/



























































































































































































































Author: Горбацевич А.Ф.
Tags: общее машиностроение технология машиностроения общая технология машиностроения обработка металлов машиностроение проектирование
ISBN: 978-5-903034-08-6
Year: 2007




Text
А.Ф. Горбацевич
В.А. Шкред
Курсовое
проектирование
по технологии
машиностроения
Учебное пособие
Издание пятое, стереотипное
Перепечатка с четвертого издания 1983 г.
Четвертое издание допущено
Министерством высшего и среднего специального образования БССР
в качестве учебного пособия
для студентов машиностроительных специальностей вузов
Москва 2007
УДК 621.002..001.63 (075.8)
ББК34.5я73
Г67
Горбацевич А.Ф., Шкред В.А.
Г67 Курсовое проектирование по технологии
машиностроения: Учебное пособие для вузов. —
5-е издание, стереотипное. Перепечатка с четвертого
издания 1983 г. - М.: ООО ИД «Альянс», 2007. - 256 с.
Учебное пособие содержит методический и справочный материал для
выполнения курсовых проектов и предназначается для студентов
машиностроительных специальностей вузов, а также для инженерно-
технических работников машиностроительных предприятий.
ISBN 978-5-903034-08-6
© ООО ИД «Альянс», 2007
(D Scanned by Teodorix, 2008
ОГЛАВЛЕНИЕ
Введение 5
Глава 1. Общая методика проектирования, анализ конструкции
детали
1.1. Состав курсового проекта 6
1.2. Последовательность выполнения курсового проекта 7
1.3. Назначение и конструкция детали 9
1.4. Анализ технологичности конструкции детали 10
Глава 2. Предварительная проработка проектных решений
2.1. Выбор типа производства 19
2.2. Анализ существующего технологического процесса 23
2.3. Выбор заготовки 25
2.4. Предварительная разработка и выбор варианта
технологического маршрута но минимуму приведенных затрат 39
Глава 3. Выбор металлорежущих станков
3.1. Методические указания и выбор универсального
оборудования 51
3.2. Применение агрегатных станков 53
3.3. Применение станков с программным управлением 56
Глава 4. Технологические расчеты и документация
4.1. Расчет припусков 59
4.2. Расчет режимов резания 92
4.3. Расчет технической нормы времени 101
4.4. Оформление технологической документации 105
4.5. Определение необходимого количества оборудования и
построение графиков 114
Глава 5. Оформление графической части проекта к
пояснительной записи
5.1. Чертеж готовой детали и заготовки 120
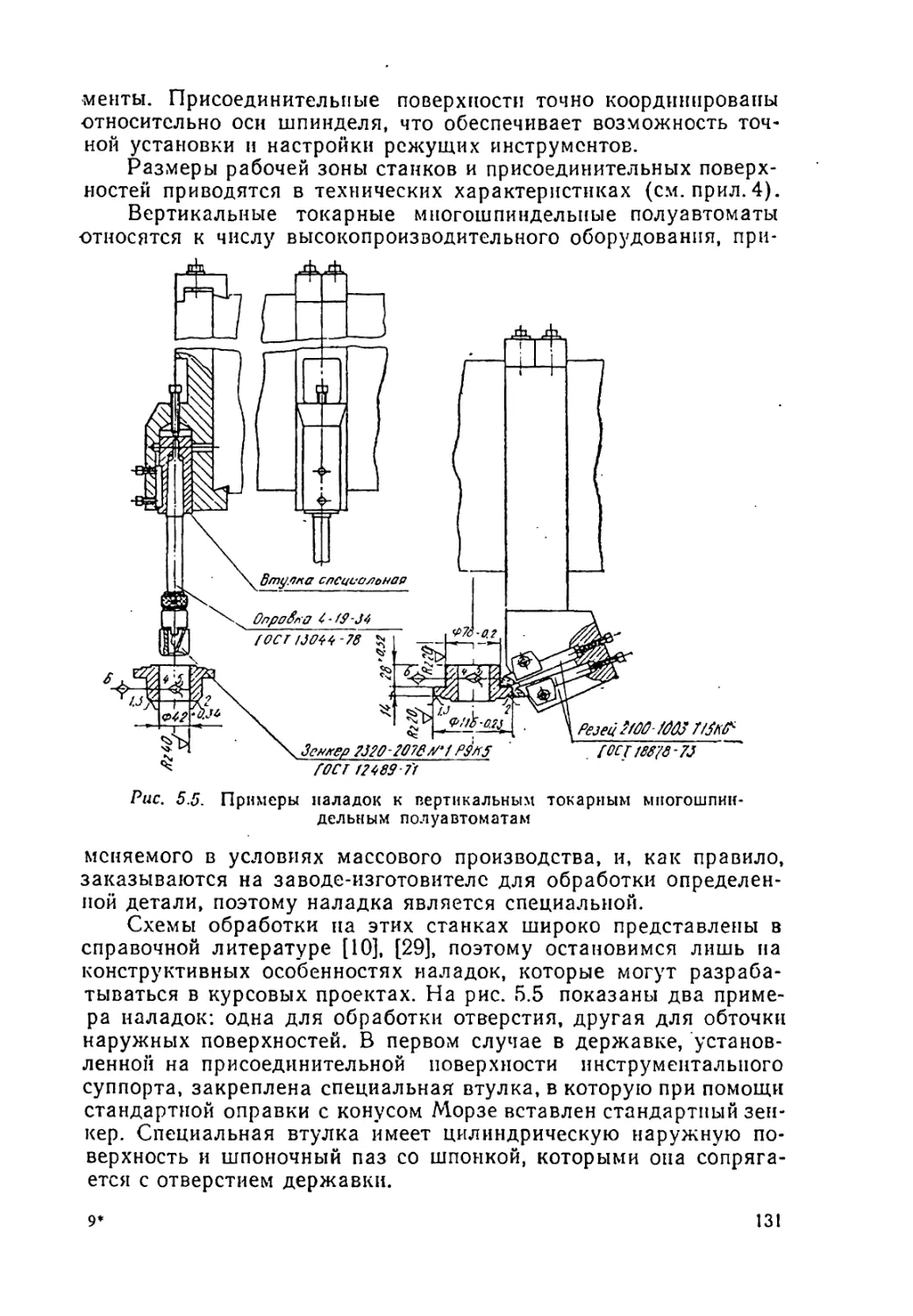
5.2. Методика проектирования инструментальных наладок 126
5.3. Основные технико-экономические показатели
разработанного технологического процесса 139
5.4. Оформление пояснительной записка 141
Приложения 146
Литература 255
ВВЕДЕНИЕ
Эффективность производства, его технический
прогресс, качество выпускаемой продукции во
многом зависят от опережающего развития
производства нового оборудования, машин, станков
и аппаратов, от всемерного внедрения методов
технико-экономического анализа.
В связи с этим в учебном процессе высших
учебных заведений значительное место
отводится самостоятельным работам, выполняемым
студентами старших курсов, таким, как курсовое
проектирование по технологии машиностроения.
Курсовое проектирование закрепляет,
углубляет и обобщает знания, полученные студентами
во время лекционных и практических занятий.
Курсовое проектирование должно научить
студента пользоваться справочной литературой,
ГОСТами, таблицами, номограммами, нормами и
расценками, умело сочетая справочные данные с
теоретическими знаниями, полученными в
процессе изучения курса.
При курсовом проектировании особое
внимание уделяется самостоятельному творчеству
студента с целью развития его инициативы в
решении технических и организационных задач, а
также детального и творческого анализа
существующих технологических процессов.
При выполнении проекта принятие решений
по выбору вариантов технологических процессов,
оборудования, оснастки, методов получения
заготовок производится на основании
технико-экономических расчетов, что дает возможность
предложить оптимальный вариант.,
Защита проекта позволяет оценить умение
студента кратко, в установленное время
изложить сущность проделанной работы, а также
аргументированно объяснить принятые решения
при ответах на вопросы по проекту.
Глава 1. ОБЩАЯ МЕТОДИКА ПРОЕКТИРОВАНИЯ,
АНАЛИЗ КОНСТРУКЦИИ ДЕТАЛИ
1.1. СОСТАВ КУРСОВОГО ПРОЕКТА
Курсовой проект по технологии машиностроения,
выполняемый в ходе учебного процесса, очевидно, не может в полной
мере соответствовать проектам, которые составляются в
производственных условиях, так как студент-проектант в данном случае
еще не располагает достаточным опытом. Кроме того, в учебных
целях в проекте выполняется ряд работ, преимущественнно
расчетного характера, не всегда осуществляемых в
производственных условиях. Тем не менее учебный проект должен по
возможности ориентироваться на методы проектирования и
оформления, принятые на производстве. Техническая документация
должна оформляться в соответствии со стандартами ЕСКД и
ЕСТД. В состав курсового проекта входят следующие документы.
1. Ведомость курсового проекта (ВКП)—перечень
разработанной документации; пример выполнения ведомости
приведен в прил. 8.2.
2. Задание на проектирование, составленное и
утвержденное согласно принятому в учебном заведении порядку.
3. Пояснительная записка (ПЗ), представляющая собой все
необходимые технические и технико-экономические расчеты,
дающие обоснование принятых проектантом решений. Примерный
состав пояснительной записки и рекомендации по ее
оформлению приводятся в соответствующем разделе.
4. Разработанный и оформленный на картах
технологический процесс механической обработки детали средней
сложности на 6...10 операций механической обработки.
5. Графическая часть проекта, включающая: чертеж детали;
чертеж заготовки в случае, если совмещение чертежа детали и
заготовки невозможно или нецелесообразно; чертежи
технологических операционных эскизов с наладками, выполненных как
демонстрационный материал; сборочный чертеж (СБ)
приспособления для механической обработки или контроля. Разработка
чертежей приспособлений для механической обработки или
контроля производится в курсовых проектах, если учебными
планами не предусматриваются самостоятельные проекты по курсам
«Основы проектирования приспособлений» и «Технические
измерения».
Так как курсовые проекты по технологии машиностроения
планируются учебными планами многих специальностей, то оче-
6
видно, что объем и количество документации будут
варьироваться в зависимости от специальности и допустимой трудоемкости
проекта по учебному плану. Поэтому приведенный состав
курсового проекта может рекомендоваться как наиболее полный для
студентов машиностроительных факультетов высших учебных
заведений специальностей 0501 и 0636. Пункты 1...4 являются
обязательными для всех специальностей, предусматривающих
выполнение курсового проекта по технологии машиностроения,
так же как и оформление рабочих чертежей детали и заготовки.
Остальные части проекта должны определяться инструкциями
кафедр.
В основном курсовой проект соответствует стадии
технического проекта, за исключением таких, например, элементов
проекта, как чертеж детали или заготовки, а также сборочный
чертеж приспособления, которые выполняются как части
рабочего проекта; к последнему должна быть составлена
спецификация.
При курсовом проектировании желательно оформлять как
часть проекта научно-исследовательскую студенческую работу,
основанием для которой служат, как правило, исследования,
выполненные студентом во время прохождения технологической
практики. Такого рода работы могут быть проведены, например,
в области исследований точности механической обработки и
качества поверхности в производственных условиях, повышения
производительности обработки, эффективности использования
оборудования, реальной стойкости режущих инструментов новых
методов и процессов и ряда других вопросов, определяемых
потребностями и особенностями производства, на котором студент
проходил технологическую практику, или тематикой
исследований, проводимых на кафедре.
1.2. ПОСЛЕДОВАТЕЛЬНОСТЬ ВЫПОЛНЕНИЯ
КУРСОВОГО ПРОЕКТА
1. Выполнить чертеж детали.
2. Дать описание конструкции и назначения детали.
3. Произвести технологический контроль чертежа и
выполнить анализ технологичности конструкции.
4. Разработать первоначальный вариант технологического
маршрута и произвести укрупненное нормирование операций по
приближенным формулам.
5. На основании исходных данных задания на
проектирование определить тип производства, а, для серийного
производства — рассчитать количество деталей в партии.
6. Проанализировать возможность выполнения некоторых
(двух-трех) операций по двум вариантам при одном и том же
или различных способах получения заготовки.
7. Произвести укрупненный технико-экономический расчет
7
для сопоставления вариантов технологических маршрутов и
выбрать оптимальный для данных условий.
8. Произвести аналитический расчет припусков на
обработку для поверхностей, назначенных консультантом. На остальные
обрабатываемые поверхности назначить припуски, пользуясь
табличными данными.
9. Оформить чертеж заготовки.
10. Окончательно составить технологический процесс с
учетом всех необходимых дополнительных операций.
11. Выполнить операционные эскизы для тех операций
технологического процесса, где они необходимы.
12. Уточнить для каждой операции оборудование, выбрать
режущие вспомогательные и измерительные инструменты.
13. Записать в операционные карты технологического
процесса исходные данные (длина обработки, диаметр, число
проходов и др.) для расчетов режимов резания и основного времени.
14. Выполнить расчеты режимов резания по операциям
технологического процесса в виде расчетных формуляров,
произвести нормирование операций. Полученные данные записать в
операционные карты.
15. Определить необходимое количество оборудования по
операциям процесса и вычислить коэффициенты загрузки
оборудования, использования его по основному времени и по
мощности.
16. Произвести, если это необходимо, корректировку
режимов резания и нормирования операций с целью их
синхронизации и повышения стойкости режущего инструмента.
17. Окончательно оформить операционные карты
технологического процесса.
18. Установить разряды работы, определить расценки на
каждую операцию и оформить маршрутную карту.
19. Выполнить чертежи инструментальных наладок на
операции технологического процесса по согласованию с
консультантом проекта.
20. Построить графики загрузки оборудования,
использования оборудования по основному времени и по мощности,
стойкости режущего инструмента.
21. Произвести расчет по статьям себестоимости.
22. Окончательно оформить пояснительную записку.
Графическая часть проекта выполняется только при
наличии данных, достаточных для оформления того или иного
чертежа. Например, перед оформлением операционных эскизов на
чертежах, служащих иллюстрационным материалом при защите,
необходимо располагать технологическим процессом, полностью
разработанным на картах.
Пояснительная записка составляется начиная с первого дня
работы над курсовым проектом в указанной выше
последовательности. Нужно аккуратно выполнять расчеты с самого нача-
8
ла работы над проектом. Даже в черновике они должны быть
выполнены полно; при окончательном оформлении может быть
допущено только небольшое редактирование.
Совершенно недопустимо приступать к составлению записки
только в конце работы над проектом на основании отрывочных,
несистематизированных предварительных записей.
Пояснительная записка должна быть краткой. Нельзя помещать в записку
переписанные из учебников, справочников и пособий общие
формулировки, например: что такое операция, переход, припуск на
обработку и др.
Общий план пояснительной записки с примерным объемом
каждого раздела приводится в параграфе* 5.4.
1.8. НАЗНАЧЕНИЕ И КОНСТРУКЦИЯ ДЕТАЛИ
В процессе проектирования студент должен ознакомиться с
конструкцией детали, ее назначением и условиями работы в узле
или механизме. Все эти вопросы должны быть изложены в
соответствующем разделе пояснительной записки.
Для технически грамотного и обоснованного изложения
этого раздела необходимо изучить чертежи общих видов узлов и
механизмов, дать описание назначения самой детали, основных
ее поверхностей и влияния их взаимного расположения, точности
и шероховатости поверхности на качество работы механизма,
для которого изготовляется деталь. Если назначение детали
неизвестно, следует описать назначение ее поверхностей. Говоря
о поверхностях, необходимо присваивать каждой из них
буквенные обозначения, например плоскость А или торец £. Эти же
обозначения должны быть нанесены на соответствующие
поверхности на чертеже. Далее следует определить отклонения на
размеры и поверхности, отсутствующие на чертеже (на свободные
размеры, неуказанные отклонения формы и расположения), для
последующей записи их в технологические карты.
Из описания назначения и конструкции детали должно быть
ясно, какие поверхности и размеры имеют основное, решающее
значение для служебного назначения детали и какие —
второстепенное.
В этом же разделе следует привести также данные о
материале детали: химический состав, механические свойства до и
Табл. 1.1. Химический состав стали 45 (ГОСТ 1050 — 74), %
с
S!
Мп
S | Р
нс более
N1
Сг
0,40-0,50 0,17—0,37 0,50-0,80 0,045 0,045 0,30 0,30
9
Табл. 1.2. Механические свойства стали 45
ог> МПа
овр. МП*
05 • %
не менее
*. %
°.<
, Дж/ см*
НВ (не более)
горячекатаной
отожженной
360 СЮ 16 40 50 241 197
после термической обработки. Эти данные сводятся в табл. 1.1
и 1.2.
Кроме того, необходимо высказать свои соображения
относительно правильности выбора материала для данных условии
работы детали в узле, целесообразности его замены другими
марками и какими именно.
1.4. АНАЛИЗ ТЕХНОЛОГИЧНОСТИ
КОНСТРУКЦИИ ДЕТАЛИ
В процессе курсового проектирования, так же как и в
производственных условиях, любая конструкция (машина, узел,
деталь) должна быть самым тщательным образом
проанализирована. Цель такого анализа — выявление недостатков конструкции
по сведениям, содержащимся в чертежах и технических
требованиях, а также возможное улучшение технологичности
рассматриваемой конструкции. .
Технологический контроль чертежей
сводится к тщательному их изучению. Рабочие чертежи
обрабатываемых деталей должны содержать все необходимые сведения,
дающие полное, представление о детали, т. е. все проекции,
разрезы и сечения, совершенно четко и однозначно объясняющие ее
конфигурацию, и возможные способы получения заготовки. На
чертеже должны быть указаны все размеры с необходимыми
отклонениями, требуемая шероховатость обрабатываемых
поверхностей, допускаемые отклонения от правильных геометрических
форм, а также взаимного положения поверхностей. Чертеж
должен содержать все необходимые сведения о материале детали,
термической обработке, применяемых защитных и декоративных
покрытиях, массе детали и др. Таким образом, технологический
контроль — важная стадия проектирования технологических
процессов, он способствует выяснению и уточнению приведенных
выше факторов.
Технологический анализ к о и с т у к ц и и
обеспечивает улучшение технико-экономических показателей
разрабатываемого технологического процесса. Поэтому технологический
анализ — один из важнейших этапов технологической
разработки, в том числе и курсового проектирования.
Основные задачи, решаемые при анализе технологичности
конструкции обрабатываемой детали, сводятся к возможному
10
уменьшению трудоемкости и металлоемкости, возможности
обработки детали высокопроизводительными методами. Таким
образом, улучшение технологичности конструкции позволяет
снизить себестоимость ее изготовления без ущерба для служебного
назначения.
Обычно в качестве задания на курсовое проектирование
студенту выдается рабочий чертеж детали заводской
разработки, в котором учтены технологические требования. Однако при
анализе почти любого чертежа могут быть выявлены
нетехнологичные элементы. При этом в ряде случаев в конструкцию могут
быть внесены целесообразные изменения.
Методически вопросом технологичности конструкции
надлежит заниматься на протяжении всего периода работы над
курсовым проектом, так как ряд соображений возникает
непосредственно при разработке технологического процесса, выборе
заготовки, проектировании оснастки и др. Тем не менее в
значительной мере эта работа может быть выполнена на основании
изучения рабочих чертежей. Окончательно оформить этот раздел
расчетно-пояснительной записки следует после разработки
технологического процесса.
Анализ технологичности целесообразно проводить в
определенной последовательности.
1. На основании изучения условий работы узла изделия, а
также учитывая заданную годовую программу,
проанализировать возможность упрощения конструкции детали, замены
сварной, армированной или сборной конструкцией, а также
возможность и целесообразность замены материала.
2. Установить возможность применения
высокопроизводительных методов обработки.
3. Проанализировать конструктивные элементы детали в
технологическом отношении, используя при этом рекомендации
по технологичности конструкций, приведенные в справочной
литературе [1], [2], [6], [15], [32]. Выявить труднодоступные для
обработки места.
4. Определить возможность совмещения технологических и
измерительных баз при выдерживании размеров, оговоренных
допусками, необходимость дополнительных технологических
операций для получения заданной точности и шероховатости
обработанных поверхностей.
5. Увязать указанные на чертежах допускаемые отклонения
размеров, шероховатости и пространственные отклонения
геометрической формы и взаимного расположения поверхностей с
геометрическими погрешностями станков.
6. Определить возможность непосредственного измерения
заданных на чертеже размеров.
7. Определить поверхности, которые могут быть
использованы при базировании, возможность введения искусственных
баз.
И
8. Определить необходимость дополнительных
технологических операций, вызванных специфическими требованиями
(например, допустимыми отклонениями в массе детали), и
возможность изменения этих требований.
9. Проанализировать возможность выбора рационального
метода получения заготовки, учитывая экономические факторы.
10. Предусмотреть в конструкциях деталей,
подвергающихся термической обработке, конструктивные элементы,
уменьшающие коробление деталей в процессе нагрева и охлаждения, и
определить, правильно ли выбраны материалы с учетом
термической обработки [32], [33].
С целью упрощения анализа технологичности можно дать
частные рекомендации для некоторых классификационных групп
деталей.
Для корпусных деталей определяют: а) допускает ли
конструкция обработку плоскостей иапроход и что мешает такому
виду обработки? б) можно ли обрабатывать отверстия
одновременно на многошпиндельных станках с учетом расстояний
между осями этих отверстий? в) позволяет ли форма отверстий
растачивать их напроход с одной или двух сторон? г) есть ли
свободный доступ инструмента к обрабатываемым поверхностям?
д) нужна ли подрезка торцов ступиц с внутренних сторон
отливки и можно ли ее устранить? е) есть ли глухие отверстия и
можно ли заменить их сквозными? ж) имеются ли обрабатываемые
плоскости, расположенные под тупыми и острыми углами, и
можно ли заменить их плоскостями, расположенными
параллельно или перпендикулярно друг к другу? з) имеются ли
отверстия, расположенные не под прямым углом к плоскости входа
и выхода, и.возможно ли изменение этих элементов? и)
достаточна ли жесткость детали, не ограничит ли она режимы
резания? к) имеются ли в конструкции детали достаточные по
размерам и расстоянию базовые поверхности, если нет, то каким
образом следует выбрать вспомогательные базы? л) нет ли в
конструкции внутренней резьбы большого диаметра и возможно
ли заменить ее другими конструктивными элементами? м)
насколько прост способ получения заготовки (отливки), правильно
ли выбраны элементы конструкции, обусловливающие получение
заготовки?
Для валов указывают: а) можно ли обрабатывать
поверхности проходными резцами? б) убывают ли к концам
диаметральные размеры шеек вала? в) можно ли уменьшить диаметры
больших фланцев или буртов или исключить их вообще, и как
это повлияет на коэффициент использования металла? г) можно
ли заменить закрытые шпоночные канавки открытыми, которые
обрабатываются гораздо производительнее дисковыми фрезами?
д) имеют ли поперечные канавки форму и размеры, пригодные
для обработки на гидрокопировальных станках? е) допускает ли
жесткость вала'получение высокой точности обработки (жест-
12
кость вала считается недостаточной, если для получения
точности 6...9-го квалитетов соотношение его длины / к диаметру d
свыше 10...12 для валов, изготовляемых по более низким ква-
лнтетам, это отношение может быть равно 15; при многорезцовой
обработке это отношение следует уменьшить до 10)?
Следует помнить, что технология обработки гладких валов в
вначительной мере отличается от технологии изготовления
ступенчатых валов простотой и экономичностью, поэтому
необходимо проанализировать возможность замены ступенчатого вала
гладким.
Зубчатые колеса — массовые детали машиностроения,
поэтому вопросы технологичности приобретают для них особенно
важное значение. При анализе технологичности конструкции
зубчатых колес следует определить возможность
высокопроизводительных методов формообразования зубчатого венца с
применением пластического деформирования в горячем и холодном
состоянии. Конструкция зубчатого колеса должна
характеризоваться следующими признаками: а) простой формой
центрального отверстия, так как сложные отверстия значительно
усложняют обработку, вызывая необходимость применения
револьверных станков и полуавтоматов; б) простой
конфигурацией наружного контура зубчатого колеса (так как наиболее
технологичными являются зубчатые колеса плоской формы без
выступающих ступиц); в) расположенными с одной стороны
ступицами, так как в противном случае обработка по одной
детали на зубофрезерных станках вызывает увеличение количества
этих станков на 25...30 %; г) симметричным расположением
перемычки между ступицей и венцом для зубчатых колес,
подлежащих термической обработке как по отношению к венцу, так и
по отношению к ступице. Нарушение этого условия приводит к
значительным односторонним искажениям при термической
обработке; д) правильной формой и размерами канавок для выхода
инструментов; е) возможностью многорезцовой обработки в
зависимости от соотношения диаметров венцов и расстояний между
ними.
Подобным образом проводится анализ технологичности и
для других деталей, имеющих аналогичные элементы
конструкции.
После проведенного анализа технологичности все
предложения по изменению конструкции детали должны быть
систематизированы в расчетно-пояснительной записке, ряд этих
предложений по согласованию с руководителем проекта может быть
внесен в конструкцию детали.
Пример 1.1. Деталь — корпус ступицы (рис. 1.1) —изготовляется из
ковкого чугуна КЧ 37-12 литьем, поэтому конфигурация наружного контура и
внутренних поверхностен не вызывает значительных трудностей при
получении заготовки. Тем не менее даже при этом формовка должна производиться
с применением стержней, формирующих как внутренние полости, так и карма-
13
ны и ребра с боковых сторон, особенно нетехнологнчно литое отверстие
шириной 10 мм. Эти элементы определяются конструктивными соображениями,
н изменить их, по-видимому, затруднительно.
То же самое относится и к внутренним обрабатываемым поверхностям
(0120 М7 и 0150 М7). Эти отверстия должны быть выполнены в пределах
указанных отклонений и с точностью до 0,04 мм. Единственным способом
достижения указанной точности является окончательная расточка отверстий на
/ По6ер*»ос/»о А.б.в и Г до/пнны fotmd 0$>бдЬл7оны с
едмсгс ycmcxaScr
2 floSepx.tcc/nu J' i/V дел»?*/*/ fame cfyademew hit
Joje коружн&х кмец лодил/лно/гоо лес/76 i/s jen/?ec-
cofat/. биение notcpf/toc/m/ /я/плосотелено &сзомск
лобшилмилоб не солее O.OJ '
Рис. 1.1. Корпус ступицы
алмазно-расточных станках. При этом в какой-то мере нарушается точность
их взаимного расположения относительно наружного диаметра (0165&6), так
как именно этот диаметр будет использован в качестве установочной базы.
Этим и обусловливается второй пункт технических требований относительно
необходимости окончательной обработки конструктивных баз после
запрессовки колец подшипников.
Нетехнологичны в данной конструкции цековкн 030 мм, так как здесь
не предусмотрен свободный доступ инструмента. Поэтому необходимо
применять инструменты с удлинителями. Кроме того, наружным диаметром эти
нековки совпадают с наружным диаметром детали, что приводит к
образованию острых кромок и необходимости введения слеслрно-зачистных операций
ручной обработки.
В остальном деталь достаточно технологична, допускает применение
высокопроизводительных режимов обработки, имеет хорошие базовые
поверхности для первоначальных операций и довольно проста ло конструкции.
Расположение крепежных отверстий как резьбовых, так и гладких допускает
многоинструментальную обработку. Поверхности вращения могут быть
обработаны на многошпиндельных станках.
Пример 1.2. Деталь — корпус редуктора (рис. 1.2)—представляет собой
отливку коробчатой формы из серого чугуна СЧ 20. Отливка довольно проста
по конфигурации, но требует применения стержневой формовки для
образования внутренних полостей. Кроме того, в опоке должен быть предусмотрен
14
сложный разъем ввиду наличия у детали выступов на боковой поверхности.
Следует заметить, что толщина стенок отливки неоправданно завышена, так
как наибольший габаритный размер детали не превышает 250 мм и
минимальная толщина стенок для таких отливок составляет 3...6, а на чертеже —
10 мм. Следовательно, условию минимальной металлоемкости эта деталь уже
не удовлетворяет.
\£-Мт
Рис. 1.2. Корпус редуктора
15
С точки зрения механической обработки деталь имеет следующие
недостатки в отношении технологичности. Форма и расположение отверстий
095/У7 и 062У.7 удобны для обработки с одной стороны отливки. Два дру«
гих отверстия, лежащих на оси //. 062/«7 и 04О/*7 не могут быть
обработаны напроход с той же стороны, что и отверстия по оси /.
Таким образом, обработка этих групп отверстий может вестись только
с двух сторон одновременно или с перестановкой детали на разных операциях.
В последнем случае затруднительно обеспечить требование относительно
параллельности осей / и // в пределах 0,03 мм.
Значительные трудности вызывает обработка крепежных отверстий, так
как они расположены близко относительно друг друга (в большинстве
случаев на расстоянии менее 25 мм), и одновременная их обработка на много-
шпиндельных станках невозможна. Ряд крепежных отверстий расположен
внутри отливки в труднодоступных для инструмента местах, что затрудняет
процесс обработки. Нетехиологнчны цековки 020 мм, так как их обработку
возможно производить только с обратной стороны съемными зенковками,
которые надеваются на оправку после того, как она пропущена в отверстие. При
обработке шпинделем станка производится давление на инструмент. При этом
инструмент вытягивается вверх. Эти цековки можно довольно просто
заменить платиками под головки винтов. Платики можно будет фрезеровать
напроход совместно с обработкой наружных поверхностей.
Затруднительна и обработка поверхности С, так как она расположена
внутри детали и, следовательно, к ней нет свободного доступа и выхода
инструмента. Сказанное выше справедливо для массового и крупносерийного
производства.
Остальные обрабатываемые поверхности с точки зрения обеспечения
точности н шероховатости не представляют технологических трудностей,
позволяют вести обработку напроход и дают возможность обрабатывать
несколько деталей одновременно высокопроизводительными методами.
Пример 1.3. Деталь—ведомая шестерня (рис. 1.3)—изготовлена из
легированной стали 20ХНР и проходит термическую обработку, что имеет
большое значение в отношении короблений, возможных при нагревании и
охлаждении детали. В этом смысле перемычка, связывающая тело зубчатого
венца и ступицу, расположена неудачно, так как при термической обработке
возникнут односторонние искажения. Зубчатый венец уменьшится в размерах и
вызовет сжатие ступицы с левого торца. Таким образом, отверстие приобретет
коническую форму, что скажется на характере искажения зубчатого венца.
Поэтому перемычку между венцом и ступицей следует в осевом сечении
расположить наклонно, как это указано на чертеже пунктиром. Такое конструктивное
изменение приведет к меньшим искажениям при термической обработке.
Деталь, по-видимому, не обладает достаточной жесткостью для применения
методов пластического формообразования зубчатого венца, а также
протягивания шлицевого отверстия в ступице, и некоторое усиление ступицы с этой
целью не приведет к значительному увеличению заготовки. Вывод о
недостаточной жесткости следует проверить расчетом.
С точки зрения механической обработки зубчатые колеса вообще
нетехнологичны, так как операция нарезания зубьев со снятием стружки
производится в основном малопроизводительными методами.
При конструировании деталей должны учитываться вопросы повышения
производительности зубообработки. Так, например, наличие выступа
относительно, зубчатого венца на левом торце неизбежно приведет к тому, что при
одновременной обработке двух деталей зубофрезерованием между ними
придется установить прокладку в виде кольца, что увеличит длину резания и,
следовательно, снизит производительность процесса. Это приведет также
к тому, что на нижнем торце верхней детали при зубофрезеровании
образуются заусенцы, которые нужно будет снять. Возможно, эти факторы могли
быть учтены при конструировании детали, и технологичность ее была бы
значительно улучшена.
16
Положительным следует считать наличие в отверстии двух фасок,
наружный диаметр которых больше наружного диаметра шлицсвого отверстия. Это
позволяет протягивать шлицевые отверстия после изготовления фасок, а тор*
цы обрабатывать на многорезцовом станке. В этом случае резцы для
подрезки торцов не будут доходить до шлицевого отверстия, что обеспечивает
хорошие условия резания (не на' прерывистой поверхности) и, следовательно,
высокую точность.
ffM/UMfl/l-f „^^
| Модули
| Число jySteS
1 ОС/годный контур
Kojpcpt/t4i/c//m смещения
условногононтура
| Стелен* /nowoawoofOCWW)
Предельные отклонений
озмери/полиного/гежцен-
уюрооого расстояния
И
ja одо/ол? нолеса
на одном зубе
| Долрсн на направление зу&
| Дианетр осиЖо" ащненоелм/
/77
Z
4.3 ~'"]
35 J
crCJBJ06'76\
f
0 |
9:S-7-3 |
fa's
V
a
ь
**
+o,os 1
-0,250
0./4
0.05
0.02 1
/37.3 J
5-ЪоШ Мшлицеб
Цементиробать /j /... /t 4; ft Я CSS... SJt сеодцебана
SyobeSШ№..40
Рис. 1.3. Ведомая шестерня
Количественная оценка технологичности
конструкции в соответствии с ГОСТ 14.202—73 может
быть выполнена при условии внесения изменений в конструкцию
детали после анализа технологичности. В этом случае может
быть произведена сравнительная оценка по некоторым
показателям технологичности до и после внесения изменений.
Так как в задании при курсовом проектировании
используется одна деталь, то в качестве количественных показателей тех-
2. Заказ № K-6641.
17
нологичности могут рассматриваться: масса детали; коэффи*
циент использования материала; коэффициент точности
обработки; коэффициент шероховатости поверхностей; уровень
технологичности конструкции по технологической себестоимости.
Коэффициент точности обработки и коэффициент
шероховатости определяются в соответствии с ГОСТ 18831—73. Для этого
необходимо рассчитать среднюю точность обработки и среднюю
шероховатость обработанных поверхностей. Данные по детали
целесообразно свести в таблицы отдельно для показателей
точности и шероховатости. Формы таблиц, способы подсчета
средних значений и коэффициентов приведены в прил. 8.5
В первой графе таблиц указываются квалитеты Г< и
значения параметра шероховатости #/,- обрабатываемых поверхностей
данной детали; во второй — количество размеров или
поверхностей П( для каждого квалитета или шероховатости; в третьей
графе—произведение предыдущих граф.
Подсчет средней точности, средней шероховатости и
коэффициентов точности и шероховатости на основании данных таблиц
прост и не требует пояснений.
Таким же образом эти показатели технологичности можно
рассчитать для каждой детали до и после внесения в ее
конструкцию изменений, что дает возможность определить уровень
технологичности по отношению к базовому варианту, которым в
данном случае является исходное задание на проектирование.
Если чертеж детали в результате технологического контроля и
качественного анализа технологичности оставлен без изменений
и рассматривается только один вариант технологического
процесса обработки, то уровень технологичности как сравнительный
показатель по использованию материала, точности обработки,
шероховатости и технологической себестоимости равен единице.
Все замечания, выявленные при контроле чертежа,
качественном анализе технологичности и определении показателей,
а также предложения по улучшению конструкций следует
систематизировать и изложить в пояснительной записке.
Глава 2. ПРЕДВАРИТЕЛЬНАЯ ПРОРАБОТКА
ПРОЕКТНЫХ РЕШЕНИЙ
2.1. ВЫБОР ТИПА ПРОИЗВОДСТВА
Тип производства по ГОСТ 3.1108—74 характеризуется
коэффициентом закрепления операций /С3.о, который показывает
отношение всех различных технологических онераглЛ,
выполняемых или подлежащих выполнению подразделением в течение
месяца, к числу рабочих мест. Так как /<3.0 отражает
периодичность обслуживания рабочего всей необходимой информацией, а
также снабжения рабочего места всеми необходимыми
вещественными элементами производства, то Кз.о оценивается
применительно к явочному числу рабочих подразделения из расчета на
одну смену:
к -^
Аз.о — р >
* я
где 2^о — суммарное число различных операций; Ря — явочное
число рабочих подразделения, выполняющих различные операции.
Согласно ГОСТ 14.004—74, принимаются следующие
коэффициенты закрепления операций: для массового производства
/(з.о=1; Для крупносерийного производства 1^Яз.о^Ю.
Практическое значение Кз.о для массового производства
может быть 0,1...1,0.
Коэффициент закрепления операций должен в
производственных условиях определяться для планового периода, равного
одному месяцу. Последнее обстоятельство, очевидно, учитывает
условия серийного производства, для которого характерны
большая номенклатура изделий и сравнительно частая смена
объектов производства, что и определяется большими
значениями коэффициента закрепления операций.
Так как в заданиях курсовых проектов регламентируется
годовая программа изготовления какой-то конкретной детали, то
условие планового периода, равного одному месяцу, здесь
неприменимо.
Исходя из приведенной формулы для коэффициента
закрепления операций необходимо установить соотношение между
трудоемкостью выполнения операций и производительностью рабочих
мест (оборудования), предназначенных для проведения данного
технологического процесса при условии загрузки этого
оборудования в соответствии с нормативными коэффициентами.
19
Если заданием на курсовое проектирование
предусматривается внесение изменений в существующий на производстве
технологический процесс, то вычисление коэффициента закрепления
операций для этого процесса сведется к проверке правильности
расчетов режимов резания, норм времени, фактических
коэффициентов загрузки оборудования и др. При этом тип и
организационная форма производства заранее известны и мало вероятно,
чтобы вычисленные значения коэффициента закрепления
операций противоречили установленному типу производства.
При самостоятельной разработке студентом
технологического процесса необходимо этот процесс расчленить на
технологические операции и переходы по обработке элементарных
поверхностей, определить основное время выполнения каждого перехода и
штучное или штучно-калькуляционное время для каждой
операции. На данном этапе проектирования нормирование переходов
и операций можно выполнить, пользуясь приближенными
формулами (прил. 1).
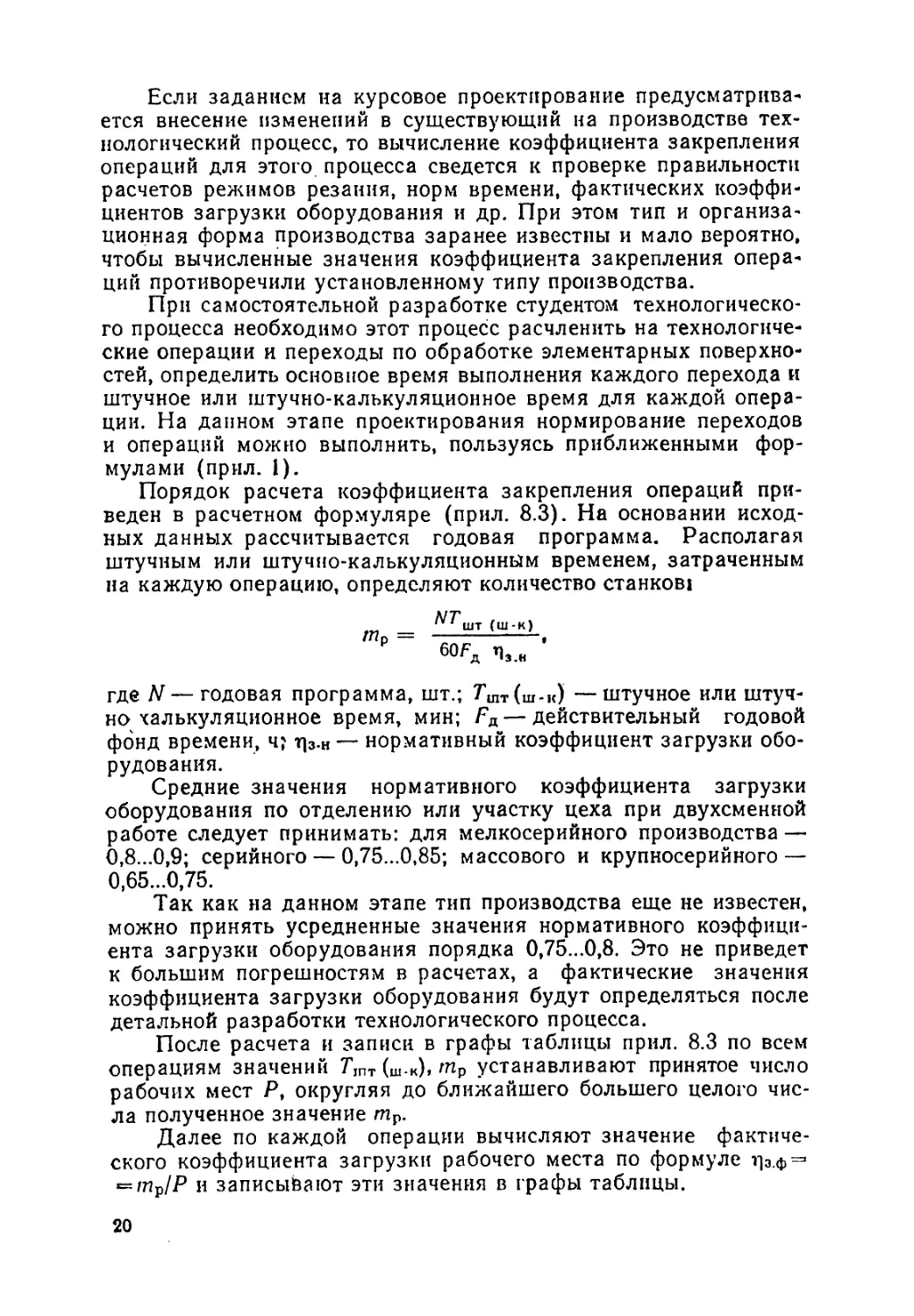
Порядок расчета коэффициента закрепления операций
приведен в расчетном формуляре (прил. 8.3). На основании
исходных данных рассчитывается годовая программа. Располагая
штучным или штучно-калькуляционным временем, затраченным
на каждую операцию, определяют количество станков!
,„ шт (ш-к)
/77 п — 1
где N — годовая программа, шт.; Гшт(ш.„) —штучное или
штучно калькуляционное время, мин; Рд— действительный годовой
фонд времени, ч; т)з.н— нормативный коэффициент загрузки
оборудования.
Средние значения нормативного коэффициента загрузки
оборудования по отделению или участку цеха при двухсменной
работе следует принимать: для мелкосерийного производства —
ОД..0,9; серийного — 0,75...0,85; массового и крупносерийного —
0,65...0,75.
Так как на данном этапе тип производства еще не известен,
можно принять усредненные значения нормативного
коэффициента загрузки оборудования порядка 0,75...0,8. Это не приведет
к большим погрешностям в расчетах, а фактические значения
коэффициента загрузки оборудования будут определяться после
детальной разработки технологического процесса.
После расчета и записи в графы таблицы прил. 8.3 по всем
операциям значений 7\пт (ш-к)» тр устанавливают принятое число
рабочих мест Р, округляя до ближайшего большего целого
числа полученное значение тР.
Далее по каждой операции вычисляют значение
фактического коэффициента загрузки рабочего места по формуле г|э.ф=*
= Шр/Р и записывают эти значения в графы таблицы.
20
Если т]3.ф операции оказывается выше нормативного, следует
увеличить для данной операции количество станков. Если же па
каких-то операциях т)3.ф значительно ниже нормативного,
следует проанализировать возможность дозагрузки рабочего места
другими, примерно равноценными по трудоемкости, операциями.
Тогда количество операций на данном рабочем месте может
быть увеличено, а в графу О таблицы будет записано
скорректированное значение.
Количество операций, выполняемых на рабочем месте,
определяется ПО формуле 0 = Т)п.н/т1э.ф.
После заполнения всех граф таблицы подсчитывают
суммарные значения для О и Р, определяют /С3.0 и тип производства.
Пример 2.1. Рассчитать коэффициент закрепления операций для
технологического процесса, состоящего из трех операций: протяжной, 7"Шт = 1 мин;
токарной, Гшт = 2,4 мин; зубофрезерной, Гшт^в мин. Годопая программа,
включая выпуск запасных частей,— 60 000 детален.
Расчетное количество станков составит: для первой операции — 0,33;
второй — 0,79; третьей — 2,65.
Принятое количество станков: для первой операции—1; второй—1,
третьей — 3.
Фактический коэффициент загрузки оборудования: для первой
операции — 0,33; второй — 0,79, третьей — 0.88.
Коэффициент закрепления операций
1 + 14-1
*«—гтттт--0-6'
т. е. производство будет массовым.
Если в нашем примере все операции имели бы фактический коэффициент
загрузки оборудования примерно 0,25, количество операций, которые могли
бы выполняться на каждом рабочем месте, 0=0,75/0,25=3 и коэффициент
закрепления операций
К 3 + 3 + 3 о
производство будет крупносерийным.
Действительный фонд времени работы оборудования на год
(в часах) можно определить по следующим данным:
календарному числу дней — 365; количеству выходных дней — 104;
праздничных дней — 8; предпраздничных дней, сокращенных на
1ч — 6; рабочих суббот — 1; числу смен работы оборудования —
2; продолжительности рабочего дня — 8,2 ч; потерям времени на
проведение ремонтов, обслуживания, настройки и иодналадки
оборудования (в процентах) Я ; /^=[(365 — 104 — 8+1)8,2 — бх
Х1]2(1 —/7/100).
Номинальный и действительный фонды времени работы
оборудования и рабочих мест на год приведены в табл. 2.1.
Формы организации технологических процессов в
соответствии с ГОСТ 14.312—74 зависят от установленного порядка
выполнения операций технологического процесса, расположения
21
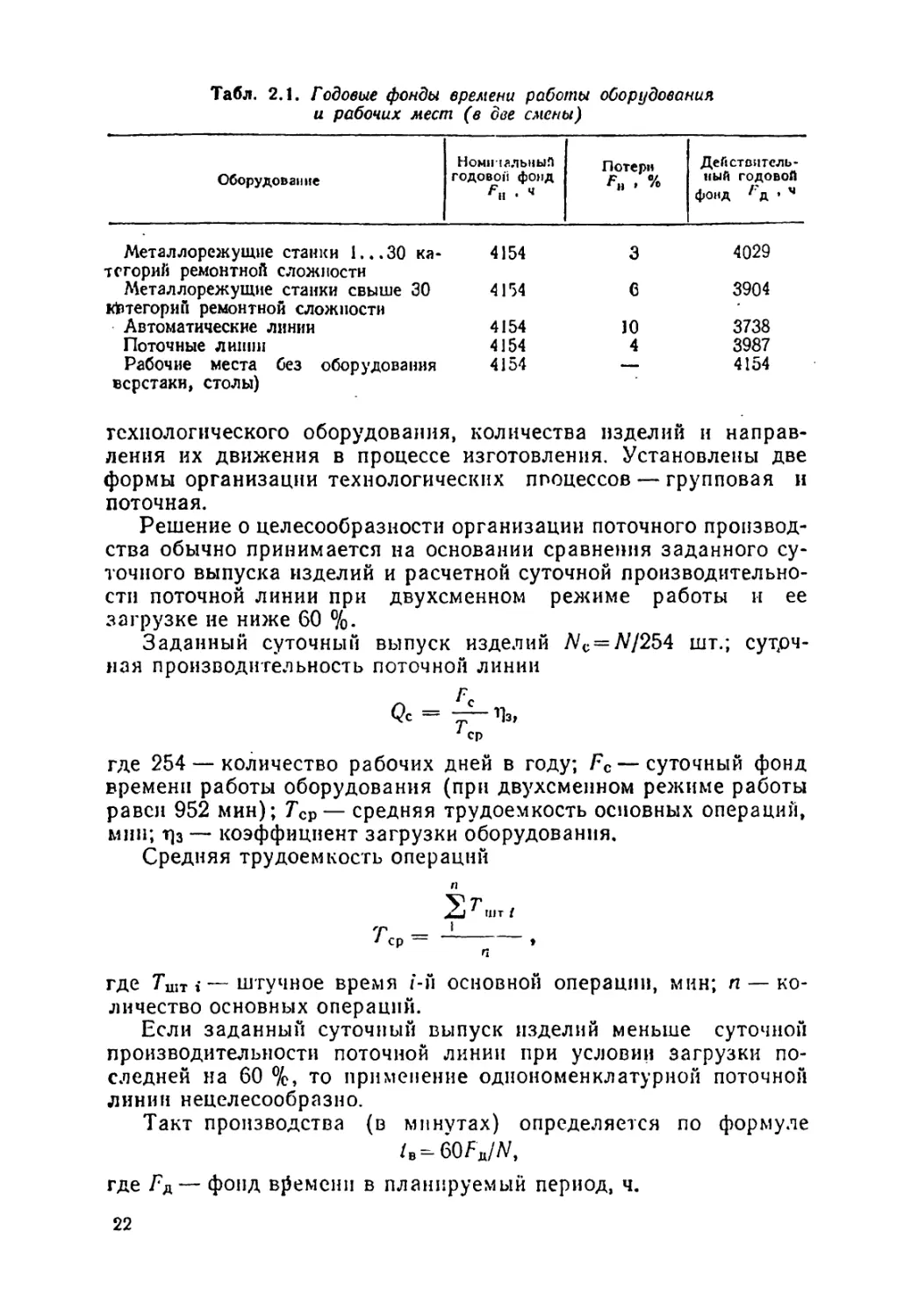
Табл. 2.1. Годовые фонды времени работы оборудования
и рабочих мест (в две смены)
Оборудование
НомнчзльныЯ
годовой фонд
Fn . ч
Потери
Действительный годовой
фонд гл ' ч
.
Металлорежущие стайки 1...30 ка- 4154 3 4029
тсторий ремонтной сложности
Металлорежущие станки свыше 30 4154 С 3904
категорий ремонтной сложности
Автоматические линии 4154 J0 3738
Поточные линии 4154 4 3987
Рабочие места без оборудования 4154 — 4154
верстаки, столы)
технологического оборудования, количества изделий и
направления их движения в процессе изготовления. Установлены две
формы организации технологических процессов — групповая и
поточная.
Решение о целесообразности организации поточного
производства обычно принимается на основании сравнения заданного
суточного выпуска изделий и расчетной суточной
производительности поточной линии при двухсменном режиме работы и ее
загрузке не ниже 60 %.
Заданный суточный выпуск изделий 7Ус = Л//254 шт.; сутрч-
ная производительность поточной линии
Qc = — ib
уср
где 254 — количество рабочих дней в году; Fc — суточный фонд
времени работы оборудования (при двухсменном режиме работы
равен 952 мин); Гер — средняя трудоемкость основных операций,
мни; т}з — коэффициент загрузки оборудования.
Средняя трудоемкость операций
п
г - л
' ср — *
п
где 7Шт г— штучное время /-и основной операции, мин; п —
количество основных операций.
Если заданный суточный выпуск изделий меньше суточной
производительности поточной линии при условии загрузки
последней на 60 %, то применение однономенклатурной поточной
линии нецелесообразно.
Такт производства (в минутах) определяется по формуле
U^bOFJN,
rjit FA — фонд времени в планируемый период, ч.
22
При групповой форме организации производства запуск
изделий производится партиями с определенной периодичностью,
что является признаком серийного производства.
Количество деталей в партии для одновременного запуска
допускается определять упрощенным способом по формуле
n = /Va/254,
где а — периодичность запуска в днях. (Рекомендуется
следующая периодичность запуска изделий: 3, 6, 12, 24 дней.)
Размер партий должен быть скорректирован с учетом
удобства планирования и организации производства (его
целесообразно принимать не менее сменной выработки). Корректировка
размера партии состоит в определении расчетного числа смен на
обработку всей партии деталей на основных рабочих местах:
т
' ш-к ср 11
С~~ 476 • 0,8 •
где 7ш.кср — среднее штучно-калькуляционное время по
основным операциям, мин.
Расчетное число смен округляется до принятого целого числа
сПр, затем определяется число деталей в партии, необходимых
для загрузки оборудования на основных операциях в течение
целого числа смен:
476.0,8спр
;bip — - t
'ш-к ср
где 476 — действительный фонд времени работы оборудования в
смену, мин; 0,8 — нормативный коэффициент загрузки станков в
серийном производстве.
2.2. АНАЛИЗ СУЩЕСТВУЮЩЕГО ТЕХНОЛОГИЧЕСКОГО
ПРОЦЕССА
Работа по подготовке к выполнению курсового проекта
начинается во время прохождения студентами производственной
технологической практики, когда изучаются действующие на
производстве технологические процессы, оборудование, оснастка,
экономические, организационные вопросы и др. При изучении
существующих процессов ставятся задачи их глубокого анализа,
так как без него невозможно оценить технологический процесс и,
следовательно, высказать предложения по его улучшению и
модернизации.
Анализ существующего технологического процесса должен
быть проведен с точки зрения обеспечения качества продукции.
При этом следует выяснить, правильно ли он составлен для
выполнения требований чертежа и соблюдаются ли все требования
технологического процесса в цехе.
23
Для этого можно рекомендовать следующий примерный
перечень вопросов: а) рациональность метода получения
заготовки для данного масштаба производства; б) соответствие
реальной заготовки чертежу в отношении фактических припусков на
обработку и выполнения прочих технических требований;
в) правильность выбора черновых, чистовых и промежуточных
баз на операциях технологического процесса, соблюдение
принципа единства технологических баз; г) правильность
установки последовательности операций процесса для достижения
заданной точности детали; д) соответствие параметров
установленного оборудования требованиям данной операции; е)
соответствие режимов резания прогрессивным; ж) степень оснащенности
операций; з) применяемость высокопроизводительного режущего
инструмента и новых марок материалов его режущей части;
и) соблюдение технологического процесса на операциях и
качество обработки деталей; к) степень концентрации операций
технологического процесса и др.
Качество обработки деталей на каждой операции
оценивается на основании данных о браке. Первоначальным источником о
количестве брака по операциям могут служить данные,
полученные из отдела технического контроля. Однако для большей
объективности следует руководствоваться личными
наблюдениями и результатами измерений важнейших параметров на
операциях технологического процесса.
Следует также проанализировать причины появления брака и
обратить внимание на реальное состояние оборудования в
отношении возможности обеспечения заданной точности на
операциях.
Правильность разработки технологического процесса и
выбора оборудования целесообразно оценить с помощью таких
количественных показателей, как коэффициент загрузки
оборудования, коэффициенты использования оборудования по основному
времени и по мощности. Способ определения этих
коэффициентов приведен в параграфе 4.5.
Экономические показатели существующего технологического
процесса по операциям на данном этапе проектирования
сводятся к определению технологической себестоимости, так
как сопоставление вариантов предлагаемого процесса с
существующим достаточно произвести на основании этого
показателя.
