




Author: Самойлов В.С. Карауш В.М.
Tags: любительские ремесла технические хобби технология древесины обработка дерева деревообработка столярное дело плотническое дело
ISBN: 978-5-93642-150-1
Year: 2010




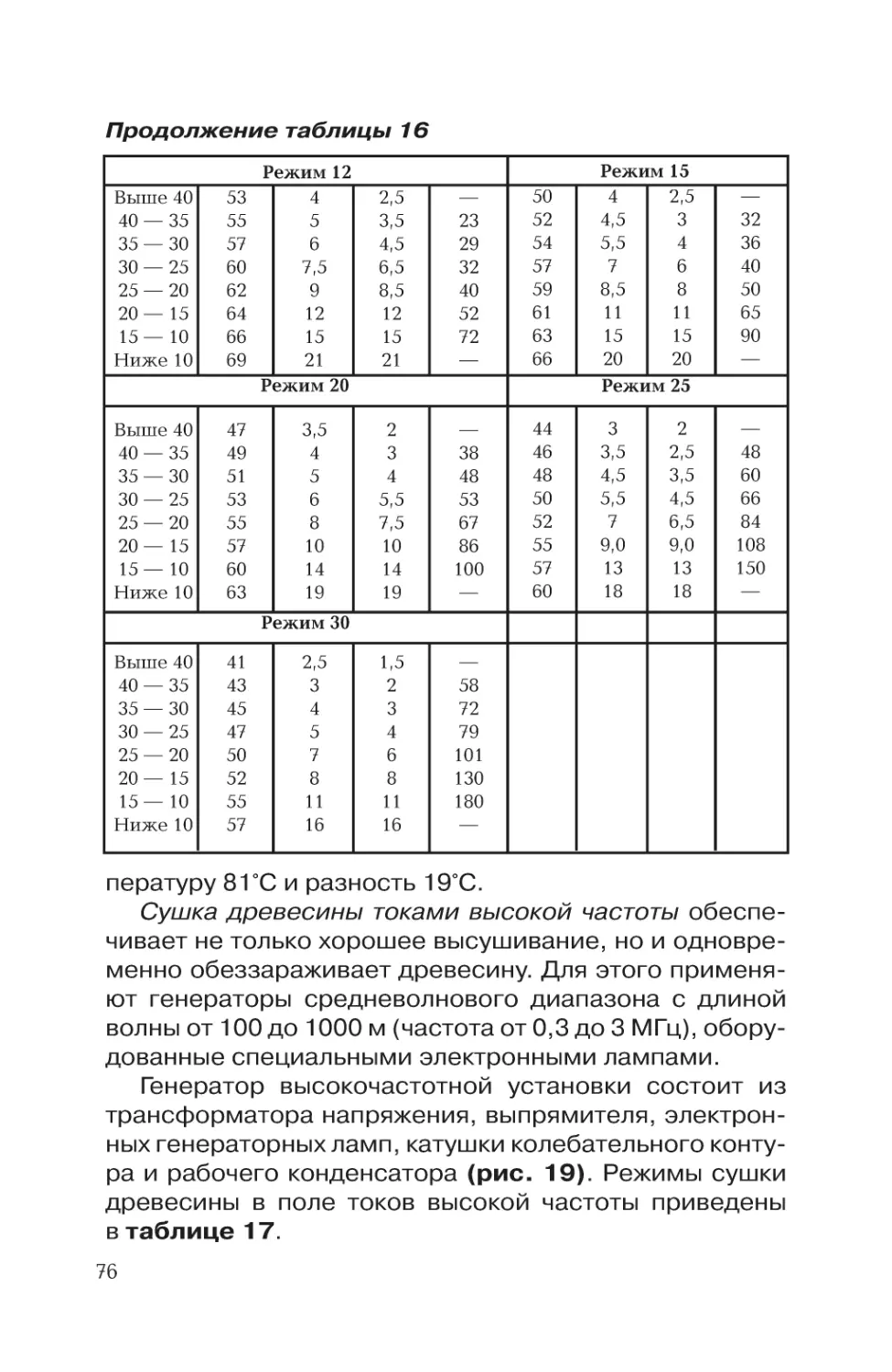
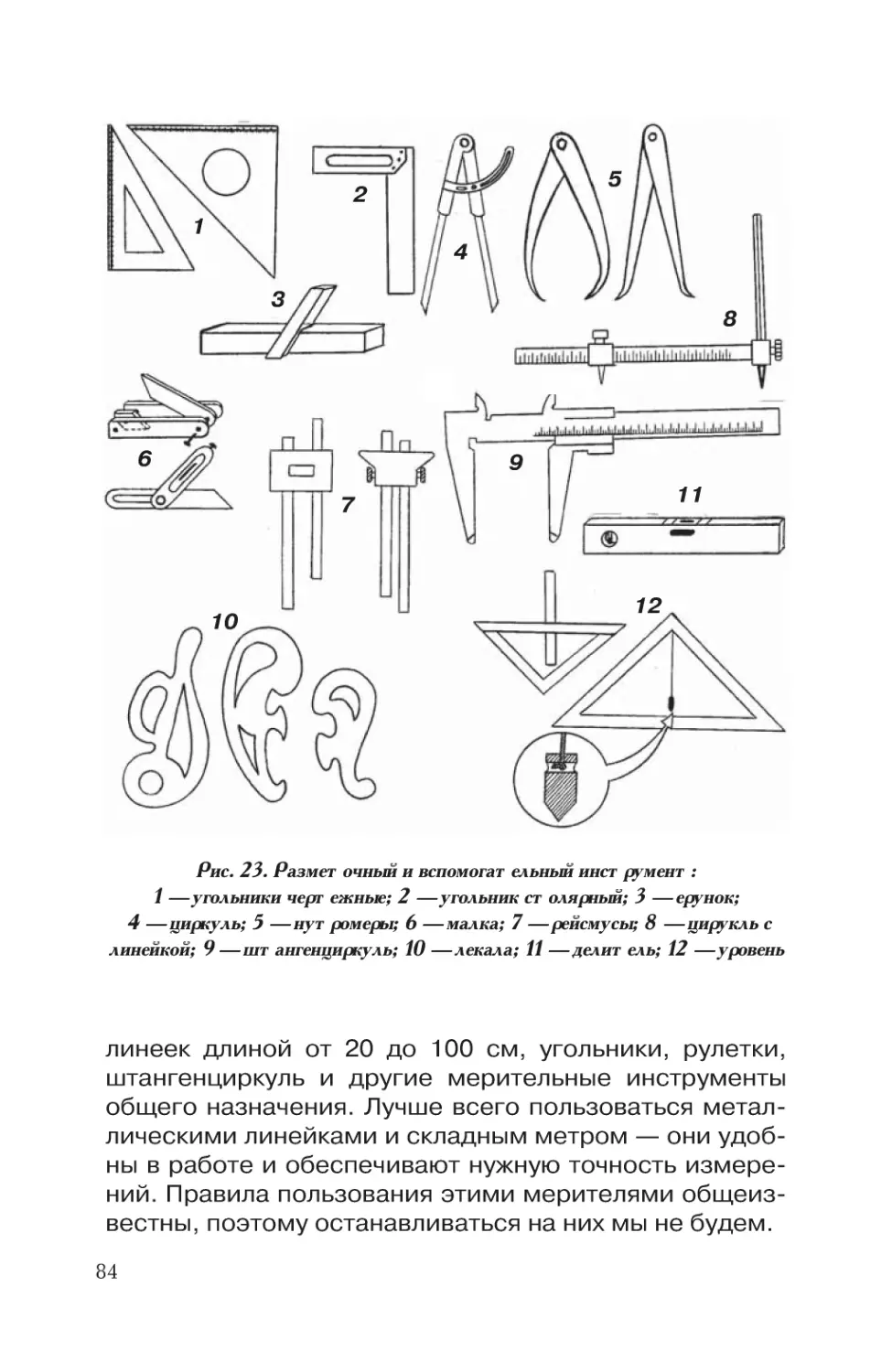
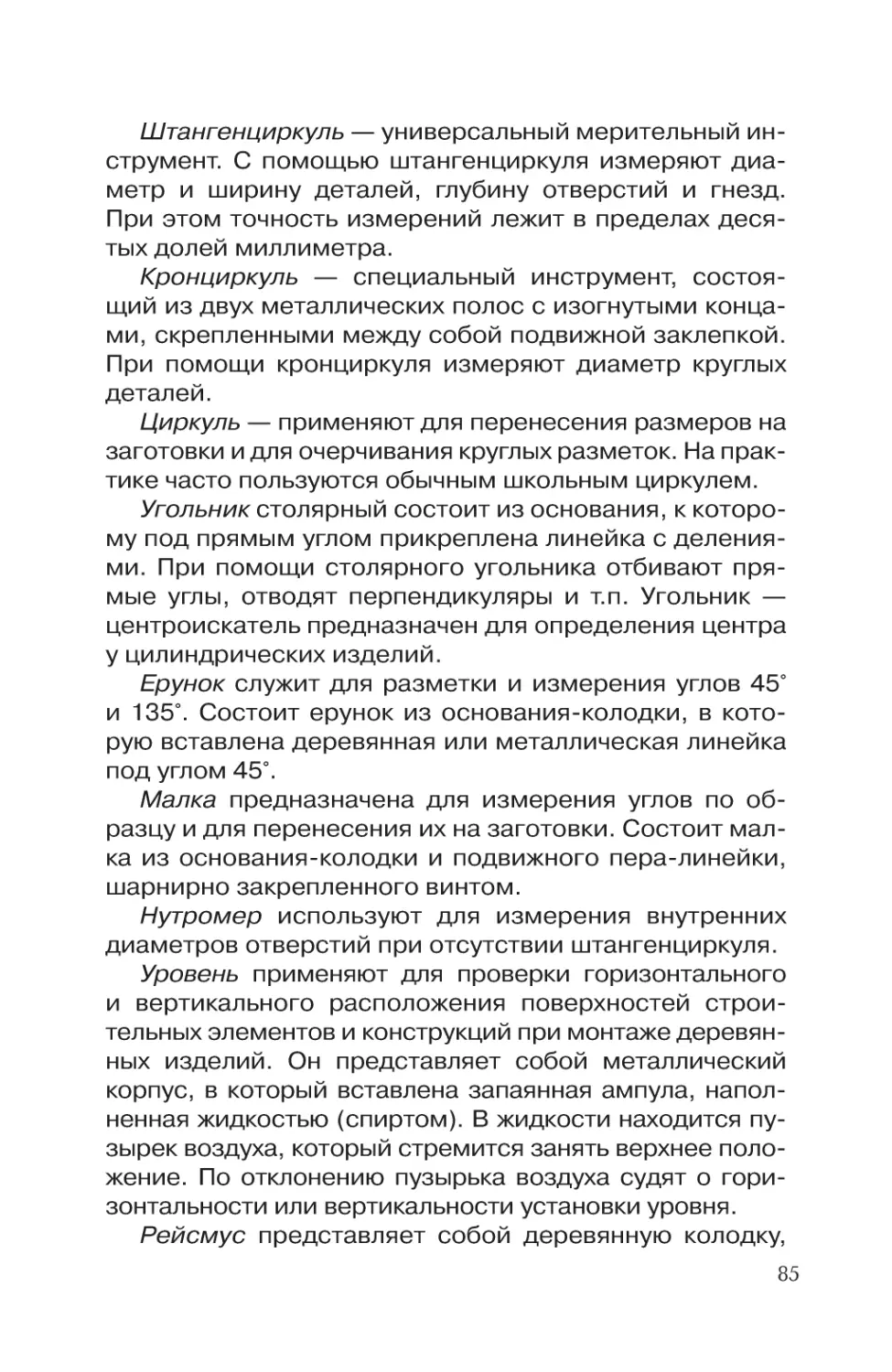
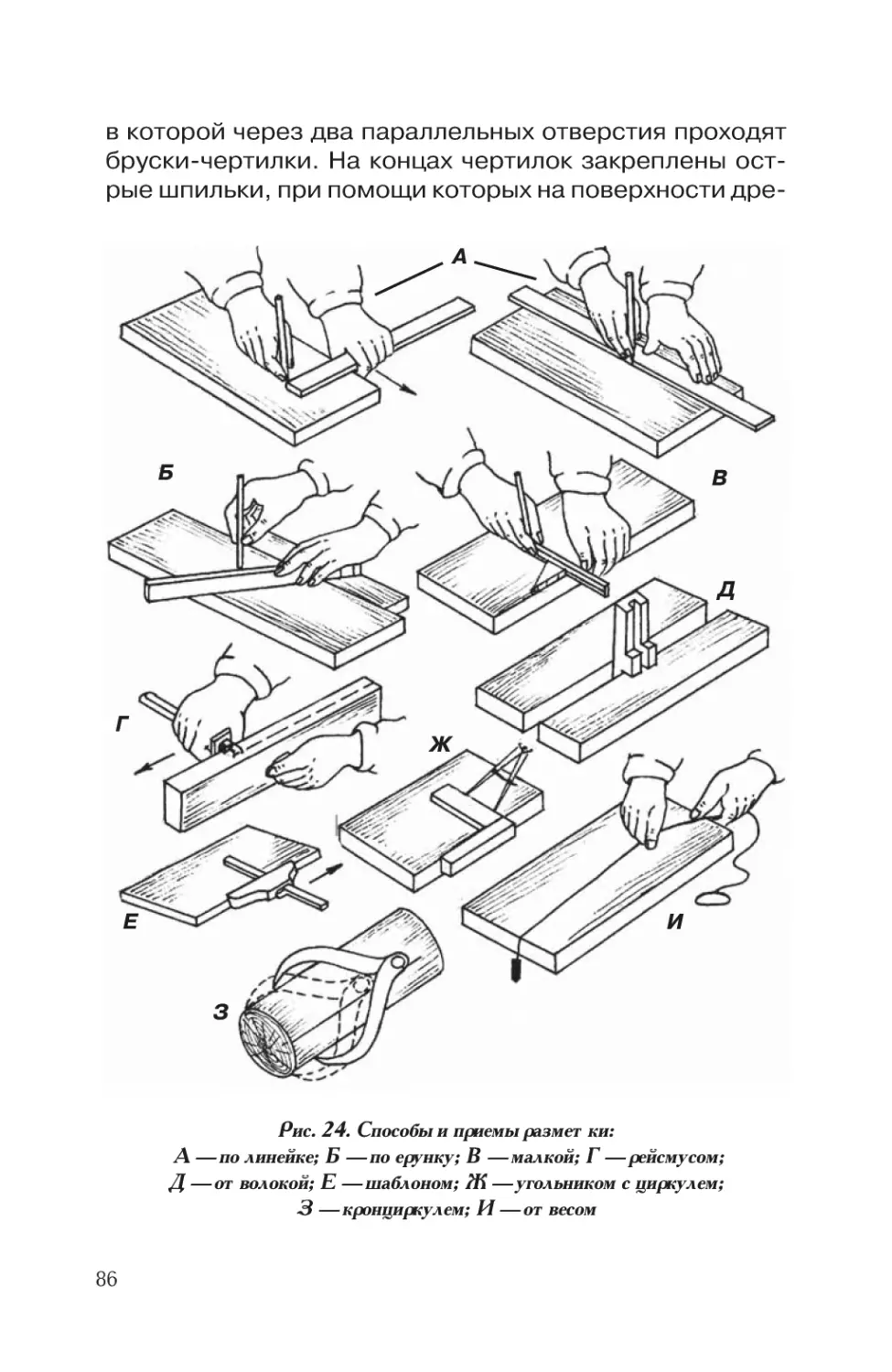
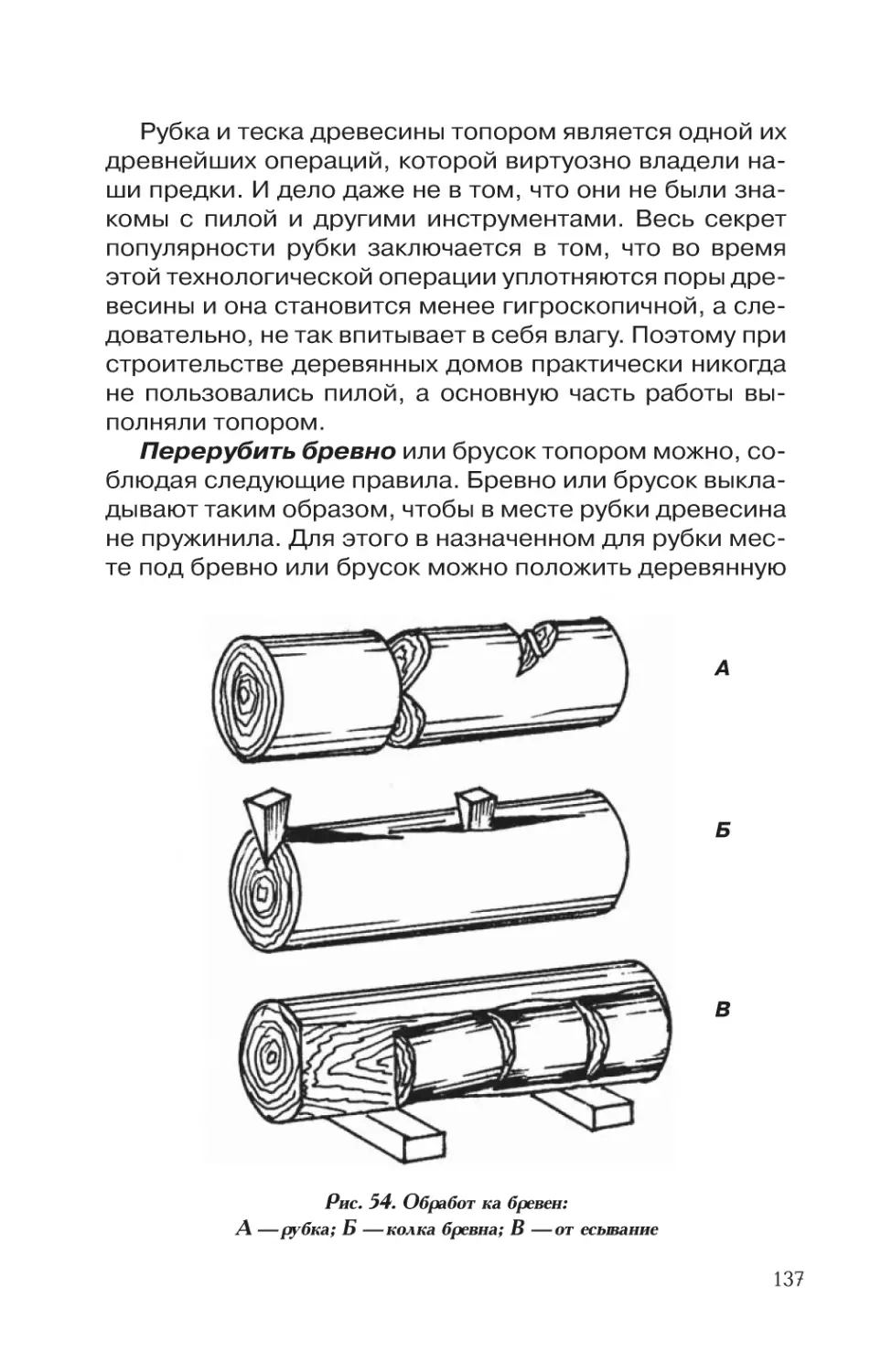
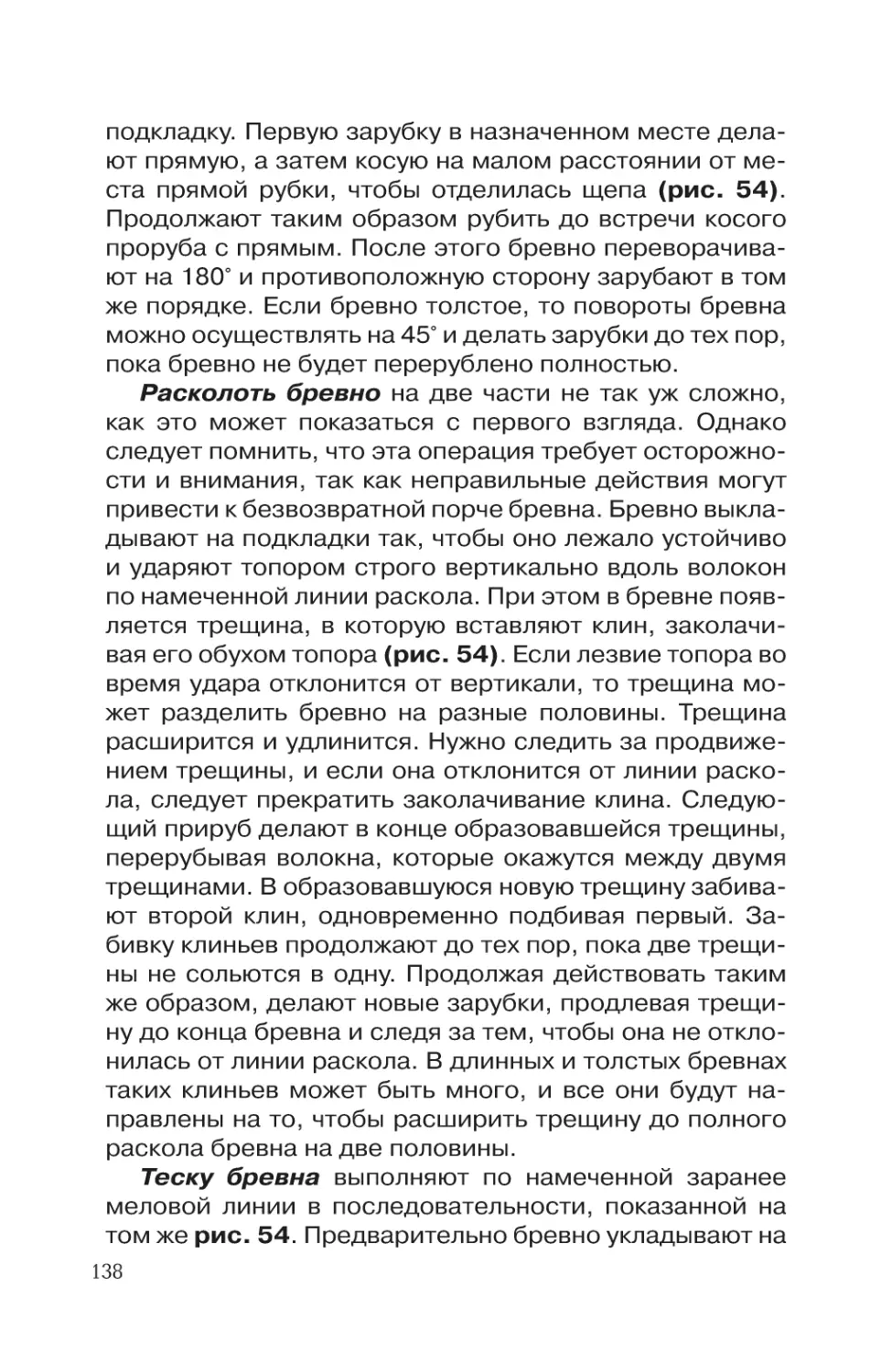
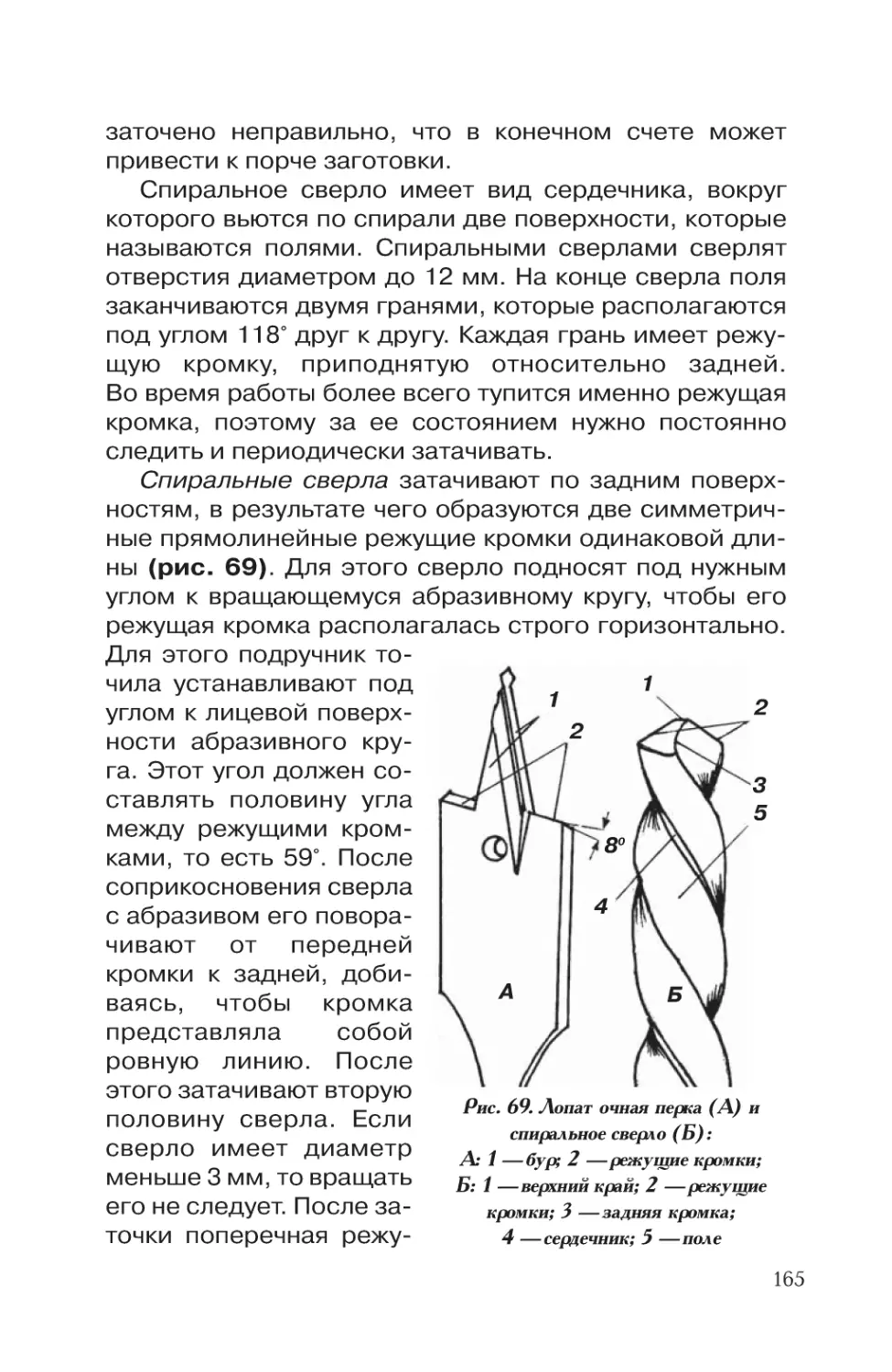
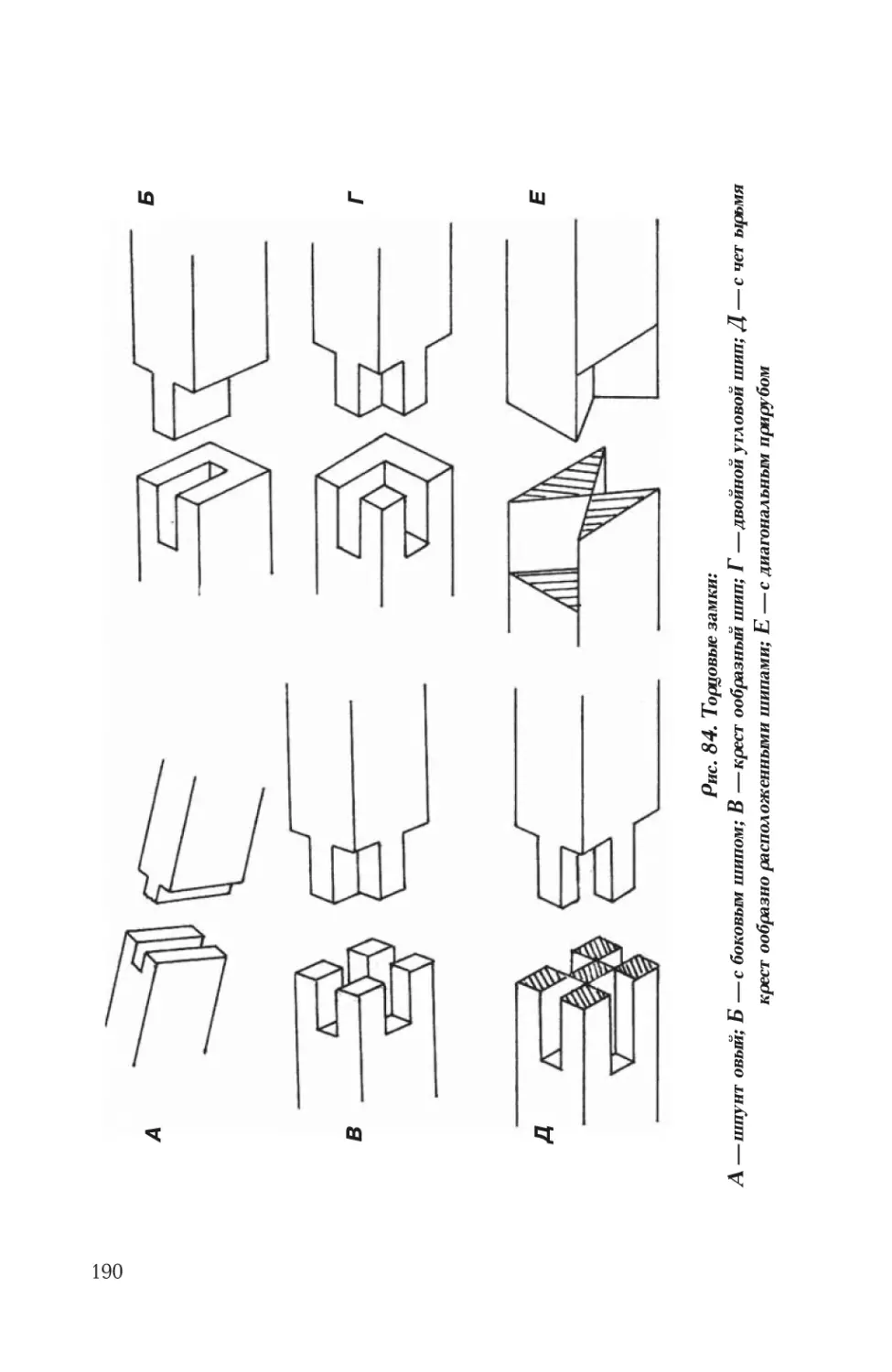
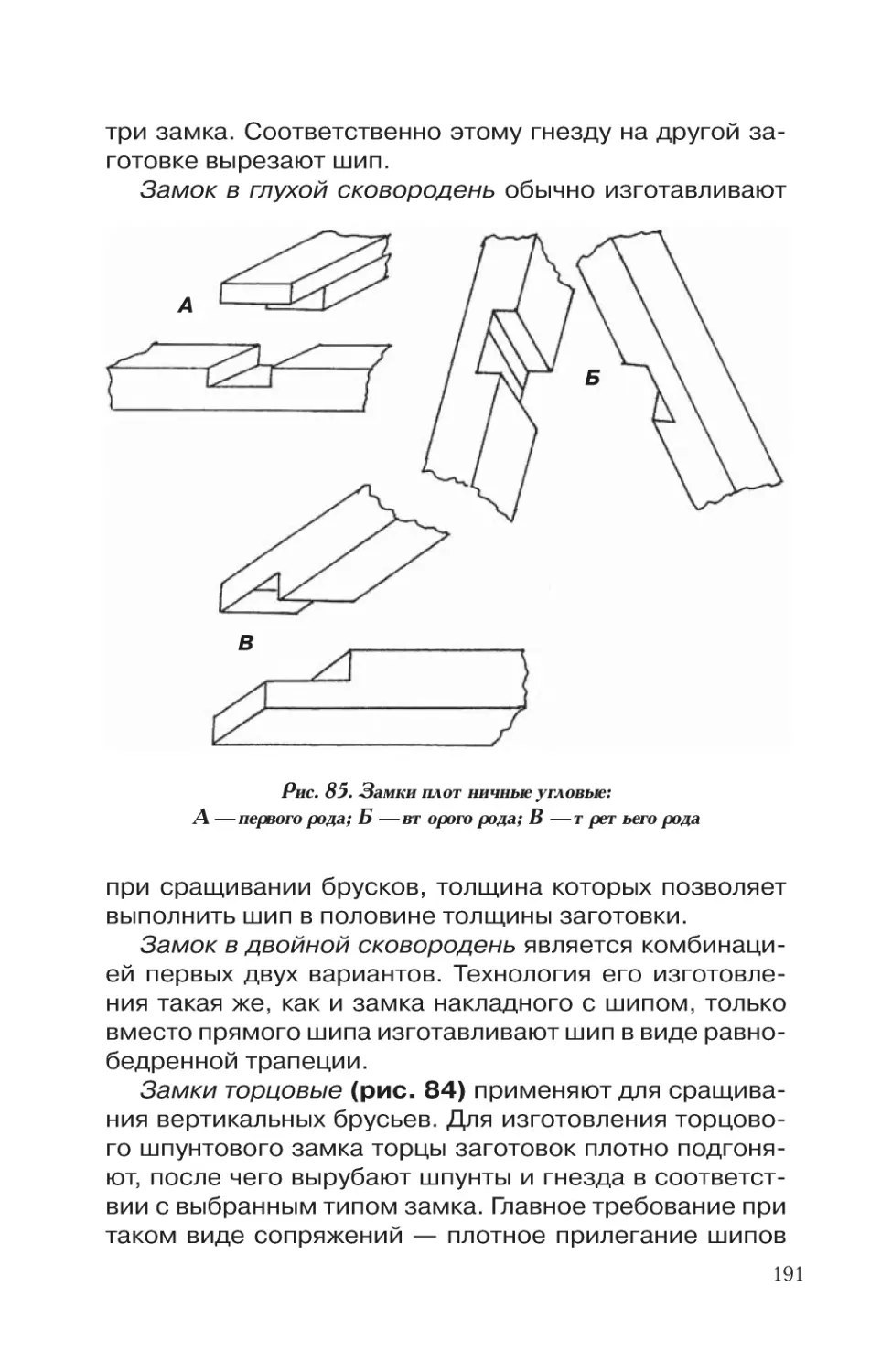
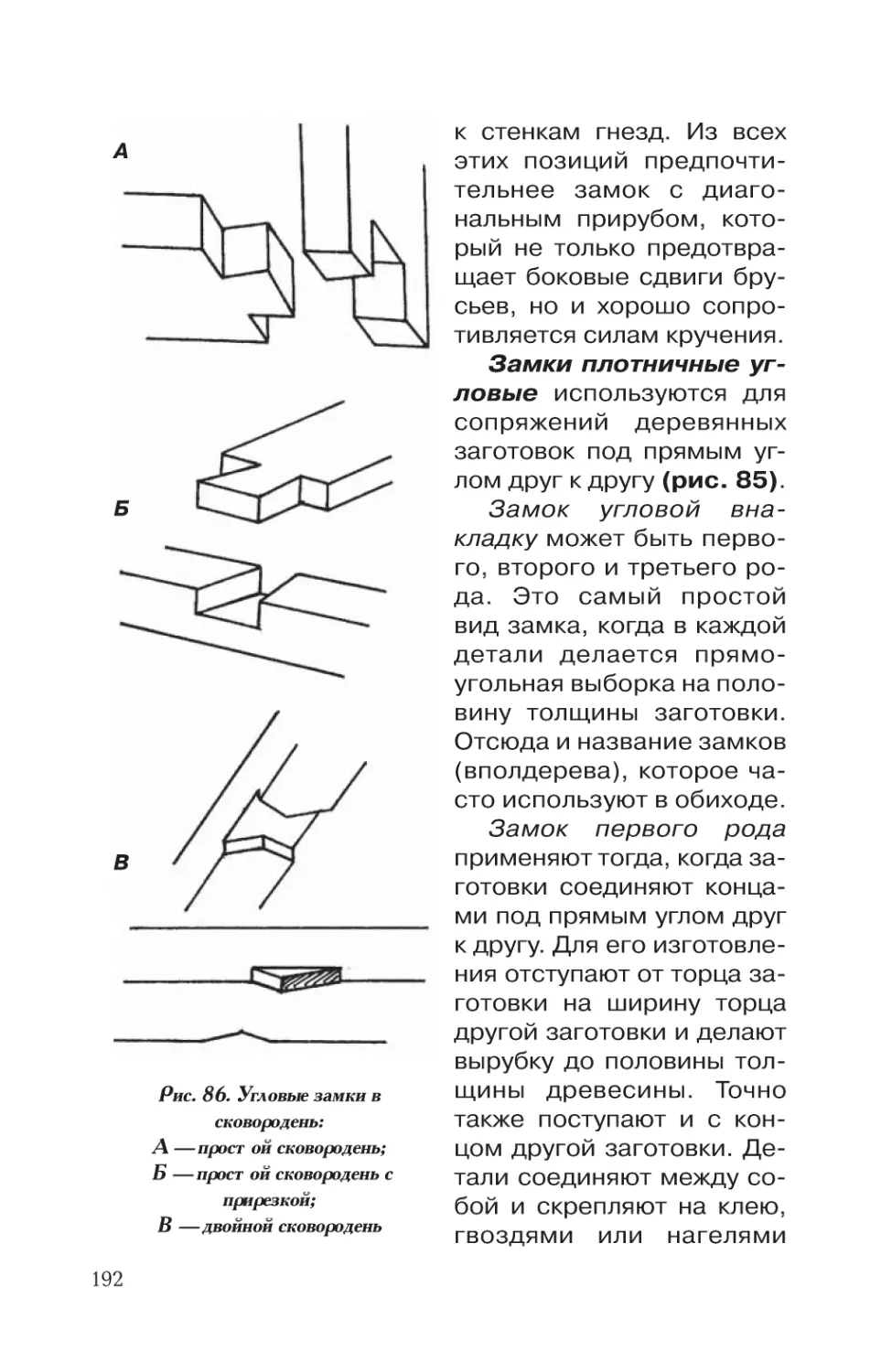
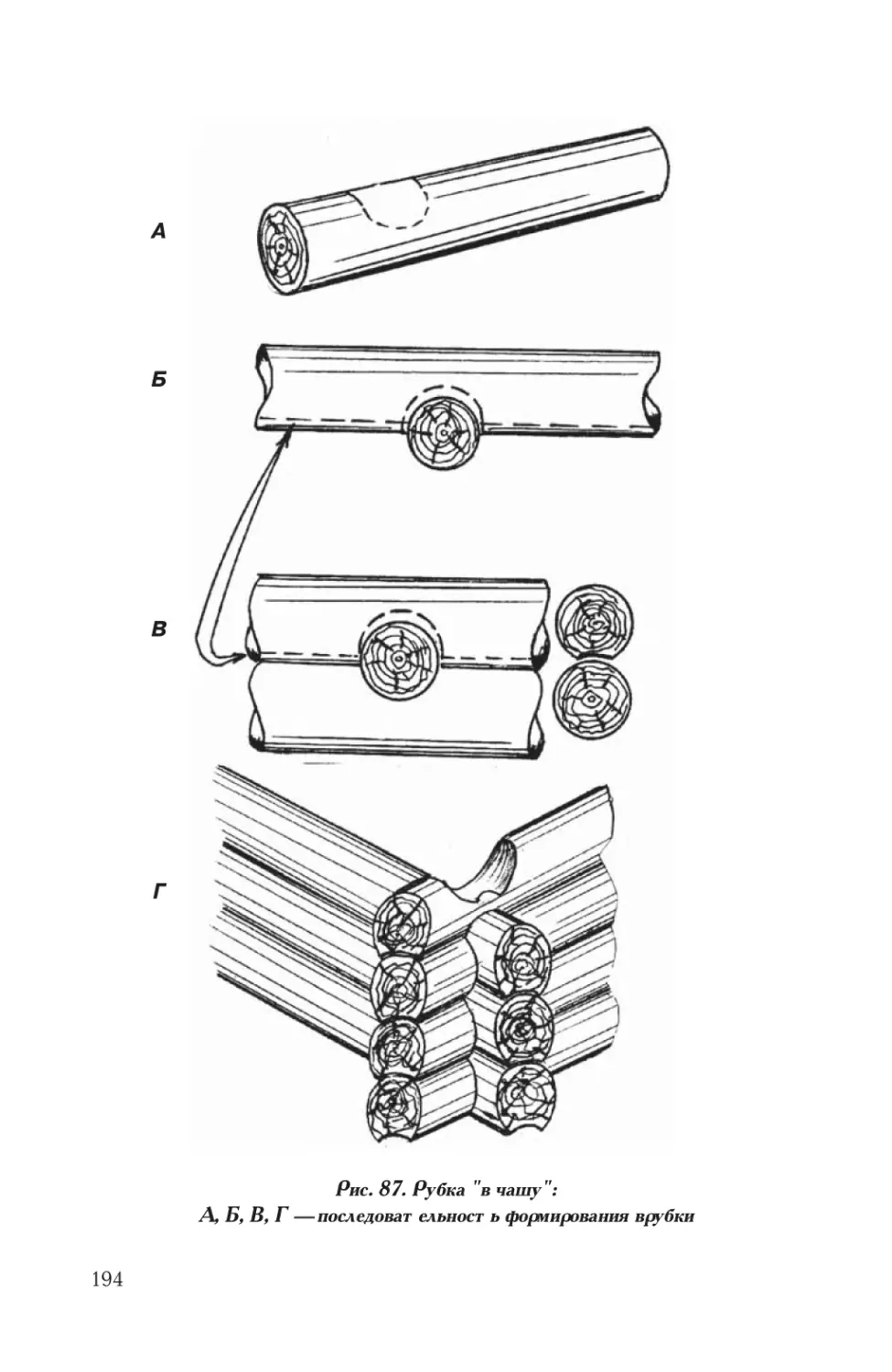
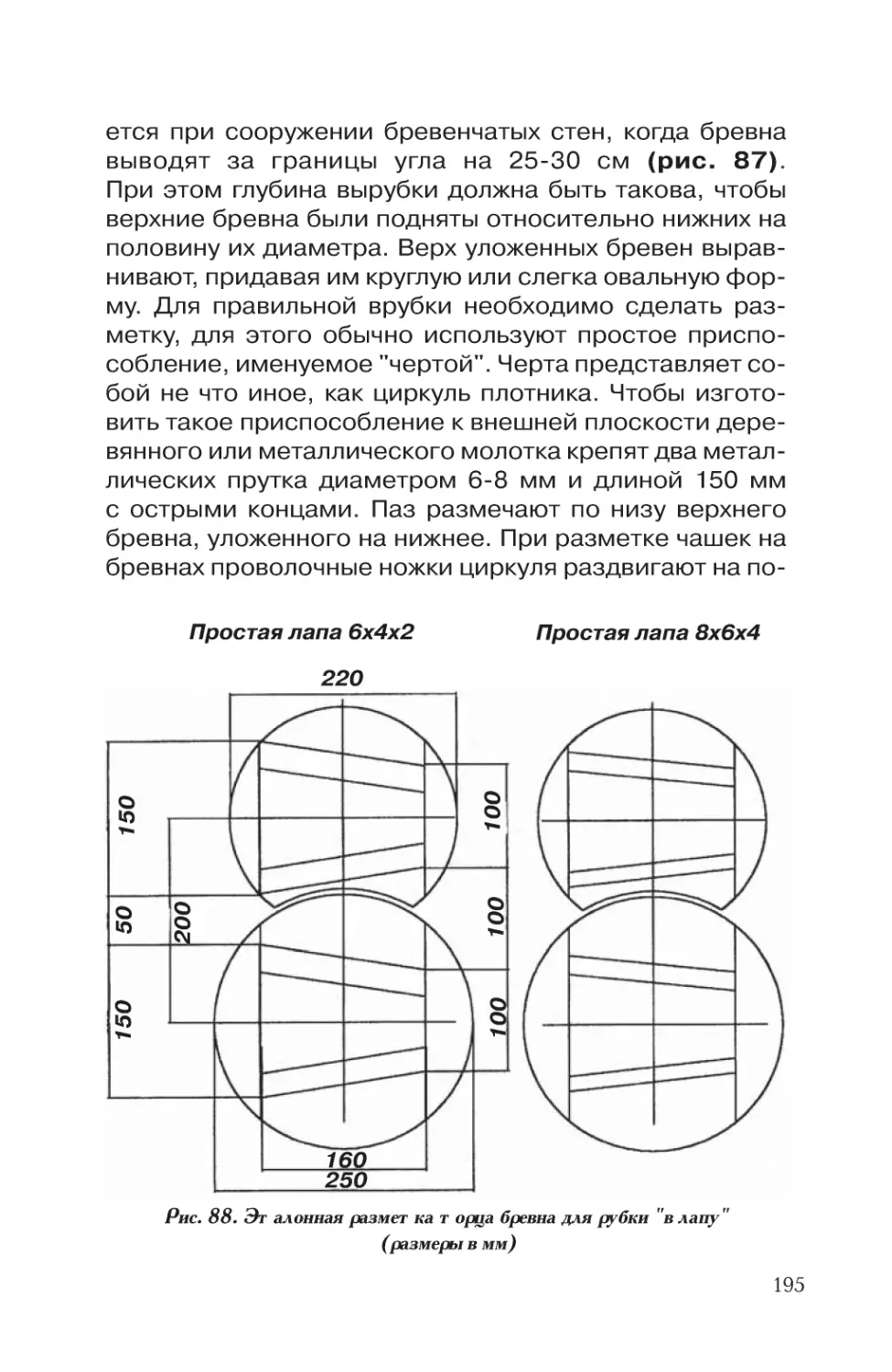
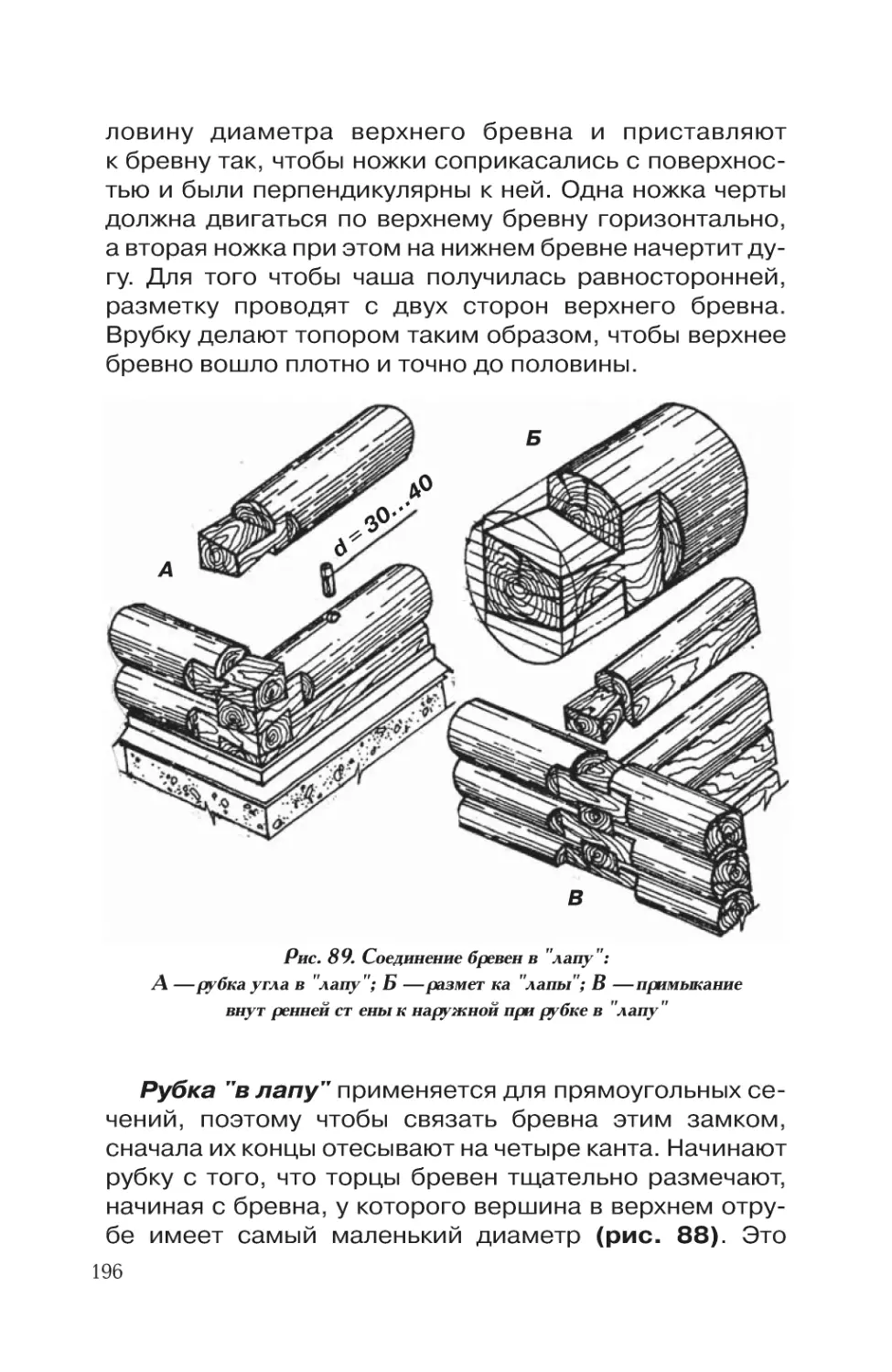
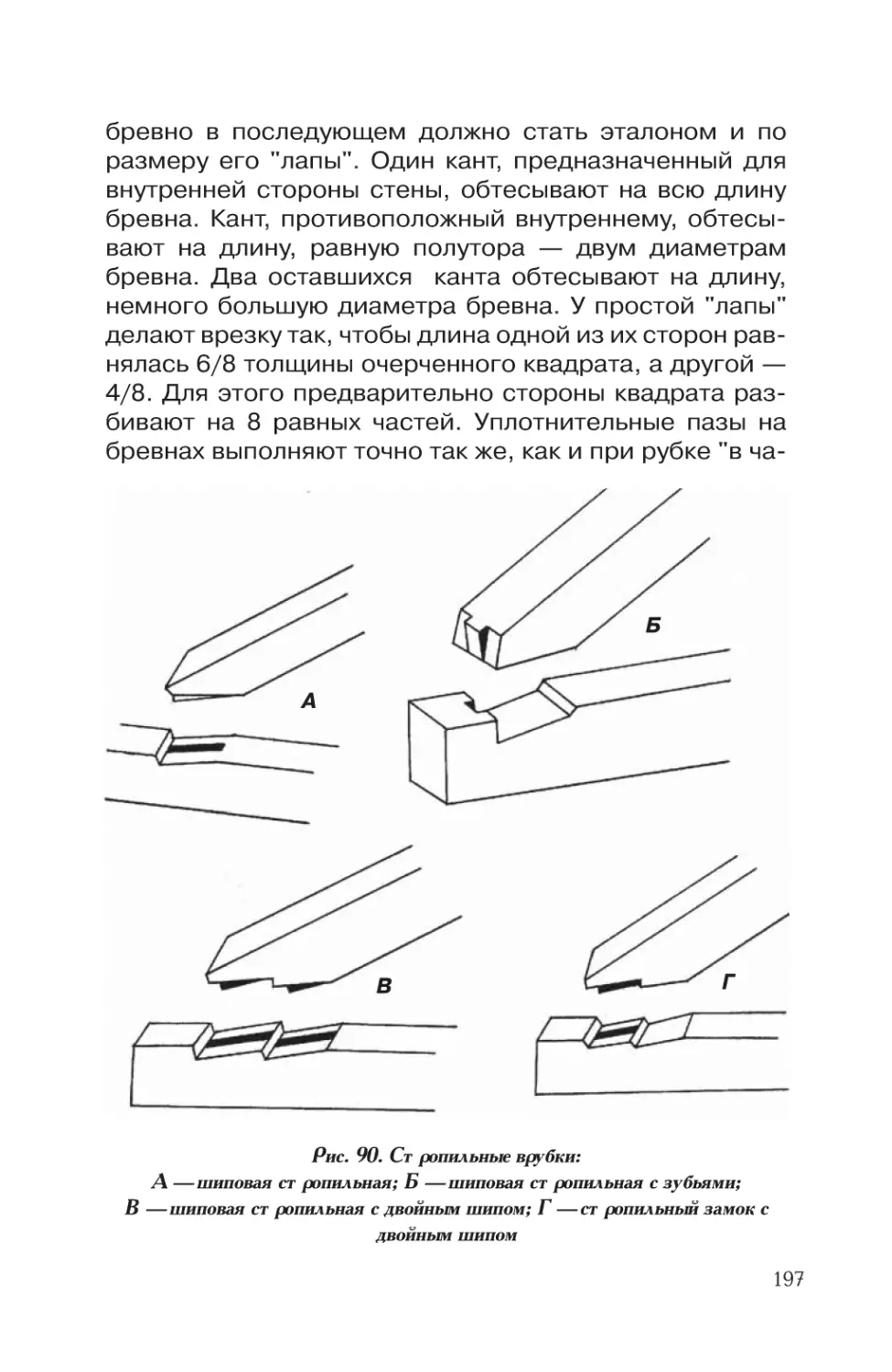
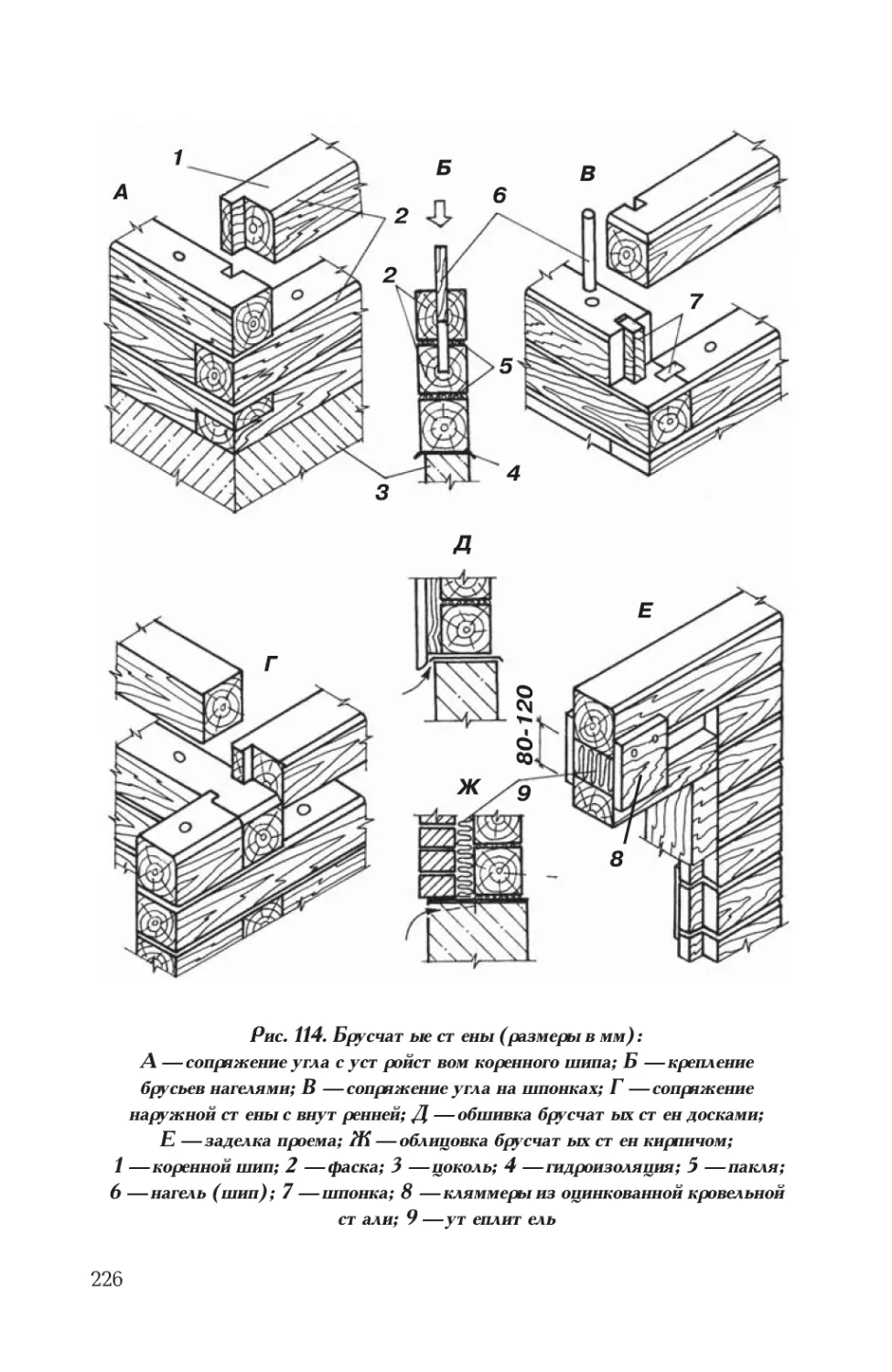
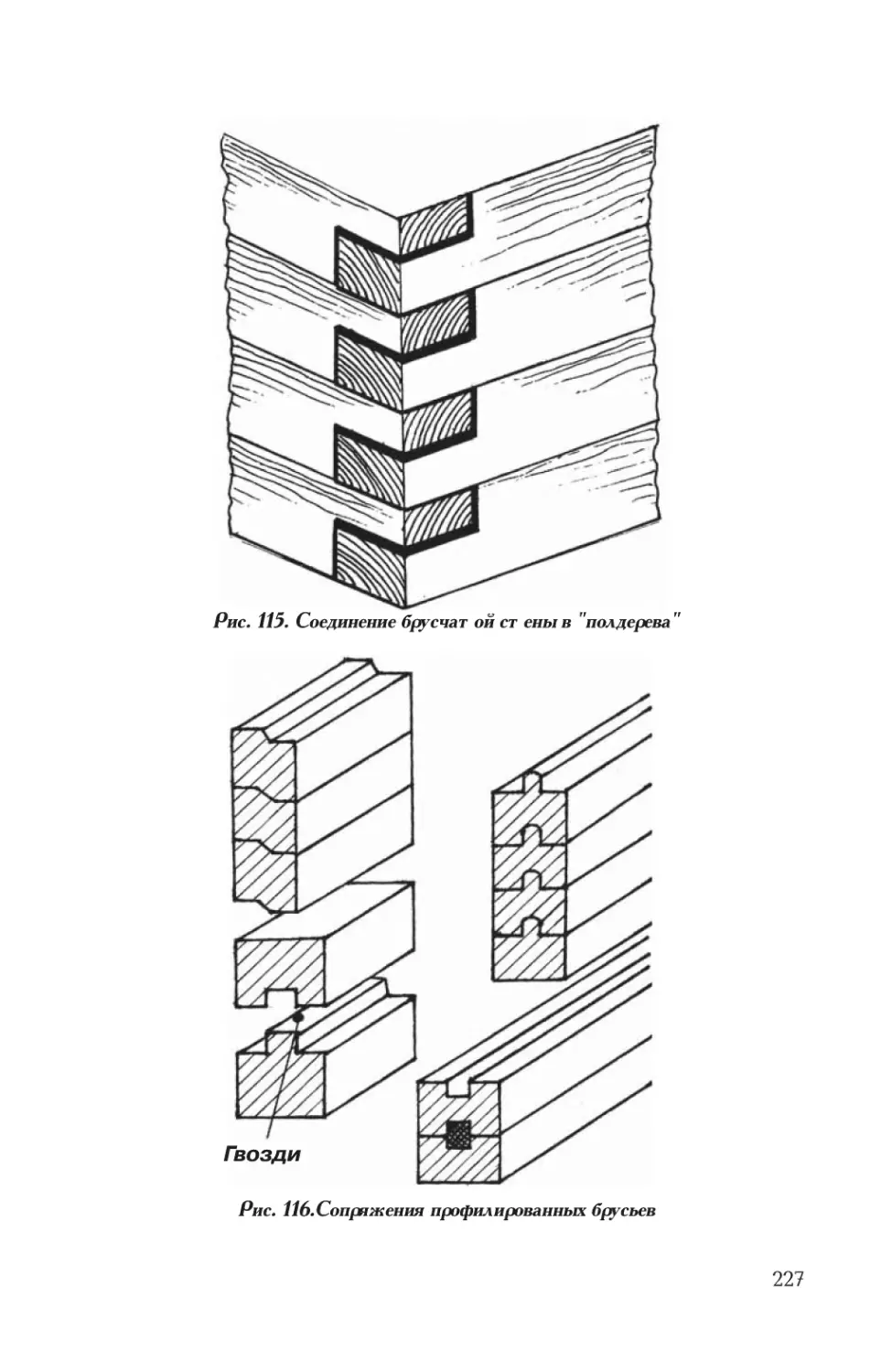
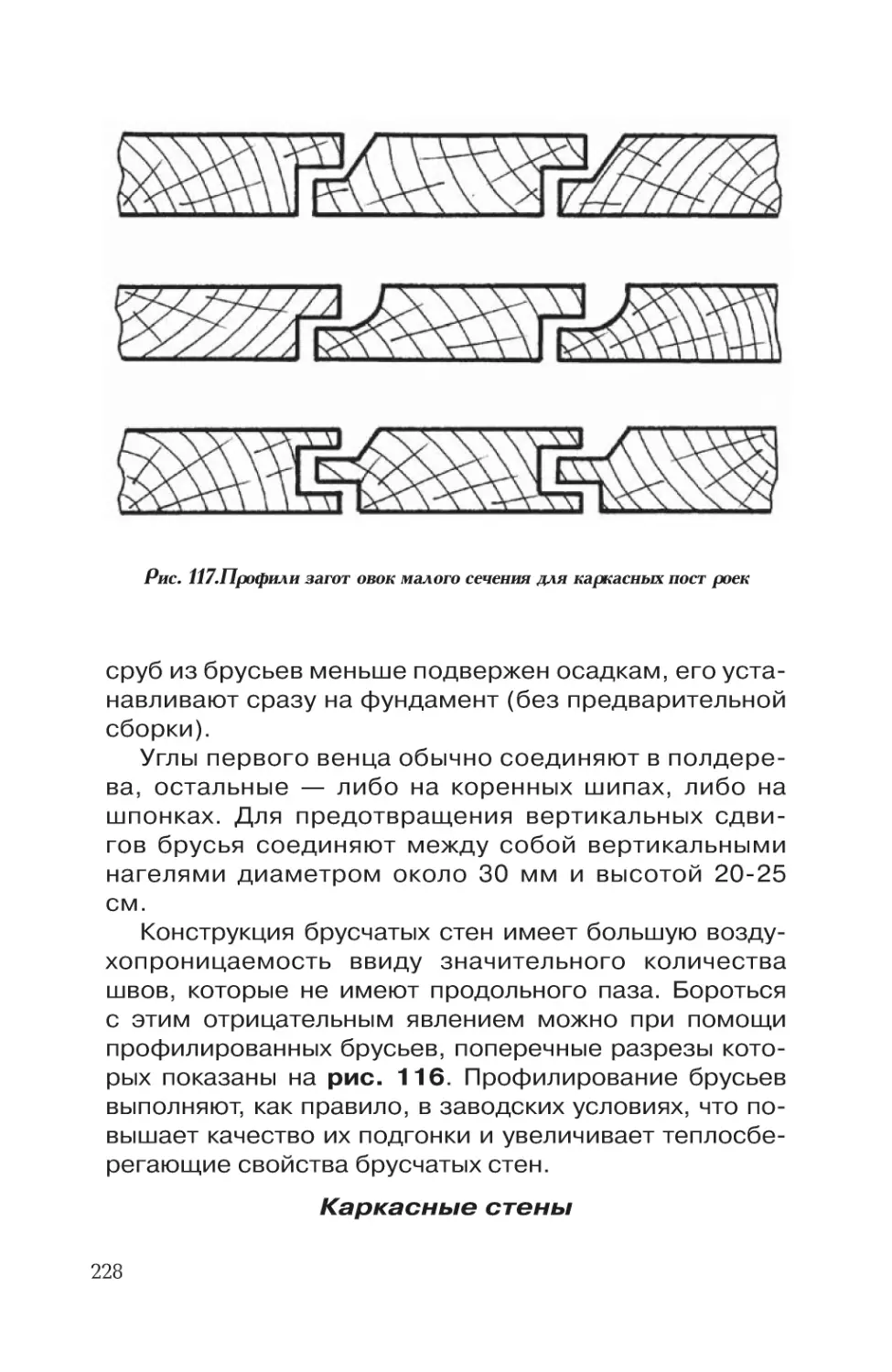
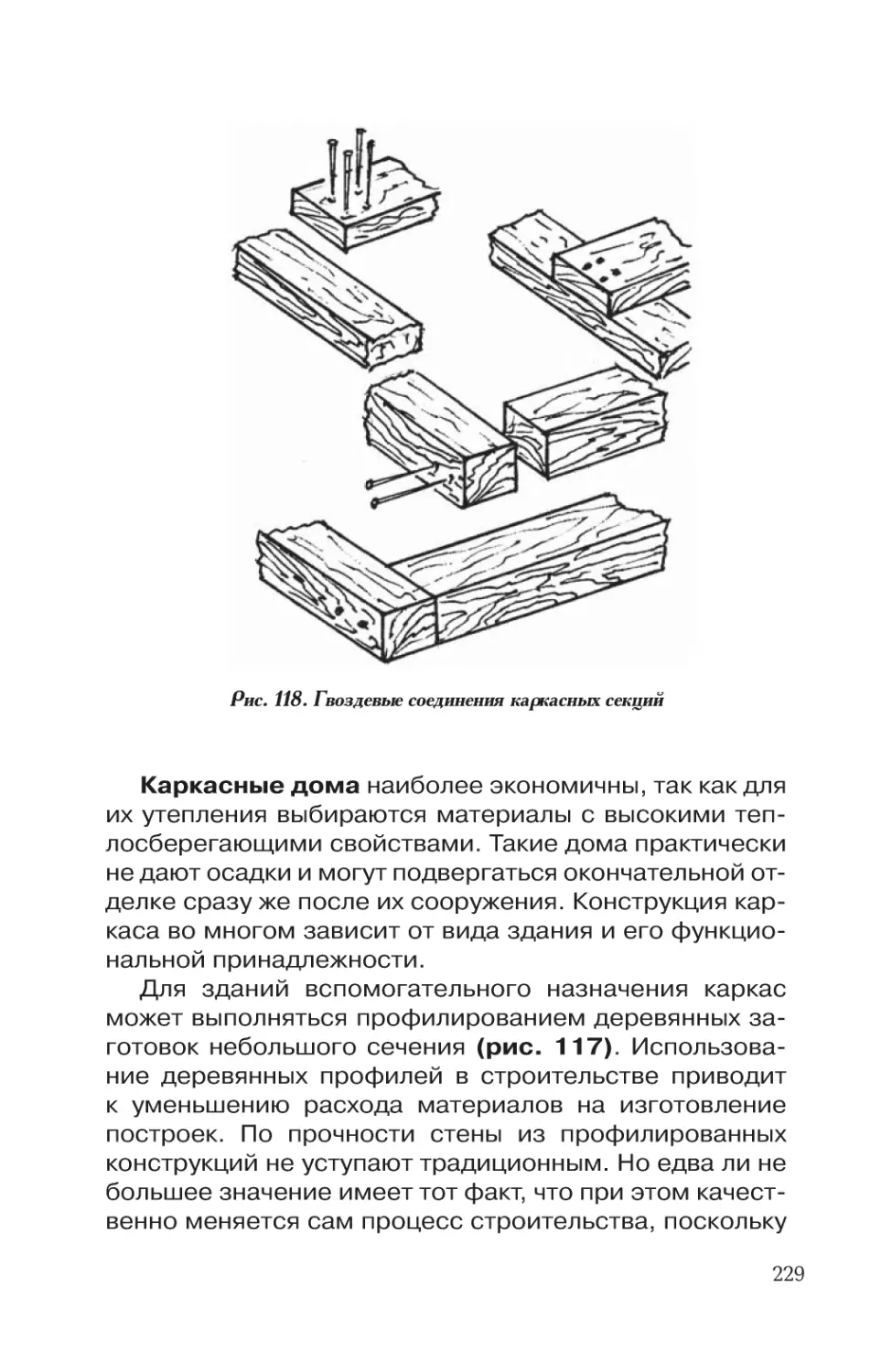
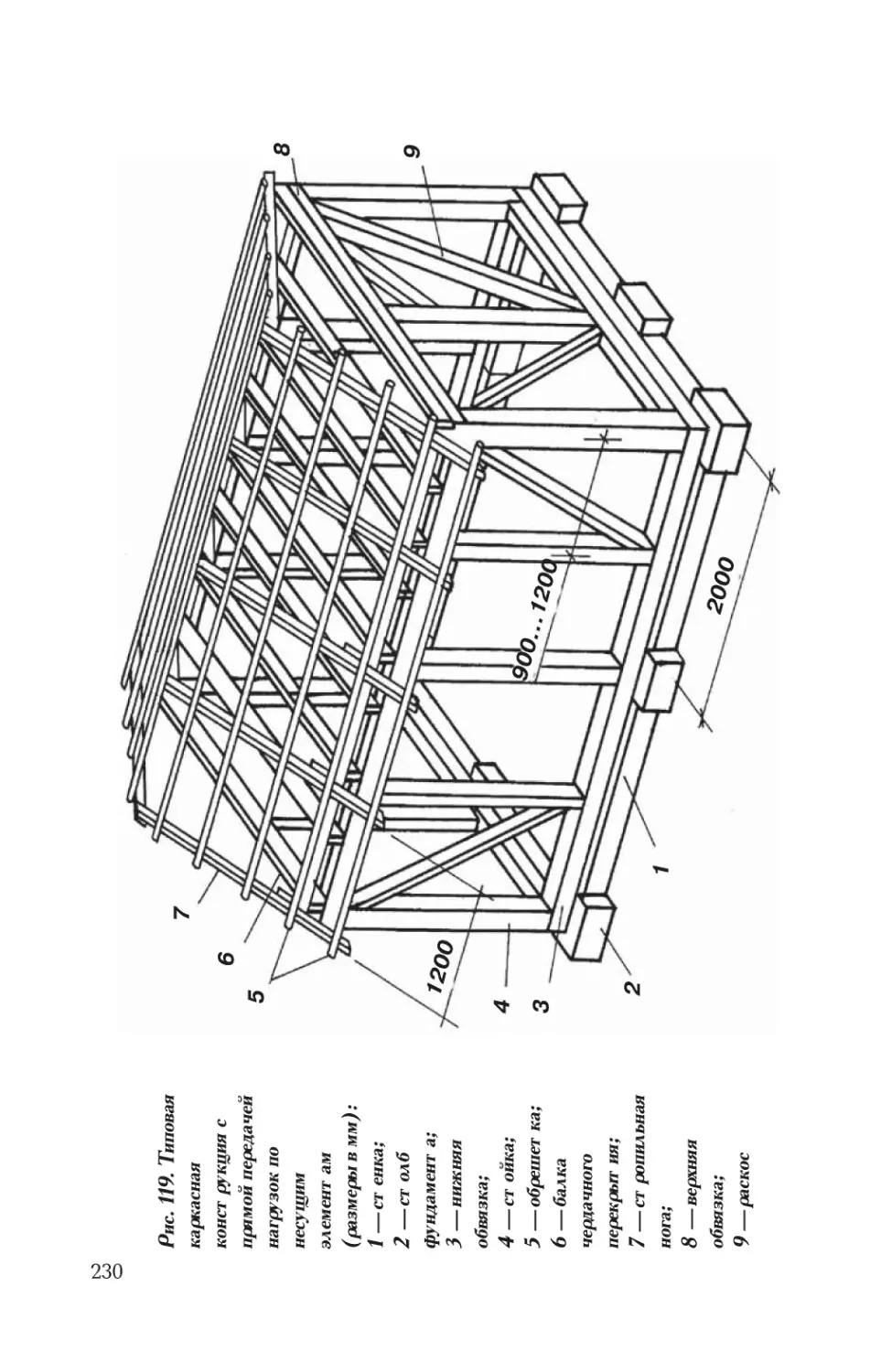
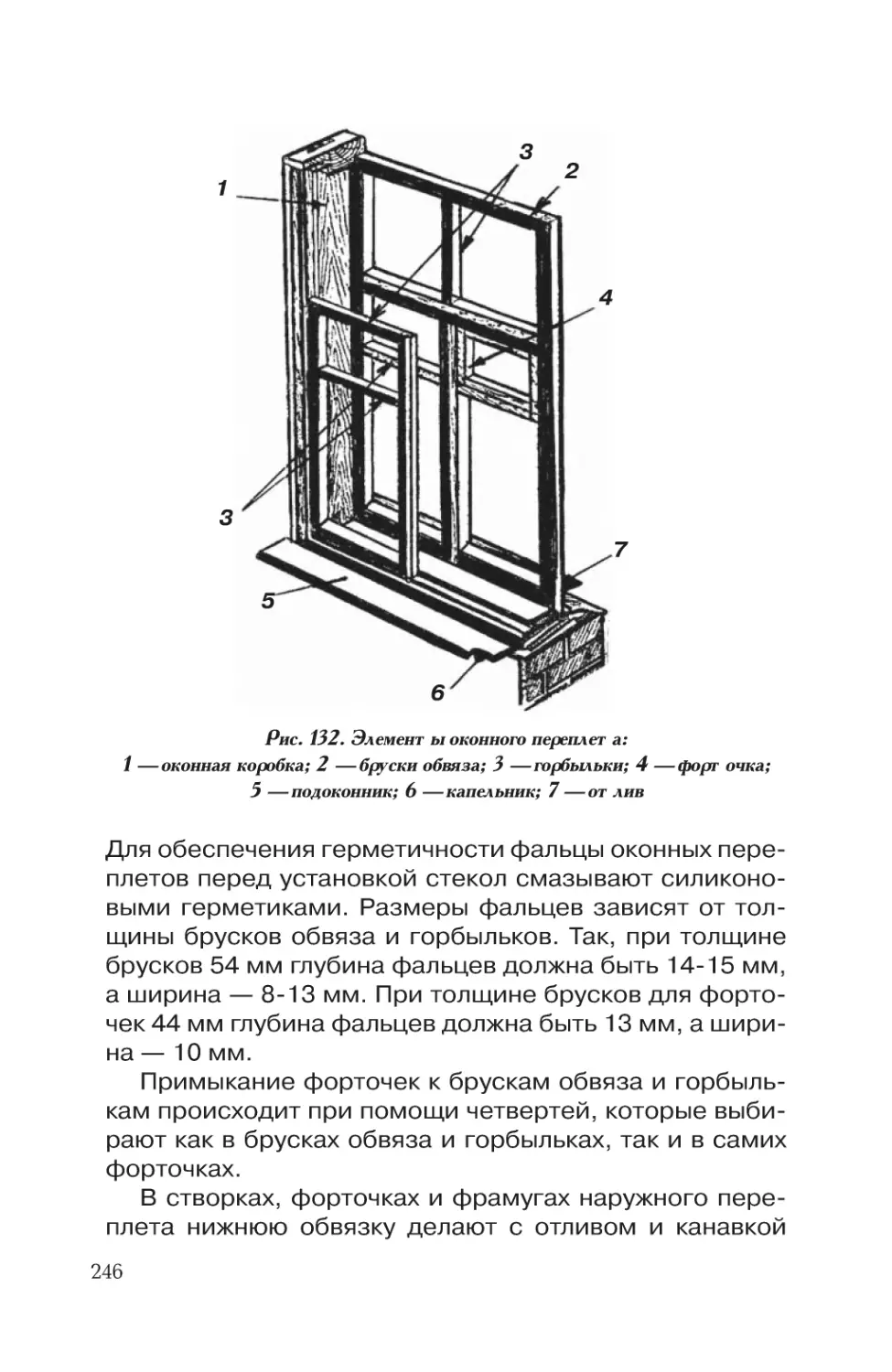
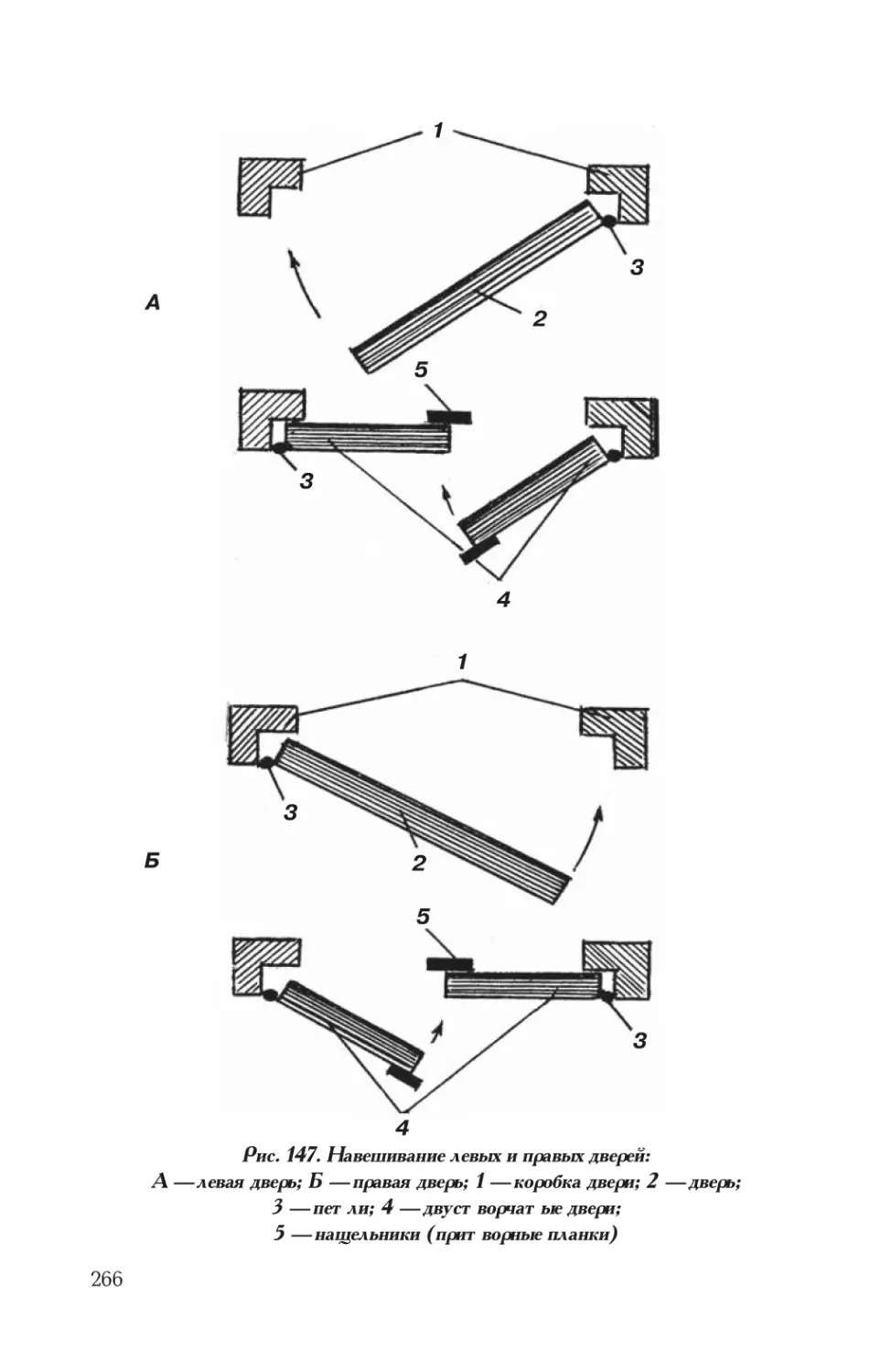
ПЛОТНИЧНЫЕ
И СТОЛЯРНЫЕ
РАБОТЫ
МОСКВА
АДЕЛАНТ
2010 г.
ББК 37.134
УДК 689
ПЛОТНИЧНЫЕ И СТОЛЯРНЫЕ РАБОТЫ
ООО “Аделант”, 2010 г., 384 с.
Серия: Советы профессионалов
ISBN 978%5%93642%150%1
Отличие предлагаемой книги от других по аналогичной тематике заключается в том, что здесь автор выделил и подробно осветил вопросы и
проблемы, с которыми приходится наиболее часто сталкиваться при работе с древесиной.
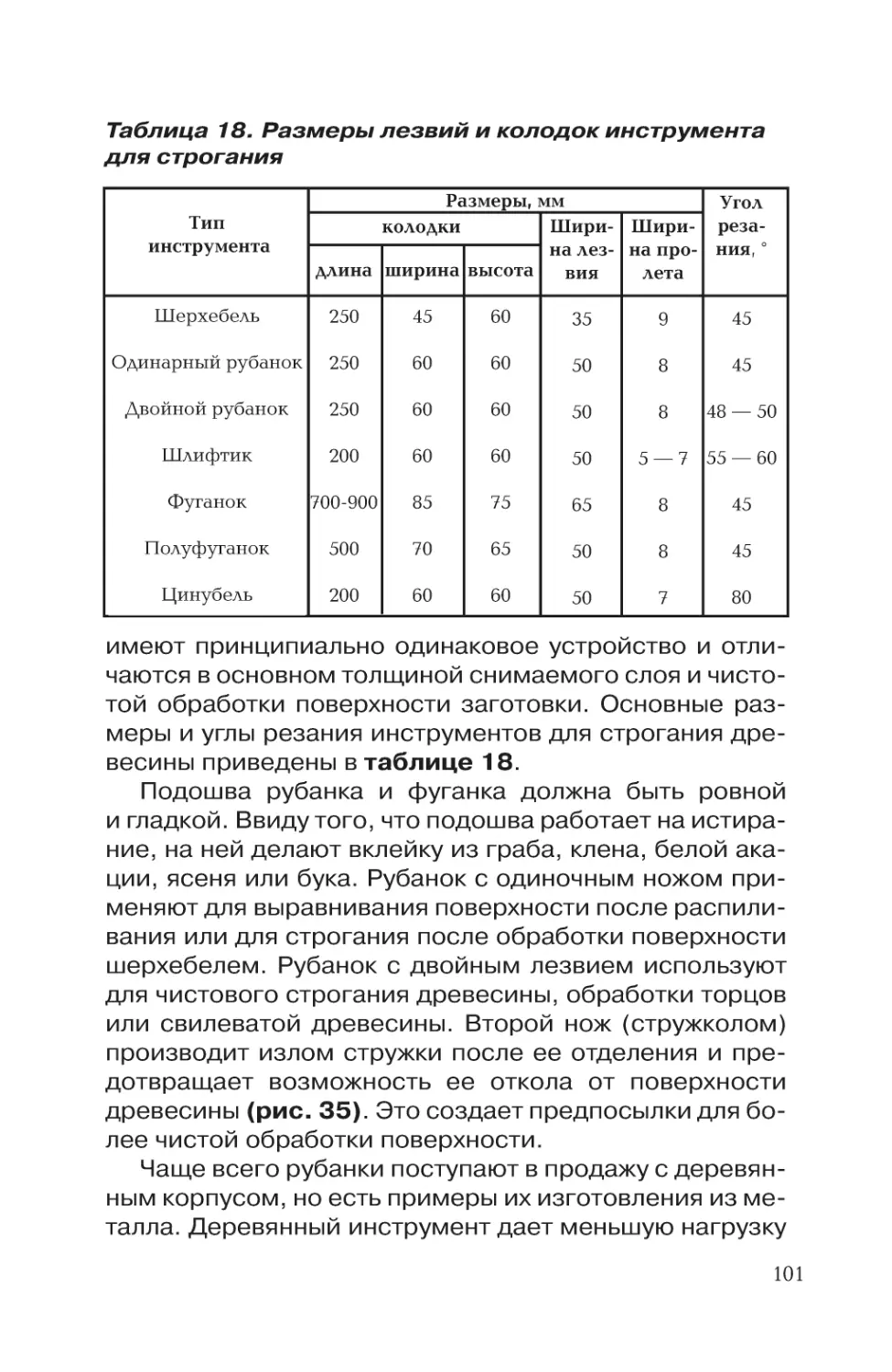
Для правильного овладения практическими навыками даны необходимые теоретические познания. Особое внимание уделено конструкциям
столярно=плотничных изделий, всевозможным приемам обработки древесины, столярным и плотничным соединениям, освещен и вопрос обработки дерева на станках.
Богатый иллюстративный материал (225 рисунков и схем) позволяет
лучше воспринять описательную часть книги.
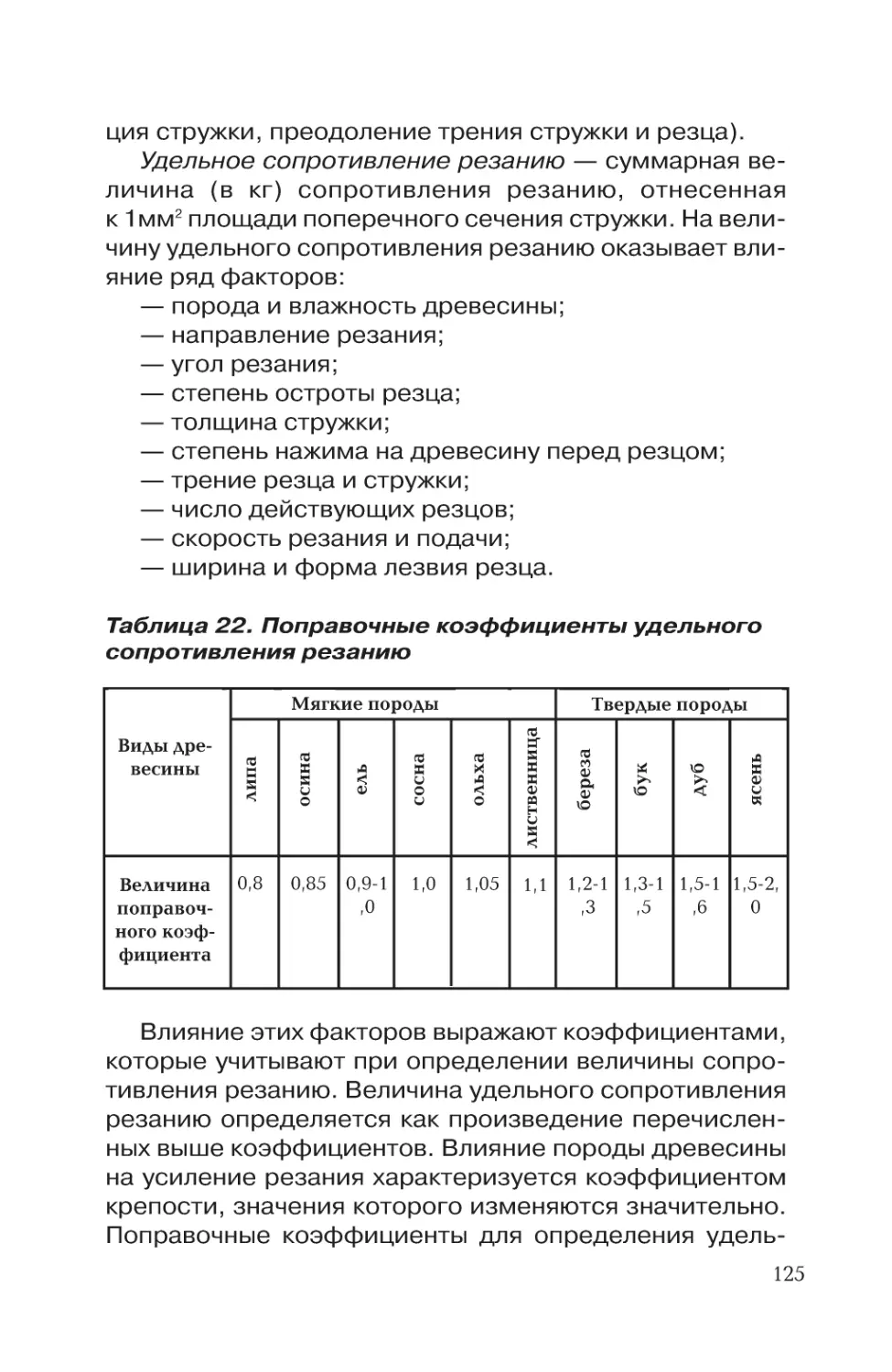
Авторы: Самойлов В.С., Карауш В.М.
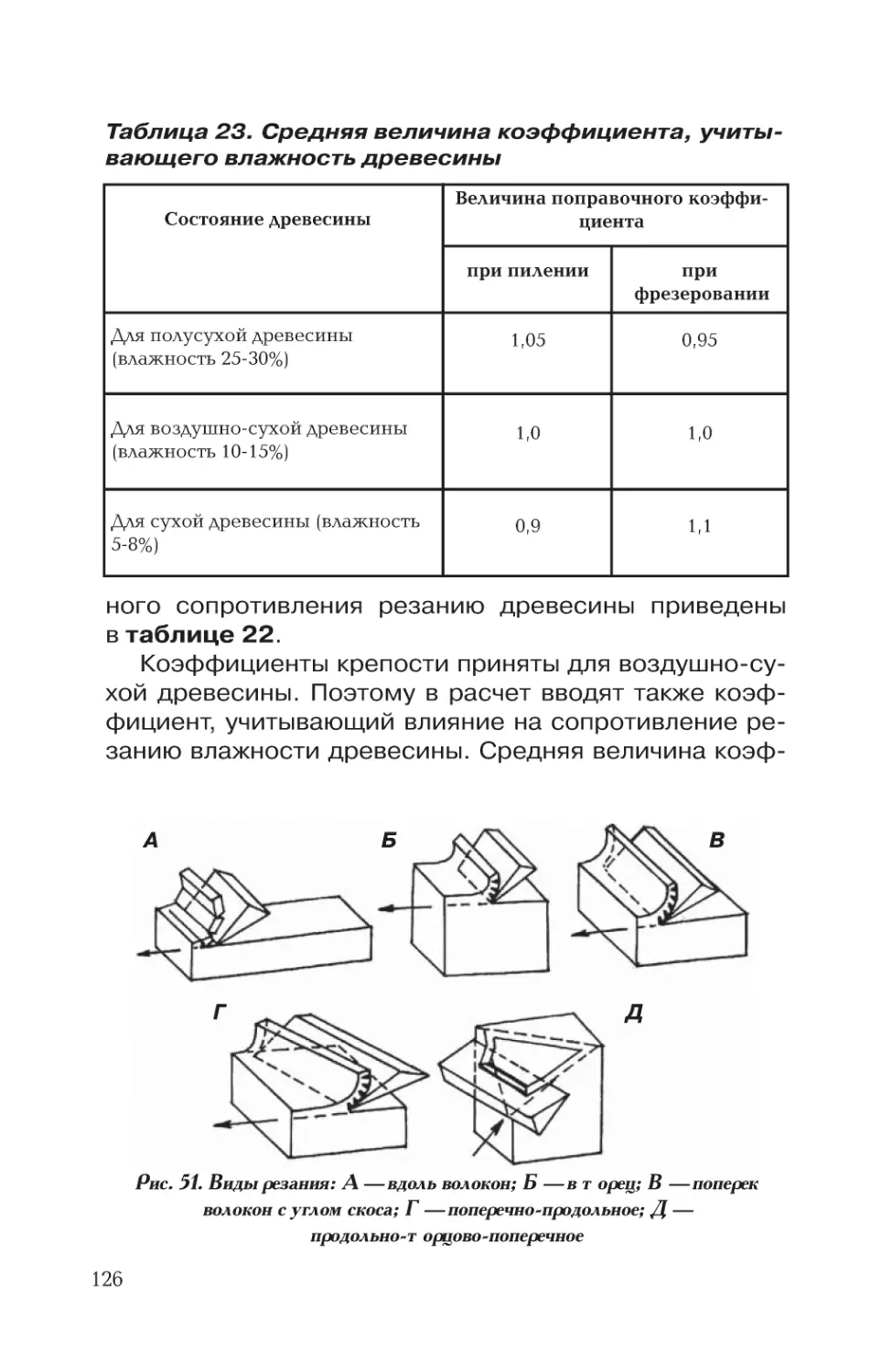
Редакторы: Рубайло В.Е., Кортес А. Р., Левадная В. А.
