/



Tags: радиотехника монтаж технические условия электромонтаж
Year: 1971




Text
Для с л у мс ей и ого йцмоБсШия
.••-Г «?••/
СССР
отраслевой стандарт
МЕХЛПИЧКС1ШЙ МОНТАЖ
РАДИОАППАРАТУРЫ
Технические условия
ОСТВ 84-457-71 ?
7 77^7
Предприятие п/я А-1228
. _1971
Ферма 5
з1-- "•
ст
67!
5
э
РАДИОАППАРАТУРЫ
Технические условия
® ОКп 72.Ш0
Л !П (ДП) 56 от Ю/П-72 г.
иъ1иел«лил€ди .
01.0184.
ОСкВ 84-457-71
Взамен НО 5231-66
Срок введения установлен
" I
й V а О------^/г С ——
Сро^ ч^*м&.нх^л€н ($о ОШ-ЗД?. @ ®
апреля 1972г
Несоблюдение стандарта преследуется по закону.
гх'
>- Настоящий стандарт распространяется на механический монтак
вновь разрабатываемых и изготовляешх (модернизируемых) изделий
отрасли.
Стандарт устанавливает технические требования к механическому
монтачу изделий, а та’~з сборочных единиц, входящих в изделие.
Стандартом следует ррюводствоваться при разработке технической
документации,составлении технологических процессов, изготовлении и
^ИМ 1иие • /
приемке изделий.
Издание офад^ьное
11ве.^&н _
\ » Фаст» 1К.Т Ь*. ^->3
Перепечатка воспрещена
©*л в-С?)
V.’
1.1. Настоящий стандарт’является обязательным технические доку-
мента для разработчиков, изготовителей, отдела технического конт-
роля, а также представителей заказчика.
1.2. Необходаость выполнения установленных настоящим стандар-
• О л
том требований к механическому монтажу должна быть оговорена в
’ конструкторских документах или общих технических условиях на изде- •
.—— • • * Прише-р ^ауилсм о‘|
лия путем ссылки на данный стандарт, в ^еответстд1Ш^05Т_0^2_01^Т0;
. а также-на иорматишо-технтэотф^о^лецтдаЬ, указанную в-тодато
ОСТ;;. илдхЛ'иъолои^ ОСТ В' §4- ЧХ1 “К ®
В отдельных необходимых и обоснованных случаях допускается де-
лать частные ссылки на конкретные разделы стандарта.
1.3. /Механический монтаж должен производиться в полном соответ-
ствии с чертежами, ТУ на эти-изделия, настоящим стандартом и по
утвержденному на предприятии технологическому, процессу^^ &
Примечание. Разъемные и неразъемные Уборочные едйшщ^подЕер-
гающиеся после сборки или сн/_Х механической или |
° ।
другой обработке, должны соответствовать обидам г ;
С'СТ^Гс>, о/а V# (/.
техническим условиям |
»
1.4. Все дополнительные требования к механическому монтажу '
изделий, не предусмотренные данным стандартом, должны быть отра- 1
кеш в ТУ или в чертежах на изделия и сборочные единицы. I
1,о.'Покупные изделия должны удовлетворять требованиям стандар-'
@ тов^ зюрыале& и технических условий, иметь клейло вредприятия-изгог
товктеля, а также хродставителя заказчика, если эт© иредуомотрено
в договоре на поставку или в технической дску^леитации (для мало- 1
. .1
габаритны:' изделии - паспорт предприятия-изготовителя) и доклеят, \
подтгэрждодаций качество покутйбго изделия и должны подвергаться ;
ВХОДНОд^у контролю.
- — >' .... _____
('('(г.т г
ОСТ В 84-457-71 Стр. 4
2. ТРЕБОВАНИЯ К МЕХАНИЧЕСКОЕ йОНТШ
ИЗДЕЛИЯ
211. Общие требования •
2.1.1. Механический монтаж сборочных единиц и изделий должен
производиться в светлом (освещенность рабочих мест должна быть не
менее 300 лк ) и чистом помещения, на чистых столах, покрытых слоис-
тым пластиком или другим материалом, при нормальных климатических ус-
ловиях согласно требованиям ГОСТ 12.1.005-76, если другие условия не
оговорены в чертежах иля в ТУ на изделие.
Лица, выполняющие механический монтаж и его контролирующие, дол-
жны быть одеты в спецодежду (халаты, тапочки, колпачки или косынки
согласно ОСТ 9^56-80, ОСТ 92-9355-80).
Если К/Сборочным единицам и изделиям предъявляются особые требо-
вания, или по своим габаритным размерам они не могут быть собраны в
помещении, то условия монтажа сборочных единиц и изделий должны быть
определены предприятием-разработчиком.
2.1.2. Режим сборочного цеха .по температуре, влажности и чистоте
должен проверяться работниками цеха и
контролироваться ОТК с помощью соответствующих приборов не реже одно-
го раза в сутки.
Освещенность замерять не реже одного раза в полгода, а также при
оборудовании нового рабочего места или после ремонта источников осве-
щения.
Результаты проверок должны регистрироваться в журнале по форме,
установленной на предприятии.
2.1.3. В процессе сборки и транспортирования сборочных единиц
и изделий должна применяться универсальная цеховая тара, предохра-
няющая их от повреждений. Необходимость специальной тары определяет
технолог.
За-м. 4.
' Форма Я-7961
' ОСТ В 84-457-71 Стр .5 .