Результаты анализа существующего технологического
процесса должны быть детально изложены в соответствующем
разделе пояснительной записки, так как именно анализ может дать
предпосылки для разработки варианта процесса.
Поэтому совершенно недопустимо заменять анализ
технологического процесса простым его описанием или переписыванием
сведений из технологических карт. Анализ целесообразно
выполнять со ссылками на технологические карты.
24
При разработке курсового проекта перед студентом не
ставится задача коренной переработки существующей технологии,
если это не диктуется соответствующими особыми условиями,
например резким увеличением производственной программы,
связанным с изменением типа производства. В большинстве
случаев оказывается достаточным рассмотреть варианты по изменению
нескольких, а иногда двух-трех технологических операций и
сопоставить их по методике, предлагаемой ниже.
2.3. ВЫБОР ЗАГОТОВКИ
Общие рекомендации. Метод выполнения заготовок для
деталей машин определяется назначением и конструкцией детали,
материалом, техническими требованиями, масштабом и
серийностью выпуска, а также экономичностью изготовления. Выбрать
заготовку — значит установить способ ее получения, наметить
припуски на обработку каждой поверхности, рассчитать размеры
и указать допуски на неточность изготовления.
Для рационального выбора заготовки необходимо
одновременно учитывать все вышеперечисленные исходные данные, так
как между ними существует тесная взаимосвязь.
Окончательное решение можно принять только после экономического
комплексного расчета себестоимости заготовки и механической
обработки в целом.
При выполнении курсового проекта делается краткий анализ
существующего способа получения заготовки на заводе. В
анализе должны быть отражены: экономичность способа в условиях
завода; технологический процесс получения заготовки, который
иллюстрируется эскизами; оснащенность технологического
процесса, элементы его механизации и автоматизации, качество
заготовки, неполадки в технологическом процессе, причины брака
и методы его устранения. Следует также выявить основные
технико-экономические показатели процесса получения заготовки
на заводе: себестоимость, процент использования материала,
трудоемкость и производительность на отдельных операциях.
Перечисленные факторы следует учитывать и при
самостоятельной разработке заготовки на основании чертежа детали.
Работа ведется в такой последовательности: 1) выбирается вид
заготовки с учетом факторов, определяющих эксплуатационные
характеристики детали, тип производства, экономию металла и
др.; 2) на все обрабатываемые поверхности назначаются, а на
некоторые — рассчитываются аналитическим способом припуски
на обработку; 3) выполняется чертеж заготовки, и подсчитыва-
ется ее масса; 4) рассчитывается стоимость заготовки.
Иногда целесообразно сделать сопоставление двух
возможных способов получения заготовки, как это делается при
сравнении предлагаемого способа с существующим на заводе (с целью
выбора оптимального).
25
Табл. 2.2. Сортовой прокат и профили, область их применения [28]
Вид проката или профиль
ГОСТ
Область применения
Сортовой:
-круглый горячекатаный по- 2590—71
пышснпой и нормальной
точности
круглый калисрованный 7415—75
квадратный, шестигранный, 2591—71
полосовой (горячекатаный 103—76
обычной точности)
квадратный, шостиграпый 8559—75
(калиброванный) 8560—68
Гладкие и ступенчатые валы с
небольшим перепадом диаметров
ступеней, стаканы диаметром до
50 мм, втулки с наружным
диаметром до 25 мм
Крепеж, небольшие детали
типа рычагов, тяг, планок и
клиньев
Листовой:
толстолистовой
горячекатаный
тонколистовой
горячекатаный и холоднокатаный
Трубы:
стальные бесшовные
горячекатаные и холоднокатаные
19903—74 Фланцы, кольца, плоские
детали различной формы; цилнпд-
19903—74 рические полые втулки
19904—74
8732—78 Цилиндры, втулки, гильзы
8734—75 шпиндели, стаканы, барабаны,
ролики, валы
Периодический продольный
8319—75 Ступенчатые валы
крупносерийного и массового
производства
] 1о|]орсч но- винтовой
8320—73 Валы, полуоси, рычаги и
другие детали крупносерийного и
массового производства
Примечание. Периодический и продольный прокат и лоиеречно-винговой
имеют переменное по длине сечение, остальные, приведенные в таблице,—
постоя иное.
Наиболее часто в курсовых проектах по технологии
машиностроения применяют заготовки из проката, штампованные
заготовки и отливки. Это определяется тем обстоятельством, что иа
эти виды заготовок разработаны прейскуранты и методика
технико-экономического расчета стоимости заготовок, приводимая в
настоящем пособии.
Заготовки из проката. Виды проката, его характеристики и
область применения приведены в табл. 2.2.
Прокат может применяться в качестве заготовки для
непосредственного изготовления деталей либо в качестве исходной
заготовки при плаЬтическом формообразовании.
26
Табл. 2.3. Характеристика некоторых методов выполнения заготовок*
давлением (углеродистые и легированные стали и специальные сплавы) [28]
Метод выполнения
заготовок
Размеры или масса
Точность
выполнения заготовок
Шероховатость
Rzt мкм
Штамповка на моло- ' Atacca до 200 кг, пап- По ГОСТ 320... 160
тах и прессах меньшая толщина стенок 7505—74
2,5 мм
Штамповка с после- Масса до 100 кг, паи- 0,05...0,1 мм 40... 10
дующей чеканкой меньшая толщина стенок
2,5 мм
Штамповка (высад- Масса 0,1... 100 кг, По ГОСТ 320...100
ка) на ГКМ диаметр до 315 мм 7505—74
Штамповка выдав- Диаметр до 200 мм 0,2...0,5 мм 320...80
ливаннем
Специальный прокат применяется в условиях массового или
крупносерийного производства, что в значительной степени
снижает припуски и объем механической обработки.
Кованые и штампованные заготовки. Характеристика
некоторых, наиболее часто применяемых в курсовых проектах
методов получения заготовок путем обработки металлов давлением,
приведены в табл. 2.3. Область применения этих методов —
серийное и массозое производство. Штамповка на кривошипных
прессах в 2...3 раза производительнее по сравнению со
штамповкой на молотах, припуски и допуски уменьшаются на 20...35 %,
расход металла снижается на 10...15 %. Заготовки для деталей
типа стержня с утолщением, колец, втулок, деталей со сквозными
и глухими отверстиями [33] целесообразно получать на
горизонтально-ковочных машинах (ГКМ).
Отливки. Точность отливок в песчаные (земляные) формы и
припуски на обработку регламентированы для чугунных деталей
(в том числе и для деталей из ковкого чугуна) ГОСТ 1855—55 и
для стальных деталей — ГОСТ 2009—55.
Установлены три класса точности отливок одинаковых для
чугунных и стальных заготовок (табл. 2.4). При выборе литой
заготовки в первую очередь следует определить класс точности
в зависимости от масштаба производства и способа получения
отливки, который обусловливается характером технологической
оснастки литейного цеха и механизацией процессов изготовления
и сборки форм и стержней. Данные для выбора класса точности
отливок приведены в табл. 2.5. Следует учитывать, что основным
фактором, определяющим выбор класса точности отливок,
является себестоимость, которая при выборе отливки более
высокого класса точности должна быть компенсирована снижением
металлоемкости и стоимости механической обработки.
Наиболее универсальным методом является литье в
песчаные формы, однако изготовление форм требует больших затрат
времени. Так, набивка одного кубического метра формовочной
27
Табл. 2.4. Допустимые отклонения по размерам отливок из серого
чугуна и стали
Наибольшие
габариты
отливки, мм
Номинальный размер части отливок, на который дается допуск, мм
До 50
50...120
120... 260
260... 500
500...800
800...1250
1250...2000
До 120 ±0.2 +0,3
120...260 ±0,3 ±0,4
260...500 ±0,4 ±0,6
500... 1250 ±0,6 ±0,8
1250...3150 ±0,8 ±1,0
3150...5000 ±1,0 ±1,2
До 260 ±0,5 ±0,8
260... 500 ±0,8 ±1,0
500... 1250 ±1,0 ±1,2
1250...3150 ±1,2 ±1,5
3150,..6300 ±1,5 ±1,8
Примечание. 3-й класс точности предназначается для единичного про*
изводства.
Табл. 2.5. Зависимость класса точности отливок от характера
производства
Класс
точности
Характер
производства
Количество
изделий в год
Осиветка
Изготовление
форм
стержней
1 От круп- Свыше Металличес- Машинная Машинное ка-
иосерийного 10000 кие модели и сборка стерж- либрование в
до массово» стержневые ней в кондукто- кондукторах
пего ящики, кондук- pax ред сборкой
торы для
калибрования стерж*
ней
2 От серий- 1000... Металличес- машинное Крупных —
ного до кру- 10000 кие модели и машинное, мел-
пносерийиого стержневые ких — ручное
ящики
смеси вручную занимает 1,5...2 ч, а с помощью пневматической
трамбовки — 1 ч. Применение пескомета для набивки форм
сокращает время набивки до 6 мин. Встряхивающие машины
ускоряют набивку по сравнению с ручной в 15, а прессование —
в 20 раз.
Литьем в землю по металлическим моделям при машинной
формовке получают отливки массой до 10...15 т при наименьшей
толщине стенок 3...8 мм.
1-й класс точности
+0,6
±0,8
Н-1,0
гИ,2
rf-1,5
Н-1,0
+ 1,2
+ 1,4
гИ,8
—
±Ь4
+ 1,6
+2,0
____
—
+ 1,6
+2,0
+2,5
__
—
—
+2,5
±3,0
2-й класс точности
±1,0 - -
±1,2 ±1,5 — - —
+ 1,5 ±2,0 ±2,5 ±3,0 -
±2,0 ±2,5 ±3,0 ±4,0 ±5,0
±2,2 ±3,0 ±4,0 ±5,0 ±6,0
28
Литье в оболочковые формы применяют главным образом
при получении ответственных фасонных отливок. При этом
получают алюминиевые и стальные отливки массой до 150 кг;
минимальная толщина стенок для алюминиевых отливок— 1...1,5 мм,
стальных — 3...5 мм. Обеспечивается точность отливок в
пределах 12...14-го квалитетов по СТ СЭВ 144—75, параметр
шероховатости поверхности Rz 40...10. При автоматизации этого метода
можно получать до 450 полуформ в 1 ч.
Литье в кокиль экономически целесообразно при величине
партии не менее 300...500 шт. для мелких отливок и 30...50 шт.
для крупных отливок. Производительность способа — до 30
отливок в 1 ч. Этим способом можно получать отливки массой
0,25.. .7 т, имеющие точность 13...15-го квалитетов по
СТ СЭВ 144—75 и параметр шероховатости поверхности
Rz 80..Л0.
Литье по выплавляемым моделям экономически
целесообразно для литых деталей сложной конфигурации из любых
сплавов при партии свыше 100 шт. Метод обеспечивает получение
отливок массой до 50 кг с минимальной толщиной стенок 0,5 мм;
точность 11...12-ГО квалитетов по СТ СЭВ 144—75, параметр
шероховатости поверхности Rz 40... 10.
Литье под давлением применяется в основном для
получения фасонных отливок из цинковых, алюминиевых, магниевых и
латунных сплавов. Способ считается целесообразным при
партии 1000 и более деталей. Производительность метода до 1000
деталей в час. Можно получать отливки массой до 100 кг с
минимальной толщиной стенок 0,5 мм; точность 11...12-го квалитетов
по СТ СЭВ 144—75, параметр шероховатости поверхности не
более Rz 20.
Центробежное литье может применяться при выполнении
заготовок, имеющих форму тел вращения. Производительность
способа до 15 отливок в 1 ч. Масса отливок 0,01...3 т,
минимальная толщина стенок 0,5 мм, точность 13... 15-го квалитетов по
СТ СЭВ 144—75, параметр шероховатости поверхности
Rz 160...40.
Экономическое обоснование выбора заготовки. При выборе
вида заготовки для вновь проектируемого технологического
процесса возможны следующие варианты: 1) метод получения
заготовки принимается аналогичным существующему в данном
производстве; 2) метод получения заготовки изменяется, однако
это обстоятельство не вызывает изменений в технологическом
процессе механической обработки; 3).. метод получения заготовки
изменяется, и в результате этого существенно изменяется ряд
операций механической обработки детали.
В первом случае достаточно ограничиться ссылкой на
справочную литературу, где для данных условий рекомендован этот
вариант как оптимальный. Так как стоимость заготовки не изме-
29
няетея, она не учитысается при определении технологической
себестоимости.
Во втором случае предпочтение следует отдавать заготовке,
характеризующейся лучшим использованием металла и
меньшей ее стоимостью. Методика определения стоимости заготовки
приводится ниже. Она учитывается при расчете технологической
себестоимости.
В двух рассмотренных случаях имеется полная возможность
принять окончательное решение относительно вида заготовки и
рассчитать се стоимость до определения технологической
себестоимости варианта процесса.
В третьем случае вопрос о целесообразности определенного
вида заготовки может быть решен лишь после расчета
технологической себестоимости детали по сравниваемым вариантам.
Предпочтение следует отдавать той заготовке, которая
обеспечивает меньшую технологическую себестоимость детали. Если же
сопоставляемые варианты по технологической себестоимости
оказываются равноценными, предпочтительным следует считать
вариант заготовки с более высоким коэффициентом
использования материала.
Себестоимость заготовок из проката
«^заг = /И -j- 2j^o.3*
где М — затраты па материал заготовки, руб.;
2^<>.з—технологическая себестоимость операций правки, калибрования прутков,
разрезки их на штучные заготовки:
г т
С — п-з "»т (hi-k)
03 ~" 60 • 100 '
где Сп.з — приведенные затраты на рабочем месте, коп./ч;
7\iit(ui-k)—штучное или штучно-калькуляционное время
выполнения заготовительной операции (правки, калибрования,
резки и др.).
По данным [25] приведенные затраты, приходящиеся на 1 ч
работы оборудования, имеют следующие значения: резка
заготовок диаметром до 55 мм на ножницах сортовых модели
Н 1834—883; резка заготовок диаметром до 140 мм на ножницах
сортовых модели 1838—1629; резка на отрезных станках,
работающих дисковыми пилами,—121; правка на автоматах —
200...250 коп./ч.
Затраты па материал определяются по массе проката,
требующегося на изготовление детали, и массе сдаваемой стружки.
При этом необходимо учитывать стандартную длину прутков и
отходы в результате некратности длины заготовок этой
стандартной длине:
M^QS — (Q—g)Jbl>L9
V V 1000
где Q — масса заготовки, кг, S — цена 1 кг материала заготов-
30
ки, руб.; q— масса готовой детали, кг; S0Tx — йена 1 т
отходов, руб..
Стоимость некоторых металлов и заготовительные цены на
стружку черных и цветных металлов приводятся в табл. 2.6 и 2.7.
Стоимость заготовок, получаемых такими методами, как
литье в обычные земляные формы и кокили, литье по
выплавляемым моделям, литье под давлением, горячая штамповка на
молотах, прессах, ГКМ, а также электровысадкой, можно с
достаточной для курсового проектирования точностью определить но
формуле
Ssa, = (-—- Qkr *c *в К kn )-(Q- q)
1000
где Ci — базовая стоимость 1 т заготовок, руб.; kT, kc> kEt km
kn — коэффициенты, зависящие от класса точности, группы
сложности, массы, марки материала и объема производства
заготовок.
Для отливок, полученных литьем в обычных земляных
формах, рекомендуется пользоваться нижеприведенными данными.
Табл. 2.6. Оптовые цены на некоторые металлы (прейскуранты 01-08,
01-13, 02-07, 02-10, 1981 г.)
HauMcuowamie
Углеродистая
То же
Углеродистая
Легированная
То же
»
1
»
Автоматная
Марка
1
1 '_ J
Сталь обыкновенного качества круглая
и квадратная
Ст 0, Ст 3
Ст 4
Сталь качественная круглая, квадратная,
шестигранная
10, 20, 30, 40, 45, 50, 55
15Х, 20Х, ЗОХ, 35Х, 40Х, 45Х,
Б0Х
18ХГТ, ЗОХГТ, 20ХГР
15ХГС, ЗОХГС
12ХНЗЛ, ЗОХНЗА
20ХНР
А12, А20, АЗО, А40Г
Шарикоподшипниковая ШХ9, ШХ15
То же
Качественная
ШХ15СГ
Сталь высокоуглеродистая круглая
У7, У8, У9, У10, У11...У13
Высококачественная У 7А. ♦. У1 ЗА
Легированная
хвг
Цсия
Pi
106.
114.
136.
141.
147.
370.
279.
187.
131.
207.
224.
156.
1G7.
Б06.
за 1 т,
'б.
3
..124
..132
..185
..168
..171
..203
..309
..215
..157
..259
..287
..187
..198
..555
31
Окончание
Сталь качественная калиброванная (холоднотянутая) круглая
55, 60
Углеродистая
Автоматная
Шарикоподшипниковая
35, 40, 45, 50,
А12, Л20
ШХ9, ШХ15
176.,
171..
260.,
.263
.235
.364
Прутки латунные
0 17...50 мм
Прутки алюминиевые
0 11...44 мм
Прутки бронзовые
0 17...40 мм
Цветные сплавы
Л62, ЛС59-1, ЛСЖ58-Ы 1140...1180
АМГ-3 1180... 1230
Бр Б2 7910...7960
Трубы (цена за 1 м)
Горячедеформиро-
ванные
0 54 мм, стенка 10 мм
0 70 мм, » 10 мм
0 89 мм, » 10 мм
Холоднокатаные
0 102 мм, стенка 20 мм
0 120 мм, » 24 мм
0150 мм, » 24 мм
Горячедеформи-
р о в а и и ы е
0 90 мм, стенка 11 мм
0 90 мм, » 19 мм
Сталь 15...25
Сталь 15...25
ШХ15
2,28
2,94
3,77
9,23
11.3
21,9
6,3
П.9
Примечание. Большие значения цен указаны для сталей 0 10 мм»
меньшие—для автоматных сталей 0 100 мм, для остальных — 0 250 мм.
Табл. 2.7. Заготовительные цены на стружку черных и цветных
металлов (прейскуранты 01-03 и 02-05 1981 г.)
Вид стружки
Цена за 1 т« руб.
Чугунная
Стальная
Латунная
Бронзовая
Алюминиевая
24,8
22,6...28,1
341...404
507...1083
240...316
Примечание* Меньшие значения цен следует принимать для стружки,
содержащей меньший процент дорогостоящих легирующих элементов.
32
Табл. 2.8. Значение коэффициентов kQt kbu kn
Материал отливки
Группы сложности
Чугун, сталь
Алюминиевые сплавы
Медные сплавы и бронза
0,7 0,83
0,82 0,89
0,97 0,98
1,2 1,45
1.1 1.22
1.02 1,04
Масса отливки, кг
0,5.
1.
3.
10.
20.
50.
200.
.Л
..3
..10
..20
..50
..200
..500
Материал отливок
чугун
алюминиевые сплавы!
бронза
1.1
1
0,91
0,84
0,8
0,74
0,67
1.07
1
0.93
0.87
0,82
0.78
0,74
1,05
1
0,96
0,92
0,89
0,85
0,82
1.01
1*
0,99
0,97
0.95
0,93
0,9
Материал отливки
Группа серийности
Чугун
Сталь
Алюминиевые сплавы
Медноцннковые сплавы и бронза
0,52
0.5
0,77
0,91
0,76
0,77
0,9
0,96
1
1
1
1
1.2
1,2
1,11
1,05
1,44
1,48
1,22
1,08
Базовая стоимость 1 т отливок Ci = 360 руб. (отливки из
серого чугуна марок СЧ10; СЧ15; СЧ18 массой 1...3 кг, 3-го
класса точности по ГОСТ 1855—55, 3-й группы сложности и 3-й
группы серийности. Прейскурант № 25-01, 1981 г.).
Коэффициенты выбираются по следующим данным:
а) в зависимости от точности отливок значения
коэффициента kT: для отливок из черных металлов— 1-й класс точности в
1,1; 2-й класс точности — 1,05; 3-й класс точности — 1; для
отливок из цветных металлов (по ОСТ 1.41154—72) —4-й класс
точности— 1,1; 5-й класс точности— 1,05; 6-й класс точности— 1;
б) в зависимости от марки материала значения
коэффициента kM следующие: для чугуна — СЧ10, СЧ15, СЧ18—1; СЧ20,
3. Заказ М>К-6641.
33
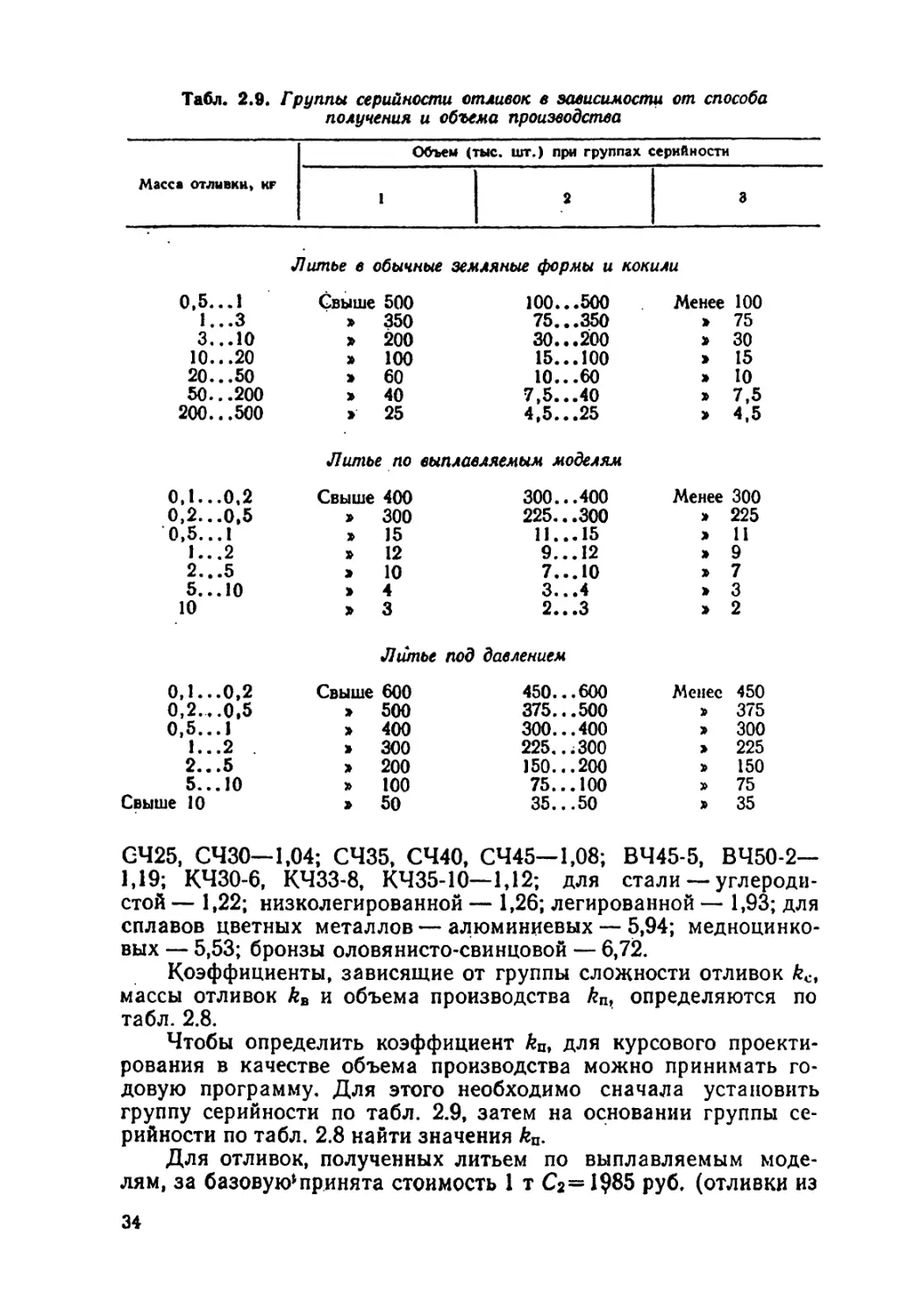
Табл. 2.9. Группы серийности отливок в зависимости от способа
получения и объема производства
Масса отливки» kf
Литье в
0.5...1
1...3
3...10
10...20
20...50
50...200
200...500
0,1...0,2
0,2...0,5
0,5...1
1...2
2...5
5...10
10
0,1...0.2
0,2...0,5
0,5...J
1...2
2.,.5
5...10
Свыше 10
Объем (тыс. шт.) при группах серийности
1
2
э
обычные земляные формы и кокили
Свыше 500
»
>
»
»
»
»
350
200
100
60
40
25
100...500
75...350
30...200
15...100
10...60
7,5...40
4,5...25
Литье по выплавляемым моделям
Свыше 400
»
»
»
>
»
>
300
15
12
10
4
3
300...400
225...300
11...15
9...12
7...10
3...4
2...3
Литье под давлением
Свыше 600
»
»
»
»
»
*
500
400
300
200
100
50
450...600
375...500
300...400
225,.;300
150...200
75..,100
35...50
Менее 100
» 75
» 30
» 15
» 10
» 7,5
> 4,5
Менее 300
> 225
> 11
> 9
» 7
» 3
» 2
Менее 450
» 375
» 300
> 225
» 150
» 75
» 35
G425, СЧ30—1,04; СЧ35, СЧ40, СЧ45—1,08; ВЧ45-5, ВЧ50-2—
1,19; КЧЗО-6, КЧЗЗ-8. КЧ35-10—1,12; для стали —
углеродистой — 1,22; низколегированной — 1,26; легированной — 1,93; для
сплавов цветных металлов — алюминиевых — 5,94; медноцинко-
вых — 5,53; бронзы оловянисто-свинцовой — 6,72.
Коэффициенты, зависящие от группы сложности отливок kCl
массы отливок kB и объема производства kn, определяются по
табл. 2.8.
Чтобы определить коэффициент kUt для курсового
проектирования в качестве объема производства можно принимать
годовую программу. Для этого необходимо сначала установить
группу серийности по табл. 2.9, затем на основании группы
серийности по табл. 2.8 найти значения ku.
Для отливок, полученных литьем по выплавляемым
моделям, за базовую* принята стоимость 1 т С2= 1985 руб. (отливки из
34
Табл. 2.10, Значения коэффициентов kc и km
Материал отливки
Группа сложности
Сталь углеродистая
Сталь низколегированная
Сталь высоколегированная
Медные сплавы
Бронза безоловянистая
Бронза оловянистая
0.86
0.86
0.85
0.865
0.9
0,92
0.92
0.93
0.90 1
0.925
0.95 1
0,95 1
I 1.12
[ 1.11
[ 1.12
1.15
1.08
1.10
1.24
1,23
1,26
1,26
1.19
1.15
Масса отливки, кг
Материал отливок
сталь
углеродистая и
колегированная
сталь вы-
соколеги-
рованная
медный
сплав
бронза
безоловянистая
бронза
оловянистая
0,05...0,10
0,10...0,20
0,20...0,50
0,50...1
1,00...2
2...5
5,00...10
:выше 10
1,37
1
0,75
0,7
0,62
0,50
0,45
0,38
1.31
1
0,78
0J4
0,63
0.53
0,48
0.40
1.20
1
0,95
0.89
0,86
0,82
0.78
0.72
1,30
1
0.79
0,76
о.п
0,64
0,61
0,57
1,30
1
0,83
0,80
0,76
0,70
0,67
0,64
углеродистой стали массой 0,1...0,2 кг, 3-й группы сложности,
2-й группы серийности. Прейскурант 25-01, 1981 г.).
Коэффициенты выбираются по следующим данным:
а) независимо от точности отливок значения коэффициента
kT принимаются равными 1;
б) в Зависимости от материала отливок значения
коэффициента км следующие: для стали углеродистой—1;
низколегированной — 1,08; высоколегированной — 1,1; медных сплавов —
2,44; бронзы безоловянистой — 2,11; оловянистой — 2,4.
Коэффициенты, зависящие от группы сложности отливок кс
и массы kB, принимаются по табл. 2.10.
Коэффициент kn для отливок, получаемых по выплавляемым
моделям, определяется независимо от марки материала отливки.
Группа серийности, на основании которой выбираются значения
коэффициента £п, приведена в табл. 2.9.
Значения коэффициента kn в зависимости от группы
серийности составляют: 1-я группа серийности—0,83; 2-я—1;
3-я—1,23.
35
Табл. 2.11, Значения коэффициентов kc t kBu kn
Материал отливки
!
0,88
0,90
0.88
Группы <
2
0,94
0,95
0,93
сложности
3
I
1
1
4
1,07
1,07
1,07
Алюминиевые сплавы
Медные сплавы
Цинковые сплавы
Масса отливки, кг
Материал отливки
алюминиевые
сплавы
медные
сплавы
цинковые
сплавы
Свыше
0,1.
0,2.
0,5.
1.
2.
5..
10
.0,2
.0,5
..1
..2
.5
.10
1
0,90
0,81
0.75
0.69
0,64
0.62
0,89
0,81
0,75
0,71
0,67
0,65
1
0,91
0,82
0.75
0,7
0.63
0,61
Материал отливки
Алюминиевые сплавы
Медные сплавы
Цинковые сплавы
Группа серийность
. i
0,92
0,93
0,93
2
1
1
1
'
3
1,09
1.07
1,07
Для отливок, полученных литьем под давлением, в качестве
базовой принята стоимость 1т отливок С3=1265 руб. (отливки-
из алюминиевых сплавов, массой 0,1...0,2 кг, 3-й группы
сложности, 2-й группы серийности. Прейскурант 25-01, 1981 г.).
Коэффициенты выбираются по следующим данным:
а) независимо от класса точности значения коэффициента
kT принимают равными* 1;
б) в зависимости от материала отливок коэффициент kM
принимается: для алюминиевых сплавов—1; медных—1,11;
цинковых — 1,29.
Значения* коэффициентов kc, kB и kn приведены в табл. 2.11.
Группа серийности принимается по табл. 2.9,
36
Отливки к той или иной группе сложности можно отнести по
следующим признакам [33]..
I группа — удлиненные детали типа тел вращения, которые
можно отливать не только стационарным, но и центробежным
способом. К ним относятся простые и биметаллические
вкладыши, некоторые втулки и гильзы, трубы, цилиндры, некоторые
типы шпинделей с фланцами, коленчатые и распределительные
валы и др. Отношение длины к диаметру у таких деталей больше
единицы.
П группа — детали типа дисков: маховики и основные диски
муфт сцепления, шкивы, диски, корпусы подшипников.
III группа — простые по конфигурации коробчатые плоские
детали, для формовки которых не требуется большого количества
стержней. К этой группе относятся передние, боковые и нижние
крышки двигателей; крышки коробок скоростей, передних бабок
и других корпусных деталей; суппорты станков; кронштейны;
планки; вилки; рычаги.
• IV группа—закрытые корпусные детали коробчатого типа,
внутри которых монтируются механизмы машин. Это — блоки и
головки цилиндров автомобильных, тракторных и других
двигателей; корпусы коробок передач; картеры двигателей; корпусы
мостов автомобилей и тракторов; картеры рулевого управления;
передние бабки, коробки подач и фартуки токарных станков,
коробки скоростей и подач сверлильных станков и другие детали
сложной формы, для изготовления которых требуется
значительное количество стержней при формовке.
V группа — крупные и тяжелые коробчатые детали, на
которых обычно монтируются узлы и механизмы машин. К ним
можно, отнести коробчатые литые рамы тракторов и
сельскохозяйственных машин, станины металлорежущих станков и литейных
машин, а также прессов, компрессоров и др. Внутри таких
деталей обычно не монтируются какие-либо механизмы, т. е. они
служат как несущие конструкции.
Стоимость горячештампованных заготовок (полученных на
молотах, прессах, горизонтально-ковочных машинах и
электровысадкой) определяется следующим образом. За базу принимается
стоимость 1 т штамповок С4 = 373 руб. (штамповки из
конструкционной углеродистой стали массой 2,5...4 кг, нормальной
точности по ГОСТ 7505—74, 3-й группы (степени) сложности, 2-й
группы серийности. Прейскурант № 25-01, 1981 г.).
Коэффициенты выбираются по следующим данным:
а) в зависимости от точности штамповок по ГОСТ 7505—74
значения коэффициента kT принимаются: повышенная
точность— 1,05; нормальная — 1; .
б) в зависимости от марки материала штамповки значения
коэффициента &м составляют: для углеродистой стали 08-85—1;
стали 15Х-50Х— 1,13; стали 18ХГТ-30ХГТ— 1,21; стали ШХ15—
1,77; стали 12ХНЗА-30ХНЗА — 1,79.
S7
Табл. 2.12, Значения коэффициентов kQu kn
Материал штамповки
Группа сложности
1
2
3
4
Сталь углеродистая 08-85
Сталь 15Х-50Х
Сталь 18ХГТ-30ХГТ
Сталь ШХ15
Сталь 12ХНЗА-30ХНЗА
0.75
0.77
0.78
0.77
0,81
0,84
0.87 1
0,88
0,89
0,90
1 1,15
1 1,15
1 1,14
1 1,13
1 1,1
Масса штамповки, кр
сталь
08-85
Материал штамповок
сталь
15Х-50Х
сталь
18ХГТ-30ХГТ
сталь
ШХ15
сталь
12ХНЗА-
ЗОХНЗА
Не более 0,25
0,25...0.63
0,63...1.6
1,60...2,5
2,50...4
4,00...10
10,00...25
25,00...63
63,00...160
2
1,85
1,33
1,14
1
0,87
0.8
0,73
0,7
2
1,64
1,29
1.14
1
0,89
0,8
0,73
0.7
1,94
1,61
1,29
1,15
1
0,89
0.79
0.74
0.72
1,82
1,52
1,3
1.14
1
0.88
0.76
0.71
0,65
1,62
1,42
1,25
1.И
1
0.9
0.8
0.75
0,7
Табл. 2.13. Объем производства штамповок, соответствующий 2-й группе
серийности
Масса штамповки, кг
Объем производства, тыс. шт.
Не более 0,25
0,25...0,63
0,63.
1.6.
2,5..
4.,
10..
25..
63..
Л,6
..2,5
..4
..10
..25
..63
.160
15...500
8...300
5...150
4.5...120
4...100
3,5...75
3...50
2...30
0.6...1
Значения коэффициентов kc и kD приводятся в табл. 2.12.
Коэффициент ku определяется из условия: если объем
производства заготовок (годовая программа) больше значений,
указанных в табл. 2.13. принимают Лп=0Д в остальных случаях —
£п=1,0. Группа (степень) сложности определяется по прил. 2
ГОСТ 7505—74. р
38
Экономический эффект для сопоставления способов
получения заготовок, при которых технологический процесс
механической обработки не меняется, может быть рассчитан по формуле
где S3ar • S3ar —стоимость сопоставляемых заготовок, руб.
Определение стоимости заготовки в курсовом проекте
следует оформить в виде расчетного формуляра, образец которого
приведен в прил. 8.6.
2.4. ПРЕДВАРИТЕЛЬНАЯ РАЗРАБОТКА
И ВЫБОР ВАРИАНТА ТЕХНОЛОГИЧЕСКОГО МАРШРУТА
ПО МИНИМУМУ ПРИВЕДЕННЫХ ЗАТРАТ
Прежде чем принять решение о методах и
последовательности обработки отдельных поверхностей детали и составить
технологический маршрут изготовления всей детали, необходимо
произвести расчеты экономической эффективности отдельных
вариантов и выбрать из них наиболее рациональный для данных
условий производства. Критерием оптимальности является
минимум приведенных затрат на единицу продукции.
При выборе варианта технологического маршрута
приведенные затраты могут быть определены в виде удельных величин на
1 ч работы оборудования, В качестве себестоимости
рассматривается технологическая себестоимость, которая включает
изменяющиеся по вариантам статьи затрат. Часовые приведенные
затраты можно определить по формуле [4]
Сп.з—С3 + Сч.з + Еп (Кс + Кз) f
где С3— основная и дополнительная зарплата с начислениями,
коп./ч; Сч.з—часовые затраты по эксплуатации рабочего места,
коп./ч; £„ — нормативный коэффициент экономической
эффективности капитальных вложений (в машиностроении £н=0,15);
Кс, Кз — удельные часовые капитальные вложения
соответственно в станок и здание, коп./ч.
Основная и дополнительная зарплата с начислениями и
учетом многостаночного обслуживания рассчитывается по формуле
Сз=еСТф£{/,
где е — коэффициент, учитывающий дополнительную зарплату,
равную 9 %, начисления на социальное страхование 7,6 % и
приработок к основной зарплате в результате перевыполнения норм
на 30 %; е= 1,09-1,076-1,3=1,53; СТф — часовая тарифная ставка
станочника-сдельщика соответствующего разряда, коп./ч
(табл. 2.14); k — коэффициент, учитывающий зарплату
наладчика (если наладка станка, как, например, часто в серийном
производстве, выполняется самим рабочим, то £=1, в услов*дех мас-
39
Табл. 2.14. Часовые тарифные ставки рабочих, занятых на станочных
работах по обработке металла и других материалов резанием
на металлорежущих станках
Условия труда
Разряд работы
1
г
3
4
5
6
Работа с нармальяыми условиями
труда:
сдельщики 50,3 54.8 60,6 67 75,4 86,3
повременщики 47,1 51,2 56,6 62,7 70,5 80,7
Работа с вредными условиями труда:
сдельщики 53 57,6 63,7 70.5 79,4 90,8
повременщики 49,5 53,9 59,6 65,9 74,2 84,9
сового производства Л =1,1—1,15); у— коэффициент,
учитывающий оплату рабочего при многостаночном обслуживании.
Количество станков, обслуживаемых одним рабочим, можно
принимать следующим: универсальные станки (токарные,
протяжные горизонтальные, сверлильные, фрезерные, строгальные,
шлифовальные и др.) — 1; токарные многорезцовые
полуавтоматы— 1...2; многошпиндельные автоматы — 2...3; одношпиндель-
ные автоматы — 3...4; зуборезные полуавтоматы — 4...5.
Коэффициент у, учитывающий оплату рабочего при
многостаночном обслуживании, можно принимать в зависимости от числа
обслуживаемых станков: при числе обслуживаемых станков 1; 2;
3; 4; 5; 6; 7; коэффициент у соответственно равен 1; 0,65; 0,48;
0,39; 0,35; 0,32; 0,3.
Часовые затраты по эксплуатации рабочего места
^чз — ^ч.з'чи»
где Сч'.5 — практические часовые затраты на базовом рабочем
месте, коп./ч; kM — коэффициент, показывающий, во сколько раз
затраты, связанные с работой данного станка, больше, чем
аналогичные расходы у базового станка (значения kM приведены
в прил. 2).
Часовые затраты на .базовом ра5очем месте Сц." в условиях
двухсменной работы для крупносерийного и массового
производства можно принять равными 44,6 коп./ч. для серийного—36,3 коп./ч.
Для универсальных и специализированных станков массой
до 10 т, а также агрегатных и специальных станков, не вошедших
в прил. 2, значения kM можно определить расчетным
способом [4]:
а) для автоматов и полуавтоматов
kH = (~%L- + 0,6/Vv -|- 0,73PM -f- 0,4РЭ + И) ——;
V 1000 у м эТ/ 21,8
40
Табл. 2.15. Затраты на возмещение износа металлорежущего
инструмента И за / ч
Группа станков
Токарно-винторезные
Токарно-револьверные
Многорезцовые полуавтоматы
Вертикально-сверлильные
Радиалыю-сверлильные
Горизонтально-расточные
Плоскошлифовальныо
Круглошлифовальные
Бесцентровошлифовальныо
Зубофрезерные
Зубодолбежные
Резьбофрезерные
Горизонтально-фрезерные
Вертикально-фрезерные
Шпоночно-фрезерные
Протяжные *
Характеристика группы
Высота центров:
до 200 мм
свыше 200 мм
Диаметр прутка:
до 22 мм
свыше 22 мм
Диаметр заготовки:
до 250 мм
свыше 250 мм
Диаметр сверла:
до 25 мм
свыше 25 мм
Диаметр сверла:
до 50 мм
свыше 50 мм
Диаметр шпинделя:
до 60 мм
свыше 60 мм
Работающие периферией круга
Работающие торцом круга
Диаметр круга до 250 мм
Диаметр шлифовального круга
до 250 мм
С вертикальной осью
вращения
То же
Диаметр заготовки до 200 мм
Длина стола:
до 1000 мм
свыше 1000 мм
Длина стола:
до 1000 мм
свыше 1000 мм
Диаметр фрезы 4...20 мм
Тяговое усилие до 20 т
Ищ коп.
4,5
7.5
4,9
6,8
7,6
П,2
5,6
7,4
9,2
11,0
7,7
9,5
8,7
7,0
10,3
23,0
21,0
15,9
15,1
7,6
8,3
10,4
12,6
9,8
31,0
б) для резьбофрезерных, зубофрезерных и протяжных
станков
к» - (-^- + 0.6AL + 0,69РМ + 0,4Р9 + И) -!—;
м \ 1000 у 8 У 21,8
41
в) для остальных станков, работающих неабразивным
инструментом,
К = (-^- + 0,48ЛГу + 0,54РМ + 0,4Р§ + И) ——;
V 1000 у м * ) 21,8
г) для станков, работающих абразивным инструментом,
k = /J^95^ + 0.48AL + 0,58РМ + 0,7Р9 + и) ——;
\ 1000 У^ • м^ ' д^У 21,8
д) для агрегатных и специальных станков
k = fl^JL + otSNY + 0,68/>м + 0,5Р9 + И ) -J—,
V looo у 9 ; 21.8
где Ц — балансовая стоимость станка, определяемая как сумма
оптовой цены станка и затрат на транспортирование и его
монтаж, составляющих 10...15 % оптовой цены станка, руб.; Ny—
установленная мощность двигателей, кВт; Рм и Рэ — категория
ремонтной сложности соответственно механической и
электрической частей станка; И— часовые затраты на возмещение износа
металлорежущего инструмента, коп.
Для определения км используются следующие данные:
оптовые цены, установленные мощности, категории ремонтной
сложности станков (приведены в таблицах технических
характеристик металлорежущих станков), часовые затраты на
возмещение износа металлорежущего инструмента (табл. 2. 15).
Пример 2.2. Вычислить значение kH для агрегатного станка при //«
«32 000 руб.; #у=20 кВт; /\,=35; Я,=30. На станке установлено 9 сверл
диаметром до 25 мм; #=5,6-9 «50,4 коп.:
/2,53-32000 \ 1
*""( 1000 + 0,6. 20 + 0.68. 35-f 0,5. 30 +50,4 J-^y= 8,35.
Часовые затраты по эксплуатации рабочего места в случае
пониженной загрузки станка (т]3<60 %) должны быть
скорректированы с помощью коэффициента <р, если станок не может
быть дозагружен, как, например, в массовом производстве.
В этом случае скорректированные затраты в час (коп./ч)
Ск —С ф
1,14
где ф— поправочный коэффициент:
а — доля постоянных затрат в себестоимости часовых на
рабочем месте, принимаемых по прил. 2, а при отсутствии табличных
данных а«0,3...0,5; х\г — коэффициент загрузки станка.
Капитальные вложения в станок (коп./ч)
«100
42
Капитальные вложения в здание (коп./ч)
f78,4- 100
*з =
РаЪ
где Ц — балансовая стоимость станка, руб.; F —
производственная площадь, занимаемая станком с учетом проходов, м2,
F—fkj; f — площадь станка в плане, м2; kj — коэффициент,
учитывающий дополнительную производственную площадь
проходов, проездов и др.; ^д — действительный годовой фонд времени
работы станка, ч; т]3 — коэффициент загрузки станка (в серийном
производстве рекомендуется принимать равным 0,8, в
массовом — по фактической загрузке станка).
Значения коэффициента Л/ в зависимости от площади станка
в плане принимаются: более 20 м2— 1,5; свыше 10 до 20 м2 —
2; свыше б до 10 м2 — 2,5; свыше 4 до 6 м2 — 3; свыше 2 до
4 м2 — 3,5; менее 2 м2 — 4.
Минимальная производственная площадь на один станок
равна 6 м2 (если fkj меньше 6 м2, его принимают равным 6).
Технологическая себестоимость операции механической
обработки (коп./ч)
г т
^п.з1 шт (ш-к)
о — 1
где Гщ^ш-к) — штучное или штучно-калькуляционное время на
операцию, мин; кв — коэффициент выполнения норм, обычно
принимаемый равным 1,3.
Приведенная годовая экономия (экономический эффект на
программу) (руб.)
р _ K-C'0)N
С7р — ——————
100
где С0 и С©—технологическая себестоимость сравниваемых
операций, коп.
Если, кроме стоимости механической обработки, в вариантах
изготовления деталей изменяются и другие статьи затрат, как,
например, расходы на специальную оснастку, материалы,
заготовки, то эти изменения также следует учитывать при расчете
экономического эффекта. В этом случае общий экономический
эффект (руб.)
Э = ЭГ±%А99
где 2^9 — экономия или перерасход' по другим статьям (знак
плюс — дополнительная экономия; знак минус — перерасход).
Для экономической оценки вариантов технологических
маршрутов механической обработки по предлагаемой методике
необходимо использовать следующие исходные данные: оптовую
цену станка, площадь станка в плане, коэффициент загрузки
43
станка, категорию ремонтной сложности и установленную
мощность электродвигателей станка, трудоемкость операции Гшт или
Гш.к, определяемую по укрупненным нормативам, годовую
программу и тип производства, количество станков, обслуживаемых
одним рабочим.
Ниже рассмотрен пример сравнения вариантов
технологического маршрута изготовления цилиндрической шестерни по
минимуму приведенных затрат на единицу продукции. Трудоемкость
выполнения операций в этом примере определена с помощью
укрупненных нормативов, представленных в прил. 5. Например;
для нормирования токарной операции можно воспользоваться
следующей зависимостью из прил. 1:
Гш-к =0,00017 Z)/<pK ,
где D \\ I — соответственно диаметр и длина ступени обработки,
мм; <рк—коэффициент, учитывающий вспомогательное и
дополнительное время.
Пример 2.3. Сопоставить два варианта технологического процесса
изготовления цилиндрической шестерни (рис. 2.1, а) по технологической себестон-
Фасм2*45°
"у/
I
1
fc
1
' J
y//////S7777?
0.8,
V 1
Y////////S/SS*
.
40-S,fS
« ^-
OL+
■■■
i
<5J
i
f 1
L^«s»
к?
s
1 1
1 1
/ 1
1
-Л-
ll '
1
К
74:0.5
I
\Z
\
f
Рис. 2.1. Цилиндрическая шестерня:
a — обработанная ^деталь; б — заготовка, полученная на ГК,М; в — заготовка
из сортового проката
44
Табл. 2.16. Исходные данные для расчета стоимости заготовок
Показатели | Вариант 1 | Вариант 2
Вид заготовки . Штамповка на Прокат 0 96x80
ГКМ
Класс точности 2-й, ГОСТ 7505— h 12
—74
Группа сложности 2 —
Масса заготовки Q, кг 2,471 4,734
Стоимость 1 т заготовок, принятых
на базу Ct , руб. 373 295
Стоимость 1 т стружки S0TX ,руб. 25 25
мости. Материал детали —сталь 12ХНЗА, масса готовой детали—1,37 кг.
Годовая программа—100 000 шт. Режим работы — двухсменный при
41-часовой рабочей неделе. Такт выпуска —2,38 мни. Производство поточное
массовое; FA=3987 ч.
Отличительными особенностями сопоставляемых вариантов
технологического процесса являются: а) в первом варианте заготовка получается
штамповкой на ГКМ, центральное отверстие зенкеруется на станке 2Н150,
наружные поверхности обтачиваются на многорезцовом полуавтомате JH713; б) во
втором варианте в качестве заготовки используется калиброванный прокат
096 мм, обработка наружных и внутренних поверхностей ведется на
токарном автомате 1Б290-6К.
Исходные данные, необходимые для определения стоимости сравниваемых
заготовок, представлены в табл. 2.16.
Стоимость заготовки, полученной на ГКМ (рис. 2.1, б),
5заг " \ 1000 ®krkckB *м*я] — <Q — ^7) юоо •
Подставив соответствующие данные, получим
— 2.47. • I - 0,9 • 1 .. .79 . 0.8) - (2.47. -. .376, —-
= 1,294 руб.
Стоимость заготовки из проката (рис. 2.1, в),
QS ^отх ^t^
^заг^3 Ю00 ~~ Ю"-"0 Ю00 "+ 2иС°-3'
Подставляя исходные данные, получим
4,734 • 295 25
Я = — --(4,734—1,376) « 1.313 руб.
эаг 1000 1000 У
Дальше определяем приведенные часовые затраты на отличающихся
операциях.
Первый вариант
Обработка на сверлильном станке - 2Я150: Ц = 2360 • I. I = 2596 руб.; f =
= 1,55-0,97=1,5 м2; 7^7=1,12 мин; /я„Р« 1;- М = 2; £м = 1,2; а = 0,3; 2-й
разряд работы; £в = 0,15:
Сп.э = Сз + Сч.э + £„(/(с + /(з);
Са = Стф 1,53- 1,15</ = 54,8- 1,53-1,15-0,65 = 62,67 коп./ч;
^.,-Ct:S*N-j^-Koii./4;
45
т . . «П~*Ь) 0,3(1-0,47)
<Р = 1+ «= 1+ — =1,31;
*b 0,47
/втпр 2,38 • 1
С2 з = 44,6. 1,2-р^- = 61,5 коп./ч;
Л100 2596-100
*с= т =» -^ГТ-ТГ^ 138,53 коп./ч;
^дЛз 3987-0,47
/?=,/*/== 1,5-4 = 6 м2;
f78,4- 100 6-78,4. 100
/С3«= c=d—-— ——«=25,1 коп./ч;
/Vh 3987-0,47
Сп з «= 62,67 + 61,5 + 0,15 (138,53 + 25.1) =» 148,71 коп./ч;
_ Сп.э Гшт 148,71 -1,12 _ f_
C° = "^~=S 60.1,3 -2-13*»-
Обработка на многорезцовом полуавтомате 1Н713: //=6450 • 1,1 =
«=7095 руб.; /=1,8-1,36=2,54 м2; Гмт-1,15 мин; /п„р=1, Л4 = 2; *м«1,8; а =
«=0,39; 2-й разряд работы; £ц=0,15:
С3=54,8 • 1,53 • 1,15 • 0,65=62,67 коп./ч;
1.15 А JO ' , 0,39(1 - 0,48) ^о
Ti3 = —г— = 0,48; <р=» 1 4- = 1,42;
13 2,38 -1 Y ^ 0,48
1 42
С? , = 44,6- 1,8 ,' =» 100 коп./ч;
4,3 1,14
7095- 100 8,6.78.4- 100
«< - 1^7^- Г 37°.73 -^ * = '^.о,^ = 35,23 коп./-,
F=. 2,45- 4,5-8,6 м*;
Сп 3 = 62,67 +100 + 0,15 (370,73 + 35,23) => 223,56 коп./ч;
223,56 -1,15
С0 = ! • = 3,29 коп.
60 - 1,3
Второй вариант
Обработка на шестишпинделъном токарном автомате 1Б290-6К: Ц =
=52460-1,1=57706 руб.; /=8,7-2=17,4 м2; Ям = 26, Яэ=16; #у = 40 кВт;
7'шт=1,79 мин; mnp=l; М = 2; 2-й разряд работы; масса станка 19 т; // =
= 45 коп./ч; £„=0,15:
С3=54,8 • 1,53 • 1,15 • 0,65=62,67 коп./ч;
/ 2.92Ц \ 1
*и = [шГ +0'6Л/уН-°»83/>м + о,4Рз + //]^Гу;
(2 92 • 57706 \ 1
-!— +0,6. 40+ 0,83. 26+ 0.4-16 + ^^-^=3
-12,1;
сч.з = с$:?*н=44'6, 12,1=539,66 коп./ч;
46
F=» 17,4-2 = 34,8 м«;
34,8*78,4. 100 л# л,
*" 3987.0,75 -»^*""-*:
Сп з =i 62,67 + 539,66 + 0.15 (1929,8 + 91,24) « 905,48 коп./ч;
905,48-1,79
c< йоГЦ 20'78коп'
Результаты определения технологических, себестоимостеи по
отличающимся операциям сопоставляемых вариантов технологического процесса
представлены в табл. 2.17.
Табл. 2.17. Варианты технологического маршрута
Наименование позиции
Варианты
лервнА второй
Отличающиеся виды оагототок
Стоимость заготовки, коп. Штамповка на Прокат 0 96x80
ГКМ
129,4 131,3
Отличающиеся операции механической обработки
Операция 1 Зенкерование от- Токарная черно-
верстия на верти- вая обработка на-
кально -сверл иль- ружных поверхно-
ном станке 2Н150 стей и отверстия на
автомате 1Б290-6К
Технологическая себестоимость обра- 2,13 20,78
ботки, коп.
Операция 2 Черновое обтачи» —
ваиие наружных
поверхностей на
станке IH713
Технологическая себестоимость обра- 3,29 —
ботки, коп.
Технологическая себестоимость обра- 134,82 152,08
ботки по вариантам, коп.
Остальные операции по обоим вариантам одинаковы
Годовой экономический эффект
(2с"0 -2с' ) N 152,08-134,82
р =»- 2 °-1_ = : L— .100 000=» 17 260 руб.
г 100 100
47
Из таблицы следует, что применение первого варианта обработки
шестерни обеспечивает годовой экономический эффект в 17 260 руб., при этом
экономится 226 т легированной стали 12ХНЗА. Поэтому следует отдавать
предпочтение этому варианту и принять его к подробной разработке.
Рассмотренная выше методика сопоставления вариантов
технологических маршрутов по минимуму приведенных затрат
способствует приобретению навыков расчета себестоимости
нормативным методом. Однако нельзя не отметить определенную
трудоемкость выполнения расчетов и выбора исходных данных,
что ограничивает количество принимаемых к сравнению
вариантов. Поэтому для определения приведенных затратно операциям,
выполняемым на универсальном оборудовании, рекомендуется
пользоваться заранее рассчитанными их значениями [25].
Пример 2.4. Определить себестоимость по приведенным затратам
операций чернового зубофрезерования и зубодолбления. Шестерня: т~4 мм, 2 = 30,
В -=20 мм.
Вариант 1—зубофрезерование на станке 5А312, 7,гат = 3,5 мин.
Вариант 2 — зубодолбление на станке 5М14, 7,Шт = 4,9 мин. Производство
крупносерийное.
По справочнику (25] (с. 248, поз. 219, графа 30) для станка 5А312
находим приведенные часовые затраты—184 коп'./ч; для станка 5MI4 (с. 250,
поз. 231, графа 30) приведенные часовые затраты равны 128 коп./ч.