Художники: Панова Т. Г., Переверзева А.В.
Ком пью тер ная вер ст ка: Рубайло М.В.
Ответственный за выпуск Яценко В. А.
Подписано в печать 14.05.2010 г.
Формат 84х108/32 Бумага газетная.
Печать офсетная. Тираж 30 000 экз.
(1=й завод = 10000)
Заказ №______
От пе ча та но с го то вых ди а по зи ти вов
в ти по гра фии ОАО Из да тель ст во
“Са мар ский дом пе ча ти”.
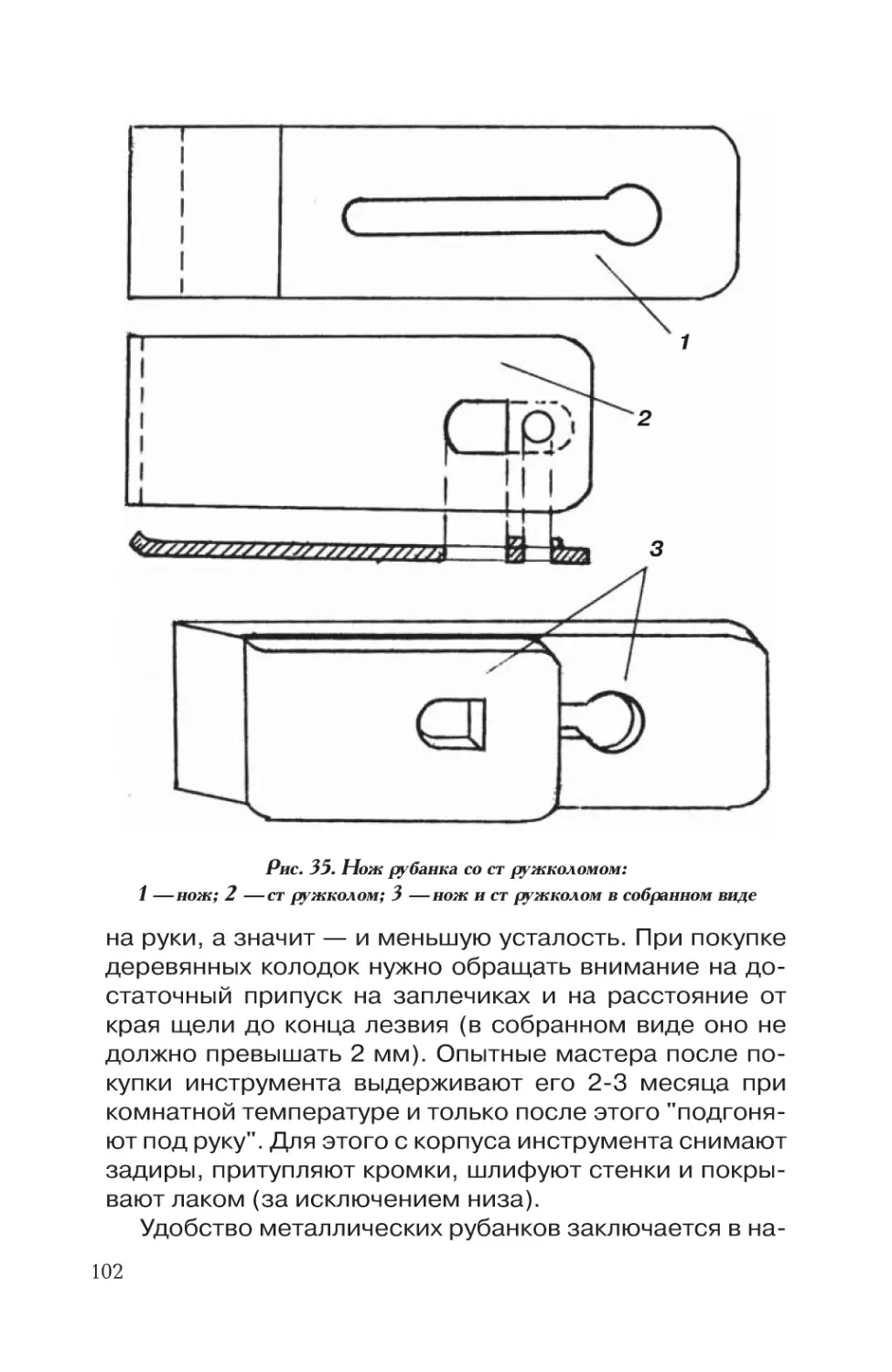
443080, г. Са ма ра, пр. К.Марк са, 201
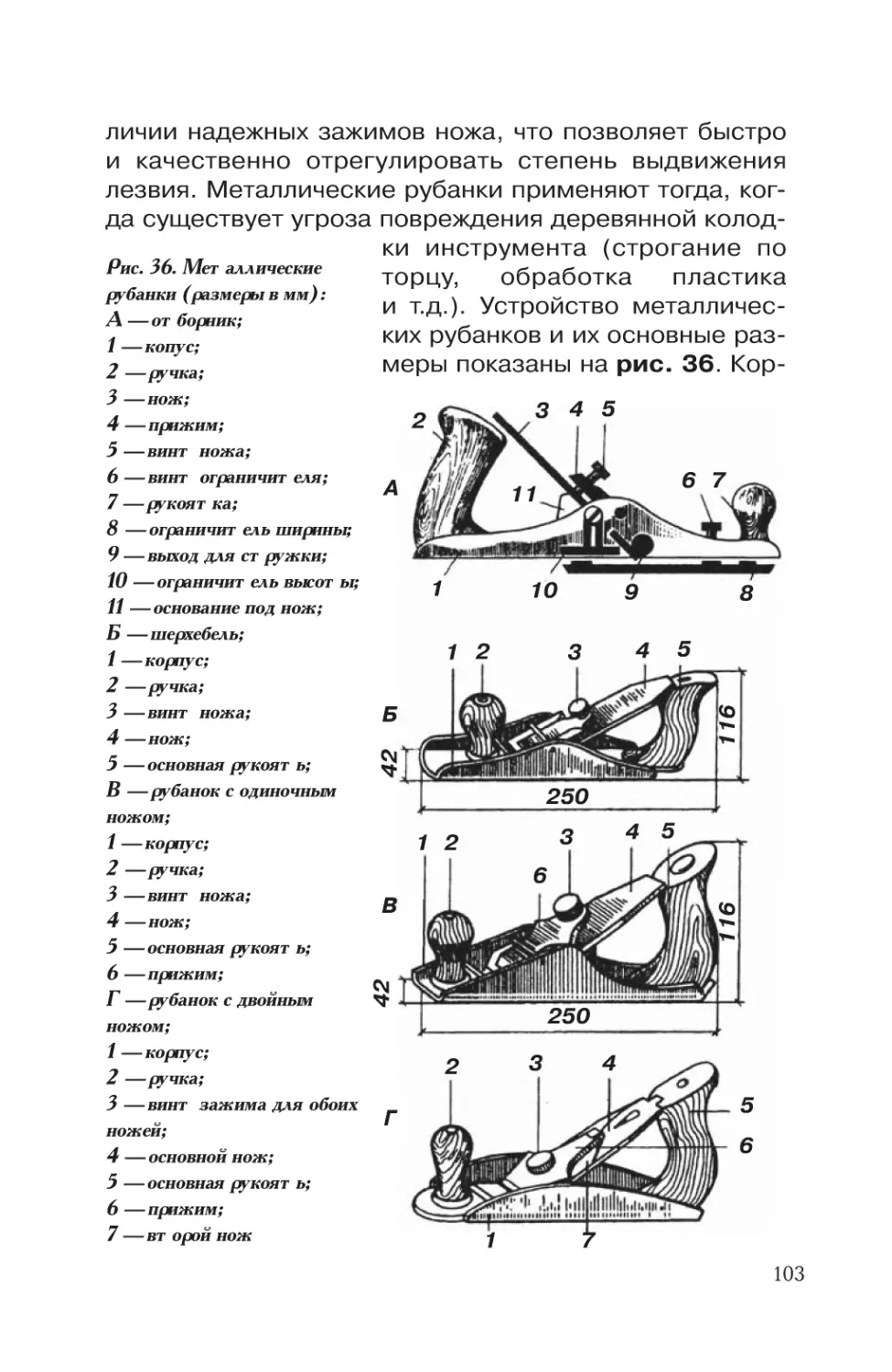
Качество печати соответствует качеству
представленных диапозитивов
ISBN 978%5%93642%150%1
© ООО “Аделант” 2010 г.
ВВЕДЕНИЕ
Древесина является самым распространенным и доступным строительным материалом на всем пути эволюции человечества. Работа с древесиной и материалами из нее — одно из любимейших занятий мужской
половины человечества. Конструктивные элементы
зданий (стропильные фермы, арки, балки, прогоны, окна, двери и т.п.), мебель и домашнюю утварь из древесины на протяжении тысячелетий широко используют
во всем многообразии форм и вариантов. Действительно, трудно себе даже представить дом, в котором
не было бы деревянных элементов и предметов. Особенно популярны изделия из древесины в России, так
как на ее территории произрастает много разновидностей древесных пород.
К преимуществам изделий из древесины следует отнести их легкость, механическую прочность, природную декоративность и, что немаловажно, их относительную дешевизну. Кроме того, древесина стойка
к воздействию солей, кислот, щелочей, масел и других
веществ, сопровождающих быт человека. Практически
большинство предметов обихода, которые сопутствуют
нам на жизненном пути, сделаны из древесины или из
продуктов ее переработки.
Миллионы россиян украшают и совершенствуют
свое жилище, дачные домики при помощи древесины
или новейших материалов на ее основе. При этом используются столярные и плотницкие приемы, которые
на протяжении тысячелетий совершенствуются. Нужно
отметить, что большой эволюционный путь прошел
и инструмент, при помощи которого обрабатывается
3
древесина. Наряду с традиционными инструментами,
которые используют в работе с древесиной, появилась
масса новейших инструментов и приспособлений,
при изготовлении которых применяют самые современные разработки и технологии. Благодаря этому некоторые технологические операции стали доступны не
только мастерам высокого класса, но и новичкам. Использование электрических инструментов существенно повышает качество работ с минимальными трудовыми затратами.
Вряд ли есть смысл покупать дорогие современные
инструменты, если объем работы с древесиной незначителен. Да и экономически это неоправданно. Поэтому во многих случаях можно использовать ручные инструменты, которыми наши соотечественники творят чудеса. Отечественная история знает немало случаев,
когда выдающиеся мастера своего дела при помощи
простого топора и еще нескольких ручных инструментов создавали воистину феномены зодчества, многие
из которых вошли в историю мирового искусства.
Овладение приемами столярного и плотничного мастерства — задача далеко не простая и кропотливая.
Здесь недостаточно иметь хороший инструмент, а необходимо уметь правильно им пользоваться, знать
свойства обрабатываемых материалов, их технологические возможности. Эти знания позволяют раскрыть
красоту натуральной древесины, в полной мере использовать ее уникальные качества и конструкционные
возможности. Только в комплексе полученных знаний
и навыков постигается настоящее мастерство, а в быту
появляются новые изделия и детали интерьера, которые практически невозможно приобрести в магазинах.
И дело даже не только в том, что самостоятельно изготовленные вещи экономичнее. Индивидуальные проекты позволяют уйти от надоевших стандартов, сотворить
интерьер, соответствующий собственным вкусам и потребностям. Уют, созданный своими руками, приносит
много радости не только его автору, но и тем, кто живет
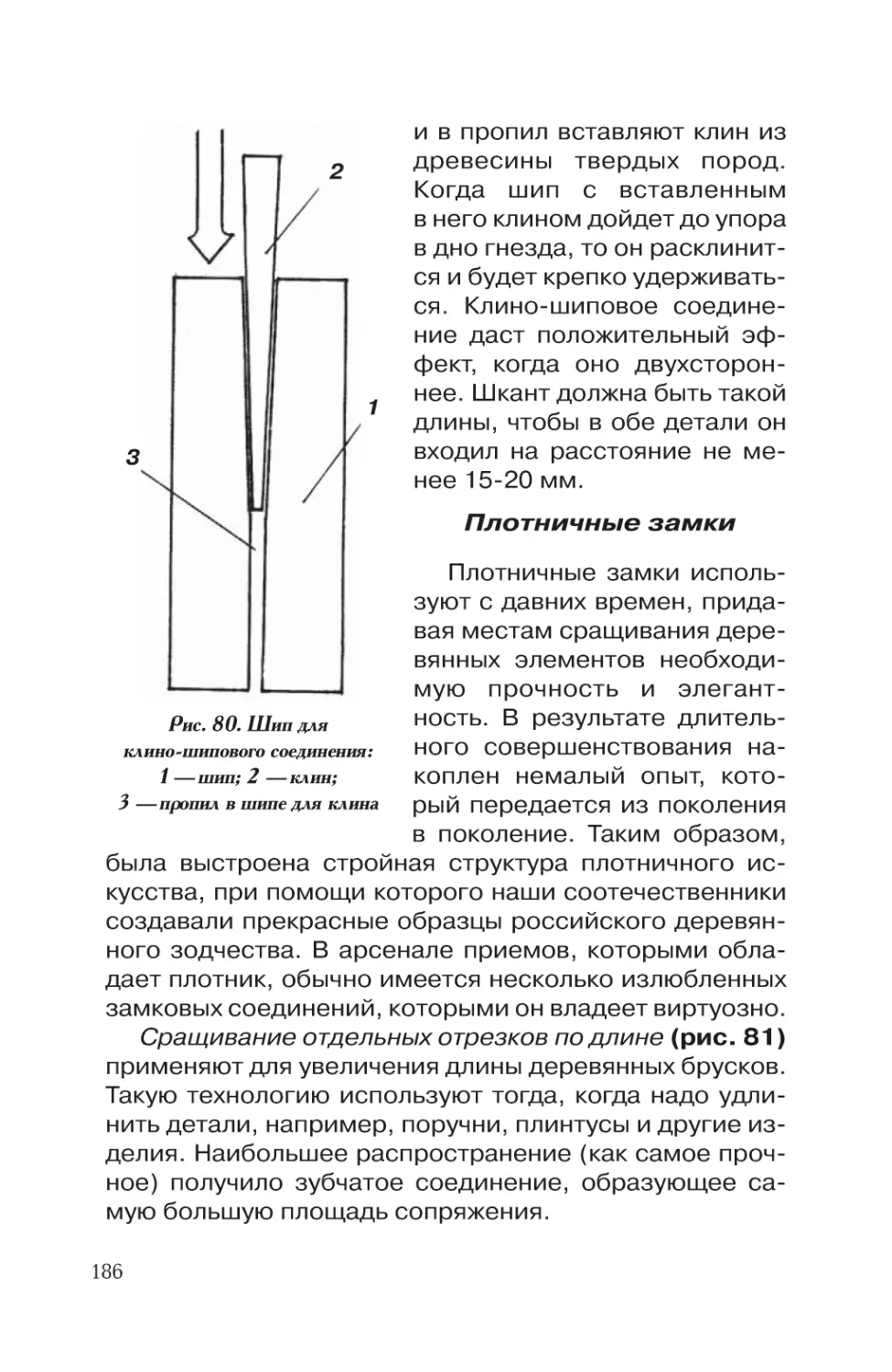
с ним рядом.
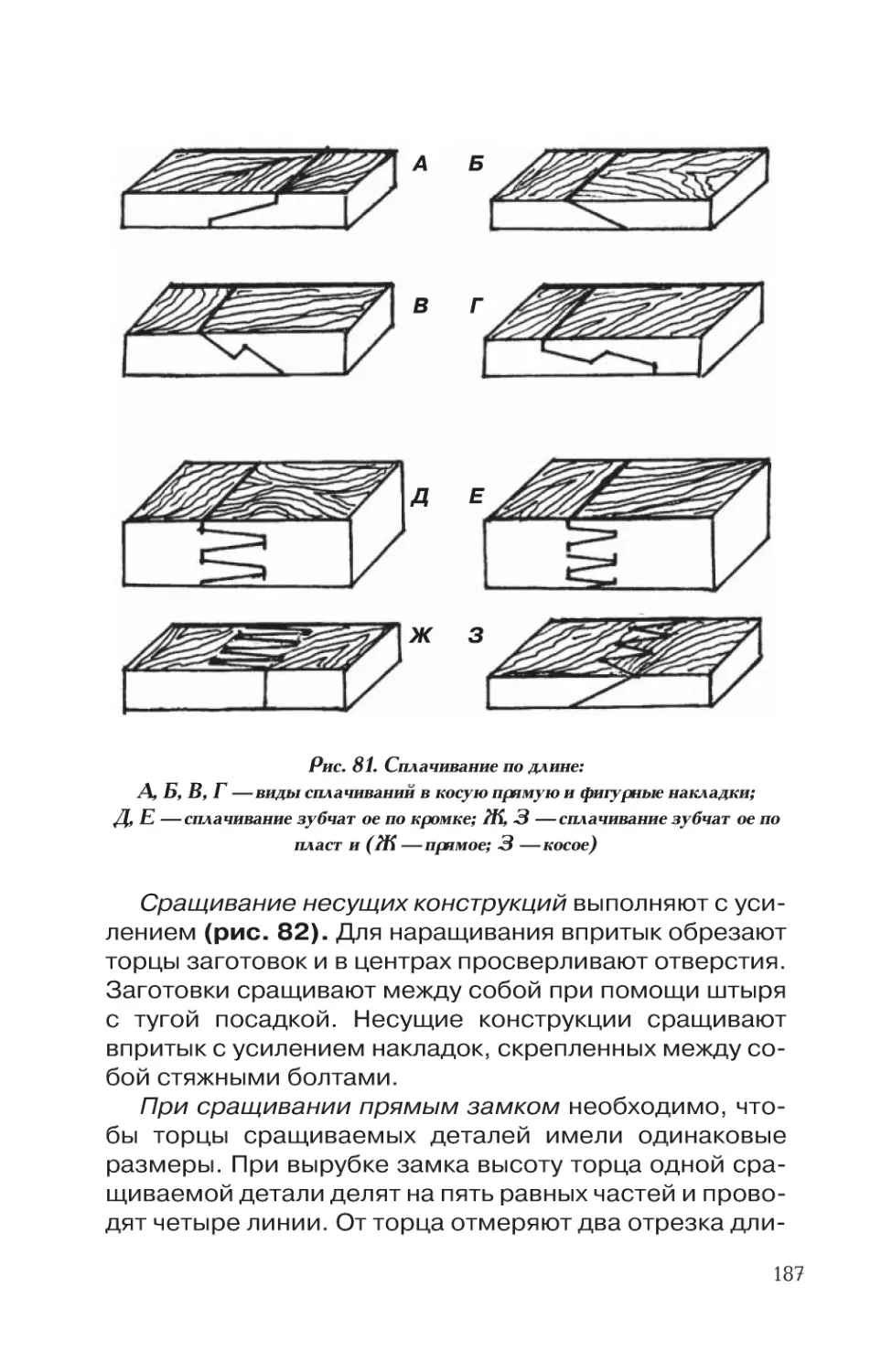
4
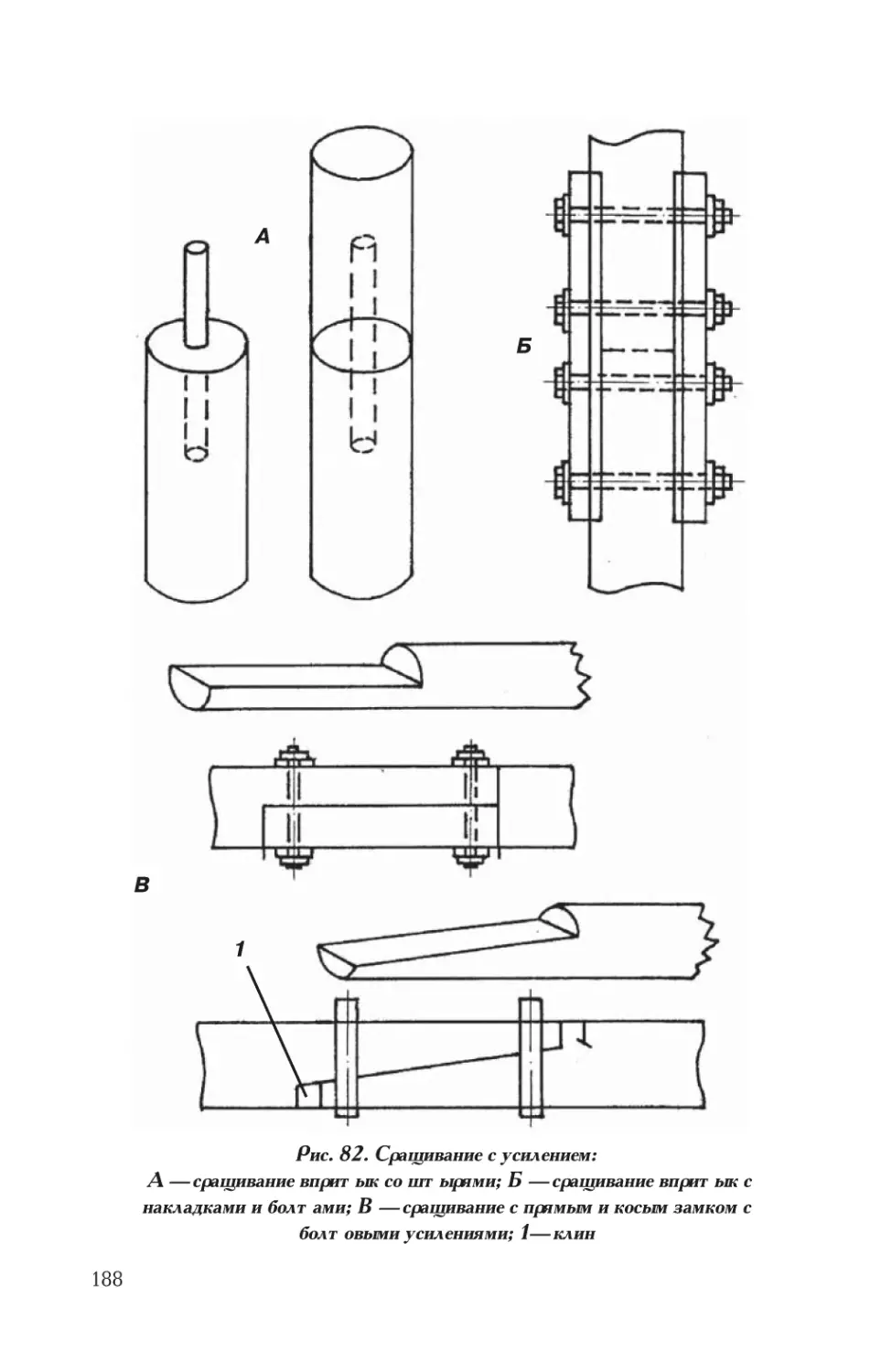
Некоторые из наших соотечественников прошли
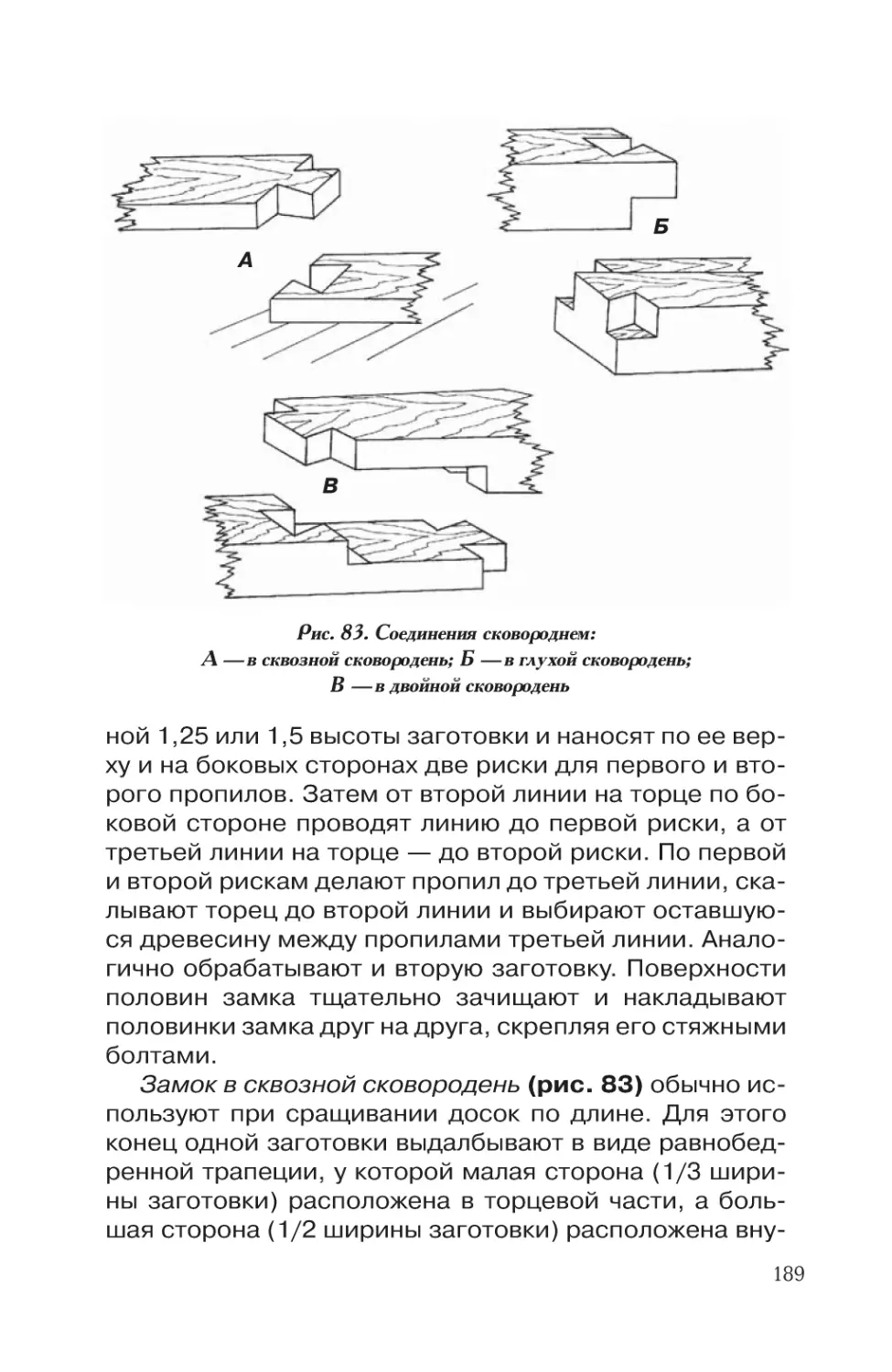
специальную подготовку или приобрели навыки работы
с древесиной в учебных заведениях, некоторые учились
у своих родителей или у них были другие наставники.
Но очень много и таких, кто хочет освоить приемы работы с древесиной собственными силами, не имея для
этого практического опыта и знаний. Здесь на помощь
может прийти книга, на страницах которой любознательный читатель сможет найти ответы на многие из
интересующих его вопросов. Автор этой книги в доступной форме попытался донести до таких энтузиастов свой опыт и знания, а насколько ему это удалось,
судить читателю.
5
СЛОВАРЬ ПРИМЕНЯЕМЫХ ТЕРМИНОВ
Абразив — искусственный камень, который служит
для заточки режущего инструмента.
Адгезия — прочность сцепления лакокрасочных покрытий с основными материалами.
Антисептирование (дезинфекция) — защита древесины, подверженной воздействию влаги, от биологического разрушения. В бытовых условиях наиболее часто применяют водорастворимые антисептики (фтористый натрий, кремнефтористый натрий, кремнефтористый аммоний, магний, цинк, железный купорос, хлористый цинк).
Багет — фигурная планка с самым разнообразным
профилем сечения. Служит для изготовления карнизов
и рам, обрамляющих картины.
Бревна — круглые деловые сортименты, предназначенные для использования в круглом виде или в качестве сырья для выработки пиломатериалов.
Брус — пиломатериал толщиной и шириной 100 мм
и более.
Брусок — простейшая деталь. Узкая продольная
сторона бруска называется кромкой, а продольная
ши ро кая — пла с тью. Ли ния пере се че ния кром ки
с пластью называется ребром, а концевая поперечная
сторона, образованная при торцовке под прямым углом — торцом.
Буравчик — резьбовой конический конец шурупа,
служащий для нарезки резьбы в деревянных или пластмассовых элементах при их соединении.
Винт — крепежное изделие в виде стержня с наружной резьбой на одном конце и конструктивным элемен6
том, служащим для передачи крутящего момента, — на
другом. Применяется для соединения или фиксации отдельных деревянных элементов.
Галтель — желобок, который в сечении имеет форму
полукруга. Изготавливают инструментом с одноименным названием.
Гребень — выступ на боковой грани доски, который
входит в паз смежной доски.
Горбыли — крайние доски, наружные части которых
не подвергают обрезке.
Делянки — заготовки, соединяемые в щит.
Декорирование — нанесение на видимую поверхность рисунка одного или нескольких цветов.
Двойная сердцевина встречается в двух сросшихся вместе деревьях с самостоятельными сердцевинами и годовыми слоями, которые при дальнейшем росте
образовали общие волнообразные годовые слои.
Диаметр ствола — диаметр тонкого конца бревна.
Для его определения выбирают из всего ассортимента
наименьший и наибольший диаметр без учета коры.
Деловая древесина — круглые и колотые лесоматериалы, кроме дров, а также технологическая щепа.
Дровяная древесина — низкокачественная древесина, используемая в качестве топлива.
Жердь — тонкомерный сортамент толщиной менее
6 см для хвойных пород и менее 8 см для лиственных
пород древесины.
Заболонь — годичные слои древесины, расположенные в зоне ядра.
Заклепка — крепежное изделие в форме гладкого
цилиндрического стержня с головкой на одном конце.
Служит для получения неразъемного соединения за
счет образования ударным способом головки на другом конце.
За гни ва ние дре ве си ны вы зы ва ет ся на ли чи ем
влаги, некоторых видов грибков, жизнедеятельность
которых проявляется при температуре 15=25°С, влажности древесины 20=70% и при слабокислой реакции
среды.
7
Закорина — участок коры, сохранившийся на участке шпона или другого деревянного элемента.
Закомелистость — ненормальное утолщение комля ствола (нередко ребристой формы).
Зарастание инородных тел образуется от вбитых
гвоздей, стальных осколков и т.д. Портит древесину, затрудняет обработку, вызывает поломки режущего инструмента.
Засмолок — участок древесины хвойных пород,
обильно пропитанный смолой.
Зензубель — столярный инструмент, которым выбирают четверть по длине деревянной детали или заготовки.
Калевка — фигурно обработанная кромка изделия
с целью декоративного его оформления. Выполняют
инструментом с одноименным названием.
Карниз — деталь, которая служит для оформления
верхней части изделий, мебели. Карнизом также называют планку над окном, на которую вешают гардины,
шторы.
Косослой — волокна древесины, расположенные
под наклоном к оси ствола или в виде спирали.
Кора — слой, покрывающий снаружи древесину
и камбий.
Крень — утолщение годовых слоев древесины с одной стороны ствола.
Кривизна — одно= и многостороннее искривление
ствола по длине. Искривление затрудняет распиловку
и приводит к повышенному образованию отходов.
Кряжи — круглые деловые сортименты, предназначенные для выработки специальных видов продукции.
Ламинированная плита — древесностружечная
(ДСП) или древесноволокнистая (ДВП), облицованная
декоративными покрытиями, пленками на основе
бу=маг, пропитанных синтетическими смолами.
Метиковая трещина — радиально направленная
трещина в ядре древесины.
Мейсель — нож=стамеска, заточенный с двух сторон под углом 20=25°, применяемый при токарной обра8
ботке древесины. Используют для чистовой доводки
точеных деталей.
Нагель — деревянный стержень, служащий для
скрепления деревянных изделий (применяется вместо
гвоздей).
Наличник — фигурная планка на дверном или оконном проеме, которой закрывают щель между стеной
и столярным изделием.
Обзол — часть боковой поверхности бревна, сохранившаяся на обрезном пиломатериале.
Паз — выемка в деревянном элементе, в которую
вставляют шип другого элемента. Иногда паз называют
шпунтом — от названия инструмента, которым можно
сделать эту выборку (шпунтубель).
Платик — уступ, образованный для скрытия зазора.
Его применяют в тех случаях, когда пригонка детали заподлицо затруднена. Наиболее часто к платику прибегают при изготовлении мебели.
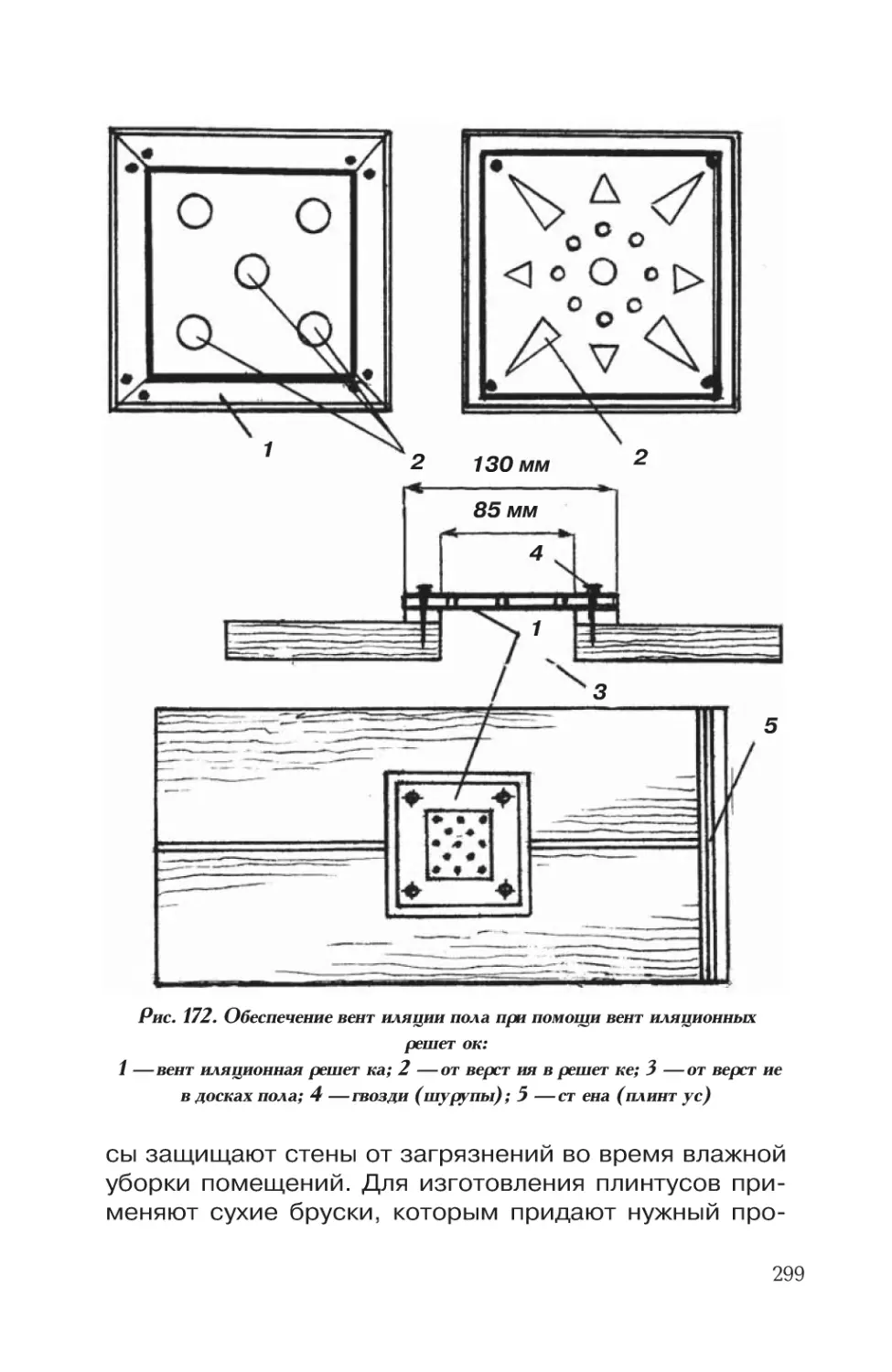
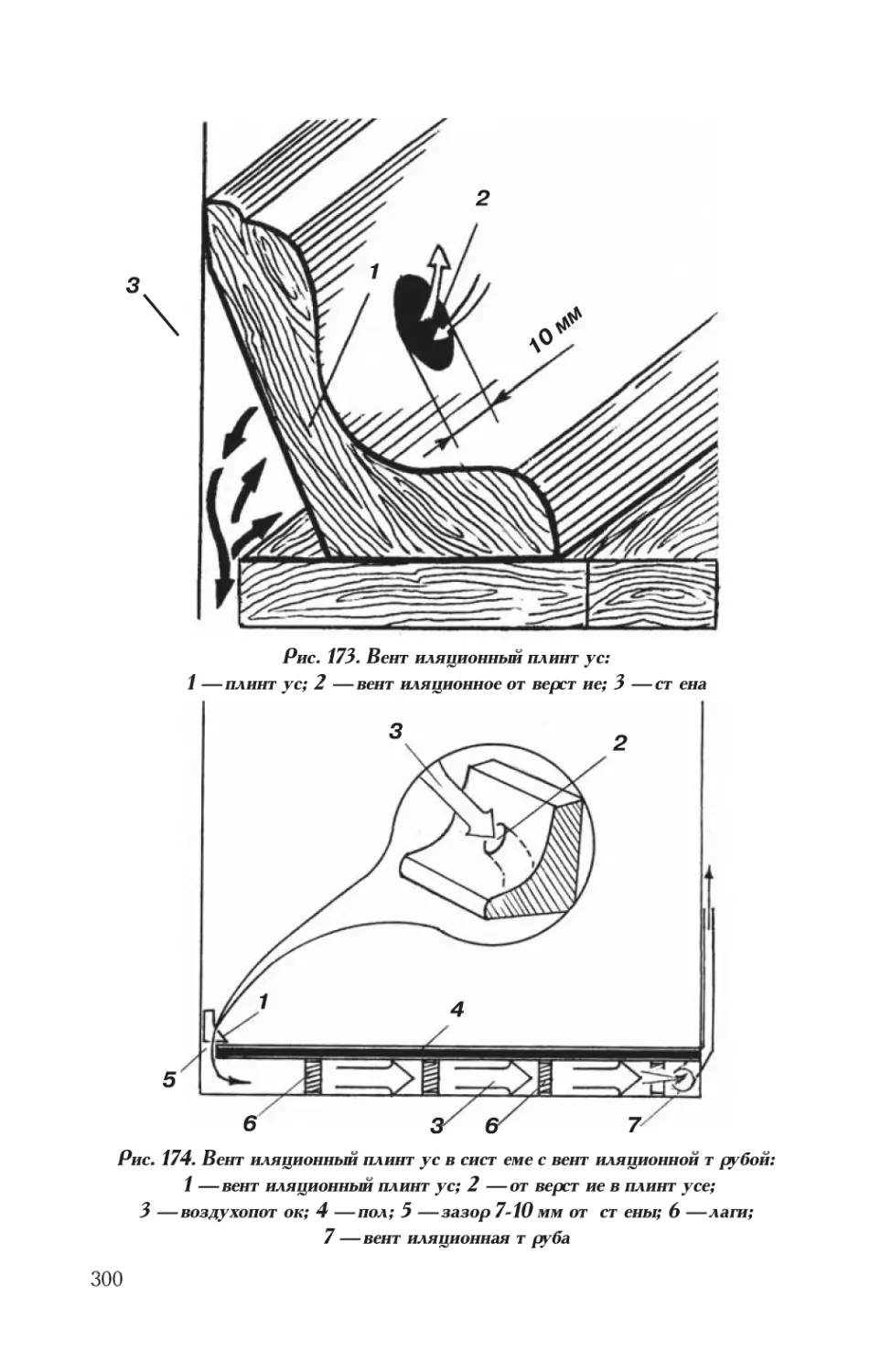
Плинтус — рейка профильной формы, предназначенная для перекрытия щели между стеной и полом.
Поручень — фигурный брусок перильного ограждения лестничного марша или проема.
Проростость — (открытая или закрытая) образуется из=за врастания в заболонь отмершей древесины
или коры.
Пятнистость — окрашенные полосы, появляющиеся в период роста дерева, не влияющие на твердость
древесины.
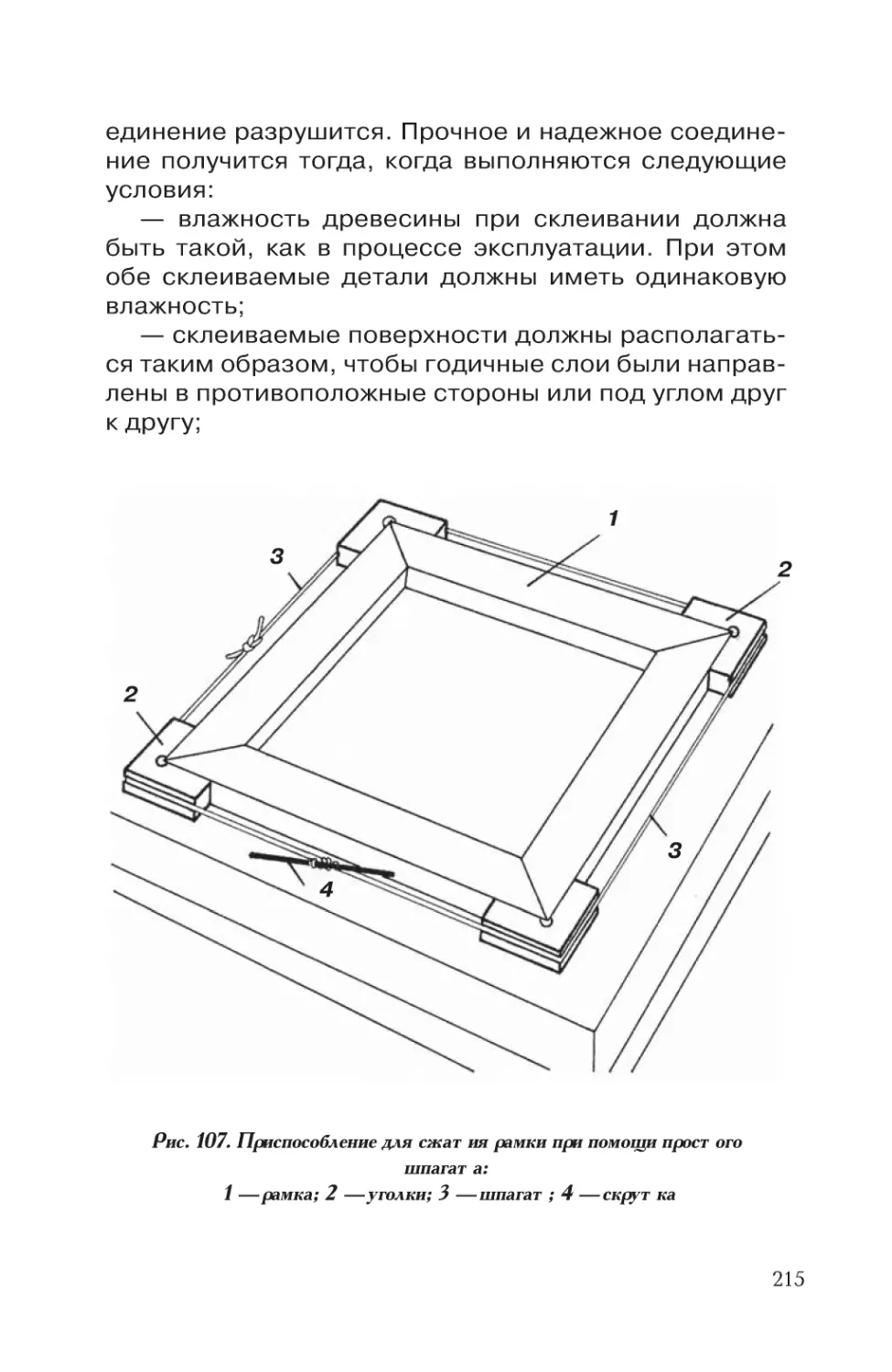
Рамка — столярное изделие, периметр которого обрамлен четырьмя брусками, образуя при этом квадрат
или прямоугольник. Иногда применяют рамки многоугольной и даже овальной формы. Примером простой
рамки может служить оконная створка, форточка и т.п.
Рейер — стамеска полукруглой формы. Инструмент,
применяемый при токарной обработке древесины. Используют для черновой обработки.
Сбежистость — постепенное уменьшение диаметра круглых лесоматериалов или уменьшение ширины
необрезной пилопродукции на всем ее протяжении.
9
Свес — выступ за пределы основания. Применяют
при устройстве крыш, мебели и т.п. столярно=плотничных конструкций.
Свилеватость — волнообразное расположение волокон древесины, встречающееся у большинства пород в комлевой части ствола.
Сердцевина — узкая центральная часть ствола, состоящая из рыхлой ткани.
Сдир — дефект, заключающийся в отсутствии части
наружного слоя со стороны лицевой поверхности древесины.
Скол — участок с отколовшейся древесиной в приторцевой зоне лесоматериала.
Скос пропила — неперпендикулярность торцевой
части относительно оси элемента или заготовки.
Смоляные кармашки — заполнение смолой впадин
в годовых слоях древесины.
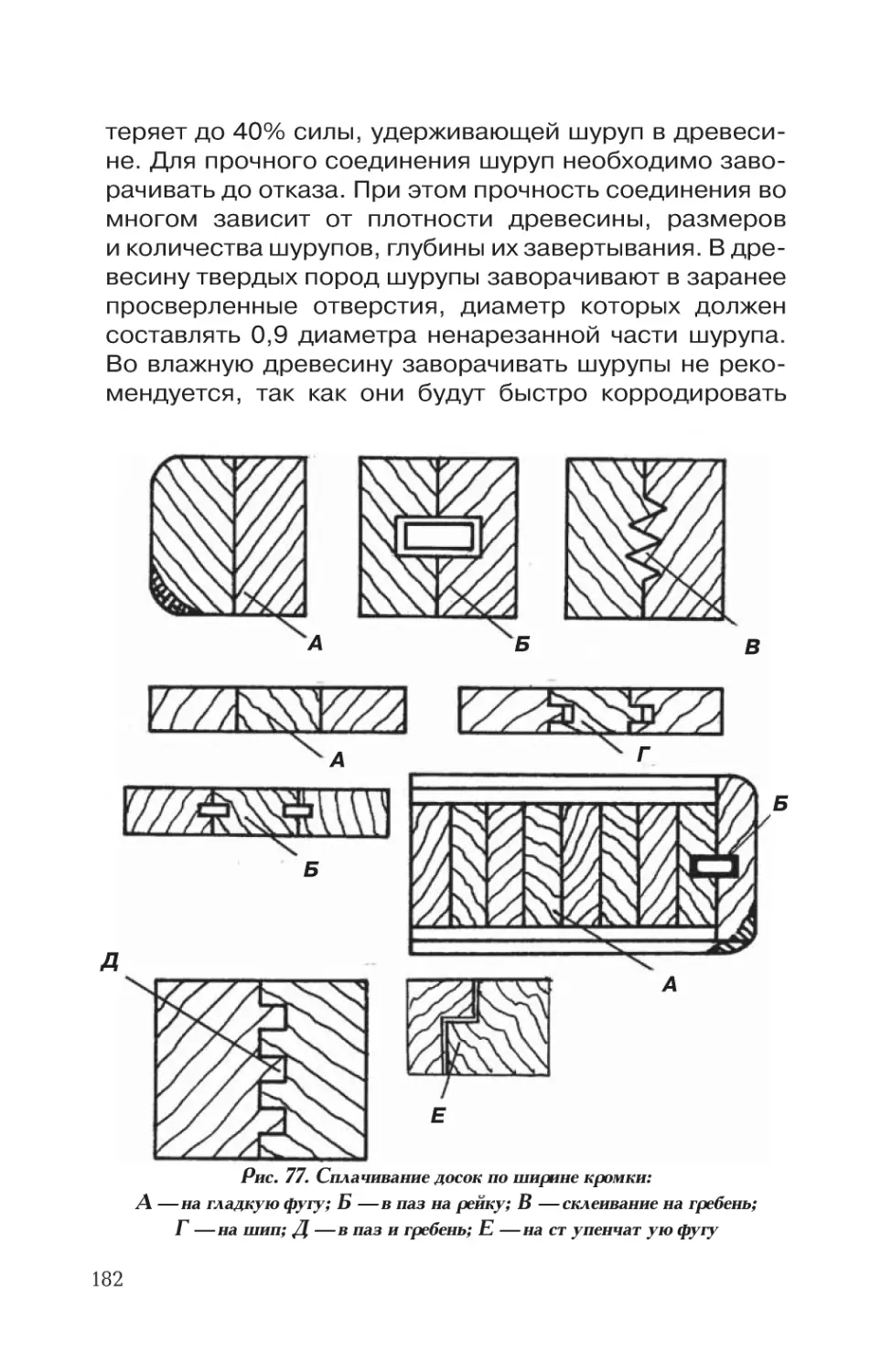
Сплачивание — соединение досок или брусков по
ширине кромки в щиты или пластями в блоки.
Столярная плита — представляет собой щит, оклеенный с обеих сторон шпоном. Столярные плиты могут
быть нескольких типов:
НР — из не склеенных между собой реек;
СР — из склеенных между собой реек;
БР — из склеенных в блок досок.
Текстура — рисунок на поверхности разрезанной
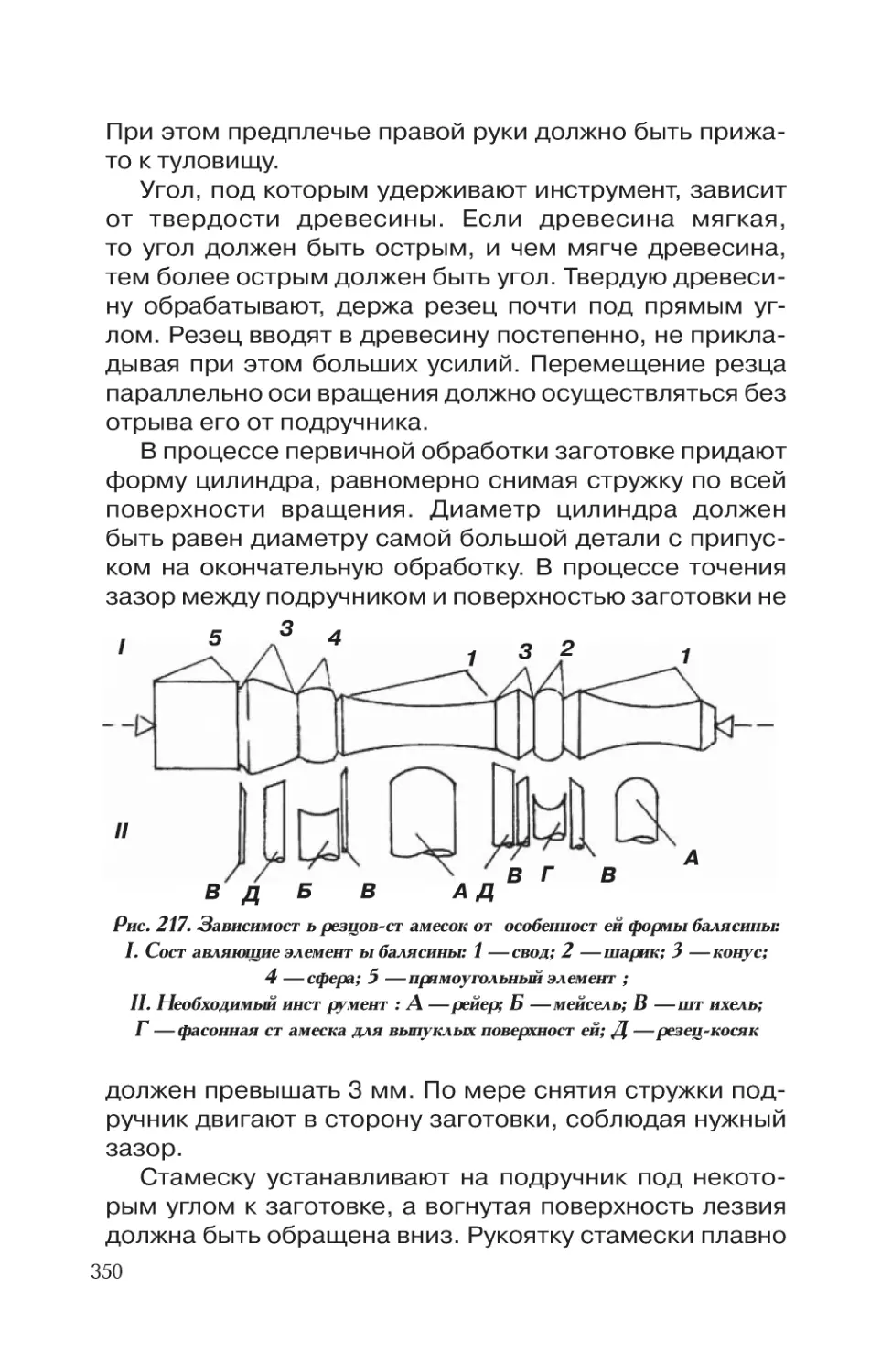
древесины, у каждой породы он различен.
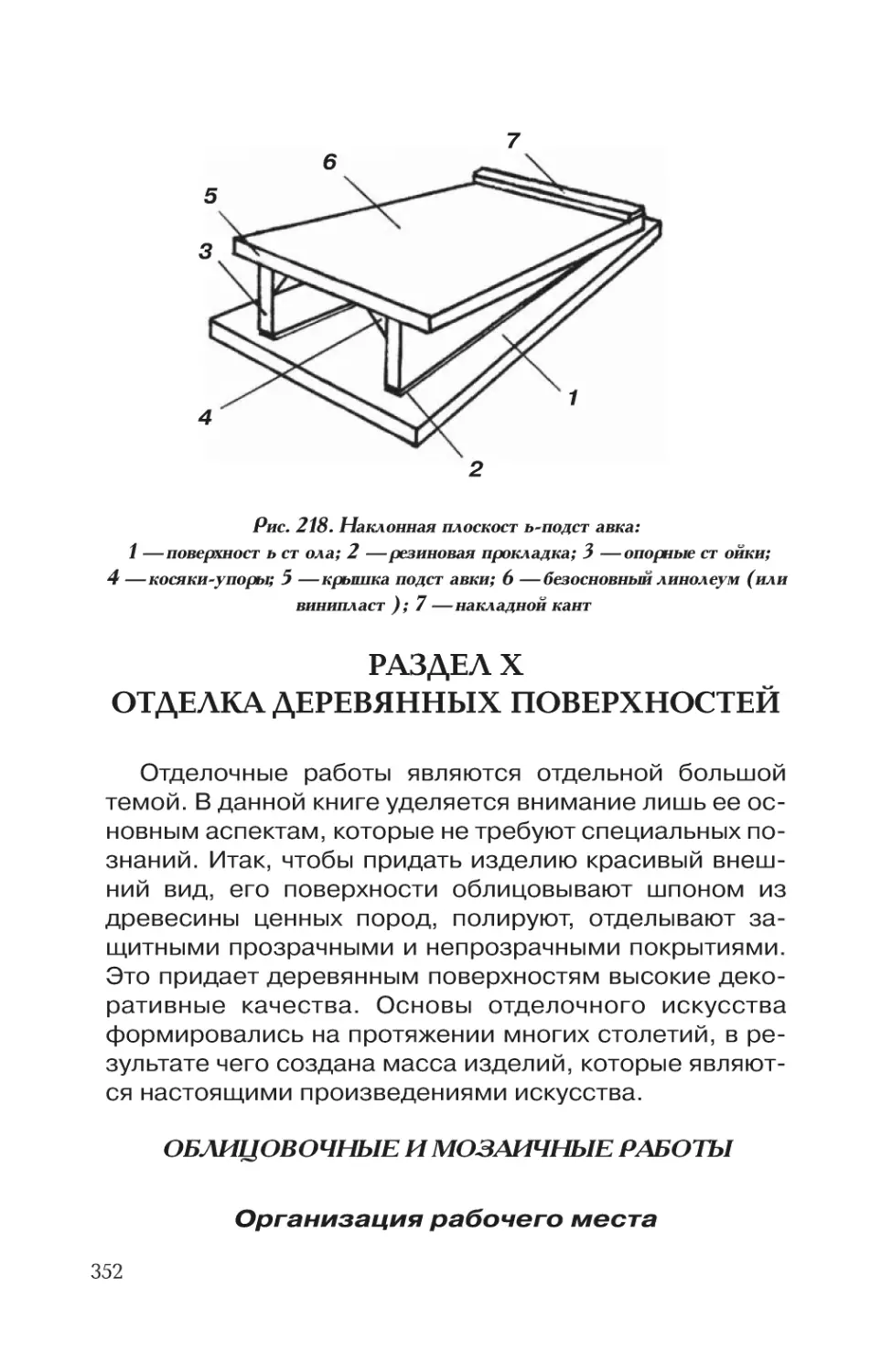
Фа с ка — пло с кость, ко то рая по лу ча ет ся, ес ли
снять ре б ро на кром ке до с ки, рей ки или бру с ка. Раз мер фа с ки мо жет быть лю бым, угол то же, но ча ще
45°
Фалец — ребро, снятое вглубь детали в виде прямоугольной выемки, как у четверти, но с разными размерами высоты и ширины. Если выемка имеет равные
стороны угла, то она образует четверть.
Филенка — тонкая доска, планка или нарисованная
линия, проведенная по периметру. По форме филенки
бывают плоские, со скошенными кромками и с профильной обработкой кромок.
10
Фуга — шов, образуемый между делянками, при соединении их в щит.
Четверть — ребро, снятое вглубь детали под прямым углом. Выполняют зензубелем, фальцгобелем.
Ширина и высота четверти одинаковые.
Царапина — повреждение поверхности элемента
или конструкции острым предметом в виде узкого
длинного углубления, носящее случайный характер.
Щит — столярное изделие, изготовленное методом набора и сплачивания отдельных досок. Щиты
могут быть массивными (дощатыми) или с пустотами.
Пустотелые щиты представляют собой рамку, облицованную с обеих сторон фанерой или твердой древесноволокнистой плитой и заполненную внутри сотами, которые изготовлены из бумаги, отходов фанеры или твердой древесноволокнистой плиты. Иногда
щиты заполняют рейками, уложенными с зазором
между собой.
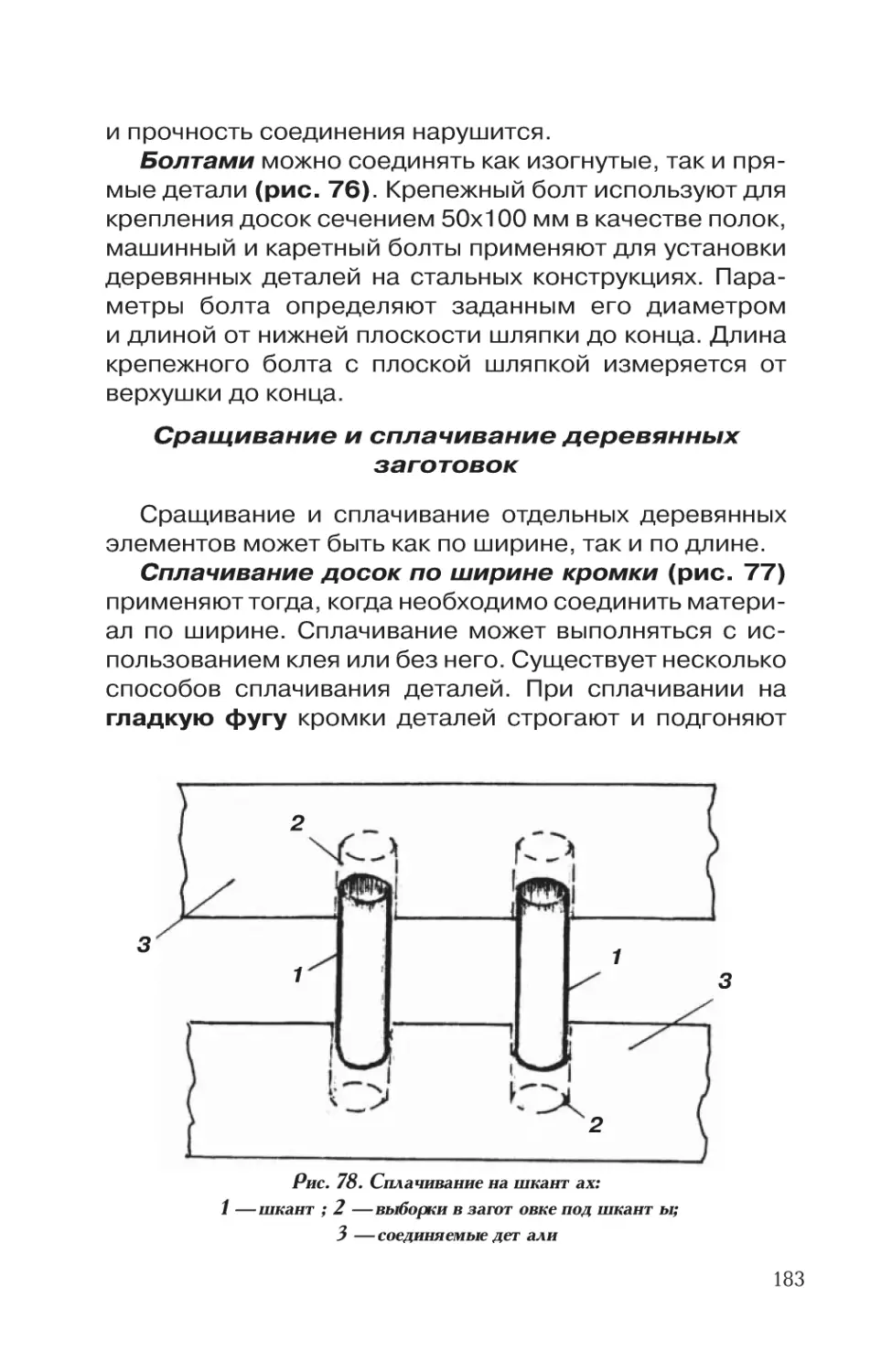
Шкант — шип круглой формы, применяемый для
скрепления деревянных элементов.
Шпон — тонкий слой древесины. Применют при декоративной отделке. Различают строганый и лущеный
шпон.
Шпатлевание — заделка неровностей при помощи
специальной смеси.
Шпилька — болт, у которого нет головки, а резьба
нарезана с обоих концов. Шпилькой часто называют
гвоздь без шляпки.
Шпунтубель — инструмент для получения продольной выборки (паза) по кромке детали.
Штапик — деревянный брусок, применяемый для
закрепления в фальцах стекла или филенки.
Штихель — узкая стамеска, лезвие которой перпендикулярно к оси инструмента. Применяют в токарной
обработке древесины при наружном точении и выполнении узких углублений.
Ядро — древесина, расположенная в центральной
части ствола. Составляет до 60% объема ствола.
11
РАЗДЕЛ I
ДРЕВЕСИНА И ЕЕ СВОЙСТВА
ДРЕВЕСНЫЕ ПОРОДЫ И ИХ ХАРАКТЕРИСТИКИ
Древесина — один из древнейших строительных материалов, которые человечество использует с самых
ранних времен своей цивилизации. Древесина представляет собой естественный полимер, обладающий
целым рядом достоинств: высокой прочностью, упругостью, малой плотностью и всеми отсюда вытекающими
физическими свойствами. Природная красота, технологичность обработки, а самое главное, прекрасные
потребительские свойства древесины делают ее практически незаменимой при изготовлении столярных изделий, мебели и конструктивных элементов зданий.
Со строением древесины связаны ее технические и декоративные свойства, которые необходимо учитывать
в столярной обработке. В растущем дереве различают
три основных составных части: корни, ствол и крону.
Корни дерева всасывают из почвы воду с растворенными в ней минеральными и питательными веществами. Ствол проводит воду и минеральные питательные
вещества от корней к ветвям и листьям (восходящий
поток сокодвижения). Крона состоит из ветвей и листьев или хвои. Часть воды, поступающей от корневой системы, испаряется через листья, а оставшаяся влага
с растворенными в ней минеральными питательными
веществами под воздействием солнечного света и тепла образует органические питательные вещества, необходимые для роста дерева. Органические питатель12
ные вещества, которые образуются в листьях, по внутренней части коры, называемой лубом, поступают вниз
и распространяются по всему дереву (нисходящий поток сокодвижения).
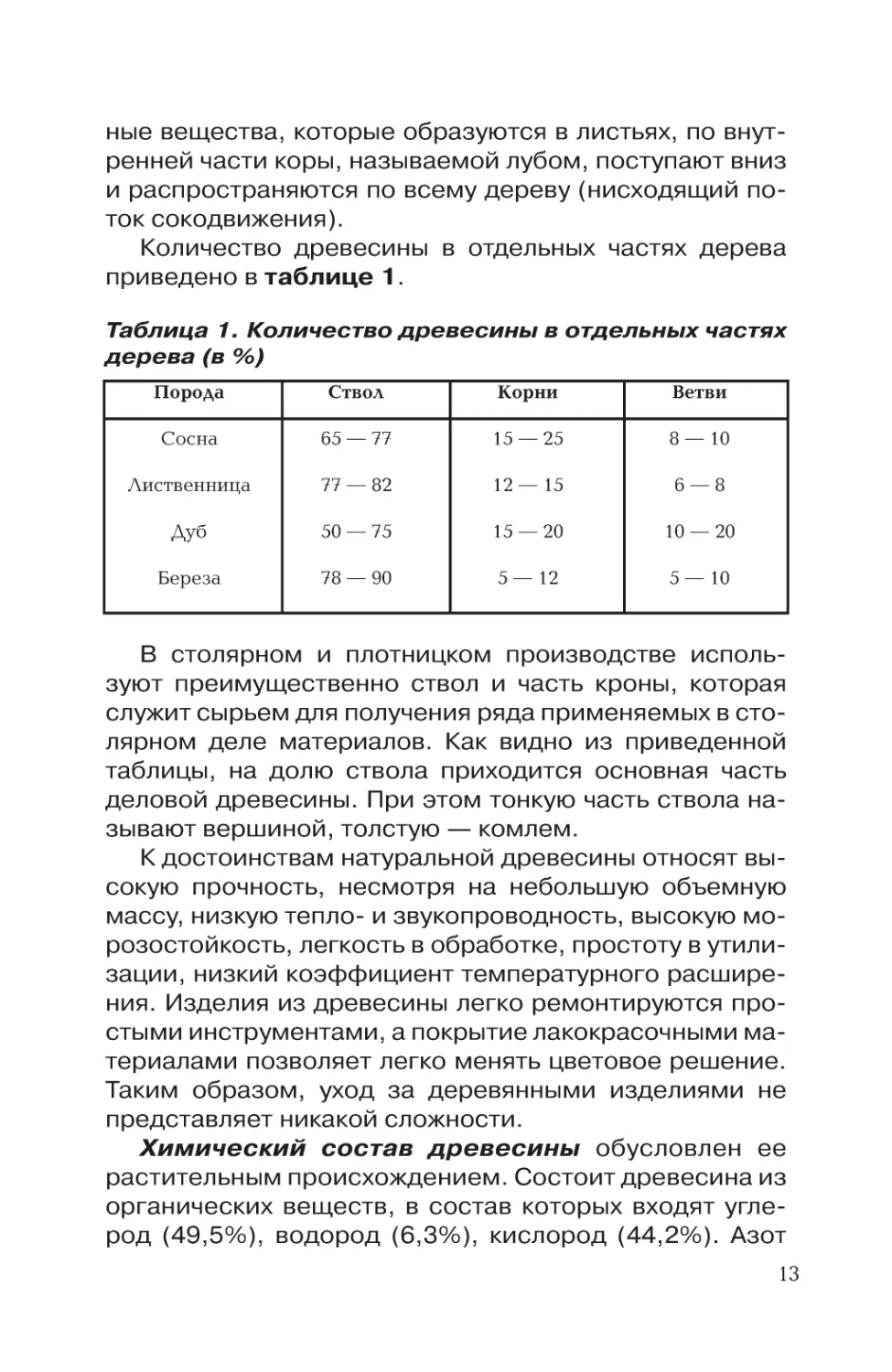
Количество древесины в отдельных частях дерева
приведено в таблице 1.
Таблица 1. Количество древесины в отдельных частях
дерева (в %)
Порода
Ствол
Корни
Ветви
Сосна
65 — 77
15 — 25
8 — 10
Лиственница
77 — 82
12 — 15
6—8
Дуб
50 — 75
15 — 20
10 — 20
Береза
78 — 90
5 — 12
5 — 10
В столярном и плотницком производстве используют преимущественно ствол и часть кроны, которая
служит сырьем для получения ряда применяемых в столярном деле материалов. Как видно из приведенной
таблицы, на долю ствола приходится основная часть
деловой древесины. При этом тонкую часть ствола называют вершиной, толстую — комлем.
К достоинствам натуральной древесины относят высокую прочность, несмотря на небольшую объемную
массу, низкую тепло= и звукопроводность, высокую морозостойкость, легкость в обработке, простоту в утилизации, низкий коэффициент температурного расширения. Изделия из древесины легко ремонтируются простыми инструментами, а покрытие лакокрасочными материалами позволяет легко менять цветовое решение.
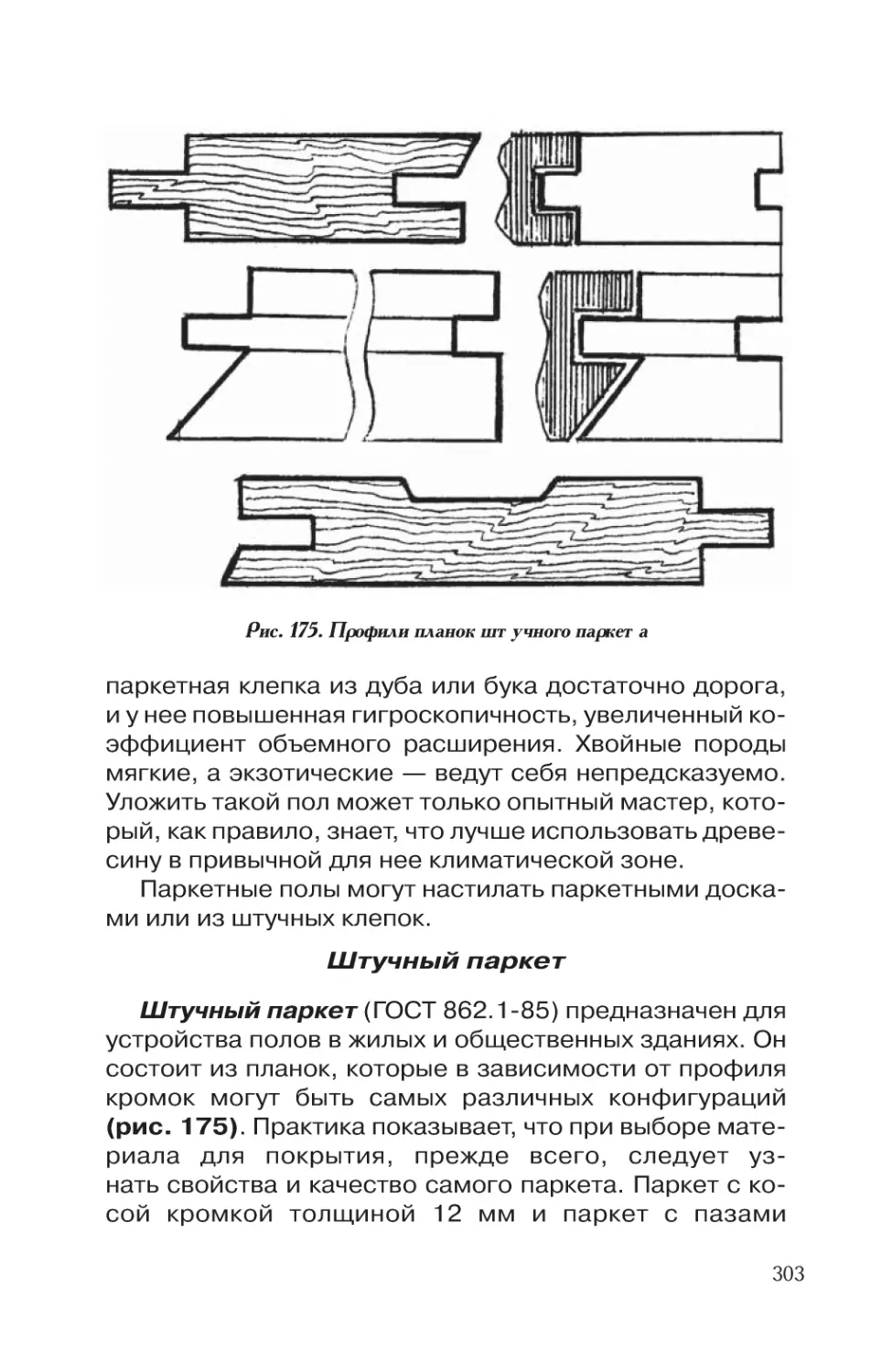
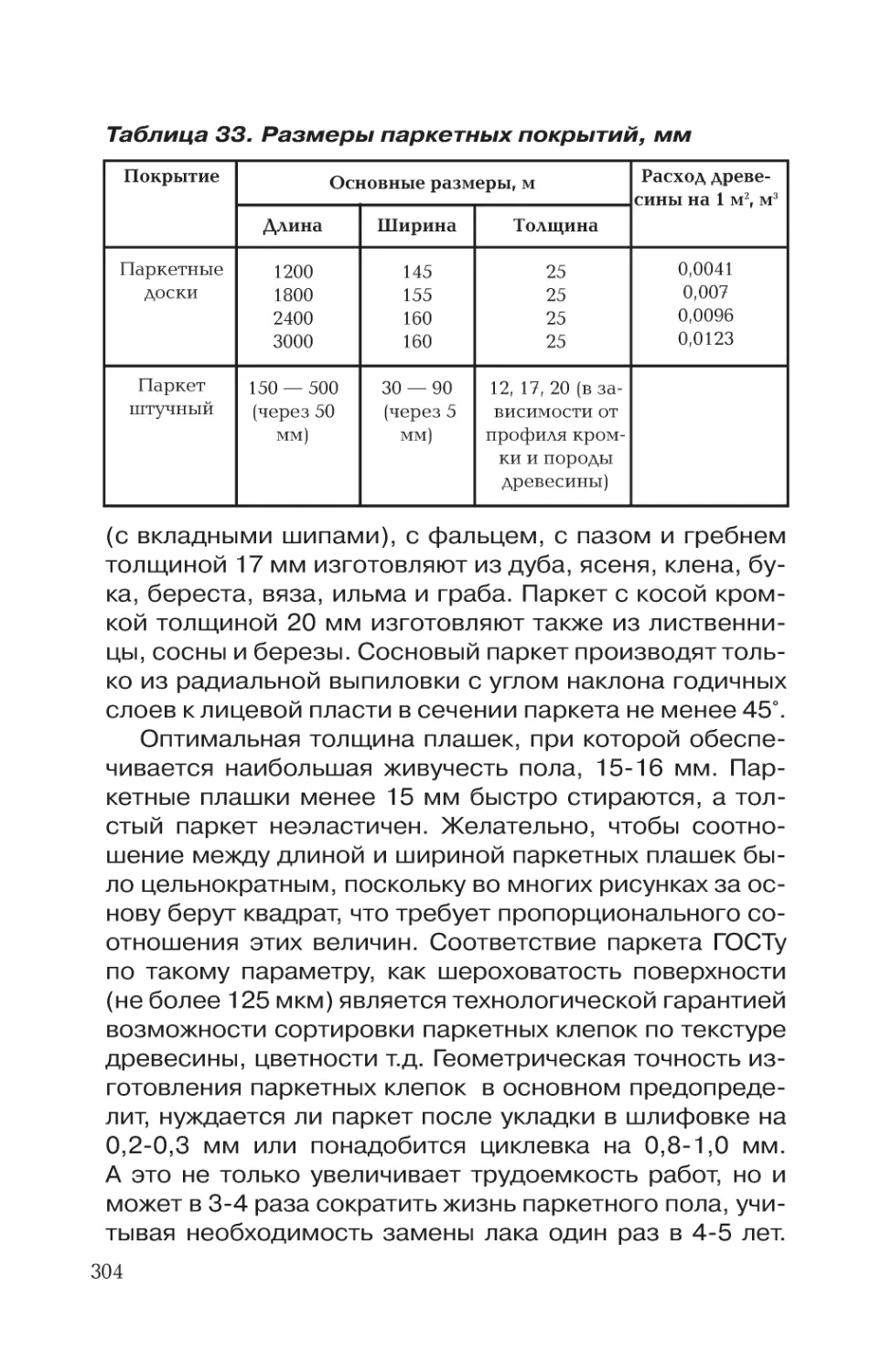
Таким образом, уход за деревянными изделиями не
представляет никакой сложности.
Химический состав древесины обусловлен ее
растительным происхождением. Состоит древесина из
органических веществ, в состав которых входят углерод (49,5%), водород (6,3%), кислород (44,2%). Азот
13
и минеральные соединения, образующие при сгорании древесины золу, составляют всего 0,2=3% от общей массы органических веществ. Химические элементы, входящие в состав древесины, образуют сложные органические вещества: целлюлозу, лигнин, гемицеллюлозы, эфирные масла, смолы, дубильные и красящие вещества.
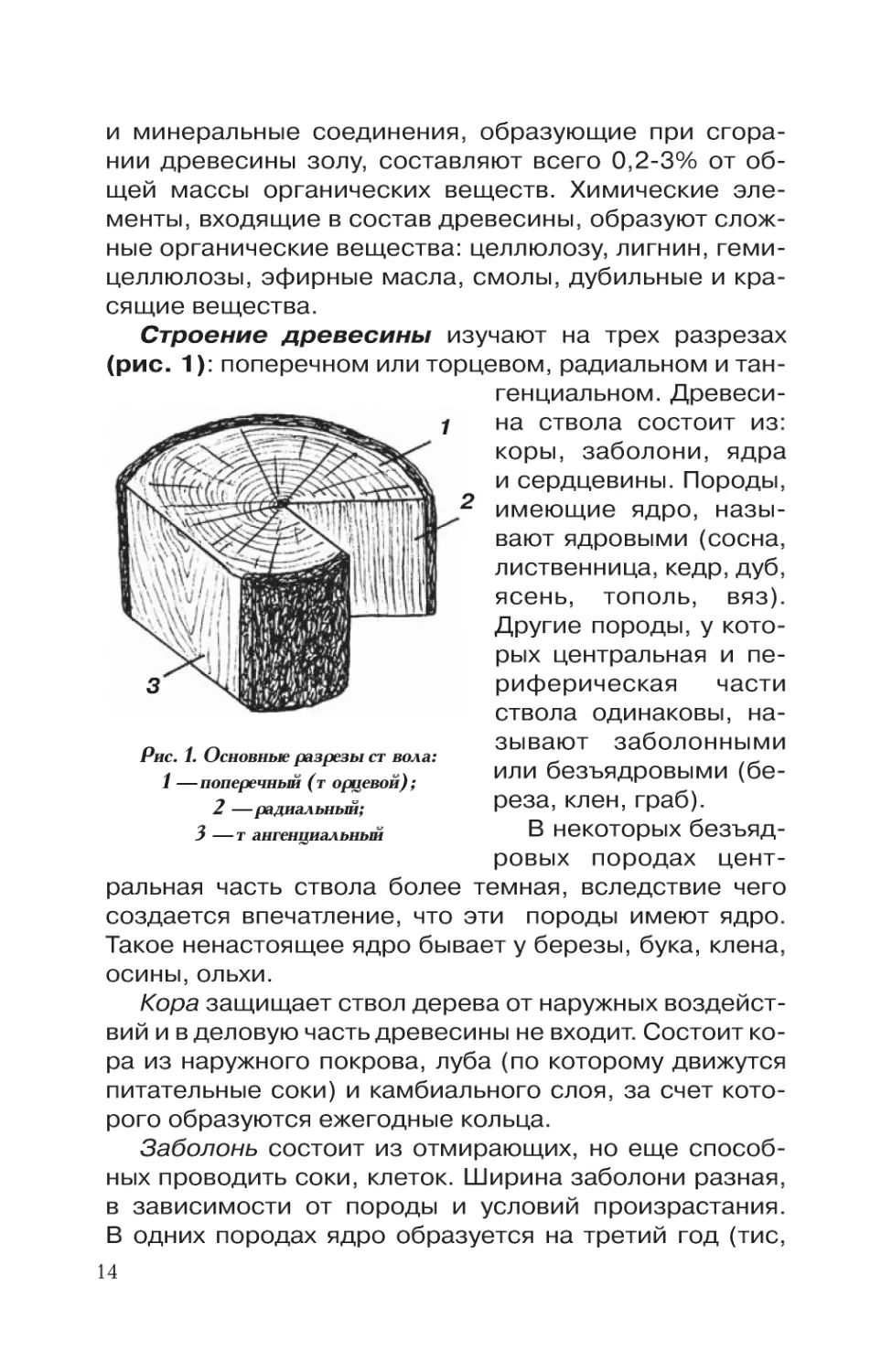
Строение древесины изучают на трех разрезах
(рис. 1): поперечном или торцевом, радиальном и тангенциальном. Древесина ствола состоит из:
1
коры, заболони, ядра
и сердцевины. Породы,
2 имеющие ядро, называют ядровыми (сосна,
лиственница, кедр, дуб,
ясень, тополь, вяз).
