/

Author: Классен П.В. Гришаев И.Г.
Tags: химическая технология химическая промышленность химия
Year: 1982




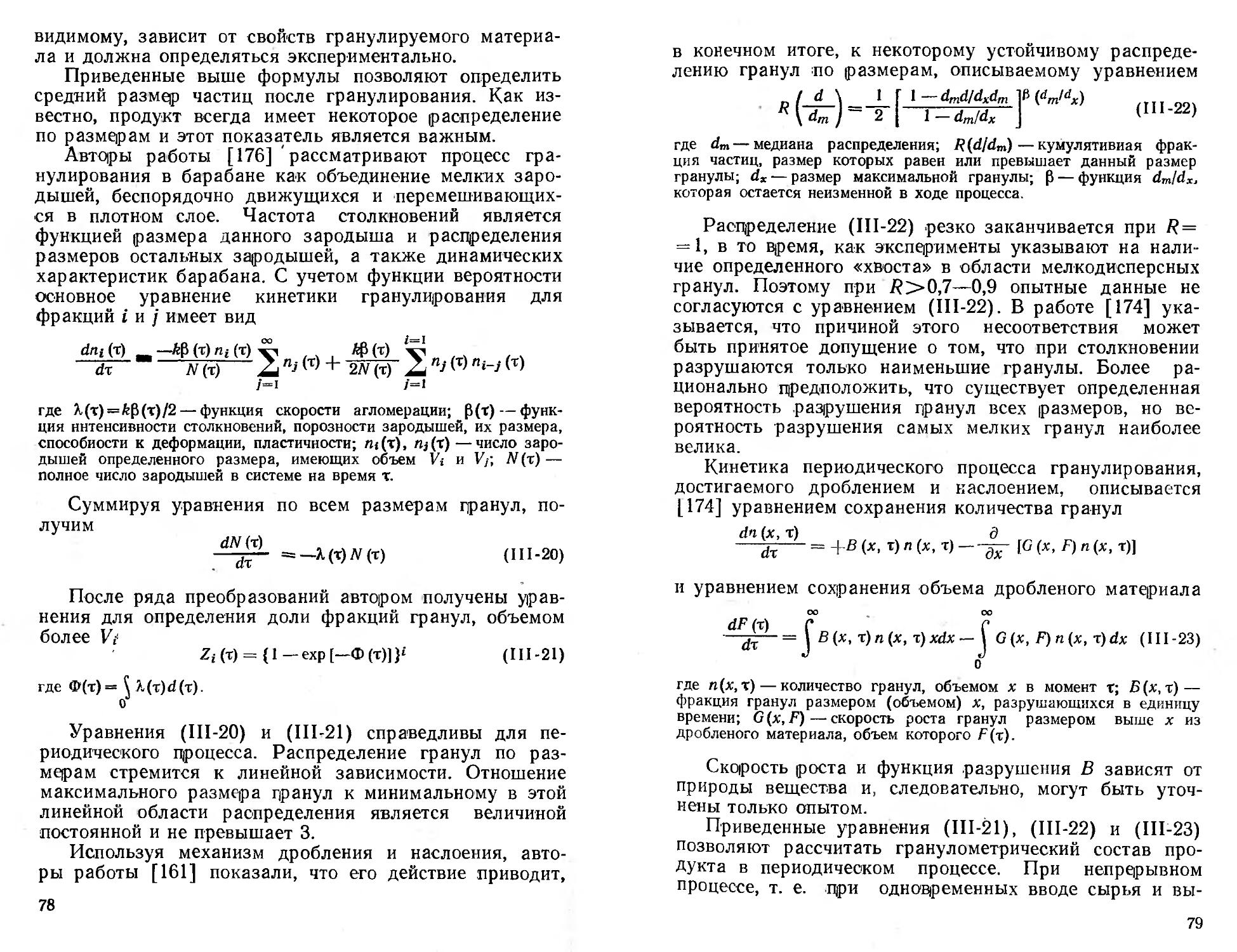
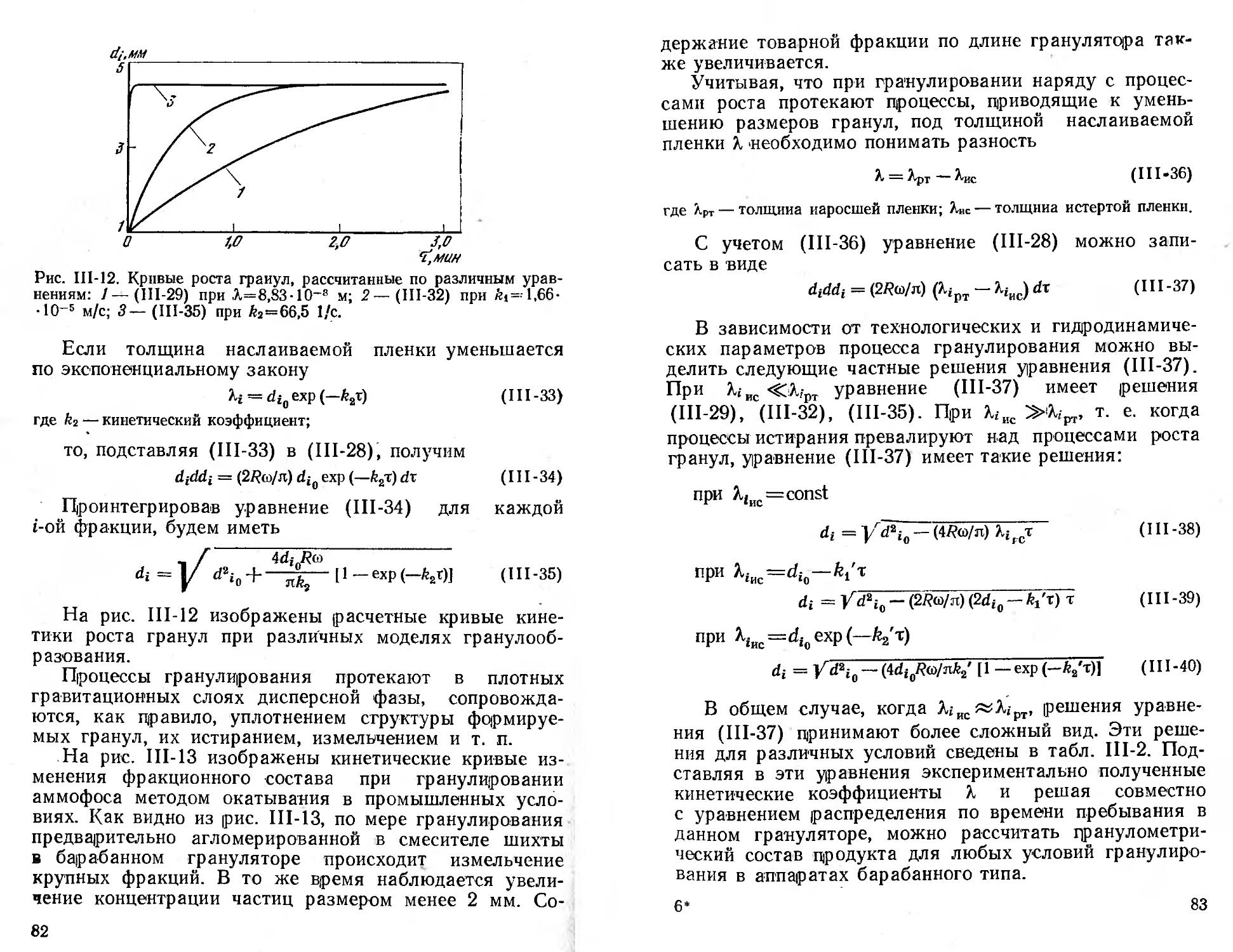
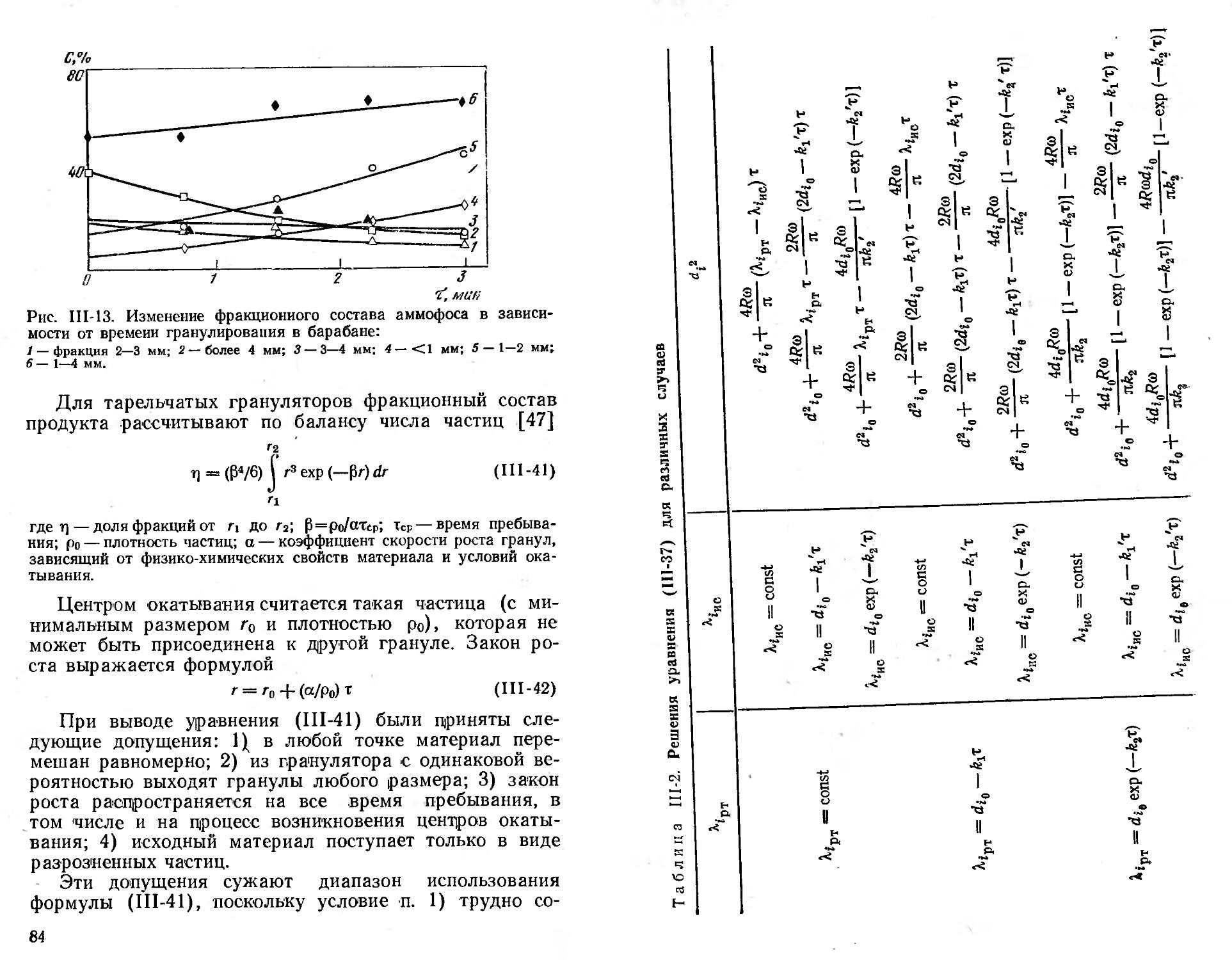
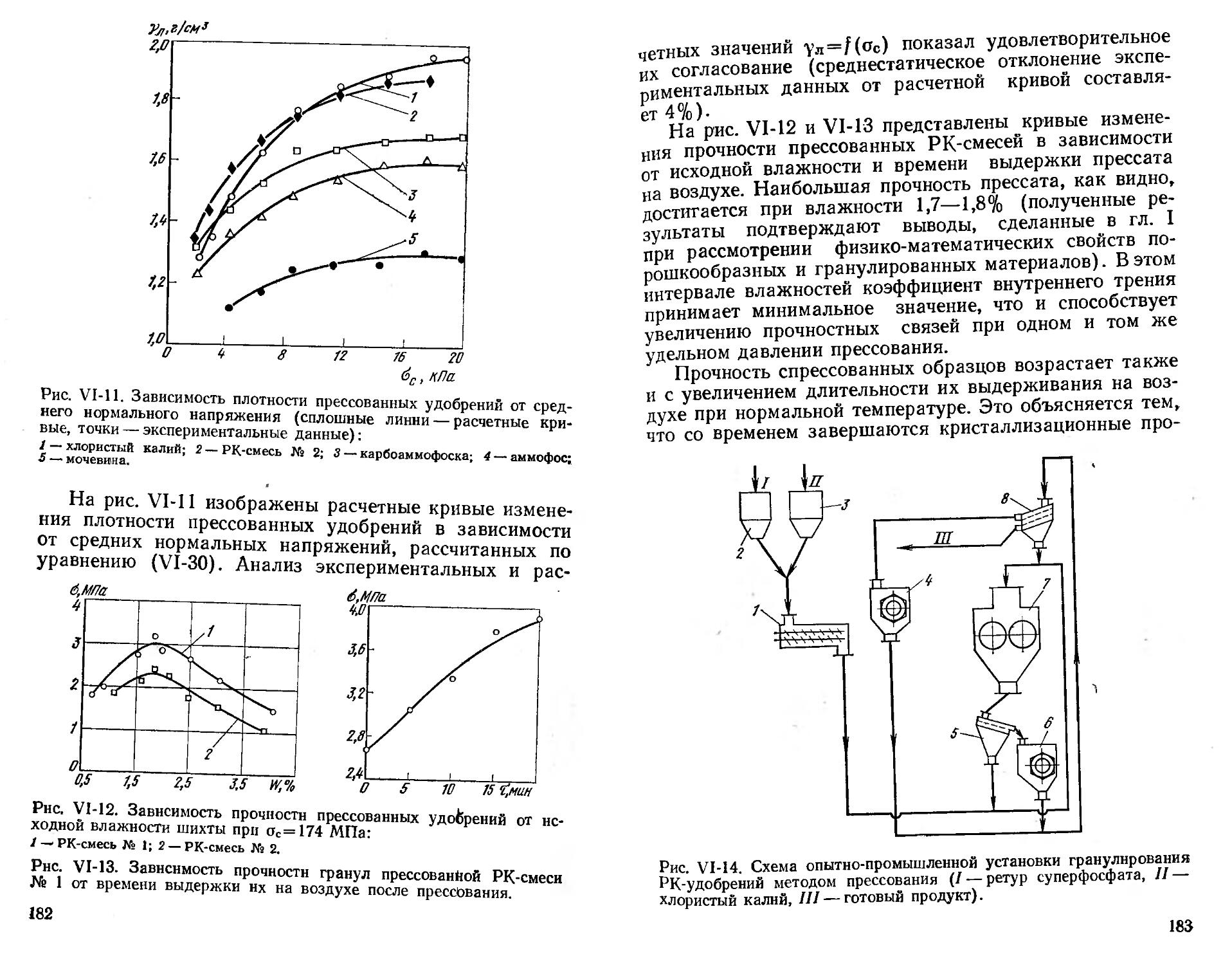
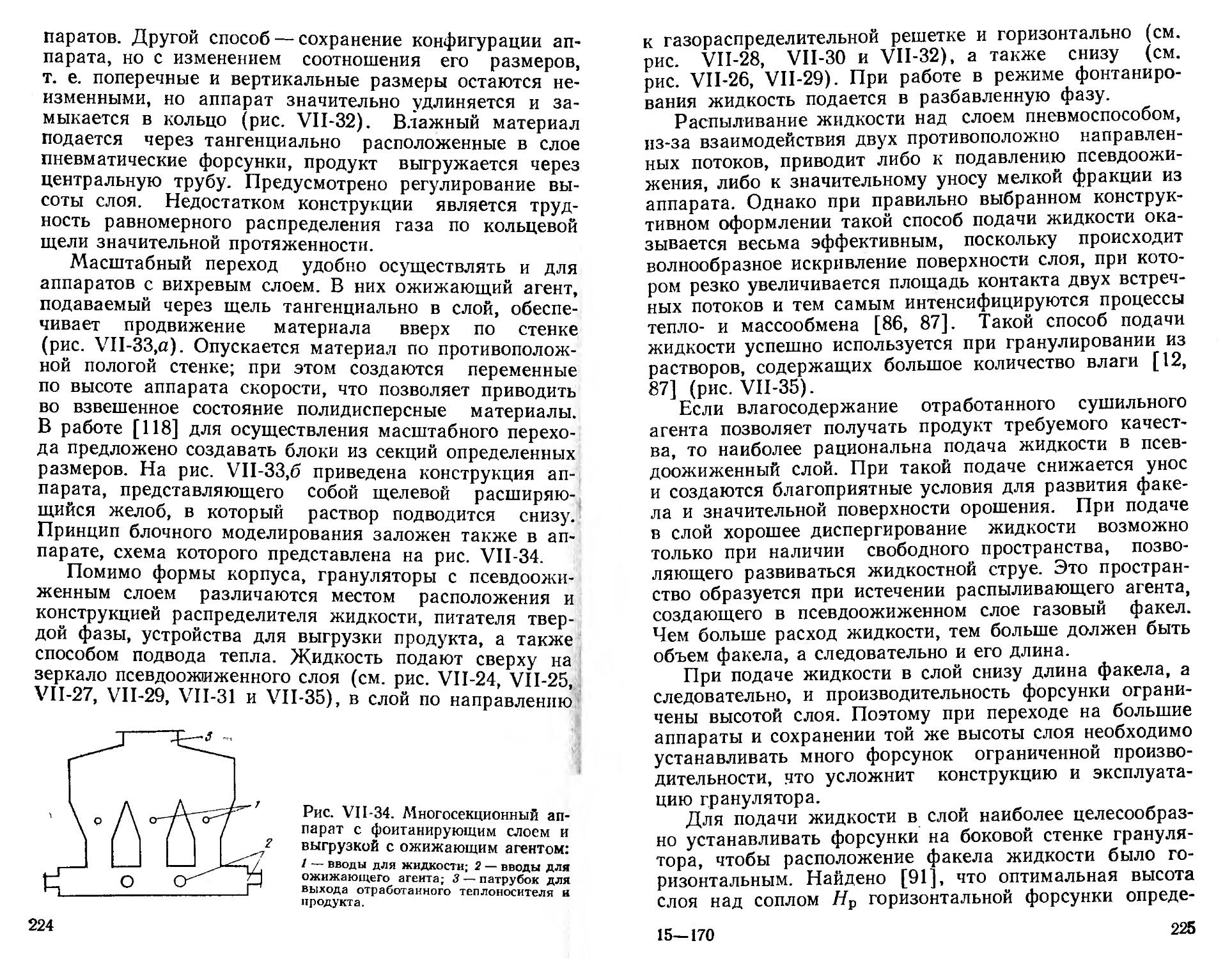
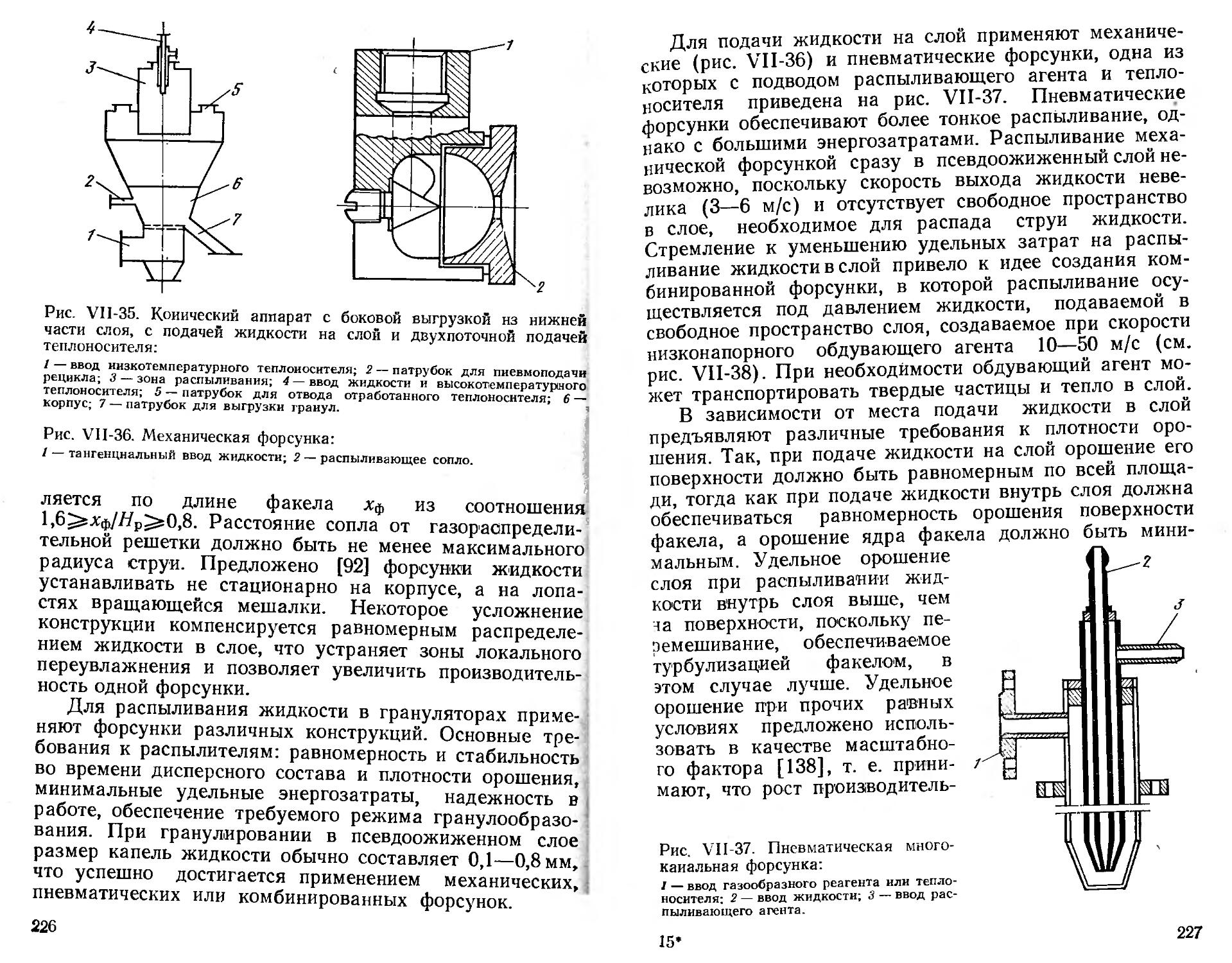
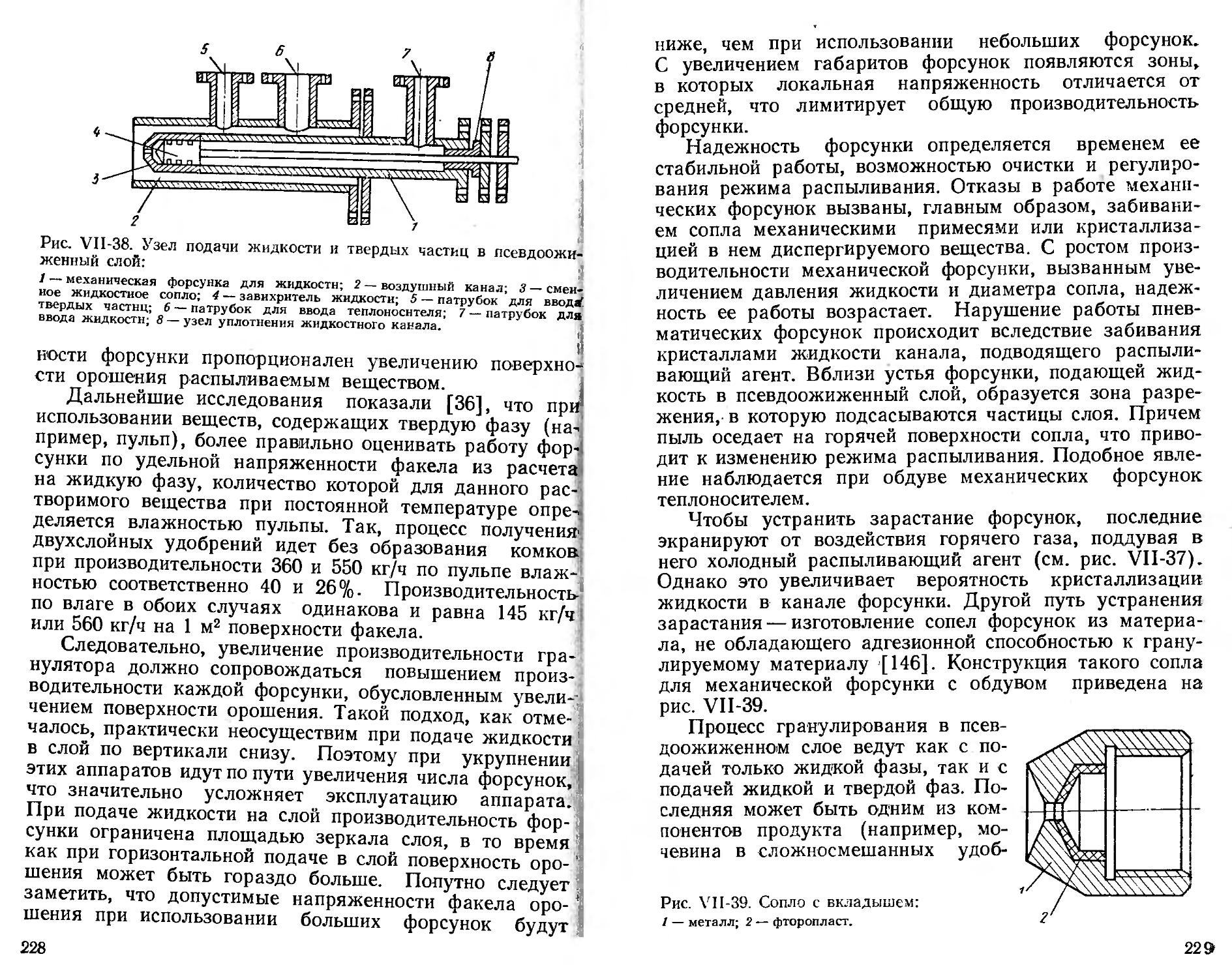
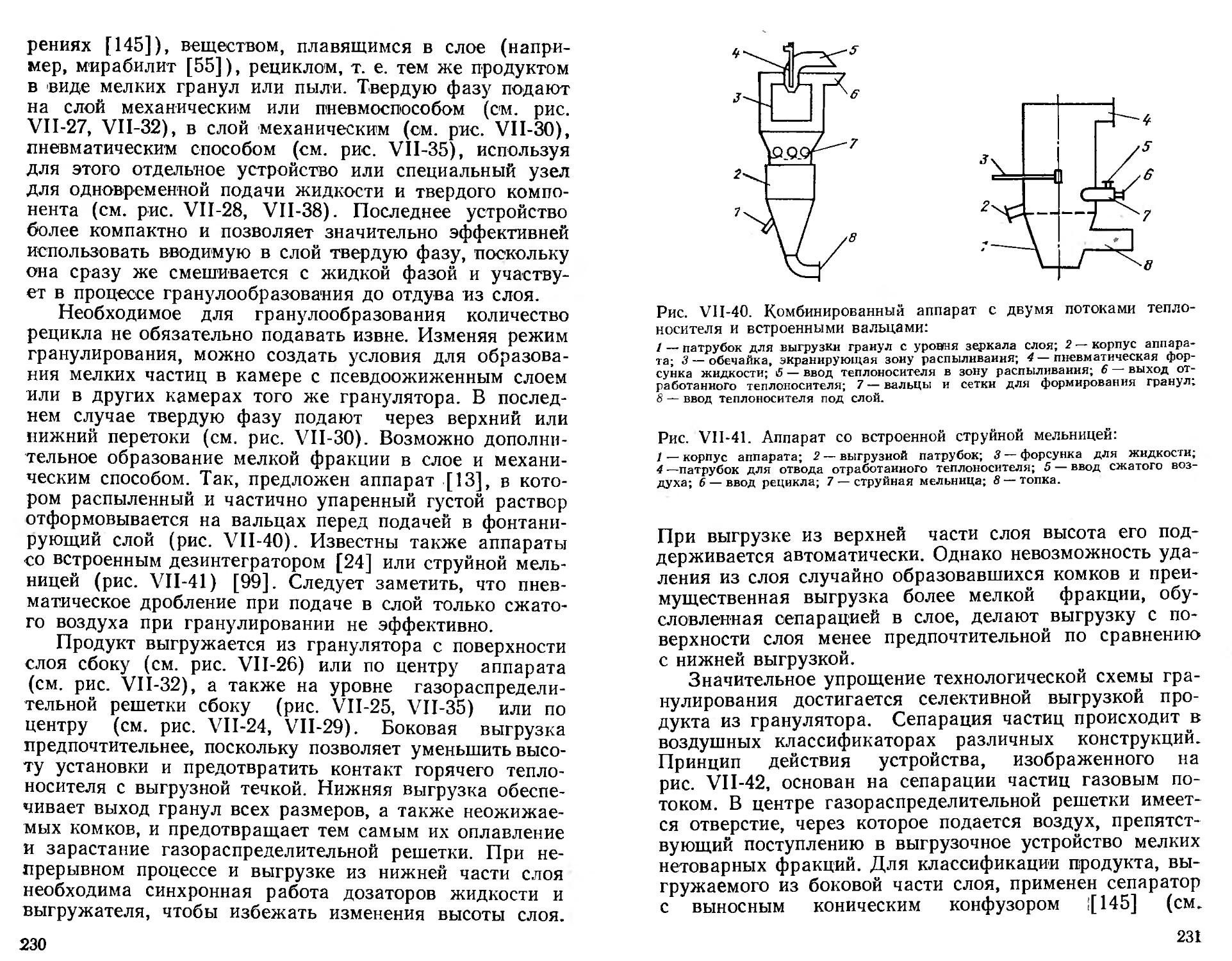
Text
П.В.Классен, Н.Г.Грииаев
основы ТЕХНИКИ ГРАНУЛИРОВАНИЯ
П. В. КЛАССЕН, И. Г. ГРИШАЕВ
ОСНОВЫ ТЕХНИКИ ГРАНУЛИРОВАНИЯ
МОСКВА, «ХИМИЯ», 1982
БП7.1
К 47
УДК 66.099.2
Классен П. В., Гришаев И. Г.
Основы техники гранулирования (Процессы и аппараты химической и нефтехимической технологии).— М., Химия, 1982.—272 с., ил.
В книге рассмотрены вопросы теории и практики процессов гранулирования химических продуктов, общие принципы гранулообразоваиия; изложены особенности и физические основы процессов гранулирования химических продуктов, осуществляемых различными методами; рассмотрены закономерности структурообразо-вания и тепло-массообмеиа при гранулировании; даны основы расчета кинетики процессов гранулирования и аппаратуры. В книге использован экспериментальный материал, полученный при разработке новых и усовершенствовании известных методов гранулирования применительно к производству минеральных удобрений и некоторых других продуктов. Проанализированы литературные данные и обширная патентная литература по процессам гранулирования различными методами.
Книга предназначается для инженерно-технических работников научно-исследовательских и проектных институтов, предприятий химической, металлургической, строительных материалов, пищевой и фармацевтической промышленности; может быть полезна студентам, аспирантам и преподавателям соответствующих специальностей.
272 с.; 162 рис.; 17 табл.; список литературы 193 ссылки.
Рецензент: проф. Н. И. ГЕЛЬПЕРИН
„ 2801010000-078
К ' 050(0i)-82 78 82
© Издательство «Химия», 1982 г.
СОДЕРЖАНИЕ
Предисловие ............................................ 5
Введение. .............................................. 7
Глава I. ФИЗИКО-МЕХАНИЧЕСКИЕ СВОЙСТВА ПОРОШКОВИДНЫХ И ГРАНУЛИРОВАННЫХ МАТЕРИАЛОВ............................................11
1. Коэффициент внутреннего трення .... 12
2. Сыпучесть порошков....................... 13
3. Адгезионные свойства порошков .... 22
4. Пластическая прочность порошков .... 27
5. Смачиваемость порошков....................34
6. Оценка гранулируемое™ вещества . . 38
Глава II. МЕТОДЫ И ПРИНЦИПЫ ГРАНУЛИРОВАНИЯ МАТЕРИАЛОВ.................................40
1. Методы гранулирования.....................40
2. Модель уплотнения при гранулировании . 42
3. Силы взаимодействия при гранулировании 49
Глава III. ГРАНУЛИРОВАНИЕ МЕТОДОМ ОКАТЫВАНИЯ НА ДВИЖУЩЕЙСЯ ПОВЕРХНОСТИ ................................................. 51
1. Механизм граиулообразоваиия...............51
2. Движение материала при окатывании и расчет основных параметров гранулятора ... 59
3. Кинетика гранулообразования........75
4. Влияние технологических параметров иа процесс гранулирования ........................ 88
5. Особенности процесса виброграиулирования 106
Глава IV. ГРАНУЛИРОВАНИЕ ДИСПЕРГИРОВАННЫХ РАСПЛАВОВ ВО ВСТРЕЧНОМ ПОТОКЕ ВОЗДУХА.........................................111
1. Распад струй и образование капель . . , 112
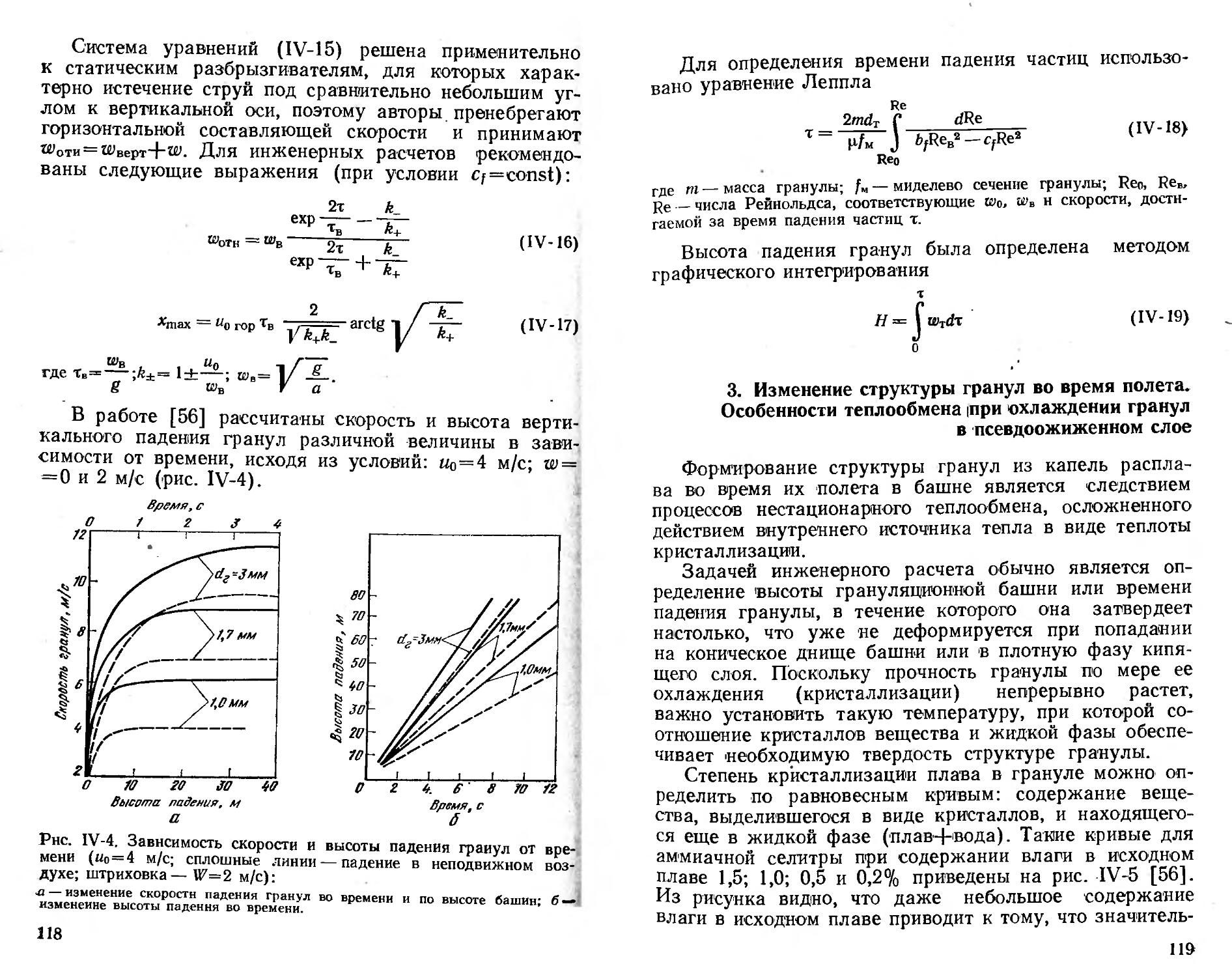
2. Особенности движения гранул в грануляционной башие...................................115
3
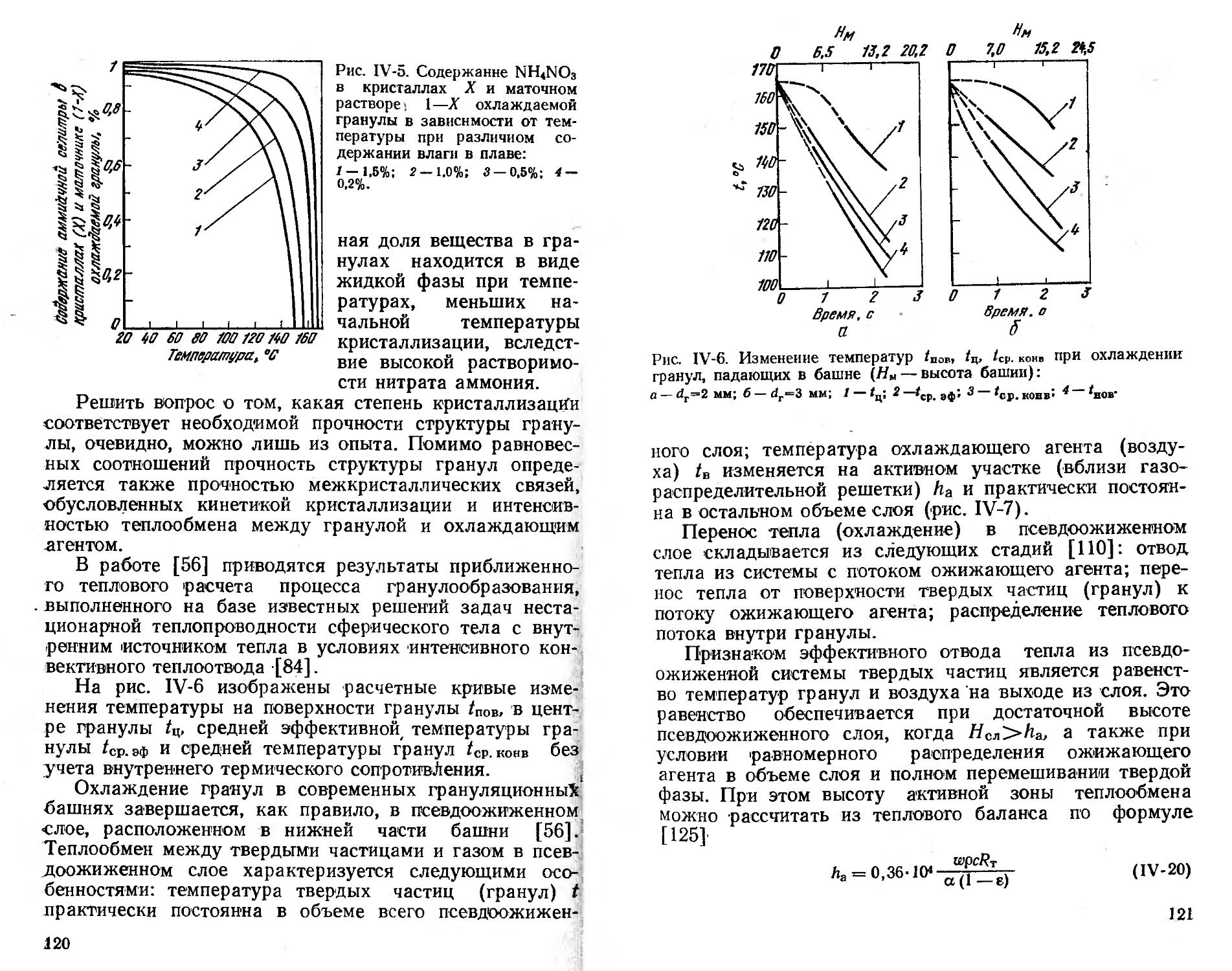
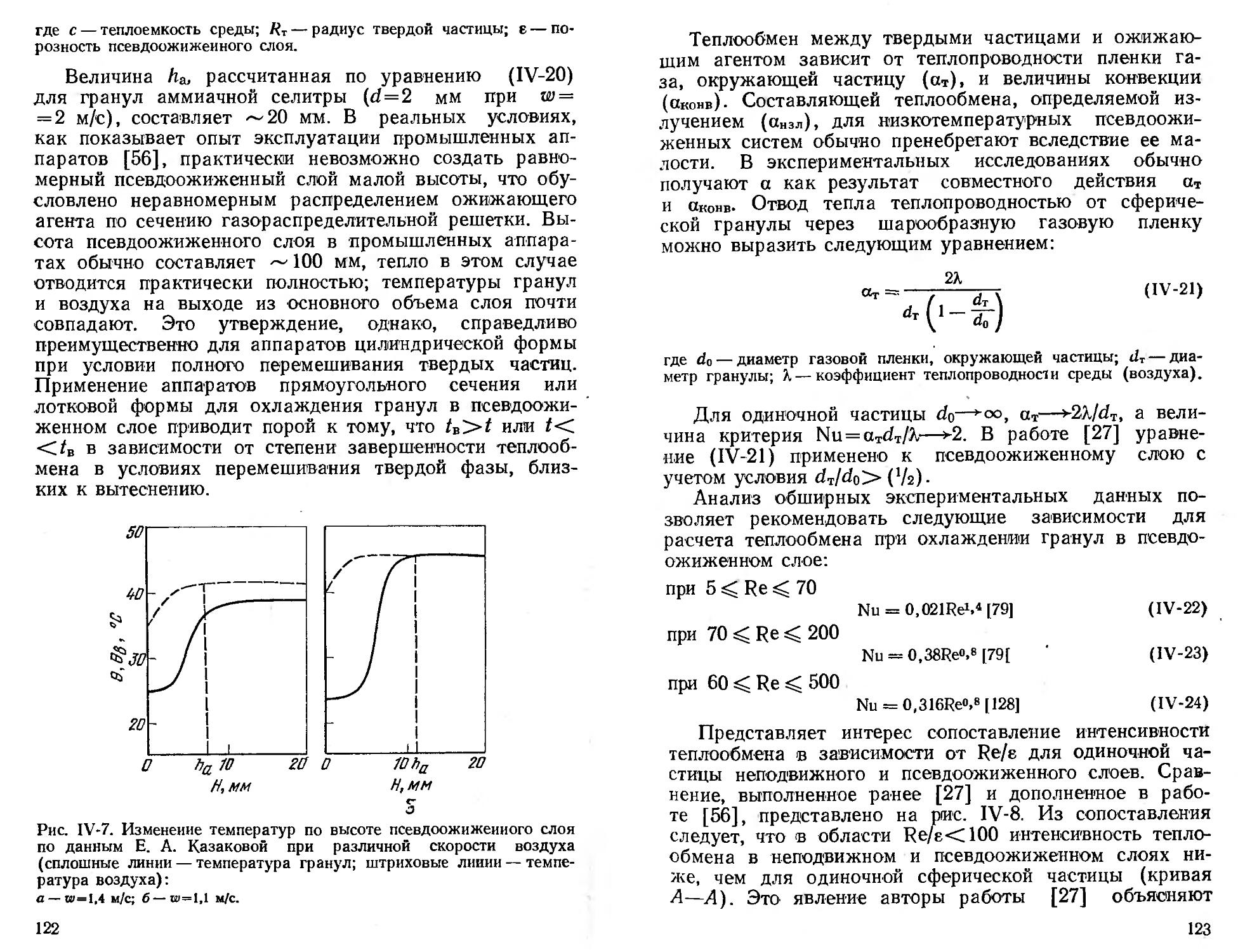
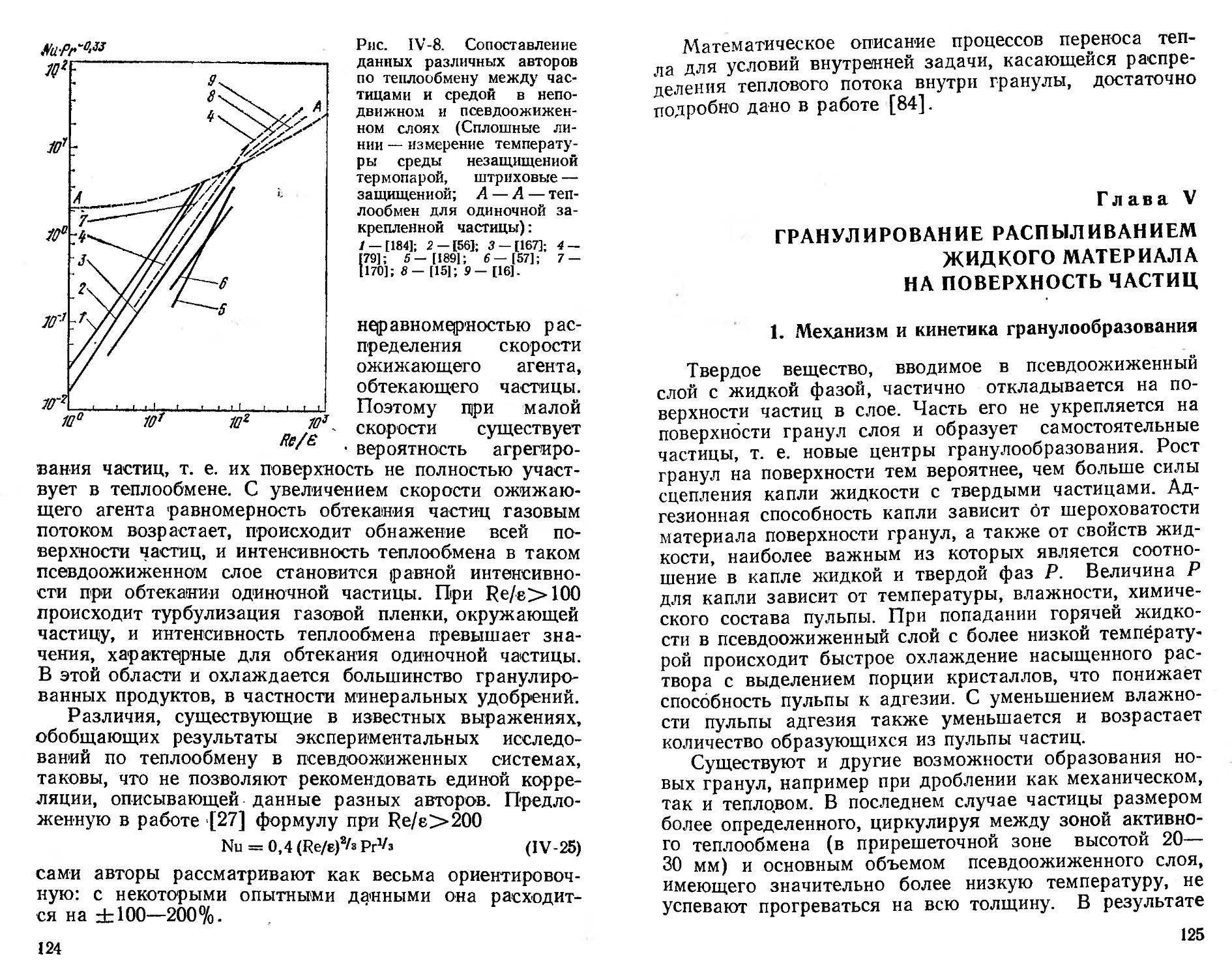
3. Изменение структуры гранул во время полета. Особенности теплообмена при охлаждении гранул в псевдоожиженном слое . . . 119
Глава V. ГРАНУЛИРОВАНИЕ РАСПЫЛИВАНИЕМ
ЖИДКОГО МАТЕРИАЛА НА ПОВЕРХНОСТЬ ЧАСТИЦ............................125
1. Механизм и кинетика гранулообразования 125
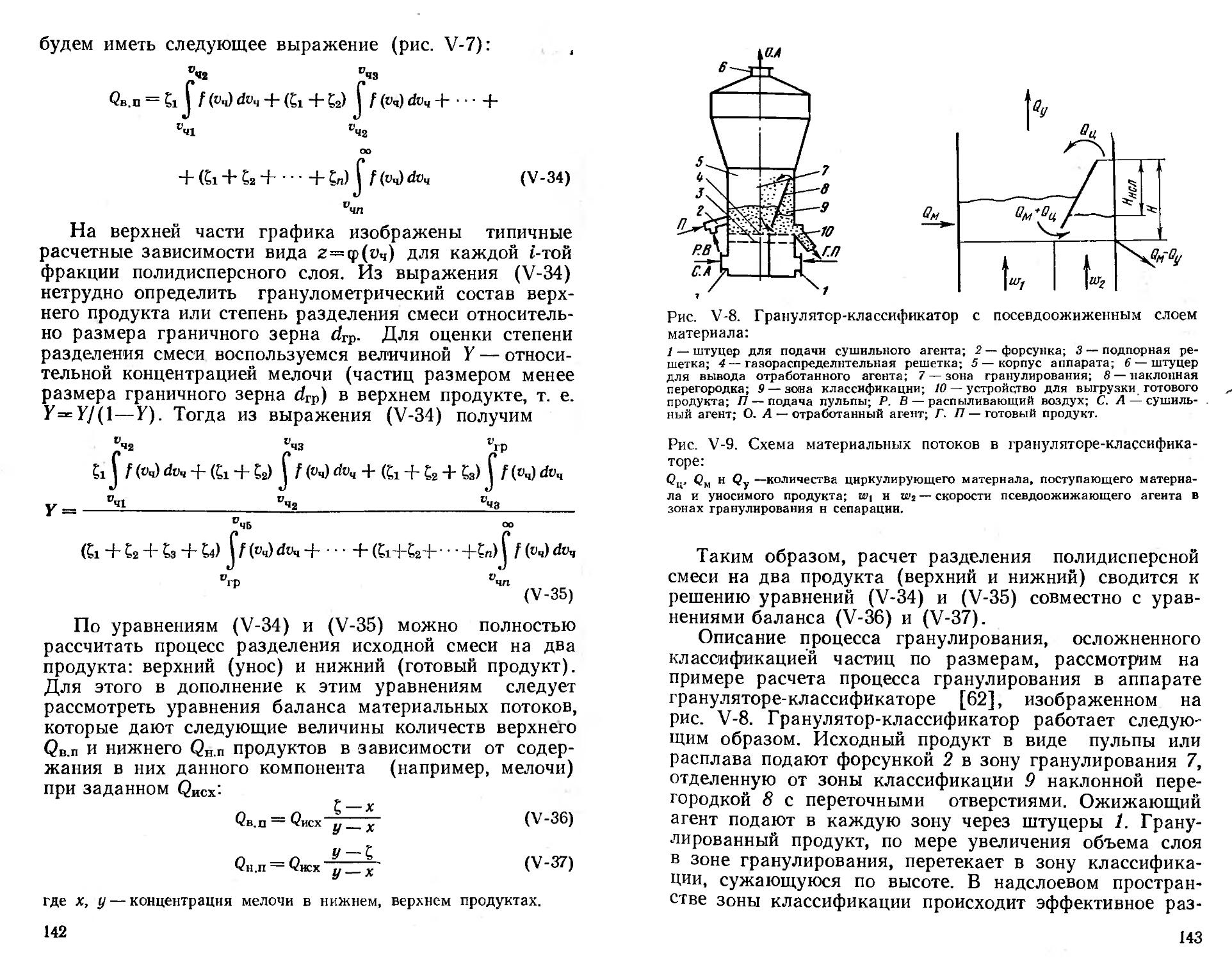
2. Гранулирование с одновременной классификацией частиц по размерам...................135
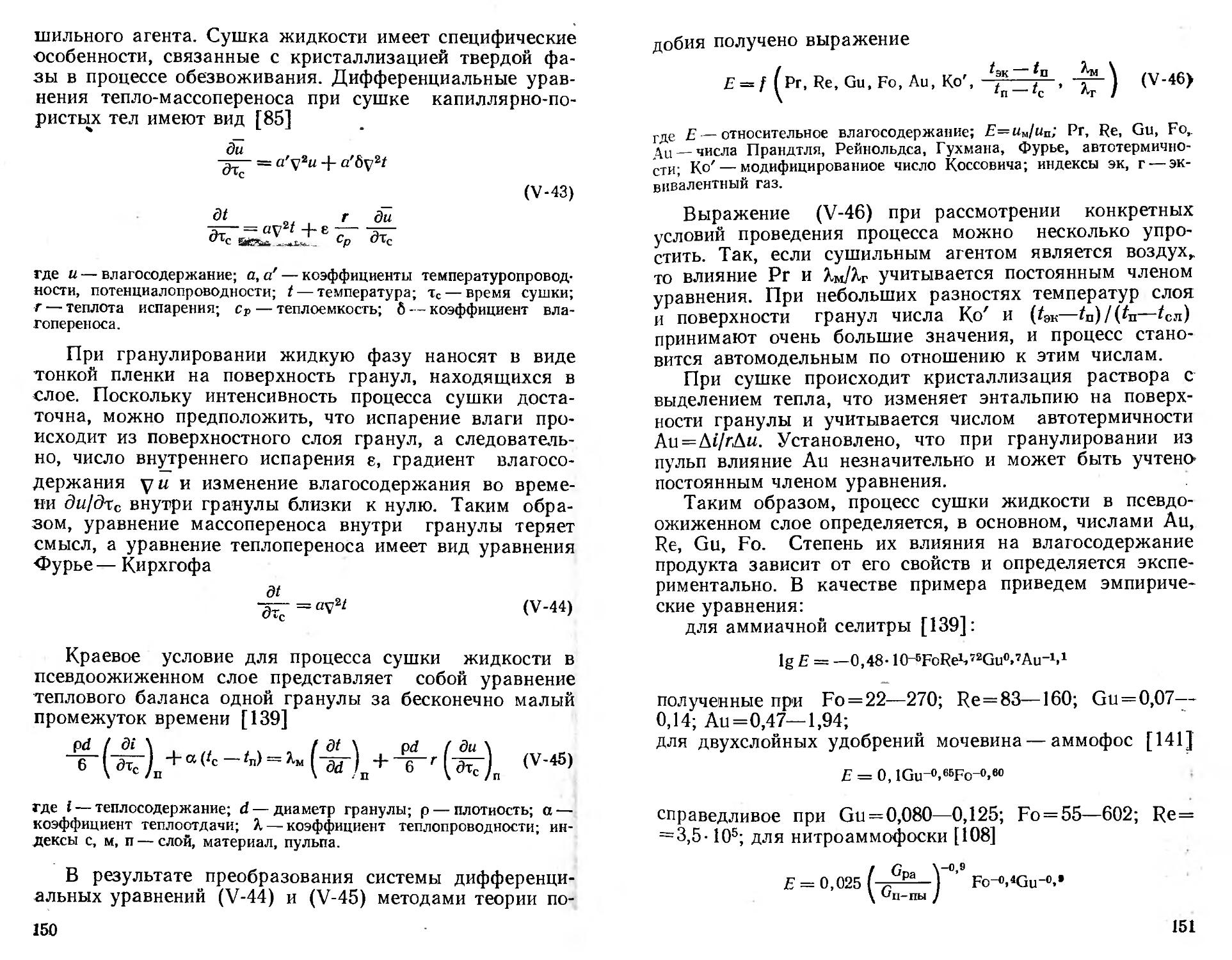
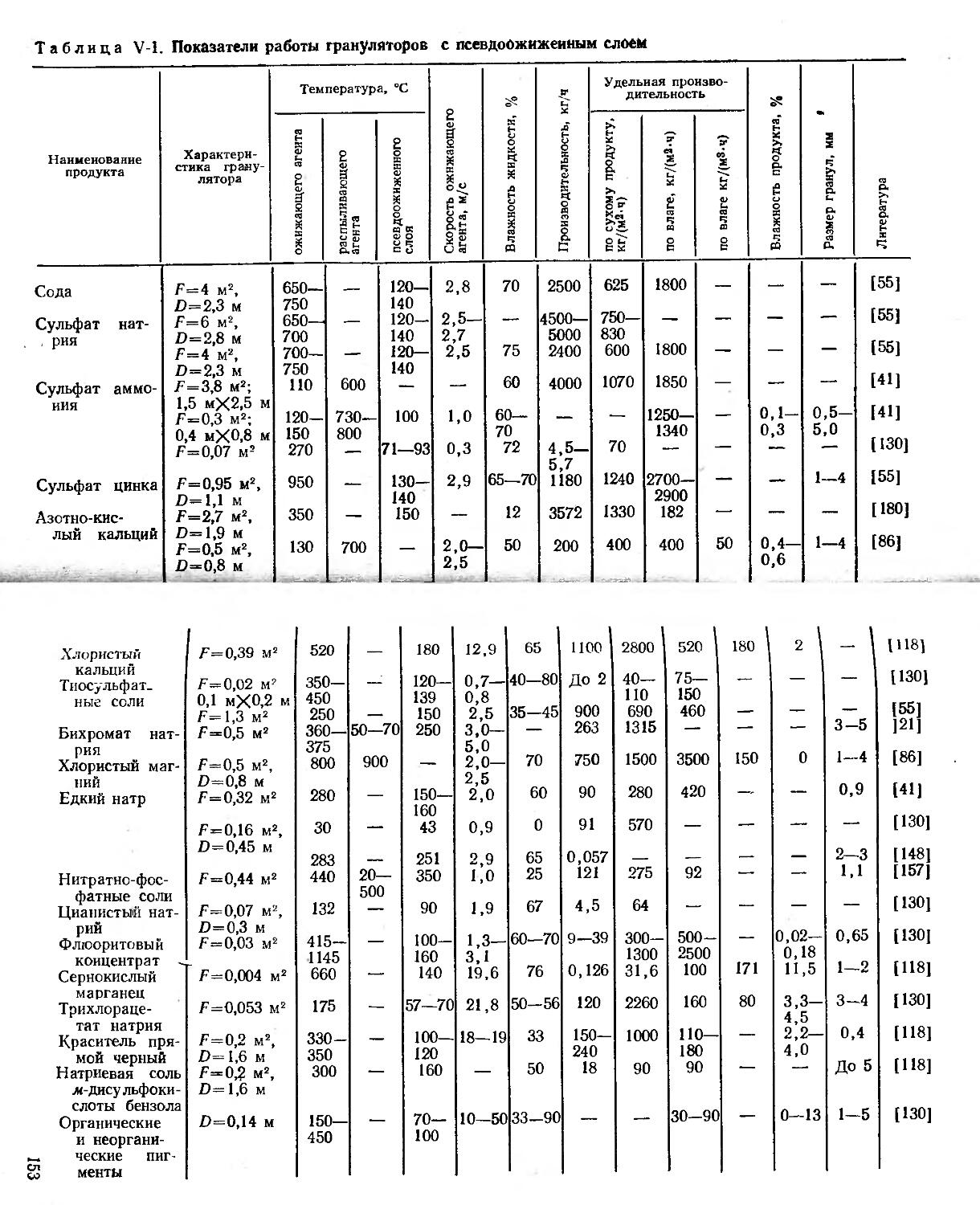
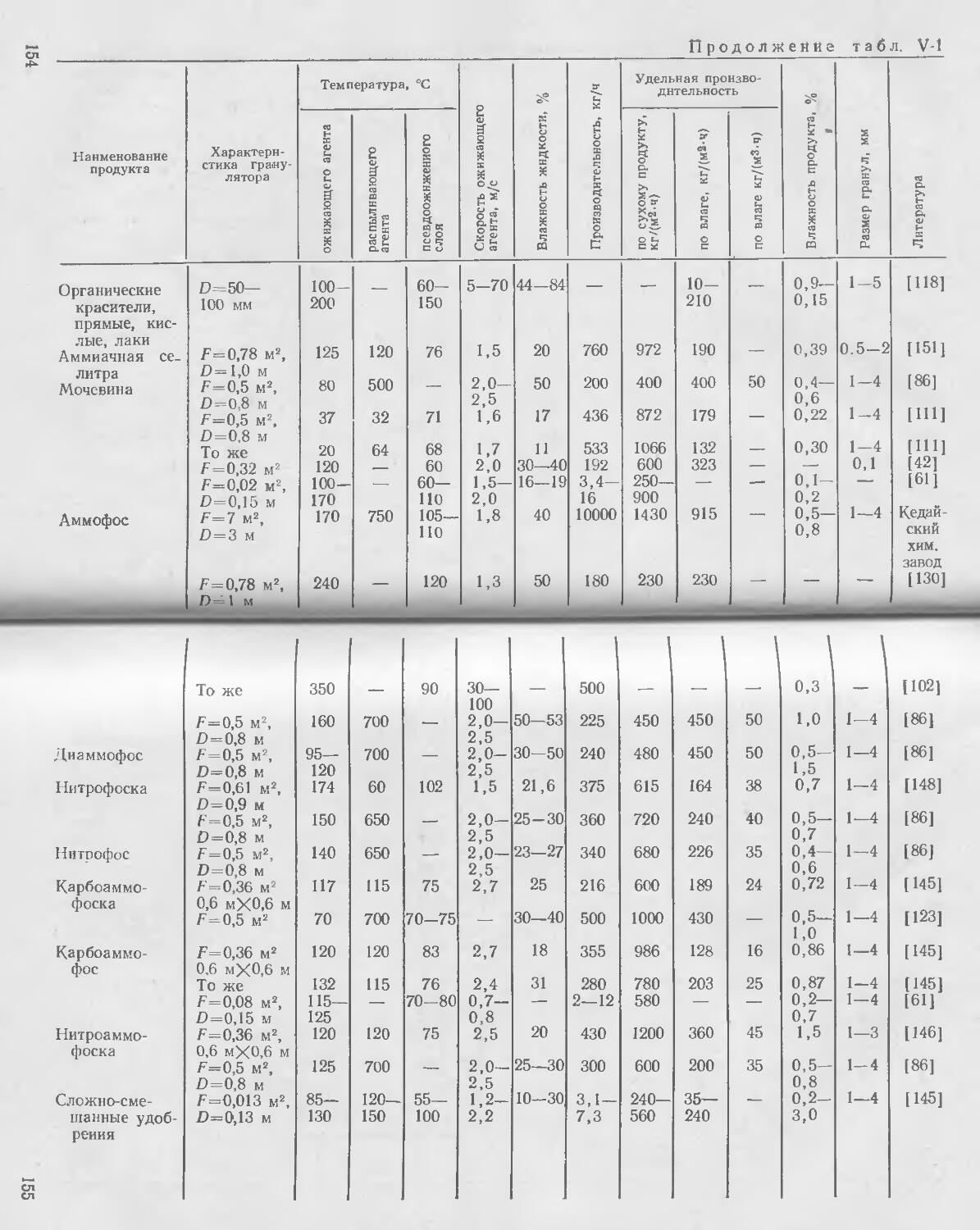
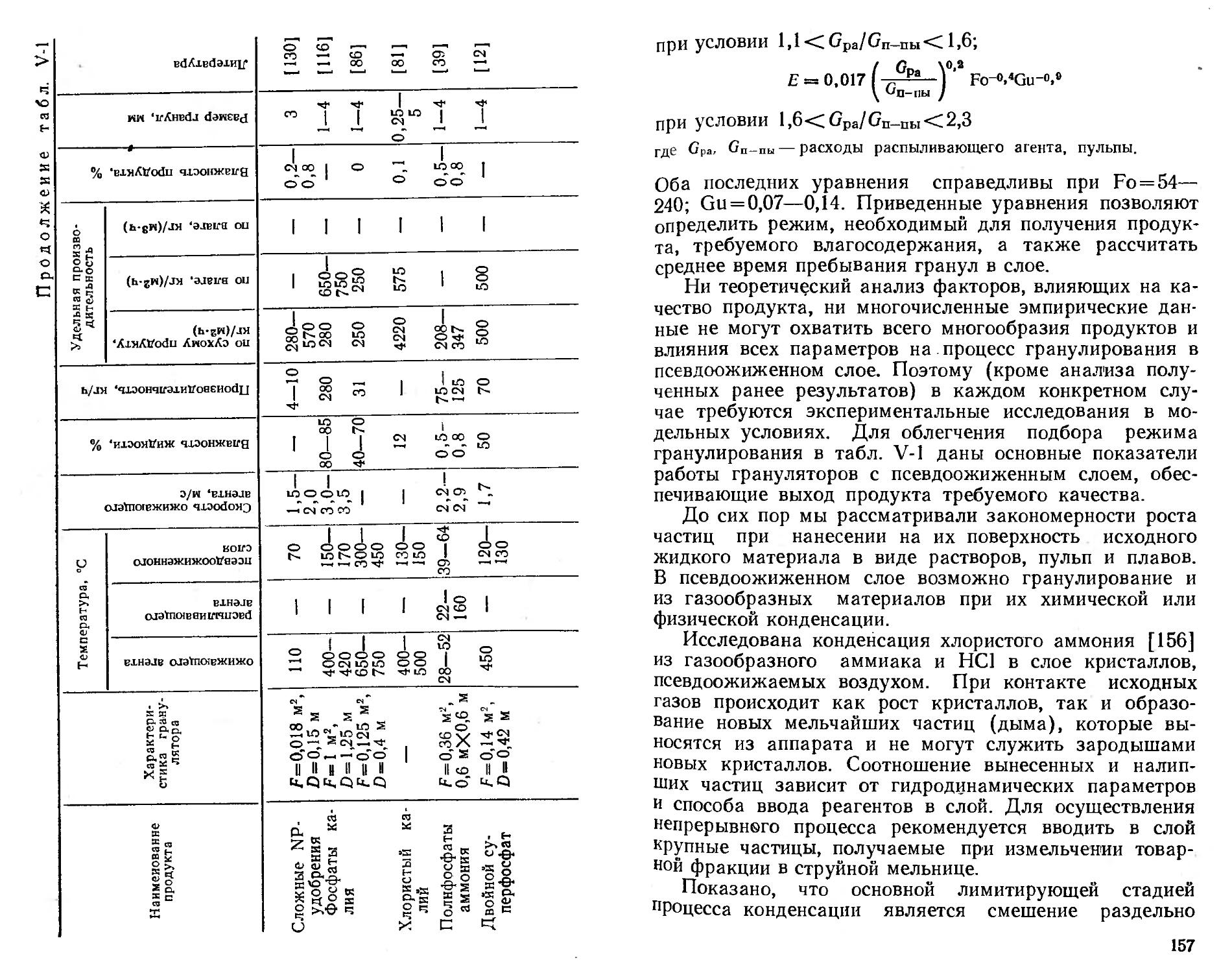
3. Тепло массообмен и режимы гранулирования в псевдоожиженном слое....................147
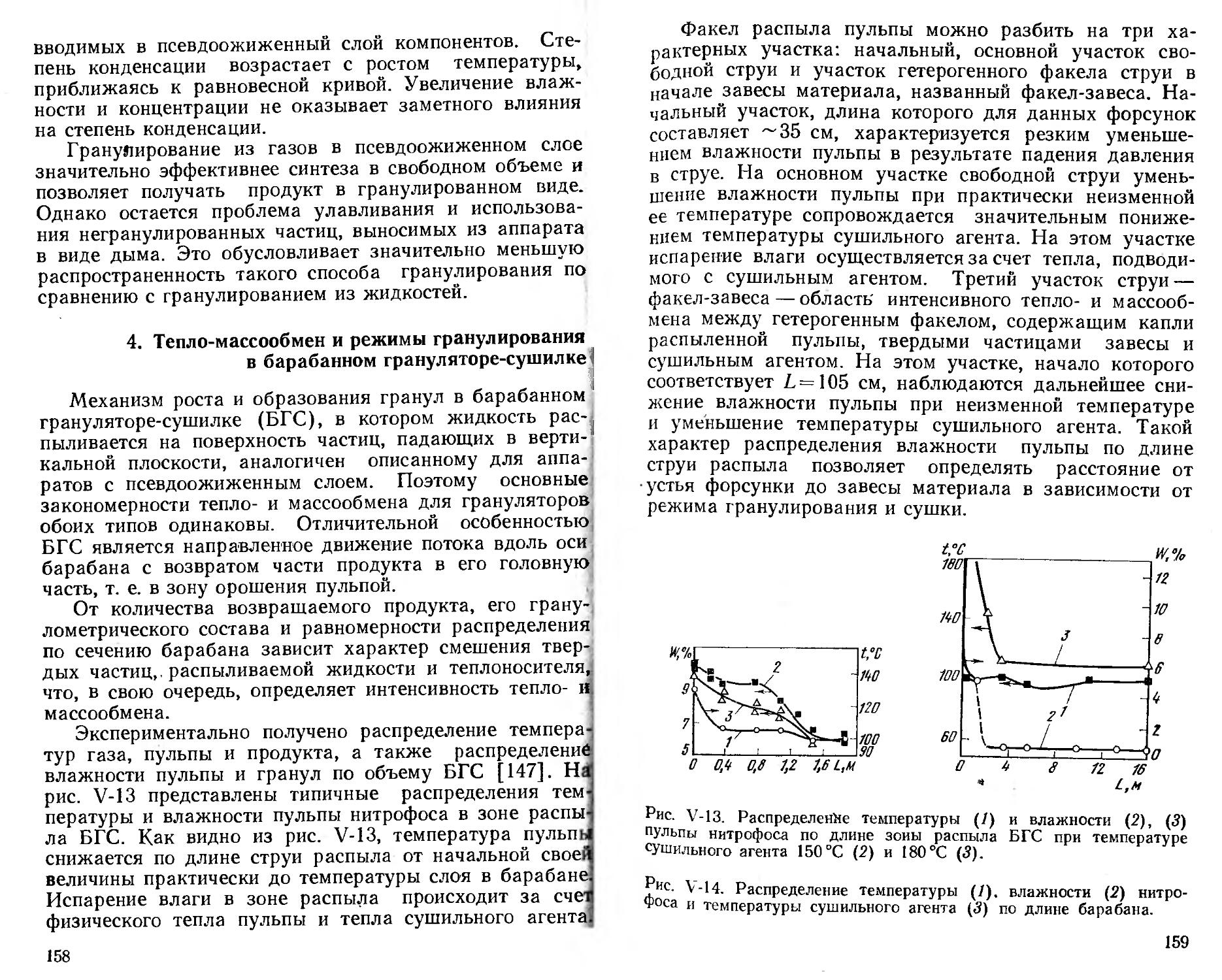
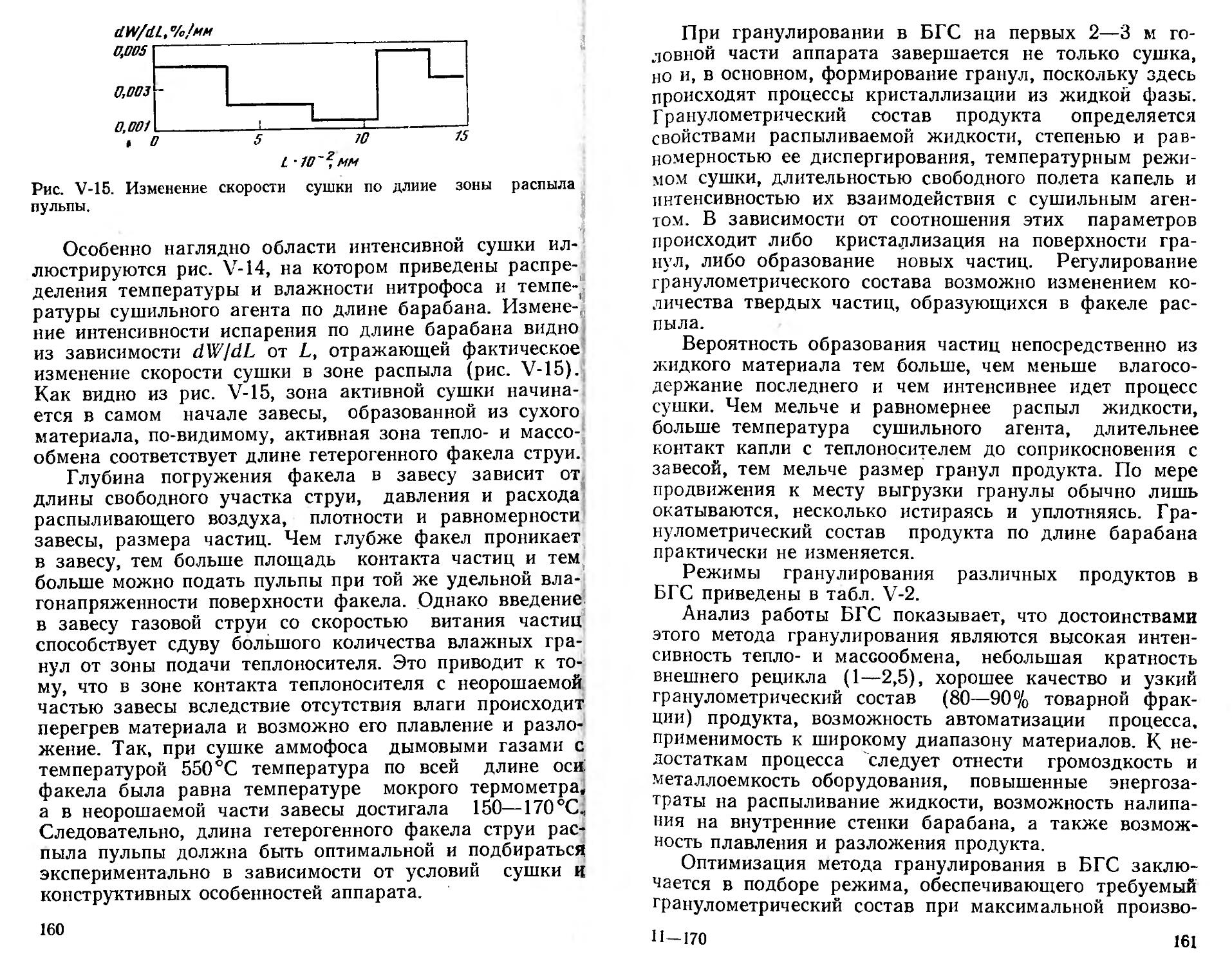
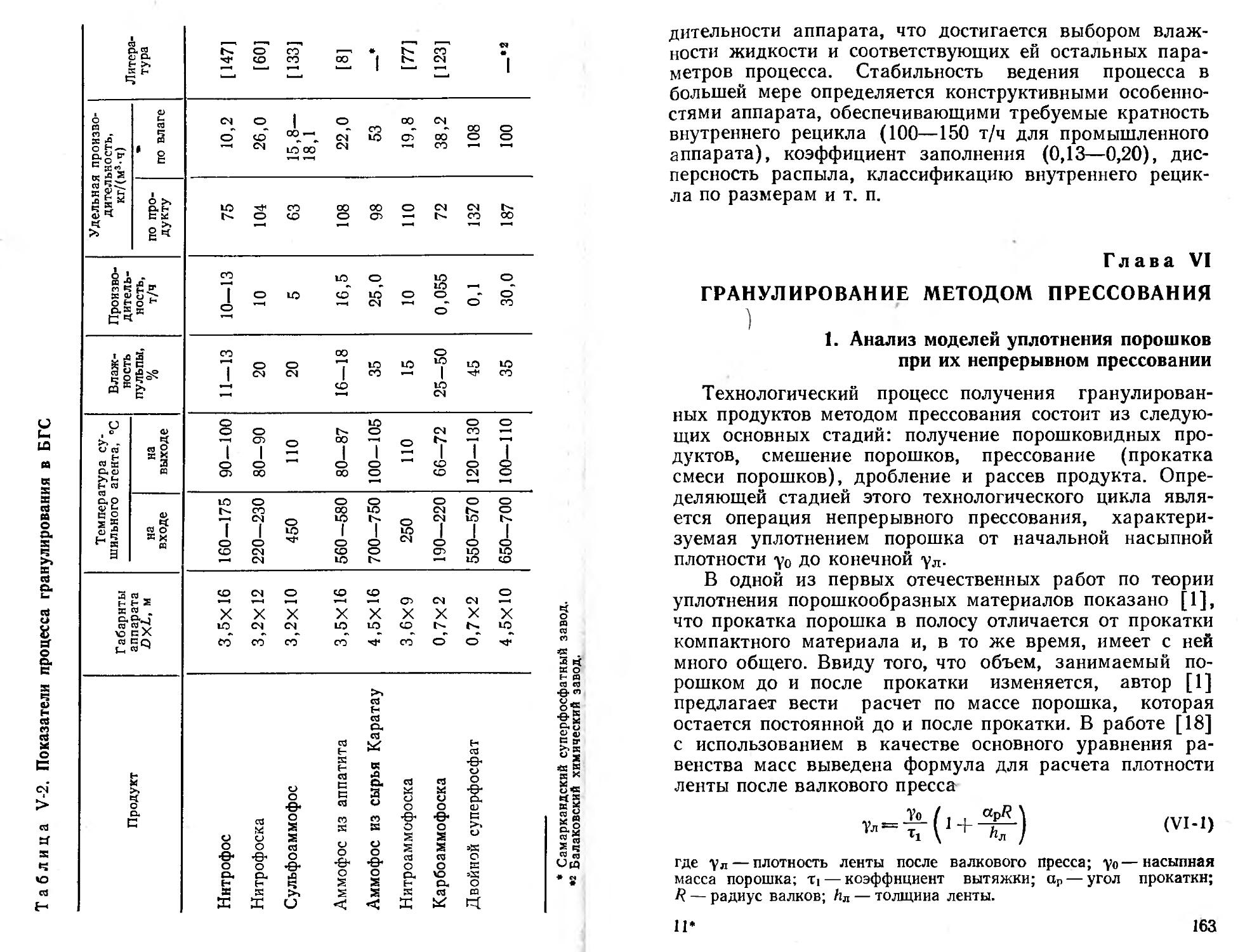
4. Тепло массообмен и режимы гранулирования в барабанном грануляторе-сушилке .... 158
Глава VI. ГРАНУЛИРОВАНИЕ МЕТОДОМ ПРЕССОВАНИЯ ........................................... . 163
1. Анализ моделей уплотнения порошков при их непрерывном прессовании ..................163
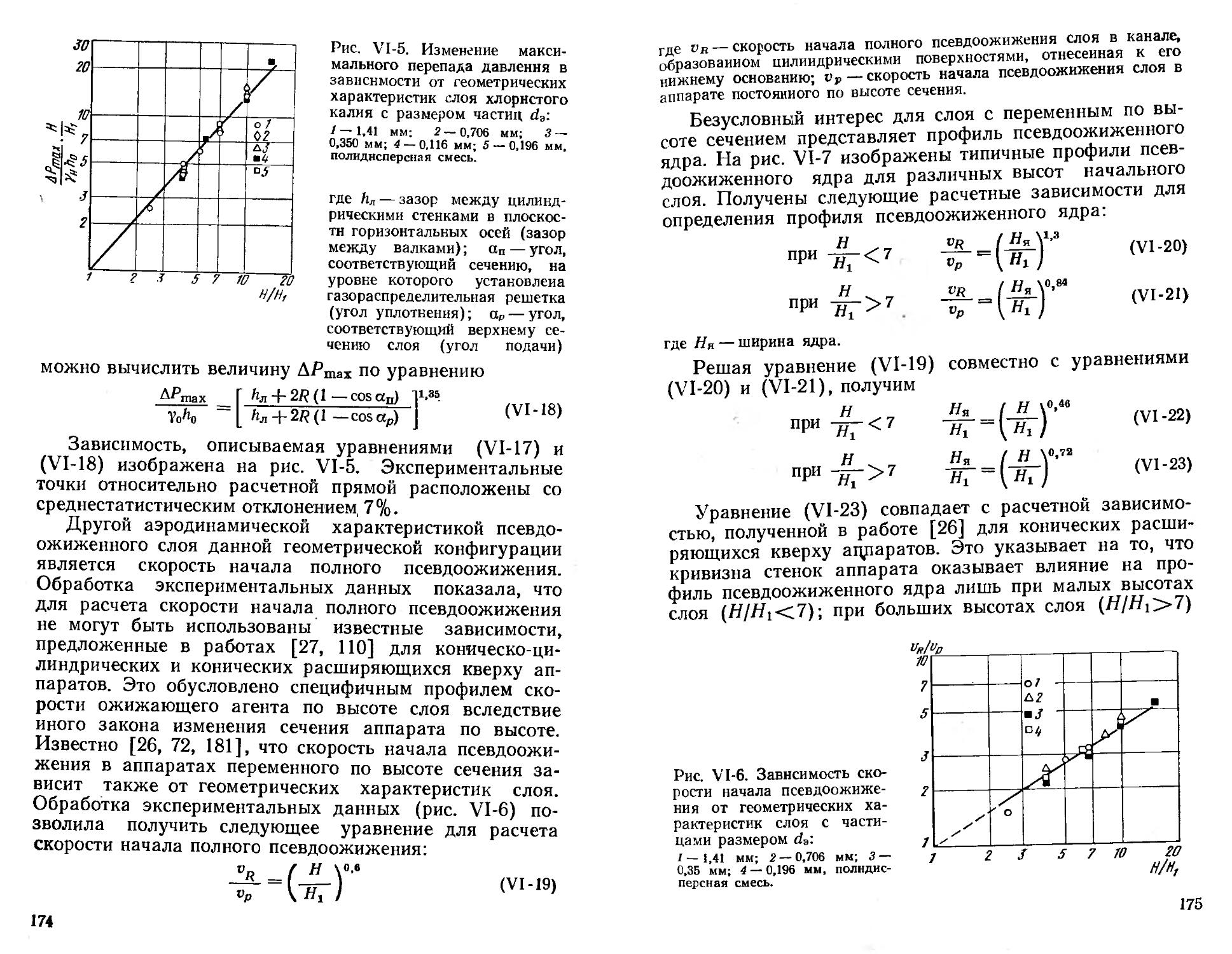
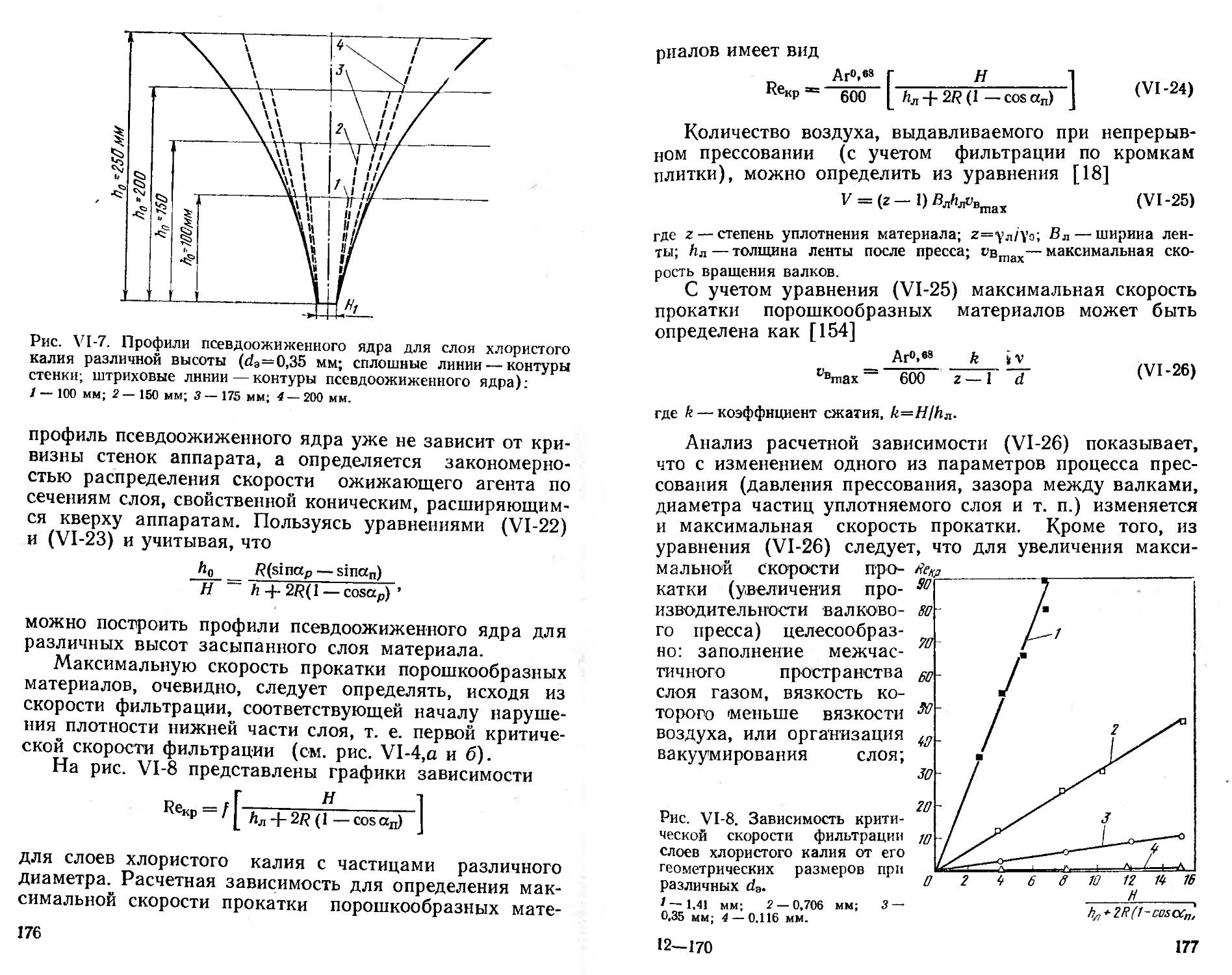
2. Аэродинамические особенности порошков при непрерывном уплотнении на валковых прессах 168
3. Механизм уплотнения порошков при непрерывном прессовании........................178
4. Экспериментальные исследования процесса уплотнения .................................180
Глава VII. АППАРАТУРНОЕ ОФОРМЛЕНИЕ ПРОЦЕССОВ ГРАНУЛИРОВАНИЯ..............................190
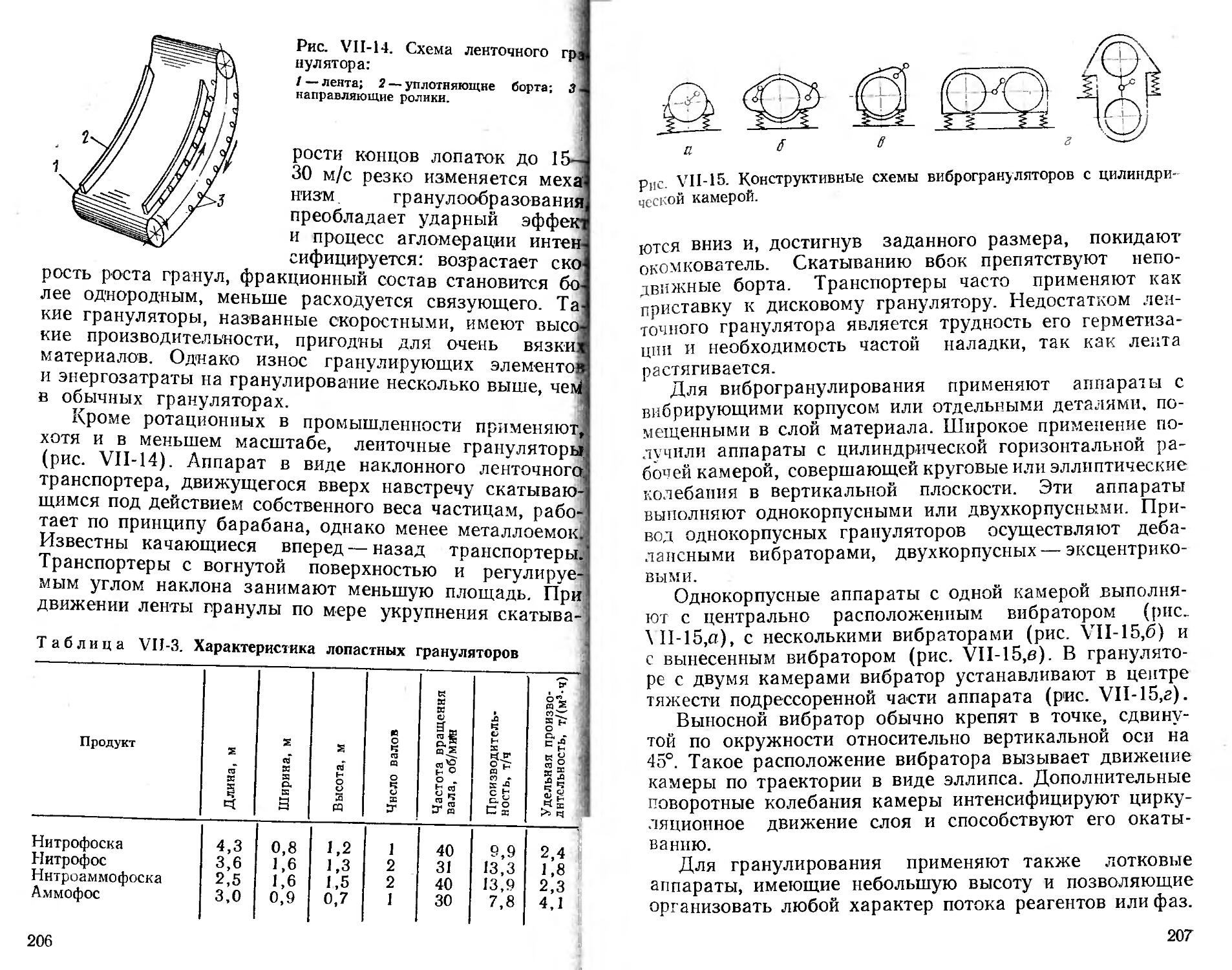
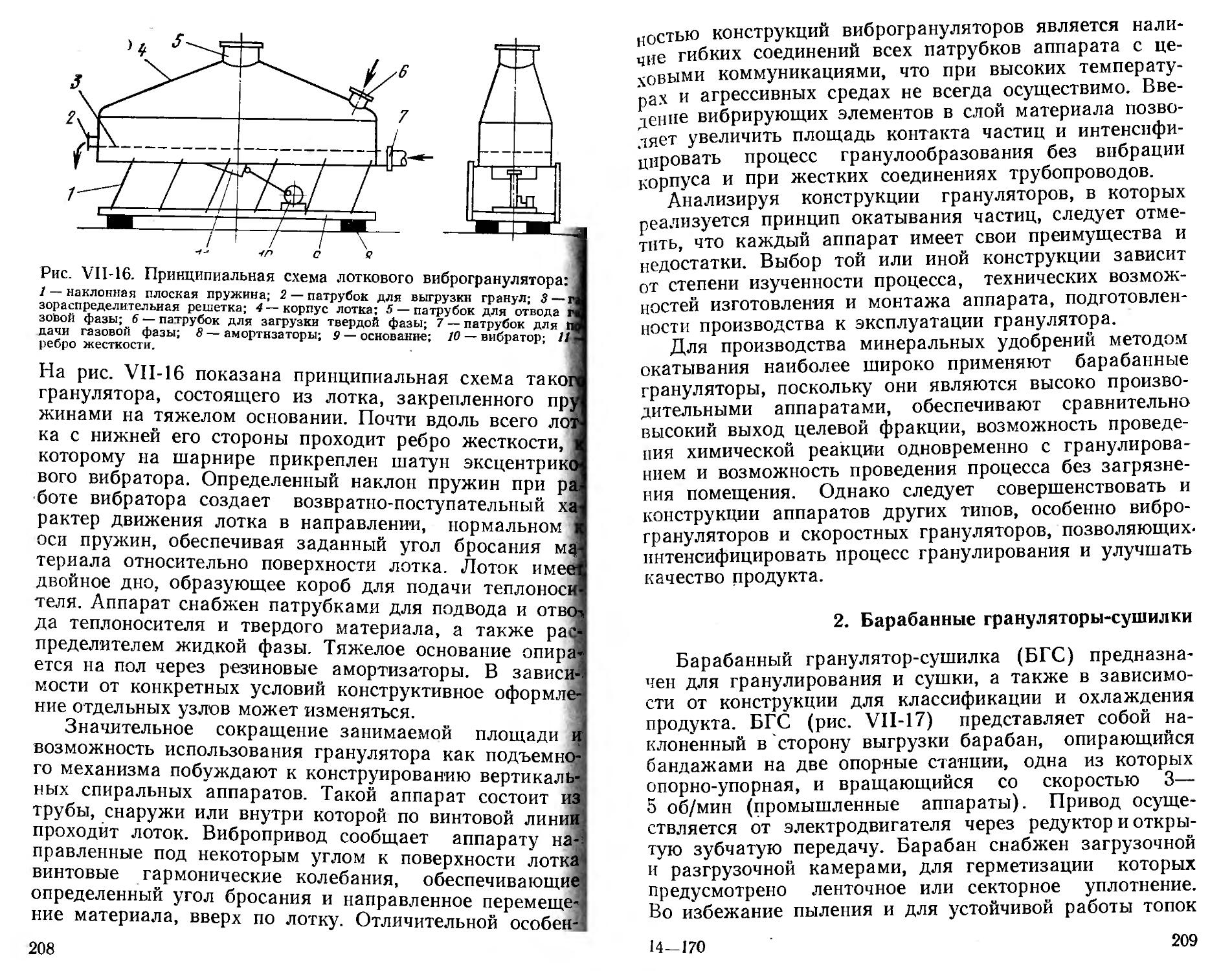
I. Аппараты для гранулирования методом окатывания 191
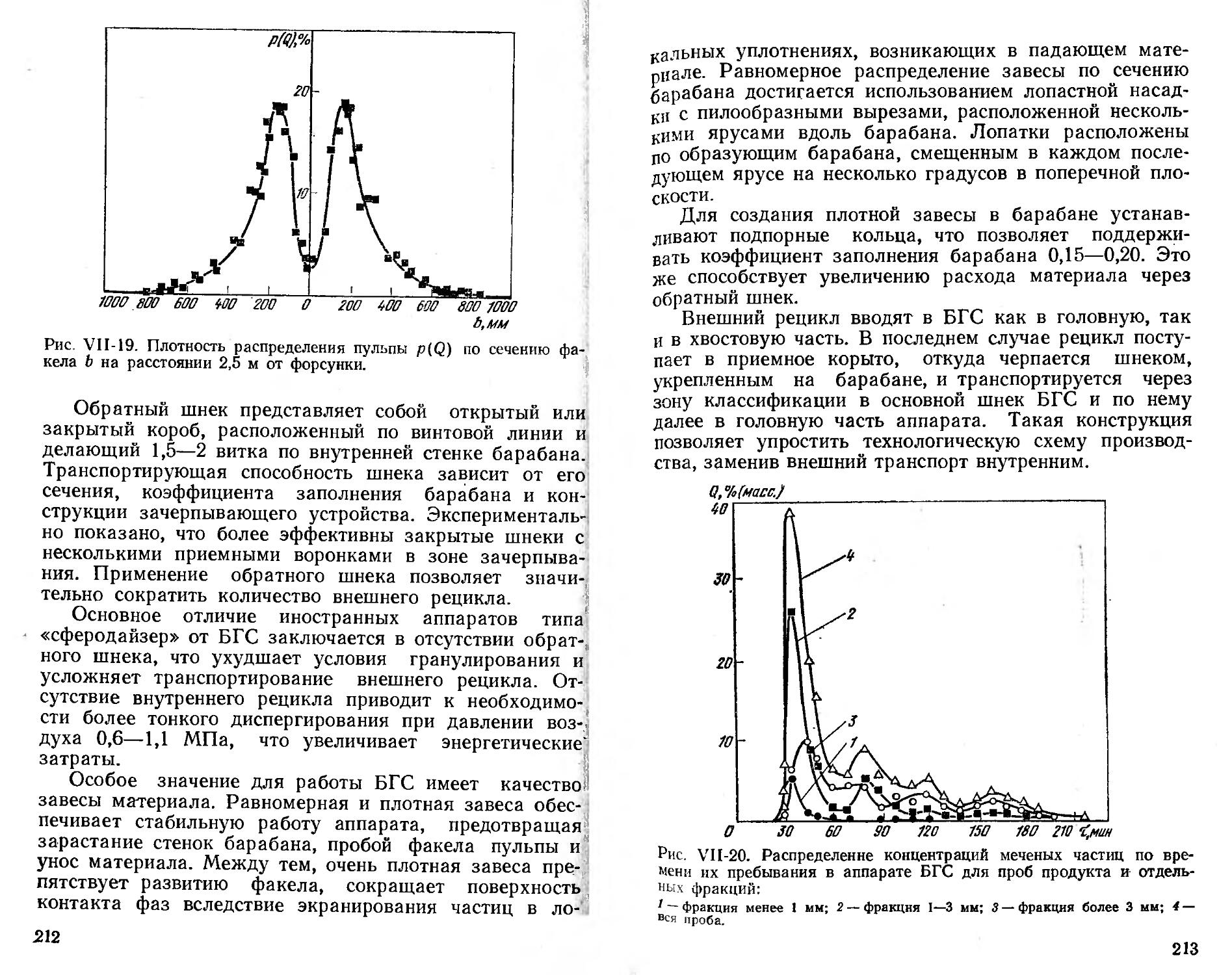
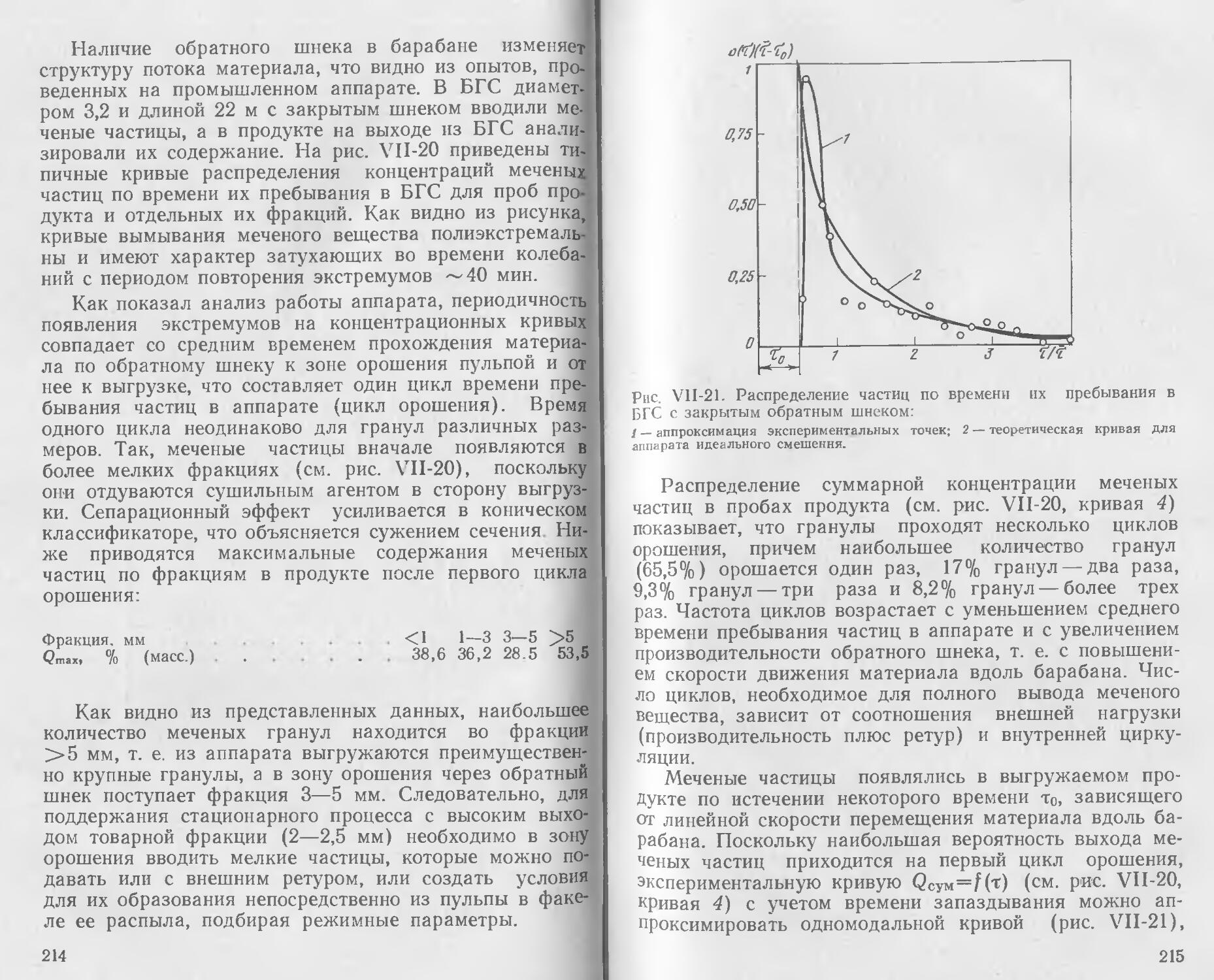
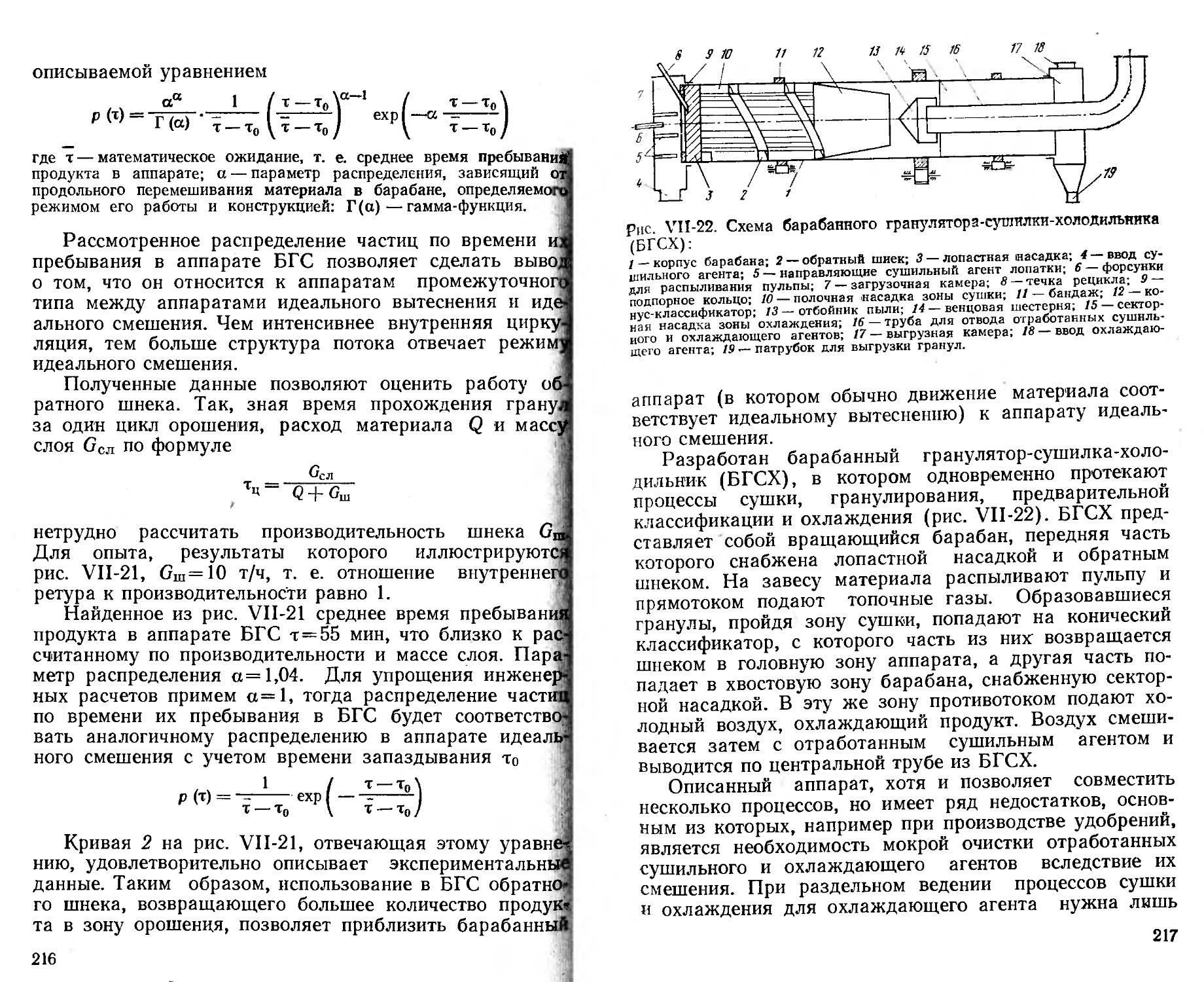
2. Барабанные грануляторы-сушилки 209
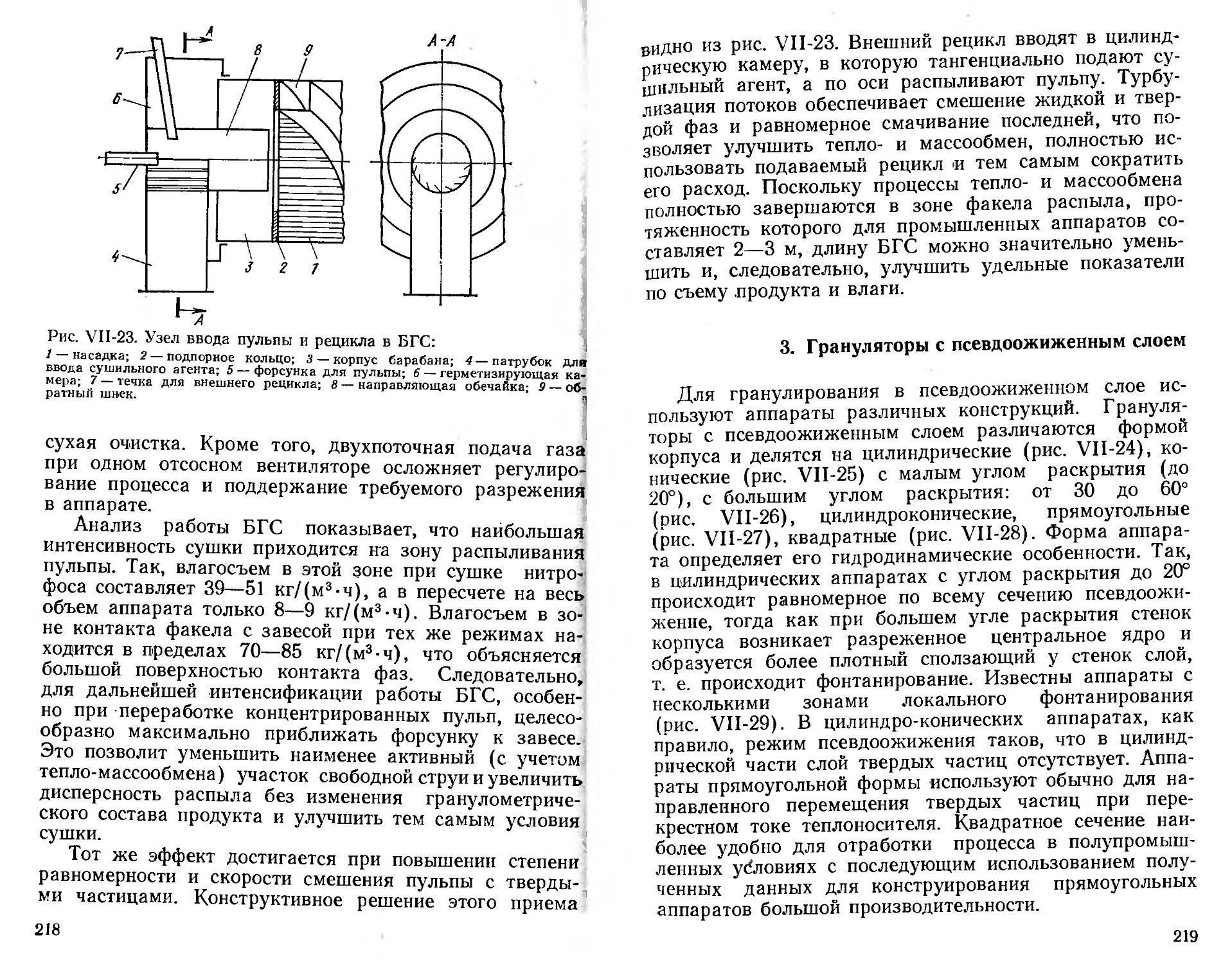
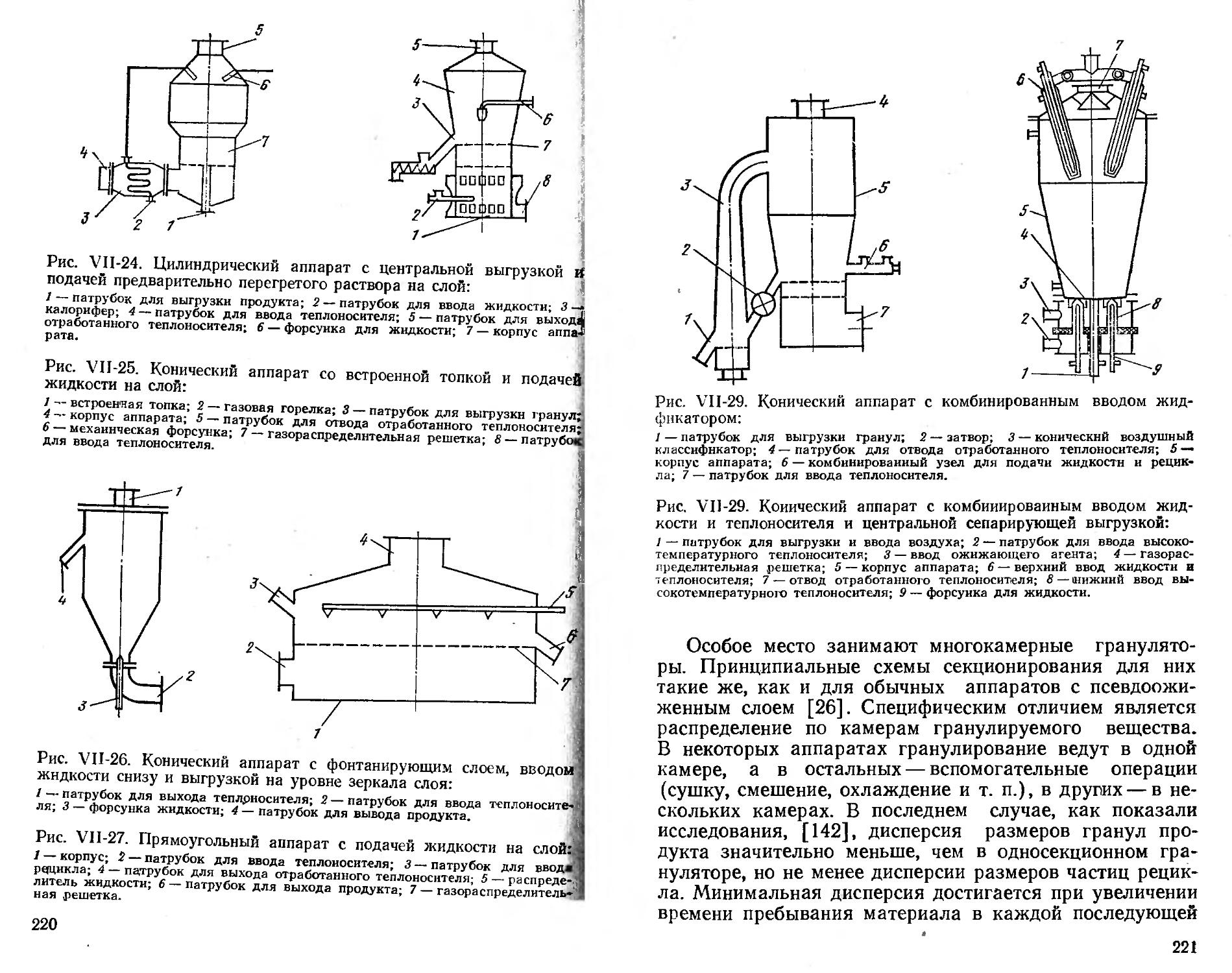
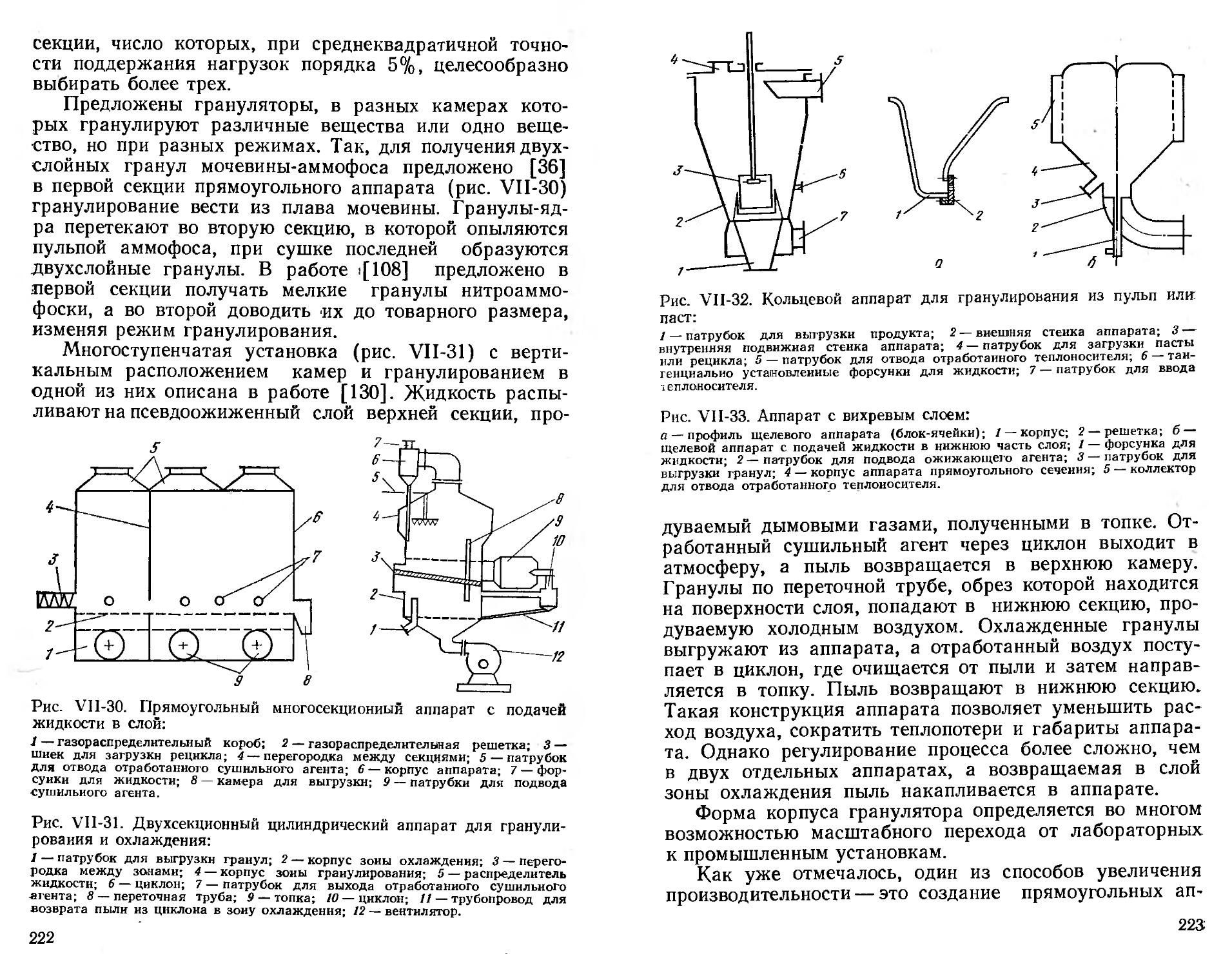
3. Грануляторы с псевдоожиженным слоем . 219
4. Разбрызгиватели и грануляционные башни 236
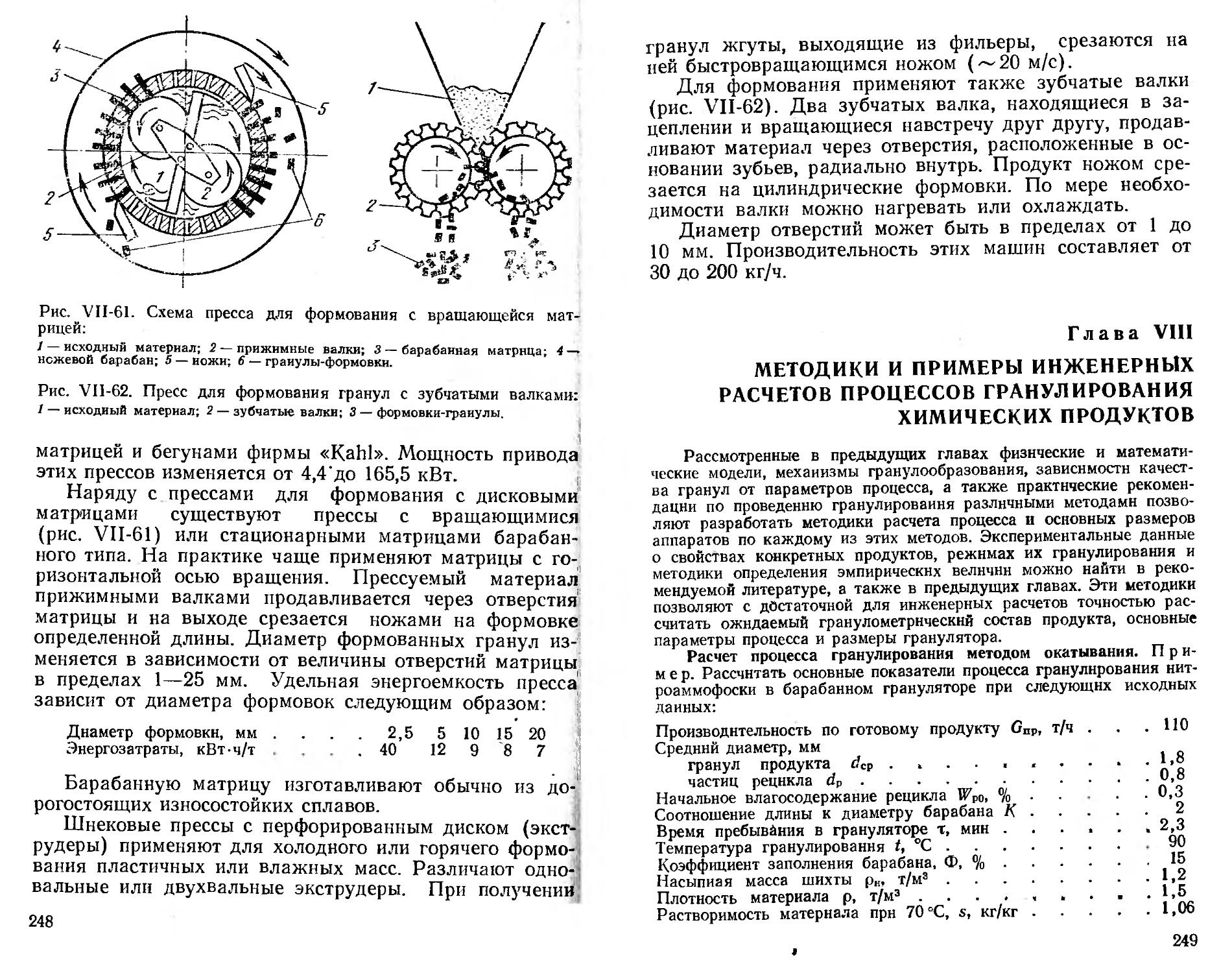
5. Машины для граиулироваиия методами таблетирования, прессования и формования . 245
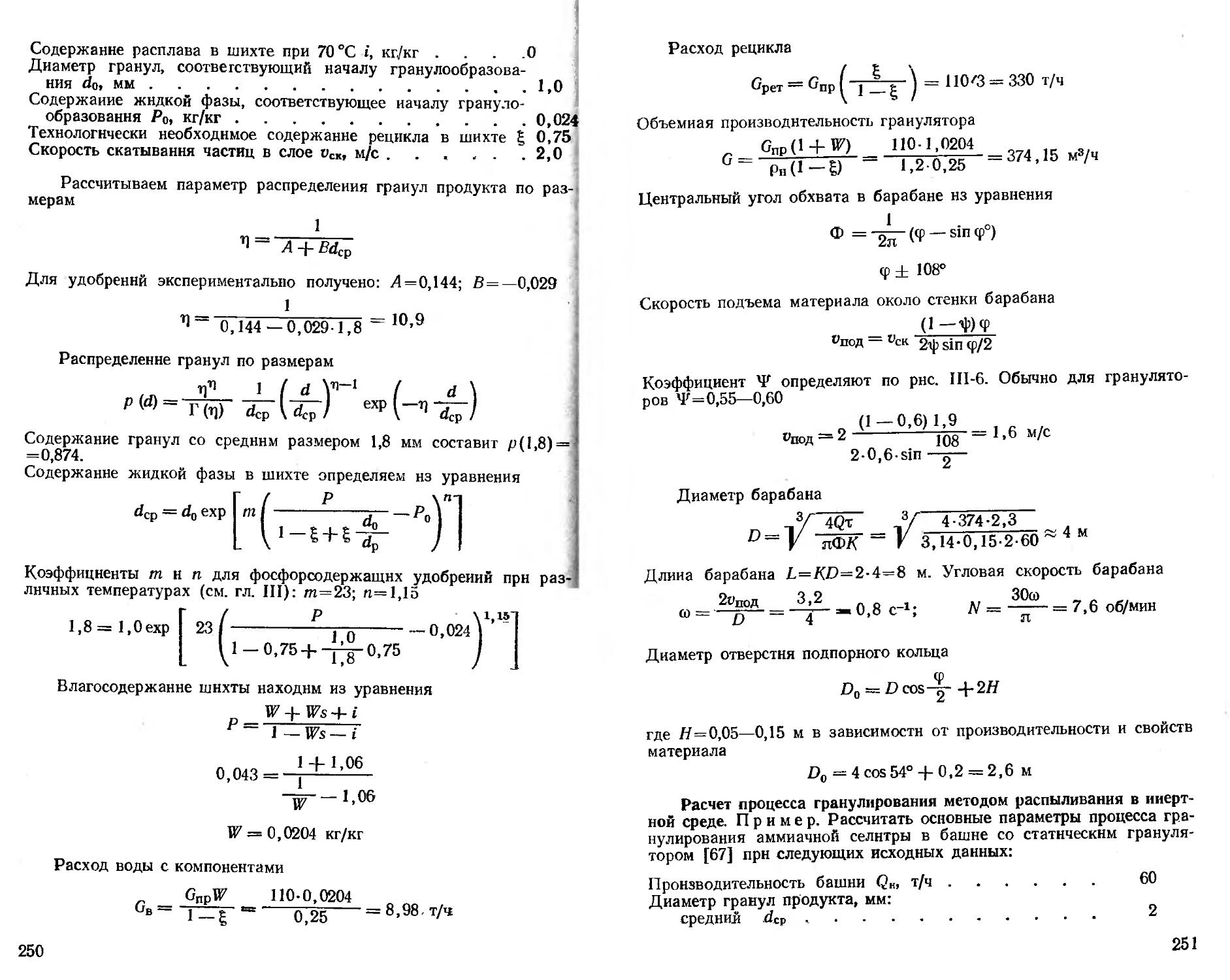
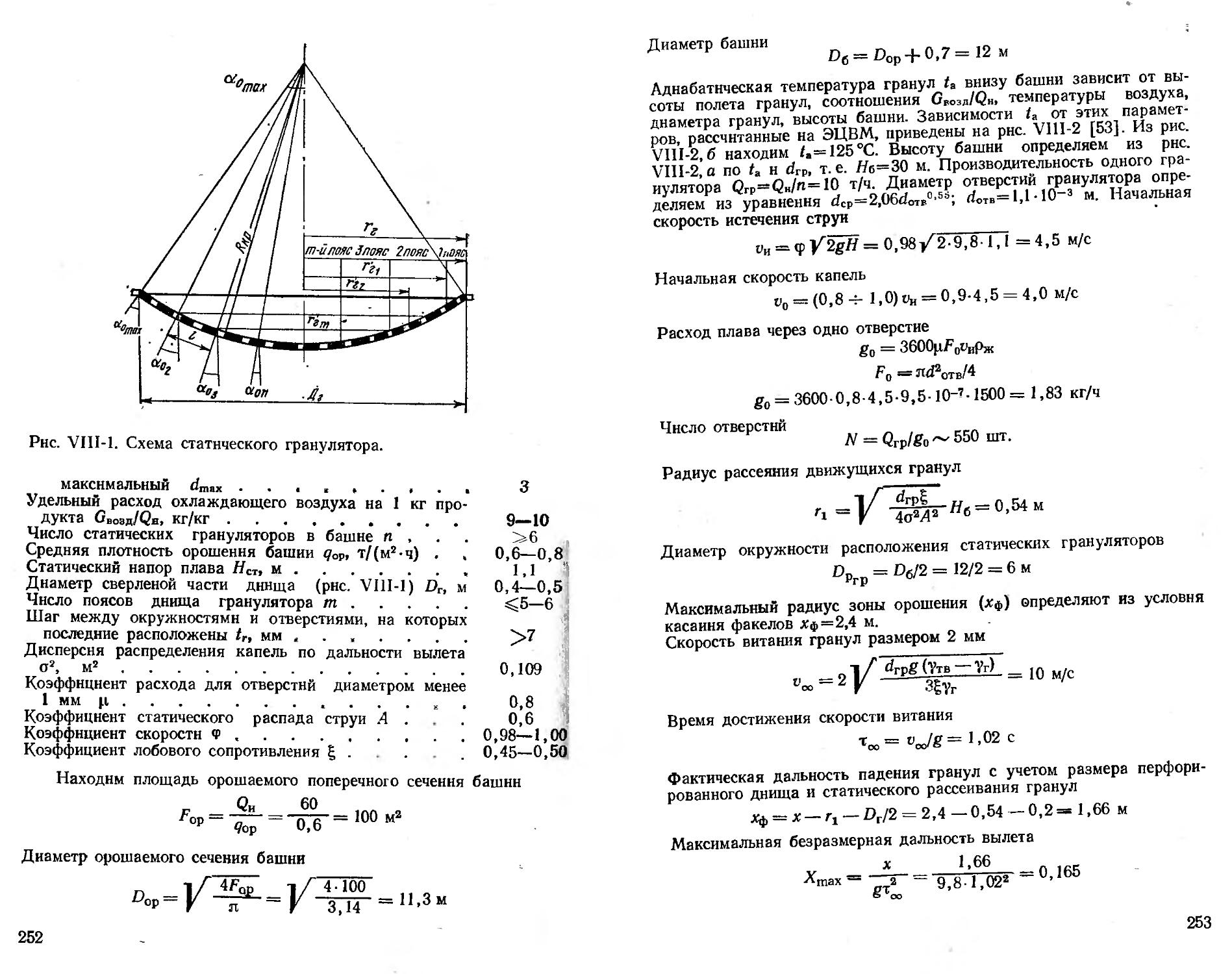
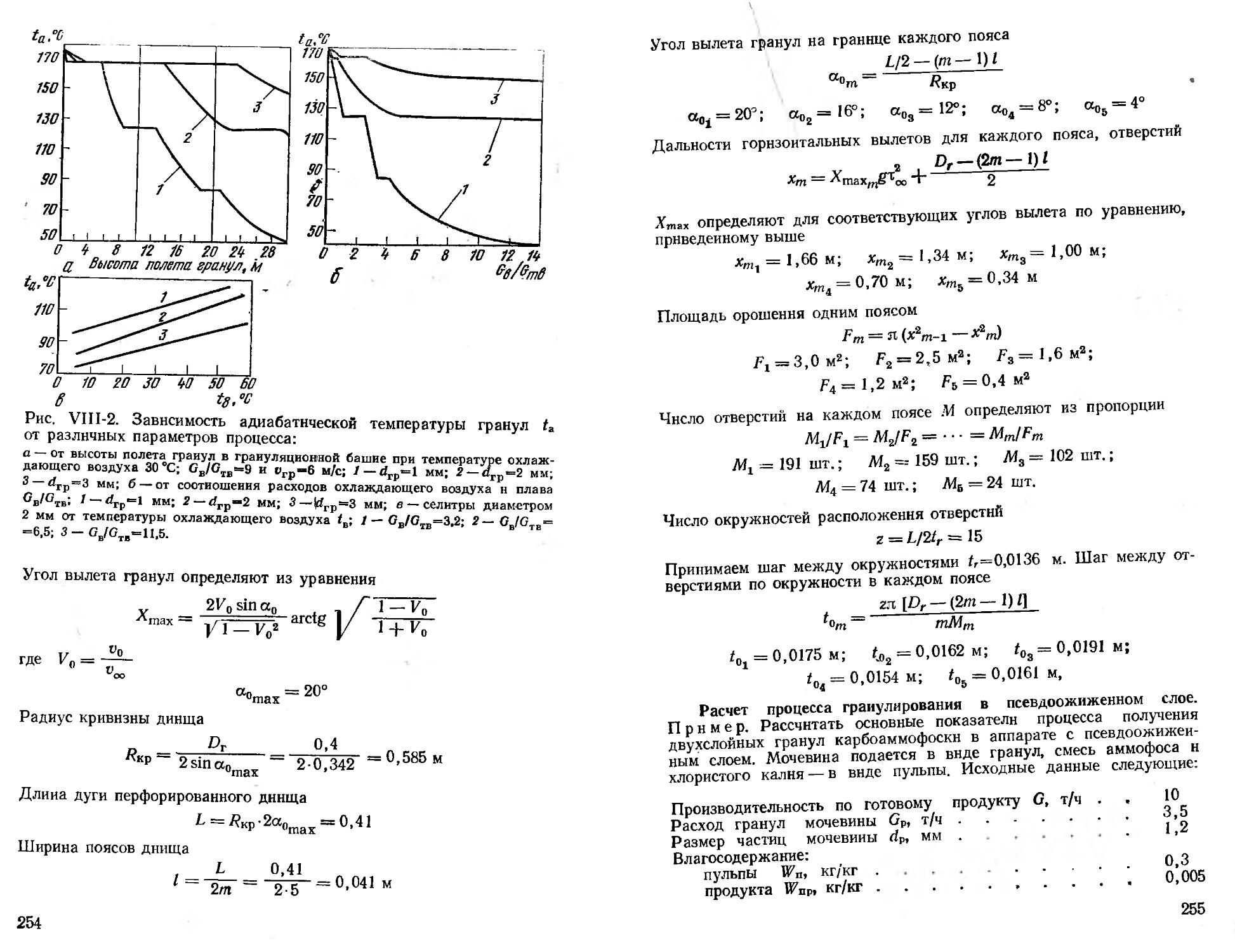
Глава VIII. МЕТОДИКИ И ПРИМЕРЫ ИНЖЕНЕРНЫХ РАСЧЕТОВ ПРОЦЕССОВ ГРАНУЛИРОВАНИЯ ХИМИЧЕСКИХ ПРОДУКТОВ ... 249
Литература...........................................266
ПРЕДИСЛОВИЕ
Гранулирование широко применяют в различных отраслях промышленности: химической, нефтехимической, фармацевтической, металлургической, пищевой и др. Это обусловлено тем, что современные методы гранулирования обеспечивают получение большого класса продуктов с улучшенными физико-механическимн свойствами. Гранулы обладают хорошей сыпучестью и высокой плотностью, имеют прочную структуру, однородны по размерам, не пылят при транспортировке и применении.
Процессы гранулирования особенно важны в производстве минеральных удобрений — наиболее многотоннажной отрасли химической промышленности.
В данной монографии использован обширный материал, накопленный авторами при исследовании процессов гранулирования минеральных удобрений и ряда других химических продуктов и соответствующих аппаратов.
Поскольку гранулирование может представлять интерес для широкого круга инженерно-технических работников различных отраслей народного хозяйства’, в монографию включены разделы, касающиеся общих основ техники гранулирования. Впервые публикуются инженерные методы расчета типовых процессов гранулирования, рассматриваются пути их интенсификации и совершенствования.
К сожалению, объем книги не позволил нам более подробно остановиться на многих существенных для
техники гранулирования вопросах. Авторы надеются в дальнейшем восполнить этот пробел и вернуться к рассмотрению недостаточно полно освещенных вопросов.
Главы I, II, IV, V (п. 2), VI, VII (п. 5) написаны П. В. Классеном. Главы III, V (кроме п. 2), VII (кроме п. 5) написаны И. Г. Гришаевым. Главы III (и. 3) и VIII написаны совместно.
Авторы глубоко признательны рецензенту книги заслуженному деятелю науки и техники РСФСР проф. Н. И. Гельперину за ценные указания и полезные замечания.
Авторы
ВВЕДЕНИЕ
Гранулирование — это совокупность физико-химических и физико-механических процессов, обеспечивающих формирование частиц определенных размеров, формы, структуры и физических свойств. В общем случае гранулирование включает в себя следующие технологические стадии: подготовку исходного сырья, дозирование и смешение компонентов; собственно грануло-образование (агломерация, наслаивание, окатывание, кристаллизация, уплотнение и др.); формирование структуры (сушка, термостатирование, полимеризация и др.); сортировка (разделение частиц по размерам) и дробление крупных фракций с последующим выделением товарного продукта.
Вследствие ограниченного объема невозможно рассмотреть особенности всех стадий переработки материалов в одной книге. Поэтому авторы сочли оправданным дать детальный анализ состояния техники и технологии гранулирования, уделив основное внимание стадии гра-нулообразования, определяющей выбор методов гранулирования и их аппаратурного оформления.
Общая тенденция развития техники гранулирования химических продуктов тесно связана с повышением эффективности производства и качества выпускаемой продукции. Известные способы гранулирования в основном обеспечивают получение готового продукта с заданными качественными показателями (гранулометрический состав, прочность гранул, слеживаемость, рассыпчатость, пылимость и т. п.). В случае ужесточения качественных показателей продукта приходится изыскивать приемы и методы совершенствования известных
7
процессов гранулирования и разрабатывать новые более эффективные способы.
Развитие техники гранулирования обычно тесно связано с общим развитием технологии производства того или иного продукта. Выбор метода гранулирования зависит от конкретного производства. Так, методы гранулирования полимерных материалов оказываются непригодными для гранулирования минеральных удобрении и наоборот. Тем не менее, существуют общие принципы подхода к выбору наиболее целесообразных методов гранулирования в зависимости от агрегатного состояния и физических свойств исходных веществ.
Для гранулирования пластично-вязких порошковидных и пастообразных материалов более пригодны методы формования и экструдирования, для пластично-не-вязких порошковидных веществ можно рекомендовать непрерывное или периодическое прессование, для гранулирования пульпенных или суспензионных растворов предпочтение следует отдавать методам распыливания этих растворов на поверхность частиц, составляющих вращающийся, взвешенный или псевдоожиженный слой, с одновременной сушкой продукта до требуемой влажности. Гранулирование безводных расплавов целесообразнее осуществлять разбрызгиванием и охлаждением их в грануляционных башнях (для расплавов с малым' содержанием твердой взвеси) или распыливанием на поверхность частиц динамического слоя с одновременным охлаждением гранул.
Рассмотрим варианты выбора методов гранулирования для производства минеральных удобрений.
Основным методом гранулирования односторонних азотных удобрений является приллирование: разбрызгивание расплава и охлаждение его .в полых грануляционных башнях. Этим методом получают практически все гранулированные азотные удобрения (нитрат аммония и карбамид), исключение составляет лишь производство сульфата аммония, для гранулирования которого применяют прессование и распиливание в псевдоожиженном слое.