Себестоимость по первому варианту
„, 184 -3,5 " лс
с-^^~8'25коп-;
по второму —
60-1,3
8,04 коп.
Таким образом, по минимуму приведенных затрат предпочтение следует
отдать второму варианту, хотя норма штучного времени в этом случае
больше, чем первом.
Использование табличных значений Сп.« [25) значительно ускоряет и
упрощает расчеты, хотя точность их ниже, чем при использовании методики,
изложенной в пособии f4]. Однако на данном этапе экономического
обоснования варианта операции эту точность можно считать достаточной.
Аналогичным образом можно произвести ускоренную экономическую
оценку вариантов операций механической обработки на универсальных
станках, пользуясь нормативными материалами, приведенными в литературе
[3]. [И].
Пример 2.5. Выбрать заготовку для втулки (рис. 2.2, а), исходя из
минимума приведенных затрат. Материал втулки — сталь 45, масса готовой
детали — 3,3 кг. Годовая программа — 30 000 шт. Производство поточное,
массовое; /^=3987 ч.
В качестве заготовок можно принять горячекатаную трубу (рис. 2.2, в)
или штамповку, полученную на ГКМ (рис. 2.2, б). В первом случае требуется
выполнить дополнительную токарную обработку наружных поверхностей
трубы до размеров штампованной заготовки. Токарная обработка может быть
выполнена на гидрокопировальиом полуавтомате 1Н713ГС; Гшт — 5,7 мин.
Стоимость заготовки в обоих случаях может быть определена по
исходным данным табл. £.18.
48
а
n
^
1
ъ
±
IV)
20
шй
ш
20
Щ%2Щ
40
J0
/оо-as
1Jl
I
Рис. 2.2. Втулка:
с — обработанная деталь; б —штамповка на ГК.М; в —заготовка нз трубы
Стоимость заготовки из трубы
23
iW = 6,1 .0,183 —(6,1—3,3)
1000
1,052 руб.
Стоимость отрезки штучной заготовки дисковой сегментной пилой при
Гшт=3 мин, d.,^121 коп./ч:
121 -3
60- 100- 1,3
0,046 руб.; £загс=, 1,052 + 0,046= 1,098 руб.
Стоимость дополнительной токарной обработки заготовки нз трубы при
исходных данных: станок 1Н713ГС; 2/ = 750б руб.; /=2, 5 м2; 7Шт"5,7 мин;
Пз-0,7; М=1, 6м = 1,8; 2-й разряд работы; £п=0,15; f=10,5 м2:
С,-54,8.1,53-1,15-1=96,42 коп./ч; С,.а=44,6. 1,8-80,28 коп./ч;
7500 • 100 ftZJO пп „ 10,5 • 78,4 • 100 ОЛ с
Кг « -ZZZ—Г"7- — 268,73 коп./ч; К3 « —-^TTZ— e 29»5 коп./ч;
3987 • 0,7
4. Заказ №К-6641.
3987 • 0,7
49
сп.э — 9М2 + 80,28 + 0,15 (268,73 + 29,5) - 221,43 коп./ч;
221,43-5.7
ои • 1,3
Стоимость заготовки из трубы с учетом токарной доработки
Ст~ 1,098+0,162= 1,26 руб.
Табл. 2.18. Исходные данные для расчета стоимости заготовок
Наименование показателей | Пер вы А вариант | Второй вариант
Вид заготовки Труба горячека- Штамповка на
таная 108Х52ХЮ4 ГКМ
Класс точности — 2-й, ГОСТ 7505—
—74
Группа сложности — 2
Масса заготовки, Q кг 6,1 4,9
Стоимость 1 т заготовок, принятым 183 373
за базуСг , руб.
Стоимость I т отходов SOTX, руб. 23 23
Стоимость штампованной заготовки
(373 \ 2*5
"Й5-4.9.1 -0.84.0.87. 1. ,]-(4.9-3.3) — ~ 1,3 руб.
Таким образом, по минимуму приведенных затрат предпочтение следует
отдать заготовке из горячекатаной трубы. Однако с точки зрения экономии
металла штампованная заготовка предпочтительнее, так как на каждой детали
экономится 1,2 кг металла.
50
Глава 3. ВЫБОР МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
З.Ь МЕТОДИЧЕСКИЕ УКАЗАНИЯ
И ВЫБОР УНИВЕРСАЛЬНОГО ОБОРУДОВАНИЯ
Выбор станков для проектируемого технологического
процесса производится уже после того, как каждая операция
предварительно разработана. Это значит, что намечены, выбраны или
определены: метод обработки поверхности или сочетания
поверхностей (точение, фрезерование, сверление и т. п.); точность и
шероховатость поверхностей; припуск на обработку; режущий
инструмент; такт выпуска и тип производства.
На рис. 3.1 показана схема взаимосвязи необходимой
документации, исходных данных, справочных материалов и
последовательность работ, которые необходимо выполнить при выборе
металлорежущих станков.
Из схемы видно, что типоразмер (модель) станка можно
выбрать сравнительно быстро на основании таких данных, как
метод обработки, точность обработки, шероховатость,
расположение и размеры обрабатываемой поверхности или габаритные
размеры детали. Однако такой выбор еще не будет достаточно
обоснованным и, самое главное, не даст представления об
обеспечении заданной производительности. Поэтому последующие этапы
работ, указанные на рисунке, обязательны.
Как видно из рис. 3.1, после определения необходимого
количества станков исходя из заданной производительности по
первому варианту может измениться первоначальное решение
по выбору типоразмера станка. Это возможно в условиях
массового производства, где необходимо стремиться, чтобы на
операциях было занято не более одного-двух станков. В этом случае,
если первоначально был, например, принят одношпиндельный
станок, может оказаться целесообразной его замена на
многошпиндельный многопозиционный, специализированный или даже
специальный. Во всех подобных случаях необходимо подтвердить
целесообразность замены одного станка другим на основании
технико-экономического расчета.
Если операция разрабатываемого технологического процесса
уже была обоснована технико-экономическим расчетом при
предварительном выборе варианта технологического процесса, то это
значит, что станок для этой операции также уже был выбран и
обоснован.
Другим фактором, который может привести к изменению
первоначального решения по выбору типоразмера станка, являет-
4*
51
ся неэффективное использование его по мощности. В подобных
случаях, в условиях массового производства, а иногда и
крупносерийного, разрешается, когда нет возможности подобрать
более подходящий станок и когда это предусматривается
конструкцией данного станка, установить для привода главного движения
электродвигатель меньшей мощности.
Донун/ент
Исходные данные
3/77а/?ь/ р а дате/
Слладаиныа
малюраало/
Олерацаон-
\наялсгрл7лс
SCHU30M
/</ертеж 0е-
тала;
(Задание на
проентиро-
Зание
Метод офадртку,
[е/*оо лоеерлности\
\Форк
\емоа
7odat
odbo
waо dp a da ты So-
, Точность ашером
\of/770cmt oj/padbmt/-
уаенои лооер*несто\
Распрложение „
оараоатб/Виемои
лодерлнос/пи
/ддяритнб/с разне ■
р& детали или
Ъеноа поберхнести
Лропуен naodpa-
г дотну
имущий инс/пр(А
мент г
Группа cm анх а
/К-
Тал с/пан/га
Тало/
Г'/-аSap а ант
Таблицы '
энономичв -
снои
точности odpa-
дотли
поразмер
щанна
Расчет элементо8\
режамарезаная а
оснодного дремени
/ант Зылусна [—(Д
2-й' дароонл?
I—
Расчет штучного
дремени
Определение
необходимого лоличестда
станнод
Определение Hosppu-
цаентоо г а груз на
одору&оЗаниА о ис-
полмоЗаноя лоосно£\
ному дремени
н
' аре.
Dapede/rewe nosmpuA
цоента ислользооонип\
с тонна но мощности
X
Расчет приЗеденных\
затрат
Латалого
стонноб
Гадлицы
длярасчета\
лралуелаЗ
СпраЗочнин
па режимам
резсгния
СпраЗочнин
ndрежущему инстру
мвнтч
СпраЗочнин
лднолмиро-
Здни/3
Рис. 3.1. Взаимосвязь документации, исходных данных, справочных
материалов и последовательность работы при выборе типоразмера станка
62
Второй вариант типоразмера станка (на схеме показан
пунктирной линией) необходимо, так же как и первый, проверить по
всем указанным расчетам.
В прил. 4 приводятся технические характеристики,
отпускные цены и категории ремонтной сложности металлорежущих
станков. Таблицы охватывают широкий диапазон моделей
станков (кроме специальных), широко применяемых для обработки
деталей в автотракторном производстве, среднем
машиностроении и станкостроении, а также в других отраслях
машиностроения.
3.2. ПРИМЕНЕНИЕ АГРЕГАТНЫХ СТАНКОВ
Кроме универсальных, высокопроизводительных и
специализированных станков, в последнее время, особенно в условиях
массового и крупносерийного производства, для обеспечения
высокой производительности применяются агрегатные станки и
автоматические линии. Поэтому при разработке технологических
процессов часто оказывается целесообразным, а иногда и
единственно возможным вариантом обработки, использовать это
высокопроизводительное оборудование.
При разработке курсового проекта у студента может
возникнуть необходимость проектировать обработку на агрегатном
станке, поэтому нужна методика определения технологической
характеристики, стоимости и категории ремонтной сложности
агрегатного станка, чтобы в конечном счете его применение
обеспечивало экономический эффект.
Процесс определения технологической характеристики
агрегатного станка, выбора его оптимальной компоновки,
определения стоимости и, следовательно, экономической эффективности
сравнительно сложен и требует известных навыков
проектирования, а также конструкторского опыта; тем не менее высказать
некоторые общие рекомендации и дать примерную методику,
приемлемую для курсового и дипломного проектирования,
целесообразно.
Технологическая характеристика агрегатного станка в
значительной мере определяется при разработке технологического
процесса. К факторам, определяющим технологическую
характеристику, следует отнести: характер технологической операции,
которую намечено выполнять на агрегатном станке; число
позиций обработки; число шпинделей инструментальной наладки;
скорость резания и подачи каждого инструмента; мощность
резания и усилия подач; прочие условия, определяющие
особенности данной обработки.
Технологическая характеристика станка и конструктивные
признаки обрабатываемой детали дают возможность определить
компоновку агрегатного станка, которая характеризуется
расположением детали в рабочей зоне, наличием и конструкцией
•53
транспортного устройства для перемещения детали из позиции
в позицию, а также взаимным расположением узлов станка в
компоновке. Самые распространенные компоновки
предусматривают: вертикальное и горизонтальное расположение по
характеру осуществления рабочей подачи силовыми механизмами;
неподвижное положение обрабатываемой детали или перемещение
ее из позиции в позицию с
помощью транспортирующих
устройств с вертикальной и
горизонтальной осью
поворота.
Например, вертикальный
агрегатный станок — это
станок со стойкой, на которой
смонтирован силовой узел,
перемещающийся для
осуществления ускоренного
подвода инструментов и рабочей
подачи в вертикальном
направлении. Стойка может
быть смонтирована со
станиной для установки
стационарного приспособления (для
обработки неподвижной
детали) или с поворотным
столом, позволяющим вести
обработку в нескольких
позициях.
Горизонтальный
агрегатный станок также может
быть смонтирован со
стационарным приспособлением
или с поворотным
барабаном, позволяющим вести
многопозиционную
обработку. Вертикальные и
горизонтальные станки со
стационарными приспособлениями
предназначены, как правило,
деталей. Наибольшее
применение имеют вертикальные и горизонтальные станки с
поворотными устройствами для многопозиционной обработки. Схемы
таких компоновок представлены на рис. 3.2.
Выбрав компоновку станка, можно по данным
технологической характеристики (скорости резания, подачи, мощности
резания, ходов рабочих и ускоренных перемещений) подобрать
нормализованные узлы. Эту работу целесообразно выполнять в
такой последовательности: а) по лимитирующей производитель-
Рис. 3.2. Схемы компоновок агрегатных
станков:
а — вертикальная компоновка одноколонного
станка с поворотным столом; б —
горизонтальная компоновка с поворотным барабаном; I —
станина боковая; 2 — электрошкаф; 3 — стойка;
4 — стол силовой; 5 — бабка силовая; б —
шпиндельная коробка; 7 — наладка
инструментальная; 8— плита кондукторная;
Р—приспособление зажимное; 10 — стол поворотный;
11 — станина средняя; 12 — приспособление
барабанного станка: 13 — станина средняя
барабанного станка
для обработки крупногабаритных
54
Табл. 3.1. Средние цены для агрегатных станков
Компоновка станка
Масса станка.
Цена станка,
тыс руб.
Вертикальный одноколонный с поворотным столом
Вертикальный двухколонный с поворотным столом
Вертикальный одноколонный со стационарным
приспособлением
Горизонтальный односторонний с поворотным
столом
Горизонтальный двусторонний с поворотным
столом
Горизонтальный трехсторонний с поворотным
столом
Горизонтальный односторонний со стационарным
приспособлением
Горизонтальный двусторонний со стационарным
приспособлением
Горизонтальный трёхсторонний со стационарным
приспособлением
Горизонтальный односторонний с поворотным ба-.
рабаном
Горизонтальный двусторонний с поворотным
барабаном
12..
12..
10..
8..
10.
12.
10.
10.
10.
8.
16.
.20
.20
.20
.12
.16
.20
..20
..20
..20
..12,5
..25
26.6
35,1
21,5
21,6
28,6
32,8
16,5
26.9
35.3
29.9
31,3
ности, подаче и суммарному усилию подачи во всех позициях
подобрать силовой стол; б) по эффективной мощности резания и
частоте вращения инструментов подобрать силовую бабку для
осуществления привода главного движения; в) по количеству
позиций обработки подобрать соответствующее
транспортирующее устройство — поворотный стол или барабан.
. Выбрав унифицированные узлы, следует проверить
возможность их сопряжения по размерам присоединительных
поверхностей, а также узлов с базовыми деталями.
Оптовая цена агрегатного станка может быть определена
по табл. 3.1, в которой приведены средние цены в зависимости от
компоновки.
Категория ремонтной сложности агрегатного станка
рассчитывается так:
P = uS±mt
где S — стоимость агрегатного станка, тыс. руб.; и и m —
коэффициенты, зависящие от компоновки станка и количества
нормализованных узлов в компоновке.
Для станков, компоновка которых показана на рис. 3.2, а,б%
эти коэффициенты соответственно составляют: при количестве
нормализованных узлов (силовых столов и силовых бабок),
равном 1—0,64; 2,0; при количестве нормализованных узлов более
1-1,2; -1,6..
55
3.3. ПРИМЕНЕНИЕ СТАНКОВ С ПРОГРАММНЫМ
УПРАВЛЕНИЕМ
Станки с программным управлением (ПУ) сочетают
точность специализированных станков и имеют более высокую
производительность, чем станки общего назначения (в 2...5 раз).
Однако станки с ПУ значительно сложнее обычных, стоимость их
пока еще довольно высока и превышает стоимость
универсальных станков в 1,2...8 раз. Тем не менее производство станков
с ПУ благодаря их существенным преимуществам непрерывно
увеличивается, следовательно, и стоимость их будет постепенно
снижаться.
Область применения станков с ПУ достаточно широка как
по характеру технологических операций, так и по типам
производств, для которых они предназначаются. По последнему
признаку созданы и успешно используются станки с ПУ как для
единичного и мелкосерийного, так и для крупносерийного и
массового производства. Так, в настоящее время уже определились
следующие возможности использования станков по типам
производства:
1) станки с ПУ токарной группы применяются в массовом,
серийном и единичном производстве;
2) фрезерные, сверлильные и расточные станки с ПУ — в
серийном и единичном производстве;
3) шлифовальные станки с ПУ — в серийном производстве.
Данные по возможности использования каждой из моделей
станков с ПУ в условиях определенного типа производства
приводятся в паспортах станков. Для наиболее распространенных
отечественных моделей станков с ПУ технические
характеристики и оптовые цены приводятся в работе [5].
В моделях станка для обозначения степени автоматизации
добавляется буква Ф с цифрой: Ф1—станки с цифровой
индикацией и преднабором координаты; Ф2 — станки с позиционными
и прямоугольными системами; ФЗ — станки.с контурными
системами; Ф4 — станки с универсальной системой для
позиционной и контурной обработки.
К основным условиям целесообразности применения
станков с ПУ можно отнести следующее:
1) обработку отверстий сложной геометрической формы,
требующих применения нескольких последовательно работающих
инструментов, а также обработку групп отверстий на
сверлильных и расточных станках. Эти виды обработки могут быть
выполнены на станках с ПУ без изготовления специальной оснастки
(кондукторов, копиров и др.), которая обычно применяется на
универсальных станках;
2) необходимость построения процесса по принципу
концентрации операций, т. е. сосредоточения возможно большего числа
однотипных видов обработки на одном рабочем месте;
56
3) необходимость уменьшения доли вспомогательного
времени, которое затрачивается в рассматриваемой операции на
приемы, связанные с изменением режимов резания, переходом с
обработки одной поверхности на другую, сменой режущего
инструмента и прочего, что обычно имеет место при
последовательной обработке нескольких поверхностей на универсальных*
станках;
4) обработку нескольких аналогичных деталей на одном
станке, что имеет место в условиях серийного производства.
В этом случае применением станков с ПУ можно сократить
время на переналадку оборудования;
5) возможность сокращения числа операторов введением
многостаночного обслуживания.
Работа по составлению технологической документации о
применении станков с ПУ включает следующие этапы:
1) составление технологического процесса
механической обработки детали и выявление операций, на которых
применение станков с ПУ принципиально возможно и, по всей
вероятности, целесообразно;
2) выбор станка с ПУ, который можно было бы применить
на намеченных операциях;
3) технологическую разработку чертежа детали
(операционного эскиза) для выполнения намеченной операции на станке
с ПУ;
4) составление расчетно-технологической карты команд и
перемещений исполнительных органов станка с ПУ;.
5) технико-экономическое обоснование применения станка
сПУ.
Технологический процесс механической обработки с
перспективой применения станков с ПУ в отношении
последовательности операций обработки, состава операций, расчета режимов
резания, выбора моделей станков в принципе подчиняется тем
же правилам, что и для станков с иным управлением, т. е.
первоначально может быть составлен технологический процесс с
ориентацией на обычные станки. Далее анализируются те
операции, на которых применение станков с ПУ может быть
целесообразно. Операции должны быть проанализированы по
элементам вспомогательного времени и высказаны соображения о
возможности уменьшения вспомогательного времени при
переходе на обработку на станке с ПУ. Эти соображения на
данном этапе могут рассматриваться как предварительные, так
как окончательно о выигрыше во времени можно судить только
тогда, когда выбран совершенно-определенный станок с ПУ и
операция обработки детали на нем пронормирована с учетом
характеристики станка.
Нормирование операции на станке с ПУ может быть
выполнено только после переработки чертежа или операционного
эскиза таким образом, чтобы он был бы пригоден для составления
57
расчетно-технологической карты команд и перемещений
исполнительных органов станка.
Когда операция пронормирована, необходимо на основании
технико-экономического расчета по методике, изложенной в
работе [5], показать целесообразность применение стайка с ПУ
вместо, например, универсального станка.
Технологическая переработка чертежа или операционного
эскиза для операции, на которую предполагается
запроектировать станок с ПУ, ведется различными способами в
зависимости от типа и модели станка и характера выполняемой операции.
Методические указания по выполнению этой работы изложены
в специальной и справочной литературе [9], [27], [30]. Данные,
необходимые для выполнения этой работы, содержатся также
в технических характеристиках станков с ПУ.
Расчетно-технологическая карта, составляется на основании
подробной разработки операции технологического процесса и
переработанного чертежа. В карте последовательно
указываются все команды для осуществления запроектированной на станке
с ПУ обработки, скорости и направления перемещения органов
станка.
В дальнейшем на основании расчетно-технологической
карты данные карты преобразуются в систему команд
программоносителя, предусмотренного данным станком. Указания по
составлению расчетно-технологических карт также приводятся в
литературе [9], [30].
Глава 4. ТЕХНОЛОГИЧЕСКИЕ РАСЧЕТЫ
И ДОКУМЕНТАЦИЯ
4.1. РАСЧЕТ ПРИПУСКОВ
При выполнении курсового проекта расчет припусков на
механическую обработку производится расчетно-аналитическим
методом и по таблицам.
Расчет припусков и их определение по таблицам могут
производиться только после выбора оптимального для данных
условий технологического маршрута и способа получения
заготовки.
На основании результатов определения припусков
расчетно-аналитическим методом для рассчитанных поверхностей в
конце этого раздела приводится графическая схема
расположения общих и межоперационных припусков и допусков
(схема приведена на рис. 4.4).
Для удобства расчет следует производить в виде табл. 4.14.
Данные таблицы используются непосредственно для построения
графической схемы, а также для быстрой проверки
правильности произведенных расчетов.
В основном при разработке курсовых проектов применяется
метод автоматического получения размеров, т. е. обработки на
предварительно настроенных станках. Так как в этом случае
заготовки поступают на обработку с колебанием размеров
поверхностей, подлежащих обработке в пределах допуска, то и
действительные припуски на обработку для этих поверхностей
на данном переходе будут различны. Колебание размеров,
получаемых при обработке, происходит по причине нежесткости
технологической системы, т. е. различной ее податливости в
результате колебаний припуска на обработку.
Таким образом, как видно из рис. 4.1, у заготовки с
наименьшим предельным размером amin при обработке на размер Ь
наименьший припуск на обработку — Zimin, а у заготовки с
наибольшим предельным размером аШах наибольший припуск на
обработку — г*тах.
Расположение полей припусков и межоперационных
допусков на двух смежных переходах обработки элементарной
поверхности при обработке на предварительно настроенном
станке можно графически изобразить, как показано на
рис. 4.2, а. Иначе выглядит расположение минимального и
максимального припусков, когда обработка производится по методу
пробных проходов. Этот случай показан на рис. 4.2, б%
5<*
Так же выглядит схема расположения полей припусков при
последовательном приближении к заданному размеру,
например при многопроходной обработке (шлифование, хонингование
и др.)- При этом из-за сравнительно небольших усилий резания
упругие отжатия в технологической системе почти отсутствуют.
Этому способствует также стремление рабочего получить
наибольший предельный размер по проходному калибру»
j*
i f
n
ч^
ч
$1
ш
Рис. 4.1. Схема для определения
минимального и максимального промежуточных
припусков при обработке на настроенном станке
а
*f
ч
^ifit<l£
k-t
I
М
л Zime£
%
Рис. 4.2. Схема расположения
промежуточных припусков
Порядок расчета* припусков на обработку и предельных
размеров по технологическим переходам приведен в табл. 4.1.
Для удобства все аналитические формулы определения
расчетных минимальных припусков zmin для различных видов
механической обработки и различных поверхностей сведены в
табл. 4.2. С этой же целью систематизированы и приводятся в
виде таблиц значения составляющих, входящих в формулы для
определения минимального припуска. Так, значения Rz и Т для
основных видов заготовок, различных методов механической
обработки заготовок из проката, штамповок и отливок, а также
для наиболее распространенных видов обработки отверстий
приводятся в табл. 4.3...4.6.
В табл. 4.7 даны расчетные формулы для определения
суммарного значения пространственных отклонений, т. е.
отклонений от правильной геометрической формы поверхностей и их
взаимного расположения для различных видов заготовок при
их обработке на' первой операции, с учетом методов базирова-
60 •
ния заготовок, влияющих на пространственное отклонение. Для
наглядного представления характера и составляющих
пространственного отклонения таблица иллюстрируется эскизами.
Для литых заготовок ,при обработке плоской поверхности
корпусной детали с отверстиями, оси которых параллельны
обрабатываемой поверхности, существенное значение приобретает
способ базирования этой детали на первой операции. Если де-
Табл. 4.1. Порядок расчета припусков на обработку и предельных размеров
по технологическим переходам [28]
Для наружных поверхностей
Для:внутренних поверхностей
I
J. Пользуясь рабочим чертежом детали и картой технологического процесса
механической обработки, записать в расчетную карту обрабашваемые
элементарные поверхности заготовки и технологические переходы обработки в порядке
последовательности их выполнения по каждой элементарной поверхности от
черновой заготовки до окончательной обработки
2. Записать значения Rz, T, р, ей 6
3. Определить расчетные минимальные припуски на обработку по всем
технологическим переходам
4'.' Записать для конечного перехода
в графу «Расчетный размер»
наименьший предельный размер детали по
чертежу
. 5. Для перехода, предшествующего
конечному, определить расчетный
размер прибавлением к наименьшему
предельному размеру по чертежу
расчетного припуска гт!п
6. Последовательно определить
расчетные размеры для каждого
предшествующего перехода прибавлением к
расчетному размеру расчетного
припуска гт|п следующего за ним смежного
перехода
7. Записать наименьшие предельные
размеры по всем технологическим
переходам, округляя их увеличенном
расчетных размеров; округление
производить до того же знака десятичной дро-
,би, с каким дан допуск на размер для
каждого перехода
8. Определить наибольшие
предельные размеры прибавлением допуска к
округленному наименьшему
предельному размеру
9. Записать предельные значения
припусков zmax как разность
наибольших предельных размеров и zmln как
разность наименьших предельных
размеров предшествующего и
выполняемого переходов
4. Записать для конечного перехода
в графу «Расчетный размер»
наибольший предельный размер детали по
чертежу
5. Для перехода, предшествующего
конечному, определить расчетный
размер вычитанием из наибольшего
предельного размера по чертежу
расчетного припуска zmin
6. Последовательно определить
расчетные размеры для каждого
предшествующего перехода вычитанием из
расчетного размера расчетного
припуска zmjn следующего за ним смежного
перехода
7. Записать наибольшие
предельные размеры по всем технологическим
переходам, округляя их уменьшением
расчетных размеров; округление
производить до того же знака десятичной
дроби, с каким дан допуск на размер
для каждого перехода
8. Определить наименьшие
предельные размеры путем вычитания
допуска из округленного наибольшего
предельного размера.
9. Записать предельные значения
припусков гтах как разность
наименьших предельных размеров и zmin как
разность наибол&ших предельных
размеров выполняемого и
предшествующего переходов
61
Окончание
10. Определить общие припуски г 0 и г 0 , суммируя промежуточные
припуски на обработку
11. Проверить правильность произведенных расчетов по формулам:
г г —z , =6, . — 6£;
'max 'mm t_"1 '
'max 'mln ' ' l
2г0 -2г0 , 6 = D3 - 6 Од
°max °mln 3 A
12. Определить общий номинальный 12. Определить общий номинальный
припуск по формулам: припуск по формулам:
Z Оном e Z omln + Нг~Н*< * o<IOM= * от1п + *а - *д I
2г 0 = 2г 0 , + HD3 - HDR 2г 0 « 2г 0 f + SD3 - £D.
°ном °min 3 А о1ЮМ omJn з д
Примечания: I. В связи с разнохарактерностью действия при расчете
размеров для наружных и внутренних поверхностей рекомендуется во
избежание ошибок группировать в расчетной карте наружные и внутренние
поверхности, а не записывать их вперемежку.
2. При обработке взаимосвязанных плоских поверхностей от переменных
баз рекомендуется строить размерные цепи, определяющие взаимосвязь
обрабатываемой поверхности с измерительной базой.
3. В ряде случаев целесообразно по соображениям режимных условий
обработки припуск, расчитаиный на черновую обработку, распределять между
черновой и получнстовой обработкой; при этом 60...70% расчетного припуска
рекомендуется снимать при черновой обработке и 30...40%—при
получнстовой обработке.
4. Номинальный припуск определяется лишь в целях сопоставления с
табличными или производственными данными.
Табл. 4.2. Расчетные формулы для определения припуска на обработку
Вид обработки J Расчетная формула
Последовательная обработка проти- г ( = Rzi—\ + T(_t + p<+1 -f e£
воположных или отдельно расположен- m n
ных поверхностей
Параллельная обработка противопо- 2г ( =2 (Rzi_l + Tt_{ +рг_( -f-
ложных плоскостей • D m n
Обработка наружных или внутрен- 2г = 2 (Rzi ,+ Г, 4-
них поверхностей вращения "JlT
Обтачивание цилиндрической
поверхности заготовки, установленной в цен-
рах; бесцентровое шлифование
Развертывание плавающей
разверткой, протягивание отверстий
Суперфиниш, полирование и
раскатка (обкатка)
+ V7Z
2г, =
'min
2г , =
'mln
2г. «
-1+е», )
'•2 <**,_:
= 2 (Rz,_
2**.-,
i+7-i-
■|+Г,_
.4
|)
Р/-
-|>
62
Окончание
Обработка лезвийным или абразив- г{ = Rzl__l + 7\_, +0,25 6/_1
ным инструментом без выдерживания
размера черновой поверхности
Шлифование после термообработки:
а) при наличии е^ г , «= Rzi_l + р# , 4 е,
б) при отсутствии zt
*mln
=#*,_,+ р,_|
2г'т1п=2(/?г'->+Р'-')
ПрИМеч8НИе- УрУ.1+е*,~0,96р,_,+0,4е, прир,_,>е,;
/p\+i +еа, «р, при. р,_, <4е, ;/р»,_1 +е», «0,4р,_, +0,96е,
B'»lP'-«<ei|l/p«l_i+e»I«el прир,_,<4е,.
Табл. 4.3. Качество поверхности различных видов ваготовок
Вид заготовки
Квзлитет
Rz
Отливки в земляные формы I класса:
.наибольший габаритный размер
отливки, мм:
не более 1250
1250....3150
То же II класса:
наибольший габаритный размер
отливки, мм:
не более 1250
1250....3150
Отливки в кокиль
Литье в оболочковые формы
Литье под давлением
Литье по выплавляемым моделям
Штампованные заготовки массой, кг:
не более 0,25
0,25...2,5
2,5...25
25...100
100...200
Прокат горячекатаный, диаметром,
мм:
5...25
26...75
80...150
160...250
калиброванный гладкотянутый
калиброванный шлифованный
12.
12.
9.
6.
7
6.
..14
..14
.12
.12
k
.12
.9
200
40
20
30
150
150
150
200
300
150
150
200
300
60
10
600
800
700
900
300
260
140
170
150
200
250
300
300
150
250
300
400
60
20
Примечание. Для отливок в земляные формы указано суммарное
значение Rz + 7\
63
Табл. 4.4. Качество торцевой поверхности после резки заготовок из горячека*
таного проката (размеры в мм)
Способ резки
По упору на ножницах, дне- 5...25
новыми пилами и приводными 26. ..75
ножовками 80... 150
свыше 150
На прессах и дисковыми
фрезами на отрезных станках
Отрезными резцами на
станках токарного типа
5...25
26...75
5...25
26...75
80...150
160...250
±1,0
±1,3
±1.8
±2,3
±0,3
±0.4
±0,25
±0,35
±0,40
±0.50
0,3 0,OID
0,2 0,00070
0,2 0.045D
Примечание. При резке на ножницах получаются вмятина и скос;
вмятина в направлении, перпендикулярном к поверхности среза, достигает 0.2Д
а скос по торцу — 3°. Величину вмятины и скоса необходимо учитывать при
последующей обработке отрезанной заготовки соответственно по диаметру и
торцу.
Табл. 4.5. Параметры, достигаемые после механической обработки наружных
поверхностей
Вид обработки
Яг | Г
Обдирочная обработка лезвийным инструментом отливок II
класса, горячего проката обычной точности, нежестких валов,
поковок с большими припусками и др.
Черновая обработка лезвийным инструментом заготовок всех
видов
Чистовая обработка лезвийным инструментом и однократная
обработка заготовок с малыми припусками
Чистовое торцевое фрезерование
Протягивание наружное
Тонкая обработка лезвийными инструментами
Шлифование:
предварительное
чистовое
Бесцентровое шлифование калиброванного проката 9,,. 10
квалитетов:
до термообработки
после термообработки
100
50
30
10
5
3
10
5
6
3...0,8
100
50
30
15
10
20
15
12
64
Табл. 4.6. Параметры, достигаемые после механической обработки отверстий
Вид обработки
*« I
40
20
50
30
50
20
10
5
3
4
0,6
60
30
50
40
50
25
25
10
—
6
Сверление спиральными сверлами
Глубокое сверление
Зенкерование:
черновое
чистовое
Растачивание:
черновое
чистовое
Развертывание:
нормальное
точное
тонкое
Протягивание
Калибрование шариком или оправкой
П р и м е ч е и и е. Виды развертывания (нормальное, точное и тонкое)
определяются допусками на диаметральные размеры разверток.
таль базируется на отверстия и перпендикулярную к ним
поверхность, суммарное пространственное отклонение
складывается из величины коробления обрабатываемой поверхности и
погрешности расположения базовых отверстий относительно
той же обрабатываемой поверхности, т. е. смещения этих
отверстий к наружной поверхности отливки.
Смещение в данном случае обусловлеино неточностью
расположения стержня к наружной поверхности и
регламентируется допуском на размер от обрабатываемой поверхности до оси
базовых отверстий (Л+6).
На эскизе в таблице векторы коробления и смещения
базовых отверстий по отношению к направлению выдерживаемого
размера — коллинеарны, и для определения суммарного
пространственного отклонения можно принять алгебраическую
сумму составляющих рКОр и рСм, однако вероятность этого случая
мала, поэтому для получения значений с большей вероятностью,
учитывая нормальный закон распределения действительных
размеров, следует производить геометрическое сложение
векторных составляющих рКОр и рсм.
При установке деталей на плоскость, противолежащую и
параллельную обрабатываемой, суммарное значение
пространственных отклонений обрабатываемой поверхности
выражается величиной се коробления. Общая величина коробления
поверхности отливки определяется как произведение удельной
кривизны на наибольший размер обрабатываемой поверхности в
направлении обработки.
Для литых деталей типа тел вращения при
обработке участков наружной поверхности и базировании по
наружной поверхности пространственное отклонение — оваль-
5.3аказ№К-6641.
65
g Табл. 4.7. Суммарное значение пространственных отклонений для различных видов заготовок и механической обработки
Tun детали и метод базирования
Эскиз
1 | 2
Расчетные формулы
3
Корпусные детали, по отверстиям с
параллельными осями и перпендикулярной к ним
плоскости
То же, по плоскости, противоположной
обрабатываемой
Детали —тела вращения, в самопентрирую-
ших патронах по наружному диаметру с
прижимом к торцевой поверхности
Литые заготовки
А
г> А)».!
ш
<тт
I К/сн
\Ю7777Л
р-
р =
Рем
У Ркор
Ркор •
= 6
+ Рсм
Рем
Ркоо = Лк^
^кор
р = р,
кор
РО =* Ркор в Л* D
Pd = V Ркор + Рем
Рем = 6п
Рв= Дк в
Продолжение
Штампованные заготовки
Стержневые детали (валы ступенчатые,
рычаги и др.) с базированием по крайней ступени
(поверхности)
Стержневые детали при обработке в центрах
Детали типа дисков с прошиваемым
центральным отверстием (шестерни, диски й др.) с
установкой по наружному диаметру и торцу
з
P-V Рсм + Ркор
Шор
= д./
Р^У Рсм + Ркор + Рц
Ркор = Ак/
, Ь
при / < —
Р=]/ Р«+Р|ссд
8
То же, при обработке торцевых поверхностей
Пря консольном закреплении в самоцентри<
рующих патронах
8аготооки из сортового проката
щ—rffi
я
При обработке в центрах
Р
SSI
Продолжение
Р = Ркор
Ркор = ДкД=Дк2/?
Рк - Ак '
при / < —
Окончание
При установке в самоцентрирукших зажимных
устройствах
Зацентровка заготовок
При установке на призмах с односторонним
прижимом
Детали всех типов, при обработке отверстия
в неподвижной детали
Сверление отверстий
СО
рк « 0,25 мм
Рц=]/-у- + 0,25*
(при а «= 90°)
Ри=У -j-+0,25*
(при а- 120°)
р = \/ Co + (V)2
ность — выражается произведением удельной кривизны на
соответствующий диаметр отливки. Если базирование при
обработке наружной поверхности осуществляется по внутреннему
диаметру, для суммарного значения пространственного
отклонения следует, так же как и для коробчатых деталей, учитывать
смещение стержня отливки относительно наружной поверхности.
Смещение можно принимать равным допуску на толщину стенки
отливки. Так как направления векторов коробления и смещения
неопределенны, производится геометрическое сложение
векторов. Удельная кривизна заготовок (коробления) приведена в
табл. 4.8. Для двух последних случаев, так же как и для
корпусных деталей, базируемых по отверстиям, величину удельного
коробления следует принимать как для корпусов.
При обработке .торцевых поверхностей
отливок — тел вращения пространственное отклонение
обрабатываемой поверхности выражается в виде коробления и
определяется.так же, как произведение удельной кривизны на
диаметр обрабатываемой поверхности.
Для штампованных заготовок (при обработке
цилиндрических поверхностей деталей типа ступенчатых валов и
консольном их закреплении по крайней ступени) суммарное
значение пространственных отклонений выражается в виде
коробления детали и смещения одних участков поверхности
относительно других. Это смещение обусловлено несовпадением
верхней и нижней частей штампов при штамповке заготовок поперек
оси, а также несовпадением полуматриц в
горизонтально-ковочных машинах и, наконец, смещением штампуемой части
заготовки относительно стержня исходного материала.
В табл. 4.8 приводятся данные по общей или наибольшей
кривизне штампованных заготовок, которую следует принимать
в расчет при консольном закреплении заготовок. При
обработке штампованных заготовок в центрах для расчетов
кривизны или стрелы прогиба в обрабатываемом сечении следует брать
произведение удельной кривизны после правки .или
термообработки на расстояние от обрабатываемого сечения до
ближайшей опоры. В этом случае следует, кроме вышеприведенных
факторов, учитывать радиальное биение обрабатываемой
поверхности в результате погрешности зацентровки. Способ
определения погрешности зацентровки приводится ниже.
Так как векторы всех перечисленных погрешностей имеют
неопределенное положение в пространстве относительно оси
обрабатываемой детали, следует определять их геометрическую
сумму.
Для заготовок типа дисков с прошиваемыми при
штамповке центральными отверстиями (зубчатые колеса,
фланцы и т. п.) суммарное значение пространственных отклонений
(при базировании детали на первой операции по наружному
диаметру) складывается из смещения частей штампов, форми-
70
Табп. 4.8. Удельная кривизна заготовок Дк (мкм) на 1 мм длины
Материал и состояние
Диаметр заготовки, мм
5...25
25...50
50...75
75...120
120...150
свыше
150
Прокат калиброванный:
6-й квалитет 0,50 0,50
9-й квалитет 1 0,75
10... II-и квалитеты 2 1
12-й квзлитет 3 2
Прокат калиброванный 2 1,3
оосле термообработки
Прокат горячекатаный:
лосле правки на прессе 0,15 0,12
после термообработки 2,0 1,3
Штампованные
заготовки:
после правки 2,0 1,5
после термообработки 1,0 0,8
Отливки:
плиты
корпуса
0,5
1
1
0,6
0,10
0.7
0,08 0,06
0,6
0,05
0,3
0,6
1,0
0,5
2...3
0,7...!
Примечания: 1. Общая кривизна прутка не должна превышать про-
изведеиия допускаемой удельной кривизны на длину прутка.
2. Кривизну отрезанной заготовки определяют в зависимости от способа
базирования при обработке (см. табл. 4.7).
3. При термообработке проката т.в.ч. табличные значении принимать с
коэффициентом 0,5.
4. Для ступенчатых валов средний диаметр
4£Р= } ,
где dj , d2 , ..., dn—диаметры ступеней; l{ , l2 ,...t ln — длины ступеней;
/ — общая длина вала.
5. Для стержневых детален типа рычагов и пластин dc рассчитывают по
среднему сечению стержня.
Табп. 4.9. Удельный увод Дк и смещение С0 оси отверстий при
Диаметр отверстия,
мм
Сверление спиральными
сверлами
Дк , мкм/мм
Cq «, мкм
сверлении
Глубокое сверление
Ак , мкм/мм
Cq | МКМ
3...6
6...10
10...18
18...30
30...50
2,1
1,7
1.3
0,9
0,7
10
15
20
25
30
1,6
1,3
1,0
0,7
10
15
20
25
71
рующих заготовку по обе стороны разъема, и эксцентричности
(несоосности) прошиваемого центрального отверстия по
отношению к наружному контуру заготовки. Допуски на смещение
и эксцентричность (несоосность) приводятся в ГОСТ 7505 — 74.
Из-за неопределенного положения векторов погрешности
суммарное пространственное отклонение определяется
геометрическим, сложением.
При обработке торцевых поверхностей штампованных
заготовок в качестве пространственных отклонений учитывается
коробление обрабатываемой поверхности. Оно определяется, как
и для литых заготовок, произведением значения удельной
кривизны (см. табл. 4.8 для штампованных заготовок после
правки) на диаметр обрабатываемой поверхности.
Для заготовок из сортового проката
определение суммарного значения пространственных отклонений
производится аналогично штампованным заготовкам типа валов в
зависимости от способа базирования. При консольном
закреплении в расчет принимается только кривизна в обрабатываемом
сечении, а при обработке в центрах в векторную сумму
включается погрешность зацентровки. Кривизна в обрабатываемом
сечении определяется на основании удельной кривизны (см.
табл. 4.8) с учетом правки или термической обработки в
соответствии с состоянием заготовки.
Погрешность зацентровки заготовок из сортового проката,
а также штампованных стержневых заготовок возникает
вследствие погрешности базирования на этой операции и приводит к
радиальному биению наружной поверхности заготовки
относительно оси центровых отверстий.
При использовании на операции зацентровки для
закрепления заготовок самоцентрирующих зажимных устройств допуск
на наружный диаметр не оказывает влияния на погрешность
зацентровки, которая в этом случае определяется погрешностью
настройки центровального станка (0,25 мм). При установке
деталей на призму с односторонним прижимом погрешность
зацентровки, кроме того, зависит от допуска на наружный
диаметр заготовки и угла призмы. Для определения суммарного
значения погрешности зацентровки следует брать
геометрическую сумму указанных составляющих.
Обработка отверстий в неподвижной детали сверлением
характеризуется в отношении пространственных отклонений
смещением отверстия и уводом (искривлением) его оси
вследствие нсжссткости сверл. Суммарное пространственное отклонение
равно векторной сумме этих составляющих, приведенных в
табл. 4.9.
Остаточные пространственные отклонения на обработанных
поверхностях, имевших исходные отклонения, являются
следствием копирования погрешностей при обработке. Значения этих
отклонений зависят как от режимных условий обработки, так и
72
от параметров, характеризующих жесткость технологической,
системы и механические свойства обрабатываемого материала.
При выполнении курсового проекта для определения
промежуточных значений припусков на механическую обработку мож*
но с достаточной для практических целей точностью
воспользоваться приведенной ниже эмпирической формулой
Рост = ^уРзаг»
где ky — коэффициент уточнения формы.
Значения коэффициента уточнения для различных видов
заготовок и методов обработки можно принять следующими:
однократное и черновое точение штампованных
заготовок, заготовок из горячекатаного проката, предварительное
шлифование проката 10...11-го квалитетов 0,06
получистовая обработка заготовок из проката,
штампованных заготовок, рассверливание отверстий, смешение оси
отверстия после черновой обработки 0,05
чистовое точение заготовок из сортового проката
обыкновенного качества, штампованных заготовок, после первого
технологического перехода обработки литых заготовок, после
чистового шлифования проката 10...11-го квалитетов 0,04
двукратное обтачивание калиброванного проката или
двукратное шлифование заготовок после токарной обработки 0,02
получистовая обработка (зенкерование и черновое
развертывание отверстий) 0,005
чистовая обработка — развертывание отверстий 0,002
При обработке торцевых поверхностей штампованных
заготовок с центральным отверстием остаточное пространственное
отклонение (коробление) можно определять:
после черновой обработки
Рост=1,2[0,06р,сор + 0,15 (R-r)l
после получистовой обработки
рост =1,1[0ДЮЗкоР +0,1 (R-r)];
после чистовой обработки
Рост = 0,003рКОр + 0,1(/?~г),
где R и г — радиусы наружной поверхности и отверстия (см.
табл. 4.7).
Погрешность установки еу на выполняемом переходе при
определении промежуточного припуска характеризуется
смещением обрабатываемой поверхности, которое должно
компенсироваться дополнительной составляющей промежуточного
припуска:
/2 , ~, 2
«б "Г Fa "I" £„p ,
где ее — погрешность базирования; е3 — погрешность
закрепления; еПр — погрешность положения заготовки в приспособлении.
73
Все составляющие представляют поля рассеивания
случайных величин, поэтому суммируются в общем случае по правилу
геометрического сложения.
Погрешность базирования ее имеет место при иесовмещеиии
установочной и технологической баз и зависит также от допуска
и погрешности формы базовых поверхностей. Формулы для
определения погрешности базирования приводятся в справочной
литературе [28].
Погрешность закрепления е3 возникает в результате
смещения обрабатываемых поверхностей заготовок от действия
зажимной силы. Это смещение, если оно и велико, но постоянно по
величине, может быть учтено настройкой станка. В ряде случаев,
особенно когда применяются пневматические, гидравлические,
электромеханические и другие зажимные устройства,
обеспечивающие постоянство усилий зажима, погрешность закрепления
можно исключить из расчетов.
Погрешность положения заготовки еПр является следствием
неточности изготовления станочного приспособления и износа
его установочных элементов, а также погрешности установки
самого приспособления' на станке. Сюда относится также
погрешность индексации — поворота зажимных устройств при
обработке заготовок на многопозиционных станках, которая в
большинстве случаев принимается равной 0,05 мм. За исключением
последней составляющей часто, затруднительно выявить
отдельные значения других указанных элементов погрешности
положения, поэтому их учитывают входящими в погрешность
закрепления. Для однопозиционной обработки формула для еу
примет вид:
еу = ]/ 4 + е?.
Если векторы ее и еу коллинеарны, как это имеет место при
обработке плоских поверхностей, параллельных установочной
базе, еу=€б + ез.
Значения погрешностей закрепления для различных видов
обработки в зависимости от обрабатываемого материала и
технологической оснастки приводятся в табл. 4.10...4.13.
Определение значений допусков на заготовки производится
по соответствующим для каждого метода ГОСТам, указанным
в параграфе «Выбор заготовки» настоящего пособия.
Для первого технологического перехода при обработке
черновых заготовок всех видов и при выдерживании размера от
черной базы допуск следует принимать не табличный, а
определять по формуле
б= (бзаг + бобр)/2,
где бзаг — допуск на размер черной заготовки; б0бр — допуск по
квалитету, указанному в таблице для соответствующего метода
обработки.
74
Табл. 4.10. Погрешность закрепления заготовок е3 при установке в радиальном направлении для обработки на станках, мкм
Характеристика базовой по*
вер хн ости
1
Поперечные размеры, заготовки мм '
б...10 | 10...18 | 18...30
2
» 1 « ■
30...50
о
1 50...80
6
80...120
7
120...180 | 180...260
8 | 9
260...3S0 | 360...50)
10
11
Холоднотянутая калиб- 40
рованная
Предварительно обра- 40
ботанная
Чисто обработанная 20
Установка в зажимной гильзе (цанге)
50 60 70 80
50 60 70 80
25 30 35 40
Установка в трехкулайковом патроне
Литье:
в песчаную форму ма- 220
шинной формовки по
металлической
модели
в постоянную форму 150
по выплавляемой мо- 50
дели
25
под давлением
«s* Горячая штамповка
1*Я
220
270
175
60
30
270
320
200
70
35
320
370
250
80
40
370
420
300
100
50
420
500-
350
120
60
500
600
400
140
70
600
700
450
160
■80
700
800
550
—
—
800
900
650
—
—
—
о
Окончание
Горячекатаная
Предварительно
обработанная
Чисто обработанная
Установка в пневматическом патроне
,0 |
220
50
25
270
GO
30
320
70
35
370
80
40
420
100
50
500
120
GO
600
140
70
—
160
80
—
180
90
—
200
100
Литье:
в песчаную форму
машинной формовки по
металлической модели
180
220
260
320
380
440
Чисто обработанная
20
25
30
35
40
45
500
50
580
60
660
в постоянную форму
по выплавляемой
модели
под давлением
Горячая штамповка
Горячекатаная
Предварительно
обработанная
120
40
20
180
180
40
140
50
25
220
220
50
170
60
30
260
260
60
200
70
35
320
320
70
240
80
40
380
380
80
280
90
45
440
440
90
320
100
50
500
500
100
380
120
60
580
_
120
440
—
—
660
—
140
70
760
500
160
80
Примечания: I. При установке на оправку надо учитывать погрешность базирования и принимать погрешность
закрепления в зависимости от крепления оправки в гильзе, -атроне или зажимном приспособлении.
2. Установка в жестких центрах не дает погрешности закрепления в радиальном направлении. Погрешность
закрепления, получающаяся при установке в плавающий передний и вращающийся задний центры, не учитывается, так как
перекрывается отклонением заготовки под действием силы резания.
Табл. 4.11. Погрешность закрепления заготовок е3 при установке в осевом направлении для обработки на станках, мкм
Характеристика базовой
поверхности
1
6,..10
2
10...18
3
18...30
*
Поперечные размеры заготовок, мм
30...50 | 50...80 | 80...120
•
6
120...180
7 | 8
180...260 | 260...300
9 | 10
300... 500
11
Холоднотянутая калиб- 40
рованная
Предварительно обра- 40
ботанная
Чисто обработанная 20
Установка в зажимной гильзе (цанге) до упора
50 60 70 80 —
50 60 70 80 —
25 30 35 40 —
Установка в трехкулачковом самоцентрирующем патроне
Литье:
з песчаную форму
машинной формовки по
металлической модели
70
80
90
100
110
120
130
140
^1
в постоянную форму
по выплавляемой
модели
под давлением
Горячая штамповка
Горячекатаная
60
50
30
70
70
70
60
40
80
80
80
70
50
90
90
90
80
60
100
100
100
90
70
110
ПО
ПО
100
80
120
120
120
110
90
130
130
130
120
100
140
•.—
150
140
150
160
150
00
)
Предварительно
ботанная
Чисто обработаю
обра-
!ая
» 1
50
30
3
60
40
« 1
70
50
* 1
80
60
6
90
70
7
100
80
•
110
90
•
120
100
10
130
ПО
Окончание
1 п
140
120
Установка в пневматическом патроне
Лнтье:
в песчаную форму
машинной формовки по
металлической модели
в постоянную форму
по выплавляемой
модели
под давлением
Горячая штамповка
Горячекатаная
Предварительно обра-
>танная
Чисто обработанная
55
55
45
25
55
55
40
25
60
60
50
35
60 .
60
50
30
70
65
55
45
70
70
60
35
80
75
65
50
80
80
70
40
90
80
75
55
90
90
80
50
100
90
80
65
100
100
90
60
ПО
100
85
70
ПО
ПО
90
70
120
ПО
§0
80
120
—
100
80
130
120
—
—
130
—
по
90
140
130
—
—
—
—
120
100
Примечания: I. При установке па оправку надо учитывать погрешность базирования и принимать погрешность
закрепления в зависимости от крепления оправки в гильзе, патроне или зажимном приспособлении.
2. Установка в центрах не дает погрешности закрепления, но дает погрешность базирования в осевом направлении.
Табл. 4.12. Погрешность закрепления заготовок е3 яры установке на опорные штифты приспособлений, мкм
Характеристика базовой
поверхности
1
6...10
2
10...18
3
18...30
4
Поперечные размеры заготовок, мм
30...60 | 50...80 | 80...120
S
6
7
120...180
•
180...260
•
260...360
10
360...500
11
Установка в зажимное приспособление с винтовыми или эксцентриковыми зажимами
Литье!
в песчаную форму
машинной формовки по
металлической модели
100
125
150
175
200
225
250
ЗЭО
350
в постоянную форму
по выплавляемой
модели
под давлением
Горячая штамповка
Горячекатаная
Предварительно обра*
ботанная
Чисто обработанная
Шлифованная
—
80
70
—
90
80
70
60
100
90
80
100
100
90
80
70
ПО
100
90
125
125
100
90
80
120
ПО
100
150
150
ПО
100
90
130
120
ПО
175
175
120
ПО
100
140
130
120
200
•200
130
120
ПО
150
140
130
225
225
140
130
120
160
150
140
250
—
150
140
130
180
—
—
300
—
160
150
140
200
—
_
—
—
170
160
150
00
о
Окончание
Литье:
Установка в зажимное приспособление с пневматическим зажимом
в песчаную форму
машинной формовки по
металлической модели
в постоянную форму
по выплавляемой
модели
под давлением
Горячая штамповка
Горячекатаная
Предварительно
обработанная
Чисто обработанная
Шлифованная
—
65
40
—
70
65
50
40
90
80
70
45
90
80
70
60
50
100
90
75
50
100
100
75
70
60
120
100
80
60
120
120
80
80
70
140
ПО
90
70
140
140
90
90
80
160
120
100
80
160
150
100
90
80
180
130
ПО
90
180
180
ПО
100
90
200
140
120
100
200
—
120
ПО
100
240
160
—
—
240
—
130
120
ПО
280
180
—
—
—
—
140
130
120
Примечания: 1. Установка на магнитной плите не дает погрешности закрепления.
2. Поперечный размер заготовки принимать наибольшим в сечении по нормали к обрабатываемой поверхности.
3. Погрешность закрепления дана по нормали к обрабатываемой поверхности.
Табл. 4.13. Погрешность закрепления заготовок е3 при установке на опорные пластинки приспособлений, мкм
Характеристика базовой
поверхности
Поперечные размеры заготовок, мм
6.. .10
10...18
18...30
30...50
50...80 80...120 120...180 180...260 260...360 I 360...500
Установка в зажимное приспособление с винтовыми или эксцентриковыми зажимами
Литье:
в песчаную форму
машинной формовки по
металлической модели
в постоянную форму
по выплавляемой
модели
под давлением .
Горячая штамповка
Горячекатаная
Предварительно
обработанная
Чисто обработанная
Шлифованная
—•
55
40
30
—
90
40
30
20
100
60
50
40
100
100
50
40
30
ПО
70
60
50
ПО
ПО
60
50
40
120
80
70
60
120
120
70
60
50
135
90
80
70
135
135
80
70
60
150
100
90-
80
150
150
90
80
70
175
ПО
100
90
175
175
100
90
80
200
120
ПО
100
200
—
ПО
100
90
240
130
—
—
240
—
120
ПО
100
280
140
—
—
—
—
130
120
ПО
Установка в зажимное приспособление с пневматическим зажимом
Литье:
в песчаную форму
машинной формовки по
металлической модели
80
90
100
ПО
120
140
160
190
220
С©
to
Характеристика базовое
поверхности I
в постоянную форму
по выплавляемой мо-
- дели
под давлением
Горячая штамповка
Горячекатаная
Предварительно
обработанная
Чнсто обработанная
Шлифованная
6...10
50
.35
25
—
70
35
25
15
| 10...18
55
40
30
80
80
40
30
20
! 18...30
60
50
35
90
90
50
35
25
Поперечные размеры заготовок
| 30...50
65
55
40
100
100
55
40
30
| 50...80
70
60
Б0
ПО
по
60
50
40
80...120
80
70
60
120
120
70
60
50
| 120
, мм
...180
90
80
70
140
140
80
70
60
180...260
100
90
80
160
—
90
80
70
| 260...360
ПО
—.