Другие породы, у которых центральная и периферическая
части
3
ствола одинаковы, называют заболонными
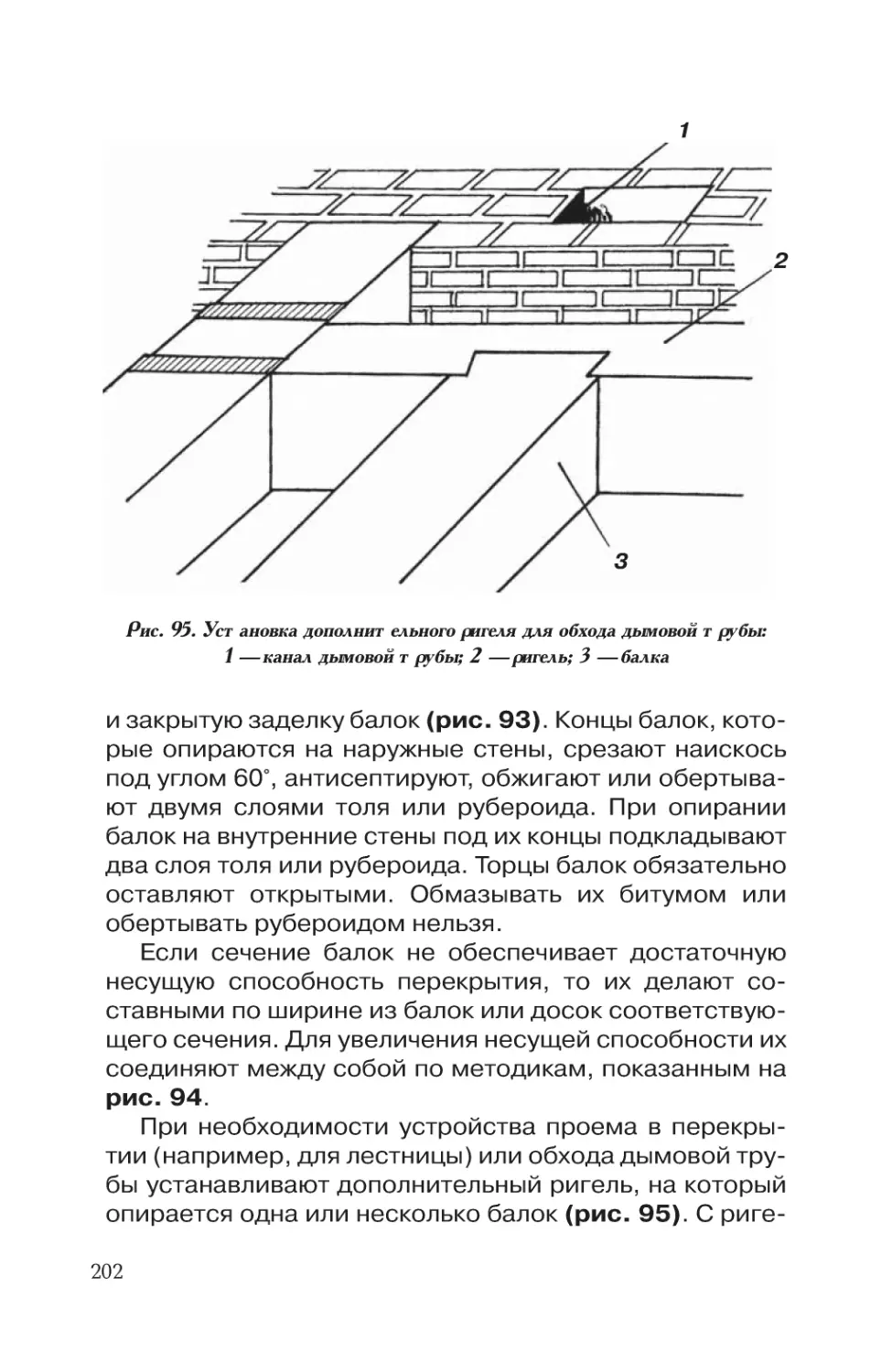
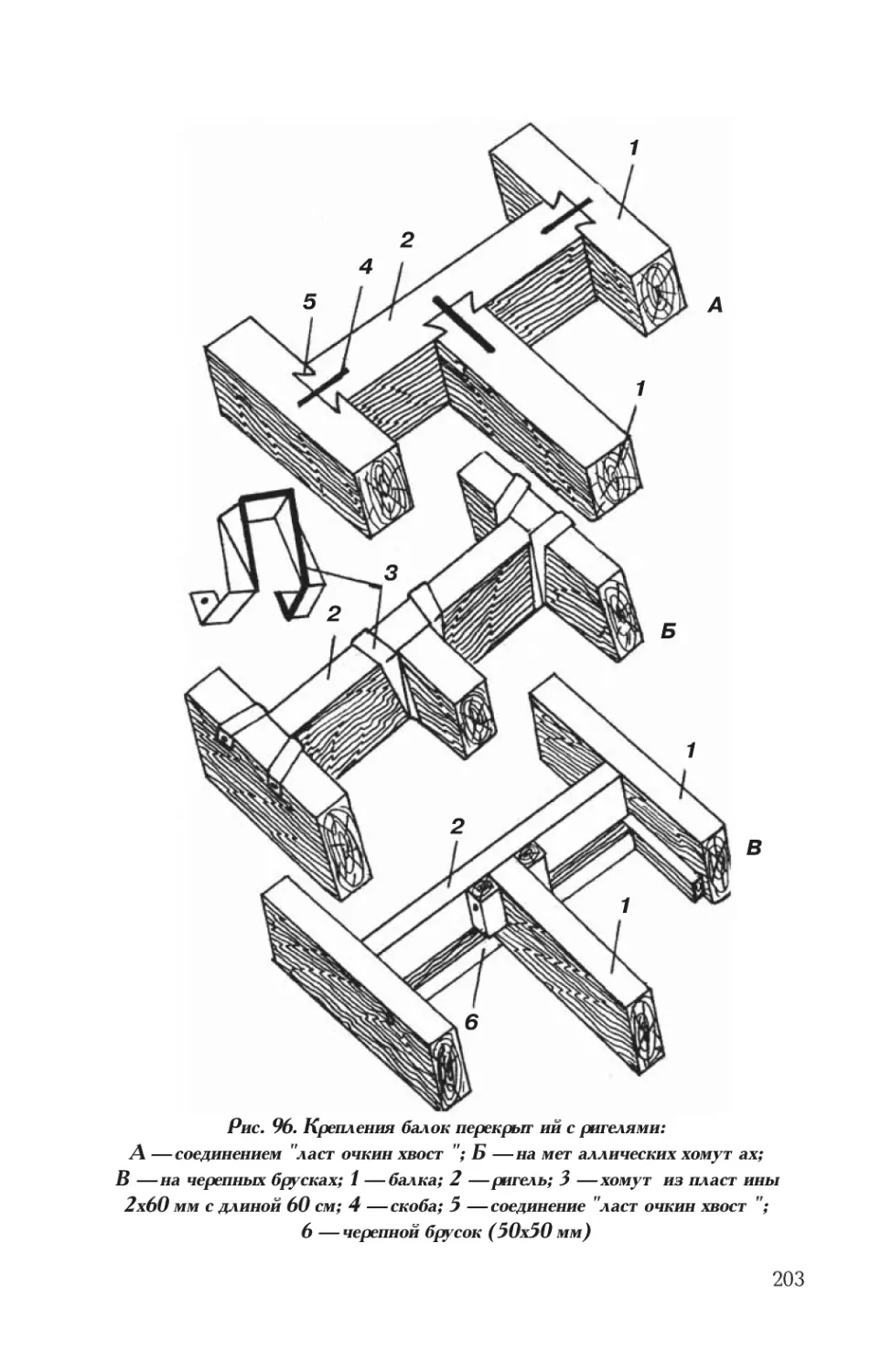
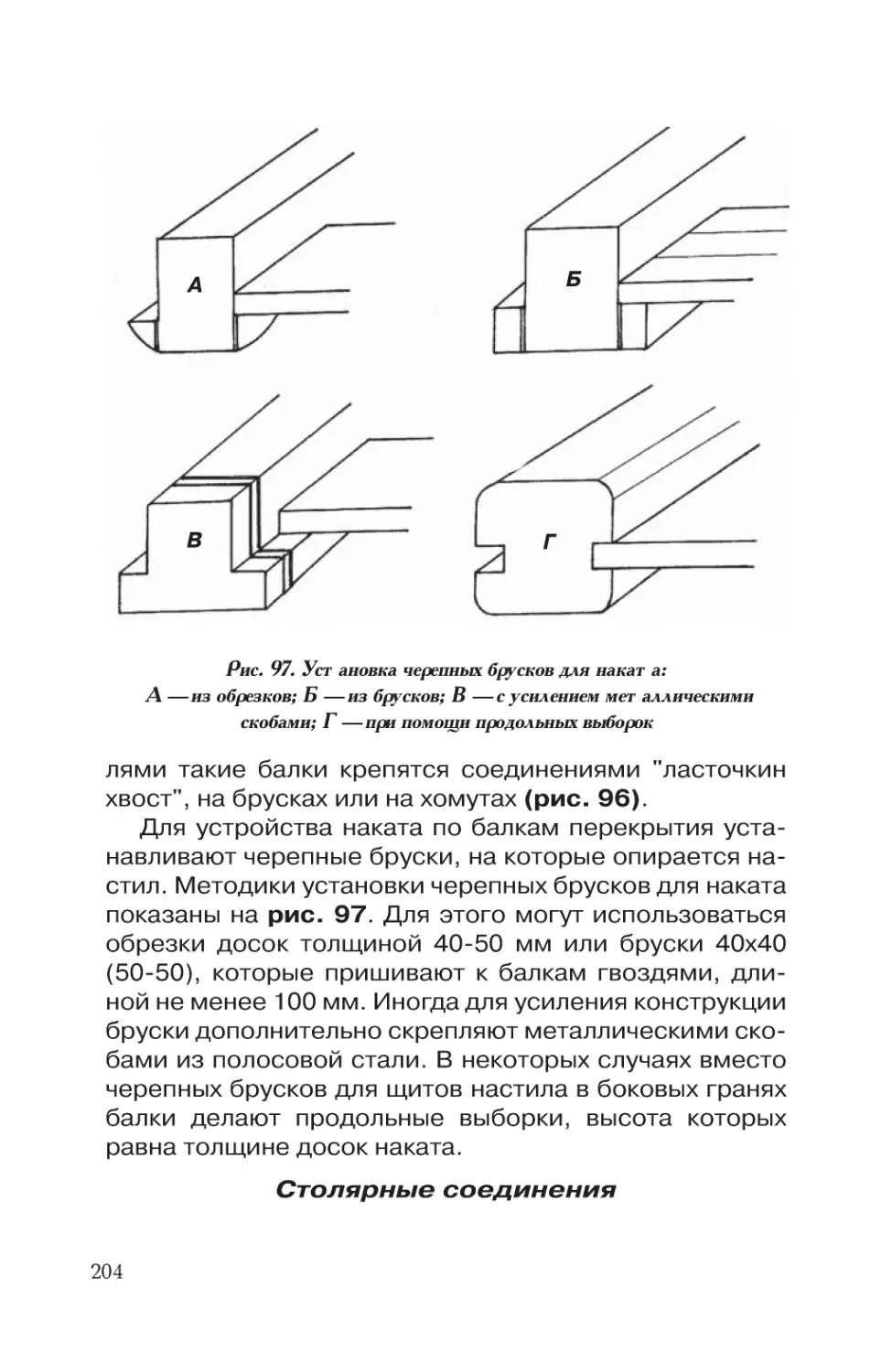
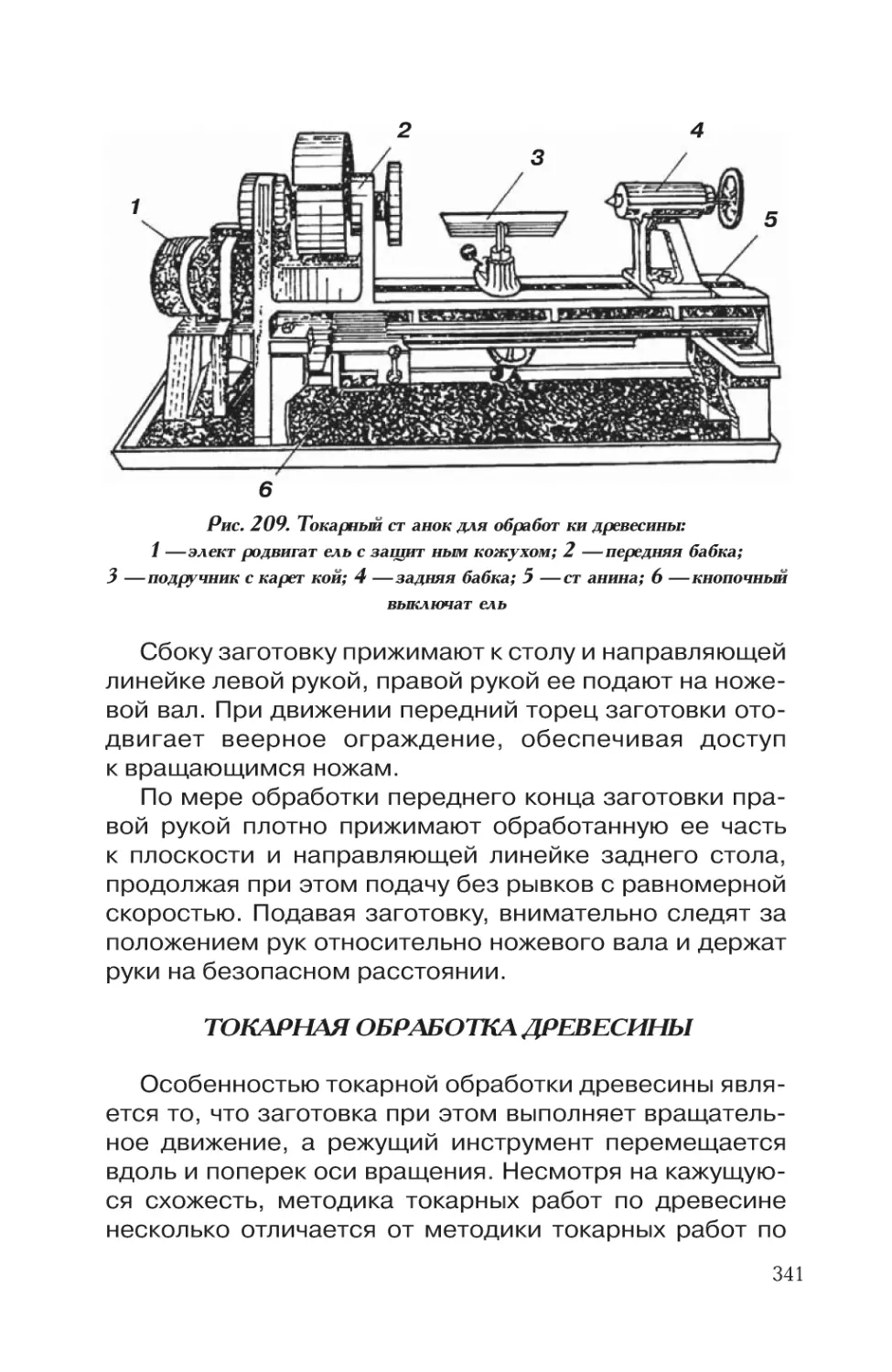
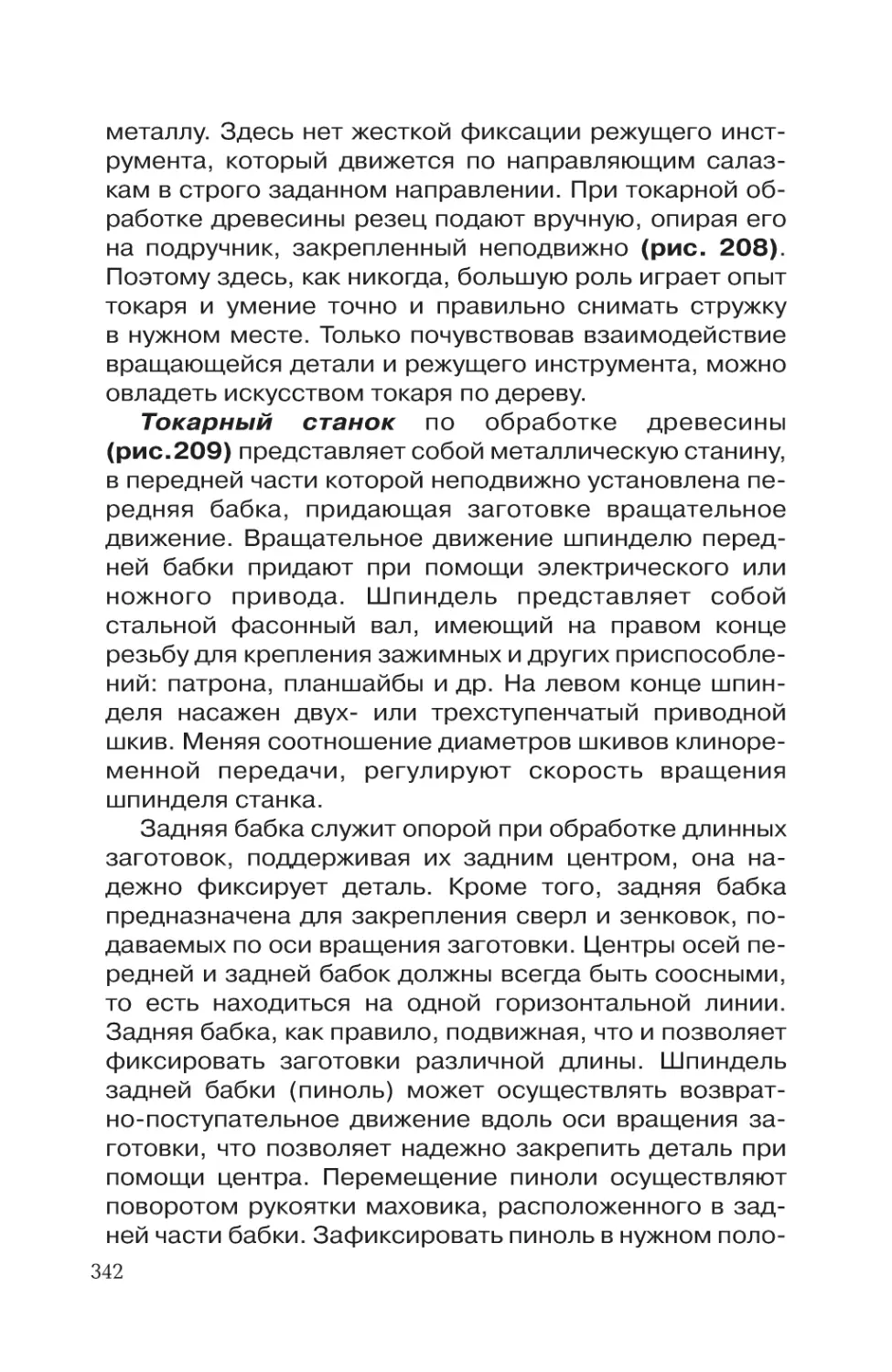
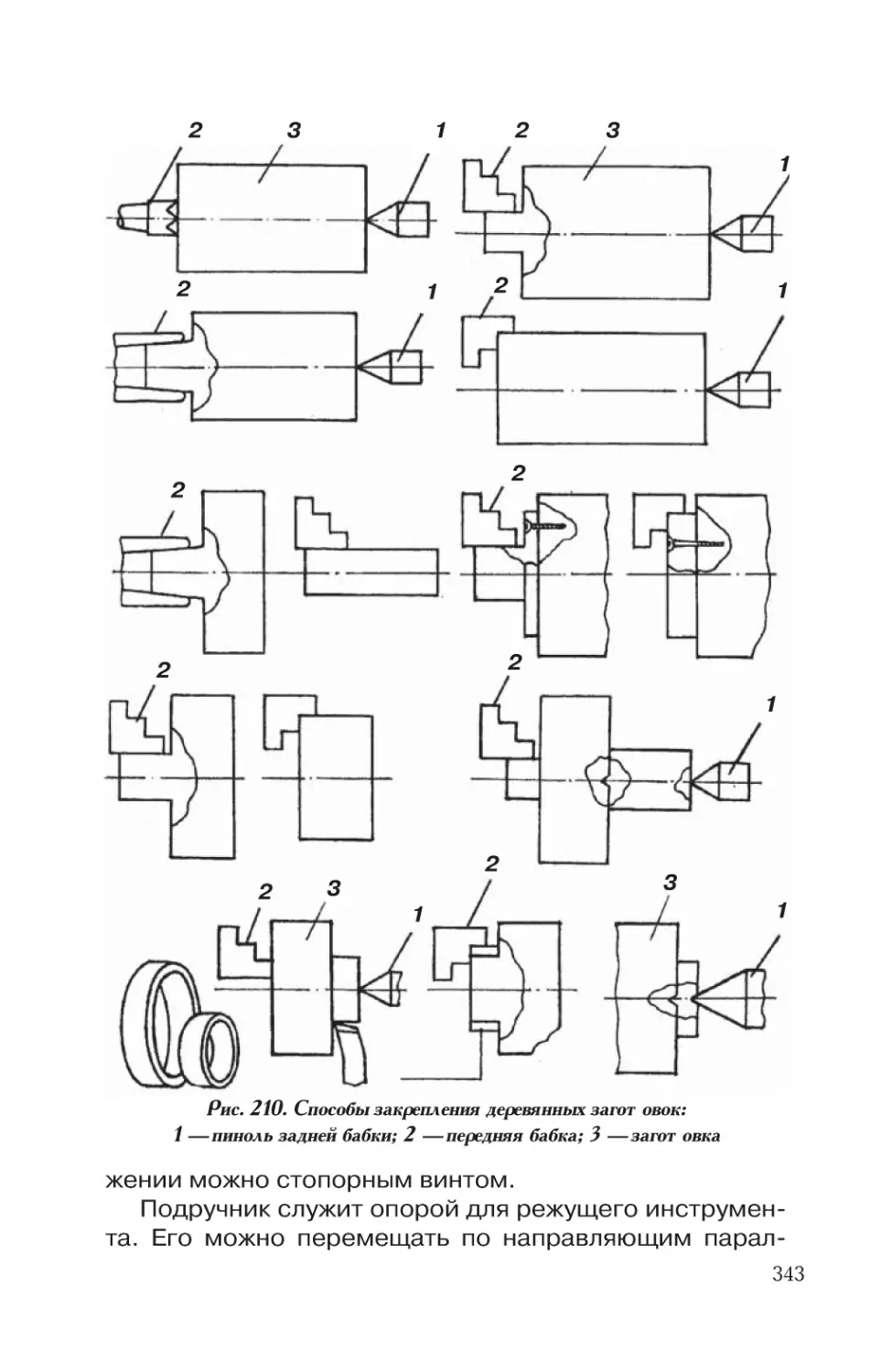
Рис. 1. Основные разрезы ст вола:
или
безъядровыми (бе1 —поперечный (т орцевой);
ре
за,
клен, граб).
2 —радиальный;
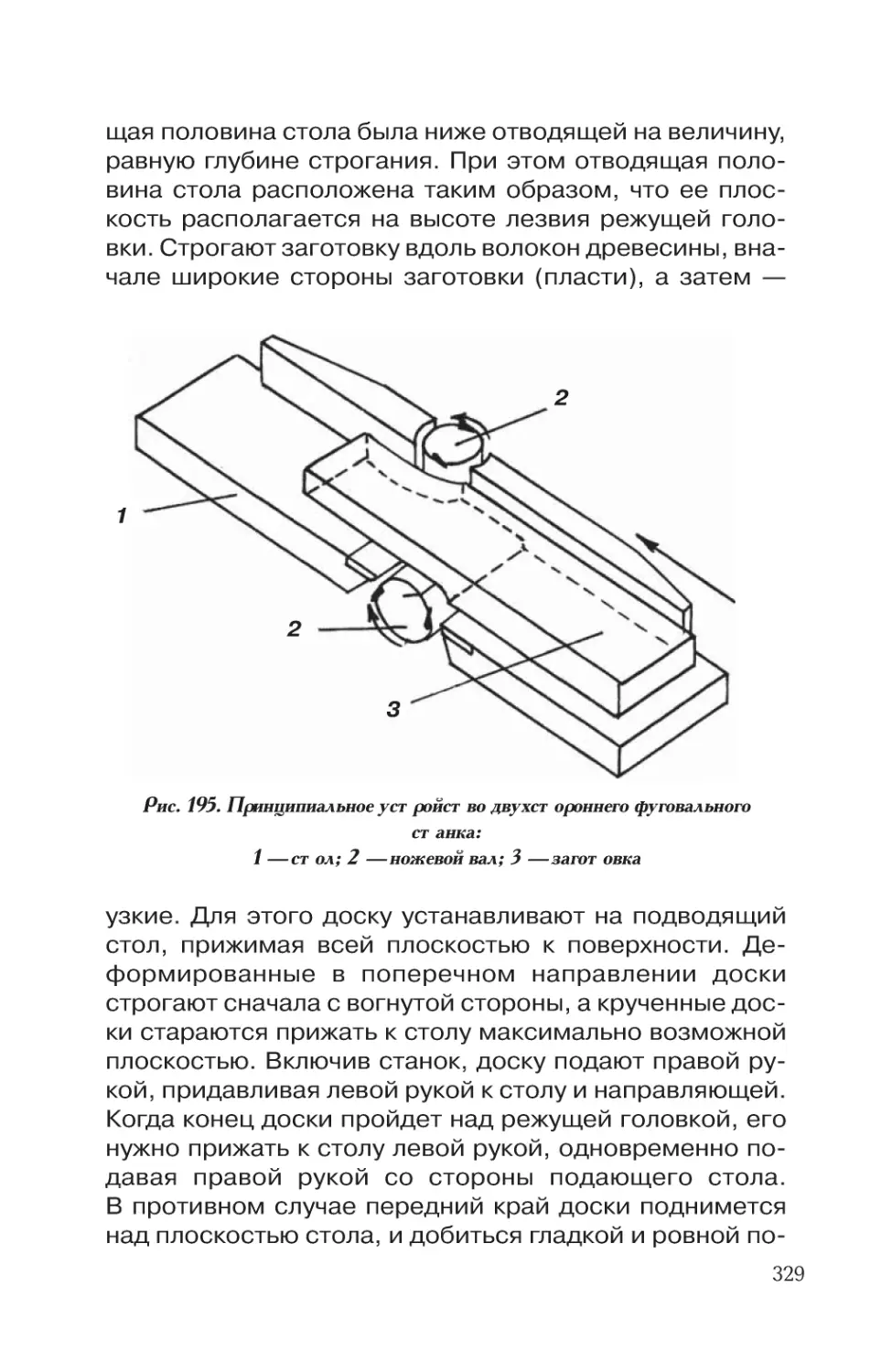
В некоторых безъяд3 —т ангенциальный
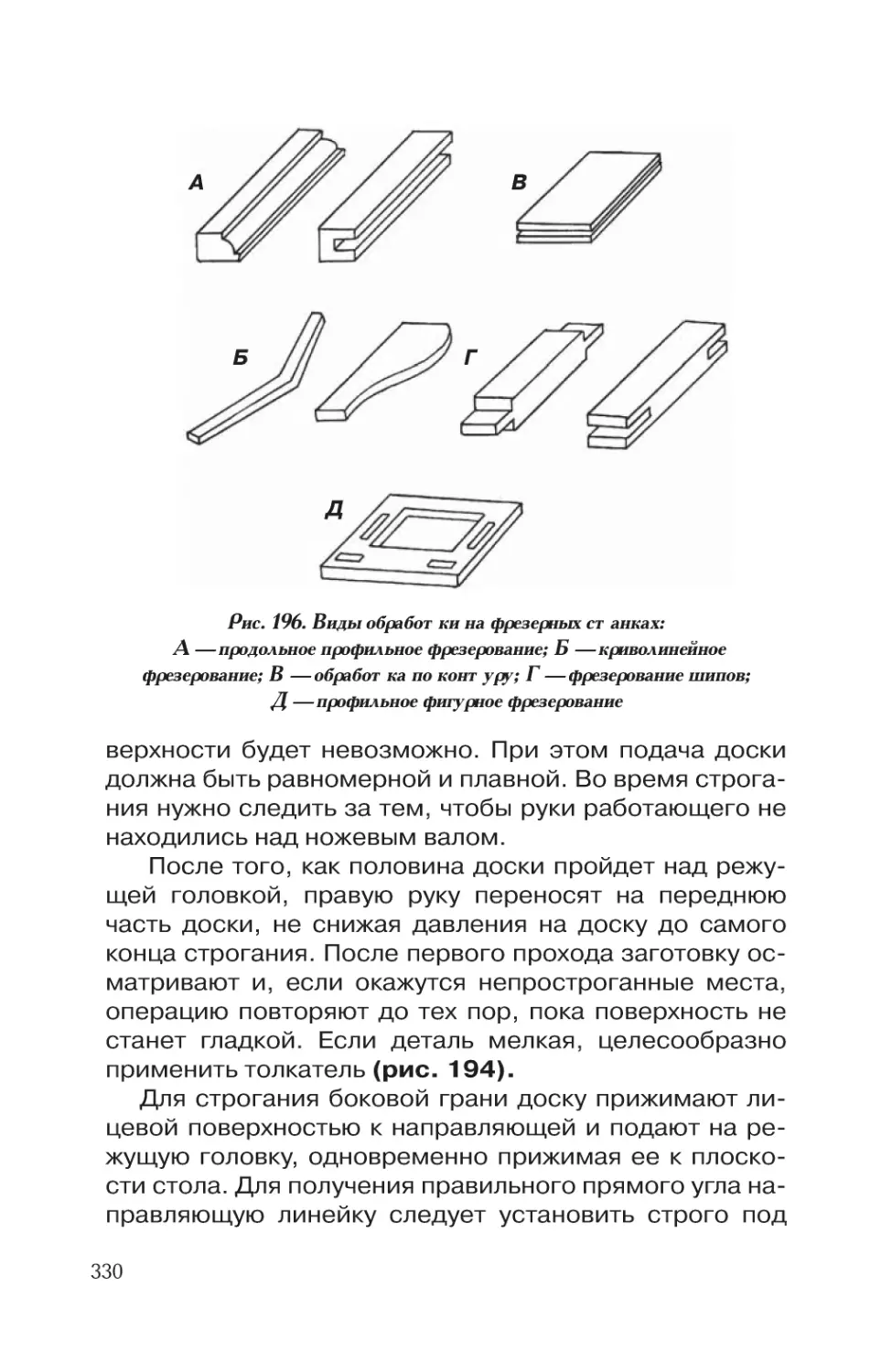
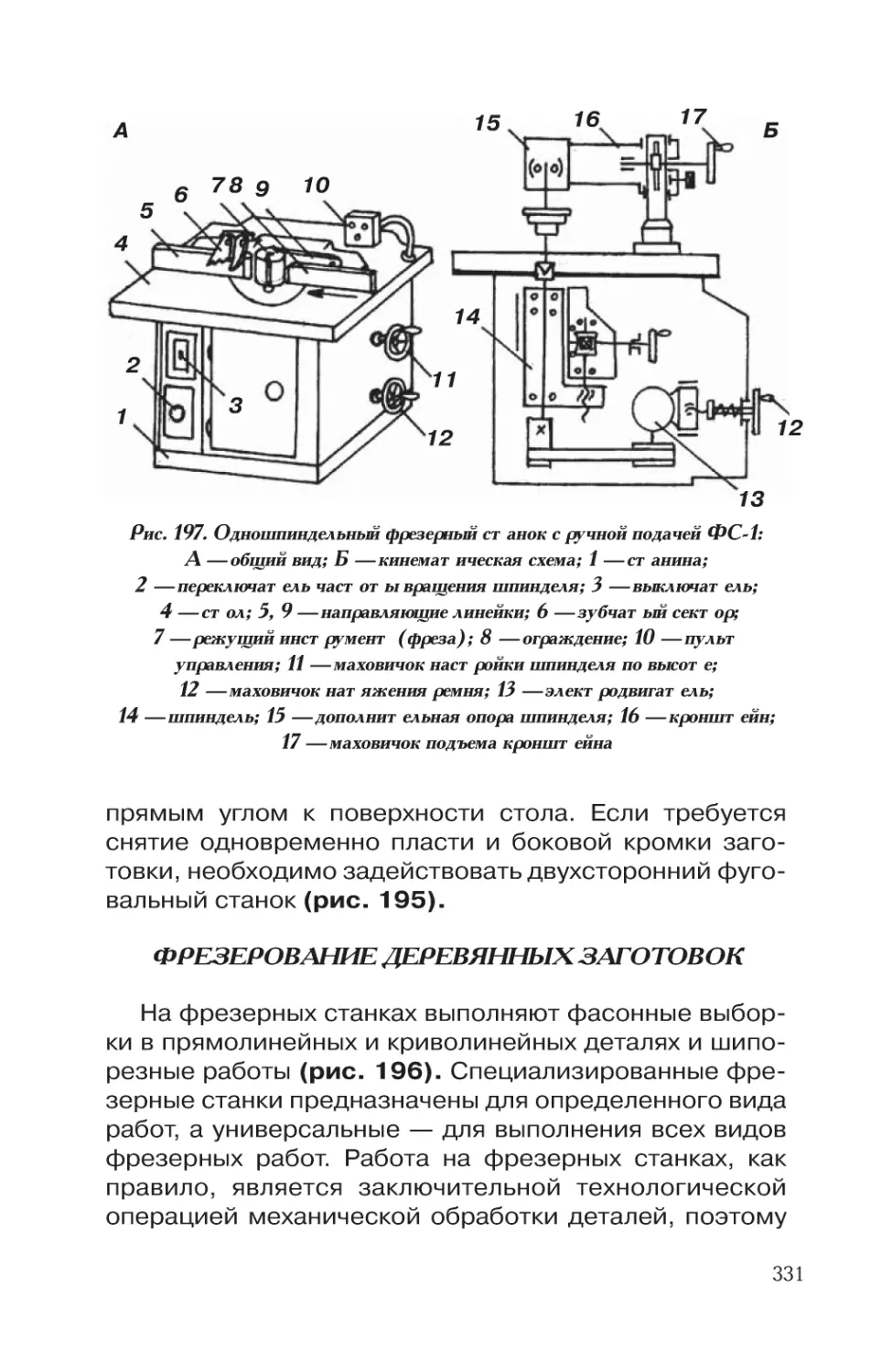
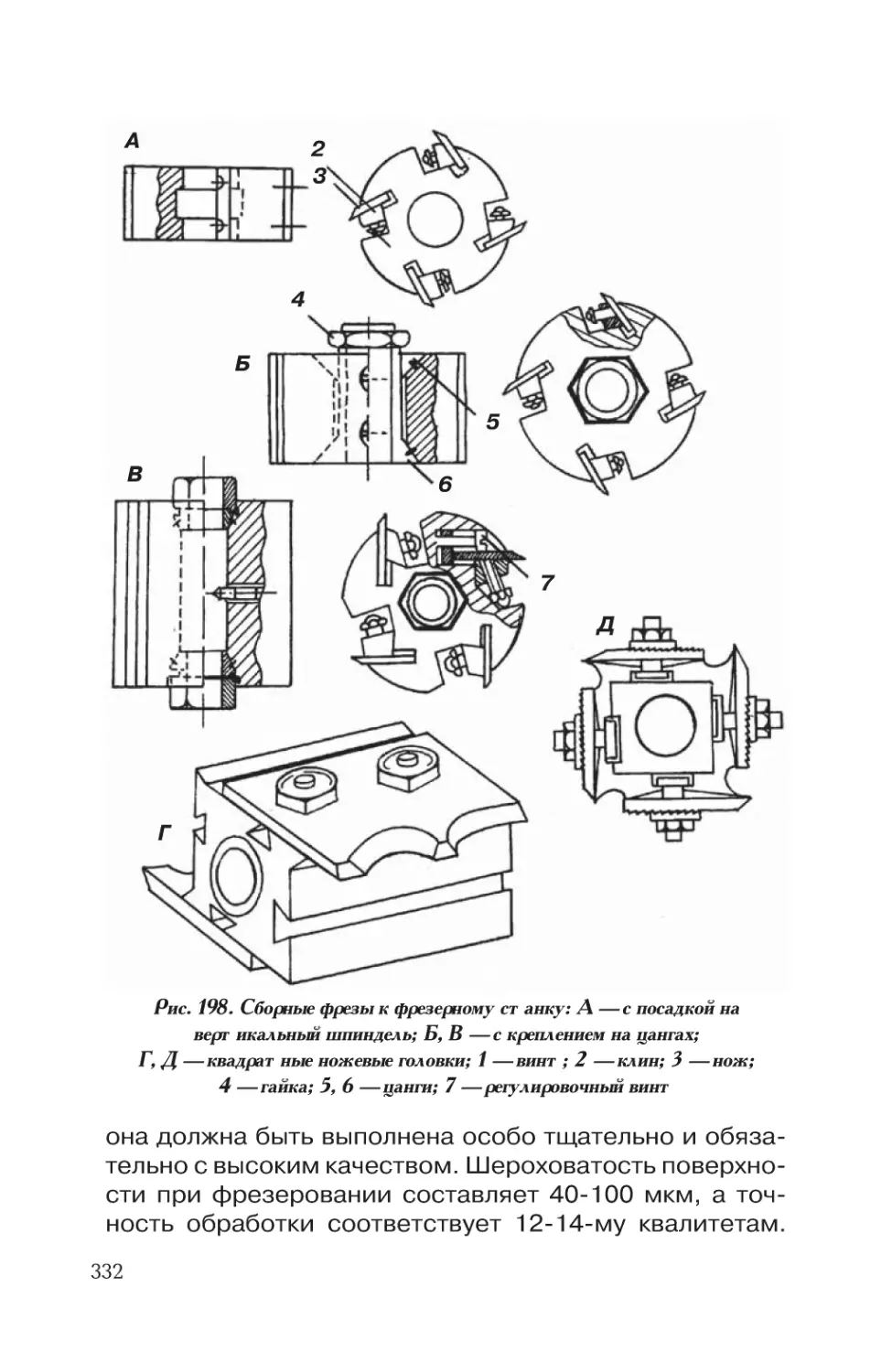
ровых породах центральная часть ствола более темная, вследствие чего
создается впечатление, что эти породы имеют ядро.
Такое ненастоящее ядро бывает у березы, бука, клена,
осины, ольхи.
Кора защищает ствол дерева от наружных воздействий и в деловую часть древесины не входит. Состоит кора из наружного покрова, луба (по которому движутся
питательные соки) и камбиального слоя, за счет которого образуются ежегодные кольца.
Заболонь состоит из отмирающих, но еще способных проводить соки, клеток. Ширина заболони разная,
в зависимости от породы и условий произрастания.
В одних породах ядро образуется на третий год (тис,
14
белая акация), у других — на 30=35=й год (сосна). Поэтому заболонь у тиса узкая, а у сосны — широкая. Древесина заболони менее плотная, чем у ядра. Переход от
заболони к ядру может быть резким (лиственница, тис)
или плавным (орех грецкий, кедр).
Ядро образуется за счет отмирания живых клеток
древесины, закупорки водопроводных путей, отложения дубильных веществ, смолы. В результате этого
изменяется цвет древесины. Древесина ядра наиболее плотная, твердая, прочная, а также стойкая к загниванию.
Сердцевина — центральная часть ствола, легко поддающаяся загниванию. От сердцевины к коре по радиусам направлены сердцевинные лучи.
На поперечном разрезе ствола видны концентрические слои, размещенные вокруг сердцевины. Это ежегодный прирост древесины. На радиальном разрезе
слои имеют вид продольных полос, на тангенциальном — волнистых линий. Годичные слои нарастают от
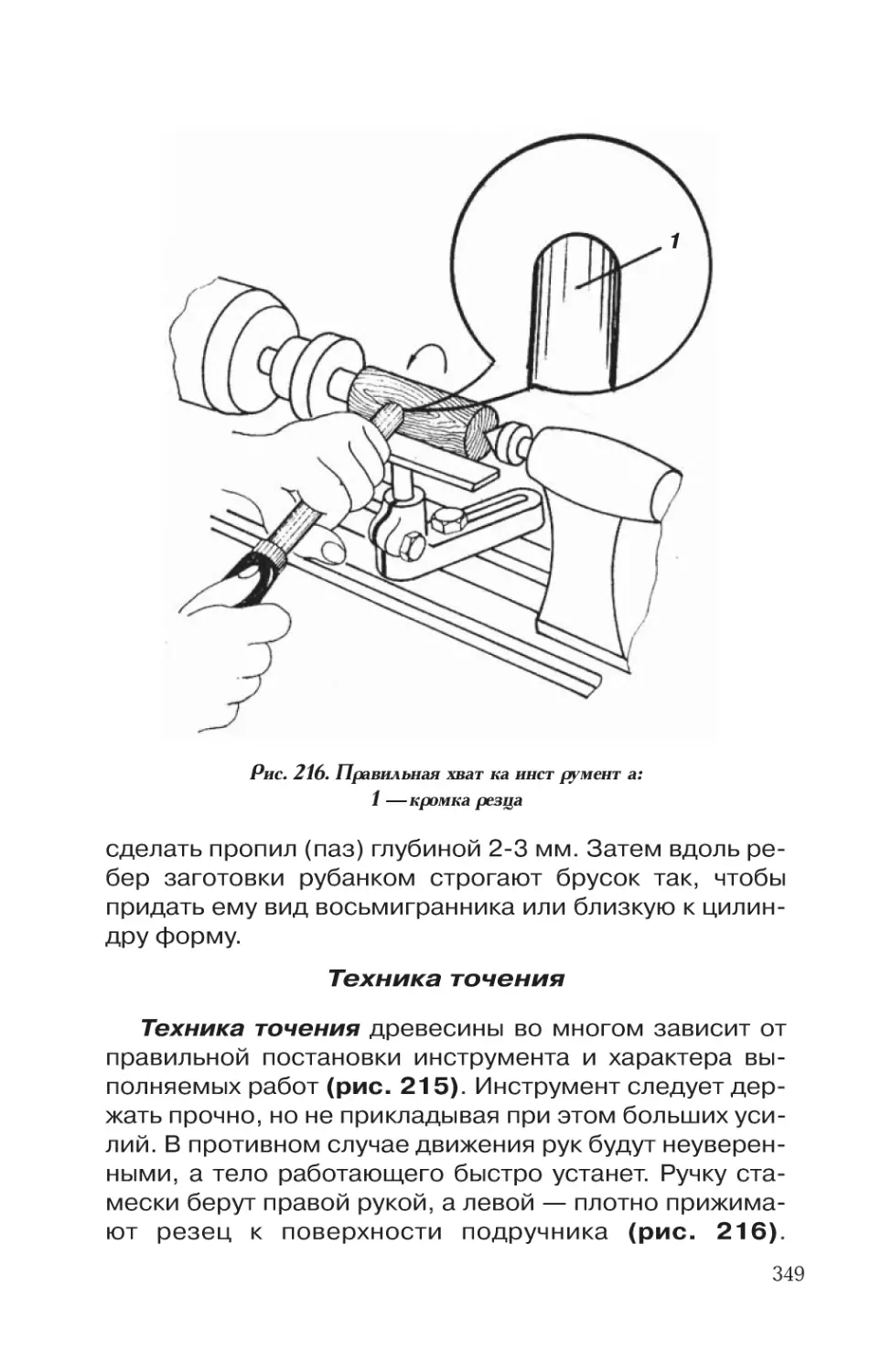
центра к периферии. По их количеству на торцевом
разрезе определяют возраст дерева.
Ширина годичных слоев зависит от возраста дерева,
его породы и условий роста. У одних пород (быстрорастущих) годичные слои широкие (ива, верба), у других — узкие (тис). У одной и той же породы ширина годичных слоев может быть различной. При неблагоприятных условиях роста ( засуха, морозы, недостаток питательных веществ) образуются узкие годичные слои.
В некоторых породах вся масса древесины окрашена в один светлый цвет (береза, ольха, граб), в других —
центральная часть имеет более темную окраску (дуб,
сосна, лиственница). Более темную часть дерева, расположенную ближе к сердцевине, называют ядром,
а более светлую (периферическую) — заболонью.
Сердцевинные лучи и годичные слои образуют текстуру древесины, представляющую собой характерный
для той или иной породы рисунок. Большое влияние на
текстурный рисунок оказывает красящий пигмент,
а также разница в цвете ранней и поздней древесины.
15
Это особенно видно на тангенциальном разрезе.
От разницы в ширине годичных колец, которая особенно ярко проявляется у тополя, каштана и белой акации,
в большой степени зависит выразительность текстуры.
Разница в ширине годичных колец сочетается с их своеобразным волнистым строением. Эти особенности
текстуры древесины определяют ее эстетическую ценность и учитываются при изготовлении изделий с прозрачной отделкой.
Породы древесины могут быть хвойными и лиственными.
К хвойным породам относятся сосна, ель, лиственница, пихта, кедр, тис, кипарис, можжевельник. Характерной особенностью строения древесины хвойных пород являются смолянистые ходы, представляющие собой тонкие, наполненные смолой каналы. Деревянные
части зданий изготовляют преимущественно из хвойных пород, стволы которых по сравнению с лиственными имеет более правильную форму. Древесина хвойных
пород обычно меньше подвержена загниванию, чем
большинство лиственных.
Сосна имеет прямой ствол, плотную и прочную древесину, сильно пропитанное смолянистыми веществами и мало подверженное загниванию ядро. Рудовая
(кондовая) сосна, растущая на высоких песчаных почвах, имеет мелкослойную древесину с узкой заболонью
и хорошо выраженным ядром. Мяндовая сосна, растущая на низких почвах, имеет широкослойную рыхлую
древесину с широкой заболонью и слабо выраженным
ядром.
Годичные слои хорошо видны на всех разрезах соснового бревна с довольно резким переходом от ранней древесины к поздней, сердцевинные лучи не видны. Текстура древесины имеет ярко выраженный линейный характер. Обрабатывается древесина сосны
легко, но возможны частые сколы из=за слоистого
строения.
Ель относится к безъядровым породам древесины.
Она более легкая, рыхлее, сучковатее, менее смоля16
ниста и более подвержена загниванию, чем древесина
сосны. По физико=механическим свойствам (плотность, твердость, прочность при сжатии) ель уступает
сосне примерно на 10 %, но по коэффициенту качества превосходит ее на 3=4 %. Хотя древесина ели имеет однородный состав с сосной, но она более сучковата, хуже обрабатывается, плохо пропитывается антисептиками.
Лиственница имеет твердую, плотную и прочную
древесину, узкую заболонь и небольшую сучковатость.
Древесина лиственницы относится к ядровым породам
и обладает высокой стойкостью к загниванию. Цвет
древесины красновато=бурый или красновато=коричневый. К положительным качествам лиственницы относится и ее стойкость от коробления. Однако необходимо учитывать, что лиственница при интенсивной сушке
может трескаться из=за возникших внутренних напряжений, поэтому сушить ее следует, соблюдая все меры
предосторожности.
Пихта имеет древесину, сходную по внешнему виду
и строению с древесиной ели.
Кедр имеет мягкую древесину, сходную с древесиной мяндовой сосны. Древесина кедра не отличается
высокой плотностью и прочностью, поэтому область
его применения чаще всего ограничивается резными
элементами, но при этом может быть большой отход
из=за сильной сучковатости древесины.
Из лиственных пород в столярном деле чаще всего
применяют дуб, березу, клен, ясень, граб, бук, орех, липу, каштан, ильм, карагач, бархатное дерево и др.
Дуб имеет прочную, плотную и упругую древесину,
ме нее под вер жен ную за гни ва нию, чем дре ве си на
хвойных пород. Красота текстуры, долговечность изделий, их надежность и прочность на протяжении многих веков придают древесине дуба широкую популярность. Недаром в понятии многих народов дуб стал
символом могущества и долговечности. Для придания
древесине дуба более высоких декоративных качеств
ее часто подвергают морению или травлению. Под мо17
рением дуба понимают многолетнее выдерживание
его в воде, от чего древесина приобретает шелковистую темно=фиолетовую окраску. Морение увеличивает
твердость древесины, но при этом повышается ее
хрупкость. При выборе метода отделки дубового изделия нужно учитывать, что эта древесина плохо принимает спиртовые лаки и политуру.
Имея много дубильных веществ, древесина хорошо
протравливается. Кора молодого дуба служит источником дубильных веществ. В отваре из смеси дробленой
коры и стружки ствола дуба выдерживают древесину
других пород и таким образом насыщают ее дубильными веществами.
Древесину дуба применяют для изготовления паркета, дверей, оконных переплетов, поручней. Мебель, выполненная из дуба, считается эксклюзивной. Шпон из
дуба применяют для облицовывания малоценных пород, фанеры, древесностружечных плит и т.п. Дуб используют в мозаичном деле и для крупной резьбы,
но он не выразителен для мелких профилей.
Береза имеет твердую, но легко обрабатываемую
древесину белого и желтоватого цветов с мелкими
сердцевинными лучами. Береза обыкновенная отличается высокой прочностью, однородным строением
и цветом, средней плотностью и твердостью. Древесина ее неустойчива против гниения, поэтому ее применяют преимущественно для изготовления фанеры и инструментов. Береза легко обрабатывается и отделывается, при травлении хорошо окрашивается под более
ценные породы. Древесина в распаренном состоянии
хорошо гнется. Березовые капы (наросты на стволе)
дают очень ценный материал для мозаичных работ. Березу легко имитировать под ценные породы (красное
дерево, черное дерево и др.). Поэтому ее широко используют в столярном производстве. Недостатки этой
породы: долго высыхает, легко колется, сильно трескается, коробится, подвержена червоточине.
Карельская береза, отличающаяся извилистым узловатым расположением древесных слоев и весьма
18
красивой текстурой, является очень ценным отделочным материалом для мебели. Растет она на северо=западе нашей страны. Древесина карельской березы вязкая и твердая, легко поддается столярной обработке.
Она очень высоко ценится в мозаичных работах и в качестве поделочного материала. Дубильные вещества
карельской березы способствуют качественному окрашиванию ее древесины и тонированию в различные
цвета. Благодаря свилеватости и перепутанности древесных волокон эта порода почти не колется, поэтому
ее часто применяют для изготовления ударных частей
инструментов.
Из клена, имеющего древесину светло=желтой
и светло=коричневой окрасок, изготавливают паркет,
инструменты и мебель. Клен принадлежит к безъядровым породам, его древесина хорошо обрабатывается
режущим инструментом, нестойка к сырости, хотя коробится мало. Благодаря дубильным веществам она
принимает в солях металлов нужную окраску и тон.
Клен прекрасно режется и полируется, поэтому используется для резных работ с мелкой профилировкой.
Древесину клена часто имитируют под другие породы
дерева с ровной структурой. Клен "птичий глаз", произрастающий на Кавказе, имеет очень красивую структуру. Облицовочный материал из этой разновидности
клена ценится весьма высоко.
Ясень обладает твердой и плотной древесиной, которая мало усыхает, легко поддается обработке и отделке. Поэтому ясень считается ценным материалом
для изготовления мебели. Текстурой своей древесины
ясень немного похож на дуб, но цвет ее буровато=желтого оттенка. Красота ясеня привлекает немало поклонников. Заболонь ясеня четко отличается от ядра.
Древесина ясеня относительно твердая и вязкая, поэтому обрабатывается с трудом, но под паром достаточно легко гнется. При сушке ясень трескается мало.
К недостаткам ясеня можно отнести его подверженность гниению. Поэтому содержать изделия из ясеня во
влажной среде не следует.
19
Бук отличается высокими механическими свойствами и красивой текстурой. Его древесина по прочности
и твердости мало уступает дубу, но он более подвержен
гниению из=за высокой гигроскопичности. Поэтому изделия из бука нельзя содержать в среде с повышенной
влажностью. Такое явление называют "дыханием" древесины и, чтобы избежать его, температура и влажность в помещении не должны колебаться в больших
пределах. Гигроскопичность древесины бука положительно сказывается при ее отделке и сушке. Процесс
сушки древесины происходит намного быстрее, чем
у других пород, а трещин при этом получается значительно меньше.
Бук легко колется, пилится и обрабатывается ручным инструментом Текстура древесины бука отличается красотой и высокими декоративными качествами,
особенно в тангенциальном и радиальном разрезах.
Изделия из бука могут стать украшением любого интерьера. Гигроскопичность древесины бука положительно сказывается при ее отделке и сушке. Из древесины
бука преимущественно изготавливают эксклюзивную
мебель.
Орех (грецкий), известный под названием кавказского, имеет древесину с красивой структурой и цветом от светло=серых до темно=коричневых тонов. Он
обладает высокими механическими свойствами, хорошо обрабатывается и полируется. Древесина ореха
широко используется в столярном производстве для
лицевой отделки мебели, панелей и отделочной фанеры. Особенно ценными являются наплывы ореха —
ореховый кап, имеющий красивую структуру. Белый
орех (диморфант) имеет светло=желтую заболонь и золотисто=желтое ядро.
Чинара (платан) имеет твердую древесину, хорошо поддающуюся обработке и отделке. Древесина
чи на ры ро зо ва то=крас но го цве та по ра ди аль но му
разрезу обладает высокими декоративными качествами, поэтому ее используют для отделки столярных
изделий.
20
Липа широко распространена практически по всей
территории РФ. Древесина липы обладает хорошим
запахом и часто используется для отделки бань и саун,
создавая в помещении неповторимый аромат. Текстура липы не выражена, применяют ее в виде лущеного
шпона для изготовления фанеры. В мозаичных работах
липа используется для крупных и средних бестекстурных вставок при наборах орнаментов. Липа относится
к породам, которые почти не трескаются и мало усыхают. Благодаря однородности и равномерному строению древесных волокон липа является лучшим материалом для резьбы и токарных поделок. Мягкость и податливость древесины позволяет использовать липу
для изготовления чертежных досок. Липа почти не
имеет дубильных веществ, поэтому плохо травится
и окрашивается.
Тополь (обычный и серебристый) не нашел широкого
применения в столярном деле из=за мягкости древесины. Заболонь у тополя чисто белая, ближе к ядру — сероватая. Наросты и наплывы на стволе тополя имеют
выразительную текстуру, которая высоко ценится в мозаичных работах и при облицовывании мебели.
Вяз имеет темное ядро и хорошо различимые годичные слои, которые в радиальном разрезе образуют
красивый рисунок. По твердости и некоторым другим
качествам древесина вяза приближается к дубу.
Со временем она, как и древесина дуба, темнеет. Древесина вяза гибкая, плотная, используется для изготовления рукояток к ударным столярным инструментам,
станин столярных верстаков и .п. Вяз с трудом колется,
полируется и обрабатывается столярными режущими
инструментами. Широко используется в мозаичном деле. Вязовые капы, благодаря красивой текстуре волокон, имеют преимущества перед капами тополя, грецкого ореха и даже карельской березы.
Акация белая считается самой твердой из лиственных пород в нашей стране. Цвет ее древесины — желтый, на срезах четко выделяются годичные слои. В сухом виде акация обрабатывается с большим трудом.
21
Древесина не трескается и не коробится, имеет большое сопротивление трению, очень упруга и прекрасно
полируется. На воздухе и под действием света она со
временем заметно темнеет, отчего текстура становится
выразительнее и ярче. Из древесины белой акации изготовляют колодки строгальных инструментов и винты
для столярных верстаков. Применяют акацию в виде
строганого шпона для мозаичных работ.
Яблоня имеет слаботекстурный с незначительными
отклонениями тона, розоватый с краснотой или побурением цвет. Древесина яблони умеренно твердая
и плотная, хорошо отделывается, полируется и обрабатывается режущим инструментом, однако сильно коробится. В мозаичных работах используется при наборах
портретов, пейзажей и геометрических орнаментов.
В столярном деле яблоня применяется для изготовления колодок ручных инструментов.
Каштан имеет несколько разновидностей, из которых наиболее известны каштан съедобный и конский.
Благодаря своей мягкости и равноплотности каштан
съедобный применяют в столярном деле и для резьбы.
Своим строением эта порода несколько похожа на дуб
и ясень, но в радиальном разрезе — не имеет свойственного дубу блеска сердцевинных лучей. Каштан конский косослоен и сероватым цветом напоминает сосну.
Он имеет прочную древесину и благодаря дубильным
веществам хорошо травится в растворах. Его используют в столярном и мозаичном деле в виде строганого
шпона.
Экзотические породы (красное дерево, черное дерево, палисандр, розовое дерево и др.) в нашей стране
применяют для эксклюзивных изделий, их стоимость
намного превосходит стоимость обычных пород древесины. Некоторые из этих пород произрастают в южных
регионах РФ, но доля их в общем объеме деловой древесины очень мала.
К примеру, красное дерево (махагони, габун, окуме)
имеет плотную однородную древесину от желтого до
темно=красного цветов с темными и светлыми полоса22
ми. Такая древесина особенно красива в полированном
виде. Палисандр обладает тяжелой древесиной коричневого цвета с фиолетовым оттенком. Черное (эбеновое) дерево имеет очень темную древесину с высоким
удельным весом. Эти породы используются в основном
для отделки лицевой стороны мебели.
ТЕХНИЧЕСКИЕ И ФИЗИЧЕСКИЕ СВОЙСТВА
ДРЕВЕСИНЫ
При использовании древесины в качестве исходного
материала для столярных работ необходимо учитывать
ее технические свойства. Нужно, чтобы древесина обладала нормальным строением, не имела недопустимых пороков, легко поддавалась обработке, не изменяла приданной ей формы, хорошо сопротивлялась
внешним усилиям и противостояла действию воздуха
и находящейся в нем влаги. Все эти качества определяют технические свойства древесины, которые, в свою
очередь делятся на физические и механические.
Физические свойства. Цвет является важным признаком для определения породы древесины и ее основных качеств. Цвет древесины колеблется от беловатого (осина, пихта) до черного (черное дерево) с разнообразными оттенками. Окраску древесине придают
красящие и дубильные вещества, смолы и продукты их
окисления. Породы умеренного климата окрашены
бледно, а тропические — имеют обычно более яркую
окраску. Определение цвета древесины проводят путем подбора по шкале цветов или при помощи специального прибора — колориметра.
Цвет древесины имеет значение при производстве
мебели, столярных и художественных изделий с прозрачной отделкой, когда цвет и фактура играют решающее значение во внешнем виде изделия. Для улучшения цвета и придания другой окраски древесину подвергают различной обработке, результаты которой зависят от ее строения, плотности, содержания в ней
смол и дубильных веществ.
23
Лучше всего воспринимают окраску и протраву рассеяннососудистые породы, хуже — хвойные, вследствие значительной неоднородности строения и содержания в них смол.
Блеск, создаваемый сердцевинными лучами, виден
на радиальных разрезах или на расколах некоторых пород (дуб, клен, платан и др.). Он придает древесине
красивый внешний вид.
Текстура древесины представляет собой естественный рисунок, который получается на поверхности
того или иного разреза, и зависит от строения древесины, характера и расположения волокон, годичных
слоев и сердцевинных лучей. Древесина хвойных пород имеет чаще всего однообразную текстуру. У лиственных пород, имеющих более сложное строение,
текстура весьма разнообразна и во многих случаях
красива. При этом большое значение имеет направление разреза. Улучшение текстуры достигается заполнением пор и покрытием поверхности древесины прозрачными лаками.
Влажность древесины оказывает большое влияние
на ее технические свойства. Столярные изделия из сырого сырья быстрее загнивают, при последующей сушке изменяют размеры и форму, коробятся и растрескиваются.
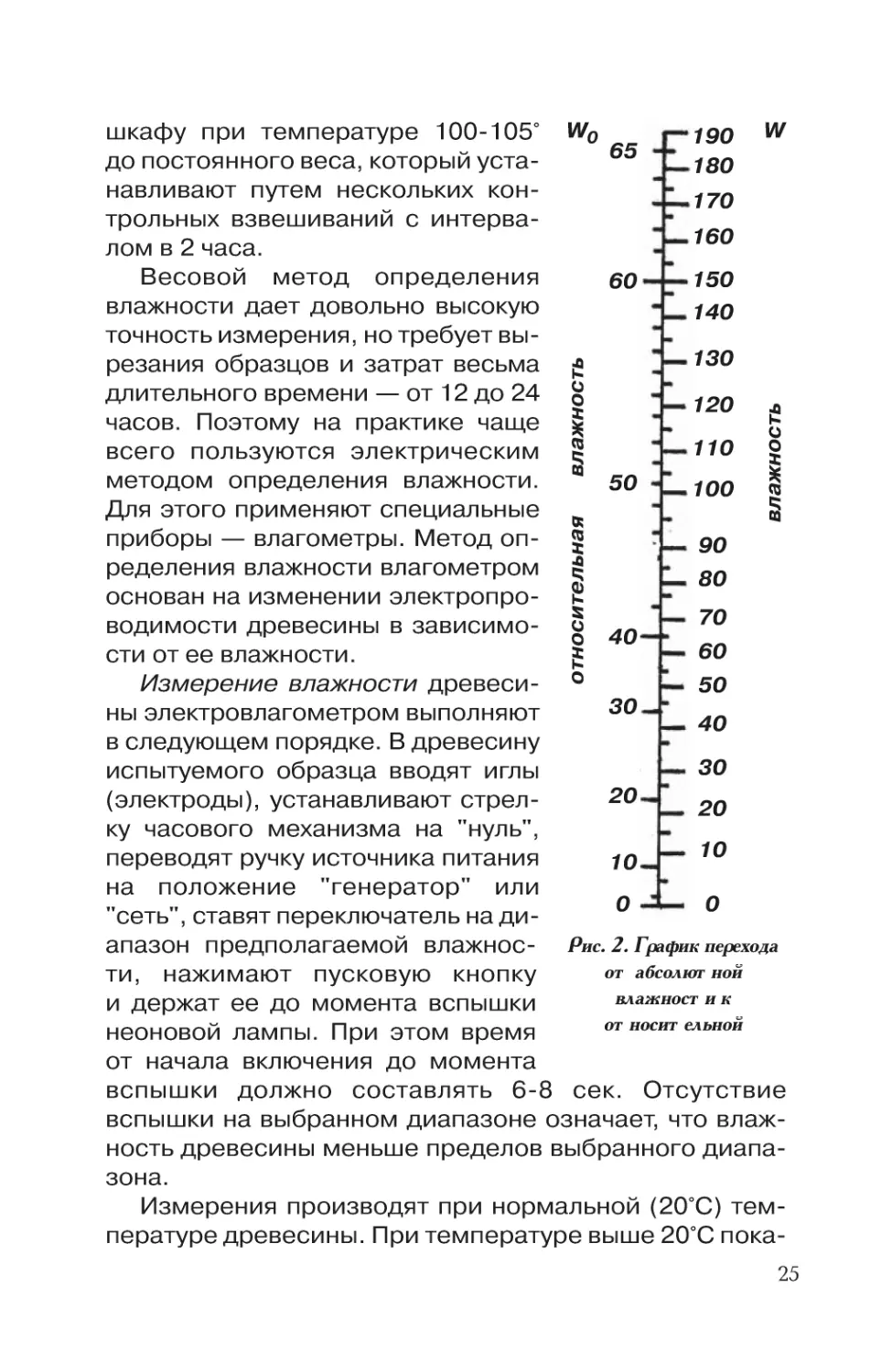
Степень влажности древесины измеряют отношением (в процентах) веса заключающейся в ней влаги к весу абсолютно сухой древесины. При этом относительная влажность древесины равна выраженному в процентах отношению веса содержащейся в образце влаги
к весу образца до удаления влаги. Для перехода от абсолютной влажности к относительной и обратно можно
воспользоваться графиком, приведенным на рис. 2.
При технических определениях берут образец весом, примерно, 50 г и взвешивают его с точностью до
0,1 г, а влажность определяют с точностью до 1%. Образец вырезают из доски или бруска, отступая от торца на
расстояние не менее 0,5 м, захватывая, по возможности, все сечение. Образец высушивают в сушильном
24
влажность
относительная
влажность
шкафу при температуре 100=105° W0
190 W
65
до постоянного веса, который уста180
навливают путем нескольких кон170
трольных взвешиваний с интерва160
лом в 2 часа.
Весовой метод определения
150
60
влажности дает довольно высокую
140
точность измерения, но требует вы130
резания образцов и затрат весьма
длительного времени — от 12 до 24
120
часов. Поэтому на практике чаще
110
всего пользуются электрическим
методом определения влажности.
50
100
Для этого применяют специальные
приборы — влагометры. Метод оп90
ределения влажности влагометром
80
основан на изменении электропро70
водимости древесины в зависимо40
60
сти от ее влажности.
Измерение влажности древеси50
30
ны электровлагометром выполняют
40
в следующем порядке. В древесину
30
испытуемого образца вводят иглы
20
(электроды), устанавливают стрел20
ку часового механизма на "нуль",
10
переводят ручку источника питания
10
на положение "генератор" или
0
0
"сеть", ставят переключатель на диапазон предполагаемой влажнос- Рис. 2. График перехода
от абсолют ной
ти, нажимают пусковую кнопку
влажност и к
и держат ее до момента вспышки
от
носит ельной
неоновой лампы. При этом время
от начала включения до момента
вспышки должно составлять 6=8 сек. Отсутствие
вспышки на выбранном диапазоне означает, что влажность древесины меньше пределов выбранного диапазона.
Измерения производят при нормальной (20°С) температуре древесины. При температуре выше 20°С пока-
25
затель прибора уменьшают на 0,1% на каждый градус
сверх 20°С, а при меньшей температуре прибавляют
0,1% на каждый градус ниже 20°С.
По степени влажности различают древесину:
— мокрую, долгое время пробывшую в воде (влажность выше 100%);
— свежесрубленную, влажностью более 23%;
— полу сухую, влажностью 21=23%;
— воздушно"сухую, долгое время пролежавшую на
воздухе и имеющую влажность от 15 до 21%, в зависимости от климатических факторов и времени года;
— комнатно"сухую, влажностью 8=15% в зависимости от влажности и температуры воздуха в помещении,
где древесина находилась длительное время;
— абсолютно сухую, влажность которой была доведена (в лабораторных условиях) до нуля.
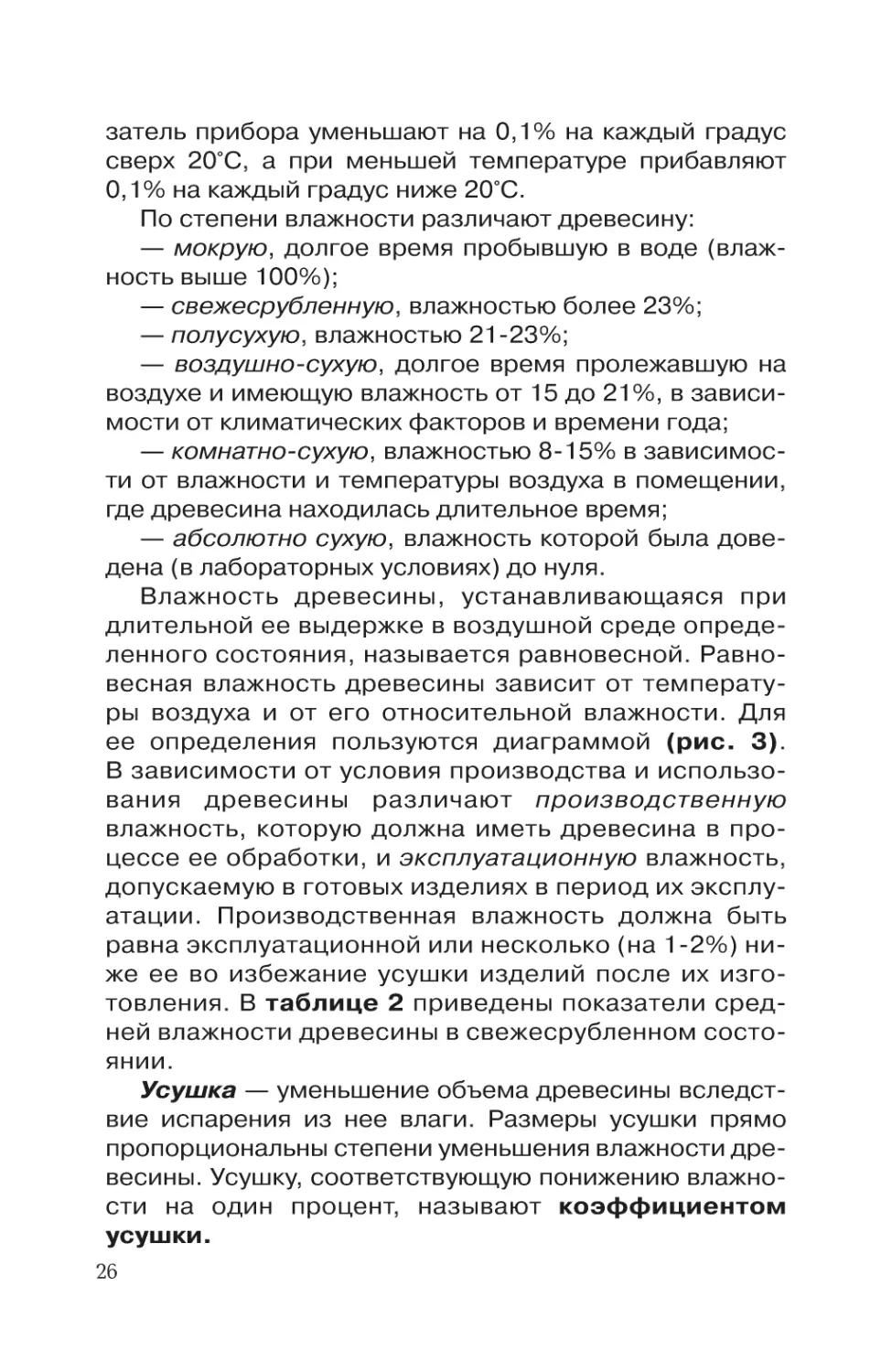
Влаж ность дре ве си ны, ус та нав ли ва ю ща я ся при
длительной ее выдержке в воздушной среде определенного состояния, называется равновесной. Равновесная влажность древесины зависит от температуры воздуха и от его относительной влажности. Для
ее определения пользуются диаграммой (рис. 3).
В зависимости от условия производства и использова ния дре ве си ны раз ли ча ют про из вод ст вен ную
влажность, которую должна иметь древесина в процессе ее обработки, и эксплуатационную влажность,
допускаемую в готовых изделиях в период их эксплуатации. Производственная влажность должна быть
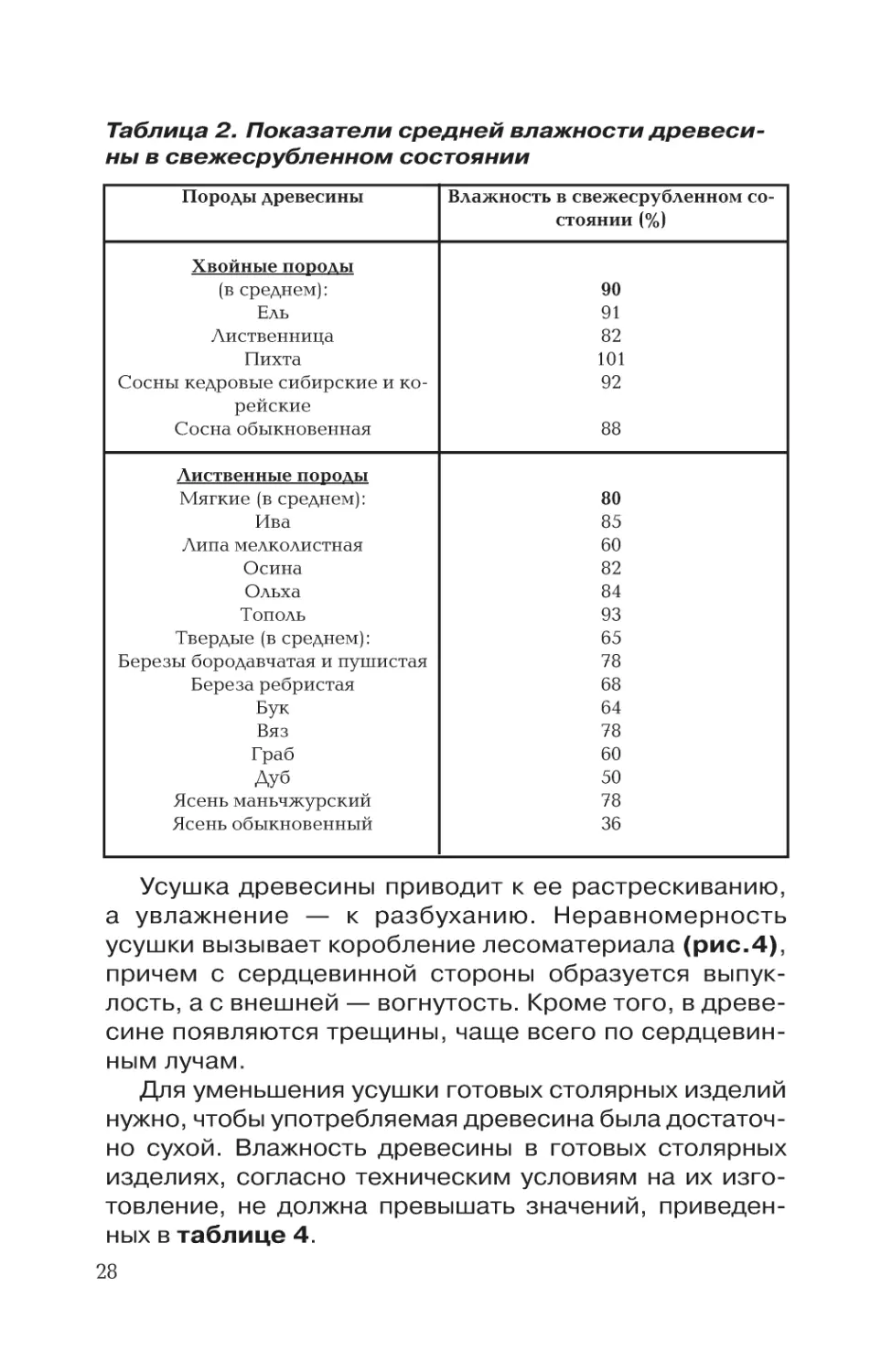
равна эксплуатационной или несколько (на 1=2%) ниже ее во избежание усушки изделий после их изготовления. В таблице 2 приведены показатели средней влажности древесины в свежесрубленном состоянии.
Усушка — уменьшение объема древесины вследствие испарения из нее влаги. Размеры усушки прямо
пропорциональны степени уменьшения влажности древесины. Усушку, соответствующую понижению влажности на один процент, называют коэффициентом
усушки.
26
100%
90
80
16
70
15
14
60
13
12
50
11
10
40
9
30
8
7
6
5
4
3
2
20
10
относительная влажность воздуха, влажность ϕ
равновесная влажность древесины (Wp)
28
20 10 0 10 20 30 40 50 60 70 80 90 1000
температура воздуха(t)
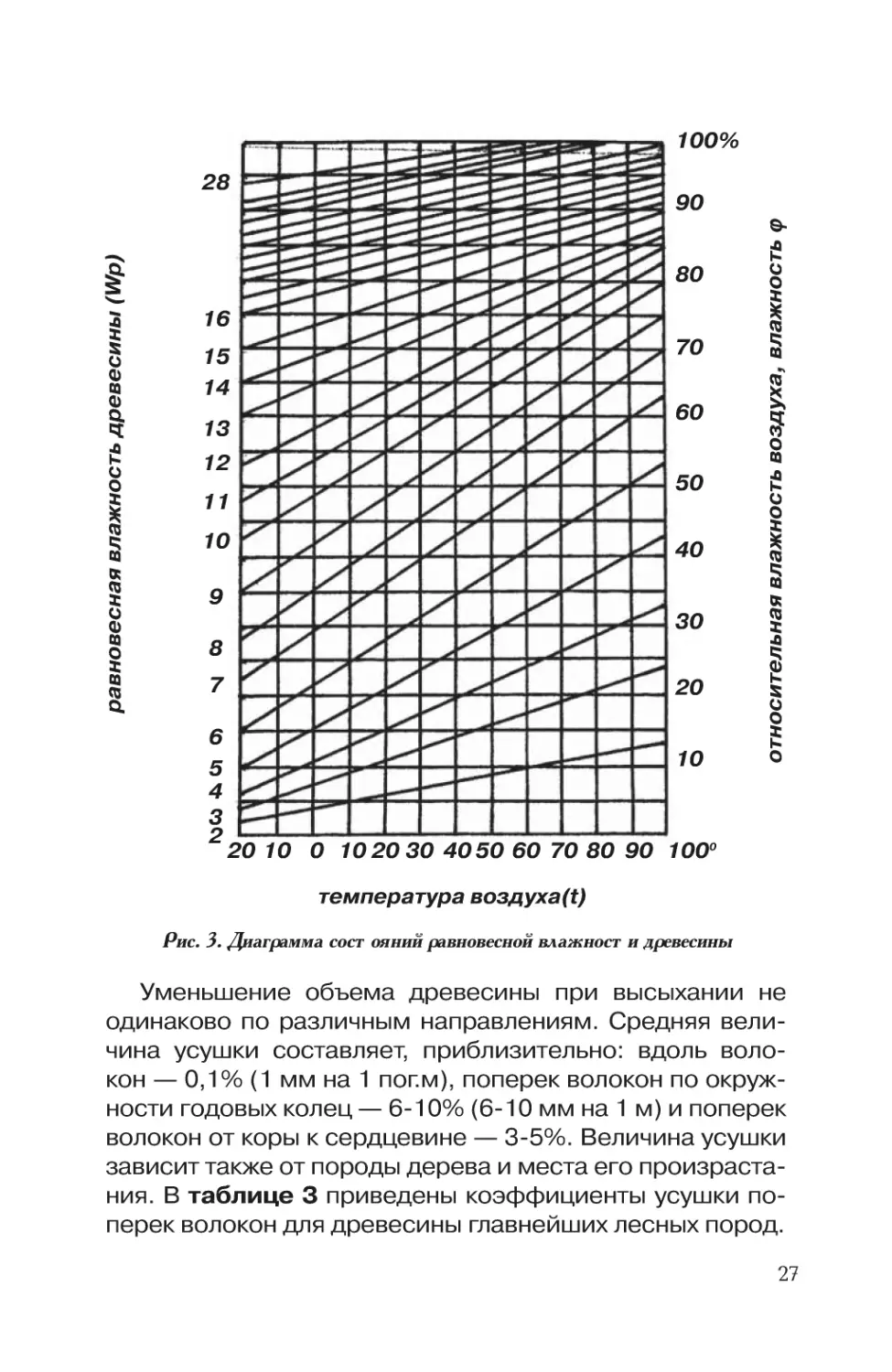
Рис. 3. Диаграмма сост ояний равновесной влажност и древесины
Уменьшение объема древесины при высыхании не
одинаково по различным направлениям. Средняя величина усушки составляет, приблизительно: вдоль волокон — 0,1% (1 мм на 1 пог.м), поперек волокон по окружности годовых колец — 6=10% (6=10 мм на 1 м) и поперек
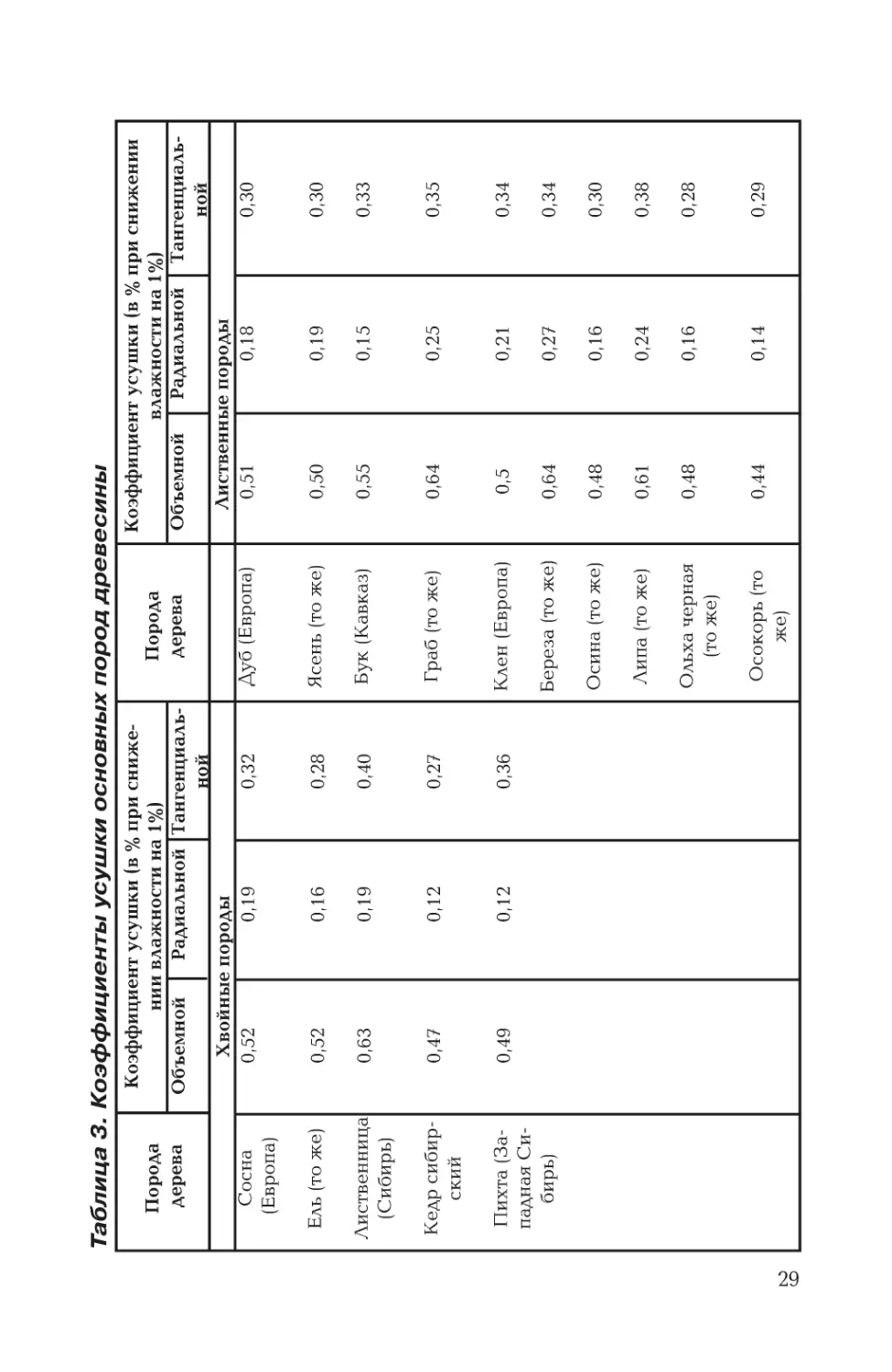
волокон от коры к сердцевине — 3=5%. Величина усушки
зависит также от породы дерева и места его произрастания. В таблице 3 приведены коэффициенты усушки поперек волокон для древесины главнейших лесных пород.
27
Таблица 2. Показатели средней влажности древесины в свежесрубленном состоянии
Породы древесины
Хвойные породы
(в среднем):
Ель
Лиственница
Пихта
Сосны кедровые сибирские и корейские
Сосна обыкновенная
Лиственные породы
Мягкие (в среднем):
Ива
Липа мелколистная
Осина
Ольха
Тополь
Твердые (в среднем):
Березы бородавчатая и пушистая
Береза ребристая
Бук
Вяз
Граб
Дуб
Ясень маньчжурский
Ясень обыкновенный
Влажность в свежесрубленном состоянии (%)
90
91
82
101
92
88
80
85
60
82
84
93
65
78
68
64
78
60
50
78
36
Усушка древесины приводит к ее растрескиванию,
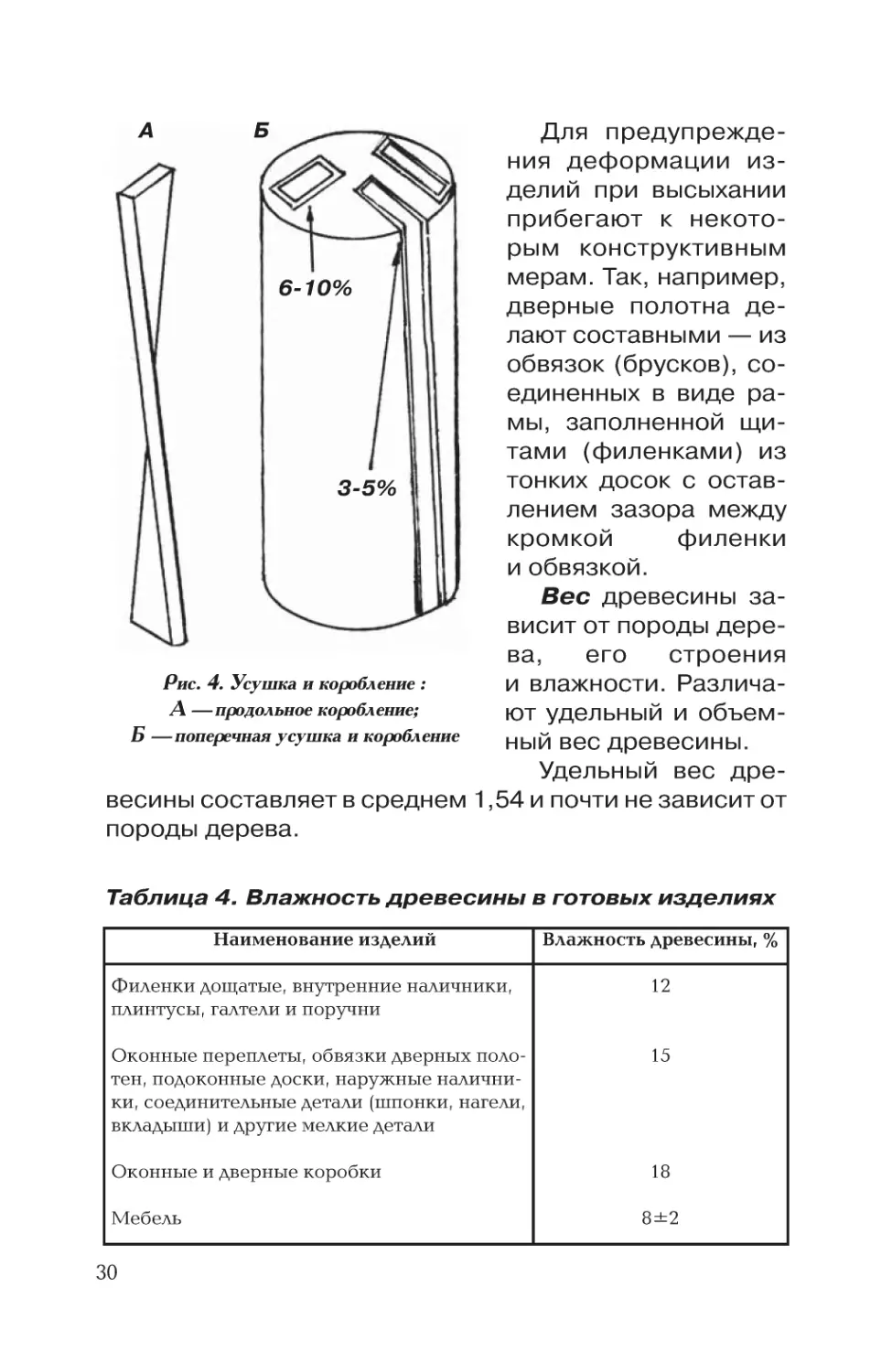
а ув лаж не ние — к раз бу ха нию. Не рав но мер ность
усушки вызывает коробление лесоматериала (рис.4),
причем с сердцевинной стороны образуется выпуклость, а с внешней — вогнутость. Кроме того, в древесине появляются трещины, чаще всего по сердцевинным лучам.
Для уменьшения усушки готовых столярных изделий
нужно, чтобы употребляемая древесина была достаточно сухой. Влажность древесины в готовых столярных
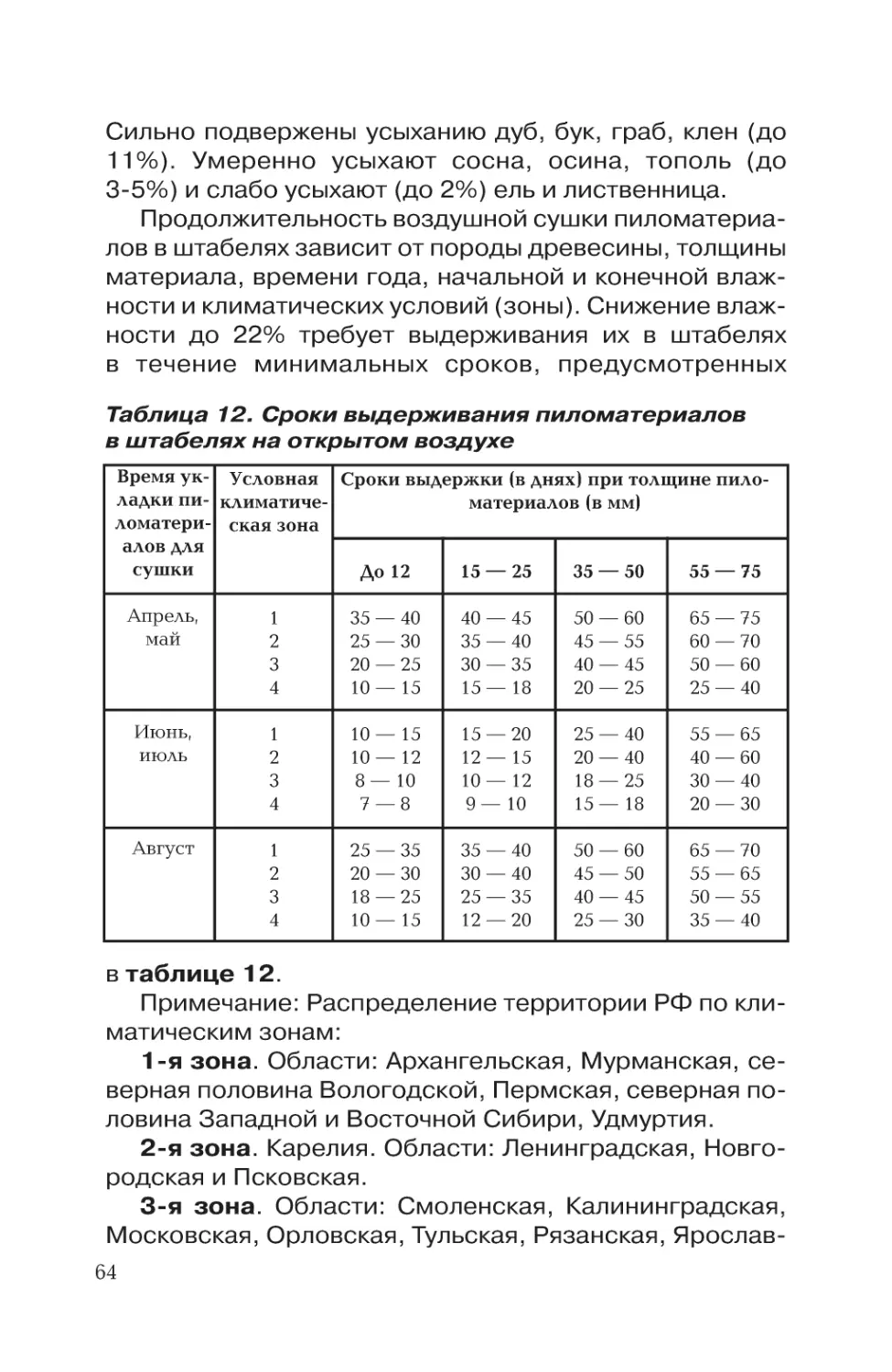
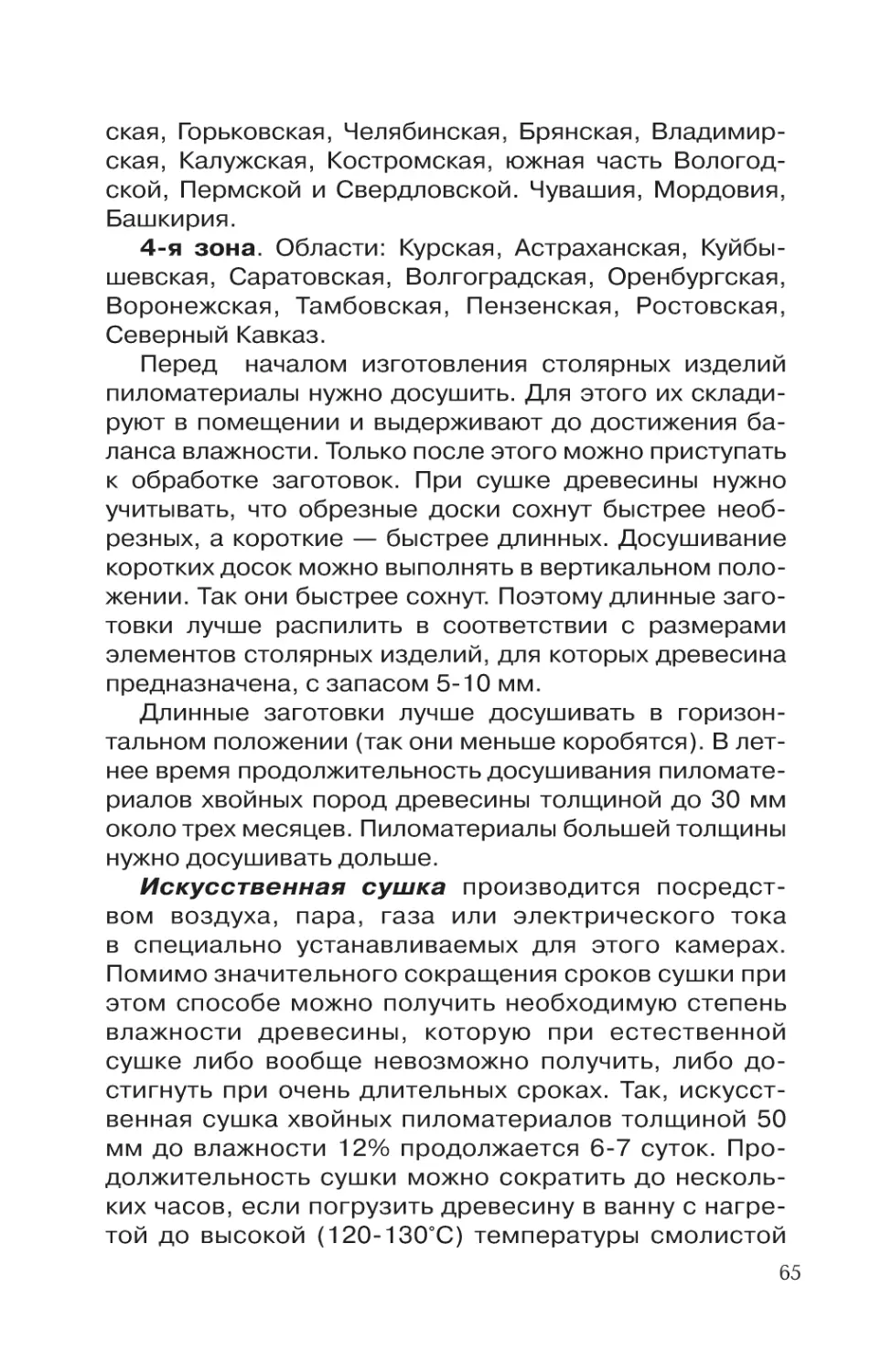
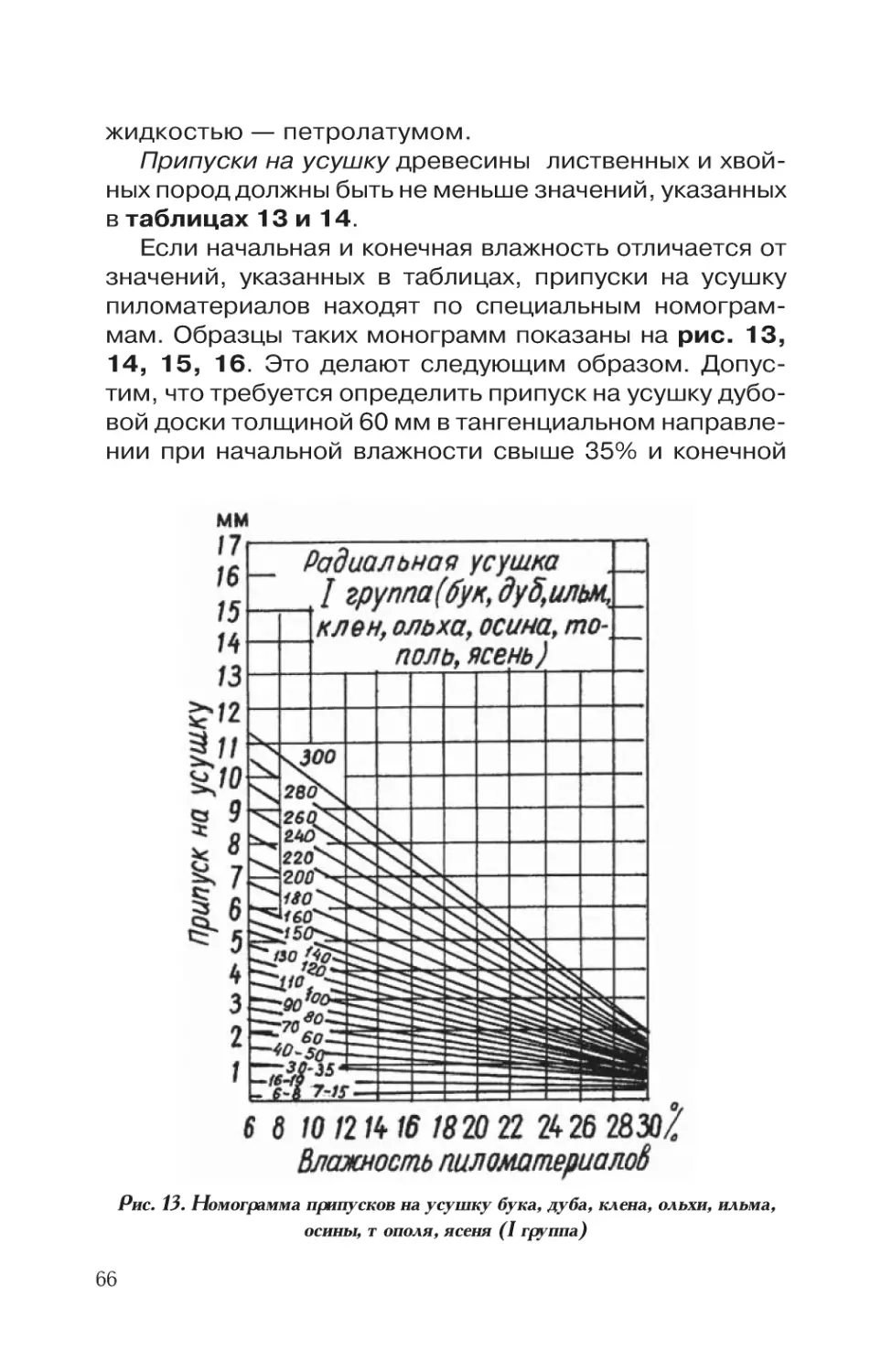
изделиях, согласно техническим условиям на их изготовление, не должна превышать значений, приведенных в таблице 4.