Единственным методом гранулирования хлористого калия является пока прессование; в стадии разработки находятся новые способы гранулирования, основанные, например, на использовании окатывания.
8
Основными методами гранулирования фосфорсодержащих удобрений (односторонних, сложно-смешанных и комплексных) являются:
окатывание, в том числе распиливание пульпы на поверхность частиц, сочетаемое с последующим окатыванием (этим методом гранулируют большую часть фосфорсодержащих удобрений);
разбрызгивание расплавов и охлаждение их в грануляционных башнях;
прессование сухих порошков и тукосмесей; распиливание в псевдоожиженном слое.
Выбор метода гранулирования фосфорсодержащих удобрений определяется, с одной стороны, ассортиментом выпускаемых удобрений, с другой — единичной мощностью технологической линии гранулирования. Перспективность основного метода гранулирования фосфорсодержащих удобрений — окатывание — обусловлена применением агрегатов большой единичной мощности (40, 60 и 80 т/ч) для производства удобрений. Важнейшим направлением развития техники гранулирования фосфорсодержащих удобрений является создание безвыбросных производств, требующих использования концентрированных фосфорной и других кислот для получения расплава сложных удобрений. Гранулирование удобрений, достигаемое охлаждением расплавов, позволяет исключить стадию сушки и связанные с пей выбросы фтористых газов и аммиака, а * также громоздкую систему абсорбции.
Техника гранулирования расплавов сложных удобрений развивается в двух направлениях: разбрызгивание и охлаждение расплавов в полых башнях; охлаждение расплава на поверхности твердой фазы в аппаратах барабанного типа или в аппаратах с псевдоожиженным слоем.
Наиболее перспективным, на наш взгляд, является метод гранулирования распыливанием расплава на поверхность твердых частиц в аппарате барабанного типа с одновременным охлаждением гранул в противотоке холодного воздуха. Этот метод наряду с высокой эффективностью и надежностью имеет еще одно немаловажное преимущество —обеспечивает получение гранул с наиболее плотной структурой и, следовательно, более высокой прочности. Правильный выбор и расчет
9
аппаратуры играет определяющую роль в повышении эффективности технологической линии гранулирования.
В последние годы рядом научно-исследовательских институтов и проектных организаций, а также некоторых вузов разработаны и внедрены в промышленность принципиально новые аппараты для гранулирования химических продуктов; уделяется большое внимание повышению интенсивности и надежности работы грануляторов.
Следует отметить, что рассмотренные в этой книге основы расчетов процессов гранулирования и соответствующей аппаратуры не позволяют, естественно, полностью решить проблему повышения эффективности техники и технологии получения гранулированных продуктов, а лишь отражают основные тенденции развития современной техники гранулирования.
Глава I
ФИЗИКО-МЕХАНИЧЕСКИЕ СВОЙСТВА ПОРОШКОВИДНЫХ И ГРАНУЛИРОВАННЫХ МАТЕРИАЛОВ
Гранулирование порошковидных материалов и сопутствующие ему процессы (смешение, дробление, грохочение и др.) в значительной степени определяются физико-механическими и реологическими свойствами этих материалов. Основной динамической характеристикой порошкообразных и гранулируемых материалов является коэффициент внутреннего трения, определяющий характер движения и перемешивания шихты в смесительных устройствах, грануляторах, загрузочных и разгрузочных узлах. При гранулировании и смешении в аппаратах барабанного типа слои материала перемещаются один относительно другого. В этом случае угол внутреннего трения определяет градиент скорости слоев [32]. Коэффициент внутреннего трения оказывает значительное влияние на сыпучесть порошков, которая, в свою очередь, определяет минимальную скорость прокатки [18] при гранулировании методом прессования, а также работу дозирующих устройств.
Адгезионные свойства порошков предопределяют выбор материалов для аппаратурного оформления процессов гранулирования и в значительной мере влияют на характер связей при гранулообразованпи. Смачиваемость порошков также оказывает влияние на механизм гранулообразованпя, так как характеризует эффективность взаимодействия жидкой и твердой фаз. Таким образом, создание обоснованных инженерных методик расчета процессов гранулирования тесно связано с исследованием свойств порошков.
11
1. Коэффициент .внутреннего трения
Коэффициенты внутреннего трения порошков устанавливают по общепринятым методикам [18, 32, 73, 125], сущность которых заключается в определении взаимосвязи между касательными и нормальными напряжениями в слое порошкообразного материала. Коэффициент внутреннего трения равен тангенсу угла внутреннего трения. Для порошкообразных материалов, между частицами которых существует сцепление, взаимосвязь нормальных и касательных напряжений выражается уравнением
T = o1tg<p1 + C' (1-1)
где oi — величина нормальных напряжений на площадке, по которой происходит сдвиг; Т—величина касательных напряжений; <pi — угол внутреннего трения; С' — сила сцепления.
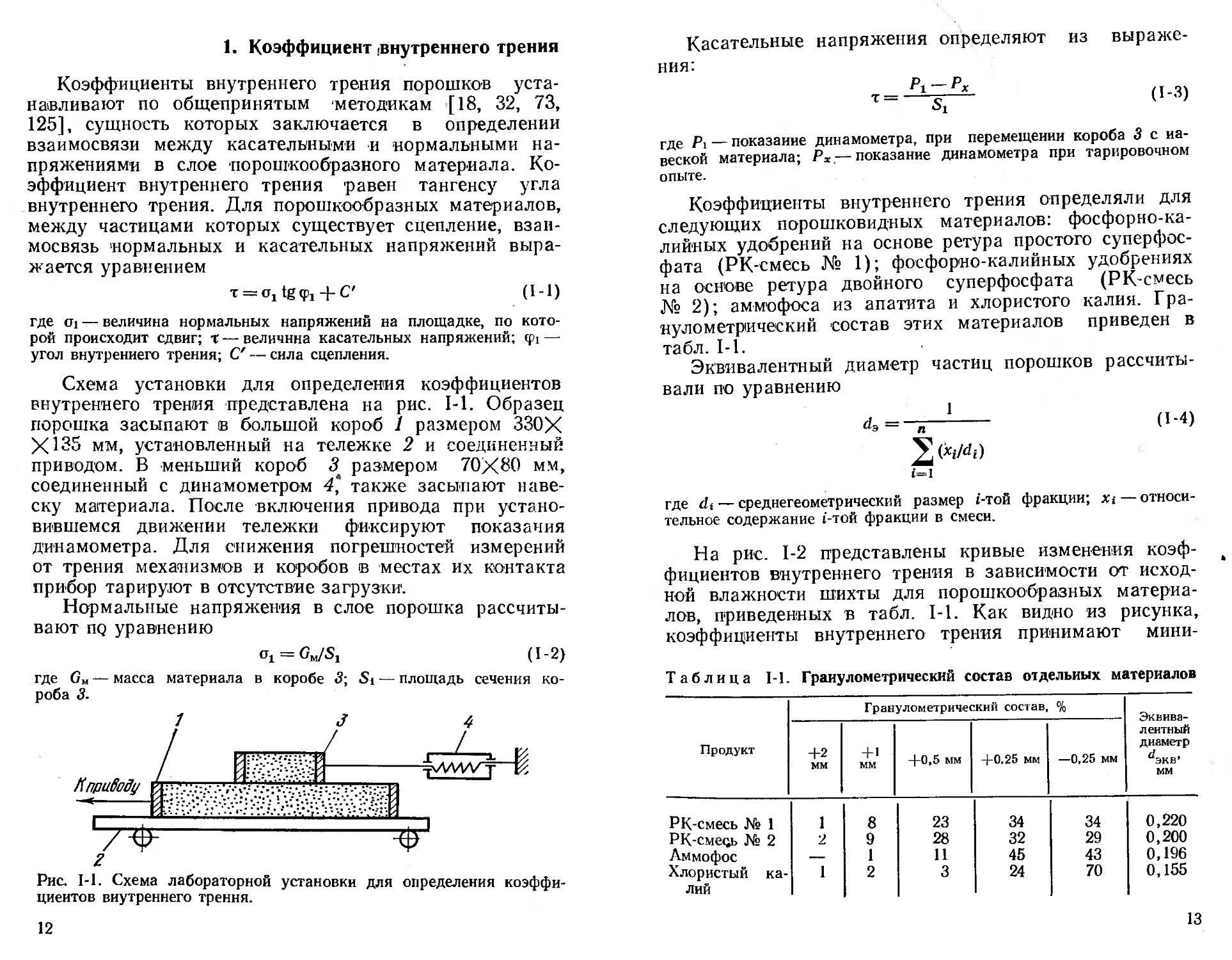
Схема установки для определения коэффициентов внутреннего трения представлена на рис. 1-1. Образец порошка засыпают в большой короб 1 размером ЗЗОХ XI25 мм, установленный на тележке 2 и соединенный приводом. В меньший короб 3 размером 70X20 мм, соединенный с динамометром 4* также засыпают навеску материала. После включения привода при установившемся движении тележки фиксируют показания динамометра. Для снижения погрешностей измерений от трения механизмов и коробов в местах их контакта прибор тарируют в отсутствие загрузки.
Нормальные напряжения в слое порошка рассчитывают hq уравнению
<\ = GM/Sj (1-2)
где G„ — масса материала в коробе 3; Si — площадь сечения короба 3.
Рис. 1-1. Схема лабораторной установки для определения коэффициентов внутреннего трення.
12
Касательные напряжения определяют из выражения:
где Pi — показание динамометра, при перемещении короба 3 с навеской материала; Рх.— показание динамометра при тарировочном опыте.
Коэффициенты внутреннего трения определяли для следующих порошковидных материалов: фосфорно-ка-лийных удобрений на основе ретура простого суперфосфата (РК-смесь № 1); фосфорно-калийных удобрениях на основе ретура двойного суперфосфата (РК-смесь № 2); аммофоса из апатита и хлористого калия. Гранулометрический состав этих материалов приведен в табл. 1-1.
Эквивалентный диаметр частиц порошков рассчитывали по уравнению
2^)
i=l
где di — среднегеометрический размер i-той фракции; xi—относительное содержание i-той фракции в смеси.
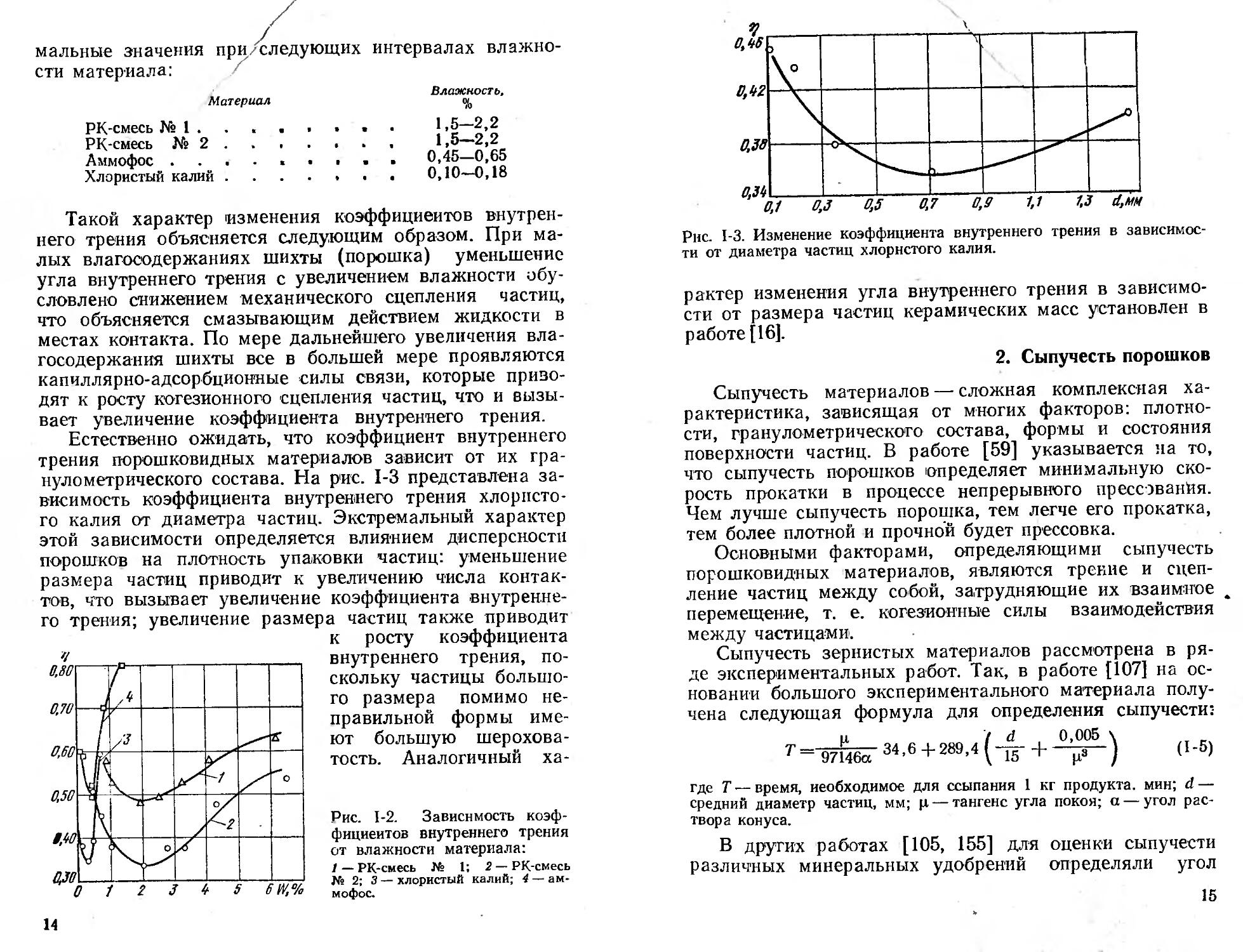
На рис. 1-2 представлены кривые изменения коэффициентов внутреннего трения в зависимости от исходной влажности шихты для порошкообразных материалов, приведенных в табл. 1-1. Как видно из рисунка, коэффициенты внутреннего трения принимают мини-
Таблица 1-1. Гранулометрический состав отдельных материалов
Продукт Гранулометрический состав, % Эквивалентный диаметр ^ЭКВ’ мм
+2 ММ +1 мм +0,5 мм +0,25 мм —0,25 мм
РК-смесь № 1 1 8 23 34 34 0,220
РК-смеоь № 2 2 9 28 32 29 0,200
Аммофос — 1 11 45 43 0,196
Хлористый ка- 1 2 3 24 70 0,155
ЛИЙ
13
мальные значения при,/следующих интервалах влажности материала:
РК-смесь № 1................... 1,5—2,2
РК-смесь № 2 ...... 1,5—2,2
Аммофос 0,45—0,65
Хлористый калий.......................0,10—0,18
Такой характер изменения коэффициентов внутреннего трения объясняется следующим образом. При малых влагосодержаниях шихты (порошка) уменьшение угла внутреннего трения с увеличением влажности обусловлено снижением механического сцепления частиц, что объясняется смазывающим действием жидкости в местах контакта. По мере дальнейшего увеличения вла-госодержания шихты все в большей мере проявляются капиллярно-адсорбционные силы связи, которые приво
дят к росту когезионного сцепления частиц, что и вызывает увеличение коэффициента внутреннего трения.
Естественно ожидать, что коэффициент внутреннего трения порошковидных материалов зависит от их гранулометрического состава. На рис. 1-3 представлена зависимость коэффициента внутреннего трения хлористого калия от диаметра частиц. Экстремальный характер этой зависимости определяется влиянием дисперсности
порошков на плотность упаковки частиц: уменьшение размера частиц приводит к увеличению числа контактов, что вызывает увеличение коэффициента внутренне-
го трения; увеличение размера частиц также приводит
к росту коэффициента внутреннего трения, поскольку частицы большого размера помимо неправильной формы имеют большую шероховатость. Аналогичный ха-
Рис. 1-2. Зависимость коэффициентов внутреннего трения от влажности материала:
/ — РК-смесь № 1; 2 — РК-смесь № 2; 3 — хлористый калий; 4 — аммофос.
14
Рис. 1-3. Изменение коэффициента внутреннего трения в зависимости от диаметра частиц хлористого калия.
рактер изменения угла внутреннего трения в зависимости от размера частиц керамических масс установлен в работе [16].
2. Сыпучесть порошков
Сыпучесть материалов — сложная комплексная характеристика, зависящая от многих факторов: плотности, гранулометрического состава, формы и состояния поверхности частиц. В работе [59] указывается на то, что сыпучесть порошков определяет минимальную скорость прокатки в процессе непрерывного прессования. Чем лучше сыпучесть порошка, тем легче его прокатка, тем более плотной и прочной будет прессовка.
Основными факторами, определяющими сыпучесть порошковидных материалов, являются трение и сцепление частиц между собой, затрудняющие их взаимное перемещение, т. е. когезионные силы взаимодействия между частицами.
Сыпучесть зернистых материалов рассмотрена в ряде экспериментальных работ. Так, в работе [107] на основании большого экспериментального материала получена следующая формула для определения сыпучести:-u { d 0,005 \
7’=W&6^ 34’6 + 289’4 (-i5- +~^-) (Ь5)
где Т — время, необходимое для ссыпания 1 кг продукта, мин; d — средний диаметр частиц, мм; |Х — тангенс угла покоя; а — угол раствора конуса.
В других работах [105, 155] для оценки сыпучести различных минеральных удобрений определяли угол
15
естественного откоса, т^ягенс которого является мерой противодействия истечению. Установлена зависимость между коэффициентом сыпучести и свойствами порошка при его истечении из бункера
"’=1-2(-?-+А)(1+А2-А) О-6)
\ °В /
где т — коэффициент сыпучести; То — напряжение сцепления; <7„ — нормальное напряжение; fi — коэффициент внутреннего трения.
Известны и другие работы, в которых исследовалась сыпучесть порошковидных материалов. Однако результаты этих исследований не могут быть использованы для анализа способности материалов к гранулированию тем или иным методом, так как не устанавливают взаимосвязи между сыпучестью и параметрами процесса гранулирования.
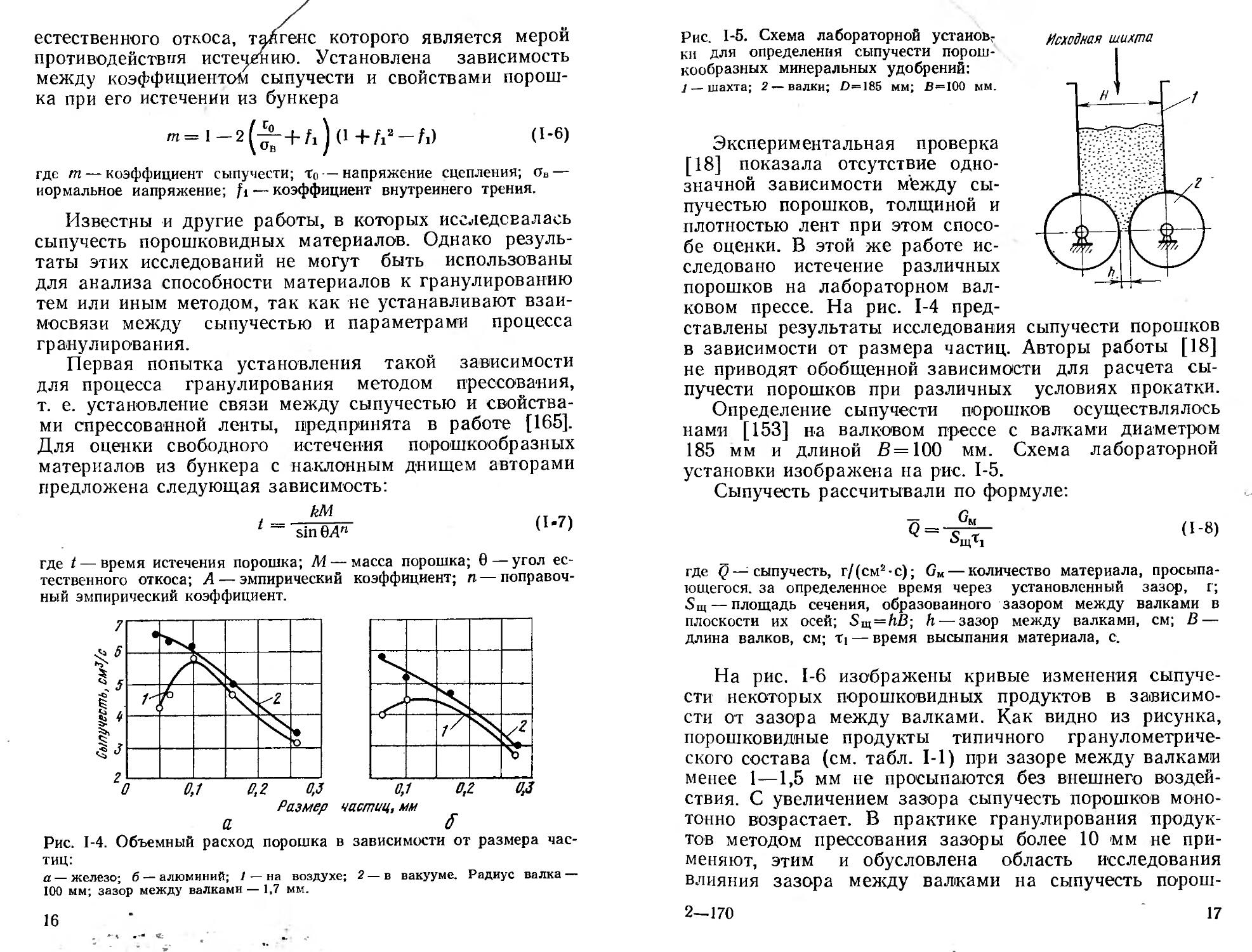
Первая попытка установления такой зависимости для процесса гранулирования методом прессования, т. е. установление связи между сыпучестью и свойствами спрессованной ленты, предпринята в работе [165]. Для оценки свободного истечения порошкообразных материалов из бункера с наклонным днищем авторами предложена следующая зависимость:
kM
t==smQAn (1’7)
где t — время истечения порошка; М — масса порошка; 0 — угол естественного откоса; А — эмпирический коэффициент; п — поправочный эмпирический коэффициент.