2.1.4. Если механический монтаж изделий производится в разных
зданиях одного или различных предприятий» то транспортирование сбо-
рочных единиц и деталей должно производиться в таре, обеспечивающей
сохранность качества, т.е. предохраняющей от попадания пыли»
грязи, влаги, механических повреждений и т.п.
В зимнее время поступившие в сборочный цех сборочные единицы
и детали должны выдерживаться в упакованном виде до принятия ими тем-
пературы помещения.
2.1.5. Перед сборкой все детали и сборочные единицы должны быть
проверены визуально на отсутствие загрязнений (следов смазки, мине-
ральных масел, жиров и других загрязнений).
Посеребренные детали и сборочные единицы, перед сборкой промыть од-
ним из указанных составов: спирто-бензиновой смесью 1:ТИли спиртом
этиловым ректификованным техническим ГОСТ 18300-87.
2.1.6. Механический монтаж сборочных единиц и изделий с примене-
нием деталей, покрытых серебром, не должен производиться на ковриках
или подстилках, изготовленных из материалов, содержащих сернистые
соединения (резина, эбонит и другие).
В случае сборки деталей с покрытиями, требующими бережного обра-
щения (например, серебряные, золотые» палладиевые и родиевые покрытия)
механический монтаж должен производиться в чистых х/б перчатках
ГОСТ 1108-84. Допускается при работе с мелкими деталями применять хи-
рургические перчатки РОСТ 3-75.
2.1.7. Не допускаются механические доделки деталей и сборочных
единиц, кроме оговоренных чертежами.
Примечания: I. Все необходимые доделки, при которых происходит
образование опилок, пыли и т.п., должны произво-
диться в отдельном помещении или должны быть при-
няты надежные меры, исключающие попадание этих
частиц в изделие.
@3^/ ___________________
Форма Я-<9С«
ОСТ В 84-457-71 Стр.6
2. Места доработок должны быть защищены
от коррозии в соответствии с указанием
1 чертежа.
> .2.1.8. При механическом монтаже ложны соблюдаться соответствующие
правила техники безопасности.
2.1. ^. Применяемые при механическом монтаже оснастка, инструмент
и приспособления должны быть исправными, своевременно проверенными
и обеспечивать необходимую точность установочных размеров,указанных вКД
2.1.10. В процессе выполнения механического монтажа должны быть
приняты меры по исключению попадания инородных тел в изделия.
2.1 .Ц. В необходимых случаях момент затяжки крепежных деталей
должен быть оговорен в чертеже. ’
2.1.12* Механический монтаж сборочных единиц и изделий, имеющих
в своем составе микросхемы и полупроводниковые приборы, должен про-
изводиться с соблюдением мер защиты от статического алектричества^
в соответствии с ОСТ 84-1924-81.
2.2. Требования к установке и закреплению деталей и сборочных
единиц
2.2.1. Все детали я сборочные единицы должны иметь надежное креп-
ление.
Способы и конструкции креплений, прочность неразъемных и разъем-
ных соединений частей изделия должны обеспечиваться с учетом воздей-
ствия механических и климатических факторов, оговоренных в ТУ на
. ** « -
изделия.
Покупные изделия должны быть установлены согласно требованиям
Ши КД.
Xют
. - —? ,_Л'
ОСТ В 84-457-71 Стр .7
3. ТРЕБОВАНИЯ К СБОРКЕ РАЗЪЕйНШ
СОЕДИНЕНИЙ
3.1. Требования к резьбовым соединениям .
3.1.1. При сборке крепёжные детали должны быть равномерно эатя-. .
нуты и не должны иметь перекосов, сдвигов, люфтов, срывов ниток,
вмятин резьб, разбитых и разработанных шлицев, царапин, забоин и
других механических повреждений, превышающих нормы, оговоренные тех-
ническими условиями на крепежные детали.
. Допускается:
наличие незначительных вмятин от инструмента;
прогонка резьбы; . ; - • .
повреждение металлических и неметаллических (неорганических) по-
крытий в том случае, когда в данное резьбовое отверстие устанавлива-
ется ответная деталь на эмали ЭП-51 ГОСТ 9640-85 или аналогичной ей,
указанной в чертеже. . ,
3.1.2. Болты и гайки постоянного крепления после окончательной
сборки должны стопориться в соответствии с требованиями чертежа. Спо-
собы стопорения и их применение см. ОСТ4-Г0.019.200.