28
29
0,52
0,63
0,47
0,49
Лиственница
(Сибирь)
Кедр сибирский
Пихта (Западная Сибирь)
0,12
0,12
0,19
0,16
0,36
0,27
0,40
0,28
Коэффициент усушки (в % при снижении влажности на 1%)
Радиальной ТангенциальОбъемной
ной
Хвойные породы
0,19
0,52
0,32
Ель (то же)
Сосна
(Европа)
Порода
дерева
0,5
0,64
0,48
0,61
0,48
0,44
Береза (то же)
Осина (то же)
Липа (то же)
Ольха черная
(то же)
Осокорь (то
же)
0,64
0,55
0,50
0,14
0,16
0,24
0,16
0,27
0,21
0,25
0,15
0,19
0,29
0,28
0,38
0,30
0,34
0,34
0,35
0,33
0,30
Коэффициент усушки (в % при снижении
влажности на 1%)
Объемной
Радиальной Тангенциальной
Лиственные породы
0,30
0,51
0,18
Клен (Европа)
Граб (то же)
Бук (Кавказ)
Ясень (то же)
Дуб (Европа)
Порода
дерева
Таблица 3. Коэффициенты усушки основных пород древесины
Для предупреждения деформации изделий при высыхании
прибегают к некоторым конструктивным
мерам. Так, например,
6:10%
дверные полотна делают составными — из
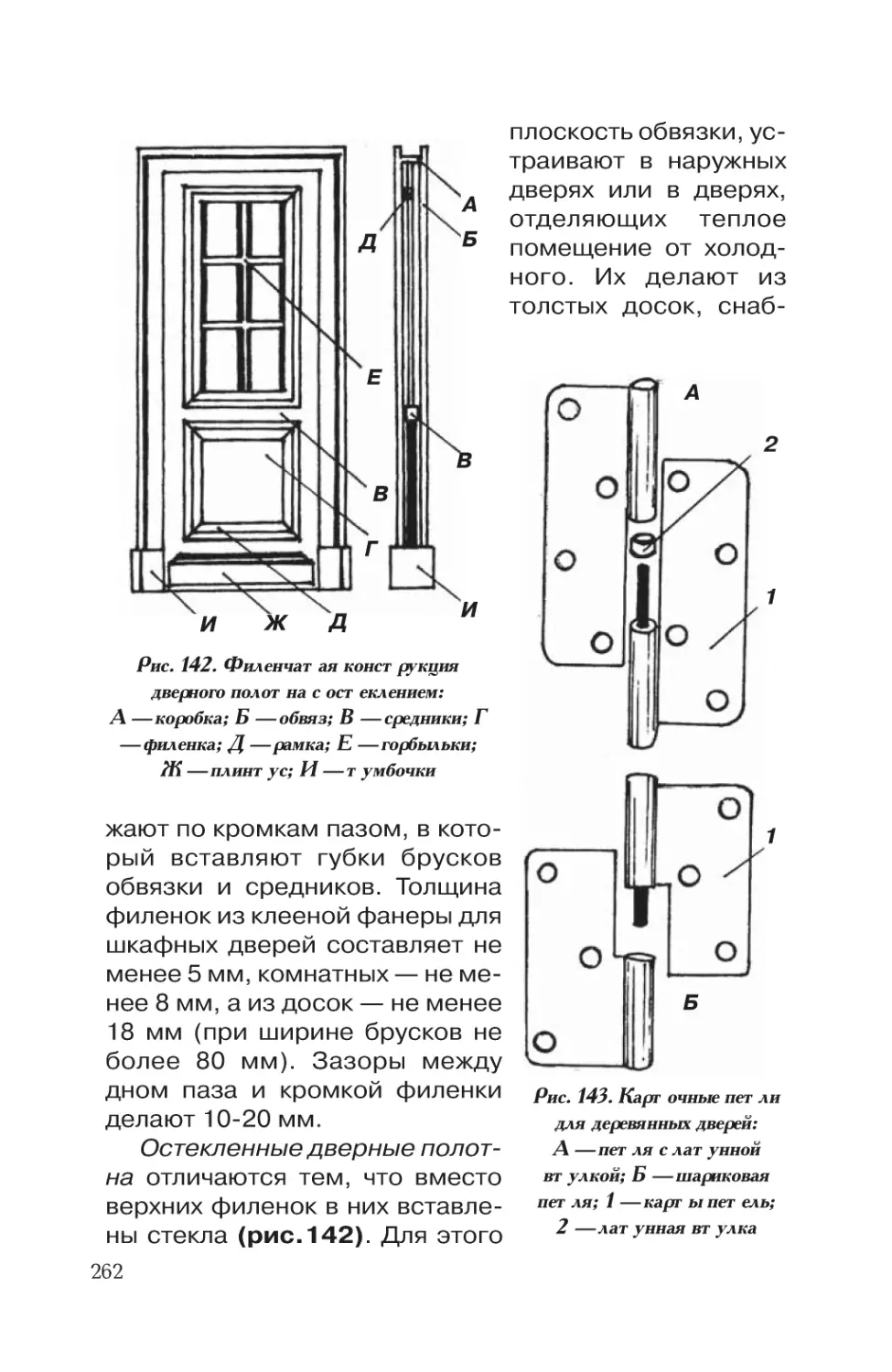
обвязок (брусков), соединенных в виде рамы, заполненной щитами (филенками) из
тонких досок с остав3:5%
лением зазора между
кромкой
филенки
и обвязкой.
Вес древесины зависит от породы дерева,
его
строения
Рис. 4. Усушка и коробление :
и влажности. РазличаА — продольное коробление;
ют удельный и объемБ — поперечная усушка и коробление
ный вес древесины.
Удельный вес древесины составляет в среднем 1,54 и почти не зависит от
породы дерева.
А
Б
Таблица 4. Влажность древесины в готовых изделиях
Наименование изделий
Влажность древесины, %
Филенки дощатые, внутренние наличники,
плинтусы, галтели и поручни
12
Оконные переплеты, обвязки дверных полотен, подоконные доски, наружные наличники, соединительные детали (шпонки, нагели,
вкладыши) и другие мелкие детали
15
Оконные и дверные коробки
18
Мебель
30
8±2
Объемный вес древесины, т.е. вес единицы объема
древесины в ее естественном состоянии с содержащейся в ней влагой, смолистыми веществами и пр., зависит от породы дерева, влажности, возраста древесины и места произрастания. Объемный вес древесины
колеблется в пределах от 0,44 до 1,0 т/м3 и более.
Объемный вес определяют стереометрическим методом и при помощи ртутного объемометра. Первый
метод наиболее распространен. Для этого из древесины изготовляют прямоугольную призму с основанием
20х20 мм и высотой 30 мм, взвешивают ее с точностью
до 0,01 г и полученный вес делят на объем призмы.
Объемный вес характеризует и плотность древесины.
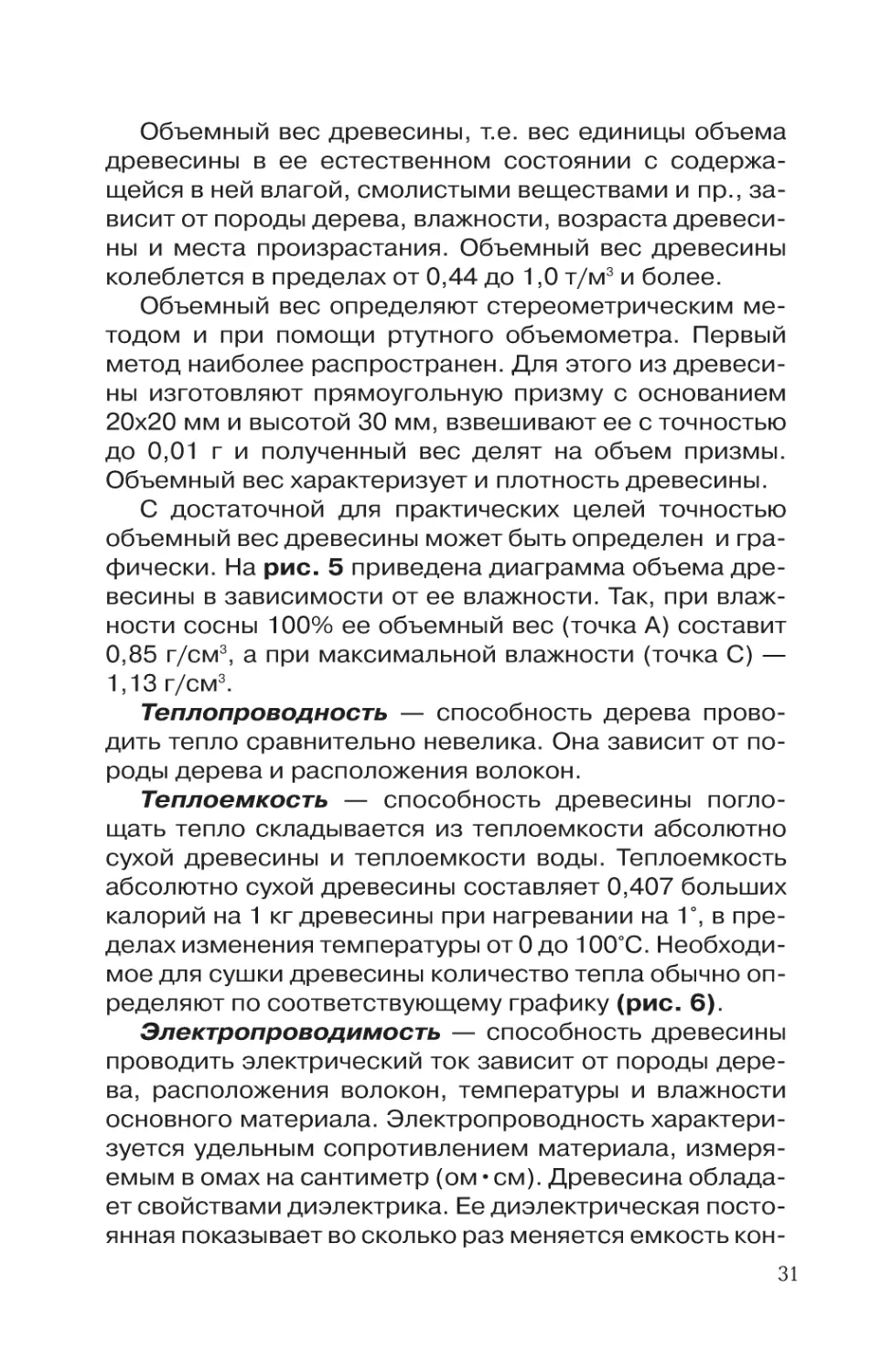
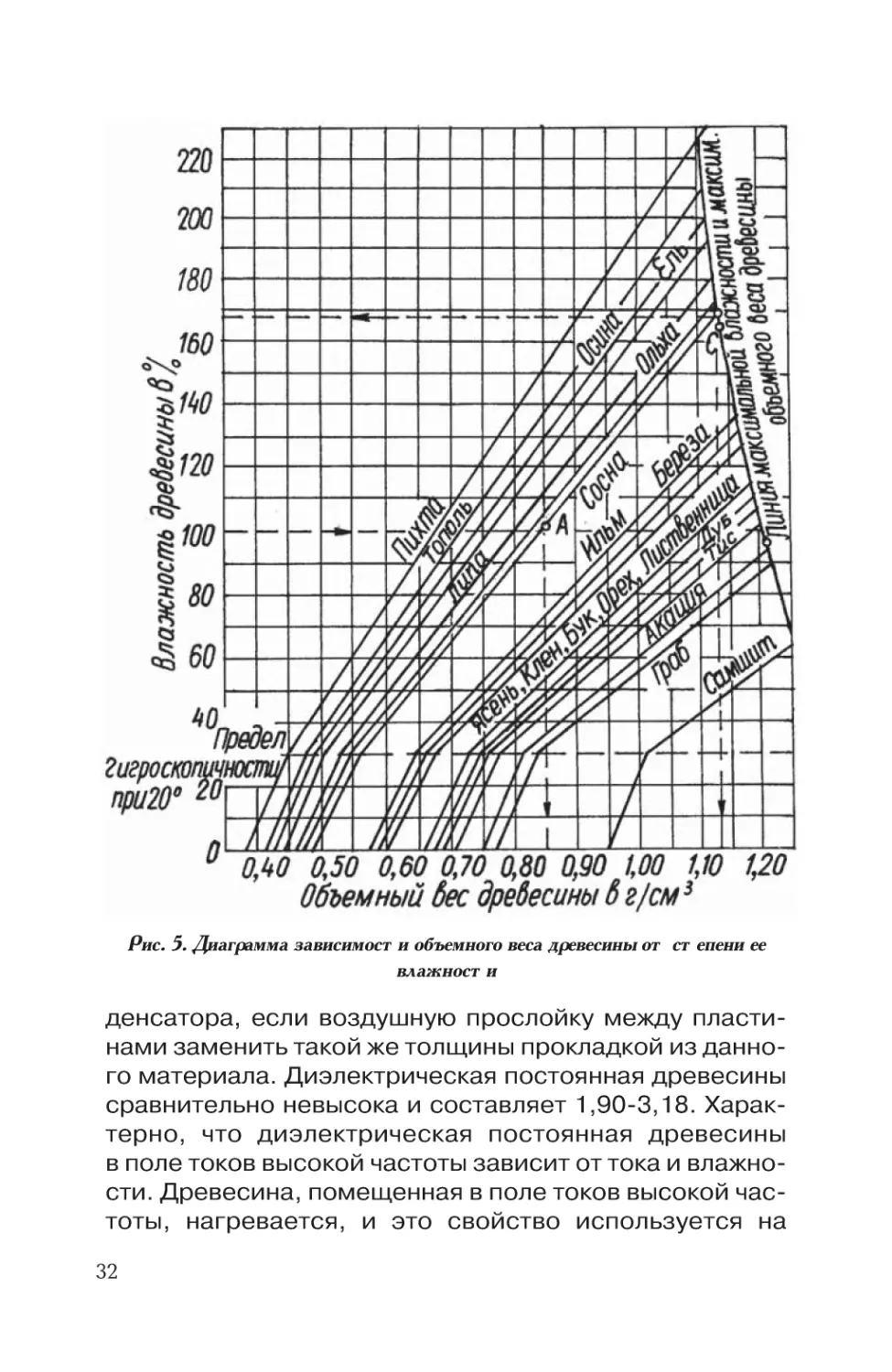
С достаточной для практических целей точностью
объемный вес древесины может быть определен и графически. На рис. 5 приведена диаграмма объема древесины в зависимости от ее влажности. Так, при влажности сосны 100% ее объемный вес (точка А) составит
0,85 г/см3, а при максимальной влажности (точка С) —
1,13 г/см3.
Теплопроводность — способность дерева проводить тепло сравнительно невелика. Она зависит от породы дерева и расположения волокон.
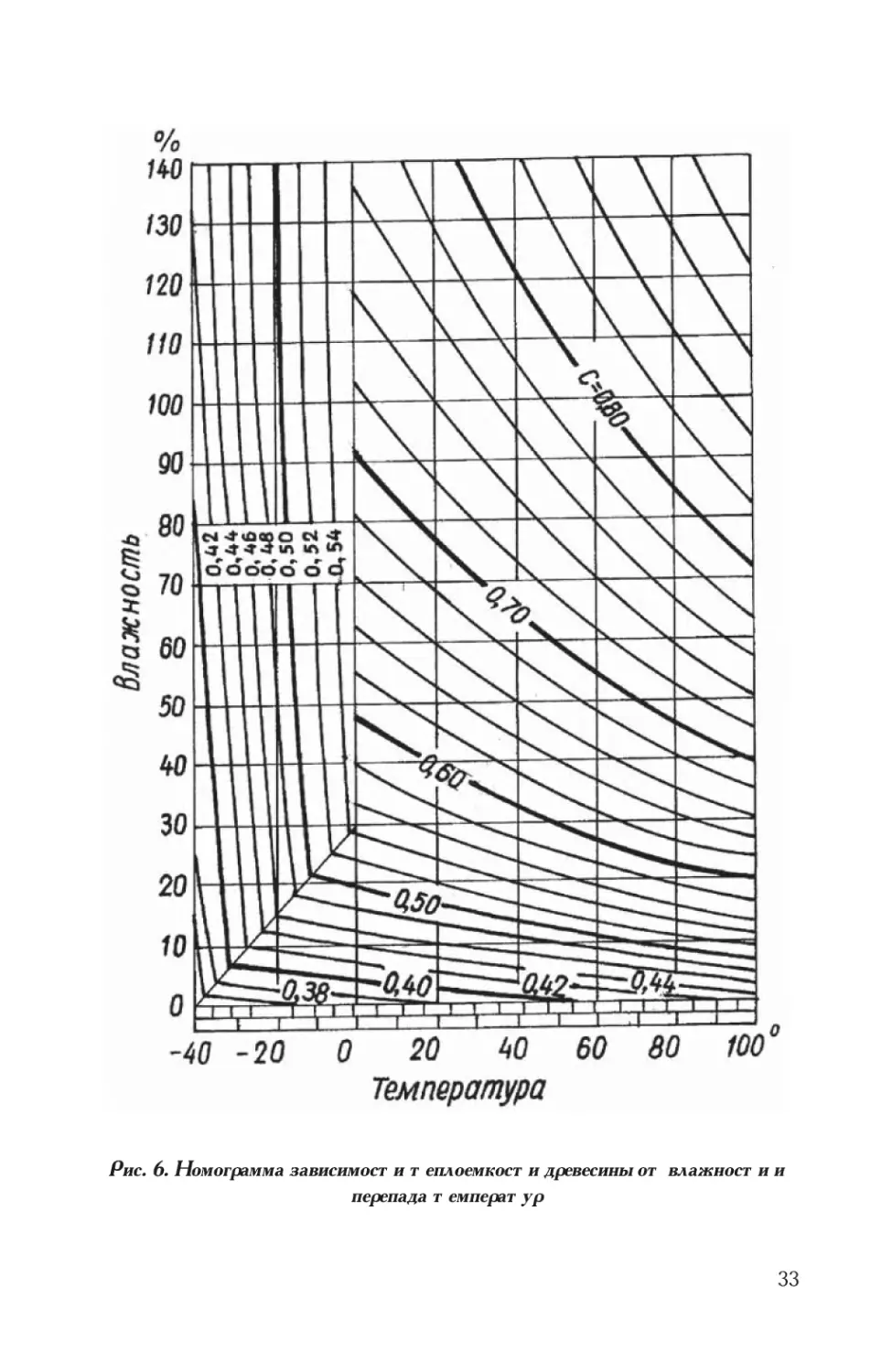
Теплоемкость — способность древесины поглощать тепло складывается из теплоемкости абсолютно
сухой древесины и теплоемкости воды. Теплоемкость
абсолютно сухой древесины составляет 0,407 больших
калорий на 1 кг древесины при нагревании на 1°, в пределах изменения температуры от 0 до 100°С. Необходимое для сушки древесины количество тепла обычно определяют по соответствующему графику (рис. 6).
Электропроводимость — способность древесины
проводить электрический ток зависит от породы дерева, расположения волокон, температуры и влажности
основного материала. Электропроводность характеризуется удельным сопротивлением материала, измеряемым в омах на сантиметр (ом•см). Древесина обладает свойствами диэлектрика. Ее диэлектрическая постоянная показывает во сколько раз меняется емкость кон31
Рис. 5. Диаграмма зависимост и объемного веса древесины от ст епени ее
влажност и
денсатора, если воздушную прослойку между пластинами заменить такой же толщины прокладкой из данного материала. Диэлектрическая постоянная древесины
сравнительно невысока и составляет 1,90=3,18. Характерно, что диэлектрическая постоянная древесины
в поле токов высокой частоты зависит от тока и влажности. Древесина, помещенная в поле токов высокой частоты, нагревается, и это свойство используется на
32
Рис. 6. Номограмма зависимост и т еплоемкост и древесины от влажност и и
перепада т емперат ур
33
практике для сушки. При этом древесина меньше растрескивается.
Проницаемость древесины для световых и рентгеновских лучей используется для обнаружения скрытых пороков и дефектов склейки изделий. Под действием ультрафиолетовых лучей древесина начинает светиться. Это явление применяют для определения степени глубины пропитки древесины различными веществами. Инфракрасные лучи, слабо поглощаемые воздухом, сильно поглощаются древесиной. Нагрев древесины инфракрасными лучами используют для ее сушки
и стерилизации (обеззараживания).
МЕХАНИЧЕСКИЕ СВОЙСТВА ДРЕВЕСИНЫ
Механические свойства древесины, в частности, ее
твердость и упругость, влияют на точность обработки
деталей и их размеры.
Твердость, т.е. способность древесины сопротивляться обработке режущими инструментами и вообще
проникновению в нее другого тела зависит от породы
древесины, ее объемного веса и влажности. От твердости древесины зависит ее сопротивляемость истиранию. По степени твердости пород древесину делят на
шесть классов:
I класс — очень твердые породы (самшит, кизил);
II класс — твердые (граб, груша, ясень);
III класс — умеренно твердые (дуб, бук, клен);
IV класс — умеренно мягкие (береза, вяз, лиственница);
V класс — мягкие (сосна, ель, ольха, каштан);
VI класс — очень мягкие (липа, осина).
Прочность — способность древесины сопротивляться воздействующим на нее усилиям, зависит от ряда причин. Плотная, тяжелая древесина обычно обладает большой прочностью. Прочность древесины быстро уменьшается с увеличением ее влажности и при наличии пороков (особенно сучков).
Древесина хорошо сопротивляется действию сил,
растягивающих или сжимающих деталь вдоль волокон,
34
и изгибающих сил, направленных поперек волокон.
Значительно ниже сопротивление древесины сжатию
поперек волокон и скалыванию вдоль и поперек волокон. В зависимости от прочности установлены допускаемые напряжения, которым может подвергаться материал без нарушения его прочности. Величина допускаемых напряжений всегда значительно ниже предела
прочности, то есть наименьшей величины напряжений,
при которых наступает разрушение материала.
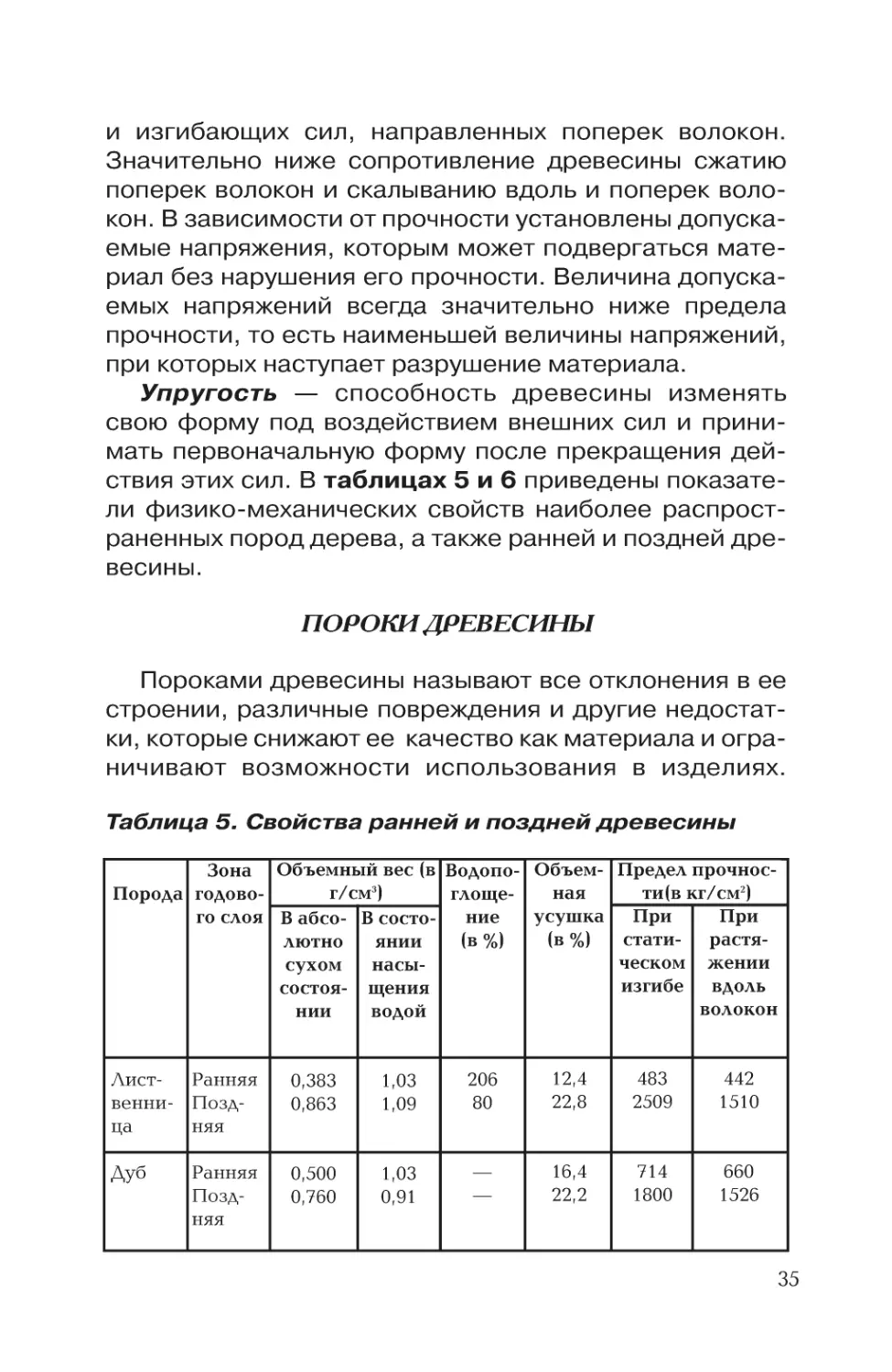
Упругость — способность древесины изменять
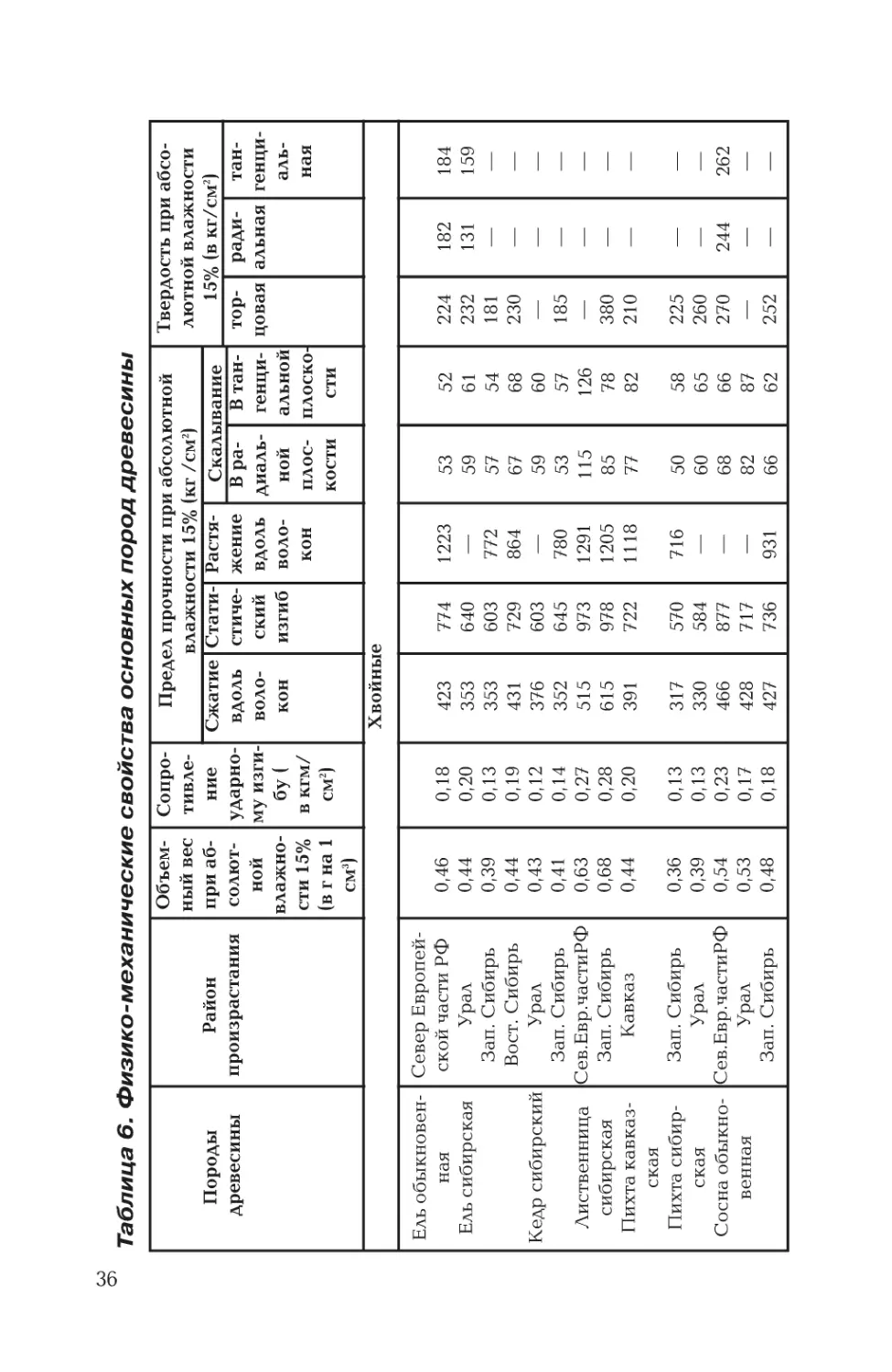
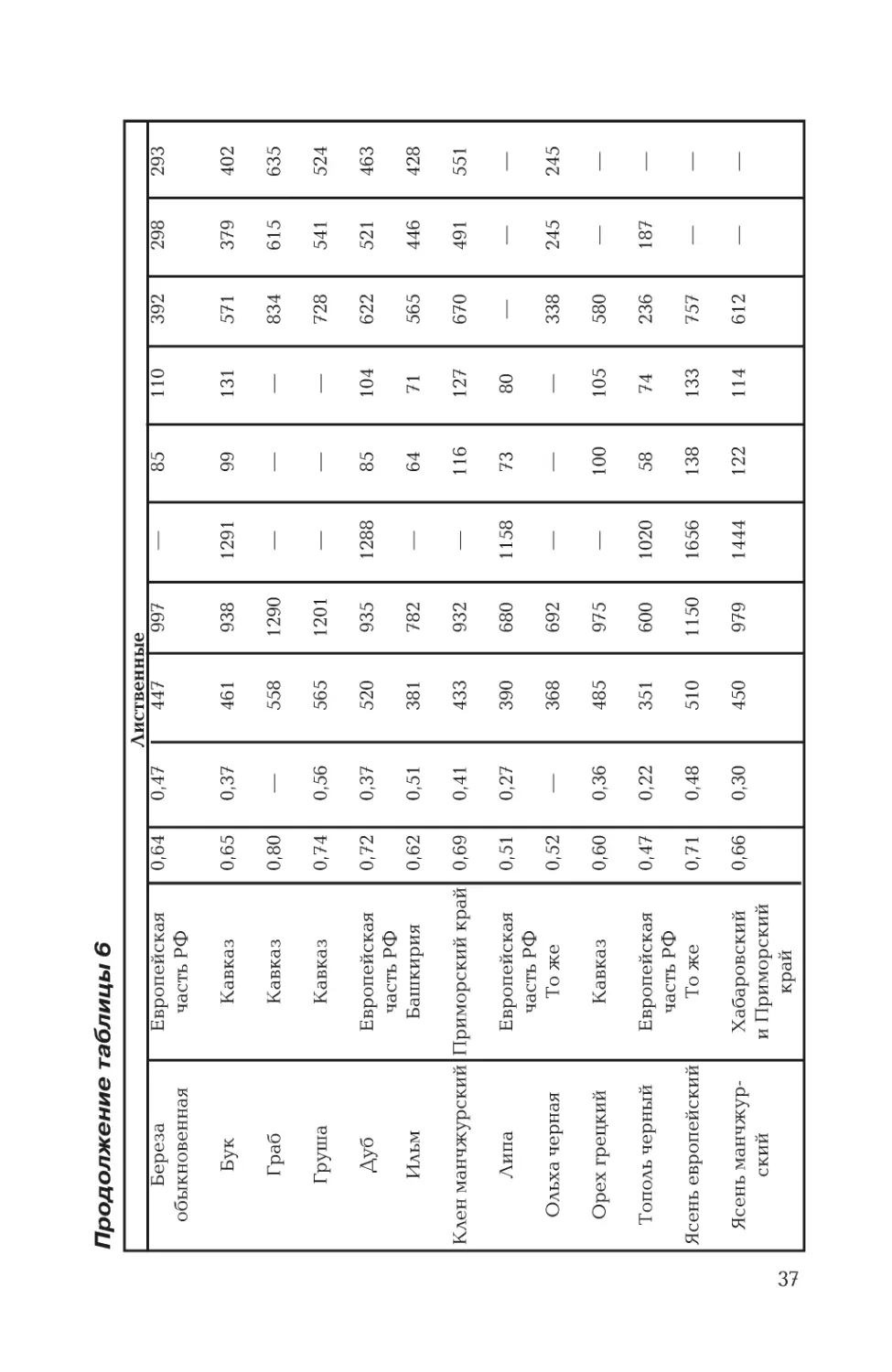
свою форму под воздействием внешних сил и принимать первоначальную форму после прекращения действия этих сил. В таблицах 5 и 6 приведены показатели физико=механических свойств наиболее распространенных пород дерева, а также ранней и поздней древесины.
ПОРОКИ ДРЕВЕСИНЫ
Пороками древесины называют все отклонения в ее
строении, различные повреждения и другие недостатки, которые снижают ее качество как материала и ограничивают возможности использования в изделиях.
Таблица 5. Свойства ранней и поздней древесины
Зона Объемный вес (в Водопо- Объем- Предел прочносг/см3)
ная
ти(в кг/см2)
Порода годовоглощеПри
усушка При
го слоя В абсо- В состоние
стати- растя(в %)
(в %)
лютно
янии
ческом жении
сухом
насыизгибе вдоль
состоя- щения
волокон
нии
водой
Лист- Ранняя
венни- Поздца
няя
0,383
0,863
1,03
1,09
206
80
12,4
22,8
483
2509
442
1510
Дуб
0,500
0,760
1,03
0,91
—
—
16,4
22,2
714
1800
660
1526
Ранняя
Поздняя
35
36
Ель обыкновен- Север Европейской части РФ
ная
Урал
Ель сибирская
Зап. Сибирь
Вост. Сибирь
Урал
Кедр сибирский
Зап. Сибирь
Лиственница Сев.Евр.частиРФ
Зап. Сибирь
сибирская
Кавказ
Пихта кавказская
Зап. Сибирь
Пихта сибирУрал
ская
Сосна обыкно- Сев.Евр.частиРФ
Урал
венная
Зап. Сибирь
Породы
древесины
0,18
0,20
0,13
0,19
0,12
0,14
0,27
0,28
0,20
0,13
0,13
0,23
0,17
0,18
0,46
0,44
0,39
0,44
0,43
0,41
0,63
0,68
0,44
0,36
0,39
0,54
0,53
0,48
317
330
466
428
427
423
353
353
431
376
352
515
615
391
570
584
877
717
736
774
640
603
729
603
645
973
978
722
716
—
—
—
931
1223
—
772
864
—
780
1291
1205
1118
50
60
68
82
66
53
59
57
67
59
53
115
85
77
58
65
66
87
62
52
61
54
68
60
57
126
78
82
Объем- СопроПредел прочности при абсолютной
ный вес тивлевлажности 15% (кг /см2)
при абРайон
ние
Сжатие Стати- РастяСкалывание
произрастания солют- ударно- вдоль стиче- жение В раВ танной
му изги- волоский вдоль диаль- генцивлажнобу (
кон
изгиб волоной
альной
сти 15% в кгм/
кон
плос- плоско(в г на 1
см2)
кости
сти
см3)
Хвойные
Таблица 6. Физико:механические свойства основных пород древесины
225
260
270
—
252
224
232
181
230
—
185
—
380
210
—
—
244
—
—
182
131
—
—
—
—
—
—
—
—
—
262
—
—
184
159
—
—
—
—
—
—
—
Твердость при абсолютной влажности
15% (в кг/см2)
тор- радитанцовая альная генциальная
37
381
433
390
368
485
351
510
450
0,51
0,41
0,27
—
0,36
0,22
0,48
0,30
0,62
Клен манчжурский Приморский край 0,69
Европейская
часть РФ
То же
Орех грецкий
Тополь черный
Ясень манчжурский
Хабаровский
и Приморский
край
Кавказ
Ольха черная
Ясень европейский
Европейская
часть РФ
То же
Липа
Ильм
520
0,37
Европейская
часть РФ
Башкирия
Дуб
565
0,56
Кавказ
Груша
558
0,66
0,71
0,47
0,60
0,52
0,51
0,72
0,74
0,80
0,65
979
1150
600
975
692
680
932
782
935
1201
1290
938
Лиственные
447
997
—
Кавказ
Граб
0,47
461
Кавказ
Бук
0,64
0,37
Европейская
часть РФ
Береза
обыкновенная
Продолжение таблицы 6
1444
1656
1020
—
—
1158
—
—
1288
—
—
1291
—
122
138
58
100
—
73
116
64
85
—
—
99
85
114
133
74
105
—
80
127
71
104
—
—
131
110
612
757
236
580
338
—
670
565
622
728
834
571
392
—
—
187
—
245
—
491
446
521
541
615
379
298
—
—
—
—
245
—
551
428
463
524
635
402
293
Влияние пороков на пригодность лесоматериалов для
производственных целей зависит от вида порока, размеров поражения им древесины, формы и места его
расположения, а также от характера изделия и условий
его эксплуатации. В ряде случаев пороки делают древесину вовсе непригодной для использования. Наряду
с этим некоторые ненормальности, как, например, волнистость, свилеватость и другие, при определенных условиях не считаются пороками, а напротив, повышают
ценность древесины как отделочного материала.
Виды пороков и степень допустимости их в тех или
иных лесоматериалах или изделиях определяются
стандартами. Согласно действующему стандарту пороки древесины разделяют на следующие группы в порядке их распространенности:
1) сучки по определенным признакам разбиты на ряд
разновидностей;
2) грибные окраски делятся на внутренние и наружные;
3) повреждения насекомыми, различаемые по размерам и степени поражения;
4) деформации и растрескивания (трещины);
5) пороки формы ствола;
6) пороки строения древесины;
7) раны (пороки, явившиеся результатом ранений
ствола и их последствий);
8) ненормальные отложения в древесине.
Сучки представляют собой заключенные в древесине ствола основания живых или отмерших ветвей. Они
нарушают однородность строения древесины, сильно
затрудняют ее обработку и отрицательно сказываются
на качестве изделий. Степень вредности сучков зависит от их количества, размеров, формы и расположения, от состояния древесины сучка и ее связи с древесиной ствола. По степени зарастания сучки бывают открытые и заросшие, а по форме разреза на поверхности сортамента — круглые, овальные и продолговатые.
Кроме того, по взаимному расположению сучки могут
быть разбросанные, групповые и разветвленные, а по
38
выходу на поверхность — односторонние и сквозные.
В местах сучков уменьшается механическая прочность
древесины, так как после высыхания сучок теряет связь
с основой и ослабляет конструкцию. Помимо этого сучки оказывают влияние на внешний вид текстуры древесины, предназначенной под прозрачную отделку
По размерам различают сучки крупные — диаметром более 40 мм, средние — 15=40 мм и мелкие — до 15
мм. Сучки диаметром 7=8 мм называют карандашными,
а при диаметре 4 мм — игольчатыми. Размер сучка определяют по среднему его диаметру, как полусумму наибольшего и наименьшего диаметров. За диаметр принимают расстояние между двумя касательными к контуру сучка, проведенными параллельно оси доски или
бруска. Размер сучка обозначают в миллиметрах или
долях ширины (толщины) материала.
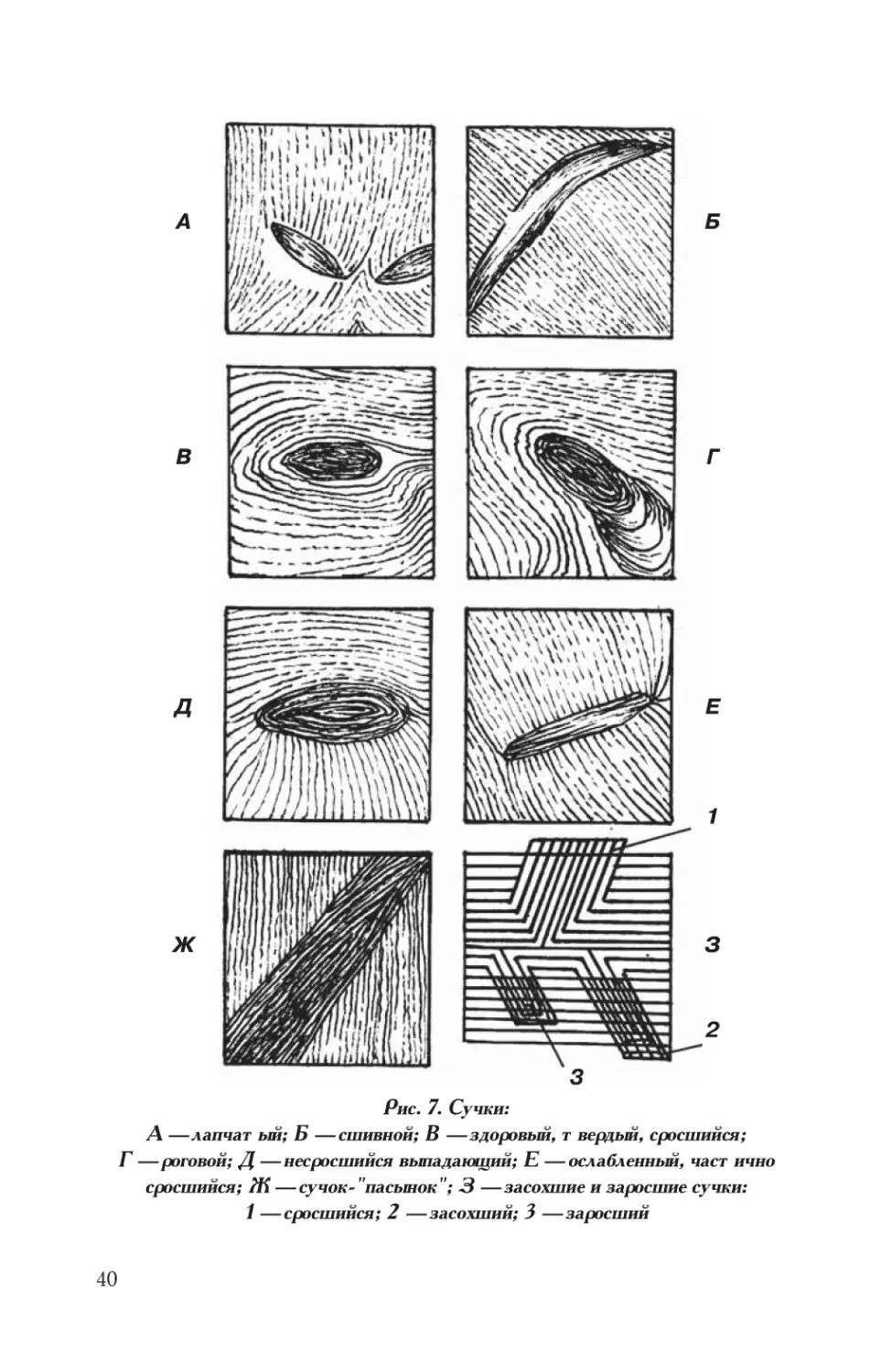
По форме сучки в пиломатериалах (рис. 7)
подразделяют на круглые, округлоовальные, сшивные
и лапчатые. Округлоовальные сучки получаются на поперечном и продольном тангенциальном разрезах
ствола, сшивные и лапчатые — на продольном радиальном разрезе, при распиливании параллельно оси
одного или двух сучков.
По степени срастания с окружающей древесиной
сучки делятся на вполне сросшиеся, частично сросшиеся и несросшиеся. По состоянию древесины самого
сучка различают здоровые, роговые, окрашенные
и рыхлые сучки.
Здоровый сучок не имеет признаков гнили, он несколько темнее окружающей древесины, а его годичные слои прочно связаны со слоями древесины, отчего
при обработке материала он не выпадает.
Роговой сучок сильно пропитан смолой, дубильными
или ядовитыми веществами, благодаря чему он значительно темнее остальной древесины.
Окрашенный сросшийся сучок находится в начальной стадии загнивания и меняет нормальную окраску.
Рыхлый сучок окружен здоровой древесиной, сохраняет еще первоначальную форму, но вследствие гние39
А
Б
В
Г
Д
Е
1
Ж
З
2
3
Рис. 7. Сучки:
А — лапчат ый; Б — сшивной; В — здоровый, т вердый, сросшийся;
Г — роговой; Д — несросшийся выпадающий; Е — ослабленный, част ично
сросшийся; Ж — сучокF"пасынок"; З — засохшие и заросшие сучки:
1 — сросшийся; 2 — засохший; 3 — заросший
40
ния изменяет не только свою окраску, но и структуру
и твердость. В хвойных породах сгнивший сучок превращается в тестообразную темную смолистую массу,
поэтому его и называют черным смолевым сучком.
Другой разновидностью рыхлого сучка является так
называемый табачный сучок, сгнившая древесина которого превращается в бурую, коричневую или пеструю
массу, легко растираемую пальцами в порошок.
Грибные окраски и гнили в древесине появляются
в большинстве случаев в результате развития грибов
или бактерий. Изменение цвета иногда происходит под
влиянием физико=химических процессов на поверхности свежесрубленной или свежераспиленной древесины, без участи грибов.
Грибы, поражающие древесину, состоят из тончайших нитей=гифов, которые разветвляясь , образуют мицелий гриба (грибницу) в виде пленки, шнура, ризоформы. В зависимости от способа питания они делятся
на две группы: паразитов, развивающихся на живых
растениях и питающихся за счет живых тканей растущего дерева, и сапрофитов, развивающихся на отмерших частях растения и заготовленной древесине.
Заражение древесины происходит посредством
спор, представляющих собой очень мелкие клетки, покрытые толстой оболочкой. Прорастание спор и развитие гриба не происходит при влажности древесины ниже 20%, равно как и в древесине, полностью насыщенной водой, и при температуре ниже 2°С и выше 40=45°С.
Некоторые грибы изменяют окраску древесины и поэтому называются деревоокрашивающими. Другие изменяют физико=механические свойства древесины
и разрушают ее, отчего называются дереворазрушающими.
Признаками начальной стадии загнивания древесины служит появление матовости и затхлости, изменение цвета, возникновение отличного от общего тона
текстуры красноватого, желтоватого, серого или бурого оттенка. Характерен также излом загнившей древесины, не имеющий обычной волокнистости и защепов.
41
Окраски и гнили разделяются на внутренние (ядровые),
наружные (заболонные) и смешанные (заболонно=ядровые).
Внутренние окраски и гнили появляются в растущем
дереве: окраски — внутренняя краснина, пятнистость
и ложное ядро; гнили — ситовая, трухлявая, белая, напенная и стволовая.
Сотовая внутренняя гниль встречается в хвойных
и ядровых лиственных породах. Гнилая древесина становится дряблой, бурого и красно=бурого цветов, в ней
появляются пустоты и мелкие, обычно вытянутые вдоль
волокон, белесые или желтоватые пятнышки.
Трухлявая внутренняя гниль заводится во всех породах и является конечной стадией гниения. Древесина
становится мягкой с многочисленными трещинами,
легко растирается в порошок, окрашена в бурый цвет
разных оттенков.
Белая внутренняя гниль поражает лиственные породы. Гнилая древесина приобретает светло=желтую окраску, становится мягкой, легко расщепляется на волокна и крошится.
Стволовая гниль возникает в результате облома сучьев или ранения ствола и проникает в его центральную
часть. Она может быть сотовой, трухлявой и белой.
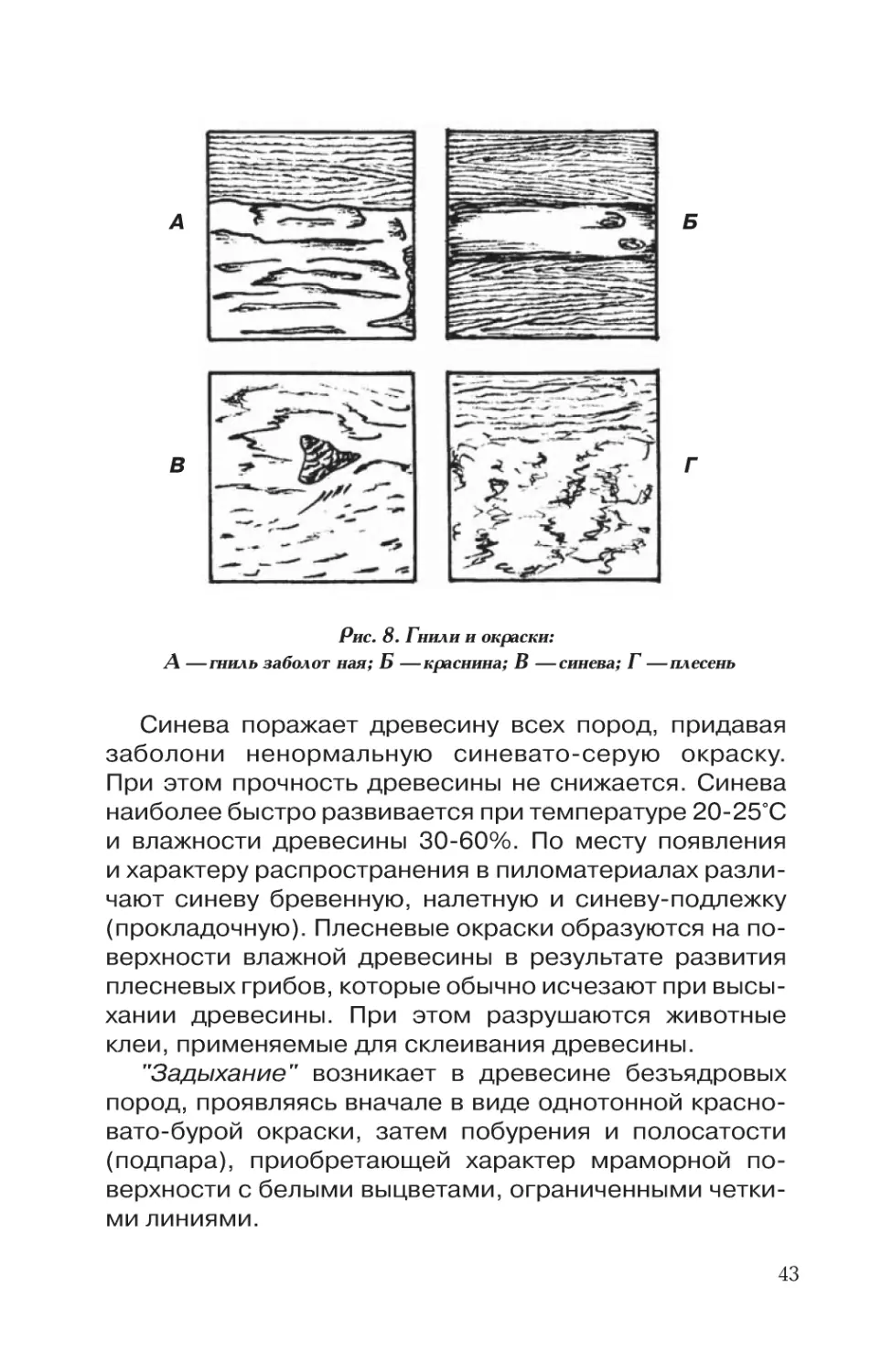
Наружные окраски и гнили (рис. 8) появляются на
срубленной древесине в период ее хранения либо при увлажнении древесины в процессе ее хранения или эксплуатации. К ним относятся: химические, заболонные грибные окраски, "задыхание", мрамор, заболонная краснина, заболонная гниль и наружная трухлявая гниль.
Химические окраски представляют собой поверхностные изменения цвета (без участия грибов) свежесрубленной или сплавной свежераспиленной древесины, которые уменьшаются после высыхания.
Заболонные грибные окраски появляются в заболонной, а иногда и в ядровой части свежесрубленной
древесины (при медленном ее высыхании) под воздействием деревоокрашивающих грибов — синевы, плесени и кофейной темнины.
42
А
Б
В
Г
Рис. 8. Гнили и окраски:
А — гниль заболот ная; Б — краснина; В — синева; Г — плесень
Синева поражает древесину всех пород, придавая
заболони ненормальную синевато=серую окраску.
При этом прочность древесины не снижается. Синева
наиболее быстро развивается при температуре 20=25°С
и влажности древесины 30=60%. По месту появления
и характеру распространения в пиломатериалах различают синеву бревенную, налетную и синеву=подлежку
(прокладочную). Плесневые окраски образуются на поверхности влажной древесины в результате развития
плесневых грибов, которые обычно исчезают при высыхании древесины. При этом разрушаются животные
клеи, применяемые для склеивания древесины.
"Задыхание" возникает в древесине безъядровых
пород, проявляясь вначале в виде однотонной красновато=бурой окраски, затем побурения и полосатости
(подпара), приобретающей характер мраморной поверхности с белыми выцветами, ограниченными четкими линиями.
43
Мрамор появляется в результате действия дереворазрушающих грибов и в дальнейшем переходит в мягкую (мраморную) гниль.
Заболонная краснина встречается в виде окраски
древесины хвойных пород в палевый или светло=бурый,
а дуба — в коричневый или темно=бурый цвет. Краснина значительно снижает прочность древесины.
Заболонная гниль образуется в виде наружного кольца
в срубленной древесине и вызывается теми же грибами,
что и заболонная краснина. Древесина легко разрушается,
расщепляется на волокна и поэтому подлежит удалению
вместе с прилегающими слоями здоровой древесины.
Наружная трухлявая гниль развивается при неблагоприятных условиях хранения или эксплуатации древесины любой породы, появляясь сначала снаружи и затем постепенно проникая во внутренние слои. При этом
изменяется цвет древесины от светло=бурого до коричневого. В древесине появляются продольные и поперечные трещины, она распадается на призматические
кусочки, легко крошится и растирается в порошок.
На ее поверхности наблюдаются скопления мицелия
или плодовых тел грибов. Древесина, пораженная этой
гнилью, не пригодна для столярных изделий, а поражения домовым грибом еще более опасны тем, что могут
заразить здоровую древесину.
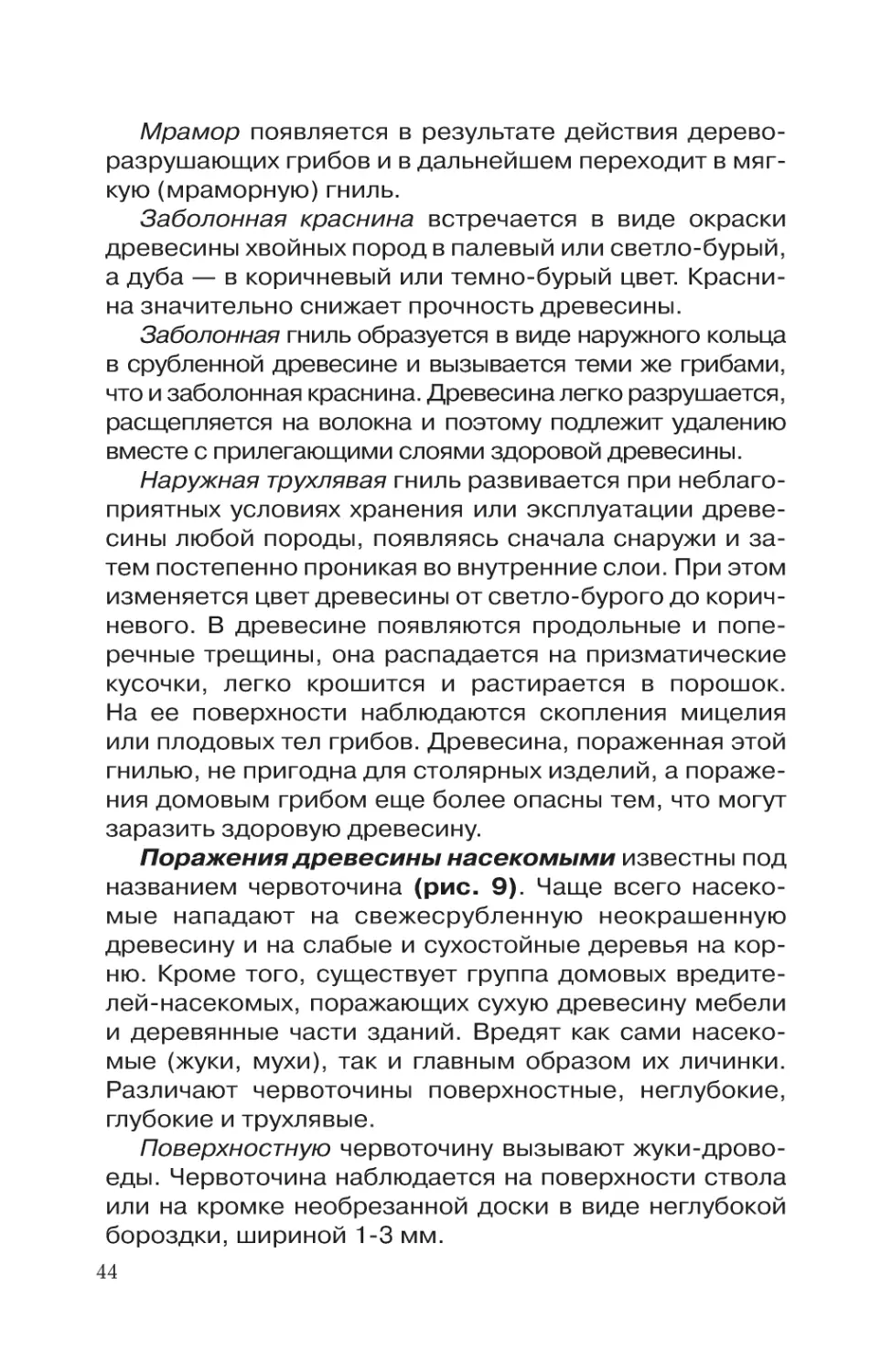
Поражения древесины насекомыми известны под
названием червоточина (рис. 9). Чаще всего насекомые нападают на свежесрубленную неокрашенную
древесину и на слабые и сухостойные деревья на корню. Кроме того, существует группа домовых вредителей=насекомых, поражающих сухую древесину мебели
и деревянные части зданий. Вредят как сами насекомые (жуки, мухи), так и главным образом их личинки.
Различают червоточины поверхностные, неглубокие,
глубокие и трухлявые.
Поверхностную червоточину вызывают жуки=дровоеды. Червоточина наблюдается на поверхности ствола
или на кромке необрезанной доски в виде неглубокой
бороздки, шириной 1=3 мм.
44
А
Б
Г
Е
Ж
В
Д
З
И
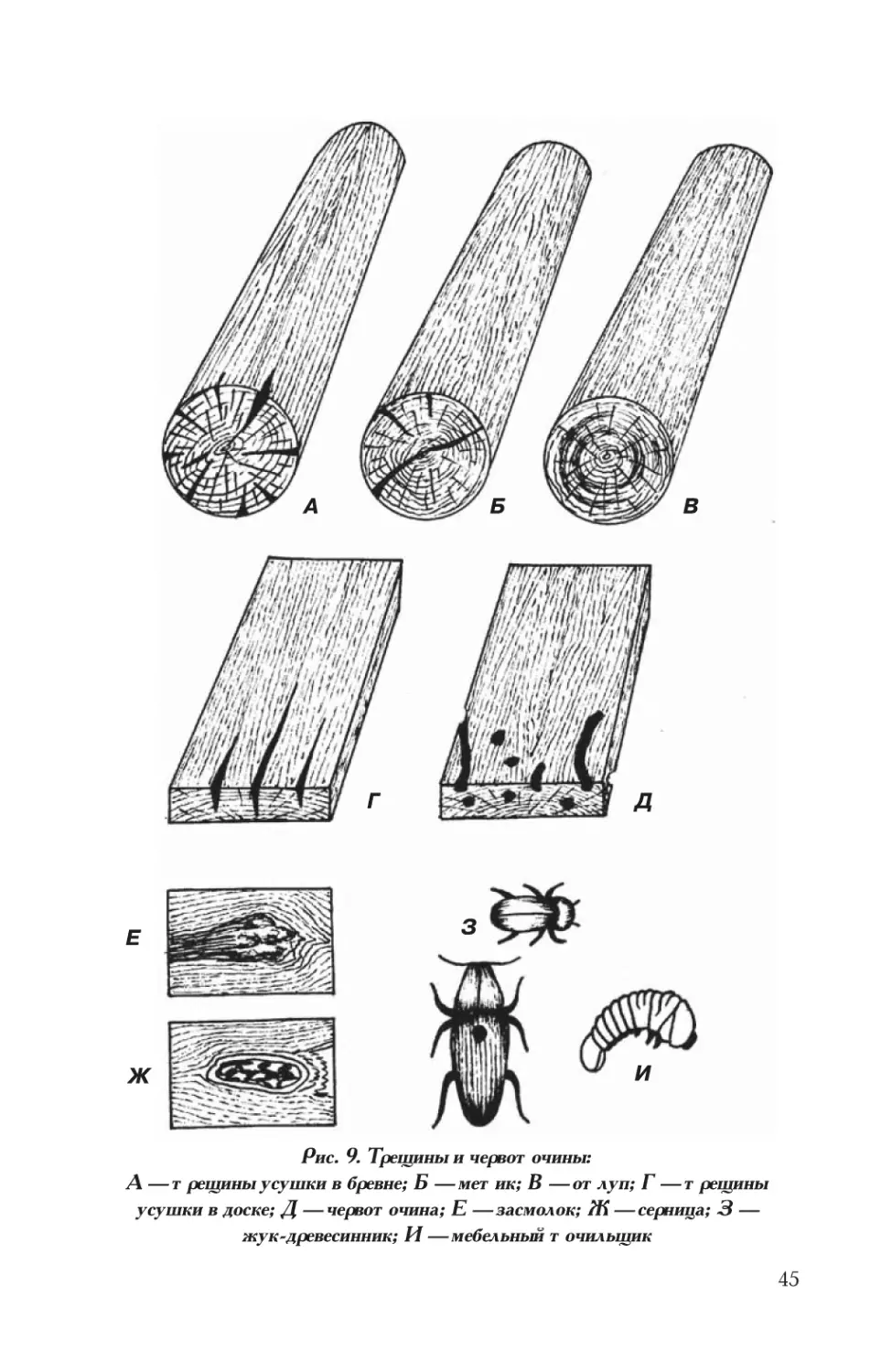
Рис. 9. Трещины и червот очины:
А — т рещины усушки в бревне; Б — мет ик; В — от луп; Г — т рещины
усушки в доске; Д — червот очина; Е — засмолок; Ж — серница; З —
жукFдревесинник; И — мебельный т очильщик
45
Глубокая червоточина причиняется жуками=древесинниками, или усачами, и их личинками, проделывающими в древесине ходы диаметром до 6 мм и более на
глубину свыше 5 см. Наиболее распространен и опасен
мебельный точильщик, который поражает сухую древесину строительных конструкций и мебели. Личинки этого жука оставляют в древесине многочисленные ходы
диаметром до 2 мм.
Трещины представляет собой разрыв древесины
вдоль волокон и сердцевины. Они образуются по направлению к сердцевине, более редко — по годовым
слоям. Различают несколько видов трещин.
Морозобоина — трещина наружная, радиально расположенная, продольная, образующаяся под действием сильных морозов. Морозные трещины появляются
в результате расширения внутренней влаги при ее замораживании.
Метик — внутренняя продольная трещина, направленная от сердцевины к коре, постепенно суживаясь.
Ветренница — узкая, небольшой длины продольная
трещина в комлевой части ствола.
Отлуп — внутренняя кольцевая трещина, идущая по
годичному кольцу.
Засмолы и серянка — мелкие трещины, заполненные смолой.
Трещины, образовавшиеся в древесине до его рубки, часто бывают поражены гнилью.
Пороки формы ствола образуются от неправильных условий роста дерева. К ним относятся кривизна
ствола, закомелость и сбежистость.
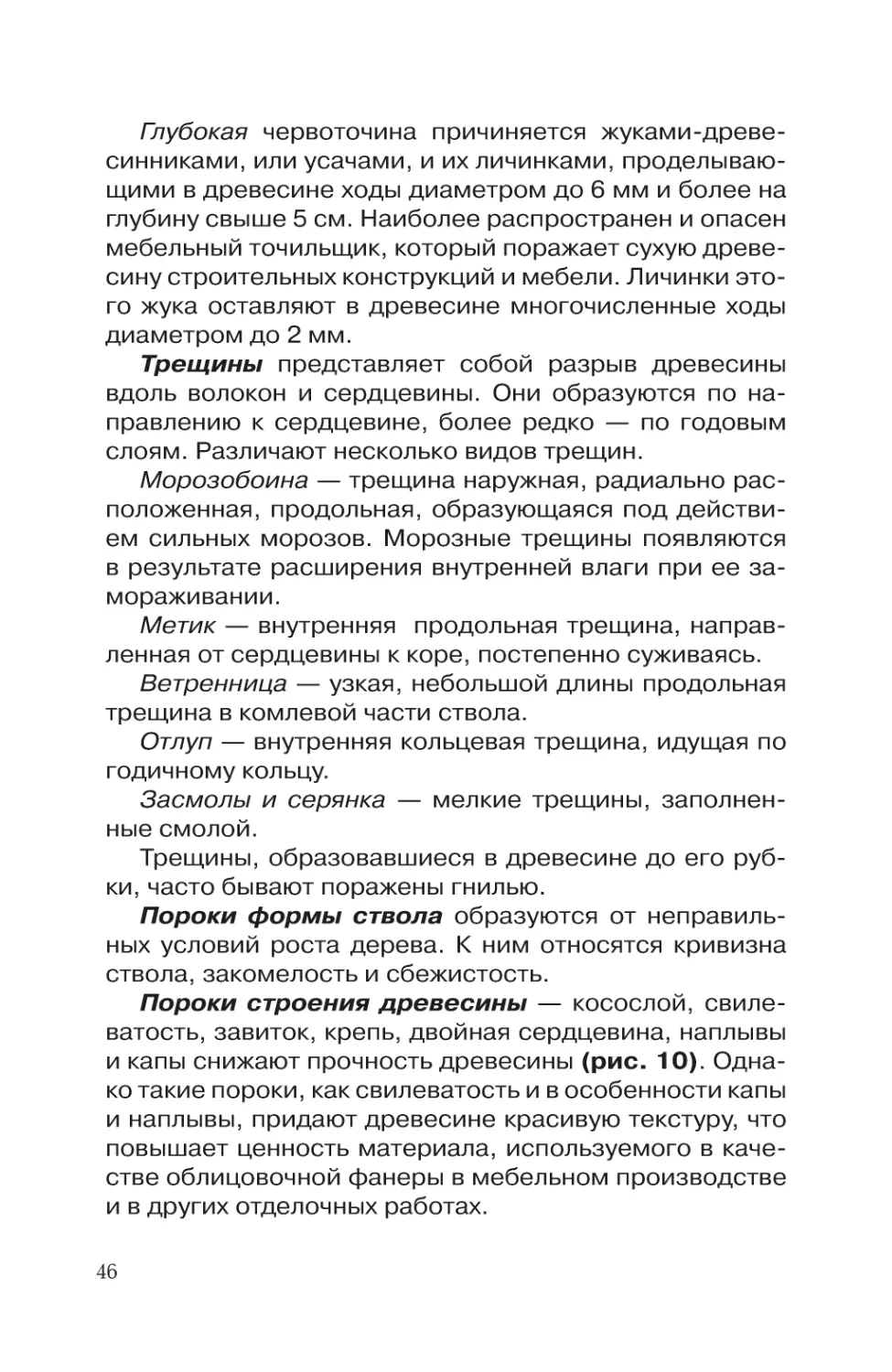
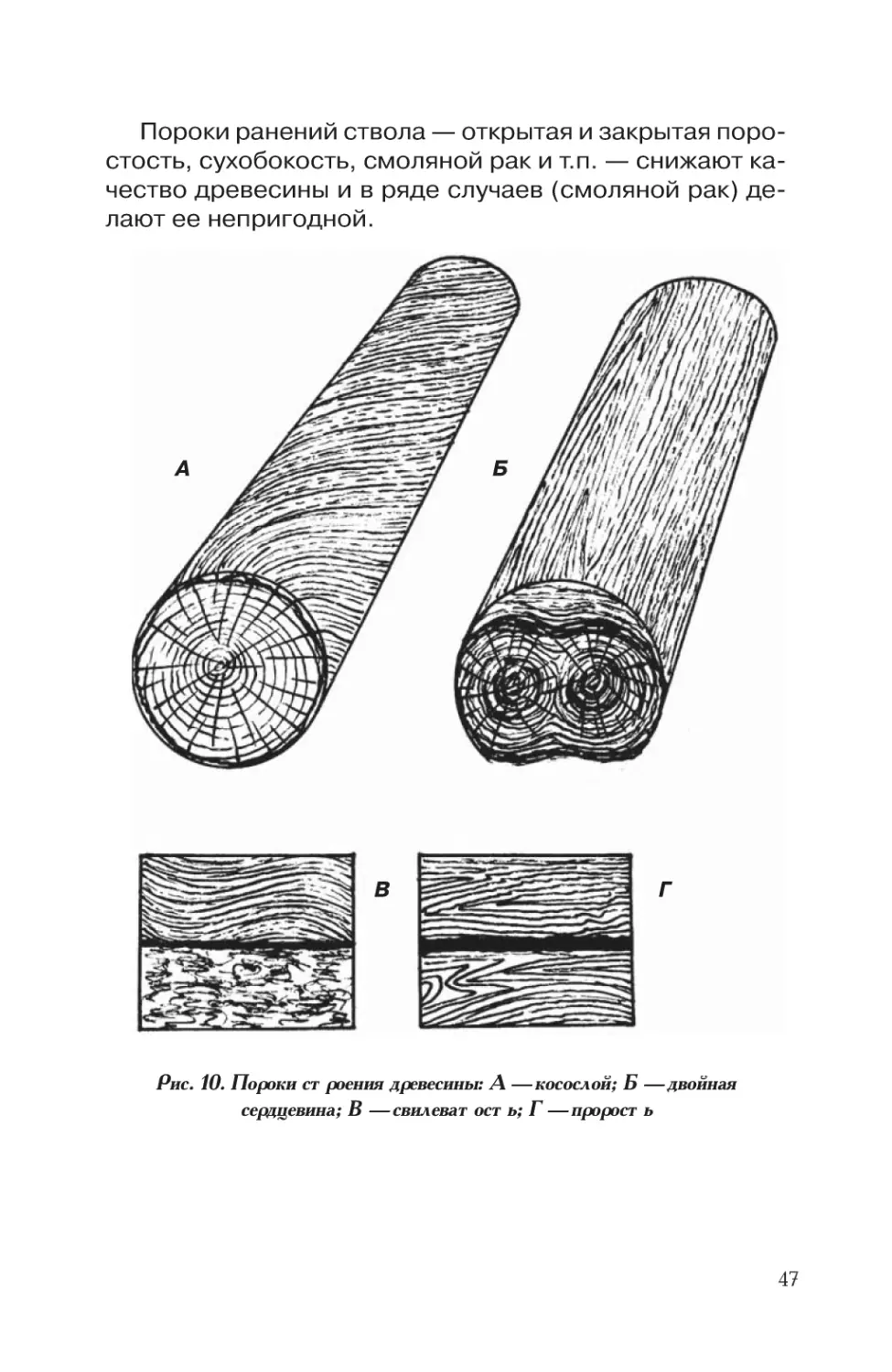
Пороки строения древесины — косослой, свилеватость, завиток, крепь, двойная сердцевина, наплывы
и капы снижают прочность древесины (рис. 10). Однако такие пороки, как свилеватость и в особенности капы
и наплывы, придают древесине красивую текстуру, что
повышает ценность материала, используемого в качестве облицовочной фанеры в мебельном производстве
и в других отделочных работах.
46
Пороки ранений ствола — открытая и закрытая поростость, сухобокость, смоляной рак и т.п. — снижают качество древесины и в ряде случаев (смоляной рак) делают ее непригодной.
А
Б
В
Г
Рис. 10. Пороки ст роения древесины: А — косослой; Б — двойная
сердцевина; В — свилеват ост ь; Г — пророст ь
47
РАЗДЕЛ II
ЛЕСОМАТЕРИАЛЫ
ПИЛОМАТЕРИАЛЫ
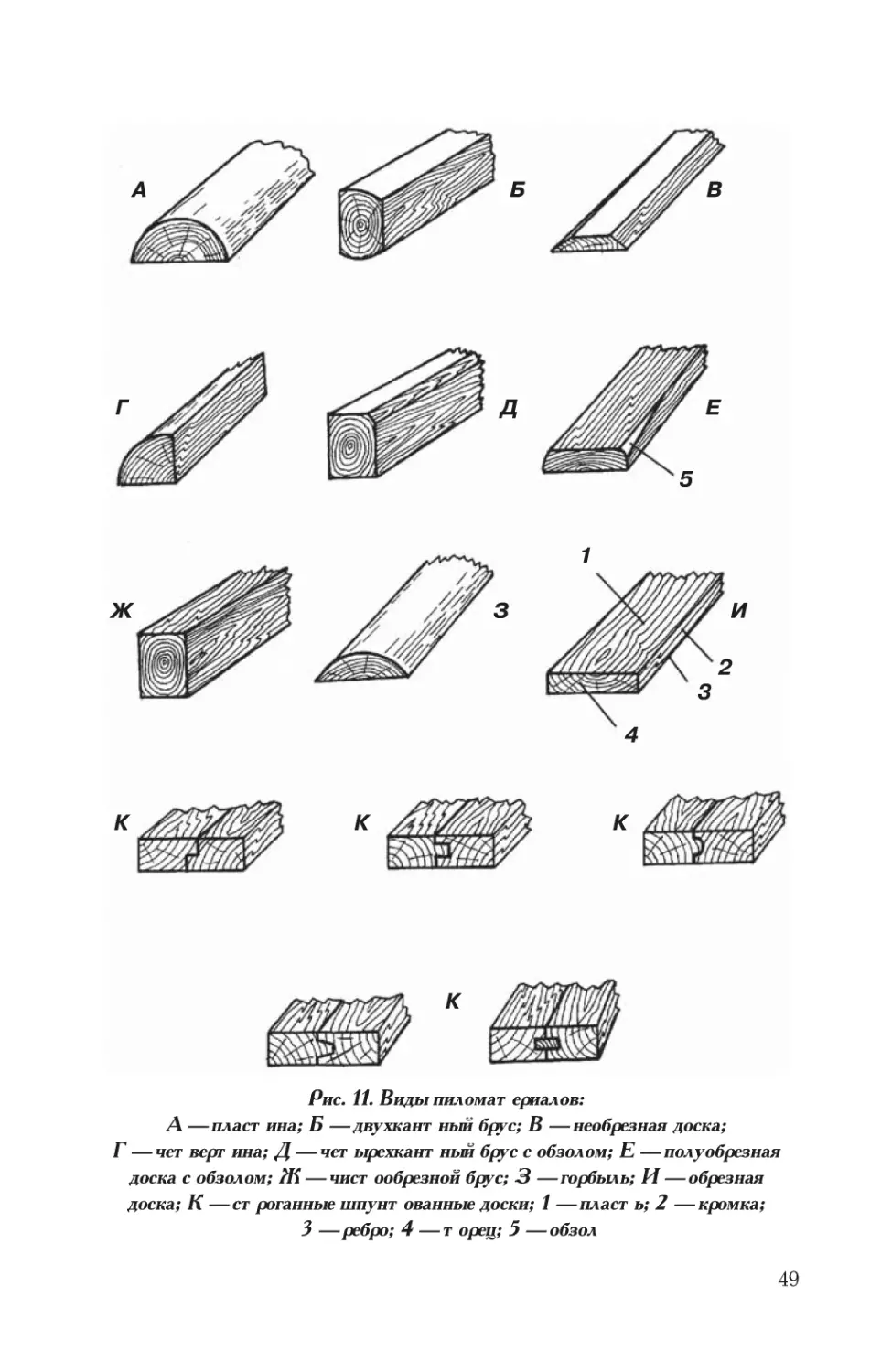
Пиломатериалы по форме поперечного сечения делятся на пластины, горбыли, доски, бруски и брусья.
Распиловочный сортамент, используемый в столярном
производстве, получают в результате распиловки ствола дерева (рис. 11). Сортамент пиломатериалов определяется наличием различных дефектов древесины.
Он зависит от точности ее распиловки, чистоты обработки и степени покоробленности. Для столярной заготовки используют обычно доски, выпиленные ближе
к центру ствола. Они в меньшей мере подвержены
усадке и высыханию. Для небольших изделий используют и дефектные в целом доски: со сбежистостью,
кривизной, трещинами, незначительным косослоем,
сучковатостью.
Пиломатериалы хвойных пород выпускают по
ГОСТ 8486=86Е, длиной от 1 до 6=5 м с разницей в 0,25
м. В столярных изделиях применяют чистообрезные
и необрезные доски и бруски. Доски и бруски обрезные могут быть как с чисто обрезанными кромками (чистообрезные), так и с обзолами (непропилами) — тупыми, когда кромка опилена частично, и острыми, когда
одна из кромок на части доски или бруска не опилена
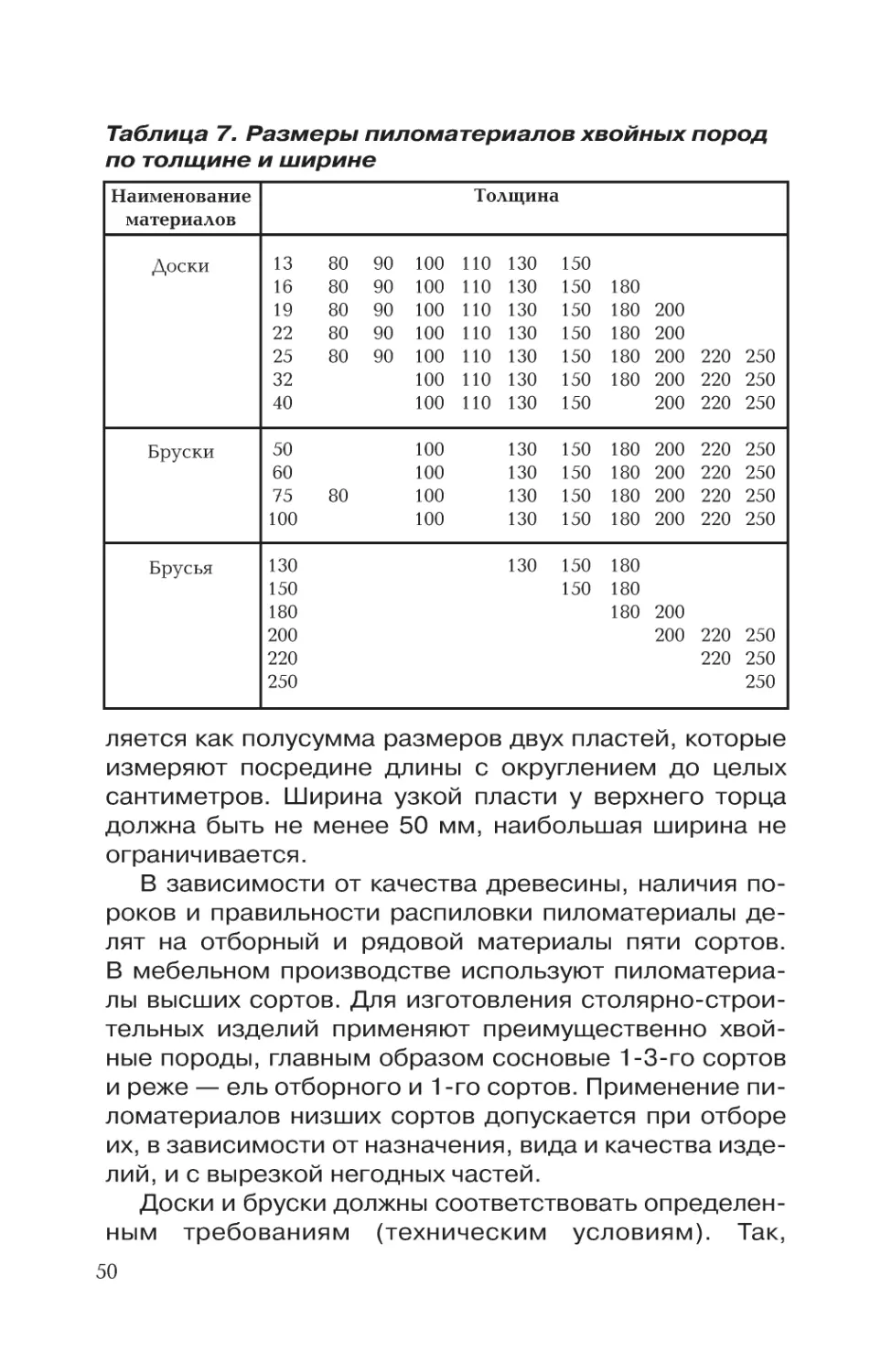
вовсе. Размеры основных пиломатериалов по толщине
и ширине приведены в таблице 7.
Необрезные доски и бруски имеют неопиленные
кромки. Ширина необрезных пиломатериалов опреде48
А
Б
Г
В
Д
Е
5
1
Ж
З
И
2
3
4
К
К
К
К
Рис. 11. Виды пиломат ериалов:
А — пласт ина; Б — двухкант ный брус; В — необрезная доска;
Г — чет верт ина; Д — чет ырехкант ный брус с обзолом; Е — полуобрезная
доска с обзолом; Ж — чист ообрезной брус; З — горбыль; И — обрезная
доска; К — ст роганные шпунт ованные доски; 1 — пласт ь; 2 — кромка;
3 — ребро; 4 — т орец; 5 — обзол
49
Таблица 7. Размеры пиломатериалов хвойных пород
по толщине и ширине
Толщина
Наименование
материалов
Доски
Бруски
Брусья
13
16
19
22
25
32
40
50
60
75
100
130
150
180
200
220
250
80
80
80
80
80
80
90
90
90
90
90
100
100
100
100
100
100
100
100
100
100
100
110
110
110
110
110
110
110
130
130
130
130
130
130
130
150
150
150
150
150
150
150
180
180
180
180
180
130
130
130
130
150
150
150
150
180
180
180
180
130
150 180
150 180
180 200
200 220 250
220 250
250
200
200
200 220 250
200 220 250
200 220 250
200
200
200
200
220
220
220
220
250
250
250
250
ляется как полусумма размеров двух пластей, которые
измеряют посредине длины с округлением до целых
сантиметров. Ширина узкой пласти у верхнего торца
должна быть не менее 50 мм, наибольшая ширина не
ограничивается.
В зависимости от качества древесины, наличия пороков и правильности распиловки пиломатериалы делят на отборный и рядовой материалы пяти сортов.
В мебельном производстве используют пиломатериалы высших сортов. Для изготовления столярно=строительных изделий применяют преимущественно хвойные породы, главным образом сосновые 1=3=го сортов
и реже — ель отборного и 1=го сортов. Применение пиломатериалов низших сортов допускается при отборе
их, в зависимости от назначения, вида и качества изделий, и с вырезкой негодных частей.
Доски и бруски должны соответствовать определенным требованиям (техническим условиям). Так,
50
для хвойных пород допускаются следующие отклонения от размеров, установленных стандартом: по длине
+50 и –25 мм; по толщине и ширине (для обрезных) для
тонких пиломатериалов (до 32 мм) ±1 мм и для толстых
(от 40 до 100 мм) ±2 мм и ±3мм при толщине более 100
мм. При абсолютной влажности древесины выше 15%
пиломатериалы должны иметь припуски на усушку.
Для пиломатериалов всех сортов устанавливают ограничения по (размерам и количеству) в отношении
следующих пороков древесины: сучков сросшихся
твердых, несросшихся твердых, рыхлых и табачных,
гнили внутренней и заболонной, внутренней и заболонной краснины, заболонной грибной окраски, трещин,
сердцевинных трубок и двойной сердцевины, косослоя, прорости, смоляных карманов, червоточины
и смоляного рака.
Пиломатериалы твердых лиственных пород изготовляют из дуба, березы, бука, ясеня, клена, ильма,
граба. Длина их составляет от 1 до 6,5 м с градацией
0,25 м; ширина обрезных — от 8, а необрезных от 5 см
с градацией 1 см. Допустимые отклонения в размерах
по длине +5 см и –2,5 см; по ширине и толщине допуски те же, что и для хвойных пород.
Пиломатериалы мягких лиственных пород
получают из ольхи, осины, липы и тополя и имеют ограниченное применение. Допуски по ширине досок ±3
мм, брусков ±1 мм. Отклонения по толщине могут быть
только в сторону увеличения. При влажности свыше
15% пиломатериалы должны иметь допуски на усушку.
По качеству древесины и обработке пиломатериалы
мягких лиственных пород разделяют на три сорта (отборный, 1=й и 2=й сорта).
Заготовки из древесины лиственных пород представляют собой пиломатериалы, нарезанные применительно к размерам деталей с соответствующими припусками на обработку. Их делят на пиленые и калиброванные строганые. Длина заготовок от 0,3 до 1 м (с градацией 50 мм) и свыше 1 м (с градацией 100 мм). Толщина от 7 мм и ширина от 40 мм.
51
Маркировку пиломатериалов выполняют поштучно,
длиной от 2 и более метров, а заготовки могут быть всякой длины. При наличии упаковки марку ставят на стороне пачки или на бирке. На пиломатериалах указывают
только сорт, а на заготовках — сорт и назначение. Марки наносят нестираемым мелком, штемпелем или отбойным молотком.
Сорта пиломатериалов обозначают римскими цифрами, а сорта заготовок — арабскими; отборный — буквой "О". Пиломатериалы и заготовки толщиной не менее 50 мм обозначают только точками на торцах, толщиной 25=50 мм — точками или полосами, а толщиной
менее 25 мм — только полосами.
Строганые материалы и полуфабрикаты
Доски строганые подразделяют на плоско строганые
(с плоскими гранями); шпунтованные, имеющие на одной кромке паз (шпунт), а на другой — гребень; фальцованные и с фигурной поверхностью, имеющие (вагонка,
рустик) дорожки помимо шпунта и гребня.
Для строганых материалов приняты те же стандартные размеры, что и для нестроганых. При строгании
снимается слой древесины с каждой пласти в 2 мм,
а с каждой кромки — 3 мм. Строганые доски делят на 3
сорта: отборный, 1=й и 2=й сорта.
Бруски строганые могут быть плоскими и с фигурными кромками (плинтуса, галтели, карнизы, наличники,
поручни, оконные и дверные бруски). Строганые погонажные детали изготавливают длиной 3 м и более с интервалом в 250 мм. В зависимости от качества древесины и чистоты обработки их подразделяют (кроме поручней) на 3 сорта. Отклонения от номинальных размеров
не должны превышать (в мм) по ширине и толщине деталей +1 мм, по остальным размерам сечения (паз, гребень и т.п.) деталей ±1мм. Погонажные детали изготавливают преимущественно из сосны, лиственницы, кедра, ели и пихты. Допускается использование бука, березы, ольхи, осины и тополя, а в особых случаях — дуба.
52
Влажность древесины внутренних деталей не должна
превышать 12%, а наружных наличников — 15%.
Чистота обработки должна удовлетворять следующим требованиям: лицевые поверхности, а также стороны, сопрягаемые между собой, должны быть чисто
простроганы. Непараллельность пластей и кромок деталей возможна в пределах норм отклонений по длине
и ширине, кривизна по кромке пласти, продольная покоробленность и крыловатость деталей допускается не
более 0,1% длины детали, а для деталей 3=го сорта —
не более 0,25%.
Пиломатериалы лиственных пород (дуб, ясень, клен,
береза и т.п.) применяют при изготовлении столярных
строительных изделий, используемых для высококачественной отделки эксклюзивных зданий. Кроме того,
из лиственных пород можно изготавливать мебель и отделочные элементы интерьера, а также использовать
их в качестве планок (клепок) для паркетных полов.
Продукты переработки древесины
К продуктам переработки древесины относят строганый и лущеный шпон, фанеру, древесноволокнистые
и древесностружечные плиты, а также их современные
аналоги (МДФ и т.п.).
Строганый и лущеный шпон служат материалом
для облицовочных и мозаичных работ. В магазины шпон
поступает с деревообрабатывающих комбинатов или
из мебельных фабрик в пачках различной длины и ширины. Получают его при строгании или лущении древесины: лущеный — из березы, ольхи, сосны, бука, липы
и других пород со слабовыраженной текстурой; строганый — грецкого ореха, ясеня, бука и т.п. Лущеный шпон
получают в виде листов при срезании (лущении) древесины с наружной поверхности вращаемого кряжа.
Строганый шпон используют, как правило, для облицовывания мебели, а лущеный — столярных и древесностружечных плит. Для облицовывания в домашних условиях рекомендуется шпон толщиной 0,6=1,5 мм.
53
Кроме того, для облицовывания изделий в столярном деле используют еще пиленый шпон толщиной от 1
до 12 мм. В домашних условиях такой шпон получают,
распиливая древесину обыкновенной одноручной пилой с соответствующим разводом зубьев. Обычно такой шпон используют для облицовывания небольших
изделий, так как получение пиленого шпона — процесс
трудоемкий. Абсолютная влажность шпона должна
быть не более 10%.
Фанера — это слоистая клееная древесина, состоящая из трех, пяти и более слоев строганого или лущеного шпона, расположенных перпендикулярно друг
другу (перекрестная ориентация). Чаще всего число
слоев фанеры бывает нечетным.
Облицовывают фанеру с одной или двух сторон шпоном из дуба, ореха, груши и других пород древесины
с красивой текстурой. Облицованная фанера называется декоративной и часто шлифуется с одной или с двух
сторон. При этом для внутренних слоев применяют
древесину более низких сортов.
Бакелизированную фанеру изготовляют из березового лущеного шпона, склеенного синтетическими
смолами. Эта фанера отличается повышенной водо=
и атмосферостойкостью и прочностью.
По способу получения фанеру подразделяют на пиленую, строганую и лущеную.
Пиленая фанера вырабатывается из древесины ценных пород с красивой текстурой и служит для облицовки и отделки высокачественной мебели. Получают ее
преимущественно путем радиальной распиловки кряжей на листы толщиной от 0,8 до 2 мм.
Строганая фанера делится на радиальную, полурадиальную, тангенциальную и тангенциально=торцовую.
По качеству древесины и обработки строганая фанера
делится на три сорта.
Радиальная фанера изготавливается из ствола, разрезанного вдоль его оси. При этом годовые слои располагаются в виде прямых параллельных линий, а сердцевинные лучи проходят поперек волокон наподобие
54
лент или полосок, придавая текстуре особую красоту.
Полурадиальная фанера получается путем продольной распиловки ствола посредине между сердцевиной
и наружной его частью, отчего годовые слои древесины
дают рисунок сходящихся линий. Сердцевинные лучи
в виде блестящих коротких полос и пятен располагаются не менее чем на половине поверхности листа.
Тангенциальная фанера срезается вдоль ствола
ближе к его наружной части, отчего годовые слои получают вид сходящихся линий, а сердцевинные лучи —
линий и штрихов или полос на меньшей части листа.
Текстура такой фанеры менее красива, чем у радиальной.
Тангенциально"торцовая фанера изготовляется из
наплывов (капов), комлей и других частей дерева, имеющих обычно свилеватое и путаное строение древесины, отчего годовые слои дают причудливый рисунок.
Переплетаясь с различными образованиями иной окраски и разнообразной формы, они придают текстуре
своеобразную красоту.