Размер частиц, мм a ff
Рис. 1-4. Объемный расход порошка в зависимости от размера частиц:
а — железо; б — алюминий; 1 — на воздухе; 2 — в вакууме. Радиус валка — 100 мм; зазор между валками — 1,7 мм.
16
Рис. 1-5. Схема лабораторной установки для определения сыпучести порошкообразных минеральных удобрений:
1 — шахта; 2— валки; D=185 мм; В=100 мм.
Экспериментальная проверка [18] показала отсутствие однозначной зависимости м'ежду сыпучестью порошков, толщиной и плотностью лент при этом способе оценки. В этой же работе исследовано истечение различных порошков на лабораторном валковом прессе. На рис. 1-4 представлены результаты исследования в зависимости от размера частиц.
сыпучести порошков Авторы работы [18]
не приводят обобщенной зависимости для расчета сы-
пучести порошков при различных условиях прокатки.
Определение сыпучести порошков осуществлялось нами [153] на валковом прессе с валками диаметром 185 мм и длиной В=100 мм. Схема лабораторной установки изображена на рис. 1-5.
Сыпучесть рассчитывали по формуле:
<? = "Д
(1-8)
где <2 — сыпучесть, г/(см2-с); GM — количество материала, просыпающегося. за определенное время через установленный зазор, г; 5Щ — площадь сечения, образованного зазором между валками в плоскости их осей; 5Щ = МЗ; h — зазор между валками, см; В — длина валков, см; Ti — время высыпания материала, с.
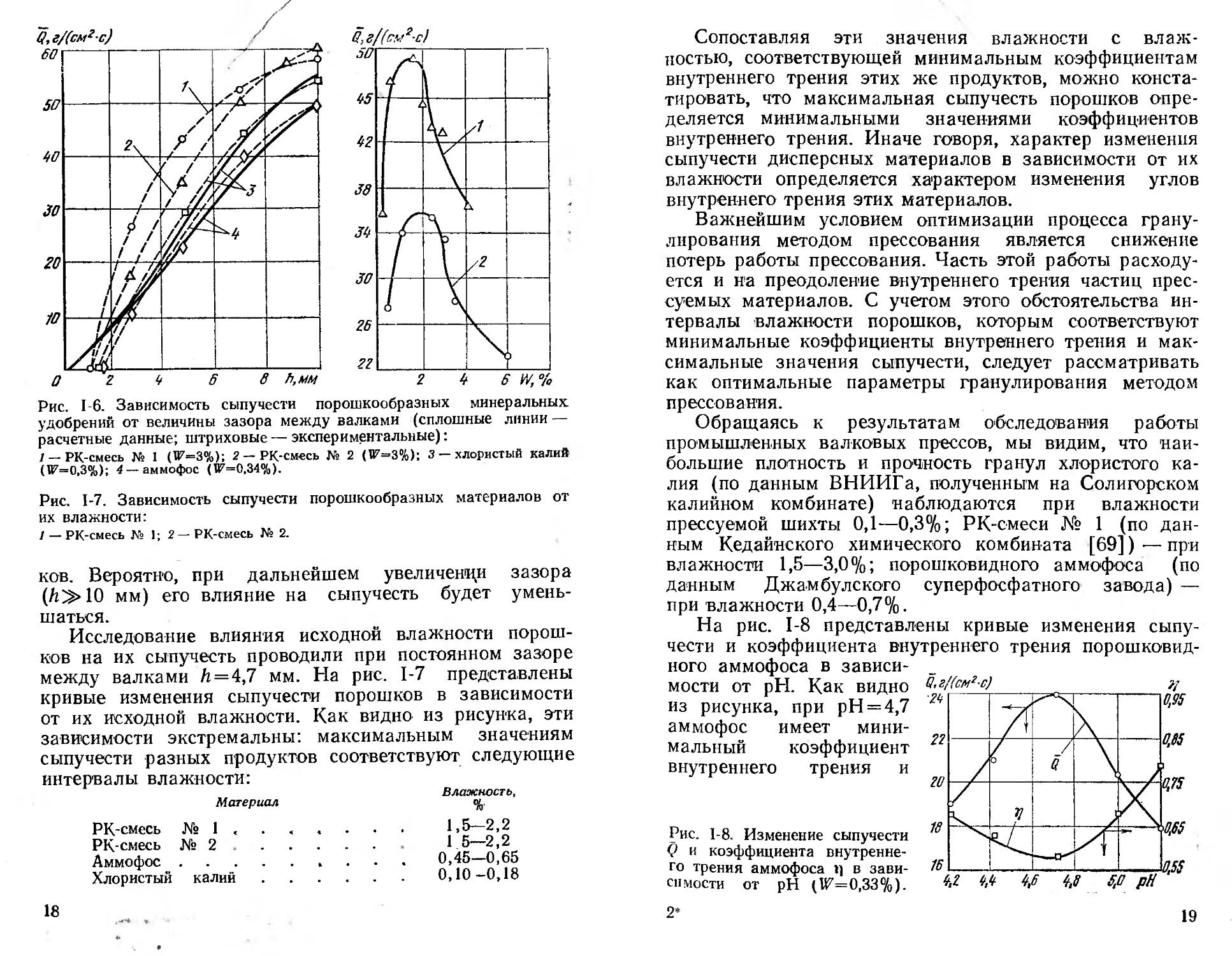
На рис. 1-6 изображены кривые изменения сыпучести некоторых порошковидных продуктов в зависимости от зазора между валками. Как видно из рисунка, порошковидные продукты типичного гранулометрического состава (см. табл. 1-1) при зазоре между валками менее 1—1,5 мм не просыпаются без внешнего воздействия. С увеличением зазора сыпучесть порошков монотонно возрастает. В практике гранулирования продуктов методом прессования зазоры более 10 мм не применяют, этим и обусловлена область исследования влияния зазора между валками на сыпучесть порош-
2—170
17
Рис. 1-6. Зависимость сыпучести порошкообразных минеральных удобрений от величины зазора между валками (сплошные линии — расчетные данные; штриховые — экспериментальные):
/ — РК-смесь № 1 (И7=3%); 2 —РК-смесь № 2 (1^=3%); 3 — хлористый калий (4^=0,3%); 4— аммофос (В7=0,34%).
Рис. 1-7. Зависимость сыпучести порошкообразных материалов от их влажности:
1 — РК-смесь № 1; 2 — РК-смесь № 2.
ков. Вероятно, при дальнейшем увеличении зазора (h^>10 мм) его влияние на сыпучесть будет уменьшаться.
Исследование влияния исходной влажности порошков на их сыпучесть проводили при постоянном зазоре между валками h = 4;,l мм. На рис. 1-7 представлены кривые изменения сыпучести порошков в зависимости от их исходной влажности. Как видно из рисунка, эти зависимости экстремальны: максимальным значениям сыпучести разных продуктов соответствуют следующие интервалы влажности:
,, Влажность,
Материал и.
РК-смесь № 1 ...... 1,5—2,2
РК-смесь № 2 ................. 15—2,2
Аммофос.................... 0,45—0,65
Хлористый калий........................0,10-0,18
18
Сопоставляя эти значения влажности с влажностью, соответствующей минимальным коэффициентам внутреннего трения этих же продуктов, можно констатировать, что максимальная сыпучесть порошков определяется минимальными значениями коэффициентов внутреннего трения. Иначе говоря, характер изменения сыпучести дисперсных материалов в зависимости от их влажности определяется характером изменения углов внутреннего трения этих материалов.
Важнейшим условием оптимизации процесса гранулирования методом прессования является снижение потерь работы прессования. Часть этой работы расходуется и на преодоление внутреннего трения частиц прессуемых материалов. С учетом этого обстоятельства ин
тервалы влажности порошков, которым соответствуют минимальные коэффициенты внутреннего трения и максимальные значения сыпучести, следует рассматривать как оптимальные параметры гранулирования методом прессования.
Обращаясь к результатам обследования работы промышленных валковых прессов, мы видим, что наибольшие плотность и прочность гранул хлористого калия (по данным ВНИИГа, полученным на Солигорском калийном комбинате) наблюдаются при влажности прессуемой шихты 0,1—0,3%; РК-смеси № 1 (по данным Кедайнского химического комбината [69]) —- при влажности 1,5—3,0%; порошковидного аммофоса (по данным Джамбулского суперфосфатного завода) — при влажности 0,4—0,7%.
На рис. 1-8 представлены кривые изменения сыпучести и коэффициента внутреннего трения порошковидного аммофоса в зависимости от pH. Как видно из рисунка, при pH = 4,7 аммофос имеет минимальный коэффициент внутреннего трения и
Рис. 1-8. Изменение сыпучести Q и коэффициента внутреннего трения аммофоса I] в зависимости от pH (1(7=0,33%).
2’
19
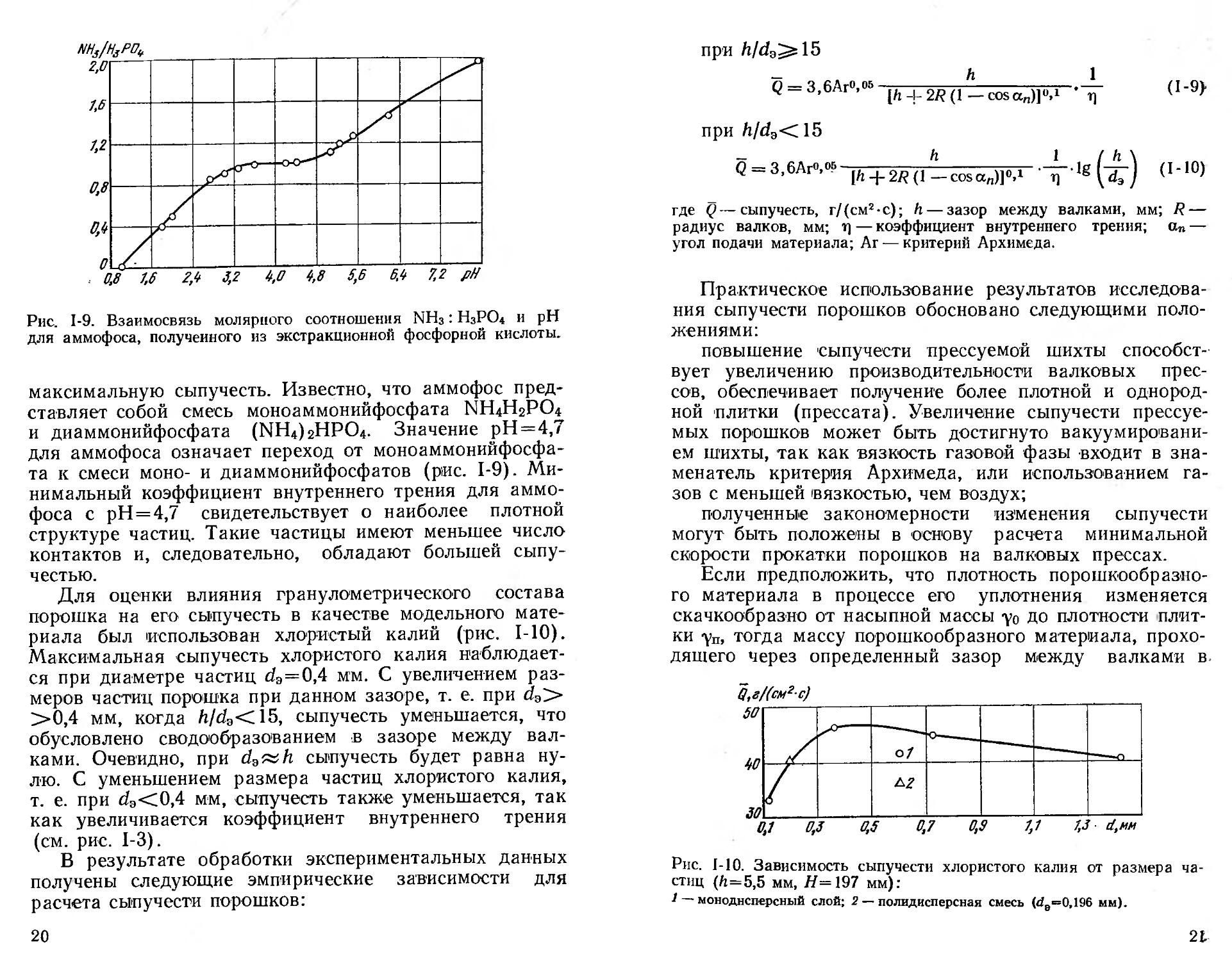
Рис. 1-9. Взаимосвязь молярного соотношения NH3: Н3РО4 и pH для аммофоса, полученного из экстракционной фосфорной кислоты.
максимальную сыпучесть. Известно, что аммофос представляет собой смесь моноаммонийфосфата NH4H2PO4 и диаммонийфосфата (ЫН4)2НРО4. Значение pH=4,7 для аммофоса означает переход от моноаммонийфосфата к смеси моно- и диаммонийфосфатов (рис. 1-9). Минимальный коэффициент внутреннего трения для аммофоса с pH = 4,7 свидетельствует о наиболее плотной структуре частиц. Такие частицы имеют меньшее число контактов и, следовательно, обладают большей сыпучестью.
Для оценки влияния гранулометрического состава порошка на его сыпучесть в качестве модельного материала был использован хлористый калий (рис. 1-10). Максимальная сыпучесть хлористого калия наблюдается при диаметре частиц (/э=0,4 мм. С увеличением размеров частиц порошка при данном зазоре, т. е. при d3> >0,4 мм, когда Л/(/э<15, сыпучесть уменьшается, что обусловлено сводообразованием в зазоре между валками. Очевидно, при d37ah сыпучесть будет равна нулю. С уменьшением размера частиц хлористого калия, т. е. при б/э<0,4 мм, сыпучесть также уменьшается, так как увеличивается коэффициент внутреннего трения (см. рис. 1-3).
В результате обработки экспериментальных данных получены следующие эмпирические зависимости для расчета сыпучести порошков:
20
при ft/d3^15 h 1
Q = 3,6Аг°>0Б "|ft _j_ 2/? (1 — cosa„)|«,i ij" <b9>
при /i/d3<15
Q = 3,6Ar°>05 [ft + 2/?(l— cos<x„)]M V',g (d?)
(1-10)
где Q—сыпучесть, г/(см2-с); h — зазор между валками, мм; R— радиус валков, мм; т) — коэффициент внутреннего трения; ап — угол подачи материала; Аг — критерий Архимеда.
Практическое использование результатов исследования сыпучести порошков обосновано следующими положениями:
повышение сыпучести прессуемой шихты способствует увеличению производительности валковых прессов, обеспечивает получение более плотной и однородной плитки (прессата). Увеличение сыпучести прессуемых порошков может быть достигнуто вакуумированием шихты, так как вязкость газовой фазы входит в знаменатель критерия Архимеда, или использованием газов с меньшей вязкостью, чем воздух;
полученные закономерности изменения сыпучести могут быть положены в основу расчета минимальной скорости прокатки порошков на валковых прессах.
Если предположить, что плотность порошкообразного материала в процессе его уплотнения изменяется скачкообразно от насыпной массы у0 до плотности плитки уп, тогда массу порошкообразного материала, проходящего через определенный зазор между валками в.
Рис. 1-10. Зависимость сыпучести хлористого калия от размера частиц (/1=5,5 мм, //=197 мм):
1 — моноднсперсный слой; 2 — полидислерсная смесь (d8=0,196 мм).
2t
Таблица 1-2. Расчетные значения минимальной скорости прессования некоторых порошков
Радиус валков, мм Зазор между валками, мм Эквивалента ый диаметр частиц, мм Сыпучесть, г/(см2-с) Минимальная скорость прессования, м/с
450 7 РК-смесь № 1 0,156 55 0,28
500 3,5 Лммофос 0,180 20 0,12
единицу времени, можно определить как
GM = B/iQ (1-11)
где В — длина валков, мм.
Масса плитки, выходящей из-под пресса
Одл Bhynvmin (1-12)
где t>miB — минимальная скорость вращения валков.
Сопоставляя уравнения (I-П) и (1-12) при условии, что бм=ОПл, получаем
wmin = Q/Vn (I"13)
По уравнению (1-13) рассчитаны минимальные скорости прессования для аммофоса и РК-смеси № 1 применительно к промышленным условиям. Результаты приведены в табл. 1-2.
3. Адгезионные свойства порошков
В процессе гранулирования частицы порошковидных материалов налипают на поверхность валков (при прессовании), в аппаратах барабанного типа или на газораспределительные устройства (при использовании вибрационных аппаратов или аппаратов с кипящим слоем). Это вызвано действием адгезионных сил. Как отмечается в работе [44], интенсивность прилипания частиц к твердым поверхностям можно оценивать по силе прилипания или по числу адгезии (отношение числа оставшихся на поверхности частиц к начальному их числу при данной силе отрыва). Для определения силы прилипания в работе [158] измеряли силу взаимодей-
22
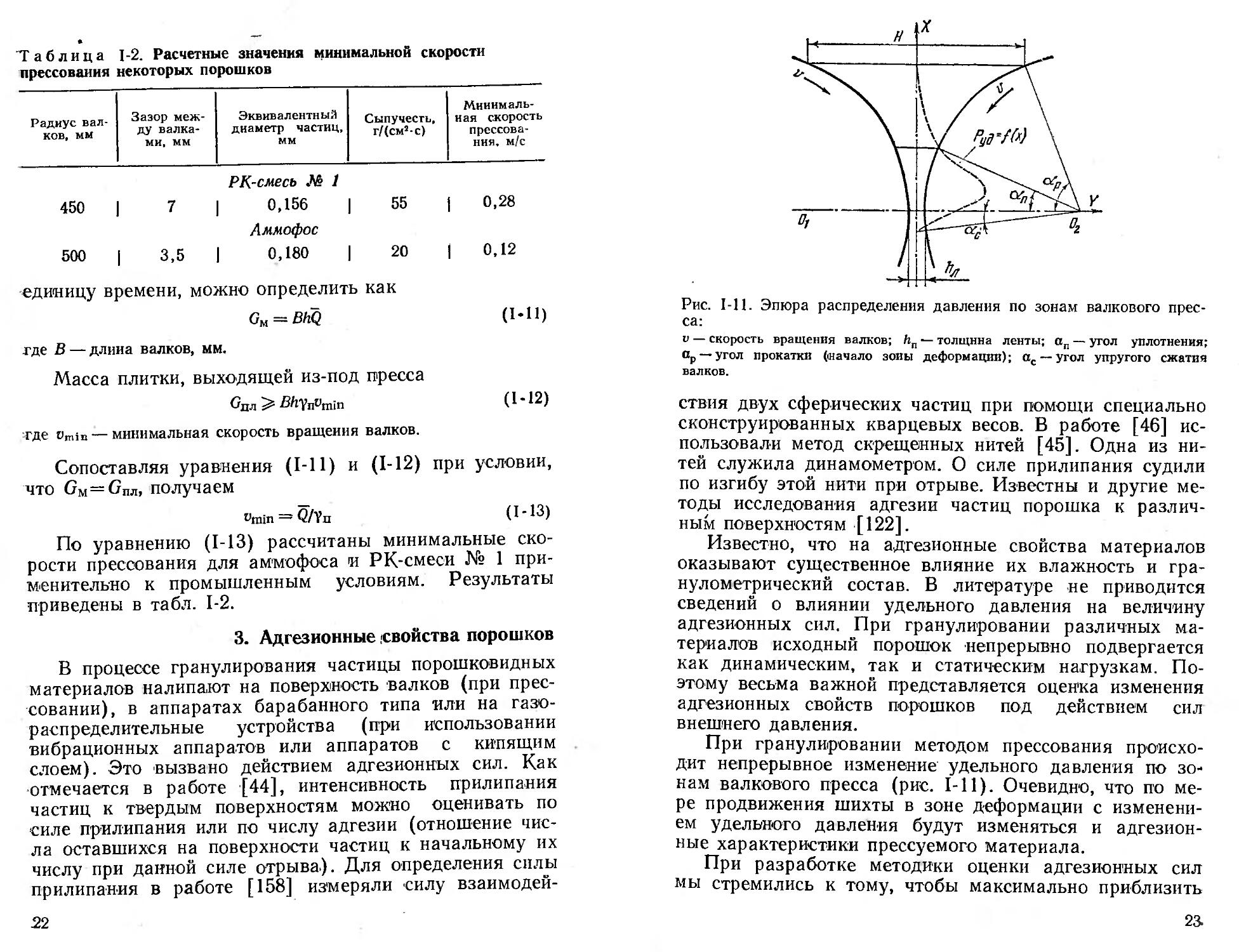
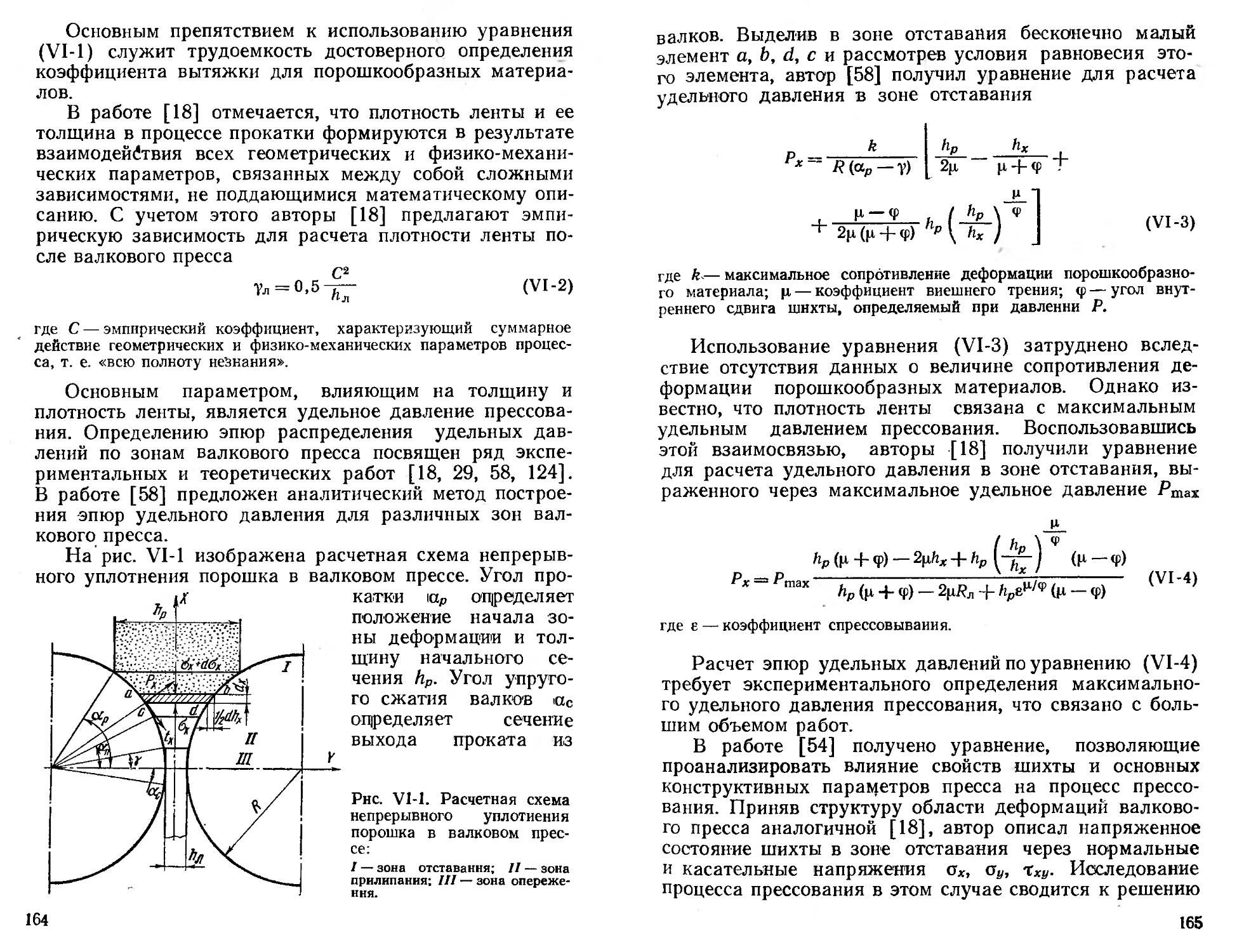
Рис. 1-11. Эпюра распределения давления по зонам валкового пресса:
v — скорость вращения валков; hn — толщина ленты; ап — угол уплотнения; Ор —угол прокатки ((Начало зоны деформации); ас — угол упругого сжатия валков.
ствия двух сферических частиц при помощи специально сконструированных кварцевых весов. В работе [46] использовали метод скрещенных нитей [45]. Одна из нитей служила динамометром. О силе прилипания судили по изгибу этой нити при отрыве. Известны и другие методы исследования адгезии частиц порошка к различным поверхностям [122].
Известно, что на адгезионные свойства материалов оказывают существенное влияние их влажность и гранулометрический состав. В литературе не приводится сведений о влиянии удельного давления на величину адгезионных сил. При гранулировании различных материалов исходный порошок непрерывно подвергается как динамическим, так и статическим нагрузкам. Поэтому весьма важной представляется оценка изменения адгезионных свойств порошков под действием сил внешнего давления.
При гранулировании методом прессования происходит непрерывное изменение удельного давления по зонам валкового пресса (рис. 1-11). Очевидно, что по мере продвижения шихты в зоне деформации с изменением удельного давления будут изменяться и адгезионные характеристики прессуемого материала.
При разработке методики оценки адгезионных сил мы стремились к тому, чтобы максимально приблизить
23.
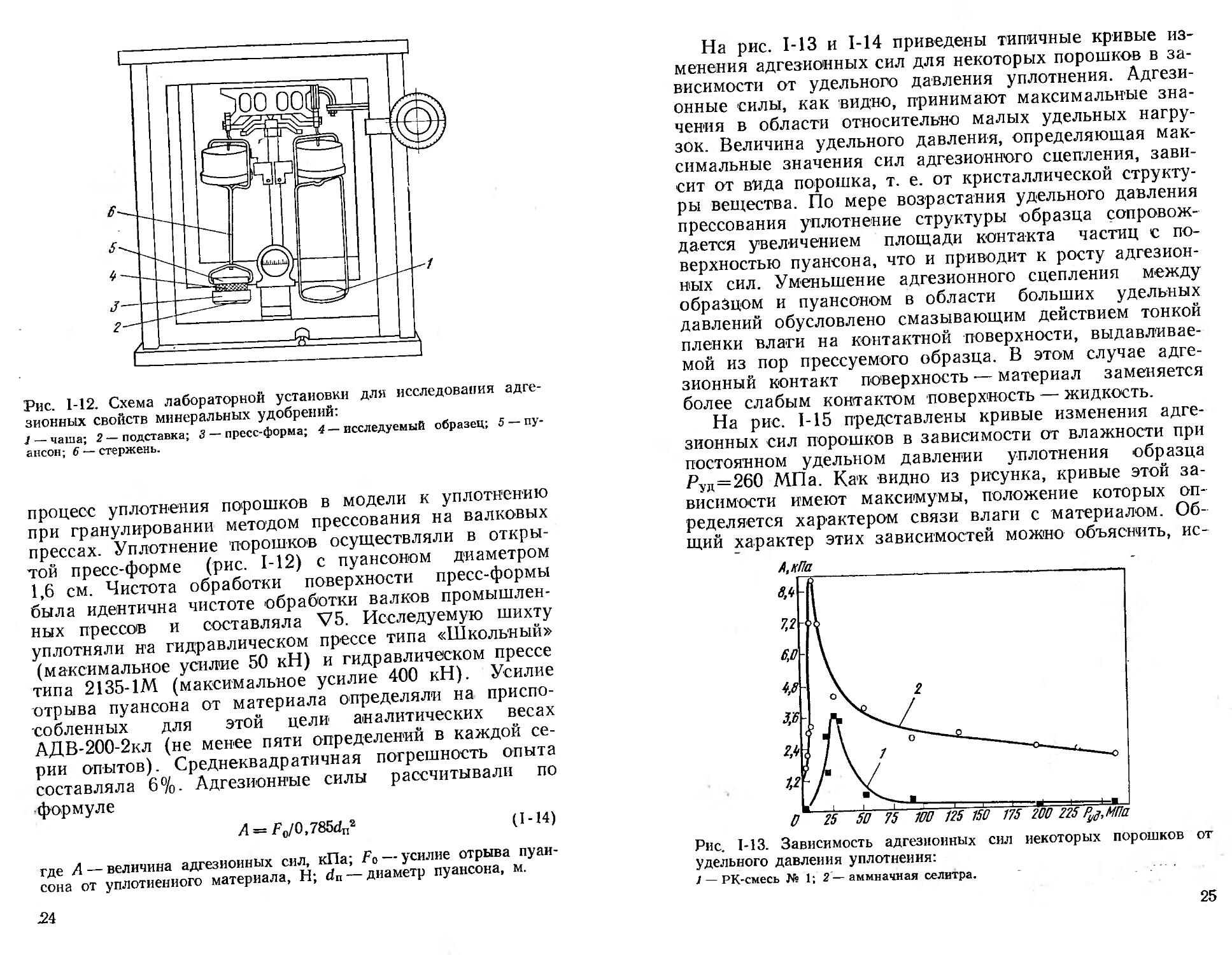
Рис. 1-12. Схема лабораторной установки для исследования адгезионных свойств минеральных удобрений:
1 — чаша; 2 — подставка; 3 — пресс-форма; 4 — исследуемый образец; 5 — пуансон; 6 — стержень.
процесс уплотнения порошков в модели к уплотнению при гранулировании методом прессования на валковых прессах. Уплотнение порошков осуществляли в открытой пресс-форме (рис. 1-12) с пуансоном диаметром 1,6 см. Чистота обработки поверхности пресс-формы была идентична чистоте обработки валков промышленных прессов и составляла V5. Исследуемую шихту уплотняли на гидравлическом прессе типа «Школьный» (максимальное усилие 50 кН) и гидравлическом прессе типа 2135-1М (максимальное усилие 400 кН). Усилие отрыва пуансона от материала определяли на приспособленных для этой цели аналитических весах АДВ-200-2кл (не менее пяти определений в каждой серии опытов). Среднеквадратичная погрешность опыта составляла 6%. Адгезионные силы рассчитывали по формуле
X = fo/0,785dn2 (1-14)
где А — величина адгезионных сил, кПа; Fo — усилие отрыва пуансона от уплотненного материала, Н; dn — диаметр пуансона, м.
54
На рис. 1-13 и 1-14 приведены типичные кривые изменения адгезионных сил для некоторых порошков в зависимости от удельного давления уплотнения. Адгезионные силы, как видно, принимают максимальные значения в области относительно малых удельных нагрузок. Величина удельного давления, определяющая максимальные значения сил адгезионного сцепления, зависит от вида порошка, т. е. от кристаллической структуры вещества. По мере возрастания удельного давления прессования уплотнение структуры образца сопровождается увеличением площади контакта частиц с поверхностью пуансона, что и приводит к росту адгезионных сил. Уменьшение адгезионного сцепления между образцом и пуансоном в области больших удельных давлений обусловлено смазывающим действием тонкой пленки влаги на контактной поверхности, выдавливаемой из пор прессуемого образца. В этом случае адгезионный контакт поверхность — материал заменяется более слабым контактом поверхность — жидкость.
На рис. 1-15 представлены кривые изменения адгезионных сил порошков в зависимости от влажности при постоянном удельном давлении уплотнения образца Руд=260 МПа. Как видно из рисунка, кривые этой зависимости имеют максимумы, положение которых определяется характером связи влаги с материалом. Общий характер этих зависимостей можно объяснить, ис-
Рис. 1-13. Зависимость адгезионных сил некоторых порошков от удельного давления уплотнения:
/ — РК-смесь № 1; 2—аммиачная селитра.
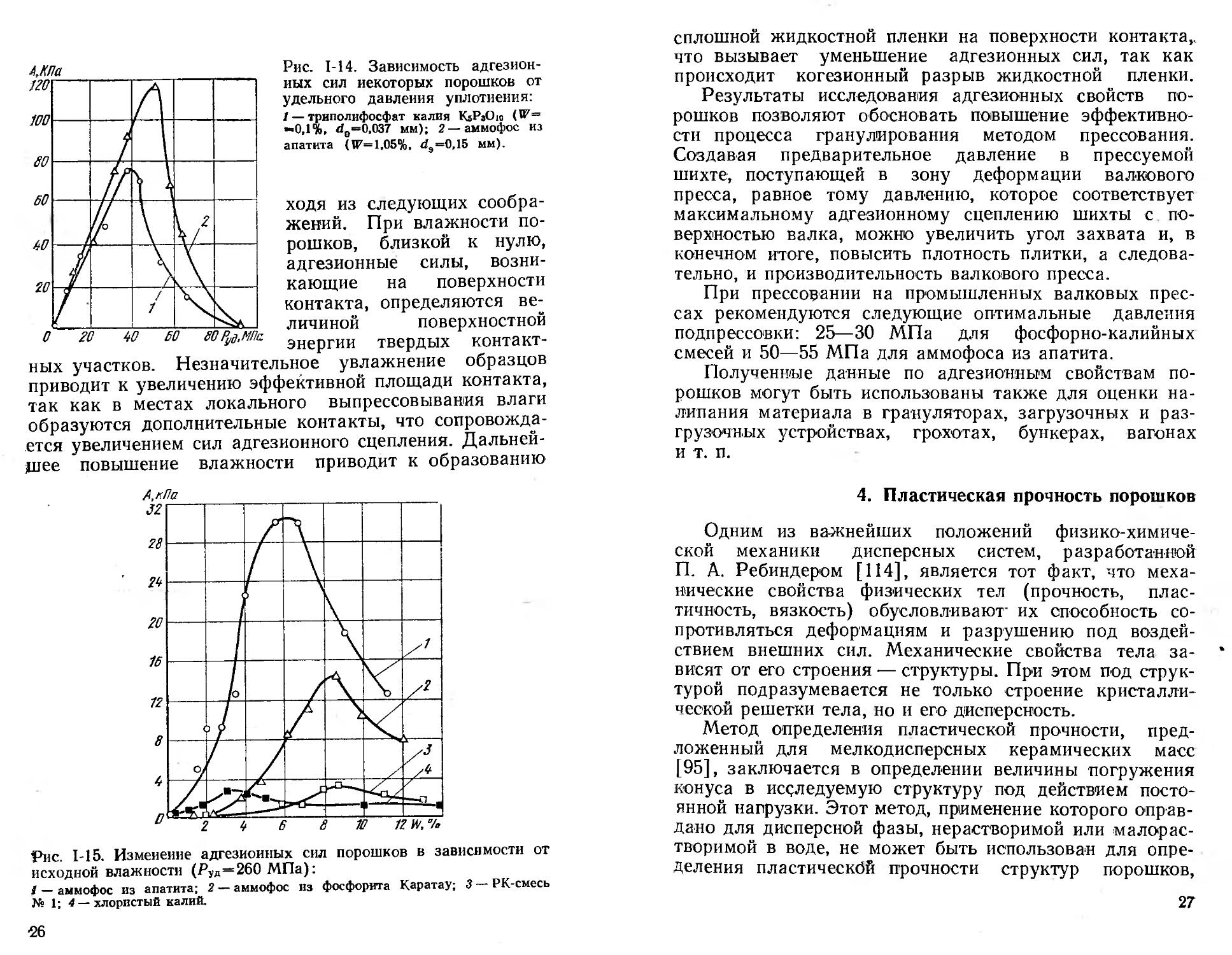
25
Рис. 1-14. Зависимость адгезионных сил некоторых порошков от удельного давления уплотнения: I — триполпфосфат калия KsPjOw (W*= de=0,037 мм); 2—аммофос из апатита (VT=l,05%, d9=0,15 мм).
ходя из следующих соображений. При влажности порошков, близкой к нулю, адгезионные силы, возникающие на поверхности контакта, определяются величиной поверхностной энергии твердых контакт
ных участков. Незначительное увлажнение образцов приводит к увеличению эффективной площади контакта,
так как в местах локального выпрессовывания влаги образуются дополнительные контакты, что сопровождается увеличением сил адгезионного сцепления. Дальнейшее повышение влажности приводит к образованию
Рис. 1-15. Изменение адгезионных сил порошков в зависимости от исходной влажности (Руд=260 МПа):
/ — аммофос из апатита; 2 — аммофос из фосфорита Каратау; 3 — РК-смесь № 1; 4 — хлористый калий.
26
сплошной жидкостной пленки на поверхности контакта,, что вызывает уменьшение адгезионных сил, так как происходит когезионный разрыв жидкостной пленки.
Результаты исследования адгезионных свойств порошков позволяют обосновать повышение эффективности процесса гранулирования методом прессования. Создавая предварительное давление в прессуемой шихте, поступающей в зону деформации валкового пресса, равное тому давлению, которое соответствует максимальному адгезионному сцеплению шихты с поверхностью валка, можно увеличить угол захвата и, в конечном итоге, повысить плотность плитки, а следовательно, и производительность валкового пресса.
При прессовании па промышленных валковых прессах рекомендуются следующие оптимальные давления подпрессовки: 25—30 МПа для фосфорно-калийных смесей и 50—55 МПа для аммофоса из апатита.
Полученные данные по адгезионным свойствам порошков могут быть использованы также для оценки налипания материала в грануляторах, загрузочных и разгрузочных устройствах, грохотах, бункерах, вагонах и т. п.
4. Пластическая прочность порошков
Одним из ва^кнейших положений физико-химической механики дисперсных систем, разработанной П. А. Ребиндером [114], является тот факт, что механические свойства физических тел (прочность, пластичность, вязкость) обусловливают' их способность сопротивляться деформациям и разрушению под воздействием внешних сил. Механические свойства тела зависят от его строения — структуры. При этом под структурой подразумевается не только строение кристаллической решетки тела, но и его дисперсность.
Метод определения пластической прочности, предложенный для мелкодисперсных керамических масс [95], заключается в определении величины погружения конуса в исследуемую структуру под действием постоянной нагрузки. Этот метод, применение которого оправдано для дисперсной фазы, нерастворимой или малорастворимой в воде, не может быть использован для определения пластическбй прочности структур порошков,
27
хорошо растворимых в воде, например минеральных удобрений, что обусловлено трудностями, связанными с выбором эталонной нагрузки, постоянной для различных состояний водорастворимых структур.
Поэтому для определения пластической прочности -порошков минеральных удобрений использовали метод -погружения конуса с постоянной скоростью на одну и ту же глубину исследуемой структуры [70]. В ходе погружения конуса усилие сопротивления структуры непрерывно возрастает, поскольку увеличивается площадь контакта конуса с образцом. Усилие сопротивления погружению конуса непрерывно фиксируется вторичным прибором. Пластическую прочность рассчитывают по предельному значению силы сопротивления образца
где Ок — пластическая прочность образца, кПа; Рт — сила сопротивления образца, Н; hi — глубина погружения конуса, м; ka— константа конуса, зависящая только от угла при вершине;
ka = 1^>8 cos2 -у cig -j- (I -16)
<р— угол при вершине конуса; g — ускорение свободного падения, м/с2,
В соответствии с рекомендациями работы [95] определены объем засыпаемой пробы исследуемого порошка и глубина погружения конуса. При этом диаметр и высота чашки для засыпки исследуемого образца составляли 40 и 14 мм; глубина погружения конуса (выбрана с учетом придонного эффекта) 6 мм и угол при вершине конуса 60°. Для принятых условий ka = = 0,405-105.
Скорость погружения конуса в образец была постоянной и составляла 0,75 см/с. Для исключения погрешности определения максимального усилия при погружении конуса исследуемый образец предварительно уплотняли на вибростоле.
Разработанный метод определения пластической прочности позволил усовершенствовать конический пла-стомер.
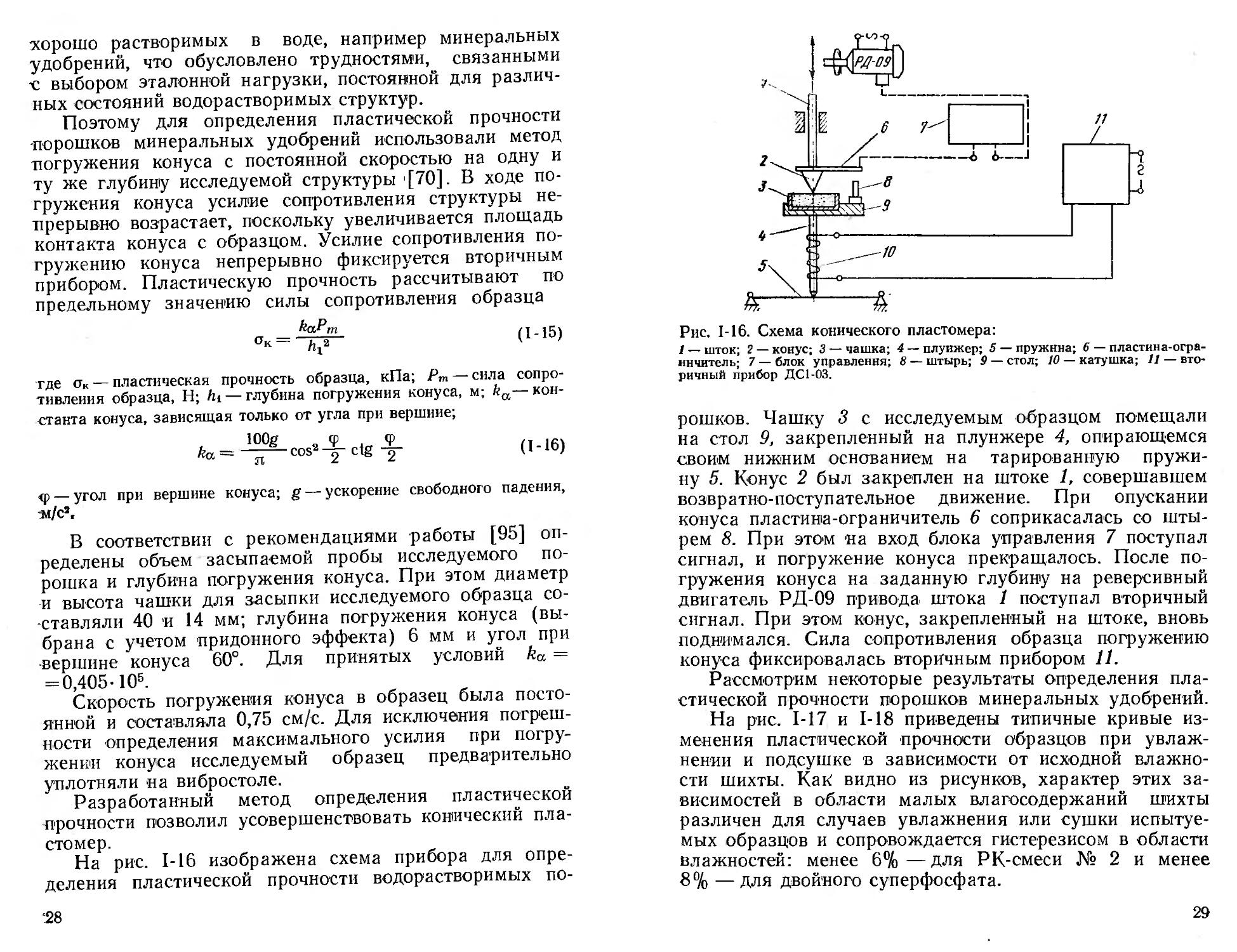
На рис. 1-16 изображена схема прибора для определения пластической прочности водорастворимых по-
28
Рис. 1-16. Схема конического пластомера:
1 — шток; 2 — конус; 3 — чашка; 4 — плунжер; 5 — пружина; 6 — пластина-ограничитель; 7 — блок управления; 8 — штырь; 9 — стол; 10 — катушка; 11 — вторичный прибор ДС1-03.
рынков. Чашку 3 с исследуемым образцом помещали на стол 9, закрепленный на плунжере 4, опирающемся своим нижним основанием на тарированную пружину 5. Конус 2 был закреплен на штоке 1, совершавшем возвратно-поступательное движение. При опускании конуса пластина-ограничитель 6 соприкасалась со штырем 8. При этом на вход блока управления 7 поступал сигнал, и погружение конуса прекращалось. После погружения конуса на заданную глубину на реверсивный двигатель РД-09 привода штока 1 поступал вторичный сигнал. При этом конус, закрепленный на штоке, вновь поднимался. Сила сопротивления образца погружению конуса фиксировалась вторичным прибором 11.
Рассмотрим некоторые результаты определения пластической прочности порошков минеральных удобрений.
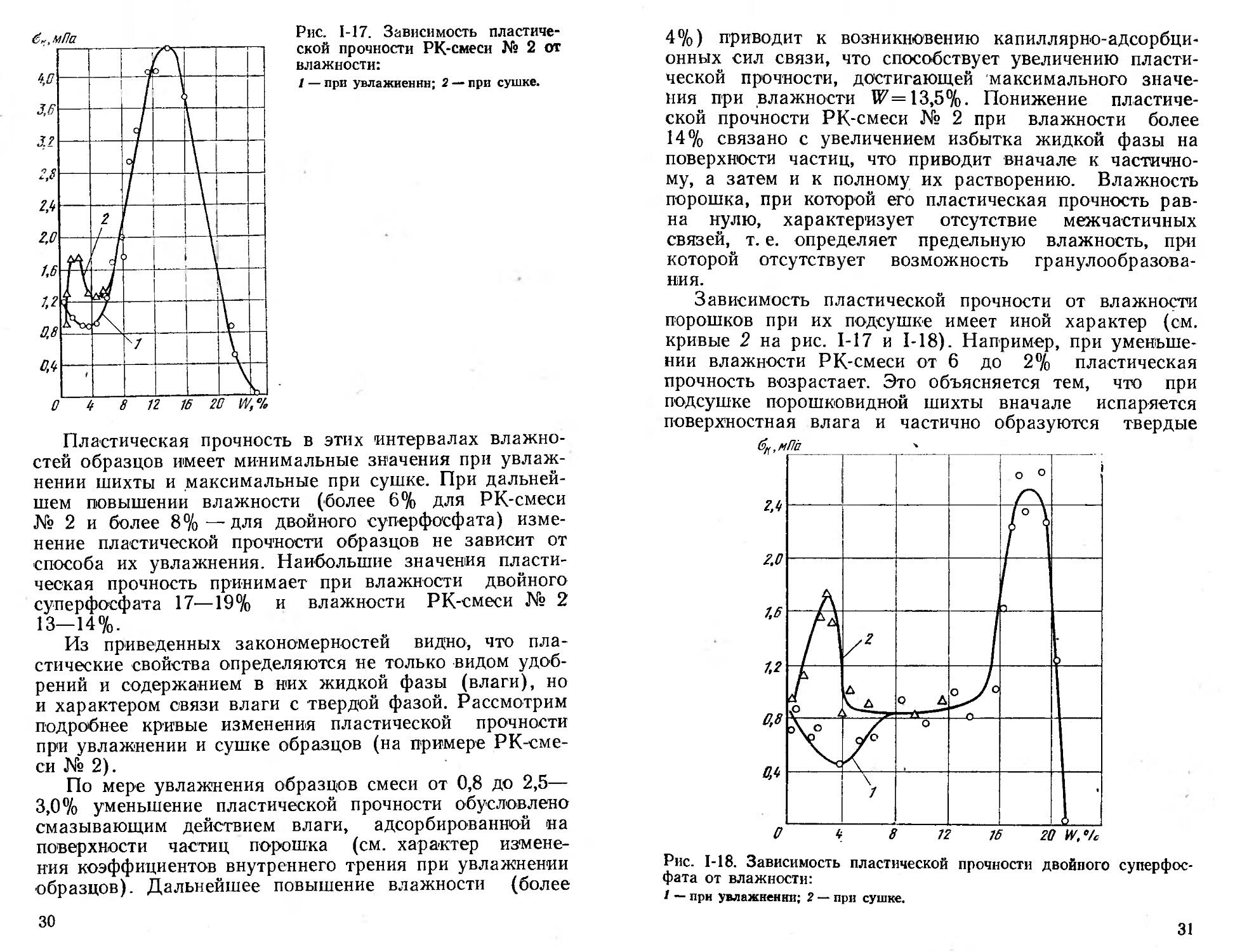
На рис. 1-17 и 1-18 приведены типичные кривые изменения пластической прочности образцов при увлажнении и подсушке в зависимости от исходной влажности шихты. Как видно из рисунков, характер этих зависимостей в области малых влагосодержаний шихты различен для случаев увлажнения или сушки испытуемых образцов и сопровождается гистерезисом в области влажностей: менее 6% —для РК-смеси № 2 и менее 8% —Для двойного суперфосфата.
29
Пластическая прочность в этих интервалах влажно-стей образцов имеет минимальные значения при увлажнении шихты и максимальные при сушке. При дальнейшем повышении влажности (более 6% для РК-смеси № 2 и более 8%—Для двойного суперфосфата) изменение пластической прочности образцов не зависит от способа их увлажнения. Наибольшие значения пластическая прочность принимает при влажности двойного суперфосфата 17—19% и влажности РК-смеси № 2 13-14%.
Из приведенных закономерностей видно, что пластические свойства определяются не только видом удобрений и содержанием в них жидкой фазы (влаги), но и характером связи влаги с твердой фазой. Рассмотрим подробнее кривые изменения пластической прочности при увлажнении и сушке образцов (на примере РК-смеси № 2).
По мере увлажнения образцов смеси от 0,8 до 2,5— 3,0% уменьшение пластической прочности обусловлено смазывающим действием влаги, адсорбированной на поверхности частиц порошка (см. характер изменения коэффициентов внутреннего трения при увлажнении образцов). Дальнейшее повышение влажности (более
30
4%) приводит к возникновению капиллярно-адсорбционных сил связи, что способствует увеличению пластической прочности, достигающей максимального значения при влажности №=13,5%. Понижение пластической прочности РК-смеси № 2 при влажности более 14% связано с увеличением избытка жидкой фазы на поверхности частиц, что приводит вначале к частичному, а затем и к полному их растворению. Влажность порошка, при которой его пластическая прочность равна нулю, характеризует отсутствие межчастичных связей, т. е. определяет предельную влажность, при которой отсутствует возможность гранулообразова-ния.
Зависимость пластической прочности от влажности порошков при их подсушке имеет иной характер (см. кривые 2 на рис. 1-17 и 1-18). Например, при уменьшении влажности РК-смеси от 6 до 2% пластическая прочность возрастает. Это объясняется тем, что при подсушке порошковидной шихты вначале испаряется поверхностная влага и частично образуются твердые
Рис. 1-18. Зависимость пластической прочности двойного суперфосфата от влажности:
1 — при увлажнении; 2 — при сушке.
31
солевые мостики в местах контакта частиц. Уменьшение пластической прочности при содержании влаги в образце менее 2% свидетельствует об исчезновении локальных солевых срастаний при более глубокой сушке порошка.
Следовательно, гистерезис на кривых изменения пластической прочности в зависимости от влажности обусловлен тем, что при увлажнении образца (кривая 1 — прямой ход) на взаимодействие частиц оказывает смазывающее или связывающее воздействие вода, внесенная на их поверхность, а при сушке образца (кривая 2 — обратный ход) характер взаимодействия частиц определяется воздействием на них жидкой фазы, выделяющейся на поверхность из внутренних пор и представляющей собой, как правило, насыщенный раствор солей твердой фазы.
Таким образом, пластическая прочность имеет максимальные значения в условиях наибольшего проявления межчастичных связей. Для исследованных материалов максимальная пластическая прочность шихты находится в следующих интервалах влажности: 2,2— 3,3 и 17,0—19,0%—для двойного суперфосфата; 1,8— 2,5 и 13,0—14,0% — для РК-смеси № 2.
Наличие двух интервалов влажности порошков, при которых их пластическая прочность принимает максимальные значения, указывает на возможность гранулирования двумя методами. Так как в области малых влажностей межчастичные связи недостаточны для образования устойчивых и прочных агломератов, в этом интервале оптимальных влажностей для гранулирования целесообразно использовать метод прессования. В области влажностей 17,0—19,0% (для двойного суперфосфата) и 13,0—14,0% (для РК-смеси № 2) более оправданно использовать окатывание. Подтверждением этому служит широкое применение в промышленности метода окатывания для гранулирования двойного суперфосфата при влажности 17—18% и РК-удобрений при влажности 13,0—14,0% .[106].
Как показала промышленная практика, оптимальной влажностью шихты РК-удобрений, гранулируемой методом прессования, является 1,8—2,5%. Отсюда следует важный в практическом отношении вывод о том, что максимальные значения пластической прочности 32
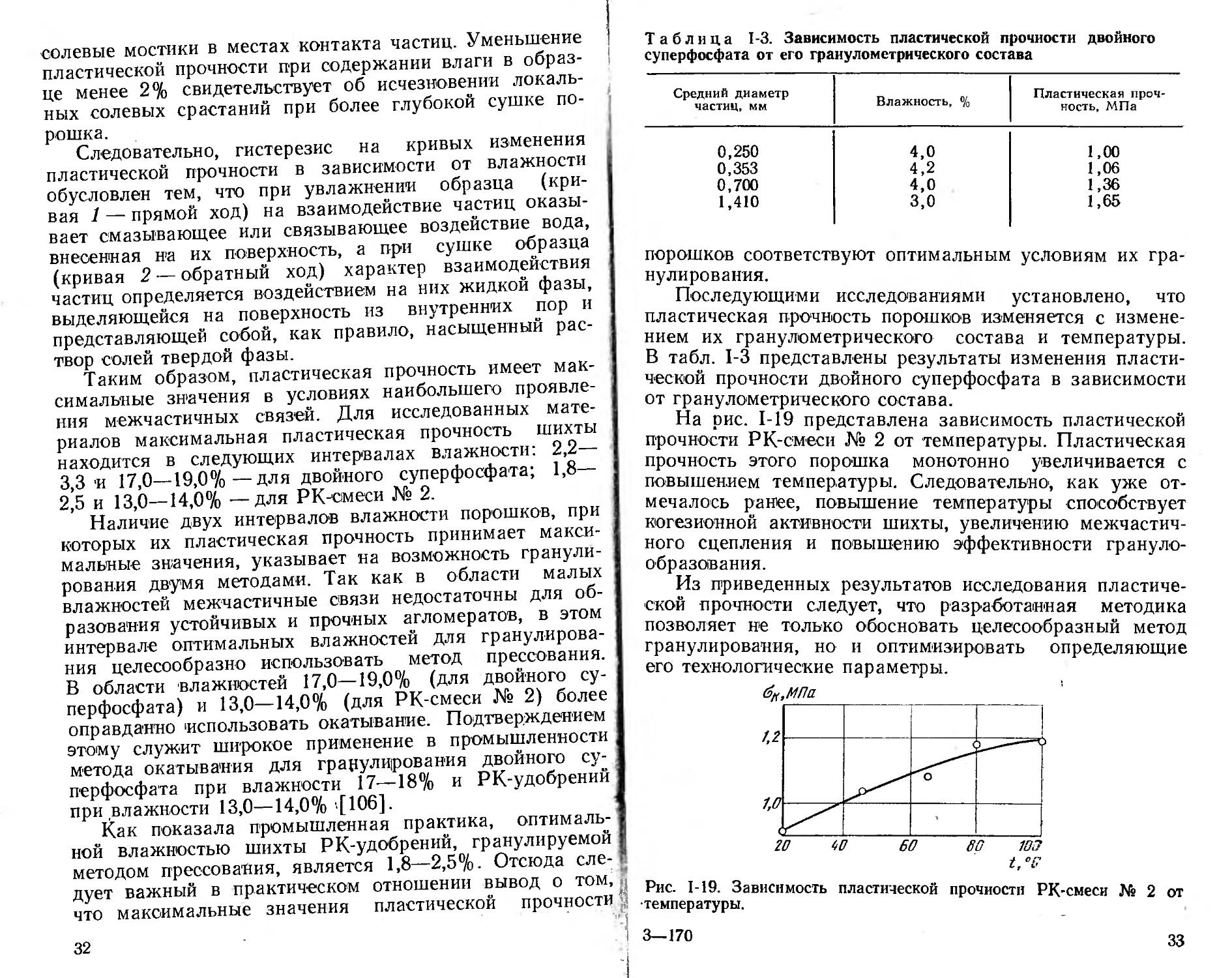
Таблица 1-3. Зависимость пластической прочности двойного суперфосфата от его гранулометрического состава
Средний диаметр частиц, мм Влажность, % Пластическая прочность, МПа
0,250 4,0 1,00
0,353 4,2 1,06
0,700 4,0 1,36
1,410 3,0 1,65
порошков соответствуют оптимальным условиям их гранулирования.
Последующими исследованиями установлено, что пластическая прочность порошков изменяется с изменением их гранулометрического состава и температуры. В табл. 1-3 представлены результаты изменения пластической прочности двойного суперфосфата в зависимости от гранулометрического состава.
На рис. 1-19 представлена зависимость пластической прочности РК-смеси № 2 от температуры. Пластическая прочность этого порошка монотонно увеличивается с повышением температуры. Следовательно1, как уже отмечалось ранее, повышение температуры способствует когезионной активности шихты, увеличению межчастичного сцепления и повышению эффективности грануло-образования.
Из приведенных результатов исследования пластической прочности следует, что разработанная методика позволяет не только обосновать целесообразный метод гранулирования, но и оптимизировать определяющие его технологические параметры.
11 Рис. 1-19. Зависимость пластической прочности РК-смеси № (й -температуры. vmcvn
5. Смачиваемость порошков
Смачивание поверхности твердых тел жидкостями — сложный физико-химический процесс, который протекает в гетерогенных системах и определяется интенсивностью взаимодействия между поверхностью твердого тела и жидкостью.
Процесс смачивания играет существенную роль в основных способах гранулирования различных веществ, в том числе минеральных удобрений, поэтому изучение его приобретает большое значение для оптимизации процессов гранулирования. Литературные сведения об определении смачиваемости порошкообразных материалов весьма ограниченны и противоречивы.
Наиболее простой способ определения угла смачивания 6 описан в работе [127]. Он основан на измерении скорости подъема жидкости в капиллярах порошка
(1-17)
где h — высота подъема жидкости в порошке, см; г — эквивалентный радиус пор, см; о — поверхностное натяжение жидкости, Н/см;
1] — вязкость, Па • с; т — время подъема жидкости, с.
Попытка прямого использования этого метода применительно к изучаемым нами объектам вызвала существенные трудности, так как визуальное определение скорости подъема жидкости в порошке, помещенном в стеклянную трубку, оказалось затруднительным. Недостатком способа является также невозможность строгого определения эквивалентного радиуса пор для реальной засыпки исследуемого порошка.
В работе Думнова [46] предложен метод расчета краевого угла (0, cos 0) на основе формулы (1-17), позволяющий избежать трудностей, связанных с определением г. В этом случае вместо длины пути, пройденного жидкостью в пористой засыпке, определяют скорость впитывания смачивающей жидкости.
Чтобы исключить влияние неоднородности пористого образца, были проведены дополнительные опыты, в которых определяли скорость впитывания исследуемым порошком хорошо смачивающей жидкости, например бензола, для которого принимали 0 = 0, т. е. происходило полное смачивание поверхности твердого материала [46].
34
Тогда уравнение для определения угла смачивания поверхности пористых материалов принимает вид
cos 6 —
р12*11<Т2
(Ы8)
где 01 и о2 — соответственно скорости впитывания воды и бензола, г/мин; in и 1]2 — вязкости воды и бензола, Па-с; от н о2— поверхностное натяжение воды (насыщенных водных растворов) и бензола, Н/см.
Метод определения смачиваемости, изложенный в работе Думнова [46], был принят для определения краевых углов порошкообразных удобрений со следующей корректировкой: в качестве жидкой фазы вместо дистиллированной воды использовали насыщенные растворы исследуемых удобрений, для того чтобы предотвратить их растворение в воде при определении смачиваемости.
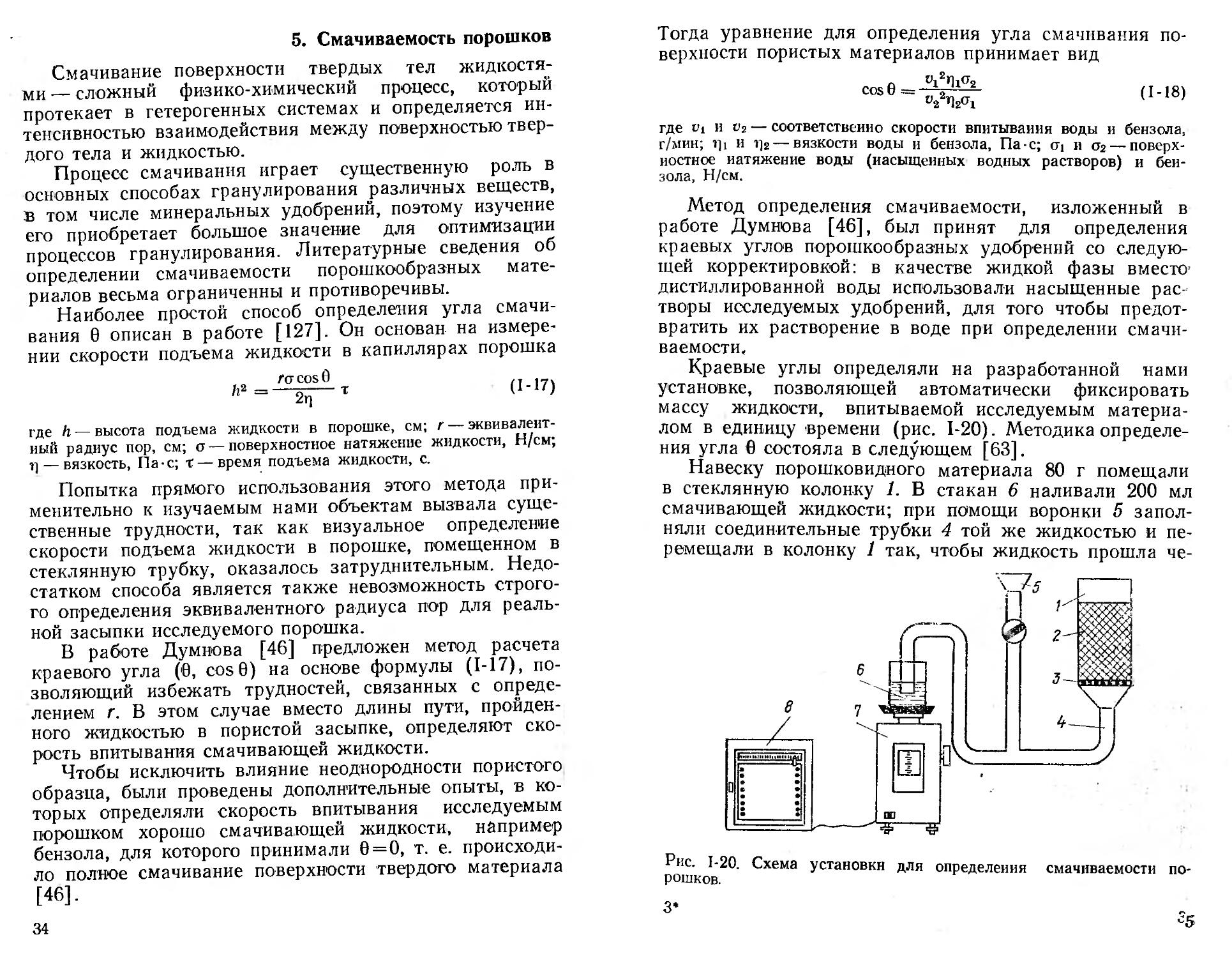
Краевые углы определяли на разработанной нами установке, позволяющей автоматически фиксировать массу жидкости, впитываемой исследуемым материалом в единицу времени (рис. 1-20). Методика определения угла 6 состояла в следующем [63].
Навеску порошковидного материала 80 г помещали в стеклянную колонку 1. В стакан 6 наливали 200 мл смачивающей жидкости; при помощи воронки 5 заполняли соединительные трубки 4 той же жидкостью и перемещали в колонку 1 так, чтобы жидкость прошла че-
Рис. 1-20. Схема установки для определения смачиваемости порошков.
3'
г5
Рис. 1-21. Изменение количества G (г) смачивающей жидкости во времени т (мин).
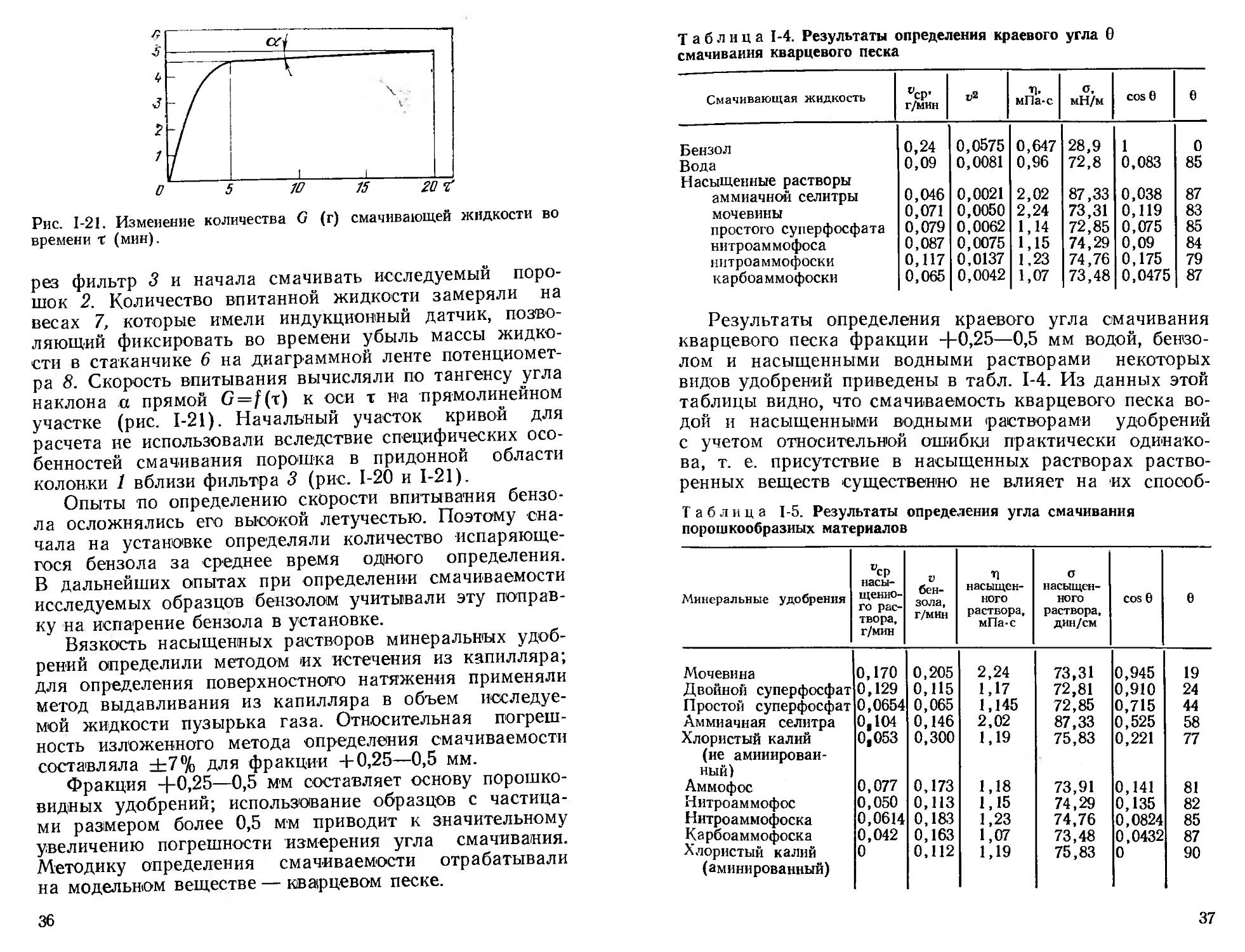
рез фильтр 3 и начала смачивать исследуемый порошок 2. Количество впитанной жидкости замеряли на весах 7, которые имели индукционный датчик, позволяющий фиксировать во времени убыль массы жидкости в стаканчике 6 на диаграммной ленте потенциометра 8. Скорость впитывания вычисляли по тангенсу угла наклона а прямой G=f(r) к оси т на прямолинейном участке (рис. 1-21). Начальный участок кривой для расчета не использовали вследствие специфических особенностей смачивания порошка в придонной области колонки 1 вблизи фильтра 3 (рис. 1-20 и 1-21).
Опыты по определению скорости впитывания бензола осложнялись его высокой летучестью. Поэтому сначала на установке определяли количество испаряющегося бензола за среднее время одного определения. В дальнейших опытах при определении смачиваемости исследуемых образцов бензолом учитывали эту поправку на испарение бензола в установке.
Вязкость насыщенных растворов минеральных удобрений определили методом их истечения из капилляра; для определения поверхностного натяжения применяли метод выдавливания из капилляра в объем исследуемой жидкости пузырька газа. Относительная погрешность изложенного метода определения смачиваемости составляла ±7% для фракции +0,25—0,5 мм.
Фракция +0,25—0,5 мм составляет основу порошковидных удобрений; использование образцов с частицами размером более 0,5 мм приводит к значительному увеличению погрешности измерения угла смачивания. Методику определения смачиваемости отрабатывали на модельном веществе — кварцевом песке.
36
Таблица 1-4. Результаты определения краевого угла О смачивания кварцевого песка
Смачивающая жидкость Dcp’ г/мин В2 п. мПа-с О, мН/м COS 6 0
Бензол 0,24 0,0575 0,647 28,9 1 0
Вода 0,09 0,0081 0,96 72,8 0,083 85
Насыщенные растворы аммиачной селитры 0,046 0,0021 2,02 87,33 0,038 87
мочевины 0,071 0,0050 2,24 73,31 0,119 83
простого суперфосфата 0,079 0,0062 1,14 72,85 0,075 85
нитроаммофоса 0,087 0,0075 1,15 74,29 0,09 84
нитроаммофоски 0,117 0,0137 1,23 74,76 0,175 79
ка рбоа ммофоски 0,065 0,0042 1,07 73,48 0,0475 87
Результаты определения краевого угла омачивания кварцевого песка фракции +0,25—0,5 мм водой, бензолом и насыщенными водными растворами некоторых видов удобрении приведены в табл. 1-4. Из данных этой таблицы видно, что смачиваемость кварцевого песка водой и насыщенными водными растворами удобрений с учетом относительной ошибки практически одинакова, т. е. присутствие в насыщенных растворах растворенных веществ существенно не влияет на их способ-
таблица 1-5. Результаты определения угла смачивания порошкообразных материалов
Минеральные удобрения гср насыщенного раствора, г/мин V бензола, г/мин п насыщенного раствора, мПа-с О насыщенного раствора, дин/см cos 0 0
Мочевина 0,170 0,205 2,24 73,31 0,945 19
Двойной суперфосфат 0,129 0,115 1,17 72,81 0,910 24
Простой суперфосфат 0,0654 0,065 1,145 72,85 0,715 44
Аммиачная селитра 0,104 0,146 2,02 87,33 0,525 58
Хлористый калий (не аминированный) 0,053 0,300 1,19 75,83 0,221 77
Аммофос 0,077 0,173 1,18 73,91 0,141 81
Нитроаммофос 0,050 0,113 1,15 74,29 0,135 82
Нитроаммофоска 0,0614 0,183 1,23 74,76 0,0824 85
Карбоаммофоска 0,042 0,163 1,07 73,48 0,0432 87
Хлористый калий (аминированный) 0 0,112 1,19 75,83 0 90
37
ность смачивать поверхность порошкообразных веществ, поэтому в дальнейшей работе для определения смачиваемости порошкообразных удобрений мы применяли их насыщенные водные растворы, что позволяло в то же время исключить растворение исследуемых удобрений в смачивающих растворах.
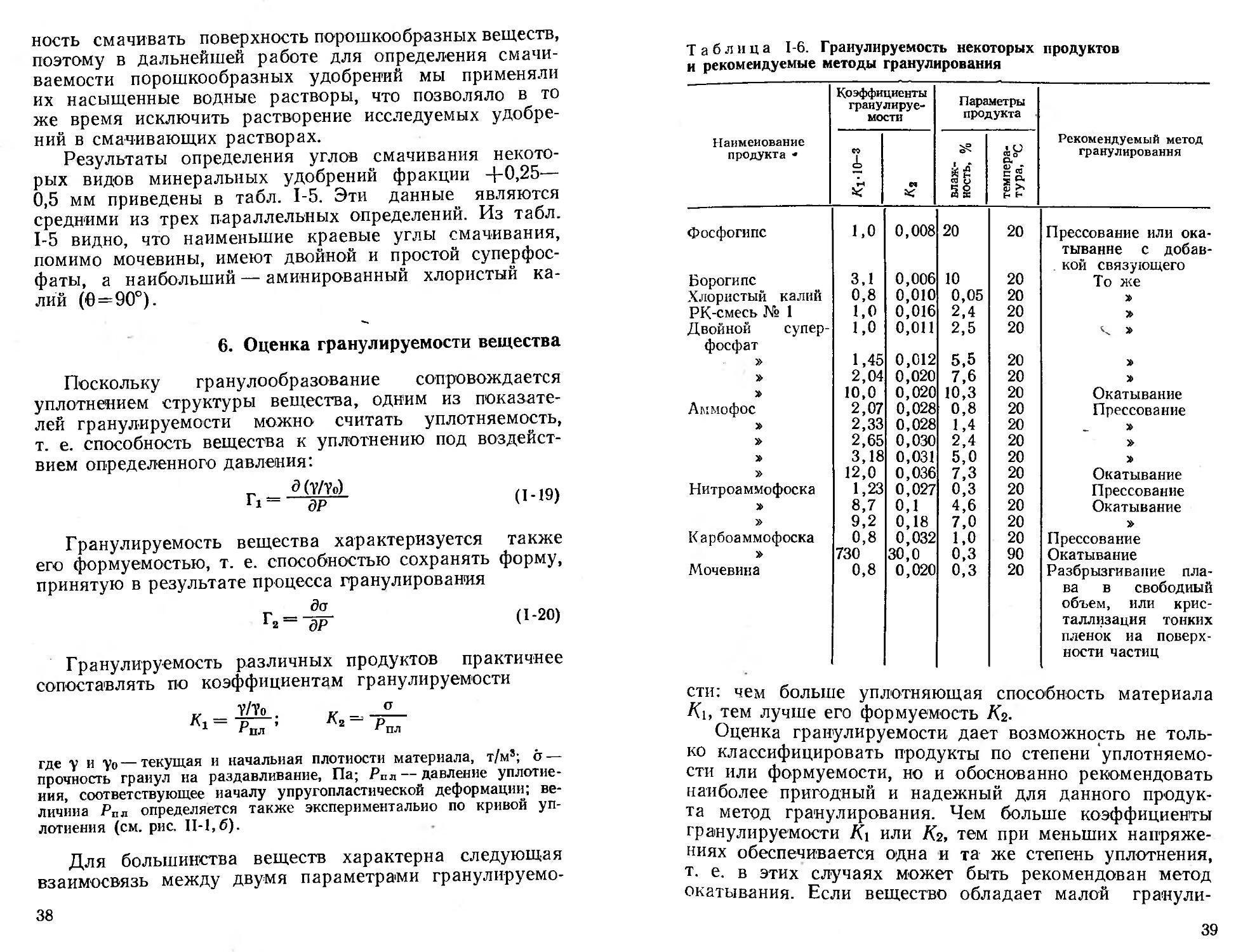
Результаты определения углов смачивания некоторых видов минеральных удобрений фракции +0,25— 0,5 мм приведены в табл. 1-5. Эти данные являются средними из трех параллельных определений. Из табл. 1-5 видно, что наименьшие краевые углы смачивания, помимо мочевины, имеют двойной и простой суперфосфаты, а наибольший — аминированный хлористый ка-
лий (0=90°).
6. Оценка гранулируемости вещества
Поскольку гранулообразование сопровождается уплотнением структуры вещества, одним из показателей гранулируемости можно считать уплотняемость, т. е. способность вещества к уплотнению под воздействием определенного давления:
Гранулируемость вещества характеризуется также его формуемостью, т. е. способностью сохранять форму, принятую в результате процесса гранулирования
Г - — * = _ дР
(1-20)
Гранулируемость различных продуктов практичнее сопоставлять по коэффициентам гранулируемости
где у и уо — текущая и начальная плотности материала, т/м5; о — прочность гранул на раздавливание, Па; Рпл — давление уплотнения, соответствующее началу упругопластической деформации; величина Рпл определяется также экспериментально по кривой уплотнения (см. рис. II-1,6).
Для большинства веществ характерна следующая взаимосвязь между двумя параметрами гранулируемо-
38
Таблица 1-6. Гранулируемость некоторых продуктов и рекомендуемые методы гранулирования
Наименование продукта * Коэффициенты гранулируемости Параметры продукта Рекомендуемый метод гранулирования
со i еч влажность, % температура, °C
Фосфогипс 1,0 0,008 20 20 Прессование или окатывание с добав-. кой связующего
Вороги ПС 3,1 0,006 10 20 То же
Хлористый калий 0,8 0,010 0,05 20
РК-смесь № 1 1,0 0,016 2,4 20
Двойной супер- фосфат 1,о 0,011 2,5 20
» 1,45 0,012 5,5 20
2,04 0,020 7,6 20
10,0 0,020 10,3 20 Окатывание
Аммофос 2,07 0,028 0,8 20 Прессование
2,33 0,028 1,4 20
2,65 0,030 2,4 20
3,18 0,031 5,0 20
» 12,0 0,036 7,3 20 Окатывание
Нитроа ммофоска 1,23 0,027 0,3 20 Прессование
У» 8,7 0,1 4,6 20 Окатывание
» 9,2 0,18 7,0 20
Карбоаммофоска 0,8 0,032 1,0 20 Прессование
730 30,0 0,3 90 Окатывание
Мочевина 0,8 0,020 0,3 20 Разбрызгивание плава в свободный объем, или кристаллизация тонких пленок иа поверхности частиц
сти; чем больше уплотняющая способность материала К\, тем лучше его формуемость Кг-
Оценка гранулируемости дает возможность не только классифицировать продукты по степени уплотняемо-сти или формуемости, но и обоснованно рекомендовать наиболее пригодный и надежный для данного продукта метод гранулирования. Чем больше коэффициенты гранулируемости Ki или Ki, тем при меньших напряжениях обеспечивается одна и та же степень уплотнения, т. е. в этих случаях может быть рекомендован метод окатывания. Если вещество обладает малой гранули-
39
руемостыо, то для его уплотнения требуются большие напряжения, т. е. необходимо принудительное уплотнение, например методом прессования, или окатывание с добавлением связующего компонента.