3.1.3. Необходимость фиксации , метод фиксации после окончательной
<
установки регулируемых взаимоперемещаемвх деталей должны быть огово-
рены в чертеже. . . *
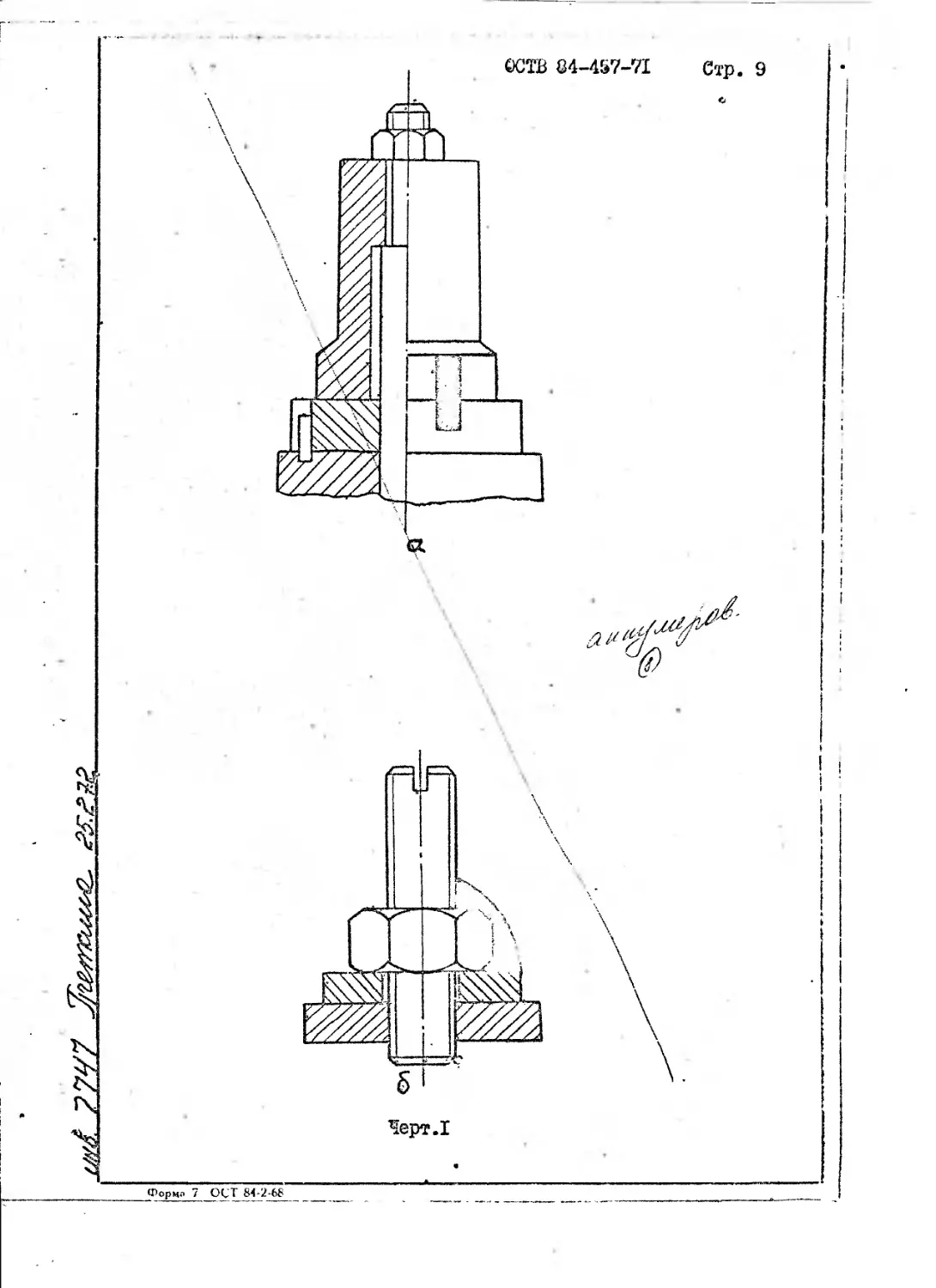
3.1.4. Головки и концы винтов и болтов (кроме головок винтов и
болтов, расположенных на наружных поверхностях изделий и лицевых
Ьанелях МА) должны быть покрыты эмалью ЗП-51 ГОСТ 9640-85 или другим
нейтральным ЛКП. Допускается наличие краски вокруг указанных крепежных
деталей на расстоянии до 2 мм. Необходи-
мость покрытия краской должна быть оговорена чертежом.
Форма я-»уу<
ОСТ В 84-457-71 Стр .8
3.1.5. Головки потайных винтов не должны выступать над поверх-
ностью детали, если допустимоеть выступания не оговорена чертежом.
3.1.6. Выступающая часть винта за стандартную гайку или деталь,
ее заменяющую, равную по толщине? должна быть не менее одной полной
нитки. В случае, если толщина заменяющей детали больше толщины стан-
дартной гайки, допускается отсутствие выступания винта.
3.1.7. Исключен. •
3.2. Требования к штифтуемым соединениям
3.2.1. В зависимости от условий работы сборочной единицы допус-
тимость выступания штифтов оговаривается чертежом.
3.2.2. При необходимости точного совпадения отверстий штифтуемых
деталей эти отверстия допускается сверлить при сборке совместно.
3.2.3. При сборке изделий кернение и расклепывание запрессованных
штифтов не допускается, кроме случаев, оговоренных чертежом.
3.2.4. Конические штифты, служащие для точного фиксирования, не
должны выступать рад поверхностью более, чем на один диаметр.
4. ТРЕБОВАНИЯ К СБОРКЕ НЕРАЗЪЕ.ШХ
СОЕДИНЕНИЙ
4.1. Требования к соединениям на преосошх посадках
4.1.1. Запрессовка деталей должна производиться без перекосов
в задира основного материала.
Поврсздсния защитного покрытия, вызванные процессом запрос- 1
ОСС6^;11^1
совки, должны быть завдзценанйайем>-с с
Рекомеядуемые^а1®-й-1фаоителн:
УТ-231 -Т.ТТУ-Т-10863-69;
•^Тб^-д^ллачнк^галак- -'ТУ - ГАУ-&-4391-54-;
лак ЛК-113 3 --------- -"МР77^-Ю473-64{
родамин--6й------------------------^Ч^Р^-6-9О)ОН-71-64-;
родамин с------;--------------------^ту^ьглп-у-16-66
фуке?лт-*-йара- - -?УЧй&^809-55-4^2.
