковозы, вывозящие их из цеха по пути 21.
Цех Б
На рис. 39 показан план одного из ЭСПЦ США с четырьмя печа-
ми емкостью 100—135-т. Отличительными особенностями этого
Рис. 39. План электросталеплавильного цеха Б
цеха являются: специальный пролет подачи сыпучих материалов,
разливка стали одновременно в изложницы и на МНЛЗ, загрузка
лома в корзины непосредственно из железнодорожных вагонов,
наличие поперечных траншей для транспортировки корзин с ло-
мом и шлаковых ковшей.
Цех имеет пролеты: шихтовой А, сыпучих материалов Б, печ-
ной В, разливочный Г и присоединенные к последнему отделение 1
ремонта ковшей и укороченный пролет Д, в котором в продольном
направлении размещена одна МНЛЗ 12. Электропечи 4 с печными
113
подстанциями 5 размещены на границе печного и разливочного
пролетов; в торце печного пролета на участках 7 осуществляют
ремонт сводов. В разливочном пролете имеются продольные раз-
ливочные площадки 2 и пути 3.
Стальной лом доставляют в вагонах на четыре рельсовых пу-
ти 8 шихтового пролета и загружают магнитными кранами в кор-
зины, стоящие на стендах 9, непосредственно из вагонов. Корзины
с ломом передают в печной пролет по путям 11, проложенным в
траншее, и доставляют к печам кранами печного пролета через
проемы 6 в рабочей площадке. Траншея для корзин сделана для
того, чтобы уменьшить высоту подъема электромагнитов при за-
грузке корзин ломом.
Сыпучие материалы и ферросплавы доставляют через специа-
лизированный пролет сыпучих, оборудованный бункерами 10 за-
паса, из которых материалы выдают в мульды и загружают в печь
мульдозавалочной машиной. В бункера 10 известь и известняк
подают пневмотранспортом из авто- или железнодорожных ци-
стерн, прочие материалы загружают из контейнеров с помощью
кранов.
Сталь из печи выпускают в ковш, удерживаемый сталеразли-
вочным краном. Ковш транспортируют к вакууматору 13 и разли-
вочным площадкам 2 или же устанавливают на сталевоз, который
по поперечному пути 14 доставляет ковш в пролет МНЛЗ. Ковши
со шлаком вывозят из цеха по путям разливочного пролета, в ко-
торый их доставляют из-под печей тележками, перемещающимися
по поперечным путям, уложенным в траншее. Сталеразливочные
ковши для ремонта передают из разливочного пролета в отделе-
ние 1 по поперечному пути 15.
Цех В
На рис. 40 показан поперечный разрез и план разработанного
Гипромезом ЭСПЦ с четырьмя печами емкостью 100 т и годовой
производительностью 1,0—1,2 млн. т жидкой стали. Особенности
цеха следующие: подача сыпучих материалов через специализи-
рованный пролет; разливка стали на МНЛЗ; выпуск стали в ковш,
удерживаемый крюками сталеразливочного крана.
Цех включает следующие пролеты: шихтовый А—Б, сыпучих
материалов (бункерный) Б—В, печной В—Г, распределительный
Г—Д и примыкающую к нему группу пролетов ОНРС. В печном
пролете на границе с распределительным расположены печи 10
с печными подстанциями 11, два завалочных крана 111 (180+
+ 63/20 т) и в торцах — участки 18 наборки сводов. Печной и бун-
керный пролеты перекрыты рабочей площадкой. Шихтовый пролет
оборудован кранами грузоподъемностью 30/15+15 т, распредели-
тельный 180 + 63/20 т, пролет сыпучих 20/5 т. МНЛЗ расположены
в линию на границе распределительного пролета.
Организация основных работ. Большую часть стального лома
привозят в шихтовой пролет на платформах на путь 3 в контей-
114
Рпс. 40. План и поперечный разрез электросталеплавильного цеха В
нерах, а часть россыпью. Доставляемый россыпью лом разгру-
жают краном / с помощью электромагнита в ямные бункера /.
а контейнеры 32 либо устанавливают на площадку 2, либо выгру-
жают из них лом в корзину 31 краном I с помощью самокантую-
щей траверсы. При необходимости лом добавляют из ямных бунке-
ров 1 электромагнитом. Затем корзину с ломом на передаточной
тележке 15, оборудованной взвешивающим устройством, достав-
ляют по поперечному пути 4 в печной пролет. Здесь корзину
поднимают краном III и загружают из нее лом в печь сверху.
При движении корзины по пути 4 в нее вводят шлакообразующие
материалы из бункеров 9.
Сыпучие материалы доставляют автотранспортом в торец про-
лета Б—В в саморазгружающихся контейнерах 12 и загружают
из них материалы в бункера 5 с помощью мостового крана II.
Шлакообразующие материалы из бункеров 5 выдаются с помощью
Иби
вибропитателей 6 в электровесовую тележку 7, которая по про-
дольному рельсовому пути доставляет материалы к ленточным
загрузочным машинам 13. Получив порцию материала из элек-
тровесовой тележки, машина 13 по поперечному рельсовому пу-
ти 17 перемещается к печи и загружает материал в печь через
рабочее окно.
Ферросплавы из особых бункеров 5, снабженных взвешиваю-
щим устройством, выдаются в мульды, удерживаемые безрельсо-
вой завалочной машиной 14, которая вначале устанавливает муль-
ды в печь 8, а после прокаливания транспортирует мульду к элек-
тропечи и загружает ферросплавы в печь через рабочее окно.
Холодные ферросплавы могут загружаться в печь машиной 13.
Заправочные материалы выдаются из специальных бункеров 5
в бункер заправочной машины.
Распределительный пролет Г—Д служит для передачи ковшей
с жидкой сталью от печей на МНЛЗ, для уборки шлака из цеха,
осуществления внепечной обработки стали (вакуумирование, про-
дувка аргоном) и подготовки и ремонта сталеразливочных ков-
шей. Сталь из печи выпускают в ковш, удерживаемый сталераз-
ливочным краном IV. Затем ковш этим краном доставляют на
участок вакуумирования или к установкам 19 продувки аргоном
и после внепечной обработки на поворотный стенд 29 МНЛЗ.
Для вакуумирования ковш краном IV ставят на сталевоз 25, ко-
торый перемещает ковш на стенд вакууматора 24. После ва-
куумирования сталевоз возвращает ковш в зону действия разли-
вочного крана, с помощью которого ковш доставляют на МНЛЗ.
Каждая печь оборудована бункерным устройством 21 для ввода
ферросплавов в ковш. Шлаковые ковши 33 из-под печи выдают
по поперечным путям в распределительный пролет, где их кра-
пом IV устанавливают на шлаковоз 27, вывозящий шлак из про-
лета по продольному пути 23. В пролете имеются стенды 26 и 22
для установки соответственно сталеразливочных и шлаковых ков-
шей. Подготовку и ремонт ковшей с шиберными затворами ведут
по схеме, схожей с описанной на стр. 98, для чего имеются пово-
ротные стенды 30, участок 20 для подготовки и монтажа шибер-
ных затворов, стенды 28 для сушки ковшей, установки 16 для
механизированного выполнения футеровки ковшей; участок 34
подготовки промежуточных ковшей расположен в левой части
пролета МНЛЗ.
Цех Г
На рис. 41 схематически показаны план и разрез ЭСПЦ с че-
тырьмя 100-т печами одного из заводов в Дании. Характерные
особенности этого цеха: подача лома из двух отделений в торцы
печного пролета, наличие бункерного пролета, выпуск стали в
ковш на сталевозе, пневмоподача в печь извести и кокса, изоля-
ция печного пролета от других.
116
Рис. 41. План и поперечный разрез электросталеплавильного цеха Г
Цех имеет бункерный пролет А—Б, печной Б—В, распредели-
тельный В—Г и далее ряд пролетов, в которых расположены
МНЛЗ, участок 4 ремонта оборудования МНЛЗ и участки охлаж-
дения, зачистки и выдачи литых заготовок. По обеим сторонам
цеха расположены вытянутые в поперечном направлении (вдоль
МНЛЗ) отделения 1 магнитных материалов. Печи 6 с печными
подстанциями 7 расположены в середине печного пролета, что
позволяет локализовать в этом пролете все выделяющиеся при
плавке и при выпуске стали вредности. Печной пролет изолиро-
ван от остальных газо- и звукоизолирующими перегородками и
оборудован вытяжной вентиляцией 19. В распределительном про-
лете установлен вакууматор и установки для продувки металла
в ковше аргоном.
Основные работы в цехе организованы следующим образом.
Корзины с ломом доставляют из шихтовых отделений 1 по путям 2
составами из трех тележек каждый в торцы печного пролета, где
117
их поднимают кранами 18 и устанавливают на пол печного про-
лета или же транспортируют к печи, если настало время загруз-
ки. Порошкообразные известь и кокс хранятся в бункерах 8.
Из этих бункеров материалы подают в печь пневмотранспортом
с помощью сжатого воздуха через дозирующие устройства. Все
кусковые материалы, в том числе ферросплавы, поступают из рас-
положенного вблизи от цеха разгрузочного отделения по двум
конвейерам 9 в бункера 10 бункерного пролета, где хранится
суточный запас материалов. Из этих бункеров материалы через
бункерные весы выдаются либо в мульду завалочной машины 13,
загружающей материалы в печь, либо на поперечный ленточный
конвейер 14, расположенный под рабочей площадкой и достав-
ляющий материалы в бункер 17 у сливного желоба печи. Из бун-
кера 17 ферросплавы загружают в сталеразливочный ковш.
Сталь из печи выпускают в ковш, установленный на стале-
возе 16, который по поперечным путям 5 переезжает в распреде-
А Б 8 г Д
Рис. 42. Поперечный разрез электросталеплавильного цеха Д
лительный пролет. Здесь ковш с помощью крана 20 доставляют
на поворотный стенд 21 МНЛЗ, на установки вакуумирования или
продувки аргоном. Шлак из печи сливают в ковш на тележке 15,
которая выезжает из-под печи в сторону бункерного пролета.
Автошлаковозом 12 ковш снимают с тележки и вывозят из цеха.
При остановке печи на ремонт, кожух печи с помощью специаль-
ной траверсы двумя кранами 18 транспортируют на участок ре-
монта 11 в печном пролете; на этом же участке осуществляют
ремонт сводов.
Цех Д
Современным требованиям по охране труда и защите окру-
жающей среды в наибольшей мере отвечают ЭСПЦ, в которых
предусмотрена установка печей в герметичном дымо- и шумоизо-
лирующем кожухе. На рис. 42 дан поперечный разрез ЭСПЦ,
118
схожего с проектами недавно разработанных Гипромезом, Сиб-
гипромезом и Укргипромезом цехов, в которых 100-т печи разме-
щены в герметичном кожухе и предусмотрена загрузка сыпучих
материалов и ферросплавов по течкам через свод печи.
Показанный на рис. 42 цех включает пролеты: шихтовый А—Б,
печной Б—В, пролет сыпучих или загрузочный В—Г, распредели-
тельный Г—Д и далее группу пролетов ОНРС. Пролет сыпучих
размещен между печным и распределительным, чтобы обеспечить
подачу из него материалов не только в печь, но и в ковш 18 и
к установке 19 доводки состава и температуры металла. Расходные
бункера 12 расположены на большой высоте ( + 37 м), что позво-
ляет подавать материалы из них преимущественно за счет грави-
тационных сил по наклонным течкам 17. Печи 9 приближены к
пролету сыпучих, чтобы можно было загружать материалы с по-
мощью наклонной течки 17. Установки 19 для доводки состава
и температуры металла в ковше расположены над путями стале-
возов, что позволяет подавать ковши на внепечную обработку
без участия кранов.
Конфигурация и габариты герметичного кожуха, сооружаемо-
го вокруг печи, выбраны с учетом необходимости обеспечить на-
клон печи, подъем и отворот свода, размещение сталевоза 18 со
сталеразливочным ковшом и тележки 10 со шлаковым ковшом.
В кожухе предусмотрены закрываемые раздвижными шторами
проемы в передней стенке на уровне рабочей площадки против
рабочего окна, в задней стенке на уровне пола цеха для выезда
сталевоза и шлаковой тележки и вверху для загрузочной корзины.
В кожухе над печью размещен кран для обслуживания ее меха-
низмов. Газы из кожуха 5 отводят по трубопроводу 7 к газо-
очистке, расположенной рядом с главным зданием. Имеется само-
стоятельный тракт для отвода к газоочистке печных газов через
отверстие в своде. Над печью расположен зонт 8 для улавливания
газов, выделяющихся при загрузке лома корзинами.
Стальной лом доставляют в шихтовое отделение в контейнерах
по рельсовому пути 2 или автотранспортом и с помощью крана 3
перегружают в корзины. Часть лома доставляют россыпью, раз-
гружают в бункера 1 и используют для догрузки корзин (коррек-
тировки массы лома в них). Корзины доставляют в печной пролет
по поперечным путям и краном 6 загружают шихту в печь, для
чего раздвигают верхние шторы герметичного кожуха 5.
Сыпучие материалы и ферросплавы доставляют со склада кон-
вейерами 11 в расходные бункера 12, откуда их с помощью элек-
тровибрационных питателей 13 выдают в весы-дозатор 14, а из
них на продольный конвейер 15. Последний доставляет материалы
от расположенных вдоль цеха расходных бункеров 12 в распре-
делительную воронку 16, направляющую материалы в одну из на-
клонных течек 17 для загрузки через свод в печь, либо в ковш,
либо же для доставки на участок 19. Заправочные материалы по-
дают в контейнерах и хранят в подвесных бункерах на рабочей
площадке 4, откуда их выдают в бункер заправочной машины.
119
После выпуска стали в ковш сталевоз 18 выезжает из кожуха 5
и останавливается под установкой 19 для доводки, где могут вы-
полняться следующие операции: отбор проб, замер температуры,
продувка аргоном с введением алюминия для раскисления, коррек-
тирующие добавки ферросплавов, добавка стальной обрези для
корректировки температуры, вдувание порошкообразных материа-
лов для десульфурации и кокса для науглероживания. Затем ста-
левоз выезжает в зону действия крана 20, которым ковш достав-
ляют на поворотный стенд 21 МНЛЗ. Шлаковая тележка 10 выез-
жает из кожуха в распределительный пролет, откуда шлаковые
ковши вывозят автошлаковозами.
4. Организация основных работ в ЭСПЦ
Доставка и загрузка лома
Основу шихты электросталеплавильных печей составляет лом с
добавкой чугуна или науглероживателей (кокс, электродный бой)
и ее загружают корзинами (бадьями) с раскрывающимся днищем.
Во всех цехах применяется следующая система загрузки металли-
ческой шихты: доставка корзин с ломом в печной пролет по по-
перечным путям на уровне пола цеха, подъем корзины краном,
опускание ее в открываемое сверху рабочее пространство с рас-
крыванием днища корзины.
Ниже перечислены способы доставки лома в цех и загрузки
его в корзины, подаваемые затем в печной пролет:
1. В шихтовый пролет в вагонах россыпью с разгрузкой боль-
шей части лома в ямные бункера, где хранится его запас пример-
но за шесть суток работы цеха, с последующей погрузкой лома
электромагнитами в корзины, находящиеся на поперечных путях
передачи в печной пролет (см. рис. 38). Этот способ считается
пригодным лишь для цехов с печами малой емкости в связи с его
малой производительностью. (При диаметре электромагнита
1650 мм и насыпной массе лома 1—1,2 т/м3 скорость его загрузки
составляет около 30 т/ч; для обеспечения же бесперебойной ра-
боты 100- и 200-т печей по расчетам Гипромеза требуются ско-
рости загрузки соответственно около 60 и 90 т/ч.)
2. В шихтовый пролет вагонами с непосредственной перегруз-
кой из них лома в корзины (см. рис. 39). Этот способ также не
обеспечивает достаточную скорость загрузки корзин и, кроме
того, по расчетам Гипромеза, неэкономичен в связи с большими
расходами на содержание подвижного состава.
3. В отдельно стоящее поперечно (см. рис. 41) или продольно
расположенное шихтовое отделение, где заполняют корзины и
откуда их доставляют по поперечным рельсовым путям или авто-
тягачами. В отечественной практике этот способ не опробован.
4. Доставка большей части лома в шихтовый пролет в контей-
нерах с разгр й контейнеров краном непосредственно в кор-
зины; часть лома при этом доставляют россыпью, разгружают
120
в ямпые бункера и используют для догрузки корзин. Контейнеры
с ломом доставляют либо из далеко расположенного скрапоразде-
лочного цеха по продольным путям (см. рис. 40), либо по попе-
речным путям из рядом расположенного скрапоразделочного цеха
(ЭСПЦ Узбекского металлургического завода).
5. Загрузка корзин ломом в близко расположенном скрапо-
разделочном цехе с доставкой их в печной пролет по поперечным
рельсовым путям.
Перспективными для новых цехов с большегрузными печами
считают два последних способа. Более предпочтительной, очевид-
но, является доставка заполненных корзин из близко расположен-
ного скрапоразделочного цеха. При этом отпадает необходимость
в сооружении шихтового пролета или отделения, уменьшается
число перегрузок лома.
Взвешивание корзин, заполняемых ломом, вместе с передаточ-
ными тележками ведут с помощью устанавливаемых в шихтовых
пролетах стационарных платформенных весов или же весами,
смонтированными на тележках.
Основное оборудование. Применяемые для перегрузки лома
магнитные краны описаны ранее. В случае доставки лома в кон-
тейнерах шихтовые пролеты новых цехов оснащают мостовыми
кранами с двумя параллельно перемещающимися по мосту тележ-
ками; одна оборудована электромагнитом, другая устройством
для захвата и опрокидывания контейнеров.
Загрузочные корзины могут быть с многостворчатым днищем
из гибких пластинчатых секторов и грейферного типа с двумя
раскрывающимися челюстями. В отечественной практике приме-
няют корзины первого типа (рис. 43), имеющие цилиндрический
корпус 3 с днищем, получаемым в результате смыкания гибких
секторов 6. Сборку днища ведут после окончания предыдущей за-
валки в печном пролете цеха, удерживая корзину на весу мостовым
завалочным краном за три крюка 4. При сборке через проуши-
ны 8 гибких секторов вручную протаскивают цепь 7, стягивают
цель крюком вспомогательного подъема крана, после чего конец
цепи замыкают штырем. В момент загрузки шихты тянут крюком
вспомогательного подъема крана за цепь 5, выдергивая штырь;
гибкие секторы расходятся и шихта высыпается на под печи.
Для опоры корзины при ее установке на пол цеха или передаточ-
ную тележку служит поддон /, соединяемый с корзиной откид-
ными замками 2; перед загрузкой поддон от корзины отсоединяют.
Для новых цехов рекомендуются корзины грейферного типа, что
исключает затраты ручного труда и времени на сборку корзины.
Передаточные тележки для корзин делают самоходными. Для
новых цехов их оборудуют весовыми устройствами, что позволяет
отказаться от стационарных весов в шихтовом пролете, упрощает
и ускоряет взвешивание.
Рис. 43. Загрузочная корзина с днищем из гибких секторов
Доставка и загрузка металлизованных окатышей
Как показал опыт, для получения высоких технико-экономических
показателей плавки на металлизованных окатышах должна быть
организована их непрерывная загрузка через отверстие в своде
печи. Окатыши доставляют к печам через специализированный
пролет, который одновременно служит для доставки сыпучих ма-
териалов и ферросплавов (бункерный пролет или пролет доставки
сыпучих).
Система доставки и загрузки окатышей обычно включает уста-
новленные в бункерном пролете вблизи печей расходные бункера,
рассчитанные на хранение 8—12-ч запаса окатышей, конвейерный
тракт их подачи в бункера и группу механизмов для дозированной
выдачи окатышей из бункеров и их загрузки в печь. Опыт эксплуа-
тации подобных систем невелик и общепринятой оптимальной схе-
мы и конструкции системы загрузки окатышей пока не разрабо-
тано. На рис. 44 показаны две разновидности подобных систем.
В системе загрузки, изображенной на рис. 44, а, в расходные
бункера 7 окатыши подают конвейером 8 из цеха прямого восста-
новления. Каждый бункер 7 оборудован электровибрационным
питателем 6 и ленточными весами 5, выдающими дозированное
количество окатышей на общий для двух бункеров поперечно рас-
положенный вибропитатель 4. Окатыши через наклонную течку 3
122
поступают в печь 1 через закрепленную на своде воронку 2. При
необходимости наклонную течку 3 отворачивают от свода. Ско-
рость подачи окатышей автоматически регулируется в зависимости
от потребления электроэнергии.
В системе, показанной на рис. 44, б, окатыши в расходные бун-
кера 1 подают конвейерами 8 и выдают из них с помощью элек-
тровибрационных питателей 6 в весовой дозатор 5 и далее на про-
дольный конвейер 4. Последний доставляет окатыши из ряда
расположенных вдоль загрузочного пролета расходных бункеров 7
на наклонный поперечный конвейер 3, с которого они через во-
Рис. 44, Схемы систем
загрузки в печь металли-
зованных окатышей
ронку 2 и отверстие в своде поступают в печь 1. Уклон конвейе-
ра 3 позволяет несколько уменьшить высоту расположения расход-
ных бункеров 7.
Весьма рациональной можно считать систему загрузки, ана-
логичную системе загрузки сыпучих материалов, примененную в
цехе, показанном на рис. 42. В этой системе загрузку осуще-
ствляют преимущественно за счет гравитационных сил и
предусмотрен лишь один продольный конвейер 15 (рис. 42), со-
бирающий материалы из расположенных в ряд расходных бун-
керов.
Системы доставки и загрузки сыпучих, материалов
и ферросплавов
В существующих ЭСПЦ применяют две существенно различаю-
щихся схемы доставки сыпучих материалов и ферросплавов к пе-
чам: через шихтовый пролет и по специализированному тракту
подачи. Подача через шихтовый пролет, включающая доставку
материалов россыпью или в контейнерах, хранение их запаса,
перегрузку в шихтовом пролете и доставку в печной пролет кра-
нами, описана на стр. 112. При этом способе велика загружен-
ность шихтовых кранов, усложняется организация работ в про-
лете, исключена возможность автоматизации, загрязняется атмо-
сфера пылью. Поэтому в новых цехах этот способ доставки
материалов не применяют.
Специализированный тракт подачи сыпучих материалов и
ферросплавов во всех современных ЭСПЦ в принципе схож и
включает: группу расходных бункеров, в которых хранят опера-
123
тивный запас материалов; систему доставки в них материалов;
систему механизмов для выдачи материалов из бункеров, их до-
зирования и загрузки в печь. Обычно предусматривают отдельную
группу расходных бункеров на одну-две печи. Объем бункеров
для извести рассчитывают на хранение примерно полусуточного
ее запаса; для других материалов, расходуемых в значительно
меньших количествах, объем бункеров обеспечивает хранение за-
паса на несколько суток (до пяти) работы цеха. Бункера распо-
лагают выше уровня рабочей площадки цеха (см. рис. 40), делают
подвесными и снабжают системой дозированной выдачи материа-
лов снизу. Группы расходных бункеров располагают в ряд вдоль
фронта печей, что позволяет создать общую систему подачи в них
материалов. Применяют два варианта размещения расходных
бункеров в цехе — в специализированном пролете сыпучих (бун-
керном) и в печном пролете. Для новых цехов Гипромез реко-
мендует устройство специального бункерного пролета в связи
со следующими преимуществами: упрощается организация работ
в печном пролете и пылевыделения не загрязняют его атмосферу;
бункера можно располагать в два ряда, в то время как в печном
пролете — в один ряд; возможна установка большого числа бун-
керов. Однако бункерный пролет увеличивает объем здания цеха.
Доставка материалов в расходные бункера может быть орга-
низована следующими способами:
в саморазгружающихся контейнерах, которые доставляют к
цеху из шихтовых отделений авто- или железнодорожным транс-
портом, а в цехе подают к определенному бункеру мостовым кра-
ном (см. рис. 40);
конвейерами непосредственно из шихтовых отделений при их
близком расположении от цеха;
конвейерами из сооружаемого рядом с цехом приемного отде-
ления, куда материалы доставляют от отдаленных источников
снабжения в вагонах или автотранспортом. Такое отделение по
устройству схоже с показанным на рис. 4, б; прибывающие мате-
риалы разгружают в приемные бункера, а из них выдают на кон-
вейеры, доставляющие материалы в расходные бункера ЭСПЦ;
пнев мотр анспортом.
Пневмотранспорт используют в некоторых зарубежных цехах
для доставки отдельных материалов (например, извести). В оте-
чественных цехах его не применяют, поскольку не организовано
производство соответствующего оборудования.
Наиболее часто применяют первые три из перечисленных спо-
собов. При выборе способа доставки учитывают, что конвейерный
способ по сравнению с доставкой контейнерами характеризуется
меньшими трудозатратами и позволяет автоматизировать достав-
ку. Вместе с тем сооружение конвейерной системы в ЭСПЦ с ма-
лым объемом производства может оказаться неэкономичным.
Так, по расчетам Гипромеза, в ЭСПЦ производительностью менее
1—1,5 млн. т стали в год более экономичной будет доставка кон*
тейнерами.
124
Для выдачи материалов из расходных бункеров в загрузочные
машины и устройства применяют электровибрационные питатели,
электровесовые тележки, бункерные весы, конвейеры. Загрузку в
печь осуществляют мульдами, ленточными бросковыми машинами
и посредством течек, вводимых через дополнительное отверстие
в своде печи. При использовании мульд обеспечивается загрузка
любых материалов, однако при загрузке необходимо отключение
и подъем электродов. Ленточные машины загружают материалы
без отключения печи, однако не позволяют загружать прокален-
ные ферросплавы. Кроме того, оба эти способа не обеспечивают
автоматизацию загрузки. При загрузке с помощью течек через
свод обеспечивается полная автоматизация, не требуется отклю-
чения печи и открывания окна. При этом, однако, необходима
размещать расходные бункера на большей, чем при первых двух
способах загрузки, высоте.
Для новых цехов Гипромезом рекомендуется загрузка сыпу-
чих материалов и большей части ферросплавов с помощью течки
через свод в сочетании с загрузкой нагретых ферросплавов без-
рельсовыми мульдозавалочными машинами. Для малорасходуе-
Рнс. 45. Крановая мульдо-
завалочная машина
мых ферросплавов и порошкообразных раскислителей может при-
меняться следующая схема доставки и загрузки: подача в печной
пролет в саморазгружающихся контейнерах, опорожнение их в
подвесные бункера на рабочей площадке, из которых материалы
по мере надобности выдаются в мульды.
Основное оборудование. Для загрузки материалов мульдами
в ЭСПЦ широко применяют машины кранового типа (см. рис. 45),
которые передвигаются вдоль печного пролета по тем же подкра-
новым путям, что и завалочные краны, т. е. по путям, закреплен-
ным на колоннах 4, ограничивающих печной пролет. Машина вклю-
чает мост 3, по которому перемещаются две тележки — главная 2
и вспомогательная 1, оборудованная подъемным механизмом с
крюком. На главной тележке смонтирована шахта 5, являющаяся
опорой для колонны 6, и механизмы подъема и вращения колон-
ны 6 вместе с закрепленной на ней кабиной 7. В кабине разме-
щены опоры хобота 8 с механизмами его качания и вращения.
Мульду 9 захватывают хоботом, снабженным механизмом ее за-
мыкания, показанным на рис. 18.
12S
Во вновь сооружаемых цехах
рекомендуется применение без-
рельсовых мульдозавалочных ма-
шин (см. рис. 46). Их достоин-
ствами являются малые габари-
ты и масса, большая маневрен-
ность и то, что они, передвигаясь
по рабочей площадке, не мешают
работе завалочных кранов печ-
ного пролета. Основой машины
Рис. 47. Загрузочная машина лен-
точного типа
Рис. 46. Безрельсовая мульдозавалочная
машина
является перемещаемая с помощью дизельного двигателя тележ-
ка, имеющая три колеса с резиновыми литыми шинами. На те-
лежке смонтирован хобот с механизмами его качания, вращения
и захвата мульды. Емкость мульд составляет 0,6—0,7 м3.
Ленточная загрузочная машина (рис. 47) состоит из переме-
щаемой механизмом 11 электротележки 12, на которую через
стойки 4 опирается состоящий из двух секций бункер 5 для сыпу-
чих материалов, снабженный весовым устройством 6. Бросковый
механизм выполнен в виде ленты /, огибающей приводной, на-
правляющий и огибающий ролики и барабан 10. При открывании
затвора 7 материал высыпается в воронку 3, а из нее на бара-
бан 10 и далее на движущуюся ленту, с которой по инерции ма-
териал выбрасывается в печь через окно. Направление струи ма-
териала по вертикали регулируют, поднимая или опуская рас-
труб 2 через систему рычагов гидроцилиндром 9. Направление в
горизонтальной плоскости изменяют с помощью поворотного ме-
ханизма 13. Машина снабжена теплозащитным экраном 8. Даль-
ность бросания достигает 11 м, производительность 65—240 т/ч.
При загрузке материалов через свод в нем предусматривают
отверстие, над которым закрепляют приемную воронку, а печи
располагают рядом с пролетом доставки сыпучих материалов.
Подобная система загрузки обычно включает комплекс оборудо-
вания для выдачи материалов из расходных бункеров, их дозиро-
вания и подачи в печь (электровибрационные питатели, весы-до-
заторы, конвейеры, наклонные течки и др.). Одна из таких систем
описана на стр. 119 и показана на поперечном разрезе цеха
(рис. 42). Подобные системы могут быть выполнены так же, как
описанные выше (стр. 123) системы загрузки через свод окаты-
шей. Более рациональной, очевидно, является первая, где загрузку
126
осуществляют преимущественно за счет гравитационных сил и
требуется меньше оборудования.
Подача ферросплавов в ковш. Современный ЭСПЦ должен
быть оборудован системой механизированной загрузки ферроспла-
вов в сталеразливочный ковш во время выпуска в него стали и
в процессе внепечной обработки. Соответственно над желобом
печи и на установках внепечной обработки располагают систему
бункеров, снабженных дозаторами, питателями и течками для по-
дачи ферросплавов из этих бункеров в ковш. Разработано и при-
меняется несколько способов доставки ферросплавов в бункера
этих загрузочных систем:
доставка контейнерами в распределительный пролет и загруз-
ка из контейнеров в бункера мостовыми или консольными кра-
нами;
доставка через бункерный пролет с последующей выдачей
ферросплавов на поперечный конвейер, доставляющий сплавы
к бункерам у желоба печи (см. рис. 41), или с выдачей в тележ-
ку, которая транспортирует материалы по рабочей площадке в
распределительный пролет в зону действия разливочных кранов,
загружающих материалы в бункера у желоба печи, и установок
внепечной обработки;
доставка через пролет сыпучих (бункерный) материалов с по-
следующей выдачей к бункерам у желоба печи и установок вне-
печной обработки по наклонным течкам (рис. 42).