Длина листов фанеры радиальной, полурадиальной
и тангенциальной от 1 м и более, а тангенциально=торцовой — от 0,3 м и более с градацией через 0,1 м. Ширина (наименьшая) листов фанеры радиальной , полурадиальной и тангенциальной 1=го сорта — 130 мм,
2=го сорта — 100 мм и 3=го сорта — 80 мм; тангенциально=торцовой — соответственно по сортам 200, 150
и 100 мм, с градацией через 10 мм. Отклонения по толщине листа фанеры приведены в таблице 8.
Фанера упаковывается в пачки по 10=20 листов
и учитывается в квадратных метрах. При маркировке
пакета на верхнем листе указывается завод=изготовиТаблица 8. Отклонения по толщине листа фанеры
(в мм)
Толщина листа
0,6
0,7
0,8
1,0
1,2 и 1,5
Допускаемые
отклонения
±0,02
±0,04
±0,05
±0,08
±0,10
55
тель, порода древесины, сорт, число листов в штуках
и площадь, а также вид фанеры: Р — радиальная, ПР —
полурадиальная, Т — тангенциальная; и ТТ —тангенциально=торцовая. Ширину измеряют с точностью до 1 см
посредине длины среднего листа, а длину — по первому листу пачки, с точностью до 0,1 м. Тангенциально=торцовую фанеру измеряют по осям листа.
Волнистая фанера получается при строгании кряжа
или лущении чурака ножом, лезвие которого заточено
по волнистому профилю. При строгании таким ножом
волокна древесины перерезаются по волнистой линии,
придавая текстуре красивый вид.
Для производства лущеного волнистого шпона используют березу, ольху, бук, липу, сосну и другие древесные породы. Лущеный шпон из малоценных лиственных пород древесины применяют для облицовки
мебели и других изделий взамен дорогостоящей строганой фанеры из древесины ценных пород. В зависимости от качества древесины и способа обработки волнистая фанера делится на 2 сорта, которые определяются Техническими условиями.
Клееная фанера обладает значительным сопротивлением действию механических сил, а ее усушка и разбухание почти одинаковы во всех направлениях и значительно меньше, чем в массивной древесине. Недостатком клееной фанеры является расслаивание ее листов и коробление наружных слоев под влиянием влаги.
В зависимости от водостойкости фанера производится следующих марок: ФСФ — фанера повышенной
водостойкости, соединенная клеями типа фенолформальдегидных; ФК — и ФБА — фанера средней водостойкости, склеенная карбамидными клеями; ФБ — фанера ограниченной водостойкости, соединенная белковыми клеями.
В зависимости от вида обработки поверхности фанера может быть шлифованной (или циклеванной) с одной или с двух сторон и нешлифованной.
Фанерные плиты состоят из слоев лущеного шпона,
склеенных фенолформальдегидными, мочевинофор56
мальдегидными и мочевиномеламиновыми смолами.
Плиты выпускают трех типов:
— ПФ=А, со взаимноперпендикулярным направлением волокон древесины в смежных слоях, необлицованные или облицованные с одной или двух сторон строганым шпоном;
— ПФ=Б, в котором пять слоев с параллельным направлением волокон чередуются с одним слоем перпендикулярно направленных волокон;
— ПФ=В, все слои которого, за исключением среднего, имеют параллельное направление волокон.
Столярные плиты
Столярные плиты представляют собой деревянные
щиты, собранные на клею и оклеенные с обеих сторон
шпоном. Серединку плит делают из реек древесины
хвойных пород (блочно=реечные щиты) или блоков,
склеенных из полосок шпона (блочно=шпоновые). Обклейку (рубашку) плит делают из шпона лиственных пород древесины. Такие плиты весьма прочны, удобны
в обработке, хорошо сохраняют форму и размеры. Применяют их в основном для изготовления филенок дверей и мебели.
Столярные плиты делят на облицованные строганной фанерой с одной или обеих сторон и необлицованные, на шлифованные и нешлифованные, на обычные
и повышенной точности. Размеры наиболее распространенных столярных плит приведены в таблице 9.
Таблица 9. Размеры столярных плит (в мм)
Длина плиты
Ширина плиты
Толщина плиты
Толщина шпона
1830
2010
2500
3050
3505
3965
4420
4500
4880
1065
1200
1370
1525
1680
1830
1830
1830
1830
10
13
16
19
22
25
32
40
45
1,3
1,3
1,8 — 2,0
1,8 — 2,0
2,5 — 3,0
2,5 — 3,0
2,5 — 3,0
3,5 — 4,0
3,5 — 4,0
57
Плиты столярные должны быть прочно склеены, а их
предел прочности при скалывании по клеевому слою
в сухом состоянии должен быть не менее 10 кг/см2.
Пределы прочности плит различной конструкции и толщины при статическом изгибе поперек волокон приведены в таблице 10.
Таблица 10. Пределы прочности столярных плит при
статическом изгибе поперек волокон (в кг/см2)
Толщина
плит (в мм)
Конструкция плит
БлочноGшпоновая
Клеи
смола
белковые
16 и 19
22, 25 и 30
35, 40,45
и 50
150
100
70
Реечная из склеенных и несклеенных реек
БлочноGреечная
белковые
смола
СG1
СG35
250
250
250
150
150
150
150
120
120
120
120
СG1
СG35
250
250
150
120
Древесностружечные плиты (ДСП) изготовляют из
отходов хвойных и лиственных пород или из иных растительных волокон с добавлением специальных составов. Они предназначены в качестве отделочного или
изоляционного материала в конструкциях и изделиях,
защищенных от увлажнения. ДСП широко применяют
в современном строительстве, так как по некоторым
своим физико=механическим свойствам они превосходят натуральную древесину. Они меньше подвержены
короблению, биостойки и менее горючи. ДСП изготовляют путем прессования мелкой древесной стружки
(чаще всего малоценной древесины), смешанной со
связующим веществом. В качестве связующего вещества применяют синтетические смолы. В зависимости
от применяемой древесины и связующего вещества
58
ДСП имеют различную плотность и гидрофобность, которые оказывают значительное влияние на их эксплуатационные характеристики. Облицовка плит защитными покрытиями и ламинированием позволяет придать
им вид отделочного материала с высокими эстетическими качествами. Облицованные плиты бывают пяти
марок: ПСШ=1 — с облицовкой одним слоем лущеного
или строганого шпона, ПСШ=2— с облицовкой двумя
слоями лущеного шпона или одним слоем строганого
шпона с подслоем лущеного, ПСБ — облицованные бумагой, ПСПБ — облицованные пленкой, пропитанной
синтетическими смолами, ПСП — с облицовкой слоистым пластиком.
В зависимости от назначения плиты подразделяют
на пять видов: сверхтвердые, твердые, полутвердые,
изоляционно=отделочные и изоляционные. Твердые
и сверхтвердые плиты применяют в основном для изготовления дверных полотен и мебели. Влажность плит
не должна превышать 10%.
К недостаткам ДСП относят большой вес и меньшую
по сравнению с древесиной прочность. Основные физико=механические свойства древесноволокнистых
плит приведены в таблице 11.
Древесноволокнистые плиты (ДВП)— это материал,
получаемый путем горячего прессования равномерно
размолотой древесной массы, пропитанной синтетическими смолами. Основными составляющими такой
массы является древесная щепа и дробленка, которые
получают в результате промышленной обработки древесины. После гидротермической и химической обработки щепа специальными машинами расслаивается
на отдельные волокна, которые в смеси с водой составляют древесную массу для плит. Для улучшения механических свойств плит в эту массу часто включают добавки. Так, добавление парафина и канифоли повышает влагостойкость плит, что дает возможность использовать их в помещениях с повышенной влажностью.
Цвет ДВП зависит от рода применяемого сырья
и может колебаться от серо=белого до темно=коричне59
Таблица 11. Основные физико:механические свойства древесноволокнистых плит
Виды плит
Предел
Объемпрочности ный вес
при изгикг/м3
бе, кг/см2
Размеры, мм
Длина
Ширина
Толщина
Сверхтвердые
500
950
3600
3000
2700
1500
3и4
Твердые
400
850
2500
2400
2200
1800
1200
3, 4, 5, 6
Полутвердые
150
400
1600
1200
120
4, 5, 6, 8
ИзоляционноBотделочные
20
250B350
3000
2700
2500
1800
Изоляционные
12
До 250
1600
1200
1660 — 1200 8, 12, 5, и 20
1200
12,5, 16 и 25
вого. Плиты специального назначения окрашивают введением соответствующих красителей. Чтобы улучшить
эстетические качества столярного изделия, лицевую
сторону ДВП часто покрывают декоративными пленками или пластиком. Такие плиты называют оргалитом.
Древесноволокнистые плиты маркируют по степени
твердости: Т=твердые; Т=С — твердые плиты с лицевым
слоем из тонкодисперсной древесной массы; Т=П —
твердые плиты с подкрашенным лицевым слоем; СТ —
твердые плиты повышенной прочности (сверхтвердые);
СТ=С — твердые плиты повышенной прочности с лицевым слоем из тонкодисперсной древесной массы. Мягкие плиты (М=1, М=2 и М=3) используют в качестве изоляционного материала и для отделочных работ практически не применяют.
60
В зависимости от уровня физико=механических показателей плиты ДВП подразделяют на группы качества А и Б. Индекс А обозначает, что облицовочный слой
плит имеет декоративный печатный рисунок. Плиты
с индексом Б одноцветные с глянцевой или матовой поверхностью.
Для отделочных работ иногда применяют МДФ (древесноволокнистые плиты средней плотности), производство которых основано на новейших технологиях,
схожих с методами изготовления ДВП. МДФ получают
прессованием древесных волокон, пропитанных влагостойкими клеящими составами. Такие плиты отличаются высокой стойкостью во влажной среде (гидрофобностью) и высокой экологичностью.
Благодаря повышенной прочности МДФ применяют
для изготовления дверных полотен и коробок. Технологичность этих плит позволяет получать детали конструкций с достаточно большой точностью и с минимальными допусками. Кроме того, МДФ хорошо поддается
формованию. Однородная, гладкая поверхность плит
МДФ позволяет применять все методы лакокрасочных
покрытий и тонкого ламинирования.
Хранение древесины и древесных материалов
Правильное хранение древесины и древесных материалов позволяет сберечь их от насыщения влагой, защитить от коробления, растрескивания, воздействия
грибков и насекомых.
Самый лучший метод хранения пиломатериалов —
штабельный (рис. 12). В таком состоянии древесина хорошо сохраняется, проходит естественную сушку и не
коробится. Для этого под штабелем оставляют просвет
для циркуляции воздуха, а пиломатериалы укладывают
рядами по вертикали и горизонтали. Между вертикальными рядами оставляют просветы для циркуляции воздуха, а между горизонтальными рядами устанавливают
прокладки толщиной до 30 мм. Сверху штабель оборудуют навесом для защиты от атмосферной влаги.
61
Рис. 12. Сушка пиломат ериалов в шт абеле
Несоблюдение правил хранения (нарушение однородности подбора пиломатериалов по толщине и ширине, отсутствие подштабельных оснований, просветов
между рядами и т.п.) отрицательно сказывается на качестве хранения и может привести к порче материалов.
Перед укладкой в штабели торцы деревянных заготовок
предохраняют от увлажнения и последующего растрескивания. Для этого их уплотняют ударами стального молотка или заклеивают плотной влагостойкой бумагой.
Нужно учитывать, что древесный материал чувствителен в равной мере и к сырости, и к повышенной температуре. Поэтому для хранения следует выбрать место, где перепады температуры в течение суток и в различные сезоны будут минимальными. Лучше всего для
этого подходят кладовые, где соблюдается устойчивая
температура и влажность.
62
Особо остро реагируют на изменения влажности листовые древесные материалы (ДСП, фанера, шпон
и т.п.). Их структура гигроскопична и при повышенной
влажности подвержена необратимым процессам. Поэтому к их хранению предъявляют повышенные требования. Нужно помнить, что листы шпона следует предохранять и от пыли, которая, попадая в поры, загрязняет
древесину, особенно светлых пород. При неправильном хранении шпон коробится, на нем появляются пятна, полосы и т.п. Поэтому шпон рекомендуют складывать так, чтобы сохранить эластичность и не допустить
высыхания и растрескивания. Хранят шпон в пачках
(примерно по 20 листов) согласно его размерам и породам древесины. Складывать его следует в темном
месте, вдали от батарей центрального отопления, электрокаминов и других обогревательных приборов.
Под влиянием солнечных лучей цвет шпона становится
невыразительным и блеклым.
Сушка древесины
Свежесрубленная древесина имеет влажность
50=70%, а пиломатериалы после распиловки хлыстов
на лесозаводе — 60=70%. Такая древесина до ее употребления должна быть высушена. Для этого применяют либо естественную сушку (в штабелях под навесом),
либо искусственную — в специальных сушильных камерах.
Естественная сушка выполняется в штабелях, расположенных на открытом воздухе. Древесина, уложенная в штабель, сушится в естественных условиях не менее двух лет. Это необходимо потому, что свежесрубленная древесина (например, дуб) содержит в себе до
70% влаги, и только после 18 месяцев естественной
сушки влажность уменьшается до 25=30%. Нужно учитывать, что древесина в различных направлениях усыхает неодинаково. Вдоль волокон усыхание вызывает
уменьшение в размерах древесины до 0,1%, в радиальном направлении — 3=5%, в тангенциальном — 6=10%.
63
Сильно подвержены усыханию дуб, бук, граб, клен (до
11%). Умеренно усыхают сосна, осина, тополь (до
3=5%) и слабо усыхают (до 2%) ель и лиственница.
Продолжительность воздушной сушки пиломатериалов в штабелях зависит от породы древесины, толщины
материала, времени года, начальной и конечной влажности и климатических условий (зоны). Снижение влажности до 22% требует выдерживания их в штабелях
в течение минимальных сроков, предусмотренных
Таблица 12. Сроки выдерживания пиломатериалов
в штабелях на открытом воздухе
Время ук- Условная Сроки выдержки (в днях) при толщине пилоладки пи- климатичематериалов (в мм)
ломатери- ская зона
алов для
сушки
До 12
15 — 25
35 — 50
55 — 75
Апрель,
май
1
2
3
4
35 — 40
25 — 30
20 — 25
10 — 15
40 — 45
35 — 40
30 — 35
15 — 18
50 — 60
45 — 55
40 — 45
20 — 25
65 — 75
60 — 70
50 — 60
25 — 40
Июнь,
июль
1
2
3
4
10 — 15
10 — 12
8 — 10
7—8
15 — 20
12 — 15
10 — 12
9 — 10
25 — 40
20 — 40
18 — 25
15 — 18
55 — 65
40 — 60
30 — 40
20 — 30
Август
1
2
3
4
25 — 35
20 — 30
18 — 25
10 — 15
35 — 40
30 — 40
25 — 35
12 — 20
50 — 60
45 — 50
40 — 45
25 — 30
65 — 70
55 — 65
50 — 55
35 — 40
в таблице 12.
Примечание: Распределение территории РФ по климатическим зонам:
1%я зона. Области: Архангельская, Мурманская, северная половина Вологодской, Пермская, северная половина Западной и Восточной Сибири, Удмуртия.
2%я зона. Карелия. Области: Ленинградская, Новгородская и Псковская.
3%я зона. Области: Смоленская, Калининградская,
Московская, Орловская, Тульская, Рязанская, Ярослав64
ская, Горьковская, Челябинская, Брянская, Владимирская, Калужская, Костромская, южная часть Вологодской, Пермской и Свердловской. Чувашия, Мордовия,
Башкирия.
4%я зона. Области: Курская, Астраханская, Куйбышевская, Саратовская, Волгоградская, Оренбургская,
Воронежская, Тамбовская, Пензенская, Ростовская,
Северный Кавказ.
Перед началом изготовления столярных изделий
пиломатериалы нужно досушить. Для этого их складируют в помещении и выдерживают до достижения баланса влажности. Только после этого можно приступать
к обработке заготовок. При сушке древесины нужно
учитывать, что обрезные доски сохнут быстрее необрезных, а короткие — быстрее длинных. Досушивание
коротких досок можно выполнять в вертикальном положении. Так они быстрее сохнут. Поэтому длинные заготовки лучше распилить в соответствии с размерами
элементов столярных изделий, для которых древесина
предназначена, с запасом 5=10 мм.
Длинные заготовки лучше досушивать в горизонтальном положении (так они меньше коробятся). В летнее время продолжительность досушивания пиломатериалов хвойных пород древесины толщиной до 30 мм
около трех месяцев. Пиломатериалы большей толщины
нужно досушивать дольше.
Искусственная сушка производится посредством воз ду ха, па ра, га за или эле к т ри че с ко го то ка
в специально устанавливаемых для этого камерах.
Помимо значительного сокращения сроков сушки при
этом способе можно получить необходимую степень
влаж но с ти дре ве си ны, ко то рую при ес те ст вен ной
сушке либо вообще невозможно получить, либо достигнуть при очень длительных сроках. Так, искусственная сушка хвойных пиломатериалов толщиной 50
мм до влажности 12% продолжается 6=7 суток. Продолжительность сушки можно сократить до нескольких часов, если погрузить древесину в ванну с нагретой до высокой (120=130°С) температуры смолистой
65
жидкостью — петролатумом.
Припу ски на усушку древесины лиственных и хвойных пород должны быть не меньше значений, указанных
в таблицах 13 и 14.
Если начальная и конечная влажность отличается от
значений, указанных в таблицах, припуски на усушку
пиломатериалов находят по специальным номограммам. Образцы таких монограмм показаны на рис. 13,
14, 15, 16. Это делают следующим образом. Допустим, что требуется определить припуск на усушку дубовой доски толщиной 60 мм в тангенциальном направлении при начальной влажности свыше 35% и конечной
Рис. 13. Номограмма припусков на усушку бука, дуба, клена, ольхи, ильма,
осины, т ополя, ясеня (I группа)
66
влажности 8%.
В номограмме для пиломатериалов из пород II
группы (таблицы 13) находят на горизонтальной оси
точку, соответствующую влажности 8%, и от этой точки проводят вертикаль до пересечения с наклонной
прямой, соответствующей размеру 60 мм. Из точки
пересечения проводят горизонталь до вертикальной
оси, на которой и находят искомый припуск, равный,
Таблица 13. Припуски на усушку древесины лиственных пород при доведении ее от насыщенного состояния до 10:15% конечной абсолютной влажности
Размер
пиломатериалов
по толщине
и ширине после
сушки,
мм
10 — 13
16
19
22 — 25
30
35
40
45
50
60
70
80
90
100
110
120
130
140
150
160
Припуски в направлениях, мм
тангенциальном
радиальном
Береза, дуб,
клен, ясень,
ольха, осина
и тополь
(I группа)
Бук, граб, ильм Бук, дуб, ильм, Береза, граб
и липа
клен, ясень,
и липа
(II группа)
ольха, осина (II группа)
и тополь
(I группа)
Конечная абсолютная влажность, %
10
15
10
15
10
15
10
15
1,0
1,5
1,5
1,5
2,0
2,5
2,5
3,0
3,0
4,0
4,5
5.0
5,5
6.5
7,0
7,5
8,5
9,0
9,5
10,0
0,7
1,0
1,0
1,5
2,0
2,0
2,0
2,5
2,5
3,0
3,5
4,0
4,5
5,0
5,5
6,0
6,5
7,0
7,5
8,0
1,0
1,5
1,5
2,0
2,5
3,0
3,5
4,0
4,0
5,0
6,0
6,5
7,5
8,5
9,0
10,0
11,0
11,5
12,5
13,0
1,0
1,5
1,5
1,5
2,0
2,5
2,5
3,0
3,5
4,0
4,5
5,5
6,0
6,5
7,5
8,0
8,5
9,5
10,0
10,5
0,5
1,0
1,0
1,0
1,0
1,0
1,5
1,5
1,5
2,0
2,5
2,5
3,0
3,5
3,5
4,0
4,5
4,5
5,0
5,5
0,5
0,5
0,5
0,5
1,0
1,0
1,0
1,5
1,5
1,5
2,0
2,0
2,5
3,0
3,0
3,0
3,5
4,0
4,0
4,5
1,0
1,0
1,0
1,5
1,5
2,0
2,0
2.5
2,5
3,0
4,0
4,5
5,0
5,5
6,0
6,5
7,0
7.5
8,0
8,5
1,0
1,0
1,0
1,5
1,5
1,5
1,5
2,0
2,0
2,5
3,0
3,5
4,0
4,5
4,5
5,0
5,5
6,0
6,5
7,0
67
Таблица 14. Припуски на усушку древесины хвойных
пород при доведении ее от насыщенного состояния
до 10:15% конечной абсолютной влажности
Размер пиломатериалов по толщине и ширине после сушки, мм
Припуски, мм
Сосна, ель, пихта,
кедр (I группа)
Лиственница
(II группа)
Конечная абсолютная влажность, %
10 — 13
16
19
22— 25
30
40
50
60
70
80
90
100
110
120
15
20— 22
15
20 — 22
0,6
0,8
1,0
1,0
1,5
1,5
2,0
2,5
2,5
3,0
3,5
3,5
4,0
4,0
0,5
0,6
0,6
0,7
1,0
1,2
1,5
1,8
2,0
2,3
2,6
2,8
3,0
3,3
0,8
1,0
1,5
1,5
2,0
2,0
2,5
3,5
3,5
4,0
4,5
4,5
5,0
5,0
0,6
0,7
0,8
1,0
1,3
1,6
2,0
2,3
2,5
2,9
3,3
3,8
4,0
4,2
примерно, 4 мм.
В сушильных камерах можно сушить заготовки в любое время года и довольно быстро (в течение 3=8 дней).
При этом древесина обезвреживается, так как при высоких температурах (60=80°С и выше) погибают споры
грибницы дереворазрушающих грибов, а также насекомые — вредители древесины.
Сушка в камерах заключается в том, что горячий воздух, пар или газ, проходя через штабель пиломатериалов или заготовок, испаряет влагу, заключенную в древесине, и постепенно доводит влажность до заданного
низкого предела. Насыщенный влагой воздух или газ
удаляется из камеры. Циркуляция воздуха в камере
происходит либо за счет разности удельных весов насыщенного или ненасыщенного воздуха, либо создается вентиляторами.
Сушильные камеры имеют различное устройство.
68
Тангенциальная
Рис. 14. Номограмма припусков на усушку березы, клена, ольхи, дуба, осины,
т ополя, ясеня (I группа)
Наиболее распространенной является сушилка периодического действия с естественной циркуляцией воздуха (рис. 17). Камера такой сушилки состоит из сушильного пространства и подвальной части, в которой
размещены нагревательные приборы — калориферы.
69
Рис. 15. Номограмма припусков на усушку бука, граба, липы, ильма
Каналы для впуска свежего воздуха устроены под нагревательными приборами, а каналы для удаления насыщенного влагой воздуха проходят посередине каме70
Рис. 16. Номограмма припусков на сушку березы, граба и липы (II группа)
ры и штабеля. Над нагревательными приборами расположен рельсовый путь, на котором устанавливают вагонетки со сложенными на них материалами.
Нагретый воздух поднимается к потолку над штабелями материала, а затем проходит вниз, охлаждаясь
и увлажняясь. Опускаясь до пола подвала, увлажненный воздух частично засасывается в окна канала и через вытяжную трубу удаляется наружу.
Сушильные камеры с принудительной вентиляцией
оборудуются вентиляторами для подачи воздуха.
Сушка с рециркуляцией воздуха осуществляется при
71
Б
Б
А
А
В
В
Рис. 17. Сушильная камера периодического дейст вия: А — т рубы
от опления; Б — выт яжные т рубы; В — подача вооздуха
помощи поворотных экранов, которые изменяют направление движения воздуха. Засасываемый вентиляторами из=под штабелей отработанный воздух направляется через калорифер снова в камеру, и только часть
его выбрасывается наружу. Применение такого метода
72
обеспечивает более равномерное высушивание материала по всей камере, позволяет сократить сроки сушки в 1,4=1,8 раза против нормативных.
Камеры непрерывного действия производительнее
камер периодического действия. Сырой материал подается в камеру на вагонетках с одного ("сырого") ее
конца и по мере высыхания продвигается к другому
("сухому") концу. Нагретый воздух движется навстречу
материалу.
Режимы сушки зависят от толщины, породы и начальной влажности высушиваемого материала. Режим
заключается в том, что в сушильной камере в течение
заданного срока поддерживается определенная температура и относительная
влажность воздуха. Этот
А
режим контролируется
Б
при помощи двух термометров (рис. 18): сухого — для измерения
температуры воздуха
и мокрого — для определения температуры
влажности воздуха. Разность показаний между
сухим и мокрым термометрами, называемая
психрометрической, определяет относительную влажность воздуха. 1
В начальный период
сушки психрометричес2
кая разность должна
1
быть небольшой, затем
2
постепенно увеличивается и перед окончаниРис. 18. Психромет ры:
ем сушки доводится до
А — психромет р Август а;
наибольшей, заданной
Б — аспирационный психромет р:
величины.
1 — сухой т ермомет р; 2 — мокрый
т ермомет р
Выбор режима сушки
73
пиломатериалов производится в соответствии с их размерами и степенью влажности. Определить режим
Таблица 15. Рекомендуемые режимы сушки пиломатериалов в камерах со скоростной реверсивной циркуляцией
Толщина пиломатериалов, мм
19 — 22
25 — 30
30 — 40
40 — 50
50 — 60
70 — 80
80 — 90
90 — 100
100 — 120
Номера режимов для разных пород древесины
Ель
и пихта
Сосна
и кедр
1—2
2—3
3
3—4
4—5
6—8
8 — 10
10 — 12
12 — 15
2
2—3
3
4
5
8
10
12
15
Береза Бук, клен и лиственница
3
4
5
6
8
12
15
20
25
5
6
6—8
10
12
20
25
30
—
Дуб
10
12
15
20
25
—
—
—
—
сушки можно по данным, приведенным в таблице 15.
Правила пользования таблицей можно усвоить на
приведенном ниже примере. Предположим, что требуется высушить в сушилке периодического действия
с реверсивной циркуляций сосновые доски толщиной
50 мм от начальной влажности в 60% до конечной абсолютной влажности 10%. Для этого по таблице устанавливаем, что следует применить режим 4 (таблица 16),
который предусматривает следующее состояние воздуха в камере. От начала сушки до достижения влажности 40% в камере следует поддерживать температуру
(по сухому термометру) 69°С и психрометрическую разность 4,5°С (мокрый термометр должен показывать
64,6°С).
Затем при достижении пиломатериалом 30%=ной
влажности следует поддерживать в камере температуру (по сухому термометру) 73°С и психрометрическую
разность 6°С. Чтобы достичь 20%=ной влажности температуру держать 77°С и разность 11°С, до 15% поддерживать температуру 79°С и разность 14°С. И, наконец,
до достижения конечной влажности 10% держать тем74
Таблица 16. Режимы сушки пиломатериалов в камерах периодического действия с естественной и скоростной реверсивной циркуляцией (СРЦ) воздуха
Влаж- Темпе- Психрометри- Про- Темпе- Психрометдолжи- ратуческая разратурическая
ность
тель- ра, °С разность, °С
ность, °С
древеси- ра, °С
ность
ны, %
Естест- СРЦ
Естест- СРЦ сушки,
час.
венная
венная
Продолжительность
сушки,
час.
Режим 2
Режим 1
Выше 40
40 — 35
35 — 30
30 — 25
25 — 20
20 — 15
15 — 10
Ниже 10
92
94
96
97
99
100
102
104
6,5
7,5
9,0
11,0
13,0
16,0
22
29
Режим 3
4,0
5,0
7,0
9,5
12,0
16
22
29
—
2
2
3
3
4
6
—
80
82
84
85
87
89
91
94
6,0
3,5
7,0
5,0
8,5
6,5
10,0
8,0
12,0
11,0
15
15
20
20
27
27
Режим 4
—
4
5
6
7
8
12
—
Выше 40
40 — 35
35 — 30
30 — 25
25 — 20
20 — 15
15 — 10
Ниже 10
74
76
77
79
81
83
85
87
3,5
5,0
6,0
8,0
11
15
20
26
—
6
7
8
10
13
18
—
69
71
73
75
77
79
81
83
66
68
70
72
74
76
78
80
3
4
5,5
7,5
10
14
18
24
—
10
12
13
17
22
30
—
63
65
67
69
71
73
75
78
Выше 40
40 — 35
35 — 30
30 — 25
25 — 20
20 — 15
15 — 10
Ниже 10
59
61
63
65
67
69
72
74
3
4
5
7
9,5
13
17
23
—
17
19
21
27
31
48
—
56
58
60
62
64
67
69
71
5,5
3,5
6,5
4,5
8,0
6,0
9,0
8,0
12
11
14
14
19
19
25
25
Режим 6
5
3
6
4
7,5
5,5
9
7,5
11
10
13
13
18
18
23
23
Режим 10
4,5
3
5
3,5
6,5
5
8
6,5
9,5
9
12
12
16
16
22
22
—
9
10
11
13
17
24
—
Выше 40
40 — 35
35 — 30
30 — 25
25 — 20
20 — 15
15 — 10
Ниже 10
5,5
7,0
8,0
10,0
12,0
15
20
26
Режим 5
5
6
7,5
9
11
14
18
24
Режим 8
4,5
5,5
7
8,5
10
13
17
23
—
12
14
16
20
26
36
—
—
19
24
26
34
43
60
—
75
Продолжение таблицы 16
Выше 40
40 — 35
35 — 30
30 — 25
25 — 20
20 — 15
15 — 10
Ниже 10
53
55
57
60
62
64
66
69
Выше 40
40 — 35
35 — 30
30 — 25
25 — 20
20 — 15
15 — 10
Ниже 10
47
49
51
53
55
57
60
63
Режим 12
4
5
6
7,5
9
12
15
21
Режим 20
3,5
4
5
6
8
10
14
19
2,5
3,5
4,5
6,5
8,5
12
15
21
—
23
29
32
40
52
72
—
50
52
54
57
59
61
63
66
Режим 15
4
2,5
4,5
3
5,5
4
7
6
8,5
8
11
11
15
15
20
20
Режим 25
—
32
36
40
50
65
90
—
2
3
4
5,5
7,5
10
14
19
—
38
48
53
67
86
100
—
44
46
48
50
52
55
57
60
3
3,5
4,5
5,5
7
9,0
13
18
—
48
60
66
84
108
150
—
1,5
2
3
4
6
8
11
16
—
58
72
79
101
130
180
—
2
2,5
3,5
4,5
6,5
9,0
13
18
Режим 30
Выше 40
40 — 35
35 — 30
30 — 25
25 — 20
20 — 15
15 — 10
Ниже 10
41
43
45
47
50
52
55
57
2,5
3
4
5
7
8
11
16
пературу 81°С и разность 19°С.
Сушка древесины токами высокой частоты обеспечивает не только хорошее высушивание, но и одновременно обеззараживает древесину. Для этого применяют генераторы средневолнового диапазона с длиной
волны от 100 до 1000 м (частота от 0,3 до 3 МГц), оборудованные специальными электронными лампами.
Генератор высокочастотной установки состоит из
трансформатора напряжения, выпрямителя, электронных генераторных ламп, катушки колебательного контура и рабочего конденсатора (рис. 19). Режимы сушки
древесины в поле токов высокой частоты приведены
в таблице 17.
76
5
1
2
4
3
Рис. 19. Генерат ор ГСF48:
1 — т рансформат ор; 2 Fлампы генерат орные; 3 — колебат ельный конт ур;
4 — конденсат ор с высушиваемым мат ериалом; 5 — газот ронные
выпрямит ели
Таблица 17. Режимы сушки древесины в поле токов
высокой частоты
Наименование показателей
Мягкий
Режим
Средний
Температура древесины, 0С
80 — 85
100 — 105 110 — 115
Интенсивность подъема
температуры, °/час
40 — 50
50 — 70
70 — 100
Интенсивность охлаждения, °/час
8 — 10
10 — 12
15 — 20
Относительная влажность
воздуха, %
80
70 — 80
50 — 60
Длина волны, м
Жесткий
900 — 1000 700 — 1000 400 — 900
Продолжительность сушки, час при
толщине пиломатериалов, мм
25
50
100
150 — 200
—
—
15B17
22B36
4—5
7—8
11 — 12
—
3—4
5—6
—
—
77
РАЗДЕЛ III
ИНСТРУМЕНТЫ И ПРИСПОСОБЛЕНИЯ
РАБОЧЕЕ МЕСТО СТОЛЯРА
Помещение, в котором выполняют столярные работы, должно быть просторным, светлым, хорошо проветриваемым. Для этого можно использовать специальное
подсобное помещение или веранду дома, где можно
разместить столярный верстак, оборудовать место для
хранения материалов и инструментов. Помещение
должно быть оснащено хорошим естественным и искусственным освещением, электрическими розетками.
Верстак служит для закрепления детали при ее обработке. Для плотничных работ достаточно верстачной
доски с упорными бобышками, снабженными клиновидным вырезом (рис. 20). При эксплуатации верстачной доски необходимо следить за ее исправностью.
Доска должна быть без перекосов, ее гнезда должны
быть одинаковых размеров, чтобы клин можно было
вставлять в любое гнездо. Длительное пребывание
верстачной доски вблизи приборов отопления вызывает ее коробление. Доску нельзя протирать влажной
тряпкой и вообще подвергать какому=либо увлажнению. Пыль рекомендуют убирать пылесосом. Для продления службы верстачной доски ее пропитывают олифой. С учетом того, что все столярные операции будут
78
79
Б
1
1
6
3
4
7
4
3
5
6
6
4
7
Рис. 20. Верст ачная доска:
А — ст андарт ное исполнение; Б — упрощенный вариант ; 1 — упор; 2 — вырез в упоре; 3 — доска; 4 — клинья;
5 — от верст ия под упоры; 6 — обрабат ываемые загот овки; 7 — вырез для т орцевого фиксирования загот овки
2
А
2
6
4
проводить на верстачной доске, при пилении, долблении, сверлении, резании стамеской и т.п., на нее необходимо класть дополнительно гладко выстроганный
щиток либо кусок фанеры. Винты тисков обычно делают
металлическими, реже деревянными. Для плавного
движения винты и ходовые части тисков периодически
смазывают. В нерабочем состоянии винты рекомендуют держать в слегка затянутом состоянии. Для столярных работ такая доска мало подходит, так как обрабатывать недостаточно жестко закрепленную деталь —
значит обязательно ее испортить. Такую столярную доску можно использовать для простых работ, точность
обработки при которой невысока. Удобство столярной
доски заключается в ее мобильности: удобно переносить на рабочее место, а по окончании работы снимать.
Поэтому вариант столярной доски применяют при отсутствии возможности оборудовать постоянное рабочее место столяра. К поверхности стола такую доску
крепят струбцинами. В многоэтажном доме верстачную
доску можно приспособить на балконе или на лоджии,
где, соблюдая определенные условия, можно устроить
мини=мастерскую. Ограничением в данном случае может быть влажность воздуха, которая не должна превышать 65%. Поэтому нельзя устраивать столярную мастерскую в недавно оштукатуренных комнатах строящегося или реконструируемого дома. Повышенная влажность такого помещения будет сказываться на древесине и, в конечном счете, на готовом столярном изделии. Впитав влагу из воздуха, детали впоследствии будут высыхать и коробиться.
Но наилучшим рабочим местом для столярных работ является, конечно, профессиональный верстак,
оборудованный всеми необходимыми приспособлениями (рис. 21). Состоит такой верстак из крышки (верстачной доски) и основания (подверстачья). Для надежного закрепления детали верстачная доска оборудована передними тисками (поперечными) и задними
(продольными). На верстачной доске вблизи переднего ее ребра имеется ряд отверстий, в которые устанав80
6
3
14
4
А
5
2
14
1
1
1
6 3
4
Б
В
14
9
7
Д
Г
10
12
11
13
Рис. 21. Верст ак ст олярный:
А — общий вид; Б — т иски передние; В — т иски задние; Г — упоры и
зажимы; Д — крепления валет ом; 1 — подверст ачье; 2 — передние т иски;
3 — крышка (верст ачная доска); 4 — гнезда сквозные; 5 — задние т иски;
6 — лот ок; 7 — подкладочная доска; 8 — винт ; 9 — коробка т исков;
10 — клинокFупор; 11 — гребенка; 12 — прост ой валет ;
13 — валет винт овой; 14 — зажимные винт ы т исков
81
ливают деревянные или металлические упоры. С задней стороны стола находится лоток, предназначенный
для размещения мелкого инструмента, необходимого
в работе. Основание верстака делают из древесины
хвойных пород, а верстачную доску — из березы, дуба,
ясеня или бука. Толщина верстачной доски должна составлять 60=70 мм, что обеспечивает ее необходимую
жесткость.
Рабочее место столяра должно соответствовать
росту работающего. При правильно подобранной высоте самодельного верстака ладони рук работающего
в положении стоя должны плотно соприкасаться
с крышкой. При высокой крышке необходимо сделать
подставку для ног, а при низком ее положении — подобрать подставку под ножки стола. На качестве изготовления деталей при столярной обработке древесины
сказывается жесткость конструкции столярного верстака. В современных конструкциях столярных верстаков это легко устраняется подтяжкой гаек винтов, которыми крепится крышка. Чтобы избежать колебаний накладной столярной крышки, под ее низ рекомендуют
поместить слой войлока или резины толщиной 10 мм.
Рабочее место должно быть удобным, поэтому важное значение имеет расположение инструмента. Так
как молотком, отверткой, ножовкой и карандашом работают обычно правой рукой, то эти инструменты должны находится справа. Слева же следует размещать
угольник, гвозди, шурупы и т.п.
Подготовленный инструмент должен лежать в строго
установленном месте. При правильном его хранении не
портятся заточенные лезвия, создаются удобства в работе, исключается нанесение случайных травм. Место
для хранения выбирают в зависимости от размеров
и частоты употребления инструмента. Инструменты
первой необходимости лучше всего разместить на подвесной доске (рис. 22). Электроинструменты размещают в специальном ящике, каждый в своем отделении. Инструменты и приспособления, которые редко
применяют, хранят отдельно от остальных инструмен82
1
6
4
2
5
3
7
8
Рис. 22. Инст румент ы первой необходимост и:
1 — напильник (рашпиль); 2 — молот ок; 3 — ножовка; 4 — киянка;
5 — пассат ижи; 6 — размет очная линейка; 7 – ст амеска;
8 — от вес
тов. Сверла, стамески, долота, цикли раскладывают на
отведенные для них места. Успешное выполнение операций технологического процесса во многом зависит
от аккуратности в хранении инструмента.
ИЗМЕРИТЕЛЬНЫЙ И РАЗМЕТОЧНЫЙ
ИНСТРУМЕНТ
Для разметки столярных деталей пользуются измерительным инструментом общего назначения и специальными приспособлениями, которые должны быть
в арсенале настоящего мастера. Мерительные и разметочные инструменты показаны на рис. 23.
В арсенале мастера=столяра должно быть несколько
83
5
2
1
4
3
8
6
9
11
7
10
12
Рис. 23. Размет очный и вспомогат ельный инст румент :
1 — угольники черт ежные; 2 — угольник ст олярный; 3 — ерунок;
4 — циркуль; 5 — нут ромеры; 6 — малка; 7 — рейсмусы; 8 — цирукль с
линейкой; 9 — шт ангенциркуль; 10 — лекала; 11 — делит ель; 12 — уровень
линеек длиной от 20 до 100 см, угольники, рулетки,
штангенциркуль и другие мерительные инструменты
общего назначения. Лучше всего пользоваться металлическими линейками и складным метром — они удобны в работе и обеспечивают нужную точность измерений. Правила пользования этими мерителями общеизвестны, поэтому останавливаться на них мы не будем.
84
Штангенциркуль — универсальный мерительный инструмент. С помощью штангенциркуля измеряют диаметр и ширину деталей, глубину отверстий и гнезд.
При этом точность измерений лежит в пределах десятых долей миллиметра.
Кронциркуль — специальный инструмент, состоящий из двух металлических полос с изогнутыми концами, скрепленными между собой подвижной заклепкой.
При помощи кронциркуля измеряют диаметр круглых
деталей.
Циркуль — применяют для перенесения размеров на
заготовки и для очерчивания круглых разметок. На практике часто пользуются обычным школьным циркулем.
Угольник столярный состоит из основания, к которому под прямым углом прикреплена линейка с делениями. При помощи столярного угольника отбивают прямые углы, отводят перпендикуляры и т.п. Угольник —
центроискатель предназначен для определения центра
у цилиндрических изделий.
Ерунок служит для разметки и измерения углов 45°
и 135°. Состоит ерунок из основания=колодки, в которую вставлена деревянная или металлическая линейка
под углом 45°.
Малка предназначена для измерения углов по образцу и для перенесения их на заготовки. Состоит малка из основания=колодки и подвижного пера=линейки,
шарнирно закрепленного винтом.
Нутромер используют для измерения внутренних
диаметров отверстий при отсутствии штангенциркуля.
Уровень применяют для проверки горизонтального
и вертикального расположения поверхностей строительных элементов и конструкций при монтаже деревянных изделий. Он представляет собой металлический
корпус, в который вставлена запаянная ампула, наполненная жидкостью (спиртом). В жидкости находится пузырек воздуха, который стремится занять верхнее положение. По отклонению пузырька воздуха судят о горизонтальности или вертикальности установки уровня.
Рейсмус представляет собой деревянную колодку,
85
в которой через два параллельных отверстия проходят
бруски=чертилки. На концах чертилок закреплены острые шпильки, при помощи которых на поверхности дреА
Б
В
Д
Г
Ж
Е
И
З
Рис. 24. Способы и приемы размет ки:
А — по линейке; Б — по ерунку; В — малкой; Г — рейсмусом;
Д — от волокой; Е — шаблоном; Ж — угольником с циркулем;
З — кронциркулем; И — от весом
86
весины наносят риски, параллельные одной из сторон
бруска.
Шаблоны различной формы используют для разметки шипов, проушин и других элементов соединения
брусков.
Некоторые приемы разметки наглядно показаны на
рис. 24.
СТОЛЯРНЫЕ И ПЛОТНИЧНЫЕ ИНСТРУМЕНТЫ
Топоры
Топор может быть литым или кованым, его лезвие —
прямым и округлым (рис. 25). Топор с округлым лезви-
А
Б
В
Рис. 25. Топоры:
А — большой плот ничный; Б — ст олярный; В — резчицкий
87
ем предназначен для рубки, колки и грубой обработки
древесины во время плотничных работ. Топоры плотничные с прямым лезвием служат для подрубки, подтески, выборки пазов, четвертей и обработки деталей.
К выбору топора нужно отнестись с особым вниманием.
Если отверстие для топорища не лежит на одной прямой с осью лезвия, пользоваться топором будет трудно. Приятно работать острым топором с легким, удобным топорищем. Его изготавливают из березы, граба
или груши таким образом, чтобы годовые слои древесины были расположены по направлению лезвия. Крепят топорище при помощи металлического или деревянного клина после предварительного пропила. Стороны клина должны быть параллельными с небольшим
заострением на конце. Такой клин надежно крепит топорище, и на него не действуют силы выталкивания.
Правильная заточка топора будет тогда, когда получается выгнутая фаска. Вогнутость фаски приводит
к тому, что даже острый топор отскакивает от древесины. Угол заточки плотничных топоров составляет
15=20°, а столярные топоры затачивают под углом
10=15°. Ширина фаски должна составлять 2,5=3 толщины лезвия топора. Для заточки топоров обычно используют круглое мокрое точило. Для этого топор держат
одной рукой за обух, а другой — за середину топорища.
Если топор приходится затачивать на бруске, то его берут двумя руками за обух и фаской лезвия водят по поверхности бруска вперед и назад, переворачивая то одной, то другой стороной. Брусок периодически смачивают водой, чтобы смыть частицы металла и абразивную пыль. После заточки топор правят оселком, смачивая его машинным маслом.
Инструменты для пиления
Инструменты для пиления отличаются по конструкции, форме, размерам и назначению. По конструкции пилы делят на двуручные и одноручные (рис. 26).
Любая пила представляет собой ленту или диск с наре88
А
Б
2
1
3
В
Г
Д
Рис. 26. Ножовки и пилы:
А — двуручная пила; Б — формы зубьев пил: 1 — поперечная;
2 — продольная; 3 — смешанная; В — ножовки; Г — обушковая ножовка;
Д — лучковые пилы
89
занными на ней зубьями (резцами).
Пилы поперечные двуручные применяют для грубого
поперечного раскроя толстомерного пиломатериала
и бревен в основном в плотничных работах. Выпускают
такие пилы по форме зубьев двух видов: форма зуба
в виде равнобедренного треугольника и равнобедренного треугольника с выбрасывателем зубьев. Заточка
зубьев — косая с углом заострения от 40 до 45°. Каждый зуб пилы имеет три режущие кромки: одну переднюю короткую и две боковые.
Одноручные пилы могут быть с ненатянутым полотном — ножовки и с натянутым полотном — лучковые.
Большинство пил, поступающих в продажу, для точных
столярных работ мало пригодны. Это инструменты для
плотничных и хозяйственных работ и пользоваться ими
можно лишь для чернового раскроя. Главный их недостаток — крупный зуб, в то время как столярная пила
должна иметь мелкий зуб с частым шагом. Форма зуба
пилы сказывается на возможностях ее применения.
Так, для поперечного пиления используют пилы с зубом
в виде равнобедренного треугольника. Такой пилой пилят древесину только поперек волокон. Для продольного пиления применяют пилы с косым зубом (рис. 27).
Ножевые пилы (ножовки) бывают широкими и узкими. Полотно ножовок делают из качественной стали,
а ручки — из древесины твердых лиственных пород.
Широкую ножовку используют для поперечного раскроя материала. Узкая ножовка служит для распиливания тонких пиломатериалов, выпиливания криволинейных деталей с выполнением сквозных пропилов. Ножовка с обушком используется для вырезания неглубоких пропилов, зарезания на "ус" и т.п. Ножовка=наградка применяется преимущественно для несквозного
пропиливания пазов под шпонки (рис. 28).
Лучковые пилы с мелким зубом используют для
большинства белодеревных и для всех краснодеревных
работ. Лучковая пила предназначена для продольного
и поперечного распиливания древесины. В общем виде
это лучок (станок) с натянутым полотном. Станок лучко90
0
0
А
1
0
3
0
:8
0
6
2
3
5
0:
25:300
Б
0
0
В
6
0:
5
0
90
300
8
6
5
4
7
9
10
Г
Рис. 27. Формы зубьев пил:
А — для продольного распиливания; Б — для поперечного распиливания;
В — для смешанного распиливания; Г — элемент ы зуба; 1 — угол зат очки;
2 — угол резания; 3 — угол наклона; 4 — боковая режущая кромка;
5 — вершина зуба; 6 — передняя кромка (лезвие); 7 — пазуха;
8 — передняя грань зуба; 9 — задняя грань зуба; 10 — основание зуба
вой пилы делают из древесины твердых пород, тетиву — из крученого льняного или пенькового шнура диаметром 3 мм. Ножовочное полотно вместе с ручками
вращается, поэтому его можно выставить под любым
углом. Меняя полотно лучковой пилы, ее настраивают
на тот или иной вид пиления. Так, полотна шириной
45=55 мм, толщиной 0,4=0,7 мм, шаг зубьев 5 мм с прямой заточкой применяют для продольного пиления
91
Рис. 28. Работ а ножовкойFнаградкой (несквозное пропиливание)
древесины. Полотна лучковой пилы для поперечного
пиления имеют ширину 20=25 мм, толщину 0,4=0,7 мм,
зубья — в форме равнобедренного треугольника с косой заточкой. Полотна для выкружных лучковых пил
имеют ширину полотна от 4 до 15 мм и толщину не более 1 мм.
Подготовка ручных пил к работе включает в себя фугование, разведение и затачивание зубьев.
Фугование пилы заключается в выравнивании вершин зубьев, чтобы они находились на одной высоте.
Для этого в тисках закрепляют напильник и двигают по
нему вершинами зубьев. Качество фугования проверяют, приложив к вершинам линейку. При этом между
вершинами зубьев и ребрами линейки не должно быть
просветов. Напильник лучше всего вставить в деревянную колодку, после чего колодку закрепляют в тисках.
92
8
7
6
А
В
5
4
2
3
9
Б
1
Рис. 29. Инст румент ы для разводки зубьев пил:
А — прост ая разводка с упорами; Б — шаблон для проверки правильност и
развода зубьев; В — универсальное приспособление для зат очки; 1 — пила;
2 — шаблон; 3 — рычаг; 4 — пласт инка; 5 — регулировочные винт ы;
6 — шарнирный регулят ор величины развода; 7 — шкала; 8 — винт с
упором; 9 — пружина
Разводку зубьев ножовки делают так, чтобы ее полотно не заклинивало в распиливаемой древесине. Это
делают перед заточкой зубьев с применением специальной разводки (рис. 29). Разводку можно изготовить
и самому. Для этого в стальной пластине делают пропил шириной и глубиной, равной толщине и высоте зубьев ножовки. Разводку делают на глаз, отгибая поочередно в разные стороны зубья пилы. При этом отгибают не весь зуб, а только его верхнюю часть (1/3 от вершины зуба). Пилу разводят равномерно, не применяя
больших усилий, так как иначе можно сломать зуб. Ширина разводки не должна превышать двух и быть меньше полутора толщин полотна пилы. При разведении пилы следует соблюдать симметричность отгибов на обе
93
А
δ
β1
Б
β
δ
β1
В
δ
β
β
Рис. 30. Зат очка зубьев ножовки:
А — для поперечного пиления; Б — для продольного пиления; В — для
смешанного пиления;
β — угол заост рения зуба; β1 — угол зат очки по от ношению к полот ну
пилы; δ — угол резания
стороны. Для пиления твердых пород зубья разводят на
0,25=0,5 мм на сторону, мягких пород — на 0,5=0,7 мм.
При распиливании сырой древесины развод должен
быть максимальный, а при распиливании сухой — составлять 1,5 толщины полотна пилы. Ширина пропила
при этом не должна превышать двойной толщины полотна. Правильность разводки проверяют шаблоном,
передвигая его вдоль полотна. Правильная заточка
зубьев ножовки показана на рис. 30.
Зубья затачивают напильником, имеющим форму
ромба или треугольника, с двойной или одинарной насечкой. Перед затачиванием ножовку, а тем более
94
95
Рис. 31.
Зат ачивание
лучковой пилы
напильником:
А — расположение
напильника при
прямой зат очке;
Б — расположение
напильника при
косой зат очке;
В — зат ачивание
лучковой пилы;
Г — зат ачивание
лучковой пилы,
уложенной в
деревянную
колодку
Б
А
Г
В
лучковую пилу надежно укрепляют в тисках на верстаке
(рис. 31). Напильник прижимают к зубу при движении
от себя, а при возврате слегка приподнимают, чтобы он
не касался пилы. Сильно прижимать напильник к зубу
не следует, так как он при этом будет нагреваться, что
приведет к уменьшению прочности зубьев.
Зубья для продольного раскроя затачивают с одной
стороны, а напильник держат перпендикулярно к полотну. Для поперечного раскроя зубья затачивают через один и напильник держат под углом 60=70°. Пилы
с крупным зубом разводят и затачивают, с мелким —
преимущественно затачивают, но не разводят. Объясняется это тем, что в столярных работах используется
совершенно сухой материал, а размеры пропилов не
велики, что исключает заклинивание полотна пилы.
Кроме того, у неразведенной пилы пропил тоньше
и точнее.
Электрические дисковые пилы выпускают в очень
большом ассортименте. Фирмы поставляют их в комплекте с твердосплавными дисками, которые характеризуются двумя параметрами:
1) по числу зубьев;
2) по материалу, из которого они изготовлены.
Диски с малым количеством зубьев (до 24) обеспечивают высокую скорость резания. Для поперечных
и чистых пропилов лучше применять диски с большим
количеством зубьев. Это обстоятельство нужно учитывать, подбирая диск для той или иной операции. Если
же возникла потребность приобретения диска для имеющейся пилы, то нужно обращать внимание на диаметр
посадочного отверстия. В изделиях различных фирм
этот размер может отличаться.
Из пил, которые чаще всего встречаются в торговой
сети, наиболее удобными считают пилы зарубежного
производства: SKIL SKILSAW 1850, BOSH PKS40, SKILSAW 5565 и некоторые другие модели. Все дисковые
пилы должны снабжаться защитным кожухом, обеспечивающим безопасность в работе. Хорошо зарекомендовал себя инструмент с электронной системой плав96
А
Б
Рис. 32. Приемы работ ы элект ропилой:
А — продольная распиловка; Б — поперечная распиловка
ного пуска. На рис. 32 показаны правильные приемы
работы, обеспечивающие безопасность работающего с
дисковыми пилами.
Электроножовки в отличие от дисковых пил обладают встречным движением пильных полотен. Их применяют для резки толстых брусьев и даже для металличе97
ских профилей. Некоторые модели электрических ножовок (BOSH PEZ 550 PE) помимо своей основной
функции могут выполнять и вспомогательные операции. Для этого их снабжают дополнительными приспособлениями, которые легко превращают инструмент
в рашпиль для грубой обработки древесины, щетку для
удаления ржавчины, напильник и т.д. Для домашней мастерской следует рекомендовать электроножовку
BOSH PEZ 1200, которую можно применять
не только для резки
деревянных брусков,
но и при разрезании
пенобетонных блоков,
металла и других
строительных материалов.
Электролобзики
предназначены для
фигурного выпиливания (рис. 33). В большом
разнообразии
моделей электролобзиков разобраться тяжело не только любиРис. 33. Элект ролобзик
телю, но и профессионалу. Поэтому выскажем свои наблюдения и рекомендации, которые, возможно, помогут читателю сделать выбор в пользу той
или иной модели электролобзика.
Мощность двигателя определит максимальную глубину пропила и скорость резания различных материалов. Поэтому если предполагается, что электролобзик
будет работать с большой нагрузкой, то и мощность
двигателя должна быть большой (не менее 500 Вт).
Вес для электролобзика играет немаловажную роль,
так как обычно этим инструментом приходится работать одной рукой. Поэтому при выборе электролобзика
следует обращать внимание на удельную мощность,
98
то есть на отношение мощности к весу.
Регулировка частоты хода необходима, когда приходится резать самые разные материалы. К примеру,
для распила древесины необходима максимальная частота хода, а для стали — минимальная. У некоторых
моделей электролобзиков частота хода устанавливается регулятором заранее, а в некоторых — частота хода
регулируется степенью нажатия пусковой кнопки. Чтобы пользоваться инструментом, у которого частота хода регулируется степенью нажатия пусковой кнопки,
требуется навык в работе.
Маятниковое движение повышает эффективность
и скорость резания. Для распиловки хрупких материалов требуются небольшие амплитуды качания пилы,
а для распила толстых досок амплитуда должна быть
максимальной. Поэтому, если электролобзик предназначен для распиловки самых различных материалов,
то диапазон регулировки у него должен быть достаточно большим.
Пропил под углом до 45° могут выполнять не все модели, поэтому при выборе инструмента на этот параметр следует обращать внимание.
Система пылеотсоса повышает качество работы, так
как линия реза лучше видна. Кроме того, при отсутствии
пылеотсоса в окружающий воздух попадает много пыли,
что вредно для здоровья работающего. Особенно много
пыли у электролобзиков, снабженных вместо пылеотсоса вентилятором, предназначенным для сдувания
стружки с линии реза. Работая с таким оборудованием,
нужно пользоваться респираторами.
Система крепления пильного полотна может быть
самой разнообразной. В некоторых моделях для закрепления режущего инструмента необходимо применять специальные ключи. В этом отношении удобнее
лобзики, не требующие для закрепления полотна специальных инструментов. Кроме того, нужно обратить
внимание на тот факт, что пильные полотна для различных конструкций электролобзиков имеют различные
хвостовики. Некоторые модели инструментов предус99
матривают закрепление пильного полотна любого типа,
а некоторые — предназначены для работы с пильным
полотном только одного типа. К примеру, электролобзики фирмы "Bosch" предназначены только для хвостовиков крестообразного типа, так называемого "бошевского". Это свойство электролобзиков следует учитывать при покупке инструмента.
Инструменты для ручного строгания
Инструменты для ручного строгания представлены в очень широком ассортименте. Основными инструментами для строгания являются рубанок и фуганок
(рис. 34), все остальные модификации рубанка (шерхебель, рубанок с одинарным и двойным ножом и т.п.)
А
4
5
1
6
Б
3
2
2
4
7
1
7
Рис. 34. Рубанок (А) и фуганок (Б):
1 — корпус; 2 — нож; 3 — прижим; 4 — клин; 5 — рог рубанка;
6 — рукоят ь фуганка; 7 — обрабат ываемая поверхност ь
100
Таблица 18. Размеры лезвий и колодок инструмента
для строгания
Тип
инструмента
Размеры, мм
Угол
Шири- Шири- резаколодки
на лез- на про- ния, °
длина ширина высота
вия
лета
Шерхебель
250
45
60
35
9
45
Одинарный рубанок
250
60
60
50
8
45
Двойной рубанок
250
60
60
50
8
48 — 50
Шлифтик
200
60
60
50
Фуганок
700B900
85
75
65
8
45
Полуфуганок
500
70
65
50
8
45
Цинубель
200
60
60
50
7
80
5 — 7 55 — 60
имеют принципиально одинаковое устройство и отличаются в основном толщиной снимаемого слоя и чистотой обработки поверхности заготовки. Основные размеры и углы резания инструментов для строгания древесины приведены в таблице 18.
Подошва рубанка и фуганка должна быть ровной
и гладкой. Ввиду того, что подошва работает на истирание, на ней делают вклейку из граба, клена, белой акации, ясеня или бука. Рубанок с одиночным ножом применяют для выравнивания поверхности после распиливания или для строгания после обработки поверхности
шерхебелем. Рубанок с двойным лезвием используют
для чистового строгания древесины, обработки торцов
или свилеватой древесины. Второй нож (стружколом)
производит излом стружки после ее отделения и предотвращает возможность ее откола от поверхности
древесины (рис. 35). Это создает предпосылки для более чистой обработки поверхности.
Чаще всего рубанки поступают в продажу с деревянным корпусом, но есть примеры их изготовления из металла. Деревянный инструмент дает меньшую нагрузку
101
1
2
3
Рис. 35. Нож рубанка со ст ружколомом:
1 — нож; 2 — ст ружколом; 3 — нож и ст ружколом в собранном виде
на руки, а значит — и меньшую усталость. При покупке
деревянных колодок нужно обращать внимание на достаточный припуск на заплечиках и на расстояние от
края щели до конца лезвия (в собранном виде оно не
должно превышать 2 мм). Опытные мастера после покупки инструмента выдерживают его 2=3 месяца при
комнатной температуре и только после этого "подгоняют под руку". Для этого с корпуса инструмента снимают
задиры, притупляют кромки, шлифуют стенки и покрывают лаком (за исключением низа).
Удобство металлических рубанков заключается в на102
личии надежных зажимов ножа, что позволяет быстро
и качественно отрегулировать степень выдвижения
лезвия. Металлические рубанки применяют тогда, когда существует угроза повреждения деревянной колодки инструмента (строгание по
Рис. 36. Мет аллические
торцу,
обработка
пластика
рубанки (размеры в мм):
и т.д.). Устройство металличесА — от борник;
ких рубанков и их основные раз1 — копус;
меры показаны на рис. 36. Кор2 — ручка;
3 4 5
2
А
6 7
11
1
10
1 2
9
4
8
5
116
3
42
Б
250
4 5
3
1 2
6
116
В
42
3 — нож;
4 — прижим;
5 — винт ножа;
6 — винт ограничит еля;
7 — рукоят ка;
8 — ограничит ель ширины;
9 — выход для ст ружки;
10 — ограничит ель высот ы;
11 — основание под нож;
Б — шерхебель;
1 — корпус;
2 — ручка;
3 — винт ножа;
4 — нож;
5 — основная рукоят ь;
В — рубанок с одиночным
ножом;
1 — корпус;
2 — ручка;
3 — винт ножа;
4 — нож;
5 — основная рукоят ь;
6 — прижим;
Г — рубанок с двойным
ножом;
1 — корпус;
2 — ручка;
3 — винт зажима для обоих
ножей;
4 — основной нож;
5 — основная рукоят ь;
6 — прижим;
7 — вт орой нож
250
3
2
4
5
Г
6
1
7
103
пус рубанка изготавливают из чугуна, прижим — из стали, ручка и рукоятка из пенопласта, полистирола, пиломатериалов лиственных пород. Необработанные металлические поверхности корпуса инструмента покрывают эмалями различного цвета.
В столярном деле часто возникает необходимость
строгания небольших и узких деталей. Обычный столярный рубанок для этого слишком велик. Поэтому
промышленность выпускает маленькие рубанки (металлические) длиной 160 мм и шириной 50 мм. Для зачистки небольших деталей пользуются рубанком "малыш" с длиной колодки 85 мм и шириной 45 мм. В этот
инструмент можно устанавливать лезвия для бритья.
Наладку рубанка выполняют молотком или киянкой.
Для этого инструмент держат в левой руке так, чтобы
большой палец находился в летке. Толщина снимаемой
стружки зависит от того, насколько выступает лезвие
ножа ниже уровня подошвы рубанка. Если киянкой ударить по задней части (пятке) колодки, то нож будет
подниматься вплоть до полного его освобождения.
Чтобы опустить нож и таким образом увеличить толщину стружки, удар молотка или киянки должен приходиться по торцу ножа. После каждой поправки положения лезвия нужно закреплять клин. Наладку металлических рубанков выполняют только руками, ослабляя или
закрепляя винт. Для этого освобождают винт и перемещают нож вверх или вниз на нужную величину, а затем
снова закрепляют винт.
Рассмотрим основные модификации на оскове
рубанка.
Торцевой рубанок используют как обычный рубанок
и для строгания торцов, так как установленный в нем
под углом к боковой поверхности нож облегчает процесс строгания и повышает качество обработки.
При строгании под углом к оси доски обычный рубанок
можно использовать как торцевой. Торцевой рубанок
желательно использовать при строгании небольших поверхностей путаного строения древесины. При обработке бруска, чтобы не сколоть ребра, рубанок или не
104
доводят до конца, или прикладывают вспомогательный
брусок.
Шерхебель (рис. 37) служит для черновой обработки древесины поперек, вдоль волокон и под углом
к ним. Благодаря форме режущей части ножа и степени
его выдвижения за плоскость колодки поверхность обрабатываемой древесины получается со следами углублений в виде желобков. Поэтому поверхность требует дополнительной чистовой обработки.
Кроме инструментов, дающих возможность обрабатывать изделия плоским строганием, применяют специальные инструменты для фигурной обработки выемок и кромок столярных изделий.
Зензубель (рис. 37) применяется для выборки на
кромках деталей продольных выемок с прямыми углами
(фальцев). Лезвие у такого зензубеля прямое и с боковой кромкой ножа образует прямой угол. Зензубель
с косым ножом служит для зачистки фальцев, выстроганных другим инструментом. Такой зензубель не следует путать с косозубым зензубелем, которым обрабатывают профили типа "ласточкин хвост". Корпус у инструмента высокий (80 мм) и узкий, с прямой подошвой.
Наличие в корпусе бокового отверстия обеспечивает
свободный выход стружки в процессе строгания и повышает качество обработки.
Шпунтубель (рис. 37) применяют для выборки узких
пазов (шпунтов) и четвертей в прямоугольной детали.
Состоит инструмент из двух корпусов, соединенных
винтами. Причем, в одном из корпусов крепят нож. Корпуса устанавливают на требуемом расстоянии, равном
расстоянию расположения паза (шпунта) от кромки детали. Ширину паза регулируют сменой ножа из типового набора.
Галтель позволяет выполнить желобки разной ширины или глубины с различным радиусом закругления.
Штап предназначен для образования закруглений на
кромках деталей. Это становится возможным благодаря вогнутой форме лезвия ножа.
Калевка (рис. 37) служит для профильной обработ105
1
6
2
7
3
8
4
9
10
5
Рис. 37. Модификации на основе рубанка:
1 — цинубель; 2 — зензубель; 3 — шпунт убель; 4 — шерхебель;
5 — калевка; 6 — фальцгебель; 7 — шпунт убель мет аллический;
8 — рубанокFот борник; 9 — горбач вогнут ый; 10 — гобач выпуклый
106
ки кромок деталей. Подошва инструмента имеет зеркальную форму профиля детали. Для обработки различных профилей существует специальный набор калевок.
Горбач (рис. 37) служит для обработки вогнутых
и выпуклых поверхностей. Корпус инструмента имеет
по всей длине вогнутую или выпуклую форму с постоянной кривизной, которая должна соответствовать кривизне поверхности обрабатываемой детали.
Цинубель (рис. 37) используют для образования на
поверхности древесины мелких, едва заметных борозд
и ворсистости для склеивания между собой отдельных
деревянных деталей или при облицовке. Нож цинубеля
имеет зазубренное лезвие.
Шлифтик применяют для очень чистого строгания
и в местах неправильного строения древесины (вокруг
сучков, свилеватости, косослоя и т.п.). Незначительная
шероховатость поверхности достигается большим углом резания до 60°, подпором волокон и минимальной
толщиной снимаемого слоя (не более 0,1 мм). Колодка
у шлифтика имеет длину 200 мм, высоту и ширину 60
мм, угол резания 55=60°. Задняя и передняя части колодки немного скошены. Ширина ножа — 45=50 мм.
Фальцгебель (рис. 37) служит для выборки четвертей, но в отличие от зензубеля имеет ступенчатую подошву.
Электрические рубанки и фуганки (рис. 38) облегчат труд столяра и помогут добиться высокого качества при обработке деревянных поверхностей. Они легки и удобны в обращении, обеспечивают безопасность
в работе. Потребляемая электрическая мощность этих
инструментов значительно ниже, чем в стационарных
деревообрабатывающих станках, которые, кроме всего, требуют наличия специального помещения. При помощи электрического рубанка можно достаточно эффективно обработать доску или брусок прямо на балконе или в коридоре. Для этого можно сделать примитивный верстак из досок или других вспомогательных материалов. Электрические рубанки обычно комплекту107
3
1
2
4
5
6
7
Рис. 38. Элект рорубанок ИЭF5701FА:
1 — держат ельFголовка; 2 — крышка; 3 — элект ропривод; 4 — рукоят ка с
выключат елем; 5 — лыжа; 6 — корпус; 7 — ременная передача
ются специальными приспособлениями, позволяющими выбирать четверти и выполнять другие функции обработки древесины.
Долота и стамески
Долота и стамески (рис. 39) служат для долбления
пазов при скреплении деревянных элементов, зачистки и подгонки соединений, обработки криволинейных
поверхностей и выполнения резных работ. Размеры
долот и стамесок приведены в таблице 19. Рукоятки
для долот и стамесок надевают на хвостовик лезвия
и за щи ща ют ме тал ли че с ким коль цом. Формы
рукояток показаны на рис. 40. Для того чтобы рукоятка дольше служила, ее защищают дополнительно кус108
30:40
Штылек
Хвостовик
Плечико
120:140
А
25:30
Б
Шейка
Ребро
В
Г
Лопасть
Д
Рис. 39. Ст амески и долот а (размеры в мм):
А — ст олярные долот а; Б — плоская ст амеска; В — полукруглая
ст амеска; Г — резчицкие ст амески; Д — угловые резцы (клюкарзы)
ком кожи, набитым на торец. Инструмент хорошо выполняет свои функции только при правильной заточке.
Поэтому долота затачивают под углом 25°, а стамески — под углом от 15 до 25°. Эту работу лучше выполнять на заточном станке, с последующей ручной доводкой оселком (рис. 41).
Инструменты для сверления древесины
Сверление — это сложный процесс резания, совершаемый по различным направлениям относительно волокон древесины. Сущность этого процесса состоит
109
Таблица 19. Размеры долот и стамесок (в мм)
Ширина
Толщина
Долота столярные
Длина рабочей части
6
8
10
12
15
18
20
8
8
9
9
9
11
11
Стамески плоские
130
130
150
150
150
160
160
4, 6 ,8 ,10
12, 15, 18
20, 25, 30, 40
3
4
4
Стамески плоские тонкие
105
110
120
12, 15, 18
20, 25, 30, 40
110
120
3
3
Стамески полукруглые
6, 8, 10
12, 15
20, 25, 30, 40
105
110
125
2
2; 2,5
2,5; 3
А
Рис. 40. Формы рукоят ок:
А — граненные;
Б — круглые
Б
110
А
Б
В
250
Г
Д
Е
Рис. 41. Общие приемы зат очки инст румент а: А — правильное положение
рук при зат очке на оселке; Б — зат очка ст амески прямолинейными
движениями рук; В — зат очка кругообразными движениями; Г — правльное
положение рук при зат очке на элект рот очиле; Д — зат очка плоских резцов
и косяков; Е — зат очка полукруглых резцов
в резании резцами, расположенными по торцу цилиндрического тела инструмента ( сверла ). В столярных работах сверление применяется для устройства отверстий под круглые шипы, шурупы и другие металлические элементы при соединении деталей, под пробки при
удалении сучков, под пазы при обработке древесины
стамеской и долотом.
Ручные инструменты для сверления показаны на
рис. 42.
Ручная винтовая дрель служит в основном для высверливания отверстий диаметром до 5 мм. На ее
стержне имеется винтовая резьба для передвижения
111
А
Б
Рис. 42. Коловорот (А) и ручная
дрель (Б)
ручки. Усилие от руки, сжимающей ручку, передается
стержню, и он начинает
вращаться. Вторая рука
оказывает воздействие на
нажимную головку. От совмещения этих двух усилий
и происходит внедрение
сверла в древесину, т.е.
процесс резания.
У коловорота процесс
резания происходит от
усилия, которое рука работающего создает при вращении коленчатого стержня коловорота с ручкой посредине. Снизу стержня
А
В
находится патрон с трещетБ
кой, дающей возможность
устанавливать
вращение
вправо и влево. В коловороте
можно устанавливать сверла
диаметром до 10 мм.
Бурав (рис. 43) используют для сверления глубоких
отверстий. При помощи бурава сверлят и неглубокие
отверстия в древесине твердых пород под шурупы. БуРис. 43. Бурав (А), буравчик
рав представляет собой ме(Б) и ложечный бурав (В)
таллический стержень с ушком для ручки вверху и винтовой поверхностью с направляющим центром внизу.
У буравчика затруднен вывод стружки из отверстия, поэтому его периодически следует вынимать из отверстия и очищать от стружки. Бурав и буравчик не дают
той чистоты обработки, какую можно получить сверла112
А
К
Б
Л
В
Д
Г
М
О
Е
П
Ж
З
И
Р
Н
Рис. 44. Сверла и зенкеры:
А — перовое; Б — прост ой бурав; В — винт овое цент ровое; Г — ложечное;
Д — цент ровое; Е — пробочное бесцент ровое; Ж — пробочное цент ровое;
З — ложечное прямое; И — спиральное прост ое; К — спиральное с цент ром
и подрезат елями; Л — винт овое прост ое; М — шнековое; Н — шт опорное;
О — сверлоFзенкер цилиндрический с направляющей головкой;
П — комбинированное сверло с зенкером; Р — фасонный зенкер
113
ми. У мастеров= столяров обычно имеют11
ся ложечные буравчики, которые пред2
ставляют собой те же
перки, только с острым наконечником
и конусным винтом.
Сверла
бывают
перовые, винтовые,
4 ц е н т р о в ы е ,
10
9
ложечные, спиральные,
шнековые,
штопорные и зенкеры
(рис. 44). У сверла
8
различают хвостовик,
8
собственно
стержень, режущую часть
и элементы для отвода стружки (рис. 45).
Перовые сверла
6
ти
па
ложечной перки
8
12
имеют вид удлиненного корытца с острыРис. 45. Основные част и и элемент ы
ми краями. Служат
сверла:
они
для сверления от1 — лапка; 2 — хвост овик; 3 — шейка;
вер
стий
под нагели
4 — канавки для от вода ст ружки;
диаметром 3=16 мм
5 — корпус сверла; 6 — диамет р сверла;
(при длине сверла до
7 — рабочая част ь сверла; 8 — режущие
кромки; 9 — задняя поверхност ь сверла;
170 мм). В процессе
10 — передняя част ь сверла;
сверления перку пе11 — винт овые лент очки; 12 — поперечная риодически вынимакромка
ют из древесины для
удаления
стружки.
Недостатком перового сверла является отсутствие направляющего центра. Для сверления отверстий большого диаметра применяют перовые сверла специальных конструкций (пробковое и зенкеры).
Центровыми сверлами сверлят сквозные, но неглу114
5
7
1
бокие отверстия поперек волокон древесины, так как
выход стружки в них затруднен. Работают такие сверла
только в одну сторону и при нажиме сверху. Их диаметр
до 50 мм, а длина — до 150 мм.
Спиральные сверла более совершенны по своей
конструкции. В них предусмотрен вывод стружки, в результате чего отверстия не забиваются при сверлении
и имеют чистые, ровные стенки. Как и центровые, эти
сверла имеют центр и подрезатель или коническую заточку режущей части. Сверла с конической заточкой
применяют для сверления вдоль волокон, с центром
и подрезателем — поперек. Спиральные сверла могут оснащаться
пластинками из твердого сплава
для обработки особо твердых пород
древесины.
Винтовые сверла используют
в основном для сверления глубоких
отверстий поперек волокон древесины. После прохождения этим
сверлом стенки отверстия получаются чистыми.
Для высверливания отверстий
больших диаметров используется
специальная
конструкция
с
насадкой (рис. 46).
Любое сверло должно быть праРис. 46. Сверло со
вильно заточено, иначе оно будет специальной насадкой
рвать, а не резать древесину, а отдля высверливания
верстие — забиваться стружкой.
от верст ий больших
При затачивании необходимо содиамет ров
хранять прямолинейность режущей
кромки. Так как режущая кромка
имеет ограниченный запас металла, сверло следует затачивать бережно и экономично.
Электрические сверлильные машины предназначены для сверления отверстий не только в древесине,
но и в металле, пластмассе, бетоне и в других материалах, применяемых в современном строительстве. На115
Таблица 20. Технические характеристики электрических сверлильных машин
Показатели
ИЭG1019А
ИЭG1031А
ИЭG1032
9
9
9
Частота вращения шпинделя,
об/мин
800
970
940
Мощность электродвигателя,
Вт
340
120
210
Максимальный диаметр
сверления, мм
Примечание. Электродвигатели рассчитаны на напряжение 220 В, частота вращения ротора — 1800 об/мин.
личие электронного регулирования частоты вращения
шпинделя дает возможность изменять количество оборотов от нуля до максимального и осуществлять сверление в наиболее оптимальном режиме. Основные технические характеристики некоторых типов отечественных сверлильных машин приведены в таблице 20.
Современный рынок наполнен большой номенклатурой электрических инструментов зарубежного производства. Среди них в выгодную сторону отличаются изделия фирмы Bosch, которая является одним из крупнейших в мире производителей электроинструментов
и контролирует в этой области 27% мирового рынка.
Продукция этого концерна продается как под собственными марками (Bosch, Skil, Dremel, Hawera, Atco,
Qualcast и Magna), так и под многочисленными частными торговыми марками. Особый интерес для потребителя представляют электрические дрели, которые могут работать на аккумуляторах. В последние годы наблюдается тенденция к увеличению времени работы
аккумуляторных дрелей без подзарядки, а также —
к повышению их мощности и надежности. Кроме того,
расширилась линейка напряжений аккумуляторов.
Большая часть инструментов, официально поставляемых в Россию, изготавливается на заводах Германии
116
и Швейцарии.
Дрели=шуроповерты прочно вошли в быт современных мастеров. При помощи шуруповерта саморез легко
и надежно скрепит между собой деревянные изделия
без предварительного сверления. Большинство шуруповертов, представленных на современном рынке,
снабжены аккумуляторами, поэтому в процессе монтажа питающий шнур не мешает в работе. Достаточно периодически заряжать аккумулятор, и шуруповерт готов
к работе.
Вспомогательный инструмент
Вспомогательным инструментом служат молотки,
киянки, клещи, плоскогубцы, кусачки, простые и механические отвертки , разводки и прочие инструменты,
назначение которых обусловлено характером работ.
Плотничные и столярные молотки имеют квадратные и плоские бойки. Рукоятка молотка должна быть
длиной 250=300 мм и закрепляться прочно при помощи
клина. Столярный молоток должен иметь рукоятку, окованную металлом. Это поможет избежать расщепления
рукоятки головками гвоздей при промахах во время
удара. Надежно крепит молоток, с одновременной защитой рукоятки, металлическая полоса, загибаемая на
молоток сверху. Для того, чтобы не повредить древесину, часто пользуются деревянными молотками — киянками. Это деревянный массивный молоток, который
служит для нанесения ударов по деревянным частям
инструментов или по заготовкам при их сплачивании.
Делают киянку из свилеватой прочной древесины.
Форма ее может быть цилиндрической, бочкообразной
или прямоугольной.
Клещи служат для вытаскивания гвоздей, откусывания шляпок при изготовлении различных шпилек.
Для этого у клещей размером 180=200 мм затачивают
губки так, чтобы сверху не было никакой фаски. Заточенные таким образом клещи могут ухватить гвоздь,
едва выступающий над поверхностью древесины. Кле117
щи, имеющие фаску с верхней стороны, такой гвоздь не
зацепят.
Отвертки различных размеров и конструкций служат для заворачивания шурупов.
Добойник применяют для забивания гвоздей в углублениях, когда существует опасность примять молотком поверхность изделия. Он представляет собой
стальной стержень в виде керна размером 120=150х10
мм с небольшим углублением на тонком рабочем конце. Головку гвоздя или верхний конец шпильки вставляют в это углубление и сверху ударяют молотком или киянкой.
Заточка инструментов
Заточка режущей части инструмента — операция
чрезвычайно важная, от выполнения которой зависит
чистота обработки древесины и трудоемкость технологического процесса. Древесина, обработанная острым
инструментом, играет своим рисунком и сучками, на ее
поверхности нет сколов и задиров, а стружка вьется
тонкой лентой и обрывается только на сучках. Заточка
режущего инструмента бывает черновая и чистовая
(шлифование). Профильные ножи обычно затачивают
на ручном точильном станке сухим способом, а ножи со
сложным профилем — напильником. Рекомендуют
производить заточку кругами с возможно большим номером зернистости. При наличии высокоскоростных
шлифовальных кругов окружная скорость может быть
повышена до 50 м/сек, а твердость круга несколько
снижена.
Чистовая заточка и доводка вручную выполняется
карбидокремниевыми брусками (оселками) зернистостью 100= 320, твердостью ВТ и ЧТ и размером 200х20х5
мм.
Абразивный инструмент — точильные круги, бруски и оселки различают по форме, размерам и твердости в соответствии с характером заточки режущих инструментов. Точильные круги перед установкой и исполь118
зованием должны быть проверены на отсутствие трещин (простукиванием) и на разрыв (сообщая кругу скорость вращения, превышающую номинальную на 75%).
Между кругом и фланцем ставят картонные или резиновые прокладки, а круг насаживают на шпиндель с зазором 0,6=0,8 мм, так как при плотной насадке может произойти разрыв круга вследствие нагрева в процессе заточки. Установка круга должна быть выполнена без эксцентриситета, а при вращении не должно быть биения.
Напильники применяют для заточки пил с мелким
шагом и сложным профилем зубьев, для заточки плоских, фрезерных резцов со сложным профилем и сверл.
Напильники могут быть плоские тупоносые с параллельными ребрами, ромбические, трехгранные, квадратные и круглые.
По крупности насечки напильники подразделяют на
6 классов:
— драчевые (I класс) для грубой обработки древесины, имеющие 4=12 насечек на 1 пог/см;
— личные (II класс) с 13=26 насечками на 1 пог/см;
— бархатные (III=VI класс), имеющие от 30 до 80 насечек на 1 пог/см.
Классы насечки и размеры напильников приведены
в таблице 21.
Заточку и доводку мелкого инструмента сложного
профиля выполняют мелкими напильниками=надфилями, имеющими различную форму. Напильники должны
Таблица 21. Насечка напильников
Назначение
напильников
Класс
насечки
Заточка
II
III
IV
26 24 22 20 18 17 16
— 40 38 37 35 35,5 30
— 50 48,5 47 45 43 40
15
—
—
14
—
—
13
—
—
Доводка
V
VI
— 64
— 79
—
—
—
—
—
—
Длина напильников, мм
75 100 125 150 200 250 300 350 400 500
Количество насечек на 1 пог/см
62
77
60 57
75 71
54
66
50
63
119
иметь твердость в соответствии с ГОСТом и нормальную закалку (светло=серый цвет).
Для проверки затупленности ножа рубанка нужно
взять рубанок левой рукой за подошву и повернуть его
подошвой вверх так, чтобы свет падал на фаску и лезвие ножа. Поворотом рубанка вверх или вниз условно
вокруг режущей кромки найти такое положение, когда
на фоне затемненной фаски появится белая полоса режущей кромки (радиус затупленности). При повороте
ножа в одну сторону фаска темнеет, а в другую — светлеет. При этом лезвие ножа выделяется линией затупления в виде закругленной иглы.
Зазубренность, загнутость и вмятины лезвия можно
обнаружить осмотром или на ощупь большим пальцем
правой руки, проводя по лезвию вдоль фаски. Желательно перед этим смочить палец водой.
При заточке ножей на точиле лучше всего
применять подвижной упор, при этом абразивный круг
должен вращаться против лезвия, а нож держат правой
рукой под необходимым углом (рис. 47). Перед затачиванием режущего инструмента столяры=краснодеревщики опускают на некоторое время лезвие в раствор
соляной кислоты (10 г кислоты средней концентрации
на 110 г воды). При этом необходимо помнить, что кис-
1 2
3
4
Рис. 47. Зат очка с подвижным упором:
1 — фиксат ор перемещения по горизонт али; 2 — подвижная площадка для
выбора угла зат очки; 3 — фиксат ор верт икального перемещения;
4 — проверка правильност и зат очки с помощью угольника
120
лоту льют в воду, а не наоборот. Инструмент затачивают
на мелкозернистом камне, покрытом слоем машинного
масла. Ножи рубанков, а также стамески, долота и инструмент для резьбы по дереву рекомендуют опускать
на несколько секунд в кипящую воду и затем в нагретом
состоянии затачивать. После остывания инструмент
приобретает первоначальную твердость.
Нож при затачивании прямо, без перекосов, равномерно прижимают к кругу, поддерживая левой рукой.
Нож затачивают до тех пор, пока противоположной стороне не образуются заусенцы. Если заусенцы незначительны и видны в виде тонких ровных полосок, затачивание считается удовлетворительным. Большие крупные
заусенцы образуются при сильном нажиме на нож в процессе затачивания. Поэтому нож следует прижимать
к кругу плотно, но не сильно. Очень важно в процессе затачивания сохранить требуемый угол заострения.
Ручная доводка инструмента выполняется оселком. Если посмотреть на резец в лупу после первой заточки, то можно увидеть, что его край представляет собой зубчатую линию. Ручное шлифование придает резцу остроту, стойкость в работе и улучшает качество обрабатываемой поверхности.
Для заточки на бруске нож берут в правую руку так, чтобы он упирался в ладонь. Большой палец руки должен
быть на левой кромке, указательный — на передней грани,
а три остальные обхватывают нож и поддерживают его.
Нож кладут плотно на брусок и прижимают левой рукой
к поверхности так, чтобы он располагался к плоскости
бруска под углом 30=45°. Путем изменения угла наклона то
в меньшую, то в большую сторону добиваются полного
совмещения фаски с плоскостью абразивного бруска.
Слегка прижимая нож к бруску, передвигают его возвратно=поступательными или круговыми движениями.
Чтобы точильный брусок при этом не скользил по поверхности стола, под него можно положить резиновый коврик. Заточку ведут до тех пор, пока на режущей кромке не
появится равномерный тонкий слой металла (заусенец).
За состоянием режущей кромки при заточке и образова121
нием заусенца надо внимательно следить, периодически
вытирая инструмент и осматривая его. При этом смачивают водой брусок и фаску. После заточки лезвие должно
быть по всей длине прямым со смягченными углами. Заусенцы после заточки нужно удалить, иначе работать ножом будет невозможно, и он быстро затупится.
РАЗДЕЛ IV
ПРОЦЕСС РЕЗАНИЯ ДРЕВЕСИНЫ
Обработка древесины включает в себя ряд последовательно выполненных процессов, а именно:
— раскрой древесных материалов на заготовки;
— механическую обработку заготовок;
— склеивание и фанерование заготовок;
— механическую обработку деталей;
— сборку деталей в узлы;
— обработку узлов;
— сборку узлов и деталей в изделие;
— отделку изделия.
К механической обработке древесины, которая выполняется ручными и механизированными инструментами или на специальных станках, относится резание,
гнутье, прессование и раскалывание. Среди этого разнообразия технологических приемов резание занимает
лидирующее место. Резание древесины осуществляют
пилением, строганием, фрезерованием, сверлением,
долблением, точением и шлифованием. Под технологическими операциями резания понимают обработку
122
5
5
4
4
3
4
4
2
2
1
Б
А
5
5
В
Г
1
Рис. 48. Элемент ы резца:
А — поверхност и и углы; Б — вид абсолют но ост рого резца; В, Г — форма
режущей кромки зат упленного резца; 1 — режущая кромка;
2 — зат упленный резец; 3 — угол заост рения; 4 — задний угол;
5 — передний угол
древесины специальными клиновидными резцами того
или иного вида. При этом обработка происходит с нарушением волокон древесины.
Резание элементарным резцом
А
Г
В
Б
А
1
Г
Б
5
Рис. 49. Углы резания:
А — передний угол;
Б — угол заост рения;
В — задний угол;
Г — угол резания;
1 — передняя грань
резца;
2 — задняя грань резца;
3 — плоскост ь резания;
4 — режущая кромка
резца;
5 — плоскост ь,
перпендикулярная
плоскост и резания
В
4
3
2
123
Режут древесину с помощью резца, внедряя в древесину его лезвие и отделяя стружку передней гранью
(грудкой). Это происходит благодаря нарушению режущей кромкой резца связи между частицами древесины.
Резец имеет вид клина, острое ребро которого называется режущей кромкой (рис. 48). Угол между пластью
и фаской резца, образующий режущую кромку, называют углом заточки или заострения. Различают следуюА
Б
В
7
2 3
5
4
1
6
Рис. 50. Схемы резания:
А — от крыт ое, Б — полузакрыт ое; В — закрыт ое; 1 — загот овка;
2 — обрабат ываемая поверхност ь; 3 — ст ружка; 4 — резец; 5 — режущая
кромка; 6 — обработ анная поверхност ь; 7 — боковая обработ анная
поверхност ь
щие углы, характеризующие положение резца при резании (рис. 49):
— угол наклона (установки) резца — задний угол
между плоскостью резания и задней гранью резца;
— угол резания — угол между плоскостью резания
и передней гранью резца;
— передний угол — угол между передней гранью
резца и плоскостью, перпендикулярной к плоскости резания.
Существующие схемы резания показаны на рис. 50.
Для более полного понимания процессов резания
необходимо уяснить значение терминов "сила резания"
и "удельное сопротивление резанию".
Сила резания — суммарная сила, действующая в направлении резания и необходимая для преодоления
сопротивлений, возникающих при движении резца
(внедрение резца в древесину, отделение и деформа124
ция стружки, преодоление трения стружки и резца).
Удельное сопротивление резанию — суммарная величина (в кг) сопротивления резанию, отнесенная
к 1мм2 площади поперечного сечения стружки. На величину удельного сопротивления резанию оказывает влияние ряд факторов:
— порода и влажность древесины;
— направление резания;
— угол резания;
— степень остроты резца;
— толщина стружки;
— степень нажима на древесину перед резцом;
— трение резца и стружки;
— число действующих резцов;
— скорость резания и подачи;
— ширина и форма лезвия резца.
Таблица 22. Поправочные коэффициенты удельного
сопротивления резанию
0,9B1
,0
ясень
дуб
бук
1,05
береза
1,0
лиственница
ольха
0,85
ель
0,8
Твердые породы
сосна
Величина
поправочного коэффициента
осина
Виды древесины
липа
Мягкие породы
1,1 1,2B1 1,3B1 1,5B1 1,5B2,
,3
,5
,6
0
Влияние этих факторов выражают коэффициентами,
которые учитывают при определении величины сопротивления резанию. Величина удельного сопротивления
резанию определяется как произведение перечисленных выше коэффициентов. Влияние породы древесины
на усиление резания характеризуется коэффициентом
крепости, значения которого изменяются значительно.
Поправочные коэффициенты для определения удель125
Таблица 23. Средняя величина коэффициента, учитывающего влажность древесины
Величина поправочного коэффициента
Состояние древесины
при пилении
при
фрезеровании
Для полусухой древесины
(влажность 25B30%)
1,05
0,95
Для воздушноBсухой древесины
(влажность 10B15%)
1,0
1,0
Для сухой древесины (влажность
5B8%)
0,9
1,1
ного сопротивления резанию древесины приведены
в таблице 22.
Коэффициенты крепости приняты для воздушно=сухой древесины. Поэтому в расчет вводят также коэффициент, учитывающий влияние на сопротивление резанию влажности древесины. Средняя величина коэф-
А
Б
Г
В
Д
Рис. 51. Виды резания: А — вдоль волокон; Б — в т орец; В — поперек
волокон с углом скоса; Г — поперечноFпродольное; Д —
продольноFт орцовоFпоперечное
126
фициента, учитывающего влажность древесины, приведена в таблице 23.
Торцевое, продольное и поперечное резание
Движение резца может происходить в трех основных
направлениях (рис. 51):
— резание в торец (торцовое), в плоскости поперечного сечения дерева, когда все волокна перерезаются
поперек;
— резание вдоль волокон (продольное), при котором резец движется по направлению волокон параллельно их длине, надкалывает и разрывает их вдоль;
— резание поперек волокон (поперечное), которое
происходит не только в плоскости волокон, но и в поперечном направлении. При этом резец не перерезает
волокна, а отделяет их друг от друга.
При резании в торец резец вначале углубляется, давит на отрезаемую древесину, а затем скалывает слой,
толщина которого зависит от строения древесины, угла
наклона и угла заточки резца. Практикой установлено,
что угол наклона должен быть небольшим, но не менее
15°. Угол заточки делают возможно меньшим, насколько позволяет прочность материала резца (для резания
древесины твердых пород угол больше, для мягких —
меньше).
При резании вдоль волокон резец внедряется в древесину, раскалывая и разрезая ее волокна и отделяя
стружку, которая в этом случае получается длинной,
тонкой и закручивается в спираль.
Направление резания чаще всего не совпадает с направлением волокон из=за свилеватости, косослоя
и других особенностей строения древесины. При этом
древесина надкалывается не в плоскости резания,
а вглубь, отчего образуется неровная, шероховатая поверхность — задир. Чтобы избежать задиров следует
менять направление резания (рис. 52).
127
Б
Б
В
А
Рис. 52. Схемы основных положений резца по от ношению к направлению
волокон древесины: А — продольное; Б — т орцовое; В — поперечное
Для улучшения чистоты обрабатываемой поверхности и уменьшения задира применяют дополнительный
специальный резец=стружколоматель, укорачивающий
надкол и способствующий надлому стружки. Для этих
же целей помещают впереди резца прижим, предупреждающий образование глубоких надколов. Причем
надколы будут тем меньше, чем ближе прижим расположен к лезвию резца.
При резании поперек волокон древесина частично
режется вдоль волокон, частично отрывается (в более
слабых местах), отчего поверхность получается шеро128
ховатой.
Наибольшее усилие резца требуется при резании
в торец, наименьшее — при резании поперек волокон.