друЕчзе-аейтралтж—
4.2. Требования к заклепочным соединениям и соединениям
развальцовкой, завальговкой, обжимкой, кернением
4.2.1. Детали, соединенные при помощи заклепок, не должны
1%я-иие.
иметь относительного перемещения. Тачка- заклепок не допускается.
Поверхности головок заклепок должны быть гладкими, без посторонних
включений, трещин, надрывов и расслоений металла.
На закладных головках допускаются следы от знака маркировки мате-
риала заклепки. На головках контактов, заклепок, втулок и т.н.
допускаются намины при расклепке и радиальные трещины на заклеп-
кахХсбеспечснием прочности соединения.
4,2.2. Голевкп заклепок должны иметь правильную форму, соос-
ную со стержнем заклепки. Допускается иесоссяость расклепанной зак-
лепки огнезительчо стержня не более 1/5 диаметра заклепки, -что дол-
жно обеспечиваться соответствующим инструментом и приспособлением.
4.2.3* Динглютр В вЫ<ил‘и ййМиНиющеЙ гплоикй ймк/кшНи <; п<*ну •«
круглой или потайной головкой должны быть не меньше соответствую-
щих размеров закладной головки жнного диаметра заклепки по стан-
дарту. . .
4.2.4. Для получения качественной замыкающей головки заклепки]]
в технологическом процессе разрешается корректировать длину зак- *'
лепки, контакта, а также других подобных деталей в зависимости от';'
сочетания допусков по фактической толщине склепываемых деталей.____у
4.2.5. При расклепке и развальцовке впотай расклепанные и
развальцованные концы деталей, -какправило не должны выступать,
если их выступание не оговорено чертежом. Допускаетея-зачистка-
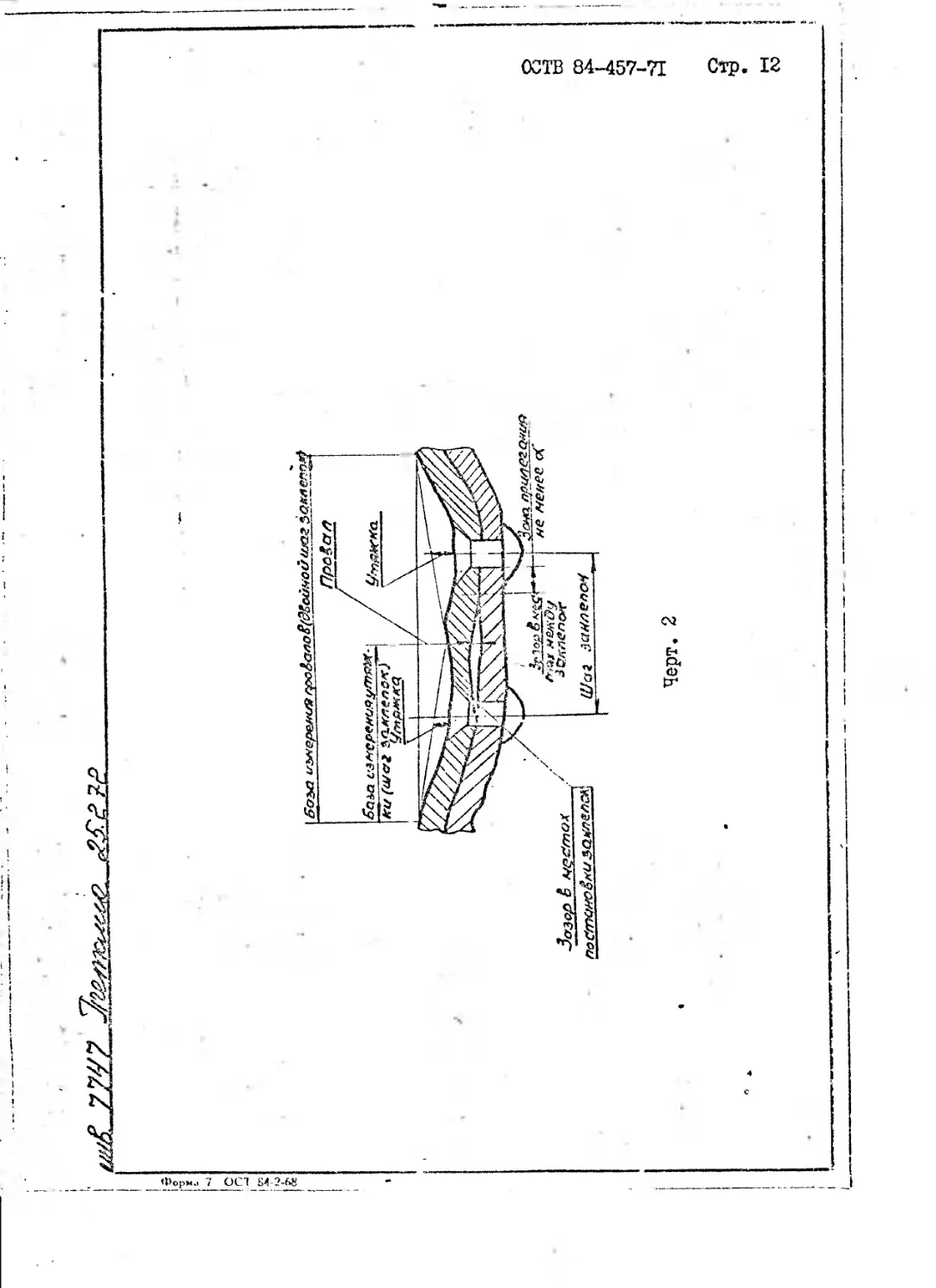
Емятины вокруг заклепок не должны превышать по глубине
0,2 мм и не должны располагаться за пределами условной окружности,
равной трем диаметрам головки заклепки. “*
4.2.6.. В заклепочном шве допускается неплотное прилегание
склепываемых деталей на расстоянии не менее с/ ( У-диаметр
стержня заклешш) от стержня заклепки, если в технической докумен-
тации нет требования на величину неприлеганая, то-последняя не
контролируется.