Целесообразно, очевидно, применение третьего способа; при
этом установки внепечной обработки должны располагаться рядом
с пролетом сыпучих, а последний — между печным и распредели-
тельным пролетами.
Подача порошкообразных материалов
В настоящее время общепризнана целесообразность применения
вдувания порошкообразных материалов при выплавке стали в
электропечах. Это ускоряет наведение шлака, рафинировочные
процессы, сокращает длительность плавки; пневмоподача порош-
ков упрощает систему грузопотоков в цехе и может быть пол-
ностью автоматизирована. При этом в ЭСПЦ необходимо соору-
жение специального отделения для помола порошков.
Одна из возможных схем пневмоподачи порошкообразных
материалов в электродуговые печи показана на рис. 48. Под ра-
бочей площадкой печного пролета расположены три расходных
бункера 2, в которые по трубопроводу 3 подают сжатый воздух.
Порошки доставляют в расходные бункера из отделения помола
с помощью сжатого воздуха по трубопроводу 1. Из расходных
бункеров материалы с помощью сжатого воздуха через заборный
патрубок 10 по трубопроводу 4 транспортируют в три пневмо-
нагнетателя 5, установленные под рабочей площадкой у печей.
В пневмонагнетатели по трубопроводу 6 подают кислород, аргон
или азот, с помощью которых порошки доставляют по трубопро-
127
Рис. 48. Схема цеховой
системы пневмоподачи
порошкообразных мате-
риалов в электродуговые
печи:
а — разрез; б — план; I —
шихтовый пролет; II — печ-
ной; III -— разливочный
водам 7 к сводовой фурме 9 или футерованной трубе 8, вводимой
в печь через рабочее окно. По трубопроводам 11 материалы из
расходных бункеров направляют к другим печам.
Применение порошкообразных материалов в отечественных
ЭСПЦ сдерживается в связи с отсутствием достаточного опыта
проектирования и эксплуатации систем пневмотранспорта в чер-
ной металлургии.
Выпуск стали и уборка шлака
В ЭСПЦ применяют два способа выпуска стали в ковш. При рас-
положении печей на границе печного и разливочного или распре-
делительного пролетов сталь из печи выпускают в ковш, удержи-
ваемый разливочным краном; с помощью этого крана ведут
разливку в изложницы или передают ковш на МНЛЗ. При распо-
ложении печей в печном пролете сталь выпускают в ковш, установ-
ленный на сталевозе, который перевозит ковш в распределитель-
ный (разливочный) пролет, в зону действия разливочных кранов.
Этот способ рекомендуется для новых цехов в связи с необходи-
мостью установки печей в шумо- и дымоизолирующем кожухе.
Во всех отечественных ЭСПЦ применяется одинаковая схема
уборки шлака — выдача шлаковых ковшей из-под печи на тележ-
ке по поперечному пути в разливочный (см. рис. 38) или распре-
делительный (см. рис. 40) пролеты с перестановкой их краном
на продольные пути вывоза из цеха. По этим же путям вывозят
шлак, сливаемый из разливочных ковшей. В зарубежных цехах
применяют еще ряд способов шлакоуборки:
вывоз шлаковых ковшей автошлаковозами по полу цеха (на-
пример, через печной пролет, см. рис. 41). Автошлаковозы рабо-
тают без участия кранов и оборудованы механизмами кантования
ковша и его захвата с тележки, выдающей ковш из-под печи;
слив шлака в приямок под печью с последующей отгрузкой за-
стывшего шлака; такой способ нельзя считать приемлемым в свя-
зи с ухудшением санитарных условий в цехе;
через печной пролет путем передачи шлаковых ковшей из-под
печи завалочным краном в торец пролета, откуда их вывозят по
128
продольному рельсовому пути; этот способ непригоден для высо-
копроизводительных цехов, так как существенно усложняется ра-
бота кранов печного пролета;
вывоз шлаковых ковшей от печи по продольным рельсовым
путям, проложенным в печном пролете под рабочей площадкой;
такой способ требует увеличения ширины печного пролета, по-
скольку необходимо иметь один общий продольный путь и кри-
волинейные съезды с него к каждой печи, а также предусматри-
вать место для подаваемых по поперечным путям корзин с ломом;
через шихтовый пролет, куда шлаковые ковши из-под печи до-
ставляют по поперечным путям и где их краном переставляют
на продольные пути для вывоза за пределы цеха. Этот способ
нельзя считать рациональным, так как требует установки в ших-
товом пролете кранов большой грузоподъемности и усложняет
работу в нем.
С учетом отмеченных недостатков рациональными можно счи-
тать применяющуюся на отечественных заводах схему вывоза
шлаковых ковшей через разливочный или распределительный про-
леты и применяемую на зарубежных заводах схему вывоза с по-
мощью автошлаковозов. Проектом Укргипромеза предусмотрено
устройство специального шлакового пролета, куда шлаковые ков-
ши доставляют от печей и где их краном переставляют на про-
дольные пути для вывоза из цеха.
Для обеспечения полной утилизации шлаков в новых ЭСПЦ
обязательно необходимо сооружать шлаковые отделения, где опо-
рожняют вывозимые из цеха шлаковые ковши и откуда застывший
шлак отправляют на дальнейшую переработку. Один из возмож-
ных вариантов устройства шлакового отделения описан ранее
(см. рис. 33).
Работы в распределительном пролете
В современных ЭСПЦ с непрерывной разливкой основным назна-
чением распределительного пролета является доставка кранами
ковшей со сталью от печей или сталевозов на поворотные стенды
МНЛЗ, располагаемые в линию вдоль границы пролета. Наряду
с этим в пролете организуют внепечную обработку стали, подго-
товку и иногда ремонт сталеразливочных ковшей, часто через
пролет убирают шлак, доставляют ферросплавы к установкам
внепечной обработки, огнеупоры и оборудование для ремонтов.
Подготовку и ремонт ковшей с шиберными затворами ведут по
схеме, схожей с описанной в разд. 4 гл. 7, требующей многократ-
ной перестановки ковшей кранами. Кранами часто доставляют
ковши к установкам внепечной обработки, переставляют шлаковые
ковши при уборке шлака.
Работа в пролете упрощается, если установки внепечной обра-
ботки размещены над сталевозными путями; при уборке шлака
автошлаковозами без участия кранов; при доставке ферроспла-
вов к установкам внепечной обработки по наклонным течкам из
5. А. М. Якушев J29
бункерного пролета (как в цехе, показанном на рис. 42). Для вы-
сокопроизводительных цехов необходимо вынесение ремонта ков-
шей в специализированные пролеты или отделения.
Очистка отводимых из печи газов
Во время плавки из электропечи выделяется большое количество
горячих запыленных газов, содержание пыли в которых в период
продувки ванны кислородом достигает 70—100 г/м3. В связи с этим
все современные печи оборудуют системой отвода печных газов
через отверстие в своде и их очистки от пыли до пределов, до-
пускаемых санитарными нормами (менее 0,1 г/м3). Для улавли-
вания неорганизованных выбросов в некоторых цехах устанавли-
вают зонты под крышей над печами (см. рис. 41) и иногда
местные отсосы у печей, а в новых цехах печи заключают в гер-
метичные кожухи (см. рис. 42) с отводом газов от этих улавли-
вающих устройств к газоочистке.
В электросталеплавильном производстве наиболее широко
используют мокрый способ очистки газов с применением труб
Вентури и сухой с помощью тканевых (рукавных) фильтров. До-
стоинствами мокрых газоочисток с трубами Вентури являются
их малые габариты и сравнительно небольшие капитальные за-
траты на их сооружение. Способ сухой очистки с помощью ткане-
вых фильтров требует значительно больших капитальных затрат,
чем мокрый. Однако сухой способ характеризуется меньшими
эксплуатационными расходами в первую очередь в связи с тем,
что не требуется большой расход воды и затраты на ее очистку
в оборотных и замкнутых циклах водоснабжения. В отечествен-
ных ЭСПЦ почти повсеместно применяют мокрую газоочистку.
При проектировании новых цехов с целью уменьшения потребле-
ния воды и уменьшения загрязнения водного бассейна необходима
проработка вопроса о возможности применения тканевых фильт-
ров. При этом необходимо учитывать опыт ЭСПЦ Узбекского ме-
таллургического завода, где тканевые фильтры проходят опро-
бование.
Схема отвода и очистки печных газов, применяемая на 100—
200-т печах отечественных ЭСПЦ, показана на рис. 49. Печные
газы через отверстие в своде и закрепленный на своде колено-
образный футерованный патрубок 1 и стационарный газоход 2 по-
ступают в скруббер 3. Перед газоходом 2 имеется регулируемый
зазор для подсоса воздуха, обеспечивающего дожигание окиси
углерода отводимых газов. В скруббере 3 газ охлаждается водой,
подаваемой через форсунки от водопроводной сети 4. Расход воды
регулируют по показаниям термопары 5, обеспечивая требуемое
охлаждение газов до 200 °C. Далее газы через регулирующую за-
слонку 6 дымососом 8 подаются в батарею труб Вентури 9, где
пыль поглощается каплями воды. После прохождения циклонного
каплеуловителя 10 газы выбрасываются в атмосферу через вы-
хлопную шахту 11.
130
Рис. 49. Схема очистки газов, отводимых через отверстие в своде печи
Дымосос и трубы Вентури с водоотделителем обычно разме-
щают за пределами главного здания — рядом с ним со стороны
шихтового пролета. Газоход 7, по которому газ поступает к дымо-
сосу, располагают под землей, чтобы он не создавал помех ра-
боте цехового транспортного оборудования.
5. Устройство главных зданий ЭСПЦ
ЭСПЦ отличаются многообразием проектных решений по орга-
низации доставки и загрузки в печь шихтовых материалов, орга-
низации разливки стали и уборки продуктов плавки, числу и
расположению печей и пролетов в главном здании, наличию
устройства для защиты персонала и окружающей среды от вы-
деляющихся вредностей и по ряду других признаков. В связи
с многообразием различий пока не разработано общепринятой
классификации электросталеплавильных цехов. При рассмотрении
особенностей устройства ЭСПЦ их целесообразно разделить на
несколько групп, различающихся по способу разливки и числу,
назначению и взаимному расположению пролетов главного здания.
Цехи с разливкой стали в изложницы строились в течение
десятилетий и составляют большую часть существующих ЭСПЦ.
В зависимости от числа основных пролетов эти цехи можно раз-
бить на следующие разновидности:
цехи с тремя пролетами (шихтовым, печным и разливочным) —
в этой группе имеются цехи с подачей всех материалов через
шихтовой пролет (цех, показанный на рис. 38) и цехи, в печном
пролете которых размещен специализированный тракт подачи
сыпучих материалов и ферросплавов (например, ЭСПЦ со 100—
200-т печами металлургического завода «Красный Октябрь*);
Б*
131
цехи с четырьмя пролетами — шихтовым для доставки лома,
печным, разливочным и пролетом доставки сыпучих и ферроспла-
вов (некоторые зарубежные цехи);
цехи, в которых дополнительно имеются пролеты раздевания
слитков и подготовки изложниц и иногда пролеты для термиче-
ской обработки и обдирки слитков (ряд зарубежных и отечествен-
ных ЭСПЦ с печами небольшой емкости).
В подобных цехах устанавливают от двух до семи печей,
иногда неодинаковой емкости. Печи расположены на границе печ-
ного и разливочного пролетов и выпуск стали организован в ков-
ши, удерживаемые кранами разливочного пролета. При таком спо-
собе выпуска стали бункерный пролет должен располагаться
между печным и шихтовым пролетами (или же тракт подачи сы-
пучих в печном пролете с противоположной от печей стороны),
что исключает возможность загрузки материалов через свод печи.
Цехи, где более трех-четырех пролетов, часто имеют сложные в
плане очертания здания и различную высоту пролетов, что ухуд-
шает аэрацию здания и условия труда.
В зарубежных ЭСПЦ печи, рабочую площадку и краны печ-
ного и разливочного пролетов зачастую располагают на более
низком уровне, чем в отечественных цехах, что снижает стоимость
здания. Однако при этом под печью необходимо предусматривать
приямки и траншеи для сталеразливочных и шлаковых ковшей,
что нерационально из-за усложнения организации работ в цехе.
Обычно подобные цехи относительно давней постройки и при-
мененные в них проектные решения во многом не отвечают совре-
менным требованиям. Их недостатками наряду с разливкой стали
в изложницы являются:
компоновка цеха, грузопотоков и параметры оборудования
не могут обеспечить работу крупных современных печей;
из-за ограниченной площади разливочного пролета трудно-
обеспечить внепечную обработку всей выплавляемой стали;
не предусмотрены требуемые в современных условиях меры по
защите персонала от шума и других выделяющихся в цехе вред-
ностей и по защите окружающей среды;
недостаточен уровень механизации многих трудоемких работ.
Цехи с разливкой стали одновременно в изложницы и на
МНЛЗ отличаются от описанных выше наличием дополнительных
пролетов для размещения МНЛЗ или же тем, что МНЛЗ разме-
щают в торце удлиняемого разливочного пролета. Пролеты МНЛЗ
могут располагаться как в продольном (см. рис. 39), так и в по-
перечном направлении. Цехи подобного типа строились ранее и им
присущи те же недостатки, что и цехам с разливкой стали в
изложницы.
ЭСПЦ с разливкой стали на МНЛЗ — это современные цехи,
которые сооружали в последние годы. Обычно они включают сле-
дующие пролеты: шихтовый (он может отсутствовать), печной,
бункерный (подачи сыпучих, ферросплавов, окатышей), распре-
делительный и пролеты МНЛЗ. МНЛЗ в этих цехах размещают
132
в линию вдоль фронта печей, причем для обеспечения доставки
ковшей из распределительного пролета к МНЛЗ последние рас-
полагают так, что их поворотные стенды находятся на границе
пролетов распределительного и МНЛЗ (см. рис. 40—42). Число
пролетов МНЛЗ может быть различным; обычно это два про-
дольных пролета, в которых размещены собственно МНЛЗ и ряд
пролетов для охлаждения, зачистки, складирования и термообра-
ботки литых заготовок. Если не учитывать различий в устройстве
и числе этих пролетов, то можно выделить следующие рассмотрен-
ные ниже разновидности планировки и устройства ЭСПЦ с непре-
рывной разливкой стали.
Цехи с расположением печей на границе печ-
ного и распределительного пролетов и выпуском
стали в ковши, удерживаемые литейными кранами распредели-
тельного пролета. Пролет доставки сыпучих материалов и ферро-
сплавов размещают в них между печным и шихтовым пролетами
(рис. 40) или же располагают тракт подачи этих материалов в
печном пролете с противоположной от печей стороны (ЭСПЦ До-
нецкого и Узбекского металлургических заводов). Строившиеся
в недавнее время цехи этого типа считаются несовершенными в
связи со следующими недостатками:
печи не заключены в шумо- и дымоизолирующий кожух;
не обеспечивается загрузка сыпучих материалов и ферроспла-
вов через свод печи;
не предусмотрена возможность работы с металлизованными
окатышами (их загрузка через свод печи);
усложнена система доставки ферросплавов в ковш и на уста-
новки доводки плавки в ковше в связи с отдаленностью от них
тракта подачи ферросплавов.
Цехи с расположением печей внутри печного
пролета и размещением бункерного пролета с
противоположной от распределительного пролета
стороны. Примером устройства ЭСПЦ подобного типа может
быть цех, показанный на рис. 41. В этих цехах сталь выпускают
в ковши, установленные на сталевозах; загрузку сыпучих, ферро-
сплавов и окатышей можно вести через свод печи, для чего печи
должны быть смещены в сторону бункерного пролета. Печи могут
быть заключены в изолирующий кожух или же возможна изоля-
ция печного пролета от остальных стенками.
Недостатком подобной планировки ЭСПЦ является отдален-
ность тракта доставки ферросплавов (бункерного пролета) от
мест расположения сталеразливочных ковшей при выпуске и вне-
печной обработке, что усложняет подачу ферросплавов в ковш.
Цехи с расположением печей внутри печного
пролета и размещением бункерного пролета меж-
ду печным и распределительным. Пример устройства
цеха с подобной планировкой и размещением печей в герметич-
ном кожухе показан на рис. 42. В этом цехе в результате бли-
зости печей к тракту доставки обеспечивается возможность загруз-
133
ки сыпучих, ферросплавов и при необходимости окатышей через
свод. Близость бункерного пролета к участкам выпуска стали в
ковш и внепечной обработки позволяет сравнительно просто
(с помощью наклонных течек, рис. 42) подавать к этим участкам
ферросплавы. Благодаря отмеченным особенностям эту послед-
нюю планировку можно считать наиболее рациональной из рас-
смотренных.
С учетом изложенного можно считать, что главное здание
ЭСПЦ с непрерывной разливкой должно включать следующие
пролеты: печной, бункерный, распределительный и группу проле-
тов МНЛЗ с расположением бункерного пролета между печным
и распределительным. Наряду с этим в новых проектах следует
прорабатывать вопросы о целесообразности устройства в главном
здании шихтового, ковшового и, возможно, шлакового пролетов.
Шихтовый пролет имеет в своем составе большая часть ЭСПЦ.
Однако, как уже указывалось, при доставке корзин с ломом непо-
средственно из скрапоразделочного цеха необходимость в шихто-
вом пролете отпадает, что уменьшает объем главного здания.
В ЭСПЦ с большим объемом производства целесообразно
устройство специального пролета для подготовки и ремонта ста-
леразливочных ковшей. В нем может быть организована также
внепечная обработка с расположением установок над путями
сталевозов. Подобный пролет, размещенный между распредели-
тельным и бункерным, предусмотрен в одном из проектов Гипро-
меза.
При работе печей с повышенным количеством шлака (напри-
мер. на металлизованных окатышах) возможно устройство в
ЭСПЦ шлакового пролета. Такой пролет предусмотрен в одном
из проектов Укргипромеза и расположен в здании ЭСПЦ крайним
с противоположной от пролетов МНЛЗ стороны. В пролете пере-
ставляют шлаковые ковши на продольные пути для вывоза из
цеха так, как в конвертерных цехах, показанных на рис. 22—24.
Размеры главного здания. Основные размеры печных пролетов
строившихся в последние годы отечественных ЭСПЦ приведены
ниже:
Емкость печи, т........................
Высота рабочей площадки, м . . . . .
Ширина пролета, м......................
Высота до верха подкранового рельса, м .
6 12 25 50 100 200
4 5 5,5 7 8 10,5
18 18 18 24 24 * 27—30
14 16 18 20 24 30—32
* Ширина пролета возрастает до 30 м при размещении в нем тракта доставки сыпу-
чих материалов
При установке печей в шумо- и дымоизолирующем кожухе
габариты пролета увеличиваются: так, в цехе со 100-т печами
ширина пролета составит 30 м, высота до верха подкранового
рельса 28—30 м. Ширина шихтовых пролетов составляет 18—30 м;
ширина разливочных пролетов при разливке в изложницы 18—
24 м, высота расположения в них кранов такая же, как в печном
пролете. В ЭСПЦ с большегрузными (100—200 т) печами и не-
134
прерывной разливкой ширина шихтовых пролетов равна 24—30 м,
распределительных 27—30 м, пролетов доставки сыпучих 9—12 м;
ширина каждого из двух пролетов, в которых размещены ?ЛНЛЗ,
изменяется от 24 до 36 м. Высота расположения кранов в рас-
пределительном и примыкающем к нему пролете /МНЛЗ обычно
такая же, как в печном пролете.
6. Рациональные решения для проектируемых цехов
С учетом изложенного в предыдущих разделах при разработке
проектов ЭСПЦ можно считать целесообразными следующие ре-
шения:
доставка в цех корзин с ломом из располагаемого вблизи печ-
ного пролета скрапоразделочного цеха, а при отсутствии такой
возможности устройство в главном здании шихтового пролета
с доставкой в него большей части лома в контейнерах;
наличие в цехе специализированного пролета доставки сыпу-
чих материалов, ферросплавов и при необходимости металлизо-
ванных окатышей (бункерного пролета);
устройство главного здания цеха с непрерывной разливкой
стали в составе следующих пролетов: печного, бункерного, распре-
делительного и группы пролетов МНЛЗ с расположением бункер-
ного пролета между печным и распределительным. Возможно
также устройство в главном здании шихтового и ковшевого про-
летов;
загрузка сыпучих материалов, ферросплавов и окатышей в
печь через свод с помощью наклонных течек в сочетании с за-
грузкой нагретых ферросплавов мульдами;
расположение печей вблизи бункерного пролета с целью обес-
печения возможности загрузки материалов через свод;
установка печей в шумо- и дымоизолирующем кожухе в печ-
ном пролете с выпуском стали в ковши, располагаемые на стале-
возах;
загрузка лома корзинами грейферного типа и оборудование
передаточных тележек весами для взвешивания корзин с ломом;
создание в цехе системы пневмоподачи порошкообразных ма-
териалов для продувки металла в печи и в ковше;
размещение установок внепечной обработки над путями стале-
воза рядом с бункерным пролетом;
применение безрельсовых мульдозавалочных машин;
механизация подачи ферросплавов в ковш при выпуске и вне-
печной обработке с доставкой их на эти участки из бункерного
пролета;
уборка шлака автошлаковозами без перестановки шлаковых
ковшей в цехе кранами;
очистка газов преимущественно тканевыми фильтрами и отвод
газов от печи через свод, от кожуха, в котором размещена печь,
и от зонта, располагаемого под крышей цеха для улавливания
135
газов, выделяющихся при открывании кожуха во время загрузки
лома корзинами;
применение машин гребкового типа для скачивания шлака из
печи, торкрет-машин для горячего ремонта, специальных устройств
для механизации свинчивания электродов, отбора проб и замера
температуры металла.
7. Расчет потребности в основном оборудовании
Число мостовых завалочных кранов (п) определяется по формуле п=
= (Д2^)/1440 Ь,
где Д — число плавок в сутки, пл/сут; b — коэффициент использования кра-
на (0,8); k — коэффициент неравномерности (1—1,3); S — задолженность крана
иа одну плавку, мин/пл.
Задолженность крана (S) складывается из затрат времени на выполнение
следующих работ:
загрузка шихты — затрата кранового времени на загрузку одной корзины
с днищем из гибких секторов (подъем корзины с передаточной тележки и
установка ее на рабочую площадку, подъем корзины с рабочей площадки и
загрузка шихты в печь, а затем выполнение обратных операций) составляет
12—15 мин; кроме того, затрачивается ~15 мин на сборку днища корзины.
В новых цехах при использовании быстроходных кранов и корзин грейферного
типа затрата кранового времени по расчетам Гипромеза составит 6—7 мин;
заправка печи центробежной машиной 7—10 мин;
замена электрода 5—6 мин;
перепускание двух электродов 1—2 мин;
вспомогательные работы — замена сводов, транспортирование электродов,
обслуживание ремонтов печей и др. Ориентировочно задолженность крана иа
эти работы молено принять 20—30 мин/пл. Если в цехе 2—3 печи, величину К
можно принимать равной 1,0—1,1; при большем числе печей следует учитывать
возможность совпадения завалки на нескольких печах, принимая k= 1,24-1,3.
Число крановых и безрельсовых мульдозавалочных машин определяется
по методике, изложенной в разделе 4 гл. 6; при этом задолженность машины
иа загрузку одной мульды складывается из затрат времени на установку муль-
ды в прокалочную печь (3 мин) и загрузку мульды в печь (2—3 мин). Емкость
мульд в ЭСПЦ составляет 0,6—0,7 м3.
Краны шихтового пролета выгружают поступающий россыпью стальной лом
и чугун из вагонов в ямные бункера с последующей их погрузкой в корзины
с помощью электромагнитов, а также загружают логл в корзины из контейнеров.
Число кранов при загрузке корзин электромагнитами определяют по мето-
дике. изложенной в разд. 5 гл. 4; при этом можно принять, что 40% лома
загружают в корзины непосредственно из вагонов, а 60% сначала разгружают
в бункера шихтового пролета, а затем в корзины.
При использовании контейнеров можно принять, что 80% лома загружают
в корзины из контейнеров, а 20% догружают электромагнитами. Число кранов
для контейнерной загрузки определяют по данной на этой странице формуле,
приняв коэффициент выполнения вспомогательных работ £=1,1; величина 2
зависит от числа загружаемых в корзину контейнеров и затрат времени на
обработку каждого из них. Потребное число контейнеров находят с учетом
того, что насыпная масса лома равна 1,0—1,2 т/м3, а емкость контейнера около
15 м3 (такая емкость контейнера допустима для шихтового крана грузоподъем-
ностью 30 т). Задолженность крана на разгрузку одного контейнера (снятие
с платформы, опрокидывание и возврат на платформу) составляет 3—4 мин.
Необходимо также учитывать, что часть контейнеров снимают с платформы и
ставят на пол цеха, где они ожидают начала очередной завалки. Длительность
установки контейнера с платформы на пол цеха и обратно составляет 2—3 мин.
Если принять, что половина контейнеров разгружается в корзины прямо с
платформ, а половина с перестановкой на пол цеха, то задолженность крана
на один контейнер составит (34-4)4-0,5(24-3) мин.
136
Число загрузочных корзин при загрузке шихты в один прием (одной кор-
зиной) принимают равным числу печей в цехе. При завалке в два приема на
одну печь необходимо иметь две корзины. Число передаточных тележек для
корзин и поперечных передаточных путей в новых ЭСШ1 по рекомендациям
Гипромеза должно быть равно числу печей.
Число мостовых (литейных) кранов в распределительном пролете можно
рассчитать по приводившейся выше формуле для расчета числа завалочных кра-
нов, принимая величину коэффициента неравномерности (k) для цеха с двумя
установленными печами равной единице, а для цеха с 4—6 печами в пределах
1,1—1,3. Задолженность крана на одну плавку (S) определяется с учетом
следующих выполняемых им работ:
обслуживание разливки на ?ЛНЛЗ — взятие ковша с жидкой сталью со ста-
левоза или стенда внепечной обработки, установка на поворотный стенд МНЛЗ
и после окончания разливки — снятие ковша со стенда, слив шлака и установка
на стенд для охлаждения — всего 16—18 мин;
взятие ковша со сталевоза и установка на стенд для внепечной обработ-
ки— около 3 мин;
межплавочная подготовка ковша—при подготовке ковша по схеме, описан-
ной в разд. 4 гл. 7, кран выполняет пять перестановок ковша длительностью
по 3—4 мин каждая;
уборка шлака — при вывозе шлаковых ковшей по продольному пути рас-
пределительного пролета кран выполняет следующую работу: перестановка ков-
ша со шлаковой тележки на стенд, перестановка со стенда на шлаковоз, выво-
зящий ковши из цеха и затем обратные перестановки опорожненного ковша,
т. е. четыре перестановки на один шлаковый ковш длительностью по 3 мин
каждая.
Кроме того, кран выполняет вспомогательные работы — обслуживание уста-
новок внепечной обработки, транспортировка огнеупоров и др. Задолженность
крана на этих работах можно принять в пределах 10—20 мин/пл.
Расчет потребного числа сталеразливочных ковшей приведен в разд. 7 гл. 9.
шлаковых ковшей — в разд. 8 гл. 7, МНЛЗ — в гл. 10; расчет производитель-
ности контейнеров — в разд. 5 гл. 4. Число установок для вакуумирования
выбирают с учетом потребности в подобной обработке сталей выплавляемого
сортамента; при этом учитывают, что длительность вакуумирования одного ков-
ша составляет 20 мин, а подготовки установки к приему следующего ковша —
около 30 мин.
Глава 9
ОТДЕЛЕНИЯ СТАЛЕПЛАВИЛЬНОГО ЦЕХА
ДЛЯ РАЗЛИВКИ СТАЛИ В ИЗЛОЖНИЦЫ
В проектируемых сталеплавильных цехах предусматривают непрерывную раз-
ливку стали, однако в существующих цехах в течение еще многих лет сталь
будут разливать в изложницы. Поэтому для принятия решений по реконструк-
ции существующих цехов необходимо изучение проектных решений по разливке
стали в изложницы.
Разработке проектных решений по разливке стали в изложницы предше-
ствует выбор массы отливаемых слитков и выбор способа разливки — сифоном
или сверху. Выбирая массу слитка, учитывают, что при ее росте улучшаются
показатели работы разливочных отделений, однако усиливается химическая
неоднородность и возможно возникновение дефектов в слитках. С учетом этого
для качественных сталей массу слитка ограничивают; спокойную углеродистую
н низколегированную, а также кипящую и полуспокойную сталь разливают
в слитки массой до 20—30 т, легированную и высококачественную в слитки
менее 6,.5 т с учетом опыта разливки той или иной марки стали.
При выборе способа разливки учитывают, что разливка сверху более проста,
не требует дополнительного оборудования и его подготовки, отсутствуют также
137
потери металла на литники, однако поверхность слитков обычно поражена пле-
нами, что требует зачистки поверхности проката, вызывающей потери металла.
Для рядовых сталей чаще выбирают разливку сверху; высококачественные и
легированные стали обычно разливают сифоном, чтобы получать чистую поверх-
ность слитка.
1. Общая характеристика отделений
На основании многолетнего опыта оптимальной считается орга-
низация разливки в специализированном пролете главного зда-
нья сталеплавильного цеха. Первоначально в цехах с малыми
печами и малым объемом производства, строившихся много лет
назад, в разливочном пролете разливали сталь и выполняли все
работы по подготовке изложниц к разливке. Однако в высоко-
производительных цехах, как показал опыт, нельзя обеспечить
выполнение всех этих разнородных работ в одном пролете. По-
этому большая их часть, кроме разливки, была вынесена в ряд
специализированных отделений или пролетов, а разливку начали
вести в изложницы, установленные на тележках, которые транс-
портировали в нужное отделение (пролет). При этом возможны
два варианта расположения специализированных отделений: в от-
дельных зданиях и в пролетах главного здания цеха.
Организация подготовки изложниц в отдельных специализиро-
ванных зданиях и участках характерна для всех современных ста-
Рис. 50. Планы разли-
вочных отделений с орга-
низацией разливки стали
и подготовки изложниц
в смежных пролетах:
а — с продольным; б — с по-
перечным расположением
разливочных площадок
леплавильных цехов отечественных заводов. Схему расположения
таких отделений можно видеть на рис. 15. Отделения связаны
железнодорожными путями, расстояние между ними достигает
многих десятков метров. Подобная планировка обеспечивает вы-
сокую производительность труда в каждом из специализирован-
ных отделений и улучшение условий труда там, где нет горячих
слитков, однако цех при этом занимает большую площадь.
С целью экономии земельной площади целесообразна разра-
ботка более компактной планировки разливочных отделений. Ниже
рассмотрены некоторые возможные варианты такой планировки.
В одном из конвертерных цехов ФРГ, план которого показан на
рис. 50, а, разливку стали и подготовку разливочного оборудова-
ния ведут в трех смежных пролетах — разливочном (Р) и двух
пролетах (И), где проводится раздевание слитков и подготовка
изложниц. Рельсовые пути 3 и 5 для составов с изложницами
расположены вдоль пролетов; для передачи составов из пролета
138
в пролет необходим выезд по этим путям за пределы отделения.