Во многих случаях режущие инструменты (сверла,
строгальные ножи, дисковые пилы и др.) имеют вращательное движение, то есть происходит резание с переменным направлением резца по отношению к волокнам
древесины. Одновременно с резанием производится
надвигание (подача) материала на вращающиеся резцы, в силу чего процесс резания и образования стружки становится сложным, сочетая в себе различные виды резания.
Различают следующие изменения в положении резца относительно направления волокон древесины:
Таблица 24. Удельное сопротивление резанию воздушно:сухой сосны
Направление резания
Продольное
ПродольноBторцовое
Торцовое
ТорцовоBпоперечное
Поперечное
ПоперечноBпродольное
Продольное
Угол резания ϕ
(в °)
Удельная сила резания (в кг/мм2)
0
0,4
15
30
45
60
75
0,6
0,9
1,3
1,7
2,1
90
2,2
75
60
45
30
15
2,1
1,8
1,5
1,1
0,8
0
0,7
75
60
45
30
15
0,65
0,6
0,55
0,5
0,45
0,4
129
— продольно=поперечное (рис. 52, А) с изменением резания от продольного вначале до поперечного
в конце;
— продольно=торцовое (рис. 52, Б) с переходом от
продольного резания к торцовому;
— поперечно=торцовое (рис. 52, В) с переходом от
поперечного резания к торцовому.
Таблица 25. Поправочные коэффициенты для определения удельного сопротивления резанию под углом
Угол резания ϕ
(в°)
30
45
50
55
60
65
70
75
80
85
90
Направление резания
поперечное
продольное
торцовое
0,9
1
1,03
1,06
1,09
1,12
1,15
1,18
1,22
1,26
1,3
0,7
1
1,1
1,2
1,3
1,5
1.7
2,0
2,4
2,8
—
0,6
1
1,15
1,3
1,45
1,7
2,0
2,4
2,8
—
—
Во всех случаях начальным является резание,
при котором древесина оказывает сопротивление скалыванию. При этом резание характеризуется коэффициентом скалывания, величина которого меняется в зависимости от угла резания "ϕ" (таблица 24).
Угол резания обуславливает величину усилия, которое необходимо при внедрении резца для снятия волокон, их сдвига, образования и удаления стружки. Чем
меньше этот угол, тем меньше усилие для внедрения
резца. В таблице 25 приведены значения коэффициентов, учитывающих влияние угла резания на удельное
сопротивление, причем за единицу принят угол 45°.
Острота резца в процессе работы снижается. При внедрении затупленного резца в древесину волокна не пере130
Таблица 26. Зависимость коэффициента К3 от радиуса закругления резца
Число часов
наработки
0
Радиус закругления
лезвия, мк
Значение К3
0,5
1
2
3
4
5
6
2B10 15B20 21B35 36B40 41B45 46B50 51B55 56B60
1
1,1
1,2
1,3
1,4
1,5
1,6
1,7
резаются, а сдавливаются, сминаются и разрываются, что
увеличивает сопротивление резанию и трение между резцом и древесиной. Вместе с тем снижается чистота и точность обработки, так как мятые волокна стремятся отжать
резец. В зависимости от степени затупления резца величина силы отжатия составляет от 0,1Р до 1,0Р, где Р — усилие резания. Степень затупления резца характеризует радиус закругления лезвия резца, который измеряется в микронах. Влияние затупления резца на удельное сопротивление резанию учитывается коэффициентом К3, среднее
Таблица 27. Значение коэффициента Кс для определения удельного сопротивления резанию в зависимости от толщины стружки
Средняя толщина стружки h (в мм)
Порода
древесины 1,0 0,7 0,5 0,4 0,3 0,2 0,15 0,1 0,07 0,05 0,04 0,03 0,02 0,01
Коэффициент Кс
Мягкая
Твердая
1,0 1,1 1,2 1,3 1,4 1,7 1,9 2,2 2,6 2,9 3,1 3,3 3,6 4,2
1,0 1,1 1,2 1,3 1,4 1,7 2,0 2,5 3,0 3,5 3,9 4,4 5,1 7,0
значение которого приведено в таблице 26.
Продолжительность работы резца и его замена зависят от требуемой чистоты обработки. При этом нажим на древесину перед резцом=стружколомателем
увеличивает сопротивление резанию в 1,1=2 раза в зависимости от расстояния между прижимом и лезвием.
Уменьшение толщины стружки h снижает удельное со131
противление резанию. В таблице 27 приведены средние значения коэффициента Кс, который учитывает
влияние толщины стружки при резании сухой древесины хвойных пород.
При пилении, когда опилки заполняют пазухи между
зубьями и сам пропил, трение резца о стружку сказывается особенно. Величина коэффициента, учитывающего повышение сопротивления резанию вследствие трения о стружку (опилки), составляет:
Таблица 28. Значение коэффициента Кv для определения удельного сопротивления резанию в зависимости от скорости резания (при продольном пилении)
Скорость резания V
(в м/сек)
10
40
50
60
70
80
90
100
Коэффициент Кv
1
1,05
1,1
1,15
1,20
1,25
1,35
1,40
— для ленточных и круглопильных станков с механической подачей 1,1=1,2;
— для поперечных пил 1,1=1,2.
Скорость резания
Скорость резания, при прочих равных условиях, обуславливает число действующих резцов в единицу времени. С увеличением скорости резания возрастает
удельное сопротивление резанию, что учитывается коэффициентом Кv, но вместе с тем улучшается качество
обработки. Значение коэффициента Кv приведено
в таблице 28.
Скорость резания измеряется в метрах в секунду
(м/сек) и зависит от числа оборотов резца (рабочего
вала). Скорость резания обычно доводят до 70=100
м/сек, а число оборотов рабочего вала у круглопильных
станков до 3000 в минуту, у шпинделей строгальных
станков — до 6000 и фрезерных — до 24000 в минуту.
Скорость подачи u — надвигание материала на ре132
зец (или наоборот резца на материал) обуславливает
производительность оборудования. Ускорение подачи
вызывает увеличение толщины стружки и, соответственно, уменьшение удельного сопротивления резанию.
Скорость подачи измеряют в метрах в минуту (м/мин).
Она зависит от ряда факторов и может изменяться на
строгальных станках в пределах 8=150, а в некоторых
случаях и 350 м/мин.
Чистота обработки
Чистота обработки при резании зависит от характера образования стружки, а при обработке вращающимися резцами, кроме того, — от диаметра режущего
инструмента, толщины снимаемого слоя и величины
подачи на один резец. Чистота поверхности в последнем случае характеризуется длиной волны — расстоянием между смежными гребнями и ее глубиной. Длина
волны (м) равна величине подачи (м/мин), деленной на
число оборотов в минуту строгального вала и число
резцов. Рекомендуемая чистота обработки поверхности, характеризуемая длиной волны (в мм) следующая:
— дуба ............................................................3 — 4
— сосны ............................................................до 6
— для фанерования..........................................6 — 5
Таблица 29. Классы чистоты обработки поверхности
древесины
Классы
1Bй
2Bй
3Bй
4Bй
5Bй
6Bй
7Bй
8Bй
9Bй
10Bй
Величина наибольших
неровностей (в мк)
Свыше 1 250 до 1600
<< >> 800 << >> 1250
<< >> 500 << >> 800
<< >> 315 << >> 500
<< >> 200 << >> 315
<< >> 100 << >> 200
<< >> 60 << >> 100
<< >> 30 << >> 60
<< >> 16 << >> 30
Условное
обозначение классов
Δ∂ 1
Δ∂ 2
Δ∂ 3
Δ∂ 4
Δ∂ 5
Δ∂ 6
Δ∂ 7
Δ∂ 8
Δ∂ 9
Δ∂ 10
133
А
Б
В
Г
Д
Рис. 53. Виды неровност ей обработ анной поверхност и:
А — при пилении; Б — кинемат ические волны при фрезеровании;
В — риски; Г — неровност и упругого восст ановления; Д — скол
134
— под шлифование ..........................................5 — 3
— под покрытие:
красками..................................................до 2
лаками ....................................................до 1
Глубина волны вычисляется, исходя из радиуса резания и длины волны. При обработке на строгальных
станках глубина волны обычно составляет 0,2=0,05 мм,
а на циклевальных, быстроходных фрезерных и станках
с гладильными ножами — не менее 0,02 мм.
Степень чистоты обработки поверхности характеризуется высотой неровностей (гребней), оставляемых
режущим инструментом (рис. 53), и измеряется в микронах (мк). Существует 10 классов чистоты обработки,
которые приведены в таблице 29.
Для улучшения обработки поверхности древесины
пользуются следующими приемами:
— волокна древесины прижимают перед резцом
прижимами=стружколомателями;
— на передней грани резца располагают надламыватель, который загибает и надламывает стружку на
мелкие части (строгальные валы, ножевые головки,
двойные железки рубанков);
— увеличивают скорость резания, при которой улучшается чистота среза на поверхности древесины;
— заточку ножей производят по возможности чаще
и делают более тщательную их правку;
— срезают гребни волн гладильными ножами;
— производят резание преимущественно вдоль волокон;
— располагают лезвия резцов под углом менее 90°
к направлению подачи;
— увеличивают число ножей на строгальном валу
или головке и повышают точность их установки. Нужная
точность достигается фуговкой лезвия на месте так,
чтобы разность радиусов резания для нефугованных
ножей составляля 0,1=0,05 мк, а для фугованных
0,03=0,02 мк.
135
РАЗДЕЛ V
ПРИЕМЫ ОБРАБОТКИ ДРЕВЕСИНЫ
В арсенале современного столяра и плотника имеется широкий набор инструментов и технологических
приемов, которые совершенствовались веками. Умение выполнять те или иные операции по обработке древесины является результатом длительной тренировки
и определяет квалификацию мастера. Начинающему
же мастеру необходимо следовать советам наставника
или рекомендациям, приведенным в соответствующих
разделах данной книги. Прежде чем вести разметку
столярных или плотничьих деталей необходимо заготовку доски или бревна обработать начисто или почти
начисто, то есть острогать заготовки со всех сторон,
соблюдая углы и профили.
Рубка и теска древесины
136
Рубка и теска древесины топором является одной их
древнейших операций, которой виртуозно владели наши предки. И дело даже не в том, что они не были знакомы с пилой и другими инструментами. Весь секрет
популярности рубки заключается в том, что во время
этой технологической операции уплотняются поры древесины и она становится менее гигроскопичной, а следовательно, не так впитывает в себя влагу. Поэтому при
строительстве деревянных домов практически никогда
не пользовались пилой, а основную часть работы выполняли топором.
Перерубить бревно или брусок топором можно, соблюдая следующие правила. Бревно или брусок выкладывают таким образом, чтобы в месте рубки древесина
не пружинила. Для этого в назначенном для рубки месте под бревно или брусок можно положить деревянную
А
Б
В
Рис. 54. Обработ ка бревен:
А — рубка; Б — колка бревна; В — от есывание
137
подкладку. Первую зарубку в назначенном месте делают прямую, а затем косую на малом расстоянии от места прямой рубки, чтобы отделилась щепа (рис. 54).
Продолжают таким образом рубить до встречи косого
проруба с прямым. После этого бревно переворачивают на 180° и противоположную сторону зарубают в том
же порядке. Если бревно толстое, то повороты бревна
можно осуществлять на 45° и делать зарубки до тех пор,
пока бревно не будет перерублено полностью.
Расколоть бревно на две части не так уж сложно,
как это может показаться с первого взгляда. Однако
следует помнить, что эта операция требует осторожности и внимания, так как неправильные действия могут
привести к безвозвратной порче бревна. Бревно выкладывают на подкладки так, чтобы оно лежало устойчиво
и ударяют топором строго вертикально вдоль волокон
по намеченной линии раскола. При этом в бревне появляется трещина, в которую вставляют клин, заколачивая его обухом топора (рис. 54). Если лезвие топора во
время удара отклонится от вертикали, то трещина может разделить бревно на разные половины. Трещина
расширится и удлинится. Нужно следить за продвижением трещины, и если она отклонится от линии раскола, следует прекратить заколачивание клина. Следующий прируб делают в конце образовавшейся трещины,
перерубывая волокна, которые окажутся между двумя
трещинами. В образовавшуюся новую трещину забивают второй клин, одновременно подбивая первый. Забивку клиньев продолжают до тех пор, пока две трещины не сольются в одну. Продолжая действовать таким
же образом, делают новые зарубки, продлевая трещину до конца бревна и следя за тем, чтобы она не отклонилась от линии раскола. В длинных и толстых бревнах
таких клиньев может быть много, и все они будут направлены на то, чтобы расширить трещину до полного
раскола бревна на две половины.
Теску бревна выполняют по намеченной заранее
меловой линии в последовательности, показанной на
том же рис. 54. Предварительно бревно укладывают на
138
А
Г
Б
В
Д
Ж
Е
З
Рис. 55. От есывание бревна на два кант а:
А — фиксация с помощью скоб; Б — определение цент ральной оси;
В — определение боковых осей; Г — пробивка нит ок; Д — обозначение
насечек; Е — от есывание бревна; Ж — чист овая от еска; З — зачист ка
две деревянные подкладки=чураки и закрепляют угловыми скобами. После этого по всей длине бревна делают прирубы на расстоянии около 30 см друг от друга.
Части древесины между прирубами скалывают, после
ровняют все неровности, отесывая бревно начисто.
Для того чтобы при обработке бревна не получались
задиры, теску ведут от вершины к комлю. Ногу со стороны отеса следует отставить как можно дальше от
бревна, чтобы избежать травмы.
139
Теску на два канта выполняют в той же последовательности, следя за тем, чтобы ширина отесываемых
сторон была одинаковой (рис. 55).
Бревно на четыре канта выполняют после предварительной разметки. Для этого со стороны верхнего отруба циркулем проводят окружность, диаметр которой
должен быть таким, чтобы в него вписался брус требуемого размера. После этого на комлевой части бревна
проводят такую же окружность, через центр которой
проводят взаимно перпендикулярные линии. Если концы этих линий в пределах окружности соединить прямыми линиями, то получится квадрат. Разметив квадраты, через их вершины вдоль бревна пробивают линии
и отесывают бревно по методике, описанной выше.
Пиление древесины
Распиливание древесины в столярном деле применяют в различных стадиях ее обработки. Вначале распиливают брусья или доски на отрезки — заготовки.
Распиливание в данном случае производят грубо,
с припуском на обработку. Затем отрезки досок распиливают на бруски или опиливают в соответствии с требуемой формой изделия. Пиление применяют также
при выполнении соединений: запиливают шипы и проушины, выбирают пазы и т.п. Для получения плотного
соединения делают подрезку мест примыкания. Кроме
того, пилой производят торцовку — опиливание концов
брусков и деталей для получения правильного, с чистой
поверхностью и точными размерами торца. При распиловке древесины пользуются пилами с ненатянутым
(поперечные двуручные и ножевые) и натянутым (лучковые) полотном. Двуручные пилы применяют для грубого распила материалов, а для более тонких работ используют одноручные пилы. Существенную роль в качестве пиления играет хорошо подобранный и подготовленный инструмент. Нельзя, например, качественно
пропилить шип ножовкой с крупными зубьями или неправильно выполненным разводом. Даже опытный ма140
стер, используя такой инструмент, может допустить
брак. Но квалифицированный столяр таким инструментом работать не будет, в отличие от новичка, который
начинает пропил первой попавшейся под руку пилой.
Для того чтобы понять процесс резания пилой, нужно
вникнуть в суть этого механизма.
При разделении пучка волокон двигающийся резец
(зуб) пилы рассекая волокна древесины, выполняет
вырывающее действие. Если действие пилы ограничить этим процессом (то есть действием одного резца), то никакого резания не произойдет, так как разделенные в одном месте волокна на другом своем конце
переплетаются с другими волокнами. Для того чтобы
получился пропил, необходимо расчленить волокна на
некотором расстоянии от места первого рассечения.
При этом между двумя рассечениями остается часть
волокна, которую необходимо удалить, получив пропил. Эту роль играют боковые стороны зубьев, которые
подобно стамеске стесывают части оставшегося волокна и выбрасывают их за пределы пропила в виде
опилок. На месте пропила остается канавка, ширина
которой равна ширине полотна пилы в месте развода
зубьев.
Само собой разумеется, что от величины развода
зависит не только ширина пропила, но и сам механизм
резания, который для каждой древесины бывает различным. К примеру, если развод пилы мал, то отрезать
древесину, особенно сырую, становится трудно, так как
в узком пропиле полотно пилы застревает. Поэтому для
сырой древесины подбирают пилу с большими зубьями
и широким разводом. Совершенно другая картина получится, если такой пилой попытаться отрезать сухую
твердую древесину. Полотно пилы будет свободно вихлять в пропиле, а волокна не будут разрезаться,
а рваться, застревая в древесине. Поэтому у каждого
мастера должен быть широкий набор пил для всякого
вида пиления в зависимости от породы древесины
и степени ее влажности. В соответствии с назначением
распиловки и требованиями к ее качеству применяют
141
тот или иной тип пилы и способ пиления.
Разметку реза выполняют перед началом работы.
Если доска будет распилена под углом 90°, то для разметки следует воспользоваться комбинированным
треугольником, который прижимают к боковой грани
Рис. 56. Пиление доски поперек волокон
доски и проводят черту, вдоль которой будет производиться пропил. Если распил будет грубым, для этого
можно использовать карандаш. При более тонкой работе для разметки лучше воспользоваться остро заточенным ножом.
При продольном пилении материал, подлежащий
отпиливанию, должен свешиваться наружу, чтобы рабочие части столярного верстака не мешали ходу пилы.
При поперечном распиливании заготовка лежит горизонтально, при продольном она может находиться в горизонтальном или вертикальном положениях. Для этого доску кладут на верстак, козлы или на другое приспособление, чтобы она лежала строго горизонтально
(рис. 56). Обычно начинают пилить от ногтя большого
пальца левой руки, поэтому такой прием называют "по
142
А
Б
Рис. 56FА. Начало пиления по размет очной линии:
А — "по ногт ю"; Б — с упором на суст ав согнут ого большого пальца
Рис. 57. Прост ейшее ст усло
ногтю", обращая внимание на хватку инструмента.
Начало пиления можно производить и с упором на
сустав согнутого большого пальца (рис. 56%А). При пилении постоянно должна быть видна линия разметки.
Если распил будет груб, то полотно пилы нужно направлять вдоль нанесенной линии, а при более тонкой распиловке пилить нужно в стороне от метки. Для точного
143
поперечного раскроя доски применяют стусло, представляющее собой ящик, в боковых стенках которого
имеются пропилы, сделанные под определенным углом
(рис. 57). Кроме того, на весу отпиливают второстепенные черновые заготовки. В стусле пиление удобнее
и точнее, а опасность откола исключена. При распиливании мелких деталей обязательно применение стусла.
Инструменты для поперечного пиления выбирают
в зависимости от требуемой точности, а также от объема работы и от условий в конкретной мастерской. Простейшим инструментом является поперечная пила, которая обычно используется для грубой обрезки древесины. Она незаменима при отсутствии электроинструментов или невозможности их безопасного использования (например, если заготовка мала).
В начале пиления проводят несколько раз пилой
вдоль метки с легким движением к себе. При таком движении пила неглубоко погружается в древесину, не отклоняется в сторону и суставом большого пальца легко
удержать полотно на месте. При движении от себя пила
хорошо врезается в древесину, но прыгает в сторону
из=за усилий пропилочного изгиба. При этом можно не
попасть точно по разметке и отщепить ребро заготовки. Когда глубина пропила сравняется с высотой зубьев, начинают удлинять и углублять пропил, двигая пилу
туда и обратно. Пройдя пилой примерно 25 мм вдоль
доски, пилу устанавливают под углом 45° и делают размашистые движения, используя практически все полотно пилы. Основные усилия при этом прикладывают при
движении вперед. Если полотно изгибается, щель расширяют или начинают пилить заново. При пилении полотно пилы направляют таким образом, чтобы оно не
сходило с намеченной линии и не зажималось в пропиле. Для этого пила должна перемещаться свободно
и легко, не перекашиваясь в пропиле, идти ровно,
не качаясь. При перекосе полотно пилы может защемиться в пропиле или будет тяжело продвигаться в результате трения. Пилить нужно ровно, без резких движений и сильных нажимов. Завершая работу, поддер144
живают обрезок заготовки, чтобы он не упал и не расщепил древесину. Если пила заедает, то ее можно натереть воском или вбить клин в щель позади полотна.
При продольной распиловке резание происходит
в торец со скалыванием стружки боковыми кромками,
поэтому острой должна быть только передняя режущая
кромка зуба — лезвие. Наклон зуба делают с таким расчетом, чтобы угол резания для распиловки древесины
мягких пород составлял 60=80°, а для твердых пород —
доходил до 90°.
Продольное пиление приходится выполнять практически во всех столярных работах. На лесопильных заводах доски режут в соответствии со стандартами, а в домашней мастерской подгоняют их под конкретные условия своего проекта. На эту работу уходит гораздо
больше времени, чем на поперечное пиление. Кроме
того, здесь требуется гораздо больше мастерства, так
как пила может отклоняться по направлению волокон,
которое всегда несколько изменяется. Поскольку край
распиленной доски довольно груб, то приходится оставлять припуски для последующей доработки поверхности строганием.
Лучше всего продольный раскрой выполнять электроинструментом или на распиловочном оборудовании.
Но часто ручная пила остается единственным инструментом, который позволяет обработать прибитую доску в труднодоступном месте. Кроме того, электрическая дисковая пила или распиловочный станок не всегда
имеется в домашней мастерской. Поэтому продольный
раскрой древесины выполняют ручной ножовкой, затрачивая при этом много физических сил и времени.
Грубую разметку линии раскроя древесины можно
выполнить, используя тот же комбинированный угольник или рейсмус. Для этого, выдвинув линейку на необходимую глубину, закрепляют ее винтом. Угольник устанавливают вдоль боковой грани доски и приставляют
карандаш к торцу линейки. Перемещая угольник вдоль
края доски, вычерчивают линию раскроя.
Разметка рейсмусом обеспечивает более высокую
145
точность разметки. Сначала отмечают начало линии на
конце доски и, освободив в рейсмусе брусок с иглой,
выдвигают его до совмещения иглы с меткой. В этом
положении брусок закрепляют винтом. Перемещая основание рейсмуса вдоль края доски, прочерчивают иглой требуемую линию.
Рис. 58. Приемы работ ы лучковой пилой
146
Доску устанавливают на низкий верстак или козелок
так, чтобы линия раскроя выходила за пределы стола.
После пропила 25 мм увеличивают угол наклона пилы
до 60° и наибольшие усилия прикладывают при движении пилы от себя. Если пилу заклинивает, уменьшают
угол наклона полотна или забивают в пропиленную
щель небольшой клин. Пропилив доску до середины,
переворачивают ее и второй пропил делают с другой
стороны навстречу первому.
Работая лучковой пилой, нужно правильно установить полотно по отношению к станку (рис. 58). Угол наклона его должен составлять 30°, правильность поворота регулируют ручкой. Отклонение стоек лучковой пилы
от плоскости полотна сделано для того, чтобы была
возможность во время работы следить за полотном
и разметкой. Это отклонение требует дополнительных
3
1
4
2
Рис. 59. Фиксация обрабат ываемой загот овки ст рубциной:
1 — ст рубцина; 2 — загот овка; 3 — прокладка; 4 — ст ол (верст ак)
147
усилий, чтобы полотно не касалось боками стенок пропила, а как бы парило в воздухе и касалось древесины
только зубьями. Такое положение пилы достигается исключительно опытом, поэтому пилу следует держать
так крепко, чтобы усилие кисти руки было значительно
больше веса пилы. Рука при этом быстро устает, но зато полотно удерживается в нужном положении. Со временем рука сама будет находить нужное положение
и усилия кисти руки снизятся. Пилить необходимо уверенными движениями, не спеша, та как при спешке
распил получается неровным. К такому же результату
приведет расслабленное держание пилы, особенно
в процессе приобретения навыка работы с лучковой пилой. Саму деталь (доску) лучше всего для наджности
закрепить струбциной (рис. 59).
К самым распространенным ошибкам, которые допускают начинающие мастера, относится отклонение
пилы от перпендикуляра, направленного к поверхности
древесины. Если полотно пилы в начальной стадии пиления отклоняется от перпендикуляра, то в дальнейшем это приведет к его закручиванию, что в свою очередь затрудняет процесс пиления. В конечном счете,
заготовка может быть окончательно испорчена, если
припуск на доработку выбран меньше величины отклонения полотна пилы от перпендикуляра.
Очень важным моментом при пилении является выбор правильного положения тела работающего. Оптимальным считается вариант, когда полотно ножовки,
линия пиления, глаза, плечо, локоть и рука работника
находятся в одной плоскости, а его голова — над пилой,
чтобы работающий мог следить за движениями пилы.
Если голова находится не над пилой, то инстинктивно
пила отклоняется в сторону головы — и пропил получается неровным.
Пиление при помощи электрических пил позволяет повысить производительность труда в 5=10 раз
и уменьшить его трудоемкость. Помимо этого электрические пилы выполняют пропил намного качественнее. Безопасная и качественная работа электричес148
кой пилы возможна только при правильном подборе
и установке. При работе с дисковыми электрическими
пилами следует придерживаться правил безопасного
пользования:
— перед работой проверить наличие и крепление защитного кожуха;
— работу организовать так, чтобы доска удерживалась слева от пилы;
— нельзя держать пальцы под доской, которую пилят;
— нельзя стоять позади пилы, так как застрявшее
лезвие может вырваться назад и травмировать работающего;
— перемещая пилу, нельзя держать палец на кнопке
запуска;
— при замене диска пилу нужно отключать от сети;
— при работе пользоваться защитными очками, а рукава должны быть подвязаны.
Диск необходимо надежно закрепить, на его полотне
не должно быть трещин, и его зубья — правильно заточить. До включения в сеть нужно усилием пальцев руки
повернуть диск пилы. Легкость его вращения свидетельствует о том, что редуктор исправен и смазан.
Рис. 60. Продольное пиление
149
Доску укладывают на козлы или стол верстака и надежно закрепляют. При низком расположении доски ее
можно прижимать коленом (рис. 60). Основание пилы
устанавливают на доску таким образом, чтобы расстояние от лезвия до края доски составляло по крайней мере 10 мм. После этого совмещают плоскость полотна
с линией распила, используя при этом направляющую
на корпусе пилы.
Включив пилу, подают ее вперед и вводят лезвием
в древесину. Установив пильный диск на необходимую
глубину, пилу двигают по разметке плавно и ровно. Вначале ее опускают сверху вниз, а затем передвигают по
линии разметки. В конце распила несколько замедляют
прохождение заготовки, а затем быстро и одним плавным движением распиливают доску.
Если во время работы пильный диск остановится
Рис. 61. Фигурные вырезы лобзиковой пилой
150
(произойдет его заклинивание), то пилу отодвигают немного назад и, когда она снова наберет необходимые
обороты, плавно подводят к линии реза. При этом полотно нужно перемещать мягко, не спеша, корректируя
движение пилы вдоль линии.
Фигурные вырезы в древесине делают ручной ножовкой с тонким лезвием или лобзиковой пилой
(рис.61). Подрезная пила имеет тонкое лезвие и лучше
всего подходит для выполнения вырезов в виде спиралей. Для выпиливания сложной фигуры в древесине делают маленькое отверстие, в которое помещают кончик
пилы и делают несколько коротких вертикальных движений, чтобы можно было начать распил. Наклонив полотно под углом 45° к поверхности доски, вырезать следует вдоль линии распила, делая длинные плавные движения. При этом нельзя прикладывать больших усилий,
так как полотно пилы будет сгибаться. Острые места
нужно проходить короткими движениями, используя
лишь кончик пилы.
При выпиливании замкнутого контура лобзиковой
пилой предварительное отверстие выполняют самой
пилой. Включив лобзик, устанавливают его под углом
к поверхности древесины и медленно опускают полотно, пока оно не коснется поверхности. Пропилив древесину насквозь, лобзик выпрямляют и устанавливают на
основание. Дальнейший пропил ведут вдоль контура.
Строгание древесины
Поверхности древесины, опиленные пилой, имеют
большую шероховатость и требуют доработки строганием. Оставленный при пилении припуск на окончательную доработку снимают вначале шерхебелем (припуск на доработку должен быть не менее 5 мм), выравнивают рубанком (припуск на доработку составляет 1=2
мм) и заглаживают двойным рубанком или фуганком
(в длинных заготовках). После этого делают фигурные
выборки соответствующими строгальными инструментами. Так как все эти виды инструментов являются раз151
Рис. 62. Движения рубанка при определении направления волокон в древесине
новидностями рубанка, то принцип строгания для них
приблизительно одинаков. Поэтому рассмотрим процесс строгания на примере простого рубанка, который
был и остаются родоначальником всех строгальных инструментов. Наука строгания древесины осваивается
лишь в результате длительной тренировки при условии
выполнения нижеприведенных рекомендаций.
Выбор направления строгания опытные мастера определяют довольно быстро. Наметанный глаз быстро
находит направление волокон в древесине и позволяет
сделать правильный выбор. Если есть сомнение в правильности выбора, то нужно проделать небольшой тест.
Для этого нож рубанка устанавливают на малую глубину
строгания и делают несколько движений в разных направлениях поверхности заготовки (рис. 62). Направление, в котором нож инструмента не будет делать задиров, совпадает с направлением волокон. Правильность установки ножа проверяют визуально, глядя
152
вдоль подошвы рубанка. При этом проверяют не только
глубину строгания (по вылету лезвия за пределы подошвы), а и угол наклона ножа (лезвие должно быть параллельно щели на подошве). Положение ножа может
меняться в процессе работы, поэтому его необходимо
проверять время от времени и если необходимо,
то вносить соответствующие коррективы. При наличии
сучков, около которых волокна всегда образуют завиток, выпуск ножа должен быть минимальным, а сам нож
очень острым. Иначе могут появиться глубокие выколы
и отщепы, из=за которых снова приходится снимать
большой слой древесины по всей поверхности заготовки (если величина припуска позволит это сделать).
Строгать необходимо в том направлении, в котором
древесина оказывает наименьшее сопротивление. Это
направление совпадает с направлением волокон, расположенных в древесине. В широких и косослойных досках при переходе за линию сердцевины половина доски может оказаться с иным направлением волокон. Поэтому строгание этой половины выполняют после переворота доски или направлением рубанка на себя.
А
Б
Рис. 62FА. Приемы ст рогания:
А — рубанком; Б — фуганком
* Ст релками показаны т очки, на кот орые приходит ся основное усилие при
различных ст адиях движения рубанка
153
Для того чтобы рубанок легко скользил по древесине,
его подошву чистят парафином и смазывают воском
или льняным маслом. Для строгания доску нужно положить на верстак так, чтобы она упиралась одним концом
в упор, высота которого должна быть меньше толщины
доски. Если это правило не соблюдать и упор будет
расположен выше поверхности доски, то нож рубанка
на выходе будет цеплять упор. Доска должна лежать на
верстаке всей плоскостью, а если она имеет вогнутость, то этой стороной нужно ее положить вниз. Доски,
деформированные кручением, фиксируют подкладками, исключающими раскачивание заготовки в процессе
работы. Положение рук работающего должно быть таким, чтобы процесс строгания происходил с наименьшими усилиями (рис. 62%А). Для этого мастер становится рядом с верстаком так, чтобы одна нога была выдвинута вперед, а плечи и бедра были параллельны направлению строгания. Угол разворота между ступнями
ног должен составлять приблизительно 70°. При этом
корпус тела должен быть немного наклонен вперед
и при строгании оставаться неподвижным. Строгание
выполняют только за счет движения рук, а не корпуса
тела работающего, иначе очень быстро приходит усталость. Рубанок берут правой рукой за хвостовую часть
корпуса, а левой — за рог, установленный в передней
части инструмента.
В начале строгания на инструмент нажимают левой
рукой, к середине усилия обеих рук выравнивают,
а в конце надавливают правой рукой, чтобы не заовалить конец детали. Строгают спокойно, не спеша,
но уверенно, в полный размах, с равномерной подачей
инструмента на всех участках заготовки.
При строгании чистота поверхности зависит от места скола стружки до лезвия ножа (чем ближе скол от
щели летка, тем строгание чище), а также зависит от
крутизны залома стружки при заходе в щель летка (крутой залом быстрее перерезается ножом, из=за чего
длина скола получается меньше). У рубанка с двойным
ножом функцию заломления стружки выполняет второй
154
А
Б
В
Г
Д
Рис. 63. Конт роль качест ва ст рогания:
А, Б, В — обычной линейкой; Г — спаренными брусками; Д — угольником
155
нож, и чем ближе он к лезвию первого ножа, тем чище
получается поверхность. Обычно ширина стружколома
(второго ножа) не превышает ширины первого ножа.
О состоянии зазора и режущей части ножей можно узнать по виду выходящей из летка стружки. Если стружколом притуплен, стружка выходит прямая, а поверхность строгания — чистая. Если стружколом очень острый — стружка выходит кольцами, поэтому его заточенный край слегка притупляют.
Качество строгания контролируют линейкой, хорошо выверенными брусками и угольником (рис. 63).
Для этого устанавливают линейку ребром вдоль доски,
параллельно ее краям, держа глаза почти на уровне поверхности детали. Линейку перемещают по всей поверхности, проверяя наличие просветов. Обнаруженные выпуклости срезают рубанком, после чего поверхности проверяют заново. Наличие изгибов на поверхности выверяют двумя брусками, которые устанавливают параллельно друг другу на некотором расстоянии.
Если посмотреть на верхние плоскости брусков и постараться визуально проверить их параллельность,
то результат укажет на качество поверхности заготовки.
При наличии изгибов верхние края брусков не будут параллельны, поэтому строгание нужно продолжить, снимая обнаруженные неровности. Прямые углы заготовки
выверяют угольником, совмещая его с двумя взаимно
перпендикулярными плоскостями.
Использование рубанка для точной подгонки деталей по размерам требует особого внимания. Поэтому
начинать следует с чистовой обработки одной поверхности (пласти) и одной боковой грани заготовки, оставляя для двух других поверхностей соответствующий
припуск. Эти поверхности отмечают как лицевые, относительно которых делают разметку для обработки второй поверхности и второй боковой грани. Обычно за чистовую принимают пласть доски, на которой меньше
всего дефектов.
Строгать грань доски можно только после надежного ее закрепления в тисках верстака. В таком положе156
Рис. 64. Обработ ка боковой грани доски
нии легче добиться прямого угла между гранями доски.
На лицевой поверхности при помощи рейсмуса наносят
линию окончательной обработки и начинают строгать
по приведенной выше технологии. При этом рубанок
нужно держать так, чтобы его подошва была параллельна поверхности верстака. Качество обработки проверяют угольником.
При строгании боковой грани доски сложно сделать
так, чтобы резец на выходе заготовки не заваливал плоскость строгания (рис. 64). Опытные мастера обычно
во время этой операции не испытывают трудностей
и регулируют обработку волокон нажимом на разные
концы инструмента. У новичка это может не получиться,
поэтому толщина стружки на выходе рубанка увеличивается из=за того, что передняя часть инструмента проваливается. Избежать этого поможет искусственное
продолжение доски, для этого на ее конце устанавли157
вают дополнительный кусок древесины. Если по каким=либо причинам установка дополнительного бруска
невозможна, то заготовку на выходе обрабатывают поворотом рубанка в противоположную сторону.
При торцовом строгании сначала строгают один
край торца от себя до середины заготовки, а затем
с другой — на себя. При этом способе строгания отщепов и отколов на поверхности и кромках не получается.
Кроме того, во избежание образования отщепов торцы
рекомендуют обрабатывать до строгания боковых сторон детали.
Профильное строгание специальными инструментами несколько отличается от техники строгания плоскостей. В столярном деле этот вид обработки чрезвычайно важен, так как без профильных деталей невозможно изготовить ни один элемент. В большинстве слу-
Рис. 65. Ст рогание под углом
158
чаев название профилей совпадает с названием инструментов. Обычно профильную обработку столярных
деталей выполняют на станках. В домашних условиях
профильную обработку выполняют ручными инструментами. Мастера чаще всего изготавливают инструменты для профильной обработки сами, так как в продаже они встречаются редко и в очень ограниченной
номенклатуре.
Строгание под углом выполняют при необходимости
обработки фаски или во время выполнения наклонного
среза на боковой грани доски. Для этого на поверхностях доски прочерчивают линии, ограничивающие величину среза, а рубанок располагают под нужным углом
к горизонтальной плоскости заготовки (рис. 65). Технология срезания под углом практически не отличается
от простого строгания, поэтому останавливаться на
ней более подробно нет необходимости. Здесь только
нужно следить за углом расположения подошвы строгального инструмента и, кроме того, следить, чтобы
глубина срезания волокон древесины не вышла за пределы линий разметки.
Строгание зензубелем несколько отличается от
строгания рубанком. Зензубель в отличие от многих инструментов для профильной обработки древесины часто встречается в торговле и пользуется большой популярностью у мастеров. Зензубелем выбирают четверти
А
Б
Рис. 66. Работ а зензубелем и галт елью:
А — выборка чет верт и зензубелем; Б — выборка желобка галт елью
159
в деревянных заготовках по заранее сделанной разметке. Сложность работы с зензубелем заключается в том,
что его нож чуть шире колодки, поэтому в процессе
строгания инструмент может смещаться в сторону
и испортить заготовку. Кроме того, у инструмента нет
щечек, поэтому древесина откалывается и задирается.
Это влияет на качество обработки.
Методика обработки древесины профильными инструментами (зензубелем и галтелью) несколько отличается от тех приемов, которыми пользуются в процессе строгания рубанком. Обработка деревянной заготовки показана на рис. 66. Начинают строгание, как
всегда, с разметки. Для этого отступают от кромки доски на нужное расстояние и проводят ровную линию
карандашом или рейсмусом. При этом строгание начинают не от линии, а отступают от нее на 1=2 мм с тем,
чтобы в последующем можно было произвести зачистку четверти.
Зензубелем в начальной стадии строгания пользуются несколько иначе, чем рубанком. При этом правой
рукой инструмент берут точно так же, как и рубанок (за
заднюю часть корпуса), а левой рукой обхватывают колодку впереди ножа, чтобы ногти безымянного и большого пальцев скользили по заготовке. Большой палец
левой руки располагают сверху корпуса инструмента.
Начинают строгание не с ближнего, а с дальнего
края заготовки, что снижает риск отколов и задиров
древесины. При этом на пятку инструмента нажимают
чуть меньше, чем на его переднюю часть. Строгание ведут на небольшом расстоянии от линии разметки и снимают стружку на глубину 3=4 мм. Инструмент постепенно приближают к переднему краю с тем, чтобы получить
ровную полосу. Когда часть четверти выбрана по всей
длине заготовки, работают в полный размах рук, следя
за тем, чтобы не зайти за пределы разметки. При этом
инструмент держат уже как рубанок. После того, как
четверть будет выбрана на полную глубину, ее зачищают, ставя зензубель в горизонтальное положение.
Строгание фальцгебелем выполняют так же, как
160
и зензубелем, с той лишь разницей, что предварительную разметку можно не выполнять. Ступенчатая колодка этого инструмента определяет размер четверти, так
что за линию четверти лезвие ножа выйти не может.
Строгание галтелью имеет свои особенности. Напомним, что при помощи галтели можно выбирать желобки на плоскости деревянной заготовки. Для этого на
плоскости делают разметку границ желобка, берут инструмент также как и рубанок и приступают к строганию
с дальнего конца заготовки. Для этого галтель устанавливают точно по линии и, приподняв пятку инструмента, резким движением снимают стружку. При этом нож
сделает бороздку на небольшом расстоянии от разметочной линии. После этого инструмент приближают на
некоторое расстояние к переднему краю заготовки
и операцию повторяют. В зависимости от длины заготовок таких операций может быть несколько.
После того, как будет прорезан небольшой желобок
по всей длине заготовки, галтелью строгают как рубанком, но обязательно соблюдая осторожность, чтобы
нож не отклонился в сторону и не испортил заготовку.
Углубляясь, инструмент расширит желобок на всю ширину ножа. Если ширина желобка больше ширины ножа
галтели, то расширить ее можно, поставив инструмент
под углом к обрабатываемой плоскости.
Обработка деталей сложной формы ручными
строгальными инструментами применяется на практике уже на протяжении веков. Мастера многих поколений изобретали и изготавливали специальные струги, при помощи которых раскрывали красоту натуральной древесины. С использованием простейших
стругов выполняли первичную обработку выемок, закруглений, плавных переходов от одного направления
поверхности к другой. Окончательную доработку поверхностей выполняли напильниками, рашпилями, осколками битого стекла и другими инструментами, позволяющими добиться высокой чистоты обрабатываемой поверхности.
Обработка деталей сложной формы — это очень ин161
Рис. 67. Снят ие выемки ст ругом
тересная и увлекательная работа, о ней можно писать
отдельную книгу. В данном же разделе мы объясним
азы обработки поверхностей сложной формы, а поиск
вариантов и их практическое исполнение станет результатом творческого поиска, муки которого мы оставляем читателю.
Струг для первичной обработки древесины является
инструментом, которым мастер работает по направлению к себе. Для работы с этим инструментом необходимо обладать силой и мастерством. Работа простейшим
стругом по снятию выемки на заготовке показана на
рисунке 67.
Для этого заготовку размечают и надежно закрепляют в тисках так, чтобы строгать было удобно. Начинают
строгать с дальнего конца, наклонив лезвие вниз и к себе. Таким образом выполняют мелкие обрезы по направлению к нижней точке выемки. Во время работы
периодически поднимают рукоятку струга, чтобы удалить стружку. Повторяя вырезы, углубляются и делают
вырез до середины выемки. Потом заготовку переворачивают и процедуру строгания повторяют в том же порядке. Ближе к нижней точке вырезы надо делать как
можно меньше, чтобы не выйти за линию разметки.
162
Доработку поверхности выполняют рашпилями и напильниками, которые имеют крохотные зубья и скорее
разрывают древесину, нежели отрезают ее. Обработку
этими инструментами можно вести в любом направлении, независимо от расположения волокон. Рашпиль
перемещают плавными движениями вперед=назад как
вдоль, так и поперек волокон. Для обработки вогнутых
поверхностей лучше использовать полукруглый рашпиль, поверхность которого большей плоскостью соприкасается с обрабатываемой заготовкой.
Недостатком такой обработки являются мелкие царапины, которые оставляют на древесине зубья инструмента. Окончательную доработку поверхности выполняют шлифовальной шкуркой, постепенно снижая ее
зернистость.
Сверление древесины
Сверление применяют для получения круглых отверстий, предназначенных для установки болтов, винтов,
нагелей и т.п., а также для удаления негодной древесины (сучки, засмолы и пр.) и для выборки узких гнезд,
облегчающих процесс долбления. Сверление древесины осуществляется вращающимся инструментом —
сверлом, с одновременной его подачей в направлении,
параллельном оси вращения. При этом траектория резания представляет собой винтовую линию. Сверление — это сложный процесс резания, совершаемый по
различным направлениям относительно волокон древесины. Сущность этого процесса состоит в резании
резцами, расположенными по торцу цилиндрического
тела инструмента. Различают продольное сверление —
в торец изделия и поперечное — в пласть. Кроме того,
отверстия бывают сквозные и несквозные. Стружка, получаемая при сверлении, непрерывная, с постоянной
по длине толщиной. Для каждого вида сверления предназначены сверла с соответствующей конструкцией
режущей кромки. Существуют специальные сверла, которые применяются профессионалами для обеспече163
А
Б
В
Г
Рис. 68. Специальные сверла для
древесины:
А — сверло спиральное с цент ром
и подрезат елями; Б — сверло с
подрезат елем для высверливания
сучков; В — сверло
цилиндрическое спиральное с
конической зат очкой;
Г — сверло цилиндрическое с
выт алкиват елем
164
ния высокого качества (рис.
68).
Для сверления отверстий
в обя за тель ном по ряд ке
размечают их центры. При
разметке учитывают твердость древесины, степень
ее раскалываемости, расположение трещин и сучков,
на прав ле ние
и
глу би ну
сверления, наличие гвоздей
и
ме тал ли че с ких
скоб.
Обычно центры отверстий
накалывают чертилкой или
трехгранным шилом на глуби ну ди а ме т ра свер ла.
При свер ле нии от вер стий
больших диаметров их центры предварительно засверли ва ют тон ким свер лом.
Центры глубоких сквозных
от вер стий
за свер ли ва ют
с обеих сторон.
До начала работы сверла
нужно хорошо заточить, так
как тупое сверло снизит качество обработки и точность
сверления. Следует обращать внимание на центровку
сверла в патроне, так как от
этого зависит правильность
сверления. От биения сверло неизбежно уйдет в сторону, испортив заготовку.
Затачивание сверл выполняют в соответствии с их
конструктивным исполнением. Без знания этих особенностей сверло может быть
заточено неправильно, что в конечном счете может
привести к порче заготовки.
Спиральное сверло имеет вид сердечника, вокруг
которого вьются по спирали две поверхности, которые
называются полями. Спиральными сверлами сверлят
отверстия диаметром до 12 мм. На конце сверла поля
заканчиваются двумя гранями, которые располагаются
под углом 118° друг к другу. Каждая грань имеет режущую кромку, приподнятую относительно задней.
Во время работы более всего тупится именно режущая
кромка, поэтому за ее состоянием нужно постоянно
следить и периодически затачивать.
Спиральные сверла затачивают по задним поверхностям, в результате чего образуются две симметричные прямолинейные режущие кромки одинаковой длины (рис. 69). Для этого сверло подносят под нужным
углом к вращающемуся абразивному кругу, чтобы его
режущая кромка располагалась строго горизонтально.
Для этого подручник то1
чила устанавливают под
1
2
углом к лицевой поверх2
ности абразивного круга. Этот угол должен со3
ставлять половину угла
5
между режущими кром0
8
ками, то есть 59°. После
соприкосновения сверла
4
с абразивом его поворачивают от передней
кромки к задней, добиА
Б
ваясь, чтобы кромка
представляла
собой
ровную линию. После
этого затачивают вторую
Рис. 69. Лопат очная перка (А) и
половину сверла. Если
спиральное сверло (Б):
сверло имеет диаметр
А: 1 — бур; 2 — режущие кромки;
меньше 3 мм, то вращать
Б: 1 — верхний край; 2 — режущие
его не следует. После закромки; 3 — задняя кромка;
точки поперечная режу4 — сердечник; 5 — поле
165
щая кромка должна проходить через ось сверла, в противном случае сверло будет уходить в сторону, в результате чего будет происходить неравномерный износ
режущих кромок и биение сверла. Отверстия при сверлении такими сверлами получаются увеличенными
в диаметре.
Лопаточная перка имеет бур, который направляет ее
движение в древесине (рис. 69). Такие сверла используют для сверления отверстий диаметром до 25 мм, их
глубина вдвое превышает их диаметр. По обеим сторонам от бура расположены режущие кромки, скошенные
под углом 8°. При больших углах наклона кромки она будет глубоко врезаться в древесину, стружка будет слишком толстой и внутренняя поверхность — неровной.
В зависимости от конструкции сверла кромки могут
быть перпендикулярны к осевой линии, располагаться
под углом к ней или вообще иметь закругленную форму.
Такие сверла лучше затачивать напильником, так как заточка на абразивных кругах требует определенной квалификации и наличия нужных приспособлений.
Ручное сверление древесины выполняют при помощи ручной дрели или коловорота.
Ручная дрель служит в основном для высверливания
отверстий диаметром до 5 мм. На ее стержне имеется
винтовая резьба для перемещения ручки. Усилие от руки, сжимающей ручку, передается стержню, и он начинает вращаться. Вторая рука оказывает воздействие на
нажимную головку.
У коловорота процесс резания происходит от усилия, которое рука работающего создает при вращении
коленчатого стержня. В патрон коловорота зажимают
сверла диаметром до 10 мм.
Во всех случаях просверливаемая деталь должна
быть хорошо закреплена на верстаке, в зажимных тисках, чтобы она не шаталась. Сверло надежно закрепляют в патроне так, чтобы при вращении оно не создавало биения. Во время сверления работают не спеша, аккуратно, следя за положением сверла. Если нужно просверлить на определенную глубину, то на сверле каран166
дашом делают метку и сверлят, пока она совместится
с лицевой плоскостью детали. Во время сверления
нужно следить за тем, чтобы дрель или коловорот находились строго под прямым углом к обрабатываемой детали и не отклонялись в сторону. При сверлении инструмент нельзя поворачивать на себя. Коловорот или
дрель нельзя держать так, чтобы сверло было обращено в сторону работающего. Нажимать на нажимную головку коловорота или дрели нужно только руками и ни
в коем случае не туловищем.
Если возникает необходимость сверлить под углом,
то нужно обязательно под этим же углом сделать кернером углубление. В противном случае сверло может соскользнуть в начальной стадии сверления. В любом
случае ось вращения сверла должна совпадать с осью
отверстия.
При выполнении сквозных отверстий необходимо на
выходе сверла поставить препятствие (деревянный
брусок), иначе в заготовке неминуемо образуются сколы или трещины. Усилие на сверло при его выходе нужно свести до минимума. Особенно это касается сверления центровых сверл, которые на выходе ломают древесину. Чтобы избежать сколов древесины сквозные
отверстия часто сверлят по разметке с двух сторон.
Механизированное сверление древесины выполняют при помощи ручных электрических дрелей, номенклатура которых на современном рынке достаточна
обширна. При сверлении нажим должен быть равномерным, а при выборке сквозных отверстий на выходе
сверла нажим ослабляют до минимума. При работе
сверлом до 9 мм скорость подачи должна быть не более
0,7 м/мин.
Для небольших отверстий используют спиральные
сверла или сверла с направляющим острием. Для отверстий диаметром 35 мм и более применяют специальные инструменты. Чаще всего для этой цели используют цилиндрический бур, конструкция которого
была показана на рис. 46 в разделе "Инструменты и
приспособления". Такой бур имеет вид цилиндра с зуб167
Рис. 70. Бур с изменяющимся
диамет ром:
1 — подвижные ножи
1
цами по краям, в центре которого обычно закрепляют
спиральное сверло. Для его изготовления вырезают из
фанеры или древесины твердой породы круг, толщиной
15 мм. Диаметр круга должен быть больше диаметра
предполагаемого отверстия. На токарном станке по дереву выбирают паз по длине окружности и вставляют
в него полотно лучковой пилы. Диаметр паза по внешней его стороне должен быть равным диаметру требуемого отверстия. В центре круга сверлят отверстие для
свободного прохода сверла, которое необходимо для
А
Б
В
Рис. 71. Шиповые соединения:
А — плоским одинарным шипом; Б — прямым скругленным шипом;
В — несквозным серединным "ласт очкиным хвост ом"
168
точной сверловки и фиксации приспособления во время работы. Круг с приспособлением крепят металлическими тягами к патрону электрической дрели.
Бур с изменяющимся диаметром, конструкция которого показана на рис. 70, более универсален, так как
позволяет высверливать отверстия различного размера. Сверлить отверстия такими приспособлениями
можно только строго под прямым углом к плоскости
сверления. Для его настройки освобождают винт, устанавливают резцы в соответствии с требуемым диаметром и закрепляют в этом положении.
Долбление и резание древесины стамесками
и долотами
Основным способом соединения столярных элементов является пара "шип — гнездо" (рис. 71). Формы
шиповых соединений могут быть различны, но их суть
остается неизменной — прочное и надежное скрепление деталей между собой. Это условие выполнимо
только при соблюдении определенных правил в процессе изготовления шипов и гнезд. Для образования
гнезд и проушин прямоугольного сечения применяют
долота и стамески. Неопытному мастеру с первого
взгляда трудно понять различие между этими, внешне
схожими, инструментами.
Долота бывают плотничные и столярные. Их используют преимущественно для долбления древесины,
то есть для рассекания ее поперек волокон. Стамесками подрезают кромки, пазы и фаски, обрабатывают поверхности при токарной обработке.
Долбление гнезд и проушин долотами требует
большого внимания и аккуратности. При долблении
следует придерживаться следующих правил:
— ширина долота должна соответствовать ширине
гнезда. Работать можно только хорошо заточенным инструментом, так как тупое волокно не рубит, а сминает
волокна;
— рубить необходимо только поперек волокон. Руб169
Рис. 72. Долбление проушин
ка вдоль волокон может привести к расколу заготовки;
— долото или стамеску ставят фаской внутрь, то есть
в сторону, которая будет выбираться в процессе долбления (рис. 72). Это позволит избежать сминания волокон древесины на оставшейся части заготовки;
170
— нельзя устанавливать лезвие долота на линии разметки, а необходимо отступать от нее на 1 мм в сторону, которая выбирается. При ударе киянкой или молотком по ручке долото подвинется к фаске;
— удары молотка или киянки должны приходиться
строго по центру инструмента, чтобы не отклонить
траекторию движения режущей части. Во время удара
долото должно быть перпендикулярно плоскости заготовки.
Долото ставят поперек волокон и ударом киянки перерезают волокна. После первого удара отступают долотом на 2=3 мм в сторону долбления и ударом молотка
или киянки вырубают стружку. Затем вторым ударом углубляют долото и вновь вырубают стружку. Так повторяют до тех пор, пока не выдолбят больше половины длины гнезда. Стружку подрезают обязательно на всю глубину гнезда, иначе оно получится с неровными краями.
После того как половина гнезда будет продолблена, долото разворачивают в другую сторону и долбят от противоположной линии. В заключение делают окончательную выборку дна и зачистку сторон гнезда.
При долблении проушин, когда боковые стороны гнезда подпилены, выполняют поднутривание, то есть подрезают углы проушины под последующее чистовое
долбление.
При долблении гнезд в толстой заготовке рекомендуют пользоваться упором, который не позволит отклониться от вертикали. Упор представляет собой металлическую полоску толщиной 1=1,5 мм, выгнутую под углом 90°. Его крепят на бруске струбциной точно по линии разметки. Для того чтобы не повредить лицевую
поверхность детали, под струбцину подкладывают прокладку.
При долблении сквозных гнезд во избежание порчи
крышки стола или верстака под деталь подкладывают
обрезок бракованной доски. Для того чтобы на выходе
из гнезда не происходило растрескивания древесины,
долбление сквозных проушин выполняют с двух сторон.
В такой ситуации большую роль играет правильность
171
разметки. Продольные риски размечают рейсмусом,
что обеспечивает достаточную точность. Поперечные
риски переносят с одной стороны на другую при помощи угольника.
Стамесками обрабатывают гнезда, кромки, пазы
и фаски. Криволинейные отверстия обрабатывают полукруглыми стамесками, все остальные — плоскими.
Производя резку, левой рукой регулируют толщину
снимаемой стружки, а правой рукой продвигают стамеску. В тонких деталях гнезда и проушины выдалбливают
стамесками с применением киянки или молотка,
во всех других случаях используют силу нажима руки.
Так как инструмент имеет острую режущую часть,
то всякая потеря внимания во время работы неизбежно
ведет к травматизму. Поэтому при работе стамеской
нужна предельная внимательность и знание основных
правил пользования ею. Запрещается резать стамеской на себя, с упором детали на грудь, с расположением детали на коленях, на весу и в направлении поддерживающей руки.
В продаже бывают стамески кованые, обладающие
лучшими режущими качествами, и штампованные. Полукруглые стамески с небольшой шириной режущей части, стамески=клюкзары изготавливают, как правило,
сами мастера. Они служат для выборки древесины
в круглых гнездах при выполнении несложных резных
работ. Такие стамески бывают и в стандартных наборах
инструментов для резьбы по дереву. Для обычной работы столяру достаточно иметь два долота с лезвиями
шириной 6 и 12 мм, а также набор стамесок с лезвиями
шириной от 2 до 16 мм и 25, 40 мм.
Дол б ле ние эле к т ро дол беж ни ка ми применяют
при больших объемах работ по выборке прямоугольных отверстий, гнезд, пазов и т.п. Электродолбежник
Иэ=56=01А, рабочей частью которого является фрезерная цепь с направляющей шиной и ведущей звездочкой. На корпусе электродвигателя долбежника
в нижней части имеется прилив для укрепления направляющей шины, а по бокам — две муфты, служа172
щие для перемещения долбежника во время работы.
Устанавливается долбежник на опорной раме с направляющими стойками. Подача вниз осуществляется
нажимом рук, а подъем корпуса и долбежной цепи
происходит под действием пружин на рычаги подъема. Для регулирования глубины долбления на одной
из стоек имеется ограничительное кольцо, закрепляемое в нужном положении при помощи барашковой
гайки.
В зависимости от габаритов выбираемого отверстия
устанавливают линейки и цепи нужного размера. Ширина паза, получаемого за один проход, равна ширине
цепи, а длина паза — ширине направляющей линейки
плюс двойная ширина цепи. Для выборки пазов разных
размеров требуется набор цепей и линеек. Глубину выбираемого отверстия регулируют ограничителем хода,
который устанавливают на нужный размер.
Перед началом работы необходимо хорошо заточить
цепь, затем надеть ее на звездочку и линейку электродолбежника. Оборудование устанавливают так, чтобы
цепь находилась над гнездом, которое выбирают. После включения электродвигателя нажатием на ручку
электродолбежник опускают вместе с линейкой цепью
вниз. Опускать цепь нужно ровно, без толчков, чтобы
она внедрялась в древесину постепенно. Скорость подачи зависит от размеров выбираемого отверстия и от
твердости обрабатываемой древесины. При выходе цепи из гнезда нужно следить за тем, чтобы на кромках не
было заколов, вырывов, которые получаются при быстром вынимании цепи из гнезда. Во время работы следите за тем, чтобы поперечная планка (упор) была постоянно прижата к детали, большие гнезда зарезают
сначала с концов, а затем выбирают середину.
173
РАЗДЕЛ VI
СТОЛЯРНОGПЛОТНИЧНЫЕ СОЕДИНЕНИЯ
Существует множество способов сплачивания между собой деталей из дерева — от использования тривиальных гвоздей до хитроумных соединений на шипах. Выбор способа сплачивания деревянных деталей
зависит от требований, которые предъявляют к готовому изделию по прочности соединения. Кроме того,
от способа сплачивания зависит внешний вид готового столярного изделия и его эксплуатационные каче174
ства. При этом деревянные заготовки могут наращивать как по длине, так и по ширине, могут соединять
между собой сложными узлами, образуя при этом единую конструкцию.
Соединение и сплачивание деревянных элементов — задача очень сложная и ответственная. Поэтому
от правильного выбора соединения и от квалификации
его исполнения напрямую зависит качество готового
изделия или конструкции. Для надежности места соединения скрепляют болтами, шурупами, гвоздями, нагелями, шкантами, клеями, иногда комбинируя эти виды между собой.
Искусство подгонки деревянных соединений шлифовалось столетиями. Раньше, когда промышленное
изготовление металлических соединителей (гвоздей,
шурупов и т.п.) не было налажено, и их себестоимость
была высока, научились так подгонять концы или края
деревянных заготовок друг к другу, чтобы они выдерживали эксплуатационную нагрузку и сопротивлялись
воздействию окружающей среды. Памятники деревянного зодчества, при постройке которых практически не
применяли металлические гвозди, простояли века без
изменения своих эксплуатационных качеств.
В наши дни, когда машинная технология производит
относительно дешевые металлические соединители,
старинные методы соединения постепенно забываются, но от этого они не становятся менее интересными.
Многие мастера пользуются старинными приемами соединения деревянных элементов, проявляя при этом
изобретательность и выдумку. В тоже время большая
номенклатура металлических соединителей стала доступна для широкого круга потребителей во всем своем
многообразии размеров и форм. При этом труд мастеров по обработке древесины существенно упростился,
резко повысилось качество соединений.
Крепежные элементы
Гвозди — металлические стержни круглой формы,
при помощи которых соединяют деревянные изделия
175
между собой. Это самый дешевый и наиболее доступный вид крепежных элементов, представленных на современном рынке. Так, при сплачивании деревянных
брусков толщиной от 60 до 130 мм могут понадобиться
гвозди длиной до 150 мм, а для крепления декоративных обшивок помещений бывает достаточной длина
А
Б
В
Г
Д
Е
Рис. 73. Гвозди,
используемые в
ст роит ельст ве:
А — круглый гвоздь;
Б — с выпуклой шляпкой;
В — напольный гвоздь;
Г — овальный гвоздь;
Д — гвоздь без шляпки;
Е — панельный гвоздь;
Ж — шт укат урный гвоздь;
З — наст енный гвоздь
Ж
З
гвоздей менее 50 мм. Действие гвоздей основано на
большом трении. Металлические стержни проникают
между волокнами древесины и прочно ею удерживаются. На гвоздь, который находится в древесине, действуют две силы. Одна направлена перпендикулярно стержню, вторая — параллельно. Параллельная сила пытается вытолкнуть гвоздь из древесины, поэтому крепление
считается надежным, если превалирует нормальная
сила.
Номенклатура гвоздей на современном рынке достаточна широка. В зависимости от назначения гвоздей, завода=изготовителя может меняться длина
и форма их стержней и шляпок, что предоставляет по176
требителю широкий выбор. На выбор гвоздей накладывает отпечаток множество факторов. Так, если гвоздь
имеет большую длину и острый кончик, то это может
привести к расщеплению волокон. Чтобы избежать этого часто используют гвозди с тупыми концами, которые
легко входят в древесину, не вызывая расщепления волокон. Виды гвоздей, используемые в современном
строительстве, представлены на рис. 73.
Обычный круглый гвоздь, который часто называют
французским, используют там, где внешний вид поверхности не имеет большого значения. Гвозди с выпуклой шляпкой и напольные гвозди имеют клиновидную форму, что позволяет создавать большую удерживающую силу. Овальный гвоздь имеет элиптическую
форму в сечении, что минимизирует расщепление древесины. Гвоздь без шляпки позволяет вводить его
в древесину ниже лицевой поверхности. Панельные
гвозди используют при выполнении тонкой работы
с фанерой или с твердым картоном. Штукатурные гвозди отличаются широкими шляпками и цинковым покрытием, предупреждающим коррозию металла. Настенные гвозди позволяют крепить деревянные изделия непосредственно к бетонным или кирпичным стенам.
Гвоздевые соединения определяют расчетным путем, а в некоторых случаях количество гвоздей назначают конструктивно, например, при настилке полов, установке встроенного оборудования, обшивке потолков
и перегородок и т.п. В гвоздевых соединениях конструкций, изготовляемых из древесины лиственницы
и твердых лиственных пород, гвозди диаметром более
6 мм следует забивать в заранее просверленные отверстия. Причем диаметр отверстий должен составлять
0,9 диаметра забиваемого гвоздя. В соединениях из
досок мягких пород гвозди независимо от диаметра забивают без предварительного сверления.
Головки гвоздей и шурупов портят внешний вид соединяемых деталей. Поэтому часто их прячут в потай,
который впоследствии закрывают деревянной пробкой
на клею (рис. 74). Если столярное изделие отделыва177
Б
А
1
2
Г
В
Д
Рис. 74. Гвоздевые соединения:
А — забивание под углом; Б — под углом во вст речных направлениях;
В — скрыт ност ь соединения подрубанием кромок; Г — два способа
расположения режущих кромок на окончании гвоздя: в положении 1 режущие
кромки расположены поперек волокон и не раскалывают загот овку;
Д — скрыт ност ь соединения при помощи пробки
ется непрозрачными покрытиями, то скрыть это место
довольно легко. При любом скреплении гвоздями их забивают как минимум два. Гвозди для большей надежности должны располагаться под углом друг к другу
и к скрепляемым элементам, а их острые концы должны
заходить в деревянную деталь на глубину не менее двух
третей ее толщины. При забивке гвоздей следует придерживаться нескольких правил, которые повышают
эффективность соединения и избавят от нежелательных последствий:
— чтобы при забивании гвоздя древесина не раскололась, притупите его кончик (или откусите кусачками).
Такой гвоздь будет сминать волокна древесины, но не
178
А
Б
В
Г
Рис. 75. Шурупы:
А — глухарь;
Б — ут опленный шуруп;
В — шуруп с высокой головкой;
Г — самонарезающий шуруп;
Д — шуруп с полукруглой
головкой;
Е — шуруп с удвоенной резьбой
Д
Е
расколет ее;
— нужно помнить, что гвоздь, забитый вдоль волокон, держит намного слабее, чем гвоздь, забитый поперек них;
— несколько забитых гвоздей, расположенных близко друг к другу вдоль одного слоя древесины, ее могут
расколоть. Древесина расколется и в том случае, если
толстый гвоздь забить близко от кромки. Чтобы избежать этого, гвозди лучше брать меньшего диаметра,
увеличивая их количество. Забивать их лучше в шахматном порядке.
Шурупы имеют острую резьбу, которая заостряется
к концу. В столярных изделиях шурупы используют для
крепления нащельников, приборов — петель, ручек, заверток, замков и др. Соединения на шурупах используют при сборке встроенной мебели, когда соединяемые
элементы трудно склеить, а также в случаях, когда отдельные элементы нужно сделать разборными.
Шурупы различаются размерами, формой шляпки
и шагом резьбы (рис. 75). Как правило, часть поверх179
Таблица 30. Номенклатура шурупов отечественного
производства с антикоррозийным цинковым покрытием
Тип Длина Номиналь- Диаметр Масса
шурупа винта, ный диа- головки, 1000
мм
метр резьмм
шт., кг
бы, мм
СМ 1B20
4,8
2,19
CM 1B25 20
4,8
9
2,51
CM 1B30
4,8
2,89
CM 1B35
4,8
3,28
CM 1B45 25
4,8
9
4,06
CM 1B55 30
4,8
9
4,84
CM2B20
CM2B25
CM2B30
CM2B35
CM2B45
CM2B55
35
45
СМЗB15
СМЗB20
СМЗB25
СМЗB30
СМЗB35
СМЗB40
Область применения
Для крепления обшивок
(гипсокартонных, ДВП)
к профилю металлического каркаса с толщиной
стенки до 0,7 мм
То же, к профилям металлического каркаса
с толщиной стенки от 0,7
до 2,5 мм
4,2
4,2
4,2
4,2
4,2
4,2
9
9
15
20
25
30
35
40
4,8
4,8
4,8
4,8
4,8
4,8
8
8
8
8
8
8
2,46
2,86
3,38
3,90
4,42
4,92
СМ4B15
СМ4B20
СМ4B25
СМ4B30
СМ4B35
СМ4B40
15
20
25
30
35
40
4,2
4,2
4,2
4,2
4,2
4,2
8
8
8
8
8
8
2,46
2,86
3,38
3,90
4,42
4,92
Как для СМ5, СМ6
СМ5B16
16
4,2
9
1,13
Для крепления дверных
коробок к каркасу перегородок
СМ6B16
55
9
8,5
2,18
2,5
2,88
3,27
4,05
4,83
Как для СМ1
Как для СМ2
ности стержня шурупа резьбы не имеет. Самыми крупными шурупами являются так называемые "глухари".
Они имеют квадратную или шестигранную шляпку и закручиваются гаечными ключами. Некоторые из таких
шурупов обладают прорезью на шляпке, что позволяет
использование отвертки. Номенклатура шурупов оте180
чественного производства с антикоррозийным покрытием приведена в таблице 30.
При работе с древесиной используют чаще всего три
типа шурупов: утопленный винт, винт с высокой головкой и шуруп с полукруглой головкой. Все они имеют
прорезь на шляпке, а часть поверхности их стержня лишена резьбы. Очень удобен утопленный винт, который
можно ввести в древесину ниже ее лицевой поверхности, а образовавшееся углубление заделать наполнителем. Два последующих типа шурупов применяют там,
где торчащие наружу шляпки создают декоративный
эффект. Самонарезающийся винт, у которого резьба
А
Б
В
Г
Рис. 76. Болт ы:
А — болт с ограждением; Б — крепежный; В — машинный болт ;
Г — карет ный болт
доходит до шляпки, используют при работе с фанерой,
гипсокартоном и металлическими изделиями. Шуруп
с удвоенной резьбой применяют при работе с ДСП.
В древесину шуруп завертывают отверткой, электрошуруповертом, а не забивают. При забивании шурупа
в древесину винтовое соединение получается непрочным, так как сминается нарезка и нарушается древесина в месте прохождения шурупа. При этом соединение
181
теряет до 40% силы, удерживающей шуруп в древесине. Для прочного соединения шуруп необходимо заворачивать до отказа. При этом прочность соединения во
многом зависит от плотности древесины, размеров
и количества шурупов, глубины их завертывания. В древесину твердых пород шурупы заворачивают в заранее
просверленные отверстия, диаметр которых должен
составлять 0,9 диаметра ненарезанной части шурупа.
Во влажную древесину заворачивать шурупы не рекомендуется, так как они будут быстро корродировать
А
Б
В
Г
А
Б
Б
Д
А
Е
Рис. 77. Сплачивание досок по ширине кромки:
А — на гладкую фугу; Б — в паз на рейку; В — склеивание на гребень;
Г — на шип; Д — в паз и гребень; Е — на ст упенчат ую фугу
182
и прочность соединения нарушится.
Болтами можно соединять как изогнутые, так и прямые детали (рис. 76). Крепежный болт используют для
крепления досок сечением 50х100 мм в качестве полок,
машинный и каретный болты применяют для установки
деревянных деталей на стальных конструкциях. Параметры болта определяют заданным его диаметром
и длиной от нижней плоскости шляпки до конца. Длина
крепежного болта с плоской шляпкой измеряется от
верхушки до конца.
Сращивание и сплачивание деревянных
заготовок
Сращивание и сплачивание отдельных деревянных
элементов может быть как по ширине, так и по длине.
Сплачивание досок по ширине кромки (рис. 77)
применяют тогда, когда необходимо соединить материал по ширине. Сплачивание может выполняться с использованием клея или без него. Существует несколько
способов сплачивания деталей. При сплачивании на
гладкую фугу кромки деталей строгают и подгоняют
2
3
1
1
3
2
Рис. 78. Сплачивание на шкант ах:
1 — шкант ; 2 — выборки в загот овке под шкант ы;
3 — соединяемые дет али
183
таким образом, чтобы между ними не было щели. Толщина деталей и их текстура должны быть одинаковыми,
чтобы место их сплачивания было менее заметно.
Сплачивание в четверть выполняют насухо, без клея.
При этом губки четверти, выходящие на тыльную сторону, должны быть на 0,5 мм уже губок, выходящих на лицевую сторону. Сплачивание в паз и гребень может
быть на клею и без него. Форма паза и гребня может
быть как прямоугольной, так и трапециевидной. Сплачивание в паз на рейку при точной прифуговке стыкуемых участков и качественном склеивании является наиболее прочным и экономичным, так как для гребня материал отбирают из отходов древесины.
Сплачивание на шкантах выделяется среди прочих
соединений добротностью, красивым внешним видом
и, что немаловажно, относительной легкостью реализации в домашних условиях. Шкантом называют круглый шип, который вставляют в отверстия двух половин
заготовки (рис. 78). Соединения шипа типа "шкант"
требуют соблюдения определенных условий. Древесина для такого шипа подбирается из твердых пород, а ее
влажность должна быть на 3=5% ниже, чем влажность
основной древесины. В этом случае при достижении
баланса влажности шкант плотно заклинивается в гнезде, создавая прочное соединение. Если влажность
шканта и основной древесины будет одинаковой,
то при высыхании древесины плотность посадки шканта уменьшается и соединение может разрушиться.
С помощью шкантов можно скрыто соединить деревянные детали в любом положении. Шканты чаще всего
бывают диаметром 6,8 и 10 мм. Выбор того или иного
диаметра целиком и полностью зависит от толщины соединяемых деталей и от требований к прочности соединения. На рис. 79 показаны наиболее часто применяемые виды сплачиваний.
Чтобы добиться высокой прочности сплачивания, часто применяют клино%шиповое соединение, которое
считается наиболее прочным (рис. 80). Для его выполнения шкант (шип) распиливают по продольной оси
184
А
Б
В
Г
Д
Е
Рис. 79. Наиболее част о применяемые виды сплачиваний:
А — прямым шипом вполдерева; Б — на фугу и прямые шипы; В — в шпунт
и гребень; Г — в чет верт ь; Д — в шпунт на рейку;
Е — на фугу и круглые шипы
185
2
1
3
и в пропил вставляют клин из
древесины твердых пород.
Когда шип с вставленным
в него клином дойдет до упора
в дно гнезда, то он расклинится и будет крепко удерживаться. Клино=шиповое соединение даст положительный эффект, когда оно двухстороннее. Шкант должна быть такой
длины, чтобы в обе детали он
входил на расстояние не менее 15=20 мм.
Плотничные замки
Плотничные замки используют с давних времен, придавая местам сращивания деревянных элементов необходимую прочность и элегантность. В результате длительРис. 80. Шип для
ного совершенствования наклиноFшипового соединения:
1 — шип; 2 — клин;
коплен немалый опыт, кото3 — пропил в шипе для клина
рый передается из поколения
в поколение. Таким образом,
была выстроена стройная структура плотничного искусства, при помощи которого наши соотечественники
создавали прекрасные образцы российского деревянного зодчества. В арсенале приемов, которыми обладает плотник, обычно имеется несколько излюбленных
замковых соединений, которыми он владеет виртуозно.
Сращивание отдельных отрезков по длине (рис. 81)
применяют для увеличения длины деревянных брусков.
Такую технологию используют тогда, когда надо удлинить детали, например, поручни, плинтусы и другие изделия. Наибольшее распространение (как самое прочное) получило зубчатое соединение, образующее самую большую площадь сопряжения.
186
А
Б
В
Г
Д
Е
Ж
З
Рис. 81. Сплачивание по длине:
А, Б, В, Г — виды сплачиваний в косую прямую и фигурные накладки;
Д, Е — сплачивание зубчат ое по кромке; Ж, З — сплачивание зубчат ое по
пласт и (Ж — прямое; З — косое)
Сращивание несущих конструкций выполняют с усилением (рис. 82). Для наращивания впритык обрезают
торцы заготовок и в центрах просверливают отверстия.
Заготовки сращивают между собой при помощи штыря
с тугой посадкой. Несущие конструкции сращивают
впритык с усилением накладок, скрепленных между собой стяжными болтами.
При сращивании прямым замком необходимо, чтобы торцы сращиваемых деталей имели одинаковые
размеры. При вырубке замка высоту торца одной сращиваемой детали делят на пять равных частей и проводят четыре линии. От торца отмеряют два отрезка дли187
А
Б
В
1
Рис. 82. Сращивание с усилением:
А — сращивание вприт ык со шт ырями; Б — сращивание вприт ык с
накладками и болт ами; В — сращивание с прямым и косым замком с
болт овыми усилениями; 1—клин
188
Б
А
В
Рис. 83. Соединения сковороднем:
А — в сквозной сковородень; Б — в глухой сковородень;
В — в двойной сковородень
ной 1,25 или 1,5 высоты заготовки и наносят по ее верху и на боковых сторонах две риски для первого и второго пропилов. Затем от второй линии на торце по боковой стороне проводят линию до первой риски, а от
третьей линии на торце — до второй риски. По первой
и второй рискам делают пропил до третьей линии, скалывают торец до второй линии и выбирают оставшуюся древесину между пропилами третьей линии. Аналогично обрабатывают и вторую заготовку. Поверхности
половин замка тщательно зачищают и накладывают
половинки замка друг на друга, скрепляя его стяжными
болтами.
Замок в сквозной сковородень (рис. 83) обычно используют при сращивании досок по длине. Для этого
конец одной заготовки выдалбывают в виде равнобедренной трапеции, у которой малая сторона (1/3 ширины заготовки) расположена в торцевой части, а большая сторона (1/2 ширины заготовки) расположена вну189
190
Е
Д
Рис. 84. Торцовые замки:
А — шпунт овый; Б — с боковым шипом; В — крест ообразный шип; Г — двойной угловой шип; Д — с чет ырьмя
крест ообразно расположенными шипами; Е — с диагональным прирубом
Г
Б
В
А
три замка. Соответственно этому гнезду на другой заготовке вырезают шип.
Замок в глухой сковородень обычно изготавливают
А
Б
В
Рис. 85. Замки плот ничные угловые:
А — первого рода; Б — вт орого рода; В — т рет ьего рода
при сращивании брусков, толщина которых позволяет
выполнить шип в половине толщины заготовки.
Замок в двойной сковородень является комбинацией первых двух вариантов. Технология его изготовления такая же, как и замка накладного с шипом, только
вместо прямого шипа изготавливают шип в виде равнобедренной трапеции.
Замки торцовые (рис. 84) применяют для сращивания вертикальных брусьев. Для изготовления торцового шпунтового замка торцы заготовок плотно подгоняют, после чего вырубают шпунты и гнезда в соответствии с выбранным типом замка. Главное требование при
таком виде сопряжений — плотное прилегание шипов
191
А
Б
В
Рис. 86. Угловые замки в
сковородень:
А — прост ой сковородень;
Б — прост ой сковородень с
прирезкой;
В — двойной сковородень
192
к стенкам гнезд. Из всех
этих позиций предпочтительнее замок с диагональным прирубом, который не только предотвращает боковые сдвиги брусьев, но и хорошо сопротивляется силам кручения.
Замки плотничные угловые используются для
сопряжений деревянных
заготовок под прямым углом друг к другу (рис. 85).
За мок угло вой вна кладку может быть первого, второго и третьего рода. Это са мый про стой
вид замка, когда в каждой
де та ли де ла ет ся пря мо угольная выборка на половину толщины заготовки.
Отсюда и название замков
(вполдерева), которое часто используют в обиходе.
Замок первого рода
применяют тогда, когда заготовки соединяют концами под прямым углом друг
к другу. Для его изготовления отступают от торца заготовки на ширину торца
другой заготовки и делают
вырубку до половины толщины древесины. Точно
также поступают и с концом другой заготовки. Детали соединяют между собой и скрепляют на клею,
гвоздями или нагелями
в зависимости от эксплуатационных нагрузок, в которых будет находиться сопрягаемое место.
Замок второго рода используется при сопряжении
деталей между собой под прямым углом, образуя Т=образное соединение. Соответственно замок третьего
рода образует крестообразное соединение деталей
под прямым углом друг к другу.
Замки угловые в сковородень (рис. 86) более сложны в исполнении, однако они способны нести большую
эксплуатационную нагрузку. Простой сковородень применяют для угловых соединений деталей одинаковой
толщины. Для этого на торце одной заготовки вырезают трапецию, а на второй — вырубают гнездо той же
формы и размеров. Простой сковородень с прирезкой
применяют, когда соединяемые детали имеют разную
толщину. В этом случае на конце одной детали вырезают трапецию, а на второй — вырубают гнездо, глубина
которого равна толщине первой детали. Двойной сковородень применяют, когда сопрягают детали большой
толщины, при этом их боковые стороны не находятся
в одной плоскости. Замком этого типа соединяют детали не концами, а средними их частями. Для разметки
двойного сковородня детали совмещают между собой
в месте предполагаемого замка и проводят риски в местах пересечения граней. После этого проводят осевые
линии замка, на которых откладывают вершины треугольников. При этом вершины всех четырех треугольников (на обеих частях замка) должны быть строго одинаковыми, чтобы замковое соединение получилось
плотным.
Стеновые врубки
Стеновые врубки применяют при сооружении бревенчатых и брусчатых стен деревянных зданий и сооружений. Существует несколько методик выполнения угловых врубок, основными из которых считается рубка
"в чашу" и рубка "в лапу".
Рубка "в чашу" или "в обло с остатком" выполня193
А
Б
В
Г
Рис. 87. Рубка "в чашу":
А, Б, В, Г — последоват ельност ь формирования врубки
194
ется при сооружении бревенчатых стен, когда бревна
выводят за границы угла на 25=30 см (рис. 87).
При этом глубина вырубки должна быть такова, чтобы
верхние бревна были подняты относительно нижних на
половину их диаметра. Верх уложенных бревен выравнивают, придавая им круглую или слегка овальную форму. Для правильной врубки необходимо сделать разметку, для этого обычно используют простое приспособление, именуемое "чертой". Черта представляет собой не что иное, как циркуль плотника. Чтобы изготовить такое приспособление к внешней плоскости деревянного или металлического молотка крепят два металлических прутка диаметром 6=8 мм и длиной 150 мм
с острыми концами. Паз размечают по низу верхнего
бревна, уложенного на нижнее. При разметке чашек на
бревнах проволочные ножки циркуля раздвигают на поПростая лапа 6х4х2
Простая лапа 8х6х4
100
100
200
150
50
150
100
220
160
250
Рис. 88. Эт алонная размет ка т орца бревна для рубки "в лапу"
(размеры в мм)
195
ловину диаметра верхнего бревна и приставляют
к бревну так, чтобы ножки соприкасались с поверхностью и были перпендикулярны к ней. Одна ножка черты
должна двигаться по верхнему бревну горизонтально,
а вторая ножка при этом на нижнем бревне начертит дугу. Для того чтобы чаша получилась равносторонней,
разметку проводят с двух сторон верхнего бревна.
Врубку делают топором таким образом, чтобы верхнее
бревно вошло плотно и точно до половины.
Б
А
d
=
0
..4
.
30
В
Рис. 89. Соединение бревен в "лапу":
А — рубка угла в "лапу"; Б — размет ка "лапы"; В — примыкание
внут ренней ст ены к наружной при рубке в "лапу"
Рубка "в лапу" применяется для прямоугольных сечений, поэтому чтобы связать бревна этим замком,
сначала их концы отесывают на четыре канта. Начинают
рубку с того, что торцы бревен тщательно размечают,
начиная с бревна, у которого вершина в верхнем отрубе имеет самый маленький диаметр (рис. 88). Это
196
бревно в последующем должно стать эталоном и по
размеру его "лапы". Один кант, предназначенный для
внутренней стороны стены, обтесывают на всю длину
бревна. Кант, противоположный внутреннему, обтесывают на длину, равную полутора — двум диаметрам
бревна. Два оставшихся канта обтесывают на длину,
немного большую диаметра бревна. У простой "лапы"
делают врезку так, чтобы длина одной из их сторон равнялась 6/8 толщины очерченного квадрата, а другой —
4/8. Для этого предварительно стороны квадрата разбивают на 8 равных частей. Уплотнительные пазы на
бревнах выполняют точно так же, как и при рубке "в ча-
Б
А
В
Г
Рис. 90. Ст ропильные врубки:
А — шиповая ст ропильная; Б — шиповая ст ропильная с зубьями;
В — шиповая ст ропильная с двойным шипом; Г — ст ропильный замок с
двойным шипом
197
шу". Общий вид рубки в лапу дан на рис. 89.
Стропильные врубки
Стропильные врубки применяют при сооружении
элементов крыши. В связи с тем, что стропила всегда
располагают под углом к балкам перекрытия, методика
таких врубок имеет свои отличительные особенности.
Стропильная нога, врубленная в балку (затяжку),
под действием внешних сил давит на конец затяжки,
что может вызвать откол крайнего верхнего куска древесины. Чтобы этого не случилось, стропильную ногу
врубают зубом, шипом или одновременно и тем и другим (рис. 90). Концы затяжки не скалывают, если врубка выполняется на расстоянии не менее 250=300 мм от
1
2
Рис. 91. Усиление конькового крепления накладками и косынками:
1 — коньковые накладки; 2 — косынки
края.
Для получения шипового стропильного замка нижний конец стропильной ноги причерчивают к затяжному брусу или к балке по уклону и прирубают с боков по
1/3 ширины бруса, а оставшаяся средняя часть будет
составлять основу шипа, острый конец которого обрубается по наугольнику. Соответственно шипу для него
вырубают гнездо в балке. Двойной шип получают точно
так же, с той лишь разницей, что вместо одного шипа
198
6
6
1
5
А
Г
9
2
2
8
7
8
6
Б
В
3
7
8
9
9
2
4
8
Рис. 92. Элемент ы усиленных ст ропильных врубок:
А — узел "балкаFст ойкаFподкосы"; Б — ст ропильноFконьковое соединение;
В — узел "ст ропилоFподкосFст ойка"; Г — узел "основное
ст ропилоFконьковый брусFподкос"; 1 — сквозной шип; 2 — скобы; 3 —
мет аллическая накладка; 4 — коньковая накладка из дерева; 5 — балка; 6
— ст ропила;
199
3
20
5
А
1
2
В
А
А:А
1
2 4
1
В
В:В
2
1
Б
3
50
Рис. 93. Опирание концов деревянных балок перекрыт ий:
А — при глухой заделке в наружные ст ены; Б — при от крыт ой заделке в
наружные ст ены; В — т о же, во внут ренние ст ены; 1 — деревянная балка;
2 — изоляция т олем на маст ике; 3 — анкер; 4 — накладка;
5 — заделка раст вором
200
рубят два, а иногда и три. В коньке стропильные ноги
сращивают между собой вполдерева. Часто для усиления этого крепления используют деревянные или метал ли че с кие
тре у голь ные
ко сын ки
(на клад ки)
(рис.91). При этом косынки могут быть как накладными, так и врубаться в стропила в виде вставного шипа.
На рис. 92 представлены шиповые узлы усиленных
стропильных врубок, обеспечивающих надежное соединение узлов.
Врубка балок перекрытия
Балки врубают сковороднем в венцы сруба или мау1
1
2
2
2
1
1
3
3
2
Рис. 94. Сращивание балок для повышения несущей способност и:
1 — балки; 2 — болт ы; 3 — клинья
эрлаты, а их торцы после механической обработки антисептируют. При этом глубина опирания деревянной
балки на стены или прогоны не должна быть менее 100
мм. В наружных стенах толщиной 510 мм, а также во
внутренних, разделяющих помещения с одинаковой
температурой, можно применять как открытую, так
201
1
2
3
Рис. 95. Уст ановка дополнит ельного ригеля для обхода дымовой т рубы:
1 — канал дымовой т рубы; 2 — ригель; 3 — балка
и закрытую заделку балок (рис. 93). Концы балок, которые опираются на наружные стены, срезают наискось
под углом 60°, антисептируют, обжигают или обертывают двумя слоями толя или рубероида. При опирании
балок на внутренние стены под их концы подкладывают
два слоя толя или рубероида. Торцы балок обязательно
оставляют открытыми. Обмазывать их битумом или
обертывать рубероидом нельзя.
Если сечение балок не обеспечивает достаточную
несущую способность перекрытия, то их делают составными по ширине из балок или досок соответствующего сечения. Для увеличения несущей способности их
соединяют между собой по методикам, показанным на
рис. 94.
При необходимости устройства проема в перекрытии (например, для лестницы) или обхода дымовой трубы устанавливают дополнительный ригель, на который
опирается одна или несколько балок (рис. 95). С риге202
1
2
4
5
А
1
3
2
Б
1
2
В
1
6
Рис. 96. Крепления балок перекрыт ий с ригелями:
А — соединением "ласт очкин хвост "; Б — на мет аллических хомут ах;
В — на черепных брусках; 1 — балка; 2 — ригель; 3 — хомут из пласт ины
2х60 мм с длиной 60 см; 4 — скоба; 5 — соединение "ласт очкин хвост ";
6 — черепной брусок (50х50 мм)
203
Б
А
В
Г
Рис. 97. Уст ановка черепных брусков для накат а:
А — из обрезков; Б — из брусков; В — с усилением мет аллическими
скобами; Г — при помощи продольных выборок
лями такие балки крепятся соединениями "ласточкин
хвост", на брусках или на хомутах (рис. 96).
Для устройства наката по балкам перекрытия устанавливают черепные бруски, на которые опирается настил. Методики установки черепных брусков для наката
показаны на рис. 97. Для этого могут использоваться
обрезки досок толщиной 40=50 мм или бруски 40х40
(50=50), которые пришивают к балкам гвоздями, длиной не менее 100 мм. Иногда для усиления конструкции
бруски дополнительно скрепляют металлическими скобами из полосовой стали. В некоторых случаях вместо
черепных брусков для щитов настила в боковых гранях
балки делают продольные выборки, высота которых
равна толщине досок наката.
Столярные соединения
204
А
Б
1
2
2
1
В
Г
Е
Д
Ж
И
3
З
К
Рис. 98. Шиповые соединения:
А — "гнездоFшип"; Б — глухое от крыт ое шиповое соединение;
В — зубчат ый шип; Г — двойной шип; Д — многократ ный шип;
Е — одинарный шип; Ж — круглый шип; З — одинарный сквозной шип с
расклинкой; И — двуст оронний "ласт очкин хвост "; К —одност оронний
“ласт очкин хвост ”; 1 — плоский шип; 2 — гнездо (проушина);
3 — расклинка
205
А
Б
Г
В
Д
Е
Ж
Рис. 99. Виды шипов:
А — одинарный; Б — двойной; В — круглый; Г — сковородень;
Д — многократ ный; Е — зубчат ые; Ж — “ласт очкин хвост ”
206
Столярные соединения отличаются от
плотничьих более тонкой работой и широким набором шиповых
соединений, выполнение которых требует
более высокой квалификации исполнителя.
Шиповые соединения столярных элементов считаются наиболее надежными. Такое соединение состоит из двух элементов — шипа и гнезда
или проушины (рис.
98). Шипом называют
выступ, находящийся
на конце одной детали
и входящий в гнездо
или проушину другой
детали. Шипы бывают
одинарными, двойными и многократными
(рис. 99). Цельный
шип — это шип, составляющий одно целое с деталью. Вставным шипом называют
шип, выполненный отдельно от детали. Шип
с поперечным сечением в виде круга называют круглым. Часто
в столярном деле такой шип называют
шкантом. Соединение
при помощи шкантов
А
Б
В
Рис. 100. Соединения "ласт очкин хвост ":
А — от крыт ым шипом; Б — шипом
вполупот ай; В — впот ай
207
Б
А
В
Рис. 101. Виды шипов соединений "ласт очких хвост ":
А — плоские шипы; Б — скругленные шипы; В — закрыт ые шипы
считают наименее трудоемким. Но в этом случае прочность соединения будет определяться только прочностью шкантов и стенок гнезд в ступенях. Поэтому этот
метод можно применять только тогда, когда на место
сопряжения не будут прилагаться большие нагрузки.
Диаметр шкантов должен быть максимальным (8=10
мм) и зависеть от толщины сопрягаемых деталей. Заходить в массив древесины шканты должны на глубину не
менее 20 мм.
В качестве примера приведем методику соединения
деталей при помощи шипа типа "ласточкин хвост" —
вершины искусства деревообработки. Этот вид соединения используют для получения наибольшего эстетического эффекта и к тому же он является одним из са208
Рис. 102. Операции при подгот овке соединений "ласт очкин хвост "
209
Рис. 103. Работ а долот ом (ст амеской) по вырубке гнезд
мых прочных (рис. 100). Разновидности шипов соединений "ласточнкин хвост" показаны на рис. 101.
Для выполнения соединения "ласточкин хвост" размечают высоту шипов и глубину гнезд на концах заготовки (рис. 102). После этого при помощи малки или
210
специального шаблона размечают расположение шипов и гнезд на боковых и торцевых сторонах обеих заготовок и приступают к пропиливанию контуров вдоль волокон древесины, пользуясь мелкозубой ножовкой.
При этом пропилы не должны выходить за линию высоты шипов. Лишняя древесина из гнезд удаляется долотом или стамеской вырубкой вдоль линии, проведенной
рейсмусом (рис. 103). Для сборки соединения доску
с гнездами закрепляют вертикально в тисках, места соединения смазывают клеем, доску с шипами приставляют по месту и постукиванием киянки сплачивают.