- Зону прилегания контролировать выборочно щупом толщиной
0.05 мм.
Допускается:
а) утяжка вокруг головок заклепок до 0,2 мм
б) провалы по заклепочным швам до 0,3 мм» как
указан© на чертеже 2. с '
4.2.7. Головка заклепки (любого типа) должна прилегать всей
поверхностью к склепываемому материалу.
ветстваи с
вовать
<« 7; ОСТ-54-2-68
>..., /И71" обнимкой и кернени
’ •* * а’"* № 'сы^о/ге^ $
4.2.9.Развальцованные ловерхн
ОолудиаметрВ/головкидля/числа заклепок » Тне превышающих 5% -оТ7.;4ЛИт
с-л. * •*?-- ’ . -У * -. .. .. X ~ /
Ь’зёства'я шзе. В „случае-неприлегания солее 0,1 ьй/или количества бо-
!/ * = * ’ * п ’- * * <7 * “ >*, . ’ Л г--и<л*Х г
^жёё-5^».? заклепки подлежат /заменен ..
>•' 4^2.8. й)Пуска1эФсй;разрывы. в местах рЗзвЖ^йч^^&Еёлых >1
;; -< ’Х ’ ’ ’ ♦ । *'’ Л> к 1 х *•?-X *?А, ' *<
>шолупустотёл1а^акле4рк, Контактов»1 резьбовых втулок, а тфскё йру«
заклепок долнны быть; гладкими. /Л; ,, Ь
. •> ‘ . . , . ; -”’: г- ' ‘ '/V ”?
' 4.2.10. При расклепке, развальцовке, обнимке и кернении допус-
кается, утонение материала детали в местах, развальцовки. Ловрездения
'защитного покрытия, вызванные процессом клепки, развальцовки^ заваль
'е - » . >, . . ..... -Л{,
цовка» обнимки, кернения и т.п. должны быть ^защищены лаком -в-ооот-
4.2.12. Установка проволочных контактных штырей -На платы дол- ”
соответствовать требованиям ОСТВ 84-1724-79.:
4.2.13. Установка плоских контактов на платы должна соотве^ст-
деталях, твердость материала которых.выше или равна
- твердости резьбовых втулок и стоек, необходимо предварительно произ
рХ/ л ..' .;* 7 • ... . **-„
/ водить насечка (гнезда) глубиной 0,3 мм под усики втулок и стоек. 7
1,пустотелых и .полудустотелых;
ОСТВ 84-457-71Стр. 14
соаэдопвеэ '^аота штыря, (6
<4»-2уХ4т. Лоцускаатся г^чнячитадт^а доярежлягтия ттпкрпия на
-иовзрэдеета головка- -ктыря.
а4-.ЙтТК> Допусясадтсч с^рлшр. лп? кпк?рч?йпгп лптаря птипсятель-
*яо отбортовки вря-аанрессовк®,
4.2. 16. На -жволшпонвих деталях, изготовленных аз фольгирован-*
•ш 1 нефольгировашшх .материалов /из гетпнакса, текстолита и т.п./
в'местах развалъцоыз -металлических деталей не допускаются трепщны.
Примечание.-Допекаются в местах развальцовки незначительные
" - ‘ сколы к отслоения металла при условны обеспечения
прочности, а также побеление гетпнакса вокруг
осажденного -ктыря на I ма,- семя сси&Я.
: . - имя 1ял о-г&^ор-^яЯ'бг $
' 4,3. Требования к сварным,'паяным, клеевым соединениям и к
установке резиновых прокладок.
4,ЗЛ^-€варй&кЛ^л-^-хетеззшп^^
других
4.3.2. Пайка я сварка деталей и сборочных едпнзц должны вы- /-
А- Р'У- && ^77
полаяться в соответствии с требованиями 41Р&^&о4.-621 и 80 -&В26 69,
осгдачнч-Х
если инне требования не оговореш в чертеже.
4.3.3. Склеивание’ металлических и неметаллических материалов
ОСТ п го. 054.. 2140 С? ^4^9» (5
должно производиться до ₽5М^М@4г0б6-, если друге*- не оговорен Т"
тчерн&умщ&н.ф*. упекнич^*&Я Эои.умел<и\а.1илЯ не оте^реумй &
& чертеже., .ц,€;р уч^.'^-се. $
4.3.4. Поверхность склеенных деталей не должна ость местных
отслоений и пузырей, за исключением случаев, оговоренных в чертеже.
4.3.5. Нс довуспйстся затекание клея па поверхность деталей,
но. подлежащих склейке,
/ 4.3.6. Прй/сьисиванйл^деталей и сборочных единиц эпоксидныш
кснахаундЕШИ 0СтГ^-‘167~7О на клеевом шве не допускается 'наличие
тре;лня и стсладванно. '
И^./^КлеевсД ьоз должен быть шдея по всему сткр^тсыу
ОСТВ 84-457-71Стр. 15
5. ТРЕБОВАНИЯ К' ПОДВИЖНЫМ
СОЕДИНЕНИЯМ
5.1. Откидные , выдвижные и съемные части сборочных единиц
должны свободно отгадываться, выдвигаться, сниматься и устанав-
ливаться на место, обеспечивая при-этом полное совпадение имею-
щихся крепежных, контактных и других соединений.