Параметры гранулируемости существенно зависят от физических свойств и параметров состояния продукта (от температуры, влажности, гранулометрического состава, pH и т. д.).
В табл. 1-6 сопоставлены показатели гранулируемости некоторых химических продуктов и указаны рекомендуемые методы гранулирования при различных параметрах их состояния.
Как видно из таблицы, коэффициенты гранулируе-мости сухих порошкообразных материалов имеют близкие значения при нормальных условиях, поэтому возможными методами их гранулирования являются прессование или окатывание с добавкой связующего. Увеличение влажности (двойной суперфосфат, аммофос, нитроаммофоска) или температуры (карбоаммофоска) способствует росту пластичности ряда продуктов, при этом коэффициенты гранулируемости увеличиваются на 1— 3 порядка. В этих условиях большая гранулируемость позволяет применять методы гранулирования, в которых уплотнение и формирование гранул происходят при меньших напряжениях (окатывание, формование). Чистые соли (в частности, мочевину) лучше гранулировать разбрызгиванием плава в свободный объем или методом кристаллизации тонких пленок на поверхности твердых частиц.
Глава II
МЕТОДЫ И ПРИНЦИПЫ ГРАНУЛИРОВАНИЯ МАТЕРИАЛОВ
1. Методы гранулирования
Для гранулирования материалов в отечественной и зарубежной практике применяют различные методы и аппаратуру [14, 77, 104, 119]. Все процессы гранулирования можно классифицировать следующим образом:
из жидкой фазы диспергированием на капли с по
40
следующей кристаллизацией при обезвоживании или охлаждении;
из твердой фазы прессованием с последующим дроблением брикетов до гранул требуемого размера;
из смеси жидкой и твердой фаз агломерацией порошков с последующим окатыванием агломератов и упрочнением связей между частицами при удалении жидкой фазы;
из газообразной фазы конденсацией (десублимацией) с образованием твердых гранул;
из смеси жидкой и газообразной фаз с осуществлением химической реакции;
из смеси жидкой, твердой и газообразной фаз с осуществлением химической реакции.
Образование твердых частиц необходимого размера при гранулировании происходит либо одновременно, либо постепенно. Поэтому различают процессы гранулирования, протекающие без изменения размеров частиц во времени, с изменением размера частиц во времени и с образованием новых частиц и ростом имеющихся частиц. В зависимости от требований, предъявляемых к гранулометрическому составу продукта, получаемые при гранулировании мелкие частицы либо возвращают в процесс (ретурный процесс), либо не возвращают (безретурный процесс).
Эффективность процесса гранулирования зависит от механизма гранулообразования, который, в -свою очередь, определяется способом гранулирования и его аппаратурным оформлением. В связи с этим методы гранулирования целесообразно классифицировать следующим образом:
окатывание (формирование гранул, достигаемое агломерацией или наслаиванием частиц);
диспергирование жидкости в свободный объем или нейтральную среду (образование и кристаллизация капель жидкости при охлаждении в воздухе, масле и т. п.);
прессование сухих порошков с получением брикетов, плиток и т. п., с последующим их дроблением на гранулы требуемого размера;
диспергирование жидкости на поверхность частиц во взвешенном состоянии (кристаллизация тонких пленок на поверхности частиц);
41
чешуирование (охлаждение жидкости на инородной поверхности);
формование или экструзия (продавливание пастообразной массы через отверстия).
2. Модель уплотнения при гранулировании
Гранулирование методом окатывания состоит в предварительном образовании агломератов из равномерно смоченных частиц или в наслаивании сухих частиц на смоченные ядра — центры гранулообразования. Этот процесс обусловлен действием капиллярно-адсорбционных сил сцепления между частицами и последующим уплотнением структуры, вызванным силами взаимодействия между частицами в плотном динамическом слое, например в грануляторе барабанного типа.
Гранулирование методом диспергирования жидкости в свободный объем заключается в разбрызгивании жидкости, например безводного плава гранулируемого вещества, на капли, приближенно однородные по размеру, и последующей их кристаллизации при охлаждении в нейтральной среде (воздухе, масле и т. п.).
Гранулирование сухих порошков методом прессования, т. е. уплотнения под действием внешних сил, основано на формировании плотной структуры вещества, что обусловлено прочными когезионными связями между частицами при их сжатии. Полученный в результате уплотнения брикет (плитка, лента) дробится и направляется на рассев для отбора кондиционной фракции, являющейся готовым продуктом.
Гранулирование методом диспергирования жидкости (пульп, растворов, суспензий и плавов) на поверхность частиц во взвешенном состоянии заключается в импульсном нанесении на твердые частицы тонких пленок исходного вещества и кристаллизации его за счет тепла, подводимого извне, или за счет отвода выделяющегося тепла.
Гранулирование методом формования, или экструзии состоит в продавливании пастообразной массы, представляющей собой либо увлажненную шихту, либо смесь порошка с легкоплавким компонентом, через перфорированные приспособления с последующей сушкой гранул или их охлаждением.
42
Методы гранулирования формованием (экструзией) применяют лишь для узкого класса химических веществ; они являются относительно малопроизводительными, не находят широкого распространения при массовом получении гранулированных продуктов и поэтому рассматриваются ниже в самых общих чертах.
Из описания приведенных особенностей процессов, осуществляемых различными методами, следует, что гранулирование химических продуктов происходит при возникновении в основном следующих видов физикомеханических связей:
капиллярно-адсорбционных сил сцепления между частицами, вызванных действием отрицательного гидростатического давления жидкой фазы в порах (капиллярах) и натяжением жидкостных пленок в месте контакта частиц (пленочные контакты);
связей, возникающих при кристаллизации жидкой фазы;
межчастичных когезионных связей, обусловленных формой частиц и отдельных криста.ллов.
Следствием действия всех видов физико-механических связей при гранулировании является увеличение плотности (снижение пористости) гранулируемого вещества, достигаемое либо уплотнением структуры капиллярно-пористых тел при их окатывании, прессовании и т. д., либо изменением агрегатного состояния гранулируемого материала в результате кристаллизации капель плава или тонких пленок на поверхности частиц.
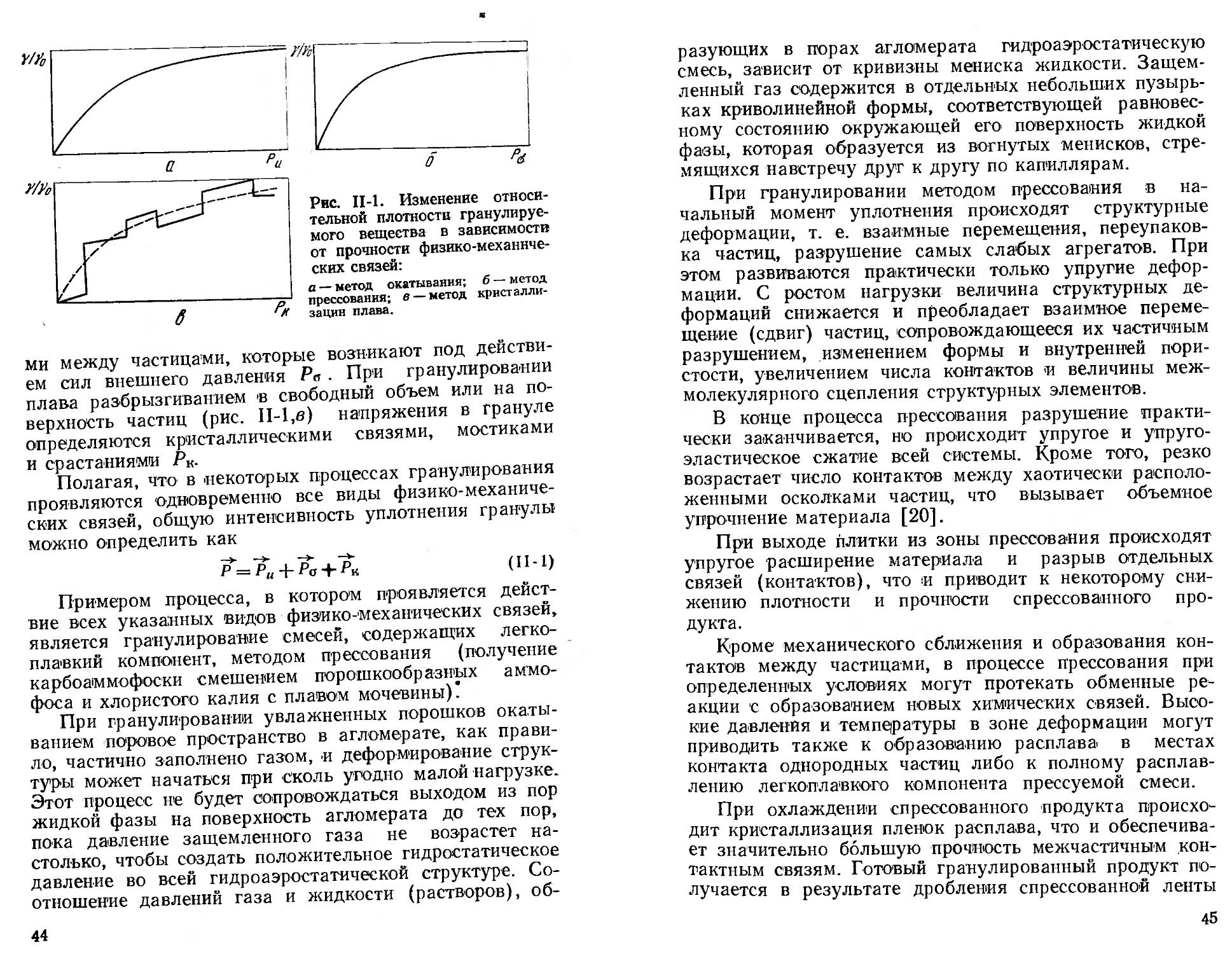
Уплотнение структуры материала в процессах гранулирования, осуществляемых различными методами, характеризуется зависимостью относительной плотности гранулируемого материала (у/уо), где у, уо — текущая и начальная плотности материала соответственно) от прочности физико-механических связей (Р). Для процесса гранулирования окатыванием (рис. II-1,а) напряжения в грануле вызываются, как правило, действием капиллярно-абсорбционных сил сцепления и натяжением в пленочных контактах Ри, а уплотнение структуры гранулы во времени происходит под действием сил взаимодействия между частицами при их движении в плотном вращающемся слое. В процессе гранулирования прессованием (рис. П-1,б) напряжения в дисперсной фазе обусловлены в основном когезионными связя-
43
0
Рис. П-1. Изменение относительной плотности гранулируемого вещества в зависимости от прочности физико-механнче-ских связей:
а — метод окатывания; б — метод прессования; в — метод кристаллизации плава.
ми между частицами, которые возникают под действием сил внешнего давления Рв . При гранулировании плава разбрызгиванием в свободный объем или на поверхность частиц (рис. П-1,в) напряжения в грануле определяются кристаллическими связями, мостиками и срастаниями Рк.
Полагая, что в некоторых процессах гранулирования проявляются одновременно все виды физико-механических связей, общую интенсивность уплотнения гранулы можно определить как
p^pL + At+Л (П-1)
Примером процесса, в котором проявляется действие всех указанных видов физико-механических связей, является гранулирование смесей, содержащих легкоплавкий компонент, методом прессования (получение карбоаммофоски смешением порошкообразных аммофоса и хлористого калия с плавом мочевины)?
При гранулировании увлажненных порошков окатыванием поровое пространство в агломерате, как правило, частично заполнено газом, и деформирование структуры может начаться при сколь угодно малой нагрузке. Этот процесс не будет сопровождаться выходом из пор жидкой фазы на поверхность агломерата до тех пор, пока давление защемленного газа не возрастет настолько, чтобы создать положительное гидростатическое давление во всей гидроаэростатической структуре. Соотношение давлений газа и жидкости (растворов), об
44
разующих в порах агломерата гидроаэростатическую смесь, зависит от кривизны мениска жидкости. Защемленный газ содержится в отдельных небольших пузырьках криволинейной формы, соответствующей равновесному состоянию окружающей его поверхность жидкой фазы, которая образуется из вогнутых менисков, стремящихся навстречу друг к другу по капиллярам.
При гранулировании методом прессования в начальный момент уплотнения происходят структурные деформации, т. е. взаимные перемещения, переупаковка частиц, разрушение самых слабых агрегатов. При этом развиваются практически только упругие деформации. С ростом нагрузки величина структурных деформаций снижается и преобладает взаимное перемещение (сдвиг) частиц, сопровождающееся их частичным разрушением, изменением формы и внутренней пористости, увеличением числа контактов и величины межмолекулярного сцепления структурных элементов.
В конце процесса прессования разрушение практически заканчивается, но происходит упругое и упругоэластическое сжатие всей системы. Кроме того, резко возрастает число контактов между хаотически расположенными осколками частиц, что вызывает объемное упрочнение материала [20].
При выходе плитки из зоны прессования происходят упругое расширение материала и разрыв отдельных связей (контактов), что и приводит к некоторому снижению плотности и прочности спрессованного продукта.
Кроме механического сближения и образования контактов между частицами, в процессе прессования при определенных условиях могут протекать обменные реакции с образованием новых химических связей. Высокие давления и температуры в зоне деформации могут приводить также к образованию расплава в местах контакта однородных частиц либо к полному расплавлению легкоплавкого компонента прессуемой смеси.
При охлаждении спрессованного продукта происходит кристаллизация пленок расплава, что и обеспечивает значительно большую прочность межчастичным контактным связям. Готовый гранулированный продукт получается в результате дробления спрессованной ленты
45
и рассева дробленого материала с отводом товарной фракции.
При гранулировании плавов кристаллические связи образуются в начальный период формирования гранул из капель при охлаждении поверхностного слоя капли. В этот период связи немногочисленны, не обладают жесткостью и не препятствуют взаимодействию друг с другом содержащихся в капле отдельных минеральных частиц. Они лишь способствуют образованию дополнительных связей между частицами.
При охлаждении по мере кристаллизации вещества в капле происходит уплотнение структуры с' образованием жестких кристаллических связей. Если при охлаждении продукт претерпевает несколько стадий полиморфных превращений, то зависимость у/уо=/(Дк) носит ступенчатый характер (см. рис. П-1, в) [56].
Из рассмотрения изложенных выше основ структу-рообразования при гранулировании, осуществляемом различными методами, можно заключить, что этот процесс независимо от принципа его осуществления сопровождается обычно уплотнением структуры под действием деформаций, вызываемых внешними силами (прессование) или капиллярно-адсорбционными силами (окатывание), а также силами, определяемыми внутренней энергией вещества (кристаллизация).
Рассмотрим общую схему сжатия трехфазной структуры гранулируемого вещества безотносительно к конкретному методу гранулирования [64].
Для структуры агломерата, поровое пространство которого заполнено газом и жидкостью, можно пред-, ставить модель сжатия, в которой каждая единица объема состоит из трех основных частей: А — объема твердой фазы, В — объема жидкой фазы в капиллярах и С —объема защемленного газа
A-f-B-f- С= 1
Так как жидкая фаза содержит долю твердого компонента, можно записать
В = № + <₽№ (П-2)
где <р — коэффициент растворимости твердого компонента в жидкой фазе при данной температуре; W — влажность агломерата.
46
В этом случае модель сжатия запишется в виде
(Л — <рВ7) ч-W7 (1 ч-<р)-ь С-= 1 (П-3)
Пористость агломерата при этом можно выразить как
е = № + С (П-4)
или с учетом (П-2)
е=-Т^Г + С (П-5)
При деформации агломерата и изменении объемных соотношений необходимо иметь в виду, что равновесие защемленного газа связано также с явлениями газо-поглощения и газовыделения. Капиллярная жидкость, соприкасающаяся с защемленным газом, содержит воздух в растворенном виде. При этом количество растворенного в жидкости газа учитывается коэффициентом растворимости газа ЧЛ Тогда общий объем газа Кг, содержащийся в свободном и растворенном состояниях, будет равен
Vr = C + ipB (П-6)
При действии на агломерат сжимающей силы в процессе уплотнения давление газа возрастает до величины Р'о , причем объем газа уменьшается на величину АС, равную полному изменению объема агломерата, поскольку плотные частицы и жидкая фаза приняты несжимаемыми. Поэтому новый объем газа
/Г' = С —ДС + фВ (П-7)
соответствует прежней температуре и новому давлению Р'ит =Ри-\-ЛРи. Полагая температуру защемленного газа неизменной в процессе гранулирования (изотермический процесс), можно применить закон Бойля — Мариотта и, сделав соответствующие преобразования, из уравнений (П-5) —(П-7) получить
[С4-Ф(1+<₽)(е-С)]РИг =
=. [С - ДС + ф (1 + Ф) (е - С)] P'Ur (I I -8)
Наиболее вероятной представляется структура агломерата, в которой газ при первоначальном давлении
47
является полностью растворенным в жидкой фазе, заполняющей все пустоты агломерата, а объем защемленного газа равен нулю. В этом случае, приняв С = 0, после 'интегрирования уравнения (П-8), записанного в дифференциальной форме, получим выражение
Иг
е= ф(1+<р)1пР„г (П‘9)
которое показывает, что пористость агломерата уменьшается с увеличением растворимости газа и твердого компонента в жидкой фазе, смачивающей поры, а также с увеличением внешнего давления.
Изменение физических условий в обычных при гранулировании пределах существенно влияет на деформируемость агломерата через газообразную составляющую его объема. Так, повышение температуры при гранулировании химических продуктов приводит к увеличению растворимости твердой фазы и, как правило, снижению растворимости газа в жидкой фазе. В зависимости от того, какое из этих явлений преобладает, повышение температуры гранулируемого слоя может привести как к уменьшению, так и к увеличению пористости гранул. Кроме того, изменение температуры агломерата вызывает 'изменение таких свойств жидкой фазы, как вязкость и поверхностное натяжение, что, в свою очередь, изменяет характер вытеснения жидкой фазы из пор и капилляров при деформации агломератов.
Существенное влияние на характер уплотнения гранулируемых структур оказывают физико-механические свойства твердой фазы: коэффициент внутреннего трения, сыпучесть, пластические и адгезионные свойства порошковидных частиц, составляющих твердую основу агломерата, их смачиваемость жидкой фазой и т. д.
В изложенной выше модели уплотнения не учитывается влияние физико-механических и реологических факторов на уплотняемость вещества при гранулировании, поскольку эти вопросы рассматриваются специально в гл. I. ,
Из указанных выше особенностей гранулирования и общей модели уплотнения следует, что для всех методов, несмотря на различия механизмов гранулообра-
48
зования, характерным является уплотнение структуры исходного вещества, обусловленное силами взаимодействия между отдельными частицами или кристаллами.
3. Силы взаимодействия при гранулировании
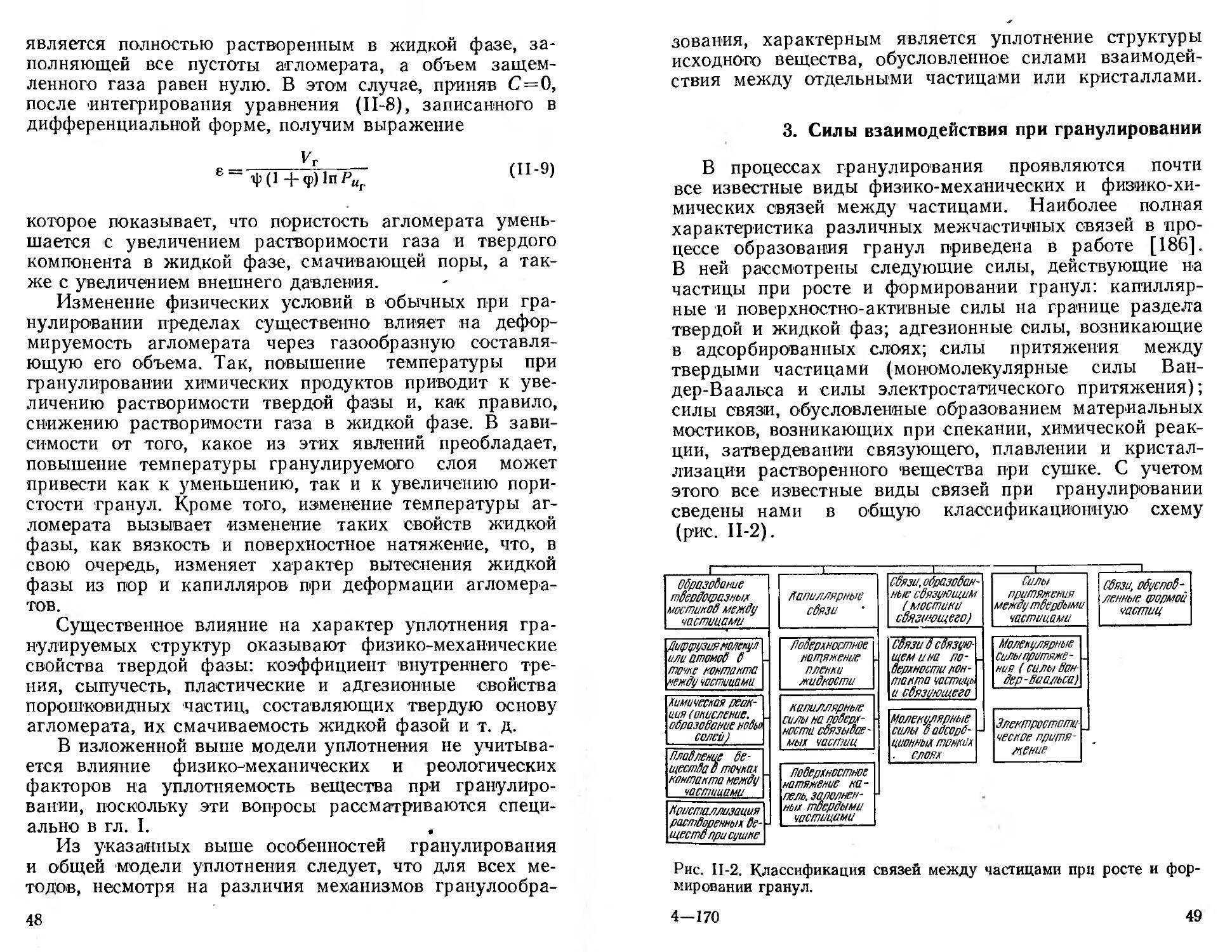
В процессах гранулирования проявляются почти все известные виды физико-механических и физико-химических связей между частицами. Наиболее полная характеристика различных межчастичных связей в процессе образования гранул приведена в работе [186]. В ней рассмотрены следующие силы, действующие на частицы при росте и формировании гранул: капиллярные и поверхностно-активные силы на границе раздела твердой и жидкой фаз; адгезионные силы, возникающие в адсорбированных слоях; силы притяжения между твердыми частицами (мономолекулярные силы Ван-дер-Ваальса и силы электростатического притяжения); силы связи, обусловленные образованием материальных мостиков, возникающих при спекании, химической реакции, затвердевании связующего, плавлении и кристаллизации растворенного вещества при сушке. С учетом этого все известные виды связей при гранулировании сведены нами в общую классификационную схему (рис. П-2).
। ~
Связи, образованные связующим (мостики связиющеео)
связи 6 связую щеми на поверхности контакта частице и связующего
Молекулярные силы в адсорбционных тонких . слоях
|
Силы притяжения между твердыми частицами
Связи, обусловленные формой частиц
Молекулярные Силы притяжения ( силы Вандер-ваальса)
Электростати ческое притяжение
Рис. П-2. Классификация связей между частицами при росте и формировании гранул.
4-170
49
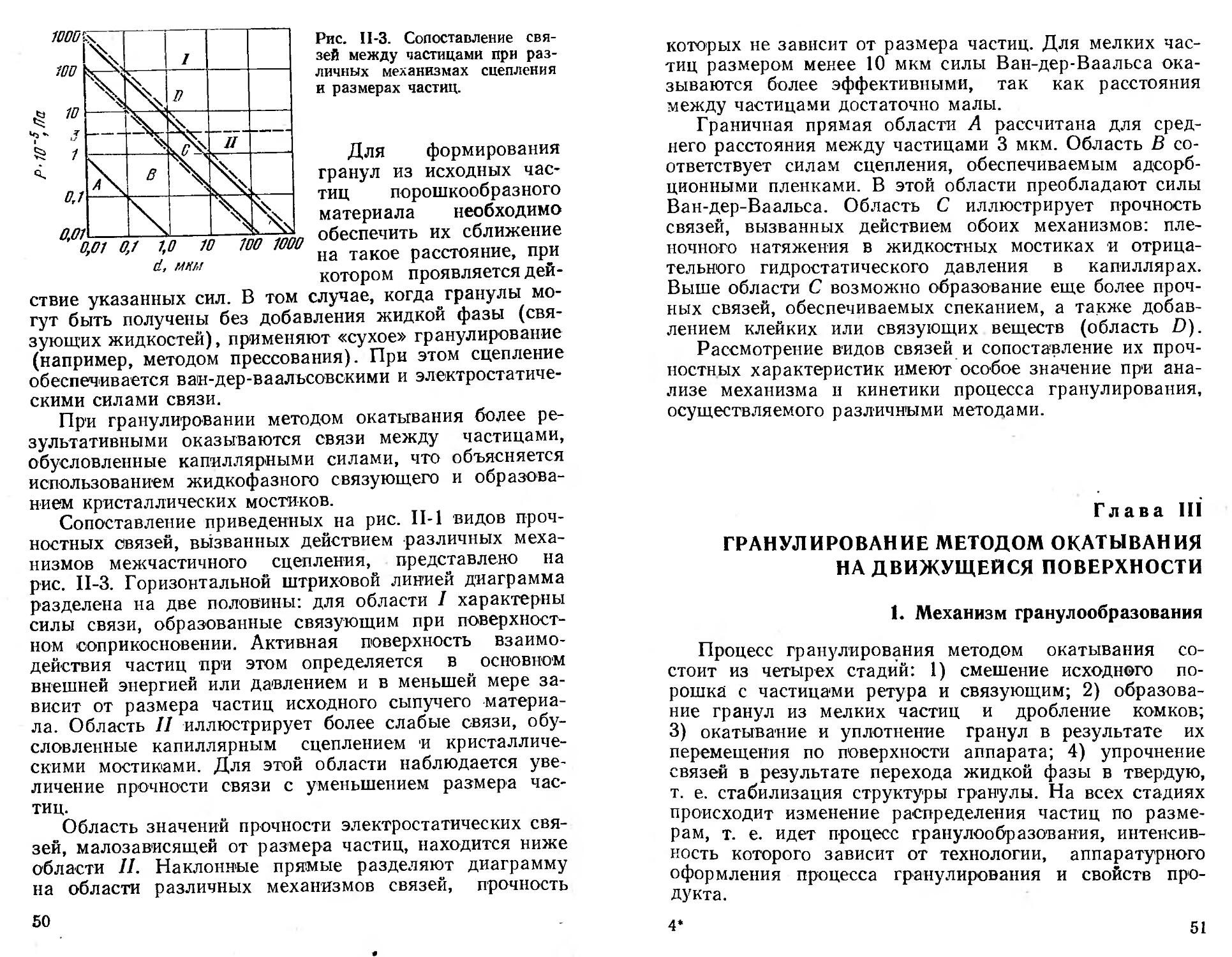
Рис. 11-3. Сопоставление связей между частицами при различных механизмах сцепления и размерах частиц.
Для формирования гранул из исходных частиц порошкообразного материала необходимо
обеспечить их сближение на такое расстояние, при котором проявляется действие указанных сил. В том случае, когда гранулы могут быть получены без добавления жидкой фазы (связующих жидкостей), применяют «сухое» гранулирование (например, методом прессования). При этом сцепление обеспечивается ван-дер-ваальсовскими и электростатиче-
скими силами связи.
При гранулировании методом окатывания более результативными оказываются связи между частицами, обусловленные капиллярными силами, что объясняется использованием жидкофазного связующего и образованием кристаллических мостиков.
Сопоставление приведенных на рис. II-1 видов прочностных связей, вызванных действием различных механизмов межчастичного сцепления, представлено на рис. П-З. Горизонтальной штриховой линией диаграмма разделена на две половины: для области I характерны силы связи, образованные связующим при поверхностном соприкосновении. Активная поверхность взаимодействия частиц при этом определяется в основном внешней энергией или давлением и в меньшей мере зависит от размера частиц исходного сыпучего материала. Область II иллюстрирует более слабые связи, обу
словленные капиллярным сцеплением и кристаллическими мостиками. Для этой области наблюдается увеличение прочности связи с уменьшением размера частиц.
Область значений прочности электростатических связей, малозависящей от размера частиц, находится ниже области //. Наклонные прямые разделяют диаграмму на области различных механизмов связей, прочность
50
которых не зависит от размера частиц. Для мелких частиц размером менее 10 мкм силы Ван-дер-Ваальса оказываются более эффективными, так как расстояния между частицами достаточно малы.
Граничная прямая области А рассчитана для среднего расстояния между частицами 3 мкм. Область В соответствует силам сцепления, обеспечиваемым адсорбционными пленками. В этой области преобладают силы Ван-дер-Ваальса. Область С иллюстрирует прочность связей, вызванных действием обоих механизмов: пленочного натяжения в жидкостных мостиках и отрицательного гидростатического давления в капиллярах. Выше области С возможно образование еще более прочных связей, обеспечиваемых спеканием, а также добавлением клейких или связующих веществ (область D).
Рассмотрение видов связей и сопоставление их прочностных характеристик имеют особое значение при анализе механизма и кинетики процесса гранулирования, осуществляемого различными методами.
Глава III
ГРАНУЛИРОВАНИЕ МЕТОДОМ ОКАТЫВАНИЯ НА ДВИЖУЩЕЙСЯ ПОВЕРХНОСТИ
1. Механизм гранулообразования
Процесс гранулирования методом окатывания состоит из четырех стадий: 1) смешение исходного порошка с частицами ретура и связующим; 2) образование гранул из мелких частиц и дробление комков; 3) окатывание и уплотнение гранул в результате их перемещения по поверхности аппарата; 4) упрочнение связей в результате перехода жидкой фазы в твердую, т. е. стабилизация структуры гранулы. На всех стадиях происходит изменение распределения частиц по размерам, т. е. идет процесс гранулообразования, интенсивность которого зависит от технологии, аппаратурного оформления процесса гранулирования и свойств продукта.
4
51
Стадии смешения и образования гранул. В качестве ' связующего применяют различные жидкости, способствующие сцеплению частиц. Чаще всего — это дешевые доступные вещества, используемые в технологии получения данного продукта (вода, раствор продукта, плав одного из компонентов и т. п.). Иногда используют смолы, бентонит, глину, гипс и другие инертные связующие или вещества, способствующие затвердеванию (кристаллизации, полимеризации и т. п.).
Характер капиллярного взаимодействия в слое сыпучего материала определяется количеством воды в точке контакта, формой контакта и числом контактов в единице объема материала. Поскольку в слое, состоящем из реальных частиц, возможны самые различные контакты, теоретически можно предсказать лишь общий характер влияния влажности материала на прочность сцепления частиц. Эта зависимость должна иметь экстремальный характер. Показано [76], что сила капиллярного сцепления в объеме увлажненного сыпучего материала тем выше, чем из более мелких зерен он состоит.
Общая схема взаимодействия жидкости с частичками материала может быть представлена следующим образом. При небольшом содержании в сыпучем материале мелких фракций зазоры между крупными зернами остаются практически свободными. Поэтому сравнительно высокое среднеэффективное расстояние между частицами обусловливает пониженную прочность сцепления.
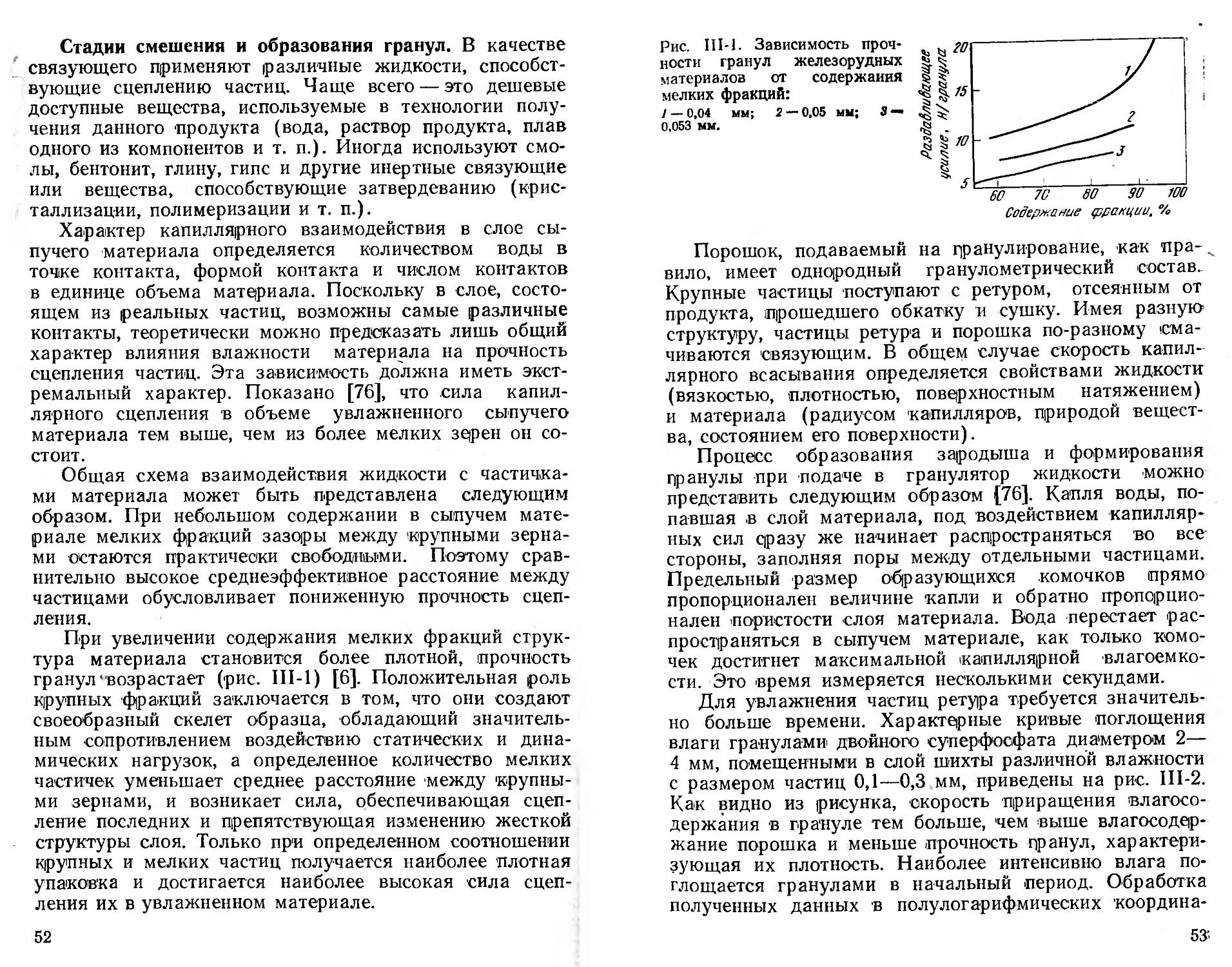
При увеличении содержания мелких фракций структура материала становится более плотной, прочность гранул1 возрастает (рис. Ш-1) [6]. Положительная роль крупных фракций заключается в том, что они создают своеобразный скелет образца, обладающий значительным сопротивлением воздействию статических и динамических нагрузок, а определенное количество мелких частичек уменьшает среднее расстояние между крупными зернами, и возникает сила, обеспечивающая сцепление последних и препятствующая изменению жесткой структуры слоя. Только при определенном соотношении крупных и мелких частиц получается наиболее плотная упаковка и достигается наиболее высокая сила сцепления их в увлажненном материале.
52
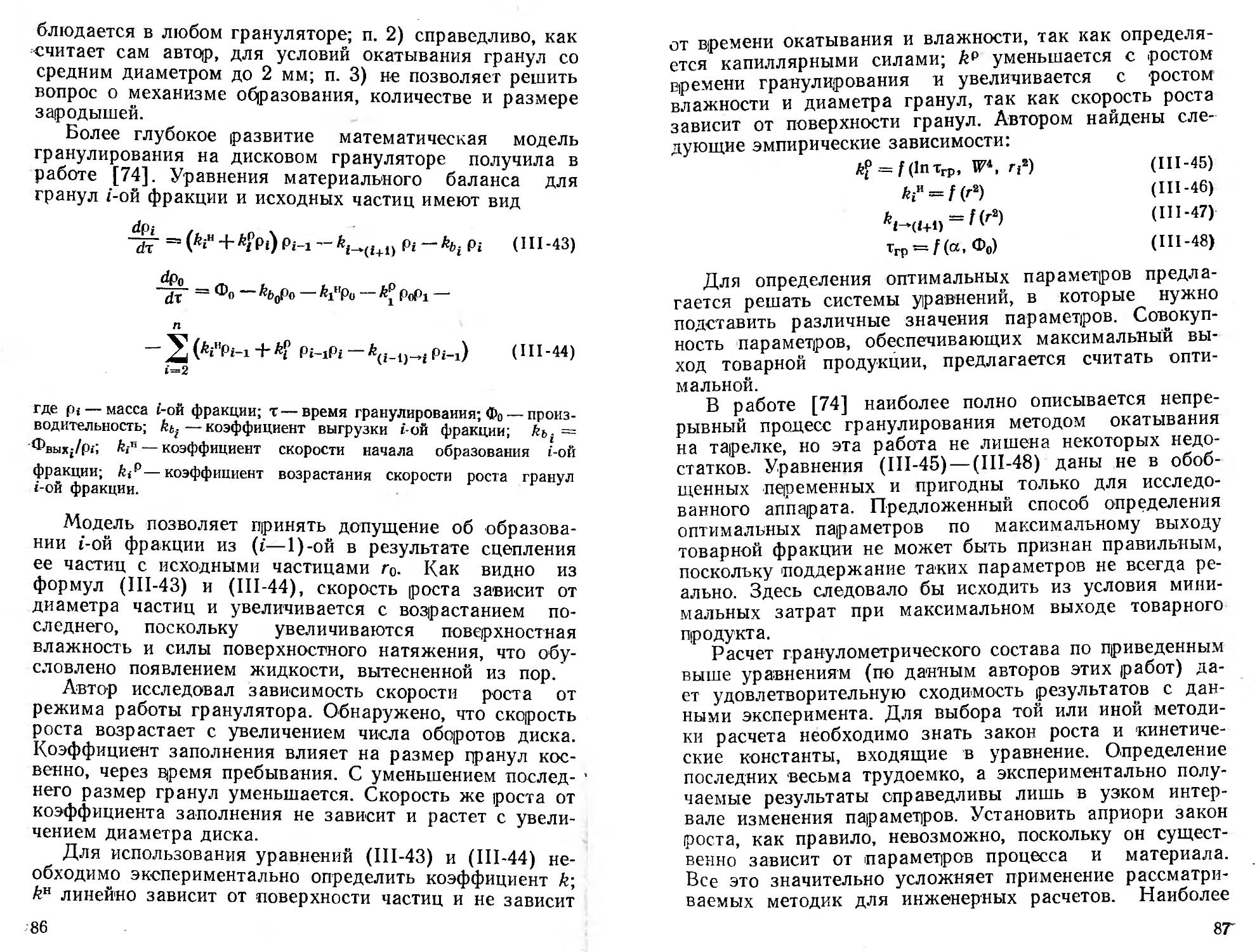
Рис. Ш-1. Зависимость прочности гранул железорудных материалов от содержания мелких фракций:
1 — 0,04 нм; 2 — 0,05 им; 3 — 0,053 мм.
Порошок, подаваемый на гранулирование, как правило, имеет однородный гранулометрический состав.. Крупные частицы поступают с ретуром, отсеянным от продукта, прошедшего обкатку и сушку. Имея разную структуру, частицы ретура и порошка по-разному смачиваются связующим. В общем случае скорость капиллярного всасывания определяется свойствами жидкости (вязкостью, плотностью, поверхностным натяжением) и материала (радиусом капилляров, природой вещества, состоянием его поверхности).
Процесс образования зародыша и формирования гранулы при подаче в гранулятор жидкости можно представить следующим образом (76]. Капля воды, попавшая .в слой материала, под воздействием капиллярных сил сразу же начинает распространяться во все стороны, заполняя поры между отдельными частицами. Предельный размер образующихся комочков прямо пропорционален величине капли и обратно пропорционален пористости слоя материала. Вода перестает распространяться в сыпучем материале, как только комочек достигнет максимальной капиллярной влагоемко-сти. Это время измеряется несколькими секундами.
Для увлажнения частиц ретура требуется значительно больше времени. Характерные кривые поглощения влаги гранулами двойного суперфосфата диаметром 2— 4 мм, помещенными в слой шихты различной влажности с размером частиц 0,1—0,3 мм, приведены на рис. Ш-2. Как видно из рисунка, скорость приращения влагосо-держания в грануле тем больше, чем выше влагосодер-жание порошка и меньше прочность гранул, характеризующая их плотность. Наиболее интенсивно влага поглощается гранулами в начальный период. Обработка полученных данных в полулогарифмических координа-
53
'Рис. 1II-2. Кривые поглощения влага гранулами двойного суперфосфата с различной прочностью:
Прочность гранулы. Влажность порош-
Кривая МПа ка^%
1 2 21,2
2 2 18,5
3 2 15,5
4 3 15,5
5 4 15,5
тах позволила получить уравнение для расчета времени увлажнения, справедливое для начальных участков кривых
r = -feln(l—£) (Ш-1)
где £=(иР—«р0)/(«пор — «i0); uP, пР()—влагосодержание ретура текущее, исходное; ипор— влагосодержание порошка; k — коэффициент пропорциональности; для фосфорсодержащих удобрений /г= =0,52 [401.
Изменение характера влагопоглощения с течением времени объясняется, по-видимому, тем, что вначале влага поглощается поверхностным слоем гранул под воздействием капиллярных сил. По мере насыщения этого слоя влага продвигается внутрь гранулы, где имеются не только открытые, но и закрытые поры, заполненные воздухом. Дальнейшее поглощение влаги резко замедляется и лимитируется растворением воздуха в жидкой фазе. Чем выше влагосодержание порошка, тем быстрее насыщается поверхностный слой гранул
54
и тем быстрее наступает переход от одного характере влагопоглощения к другому.
Из сопоставления времени влагонасыщения порошка в ретура видно, что для ретура оно почти на порядок больше. Следовательно, именно время увлажнения ретура является определяющим при расчете времени смешения.
При увлажнении одновременно происходит и уплотнение порошка под действием капиллярных сил. Чем мельче частицы и больше поверхностное натяжение жидкости, тем плотнее агломерат. Так, при увлажнении порошка двойного суперфосфата пористость агломерата, образованного вокруг капли, такая же, как и гранулы. Образовавшийся агломерат далее уплотняется при окатывании.
Стадия окатывания. Уплотнение частиц методом;
окатывания достигается, в основном, при ударе о неподвижный слой материала или о стенку гранулятора. В этот момент большая часть кинетической энергии, которую приобрел комок при скатывании вниз, расходуется на перемещение зерен и уплотнение гранулы. Очевидно, что величина кинетической энергии определяется не только скоростью скатывания, но и массой ко-
мочка.
Поэтому должен существовать минимальный размер влажного комочка, при котором он приобретает достаточную кинетическую энергию во время осыпания. Если масса комочка меньше критической величины, то накопленной энергии не хватит для совершения работы
уплотнения, и этот комочек не вым центром. Влияние размера и числа зародышей на интенсивность уплотнения видно из рис. Ш-З [120]. С увеличением диаметра и соотношения зародыши — порошок • время,
Рис. Ш-З. Зависимость времени гранулирования от размера частиц рету-ра сажи при его содержании в шихте:
1 ~ 1 5; 2 — 1:3; 3—1:1; 4 — 3:1.
сможет стать зародыше-
55*
необходимое для достижения определенной плотности комочков, уменьшается.
Комочки в результате многократных ссыпаний и ударов уплотняются, отдельные частички, перемещаясь, укладываются более плотно. При этом избыточная влага выдавливается на поверхность комочка, в результате чего становится возможным дальнейшее присоединение к такому комку сухих частичек. По мере приближения частичек друг к другу толщина пленок связанной воды становится все меньше, прочность сцепления увеличивается.
Сближение частичек вследствие уменьшения толщины адсорбированных пленок возможно только в том случае, когда избыток воды поглощается, например в результате присоединения новых частичек к поверхности или поступления влаги во внутрь гранулы. При работе гранулятора внутри комка создается определенная минимальная толщина водных пленок, соответствующая величине динамических нагрузок. Как только эта толщина достигается, дальнейшее выделение воды на поверхность комка прекращается, гранула перестает расти, ее прочность становится максимальной для данного режима.
Присутствие в шихте сухих плотных частиц ретура приводит к тому, что влага не только выдавливается на поверхность, но и всасывается во внутрь. При одинаковых интенсивностях этих процессов гранулы не растут, а при преобладании всасывания над другими процессами может происходить измельчение гранул, поскольку ослабляются связи между частицами. Для дальнейшего увеличения размера гранул накатыванием следует вводить извне на их поверхность дополнительное количество жидкости. При значительном содержании ретура в шихте и однрразовом увлажнении на его поверхности создается временный избыток жидкой фазы, в результате чего происходит рост гранул, хотя данного количества жидкости явно недостаточно для устойчивого ведения процесса гранулирования. В дальнейшем частицы ретура продолжают поглощать жидкость; по истечении определенного времени на поверхности частиц ретура жидкости уже не хватает, и агломераты разрушаются.
Одноразовое введение требуемого количества жидкости приводит к чрезмерному увеличению влажности
56
шихты и образованию крупных агломератов. Следова- ( тельно, для получения гранул требуемого размера шихту надо увлажнять постепенно с учетом кинетики влаго-поглощения. Как правило, время насыщения гранул влагой значительно превышает время, необходимое для окатывания гранул при выбранных динамических нагрузках. Для поддержания на поверхности гранул оптимальной влажности следует увлажнять шихту весь период окатывания.
Помимо динамических нагрузок при ударе уплотнению гранул способствуют и другие силы. В момент перекатки гранулы через зерно мелкого материала происходит толчок в направлении центра гранулы. Развивающееся при этом давление достигает сотен атмосфер и способствует формированию гранул в сферы [190]. На поверхности перекатывающегося шарика возникает не только толчок, но и срезывающее усилие. Часть неровностей гранулы не выдерживает этих напряжений и разрушается, а прочно прилипшие зерна вдавливаются внутрь.
Катящийся шарик до тех пор не присоединяет маленькие зерна (перекатывается по ним), пока
2г (1 — cos2P)
1 -|-cos2p
где d—диаметр зерна; г — радиус гранулы; р — угол трения.
Для сухих минералов tgi0 = O,3—0,6. Для сырого материала при трении его о стенку tgp = 0,2. В последнем случае, как показывают расчеты, гранулы могут расти, пока их радиус не станет больше 12,54. Частицы, меньшие г/12,5, будут проникать в скопление зерен на поверхностях гранул и уплотнять их. Так, предельная величина частиц, увлекаемых гранулами диаметром 2, 8 и 20 мм, составит соответственно 0,08; 0,32 и 0,8 мм. Более крупные зерна не увлекаются катящейся гранулой.
Структура гранулы уплотняется постепенно под действием большого числа ударов различного направления, в результате чего взаимное перемещение частичек происходит только на тех участках, где в данный момент сила сцепления имеет минимальное значение. Другими словами, работа уплотнения совершается весь-
57
ма экономно. Очевидно, что динамические нагрузки в грануляторе не должны превышать допустимые, т. е. напряжения в комке не должны быть разрушающими. В работе [186] показано, что предел прочности агломератов на разрыв при данной величине сил сцепления F может быть определен соотношением Gz=(l—e)F/ed2, где е и d — пористость и размер агломерата. Определение оптимальных условий работы гранулятора, обеспечивающего максимальную производительность при заданном размере комочков, представляет значительный интерес.
Стадия стабилизации структуры гранул. Связи между частицами, уплотненными в процессе окатывания, в значительной мере обусловлены силами поверхностного натяжения жидкости. Эти связи обеспечивают достаточную пластичность материалу и позволяют в широких пределах изменять форму гранулы без ее разрушения. Для получения готового продукта необходимо упрочнить связи, придав большую жесткость полученной структуре, что достигается удалением жидкой фазы или переводом ее в твердую фазу.
Одним из наиболее распространенных способов упрочнения гранул является сушка. При удалении влаги из растворимых в ней материалов одновременно происходит и кристаллизация твердой фазы. Сушка может осуществляться за счет тепла химической реакции. В этом случае кристаллы образуются не только в результате сушки, но и вследствие образования нового вещества. Твердая фаза может образовываться и без изменения массы шихты, например при охлаждении или полимеризации жидкости.
В процессе удаления из гранулы жидкой фазы может происходить не только упрочнение структуры, но и ее разрушение. При интенсивной сушке и некоторых химических реакциях образуется большое количество газовой фазы. Газ, выходя наружу, значительно изменяет структуру материала, увеличивает пористость, разрушает образовавшиеся связи. Возникновение новых кристаллов и перекристаллизация веществ, вызванная изменением температуры, также приводят к нарушению начальной структуры. Следовательно, не всегда оправданы повышенные требования к структуре гранул, образуемых на стадии уплотнения, поскольку при после-58
дующей операции удаления жидкой фазы происходит перестройка структуры. В этом случае целесообразно обе операции совмещать, причем особенно важно, чтобы предыдущие стадии смешения и образования гранул были закончены.
Цри необходимости после удаления из агломерата жидкой фазы можно провести дальнейшее упрочнение гранулы, переводя одно химическое соединение в другое. Сущность химико-каталитического упрочнения, например железорудных окатышей, заключается в образовании прочного скелета кальцита, играющего роль связующего, и образующегося в результате карбонизации гидроксида кальция диоксидом углерода в присутствии катализатора. Железорудные окатыши упрочняют также обжигом, водотепловой обработкой, гидратированием [6].
Таким образом, завершающая стадия гранулообра-зования при окатывании сопровождается тепло- и массообменными 'процессами, приводящими к стабилизации структуры гранул.
2. Движение .материала при окатывании и расчет основных параметров гранулятора
Движение в поперечном сечении барабана. Величина динамических нагрузок на гранулу данного размера зависит от характера ее движения. Тело, находящееся внутри вращающегося барабана, под действием силы тяжести и центробежной силы прижимается к поверхности барабана и отклоняется от вертикали на угол рд, величина которого зависит от скорости вращения барабана, его радиуса и коэффициента трения тела о поверхность барабана. Таким образом, поведение тела определяется соотношением трех сил: тяжести, центробежной и трения. -
После достижения предельного значения угла 1рд нарушается равновесие тела относительно поверхности барабана, сдвигающая сила становится больше силы трения и тело начинает перемещаться вниз. При этом в первое же мгновение исчезает действие на тело центробежной силы, в результате чего уменьшается сила трения и еще больше нарушается динамическое равновесие. Однако в дальнейшем, вследствие движения по
59
криволинейной траектории, центробежная сила возникает вновь.
Скатывание тела 'вниз является ускоренным. Максимальная скорость достигается в тот момент, когда силы сдвига и трения равны. При дальнейшем движении вниз скорость начинает падать, и при определенном значении угла р тело останавливается.
Поведение тела после остановки зависит от того, пересекло ли оно вертикальную плоскость, проходящую через ось барабана. Если тело не пересекло вертикальную плоскость, то оно и после остановки остается в том же положении, так как расстояние, на которое тело переместится к вертикали под действием силы тяжести, вследствие равенства линейных скоростей, будет скомпенсировано обратным движением тела в результате вращения барабана. Оставаясь неподвижным относительно внешней системы координат, тело будет непрерывно скатываться по внутренней поверхности барабана. Такое движение названо режимом обкатывания 176].
Если тело остановилось после пересечения вертикальной плоскости, то под действием силы тяжести оно будет двигаться в ту же сторону, что и поверхность вращающегося барабана. В этом случае движение будет совершаться циклами: подъем — скатывание (челночный режим). Для первичной оценки режима скатывания предложена формула
Рх — Ртах — 2 (Ртах Р)
где ртах — максимальный угол подъема тела; р — угол трения [76].
При Рх>0 наблюдается режим обкатывания, при — челночный.
На рис. Ш-4 приведены результаты расчетов [76] изменения скорости скатывания тел. С увеличением скорости вращения возрастает угол подъема, причем тем сильнее, чем выше коэффициент трения. Выполненные расчеты показали также, что основным режимом движения тела, особенно в барабанах небольших размеров, является режим обкатывания. Челночный режим наступает при высоких скоростях вращения.
В практических условиях работы одновременно в барабане находятся не одно тело, а их совокупность — некоторый объем сыпучего материала, поведение которого
во
Vck,m/C
Рис. Ш-4. Скорость скатывания тел, обладающих различным трением, в барабане диаметром 3 м (цифры у кривых — угол трения) а — частота вращения 10 об/мин; б — то ясе, 30 об/мин.
характеризуется закономерностями, отличными от закономерностей движения одиночного тела. Характер движения материала зависит от степени заполнения, скорости вращения и состояния внутренней поверхности барабана.
При малой степени заполнения в случае небольшого трения о внутреннюю поверхность барабана сыпучий материал ведет себя подобно одному сплошному телу, т. е движется в челночном режиме или чаще в режиме обкатывания. В последнем случае угол подъема центра тяжести загрузки меньше угла естественного откоса.
При отклонении центра тяжести загрузки на угол, больший угла естественного откоса, и достаточном коэффициенте заполнения картина поведения материала меняется. Как только наклон поверхности загрузки превысит угол естественного откоса, избыток материала начнет осыпаться вниз, стремясь восстановить первоначальный угол. При этом центр тяжести загрузки остается на одном месте, а вокруг него вращается материал: окЬло стенки он поднимается вверх, а по свободной поверхности ссыпается вниз. Характерной особенностью такого движения в режиме переката является отсутствие у частичек параболического участка траектории, т. е. после кругового участка пути частицы сразу переходят на участок ссыпания. Объем материала при движении в этом режиме примерно на 10% больше объема в неподвижном состоянии.
Кроме режима перекатки различают также водопадный и циклический, характеризующиеся наличием участков траектории свободного полета. Оба эти режима непригодны для смешивания и гранулирования, поскольку градиент скорости отдельных элементарных потоков небольшой. Для гранулирования наиболее эффективен режим переката. В этом режиме основная масса сыпучего материала движется по круговым траекториям со скоростью, равной угловой скорости вращения самого барабана. Достигнув высшей точки, материал слоем определенной толщины начинает ссыпаться вниз. Нижележащие слои переходят на круговые траектории, расположенные ближе к центру барабана, а верхние слои переходят на траектории большего радиуса. Такое распределение ссыпающегося потока частиц
62
Рис. Ш-5. Эпюра скоростей движения отдельных слоев загрузки при вращении барабана.
создает условия для повторения описанной картины, т. е. каждый элементарный слой как бы вращается вокруг неподвижной точки. Совокупность этих точек образует линию раздела поднимающегося и скатывающегося слоев.
Эпюра скоростей движения отдельных элементарных сравнительно медленно смешивающихся друг с другом слоев материала относительно внешней системы координат изображена на рис. Ш-5. Величины линейных скоростей определяются скоростью вращения барабана и силами трения отдельных слоев материала один о другой.
Следует отметить, что чем больший коэффициент трения имеет частица,’ тем быстрее она теряет свою скорость при ссыпании и тем быстрее переходит на круговой участок пути, т. е. переходит на траекторию вращения с меньшим радиусом. Вследствие этого вблизи линии раздела зон подъема и скатывания происходит постепенное накопление наиболее мелких фракций.
Для процесса окатывания большое значение имеет толщина слоя ссыпающегося материала. Экспериментально исследовалась [43] зависимость отношения количества поднимающегося материала бПОд к общему ко
63
личеству материала в засыпке Go^ от параметров вращения барабана. Установлено, что
1|3 — бпод/боб = f
где со — угловая скорость; R — радиус барабана.
Эта зависимость иллюстрируется рис. Ш-6. В работе [43] указано также, что Т не зависит от коэффициента заполнения. Следовательно, толщина ссыпающегося слоя определяется коэффициентом заполнения. Гранулы, скатывающиеся из верхней части потока, подвергаются меньшим динамическим нагрузкам, чем гранулы, расположенные внутри потока и соприкасающиеся с поднимающимся слоем. Поэтому на гранулометрический состав продукта влияет толщина скатывающегося слоя, т. е. коэффициент заполнения, который должен быть оптимальным для требуемого гранулометрического состава. При гранулировании в барабане коэффициент заполнения не превышает 25% и в каждом конкретном случае находится экспериментально.
Поскольку для процесса окатывания наиболее благоприятен режим переката, представляют интерес предельные значения параметров перехода к водопадному режиму. Водопадный режим вообще невозможен до тех пор, пока верхний край загрузки не достигнет угла подъема 90° (рис. Ш-7). Отсюда нетрудно определить предельную степень заполнения барабана, до достижения которой материал будет двигаться в режиме переката. При этом условии угол ф в зависимости от угла ссыпания рд будет определяться по следующей формуле: ф=180—2рд. Угол рд определяется, прежде всего, углом естественного откоса р и существенно зависит от скорости вращения барабана. При прочих равных условиях угол ссыпания увеличивается с повышением степени заполнения барабана. С учетом динамических нагрузок угол рд получается на 10—25° больше угла естественного откоса. На рис. Ш-8 приведены экспериментальные данные о влиянии скорости вращения и степени заполнения на угол ссыпания материала с углом естественного откоса 35° [76]. Чем выше скорость вращения, тем больше угол рд и меньше предельная степень заполнения. Изменение угла рд в зависимости от угла естественного откоса р видно из табл. Ш-1 [76].
64
Рис. 1П-6. Зависимость V от параметров вращения барабана
Рис. Ш-7. Схема расположения загрузки барабана при работе в режиме переката:
а — угол подъема засыпки менее 90 °C; б —то же, более 90°.
Рис. III-8. Зависимость угла ссыпания материала от скорости вращения и степени заполнения барабанного гранулятора.
5—170
Таблица HIT. Изменение угла рд в зависимости от угла естественного откоса р град=мин
Степень заполнения барабана, % Угол Р, град
10 15 20 25 30 35 40
5 11=55 17=55 23=38 29=13 35=11 40=35 46=10
10 12=54 19=16 25=30 31=32 37=36 43=15 48=56
15 13=06 19=36 25=55 32=04 38=00 43=42 49=24
20 13=18 20=03 26=12 32=21 38=20 44=04 49=36
При небольших степенях заполнения, когда верхняя часть загрузки поднимается на угол более 90°, начало водопадного режима определяется равенством углов подъема верхнего края загрузки и отрыва материала от поверхности барабана. При этих условиях найдена [76] критическая скорость вращения барабана, характеризующая границу между режимом переката и водопадным режимом
„ _ чп 1/—соз(Рд + <Р/2)
пкр — «5U у
При выборе скорости вращения гранулятора нужно стремиться к тому, чтобы создавались не только условия режима переката, но и условия, предотвращающие разрушение сформировавшихся гранул требуемого размера. Процесс окатывания необходимо вести при скоростях скатывания, не превышающих скоростей, при которых происходит разрушение. Энергия, переданная от одной гранулы другой в момент их столкновения, не должна превышать работу разрушения. Из этого условия получена [112] упрощенная формула для определения допускаемой скорости скатывания гранул
[t-ск] =(0,23 - 0,32)
где а — допустимое напряжение в грануле; у — удельный вес материала.
Скорость скатывания определяется параметрами работы г|ранулято|ра и свойствами материала. В работе [131] получена зависимость
Сек = Sin Рд - Яб (Rc _ R) ] _ у (Яб - R)
(Ш-2)
66
где рНас — насыпная плотность материала; р — коэффициент внутреннего трения материала; рд — угол подъема центра тяжести засыпки; R — текущий радиус; R<$ — расстояние от центра барабана до скатывающего слоя; Rc=Re+hcK, hCK — толщина скатывающегося слоя; Т — предельное напряжение сдвига.
Входящие в уравнение (Ш-2) величины hCK и т не всегда известны. Для приближенных расчетов можно пользоваться уравнением, полученным из следующих соображений. Количество скатывающегося материала, исходя из условия неразрывности потока, равно количеству поднимающегося материала. При этом, чем меньше материала скатывается, тем больше его скорость и меньше время скатывания. Принимая максимальный путь скатывания равным хорде, проведенной между крайними точками засыпки, получаем
Тпод _ Цск^под__б под____Ф
Тек 5ск^под бск I ф
ф ф
V ф 27? sin-я- 2ф5Ш-к-
—_--------Z-- ------г =_______/111-31
Гпод 1 —Ф /?ф (1—ф)ф
где S — путь, проходимый гранулой при скатывании, а Т=0,55—0,6 и определяется из графика на рис. Ш-6.
Скорость подъема материала определяется параметрами движения барабана. Если проскальзывание материала около стенки отсутствует, то средняя скорость подъема частиц, расположенных между стенкой барабана и линией, разграничивающей поднимающийся и скатывающийся слой
Плод = со7?/2 а средняя скорость скатывания в поперечном сечении барабана
Ф 7?соф sin
t'cK = -rf-r-=- (Ш-4)
(1—ф)ф
Поскольку скатывание происходит не по плоскости, а по изогнутой поверхности, формула (Ш-4) дает несколько заниженные результаты. Задаваясь допустимым значением скорости скатывания из уравнения (Ш-4), определяют угловую скорость барабана. Для промышленных грануляторов скорость вращения составляет
обычно (0,2—0,6) соКр, где <окр — скорость, при которой материал под воздействием центробежной силы вращается без отрыва от стенки. Чем выше сыпучесть материала, тем больше скорость вращения.
Движение материала вдоль оси вращающегося барабана. Перемещение материала, загружаемого в барабанный гранулятор, вдоль оси последнего обусловлено разностью давлений на входе в цилиндрическую обечайку и выходе из нее. Перепад давлений создается при понижении уровня материала, вызванном его обрушением на разгрузочном конце.
Если барабан установлен под углом а к горизонту, то частицы поднимаются перпендикулярно оси барабана, а скатываются перпендикулярно горизонтали, т. е. под углом .а к оси, в результате этого происходит перемещение материала и выгрузка его из барабана.
Интенсивность разгрузки определяется из следующих соображений. Длина проекции пути подъема на поверхность засыпки равна 2 R sin (ф/2). Длина пути вдоль оси барабана за время подъема тПОд и скатывания тек составит Si = 2 R sin (ф/2) tg а. Скорость движения материала вдоль осн гранулятора
___________________________________
ос тпод + тск / тск \
("Т----+ I 1тпод
\ тпод /
-под — 60<D
(Ш-5)
(Ш-6)
С учетом уравнений (Ш-3) и (Ш-6) из уравнения (Ш-5) получим
12О7?фш sin -5- tg а
«ос =---------------- (HI -7)
<Р
При подаче во вращающийся барабан материала его уровень в загрузочной части увеличивается. Наклонная поверхность образуется не только в поперечном, но и в продольном сечении барабана. После достижения угла естественного откоса материал ссыпается, перемещаясь вдоль оси барабана.
Рассмотрим засыпку на разгрузочном конце, где материал расположен в поперечном сечении под углом 68
рд к горизонту, а в продольном сечении под углом рд—«. Соотношение скоростей скатывания в продольном и поперечном направлениях пропорционально пути скатывания, т. е.
(<р 1
1 — cos-K-
-------=------------(111 -8)
VeK.nonep sin(pfl_a)2/?sini
Скорость бана
перемещения материала вдоль оси бара-
t'oc — Цж.прод cos (Рд к)
Учитывая уравнения (Ш-4) и (Ш-8), получим
^ос 33
11 — cos I
2<p(l-t)tg(₽„-a)
(Ш-9)
Следует отметить, что осевая скорость зависит от угла естественного откоса, а следовательно от размера частиц. При движении полидисперсной смеси крупные частицы выгружаются быстрее, поскольку имеют большую скорость.
Пропускная способность вращающегося барабана определяется осевой скоростью и сечением материала, обрушивающегося на разгрузочном конце
(<р \
1 — cos-~2~I (<р — sinф)
4 = 4<р(1 —-ф) tg(₽A —а) (111'10)
Угол <р в уравнений (Ш-10) характеризует заполнение на разгрузочном конце барабана. Экспериментально показано, что поверхность сыпучего материала вдоль оси барабана имеет выпуклую форму, т. е. по мере удаления от разгрузочного конца толщина слоя и коэффициент заполнения продолжают увеличиваться, но в меньшей степени. Характер изменения высоты слоя по длине барабана виден из рис. Ш-9.
Коэффициент заполнения барабана возрастает также с увеличением производительности. Одновременно увеличивается и количество ссыпающегося материала, что ухудшает условия окатывания. Следовательно, ко-
69
на при различной удельной нагрузке q (диаметр барабана D= = 0,18 м, длина £=0,9 м, угол наклона а=2°, Fr=0,14): q, т/м2 час: 1 — 9=12,0; 2 — 7,7; 3 — 4,0; 4 — 1,3.
Рис. Ш-10. Сопоставление расчетных и экспериментальных (точки) данных по пропускной способности барабана (Ф — коэффициент заполнения).
эффициент заполнения, с одной стороны, должен обеспечить движение материала в режиме переката, а с другой стороны — способствовать наилучшему окатыванию. Коэффициент заполнения барабана и скорость скатывания гранул, обеспечивающие максимальный выход целевой фракции требуемого качества (по прочности, плотности, форме частиц и т. п.), зависят от физикомеханических свойств материала, поэтому наиболее простой путь их определения—экспериментальный. Таким же образом находят угол естественного откоса материала; угол наклона гранулятора принимают в пределах 1—3°.
Рассчитав скорость ;вращения барабана по уравнению (Ш-4) и задавшись производительностью по шихте (товарная фракция плюс ретур), из уравнения (Ш-10) определим диаметр барабана. Уравнение (III-10) выгодно отличается от ранее предложенных [43, 76, 131] простотой, доступностью определения экспериментальных констант для любых материалов при. достаточной для инженерных расчетов точности, что видно из сопоставления расчетных и промышленных данных (рис. III-10).
70
При работе гранулятора, имеющего производительность меньше расчетной, коэффициент заполнения не всегда соответствует оптимальным условиям. Для увеличения заполнения на выходе из барабана устанавливают подпорные кольца.
Оптимальная скорость скатывания является необходимым, но не достаточным условием для получения гранул требуемого качества. Поскольку первичные связи между частицами не являются равнопрочными, а соударения носят хаотичный характер, принятая скорость скатывания не позволяет достигнуть требуемого уплотнения гранул за один цикл скатывания. Число соударений возрастает с увеличением числа циклов и, следовательно, пути скатывания. Таким образом, для получения гранул заданной прочности, помимо определенной скорости скатывания, необходимо обеспечить некоторый путь.
В работе [43] предлагается в лабораторных условиях определять оптимальную длину пути скатывания и принимать ее за основной параметр при проектировании гранулятора. Длину пути рассчитывают по формуле
^ПОД Ч~ <ScK Пос ТПОД + Тск
где L — длина гранулятора; 5П0Д, SCK — путь подъема и скатывания гранул; тпод, тск — время подъема и скатывания гранул.
В работе [120] выводится фцрмула для расчета только длины пути скатывания, т. е. длины того участка, на котором происходят уплотнение и рост частиц о 16 7fi sin2(<p/2) ^rnax _ «ск- 16,76 -
где <p — центральный угол обхвата материала засыпки; Оmax Мас-са материала, соответствующая полному объему барабана; Gi — производительность барабана; — радиус барабана; п — частота вращения барабана.
При прочих равных условиях длина пути достигает максимальной величины при <р= 133°. Это соответствует оптимальному заполнению грануляционного барабана с максимальной глубиной засыпки слоя, равной 0,3 диаметра барабана.
71
Несмотря на оригинальный подход методика расчета [43] малопригодна, так как требует больших экспериментальных исследований и громоздких вычислений. Поскольку при переходе к грануляторам больших размеров рекомендуется сохранять расчетную скорость скатывания и .пропорциональную ей скорость подъема частиц, т. е. среднюю скорость их перемещения в слое, длина пути будет пропорциональна среднему времени пребывания материала тер в аппарате. Экспериментальное определение тер несравненно проще, чем расчет пути скатывания. Поэтому для расчета гранулятора целесообразнее пользоваться величиной тср, по которой легко рассчитывается важнейший конструктивный элемент — длина барабана
б - СосТср (III-11)
Таким образом, для расчета основных размеров гранулятора необходимо экспериментально определить угол естественного откоса данного материала, а также скорость скатывания, коэффициент заполнения и время пребывания, обеспечивающие максимальный выход гранул требуемого качества. Зная коэффициент Т для данного угла естественного откоса и задаваясь производительностью и углом наклона барабана, по уравнениям (П1-9) и (III-10) можно рассчитать осевую скорость материала и диаметр барабана, а затем по оОс и Тср найти длину барабана.
Движение материала на вращающейся тарелке. На отдельное тело, помещенное в тарельчатый гранулятор, действуют те же силы, что и на тело во вращающемся барабане. До момента отрыва тела от борта тарелки все силы уравновешивают друг друга (рис. Ш-11). Тело отрывается от борта и начинает скатываться по поверхности тарелки в тот момент, когда сила реакции борта становится равной нулю, т. е. [76]
tuPR/g = (sin а — cos a tg р) cos <р (III-12)
Качественный анализ работы тарелки показал, что для комков, имеющих различные размеры и коэффициенты трения, угол отрыва ф при прочих равных условиях будет различным [4]. Чем крупнее комок, тем больше должен быть угол <р и тем на меньшую высоту он поднимается, а нисходящая ветвь траектории будет приближаться к борту.
72
Рис. Ш-11. Силы,. действующие на тело во вращающейся тарелке.
Различное положение на плоскости тарелки 'падающих потоков частиц различной крупности неизбежно вызывает вполне определенное расположение гранул по высоте слоя. Ближе к борту, а следовательно, и к днищу тарелки, будут самые мелкие фракции, а затем уже более крупные. Циклы повторяются и за время гранулирования растущая частица проходит путь в виде спирали, в которой каждый последующий виток осуществляется в плоскости, отходящей от поверхности диска, а нисходящая ветвь витка приближается к борту тарелки. Классифицирующее ' действие тарелки позволяет выгружать с нее гранулы узкого фракционного состава и повышать тем самым производительность по целевой фракции продукта.
Поскольку скатывание происходит по днищу тарелки, очевидно, что эффективность ее работы тем выше, чем лучше используется поверхность окатывания. Показано [4], что такой оптимальный режим наступает тогда, когда мелкие фракции отрываются от борта в верхней точке тарелки, т. е. при <р=0. Более крупные частицы скатываются при этом раньше. Скатываясь по наклонному днищу тарелки, частицы приобретают определенную кинетическую энергию, которая при столкновении частиц переходит в работу уплотнения гранулы. Максимальная скорость скатывания не должна превышать скорость, цри которой происходит разрушение гранулы. Эта скорость определяется свойствами гранулируемого материала и находится из опыта.
73
По скорости скатывания можно определить соответствующие друг другу значения диаметра и угла наклона тарелки
иск = У2gD (sin а — cosatgp) (III-13)
Для получения динамических уплотняющих нагрузок одинаковой величины в тарельчатых грануляторах различного диаметра скорости в конце скатывания должны быть равны, откуда [76]
sin «1 — tg р cos di = (DJDA) (sin a2 — tg P cos a2)
При постоянной скорости скатывания нисходящий поток имеет различную толщину, зависящую от заполнения и скорости вращения тарелки. С увеличением количества скатывающегося материала поток становится стесненным, подвижность частиц уменьшается и, как следствие, ухудшается окатывание и .классификация гранул. Следовательно, максимальный выход целевой фракции возможен только при определенном коэффициенте заполнения тарелки Ф. Показано [4], что площадь сегмента, занятого материалом, не должна превы-. шать половины площади днища. Исходя из этого определено, что оптимальная удельная масса слоя железорудного материала, гранулируемого на тарелке, равна 0,15—0,20 т/м2. Для других материалов оптимальное значение Ф при заданной величине о определяют экспериментально. В свою очередь угловая скорость вращения тарелки зависит от ее диаметра и угла наклона. Эту скорость выбирают, исходя из отрыва частиц в верхней точке.
Требуемый коэффициент заполнения, т. е. вес слоя, обеспечивается высотой борта и углом наклона тарелки. Слой материала в грануляторе должен обеспечить не только оптимальные условия окатывания, но и требуемое время пребывания тер- Зная тсР и Ф, по заданной производительности нетрудно определить высоту борта
Н = 4<2тср/л£>2Ф (Ш-14)
При неизменной скорости скатывания производительность гранулятора будет изменяться пропорционально изменению количества элементарных потоков (гранул), находящихся одновременно в фазе скатыва
74
ния, т. е. пропорционально изменению площади тарелки. Это положение подтверждается выведенными в работах [163, 171, 173] эмпирическими зависимостями, в которые входят величины, не всегда известные для данного материала. Практически для определения диаметра тарелки по заданной производительности пользуются экспериментально полученными для данного продукта значениями удельной производительности. Для некоторых продуктов эти данные приведены в табл. VII-2.
Таким образом, для расчета основных параметров тарельчатого гранулятора экспериментально определяют оптимальную скорость скатывания, по которой находят угол наклона тарелки, а также коэффициент заполнения и время пребывания, рассчитывая по ним высоту борта. Задаваясь углом отрыва частиц от борта (обычно ф=0), по уравнению (Ш-12) определяют скорость вращения тарелки.
3. Кинетика гранулообразования
В грануляторах различных размеров и конструкций, работающих при разных режимах окатывания, осуществляются процессы образования, роста и уплотнения гранул, которые подчиняются единым закономерностям, позволяющим описать их аналитически.
Изменение гранулометрического состава продукта в зависимости от времени пребывания в грануляторе, т. е. кинетика процесса гранулообразования, изучалось рядом исследователей. Экспериментальные, исследования распределения гранул по размерам впервые выполнены авторами работы [183]. Первая попытка описать зависимость размера частиц от параметров процесса гранулирования сделана, по-видимому, в работе [175]. Однако полученные уравнения справедливы для процесса, происходящего в исследованной конструкции и не могут претендовать на универсальное обобщение, поскольку в них входит вместо относительной величины — абсолютное число оборотов барабана.
В работе [76] принято, что все мелкие частицы накатываются на крупные, равномерно распределяясь по их поверхности слоем одинаковой толщины, независимо от размера зародышей. Получено уравнение для
75
расчета диаметра гранул после гранулирования
dj = dj + (Р/Рнас) (°/3) (III-15)
i=n
где dj — диаметр исходного зерна; a=pmf^ pdaf, рт — количество i = i
комкуемого материала; р,- — то же, в каждой фракции; р — кажущаяся плотность крупных кусочков; рнас — плотность комкуемого материала в неокатаниом состоянии.
Отношение поверхности комкующих фракций к объему мелких комкуемых фракций названо коэффициентом скорости гранулирования, который при р—рНас равен
йСг — G
(Ш-16)
Чем больше kcr, тем быстрее мелочь накатывается на крупные зерна. В коэффициент kcr не входят параметры, характеризующие природу материала, способность его взаимодействовать с водой, поэтому уравнение (Ш-16) интересно лишь для идеального случая принятого механизма гранулообразования. Исходя из того же механизма гранулообразования, для расчета среднего размера гранул получено уравнение [ИЗ]
„ , . d0exp3m(BZ— Wo)— <Р_
d3 —- d_ 4- ----------------
(III-17)
Тер
где Тер — среднее время пребывания материала в грануляторе; т — текущее время; d_— средний диаметр исходных частиц; do — диаметр частиц, соответствующий началу гранулообразования; И7(| — минимальное содержание связующего, при котором начинается гра-нулообразование; т — экспериментально определяемый коэффициент, характеризующий свойства гранулируемого материала.
Уравнение (Ш-17) справедливо лишь для гранулирования методом наслаивания и поэтому применимо в узком интервале изменения режимных параметров.
_ Механизм равномерного наслоения подтвержден для некоторых случаев экспериментально [182]. В этой работе отмечено, что приращение массы гранул прямопропорционально d2. В работе [160] также указывается на прямую пропорциональную зависимость количества налипающей мелочи от площади свободной поверхности. Это явление обнаружено при имитации непрерыв
76
ного процесса периодическим удалением части мелких гранул из аппарата.
Таким образом, в рассмотренных работах утверждается, что скорость роста гранул в непрерывном процессе не зависит от их размера, а в периодическом процессе, когда мелочь для наслоения не загружается извне, не образуется в результате истирания небольших агломератов [161], скорость увеличения диаметра гранулы тем выше, чем больше гранула.
Схема процесса, в котором каждый зародыш покрывается только одним слоем исходного вещества, рассмотрена также в работе [187]. Предложена формула для расчета диаметра гранул
(о'р' \х/з
(ПЬ18)
где rfo — диаметр зародыша; р'—плотность материала зародыша; о — объемная доля твердого вещества в слое; о' — объемная доля твешядго вещества в зародыше; р—плотность частицы; L — соотношение масс зародышей и слоя.
Отмечается, что частицы радиусом более 0,6 мм всегда будут действовать как зародыши. Основным фактором, определяющим выход гранул, как отмечает автор, является эффективность, с которой слой прилипает к ядру. Этого-то показателя как раз и нет в уравнении (III-18). Оно, как и уравнения (Ш-15), (III-17), пригодно только для частных случаев послойного роста гранул.
Внешние факторы, влияющие на процесс гранулообразования, включены в уравнение, выведенное в работе [159]
*=V =—(II,I9) p 1_[2(1-Я/Яг)3Сг]
i
где da — диаметр гранулы; dp — диаметр исходной частицы; g — доля поверхностного объема гранулы, не занятая жидкостью; G, — масса фракции гранул, имеющих диаметр dr, Ri=dijdv.
Как видно из уравнения (Ш-19), гранулометрический состав продукта зависит от гранулометрического состава исходных частиц и количества связующей жидкости. Однако авторы умалчивают, что величина g, по-
77
видимому, зависит от свойств гранулируемого материала и должна определяться экспериментально.
Приведенные выше формулы позволяют определить средний размер частиц после гранулирования. Как известно, продукт всегда имеет некоторое распределение по размерам и этот показатель является важным.
Авторы работы [176] рассматривают процесс гранулирования в барабане как объединение мелких зародышей, беспорядочно движущихся и перемешивающихся в плотном слое. Частота столкновений является функцией размера данного зародыша и распределения размеров остальных зародышей, а также динамических характеристик барабана. С учетом функции вероятности основное уравнение кинетики гранулирования для фракций i и / имеет вид
dnt (т) —Ар (т) nt (т) Ар (т)
dx N (т) 2W(t)
/=1 7=1
где 1(т)=Ар(т)/2 — функция скорости агломерации; р(т)—функ-ция интенсивности столкновений, порозности зародышей, их размера, способности к деформации, пластичности; т (т), tij (т) — число зародышей определенного размера, имеющих объем Vi и V/; N(x) — полное число зародышей в системе на время т.