Подгонка гнезд и шипов должна быть такой, чтобы шипы плотно заходили в гнезда, не разрушая волокна древесины. При сильно тугой посадке промежутки между
шипами или гнездами могут отслоиться, а при свободной посадке — соединение будет непрочным.
При больших количествах шиповых соединений на
каждой из деталей и при массовом их изготовлении выборки шипов и гнезд выполняются при помощи специальных приспособлений с помощью фрезы. При машинном изготовлении шипы и гнезда получаются одинаковыми по размерам, так как точность обработки
увеличивается. При соединении внахлестку гнезда выбирают без предварительного пропила только с помощью долота или стамески. Эта работа более трудоемка,
но она дает возможность скрыть шиповое соединение
с лицевой стороны изделия.
Соединение "в ус" применяют при сопряжении
столярных элементов концами под прямым углом
(рис.104). Точное соединение придает готовому изделию красивый вид и используется при изготовлении
различных рамок. Нужно отметить, что такое соединение не является прочным, и поэтому его усиливают при
помощи специальных планок, которые могут быть накладными и врезными.
Соединение "в ус" предполагает отпиливание концов деревянных элементов под углом 45°, а затем соединение их под углом 90°. Для отпиливания заготовок
под нужным углом применяют стусло, специальные на211
А
Б
В
Г
Д
Е
Ж
Рис. 104. Соединения "в ус":
А — "в ус" вст авными круглыми шипами; Б — "в ус" одност оронним
от крыт ым шипом; В — "в ус" глухим пот айным шипом; Г — "в ус"
вст авным шипом; Д — "в ус" круглыми шипами; Ж — "в ус" вст авными
плоскими шипами
212
правляющие и мерительные
инструменты, позволяющие
точно определить угол отрезания. Соединения бывают
плоские и краевые. Плоское
соединение
получается
в том случае, когда разрез
делается поперек лицевой
части древесины. Используется такое соединение в основном для декоративных
целей — для соединения
вертикальных и горизонтальных планок, которые за-
Рис. 105. Пример соединения
дет алей "в ус"
крывают передние края изделий (рамы картин, обналичивание дверных и оконных проемов и т.п.). Краевые
соединения получаются когда срезается фаска вдоль
края соединяемых изделий.
Эти соединения чаще всего
применяют при изготовлении ящиков — для сборки
четырех сторон корпуса.
Пример соединения деталей "в ус" приведен на
рис. 105. Для этого две заРис. 106. Слепое соединение "в ус" готовки обрезают под углом
45° и совмещают между собой. После этого на фрезерном станке или пилой делают вырез для планки, чтобы
его границы не выходили за пределы угла. По толщине
полученного выреза подбирают заготовку нужного размера, вставляют в вырез и размечают ее. По линиям
разметки вырезают планку, вставляют ее на клею
и фиксируют до полного застывания клея. Планка при
213
этом будет играть роль вставного шипа, а прочность
соединения будет зависеть от прочности ее фиксации
стенками выреза. При необходимости соединение может быть дополнительно скреплено нагелями.
Слепое соединение используют в случае, когда
кромки угла должны иметь однородную поверхность.
Выполняют такое соединение при помощи специальной направляющей, которую вставляют в щель, вырезанную с внутренней стороны угла (рис. 106).
Склеивание деревянных элементов
Любой вид соединения без дополнительного скрепления будет неэффективным. Номенклатура клеящих
составов на современном рынке очень большая, и выбор того или иного клея зависит от многих объективных
и субъективных причин. Обычно в домашних условиях
деревянные элементы склеивают на казеиновом,
но лучше на водостойком синтетическом клею. Синтетические клеи более удобны в пользовании, так как часто продаются в уже готовом виде. К таким клеям относятся ПВА и его модификации (поливинилацетатная
смесь), "Бустилат", "Суперцемент" и некоторые другие
клеящие составы. Хорошее качество склеивания дают
эпоксидные составы, но их перед употреблением следует готовить согласно прилагаемой инструкции.
При смешивании эпоксидной смолы с отвердителем
происходит реакция полимеризации, в результате которой образуется достаточно прочный полимерный состав. Время прохождения реакции зависит от соотношения компонентов.
Технологический процесс склеивания состоит из
нескольких операций и точная подготовка в этом играет не последнюю роль. Подбор склеиваемых деталей по годичным слоям древесины является залогом
прочного соединения. Если древесина неверно подобрана, то в процессе эксплуатации (при изменении
температурно=влажностного режима) детали могут
неравномерно разбухать, в результате клеевое со214
единение разрушится. Прочное и надежное соединение получится тогда, когда выполняются следующие
условия:
— влажность древесины при склеивании должна
быть такой, как в процессе эксплуатации. При этом
обе склеиваемые детали должны иметь одинаковую
влажность;
— склеиваемые поверхности должны располагаться таким образом, чтобы годичные слои были направлены в противоположные стороны или под углом друг
к другу;
1
3
2
2
3
4
Рис. 107. Приспособление для сжат ия рамки при помощи прост ого
шпагат а:
1 — рамка; 2 — уголки; 3 — шпагат ; 4 — скрут ка
215
А
Б
В
Рис. 108. Фиксация склеенных щит ов:
А — зажим в быст родейст вующей ст рубцине; Б — зажим расклиниванием;
В — зажим в винт овых ст рубцинах
216
— сопрягаемые поверхности должны быть очищены
от пыли, жировых включений и подогнаны друг к другу
без зазоров;
— соединяемые кромки лучше склеиваются, если
они относятся к одной и той же части ствола (заболони
или ядра);
— тон кие за го тов ки луч ше скле и ва ют ся, чем тол стые.
Для склеивания шипы и все сопрягаемые поверхности деталей смазывают клеем, собирают и проверя ют пря мо уголь ность со еди не ния. По сле это го
склеенные элементы сжимают струбцинами или другими приспособлениями и оставляют до полного засыхания клея. От того, как правильно будет зафиксировано соединение до высыхания клея, будет зависеть его надежность. В домашних условиях применяют простое расклинивание или стягивание деталей
между собой при помощи шпагата. Пример приспособления для сжатия рамки при помощи простого
шпагата приведен на рис. 107, а при помощи струбцин и расклинивания — на рис. 108.
РАЗДЕЛ VII
КОНСТРУКЦИИ
СТОЛЯРНОGПЛОТНИЧНЫХ
СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ
Доля столярных изделий в строительстве достаточно велика, несмотря на то, что в современные техноло217
гии постоянно внедряют новейшие разработки из полимеров и металла. К примеру, даже при массовом изготовлении полимерных и металло=полимерных окон, которое наблюдается в последние годы, деревянные окна
продолжают занимать лидирующее положение среди
этого вида столярных изделий. Обычно деревянные
конструкции поступают на строительную площадку
в виде готовых изделий (арок, полуферм, ферм, прогонов, балок, щитов, оконных и дверных блоков и т.п.), которые должны соответствовать сертификатам на данный вид продукции. И тем не менее, в практике индивидуального строительства изделия собственного изготовления используют довольно часто. И даже если столярные изделия приобретают в готовом виде, их приходится собирать, монтировать, а иногда и подгонять
к конкретным существующим условиям.
Овладев мастерством столяра или плотника, домашний мастер может самостоятельно изготовлять
многие столярно=строительные изделия, а тем более
монтировать их по месту. При этом конструкции самоделок должны быть прочными, надежными, долговечными и по своим эстетическим качествам соответствовать архитектурному и стилевому оформлению зданий
и интерьеров. Конструкции многих самодельных мастеров отличаются оригинальностью и самобытностью,
что вносит разнообразие в быт и дает возможность уйти от надоевших стандартов.
ОПАЛУБКИ
Опалубки используют при сооружении частей зданий и сооружений из монолитного бетона и железобетона. Они представляют собой конструкции, собранные
из деревянных щитов, внутренние полости которых соответствует формам и размерам строительных элементов здания. Опалубка не должна иметь отверстий и щелей, а при заполнении бетонной смесью — не пропускать цементное молоко.
Опалубки могут быть разовыми и инвентарными.
218
При этом любая опалубка должна обеспечивать соблюдение геометрических размеров бетонируемой конструкции. Монтаж и демонтаж любой опалубки должен
вестись с минимальными трудовыми затратами. Инвентарные опалубки предназначены для многократного
их использования. Их чаще всего используют в индустриальном строительстве, обеспечивая быстрое и качественное бетонирование типовых строительных конструкций. При этом повторное использование опалубки
называют оборотом.
В индивидуальном строительстве чаще используют
разовые деревянные опалубки, которые устанавливают
по месту укладки монолитного бетона. Пиломатериалы
для опалубки подбирают из хвойных пород. Для изготовления креплений допускается использование лиственных пород древесины (осина, ольха и т.д.). Древесина
опалубки должна отвечать ряду следующих требований:
— элементы несущих конструкций или те, которые
непосредственно соприкасаются с бетоном, изготав3
5М
1,
:
1
4
2
1
Рис. 109. Уст ановка деревянной опалубки:
1 — доски; 2 — накладки; 3 — ст яжки; 4 — болт овые соединения ст яжек
219
ливают из древесины не ниже 3=го сорта влажностью не
более 22%;
— допускается применение древесины 4=го сорта
для изготовления элементов, не воспринимающих нагрузки;
— ширина досок должна быть не более 150 мм, а их
толщина должна быть одинаковой. Более широкие доски применять не рекомендуется, так как они коробятся,
и бетонируемая поверхность может быть неровной;
— лицевая сторона досок, непосредственно соприкасающихся с бетоном, должна быть острогана.
При этом доски с гнилью, нарушающей прочность древесины, применять не следует. Недопустимо использование досок с гнилыми и табачными сучками, которые
в процессе бетонирования могут вывалиться. При необходимости лицевую сторону опалубки облицовывают
металлическими листами, фанерой или полиэтиленой
пленкой. Пленка имеет гладкую поверхность, она водонепроницаема, а сцепление ее с бетоном — низкое.
При кажущейся простоте изготовление опалубки является очень ответственной задачей, так как от этого
зависит качество бетонируемой конструкции. Пример
установки деревянной опалубки при бетонировании
ленточного фундамента показан на рис. 109. Для этого заранее собирают щиты из досок или брусьев. Допускается изготовление щитов из древесноволокнистых
плит (ГОСТ 4598=86), из бакелизированной фанеры
(ГОСТ 11539=83). Но при этом обязательным является
устройство защитных водостойких покрытий поверхностей опалубки, соприкасающихся с бетоном.
Щиты опалубки устанавливают на всю высоту котлована, а расстояние между щитами должно соответствовать ширине котлована (рис. 110). С наружной стороны щитов в землю вбивают колья, которые служат для
фиксации щитов в нужном положении. Колья крепят
к щитам гвоздями. Чтобы щиты не разошлись в процессе укладки бетона, их верхние кромки раскрепляют деревянными планками. При раскреплении опалубки нужно следить за тем, чтобы все крепежные элементы (ко220
20
50
А
1
2
3
4
5
6
1
2
3
4
Б
5
Рис. 110. Подгот овка опалубки в кот ловане фундамент а (размеры в мм):
А — с горизонт альными брусками; 1 — дощат ое крепление; 2 — верхний
опорный брус; 3 — клин; 4 — опора; 5 — распорка; 6 — грунт ;
Б — с брускамиFраспорками; 1 — грунт ; 2 — дощат ое крепление;
3 — верхний опорный брус; 4 — распорка; 5 — доска, ограничивающая
кот лован
221
лья, распорные планки и т.п.) располагались вне пространства, в которое должен укладываться бетон. Если
этого не сделать, то извлечь крепежные элементы из
тела фундамента после затвердения бетона будет уже
невозможно. Скрепляют деревянные части опалубки
гвоздями диаметром 2=6 мм и длиной 50=150 мм или
стальными болтами или скобами, изготовленными из
стали. Демонтаж щитов опалубки выполняют после
твердения бетона, но не ранее, чем через 10 дней после окончания бетонирования.
СТЕНЫ ДЕРЕВЯННОГО ДОМА
Деревянные дома строят из бревен и бруса. Широкую популярность получили дома в каркасно=щитовом
исполнении. Деревянные стены зимой надежно защищают от ветра и холода, а летом дарят долгожданную
прохладу. Ведь дерево — самый совершенный строительный материал, подаренный нам самой Природой.
Низкая теплопроводность древесины, прекрасные технологические и эксплутационные качества стали залогом ее популярности в домостроении на всем протяжении эволюции человечества. Самое главное в древесине это то, что стены "дышат", имеют природные запахи,
не сравнимые ни с чем. К примеру, стены сруба толщиной 20 см по своим теплоизоляционным качествам легко заменяют кирпичную стену толщиной 40 см.
Рубленые стены
Рубленые стены сооружают из бревен или брусьев,
толщина которых соответствует необходимым теплотехническим характеристикам региона.
Бревенчатые дома представляют собой конструкцию, в которых стены собирают из окоренных бревен
круглого сечения. Обычно для сруба подбирают бревна
хвойных пород древесины, так как они отличаются ровной и плотной внутренней структурой, а также высокой
воздухопроницаемостью. При этом теплопроводность
такой древесины близка к нулю, значит, дом всегда бу222
дет хранить тепло и уют. Бревна должны быть диаметром в отрубе 18=26 см со средней влажностью 80=90%.
Древесину такой влажности легче обрабатывать и она
меньше деформируется при естественной сушке в собранном виде. В рубленых домах несущей конструкцией является деревянная стена, состоящая из продольно уложенных друг на друга бревен или бруса — "венцов". Венец представляет собой прямоугольную конструкцию, состоящую из перпендикулярно уложенных по
периметру бревен, скрепленных между собой в углах
замковым соединением.
Подбирая бревна для сруба, нужно соблюдать условие, чтобы стволы были прямые со сбегом от комля
к вершине не более 1 см на один погонный метр длины.
Необходимо учитывать то обстоятельство, что при снижении влажности древесины до 15% (эксплуатационная влажность в условиях средней полосы России),
древесина уменьшается в размерах в продольном направлении примерно на 0,1%, а в поперечном — на
3=6%. В результате этого могут получаться усушечные
трещины. Для того чтобы уменьшить это отрицательное явление, с нижней стороны бревен прорубают искусственную "трещину" до сердцевины бревна.
Рубку бревенчатых стен выполняют в два этапа.
На первом этапе стены рубят рядом с основным фундаментом (на временном фундаменте), устанавливая
их "насухо" (без конопатки швов). В собранном виде
сруб должен выстоять не менее 6=9 месяцев и только
после этого его разбирают и устанавливают на постоянный фундамент с прокладкой швов паклей, мхом
и другими уплотняющими материалами. Для обеспечения устойчивости сруба его первый (окладной) венец выкладывают из более толстых бревен. Укладку
первого венца ведут строго по уровню. Между бревнами оклада и фундаментом должна быть проложена
гидроизоляция из двух слоев толя или рубероида.
Кроме того, для возможной в дальнейшем замены
прогнившего бревна окладного венца его укладывают
на деревянную прокладку толщиной 50=60 мм и шири223
А
Б
1
Рис. 111. Продольная подгонка бревен:
А — правильно;
Б — неправильно
Рис. 112. Укладка ут еплит еля в
пазы:
1 — ут еплит ель
ной 150 мм, пропитанную антисептическим составом
или горячим битумом. На подкладку раскладывают
ровным слоем паклю, мох,
ми не раль ный вой лок или
другой материал, который
выбран для герметизации
стыков между бревнами.
Для того чтобы бревна
верхнего и нижнего венцов
1
плот но при ле га ли друг
к другу, в них делают выборку продольного овального паза, ширина котороРис. 113. Связка бревен шипами
го за ви сит от рас чет ной
(нагелями):
тем пе ра ту ры на руж но го
1 — нагели
224
воздуха (рис.111). При правильной обработке паза
верхнее бревно должно соприкасаться с нижним по
всей плоскости, а если этого не происходит, то следует произвести корректировку разметки и после дополнительной обработки бревно плотно встанет на место.
Ширина паза в зависимости от климатических условий колеблется от 15 до 20 см. Лучшая его форма —
полуокружность, худшая — треугольник. При этом соединении верхнее бревно укладывают в овальный паз
нижнего с прослойкой утеплителя (рис. 112). Чтобы
сруб был устойчивым, желательно каждый ряд бревен
связывать друг с другом круглыми или прямоугольными шипами (нагелями) (рис. 113). Круглые шипы
должны иметь диаметр 25=30 мм, прямоугольные шипы для бревен диаметром до 220 мм обычно имеют
размеры 25х60х120 мм. Шипы изготавливают из сухой
плотной древесины (дуб, бук, ясень) и устанавливают
на расстоянии 1,5=2 м друг от друга. От углов стен
первый шип устанавливают на расстоянии 200=250
мм. Для того чтобы шип не упирался в дно гнезда, мешая правильной осадке сруба, он не должен доходить
до дна на 8=10 мм.
Стены из брусьев
Брусчатые дома изготовляют из деревянных брусьев сечением 150х150 или 150х180 мм (рис. 114).
Для сооружения стен применяют бруски равной или
разной высоты прямоугольной или квадратной формы
сечения, с обрезными или обливными (обработанными в виде фасок) концами. По затрате рабочей силы
брусчатые стены эффективней бревенчатых в три раза. Если цилиндрические бревна рубятся "в чашу", где
необходимы определенные навыки, умения и усилия,
то брусья соединяют в самый простой узел — в "полдерева", где требуется всего лишь квалификация начинающего плотника (рис. 115). В связи с тем, что
225
1
Б
А
В
6
2
2
7
5
4
3
Д
Е
80:120
Г
Ж
9
8
Рис. 114. Брусчат ые ст ены (размеры в мм):
А — сопряжение угла с уст ройст вом коренного шипа; Б — крепление
брусьев нагелями; В — сопряжение угла на шпонках; Г — сопряжение
наружной ст ены с внут ренней; Д — обшивка брусчат ых ст ен досками;
Е — заделка проема; Ж — облицовка брусчат ых ст ен кирпичом;
1 — коренной шип; 2 — фаска; 3 — цоколь; 4 — гидроизоляция; 5 — пакля;
6 — нагель (шип); 7 — шпонка; 8 — кляммеры из оцинкованной кровельной
ст али; 9 — ут еплит ель
226
Рис. 115. Соединение брусчат ой ст ены в "полдерева"
Гвозди
Рис. 116.Сопряжения профилированных брусьев
227
Рис. 117.Профили загот овок малого сечения для каркасных пост роек
сруб из брусьев меньше подвержен осадкам, его устанавливают сразу на фундамент (без предварительной
сборки).
Углы пер во го вен ца обыч но со еди ня ют в пол де ре ва, ос таль ные — ли бо на ко рен ных ши пах, ли бо на
шпон ках. Для пре дот вра ще ния вер ти каль ных сдви гов бру сья со еди ня ют меж ду со бой вер ти каль ны ми
на ге ля ми ди а ме т ром око ло 30 мм и вы со той 20=25
см.
Конструкция брусчатых стен имеет большую воздухопроницаемость ввиду значительного количества
швов, которые не имеют продольного паза. Бороться
с этим отрицательным явлением можно при помощи
профилированных брусьев, поперечные разрезы которых показаны на рис. 116. Профилирование брусьев
выполняют, как правило, в заводских условиях, что повышает качество их подгонки и увеличивает теплосберегающие свойства брусчатых стен.
Каркасные стены
228
Рис. 118. Гвоздевые соединения каркасных секций
Каркасные дома наиболее экономичны, так как для
их утепления выбираются материалы с высокими теплосберегающими свойствами. Такие дома практически
не дают осадки и могут подвергаться окончательной отделке сразу же после их сооружения. Конструкция каркаса во многом зависит от вида здания и его функциональной принадлежности.
Для зданий вспомогательного назначения каркас
может выполняться профилированием деревянных заготовок небольшого сечения (рис. 117). Использование деревянных профилей в строительстве приводит
к уменьшению расхода материалов на изготовление
построек. По прочности стены из профилированных
конструкций не уступают традиционным. Но едва ли не
большее значение имеет тот факт, что при этом качественно меняется сам процесс строительства, поскольку
229
230
Рис. 119. Типовая
каркасная
конст рукция с
прямой передачей
нагрузок по
несущим
элемент ам
(размеры в мм):
1 — ст енка;
2 — ст олб
фундамент а;
3 — нижняя
обвязка;
4 — ст ойка;
5 — обрешет ка;
6 — балка
чердачного
перекрыт ия;
7 — ст ропильная
нога;
8 — верхняя
обвязка;
9 — раскос
3
4
6
2
120
0
5
7
1
200
0
900
...12
00
9
8
отпадает необходимость в таких операциях, как выполнение всевозможных врубок, врезок и прочих соединений. При этом технология изготовления деревянных
профилей предусматривает лишь две простейшие операции — пиление досок поперек и скрепление их гвоздями (рис. 118). Иными словами, в крайнем случае
можно обойтись лишь двумя инструментами: пилой=ножовкой и молотком.
Для капитальных зданий выбирают пиломатериалы
соответствующего сечения. При этом добротность каркаса определяется качеством и размерами исходных
пиломатериалов, и выбором видов соединения.
Для соединения каркаса используют традиционные
врубки, посредством которых из отдельных пиломатериалов создают единое целое (рис. 119).
Толщина стен дома каркасной конструкции зависит
от расчетной наружной температуры в холодное время
года и от эффективности утеплителя. В любом случае
толщина слоя утеплителя не должна быть меньше 100
мм. Это значит, что при толщине брусков 50 мм их минимальная ширина должна быть 100 мм. В I и II климатических зонах толщина стен обычно составляет не менее 150 мм. Жесткость каркаса обеспечивают междуэтажными, чердачными перекрытиями и диагональной
наружной обшивкой.
Для сооружения каркаса размечают брусья, в соответствующих местах делают нужные выборки, после чего собирают на фундаменте нижнюю обвязку
(рис.120). Соединение брусьев выполняют только после окончательной проверки диагоналей, после чего
устанавливают вертикальные стойки с временным их
закреплением технологическими подпорками и раскосами. При вертикальном расположении брусьев в местах размещения окон и дверей между стойками устанавливают укороченные бруски, на которые будут опираться оконные или дверные рамы (рис. 121). Для внутренних перегородок предусматривают установку стоек, чтобы можно было выполнить перегородки с использованием брусков нижней обвязки.
231
2
1
3
Рис. 120. Формирование каркаса на нижней обвязке:
1 — фиксация промежут очных ст оек; 2 — сборка усиленного гнезда для
угловой ст ойки; 3 — фиксация угловой ст ойки
232
4
2
3
7
5
1
6
1
Рис. 121. Схема верт икального расположения брусьев сруба:
1 — нижняя обвязка; 2 — гребни брусьев; 3 — верхняя обвязка; 4 — балка
перекрыт ия; 5 — угловой брус; 6 — фиксация углового бруса в нижней
обвязке; 7 — временная фиксация верхней кромки сруба
233
Рис. 122. Врубка на уст ановленных ст ойках
Далее монтируют верхнюю обвязку, размеры которой должны соответствовать размерам нижней обвязки. И только после этого устанавливают диагональные
распорки и раскосы, которые придают каркасу необходимую жесткость. Временные технологические подпорки и раскосы убирают по мере установки постоянных. Конструкция такого каркаса приобретет достаточную жесткость только после установки внутренних перегородок и перекрытия. Врубку на установленных
стойках выполняют без их снятия (рис. 122). Оптимальным расстоянием между стойками каркаса считается 50=70 мм, но в любом случае это расстояние не
должно быть более 1 м. Эти размеры обеспечивают
прочность и устойчивость каркаса и позволяют применять для внутренней и наружной обшивки любой погонажный или листовой материал. При установке каркаса
нужно следить, чтобы расстояние между стойками,
балками перекрытия и стропильными фермами было
одинаковым, а их оси совмещались. В этом случае конструктивная схема каркаса четко передает нагрузки
и считается наиболее устойчивой.
234
Рис. 123. Соединит ели для каркасных брусьев
235
Врубки значительно снижают несущую способность
деревянных брусков, поэтому в последние годы наметилась тенденция выполнять соединения без применения врубок. На отечественном рынке появилось множество соединителей зарубежного производства, применение которых не снижает несущего сечения брусков
(рис. 123). Сооружение каркаса с применением металлических соединительных элементов снижает трудоемкость монтажа и одновременно повышает его качество.
Обшивку каркасной стены всегда начинают с наружной стороны, после чего закладывают утеплитель, пароизоляцию и только после этого приступают к внутренней обшивке.
Стены панельных домов
Деревянные панельные дома обладают более совершенной конструкцией. Первые конструкции деревянных панельных домов для рабочих автомобилестроительного комплекса были спроектированы Фордом
в Детройте и изготовлены более 100 лет назад. С тех
пор панельные деревянные конструкции домов распространились по всему миру. В Скандинавии, например,
повсеместно предпочитают традиционную архитектуру
сруба, хотя и в усложненной тектонике. Поскольку скандинавы уже давно строят по новым теплотехническим
технологиям (с увеличенным до 7 раз теплосопротивлением), их срубы только внешне выглядят таковыми.
На самом деле это не что иное, как весьма искусная
имитация: каркасно=щитовые дома заводского изготовления с мощным слоем минераловатной изоляции.
После сборки такие дома обшивают с фасада шпунтованными пластинами со скругленными кромками, которые и создают вид рубленой конструкции.
В нашу страну впервые стали поставлять дома в панельно=щитовом исполнении из Финляндии, поэтому
за ними прочно закрепилось название "финские". Это
название продолжало существовать, несмотря на то,
236
2
1
3
3
1
2
4
4
Рис. 124. Ст ропильные фермы повышенной жест кост и:
1 — вкладыши жест кост и; 2 — ст ропила; 3 — зат яжки; 4 — обшивка
что конструкции таких домов впоследствии были освоены некоторыми домостроительными комбинатами Ленинграда. Изготовление панелей для таких домов происходит в заводских условиях, поэтому их сборка выполняется в соответствии с инструкцией изготовителя
и не представляет большой сложности.
СТРОПИЛЬНЫЕ КОНСТРУКЦИИ
Конструкции стропильных ферм применяют при сооружении крыши. Разнообразие форм, методов врубок, использование соединительных металлических
элементов — вот основные особенности современных
стропильных конструкций. При всем своем многообразии конструкции крыш имеют общие признаки, согласно которым происходит монтаж стропильных ферм.
В основу любой стропильной фермы заложен треугольник — самая жесткая геометрическая фигура
(рис.124). Основанием такого треугольника служат бал237
5
4
8
1
6
2
3
2
ДО 14 М
5
8
4
2 3
1
6
2
ДО 14 М
5 8
4
3
6
1
7
3
2
ДО 16 М
Рис. 125. Конст рукции двухскат ных крыш:
1 — ст ропильная нога; 2 — мауэрлат ; 3 — подкос; 4 — ст ойка;
5 — прогон; 6 — лежень; 7 — распорка; 8 — зат яжка
238
ки перекрытия, а две другие стороны составляют стропильные ноги. Типовые конструкции двускатных крыш,
состоящих из треугольных стропильных ферм, показаны
на рис. 125. Силовая схема такой конструкции базируется на жесткости треугольника и зависит от длины пролета и толщины исходных брусьев. Места соединения
стропильных ног усиливают металлическими косынками,
а стропильных ног с балками перекрытия — металлическими скобами. В единое целое стропильную систему
объединяет обрешетка и чердачное перекрытие. В зданиях с железобетонным перекрытием стропильные ноги
опирают не на балки перекрытия, а на мауэрлаты — брусья или балки, уложенные по периметру здания. В остальном технология монтажа стропильных ферм не меняется. Красота крыши во многом зависит от правильного выставления стропильных ферм и их абсолютной
идентичности. Поэтому фермы собирают на земле,
пользуясь предварительно изготовленным шаблоном.
При больших пролетах строительную ферму усиливают дополнительными элементами (коньковый брус,
стойки, подкосы, растяжки и т.д.), которые разбивают
ее на небольшие треугольники, придающие всей конструкции нужную жесткость и прочность. Меняя длину
скатов и устанавливая дополнительные элементы жесткости, добиваются нужной формы крыши, которая подходит именно к данному типу строения.
ОКОННЫЕ КОНСТРУКЦИИ
Окно представляет собой довольно сложную конструкцию, зависящую от внешних условий, архитектурных
и дизайнерских решений. Как ограждающая конструкция окно должно отвечать множеству технических требований. Минимальная площадь окна определяется
светотехническими требованиями и должна равняться
от 1/5 до 1/8 площади пола. По конструкции оконные
блоки могут быть с раздельными и спаренными переплетами. Любой оконный блок состоит из коробки, переплетов, подоконной доски и фурнитуры. По способу
239
1
2
1
Рис. 126. Шиповые соединения брусков оконной коробки:
1 — сквозные шипы; 2 — нагель
240
1
2
2
Рис. 127. Профиль т ипового бруска для оконной коробки:
1 — паз; 2 — чет верт ь
открывания створок окна бывают распашные с поворотом вокруг вертикальной крайней оси, подвесные —
с поворотом вокруг верхней крайней оси и откидные —
с поворотом вокруг нижней крайней оси и др.
Коробка состоит из двух вертикальных и двух гори-
Рис. 128. Ст ворное окно, от крывающееся внут рь помещения
241
зонтальных брусков, соединенных между собой на одинарный, двойной или тройной открытый шип
(рис.126). Выбор модели окон для квартиры или дома
носит индивидуальный характер. Однако определяющим фактором может стать толщина стен в месте оконного проема и, следовательно, толщина всей конструкции окна. Ведь окно может устанавливаться в проеме
с широким и узким подоконником или вовсе без него,
что иногда зависит от дизайнерского решения. Оконные коробки могут быть простыми, изготовленными из
четырех деревянных брусков или с импостами, разделяющими коробку на две и больше частей.
Для изготовления коробок применяют профильные
бруски или толстые доски из древесины хвойных и лиственных пород, влажность которых не должна превышать 15=18% (рис. 127). При этом коробки могут быть
отдельные или общие. Отдельные коробки экономичнее по расходу материала, но сложнее в установке.
В оконном проеме отдельные коробки устанавливают
на расстоянии 100=200 мм друг от друга.
Общая коробка обычно бывает составной из брусков
и досок, имеющих четверти с внутренней стороны для
притвора переплетов, открывающихся, как правило,
внутрь помещения (рис. 128). На нижнем бруске коробки делают скос для стока воды, а на нижней стороне доски выбирают четверть для соединения коробки
с подоконной доской.
Шиповые соединения оконных коробок собирают на
водостойком клее и дополнительно скрепляют круглым
нагелем или гвоздями, которые забивают не менее
двух в каждом шиповом соединении под прямым углом
друг к другу.
Оконные переплеты могут включать в себя створки,
форточки и фрамуги. Конструкции оконных переплетов
отличаются большим разнообразием, которое зависит
от многих факторов (рис. 129). Основную роль в выборе конструкции играют устоявшиеся традиции архитектурных решений в данной местности, вкусы и замыслы
владельцев, а также их возможности. Кроме этого
242
12
1
1
11
1
2
3
4
5
4
6
10
9
7
8
Рис. 129. Полная конст рукция т иповых ст ворных окон:
1 — оконная коробка; 2 — боковая обвязка фрамуги; 3 — верхняя обвязка
переплет а; 4 — обвязка форт очки; 5 — от лив форт очки; 6 — от кос
оконного проема; 7 — подоконная доска; 8 — ниша для радиат ора;
9 — нащельники; 10 — нижняя обвязка переплет а; 11 — глухая фрамуга;
12 — перемычка оконного проема
243
3
1
2
2
5
3
3
4
2
2
6
7
9
8
Рис. 130. Изгот овление переплет а с форт очкой:
1 — форт очка; 2 — бруски обвязки; 3 — дополнит ельный горбылек для
форт очки; 4 — выбранная чет верт ь для форт очки; 5 — фальц для ст екла;
6 — гладкий прит вор форт очки; 7 — прит вор с чет верт ью; 8 — прит вор с
наплавным бруском; 9 — наплавной брусок
большое значение в выборе переплетов имеет размер
световой площади окна, расположение дома на местности, количество этажей в здании. Если квартира располагается в многоквартирном доме, следует учиты244
А
Б
В
2
1
Д
Г
4
5
3
Е
6
Рис. 131. Уст ановка ст екол на двойной замазке:
А — оконный переплет (обвяз и горбыльки); Б — нанесение замазки;
В — прижим замазки ст еклом; Г — закрепление ст екла шпильками;
Д — повт орное нанесение замазки; Е — закрепление шт апика; 1 — фальц;
2 — замазка; 3 — ст екло; 4 — шпильки; 5 — повт орный слой замазки;
6 — шт апик
вать архитектурное решение окон всего здания.
Как уже упоминалось, створки, форточки и фрамуги
состоят из брусков. И те, из которых вяжут оконные переплеты, называют обвязами, а те, которые делят переплеты или фрамуги на более мелкие части, называют
горбыльками. Именно при помощи горбыльков можно
изготовить рамку для форточки (рис. 130).
На наружных кромках переплетов, фрамуг и форточек, то есть на обвязах и горбыльках, выбирают четверти или фальцы, в которые вставляют стекла на замазке
или закрывают их штапиками — тонкими деревянными
рейками (рис. 131). Фальцы должны быть выполнены
таким образом, чтобы в готовом переплете они располагались в одной плоскости. В противном случае добиться эффективного уплотнения стекла будет трудно.
245
3
1
2
4
3
7
5
6
Рис. 132. Элемент ы оконного переплет а:
1 — оконная коробка; 2 — бруски обвяза; 3 — горбыльки; 4 — форт очка;
5 — подоконник; 6 — капельник; 7 — от лив
Для обеспечения герметичности фальцы оконных переплетов перед установкой стекол смазывают силиконовыми герметиками. Размеры фальцев зависят от толщины брусков обвяза и горбыльков. Так, при толщине
брусков 54 мм глубина фальцев должна быть 14=15 мм,
а ширина — 8=13 мм. При толщине брусков для форточек 44 мм глубина фальцев должна быть 13 мм, а ширина — 10 мм.
Примыкание форточек к брускам обвяза и горбылькам происходит при помощи четвертей, которые выбирают как в брусках обвяза и горбыльках, так и в самих
форточках.
В створках, форточках и фрамугах наружного переплета нижнюю обвязку делают с отливом и канавкой
246
(капельником) для перехвата стекающих капель
(рис.132). Брусок отлива не устанавливают на оконных
блоках со спаренными переплетами, у которых атмосферная влага отводится слезником, устроенным непосредственно в нижних горизонтальных брусках наружных переплетов.
На российском рынке деревянные окна производства отечественных и зарубежных фирм представлены
в очень большом ассортименте. Окна производства заТаблица 31. Отклонения от номинальных размеров
современных окон
Интервалы номинальных размеров оконных элементов, мм
Отклонения от номинальных размеров на каждую сторону для изделия
высшей категопервой категории качества
рии качества
До 250
+1
+1
260 — 630
+1
+1,5
Более 630
+1,5
+2
рубежных фирм, применяющих современные технологические процессы, отличаются высокими качественными и эстетическими показателями. Эта продукция
изготовлена в странах с развитыми технологиями:
в Финляндии, Германии, Италии и др. Поставляя свою
продукцию во многие страны мира, фирмы SP Fonster,
Domus, Capoferri и некоторые другие постоянно работают над повышением качества своей продукции и над
расширением ее ассортимента. Их продукция отличается большой чистотой обработки, высоким качеством
сырья и готовых изделий. Уровень качества определяется и достаточно длительным гарантийным сроком.
Однако цены на окна, изготовленные этими фирмами,
высоки и недоступны большому кругу потребителей.
Современные деревянные окна представляют собой
довольно сложную конструкцию, рассчитанную прежде
всего на долговечность и удобства в эксплуатации.
247
К качеству предварительной обработки древесины,
из которой изготавливают окна, предъявляются особые
требования. В современных технологиях деревянные
элементы подвергают вакуумной пропитке, после чего
1
3
2
Рис. 133. Выпиливание проушин, вст авок и шипов ножовкой с узким
полот ном:
1 — выбранные проушины; 2 — нагель; 3 — вст авка
склеивают в отдельные бруски. Именно благодаря многослойности оконного бруса обеспечивается повышенная прочность, стойкость к деформациям и стабильность деревянного профиля. Отклонения от номинальных размеров деталей окон и оконных блоков приведены в таблице 31.
Изготовление переплетов начинают с раскроя исходного пиломатериала на бруски нужной длины и толщины, предусматривая припуск по длине на 20=40 мм,
по ширине и толщине — на 5 мм. Бруски строгают
с проверкой рейсмусом и возможными допусками по
ширине и толщине + 2 мм для брусков обвяза и с допусками + 1 мм для горбыльков. Для изготовления переплетов подбирают качественные (без сучков) сухие
бруски прямоугольной или квадратной формы. Качеству изготовления переплетов следует уделить особое
внимание, так как они являются своеобразными мости248
ками теплопроводности, через которые может уходить
много тепла. Шиповые соединения переплетов следует
выполнять с особой тщательностью, чтобы они плотно
заходили друг в друга без перекосов и зазоров. Широкий шип, например, может расколоть брусок при запрессовывании его в проушину, а слишком узкий шип
ослабляет соединение. Для выпиливания шипов и проушин пользуются мелкозубой ножовкой с узким полотном (рис. 133). При этом нужно следить за тем, чтобы
зубья пилы проходили вдоль кромки разметочной линии, не задевая ее. Если распиливают шип, зубья пилы
проходят вдоль внутренней стороны линии, а для проушин, наоборот, с внутренней. Нужно следить за тем,
чтобы шипы и проушины были выполнены без дополнительной их подчистки стамеской. После изготовления
шипов и проушин приступают к отборке фальцев, которые должны быть равны ширине шипа, что более удобно для сборки угловых соединений.
Выборку и зачистку фальцев выполняют фальцгебелем или зензубелем. Железки этих инструментов бывают с прямым и косым лезвием. Косое лезвие дает возможность строгать древесину как вдоль, так и поперек
волокон. После выборки фальцев ширина шипов и проушин становится разной и усложняет их соединение,
требуя специальной срезки щечек на брусках. Лучше
всего шипы и проушины сделать одинаковыми, спилив
их выступающие части.
При сборке переплетов особое внимание следует
уделять углам соединения их элементов. Перпендикулярность углов проверяют угольником. Наружные
створки шириной более 700 мм часто скрепляют металлическими угольниками со стороны межстекольного
пространства, а иногда — и с наружной стороны. У летних переплетов угольники ставят внутри помещения.
Переплеты собирают вначале насухо и проверяют их
геометрические размеры и углы. Если окажется, что переплет не соответствует заданной точности размеров,
то производят дополнительную подчистку узлов. После
этого детали метят, разбирают переплет и приступают
249
к сборке на клею. Намазав клеем шипы и гнезда, сначала соединяют вместе горбыльки. После этого их вставляют в вертикальные бруски, а затем надевают горизонтальные бруски. Клеем намазывают только те шипы
и проушины, которые собирают в данный момент. Собранный переплет проверяют угольником, сжимают
струбцинами или другими приспособлениями, чтобы
детали в узлах плотно примыкали друг к другу.
Затем в углах сверлят отверстия, в которые на клею
забивают нагели. В сжатом состоянии переплеты оставляют на двое=трое суток для просушки и только после этого приступают к зачистке, срубая стамеской выступающие шипы и нагели. Затем производят пристрожку всех брусков переплета и проверку на перекос,
обращая внимание на то, чтобы фальцы были в одной
плоскости.
Вслед за зачисткой приступают к устройству отлива
на нижнем бруске переплета. Форма отлива может
быть разной, но под ним обязательно нужно сделать
слезник — желобок полукруглой формы, располагая
его от наружной кромки на расстоянии 10 мм. У неоткрывающегося переплета концы отлива делают прямыми. Если переплет открывается, то его концы срезают
под углом 45°. Отлив ставят на клею с дополнительным
креплением шурупами или гвоздями.
До монтажа в оконный проем в коробки можно установить переплеты, фрамугу и створки. При необходимости делают исправления, навешивают на петли
и прирезают остальные приборы. При сборке и подгонке переплетов нужно следить за тем, чтобы притворы
переплетов плотно прилегали друг к другу и к четвертям коробки. Все неплотности в этих местах будут способствовать проникновению пыли в квартиру и утечке
тепла в холодное время года.
Перед установкой коробки с тыльной стороны смолят — покрывают битумом или обивают в два — три
слоя рубероидом. Коробку вставляют в оконный проем,
ее нижний брус выравнивают по горизонтали клиньями
и проверяют уровнем, а вертикальные бруски выравни250
3
1
2
4
5
Рис. 134. Уст ановка оконной коробки:
1 — фиксирующий упор; 2 — оконная коробка; 3 — от вес; 4 — уровень;
5 — рубероид
251
1
2
1
4
3
1
5
Рис. 135. Уст ановка оконной коробки:
1 — клинья; 2 — оконная коробка; 3 — уровень; 4 — от вес; 5 — подст авки
под коробку
вают по отвесу или уровню (рис. 134 и 135). После
этого коробку закрепляют ершами, вбивая их в швы
кладки или в деревянные бобышки, предварительно заложенные в кладку. Если в оконных проемах не поставлены бобышки, то в нужных местах сверлят отверстия
глубиной 50=70 мм, забивают деревянные антисептированные пробки, а в них завертывают ерши или шуру252
А
30 ММ
Б
30:60
ММ
В
Г
Рис. 136. Крепежные элемент ы:
А — дюбель; Б — ст роит ельный шуруп; В — монт ажный анкер;
Г — специальная монт ажная опора
253
пы. В настоящее время в торговой сети имеются специальные монтажные анкеры и строительные шуруры, которые вставляют в выполненное в стене отверстие, при
заворачивании болта в анкер последний разжимается,
прочно расклиниваясь и фиксируя коробку (рис. 136).
После закрепления коробки в оконном проеме конопатят зазоры между коробкой и стеной. Традиционно
эту работу выполняют мокрым способом: пряди пакли
смачивают в небольших порциях гипсового раствора,
вставляют в зазоры и тщательно уплотняют.
Современные технологии позволяют выполнять эту
работу пенными заполнителями, которые заливают
в зазоры между оконной рамой и стеной. Однако при
застывании пена может прогибать бруски коробки. Чтобы этого не происходило, между горизонтальными
и вертикальными брусками ставят одну или несколько
(в зависимости от размеров брусков) распорок. После
застывания пены устанавливают подоконные доски
и штукатурят откосы.
ДВЕРНЫЕ БЛОКИ
Двери с неповторимым рисунком натуральной древесины, сотворенным за десятилетия самой природой,
придают респектабельный вид любому жилищу или
офису. Двери имеют большое значение и для масштабного восприятия здания. В общей гармонии с окнами
создают фасады, отражающие вкус времени. Такие фасады воспринимаются нами как стиль. По своему назначению двери разделяют на наружные и внутренние,
а по конструкции — на щитовые и рамочные. По количеству полотен двери могут быть однопольные, полуторапольные и двупольные. Дверные блоки подразделяют
на следующие типы:
— Г — с глухими полотнами с притвором в четверть;
— О — с остекленными полотнами с притвором
в четверть;
— К — с остекленными качающимися полотнами.
Дверные коробки для подавляющего большинст254
1
3
В
2
I
1
3
Г
3
5
1
Д
3
2
4
200
2
II
1
А
Б
1
2
СМ
4
3
4
3
Рис. 137. Дверная коробка и ее сост авные част и:
I — дверная коробка: 1 — перемычка; 2 — от косы; 3 — т рехгранные
анкерные планки; 4 — верхняя част ь; 5 — лежневая связь;
II — сост авные част и: А — соединение в "шип" и "лапу" без заглубления
от косов; Б — с заглублением от косов в перемычку и лежневую част ь;
В — соединение двуст оронним "ласт очкиным хвост ом";
Г — одност оронним "ласт очкиным хвост ом"; Д — угловым шиповым
соединением; 1 — от косы дверной коробки; 2 — шип; 3 — скоба;
4 — лежневая связь
255
ва зданий изготавливают из досок толщиной 50=60
мм и шириной, зависящей от назначения двери и толщины стены (рис. 137). Ширина коробки одинарных
дверей обычно делается 100 мм, а при изготовлении
двойных дверей — 250=300 мм. Технология изготовления дверных коробок практически не отличается от
технологии, которую применяют при изготовлении
оконных коробок. Отличие коробок для внутренних
Б
1950 ММ
А
650 ММ
770 ММ
Г
770 ММ
1950 ММ
В
650 ММ
650 ММ
770 ММ
770 ММ
Рис. 138. Конст рукции щит овых дверей:
А, В — с верт икальными брусками жест кост и; Б — с верт икальными и
горизонт альными брусками жест кост и; Г — с горизонт альными брусками
жест кост и
256
дверей состоит в том, что иногда их изготавливают не
из четырех, а из трех брусков. Роль нижнего бруска
может выполнять порог. Возможен вариант закрепления вертикальных брусков коробки к полу при помощи
шипов. Вертикальные части дверной коробки называют откосами, горизонтальная часть ниже плиты лежня — опорным брусом, горизонтальная часть вверху — дверной перемычкой. Чаще всего перемычка
и опорный брус перекрывают откосы на 8=10 см. Эту
перекрываемую часть, срезаемую под углом (наклонно), называют оголовком. Доски или бруски, предназначенные для изготовления дверных коробок, тщательно строгают по размеру и выбирают в них четверТаблица 32. Размеры сотового бумажного заполнителя для щитовых дверных полотен
Размеры
Заполнитель в сжадверных по- Толщина
том состоянии
лотен, мм заполнителя, мм
Шири- Количество
Ши- Высота
на, мм слоев бумаги
рина
1100
900
800
700
600
500
400
2000
2000
2000
2000
2000
2000
2000
35
35
35
35
35; 25
15
15
1300
1100
1000
900
800
700
600
108
108
108
108
108
108
108
Заполнитель
Плов растянутом
щадь засостоянии
полнеШири- Длина, ния, м2
на, мм мм
1070
870
700
670
570
470
370
1970
1970
1970
1970
1970
1970
1970
2,12
1,72
1,52
1,32
1,12
0,92
0,72
ти. Глубина четвертей зависит от толщины двери,
а ширина колеблется от 15 до 30 мм, в зависимости
от назначения двери. Перед вырезанием шиповых соединений детали тщательно вымеряют, чтобы плоскости четвертей коробки совпадали между собой по
всему периметру.
Щитовая дверь — легкая, обладает хорошими звукоизоляционными качествами, прочностью, формоустойчивостью, удобна в эксплуатации. Для ее изготовления расходуют небольшое количество древесины пре257
имущественно низких сортов. Щитовое дверное полотно состоит из рамки, бруски которой соединяют друг
с другом на одинарный открытый сквозной шип
(рис.138). Внутренняя часть таких полотен представляет собой деревянную решетку, изготовленную из
древесины ели, сосны, пихты или из другого материала. В любом случае древесина должна быть сухой, здоровой, без признаков поражения жуком=дровоедом.
В качестве заполнителя пространства между брусками
обвяза применяют шпунтованные доски, соты из бумаги, картона, шпона и т.п. Бумажный сотовый заполнитель делают из упаковочной бумаги с пропиткой мочевиноформальдегидными или другими синтетическими
смолами, которые придают заполнителю нужную прочность. Основные размеры сотового бумажного заполнителя для щитовых дверных полотен приведены в таблице 32.
В середине дверных полотен устанавливают бруски
для замка и ручек. С двух сторон дверную рамку облицовывают рубашкой из фанеры, шпона, бумажно=слоистого пластика, текстурной древесноволокнистой
плиты, МДФ и т.п. Щитовые двери современных конструкций отличаются от предшественников высококачественной декоративной отделкой и применением сэндвич=панелей. Кроме того, наличие в массиве двери
специальных шумопоглощающих и теплоизоляционных
прослоек значительно повышает их технические характеристики. Щитовая дверь может состоять и из брусового массива, стянутого металлическими стержнями
(рис. 139). В некоторых случаях в конструкцию двери
включают металлические листы, повышающие прочность дверной системы. Помимо этого металлические
составляющие деревянных дверей предотвращают их
коробление, возникающее в результате большой разницы температур с разных сторон двери. Для решения
дизайнерских задач отделка двух сторон дверей может
быть различной, что позволяет входной двери успешно
сочетаться с дизайном межкомнатных дверных систем.
Филенчатые полотна состоят из обвязки, средни258
3
1
4
2
4
5
6
Рис. 139. Конст рукция щит овой двери со ст ягивающими мет аллическими
ст ержнями:
1 — мет аллический ст ержень; 2 — шайбы; 3 — гайка; 4 — декорат ивная
пробка; 5 — пазы в брусках; 6 — рейка, вст авляемая в пазы на клею
259
А,Б
В
Г
Д
Е
Рис. 140. Виды филенок:
А,Б — прост ые дощат ая и фанерная; В — с рамкой; Г — дощат ая с
наплавом; Д — дощат ая с фигареями; Е — дощат ая с раскладками
ков и филенок. Собирают их из простых брусков, соединяя прорезными шипами на клею. Филенки заполняют
пространство между брусками обвяза и являются главным украшением двери. Они бывают плоскими, сделанными из досок, фанеры, древесноволокнистых или
древесностружечных плит. Наиболее распространен260
Б
А
В
Рис. 141. Крепление филенок в обвязе двери:
А — в чет верт ь без раскладок; Б — в чет верт ь с раскладками;
В — в глухой шпунт
ные виды дверных филенок приведены на рис. 140.
Дощатые филенки соединяют в паз и в наплав. В последнем случае филенку с противоположной стороны
от наплава обкладывают фигурной раскладкой, которую крепят к брускам шпильками или шурупами впотай
(рис. 141). Крепление раскладки к дощатым филенкам
не допускается. Наплавные филенки, выступающие за
261
А
Д
Б
Е
плоскость обвязки, устраивают в наружных
дверях или в дверях,
отделяющих теплое
помещение от холодного. Их делают из
толстых досок, снаб-
А
2
В
В
Г
И
Ж
Д
1
И
Рис. 142. Филенчат ая конст рукция
дверного полот на с ост еклением:
А — коробка; Б — обвяз; В — средники; Г
— филенка; Д — рамка; Е — горбыльки;
Ж — плинт ус; И — т умбочки
жают по кромкам пазом, в который вставляют губки брусков
обвязки и средников. Толщина
филенок из клееной фанеры для
шкафных дверей составляет не
менее 5 мм, комнатных — не менее 8 мм, а из досок — не менее
18 мм (при ширине брусков не
более 80 мм). Зазоры между
дном паза и кромкой филенки
делают 10=20 мм.
Остекленные дверные полотна отличаются тем, что вместо
верхних филенок в них вставлены стекла (рис.142). Для этого
262
1
Б
Рис. 143. Карт очные пет ли
для деревянных дверей:
А — пет ля с лат унной
вт улкой; Б — шариковая
пет ля; 1 — карт ы пет ель;
2 — лат унная вт улка
1
3
L1
А
L
L1
Б
L
3
2
В
h
L
3
Рис. 144. Размет ка коробки:
А — размет ка на коробке; Б — размет ка на полот не двери; В — размет ка
при наличии шипового соединения; 1 — соединение коробки "в ус"; 2 — шип;
3 — гнезда для шурупов; L — длина пет ли; L1 — наименьшее расст ояние
(равное длине пет ли), на кот ором может быт ь врезана пет ля от края
коробки; h — наименьшее расст ояние, на кот ором может быт ь врезана
пет ля от т орца шипа — 10 м
263
в обвязке, средниках
и горбыльках вместо па1
зов выбирают четверти.
А
3
Стекла укрепляют при
помощи тонких реек —
штапиков.
Навешивают полот4
на на дверную коробку
при помощи шарнирных
петель (рис. 143). Пет2
ли врезают в коробку по
разметке (рис. 144).
Для этого между четвертями коробки и боковыми брусками на окраску
оставляют зазор в 2 мм,
1
между низом дверного
4
полотна и четвертью ко3
робки наружных двеБ
рей — 3 мм, между низом внутренней двери
и полотном — 8 мм. Если
под дверью будет насте1
лен ковер, то зазор увеличивают. Фиксация пе4
тель для левых и правых
1
дверей показана на рис.
2
145.
В петлях под шурупы
просверлены отверстия
Рис. 145. Фиксация пет ель левых и
с обязательной раззенправых дверей:
ковкой под головки шуА — левая дверь: 1 — пет ля;
рупов. Шляпка шурупа
2 — полот но левой двери;
должна входить в отвер3 — шурупы; 4 — уплот нит ель;
стие заподлицо с плосБ — правая дверь: 1 — пет ля;
костью карты или долж2 — полот но правой двери;
на утопать в раззенковку
3 — шурупы; 4 — уплот нит ель
на 1/2 мм. На тяжелых
дверных полотнах коли264
1
2
3
4
5
6
7
8
9
10
11
12
13
Рис. 146. Конст рукт ивные решения прит воров распашных дверей:
1 — в накладку заподлицо; 2 — в накладку с уст упом; 3 — в накладку с
выст упом; 4, 6, 7 — в проем с заглублением; 5, 8 — в проем с выст упом;
9 — в проем с наплавом; 10 — в накладку; 11,13 — заподлицо на гладкую
кромку; 12 — заподлицо в чет верт ь
265
1
3
А
2
5
3
4
1
3
Б
2
5
3
4
Рис. 147. Навешивание левых и правых дверей:
А — левая дверь; Б — правая дверь; 1 — коробка двери; 2 — дверь;
3 — пет ли; 4 — двуст ворчат ые двери;
5 — нащельники (прит ворные планки)
266
чество петель должно быть не менее 3=х.
Чтобы дверь не открывалась произвольно, рекомендуют навешивать ее с небольшим наклоном в сторону
четверти коробки. При навешивании дверь плотно прижимают к верхней четверти коробки. После подгонки
и навешивания двери весь блок проверяют, в необходимых местах зачищают провесы. Дверь не должна пружинить, а при открывании она должна вращаться свободно. В дверном блоке недопустимы покоробленность, перекосы более 2 мм в любом направлении, необработанные места и шероховатости. Конструктивные
решения притворов дверей даны на рис. 146 и 147.
Предварительно пристрагивают притворы, а после навешивания прибивают с двух сторон нащельники. Это
защитит сопрягаемое место от продувания ветром.
Замки устанавливают врезные, накладные, прирез2
1
3
Рис. 148. Ст олярные перегородки:
1 — каркас перегородки; 2 — звукоизоляционный заполнит ель;
3 — обшивка (гипсокарт онные лист ы)
267
ные. Врезной замок устанавливают в боковом бруске
открывающегося полотна двери на такой же высоте от
пола, как и дверные ручки (900=1100 мм). Врезать замок против средних брусков обвязки не следует, так как
при этом прочность шипового соединения нарушится.
Гнезда под замки вырубают долотом или стамеской
так, чтобы передняя планка была заподлицо с кромкой
бруса или утопала на 1/2 мм в его толщу. Гнездо под замок можно выбирать на горизонтально=сверлильном
станке или электродрелью и долбежником за несколько
приемов. В коробке нужно выбрать стамеской место
для запорной планки. При этом необходимо следить за
тем, чтобы отверстие в запорной планке точно совпадало со щеколдой замка.
СТОЛЯРНЫЕ ПЕРЕГОРОДКИ И ПАНЕЛИ
Столярные перегородки (рис. 148) бывают каркасные, дощатые или филенчатые и устанавливаются
на чистый пол с укреплением обвязками или плинтусами и карнизами. Перегородки могут быть остекленными на 2/3, 1/3 и 1/2 своей высоты или полностью остекленные. Конструктивно щиты перегородок не отличаются от дверных полотен. Места стыковки щитов или
полотен перегородок прикрывают штапиками или деревянными раскладками.
Деревянные панели являются одним из видов высококачественной внутренней отделки стен. В таких
случаях панелям придают форму и рисунок в соответствии с задуманным дизайном помещений. Чаще всего
панели делают в виде полотен из каркаса, состоящего
из обвязок и средников, и филенок из ценных пород
древесины. Обвязочные бруски и средники каркаса делают толщиной 35=45 мм и шириной 70=110 мм.
Для филенок могут использовать древесноволокнистые плиты, МДФ, слоистый пластик и другие изделия,
которые в достаточно большой номенклатуре выпускает современная промышленность. Высота панелей
обычно достигает 110=120 мм от уровня чистого пола.
268
270:320
150:180
44
20
300
1
Рис. 149. Прост упи и
подст упенки при
опт имальном уклоне
лест ничного марша
(размеры в мм):
1 — прост упь;
2 — подст упенок
2
При определенных дизайнерских решениях высота может быть выше. Крепят панели к чистым стенам на дюбели или шурупами к деревянному или металлическому
каркасу.
ДЕРЕВЯННЫЕ ЛЕСТНИЦЫ
Деревянные лестницы устраивают для комфортного
перемещения в домах с многоуровневой планировкой.
Помимо своей основной функции деревянные лестницы несут большую эстетическую нагрузку, поэтому к их
изготовлению следует подходить всесторонне. Современные лестницы, предназначенные для передвижения
человека с одного высотного уровня на другой естественным способом, по принципу устройства ничем не
отличаются от лестниц, которыми человечество пользовалось на всем своем эволюционном пути. Основными элементами лестницы по прежнему являются ступени, лестничные площадки и перильное ограждение.
От правильного выбора размеров ступеней и от расстояния между ними зависит крутизна лестницы, удобство
использования, и, следовательно, безопасность.
269
Любая лестница состоит из наклонных и горизонтальных частей, которые соответственно называют
маршами и площадками. В свою очередь марш состоит
из несущей балки (тетивы, косоура) и ступеней, которые являются основными элементами лестницы. Верхнюю горизонтальную плоскость ступеней принято называть проступью, а разность высот между двумя проступями — подступенком (рис. 149). Проступи в лестничном марше располагают строго горизонтально,
но для того чтобы попадающая при уборке влага не
скапливалась в области подступенка и легко убиралась,
передняя кромка проступи должна быть немного ниже
задней.
Проектируя лестницу, нужно учитывать условия ее
безопасной эксплуатации, предусмотреть зазоры
между элементами лестницы и стенами здания, рассчитать методы скрепления элементов между собой
и со строительными конструкциями, из которых построен дом. Решающее значение в выборе размеров и
конструкции лестницы имеет интенсивность ее использования. Если предполагается одновременное передвижение по лестнице нескольких человек во встречном направлении или перемещение громоздких предметов (мебели, оборудования и т.д.), то ее ширина
должна быть соответствующей. Лестница, которая используется эпизодически, не обязательно должна быть
широкой. Независимо от выбора вида лестницы и от ее
конструкции нужно придерживаться регламентирующих правил, предусмотренных стандартами и нормами. Местоположение проектируемой лестницы при
вдумчивом подходе может стать одним из решающих
факторов при выборе ее типа.
Делая расчеты параметров лестницы, за исходную
величину принимают уклон лестничного марша, который должен быть в пределах 1:2 — 1: 1,75. Эти величины установлены по соотношению максимальной высоты удобного подъема ноги при движении по вертикали
(30=32 см) и средней длине шага человека (60=64 см).
Так как при движении по наклонной лестнице длина ша270
Рис. 150. Соот ношение размеров ст упеней и углов наклона марша
га распределяется между двумя ступенями, то нормальная (естественная), а значит удобная ширина ступеней должна равняться половине шага, то есть примерно 30 см. Естественно, что при движении по наклонной лестнице высота удобного подъема ноги меньше,
чем при движении по вертикали. Поэтому для удобных
наклонных лестниц расчетная высота подъема ноги
должна быть в два раза меньше, чем при вертикальных,
то есть 15=16 см. Соотношение размеров ступеней и углов наклона марша даны на рис. 150.При проектировании лестницы нужно придерживаться правила, что все
ступени в пределах одного марша должны быть одинакового размера по высоте и ширине. То есть, для данной лестницы ширина проступи и высота подступенка
должны быть постоянными величинами.
Величину размеров основных элементов лестницы
определяют из следующих принципов. Удвоенная высота подступенка (b) и ширина проступи (а) должны
быть равны среднему шагу человека — 2b + а = 57 = 64
см. Лестница, изготовленная согласно этому расчету,
считается наиболее безопасной, а формула, соответст271
А
1
2
Б
1
1
В
2
2
3
Г
Д
2 1
4
1
Рис. 151. Лест ница на т ет ивах:
А — паз с ост ат ком; Б — паз пот айной; В — соединение с углом;
Г — соединение в т орец на гвоздях; Д — соединение с бруском; 1 — т ет ива;
2 — ст упень; 3 — мет аллический уголок; 4 — деревянный брусок
272
венно, формулой безопасности. Практика показала,
что лучше всего ширину проступи принимать в пределах 28=30 см, но не менее 25 см, а высоту подступенка— 14=17 см, но не более 20 см. Считается, что лестница является наиболее удобной при соотношении
а — b = 12 см ( это и есть формула удобств). Практика
показывает, что строго выдержать это соотношение
в реальных условиях не всегда возможно. Но, во всяком
случае, нужно стараться максимально приблизиться
к оптимальному соотношению.
Особенности конструирования типовых деревянных лестниц заключаются в основном в различных способах крепления ступеней к несущим балкам (косоурам
и тетивам).
1
5
зазор 50 мм
3
4
2
6
Рис. 152. Изгот овление шаблона:
1 — лист фанеры; 2 — высот а подст упенка; 3 — ширина прост упи;
4 — опорная линия; 5 — кромка т ет ивы; 6 — рейки
273
Лестницы на тетивах (рис. 151) представляют собой наиболее простой вид деревянных лестниц, у которых ступени опираются на тетивы посредством вырезанных с внутренних сторон опорных балок пазов или
при помощи уголков, брусков, а то и/или просто на
гвоздях. Для изготовления тетив применяют доски толщиной 40=50 мм, что обеспечивает их необходимую
прочность. Ширина тетивы должна быть такой, чтобы
над ступенями и под ними на тетиве оставалась полоса
шириной не менее 50 мм. Поэтому минимальная ширина досок, применяемых для изготовления тетивы,
должна быть не мене 275 мм. Ширина пиломатериалов,
предназначенных для изготовления ступеней, выбирается из условий приведенного расчета параметров лестницы. Если подобрать доски необходимой ширины не
удается, то ступени можно сращивать одним из ранее
приведенных методов.
Добротная и красивая лестница может получиться
только при условии правильной разметки ее тетив. Все
отклонения при разметке немедленно скажутся на конструкции лестничного марша, вызывая его перекосы.
Для разметки лучше всего изготовить специальный
шаблон, который позволит без особого труда выполнить достаточно точную разметку. Методика изготовления шаблона для разметки тетивы наглядно приведена
на рис. 152. Для этого по сторонам прямоугольника,
вырезанного из фанеры или из другого подобного материала, откладывают ширину проступи и высоту подступенка. По линии, образованной катетом прямоугольного треугольника, прибивают деревянную рейку,
служащую упором при разметке. Если конструкция лестницы предусматривает отступ ступеней от кромки тетивы, то опорную линию переносят на это расстояние.
Разметка проступей и подступенков осуществляется
перемещением шаблона вдоль кромки тетивы. Размечая две тетивы, не следует забывать, что они должны
иметь зеркально идентичную разметку. Пользование
шаблоном для разметки показано на рис. 153.
Дальнейшая обработка тетив выполняется в соот274
2
3
1
3
2
1
Рис. 153. Работ а с шаблоном:
1 — линии от реза; 2 — опорная линия; 3 — шаблон
275
А
Б
В
Г
Д
Е
Ж
Рис. 154. Крепление ст упеней при помощи шиповых соединений:
А — в широкий паз; Б — в узкий паз с одним заплечником; В — в узкий паз
с двумя заплечниками; Г — внаград с одним заплечником; Д — внаград с
двумя заплечниками; Е — внаград с плоскими шипами; Ж — при помощи
шкант ов
ветствии с выбранным методом закрепления ступеней.
Кроме показанных на рис. 153 способов крепления
ступеней к тетивам, существуют и шиповые соединения, варианты которых приведены на рис. 154. После
276
6
3
А
4
2
Б
1
5
Рис. 155. Лест ница на косоурах:
А — косоур с "кобылками"; Б — косоур цельный; 1 — косоур из цельной
загот овки; 2 — каркас площадки; 3 — площадка; 4 — балка, заделываемая
в ст ену; 5 — крепление косоура к полу; 6 — "кобылка"
выборки шипов и гнезд собирают лестничный марш
и устанавливают его по месту. Для того, чтобы тетивы
лестницы не расходились в стороны, их можно стянуть
в нескольких местах стальной шпилькой.
Лестницы на косоурах более стойки к боковым нагрузкам, у них не возникает угрозы расхождения косо277
1
2
3
4
5
6
Рис. 156. Прямые и поворот ные лест ницы в плане:
1 — прямая одномаршевая; 2 — прямая двухмаршевая с промежут очной
площадкой; 3 — поворот ная с забежными ст упенями;
4 — чет верт ьоборот ная правая с промежут очной площадкой;
5 — полуоборот ная правая с промежут очной площадкой;
6 — винт овая лест ница
уров в стороны от оси марша. Ступени лестниц с косоурами крепят сверху несущих балок, жестко фиксируя
их в одном положении. Кроме того, этот тип лестниц
278
4
1
3
2
Рис. 157. Конст рукция лест ниц с забежными ст упенями:
1 — забежные ст упени; 2 — подст упенок; 3 — цент ральный опорный брус;
4 — ст ена дома
может изготавливаться с одной, двумя и более несущи ми бал ка ми (ко со ура ми), что пре ду с ма т ри ва ет
большое разнообразие вариантов. Монтажная схема
лестницы на косоурах показана на рис. 155. Одной из
особенностей данной конструкции может быть закрепление ступеней при помощи треугольных "кобылок", которые прибивают на верхних гранях несущих
балок. При достаточной ширине несущих балок треугольные вырезы для крепления ступеней можно делать в самой балке, выполнив разметку по ранее указанной методике.
Поворот лестничного марша в плане можно выполнять на промежуточных площадках. Но часто поворот
выполняют и меняя форму ступеней (рис. 156). Таким
простым технологическим приемом можно выполнить
поворот лестничного марша на любой угол, вплоть до
180°. Суть этого приема заключается в том, что в местах
поворота лестничного марша форму ступеней делают
279
8N
5
6
7
2
3
4
10
С
М
1
В
А
1
1
1
1
5N
4
3 2 1
Рис. 158. Расчет ширины ст упени по мет оду пропорций:
1 — средняя линия
280
не прямоугольной, а трапециевидной (рис. 157). Такие
ступени называют забежными, и расчет их геометрических размеров выполняют по специальной методике,
которая называется методом пропорций. Для этого
следует построить горизонтальную проекцию лестничного марша (рис. 158) и начертить на этой проекции
среднюю линию. На проекции средней линии наносят
отрезки, равные ширине ступеней. Определяют границы прямых ступеней и проводят прямую линию. В месте пересечения этой прямой со средней линией лестницы ставят точку В. После этого задаются размерами
средней забежной ступени в марше. Для этого произвольно выбирают минимальный (10 см) размер средней ступени в самой узкой точке и максимальный (40
см) ее размер в самой широкой точке. Отложив половины этих размеров по обе стороны средней линии, соединяют их прямыми линиями и продлевают их до пересечения со средней линией лестницы. Таким образом, получат точку А. Отрезок линии АВ делят в соотношении 1.2.3... по количеству забежных ступеней. Ось
лестничного марша между точками А и В делят на равные отрезки по количеству забежных ступеней. Если
ширина ступеней по оси марша будет меньше допустимой (20 см), то количество забежных ступеней уменьшают. Через соответственные точки на оси марша
и средней линии лестницы проводят прямые, определяющие границы забежных ступеней. Зная выбранный
масштаб, можно перенести размеры забежных ступеней в натуральную величину. Следует учитывать, что натуральная ширина ступеней будет немного шире, с учетом напуска передних кромок верхних ступеней над
задними кромками нижних ступеней.
Забежные ступени в лестнице могут быть в начале,
в середине и в конце марша. Но все они должны подчиняться определенным принципам построения лестниц.
Независимо от того, в какой части марша находятся забежные ступени, линия хода лестницы не должна быть
извилистой, а должна плавно повторять направление
лестничного марша. Иначе лестница станет неудобной
281
и опасной. Для того чтобы линия хода не была извилистой, ширина забежных ступеней в средней линии марша не должна быть меньше 20 см и делается одинаковой во всей поворотной части. В 15 сантиметрах от самой узкой части забежных ступеней (на внутренней границе полезной площади марша) ступени не должны
быть уже 10 см, максимальная ширина ступени (в самой широкой части) не должна быть больше 40 см. Минимальный радиус кривизны лестницы в поворотной
части не должен быть меньше 30 см. Если эти условия
соблюдаются, лестница будет удобной и сравнительно
безопасной.
РАЗДЕЛ VIII
ПОЛЫ
282
ОБЩИЕ СВЕДЕНИЯ
Деревянные полы настилают по балкам или по лагам
из досок хвойных и лиственных пород древесины толщиной не менее 40 мм. Это надежный, удобный в эксплуатации вид полов, довольно распространенный
в индивидуальном строительстве. Деревянные дощатые полы могут быть как самостоятельным половым покрытием, так и служат основой для настилки современных покрытий. Дощатые полы настилают как по железобетонному перекрытию, так и непосредственно по
грунту (на первом этаже дома без подвального помещения). Если полы настилают по железобетонному перекрытию, то толщину досок часто уменьшают до 30 см.
Если же дощатые полы служат чистым покрытием,
то к подбору досок и обработке их лицевой поверхности следует подходить с особым вниманием. Для этого
ширина досок и их толщина должны быть абсолютно
одинаковыми, что создает предпосылку для ровной лицевой поверхности пола.
Теплота и струящийся свет от фактуры натуральной
древесины, покрытой бесцветным лаком, придадут интерьеру законченный вид, а самому помещению — уют.
Преимущества деревянных полов перед другими покрытиями состоят в том, что у древесины с объемной
массой 500 кг/м3 показатель теплоусвоения в два раза
ниже нормативного предела, за которым могут следовать простудные заболевания, вызванные переохлаждением ног (даже в обуви). Кроме того, древесина является самым чистым в экологическом смысле материалом, поэтому ее применение оправдано и с точки зрения сохранения здоровья. Ведь любые другие напольные покрытия, выполненные из полимерных материалов, так или иначе, выделяют вредные для здоровья вещества (формальдегид, стирол, винилхлорид, ацетон,
этилацетат, метиламин, тетрахлорэтилен, бензол
и др.).
В нашем химическом и электронном веке древесина — один из немногих материалов, оставшихся в пер283
возданном виде, она соединяет нас с Природой. Увлечение синтетическими материалами постепенно сменилось ностальгией по натуральному. Именно поэтому
древесина относится к традиционным материалам,
из которых настилают полы, и, пожалуй, еще длительное время древесина не уступит своих прочных позиций даже на фоне современных материалов и новейших технологий. Простая с виду деревянная дощечка
излучает солнечный янтарный свет. Практичность, экологическая чистота, долговечность — вот далеко не
1
2
6
5
3
4
Рис. 159. Полы по грунт у:
1 — доски пола; 2 — лага; 3 — деревянная подкладка; 4 — рубероид;
5 — кирпичный ст олбик; 6 — ут рамбованный щебень
полный перечень достоинств деревянного пола.
Деревянные полы могут быть дощатыми, паркетными или покрываться древесностружечными или древесноволокнистыми плитами и их современными модификациями в виде ламината и т.п.
Казалось бы, о настилке деревянных полов так мно284
го сказано, что уже нет надобности в дополнительных
пояснениях. Однако практика показывает, что правильные методики настилки деревянных напольных покрытий знает далеко не каждый.
ДОЩАТЫЕ ПОЛЫ
Дощатые полы могут стелить либо по балкам перекрытия, либо по грунту с использованием лаг. И тот,
3
1
2
2
1
Рис. 160. Укладка лаг:
1 — маячные лаги; 2 — промежут очные лаги; 3 — деревянные бруски
и другой способ имеют право на существование и обладают своими достоинствами и недостатками. На выбор
того или иного вида полов во многом зависит конструктивное решения здания. В двухуровневых домах и в домах с подвалом неизбежно настилают пол по балкам
перекрытия.
Полы по грунту
285
Полы по грунту стелят в домах бесподвальной конструкции, когда лаги укладывают на изолированные
кирпичные или бетонные столбы, установленные по периметру помещения с расстоянием 70=100 см друг от
друга (рис. 159). Такое конструктивное исполнение
позволяет легко изолировать полы от стен дома, а значит и снизить передачу звуковых и вибрационных колебаний. Лаги устанавливают таким образом, чтобы уложенные по ним доски были ориентированы по направлению света в жилых помещениях, а в коридорах и местах перехода — по направлению движения людей.
1
А
2
1
В
2
2
Б
1
Рис. 161. Врубка балок пола в ст ену дома:
А — соединением "ласт очкин хвост "; Б — сковороднем впот ай;
В — косым шипом; 1 — ст ена дома; 2 — балка пола
286
Между лагами и кирпичными столбиками укладывают
слой гидроизоляции и прокладки из антисептированных досок толщиной не менее 30 мм.
Стыки лаг неизбежно должны приходиться на столбики, а их поверхность выравнивают при помощи строительного или гидравлического уровня. Для этого сначала устанавливают первые маячные лаги поперек комнаты на расстоянии 2=3 см от стены и выверяют по
уровню их горизонтальность (рис. 160). Подкладывание клиньев под лаги для их выравнивания не допускается. Лучше всего в этом случае подтесать нижнюю
часть лаги, не допуская ее скруглений. Если требуется
поднятие лаги, то лучше всего для этого использовать
антисептированные бруски различной толщины, подкладывая их под основание лаги. Выверку точности установленных лаг проверяют рейкой с уровнем, прикладываемым к лагам по всем направлениям. Просветы
между лагами и рейкой не должны превышать 3 мм.
Между лагами и стенами (простенками) оставляют зазор величиной не менее 8 см для возможной самостоятельной осадки пола.
В бревенчатых и брусчатых домах несущие балки
пола врубают сковороднем, косым шипом или "ласточкиным хвостом" между первым и вторым венцами при
сплошном фундаменте и между вторым и третьим венцами в доме, фундамент которого выполнен в виде стульев (рис. 161). Недостатком этого метода является
наличие звукового мостика между стеной и конструкцией пола.
Дощатый настил по железобетонному
перекрытию
Дощатый настил по железобетонному перекрытию настилают без сооружения кирпичных и железобетонных столбиков. Лаги укладывают непосредственно
на плиты перекрытия, сделав перед этим надежную гидроизоляцию деревянных элементов от железобетонных конструкций.
287
2
1
А
3
4
5
Б
4
5
В
Д
Г
Е
6
7
Рис. 162. Уст ановка регулируемых т яг сист емы "Нивель":
А — прохождение сверла через шуруп и углубление в бет он на глубину не
менее 45 мм; Б — закладка шт ифт а для бет она; В — забивание шт ифт а
т рубчат ым концом дорна; Г — переворачивание дорна т рубчат ым концом
вверх и забивание гвоздя шт ифт а; Д — регулировка реек при помощи
завинчивающего инст румент а (при эт ом в рейке должно ост ават ься не
менее 45 мм шурупа); 1 — шуруп; 2 — сверло; 3 — шт ифт ;
4 — т рубчат ый конец шт ифт а; 5 — гвоздь шт ифт а; 6 — завинчивающий
инст румент ; 7 — рейкодержат ель
Выравнивание лаг является одной из самых ответственных задач. Традиционно это делают при помощи деревянных подкладок, которые устанавливают под лаги
в нужных местах. На помощь современным строителям
приходят новые технологии, которые позволяют выполнить работу с минимальными сроками и высоким качеством. К примеру, технология регулируемых лаг позво288
ляет значительно сократить сроки строительства. Кроме того, добиться идеальной поверхности чернового
пола регулируемыми лагами гораздо легче, чем любым
из традиционных способов. Одно из явных преимуществ пола на регулируемых лагах состоит в том, что
появляется возможность скрыть под ним сантехнические коммуникации, что немаловажно для дизайна и интерьера современной квартиры.
На современном строительном рынке имеются и современные системы регулируемых тяг, одна из которых
(система "Нивель") показана на рис. 162. Идея систем
заключается в том, что рейки стоят на шурупах и между
основанием и древесным материалом отсутствует прямой контакт. Рейки "Нивель" представляют собой
пластмассовые или деревянные бруски, в которых просверлены резьбовые отверстия с межосевым расстоянием, равным приблизительно 500 мм. Для пластмассовых реек это расстояние уменьшено до 450 мм.
Шурупы завинчивают в рейки, которые выставляют
на бетонной стяжке согласно предполагаемой монтажной схеме и выверяют рейкодержателем с межосевым
расстоянием 30, 40 и 60 см. Если требуются дополнительные опоры для реек, то просверлить отверстия
можно при помощи специального сверла с метчиком,
который входит в комплект "Нивель". Пользуясь рейкодержателем, рейки устанавливают так, чтобы от стены
оставался зазор, приблизительно равный 100 мм
и предназначенный для вентиляционной системы. Закрепление реек начинают с концов в следующей последовательности.
В осевое отверстие пластмассового шурупа на всю
длину вставляют сверло и, проворачивая его, вводят
в бетон, следя за тем, чтобы шуруп упирался в основание. После этого в отверстие вводят штифт для бетона
и забивают его трубчатым концом дорна. Дорн разворачивают другим концом и забивают гвоздь штифта,
оставляя небольшой зазор для доворачивания. Таким
же образом устанавливают все остальные шурупы. После этого с помощью завинчивающего инструмента ре289
А
Б
В
Рис. 163. Соединение досок продольными кромками:
А — вприт ык; Б — в чет верт ь; В — в шпунт
Рис. 164. Укладка досок с направлением годичных слоев в разные ст ороны
гулируют положение реек по уровню, следя за тем, чтобы не менее 45 мм шурупа оставалось в рейке. Система регулируемых лаг позволяет установить надежное
ровное основание как для чистового дощатого настила,
так и для чернового, предназначенного для настилки
современных напольных покрытий.
Укладка дощатого настила
Дощатый настил укладывают на ровное и надежное
основание. Доски для настила обрабатывают по кром290
1
2
2
2
1
2
Рис. 165. Сплачивание досок при
помощи деревянных клиньев и скоб:
1 — скоба; 2 — клинья
291
кам. Виды соединения досок для настилки пола приведены на рис. 163. В крайнем случае, возможно использование обрезных досок с тщательной подгонкой по
кромкам. При этом нельзя допускать скос кромок, так
как в этих местах происходит их скол и образуются щели. Выполняя подгонку кромок, следует помнить, что
укладывать доски в настил следует так, чтобы годичные
слои были направлены в разные стороны (рис. 164).
В этом случае покрытие пола будет ровным, даже в случае небольшого коробления досок по мере их высыхания.
При выполнении деревянного настила не следует торопиться с окончательным закреплением досок. Дело
в том, что в процессе эксплуатации пола доски продолжают сохнуть и в настиле появляются щели. Поэтому
специалисты рекомендуют доски чистого пола закреплять временно, а по окончании усушки пол перестилают. Для этого настил укладывают лицевой стороной на
лаги и после сжатия клиньями прибивают только каждую пятую доску. Через год=два, когда доски окончательно высохнут, настил разбирают, доски переворачивают и выполняют окончательную настилку пола.
Сжатие досок во время сплачивания настила является одной из самых важных задач. Чем сильнее поджимаются доски, тем меньше на них сказываются процессы последующей усушки. Традиционно доски сжимают
при помощи клиньев, используя при этом металлические скобы (рис. 165). Недостатком такого метода является высокая вероятность образования трещин от забитой в доску скобы. Чтобы избежать этого часто используют различные струбцины, которыми прижимают
упор для расклинивания досок. Но проще в качестве
упора использовать каждую последующую доску по отношению к предыдущей. Последующую доску прибивают "в полгвоздя" с зазором к доске, которая подлежит
сжатию. В этот зазор вставляются деревянные клинья,
при помощи которых доски сжимают до тех пор, пока не
будет убран зазор. При этом каждая доска используется в качестве упора только один раз. Если доска ис292
Рис. 166. Обычный мет од вбивания гвоздей
А
Б
В
Рис. 167. Паркет ный мет од крепления шпунт ованных досок:
А — в паз под углом 450; Б — в гребень прямо; В — в гребень под углом 450
293
пользуется в качестве упора многократно, то отверстия
для гвоздей разбиваются и увеличиваются в диаметре.
В результате доска потеряет "товарный" вид.
Сплачивать доски методом сжатия удается далеко
не всегда. Часто половые доски имеют изогнутость
в плане, которая возникла в результате коробления материала. Даже если эту изогнутость удается убрать
расклиниванием, то после снятия прижимного напряжения гвозди не всегда смогут удерживать доску в исходном положении. Мягкая древесина за счет сил упругости может сместиться относительно более твердого
гвоздя, в результате между досками настила появляются щели. Для того чтобы убрать изогнутость досок и тем
самым снизить величину напряжения при сжатии, доски прирезают или прифуговуют по кромкам. При большом изгибе выровнять кромки прирезкой или прифуговкой не удается. Поэтому на практике часто применяют метод раскладки досок настила с учетом направления их изогнутости. После предварительной раскладки
досок направление выгнутости их кромок подбирают
таким образом, чтобы максимально снизить усилие
сжатия.
Различают два метода крепления досок.
Обычный (простой) метод заключается в том, что
гвозди вбивают с лицевой пласти досок (рис. 166).
Паркетный метод — гвозди вбивают под углом 45° в
паз или в угол гребня с утапливанием шляпки в древесину (рис. 167). Возможно и вбивание гвоздя в гребень прямо.
Первую доску укладывают на расстоянии 10=15 см от
стены и прибивают гвоздями длиной 120=150 мм к каждой балке или лаге. Щель между стеной и первой доской в последующем будет перекрыта плинтусом.
Декоративные качества дощатого настила во многом зависят от правильного подбора досок и выбранного метода их раскладки. Так, диагональная настилка деревянных полов поможет зрительно расширить пространство и придаст определенный динамизм интерьеру.
Однако в этом случае ширина досок должна быть стро294
5
1
6
2
5
7
4
3
6
7
4
1
2
Рис. 168. Двойные полы:
1 — черепной брусок; 2 — обрешет ка; 3 — гидроизоляция;
4 — ут еплит ель; 5 — пароизоляция; 6 — чист ый пол; 7 — лага
го одинаковой. В современной торговле появились дощатые полы, изготовленные в заводских условиях, что
значительно снижает трудоемкость их укладки и окончательной обработки. К примеру, половая доска немецкой фирмы LOPARK выпускается четырех типоразмеров: 9,11,13 и 15 см. Фирменный дощатый настил в заводских условиях подвергают вакуумной сушке, поэтому его можно стелить, не беспокоясь о возможной
усушке материала. Доски обработаны в заводских условиях, поэтому их долго не нужно будет циклевать.
Высококачественное дубовое покрытие этой фирмы
ценится само по себе, но если проявить изобретательность, то декоративное качество пола можно усилить.
Это достигается набором досок различной ширины, со295
А
1
Б
2
В
3
Рис. 169. Уст ройст во черного пола:
1 — шпунт ; 2 — череп; 3 — черепной брусок; А — балка со шпунт ами;
Б — балка с черепом; В — балка с черепным бруском
296
здавая эффект настоящего палубного пола. К примеру,
укладывают несколько досок шириной 9 см, одна — шириной 13 см, далее — 11=сантиметровая и снова несколько 9=сантиметровых. Конечно, это усложняет работу, но позволяет уйти от стандартных решений.
Двойные полы
Двойные полы служат для устройства теплого пола
и для повышения звукоизоляции межэтажного перекрытия. Классическая схема теплого пола приведена на
45:50
45:50
45:50
45:50
15
60:75
22
45
22
Рис. 170. Вариант ы профилей плинт усов (размеры в мм)
297
Рис. 171. Крепление плинт усов к ст енам
рис. 168. Черный пол настилают из горбылей или досок толщиной 40=50 мм, которые не прибивают к балкам (лагам), а укладывают в выбранные в балках шпунты или на черепные бруски (рис. 169). Для этого сначала стелют черный пол, смазывают его известковым
раствором, просушивают, засыпают сухим крупным песком, шлаком или керамзитом на половину высоты балки. Песок заливают слоем известкового раствора, хорошо просушивают и только после этого приступают
к настилке чистого пола, устраивая по углам вентиляционные отверстия.
Плинтусы
Плинтусы украшают пол и закрывают щели, образованные между настилом и стеной. Кроме того, плинту298
1
2
2
130 ММ
85 ММ
4
1
3
5
Рис. 172. Обеспечение вент иляции пола при помощи вент иляционных
решет ок:
1 — вент иляционная решет ка; 2 — от верст ия в решет ке; 3 — от верст ие
в досках пола; 4 — гвозди (шурупы); 5 — ст ена (плинт ус)
сы защищают стены от загрязнений во время влажной
уборки помещений. Для изготовления плинтусов применяют сухие бруски, которым придают нужный про299
2
1
3
10
М
М
Рис. 173. Вент иляционный плинт ус:
1 — плинт ус; 2 — вент иляционное от верст ие; 3 — ст ена
3
1
2
4
5
6
7
3
6
Рис. 174. Вент иляционный плинт ус в сист еме с вент иляционной т рубой:
1 — вент иляционный плинт ус; 2 — от верст ие в плинт усе;
3 — воздухопот ок; 4 — пол; 5 — зазор 7F10 мм от ст ены; 6 — лаги;
7 — вент иляционная т руба
300
филь (рис. 170). Крепление плинтусов осуществляют
к стенам помещения, но ни в коем случае не к полу
(рис. 171). Для этого в кирпичных стенах устанавливают деревянные пробки или полимерные дюбели, которые в большом ассортименте имеются на современном
строительном рынке. В углах комнаты плинтусы прирезают "на ус" под углом 45°, применяя стусло. Если возникает необходимость стыковки плинтусов по длине,
то лучше всего в месте стыка плинтусы соединять тоже
"на ус".
Вентиляция пола
Вентиляция пола играет очень важную роль в долговечности деревянного настила и лаг. Она предупреждает появление сырости, обеспечивая воздухообмен
в подпольном пространстве. Для этого в противоположных углах каждой комнаты под приборами отопления врезают в полы вентиляционные решетки
(рис.172) и устанавливают щелевые плинтусы (рис.
173 и 174). Надпольные вентиляционные решетки ставят на подкладки высотой 10=15 мм, чтобы предотвратить попадание в подполье воды и мусора. Подполье
деревянных полов первых этажей может вентилироваться с помощью продухов в цоколе дома. Чтобы
обеспечить нормальный воздухообмен и избежать появления сырости, вентиляционные решетки не следует
заставлять мебелью или закрывать ковровыми покрытиями.
ПАРКЕТНЫЕ ПОЛЫ
Паркетные полы со своим мягким блеском и красотой натуральной древесины обладают особой притягательной силой. Они создают в квартире атмосферу тепла и уюта, и в этом с ними не может соперничать ни одно половое покрытие. Кроме того, паркет практичен
в эксплуатации: его несложно убирать, он не поддается
быстрому загрязнению. Практичность, экологическая
чистота, долговечность, а самое главное — неповтори301
мое ощущение тепла и солнечный янтарный свет, струящийся из каждой паркетной дощечки, ставит это половое покрытие практически вне конкуренции. Время показало, что, несмотря на изобилие современных синтетических материалов, штучный паркет остается лидером в море разнообразных половых покрытий.
Материалы
Материалом для изготовления паркета служат: дуб,
бук, граб, ясень и другие породы древесины, текстура
которых имеет высокие декоративные качества. Паркетные полы из мягких пород древесины применяют
реже. Чаще всего это связано с индивидуальным дизайном жилых помещений или с выкладкой фрагментов
сложных рисунков пола.
Древесина дуба обладает довольно широкой гаммой
оттенков — от теплого серого до желто=коричневого.
Фактура древесины дуба колеблется от однородной до
сложной, а эксплуатационные качества прекрасно подходят для полового покрытия помещений различного
функционального назначения. Из различных по цвету
паркетных клепок одного лишь дуба можно выложить
паркетный пол с разнообразным рисунком, способным
украсить любое помещение. Полы из дубового паркета
могут стоять много десятилетий и не теряют свои эксплуатационные качества.
Древесина бука гладкая, ровная, слегка красноватого оттенка. Пропаренная она приобретает более интенсивный красный цвет подобно вишне или ольхе. У ясеня цвет может колебаться от желтого до красно=коричневого. Клен имеет светлую окраску, и его оттенок зависит от сорта дерева и места его произрастания.
По совокупности эксплуатационных свойств лучшим
считается паркет из дуба. Бук же очень капризен
и в считанные часы набирает естественную влагу, поэтому укладывать его тяжелее. Но, хотя паркет всегда
был излюбленным материалом для полов, он являются
самым дорогим и самым капризным покрытием. Так,
302
Рис. 175. Профили планок шт учного паркет а
паркетная клепка из дуба или бука достаточно дорога,
и у нее повышенная гигроскопичность, увеличенный коэффициент объемного расширения. Хвойные породы
мягкие, а экзотические — ведут себя непредсказуемо.
Уложить такой пол может только опытный мастер, который, как правило, знает, что лучше использовать древесину в привычной для нее климатической зоне.
Паркетные полы могут настилать паркетными досками или из штучных клепок.
Штучный паркет
Штучный паркет (ГОСТ 862.1=85) предназначен для
устройства полов в жилых и общественных зданиях. Он
состоит из планок, которые в зависимости от профиля
кромок могут быть самых различных конфигураций
(рис. 175). Практика показывает, что при выборе материала для покрытия, прежде всего, следует узнать свойства и качество самого паркета. Паркет с косой кромкой толщиной 12 мм и паркет с пазами
303
Таблица 33. Размеры паркетных покрытий, мм
Покрытие
Расход древесины на 1 м2, м3
Основные размеры, м
Длина
Ширина
Толщина
Паркетные
доски
1200
1800
2400
3000
145
155
160
160
25
25
25
25
Паркет
штучный
150 — 500
(через 50
мм)
30 — 90
(через 5
мм)
12, 17, 20 (в зависимости от
профиля кромки и породы
древесины)
0,0041
0,007
0,0096
0,0123
(с вкладными шипами), с фальцем, с пазом и гребнем
толщиной 17 мм изготовляют из дуба, ясеня, клена, бука, береста, вяза, ильма и граба. Паркет с косой кромкой толщиной 20 мм изготовляют также из лиственницы, сосны и березы. Сосновый паркет производят только из радиальной выпиловки с углом наклона годичных
слоев к лицевой пласти в сечении паркета не менее 45°.
Оптимальная толщина плашек, при которой обеспечивается наибольшая живучесть пола, 15=16 мм. Паркетные плашки менее 15 мм быстро стираются, а толстый паркет неэластичен. Желательно, чтобы соотношение между длиной и шириной паркетных плашек было цельнократным, поскольку во многих рисунках за основу берут квадрат, что требует пропорционального соотношения этих величин. Соответствие паркета ГОСТу
по такому параметру, как шероховатость поверхности
(не более 125 мкм) является технологической гарантией
возможности сортировки паркетных клепок по текстуре
древесины, цветности т.д. Геометрическая точность изготовления паркетных клепок в основном предопределит, нуждается ли паркет после укладки в шлифовке на
0,2=0,3 мм или понадобится циклевка на 0,8=1,0 мм.
А это не только увеличивает трудоемкость работ, но и
может в 3=4 раза сократить жизнь паркетного пола, учитывая необходимость замены лака один раз в 4=5 лет.