5.2. Ося сборочных единиц, имеющие фиксирующие устройства,
должны быть надехчо закреплены.
5.3. Ручки управления, настройки и регулировки в сборочных
единицах должны -быть надежно посажены на осях, при этом проворачи-
вание и качка не допускаются.
5.4. Подвижные части сборочных единиц (каретки, ползуны и
т.п.) должны перемешаться плавно без заеданий и перекосов.
5.5. Части сборочных единиц, передающие или ограничивающие
движение (валики, маховички, рукоятки, звездочки и т.п.) должны
вращаться плавко без рывков и заеданий.
Шум от равномерного движения механизмов должен быть однотон-
ным.
5.6. Моменты и усилия, необходимые для вращения и перемещения
отдельных кинематических цепей, приложенные к выходным валикам или
рукояткам механизмов, а также мертвые хода, должны соответство-
Л
вать величинам, указанным в частных ТУ, кинематических схемах и
чертежах.
5.7. Стопорные устройства сборочных единиц (звездочки, фик-
саторы и т.п.) должны работать без заеданий, четко фиксировать
требуемое положение связанных с ними элементов.
5.8. Замка должны запирать крппки, дверца и т.п., не вызывая
перекосов.
5.9. Затяпио зашей должны плотно притягивать крышку к корпусу.
5.10. Переключатели, выключатели, кнопки и т.п. должны рабо-
тать без заеданий к четко обеспечивать электрический контакт.
---.---------------------------------—........................ , .. -I
Форма 7 ОСТ ^1-2-68
*---------------------------------1..... ........
ОСТ 84-457-71 Стр .17
6 . ТРЕБОВАНИЯ К СБОРКЕ ЭЛЕКТРИЧЕСКИХ
соединителей
а»
6.1. Розеточная и вилочная части низковольтных и низкочастотных
электрических соединителен общего назначения должны свободно снимать-
ся и устанавливаться на место лри обеспечении полного совпадения со-
ответствующих крепежных, контактных и других соединений,
6.2. Заглушки, гайки накидные, гайки патрубков и патрубки элект-
рических соединителей должны быть завернуты до упора.
При необходимости стопорения деталей соединителей проволокой,
последняя должна соединять близлежащие отверстия этих деталей. При
этом допускается незначительное смещение деталей относительно друг
друга без повреждения проволоки.
Примечания: I. Необходимость стопорения должна оговариваться
чертежом.
2. Застопоренные соединители должны быть опломби-
рованы поЮСТ18680-73 и ОСТ 84-38-79, о чем дол-
жно быть указано в чертеже.
6.3. В расчлененном состоянии контактная сторона соединителя об-
щего' назначения должна быть закрыта технологической заглушкой.
чертеже*
Ф'^мз. 7 ОСТ ^-2*6.4
•удалена.
ЙГ 7.5.
7 ." ТРЕБОВАНИЯ ПО.ЗАЩИТЕ МЕСТ НАРУШЕНЙЯ
.г* ,
Л -7Й‘- .
7,1. Места нарушения металлических и неметаллических-(неоргачи-
**ИЦ>Ы**«ЭД 7$)
веских) покрытий в процессе сборки должны быть закрашены лаком в
Соответствии с ОСТВ 84-1152-7^ О> к .. '
* •'- ” ' -7’ ^,.1 1 ” :
-V 7.2, В случае повреждения лакокрасочного покрытия восстановле-
ние/ПОКрытия производить в соответствии с ОСТВ 84-1152-75/ -7^’2^
т^^.7.3. Необходимость смазки поверхностей при трении деталей меха-
яизмов/не имеющих'антикоррозийного покрытия, оговаривается в
Консервационная смазка деталей перед сборкой, должна быть
Уплотнительные прокладки в сальниках из кожи; войлока или
фетра должны быть перед установкой пропитаны смазкой,^!®—122=%
.ГОСТ -Т8Т79-72;-сели-нет других-указаний в ч<
ОСТВ 84-457-71 .Стр.19
8. МАРКИРОВКА И ТРЕБОВАНИЯ К ЕЕ
НАНЕСЕМ)
8.1» Шрифт я знака маркировки должны соответствовать требова-
нию ГОСТ 26.020-80, ГОСТ 26.008-85 и нормали НО.010.007 ( в части
узких шрифтов и электротехнических знаков).
Способы маркирования и их выполнение должны соответствовать
чертежам.
Знаки должны обеспечивать четкость изображения, непрерывность
линий и удовлетворять-требованиям технической документации. Допуска-
ются перемычки, обуславливаемые конструкцией трафарета.
Надписи (цифры, буквы, знаки и условные графические обозначе-
ния) должны сохранять свою четкость в течение всего срока эксплуата-
ции аппаратуры.
8.2. При • маркировке механическим способом после антикорро-
зийного покрытия, места маркировки должны быть покрыты в соответствия ь
с ОСТВ 84-1152-83. ь
<
8.3. Допускается производить перемаркироваяие всех или отдель-
ных знаков путем забивки или зачистки их и нанесения новых знаков ?