Суммируя уравнения по всем размерам гранул, получим
dN(r)
—— =-а.(т)2У(т) (Ш-20)
После ряда преобразований автором получены уравнения для определения доли фракций гранул, объемом более V{
Z, (т) = {1 — exp [—Ф (т)]}‘ (Ш-21)
где Ф(т)= \ Х(т)й(т). о
Уравнения (Ш-20) и (Ш-21) справедливы для периодического процесса. Распределение гранул по размерам стремится к линейной зависимости. Отношение максимального размера гранул к минимальному в этой линейной области распределения является величиной постоянной и не превышает 3.
Используя механизм дробления и наслоения, авторы работы [161] показали, что его действие приводит,
78
в конечном итоге, к некоторому устойчивому распределению гранул по (размерам, описываемому уравнением
f d \___1 [ 1 —dmd/dxdm (^т^х)
\ dm J 2 J 1 — dm!dx J
(Ш-22)
где dm—медиана распределения; /?(d/dm)—кумулятивная фракция частиц, размер которых равен или превышает данный размер гранулы; dx — размер максимальной гранулы; р — функция dmldx, которая остается неизменной в ходе процесса.
Распределение (Ш-22) резко заканчивается при R = = 1, в то время, как эксперименты указывают на наличие определенного «хвоста» в области мелкодисперсных гранул. Поэтому при R>0,7—0,9 опытные данные не согласуются с уравнением (III-22). В работе [174] указывается, что причиной этого несоответствия может быть принятое допущение о том, что при столкновении разрушаются только наименьшие гранулы. Более рационально предположить, что существует определенная вероятность разрушения гранул всех размеров, но вероятность разрушения самых мелких гранул наиболее велика.
Кинетика периодического процесса гранулирования, достигаемого дроблением и наслоением, описывается [174] уравнением сохранения количества гранул
d'i (х, т) д
-------= 4-В (х, т) п (х, т) — [G (х, F) п (х, т)]
и уравнением сохранения объема дробленого материала
dF (т) dx
С(х, F) п(х, x)dx (II1-23)
где п(х,т)— количество гранул, объемом х в момент г; Б(х, т)— фракция гранул размером (объемом) х, разрушающихся в единицу времени; G(x, F)—скорость роста гранул размером выше х из Дробленого материала, объем которого F(t).
Скорость роста и функция разрушения В зависят от природы вещества и, следовательно, могут быть уточнены только опытом.
Приведенные уравнения (Ш-21), (Ш-22) и (Ш-23) позволяют рассчитать гранулометрический состав продукта в периодическом процессе. При непрерывном процессе, т. е. при одновременных вводе сырья и вы
79
грузке продукта, методика расчета должна учитывать распределение по времени пребывания.
Для барабанного гранулятора предложено [112] уравнение распределения гранул по времени пребывания решать совместно с уравнением (Ш-17), однако, как отмечалось выше, это уравнение применимо далеко не для всех режимов окатывания.
Более полно математическую модель процесса можно представить, исходя из следующих соображений [9]. В процессе гранулирования во вращающемся слое каждая частица совершает движение двух видов: вращательное и поступательное. 'Предположим, что температура слоя гранул не изменяется по длине гранулятора, т. е. будем рассматривать изотермический установившийся процесс гранулообразования. Допустим также, что на частицу размером dn за один оборот ее вокруг собственной оси наслаиваются другие частицы, образующие пленку толщиной X.
При движении гранулы по спиралевидной траектории на протяжении пути Д/ ее диаметр увеличивается на величину Ad, равную 2N&
N = M/nd (111-24)
где N — число оборотов гранулы вокруг собственной оси на пути Д/.
Между тем Д/ определяется как [179]
М = (/?<о/нос) Дб (III-25)
где R — радиус барабана; to—угловая скорость вращения барабана; Нос — скорость движения продукта вдоль оси барабана; L — длина барабана.
Обозначая в уравнении (Ш-25) AL/v0C через время Дт, с учетом (III-24) после дифференцирования получим
dndda = (2/?<о/л) Adx (111 - 26)
Уравнение (Ш-26) представляет собой математическую модель роста частиц при гранулировании методом окатывания. В общем случае изменение гранулометрического состава во времени может быть описано уравнением
Р (d) d [р (d)J = (2/?и/л) р (Z) dr (III -27)
где p(d)—массовая плотность распределения частиц по размерам; р(Х)—плотность распределения по размерам наслаивающихся на расстоянии Д/ пленок.
80
На практике гранулометрическая характеристика материала определяется ситовым анализом и представляется дискретными функциями. Тогда уравнение (Ш-27) можно записать для i-ro интервала
dtddt = (2/?«/л) Xjdx (111 -28)
где i=l, 2, 3, п.
Рассмотрим частные случаи модели (Ш-28). Пусть X=const, т. е. предполагается, что в течение всего времени гранулирования на гранулу i-ro размера наслаивается на каждом отрезке Д/ пленка одинаковой толщины X/. Примером может служить процесс гранулирования при значительном избытке ретура, т. е. когда по всей длине гранулятора вероятность столкновения гранулы с наслаивающимися частицами одинакова. В результате интегрирования уравнения (Ш-28) получим
di = /ааго + (4/?<0/л)Хгт (III -29)
Пусть при т=0 величина Xi=dIo, т. е. в начальный период процесса гранулирования происходит агломерирование частиц начального размера di0. При увеличении т величина Д,—>-0, т. е. на гранулу наносится пленка все меньшей толщины вследствие уменьшения вероятности столкновения гранулы с наслаивающимися частицами (их число со временем уменьшается). Такой механизм наблюдается при гранулировании увлажненной шихты с подачей незначительного количества сухого ретура. В этом случае можно рассмотреть два варианта решения модели (Ш-28). Если толщина наслаиваемой на гранулу пленки уменьшается по длине барабана по линейному закону
(III-30) где kt — кинетический коэффициент, зависящий от свойств гранулируемого материала и параметров процесса;
то, подставляя (Ш-30) в (Ш-28), получим
diddi = (2/?<о/л) (dio — ^т) dx (I II-31)
После интегрирования этого уравнения имеем
di = l/d2io + (2/?G>M)(2dZo-A1T)T (111 -32)
6-170 81
Рис. Ill-12. Кривые роста гранул, рассчитанные по различным уравнениям: 1—(Ш-29) при Л=8,83-IO*8 м; 2—(Ш-32) при /fet—-1,66-•10-5 м/с; 3 — (Ш-35) при fe2=66,5 1/с.
Если толщина наслаиваемой пленки уменьшается по экспоненциальному закону
^i = rfioexp(—V) (III-33)
где k2 — кинетический коэффициент;
то, подставляя (Ш-ЗЗ) в (Ш-28), получим
diddi = (27?«>/л) dioexp (—й2т)с!т (III-34)
Проинтегрировав уравнение (Ш-34) для каждой i-ой фракции, будем иметь
/ 4d, Rm
di=|/ [1 — exp(—ft2r)] (111-35)
На рис. Ш-12 изображены расчетные кривые кинетики роста гранул при различных моделях гранулооб-разования.
Процессы гранулирования протекают в плотных гравитационных слоях дисперсной фазы, сопровождаются, как правило, уплотнением структуры формируемых гранул, их истиранием, измельчением и т. п.
На рис. Ш-13 изображены кинетические кривые изменения фракционного состава при гранулировании аммофоса методом окатывания в промышленных условиях. Как видно из рис. Ш-13, по мере гранулирования предварительно агломерированной в смесителе шихты в барабанном грануляторе происходит измельчение крупных фракций. В то же время наблюдается увеличение концентрации частиц размером менее 2 мм. Со
82
держание товарной фракции по длине гранулятора также увеличивается.
Учитывая, что при гранулировании наряду с процессами роста протекают процессы, приводящие к уменьшению размеров гранул, под толщиной наслаиваемой пленки X необходимо понимать разность
Х = ЛрТ —1ИС (II1-36)
где Хрт — толщина наросшей пленки; Х„с — толщина истертой пленки.
С учетом (Ш-36) уравнение (Ш-28) можно записать в виде
diddt = (27?и/л) (XipT - Xi[ic) dx (111 -37)
В зависимости от технологических и гидродинамических параметров процесса гранулирования можно выделить следующие частные решения уравнения (Ш-37). При ^«ис уравнение (Ш-37) имеет решения (Ш-29), (Ш-32), (Ш-35). При Х,-1!с т. е. когда процессы истирания превалируют над процессами роста гранул, уравнение (Ш-37) имеет такие решения:
при Х/ис=const
di = yrdV0-(4Wn) Zii(r (III-38)
при
dt =/d2io-(27?toM)(2dio-ft/T)T (HI-39)
nPH 4c=^oexP(—A2't)
di = Vd2i0 — (4dioR(a/nk2' [ 1 — exp (—VT)1 (111 -40)
В общем случае, когда Л,«ис»Л1рт, решения уравнения (Ш-37) принимают более сложный вид. Эти решения для различных условий сведены в табл. Ш-2. Подставляя в эти уравнения экспериментально полученные кинетические коэффициенты X и решая совместно с уравнением распределения по времени пребывания в данном грануляторе, можно рассчитать гранулометрический состав продукта для любых условий гранулирования в аппаратах барабанного типа.
6
83
Рис. 111-13. Изменение фракционного состава аммофоса в зависимости от времени гранулирования в барабане:
/— фракция 2—3 мм; 2 — более 4 мм; 3 — 3—4 мм; 4—<1 мм; 5 — 1—2 мм;
6 — 1—4 мм.
Для тарельчатых грануляторов фракционный состав продукта рассчитывают по балансу числа частиц [47]
т] == (Р4/6) j г3 ехр (—0г) dr (111 -41)
Г1
где т)—доля фракций от л до л; Р=ро/атсР; Тс₽ — время пребывания; ро — плотность частиц; а — коэффициент скорости роста гранул, зависящий от физико-химических свойств материала и условий окатывания.
Центром окатывания считается такая частица (с минимальным размером г0 и плотностью ро), которая не может быть присоединена к другой грануле. Закон роста выражается формулой
г = г0 + (а/Ро) т (Ш-42)
При выводе уравнения (Ш-41) были приняты следующие допущения: Ц в любой точке материал перемешан равномерно; 2) из гранулятора с одинаковой вероятностью выходят гранулы любого размера; 3) закон роста распространяется на все время пребывания, в том 'числе и на процесс возникновения центров окатывания; 4) исходный материал поступает только в виде разрозненных частиц.
Эти допущения сужают диапазон использования формулы (Ш-41), поскольку условие п. 1) трудно со-
84
блюдается в любом грануляторе; п. 2) справедливо, как считает сам автор, для условий окатывания гранул со средним диаметром до 2 мм; п. 3) не позволяет решить вопрос о механизме образования, количестве и размере зародышей.
Более глубокое развитие математическая модель гранулирования на дисковом грануляторе получила в работе [74]. Уравнения материального баланса для гранул i-ой фракции и исходных частиц имеют вид
=(*iH+^PPi)Pi-i—^(U1) Pi—kb.pi (III-43)
= Фо — kb()pn — "Pu — if pop! —
— (HI-44)
i=2
где pj — масса i-ой фракции; т—время гранулирования; Фо — производительность; ktj — коэффициент выгрузки i-ой фракции; kbi = Фвых;/р>; kiR — коэффициент скорости начала образования i-ой фракции; ktp—коэффициент возрастания скорости роста гранул i-ой фракции.
Модель позволяет принять допущение об образовании i-ой фракции из (i—1)-ой в результате сцепления ее частиц с исходными частицами г0. Как видно из формул (Ш-43) и (Ш-44), скорость роста зависит от диаметра частиц и увеличивается с возрастанием последнего, поскольку увеличиваются поверхностная влажность и силы поверхностного натяжения, что обусловлено появлением жидкости, вытесненной из пор.
Автор исследовал зависимость скорости роста от режима работы гранулятора. Обнаружено, что скорость роста возрастает с увеличением числа оборотов диска. Коэффициент заполнения влияет на размер гранул косвенно, через время пребывания. С уменьшением последнего размер гранул уменьшается. Скорость же роста от коэффициента заполнения не зависит и растет с увеличением диаметра диска.
Для использования уравнений (Ш-43) и (Ш-44) необходимо экспериментально определить коэффициент k\ kH линейно зависит от поверхности частиц и не зависит
86
от времени окатывания и влажности, так как определяется капиллярными силами; /гр уменьшается с ростом времени гранулирования и увеличивается с ростом влажности и диаметра гранул, так как скорость роста зависит от поверхности гранул. Автором найдены сле-
дующие эмпирические зависимости:
Af = f (In тгр, IT4, г,2) (Ш-45)
Аги = /(г2) (III-46)
^(f+1) = /H (Ш-47)
тГр = /(а,Ф0) (Ш-48)
Для определения оптимальных параметров предлагается решать системы уравнений, в которые нужно подставить различные значения параметров. Совокупность параметров, обеспечивающих максимальный выход товарной продукции, предлагается считать оптимальной.
В работе [74] наиболее полно описывается непрерывный процесс гранулирования методом окатывания на тарелке, но эта работа не лишена некоторых недостатков. Уравнения (Ш-45) — (Ш-48) даны не в обобщенных переменных и пригодны только для исследованного аппарата. Предложенный способ определения оптимальных параметров по максимальному выходу товарной фракции не может быть признан правильным, поскольку поддержание таких параметров не всегда реально. Здесь следовало бы исходить из условия минимальных затрат при максимальном выходе товарного продукта.
Расчет гранулометрического состава по приведенным выше уравнениям (по данным авторов этих работ) дает удовлетворительную сходимость результатов с данными эксперимента. Для выбора той или иной методики расчета необходимо знать закон роста и кинетические константы, входящие в уравнение. Определение последних весьма трудоемко, а экспериментально получаемые результаты справедливы лишь в узком интервале изменения параметров. Установить априори закон роста, как правило, невозможно, поскольку он существенно зависит от параметров процесса и материала. Все это значительно усложняет применение рассматриваемых методик для инженерных расчетов. Наиболее
87"
целесообразным представляется непосредственное изучение влияния параметров процесса на гранулометрический состав продукта.
4. Влияние технологических параметров на процесс гранулирования
Основные конструктивные размеры гранулятора (диаметр, длина обечайки или высота борта, угол наклона), а также режим его работы (коэффициент заполнения и скорость вращения аппарата, время пребывания в нем материала) определяют, в конечном итоге, скорость и число соударений гранул, т. е. являются динамической характеристикой процесса окатывания. Чем больше число соударений, т. е. фактически больше время пребывания, при допустимой скорости скатывания, тем плотнее и больше гранулы. С увеличением скорости скатывания размер гранул вначале растет, а затем, когда скорость превысит допустимую для данного размера гранул, происходит их измельчение. Так, скорость скатывания на тарельчатом грануляторе возрастает с ростом частоты вращения и угла наклона, что приводит к соответствующему изменению диаметра гранул (рис. Ш-14 и Ш-15) [132]. На рис. Ш-16 показана зависимость удельного объема сажи от времени гранулирования. С увеличением скорости вращения барабана скорость уплотнения сажи возрастает. Иными словами, влияние динамических факторов на плотность и размер гранул определяется их влиянием на скорость скатывания и число соударений гранул.
При одинаковых динамических нагрузках гранулометрический состав различных продуктов не одинаков, что объясняется их физическими свойствами. Размер гранул зависит от технологического режима гранулирования, а именно, от химических составов материала и связующего, их количественного соотношения, температуры и гранулометрического состава шихты.
Поскольку движущая сила процесса гранулообразо-вания определяется наличием жидкой фазы, изменение ее содержания, очевидно, существенно влияет на процесс гранулирования. С увеличением количества связующего возрастают плотность и прочность гранул, уменьшаются требуемые динамические нагрузки и время ока-
S8
Рис. HI-14. Зависимость среднего диаметра частиц известняка от угла наклона чаши при различной влажности гранул: /-9%: 2—10%; 3—11%.
Рис. III-15. Зависимость среднего диаметра гранул от скорости движения чаши: 1 — <3=40°; 2—а=47°.
Рис. IH-16. Зависимость Удельного объема сажи от времени гранулирования в барабане диаметром 117 мм при частоте его вращения, сб/с:
1 — 0,45; 2 — 0,88; 3 — 1.32: 4—2,31; 5 — 6,66.
Рис. III-17. Зависимость прочности сухих гранул от температуры гранулирования карбо-аммофоски при различной влажности шихты:
/ — 5-7%; 2 — 3%; 3 — 1.5%.
тывания, что объясняется большей пластичностью, позволяющей частицам смещаться одна относительно другой и перестраивать структуру. Зависимость прочности сухих
гранул различных материалов от влажности и температуры шихты при гранулировании приведена на рис. Ш-17. Как отмечается во многих работах [76, 129, 150 и др.], основное влияние на размер получаемых
гранул оказывает соотношение жидкость: твердое вещество (Ж:Т=Р). Величина Р складывается из жидкой фазы, вводимой извне, и образующейся внутри системы. Для веществ, нерастворимых в связующем, Р це-
ликом определяется содержанием последнего в шихте. Если связующее — вода, то P=W, где W— влагосодер-жанне. Для растворимых веществ величина Р зависит от коэффициента растворимости s
TF(1 4-s) = 1 — Ws
(Ш-49)
Интервал значений Р, при которых возможно окаты-вание, для каждого материала вполне определенный. С увеличением растворимости уменьшается необходимое для гранулирования влагосодержание. Измерение растворимости смеси солей связано со значительными трудностями. На практике целесообразнее экспериментально определять не растворимость смеси солей, а технологические показатели (влажность, температуру и т. п.), обеспечивающие гранулообразование данного -продукта.
Оптимальные значения Р, т. е. такие, при которых наблюдается максимальный выход целевой фракции, имеют очень узкий интервал, за пределами которого либо окатывания не происходит, либо идет спонтанное
90
слипание. Как видно из графика (рис. Ш-18), незначительное изменение влажности шихты различных удобрений приводит к резкому снижению выхода целевой фракции. При гранулировании железорудных концентратов допускаются колебания влажности не более 0,2— 0,25% {б].
Оптимальное содержание жидкой фазы изменяется в зависимости от фракционного состава исходного сырья. С уменьшением тонины помола уменьшаются пористость материала и количество жидкости, необходимой для заполнения пор. Для гранулирования при грубом помоле необходимо больше связующего, чем при тонком. Экспериментально установлено [169], что с увеличением удельной поверхности на 100 см2/г оптимальная влажность уменьшается на 1,45%.
Большое значение для процесса гранулирования имеет состояние поверхности частиц. При измельчении поверхность имеет неупорядоченное расположение молекул, аморфна и активна в отношении явлений адгезии. Поверхностная активность снижается в присутствии примесей, во время сушки или длительного храпения. При одинаковом влагосодержании шихты размер гранул зависит от равномерности распределения связующего. Локальное переувлажнение шихты приводит' к образованию крупных гранул и комков, в то время как часть шихты выгружается в виде порошка, т. е. возрастает неравномерность гранулометрического состава.
Рис. 1П-18. Зависимость выхода товарной фракции от влажности гранулируемой шихты при 65 °C шихты:
1 — карбоаммофоска; 2 — аммофос; 3 — суперфосфат.
9Г
На равномерность увлажнения в большой мере влияет метод распиливания жидкости. При грубом диспергировании образуются крупные капли, вокруг которых .возникают комки. При хорошем перемешивании и мелкодисперсном распыливании жидкости происходит хорошая гомогенизация шихты, что обеспечивает узкий гранулометрический состав продукта. Иногда, в отсутствие центров гранулообразования — зародышей в шихте на начальной стадии увлажняют крупными каплями при влажности, на 3—4% меньшей оптимальной, а остальную часть влаги вводят по длине барабана или на мелкую фракцию при гранулировании на тарелке. .Жидкая фаза образуется внутри системы в виде раствора или плава. Суммарное количество жидкости в системе рассчитывают по уравнению
где i — доля твердой фазы, перешедшей в плав.
На растворимость и содержание плава влияет температура, поэтому для поддержания постоянной величины Р чем выше температура, тем меньше требуется вводить жидкой фазы извне, поскольку она образуется внутри системы. Следовательно, влажность и температура взаимосвязаны. Для получения одинакового количества целевой фракции при различных температурах следует менять влажность. Так, с повышением температуры аммофоса от 50 до 85 °C оптимальная влажность уменьшается с 10,5 до 4%. Аналогичные зависимости, полученные для ряда других продуктов, видны из рис. Ш-19.
Повышение температуры шихты приводит к увеличению доли жидкой фазы в общем объеме материала, независимо от внешних факторов (качества диспергирования жидкости и перемешивания материала). В результате получается более узкий гранулометрический состав продукта, т. е. увеличение доли жидкой фазы, образуемой внутри системы, приводит к увеличению выхода товарной фракции (рис. III-20).
С повышением температуры изменяются не только количество, но и такие свойства жидкой фазы, как вязкость и поверхностное натяжение. С уменьшением вяз-'92
Рис. III-19. Зависимость оптимальной влажности от температуры гранулирования:
J — карбоаммофоска; 2 — нитроаммофоска; 3 — аммофос; 4 — суперфосфат.
Рис. Ш-20. Зависимость выхода товарной фракции аммофоса от температуры гранулирования.
кости текучесть жидкости увеличивается, а ее удельный расход на смачивание поверхности для получения гранул заданного размера уменьшается. С уменьшением поверхностного натяжения уменьшается удельная сила связи между частицами. Суммарный эффект от этих явлений приводит к увеличению сил связи между частицами при повышении температуры и уменьшению требуемого для данного гранулометрического состава количества жидкой фазы.
Уменьшение вязкости и поверхностного натяжения жидкости облегчает взаимное перемещение частиц при механическом воздействии на агломерат. В результате этого с повышением температуры при окатывании образуются более плотные гранулы, о чем косвенно свидетельствует увеличение их прочности. Так, при увеличении температуры с 40 до 70 °C при прочих равных условиях прочность гранул аммофоса влажностью 0,8% возрастает с 3,5 до 6,0 МПа, а прочность гранул суперфосфата при влажности 3,5% —с 1,0 до 2,0 МПа.
Таким образом, повышение температуры при гранулировании позволяет получить более прочные гранулы и снизить содержание влаги в шихте, поступающей на сушку. Последнее приводит к увеличению производи-
93
гельности всей технологической линии без изменения влагосъема в сушильном барабане и конечной влажности продукта.
Увеличение температуры гранулирования имеет предел, определяемый для каждого вида продукта температурой его разложения. Так, сложные минеральные удобрения гранулируют при 75—110°С, выше которой наблюдаются значительные потери аммиака.
Поскольку целесообразность увеличения температуры гранулирования очевидна, представляет интерес способ нагрева шихты. Установлено, что нагрев наиболее эффективен на стадии окатывания, так как на стадии увлажнения жидкая фаза присутствует в основном на поверхности частиц, и повышение температуры приводит к комкованию. При последующем окатывании образовавшихся гранул влага частично уходит с поверхности частиц, и недостаток ее хорошо компенсируется нагревом [40].
При гранулировании осуществляется нагрев либо стенки гранулятора, либо самой шихты. Наиболее прост и эффективен метод подвода тепла с твердой и жидкой фазами гранулируемого продукта. Так, в технологии получения аммофоса требуемая температура гранулирования может быть достигнута поддержанием максимально возможных температур пульпы (100°С), порошкообразного аммофоса из распылительных сушилок (90°C) и ретура. Однако в промышленных условиях в отсутствие стабильного режима поддерживать такие условия трудно, поэтому температуру можно повысить до 80—85 °C, вводя под слой гранулируемого аммофоса пар в количестве, необходимом для создания оптимальных условий гранулообразования |[10].
Пар, смешиваемый с гранулируемым материалом, конденсируется и, нагревая шихту, одновременно увлажняет ее. Введение дополнительного количества влаги с паром наиболее целесообразно в том случае, если по технологии связующим является вода. При гранулировании суперфосфата шихту в грануляторе обычно увлажняют водой до влажности 16—18%. Температура гранулирования 20—40 °C. Вводя в гранулятор пар, удается уменьшить расход воды на увлажнение, повысить температуру шихты до 60—70 °C и снизить ее оптимальную влажность до И—13% [68, 166]. Это
94
приводит к повышению производительности технологической линии на 15—20% и увеличению прочности гранул.
Для повышения температуры в зону гранулирования вместо пара подают также горячую воду, стоки от абсорбции, дымовые газы, вещества, реагирующие с выделением тепла. Наиболее эффективно проведение экзотермической реакции, поскольку тепло выделяется равномерно по всей шихте и в момент воздействия динамических нагрузок, что исключает локальные перегревы и потери тепла. В производстве минеральных удобрений широко используют реакцию аммонизации кислот и кислых солей.
В результате химической реакции не только повышается температура, но и меняется химический состав материала шихты, а следовательно, и условия гранулирования. В качестве примера рассмотрим влияние химического состава аммофоса, характеризуемого соотношением аммиака и фосфорной кислоты, т. е. кислотностью, определяемой pH, на его гранулируемость. / С ростом pH увеличивается растворимость твердой фа-S зы, что делает шихту более пластичной. Однако приме- ) нение пульпы с рН>5,3 неоправдано, что обусловлено1 возможными потерями аммиака при сушке и, как след- I ствие, ослаблением межчастичных связей внутри гра-' нулы. Как видно Из рис. Ш-21, прочность сухих гранул возрастает при увеличении pH с 4,4 до 5,0; а затем уменьшается.
Технология получения аммофоса заключается в сушке части пульпы в распылительной сушилке с последующим увлажнением полученного порошка другой частью пульпы и окатыванием этой смеси в барабане. Экспериментально установлено, что с увеличением pH пульпы процесс сушки в распылительной сушилке ухудшается. Аммофос налипает на стенки и пересушивается, порошок выходит повышенной крупности с большим количеством комков. Это затрудняет эксплуатацию распылительных сушилок и осложняет дальнейшее использование порошка, так как необходимо отделять и измельчать комки [10].
Сушка пульпы аммофоса с pH = 4,4—4,7 позволяет стабилизировать работу распылительных сушилок. Однако увеличение кислотности готового продукта приво-
95
Рис. III-21. Зависимость прочности гранул аммофоса от его кислотности.
Рис. III-22. Зависимость связующей способности от мольного соотношения N : Р в суспензиях фосфатов аммония, полученных из различного фосфатного сырья:
1 — из термической фосфорной кислоты; 2 — из израильского фосфорита; 3 — из мароканского фосфорита; 4 — из сенегальского фосфорита.
дит к ухудшению его качества и способствует слеживае-мости. Кроме того, как видно из рис. Ш-22 [77], именно при этом соотношении N : Р связующая способность пульпы — минимальная.
Для стабилизации процессов сушки и гранулирования аммофоса предложено [65] проводить сатурацию пульпы, поступающей на распылительные сушилки и на гранулирование, раздельно. На распылительные сушилки подают пульпу с pH=4,4—4,7, а в смеситель гранулятора— с рН = 5,0—5,3. Гранулированный продукт имеет pH = 4,7—5,0 и не слеживается при хранении и транспортировании.
Из рис. Ш-22 видно, что связующая способность пульпы, т. е. ее адгезионные свойства, зависят не только от мольного соотношения аммиака и фосфорной кислоты, но и от химического состава сырья. Чем больше примесей (Ге20з, А12О3 и др.) в кислоте, из которой получены фосфаты аммония, тем лучше протекает грану-лообразование. Из-за отсутствия примесей в термической кислоте ее связующие свойства ухудшаются, что вызывает определенные трудности при гранулировании удобрений, в состав которых входят соли, полученные на основе этой кислоты.
96
Материальные и тепловые балансы получения продукта могут оказаться таковыми, что в зоне гранулирования будут создаваться неоптимальные условия, например избыток жидкой фазы. В производстве нитроаммофоски одновременно используются связующие и сыпучие компоненты нескольких видов, соотношение которых регламентируется требованиями к химическому составу продукта. Поэтому регулирование количества жидкой- фазы в гранулируемой шихте возможно только изменением ее температуры или добавлением сухого материала, которым может служить ретур. Однако возврат его на гранулирование в больших количествах при высоких температурах нецелесообразен, так как это приводит к перегрузкам внутрицехового транспорта. Как отмечается в ранее опубликованной работе [172], для создания оптимальных условий предпочтительнее снижать температуру гранулирования, охлаждая ретур.
При введении в шихту сухого ретура содержание х жидкой фазы на поверхности его частиц значительно выше, чем в среднем по всему объему. Чем больше ретура и чем он крупнее, тем меньше поверхность частиц и выше ее вл агосодержание в начальный момент, т. е. до того, как жидкость распределится по всему объему | гранулы. Влияние размера частиц и количества ретура на диаметр гранул особенно заметно при больших влагосодержаниях шихты, поскольку в этом случае не- , значительное изменение влагосодержания приводит к существенному изменению диаметра. Продукт с опре- / деленным размером гранул можно получить при различных влагосодержаниях шихты, варьируя размер частиц и количество ретура. При постоянном диаметре ретура для получения продукта заданного размера вла-госодержание шихты должно уменьшаться с увеличением количества ретура. Чем больше диаметр частиц ретура, тем меньше должно быть его количество при постоянной средней влажности шихты.
Следует заметить, что полученные закономерности справедливы при введении сухого ретура во влажный порошок. Если же зародыши гранул состоят из предварительно увлажненного по всему объему материала, то влияние их количества на гранулометрический состав продукта иное, а именно: при прочих равных условиях
7—170
97
d,MM
it
1
-------1-----1______I______I_____I______I______I_____I______I______L
0 2 4 6 8 10 12 74 1B 18 20
'L.MUH
Рис. Ш-23. Зависимость среднего диаметра гранул двойного суперфосфата от времени гранулирования.
чем больше ретура, тем меньше диаметр гранул продукта.
Гранулирование при повышенных температурах, сопровождаемое химической реакцией, характеризуется тепло- и массообменом. При этом удаление жидкой фазы обеспечивается испарением и кристаллизацией, изменяются условия гранулирования, образовавшиеся между частицами связи фиксируются, препятствуя разрушению гранул, и процесс гранулообразования завершается быстрее. Следовательно, при гранулировании, сопровождаемом тепло- и массообменом, сокращается время окатывания, что усложняет регулирование процесса.
Из рассмотрения зависимости гранулометрического состава продукта от различных технологических показателей видно, что их влияние сводится к изменению соотношения жидкость: твердое в гранулируемом материале, причем параметры рабочих режимов взаимосвязаны и имеют узкие пределы, что существенно затрудняет эксплуатацию грануляторов в промышленности. Большая чувствительность к содержанию жидкости в материале является основным и очень существенным недостатком метода гранулирования окатыванием. Часто бывает очень трудно выдержать режим в требуемом интервале параметров. Да и в этом интервале выход целевой фракции не всегда соответствует предъявляемым требованиям. Поэтому целесообразно регулировать процесс комплексным изменением нескольких параметров.
В технике гранулирования минеральных удобрений наиболее благоприятен режим, при котором средний
98
размер гранул изменяется только в начальный момент, а затем при окатывании и уплотнении гранул он изменяется незначительно. Так, при гранулировании двойного суперфосфата в промышленных условиях средний размер гранул формируется в первые 2—3 мин, а затем его рост резко замедляется (рис. Ш-23), хотя и происходит рост мелких и измельчение крупных гранул (см. рис. III-23). Изменение среднего размера, вызванное уплотнением, также невелико (рис. Ш-24). Необходимое для окатывания время определяется только динамическими усилиями, воздействующими на гранулу, и требуемой их плотностью, а средний диаметр гранул
Рис. 111-24. Зависимость пористости гранул аммофоса от времени гранулирования.
Рис. II1-25 Зависимость среднего диаметра гранул от вла-госодержания шихты двойного суперфосфата при содержании в ней 30% ретура с размером частиц:
1 — 2—3 мм; 2 — 1—2 мм; 3 — 0,5— I мм.
7'
99
Рис. Ш-26. Зависимость коэффициента л от температуры гранулирования:
1 — аммофос; 2 — двойной суперфосфат;
3 — суперфосфат.
мости от Р приведено на растет вначале медленно,
продукта определяется технологическими параметрами 'процесса, т. е., в конечном итоге, содержанием жидкости Р. Изменение среднего размера гранул в зависи-рнс. Ш-25. Диаметр гранул а затем все быстрее и при
влагосодержании, близком к массовому слипанию в комки, незначительное увеличение Р приводит к резкому увеличению диаметра. Для расчета среднего диаметра образующихся гранул справедливо уравнение [37]
d = d0 exp т(Р — Рв)п
(Ш-51)
где d0 — средний диаметр частиц шихты при содержании жидкости Ро', Ро — минимальное содержание жидкости, при котором начинается гранулообразование; т, п — экспериментальные коэффициенты, значения которых для некоторых удобрений при 20 °C приведены ниже:
т п
Аммофос.................................23 1,7
Суперфосфат ............................68 1,7
Двойной суперфосфат.....................129 1,7
Коэффициент т зависит от вещества, а коэффициент п характеризует свойства жидкой фазы, изменяющиеся с изменением температуры, что видно из рис. Ш-26.
С учетом влияния количества £ и размера dp ретура уравнение (Ш-51) принимает вид
_ г р у
d ==doexpml j _g+ — ро1 (Ш-52)
По уравнению (Ш-52) рассчитывают средний диаметр гранул. Однако продукт характеризуется распределением гранул по размерам. При хаотическом слипа-
100
нии частиц это распределение описывается уравнением вида
Р = "Пф
^-1 е-м
(Ш-53)
где p(d)— плотность распределения гранул по размерам; d — диаметр гранул; X, т) — параметры распределения; Г(т))—гамма-функция.
Поскольку Л=т]/</, где d — математическое ожида-ние распределения p(rf), из формулы (Ш-53) получим л1! 1 [ d 1 / d \
гоГ ехр\-Т1т) (ПЬ54) где
4=-^- (Ш-55)
Распределение гранул продукта по размерам характеризуется не только математическим ожиданием, но и коэффициентом вариации 6. Экспериментально установлено, что чем крупнее гранулы, тем более однороден фракционный состав, т. е. тем меньше величина б. Однако при диаметре гранул удобрений более 4,5 мм коэффициент вариации постоянен и равен 0,11.
При изменении среднего диаметра гранул от 0 до 4,5 мм, т. е. в пределах размеров товарной фракции удобрений, зависимость б от параметров процесса можно свести к влиянию среднего диаметра следующим образом:
62 = 0,144 — 0,029</ (Ш-56)
Решая совместно уравнения (Ш-54) — (Ш-56), рассчитывают гранулометрический состав продукта в зависимости от параметров процесса.
Чтобы успешно вести процесс гранулирования, необходимо для каждого конкретного вещества экспериментально подобрать режим, руководствуясь изложенным в данной главе материалом. Для облегчения подбора режима гранулирования аналогичных по свойствам веществ в табл. Ш-3 приведены показатели работы грануляторов, работающих по методу окатывания.
101
Таблица Ш-3. Показатели работы аппаратов для гранулирования окатыванием
Гранулируемый материал Тип и размеры аппарата Режим гранулирования Фракционный состав Производительность т/ч | Т/(м2-Ч) Комбинат, завод, лн-те1ратурный источник
Простой суперфосфат Барабан, D= = 1,4—1,8 м, £=8 м, а=1— 1,5° т=5—7 мин, «7=13—16%, п=5—7 об/мин 1—4 мм (67— 73%) 12-14 0,16 Кедайнский химический комбинат
Аммонизированный суперфосфат Барабан, D= = 1,4—1,8 м, L=7,5—10 м, а=1—3° «7=14—15%, п=5—10 об/ /мнн, 1=70— 80°С 1—4 мм (70—-94%) 10-15 0,22 Джамбулскии, Ко-кандский Самаркандский и Чард-жоуский суперфосфатные заводы
Двойной суперфосфат Двухвальиый шнек, Т=4,6м3 т=7—10 мин, л=30 об/мин 1—4 мм (87— 96%) 10,5 1,9 Воскресенский химический завод, Волховский алюминиевый завод
Барабан, D= = 1,8 м, L= = 10м, а=1° т=10—15 мин, «7=18—20%, п=5—8 об/мин 1—4 мм (95%,) 12,5 0,11 Гомельский химический завод
Аммофос Двухвальный смеситель В= = 1,6 м, L= т=2—3 мин, «7=11—12% /=40—50 °C, 1 — 3 мм из барабана (30%) 15,5 0,19 для барабана Алмалыкский химический завод
=3,6 м н ока-точный барабан, £>=1,6 м, £ = 8 м, а=3° л = 8 об/мин
Окаточиый барабан. £>= = 1,6 м, L= =8 м, а=3° «7=4—5%, /= =80-90 °C 1—3 мм из барабана (50—70%) 22 0,27 для барабана [10]
Нитроаммофоска Барабан, £)= = 4 м, £=6 м, а=2° «7=1,3—1,5%, 1=105 °C, л=8—10 об/ /мнн 1—3 мм (96%) 40 0,26 Воскресенский химический комбинат
Карбоаммофоска Тарелка, £>= =0,5 м, Н= =0,08 м, а= =50—55= «7=5—6%, п= 18—22 об/ /мнн 1—4 мм (60— 70%) 0,025 0,13 [93]
Смеситель н барабан «7см = 3,2%, 1см=50 °C, «7бар=0,5—5%, ^бар = 30— 100 РС — — — [ЮО]
Продолжение табл. Ш-З
- Гранулируемый материал Тип и размеры аппарата Режим гранулирования Фракционный состав Производительность Комбинат, завод, литературный источник
т/ч т/(м2«ч)
Карбоаммофоска Смеситель, L— = 1,65 м, В~ =0,3 м; барабан, D— =0,72 м, £= = 1,2 м U7CM=3,5%, £м=80—90 °C, Ц76ар= 1—1,5% 1—4 мм нз барабана (65—85%) 0,2 0,23 [7]
Суперфосфат+хло-ристый калий+ди-аммоннйфосфат Смеситель, В= =0,3 м, £= = 1,65 м, п= =30 об/мин; барабан, £)= =0,8 м, L= =6 м, а=1,5°, л=3 об/мин т=2—2,5 мин, «7=12—13% 1—3 мм (85%) 1—4 мм (94%) 0,2 0,044 НИУИФ
Сульфат аммония кристаллический Барабан, п— =40—50 об/мин «7=8—10%, т= 1—2 мин 1—5 мм (97— 98%) — — [152]
Сульфат аммония раздробленный Тарелка, D= = 1 м, а=37— т=15—17 мии, «7=7,7—9,8% 1—3 мм (75— 90%) 0,036 0,045 [152]
45°, п=11 — 17 об/мнн
Полифосфаты аммония Двухвальный смеситель, В= =0,3 м, £= = 1,65 м, л= = 46 об/мин т=2 мин, t= = 80—100 °C 1—3 мм (40— 50%) 0,3 0,6 [48]
Полифосфаты аммо-ния-|~аммиачная селитра+хлорис-тый калий «6 Двухвальный смеситель, В = =0,3 м, £= = 1,65 м, п= = 46 об/мнн т=2 мин, /= = 80—100 °C 1—3 мм (35%) 0,3 0,6 [48]
Примечания. 1. Удельная производительность рассчитана по выходу товарной фракции на 1 м2 внутренней поверхности гранулятора. 2. W — влажность, % (масс.); t — температура, °C; т — время пребывания, мин; D— диаметр барабана, м; £ —длина барабана, м; В — ширина смесителя, м; п—частота вращения об/мин; а — угол наклона, град; V — объем, м8; Н— высота борта, м.
5. Особенности процесса виброгранулирования
Движение поверхности, на которой происходит окатывание гранул, может быть не только равномерным, как в барабанах, на тарелках, шнеках и в других аппаратах, но и ускоренным, как, например, в виброгрануляторах. Требуемый режим перемешивания и соударений частиц в виброаппарате может быть достигнут изменением частоты и амплитуды колебаний. При увеличении частоты колебаний снижается надежность работы узлов установки, а при уменьшении частоты необходимы большие амплитуды колебаний, для создания которых требуются громозкие вибраторы. Поэтому рабочая частота вибрации составляет 5—50 Гц.
Основное влияние на перемешивание в плоском вибролотке оказывает амплитуда вибрации. Чем она больше, тем меньше время смешения. При круговой траектории колебаний перемешивание улучшается с повышением скорости и ускорения вибрации. Обычно ускорение вибрации таких аппаратов лежит в пределах 50— 500 м/с [137]. Степень перемешивания зависит также от массы слоя, размера и свойств частиц. В непрерывно действующих аппаратах скорость перемещения материала от места загрузки к месту выгрузки зависит от параметров вибрационного воздействия, углов направления колебаний, наклона лотка, высоты слоя, направления продувки газа и от других факторов. При движении материала по перфорированному лотку с принудительной или свободной подачей газа под слой скорость перемещения увеличивается в 1,5—3 раза по сравнению со скоростью при сплошном лотке. Встречное дутье замедляет скорость перемещения материала.
В результате соударений и трения частиц в виброкипящем слое материал нагревается. Экспериментально установлено [137], что за 3—4 мин перемещения песка влажностью 5% в камерах диаметром 309 мм и длиной 1300 мм, совершающих колебания по круговой траектории с частотой 25 Гц и аплитудой 3 мм (производительность 500 кг/ч), температура песка повышается в среднем на 4—5 °C. На поверхности же частиц, где совершаются основные межфазовые процессы, температура на 20—50 °C превышает исходную, что существенно сказывается на тепло- и массообмене со средой.
106
Возрастание поверхностной активности материала и изменение его физико-химических свойств при воздействии вибраций обусловлены также нарушением кристаллической структуры частиц и изменением энергетического состояния, поверхностных слоев. Графит, например, при виброизмельчении обогащается ромбической модификацией, а при длительном измельчении аморфизуется. Аморфизация поверхности наблюдается как на частицах неорганических материалов, так и органических. При вибрационном измельчении органических материалов, особенно совместно с неорганическими, на поверхности частиц образуются достаточно стабильные во времени свободные радикалы. Все это активизирует поверхностные процессы, в частности, слипание-частиц. Агломерации частиц виброкипящего слоя способствует также образование на них электрических зарядов.
Анализ свойств виброкипящего слоя показывает, что в нем могут быть созданы все условия для формирования гранул. Вибрационные воздействия, распространяясь в материале, приводят на отдельных участках слоя к соударению частиц, что может вызвать их слипание. Образовавшиеся зародыши окатываются, т. е. происходит 'налипание на них порошка и уплотнение агломерата. Эффект окатывания гранул наиболее активно проявляется при циркуляции материала по круговой и эллиптической траекториям колебательного движения аппарата и менее — при вертикально направленной вибрации. Сила сцепления, а следовательно, прочность агломерата, зависят от свойств материала и связующего, а также от параметров вибрации.
Динамическое воздействие виброгранулятора приводит к образованию отдельных агломератов твердых частиц, между которыми расположены жидкостные прослойки. В работе [35] рассмотрено воздействие вибраций на жидкость, защемленную между плоско-параллельными круговыми площадками поверхности двух частиц. Выведены формулы для расчета амплитуды и частоты колебаний, а также для расчета максимального размера гранул.
В работе [96] отмечается, что для передачи обрабатываемой среде максимума энергии частота колебаний вибратора должна совпадать с одной из собствен
107
ных частот материала. Поскольку загружаемый материал представляет собой упруго-вязкое тело, имеется бесконечное множество собственных частот. Из этого множества следует выбрать первую основную собственную частоту, так как работа на более высоких частотах отрицательно сказывается на прочности машины. Следует отметить, что в процессе виброгранулирования упругие и вязкие характеристики системы непрерывно изменяются вследствие изменения размера, формы и структуры частиц, поэтому основная собственная частота также будет величиной переменной. Следовательно, оптимальная частота виброгранулирования в рабочем режиме непрерывно изменяется.
Приведенные в работах [35] и [96] формулы позволяют лишь приблизительно оценить основные параметры виброгранулирования, что обусловлено допущениями, принятыми при их выводе. Кроме того, в указанные формулы входит ряд эмпирических трудно определяемых величин, относящихся к физико-механическим свойствам материалов. Наконец, в формулы не входят технологические параметры: размер и количество частиц ретура, дисперсность капель жидкости, способ ее введения в слой, характер вибраций и прочие показатели, влияющие на формирование гранул. Поэтому для определения оптимального режима виброгранулирования данного материала необходимы экспериментальные исследования.
На рис. Ш-27 показаны графики, обобщающие результаты исследований [126] влияния времени вибро-гранулирования и влажности вельц-оксидов на прочность гранул. Прочность определяли по содержанию фракции у более 3 мм после сбрасывания гранул размером 3—5 мм с высоты 1 м. Как видно из графиков, с увеличением продолжительности гранулирования и влажности прочность необожженных гранул повышается. При влажности <20% выход гранул резко снижался, а ее увеличение до 40% не позволяло проводить гранулирование, так как материал превращался в пасту.
Сравнительные опыты показали, что удельная производительность лоткового виброгранулятора составляет 12 т/(м2-ч). Для тех же материалов удельная производительность барабана составляла 980 кг/(м2-ч). Удельный расход электроэнергии при гранулировании
108
Рис. Ш-27. Влияние влажности материала W и продолжительности виброгранулировання т на прочность гранул.
в виброкипящем слое не превышал 1,5 кВт-ч, а в барабанном 5,3 кВт-ч на 1000 кг полученных гранул. Металлоемкость установки с виброкипящим слоем снижалась, прочность гранул повышалась в среднем на 55%.
В работе [34] исследован процесс виброгранулирования цеолитов с применением в качестве связующего глуховской каолинитовой глины. Виброгранулятор состоял из двух горизонтальных цилиндрических сменных камер диаметром 30, 50, 70 и 100 мм, симметрично расположенных относительно оси дебалансного вибратора. При вращении вибратора камеры совершали круговые колебания с частотой 20—50 Гц и амплитудой 1,5— 4 мм. Гранулировали предварительно виброперемешан-ный и увлажненный материал.
Как показали исследования, гранулы достигали наибольшей прочности и лучшей структуры при частоте 50 Гц и амплитуде 4 мм. Вибрационный метод гранулирования, обеспечивающий снижение вязкости системы, позволяет уменьшить количество воды в гранулируемом материале. Наибольшая прочность и лучший фракционный состав получены при объемной влажности 35%, что на 30% меньше, чем при гранулировании методом экструзии.
Прочность гранул, окатанных в виброгрануляторе, выше, чем полученных экструзионным методом. Так, прочность на сжатие гранул цеолита, формованных экструзионным методом со связующим (каолинитовой глиной), составила 8,8 МПа, на растяжение 2,9 МПа. Прочность гранул цеолита, приготовленных методом виброгранулировання с предварительным виброперемешиванием с тем же связующим, составила соответственно 26,2 и 11,8 МПа. В два раза повысилась прочность гранул на истирание.
109
В виброгрануляторе с круговой траекторией движения при частоте 50 Гц и амплитуде 3 мм гранулировали суперфосфат [25]. Наилучшие результаты по времени гранулирования, фракционному составу и прочности получены при введении порошковидного суперфосфата в несколько стадий, что объясняется, по-видимому, образованием зародышей, положительно влияющих на последующее формирование гранул. Так, при 3— 4-стадийном введении порошковидного суперфосфата за 2—4 мин виброгранулирования образовывалось 96— 97% товарных фракций. С увеличением времени виброгранулирования до 7—10 мин выход товарных фракций снижался до 91—95%, так как повышался выход мелких фракций, а оптимальная влажность уменьшалась с 15 до 11%.
Прочность гранул суперфосфата размером 2 мм и влажностью 3%, полученного методом виброгранулирования, составляла по условным растягивающим напряжениям в среднем 3,2 МПа. Прочность промышленных гранул, полученных в барабанном грануляторе, составила 2,0 МПа. Увеличение прочности гранул, полученных методом виброгранулироваия, объясняется более плотной структурой, что видно из определения пористости гранул. Так, после виброгранулирования объем пор суперфосфата составил 163 см3/кг, после гранулирования в барабане 189 см3/кг.
При виброгранулировании цементных сырьевых смесей также получены гранулы, обладающие лучшими структурно-механическими свойствами, чем гранулы, полученные в тарельчатых и барабанных грануляторах [34].
Анализ показателей процесса виброгранулирования различных продуктов свидетельствует о высокой интенсивности гранулообразования. Получаемый продукт имеет узкий гранулометрический состав, высокую прочность, низкую влажность. Сопоставление процесса виброгранулирования с традиционными методами окатывания на равномерно движущейся поверхности (в барабане, на тарелке и пр.) показывает, что использование вибраций позволяет сократить время гранулирования и необходимое количество связующего, обеспечивает необходимый для гранулирования растворимых материалов самонагрев. Все это приводит к уменьшению га-110
баритов гранулятора, снижению удельных энергозатрат и увеличению удельной производительности как гранулятора, так и всей технологической линии.
Недостатки процесса виброгранулирования определяются, главным образом повышенным износом отдельных узлов гранулятора и узким интервалом рабочих режимов. Следует отметить, что процесс виброгранулирования исследовался, в основном, при периодическом режиме в небольших лабораторных грануляторах. Поэтому без дальнейших детальных исследований метод виброгранулирования пока не может конкурировать с применяемыми в промышленности методами окатывания во вращающихся барабанах и на тарелках.
Глава IV
ГРАНУЛИРОВАНИЕ ДИСПЕРГИРОВАННЫХ РАСПЛАВОВ ВО ВСТРЕЧНОМ
ПОТОКЕ ВОЗДУХА
Гранулирование разбрызгиванием плава в свободный объем нашло широкое применение для получения гранул из высококонцентрированных плавов аммиачной селитры и карбамида. Процесс осуществляют в высоких полых башнях (грануляционных), в которых падающие капли охлаждаются встречным потоком воздуха [56]. Для разбрызгивания плавов применяют неподвижные, вращающиеся и вибрационные диспергирующие устройства, обеспечивающие получение сферических гранул преимущественно размером 1—3 мм. Ниж--нюю часть грануляционных башен снабжают холодильниками, в которых охлаждение гранул происходит в кипящем слое, что позволяет достигнуть высокой эффективности охлаждения.
Механизм гранулообразования заключается в распаде истекающих из гранулирующего устройства струй на капли, которые, охлаждаясь во встречном потоке воздуха, превращаются в гранулы. При падении капля (гранула) отдает тепло потоку охлаждающего воздуха. При этом охлаждение и кристаллизация плава начинается с поверхности, а при достижении температуры
111
кристаллизации происходит образование твердой оболочки, толщина которой по мере движения капли (гранулы) увеличивается. Таким образом, фронт кристаллизации продвигается в центр гранулы по радиусу с соответствующим выделением тепла кристаллизации. При достижении поверхностью гранулы температуры следующего модификационного перехода фронт этого перехода с соответствующим тепловыделением начинает перемещаться вслед за фронтом кристаллизации. Аналогично происходят и дальнейшие модификационные переходы в структуре гранулы, которые осложняют процесс нестационарной теплопередачи.
1 1. Распад струй и образование капель
Истечение струй из отверстий разбрызгивающего устройства и их последующий распад на капли является сложным гидродинамическим процессом.
Определению размера образующихся при дроблении струи капель посвящен ряд теоретических и экспериментальных работ [11, 88, 115]. При выходе из отверстия под действием шероховатостей его наружной кромки струя жидкости приобретает небольшие возмущения. На характер возмущений влияют также следующие факторы: отклонение выходного отверстия от правильной цилиндрической формы, завихрения в сопле, наличие пузырьков воздуха в струе, степень сжатия струи и т. п. Под воздействием возмущений частицы жидкости, находящиеся на поверхности струи, испытывают различного рода смещения, что приводит к деформации струи. Между тем силы поверхностного натяжения стремятся сократить общую поверхность струи; и возмущенные частицы жидкости возвращаются в прежнее положение. В результате взаимодействия внешних возмущений и сил поверхностного натяжения жидкости на поверхности струи возникают колебания. По мере истечения амплитуда колебаний увеличивается, и струя распадается на отдельные частицы. Процесс распада струи в общем случае описывается нелинейными гидродинамическими уравнениями, аналитическое решение которых не представляется возможным. Поэтому при решении этой задачи авторы {11, 88, 115] исходили из метода малых возмущений.
112
Этот метод позволяет линеаризовать исходные уравнения, рассмотреть условия неустойчивости струи и определить длину волны максимальной неустойчивости X.
Рэллей [115] получил значение X, зависящее только от диаметра струм
X = 4,51dc (IV-1)
Вебер [191] рассмотрел процесс распада струи на капли с учетом физических свойств жидкости и получил следующую зависимость:
Л-^1/2(1 + /^-) (IV-2)
где — динамическая вязкость жидкости; р» — плотность жидкости.
В работе [88] процесс распада струи рассмотрен с учетом сопротивления окружающей среды. Для условий осесимметричного распада, характерного для струи плава при гранулировании в статическом грануляторе, выражение для длины волны максимальной неустойчивости получено в виде
X = dc 5,865 exp (—О,1555р We) М°,°™ (IV-3)
где
с = Рс
РжОС/с * Рж
а — поверхностное натяжение; рс—плотность среды (воздуха); We — критерий Вебера.
Полагая, что- капля образуется из части струи, заключенной в объеме длины волны, соответствующей максимальной неустойчивости, установили зависимость для определения диаметра образующихся капель
dK _3Лз Г
~dT-V-2^ <IV’4)
Подставляя в (IV-4) значения Х/с?с из выражений (IV-1), (IV-2) и (IV-3), получим соответствующие формулы для расчета диаметра капель
dK=l,89dc (IV-5)
dK= l,87dc уХ1 + (IV’6)
dK = 2,06dc exp (-0,0519p We) (IV-7)
8—170 113
Рис. IV-1. Интегральные кривые распределения гранул аммиачной селитры по размерам при различном диаметре отверстий:
1—do=O,7 мм; 2 — do=0,8 мм; 3— do=O,9 мм; 4— d0=l,l мм.
Рис. IV-2. Зависимость среднего диаметра гранул аммиачной селитры от концентрации плава при различном диаметре отверстий: 1 — do=O,7 мм; 2 — do=O,8 мм.
Для определения среднего диаметра гранул аммиачной селитры в работе [51] рекомендована следующая зависимость:
dcp = 2,4dcM°>01i exp (—0,052р We) (IV-8)
На рис. IV-1 представлены типичные кривые распределения гранул аммиачной селитры по размерам, полученные при гранулировании плава 99,5%-ной концентрации в статическом грануляторе, в зависимости от диаметра отверстий do.
Авторы работ [51—53] отмечают несущественность влияния статического напора жидкости (или скорости истечения) на размер образующихся капель (гранул). Так, при изменении статического напора плава аммиачной селитры от 0,5 до 2,0 'м средний диаметр гранул увеличивается лишь на 0,1 мм.
Размер образующихся, гранул в значительной мере зависит от концентрации плава. Как правило, с уменьшением концентрации плава средний размер гранул
114
увеличивается (рис. IV-2), что объясняется изменением физических свойств плава.
В ряде работ [134, 162 и др.] показано, что наложение на струю внешних возмущений (вибрации) обеспечивает получение более однородных по размеру гранул. Базируясь на результатах опытов, проведенных с водой и плавом аммиачной селитры, Б. X. Холин [134] предложил следующий интервал частот колебаний
f =------— 7= (IV-9)
' (3,5-b8)d0/e ’
где и0 — начальная скорость струи; f—частота образования капель; е — коэффициент сжатия струи; d0 — диаметр отверстия истечения.
Средний размер капель, полученных при гранулировании с наложением вибраций.на истекающие струи, с точностью 10% может быть рассчитан по уравнению [192]
/ 1,5Д2едп
f-°-) (IV-10)
Важное значение для описания траектории движения капель (гранул) имеет начальная скорость их движения в момент отрыва. Величина этой скорости определена экспериментально в зависимости от угла вылета струи ао [51]; расчетная формула имеет вид:
ык/“о = 1—0,22sinao (IV-11)
где «к — скорость движения капли в момент отрыва.
2. Особенности движения гранул в грануляционной башне
Характер движения гранул и закономерности их распределения по сечению башни во многом определяют эффективность теплообмена и гранулообразования, в том числе и время и высоту падения гранул. Для описания особенностей и выбора уравнений движения гранул в башне необходимо, прежде всего, установить степень стесненности капель (гранул) и режим их обтекания газовым потоком.
Как показано в работе [33], при средней объемной концентрации частиц менее 0,005—0,01 влияние стес-
«»
115
Рис. IV-3. Зависимость дальности вылета хтах гранулы (dr=l,8 мм) от горизонтальной составляющей ее начальной СКОРОСТИ Uo гор.
ненности на скорость ви--тания не превышает 5% при любом режиме обтекания частиц газовым потоком. Средняя объемная
концентрация гранул в грануляционных башнях обычно составляет ~ 0,00002 [56], что указывает на пренебрежимо малую вероятность стесненности. Следовательно, для описания характера движения капель (гранул) можно исходить из закономерностей движения одиночной сферической частицы.
Система дифференциальных уравнений движения тела, брошенного под углом к горизонту 'в неподвижной вязкой среде, и ее решение для условия постоянства коэффициента сопротивления впервые приведены в работе Н. Е. Жуковского [49].
Применив эти уравнения для описания закономерностей движения капель (гранул) в башне, Холин Б. Г. [134] рассчитал максимальную горизонтальную дальность вылета гранул (%тах) в зависимости от угла вылета и горизонтальной составляющей начальной скорости движения капель в момент их отрыва (рис. IV-3).
В работе [56] приводится формула для определения высоты вертикального падения сферической частицы при условии постоянства коэффициента сопротивления
, g Г , 1 — а ехр (2ут) ]
Н = -к>тт —-I ут - 1g------(IV - J 2)
где
_ ( бС/Pg _ g/V + ^B
' I лр^т ’ а g/v — WB
! tt>T — скорость твердых частиц; И7В — скорость среды (воздуха); т — время; Cf — коэффициент аэродинамического сопротивления; р — плотность среды (воздуха); pi — плотность жидкости; dT — диаметр твердой частицы.
116
Скорость движения гранул изменяется от «о=3— 5 м/с [56] до скорости витания шв, зависящей от размеров и плотности гранул. Для определения wB можно рекомендовать интерполяционную формулу О. М. Тодеса [117]:
ReB =------ЛГ (IV -13>
18 + 0,61 j/Ar
где ReB — число Рейнольдса, рассчитываемое по wB; Аг — число Архимеда.
Для определения дальности вылета (капель) гранул при использовании центробежных разбрызгивателей в работе [2] предлагается следующая эмпирическая зависимость:
’max = 0,75ио (IV-14)
где ут — плотность твердых частиц.
Уравнения (IV-12) и (IV-14) получены для случая движения одиночной частицы в неподвижной вязкой среде (в воздухе).
В грануляционных башнях, как известно, охлаждающий воздух просасывается вентиляторами снизу вверх со скоростью 0,3—0,4 м/с, а в башнях с расположенным внизу кипящим слоем скорость воздуха достигает 1,5—2,0 м/с. Поэтому для более точных расчетов необходимо учитывать тормозящий эффект обтекающей гранулы среды.
Решение задачи движения гранул с учетом переменной относительной скорости гранул и воздуха приведено в работе [52]. Уравнения движения записаны в виде
d2x dx
ОТН = 0
d2y
+ “®отнп+1 = g
(IV-15)
где
—миделево сечение гранулы.
Величина коэффициента сопротивления Cf и показатель степени п определяют закон обтекания частицы газовым потоком.
117
Система уравнений (IV-15) решена применительно к статическим разбрызгивателям, для которых характерно истечение струй под сравнительно небольшим углом к вертикальной оси, поэтому авторы пренебрегают горизонтальной составляющей скорости и принимают w0TH = Weepr+w. Для инженерных расчетов рекомендованы следующие выражения (при условии Cf=const):
2т
ехр~тГ-^Г
К'отн = ---2т---k~ (IV - 16)
e*p-v+ne
(IV-17)
В работе [56] рассчитаны скорость и высота вертикального падения гранул различной величины в зависимости от времени, исходя из условий: и0=4 м/с; w= = 0 и 2 м/с (рис. IV-4).
Высота падения, м а
Рнс. IV-4. Зависимость скорости и высоты падения граиул от времени (ио=4 м/с; сплошные линии — падение в неподвижном воздухе; штриховка — №=2 м/с):
•Д— изменение скорости падения гранул во времени и по высоте башин; б — изменение высоты падения во времени.
118
Для определения времени падения частиц использо вано уравнение Леппла
Re
2mdT Г_______dRe
Т= Р/м J bfReB2— cfRe2
Re0
(IV-18)
где ni — масса гранулы; f„ — миделево сечение гранулы; Reo, ReE, Re — числа Рейнольдса, соответствующие Wt>, wB н скорости, достигаемой за время падения частиц т.
Высота падения гранул была определена методом графического интегрирования
т
= (IV-19)
о
3. Изменение структуры гранул во время полета. Особенности теплообмена щри охлаждении гранул « псевдоожиженном слое
Формирование структуры гранул из капель расплава во время их полета в башне является следствием процессов нестационарного теплообмена, осложненного действием внутреннего источника тепла в виде теплоты кристаллизации.
Задачей инженерного расчета обычно является определение высоты грануляционной башни или времени падения гранулы, в течение которого она затвердеет настолько, что уже не деформируется при попадании на коническое днище башни или в плотную фазу кипящего слоя. Поскольку прочность гранулы по мере ее охлаждения (кристаллизации) непрерывно растет, важно установить такую температуру, при которой соотношение кристаллов вещества и жидкой фазы обеспечивает необходимую твердость структуре гранулы.
Степень кристаллизации плава в грануле можно определить по равновесным кривым: содержание вещества, выделившегося в виде кристаллов, и находящегося еще в жидкой фазе (плав+вода). Такие кривые для аммиачной селитры при содержании влаги в исходном плаве 1,5; 1,0; 0,5 и 0,2% приведены на рис. IV-5 [56]. Из рисунка видно, что даже небольшое содержание влаги в исходном плаве приводит к тому, что значптель-
119
Рис. IV-5. Содержание NH4NO3 в кристаллах X и маточном растворе» 1—X охлаждаемой гранулы в зависимости от температуры при различном содержании влаги в плаве:
1-1,5%; ? —1.0%; 3 — 0,5%; 4 — 0,2%.
ная доля вещества в гранулах находится в виде жидкой фазы при температурах, меньших начальной температуры кристаллизации, вследствие высокой растворимости нитрата аммония.
Решить вопрос о том, какая степень кристаллизации соответствует необходимой прочности структуры гранулы, очевидно, можно лишь из опыта. Помимо равновесных соотношений прочность структуры гранул определяется также прочностью межкристаллических связей, обусловленных кинетикой кристаллизации и интенсивностью теплообмена между гранулой и охлаждающим агентом.
В работе [56] приводятся результаты приближенного теплового расчета процесса гранулообразования, выполненного на базе известных решений задач нестационарной теплопроводности сферического тела с внутренним источником тепла в условиях интенсивного конвективного теплоотвода [84].
На рис. IV-6 изображены расчетные кривые изменения температуры на поверхности гранулы /ПОв. в центре гранулы /ц, средней эффективной температуры гранулы /ср. эф и средней температуры гранул /ср.конв без учета внутреннего термического сопротивления.
Охлаждение гранул в современных грануляционный башнях завершается, как правило, в псевдоожиженном слое, расположенном в нижней части башни [56]. Теплообмен между твердыми частицами и газом в псевдоожиженном слое характеризуется следующими особенностями: температура твердых частиц (гранул) t практически постоянна в объеме всего псевдоожижен-
120
Рис. IV-6. Изменение температур /пов, /ц, lev. кон» при охлаждении гранул, падающих в башне (Ни — высота башии):
а <2Г=2 мм: dr=3 мм; /*—2 ^ср. эф' ^ср. ковв* ^вов*
кого слоя; температура охлаждающего агента (воздуха) /в изменяется на активном участке (вблизи газораспределительной решетки) Ла и практически постоянна в остальном объеме слоя (рис. IV-7).
Перенос тепла (охлаждение) в псевдоожиженном слое складывается из следующих стадий [ИО]: отвод тепла из системы с потоком ожижающего агента; перенос тепла от поверхности твердых частиц (гранул) к потоку ожижающего агента; распределение теплового потока внутри гранулы.
Признаком эффективного отвода тепла из псевдоожиженной системы твердых частиц является равенство температур гранул и воздуха на выходе из слоя. Это равенство обеспечивается при достаточной высоте псевдоожиженного слоя, когда ЯСл>Ла, а также при условии 'равномерного распределения ожижающего агента в объеме слоя и полном перемешивании твердой фазы. При этом высоту активной зоны теплообмена можно рассчитать из теплового баланса по формуле [125]
Аа = 0,36-10*-^т?)- (IV-20)
121
где с — теплоемкость среды; RT — радиус твердой частицы; е — по-розность псевдоожиженного слоя.
Величина йа, рассчитанная по уравнению (IV-20) для гранул аммиачной селитры (d=2 мм при w = = 2 м/с), составляет ~20 мм. В реальных условиях, как показывает опыт эксплуатации промышленных аппаратов [56], практически невозможно создать равномерный псевдоожиженный слой малой высоты, что обусловлено неравномерным распределением ожижающего агента по сечению газораспределительной решетки. Высота псевдоожиженного слоя в промышленных аппаратах обычно составляет ~ 100 мм, тепло в этом случае отводится практически полностью; температуры гранул и воздуха на выходе из основного объема слоя почти совпадают. Это утверждение, однако, справедливо преимущественно для аппаратов цилиндрической формы при условии полного перемешивания твердых частиц. Применение аппаратов прямоугольного сечения или лотковой формы для охлаждения гранул в псевдоожиженном слое приводит порой к тому, что tB>t или /< <ZtB в зависимости от степени завершенности теплообмена в условиях перемешивания твердой фазы, близких к вытеснению.
Рис. IV-7. Изменение температур по высоте псевдоожиженного слоя по данным Е. А. Казаковой при различной скорости воздуха (сплошные линии — температура гранул; штриховые линии — температура воздуха):
а — а»=1,4 м/с; б —w=l,l м/с.
122
Теплообмен между твердыми частицами и ожижающим агентом зависит от теплопроводности пленки газа, окружающей частицу (ат), и величины конвекции (аконв). Составляющей теплообмена, определяемой излучением (аНЗл), для низкотемпературных псевдоожиженных систем обычно пренебрегают вследствие ее малости. В экспериментальных исследованиях обычно получают а как результат совместного действия ат и аконв. Отвод тепла теплопроводностью от сферической гранулы через шарообразную газовую пленку можно выразить следующим уравнением:
От = —7---з-г (IV-21)
4‘-£)
где do — диаметр газовой пленки, окружающей частицы; dT— диаметр гранулы; X— коэффициент теплопроводности среды (воздуха).
Для одиночной частицы do—*-оо, ат—*-2Х/с?т, а величина критерия Nu = ctTdT/X—*2. В работе [27] уравнение (IV-21) применено к псевдоожиженному слою с учетом условия dT/do> (Vs) -
Анализ обширных экспериментальных данных позволяет рекомендовать следующие зависимости для расчета теплообмена при охлаждении гранул в псевдоожиженном слое:
при 5 Re С 70
Nu = 0,021ReM|79] (IV-22)
при 70 Re 200
Nu = 0,38Re°>8 [79[ ' (IV-23)
при 60 < Re < 500
Nu = 0,316Re°>8 [128] (IV-24)
Представляет интерес сопоставление интенсивности теплообмена в зависимости от Re/e для одиночной частицы неподвижного и псевдоожиженного слоев. Сравнение, выполненное ранее [27] и дополненное в работе [56], представлено на рис. IV-8. Из сопоставления следует, что в области Re/r,<100 интенсивность теплообмена в неподвижном и псевдоожиженном слоях ниже, чем для одиночной сферической частицы (кривая А—А). Это явление авторы работы [27] объясняют
123
Mi.Pr-0,33
Re/R
Рис. IV-8. Сопоставление данных различных авторов по теплообмену между частицами и средой в неподвижном и псевдоожиженном слоях (Сплошные линии — измерение температуры среды незащищенной термопарой, штриховые — защищенной; А — А — теплообмен для одиночной закрепленной частицы):
/ — [184]; 2 — [56]; 3 — [167]; 4 — [79]; 5—[189]; 6—[57]; 7 — [170]; 8 — (15]; 9— [16].
неравномерностью распределения скорости ожижающего агента, обтекающего частицы. Поэтому при малой скорости существует вероятность агрегиро-
вания частиц, т. е. их поверхность не полностью участвует в теплообмене. С увеличением скорости ожижающего агента равномерность обтекания частиц газовым потоком возрастает, происходит обнажение всей поверхности частиц, и интенсивность теплообмена в таком псевдоожиженном слое становится равной интенсивности при обтекании одиночной частицы. При Re/e>100 происходит турбулизация газовой пленки, окружающей частицу, и интенсивность теплообмена превышает значения, характерные для обтекания одиночной частицы. В этой области и охлаждается большинство гранулированных продуктов, в частности минеральных удобрений.
Различия, существующие в известных выражениях, обобщающих результаты экспериментальных исследований по теплообмену в псевдоожиженных системах, таковы, что не позволяют рекомендовать единой корреляции, описывающей данные разных авторов. Предложенную в работе [27] формулу при Re/e>200
Nu = 0,4 (Re/e)2/s Рг^з (IV-25)
сами авторы рассматривают как весьма ориентировочную: с некоторыми опытными данными она расходится на ±100—200%.
124
Математическое описание процессов переноса тепла для условий внутренней задачи, касающейся распределения теплового потока внутри гранулы, достаточно подробно дано в работе [84].
Глава V
ГРАНУЛИРОВАНИЕ РАСПЫЛИВАНИЕМ ЖИДКОГО МАТЕРИАЛА НА ПОВЕРХНОСТЬ ЧАСТИЦ
1. Механизм и кинетика гранулообразования
Твердое вещество, вводимое в псевдоожиженный слой с жидкой фазой, частично откладывается на поверхности частиц в слое. Часть его не укрепляется на поверхности гранул слоя и образует самостоятельные частицы, т. е. новые центры гранулообразования. Рост гранул на поверхности тем вероятнее, чем больше силы сцепления капли жидкости с твердыми частицами. Адгезионная способность капли зависит от шероховатости материала поверхности гранул, а также от свойств жидкости, наиболее важным из которых является соотношение в капле жидкой и твердой фаз Р. Величина Р для капли зависит от температуры, влажности, химического состава пульпы. При попадании горячей жидкости в псевдоожиженный слой с более низкой температурой происходит быстрое охлаждение насыщенного раствора с выделением порции кристаллов, что понижает способность пульпы к адгезии. С уменьшением влажности пульпы адгезия также уменьшается и возрастает количество образующихся из пульпы частиц.
Существуют и другие возможности образования новых гранул, например при дроблении как механическом, так и тепловом. В последнем случае частицы размером более определенного, циркулируя между зоной активного теплообмена (в прирешеточной зоне высотой 20— 30 мм) и основным объемом псевдоожиженного слоя, имеющего значительно более низкую температуру, не успевают прогреваться на всю толщину. В результате
125
этого возникают термические напряжения, способные расколоть гранулу [55, 130].
Другой механизм растрескивания поверхности частиц заключается в том, что при температуре слоя, намного превышающей температуру кипения раствора, последний при контакте с гранулой интенсивно кипит с выделением большого количества растворителя в паровую фазу. Создающееся при этом давление разрывает пленку твердого вещества [98].
Помимо образования новых гранул, в псевдоожиженном слое происходит рост существующих гранул. Как указано выше, это возможно при отложении на поверхности частиц вещества, выделяемого из жидкости. Другой путь роста гранул — срастание их между собой. Агломерация возможна при достаточно больших силах сцепления между частицами в момент их столкновения. Источником таких сил является жидкая фаза. При избытке жидкости на поверхности частиц (причиной может быть большая локальная влажность или высокая температура материала) силы поверхностного натяжения оказываются больше сил, обеспечивающих взаимное движение частиц, и происходит слипание. При последующем исчезновении жидкой фазы (сушка, охлаждение и т. п.) образуются кристаллические мостики, прочно связывающие кусочки агломерата между собой. Если кристаллизации не происходит, т. е. пульпа содержит нерастворимое вещество, то при достаточно интенсивном движении частиц агломераты разрушаются с образованием исходных частиц. Аналогичный процесс происходит, если образуется недостаточное количество кристаллов и связи между кусочками агломерата непрочные.
Как следует из сказанного, гранулирование в псевдоожиженном слое представляет собой сложный комплексный процесс увеличения размера существующих гранул и образования новых. На практике важно по параметрам процесса гранулирования уметь рассчитывать фракционный состав продукта и выявлять способы достижения максимального выхода целевой фракции. Поэтому изучению закономерностей изменения гранулометрического состава продукта в зависимости от режимов гранулирования посвящен ряд исследований.
Из всего многообразия предложенных методов расче
126
та гранулометрического состава продукта, получаемого в псевдоожиженном слое, можно выделить три основных метода. Ряд авторов [3, 138, 164] определяют гранулометрический состав продукта совместным решением уравнений скорости роста отдельной частицы и распределения гранул по времени пребывания в аппарате. Так, для полидисперсного рецикла при экспоненциальном законе роста и идеальном перемешивании в слое гранулометрический состав рассчитывают по уравнениям [138]
К—П
F.(di) = ^F (dhdOh)Pk (V-l)
Л=!
/ GM -I- Gn d; \
F(di,d0)=l- exp 1-3 ~p In -£-) (V-2)
где d0, di, doik— начальный, текущий Л-той фракции диаметры частиц; GM — расход сухого материала, вводимого в слой с жидкостью; Gp — расход рецикла; k — коэффициент гранулообразования, зависящий от режима ведения процесса; рк — содержание й-ой фракции в рецикле.
Коэффициент k показывает, какая доля от вводимого с жидкостью сухого вещества распределяется по поверхности частиц. При k<Z\ образуются новые гранулы, при k> 1 происходит агломерация.
Другой подход к расчету полидисперсной системы, образующейся при гранулировании, заключается в применении уравнения сплошности для изменения числа частиц в системе [130]. Основываясь на этом уравнении, функцию распределения размеров частиц можно записать в виде др д (лр)
~аГ + 4/? =<i)(/?)+t(p)-G(/?) (v-3)
где Ф(/?), ф(р), G(R)—распределения по размерам вводимых в слой, образующихся в слое и выгружаемых частиц; K=dR/dt— линейная скорость роста частиц; р(R,t)—распределение частиц по размерам.
В работе [22] составлен баланс частиц; скорость роста принята X(/?)=GM/FpT и для монодисперсного рецикла получено
FpT ( г \9 1 Г ГрР 1
8 (r) = ) (GM/Gp)+1 ехр |“оГ {r° ~~r}] (v'4)
127
где F — общая поверхность частиц, находящихся в псевдоожиженном слое; рт и р — плотность материала частиц и рецикла; GM — расход твердого материала с раствором; Gp — расход рецикла; г0 — радиус частиц рецикла; g(r)—плотность распределения массы частиц по радиусам; Р= (GM-|-Gp)/Gcл; г— текущий радиус частицы; Сел — масса слоя.
Для полидисперсного рецикла выведена зависимость [24]
pF r3e~pFr dr и, (g) epF^ de,
Gn W = ----------7----------- (V-5)
3 r2e~pFr dr J Uj (g) epFs dg о о
где Gn—масса готового продукта; p — плотность рецикла; щ— плотность распределения частиц рецикла; g — переменная интегрирования; F—поверхность всех частиц в 1 кг рецикла.
Предложенные уравнения для расчета гранулометрического состава включают в себя скорость роста частиц. Относительно закона роста частиц существуют различные мнения. В работах )[5, 22, 164, 178] принято, что скорость роста частиц пропорциональна поверхности слоя и не зависит от размера частиц, т. е. закон роста описывается уравнениями
d = dQ + kr (V-6)
или
dd GM
X = —т— = c = const (V-7)
dx FpT ' '
В работе [138] теоретически выводится зависимость скорости роста от диаметра частиц
d GM ।
dT = exPlG^T (V-8)
Уравнение (V-8) подтверждено экспериментами, проведенными на лабораторной установке, для узкого интервала изменения размеров частиц [138]. Авторы работы [180], проведя исследования при периодическом гранулировании, также пришли к выводу о том, что средний размер гранул в слое изменяется по экспоненциальному закону. Уравнение, предложенное ими, со-' ответствует уравнению (V-8).
128
В работе [168] распределение сухого вещества, вводимого с жидкостью, принято пропорциональным поверхности частиц в слое и получено выражение аналогичное (V-7). Однако несоответствие с экспериментальными данными вызвало необходимость введения дополнительного множителя, учитывающего неравномерность пребывания гранул в зоне орошения в зависимости от их размеров. В результате получено уравнение dd 2G„ .
-Й--Л7<Л + 'М|
(V-9)
где Гел — поверхность частиц слоя; А, В — эмпирические константы.
Расчеты, проведенные в работе [138], показывают, что экспериментальные данные, на основе которых получены эмпирические коэффициенты А и В, хорошо описываются уравнением (К-8).
Некоторые авторы [130], исходя из анализа экспериментальных данных, считают, что закон роста гранул может быть линейным в отсутствие сепарации в слое и нелинейным в случае сепарации частиц по размерам в зоне орошения слоя жидкостью. Аналитическое выражение скорости роста
’k = adm (V-10)
где т — эмпирическая константа.
Экспериментальные исследования кинетики роста частиц в псевдоожиженном слое подтверждают степенной характер зависимости скорости роста от размера гранул. Однако мнения о степени этого влияния противоречивы. Кроме того, в работах [138, 146, 168] указывается на монотонную зависимость скорости роста от диаметра (рис. V-l,a), а в работе [130] обнаружен экстремальный характер этой зависимости (рис. V-1,6), объясняемый различной вероятностью выхода гранул разного размера в зоны орошения и выгрузки.
Для уточнения закона роста гранул на полузавод-ской установке исследовали процесс гранулообразования в широком диапазоне изменения параметров с использованием методики, позволяющей определять размеры единичных гранул [140]. Согласно этой методике, в слой подавалась навеска окрашенных гранул-ядер. Через определенные интервалы времени из непрерывно
9-170 129
выгружаемого продукта отбирали пробы и изготовляли диаметральные шлифы гранул. Меченые ядра и образовавшиеся на них оболочки измеряли под микроскопом. Обнаружено, что математические ожидания распределений по размерам гранул, отобранных в каждый момент времени, изменяются во времени по экспоненциальному закону (рис. V-2) независимо от производительности, массы слоя и других параметров. Однако этот закон нарушается при увеличении гранул до 4 мм и содержании их в слое менее 10%, так как гранулы практически не растут.