—
190
•—•
100
90
80
Окончание
| 360...500
120
—
—
—
—
ПО
100
90
Примечания: 1. Установка на магнитной плите не дает погрешности закрепления.
2. Поперечный размер заготовки принимать наибольшим в сечении по нормали к обрабатываемой поверхности»
3» Погрешность закрепления дана по нормали к обрабатываемой поверхности.
Суммарные значения расчетных допусков следует округлять
с точностью до 0,1 мм.
Значения промежуточных допусков для различных видов
механической обработки определяются по квалитетам,
приведенным в таблицах экономической точности обработки (прил, 3).
Пример 4.1. Рассчитать припуски
на обработку и промежуточные
предельные -размеры для отверстия
корпуса 050^9, показанного на рис. 4.3.
На остальные обрабатываемые
поверхности (2, 3, 4) назначить
припуски и допуски по ГОСТ 1855—55.
Заготовка представляет собой
отливку 1-го класса точности, массой
3,5 кг. Технологический маршрут
обработки отверстия 050^/9 состоит
из дпух операций: чернового и
чистового растачивания, выполняемых
при одной установке обрабатываемой
детали. Базами для заготовки
служат плоскость основания и два
отверстия 01О//7. Схема установки при
обработке показана на рис. 4.3.
Расчет припусков на обработку
отверстия 050/7*9 приведен в табл. 4.14,
в которой последовательно
записывается технологический маршрут об- а
работки отверстия и осе значения
элементов припуска.
Суммарное значение Rz н Т,
характеризующее качество поверхности
литых заготовок, составляет 6G0 мкм
(см. табл. 4.3). После пернсго
технологического перехода Т для детзлей
из чугуна исключается из расчетов,
поэтому для чернового и чистового
растачивания находим по табл. 4.5
только значения Rz (соответственно
50 и 20 мкм) и записываем их в расчетную таблицу.
Суммарное значение пространственных отклонений для заготовки данного
типа определится по формуле
0г = V ркор + Рем •
Коробление отверстия следует учитывать как в диаметральном, так и в
осевом его сечении, поэтому
Ркор « УЧДК<*)2-+-(Д,</)2 « /(0,7-50)2-f (0;7 . ЮО)2 «= 78 мкм.
Удельное коробление отливок находим по табл. 4.8 (d и / — диаметр и
длина обрабатываемого отверстия). »
При определении рСм в данном случае следует принимать во внимание
точность расположения базовых поверхностей, используемых при данной
схеме установки и полученных на предыдущих операциях, относительно
обрабатываемой в данной установке поверхности.
Так, если бы для получения размера (Б) 47_о,2з при обработке
плоскости основания 2 базой было отверстие, то последующая погрешность рас-
tcmSWtjfy
Рис. 4.3. Корпус (чертеж и схема
установки при обработке отверстия
05ОЯ9)
83
Табл. 4.14. Расчет припусков и предельных размеров по технологическим
переходам на обработку отверстия корпуса 0 50И9 (см. рис. 4.3)
Технологические
переходы
обработки
поверхности
05О//9+О.О62
Элементы при«
пуска, мкм
Rz
Т
Р
е
Расчетный
припуск
2zmfn»
мкм
Расчетный
размер
dP •
мм
Допуск
6,мкм
Предельный
размер, мм
rfmln
,-., J
Предельные-
виачення
припусков, мкм
rnin
to*
max
Заготовка 600 294 48,090 400 47,69 48,09
Растачивание:
черновое 50 — 15 127 2-920 49,930 160 49,77 49,93 1840 2080
чистовое 20 — — С 2-66 50,062 62 50,00 50,06 130 230
Итого 1970 2310
положения отверстия относительно поверхности 2 определилась бы по
вышеприведенной формуле для б.
Допуск на размер 47 для отливки 1-го класса (табл. 2.4) 400 мкм. При
однократном фрезеровании возможно получение 11-го квалитета о допуском
0,16 мм, следовательно, б=» (0,4+0,16)/2=0,28.
Если же при обработке поверхности 2 базой служила какая-то наружная
поверхность, следует учитывать смещение стержня, который формирует
отверстие относительно наружной поверхности. Это смещение принято определять
как отклонение от номинального размера в отливке, определяемое допуском
на размер соответствующего класса точности.
Эти же соображения следует принимать во внимание при определении
погрешности размера (Г) в горизонтальной плоскости, т. е. также смещения
положения отверстия заготовки относительно наружной поверхности. Так как
в качестве базы при сверлении и развертывании отверстий 0ЮЯ7
использовалась боковая поверхность отливки, для определения погрешности
расположения обрабатываемого в данной установке отверстия 05ОН9 относительно
базовых отверстий 01ОЯ7 следует принять смещение стержня относительно
наружной поверхности отливки, определяемое допуском на размер (Г)
отливки.
Учитывая, что суммарное смещение отверстия в отливке относительно
наружной ее поверхности представляет геометрическую сумму в двух взаимно
перпендикулярных плоскостях, получаем
Рсм= l/l-rT+й~ J - ^20°2+20°2 - ш мкм-
где ЬБ и ЪГ — допуски на размеры (Б) и (Г) по классу точности,
соответствующему данной отливке (см. табл. 2.4).
Таким образом, суммарное значение пространственного отклонения
заготовки
р3 = У 2842 + 782 => 294 мкм.
Остаточное пространственное отклонение после чернового растачивания
р, = 0,05 рз=0,05-294 = 15 мкм.
Погрешность установки при черновом растачивании
«1 = /Т+Т-
84
Погрешность базирования в данном случае возникает за счет перекоса
заготовки в горизонтальной плоскости при установке ее на штыри
приспособления. Перекос при этом происходит из-за наличия зазоров между
наибольшим диаметром установочных отверстий и наименьшим диаметром штырей.
Наибольший зазор между отверстиями и штырями
5maxe6A + 6B+5inln»
где 6А —допуск на отверстие: бЛ = 15 мкм «= 0,015 мм; 6В —допуск на
диаметр штыря: бя = 15 мкм = 0,015 мм; 5mln —- минимальный зазор между
диаметрами штыря и отверстия: Smln = 13 мкм =* 0,013 мм.
Тогда наибольший угол поворота заготовки на штырях может быть
найден из отношения наибольшего зазора при повороте в одну сторону от
среднего положения к расстоянию между базовыми отверстиями)
0,015 + 0,015 +0,013
tga=a—vwtw—=0'0004-
Погрешность базирования на длине обрабатываемого отверстия I
e6=/tga= 100-0,0004 = 0,04 мм=40 мкм.
Погрешность закрепления заготовки (см. табл. 4.13) е3 принимаем
равной 120 мкм. Тогда погрешность установки при черновом растачивании
в! =з V 402+ 1202 «=» 127 мкм.
Остаточная погрешность установки при чистовом растачивании
е2 = 0,05е1 + еИпд^б мкм.
Так как черновое и чистовое растачивание производится в одной
установке, ТО Еиид = 0.
Па основании записанных в таблице данных производим расчет
минимальных значений межоперационных припусков, пользуясь основной формулой
2*mIn = 2 ( R4_x + Г,_, + Y р'-' + е< )•
.ж припуск под растачивание:
2zmin = 2 (600 + /294*-M273) =* 2 . 920 мкм;
Минимальный припуск под растачивание:
черновое
mm
чистовое
2гт1Па=з2(50-|->Л15а-т-6а) =* 2 . 66 мкм.
Графа табл. 4.14 «Расчетный размер* (rfp) заполняется начиная с
конечного (в данном случае чертежного) размера последовательным вычитанием
расчетного минимального припуска каждого технологического перехода.
Таким образом, имея расчетный (чертежный) размер, после последнего
перехода (в данном случае чистового растачивания 50,062) для остальных
переходов получаем:
для чернового растачивания dpl=50,062—0,132=49,930 мм;
для заготовки dp3=49,930-1,84=48,090 мм.
Значения допусков каждого перехода принимаются по таблицам в
соответствии с квалитетом того или иного вида обработки.
Так, для чистового растачивания значение допуска составляет 62 мкм
(чертежный размер); для чернового растачивания 6=160 мкм; допуск на
отверстие в отливке 1-го класса точности по ГОСТ 1855—55 составляет 6*=>
= 400 мкм.
В графе «Предельный размер> наибольшее значение (rfmax) получается
по расчетным размерам, округленным до точности допуска соответствующего
перехода. Наименьшие предельные размеры (drain) определяются из
наибольших предельных размеров вычитанием допусков соответствующих переходов.
85
Таким образом, для чистового растачивания наибольший предельный
размер — 50,062 мм, наименьший — 50,062 — 0,062=50 мм; для чернового
растачивания наибольший предельный размер — 49,93, а наименьший — 49,93 —
— 0,16=49,77; для заготовки наибольший предельный размер — 48,09 мм,
наименьший — 48,09-0,4-47,69 мм.
Минимальные предельные значения припусков zJJ{jn равны разности
наибольших предельных размеров выполняемого и предшествующего переходов, а мак-
соотвегствешю разности наименьших предельных
ишальиые
размеров.
значения г,
пр
&/пох рослпачибомия vi/cwofoeo 5/?t OS
tf/ni/7 pac/noti/faz/vsr vuc/nofoeo 00.0
S /)ocmavu#0//t/# </£/с/770#0г0 02/s/f/i
rf/яох ряс/г?сг*/1/40//£/# чернового 40, S3
cf/nin рас/7?0*/1/#ам(/я че/)но#ого 4 Я, 77
О /)0С070</000//0/7 ve/7S,'&foj0 /00 МАМ
(7,770* 30*0/7700*0 4 6. /
d//0* J0e0/n00A0 4 7,0
dmw 30г0/77о#К0 47.7
$ J0£0/r?0#/r0 400 MKM
22max N0'pMM?</0#0//t/e vepwfoe 20Шмм
2Z%%n ноpac/77G4utia//i'e vcp/tafoe /640м/тм
21%0х //apac/00</afa//i'e wc/voSee 230 мм
&"£„ на pac070«uSa//0e чистоЗое /30mam
щ
Ш
Рис. 4.4. Схема графического расположения припусков и допусков
на обработку отверстия 0507/9 корпуса (см. рис. 4.3.)
Тогда для чистового растачивания
2г|Л>|П1 =- 50,06 — 49,93 = 0,13 мм = 130 мкм;
2г|уах = 50 — 49,77 = 0,23 мм - 230 мкм;
для чернового растачивания
22mPini = 49»93 ~ 48»09 = ! >84 мм = 184° мкм;
2гтРахх = 49>77 — 47>69 = 2>08 мм = 2080 мкм-
Все результаты произведенных расчетов сведены в табл. 4.14.
На основании данных расчета строим схему графического расположения
припусков и допусков по обработке отверстия 05О//9 (рис. 4.4).
Общие припуски z0mln и z0max определяем, суммируя промежуточные
припуски, и записываем их значения внизу соответствующих граф:
2*
°пПп
130 -h 1^40 = 1970 мкм;
86
2г<>.изх в 230 + 2^80 «2310 мкм.
Общий по ил милыми и пропуск
->1)ОМ = гг.1П1П -г #i ~ В t - 1970 + 200 — GO => 2110 мкм;
^.,ом = <' '..см - 2<W, = 50 - 2.! = 47,9 мм.
Производим проверку правильности выполненных расчетов]
7ni\
max,
?Щ>
2л0 — 130 =• 100 мкм; 6.
160 —60= 100 мкм;
Сп, = 208° — >840 = 240 мкм; 63 — 6, « 400 - 160 - 240 мкм.
Ма остальные обрабатываемые поверхности корпуса припуски и допуски
бнраем по таблицам (ГОСТ 1855—55) и записываем их значения в
виои
табл. 4.15.
Табл. 4.15. Припуски и допуски на обрабатываемые поверхности корпуса
(см. рис. 43) по ГОСТ 1855—55 (размеры в мм)
Поверхность
1
2
3,4
Размер
050
079
0100
Припуск
табличный J расчетный
2-2.0 2-1,06
2.0 —
2.0 -
Допуск
+0,2
4-0,3
+0,3
На рис. 4.5 показан чертеж заготовки корпуса с припусками па
механическую обработку.
( Т
V \
Us *—— И
т
щ
п
Рис. 4.5. Заготовка корпуса (см. рис. 4 3) с
начисленными припусками и допусками
S7
Пример 4.2. Рассчитать припуски на обработку и промежуточные
предельные размеры на поверхность 06От6 ведущей шестерни (рис. 4.6). На
остальные обрабатываемые поверхности назначить припуски и допуски по
таблицам ГОСТ 7505—74.
Заготовка — штамповка на ГКМ повышенной точности. Масса
заготовки 11,3 кг.
Рис. 4.6. Шестерня ведущая (чертеж и схема установки при
обработке поверхностей 06От6):
J...9 — обрабатываемые поверхности
Табл. 4.16. Расчет припусков и предельных размеров по технологическим
переходам на обработку поверхности 0 60т6 ведущей шестерни
(см. рис. 4.6)
Технологические переходы
обработки
поверхности
0 60т6
Заготовка
Обтачивание:
рительное
окончательное
Шлифование:
рительное
окончательное
Элементы
upнпуска, мм
Rz
150
50
30
10
5
Т
250
50
30
20
15
i
р
1820
109
73
36
Расчетный
припуск
2гт1п
2-2220
2-209
2-133
2.66
Расчетный
размер
dpt мм
65,27
60,83
60,41
60,14
60,01
Допуск
мкм
3000
400
120
30
20
Предел ьн ый
размер, мм
^mln
^max
65,3 68,3
60,9 61,3
60,41 60,53
60,14 .60,17
60,01 60,03
Предельные
значения
припусков, мкм
2znp
max
4400 7000
490. 770
270 860
130 140
88
Технологический маршрут обработки поверхности 06От6 состоит из
обтачивания предварительного и окончательного и шлифования
предварительного и окончательного. Обтачивание и шлифование производятся в центрах,
схема установки показана на рис. 4.6.
Так же как и в предыдущем примере, записываем технологический
маршрут обработки в расчетную табл. 4.16. В таблицу также записываем
соответствующие заготовке и каждому технологическому переходу значения
элементов припуска. Так как в данном случае обработка ведется в центрах,
погрешность установки в радиальном направлении равна нулю, что имеет значение
для рассчитываемого размера. В этом случае эта величина исключается из
основной формулы для расчета минимального припуска, и соответствующую
графу можно не включать в расчетную таблицу.
Суммарное отклонение
p3 = V pL +PkoP +рц ;
рсм = 1,0 мм; ркор = Лк / » 1 • 138 » 0,14 мм;
р«=1/Нг)а+(и5' •
Допуск на поверхности, используемые в качестве базовых на фрезерно-
центровальной операции, определяем по ГОСТ 7505—74 для штамповок
повышенной точности, для группы стали Ml, степени сложности С2:
63 ■=■ 3,0 мм;
рц =. /1,5*+ 0,25» => 1.52 мм;
рз =» V 1,0й+ 0,142 +i,522 a 1,82 мм.
Остаточное пространственное отклонение:
после предварительного обтачивания р[=^0,06- 1820=109 мкм;
после окончательного обтачивания pj=0,04 • 1820 = 73 мкм;
после предварительного шлифования р3=0,02- 1820=36 мкм.
Расчет минимальных значений припусков производим, пользуясь
основной формулой
&m.n<-2(««l_,+''l-l + P*-l)-
Минимальный припуск:
под предварительное обтачивание
2zmln, а 2 (15° + 250 + 182°) =* 2 ' 2220 мкм'.
под окончательное обтачивание
2zmm, = 2 (50 + 50 + 109) =-2-209 мкм;
под предварительное шлифование
• ?гт|п$ = 2(30 + 30 + 73) —2. 133 мкм;
под окончательное шлифование
2гтт< = 2 (10 + 20 + 36) ~ 2 • 66 мкм.
Аналогично предыдущему примеру производим расчет по остальным
графам таблицы.
Графа табл. 4.16 «Расчетный размер dpy> заполняется начиная с
конечного (чертежного) размера путем последовательного прибавления расчетного
минимального припуска каждого технологического перехода:
</рз = 60,01+0,132=60,142~60,14 мм;
dv2 = 60,14 + 0,266-60,406 «60.41 мм;
dvx-60.41 +0,418-60,828^60,83 мм;
<*„д = 60,83+ 4,444 = 65,274** 65,27 мм.
89
Записав в соответствующей графе расчетной таблицы значения допусков
на каждый технологический переход и заготовку, в графе «Наименьший
предельный размер» определим их значения для каждого технологического
перехода, округляя расчетные размеры увеличением их значений. Округление
производим до того же знака десятичной дроби, с каким дан допуск на размер
для каждого перехода. Наибольшие предельные размеры вычисляем
прибавлением допуска к округленному наименьшему предельному размеру:
dmox4 ^ 60»01 + °'02 в 60»03 мм-
<*тях, =* °°.14 + 0,03 ~ 60,17 мм;
dmaXf = 60,41 +0,12 «=60,53 мм;
rfmaxx = 60»9 + °»4 e 6I »3 мм#.
<*тах, e G5>3 + 3»0 =» 68»3 ММ.
Предельные значения припусков zjjfax определяем как разность наибольших
предельных размеров и г"р!п — как разность наименьших предельных размеров
оредшествующего и выполняемого переходов:
2гтРаХ4« 60,17 — 60,03 = 0,14 мм =-140 мкм;
22тРах, а 60>53 — 60» П = °-36 мм =• Зб0 мкм»
2Cax, => 61,3 — 60,53 = 0,77 мм = 770 мкм;
22тРах, ет 68»3 — 61,3 = 7,00 мм = 7000 мкм;
2гтР;п< *= 60»14 — 60>01 в °»13 мм =• ,30 мкм»
2г£рПл« 60,41—60,14 = 0,27 мм = 270 мкм;
2zmin2 = 60,9—60,41 = 0,49 мм - 490 мкм;
.2zJJ,pin|« 65,3 — 60,9 «4,4 мм = 4400 мкм.
Общие припуски z0fTlfn и г0шах рассчитываем так же, как и в предыдущем
примере, суммируя промежуточные припуски и записывая их значения внизу
соответствующих граф.
Аналогично проверяется правильность произведенных расчетов и строится
схема графического расположения полей припусков и допусков, учитывая в
данном случае, что построение производится на наружную, а не на
внутреннюю поверхность.
Номинальный припуск в данном случае определяем с учетом
несимметричного расположения поля допуска заготовки:
гОцом = г°т,п + И* — tf д.
Нижнее отклонение размера заготовки находим по ГОСТ 7505—74, //3 =
•-700 мкм;
г0|юм =, 5290 + 700 — 20 = 5970 мкм;
4»|«ом = б0«01 + 5'97 = 65«98 * 6б мм-
На остальные обрабатываемые поверхности детали припуски и допуски
принимаем по ГОСТ 7505—74 и записываем их значения в табл. 4.17.
Чертеж заготовки (штамповки на ГКМ) шестерни ведущей показан на
рис. 4 7.
Так же как и другие расчеты в курсовом проекте, расчет припусков
удобно построить в виде расчетного формуляра, пример которого дан в прил. 8.7.
90
Табл. 4.17. Припуски и допуски на обрабатываемые поверхности ведущей
шестерни (рис. 4.6) по ГОСТ 7505—74 (размеры в мм)
Поверхность
1,8
2,6
3,5
4
7
9
Размер
276.5
^бочо.оз
0°U-H).Ol
68,5
01О5_О>23
Ы гчс—0.065
0t>D-O,lO3
55,5
Припуск
табличный
2-2,7
22,4
2-2,4
2-2,4
2,4
расчетный*
—
2-3,2
Допуск
+ 1.8
-1.0
+ 1.3
1 -0.7
+ 1.3
-0,7
+ 1.3
-0.7
+ 1.3
-0.7
+1.3
-0,7
/
ii
^м
1 Г
г 1
2.7 \
\\
Ш
Гт
'■к |
(\
11 г*
1
•е.
[1 1
\ N
! И
/ ш;$ \
W-%
.<
L
ifv ■ i .
II—^
\ L
: Г
у | f
] 2Лл
1 2А
*Л#-'
?7
28.
■Hi
f.s
■::::й
|)Ч
2.7 \
—_>»
>
f I
1^
'
Рис. 4.7. Заготовка шестерни ведущей (см. рис. 4.6) с начисленными
припусками и допусками
Наряду с необходимыми исходными данными в начале расчета
приводится схема установки обрабатываемой заготовки; на пей должны быть показаны
поверхности, для которых рассчитываются или назначаются по таблицам
припуски на обработку. На схеме условными обозначениями, принятыми для
технологических операционных эскизов, показывается также базирование
заготовки в данной установке.
В один расчет можно включать только последовательно выполняемые
переходы при одной и той же (неизменной) установке обрабатываемой
заготовки. В том случае, если обработка даже одной поверхности производится за
несколько различных установок, необходимо для каждой установки, показав ее
схему, произвести самостоятельный расчет.
В заголовках вертикальных граф расчетной таблицы, как показано в
приведенном примере формуляра, достаточно записать только индексы
рассчитываемых параметров, например, г"£ах.
91
Цифровые индексы составляющих элементов припуска по переходам,
например рь рг и другие, соответствуют порядковым номерам выполняемых
переходов.
В том случае, когда расчет какого-то элемента, как, например, г£?п =»
» dmax —^niax/ i> представляет несложное вычисление суммы или разности
двух-трех составляющих, то в формуляре следует привести только формулу
в общем виде, а расчет при наличии исходных данных, уже записанных в
таблицу, для каждого из переходов в формуляре можно не производить,
записывая только результаты расчета в соответствующую графу таблицы.
Номинальные значения припусков рассчитываются только для
сопоставления с табличными или производственными величинами.
При расчете номинальных припусков значения £3, Н3 и другие на
заготовки берутся из таблиц соответствующих стандартов, а для штамповок
рассчитываются по приводимым выше формулам.
Эскиз заготовки с начисленными припусками и допусками дан в
вышеприведенных расчетах и формуляре в качестве примера, которым может быть
использован для оформления чертежа заготовки. Так как выполнение в
курсовом проекте чертежа заготовки со всеми размерами, а также припусками на
обработку обязательно, то эскиз заготовки в расчетном формуляре можно не
делать, а нанести все результаты аналитического и табличного расчетов
припусков непосредственно па чертеж заготовки.
4.2. РАСЧЕТ РЕЖИМОВ РЕЗАНИЯ
Расчет режимов резания по таблицам. Расчет ведется
одновременно с заполнением операционных или маршрутных карт
технологического процесса. Совмещение этих работ исключает
необходимость дублирования одних и тех же сведений в
различных документах, так как в операционных (или маршрутных для
серийного производства) картах должны быть записаны данные
по оборудованию, способу обработки, характеристике
обрабатываемой детали и другие, которые используются для расчетов
режимов резания и не должны вторично записываться как
исходные данные для выполнения расчета. Элементом, в
значительной мере поясняющим ряд исходных данных для расчета
режимов резания, является операционный эскиз.
Расчет должен выполняться в той форме и
последовательности, которые, дополняя технологическую карту, позволяют
сократить время, необходимое для выполнения самого расчета, и
свести его в такую систему, которая дает возможность легко
проверить отдельные элементы произведенного расчета. С этой
целью расчет режимов резания, так же как и другие расчеты в
курсовом проекте, предлагается вести в виде карт расчета
(расчетных формуляров).
В приложении приведен ряд формуляров для расчета
элементов режима резания и основного времени. Они не являются
обязательными по форме, так как их построение зависит от
конкретных рекомендаций справочной литературы, которой
пользовался проектант при расчетах, но порядок выполнения расчетов,
предлагаемый в' них, в основном будет именно таким, так как это
92
определяете последовательностью расчета режимов резания
вообще.
Приведенные формуляры расчетов составлены на
основании общемашиностроительных нормативов режимов резания
[18]...[21]. Однако не исключено использование и другой
справочной литературы, поэтому во всех случаях составления
формуляра расчета или даже расчета в произвольной форме после
заголовка расчета необходимо дать ссылку на источник, на
основании которого выполнен расчет.
Одноинструментная обработка на токарных станках. Все
исходные данные для расчета по операции содержатся в
операционной карте и эскизе, поэтому здесь должны быть приведены
только дополнительные сведения по режущему инструменту. Ход
расчета ясен из формуляра и не требует дополнительных
пояснений. Период стойкости резца в расчете не используется и
приводится только в сводной таблице по режимам резания.
Выбирается период стойкости по таблицам с учетом организационных
факторов, как, например, удобные для обслуживания станочного
парка сроки смены режущего инструмента.
Расчетное значение частоты вращения, так же как и
расчетную величину подачи, согласовывают со значением,
приведенным в паспорте станка, выбирая ближайшее меньшее число.
Если в справочниках или каталогах станков не указаны все
значения частоты вращения шпинделей, подач и чисел двойных
ходов, то принимают во внимание следующее.
Частоты вращения шпинделей металлорежущих станков
в СССР нормализованы, поэтому полученные расчетом значения
округляются до ближайших, имеющихся в нормальных рядах.
Числа двойных ходов в минуту и подачи выбираются из этих
рядов. Каждый из таких рядов построен по закону геометрической
прогрессии.
В справочниках по металлорежущим станкам указываются
обычно числа nmax и пт\п оборотов шпинделей, двойных ходов н
подач.
Из определения геометрической прогрессии следует, что
где т — общее число ступеней скорости соответствующего
элемента станка — шпинделя токарного или фрезерного станка,
стола продольно-строгального станка и др.; ф — знаменатель
ряда.
Отсюда можно определить любую из четырех величин —
rtmax, nrain Ф или т, если известны или выбраны значения всех
остальных.
Чаще всего необходимо для построения ряда по известным
rtmax, ftmin и т определить ф. В станкостроении принято семь
нормализованных геометрических рядов соответственно следующим
значениям знаменателя ф:ф=1,06; 1,12; 1,26; 1,41; 1,58; 1,78; 2.
93
В современных станках чаще всего применяются средние
значения знаменателя д>:1,26; 1,41 или 1,58; другие значения ср,
особенно меньше 1,26, используются реже.
В тех случаях, когда ряды частоты вращения подач или
двойных ходов построены на вышеуказанных нормализованных
значениях знаменателя, можно воспользоваться следующей
методикой для определения значения ф и принятого значения
частоты вращения, подачи или двойных ходов.
Из формулы для nmax следует фт_1= птах/пт\п.
Значения нормализованных знаменателей рядов ф,
возведенные в степень, приведены в прил. 13. Пользуясь таблицей, можно
легко определить значение ф на основании заданных в
технической характеристике станка пта*, птт и т.
Для этого вычисляем частное Лтах/лтт и в строке таблицы,
соответствующей степени /и—1, находим то числовое значение
Ф"1"1, которое равно или близко вычисленному. В головке графы,
в которой приводится это число, указано соответствующее
данному ряду значение <р.
Затем делим расчетное значение частоты вращения двойных
ходов или подачи на минимальное и получаем расчетное
значение ф в степени х.
В той же графе таблицы для найденного ранее значения ф
выбираем ближайшее меньшее число, соответствующее
вычисленному фдг=мРасч/«т!п- Умножив затем найденное в таблице
значение фх на /2min, получим принятые частоту вращения, число
двойных ходов или подачу.
Пример 4.3. Станок 1Л730: лтах «=» 710 мин—1; лт|п « 56 мин—1; т=12;
"расч в 250 МИ|ГГ1- Haft™ "iipini ^ Ф"1"1 *= ninnJnm\n' «* — \ ~ 1\'9 <рП -
— 710/56=- 12,7.
По таблице находим фм-12,64, что соотвстстпуст (р=1,26.
<P* = «p.c,/«,nin~ 250/56-4.5.
В графе таблицы, соответствующей <р= 1,26, находим ближайшее мень-
шее значение Ф* = 4,00. Тогда /1прии «=» 56 • 4.00 = 224 мин""1.
Иногда из-за конструктивных особенностей станков в ре*
зультате таких вычислений не удается получить
нормализованные значения знаменателя ср. В этих случаях <р удобно определить
с помощью таблиц чисел в дробных показателях степеней
(прил. 12) по формуле
1
/ "max |
Подсчитанную по формулам эффективную мощность
резания No (кВт) сопоставляют с паспортными данными выбранного
станка. '
94
Необходимая мощность на приводе станка
#Пр=ЛУт1,
где г} — КПД станка; т\ берется по паспорту станка (в среднем
г] = 0,80...0,85).
При сопоставлении расчетной мощности резания с
мощностью станка принимается во внимание мощность на шпинделе,
допускаемая прочностью слабых звеньев кинематической цепи
станка.
Многоинструментная обработка на одношпиндельных
токарных станках. Первоначальные данные по всем инструментам
наладки, так же как и данные по мощности резания,
целесообразно оформить в виде таблицы. В первой части таблицы
записываются элементы, определяющие длину рабочего хода
каждого суппорта. Все элементы до /ДОп определяются по таблицам
справочников по расчету режимов резания. /доп —
дополнительная длина хода, вызванная в ряде случаев особенностями
наладки и конфигурации детали, например величина, на которую
необходимо отвести суппорты (инструменты) для того, чтобы
можно было свободно извлечь обрабатываемую деталь из
рабочей зоны. Для сложных наладок эту величину лучше всего
определить графически.
Формуляр построен исходя из предположения, что
лимитирующим производительность обработки суппортом является
продольный суппорт. В том случае, когда лимитирующим
суппортом является поперечный, его данные по табличному и
паспортному значениям подачи следует записать в первую строку
расчета вслед за определением длины рабочего хода. Затем, так
же как и в приведенном случае, определяются расчетное и
паспортное значения подачи для нслимитирующего суппорта.
Далее весь ход расчета понятен из формуляра и не требует
дополнительных пояснений.
В графы таблиц формуляра 8.8.2, обведенные жирными
линиями, записывается значение (в данном случае £Р.Х), общее для
всех строк (инструментов). Запись делается только один раз в
средней строке.
Многоинструментная обработка на многошпиндельных
полуавтоматах последовательного действия. Пример формуляра
не приводится. Расчет ведется так же и в такой же
последовательности, как и для многоииструмеитиой обработки на одно-
шпиндельных станках [18], для каждого из шпинделей много-
шпиндельного станка. Далее определяется лимитирующий
шпиндель и производится корректирование (уменьшение)
числа оборотов шпинделя и подач на иелимитирующих позициях с
учетом установленного машинного времени работы станка.
Одноинструментная обработка на сверлильных станках.
Последовательность и ход расчета достаточно ясны из
формуляра и не требуют дополнительных пояснений. В некоторых слу-
95
чаях может оказаться необходимым в качестве исходных данных
поместить в формуляре дополнительные, кроме тех, что
указаны в технологических картах, сведения по инструменту.
Многоинструментная обработка на сверлильных станках с
одной многошпиндельной головкой. В данном случае имеется в
виду использование вертикально-сверлильных станков для
специальных наладок (2С150, 2С170) или многошпиндельных
вертикально-сверлильных станков с колокольной головкой (2150М,
2170М).
Расчет, так же как и для многоинструментной обработки на
токарных станках, целесообразно выполнить в виде таблицы.
Таблица содержит столько горизонтальных строк, сколько
различных инструментов имеется в многошпиндельной головке.
Инструменты обозначаются на эскизе операционной карты
номерами, которые записываются в таблицу. Порядок расчета
определяется последовательностью граф таблицы, и сущность
расчета сводится к заполнению граф для каждого инструмента в
последовательности, определяемой построением таблицы.
Нормативные данные по подачам, скоростям резания, усилиям и
мощности, а также поправочные коэффициенты приведены в
справочниках, например [18]. Там же даются необходимые пояснения,
а формулы для расчета остальных величин приводятся внизу
таблицы. Следует иметь в виду, что передаточное отношение в
головке между шпинделем станка и шпинделями инструментов
может быть либо задано заранее, если, например, используется
нормализованная или уже спроектированная многошпиндельная
головка, либо выбирается произвольно, исходя из наибольшего
приближения скоростей резания инструментальных шпинделей
к расчетным.
Осевая сила резания при обработке отверстий проверяется
только для сверл. Мощность резания при обработке отверстий
должна соответствовать мощности станка только для сверл (из
быстрорежущей стали и оснащенных пластинками твердого
сплава) и для зенкеров, оснащенных пластинками твердого
сплава.
Многоинструментная обработка одной головкой на
агрегатном станке. Расчет ведется так же, как и для
многоинструментной обработки, путем последовательного заполнения таблицы,
составленной на все инструменты. В отличие от обработки на
сверлильном станке в агрегатных станках привод подач
осуществляется с помощью механизмов силовых столов, кинематически
не зависимых от вращения инструментов, приводимых от
силовых бабок. Поэтому уточнение принятых значений подач
после их выбора по таблицам с учетом поправочных
коэффициентов не производится. Также нет необходимости после расчета
скоростей резания инструментов по таблицам и определения по
ним частоты вращения шпинделей и значений минутной подачи
инструментов уточнять значения частоты вращения шпинделей.
96
Таким образом, расчет становится проще, чем для
многошпиндельной головки, смонтированной на сверлильном станке.
При расчете многоинструментной обработки на агрегатном
станке необходимо также выбрать силовую бабку и силовой
стол. Указания по этому поводу приводятся в расчетном
формуляре.
Миогоинструментная обработка несколькими головками на
агрегатном станке. Расчет производится так же, как и при
обработке одной головкой, только в данном случае расчетная
таблица составляется на каждую головку в отдельности. После
определения основного машинного времени по каждой головке
необходимо по времени головки с наибольшей продолжительностью
цикла произвести корректирование режимов на всех
остальных головках для того, чтобы уравнять время их цикла до
принятого (цикла лимитирующей головки). Рекомендации по
такой корректировке режимов приведены в справочной
литературе.
Одноинструментная обработка на фрезерных станках.
Расчетный формуляр в данном случае не требует дополнительных
пояснений, кроме тех, которые были даны для построения
расчетов при других видах одноинструментной обработки. В
некоторых справочниках по режимам резания в таблицах приводятся
данные по скорости резания, частоте вращения шпинделя и ми-
путной подаче [18], так что нет необходимости по выбранной
скорости резания рассчитывать частоту вращения шпинделя и
минутную подачу фрезы.
Миогоинструментная обработка на одношпиндельных
фрезерных станках с прямолинейной подачей. Так же как и для
других видов многоинструментной обработки, расчет удобно
вести в виде таблицы, выделив из нее только некоторые данные,
общие для всех фрез. Определение подачи на зуб для каждого
инструмента по подаче на оборот является предварительным.
Окончательное определение подачи на зуб для фрез
производится на основании принятого числа оборотов шпинделя.
При многоинструментной обработке на многошпиндельных
станках с прямолинейной подачей и на многошпиндельных
станках с круговой подачей расчетные формуляры строятся так же,
как и при многоинструментной обработке на одношпиндельных
станках.
При обработке червячными фрезами на зубофрезерных
станках расчетный формуляр составляется аналогично
формуляру при одноинструментной обработке на фрезерных станках.
Подача в данном случае определяется на оборот
обрабатываемого зубчатого колеса. Минутная подача рассчитывается
только в тех случаях, когда в паспортных данных станка отсуствует
подача на оборот. При этом расчетная минутная подача
сопоставляется с паспортной, а основное время рассчитывается
исходя из минутной подачи.
7. Заказ № К-6641.
97
Обработка на зубодолбежных станках многорезцовой
головкой. В ряде случаев этот способ зубообработки оказывается
производительнее других, особенно при нарезании зубьев
закрытых венцов, однако справочные данные по расчету режимов
резания для этого способа почти отсутствуют в литературе.
Поэтому здесь приводится методика расчета элементов режима
резания, основного времени и экономической эффективности
процесса по сравнению с другими способами. В приложении дан
пример расчетного формуляра.
Усилие резания (Н/зуб), приходящееся на один резец,
где Рхтгх— суммарное наибольшее усилие резания (берется из
технической характеристики станка); kM —поправочный
коэффициент на силы резания в зависимости от обрабатываемого
материала (табл. 4.18); z — число зубьев нарезаемой заготовки.
Табл. 4.18. Поправочные коэффициенты на силы и скорость резания
в зависимости от обрабатываемого материала
Поправочный коэффициент
Подсчитанное усилие сопоставляется со значениями,
приведенными в табл. 4.19 для данного модуля.
Если полученное в результате расчета усилие,
приходящееся на один резец, меньше значения, обведенного рамкой, то
число резов R выбирается в соответствии с ближайшим меньшим
усилием, указанным в таблице. В том случае, когда расчетное
усилие на один резец получилось большим или равным
максимальному усилию для одного резца, число резов принимается
соответственно последнему.
Далее определяется длина хода штосселя станка:
1-/рсз+(10...15),
где /рез — длина резания, принимаемая равной ширине
нарезаемой заготовки, мм.
Для подсчета скорости резания (м/мин) на станке 5А110
можно воспользоваться эмпирической формулой
v=LkMt/6,25,
где kuv— поправочный коэффициент на скорость резания в
зависимости от обрабатываемого материала (табл. 4.18).
При обработке стальных заготовок не рекомендуется
назначать скорость свыше 9 м/мин.
j Твердость
150...170
0,7...08
1,28
материала заготовки HB
200...220
1,0
1,0
| 230...250
1.2...1,3
0,75
98
Табл. 4.19. Усилие, приходящееся на один резец в зависимости от числа
резов и модуля, И
Число оезов R
Модуль нарезаемого зубчатого колеся, мм
1.5
2,5
3,5
4,5
30
40
50
60
70
80
90
100
110 -
120
130
140
150
170
200
580
400
3270
2590
2310
|1930|
1700
1240
6000
3180
3000
1°1
2150
2000
1900
4200
3650
3300
|2960|
2570
2500
2170
2300
4630
3940
3520
|3300|
|3090|
2960
2780
2500
2330
4060
3840
|с*Ь50|
3290
3090
2880
2680
2200
5210
4530
4240
|3950|
3780
3360
3200
2970
2510
* 7160
6690
6200
5760
|5080|
4770
4500
4290
3870
Примечания: 1. Обведенные цпфры являются максимальными для одного резиа.
2. Материал резцов—быстрорежущая сталь Р18Ф.
Число двойных ходов штосселя в минуту определяется по
формуле п-= 1000iv(2/_).
Основное время (с) для нарезания зубчатого венца
т — 60^ , т
* О I * О.П?
п
где Го.п — время опускания и подъема салазок (берется из
технической характеристики станка).
При выполнении курсового проекта формулу для v можно с
достаточной точностью использовать также для станков 5120 и
5А130.
Наружное круглое шлифование с продольной подачей.
Формуляр прост и не требует особых пояснений,
последовательность расчета одинакова во всех справочниках, с той лишь
разницей, что коэффициентами может учитываться большее или
меньшее число факторов. В приведенном примере, составленном
на основании вышеуказанных общемашииостроительных
нормативов, кроме прочих факторов, учитывается состояние
шлифовального станка поправочным коэффициентом ftT, который
определяется из справочных таблиц исходя из срока эксплуатации
станка.
Формуляр составляется одновременно с заполнением
операционной карты, поэтому в качестве исходных не приводятся те
данные, которые записываются непосредственно в операционную
карту.
Рассчитанная мощность резания при шлифовании
сопоставляется с допустимой при бесприжоговом шлифовании
мощностью.
Наружное круглое шлифование с радиальной подачей.
Расчет ведется в той же последовательности, что и с продольной
подачей, но несколько проще. Вместо ширины шлифовального
круга при определении предельно допустимой мощности
исходя из режима бесприжогового шлифования в расчет
принимается ширина шлифования, т. е. ширина контакта круга с
изделием.
Подобным же образом составляется расчетный формуляр и
для бесцентрового шлифования с радиальной подачей. При
шлифовании на бесцеитрово-шлифовальных станках срок
эксплуатации станка не принимается во внимание и коэффициент,
зависящий от точности и жесткости станка, независимо от срока
эксплуатации принимается равным единице.
Бесцентровое шлифование с продольной подачей. Формуляр
составляется аналогично рассмотренным выше способом
шлифования. В отличие от рассмотренных случаев здесь принимается
во внимание число проходов. Несмотря на то что распределение
общего припуска (удвоенной глубины шлифование — 2/) по
проходам не является фактором, определяющим основное
технологическое время, а учитывается только при настрййке станка, его
100
следует определять именно в расчетном формуляре, так как в
операционных картах эти данные не указываются.
Для ряда сравнительно простых технологических операций
составление расчетных формуляров не имеет смысла, так как
достаточные для определения режимов резания и нормирования
процесса данные содержатся в технологических картах. К числу
таких операций относятся, например, зубозакруглеиие и снятие
фасок на торцах зубчатых колес, некоторые виды зубообработки,
для которых устанавливается время обработки на один зуб,
слесарная обработка, когда ее невозможно избежать, и др.
4.3. РАСЧЕТ ТЕХНИЧЕСКОЙ НОРМЫ ВРЕМЕНИ
Технические нормы времени в условиях массового и
серийного производств устанавливаются расчетно-аналитическим
методом.
В серийном производстве определяется норма
штучно-калькуляционного времени Тт .к:
Т
in-к — ~ г * шт»
в массовом производстве определяется норма штучного
времени 7шт:
Т шт ===*о~Ь*в+*об+'' от,
где Тп-э — подготовительно-заключительное время, мин; п—
количество деталей в настроечной партии, шт.; Т0 — основное
время, мин; Тв — вспомогательное время, мин. Вспомогательное
время состоит из затрат времени на отдельные приемы: Гв=
= 7,у.с+Г3.о+7,уп4-7,Из; Гу.с — время на установку и снятие
детали, мин; Гз.о — время на закрепление и открепление детали,
мин; Туп — время на приемы управления, мин; Тт — время на
измерение детали, мин; Г0б — время на обслуживание рабочего
места, мин. Время на обслуживание рабочего места Т0ъ в
массовом производстве и при шлифовании в серийном производстве
слагается из времени на организационное обслуживание Г0рг и
времени на техническое обслуживание рабочего места: Г0б=
= 7Vex+7opr; Гот — время перерывов на отдых и личные
надобности, мин.
Основное время Т0 вычисляется на основании принятых
режимов резания по формулам, содержащимся в литературе по
режимам резания [18]...[22]. Нормативы на отдельные элементы
вспомогательного времени для массового производства
приведены в прил. 5 и литературе [22].
Нормативы вспомогательного времени, приведенные в
прил. 5, можно в учебных целях использовать и для нормирования
вспомогательного времени в серийном производстве, применяя
коэффициент к в крупносерийном—1,5, а в среднесерийном
производстве— 1,85. Основанием для этого служат результаты
101
анализа структуры штучно-калькуляционного времени в
основных типах производства [11].
В массовом производстве время на техническое
обслуживание рабочего места Утех определяется по следующим
формулам:
для токарных, фрезерных и сверлильных операций Гтех =
для шлифовальных операций ГТСх = Г0/н/Г;
для остальных операций Гтсх = Г0/7Тех/Г,
где Го — основное время, мин; /см — время на смену
инструментов и подналадку станка, мин; /п — время па одну правку
шлифовального круга, мин; Птех — затраты на техническое
обслуживание рабочего места в процентах от основного; Т — период
стойкости при работе одним инструментом или расчетный
период стойкости лимитирующего инструмента при многоинстру-
ментной обработке, мин.
Нормативные значения времени /См, /п, Пгех приведены в
прил. 5.
Время на организационное обслуживание рабочего места
Г0Рг в массовом производстве для всех операций определяется
в процентах от оперативного времени (их значения приведены
в прил. 5).
Эти же нормативы можно в учебных целях использовать и
для определения Ттех и Горг при нормировании шлифовальных
операций в серийном производстве.
\ В серийном производстве для всех остальных операций
Т0б и Тот по отдельности не определяются. В нормативах дается
сумма этих двух составляющих в процентах от оперативного
времени.
Оперативное время Т0П=Т0+Т*, а общее время на
обслуживание рабочего места и отдых в серийном производстве
Тоб. от ~ Топ'/об. от/100.
Время перерывов на отдых и личные надобности при
нормировании работ в массовом производстве ТОт = ТоПот/100, где
Лот — затраты времени на отдых в процентном отношении к
оперативному. Соответствующие значения Яот приведены в
прил. 5 для массового производства, а для нормирования
шлифовальных работ в серийном производстве в прил. 6.
Приведенные выше формулы для определения штучного и
штучно-калькуляционного времени можно представить в виде
/шт — *о + /у.с + Тз.о + ТуП + / из + /тех + * орг + *от;
в серийном производстве для всех операций, кроме
шлифовальных,
Т ш-к — Tn-Jn + Т0 + ( Гу.с + Гз.о "I- Туп + Тш) k + Too. от;
для шлифовальных операций
Тш.ц—Тп.9/П + Т0 + (Гу.с + Г3.о + Гуц + Гцз) k + Гтех + Г0рг+ Тот.
102
Рассчитанное по нормативам вспомогательное время в
массовом производстве умножается на приведенные ниже
коэффициенты, зависящие от такта работы поточной линии:
такт работы, мин - 0,5 1
коэффициент kn 0,81 0,9
1.11
1,23
Результаты определения Тшт или Тш.к следует записать в
табл. 4.20.
Табл. 4.20. Сводная таблица технических норм времени по
Номер и
наименование
операции
Го
7*в
Гу.е+
+7-3.0
Туп
^из
7*оп
^об
Гтех
Т'орг
Тог
Т
1 IUT
операциям.
Лт-з
п
мин
^ш-к
Приводим примеры их расчета.
Пример 4.4. Рассчитать норму штучного времени для токарной операции,
выполняемой на многорезцовом полуавтомате в центрах. Производство
поточное, массовое. Масса детали 2 кг. Размеры детали 075X250 мм, наибольшая
длина обрабатываемой ступени 160 мм. Точность обработки—10-й квалитет;
100 % деталей контролируется скобой односторонней. Резцы проходные и
подрезные— 4 шт. сечением 25x25 мм. Расчетная стойкость лимитирующего
инструмента 150 мин. Основное время — 2 мин.
Расчет ведем по формуле для массового производства.
По прил. 5 7'y.c4-7,3.os=0,085 мин. Время на включение станка кнопкой
равно 0,01 мин. Время на перемещение каретки суппорта в продольном
направлении на длину 100 мм по прил. 5 равно 0,04 мин, тогда Tvn = 0,01 +0,04 =
=0,05 мин.
Время на измерение детали односторонней скобой по прил. 5 Tw3~
= 0,07 мин. Вспомогательное время Г„ = 0,085+0,05+0,07 = 0,205 мин.
Оперативное время Г0п = 2+0,205=2,205 мин.
Время на обслуживание (техническое) рабочего места: по прил. 5.17
/см = 2,5 мин на один резец, а на смену четырех резцов— 10 мин:
2 • 10
7Т0Х в —~— ^ 0,133 мин.
150
Время на организационное обслуживание рабочего места: по прил. 5
составляет 1,7 % оперативного времени, тогда
2,205-1,7
~ =0,037 мин.
' орг -
100
Время перерывов на отдых (по прил. 5) Яот^б % оперативного времени,
тогда
2,205-6
100
=^0,132 мин.
Штучное время Гшт =2+0,085+0,05 + 0,07+0,133+0,037+0,132 = 2,507 мин.
Пример 4.5. Рассчитать норму штучно-калькуляциоиного времени для
операции фрезерования плоскости 200X100 мм высотой 50-0,i торцевой фрезой
на вертикально-фрезерном станке с длиной стола 750 мм. Масса детали 12 кг.
Производство среднесерийное, размер партии деталей 100 шт.; 20 % деталей
контролируется штангенциркулем с установкой его на размер в процессе изме-
103
рения. Деталь устанавлинается в тисках с пневмозажимом. Основное время
равно 1,2 мин.
Расчет Гш-к ведем по формуле для серийного производства.
Определяем состав подготовительно-заключительного времени: установка
тисков с креплением четырьмя болтами— 14 мин; установка фрезы — 2 мин;
получение инструмента и приспособлений до начала работы и сдачи их после
завершения работы (по прил. 5) — 7 мин: Тал = 144-2+7 = 23 мин.
Время на установку и снятие детали, закрепление ее и открепление (по
прил. 5) Ту.с + Тх.о«0,136 мин.
Время иа приемы управления (по прил. 5): включить и выключить станок
кнопкой — 0,01 мни: подвести деталь к фрезе в продольном направлении —
0,03 мин; переместить стол в обратном (продольном) направлении на 300 мм —
0,11 мин; тогда ryn = 0,01 +0,03+0,11 =0,15 мин.
Время, затраченное на измерение (по прил. 5) детали, равно 0,18 мин»
при 20 % контролируемых деталей (табл. 4.21), получим
0,18-20
100
= 0,036 мин.
Поправочный коэффициент на вспомогательное время при среднесерийном
производстве k — 1,85. Вспомогательное время 7'в = (0,136 + 0,15+0,036) 1,85=*
=«0,59 мин. Оперативное время Гопв 1,2+0,59= 1,79 мин.
Табл. 4.21. Числ
Наименование
операции
о контрольных измерений деталей на операции [22]
Точность
измерения
Контролируемый размер,
мм
Число контрольных измерений
(о процентах от общего числа
деталей) при способе достижения
размеров обработки
обеспечивающемся
конструктивными
размерами
ииструмеи■
та
1 1 ^ | 3 | 4
1 работой
инструментом, усти-
новленным
на размер
5
работой
с пробным
промером
6
Точение,
растачивание, круглое
шлифование,
наружное и
внутреннее
Бесцентровое
шлифование
Хоничгование и
суперфиниш
Плоское
шлифование
11... 12 квали-
тет
6...8 квалитет
11... 12
квалитет
6...8 квалитет
0,01 мм
0.05 мм
0,1 мм
0,2 мм
50
200
Свыше 200
50
200
Свыше 200
100
200
50
200
Свыше 200
50
200
Свыше 200
50
200
Свыше 200
20
25
30
30
40
50
25
30.
40
40
50
60
1
2
100
60
70
80
100
100
100
100
80
90
109
70
80
90
40
60
so
104
Окончание
1
Плоское
фрезерование
Сверление
Накатывание
резьбы
Нарезание
резьбы плашками,
метчиками и
головками
Фрезерование
резьбы
Шлифование
2
До 0.1 мм
1 * [
50
200
Свыше 200
10
25
50
Свыше 50
. ю
25
50
10
25
50
Свыше 50
100
50
4
1
2
3
4
10
20
30
40
1 5 1
10
20
30
!
2
3
20
100
6
резьбы
Время на обслуживание рабочего места и отдых (по прил. 5) составляет
6 % оперативного времени, тогда
об. от
1,79-6
100
0,1 мин.
Штучно-калькуляционное время 7\п-к = 23/100+1,2+ (0,136+0,15+0,036)1,85 +
+0,1=2,12 мин.
Настоящей методикой нормирования станочных уабот рекомендуется
пользоваться при отсутствии нормативной литературы [22], [23].
4.4. ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ
Разработанный технологический процесс курсового проекта
оформляется в виде следующих документов;
Форма
ГОСТ
маршрутная карта:
заглавный лист
последующие листы
операционная карта
механической обработки:
заглавный лист
последующие листы
операционная карда
технического контроля:
заглавный лист
последующие листы
карта эскизов:
заглавный лист
последующие листы
3
За
1,2
1а
1,2
1а
5 '
5а
3.1105-74
3.1105—74
3.1404—74
3.1404—74
3.1502—74
3.1502—74
3.1105—74
3.1105—74
Форма 2 заглавного листа операционной карты
механической обработки и форма 1 операционной карты технического
контроля предусматривают место для размещения операционно-
105
го эскиза обработки. Если операционный эскиз требует для
размещения больше места или должен быть оформлен на
нескольких листах, он оформляется на картах эскизов, при этом в
комплекте с ними применяются форма 1 заглавного листа
операционной карты механической обработки и форма 2 операционной
карты технического контроля.
Последующие листы всех документов используются в
случае, если на заглавном листе не удается разместить все
содержание операции.
В курсовых проектах разрабатываются операционные
технологические процессы, и основная информация о них
содержится в операционных картах, поэтому маршрутная
карта, которая выполняется по формам 3 и За, представляет-
собой сводный документ.
Основная надпись заголовка карты содержит сведения в
соответствии с ГОСТ 3.1103—74 (см. пример, приведенный в
прил. 7) и требует только некоторых пояснений.
В левой верхней графе основной надписи указывается
наименование организации-разработчика технологических
документов, в данном случае — наименование учебного заведения и
кафедры.
В графе «Обозначение детали» в нашем примере указано
обозначение конструкторско-технологического кода детали по
иллюстрированному определителю и технологическому
классификатору [12], [31]. Здесь может указываться обозначение
детали по заводскому документу, если существующий
технологический процесс модернизируется.
Обозначения технологического документа и
технологического процесса, маршрутной карты, карты технологического
процесса в двух верхних правых графах основной надписи
указываются в соответствии с ГОСТ 3.1201—74.
В курсовых проектах по технологии машиностроения эти
обозначения могут быть следующими: комплект технологических
документов для механической обработки при разработке
единичного технологического процесса — 01140.00001; маршрутная
карта для единичного процесса механической обработки —
10140.00001; операционная карта единичного процесса
механической обработки — 60140.00004; операционная карта единичного
процесса обработки на многошпиндельных полуавтоматах —
60141.00005; операционная карта единичного процесса
обработки на станках с числовым программным устройством —
60146.00005; операционная карта единичного процесса
термической обработки — 60150.00007; операционная карта единичного
процесса термической обработки с нагревом ТВЧ — 60151.00009;
операционная карта технического контроля единичного
процесса — 60103.00008.
В нашем примере в обозначении технологического документа
01140.00001 цифры первой и второй групп означают: 01 — комп-
106
лект технологических документов; 1 — единичный процесс; 40 —
механическая обработка; 00001—порядковый регистрационный
номер комплекта документов.
В обозначении маршрутной карты 10140.00001:
10—маршрутная карта; 1 — единичный процесс; 40 — механическая
обработка; 00001 — порядковый регистрационный номер
документа в комплекте.
Литера указывает стадию разработки технологической
документации. Можно считать, что в курсовых проектах
технологическая документация разрабатывается на уровне
предварительного проекта или опытного образца (литеры П или О).
Заполнение граф «Наименование и марка материала»,
«Масса детали», «Масса заготовки», «Коэффициент
использования материала» ясно изложено в приведенном примере.