с последующим покрытием мест нарушения покрытия в соответствии с
ОСТВ 84-1152-83. Перемаркироваяие более двух раз не допускается*
Допускается смещение отдельных знаков, относительно друг друга *
не более 2 мм. , ' Л
8.4. Маркирование сборочных единиц или изделий не должно вызы-
/ОО О#?;**}
вать повреждений элементов сборочных единиц и изделий, а также нару-
шения параметров сборочных единиц и изделий
МбУ/Щ/ МСгМ
9. УПАКОВКА,ХРАНЕНИЕ И ТРЛНСПОРТЛРОПАЮ
9.1. Упаковка, хранение и тршюпортирование сборочнпх единиц
долзшн производиться в соответствии с требованиями действующих
стандартов и ТУ на изделия.
Форма 7 ОСТ 84-2-68
ОСТВ 84-457-71 Стр.21
ТРЕБОВАНИЯ *
@ 10. ТЕХНИКА БЕЗОПАСНОСТИ
10.1. При механическом монтаже необходимо соблюдать следующие
правила по технике безопасности:
проверить исправность слесарного инструмента;
молоток должен иметь ровную,слегка выпуклую поверхность бойка;
• рукоятка должна быть изготовлена из плотной и вязкой порода
дерева без сучков и надломов,насажена на молоток и расклинена
железным клпкем;
напильники и другие инструменты,имеющие заостренные рабочие
концы должны быть прочно -нанесены на ручки без трещин;
на ручки напильников и других инструментов должны быть наса-
жены металлические кольца;
и.
гаечные ключи должны иметь исправные-ч&нэети-, соответственно.-
размерам гаек.
10.2. При пайке ц еварке необходимо соблюдать* правила по
технике безопасности в соответствии с действующей нормативно-
технической документацией.____
Форма 7 ОСТ 84-2-6& , ..
<?СТ ,В 94-457-71 Лист- 22 ...
II. ПРАВИЛА ПРИМИ
11.1. Изделие и его сборочные единицы подвергаются контролю каче-
ства изготовления и приемке службой технического контроля (ОТК) пред-
приятия-изготовителя и представителем заказчика в соответствии с тре-
бованиями ГОСТЬ 15.307-77 и НТД на изделие • '
11.2. Предъявительские испытания изделия и его сборочных единиц
служба ОТК проводит с целью и по правилам, установленным приложением
3 ГОСТ В 15.307-77. Цри этом объем предъявительских испытаний должен
быть не менее объема приемо-сдаточных испытаний.
II .3. В технически обоснованных случаях отдельные виды предъяви-
тельских и приемо-сдаточных испытаний допускается совмещать в соответ-
ствии с НТД на изделие.
11.4. Испытания и приемку изделий, сборочных единиц, входящих в
состав изделия, представитель заказчика проводит в объеме, определя-
емом “Ведомостью контрольных позиций", которая направляется им пред-
приятию-изготовителю в установленном порядке.
11.5. Изделия и сборочные единицы предъявляются представителю за-
казчика по извещениюв составленному до форме I приложения 4
ГОСТ В 15.307-77.
.. Допускается, по согласованию с представителем заказчика, состав-
ные части изделия предъявлять по журналу предъявления по форме, уста-
новленной предприятием-изготовителем,
11.6. Результаты испытаний оформляются протоколами по форме 4 и 5
приложения 4 ГОСТ В 15.307-77.
11.7. Возврат иеделий и сборочных единиц, не выдержавших испыта-
ний, анализ и устранение дефектов, повторные испытания проводятся в
соответствии с требованиями НТД на изделия и ГОСТ В 15.307-77*
Решение о возобновлении испытаний и приемки изделий и сборочных
единиц, входящих в состав изделий, принимается на уровне, главного
инженер^ предприятия-изготовителя и..представителя заказчика.
а гост С2Л-; ____
мм А
МММММНМ 1М1В1 11< I 11^
Форм» Я-79Сл
ОСТ В 84-457-71 Стр .22а
12. МЕТОДЫ ИСПЫТАНИЙ
12.1. Все испытания долины проводиться при нормальных климати-
ческих условиях. -
Нормальные климатические условия.испытаний в соответствии
с ГОСТ В 20.57.303-76 характеризуются следующими значениями:
температура воздуха от 15 до 35°С;
относительная влажность воздуха от 45 до 80%;
атмосферное давление от 8,6’10^ до 10,6*Ю^Па (от 645 до 795 мм
рт.ст.).
12.2. Проверка до п.1.5 производится на соответствие сопровожда-
ющей документации на изделия. Все покупные, изделия подвергаются вход-
ному контролю. Объем контроля устанавливается в соответствии с
ГОСТ 24297-87.
12.3. Проверка по п.и.2.1-1 и 2.1.2 температуры, влажности, осве-
щенности и атмосферного давления должна производиться стандартными
приборами.
12.4. Проверка по п.2.2.1 производится визуальным контролем при
проведении испытаний в соответствии с требованиями чертежа или ТУ
на изделия.
. 12.5. Проверка по п,5.6 производится приборами или на оборудова-
нии,указанными в конструкторской или технологической документации.