Постулируя независимый от режима закон роста, по уравнениям (V-l), (V-2) и (V-4) можно определить гранулометрический состав продукта. В отличие от этих уравнений в уравнение (V-3) можно подставлять любую скорость роста, что делает его универсальным. Однако расчет осложнен необходимостью эмпирического определения скорости роста при заданных расходных коэффициентах.
Уравнения (V-1) — (V-3) применимы только для наиболее простого случая, когда рост гранул идет по поверхности («нормальный рост» [138]). Реальные процессы протекают с отклонением от нормального роста. В этом случае без знания эмпирических коэффициентов гранулометрический состав определить нельзя. Коэффициент гранулообразования в уравнении (V-2) и функции источников новых частиц в уравнении (V-3) для каждого материала свои и должны определяться из эксперимента. Однако, если в работе [130] все факторы, влияющие на гранулообразование, предлагается определять раздельно, что осуществить экспериментально очень трудно, то в работе [138] вводится коэффициент k, характеризующий весь процесс, а это упрощает определение этого коэффициента. Учитывая относительную простоту экспериментальных исследований и аналитического расчета, дающего искомое распределение по размерам гранул продукта, наиболее приемлемым для инженерных расчетов следует признать изложенный в работе [138] метод, в котором используется коэффициент гранулообразования, характеризующий процесс независимо от размеров и производительности гранулятора. В этой же работе предложен метод экспериментального определения коэффициента k. Имеющиеся
130
Рис. V-1. Зависимость скорости роста гранул от диаметра частиц: а — мочевины (/), аммиачной селитры (2) и нитроаммофоски (3); б — сернокислого цинка при рецикле размером, мм; I — 1,25—1,60; 2 — 1,0—2,0; 3— 0,8— 3,0.
Рис. V-2. Зависимость распределения гранул по размерам от времени пребывания в псевдоожиженном слое при GM=180 кг/ч, G= = 161 кг/ч, 0сл = 160 кг и К=1.
Рис. V-3. Влияние температуры слоя на средний диаметр гранул нитроаммофоски.
9*
экспериментальные данные [36, 108, 111, 138, 140, 151, 157] позволяют вести проектирование грануляторов по этому методу для ряда материалов, не прибегая в каждом случае к экспериментам или значительно сокращая их объем. Накопленный материал позволяет также выявить основные параметры регулирования гранулометрического состава продукта.
Характер гранулообразования, а следовательно, и размер гранул зависят от свойств гранулируемых веществ, режимных параметров и конструктивных особенностей гранулятора. Как видно из уравнения (V-8), в случае роста гранул по поверхности, их диаметр тем больше, чем больше производительность, диаметр частиц рецикла и меньше его расход. Однако такой режим возможен лишь в определенных условиях, при отклонении от которых в слое образуются новые мелкие частицы или идет агломерация.
Анализ результатов исследований различных авторов показывает, что на диаметр гранул существенно влияет температура псевдоожиженного слоя. При сушке пульп и растворов термолабильных веществ в слое с температурой до 100 °C наблюдается уменьшение диаметра гранул с понижением температуры слоя, поскольку при этом уменьшается количество жидкой фазы в пульпе и возрастает вероятность образования самостоятельных частиц (рис. V-3). Термостабильные вещества гранулируют при более высоких температурах, при которых наблюдается тепловое дробление. Интенсивность дробления зависит не от самой температуры слоя, а от перепада температур в зоне действия форсунки (зона охлаждения) и прирешеточной зоне (зона перегрева). Поскольку перепад температур в этих зонах определяет температуру слоя, в реальном процессе увеличение температуры слоя приводит к уменьшению размеров гранул, поскольку увеличиваются температурные напряжения, т. е. приводит к усилению процессов дробления [130] (рис. V-4).
Чем меньше жидкой фазы в пульпе, тем меньше ее адгезионная способность и тем больше вероятность образования мелких частиц в слое. При постоянной концентрации пульпы увеличение удельного орошения приводит к укрупнению гранул. Как видно из рис. V-5, при обезвоживании сточных вод увеличение удельного
132
d,M/k
Рис. V-4. Кривые распределения частиц продукта по размерам при различной температуре слоя:
1 — 150 °C; 2 —160 °C; 3—180 °C.
орошения в 3 раза приводит к резкому изменению гранулометрического состава [130]. Чем меньше поверхность орошения, тем толще пленка, напыляемая на гранулу при одноразовом прохождении зоны орошения, тем больше локальное содержание влаги и больше ве
роятность сцепления гранул.
При распыливании жидкости пневматическими и комбинированными форсунками размер зоны орошения зависит от количества и давления распыливйющего
агента, а удельное орошение — от соотношения количеств распиливающего агента и пульпы. Отсюда, чем больше это соотношение, тем мельче гранулы.
Изменение скорости истечения распыливающего агента, равно как и других параметров, влияющих на размер капель и входящих в число Вебера, также влияет на гранулометрический состав, поскольку с укрупнением распыла диаметр
гранул растет.
Характер пранулообра-зования зависит от количества тепла, вводимого в фа-
Рис. V-5. Гранулометрический состав продукта при удельном орошении:
1 — 1.8 л/ч; 2 — 6,0 л/ч.
133
кел распыла с газом и жидкостью. Чем больше их тепловой потенциал, тем больше обезвоживается пульпа в свободном полете от места истечения до соприкосновения с гранулой, тем меньше силы сцепления и мельче гранулы. Аналогичное явление наблюдается и при увеличении времени свободного полета капель. При подаче в факел распыла избытка тепла, сверх необходимого для первого периода сушки, идет разогрев, размягчение и слипание гранул. Таким образом, зависимость диаметра гранул от количества тепла, вносимого в зону распыливания, носит экстремальный характер.
В зависимости от специфических особенностей процесса, в частности от механизма гранулообразования, на размер гранул разные параметры влияют в неодинаковой степени или совсем не влияют. Так, скорость псевдоожижения и среднее время пребывания продукта в слое не оказывают влияния на размер гранул в условиях непрерывного процесса. Однако при тепловом дроблении с уменьшением времени пребывания продуктов в слое источник образования новых частиц также уменьшается, а с уменьшением скорости ожижающего агента ухудшается интенсивность перемешивания в слое, т. е. уменьшается число циклов нагрева и охлаждения. Все это приводит к росту диаметра гранул.
Таким образом, влияние технологических параметров процесса на гранулометрический состав продукта сводится к регулированию количества мелкой фракции, образуемой в слое. Совершенно очевидно, что для поддержания оптимальных показателей процесса гранулирования различных веществ требуются различные режимы. Влияние даже незначительного изменения химического состава на гранулометрический состав продукта видно из данных по гранулированию сложно-смешанных удобрений [36] и нитратно-фосфатных солей [157]. Диаметр гранул растет с уменьшением кислотности пульпы аммофоса и увеличением концентрации патоки в нитратно-фосфатных растворах.
Количественное влияние перечисленных выше параметров на гранулометрический состав продукта видно из эмпирических уравнений, связывающих эти параметры с коэффициентом гранулообразования, т. е. количеством образующихся в слое мелких частиц различных продуктов.
134
Для двухслойных удобрений мочевина-аммофос [36] k = ЮТМ^цО, гв^-о, 25 (V.!!)
где Г=/сл/273; Un — влагосодержание пульпы; 7?=NH3 : Н8РО4 — мольное соотношение.
Для аммиачной селитры [151]
7*ра Тсл \°>7
Т’па Т’сл )
(V-12)
при 1,0 ^-1ра £сл^1,5 1 па * сл
Для нитратно-фосфатных растворов [157]
г tsT У-».1
k = 4,76- 10-1 ( ) ^,84^-2,Knjl.14e47.4C
V * СЛ 1
(V-13)
где GPa, Gp_ра — расход распиливающего агента и раствора; Гра, ГПа, 7СЛ—температура распиливающего агента, псевдоожижающего агента и слоя; а — коэффициент температуропроводности; v — кинематическая вязкость сушильного агента; wp — скорость сушильного агента; ДТ=7’па—Гсл; q— соотношение расходов распиливающего воздуха и раствора; w — число псевдоожижения; с — концентрация патоки в растворе; П1 = ргг/ог4’о2/огж; Рг — плотность газа; d0 — диаметр сопла форсунки; w<r-— скорость истечения жидкости; ож — поверхностное натяжение раствора.
Влияние конструктивных особенностей аппарата на гранулометрический состав продукта заключается в создании условий для поддержания требуемой концентрации мелких частиц в слое, о чем более подробно сказано в гл. VII.
Таким образом, гранулометрический состав продукта является функцией ряда параметров процесса и, следовательно, его расчет необходимо вести не только на основе уравнений материального и теплового баланса, но и с учетом взаимосвязи режима процесса и закономерностей гранулообразования.
2. Гранулирование с одновременной классификацией частиц по размерам
Особенностью псевдоожиженного слоя является классификация частиц в различных зонах слоя, поэтому процессы гранулирования в псевдоожиженном слое, как правило, сопровождаются разделением частиц по размерам. Это явление существенно сказывается на ха
135
рактере процесса гранулирования и должно учитываться при расчете гранулометрического состава готового продукта. Сепарация в зоне орошения приводит к преимущественному росту отдельных гранул и увеличению неравномерности гранулометрического состава слоя. Для получения однородных по размеру гранул применяют селективную выгрузку их из аппарата с возвратом мелких частиц в зону орошения [5, 130]. Разделение частиц по размерам при выгрузке их из гранулятора можно осуществлять в специальной зоне классификации с псевдоожиженным слоем {62].
При идеальной сепарации частиц по границе разделения размер всех гранул, выходящих из гранулятора, превышает размер dn> (с?гр— размер граничного зерна), а размер гранул, возвращаемых в зону гранулирования, т. е. циркулирующих внутри аппарата, меньше размера dtp. Последние гранулы можно рассматривать как ретур.
Примем, что эквивалентный диаметр частиц в зоне гранулирования изменяется по экспоненциальному закону. Тогда интегральная функция распределения гранул, выводимых из зоны гранулирования, будет иметь вид
3 [0р+(1-й)<?м]
F(d) = 1—(d/d0) (V-14)
где Q„ — количество исходного материала (пульпы) в пересчете иа сухое вещество; Qp — количество материала, циркулирующего между зонами классификации и гранулирования (внутренний ретур); do — средний размер частиц внешнего ретура; d — средний размер гранул слоя; к — коэффициент гранулообразования.
Содержание в материале, поступающем на классификацию, частиц размером менее drp определяется из выражения
з [Qp+(i-* )gM]
/ dr-T) \
F (^р)=1-("^-) (V-15)
Количество циркулирующего материала
Qp — (Qm + Qp) F (dtp) или
n QMF(rfrp)
Qp~ l-F(drp)
(V-16)
136
Решая совместив уравнения (V-14) и (V-15), определим гранулометрический состав продукта, выходящего из зоны гранулирования.
Из зоны классификации выходит продукт размером более с?гр-
Его гранулометрический состав рассчитывают по формуле
F (^пр) —
F(d)-F(drp) l-F(drP)
В реальных аппаратах процесс сепарации не идеален: разделение частиц по размерам в неоднородном псевдоожиженном слое начинается на границе плотный слой — разбавленная фаза. В общем случае математическое описание процесса разделения сводится к совместному рассмотрению распределения частиц по начальным скоростям их вылета из плотной фазы слоя и закономерностей движения частиц в надслоевом пространстве [71]. При этом распределение частиц по начальным скоростям их вылета из слоя [149] является граничным условием задачи
(тч \8^ / тми3 \
W / ех₽ (4iw“ <V*17)
где t-'ч — начальная скорость вылета частиц из плотной фазы слоя; тч—масса частицы; k' — кинетический параметр распределения; и) — число псевдоожижения.
Закономерности движения частиц в надслоевом пространстве для различных режимов обтекания их газовым потоком выражаются следующими дифференциальными уравнениями.
Для области начальных скоростей вылета v4<w.
0<Re< 1 dv4
~v4 ^z~ = gl~a(w — V4)+l] (V-18)
10 < Re< 1000
—v4 = g [—b (w — v4)3/2 + 1]
Re > 1000 dv4
~Vv ~dz~ = £[—c — + 11
(V-19)
(V-20)
137
для области начальных скоростей вылета r4>w: Re >1000
—^7- = g [с(f4 — ^)2 + 1] (V-21)
10 < Re < 1000 dv4 о,
-f4ST = S I* (v4- u>?'2 + 1] (V-22)
0<Re<l
—v4-^L=g[a(f4 —a^)+1] (V-23)
В уравнениях (V-18) — (V-23) коэффициенты a, b, c постоянны для данной псевдоожиженной системы и определяются следующим образом:
18р. 39v1/2yr 1,44?г
й2Тт ’ 443/2yTg ’ 4dyTg
где [х — коэффициент динамической вязкости; ут, уг— удельный вес частиц и газа.
Приводя уравнения (V-18)—(V-23) к аналитическому виду, получим следующие выражения для области скоростей вылета частиц n4<w:
0<Re<l
If , aw —11
z= „ 2 av4 + (1—aw) In------; (¥-241
gaz 4 1 ' ' aw — av4—II v '
10<Re< 1000
in 1 — Z>i (w — n4)1/; 1—brw3^ — arctg 1 L c1a>+ 1 gc ( crw — ей + 1 \ w I 1 1 + bjufa + bt2w 1 + br (w — цч)1/г + b2 (w — tiq) \ 1 / /З^КУ1^ уз (“rCtg 2 + 2 + *j (KJ —U;)1/2 yjj ' ' Re > 1000 _ J_ . 0-i-Cia>) [1 — Mm —vq)]) 2 (1— Cjw) [l-f-q^ — v4)]j (V-26)
138
для области скоростей v4>w:
Re > 1000
z = [in [tj (t>4 — ^)] + 4- сгш [arctg (Ci [t’4 — to]) ] 10<Re< 1000
z = -^-|(o4 — to)l/2 +
[1 +(f4 —to)1/2feil2_________
[ 1 — Z>! (t>4 — to)1/2 4- (t>4 — to)]
1 УЗЬг (ti4 —to)V2 ’ll
+ УЗ arCtg 2 —Z>i(t>4 —to)l/2 )
0<Re< 1
1 Г 1
z = ~g&~ Г4 ~aW + (1 ~aW) 1П ®4-ttto+ 1
(V-27)
(V-28)
(V:29)
В уравнениях (V-24) —(V-29) приняты следующие обозначения
bj =l^b, Ci = -^c
По зависимостям вида z=tp(t>4) и начальным скоростям вылета частиц в надслоевое пространство можно рассчитать путь их подъема. Аналитическое решение уравнений (V-18) — (V-23) даже для аппарата простейшей геометрической конфигурации (например, цилиндрической, т. е. когда wz=const) представляет значительные трудности. Гораздо более удобным методом решения приведенных уравнений является численный, осуществляемый на ЭВМ. Зависимости вида z=q>(v4), найденные решением соответствующих уравнений для аппаратов с различным законом изменения скорости ожижающего агента по высоте i[w=f (z)], приведены на рис. V-6 и могут быть использованы для расчета либо необходимой высоты надслоевого пространства, либо эффективности разделения частиц по размерам для надслоевого пространства данной высоты.
Описание процесса разделения полидисперсной смеси частиц по размерам в неоднородном псевдоожиженном слое заключается в следующем [71].
139
Рис. V-6. Расчетные зависимости изменения высоты подъема частиц от начальной скорости их вылета (суперфосфат плотностью 2220 кг/м5, ш=1,75 м/с) при различном da:
1 — 0,23 мм; 2— 0,45 мм; 3 — 0,71 мм; 4 — 0,90 мм; 5 — 1.18 мм; 6—1,67 мм; 7 — 2,37 мм; 8 — 3,35 мм.
Пусть высота надслоевого пространства (зоны классификации) аппарата с псевдоожиженным слоем равна Ян.сл, a v4i — начальная скорость вылета частиц размером di, соответствующая пути их подъема 2=Ян.сл-Тогда количество верхнего продукта, уносимого из надслоевого пространства, будет равно сумме количеств уноса каждой i-той фракции, т. е.
QB.n = ^qB.ai (V-30)
i=l
Величину уноса i-той фракции qB.n.i определяют, исходя из распределения (V-17) при условии его нормирования со
Свыбр ~ У f (ич) dv4 — 1 (V-31)
о
где фвыбр — количество частиц выбрасываемых из плотной фазы в единицу времени.
140
Тогда
l.ni — it ) f (vv) dv4
41
(V-32)
где Ei — содержание данной фракции в продукте, поступающем на разделение.
При этом величина i-той фракции, выгружаемой из плотной фазы слоя (с нижним продуктом), соответственно будет равна
Qni = й j f(v4) dv4 (V-33)
о
После преобразования уравнения (V-32) для Общей величины верхнего продукта (уноса), получаемого при разделении полидисперсного псевдоожиженного слоя,
Рис. V-7. Схема расчета разделения полидисперсной смеси.
141
будем иметь следующее выражение (рис. V-7):
Р«2 D43
Св.П = ?1 У f (ич) dv4 -f- (£, -f- £2) У f (t>q) dv4 + -f-
РЧ1 V42
+ (S1 + S2+--- +?n) ^f(v4)dv4 (V-34)
V4n
На верхней части графика изображены типичные расчетные зависимости вида z=tp(u4) для каждой i-той фракции полидисперсного слоя. Из выражения (V-34) нетрудно определить гранулометрический состав верхнего продукта или степень разделения смеси относительно размера граничного зерна drp- Для оценки степени разделения смеси воспользуемся величиной Y — относительной концентрацией мелочи (частиц размером менее размера граничного зерна drp) в верхнем продукте, т. е. Y=Yj(l—У). Тогда из выражения (V-34) получим
рЧ2 РЧЗ 1ГР
?i J f (Рч) dv4 + (£1 + ?2) У f (Рч) dv4 -р (£, + £2 + S3) У f (гч) dv4 у _ РЧ1____________________РЧ2____________________%._________
СЧБ °О
(S1 + ?2 + ?3 + S4) JfW dVq + • • • -f- (S1+C2+' ' ' +£0)^ f (ич) dv4
По уравнениям (V-34) и (V-35) можно полностью рассчитать процесс разделения исходной смеси на два продукта: верхний (унос) и нижний (готовый продукт). Для этого в дополнение к этим уравнениям следует рассмотреть уравнения баланса материальных потоков, которые дают следующие величины количеств верхнего QB.n и нижнего QH.n продуктов в зависимости от содержания в них данного компонента (например, мелочи) при заданном QHCX'-
Ов.п = Фисх—7, 77 (V-36)
у л
Он.п= Оисх и х' (V-37)
У л
где х, у — концентрация мелочи в нижнем, верхнем продуктах.
142
fl. A
Рис. V-8. Гранулятор-классификатор с посевдоожиженным слоем материала:
/ — штуцер для подачи сушильного агента; 2 — форсунка; 3 — подпорная решетка; 4 — газораспределительная решетка; 5 — корпус аппарата; 6 — штуцер для вывода отработанного агента; 7 — зона гранулирования; 8 — наклонная перегородка; 9 — зона классификации; 10 — устройство для выгрузки готового продукта; П — подача пульпы; Р. В — распиливающий воздух; С. А — сушильный агент; О. А ~ отработанный агент; Г. П — готовый продукт.
Рис. V-9. Схема материальных потоков в грануляторе-классификаторе:
фц, QM н Qy —количества циркулирующего материала, поступающего материала и уносимого продукта; wt и — скорости псевдоожижающего агента в зонах гранулирования н сепарации.
Таким образом, расчет разделения полидисперсной смеси на два продукта (верхний и нижний) сводится к решению уравнений (V-34) и (V-35) совместно с уравнениями баланса (V-36) и (V-37).
Описание процесса гранулирования, осложненного классификацией частиц по размерам, рассмотрим на примере расчета процесса гранулирования в аппарате грануляторе-классификаторе [62], изображенном на рис. V-8. Гранулятор-классификатор работает следующим образом. Исходный продукт в виде пульпы или расплава подают форсункой 2 в зону гранулирования 7, отделенную от зоны классификации 9 наклонной перегородкой 8 с переточными отверстиями. Ожижающий агент подают в каждую зону через штуцеры 1. Гранулированный продукт, по мере увеличения объема слоя в зоне гранулирования, перетекает в зону классификации, сужающуюся по высоте. В надслоевом пространстве зоны классификации происходит эффективное раз
143
деление полидисперсной гранулированной смеси на два продукта: верхний — ретур (частицы размером преимущественно менее 1 мм) и нижний — готовый продукт, представляющий собой товарную фракцию размером 1—4 мм. Верхний продукт выдувается из зоны классификации и поступает для наращивания размеров частиц в зону гранулирования; нижний — выводится через выгрузную течку из аппарата. Количество поступающего в зону классификации 9 материала определяется режимом работы классификатора и эффективностью разделения смеси [66].
Схема материальных потоков гранулятора-классификатора приведена на рис. V-9.
Количество циркулирующего между зонами материала Qn определяет ретурность процесса гранулирования и является частью количества материала QBbi6p, выбрасываемого из плотной зоны слоя в надслоевое пространство зоны классификации. Определяя фц как долю продукта, выбрасываемого из плотной фазы слоя зоны классификации, получим количество ретура, возвращаемого в зону гранулирования
Сц — Qp — <7pi
(V-38)
где qfi—доля i-той фракции в ретуре.
Вынос t-той фракции qpi из зоны классификации определяется с учетом содержания данной фракции в продукте, поступающем из зоны гранулирования на разделение t,i
= Ci j f (1>ч) dv, v4l
(V-39)
где o4i — начальная скорость вылета частиц размером d, из плотной фазы слоя зоны классификации, соответствующая пути их подъема
Частицы, вылетевшие с большей начальной скоростью, попадают в ретур; частицы, начальная скорость вылета которых меньше v4i, возвращаются в слой. Со
144
держание i-той фракции в готовом продукте определяется следующим образом:
I
Qri ~ Ci
О
С f (»ч) dv.
(V-40)
После подстановки (V-39) в (V-38) получим общее количество циркулирующего между зонами продукта Qu, являющегося внутренним ретуром процесса гранулирования Qp
°Ч2 СЧЗ
Qp = Cl j f (f4) dv4 + (Cl + C2) J f Ы dv4 + • • 4-
D41 D41
(V-41)
Количество готового продукта можно как разность
оо
Qr.n = Свыбр — Qp ~ j* f (1'ч) dv4 Qp
0
определить
(V-42)
Пользуясь изложенным описанием процессов разделения полидисперсных смесей и процессов гранулирования, осложненных классификацией частиц по размерам, можно рассчитать материальные потоки в аппарате, а также оценить эффективность процессов классификации и гранулирования.
На рис. V-10 приведены интегральные кривые распределения гранул по размерам, полученные для двух вариантов процесса гранулирования аммиачной селитры [144]: без подачи внешнего ретура и с возвратом сепарируемой мелкой фракции в гранулятор (с «внутренним» ретуром); с подачей внешнего ретура без сепарации продукта, выгружаемого из гранулятора.
В качестве внешнего ретура была использована узкая фракция 0,7—1,0 мм гранул аммиачной селитры. Экспериментальные кривые на рис. V-10 сопоставлены с функциями распределения гранул по размерам, рассчитанным по уравнению (V-14) с учетом определения
10-170 145
Рис. V-10. Интегральные кривые распределения гранул продукта по размерам (сплошная линия — расчетная, штриховые линии — экспериментальные данные):
/ — гранулирование с внутренним ретуром и сепарацией (0р/0исх = 1.6); 2 — гранулирование с внешним ретуром без сепарации (Qp/QHt.x=0,25).
Рис. V-11. Интегральные кривые распределения гранул по размерам в зоне гранулирования (/) и в зоне классификации (2) гранулятора-классификатора с псевдоожиженным слоем (сплошная линия— расчетная, QP/QucX=2,4; штриховые линии — экспериментальные данные).
Qp (для варианта процесса с внутренним ретуром) по уравнению (V-41).
Как видно из рис. V-10, расчетные и экспериментальные кривые распределения гранулометрического состава практически совпадают. Наибольшие отклонения (до 10%) наблюдаются в области малых размеров частиц. Требованиям ГОСТа на аммиачную селитру удовлетворяет продукт, полученный по варианту гранулирования с внутренним ретуром и сепарацией: он почти полностью состоит из фракции 1—2,5 мм. При гранулировании аммиачной селитры с внешним ретуром без сепарации содержание фракции 1—3 мм составляет 80% и фракций +3 мм и —1 мм по 10%. Следовательно, для получения гранулированного продукта в соответствии с требованиями ГОСТа сепарация выгружаемого продукта яв
146
ляется обязательной. Как уже отмечалось, этим требованиям отвечает гранулятор-классификатор с псевдоожиженным слоем.
Расчетные кривые распределения гранул аммиачной селитры по размерам, полученным по методике, изложенной выше, сопоставлены с экспериментальными данными (рис. V-11), полученными при исследовании гранулятора-классификатора [63]. Удовлетворительное соответствие экспериментальных и расчетных данных является вполне объективным подтверждением надежности предложенного метода расчета гранулометрического состава.
3. Тепло-массообмен и режимы гранулирования в псевдоожиженном слое
Характер гранулообразования и скорость роста частиц в псевдоожиженном слое в значительной мере зависят от условий тепло- и массообмена, т. е. от интенсивности удаления жидкой фазы из гранулируемого вещества. При гранулировании в псевдоожиженном слое капли жидкости контактируют с сушильным (охлаждающим) агентом, обмениваются теплом с отдельными гранулами и превращаются в твердое вещество.
Первая попытка анализа теплообмена между жидкостью и гранулой сделана в работе [23], в которой рассчитано испарение пленки раствора, полностью охватывающей гранулу, при условии совмещенного подвода тепла: кондукцией от гранулы и конвекцией от псевдоожижающего агента. Толщину пленки предлагается определять экспериментально, окуная гранулы в раствор. Решая упрощенную задачу теплообмена шара со средой, имеющей постоянную температуру, получили критериальную зависимость, из которой следует, что 60—70% тепла на испарение поступает от нагретых гранул. Принимая во внимание, что капля не мгновенно растекается по поверхности гранулы, следует рассматривать, как это сделано в работе [130], нестационарный процесс растекания испаряющейся капли по поверхности нагретой гранулы. Естественно предположить, что в зависимости от соотношения времени испарения и времени растекания капли будет изменяться и характер гранулообразования. При очень быстром подводе
10*
147
Рис. V-12. Схемы взаимодействия единичных капель и гранул.
тепла жидкость удаляется из капли, не успевшей растечься по грануле. По мере уменьшения количества тепла, подводимого к капле, последняя растекается по все большей поверхности, пока не покроет всю гранулу. При недостатке тепла для испарения капли гранула остается влажной. Очевидно, что характер гранулообразования зависит не только от скорости удаления влаги, но и от скорости растекания пленки, определяемой, в свою очередь, свойствами жидкости и поверхности гранулы. Схема возможных взаимодействий единичных капель и гранул приведена на рис. V-12.
Интересны результаты экспериментальных исследований [130] процесса испарения капель раствора на поверхности гранул различных размеров при варьировании первоначальной температуры гранулы /гр. При /гр=135°С происходит некоторое растекание капли, медленный ее нагрев и испарение, в процессе которого плавно снижается температура гранулы, причем максимальная разность начальной и текущей температур At составляет 5 °C. После испарения раствора образуется прочный нарост, совпадающий по форме с растекшейся каплей.
При /Гр=215°С капля не растекается, а интенсивно испаряется. Образующиеся наросты состоят из тонкой, прочной подложки и отдельных выступов самой разнообразной формы, которые легко скалываются. Полное испарение капли происходит за короткий промежуток времени (~ 15 с), А/=20°С.
С повышением температуры толщина прочной подложки и размеры отдельных наростов уменьшаются. При /Гр=350°С происходит еще более интенсивное кипение (время испарения 2—3 с, Д/=40°С). Вновь образованная поверхность изрыта трещинами и непрочно прилегает к грануле: наросты имеют вид пылевидных кру
148
пинок. При соотношении размеров капли и гранулы 1 1 происходит обтекание гранулы раствором для всех исследованных 6-р. При /Гр<200°С образуется тонная твердая пленка, а избыточное количество раствора стекает с гранулы. Повышение 1гр до 350°C вызывает увеличение количества наросшего на грануле вещества п образование изрытой, легко очищаемой поверхности.
Таким образом, характер гранулообразования зависит от количества тепла, аккумулированного гранулой, т. е. от ее теплоемкости и температуры. С увеличением последней в исследованных условиях рост поверхности гранул замедляется, поскольку наросшее вещество имеет непрочные связи с гранулой. При контакте с гранулой не раствора, а пульпы, имеющей более высокую температуру, чем гранула, происходит кристаллизация дополнительного количества твердой фазы, что уменьшает силы связи. Следовательно, возможны условия, при которых замедление роста гранулы по поверхности происходит при понижении температуры самой гранулы.
Размер и форма нароста зависят от текучести жидкости, т. е. от ее вязкости и поверхностного натяжения, соотношения размеров капли и гранулы, шероховатости и смачиваемости ее поверхности. Чем крупнее капля,-больше ее текучесть, глаже поверхность гранулы, меньше интенсивность удаления жидкости, тем более ве-: роятен рост гранул по поверхности.
Следует отметить, что эти выводы получены на основе анализа взаимодействия единичных капель и гранул. В реальном процессе это взаимодействие осложнено возможностью одновременного контакта гранулы с несколькими каплями, передачи части жидкости с гранулы на гранулу при их трении, вращения гранулы, обдува ее псевдоожижающим агентом и т. п. Поэтому знание характера взаимодействия капель и гранул, хотя и помогает выявить факторы, влияющие на процесс, но не дает однозначного объяснения закономерностей роста гранул в псевдоожиженном слое и не позволяет описать тепло- и массообмен всего процесса.
Математическое описание процесса сушки зернистых' материалов во взвешенном слое включает совместное, рассмотрение внутренней задачи тепло- и массообмена внутри капиллярно-пористого тела и внешней задачи тепло- и массообмена поверхности влажного тела и су
149
шильного агента. Сушка жидкости имеет специфические •особенности, связанные с кристаллизацией твердой фазы в процессе обезвоживания. Дифференциальные уравнения тепло-массопереноса при сушке капиллярно-пористых тел имеют вид [85]
ди
= а'уа« + a
(V-43)
г ди
= ау2/ + е — -т—
_ Up OLC
где и — влагосодержание; а, а' — коэффициенты температуропроводности, потенциалопроводности; t — температура; тс — время сушки; г — теплота испарения; сР — теплоемкость; 6 — коэффициент вла-гопереноса.
При гранулировании жидкую фазу наносят в виде тонкой пленки на поверхность гранул, находящихся в слое. Поскольку интенсивность процесса сушки достаточна, можно предположить, что испарение влаги происходит из поверхностного слоя гранул, а следовательно, число внутреннего испарения е, градиент влагосо-держания у и и изменение влагосодержания во времени ди/дт:с внутри гранулы близки к нулю. Таким образом, уравнение массопереноса внутри гранулы теряет смысл, а уравнение теплопереноса имеет вид уравнения Фурье — Кирхгофа
Ot
атГ = aV 1 (V-44)
Краевое условие для процесса сушки жидкости в псевдоожиженном слое представляет собой уравнение теплового баланса одной гранулы за бесконечно малый промежуток времени [139]
pd / di \ , , , , . f dt \ pd ( ди \ ,
6 ( <Этс ) +«(zc— U = XM 1-^-) + “ё- г (лН (V-45) \ 1 / и х •• п \с/п
где i — теплосодержание; d—диаметр гранулы; р — плотность; а — коэффициент теплоотдачи; X — коэффициент теплопроводности; индексы с, м, п — слой, материал, пульпа.
В результате преобразования системы дифференциальных уравнений (V-44) и (V-45) методами теории по
150
добия получено выражение
Е = f ^Рг, Re, Gu, Fo, Au, Ko', (V-46>
где E — относительное влагосодержание; E=uM/un; Pr, Re, Gu, Fo, Au — числа Прандтля, Рейнольдса, Гухмана, Фурье, автотермично-сти; Ко' — модифицированное число Коссовича; индексы эк, г — эквивалентный газ.
Выражение (V-46) при рассмотрении конкретных условий проведения процесса можно несколько упростить. Так, если сушильным агентом является воздух^ то влияние Рг и Хм/£г учитывается постоянным членом уравнения. При небольших разностях температур слоя и поверхности гранул числа Ко' и (/эк——tcn) принимают очень большие значения, и процесс становится автомодельным по отношению к этим числам.
При сушке происходит кристаллизация раствора с выделением тепла, что изменяет энтальпию на поверхности гранулы и учитывается числом автотермичности Au=Ai/rAu. Установлено, что при гранулировании из пульп влияние Ап незначительно и может быть учтено-постоянным членом уравнения.
Таким образом, процесс сушки жидкости в псевдоожиженном слое определяется, в основном, числами Ап, Re, Gu, Fo. Степень их влияния на влагосодержание продукта зависит от его свойств и определяется экспериментально. В качестве примера приведем эмпирические уравнения:
для аммиачной селитры [139]:
lg Е = -0,48- KHFoRe^GuMAu-1.1
полученные при Fo=22—270; Re=83—160; Gu = 0,07— 0,14; Au =0,47—1,94;
для двухслойных удобрений мочевина — аммофос [141]
£ = 0, lGu-°,66Fo-0.e,)
справедливое при Gu = 0,080—0,125; Fo = 55—602; Re= =3,5-105; для нитроаммофоски [108]
(Gn \-<>,s
-r pa- Fo-MGu-M
^п-пы /
151
Таблица V-1. Показатели работы грануляторов с псевдоожиженным слоем
Наименование продукта Характеристика гр эмулятор а Температура, °C Скорость ожижающего агента, м/с Влажность жидкости, % Производительность, кг/ч Удельная производительность Влажность продукта, % „ 1 Размер гранул, мм ОТ Р. ОТ Q, си X «=:
ожижающего агента распиливающего агента £ С X £ с, * X * о о и «ь> с слоя I по сухому продукту, КГ/(м2-Ч) по влаге, кг/(м2-ч) по влаге кг/(мЗ-ч)
Сода £=4 м2, £>=2,3 м 650— 750 — 120— 140 2,8 70 2500 625 1800 — — — 155]
Сульфат нат-. рия £=6 м2, £>=2,8 м 650— 700 — 120- 140 2,5- 2,7 — 4500— 5000 750— 830 — — — — (55]
£=4 м2, £>=2,3 м 700— 750 — 120— 140 2,5 75 2400 600 1800 — — — [55]
Сульфат аммония £=3,8 м2; 1,5 мХ2,5 м ПО 600 — 60 4000 1070 1850 — — — [41]
£=0,3 м2; 0,4 мХ0,8 м 120— 150 730— 800 100 1,0 60— 70 — — 1250— 1340 — 0,1— 0,3 0,5— 5,0 [41]
£=0,07 м2 270 -— 71- -93 0,3 72 4,5— 5,7 70 — — — — [130]
Сульфат цинка £=0,95 м2, £>=1,1 м 950 — 130— 140 2,9 65—70 1180 1240 2700— 2900 — — 1—4 [55]
Азотно-кислый кальций £=2,7 м2, £>=1,9 м 350 — 150 — 12 3572 1330 182 — — — [180]
£=0,5 м2, £>=0,8 м 130 700 2,0— 2,5 50 200 400 400 50 0,4— 0,6 1—4 [86]
Хлористый £=0,39 м2 520 — 180 12,9 65 1100 2800 I 520 180 2 1 — [Н8]
кальций Тиосульфат- £=0,02 м2 350— —; 120— 0,7— 40—80 До 2 40— 75— -— — — [130]
ные соли 0,1 мХ0,2 м 450 139 0,8 900 ПО 150 ]55]
£=1,3 м2 250 —- 150 2,5 35-45 690 460 — — —
Бихромат нат- £=0,5 м2 360— 50—70 250 3.0— — 263 1315 — — — 3-5 ]21]
рия Хлористый маг- £=0,5 м2, 375 800 900 — 5,0 2,0— 70 750 1500 3500 150 0 1—4 [86]
ний £>=0,8 м 2,5 0,9
Едкий натр £=0,32 м2 280 — 150— 160 2,0 60 90 280 420 —' — [41] [130]
£=0,16 м2, £>=0,45 м 30 — 43 0,9 0 91 570 — — — —
[148]
283 — 251 2,9 65 0,057 —— — —. 2—3
Нитратно-фос- £=0,44 м2 440 20— 350 1,0 25 121 275 92 — 1,1 [157]
фатные соли Цианистый нат- £=0,07 м2, 132 500 90 1,9 67 4,5 64 — — — — [130]
рий Флюоритовый £)=0,3 м £=0,03 м2 415- — 100— 1,3— 60—70 9—39 300- 500— — 0,02— 0,65 [130]
концентрат -Сернокислый £=0,004 м2 1145 660 — 160 140 3,1 19,6 76 0,126 1300 31,6 2500 100 171 0,18 11,5 1—2 [Н8]
марганец Трихлораце- £=0,053 м2 175 — 57—70 21,8 50—56 120 2260 160 80 3,3- 3-4 [130]
тат натрия Краситель пря- £=0,2 м2, 330- — 100— 18—19 33 150— 1000 ПО— — 4,5 2,2— 0,4 [118]
мой черный £>=1,6 м 350 120 240 180 4,0 До 5 [И8]
Натриевая соль £=0,2 м2, 300 — 160 — 50 18 90 90 — —
л-дисульфоки-слоты бензола £>=1,6 м 0—13 [130]
Органические £>=0,14 м 150— — 70— 10—50 33-90 — — 30-90 — 1—5
и неоргани- 450 100
_ ческие пиг-
S менты
Сл Продолжение табл. V-1
Наименование продукта Характеристика гранулятора Температура, °C Скорость ожижающего агента, м/с Влажность жидкости, % Производительность, кг/ч Удельная производительность Влажность продукта, % f Размер гранул, мм Литература
ожижающего агента распиливающего агента псевдоожиженного слоя по сухому продукту, кг/(м2.ч) по влаге, кг/(м2-ч) по влаге кг/(мЗ-ч)
Органические красители, прямые, кислые, лаки Аммиачная селитра Мочевина Аммофос D=50— 100 мм F=0,78 м2, D= 1,0 м F=0,5 м2, D = 0.8 м F=0,5 м2, D=0,8 м То же F=0,32 м2 F=0,02 м2, 0=0,15 м F=7 м2, 0 = 3 м F=0,78 м2 0=1 м 100-200 125 80 37 20 120 100— 170 170 240 120 500 32 64 750 60- 150 76 71 68 60 60— 110 105— 110 120 5-70 1,5 2,0-2,5 1,6 1,7 2,0 1,5— 2,0 1,8 1,3 44—84 20 50 17 11 30—40 16—19 40 50 760 200 436 533 192 3,4— 16 10000 180 972 400 872 1066 600 250— 900 1430 230 10- 210 190 400 179 132 323 915 230 Il 1 1 1 1 1 g 1 1 0,9— 0,15 0,39 0,4— 0,6 0,22 0,30 0,1-0,2 0,5-0,8 1-5 0.5-2 1—4 1-4 1-4 0,1 1—4 [118] [151] [86] [1И] [1П] [42] [61] Кедай-ский хим. завод [130]
Диаммофос Нитрофоска Нитрофос Карбоаммо-фоска Карбоаммофос Нитроаммофоска Сложно-смешанные удобрения сл сл То же F=0,5 м2, 0=0,8 м 0=0,5 м2, 0=0,8 м F=0,61 м2, 0=0,9 м F=0,5 м2, 0=0,8 м 0 = 0,5 м2, 0=0,8 м 0 = 0,36 м2 0,6 мХ0,6 м 0 = 0,5 м2 F=0,36 м2 0,6 мХ0,6 м То же 0=0,08 м2, 0=0,15 м 0=0,36 м2, 0,6 мХ0,6 м 0=0,5 м2, 0=0,8 м 0=0,013 м2, 0=0,13 м 350 160 95— 120 174 150 140 117 70 120 132 115— 125 120 125 85— 130 700 700 60 650 650 115 700 120 115 120 700 120— 150 90 102 75 70—75 83 76 70—80 75 55— 100 30— 100 2,0-2,5 2,0-2,5 1,5 2,0-2,5 2,0— 2,5 2,7 2,7 2,4 0,7— 0,8 2,5 2,0-2,5 1,2-2,2 50—53 30—50 21,6 25-30 23—27 25 30—40 18 31 20 25—30 10—30 500 225 240 375 360 340 216 500 355 280 2—12 430 300 3,1— 7,3 450 480 615 720 680 600 1000 986 780 580 1200 600 240— 560 450 450 164 240 226 189 430 128 203 360 200 35— 240 50 50 38 40 35 24 16 25 45 35 0,3 1,0 0,5-1,5 0,7 0,5— 0,7 0,4— 0,6 0,72 0,5— 1,0 0,86 0,87 0,2— 0,7 1,5 0,5— 0,8 0,2-3,0 1—4 1—4 1—4 1—4 1—4 1-4 1—4 1—4 1-4 1—4 1—3 1-4 1—4 [Ю2] [86] [86] [148] [86] [86] [145] [123] [145] [145] [61] [146] [86] [145]
Продолжение табл. V-1
BdAisdaxHif (130] [116] [86] [81] [39] [12]
НН ‘ifKHBdJ dOWBBJ xF M4 "JI 1 ю ю см о 1-4 1-4
% ‘BXjiAtfodn чхэонжвка cm oo I o o'о с 1 LQ ОО 66 1
с tc г .п (b-gW)/JM ‘ЭЛВ1ГЯ OU Illi 1 1
С с к я о Lg о (h-gW)/JH ‘ЭХВКН OU 1 Йй ю LT 1 500
л § ц > (ь-ги)/хя ‘AxHXtfodu ЛнохЛэ ou loo о S oo ю ЮСЧ CM с см см 1 ОО г-О Tf см со 500
h/хм ‘чхэончггэхт/оееиойц 4—10 280 31 i to LQ CM О
% ‘HXOOMtfHW ЧХЭОНЖЕ1Г0 80—85 40—70 см i lO OO o’o о «Л
э/н ‘вхнаав олаУпогежижо чхэоёояэ 1 1 ЮОО1Л | —< CM co co 1 CM CM CM 1,7
ВО1ГЭ ОЮННЭЖИЖООЙ'еЭ ЭН 70 150— 170 300— 450 1 о о СО LO •—( —I 39-64 lo CM co T—< »—<
5 BXHdJB oxstnoiB ей irHUDBd 1 1 1 1 О I CM CD 1 СМ —•
С X BXH3JB OJatnCHESKHiKO 110 400— 420 650— 750 400— 500 28—52 450
Характеристика гранулятора <N s s s s s o "Д 2 CM ’’Ф о о О II II u II II II S 4 о CD X/ CO Z\ О S II CD 01 " tax S S xF CM и и
Наименование продукта Сложные NP-удобрения Фосфаты ка- лия С С S 2 ЛИЙ Полнфосфаты аммония Двойной суперфосфат
ПрИ УСЛОВИИ 1,1 <С Gpa/Gn—пы<С 1,6;
(Л \о,а
-1 Fo-o/Gu-o,®
Оц-ПЫ /
При УСЛОВИИ 1,6<^ Gpa/Gn—пы 2,3
где бра, Gn-пы — расходы распиливающего агента, пульпы.
Оба последних уравнения справедливы при Fo = 54— 240; Gu = 0,07—0,14. Приведенные уравнения позволяют определить режим, необходимый для получения продукта, требуемого влагосодержания, а также рассчитать среднее время пребывания гранул в слое.
Ни теоретический анализ факторов, влияющих на качество продукта, ни многочисленные эмпирические данные не могут охватить всего многообразия продуктов и влияния всех параметров на процесс гранулирования в псевдоожиженном слое. Поэтому (кроме анализа полученных ранее результатов) в каждом конкретном случае требуются экспериментальные исследования в модельных условиях. Для облегчения подбора режима гранулирования в табл. V-1 даны основные показатели работы грануляторов с псевдоожиженным слоем, обеспечивающие выход продукта требуемого качества.
До сих пор мы рассматривали закономерности роста частиц при нанесении на их поверхность исходного жидкого материала в виде растворов, пульп и плавов. В псевдоожиженном слое возможно гранулирование и из газообразных материалов при их химической или физической конденсации.
Исследована конденсация хлористого аммония [156] из газообразного аммиака и НС1 в слое кристаллов, псевдоожижаемых воздухом. При контакте исходных газов происходит как рост кристаллов, так и образование новых мельчайших частиц (дыма), которые выносятся из аппарата и не могут служить зародышами новых кристаллов. Соотношение вынесенных и налипших частиц зависит от гидродинамических параметров и способа ввода реагентов в слой. Для осуществления непрерывного процесса рекомендуется вводить в слой крупные частицы, получаемые при измельчении товарной фракции в струйной мельнице.
Показано, что основной лимитирующей стадией процесса конденсации является смешение раздельно
157
вводимых в псевдоожиженный слой компонентов. Степень конденсации возрастает с ростом температуры, приближаясь к равновесной кривой. Увеличение влажности и концентрации не оказывает заметного влияния на степень конденсации.
Гранулирование из газов в псевдоожиженном слое значительно эффективнее синтеза в свободном объеме и позволяет получать продукт в гранулированном виде. Однако остается проблема улавливания и использования негранулированных частиц, выносимых из аппарата в виде дыма. Это обусловливает значительно меньшую распространенность такого способа гранулирования по сравнению с гранулированием из жидкостей.
4. Тепло-массообмен и режимы гранулирования в барабанном грануляторе-сушилке
Механизм роста и образования гранул в барабанном 1 грануляторе-сушилке (БГС), в котором жидкость рас-, пыливается на поверхность частиц, падающих в верти-1 калькой плоскости, аналогичен описанному для аппаратов с псевдоожиженным слоем. Поэтому основные закономерности тепло- и массообмена для грануляторов обоих типов одинаковы. Отличительной особенностью БГС является направленное движение потока вдоль оси барабана с возвратом части продукта в его головную часть, т. е. в зону орошения пульпой.
От количества возвращаемого продукта, его гранулометрического состава и равномерности распределения по сечению барабана зависит характер смешения твердых частиц,, распиливаемой жидкости и теплоносителя, что, в свою очередь, определяет интенсивность тепло- и массообмена.
Экспериментально получено распределение температур газа, пульпы и продукта, а также распределение влажности пульпы и гранул по объему БГС [147]. На рис. V-13 представлены типичные распределения тем< пературы и влажности пульпы нитрофоса в зоне распы ла БГС. Как видно из рис. V-13, температура пульпь снижается по длине струи распыла от начальной свое< величины практически до температуры слоя в барабане Испарение влаги в зоне распыла происходит за сче' физического тепла пульпы и тепла сушильного агента
158
факел распыла пульпы можно разбить на три характерных участка: начальный, основной участок свободной струи и участок гетерогенного факела струи в начале завесы материала, названный факел-завеса. Начальный участок, длина которого для данных форсунок составляет ~35 см, характеризуется резким уменьшением влажности пульпы в результате падения давления в струе. На основном участке свободной струи уменьшение влажности пульпы при практически неизменной ее температуре сопровождается значительным понижением температуры сушильного агента. На этом участке испарение влаги осуществляется за счет тепла, подводимого с сушильным агентом. Третий участок струи — факел-завеса — область' интенсивного тепло- и массообмена между гетерогенным факелом, содержащим капли распыленной пульпы, твердыми частицами завесы и сушильным агентом. На этом участке, начало которого соответствует L=105 см, наблюдаются дальнейшее снижение влажности пульпы при неизменной температуре и уменьшение температуры сушильного агента. Такой характер распределения влажности пульпы по длине струи распыла позволяет определять расстояние от устья форсунки до завесы материала в зависимости от режима гранулирования и сушки.
Рис. V-13. Распределение температуры (/) и влажности (2), (3) пульпы нитрофоса по длине зоны распыла БГС при температуре сушильного агента 150 °C (2) и 180 °C (3).
Рис. V-14. Распределение температуры (/). влажности (2) нитрофоса и температуры сушильного агента (3) по длине барабана.
159
dW/tlL, %./мм 0,005 \
0,00З'-
0.001__________1____ i —--------------
« 0 5 10 15
L -10~Z,MM
Рис. V-15. Изменение скорости сушки по длине зоны распыла пульпы.
Особенно наглядно области интенсивной сушки иллюстрируются рис. V-14, на котором приведены распределения температуры и влажности нитрофоса и температуры сушильного агента по длине барабана. Изменение интенсивности испарения по длине барабана видно из зависимости dW/dL от L, отражающей фактическое изменение скорости сушки в зоне распыла (рис. V-15). Как видно из рис. V-15, зона активной сушки начинается в самом начале завесы, образованной из сухого материала, по-видимому, активная зона тепло- и массообмена соответствует длине гетерогенного факела струи.
Глубина погружения факела в завесу зависит от длины свободного участка струи, давления и расхода распиливающего воздуха, плотности и равномерности завесы, размера частиц. Чем глубже факел проникает в завесу, тем больше площадь контакта частиц и тем больше можно подать пульпы при той же удельной вла-гонапряженности поверхности факела. Однако введение в завесу газовой струи со скоростью витания частиц способствует сдуву большого количества влажных гранул от зоны подачи теплоносителя. Это приводит к тому, что в зоне контакта теплоносителя с неорошаемой частью завесы вследствие отсутствия влаги происходит перегрев материала и возможно его плавление и разложение. Так, при сушке аммофоса дымовыми газами с температурой 550°C температура по всей длине оси факела была равна температуре мокрого термометра, а в неорошаемой части завесы достигала 150—170°С, Следовательно, длина гетерогенного факела струи распыла пульпы должна быть оптимальной и подбираться экспериментально в зависимости от условий сушки и конструктивных особенностей аппарата.
160
При гранулировании в БГС на первых 2—3 м головной части аппарата завершается не только сушка, но и, в основном, формирование гранул, поскольку здесь происходят процессы кристаллизации из жидкой фазы. Гранулометрический состав продукта определяется свойствами распыливаемой жидкости, степенью и равномерностью ее диспергирования, температурным режимом сушки, длительностью свободного полета капель и интенсивностью их взаимодействия с сушильным агентом. В зависимости от соотношения этих параметров происходит либо кристаллизация на поверхности гранул, либо образование новых частиц. Регулирование гранулометрического состава возможно изменением количества твердых частиц, образующихся в факеле распыла.
Вероятность образования частиц непосредственно из жидкого материала тем больше, чем меньше влагосодержание последнего и чем интенсивнее идет процесс сушки. Чем мельче и равномернее распыл жидкости, больше температура сушильного агента, длительнее контакт капли с теплоносителем до соприкосновения с завесой, тем мельче размер гранул продукта. По мере продвижения к месту выгрузки гранулы обычно лишь окатываются, несколько истираясь и уплотняясь. Гранулометрический состав продукта по длине барабана практически не изменяется.
Режимы гранулирования различных продуктов в БГС приведены в табл. V-2.
Анализ работы БГС показывает, что достоинствами этого метода гранулирования являются высокая интенсивность тепло- и массообмена, небольшая кратность внешнего рецикла (1—2,5), хорошее качество и узкий гранулометрический состав (80—90% товарной фракции) продукта, возможность автоматизации процесса, применимость к широкому диапазону материалов. К. недостаткам процесса следует отнести громоздкость и металлоемкость оборудования, повышенные энергозатраты на распыливапие жидкости, возможность налипания на внутренние стенки барабана, а также возможность плавления и разложения продукта.
Оптимизация метода гранулирования в БГС заключается в подборе режима, обеспечивающего требуемый гранулометрический состав при максимальной произво-
Н—170
161
Таблица V-2. Показатели процесса гранулирования в БГС
* Самаркандский суперфосфатный завод.
*2 Балаковский химический завод.
дительности аппарата, что достигается выбором влажности жидкости и соответствующих ей остальных параметров процесса. Стабильность ведения процесса в большей мере определяется конструктивными особенностями аппарата, обеспечивающими требуемые кратность внутреннего рецикла (100—150 т/ч для промышленного аппарата), коэффициент заполнения (0,13—0,20), дисперсность распыла, классификацию внутреннего рецикла по размерам и т. п.
Глава VI
ГРАНУЛИРОВАНИЕ МЕТОДОМ ПРЕССОВАНИЯ
1. Анализ моделей уплотнения порошков при их непрерывном прессовании
Технологический процесс получения гранулированных продуктов методом прессования состоит из следующих основных стадий: получение порошковидных продуктов, смешение порошков, прессование (прокатка смеси порошков), дробление и рассев продукта. Определяющей стадией этого технологического цикла является операция непрерывного прессования, характеризуемая уплотнением порошка от начальной насыпной плотности у0 до конечной ул-
В одной из первых отечественных работ по теории уплотнения порошкообразных материалов показано [1], что прокатка порошка в полосу отличается от прокатки компактного материала и, в то же время, имеет с ней много общего. Ввиду того, что объем, занимаемый порошком до и после прокатки изменяется, автор [1] предлагает вести расчет по массе порошка, которая остается постоянной до и после прокатки. В работе [18] с использованием в качестве основного уравнения равенства масс выведена формула для расчета плотности ленты после валкового пресса
11 \ пл /
где ул — плотность ленты после валкового пресса; уо—насыпная масса порошка; Ti — коэффициент вытяжки; ар — угол прокатки; R — радиус валков; /гл — толщина ленты.
11
163
Основным препятствием к использованию уравнения (VI-1) служит трудоемкость достоверного определения коэффициента вытяжки для порошкообразных материалов.
В работе [18] отмечается, что плотность ленты и ее толщина в процессе прокатки формируются в результате взаимодействия всех геометрических и физико-механических параметров, связанных между собой сложными зависимостями, не поддающимися математическому описанию. С учетом этого авторы [18] предлагают эмпирическую зависимость для расчета плотности ленты после валкового пресса
С2
Тл = 0,5-^ (VI-2)
где С — эмпирический коэффициент, характеризующий суммарное действие геометрических и физико-механических параметров процесса, т. е. «всю полноту незнания».
Основным параметром, влияющим на толщину и плотность ленты, является удельное давление прессования. Определению эпюр распределения удельных давлений по зонам валкового пресса посвящен ряд экспериментальных и теоретических работ [18, 29, 58, 124]. В работе [58] предложен аналитический метод построения эпюр удельного давления для различных зон валкового пресса.
На рис. VI-1 изображена расчетная схема непрерывного уплотнения порошка в валковом прессе. Угол про-
катки \ар определяет положение начала зоны деформации и толщину начального сечения hp. Угол упругого сжатия валков «с определяет сечение выхода проката из
Рнс. V1-1. Расчетная схема непрерывного уплотнения порошка в валковом прессе:
/ — зона отставания; II — зона прилипания: Ш — зона опережения.
164
валков. Выделив в зоне отставания бесконечно малый элемент a, b, d, с и рассмотрев условия равновесия этого элемента, автор [58] получил уравнение для расчета удельного давления в зоне отставания
р________k hP __ /гх ,
/?(ар —у) 2|х ц + ф -
ц ~
h 1±еД ф
+ 2ц(ц + <р) Пр\ hx )
(VI-3)
где А-— максимальное сопротивление деформации порошкообразного материала; ц— коэффициент внешнего трения; ф— угол внутреннего сдвига шихты, определяемый при давлении Р.
Использование уравнения (VI-3) затруднено вследствие отсутствия данных о величине сопротивления деформации порошкообразных материалов. Однако известно, что плотность ленты связана с максимальным удельным давлением прессования. Воспользовавшись этой взаимосвязью, авторы [18] получили уравнение для расчета удельного давления в зоне отставания, выраженного через максимальное удельное давление Ртах
и
( hP\ 9
hp (р + <р) — 2рЛх + hp J (р—<p) hp (р 4- ф) — 2цРл + hp??1'9 (ц — ф)
где е — коэффициент спрессовывания.
Расчет эпюр удельных давлений по уравнению (VI-4) требует экспериментального определения максимального удельного давления прессования, что связано с большим объемом работ.
В работе [54] получено уравнение, позволяющие проанализировать влияние свойств шихты и основных конструктивных параметров пресса на процесс прессования. Приняв структуру области деформаций валкового пресса аналогичной [18], автор описал напряженное состояние шихты в зоне отставания через нормальные и касательные напряжения ох, оу, гху. Исследование процесса прессования в этом случае сводится к решению
165
трех уравнений равновесия для элементарного объема шихты
д<ух дтх!1
~дГ+-^ = 0 (VI-5)
^Тгу/ да jt
. ^ + ^ = ° (VI-6)
Oi = *o3 (VI-7)
где k= (1+sin <р)/(1—sin <р).
Уравнения (VI-5)—(VI-7) были преобразованы для численного решения; на вычислительной машине БЭСМ-2 проведен расчет напряженного состояния зоны отставания, но, как отмечает сам автор, этот метод очень трудоемок. Поэтому им предложено приближенное решение для зоны отставания, которое выражается уравнением
, о»
#Тл Ох da + Ra„
sin а — 1 cos а tg (а — pj
, , ^л
1 — cos а -|- -р—
2fcos а L R
(VI-8)
4- —— cos а = О Тл
где cv=iXox; L — длина валка; у, — плотность шихты в рассматриваемом сечении; X—коэффициент бокового давления при прессовании на валковом прессе.
При этом автор [54] указывает, что полученные им уравнения имеют ограниченную область применения.
Авторы работы [29] при анализе напряженного состояния шихты в зоне уплотнения исходят из того, что
для сжимаемых порошковидных сред относительное изменение объема еу определяется изотропной составляющей тензора
Тогда при уплотнении материала в тонком слое между валками
ctet, дас •
w = o’ -# = ° (vi-io)]
166
В этом мапионной системе случае для рассматриваемой п задачи уравнения равновеси д°с , дхху п. дас п дх ду ~ ’ ду ~ д°у , дтху п _ п лоской дефор-я сводятся к (VI-H)
ду т дх дг
Выразив связь между компонентами тензоров напряжений и деформаций из уравнений нелинейной упругости в виде
о* = ос + 2о (- ^х дх 3 / (VI-12)
о;/ — Ос + 2о ( диу ду еН 3 1 (VI-13)
дих ev~ дх , диУ + ду (VI-14)
и используя граничные условия на границе зоны и на поверхности валка пресса, авторы получили уравнение для расчета изотропной составляющей тензора напряжений
d®oc i 31? dac dx + fh ' d<p
dac ЗЯ3(1 — s) 37?2Х
" +-----Та-----Ч™ (Ос) + -72- Ос = О (VI-15)
где их, uv — смещение вдоль координатных осей; Еся, — объемный модуль сжатия; f — коэффициент внешнего трения скольжения; G— модуль сдвига.
Полученные зависимости не исключают экспериментального определения максимального удельного давления прессования различных порошков, т. е. экспериментального построения диаграмм прессования. Кроме того, недостатком уравнения (VI-15) является необходимость экспериментального определения объемного модуля сжатия.
Важнейшим параметром, определяющим производительность прессов и энергозатраты на уплотнение, является скорость прокатки [18, 50, 59, 188]. Влияние скорости прокатки на плотность лент объясняется действием
167
воздуха, выдавливаемого из пор порошка в процессе его прессования. Поскольку процессы прессования и подачи порошка в зону деформации являются непрерывными и зона деформации открыта с одной стороны [18], воздух выпрессовывается из пор порошка в направлении, обратном направлению подачи порошка. Поэтому следует ожидать, что воздух может не только ухудшать сыпучесть порошка, но и препятствовать равномерному поступлению его в зону деформации и, следовательно, оказывать влияние на плотность и толщину прокатываемых лент.
В работе [193] экспериментально обнаружено перемешивание или бурление порошка при прокатке, которые авторы объясняют действием противотока воздуха, выпрессовываемого из порошка. Процесс фильтрации слоя порошка при непрерывном прессовании сопровождается рядом сложных явлений, физическая сущность которых до сих пор не изучена и не ясна. Вполне очевидно, что критическая скорость фильтрации слоя порошка воздухом будет определять максимально допустимую скорость прокатки порошка.
Ранее [1] предложено уравнение для расчета макси-1 мальной скорости прокатки порошкообразных материалов
k [API
Стах- 2|ха [ h ]кр (VI-16)
где k — коэффициент проницаемости порошка; р. — вязкость газа, выдавливаемого в процессе прессования; [АР//г] кр — критический перепад давлений, соответствующий началу расширения слоя порошка.
Уравнение (VI-16) не учитывает влияния ряда важнейших параметров процесса прессования и геометрические размеры валковых прессов. Кроме того, оно предполагает экспериментальное определение коэффициента проницаемости.
2. Аэродинамические особенности порошков при непрерывном уплотнении на валковых прессах
Непрерывное уплотнение порошков прессованием на валковых прессах сопровождается активной фильтрацией воздуха, выдавливаемого в зоне деформации, через слой поступающего в эту зону порошка.
168
Рис. V1-2. Схема выпрессов-ки воздуха в процессе непрерывного уплотнения порошков иа валковом прессе.
Известные работы по аэродинамике зернистых слоев в аппарате переменного по высоте сечения '[72, 110, 118, 181] относятся к небольшому классу аппаратов конической или пирамидальной формы. Анализ особенностей фильтрации газа в слое зернистого материала в этих аппаратах показал, что ни одна из предложенных моделей не может быть принята для характеристики особенностей фильтрации в канале, образованном цилиндрическими поверхностями, что обусловлено различием законов изменения сечений по высоте слоя. Естественно ожидать, что и аэродинамические характеристики порошков удобрений будут иметь свои особенности.
В работе [154] предложена методика исследования фильтрации выпрессованного воздуха через слой порошка в канале, образованном цилиндрическими поверхностями, основанная на гипотезе, рассмотренной в [18]. Авторы гипотезы предположили, что воздух выдавливается из порошка вблизи зоны деформации в виде струй, а это приводит к изменению плотности прессуемого порошка и нарушению процесса прессования (рис. VI-2). Эти предположения приведены также в работе [188]. Поэтому фильтрацию воздуха через слой порошкообразного материала в процессе его непрерывного прессования можно оценивать как модель, аналогичную модели фильтрации воздуха через слой порошка в канале, образованном цилиндрическими поверхностями и газораспределительной решеткой. Место расположения решетки и ее свободное сечение при этом будут имитировать величину зазора между валками и пористость материала в зоне начала деформации, т. е. в сечении, соответствующем углу уплотнения для данных условий прокатки. Эти соображения положены в основу разработки методики исследования и лабораторной установки, моделирующей процесс фильтрации воздуха через
169
мм) и зазор
Рис. VI-3. Схема лабораторной установки для исследования аэродинамики порошкообразных материалов:
1 — корпус аппарата; 2 — газорас-пределительная решетка; 3 — подпорная решетка; 4, 6 — манометры;
5 — ротаметр РС-5; 7 — воздуходувка ВВД; 8 — термометр.
слой материала при его уплотнении на валковых прессах [154].
Установка (рис.
VI-3) представляет собой аппарат, выполненный из оргстекла, с вогнутыми стенками. Зазор между стенками в плоскости осей равен 5 мм. Ширина аппарата 58 мм. Радиус кривизны стенок (450
между ними выбраны по характеристике промышленного валкового пресса. В аппарате установлена подпорная решетка 3 с живым сечением 50%. В сечении, расположенном на расстоянии Ь=7? sin «п (где «п — угол уплотнения для данных условий прокатки), установлена газораспределительная решетка 2 с живым сечением 4%. Живое сечение решетки 'выбрано из расчета пористости слоя материала, расположенного на расстоянии b от плоскости осей валков — стенок.
В качестве модельного материала при исследовании был использован хлористый калий со средним размером частиц 1,410; 0,706; 0,350; 0,116 мм и плотностью крис* таллов уг = 1,99 г/см3. В ходе исследования определялй характер изменения скорости фильтрации и перепада давления в слое в зависимости от размера частиц порошковидного материала и ширины загрузочной воронки валкового пресса. Относительная погрешность при определении скорости ожижающего агента (воздуха) составляла 2,3%.
Визуальное наблюдение за стадиями фильтрации воздуха через слой порошка подтвердило предположение исследователей [18, 188] о нарушении плотности в нижней части слоя при определенных скоростях филь-170
трации. При фильтрации воздуха в слое более крупных частиц dCp=0,706 (Аг>Ы04) и определенной скорости газа вблизи газораспределительной решетки наблюдается расслоение материала. Ниже границы расслоения плотность слоя меньше плотности выше лежащих слоев. По мере увеличения расхода воздуха в этой зоне образуется свод, ниже которого наблюдается замкнутый в неподвижном объеме псевдоожиженный слой. Начальная высота этого слоя не превышает 10—15% первоначальной высоты засыпанного слоя. Состоянию образования замкнутого псевдоожиженного слоя соответствует первый пик перепада давлений (рис. VI-4,a и VI-4,6), после которого наблюдается резкое уменьшение перепада давления в слое.
Образование границы расслоения в нижней части слоя и последующее образование псевдоожиженного слоя под сводом неподвижного материала объясняются динамическим воздействием ожижающего агента, скорость которого вблизи решетки превышает скорость начала псевдоожижения данного материала в аппарате постоянного по высоте сечения. При дальнейшем увеличении расхода воздуха наблюдается увеличение размеров свода, что приводит к уменьшению перепада давления в слое.
Моменту перехода всего слоя в псевдоожиженное состояние соответствует характерный второй пик перепада давлений. В момент перехода всего слоя в псевдоожиженное состояние свод обрушивается, при этом перепад давления увеличивается (появляется второй характерный пик на кривой псевдоожижения), а затем уменьшается, что обусловлено образованием характерного ядра кипения.
При переходе слоя частиц в псевдоожиженное состояние в канале, образованном цилиндрическими поверхностями, наблюдаются две зоны кипения—центральное ядро, в котором материал движется снизу вверх, и пристеночная зона, в которой материал опускается сверху вниз. Аналогичный характер поведения слоя после его полного псевдоожижения был отмечен ранее [118, 181] при исследовании псевдоожижения в конических Расширяющихся кверху аппаратах.
Анализ кривых псевдоожижения, приведенных на Рис. VI-4 и VI-5, показывает, что критический перепад
171
Рис. VI-4- Экспериментальные кривые псевдоожижения хлористого калия прн различных высотах слоя Ло: a —dg *=0,706 мм; 1 — Ло«=1ОО мм; 2— “150 мм; 3— Ло=175 мм; 4 — ho=2OO мм; б — da=l,41 мм; / — Ло=6ОО мм; 2 — = 125 мм; 3 — /io=150 мм; в — da=0,35 мм; / — А0»=1О0 мм; 2 — hD =150 мм; 3 — h0^ =200 мм; г — da=0,116 мм; 1 — Ло=15О мм;
2 — Ло=200 мм.
Перепад давления в слое дР, кПа.
давления в слое, соответствующий началу полного псевдоожижения, намного меньше первого пика давления, характеризующего начало сводообразования.
При фильтрации воздуха через слой более мелких частиц (Аг<Ы04) наблюдается иной характер поведения материала в аппарате данного типа. Увеличение расхода воздуха сопровождается расширением всего слоя и нарушением профиля его верхней границы. При определенной скорости воздуха слой полностью переходит в псевдоожиженное состояние, что сопровождается характерным пиком перепада давления (рис. VI-4,e и VI-4,e) и образованием двух зон кипения: центрального ядра и пристеночной зоны.
В процессе непрерывного прессования слой порошкообразного материала, как правило, не доводится до состояния полного псевдоожижения, так как непрерывность и устойчивость процесса нарушаются уже при появлении признаков сводообразования, т. е. при повышении порозности вблизи зоны деформации. Поэтому описанные результаты могут быть использованы для расчета максимальной скорости непрерывной прокатки по
рошков.
Представляет интерес расчет аппаратов с псевдоожиженным слоем, боковые стенки которых выполнены в форме цилиндрических поверхностей. Для таких аппаратов расчет максимального перепада давления будет определять выбор воздухонагиетательного устройства. Кроме того, максимальный перепад давления определяет часть энергии, затрачиваемой при непрерывном прессовании на фильтрацию воздуха, выдавливаемого в зоне уплотнения порошка.
Для расчета максимального перепада давления в слое при условии фильтрации через него воздуха получено следующее уравнение:
АРтах I И тЛ ~\н1 )
(VI-17)
где уо — насыпная масса материала; ho — высота засыпанного слоя; Н — ширина верхнего уровня слоя; Hi— ширина нижнего уровня слоя (ширина газораспределительной решетки; применительно к прессованию — ширина слоя в сечении, соответствующем углу уплотнения).
Учитывая, что
Н = Лл+ 2R (1 — cosap) и Hi = hj,^2R(l—cosan)
173
Рис. VI-5. Изменение максимального перепада давления в зависимости от геометрических характеристик слоя хлористого калия с размером частиц d3:
1—1,41 мм; 2 — 0,706 мм; 3 — 0,350 мм; 4 — 0,116 мм; 5 — 0,196 мм, полиднсперсная смесь.
где h„ — зазор между цилиндрическими стенками в плоскости горизонтальных осей (зазор между валками); ап — угол, соответствующий сечению, на уровне которого установлена газораспределительная решетка (угол уплотнения); ар — угол, соответствующий верхнему сечению слоя (угол подачи)
можно вычислить величину ДРтах по уравнению АРтах _ Г Йл + 27?(1 — COSCTn) I1-35 Toft® Ьл+2Р(1 -cosap) j
Зависимость, описываемая уравнениями (VI-17) и (VI-18) изображена на рис. VI-5. Экспериментальные точки относительно расчетной прямой расположены со среднестатистическим отклонением, 7%.
Другой аэродинамической характеристикой псевдоожиженного слоя данной геометрической конфигурации является скорость начала полного псевдоожижения. Обработка экспериментальных данных показала, что для расчета скорости начала полного псевдоожижения не могут быть использованы известные зависимости, предложенные в работах [27, ПО] для коническо-цилиндрических и конических расширяющихся кверху аппаратов. Это обусловлено специфичным профилем скорости ожижающего агента по высоте слоя вследствие иного закона изменения сечения аппарата по высоте. Известно [26, 72, 181], что скорость начала псевдоожижения в аппаратах переменного по высоте сечения зависит также от геометрических характеристик слоя. Обработка экспериментальных данных (рис. VI-6) позволила получить следующее уравнение для расчета скорости начала полного псевдоожижения:
174
где vR — скорость начала полного псевдоожижения слоя в канале, образованном цилиндрическими поверхностями, отнесенная к его нижнему основанию; Vp — скорость начала псевдоожижения слоя в аппарате постоянного по высоте сечения.
Безусловный интерес для слоя с переменным по высоте сечением представляет профиль псевдоожиженного ядра. На рис. VI-7 изображены типичные профили псевдоожиженного ядра для различных высот начального слоя. Получены следующие расчетные зависимости для определения профиля псевдоожиженного ядра:
при -^-<7
Н при ^->7
VR ( V-3
VR ( ня у.м
vP = \ Wi J
(VI-20)
(VI-21)
где — ширина ядра.
Решая уравнение (VI-19) совместно с уравнениями (VI-20) и (VI-21), получим
при -^-<7 TT = ('^r) (VI-22)
ПРИ "яГ>7 ТГ==(_^г) (VI-23)
Уравнение (VI-23) совпадает с расчетной зависимостью, полученной в работе [26] для конических расширяющихся кверху аппаратов. Это указывает на то, что кривизна стенок аппарата оказывает влияние на профиль псевдоожиженного ядра лишь при малых высотах слоя (////7i<7); при больших высотах слоя (///Я1>7)
Рис. VI-6. Зависимость скорости начала псевдоожижения от геометрических характеристик слоя с частицами размером
1 — 1.41 мм; 2 — 0,706 мм; 3 — 0.35 мм; 4 — 0,196 мм, полндис-персная смесь.
175
Рис. VI-7. Профили псевдоожиженного ядра для слоя хлористого калия различной высоты (d3=0,35 мм; сплошные линии — контуры стенки; штриховые линии — контуры псевдоожиженного ядра);
1 — 100 мм; 2 — 150 мм; 3 — 175 мм; 4 — 200 мм.
профиль псевдоожиженного ядра уже не зависит от кривизны стенок аппарата, а определяется закономерностью распределения скорости ожижающего агента по сечениям слоя, свойственной коническим, расширяющимся кверху аппаратам. Пользуясь уравнениями (VI-22) и (VI-23) и учитывая, что
h0 _ 7?(sin«p — sinctn)
Н ~ й-)-2/?(1— cosap) ’
можно построить профили псевдоожиженного ядра для различных высот засыпанного слоя материала.
Максимальную скорость прокатки порошкообразных материалов, очевидно, следует определять, исходя из скорости фильтрации, соответствующей началу нарушения плотности нижней части слоя, т. е. первой критической скорости фильтрации (см. рис. VI-4,a и б).
На рис. VI-8 представлены графики зависимости Re J- ” ке,<₽- /[ йл + 2R (1 — cosan)
для слоев хлористого калия с частицами различного диаметра. Расчетная зависимость для определения максимальной скорости прокатки порошкообразных мате-
176
риалов имеет вид
Аг®»®8
Некр == 600
__________И___________
h„ + 21? (1 — cos ctn)
(VI-24)
Количество воздуха, выдавливаемого при непрерывном прессовании (с учетом фильтрации по кромкам плитки), можно определить из уравнения [18]
V = (z-l)SJiJIcBmax (VI-25)
где z— степень уплотнения материала; 2=ул/уо; Вп — ширина ленты; hn — толщина ленты после пресса; гвтах— максимальная скорость вращения валков.
С учетом уравнения (VI-25) максимальная скорость прокатки порошкообразных материалов может быть определена как [154]
Ar0.®8 k »v
Свшах— 600 z — 1 d
(VI-26)
где k — коэффициент сжатия, k=Hjhn-
Анализ расчетной зависимости (VI-26) показывает, что с изменением одного из параметров процесса прессования (давления прессования, зазора между валками, диаметра частиц уплотняемого слоя и т. п.) изменяется и максимальная скорость прокатки. Кроме того, из уравнения (VI-26) следует, что для увеличения макси-
мальной скорости прокатки (увеличения производительности валкового пресса) целесообразно: заполнение межчас-гичного пространства слоя газом, вязкость которого меньше вязкости воздуха, или организация вакуумирования слоя;
Рис. VI-8. Зависимость критической скорости фильтрации слоев хлористого калия от его геометрических размеров при различных da.
— 1.41 мм; 2 — 0,706 мм; 3 — 0.35 мм; 4 — 0.116 мм.
12—170
177
Таблица VI-1. Максимальная скорость прокатки некоторых порошковидных материалов
Материал Максимальная скорость прокатки, м/с Источник экспериментальных данных
рассчитанная по уравнению (VI-26) экспериментальная
Железный порошок 0,40 0,30—0,38 [18]
Хлористый аммоний 0,89 0,84 [83]
Аммофос из апатита 0,75 0,80 Джамбулский суперфосфатный завод
Фосфорйо-калийные удобрения 0,80 0,80 Кедайнский химический комбинат
предварительное уплотнение (подпрессовывание) порошкообразного материала в шахте пресса. В этом случае материал будет поступать в зону уплотнения с плотностью, превышающей его насыпную плотность. По уравнению (VI-26) рассчитаны максимальные скорости прокатки для различных материалов, которые сопоставлены с экспериментальными (табл. VI-1).
Из таблицы следует, что расчетные значения максимальных скоростей прокатки различных порошков вполне удовлетворительно согласуются с экспериментальными.
3. Механизм уплотнения порошков при непрерывном прессовании
При уплотнении порошкообразных материалов в пресс-матрице, экструдере и на валковом прессе происходит постепенное изменение его плотности от насыпной уо до плотности монолитной структуры ул; при этом материал приобретает форму таблетки, жгута, плитки или ленты. Конечная плотность спрессованного материала ул оказывает определяющее влияние па выход товарной фракции (при получении гранулированных удобрений). Поэтому изучение механизма уплотнения при непрерывном прессовании и установление взаимосвязи между основными параметрами процесса представляют не только теоретический, но и практический интерес.
178
Изменение плотности (или относительного объема) порошка есть определенная функция напряженного состояния. Поскольку относительное изменение объема ev является скалярной величиной, последняя может быть функцией только скалярных инвариантов тензора напряжений. Для сжимаемых сред с зернисто-пористой структурой относительное изменение объема определяется изотропной составляющей (средним нормальным напряжением) ос, т. е. его линейным инвариантом
ер = Ф(ос) (VI-27)
Вид функции Ф(стс) определяется физико-механическими свойствами порошка, размером и формой исходных частиц, а также параметрами процесса прессования (скоростью прессования, давлением прессования и т.п.), но не зависит от условий (простое или сложное напряженное состояние), при которых величина ас достигает данного значения [28].
Связь между относительным изменением объема ev и степенью уплотнения материала z выражается следующим образом:
ev=l-l/z (VI-28)
Решая совместно уравнения (VI-27) и (VI-28), получим
1-Ф°(ос) <VI'29)
Функциональная зависимость Ф(ос) от параметров прессования наиболее просто определяется при проведении процесса в глухой матрице. Среднее нормальное напряжение при этом выражается как
1 4-2£
рс = - Руд (VI-30)
где Руя — давление прессования; g — коэффициент бокового давления.
Следовательно, определив для каждого значения Руд величины £ и ev, можно по уравнению (VI-29) рассчитать ул.
Среднее время прессования в глухой матрице определяется соотношением
^^(Я-М/пп (VI-31)
12* 179
где И — высота первоначальной засыпки порошка; hT — высот: спрессованной таблетки; ип — скорость движения пуансона.
Учитывая, что Я= (ул/уо)Лт=гЛт, получим
т1 = Лг(г-1)/оп (VI-32}
Среднее время прессования в валковом прессе опр< деляется выражением
2п/?а0 ’2 = Лх360ов
(VI-33
где 7? — радиус валка; а0 — угол подачи материала (обычно 7(N 85°); kt — коэффициент отставания скорости материала от скоро сти валков; ов — окружная скорость вращения валков.
Окружную скорость вращения валков кВтах можно определить по уравнению (VI-26), полученному на оснся вании результатов исследований аэродинамических особенностей порошков вблизи зоны уплотнения.
При известных геометрических размерах пресса (радиус валка) можно рассчитать плотность ленты, решая совместно уравнения (VI-33)
валкового конечнук| (VI-32) и
лйао1>пТо
(Vi-34;
валковых
Если необходимо найти основной размер 1 прессов (радиус валка) для получения прессата задан-/ ной плотности ул, то можно воспользоваться уравнений ем (VI-34)
180Ах(г—1) Л-tUb
(VI-35).
4. Экспериментальные исследования процесса уплотнения.
Лабораторные исследования процесса прессования проводили на механическом прессе с использованием пресс-матрицы. Скорость прессования составляла 160 мм/мин, температура порошка 20°С. Для устране-1 ния сил внешнего трения пресс-инструмент смазывали^ Объемную деформацию материала находили по диа-| грамме сжатия. Коэффициент бокового давления при! прессовании в матрице определяли по методике [29].
180
Рис. VI-9. Взаимосвязь относительного изменения объема н удельного давления прессования:
Г —мочевина; 2 —аммофос; 3 —хлористый калий; 4— нитрат аммония.