Графы «Код материала», «Код единицы величины (массы)»,
«Код заготовки» заполняются по технологическому
классификатору [31]. Под видом заготовки понимается прокат, отливка или
поковка.
Графа «Кол. деталей» указывает па количество деталей,
которое изготовляется из прутка, поступившего на рабочее место.
Размеры прутка указаны в графе «Профиль и размеры». При
самостоятельном выборе заготовки размеры в этой графе
указываются в соответствии с действующими стандартами. В
приведенном примере указаны диаметр и длина горячекатаных прутков
по ГОСТ 2590—71. Для отливок и поковок графа не заполняется.
Графа «Единица нормирования» для заготовки указывает
количество деталей, на которое установлена норма расхода
материала (например, 1, 10, 100 hit. и др.).
В графе «Норма расхода» записывается масса материала,
необходимая для изготовления количества заготовок, указанного
в предыдущей графе, с учетом потерь па разрезку и некратность
заготовки длине прутка.
Графы «Номер цеха» и «Номер участка» в курсовых
проектах не заполняют.
Графа «Номер операции» проставляется тремя знаками
с интервалом через пять единиц, в производственных условиях
это учитывает возможность введения новых операций и
применение средств вычислительной техники при обработке информации,
например: первая операция — 005; вторая операция — 010;
третья операция — 015 и т. д.
В графе «Наименование и содержание операций» указывают
код и наименование операции по классификатору (прил. 9).
В графе «Обозначение документа» указывается обозначение
операции по ГОСТ 3.1201—74, соответствующее записи в
операционной карте; например, операция механической обработки в
операционной карте и здесь будет обозначаться 60140.00003.
В графе «Оборудование...» достаточно указать модель
станка: например, «1Н713».
107
В графе «Коэффициент штучного времени/Код профессии»
в числителе указывается коэффициент у, учитывающий
многостаночное обслуживание (с. 41), в знаменателе — код профессии.
Для профессий по обработке металлов резанием
установлены следующие коды:
дол беж ник и
заточники
зуборезчики
наладчики
лротяжники
рабочие на автоматиче
ских линиях
расточники
револьверщики
10
11
12
13
14
16
17
18
сверловщики
станочники-автоматчики
строгальщики
токари
токари-каруселыцики
фрезеровщики
шлифовщики
рабочие на прочих метал
лорежущих станках
19
20
21
22
23
24
25
I-
26
Графа «Кол. рабочих/Разряд работы» записывается дробью.
В числителе указывают количество рабочих, занятых на
операции, в знаменателе — разряд работы, выполняемой на операции.
В следующей графе дробью указывают: в числителе —
количество деталей, одновременно обрабатываемых при
выполнении операции, в знаменателе — количество деталей, на которое
установлена норма времени (например, 1, 10, 100 шт. и др.).
В графе «Код тарифной сетки/Код вида нормы» в
числителе указывают начальную букву слова, определяющего тарифную
сетку в соответствии с условиями работы (например, горячие —
Г, холодные — X и др.)» в знаменателе — начальную букву вида
нормы (например, расчетной — Р, хронометражной — X,
опытно-статистической — ОС).
Графу «Объем производственной партии» заполняют
только для серийного производства.
Данные по штучно-калькуляционному времени и штучному
времени указывают дробью на одну деталь в числителе и на
одну деталь в знаменателе. В массовом производстве в числителе
ставится прочерк.
Операционная карта механической
обработки заполняется на каждую операцию. Пример заполнения
карты приведен в прил. 7.
Графы операционной карты, имеющие одинаковое
наименование с маршрутной картой, заполняются аналогичным образом.
Твердость обрабатываемой заготовки указывается по Брн-
неллю.
В графе «Оборудование» для универсальных станков
достаточно указать модель станка. Для специальных станков,
например агрегатных, указывается краткая характеристика:
«Агрегатный, вертикальный с четырехпозиционным столом».
В графе «Приспособление» следует указать наименование и
обозначение приспособления по ГОСТу, если оно стандартное.
Для нестандартных приспособлений писать «специальное».
108
На поле операционного эскиза обрабатываемая деталь
показывается в том состоянии, которое она приобретает после
выполнения данной операции.
Обрабатываемые поверхности детали на операционном
эскизе выделяются сплошной линией толщиной 2s...3s по ГОСТ
2.303—68. На эскизе указываются все данные, необходимые для
выполнения операции: размеры, предельные отклонения,
обозначения шероховатости поверхности, технические требования и др.
Режущий инструмент на эскизе показывать не нужно. Для
многоинструментной обработки в курсовом проекте должны быть
проработаны и построены инструментальные наладки (подробно
этот вопрос рассмотрен в соответствующем разделе настоящего
пособия).
Таблицы и технические требования по ГОСТ 2.316—68
размещают на свободном поле справа от изображения или под ним.
В нижней части поля эскиза должны быть сформулированы
требования безопасности или ссылки на инструкции и
стандарты.
Следует подчеркнуть, что эскиз и вся информация,
помещаемая на поле эскиза и в карте, не должны содержать ничего, не
относящегося к данной операции.
Запись содержания переходов производится в соответствии
с ГОСТ 3.1702—79.
Форма записи содержания перехода включает: ключевое
слово (обязательное прил. 3 к ГОСТ 3.1702—79), например:
точить, сверлить, фрезеровать, нарезать, шлифовать и др.;
наименование предметов производства, обрабатываемых поверхностей,
конструктивных элементов (прил. 5 к ГОСТ 3.1702—79),
например: поверхность, отверстие, канавку, контур, торец и др.;
условное обозначение размеров и конструктивных элементов (прил. 6
к ГОСТ 3.1702—79), например: 1, 2, 3 и др.
При записи содержания перехода допускается полная или
сокращенная форма записи. Полная запись выполняется при
необходимости перечисления всех выдерживаемых размеров. Она
характерна для промежуточных переходов, не имеющих
графических иллюстраций. При наличии графической информации,
т. е. операционного эскиза, выполняется сокращенная форма
записи со ссылкой на условное обозначение конструктивного
элемента обрабатываемого изделия.
Например: «Точить поверхность 1».
Условное обозначение обрабатываемых поверхностей на
операционном эскизе выполняют арабскими цифрами, которые
ставят в кружках диаметром 6...8 мм .и соединяют их линией с
обрабатываемой поверхностью.
Запись содержания перехода следует выполнять в
соответствии с рекомендуемым прил. 7 к ГОСТ 3.1702—79, выбор
ключевых слов производить по обязательному прил. 3 этого
стандарта.
109
На рис. 4.8 показаны некоторые примеры выполнения
операционных эскизов для различных видов обработки с обозначением
схем базирования, обрабатываемых поверхностей, размеров,
предельных отклонений, шероховатости поверхностей.
В методическом отношении в курсовых проектах
рекомендуется показывать схемы базирования по ГОСТ 21495—76. Ио
^
SJ,
V
75tC&
120
3.2j
W_
0 sbT-tf *ftM
Й r^7Z 7C—3T~
■£- jy
0УП
Рис. 4.8. Способы обозначения обрабатываемых поверхностей на операционных
эскизах
пользование этого стандарта позволяет наглядно показать
применение основных положений теории базирования для всех
операций обработки детали разрабатываемого технологического
процесса. В частности, видно, каким образом заготовка лишается
ПО
шести степеней свободы и какие поверхности для этого
используются.
В дальнейшем, например при дипломном проектировании
и в производственной практике, следует пользоваться
изображениями опор и зажимов по ГОСТ 3.1107—81.
В приведенных на рис. 4.8 случаях применяется
сокращенная форма записи содержания переходов: точить поверхности /
и 2 (рис. 4.8, а); фрезеровать поверхность / (рис. 4.8, б);
сверлить отверстие / (рис. 4.8, в); нарезать резьбу / (рис. 4.8, г);
фрезеровать два торца / одновременно; центровать два торца 2
одновременно (рис. 4.8, д)\ продольный суппорт: точить
поверхность / по копиру; поперечный суппорт: точить канавку 2
(рис. 4.8, е).
В записи содержания переходов в примерах рис. 4.8, дне
дана дополнительная информация (количество обрабатываемых
поверхностей, одновременная или последовательная обработка,
дополнительная характеристика поверхностей и др.)» которая
выбирается по рекомендуемому прил. 4 к ГОСТ 3.1702—79.
В ряде случаев нет необходимости в обозначении всех
поверхностей цифрами. При многоииструментной обработке
достаточно выделить по одной поверхности из группы,
обрабатываемой каждым инструментальным суппортом, как показано на
рис. 4.8, е.
Если в графе «Содержание перехода» запись сделана на
нескольких строках, записи, размещенные в соседних графах в
одну строку, делаются на уровне первой строки. В графе
«Инструмент» следует указывать обозначение — вспомогательный,
режущий и измерительный — в соответствии с ГОСТом.
В графе «Расчетные размеры» указывают диаметр
обрабатываемого элемента изделия, принимаемый в расчетах режимов
резания, или размер рабочего хода инструмента в направлении
ширины (ширина) изделия, а также в направлении длины
(длина) обрабатываемого элемента изделия, учитываемые при
нормировании. При определении диаметра элемента изделия
учитывают наибольший его размер, по которому рассчитывают
скорость резания.
Для станков с вращательным движением обрабатываемой
детали при обточке указывают исходный диаметр заготовки или
диаметр, полученный на предыдущем переходе; при расточке
отверстий приводят диаметр получаемого отверстия. При
обработке вращающимся инструментом — сверлом, фрезой,
шлифовальным кругом и др.— указывают диаметр инструмента; при
обработке на станках с поступательным движением стола или
инструмента—длину хода для определения числа двойных
ходов при назначении скорости резания.
В графе t указывают глубину резания, соответствующую
данному переходу. В графе i указывают количество рабочих
ходов, необходимое для снятия припуска в данном переходе.
ill
В графе «Режим обработки» последовательно записывают
элементы режима резания, полученные расчетом на основании
нормативов для каждого из переходов данной операции.
Подачу в технологических картах дают в зависимости от
вида обработки и типа стайка; для токарных работ — на один
оборот шпинделя, для строгальных — на один двойной ход стола
или резца, для сверлильных, расточных, резьбонарезных и
других работ обработки отверстий с вращением инструмента — на
один оборот шпинделя. При фрезеровании указывается подача
на один зуб фрезы и минутная подача изделия.
При фрезеровании шпоночных пазов (маятниковой подачей)
двуперыми фрезами дробью указывают вертикальную и
продольную подачи: в числителе — вертикальную на двойной ход
фрезы, в знаменателе — продольную в минуту. Для зубодолбеж-
ных станков в числителе указывают радиальную подачу на один
двойной ход долбяка (подача врезания), в
знаменателе—круговую на двойной ход долбяка (подача обкатки); для зубофре-
зерных станков, работающих червячными фрезами, при
нарезании цилиндрических зубчатых колес (с прямыми и спиральными
зубьями) —подачу фрезы на один оборот заготовки.
При нарезании червячных колес методом радиальной
подачи указывается радиальная подача стола на один его оборот, а
при нарезании методом тангенциальной подачи — осевая
подача фрезы.
При круглом шлифовании методом продольной подачи и
внутреннем шлифовании отверстий подачу обозначают дробью:
в числителе — продольную на один оборот детали, в
знаменателе — поперечную на один двойной ход стола.
При шлифовании методом врезания дается только
поперечная подача на один оборот детали. Плоское шлифование торцом
круга (для станков с круглым и прямоугольным столом)
включает вертикальную подачу на один оборот или двойной ход
стола.
Так же как и при определении геометрических параметров
обрабатываемой поверхности, поступают, рассчитывая скорость
резания. При расчете всегда принимается во внимание
наибольший диаметр обрабатываемой поверхности или инструмента, в
зависимости от того, что является элементом, определяющим
скорость резания.
Для шлифовальных работ в карты вносят скорость вращения
обрабатываемой детали (м/мин) и частоту вращения детали
(мин). Основное (машинное) время подсчитывается для
каждого перехода и указывается в графе Г0.
Если в одном переходе одновременно работает несколько
инструментов, например при работе на карусельных, револьверных
или многорезцовых станках, время работы одних инструментов
перекрывается временем работы других. В этом случае
подсчитывают время работы каждого инструмента в отдельности, в кар-
112
ту заносится наибольшая длительность работы инструмента, а
время работы остальных инструментов данного перехода не
учитывают. После нормирования всех переходов операций подводят
итог машинного и вспомогательного времени, при этом
суммируют только несовмещенные переходы.
Вспомогательное время на установку, закрепление,
раскрепление, снятие детали, приемы управления станком подсчитыва-
ется по нормативам для всей операции и записывается в строке,
соответствующей первому переходу. Данные по основному и
вспомогательному времени служат для подсчета штучного времени,
которое записывается в маршрутную карту.
Операционная карта технического контроля
заполняется в курсовых проектах, как правило, для
окончательного контроля после выполнения всех операций механической
обработки. Однако система управления качеством на всех
операциях механической обработки предусматривает контроль
самим рабочим, о чем в карте делается соответствующая запись,
как показано на примере заполнения операционной карты
механической обработки.
Операционная карта технического контроля также
сопровождается операционным эскизом. На эскизе деталь
показывается в том состоянии, в котором она поступает на контрольную
операцию. На эскизе показываются только те данные, которые
необходимы для выполнения контрольной операции, т. е.
размеры, предельные отклонения, обозначения шероховатости,
технические требования, а также схема базирования, если
контрольная операция выполняется в приспособлении.
Проверяемые поверхности, так же как и для операций
механической обработки, нумеруют арабскими цифрами в кружках,
которые соединяют с соответствующими размерными линиями.
В графе «Содержание перехода» в повелительной форме
указывается, например: «Проверить размер 1», «Проверить три
отверстия 2».
В графах «Приспособление» и «Измерительный инструмент»
для каждого перехода записываются средства для его
выполнения с указанием ГОСТа для стандартных приспособлений или
«специальное».
Графа «Процент контроля» в картах записывается на
основании нормативов, приведенных в табл. 4.21, исходя из способа
достижения заданного размера, точности обработки и размеров
обрабатываемых поверхностей. В графе «Особые указания»
приводятся требования к контролируемым параметрам.
Пример заполнения операционной карты технического
контроля приведен в прил. 7.
Карта эскизов заполняется в тех случаях, когда на
поле операционной карты механической обработки или
операционной карты технического контроля не удается разместить
изображение детали и всю остальную информацию.
8.3аказ№К-6641
1)3
В качестве примера в прил. 7 показано оформление карты
эскиза для зубофрезерной операции. На поле эскиза, кроме
изображения детали, дана таблица с размерными и точностными
параметрами, обеспечиваемыми в операции. Таблица
выполняется в соответствии с ГОСТ 2.403—75 и является для подобных
операций совершенно необходимой.
Все разработанные технологические документы должны быть
скомплектованы и сброшюрованы вместе с пояснительной
запиской в такой последовательности: 1) титульный лист (форма
2 по ГОСТ 3.1104—74); 2) маршрутные карты; 3) операционные
карты механической обработки с эскизами или в комплекте с
картами эскизов в порядке выполнения технологического
процесса обработки; 4) операционная карта технического контроля
с эскизом или в комплекте с картой эскизов. Если операция
технического контроля предусматривается не только в конце
механической обработки, но и на других стадиях процесса, карты
технического контроля помещаются в соответствующих местах.
Карты технологического процесса и титульный лист
подписываются исполнителем в графе «Разраб.» и консультантом
проекта в графе «Провер.» и обязательно проходят нормализацион-
ный контроль и подписываются в графе «Н. контр.» лицом,
ответственным за эту работу.
4.5. ОПРЕДЕЛЕНИЕ НЕОБХОДИМОГО КОЛИЧЕСТВА
ОБОРУДОВАНИЯ И ПОСТРОЕНИЕ ГРАФИКОВ
Использование оборудования по времени. Правильный
выбор оборудования определяет его рациональное использование.
При выборе станков для разработанного технологического
процесса этот фактор должен учитываться таким образом, чтобы
исключить их простои, т. е. нужно выбирать станки по
производительности. С этой целью определяют наряду с другими
технико-экономическими показателями критерии, показывающие
степень использования каждого станка в отдельности и всех
вместе по разработанному технологическому процессу.
Для каждого станка в технологическом процессе должны
быть подсчитаны коэффициент загрузки и коэффициент
использования станка по основному времени.
Коэффициент загрузки станка г\3 определяется как
отношение расчетного количества станков тр, занятых на данной
операции процесса, к принятому (фактическому) mDP: r\3 = mp/mnp.
Расчетное количество станков определяется как отношение
штучного времени на данной операции Тшт к такту выпуска
Коэффициент использования оборудования по основному
(технологическому) времени tj0 свидетельствует о доле
машинного времени в общем времени работы станка. Он определяется
как отношение основного времени к штучному (для массового)
114
или штучно-калькуляционному времени (для серийного
производства) : г)о = Т0/Тшт\ г)0=Т0/ш.к.
Использование станков по мощности привода. Этот фактор
характеризуется коэффициентом использования оборудования
т]м, который представляет собой отношение необходимой
мощности на приводе станка Nup к мощности установленного
электродвигателя Nqt'- Лм^^ор/iVcT.
60
60
40
20
Олершш
62.5
//(282
Тохар-
'75'
ЗМ151
\U/'swpo-
\6длоноя
63.5
63/2
Зобобол-
оежная
£ic£_
'63,2% Л- 69
60
5f2f
\Зу6о6сл
OfSftHOff
62
55525
Снятие
2Н1/6
Сберм/ъ\
ноя
.6бЛ
5К63
РезьборрА
зерню
Рис. 4.9. График загрузки оборудования
Вычисление коэффициентов использования оборудования по
времени и мощности удобно выполнить также в виде формуляра,
пример которого приведен в прил. 8.9. Здесь же должны быть
определены средние значения коэффициентов по
технологическому процессу.
Построение графиков. Графики служат наиболее наглядным
средством оценки технико-экономической эффективности
разработанного технологического процесса.
Для оценки процесса подсчитывается значительное
количество показателей, но не все следует изображать графически.
Строятся следующие графики: 1) загрузки оборудования; 2)
использования оборудования по основному времени; 3)
использования станков по мощности; 4) стойкости инструментов по
операциям процесса.
Эти графики целесообразно оформлять на одном листе
чертежной бумаги формата 24 (594X841 мм) с его горизонтальным
расположением. Лист делится на четыре части, в каждой части
строится отдельный график. Разрешается также помещать
графики в пояснительной записке.
8*
115
По горизонтальной оси графика загрузки
оборудования (рис. 4.9) равными интервалами условно изображаются
станки технологического процесса. Станки указываются
обозначением моделей. Целесообразно также указать наименование
операций.
По высоте в виде прямоугольников в процентах или
относительных единицах откладывается коэффициент загрузки.
Таким образом, график выполняется в виде гистограммы,
т. с. прямоугольников с различными высотами,
соответствующими коэффициентам загрузки станков, расположенных
последовательно по горизонтальной оси в порядке выполнения
технологического процесса.
На графике линией, параллельной горизонтальной оси,
показывается средний коэффициент загрузки оборудования.
Значение среднего коэффициента загрузки колеблется: для
массового производства rj3 равно 0,65...0,77; для серийного производства
т]3 равно 0,75...0,85; для мелкосерийного и единичного ц3 равно
О,8...0,9.
Анализ построенного графика загрузки оборудования
выявит причины, вызвавшие значительные колебания
коэффициентов: загрузки отдельных станков, а следовательно, и отклонений
среднего коэффициента загрузки. На основании анализа должны
быть внесены предложения по технологическому процессу.
Следует учесть, что приведенный средний коэффициент
загрузки для серийного и единичного производства
предусматривает загрузку станков несколькими деталями, в то время как
проект обычно разрабатывают на одну деталь. Поэтому в
проекте коэффициенты загрузки могут быть меньше приведенных
средних.
При анализе технологического процесса на основании
коэффициента загрузки оборудования по отдельным операциям и
процессу в целом следует учитывать, что иногда экономически
более целесообразно применять станки высокой
производительности даже в том случае, когда загрузка их по времени
получается ниже, чем на станках менее производительных, хотя и
полностью загруженных. Иными словами, необходимо экономически
обосновывать применение высокопроизводительных
специальных, агрегатных и других станков. Использование их в
крупносерийном и массовом производстве, как правило, целесообразно
и экономически оправдывается. Необходимо также, чтобы
принятое количество станков обусловило реальный для
производственных условий коэффициент загрузки оборудования, который
не должен быть слишком высоким.
График использования оборудования по
основному времени, так же как и график загрузки
оборудования, строится для каждого станка (каждой операции)
технологического процесса. На основании коэффициента по
отдельным станкам определяется и показывается на графике средний
116
коэффициент использования оборудования. Высокий
коэффициент использования оборудования по основному времени
характеризует рациональное построение операций. Низкий коэффициент
свидетельствует о значительных затратах времени на
вспомогательные приемы (установку и снятие заготовок, на подналадку
и смену инструмента и др.)- Необходимо, чтобы этот
коэффициент был возможно выше, т. е. ближе к единице. Коэффициент
Рис. 4.10. График использования оборудования по основному
времени
основного времени колеблется от 0,35...0,45 — для обработки на
протяжных станках до 0,85...0,90 — для непрерывного
фрезерования на карусельных и барабанно-фрезерных станках. Внедрение
автоматических загрузочно-разгрузочных устройств —
автооператоров для установки и снятия обрабатываемых деталей,
автоматизации цикла станков и других мероприятий — способствует
увеличению коэффициента основного времени.
Построенный график, так же как и график загрузки
оборудования, следует проанализировать по всем операциям
технологического процесса и дать свои предложения по его улучшению.
Пример построения графика дай на рис. 4.10.
График использования, станков по
мощности строится для всех станков технологического процесса и
свидетельствует о правильности выбора оборудования. Необходимо
стремиться к получению высокого коэффициента использования
оборудования по мощности и выбирать для выполнения всех
операций технологического процесса станки оптимальной мощ-
117
ности (см. раздел «Расчет режимов резания»). Пример графика
дан на рис. 4.11.
Мощность резания удобно определять по таблицам [26]. В
ряде случаев данные по мощности на резание отсутствуют в
справочной литературе. Это в основном касается таких процессов,
как, например, шевингование, где мощность привода невелика
и значительная часть ее расходуется на холостом ходу станка.
60
40
20
W7/*
63
54
-66-
72
'75"
ш
-76'
,69г
Модем
стамоб
/А2Ш-4
/665
///7/3
533/2 5М560
5702В 767053
Рис. 4.11. График использования оборудования по мощности
Для подобных случаев разрешается не определять коэффициент
использования мощности.
Равномерная стойкость инструмента приобретает особенно
важное значение в тех случаях, когда создаются благоприятные
предпосылки для автоматизации технологического процесса и
одновременной работы значительного числа режущих
инструментов. В этих случаях организуется принудительная смена
режущих инструментов, с тем чтобы одновременно менять целые
группы инструментов, уменьшая таким образом потери времени
на смену инструмента и настройку станков. Принудительную
смену инструментов целесообразно практиковать не только в
условиях автоматической обработки, но также в поточных
линиях и станках с многоинструментными наладками. График
стойкости режущих инструментов (рис. 4.12) дает
наглядное представление о периодах стойкости инструментов, об
инструментах, наиболее часто подлежащих смене и, таким
образом, лимитирующих стабильность процесса в случаях, где
целесообразно ввести принудительную смену.
На этом графике по горизонтальной оси с равными проме-
118
ш
220\
20o\
/60\
/oo\
uo\
/2o\
/00
80
60
40
20
1 fc'fe ^
^ & fc
Hi
it
I!
Й1
III
HP
|lf
ii
1
!
E
/
ЩИ
III
1
1
m
llllll
II
III I
5 8
life
Site
ш\
llllll
II
III
^ 1 's
s LI
I
llllll
llllll
1
ж
III
III
^s
ИП
III
llllll
1
«1
Ш
III
I
1
1
г
320
ill
llllll
llllll
I
Л
it
j
гттп
ЩИ
II
I
|
§4
#
1Е1Ш
11
llllll
ih
$8 1
Jj
s | s\
Рис. 4.12. График стойкости инструментов
жутками изображаются все инструменты, примененные в
технологическом процессе, а по вертикали — прямоугольниками в
масштабе отдкладываются периоды стойкости инструментов по
машинному времени. На графике показан также способ
условного изображения периода стойкости, когда последний выходит
за пределы сетки графика (стойкости червячной фрезы, шевера
и прошивки).
П9
Глава б. ОФОРМЛЕНИЕ ГРАФИЧЕСКОЙ ЧАСТИ
ПРОЕКТА И ПОЯСНИТЕЛЬНОЙ ЗАПИСКИ
6.1. ЧЕРТЕЖ ГОТОВОЙ ДЕТАЛИ И ЗАГОТОВКИ
Чертеж заданной детали выполняется карандашом на листе
чертежной бумаги формата А1 (594x841 мм) по ГОСТ 2.301 —
68 (СТ СЭВ 1181—78). Если выполнить чертеж на данном
формате невозможно или нежелательно (значительные размеры
детали и невозможность уменьшения масштабов или
нецелесообразность их увеличения), применяют другие чертежные форматы.
При выполнении рабочих чертежей длинных валов применяются
горизонтально увеличенные форматы.
Оформление чертежа должно производиться с учетом
последних рекомендаций ГОСТов, «Единой системы конструктор-
скоп документации».
Рекомендуется также пользоваться чертежами,
приведенными в справочной литературе [15].
Следует применять упрощенные изображения резьбовых,
шлицевых, зубчатых и других поверхностей в соответствии с
ГОСТами.
Чертеж заготовки выполняется на отдельном листе после
расчета припусков на обработку в масштабе, принятом для
детали. На этом листе для штамповок и поковок, кроме
окончательного вида заготовки и в соответствии с выбранным* методом
ее получения, последовательно изображаются все переходы
начиная от исходной заготовки (отрезанного от прутка куска
сортового проката). Поэтому студент должен представлять работу
оборудования, применяемого для получения заготовки, а также
характер и конструкцию оснастки (штампов, пресс-форм,
моделей и др.).
На рис. 5.1...5.3 показаны примеры изображения переходов
получения заготовки на горинзонтально-ковочной машине ГКМ
и кривошипном горячештамповочном прессе от исходной
заготовки до окончательной штамповки и обрезки облоя. При
изображении переходов получаемые размеры следует указывать
только в тех переходах, где они формируются. В чертеже
заготовки указываются все без исключения размеры, полученные в
результате окончательного формирования заготовки. Если при
изображении переходов допускается не проставлять допуски на
размерах, то на чертеже заготовки размеры припусков и
допусков на размеры указываются обязательно.
120
Исходная
заготобка
1-й пере ж од
осадка фасонная
<Р75
ФМ
Z-o лерехоа
аасонирЬоанов ffW4^ Г*"
J-a лереход
онончалтелмая ш/7?агтлодкс\
OSf
4-и переход t/zT
о срез/fa одлор и лрошид-У/А
ка o/nSepc/m/p x^a-
^—=m%
^777*
Технические требования:
1. Неуказанные радиусы зокругленааJ-.
2Меуказанные штамлаоамые уклоны:
наружные J* бнутренше 5*
5мн
Гис. 5.1. Переходы штамповки на прессе заготоики
шестерни
f-йпереход
Технические /npefoSanup:
t Неуказанные />aauyce>/ закругленииJ...jstJi
2Усадла(/<//77ена-Й£
Рис. 5.2. Переходы на ГКМ для заготовки шестерни
1-й переход
25'JO'
Ь*й лерыод
Технические mpedbfiawfl:
Меулозанн&е радиус* за*руг/ге#од J...Jftf
l№d/ra учтена-(5%
Рис. 5.3. Переходы на ГКМ для заготовки вала-шестерни
123
Переходы получения заготовок методами пластической
деформации можно изображать в соответствующем разделе
пояснительной записки курсового проекта.
На чертежах штампованных заготовок, кроме того, должны
быть указаны: а) линии разъема штампов; б) штамповочные
уклоны; в) шероховатость поверхности, с которой заготовка
выходит из кузнечно-штамповочного цеха; г) технические
требования к заготовке; д) термическая обработка и др.
Для деталей, непосредственно получаемых из сортового
.проката, заготовка изображается в виде отрезка, отделенного от
прутка. На чертеже показывается ширина реза в соответствии с
выбранным способом резки сортового проката. Внутри заготовки
из проката вычерчивается основной контур обработанной детали.
В чертежах литых заготовок, кроме размеров с
допускаемыми отклонениями, указываются: линии разъемов опок и пресс-
форм; расположение самой заготовки в опоке или пресс-форме;
шероховатость поверхности, с которой заготовка выходит из
литейного цеха; припуски на механическую обработку.
Чертеж литой заготовки может быть выполнен двумя
способами.
1. Для чертежей литых деталей, выдаваемых в качестве
задания на курсовое проектирование, целесообразно совмещать
чертеж заготовки с чертежом готовой детали, при этом основным
изображением является готовая деталь. Деталь изображается
жирными линиями, а припуски на механическую обработку
показываются на обрабатываемых поверхностях, при этом
штриховка полей припусков выполняется как продолжение основной
штриховки детали в разрезах и сечениях. Припуски на
обработку указываются размерами с допускаемыми отклонениями
соответственно той точности, с которой получается заготовка
данным методом.
Основным условием совмещения чертежей заготовки и
готовой детали является чтение чертежа без затруднений.
Если припуск на механическую обработку однозначно
определяется какой-то одной проекцией, нет необходимости перено-
• сить его изображение на остальные проекции.
2. Если чертеж заготовки-отливки выполняется на
отдельном листе и не совмещается с чертежом готовой детали, внутри
чертежа заготовки необходимо, так же как и для штамповок,
изобразить основные контуры готовой детали для того, чтобы
были видны припуски на обрабатываемых поверхностях.
Изображение контуров готовой детали следует выполнять в
минимально необходимом количестве проекций, избегая
вычерчивания мелких второстепенных элементов (фасок, мелких
отверстий, не получаемых в отливке, и др.).
Особое внимание должно уделяться техническим
требованиям к готовой детали и к заготовке. Эти требования должны
быть изложены на свободном поле чертежа, обычно в правом
124
верхнем углу, и содержать условия, которые, как правило,
невозможно изобразить графически. Если чертеж готовой детали
и заготовки выполнен на одном листе, требования к готовой
детали и заготовке формулируются отдельно. В технических
требованиях указываются: а) отклонения от правильной
геометрической формы и взаимного расположения поверхностей; б)
технологические указания и рекомендации по характеру обработки
отдельных поверхностей; в) рекомендуемые методы контроля
отдельных точностных параметров; г) указания относительно
термообработки и твердости; д) указания относительно
покрытий и консервации деталей; е) неуказанные на чертеже общие
радиусы закруглений, штамповочные и литейные уклоны; ж)
допустимые поверхностные дефекты и др.
Технические требования подлежат тщательному изучению
при технологическом контроле и анализе технологичности
конструкции с точки зрения возможности и методов их выполнения,
обоснованности этих требований, методов их контроля,
правильности указания или изображения.
В правом нижнем углу листа чертежа готовой детали и
заготовки помещается основная надпись, выполненная в соответг.
ствии с формой, приведенной в прил. 10. Заполнение граф основ*
ной надписи в случае, когда чертежи детали и заготовки совме*
щены, производится в соответствии с данными чертежа
готовой детали, а не заготовки. Дополнительные сведения,
относящиеся к заготовке, могут быть даны в примечаниях,
помещенных под техническими требованиями к заготовке.
Если чертеж заготовки выполняется на отдельном листе,
угловой штамп каждого из чертежей (детали и заготовки)
соответственно содержит сведения по детали или заготовке в
отдельности.
При выполнении графической части курсового проекта
особое внимание следует обращать па качественное графическое
выполнение всех чертежей.
При выполнении чертежей соблюдение правил «Единой
системы конструкторской . документации» имеет исключительно
важное значение не только в отношении чисто внешнего вида
чертежей, но и совершенно определенной взаимосвязи между
формой и содержанием любой работы. Аккуратно выполненные
чертежи, как показывает практика, содержат значительно
меньше ошибок, легче контролируются и читаются. На
машиностроительных предприятиях получили широкое распространение
бескопировочные методы размножения технической документации:
электрографическое копирование чертежей с помощью приборов
«ЭРА», «Электрофот», «РЭМ-300» и др. При этом исключается
стадия копирования чертежей на кальку. Оригиналом служат
документы, выполненные конструктором и технологом.
На основании изучения некоторых общих тенденций
выполнения графической части курсового проекта в течение ряда лет
125
можно обратить внимание на следующие вопросы техники
выполнения чертежей.
1. Видимые контуры вычерчиваемых деталей, эскизов,
проекций и сечений должны быть выполнены четкими сплошными
линиями толщиной 0,6... 1,5 мм; это придает чертежам
выразительность.
2. Следует избегать густой штриховки в разрезах и
сечениях. Расстояния между наклонными штриховыми линиями
должны быть одинаковыми для всех разрезов детали и составлять
3...5 мм, иметь наклон в одну и ту же сторону, толщина линий
штриховки — не более 0,3 мм.
3. Шероховатость обработанных поверхностей указывается
знаками, выполненными с помощью угольников или шаблонов.
Размеры всех знаков на иоле чертежа должны быть
одинаковыми, за исключением знака обработки, общего для ряда
поверхностей, изображаемого в правом верхнем углу чертежа.
Согласно ГОСТ 2.309—73, высота знаков должна быть приблизительно
равна применяемой на чертеже высоте цифр размерных чисел.
Высота знака общей шероховатости должна быть
приблизительно в 1,5 раза больше, чем знаков, нанесенных на
изображении.
4. От руки разрешается выполнять только надписи на
чертеже и линии излома (обрыва) и вырыва. Все остальные
элементы чертежа должны быть выполнены с помощью чертежных
инструментов и принадлежностей.
5. Все надписи на чертежах должны выполняться
чертежными шрифтами по ГОСТ 2.304—81. Высоту цифр и букв
следует принимать в зависимости от размеров самих изображений
на проекциях* разрезах и сечениях. Размеры букв и цифр
должны выбираться из ряда 7; 5; 3,5 мм.
6. Правильно должны быть указаны предельные отклонения
размеров. Требования по нанесению размеров и предельных
отклонений регламентируются ГОСТ 2.307—68.
7. Особое внимание в связи с действием стандартов «Единой
системы конструкторской документации» должно быть уделено
правилам нанесения на чертежах технических требований (ГОСТ
2.316—68).
Указанными замечаниями не исчерпываются все требования
к оформлению графической части курсового проекта.
Приводятся они для того, чтобы заострить внимание студентов.
5.2. МЕТОДИКА ПРОЕКТИРОВАНИЯ ИНСТРУМЕНТАЛЬНЫХ
НАЛАДОК
Общие указания. Инструментальная наладка представляет
комплекс режущего и вспомогательного инструментов,
скомпонованных в соответствии с требованиями технологической опера-
126
ции, в котором также согласованы присоединительные
поверхности самих инструментов и станка.
Проектирование инструментальных наладок является важным
этапом разработки технологической операции, так как от
качества этой работы зависит, насколько успешно будет выполняться
эта операция. Если хотя бы один из элементов наладки не будет
предусмотрен или указан неправильно, операция не сможет быть
осуществлена. При проектировании наладок должны
учитываться тип производства, точность, которая должна быть обепечена
на операции, производительность, удобство работы на станке
и др.
Проектирование наладок должно выполняться после выбора
станка, приспособления и режущего инструмента, одновременно
с разработкой технологической операции, при этом графическое
построение наладки, особенно для многоинструментных
обработок может повлиять на предварительный выбор, например,
режущих инструментов.
В курсовых проектах проектирование инструментальных
наладок имеет, кроме всего прочего, важное методическое
значение, так как при этом приобретаются первичные навыки
конструирования из стандартных деталей и узлов, а также
сравнительно несложных специальных деталей и умение оснащения
технологической операции всем необходимым для работы.
Исходными данными для проектирования наладки являются:
паспортные данные выбранного станка с размерами рабочей
зоны и элементов присоединительных поверхностей; общие и
присоединительные размеры выбранного режущего инструмента;
эскиз операции, для которой разрабатывается наладка; тип
производства; технические требования.
При проектировании наладок обязательно максимальное
использование стандартных режущих и вспомогательных
инструментов, при этом режущие инструменты должны быть
систематизированы по видам обработки, а вспомогательные — по типам
металлорежущих станков.
В методическом отношении для проектирования наладок
целесообразно выбирать операции с многоинструментной
обработкой, для которых проектируются наладки и в производственных
условиях, так как размещение в рабочей зоне станка
обрабатываемой заготовки, режущих и вспомогательных инструментов
трудно, а иногда невозможно представить без графического их
построения.
Кроме названной цели установления геометрической и
кинематической взаимосвязи всех элементов, входящих в
инструментальную наладку, все элементы обязательно записываются в
соответствующие графы технологических карт, чтобы при
подготовке производства все необходимое было бы приобретено или
спроектировано и изготовлено.
Рассмотрим основные методические положения и порядок
127
проектирования наладок применительно к типам
металлорежущих станков.
Универсальные токарно-винторезные станки. Проектирование
наладок для этих станков можно вести без графического
построения, так как они являются наиболее простыми. В тех
случаях, когда обработка ведется только инструментами,
установленными в резцедержателе, необходимо, чтобы размеры
державок резцов соответствовали размерам резцедержателей.
Если для обработки отверстий применяются инструменты,
устанавливаемые в пиноли задней бабки станка, то необходимо,
чтобы конусы инструментов соответствовали конусу пиноли
задней бабки, либо чтобы были предусмотрены промежуточные
элементы, которые обеспечивали переход от присоединительных
поверхностей инструментов к конусу пиноли задней бабки. Все эти
элементы должны быть записаны в графу «Вспомогательный
инструмент» операционной карты механической обработки.
Примеры подобных сопряжений рассмотрены ниже в
наладках к сверлильным станкам.
Токарно-револьверные станки. Проектирование наладок на
эти станки необходимо делать с графическим построением. На
рис. 5.4 показан пример наладки на сравнительно несложную
деталь, обрабатываемую на станке 1К341.
Проектирование начинают с вычерчивания развертки головки
по диаметру, на котором расположены инструментальные
гнезда. Затем в гнездах головки располагают вспомогательные и
режущие инструменты, изображая их в конечном положении
обработки и показывая деталь в том состоянии, которое она
приобретает после выполнения данного перехода.
В показанном примере все режущие и вспомогательные
инструменты, за небольшим исключением, стандартные. Лишь в 8-м
гнезде установлена стандартная державка с доработкой с целью
установки второго резца, а в 14-м гнезде в стандартной державке
установлен нестандартный пластинчатый отрезной резец.
При построении наладки видно, что не все гнезда
револьверной головки удается использовать, и это обстоятельство может
быть выявлено только при графическом построении. Поэтому
непременным условием проектирования наладки является
вычерчивание всех ее элементов в едином масштабе. При изображении
режущих и вспомогательных инструментов допускаются
некоторые упрощения, которые не искажают зрительного восприятия
элементов.
Все проектируемые элементы должны быть согласованы по
присоединительным поверхностям. Так, например, установленный
во втором гнезде патрон по наружному диаметру должен
соответствовать диаметру отверстия головки, в свою очередь цанга,
установленная в патроне, должна выбираться по диаметру
сверла, который равен диаметру обрабатываемого отверстия. Вылет
сверла обусловливает положение детали относительно головки в
128
га
Держаб/тс'6505-0057
ГОСТ/99/5-74
Резей отрезной
ллесп/нчатьш
Ш
47-аз* \
\\\\\\у
fcsSSSXsS
15
-14
Резец 2136-Q7//
ГОСГ/6875-73
Резец 2/36-0507
Р06Т/8875-73
Ж -
Резец 2/00-0007 Гтб
ГОСТ/8678-73
Держаб/го6504-00/7
Г0СГ/99/3-74
Резец 2142-00/6 т/5/сб
ш
Г0СТ9795-73
/5
втулка 6/05-0055
ГОСТ/7/78-7/
U Земейсе 2353-0002
ГОСТ/4953-69
Втулка 6/05-0054
ГОСТ/7'78-71
^Сверло 230/-0Q43
** ГОСТ/0903-77
KWNW4
Держоб/са 6504-ОО/7
с доработкой
ГОСТ/99/3-74
|N\\\\\4
f ДержоВ/tcr 6500-0006
щШт,,.
[s^XxXsSl / ГОСТ/90/9-73
5
Т
Сверло 2300-0203
ГОСТ/0902-77
-3L-&
k\\\\\N
7Штрм6/5/-О05/
Г0СТГ72ОО-7/
'-Цанге6//3-0528
ГО0Т/720/-7/
^S^
Рис. 5.4. Наладка к токарно-револьверному станку 1К341
9.3аказ№К-6641.
осевом направлении, что определяет длину державки для
обточки наружной поверхности заготовки в первом переходе.
Державка тоже должна выбираться соответственно диаметру гнезда
револьверной головки. Выбор резца, установленного в державке,
определяется условиями обработки и размерами гнезда в
державке. Выполнение всех перечисленных условий является
обязательным, иначе операция не может быть выполнена.
Наименьшее и наибольшее расстояния обрабатываемой
заготовки от торца револьверной головки должны соответствовать
параметрам технической характеристики станка. Если в каком-то
переходе, например переходе II, осуществляется обработка
несколькими инструментами, необходимо на основании расчета
режимов резания и согласования их с паспортными данными станка
убедиться, что эти инструменты могут работать при одних и тех
же значениях частоты вращения шпинделя и подачи
револьверной головки.
Обрабатываемая деталь в каждом переходе показывается с
размерами, предельными отклонениями и шероховатостями,
которые при этом обеспечиваются.
Если в каких-то переходах возникает необходимость
применения специального режущего инструмента и вспомогательного,
следует стремиться к использованию стандартных инструментов
с доработкой. В показанном примере это имеет место в IV
переходе, когда применена стандартная державка с доработкой.
Такая державка может быть легко спроектирована студентом на
основе изучения конструктивных элементов стандартных
державок.
Револьверные станки с вертикальной осью головки,
например, моделей 1365, 1П365, 1371, 1П371 имеют шесть отверстий-
гнезд в револьверной головке. В эти гнезда могут
устанавливаться специальные промежуточные детали-стойки, входящие в
комплектацию станка, показанные на рис. ЗП. В отверстия стоек
устанавливаются державки, оправки, втулки и другие
вспомогательные инструменты для крепления режущих инструментов.
Кроме того, эти станки оснащены поперечными суппортами —
передними и задними, что значительно расширяет
технологические возможности.
Проектирование наладок для этих станков ведется в той же
последовательности, что и для станков с горизонтальной осью
револьверной головки и требует графического построения всех
элементов наладки.
Вертикальные токарные многошпиндельные полуавтоматы.
Модели 1К282, 1283Е, 1Б284 имеют на инструментальных
суппортах присоединительные поверхности в виде вертикальной
плиты, ограниченной сверху и снизу наклонными плоскостями
типа «ласточкин хвост». К этим поверхностям крепятся
специальные державки, в которых устанавливаются непосредственно
или с помощью вспомогательных инструментов режущие иистру-
130
менты. Присоединительные поверхности точно координированы
относительно оси шпинделя, что обеспечивает возможность
точной установки и настройки режущих инструментов.
Размеры рабочей зоны станков и присоединительных
поверхностей приводятся в технических характеристиках (см. прил.4).
Вертикальные токарные многошпиндельные полуавтоматы
относятся к числу высокопроизводительного оборудования, при-
v Зеххер 2320-2076//'/ РШ
[ОС Г 12489 Я
[ОСТ №?д-73
Рис. 5.5. Примеры наладок к вертикальным токарным
многошпиндельным полуавтоматам
меняемого в условиях массового производства, и, как правило,
заказываются на заводе-изготовителе для обработки
определенной детали, поэтому наладка является специальной.
Схемы обработки на этих станках широко представлены в
справочной литературе [10], [29], поэтому остановимся лишь на
конструктивных особенностях наладок, которые могут
разрабатываться в курсовых проектах. На рис. 5.5 показаны два
примера наладок: одна для обработки отверстия, другая для обточки
наружных поверхностей. В первом случае в державке,
установленной на присоединительной поверхности инструментального
суппорта, закреплена специальная втулка, в которую при помощи
стандартной оправки с конусом Морзе вставлен стандартный
зенкер. Специальная втулка имеет цилиндрическую наружную
поверхность и шпоночный паз со шпонкой, которыми она
сопрягается с отверстием державки.
9*
131
При обработке наружных поверхностей деталей стремятся к
использованию мощности станка, поэтому в суппортах
устанавливают несколько инструментов, и державка в каждом случае
будет специальной, что определяется конструктивными
особенностями обрабатываемой детали. Конструктивно державка
проста, и проектирование ее не представляет трудностей.
Режущие, а также вспомогательные инструменты, как,
например, показанная оправка для зенкера, в большинстве случаев
удается применить стандартные. В конструкциях державок
предусматриваются регулировочные винты для настройки
положения инструментов как при обработке отверстий, так и вылета
резцов, что облегчает обеспенение заданных размеров при
обработке.
Резцовые державки для обработки торцевых поверхностей
деталей и отверстий строятся аналогично показанному примеру
обработки наружных поверхностей. В каждом случае необходимо
тщательно, в едином масштабе с деталью и параметрами рабочей
зоны, прочерчивание всех элементов, в первую очередь резцов с
элементами закрепления.
Токарные многорезцовые и гидрокопировальные станки. Их
модели 1708, 1712, 1722, 1Н713, 1А720, 1А730, 1723, 1734 и
другие характеризуются присоединительными поверхностями
инструментальных продольных, поперечных и гидрокопировальных
суппортов, выполненных в виде плоскости с Т-образными пазами, а
также в некоторых случаях дополнительными пазами для точной
фиксации резцедержавки. Последнее особенно удобно в тех
случаях, когда операция комплектуется двумя или более резцедер-
жавками: о,г.на может быть установлена на станке, другая —
настроена на размер вне станка.
При этом время на смену резцедержавки значительно
сокращается и отпадает необходимость, настройки инструмента на
станке, что важно при многоинструментной обработке с целью
сокращения вспомогательного времени.
На рис. 5.6 показан пример выполнения наладки на станке
модели 1А720 для обработки заготовки зубчатого колеса. В
поперечном суппорте в соответствии с геометрическими размерами
обрабатываемых поверхностей установлено шесть стандартных
резцов. Поэтому державка является специальной, так как
обрабатываемые поверхности детали определяют выбор резцов и
расположение их.
Рсзцедержавка продольного суппорта оснащена одним
резцом с неперетачивасмой пластинкой твердого сплава. Как видно
из чертежа, резцедержавки крепятся к суппортам при помощи
винтов и сухарей, входящих в Т-образные пазы. Точная фиксация
державок обеспечивается выступами на их присоединительных
поверхностях, входящими в пазы суппортов. В резцедержавках
предусматривается возможность регулировки вылета резцов и
их положения по высоте относительно оси шпинделя станка.
132
Наиболее ответственным при проектировании наладки
является выбор и взаимное расположение резцов в резцедержавке
поперечного суппорта, поэтому прочерчивание всех элементов
наладки, особенно резцов, должно быть тщательно выполнено в
едином масштабе. Такое конструирование с максимальным
использованием стандартных элементов не представляет особых
трудностей.
Вертикально-сверлильные, радиально-сверлильные станки.
При одноинструментной обработке на этих станках пет необходи-
Рис. 5.6, Наладка к ток а рио многорезцовому станку 1А720
133
мости в графическом изображении наладок, так как они просты.
Необходимо, чтобы при комплектовании операции режущими и
вспомогательными инструментами все они были бы согласованы
по присоединительным поверхностям между собой и со
шпинделем станка и записаны в соответствующие графы операционной
карты.
На рис. 5.7 показаны некоторые из возможных случаев
комплектовании операций при обработке на вертикально-сверлильных
и радиально-сверлильных станках.
Опробла 60J9 - ОООЗ
ГОСТ 266? 72
e/nt//rf(o6ff2 -07fJ
rOCr??84J-77 /
flстран 0/?0 не/пы/ляб
//атрм /J J2
' fOCrfOWJ-77
je#/rep 2j го - r j 73 л*/
Вхз roc;j2j? •//
Рис. 5.7. Примеры наладок к сверлильным станкам
В условиях мелкосерийного производства для крепления
сверл с цилиндрическим хвостовиком на сверлильных станках
могут применяться трехкулачковые патроны с ключом. Эти патроны
могут устанавливаться на шпиндель станка непосредственно
лишь на станках с наружным укороченным конусом Морзе,
например модели 2М112. Для установки сверлильного патрона на
станках моделей 2Н118, 2Н125 необходимо дополнительно
предусматривать оправку, которая является переходным элементом
между шпинделем и конусом в патроне. Пример такого
сопряжения показан на'рис. 5.7, а. В массовом и крупносерийном
производстве применяются сверла с коническим хвостовиком, которые
устанавливаются непосредственно в конус Морзе шпинделя
станка, или, если последний превосходит по размеру конус сверла,
используют переходные втулки по ГОСТ 13598--68.
134
Сверла с цилиндрическим хвостовиком в массовом и
крупносерийном производстве устанавливают в коническое отверстие
шпинделя станка с помощью переходных втулок для
инструментов с цилиндрическим хвостовиком (рис. 5.7, б). В этом случае
применяют сверла, имеющие поводок. Аналогично поступают при
обработке отверстий зенкерами, развертками и др.
Машинно-ручные метчики для нарезания резьбы в отверстиях
на сверлильных станках закрепляют в шпинделях станков с
помощью специальных предохранительных патронов, настроенных
на определенный крутящий момент, во избежание поломок
метчиков (рис. 5.7, в). Гаечные метчики используют также с
применением специальных патронов по ГОСТ 21827—76.
При обработке отверстий несколькими последовательно
работающими инструментами применяют патроны для
быстросменного инструмента и втулки к ним (рис. 5.7, г). Такой способ
применим в условиях серийного производства. На чертеже наладки в
этом случае показывают последний по обработке инструмент в
положении обработки, установленный в быстросменную втулку
и патрон, остальные инструменты показывают рядом в
комплекте с втулками в последовательности выполнения технологических
переходов.
Расточные станки. При обработке на этих станках для
операций сверления, зенкерования, развертывания используются
вспомогательные инструменты аналогично обработке на
сверлильных станках. Для операций одновременного растачивания
нескольких соосных отверстий в качестве вспомогательного
инструмента широко используются борштанги и расточные оправки,
которые служат для закрепления нескольких одновременно
работающих инструментов: резцов, расточных пластин, насадных
зенкеров и разверток. По борштаигам и расточным оправкам
стандартизованы размеры диаметров (ГОСТ 15507—70) и
способы крепления резцов и пластинчатого инструмента в оправках
и борштангах (ГОСТ 13895—75 и ГОСТ 15508—70), кроме того
стандартизованы оправки расточные консольные (ГОСТ 21221 —
75 — ГОСТ 21226—75). На основании этих стандартов борштан-
га может быть легко спроектирована, а расточная оправка
подобрана.
Для выполнения фрезерных работ на расточных станках с
помощью торцевых фрез применяются оправки по ГОСТ
13043—78.
Агрегатные станки. Особенностью наладки при обработке
нескольких отверстий на агрегатных станках является
необходимость регулировки каждого из инструментов в осевом
направлении для установки их взаимного расположения. Концы
шпинделей агрегатных станков стандартизованы, и их
конструкция предусматривает возможность такой регулировки. Примеры
наладок с применением инструментов с коническим и
цилиндрическим хвостовиками в шпинделях агрегатных станков приводят-
135
ся в литературе [34]. Однако агрегатные станки представляют
собой специальное высокопроизводительное оборудование,
поэтому наладка является также специальной разработкой и входит
в комплектацию станка. Знать конструкции этих наладок
полезно студенту, а режущие инструменты, входящие в эту наладку,
должны быть, как правило, стандартными и записаны в
операционную карту.
Шлифовальные станки. Инструментальная наладка кругло-
шлифовального станка состоит из шлифовального круга,
установленного на планшайбе, последняя крепится на шпиндель
станка. Планшайба входит в комплектацию станка, поэтому в
операционную карту ее записывать не следует. Шлифовальный
круг с полным его обозначением по ГОСТу необходимо записать
в графу «Режущий инструмент» операционной карты.
Зубообрабатывающие станки. Инструментальная наладка
зубофрезерных станков аналогична наладке
горизонтально-фрезерных с насаженными на оправку в данном случае червячной
фрезой и промежуточными кольцами. Оправка с кольцами входит
в комплектацию станка, поэтому в операциониукжарту следует
записать только обозначение и ГОСТ режущего инструмента —
червячной фрезы. Аналогично поступают и для остальных зубооб-
рабатывающих станков, которые комплектуются всем
необходимым режущим инструментом для осуществления операции.
Фрезерные станки. Некоторые наиболее типичные примеры
наладок на фрезерные станки показаны на рпс. 5.8. Оправка с
промежуточными кольцами (рис. 5.8, а) применяется на
горизонтально-фрезерных станках для цилиндрических и дисковых фрез.
Шпиндельные оправки используются на горизонтально- и
вертикально-фрезерных станках для крепления торцевых и дисковых
ф])ез. На рис. 5.8, б показано крепление торцевой фрезы,
оснащенной твердым сплавом, на оправке с торцевой шпонкой.
Концевые фрезы с цилиндрическим хвостовиком крепятся в
шпинделе фрезерного станка с помощью патронов с цангами, как
показано на рис. 5.8, в. Торцевые фрезы диаметром более 250 мм
крепятся винтами непосредственно к шпинделю станка,
крутящий момент передается с помощью шпонки (рис. 5.8, г).
Приведенные примеры иллюстрируют одноинструментную
обработку на фрезерных станках, однако, как показывает опыт,
графическое построение наладок в подобных случаях
целесообразно в методическом отношении. Здесь наглядно
иллюстрируются сопряжения присоединительных поверхностей станка —
вспомогательного инструмента — режущего инструмента, на основании
изображения проще составить перечень элементов, входящих в
комплекс наладки.
Приведенными в данном разделе примерами не охватызают-
ся все случаи инструментальных наладок, но они дают
представление о методике построения наладок для наиболее характерных
случаев обработки и различных видов оборудования.
136
Приводим основные требования, предъявляемые к
графическому построению инструментальных наладок.
1. Графическое построение обязательно для многоинструмент-
ных обработок, например, на станках: токарно-револьверных,
токарных вертикальных полуавтоматов, токарных
гидрокопировальных и многорезцовых станков, агрегатных и др.
fОС Г 2*35.9-8Л
Рис. 5.8. Примеры наладок к горизонтально- и вертикально-
фрезерным станкам
2. Целесообразно также изображать графически наладки
для последовательной обработки несколькими инструментами на
сверлильных станках, наладки на фрезерных, фрезерно-центро-
вальных, расточных станках.