Ковши с жидкой сталью поступают из конвертерного пролета (К)
в разливочный по поперечным рельсовым путям 1. Особенностью
планировки разливочного пролета является наличие двух и трех
параллельно расположенных разливочных площадок 2 и разли-
вочных путей 3, что экономит площадь, позволяя совмещать раз-
ливку у одной площадки с выдержкой состава после разливки
у смежной площадки. На отечественных заводах подобное рас-
положение разливочных площадок не применяют вследствие ухуд-
шения условий труда разливщиков.
На рис. 50,6 показаны планировочные решения по разливке
стали в одном из конвертерных цехов США с конвертерами
емкостью 130 т. Здесь имеются два пролета — разливочный (Р)
и пролет (И), где производится раздевание слитков и подготовка
составов с изложницами. Пять разливочных площадок 2 и раз-
ливочных путей 4 расположены поперек разливочного пролета.
Ковши со сталью из конвертерного пролета К в разливочный по-
дают на тележках по путям /; здесь ковши поднимают разливоч-
ными кранами и ведут разливку.
Составы с изложницами передают
от разливочной площадки в пролег
подготовки и обратно по рельсовым
путям 4 с помощью тягачей, рабо-
тающих на аккумуляторах. Слитки
вывозят в прокатный цех автотранс-
портом.
На рис. 51 представлена плани-
ровка разливочного отделения одно-
го из конвертерных цехов Японии
с конвертерами емкостью 300 т.
В левой части отделения располо-
жены машины непрерывной разливки 2, в правой организована
разливка в изложницы. Разливку стали сифоном и подготовку
оборудования осуществляют в смежных пролетах — разливоч-
ном Р, двух пролетах подготовки поддонов /7, стрипперном С,
пролете подготовки изложниц И. Пролеты соединены двадцатью
поперечными рельсовыми путями 3, по которым перемещаются
тележки 4 с поддонами и изложницами. На каждой тележке
установлен один поддон; при массе слитка 15—50 т металл
одной плавки разливают в два поддона, которые подают в раз-
ливочный пролет на двух тележках по двум соседним поперечным
путям. В дальнейшем тележки перемещаются в нужные пролеты
подготовки.
Общим достоинством трех рассмотренных планировок яв-
ляется их компактность и сокращение занимаемой цехом площади,
хотя при этом и ухудшаются условия труда в смежных пролетах.
Для улучшения условий труда следует предусматривать устрой-
ство искусственной аэрации, ликвидировать ручной труд на наи-
более тяжелых участках, используя роботы-манипуляторы.
Рис. 51. Многопролетное отделе-
ние разливки стали и подготовки
изложниц
139
Ниже рассмотрены характерные для отечественных заводов
планировочные решения разливочных пролетов и отделений по
подготовке изложниц и дана краткая характеристика организации
в них работ и применяемого оборудования.
2. Устройство и оборудование разливочного пролета
Объемно-планировочные решения и оборудование пролета долж-
ны обеспечить выполнение следующих работ: доставку ковшей
от печей к разливочной площадке, разливку стали с перемеще-
нием при этом ковша вдоль пролета над изложницами, подачу
порожних разливочных составов и уборку составов со слитками
после окончания разливки, подготовку ковшей, уборку шлака и
мусора, подачу материалов для ремонта ковшей и печей, что обес-
печивается сочетанием работы рельсового транспорта (перемеще-
ние вдоль пролета на нулевой отметке) и работы кранов (на более
высоком уровне в разных направлениях).
Планировка разливочных пролетов отечественных мартенов-
ских и электросталеплавильных цехов однотипна (в конвертерных
Рис. 52. План разливочного пролета электросталеплавильного цеха
цехах имеются некоторые отличия — вместо одного сооружают
два разливочных пролета, в них имеются поперечные пути для
доставки ковшей со сталью от конвертеров, шлак убирают минуя
разливочный пролет). План и разрез разливочных пролетов мар-
теновского и электросталеплавильного цехов приведены на рис. 16
и 38. На рис. 52 дан в большем масштабе план разливочного про-
лета одного из ЭСПЦ.
Электропечи 7/ расположены на границе разливочного и печ-
ного пролетов, чем обеспечивается выпуск стали в разливочный
пролет А—Б. У наружной стены пролета размещены разливочные
площадки / для персонала, ведущего разливку. Вдоль пролета
на нулевой отметке проложены два рельсовых пути. Путь 2 назы-
вают разливочным; на нем у разливочных площадок стоят со-
ставы с изложницами во время разливки. Второй путь 4 — шла-
ковый; он служит для вывоза из цеха шлака, мусора и подачи
огнеупоров и материалов для ремонта ковшей и печей. Между
площадками имеются съезды 3 с разливочного пути на внешний
140
рельсовый путь 6, что обеспечивает независимую подачу соста-
вов с изложницами с двух сторон разливочной площадки.
С противоположной от разливочных площадок стороны по всей
длине пролета расположены стенды 10 для сталеразливочных ков-
шей и стенды 8 для их сушки, стенды 7 для шлаковых ковшей;
имеется участок 12 подготовки и сушки стопоров (шиберных за-
творов). В торцах пролета располагают участки ремонта ковшей
с ямами 13 для ремонта, установками 14 для приготовления огне-
упорных масс и другим оборудованием.
Консольные краны 9, обслуживающие разливочные ковши,
расположены ниже разливочных кранов 5, что обеспечивает неза-
висимость их передвижения.
Ширина разливочных пролетов мартеновских и электростале-
плавильных цехов составляет 18—24 м; высота до уровня головки
подкранового рельса такая же, как и в печном пролете, и в мар-
теновских цехах составляет 18—20 м, в электросталеплавильных
цехах с 50—100-т печами 24—26 м, в цехе с 200-т печами 30 м.
Организация основных работ
Разливка стали. Состав тележек с подготовленными изложницами
подают в пролет и устанавливают у разливочной площадки за
15—30 мин до выпуска. Ковш со сталью после выпуска от печей
или со сталевоза транспортируют разливочным краном к разли-
вочной площадке, где ведут разливку, перемещая ковш краном
вдоль площадки над изложницами. После окончания разливки
из ковша сливают шлак, а ковш устанавливают на стенд для
охлаждения. Состав со слитками в зависимости от марки разли-
ваемой стали выдерживают у разливочной площадки от 20 до
90 мин, после чего вывозят на пути отстоя или в стрипперное
отделение.
Уборка шлака. Шлак из электросталеплавильных и мартенов-
ских цехов с разливкой стали в изложницы вывозят несамоход-
ными шлаковозами по шлаковому пути 4 разливочного пролета.
Заполненные шлаковые ковши (чаши) устанавливают на эти шла-
ковозы разливочным краном со шлаковых стендов или с попереч-
ных тележек 15 (рис. 16) и 28 (рис. 38), вывозящих ковши из-под
печей по поперечным путям.
Подготовка ковшей. Ковш, оборудованный стопором, после
окончания разливки и слива шлака устанавливают на запасной
стенд, где после некоторого охлаждения из него убирают исполь-
зованный стопор. Далее ковш укладывают на специальный стенд
на бок, очищают от скрапа и шлака, удаляют с помощью пневмо-
инструмента старые стаканы и ставят на стенд в вертикальное
положение, устанавливают новый стакан и стопор, после чего
подогревают газовой горелкой. Наборку стопоров ведут в спе-
циальных помещениях, размещенных на границе разливочного и
печного пролетов; здесь же размещают печи, в которых ведут
141
сушку набранных стопоров. Подготовку ковшей с шиберными за-
творами ведут по схеме, схожей с описанной в разд. 4 гл. 7.
Ремонт ковшей организован в торце разливочного пролета.
После охлаждения ковша удаляют изношенный рабочий слой фу-
теровки с помощью пневмоинструмента, в последнее время при-
меняют специальные машины для ломки футеровки (см. рис. 35).
Затем ковш устанавливают в яму для ремонта, где выкладывают
футеровку из кирпича вручную или с помощью перемещающихся
над ямой машин выполняют монолитную футеровку. Далее футе-
ровку сушат (от 6 до 18 ч).
Подготовка и ремонт ковшей в ранее строившихся цехах тре-
буют тяжелого ручного труда (удаление стаканов, очистка ковша,
ломка и кладка футеровки, установка стопоров и др.), поэтому
необходимо переходить на ковши с шиберными затворами и мо-
нолитной футеровкой, а также полную механизацию работ
(см. стр. 97).
Основное оборудование
Разливочный (литейный) кран. Несущей основой крана (рис. 53)
является оборудованный кабиной 1 для машиниста мост 3 свар-
ной конструкции, перемещающийся вдоль пролета с помощью
Рис. 53. Разливочный (литейный) кран
механизма 8 и ходовых колес 2. По мосту на разных уровнях пе-
ремещаются две тележки. Главная тележка 7 служит для транс-
портировки сталеразливочных ковшей, механизм ее подъема (ко-
торый называют главным) снабжен траверсой 9 с двумя пластин-
чатыми крюками для захвата ковша за цапфы. Вспомогательная
тележка 4 имеет два подъема с крюками: большой 6 служит для
подъема шлаковых чаш и кантования сталеразливочных ковшей,
малый 5 для выполнения вспомогательных работ.
Консольные краны 13 (рис. 16) грузоподъемностью 5 т распо-
лагают ниже уровня разливочных кранов; они выполняют работы
по обслуживанию ковшей, уменьшая загруженность разливочных
кранов.
142
Сталеразливочные ковши для новых цехов рекомендуются с
шиберными затворами и монолитной футеровкой. Шиберный за-
твор надежнее, чем стопор, и при его использовании упрощается
межплавочная подготовка ковша. Преимущества монолитной фу-
теровки по сравнению с футеровкой из шамотного кирпича сле-
дующие: обеспечивается механизация ремонта футеровки и его
ускорение, сокращается численность рабочих на ремонте, стои-
мость набивной или наливной массы заметно ниже стоимости ков-
шевого кирпича (15—30 и 40—50 руб/т соответственно). Ниже
даны примерные размерные параметры ковшей:
Емкость, т ... 10 50 ПО
Высота, м . . . 1,83 2,8 3,45
Верхний диаметр, м 1,65 2,6 3,2
Масса порожнего
ковша, т ... . 5,5 23 30
140 220 280 350 430 480
3,65 4,7 5,0 5,3 5,5 5,8
3,6 4,0 4,3 4,8 5,2 5,4
40
54 73 86 НО 136
Разливочные площадки, на которых находится персонал, веду-
щий разливку, располагают на уровне верха изложниц, стоящих
на тележках, т. е. на высоте около 2,5—3,3 м; ширина площадки
1,5—3.0 м. Длина площадки должна быть не менее длины раз-
ливочного состава. Площадку, длина которой равна длине соста-
ва, называют одинарной, а площадку, у которой можно устано-
вить два разливочных состава,— сдвоенной. Целесообразно делать
сдвоенные разливочные площадки, поскольку при этом умень-
шается число боковых съездов 3 (рис. 52) с разливочного пути
на внешний рельсовый путь и тем самым сокращается длина раз-
ливочного пролета.
Рис. 54. Тележка для изложниц
Тележки для изложниц — это железнодорожные тележки
(рис. 54), на которые устанавливают поддоны и изложницы.
Из тележек формируют разливочный состав, который должен
вмещать металл одной плавки; состав транспортируют теплово-
зом. Число устанавливаемых на тележку изложниц зависит от
грузоподъемности и габаритов тележки и от массы и размеров
поперечного сечения слитка. Характеристики применяемых на оте-
чественных заводах тележек для изложниц приведены ниже:
Грузоподъемность, т......................
Длина по осям сцепок, м ................
Полезная длина, м...................
Полезная ширина, м...................
60
4,36
3,7
1,95
120 160 160 230
4,84— 5,85— 4,85— 7,54
5,84 5,834 4,834
4,5—5,5 5,5 4,5 7,1
2,4 2,4 2,7 2,7
143
Для уборки шлака из разливочных пролетов применяют те же
несамоходные шлаковозы, что и в доменных цехах (см. рис. 91)
с ковшами объемом 11 или 16 м3.
Сталеразливочные ковши устанавливают на стенды, представ-
ляющие собой две укрепленные на массивном фундаменте метал-
лические вертикальные опорные станины, на которые ковш опи-
рается кронштейнами; часто эти стенды оборудованы устройства-
ми для подогрева ковшей (рис. 55). Имеются также стенды (пло>
Рис. 56. Переносный стенд для шла-
ковых ковшей (чаш):
1 — опорная плита; 2 — стойка; 3 — опор-
ное полукольцо
Рис. 55. Стенд для сушки разливоч-
ных ковшей:
1 — опорная станина; 2 — ковш; 3 — го-
релка; 4 — воздухопровод; 5 — газопровод;
6 — крышка
щадки) для укладки ковшей в горизонтальном положении. Для
установки шлаковых чаш служат переносные стенды (рис. 56).
Ямы для ремонта ковшей располагают в торце разливочного
пролета. Глубина ямы такова, что верх установленного в нее
ковша находится на уровне пола цеха, что облегчает организацию
ремонта.
3. Отделение раздевания слитков
В отделение раздевания слитков или стрипперное отделение при-
бывают составы со слитками в изложницах из разливочного про-
лета. Назначение отделения — подготовка составов к последую-
щей посадке слитков в нагревательные колодцы (печи) блюминга
или слябинга. В число этих операций подготовки, выполняемых
стрипперным краном, входят: снятие прибыльных надставок,
отрыв расширяющихся кверху слитков от изложниц, снятие
изложниц с расширяющихся книзу слитков и отрыв этих слитков
от поддонов.
144
Отделение (рис. 57) представляет собой однопролетное здание
с тремя или четырьмя сквозными продольными рельсовыми путя-
ми на отметке ±0,0. Отделение оборудовано мостовыми стриппер-
ными кранами, число которых обычно не менее двух, и напольной
стрипперной машиной. В современных цехах применяют так назы-
ваемые трехоперационные стрипперные краны, основными рабо-
чими органами которых являются большие и малые клещи и
штемпель (шток), взаимодействие которых позволяет выполнять
перечисленные операции со слитками и изложницами. В СССР
Рис. 57. Поперечный разрез отделения раздевания слитков:
1— стрипперный кран; 2 —напольная стрипперная машина; 3 —
тельфер для проведения ремонтных работ; 4 — железнодорожные
пути
применяют типовые краны с усилием стрипперования 1,75, 2,5 и
4 МН (это усилие, развиваемое рабочими органами при выталки-
вании слитка из изложницы или его отрыве от поддона). Наполь-
ную машину используют, если усилие стрипперного крана оказы-
вается недостаточным; напольные машины имеют усилие вытал-
кивания 6, 7, 1 МН.
Ширина стрипперных отделений изменяется от 21 до 30 м;
в отделении должны быть отведены места для складирования
(временного) недоливков, бракованных слитков, изложниц, поддо-
нов и новых поддонов.
Организация работ. Составы с расширяющимися книзу слит-
ками при разливке сверху обрабатывают следующим образом.
Со слитков снимают изложницы, устанавливая их на порожний
145
состав тележек с поддонами, который заранее подают на сосед-
ний путь. Далее каждый слиток несколько приподнимают с под-
дона с тем, чтобы оторвать приварившиеся слитки. После этого
состав с горячими слитками транспортируют к нагревательным
колодцам блюминга или слябинга, а состав с изложницами •—
в отделение охлаждения изложниц.
Составы с расширяющимися книзу слитками при сифонной раз-
ливке обрабатывают по предыдущей схеме со следующими отли-
чиями: состав порожних тележек для установки на них изложниц
подают без поддонов, слитки от литников отрывают при некото-
ром их поворачивании.
При обработке составов со слитками, отлитыми сверху в глу-
ходонные уширенные кверху изложницы, со слитков снимают при-
быльные надставки, которые укладывают на специальные плат-
формы и отправляют их в отделение подготовки составов. Слитки
отрывают от изложниц, несколько приподнимая их, после чего
состав везут в здание нагревательных колодцев. Отсюда после
посадки слитков в колодцы состав с изложницами уходит на
охлаждение.
Составы со слитками, отлитыми сифоном в глуходонные уши-
ренные кверху изложницы, обрабатывают в следующей последо-
вательности: после снятия прибыльных надставок открывают слит-
ки от литников, приподнимая слитки; затем состав отправляют
в здание нагревательных колодцев. Освобожденный от слитков
состав снова возвращают в стрипперное отделение, где излож-
ницы переставляют на другой порожний состав. Изложницы на
этом составе отправляют в отделение охлаждения, а состав с под-
донами и центровыми — в отделение подготовки составов.
4. Участок охлаждения изложниц
Изложницы охлаждают двумя способами — просто выдерживая
на воздухе и с помощью водяного душа. Для охлаждения на воз-
духе на территории цеха предусматривают специальный парк же-
лезнодорожных путей. Поперечный разрез душирующего устрой-
ства показан на рис. 58. Вдоль рельсового пути, на который подают
состав с изложницами, располагают систему трубопроводов, снаб-
женных форсунками, через которые распыленную воду подают на
изложницы с боков и сверху.
При выборе способа охлаждения изложниц учитывают, что
охлаждение на воздухе длится несколько часов (от 6 до 10), а ду-
шем не более 20 мин. Однако в последнем случае снижается стой-
кость изложниц из-за растрескивания вследствие термических на-
пряжений, возникающих при быстром охлаждении. Поэтому при-
меняют комбинированное охлаждение, когда изложницы сначала
выдерживают на воздухе, а затем их непродолжительное время
охлаждают душем.
146
Рис. 58. Душирующая установка для охлаждения изложниц:
1 — трубопровод подачи воды; 2 — форсунки; 3 — водостоки
5. Отделение чистки и смазки изложниц
В современных цехах осуществляется механизированная чистка и
смазка изложниц, причем чистку осуществляют двумя способами —
гидравлическим и механическим. Гидравлическую чистку проводят
струями воды, подаваемой на внутреннюю поверхность излож-
ницы через специальную форсунку под давлением до 6 МПа,
механическую — металлическими щетками. Отделение чистки и
смазки представляет собой здание облегченного типа с одним или
двумя сквозными железнодорожными путями. В той части здания,
куда поступают составы с излож-
ницами, находится участок чист-
ки, за ним по ходу движения
составов расположен участок
смазки.
Чистку и смазку осуществляют
с помощью машин, располагае-
мых над составом с изложница-
ми. Они могут быть стационар-
ными, в виде тележек мостового
типа. Рабочим органом машин
является вертикально перемещае-
мая штанга, на конце которой
крепятся щетки, форсунки для
подачи воды или распылителя
смазки. Составы с изложницами
перемещают вдоль отделения при
помощи реечного толкателя.
На рис. 59 показан попереч-
ный разрез отделения с машиной
Рис. 59. Поперечный разрез отделе-
ния смазки изложниц
147
кранового типа для смазки изложниц. Мост 1 крана — облегчен-
ной конструкции, по нему в поперечном направлении переме-
щается тележка 2, на которой размещен механизм, обеспечиваю-
щий движение штанги 3 вверх и вниз. На конце штанги размещен
распылитель. Для смазки штангу опускают внутрь изложницы 4
по ее оси, смазку осуществляют за один проход вниз или вверх.
Тележки с изложницами передвигают толкателем 5.
6. Отделение подготовки составов
В отделение поступают составы с очищенными и смазанными
изложницами из отделения чистки и смазки (при разливке с при-
менением шлакообразующих смесей изложницы не смазывают);
составы с поддонами и центровыми из стрипперного отделения
(при сифонной разливке); платформы с прибыльными надставка-
ми из стрипперного отделения. Назначение отделения подготовки
составов (старое название — двор изложниц)—сборка и оконча-
тельная подготовка составов с изложницами перед отправкой в
разливочный пролет цеха.
Отделение подготовки составов обычно проектируют в виде
оборудованного мостовыми кранами однопролетного здания.
В цехах большой производительности иногда сооружают двухпро-
летные здания; в каждом пролете расположены независимо рабо-
тающие отделения подготовки. В цехах, где сталь разливают
сифоном и сверху, сооружают либо два самостоятельных отделе-
ния подготовки составов, либо двухпролетные отделения. В одном
пролете готовят составы для разливки сифонов, в другом — для
разливки сверху. Такая специализация необходима, поскольку су-
щественно различается характер работ при подготовке составов
для разливки сифоном и сверху.
При проектировании отделения необходимо обеспечить рацио-
нальное размещение в нем рельсовых путей для подготавливаемых
составов и доставки оборудования, рабочих площадок вдоль путей
сборки; участков для подготовки надставок и центровых и их
сушки, для приготовления огнеупорных масс, для хранения запаса
изложниц, поддонов и надставок; плит для нагрева изложниц и
поддонов. Характерная планировка однопролетного отделения
подготовки составов для разливки сверху показана на рис. 60.
В отделении уложены три сквозных железнодорожных пути. Пу-
ти 1 и 2 служат для сборки составов, на путь 1 прибывают также
из стрипперного отделения платформы с прибыльными надстав-
ками. Путь 4 вспомогательный, он служит для доставки в отделе-
ние материалов, оборудования, вывоза мусора и др. Между сбо-
рочными путями расположена рабочая площадка 3 для персона-
ла, ведущего сборку составов. Она находится на уровне верха
изложниц, стоящих на тележках состава. На рабочей площадке
подготавливают и сушат прибыльные надставки, для чего уста-
новлены стеллажи с газовыми горелками, и хранят теплоизоля-
ционные вкладыши (плитки).
148
Между сборочным 2 и вспомогательным 4 путями расположены
участки 5 для хранения изложниц, поддонов, надставок; склад 8
огнеупоров; участок 9 для приготовления огнеупорных масс; пли-
та 6 для подогрева новых изложниц и поддонов, отапливаемая
газом.
При подготовке составов со сквозными изложницами их припод-
нимают краном 7, очищают сжатым воздухом поддон и опускают
изложницу на поддон в точно заданное место; при необходимости
устанавливают в изложницы теплоизоляционные вкладыши. При
подготовке составов с расширяющимися кверху глуходонными
изложницами в них вставляют стальные пробки; поправляют
изложницы, устанавливая их в нужное место; на изложницы ста-
вят прибыльные надставки, а в них при необходимости теплоизо-
ляционные вкладыши.
Рис. 60. План отделения подготовки
составов при разливке стали сверху
Рис. 61. План отделения подго-
товки составов при разливке ста-
ли сифоном
Планировка одного из отделений подготовки составов при раз-
ливке сифоном показана на рис. 61. В отделении проложены три
сквозных рельсовых пути. На пути 1 собирают составы, рабочая
площадка 3 расположена вдоль пути у стены здания. На путь 2
подают составы с изложницами из отделения чистки и смазки;
путь 4 является вспомогательным. Площадь 6 между путями 2 и 4
служит для хранения изложниц, поддонов и надставок; здесь
имеются участки подготовки центровых и прибыльных надставок
и печь для их сушки, оборудование для приготовления огнеупор-
ных масс, обогреваемая газом плита для нагрева новых изложниц
и поддонов.
Составы для разливки сифоном готовят поточным методом,
т. е. последовательно выполняют операции сборки по мере продви-
жения состава вдоль отделения. Правая часть отделения (рис. 61)
является подготовительной; сюда на сборочный путь 1 поступают
составы с поддонами и центровыми из стрипперного отделения.
Краном 5 снимают центровые; не снимая с тележек, поддоны очи-
щают и набирают сифонным кирпичом. Затем состав передвигают
в левую часть отделения (сборочную), где на поддоны устанавли-
вают краном центровые и изложницы, переставляя последние
с соседнего рельсового пути 2. На изложницы для спокойной стали
устанавливают прибыльные надставки; при необходимости в них
либо в расширяющиеся книзу изложницы вставляют теплоизоля-
ционные вкладыши. Готовый состав вывозят из отделения слева.
149
Ширина отделений подготовки составов обычно равна 30 м,
длина изменяется от 100 до 300 м, высота определяется усло-
виями свободного переноса изложниц краном над стоящими на
путях составами и составляет 9—11 мм. Отделения оборудованы
мостовыми кранами, имеющими одну тележку с двумя подъема-
ми (крюками); грузоподъемность главного подъема определяется
массой изложниц и изменяется от 15 до 50 т.
7. Расчет основного оборудования
Число разливочных кранов определяют по формуле п=Л2£/(1440 6),
где А — число плавок, разливаемых за сутки, пл/сут; 2 — задолженность крана
на разливку одной плавки, мии/пл; b — коэффициент использования краиа (0,8);
1440 — число минут в сутках; k — коэффициент неравномерности, учитывающий
возможность совпадения разливок с нескольких мартеновских или электродуго-
вых печей, принимаемый 1,3 (в конвертерных цехах в связи с малым числом
конвертеров и четким ритмом выдачи плавок величну k можно принять рав-
ной 1,1 и она будет учитывать затрату кранового времени на выполнение
вспомогательных работ).
Задолженность крана на разливку одной плавки складывается из затрат
времени на основные операции по разливке и затрат на вспомогательные опе-
рации, выполняемые краном в разливочном пролете. Основные операции и их
примерная продолжительность, мин:
Установка ковша под желоб и ожидание выпуска.................... 15
Выпуск плавки (в зависимости от емкости печи ).................. 5—15
Транспортировка ковша к разливочной площадке п выдержка . . 5—10
Разливка (расчет ее длительности дан ниже)...................... <разл
Слив шлака и установка ковша на стенд........................... 15 мкн
(Время разливки (£Разл) можно приблизительно определить по формуле, мин:
£раал = ^с^с + (п— 1 )0,5,
где По — число слитков при разливке сверху или сифонов при сифонной раз-
ливке; to — время разливки одного слитка или сифона, мин; 0,5 — время пе-
реезда крана с ковшом от одного слитка (сифона) к следующему, мин. Время
заполнения (разливки) одного слитка или сифона (tc) зависит от марки раз-
ливаемой стали, температуры, способа разливки (сифоном или сверху), массы
слитка и изменяется в пределах от 2 до 9 мин.
В число вспомогательных операций, выполняемых разливочным краном в
электросталеплавильных и мартеновских цехах, входят смена шлаковых чаш,
обслуживание ремонта ковшей, уборка скрапа и мусора и т. п. Обычно время
вспомогательных операций принимают в пределах 20—30 мин на плавку.
В конвертерных цехах обслуживание ковшей и уборку шлака проводят в спе-
циализированных пролетах; задолженность крана на выполнение прочих вспо-
могательных работ учитывается тем, что величина k принята, как указывалось
выше, равной 1,1.
Число разливочных площадок определяется по той же формуле, что и число
разливочных кранов. При этом S — задолженность разливочной площадки на
разливку одной плавки, мин; b— коэффициент использования площадки, при-
нимаемый равным 0,7. Задолженность разливочной площадки складывается из
времени ожидания разливки, времени разливки, времени отстоя состава со слит-
ками у разливочной площадки и смены составов. Продолжительность этих пе-
риодов при расчетах принимают следующей: ожидание разливки 20—30 мин;
разливка — ее продолжительность определяется так же, как и при расчете
кранов; отстой и смена составов — от 20 до 120 мин в зависимости от массы
слитка и марки разливаемой стали.
Длина разливочной площадки определяется максимальной длиной разливоч-
ного состава и должна быть равна длине одного или двух составов (двойная
150
плошадка). Длина разливочного состава £р.с=7.тпт, где — число разливоч-
ных тележек; £т — длина тележки, м.
Число разливочных тележек пт=1,08 (пс/пст). где пс— число слитков,
получаемых при разливке одной плавки, шт.; пст — число слитков (изложниц),
устанавливаемых на одной тележке, шт.; 1,08 — коэффициент, учитывающий
необходимость резервных изложниц.
Число изложниц, которое можно установить на одной тележке, определяют
с учетом массы и габаритов изложницы, грузоподъемности и габаритов тележки.
При этом учитывают, что масса изложницы примерно равна массе отливаемого
слитка.
Число сталеразливочных ковшей (п) в разливочном пролете сталеплавиль-
ного цеха или в отделении непрерывной разливки можно определить по фор-
муле п= (1,1-5-1,2) (поб+Пср+пкр), где 1,1-5-1,2 — коэффициент запаса; пОб, пср
и пкГ — соответственно число ковшей, находящихся в обороте, в среднем ремон-
те (замена рабочего слоя футеровки) и в капитальном ремонте (замена рабочего
и арматурного слоев футеровки), шт.
Число ковшей, находящихся в обороте: Пов=(А-?об)/24, где А— число
разливаемых за сутки плавок, пл/сут; tO6 — длительность цикла оборота ков-
ша, ч/пл; 24 — число часов в сутках, ч/сут.
Цикл оборота ковша включает в себя длительность установки ковша под
желоб, ожидания выпуска, выпуска плавки, транспортировки к разливочной
площадке или МНЛЗ, разливки, слива шлака и установки на стенд или транс-
портировки в пролет подготовки ковшей, охлаждения, удаления стопора или
шиберного затвора, выбивки стакана, очистки ковша, установки стакана, сто-
пора или шиберного затвора, подогрева. Продолжительность оборота зависит
от организации работ в цехе и обычно возрастает от 2,5—4,0 ч для ковшей
емкостью 10—20 т до 6—8 ч для ковшей емкостью 250—350 т.
Число ковшей, находящихся в среднем ремонте, можно определить по фор-
муле ггср=Поб/ср/(^-^об), где fCp — продолжительность среднего ремонта, ч;
те — стойкость рабочего слоя футеровки между ремонтами, плавок.
Стойкость шамотной футеровки сталеразливочных ковшей находится в пре-
делах 8—16 плавок (разливок), обычно снижаясь с увеличением емкости ковша.
Стойкость монолитной футеровки достигает 20 плавок.
Средний ремонт сталеразливочного ковша обычно включает следующие
операции: охлаждение ковша, ломка рабочего слоя футеровки, выкладка новой
футеровки, сушка. Длительность ремонта ковшей с шамотной футеровкой изме-
няется в пределах от 16 до 40 ч, возрастая при увеличении емкости ковша
(в том числе длительность кладки футеровки составляет 3—8 ч, длительность
сушки после ремонта 6—18 ч). У ковшей с монолитной футеровкой рабочего
слоя длительность ремонта сокращается (изготовление монолитного слоя длится
около 1 ч, сушка 8—12 ч).
Число ковшей, находящихся в капитальном ремонте, составляет: пкр =
=Поб*крДкам, где fKp — продолжительность капитального ремонта, ч; fKaM —
продолжительность кампании ковша до капитального ремонта, ч.
Продолжительность капитального ремонта составляет 25—50 ч, кампании
до капитального ремонта ковша 6—12 мес, т. е. во много раз больше. Поэтому
величина пкр получается очень малой и ее можно не учитывать.