Рис. VI-10. Зависимость коэффициента бокового давления от удельного давления прессования:
1 — аммофос; 2 — нитрат аммония; 3 — РК-смесь № 2; 4 — хлористый иалий.
Кривые прессования ev—Руд и зависимость £—Руд для ряда порошковидных удобрений представлены на рис. VI-9 и VI-10.
Построение диаграмм прессования и последующая обработка данных показали, что в исследованном диапазоне давлений функция Ф (ос) может быть описана степенным выражением вида
Ф(ос) = тосп (VI-36}
Значения коэффициентов тип для исследованных материалов представлены ниже:
Материал т п
Нитрат аммония...............- . . 0,286 0,11
Карбамид............................. 0,166 0,18
Карбоаммофоска . . . 0,195 0,16
Аммофос ..............................0,216 0,15
Хлористый калий...................... 0,080 0,26
РК-смесь № 1 ........................ 0,240 0,09
РК-смесь № 2 ........................ 0,240 0,08
Плотность прессата минеральных удобрений можно рассчитать по уравнению
Тл = -П=^Г (VI-37}
181
Рис. VI-11. Зависимость плотности прессованных удобрений от среднего нормального напряжения (сплошные линии — расчетные кривые, точки — экспериментальные данные):
1 — хлористый калий; 2 — РК-смесь № 2; 3 — карбоаммофоска; 4 — аммофос; 5 — мочевина.
На рис. VI-11 изображены расчетные кривые изменения плотности прессованных удобрений в зависимости от средних нормальных напряжений, рассчитанных по уравнению (VI-30). Анализ экспериментальных и рас-
Рнс. VI-12. Зависимость прочности прессованных удобрений от исходной влажности шихты при сгс= 174 МПа:
1 — РК-смесь № 1; 2 — РК-смесь № 2.
Рис. VI-13. Зависимость прочности гранул прессованной РК-смеси № 1 от времени выдержки их на воздухе после прессования.
182
четных значений ул=/(пс) показал удовлетворительное их согласование (среднестатическое отклонение экспериментальных данных от расчетной кривой составляет 4%).
На рис. VI-12 и VI-13 представлены кривые изменения прочности прессованных РК-смесей в зависимости от исходной влажности и времени выдержки прессата на воздухе. Наибольшая прочность прессата, как видно, достигается при влажности 1,7—1,8% (полученные результаты подтверждают выводы, сделанные в гл. I при рассмотрении физико-математических свойств порошкообразных и гранулированных материалов). В этом интервале влажностей коэффициент внутреннего трения принимает минимальное значение, что и способствует увеличению прочностных связей при одном и том же удельном давлении прессования.
Прочность спрессованных образцов возрастает также и с увеличением длительности их выдерживания на воздухе при нормальной температуре. Это объясняется тем, что со временем завершаются кристаллизационные про-
Рис. VI-14. Схема опытно-промышленной установки гранулирования РК-удобрений методом прессования (/ — ретур суперфосфата, II — хлористый калнй, III-—готовый продукт).
183
цессы в твердофазной системе, что и приводит к образованию дополнительных межчастичных связей.
На Кедайнском химическом комбинате проведены опытно-промышленные исследования процесса гранулирования фосфорно-калийных удобрений (РК-смесей) методом прессования [69]. Схема опытно-промышленной установки приведена на рис. VI-14. Исходным сырьем для получения гранулированных РК-удобрений служат ретур простого суперфосфата (частицы размером менее 2,0 мм) и хлористый калий II сорта марки Ф, выпускаемый по ГОСТ 4568—74.
Ретур из цеха гранулированного суперфосфата поступает в бункер-накопитель 2, из которого дозируется в смеситель 1. Сюда же из бункера 3 подается хлористый калий. Шихта после смесителя поступает на валковый пресс 7. Спрессованный продукт отделяется на вибросите 5 от просыпи и поступает в дробилку 6, а затем рассеивается на виброгрохоте 8. Просыпь (фракция —1 мм) вновь подают на прессование, а крупная фракция (+4 мм) поступает в дробилку 4, а затем на повторное рассеивание. Готовый продукт (частицы раз-,) мером 1—4 мм) поступает на склад.
Характеристика и режим работы основного техноло-t гического оборудования приведены в табл. VI-2.
Соотношение питательных веществ в готовом продукте P20s:K2O=1 :1 обеспечивалось смешением исходных компонентов (ретура суперфосфата и хлористого калия) с ретуром тукосмеси (частицы размером менее 1 мм), получаемом в виде просыпи и продукта после дробления. Гранулометрический состав исходных продуктов в среднем за время опытно-промышленных исследований был следующим:
Размер отверстий сит, мм 4-2,5 +1,6 +1,0 +0,4 +0,2 —0,2 Содержание, %:
ретура суперфосфата 2,0 10 40 32 6 10
хлористого калия . — 1,5 1,8 36 59,5 1,2
Поскольку эффективность процесса гранулирования тукосмесей методом прессования нельзя определить каким-либо одним критерием (характеризуется совокупностью эффективностей различных механических процессов), для оценки непрерывного процесса гранулиро-. вання выбраны следующие показатели:
184
Таблица V1-2. Характеристика и режим работы основного технологического оборудования
Характеристика Валковый пресс фирмы Humbolt Вибрационные грохота Дробилки ОЦД-бО
фирмы Humbolt фирмы Zemag I стадия дробления II стадия дробления
Число 1 1 2 1 1
Размер рабочих органов: диаметр вал- 0,9 0,6 0,6
ков и роторов, м просеиваю- — 1,9
щая поверхность, м2 Скорость враще- ния: валков, м/с 0,8
роторов, — —- — 780 780
об/мин Частота колебаний 980 1500
1/мин Зазор между рабочими органами: статический, мм; по краям 5,0 8,0 8,0
в центре, 7,9 — — 8,0 8,0
динамический .— 4 0,15
(амплитуда колебаний), мм Угол наклона ра- 0 15 40 0 0
бочих органов к горизонту Размер ячеек сит, мм: верхнего » 4,0x4,0 5,0x5,0
нижнего — .— 1,8X1,8
Установочная 400 5 14 40 40
мощность, кВт
производительность валкового пресса по загрузке Qn;
эффективность прессования тр, представляющая собой отношение выхода прессованной плитки QnjI к общей производительности валкового пресса Qn, т. е. л=Qnn/ Qnj
производительность установки по товарному продукту Qy;
плотность спрессованной ленты (прессата) ул;
прочность прессата на излом Ризл.
Для оценки прочности прессата разработана [69] специальная методика, заключающаяся в определении разрушающего усилия на излом. Это усилие определяли последовательным разрушением равного числа плиток из одной партии в продольном и поперечном направлениях. За прочность прессата на излом принимали отношение произведения среднего из всех определений разрушающего усилия на длину плеча к моменту сопротивления сечения излома, выражаемое в Па, т. е.
Р V fpf изл ~ Zd 2Jnn 1
где Ff — разрушающее усилие, Н; I—плечо, см; 7П — момент сопротивления плитки, см3; 7п=йЬ2/6; h — длина образца плитки: см; b — ширина образца плитки, см.
Обычно из средней пробы от каждой партии прессата отбирали 10 образцов для испытания на излом в продольном и 10 образцов для разрушения в поперечном направлениях. Прочность каждой партии прессата определяли как
Опытно-промышленные исследования позволили установить взаимосвязь показателей эффективности прессования и параметров прессуемой шихты: влажности, гранулометрии состава, вида нейтрализующей добавки.
На рис. VI-15 показаны зависимости эффективности прессования тц, производительности пресса Qn и производительности установки Qy по готовому продукту от влажности шихты Ц/щ. При этом гранулометрический
186
Рис. VI-15. Зависимость эффективности прессования тр, производительности пресса Qn и установки Qy от влажности шихты №ш при «0.4 = 35%.
Рис. VI-16. Зависимость эффективности прессования тр, производительности пресса Qn и установки Qy по готовому продукту от содержания пыли Q—о,4 в шихте, поступающей на прессование, при №=2,0%.
состав шихты, определяемый содержанием в ней частиц размером менее 0,4 мм (Q-o-t), был постоянным: аО;4=35°/о. Зависимости Tp=f(Wm) и Qy=f(IV'm) экстремальны. Максимумы значений тр и Qy совпадают и им соответствует оптимум влажности шихты №ш= = 1,8—2,2%.
Производительность пресса Qn непрерывно уменьшается при повышении влажности шихты до 2,2%, после чего устанавливается практически постоянной. Следует отметить, что несмотря на большую производительность пресса при менее влажной шихте производительность установки Qy по готовому продукту снижается, поскольку уменьшается эффективность прессования тр.
Приведенные результаты подтверждают выводы и рекомендации, сделанные на основании исследования физико-механических свойств удобрений: оптимальный интервал влажности шихты фосфорно-калийных удобрений (1,8—2,2%) совпадает с оптимальным интервалом влажности (1,5—2,2%), установленным в результате оценки изменения сыпучести и коэффициента внутреннего трения (см. гл. I). Из рис. VI-15 также следует, что для обеспечения проектной производительности опытно-промышленной установки 13,6 т/ч влажность Шихты, поступающей на прессование, не должна превышать 3,0%.
187
Рис. VI-17. Зависимость прочности плитки от се плотности.
На рис. VI-16 приведены зависимости эффективности прессования т]Ь производительности пресса Qn и производительности установки Qy по готовому продукту от содержания пыли Q-ол (частиц размером менее 0,4 мм) в прессуемой шихте при оптимальной ее влажности М7ш=2,0%. Как видно из рисунка, с увеличением содержания пыли в
шихте производительность пресса Qn и всей установки Qy снижаются, а кривая изменения эффективности прессования тц в зависимости от Q—о,4 имеет характерный максимум соответствующий Q-o,4=38%. Из приведенных результатов также следует, что для обеспечения устойчивой работы установки с часовой проектной производительностью (13,6 т/ч) содержание пыли в шихте не должно превышать 40% при оптимальной влажности шихты 2%.
Влияние дисперсности шихты на эффективность прессования обусловлено аэродинамическими особенностями порошкообразной шихты. Было отмечено, что основным фактором, определяющим предельно-допустимую скорость прессования является эквивалентный диа-( метр частиц порошка (Аг), поступающего на прессование. Увеличение содержания пыли в шихте приводит к уменьшению эквивалентного диаметра частиц PK-'i удобрений, что вызывает снижение эффективности прессования (увеличение просыпи вследствие уменьшения плотности и прочности прессата). Все это приводит к' уменьшению выхода товарной фракции и снижению производительности всей установки.
Важнейшим показателем эффективности процесса является прочность прессата. В зависимости от прочности плиток, поступающих на дробление и рассев, измени-, ется выход товарной фракции (частиц размером 1— 4 мм) и качество готового продукта (содержание в нем •
188
Таблица VI-3. Гранулометрический состав продуктов, л0Лучениый при опытно-промышлениых испытаниях
— Характеристика Содержание фракций, %
+4 мм | 1—4 мм —1 мм
-—“ Дробление плитки
До дробления 80,8 Л’о 9,7
После дробления 56,9 18,2 24,9
Дробление крупной фракции
До дробления 94,3 4,6 1,1
После дробления 52,2 38,4 9,4
товарной фракции и прочность гранул). Опытами установлено, что при влажности шихты более 3% средняя прочность плиток на излом составляет 0,8—2,0 МПа, а при влажности шихты 1,8—2,4% она равна 2,4— 4,0 МПа.
На рис. VI-17 приведена зависимость прочности плиток на излом от их плотности. Как видно из рисунка, с увеличением плотности прессованной плитки увеличивается ее прочность.
В табл. VI-3 приведены средние гранулометрические составы продуктов до и после дробления.
Содержание фракций +4 мм, 1—4 мм и —1 мм в готовом продукте составило соответственно 4, 93 и 3%. Химический состав готового продукта при влажности 1,62% приведен ниже, %:
Р,О5 „................ 18,9 р2о5 ,.............. 0,8
2 3 общ............ 2 °своб
Р2О<.................. 14,8 К2О .............. 15,4
Р2О5 ................ 12,7
z ° води
Готовый продукт, полученный на опытно-промышленной установке соответствует ТУ 08-336—75 на фос-форно-калийные прессованные удобрения.
Для поиска оптимальных условий [89] процесса гранулирования РК-удобрений на опытно-промышленной установке использовали факторное планирование эксперимента. В результате эксперимента, проведенного по плану 22, получено следующее уравнение регрессии:
Qy = 14,6 — 0,65*! — 1 ,7х2 + 0,2XiX2 (VI -38)
где Q,.— параметр оптимизации (производительность установки по готовому продукту, т/ч); Xi — параметр влажности шихты; х2 — параметр дисперсности шихты.
189
Анализ уравнения (VI-38) приводит к следующему снижение влажности шихты и уменьшение содержант в ней пыли вызывают повышение производительности установки по готовому продукту; производительное^ установки можно повысить, увеличив влажность шихты, но при этом необходимо увеличить степень ее дисперсности (содержание в ней пыли). Поскольку в промышленных условиях трудно обеспечить стабильность таких технологических показателей, как влажность шихты и ее гранулометрический состав, на Кедайнском химкомбинате в шахте пресса был установлен подпрессователь для предварительного уплотнения шихты. Удельное давление подпрессовки составляло 18—20 МПа. Средняя1 плотность прессата после установки подпрессователя}! была доведена до 2,1—2,2 г/см3. Это привело также к I уменьшению количества просыпи после валкового прес- I са на 50% и, в конечном итоге, к снижению общей ре-| турности процесса.
Глава VII
АППАРАТУРНОЕ ОФОРМЛЕНИЕ ПРОЦЕССОВ ГРАНУЛИРОВАНИЯ
Выбор аппаратуры для проведения процессов гранулирования определяется механизмом гранулообразования. Конструктивно грануляторы различаются местом! и способом подвода реагентов, формой и подвижностью корпуса (стационарный, вращающийся, вибрирующий), способом перемешивания материала (механическое, пневматическое, вибрационное). Грануляторы могут состоять из одного или нескольких аппаратов, в зависимости от последовательности различных стадий гранулообразования. В аппаратах для гранулирования могут проходить и другие процессы (аммонизация, сушка, охлаждение и т. п.), что накладывает специфическим особенности на конструкции различных узлов.
Конструкция гранулятора должна быть такой, чтобы в нем можно было перерабатывать как можно больше материалов в соответствии с требуемым механизмом и с наименьшими затратами, т. е. требуемое качество про-’
190
дукта должно обеспечиваться при максимальных удельных производительностях. При этом особое внимание следует уделять стабильной работе аппарата. Длительная работа при постоянном режиме и сокращение времени на чистку и ремонт позволяют упростить эксплуатацию не только самого гранулятора, но и вспомогательного оборудования. Надежность работы гранулятора во многом зависит от размеров и простоты конструкции, а также от числа вспомогательного оборудования. Чем проще узел гранулирования, тем меньше отказов в его работе, больше возможностей для автоматизации процесса и, следовательно, для повышения производительности труда. Компактность оборудования — это высокий выход продукта и низкие капитальные затраты. Таким образом, высокий выход продукта, снижение капитальных и эксплуатационных затрат, увеличение надежности работы оборудования (стабилизация режима и предотвращение простоев) — все это пути интенсификации работы грануляторов.
Специфические особенности гранулируемых продуктов обусловливают конструктивное оформление процесса. Целью данной главы не является описание всего многообразия конструктивных решений, многие из которых известны только из литературы и не применяются на практике, рассматриваются лишь типичные и широко используемые в промышленности для различных продуктов аппараты, их преимущества и недостатки, а также показаны приемы интенсификации их работы. Приведенные материалы позволяют понять принципы конструирования грануляторов и выбора их отдельных узлов применительно к конкретным условиям.
1. Аппараты для гранулирования методом окатывания
Грануляторы, в которых происходит окатывание материала, по типу движения поверхности делятся на ротационные, ленточные и вибрационные. Ротационные аппараты бывают барабанные, тарельчатые (дисковые), центробежные, лопастные. Барабанный гранулятор (рис. VII-1) представляет собой горизонтальный или наклоненный под углом 1—3° в сторону выгрузки цилиндр с закрепленными на нем бандажами и венцовой шестерней, через которую передается крутящий момент
191
1 — обечайка; 2— течка для загрузки порошка; 3 — распределитель связующе* го; 4—баидаж; 5 — венцовая шестерня; 6— патрубок для отсоса паров; 7-4 выгрузочная камера; 8~ окно для подсветки; 9 — смотровое окно; 10 — патру* бок для выгрузки гранул; И — опорный ролик; 12 — бетонные основания; 13 редуктор; 14 — электромотор.
от электродвигателя. С торцов барабан снабжен загруз зочной и разгрузочной камерами, герметизирующими рабочий объем гранулятора. Через загрузочную течку вводится исходная шихта или сухой порошок. В послед» нем случае для подачи связующего в головной части ба-' рабана над слоем материала установлены распределители жидкости.
К распределителям жидкости предъявляют следую-щие требования: простота конструкции, равномерносп распределения, возможность регулирования дисперсности распыла, возможность очистки во время эксплуатации. В туковой промышленности широко применяют распределитель типа «пила» (рис. VII-2), представляющий собой трубу с зубчатым желобом. Желоб снабжают крышкой, предотвращающей попадание в него материала. Недостатком таких распределителей является необходимость строго горизонтальной их установки и невозможность регулирования размера капель.
Рнс. VII-2. Распределитель жидкости типа «пила». 192
Рис. V1I-3. Многосекционный гранулятор:
/ — обечайка барабана; 2 — стенка секции; 3 — бандаж; 4 — шары; 5 — vnop; 6 — опорный ролик.
Для диспергирования жидкости применяют пневматические форсунки внутреннего и внешнего смешения, работу которых регулируют изменением давления распиливающего агента. Это
так как происходит размывание слоя материала струей. Поскольку для гранулирования 'окатыванием не требуется особенно тонкого и однородного распиливания жидкости, часто используют механические форсунки.
Для создания нормальных условий окатывания и подъема материала на заданную высоту обычно достаточно трения о гладкие стенки барабана. Однако коэффициент заполнения барабана при хорошем перемешивании невелик, а габариты аппарата значительны. С целью увеличения коэффициента заполнения предложены различные конструктивные решения. Так, внутри барабана диаметром 1,83 м и длиной 3,66 м приваривают продольные листы, изогнутые в виде открытой цифры шесть (рис. VII-3) и образующие несколько отделений, каждое из которых имеет плоскую и цилиндрическую стенки и разделено поперечными секторными перегородками. Для устранения налипания продукта на внутренние стенки отделения в пространство между ними помещены металлические шары, которые удерживаются от падения упорами. При определенном положении барабана шары освобождаются от упоров и ударяются о стенки, способствуя очистке их от налипшего материала [77].
В промышленности для агломерации окатышей применяют аппарат, состоящий из 17 конусов, образующие которых составляют угол 68°; ось барабана горизонтальна. Диаметры узких оснований конусов постепенно уменьшаются по направлению к месту загрузки шихты (рис. VII-4). Ступенчатое продвижение материала к
13—170
193
Рис. VII-4. Схема многоконусного барабана.
Рис. VII-5. Схема двухбарабанного гранулятора: 1 — наружный барабан; 2 — внутренний барабан.
месту выгрузки позволяет увеличить площадь окатывания по сравнению с площадью окатывания в гладком барабане [109].
В производстве нитроаммофоски используют аппарат диаметром 4,6 м и длиной 11 м, состоящий из двух концентрических барабанов (рис. VII-5). Реагенты подаются во внутренний барабан, из которого материал поступает во внешнюю обечайку, где также происходит’ окатывание. Гранулы выгружают из аппарата, мелкие частицы элеваторным устройством возвращаются во внутренний барабан. В результате многократного прохождения по двум барабанам увеличивается время пребывания материала в грануляторе и исключается сложная схема наружного транспорта рецикла [121]-Описанные конструкции позволяют при тех же габаритах гранулятора увеличить поверхность окатывания, а следовательно повысить удельную производительность.
J94
Для устранения налипания влажного порошка на стенки барабана используют ряд приспособлений: скребки, шнеки, цепи, штанги. Введение в слой материала шнека позволяет не только очищать внутреннюю поверхность барабана, но и интенсифицировать перемешивание (рис. VII-6). Нож-обдиратель насаживают на трубу, торцы которой закреплены в пневмоцилиндрах. Ножам придается колебательное движение параллельно стенке барабана (амплитуда 150 мм, частота 20 коле-баний/ч). Нож можно поворачивать вокруг оси, изменяя таким образом зазор между ним и стенкой.
Налипания материала можно избежать, если внутрь / барабана поместить вращающийся сетчатый барабан или покрыть внутреннюю поверхность листовой рези-4 ной, которая под действием собственного веса может отвисать и разрушать слой налипшего материала.
Для устранения просыпи и создания требуемого коэффициента заполнения барабана применяют подпорные кольца и специальные загрузочные устройства, включающие кольцевую упругую манжету, конец которой покрыт антифрикционным материалом, скользящим по обойме, на которой закреплена течка для загрузки порошка (рис. VII-7). Манжета поглощает биение барабана при его вращении и перекрывает зазор между загрузочным устройством и подпорным кольцом барабана [14].
Рис. \II-6. Барабанный гранулятор с лопастным шнеком:
обечайка барабана; 2—бандаж; 3— лопастной шнек; 4— опорный ролик.
Рис. VII-7. Загрузочное устройство барабанного гранулятора;
„7* обечайка барабана; 2— упругая мембрана; 3— загрузочная течка; 4 — обойма; 5 —втулка.
,3* 195
Рис. VII-8. Схема барабанного аммонизатора-гранулятора (АГ)
Подпорные кольца на концах и в середине барабана обеспечивают равномерную его загрузку, что особенно важно при проведении в слое химической реакции. Для этой цели используют барабаны специальной конструкции, получившие в производстве минеральных удобрений название аммонизаторы-гранулятора (АГ). Отличительной чертой АГ являются распределители нескольких реагентов (кислоты, аммиака, пара, плава и т. п.). Наиболее эффективны распределители продольного типа, представляющие собой заглубленные в слой материала трубы с отверстиями, расположенными по спирали (рис. VII-8). К недостаткам таких распределителей относятся: неполное использование всех отверстий, возможность увеличения отверстий в результате коррозии, и, как следствие, локальное перенасыщение слоя одним, из компонентов.
Для устранения указанных недостатков предложен распределитель с переточными трубками. Распредели-, тель с отверстиями установлен над слоем, а трубкй, приваренные к краям отверстий, заглублены в слой Для равномерного распределения жидкости сумма пло щадей отверстий не должна превышать половины пло щади поперечного сечения распределителя. Таким м образом подают и газообразные реагенты. Чтобы умень шить динамическое воздействие слоя на патрубки, и: концы изготавливают из эластичного материала (ри<Я VII-9).
196
Для лучшего распределения аммиак рекомендуется направлять в скатывающийся слой. Наименьшее количество дыма выделяется в барабане, когда распределители кислоты и аммиака направлены в противоположные стороны. Чтобы уменьшить коррозию распределителя, поток кислоты подают в направлении вращения слоя.
Хорошее поглощение аммиака без образования оксидов азота и требуемый режим окатывания материала достигаются при соотношении длины барабана к его диаметру 1:1 и высоте подпорного кольца на выходе продукта, равной 0,25 диаметра. При соотношении длины к диаметру 2:1 для улучшения процессов гранулирования и аммонизации дополнительно устанавливают кольца-перегородки высотой 5 см на расстоянии 60 см одно от другого по длине аппарата. Распределительные устройства при этом должны находиться на высоте 5—7 см над промежуточными перегородками. Система промежуточных перегородок позволяет устранить мертвые зоны в барабане. Для этого используют также скребки с зубчатой кромкой, которые вырезают пазы на твердой поверхности налипшего слоя. Гребни между пазами играют роль небольших перегородок.
Принцип работы барабанного гранулятора сохраняется в шнеке, представляющем собой закрытый короб, навитый по винтовой линии и образующий цилиндр, ось которого может устанавливаться под любым углом [78]. При вращении цилиндра материал пересыпается внутри шнека и окатывается. Такая конструкция позволяет регулировать и строго ограничивать время пребывания продукта в аппарате, получать однородный фракционный состав. Недостатком этого аппарата является невозможность дополнительного орошения ших-
Рис. VII-9. Распределитель с эластичным наконечником:
барабан; 2 —- распределитель; 3 — слой шихты; 4—эластичный патрубок.
197
ты в процессе окатывания и визуального наблюдения за процессом, усложнение узла загрузки.
Таким образом, конструктивные решения барабанных грануляторов направлены на увеличение коэффициента заполнения, создание различных внутренних устройств, интенсифицирующих процесс и предотвращающих налипание продукта, совмещение нескольких технологических операций в одном аппарате. Характеристика некоторых промышленных барабанных грануляторов приведена в табл. VII-1.
Как видно из таблицы, удельная производительность гранулятора зависит от продукта и требований к его гранулометрическому составу. Наиболее широкое применение в промышленности находят, хотя и менее производительные, громоздкие, но конструктивно более простые и, следовательно, более надежные грануляторы без внутренней насадки с соотношением длины к диаметру от 1 до 3.
Для осуществления метода окатывания применяют, помимо барабанных, тарельчатые (чашевые, дисковые) грануляторы. Основной частью такого аппарата является диск, вращающийся вокруг оси, угол наклона которой к вертикали регулируется. Диск снабжен бортом,
Рис. VII-10. Схема тарельчатого гранулятора:
1 — вращающаяся тарелка; 2 — герметизирующий кожух; 3 — форсунка длЖ подачи жидкости; 4 — патрубок для отсоса паров; 6 — смотровое окно; 6 — патрубок для подачи порошка; 7 — вал; 8 — механизм для изменения угла на*" клона тарелки; 9 — рама.
198
Таблица VII-1. Характеристика промышленных барабанных грануляторов
Продукт Тип гранулятора сх. ф S га К Длина, м Частота вращения, об/мин Производительность, т/ч X § № га X о с Е К га X 14 а ч > | тельность, т/(м2-ч)
по гранулированному продукту по продукту товарного размера
Суперфосфат ОБ 1,6 11,2 6,0 45 38 0,68
1,8 8,0 6,3 28 23 0,51
1,4 7,5 7,5 24 20 0,60
Комплексные удобре-
ння марок:
18-46-0 АГ 3,0 3.5 — 89 8 0,24
11-11-11 2,0 4,0 — 17 8 0,32
18-18-18 2,6 3,0 — 104 13 0,53
11-11-11 2,5 5,6 — 25 13 0,29
18-18-18 4,0 10,0 10,0 75 18 0,14
11-11-11 2,0 4,2 — 40 20 0,76
18-46-0 3,0 6,0 — 250 35 0,62
17-17-17 4,0 6,5 10,0 190 38 0,47
17-17-17 3,5 7,0 — 293 41 0,53
18-46-0 3,2 6,5 — — 56 0,86
18-46-0 2,8 5,5 12,0 282 57 1 ,17
17-17-17 2,4 4,8 10,0 232 70 1,92
Аммофос ОБ 1,6 8,0 8,0 32 16 0,40
Монокальцнйфосфат ОБ 1,2 6,0 5,0 20 10 0,44
кормовой
Аммонизированный АГ 1,8 10,0 10,0 20 15 0,27
суперфосфат
Медноникелевый кон- ОБ 2,8 8,0 9,0 — 60 0,85
центра?
Свинцовая шихта ОБ 2,0 4,0 6,0 — 50 2,00
1,2 3,0 20,0 — 30 2,65
Железорудный кон- ОБ 2,8 9,0 10,0 40 5,06
центра?
Примечания: 1. Удельная производительность рассчитана по выходу сварной фракции иа 1 м2 внутренней поверхности барабана. 2. АГ — аммо-* ^изатор-гранулятор; ОБ — окаточный барабан. л
что обеспечивает требуемое заполнение аппарата (рис. VII-10). Для подачи связующего над тарелкой устанавливают форсунки: для очистки от налипающего материала — скребки. Аппарат для герметизации заключен в кожух, имеющий патрубки для отвода продукта и паров и подвода порошка. Для визуального наблюдения за процессом служит смотровое окно. По сути дела, дисковый гранулятор — это барабан большого (1—5 м) диаметра и малой (0,02—0,80 м) длины, ось которого наклонена под большим (45—75°) углом к вертикали. Рабочая поверхность такого аппарата, в отличие от рабочей поверхности барабана, не боковая поверхность цилиндра, а торцовая, т. е. дно тарелки.
По форме днища грануляторы делятся на плоские, конические, сферические, эллиптические. Применение неплоских днищ позволяет избежать мертвого пространства в месте стыка с бортом и увеличить путь окатывания, т. е. производительность аппарата.
Максимальная эффективность работы тарельчатого гранулятора достигается при определенной высоте слоя, поэтому, оставляя этот показатель неизменным, стремятся увеличить площадь окатывания. Предложен гранулятор, имеющий на диске несколько кольцевых перегородок равной высоты [109]. Исходный порошок подается по центральной трубе на поверхность внутренней тарелки и окатывается там, постепенно пересыпаясь в смежное кольцевое пространство. Далее окатывание происходит последовательно во всех кольцевых секциях до достижения гранулами требуемого размера при узком фракционном составе. Связующее подается в центральную часть тарелки, но можно дополнительно подавать жидкость разного состава в кольцеобразные пространства и получать многослойные гранулы.
Место ввода сухих и жидких компонентов определяется требованиями к гранулометрическому составу продукта. Для получения крупных комков орошение ведут в верхней части поднимающегося слоя, а порошок загружают в нижнюю часть тарелки. Для получения более мелких гранул поднимают место ввода порошка и опускают место ввода жидкости, причем поток жидкости делят на две части. Большую часть дают в слой для образования зародышей, а меньшую на участок пересыпания крупных комков, способствуя накатке гранул.
200
Рис. VII-11. Варианты подачи воды и материала при окомковании на тарельчатом грануляторе:
а — подача порошка в нижнюю часть слоя; б — подача порошка в промежуток между двумя потоками жидкости; в — подача порошка сверху слоя; / — подача жидкости; 2 — подача порошка.
В результате большого числа экспериментов предложены различные варианты подачи сырья на тарельчатый гранулятор (рис. VI1-11) [6, 177].
Гранулирование возможно и на горизонтальном диске, эксцентрично и параллельно которому установлен дополнительный диск меньшего диаметра. Диски вращают в противоположные стороны с разной скоростью, создавая встречные потоки и интенсифицируя агломерацию материала. ,
Конструктивно сходны с тарельчатыми центробежные грануляторы. Принципиальным отличием последних является то, что движение окатываемых гранул осуществляется не гравитационными, а центробежными силами. Материал и связующее подают в центр горизонтального диска, вращающегося со скоростью 300— 1500 об/мин и имеющего рифленую поверхность. Продвигаясь от центра к периферии, порошок комкуется и
201
Рис. VII-12. Центробежные грануляторы:
а — с неподвижными перегородками; 1 — корпус; 2 — вал; 3 — выгрузочный желоб; 4 — концентрические неподвижные перегородки; 5 — крышка; 6— за* грузочная воронка; 7 — отверстия, соединяющие камеры; 8 — ступенчатый вращающийся диск; б — с вращающимися пластинами; 1 — корпус; 2 — вращаю* щийся диск; 3 — редуктор; 4 — втулка; 5 — канавки; 6 — бункер для выгрузки;;
7 — крышка; 8 — загрузочная воронка; 9 — регулирующая планка с гайкой; 10 -* ребро жесткости; 11 — перегородка; 12 — вращающаяся пластина; 13 — вал.
окатывается. Для увеличения времени окатывания дис^ снабжают неподвижными концентрическими перегородками с отверстиями (рис. VII-12,a) [101]. Для получения частиц заданного размера над основным диском устанавливают пластины, медленно вращающиеся в противоположную сторону (рис. VII-12,6) [103]. Поскольку в центробежном грануляторе динамическое воз-' действие на частицы больше, чем в тарельчатом, коли-' чество связующего, необходимого для получения гранул
502
данного размера, меньше, чем в тарельчатом. Однако эТо же воздействие способствует более интенсивному налипанию материала на рабочую поверхность. Уста-новка скребков препятствует нормальному окатыванию.
Конструкцию и производительность тарельчатого гранулятора выбирают в соответствии с видом продукта. В табл. VII-2 представлены характеристики промышленных грануляторов для некоторых продуктов.
Производительность тарельчатого гранулятора, используемого в химической промышленности, достигает 50 т/ч или, считая на поверхность тарелки, 0,5— 3.0 т/(м2-ч) при удельных энергозатратах 1—5 кВт-ч/т. В металлургической промышленности работают еще более производительные аппараты. Для получения 125 т/ч гранул магнетита диаметром 10—15 мм или 20—25 мм используют тарелки диаметром 6 м.
Сравнивая работу барабанных и тарельчатых грануляторов, следует отдать предпочтение тарельчатым, поскольку они обладают лучшим классифицирующим действием, требуют меньше рецикла, удобны в эксплуатации, так как допускают визуальное наблюдение, возможность регулирования параметров, сравнительно легко поддаются наладке при переходе на другой продукт, имеют меньшую массу и габариты. Однако тарельчатый гранулятор не эффективен при проведении процесса, сопровождаемого химическими реакциями (например, аммонизации), и менее удобен для удаления пыли и испарений.
Гранулирование методом окатывания можно производить в лопастном грануляторе. Конструктивной особенностью таких аппаратов является наличие одного или двух вращающихся валов с лопастями, расположенными по винтовой линии (рис. VII-13). Валы заключены в неподвижный корпус в виде корыта или образованный пересечением двух параллельных цилиндров. В корпус подводится сухой материал, жидкость, а при необходимости и другие компоненты (пар, аммиак и др.).
Принцип гранулирования основан на интенсивном перемешивании и разности скоростей материала и лопастей. В двухвальном аппарате валы вращаются в противоположные стороны так, что лопатки опускаются по периферии и поднимаются, касаясь друг друга и очи-
203
1
Рис. VII-13. Схема лопастного гранулятора:
J — корпус; 2 — вращающийся вал; 3 — лопасти; 4 — загрузочная воронка; 5 — распределитель жидкости; 6 — выгрузной патрубок.
щаясь при этом в центре. Сухие компоненты подают в верхнюю часть аппарата между валами. В нижней части по центру аппарата под слоем материала располагают распределители реагентов. Для создания требуемой высоты слоя перед выгрузной течкой устанавливают переливные пороги. Иногда эти пороги препятствуют выгрузке крупных комков, что приводит к заклиниванию валов. Во избежание этого явления высоту слоя поддерживают, создавая подпор неравномерным расположением лопаток, расстояние между которыми сокращается от места загрузки к месту выгрузки. Стенки гранулятора очищаются концами лопаток; зазор между ними и стенкой должен составлять не более 5% от диаметра корпуса.
В лопастном грануляторе обеспечивается хорошее смешение материала и однородность получаемого продукта, вязкость которого может быть значительно больше, чем в барабанных или тарельчатых грануляторах. Другим преимуществом лопастного гранулятора является возможность отклонения от рабочего режима в большей степени, чем в других аппаратах, что обусловлено самоочисткой движущихся элементов. К недостаткам лопастных грануляторов следует отнести сложность подачи компонентов под слой и трудность визуальных наблюдений. Характеристика лопастных грануляторов, применяемых для гранулирования некоторых продуктов, приведена в табл. VII-3.
Окружная скорость вращения лопаток гранулятора обычно не превышает 1,0—1,5 м/с. При увеличении ско-
205
Рис. VII-14. Схема ленточного rpj нулятора:
7 — лента; 2— уплотняющие борта; 3 направляющие ролики.
рости концов лопаток до 15-30 м/с резко изменяется меха низм гранулообразования преобладает ударный эффек! и процесс агломерации интен сифицируется: возрастает ско
рость роста гранул, фракционный состав становится более однородным, меньше расходуется связующего. Та-1 кие грануляторы, названные скоростными, имеют высоЛ кие производительности, пригодны для очень вязкий материалов. Однако износ гранулирующих элементов и энергозатраты на гранулирование несколько выше, чеМ в обычных грануляторах.
Кроме ротационных в промышленности применяют, хотя и в меньшем масштабе, ленточные грануляторы (рис. VII-14). Аппарат в виде наклонного ленточного., транспортера, движущегося вверх навстречу скатывающимся под действием собственного веса частицам, работает по принципу барабана, однако менее металлоемок. Известны качающиеся вперед—назад транспортеры.' Транспортеры с вогнутой поверхностью и регулируемым углом наклона занимают меньшую площадь. При движении ленты гранулы по мере укрупнения скатыва-.
Таблица VI1-3. Характеристика лопастных грануляторов
Продукт Длина, м Ширина, м 1 Высота, м Число валов частота аращення вала, об/ми>н Производительность, т/ч А «
и О" S С с с к л к ч <и днтельиость, т/(м
Нитрофоска 4,3 0,8 1,2 1 40 9,9 2,4
Нитрофос 3,6 1,6 1,3 2 31 13,3 1,8
Нитроаммофоска 2,5 1,6 1,5 2 40 13,9 2,3
Аммофос 3,0 0,9 0,7 1 30 7,8 4,1
206
рис. VII-15. Конструктивные схемы виброгрануляторов с цилиндрической камерой.
ются вниз и, достигнув заданного размера, покидают окомкователь. Скатыванию вбок препятствуют неподвижные борта. Транспортеры часто применяют как приставку к дисковому гранулятору. Недостатком ленточного гранулятора является трудность его герметизации и необходимость частой наладки, так как леита растягивается.
Для виброгранулирования применяют аппараты с вибрирующими корпусом или отдельными деталями, помещенными в слой материала. Широкое применение получили аппараты с цилиндрической горизонтальной рабочей камерой, совершающей круговые или эллиптические колебания в вертикальной плоскости. Эти аппараты выполняют однокорпусными или двухкорпусными. Привод однокорпусных грануляторов осуществляют деба-лансными вибраторами, двухкорпусных — эксцентриковыми.
Однокорпусные аппараты с одной камерой выполняют с центрально расположенным вибратором (рис.. \ П-15,а), с несколькими вибраторами (рис. VII-15,6) и с вынесенным вибратором (рис. VII-15,e). В грануляторе с двумя камерами вибратор устанавливают в центре тяжести подрессоренной части аппарата (рис. VII-15,a).
Выносной вибратор обычно крепят в точке, сдвинутой по окружности относительно вертикальной осн на 45°. Такое расположение вибратора вызывает движение камеры по траектории в виде эллипса. Дополнительные поворотные колебания камеры интенсифицируют циркуляционное движение слоя и способствуют его окатыванию.
Для гранулирования применяют также лотковые аппараты, имеющие небольшую высоту и позволяющие организовать любой характер потока реагентов или фаз.
207
Рис. VI I-16. Принципиальная схема лоткового виброгранулятора:
/ — наклонная плоская пружина; 2 — патрубок для выгрузки гранул; 3— п зораспределительиая решетка; 4 — корпус лотка; 5 — патрубок для отвода г зовой фазы; 6 — патрубок для загрузки твердой фазы; 7 — патрубок для П< дачи газовой фазы; 8 — амортизаторы; 9— основание; 10— вибратор; 11 ребро жесткости.
На рис. VII-16 показана принципиальная схема такой гранулятора, состоящего из лотка, закрепленного npi жинами на тяжелом основании. Почти вдоль всего лот ка с нижней его стороны проходит ребро жесткости, которому на шарнире прикреплен шатун эксцентрик! вого вибратора. Определенный наклон пружин при р{ боте вибратора создает возвратно-поступательный ха рактер движения лотка в направлении, нормальном i оси пружин, обеспечивая заданный угол бросания материала относительно поверхности лотка. Лоток имее двойное дно, образующее короб для подачи теплоноси теля. Аппарат снабжен патрубками для подвода и отво да теплоносителя и твердого материала, а также ра<^ пределителем жидкой фазы. Тяжелое основание опира ется на пол через резиновые амортизаторы. В завнси мости от конкретных условий конструктивное оформление отдельных узлов может изменяться.
Значительное сокращение занимаемой площади и возможность использования гранулятора как подъемного механизма побуждают к конструированию вертикальных спиральных аппаратов. Такой аппарат состоит из трубы, снаружи или внутри которой по винтовой линии проходит лоток. Вибропривод сообщает аппарату направленные под некоторым углом к поверхности лотка, винтовые гармонические колебания, обеспечивающие' определенный угол бросания и направленное перемещение материала, вверх по лотку. Отличительной особен-!
208
лостью конструкций виброгрануляторов является наличие гибких соединений всех патрубков аппарата с цеховыми коммуникациями, что при высоких температурах и агрессивных средах не всегда осуществимо. Введение вибрирующих элементов в слой материала позволяет увеличить площадь контакта частиц и интенсифицировать процесс гранулообразования без вибрации корпуса и при жестких соединениях трубопроводов.
Анализируя конструкции грануляторов, в которых реализуется принцип окатывания частиц, следует отметить, что каждый аппарат имеет свои преимущества и недостатки. Выбор той или иной конструкции зависит от степени изученности процесса, технических возможностей изготовления и монтажа аппарата, подготовленности производства к эксплуатации гранулятора.
Для производства минеральных удобрений методом окатывания наиболее широко применяют барабанные грануляторы, поскольку они являются высоко производительными аппаратами, обеспечивают сравнительно высокий выход целевой фракции, возможность проведения химической реакции одновременно с гранулированием и возможность проведения процесса без загрязнения помещения. Однако следует совершенствовать и конструкции аппаратов других типов, особенно виброгрануляторов и скоростных грануляторов, позволяющих-интенсифицировать процесс гранулирования и улучшать качество продукта.
2. Барабанные грануляторы-сушилки
Барабанный гранулятор-сушилка (БГС) предназначен для гранулирования и сушки, а также в зависимости от конструкции для классификации и охлаждения продукта. БГС (рис. VII-17) представляет собой наклоненный в сторону выгрузки барабан, опирающийся бандажами на две опорные станции, одна из которых опорно-упорная, и вращающийся со скоростью 3— 5 об/мин (промышленные аппараты). Привод осуществляется от электродвигателя через редуктор и открытую зубчатую передачу. Барабан снабжен загрузочной и разгрузочной камерами, для герметизации которых предусмотрено ленточное или секторное уплотнение. Во избежание пыления и для устойчивой работы топок
14-170
209
Рис. VII-17. Схема барабанного гранулятора-сушилки (БГС):
1—корпус барабана; 2 — обратный шнек; 3 — лопастная насадка; 4—загру-j зочная камера; 5 — патрубок для подвода сушильного агента; 6 — форсунка, для распиливания пульпы; 7 — смотровое окно; 8 — патрубок для подачи* внешнего рецикла; 9 — подпорное кольцо; 10 — бандаж; 11 — полочная насадка; 12 — венцовая шестерня; 13 — конус-классифнкатор; 14 — патрубок для отвода отработанного сушильного агента; 15 — патрубок для выгрузки гранул; 16 — выгрузная камера.
аппарат работает под разрежением 10—50 Па на входе., БГС, хотя и похож внешне на барабанный гранулятор,’ но в нем осуществляется совершенно иной механизм гранулообразования, что достигается дополнительными
конструктивными элементами.
Загрузочная камера имеет патрубки для подвода теплоносителя, ввода внешнего рецикла, чистки камеры. На передней стенке установлены пневматические форсунки, смотровое окно и элементы освещения. Равномерное по сечению барабана распределение теплоносителя достигается расположением газоввода по оси барабана с установкой направляющей лопатки, делящей поток на две части. Применяют также тангенциальный ввод теплоносителя с распределением его направляющими лопатками. В обоих случаях форсунка пульпы расположена вдоль оси барабана. Подвод сушильного агента с передней стенки загрузочной камеры ниже центральной оси барабана может привести к локальному перегреву стенок и материала, а также к ухудшению тепло- и массообмена в головной части аппарата.
В процессе гранулообразования определяющей является работа форсунки, распыливающей пульпу. Применяемые конструкции форсунок внутреннего смешения с завихрителями потоков различаются местом ввода сжатого воздуха (по внутренней или внешней трубке),
210
способами регулирования дисперсности распыла и чистки жидкостного канала. Наиболее простая конструкция форсунки производительностью до 15 т/ч приведена на рис. VI1-18.
Для диспергирования пульп обычно используют холодный сжатый воздух при давлении 0,2—0,4 МПа, расход воздуха составляет 60—70 м3/м3 жидкости. При этом площадь орошения завесы в поперечной плоскости факела невелика, что обусловлено небольшим углом раскрытия факела. Основной контакт жидкости и материала происходит вдоль оси факела, глубоко развивающегося в завесе. Поскольку контакт факела форсунки с частицами завесы осуществляется по его поверхности, форсунку настраивают так, чтобы максимальное количество жидкости в факеле также находилось в этой зоне (рис. VII-19). Размер зоны орошения и дисперсию распыла регулируют изменением давления распыли-вающего воздуха и места расположения жидкостных и воздушных патрубков в форсунке.
Разгрузочная камера в БГС снабжена вверху патрубками для отвода отработанного сушильного агента, внизу — патрубком для продукта. В зависимости от конструкции хвостовой части БГС по патрубку идет крупная или товарная фракция, разделяемые во встроенном классификаторе.
Классификаторы являются продолжением вращающегося барабана и представляют собой либо конус длиной 2—5 м, либо шнек, либо цилиндрический грохот, в котором мелкая фракция отделяется и обратным шнеком возвращается в головную часть БГС.
Рис. VI1-18. Пневматическая форсунка:
1 — корпус; 2 — сопло; 3 — завихритель пульпы; 4 — патрубок для ввода сжатого воздуха; 5 — патрубок для ввода пульпы.
14’ 211
Рис V1I-19. Плотность распределения пульпы p(Q) по сечению факела Ь на расстоянии 2,5 м от форсунки.
Обратный шнек представляет собой открытый или закрытый короб, расположенный по винтовой линии и делающий 1,5—2 витка по внутренней стенке барабана. Транспортирующая способность шнека зависит от его сечения, коэффициента заполнения барабана и конструкции зачерпывающего устройства. Экспериментально показано, что более эффективны закрытые шнеки с несколькими приемными воронками в зоне зачерпывания. Применение обратного шнека позволяет значительно сократить количество внешнего рецикла.
Основное отличие иностранных аппаратов типа «сферодайзер» от БГС заключается в отсутствии обрат-, ного шнека, что ухудшает условия гранулирования и усложняет транспортирование внешнего рецикла. Отсутствие внутреннего рецикла приводит к необходимости более тонкого диспергирования при давлении воздуха 0,6—1,1 МПа, что увеличивает энергетические' затраты.
Особое значение для работы БГС имеет качество;! завесы материала. Равномерная и плотная завеса обеспечивает стабильную работу аппарата, предотвращая зарастание стенок барабана, пробой факела пульпы и унос материала. Между тем, очень плотная завеса пре>-пятствует развитию факела, сокращает поверхность контакта фаз вследствие экранирования частиц в ло-
212
дальних уплотнениях, возникающих в падающем материале. Равномерное распределение завесы по сечению барабана достигается использованием лопастной насадки с пилообразными вырезами, расположенной несколькими ярусами вдоль барабана. Лопатки расположены по образующим барабана, смещенным в каждом последующем ярусе на несколько градусов в поперечной плоскости.
Для создания плотной завесы в барабане устанавливают подпорные кольца, что позволяет поддерживать коэффициент заполнения барабана 0,15—0,20. Это же способствует увеличению расхода материала через обратный шнек.
Внешний рецикл вводят в БГС как в головную, так и в хвостовую часть. В последнем случае рецикл поступает в приемное корыто, откуда черпается шнеком, укрепленным на барабане, и транспортируется через зону классификации в основной шнек БГС и по нему далее в головную часть аппарата. Такая конструкция позволяет упростить технологическую схему производства, заменив внешний транспорт внутренним.
Рис. VI1-20. Распределение концентраций меченых частиц по времени их пребывания в аппарате БГС для проб продукта и отдельных фракций:
1 ~ фракция менее 1 мм; 2 — фракция I—3 мм; 3 — фракция более 3 мм; 4 — Вся проба.
213
Наличие обратного шнека в барабане изменяет структуру потока материала, что видно из опытов, проведенных на промышленном аппарате. В БГС диаметром 3,2 и длиной 22 м с закрытым шнеком вводили меченые частицы, а в продукте на выходе из БГС анализировали их содержание. На рис. VII-20 приведены типичные кривые распределения концентраций меченых частиц по времени их пребывания в БГС для проб продукта и отдельных их фракций. Как видно из рисунка, кривые вымывания меченого вещества полиэкстремаль ны и имеют характер затухающих во времени колебаний с периодом повторения экстремумов ~40 мин.
Как показал анализ работы аппарата, периодичность появления экстремумов на концентрационных кривых совпадает со средним временем прохождения материала по обратному шнеку к зоне орошения пульпой и от нее к выгрузке, что составляет один цикл времени пребывания частиц в аппарате (цикл орошения). Время одного цикла неодинаково для гранул различных размеров. Так, меченые частицы вначале появляются в более мелких фракциях (см. рис. VII-20), поскольку они отдуваются сушильным агентом в сторону выгрузки. Сепарационный эффект усиливается в коническом классификаторе, что объясняется сужением сечения Ниже приводятся максимальные содержания меченых частиц по фракциям в продукте после первого цикла орошения:
Фракция, мм <1 1—3 3—5 ^>5
Стах, % (масс.) ................... 38,6 36,2 28.5 53,5
Как видно из представленных данных, наибольшее количество меченых гранул находится во фракции >5 мм, т. е. из аппарата выгружаются преимущественно крупные гранулы, а в зону орошения через обратный шнек поступает фракция 3—5 мм. Следовательно, для поддержания стационарного процесса с высоким выходом товарной фракции (2—2,5 мм) необходимо в зону орошения вводить мелкие частицы, которые можно подавать или с внешним ретуром, или создать условия для их образования непосредственно из пульпы в факеле ее распыла, подбирая режимные параметры.
214
Рис. V11-21. Распределение частиц по времени их пребывания в БГС с закрытым обратным шнеком:
1 — аппроксимация экспериментальных точек; 2 — теоретическая кривая для аппарата идеального смешения.
Распределение суммарной концентрации меченых частиц в пробах продукта (см. рис. VII-20, кривая 4) показывает, что гранулы проходят несколько циклов орошения, причем наибольшее количество гранул (65,5%) орошается один раз, 17% гранул — два раза, 9,3% гранул — три раза и 8,2% гранул — более трех раз. Частота циклов возрастает с уменьшением среднего времени пребывания частиц в аппарате и с увеличением производительности обратного шнека, т. е. с повышением скорости движения материала вдоль барабана. Число циклов, необходимое для полного вывода меченого вещества, зависит от соотношения внешней нагрузки (производительность плюс ретур) и внутренней циркуляции.
Меченые частицы появлялись в выгружаемом продукте по истечении некоторого времени т0, зависящего от линейной скорости перемещения материала вдоль барабана. Поскольку наибольшая вероятность выхода меченых частиц приходится на первый цикл орошения, экспериментальную кривую Ссум=/(т) (см. рис. VII-20, кривая 4) с учетом времени запаздывания можно аппроксимировать одномодальной кривой (рис. VII-21),
215
описываемой уравнением
““ 1
р (т)~ Г (а) • ^_То
Т —То
Т —То
где т — математическое ожидание, т. е. среднее время пребываний продукта в аппарате; а — параметр распределения, зависящий от продольного перемешивания материала в барабане, определяемой режимом его работы и конструкцией: Г(а)—гамма-функция.
Рассмотренное распределение частиц по времени из пребывания в аппарате БГС позволяет сделать выво; о том, что он относится к аппаратам промежуточной типа между аппаратами идеального вытеснения и иде-ального смешения. Чем интенсивнее внутренняя цирку, ляция, тем больше структура потока отвечает режим; идеального смешения.
Полученные данные позволяют оценить работу об ратного шнека. Так, зная время прохождения rpanyj за один цикл орошения, расход материала Q и масс] слоя по формуле ___________________________бел тц- <2 + бш
нетрудно рассчитать производительность шнека Gra Для опыта, результаты которого иллюстрируюта рис. VII-21, Gin=10 т/ч, т. е. отношение внутренней ретура к производительности равно 1.
Найденное из рис. VII-21 среднее время пребывания продукта в аппарате БГС т=55 мин, что близко к рас считанному по производительности и массе слоя. Пара метр распределения а=1,04. Для упрощения инженерных расчетов примем а=1, тогда распределение частит по времени их пребывания в БГС будет соответствовать аналогичному распределению в аппарате идеаль ного смешения с учетом времени запаздывания т0
Кривая 2 на рис. VII-21, отвечающая этому уравне* нию, удовлетворительно описывает экспериментальны* данные. Таким образом, использование в БГС обратно? го шнека, возвращающего большее количество продукт, та в зону орошения, позволяет приблизить барабанный
216
Рис. VII-22. Схема барабанного гранулятора-сутпилки-холодильника (БГСХ):
/—корпус барабана; 2— обратный шнек; 3— лопастная насадка; 4—ввод сушильного агента; 5 — направляющие сушильный агент лопатки; 6 — форсунки для распиливания пульпы; 7 — загрузочная камера; 8 — течка рецикла; 9 — подпорное кольцо; 10— полочная насадка зоны сушки; // — бандаж; 12 — конус-классификатор; 13 — отбойник пыли; 14 — венцовая шестерня; 15 — секторная насадка зоны охлаждения; 16 — труба для отвода отработанных сушильного и охлаждающего агентов; 17 — выгрузная камера; 18 — ввод охлаждающего агента; 19 — патрубок для выгрузки гранул.
аппарат (в котором обычно движение материала соответствует идеальному вытеснению) к аппарату идеального смешения.
Разработан барабанный гранулятор-сушилка-холо-дильник (БГСХ), в котором одновременно протекают процессы сушки, гранулирования, предварительной классификации и охлаждения (рис. VII-22). БГСХ представляет собой вращающийся барабан, передняя часть которого снабжена лопастной насадкой и обратным шнеком. На завесу материала распыливают пульпу и прямотоком подают топочные газы. Образовавшиеся гранулы, пройдя зону сушки, попадают на конический классификатор, с которого часть из них возвращается шнеком в головную зону аппарата, а другая часть попадает в хвостовую зону барабана, снабженную секторной насадкой. В эту же зону противотоком подают холодный воздух, охлаждающий продукт. Воздух смешивается затем с отработанным сушильным агентом и выводится по центральной трубе из БГСХ.
Описанный аппарат, хотя и позволяет совместить несколько процессов, но имеет ряд недостатков, основным из которых, например при производстве удобрений, является необходимость мокрой очистки отработанных сушильного и охлаждающего агентов вследствие их смешения. При раздельном ведении процессов сушки и охлаждения для охлаждающего агента нужна лишь
217
1 — насадка; 2 — подпорное кольцо; 3 — корпус барабана; 4 — патрубок для ввода сушильного агента; 5 — форсунка для пульпы; 6 — герметизирующая камера; 7 — течка для внешнего рецикла; 8 — направляющая обечайка; 9 — обратный шн-ек.
сухая очистка. Кроме того, двухпоточная подача газа при одном отсосном вентиляторе осложняет регулирование процесса и поддержание требуемого разрежения в аппарате.
Анализ работы БГС показывает, что наибольшая интенсивность сушки приходится на зону распыливания пульпы. Так, влагосъем в этой зоне при сушке нитро-фоса составляет 39—51 кг/(м3-ч), а в пересчете на весь объем аппарата только 8—9 кг/(м3-ч). Влагосъем в зоне контакта факела с завесой при тех же режимах находится в пределах 70—85 кг/(м3-ч), что объясняется большой поверхностью контакта фаз. Следовательно, для дальнейшей интенсификации работы БГС, особенно при переработке концентрированных пульп, целесообразно максимально приближать форсунку к завесе. Это позволит уменьшить наименее активный (с учетом тепло-массообмена) участок свободной струи и увеличить дисперсность распыла без изменения гранулометрического состава продукта и улучшить тем самым условия сушки.
Тот же эффект достигается при повышении степени равномерности и скорости смешения пульпы с твердыми частицами. Конструктивное решение этого приема
218
видно из рис. VII-23. Внешний рецикл вводят в цилиндрическую камеру, в которую тангенциально подают сушильный агент, а по оси распиливают пульпу. Турбулизация потоков обеспечивает смешение жидкой и твердой фаз и равномерное смачивание последней, что позволяет улучшить тепло- и массообмен, полностью использовать подаваемый рецикл и тем самым сократить его расход. Поскольку процессы тепло- и массообмена полностью завершаются в зоне факела распыла, протяженность которого для промышленных аппаратов составляет 2—3 м, длину БГС можно значительно уменьшить и, следовательно, улучшить удельные показатели по съему .продукта и влаги.
3. Грануляторы с псевдоожиженным слоем
Для гранулирования в псевдоожиженном слое используют аппараты различных конструкций. Грануляторы с псевдоожиженным слоем различаются формой корпуса и делятся на цилиндрические (рис. VII-24), конические (рис. VII-25) с малым углом раскрытия (до 20°), с большим углом раскрытия: от 30 до 60° (рис. VII-26), цилиндроконические, прямоугольные (рис. VII-27), квадратные (рис. VII-28). Форма аппарата определяет его гидродинамические особенности. Так, в цилиндрических аппаратах с углом раскрытия до 20° происходит равномерное по всему сечению псевдоожижение, тогда как при большем угле раскрытия стенок корпуса возникает разреженное центральное ядро и образуется более плотный сползающий у стенок слой, т. е. происходит фонтанирование. Известны аппараты с несколькими зонами локального фонтанирования (рис. VII-29). В цилиндро-конических аппаратах, как правило, режим псевдоожижения таков, что в цилиндрической части слой твердых частиц отсутствует. Аппараты прямоугольной формы используют обычно для направленного перемещения твердых частиц при перекрестном токе теплоносителя. Квадратное сечение наиболее удобно для отработки процесса в полупромышленных условиях с последующим использованием полученных данных для конструирования прямоугольных аппаратов большой производительности.
219
Рис. VII-24. Цилиндрический аппарат с центральной выгрузкой й подачей предварительно перегретого раствора на слой:
1 — патрубок для выгрузки продукта; 2 — патрубок для ввода жидкости; 3 —* калорифер; 4 — патрубок для ввода теплоносителя; 5 — патрубок для выхода отработанного теплоносителя; 6 — форсунка для жидкости; 7 — корпус аппа* рата.
Рис. VI1-25. Конический аппарат со встроенной топкой и подачей жидкости на слой:
1 — встроенная топка; 2 — газовая горелка; 3 — патрубок для выгрузки гранул;
4 — корпус аппарата; 5 — патрубок для отвода отработанного теплоносителя^ 6 — механическая форсунка; 7 — газораспределительная решетка; 8 — патрубок; для ввода теплоносителя. <
Рис. VI1-26. Конический жидкости снизу и выгрузкой на уровне зеркала слоя:
/ — патрубок для выхода тепдрносителя; 2 — патрубок для ввода теплоносит< ля; 3 — форсунка жидкости; 4 — патрубок для вывода продукта.
аппарат с фонтанирующим слоем, вводом
Рис. VI1-27. Прямоугольный аппарат с подачей жидкости на слой: / — корпус; 2 —патрубок для ввода теплоносителя; 3—патрубок для вводе рецикла; 4 — патрубок для выхода отработанного теплоносителя; 5— распреде-.; литель жидкости; 6—патрубок для выхода продукта; 7 — газораспределитель-1’ ная решетка.
220
Рис. VI1-29. Конический аппарат с комбинированным вводом жид-фикатором:
/ — патрубок для выгрузки гранул; 2 — затвор; 3 — конический воздушный классификатор; 4 — патрубок для отвода отработанного теплоносителя; 5 — корпус аппарата; 6 — комбинированный узел для подачи жидкости и рецикла; 7 — патрубок для ввода теплоносителя.
Рис. VI1-29. Конический аппарат с комбинированным вводом жидкости и теплоносителя и центральной сепарирующей выгрузкой:
1 — патрубок для выгрузки и ввода воздуха; 2 — патрубок для ввода высокотемпературного теплоносителя; 3 — ввод ожижающего агента; 4 — газораспределительная решетка; 5 — корпус аппарата; 6~ верхний ввод жидкости и теплоносителя; 7 — отвод отработанного теплоносителя; 5 —мижиий ввод высокотемпературного теплоносителя; 9 — форсунка для жидкости.
Особое место занимают многокамерные грануляторы. Принципиальные схемы секционирования для них такие же, как и для обычных аппаратов с псевдоожиженным слоем [26]. Специфическим отличием является распределение по камерам гранулируемого вещества. В некоторых аппаратах гранулирование ведут в одной камере, а в остальных — вспомогательные операции (сушку, смешение, охлаждение и т. п.), в других — в нескольких камерах. В последнем случае, как показали исследования, [142], дисперсия размеров гранул продукта значительно меньше, чем в односекционном грануляторе, но не менее дисперсии размеров частиц рецикла. Минимальная дисперсия достигается при увеличении времени пребывания материала в каждой последующей
221
секции, число которых, при среднеквадратичной точности поддержания нагрузок порядка 5%, целесообразно выбирать более трех.
Предложены грануляторы, в разных камерах которых гранулируют различные вещества или одно вещество, но при разных режимах. Так, для получения двухслойных гранул мочевины-аммофоса предложено [36] в первой секции прямоугольного аппарата (рис. VII-30) гранулирование вести из плава мочевины. Гранулы-ядра перетекают во вторую секцию, в которой опыляются пульпой аммофоса, при сушке последней образуются двухслойные гранулы. В работе :[108] предложено в первой секции получать мелкие гранулы нитроаммофоски, а во второй доводить их до товарного размера, изменяя режим гранулирования.
Многоступенчатая установка (рис. VII-31) с вертикальным расположением камер и гранулированием в одной из них описана в работе [130]. Жидкость распы-ливают на псевдоожиженный слой верхней секции, про-
Рис. VH-30. Прямоугольный многосекциониый аппарат с подачей жидкости в слой:
1 — газораспределительный короб; 2 — газораспределительная решетка; 3 — шиек для загрузки рецикла; 4 — перегородка между секциями; 5 — патрубок для отвода отработанного сушильного агента; 6 — корпус аппарата; 7 — форсунки для жидкости; 8 — камера для выгрузки; 9 — патрубки для подвода сушильного агента.
Рис. VI1-31. Двухсекционный цилиндрический аппарат для гранулирования и охлаждения:
1 — патрубок для выгрузки гранул; 2— корпус зоиы охлаждения; 3 — перегородка между зонами; 4— корпус зоиы гранулирования; 5 — распределитель жидкости; 6 — циклон; 7 — патрубок для выхода отработанного сушильного -агента; 8 — переточи а я труба; 9 — топка; 10 — циклон; 11— трубопровод для возврата пыли из циклона в зону охлаждения; 12 — вентилятор.
222
Рис. VI1-32. Кольцевой аппарат для гранулирования из пульп или паст:
1 — патрубок для выгрузки продукта; 2 — внешняя стейка аппарата; 3 — внутренняя подвижная стейка аппарата; 4— патрубок для загрузки пасты или рецикла; 5 — патрубок для отвода отработанного теплоносителя; 6 — тангенциально установленные форсунки для жидкости; 7 — патрубок для ввода 7 еплоносителя.
Рис. VI1-33. Аппарат с вихревым слоем:
а — профиль щелевого аппарата (блок-ячейки); / — корпус; 2— решетка; б — щелевой аппарат с подачей жидкости в нижнюю часть слоя; / — форсунка для жидкости; 2—патрубок для подвода ожижающего агента; 3— патрубок для выгрузки гранул; 4 — корпус аппарата прямоугольного сечения; 5 — коллектор для отвода отработанного теплоносителя.
дуваемый дымовыми газами, полученными в топке. Отработанный сушильный агент через циклон выходит в атмосферу, а пыль возвращается в верхнюю камеру. Гранулы по переточной трубе, обрез которой находится на поверхности слоя, попадают в нижнюю секцию, продуваемую холодным воздухом. Охлажденные гранулы выгружают из аппарата, а отработанный воздух поступает в циклон, где очищается от пыли и затем направляется в топку. Пыль возвращают в нижнюю секцию. Такая конструкция аппарата позволяет уменьшить расход воздуха, сократить теплопотери и габариты аппарата. Однако регулирование процесса более сложно, чем в двух отдельных аппаратах, а возвращаемая в слой зоны охлаждения пыль накапливается в аппарате.
Форма корпуса гранулятора определяется во многом возможностью масштабного перехода от лабораторных к промышленным установкам.
Как уже отмечалось, один из способов увеличения производительности — это создание прямоугольных ап
223
паратов. Другой способ — сохранение конфигурации аппарата, но с изменением соотношения его размеров, т. е. поперечные и вертикальные размеры остаются неизменными, но аппарат значительно удлиняется и замыкается в кольцо (рис. VII-32). Влажный материал подается через тангенциально расположенные в слое пневматические форсунки, продукт выгружается через центральную трубу. Предусмотрено регулирование высоты слоя. Недостатком конструкции является трудность равномерного распределения газа по кольцевой щели значительной протяженности.
Масштабный переход удобно осуществлять и для аппаратов с вихревым слоем. В них ожижающий агент, подаваемый через щель тангенциально в слой, обеспечивает продвижение материала вверх по стенке (рис. VII-33,a). Опускается материал по противоположной пологой стенке; при этом создаются переменные по высоте аппарата скорости, что позволяет приводить во взвешенное состояние полидисперсные материалы. В работе [118] для осуществления масштабного перехода предложено создавать блоки из секций определенных размеров. На рис. VII-33,6 приведена конструкция аппарата, представляющего собой щелевой расширяющийся желоб, в который раствор подводится снизу. Принцип блочного моделирования заложен также в аппарате, схема которого представлена на рис. VII-34.
Помимо формы корпуса, грануляторы с псевдоожиженным слоем различаются местом расположения и конструкцией распределителя жидкости, питателя твердой фазы, устройства для выгрузки продукта, а также способом подвода тепла. Жидкость подают сверху на зеркало псевдоожиженного слоя (см. рис. VI1-24, VII-25, VII-27, VII-29, VII-31 и VII-35), в слой по направлению
Рис. VII-34. Многосекционный аппарат с фонтанирующим слоем и выгрузкой с ожижающим агентом:
1 — ВВОДЫ ДЛЯ жидкости; 2 — вводы для ожижающего агента; 3 — патрубок для выхода отработанного теплоносителя и продукта.
224
к газораспределительной решетке и горизонтально (см. рис. VII-28, VII-30 и VII-32), а также снизу (см. рис. VII-26, VII-29). При работе в режиме фонтанирования жидкость подается в разбавленную фазу.
Распиливание жидкости над слоем пневмоспособом, из-за взаимодействия двух противоположно направленных потоков, приводит либо к подавлению псевдоожижения, либо к значительному уносу мелкой фракции из аппарата. Однако при правильно выбранном конструктивном оформлении такой способ подачи жидкости оказывается весьма эффективным, поскольку происходит волнообразное искривление поверхности слоя, при котором резко увеличивается площадь контакта двух встречных потоков и тем самым интенсифицируются процессы тепло- и массообмена [86, 87]. Такой способ подачи жидкости успешно используется при гранулировании из растворов, содержащих большое количество влаги [12, 87] (рис. VII-35).
Если влагосодержание отработанного сушильного агента позволяет получать продукт требуемого качества, то наиболее рациональна подача жидкости в псевдоожиженный слой. При такой подаче снижается унос и создаются благоприятные условия для развития факела и значительной поверхности орошения. При подаче в слой хорошее диспергирование жидкости возможно только при наличии свободного пространства, позволяющего развиваться жидкостной струе. Это пространство образуется при истечении распыливающего агента, создающего в псевдоожиженном слое газовый факел. Чем больше расход жидкости, тем больше должен быть объем факела, а следовательно и его длина.
При подаче жидкости в слой снизу длина факела, а следовательно, и производительность форсунки ограничены высотой слоя. Поэтому при переходе на большие аппараты и сохранении той же высоты слоя необходимо устанавливать много форсунок ограниченной производительности, что усложнит конструкцию и эксплуатацию гранулятора.
Для подачи жидкости в слой наиболее целесообразно устанавливать форсунки на боковой стенке гранулятора, чтобы расположение факела жидкости было горизонтальным. Найдено [91], что оптимальная высота слоя над соплом Нр горизонтальной форсунки опреде-
15—170
225
Рис. VI1-35. Конический аппарат с боковой выгрузкой из нижней части слоя, с подачей жидкости на слой и двухпоточной подачей теплоносителя:
1 — ввод низкотемпературного теплоносителя; 2 — патрубок для пиевмоподачи рецикла; 3— зона распиливания; 4—ввод жидкости и высокотемпературного теплоносителя; 5 — патрубок для отвода отработанного теплоносителя; 6 — корпус; 7 — патрубок для выгрузки гранул.
Рис. VII-36. Механическая форсунка:
1 — тангенциальный ввод жидкости; 2 — распиливающее сопло.
ляется по длине факела Хф из соотношения 1,6^Хф///р^0,8. Расстояние сопла от газораспределительной решетки должно быть не менее максимального радиуса струи. Предложено [92] форсунки жидкости устанавливать не стационарно на корпусе, а на лопастях вращающейся мешалки. Некоторое усложнение конструкции компенсируется равномерным распределением жидкости в слое, что устраняет зоны локального переувлажнения и позволяет увеличить производительность одной форсунки.
Для распыливания жидкости в грануляторах применяют форсунки различных конструкций. Основные требования к распылителям: равномерность и стабильность во времени дисперсного состава и плотности орошения, минимальные удельные энергозатраты, надежность в работе, обеспечение требуемого режима гранулообразования. При гранулировании в псевдоожиженном слое размер капель жидкости обычно составляет 0,1—0,8 мм, что успешно достигается применением механических, пневматических или комбинированных форсунок.
226
Для подачи жидкости на слой применяют механические (рис. VII-36) и пневматические форсунки, одна из которых с подводом распиливающего агента и теплоносителя приведена на рис. VII-37. Пневматические форсунки обеспечивают более тонкое распиливание, однако с большими энергозатратами. Распиливание механической форсункой сразу в псевдоожиженный слой невозможно, поскольку скорость выхода жидкости невелика (3—6 м/с) и отсутствует свободное пространство в слое, необходимое для распада струи жидкости. Стремление к уменьшению удельных затрат на распиливание жидкости в слой привело к идее создания комбинированной форсунки, в которой распиливание осуществляется под давлением жидкости, подаваемой в свободное пространство слоя, создаваемое при скорости низконапорного обдувающего агента 10—50 м/с (см. рис. VII-38). При необходимости обдувающий агент может транспортировать твердые частицы и тепло в слой.
В зависимости от места подачи жидкости в слой
предъявляют различные требования к плотности орошения. Так, при подаче жидкости на слой орошение его поверхности должно быть равномерным по всей площа-
ди, тогда как при подаче жидкости внутрь слоя должна
обеспечиваться равномерность орошения поверхности
факела, а орошение ядра факела
мальным. Удельное орошение слоя при распыливанин жидкости внутрь слоя выше, чем та поверхности, поскольку перемешивание, обеспечиваемое турбулизацией факелом, в этом случае лучше. Удельное орошение при прочих равных условиях предложено использовать в качестве масштабного фактора [138], т. е. принимают, что рост производитель-
Рис. VII-37. Пневматическая многоканальная форсунка:
I — ввод газообразного реагента или теплоносителя: 2 — ввод жидкости; <3 —- ввод распиливающего агента.
15*
должно быть мини-
227
Рис. VII-38. Узел подачи жидкости и твердых частиц в псевдоожиженный слой:
1 — механическая форсунка для жидкости; 2 — воздушный канал; 3 — сменное жидкостное сопло; 4 — завихритель жидкости; 5 — патрубок для вводаГ твердых частиц; 6 — патрубок для ввода теплоносителя; 7 — патрубок для ввода жидкости; 8 — узел уплотнения жидкостного канала.
ности форсунки пропорционален увеличению поверхно--сти орошения распиливаемым веществом.
Дальнейшие исследования показали [36], что при* использовании веществ, содержащих твердую фазу (например, пульп), более правильно оценивать работу фор-, сунки по удельной напряженности факела из расчета на жидкую фазу, количество которой для данного растворимого вещества при постоянной температуре определяется влажностью пульпы. Так, процесс получения двухслойных удобрений идет без образования комков при производительности 360 и 550 кг/ч по пульпе влажностью соответственно 40 и 26%. Производительность-по влаге в обоих случаях одинакова и равна 145 кг/ч или 560 кг/ч на 1 м2 поверхности факела.
Следовательно, увеличение производительности гранулятора должно сопровождаться повышением производительности каждой форсунки, обусловленным увеличением поверхности орошения. Такой подход, как отмечалось, практически неосуществим при подаче жидкости 1 в слой по вертикали снизу. Поэтому при укрупнении , этих аппаратов идут по пути увеличения числа форсунок,! что значительно усложняет эксплуатацию аппарата. При подаче жидкости на слой производительность фор-| сунки ограничена площадью зеркала слоя, в то время 1 как при горизонтальной подаче в слой поверхность оро-' шения может быть гораздо больше. Попутно следует заметить, что допустимые напряженности факела оро-1 шения при использовании больших форсунок будут
228
ниже, чем при использовании небольших форсунок. С увеличением габаритов форсунок появляются зоны, в которых локальная напряженность отличается от средней, что лимитирует общую производительность форсунки.
Надежность форсунки определяется временем ее стабильной работы, возможностью очистки и регулирования режима распиливания. Отказы в работе механических форсунок вызваны, главным образом, забиванием сопла механическими примесями или кристаллизацией в нем диспергируемого вещества. С ростом производительности механической форсунки, вызванным увеличением давления жидкости и диаметра сопла, надежность ее работы возрастает. Нарушение работы пневматических форсунок происходит вследствие забивания кристаллами жидкости канала, подводящего распиливающий агент. Вблизи устья форсунки, подающей жидкость в псевдоожиженный слой, образуется зона разрежения, в которую подсасываются частицы слоя. Причем пыль оседает на горячей поверхности сопла, что приводит к изменению режима распиливания. Подобное явление наблюдается при обдуве механических форсунок теплоносителем.
Чтобы устранить зарастание форсунок, последние экранируют от воздействия горячего газа, поддувая в него холодный распиливающий агент (см. рис. VII-37). Однако это увеличивает вероятность кристаллизации жидкости в канале форсунки. Другой путь устранения зарастания — изготовление сопел форсунок из материала, не обладающего адгезионной способностью к гранулируемому материалу [146]. Конструкция такого сопла для механической форсунки с обд) рис. VII-39.
Процесс гранулирования в псевдоожиженном слое ведут как с подачей только жидкой фазы, так и с подачей жидкой и твердой фаз. Последняя может быть одним из компонентов продукта (например, мочевина в сложносмешанных удоб-
Рис. VII-39. Сопло с вкладышем: 1 — металл; 2 — фторопласт.
приведена на
229
рениях [145]), веществом, плавящимся в слое (например, мирабилит [55]), рециклом, т. е. тем же продуктом в виде мелких гранул или пыли. Твердую фазу подают на слой механическим или пневмоспособом (см. рис. VII-27, VII-32), в слой механическим (см. рис. VII-30), пневматическим способом (см. рис. VII-35), используя для этого отдельное устройство или специальный узел для одновременной подачи жидкости и твердого компонента (см. рис. VII-28, VII-38). Последнее устройство более компактно и позволяет значительно эффективней использовать вводимую в слой твердую фазу, поскольку она сразу же смешивается с жидкой фазой и участвует в процессе гранулообразования до отдува из слоя.
Необходимое для гранулообразования количество рецикла не обязательно подавать извне. Изменяя режим гранулирования, можно создать условия для образования мелких частиц в камере с псевдоожиженным слоем или в других камерах того же гранулятора. В последнем случае твердую фазу подают через верхний или нижний перетоки (см. рис. VII-30). Возможно дополнительное образование мелкой фракции в слое и механическим способом. Так, предложен аппарат [13], в котором распыленный и частично упаренный густой раствор отформовывается на вальцах перед подачей в фонтанирующий слой (рис. VII-40). Известны также аппараты со встроенным дезинтегратором [24] или струйной мельницей (рис. VII-41) [99]. Следует заметить, что пневматическое дробление при подаче в слой только сжатого воздуха при гранулировании не эффективно.
Продукт выгружается из гранулятора с поверхности слоя сбоку (см. рис. VII-26) или по центру аппарата (см. рис. VII-32), а также на уровне газораспределительной решетки сбоку (рис. VII-25, VII-35) или по центру (см. рис. VII-24, VII-29). Боковая выгрузка предпочтительнее, поскольку позволяет уменьшить высоту установки и предотвратить контакт горячего теплоносителя с выгрузной течкой. Нижняя выгрузка обеспечивает выход гранул всех размеров, а также неожижае-мых комков, и предотвращает тем самым их оплавление и зарастание газораспределительной решетки. При непрерывном процессе и выгрузке из нижней части слоя необходима синхронная работа дозаторов жидкости и выгружателя, чтобы избежать изменения высоты слоя.
230
Рис. VI1-40. Комбинированный аппарат с двумя потоками теплоносителя и встроенными вальцами:
/ — патрубок для выгрузки гранул с уроэня зеркала слоя; 2 — корпус аппарата; 3 — обечайка, экранирующая зону распиливания; 4 — пневматическая форсунка жидкости; 6 — ввод теплоносителя в зону распиливания; 6 — выход отработанного теплоносителя; 7 — вальцы и сетки для формирования гранул;
8 — ввод теплоносителя под слой.
Рис. VII-41. Аппарат со встроенной струйной мельницей:
/ — корпус аппарата; 2 — выгрузной патрубок; 3 — форсунка для жидкости;
4 —патрубок для отвода отработанного теплоносителя; 5 — ввод сжатого воздуха; 6— ввод рецикла; 7 — струйная мельница; 8 — топка.
При выгрузке из верхней части слоя высота его поддерживается автоматически. Однако невозможность удаления из слоя случайно образовавшихся комков и преимущественная выгрузка более мелкой фракции, обусловленная сепарацией в слое, делают выгрузку с поверхности слоя менее предпочтительной по сравнению с нижней выгрузкой.
Значительное упрощение технологической схемы гранулирования достигается селективной выгрузкой продукта из гранулятора. Сепарация частиц происходит в воздушных классификаторах различных конструкций. Принцип действия устройства, изображенного на рис. VII-42, основан на сепарации частиц газовым потоком. В центре газораспределительной решетки имеется отверстие, через которое подается воздух, препятствующий поступлению в выгрузочное устройство мелких нетоварных фракций. Для классификации продукта, выгружаемого из боковой части слоя, применен сепаратор с выносным коническим конфузором ;[145] (см.
231
1 2
Рис. VII-42. Узел ввода жидкости снизу слоя в зоны локального фонтанирования и сепарации продукта:
J — сопло выхода высокотемпературного теплоносителя; 2 — газораспределительная решетка; 3 — камера ожижающего агента; 4—теплоизоляция; 5 — камера высокотемпературного теплоносителя; 6 — пневматическая форсунка для жидкости; 7 — фракционирующее отборное устройство для выгрузки гранул; 8 — ввод воздуха в отборное устройство.