137
3. Построение элементов наладок целесообразно выполнять
с некоторым упрощением, но с обязательным соблюдением
единого масштаба для всех элементов.
4. При построении необходимо учитывать размеры рабочей
зоны станка и крайнее положение режущих инструментов при
обработке.
5. Режущие инструменты на чертеже наладки
необходимо показывать в крайнем положении, соответствующем концу
обработки данной поверхности или сочетания
поверхностей.
6. На чертеже наладки обрабатываемая деталь
изображается с соблюдением всех требований, предъявляемых к
операционным эскизам, с указанием размеров, предельных отклонений,
шероховатости обрабатываемых поверхностей и технических
требований. Деталь должна быть изображена в едином масштабе с
остальными элементами наладки.
7. Все режущие и вспомогательные инструменты, входящие
в наладку, должны быть снабжены выносками с полным
обозначением и указанием ГОСТа.
8. Каждая наладка сопровождается табличкой с указанием
модели станка и основных данных по режимам обработки. Форма
таблички приводится в прил. 11.
Чертежи наладок в курсовом проекте выполняются обычно
на двух листах формата 24. Они вычерчиваются после того, как
технологический процесс полностью разработан и оформлен на
технологических картах. Технологические операции, для которых
выполняются операционные эскизы с наладками, назначаются
консультантом по курсовому проектированию после оформления
и подписания технологического процесса. Это обычно наиболее
характерные и разнообразные для данного процесса операции,
а также те, в которых, по мнению проектанта, приняты наиболее
интересные и прогрессивные решения. Необходимо, чтобы
представленные эскизы отражали основную сущность проделанной
проектантом работы.
Наладки для отдельных операций располагаются на листе в
порядке технологической последовательности. При этом нет
необходимости делить лист на части, лучше располагать чертежи
наладок так, чтобы наиболее рационально использовать всю
площадь листа. Операционные эскизы с наладками являются
иллюстрационным материалом, поэтому должны быть выполнены
четко и аккуратно.
Необходимость использования при проектировании наладок
справочных материалов подтверждается приведенными
примерами. Так, для проектирования наладки на токарно-револьверный
станок 1К341 потребовалось 20 источников, в том числе
14 ГОСТов. Если учесть, что при проработке вариантов наладки
изучаются и другие справочно-информационные материалы, то
их количество увеличивается. Следовательно, без организации
138
системы обеспечения студентов пособиями, справочными
материалами и ГОСТами не может быть качественного
технологического проектирования.
5.3. ОСНОВНЫЕ ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ
РАЗРАБОТАННОГО ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
В конце пояснительной записки должны быть помещены
расчет и таблица технико-экономических показателей
разработанного проекта. Этот раздел оформляется в виде формуляра,
образец которого приводится в прил. 8.10, и включает исходные
данные, расчетные формулы и сам расчет всех необходимых
показателей. Каждый показатель должен быть рассчитан либо ранее
в других разделах записки, либо в этом разделе.
Стоимость заготовки определена в разделе «Выбор
заготовки», при этом расчет может быть оформлен отдельно или в
совокупности с выбором варианта технологического процесса (см.
расчетный формуляр «Сопоставление и выбор варианта
технологического процесса при различных способах получения
заготовки»). Дополнительных расчетов в данном разделе по стоимости
заготовки не требуется.
Стоимость операций механической обработки определяется
в соответствии с методикой, изложенной в разделе
«Предварительная разработка и выбор варианта технологического процесса
по минимуму приведенных затрат», с той лишь разницей, что при
расчете стоимости обработки по каждой операции в расчет
принимается не приближенное значение нормы времени Ттт по
операциям, как это допускалось в предварительном расчете, а
величина 7шт, полученная на основании расчетов элементов режима
резания и нормирования каждой операции (табл. 4.20). Расчет
стоимости операций механической обработки производится в
данном случае по всем операциям. Результаты расчетов сводятся в
таблицу.
Общее количество рабочих-станочников на две смены
определяется в два приема. Сначала (для любого типа производства)
определяется максимально допустимое количество рабочих
исходя, из условия выработки каждым из них 1860 нормо-часов
в год:
л
2~1 шт (ш-к) N
*тах= ' 60-1860 *
Это количество рабочих может оказаться меньшим
принятого числа станков на участке, что указывает на необходимость
организации многостаночного обслуживания (характерно для
массового производства).
В серийном производстве при невысоком коэффициенте
загрузки станков одной деталью, для которой проектируется тех^
139
нологический процесс, низкое значение Rmax указывает не на
количество реальных рабочих, занятых на участке, а па число
полных ставок заработной платы, необходимых для
изготовления годовой программы деталей одного наименования.
Если на участке возможна многостаночная работа,
определяется необходимое количество рабочих-станочников на каждой
операции:
D _ 1Т1Т ('"•*)
Коп ~~" /И-60 • 1860 *
.где Чм — коэффициент многостаночного обслуживания.
Га
Ш6*сло"ог0/»сут/>//ос
//еле/сры#0*0щссс/г
1 r10wywiO-0/mOff0/T7(/ [
I vec/wc брспа |
ICpcr*fi npvcmotf
pofoveeo
^ tfpctifi j0H#/?70t'/r7{s КЛ брепя /icpcrofopodb-
=q pOi>0i/te0 \_\ veto cm стихло /г с/понху
Puc. 5 9. Пример построения циклограммы для многостаночного
обслуживания
Общее количество рабочих на две смены с учетом
коэффициента многостаночного обслуживании
А — £j Hon <C^ '\тзх«
При выполнении курсового проекта коэффициенты
многостаночного обслуживания определяются расчетом и
составлением циклограмм на стадии расчета заработной платы по
каждой операции при определении технологической себестоимости
детали. Циклограммы позволяют наглядно установить
возможность обслуживания рабочим-станочником нескольких станков,
т. е. многостаночного обслуживания.
Методика построения циклограмм достаточно полно
излагается в литературе [6]. Пример циклограммы приведен на
рис. 5.9. Построение циклограммы следует начинать с наиболее
трудоемких операций. При этом в ней рассматривают только
операции, которые по расположению оборудования могут выпол-
140
няться одним рабочим, например, соседние в поточной линии
станки или группа станков одной модели.
Для приведенного случая длительность цикла при
многостаночной работе
T\\-=t м- а -Wn.n.t
где /м.а— машинно-автоматическое время, мин; /в.н —
вспомогательное неперекрывающееся время, мин.
Очевидно, что многостаночное обслуживание возможно при
условии
*м-аЗ>*п.н 4" 1в.п 4-'пер,
где /в.п — вспомогательное перекрывающееся время
(наблюдение за работой станка после его включения, измерение деталей),
мин; /пер—время перехода.рабочего от станка к станку, мин.
Если на основании построенной циклограммы окажется
возможным обслуживание одним рабочим нескольких станков,
тогда число рабочих-станочников для рассматриваемой группы
оборудования будет меньше числа единиц установленного
оборудования и
где т — число единиц оборудования; R — численность рабочих-
станочников на участке.
Полученное значение коэффициента многостаночное™
подставляется в формулу для расчета фонда заработной платы
операторов и наладчиков.
Число наладчиков на проектируемом участке может быть
принято из условия, что один наладчик обслуживает 8—10
станков в смену:
Я=(0,16...0,2)тпр.
Годовой фонд заработной платы рабочих-станочников и
наладчиков на всю механическую обработку детали определяется
как сумма годовых фондов заработной платы
рабочих-станочников отдельных операций механической обработки. Для удобства
подсчета годового фонда заработной платы в расчетном
формуляре предусматривается таблица.
Определение остальных технико-экономических показателей
ясно из расчетного формуляра и не нуждается в пояснениях.
5.4. ОФОРМЛЕНИЕ ПОЯСНИТЕЛЬНОЙ ЗАПИСКИ
Пояснительная записка к курсовому проекту оформляется в
соответствии с общими требованиями к текстовым документам
по ГОСТ 2.105—79. Текстовую часть записки пишут чернилами
на бланках формата А4 с рамками и основной надписью по
ГОСТ 2.106—08 (формы 5 и 5а).
141
Общее содержание пояснительной записки должно
соответствовать формулировке «пояснительной», т. е. она должна
состоять из расчетов, выполненных по проекту, с необходимыми
обоснованиями и пояснениями по принятым решениям.
Расчеты в проекте целесообразно оформить на расчетных
листах — формулярах. Такое выполнение расчетов позволяет
выдержать наиболее целесообразную последовательность проекта,
сократить время, необходимое для его выполнения, свести расчет
в систему, позволяющую осуществить простую и быструю
проверку его правильности. Кроме того, оформление расчетов в виде
формуляров исключает излишний описательный текст,
способствуя краткости пояснительной записки вообще.
Пояснительный и описательный материал записки может
касаться таких вопросов, как обоснование выбора метода
получения заготовки, выбора варианта технологического процесса,
анализ технологичности конструкции обрабатываемой детали и др.
Однако во всех случаях необходимо сделать выводы на
основании сопоставления количественных показателей, т. е. свести
рассуждения к расчетам, считая расчет главным элементом любого
вопроса, поэтому пояснения к расчету должны быть по
возможности краткими.
Иллюстрировать изложенный материал при необходимости
можно фотографиями, графиками, схемами, поясняющими и
облегчающими восприятие текста. Поэтому в настоящем пособии
значительное место отводится построению таблиц и графиков»
иллюстрирующих сущность тех или иных вопросов и
способствующих предельно краткому их изложению в пояснительной
записке.
Не допускается переписывание из учебников общих
определений и формулировок. Записка отражает сущность
проделанной работы, дает обоснование принятым решениям, содержит
необходимые расчеты, результаты которых сводятся в таблицы или
графики.
Пояснительная записка начинается титульным листом,
выполненным как одно целое с обложкой на чертежной бумаге по
форме, приведенной в прил. 8.1 (повторение титульного листа не
допускается). Надписи на титульном листе выполняются тушью
чертежным шрифтом. Далее помещается ведомость курсового
проекта, в которой перечисляются все документы, входящие в
разработанный проект. Ведомость выполняется по форме 4
(ГОСТ 2.106—68). Пример заполнения ведомости курсового
проекта приведен в прил. 8.2.
В записке помещается задание на курсовое проектирование,
выданное студенту. Бланк задания —; обязательный документ, на
основании которого можно судить о правильности и полноте
разработки вопросов, выполненных проектантом. Затем идет
оглавление. В оглавлении и в самой записке должны содержаться
следующие разделы.
142
1. Введение (1...2 страницы). В нем нужно описать: а)
значение машины, в которую входит обрабатываемая деталь, для
народного хозяйства СССР; б) перспективы развития дайной
отрасли машиностроения; в) особенности задачи, поставленной
перед студентом при выполнении курсового проекта, если они
имели место.
В этом разделе также следует.по возможности прибегнуть
к графической иллюстрации таких, например, вопросов, как рост
показателей развития отрасли промышленности за какой-то
промежуток времени.
2. Назначение и конструкция детали (1,5...2 страницы)»
Сущность и объем вопросов, которые должны быть описаны в
этом разделе, изложены выше.
3. Анализ конструкции обрабатываемой детали (1...2
страницы). Этот вопрос достаточно подробно изложен в настоящем
лособии.
4. Определение типа производства (1...2 страницы). Этот
раздел должен быть выполнен в соответствии с
вышеизложенными рекомендациями. Для серийного производства
рассчитывается, кроме того, размер партии.
5. Выбор заготовки (1...2 страницы). Раздел может быть
выполнен отдельно от выбора варианта технологического
маршрута, либо как часть следующего раздела пояснительной
записки. Последнее целесообразно в том случае, если эффективность
технологического процесса не может быть определена без учета
метода получения заготовки, т. е. припуски на обработку при
различных методах получения заготовки оказывают существенное
влияние на выбор варианта технологического маршрута.
6. Анализ существующего технологического процесса (1...
2 страницы). Этот раздел, хотя и выделяется в самостоятельный,
но может быть связан как с предыдущим, так и с последующим.
Иногда дается сравнение разрабатываемого варианта
технологического процесса с существующим.
7. Выбор варианта технологического маршрута и
предварительный технико-экономический расчет (2...3 страницы). Роль
этого раздела исключительно велика, так как здесь дается
технико-экономическое обоснование выбранного варианта
технологического маршрута. Следует также отметить, что для наглядного
сравнения сопоставимых вариантов целесообразнее всего произ.-
водить это сравнение в форме таблиц или графиков. В этом же
разделе необходимо обосновать технологический процесс,
т. е. высказать те соображения, которые не содержатся в
технологических картах.
Для каждой операции технологического процесса следует
дать обоснование выбора баз, оборудования, последовательности
выполнения операций, примененного инструмента и оснастки.
8. Расчет припусков (2...3 страницы): Расчет припусков
произвол -.тся по приведенной выше методике с обязательным гра-
143
фическим изображением полей общих и межоперационных
припусков и допусков. Для припусков, выбранных по таблицам,
следует указать их величины, поверхности, для которых они
выбраны, и источники.
9. Режимы резания (5...6 страниц). Раздел излагается
в соответствии с рекомедованными выше методиками с
обязательным оформлением расчетов в виде расчетных
формуляров..
В этом же разделе под соответствующим параграфом
необходимо вычислить и свести в таблицы коэффициенты загрузки
оборудования, коэффициенты использования оборудования по
основному времени, коэффициенты использования оборудования
по мощности и значения выбранных периодов стойкости
режущего инструмента. Эти данные используются затем для построения
соответствующих графиков.
Графики можно привести в этом же разделе пояснительной
записки.
10. Нормирование технологического процесса (1...2
страницы). Здесь приводятся только пояснения и обоснования с
указанием источников для выбора составляющих норм штучного
времени для операций технологического процесса. Все данные по
нормированию записываются в технологические операционные
карты, а также сводятся в таблицу.
11. Определение необходимого количества оборудования и
построение графиков (2...3 страницы). Данные для определения
необходимого количества станков рассчитываются при
нормировании технологического процесса и расчете режимов резания.
В этом разделе целесообразно свести в форму таблиц все
сведения, необходимые для построения графиков загрузки
оборудования, использования оборудования по основному времени,
использования оборудования по мощности и периодов стойкости
инструмента. Графики можно строить на отдельном чертеже
формата 24 и в тексте пояснительной записки.
12. Технико-экономический расчет (3...4 страницы). В этом
разделе в сжатой форме со ссылками на источники приводятся
расчеты затрат всех статей себестоимости изготовления детали
по курсовому проектированию при заданной годовой программе.
Методика выполнения приведена в разделе «Определение затрат
по статьям себестоимости».
Основные технико-экономические показатели
технологического процесса в сравнении с существующим па производстве или
другим его вариантом в конце этого раздела сводятся в таблицу,
форма которой прилагается. В таблице указаны также
источники или расчетные формулы.
13. Список использованной литературы. Составляется он в
последовательности, которая определяется ходом курсового
проекта. Вслед за порядковым номером литературного источника
указывается автор, затем его инициалы, наименование источни-
И'»
ка, том, город, в котором издана книга, издательство, год
издания, количество страниц.
Например: 6. Чарнко Д. В. Основы выбора технологического
процесса механической обработки.— М.: Машгиз, 1963.—320 с.
Указание городов Москва и Ленинград дается сокращенно,
начальными буквами (М. и Л.), остальные города указываются
полным наименованием.
В тексте пояснительной записки ссылки на литературные
источники следует делать в виде квадратных скобок с цифрой
внутри, соответствующей номеру этого источника в списке
литературы.
Целесообразно раньше составлять список литературы, а
затем приступать к окончательному оформлению пояснительной
записки. В списке литературы должны быть обязательно
указаны те источники, которые послужили основанием для
высказывания предложений по применению новых методов обработки,
способов получения заготовок, прогрессивным режимам резания,
новым маркам режущих инструментов и др.
Все листы пояснительной записки необходимо
пронумеровать в отведенных для этого графах, в оглавлении должны быть
проставлены страницы всех разделов.
Пример формуляров пояснительной записки приведен в
прил. 8.
10. Заказ №К-6641.
ПРИЛОЖЕНИЯ
1. ПРИБЛИЖЕННЫЕ ФОРМУЛЫ ДЛЯ ОПРЕДЕЛЕНИЯ НОРМ ВРЕМЕНИ
ПО ОБРАБАТЫВАЕМОЙ ПОВЕРХНОСТИ (12]
о
Основное технологическое время Т0 «10 мин
Черновая обточка за один проход
Чистовая обточка по 11-му квалитету
Чистовая обточка по 9-му квалитету
Черновая подрезка торца Ra 6,3
Чистовая подрезка торца Ra 1,6
Отрезание
Черновое и чистовое обтачивание фасонным резцом
Шлифование грубое по П-му квалитету
Шли<!>ование чистовое по 9-му квалитету
Шлифование чистовое по 6-му квалитету
растачивание отверстий на токарном стайке
Сверление отверстий
Рассверливание d =■ 20.* .60
Зенкерование
Развертывание черновое
Развертывание чистовое
Внутреннее шлифование отверстий 9-го квалитета
Внутреннее шлифование отверстий 7-го квалитета
Черновое растачивание отверстий за один проход Ra 12,5
Черновое растачивание под развертку
Развертывание плавающей разверткой по 9-му квалитету
Развертывалие плавающей разверткой по 7-му квалитету
(Здесь d — диаметр; / — длина обрабатываемой
поверхности; D — дцэметр обрабатываемого торца;
D—d—разность наибольшего и наименьшего диаметров обрабаты*
ваемого торца)
Протягивание отверстий и шпоночных канавок
(I—длина протяжки, мм)
Строгание черновое на продол»-ио-строгальных станках
Строгание чистовое под шлифование или шабренио
Фрезерование черпосое торцевой фрезой:
- за проход
чистовое
Фрезерование чернозое цилиндрической фрезой
0,174/
О, Id/
0t\7d(
0,037{D2—(P)
0,052 (D2—d2)
0,19 Z>a
0,63 (D2—d2)
0,07dl
O.ld/
0, \bdl
Q,\8dl
0,52d/
0,3Id/
0,21d/
0,43d/
0,86d/
!,5d/
!,&f/
0,2d/
0,3d/
0,27d/
0,52d/
0,4/
0,0655/
0,034В/
6/
4/
71
146
Окончание
Шлифование плоскостей торцом круга 2,5/
(Здесь В — ширина обрабатываемой поверхности, мм;
/ — длина обрабатываемой поверхности, мм)
Фрезерование зубьев червячной фрезой (D = 80. ..300) 2,2D6
Обработка зубьев червячных колес (D => 100...400) 60,3D
Здесь D — диаметр зубчатого колеса, мм; Ь—длина
вуба, мм)
Фрезерование шлицевых валов методом обкатки 9/г
Шлицешлифоваиие 4,6/г
(Здесь / — длина шлицевого валика, мм; г — число
шлицев)
Нарезание резьбы на валу (d = 32...l20) 19<i/
Нарезание метчиков резьбы в отверстиях (d = 10...24) 0,4d/
(Здесь d— диаметр резьбы, мм; / — длина резьбы, мм)
Значения коэффициента Фк
Виды станков
Производство
единичное и
мелкосерийное
2,14
1.У8
—
1,72
1,75
3,25
2,10
1,73
1,84
1,66
крупносерийное
1,36
1,35
1,50
1,30
1,41
1,55
—
1,51
1,27
Токарные
Токарно-револьвсрные
Токарно-многорезцовые
Вертикально-сверлильные
Радиалыю-сверлильные
Расточные
Круглошлифовальиые
Строгальные
Фрезерные
Зуборезные
Примечание. Штучно-калькуляционное время Тш.к = Фк7,0
2. СРЕДНИЕ ЗНАЧЕНИЯ kM И се ПО ГРУППАМ ОБОРУДОВАНИЯ [12]
Наименование группы оборудования
Характеристика станка
1
*м а
3
4
Токарно-винторезные
Высоте центров, мм
Не более 200
200...300
300...400
400...500
500...600
0,9
1,3
1,6
3,0
3,5
, 0,23
0,26
0,30
0,47
0,47
10*
147
Продолжение
Диаметр планшайбы, мм
Токарно-карусельные
Токарные многорезцовые
полуавтоматы
Не более 1120
1120...1400
1400...2000
2000...2800
2800...4000
Высота центров, мм
Не более 150
150...200
200...250
2,7
3.6
4.9
6,4
13,4
1.4
1.8
2,8
0,40
0,41
0,57
0,65
0,47
0,37
0,39
0.44
Ток арно-револьверные
Вертикально-сверлильные
Диаметр обрабатываемых
изделий, мм
Ралиально-сверлильные
18...36
36...65
Не менее G5
В патроне 500
Наибольший диаметр
сверла, мм
Не более 12
12...35
35...70
Не менее 70
ольший диаметр сверла, мм
Не более 35
35...75
75...100
Не менее 100
0,9
1.3
1.5
0,9
0,5
0,7
1.2
0,7
1.4
1.6
2.2
3.3
0,32
0,34
0.35
0,46
0,19
0,22
0,30
0,36
0,29
0,34
0,42
0,47
Диаметр выдвижного
шпинделя, мм
Горизонтально-расточные
Круглошлифовальные
Не более 80
80..
ПО..
150..
175..
.ПО
.150
.175
.200
юта центров,
Не более 100
100.
200.
275.
..200
..275
..370
Не менее 370
1.7
3,1
4,4
8,5
13,6
2,5
1.8
2,4
3,2
6.5
0,42
0,56
0,65
0.70
0,72
0,25
0,36
0,37
0,48
0,50
148
Продолжений
Плоскошлифовальные
Размеры горизонтального
стола, мм
Не более 1000x300
1000X300... 2000x400
2000X400... 2000X800
1,4
1.6
3,4
0.24
0,25
0,40
Зубофрезерные
Диаметр изделия, мм
750...1250
2,4 0,26
Зубодолбежные
Зубошлифовальные
Горизонтально-фрезерные
Вертикально-фрезерные
Универсально-фрезерные
Продольно-строгальные
Поперечно-строгальные
Диаметр изделия, мм
Не более 500
500...1250
Диаметр изделия, мм
Не более 320
700...800
Не менее 800
Поверхность стола, мм
Не более 1000x250
1000X250... 1600X400
Поверхность стола, мм
Не более 1000x250
1000X250... 1250X300
1250x300... 1600x400
1600x400... 2000X800
Не менее 2000x800
Поверхность стола, мм
Не более 1000x250
1000x250... 1200X300
1250x300... 1600X400
Поверхность стола, мм
(3000X900)... (4000X1250)
4000 X 1250.. .6000x2500
Не менее 8000x2400
Наибольший ход ползуна, мм-
Не более 700
700...900
1,7
2,7
2,6
3,6
7.8
1,1
1.5
1,1
1,5
1,8
1,9
5.5
1,1
1.2
1,5
5,0
6.3
9,0
1,1
1,3
0,25
0,40
0.60
0,66
0,77
0,26
0,29
0,23
0,28
0,31
0,31
0,57
0,29
0,30
0,30
0,44
0,47
0,65
0,33
0,34
149
Окончание
Долбежные
Горизонтально-протяжные
Молоты
вочные
пневматические ко-
Прессы механические
Ход долбяка, мм
Не более 200
200...320
Максимальное усилие, т
Не более 20
20...40
Масса падающих частей, кг
Не более 150
150...400
750...1000
Не менее 1500
Максимальное усилие, т
Не более 25
25...50
50..
100..
.100
.1Ь0
Горизонтально-ковочные
машины
Гильотинные ножницы
160...250
400...630
2000...2500
Максимальное усилие, т
Не более 100
100...250
250...630
630...800
Толщина разрезаемого листа, мм
Не более 3
То же 6,3
» 10
» 16
1,1
1,4
3,0
3,6
1,5
2,7
6,0-
21,7
0,5
0,7
1,0
2,5
3,5
4.2
17,7
2,1
4,4
6.3
9,6
0,6
1,1
2,2
2,9
0,37
0,44
0,20
0,24
0,39
0,34
0,32
0,21
0,51
0,53
0,53
0,53
0,56
0,64
0,70
0,4
0,51
0,70
0,76
0.25
0,54
0,61
0,63
3. ТАБЛИЦЫ ЭКОНОМИЧЕСКОЙ ТОЧНОСТИ ОБРАБОТКИ
НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
3.1. Средняя точность обработки и шероховатость обработанной
поверхности при обработке наружных поверхностей тел вращения
Способ обработки
1
Коалитст
2
Параметр
шероховатости
Па% мкм
3
Обтачивание однократное
Обтачивание предварительное
Обтачивание чистовое
12
И...10
6,3
3;2
150
Окончание
Обтачкание однократное
Шлифование однократное
Обтачивание предварительное
Обтачивание чистовое
Шлифование однократное
Обтачивание предварительное
Обтачивание чистовое
Обтачивание тонкое
Обтачивание
Шлифование
Шлифование
Обтачивание
Обтачивание
Шлифование
Шлифование
Обтачивание
Обтачивание
Шлифование
Шлифование
Обтачивание
Обтачивание
Шлифование
Шлифование
Шлифование
однократное
предварительное
чистовое
предварительное
чистовое
предварительное
чистовое
предварительное
чистовое
предварительное
тонкое
предварительное
чистовое
предварительное
чистовое
тонкое
10...8 1,6...0,8
8...С 0,8
7...G
7...6
6...5
0.4
0,4
0,4
0,2
0,2...0,1
3.2. Средняя точность и шереховатость обработанной поверхности
цилиндрических отверстий
Способ обработки
Квалитст
Параметр
шероховатости
Ra, мкм
В сплошном металле
Сверление 12 25...12,5
Сверление и зенкероваиие 11 6.3...3,2
Сверление и развертывание 8.. .9 3,2. ..1,6
Сверление и протягивание 9...8 3,2...0,4
Сверление, зенкероваиие и развертывание 9...8 1,6...0,8
Сверление и двукратное развертывание 8...7 1,6...0,4
Сверление, зенкероваиие и двукратное
развертывание . 8...7 0,8...0.4
Сверление, зенкероваиие и шлифование 8...7 0,8...0,4
Сверление, протягивание и калибрование 8...7 0,8...0,4
В заготовках с отверстием
Зенкероваиие или растачивание
Рассверливание
12
12
6,3..
25..
,3,2
.6,3
151
Окончание
Двукратное зенкерование или двукратное
растачивание
Зенкерование или растачивание и развертывание
Зенкерование и растачивание
Двукратное зенкеров.чнне и развертывание или
двукратное растачивание и развертывание
Зенкерование или растачивание и двукратное
развертывание
Зенкерование или двукратное растачивание и
двукратное развертывание или тонкое
растачивание
Зенкерование или двукратное растачивание и
хонингование
Зенкерование и растачивание, тонкое
растачивание и хонингование
Прогрессивное протягивание и шлифование
11
9...8
9...8
9...8
8...7
8...7
8...7
8...7
8...7
12,5.
3.2.
6,3.
1,6.
0,8.
0,8.
0,2.
0,1..
0,8.
..6.3
..1,6
..3.2
..0,8
..0,4
..0,2
..0,05
.0,025
..0,2
3.3. Средняя точность и шероховатость обработки плоских поверхностей
Способ обработки
Квалигст
Параметр
шероховатости
Ra, мкм
Строгание и фрезерование цилиндрическими и
торцевыми фрезами:
черновое
получистовое и однократное
чистовое
тонкое
Протягивание:
черновое литых и штампованных поверхностей
чистовое
Шлифование:
однократное
предварительное
чистовое
тонкое
14...11
12...И
10
8...6
П...10
8...6
8...7
9...8
7
6
12,5...3,2
3,2...1,6
1,6...0,8
1,6...0,2
3,2...1,6
1,6...0,4
1,6...0,4
0,8...0,4
0,4...0,1
0,2...0,05
Примечания: 1. Данные относятся к обработке жестких деталей с
габаритными размерами не более 1 м при базировании по чисто обработанной
поверхности и использовании ее в качестве измерительной базы.
2. Точность обработки торцевыми фрезами при сопоставимых условиях выше,
чем цилиндрическими примерно на один квалитет.
3. Тонкое фрезерование производят только торцевыми фрезами.
152
3.4. Средняя точность и шереховатость обработки резьбовых поверхностей
Способ обработки
Круглыми плашками
Метчиками
Фрезерование:
дисковыми фрезами
гребенчатыми фрезами
Точение:
резцами
гребенками
Вращающимися резцами (вихревой метод)
Самораскрывающимися головками
Накатывание:
плоскими плашками
резьбоиакатными роликами
Ноле допуска
8g
С//
*я
6g
4Л
eg
е<?
4Л
65
6g...4/i
Параметр
шероховатости
Ra, мкм
12,5...6,3
6.3...3.2
6,3.. J, 6
6,3...3,2
3,2...0.8
6,3...0.8
3,2...1,6
6,3...1,6
0,8...0,4
0,8...0.2
3.5. Средняя точность обработки зубчатых колес
Способ обработки
Степень
1 ОЧИОСТИ
Параметр
шероховатости
Ra, мкм
Фрезерование:
предварительное
чистовое дисковой фрезой
чистовое червячной фрезой
Долбление чистовое
Протягивание
Строгание чистовое
Шевингование
Шлифование
9..
8.
7.
6..
6..
5..
6..
4..
.10
.9
.8
.8
.7
.7
.7
.5
12,5.
6,3.
6,3.
3,2.
3.2.
3.2.
1,6.
0.8.
.3,2
.1,6
.1,6
.0.8
.0,8
.0,8
.0,4
.0.2
153
4. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
4.1. Токарные многошпиндельные горизонтальные автоматы и полуавтоматы
Цена и техническая
характеристика
Цена, руб.
Наибольший диаметр
обрабатываемого прутка, мм
Наибольший диаметр
обрабатываемого изделия над
продольным суппортом, мм
Наибольший ход продольного
суппорта, мм
Наибольший ход поперечных
суппортов, мм
Частота вращения рабочих
шпинделей, мин~1
Длительность цикла
обработки, с
Количество скоростей рабочих
шпинделей
Мощность электродвигателя
главного движения, кВт
Габариты станка, мм
Категория ремонтной
сложности-
-
1Б240П-4
9 230
130
180
30
63...1048
9,5...65
25
13
4330X1600
68
1Б240-6
27 000
40
180
30
140...1600
4,3...287
22
15
6170X1700
69
1Б240П-6
23 240
120
125
70
80...1120
8...336
24
18,5
4500X1750
75
Модель станка
1Б265-6К
30 800
65
200
90
73...1065
6,8...617
26
30
6265x1965
62
1Б265П.6К
30380
160
200
90
78...805
7,8...569
24
30
4675Х 1825
58
1Б290-6К
52 460
100
275
125
70,5...660
13...1046
19
30
5350X2475
62
1Б290П-6К
50 700
200
200
ПО
42...617
13...1719
24
30
4325x2011
68
Примечание. Модели с буквой П в обозначении являются полуавтоматами; без индекса —автоматами. Размеры
рабочей зоны станков показаны на рис. 1П.
Рис. 1П. Размеры рабочей зоны и присоединительных поверхностей токарных
многошпинлельных горизонтальных автоматов и полуавтоматов
4.2. Параметры рабочей зоны автоматов и полуавтоматов (рис. 1П)
Параметр
1
1Б240П-4
»
1Б240-6
Модели стан коп
1Б240П-6
4
1Б263-6К
»
1Б2Г)5П-6К
•
1Б290-6К
1Б290П-6К
'
'"min
^min
^min
г .
mtn
Л
Е
Ж
50
50
50
125
957
50
60
50
50
27
26
957
50
60
50
50
27
125
1000
50
60
40
' 40
60
90
1150
65
80
40
65
70
150
1100
65
80
51
51
51
20
1226
75
126
155
Окончание
1
3
И
к
л
м
н
п
р
1 «
52
200
175
241
488
52
50
58
з 1
73
200
175
241
600
52
45
58
<
52
200
175
241
488
52
45
58
* 1
62
275
180
308
570
65
75
70
6
54
275
180
30S
—
65
75
70
| 7
85
280
212
320
630
52
59
59
4.3. Токарные многошпиндельные вертикальные полуавтоматы
Цена, техническая характеристика и
параметры рабочей зоны
1
Модель станка
IK282
I283fc
| 2 | 3
IG284
4
Цена, руб.
Диаметр обработки, мм
Длина цилиндрической обработки, мм
Расстояние от торца шпинделя до
суппорта А% мм
Расстояние от торца шпинделя до
базы редуктора под сверлильную
головку Б, мм
Рабочий ход суппорта В, мм
Ход сверлильного суппорта Г, мм
Горизонтальный ход суппорта
последовательного действия и универсиль*
ного влево Д, мм
То же, вправо £, мм
Ширина плиты суппорта под
резцедержатели Ж, мм
Количество шпинделей
Количество суппортов
Число скоростей шпинделя:
низкий ряд
высокий ряд
27 900
250
250
214...564
350
31 640
400
350
4...564
16 680
400
200
194...544
350
830
200
200
50
100
380
8
7
28
25
50
100
380
6
5
28
25
100
50
364
6
5
22
156
Окончание
Частота вращения шпинделя, мин ': 20...224
низкий ряд 66...386 43...250
высокий ряд 207...980 134...635
Количество подач: 37
мелких 38 38
крупных 38 35
Вертикальные и горизонтальные
подачи суппортов, мм/об: 0,08...5 0
мелких 0,041.,.! ,302 0.064...2.006
крупных 0,109...3.431 0,168...4.002
Скорость, м/мин:
быстрого подвода суппорта
быстрого отвода суппорта
Мощность электродвигателя, кВт
Габариты станка, мм
Категория ремонтной сложности
Примечание. Многошпиндельные вертикальные токарные
полуавтоматы последовательного действия предназначены для черновой и получистовои
обработки в патроне, деталей типа дисков, фланцев, шестерен, стаканов и
других, имеющих ступенчатые и фигурные формы.
Станки имеют три jnna суппортов: вертикальные простого действия,
вертикальные последовательного действия и универсальные суппорты. При
изготовлении станков специального заказа могут применяться суппорты
сверлильных (многошпнндсльных) головок. Этот суппорт имеет свой редуктор, привод
которого осуществляется от независимого электродвигателя или от
специально вынесенных шкивов клиноременной передачи (станок модели 1Б284).
Суппорты на рабочих позициях могут размещаться в различном порядке,
-что зависит от конструктивно-технологических параметров обрабатываемых
деталей. (
Вертикальный суппорт предназначен для перемещения режущего
инструмента в продольном (вдоль оси шпинделя) направлении.
Суппорт последовательного действия предназначен для перемещения
режущею инструмента в вертикальном и горизонтальном направлениях (в
правом или левом).
3.0
8,0
20...55
3070x2945
61
2,89
8,41
До 75
3420x3150
49
31!
2,89
—
22
50X2985
49
157
Суппорт универсальный предназначен для перемещения в вертикальном,
горизонтальном направлениях и под любым углом к оси обрабатываемого
изделия. Последнее обеспечивается с помощью поворотной части суппорта,
устанавливаемой под любым углом.
На передней площадке всех типов суппортов, горизонтально ограниченной
поверхностями типа «ласточкин хвост», закрепляют различного типа
резцедержатели, в которых устанавливают режущие инструменты.
Точность (нецилиндричность) при обработке —0,1 мм. Параметр
шероховатости при обработке чугунных детален Ra 2.5, стальных Rz 20.
Станки 1К282 и 1283 изготовляются в скоростном и силовом исполнениях,
в последнем случае предусмотрена возможность установки электродвигателей
главного привода с частотой вр.ащения 1500 и 750 мин-1- В приведенной
технической характеристике указаны частота вращения шпинделя и подачи для
скоростного исполнения станков.
Размеры рабочей зоны и присоединительных поверхностей станков
приведены на рис. 2П.
Рис. 2П. Размеры рабочей зоны и
присоединительных поверхностей токарных многошпиндельных
вертикальных полуавтоматов:
/ — вертикальный суппорт; // — суппорт сверлильной
головки; /// — суппорт последовательного действия; IV —
универсальный суппорт
158
4.4. Токарно-ревользерные станки
Цепа п техническая
характеристика
1
1 Е325
2
1Г325
3
1К341
4
Модель станка
1365
5
1П365
6
1371
7
1П371
8
^
Цена, руб.
Наибольший диаметр
обрабатываемого прутка, мм
Наибольший диаметр
заготовки, мм:
над станиной
над суппортом
Наибольшая длина
обрабатываемой заготовки, мм
Расстояние от шпинделя до
револьверной головки Ау мм
Конец шпинделя по ГОСТ
12595-72
Частота вращения шпинделя,
мин-1
Количество ступеней частоты
вращения шпинделя
Подача револьверного
суппорта, мм/об
Количество ступеней подач
револьверного суппорта
Поперечная подача, мм/об
Количество ступеней
поперечных подач
10 300
25
3200
25
3500
40
4160
65
3340
65
7960
100
6960
100
320
100
500
320
630
420
320 400 -
— — — 320 —
140 140 100 200 200 200 200
107...400 70...400 82...630 275...1000 275...1000 320...1400 320...1400
1-4К I-4K 1-6К 1-8Ц 1-ЗЦ 1-11Ц ЫШ
80; 125; 160; 200; 250; 60; 100; 150; 34; 48; 66; 136; 188; 274; 20...893 20...893
315; 400; 630: 800; 1000; 265; 475; 800; 385; 530; 777; 1080; 1500
1250; 1600; 2000; 3150 1180; 2000
12 12
0,05; 0,12; 0,3 0,03; 0,06; 0,09; 0,12; 0,17; 0,25; 0,09...2,7 0,09...2,7
0,12; 0,25; 0,35; 0,5; 0,7; 1; 1,35
°'5; '; 2 is is
0,05; 0,12; 0,3 0,15; 0,3; 0,045; 0,06; 0,09; 0,12; 0,045.. .1,35 0,045... 1,35
0,6 0,17; 0,25; 0,35; 0,5;0,7
18
18
Окончание
i j 2 | 3 j 4 j 5 | G j 7 j 6
Число подач поперечного
суппорта, мм/об
Количество резцов:
переднего резцедержателя
заднего резцедержателя
Наибольшие размеры резца,мм
Мощность электродвигателя,
кВт
Габариты станка, мм
Категория ремонтной
сложности
Примечание. Станки предназначены для обработки деталей из прутка и штучных заготовок в условиях серийного
и мелкосерийного производства.
Па станках могут выполняться такие виды обработки, как обтачивание, растачивание, протачивание канавок
(наружных и внутренних), сверление, зенкерование, нарезание резьб плашками, метчиками, самораскрывающимися
резьбонарезными головками и устройствами. С помощью капировалытого устройства на станках можно также производить обтачивание
конических поверхностей.
Станки 1Г325 и 1К341 имеют револьверные головки с горизонтальной осью вращения. Поперечная подача на этих
станках (подрезка торцов, отрезка, прорезка и др.) осуществляется за счет круговой подачи револьверной головки.
У станков 1Е325, 1365, 1П365, 1371, 1П371 — револьверная головка с вертикальной осью вращения с шестью
гнездами, в которых устанавливаются стойки и втулки для крепления сспомогательных и режущих инструментов. Эти станки
снабжены поперечными суппортами, что расширяет их технологические возможности. Передние резцедержатели станков IJ365.
1П365, 1371, 1П371 — четырехпозиционные, у станков 1365 и 1П365, кроме того, предусмотрены задние резцедержатели.
Поперечный суппорт к станку 1Е325 поставляется по особому заказу.
Станки 1365 и 1371 предназначены для обработки детали из прутка, станки 1П365 и 1П371 —для обработки деталей в
патроне. При обработке деталей из прутка на станках 1Е325 и 1Г325 применяется только калиброванный
(холоднотянутый) материал.
Гидравлический механизм зажима станков IK341 позволяет производить зажим калиброванных и некалиброванных
прутков с отклонением по диаметру до 2 мм.
Точность обработки на револьверных станках —9-го квалнтета, параметр шероховатости обработанной поверхности —
до Ra 2,5.
Станки комплектуются зажимными и подающими цангами, резцедержателями, стойками, оправками, втулками и др.
Компоновка рабочей зоны станков, присоединительные размеры револьверных головок показаны на рис. ЗП. Стойки к
станкам с вертикальной осью головок показаны на рис. 4П,а; на рис- 4П, б показана стойка с семью гнездами к станкам
1365 и 1П365.
0,09; 0,12; 0,17; 0,25;
0,35; 0,5; 0,7; I; 1.35
3 3 5,5
3915 х 925 3915 х 925 3000 х1200
28 28 26
32x20
13
3320x1530
32
32x20
13
40x25
22
40x25
22
3320 х 1530 4230 X1900 4230 Х1900
32 35 35
w
/Г325
/№/
/£32$
/3tt
J/1363
/37/
//737/
Ж
/2ат£МЯ
Рис. ЗП. Размеры рабочей зоны токарио-револьверных станков и
присоединительные размеры револьверных головок
И.ЗаказДоК-6641.
4.5. Присоединительные размеры револьверных головок (рис.ЗП, мм)
Модель станка
Ж
1Е325
1365, 1П365
1371, 1П371
55 40 28
115 70 35
150 ПО 55
— 30Н7 М10
— 95Н7 17
85 125Н7 22
а
4 i
1
L-] j
S3
V—\- -1
1 _^
fc= р->
h !
Г i
i —L.2
в
1
И
0
J в т
Рис. 4Я. Стойки для вспомогательных инструментов к токарно-
револьверным станкам с вертикальной осью револьверной головки:
в —стойки к станкам 1365, 1П365, 1371, 1П371; б— стойка с семью
гнездами к станкам 1365 и 1П365
4.6. Размеры стоек токарно-револьверных станков с вертикальной осью
головки (рис. 4П, а)
Модель станка
1365, 1П365
1371, 1П371
45
55
45
55
65
55
95
95
95
125
125
125
160
160
250
180
180
305
162
4.7. Токарно-вннторезные станки
Цена и техническая
характеристика
'
1601
«
1А616
з
Модель станка
16К20 \
< \
1М63
5
!А64
I •
Цена, руб.
Наибольший
диаметр обработки над
станиной, мм
Расстояние между
центрами, мм
Наибольший
размер обрабатываемой
заготовки над
суппортом, мм
Наибольший
диаметр
обрабатываемого прутка, мм
Количество
ступеней частоты
вращения шпинделя
Частота вращения
шпинделя, мин""1
600
125
180
60
12
Бесступенчатый
1750
320
750
5450
400
5530
630
1400;2800
710;!000;
1400;2000
175 220 340
34
21
50
24
64
22
Конец шпинделя
по ГОСТ
Конус Морзе
шпинделя
Конус Морзе пи-
ноли задней бабки
Наибольшее
сечение резца
резцедержателя
суппорта, мм
Число ступеней
подачи:
продольных
поперечных
Подача на один
оборот шпинделяg
мм/об:
продольных
16868—71
N° 2
8X8
Ручная
Ручная
№ 4
25X25
16
16
№ 5
25x25
22
24
1-8К
12595-72
Метрический
№ 80
№ 5
35X40
22
22
9390
800
2800
480
80
24
530...5360 9...1800 12,5;16;20; Ю...1250
25;31,5;40;
50;63;80;
100;125;
160;200;250;
315;400;500j
630;800;
1000; 1250;
1600
1-6К 1-6К
12595—72 12595—72
№5 №. 6
7,1;Ю;14;
17;20;24;29;
33;40;48;57;
67;82;94;
114;134;160;
190;230;267$
321;375;536;
750
I-11K
12595-72
Метрический
№ 100
<№ 5
45X45
32
32
0,065...
0,91
Q,05;0,06; 0,064..
0,075:0,09; 1,025
0,1:0.125;
О,15;0,175;
0,2;0,25;
0,3;0,35;
0.4;0,5;0,б5
0,2:0,23;
0,26;28;
0,3;0,33;
0,36;0,38;
0,4;0,46;
0,51:0,56;
0,61;0,66;
11*
163
Окончание
поперечных
Мощность элек- 0.6
тродвигателя, кВт
Габариты станка, мм 880x660
Категория
ремонтной сложности
0,065.•
0,91
4
2335 X 8с
15
0,7;0,8;1;
],6;2;2,4;
2,8
. 0,025;0,03;
0,0375;0,045;
0,05;0,0625;
0,075;
0,0875;0,1;
0,125;0,15;
0,175;0,2;
0,25; 0,3;
0.35; 0,4; 0.5;
0,6;0,7;0,8;
1;1,2;1,4
10
0,026...
0,378
13
>2 2505X1190 4660X1690
19
19
0,71
0,81
1,02
1,22
1,43
1,63
2,04
2,44,
2,85-
0.07,
0,09
0,11
0,13
0,16
0,19
0,23
0,26
0,31
0,38
0,45
0,52
0;62;
0,76
;0,76;
|0,92;
;1,12;
1,32;
1,53;
1,83;
2,24;
2,65;
3,05
0,08;
0,1;
0,12;
0,14;
0,17;
0,21;
0.24;
0,28;
0,35;
0,42;
0,48;
0,55;
0,69;
0,83;
0,9;0,97;
1,04
22
5780X2000
30
Примечания: 1. Станок модели 1601 — повышенной точности без
винторезного валика.
2. В таблице указаны габариты, категория ремонтной сложности и
стоимость станков моделей 16К20 и IM63 с наименьшим расстоянием между
центрами.
4.8. Токарно-копировальный многорезцовый полуавтомат Ж713
Цена, руб.
Наибольший диаметр обрабатываемой заготовки, мм:
нал станиной
над суппортом
Диаметр прутка, проходящего через шпиндель, мм
Наибольшая длина обработки заготовки, мм
Частота вращения шпинделя, мин-1
Число ступеней подач суппортов:
продольного (копировального)
поперечного (подрезного)
6450
400
250
60
500
50;63;80;100;
125;160;200;250;
315;400;500;630;
800; 1000
13
12
J 64
Подача суппортов, мм/мин:
продольного 25 ... 400
поперечного 25 .., 315
Наибольший продольный рабочий ход копировального
суппорта, мм 385
Наибольшее поперечное перемещение суппорта, мм:
копировального — установочное
рабочее
поперечного — установочное и рабочее
Наибольшее сечение резцов, мм
Мощность электродвигателя, кВт
Габариты станка, мм
Категория ремонтной сложности
Примечание. Станок предназначен для
ботки по механическому копиру деталей типа
лец, фланцев, шестерен — в центрах, патроне и на оправке в условиях
серийного, крупносерийного и массового производства. Станок, может оснащаться
однокоординатной гидрокопировальной следящей системой для обработки
конусных и фасонных поверхностей. Может встраиваться в автоматические
линии, оснащен взаимозаменяемым, настраиваемым вне станка режущим
инструментом, системой кинематического дробления стружки. Размеры
рабочей зоны и присоединительных поверхностей показаны на рис. 5П.
90
30
200
25x32
17
2435X1250
31
черновой и чистовой обра-
тел вращения — валов, ко-
4-/?03a/StfS
Г ОС ГW4-73
суп/70/?т
мнительных
4.9. Токарные вертикальные патронные полуавтоматы
Рис. 5П. Размеры рабочей зоны и присоединительных поверхностей станка
1Н713
Цена и техническая характеристика
1
Цена, руб.
Наибольший диаметр
обрабатываемой заготовки, мм
Наибольшая высота
устанавливаемого изделия, мм:
в патроне
в центрах
1723
1 2
11000
200
160
360
1734
3
24 650
320
200
500
165
Окончание
Конец шпинделя по ГОСТ
12595—72
Наибольший размер
державки или резца, мм
Усилие подачи на каждом
суппорте, Н
Частота вращения шпинделя,
мин
-1
при частоте вращения
электродвигателя, мин-1
Мощность электродвигателя
главного привода, кВт
Габариты станка, мм
Категория ремонтной
сложности
1-6К
25X25
10 000
700
50;63;80;100;125;160;
200;250;315;400;500;
630
1410
100;125;160;200;250;
315;400;500;630;800;
1000; 1250
7/10,5
2065x1490
38
30X30
18 000
730
40;50;63;80;100;125;
160;200;250;315;400;
500
1460
80;100;125;160;200;
250;315;400;500;630;
800;1000
13,8/20,4
2250X1650
35
Яолеремьш
Рис. 6.П. Размеры рабочей зоны и присоединительных
поверхностей токарных вертикальных патронных полуавтоматов
166
4.10. Параметры рабочей зоны (рис. 6П), мм
Параметр
А
Б
В
Г
Д
Е
Модель
1723 |
30...450
265
124
12Н7
165
75
станка 1
1734
30...550
330
155
20Н7
185
95
Параметр
Ж
3
и
к
л
м
Модель
1723 |
160
по
14
0-110
0-180
40
станка
1734 1
240
170
18
0-170
0-240
50
Параметр
И
П
Р
С
т
У
Модель станка
1723
30
63
31,5
50
106,375
Морзе 6
1734
55
80
40
56
171,46
Метрический
J\f° 100 "
Примечание. Полуавтоматы предназначены для черновой и получн-
стовой обработок деталей типа дисков, фланцев, шестерен, станков,
маховиков и других, имеющих ступенчатые и фигурные формы.
Каждый суппорт имеет отдельный гидропривод подач, обеспечивает
бесступенчатое регулирование, автоматический переход с одной подачи на
другую.
Размеры рабочей зоны даны на рис. 6П и в табл. 4.10.
4.11. Вертикально-сверлильные станки
Цена и техническая
характеристика
1
2М112
2
2HU8
1 .»
Модель станка
2Н125 | 2Н135
4
б
2Н150
6
Цена, руб.
Наибольший
диаметр сверления по ста-
ли, мм
Наибольшее усилие
подачи, Н
Расстояние от
центра шпинделя до
вертикальных
направляющих Б, мм
Расстояние от торца
шпинделя до стола В,
мм
Конус Морзе
шпинделя А
Количество
ступеней частоты вращения
шпинделя
Частота вращения
шпинделя, мин""1
Наибольшее
перемещение шпинделя, мм
Количество
ступеней подач
Подача шпинделя,
мм/об
Размеры стола, мм
Г
д
290
12
—
180
20... 420
В18
5
770
18
5600
200
50... 650
Ня 2
9
1420
25
9000
250
5...700
№ 3'
12
450...5000 180...2800 45...2000
100
_
Ручная
250X250
—
—
150
6
0,1...0,56
320X360
14
180
200
9
k
0,1,..0,6
400X450
14
200
1610
35
16000
300
0...750
№ 4
12
31,5...1400
250
12
450X500
18
240
2360
50
25000
350
0 ... 800
№ 5
12
22,5...1000
300
9
0,05...2,24
500X560
22
150
167
Окончание
Количество пазов — 2 2 2 3
Мощность
электродвигателя, кВт 0,6 1,5 2.2 4 7,5
Габариты станка, мм 730x355 910x550 1130x805 1240x810 1290x875
Категория
ремонтной сложности 7 11 12 13 16
Примечание. Размеры рабочей зоны станков показаны на рис. 7П.
2fl!fZ
~~з
УГ
\ 1
VU
"V^H
1
-»т< *Н
Рис, 7/7. Размеры рабочей зоны и присоединительных
поверхностей пертикально-сверлильных станков
4.12.
Цена и техническая
характеристика
Радиалыю-сверлнльные станки
Модель станка
Г?К52 | 2Л53У \ 2М55
•.. | . | з
4
2М57
5
Цена, руб.
Наибольший диаметр
сверления по стали, мм
Наибольшее усилие
подачи, Н
Расстояние от оси
шпинделя до колонны At мм
Расстояние от торца
шпинделя до плиты Б% мм
Конус Морзе шпинделя
Наибольшее вертикаль»
ное перемещение
шпинделя В, мм
1970
25
4000
300...800
0-..1000
Ко 3
130
2900
35
12 500
290...1000
320...1400
№ 4
300
6000
50
20 000
400...1600
450...1600
N> 5
350
7900
75
34 000
500...2000
600...1750
М 6
450
168
Окончание
•
Число ступеней
скоростей
Частота вращения
шпинделя, мин-1
Число ступеней подачи
Подача шпинделя, мм/об
Мощность
электродвигателя, кВт
Габариты станка, мм
Высота стола Г, мм
Ширина стола Л, мм
Ширина паза, мм:
Е
Ж
3
И
Количество пазов:
верхних
боковых
63
2
8
...1600
1 ^
21
35,5...1400
3 12
0.1; 0,15; 0,2 0,056...2,5
1,5 2,2
1800ХЮ15 2140x870
500
500
22
100
140
ЬО
3
2
20.
4
21
..2000
5
22
12,5...1600
12 18
0,056...2,5 0,063...3,15
4 7,5
2445ХЮ00 3600X1550
500 600
470 630
22
95
J40
80
3
2
22
145
170
80
3
3
Категория ремонтной
сложности 9
Примечание. Размеры рабочей
g
29 31 30
зоны станков показаны на рис. 8П.
п
Ш
Столы
Рис. 8П. Размеры рабочей зоны и
присоединительных поверхностей радиально-сверлилышх
станков
169
4.13. Горизонтально-расточные станки
Цена и техническая
характеристика
Цена, руб.
Диаметр выдвижного
шпинделя Л, мм
Конус Морзе шпинделя
Наибольшее осевое
перемещение шпинделя />,
мм
Расстояние от оси
шпинделя до стола £, мм
Наибольшее
перемещение радиального
суппорта планшайбы, мм
Размеры рабочей
поверхности стола, мм
Размер Т-образного
паза стола Г, мм
Количество пазов
Подача шпинделя
(бесступенчатое регулировав
иие), мм/мин
Подача стола» бабки
(бесступенчатое
регулирование), мм/мин
Подача суппорта
Частота вращения,
мин""1 *•
выдвижного
шпинделя
планшайбы
Мощность
электродвигателя, кВт
Габариты станка, мм
Категория ремонтной
сложности
Модель станка
2М6Н
17 690
80
№ 5
500
0...800
120
800x1000
22
5
2,2...1760
1,4...1110
0,89...710
20;25;32;40;50;63;80:100;
125; 160;200;250;320;400;
500;630;800; 1000; 1250;
1600
8; 10; 12,5; 16;20;25;32;40;
50;63;80;100;125;160;200
6.7
4300x2075
19
2320 В
20 800
90
№ 5
710
0...1000
170
1120X1250
22
7
2,2...1760
1,4...1110
0,88...700
12,5;16;20;25;31,5;40;50;
63;80;100;125;!60;200;
250;315;400;500;630;800;
1000; 1250; 1600
8;10;12,5;16;20;25;31,5;
40;50;63;80; 100; 125; 160;
200
10
5700X3400
24
Примечание. Станки предназначены для обработки корпусных
деталей с точными отверстиями, связанными между собой точными
координатами; для работ, требующих применения радиального суппорта при
обтачивании торцевых поверхностей и при консольном растачивании отверстий
больших диаметров; для работ, выполняемых выдвижным шпинделем.