Число составов с изложницами можно рассчитывать по формуле п=
=^К2(«4с<с+Дк^к)/24, где Ас и Дк — число разливаемых в сутки плавок соот-
ветственно спокойной и кипящей стали, пл/сут; tc и tK — длительность оборота
составов соответственно для спокойного и кипящего металла, мин; Ki — коэф-
фициент неравномерности выпуска плавок и оборота составов (1,3); К2— коэф-
фициент эксплуатационного резерва составов (1,1).
Примерная продолжительность, мин, оборота составов с изложницами при
сифонной разливке спокойной (числитель) и кипящей (знаменатель) сталей
приведена ниже:
Подача составов в разливочный пролет................. 15/15
Ожидание выпуска...................................... 20/20
Выпуск плавки и подача ковша к разливочной площадке . 30/30
Разливка ............................ 30—90/30—70
151
Выдержка................................................ 40—150/30
Подача в стрипперное отделение ......................... 10/10
Раздевание . 20/20
Подача к колодцам.......................................... 5/5
Посад в колодцы..................................... 20/20
Подача порожнего состава в стрипперное отделение . . . 10/—
Операции в стрипперном отделении........................ 15/—
Подача состава на путл охлаждения....................... 10/10
Охлаждение на воздухе................................... 240/240
Охлаждение под душем.................................... 15/15
Подача во двор изложниц................................. 10/10
Сборка составов во дворе изложниц....................... 70—80/40—50
Число изложниц, которое необходимо иметь сталеплавильному цеху в обра-
щении без учета резервных, определяют по формуле
поб = ЬПс^об/(24Ред) ,
где /7С— производительность цеха, т/сут; РСл — масса слитка, т; /Об— время
оборота состава с изложницами, мин; k — коэффициент неравномерности обо-
рота составов (1,3).
К рассчитанному числу изложниц необходимо добавить резервные (около
30% от числа, находящихся в обороте).
Число ям для ремонта или стендов для ломки футеровки можно рассчитать
по формуле п= (пр/)/24, где пр — число ремонтируемых за сутки ковшей,
шт/сут; / — время выкладки новой футеровки ковша или же задолженность
стенда на ломку футеровки, ч.
Продолжительность кладки шамотной футеровки изменяется в пределах
3—8 ч, увеличиваясь при росте емкости ковша. Длительность выполнения мо-
нолитной футеровки ковша составляет около 1 ч. Задолженность механизиро-
ванного стенда на ломку футеровки рабочего слоя составляет около 3 ч.
Число стрипперных кранов определяют из соотношения п— (/7с2й)/1440 Ь,
где /7с—суточная производительность цеха, т/сут; S—задолженность стрип-
перного крана, обычно составляющая 0,2—0,3 мин/т слитков; k — коэффициент
неравномерности поступления составов с изложницами (1,3); b — коэффициент
использования крана (0,8).
В стрипперном отделении устанавливают не менее двух кранов; в случае,
если с работой справляется один кран, второй является резервным.
Число кранов в отделении подготовки составов определяют по формуле
п— (п12!+п222-1-^з2з)^/1440 Ь, где пь п2, п3— соответственно число изложниц,
центровых и надставок, шт.; Sb S2, S3 — затраты кранового времени на уста-
новку одной изложницы, центровой, надставки, мин/шт.; k — коэффициент, учи-
тывающий выполнение вспомогательных работ (1,15); Ь— коэффициент исполь-
зования крана (0,8). Затраты кранового времени принимают следующими: уста-
новка изложницы 2 мин; центровой 6 мин; надставки 2 мин.
Число шлаковых ковшей и шлаковозов определяют по методике, изложен-
ной в разд. 8 гл. 7.
Глава 10
ОТДЕЛЕНИЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ
Непрерывная разливка по сравнению с разливкой стали в излож-
ницы имеет ряд положительных особенностей:
значительно повышается выход годного металла (выход блю-
мов и слябов спокойной стали—на 10—14% от массы разливае-
мого металла);
упрощается производство по заводу в целом и улучшаются его
технико-экономические показатели в связи с тем, что отпадает
152
необходимость в обжимных станах (блюмингах и слябингах),
уменьшаются энергетические затраты и потребность в трудящихся,
уменьшается площадь завода;
повышается качество металла в первую очередь вследствие
снижения химической неоднородности из-за более быстрого за-
твердевания малых по толщине слитков;
уменьшаются затраты ручного труда и улучшаются условия
труда при разливке;
создаются условия для автоматизации разливки стали.
В связи с этими преимуществами во вновь сооружаемых цехах
предусматривают непрерывную разливку стали. Разливка в излож-
ницы может сохраняться при выплавке некоторых легированных
сталей, для которых технология непрерывной разливки пока не
разработана, и иногда при выплавке кипящей стали. Непрерыв-
ная разливка кипящей стали пока не нашла широкого применения
в связи с тем, что она не дает существенного повышения выхода
годного металла по сравнению с разливкой в изложницы и в
связи с рядом специфических трудностей формирования требуемой
структуры слитка кипящей стали в условиях непрерывной раз-
ливки.
1. Выбор типа и числа МНЛЗ
В настоящее время находят промышленное применение следующие
разновидности МНЛЗ: криволинейные или радиальные, верти-
кальные, вертикально-радиальные, с изгибом слитка, горизонталь-
ные. Для высокопроизводительных цехов, в которых выплавляют
углеродистые и низколегированные стали, общепризнанной как
в СССР, так и за рубежом является целесообразность использо-
вания криволинейных или радиальных МНЛЗ. Это объясняется
тем, что криволинейные МНЛЗ обладают рядом преимуществ по
сравнению с вертикальными: снижаются капитальные затраты на
сооружение ОНРС, поскольку из-за меньшей высоты машины от-
падает необходимость сооружения колодцев и высоких башен,
нужных для размещения вертикальных машин; криволинейные
МНЛЗ позволяют разливать сталь с большей скоростью, что по-
вышает пропускную способность ОНРС; из-за меньшей высоты
МНЛЗ этого типа легко вписываются в габариты существующих
сталеплавильных цехов. У наиболее крупных криволинейных
МНЛЗ, отливающих слитки толщиной 250—300 мм, высота соб-
ственно машины от верха кристаллизатора до уровня движения
слитка в горизонтальном положении составляет 10—12 м; высота
вертикальных МНЛЗ достигает 47 м.
За рубежом начали применять сходные с криволинейными
вертикально-радиальные МНЛЗ. Они имеют вертикальный кри-
сталлизатор и небольшой по высоте вертикальный участок под
кристаллизатором, за которым расположен радиальный участок,
обеспечивающий перевод слитка в горизонтальное положение.
Преимущество подобных машин по сравнению с криволинейны-
153
ми — более простой в изготовлении и обслуживании вертикальный
кристаллизатор, недостаток — несколько большая высота (для
МНЛЗ, отливающих слитки толщиной 250—300 мм, это увеличе-
ние составляет 4—5 м).
Вертикальные МНЛЗ целесообразно применять для отливки
пустотелых трубных заготовок и слитков сложных специальных
профилей, а также в цехах с малыми печами, выплавляющими
высоколегированные стали, склонные к образованию трещин при
разгибании слитка. Установки с изгибом слитка не обеспечивают
заметного снижения высоты по сравнению с вертикальными и
применяются редко. Горизонтальные МНЛЗ находятся в стадии
промышленного внедрения и отработки конструкции отдельных
узлов. Их рекомендуется применять для отливки сортовых заго-
товок небольшого сечения (толщиной менее 200 мм), т. е. в цехах
с печами небольшой емкости.
Важным является выбор оптимального числа ручьев МНЛЗ.
При увеличении числа ручьев возрастает производительность
МНЛЗ, что позволяет уменьшить число устанавливаемых в отде-
лении машин. Однако их размещение в отделении затруднено,
усложняется обслуживание и организация разливки. Проектными
организациями нашей страны признано целесообразным слябовые
криволинейные и радиальные МНЛЗ выполнять двухручьевыми,
а радиальные машины для отливки сортовых слитков (квадрат-
ного или близкого к квадрату сечения) — с числом ручьев от 4
до 6—8.
Потребное число МНЛЗ пм (без учета резервных) можно опре-
делить из соотношения где /7Ц и /7М — годовая произ-
водительность соответственно сталеплавильного цеха и одной
МНЛЗ (т литых заготовок).
Годовую производительность одной МНЛЗ — Пк при работе
методом «плавка на плавку» и с паузами определяют соответ-
ственно по формулам
Пи = Р
1440m
mt-щ 4* tn
1440
--------ап,
ап И Пк~ Р
где Р — масса стали в сталеразливочном ковше, т; а — выход
годных заготовок при непрерывной разливке (0,96—0,98); п —
число рабочих суток машины в году, сут/год; т — число плавок,
разливаемых без перерыва при разливке методом «плавка на
плавку» (в расчетах принимают т=8—10); £м—машинное время
(время разливки одной плавки), мин; /п — пауза между разлив-
кой двух последовательных плавок, мин; t'n — пауза между се-
рией плавок при разливке «плавка на плавку», мин.
Число рабочих суток МНЛЗ в году принимают равным 291
(остальное время отводится на ремонты, замену кристаллизаторов
и секций вторичного охлаждения, перестройку машины на отлив-
ку слитков иной толщины и др.). Паузы /п и /'п в общем случае
складываются из времени подготовки машины к следующей раз-
ливке (/подг) и дополнительного времени (£дОЛ), которое должно
154
обеспечить синхронизацию работы МНЛЗ и сталеплавильного
агрегата.
При работе методом «плавка на плавку» используемая в рас-
чете пауза должна быть кратна ритму подачи ковшей с жидким
металлом. (Например, при подготовке машины за 160 мин и
ритме подачи ковшей, равном 17 мин, величину fn следует брать
равной 170 мин; здесь 170 — ближайшая к 160 цифра, кратная
семнадцати, причем £Додг=160 мин, 10 мин — время ожидания
ковша с металлом.) Если время подготовки машины кратно
ритму подачи ковшей, то Гд равно £Подг. При работе с паузами
величина ta должна быть скорректирована таким образом, чтобы
сумма /м и tn была кратной ритму подачи ковшей.
Для двухручьевых слябовых МНЛЗ величину ^ПОдг принимают
равной 160 мин при разливке методом «плавка на плавку» и
60 мин при разливке с паузами. Для МНЛЗ, отливающих слитки
квадратного сечения, при работе с паузами величина /ДОдг состав-
ляет 45—60 мин.
Длительность разливки плавки или ковша (машинное время
определяется по формуле, мин: tM=P/(NFvd), где N — число
ручьев МНЛЗ; v — линейная скорость разливки, м/мин; F— пло-
щадь поперечного сечения отливаемого слитка, м2; d — плотность
стали (для спокойной стали ее принимают 7,8, а для кипящей
7,3 т/м3).
Для слябовых МНЛЗ число ручьев, как отмечалось, прини-
мают двум, а при отливке слитков квадратного сечения не бо-
лее 6—8. Линейную скорость, м/мин, разливки принимают по
опытным данным или рассчитывают по формуле v=Kc{a-\-b)/ab,
где а и b — соответственно толщина и ширина отливаемой заго-
товки. м; Кс — коэффициент, учитывающий марку разливаемой
стали и уровень совершенства конструктивных узлов МНЛЗ.
Для проектируемых МНЛЗ по существующим нормативам вели-
чину Кс следует принимать равной 0,3 м2/мин для углеродистых
сталей обыкновенного качества; 0,24 для углеродистых и низко'
легированных конструкционных; 0,20 для легированных конструк-
ционных. Конфигурацию и площадь поперечного сечения слитка
выбирают с учетом возможности и экономичности их прокатки
на имеющихся на заводе прокатных станах.
При разливке методом «плавка на плавку» рассчитанная ве-
личина £м должна быть скорректирована с ритмом подачи ков-
шей, т. е. необходимо взять ближайшую к рассчитанной /м цифру,
кратную ритму подачи ковшей. При разливке с паузами, как ука-
зывалось ранее, кратной ритму подачей ковшей должна быть
сумма /м и tn. К рассчитанному числу МНЛЗ необходимо доба-
вить одну резервную.
Гипромезом при определении потребного числа МНЛЗ для работы мето-
дом «плавка на плавку» применяется методика расчета по формуле nM=n,-b
-4-гг2+яз, где пь п2 и п3—число МНЛЗ, находящихся соответственно в работе,
в ремонте и резервных.
Число МНЛЗ, находящихся в работе: nt= (tK/R) +М, где <м —длитель-
ность разливки плавки, кратная ритму подачи ковшей, мин; R — ритм подачи
155
ковшей (время до подачи очередного ковша), мин; М — дополнительное число
МНЛЗ, необходимых для обеспечения работы методом «плавка на плавку».
Величина А6=1, если tKfR^4, или жеА1 = 2, если tK!R>4.
Число МНЛЗ, требующихся для обеспечения ремонтов: п2=пм30/365, где
30 — длительность ремонтов одной МНЛЗ за год (сутки). Полученные дробные
значения округляются до большего целого значения; число резервных МНЛЗ
(п3) принимают равным 1 шт.
2. Расположение МНЛЗ в цехе
В цехах, где основную часть стали разливают в изложницы и одно-
временно применяют непрерывную разливку, трудно выявить
общую закономерность расположения МНЛЗ в цехе. МНЛЗ могут
быть расположены в торце пролетов разливки стали в изложницы
как перпендикулярно, так и параллельно их осям; в пролете, при-
строенному к разливочному (см. рис. 39); в отдельных зданиях
и т. п. При разливке всей или большей части стали непрерывным
способом в составе цеха выделяют отделение непрерывной раз-
ливки (ОНРС), которое может располагаться в отдельном здании
либо входить в состав главного здания цеха.
Проектируя ОНРС исходят из необходимости создания опти-
мальной схемы грузопотоков, обеспечения минимальных объема
и площади отделения и необходимости размещения в них наряду
с МНЛЗ следующего оборудования и участков: путей и оборудо-
вания для подачи ковшей с жидкой сталью к МНЛЗ; оборудова-
ния для быстрой замены сталеразливочных и промежуточных
ковшей без остановки разливки (стенды и тележки); участка под-
готовки и ремонта промежуточных ковшей и систем их транспор-
тировки к МНЛЗ и обратно; установок внепечной обработки ста-
ли; систем транспортировки литых заготовок на склад и в про-
катный цех; участков для ремонта и хранения оборудования.
С учетом имеющегося опыта в настоящее время применяют
две схемы расположения МНЛЗ в отделениях непрерывной раз-
ливки — линейную и блочную, причем ОНРС может располагаться
как в отдельном здании, так и в главном здании цеха. В отече-
ственных конвертерных цехах сооружают преимущественно от-
дельные здания ОНРС с аэрационным разрывом до 36 м от глав-
ного здания цеха с целью улучшения условий труда в них. Раз-
мещение МНЛЗ в них может быть блочным или линейным.
В ЭСПЦ, отличающихся существенно меньшим объемом произ-
водства, МНЛЗ обычно размещают линейно в. пролетах главного
здания, что снижает капитальные затраты и при разливке сравни-
тельно небольшого числа плавок обеспечивает достаточно рацио-
нальную организацию работ и удовлетворительные условия труда.
В зарубежной практике с целью уменьшения занимаемой цехом
площади ОНРС обычно располагают в главном здании сталепла-
вильного цеха, размещая при этом МНЛЗ в линию.
3. Оборудование для быстрой смены ковшей
Рис. 62. Поворотный стенд МНЛЗ
(I — рабочая площадка)
Современные МНЛЗ оборудуют поворотными и иногда передвиж-
ными стендами, которые, высвобождая литейные краны, удержи-
вают во время разливки сталеразливочный ковш над промежу-
точным и обеспечивают быструю замену ковшей при разливке
методом «плавка на плавку». Кроме того, поворотные стенды,
обычно располагаемые на границе пролетов цеха (см. рис. 40),
обеспечивают передачу ковшей со_сталью из пролета, обслужи-
ваемого тяжелыми литейными
кранами, в пролеты, где распо-
ложены МНЛЗ.
Поворотный стенд конструк-
ции УЗТМ (рис. 62) имеет рас-
полагаемую на основании 1 по-
воротную платформу 2, на кото-
рую через ось 6 опирается кон-
соль 7. В подвесках 4 консоли
можно установить два ковша.
Вертикальное перемещение ков-
ша достигают качанием консоли,
при этом тяги 3 обеспечивают
плоскопараллельное движение
подвесок и ковшей. При разливке методом «плавка на плавку»
после опорожнения ковша 56 стенд поворачивают на 180°, уста-
навливая тем самым второй ковш (5а) над промежуточным, и
тотчас начинают подачу металла из второго ковша в промежу-
точный. Разливка во время поворота стенда продолжается за счет
расходования металла, имеющегося в промежуточном ковше.
В сочетании с поворотными стендами для замены промежуточ-
ных ковшей применяют тележки, перемещаемые под стендом по
прямолинейному или кольцевому рельсовому пути. Тележка вто-
рого типа 10 (рис. 62) имеет нижние приводные колеса и непри-
водные верхние 11, опирающиеся на основание поворотного стенда.
Промежуточный ковш 8 установлен на несущей раме 9, которую
с помощью специального механизма можно перемещать вверх
и вниз. Для замены промежуточного ковша передвигают тележку,
подавая на ее место вторую с новым ковшом; подачу металла в
кристаллизатор при этом прекращают на 1—2 мин.
4. ОНРС с блочным расположением машин
ОНРС этого типа обычно располагают в отдельных зданиях. Одна
из разновидностей ОНРС конвертерного цеха с блочным распо-
ложением криволинейных слябовых МНЛЗ показана на рис. 63.
Отделение состоит из нескольких пролетов, параллельных проле-
там главного здания, и соединено с последним сталевозными пу-
тями 8. Ближайший к главному зданию пролет I обычно служит
для подготовки промежуточных ковшей и расположения участков
157
внепечной обработки стали. Далее расположены разливочные про-
леты II—V (пролеты МНЛЗ), число которых определяется числом
устанавливаемых в отделении МНЛЗ; продольный разрез пролета
МНЛЗ показан на рис. 64. В последнем пролете VI расположена
транспортная линия передачи заготовок на склад и иногда хранят
запасное оборудование.
Поперечные сталевозные пути 8 разделяют пролеты здания
на две симметричные части. В разливочных пролетах по обеим
сторонам от пути 8 расположено по одной МНЛЗ (3), так что
в целом МНЛЗ расположены двумя блоками с двух сторон от
сталевозных путей. В пролетах МНЛЗ установлено по два разли-
вочных крана 4 для транспортировки ковшей с жидкой сталью
Рис. 63. План ОНРС с
блочным расположением
машин
и один кран 20 меньшей грузоподъемности для транспортировки
промежуточных ковшей и оборудования МНЛЗ при ремонтах.
Применяют одно- и двухярусное расположение кранов; в первом
случае все краны разливочного пролета перемещаются по общим
подкрановым путям, во втором (см. рис. 64) разливочные краны
перемещаются по путям 21 верхнего яруса, а вспомогательные —
по путям 22 нижнего яруса. Между сталевозными путями в каж-
дом разливочном пролете расположены установки 16 для продув-
ки стали в ковше аргоном. Левая часть разливочного пролета II
отведена для подготовки оборудования вакууматора 9.
Помимо планировки, представленной на рис. 63, возможна вто-
рая разновидность планировки подобных ОНРС с расположением
МНЛЗ одним блоком с одной стороны от сталевозных путей. Ее
преимущество состоит в том, что нет необходимости в специаль-
ной транспортной линии (путь 14) для передачи заготовок на
склад из отдаленного от склада блока МНЛЗ (левого).
Ширина пролета промежуточных ковшей на отечественных за-
водах составляет 24 м; ширина разливочных при установке в них
двухручьевых МНЛЗ 30 м. Рабочая площадка разливочного про-
лета. соответствующая уровню верха кристаллизатора при базо-
вом радиусе МНЛЗ от 10 до 12 м, расположена на высоте
11.5—13,5 м; высота подкрановых рельсов разливочного крана при
этом составляет около 35 м.
Организация основных работ. Ковши с жидкой сталью от кон-
©ертеров поступают в пролеты ОНРС на сталевозах 17 по пу-
J58
тям 8. Краном 4 ковш устанавливают на стенд 16 для продувки
аргоном или на стенд 9 для вакуумирования. После окончания
внепечной обработки ковш со сталью краном 4 устанавливают
на поворотный стенд 10 МНЛЗ, а после окончания разливки с по-
мощью крана 4 сливают из ковша шлак в шлаковые ковши, уста-
новленные между рельсовыми путями 8, и затем устанавливают
опорожненный ковш на сталевоз 17, транспортирующий его в ков-
шовый пролет главного здания.
Рис. 64. Продольный разрез ОНРС с блочным расположением
машин и двухъярусным расположением кранов. Обозначения —
как на рис. 63
Промежуточные ковши доставляют из пролета подготовки F
в разливочные на самоходной тележке 6 по поперечному рельсо-
вому пути 7. Далее вспомогательным краном их устанавливают
на рабочую площадку 19 МНЛЗ на стенды для разогрева, а пе-
ред началом разливки на подвижную тележку над кристаллиза-
тором. После окончания разливки промежуточный ковш тем же
путем возвращают в пролет подготовки I.
Литые заготовки (слитки) с рольгангов МНЛЗ 3 выдаются
на рольганг-тележки 2, которые по поперечным рельсовым пу-
тям 1 и 11 движутся в пролет VI. С рольганг-тележки на рельсо-
вом пути 11 заготовка поступает на рольганг 12, транспортирую-
щий ее на склад. С рольганг-тележки на пути 1 заготовка вы-
дается на находящийся на рельсовом пути 14 слябовоз 18, который
транспортирует ее к рольгангу 12. Сталкивателем 13 заготовку
сталкивают со слябовоза на рольганг 12, который доставляют ее
на склад. Краны 15 пролета VI выполняют ремонтно-монтажные
работы. Рельсовый путь 23 служит для транспортировки обору-
дования на тележках.
Подготовку и ремонт промежуточных ковшей ведут на распо-
ложенных в пролете подготовки 1 специализированных стендах:
15S
охлаждения; выпрессовки стаканов и «козлов», снабженном гид-
равлическим устройством; ломки футеровки; выполнения новой
футеровки; установки стаканов; сушки футеровки. Перестановку
ковшей со стенда на стенд осуществляют двумя мостовыми кра-
нами 5. Кроме того, в пролете имеются участки и печи для набор-
ки и сушки стопоров и узел приготовления огнеупорных масс и
растворов.
5. ОНРС с линейным расположением машин
Одна из разновидностей планировки ОНРС с линейным располо-
жением МНЛЗ показана на рис. 65, а на рис. 66 дан поперечный
разрез подобного отделения. Отделение связано с главным зда-
нием цеха поперечными сталевозными путями 7 и представляет
собой многопролетное здание, пролеты которого параллельны про-
летам главного здания.
Рис. 65. План ОНРС с
линейным расположением
машин
Рис. 66. Поперечный разрез ОНРС с линейным расположением машин:
я — разливочный крян 500+100/20 т; б и в — мостовые краны грузоподъемностью соот-
ветственно 125/20 и 50/10 т; обозначения соответствуют рис. 65
Пролет I является пролетом внепечной обработки. В нем уста-
новлены вакууматор 9, литейный кран 8 для транспортировки
ковшей со сталью и над сталевозными путями — установки 6 для
продувки металла в ковше аргоном. Пролет 77 — распределитель-
ный, сюда поступают по сталевозным путям ковши с жидкой
сталью; пролет оборудован литейными кранами 5.
160
В последующих трех пролетах расположены МНЛЗ и транс-
портная линия 13 выдачи заготовок на склад. Название пролетов:
III— пролет МНЛЗ; IV — пролет газорезок; V — пролет выдачи
и транспортировки литых заготовок. МНЛЗ размещены вдоль рас-
пределительного пролета в одну линию и оборудованы поворот-
ными стендами 10, оси которых находятся на границе пролета
МНЛЗ и распределительного. Все эти три пролета оборудованы
мостовыми кранами 12, 15 и 17 значительно меньшей грузоподъем-
ности, чем литейные.
Высота пролетов, начиная с пролета МНЛЗ, снижается, по-
скольку снижается высота криволинейных МНЛЗ. Высота распре-
делительного пролета и высота расположения рабочей площадки 4
МНЛЗ такие же, как и в ОНРС с блочной планировкой; ширина
распределительного пролета составляет 27—30 м, ширина осталь-
ных пролетов от 24 до 36 м.
Организация основных работ. В пролете внепечной обработки
сталевозы с ковшами останавливают у стендов 6, где без снятия
ковша со сталевоза осуществляют продувки аргоном, после чего
сталевоз доставляет ковш по пути 7 в распределительный пролет.
При необходимости вакуумирования ковш краном устанавливают
на стенд вакууматора 9 и после окончания вакуумирования вновь
краном ставят на сталевоз на путь 7. В распределительном про-
лете 11 ковши берут со сталевоза краном 5 и транспортируют
к МНЛЗ, устанавливая ковш на консоль поворотного стенда 10,
находящуюся в распределительном пролете. После поворота стен-
да на 180° ковш оказывается над промежуточным ковшом и кри-
сталлизатором. После окончания разливки из ковша краном 5
сливают шлак в имеющиеся в пролете II шлаковые ковши, и за-
тем опорожненный ковш ставят на сталевоз для передачи в ков-
шовый пролет главного здания.
Промежуточные ковши подготавливают и ремонтируют по той
же схеме, что и в предыдущем отделении, в левой части проле-
тов II и III. Из пролета II ковши передают в пролет III с по-
мощью тележек 3 по поперечным путям 2 и затем кранами 12
устанавливают на стенды для разогрева на рабочей площадке 4
МНЛЗ, а перед разливкой — на тележку, с помощью которой ковш
устанавливают над кристаллизатором.
Литые заготовки с рольгангов МНЛЗ 11 выдают на рольганг-
тележку 16, которая по поперечному пути 13 доставляет их к
рольгангу 14, по которому заготовки движутся на склад. В левом
и правом торцах пролетов IV и V организованы участки 1 ремонта
сменного оборудования МНЛЗ.
6. Общая характеристика ОНРС
В связи с тем, что опыт эксплуатации МНЛЗ в сталеплавильных
цехах сравнительно невелик, планировку ОНРС нельзя считать
окончательно сложившейся. Рассмотренные выше две разновид-
ности ОНРС дают представление об общих принципах планиров-
6. А. М. Якушев
161
ки отделений непрерывной разливки на основе блочного и линей-
ного расположения МНЛЗ. Можно, в частности, отметить, что
ремонт промежуточных ковшей может быть организован в спе-
циально выделенном пролете (рис. 63), в торцах распределитель-
ного и других пролетов (рис. 65), в главном здании цеха за пре-
делами ОНРС (см. рис. 24). Установки для внепечной обработки
в цехах небольшой производительности размещают в распредели-
тельном пролете ОНРС (см. рис. 40 и 42). Однако при большом
числе разливаемых плавок такое решение сильно усложнит гру-
зопотоки и, очевидно, более рационально выделить специализи-
рованный пролет для внепечной обработки (как, например, в
ОНРС, показанном на рис. 65). Наряду с размещением участков
ремонта оборудования МНЛЗ в пролетах ОНРС в отечественной
практике для этой цели сооружают самостоятельные цехи ремонта.
Выбор планировки ОНРС. При решении вопроса о целесообразности выбора
линейной или блочной планировки ОНРС учитывают как преимущества и недо-
статки обеих схем, так и то, что выбираемая планировка влияет на экономич-
ность решений по генплану завода в целом.
Основное достоинство блочной планировки — то, что она обеспечивает бес-
перебойную работу отделения при любом числе МНЛЗ, поскольку ковш со
сталью можно подать на любую МНЛЗ независимо от работы прочих; недоста-
ток—большие (~ на 10%) капитальные затраты на сооружение отделения
в связи с увеличением объема здания и числа тяжелых литейных кранов.
В ОНРС с линейной планировкой тяжелые литейные краны устанавливают лишь
в распределительном пролете, а в ОНРС с блочной планировкой — во всех раз-
ливочных. Объем здания при линейной планировке уменьшается в связи с не-
сколько меньшей его площадью и в связи с тем, что высота пролетов здания
начиная с пролета МНЛЗ снижается (рис. 66), поскольку уменьшается высота
криволинейной МНЛЗ. При блочной планировке высота пролетов постоянна
(рис. 64), чтобы обеспечить перемещение литейного крана вдоль всей МНЛЗ
для ее обслуживания.
Недостаток линейной планировки ОНРС в том, что при большом числе
МНЛЗ усложняется организация работ — подаче ковшей со сталью к отдален-
ным от сталевозных путей машинам может препятствовать кран, обслуживаю-
щий работу более близких МНЛЗ. С учетом изложенного при числе МНЛЗ
в отделении, не превышающем четырех, предпочтение отдают линейной плани-
ровке, а при большем числе МНЛЗ возможны различные решения.
При выборе планировки ОНРС необходимо также учитывать ее влияние
на взаимное расположение конвертерного и прокатных цехов, т. е. на схему
генплана завода в целом и ее экономичность. Литые заготовки обычно имеют
значительную длину и их целесообразно транспортировать к прокатному стану
(обычно с помощью рольгангов), а также прокатывать в том же направлении,
в котором они двигались при отливке на МНЛЗ, поскольку изменение направле-
ния движения (разворот большого числа заготовок) существенно затрудняет
транспортировку. Поэтому при линейной планировке ОНРС конвертерный и
прокатный цехи целесообразно размещать взаимно перпендикулярно, а при блоч-
ной — параллельно. С учетом изложенного при выборе планировки ОНРС необ-
ходимо учитывать возможность взаимного размещения конвертерного и прокат-
ных цехов на генплане завода и выбор должен базироваться на комплексном
технико-экономическом сравнении обоих вариантов.
Число кранов. В ОНРС с блочной планировкой в каждом разливочном про-
лете устанавливают два разливочных крана. Методика расчета числа разливоч-
ных кранов в распределительном пролете ОНРС с линейной планировкой опи-
сана в разд. 7 гл. 8.
Раздел III
ДОМЕННЫЕ ЦЕХИ
Глава 11
ОБЩАЯ ХАРАКТЕРИСТИКА ДОМЕННЫХ ЦЕХОВ
И ЛИТЕЙНЫХ ДВОРОВ
Доменный цех включает несколько доменных печей с относящимся
к каждой из них и расположенным вблизи них комплексом объек-
тов (литейный двор, воздухонагреватели с газовоздухопроводами,
система подачи шихты к колошниковому загрузочному устрой-
ству, система газоочистки, иногда установки припечной грануля-
ции и некоторые другие); бункерную эстакаду (иногда отдельные
эстакады для каждой печи); систему транспортных путей, газо-
проводов и ряд общих для цеха или нескольких печей отделений —
отделение разливки чугуна, склад холодного чугуна, воздуходув-
ная станция доменного дутья, отделения приготовления огнеупор-
ных масс (глиномялка) и ремонта чугуновозов и шлаковозов;
вспомогательные отделения — ремонтные мастерские, электропод-
станция и др.