304
Рейки для вкладных щитов изготовляют из мягких пород
древесины, шашку торцовую — из сосны. Основные
размеры паркетных покрытий приведены в таблице 33.
Изготовленный на хорошем оборудовании в четком
соответствии с требованиями стандартов паркет лежит
на ровном основании не только без щелей и "порожков", но и имеет множество компенсационных пазов,
обеспечивающих его стабильность при изменении климатических условий. Одним из основных показателей
паркета является степень его влажности. Это комплексный показатель, поэтому важно узнать не только,
до какой степени, но и каким способом просушен паркет. Лучшим считается паркет, высушенный вакуумным
способом, несколько хуже — воздушно=паровым и совсем нежелательно использовать паркет, высушенный
просто на воздухе. У паркета, высушенного при температуре 52=70°С в вакуумных камерах, не бывает трещин
внутри и на поверхности, при увлажнении он набухает,
но не коробится "пропеллером".
Технология изготовления паркета и его укладки используется в нашей стране уже много столетий. Но современные технологии и в эту строительную область
вносят прогрессивные изменения. Примером этому
может служить паркет фирмы JUNCKERS (Дания). Фирма выпускает паркетные клепки как из традиционных
(дуб, бук, ясень), так и экзотических пород древесины
(мербуа, каучуковое дерево и т.д.). Особенностью паркета фирмы JUNCKERS является сушка под давлением,
запатентованная этой фирмой. Паркет, высушенный
под давлением, обладает прекрасными эксплуатационными качествами. Кроме того, фирма полностью обрабатывает и покрывает лаком паркетные доски и поэтому после укладки пол не нуждается в дополнительной
отделке. Отделка паркетных досок в заводских условиях и по современным технологиям значительно превосходит по качеству отделку, выполненную дома. Представители фирмы утверждают, что при правильном уходе паркет может прослужить более 60 лет.
305
3
3
2
1
Рис. 176. Паркет ные доски:
1 — паркет ные доски; 2 — продольные пропилы; 3 — лаги
Кроме всех прочих достоинств, паркета фирма
JUNCKERS предлагает оригинальное крепление паркетных досок при помощи металлических скоб, что значительно облегчает и ускоряет процесс настилки полов. Конечно, паркет JUNCKERS стоит значительно дороже обычного паркета, но если принимать во внимание высокое качество полов, то иногда цель оправдывает средства.
Паркетная доска
Паркетная доска (ГОСТ 862.3=86) представляет собой основание, на которое с определенным рисунком
наклеены паркетные планки (рис. 176). Паркетная доска — технически передовое и экономически обоснованное решение полового покрытия. Сегодня во всех
странах умеренных и приарктических широт — это материал "номер один". Поэтому паркетная доска сегодня
воспринимается как нечто само собой разумеющееся.
306
Многие производители паркетной доски сумели избавить свою продукцию от дороговизны и деформативности, выводя этот вид напольного покрытия в наиболее
престижный ряд.
На кромках и торцах паркетной доски имеются пазы
и гребни, предназначенные для соединения досок между собой. В зависимости от конструкции основания
паркетные доски подразделяются на следующие виды:
ПД=1 — с однослойным основанием из реек, набранных
в квадраты или прямоугольники, расположенные взаимно перпендикулярно; ПД=2 — с однослойным основанием из реек, набранных в направлении продольной
оси паркетной доски; ПД=3 — с двухслойным основанием из двух склеенных между собой слоев реек либо ре3
4
1
2
Рис. 177. Паркет ные щит ы:
1 — подкладки; 2 — лаги; 3 — паркет ные щит ы; 4 — вариант ы соединений
паркет ных щит ов
307
ек и шпона, уложенных во взаимно перпендикулярном
направлении.
Приобретая паркетные доски, нужно обращать внимание на то, какая фирма изготовила это покрытие. Качественная продукция может быть получена только при
строгом соблюдении всех технологических процессов,
что возможно при достаточной технологической оснащенности фирмы=изготовителя. Среди большого разнообразия изготовителей, представленных на российском рынке, в хорошую сторону отличается фирма
Hahrs (в шведском произношении "Черс"), которая основана в 1847 году и прошла долгий путь, начав с производства деревянных игрушек, потом перешла к более
сложной продукции. В 1935 году ей удалось запатентовать "черсовскую" паркетную доску, ставшую в ряд современных изделий класса "хай=тек". Концерн сегодня
завоевал целые ареалы сбыта на Западном побережье
США и в Европе, проводя успешную экспансию на австралийском и азиатском рынках.
Паркетные щиты
Паркетные щиты (ГОСТ 862.4 — 87) предназначены
для устройства полов в жилых и общественных зданиях
и состоят из паркетных планок, квадратов шпона или
фанерной облицовочной плиты, которые наклеены на
основание с определенным рисунком (рис. 177). В зависимости от основания паркетные щиты подразделяют на следующие типы: ПЩ=1 — имеет рамочное основание, выполненное в виде обвязки с соединением на
клею в углах на шипах, заполненное рейками; ПЩ=2 —
имеет реечное основание, облицованное с двух сторон
лущеным шпоном; ПЩ=3 — имеет основание из древесностружечной плиты, облицованной с двух сторон
лущеным шпоном; ПЩ=4 — имеет основание из двух
склеенных между собой слоев реек во взаимно перпендикулярном направлении.
Основанием для паркетных полов служит ровный
деревянный настил или железобетонное перекрытие,
308
по которому выполнена выравнивающая стяжка. Основанием для настилки паркета может служить ДСП или
толстая фанера. Изоляцию паркетных клепок от чернового пола выполняют картоном, пергамином или толем.
Паркетные доски могут укладываться по лагам так же,
как и дощатый настил. Лаги под паркетные доски изготовляют из здоровой древесины хвойных пород 2=го
и 3=го сортов. Лаги укладывают поперек направления
света из окон, а в коридорах — поперек прохода, чтобы
доски покрытия располагались по движению. На междуэтажных железобетонных перекрытиях лаги кладут
по звукоизоляционным прокладкам или по засыпке.
Основанием для паркетных полов могут служить
плиты гипсокартона, выполненные в соответствии с ТУ
5742=007=03515377=97 и имеющие сертификат Госстроя России, гигиеническое заключение и сертификат
пожарной безопасности. До начала укладки гипсокартонных плит производят очистку основания от строительного мусора, а цементным раствором марки не ниже М100 заделывают места примыкания перекрытий
к стенам и перегородкам и зазоры между плитами перекрытия. Толщина выравнивающей засыпки рассчитывается в соответствии с требованиями СНИП II=12=77
"Защита от шума".
УКЛАДКА ПАРКЕТА
Полы из штучного паркета укладывают после подготовки основания, ровность которого проверяют двухметровой рейкой с уровнем. При этом зазор между
рейкой и поверхностью основания не должен превышать 2 мм. Паркетные планки сортируют по размерам
и цветовым оттенкам. Для этого перед укладкой паркетные планки раскладывают на отдельные партии по
размерам, а внутри каждой партии — по цвету и оттенкам. Если паркетный пол настилают на клею, то паркетные клепки устанавливают без картонной прослойки.
При установке клепок на гвоздях между паркетом и черновым полом прокладывают изоляцию из картона, пер309
Плетенка в одну планку на
фоне квадратов
Прямой квадрат
Развернутый квадрат
Простой квадрат
Рис. 178. Укладка планок паркет а квадрат ами
310
Кольчуга
Плетенка в две планки
Витраж
Усложненная плетенка в
две планки
Рис. 179. Вариант ы укладки планок паркет а
311
Елка по диагонали
Двойная елка по диагонали
Рис. 180. Укладка планок в "елку"
312
гамина или рубероида.
Настилают
штучный
паркет различными рисунками. Планки паркета укладывают
квадратами
(прямым и развернутым),
плетенкой, узорами "витраж", "кольчуга" (рис.
178,179). Есть и много
других рисунков укладки.
Настилку паркета выполняют с фризом и без него,
при этом
фриз может
иметь окантовку или выполняться без окантовки.
Такое разнообразие вариантов позволяет паркетчику во всей красе показать
преимущества
данного
полового покрытия, а иногда превращают пол в настоящее
произведение
искусства. Выбор рисунка
зависит
от
фантазии
и умения паркетчика и от
дизайнерского замысла.
Оптимальный
вариант
подбирают в зависимости
от размеров, назначения
комнаты и качества паркетных клепок. При этом
в каждом помещении надо
укладывать паркет из древесины одной породы, одного рисунка и преимущественно одного размера.
Паркет в "елку" является классикой паркетного
мастерства (рис. 180).
1
4
5
6
7
3
4
2
Рис. 181. Укладка маячной елки и последующих рядов:
1 — дверь; 2 — окно; 3 — направление укладки маячной елки; 4 — планки
маячной елки; 5 — вт орой ряд паркет а; 6 — направление укладки т рет ьего
ряда; 7 — зазор для фриза
Планки набирают так, чтобы с одной наружной стороны
угла был паз, а с другой — гребень. "Елку" укладывают
по линии помещения по направлению от двери к окну
(рис. 181). При таком наборе покрытие хорошо смотрится, выявляется естественная текстура древесины.
313
1
2
А
3
3
Б
5
10:15
ММ
I
II
III
IV VI
VII VIII IX
X
XI
6
4
Рис. 182. Раскладка планок при наст илке полов с фризами: А — раскладка
"змейки"с фризом и линейкой; Б — раскладка "змейки" с фризом и жилкой;
1 — фриз; 2 — линейка; 3 — "змейка", определяющая число рядов; 4 —
жилка; 5 — обрезаемая част ь; 6 — фриз; I II III... — последоват ельност ь
укладки
Для этого составляют план расположения паркета
в каждом помещении, делают разметку рядов покрытия, чтобы уменьшить отходы паркетных планок во вре314
мя обрезки. Длину планок паркета подбирают исходя
из размеров помещения так, чтобы уложить целое число рядов.
При разбивке помещения по его продольной оси натягивают шнур, которым измеряют длину двух противоположных стен. Сложив шнур пополам, определяют се-
1
Рис. 183. Фиксация планки:
1 — гвозди, вбиваемые под углом 450
редину каждой стены и забивают в пол штыри или гвозди. На высоте, равной толщине планки, натягивают по
штырям шнур, являющийся осью помещения. При настилке полов с фризами после натягивания шнура разбивают ряды так, чтобы между фризами по ширине помещения удалось уложить целое число планок. Если этого сделать нельзя, планки располагают таким образом,
чтобы отрезанные с одной стороны концы планок заполнили площади недостающие с другой стороны помещения (рис. 182). В некоторых случаях изменяют ширину
315
2
1
1
2
Рис. 184. Организация рабочего мест а и направления движения
паркет чиков:
1 — укладчики паркет а; 2 — паркет ные планки для работ ы; ст релками
указана последоват ельност ь укладки рядов
фриза так, чтобы планки паркета использовались без отходов.
Первые один или два ряда "елки" называют маячными. Когда маячная "елка" расположена в центре помещения, остальные ряды укладывают попеременно —
сначала с одной стороны, а затем — с другой. Для крепления паркетных планок применяют гвозди длиной 40
мм, толщиной 1,6=1,8 мм. В каждую планку длиной до
300 мм забивают три гвоздя: два — в боковой паз
316
и один — в торцевой. В планку длиной более 300 мм забивают четыре гвоздя, из них три — в боковой паз
и один — в торцевой. Для этого паркетчик встает на колено по направлению укладки планок, а ящик с гвоздями ставит с левой стороны.
Сначала укладывают правой рукой первую планку
маячной елки. Уложив ее точно по шнуру, правым коленом прижимают к основанию, а левой направляют
планку в паз под углом 45°. Затем легким ударом наживляют гвоздь и сильным ударом загоняют до паза
(рис.183). К первой планке крепят в такой же последовательности вторую планку, но так, чтобы она вошла
гребнем в паз. Для этого по планке слегка постукивают
молотком. Чтобы не испортить кромки планок при сплачивании молотком, удары наносят через деревянную
прокладку.
Организация рабочего места паркетчика позволяющая без помех подносить материалы и инструмент
к месту укладки, не нарушая уложенный паркет, показана на рис. 184.
317
РАЗДЕЛ IХ
ОБРАБОТКА ДРЕВЕСИНЫ НА СТАНКАХ
ОБЩИЕ СВЕДЕНИЯ
А
Б
Г
В
Д
Е
Ж
З
И
Рис. 185. Виды операций, выполняемых на деревообрабат ывающих ст анках:
А — пиление круглой пилой; Б — пиление лент очной пилой;
В — фрезерование; Г — фрезерование пазовое концевой фрезой;
Д — сверление; Е — т очение; Ж — ст рогание; З — шлифование;
И — долбление
318
Ручная обработка древесины является трудоемкой
операцией и занимает много времени. Поэтому в деревообработке, как и в других областях промышленности,
на смену ручному труду пришли механические средства производства, приводимые в действие электроэнергией. Такое оборудование значительно сокращает время обработки древесины, существенно повышает производительность труда и качество изготовленных изделий. Деревообрабатывающие станки сегодня используют не только в промышленном производстве,
но и в частных мастерских. Это в основном малогабаритные, иногда многофункциональные стационарные
или переносные машины, которые позволяют производить все необходимые виды механической обработки
древесины. Универсальное деревообрабатывающее
оборудование дает возможность, при минимальных затратах времени на переналадку, выполнять раскрой деревянных заготовок, строгать их по всем плоскостям,
фрезеровать поверхности, придавая им фигурный профиль. Кроме того, универсальные деревообрабатывающие станки позволяют выполнять операции по уплотнению древесины при доводке деталей до оптимальных
размеров.
В условиях массового производства каждый вид обработки древесины выполняется на стационарном оборудовании. Это дает возможность создать поточный
метод работы с высоким качеством и производительностью. Домашние мастерские обычно не имеют больших производственных площадей, поэтому там стремятся максимально использовать универсальные станки, облегчающие труд столяра. Примеры операций, выполняемых на деревообрабатывающих станках, показаны на рис. 185.
Независимо от того, каким оборудованием оснащена мастерская, следует помнить, что любые механические средства производства представляет повышенную
опасность для работающего. Поэтому работать на деревообрабатывающих станках можно только при условии выполнения правил безопасности, предусмотрен319
8
9
10 11 12
13
7
14
15
16
17
6
5
18
1
4
2
3
Рис. 186. Универсальный круглопильный ст анок Ц6F2:
1 — ст анина; 2 — карет ка; 3 — ст ойка; 4 — ст яжка; 5 — ст ол карет ки;
6 — направляющая; 7 — угольник; 8 — ст ол; 9 — расклинивающий нож;
10 — пила; 11 — элект родвигат ель; 12 — ограждение; 13 — когт евая
защит а; 14 — направляющая линейка; 15 — рукоят ка фиксат ора;
16 — линейка; 17 — прижим; 18 — маховичок подъема пилы
ных заводом=изготовителем.
В основу безопасной работы заложена правильная
планировка рабочего места, ограждение всех вращающихся деталей, знание конструктивных особенностей оборудования и правила пользования им. Основные правила безопасности при столярных и плотничных работах будут изложены в соответствующем разделе данной книги, а здесь мы кратко ознакомим читателя с основными приемами механической обработки
древесины.
РАБОТЫ НА КРУГЛОПИЛЬНЫХ СТАНКАХ
320
3
2
1
А
2
1
2
3
Б
1
4
Рис. 187. Правильное расположение пильного диска от носит ельно
загот овки:
А — верхнее расположение пилы; Б — нижнее расположение пилы;
1 — рабочий ст ол; 2 — загот овка; 3 — пильный диск;
4 — вспомогат ельная пила для подрезания
Общий вид типового круглопильного станка показан
на рис. 186.
Настройку станка выполняют для каждого конкретного вида работ. Под настройкой понимают установку
под нужным углом по отношению к поверхности рабочего стола диска (рис. 187). Нужно знать, что диск должен находиться строго по середине щели, то есть расстояние от вершины зуба до всех сторон щели должно
быть одинаковыми по обе стороны оси. Для проверки
мелом помечают один зуб и выставляют его на уровне
321
поверхности стола. Замеряют расстояние от вершины
зуба до всех габаритных размеров щели и поворачивают диск на 180°. Если расстояние от вершины зуба до
соответствующих сторон щели будет отличаться от ранее выполненных размеров, то следует внести соответствующую корректировку, пользуясь инструкцией завода=изготовителя для каждого конкретного вида оборудования. Кроме того, для прямоугольного раскроя диск
должен быть выставлен под прямым углом к столу. Этот
параметр проверяют малкой и в случаях отклонения делают соответствующую настройку. Не лишним будет отметить, что все наладочные работы по настройке пильного диска выполняют на отключенном оборудовании.
Продольный раскрой древесины дает возможность получить нужную ширину заготовки. Зачастую
для этого сначала делают предварительную обрезку
заготовки и только после этого приступают к оконча-
1
4
3
2
Рис. 188. Обрезка доски вдоль волокон:
1 — ст анина; 2 — пильный диск; 3 — защит ный кожух; 4 — загот овка
322
тельному ее раскрою. Предварительная обрезка древесины необходима, чтобы создать припуски для окончательной обработки. Для этого станок настраивают на
тот или иной вид пиления, установив соответствующий
режущий диск. Конструкция пильных дисков предусматривает резание вдоль или поперек волокон древесины, поэтому, используя тот или иной тип диска, добиваются оптимальной чистоты обработки. Существуют
комбинированные диски, которыми можно пилить во
всех направлениях, но чистота обработки при этом
страдает. Кроме этого, диаметр пильного диска должен
обеспечивать резку древесины требуемой толщины.
1
А
6
2
4
3
5
3
1
6
2
Б
4
5
Рис. 189. Применение упоров:
А — от кидных; Б — ут апливаемых; 1 — упор; 2 — шт анга; 3 — шкала;
4 — направляющая линейка; 5 — загот овка; 6 — пила
323
Чаще всего для этого пользуются дисками диаметром
225 мм, размер которых позволяет производить распиловку досок толщиной до 75 мм.
В процессе предварительной обрезки заготовке
придают прямоугольную форму, после чего ее отрезают по нужным размерам с припуском для окончательной обработки. Обрезные доски обычно имеют прямые
углы, поэтому здесь не возникает особых трудностей.
Гораздо сложнее придать прямоугольную форму необрезной доске, у которой боковые грани имеют неправильную форму. Чтобы обрезать доску под нужный размер, необходимо на одной из граней доски создать
ровную кромку. Для этого по всей длине доски проводят ровную линию, доску кладут на стол и ориентируют
ее относительно пилы так, чтобы обеспечить правильное направление резца. Подавая доску на резец, отрезают ее по всей длине, стараясь не отклоняться от намеченной линии (рис. 188). При раскрое подавать доску нужно так, чтобы она всей своей плоскостью опиралась на основание. При этом руки надо держать как
можно дальше от пильного диска. В конце распила доску подают при помощи обрезка древесины, используя
его в качестве толкателя. Конечно, сделать таким образом совершенно ровный пропил практически невозможно. Поэтому вторую кромку размечают с припуском, чтобы можно было на первой кромке выполнить
второй пропил. Добиться ровной кромки можно при
помощи направляющих и упоров, которые закрепляют
на станине таким образом, чтобы гарантировалось получение заготовок нужных размеров (рис.189). Выполняя разметку для раскроя заготовки, нужно помнить, что от правильного его исполнения зависит
расход древесины. К примеру, если доска сужается
в одну сторону, то целесообразно обрезать оба края,
получив возможность изготовить заготовки из более
широкой доски.
Вторую кромку отрезают без разметки. Для этого на
станке устанавливают направляющую планку, по которой двигают ровную кромку. Расстояние от боковой
324
3
4
2
5
1
6
7
Рис. 190. Маят никовая пила:
1 — пильный диск; 2 — рама; 3 — кроншт ейн подвески;
4 — элект родвигат ель; 5 — щит ок ременной передачи; 6 — загот овка;
7 — конт рольный зажим
грани направляющей планки до боковой стороны пильного диска минус половина ширины развода зубьев
даст искомый размер заготовки.
В случаях, когда при нарушении подачи требуется
извлечь заготовку из станка, то его отключают, а затем
вынимают доску в сторону, обратную подаче. После
этого производят дополнительную регулировку станка.
В процессе работы необходимо периодически проверять размеры выпиливаемых деталей и шероховатость
поверхности пропила.
Если при раскрое наблюдается косина реза по ши325
5
6
7
8
9
10
ПОДАЧА
ПИЛЫ
4
3
11
2
12
1
13
Рис. 191. Торцовочный пильный ст анок:
1 — педаль; 2 — маховичок подъема колонки; 3 — рукоят ка зажима
колонки; 4 — ст ол с роликами; 5 — ограждение; 6 — пила;
7 — элект родвигат ель; 8 — направляющая линейка; 9 — суппорт ;
10 — гидроцилиндр; 11 — колонка; 12 — ст анина; 13 — элект родвигат ель
гидропривода подачи
1
3
2
Рис. 192. Принцип работ ы ст рогального (фуговального) ст анка:
1 — ножевой вал; 2 — ст анина; 3 — загот овка
326
3
А
1 2
4
Б
В
11
Г
9
7 8
10
12
13
5 6
Рис. 193. Ножевые валы с расположением ножей:
А — прямолинейным; Б — винт овым; В — ст упенчат ым;
Г — ст упенчат ым с углом наклона режущей кромки; 1 — т ормозной шкив;
2 — подшипник; 3 — корпус; 4 — приводной шкив; 5 — планка;
6 — регулировочный винт ; 7, 12 — ножи; 8, 13 — прижимные клинья;
9 — винт ; 10 — плоский нож с серповидной режущей кромкой; 11 — вст авка
рине доски, то это означает, что нарушена прямолинейность направляющей линейки, если же имеется
косина реза по толщине, — нарушена перпендикуляр327
ность оси пильного вала поверхности стола. Рваные
кромки получаются при биении пильного вала или при
тупой пиле.
Поперечный раскрой доски по длине заготовки
осуществляют маятниковыми пилами (рис. 190). Если эту работу приходится выполнять на торцовочном
станке, то раскрой делают по намеченной линии с помощью направляющих упоров. Для этого доску с наме чен ной ли ни ей ре за ус та нав ли ва ют вплот ную
к упору, двигающемуся по направляющей параллельно линии реза. Диск пилы настраивают таким образом, чтобы он был на несколько миллиметров выше
доски. Упор вместе с доской двигают в направлении
диска, совмещая линию реза с заранее выполненной
разметкой.
ОБРАБОТКА ДРЕВЕСИНЫ НА СТРОГАЛЬНЫХ
(ФУГОВАЛЬНЫХ) СТАНКАХ
Строгание древесины выполняют на станках, режущая головка которых представляет ножевой вал
(рис.192). Ножевой вал станка имеет круглую форму
и снабжен четырьмя или двумя ножами (рис. 193).
Станок настраивают таким образом, чтобы подводя2
1
3
Рис. 194. Схема обработ ки мелких дет алей с помощью т олкат еля:
1 — т олкат ель; 2 — загот овка; 3 — ножевой вал
328
щая половина стола была ниже отводящей на величину,
равную глубине строгания. При этом отводящая половина стола расположена таким образом, что ее плоскость располагается на высоте лезвия режущей головки. Строгают заготовку вдоль волокон древесины, вначале широкие стороны заготовки (пласти), а затем —
2
1
2
3
Рис. 195. Принципиальное уст ройст во двухст ороннего фуговального
ст анка:
1 — ст ол; 2 — ножевой вал; 3 — загот овка
узкие. Для этого доску устанавливают на подводящий
стол, прижимая всей плоскостью к поверхности. Деформированные в поперечном направлении доски
строгают сначала с вогнутой стороны, а крученные доски стараются прижать к столу максимально возможной
плоскостью. Включив станок, доску подают правой рукой, придавливая левой рукой к столу и направляющей.
Когда конец доски пройдет над режущей головкой, его
нужно прижать к столу левой рукой, одновременно подавая правой рукой со стороны подающего стола.
В противном случае передний край доски поднимется
над плоскостью стола, и добиться гладкой и ровной по329
А
В
Б
Г
Д
Рис. 196. Виды обработ ки на фрезерных ст анках:
А — продольное профильное фрезерование; Б — криволинейное
фрезерование; В — обработ ка по конт уру; Г — фрезерование шипов;
Д — профильное фигурное фрезерование
верхности будет невозможно. При этом подача доски
должна быть равномерной и плавной. Во время строгания нужно следить за тем, чтобы руки работающего не
находились над ножевым валом.
После того, как половина доски пройдет над режущей головкой, правую руку переносят на переднюю
часть доски, не снижая давления на доску до самого
конца строгания. После первого прохода заготовку осматривают и, если окажутся непростроганные места,
операцию повторяют до тех пор, пока поверхность не
станет гладкой. Если деталь мелкая, целесообразно
применить толкатель (рис. 194).
Для строгания боковой грани доску прижимают лицевой поверхностью к направляющей и подают на режущую головку, одновременно прижимая ее к плоскости стола. Для получения правильного прямого угла направляющую линейку следует установить строго под
330
15
А
5
6
78 9
16
17
Б
10
4
14
2
1
11
3
12
12
13
Рис. 197. Одношпиндельный фрезерный ст анок с ручной подачей ФСF1:
А — общий вид; Б — кинемат ическая схема; 1 — ст анина;
2 — переключат ель част от ы вращения шпинделя; 3 — выключат ель;
4 — ст ол; 5, 9 — направляющие линейки; 6 — зубчат ый сект ор;
7 — режущий инст румент (фреза); 8 — ограждение; 10 — пульт
управления; 11 — маховичок наст ройки шпинделя по высот е;
12 — маховичок нат яжения ремня; 13 — элект родвигат ель;
14 — шпиндель; 15 — дополнит ельная опора шпинделя; 16 — кроншт ейн;
17 — маховичок подъема кроншт ейна
прямым углом к поверхности стола. Если требуется
снятие одновременно пласти и боковой кромки заготовки, необходимо задействовать двухсторонний фуговальный станок (рис. 195).
ФРЕЗЕРОВАНИЕ ДЕРЕВЯННЫХ ЗАГОТОВОК
На фрезерных станках выполняют фасонные выборки в прямолинейных и криволинейных деталях и шипорезные работы (рис. 196). Специализированные фрезерные станки предназначены для определенного вида
работ, а универсальные — для выполнения всех видов
фрезерных работ. Работа на фрезерных станках, как
правило, является заключительной технологической
операцией механической обработки деталей, поэтому
331
А
2
3
4
Б
5
В
6
7
Д
Г
Рис. 198. Сборные фрезы к фрезерному ст анку: А — с посадкой на
верт икальный шпиндель; Б, В — с креплением на цангах;
Г, Д — квадрат ные ножевые головки; 1 — винт ; 2 — клин; 3 — нож;
4 — гайка; 5, 6 — цанги; 7 — регулировочный винт
она должна быть выполнена особо тщательно и обязательно с высоким качеством. Шероховатость поверхности при фрезеровании составляет 40=100 мкм, а точность обработки соответствует 12=14=му квалитетам.
332
А:А
300
30
0
3
А
В
В
150
А
Д
А
150
450
В
2
0,5
Б
Г
1
200
10
100
Рис. 199. Насадные цельные фрезы:
А — пазовая для фрезерования вдоль волокон; Б — пазовая для
фрезерования поперек волокон; В, Г — фасонные для профильного
фрезерования; Д — для фрезерования фальца и кромок облицованных
дет алей; 1 — основной зуб; 2 — подрезающие зубья
0
А
400
Б
В
3
Для достижения высокого качества обработки в станках используют
высокооборотные
шпиндели с частотой вращения
6000=12000 об./мин и более.
В зависимости от выполняемых работ фрезерные станки
выпускают с нижним и верхним
расположением
шпинделя.
Профильное и фигурное фрезерование выполняют на фрезер-
Рис. 200. Фрезеровочные ножи
(размеры в мм):
10 А — без прорезей; Б — с пазом и пласт инами
из т вердого сплава; В — фасонный с
прорезями
333
А
Б
Рис. 201. Насадные цельные фрезы к
чет ырехст ороннему продольнофрезерному
ст анку:
А — зат ылованные; Б — с прямой задней
гранью зубьев
ных станках с верхним
расположением
шпинделя. Используя
шаблоны и специальные приспособления
на станках с нижним
расположением
шпинделя,
можно
фрезеровать непрямолинейные кромки
у плоских деталей,
а также обрабатывать
заготовки по контуру.
Станки могут быть
А
с ручной и механической подачей. Станок с ручной подачей показан на рис. 197. Если
станки оборудованы шипорезной кареткой, то на них можно
зарезать шипы и проушины.
Фрезерный инструмент
Б
Б
А
Рис. 203. Способы получения зубчат ых
шипов
334
Рис. 202. Выборка шипов на
фрезерных ст анках:
А — дисковыми фрезами;
Б — концевыми фрезами
А
Б
В
Г
Д
Рис. 204. Концевые фрезы:
А — незат ылованная однорезцовая для фрезерования по конт уру;
Б — зат ылованная для фрезерования по конт уру; В — зат ылованная
двухрезцовая для выборки гнезд; Г — незат ылованная с припаянными
пласт инами из т вердого сплава; Д — фасонная для скругления кромок
Фрезы по способу закрепления делятся на насадные, надеваемые на шпиндель станка, и концевые,
вставляемые хвостовиком в патрон или гнездо шпинделя. Некоторые из наиболее распространенных видов
фрез представлены на рис. 198.
Фрезы насадные (рис. 199) по конструкции разделяют на цельные, составные, пазовые. Фрезеровочные
ножи могут быть фасонные, без прорезей, пазовые,
прорезные (рис. 200). Цельные фрезы выпускают
с прямым и кривым затылками зубьев (рис. 201). За2
4
11
3 10 9
5
6
7
8
1
Рис. 205. Балансировочные весы:
1 — основание; 2 — грузыFпрот ивовесы; 3 — ст ойка; 4 — коромысло;
5 — площадка с упором; 6 — ст релкаFуказат ель; 7 — шкала; 8 — опорные
винт ы; 9 — гайкаFгрузик; 10 — конт рольная рейка; 11 — нож фрезы
335
точка фасонных ножей цельной фрезы выполняется
с передней их грани таким образом, чтобы наклон ее
к радиусу оставался неизменным.
Сборные фрезы со сменными ножами существуют
следующих видов:
1) круглые со сменными плоскими ножами;
2) квадратные со сменными плоскими ножами;
3) шестигранные со сменными ножами, профилированные по задней грани;
4) дисковые проушечные со сменными ножами;
5) дисковые подсечные со сменными ножами;
6) фланцевые со сменными плоскими ножами;
7) фланцевые со сменными дуговыми ножами.
Торцовые фрезы используют преимущественно для
выборки шипов (рис. 202). Ось фрезы расположена
перпендикулярно, а режущие кромки, формирующие
поверхность, — параллельно обрабатываемой поверхности. Зубчатые шипы выбирают коническими фрезами, которые могут располагаться перпендикулярно или
под углом к обрабатываемой поверхности (рис. 203).
Применяемые концевые фрезы и их назначение даны
на рис. 204.
Подготовка ножей к работе заключается в их балансировке, уравновешивании, заточке, доводке, установке в корпусе валов и головок, прифуговке.
Балансировку ножей выполняют для того, чтобы добиться совпадения положения центра массы ножа с серединой его длины. Эта операция позволяет существенно уменьшить уровень вибрации инструмента при
вращении с большой частотой. Балансировку ножей
выполняют на специальных балансировочных весах
(рис. 205), которые позволяют достигнуть величины
дисбаланса, не превышающей 0,4% от массы ножа.
Уравновешивание ножей заключается в попарной
подгонке их по массе и происходит это в такой последовательности. Нож укладывают поперек коромысла
весов и лезвием прижимают к упору. После регулировки грузами, в результате которой стрелка=указатель
займет среднее положение по шкале, на это место ук336
1
9
2
6
8
7
А
12
11
13
5
4
3
7
7
16
11
14
15
ВИД А (ПОВЕРНУТ)
12
Рис. 206. Фрезерные приспособления:
1 — задняя ст енка; 2 — накладка; 3 — опорные уголки; 4 — плит а;
5 — соединит ельная коробка; 6 — вырез для прохода шпинделя; 7 — планка;
8 — плит а; 9 — накладка; 10 — фреза; 11 — прижимной ролик;
12 — прижимная пласт ина; 13 — ст ойки; 14 — фреза; 15 — дист анционная
вт улка; 16 — вал
ладывают второй нож. По изменению положения указателя выявляют нож, имеющий большую массу. Затем,
стачивая металл с его продольной грани (в середине
337
длины), добиваются уравновешивания по массе. Допускаемая величина неуравновешенности не должна превышать 0,4% массы одного ножа. Неуравновешенность
двух стальных ножей толщиной 3 мм и шириной 40 мм
должна быть не более:
260 мм при разности в массе парных ножей — 1,5 г;
410 мм при разности в массе — 2,0 г;
В
А
Г
Б
Д
Рис. 207. Прижимные уст ройст ва:
А — с плоской пружиной; Б — с прижимным роликом; В — съемная
заслонка; Г — заглушка; Д — подвижная шт орка
640 мм при разности в 3,0 г.
Перед началом работы рекомендуют проверить
и при необходимости произвести балансировку и уравновешивание элементов крепления — клиновых планок. Нож на балансировочных весах нужно проверять
регулярно, желательно через 5=6 переточек.
Заточка ножей — это восстановление их режущих
свойств. В процессе заточки необходимо обеспечить
высокую остроту лезвия (5=7 мкм), его прямолинейность (с отклонением по длине на 1000 мм не более
0,05 мм), заданную шероховатость задней грани ножа
и постоянство угла заострения.
338
Приспособления к фрезерным станкам
Основными приспособлениями являются направляющие и прижимные устройства для прямолинейного
фрезерования, шаблоны, зажимы и упоры для криволинейного фрезерования (рис. 206).
Направляющий угольник служит для направления
бруска при его обработке. Он представляет собой металлическую скобу с ушками и двумя стойками с прорезями для болтов, при помощи которых угольник
крепят к столу. У некоторых направляющих угольников одну из сторон делают подвижной, что позволяет
регулировать глубину фрезерования без перестановки самого угольника.
Прижимы в виде плоских пружин устанавливают для
того, чтобы прижать деталь сверху на направляющем
угольнике и — сбоку на столе. При фрезеровании используют также подвижные шторки, заглушки, съемные
заслонки (рис. 207).
Шаблоны или цулаги применяют главным образом
при криволинейном фрезеровании. Их делают деревянными с металлическими зажимами для крепления
детали. Нижняя часть шаблона имеет контуры, соответствующие контуру обрабатываемой детали. При обработке закрепленная на шаблоне деталь подается на
вращающуюся фрезу так, чтобы контурная поверхность
шаблона все время касалась опорного устройства
шпинделя. В этом случае направление подачи будет соответствовать кривизне шаблона и обрабатываемая
деталь получит форму, соответствующую контурам
шаблона. На шаблон укладывают одну или несколько
деталей, что значительно повышает производительность станка.
Обработка заготовок на фрезерном оборудовании
требует внимания и аккуратности. Перед тем, как приступить к обработке заготовки, ее оценивают визуально, то есть определяют выпуклую и вогнутую грани. После этого заготовку укладывают вогнутой поверхностью
на передний стол. Сильно покоробленные заготовки
339
желательно сразу же отбраковать, так как результат их
фрезерования будет минимальный. Если у детали нужно выровнять две поверхности, то сначала фрезеруют
пласть, а затем кромку, прижимая деталь ранее обработанной поверхностью к направляющей линейке. На
двусторонних станках эти операции выполняют за один
проход.
Размеры неровностей на фрезерованных поверхностях и их шероховатость во многом зависят от угла подачи между направлением волокон древесины и вектором скорости подачи. Так, при подаче вдоль волокон со
скоростью 12 м/мин шероховатость обработанной поверхности составляет 60=100 мкм, а при подаче против
волокон (встречный косослой) достигает 320 мкм. Таким образом, только правильной ориентацией заготовок, подаваемых в станок, можно добиться значительного увеличения скорости подачи и соответственно
производительности при сохранении заданного уровня
2
1
3
Рис. 208. Ст амеска в роли резца без жест кой фиксации: 1 — вращающаяся
загот овка; 2 — ст амеска; 3 — подручник
шероховатости.
Подача материала в станок осуществляется в такой
последовательности.
340
2
4
3
1
5
6
Рис. 209. Токарный ст анок для обработ ки древесины:
1 — элект родвигат ель с защит ным кожухом; 2 — передняя бабка;
3 — подручник с карет кой; 4 — задняя бабка; 5 — ст анина; 6 — кнопочный
выключат ель
Сбоку заготовку прижимают к столу и направляющей
линейке левой рукой, правой рукой ее подают на ножевой вал. При движении передний торец заготовки отодвигает веерное ограждение, обеспечивая доступ
к вращающимся ножам.
По мере обработки переднего конца заготовки правой рукой плотно прижимают обработанную ее часть
к плоскости и направляющей линейке заднего стола,
продолжая при этом подачу без рывков с равномерной
скоростью. Подавая заготовку, внимательно следят за
положением рук относительно ножевого вала и держат
руки на безопасном расстоянии.
ТОКАРНАЯ ОБРАБОТКА ДРЕВЕСИНЫ
Особенностью токарной обработки древесины является то, что заготовка при этом выполняет вращательное движение, а режущий инструмент перемещается
вдоль и поперек оси вращения. Несмотря на кажущуюся схожесть, методика токарных работ по древесине
несколько отличается от методики токарных работ по
341
металлу. Здесь нет жесткой фиксации режущего инструмента, который движется по направляющим салазкам в строго заданном направлении. При токарной обработке древесины резец подают вручную, опирая его
на подручник, закрепленный неподвижно (рис. 208).
Поэтому здесь, как никогда, большую роль играет опыт
токаря и умение точно и правильно снимать стружку
в нужном месте. Только почувствовав взаимодействие
вращающейся детали и режущего инструмента, можно
овладеть искусством токаря по дереву.
Токарный станок по обработке древесины
(рис.209) представляет собой металлическую станину,
в передней части которой неподвижно установлена передняя бабка, придающая заготовке вращательное
движение. Вращательное движение шпинделю передней бабки придают при помощи электрического или
ножного привода. Шпиндель представляет собой
стальной фасонный вал, имеющий на правом конце
резьбу для крепления зажимных и других приспособлений: патрона, планшайбы и др. На левом конце шпинделя насажен двух= или трехступенчатый приводной
шкив. Меняя соотношение диаметров шкивов клиноременной передачи, регулируют скорость вращения
шпинделя станка.
Задняя бабка служит опорой при обработке длинных
заготовок, поддерживая их задним центром, она надежно фиксирует деталь. Кроме того, задняя бабка
предназначена для закрепления сверл и зенковок, подаваемых по оси вращения заготовки. Центры осей передней и задней бабок должны всегда быть соосными,
то есть находиться на одной горизонтальной линии.
Задняя бабка, как правило, подвижная, что и позволяет
фиксировать заготовки различной длины. Шпиндель
задней бабки (пиноль) может осуществлять возвратно=поступательное движение вдоль оси вращения заготовки, что позволяет надежно закрепить деталь при
помощи центра. Перемещение пиноли осуществляют
поворотом рукоятки маховика, расположенного в задней части бабки. Зафиксировать пиноль в нужном поло342
2
3
1
2
3
1
2
1
2
1
2
2
2
2
1
2
2
3
3
1
1
Рис. 210. Способы закрепления деревянных загот овок:
1 — пиноль задней бабки; 2 — передняя бабка; 3 — загот овка
жении можно стопорным винтом.
Подручник служит опорой для режущего инструмента. Его можно перемещать по направляющим парал343
2
1
Рис. 211. Планшайба для удержания дет али без задней бабки:
1 — планшайба т рехкулачковая; 2 — передняя бабка
А
Б
В
Д
Г
16
35:400
20
10:150
Рис. 212. Токарные резцы (размеры в мм):
А — с полукруглым лезвием для чернового т очения; Б — с прямым лезвием
для чист ового т очения; В — фигурные; Г — ст аночный проходной;
Д — двухглавый резец
лельно оси вращения. В зависимости от длины заготовки можно устанавливать подручники различной длины.
Закрепление заготовки
344
Рис. 213. Фасонные резцы
Закрепление выполняют при помощи различных
центров, выбор которых зависит от характера работы
(рис. 210). Наиболее распространенным приспособлением для закрепления и удерживания детали является вращающий центр, который имеет четыре острые
кромки. Вогнутый центр остается неподвижным и обычно устанавливается в шпинделе задней бабки. Вогнутый центр с подшипником вращается вместе с деталью,
поэтому его использование позволяет уменьшить трение при вращении детали.
При некоторых видах работ заготовку нужно удерживать только передней бабкой. Для этого используют
планшайбу, на которой закрепляют кулачковые патроны, удерживающие деталь за наружную поверхность
(рис. 211). Обычно для закрепления детали применяют трехкулачковые самоцентрирующиеся патроны, которые являются наиболее универсальными. Они обеспечивают быстрое и надежное зажатие и центрирование заготовки благодаря одновременному радиальному перемещению кулачков.
Инструменты
Номенклатура инструментов очень обширна
и в большей степени зависит от квалификации мастера. Минимальный перечень таких инструментов пока345
зан на рис. 212, 213. При помощи этого простого набора можно выполнять практически все виды наружной
обработки заготовки, придавать поверхности нужную
форму. Ручные резцы для первичного (чернового) точения имеют вид полукруглых стамесок с лезвием, заточенным под углом 25=35° по дуге с внешней стороны.
Ширина резца может изменяться от 4 до 40 мм с градацией размеров через 2 мм до 12 мм ширины и далее через 4 мм. Для работы начинающему мастеру достаточно иметь две стамески шириной 4 и 12 мм и одну среднюю шириной 10 мм. Узкие полукруглые резцы шириной 4, 6, 10, 12 и 17 мм используют для точения канавок
с полукруглым дном.
Скошенная стамеска применяется для вырезания
кромки и придания заготовке или ее части формы конуса. Лезвие резца формируется заточкой фаски с задней его грани с углом заострения 20=25° либо с двух
сторон в виде двух фасок с углом заострения 30=40°.
В первом случае резцы применяют для обработки мягких пород древесины, во втором — твердых. Ширина
резцов может колебаться от 4 до 50 мм. Такие резцы
применяют для окончательного чистового точения: широкие (20=50 мм) — для точения по прямой, а более узкие (6=15 мм) — для точения выпуклых поверхностей.
Рис. 214. Определение осевой линии загот овки
346
Прямолинейные и выпуклые участки детали обтачивают
средней частью лезвия, верхней острой — подрезают
торцы и отрезают изделия, нижней тупой вершиной —
выполняют закругления.
Инструмент для отрезания имеет две плоские стороны и узкий острый конец. Его можно использовать для
вырезания узких канавок требуемой глубины. Плоские
прямоугольные резцы имеют главную, расположенную
перпендикулярно оси, режущую кромку. Такие резцы
применяют для вытачивания прямоугольных углублений и для чистовой обработки поверхностей. Для обработки внутренних поверхностей используют специальные инструменты, имеющие форму крючков.
Выбор древесины
Выбор древесины для токарной обработки имеет
очень важное значение. Лучше всего подходят твердые
породы — вяз, бук, ясень, вишня. Не следует останавливать свой выбор на древесине с открытыми волокнами, потому что такая заготовка может расколоться
в процессе ее обработки. Мягкие породы древесины
(сосна, ель и т.п.) не годятся для деталей сложной формы, хотя их сравнительно невысокая стоимость склоняет именно к такому выбору. Во всяком случае, на любой
заготовке, предназначенной для токарной обработки,
не должно быть сучков, которые в процессе точения
могут просто вылететь. Максимальный размер заготовки определяется габаритами станка.
Перед тем как приступить к точению, необходимо
определить центр заготовки. Для этого на ее торцах
проводят карандашом две диагонали, точка пересечения которых и будет центром вращения детали (рис.
214). На пересечении диагоналей торцов делают углубления на 3=5 мм для центрального конуса и центра
передней и задней бабки. Твердую древесину желательно накернить, а иногда и неглубоко засверлить,
чтобы конус вращающегося центра вошел в заготовку
поглубже. Кроме того, для трезубца целесообразно
347
А
Б
В
Г
Д
ПОДРУЧНИК
Е
Рис. 215. Основные приемы работ ы ручным инст румент ом:
А — черновое т очение; Б, В — первый проход; Г — срезание ст ружки;
Д — т орцовка дет али; Е — т очение конуса
348
1
Рис. 216. Правильная хват ка инст румент а:
1 — кромка резца
сделать пропил (паз) глубиной 2=3 мм. Затем вдоль ребер заготовки рубанком строгают брусок так, чтобы
придать ему вид восьмигранника или близкую к цилиндру форму.
Техника точения
Техника точения древесины во многом зависит от
правильной постановки инструмента и характера выполняемых работ (рис. 215). Инструмент следует держать прочно, но не прикладывая при этом больших усилий. В противном случае движения рук будут неуверенными, а тело работающего быстро устанет. Ручку стамески берут правой рукой, а левой — плотно прижимают резец к поверхности подручника (рис. 216).
349
При этом предплечье правой руки должно быть прижато к туловищу.
Угол, под которым удерживают инструмент, зависит
от твердости древесины. Если древесина мягкая,
то угол должен быть острым, и чем мягче древесина,
тем более острым должен быть угол. Твердую древесину обрабатывают, держа резец почти под прямым углом. Резец вводят в древесину постепенно, не прикладывая при этом больших усилий. Перемещение резца
параллельно оси вращения должно осуществляться без
отрыва его от подручника.
В процессе первичной обработки заготовке придают
форму цилиндра, равномерно снимая стружку по всей
поверхности вращения. Диаметр цилиндра должен
быть равен диаметру самой большой детали с припуском на окончательную обработку. В процессе точения
зазор между подручником и поверхностью заготовки не
I
5
3
4
1
3
2
1
II
А
В
В Г
Б
В
А Д
В Д
Рис. 217. Зависимост ь резцовFст амесок от особенност ей формы балясины:
I. Сост авляющие элемент ы балясины: 1 — свод; 2 — шарик; 3 — конус;
4 — сфера; 5 — прямоугольный элемент ;
II. Необходимый инст румент : А — рейер; Б — мейсель; В — шт ихель;
Г — фасонная ст амеска для выпуклых поверхност ей; Д — резецFкосяк
должен превышать 3 мм. По мере снятия стружки подручник двигают в сторону заготовки, соблюдая нужный
зазор.
Стамеску устанавливают на подручник под некоторым углом к заготовке, а вогнутая поверхность лезвия
должна быть обращена вниз. Рукоятку стамески плавно
350
поднимают до тех пор, пока лезвие не коснется древесины, после чего инструмент перемещают вдоль подручника, стараясь снимать равномерную стружку. Первый проход делают средней частью режущей кромки
резца, снимая стружку толщиной 1=2 мм. В последующих проходах стружку снимают попеременно правой
и левой сторонами лезвия, передвигая стамеску по
всей длине заготовки и подручника. При этом стамеску
слегка поворачивают вокруг своей оси. Стружку снимают до тех пор, пока резец не пройдет по всей длине обтачиваемой заготовки, а припуск по ее диаметру не составит 2=3 мм. После обработки полукруглой стамеской
цилиндр — заготовка имеет волнистую поверхность.
Далее переходят к чистовой обточке плоской стамеской — косяком ( мейселем). Тупой ее угол обращают
в сторону движения стамески, а острие приподнимают
вверх. Срезать стружку следует не всей длиной режущей кромки, а ее серединной и нижней частью. Время
от времени выполняют замеры диаметра заготовки
штангенциркулем в нескольких точках по длине. Это делают, когда шпиндель при полностью остановлен.
В процессе обтачивания проверяют прямолинейность
поверхности заготовки линейкой. Если наблюдается
задирание волокон, следует изменить угол резания,
а также нужно уменьшить глубину снятия стружки.
Меняя резцы и технику точения можно получить разнообразные формы, которые показаны в конструкции
балясины (рис. 217). Их можно располагать в любой
последовательности, придавая заготовке задуманную
форму. Научившись придавать заготовке все указанные
виды форм, можно выполнять практически любую работу по наружной обработке точением. Закрепив заготовку в патроне передней бабки, точат внутренние поверхности полых деталей.
351
7
6
5
3
1
4
2
Рис. 218. Наклонная плоскост ьFподст авка:
1 — поверхност ь ст ола; 2 — резиновая прокладка; 3 — опорные ст ойки;
4 — косякиFупоры; 5 — крышка подст авки; 6 — безосновный линолеум (или
винипласт ); 7 — накладной кант
РАЗДЕЛ Х
ОТДЕЛКА ДЕРЕВЯННЫХ ПОВЕРХНОСТЕЙ
Отделочные работы являются отдельной большой
темой. В данной книге уделяется внимание лишь ее основным аспектам, которые не требуют специальных познаний. Итак, чтобы придать изделию красивый внешний вид, его поверхности облицовывают шпоном из
древесины ценных пород, полируют, отделывают защитными прозрачными и непрозрачными покрытиями.
Это придает деревянным поверхностям высокие декоративные качества. Основы отделочного искусства
формировались на протяжении многих столетий, в результате чего создана масса изделий, которые являются настоящими произведениями искусства.
ОБЛИЦОВОЧНЫЕ И МОЗАИЧНЫЕ РАБОТЫ
Организация рабочего места
352
Правильная организация рабочего места мастера по
мозаичным и облицовочным работам является очень
важной задачей, от которой во многом зависит конечный результат. Если речь идет о мозаичных работах, то
их выполняют на съемной наклонной плоскости, которую размещают на обычном столе (рис. 218). Угол
зрения при работе на такой подставке составляет 90°,
поэтому глаза работающего меньше устают. Окантовка
в нижней части плоскости служит для того, чтобы материалы и инструменты не сползали с плоскости вниз.
В дневное время свет должен падать с левой стороны, а в вечернее — рекомендуют использовать светильник с левой и правой сторон, так как при одностороннем освещении затушевывается цветовой тон текстуры
древесины и можно легко ошибиться в выборе материала. Интенсивность света должна быть хорошей, но не
слишком сильной, так как яркий свет мешает цветовосприятию и быстро утомляет глаза. Лампы должны регулироваться по высоте и длине, обеспечивая равномерное освещение по всей плоскости стола.
Все материалы и инструменты должны быть под рукой и в то же время не мешать работе. Слева размещают клей и клеевую ленту, большой нож=резец и инструмент, который редко применяют. Справа кладут рабочий скальпель (нож=косяк), карандаш, резинку, кисточку для нанесения клея на торцы вставок или кусочек поролона для смачивания клеевой ленты и кусочек поролона для снятия излишков клея. Кроме того, справа
должен находиться строганый шпон, заранее отобранный для работы.
Рядом с рабочим столом желательно установить
полки для хранения эскизов, методических пособий
и инструмента, который используют наиболее часто.
При необходимости эскизы и пр. можно разместить
в ящиках стола. Для раскладки эскизов рядом с рабочим столом желательно разместить откидной столик.
Чтобы во время работы не портить подставку, ее покрывают щитком из древесины мягкой породы. Лучшим
вариантом будет лист полихлорвинила, который помо353
А
3
1
2
1
4
5
2
Б
В
3
1
2
4
3
1
2
4
3
4
5
1
6
Д
1
2
Г
3
Рис. 219. Инст румент ы для облицовочных и мозаичных работ :
А — ножFскальпель: 1 — рабочая част ь головки; 2 — прит упленная част ь
ножа; 3 — изоляционная лент а; 4 — прит ирочный конец ножа;
Б — ножFрезец из обломка ножовочного полот на: 1 — ножовочное полот но;
2 — пласт массовые пласт ины; 3 — углубление для ножа;
4 — прит ирочный конец;
В — ножFрезец из лезвия опасной брит вы: 1 — лезвие опасной брит вы;
2 — новая форма резца; 3 — рабочая част ь гот ового ножа; 4 — деревянная
ручка; 5 — прит ирочный конец;
Г — рейсмусFрезец: 1 — рейсмусFрезец; 2 — приспособление для нарезки
шт апиков; 3 — ст роганый шпон;
Д — ножFциркуль: 1 — крепежный винт ; 2 — держат ель ножа и линейки;
3 — лезвие ножаFкосячка; 4 — деревянная линейка; 5 —
держат ельFфиксат ор линейки; 6 — игла
354
гает избежать поломки кончика резца. Древесноволокнистые и древесностружечные плиты для этого непригодны, так как они способствуют быстрому притуплению режущего инструмента.
Инструменты и приспособления
При выполнении облицовочных и мозаичных работ
используют обычный столярный инструмент. Кроме того, основным инструментом мозаичника является плоский нож=резец с лезвием в виде косячка. Лезвие ножа=косячка должно быть изготовлено из прочной закаленной стали. Вместо ножа=косячка можно использовать хирургический скальпель, ручку которого обматывают изолентой. Но лучше всего использовать самодельные ножи с удобной деревянной ручкой. Для изготовления ножа больше всего подходят углеродистые
стали У=7, У=8, У=9 и др. Резец ножа должен быть остро
заточен в режущей части и притуплен в остальной.
В облицовочных и мозаичных работах используют
и другие специальные инструменты (рис. 219). Среди
них рейсмус=резец, при помощи которого нарезают полоски шпона, деревянный или металлический нож=циркуль и т.п.
Технология фанерования
Фанерование, имитирующее древесину ценных пород, придает изделиям, изготовленным из малоценных
пород древесины, более красивый вид. Для этого соответствующие поверхности изделия оклеивают строганым шпоном твердых лиственных пород. При этом облицовка может быть одно= и двухсторонней. Одностороннюю облицовку применяют для брусков, ширина которых не более двойной толщины, двустороннюю — для
больших плоскостей. Корпус изделия, которое фанеруют, называют обвязом, а та сторона, на которую наклеивают шпон, — основой.
Подготовка поверхности под фанерование должна
быть проведена с особой тщательностью. Для этого по355
верхность изделия строгают с высокой степенью чистоты обработки, не допуская провесов глубиной более 0,5
мм. Все сучки и засмолины высверливают, а вместо них
вставляют деревянные пробки или вставки. При этом
1
1
1
1
1
Рис. 220. Деревянные накладки на т орцах древесины:
1 — деревянные накладки
волокна древесины на этих вставках должны быть направлены в одну сторону с волокнами основы. Для приклеивания вставок используют тот же клей, который будет применен для облицовки. Этим самым избегают
появления трещин в шпоне и отслаивания вставок.
356
Структура поверхности основы под облицовывание
должна быть равномерной, без ослабленных или излишне твердых мест, впадин, клеевых и жировых пятен,
смолы, гнили.
При выравнивании поверхности используют дополнительное шпаклевание вмятин, трещин, отщепов, сколов и других мелких дефектов. После чего поверхность
сушат и шлифуют наждачной бумагой, добиваясь нужной чистоты обработки. На плохо обработанной поверхности основы могут появиться просадки облицовочного слоя, и отделка потеряет свой внешний вид.
Однако обрабатывать поверхность слишком мелкой
наждачной бумагой нельзя. На гладкой поверхности облицовочный слой будет держаться плохо.
Чтобы облицовочный слой приклеивался хорошо, поверхности придается некоторая шероховатость, для чего
можно использовать или крупнозернистую наждачную
бумагу, или обработку цинубелем. Строгают цинубелем
вдоль волокон и под углом, убирая опилки и древесную
пыль. При использовании тонкого облицовочного материала (0,4=0,6 мм) с наплывными рисунками и переплетенными свилеватыми волокнами применяют дополнительную подготовку основы — оклеивание ее марлей.
Торцы древесины плохо оклеиваются шпоном, поэтому их тщательно шпаклюют или заделывают деревянными накладками, которые застрагивают и ставят
на клею (рис. 220).
Облицовочный материал перед наклеиванием на
основу сортируют, раскраивают и прифуговывают. В зависимости от назначения изделия материал подбирают
по текстуре и цвету. По возможности его нужно брать из
одной пачки.
В домашних условиях шпон раскраивают мелкозубыми лучковыми пилами или ножовками. Для этого материал собирают в пачки и, зажав в приспособлении
так, чтобы листы не могли сдвинуться, распиливают по
необходимой длине. При этом на обрезку дают припуск
20=30 мм.
При облицовывании широких плоскостей (створок
357
шкафов, панелей и т.п.) домашний мастер обязательно
столкнется с соединением кромок листов шпона.
Для этого шпон прифуговывают. В процессе соединения между листами образуется шов, который не должен
выделяться на общей поверхности. В домашних условиях эта операция упрощается, так как в продаже бывает шпон с уже прифугованными кромками, которые остается только соединить гуммированной лентой.
Неприфугованные кромки обрабатывают фуганком.
Для этого необходимое количество листов шпона сжимают двумя досками (чтобы увеличить площадь сжима
1
2
4
3
Рис. 221. Движение ножа при резке шпона:
1 — лезвие; 2 — шпон; 3 — уплот ненный слой; 4 — вершина конуса
уплот нения
по длине материала) в столярном верстаке или в тисках
в горизонтальном положении и выравнивают их кромки. Для прифуговывания недлинных заготовок и в небольшом количестве используют обычный нож=резец
для резки шпона.
Шпон влажностью 6% и менее режется трудно, поэтому перед работой его увлажняют. Для этого шпон
с двух сторон равномерно выглаживают утюгом через
влажную льняную ткань. При сильном нажиме утюгом
на материал, особенно в местах с сучками и развилками, шпон может потрескаться или покоробиться. Заканчивать этот процесс нужно в тот момент, когда сере358
дина листа еще мягкая, а края — сухие. Выглаженный
шпон помещают на некоторое время под пресс для снятия возникших внутренних напряжений и для более
равномерного высыхания по всей толщине.
При резании шпона нож вводят в дерево наколом
чуть подальше от намеченной линии. После этого рука
должна принять устойчивое положение и вместе с резцом двигаться по условной линии реза. Не доходя немного (2=3 мм) до конца, резец наклоняют и нажимают
на него как на гильотину. Это необходимо для предотвращения отрыва конечных волокон листа шпона в месте выхода ножа. Острие ножа, перерезая волокна древесины, углубляется в нее (рис. 221). Верхние слои
древесины уплотняются и раздвигаются под влиянием
толщины ножа. При этом образуется своеобразный конус, вершина которого находится внизу, а основание —
вверху. Значит, минимальный зазор между вставками
будет находиться с нелицевой стороны облицовки.
Прорезанные стыковочные линии здесь будут почти незаметны.
Одним из неукоснительных требований является
вертикальное положение ножа. Заваливание резца
в сторону недопустимо, так как это ведет к образованию щелей в наборе. Нож должен быть остро заточен,
так как тупой резец рвет древесину, а не режет.
При резком повороте линии реза резец вынимают из
шпона и вставляют его, миновав угол поворота.
Набор шпона для облицовки выполняют с различным направлением волокон текстурного рисунка.
При этом рекомендуют соблюдать такой порядок укладки листов, чтобы они лежали какой=либо одной стороной вверх или вниз. Та сторона шпона, которая идет
от коры, называется правой — лицевой, а от середины — левой. Но в некоторых случаях за лицевую принимают не правую, а левую сторону. Дело в том, что когда
лист высыхает и коробится, его левая сторона образует
выпуклость, а правая — впадину. Если лист обращен левой стороной вверх, то при этом края лицевой стороны
заворачиваются вниз. И если на листе появится трещи359
А
Б
В
З
Г
Д
И
Е
Ж
К
Рис. 222. Наборные узоры:
А — в елку; Б — в шашку; В — в ромб;
Г — в конверт ; Д — в фриз; Е — в крейцфугу;
Ж — в уголок; З — в круг; И, К — в многоугольник
на, то в случае наклеивания шпона правой стороной
вверх, каждый из краев трещины тоже завернется
вверх и будет резко подчеркивать дефект поверхности.
Если же шпон наклеивать левой стороной вверх, края
трещины будут загибаться внутрь, то есть к основе,
360
и плотнее прилегать к ней.
Для создания красивых рисунков на фанерованных
частях столярных изделий применяют ряд способов
набора (рис. 222). Простейшим приемом является облицовывание в рост (длину). Листы шпона, имеющие
ширину до 300 мм и небольшую длину, облицовывают
в полуелку и елку (А). Для этого подбирают листы с одинаковым текстурным рисунком и, соединяя их в елку,
доводят облицованную поверхность до нужной длины.
Кромки и филенки дверей (то есть выступающие или
окруженные другими деталями плоскости) облицовывают в конверт (Б).Для этого обычно в основном подбирают шпон с прямолинейным рисунком текстуры.
В крейцфугу (Е) облицовывают, подбирая шпон с неправильным переплетением волокон. Чтобы получить
такой набор, нужны, по крайней мере, четыре одинаковых листа шпона, взятых из одной пачки, причем они
должны быть выдержаны по тону и цвету.
Фриз (Д) применяют при облицовывании длинных
и широких поверхностей (например, крышки стола).
Середину поверхности выкладывают шпоном, имеющим любой рисунок, а края — в полуелку. При прямом
фризе стыки видны по углам плоскости, а при косом —
посередине.
При составлении набора для плоскости, когда изделие полностью облицовывают одной породой, необходимо следить за симметрией и выразительностью рисунка текстуры. Для художественной отделки предметов применяют наборы рисунков из листов шпона ценных пород.
Стяжку шпона в домашних условиях выполняют
вручную. Для этого применяют клеевую (гуммированную) ленту шириной 20=25 мм. Чтобы не получилось
сдвигов деталей при стыковке, листы шпона скрепляют
шпильками или кнопками. После скрепления клеевой
лентой места наколов выравнивают, так как при отделке
лаками и политурами они могут иметь вид дефектов.
Покоробленные и волнистые листы шпона выравнивают, увлажняя их теплой водой с обеих сторон, и кла361
дут под груз или пресс. Здесь полосы выравниваются
(волнистость должна исчезнуть) и полностью высыхают, после чего их можно использовать по назначению.
Клеи представляют собой вещества, применяемые
для соединения различных материалов за счет адгезиТаблица 34. Виды клеевых материалов
Вид клея
Основа
На основе натуральных веществ
Коллагеновые
Казеиновые
Костный, мездровый
Казеиновый
На основе синтетических смол
Термореактивные
Карбамидоформальдегидные, феноформальдегидные и резорциноформальдегидные, эпоксидные, полиуретановые, полиэфирные
Термопластичные
Поливинилацетатные, клеиBрасплавы, поливинилхлоридные, метилолполиамидные, полиметилметакрилатные, нитроцеллюлозные
Каучуковые
Латексные, резиновые
онной связи клеевой пленки с поверхностями склеиваемых элементов. Клеи представляют собой смеси или
растворы на основе натуральных или синтетических
клеящих веществ.
Клеи на основе натуральных веществ изготовляют из
белковых клеящих веществ животного и растительного
происхождения. В небольших количествах, в основном
при ремонте мебели, используют натуральные клеи животного происхождения — коллагеновые и казеиновые.
Коллагеновые клеи включают в себя костный клей, который получают из костных и роговых тканей, и мездровый клей, который получают из кожи. Казеиновые клеи
вырабатывают из молока животных.
362
Клеевые составы на основе синтетических смол,
в зависимости от способа отверждения, делят на термореактивные, термопластичные и каучуковые.
Термореактивные клеи отверждаются химическим
путем, в результате чего образуется необратимый клеевой шов с повышенной тепловодостойкостью.
Термопластичные клеи образуют клеевой шов при
удалении растворителей и разбавителей физическим
способом, а также при переходе расплавленных клеев
в твердое состояние при охлаждении. Такой клеевой
шов обратим, так как он может размягчаться под действием тепла. По сравнению с термореактивными термопластичные клеи имеют меньшую теплостойкость
и влагостойкость.
Каучуковые клеи образуют клеевые швы в результате физических процессов — удаления растворителей
и разбавителей, а также химических процессов — вулканизации.
Виды клеевых материалов приведены в таблице 34.
В зависимости от условий поставки и технологии
применения клеи бывают жидкими (в виде растворов
и дисперсий), гелеобразными, порошкообразными,
в виде гранул, прутков (патронов) и пленок.
Облицовывание поверхностей
Облицовывание поверхностей бывает ручное и под
прессом. При ручном облицовывании применяют притирку поверхностей и склеивание наиритовым клеем.
При облицовывании притиром обращают внимание на
подготовку клеевого состава. При этом клей на основу
наносят тонким и ровным слоем, незначительным усилием втирая его в поверхность. Для притирания используют обычно мездровый клей, а для запрессовки —
казеиновый и синтетические клеи. Клей должен быть
высокой концентрации (костный — 50=53%, мездровый — 40%). Под концентрацией понимают количество
сухого клея, содержащегося в растворе. Клей хорошо
склеивает, когда его слой очень тонок. И чем больше
363
клея впитывает древесина, тем гуще он должен быть
сварен. Наклеивание шпона следует выполнять горячим раствором клея. Большие поверхности предварительно следует прогреть над огнем или на приборах
отопления. На прогретой поверхности клей долго не гу-
А
Б
В
Г
Д
Е
Рис. 224. Фанерование вприт ирку:
А — прит ирка первого лист а фанеры; Б — прит ирка вт орого лист а
фанеры; В — прирезка кромок; Г — снят ие срезанной лент ы; Д — наклейка
бумажной полоски; Е — вид фанерованной дет али
364
стеет, поэтому его легко можно наносить равномерным
слоем.
Для широких и длинных поверхностей используют
в основном наиритовый клей. Особенностью такого наклеивания является выдерживание основы и облицовочного слоя с нанесенными на их поверхности клеевым составом. Необходимо не пропустить момент, когда клей не берется на отлип (примерно через 10=15 минут после его нанесения). После соединения основы
и облицовки набор уже невозможно будет передвинуть,
так как наиритовый клей схватывается мгновенно.
Чтобы избежать ошибок, основу кадрируют по длине
и ширине. Для этого шилом прокалывают места углов
набора и, перевернув его, на оборотной стороне по местам накола снова кадрируют набор. Затем точно по
размерам кадрированного набора вырезают основу.
При склеивании основа будет точно ложиться по кадрированному набору. Остается только обрезать лишний
шпон по кромкам основы — и набор готов под отделку.
Фанерование впритирку выполняют для выдавливания воздушных пузырей, которые препятствуют прочному приклеиванию шпона. Для этого после схватывания клеевых поверхностей облицовку можно прикатать
валиком, а стыки кромок листов шпона слегка притереть ручкой скальпеля или гладко остроганным деревянным брусочком с ровными краями. Лучше всего
притирку выполнять при помощи специального притирочного молотка массой 2500=3000 г с широким лезвием, края которого закруглены (рис. 224). Вместо молотка можно применить небольшого размера утюг.
Притирку начинают от середины к краям, это облегчает выдавливание воздушных пузырей и излишков
клея. Однако следует помнить, что при больших усилиях во время притирки клей может быть полностью выдавлен и получится весьма непрочное, голодное склеивание. Поэтому после удаления воздушных пузырей
притирку прекращают.
Фанерование с запрессовкой более производительно и менее трудоемко. При этом нужно следить, чтобы
365
в клеевом слое на основе не было никаких примесей —
мелких щепок, оторвавшейся бахромы шпона и других
посторонних включений. Верхнее и нижнее основания
пресса должны иметь идеально ровные поверхности,
чтобы нагрузка распределялась равномерно по всей
наклеиваемой площади. Изделия выдерживают под
прессом до полного схватывания клея.
ДЕКОРАТИВНЫЕ ПОКРЫТИЯ
Изделия из древесины покрывают защитными покрытиями, так как их старение происходит достаточно
быстро. Кроме того, прозрачные защитные покрытия
проявляют текстуру древесины, придавая изделию выразительность.
При отделке декоративных элементов применяют
различные лаки, политуры, полировочные жидкости,
пасты и т.д.
Лаки — жидкие растворы пленкообразующих веществ в органических растворителях, способные при
нанесении их на поверхность образовать твердое покрытие. Они придают изделиям блеск или матовый оттенок, защищают древесину от загрязнений и воздействия влаги.
Политуры — растворы твердых смол слабой концентрации, коллоксилина и пластификаторов в смеси летучих органических растворителей. Применяют политуры
для придания покрытиям зеркального блеска, выявляющего и углубляющего природный рисунок древесины.
Политуры бывают спиртовые и нитрополитуры. В практике наиболее часто применяют шеллачные политуры,
которые довольно легко можно получить в домашних
условиях, растворяя шеллак в этиловом спирте. Перед
приготовлением политуры шеллак рекомендуют отбелить. Для этого одну часть шеллака по массе растворяют в пяти частях этилового спирта. Полученный раствор
подогревают, добавляют в него двойное количество (по
массе) хлорной воды (10=15 г извести на 100 г охлажденной после кипячения воды) и перемешивают. Плот366
но прикрыв емкость, раствор отстаивают в течение 3
часов, после чего процеживают через марлю. Осаженный шеллак промывают проточной водой и сушат в темноте. Отбеленный шеллак снова растворяют в спирте,
отстаивают в течение суток и фильтруют через несколько слоев марли. В результате получают чистую бесцветную политуру, которую хранят в таре из темного стекла
в прохладном и темном месте.
В основном применяют два способа работы с политурами: столярное полирование, полирование по шеллачному и нитропокрытию.
Прежде всего, на сухое подготовленное изделие наносят слой горячей олифы, которая является хорошим
грунтом практически для всех видов покрытий. Подогретая олифа становится очень жидкой и при нанесении на поверхность глубоко проникает в древесину, создавая при высыхании непроницаемую пленку.
Покрытия наносят тампоном, кистью, распылителем
или другим доступным способом. К примеру, лак (3=6
раз) наносят на сухую, очищенную от пыли поверхность
изделия равномерными слоями без подтеков. На широкие поверхности лаки наносят при помощи кистей=флейцев или распылителя, а на узких (кромках,
торцах и т.д.) можно воспользоваться короткими, узкими кистями. Ватными тампонами наносят полировальные жидкости и спиртовые лаки, а шерстяными — политуру.
Полирование придает поверхности блеск, наиболее
ярко проявляет красоту древесного рисунка, поэтому
в декоративных работах этот прием используют очень
часто. Полирование в домашних условиях выполняют
вручную и с помощью специальных приспособлений.
При ручном способе составы наносят тампоном в несколько приемов. В процессе полирования тампон должен насквозь пропитаться полировочным составом,
но не быть излишне насыщенным. Качество тампона
проверяют на пробной дощечке. Если после прохода
тампона след быстро высыхает и не остается воздушных пузырей, то тампон годится для применения.
367
При полировании изделие закрепляют так, чтобы
элементы крепления не выступали над полируемой поверхностью. Различают три этапа полирования шеллачной политурой.
Первое полирование выполняют 11=14%=ной политурой. Поверхность перед этим слегка припудривают
пемзовым порошком, который получают в результате
притирания двух кусков пемзы. После просеивания порошка через капроновое сито крупные, нестандартные
включения выбрасывают. Пока на поверхности изделия
не заполнятся все поры, полирование ведут без масла.
Затем нижнюю часть тампона смачивают льняным или
вазелиновым маслом. Первое полирование заканчивают, когда поры становятся невидимыми. После первого
полирования делают выдержку на одни сутки, после чего поверхность шлифуют шкуркой № 6 (на колодке).
Когда поверхность станет матовой, шлифование прекращают. Образовавшиеся на поверхности пыль и масла удаляют мягкой тканью.
Второе полирование производят 8=10%=ной политурой. Для этого поверхность слегка припудривают пемзовым порошком и полируют с меньшим количеством
масла, чем при первом полировании. После второго
полирования изделие выдерживают 3 суток.
Третье полирование выполняют 7=8%=ной политурой
без масла и припудривания пемзовым порошком. Полируют быстро и без усилий. По окончании полирования удаляют следы масла.
ОКРАСКА
Окраску деревянных изделий выполняют экологически чистыми составами с высокими эксплуатационными характеристиками. Окрасочные работы условно
можно разделить на несколько этапов, имеющих свое
функциональное назначение.
Пропитка предохраняет древесину от разрушения ее
грибковыми и другими заболеваниями, уменьшает ее
гигроскопичность, снижает вероятность появления
368
А
Б
В
Рис. 225. Перевязывание кист и:
А, Б, В — вариант ы перевязок
369
трещин и благодаря высокой защите от проникновения
влаги надолго сохраняет качество поверхности.
Грунтование деревянных поверхностей изделий
применяют для заполнения мельчайших неровностей.
Кроме того, грунтовка создает благоприятные условия
для улучшения адгезии лакокрасочного покрытия
с древесиной и усиливает влагоотталкивающие свойства готового изделия. Прочная пленка грунтовки становится надежным заслоном для влаги, содержащейся
в окружающей среде.
Окраску изделий выполняют теми же методами, что
и пропитку. Окраска дополняет влагоотталкивающие
функции пропитки и грунтовки и, кроме того, придает
изделию законченный вид. В зависимости от дизайнерских замыслов окраска может усиливать декоративные
свойства текстуры натуральной древесины или скрывать их. Нужные декоративные качества достигаются
применением различных составов лакокрасочных материалов, которые в большом изобилии выпускает современная промышленность.
На качество лакокрасочного покрытия накладывает
отпечаток метод его нанесения.
Если нанесение краски производится не распылением, а кистью, то ее лучше всего перевязать для обеспечения стабильности окрашиваемой полосы (рис. 225).
Лессирующие покрытия, основанные на применении
грунтовки и толстослойной окраски, в последние годы
вышли на новые, качественно отличающиеся от прежних методов, рубежи. В зависимости от поставленных
требований могут применять различные красители (лаковые составы или лазурь), при помощи которых можно
выявить и подчеркнуть природные достоинства древесины, но можно их и скрыть. Лессирующие покрытия
дают возможность окрашивать поверхности в два и более цветов. С разнообразием традиционных лакокрасочных составов многие читатели уже знакомы, так как
по данной теме существует много специальной литературы, поэтому нет смысла подробно останавливаться
на этом вопросе.
370
В последние годы передовыми изготовителями столярных изделий были найдены новые методики изготовления компонентов красящих веществ, что вызвало
революцию в окрасочном производстве.
Лидером в этой области стала немецкая фирма Цобель, производящая лакокрасочные материалы для
деревянных изделий (Zowosan). Отличительными чертами красок, выпускаемых этой фирмой, являют водостойкие акриловые составы с водными растворителями. Эти, казалось бы, несовместимые понятия воплощены в жизнь немецкими технологами. При этом составы Zowosan способны обеспечить весь технологический процес отделочных работ, включая шпатлевку,
пропитку, грунтовку и даже удаление старого лакокрасочного покрытия. Обработка изделий акриловыми
красителями требует значительно упрощенных технологий и менее дорогого оборудования. При этом достигается качество покрытий с широкой гаммой цветовых оттенков, отвечающее самым современным
требованиям.
Красители фирмы Цобель достаточно устойчивы
к атмосферному воздействию и солнечному излучению, не меняют своих цветовых оттенков на протяжении длительного периода эксплуатации и в меру эластичны. Кроме того, отсутствие органических растворителей значительно снижает пожароопасность процесса
окраски и упрощает сушку покрытия.
Достоинства красителей Zowosan очевидны. Они
создают покрытие, эластичность которого превышает аналогичные показатели покрытий из алкидных
лаков, в 1,5=2 раза, при этом данное покрытие не наносит ущерба здоровью работающих людей. А степень защиты древесины от поражения грибковыми
заболеваниями и плесенью не уступает традиционным покрытиям, а в некоторых случаях и значительно
превышает их.
Технологическая простота в обращении с акриловыми красителями позволяет их использовать и в домашних условиях, при этом достигается достаточно высо371
кое качество покрытия.
Однако и в этом случае требуется соблюдение элементарных правил. Для этого следует строго придерживаться инструкции разработчика, прилагаемой
к каждому красителю, соблюдая последовательность
обработки древесины.
АНТИСЕПТИРОВАНИЕ ДРЕВЕСИНЫ
Под антисептированием деревянных изделий понимают их защиту от воздействия различных грибов
и плесени, которые разрушают природный органический материал. К основным грибным поражениям деревянных конструкций относят: гниль, плесень, синеву,
покраснение, побурение, трухлявину. Особенно важно
проводить обработку древесины в местах с постоянной
повышенной влажностью (соприкосновение с грунтом
и т.д.). Как известно, грибы наиболее активны во влажной среде, поэтому перед использованием древесину
необходимо высушить. При влажности ниже 18=20%
древесина не загнивает, поэтому самым эффективным
средством от грибковых поражений является защита от
увлажнения. Если влажность в заданных пределах не
выдерживается, деревянные изделия подвергают химической защите.
Существуют следующие способы антисептической
обработки древесины:
— поверхностная обработка пастами и различными
растворами антисептиков с использованием сил капиллярного всасывания;
— поверхностная обработка древесины сухим антисептиком;
— пропитка в горячих и холодных ваннах;
— автоклавная пропитка.
При поверхностной обработке древесину покрывают
водными и масляными растворами за один или два
приема. Наиболее простой способ антисептирования — нанесение антисептика на поверхность кистью,
опрыскивателем или кратковременным погружением
372
древесины в раствор.
Как материал для антисептических работ можно использовать фтористый натрий технический, кремнефтористый натрий, а также пасты экстрактовые, глиняные или битумные.
Фтористый натрий технический представляет собой
порошок белого или светло=серого цвета, предельная
растворимость в горячей воде которого составляет
3,5=4 %. Легко проникает в древесину, не разлагается,
слабо вымывается, не имеет запаха. Является довольно сильным антисептиком, не корродирующим металл.
Кремнефтористый натрий — белый или светло=серый порошок с желтоватым оттенком. По антисептическим свойствам близок к фтористому натрию. Растворимость в воде небольшая: при температуре 17
°С — 0,65 % и при 100 °С — 2,4 %. В большинстве случаев применяют с добавлением кальцинированной соды.
При этом происходит химическая реакция с образованием в растворе чистого фтористого натрия.
Червоточина — повреждение древесины насекомыми является одним из существенных пороков деревянных конструкций. Червоточина бывает поверхностной,
неглубокой, глубокой и сквозной. Древесину, пораженную насекомыми, обычно сжигают вдали от мест складирования строительных материалов.
373
РАЗДЕЛ ХI
БЕЗОПАСНОСТЬ ПРИ ОБРАБОТКЕ
ДРЕВЕСИНЫ
ТЕХНИКА БЕЗОПАСНОСТИ В
ДЕРЕВООБРАБАТЫВАЮЩИХ ЦЕХАХ
Безопасность работ в деревообрабатывающих цехах
во многом зависит от правильной организации рабочих
мест. Поэтому оборудование и материалы в цеху должны размещать таким образом, чтобы оставались свободными проходы и проезды, пути перемещения рабочих и грузов. Оборудование должно быть надежно заземлено, а вращающиеся механизмы — ограждены.
Рабочее место столяра должно быть хорошо освещено, оборудовано приточно=вытяжной вентиляцией,
одежда обязательно застегнута (особенно рукава),
а свисающие концы — заправлены. Если во время работы образуется пыль или опилки, следует надевать защитные очки. Основание (ударная часть) инструмента
должно быть надежно насажено на ручку, которую необходимо расклинить.
На рабочем месте не должно быть лишнего инструмента. Стамески и долота нельзя оставлять лезвием
к себе, забрасывать стружкой, класть на краю стола, так
как при падении инструмента можно получить травму.
Нельзя работать с пилами, у которых поломаны зубья, а также с режущими инструментами, у которых повреждены лезвия ножей. Не разрешается затачивать
инструмент на точильном круге, ширина боковой части
которого менее 10 мм. При наборе полных оборотов
круг не должен иметь видимых вибраций. Для крепления кругов следует применять прокладки и шайбы одинаковых размеров.
Нижние (рабочие) плоскости колодок всех строгальных инструментов должны быть гладкими и ровными,
без сколов, трещин и выемок.
374
Заготовки для строгания не должны иметь металлических включений (гвоздей, шурупов и т.п.), так как это
портит инструмент и создает травмоопасную обстановку. Особенно это опасно при работе с электрифицированным инструментом и во время обработки древесины на станках.
При работе с электроинструментом необходимо постоянно следить за исправностью изоляции. Режущая
часть должна быть отбалансирована, заточена и хорошо закреплена. Нельзя включать вилку электроинструмента в сеть при рабочем положении его выключателя.
Отключив инструмент от сети, нельзя останавливать
вращающиеся части руками.
Нельзя настраивать электроинструмент на холостом
ходу во избежание поломки его от возможного попадания в зону вращения режущей части посторонних предметов. На фуговальный, пильный и другие станки материал следует подавать только тогда, когда вращающийся инструмент наберет полное количества оборотов.
Приступая к работе электродрелью, следует убедиться в том, что сверло отцентрировано и надежно закреплено в патроне. Мелкие заготовки можно сверлить
только с применением зажимов — плоскогубцев, тисков, кондукторов и т.п. Нельзя останавливать рукой деталь, вырванную из зажима сверлом. После остановки
станка такую деталь легко снять, вращая ее по винтовой линии сверла.
БЕЗОПАСНОСТЬ ПРИ МОНТАЖЕ ДЕРЕВЯННЫХ
КОНСТРУКЦИЙ
Все рабочие, занятые в строительстве, обеспечиваются комплектом необходимой спецодежды, обуви
и защитными средствами (ГОСТ 12.4.011=87), а также защитными касками (ГОСТ 12.4.087=84). Проходы
к рабочим местам и места производства работ должны иметь ширину не менее 0,6 м, а их высота должна
быть не менее 1,8 м. Проходы с уклоном более 20°
оборудуют трапами и ограждениями, регламентиро375
ванными ГОСТ 12.4.059=89. В местах, где невозможно установить ограждения, пользуются предохранитель ны ми ка на та ми и по яса ми со глас но ГОСТ
12.4.089=86.
Для переноски и хранения инструментов, болтов,
гвоздей и т.п. рабочие должны иметь сумки или специальные ящики.
При монтаже деревянных конструкций и изделий необходимо соблюдать следующие требования безопасности:
— к монтажу конструкций можно приступать только
после их осмотра и устранения всех дефектов, вызванных транспортировкой;
— грузозахватные механизмы (тали, лебедки), сменные грузозахватные приспособления и тара, которые
эксплуатируют в строительстве, должны иметь четкий
регистрационный или инвентарный номер. Сменные
грузозахватные приспособления должны иметь клеймо
или бирку с обозначением номера, грузоподъемности
и даты проведения испытаний. Чалочные приспособления, которые используют для обхвата груза, должны соответствовать его массе с учетом количества витков каната и угла наклона их к вертикали;
— поднимать балки и другие удлиненные и гибкие
конструкции следует специальной траверсой. Освобождать конструкцию от стропов можно лишь после закрепления ее постоянными или временными связями;
— при установке элементов стен и перегородок необходимо принимать все меры, чтобы их не опрокинул
ветер;
— укладывать балки перекрытий, подшивать потолки, укладывать щиты накатов следует с подмостей или
настилов. Не разрешается ходить по потолку из досок,
прибитых снизу к балкам, или по накату, уложенному по
черепным брускам;
— при монтаже и креплении прогонов, фанерных переплетов, монтаже кровли и т.п. перемещение разрешается только по трапам, мостикам шириной не менее
700 мм с ограждением перилами с обеих сторон;
376
— оконные и дверные проемы эксплуатируемого
здания и его отдельные части, попадающие в зону возможного падения предметов, должны быть закрыты защитными ограждениями. Входы и выходы эксплуатируемого здания должны быть устроены за пределами
опасной зоны.
При установке и эксплуатации лесов и подмостей
необходимо соблюдать следующие правила безопасности:
— устанавливать леса следует на спланированный
и утрамбованный грунт;
— стойки лесов должны быть установлены строго
вертикально по отвесу;
— под каждую пару стоек перпендикулярно стене
строящегося здания укладывают подкладку из досок
толщиной не менее 50 мм;
— леса должны быть прикреплены к стенам строящегося здания в местах, предусмотренных ППР;
— высота проходов на лесах в свету не должна быть
меньше 1800 мм;
— для настилов применяется древесина хвойных пород толщиной не менее 50 мм. Зазоры между досками
настила не должны превышать 10 мм;
— переносные лестницы, стремянки, трапы должны
изготавливаться из древесины хвойных пород 1=го
и 2=го сортов или из металла. Запрещается применять
деревянные приставные лестницы, сбитые гвоздями,
без врезки ступеней в тетивы и без стяжки тетив болтами. Общая длина приставной лестницы не должна превышать 5 м.
ПОЖАРНАЯ БЕЗОПАСНОСТЬ
Все, кто работает со сгораемыми материалами,
должны пройти инструктаж о противопожарной безопасности. Рабочие места должны быть оборудованы
377
средствами пожаротушения. Для курения должны быть
оборудованы специальные места с установленными
для окурков бочками с песком или с водой.
Укладывать сгораемые предметы (пиломатериалы)
можно на расстоянии не менее 15 м от строящихся зданий и временных сооружений. Склады пиломатериалов
должны содержаться в чистоте и иметь необходимые
дороги и проезды. Территорию склада надо систематически очищать от отходов — коры, щепы и т.п. Разрывы
между штабелями и группами штабелей должны соответствовать предусмотренным нормативам. Не допускается сверхнормативное хранение пиломатериалов.
Необходимо периодически проверять исправность
электрической сети и своевременно устранять выявленные повреждения.
Деревянные конструкции зданий и сооружений
(кровли, перегородки и т.п.) подвергают противопожарной пропитке или окраске огнезащитной краской.
378
СПИСОК ИСПОЛЬЗОВАННОЙ
ЛИТЕРАТУРЫ
1. Трофименко А.Г. Строительные работы –
справочник. М. "АСТВ", 1998.
2.
Аханов
В.С.
Справочник
строителя.
Ростов=на=Дону. "Феникс", 1999.
3. Коротков В.И. Деревообрабатывающие станки. М.
"Высшая школа", 1986.
4. Прозоровский Н.И. Технология отделки столярных
изделий. М. "Высшая школа", 1986.
5. Крейндлин Л.Н. Столярные, плотничные и
паркетные работы. М. "Высшая школа", 1989.
6. Шепелев А.М. Столярные работы в сельском
доме. М. "Россельхозиздат", 1987.
7. Григорьев М.А. Производственное обучение
столяров. М. "Лесная промышленность", 1985.
8.
Бобиков
П.Д.
Конструирование
столярно=мебельных изделий. М. "Высшая школа",
1989.
9. Дамье=Вульфсон В.Н. Устройство полов из
паркета и линолеума. М. "Высшая школа", 1986.
10. Шумега С.С. Технология столярно=мебельного
производства. М. "Лесная промышленность", 1988.
379
СОДЕРЖАНИЕ
ВВЕДЕНИЕ ..............................................................3
СЛОВАРЬ ПРИМЕНЯЕМЫХ ТЕРМИНОВ ........................6
РАЗДЕЛ I. ДРЕВЕСИНА И ЕЕ СВОЙСТВА ....................12
Древесные породы и их характеристики ....................................12
Технические и физические свойства древесины ........................23
Механические свойства древесины ............................................34
Пороки древесины ......................................................................35
РАЗДЕЛ II. ЛЕСОМАТЕРИАЛЫ ..................................48
Пиломатериалы ..........................................................................48
Строганые материалы и полу фабрикаты ..............................52
Продукты переработки древесины ......................................53
Столярные плиты ................................................................57
Хранение древесины и древесных материалов ....................61
Сушка древесины ..........................................................63
РАЗДЕЛ III. ИНСТРУМЕНТЫ И ПРИСПОСОБЛЕНИЯ ......78
Рабочее место столяра ..............................................................78
Измерительный и разметочный инструмент ..............................83
Столярные и плотничные инструменты ......................................87
Топоры ................................................................................87
Инструменты для пиления ..................................................88
Инструменты для ручного строгания ..................................100
Долота и стамески ............................................................108
Инструменты для сверления древесины ............................109
Вспомогательный инструмент ..........................................117
Заточка инструментов ......................................................118
РАЗДЕЛ IV. ПРОЦЕСС РЕЗАНИЯ ДРЕВЕСИНЫ ............122
Резание элементарным резцом ........................................122
Торцевое, продольное и поперечное резание ....................126
Скорость резания ..............................................................132
Чистота обработки ............................................................132
РАЗДЕЛ V. ПРИЕМЫ ОБРАБОТКИ ДРЕВЕСИНЫ ..........136
Рубка и теска древесины ..................................................136
Пиление древесины ..........................................................140
Строгание древесины ........................................................151
380
Сверление древесины ......................................................163
Долбление и резание древесины стамесками
и долотами ........................................................................168
РАЗДЕЛ VI. СТОЛЯРНО%ПЛОТНИЧНЫЕ
СОЕДИНЕНИЯ ......................................................174
Крепежные элементы ........................................................175
Сращивание и сплачивание деревянных заготовок ............182
Плотничные замки ............................................................184
Стеновые врубки ..............................................................193
Стропильные врубки ..........................................................196
Врубка балок перекрытия ..................................................198
Столярные соединения ......................................................202
Склеивание деревянных элементов ..................................213
РАЗДЕЛ VII. КОНСТРУКЦИИ СТОЛЯРНО%ПЛОТНИЧНЫХ
СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ ..................................217
Опалубки ..................................................................................218
Стены деревянного дома ..........................................................220
Рубленые стены ................................................................222
Стены из бру сьев ..............................................................225
Каркасные стены ..............................................................225
Стены панельных домов ....................................................234
Стропильные конструкции ........................................................236
Оконные конструкции ................................................................239
Дверные блоки ..........................................................................252
Столярные перегородки и панели ............................................267
Деревянные лестницы ..............................................................268
РАЗДЕЛ VIII. ПОЛЫ ..............................................282
Общие сведения ......................................................................282
Дощатые полы ..........................................................................283
Полы по грунту ..................................................................284
Дощатый настил по железобетонному перекрытию ............287
Укладка дощатого настила ................................................289
Двойные полы ..................................................................294
Плинту сы ..........................................................................295
Вентиляция пола ..............................................................298
Паркетные полы ........................................................................301
Материалы ........................................................................301
Штучный паркет ................................................................302
Паркетная доска ................................................................305
Паркетные щиты ..............................................................307
Укладка паркета ........................................................................308
381
РАЗДЕЛ IХ. ОБРАБОТКА ДРЕВЕСИНЫ НА СТАНКАХ ....317
Общие сведения ......................................................................317
Работы на круглопильных станках ............................................319
Обработка древесины на строгальных (фуговальных) станках ..325
Фрезерование деревянных заготовок ......................................329
Фрезерный инструмент ....................................................331
Приспособления к фрезерным станкам ............................336
Токарная обработка древесины ................................................340
Закрепление заготовки ....................................................342
Инструменты ....................................................................342
Выбор древесины ..............................................................346
Техника точения ................................................................347
РАЗДЕЛ Х. ОТДЕЛКА ДЕРЕВЯННЫХ
ПОВЕРХНОСТЕЙ ..................................................351
Облицовоччные и мозаичные работы ........................................351
Организация рабочего места ............................................351
Инструменты и приспособления ........................................353
Технология фанерования ..................................................353
Облицовывание поверхностей ..........................................362
Декоративные покрытия ..........................................................365
Окраска ....................................................................................367
Антисептирование древесины ..................................................371
РАЗДЕЛ ХI. БЕЗОПАСНОСТЬ ПРИ ОБРАБОТКЕ
ДРЕВЕСИНЫ ........................................................373
Техника безопасности в деревообрабатывающих цехах ............373
Безопасность при монтаже деревянных конструкций ................374
Пожарная безопасность ............................................................377
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ ..............378
382