Класс станков Н.
На станках можно производить сверление, зенкерование, растачивание
и развертывание точных отверстий, фрезерование торцов, нарезание резьбы
подачей шпинделя или суппортом при подаче стола.
Точность деления на поворотном столе ±5'.
Параметр шероховатости обработанной поверхности от Rz 80 до Ra 1,25.
170
Некруглость отверстия диаметром 150 мм, расточенного чистовым
резцом, закрепленным в шпинделе 0,02 мм.
Размеры рабочей зоны и присоединительных поверхностей приведены на
рис. 9П.
Рис. 917. Размеры рабочей зоны и присоединительных
поверхностей горизонтально-расточных станков
4.14. Алмазно-расточные- полуавтоматы
Цена и техническая
характеристика
1
Модель станка
2705В (П)
2706В (П) j 2712В (П)
3 | 3
4
Цена, руб.
Диаметр растачиваемого
отверстия, мм
Расстояние от оси
шпинделя до стола /4, мм
Расстояние между
торцами шпинделей Б, мм
Расстояние между осями
шпинделей В, мм
Размер рабочего стола
ДХ£, мм
Расстояние между пазами
Г, мм
Количество шпиндельных
головок (в зависимости от
типа головок) на каждом
мостике
Наибольший ход стола, мм
Частота вращения
шпинделя (мин""1) для классов
точности станка:
Л
2530
8.,.250
225,..265
140...260
500X320
110±0,4
1...3
360
1250; 2000; 3150;
5000
3410
10...200
225...265
800...500
140...260
500X320
110±0,4
1...3
450
3740
8...200
300...340
900...1250
140...260
710X500
140+0,5
1...3
710
1250; 2000; 3150; 1250; 2000; 3150?
5000 5000
171
Окончание
В
Подача стола
(бесступенчатое регулирование), мм/мин
Скорость быстрого
перемещения, м/мин
Мощность
электродвигателя, кВт:
привода шпинделя
привода гидросистемы
Габариты станка, мм
Категория ремонтной
сложности
1000;1600;2500; 1000; 1600; 2500; 1000; 1600:2500;
4000
4000
10...500
4
1,5...5,5
2,2
1500X1220
21
4000
10...500
4
1,5...5,5
2,2
1950x1300
21
10...500
5
1,5...5,5
2,2
2500X1400
21
Примечание. Полуавтоматы предназначены для тонкого
растачиваниями обтачивания цилиндрических, конических, а также фигурных
поверхностей вращения, подрезания внутренних и наружных торцов, вырезания
канавок и других работ. Используются в серийном и массовом производстве.
Параметр шероховатости обработанной поверхности Ra 1,25...0,63.
Станки выпускаются также в варианте с цикловым программным
управлением. Система программирования обеспечивает быстрое изменение
автоматического цикла перестановкой штекеров на коммутаторной панели и
кулачков стола, что сводит к минимуму работы, связанные с переналадкой стола
в серийном и крупносерийном производстве.
Станки выпускаются высокой точности (В) и повышенной точности (П).
Размеры рабочей зоны и присоединительных поверхностей станков
приведены на рис. 10П, параметры головок — в табл. 4.15 и на рис. ЦП.
2705В(п)
7706(П): 2712В(П)
б
са[ ^* г—]
Г~~til !
_1—i—
Rfr- -4FI
1 |" "W-~i *ч|
1 ОПц^пЕЕе
Lz_
^WttT-
Рис. 10П. Размеры рабочей зоны и
присоединительных поверхностей алмазно-расточных
полуавтоматов
372
Рис. J1П. Присоединительные размеры головок к
алмазно-расточным полуавтоматам
4.15. Параметры головок к алмазно-расточным полуавтоматам
Обозначение ю-
ловки
A±Otl
В
допуск по
Н6
£±0,1
Ж±0.1
о-0.1
3—0.3
И±0<\
АР-1П
АР-1В
АР-2П
АР-2В
АР-ЗП
АР-ЗВ
АР-4П
АР-4В
120
140
170
200
16
20
25
32
90
110
130
160
М10
М10
М12
М12
168
183
239
269
23
23
31
39
ПО
140
172
225
140
170
200
260
100
140
4.16. Круглошлифовальные станки
Ценз н техническая
характеристика
1
Цена, руб.
Наибольшие
размеры
обрабатываемой заготовки, мм:
диаметр
длина
Рекомендуемый
диаметр
шлифования, мм
звно |
«
10 220
140
180
ЗЕ12
»
8470
200
500
60
Модель
3MI5I
4
11600
200
700
станка
| ЗБ153Т
1 >
200
500
20..,80
ЗТ160
G
22 600
280
700
173
Продолжение
Рекомендуемый 10...25 25...50
диаметр
шлифуемого отверстия, мм
Конус Морзе пе- Ку 3 Ns 4 «Ns 4 Ny 4 № 5
реднси бабки
Наибольшие раз- 250Х20Х 350Х40Х 600Х100Х 500x63x203 750Х130Х
меры шлифовально- Х76 XI27 Х305 Х305
го круга, мм
Диаметры шли- 8;10;20 1б;32
фоьального круга
внутреннего
шлифования, мм
Частота враше- 2450;2840 1900;2720 1590 1320 1250
ния шпинделя
шлифовальной бабки,
мин-1
Частота враще- 14 000 16750
ния внутришлнфо-
вального шпинделя,
мин""1
Частота враще- 150...7Б0 78.. .780 50 . . . 500 78. ..780 55;78;110;
ния шпинделя из- 156;220;310;
делия, мин-1 440;620
Скорость переме- 0,1...4 0,1...5 0,05...5
щения стола
(бесступенчатое
регулирование), м/мин
Угол поворота ±10 -)-6 -f3 ±1 ±1
стола, град —7 —№
Угол поворота
шлифовальной
бабки, град
±90 +90 +26°34' +26°34'
Наибольшее по- 80 230 185 J60 190
перечное
перемещение шлифовальной
бабки, мм 0,001... 0,002...
Поперечная по- 0,038 0,024 0,001...0,05
дача шлифовальной
бабки на один ход
стола
(бесступенчатое регулирование),
Непрерывная по- 0,1...4 0,05...1,5 0,1.. .3
дача для врезного
шлифования
(бесступенчатое
регулирование), мм/мин
Угол поворота
передней бабки,
град:
к
шлифовальному кругу
90 90
от круга 30 30
174
Окончание
1
Мощность
электродвигателя, кВт
Габариты станка,
мм
Категория
ремонтной сложности
2
1,5
1600Х
1670
16
3
5,5
2600 X
1900
30
1 4 |
10
4605x2450
30
*
7,5
2260X1920
25
6
17
3754x4675
Примечания: 1. Станки мод. ЗА110 и ЗК12 являются
универсальными, предназначены для шлифования цилиндрических и конических
наружных к внутренних, а также торцевых поверхностей деталей. Шлифование
изделий может осуществляться в неподвижных центрах, в трехкулачковом
патроне, в цангах. Шлифовальная бабка и бабка изделия выполнены
поворотными, внутрншлифовальный шпиндель — откидной, на шарнирной оси.
2. На станках мод. ЗК12, ЗМ151 можно вести продольное и врезное
шлифование вручную по лимбу или до упора, а также с автоматическим
выключением подачи по достижении заданного размера.
3. Станки ЗБ153Т и ЗТ160 являются торцекруглошлифовальпыми —
предназначены для одновременного врезного шлифования цилиндрической
поверхности и торца буртика. Станок ЗБ153Т может работать при
полуавтоматическом цикле с прибором активного контроля или при ручном управлении.
Станок ЗТ160 является полуавтоматом, имеет высокую степень автоматизации и
механизации основных и вспомогательных движений и может встраиваться
в автоматическую линию.
Схемы рабочей зоны станков показаны на рис. 12П.
'-Ей
Рис. 12П. Схемы рабочей зоны круглошлифовальных станков
4.17. Бесцентровые круглошлифовальные станки
Цена и техническая характеристика
i
3MI82
» 1
Модель стан к г
ЗМ184
3
ЗМ185
л
Цена, руб.
Диаметр шлифования, мм
Наибольшая длина шлифования, мм:
при врезном шлифовании
при сквозном шлифовании
8480 И 480 16560
0,8...25 3...80 10...160
95 145 195
170 165 320
175
Окончание
Частота вращения
шлифовального круга, мин ~~1
Частота вращения ведущего
круга (бесступенчатое
регулирование), мин""1
Скорость подвода при
врезном шлифовании, м/мин
Тип шлифовального круга:
наибольший диаметр
наименьший диаметр
наибольшая ширина
диаметр отверстия
Тип ведущего круга:
наибольший диаметр
наименьший диаметр
наибольшая ширина
диаметр отверстия
Мощность электродвигателя,
кВт:
шлифовального круга
ведущего круга
Габариты станка, мм
Категория ремонтной
сложности
1910 и 2720
17...150
4.8
1337 и 1910
10...130
1,48
1100
15...100
1,48
Цена и техническая
характеристика
пп
350
280
100
203
ПП
250
200
100
127
7
0,25
2230X1455
24
ПП
500
400
150
305
пвд
300
260
200
127
13
0,76
3510x2200
35
ПП
600
450
250
350
ПВД
350
300
250
203
22
1,2
3260x2590
38
станки с горизонтальным шпинделем
Модель станка
ЗК225В
3K227B
•Ж228Л
Цена, руб.
Наибольший диаметр
изделия, мм
Размеры шлифуемого
отверстия, мм:
диаметр
наибольшая длина
Наибольший угол
поворота бабки изделия, град
Наибольшее поперечное
перемещение бабки изделия,
мм
Поперечное перемещение
шлифовальной бабки, мм:
вперед
назад
Наибольшие размеры
шлифовального круга, мм:
9830
200
3...25
50
30
250
40
10
11 430
250
20...100
125
30
450
40
10
15 410
400
50...200
200
30
200
60
10
диаметр
20
100
ПО
176
Окончание
32
Поперечное перемещение
шлифовального круга, мм:
на одно деление лимба
от рычага дозированной
подачи
Наибольшее перемещение
стола, мм
Частота вращения
шлифовального круга
(бесступенчатое регулирование), мин""1
Поперечная подача
шлифовального круга
(бесступенчатое регулирование), мм/мин
Поперечная прерывистая
подача шлифовального круга
8а один ход стола
(бесступенчатое регулирование), мм
Частота вращения изделия
(бесступенчатое
регулирование), мин""1
Скорость перемещения
стола при шлифовании
(бесступенчатое регулирование),
м/мин
Общая мощность
электродвигателей, кВт
Габариты станка, мм
Категория ремонтной
сложности
320
50
0,001
0,001
450
63
0,005
0,00125
630
40 000.. .90 000 9000, 12 000; 4500; 6000; 90001
(пневмошшш- 1В 000; 24 000 12 000
дель)
0,03...0,3 0,0375...0,9 0,065...1,2
0.002
0.001 0,001...0,008
250...2000
1...7
3,76
2225X1775
16
140...1000
1...7
8,42
2815X1900
27
100...600
1...7
12,0
374ОХ140О
36
4.19. Шлицешлифовальный станок 3451
Цена, руб.
Наибольший диаметр устанавливаемого изделия, мм
Наибольшая длина устанавливаемого изделия, мм
Диаметр обрабатываемых шлицевых валов, мм
Длина шлифования, мм
Диаметр шлифовального круга, мм
Частота вращения шлифовального круга, мин""1
Подача стола, м/мин
Автоматическая подача круга, мм/об
Мощность электродвигателя, кВт
Габариты станка, мм
Категория ремонтной сложности
25
90
11400
320
700
. . 125
650
. . 200
2880;4550;6300
1 ... 15
0,005. . . 0,070
3
2600x1513
25
12. Заказ №К-6641.
177
4-20. Плоскошлифовальные станки с прямоугольным столом
Цена и техническая
характеристика
Модель станка
3701
ЗГ71М
ЗК722
ЗД732
4600
630X200
370
5...20
16030
1000X320
400
3...45
14 960
800X320
400
1...30
Цена, руб. 6950
Рабочая поверхность 400x125
•стола, мм
На ибо льшая высота 310
шлифуемых изделий, мм
Скорость продольного 3...25
перемещения стола
(бесступенчатое
регулирование), м/мин
Поперечная подача шли- 0,3... 15
фовальной бабки за
каждый ход стола
(бесступенчатое регулирование), мм
Вертикальная подача 0,002.. .0,05 0,005. ..0,05 0,004...0,1 0,004...0,1
шлифовального круга, мм
Размеры шлифовально- 200x25x76 250x32x76 450x80x203 К400Х125
0,3...4,2 0,5...3,0
го круга, мм
Диаметр сегментной
головки, мм
Размеры шлифовальным
сегментов, мм
Частота вращения
шлифовального круга, мин""1
Мощность электродви-
3340
2,2
2680
2,2
1500
10
хзоо
400
100X85
1500
17
гателя, кВт
Габариты станка, мм
Категория ремонтной
1440X1625 1870X1550 4010X2215 4090x2200
15 27 39 46
сложности
Примечание, Схемы рабочей зоны станков показаны на рис. 13П.
M7J?
Рис. 13П. Схемы рабочей зоны плоскошлифовальиых
станков с прямоугольным столом
178
4.21. Плоскошлифовальные станки с круглым столом*
Цена и техническая
характеристика
Цена, руб.
Наружный
диаметр стола, мм
Внутренний
диаметр стола, мм
Наибольшая
высота заготовки, мм
Диаметр
шлифуемого изделия, мм:
наибольший
наименьший
Частота
вращения стола, мин""1
Продольное
перемещение стола, мм
Продольная по-
ЗД740В |
16820
400
—
160
400
60...200
50...400
8...30
ЗП741В |
29 680
800
—
200
800
32...96
50...560
12...44
Модель станка
ЗД754Л
25 000
500
—
200
500
10...56
380
3,2 м/мин
ЗЕ756
19 080
800
—
350
800
5;7,5;10;15;
21;30
530
3,2 м/мин
т
ЗП772-2
23 900
1000
600
250
200
40
0,25;0,35;
0,5;0,7;1,0;
1,4
—
дача стола, мм/об
Частота
вращения круга черновой
шлифовальной
бабки. мин""1
Частота
вращения круга чистовой
шлифовальной
бабки, мин-1
Вертикальная
подача
шлифовальных бабок, мм/мин
Размеры
шлифовального круга, мм
Размеры
шлифовальных сегментов,
мм
Количество
сегментов в патроне
Наклон
шлифовального круга, мм
Мощность
электродвигателя, кВт
Габариты станка,
мм
Категория
ремонтной сложности
2880
1330
1460
980
980
730
0,2...5
400Х63Х500Х63Х
Х203 Х203
—
—
14,5
2300Х
Х1950
—
—
11
2730 X
XI970
19
0,1...1,0
500ХЮ0Х
Х400
100X85
10
0,05...0,2
13
2030X1880
0,05...1,5
500Х100Х
Х400
100X85
10
0,05...0,2
30
4440X2530
19
0.06;0,10;
0,17;0,20;
0,50;0,90
500 X150Х
Х380
100X85
10
—
30
5325x4400
23
Примечания: 1. Станки предназначены для шлифования
поверхностей различных машиностроительных деталей из ферромагнитных материалов,
устанавливаемых на круглом электромагнитном столе. Область применения —
крупносерийное и массовое производство (подшипниковая, инструментальная,
автомобильная промышленность и др.).
12*
179-
2. На станках ЗЕ740 и ЗП741 шлифование осуществляется перифирией
круга, на станках ЗД754Л, ЗД756 и ЗП772-2 — торцом круга.
3. Станок ЗЕ740 предназначен для скоростного шлифования со скоростью
резания до 60 м/с, что повышает его производительность; параметр
шероховатости обработанной поверхности достигает Ra 1,25. Обеспечиваются
высокие требования в отношении параллельности обработанных поверхностей.
4. Станки ЗД754Л и ЗД756 имеют круглый выдвижной стол.
Предусмотрен наклон колонны совместно со шлифовальной бабкой при черновом
шлифовании. Параметр шероховатости обработанной поверхности при правке
круга: металлической звездочкой Ra 1,25; алмазным карандашом ЯаО.63.
5. Станок ЗП772-2 является полуавтоматом, имеет две шлифовальных
бабки: черновую и чистовую, имеет подналадчик, обеспечивающий разброс по
высоте партии шлифуемых деталей не более 0,05, а также загрузочное
устройство, расположенное у рабочего места шлифовщика. Наличие подиа-
ладчика и загрузочного устройства позволяет встраивать станок в
автоматическую линию. Параметр шероховатости обработанной поверхности Ra 1,25.
Непараллельность верхней обработанной поверхности к базовой не
более 0,012.
Схемы и размеры рабочей зоны станков показаны на рис. 14П.
{Wttf
JM7J4/7
Ш736)
240. 770
180
Ш
т
М772-2
ш_
Рис. /4П. Схемы и размеры рабочей зоны
плоскошлифовальных станков с круглым столом
4.22. Вертикально-хонннговальный станок ЗГ833
Цена, руб. 1970
Диаметр хонингуемого отверстия 30 . . . 125
Размер стола, мм 460X1000
Вылет шпинделя, мм 300
Расстояние от нижнего торца шпинделя до стола, мм 50.. .550
Длина хонингования, мм 150...400
Конус Морзе отверстия шпинделя № 5
Частота вращения шпинделя, мин-1 155;280;400
Подача шпиндельной головки, м/мии 8,1... 11,8
Мощность электродвигателя, кВт 3
Габариты станка, мм 1205ХП80
Категория ремонтной сложности 15
4.23. Зубодолбежные станки, работающие многорезцовой головкой
Цена и техническая характеристика
Модель станка
5A1I0
5120
5AI30
Цена, руб.
Диаметр нарезаемого колеса, мм
Модуль нарезаемого колеса, мм
Ширина нарезаемого колеса, мм
Наибольший угол наклона спирали
зуба, град
Число проходов до полного
нарезания зубьев
Всртикальное^перемещеиие
инструментальных салазок, мм
Скорость перемещения
инструментальных салазок, мм/с
Ход штосселя, мм
Число двойных ходов в минуту
Допустимая сила резания, Н
Мощность электродвигателя, кВт
Габариты станка, мм
Категория ремонтной сложности
27 500
25...105
1,5...4
50
45
30 000
100...250
2,5...6
50
45
30 000
100...250
2,5...10,5
105
45
80...310 50. . . 180 73...227
180 280 190
33
30...60
60...125
120 000
13
43
30...60
47... ПО
180 000
17
10
30...120
40...100
200 000
22
2800X1975 2730X2480 2350x2900
15
18
20
4.24. Зубодолбежные вертикальные полуавтоматы
Цена и техническая
характеристика
Модель станка
5В12
5121
5140
Цена, руб.
Диаметр обрабатываемого
колеса, мм:
с наружным зацеплением
с внутренним
зацеплением
Наибольшая ширина
нарезаемого колеса, мм:
с наружным зацеплением
с внутренним
зацеплением
/Модуль, мм
Число двойных ходов в
минуту
Круговые подачи на
двойной ход долбяка, мм
Радиальная подача, мм
Число радиальных подач
Наибольший диаметр
долбяка, мм
Мощность
электродвигателя, кВт
Габариты станка, мм
Категория ремонтной
сложности
2610-
4000
12 . . . 208 200
220
50
30
50
45
9700
500
100
1...4
200;315;425;600
0,10;0,12;0,15;
0,20;0,24;0,30;
0,37;0,46
0,1...0,3
от *кр
75
1,5
2050X1640
13
2...6.
125;180;250;360;
500;700
0,1:0,125:0,16;
0,20;0,25;0,315;
0,40:0,50
0,1...0,3
от *кР
75
2,9
1600X1000
18
8
65;92;132;145;
206:296
0,14;0,18;0,22;
0,29;0,36;0,45;
0,59;0,75
0,003...0,525
21
100
1.1
1750X1250
14
181
4.25. Вертикально-зубофрезерные станки для цилиндрических колес
Цена и техническая
характеристика
Модель станка
5M3I0
5В312
5К328А
Цена, руб.
Диаметр обрабатываемых
колес с прямым зубом, мм
Наибольший модуль по
стали, мм
Ширина обрабатываемого
колеса, мм
Наибольшие размеры
червячной фрезы, мм:
£00
200
4
200
9400
320
6
160
16 950
800
12
350
диаметр
длина,
Конус Морзе шпинделя
фрезы
Число скоростей шпинделя
фрезы
Частота вращения
шпинделя фрезы, мин-1
Подача стола:
вертикальная, мм/об
радиальная, мм/мин
тангенциальная, мм/об
Мощность
электродвигателя привода червячной
фрезы, кВт
Габариты станка, мм
Категория ремонтной
сложности
125
№ 3
9
50...400
0,8...5
0,5...20
0,2...10
4
2220X1350
15 -
160
145
№ 5
8
100; 125; 160,200;
250;315;400;500
2,5;3,3;4;5;6,5;
8;10;13;15;20;
25;32;40;50;63;
80; 100 мм/мин
7.5
1790X1425
31
200
200
№ 5
9
32...200
0,5...5,6
0,22. ..2,6мм/об
0,07...2,53
10
3580Х 1790
23
4.26. Зуборезные станки для обработки
(зубофрезерные и
Цена и техническая
характеристика
1
конических колес с прямыми зубьями
зубострогальные)
Модель станка
5П23
6230 | 5236П j 5A250
2 | 3 | 4 | 5
Цена, руб.
Диаметр
обрабатываемого колеса, мм
Модуль, мм
Ширина зубчатого ко-
леса, мм
Угол делительного
конуса, град
Число двойных ходов
резцов в минуту
6325
125
2,5
20
4...90
—
18030
320
8
60
10...100
—
14 300
125
2,5
63
5...90
160;200;250;
315;400;500;
630;800
20 170
500
10
90
5...100
76...450
Число скоростей двои-
кых ходов резца
182
Окончание
4,5...68,5 15...128
Ш
Диаметр фрезы, мм 140 275
Частота вращения 71...426 25. ..170
шпинделя фрезы, мин"""1
Время обработки
одного зуба, с
Тип зубострогальных
резцов
Мощность электродви- 3 3 1,1
гателя, кВт
Габариты станка, мм 1080X530 2200x1600 1410X1050
Категория ремонтной 14 20 13
сложности
Примечание. Станки модели 5П23 и 5230 предназначены для
чернового и чистового нарезания конических колес с помощью двух дисковых фрез
прямолинейного профиля. Образование зуба производится методом обкатки
одновременно обеих сторон зуба.
4.27. Зуборезные станки для обработки колес со спиральными (круговыми)
зубьями
2200X1600
25
Цена и техническая
характеристика
Модель станка
5С23П
5Б231
5Б232
19 500
20 600
20 400
Цена, руб.
Наибольший диаметр
нарезаемого колеса, мм:
при i = 10: 1 и угле
спирали 30°
при i=I:l и угле
спирали 30°
Модуль нарезаемого
колеса, мм
Ширина зубчатого венца,
мм
Угол делительного конуса
нарезаемого колеса, град
Угол спирали, град
Число зубьев нарезаемого
колеса
Диаметр резцовых
головок, мм
Частота вращения
шпинделя резцовой головки,
мин""*1
Мощность
электродвигателя, кВт
Габариты станка, мм
Категория ремонтной
сложности
Примечание. Зуборезный полуавтомат модели 5Б231 предназначен для
чернового нарезания методом врезания резцовой головкой. Зуборезный
полуавтомат модели 5Б232 предназначен для чистового нарезания методом протягивг,.
ния протяжной резцовой головкой (припуск на толщину зуба 0,4 ♦ , ♦ 0,8).
125
100
2,5
20
4...90
0...30
5...200
38,1...88,9
137...820
320
290
10
.65
4...90
0...50
15...100
190,5.,.304,8
25...252
320
290
10
65
4...90
0...50
15...100
190,5...304,8
3...52
1,5
1730X1235
12
2900X2050
21
2200X1600
21
183
4.28. Шлмцефрезерный полуавтомат 5350А
Цена, руб. 5590
Наибольший обрабатываемый диаметр, мм 150
Расстояние между центрами, мм 1000
Наибольший нарезаемый модуль, мм 6
Наибольший диаметр фрезы, мм 150
Наибольшая длина фрезерования, мм 675
Число нарезаемых шлицев 4...36
Частота вращения шпинделя фрезы, мин-1 80...250
Количество ступеней частоты вращения шпинде- 6
ля фрезы
Подача обрабатываемой детали, мм/об 0,63...5
Число ступеней подач 10.
Диаметр оправки фрезы, мм 27;32;40
Скорость обратного хода каретки, мм/мин 1,92
Мощность электродвигателя привода червячной 7,5
фрезы, кВт
Габариты станка, мм 2335>; 1550
Категория ремонтной сложности 15
Примечание. Станок предназначен для фрезерования червячной
фрезой методом обкатывания на валах прямых прямобочных и эвольвентпых
шлицев, а также зубьев шестерен, выполненных заодно с валом. Станок
обеспечивает разность соседних шагов шлицев 0,02 мм и параметр
шероховатости поверхностей боковых сторон шлицев не ниже Rz 20. Класс точности
станка Н.
Фрезе сообщается вращательное движение и движение подачи
(перемещение вдоль оси обрабатываемого изделия), а последнему — только
вращательное движение, согласованное с вращением фрезы. Станок может работать
по автоматическому циклу методом попутного и встречного фрезерования.
По специальному заказу станок может выпускаться с расстоянием между
центрами: мод. 5350А—1000 мм; 5350Б—1500 мм; 5350В—2000 мм.
4.29. Полуавтоматы для снятия заусенцев и фасок по контуру зубьев
цилиндрических н конических колес
Цена и техническая характеристика
Модель стайка
5Б525 5Б525-2
Цена, руб. 1380 1550
Количество шлифовальных головок 1 2
Наибольший диаметр обрабатываемого колеса, мм 500
Модуль обрабатываемого колеса, мм 1,5... 10
Размер шлифовального круга по ГОСТ 2424—75, 60x2, 5x20
мм
Частота вращения шлифовального круга, мин""1 12 000
Частота вращения стола (бесступенчатое
регулирование), мин-1 0,3...6
Мощность электродвигателя, кВт:
привода шлифовального круга 0,3
привода изделия 0,12
Габариты станка, мм 1000x550
Категория ремонтной сложности 4
Примечание. Станки универсальны и предназначены для работы на
заводах единичного, серийного, и массового производства. Класс точности
184
полуавтоматов Н. Параметр шероховатости обработанной поверхности не
ниже Rz 20.
Обработка осуществляется периферией шлифовального круга,
установленного над торцом зубчатого колеса; на станке 5Б525-2 обработка ведется
двумя кругами одновременно двух торцов: один круг расположен над
заготовкой, другой — под ней. В процессе обработки шлифовальные круги
принудительно, от воздействия массы шпинделя с кругом касаются всех точек
профиля зуба, образуя фаску.
Цикл обработки выполняется за одии-два оборота изделия,
установленного на столе. Меньшая частота вращения назначается для зубчатых колес
большего диаметра, большая — для меньшего. Чем меньше частота вращения
стола, тем выше шероховатость обработанных фасок.
Схема рабочей зоны станков показана на рис. 15П.
55525
56525-2
пг
(
1
*
Рис. 15П. Схемы рабочей зоны станков для снятия
заусенцев и фасок по контуру зубьев цилиндрических и
конических колес
4.30. Зубозакругляющий полуавтомат 5Д580
2.
75.
100...
20.
20.
154.
Цена, руб. 8700
Модуль обрабатываемого колеса, мм
Наружный диаметр колеса с наружным зубом, мм
Внутренний диаметр колеса с внутренним зубом,
мм
Число зубьев обрабатываемого колеса
Диаметр фрезы, мм
Частота вращения шпинделя фрезы, мин~*
Количество скоростей шпинделя фрезы
Наибольшее вертикальное перемещение фрезерной
головки, мм
Мощность электродвигателя, кВт 5,2
Габариты станка, мм 1730X1300
Категория ремонтной сложности 11
4.3!. Зубозакругляющие станки для цилиндрических колес, работающие
пальцевой фрезой
б
320
.250
,..120
..60
..750
8
100
Цена и техническая характеристика
1 J
Модель станка
1 6Н580
2
5Н582
3
Цена, руб. 7000
Диаметр обрабатываемого колеса, мм:
с наружным зацеплением 60...320
с внутренним зацеплением 70...200
10 460
60...500
200
185
Окончание
1,5.. .6
10... 160
1400; 1650; 2000
1,1
1,5
' 1640X1620
17
35
3...8
10...120
1000; 1400; 2000
2,6
1,5
2350X1840
11
Модуль обрабатываемого колеса, мм
Число зубьев обрабатываемого
колеса
Наибольший угол спирали, град
Частота вращения шпинделя, мин""1
Мощность электродвигателя, кВт:
главного привода
привода инструмента
Габариты станка, мм
Категория ремонтной сложности
Примечание. Станки предназначены для закругления торцов зубьев
прямозубых и косозубых цилиндрических зубчатых колес наружного
зацепления. Прямозубые зубчатые колеса с внутренним зацеплением
обрабатываются только в неавтоматическом режиме. Область применения —
автомобильные, тракторные, станкостроительные и другие машиностроительные
заводы. Класс точности станков Н. Параметр шероховатости обработанной
поверхности не ниже Rz 20.
Обработка торцом зуба колеса на станке производится пальцевой фрезой
но методу непрерывного деления за один, два, три и четыре рабочих хода
в зависимости от модуля обрабатываемого колеса при помощи особого меха-
4.32. Зубошевинговальные станки
Цена и техническая характеристика
Цена, руб.
Диаметры обрабатываемых колес, мм
Наибольший модуль, мм
Ширина зубчатого венца, мм
Диаметр шевера, мм
Наибольшая ширина шевера, мм
Угол поворота шпиндельной головки,
град
Расстояние между центрами, мм
Диаметр опрчвки шевера, мм
Угол поворота направляющих стола в
обе стороны, град
Частота вращения шпинделя шевера,
мин""
Число ступеней частоты вращения
шпинделя шевера
Продольная подача, мм/мин
Число ступеней продольной подачи
Радиальная подача, мм/ход стола
Мощность электродвигателя, кВт:
привода шпинделя
привода подачи
Габариты станка, мм
Категория ремонтной сложности
186
Модель станка
5701
6900
10...125
1.5
40
85
32
±25
230
31,743
—
100...630
9
32...310
11
0,01; 0,02; 0,03
0,9
1,1
1450X1870
12
5702 В
9500
35...320
6
10...100
300
40
±35
500
63,5
0...90
50; 63; 80; 100; 125;
160;
400
18;
45;
150
200; 250; 315;
22,4; 28; 35,5;
56; 71; 90; 118;
190; 236; 300
0,02...0,1
3
0,6
2100x1510
14
низма. Так, время цикла обработки одного зуба в зависимости от настройки
полуавтомата 5Н580 может быть 0,76; 1,0; 1,2; 1,62 с.
Станки комплектуются цангами 013 и 018 мм.
4.33. Зубохонинговальный полуавтомат 5В913
Цена, руб. 11750
Наибольший наружный диаметр устанавливаемого изделия, мм 320
Наибольшая длина устанавливаемого изделия, мм 500
Наибольший модуль хонингуемых зубчатых колес, мм 0
Наибольшая длина зуба хонингуемых зубчатых колес, мм 110
Номинальный диаметр устанавливаемого зубчатого хона, мм 250
Наибольшая ширина устанавливаемого зубчатого хона, мм 40
Наибольшее перемещение хонииговальной головки в каждую 60
сторону от среднего положения
Посадочный диаметр конца шпинделя для крепления инстру- 63,5 или 100
мента, мм
Наибольший угол поворота хонииговальной головки от горн- 30
зонтального положения, град
Число двойных ходов за цикл 1...5
Мощность электродвигателя, кВт 3
Габариты станка, мм 2160x1600
Категория ремонтной сложности 14
Примечание. Полуавтомат предназначен для чистовой отделки
зубьев закаленных цилиндрических зубчатых колес с прямыми и косыми
зубьями с помощью абразивного зубчатого хона в условиях серийного,
крупносерийного и массового производства. Класс точности полуавтомата П.
Получаемый параметр шероховатости поверхности не ниже Ra 1,25.
При хонинговании изделие устанавливается на полуавтомате
горизонтально, а хон размещается за изделием и является ведущим. Хоиииговаль-
ная головка крепится к салазкам продольных.направляющих и может быть
повернута на угол скрещивания. Продольные направляющие обеспечивают
хону движение продольной подачи.
При оснащении специальным загрузочным устройством станок может
быть встроен в автоматическую линию.
Схема и размеры рабочей зоны показаны на рис. 16П.
4.34. Резьбонарезной полуавтомат БД07
Цеьа, руб. 1750
Диаметр нарезаемой резьбы, мм 10...39
Наибольшая длина нарезаемой резьбы, мм 320
Диаметр изделия, устанавливаемого в тисках, мм 8...70
Число скоростей шпинделя 6
Частота вращения шпинделя, мин~! 63...355
Мощность электродвигателя, кВт 3
Габариты станка, мм 1500x700
Категория ремонтной сложности 15
4.35. Резьбофрезерный полуавтомат 5К63
Цена, руб. 7000
Наибольший диаметр изделия, мм 320
Наибольший диаметр фрезеруемой резьбы, мм:
наружной 100
внутренней 80
187
Расстояние между центрами, мм
Наибольшая длина фрезеруемой резьбы, мм:
наружной при шаге 1...3
внутренней при шаге 1...6
Диаметр фрезы, мм:
при наружном фрезеровании
при внутреннем фрезеровании
Число скоростей шпинделя фрезы
Частота вращения шпинделя фрезы, мин-1
Число скоростей шпинделя изделия
Частота вращения шпинделя изделия, мин-
Мощность электродвигателя, кВт:
привода фрезы
привода подачи
Габариты станка, мм
Категория ремонтной сложности
Примечание. На станке изделие можно установить в центрах, в патроне
и цанге.
Рис. 16П. Схема и размеры рабочей зоны зу-
бохонинговального полуавтомата 5В913
750
75
50
80...115
20
8
160...2500
16
0,15...4,75
1-.5
1,1
2105x1180
18
4.36. Горизонтально- и вертикально-фрезерные станки
Цена я техническая характеристика
1
6Р80Г
2
6Р10
3
Модель станка
6Р81Г
6РП
| 4 | 5
6Р82Г
1 6
6Р12
1 7
или торца шпинделя до
направляющих
Цена, руб.
Расстояние от оси
стола А% мм
Расстояние от вертикальных
до середины стола Б, мм
Расстояние от оси шпинделя до станины В, мм
Расстояние от оси шпинделя до направляющих
хобота Л мм
Размеры рабочего стола, мм
Наибольшее перемещение стола, мм:
продольное
поперечное
вертикальное
Перемещение гильзы со шпинделем Я, мм
Расстояние торца шпинделя до подвески £,мм
Конец шпинделя по ГОСТ 836—72:
Ж, мм
3, мм
Размер Т-образного паза стола //, мм:
среднего
крайних
Расстояние между пазами К9 мм
Количество скоростей шпинделя
3160
50...350
180...340
123
800x200
500
160
300
450
40
88,882
44,45
14Н8
14Н11
50
12
2850
50...350
180...340
270
—
800x200
500
160
300
60
40
88,882
:44,45
14Н8
14Н11
50
12
2550
50...410
180...390
140
1000X250
630
210
360
495
40
88,882
44,45
14Н8
14Н11
50
16
2810
50...410
180...390
285
—
1000X250
630
210
360
60
40
88,882
44,45
14Н8
14Н11
50
16
2850
30...450
220...470
155
1250x320
800
240
420
700
50
128,57
69,85
18Н8
18Н11
70
3160
30...450
220...470
350
—
1250X320
800
240
420
70
50
128,57
69,85
18Н8
18Н11
70
Окончание
Частота врещения шпинделя, мин
Число ступеней подач стола
Подача стола, мм/мин:
продольных и поперечных
вертикальных
,—1
50...2240 50...2240 50...1600
12
12
16
50... 1600 31,5; 40; 50; 63; 80; 100;
125; 160; 200; 250; 315;
400; 500; 630; 800; 1000;
1250; 1600
16
25...1120 25...1120 25...800 25...800 25; 31.5; 40; 50; 63; 80;
100; 125; 160; 200; 250;
315; 400; 500; 630; 800;
1000; 1250
12,5...560 12,5...560 8,3...266,7 8,3.. .266,7 8,3; 10,5; 13,3; 16,6; 21;
26,6; 33,3; 41,6; 53,3; •
66,6; 83,3; 105; 133.3;
166,6; 210; 266,6; 333,3;
416,6
Мощность электродвигателя, кВт:
главного движения
подачи стола
Габариты станка, мм
Категория ремонтной сложности
3
0,75
1525x1875
16
3
0,8
1445x1875
16
5,5
1,5
1560x2045
18
5,5 7,5
1,5 1,5
1560...2045 2305x1950
18 23
7,5
2,2
2305x1950
20
Примечание. Станки предназначены для фрезерования различных деталей из стали, чугуна и цветных металлов
цилиндрическими, дисковыми, фасонными, торцевыми, концевыми, радиусными и другими фрезами в условиях единичного и
серийного производства. На станках можно обрабатывать вертикальные, горизонтальные и наклонные плоскости, пазы
быстрорежущим и твердосплавным инструментом, нарезать зубчатые колеса.
Горизонтально-фрезерные станки с индексом «Г» в обозначение модели не имеют возможности поворота стола в
горизонтальной плоскости; у станков без индекса «Г» стол поворачивается в обе стороны на угол 45°.
Вертикально-фрезерные станки имеют поворотную головку с выдвижной пинолью.
Параметр шероховатости обработанной поверхности на горизонтально-фрезерных станках при скоростном фрезеровании от
Яг 40 до Яг 20. на вертикально-фрезерных — от Яг 20 до Яа 2,5. Размеры рабочей зоны показаны на рис. 17П.
6Р80Г;6Р81Г',6Р82Г
6Pto;6Pfi;6Piz
ч
\/r \/r\
J/raja if
fof/ец шпинделя
Рис. 17П. Размеры рабочей зоны и присоединительных
поверхностей горизонтально- и вертикально-фрезерных станков
4.37. Карусельно-фрезерный станок 6А23
Цена, руб.
Диаметр рабочей поверхности стола,
мм
Наибольший расчетный диаметр
фрезы, мм
Наибольшее перемещение гильзы, мм
Наибольшее перемещение фрезерной
бабки, мм
Размер конца шпинделя по ГОСТ
836—72
Число скоростей шпинделя
Частота вращения шпинделя, мин""1:
чернового
чистового
Круговые подачи стола на диаметре
1 000 мм/мин
Подачи бабки (установочные), мм/мин
Наибольший крутящий момент, Н-м
Наибольшее усилие подачи на
диаметре 1000 мм, Н
Мощность электродвигателя, кВт:
главного движения
привода стола
Габариты станка
Категория ремонтной сложности
14 690
1400
400
100
500
50
9
40; 50; 63; 80; 100; 125;
160; 200; 250
63; 80; 100; 125; 160;
200; 250; 315; 400
63; 80; 100; 125; 160;
200; 250; 315; 400
400; 500; 630; 800
2660
14 000
13
3
3365x1640
26
Примечание. Станок предназначен для непрерывного фрезерования:
торцевыми фрезами деталей нз стали и чугуна в условиях крупносерийного
и массового производства. Фрезерная бабка с двумя шпинделями позволяет
вести черновую и чистовую обработку за один проход. Класс точности
станка Н.
Схема и размеры рабочей зоны показаны на рис. 18П.
191
4S0X
W"1 г
i
•
Ф—'ф-'
<Ш.. /00$
Рис. /5/7. Схема и размеры рабочей зоны кярусяльно-
фрезерного стапг.а GA23
4.38. Шпоночно-фрезерныс станки
Цгна и техническая
характеристики
Модель станка
6Я91
6Д92
Цепа, руб.
Ширина фрезеруемого
паза, мм
Диаметр
обрабатываемого вала,
устанавливаемого в приспособлении,мм
Наибольшая длина
фрезеруемого паза, мм
Наибольшая разбивка
паза, мм
Расстояние от оси шпик-
дел я до стола At мм
Расстояние от торцз
шпинделя до середины
стола Б, мм
Размер рабочей
поверхности стола, мм
Конус шпинделя
3...20
8...80
S00
1,0
75... 175
120...174
200x800
40 (ГОСТ 836—72)
Частота вращения ипин- 500; 630; 800; 1000; 1250;
яс-я. мин"-1 1600; 2000; 2500; 3i50;
4000
Количество рабочих про- Зесступенчлтое ре:ул:г.-
гсльных подач фрезерной рованне
гслэгки 20...1200
Продольная подача фре-
б*~ноЯ головки, мм/мин
количество поперечных
;.'Одач фрезерной головки
Поперечная подача фре-
tftj-.:»6ft головки, мм/:;к:г
Бесступенчатое per у.:::
ровзпне
15...303
4730
6...32
120
600
1,0 .
50...150
90...190
250x1000
Морзе 2ч2 4
250; 315; 400; 500; 630;
800; 1000; 1250; 1600;
2000; 3150
18
£; 10; 12,5; 16; 20; 25;
31,5; 40; 50; 63; S0; 100;
!25; !5«> 200; 250; 315;
403
4; 5; 6,3; 8; Ю;.!2,5; 16;
ПС: Г^; 3i,:>; 4р: 50; 63;
■?0; Ю0; 125; 160; 200
Окончание
Поперечная подача
фрезерной головки при
маятниковом цикле, мм/ход
Мощность
электродвигателя, кЗт:
0.1.. .1,8
главного привода
привода подач
Габариты станка, мм
Категория ремонтной
сложности
2,2
0,8
1320x1380
7
2,2
1,5
1995x1115
8
Примечание. Станки предназначены для обработки шпоночных
пазов: 6Д91—концевыми и шпоночными фрезами; 6Д92— немерными
шпоночными фрезами. Класс точности станков П. Параметр шероховатости
обработки боковых сторон шпоночного паза Rz 20, дна паза Rz 40.
Стайки работают по полуавтоматическому циклу. За одну установку на
станке 6Д91 может быть обработан один шпоночный паз, а на станке 6Д92
до 6 шпоночных пазов одной ширины, расположенных на одной прямой
вдоль вала. Обработка ведется с маятниковой подачей и периодической
поперечной подачей в начале каждого хода (для шпоночных пазов 3...5 мм),
шпоночные пазы шириной более 6 мм обрабатываются за один рабочий ход.
Станки комплектуются цангами: 6Д91 03...6, 8, 10, 12, 14; 6Д92 06, 8,
10, 12, 14, 16.
Схема rf размеры» рабочей зоны показаны на рис. 19П.
/4НЗ c/petfovv лез
л:
WW
so
~Л~
пи
S0\
г
Рас. 19П. Размеры рабочей зоны и
присоединительных поверхностей шпоночно-фрезерных
станков
4.39. Вертикально-протяжные станки для наружного протягивания
Цена и техническая характеристика
Модель станка
7Б74
7Б75
1 « 1 з
7Б76
4
Цена, руб.
Номинальное тягогое усилие, т
Наибслмипм ^п\\\\?. рабочего хода
полпу;:2, им
1340
5
800
10 880
10
1250
13 700
20
1250
13. Заказ №К-6641.
193
Окончание
Размеры рабочей поверхности стола, 320x400 450x500 450x500
мм
Скорость рабочего хода ползуна, 1,5... И,5 1,5... 11,5 1,5...8,5
м/мин
Скорость обратного хода, м/мин 20 20 20
Длина хода стола, мм 80 125 125
Мощность электродвигателя, кВт 11 22 22
Габариты станка, мм 3152х 1290 ЗбООх 1260 387QX1735
Категория ремонтной сложности 14 16 22
4.40. Горизонтально-протяжные станки
Цена и техническая характеристика
Модель станка
7Б55У
7БЗЗ
7Б57
Цена, руб. 8090 13 650 16 500
Номинальное тяговое усилие, т 10 20 40
Длина рабочего хода ползуна, мм 100...1250 100...1600 100...2000
Скорость рабочего хода ползуна, 1,5...11,5 1,5...11 1,0...6,8
м/мин
Скорость обратного хода, м/мин 25 25 25
Мощность электродвигателя, кВт 17 30 40
Габариты станка, мм 4070x2090 7200x2135 9400x2300
Категория ремонтиой сложности 19 .34 43
4.41. Вертикально-протяжные станки для внутреннего протягивания
Цена и техническая характеристика
Модель станка
ТЕ64
7Б65
7Б65
Цена, руб.
Номинальное тяговое усилие, т
Наибольший ход рабочегоползуна.мм
Скорость рабочего хода, м/мин
Скорость обратного хода, м/мин
Мощность электродвигателя, кВт
Габариты станка, мм
Категория ремонтной сложности
9240
5
1000
1,5...11,6
20
11
875...1350
13
11300
10
1250
1.Б..Л1.5
20
22
S292X1333
20
13 100
20
1250
1,5...11,6
20
30
3866X1392
24
194
4.42. Фрезерно-центровальные полуавтоматы
Цена н техническая
характеристика
Модель станка
MP -71М МР-73М
МР-76М MP-77
MP-78
Цена, руб.
Диаметр обрабатываемой
заготовки, мм
Длина обрабатываемой
заготовки, мм
Число скоростей шпинделя
фрезы
Частота вращения шпинде-
ля фрезы, мин-1
Наибольший ход головки
фрезы, мм
Рабочая подача фрезы
(бесступенчатое регулирование),
мм/мин
Число скоростей
сверлильного шпинделя
Частота вращения
сверлильного шпинделя, мин-1
Конец фрезерного
шпинделя по ГОСТ 836—72
Ход сверлильной головки,
мм
Рабочая подача
сверлильной головки (бесступенчатое
регулирование), мм/мин
Продолжительность
холостых ходов, мин
Мощность всех
электродвигателей, кВт
Габариты станка, мм
Категория ремонтной
сложности
7040 7150 9900 9790 ' 10 340
25...125 25...125 25...80 20...60 20...60
200.. .500 500... 1250 500... 1000 100.. .200 200.. .825
6 6 7 7 7
125; 179; 249; 358; 270; 354; 456; 582; 745; 958j
497; 712 1254
220 220 230 160 160
20...400 20...400 20...400 20...400 20...400
6 6 6 6 6
238; 330; 465; 580; 815; 1125
50 50 50 50 50
75 75 75 60 60
20...300 20...300 20...300 20...300 20...300
0,3
13
0,3
13
0,3
6,6
0,15
5,1
0,2
5,1
3140x1630 3790X1630 3300X1575 2345X1265 2845X1265
7 7 7 6 6
Примечание. Полуавтоматы МР-71М и МР-73М — последовательного
действия; МР-76М, МР-77 и МР-78 — барабанного типа (МР-76М—трёхло-
зицнонный, МР-77 и МР-78 — четырехпозицнопные).
Полуавтоматы предназначены для двустороннего фрезерования и
зацентровки валов. Обеспечивается параллельность торцов и перпендикулярность
их к оси детали, что дает возможность в дальнейшем их не обрабатывать.
Кроме того, станки обеспечивают мерную зацентровку, что
обусловливает получение стабильных допусков по линейным размерам при
последующей обработке на токарных полуавтоматах. Мощность привода и жесткость
станков дает возможность вести обработку фрезами, оснащенными
пластинками твердого сплава на скоростных режимах. •
Класс точности полуавтоматов Н. Параметр шероховатости обработанной
поверхности Rz 20.
Полуавтомат МР-71М имеет одни зажимные тиски, а МР-73М — двое;
МР-76М имеет два трехпозиционных барабана. Обладая всеми
достоинствами однопозиционных фрезеро-центровальиых полуавтоматов, трехиозициоп-
ные превосходят их по производительности в 2...2,5 раза.
13*
195
Полуавтоматы комплектуются губками подвижными и неподвижными
разными для зажимных тисков, оправками для торцевых фрез, втулками для
центровых сверл, фрезами торцевыми правыми и левыми.
4,43. Полуавтомат фрезерно-центровально-обточной 2982
Цена, руб. 28 000
Диаметр изделия, устанавливаемого в тисках 25...80
Наибольший диаметр устанавливаемого изделия 200
между тисками, мм
Длина устанавливаемого изделия, мм 250... 1000
Наибольшая длина обточки, мм 50
Дииметр обточки, мм 15...70
Частота вращения фрезерного шпинделя, мин"-1 215... 1700
Частота вращения сверлильно-обточного шпинде- 290...2300
ля, мин-1
Подача фрезерной головки, мм/мин 20...400
Подача сверлильно-обточной головки, мм/мин 20...300
Наибольший ход фрезерной головки, мм 200
Наибольший ход сверлильно-обточной головки, мм 125
Мощность электродвигателей, кВт 27
Габариты станка, мм 400x1450
Категория ремонтной сложности
Примечание. Станок двусторонний, барабанного типа, предназначен
для фрезерования и центрования с одновременной обточкой обоих концов
вала в условиях массового и серийного производства.
4.44. Отрезные круглопильные полуавтоматы
Цена и техническая характеристика
Цена, руб.