Для доменных цехов характерны большой объем и сложная
система грузопотоков. Основными линиями грузопотоков являют-
ся: грузопотоки шихтовых материалов к бункерной эстакаде с
агломерационных фабрик, фабрик окомкования, коксохимического
цеха и ряда других источников снабжения за пределами завода;
грузопотоки материалов от бункерной эстакады к колошниковому
загрузочному устройству; грузопотоки уборки продуктов плавки —
чугуна, шлака, колошниковой пыли; уборки коксовой мелочи; гру-
зопотоки материалов, используемых при ремонтах объектов цеха;
трубопроводная подача к печам кислорода и природного газа и
отвод колошникового газа. Устройство доменного цеха, характер
размещения в нем основных объектов во многом определяются
выбранной системой грузопотоков и транспорта, и изменение этих
систем существенно сказывается на планировке цеха.
При разработке технологической части проекта доменного цеха
решаются следующие основные задачи:
выбор числа, полезного объема и устройства доменных печей
и параметров технологического процесса;
определение расхода основных материалов и расчет на осно-
вании этого пропуской способности транспортных систем;
обоснование и выбор конструкции и параметров работы воз-
духонагревателей, воздуходувок, газоочисток и других обслужи-
вающих печь агрегатов;
выбор схем доставки в цех шихтовых материалов, систем по-
дачи материалов к колошниковому подъему и типа колошнико-
6* 163
вого подъема, схем уборки продуктов плавки и соответствующего
оборудования;
выбор планировки литейного двора и вспомогательных отделе-
ний цеха — депо ремонта ковшей, разливочных машин, глино-
мялки и др.;
разработка наиболее рациональных грузопотоков и транспорт-
ных систем;
оптимальная компоновка объектов цеха и транспортных путей
в соответствии с требованиями технологического процесса и с
целью уменьшения занимаемой цехом площади; при этом должна
быть обеспечена возможность ремонта агрегатов без нарушения
бесперебойной работы соседних и возможность расширения цеха.
1. Проектные решения для доменных печей
и их работы
Закладываемые в проект цеха решения по конструкции, объему
п производительности доменных печей и технологии производства
должны отвечать последним достижениям доменного процесса в
соответствующей области.
Полезный объем печей. Для доменного, так же как и для дру-
гих металлургических производств, важным является использова-
ние основных производственных агрегатов повышенной мощности,
поскольку это ведет к повышению производительности труда и
улучшению других технико-экономических показателей производ-
ства. В соответствии с установленным типовым рядом в нашей
стране строились и эксплуатируются доменные печи с полезным
объемом 1033, 1386, 1513, 1719, 2000, 2300, 2700, 3000, 3200 и
5000—5500 м3; с течением времени полезный объем вновь соору-
жаемых печей непрерывно возрастал. По расчетам Гипромеза,
эффективность повышения объема доменных печей характеризует-
ся следующими цифрами:
Полезный объем печи, № . . . . 3200 5000
Удельные капиталовложения, % * . 95,5 93,3
Производительность труда, % * . . 117,5 140
Себестоимость чугуна, % * . . . . 97,1 95,7
Расходы по переделу, % * . . . . 94,3 88,7
* За 100% приняты показатели для печи 2000 м3.
Для вновь сооружаемых цехов рекомендуются печи с объемом
3200 и 5000—5500 м3; в ближайшие годы можно ожидать даль-
нейшего увеличения полезного объема доменных печей. При ре-
конструкции существующих цехов и капитальных ремонтах печей
также рекомендуется замена существующих печей печами боль-
шего объема.
Число печей в цехе. Потребное число доменных печей в цехе
можно определить из соотношения п — П^П, где /7Ц и П — годо-
вая производительности соответственно цеха и одной печи (т/год).
164
Годовую производительность цеха определяют на основание
составляемого баланса металла по заводу. Исходной величиной
для составления баланса является годовой объем производстве
проката — готовой продукции металлургического завода. Зна>
эту величину и расходные коэффициенты металла, на прокатные
станах вначале определяют потребность прокатных цехов в сталь-
ных слитках. Далее по известной величине расхода чугуна на 1 т
стальных слитков определяют потребность сталеплавильных цехоЕ
в жидком чугуне. К найденной величине добавляют количестве
товарного чугуна, которое завод должен отправлять на сторону
и потребность вспомогательных цехов завода в литейном чугуне
получая требуемую величину /7Ц. Необходимо также учитывать
потери чугуна в скрап в желобах и в чугуновозных ковшах и с<;
шлаком, которые по нормативам составляют соответственно 0,2;
0,35 и 1,0%.
Годовую производительность (77) доменной печи можно рас-
считать по формуле /7 = пУ1гол/КИПО, где Упол— полезный объем
печи, м3; КИПО— коэффициент использования полезного объема,
м3/(т-сут); п — число рабочих суток печи в году, сут.
Для проектируемых печей большого объема, работающих на
повышенном давлении с применением природного газа и кисло-
рода, величину КИПО Гипромез принимает в пределах 0,370—
0,385. Число рабочих суток в году для печей объемом 2700 ма
п более принимают равным 355, для меньших печей 357; это ра-
бочее время определяют с учетом норм длительности ремонтов,
выполняемых за 15-летнюю кампанию печи (раз в 15 лет предус-
мотрен капитальный ремонт с заменой всей футеровки и выпуском
жидких продуктов плавки и в течение этого срока ряд ремонтов
футеровки и оборудования без полного выпуска продуктов плав-
ки). Годовая производительность печей с полезным объемом 3200
и 5000 м3 составляет соответственно около 3 и 4,6 млн. т чугуна
в год.
Суточную производительность (/7сут) доменной печи (а по ней
и годовую) можно также определить из сотношения, т/сут:
^сут ^пол7/ К ,
если известны нормативные значения индекса интенсивности плав-
ки J (т-кокса/м3-сут) и удельного расхода кокса К (т/т чугуна).
Доменные печи должны сооружаться с загрузочным устрой-
ством бесконусного типа; с усовершенствованным в соответствии
с разработками Гипромеза профилем и, в частности, с увеличен-
ной высотой горна; с самонесущим кожухом без мораторного
кольца и целыюуглеродистой лещадью при объеме печи 2700 м3
и более; с комбинированной лещадью из углеродистых блоков и
высокоглиноземистых огнеупоров для печей объемом менее
2000 м3; с воздушным охлаждением основания лещади; с фурмен-
ными приборами сильфонного типа, позволяющими механизиро-
вать замену узлов прибора. Разрабатываются более совершенные
конструкции футеровки и системы охлаждения печи; должна быть
165
предусмотрена полная механизация работ на литейном дворе.
Печи объемом 2000 м3 и менее должны иметь по две чугунных
летки, печь объемом 2700 м3 — три, печи объемом 3200—5500 м3 —
четыре летки.
Технология доменного процесса должна предусматривать
использование предварительно подготовленных шихтовых материа-
лов — офлюсованных агломерата и окатышей и полный вывод
из шихты сырых флюсов. Все нужные добавки (известняк, мар-
ганцевая руда и др.) должны вводиться в состав шихты при произ-
водстве агломерата и окатышей. Их изготовление предусматри-
вается осуществлять из обогащенных железорудных концентратов
с содержанием железа 63—67%, что должно обеспечить выход
шлака не более 350 кг на 1 т чугуна.
Технология должна включать следующие методы интенсифи-
кации доменного процесса: вдувание природного газа (до 150 м3
на 1 т чугуна); обогащение дутья кислородом (до 30—35%); ра-
боту при избыточном давлении под колошником до 0,25 МПа; по-
вышение температуры дутья до 1300—1400 °C; вдувание в печь
угольной пыли и мазута, а также горячих восстановительных
газов.
Режим работы печей предусматривает примерно следующее
число выпусков чугуна за сутки: на печах с одной леткой от 8
до 10, на печах с двумя летками 10—14, на печах с тремя-че-
тырьмя летками 15—20.
2. Планировка доменных цехов
Для проектов первых отечественных доменных цехов, создавав-
шихся в начале сороковых годов, характерно применение печей
с небольшим полезным объемом (600—930 м3) и блочная плани-
ровка цеха, при которой затруднено обслуживание печей и трудно
обеспечить уборку чугуна и шлака при значительном объеме
производства (подробнее см. ниже). В последующем планировка
доменных цехов и организация в них грузопотоков совершенство-
вались и претерпели, особенно в последние годы, заметные изме-
нения. К числу решений, наиболее существенно повлиявших на
планировку, число и тип входящих в состав цеха объектов и
транспортных систем, можно отнести:
увеличение рабочего объема печей (до 5500 м3) и соответ-
ственно их производительности;
применение предварительно подготовленного сырья, что суще-
ственно изменило, в частности, схему подачи материалов к бун-
керной эстакаде;
применение конвейерной системы подачи материалов на ко-
лошник;
применение конвейерной подачи материалов к колошниковому
подъему;
увеличение числа чугунных леток, отказ от выпуска шлака
через шлаковые летки на больших печах;
166
устройство круглых литейных дворов, что обеспечило высоки!
уровень механизации работ на них;
применение бесковшовой уборки шлака (припечной грану
ляции).
Существующие доменные цехи характеризуются многообразием
отдельных проектных решений. Помимо различий в устройстве
производительности и числе доменных печей, цехи различаются
устройством литейного двора и организацией выпуска чугуна ]
чугуновозные ковши и шлака в шлаковозные; системами подач!
материалов на колошник (скипами или конвейером); системам!
подачи материалов к колошниковому подъем}7 (вагон-весами, кон
вейерами, через центральные бункера); устройством и расположе
нием бункерных эстакад; системой шлакоуборки (ковшевая i
бесковшевая) и др. В целом можно выделить три разновидност!
планировки доменных цехов: с блочным расположением печей
с островным расположением печей и скиповом подъемом материа
лов на колошник; с островным расположением печей и конвейер
ной подачей материалов на колошник.
Цехи первого и второго типов часто имеют в своем состав»
значительное число печей (до 6—8); большая часть грузопотокш
в них обеспечивается железнодорожным транспортом. Характер
ной особенностью этих цехов является наличие основного направ
ления внутрицеховых грузопотоков, вдоль которого располагаю'
в ряд печи, бункерную эстакаду и транспортные рельсовые пути
В развитой сети железнодорожных путей выделяют «постановоч
ные» и «ходовые» пути. Первые служат для установки на ни:
подвижного состава для приема грузов (например, жидких чугун!
и шлака) или их разгрузки, вторые — для передвижения подвиж
ного состава к месту назначения.
Цехи с блочным расположением печей. Цех подобного тип;
имеет ряд расположенных в одну линию доменных печей, обору
дованных скиповым колошниковым подъемом; общую, располо
женную рядом с печами вдоль их фронта бункерную эстакаду
находящийся рядом с бункерной эстакадой рудный двор; ря;
идущих вдоль линии печей железнодорожных путей для уборкг
чугуна, шлака и колошниковой пыли. Характерная особенности
цеха — то, что печи попарно объединены в блоки, причем две вхо
дящие в блок соседние печи имеют один общий литейный двор
Первые строившиеся цехи с блочным расположением nenei
имели совмещенный грузопоток чугуна, шлака и пыли, т. е. вс<
железнодорожные пути для уборки продуктов плавки располага
лись с одной стороны от печей, что предопределяло низкую про
пускную способность путей.
Позднее в связи с увеличением объема строившихся печей и и?
производительности и с целью повышения пропускной способное™
уборочных путей, железнодорожные пути для уборки чугуна стал!
располагать по одну сторону от печей и литейных дворов, а пут!
для уборки шлака — по другую. Одна из разновидностей плани
ровки подобного цеха с блочным расположением печей показана
167
На рис. 67. Две соседние печи 1 одного блока Имеют общий литей-
ный двор 15, обслуживаемый одним мостовым краном. Воздухо-
нагреватели 2 двух соседних печей смежных блоков также рас-
положены общей группой на одной площадке, что позволяет иметь
для них общую дымовую трубу 3 и общий дымовой боров. Над
бункерной эстакадой с рудными 6 и коксовыми 7 бункерами и руд-
ным двором 1 перемещается кран-перегружатель 4.
Со стороны бункерной эстакады и скипового подъемника 5
от печей проложены пути 11 для уборки шлака и путь 12 для
уборки коксовой мелочи. С противоположной от печей стороны
находятся пути 16 для уборки чугуна и колошниковой пыли, при-
чем от ходовых путей 16 отходят тупиковые постановочные пути
для уборки чугуна 9, уборки пыли — 10 и хозяйственный путь 13.
Пылеуловители 8 расположены над тупиковыми путями для убор-
ки пыли; путь 14 — проездной.
Заезды с чугуновозных путей на шлаковозные и наоборот воз-
можны только с торцов цеха. Основное достоинство планировки
с блочным расположением печей — компактность цеха; недостатки
подобной планировки: невысокая пропускная способность путей
I
1Ц 16 10 8 15 10 9 8
Рис. 67. План доменного цеха с блочным расположением печей
Рис. 68. План доменного пеха с островным расположением печей и скиповым
колошниковым подъемом (/ — рудный двор)
168
Рис. 69. Устройство доменного цеха с рудным двором:
1 — штабель материалов; 2 — башенный вагоноопрокндыватель; 3 — кран-перегружатель;
4—бункер коксоподачи (снлос>; 5—перегрузочный вагон; 6—бункерная эстакада; 7 —
траншея для разгрузки вагонов; 8— скиповая яма; 9 —скиповой подъем; 10 — машин-
ное здание; //—литейный двор; 12 — шлаковозы; /3 — чугуновозы; 14 — пылеуловитель
грубой очистки газа; 15 — аппараты тонкой очистки газа; 16 — доменная печь; 17 — ко-
лошниковое устройство; 18 — газоотводы; 19 — воздуходувная станция; 20 — разливочная
машина; 21 — воздухонагреватели
уборки чугуна и шлака, связанная с необходимостью сложного
маневрирования составами, поскольку невозможен переезд с чу-
гуновозных путей на шлаковые, и с тем, что при тупиковых путях
имеется встречное движение составов. Общий литейный двор за-
трудняет выполнение горновых работ — при выпуске чугуна с
одной печи по условиям техники безопасности нельзя работать
на второй смежной половине литейного двора. Затруднен ремонт
печей, особенно в период выпусков чугуна на работающей печи.
В связи с этими недостатками уже много лет сооружают цехи
только с островным расположением печей.
Цехи с островным расположением печей, оборудованных ски-
повыми колошниковыми подъемами. Цехи подобного типа пред-
ставляют большую часть доменных цехов отечественных метал-
лургических заводов. План одной из разновидностей подобных
доменных цехов показан на рис. 68, панорама — на рис. 69.
Для подобных цехов характерно (рис. 68) расположение до-
менных печей 1 в линию и наличие раздельных потоков уборки
169
чугуна и Шлака, причем поток уборки чугуна расположен с одной
стороны от линии печей, а поток уборки шлака — с другой. Ряд
железнодорожных путей, проложенных со стороны бункерной
эстакады и скиповых подъемников 11, служит для уборки шлака
(пути 9) и коксовой мелочи (путь /7); ряд продольных путей
с противоположной от печей стороны — для уборки чугуна (пу-
ти 10) и колошниковой пыли (путь 6). Характерной особенностью
островной планировки является то, что комплекс каждой доменной
печи, в который входят печь, литейный двор, блок воздухонагре-
вателей и постановочные пути для чугуна и шлака, расположен
под небольшим углом (12—13°) к продольной оси цеха. Благо-
даря такому расположению появляется возможность иметь для
каждой печи индивидуальные постановочные пути вдоль литей-
ных дворов для чугуновозов и шлаковозов (пути 8 и 16) и переез-
ды с одной стороны на другую и обратно между соседними пе-
чами. Это обеспечивает значительно более высокую пропускную
способность уборочных железнодорожных путей, существенное
улучшение маневренности железнодорожных составов, позволяет
устанавливать под выпуск большее число ковшей.
Для уборки чугуна (транспортировки чугуновозных ковшей в
сталеплавильный цех или на разливочную машину) обычно про-
кладывают два уборочных (ходовых) пути 10, с которых имеются
съезды на два постановочных пути 8, располагаемых вдоль литей-
ного двора 4 каждой печи; для уборки шлака ковшами к грану-
ляционным установкам или на шлаковый отвал предусматривают
два уборочных ходовых пути 9 со съездами на два у каждого
литейного двора постановочных пути 16 для шлаковых ковшей.
С ходовых путей 9 к каждому литейному двору отходит такте
тупиковый хозяйственный путь 14\ путь 7 является проездным.
Цехи подобного типа имеют расположенную вдоль фронта
печей общую бункерную эстакаду (с рудными 12 и коксовыми 13
бункерами), к которой во многих строившихся ранее цехах при-
мыкает рудный двор, обслуживаемый кранами-перегружателя-
ми 15. Общей особенностью является расположение газоотводя-
щих трубопроводов с противоположной от колошникового скипо-
вого подъемника стороны. Соответственно газоочистные аппараты
располагают с противоположной от бункерной эстакады и колош-
никового подъема стороны доменных печей и под сухим пыле-
уловителем 5 грубой очистки газа прокладывают железнодорож-
ный путь 6 для уборки пыли.
Блок воздухонагревателей (расположенные на одном фунда-
менте в линию воздухонагреватели 2 и дымовая труба 3) обычно
располагают у печи вдоль постановочных путей для уборки чугу-
на и шлака с противоположной от литейного двора стороны. При
двойном литейном дворе воздухонагреватели располагают вдоль
уборочных путей за одним из литейных дворов или рядом с ним.
Расположение некоторых других отделений цеха можно видеть
на панораме, показанной на рис. 69. Разливочные машины 20
обычно располагают в торце доменного цеха и соединяют неза-
170
еисимыми от других грузопотоков железнодорожными путями
с уборочными чугуновозными путями цеха. Воздуходувную стан-
цию 19 обычно размещают в стороне от доменных печей, где
воздух меньше загрязнен пылью.. Под наклонным мостом 9 ски-
пового подъемника обычно расположено машинное здание 10, где
находится скиповая лебедка и пульт управления скиповым подъем-
ником.
Склад холодного чугуна располагают на свободной площадке
вблизи разливочных машин. Депо ремонта чугуновозных ковшей
сооружают в одном из торцов доменного цеха. При островной
планировке по сравнению с блочной расстояние между печами
и соответственно площадь, занимаемая цехом, возрастают. Рас-
стояние между печами при их объеме от 1000 до 1300 м3 состав-
ляет не менее 100 м; для печей объемом более 1300 м3— не менее
ПО м; при объеме печей 2000—3200 м3 — от 123 до 165 м.
Цехи с островным расположением печей и конвейерным ко-
лошниковым подъемом — это современные цехи с высокопроизво-
дительными печами большого объема. Их характерная особен-
ность — малое число доменных печей в связи с большой произво-
дительностью каждой из них. При годовой производительности
печей объемом 3200 и 5000 м3 соответственно около 3 и 4,5 млн. т
чугуна обычный для современного металлургического завода
объем выплавки чугуна достигается при установке в цехе двух-
трех доменных печей.
Планировка этих цехов существенно отличается от относитель-
но схожей планировки рассмотренных выше и строившихся ранее
двух разновидностей доменных цехов со скиповым подъемом ших-
ты на колошник и не является пока окончательно сложившейся
В связи с применением конвейерного колошникового подъема,
имеющего большую длину, бункерная эстакада расположена вда-
ли от печей. Рекомендуемая для новых цехов бесковшовая уборка
шлака позволяет упростить систему грузопотоков и иметь менее
развитую сеть железнодорожных путей. Благодаря отсутствию
у печей бункерной эстакады, меньшему числу печей в цехе и
меньшему числу рельсовых путей появляется возможность приме-
нять различные варианты расположения объектов цеха.
Один из вариантов планировки подобного цеха с ковшовой
уборкой шлака показан на рис. 70. Две доменные печи 3, а и 3, б
оборудованы круглым литейным двором 4. Имеется общая для
двух печей бункерная эстакада /, расположенная под углом по
отношению к конвейерам колошниковых подъемов 2, а и 2, б.
Материалы из бункерной эстакады выдаются на ленты колошни-
ковых подъемов с помощью конвейеров 1, а и 1, б. Для уборки
чугуна под литейным двором с одной его стороны расположены
тупиковые пути 6, а и с противоположной — 6, б\ уборку шлака
также осуществляют с двух сторон литейного двора по тупико-
вым путям 7, а и 7, б. Тупиковые постановочные пути связаны
с двумя рядами ходовых путей 8. Блок 5 воздухонагревателей
расположен между рядами постановочных путей.
171
На рис. 71 показано расположение объектов, входящих в ком-
плекс доменной печи объемом 5000 м3 Криворожского металлур-
гического завода, оборудованной установками припечной грану-
ляции шлака. Доменная печь имеет круглый литейный двор /,
с двух сторон которого проложены по два пути 4 для уборки чу-
гуна. Бункерная эстакада 6 расположена вдоль конвейерного
колошникового подъема 7.
Между чугуновозными уборочными путями 4 с двух сторон
от доменной печи расположены установки 3 припечной грануля-
ции шлака. Гранулированный шлак от обеих установок выдается
по конвейерным трактам 2 на склад гранулированного шлака 5.
Рис. 70. План доменного цеха с конвейерным колошниковым подъе-
мом и ковшовой уборкой шлака
Блок воздухонагревателей S, имеющих выносные камеры горе-
ния, расположен с внешней стороны чугуновозных путей. Печь
оборудована двумя сухими пылеуловителями 9, от которых газ
поступает к аппаратам тонкой очистки 10 и к газорасширитель-
ной турбине. Под сухими пылеуловителями проложен железно-
дорожный путь для уборки колошниковой пыли. Как показал
опыт, недостатком рассмотренной планировки оказалось размеще-
ние установок припечной грануляции между путями уборки чу-
гуна, что затрудняло устройство к ним безопасных и простых
подъездов.
172
Рис. 71. Комплекс объектов доменной печи объемом 5000 м3
173
Еще одна разновидность планировки доменного цеха С остров-
ным расположением печей, конвейерным колошниковым подъемом
и бесковшовой уборкой шлака показана на рис. 72. Две домен-
ные печи оборудованы круглыми литейными дворами 8. С двух
противоположных сторон каждого литейного двора проложено по
два сквозных пути 2 и 13 для уборки чугуна, имеющих выезды
на ходовые пути 1 и 11. Имеются также железнодорожные пути 12
для уборки колошниковой пыли, проложенные под сухими пыле-
уловителями 10. Вблизи от пылеуловителей размещены газоочист-
ные устройства 9. Под литейным двором проложен тупиковый хо-
зяйственный путь 17 и имеется эстакада 18 для автовъезда на
площадку литейного двора; эти транспортные пути служат для
подвоза вспомогательных материалов и оборудования.
Рис. 72. План доменного цеха с конвейерным колошниковым подъемом
и бесковшовой уборкой шлака
Блок воздухонагревателей 5 с дымовой трубой 6 размещен
вдоль чугуновозных уборочных путей с наружной их стороны.
Рядом расположена станция 7 подачи воздуха в камеры горения
воздухонагревателей и здание 4 управления печью. Каждая печь
имеет отдельную бункерную эстакаду 19, которая расположена
вдоль конвейерного тракта колошникового подъема 14.
Доменная печь оборудована двумя установками 3 припечной
грануляции, расположенными с двух противоположных от печи
сторон снаружи чугуновозных печей. Сжатый воздух для грану-
ляционных установок подают от воздуходувной станции 15. Гра-
нулированный шлак от припечных установок транспортируют на
склад по конвейерным галлереям 16.
Схожая с выше рассмотренной компоновка прилегающих к пе-
чам объектов применена на доменной печи объемом 3200 м3 Но-
волипецкого металлургического завода. Планировку подобного
типа можно считать приемлемой для вновь сооружаемых цехов.
При этом в зависимости от условий генплана завода может изме-
174
няться взаимное расположение печей и бункернь!Х эстакад, ходо-
вых путей и других объектов цеха. Можно отметить общую особен-
ность цехов с печами большого объема и бесковшовой уборкой
шлака — наличие четырех уборочных путей для чугуна, распола-
гаемых по два с обеих сторон литейного двора, причем все эти
пути могут быть тупиковыми.
Расположение цеха на заводской площадке. При работе домен-
ного цеха в атмосферу выделяется заметное количество пыли
и вредных газов. Чтобы уменьшить загрязнение воздуха над дру-
гими цехами, доменный цех располагают на заводе с подветрен-
ной стороны. При размещении цеха необходимо обеспечить наи-
более удобное сочетание внутрицеховых грузопотоков с общеза-
водскими транспортными потоками. Обычно цех располагают так,
чтобы основное направление внутрицеховых железнодорожных
путей соответствовало основному направлению общезаводских
путей.
3. Устройство литейных дворов
Литейный двор представляет собой сооружаемое у основания до-
менной печи здание с рабочей площадкой, расположенной не-
сколько ниже чугунных ,:?ток и предназначенной для размещения
желобов, по которым жидкий чугун из леток поступает в ковши
чугуновозов, а шлак — в ковши шлаковозов или к установкам
припечной грануляции. Рабочую площадку располагают на вы-
соте, позволяющей разместить ниже нее поворотные желоба п
под ними чугуновозы и шлаковозы, перемещаемые по путям на
нулевой отметке. На площадке литейного двора располагают так-
же механизмы для вскрытия и заделки чугунных леток, смены
фурм, обслуживания желобов; пульты управления механлзмами;
закрома для песка, глины, огнеупорных масс.
Литейные дворы могут быть (в плане) прямоугольной или
круглой формы. Здание прямоугольных литейных дворов — одно-
пролетное (рис. 73) с крышей, снабженной аэрационным фона-
рем. Здание круглого литейного двора (рис. 74) представляет
собой в плане правильный многоугольник с кольцевым фонарем
на крыше; на металлоконструкции этого здания опирается колош-
никовое устройство печи. В зданиях литейных дворов устанавли-
вают мостовые краны грузоподъемностью 20/5 и 30/5 т со съем-
ными электромагнитами и грейферами.
Рабочая площадка литейных дворов выполнена (рис. 73) из
опирающихся на колонны железобетонных плит, покрытых в су-
ществующих цехах засыпкой из песка и иногда сверху слоем
шамотного кирпича. На новых и реконструируемых литейных дво-
рах для механизации многих работ будут применяться напольные
передвижные машины, для которых необходимо жесткое покрытие
рабочей площадки. Рекомендуется следующее покрытие: на опор-
ные плиты площадки укладывается слой бетона и поверх него
175
чугунные плиты; уклон верха покрытия не должен превышать
10 град.
Желоба составлены из отдельных литых чугунных секций, опи-
рающихся на кладку из кирпичей. Желоба для чугуна футеруют
шамотным кирпичом и перед выпуском заправляют песком или
специальными массами. Желоб, идущий от чугунной летки до
шлакоотделительного устройства (плиты или скиммера), назы-
вают главным и ему придают уклон 7—10%, чугунные желоба
имеют уклон 5—7%, шлаковые 6—8%. Сечение желобов выбирают
с учетом максимального количества чугуна и
шлака, проходящего
по ним во время вы-
пуска. Для распре-
деления чугуна и
шлака по ковшам
над желобами уста-
новлены отсечные
устройства. Это уст-
ройство 4 (рис. 73)
представляет собой
подвешенную на ры-
чаге стальную пли-
ту («лопату»), кото-
рая в опущенном
положении перекры-
вает сечение желоба.
Поднимая «лопату»
открывают путь чу-
гуна по желобу
дальше.
Рис. 73. Поперечный раз-
рез литейного двора
(прямоугольного) :
1 — колонна; 2 — проем в
рабочей площадке; 3 — мо-
стовой магнитно-грейферный
кран; 4 — отсечное устрой-
ство; 5 — рабочая площадка
Планировка литейных дворов и организация на них уборки
чугуна и шлака у печей различного объема, строившихся в раз-
ное время, заметно различаются. Некоторые характерные разно-
видности литейных дворов рассмотрены ниже.
Литейный двор со стационарными желобами. План одного из
подобных дворов для печи с одной чугунной и двумя шлаковыми
летками (объемом 1719 м3) представлен на рис. 75. Под рабочей
площадкой двора с одной стороны проходят два пути 2 и 3 для
уборки чугуна и с другой — два пути 8 и 9 для уборки шлака;
путь 6 — хозяйственный, по которому доставляют оборудование
и материалы, поднимаемые с платформ краном через проем 7 в
рабочей площадке.
176
Начинающийся у чугунной летки печи 15 главный желоб 16
разветвляется на систему желобов 5, подающих чугун в ковши 1
чугуновозов, устанавливаемых на путях 2 и 3 под сливными нос-
ками желобов и проемами 4 в рабочей площадке двора. Шлако-
вые желоба 13, начинающиеся от шлаковых леток, направлены
в противоположную сторону литейного двора и обеспечивают по-
дачу жидкого шлака в ковши 14 шлаковозов, устанавливаемых
под сливными носками желобов. Расстояние между сливными нос-
ками желобов должно быть равно длине чугуновозов или шлако-
возов (по осям сцепок). Направление чугуна и шлака к тем или
иным ковшам обеспечивают с помощью отсечных устройств 10.
Рис. 74. Поперечный разрез круглого литейного двора:
I — рабочая площадка; 2 — кольцевой мостовой кран; 3 — пылеулови-
тель; 4 — газопровод горячего дутья; 5 — наклонный газоотвод; 6 —
конвейерный колошниковый подъем; 7 — проем в рабочей площадке
В главном желобе происходит отделение шлака, выходящего
из чугунной летки вместе с чугуном. Для этого желоб перекрыт
несколько не доходящей до его дна разделительной плитой 11
(скиммером), за которой в дне желоба есть выступ (перевал).
Чугун проходит через зазор под плитой, а находящийся вверху
более легкий шлак задерживается ею. Для отвода этого шлака
служит отводной желоб 12.
Характерной особенностью и существенным недостатком литей-
ных дворов со стационарными желобами является большая длина
177
желобов и увеличенная площадь двора, что объясняется необхо-
димостью иметь разветвленную сеть желобов для распределения
чугуна и шлака по большому числу ковшей. Значительно меньше
протяженность стационарных желобов на литейных дворах, обо-
рудованных дополнительно. качающимися или поворотными же-
лобами.
❖ 14
1
Рис. 75. План литейного
двора со стационарными
желобами
Литейный двор с поворотными желобами. На рис. 76 показан
план оборудованного поворотными желобами литейного двора
для печи объемом 2000 м3 с двумя чугунными и шлаковыми лет-
ками. Такой двор называют двойным, так как он состоит из двух
19 18 If 17
Рис. 76. План литейного двора, оборудованного поворотными желобами
одинаковых половин, расположенных по обе стороны от печи 11.