Рис. VI1-43. Прямоугольный двухсекционный аппарат для гр а нули-, рования и классификации (АГК):
1 — ввод ожижающего агента в зону гранулирования; 2 — форсунка для жидкости; 3 — корпус аппарата; 4—патрубок для отвода отработанного ожижающего агента; 5 — наклонная перегородка с нижним переточным окном; 6 — патрубок для выгрузки гранул; 7 — ввод ожижающего агента в зону классификации.
рис. VII-28). Гранулы поступают в сепаратор через дозатор. Псевдоожиженный слой создается продувкой холодным воздухом. Из сепаратора мелкая фракция отдувается обратно в гранулятор, а товарная фракция на уровне газораспределительной решетки сепаратора отбирается выгружателем. Оригинально решена конструкция аппарата, в котором процессы гранулирования и классификации совмещены [143] (рис. VII-43). Аппарат прямоугольной формы имеет внутри наклоненную в сторону выгрузки перегородку, отделяющую зоны гранулирования и классификации. Перетекая через окно в нижней части перегородки из зоны гранулирования, гранулы проходят вдоль аппарата, отделяются от мелкой фракции и выходят в противоположном конце зоны классификации. Мелкая фракция выдувается в сепарационную зону, откуда в результате резкого снижения скорости ожижающего агента попадает в зону грану
232
лирования и в ней оседает. Аппарат со встроенным сепаратором позволяет уменьшить габариты всей установки и упростить конструкцию загрузочных узлов.
Гранулятор круглого сечения со встроенным двухсекционным классификатором изображен на рис. VII-44. Гранулы из зоны гранулирования I через кольцевую перегородку отдуваются в зону II, где скорость ожижающего агента меньше, что позволяет отдувать из нее в зону III более мелкий продукт. В зоне III происходит разделение гранул и пыли, уносимой с отработанным ожижающим агентом. Гранулы различных размеров выгружаются через патрубки на уровне решетки каждой зоны. Конструкция гранулятора-классйфикатора позволяет уменьшить габариты аппарата и обеспечить хорошее разделение на четыре фракции продуктов, склонных к налипанию. Недостатком аппарата является необходимость одновременного регулирования трех потоков ожижающего агента.
Рис. VII-44. Гранулятор со встроенным миогосекционным классификатором:
1, 2 —ввод ожижающего агента в зоны классификации II и III; 3 — газораспределительная решетка; 4 — форсунка для жидкости; 5 — корпус аппарата; 6 — патрубок для отвода отработанного ожижающего агента и пыли; 7, 8 — конические перегородки между зонами гранулирования I и классификации II, III; 9 — отвод крупных гранул из зоны I; 10 — ввод ожижающего агента в зону гранулирования /; 11, 12 — отвод гранул из зон II, III.
Рис. VI1-45. Аппарат с инертным слоем и двухпоточной подачей теплоносителя:
1 — ввод теплоносителя под слой; 2 — кольца Рашига; 3 — выход отработанного теплоносителя; 4 — патрубок для подачи теплоносителя на диспергируемую жидкость; 5 — корпус аппарата; 6 — псевдоожиженный слой инертного материала; 7 — газораспределительная решетка; 8 — пневматическая форсунка.
233
Рис. VH-46. Аппарат с теплообменником в псевдоожиженном слое:
1 — ввод ожижающего агента; 2 — патрубок для выгрузки гранул; 3 — теплообменник; 4 — корпус аппарата; 5 — патрубок для отвода отработанного теплоносителя; 6 — форсунки для жидкости; 7 — шиек для загрузки рецикла.
Рассматривая различные способы выгрузки из грануляторов с псевдоожиженным слоем, следует отметить также выгрузку продукта вместе с ожижающим агентом, применяемую в аппаратах с инертным слоем (рис. VII-34, VII-45) [98, 118, 130].
Способ подвода тепла в гранулятор с псевдоожиженным слоем зависит от специфических особенностей продукта. Наиболее распространен подвод тепла с ожижающим агентом, нагреваемым в выносной (см. рис. VII-24) или встроенной (см. рис. VII-25) топке. Применяют также перегрев жидкости (рис. VI1-24), теплообменники, расположенные в слое (рис. VII-46), тепло физико-химических реакций, проходящих в слое. В последнем случае специальной многоканальной форсункой (см. рис. VI1-37) подают реагенты, смешиваемые в слое [61], что уменьшает теплопотери. Однако такой процесс целесообразен только при малом влагосъеме. Кроме того, многопоточная подача реагентов усложняет конструкцию узла загрузки, а наличие в отходящих газах непрореагировавших компонентов требует установ-
ки узла утилизации.
При проведении непрерывного процесса в слое находится готовый продукт, свойства которого часто ограничивают допустимый тепловой потенциал ожижающего агента. Для предотвращения перегрева материала слоя применяют подвод тепла с распыливающим агентом, отдающим тепло в первую очередь жидкой фазе (см. рис. VII-29, VII-35, VII-40, VII-45). Иногда высокотемпературным теплоносителем является не распыливаю-щий агент, а обдувающий распылитель жидкости [86, 145]. В последнем случае используют низконапорный газ, что значительно упрощает его нагрев.
234
Введение в слой высокотемпературного теплоносителя приводит все же к локальному перегреву места ввода, где материал плавится и образует наросты. Для предотвращения этого явления предложено подрешеточное пространство разбить на камеры горячего и холодного газа, экранирующего газораспределительную решетку от воздействия высоких температур (см. рис. VII-42). Другой способ предусматривает отжатие слоя от горячей газораспределительной решетки ожижающим агентом в цилиндро-коническом корпусе. При введении горячего газа сбоку слоя (см. рис. VI1-28) специальных мероприятий, предотвращающих местный перегрев, не требуется, поскольку псевдоожиженный слой вблизи боковой стенки гораздо более подвижен, чем около решетки, где возможно образование застойных зон.
Дополнительный ввод теплоносителя совместно с жидкой фазой непосредственно в псевдоожиженный слой не всегда позволяет увеличить производительность гранулятора. Так, при гранулировании гигроскопичных веществ с увеличением разности температур сушильного агента и слоя возрастает относительное влагосодержание газовой фазы, что приводит к увлажнению продукта. Для увеличения производительности гранулятора при постоянной влагонапряженности в объеме слоя потоки теплоносителя разделяют: 60—70% тепла подают в верхнюю зону аппарата, где испаряется основное количество влаги (рис. VII-29, VII-35, VII-40). Отработанный сушильный агент, насыщенный влагой, практически не контактирует с гранулами слоя, а следовательно, не влияет на их влажность, и производительность аппарата лимитируется, главным образом, количеством влаги, испаренной в самом слое. Дополнительная сушка над слоем позволяет увеличить производительность, однако образование мелкой фракции продукта в надслоевом пространстве приводит к значительному уносу пыли, причем, контактируя с отработанным сушильным агентом, последняя может увлажняться и налипать в газоходах и очистительных устройствах. Это явление усложняет эксплуатацию таких аппаратов.
Описанные конструкции грануляторов с псевдоожиженным слоем и их отдельных узлов не исчерпывают всего многообразия технических решений этих аппара
235
тов. Однако из изложенного виден принципиальный подход к конструированию таких грануляторов. В зависимости от режимов гранулирования, требований к сырью и продукту, возможностей данного производства можно использовать тот или иной тип или, комбинируя известные элементы, создавать новые аппараты. При этом следует иметь в виду, что широко освещенные в работах [26, 55, 118] общие принципы конструирования аппаратов с псевдоожиженным слоем (выбор и, расчет узлов подвода и отвода ожижающего агента, газораспределения, сепарации и т. п.) справедливы и для грануляторов.
Грануляторы с псевдоожиженным слоем обладают рядом преимуществ: развитая поверхность фазового контакта; высокая интенсивность процессов тепло- и массообмена; высокая удельная производительность, небольшие размеры аппарата и капитальные затраты на его изготовление и монтаж; высокое качество гранулированного продукта; возможность непрерывного ведения процесса при его полной автоматизации и механизации; совмещение процессов обезвоживания (охлаждения) и гранулирования, что упрощает схему производства.
К недостаткам аппаратов с псевдоожиженным слоем следует отнести: повышенные энергозатраты, связанные с нагнетанием сушильного агента; необходимость точной дозировки жидкой фазы, что значительно затрудняет работу на многотоннажных производствах; малый интервал режимов устойчивой работы, что приводит к полной остановке аппарата при нарушении технологического режима.
Анализ преимуществ и недостатков гранулятора данного типа применительно к конкретным условиям позволит выявить целесообразность его использования.
4. Разбрызгиватели и грануляционные башни
При гранулировании разбрызгиванием жидкости в инертную среду (газовую или жидкую) основным аппаратом, определяющим размер и форму гранул, является разбрызгиватель. От качества его работы зависит не только равномерность размеров полученных гранул, но и допустимые плотность орошения, скорость воздуха и
236
высота полета гранул. По методу диспергирования распределители делятся на центробежные, статические и вибрационные.
Центробежный разбрызгиватель [134] представляет собой конический тонкостенный перфорированный стакан, подвешенный вершиной к низу на вертикальном валу, соединенном с электродвигателем. Наиболее распространены конусы с основанием диаметром 300— 350 мм и высотой 370—400 мм. Боковая поверхность разбита на несколько поясов и отверстия с основания конуса от пояса к поясу уменьшаются от 2,5 до 1 мм. Плав из трубопроводов поступает открытой струей через широкую горловину в крышке и истекает через отверстия вращающегося конуса. С увеличением числа оборотов увеличивается зона орошения и уменьшается размер капель. При конструировании разбрызгивателей следует создавать условия ламинарного истечения струи, для чего принимают отношение длины к диаметру канала истечения не менее 4—5 и тщательно обрабатывают его поверхность и кромку на концах.
Простота конструкции и сравнительно длительный срок службы без чистки обеспечили коническому разбрызгивателю долгие годы эксплуатации. Однако эта конструкция имеет ряд недостатков: широкий спектр размеров гранул; неравномерное орошение сечения башни (до 30% почти неорошаемой поверхности и двукратное превышение максимальной плотности орошения над средней) и сегрегация гранул по размерам по сечению башни, что, вследствие ухудшения теплообмена, приводит к необходимости снижения производительности. Различный напор плава у отверстий, находящихся на разных уровнях, и высокие скорости вылета (более 5 м/с) ухудшают равномерность дробления струи. Выход струи по касательной к поверхности вращающегося конуса, одностороннее ее сжатие и вихревое движение воздуха вблизи разбрызгивателя усложняют условия разрыва струи.
Угловые скорости вращения плава вблизи оси конуса и его стенки резко различаются, причем тем больше, чем выше расход плава. Истечение плава из верхнего ряда отверстий происходит не под действием центробежной силы, а под действием гидростатического давления и с гораздо меньшей скоростью, чем из нижнего
237
Рнс. VII-47. Секционный центробеж ный разбрызгиватель:
1 — привод вала; 2 — подшипник; 3 — ша| нир Гука; 4 — патрубок для подвода пл| ва; 5 — фланец; 6 — вал подвески; 7 — цр ровая опора; 8 — втулка; 9 — раднальнь лопасти; 10 — перфорированная оболочку 11 — пьезометр для контроля нагрузки.
ряда. При этом усиленно оро> шается сравнительно узко! кольцо поперечного сеченщ башни.
Для повышения производи тельности и улучшения распре деления нагрузки по сечении башни предложен секционны! разбрызгиватель с вращающи мися радиальными перегороД ками (рис. VII-47). Перег^ родки приводят плав во вра щение с угловой скоростьк соответствующей скорости вра оболочки, поэтому центру
щения перфорированной
бежный напор возрастает, и скорость истечения струи:® верхней части разбрызгивателя увеличивается. Такая, конструкция позволяет в 1,5—2 раза увеличить произЖ водительность центробежного разбрызгивателя, боле$ равномерно распределить плав и уменьшить слабооро-; шаемую поверхность центра башни до 5—7% от ее поперечного сечения. Для башен диаметром 16 м рекомен*< дуются разбрызгиватели диаметром 200—300 мм, вы-: сотой 350 мм и отверстиями диаметром 1,25—1,35 мкЯ Производительность такого аппарата достигает 60 т/ч, что соответствует средней плотности орошения околО-. 300 кг/(м2-ч).
Более равномерный гранулометрический состав по сравнению с составом из центробежных распылителей дают статические разбрызгиватели леечного типа-(рис. VII-48). Для таких разбрызгивателей рекомендуй ются выпуклые днища диаметром 0,4—0,5 м. При ста-» тическом напоре плава 1,1 м скорость истечения достиг гает 5 м/с, а диаметр орошаемой площади составляет? 3—3,5 м. Для обслуживания одной грануляционной^
238
башни в ее верхней части устанавливают 5—6 леечных грануляторов. Такая компоновка позволяет улучшить равномерность орошения и довести его до 500— 600 кг/(м2-ч), а также дает возможность чистить последовательно по одному разбрызгивателю без остановки башни.
Равномерность дробления струи увеличивается при наложении вибраций определенных параметров на жидкость или воздушную среду, в которой происходит дробление струй. На рис. VII-49 приведена конструкция акустического разбрызгивателя. В его корпусе установлена специальная пластина, которая при взаимодействии с поступающим плавом генерирует акустические колебания, воздействующие на истекающие струи. Ситчатый фильтр, установленный в разбрызгивателе позволяет увеличить продолжительность безостановочной работы.
Колебания можно накладывать не только на саму жидкость, но и передавать их через корпус разбрызгивателя (рис. VII-50). Плав вытекает из душевых элементов через отверстия с острыми кромками. Душевые элементы размещены на нижней стороне трубного распределителя, на который накладывают вибрации с частотой 300—1400 Гц. Скорость истечения поддерживают в пределах 1,5—6 м/с. Предложен разбрызгиватель в форме вертикального сосуда с постоянным уровнем плава. В дно сосуда ввернуты сопла, по оси которых помещен подвешенный стержень (рис. VII-51). Накладываемые на стенки сосуда колебания с частотой 50 Гц и амплитудой 0,2—0,6 мм передаются также подвешенному стержню, что способствует равномерному дроблению струй и предотвращает кристаллизацию плава в сопле.
Рис. V1I-48. Статический леечный гранулятор.
239
Уменьшение вероятности кристаллизации плава! вблизи сопла достигается сохранением здесь высокой^ температуры плава, чем и обеспечивается увеличение 1 продолжительности работы распылителя между очеред- .
Рис. VII-52. Статические трубные разбрызгиватели: с — с изоляцией; б — с обогревом.
Рис. VII-53. Схема расположения в башне перегородки, экраниру-ч’1ющей разбрызгиватели:
патрубок для j _ корпус башии; 2 — экранирующая перегородка; 3 — разбрызгиватели.
16-170
Рис. VII-50. Разбрызгиватель с вибрирующим корпусом:
1 — трубный распределитель; 2 — вибратор; 3 — душевой элемент; •» — плит| душевого элемента.
Рис. VII-51. Разбрызгиватель с подвесным стержнем: 1 — сопло; 2 — обогревающий змеевик; 3 — перелив; 4 — пат;., плава; 5 — подвесной стержень; 6 — вибратор.
Рис. VII-49. Акустический виброразбрызгиватель.
ними чистками. На рис. VII-52 показаны конструкции трубчатых статических разбрызгивателей с подогревом и изоляцией. Ламинарность струй достигается увеличением соотношения длины отверстия истечения к его диаметру. Зону дробления струй защищают от воздействия холодного воздуха ограничивающей стенкой высотой 1,5 м (рис. VII-53). Этот прием способствует также улучшению качества гранул. Обогрев верхней части грануляционной башни задерживает затвердение вещества, позволяя сформироваться гладким сферическим каплям. С этой же целью вблизи разбрызгивателей создают спокойную нагретую зону, для этого отработанный воздух выводят из башни на 5—6 м ниже разбрызгивателей.
Разбрызгиватели формируют размер капель, которые далее должны превратиться в твердые частицы. Для осуществления процесса кристаллизации используют грануляционные башни (полые или с насадкой в нижней части) и сосуды, наполненные инертной жидкостью. Грануляционная башня представляет собой железобетонный или металлический корпус диаметром 10—20 м и высотой 15—60 м, в котором наверху размещены разбрызгиватели плава и воздухоотводные устройства, а внизу — щели для забора воздуха и устройство для выгрузки гранул. Для хорошего распределения воздух можно вводить через перфорированный конус. Конус
241
240
одной из башен состоит из наклонных кольцевых ступеней, расположенных с промежутками, через которые поступает воздух, нагнетаемый вентиляторами. Ближе к стенке башни подают несколько нагретый воздух, а ближе к центру — охлажденный. Это позволяет постепенно охлаждать более крупные гранулы, летящие ближе к периферии башни, оборудованной центробежным разбрызгивателем.
Затвердевшие гранулы, достигая низа башни, ударяются о коническую часть и скатываются на днище, а затем скребком перемещаются к выгрузочной щели. Для уменьшения налипания незатвердевшего материала на стенки и конусы башни их футеруют полимерными пленками или листами фторопласта. Применяют также вибрационные устройства. В нижней части башни устанавливают специальный металлический каркас, не соединенный с ее корпусом. На таком каркасе монтируют стальной конус, состоящий из четырех поясов, каждый из которых закреплен на каркасе подвесками. На трех верхних конусах имеются периодически работающие вибраторы, на участках наибольшего налипания на конус укладывают металлический прут, отбивающий наросты при включении вибраторов. Применение виброконуса позволяет значительно упростить эксплуатацию башен.
Успешно используют в производстве азотных удобрений башню со встроенным в нижней части аппаратом с псевдоожиженным слоем [56], что позволяет сократить в 1,5 раза высоту полета гранул, повысить в 5—8 раз плотность орошения и устранить налипание продукта. Подача воздуха через псевдоожиженный слой позволяет к тому же равномерно распределять его по сечению башни. Полузатвердевшие гранулы попадают на поверхность псевдоожиженного слоя, в котором охлаждаются до требуемой температуры и выгружаются из аппарата. Для интенсификации процесса охлаждения снижают высоту падения гранул и увеличивают скорость воздуха, который используют: сначала для прохождения через псевдоожиженный слой, а затем для омывания падающих гранул.
Псевдоожиженный слой может состоять как из гранул продукта, так и из инертного материала. В последнем случае необходима дополнительная очистка выгру-J жаемого продукта, осуществляемая обычно рассевом]
242
Рис. VII-54. Схема типовой башни с псевдоожиженным слоем:
а — одноступенчатый псевдоожиженный слой; 1 — выгрузочные течки; 2 — патрубки для подачи воздуха; 3 — аппарат с псевдоожиженным слоем; 4— щели для подсоса воздуха; 5 — корпус башни; 6 — разбрызгиватель; 7 — патрубки для отвода отработанного воздуха; б — с двухступенчатым псевдоожиженным слоем; 1 — затвор-мигалка; 2 — патрубок для подачи воздуха; 3 — патрубок для выгрузки гранул; 4—переточная труба: 5 — газораспределительная решетка; 6 — отбойный конус.
Схемы типовых башен с одно- и двухступенчатым псевдоожиженным слоем приведены на рис. VII-54. Большие диаметры аппаратов накладывают некоторые особенности на конструкции выгрузочных устройств. Возможные схемы потоков гранул в одноступенчатом двухзональном псевдоожиженном слое башни видны из рис. VII»-55.
Серьезными вопросами эксплуатации башен являются образование и унос пыли. Наблюдения показывают, что основная часть пыли находится вблизи разбрызгивателя. Источниками образования пыли являются мелкие капли при обычном дроблении жидкости и при нарушении режима дробления, т. е. образованные соударением струй или дополнительными возмущениями, а также истирание в псевдоожиженном слое. Выравнивание гранулометрического состава частиц наложением вибрации при разбрызгивании, созданием высококачественных разбрызгивателей и тщательным соблюдениехМ правил их эксплуатации позволит уменьшить унос.
16’
243
В промышленных грануляционных башнях, где скорость воздушного потока изменяется в пределах 0,3— 0,4 м/с, унос пыли обычно составляет 1—2 кг/т. В башнях с псевдоожиженным слоем скорость воздуха возрастает до 1,5—2,0 м/с и при том же фракционном составе получаемых гранул унос пыли неизбежно возрастает, что недопустимо, поскольку в промышленных башнях пыль не улавливается.
Унос пыли полностью устранен в аппаратах с инертной жидкостью. Кроме того, эти аппараты более компактны и производительны, по сравнению с башнями, что обусловлено улучшенным теплообменом. К недостаткам аппарата следует отнести необходимость отделения гранул продукта от инертной жидкости, ее охлаждения и возвращения в цикл, что связано с дополнительными затратами. Аппарат представляет собой цилиндро-коническую емкость, заполненную маслом. Сверху установлен центробежный разбрызгиватель, образующий капли, которые под действием собственного веса проходят слой масла, охлаждаются, омасливаются и собираются в нижней части конуса. Аппарат снабжен затвором для выгрузки продукта и патрубком для возврата регенерированного масла (рис. VII-56).
Значительная интенсификация процесса достигается при прокачке масла снизу вверх аппарата со скоростью, обеспечивающей псевдоожижение гранул. Выгрузку в этом случае осуществляют на уровне зеркала слоя, а днище аппарата выполняют в виде распределительной решетки.
На рис. VII-57 показана схема гранулятора с движущейся инертной жидкостью. Жидкость приводится в
Рис. VII-55. Схемы потоков гранул в одноступенчатом двухзональном псевдоожиженном слое грануляционной башни.
244
Рис. VI1-56. Схема гранулятора с инертной жидкостью:
1 — корпус; 2 — инертная жидкость; 3— разбрызгиватель; 4— патрубок для возврата охлажденной инертной жидкости; 5 — секторный питатель.
Рис. VI1-57. Схема гранулятора с движущейся инертной жидкостью: / — корпус; 2 — инертная жидкость; 3 —мешалка; 4 — сливиой патрубок; 5 — форсунки, образующие конические пленки жидкости; 6 — патрубки для подачи плава; 7 — патрубки для выгрузки продукта.
движение мешалкой [135]. Гранулируемая жидкость в виде конических пленок поступает в аппарат, где она под воздействием потока инертной жидкости турбулизу-ется и дробится на капли, которые по спиральным траекториям опускаются на дно сосуда, откуда выгружаются через шлюзовое устройство. Аппарат снабжен патрубками для подпитки и слива инертной жидкости. Чем меньше скорость вращения мешалки и чем дальше она расположена от уровня жидкости, тем крупнее гранулы продукта. Аппарат пригоден для гранулирования из вязких, загрязненных, плохо диспергируемых жидкостей.
5. Машины для гранулирования методами таблетирования, прессования (и ^формования
Таблеточные машины. Эти машины широко применяют в производстве катализаторов, при переработке термореактивных пластмасс, в фармацевтической промышленности и т. п. При таблетировании возможно получение из порошка компактных гранул-таблеток определенных физико-механических свойств [75]. Процесс табле-
245
Рнс. VII-58. Основные стадии процесса таблетирования:
а — дозирование порошка; б — прессование порошка; в — выталкивание таблетки. 1 — пуансон верхний; 2—башмак питателя дозатора; 3 — матрица; 4 — пуансон минский.
тирования состоит из трех стадий: дозирование порош-ка в матрицу, прессование, выталкивание таблетки (рис. VII-58). Техническая характеристика типовой таблеточной машины ТП-1 приведена ниже:
Диаметр таблеток, мм . . . . 1 До 12
Глубина заполнения матрицы, мм 15
Максимальное усилие прессования, кН 17
Часовая производительность, шт . . До ЗСОО
Мощность двигателя, кВт ... 1,1
Применимость таблеточных машин определяется возможной производительностью, которая ограничена величиной 6—10 кг/ч.
Валковые и вальцевые прессы для уплотнения сухих порошков. Валковые и 'вальцевые прессы распространены в металлургической и химической промышленности, а также в промышленности стройматериалов. Их применяют для уплотнения и брикетирования порошков металлов и сплавов, керамических масс и удобрений.
Для уплотнения порошки винтовым подпрессовате-лем подают в зону деформации, образуемую двумя валками, непрерывно вращающимися навстречу друг другу. Схема работы валкового и вальцевого прессов с подпрессователями изображена на рис. VII-59. Установки гранулирования с валковыми и вальцевыми прессами имеют высокую производительность: 50—60 т/ч брикетов и 20—30 т/ч гранул в зависимости от требований, предъявляемых к гранулометрическому составу.
Характеристика валкового пресса и другого оборудования, используемого для гранулирования фосфорно-
246
калийных удобрений методом прессования, приведена в гл. VI.
Прессы для формования шихты и экструдеры. Б прессах для формования и экструдерах обрабатывают пластичные и легко формующиеся продукты. В работе [185] предпринята попытка классификации пресс-формовочного грануляционного оборудования.
Принцип формования или экструзии пластифицированной шихты заключается в продавливании ее при помощи одного или нескольких прижимных валков через перфорированные поверхности. Различают машины для формования материала бегунами с продавливанием через перфорации горизонтальной поверхности [81] и через поверхность перфорированного барабана вращающимися прижимными валками '[185].
Прессы для формования применяют преимущественно при гранулировании пластических масс и в производстве гранулированных кормов.
Прессы с бегунами имеют приводимую в движение дисковую матрицу и стационарно вращающиеся бегуны или стационарную дисковую матрицу и приводимые в движение вращающиеся вокруг центральной оси бегуны. На рис. VI1-60 показана схема пресса с дисковой
Рис. VII-59. Схема валкового (а) и вальцевого (б) прессов для уплотнения сухнх порошков:
1 — подпрессовыватель; 2 — исходный порошок; 3, 3' — валковый и вальцевый пресса; 4, 4' — плитка и брикеты.
J
Рис. VI1-60. Схема пресса для формования с дисковой матрицей: 1 — исходный материал; 2 — валок-бегун; 3 — дисковая матрица; 4 — нож; 5 — гранулы-формовки.
247
Рис. VI1-61. Схема пресса для формования с вращающейся матрицей:
/ — исходный материал; 2 — прижимные валки; 3 — барабанная матрица; 4 — ножевой барабан; 5 — ножи; 6 — граиулы-формовки.
Рис. VI1-62. Пресс для формования гранул с зубчатыми валками: 1 — исходный материал; 2 — зубчатые валки; 3 — формовки-граиулы.
матрицей и бегунами фирмы «КаЫ». Мощность привода этих прессов изменяется от 4,4’до 165,5 кВт.
Наряду с прессами для формования с дисковыми матрицами существуют прессы с вращающимися (рис. VII-61) или стационарными матрицами барабанного типа. На практике чаще применяют матрицы с горизонтальной осью вращения. Прессуемый материал прижимными валками продавливается через отверстия матрицы и на выходе срезается ножами на формовке определенной длины. Диаметр формованных гранул изменяется в зависимости от величины отверстий матрицы в пределах 1—25 мм. Удельная энергоемкость пресса зависит от диаметра формовок следующим образом:
Диаметр формовки, мм ... . 2,5 5 10 15 20
Энергозатраты, кВт-ч/т . ... 40 12 9 8 7
Барабанную матрицу изготавливают обычно из дорогостоящих износостойких сплавов.
Шнековые прессы с перфорированным диском (экструдеры) применяют для холодного или горячего формования пластичных или влажных масс. Различают одновальные или двухвальные экструдеры. При получении
248
гранул жгуты, выходящие из фильеры, срезаются на ней быстровращающимся ножом (~20 м/с).
Для формования применяют также зубчатые валки (рис. VII-62). Два зубчатых валка, находящиеся в зацеплении и вращающиеся навстречу друг другу, продавливают материал через отверстия, расположенные в основании зубьев, радиально внутрь. Продукт ножом срезается на цилиндрические формовки. По мере необходимости валки можно нагревать или охлаждать.
Диаметр отверстий может быть в пределах от 1 до 10 мм. Производительность этих машин составляет от 30 до 200 кг/ч.
Глава VIII
МЕТОДИКИ И ПРИМЕРЫ ИНЖЕНЕРНЫХ РАСЧЕТОВ ПРОЦЕССОВ ГРАНУЛИРОВАНИЯ
ХИМИЧЕСКИХ ПРОДУКТОВ
Рассмотренные в предыдущих главах физические и математические модели, механизмы гранулообразования, зависимости качества гранул от параметров процесса, а также практические рекомендации по проведению гранулирования различными методами позволяют разработать методики расчета процесса и основных размеров аппаратов по каждому из этих методов. Экспериментальные данные о свойствах конкретных продуктов, режимах их гранулирования и методики определения эмпирических величин можно найти в рекомендуемой литературе, а также в предыдущих главах. Эти методики позволяют с достаточной для инженерных расчетов точностью рассчитать ожидаемый гранулометрический состав продукта, основные параметры процесса и размеры гранулятора.
Расчет процесса гранулирования методом окатывания. Пример. Рассчитать основные показатели процесса гранулирования нитроаммофоски в барабанном грануляторе при следующих исходных данных:
Производительность по готовому продукту Gnp, т/ч . . .110
Средний диаметр, мм
гранул продукта .......... 1.8
частиц рецикла dP.............................0,8
Начальное влагосодержание рецикла Ц7РО, %........0,3
Соотношение длины к диаметру барабана К............2
Время пребывания в грануляторе т, мин ...... 2,3
Температура гранулирования t, °C..................90
Коэффициент заполнения барабана, Ф, %.............15
Насыпная масса шихгы р„, т/м3....................1,2
Плотность материала р, т/м3 . . . . , . . . .1,5
Растворимость материала прн 70 °C, s, кг/кг.....1,06
249
Содержание расплава в шихте при 70 °C «, кг/кг . . . О
Диаметр гранул, соответствующий началу гранулообразования do» мм...............................................1,0
Содержание жидкой фазы, соответствующее началу грануло-образовання Ро, кг/кг..................................0,024
Технологически необходимое содержание рецикла в шихте | 0,75
Скорость скатывания частиц в слое оСк, м/с . . . . . .2,0
Рассчитываем параметр распределения гранул продукта по размерам
1
Т,= Л + Bdcp
Для удобрений экспериментально получено: Л=0,144; В = —0,029 1
0,144 — 0,029 1,8 = 10,9
Распределение гранул по размерам
т)” 1 ( d V'1 ( d \
Р (d) ~ Г 01) dcp I dcp / ехр к-71 dcp /
Содержание гранул со средним размером 1,8 мм составит р(1,8) = =0,874.
Содержание жидкой фазы в шихте определяем нз уравнения
я о 1
ъ dp /
Коэффициенты тип для фосфорсодержащих удобрений при различных температурах (см. гл. Ill): т=23; п=1,15
1,8 = 1,0ехр
Влагосодержание шихты находим из уравнения
W+ Ws+i р~ ] —Ws—i
14-1,06
0,043 = - ,-------
1,06
W = 0,0204 кг/кг
Расход воды с компонентами
Gnpr 110-0,0204
GB = -i^- =-----0Д5----= 8>98 т/4
250
Расход рецикла
GpeT = Gnp Г ) = ПОЛЗ = 330 т/ч
Объемная производительность гранулятора
г опр(1 + Ю
Рн(1- ё) “
110-1,0204
1,20,25
= 374,15 м3/ч
Центральный угол обхвата в барабане нз уравнения Ф =-2^-(<р —sin<p°)
<р ± 108°
Скорость подъема материала около стенки барабана
_ (1 — t)<P
«под —«ск 2тр sin <р/2
Коэффициент Ф определяют по рнс. III-6. Обычно для грануляторов 4/=0,55—0,60
(1—0,6) 1,9
«под — 2 jpg — 1,6 м/с
2-0,6-sin —g—
Диаметр барабана
..Y'W -,3< 4-374-2,3~ и~ У лФ/\ ~ V 3,14-0,15-2-60 ~ 4 м
Длина барабана L=K/?=2-4=8 м. Угловая скорость барабана
2uma 3,2 ЗОсо
ц> = = ж0 8 с-1; ДГ =---------------= 7,6 об/мин
U 4 зт
Диаметр отверстия подпорного кольца
ср
Do = D cos — 4-2Я
где /7=0,05—0,15 м в зависимости от производительности и свойств материала
Do — 4 cos 54° + 0,2 = 2,6 м
Расчет процесса гранулирования методом распиливания в инертной среде. Пример. Рассчитать основные параметры процесса гранулирования аммиачной селитры в башне со статическим гранулятором [67] прн следующих исходных данных:
Производительность башни Q«, т/ч........................ 60
Диаметр гранул продукта, мм: средний dcp ,............................................ 2
251
Рнс. VIII-1. Схема статического гранулятора.
максимальный dmax .........
Удельный расход охлаждающего воздуха на 1 кг продукта бвоад/Ов, кг/кг.............................
Число статических грануляторов в башне п , Средняя плотность орошения башни <?ор, т/(м2-ч) . .
Статический напор плава Нст, м....................
Диаметр сверленой части днища (рнс. VIII-1) Dr, м Число поясов днища гранулятора m..................
Шаг между окружностями и отверстиями, на которых последние расположены tr, мм .
Дисперсия распределения капель по дальности вылета о2, м2............................................
Коэффициент расхода для отверстий диаметром менее 1 мм р..............................
Коэффициент статического распада струи .4 .
Коэффициент скорости <Р...........................
Коэффициент лобового сопротивления £ . .
3
9—10
>6 0,6—0,8
1,1 ‘I
0,4—0,5
<5—6
>7
0,109
0,98—1,00
0,45—0,50
Находим площадь орошаемого поперечного сечения башни
<2и 60
f°p=-£-=-o^=,OOM2
Диаметр орошаемого сечения башни
u°v- Г л Г 3,14
252
Диаметр башни ;
Об=Оор + 0,7=12 м
Адиабатическая температура гранул /а внизу башни зависит от высоты полета гранул, соотношения Geo3nIQ,„ температуры воздуха, диаметра гранул, высоты башни. Зависимости /а от этих параметров, рассчитанные на ЭЦВМ, приведены на рнс. V11I-2 [53]. Из рис. VIII-2, б находим /.= 125 °C. Высоту башни определяем из рнс. VIII-2, а по ta н drp, т. е. //б=30 м. Производительность одного гранулятора <Эгр=<2>./п=10 т/ч. Диаметр отверстий гранулятора определяем из уравнения dCp=2,ОбДут.0'66; </отв= 1,1 • 10~3 м. Начальная скорость истечения струи
v„ = <р V^gH = 0,98/2-9,8-1,1 = 4,5 м/с
Начальная скорость капель
»о = (0,8-г 1,0)= 0,9-4,5 = 4,0 м/с
Расход плава через одно отверстие
So — ЗбООрА о^иРж
F о — ^^2отв/4
= 3600-0,8-4,5-9,5-10~7-1500 = 1,83 кг/ч
Число отверстий
W = Qrp/go~550 шт.
Радиус рассеяния движущихся гранул
Г1 = j/" 4оМ'^’= 0,54 м
Диаметр окружности расположения статических грануляторов
Dprp = D6/2 = 12/2 = 6 м
Максимальный радиус зоны орошения (Хф) определяют из условия касания факелов Хф=2,4 м.
Скорость витания гранул размером 2 мм
„1/ <frpg(TTB—7г)
"оо = 2 у --------------= Ю м/с
Время достижения скорости витания
Тоо= ^оо/Я= 1.02 с
Фактическая дальность падения гранул с учетом размера перфорированного днища и статического рассеивания гранул
Хф = х— гг — Dr/2 = 2,4 — 0,54 — 0,2= 1,66 м
Максимальная безразмерная дальность вылета
х 1,66 _
Лшах- 2 - 9,8-1,02* ~
253
Рис. VIII-2. Зависимость адиабатической температуры гранул fa от различных параметров процесса:
а — от высоты полета гранул в грануляционной башне при температуре охлаждающего воздуха 30 °C; Св/Отв=9 и сгр-6 м/с; / —drp=l мм; 2 — drp=2 мм; 3 — drp=3 мм; б — от соотношения расходов охлаждающего воздуха и плава GB/GTB; 1 — drp=l мм; 2 — drp—2 мм; 3—|drp=3 мм; в — селитры диаметром 2 мм от температуры охлаждающего воздуха <в; 1 — GB/GTB=3,2; 2— GB/GTB= =6,5; 3- GB/GTB=11,5.
Угол вылета гранул определяют из уравнения
_ 2Vosincco t
Amax —
l-vo l + Vo
Vl-V02
где У(, = ~
а0 = 20° “max
Радиус кривизны динща °г 0.4
Rk?~ 2sinaOniax - 2-0,342 ~ 0,585 м
Длина дуги перфорированного днища Ь = ^кр-2аОтах = 0,41
Ширина поясов днища Z, 0,41
1 ~ 2т ~ 2-5 —0,041 м
254
Угол вылета гранул на границе каждого пояса
L/2 — (т — 1)/ а°-п - Якр
«ох = 2О°; аОг=16°; а0з=12°; ^ = 8»; а„5 = 4°
Дальности горизонтальных вылетов для каждого пояса, отверстий
хт — ЛтахтЯТоо Т 2
•Утах определяют для соответствующих углов вылета по уравнению, приведенному выше
Хтл = 1,66 м; Хт2= 1,34 м; хтз= 1,00 м;
Xm4 = 0,70 м; хт5 = 0,34 м
Площадь орошения одним поясом
J'm — Я (X2m-1 — X?т)
Fx = 3,0m2; F2 = 2,5m2; F3 = 1,6m2;
F4=1,2m2; F5 = 0,4 м2
Число отверстий на каждом поясе JH определяют из пропорции
Mx/Fx = Af2/F2 = = Mm/Fm
Мг = 191 шт.; М2 = 159 шт.; М3 = 102 шт.;
Л44 = 74 шт.; Л4В = 24 шт.
Число окружностей расположения отверстий z = L/2tr = 15
Принимаем шаг между окружностями /,==0,0136 м. Шаг между отверстиями по окружности в каждом поясе
гл [Рг — (2т — 1)1]
1°т тМт
/01 = 0,0175 м; (о2 = 0,0162 м; /Оз= 0,0191 м;
/0= 0,0154 м; =0,0161 м,
Расчет процесса гранулирования в псевдоожиженном слое. Пример. Рассчитать основные показатели процесса получения двухслойных гранул карбоаммофоскн в аппарате с псевдоожиженным слоем. Мочевина подается в виде гранул, смесь аммофоса и хлористого калия — в виде пульпы. Исходные данные следующие:
Производительность по готовому продукту G, т/ч . , 10
Расход гранул мочевины Gp, т/ч....................3,5
Размер частиц мочевины dp, мм..................... 1,2
Влагосодержание: пульпы Wn, кг/кг.....................................0,3
продукта Р7пр, кг/кг.................. 0,005
255
------ ------- ------ -------- ------- -------- / I
атмосферного воздуха г/(кг-с.в.)...................10
Температура, сС псевдоожиженного слоя /сл.......................' . 75
пульпы <п...............95
Относительная влажность отработанного сушильного агента Ч>2, %................................... 15
Теплоемкость продукта спр, Дж/(кг-К)................1,26
Удельная теплота растворения q, Дж/кг...............147
Плотность, кг/м3: материала ядра ря . ......................1300
оболочки Роб....................................1800
насыпная продукта р„ .............................. 850
Коэффициент температуропроводности пульпы а, м2/ч 14-10~4
Влагосодержание отработанного сушильного агента определяем
по /сл и <р2 нз I—.X диаграммы Xs=40 г/кг сухого воздуха. Расход сушильного агента
_ (Gnp— ОР)ГП (10 000 - 3500)0,3
0воз~ (х2 —*х) 10-® ~ ЗО Ю-3 =-65 000 кг/ч
Подсчитываем тепловой баланс
Приход тепла, Дж]ч: с ожижающим агентом
/1 - Сюз ко,24 + 0,47Х110-3) tc а 4. 595Хх 10-?] 4,19 = = 65 000 [(0,24 + 0,47-10-2) /са + 595- Ю'2] 4,19
где tc а — температура сушильного агента, с пульпой
/2 = (СПр — Gp) (спр -ф- сВОдIV') tn =
= 4,19 (10 000 — 3500) (0,3 4- 0,3) 95 = 370 000-4,19 = 1 550 000
с гранулами мочевины „
/3 = GpCp/p = 4,19-3500-0,3-20 = 21 000-4,19 = 88000
с теплотой растворения
/4 = Gnp<7 = 4,19-6500-35 = 228 000-4,19 = 956 000
Расход тепла, Дж/ч: с отработанным сушильным агентом
/8 = Своз 1(0,24 + 0,47Х2 IO-3) /сл 4- 595Х2 10~8] 4,19 =
= 65 000 [(0,24 4-0,47-10-3-40) 75 4- 595-10-3-40] 4,19 = 11 770 000
с продуктом
/в = СпрсПр/сл = 4,19 10 000 0,3 75 = 225 000 - 4,19 = 945 000
11 + ^2 + Д + Д = Д + ^в
Температуру сушильного агента находим нз теплового баланса /с.а=428°С. Коэффициент гранулообразования для двухслойных удобрений соста-
256
вит (см. гл. V) \ k = ЮГ1.52
Г ранулометрнчв
'п°.2в/?-<>,» = Ю-0,2751.82 0,3°.2в 1,2-0.52 = 0,98 гай состав продукта
F (di) = 1 — exp
3Gnp A (Gnp Gp)
, йг(1+2Л) — 2/dp " in---------------
_____dP 3 /
— 1
Для карбоаммофоски Д‘<=0,52 [140]
F (4) = 1 — ехр
4(1 + 2-0,52)—2 0,52-1,2
6,9-10 0001g - --------------------
0,98(10 000 — 3500)
1.2
3 / 1.3
I 1,8
f(4) = l, т. e. содержание в продукте фракций менее 4 мм составляет 100 %-
Скорость начала псевдоожижения гранул со средним размером 2 мм находим из выражения
~ 1400+ 5,22/Аг
шп0 0,002 _________2,35-105______
20 -10-е ~ 1400 + 5,22 /2,35-108
ц)по = 0,63 м/с
Рабочая скорость сушильного агента рРаб=2,5 м/с Площадь газораспределительной решетки
S — 6воз/Рраб е= 7,6 M2
Среднее время пребывания в псевдоожиженном слое определяем нз уравнения кинетики сушкн [141]
’ ^°р = 0, !Gu-M°Fo-M5
О ООН / 75_________37
0,3 “ °’1 ( 273 + 75 ) (3,63‘ 102т)_0,в4
Tq, = 0,32 ч
Масса псевдоожиженного слоя
Осл = GnpTcp = 10000-0,32 = 3200 кг
Высота неподвижного слоя
Осл 3200 _
pHS 850-7,6
17—170
257
Высота рабочей части аппарата [141]
Нр = 5,6tf0ReM Аг“°.373 = /
„ / 2,5 0,002 /
= 5,6-0,51 20 10-» ) (2.35-10*)-о,зу = 1,3 м
Скорость вылета частиц из слоя [149] /
v = 0,09Ar°>23 1g = 0,09 (2,35-/03)°>23 1g 4 ипо /
v= 1,18 м/с /
Минимальная высота сепарационной зоны / v2 1,18я ^сепв 2g = 2-9,8 — °>07м
Пульпу можно подавать в различные зоны аппарата. При подаче пульпы на слой сверху распылитель рассчитывают по методикам, применимым для обычных форсунок. При подаче пульпы в псевдоожиженный слой при расчете размеров аппарата необходимо учитывать размеры газожидкостного факела.
Пример. Рассчитать пневмомеханическую форсунку для подачи пульпы последрожжевого остатка в псевдоожиженный слой [67] при следующих исходных данных:
Производительность по пульпе G, кг/ч.............. 100
Давление в трубопроводе пульпы Р, МПа . . 0,3
Рабочая скорость псевдоожижения ы'р, м/с .... 3
Эквивалентный диаметр гранул d3, мм . 3
Высота слоя Нр, м..................................... 0,3
Диаметр аппарата D, м................................. 0,5
Температура, °C:
распыливающего воздуха tP......................... 450
псевдоожиженного слоя ten • 90
Массовая концентрация жидкости в струе %, кг/кг . . 0,835
Плотность пульпы р, кг/м3 ........................ 1160
Кинематический коэффициент вязкости пульпы v, м2/с 1,75-10“’ Коэффициент поверхностного натяжения о, Н/м . . 5,1-10“?
Плотность твердых частиц рт, кг/м3 . . . . 1100 '
Находим коэффициент струи [150]
Сх = 0,8Аг“°.из Ren°>32 = 0,8 (6,15- 10s)-0.113 407°,32; Cj = 1,185
Скорость витания частиц
ReBv 990-2,21-10“3
Ws~ d3 ~ З-10-з ~7,3 м/с
Комплекс woro, где го— радиус струи в зоне истечения; wG — скорость истечения
woro = О.Збба^Яр
258
Рис. VII1-3. Идеализированная модель работы форсунки в псевдоожиженном слое.
Комплекс А'ф/Яр^О.в. Принимаем Хф/Яр=1,2, тогда
шого = 1,2-0,366-7,3-1,185-0,3 = 1,14 м2/с
Протяженность факела находим как
Хф= 1,2Нр = 0,36 м
Горизонтальная дальнобойность факела, т. е. минимальное расстояние до ближайшей стенки аппарата (рис. VIII-3) составит
_ wBr0 1,14 _
ЛГор- 0,585^! 0,585-7,3-1,185 ’°
Максимальный радиус факела, т. е. минимальное расстояние от горизонтально расположенной ф°РсУнки Д° газораспределительной решетки
fcmax = 0,565= 0,565=0,088 м
Расстояние от форсунки до сечения струн с максимальным радиусом wnrn 1,25-1,14 ____
йф = 1,25 •=> 7 3_] 185 = °’165 м
Объем факела составит
Кф = 1,05Ь2тахХф= 1,05-0,0882-0,36 = 2,92-10~3 м3
Производительность одной форсунки
3=1
Удельная напряженность факела по пульпе последрожжевого остатка нз экспериментальных данных 34000 кг/м3, тогда
Оф = 34 000-2,92-10-? — 100 кг/ч
17'
259
Число форсунок V = G/Оф = 1шт. Скор
Рис. VIIT-4. Конструк. тивная схема распиливающей /Головки форсунки. '
ть истечения пульпы
ЗЛсГ
8-Й60 = 22’5 м/с
Р Рр
Эквивалентная скорость истечения пульпы Пэ в Вопиет
Принимаем коэффициент расхода жидкости ёо=О,15, тогда иэ = 0,15-22,5 = 3,38 м/с
Диаметр выходного сопла жидкости
4400
3,14-3,38-1160-3600 - 3>0мм
Коэффициент расхода реальной жидкости )0,6 1
Re 5о
Принимаем соотношение диаметров головки форсунки и жидкостного сопла D„/dc=7,5 (рис. VI11-4).
12,9-7,5ДЛ0,15 3/5760
Повторный расчет в первом приближении пэ = 0,296-22,5 = 6,66 м/с
^ист •— ф
= 0,97 X
-S
5 = 12,9
= 0,296
t 1/ 100
d<> — V 0,785-6,66-1160-3600 = 0-00214 м = 2,14 мм
5 = 0,264
Расчет во втором приближении
пэ = 0,264-22,5 = 5,94 м/с
1/ 100
d°— у 0,785-5,94-1160-3600 = 0,00227 м ~ 2,27 мм
5 = 0,269
260
Расчет в третьем приближении
\ иэ = 0,269-22,5 = 6,05 м/с i/'l Гбо
d° = г o',785-6,05 -1160-3600 = °’00225 м = 2,25 мм
В = 0,268
Площадь тангенциальных каналов завихрителя принимаем /вх= 1,5/0 = 5,95 мм2
Число каналов 2 шт.
Размер тангенциального канала квадратного сечения
Диаметр камеры завихрения DK = 7,5d0 = 7,5-2,25 = 17 мм
Угол конусности струн определяют из рис. VI1I-5 по
л_____________________________
do /вх
4=7,5:1,5 = 5; ф=117°
Средний диаметр капель [19] d 47,8
d0 Q Ло.вреэО.’ПЛ1
pv2 1160 (1,76-К)-8)2
gdoa ~ 9,8-5,1-10-8-2,25-10-3 ~ ’
47,8-2,25-10-3
d~~ 5®.e-7750®>’-(3,2-10-₽)»>1 — °>,55мм
Скорость истечения распиливающего агента из кольцевого канала’ находим из выражения
(и'о)к = (10 — 15) шв = 95 м/с
Расход распиливающего агента Gp = 1,2G<j> = 120 кг/ч
Площадь кольцевого канала 120
Fk~ 3600-0,49-95 — 7-2 10~4 м
Диаметр капала
Р = У-0^5-+^2 0,785 +(1,7-Ю-2)2=34,6мм
261
Рис. V11I.-5. Зависимость коэффициента расхода и угла конусности струи от геометрической характеристики форсунки.
Рис. VIII-6. Зависимость коэффициента сжатия от относительной шнрнны зазора между валками:
1 — карбоаммофоска; 2 —мочевина; 3—хлористый калий.
Проверяем правильность принятых соотношений по геометрическим размерам факела:
эквивалентная скорость круглой струи
Ык + й 95 + 0,835-6,05 ,
“’о— 1+ х — 1,835 ~54,5 м/с
площадь начального сечения круглой струи
Го = 7,2-10“4-95/54,5 = 12,6-10"1 м2
радиус начального сечения круглой струи
12,6-10“4
3,14
= 2,00-10-2
м
комплекс шого = 2,00-10“2-54,5 =1,1
Расхождение величин комплекса к>оГо, рассчитанного по принятым для круглой струи соотношениям и полученного из расчета для кольцевой струи
Д = -100 = 3,5%
что допустимо.
Расчет процесса гранулирования методом прессования. Пример. Рассчитать основные показатели процесса уплотнения порошка карбоаммофоски на валковом прессе [67] при следующих исходных данных:
262
\ Производительность по плитке <2, т/ч................... 25
Радиус валкй R, м.....................................0,31
Ширина загрузочного бункера Н, м «.................... 0,5
Размер частиц порошка d, м............................ 2,88 10*4
Плотность, кг/м3: плитки рп..........................................1660
порошка, насыпная рм........................ . 670
порошка, удельная ри ,............................. 1500
Коэффициент внутреннего трения материала »] , 0,4
Плотность воздуха выдавливаемого в процессе прессо-
вания рг, кг/м3.......................................1.29
Коэффициент кинематической вязкости воздуха, выдав-
ливаемого в процессе прессования V, м’/с . . . 15,06- 10~в
Находим коэффициент сжатия порошка z = рп/рм = 1,66/0,67 = 2,5
Ширину зазора между валками определяем нз рис. VIII-6 h = 0,0085 м
Угол подачи для данных условий прокатки
Н —h
cosa- 1 — - оЪ -= I — (0,5 - 0,0085)/0,62 = 0,21
Толщина плитки после валкового пресса Лп=1.1И=0,0093 м.
Коэффициент сжатия потока
К = H/hn = 0,5:0,0093 = 53,8
Сыпучесть порошкообразного материала через установленный зазор между валкамн
- . hlg(h/d)
<2 = 3,6 Аг0.0® [ft + 27? (1 — cosa)]0.1»]
при h/d< 15
д ^(Рм-Рг) 9.8 2,883.10-» (1500-1,29)
Аг =-------------= 15,Об2-10-»-1,29 *’ 4
v Рг
Q = 36(1,54- IO3)0.06 0 4 [8,5 + 2-310(1 — 0.21)]0.1 = 860 кг/(м2*с)'
Минимальная скорость валков (линейная)
vmin ="5/рп = 860/1660 = 0,52 м/с
Минимальная окружная скорость валков
®min = Omin/7? = 0,52:0,31 = 1,68 1/с
Минимальная частота вращения валков
nmin = = 30-1,68:3,14 = 16 об/мин
263;
.Максимальная линейная скорость валков
Aro.w/fv (154. losses 53>8.151об-10~*
-t'max - 600 (г — 1) d ~ 600(2,5— 1)-2,88-10-4 = 0,93 м/с
Максимальная окружная скорость валков
штах = Vtnax/R = 0,93:0,31 = 3
Максимальная частота вращения валков
Птах = 30<Втах/я — 30-3:3,14 = 28,6 об/мин
Рабочая длина валка
Q 25000
L ~ 3600фрп/?Л<о ~ 3600-1,05-1660-0,31-0,0085-3 =°>51м
где V — коэффициент опережения материала от окружной скорости валка в зоне выдавливания; для минеральных удобрений Ч7’—1,03— 1,10. Длина валка Lb = L : 0,8=0,64 м.
Угол прессования находим из выражения
где р — коэффициент отставания материала от окружной скорости валка в зоне уплотнения; для вертикальной прокатки порошков минеральных удобрений р=0,65—0,80;
( 1 / 0,017 \
ар = arccos 1-g-I 1 + —j +
/~Г~Г 0,017 \2 „ 0,017-2,5
4 + 0,31 ) ~0,65 0,31
ар = arccos (0,98) = 0,20 рад
Нейтральный угол для минеральных удобрений при давлении прокатки 50—250 МПа составляет (‘/з-Ь'А)^?
у = 1/3 0,20 = 0,066 рад
Максимальное значение среднего нормального напряжения
остах = у тг [атм.]
Коэффициенты т и п для минеральных удобрений приведены ниже:
Материал порошков т . 0,08 . 0,29 . 0,16 п 0,26 0,11 0,18 mi 2,60 24,00 22,00 М 0,85 0,45 0,50
Хлористый калий Нитрат аммония , . . . Мочевина Ж »
Карбоаммофоска . , , . 0,19 0,16 18,70 0,43
Аммофос 0,16Г Остах — |/ 2,5 — 1 0,19-2,5 . 0,26 0,16 = 135 МПа 25,00 0,41
264
Рнс. VIII-7. Зависимость плотности порошка от среднего нормального давления:
1 — хлористый калий; 2 — карбоаммофоска; 3 — аммофос; 4 — мочевина.
Рис. VIII-8. Зависимость коэффициента бокового давления от среднего нормального давления:
I — аммофос; 2 — карбоаммофоска; 3 — хлористый калий; 4 — мочевина.
остах можно определить также из рис. VIII-7.
Максимальное контактное удельное давление прокатки
m, (ocmax)"i
ртах = Лостах
~2-(h + ^)
, 2 + 7g
3 + 6g
где | — коэффициент бокового давления, определяемый из-, рнс. VIII-8; методика определения g описана в работе [90].
, 2 + 70,7
X— 3_|_6.0>7 —0,96
Коэффициенты mi и nt для минеральных удобрений приведены выше, а методика их определения рассмотрена в работе [30]
18,7-135°-43-0,31-0,0662
ртах _ о,9б. 135 +-----------Q-Q044-----1----= 143 МПа
Результирующая сила давления
F = Р™* (ар + ас)
265
Рнс. VIII-9. Зависимость коэффициента внешнего трения от среднего нормального давления:
1 — хлористый калий; 2 — аммофос; 3 — карбоаммофоска: 4 — мочевина.
тде ас — угол упругого сжатия валков, характеризующий увеличение зоны выдавливания; обычно ас=1,5—2,0 град.
0,51 0,31
F =------— • 143-10е(0,2 + 0,035) = 265- 104 Н
Результирующий момент прокатки
Мпр = ~Pina:! [7(а₽ — Т) — f (Т + ас) I
где / — среднее значение коэффициента внешнего трения скольжения вдоль зоны уплотнения; определяется из (рис. VIII-9) по величине oc = Ocmax/2; f — коэффициент внешнего трения скольжения в зоне выдавливания определяется из (рис. VIII-9) по остах. График на рис. VIII-9 построен для средней скорости скольжения порядка 0,5 м/с. При скорости от 0,05 до 0,5 м/с отклонения значений коэффициента f не превышают 15—20%. Методика определения коэффициента внешнего трения описана в работе [136]
0,51 0,312
Л1пр = ——2^------ 143 [0,22 (0,20 — 0,066) —
— 0,17(0,066 + 0,035)] 10в = 4,35-104 Н м
Мощность привода валкового пресса
2Мпрсо 2-4,35-104-3
N== 102r]g = 102-0,95-9,8 ~270 кВт
ЛИТЕРАТУРА
1. Аксенов Г. И., Семенов Ю. Н. Прокатка металлических порошков в валках. М., Металлургнздат, 1957. 23 с.
2. Асеев В. И. и др. Теоретические основы работы н интенсификации грануляционных башен. Тула, Приокское книжное изд-во, 1969. 270 с.
3. Бабенко В. Е. Диссертация. Л., ЛТИ нм. Ленсовета, 1968.
4. Базилевич С. В. — Сталь, 1960, № 8. с. 3—5.
266
5. Бахтин Л. А. — Хим. пром., 1970, № 3, с. 206.
6. Бережной И. Н-, Губин Г. В., Дрожилов Л. А. Окомкованне тонкоизмельченных концентратов железных руд. М., Недра-1971. 175 с.
7. Борисов В. М. и др. — Труды НИУИФ, 1973, вып. 221, с. 114— 120.
8. Борисов В. М. и др. — Хнм. пром., 1973, № 12, с. 905—907.
9. Борисов В. М., Классен П. В., Гришаев И. Г. — ТОХТ, 1976, т. 10, № 1, с. 80—86.
10. Борисов В. М. и др. — Хнм. пром., 1974, № 7, с. 512—514.
11. Бородин В. А. и др. Распыливание жидкостей. М., Машиностроение, 1967, 263 с.
12. Будник В. П. и др. Реферативная информация НИУИФ, вып. 8, М„ НИИТЭХИМ, 1973, с. 3—4.
13. Быкова М. И., Малый Н. И., Степанян А. А. Авт. свид. СССР 171797; Бюлл. изобр., 1965, № 11.
14. Вагин А. А и др. Грануляторы. М., Цинтпхимнефтемаш, 1970. 37 с.
15. Басанова Л. К-, Сыромятников И. И. — Хим. пром. 1963, № И. с. 50—52.
16. Вахрушев М. А. и др. — Хим. пром., 1961, № ГФ, с. 787—789.
\7.Вилесов Н. Г. и др. Процессы гранулирования в промышленности. Киев, Техника, 1976. 192 с.
18. Виноградов Г. А. и др. Прокатка металлических порошков. М., Металлургия, 1969. 382 с.
19. Витман Л. А. Распыливание жидкостей форсунками. М—Л., ГЭИ, 1962. 264 с.
20. Воларович М. П., Гамаюнов Н. И., Соколов Н. Н. — Колл. ж.,. 1966, т. 28, № 4, с. 618—620.
21. Волков В. Ф. и др.—Хим. пром. 1966, № 6, с. 450—453.
22. Волков В. Ф. и др. — Хнм. пром. 1967, № 6, с. 452—456.
23. Волков В. Ф. и др. — Хнм. пром. 1968, № 8. с. 613—615.
24. Волков В. Ф. и др. — Хим. пром. 1968, № 6, с. 449—451.
25. Геладзе Л. Б. и др. ЖПХ, 1973, т. 46, № 1. с. 104—107.
26. Гельперин Н. И., Айнштейн В. Г., Кваша В. Б. Основы техники псевдоожижения. М., Химия, 1967, 664 с.
27. Гельперин Н. И., Айнштейн В. Г., Тимохова Л. П. Хим. и нефт. машиностр., № 4, 1961, с. 12—15.
28. Генералов М. Б. и др. Труды МИХМ, 1974, вып. 52. с. 107—ИЗ.
29. Генералов Л1. Б., Хачиян Б. Г. — Труды МИХМ. 1973, вып. 50, с. 91—94.
30. Генералов М. Б., Чайников А. Н. Порошковая металлургия, 1972, № 4, с. 15—17.
31. Генералов М. Б., Чайников А. И., Сергеев М. Е. — В кн.: Процесс пластической деформации, качество поверхности изделий и износ оснастки. Чебоксары. Книжное издательство, 1974, с. 12—14.
32. Глебов С. В. Труды III Всесоюзного совещания по огнеупорным материалам. М., АН СССР, 1974, с. 17—21.
33. Горбис 3. Р. Теплообмен дисперсных сквозных потоков. М., Энергия, 1964. 296 с.
34. Грибкова Л. В. Диссертация. Л., ЛТИ им. Ленсовета, 1968.
35. Грибняк Т. Т. и др. —ТОХТ, 1972, т. 6, № 1, с. 94—100.
36. Гришаев И. Г., Диссертация. М., МИХМ, 1972.
267
я
37. Гришаев И. Г., Классен П. В., Цетович А. И. ТОХТ. 197?, т. 11, № 3, с. 437—443.
.38. Гришаев И. Г. и др. — В кн.: Материалы Всесоюзного совещания по процессам гранулирования химических продуктов. М., НИУИФ, 1974, с. 28—35.
39. Гришаев И. Г. и др. — В кн.: Промышленность минеральных удобрений и серной кислоты, вып. 10. М., НИИТЭхим, 1974, с. 3—6.
40. Гришаев И. Г. и др. — В кн.: Промышленность минеральных удобрений н серной кислоты, вып. 1. М., НИИТЭхим, 1977, с. 1—4.
41. Грошев Г. Л. и др. Техника сушкн во взвешенном слое, вып. 4, М., ЦИНТИхнмнефтемаш, 1966. 41 с.
42. Грошев Г. Л. и др. — Хим. пром, 1967, № 6, с. 456—459.
43. Гусев Ю. И. Диссертация. М., МИХМ, 1966.
44. Дерягин Б. В., Зимон А. Д. — Колл. ж. 1961, т. 23, № 5, с. 544—547.
45. Дерягин Б. В., Москвитин И. И., Футран М Ф. Труды 111 Всесоюзной конференции по коллоидной химии. М., АН СССР, 1956, с. 285—300.
46. Думнов В. С. Заводская лаб., 1970, т. 36, Ns I, с. 50—69.
47. Евдокимов В. Г. Цвет, металлы, 1964, Ns 10, с. 74.
48. Жданов Ю. Ф. и др. — Труды НИУИФ, 1973, вып. 221, с. 167— 175.
49. Жуковский И. Е. Теоретическая механика. М., Техтеоретиздат. 1952. 81'1 с.
50. Заикин А. П. и др.—Труды НИОхим, Харьков, 1973, т. 33, с. 8—9.
51. Иванов А. Б., Диссертация. М., ГИАП, 1975.
52. Иванов Л1. Е., Иванов А. Б., Линдин В. М. — ТОХТ, 1969, т. 3, № 5, с. 800—803.
53. Иванов М. Е. и др. Хим. пром., 1973, № 5, с. 56—60; в кн.: Типовые методики расчета процессов гранулирования, М., НИУИФ, 1977, с. 21—34.
54. Иоффе Р. Е. Диссертация. М., ИОТГИ, 1972.
55. Каганович Ю. Я., Злобинский А. Г. Промышленные установки для сушки в кипящем слое. М„ Химия, 1970. 176 с.
56. Казакова Е. А. Гранулирование и охлаждение в аппаратах с кипящим слоем. М., Химия, 1973. 152 с.
57. Казакова Е. А., Линдин В. М. — В кн.: Тепло и массообмен в дисперсных системах. Минск, ИТМ АН БССР, 1967, с. 27—30.
58. Каташинский В. П. Диссертация. Ин-т проблем материаловедения АН УССР. Киев, 1962.
59. Кипарисов С. С., Либенсон Г. А. Порошковая металлургия. М„ Металлургия, 1972. 220 с.
60. Киприянов Ю. И. и др. — В кн.: Оборудование для производства минеральных удобрений. М., ЦИНТИхнмнефтемаш, 1969, с. 46—50.
61. Кисельников В. Н. и др. — Изв. Вузов. Химия и хим. технология. 1969, т. 12, вып. 11, с. 1547—1552.
62. Классен П. В.<— В ки.: Промышленность минеральных удобрений и серной кислоты, вып. 10. М., НИИТЭхим, 1976, с. 1—5.
63. Классен П. В. и др. ЖПХ, 1979, т. 52, № 12, с. 2673—2676.
268
64. Классен П. В., Кувшинников И. М., Гришаев И. Г. — В кн.: Гранулирование фосфорсодержащих удобрений и некоторые методы контроля их состава, вып. 7 (19). М., НИИТЭхим, 1975.
65. Классен П. В. и др. — В кн.: Промышленность минеральных удобрений и серной кислоты, вып. 7, НИИТЭхим, М., 1975.
66. Классен П. В. и др. — В кн.: Промышленность минеральных удобрений и серной кислоты, вып. 3, М., НИИТЭхим, 1977.
67. Классен П. В. и др.— Типовые методики расчета процессов гранулирования. М., НИУИФ, 1977, 90 с.
68. Классен П. В. и др. М., Труды НИУИФ, 1977, вып. 231, с. 34.
69. Классен П. В. и др. —Хнм. пром., 1973, № 9, с. 669—672.
70. Классен П. В. и др.—Хим. пром., 1977, № 8, с. 590—592.
71. Классен П. В. —ТОХТ, 1'974, т. 8, № 2, с. 250—256.
72. Классен П. В., Шахова Н. А., Шомин И. П. В кн.: Эксплуатация, модернизация и ремонт оборудования, вып. 1. М., НИИТЭхим, 1969, с. 1—2.
73. Клейн Г- К- Строительная механика сыпучих тел. М., Госстрой-издат, 1956. 256 с.
74. Коган А. М. Диссертация. М., НИУИФ, 1971.
75. Кольман-Иванов Э. Э. Машины-автоматы химических производств. М., Машиностроение, 1972. 296 с.
76. Коротич В. И. Теоретические основы окомковання железорудных материалов. М., Металлургия, 1966. 152 с.
77. Кочетков В. Н. Гранулирование минеральных удобрений. М., Химия, 1975. 224 с.
78. Кременский В. И. Авт. свнд. СССР 387731; Бюлл. изобр., 1973, № 28.
79. Линдин В. М., Казакова Е. А. Хнм. пром., 1965, № 8, с. 44—46.
80. Линкевич В. А. Диссертация. Ташкент, ТашПИ, 1967.
81. Ложкин А. Ф., Пащенко В. Н.— Хим. пром., 1968, № 6.
82. Ложкин А. Ф. и др. Авт. свид. СССР 239247, Бюлл. изобр., 1969, № 11.
83. Лукьянов П. И. Аппараты с движущимся зернистым слоем. М., Машиностроение, 1974. 181 с.
84. Лыков А. В., Теория теплопроводности. М., Высшая школа, 1967. 599 с.
85. Лыков А. В. Теория сушки. М., Энергия, 1968, 472 с.
86. Лыков М. В. Сушка в химической промышленности. М., Химия, 1970. 429 с.
87. Лыков М. В., Леончик Б. И. Распылительные сушилки. М., Машиностроение, 1966. 331 с.
88. Лышевский А. С. Процессы распылнвания топлива дизельными форсунками. М., Машгиз. 1963. 179 с.
89. Маркова Е. В., Рохвагер А. Е. Математическое планирование химического эксперимента. М., Знание, 1971. 32 с.
90. Меерсон Г. А., Рассказов Н. И., Чулков В. П. — Порошковая металлургия, 1970, № 4, с. ЙГ—23.
91. Минаев Г. А. Диссертация. М., МИХМ, 1969.
92. Минаев Г. А. Авт. свнд. СССР 557813; Бюлл. изобр., 1977, № 18.
93. Михайлов 10. И. и др. — Изв. Вузов. Химия н хим. технология. 1973, т. 16, вып. 11, с. 1695- 1699.
94. Назаров В. И. Диссертация. М., МИХМ. 1976.
269
95. Ничипоренко С. П. Физико-химическая механика дисперсиьш структур в технологии строительной керамики. Киев, Наукова думка, 1968. 76 с.
96. Овчинников П. Ф. и др. ТОХТ, 1970, т. 4, № 4, с. 608—611.
97. Павлов Ф. В. Диссертация. М., МИХМ, 1969.
98. Пантер Г. Б. Диссертация. М., МИХМ, 1968.
99. Пат. Англии 901032 (1962).
100. Пат. Англии 1263719 (1972).
101. Пат. США 3743464 (1973).
102. Пат. Франции 1444471 (1966).
103. Пат. Японии № 47—30511 (1972).
104. Патрикеева Н. И. — В кн.: Химическая промышленность за рубежом, вып. 7. М., НИИТЭхим, 1973, с. 48—61.
105. Пестов Н. Е. Физико-химические свойства зернистых и порошковидных химических продуктов. М., Изд-во АН СССР, 1947.
106. Позин М. Е. Технология минеральных солей, ч. 2. Л., Химия! 1970. 688 с.
107. Попильский Р. Я., Кондрашов Ф. В. Прессование керамических] порошков. М., Металлургия, 1968. 272 с.
108. Пронин А. И. Диссертация. М., МИХЛА, 1975.
109. Противень Л. А., Романова Е. П. Гранулирование. М., НИИТЭхим, 1968. 41 с.
ПО. Псевдоожижение. Перев. с англ, под ред. Н. И. Гельперина. М., Химия. 1974. 728 с.
111. Рагозина И. М. Диссертация. М., МИХМ, 1970.
112. Рахлин 3. Н. Диссертация. М., МИХМ, 1974.
113. Рахлин 3. Н., Гусев Ю. И., Мазур Г. Л. ТОХТ, 1'975, т. 9, № 1. Г14. Ребиндер П. А. Физико-химическая механика. М., Знание, 1058. 115. Релей Д. В. Теория звука, т. 2. М., Гостехиздат, 1955. 476 а 116. Репенкова Т. Г., Копылов В. А. Хим. пром., 1965, № 6. 1'17. Розенбаум Р. Б.. Тодес О. М. ДАН СССР, 1957, т. 116, № 3-118. Романков П. Г., Рашковская И. Б. Сушка во взвешенном состоянии. Л., Химия, 1968. 360 с.
119. Ромашова Н. Н.— В кн.: Химическая промышленность за рубежом, № 1. М., НИИТЭхим, 1972, с. 19—28.
120. Ружичка 3. ТОХТ, 1974, т. 8, № 2, с. 269—274.
121. Садовская Р. А., Сыркин Л. Н. — Труды ЛенНИИгипрохима, 1967, вып. 1, с. 107—141.
122. Санжаровский А. Т. Методы определения механических и адгезионных свойств полимерных покрытий. М., Наука, 1974. 115 с.
123. Сарбаев А. Н. и др. Хим. пром:., 1974, № 1, с. 31—36.
124. Северденко В. П., Ложечников Е. В,-—В кн.: Пластичность и обработка металлов давлением. Минск, Наука н техника, 1964, с. 110—115.
125. Сидоров Н. А., Шеховцов А- А. Хим. технология, 1967, вып. 7-1'26. Стоев С., Джендева Ш., Бранков Б.—Изв. Вузов. Цвет. мет.
1967, № 1, с. 37—39.
127. Сумида М., Фунтай погагу, 1970, т. 7, № 1, с. 50—69.
128. Сыромятников Н. И., Басанова Л. К., Шиманский Ю. Н. Тепло и массообмен в кипящем слое. М., Химия, 1967. 176 с.
129. Тимашев В. В., Агломерация порошкообразных силикатных материалов. М., Стройиздат, 1978, 1'36 с.
130. Тодес О. М. и др. Обезвоживание растворов в кипящем слое. М., Металлургия, 1973, 288 с.
270
131. Трофимов А. В. Диссертация. М., МИХМ, 1973.
132. Филиппова К- И. и др. — Хим. пром., 1972, № 2, с. 132.
133. Химченко В. Н.~—В кн.: Оборудование для производства минеральных удобрений, М., ЦИНТИхимнефтемаш, 1969, с. 51—53.
134. Холин Б. Г. Центробежные и вибрационные грануляторы плавов и распылители жидкости. М., Машиностроение, 1977. Г82 с.
135. Холин Б. Г- и др. — Хим. пром., 1974, № 11, с. 43.
136. Чайников А. Н. и др. — Труды МИХМ, 1973, вып. 49, с. 166.
137. Членов В. А., Михайлов Н. В. Виброкнпящий слой. М., Наука, 1972. 343 с.
138. Шахова Н. А. Диссертация. М., МИХМ, 1966.
139. Шахова И. А. и др, —ТОХТ, 1969, т 3, № 5, с. 692.
140. Шахова И. А., Гришаев И. Л - ТОХТ, 1973, т. 7, № 5, с. 781.
141. Шахова Н. А., Гришаев И. Г.—Хим. и нефтяное 'машинострое-
ние, 1974, № 9, с. 10—12.
142. Шахова И. А.. Евдокимов В. Г. — ТОХТ, 1969, т. 3, № 4.
143. Шахова Н. А. и др. Авт. свид. СССР 392964; Бюлл. изобр.
1973, № 33.
144. Шахова Н. А. и др. — Хнм. пром., 1969, № 9, с. 672—676.
145. Шахова Н. А. и др. — Хим. пром., 1971, № 1, с. 37—42.
146. Шахова Н. А. и др. — Хим. пром., 1973, № 9, с. 690—693.
147. Шахова Н. А. и др.—Хим. пром. 1974, № 2, с. 137—140.
148. Шахова Н. А. и др. — Хим. пром., 1968, т. 6, с. 446—451.
149. Шахова И. А. Классен П. В. — ТОХТ, 1973, т. 7, № 1, с. 64.
150. Шахова Н. А., Минаев Г. А. — ИФЖ, 1'970, т. 19, № 5, с. 826— 832; т. 19, № 6, с. 1002—1011.
151. Шахова Н. А., Михайлов В. В. — Хим. пром, 1975, № 2, с. 1(27.
152. Шашмурина Л. А. и др. Кокс и химия, 1968, № 10, с. 33—36.
153. Шомин И. П. и др. — Хим. пром., 1976, № 12, с. 903—905.
154. Шомин И. П., Классен П. В., Кувшинников И. М. Порошковая металлургия, 1976, № 10, с. 14—18.
155. Щербаков А. М. Диссертация. М., НИУИФ, 1965.
156. Шляхтов В. Г. Диссертация. Иваново, ИХТИ, 1968.
157. Янкин Г. Д. Диссертация. М., МИХМ, 1972.
158. Bredley R. S. — Phylos. Mag., 1932, v. 13, p. 852—857.
159. Butensky M., Human D. — Ind. a. Eng. Chem. Fundament., 1971, v. 10, N 2, p. 212—219.
160. Capes С. E. — Chem. Eng., 1967, N 3, p. 110—118.
161. Capes С. E., Danckwerts P. V. — Chem. Eng. Trans. Inst. Chem.
Eng., 1965, v. 43, N 3, p. 116—125.
162. Dabora E. K. — Rev. Sci. Instrum., 1967, N 38, p. 502—509.
163. Degler A. Cement, Warna, Gips, 1963, v. 2, p. 25—31.
164 Dunlop D. D., Griffin I. F., Moser I. F. —Chem. Eng. Progr., 1958, v. 54, N 8, p. 39—48.
165 Evan P. Z., Smith G. S. — Powder Metallurgy, 1959, N 3, p. 32.
166. Fogel B. R. — J. Appl. Chem., 1960, v. 3, p. 139—144.
167. Frantz J. F. — Chem. Eng., 1962, v. 69, N 20, p. 89—93.
168. Grimmet E. S. — AIChE J., 1964, v. 10, N 5, p. 717—724.
169. Griinder IF. — Chem. Ing. Techn., 1961, Bd. 33, S. 749—753.
170. Heertjes P. M., Mekibbins S. M. — Chem. Eng.’Sci., 1956, v. 5.
171. Heiseler G. e. a. — Chem. Techn., 1973, Bd. 25, N 7, S. 410—414.
172. Janikowski S. M. —Chem. Eng., 1971, N 246, p. 51—55.
173. Jorky S. — Silikaty, 1959, N 1, 29—33.
174. Kapur P. S — Chem. Eng. Sci., 1971, v. 26, N 7, p. 1093—1099.
271
175. Kapur P, S., Fuerstenau D. W.—AIME Transactions, 1964, v. 4.1
176. Kapur P. S., Fuerstenau D. W.— Ind. a. Eng. Chem. Process De-1 sign a. Developm., 1969, v. 8, N I, p. 18—24.
177. Klatt H.— Zement — Kalk— Gips, 1958, N 4, p. 144—148.
178. Lee B. S., Chu I. I., Jonke A. A., Lawroski S.—AIChE J., 1962, v. 8, N 1, p. 53—56.
179. Leger I. E. — Ind. chim., 1949, v. 35, N 377, p. 277—300.
180. Markwart M., Vanecek V., Drbohlav R.— Brit. Chem. Eng., 1962, v. 7, p. 503—506.
181. Mathur К. B., Gischler P. E.— AIChE J., 1955, N 1, p. 157—161.
182. Meissner H., Michaels A., Kaiser A. — Ind. a. Eng. Chem., 1964; N 56, p. 7—11.
183. Newitt D. M., Conway-Jones J. M. — Trans. Inst. Chem. Eng., 1958, v. 36, N 6, p. 422—431.
184. Richardson J. F., Ayers P. —Chem. Eng. Trans. Inst. Chem., 1959, v. 37, N 6, p. 314.
185. Ries H. B. — Aufbereitungs — Technik, 1970, Bd. 11, N 10, S. 744.
186. Rumpf H. — Chem. Ing. Techn., 1974, Bd. 46, N 1, S. 1—11; 1958, Bd. 30, N 5, S. 329—342.
187. Sherrington P. I. — Canad. J. Chem. Eng., 1969, v. 47, N 3., 188. Stenssloff J., Sotka G. — Bergakademie, 1970, Bd. 22, N 10, S. 3. 189. Sunkoori N. R., Kaperthi R. — Chem. Eng. Sci., 1960, v. 9, N 12.
190. Tarjan G. — Aufbereitungs — Technik, 1966, N 1, S. 136—139.
191. Weber C. — Z. angew. Math. Meeh., 1931, Bd. 2, N 4,
192. Wissema J. G., Davies G. A. — Canad. J. Chem. Eng., 1969, v. 47,
N 6, p. 530—537.
193. Worn D. K., Perks P. P.
Powder
Metallurgy, 1959,
N 3,
53.
МЫ
P
Классен Петр Владимирович
Гришаев Игорь Григорьевич
' J®
ОСНОВЫ ТЕХНИКИ ГРАНУЛИРОВАНИЯ
Я
Редактор Л. В. Швыркова - ' Я
Художник Е. В. Бекетов
Художественный редактор Н. М. Биксентеев
Технический редактор Л. Н. Богданова
Корректор И. М. Авейде
ИБ № 610
Сдано в наб. 22.03.82. Поди, к неч. 21.05.82. Т-11804. Формат бумага 84Х108‘/м.
Бумага тип. № 2. Гарн. литературная. Печать высокая. Усл. печ. л. 14,28. Усл. кр.-отт. 14,28. Уч.-изд. л. 14,37. Тираж 4300 экз. Зак. 170. Цена 1 р. Изд. Ns 1429.
Ордена «Знак Почета» издательство «Химия». 107076. Москва. Стромынка. 13.
Московская типография № 11 Союзполиграфпрома при Государственном комитете СССР по делам издательств, полиграфии и книжной торговли. Москва. 113105, Нагатинская ул., д. 1.
272