12.6. Проверка до дп.2.1.11; 3.1.1; 3.1.2; 3.1.4; 3.1.5; 3.1.6;
8.2.1* 3.2.3; 3.2.4; 4.1.1; 4.2.1; 4.2.2; 4.2.3; 4.2.4; 4.2.5; 4.2.6;
4.2.7; 4.2.8; 4.2.9; 4.2.10; 4.2.11; 4.2.12; 4.2.13; 4.2.16; 4.3.2;
4.3.3; 4.3.4; 4.3.5; 4.3.6; 4.3.7; 4.3.8; 4.3.9; 5.1; 5.2; 5.3; 5.4;
5.5; 5.7; 5.8; 5.9; 5.10; 6.1; 6.2; 6.3; 7.1; 7.2; 7.3; 7.4; 7.5;
8.1; 8.2; 8.3; 8.4 производится визуальным контролем в процессе произ-
водства или путем сличения сборочных единиц и. изделий с- утвержденными
в
и
ОЗТВ 84-457-71 , ПРИЛОЖЕНИЕ Справочное ПЕРЕЧЕНЬ нормативно-технических документов, на которые даны ссылки в стандарте Лист 23а
Обозначение Наименование Лист
ГОСТ 1108-84 ГОСТ-^406-84 ГОСТ 9640-85 ЮСТ 12Г?2-74 ГОСТ 18680-73 • ГОСТ 18179-72 Г0СТВД5.307-77 ГОСТ 26.020-80 ГОСТ 26.008-85 X м^ХХ» 1 • Ом Xм ® 5ам. / Перчатки и варежки кроеные. Общие технические условия Эмали ЭП-51. Технические условия Детали пломбирования. Общие технические условия. Точки при- меняемости Смазка ОБК-122-7. Технические условия Испытания и приемка серийных изделий. Основные положения Шрифты для средств измерений и автоматизации . Начертания и основные размеры Шрифты для надписей, наносимых методом гравирования. Исполнитель- ные размеры 3 Входной контроль материалов-, 1 г 5 7 7, 8 —8- ® 17 18 23,-22 19 19 ч
им?- олеоил, /&//Г.Л?*
ОСТВ 84-457-71 Лист 236 ,. Продолжение
Обозначение Наименование Лист
0СТ4 ГО .070.014 ОСТ 92-1114-80 0СТ4 ГО .054.077 0СТ4 ГО.054.210-83 ОСТВ 84-1152-83 0СТ4 ГО.019.200 ССТВ 84-167-77 ОСТЬ 84-38-79 ф НО .010.007 0СТ4 10.0Ю.015 & Зан.'! Детали радиоэлектронной аппара- туры. Общие технические условия Сварные соединения. Общие технические требования • Пайки в производстве РЭА. Типовые технологически? процессы Склеивание металлических и неме- таллических материалов. Типовые технологические операции Покрытия лакокрасочные. Выбор й обозначения Предохранение резьбовых соедине- ний от оамоотвинчивания. Технические требования Компаунды на основании эпоксидных смол. Марки. Назначение. Примене- ние Пломбы. Конструкции и размеры Шрифты и знаки для надписей на изделиях. Начертания, размеры, допуски Соединения заклепочные. Формы и размеры замыкающих головок й опорных поверхностей. Выбор длины заклепок 3 14 14 14 Ю. 13, 18. 19 7 14, 21 19 II т юж. Н
с
ОСТВ 84-457-71 Лист 23?
Продолжение
Обозначение Наименование Лист
- ОСТВ 84-1723-79 Платы печатные. Установка плоских контактов. Технические 13
требования
ОСТ 84-1924-81 Микросхемы и приборы полупровод- никовые. Требования и методы защиты от статического электри- чества в условиях применения 6
ОСТВ 84-1724-79 Платы. Установка проволочных
контактных штырей. Технические требования
Лыс*&.
ОСТв 84-457- 71
Стр. 24
СОДЕРЖАНИЕ
Стр.
I.-.
2.
3
3
5
6
7.
8.
9.
10.’
12
2.1
2.2
3.1
3.2
4.1
4.2
4.3
4
Требования ж установке и закреплению
деталей и сборочных единиц
Требования к сборке разъемных соединений
Требования к резьбошм соединениям
Требования ж шти^туемым соединениям
Требования к сборке неразъемных соедине-
ж соединениям на пресеовых
ж заклепочным соединениям и
7
7
8
10
10
обжимкой, кернением
Требования к сварным, паяным, клеевым
соеданениш, установке резиновых прокла-
док и к герметизации герметиком "Вик-
спит* ;
Требования к педвнжшм соединениям
Требования к сборке ююкоолъшх раз во-
ие»- со«. в и. ни
Требования по защите мест нарушения пок-> •
10
16
радий и смазке
Маркировка и требования к ее нанесению
Упаковка, хранение и транспортирование
.Тегшика безопасности
Правила щжемки
Методы испытаний *
Пр ц коже уллх е. Сл^ а4 е ч
18
19
20
21
23
й.
’ осге /7исгп регистрации изменений 4^-* 7
Иагхра яиспюб /страниц ) Всего еитк;& ^рГ/ХЛ-) до/гу^ецта рхаарщий^ Л4 сп'ро^.с гпе/зоз/ого дся^естг. 1
•к Изп изпемен- нмх ных СС,0(1!Х. СЗЫ1ГТЩХ. “ г ПоЗпиеЬ
1 4 1 ?/ 5 <5;13;15 37х А // <щг< 0 ТЛМ>3 8,13 из^.^ч /изп.^г азн^ч И'рг'СР*/ ♦ /13^'!’ 13^ /0М0Г ; Г7
& ‘ «^(Н ЛД#А Эл,22> ШЧ^ йЛч -бДМ* $лаДз$ |иы*^ и/м,и С ( с<ош 1и.р
л 5Л4ЩИ *,|ШЮ, 24 «.», •гзо,гз{ , язв -* |ел«Л ч-нг» г
1 м 8 10^0, 0(1,1),^- 400'00/ У / 0>. 44. &
1 • • 1