Каждая половина двора оборудована мостовым краном 16; до-
полнительно для обслуживания примыкающей к печи площади
установлен радиально-хордовый кран 19, перемещающийся вокруг
печи по монорельсовому кольцевому пути 18. Под рабочей пло-
178
щадкой двора с одной его стороны проложены два постановоч-
ных пути 3 и 4 для уборки чугуна, с противоположной — два пу-
ти 7 для уборки шлака, путь 6 — хозяйственный и над ним в ра-
бочей площадке имеются два проема 13, через которые краном
поднимают доставляемые материалы и оборудование. Чугуново-
зы 17 и шлаковозы 9 устанавливают для приема чугуна и шлака
на путях 3, 4 и 7 под проемами 8 в рабочей площадке двора.
От чугунных леток отходят два главных желоба 15, продол-
жением которых являются чугунные желоба 5, каждый из которых
оканчивается двумя сливными носками 2, под которыми смонти-
рованы поворотные желоба 1. Поворотный желоб имеет уклон
в сторону внешнего пути 3 и может занимать два положения:
под сливным носком стационарного желоба (положение 1, б) и
после поворота в стороне от него (положение 1,а). Шлаковые
желоба 10 направлены в противоположную сторону литейного
двора, под их сливными носками также расположены поворотные
желоба. Шлак, отделяемый от чугуна в главном желобе с по-
мощью скиммера 14, отводится по желобам 12.
Выпуск чугуна (шлака) и заполнение ковшей осуществляют
через один сливной носок стационарного желоба и называют
одноносковой разливкой. Она организована следующим образом.
Перед выпуском чугуна подают два состава чугуновозов, уста-
навливая основной состав на внутренний путь 4, а вспомогатель-
ный — на наружный 3 против сливного носка, по которому будет
происходить выпуск. Вначале чугун поступает в ковш основного
состава по сливному носку 2 стационарного желоба 5, поворот-
ный желоб при этом отведен в сторону (положение 1, а). После
наполнения этого ковша под носок 2 подводят поворотный желоб
(положение 1,6), по которому чугун направляется в ковш вспо-
могательного состава, стоящего на смежном пути 3. В это время
основной состав передвигают толкателем или лебедкой, устанав-
ливая под носок 2 следующий (порожний) ковш. После наполне-
ния чугуном ковша вспомогатель-
ного состава поворотный желоб
отводят в сторону и чугун начи-
нает поступать в ковш основного
состава, а под носок поворотного
желоба подводят следующий
ковш вспомогательного состава.
Описанные операции повторяют-
ся до конца выпуска.
Круглый литейный двор, обо-
рудованный качающимися жело-
бами и предназначенный для пе-
чи с четырьмя летками и с при-
печной грануляцией шлака, пока-
зан на рис. 77. При наличии че-
тырех леток весь шлак выпус-
кают через них вместе с чугуном,
Рис. 77. План круглого литейного
двора, оборудованного качающимися
желобами
179
а имеющиеся на печи шлаковые летки и желоб (на рисунке не по-
казан) являются запасными. Под рабочей площадкой литейного
двора проложены четыре постановочных пути 3 для чугуновозов —
по два с каждой стороны печи. Путь 10 хозяйственный; над ним
имеется проем 9 в рабочей площадке. Двор оборудован двумя
перемещающимися вокруг печи 7 кольцевыми мостовыми кра-
нами 4.
Четыре главных желоба 2 оборудованы скиммерами 5 для от-
деления шлака, который по желобам 6 отводят к установкам
припечной грануляции. Чугунные желоба, являющиеся продолже-
нием главных, заканчиваются сливными носками 11, для которых
в рабочей площадке предусмотрены проемы 8. Под сливными нос-
ками 11 расположены качающиеся желоба 1. Качающийся желоб
(рис. 78) размещают перпендикулярно чугуновозным путям. Он
имеет два сливных носка и механизм, обеспечивающий его наклон
в сторону одного или другого чугуновозного пути.
Одноносковую разливку чугуна во время выпуска ведут в ков-
ши двух чугуновозных составов, устанавливаемых на смежных
железнодорожных путях под качающимся желобом. Чугун по
сливному носку стационарного желоба поступает на качающийся
желоб, изменяя наклон которого направляют струю чугуна в ков-
ши, установленные либо на одном, либо на другом смежных путях.
Во время заполнения ковша, стоящего на одном пути, чугуновоз-
ный состав, стоящий на другом пути, перемещают толкателем или
лебедкой^подавая под качающийся желоб следующий порожний
ковш.
Выпуск чугуна в миксерные ковши легко обеспечивается без
поворотных или качающихся желобов, так как в связи с большой
емкостью подобного ковша изменять направление слива чугуна
180
за время выпуска приходится не более одного раза. Конец ста-
ционарного желоба при этом делают (рис. 79) раздвоенным и
каждый из его сливных носков располагают над одним из двух
смежных чугуновозных путей. Вначале чугун сливают через один
носок и в случае заполнения миксерного ковша поднимают отсеч-
ное устройство, и чугун начинает поступать через второй носок
в другой ковш, стоящий на смежном пути.
Рациональные решения по устройству литейных дворов. Рас-
смотренные выше разновидности не исчерпывают многообразия
планировки литейных дворов — встречаются заметно отличаю-
щиеся схемы расположения желобов; иногда на одном дворе одно-
временно используют и стационарные желоба, и одноносковую
разливку с применением поворотных или качающихся желобов;
имеются дворы с выдачей части шлака по желобам в ковши, а
части — на установки припечной грануляции
Проектируя литейный двор, исходят из
того, что при протяженной системе жело-
бов возрастает площадь двора, увеличи-
ваются потери чугуна в виде скрапа, остаю-
щегося в желобах после выпуска; возра-
стает объем тяжелых работ по подготовке
желобов; существенно ухудшаются условия
труда на литейном дворе. Поэтому в на-
стоящее время отказались от сооружения
литейных дворов с разветвленной сетью
и др.
стационарных желобов. В новых и рекон-
струируемых литейных дворах стараются
обеспечить минимальную протяженность
желобов с минимальным числом носков
для слива продуктов плавки, оборудуя по-
следние качающимися желобами.
Для новых печей большого объема с че-
тырьмя летками рекомендуются круглые
литейные дворы с расположением желобов,
Рис. 79. Круглый литей-
ный двор с желобами
для выпуска чугуна в
миксерные ковши:
1 — доменная печь; 2 — глав-
ный желоб; 3 — шлаковый
желоб; 4 — скиммер; 5 —
чугунный желоб; 6 — слив-
ной носок; 7 — отсечное
устройство; 8 — проем в ра-
бочей площадке; 9 — чугу-
новозные пути
показанным на рис. 77 и 79. Круглая форма двора обеспечивает
наилучшие условия для обслуживания печи, механизации работ
с помощью мостового крана (кольцевого) и для размещения же-
лобов, в том числе предназначенных для отвода шлака к уста-
новкам припечной грануляции. Литейные дворы прямоугольной
формы существующих печей в соответствии с разработанными
Гипромезом рекомендациями подлежат реконструкции. При этом
на печах объемом 2000 м3 и менее предусмотрено устройство двух
леток, по возможности двух литейных дворов и значительно менее
разветвленная, чем на большинстве существующих печей, сеть
желобов. Так, каждый из двух литейных дворов должен иметь
по одному Г-образному чугунному желобу (подобному пока-
занным на рис. 77) с одним сливным носком, оборудованным
качающимся желобом; желоба двух дворов должны работать
поочередно.
181
При сохранении ковшовой уборки шлака на каждом литейном
дворе рекомендуется также один оборудованный поворотным же-
лобом сливной носок для шлака (т. е. два на одну печь). Если
у доменной печи сохраняется один литейный двор, то на нем так-
же рекомендуется делать по два сливных носка для чугуна и для
шлака, оборудованных поворотными желобами; причем чугун от
двух леток должен поступать вначале к общей ловушке (для от-
деления от шлака) и от нее по двум желобам к сливным носкам.
При реконструкции, если это позволяют условия данного цеха,
рекомендуется переход от ковшовой уборки шлака к припечной
грануляции.
При проектировании литейного двора первостепенной задачей
является обеспечение полной механизации всех выполняемых ра-
бот, в частности с помощью мостовых кранов. При прямоугольной
форме литейного двора мостовые краны, перемещающиеся вдоль
здания (см. рис. 73), обеспечивают обслуживание большей части
двора, однако при этом вне зоны действия крана оказывается пло-
щадь вокруг доменной печи. Поэтому в нескольких местах у печи
приходится устанавливать консольно-поворотные краны, ручные и
электрические тали и другие механизмы для обслуживания леток,
желобов, фурменных и шлаковых приборов, машин для вскрытия
и забивки чугунных леток. Заметно улучшается обслуживание
придоменного участка при установке радиально-хордовых кранов,
разработанных ВНИИметмашем для ряда строившихся в послед-
ние годы печей с двумя литейными дворами. Такой кран переме-
щается вокруг доменной печи (см. рис. 76) по специальному мо-
норельсовому кольцевому пути и снабжен поворотной консолью
с подъемным крюком, что позволяет обслуживать всю площадь
у горна печи. Кран применяется в сочетании с обычными мосто-
выми кранами, устанавливаемыми на литейных дворах.
Наилучшие условия для механизации тяжелых работ обеспе-
чиваются на литейных дворах круглой формы при установке на
них разработанных ВНИИметмашем кольцевых мостовых кранов.
Кольцевой кран перемещается вокруг печи, обеспечивая обслужи-
вание всей площади литейного двора, включая придоменный
участок; при этом не требуется дополнительных подъемных ме-
ханизмов.
При реконструкции литейных дворов прямоугольной формы
на них рекомендуется установка радиально-хордовых кранов.
Для механизации работ на новых и реконструируемых литей-
ных дворах предусмотрено применение напольных самоходных
машин для смены деталей фурменных приборов, обслуживания
и ремонта желобов, машин для зарядки пушек легочной массой.
С целью улучшения условий труда над желобами и местами сли-
ва чугуна и шлака должны быть предусмотрены укрытия с отсо-
сом и последующей очисткой отводимых газов.
Кольцевой мостовой кран показан на рис. 80, а его располо-
жение в здании литейного двора — на рис. 74. Мост 1 крана пе-
ремещается вокруг печи; при этом внутреннюю подкрановую бал-
182
Рис. 80. Мостовой кольцевой кран
ку с подкрановым рельсом опирают на колонны у доменной печи,
а наружную — на колонны здания литейного двора. По мосту
перемещается тележка 2 с двумя механизмами подъема (20 и 5 т)
и соответственно двумя крюками. На мосту укреплена стационар-
ная шахта 3, в которой смонтирована подъемная колонна 5, пере-
мещаемая механизмом 4. На конце колонны имеется опорно-пово-
ротное устройство 6, на котором смонтирован консольный кран
(выдвижная консоль 7 с крюком и механизмом 8 подъема крюка
грузоподъемностью 3,2 т).
Глава 12
СИСТЕМЫ ШИХТОПОДАЧИ
Основными составляющими шихты современных доменных печей
являются агломерат, окатыши и кокс; загружают также некоторое
количество добавок (главным образом, это железная и марганце-
вая руда и флюсы). Для обеспечения работы доменной печи тре-
буется бесперебойная подача этих материалов к загрузочному
устройству на высоту 60—80 м порциями с определенным темпом
и в определенной последовательности. Количество загружаемых
в современную высокопроизводительную печь рудных материалов
достигает 20 тыс. т и кокса 5500 т в сутки.
Все это предъявляет жесткие требования к системе шихто-
подачи, которая должна обеспечить прием, транспортировку, хра-
нение, набор, взвешивание и подачу материалов на колошник к за-
грузочному устройству. В системе шихтоподачи можно выделить
три участка или звена: подача материалов с фабрик окускования,
коксохимического завода (цеха) и с внешней железнодорожной
сети на бункерную эстакаду; подача материалов из бункеров
эстакады к колошниковому подъему; колошниковый подъем.
183
1. Подача материалов на бункерную эстакаду
Рудный двор
Рудный двор в доменных цехах предназначен для приемки сырых мате-
риалов, хранения требуемого их запаса, усреднения, последующей подачи их
на бункерную эстакаду и затем в печь. По такой схеме материалы подают
в печь, когда основу шихты доменных печей составляет железная руда. Сейчас
большинство доменных печей работает на окускованном сырье и с рудного
двора в печи поступает незначительное количество материалов, а рудные дворы
используют как склады сырья для фабрик окускования.
Рудный двор представляет собой (рис. 69) расположенную вдоль линии
доменных печей площадку, ограниченную с одной стороны бункерной эстака-
дой 6, а с другой—приемной траншеей 7. Материалы хранятся в штабелях /,
их емкость и площадь двора рассчитывают на обеспечение работы цеха в те-
чение 1,5—2 мес. Бетонированная приемная траншея 7 служит для разгрузки
поступающих материалов; вдоль нее проложен железнодорожный путь для при-
бывающих вагонов и по ширококолейному рельсовому пути перемещается ба-
шенный вагоноопрокидыватель 2.
Вся площадь рудного двора обслуживается грейферным краном-перегружа-
телем 3, который передвигается вдоль двора над штабелями. Поступающие
на разгрузочный путь открытые вагоны с материалами принимает башенный
вагоноопрокидыватель 2 п переворачивает их вверх колесами, высыпая мате-
риал в приемную траншею 7. Из траншеи материалы перегружают в штабель
грейфером крана-перегружателя. Для подачи материалов к печам порцию нуж-
ного материала захватывают грейфером из штабеля и подают в перегрузоч-
ный вагон 5, который перемещается по рельсам бункерной эстакады 6 и раз-
гружает материал в бункер.
2. Бункерная эстакада
Бункерная эстакада предназначена для хранения у печи требуе-
мого оперативного запаса материалов, их приемки, а также меха-
низации набора и передачи материалов к колошниковому подъему.
В строившихся до недавнего времени доменных цехах с печами,
оборудованными скиповыми подъемниками, сооружали общую
бункерную эстакаду, которая представляет собой вытянутое вдоль
цеха и фронта печей, возвышающееся на 9—12 м над уровнем
заводского пола железобетонное сооружение, состоящее из ряда
отдельных бункеров и обслуживаемого их оборудования. Распо-
лагают эстакаду вблизи печей со стороны скиповых подъемников.
Общий вид и расположение подобной эстакады, оборудованной
вагон-весами, можно видеть на рис. 69, поперечный разрез показан
на рис. 81. Бункера в такой эстакаде расположены в два ряда
(18—32 бункера на одну печь). Над бункерами проложены два
железнодорожных пути 8 для доставки агломерата и добавок
в бункера 5. Ленточный конвейер 4 служит для доставки кокса
в бункера 3. Под бункерами проложен рельсовый путь 7 для ва-
гон-весов 2, доставляющих материалы от бункеров 5 к скиповой
яме И. Бункера оборудованы барабанными затворами 6 для вы-
дачи материалов в вагон-весы.
Под бункерами эстакады против печей находятся скиповые
ямы П, куда опускается скип 10 для приема материалов, выда-
184
Рис. 81. Бункерная эстакада
с вагон-весами (п — попереч-
ный разрез по бункерам; б —
по скиповой яме)
ваемых из вагон-весов через направ-
ляющий лоток 9 или кокса, выдавае-
мого из бункеров 3 через весовую во-
ронку /. Коксовые бункера распола-
гают над скиповой ямой с тем, чтобы
уменьшить число перегрузок кокса,
при которых он измельчается в связи
с малой прочностью.
Другой разновидностью подобных
эстакад являются такие, в которых
материалы от бункеров 5 доставляют
к скипу с помощью продольного кон-
вейера. Бункера в таких эстакадах
размещают как в два, так и в один
ряд и оборудуют электровибрацион-
ными питателями и грохотами для вы-
дачи материалов на конвейер. До-
ставку материалов в бункера такой
эстакады осуществляют как конвейера-
ми, так и железнодорожным транс-
портом.
Бункера эстакад делают металли-
ческими или железобетонными с по-
крытием их внутренней поверхности
стальными плитами, рельсами. Сверху
бункера перекрыты защитными решет-
ками с размером ячеек до 250X250 мм.
Для предотвращения смерзания мате-
риалов подбункерные помещения отап-
ливаются. Коксовых бункеров обычно два, а иногда четыре; их
общую емкость принимают из расчета 0,7 м3 на 1 м3 полезного
объема печи (запас примерно на 6 ч работы). Объем бункеров
для рудных материалов при их подаче железнодорожным транс-
портом принимают из расчета 2,5 м3 на 1 м3 полезного объема
печи (запас на 20—24 ч работы). При конвейерной подаче с близ-
ко расположенных фабрик окускования норма запаса уменьшается.
Отдельные бункерные эстакады. Для доменных цехов и печей
с конвейерным колошниковым подъемом вместо общей, располо-
женной вдоль цеха вблизи печей бункерной эстакады обычно
сооружают отдельные на одну-две печи бункерные эстакады, ко-
торые в связи с большой длиной конвейера подачи шихты на ко-
лошник располагают на значительном (250—450 м) расстоянии
от печи. Возможное расположение такой эстакады в цехе пока-
зано на рис. 71, 6.
На рис. 82 дан поперечный разрез одной из разновидностей
подобных бункерных эстакад. Эстакада представляет собой одно-
пролетное здание с расположенными на высоте 28 м в два ряда
бункерами 3 для материалов, которые доставляют конвейерами /
и распределяют по соответствующим бункерам 3 передвижными
7. А. М. Якушев
185
Ряс. 82. Поперечный разрез бун-
керной эстакады с конвейерной
выдачей материалов
реверсивными конвейерами 2. Из
бункеров материалы с помощью
грохотов 4 через бункерные весы &
поступают на конвейер 7 выдачи.
Сборные бункера 5 и конвейеры 8
служат для уборки мелочи, отсеян-
ной грохотами 4. Емкость бункеров
подобных эстакад для агломерата
и окатышей соответствует запасу
на 8—12 ч работы печи, для кок-
са — на 5—8 ч.
Подача материалов на эстакаду
и ее устройство. Материалы на бун-
керные эстакады подают конвейер-
ным или рельсовым транспортом
(передаточные вагоны; специализи-
рованные железнодорожные ваго-
ны-окатышевозы, коксовозы; полу-
вагоны с откидывающимися люками
в днище). Способ подачи и раз-
грузки материалов оказывает суще-
ственное влияние на устройство
эстакады, величину капитальных
затрат на ее сооружение и сложность ее обслуживания.
При подаче материалов железнодорожным транспортом и раз-
грузке вагонов непосредственно на бункерной эстакаде ее высоту
делают в пределах 9—1-2 м. Бункера такой эстакады вследствие
ограниченной высоты имеют сравнительно небольшой объем, что
предопределяет необходимость сооружения большого числа бун-
керов, под каждым из которых обычно установлены грохоты для
выдачи материалов и отсева мелочи (под бункерами для доба-
вок— питатели), взвешивающие устройства и далее питатели.
Получается сложная система выдачи материалов с большим чис-
лом механизмов, узлов перегрузки и точек пыления (только в
тракте набора, взвешивания и транспортировки агломерата в. та-
ких системах устанавливают 20—40 грохотов).
При конвейерной подаче материалов в бункера эстакады отпа-
дает ограничение в ее высоте и становится возможным создание
бункеров большой емкости и уменьшение их числа, благодаря
чему существенно упрощается система выдачи материалов из
бункеров и уменьшается число точек пыления (в местах перегру-
зок). Подобные эстакады (рис. 82) с конвейерной доставкой и за-
грузкой материалов в бункера рекомендуются для вновь соору-
жаемых цехов.
При отдаленных источниках снабжения и доставке материалов
в цех железнодорожным транспортом в соответствии с разработ-
ками Гипромеза рекомендуется сооружение рядом с эстакадой
специального разгрузочного отделения, схожего с показанным па
рис. 4, б. Материалы из вагонов, располагаемых на нулевой от-
186
метке, выгружают в приемные бункера разгрузочного отделения
и из них наклонным конвейером доставляют на бункерную эста-
каду. По расчетам Гипромеза, создание разгрузочного отделения
в сочетании с бункерной эстакадой большой высоты экономичнее
сооружения обычных бункерных эстакад высотой до 12 м с раз-
грузкой вагонов непосредственно на эстакаде.
3. Подача шихты на колошник
Разработаны и в настоящее время применяются два способа по-
дачи шихтовых материалов на колошник доменной печи к ее
загрузочному устройству — скиповой и конвейерный. Высота
подъема материалов для крупных печей достигает 70—80 м.
Скиповой подъемник. Основными элементами скипового подъем-
ника (рис. 83) являются: наклонный мост 5, два перемещающихся
по мосту скипа 3, скиповая лебедка 1 и система канатов 4 и бло-
ков для подвески и перемещения скипов. Наклонный мост пред-
ставляет собой сварную пространственную металлоконструкцию,
внутри которой проложены два рельсовых пути 7, по которым
движутся скипы. Угол наклона моста к горизонту составляет
47—54°, а на участке скиповой ямы 6 достигает 60°. Наклонный
мост имеет две опоры — фундамент у скиповой ямы и колонну 2
(пилон), опирающуюся на фундамент доменной печи.
Скип представляет собой сварную стальную коробку прямо-
угольного сечения с открытым передним торцом и закругленным
дном. Для перемещения по рельсам он имеет передние и задние
Скаты (колеса). Объем СКИПа Сечение моста
(Уск) определяет по эмпириче-
ской формуле Уск~ 0,0065 Vo, где
Vo — полезный объем печи, м3;
VCK достигает 20 м3.
Перемещение скипов обеспе-
чивает скиповая лебедка 1, раз-
мещаемая в машинном зале под
наклонным мостом. Грузоподъем-
ность скиповых лебедок возра-
стает при росте объема печи и
скипа и для печей объемом
1033—3200 м3 составляет 15—39 т.
Скипы соединяют канатами с ба-
рабаном скиповой лебедки таким
образом (рис. 83), что обеспечи-
вается уравновешивание скипов;
при движении груженого мате-
риалами скипа вверх порожний
скип опускается вниз, в скипо-
вую яму.
Загрузка материалов в скип
3, б происходит в скиповой яме 6,
Т
187
разгрузка — на колошнике в приемную воронку засыпного аппа-
рата путем опрокидывания (наклона) скипа 3, а. Опрокидывание
скипа происходит вследствие того, что передние скаты скипа дви-
жутся по рельсам загибающимся книзу, а задние переходят на
более широкую колею, загибающуюся кверху. Время подъема
(опускания) скипа обычно составляет 35—45 с, скорость движе-
ния по мосту достигает 3—4 м/с.
Конвейерный колошниковый подъем схематически показан на
рис. 84. Подачу материалов на колошник осуществляют одним на-
клонным ленточным конвейером. Конвейер размещен в закрытой
наклонной галерее, монтируемой на нескольких опорах и соеди-
няющей колошниковое устройство печи с бункепной эстакадой
Рис. 84. Конвейерный колошниковый подъем:
1 — бункерная эстакада; 2 —галерея ленточного конвейера; 3 — контргруз для натя-
жении ленты; 4 — натяжной вал; 5 — опоры; 6 — засыпной аппарат; 7 — доменная печь
Угол наклона конвейера к горизонту делают в пределах
10—11° (при транспортировке агломерата он не должен превы-
шать 12°). Малый угол наклона обусловливает большую длину
конвейера, которая составляет 250-—500 м. Привод конвейера
делают в составе двух-четырех двигателей, конвейер снабжают
натяжным устройством в виде груза. В конвейерах применяют
резинотросовые ленты с покрытием из трудновоспламеняющейся
резины шириной 1,2—2,0 м. Для придания ленте желобообразной
формы боковые опорные ролики конвейера имеют наклон в 30°
к горизонту. Скорость движения ленты составляет около 2,0 м/с.
Конвейер работает непрерывно, а транспортируемые материа-
лы располагаются на нем отдельными порциями с определенными
интервалами, величина которых зависит от режима работы за-
грузочного устройства печи и требуемой интенсивности загрузки,
определяемыми заданной программой. Обычно управление режи-
мом подачи материалов автоматизировано. Важным технологиче-
ским преимуществом системы является возможность подачи в
одной порции агломерата, окатышей и добавок путем послойной
их укладки на ленте при ее движении под подающими бункерами.
Материалы можно подавать в таких соотношениях и последова-
тельности, какие требуются для гибкого управления работой до-
менной печи.
Большая длина конвейера требует изменения планировки до-
менного цеха — бункерную эстакаду необходимо располагать на
удалении от печи, а не рядом, как в случае применения скипового
188
подъемника. Конвейерная система подачи материалов на колош-
ник вызывает также необходимость применения засыпных аппа-
ратов новой конструкции, отличающихся от широко применяю-
щихся двухконусных аппаратов с вращающимся распределителем.
Эти аппараты должны иметь не менее двух специальных воронок-
бункеров для приема подаваемых конвейером материалов.
Общая характеристика колошниковых подъемов. Все строив-
шиеся до недавнего времени доменные печи оборудованы скипо-
выми подъемниками шихты на колошник. Конвейерную систему
подачи начали применять в последние годы на новых доменных
печах большого объема. Основной причиной, обусловившей при-
менение конвейерной подачи, явилось то, что скиповые подъем-
ники не обеспечивают требуемый темп загрузки печей большой
производительности. Преимущества конвейерной системы подъема
по сравнению со скиповой:
значительно большая производительность, достигающая
30 000 т материалов в сутки и более;
на 15—20% снижаются удельные капитальные затраты на
сооружение колошникового подъема п эксплуатационные расходы;
создается единая система подачи шихты на колошник непре-
рывным транспортом с полной ее автоматизацией;
облегчается строительство доменной печи, так как печь и кон-
вейерный подъемник являются независимыми сооружениями;
отпадает необходимость в сооружении скиповой ямы, все обо-
рудование находится на поверхности, что облегчает обслуживание;
около печи высвобождается территория для размещения дру-
гих агрегатов (например, установок припечной грануляции);
срок службы ленты конвейера в несколько раз больше срока
службы скиповых канатов;
возможность подачи в одной порции нескольких материалов
путем их послойной укладки на ленте.
С учетом изложенного для вновь сооружаемых доменных печей
большого объема рекомендуется применение конвейерного колош-
никового подъема.
4. Подача материалов к колошниковому подъему
Системы подачи к скиповому подъемнику
Применяют три разновидности систем подачи материалов к ски-
повому подъемнику — с использованием вагон-весов, ленточных
конвейеров и через центральные бункера эстакады.
Система подачи с использованием вагон-весов схематически
показана на рис. 85. Бункерная эстакада подобных систем схожа
с показанной на рис. 81 и имеет два ряда бункеров с железно-
дорожными путями над ними. По ближайшему к печи пути 1
(рис. 85) к коксовым бункерам 12 с помощью перегрузочных ва-
гонов 7 подают кокс (часто вместо них применяют конвейер); по
средним путям 2 и 3 в бункера 5 подают прочие материалы с по-
189
мощью перегрузочных вагонов 8 и железнодорожных вагонов 6
с открывающимися люками в днище. Путь 4, расположенный на
консоли эстакады, служит для разгрузки вагонов 17 на рудный
двор. Применяемые перегрузочные вагоны 7 и 8 представляют
собой самоходный, управляемый машинистом вагон с бункером,
имеющим снизу две створки, открываемые с помощью электр о-
или пневмопривода. Рудный вагон имеет бункер емкостью 30 м3,
коксовый — 60 м3 и одну открываемую створку.
Под бункерами по рельсовому пути перемещаются вагон-ве-
сы 9, представляющие собой самоходный электровагон грузо-
подъемностью 30 или 40 т с двумя бункерами (карманами), имею-
щими днища в виде открываемых пневмоприводом створок. Вагон
останавливают под определенным бункером 5, после чего имею-
щийся на вагоне специальный выдвижной механизм приводит во
Рис. 85. Схема подачи материалов к скиповому подъемнику с помощью ва-
гон-весов
вращение барабанный затвор бункера, обеспечивая тем самым
выдачу материала в карман вагон-весов. Далее вагон движется
к скиповой яме, останавливается и выгружает материалы из кар-
манов в скип 11 через направляющий лоток 10.
Кокс из расположенных над скиповой ямой бункеров 12 вы-
дают путем включения грохота-питателя 13. При движении по нему
кокса происходит отсев мелочи; крупные куски с грохота посту-
пают в воронку-весы 14, откуда дозированная порция попадает
•в скип 11. Коксовая мелочь попадает в бункер /5 с затвором, а из
него в скип 16 подъемника коксовой мелочи, выдающий мелочь
в сборный бункер (на схеме не показан), откуда ее вагонами
отправляют на аглофабрику.
Система набора и подачи материалов с помощью вагон-весов
обладает рядом существенных недостатков: ограниченная произ-
водительность в связи с наличием холостых пробегов, ожиданий
190
скипа, длительным набором материалов; невозможен отсев мелочи
агломерата и других материалов; трудность автоматизации рабо-
ты вагон-весов; значительное пылевыделение при выдаче материа-
лов из бункеров (особенно при выдаче агломерата и кокса сухого
тушения); напряженные условия работы машиниста. Поэтому для
вновь сооружаемых больших печей вагон-весы не применяют.
В существующих цехах они используются на печах объемом
1719 м3 и менее; в последующем намечена замена их конвейерной
системой подачи.
Системы с конвейерной подачей к скиповому подъемнику. Схе-
ма одной из подобных систем, разработанной для доменной печи
объемом 2002 м3, показана на рис. 86. В бункерных эстакадах
подобных систем бункера могут располагаться в один или два ря-
да; материалы в них подают конвейерами или совместно кон-
вейерами и вагонами. В рассматриваемой (рис. 86) системе
Рис. 86. Схема системы конвейерной подачи шихты к скиповому подъемнику
20 бункеров эстакады расположены в один ряд по 10 бункеров
с каждой стороны скиповой ямы, т. е. созданы две самостоятель-
ные линии подачи материалов. Агломерат из бункеров А с по-
мощью электровибрационных грохотов-питателей 3, отсеивающих
мелочь, подается на пластинчатый конвейер 4, которым его транс-
портируют к скиповой яме и посредством перекидного лотка 5
загружают в одну из двух весовых воронок 16. Для корректировки
массы агломерата над скиповой ямой расположены два бункера
довеса 6, из которых материал добавляют в весовые воронки
малыми порциями. Отвешенную порцию материалов высыпают в
скипы 14, открывая затвор весовой воронки 16.
Отсеянная грохотом мелочь агломерата попадает на конвейер 2
и по нему в бункер мелочи, из которого скиповым подъемником 1
выдается в вагоны для отправки на аглофабрику для повторного
спекания. Добавки (железная, марганцевая руда и известняк)
через электровибрационные питатели 8 поступают в весовые во-
ронки 10 и далее по конвейеру 9 через перекидной лоток 12 в про-
межуточный бункер 15, из которого их загружают в скип с агло-
мератом.
Подачу в скипы кокса производят также, как и в системе
с вагон-весами. Из расположенного над скиповой ямой бункера 7
кокс с помощью электровибрационного грохота-питателя 11, от-
191
свивающего мелочь, поступает в весовую воронку 13 и далее в
скип. Мелочь кокса через бункер 18 скиповым подъемником 17
выдают в вагоны для отправки на аглофабрику.
Работа системы автоматизирована. Недостатками подобных си-
стем считают большое число бункеров и обслуживающих их меха-
низмов и большое число точек пыления.
Система подачи материалов к скиповому подъемнику через
центральные бункера (рис. 87) разработана в последние годы и
применяется на печах объемом 3200 м3. Эта система является
более совершенной, чем две предыдущие, так как обеспечивает
загрузку большей части шихты (агломерата и кокса) в скипы
непосредственно из расположенных над ними бункеров, позволяя
исключить конвейеры подачи агломерата. Эти располагаемые в
центре эстакады бункера должны иметь большой объем, чтобы
вместить требуемый запас материалов.
Доменную печь 17 при этом оборудуют (рис. 87, б) скиповым
подъемником с раздвоенным наклонным мостом, по каждой ветви
которого (18, а, б) передвигается один скип (9, а, б). Под ветвями
раздвоенного моста сооружают две скиповые ямы на удалении
друг от друга, что позволяет размещать над ними бункера боль-
шого объема. Обязательным является также применение конвейер-
ной доставки материалов на бункерную эстакаду, поскольку кон-
вейерная система в отличие от рельсовой не ограничивает высоту
эстакады, позволяя сооружать бункера большой высоты и объема.
Как следует из рис. 87, б, над каждой скиповой ямой установ-
лено по два бункера для кокса и агломерата. У торцов централь-
ных бункеров (справа и слева) расположены по два бункера для
192
добавок и один резервный для агломерата, из которых материалы
в скипы подают конвейерами.
Система загрузки состоит из двух одинаковых независимых
линий, каждая из которых подает материалы в один из скипов;
схема работы одной линии показана на рис. 87, а. Материалы
на бункерную эстакаду подают конвейером 13 и распределяют
по бункерам реверсивными подвижными конвейерами 14. Кокс из
бункеров К вибрационными грохотами /2, отсеивающими мелочь,
подают в весовые воронки 8 и далее по наклонному желобу
(течке) 10 в скип 9а. Аналогичным образом подают в скип агло-
мерат из бункеров А (вибрационными грохотами 4, отсеивающими
мелкие фракции, и далее через весовую воронку 5 и течку 7).
Отсеянная грохотами 12 мелочь кокса и агломерата попадает в
течки-бункера 15 и далее с помощью специальных скипов 16 или
конвейеров (на рис. 87, а не показаны) выдается в вагоны для
отправки на аглофабрику.
Добавки из бункеров Д электровибрационными питателями 1
подают в весовые воронки 2 добавок и затем на конвейер 3, транс-
портирующий их в весовую воронку 5 агломерата. Агломерат из
резерных бункеров А после грохотов 4 подают конвейером 3 в ве-
совую воронку 5. Весовые воронки для кокса и агломерата снаб-
жены весопроверочными устройствами 6 и 11. Работа системы
автоматизирована.
Подача материалов к конвейерному колошниковому подъему
Обязательной составной частью рассмотренных ранее систем по-
дачи является скиповой подъемник, который не обеспечивает тем-
па загрузки, требуемого для сооружающихся в последние годы
крупных высокопроизводительных печей. Поэтому для них раз-
работаны системы, где материалы от бункеров до колошника по-
даются полностью конвейерами.
Можно выделить две разновидности систем с конвейерной пода-
чей материалов от бункеров до колошника. Одна из них предусмат-
ривает использование конвейерного колошникового подъема и кон-
вейерную подачу материалов к нему от бункеров. Схема подобной
системы, впервые примененной в нашей стране на доменной печи
объемом 5000 м3 (печь № 9 Криворожского металлургического
завода), представлена на рис. 88. По обе стороны от наклонного
конвейера 8, подающего материалы на колошник, находятся две
группы расположенных в два ряда бункеров для агломерата,
окатышей, кокса и добавок. Агломерат и окатыши выдают соот-
ветственно из бункеров А и О в весовые воронки 2 с помощью
вибрационных грохотов 1, отсеивающих мелочь. Из воронок отве-
шенные порции материалов подаются питателями 3 на сборный
конвейер 5, который доставляет их к перегрузочному узлу 19, где
их перегружают на наклонный конвейер 8. Кокс из бункеров К
с помощью вибрационных грохотов 9, отсеивающих мелочь, по-
дается в весовые воронки 10 и далее питателями И на конвейер 5
193
с последующей перегрузкой на конвейер 8. Добавки подаются на
сборочный конвейер 5 через весовые воронки 7 питателями 6.
Отсеянная грохотами / мелочь агломерата и окатышей посту-
пает на конвейер 4 и далее сборочными конвейерами 18 выдается
в бункер мелочи 16. Отсеянная мелочь кокса конвейерами 12 и 13
направляется в бункер мелочи 14. В случае необходимости мелочь
агломерата и окатышей можно загружать в бункер 14 при по-
мощи перекидных шиберов 17. Из бункеров 14 и 16 отсеянные
материалы выдаются в железнодорожные вагоны питателями /5,
снабженными увлажнителями. Конвейеры 5 и 8 работают непре-
рывно и материалы выдаются на них порциями с определенными
интервалами в соответствии с заданной программой загрузки.
Управление режимом набора, взвешивания и транспортировки ших-
ты автоматизировано.
Рис. 88. Схема конвейерного колошникового подъема доменной печи объемом
5000 №
Более совершенной является вторая разновидность рассматри-
ваемой системы загрузки, в которой исключены сборные кон-
вейеры, передающие материалы от бункеров эстакады к наклон-
ному конвейеру колошникового подъема и материалы от бункеров
до колошника подаются одним конвейером. Отличительной осо-
бенностью системы является то, что лента колошникового подъема
проходит через расположенную вдоль нее бункерную эстакаду,
причем бункера находятся над лентой, и поэтому материалы вы-
даются на ленту прямо из бункеров.
Один из разработанных Гипромезом для печи объемом 3200 м3
с подобной системой шихтоподачи вариантов устройства бункер-
ной эстакады и оборудования для выдачи материалов из бункеров
непосредственно на конвейер колошникового подъема показан на
194
рис. 82. Конвейер 7 колошникового подъема расположен на нуле-
вой отметке и вдоль него вытянуто здание бункерной эстакады.
Бункера размещены в два ряда; в одном ряду пять бункеров
агломерата и три бункера окатышей, во втором — шесть бункеров
кокса и три бункера добавок.
Кокс, агломерат и окатыши из соответствующих бункеров вы-
даются в бункерные весы 6 емкостью 25 м3 с помощью самоба-
лансных грохотов 4, которые отсеивают мелочь. Отвешенные ма-
териалы выдают на конвейер 7 через регулируемый затвор бун-
керных весов 6 (открыванием затвора на определенную величину).
Добавки (трех видов) из бункеров выдаются питателями в бун-
керные весы грузоподъемностью 5 т (на поперечном разрезе
рис. 82 не показаны) и из них на ленту 7. Добавки выдаются эпи-
зодически в порции агломерата и окатышей. Отсеянная грохота-
ми 4 мелочь через сборные бункера 5 выдается на конвейеры 8
уборки мелочи.
Для вновь сооружаемых печей Гипромезом рекомендуется при-
менение конвейерной системы подачи шихты на колошник с непо-
средственной выдачей материалов на конвейер из бункеров эста-
кады. Для реконструируемых печей со скиповыми подъемниками
наиболее рациональным является применение системы подачи
кокса и агломерата (окатышей) в скипы через центральные бун-
кера эстакады. Если условия цеха не позволяют разместить у печи
центральные бункера большого объема, то существующие эста-
кады с двухрядным расположением бункеров (см. рис. 81) реко-
мендуется реконструировать, предусматривая в них конвейерную
доставку материалов к скипам и установку бункеров увеличенного
объема в один ряд; при этом упрощается система набора мате-
риалов за счет уменьшения числа бункеров и механизмов выдачи
из них материалов на конвейерную ленту, уменьшается число
точек пыления.
Глава 13
УЧАСТКИ И ОТДЕЛЕНИЯ ДОМЕННОГО ЦЕХА
И ОРГАНИЗАЦИЯ В НИХ РАБОТ
1. Уборка чугуна
На отечественных и зарубежных заводах общепринятой является
ковшевая уборка чугуна от доменных печей. Для приема чугуна
от печей и его транспортировки применяют открытые грушевид-
ные ковши и ковши миксерного типа. В миксерных ковшах чугун
транспортируют в переливные отделения сталеплавильных цехов,
в открытых ковшах — в миксерное отделение сталеплавильного
цеха или на разливочные машины доменного цеха.
При проектировании новых цехов рекомендуется создание спе-
циализированного отделения для внепечной десульфурации чугуна.
195
Чугуновозные ковши по пути из доменного цеха поступают в это
отделение, где с помощью погружаемых фурм в объем чугуна
вводят десульфуратор (например, гранулированный магний).
Чугуновозы. Чугуновоз с грушевидным ковшом (рис. 89) пред-
ставляет собой опирающуюся на две ходовые тележки 1 плат-
форму, на которой устанавливают ковш 6. Платформа состоит из
двух лафетов 2, жестко соединенных между собой изогнутыми
балками 9. Ковш емкостью 100 или 140 т имеет футерованный
шамотным кирпичом стальной сварной кожух грушевидной формы.
К кожуху с двух сторон приварены стальные щеки, каждая из ко-
торых заканчивается двумя лапами 5 и имеет по три цапфы. Две
нижние цапфы 3 малого диаметра служат для опоры ковша на
лафет, а цапфы 4 большого диаметра — для захвата ковша крю-
Рис. 89. Чугуновоз с грушевидным (открытым) ковшом
ками крана при подъеме. Лапы 5 предназначены для опоры ков-
ша на стенд разливочной машины при его кантовании в процессе
разливки чугуна в чушки. Ковш снабжен двумя сливными носка-
ми 7 и двумя кронштейнами 8, за которые ковш захватывают
крюками для кантования. Чугуновозный ковш миксерного типа
описан в разд. 2 гл. 5.
2. Уборка шлака
Из доменных печей объемом 3200—5500 м3, имеющих четыре чу-
гунные летки, практически весь шлак выпускают через чугунные
летки вместе с чугуном; разделение чугуна и шлака происходит
в главном желобе, от которого шлак отводят по шлаковому от-
196
водному желобу. Из доменных печей объемом 2700 м3 и менее,
имеющих одну-две чугунные и две шлаковые летки, шлак вы-
пускают как через шлаковые летки (верхний шлак), так и через
чугунные (нижний шлак). По шлаковым желобам литейного дво-
ра шлак поступает либо в шлаковозы (ковшевой способ уборкп
шлака), либо на установки припечной грануляции (бесковшовый
способ уборки).
С помощью шлаковозов большую часть шлака транспортируют
на грануляционные установки и незначительную часть на установ-
ки для получения шлакового щебня или пемзы и на шлаковые
отвалы. Гранулированный шлак служит для производства цемен-
та, шлакоблоков и др.
Грануляция шлаков. При ковшовой уборке шлака наибольшее
применение получили установки мокрой и полусухой грануляции,
располагаемые вблизи доменного цеха. Мокрую грануляцию осу-
ществляют в открытых грануляционных бассейнах, представляю-
щих собой заполненный водой бетонный резервуар прямоугольной
формы. Вдоль него с одной стороны проложен железнодорожный
путь, по которому подают шлаковозы с жидким шлаком, с другой
стороны — два пути для железнодорожных вагонов, в которых вы-
возят гранулированный шлак. Над бассейном и отгрузочными
путями по эстакадам перемещается мостовой кран (иногда козло-
вый), оборудованный грейфером емкостью 3—4 м3.
Жидкий шлак сливают в бассейн, наклоняя шлаковые ковши
с помощью механизма кантования, имеющегося на шлаковозе.
Попадающий в воду шлак в результате ее бурного испарения
раздробляется на капли размером 1—10 мм. Застывшие гранулы
грейферным краном грузят в железнодорожные вагоны. Расход
воды составляет 3—4 м3/т шлака. Мощность установки зависит от
размеров (длины) бассейна, достигая 0,8—1 млн. т шлака в год.
Недостатком этого способа является высокая влажность (15—35%)
гранулята, что затрудняет его транспортировку (особенно в зим-
нее время) и требует сушки.
Полусухую грануляцию осуществляют на установках барабан-
ного типа, гидроударных и гидрожелобных установках. Установка
барабанного типа включает приемную ванну, наклонный желоб,
вращающийся барабан с лопастями и бетонированную площадку
(склад), обслуживаемую грейферным краном. Из стоящего на
железнодорожном пути шлаковоза жидкий шлак сливают в прием-
ную ванну, служащую для отстаивания чугуна, и затем по же-
лобу шлак попадает на лопасти быстро вращающегося барабана,
куда подают воду в количестве 0,7—1,5 м3/т шлака. Под воздей-
ствием лопастей барабана и воды шлак раздробляется на гра-
нулы, которые отбрасываются лопастями барабана на склад. Ско-
рость вращения барабана составляет 180—240 об/мин, влажность
гранулированного шлака 5—10% Производительность одного гра-
нулятора составляет 200—300 тыс. т в год.
Гидроударная установка включает приемную ванну, наклон-
ный желоб, расположенный под концом этого желоба гидромони-
197
тор и склад. Стекающий с наклонного желоба шлак раздробляют
на капли струями воды, подаваемыми гидромонитором под давле-
нием около 1,2 МПа. Застывающие капли шлака за счет кинети-
ческой энергии воды отбрасываются на склад. Расход воды со-
ставляет 2,5—3,0 м3/т шлака, влажность шлака в среднем рав-
на 10%.
Гидрожелобная установка включает насыпь высотой 5—8 м с
железнодорожным путем для прибывающих шлаковозов. Перпен-
дикулярно пути с одной его стороны размещены гидрожелоба
(грануляторы), а за ними бетонированная площадка (склад).
Из ковша шлак сливают в приемную ванну, а из нее он поступает
в закрытый желоб, куда с помощью гидромонитора подают воду
струями под давлением около 0,8 МПа. Под воздействием струй
воды шлак дробится на гранулы и выбрасывается из гидроже-
лоба на склад. Расход воды на один гранулятор составляет
10—12 м3/мин; удельный расход воды равен 2,5—3 м3/т шлака;
длина гидрожелоба достигает 10 м.
В реконструируемых цехах при сохранении ковшовой уборки
шлака Гипромез рекомендует замену других грануляционных уста-
новок гидрожелобными. Последние должны иметь грануляторы
закрытого типа с улавливанием и обезвреживанием парогазовых
выбросов и систему оборотного водоснабжения; расход свежей
воды при этом составляет 0,7—0,8 м3/т шлака. Количество гидро-
желобов, в том числе работающих одновременно, определяют
исходя из того, что скорость слива шлака из ковша достигает
4 т/мин, а длительность обработки одного состава шлаковозов
должна быть меньше длительности интервала между подачей со-
седних составов.
Шлаковый отвал представляет собой расположенную за преде-
лами доменного цеха площадку с насыпью высотой не менее 10 м,
по краю которой проложен железнодорожный путь для подачи
шлаковозов. Шлак из ковшей сливают под откос, где он затвер-
девает. Застывший шлак используют для строительства шоссейных
дорог и других целей. Новые и реконструируемые цехи не долж-
ны иметь шлакового отвала; это обеспечивает значительную эко-
номию земельной площади, уменьшает загрязнение окружающей
среды и позволяет получать из жидкого шлака более ценный про-
дукт — гранулированный шлак.
Припечная грануляция. Все вновь сооружаемые и при возмож-
ности реконструируемые цехи должны оснащаться установками
припечной грануляции, располагаемыми рядом с литейным дво-
ром. Разработано несколько разновидностей подобных установок;
для них характерно размещение грануляторов в закрытом кожухе,
что предотвращает выделение в атмосферу водяных паров и сер-
нистых газов, затрудняющих работу персонала печи и вызывающих
зимой обледенение оборудования. Основные преимущества этих
установок по сравнению с отдаленными от доменных печей: за-
метно снижаются капитальные затраты и эксплуатационные рас-
ходы прежде всего за счет сокращения парка шлаковозов и
198
транспортных средств; более полно используется шлак, поскольку
при перевозке в ковшах от 15 до 30% шлака теряется в виде
корок на поверхности и настылей на стенках ковшей; уменьшается
численность обслуживающего персонала; работа установки под-
дается автоматизации.
На недавно построенных печах объемом 5000 и 3200 м3 хорошо
зарекомендовали себя разработанные ВНИИМТ и Гипромезом
установки, одна из разновидностей которых показана на рис. 90, а.
Доменную печь оборудуют двумя такими установками, распола-
гаемыми с противоположных сторон литейного двора, причем каж-
дая установка имеет две автономных рабочих линии; к одной из
них шлак от печи поступает по ответвлению 5а шлакового желоба,
а к другой — по ответвлению 56.
Рис. 90. Установки придоменной грануляции шлака:
® — с грануляцией струями воды; б — с гидроэкранным гранулятором (схема)
Под желобом 5а расположен гранулятор 4, подающий струи
воды под давлением, которые раздробляют стекающий с желоба
шлак на гранулы. Смесь воды, пара и гранул поступает в бун-
кер /; решетка 2 предотвращает попадание в бункер крупных
предметов. Пар и газы поступают в скруббер 6 и выбрасываются
в атмосферу через трубу 8. В скруббер через форсунки 7 подают
известкованную воду, которая поглощает из пара и газов сер-
нистые соединения.
Из нижней части бункера 1 шлаководяную пульпу подают
с помощью эрлифта 10 в сепаратор 9, а из него она сливается
по трубе И в обезвоживатель 12 карусельного типа, который с
помощью привода 14 вращают по направлению стрелки А. Обез-
воживатель разделен на отдельные секции 13, имеющие решетча-
тые откидывающиеся днища. Через решетки вода за время вра-
щения обезвоживателя стекает в водосборник 15, откуда посту-
пает в бункер 1. Днища секций 13 открываются над бункером 17
и гранулы высыпаются в него, где дополнительно осушиваются
подаваемым снизу воздухом. Из бункера 17 гранулы попадают
199
на конвейер 16 и далее на склад. Сливающаяся из бункера 1
осветвленная вода насосом 3 повторно подается в гранулятор.
Каждая линия установки рассчитана на прием всего шлака,
поступающего во время выпуска (до 10 т/мин). Расход воды на
гранулятор достигает 1800 м3/час; удельный расход подпиточной
(свежей) воды равен 0,6—0,8 м3/т шлака. Для обеспечения ра-
боты эрлифтов сооружают отдельную воздуходувную станцию на
печь, подающую воздух под давлением 0,2 МПа (до 600 м3/мин).
В последующем Гипромез рекомендует применять для припеч-
ной грануляции более экономичные и имеющие меньшие габариты
установки с гидроэкранными грануляторами. Как видно из схемы
подобной установки (рис. 90,6), шлак с желоба 5а поступает
в приемную воронку 18 и затем в две ступени 19 гидроэкрэнного
аппарата, в которые подают воду под давлением и где шлак гра-
нулируется. Далее смесь воды и гранул поступает на обезвожи-
вающий грохот 20, а с него на конвейер 22, выдающий гранули-»
Рис. 91. Шлаковоз
рованный шлак на склад. Вода из грохота 20 по лотку 21 попа-
дает в бункер-отстойник 23, куда подают также подпиточную воду;
из бункера 23 вода насосом 3 подается в гидроэкранный аппарат.
Шлаковозы и шлаковые ковши (чаши). Несамоходный шлако-
воз (рис. 91) выполнен в виде цельносварной платформы 7 с двумя
ходовыми тележками 1. К платформе приварены лафеты 6, на ко-
торые через цапфы 5 опирается опорное кольцо 4, служащее для
установки ковша 3. Одна из цапф связана с механизмом кантова-
ния 2, с помощью которого поворачивают кольцо и ковш для сли-
ва шлака. Емкость литых стальных ковшей составляет 11, 16 и
16,5 м3.
3. Уборка колошниковой пыли
Для уборки колошниковой пыли в доменном цехе предусматривают
специальные железнодорожные пути (например, 12 на рис. 72),
которые проложены под пылеуловителями грубой очистки домен-
ного газа. Уборку пыли проводят с помощью открытых самораз-
гружающихся вагонов—думпкаров, которые устанавливают под
пылеуловителями. Для выпуска пыли под нижней горловиной
пылеуловителя смонтирован заключенный в герметичный кожух
шнековый транспортер, который одновременно с выпуском обеспе-
чивает увлажнение пыли. Недостатком способа является то, что,
несмотря на увлажнение, в процессе выпуска происходит загряз-
нение пылью окружающей атмосферы. Колошниковую пыль в ва-
гонах транспортируют на агломерационную фабрику и исполь-
зуют как добавку к шихте при агломерации.
Уже давно разрабатываются системы уборки пыли пневмо-
транспортом, однако практического применения они не нашли.
4. Воздухонагреватели и их расположение
Современные доменные печи проектируют с четырьмя воздухона-
гревателями и централизованной подачей воздуха к горелкам, дли
чего сооружают оборудованную вентиляторами станцию подачи
воздуха горения; в блоке воздухонагревателей наряду с дымовой
трубой между воздухонагревателями и печью предусматривают
специальную трубу для постановки печи «на тягу», минуя воздухо-
нагреватели, что увеличивает срок их службы.
Требуемый нагрев дутья обеспечивается соответствующей мощ-
ностью газовых горелок и достаточной поверхностью нагрева на-
садок. Для обеспечения нагрева дутья до 1200 °C и более суммар-
ная поверхность нагрева четырех воздухонагревателей должна
превышать 60 м2 на 1 м3 полезного объема печи. Воздухонагре-
ватели со встроенной камерой горения, применяемые на отече-
ственных доменных печах объемом 2002—2700 м3, имеют удель-
ную площадь нагрева 63 м2, а на печах объемом 3000—3200 м3 —
около 69 м2 на 1 м3 полезного объема печи и рассчитаны на на-
грев дутья до 1200—1250 °C. На доменной печи объемом 5000 м3
применены воздухонагреватели с выносными камерами горения,
что позволило увеличить поверхность нагрева до 100 м2; по рас-
четам это должно обеспечить повышение температуры дутья до
1350—1400 °C.
Для новых печей большого объема рекомендуется нагрев дутья
до 1400 °C и применение с этой целью воздухонагревателей с вы-
носными камерами горения, которые должны иметь керамические
горелки, насадку из шестигранных блоков и футеровку горячей
зоны из динасовых огнеупоров. Несмотря на определенное услож-
нение конструкции, воздухонагреватели с выносными камерами
горения имеют существенные преимущества: при одинаковых га-
баритах значительно возрастает объем и поверхность насадки,
201
повышается надежность работы из-за отсутствия внутри воздухо-
нагревателя высокотемпературной камеры горения.
Воздухонагреватели со встроенными камерами горения суще-
ствующих печей в соответствии с проработками Гипромеза долж-
ны быть реконструированы с целью повышения температуры на-
грева дутья. При этом предусматривается устройство независимого
опирания кладки купола на кожух; применение керамических го-
релок, насадки из шестигранных блоков, динасовой футеровки в
горячей зоне; сооружение трубы для взятия печи «на тягу»; цен-
трализованная подача воздуха горения.
Для удобства размещения воздухонагревателей у печи обще-
принятым является расположение воздухонагревателей и обслу-
живающей их дымовой трубы в одну линию. Блок из четырех
воздухонагревателей с трубой размещают на общем фундаменте.
Со стороны газовых горелок, трубопровода горячего дутья и вы-
носных камер горения располагают здание, оборудованное мосто-
вым краном для обеспечения ремонтных работ.
С тем чтобы уменьшить длину воздухопровода горячего дутья
и теплопотери, воздухонагреватели располагают рядом с печью.
Вытянутый в линию блок воздухонагревателей обычно размещают
параллельно направлению постановочных путей для уборки чугуна
и шлака. На печах с ковшовой уборкой шлака воздухонагрева-
тели обычно расположены между путями уборки чугуна и шлака
(см. рис. 67—70), на печах с припечной грануляцией шлака —
чаще с внешней стороны путей уборки чугуна (см. рис. 71 и 72).
5. Воздуходувная станция
В большей части существующих цехов для подачи дутья (воздуха
под давлением) к воздухонагревателям и от них к фурмам домен-
ных печей служат воздуходувные станции, представляющие собой
отдельное здание с установленными в нем воздуходувками, имею-
щими в качестве привода паровые турбины. В отдельных цехах
для недавно строившихся печей сооружали электровоздуходувные
станции (ЭВС), оборудованные воздуходувками с электроприво-
дом. Воздуходувные станции располагают на некотором удалении
от печей, где воздух менее загрязнен пылью, и соединяют с воз-
духонагревателями воздухопроводом, опирающимся на колонны.
При новом строительстве и реконструкции в соответствии с ре-
комендациями Гипромеза на заводе следует сооружать паровоз-
духодувную станцию — ПВС (или ПВС совместно с ТЭЦ) для
обеспечения дутьем доменных печей, сжатым воздухом кислород-
ной станции, а также сжатым воздухом и паром всех потребите-
лей завода. Для доменного дутья в ПВС устанавливают компрес-
сорные агрегаты, тип привода которых (паровой или электриче-
ский) должен выбираться на основе технико-экономического
сравнения. Следует устанавливать, как правило, один компрессор-
ный агрегат на печь и предусматривать резервные. Производитель-
ность агрегатов определяют на основании требуемого для печи
202
расхода дутья. Рекомендуемое Гипромезом примерное соотноше-
ние между параметрами работы компрессора и объемом печи при-
ведено ниже:
Объем печи, м3 2000 2700—3200 5000
Тип компрессора К-5500-41-1 К-5500-41-1 К-7000 К-12500
Количество подаваемого дутья, м3/мин 5000 6000 6500 11000
Давление дутья, МПа . . . 0,51 0,51 0,52 0,59
* Можно использовать два компрессора К-7000.
6. Очистка доменного газа и газоутилизационные турбины
В современных доменных печах на 1 т выплавляемого чугуна обра-
зуется 1250—1800 м3 газа, отводимого из печи через колошник.
Доменный или колошниковый газ используют как топливо воз-
духонагревателей доменных печей, коксовых печей, нагреватель-
ных колодцев и печей прокатных станов, котельных установок.
На выходе из печи доменный газ содержит от 10 до 40 г/м3 пыли,
а перед подачей в горелочные устройства для предотвращения
выхода их из строя (засорение и др.) содержание пыли в нем
Рис. 92. Схема системы отвода и очистки доменного газа
должно быть не более 5 мг/м3, в связи с чем требуется обязатель-
ная его очистка.
Для каждой доменной печи сооружают индивидуальную си-
стему газоочистки; газ к газоочистным устройствам, располагае-
мым на нулевой отметке, подают от колошника по наклонному
газопроводу (на печи объемом 5000 м3 их два). Система газо-
очистки обычно включает несколько последовательно установлен-
ных газоочистных аппаратов. На современных отечественных пе-
чах, работающих с повышенным давлением газов, применяют две
различающиеся схемы газоочистки — с дроссельным устройством,
предназначенным для понижения давления газов, и с газовой ути-
лизационной бескомпрессорной турбиной.
Большая часть печей оборудована системой очистки газов с
дроссельным устройством, показанной на рис. 92. От колошнико-
вой части 1 печи газы по наклонному газопроводу поступают в
203
сухой радиальный пылеуловитель 2 диаметром до 16 м, имеющий
сужение вверху и внизу. Газ в него поступает сверху и изменяет
направление движения на 180°, а крупные частицы пыли осаж-
даются в нижнем конусе пылеуловителя, откуда пыль периодиче-
ски выпускают в железнодорожные вагоны.
Далее газ попадает в безнасадочный скруббер 3, где частицы
пыли захватываются подаваемой через форсунки водой и осаж-
даются в нижней части скруббера в виде шлама; газ здесь охлаж-
дается до 35—40 °C. Затем газ проходит через нерегулируемые
трубы Вентури 4, где частицы пыли поглощаются каплями воды,
которые улавливаются в далее расположенном каплеуловителе.
Окончательная очистка газа происходит в дроссельном устрой-
стве 6. Последнее предназначено для снижения давления газа и
одновременно обеспечивает его очистку, работая как газоочист-
ной аппарат по тому же принципу, что и трубы Вентури. Далее газ
проходит через водоотделитель 7 и через листовую задвижку 8
поступает в коллектор 5 (цеховую сеть). По газопроводу 5 газ
отводят на колошник для уравновешивания давления в межко-
нусном пространстве.
Вновь сооружаемые доменные печи, а также печи многих суще-
ствующих цехов с целью экономии эпергоресурсов в последние
годы оборудуют газовыми утилизационными бескомпрессорными
турбинами (ГУБТ), предназначенными для выработки электро-
энергии за счет использования энергии повышенного давления
доменного газа. В турбине, располагаемой после газоочистки,
давление газа снижается, в связи с чем в системе очистки газа
не используется дроссельное устройство. В настоящее время в со-
четании с ГУБТ в большинстве случаев применяют следующую
схему газоочистки: сухой пылеуловитель, полый скруббер, нере-
гулируемые трубы Вентури с каплеуловителем; применяется так-
же схема, в которой вместо труб Вентури используют мокрые
электрофильтры. В обеих схемах сохраняется дроссельное устрой-
ство, через которое газ пропускают в случае остановки ГУБТ,
что обеспечивает работу доменной печи на повышенном давлении.
Обе эти схемы газоочистки, как показал опыт, недостаточно
приспособлены для эффективной работы с ГУБТ. Нерегулируемые
трубы Вентури без дроссельного устройства не обеспечивают ста-
бильной очистки газа, особенно при периодических переводах печи
на работу с пониженным давлением; мокрые электрофильтры так-
же не работают устойчиво. В связи с этим наблюдаются заносы
турбины пылью и требуются периодические ее остановки. Кроме
того, при обеих схемах очистки доменный газ охлаждается до
35—40 °C, а затем для обеспечения нормальной работы турбины
его приходится нагревать до 120—140 °C.
С учетом этого опыта в дальнейшем Гипромез рекомендует сле-
дующие схемы очистки доменного газа при работе с ГУБТ: сухой
пылеуловитель, малогабаритный скруббер, регулируемые трубы
Вентури, каплеуловитель; сухой пылеуловитель, испарительный
скруббер, сухие электрофильтры. При очистке по первой из этих
204
схем газ будет охлаждаться до 55 С, по второй — до 100—120 °C;
вторая схема может быть реализована после промышленного
опробования сухих электрофильтров. В первой отечественной до-
менной печи объемом 5000 м3 предусмотрена более сложная си-
стема газоочистки для работы с ГУБТ: два сухих пылеулови-
теля, скруббер, три нерегулируемые трубы Вентури, каплеулови-
тель, три мокрых электрофильтра.
Газотурбинная расширительная станция. ГУБТ, использующая
энергию повышенного давления доменного газа, служит приводом
электрогенератора, вырабатывающего электроэнергию. Для раз-
мещения ГУБТ и электрогенератора вблизи от газоочистки соору-
жают газотурбинную расширительную станцию (ГТРС); в пей
располагают также подогреватель смешивающего типа, который
обеспечивает нагрев газа перед турбиной до 120—140 °C за счет
сжигания части (до 5—6%) подаваемого в нее газа.
Применяемые в настоящее время турбины ГУБТ-8 и ГУБТ-12
имеют соответственно мощность около 8 и 12 МВт и пропускную
способность в 260 000 и 360 000 м3 газа в час. Турбину выбирают
с учетом того, что она должна обеспечить пропускание всего газа,
отводимого от доменной печи.
В существующих ГТРС обычно предусматривали установку
одной турбины на каждую доменную печь (для печи объемом
5000 м3 предусмотрена установка двух параллельно работающих
турбин ГУБТ-12). В последующем с целью повышения технико-
экономических показателей и экономии территории Гипромезом
рекомендуется сооружение ГТРС с установкой, как правило, одной
мощной турбины на две-три доменных печи. Соответственно наме-
чено создание более мощных ГУБТ, чем существующие (в част-
ности, турбины, которая одна обеспечивала бы пропуск газа от
печи объемом 5000 м3 до 740000 м3/ч).
7. Разливочное отделение
Разливочное отделение, включающее несколько разливочных ма-
шин, обычно расположено в одном из торцов цеха. Для обеспе-
чения бесперебойной подачи ковшей с чугуном машины в совре-
менных цехах располагают по отдельности либо блоками с общим
чугуновозным путем, но не более двух машин в блоке. В состав
комплекса разливочной машины или блока входят здание разлив-
ки; одна или две машины, размещенные в наклонных галереях;
здание выдачи чугуна, отделение подготовки известкового раство-
ра; опрыскиватели; система оборотного водоснабжения и подачи
воды для охлаждения чушек. Общий вид комплекса машины со
зданиями разливки и отгрузки и наклонной галереи показан на
рис. 93.
В здании разливки имеются чугуновозный путь, стенды и кан-
товальные устройства для наклона ковшей, лебедка для переме-
щения чугуновозов, иногда вспомогательные пути и мостовой кран.
Разливочная машина (см. рис. 93) состоит из двух наклонных
205
параллельно движущихся конвейеров 8, снабженных приводом и
натяжным устройством 2; стенда /; разливочного желоба 6; водо-
провода 10 с брызгалами для охлаждения мульд с чугуном; опрыс-
кивателя мульд 9 и устройства 14 для погрузки чугуна в вагоны,
расположенного в здании 12 выдачи чугуна.
Каждый конвейер представляет собой две составленные из
шарнирно соединенных пластин цепи, на которой болтами закреп-
лены мульды — корытообразные изложницы для чугуна. Цепи
перемещаются по роликам 7, смонтированным на наклонных непо-
движных опорах 11. Движение цепи обеспечивают две приводные
звездочки 13, жестко посаженные на вал, вращаемый приводом.
Натяжение конвейера осуществляют путем перемещения холостых
звездочек 3 с помощью натяжного устройства 2.
Рис. 93. Разливочная машина
Техническая характеристика типовой двухленточной разливочной машины
конструкции ИЗТМ: число изложниц в ленте 308, масса чушек 18, 23 и 45 кг,
скорость движения ленты 11,3 м/мин, угол наклона конвейера 9°44'. Произво-
дительность машины при непрерывной работе и массе чушек 45 кг составляет
204 т/ч, при массе двух чушек по 18 кг 162 т/ч.
Организация разливки. Чугуновозный ковш 4 наклоняют с по-
мощью крюка 5 кантовального устройства, сливая чугун в же-
лоб 6; ковш при этом опирается на стенд 1. Через два сливных
носка разливочного желоба чугун поступает в мульды двух дви-
жущихся вверх конвейеров 8. В процессе движения чугун в муль-
дах затвердевает, чушки и мульды охлаждают водой, подаваемой
водопроводом 10 с брызгалами.
При огибании конвейером приводных звездочек 13 чушки чу-
гуна вываливаются из мульд и по желобам 14 погрузочного
устройства поступают в металлические железнодорожные плат-
формы. Перекидные желоба 14 позволяют подавать чушки в плат-
формы, стоящие на двух смежных путях 15 и 16 без остановки
разливочной машины. Чушки на металлических платформах по-
ливают водой через специальный водопровод. Внутреннюю поверх-
ность опорожненных мульд с помощью опрыскивателей 9 покры*
206
вают известковым раствором для предотвращения приваривания
к ним чугуна.
Платформы с чушками от разливочных машин направляют на
склад холодного чугуна, где чушки магнитным краном перегру-
жают в вагоны МПС для отправки потребителям. Более рацио-
нальной является применяемая в последние годы на ряде заводов
выдача и отгрузка чушек чугуна с использованием роторных
Рис. 94. Схема роторной установки для охлаждения и погруз-
ки чугуна в вагоны
охлаждающих устройств (см. рис. 94), располагаемых под раз-
грузочным концом разливочной машины. Падающие с конвейеров
чушки по наклонному желобу 2 поступают в вертикально распо-
ложенное и наполовину погруженное в воду колесо 3, вращаю-
щееся со скоростью 0,5 об/мин. Попадая в карманы 5 колеса,
чушки вместе с ним движутся через слой воды, где охлаждаются,
-а затем поднимаются вверх. В верхней точке колеса они высы-
паются из карманов на желоб 4, по которому поступают в ваго-
ны 1 МПС. При этом способе не требуется дополнительной пере-
грузки чушек на складе холодного чугуна.
8. Отделение приготовления огнеупорных масс
(глиномялка)
Отделение предназначено для приготовления леточной и желоб-
ных огнеупорных масс и представляет собой однопролетное зда-
ние, в котором имеются мостовые краны; рельсовые пути для до-
ставки сырья и вывоза приготовленных масс; ямные бункера, куда
разгружают и где хранят сырые материалы (глину, кокс, песок,
шамот и др.) и оборудование для приготовления масс.
В современных отделениях процесс производства огнеупорных
масс автоматизирован. Сырые материалы из ямных бункеров до-
ставляют грейферным краном в приемный бункер системы при-
готовления масс. Из него материалы поступают в дробилки, а гли-
207
на — в глинорез, после которого ее транспортируют в печь для
сушки. Далее материалы через дозаторы поступают в смеситель,
где компоненты массы перемешивают и увлажняют. Из смесителя
массу подают в пресс, где ее уплотняют. Готовая масса поступает
от пресса в контейнеры, в которых ее транспортируют к домен-
ным печам железнодорожным или автотранспортом. Транспорти-
ровку материалов в процессе приготовления массы осуществляют
с помощью ленточных конвейеров, течек, элеваторов, тарельчатых
питателей.
При изготовлении безводных огнеупорных масс отделение обо-
рудуют емкостью для хранения каменноугольной смолы, трубопро-
водами для нагрева смолы паром. Трубопроводы снабжены доза-
торами для подачи смолы в смесители.
9. Депо ремонта ковшей
Депо ремонта открытых чугуновозных ковшей представляет собой
однопролетное здание с рельсовыми путями для подачи чугуново-
зов. Оно оборудовано мостовыми кранами с грузоподъемностью,
позволяющей поднимать порожние чугуновозные ковши. В депо
размещены ямы для ремонта футеровки ковшей, стенды для горя-
чего ремонта ковшей и их чистки, устройства для сушки футеровки
ковшей, яма для осмотра и ремонта ходовой части чугуновозов,
склад огнеупоров.
Депо ремонта ковшей миксерного типа может быть выполнено
в виде двухпролетного здания. В одном пролете организован горя-
чий ремонт ковшей и имеются участки отрыва настылей чугуна
с горловины ковша, ломки футеровки, горячего ремонта футеров-
ки. В другом пролете осуществляют холодный ремонт футеровки
с полной заменой футеровки рабочего и иногда арматурного слоев.
10. Расчет потребности в основном оборудовании
Производительность скипового подъемника в связи с неравномерностью за-
грузки во времени и в связи с возможным увеличением производительности
доменной печи рассчитывают с запасом — так, чтобы коэффициент загружен-
ности подъемника не превышал 60—75%. Расчетный коэффициент загружен-
ности подъемнике выражают в виде отношения потребного для печи с за-
данной производительностью числа подачи (Zn) к теоретически возможному
числу подач (ZT) при непрерывной работе подъемника: Kp=100(Zn/ZT).
Теоретически возможную производительность скипового подъемника (воз-
можное число подач) определяют из соотношения ZT=24-60-60/£ подач в сутки,
где t — время подъема одной подачи, выраженное в секундах.
/ = Пк(£п-|-£к) (Zy +1№ ),
где tn — время поъема скипа на колошник, с; <к и — время остановок скипа
при загрузке соответственно кокса и железосодержащей части шихты в скип, е;
пк и п-» — соответственно число скипов кокса и железосодержащих материа-
лов в подаче.
Время подъема скипа составляет 35—50 сив каждом конкретном случае
определяется путем построения графика движения, учитывающего длину подъем-
ника, скорость движения, время разгона в начале пути и торможения в конце;
время стоянки скипа при загрузке кокса составляет 12—15 с, при загрузке
железосодержащей части шихты 15—20 с.
208
Потребное или необходимое число подач (Zn) определяют по заданной
суточной производительности доменной печи (Пс, т/сут). При этом с учетом
величины удельного расхода кокса и железосодержащей шихты на 1 т чугуна
суточный расход кокса QK составит (0.35—0,50) Пс т/сут, а суточный расход
железосодержащей шихты фж—(1,75—2,1)77 с т/сут.
Необходимое число подач по коксу составит 2п = (?к/(7’кПк), где Рк— масса
кокса в скипе, т.
Аналогичным образом определяют необходимое число подач по железо-
содержащей части шихты и для расчета коэффициента загруженности подъем-
ника А'р берут большую величину.
Масса материала в скипе P=Vc«qk, где Vc« — объем скипа, м3; q — на-
сыпная масса материала, т/м3; k — коэффициент заполнения скипа (0,85).
Насыпная масса кокса составляет около 0,45; агломерата 1,9; окатышей 1,9 т/м3
Требуемая производительность скипового подъемника обычно достигается при
объеме скипа 1/Ск, близком к 0,0065 Vn, где Vn — полезный объем печи.
Производительность вагон-весов зависит от их грузоподъемности и орга-
низации совместной работы по скиповым подъемникам. Средняя часовая произ-
водительность вагона /7Ч=36ОО Pk/t (т/ч), где Р — грузоподъемность вагон-
весов, т; k — коэффициент заполнения карманов (0,9); I — длительность цикла
работы вагон-весов (с), включающая время набора материалов из бункеров
и их разгрузки в скип, передвижения от скиповой ямы к соответствующим
бункерам и обратно и время простоя в ожидании скипов. Величину t опре-
деляют путем построения графика совместной работы вагон-весов и скипового
подъемника Длительность определяемого таким образом цикла достигает 250 с,
хотя длительность собственно доставки очередной порции материалов вагоном
не превышает 1 мин.
При конвейерной подаче материалов в скип пропускную способность кон-
вейерной системы (конвейеры, питатели, дозаторы) рассчитывают так, чтобы
обеспечивалась бесперебойная подача при максимальной производительности
скипового подъемника. Методика выбора и расчета производительности кон-
вейера описана в разд. 5 гл. 4.
Пои конвейерном колошниковом подъеме на отечественных доменных печах
объемом 3200—5000 м3 применяют ленту шириной 2000 мм при скорости ее
движения 2 м/с, что соответствует производительности конвейера по агломерату
и окатышам около 3500 т/ч и с запасом обеспечивает требуемый темп подачи
порций шихты на колошник.
Емкость бункеров бункерных эстакад в соответствии с существующими нор-
мами рассчитывают на хранение 8—12-ч запаса агломерата и окатышей и
5—8-ч запаса кокса. В строившихся ранее цехах при доставке рудных мате-
риалов железнодорожным транспортом емкость рудных бункеров рассчитана
на хранение 20—24-ч запаса материалов.
Производительность вагоноопрокидывателя (П, вагонов в сутки) опреде-
ляют по формуле /7= (1440—/п)Др, где tp— задолженность вагоноопрокидыва-
теля на разгрузку одного вагона, мин; — время простоев в сутки, мин.
Задолженность башенного или роторного вагоноопрокидывателя на раз-
грузку одного вагона (подача вагона на люльку или ротор, опрокидывание
вагона и его выдача) составляет 2—3 мин. Обычно вагоноопрокидыватель занят
разгрузкой 35—40% рабочего времени и разгружает около 70 вагонов за смену;
в отдельных случаях занятость разгрузкой достигает 80% рабочего времени и
количество разгружаемых вагонов достигает 170.
Число чугуновозных ковшей. Необходимое в доменном цехе количество (п)
открытых грушевидных чугуновозных ковшей (парк ковшей) определяют по
формуле л=пОбЧ-/грем + лрез, где «об. Прем и пРез — число ковшей, находящихся
в обороте, ремонте и резерве соответственно.
Число ковшей, находящихся в обороте, равно
/гОб = 77лп7об6/(24^0,8) ,
где П — суточная производительность печи, т/сут; лп — число печей в цехе, шт.;
toe — длительность цикла оборота ковша (5—7 ч); k — коэффициент неравно-
мерности выпусков чугуна (1,25); Р — номинальная емкость ковша, т; 0,8 —
коэффициент заполнения ковша чугуном.
209
Число ковшей, одновременно находящихся в ремонте, определяют по фор-
муле Прем = Л.Об (^x.p + R,fr.p)//n£o6,
где р и /Гр — продолжительность холодного и горячего ремонтов соответ-
ственно, ч; т — стойкость футеровки (число наливов) между холодными ремон-
тами, шт.; п' — число горячих ремонтов, проводимых за одну кампанию между
холодными ремонтами, шт. Стойкость футеровки между холодными (капиталь-
ными) и горячими ремонтами составляет соответственно 350 и 115—120 нали-
вов; продолжительность ремонтов — около 100 п 8 ч.
Число резервных ковшей в соответствии с нормами технологического проек-
тирования определяют следующим образом:
^Лпах / Пп —
През ~ лг/3 0,8 \ п “ 2 Л
В этой формуле Птц — максимальная производительность одной печи, т/сут;
т — число выпусков чугуна в сутки на печи с максимальной производитель-
ностью. Примерное число выпусков чугуна (т) в сутки на печах с одной лет-
кой составляет 8—10, при двух летках 10—14; при трех-четырех летках 15—20.
Число чугуновозных ковшей миксерного типа рассчитывают аналогичным
образом, при этом стойкость футеровки между холодными (замена футеровки)
и горячими (ремонт горловины и футеровки в месте падения струи чугуна)
ремонтами принимают соответственно равной 600 и 170—200 наливоз. Дли-
тельность горячего ремонта составляет 8 ч, а холодного, по опыту одного
из отечественных заводов, 450 ч.
Число разливочных машин рассчитывают исходя из необходимости обеспе-
чить разливку чугуна при его минимальном потреблении сталеплавильными
цехами, т. е. при остановках на ремонт конвертеров или мартеновских печей.
Если разницу между суточной выплавкой чугуна и его потреблением стале-
плавильным цехом обозначить Qc (т/сут), а суточную производительность
одной машины /7с (т/сут), то потребное число машин составит n=Qc!ne-
Суточная производительность, т/сут, одной машины при условии беспере-
бойной подачи ковшей равна Пс= 0,995 (Р/с//ц), где Р — масса чугуна в ков-
ше, т; /ц — продолжительность цикла разливки одного ковша, ч; 0,995 — коэф-
фициент учета потерь чугуна при разливке; tc — время работы машины в сутки
(его принимают равным 20 ч, остальное время затрачивается на ремонт желоба
и эксплуатационные нужды самой машины).
Продолжительность цикла разливки одного ковша складывается из вре-
мени tx разливки и времени /2 между двумя разливками, затрачиваемого на
захват и подъем ковша, обратный поворот порожнего ковша, замену ковша;
величину /2 принимают равной 10—15 мин или 0,17—0,25 ч.
Продолжительность разливки одного ковша равно, ч: /1=60Р//(пл9о),
где I — расстояние между изложницами (—0,3 м); пл — число лент; q— масса
чушки, т; v — скорость движения ленты, м/мин.
Изложницы выполняют одноместными для получения чушек массой 45 кг
или двухместными для получения двух чушек массой по 23 или 18 кг. Скорость
движения ленты разливочных машин составляет 9,1—13,8 м/мин.
В паспортной технической характеристике разливочных машин обычно ука-
зывают ее производительность при непрерывной разливке; эта теоретическая
производительность (77О, т/ч) равна По=6,12(qv)/l.
Число шлаковозов при ковшевой уборке шлака в доменном цехе опреде-
ляют по формуле: п=поб+прем + лреэ, где п0 б, ^рем И Я-рез — ЧИСЛО ШЛЭКОЗО*
зов, находящихся соответственно в обороте, в ремонте и резервных.
Число шлаковозов, находящихся в обороте равно, шт.:
/О^в^об [ 0Моб\
06 “ 24 \Vd0,8 ‘ Vd0,8 / ’
где Q — суточный выход шлака с одной печн, т/сут; пв — число печей в цехе,
шт.; k — коэффициент неравномерности выпусков шлака (1,25); /Об— продол-
жительность цикла оборота ковша, ч; V — объем шлакового ковша (11 или
16,5 ми); d—плотность жидкого шлака (около 1,6 т/м3); 0,8 — коэффициент
заполнения ковша; рв и 0Н — доля верхнего и нижнего шлака соответственно.
210
Из общего количества шлака доля верхнего составляет 0,5—0,45, дол*
нижнего 0,5—0,55; время оборота ковшей с верхним и нижним шлаком в рас-
четах принимают близким к 5 ч.
Число шлаковозов, одновременно находящихся в ремонте:
«рем = «об (^р/0 •
где /р — продолжительность капитальных, средних и текущих ремонтов шлако-
возов за кампанию, сут; t — продолжительность кампании ковша между капи-
тальными ремонтами, сут.
Продолжительность кампании между капитальными ремонтами принимают
равней шести годам. За это время проводят два средних и шесть текущих
ремонтов. Продолжительность капитального, среднего и текущего ремонтов со-
ставляет соответственно 3; 2,5 и 1 сут.
Число резервных шлаковозов в соответствии с существующими нормами
рассчитывают следующим образом:
_____Qk f Рв , Рн \
Лре“ Vd0.8 \mB mH / *
где и та — число выпусков верхнего и нижнего шлака соответственно.
Расчетное число выпусков верхнего шлака на печах с одной чугунной леткой
составляет 16—20, на печах с двумя чугунными летками 20—24. Число выпус-
ков нижнего шлака равно числу выпусков чугуна, данные о которых приведены
при расчете количества чугуновозов.
Производительность электровибрационных питателей, используемых для вы-
дачи сыпучих материалов из бункеров (П, т/ч), определяют по формуле: П=
^36C0Bhvqkr где В — ширина лотка, по которому перемещается выгружае-
мый материал, м; h — высота слоя материала на лотке, м; v — скорость движе-
ния материала по лотку, м/с; q — насыпная масса материала, т/м3; k — коэффи-
циент, принимаемый по опытным данным в пределах 0,6—0,8.
Производительность барабанного питателя, выдающего сыпучие материалы
из бункеров в вагон-весы, рассчитывают по формуле, т/мин: n=1800hlDaqk,
где h — высота разгрузочной щели (0,25—0,35 м); I — рабочая длина барабана
(1,885 м); D— диаметр барабана (1,524 м); со — угловая скорость вращения
барабана ( — 10 об/мин); q — насыпная масса материала, т/м3; k — коэффициент
заполнения щели материалом (^=0,7). Производительность барабанного питателя
по агломерату обычно составляет 560—780 кг/с.
Расчеты железнодорожного транспорта. Основой для этих расчетов является
определяемый при проектировании цеха объем внутрицехового и межцехового
грузооборота (объем перевозок жидкого и чушкового чугуна, жидкого шлака,
огнеупоров, сырья, оборудования и др.). Его рассчитывают на основании дан-
ных о производительности печей и величине расходных коэффициентов мате-
риалов на тонну выплавляемого чугуна. Все элементы и устройства железно-
дорожного транспорта должны обеспечить выполнение расчетного суточного
объема перевозок.
Расчетом определяют потребность в подвижном составе (обычные вагоны
и специальный подвижной состав для перевозки определенных грузов — напри-
мер, платформы для перевозки чушкового чугуна от разливочных машин, чугу-
новозы, шлаковозы п др.). Рабочий парк обычных вагонов (их число и) опре-
деляют из соотношения: п = /7сут-/Об/24,
где 77cvt — суточный объем перевозок, т/сут: toe — длительность оборота ваго-
на, ч; 24 — число часов в сутках. (Расчет числа чугуновозов и шлаковозов, где
необходимо учитывать режим выпуска чугуна и шлака из доменных печей и
сроки службы футеровки ковшей приведен выше).
В соответствии с существующими нормами для новых цехов на железно-
дорожном транспорте следует использовать тепловозную тягу. Число железно-
дорожных путей определяют на основании расчета их занятости всеми видами
передвижений и стоянок вагонов и составов (например, занятость постановоч-
ных путей для уборки чугуна па один выпуск складывается из длительности
подачи состава с чугуновозами, ожидания выпуска, выпуска чугуна в ковши,
уборки состава). Занятость или пропускную способность путей определяют ана-
211
литическим или графическим методом. По первому методу расчетную занятость
(С, %) пути определяют из соотношения: С=Т 100/1440,
где Т — время, необходимое для выполнения всех видов передвижений по рас-
считываемому пути в течение суток, мин
Допустимая расчетная занятость пути в соответствии с нормами проекти-
рования заводского транспорта составляет 80%. Если расчетная занятость пре-
вышает эту допустимую величину, то следует предусматривать дополнительный
путь. Если полученная при аналитическом расчете занятость пути превышает
60%, то дополнительно необходимо выполнить графический расчет пропускной
способности пути Обязательной является проверка пропускной способности гоо-
ловины путей. При ковшевой уборке шлака для его перевозки к установкам
переработки (например, грануляционным) в соответствии с существующими нор-
мами необходимо предусматривать два железнодорожных пути.
При проектировании железнодорожного транспорта доменного цеха прини-
мают решение о том. какие из постановочных путей у литейного двора, исполь-
зуемые для уборки жидких чугуна и шлака, можно делать тупиковыми. В соот-
ветствии с существующими нормами, основанными на обобщении имеющегося
опыта и расчетах, для доменной печи с двумя постановочными путями для
чугуна и двумя для шлака, один из каждых двух путей должен быть сквозным,
а один можно делать тупиковым.
Для доменных печей с четырьмя постановочными путями для чугуна я че-
тырьмя путями для шлака, распологаемымп по два с каждой стороны литей-
ного двора, допускается сооружение всех путей тупиковыми. Тупиковыми, как
правило, делают хозяйственные путл, используемые для доставки на литейный
двор вспомогательных материалов.
РЕКОМЕНДАТЕЛЬНЫЙ БИБЛИОГРАФИЧЕСКИЙ СПИСОК
Бринза В. Н., Зиньковский М. М. Охрана труда в черной металлургии.
М.: Металлургия, 1982. 356 с.
Ефаное П. Д„ Карнаух Н. И. Безопасность труда в основных производствах
черной металлургии. М.: Металлургия, 1981. 245 с.
Заверюха Н. В., Волков Л. А., Чечет кин А. В. Разливщик стали. М.: Ме-
таллургия, 1974. 208 с.
Инструкция о составе, порядке разработки, согласования и утверждения
проектно-сметной документации на строительство предприятий, зданий и соору-
жений. CH-202-81. М.: Стройиздат, 1982. 72 с.
Коробов Н. И. Основы проектирования металлургических предприятий.
М.:МИСиС, 1974. 135 с.
Машины и агрегаты металлургических заводов. М.: Металлургия, т. 1, 1976.
415 с., т. 2, 1978. 328 с., авт. Целиков А. И., Полухин П. И., Гребеник В. М. и др.
Металлургия чугуна./ Вегман Е. Ф., Жеребин Б. И., Похвиснев А. Н.,
Юсфин Ю. С. М.: Металлургия, 1978 480 с.
Механизация работ в конверторных цехах. (Арист Л. М., Городецкий А. Н.,
Тьшкин М. А., Щербинин А. И. и др. М.: Металлургия, 1977. 287 с.
Муратов А. М., Коркина О. Д., Розенцвейг В. С. Электросталеплавпльные
цехи металлургических заводов зарубежных стран. М.: ВИНИТИ, 1976. 56 с.
Сапко А. И. Механическое и подъемно-транспортное оборудование электро-
металлургических цехов. М.: Металлургия, 1978. 256 с.
Ширяев П. А. Основы технико-экономического проектирования металлурги-
ческих заводов. М.: Металлургия, 1980. 373 с.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Автоматизированная система управ-
ления производством (АСУТП) 23
Агломерат 183
Аэрация 20
Бункера 39, 51
Вагон-весы 189
Вагоноопрокидыватели 47
Вентиляция 20, 24
Вентури труба 99
Внепечная обработка 38
Водоснабжение 19
Воздухонагреватели 170, 201
Выбросы пылегазовые 30
---- очистка 203
Грануляция припечная 198
— шлаков 197
Грузопоток 36
.Двор литейный 175
----круглый 175
----с поворотным желобом 178
----со стационарным желобом 176
— рудный 169, 184
Документация рабочая И, 15
Документы нормативные 9
-Задание по проектированию 13
Защита водного бассейна 31
— воздушного бассейна 29
Изложницы 138
— отделение чистки п смазки 147
— участок охлаждения 146
Канализация 19
Ковш миксерного типа 55
— разливочный 142, 144, 150
— сталеразливочный 37, 141, 143
---- подача ферросплавов 92
— чугуновозный 57
— шлаковый 200
Конвейер ленточный 50, 124
Конвертер 74
— с донным дутьем 104
Контейнеры 124
Котлы-утплизаторы 99
Корзины загрузочные 121
Крап грейферный 49, 50
— заливочный 67, 86
— мсстовой 37, 47
---- кольцевой 182
----магнитный 48, 50, 121
Лом 42
— загрузка 85
— емкость совков 105
Машины для ломки футеровки 98
— завалочные 66. 125
---- напольные 85
— непрерывного литья заготовок
(МНЛЗ) 38, 101, 153
----------выбор типа 153
---------- оборудование для сме-
ны ковшей 157
----------расположение в цехе 156
— разливочные 206
Миксер 52, 58, 87
Мульда 64, 67
Норма запаса материалов 52
Обоснование проектирования 11
Окатыши металлизованные 122, 183
Отвал шлаковый 198
Отделение непрерывной разливки
стали (ОНРС) 28
— —-------планировка 162
----------с блочным расположе-
нием машин 157
----------линейным расположе-
нием машин 160
— миксерное 54
— переливное 56
— подготовки составов 148
— раздевания слитков 144
— разливочное 139
— шихтовое 39
--- бескрановое 44
-------с ямными бункерами 42
---нижнее 41
-------с подвесными бункерами 44
---разгрузочные 45
Отопление 20, 24
Охрана труда и техники безопас-
ности 23
Паровоздуходувная станция (ПВС)
18, 202
Печи доменные 165
---с четырьмя летками 181
Площадки разливочные 150
Пневмотранспорт 124
Подъемники конвейерные колошнико-
вые 171, 174, 178
------- подача материалов 193
— скиповые колошниковые 169, 187,
191
Принцип безопасности 7
— долговечности 7
— комплектности 7
— нормативности 8
— объективности 6
— перспективности 7
— прогрессивности 6
— типизации 8
— учета территориальности 7
— экономичности 7
— эстетичности 8
Пульпа шлаковая 199
Пыль колошниковая 201
Разливка стали в изложницы 131,
137 152
— — на МНЛЗ 132, 152
---площадки 143
---тележки для изложниц 143
Рафинирование 127
214
Совки для загрузки лома 84
Сталевоз 94
Тележки передаточные 121
— разливочные 151
Транспорт конвейерный 21
— промышленный 20
— трубопроводный 22
— пневматический 105
Утилизация шлаков 129
Хозяйство газовое 18
— теплосиловое 18
Цех доменный 26, 163
-----грануляция шлака 197
----- планировка 166
-----полезный объем печей 164
----- приготовление огнеупорных
масс 207
----- разливочное отделение 205
-----расположение на территории
завода 175
-----с блочным расположением пе-
чей 167
-------конвейерным колошниковым
подъемником 174
-------рудным двором 169
----- уборка чугуна 195
-------шлака 196
----- число печей 164
— конвертерный 26, 71
-----выход годного 72
-----загрузка сыпучих материа-
лов 89
-----Западно-Сибпрского металлур-
гического комбината 79
-----компоновка пролетов 102
-----металлургического комбината
«Азовсталь» 80
----- Новолипецкого металлургиче-
ского комбината 77
----- очистка газов 99
----- подача и заливка чугуна 87
----- производительность 72
-----пролет внепечного рафинирова-
ния 102
-----расчет потребности в оборудо-
вании 105
-----ремонт ковшей 97
----- уборка шлаков 95
-----шлаковый двор
— мартеновский 28, 30, 43, 59
----- заливка чугуна 65
----- главное здание 61
-----очистка дымовых газов 67
----- подача ферросплавов 65
-----реконструкция 68
-----электросталеплавильный 27,
34—36, 47, 107
-----большегрузные печи 109
-----выпуск стали 128
-----доставка и загрузка лома 12G
----- загрузка печей 112, 123
-----загрузочные корзины 122
----- организация работ 114, 120
----- очистка газов 130
----- планировка 11
-----подача порошковых материа-
лов 127
----- разливка стали 131
----- расчет числа печей 108
-----с печами в герметичных кожу-
хах 118
-----технология выплавки 109
----- уборка шлака 128
Чугуновозы 55, 196
Шлаковозы 95, 200
Штабеля 44, 51
Экспертиза 14
Эстакада бункерная 184—186
Эстетика промышленная 32
Яма для ремонта ковшей 144
Алексей Михайлович Якушев
ПРОЕКТИРОВАНИЕ
СТАЛ ЕПЛ АВ И Л ЬН ЫХ
И ДОМЕННЫХ
ЦЕХОВ
Уедактор издательства Т. А. Дьяконова
Художественный редактор Ю. И. Смурыгин
Технический редактор Н. А. Сперанская
Корректоры В. М. Гриднева. Г. Ф. Лобанова
ИБ Ns 2423
Сдано в набор 28,04,84. Подписано в печать 08 08.84. Т-16321. Формат бумаги бОХЭО'А*.
Бумага типографская Ns 2. Гарнитура литературная. Печать высокая. Усл. печ. л. 13.5.
Усл. кр.-отт. 13,75. Уч.-изд. л, 16,15. Тираж 4500 экз. Заказ Ns 137. Цена 70 к. Изд. № 0718.
Ордена Трудового Красного Знамени издательство «Металлургия»,
419857 ГСП, Москва, Г-34. 2-й Обыденский пер., д 14.
Областная книжная типо1рафия 320091, Днепропетровск, ул. Горького, 20.