Наибольший диаметр разрезаемого
материала, мм
Диаметр пилы, мм
Частота вращения шпинделя, мин-1
Горизонтальная подача дисковой
пилы (бесступенчатое регулирование),
мм/мин
Скорость быстрого хода бабки, м/мин:
подвода
отвода
Мощность электродвигателя, кВт
Габариты станка, мм
Категория ремонтной сложности
8А631
1518
ПО
350
6,6; 9,7;
19,7; 27,2;
10...600
3,3
2,3
3
Модель
13,1;
39,7
1850x980
7
станка
8A64I
3860
160
510
4,3; 6,3; 9,6;
14,4; 21,1; 31,2
12...550
3,3
3,5
5,5
2100X1100
9
196
б. НОРМАТИВЫ ВРЕМЕНИ ДЛЯ МАССОВОГО ПРОИЗВОДСТВА
5.1. Вспомогательное время на установку и снятие детали вручную, мин
(патроны самоцентрирующие)
Содержание работы: взять деталь, установить и закрепить; открепить деталь,
снять и отложить
Способ установки и
крепления детали
Масса детали (кг) до
0,25 0,6
■
3
5
8
12
20
В бесключевом
патроне 0,05 0,06 0,06 0,08 0,1 0,13
В самоцентрирующем
патроне с креплением:
пневматическим
зажимом
ключом
Подвести и отвести
центр задней бабки,
закрепить и открепить
пиноль рукояткой:
пневматически
рычагом
маховичком
0,06 0,07 0,08 0,1 0,12 0,15 0,18 0,22
— 0,15 0,17 0,23 0,27 0,3 0,4 0,5
0,24 0,24 0,24 0,24 0,24 0,24 0,24 0,24
— __ _ 0,03 0,04 0,04 0,04 0.05
— _ _ 0,04 0,05 0,00 0,06 0,07
5.2. Вспомогательное время на установку и снятие прутка
в цанговом патроне, мин
Способ установки и крепления
прутка
Диаметр прутка (мм) до
20
30
40
50
60
Взять пруток и вставить в трубу 0,2 0,24 0,3 0,44 0,6 0,9
Заправить пруток в патрон,
установить в размер на подрезку, проверить
регулировку зажима и закрепить:
пневматическим зажимом 0,11 0,18 0,28 0,38 0,47 0,52
рукояткой рычага 0,12 0,2 0,3 0,4 0,5 0,55
Разжать патрон для освобождения
остатка прутка:
пневматическим зажимом 0,01 0,01 0,01 0,01 0,01 0,01
рукояткой рычага 0,025 0,028 0,031 0,036 0,04 0,045
Вынуть остаток прутка из патрона
и отложить 0,015 0,018 0,021 0,025 0,03 0,035
197
5.3. Вспомогательное время на установку детали в центрах и снятие
ее (вручную), мин
Содержание работы: взять деталь (оправку с деталями), установить в
центрах, закрепить центром задней бабки; отвести центр задней бабки, снять деталь
оправку с деталями) и отложить
Способ подвода центра заднсА
бабки и крепления пиноли
Масса детали (опраока с деталями) кг
0,6
1
3
5
8
12
20
Рукояткой
пневматического зажима 0,06 0,07 0,08 0,10 0,13 0,16 0,21
Отводной пружинной
рукояткой с креплением
пиноли рукояткой 0,07 0,08 0,10 0,12 0,15 0,18 0,23
Закрыть, открыть,
закрепить и открепить крышку
люнета закрытого типа — — — 0,087 0,099 0,111 0,124
5.4. Вспомогательное время на установку и снятие одной детали, мин
а) на магнитном столе:
Содержание работы: взять деталь, установить; снять деталь, отложить,
очистигь плиту от стружки
Количество одновременно
устанавливаемых деталей
1
Масса детали (кг) до
0,05
2
0,1
3
0.5
I
3
4 1 5 | 6
5
8
12
7 | 8 | 9
1
3
5
10
15
20 и более 0,01 0,012
0,049 0.057 0,067 0,078 0,09
0,04 0,051
0,017 0,019 0,023 0,028
0,014 0,016 0,02
0,011 0,013 0,016
б) на спорный нож при бесцентровом шлифовании:
О)держание работы: установить деталь на опорный нож при работе напроход
или установить деталь на опорный нож, подвести и отвести круг, снять деталь
с серного ножа при работе врезанием
I
I 8 I
1 (напроход)
1 (до упора)
0.028 0,033 0.044 0,05
0,049 0,058 0,078 0,091 0,101 0,114
m
5.5. Вспомогательное время на установку н снятие детали, мин
(различные приспособления)
Содержание работы: взять деталь, установить, закрепить; открепить деталь,
снять, отложить
Способ устунонки и
крепления детали
Масса детали (кг) до
0,25
0,5
1
3
5
8
12
20
В цанговом патроне
с креплением:
пневмозажимом 0,06
рукояткой рычага о,07
На гладкой оправке о,06
без крепления
На гладкой оправке о, 11'
с креплением гайкой с
быстросъемной шайбой
На резьбовой оправке о, 1
Установка детали по 0,04
зубу долбяка, фрезь:
с подводом
инструмента к детали
Установка на оправ- 0,06
ке каждой
последующей детали свыше
одной
Установить и снять 0,036 0,036 0,036 0,036 0,036 0,036 0,036 0,036
быстросъемную шайбу
Установка в тисках
с креплением:
0.07
0.08
0,08
0,13
0,12
0,04
0,06
0,08
0,09
0,08
0,15
0,13
0,04
0,06
0,11
0,12
0,12
0,20
0.19
0,04
0,07
0,13
0,14
0,15
0,26
0,25
0,05
0,09
0,16
0,17
0,20
0,32
0,05
0,11
0,19
0,2
—
0,39
0,06
0,24
0,25
—
0,47
0,06
пневмо зажимом
эксцентриковым
зажимом
Установка в тисках
каждой последующей
детали свыше одной
0,06 0,
0,06
0,03
07 0,07
0,08
- * 0,04
0,08
0,09
0,05
0,10
0,10
0,06
0.11
0,12
0,14
0,15
—
0,17
0,18
—■
5.6. Вспомогательное время на установку детален вручную в специальных
приспособлениях и на их снятие, мин
У ста новочи ыс плоскости,
влсменты приспособления
и его тип
Масса детали (кг) до
0,25
1 2
0,5
3
:
4
S
5
б
6
8
7
12
8
20
9
Установка на гори- *
вонтальные плоскость
или призму в
приспособлении:
открытом —первая 0,034 0,038 0,043 0,053 0,063 0,078 0,1 0,13
деталь
199
Продолжение
I |2|3|4|5|б|7|8|9
то же —каждая 0,024 0,027 0,03 0,037 0,05 0,062 0,08 0,104
последующая
деталь
В закрытом приспо- 0,037 0,042 0,047 0,058 0.069 0,086 0,11 0,143
соблении
Установка на
горизонтальную плоскость
с упором или призму,
расположенную
вертикально в
приспособлении:
открытом—первая 0,037 0,042 0,047 0,058 0,069 0,086 0,11 0,142
деталь
то же —каждая 0,026 0,029 0,033 0,041 0,055 6,069 0,088 0,114
последующая
деталь
закрытом 0,041 0,046 0,052 0.064 0,076 0,095 0,121 0,156
Установка на
горизонтальную плоскость
и палец гладкий или
вертикальную
плоскость с упором в
приспособлении:
открытом—первая 0,041 0,046 0,051 0,063 0.075 0,095 0,119 0,154
деталь
то же—последую- 0,029 0,032 0,036 0,044 0,06 0,076 0,095 0,123
щие
закрытом 0,045 0,051 0.056 0.069 0.083 0.105 0,131 0,169
Установка в
отверстие или гнездо в
горизонтальной плоскости;
на палец гладкий и
вертикальную
плоскость в
приспособлении:
открытом —первая 0,044 0,049 0,055 0,068 0,082 0,102 0,129 0,168
деталь
то же—последую- 0,031 0,034 0,039 0.048 0,066 0,082 0,103 0,134
щие
закрытом 0,048 0,054 0,061 0,075 0,09 0,112 — —
Установка на
горизонтальную плоскость
и два пальца или в
отверстие и на
вертикальную плоскость в
приспособлении:
открытом—первая 0,048 0,054 0,06 0,075 0,089 0,112 0,141 0,152
деталь
200
Окончание
1 1 2 1 3 J 4 | 5 J
то же—последую- 0,034 0,038 0.042 0,053
щие
закрытом 0,053 0,059 0,066 0,083
Установка на палец
шлицевый в
горизонтальной плоскости или
на два пальца и
вертикальную плоскость в
приспособлении:
открытом—первая 0,053 0,059 0,066 0,082
деталь
то же—последую- 0,037 0,041 0,046 0,057
щие
закрытом . 0,058 0,065 0,073 0,09
Установка по
горизонтальному пазу или
на палец шлицевый в
вертикальной
плоскости в приспособлении:
открытом—первая 0,037 0,042 0,047 0,058
деталь
то же—последую- 0,026 0,029 0,033 0,041
щие
закрытом 0,041 0,046 0,052 0,064
Установка на призму
и палец горизонтально
в открытом
приспособлении:
первая деталь 0,045 0,051 0,056 0,069
каждая последую- 0,032 0,036 0,039 0,048
щая
Установка на призму
и в паз горизонтально
в открытом
приспособлении:
первая деталь 0,041 0,046 0,052 0,064
каждая последую- 0,029 0,032 0,036 0,045
щая
5.7. Вспомогательное время на- закрепление и
специальных приспособлениях,
6 | 7 | 8 | 9
0,071 0,09 0, ИЗ' 0,122
0,098 0,123 0,155 0,167
0,098 0,121 0,158 0,197
0,078 0,097 0,126 0,157
0,108 0,133 0,174 0,217
0,069 0,086 0,11 0,142
0,055 0,069 0,088 0,114
0,076 0,095 — —
0,083 0,105 0,131 0,169
0,066 0,084 0,105 0,135
0,076 0,095 0,121 0,156
0,061 0,076 0,101 0,125
открепление детали в
мин
Способ крепления
1
Количество
зажимов
2
Масса детали (кг) до
1
1 3
5
4
12
6
20
6
свыше
20
7
Крепление в приспособлениях
Рукояткой:
пневматического зажима и гидрав- 1 0,024 0,024 0,024 0,024 0,024
лического
201
Окончание
эксцентрикового зажима
то же
Винтовым зажимом, маховичком,
звездочкой
То же
Гаечным или винтовым зажимом с
помощью гаечного ключа
То же
Гаечным зажимом с быстросъемной
шайбой при помощи гаечного ключа
Рукояткой пневматического зажима
и винтовым зажимом
* Рукояткой эксцентрикового зажима
и винтовым зажимом
1 0.03 0.034 0,036 — —
2 — 0,054 0.061 0,065 0.082
1 0,034 0,042 0.055 0,068 0,128
2 0,06 0,076 0,097 0,12 0,196
1 0.094 0,11 0,135 0,16 0,2
2 0.153 0.18 0.22 0,26 0,32
3 — 0.24 0,29 0,35 0,42
4 — 0,3 0,39 0,44 0,55
1 0,085 0,1 0.12 0.135 0.17
2 0,052 0,06 0,071 0,083 0,137
2 0,058 0,068 0,082 0,095 0,154
Крепление откидной или скользящей планкой
Рукояткой пневматического зажима
Рукояткой эксцентрикового зажима
Винтовым зажимом вручную
Винтовым или гаечным зажимом о
помощью гаечного ключа
Рукояткой пневматического зажима
ш винтовым зажимом
1 0.034 0,042 0.046 0,05 0.06
1 0.04 0,052 0,058 0,064 0,079
1 0,044 0.06 0.077 0,094 0,163
1 0.104 0,123 0.157 0.1«6 0,235
2 0.062 0,078 0.093 0,109 0,172
5.8. Вспомогательное время на приемы управления станками
Содержание приема упранлеиия
Время, мин
Разные станки
Включить или выключить станок или его узлы:
кнопкой
рычагом
Повернуть резцовую головку на следующую позицию
Повернуть револьверную головку на следующую позицию
Установить и снять инструмент в быстросъемном патроне:
при диаметре инструмента до 15 мм
то же до 25 мм
» до 30 мм
» свыше 30 мм
Поставить кондукторную втулку и снять:
при внутреннем диаметре втулки до 20 мм
0,01
0,02
0,04
0,015
0,035
0,04
0,06
0,08
0,05
202
Продолжение
при внутреннем диаметре втулки до 40 мм 0,06
то же, свыше 40 мм 0,07
Подвести инструмент при снятии одной фаски 0,016
То же, при снятии каждой последующей 0,01
Свести плашки резьбонарезной головки рычагом 0,02
Разжать бруски хонинговальной головки:
вручную 0,03
гидравлической подачей 0,02
Сжать бруски хонинговальной головки:
вручную 0,025
гидравлической подачей 0,015
Закрепить или открепить каретку 0,02
Повернуть стол с рабочей позиции на загрузочную 0,05
Подвести или отвести инструмент к детали при обработке:
резец
револьверную головку
сверло, развертку, метчик, зенкер, плашки
фрезу к детали в вертикальном направлении 0,04
то же, в горизонтальном направлении 0,04
деталь к фрезе в поперечном направлении 0,04
то же, в продольном направлении
шлифовальный круг к детали до появления искры:
в вертикальном направлении
в поперечном или продольном направлении 0,02
деталь к шлифовальному кругу подъемом стола до
появления искры' 0,04
Подвести или отвести инструмент к детали при обработке:
хонилговальную головку 0,01
державку с брусками суперфииишной головки:
вручную 0,06
с механической подачей 0,04
долбяк:
в вертикальном направлении 0,06
в горизонтальном направлении 0,06
деталь к шеверу 0,04
шлифовальный круг для торцевого шлифования 0,025
Зубострогальные станки
Включить или выключить движение ползунов и подачу:
кнопкой 0,01
рычагом 0,02
Отвести деталь от резцов перемещением каретки 0,04
Закрепить или открепить каретку 0,02
0,025
0,02
0,01
0,03
0,04
503
Продолжение
Болторезные станки
Включить или выключить вращение шпинделя 0,01
Включить или выключить продольную подачу 0,01
Переключить направление вращения шпинделя 0,01
Подвести и направить деталь в плашки 0,015
Отвести каретку в исходное положение на длину:
до 100 мм 0,015
свыше 100 мм 0,025
Протяжные станки для внутреннего и наружного
протягивания
Включить движение ползуна (рабочий или холостой ход):
ножной педалью 0,015
кнопкой 0,01
рычагом 0,02
Установить протяжку в зажимной патрон:
диаметр протяжки до 20 мм 0,06
то же, до 40 мм 0,08
» до 80 мм 0,11
Закрепить протяжку п зажимном патроне рукояткой 0,015
Открепить протяжку рукояткой патрона 0,015
Очистить протяжку от стружки:
диаметр протяжки до 40 мм 0,03
то же, до 80 мм 0,05
» свыше 80 мм 0.07
Подвести или отвести стол 0,04
Зубошлиновальные станки
Включить или выключить вращение шлифовального круга 0,01
Включить или выключить подачу обкатки и возвратно-посту- 0,01
пательное движение каретки
Включить счетчик продолжительности обкатки 0,01
Установить глубину шлифования и равномерность снятия при- 0,5
пуска для первого прохода
Подвести шлифовальный круг и установить на размер для 0,05
последующего прохода
Отвести шлифовальный круг от детали 0,035
Шлицешлифовальные станки
Включить станок 0,01
Включить или выключить вращение шлифовального круга 0,01
То же, движение стола 0,01
» вертикальную подачу круга 0,01
» подачу делительного механизма 0,01
204
Окончание
Подвести шлифовальный круг к детали в вертикальном на- 0,04
правлении и установить на размер до появления искры
Отвести шлифовальный круг от детали в вертикальном на- 0,035
правлении
Переместить стол в продольном направлении (подвод или
отвод):
на длину до 100 мм 0,035
то же, до 200 мм 0,05
5.9. Вспомогательное время на приемы управления станком,
с перемещением рабочих органов станков, мин
связанные
Тип станка
1
Содержание приема
2
Длина перемещения (мм) до
50
100 | 200 | 300 | 400
3 | 4 | 5 | 6 | 7
500
8
Токарно-центровой
операционный и токар-
но-многорезцовый
Расточные
Револьверный с
вертикальной осью
вращения
Сверлильный
Горизонтально- и
вертикально-фрезерные
Зубофрезерный
0,04 0,06 0,09 0,110.14
0,05 0,08 0,11 0,130,16
0,150,18
Переместить каретку
суппорта в продольном
направлении:
наибольший диаметр
обработки 400
то же, 600
Переместить шпиндель0,03 0,05 0,09 0,12
в исходное положение
Переместить каретку — 0,05 0,08 0,09
суппорта в продольном
направлении
Переместить суппорт в 0,05 0,08 — —
поперечном направлении
Переместить револьве- — 0,03 0,04 0,05
рную головку
Переместить шпиндель — 0,01 0,015 0,02
в вертикальном
направлении
Переместить стол в
продольном или
поперечном направлении при
длине стола до:
0,060,07
0,03 —
750 мм
0,04 0,07 0,11
— 0,05 0,09 0,14
— 0,06 0,11 0,15
1250 мм
1800 мм
Переместить
фрезерную головку в
горизонтальном направлении:
наибольший модуль 0,1
12 мм
свыше 12 мм 0,15 0,28 0,52
0,130,16
0,160,19
0,180,21
0,19 0,36 — — —
205
Окончание
I
Переместить
фрезерную головку в
вертикальном направлении:
наибольший модуль 0,1 0,18 0,34 — — —
до 12 мм
свыше 12 мм 0,15 0,27 0,50 — — —
Переместить фрезер- — 0,06 0,1 0,14 0,180,26
ную головку в
продольном направлении
5.10. Вспомогательное вр.емя на измерение калибрами-пробками и кольцами
Шлицефрезерный
Измерительный инструмент
Точность изме«
рения,
квалитет
Измеряемый
размер (мм)
ДО
Время,
мин
Калибр-пробка гладкая двусторонняя
(полный промер)
Калибр-пробка плоская
Калибр-пробка шлицевая
Калибр-вкладыш шлицевый
7
8,9,10
11,12,13
7
8,9,10
11,12,13
7
8,9,10
10...25
50
75
25
50
75
25
50
75
75
100
125
75
100
125
75
100
125
25
50
75
25
50
75
25
50
75
0,11
0,13
0,15
0,09
0,11
0,12
0,06
0.07
0,08
0,22
0,24
0,25
0,17
0,19
0,2
0,096
0,11
0,12
0,1
0,14
0,16
0,09
0J2
0.14
0,05
0,06
0,07
6.11. Вспомогательное время на измерение шлицевымн калибрами-кольцами, мин
Измерительный инструмент
1
Точность
измерения,
квалитет
Измеряемый
размер (мм)
ДО
2 | 3
Измеряемая длина (мм) до
*0
4
100
5
200
6
300
"7
Калибр-кольцо шлицевое
25 0,15 0,18 0,21 0,23
60 0,2 0,23 0,27 0,34
75 0,23 0,27 — —
206
Окончание
1 •
Калибр-кольцо шлицевое 8,9,10
3
25
50
75
< 1
0,13
0,17
0,2
5
0,14
0,2
0,23
6
7
0,16 0,18
0,23 0,24
— —
5.12. Вспомогательное время на измерение скобами, мин
Измерительный инструмент
Точность
измерения
Квалитет
Скоба двусторонняя предельная
(полный промер)
Скоба односторонняя предельная
6,7
8,9
6,7
8,9
10...12
0>
2« о.
«за «Jo
50
100
50
100
50
100
50
100
50
100
Длина
измеряемой по-
верхности (мм) до
50
0,09
0,11
0,07
0,09
0,07
0,08
0,06
0,07
0,03
0,04
| 100
250
0,11 0,15
0,13 0,18
0,09 0,13
0,11 0,15
0,08 0,1
0,1 0,14
0,07 0,1
0,09 0,13
0,04 0,06
0,05
0,07
Скоба резьбовая
Скоба индикаторная
Степень точности
6,7
8,9
10
0,01 мм
50
100
50
100
50
100
50
100
200
0,08
0,09
0,07
0,08
0,03
0,04
0,07
0,09
0,12
0,09
0,11
0,08
0,1
0,04
0,06
0,08
0,11
0,13
0,12
0,15
0,11
0,14
0,07
0,08
0,12
0,14
0,17
5.13. Вспомогательное время на измерение резьб с точностью 6...8g н
6...7/У пробками и кольцами резьбовыми в массовом производстве, мин
Измеряемый
размер (мм) до
D | S
1 1 2
Длина измеряемой резьбы (мм) до
Д
10
1Б
3 | 4 | 5
20
6
30
7
40
8
50
9
60
10
80
11
10
Измерение резьбовой пробкой
0,5 0,21 0,39 0,54
1 0,12 0,21 0,3
1,5 0,08 0,15 0,21
0,72
0,39
0,27
0,54
0,39
207
Окончание
I
20
40
60
1 »
1
1,5
2
2.5
1
1,5
2
2,5
3
1
1.5
2
3
• 1
0,13
0,09
0,08
0,07
0,14
0,11
0,09
0,08
—
0,15
0,12
0,1
—
4 |
0,22
0,16
0,13
0,1
0,24
0,18
0,14
0,13
0,11
0,27
0,2
0,15
0,12
• 1
0,31
0,22
0,17
0,14
0,34
0,24
0,19
0,16
0,14
0,38
0,27
0,22
0,15
6
0.4
0 29
0,22
0,19
0,44
0,31
0,24
0,2
0,18
0,5
0,35
0,27
0,19
' 1
0,59
0,41
0,31
0,26
0,63
0,44
0,34
0,28
0,24
0,72
0,5
0,38
0,27
8
0,54
0,41
0,33
0,81
0,59
0,44
0,36
0,31
0,9
0,63
0,5
0,35
9 |
0,63
0,5
0,4
1,04
0,72
0,54
0,44
0,38
1,13
0,72
0,59
0,4
10 | И
0,9
0,72
0,5
Измерение резьбовым кольцом
10
20
40
60
0,5
1
1.5
1
1.5
2
2,5
1
1.5
2
2,5
3
]
1,5
2
3
0,15
0,09
0,06
0,09
0,07
0,05
0,04
0.1
0,07
0,07
0,05
—
0,11
0,08
0,07
—
0,28
0,15
0.1
0,16
0,12
0,1
0,07
0,18
0,13
0.1
0,09
0,07
0,2
0,15
0,13
0,08
0,41
0,22
0,15
0,23
0,16
0,13
0,1
0,25
0,18
0,13
0,12
0.1
0,30
0,2
0,16
0,12
0.54
0,28
0,2
0,3
0,21
0,16
0,13
0,32
0,23
0,18
0,15
0.13
0,38
0,26
0,22
0,15
0,41
0,28
0,45
0,3
0,23
0,19
0.5
0,32
0,25
0,21
0,18
0,54
0,38
0,29
0.2
0,54
0,38
0,59
0,39
0,3
0,26
0.63
0,44
0,32
0,27
0,23
0,72
0,5
0,38
0,26
0,68
0,54
0,72
0,48
0,37
0,3
0,77
0,54
0,41
0,32
0,27
0,9
0,59
0,45
0,32
0,59
0,45
0,36
0,63
0,5
0,39
0,32
0,72
0,59
0,38
0,59
0,45
0,63
0,5
0,43
0,72
0,5
Примечание. При измерении резьб более высокой степени точности
время по таблице применять с коэффициентом 1,2.
5.14. Вспомогательное время на измерения шаблонами» мин
Измерительный инструмент
Точность
измерения, мм
Измеряемый размер (мм) до
10Э
300
500
750
1000
Шаблон линейный односторон- 0,2.. .0,5
ний До 0,2
0,2...0,5
До 0,2
0,04
0,07
0,06
0,08
Шаблон линейный
двусторонний
Шаблон фасонный простого 0,15...0,25 0,07
профиля До 0,15 0,09
Шаблон фасонный сложного 0,15...0,25 0,09
профиля До 0,15 0,17
0,06
0,09
0,07
0,11
0,08
0,12
0,11
0,21
0,07
0,11
0,09
0,14
0,1
0,15
0,13
0,22
0,08
0,13
0,1
0,15
0,09
0,14
0,11
0,17
208
5.15. Вспомогательное время на проверку биения или эллиптичности
индикатором часового типа
Контролируемый размер (мм) до
Время, мин
50
100
200
300
400
0,05
0,055
0,061
0,065
0,068
5.16. Вспомогательное время на контрольные промеры универсальным
инструментом с установкой его на размер в процессе измерения, мин
Измерительный инструмент
Штаигенглубиномер
Штангенциркуль
Микрометр
Нутромер индикаторный
Угломер универсальный
Точность
измерения
0.02...0,05
До 0,1 мм
6...7
квалитет
6...7
квалитет
Свыше 5'
До 5'
5 п i
2«: о.
n a v О
50
100
200
400
100
200
50
100
200
Измеряемая длина (мм) до
50
0,16
0,12
0,13
0,16
0,22
0,22
0,27
0,17
0,19
0,22
0,2
0,23
100
0,18
0,15
0,16
0,17
0,22
0,27
0,2
0,22
0,26
0,23
0,26
200
0,2
0,18
0,19
0,21
0,23
0,28
0,23
0,24
0,27
0,24
0,35
300
0,22
0,2
0,22
0,23
0,28
0,29
0,26
0,27
0,29
0,27
0,36
500
0,24
0,24
0,24
0,25
0,33
0,33
—
—
—
0,33
0,38
5.17. Техническое обслуживание рабочего места. Время на смену режущего
инструмента /см , мин
Режущий инструмент
1
Способ закрепления
инструмента на станке
2
Точность
установки, мм
3
Размер инструмента —
диаметр или квадрат (мм) до
0 20
10x10
4
0 30
15X15
Ь
0 50
25X25
0
0сиы-
ше 50
| свыше
| 25x25
7
Токарно-операционные, многорезцовые, токарные многотпиндепьные
полуавтоматы, расточные и револьверные станки
Резцы проходные, В резцедержатель
подрезные расточные суппорта
В гнездо головки
Резцы отрезные, ка- В резцедержатель
навочиые, фасонные суппорта
14. Заказе К-6641.
—
Свыше
0,2
До 0,2
—
—
Свыше
0.2
До 0.2
1
1,7
2,5
2
0,8
1,3
1.7
1,3
2
3,3
2,5
1.1
1.5
2
1.5
2,5
4
—
1,2
2
2,3
1,7
3
5,8
—
1,3
2
2,3
209
Окончаний
Рсзны фасонные
Сверла, зенкеры,
развертки, метчики
В гнездо головки — 1.2 1,5
В резцедержатель — I,
суппорта Свыше 2
0.2
До 0.2 3,5
В гиездо головки — 2,5
— 0,4
2
3
5
3,5
0,5
2,5
4
б
0,6 0,7
Сверлильные одношпиндельные. многоштшдельные. полуавтоматы и автоматы
Сверла, зенкеры, раз- В конус шпинделя — О,Л U.jo 0,4 0,5
вертки, зенковки,
метчики
В конус шпинделя — 0,5 0,55 0,6 0,65
с переходной втулкой
В кулачковый пат- — 0,5 0,6
рон
Комбинированные 0,8 1
сверла, зенкеры,
развертки
5.18. Техническое обслуживание рабочего места. Время на смену режущего
инструмента на фрезерных одношпинделиных, многошпиндельных и автоматах
Фрезы
Торцевые
Концевые
Набор фрез с
оправкой
Цилиндрические
Дисковые пазовые
резные
от-
Кол»
ВО (
нала
1
2
3
4
.1
2
—
1
2
3
4
1
2
4
6
50
1,5
2,5
3,5
4,5
1,8
2,7
3
2
2,5
3
3,5
2
2,6
3,8
5
80
1,9
3,2
4,5
Ь,8
2
3
3
2,8
3,3
3,8
4.3
3
3,6
4,8
6
Диаметр фрезы (мм) до
100
2,2
3,7
5,2
6,7
4,5
3,6
4.1
4.6
5.1
4
4.6
5,8
7
160
2,8
4,8
6.7
8.6
4,5
4,4
4,9
5,4
5,9
5
5,6
6.8
8
200
3.1
5.3
7,5
9.7
4,5
5,2
6
6,6
7,8
9
320
4
6,8
9,6
12,4
4,5
7
7,6
8.8
10
400
4.5
7,6
10,7
13,8
4,5
600
б
8,5
12
15.5
—
210
5.19. Техническое обслуживание рабочего места при шлифовании. Время на
одну правку шлифовального круга tn , мин
Правка
1
Правящий инструмент
2
Поверхность
правки
3
Ширина
круга или радиус
(мм) до
4
Шероховатость
поверхности Ra (мим)
до
0,63 | 0,32
5 | 6
С установкой
правящего
инструмента на станке
Без установки
правящего
инструмента на станке
Круглошлифовальные станки
Алмаз,
алмазно-металлический карандаш,
твердосплавные * диски и
ролики
Шлифовальный круг,
гофрированные шарошки
Алмаз,
алмазно-металлический карандаш,
твердосплавные диски и
ролики
Периферия круга
Торец
Периферия круга
Торец
Периферия круга
40
60
80
До 10
40
60
80
До 10
40
60
80
1,8
2
2,3
1.5
1,6
1.8
2.1
1,3
1.4
1.6
1.8
2
2,3
2,6
1.6
1.9
2,2
2,5
1.5
1.6
1.9
2,2
Торец
До 10 1,1
1.2
Внутришлифовальные станки (диаметр круга до 150 мм)
Без установки
правящего
инструмента на станке
Алмаз, алмазно-метал- Перифе-
лический карандаш рия круга
Твердосплавные диски Перифе-
и ролики рия круга
До 20
30
40
60
До 20
30
40
60
0,9
1
1.1
1.2
1,2
1.4
1,5
1.8
1
1,1
1,2
1,3
1,3
1,5
1.7
2.1
Плоскошлифовальные станки, работающие периферией круга
С установкой
правящего
инструмента на станке
Алмаз, алмазно-метал- Перифе-
личсский карандаш, твер- рия круга
досплавные ролики,
шлифовальный круг,
шарошка
Торец
До 20
40
60
До 10
Свыше
10
1.2
1.4
1,7
1.3
1.1
1,4
1.6
1.9
1,4
1,2
Бесцентровошлифовальные станки
С установкой Алмаз, алмазно-метал-
правящего инстру- лический карандаш
мента на станке
Периферия круга
60
100
150
200
1,9
2.6
2,9
4,2
2,2
3
4
4,8
14*
211
Окончание
Твердосплавные роли-
Металлические
шарошки
диски,
Периферия круга
Периферия круга
60
100
150
200
60
100
150
200
1,6
2.1
2,7
3,3
1,4
1.8
2,3
2,8
1.9
2,6
3,3
4
—
—
—.
—
6.20. Затраты времени на техническое обслуживание рабочего места в
процентах от основного
Наименование станкоп
. %
Плоскошлифовальные станки, работающие торцом круга:
а) черновое шлифование поверхностей шириной:
до 100 мм 3
до 200 мм 4
до 300 мм 5
б) чистовое шлифование поверхностей шириной:
до 200 мм 2
до 300 мм 3
Хонинговальные 4
Станки для суперфиниша 4
Зубошлифовальные 6
Шлицешлифсвальные 6,5
Зубофрезерные 2,5
Зубо долбежные 2,5
Зубошевинговальные 2
Зубозакругляющие 2
Зубострогальные для прямозубых комических колес 2,5
Зубострогальные для конических колесе криволинейным зубом 2
Резьбофрезерные 2
Гайконарезные 2
Резьбонакатные полуавтоматы 2
Болтонарезиые 2
Протяжные для внутреннего протягивания 2
Протяжные для наружного протягивания 2
Центровальные 1,5
5.21. Затраты времени на организационное обслуживание рабочего места
Горг в процентах П
Станки
1
от оперативного Топ
Размерные
характеристики станков, мм
2
Основные
размеры или
модели станков
3
Уел о пи я
работы
с
лаждением
4
без
лаждения
5
Токарно-центровые операционные
Токарные многорезцовые
Наибольший
диаметр изделия над
станиной станка
—
300
400
600
—
1,3
1,5
1,7
1,7
1
1,2
1,4
1,4
212
Окончание
i
Диаметр стола до
Токарные многошпнндельные полу*
автоматы
Резьботокарные полуавтоматы для
коротких резьб
Револьверные
Расточные
Вертикально-сверлильные
Вертикально-сверлильные
многошпиндельные
Горизонтально- и
вертикально-фрезерные
Фрезерные полуавтоматы
карусельного типа
Фрезерные полуавтоматы
барабанного типа
Шлицефрезсрныс
Шпоночно-фрезеркые вертикальные
Круглошлнфовальные
Внутришлифовальные
Плоскошлнфовальныс с круглым
столом
Плоскошлифовальные с
прямоугольным столом
Бесцентровошлифовальиые
Хонинговальные
Станки для суперфиниша
Зубои'лифовальныс
Шл ицешл и фоиал ьные
Зубофрсзериые
Зубодолбежные, работающие
круглыми долбяками и режущей рейкой
Зубошевинговальные
Зубозакругляющие
Зубострогальные
Зуборезные для конических колес с
криволинейным зубом
Резьбофрезерные
Протяжные станки для внутреннего
протягивания
Протяжные станки для
наружного протягивания
Центровальные
5.22. Затраты времени на перерывы, отдых и личные надобности TorR пря
Диаметр стола до
Длина стола до
1262
1283
1000
2000
—
900
1000
1000
2000
2,4
3,1
1,3
1,3
1,7
1
2,4
1,4
2,4
3,0
2,4
2,1
1.4
1,7
2
1,8
2
1,8
2
2,2
2,0
2
1,8
1,8
1,8
1,8
Кб
1,6
1,8
1,3
1,3
1,5
2,1
2,9
1
1
1,4
0,8
2,1
1,2
2,1
2,8
2,1
1,7
1,2
1,3
1,7
1,5
1,8
1,5
1,8
—
—
1,5
—
1,4
1,4
—
—
—
1
—
2,0 —
— 1,0
установке деталей вручную в процентах П от оперативного Т0
Масса детали
(кг) до
Процент
основного времени
^0 ОТ ТОП
1 1 2 |
| Топ <KJH,I> Д°
0,1
0.2
0,5
1
3 1 4 | 5 | 6 !
3
5
свыше
5
7/8(9
При работе с ручной подачей
20
40
80
7 7 6
7 7 7
8 8 8
213
Окончание
•
5
.10
20
1 >
20
40
80
20
40
80
20
40
80
1 з
_,..
—
—
—
—
—
—
—
4 J
8
8
8
—
—
—.
—
—
—
• 1
7
7
8
8
8
8
9
9
9
• 1
6
7
9
6
7
9
8
9
10
'
6
7
9
6
7
9
8
9
10
»
—
—
—
—
—
—
—
—
1 *
—
—
—
—
—
—
—
—
При работе с механической подачей
1
5
10
20
40
80
40
80
40
80
40
80
7
7
7
7
8
7
6
6
6
6
6
6
8
7
6
5
6
6
6
6
8
7
5
5
6
5
6
5
7
6
.—
—
—
—
5
5
5
5
Примечание. При установке деталей массой свыше 20 кг подъемником
отд ]
Тмл во всех случаях принимается 5 % от Топ.
0. НОРМАТИВЫ ВРЕМЕНИ ДЛЯ СЕРИЙНОГО ПРОИЗВОДСТВА
6.1. Нормативы времени на обслуживание рабочего места, отдых и
естественные надобности
Наименование станка
^об. отд • %
Токарные:
высота центров до 125 мм
то же, до 200 мм
» до 300 мм
Вертикально- и радиально-сверлильные (работа о
механической подачей):
наибольший диаметр сверления до 12 мм
то же, до 50 мм
« до 75 мм
Горизонтально-, вертикально- и универсально-фрезерные
(работа с механической подачей):
длина стола станка до 750 мм
то же, до 1800 мм
» до 2500 мм
6
6,5
7
5,5
6
6.5
6...8
7...9
7,5..,9,5
214
Окончание
Резьбофрезерные:
высота центров до 150 мм 7,2
то же, 200 мм 8
» 300 мм 8,8
Зубофрезерные 8
Шлицефрезерные 7.6
Зубодолбежныс 7,7
Шевинговальные 7,2
Зубострогальные 8
Зубострогальные для конических колес с криволинейными 8
зубьями
Зубозакругляющие 8
Горизонтально- и вертикально-протяжные 7...8
Шлицешлифовальные 12
Хоиинговальные 10
Суперфинишиые 10
Примечание. При фрезеровании меньшие значения суммарного
процента /70ботд брать для фрез из быстрорежущих сталей, большие — для фрез,
оснащенных пластинками из твердых сплавов.
6.2. Нормативы времени на отдых и естественные надобности
Наименование стайка
Круглошлифовальные:
точность шлифования 5 квалитет
то же, б квалитет
» 7 квалитет
Бесцентровые круглошлифовальные:
масса шлифуемой детали до 0,5 кг
то же, до I кг
» свыше 1 кг
Внутрншлифовальиые:
точность шлифования 6 квалитет
то же, 7 квалитет
» 8 квалитет
Плоскошлифовальные
Зубошлифовальные
6.3. Нормативы подготовительно-заключительного
карных станках,
Способ установки детали или наименование
приемов
1
На наладку станка, инструме*
В центрах
мин
времени
Количество
режущего
инструмента
1
tma и
2
приспос
2
4
б
при
Высот
125
3
облени
6
8
10
"отд . %
работе
6
5
4
5
б
7
6
5
4
4
4
на то-
а центров
стайка (мм) до
| 200
1 «
и
7
9
12
| 300
1 ь
8
10
14
215
Окончание
В патроне самоцентрирующем, цанговом
или пневматическом
В патроне самоцентрирующем с поджати-
ем центром задней бабки
На планшайбе с угольником или в
центрирующем приспособлении
На шпиндельной оправке (концевой
конусной, разжимной или резьбовой)
2
4
6
2
4
6
2
4
6
2
4
6
7
9
11
9
И
12
11
12
16
6
8
10
8
10
12
10
12
13
12
14
18
7
9
11
12
14
16
13
15
17
16
19
22
11
13
15
На дополнительные приемы
Установка упора
Установка копира
Установка резца на многорезцовой
державке на сопряженный размер
Установка люнета с регулировкой
Поворот суппорта на угол для обточки
конуса
Смещение задней бабки для обточки конуса
Установка подачи по ходовому винту для
нарезания резьбы:
рычагом коробки передач
перестановкой зубчатых колес гитары
Получение инструмента и приспособлений
до начала и сдача после окончания обработки
1
4
2
2
1
1,5
4
2
2,7
1
2
5
3
3 8
1
2,5
1
3
1
3
7...10
1
4
6.4. Нормативы подготовительно-заключительного времени при работе на ра-
диально- и вертикально-сверлильных станках» мин *
Способ крепления детали к наименование
дополнительных приемов
?
Количество
режущих
инструментов
2
Наибольший диаметр
сверления,
допускаемый станком, мм
12 | 50 | 75
3
« | 5
На наладку станка и установку приспособлений
На столе без крепления
На столе с креплением двумя болтами с
планками
В приспособлении или тисках при
установке вручную и без их крепления
I...5
6... 10
свыше 10
1...5
6... 10
Свыше 10
1...5
6...10
3
—
—
4
—
—
5
—
4
5
7
5
7
8
6
7
5
6
8
6
8
10
7
8
216
Окончание
В приспособлении или тисках при
установке вручную с креплением приспособления
четырьмя болтами
Сбоку стола или на весу с креплением
болтами с планками
Свыше 10 —
1...5 —
6...10 —
Свыше 10 —
1...5 -
6...10 —
Свыше 10 —
9
9
10
12
13
15
17
10
10
11
13
20
22
24
На дополнительные приемы
Установка дополнительного стола
Поворот стола на угол
Установка многошпиндельной головки
Установка одного упора
Установка каждого дополнительного болта
На получение инструмента и
приспособлений до начала и сдачу после окончания
обработки
1...5
Свыше 5
—
—
1
—
5
7
3
2
20
1
0,6
5
7
3
2
25
1.5
0,6
5
7
6.5. Нормативы подготовительно-заключительного времени при работе на
горизонтально- и вертикально-фрезерных станках, мин
Способ установки деталсА и наименование
дополнительных приемов
1
Длина стола станка (мм) до
750
2
1250
3
1800 | 2500
< 1 •
На наладку станка и установку приспособлений
На столе с креплением болтами и планками
В тисках или патроне с креплением их четырьмя
болтами
В центрах или в патроне с делительной
головкой: в делительном приспособлении с креплением
его четырьмя болтами
В специальном приспособлении, устанавливаемом
вручную и закрепляемом четырьмя болтами
12
14
17
14
14
16
19
16
16
18
21
18
18
20
23
20
На установку фрез
Установка фрез:
1...2 шт.
3...4 шт.
5...6 шт.
2 2
4 4
6 6
На дополнительные приемы
Установка двух стоек, придерживающих хобот 2 2 2 3
Установка шестерен для нарезки спиралей 3 4 4 5
Установка круглого стола 6 7 7 8
217
Окончание
Устанонка копира
Поворот шпиндельной бабки на угол
Поворот стола на угол
Установка упора
Установка домкрата или распорки
Получение инструмента и приспособлений до
начала и сдача их после обработки партии деталей
7
2
1
2
2
7
8
2
1
3
2
7
9
2
1
3
2
10
10
3
2
4
3
10
6.6. Нормативы подготовительно-заключительного времени на зубо- и шлицеоб-
рабатывающих станках, мин
Зубофреэерные станки
Способ установки детали и наименование дополнительных
приемов
Наибольший модуль,
нарезаемый на станке
(мм) до
12
На наладку станка инструмента и приспособлений
На оправке или переходной втулке с креплением в ко- 15 19
иусе стола гайкой
В центрах 21 26
Установка детали на оправке с подставкой и на подстав- 40 40
ках
На дополнительные приемы
Настройка станка на нарезание зубчатых колес с
наклонным зубом на станках:
с дифференциалом 4 5
без дифференциала 3 3,5
Настройка станка на нарезание зубчатых колес
червячной фрезой методом протягивания или поперечной по- 3 3,6
дачи
Смена оправки фрезы 2 3
Смена фрезерной головки 6 10
Шлицефрезерные станки
Способ установки детали и наименование дополнительных приемов
Время,
мин
I
На наладку станка, инструмента и приспособлений
В центрах или цанговом патроне с центром
£18
20
Продолжений
На дополнительные приемы
Установка и снятие люнета
Смена оправки фрезы
Шевинговальные станка
На наладку станка, инструмента и приспособлений
В центрах на оправке
На дополнительные приемы
Смена шевера
Поворот бабки на угол
13
2,5
2
Зубодолбежные станки
Способ установки детали и наименование дополнительны*
приемов
Наибольший модуль^
нарезаемый на стамк*
(мм), до
8
На наладку станка, инструмента и приспособлений
На оправке
В приспособлении
На дополнительные приемы
Смена направляющих букс
Смена копира
Регулировка длины хода долбяка
18
20
5
4
6
22
25
б
5
8
Зубострогальные станки
Способ установки детали
Наибольший модуль,
нарезаемый па станке
(мм), до
12
На оправке или в цанговом патроне:
с регулировкой резцовых головок
с установкой мерных прокладок для резцов
22
20
30
28
Зубофрезерные станки для конических колес с криволинейными зубьями
Способ установки детали
Время,
мни
1 .
На оправке или в цанговом патроне
Зубозакругляющие станки
На наладку станка, инструмента и приспособлений
На оправке
В центрах
30
12,5
и
219
Окончание
На дополнительные приемы
Смена копирного кулачка 4
6.7. Нормативы подготовительно-заключительного времени на вертикально- и
горизонтально-протяжные станки, мин
Содержание работы
Масса детали (кг) до
25
80
свыше
80
На весь комплекс работ, связанных с
подготовительно-заключительным временем 9
11
14
19
24
6.8. Нормативы подготовительно-заключительного времени при работе на
шлифовальных станках, мин
Круглошлифовальные станки
Способ установки деталей
Высота центров
станка (мм)
150
7
10
12
14
до
200
8
И
14
16
В центрах, в центрах на оправке
В самоцентрнрующем патроне
В самоцентрирующем патроне и люнете
В четырех кулачковом патроне и люнете
Внутршилифовальные станки
Способ установки деталей
Наибольший диаметр
шлифуемого
отверстия (мм) до
130
260 | 500
В самоцентрирующем или цанговом патроне
В четырехкулачковом патроне
'В специальном приспособлении для зубчатых колес
В специальном приспособлении:
устанавливаемом вручную
то же, подъемником
7
15
16
8
—
9
17
19
10
13
11
19
23
12
15
Бесцентровые шлифовальные станки
Способ установки детали
1
Метод шлнфопания
1
Допуск на
обработку, мм
до 0.03
свыше
0,03
» 1 «
На направляющем ноже
Шлифование напроход:
со смелой направляющего ножа 17 15
без смены направляющего ножа И 9
220
Окончаний
UA
Шлифование врезанием с продольным
упором:
со сменой направляющего ножа
без смены направляющего ножа
Дополнительное время на каждый
проход свыше одного
Плоскошлифовальные станки
20
13
7
18
11
7
Способ установки детали
Наибольшая длина
рабочей поверхности
стола или диаметр сто-
ла (мм) до
1000
2000
Плоскошлифовальные станки с прямоугольным столом
На магнитном столе 3 4
На столе станка с креплением болтами и планками б 7
Плоскошлифовальные станки с круглым столом
На магнитном столе 4 5
В приспособлении или в самоцентрирующем патроне, 6 7
устанавливаемом на магнитном столе без крепления
В специальном приспособлении, установленном на сто- 7,5 9
ле станка с креплением болтами и планками
Дополнительное время на установку и снятие магнит- 3,5 5
ной плиты
6.9. Нормативы подготовительно-заключительного времени
Условия обработки и установки детали
Время, мин
Зубошлиф овальные станки
Обрабатывающие по 7-й степени точности двумя
тарельчатыми кругами методом обкатки
Обрабатывающие по 7-й степени точности дисковым кругом
методом обкатки
Обрабатывающие по методу копирования
Шлицешлифовальные станки
Шлифование фасонным кругом внутренней и боковых
поверхностей в центрах или цанговом патроне с поджатием центром
Шлифование боковых поверхностей двумя цилиндрическими
кругами в центрах или цанговом патроне с поджатием центром
Шлифование боковых поверхностей двумя коническими
кругами в центрах или цанговом патроне с поджатием центром
Хонинговальные станки
Для всех условий установки и обработки
Суперфинишные станки
Для всех случаев обработки и установки
120
160
180
23
18
20
5
10
221
7. ПРИМЕРЫ ОФОРМЛЕНИЯ ТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ
7.1. Маршрутная карта
<Рорт J ГОСГ J. ft05" 74
Of НО OOOO/
Маршрутная л op/па
Матери а л
i
402646. ОО/вА'JУ/43/2 5402$
/0/40 ОООО/
Далия
у/итера \0\
заг от о б /г а
Наименование, марка
Лад
\Массо\
под и вид
профиль
и размеры
%$
т
масса
ill
Is
Сталь 40X-
//
0,784
J/
прокат
Ф53*/Ш
25
Ш
/9JS
ом
mrs
номер
Наименование
и содержание операции
Обозначение
документа
Оборудование
наикгено5ание\
индертарнш
номер)
!Я
^1.
^
з!«1
&1я
is.
&>4
«Г
111
5
Таз
Тш/77
00А
4/11
60/40. ОООО J
10366
0tJ4
Токарно-рейольдерная
/8
176
010\
и/а
60/4000004
/6/С20
020
Топорная
22
/,00
Разраб.
\Лист\
Пробер.
Н.Контр\
7.2. Операционная карта механической обработки
<Ра/мо/Г0СТ3.14О4-74
01/40. ООООt
Операционная карта
механической о£ра£отка
70-4202024
60t40 00008
Camej7j7t//n
Расположение хана fox
сддух сторон между со-
dot/ произболонь/е
Схема расположения
деталей 6 л/шелосоолении
f45x
Ж
41
от
Наименование операции
Фрезерная
Наимекодание и
пар/га материала
\Mocca.
\детащ
Стала 2дХРТ
времодраб
деталей
12
рросоо-
\содленае\
\//сед о
ноимено\
самое)
инструмент /нод и наименооанид]
Заготобка
\прорало up03/*ep6fon3e/>docm<k Масса
0J/2 арутснМ0<2ЩЖ..220\?д,/6
Оборудование /наименование, модель)
6Р80
Специальное
Охлаждение
эмульсия
\режим оорссотки \
Щ
««ч
Содержание
перехода
вспомогстелмб//\ режущий
0/юо8ка$т-д№
ГОСТ t5067-75 I
измеротекш/Я
MSSAf"»
\Росч.р<?змёрб\
Ж
а г/
То
Те
Фрезеродать 2 канад-
Фреза 2262-0032
й/аолон2.5-о.2
336
2,5\
160
25
if
1,3
ни, So/держав размер /
. кольцо бозо-оещ
\/ГОЛЪЦОбО№080№\
racrs3os-6y
саецоалондш
fOCT!M7!-7S
Но дернуто деталь
Шо защитные
Г0СГ!2Л.003-74
Рода?орита а аре ход /
4.1
Контроль padbvuM/0%
PaSpa&\
\Провер.
W&cr\
-ШсЩ
\Н.К0нтр\
7.3. Операционная карта технического контроля
Ферма tГОСТ J. Id'02-74
Oft40. OOOOJ
Операционная /tap/па
технического яонтролр
Ш689.001334/243/333000
00/03. OOOOf
Яорлрс
@
i.
d>
W^ 37
2^3
J7"434
П77Л
/7+Щ
62-0.74
B_L§JS+
<D
0
ИаоменоЗаное 0/7 ер оциа
/(онтраланар
Ноименобате имарла материала
Сталь 40X
ГОСТ, ТУ
4543-7f
Наименобаное
оборудоОамс/я
контрольный стол
.Содержание а ере хода
Оро0ере/тьАшерохоЗе/лость одра do-
юамъм лооермостеа t/налс/*/е/е <р
ОрислосодлениА
f/ced, наимела
далие)
Озмерительлш §
инструмент "
//год. лаимело
оалие)
ll
41
Ocodib/e указания
<ресо/<
эталоны шеро-
xoffamocrnt/
W0
ггост/4307-ее I *и
Проверить размер /
7а же.
rroCTf46fO-6S
c/toda8it3 0252h9
ГОСТ 16776-71
30
ПС?{ 17763- ПГ У
J0
ХлроЗёрл
\Н.Хонтр\
у?исг\
-Н
7.4. Карта эскизов
Форма J f0Crj.tfO5-74
fiapma эскизов
50-2407052
Шестерня дедущая
А
R '
VS
V
р<
j_
1
1
1
4
1
1 1
i
\j<jj
"Vsac
щ
Г
1
1
J }
Ш-
\J2.0f7o./o ,
-*—*-r (
ъ
\Номер om/HUftA
50 j
^^ на дсех щдьял \
Модуль
Число зудьед
Нормальный исходныйюмур
Предельные отнлонения
измерительного межоседого
расстояния
Допуск на коледаное
измерительного
межосебого
расстояния
Зйобарот
/голёса
наодноп
зиае •
ролосн на погрешность
налрааленоя зуда
/77
Z
оС
Ed's
ЕдЪ
п
п
Ь\
6,5 1
/J
20'
*4£5
+0,05
ом
0,05
О./О
uirvriua //cflsWi/vrro/A, ncb//f ЦЧГГ///ииишЛ I
отдерс/пид не долее 0,02
т
угазраб
\npo6ep.
уСнонтр.
Яисгл
Лиспа.
8. ПРИМЕРЫ ОФОРМЛЕНИЯ ПОЯСНИТЕЛЬНОЙ
ЗАПИСКИ
И РАСЧЕТНЫХ ФОРМУЛЯРОВ
8.1. Форма титульного листа
{ИНСТИТУТ
КАФЕДРА
КУРСОВОЙ ПРОЕКТ
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
ПБРАБОШ ДЕТАЛИ
ИСПОЛНИТЕЛЬ
СТУДЕНТ I \ГР.
КОНСУЛЬТАНТ
(ДОЛЖНОСТЬ)
/$П2
8.2. Ведомость курсового проекта
Дополнительные графы по ГОСТ 2. 104—68
Номер
строки
1
2
3
4
5
6
Изм.
Формат
А4
А4
Л4
Л1
А1
А2
Лист
Разраб.
Пропер.
Н. контр.
Обозначение 1
Наименование
Задание на проектирование
Пояснительная записка
Технологический процесс
механической обработки
Чертежи операционных
эскизов
Чертеж приспособления
для фрезерования
шпоночного паза
Чертеж зенкера комбини-
ропанпого
ЛГ9 ДОК ум.
Поди.
Дата
Кол.
листов
1
27
14
2
1
1
Примечание 1
1
Пояснительная I
записка 1
Ведомость курсового
проекта
Лист
Лист
Лис- |
тов с
15*
227
8.3. Выбор типа производства
Исходные данные: 1
Годовая программа изделий Л/i «=» [ ] шт.
Количество деталей па изделие т =» [ ] шт.
• Запасные части (5 =э [ ] %
Режим работы предприятия \ 1 смен в сутки
Годовая программа N = Nitn 11 -f-— ) = [ ] шт. деталей
Действительный годовой фонд времени работы оборудования
(табл. 2.1) Гл = [ ) ч
Данные по существующему (аналогичному) заводскому
технологическому процессу или по укрупненному нормированию операции
Операция
ТШ7
тр
Р
^з.ф
,
О
2- 2= 1
Коэффициент закрепления k3 0= => [ ]
операций * ]£я
Производство [ 1
Пояснительная згпискл | •■1ИСТ
8.4. Расчет количества деталей в партии
# = [ ) шт.; ^шк.ср^Г Iми»
(данные из формуляра «Выбор типа производства»)
Периодичность запуска-выпуска изделий а = [ ] дней
Число рабочих дней в году F = [ J дней
Расчетное количество деталей в партии
Na
Л
5 шт.
Расчетное число смей на обработку партии деталей на участке
■ [ ] смен
Т п
шк.ер
47G • 0,8 = 476 • 0,8
Принятое число смен спр «= [ ] смен
Принятое число деталей в партии
«Пр "
с„р 476 • 0,8
ши.ср
] шт.
Пояснительная записка
Лист
8.5. Определение показателей технологичности
/. Определение коэффициента точности
Т,
1*1*1
Tl ni
'ср'
Лтч=1_- 1 —
'cp
2. Определение коэффициента шероховатости
=i i
щ
шл II uit I
Ulfr
ш,
cp-
I
"Я/ер"
'[
3
Пояснительная записка
Лист
8.6. Сопоставление и пыбор варианта технологического процесса
при различных способах получения заготовки
Общие исходные данные
Материал детали [ J
Масса детали q — { ] кг
Годовая программа N = [ ] шт.
Такт выпуска tB «= [ ]
Производство [ ]
Эскиз заготовки
1-й вариант 2-й вариант
Данные для расчетов стоимости заготовки по вариантам
Наименование показателей
1-й вариант
2-й вариант
Вид заготовки
Класс точьости
Группа сложности
Масса заготовки Q, кг
Стоимость 1 т заготовок, принятых
за базу Ci% руб.
Стоимость 1 т стружки S0TXt руб.
Пояснительная записка
Лист
229
Стоимость заготовки по первому варианту: Продолжение
s-. - [ш <гмгмл) - « - « fg. руб.;
3;
3. руб.
*т=>Г 1:*е-1 ]:*а = [
*,. = ( I;
5заг1=1шоо )~ [ /Тооо5
Стоимость заготовки по второму варианту:
s^2=l^-w-'')^5 + Sco.3. руб-
С Т
^л.а шт(шк)
с°> = 60-юо ,руб-; с"' =t
Г0 = 1 J МП»: ГШТ.(ШК)^С
/^ г
со.з — — 1
S ( )
"«rj- ( j
1:
-I
»
1 г.
лм = !
] коп/ч;
] мин;
J pyu-i
-
[
Стоимость механической обработки по первому варианту:
Операция К» [ ]; ((наименование)]; станок [ ]
«- • М--! 1 руб.; /- =[ 1 м2;Ям-[ 1:
^э = I 1; Му ^ [ ] кВт; ri:jT = ( ) мин; тпр ™ [ ];
М«[ ];
ftM-=[ ]; а^.[ ]; разряд работы [ ]; Стф=* ( ]коп./ч:
СГ|.3 = Сэ + Сч.э + Я„(/(с + *3) коп./ч;
С3 = Стф1,53 . 1,15 у гг, «= [ ] коп./ч;
С5..-С* *м-^коп./ч
«(1-Л0
Ф=Н-——— = 1 + =4 1:
г
'отнр
Я 100
/<с=~ ==■- =4 ] коп./ч; F=/A/= Ч ]м2;
Z7 78,4 -100 г
/С3=» ~ *=*-- =•[ 1 коп./ч;
Cn3- «[ J коп./ч;
Пояснительная записка
Л пет
230
Окончание
Операция ЛЪ | ] [(наименование)] Станок [ )
и т. д.
Стоимость механической обработки по второму варианту
Операция № [ ] ((наименование)) Станок [ 3
и т. д.
Сравнение вариантов технологического процесса
и методов получения заготовки j
Наименование позиций
Вид заготовки
Стоимость заготовки, коп.
Отличающиеся операции механической обработки
1-я операция
Стоимость обработки, коп.
2-я операция
Стоимость обработки, коп. и т. д.
Остальные операции но обоим вариантам
одинаковы
1-й вариант
2-й вариант
1 |
Технологическая себестоимость С0, кон.
Пояснительная записка
Лист |
'
*ъ
J
8.;
Схема устаног
' !
/л
>/////////,
/////
vs/A
5
Технологические
переходы обработки
поверхности
[ J
Заготовка
/
2
i
/i — /
n
1
> > 1 . J
'. Ра
жи
>|
А
^
1счет
j
Элементы
припуска, мкм
Rz
Г
Рз = УГр
Р
t
—
—
2 -*-о2
см ' Ккор
Ркор =- V OW + (Д*0
Pi « 0,05p3 - [ ]
рз = 0,002р3
Ei = [ ] мкм; е2 = 0
ез = в4 = ея
еИКд принимается только при
припусков на обработку
Исходные данные:
Наименование детали [
Заготовка ( | Масса ( ]
Класс точности [
тать аналитически припуск на
]
КГ
) Рассчи-
поверх-
ности [d]t на поверхности /, 2, 3, 4А
5 назначить табличные значения
припусков
Z
S
с
£
N
С»
i
о.
Я
S
«о
2
2
С
Е
Z
2
><
w
6
\3
2
а
"в
«1
Z
с В
N
МКМ
Г =
мкм;
,06ei
обра
> Рем s бв =
[ J мкм;
у -- [ J мкм; |
—[ J мкм;
р2 = 0,005р3 = [ | мкм;
] мкм; р4 = 0;
+ еИ|1Д=. =[ J мкм; 1
нд = [ I мкм;
ботке на многопозиционных станках
п
и oaimi.
i\a
Лист j
232
2zm.n, = 2(*4_
Для 1-го перехода
Ч.т-2(
Для 2-го перехода
2*mln-(
Расчетный размер для п-
Рл-l = Рп ~~ 22minn
-.+Г<-
.i + |/pL
)«[
)-[
—1-го перехода
■=
.+•?)
]
J мкм
«[
Продолжение
мкм 1
мкм
и т.
д.
3 мм 1
Для п—2-го перехода
<fP_a-<'p<,_,-2«mln<1_|- -I Iм"
Для заготовки
£fPberfP|-&mlnI- ^Г J ММ
^minj e ^maxi — fy результаты записываются в таблицу
'min
dmax/ — dmax/_| TO Же
гтах ° d™i*t — ^rnin/_l >
^SLx^i22^0 •=« " змкм
Проверка правильности расчетов
2г"р — 2г"р е= 6d£ j — 6dt проверка производится по данным
таблицы расчета
"max um!n
Номинальный расчетный припуск
2Чом = 2г0т1п + В^-В^МКМ
] мкм; BdA =» [ ] мкм
: [ ] МКМ = I ] ММ
«=[ J мм
2г0
иИОМ
d3
£МЛ = (
-"*-
1
2*0
wIIOM
Пояснительная записка
Лист
£33
Скончание]
^d/nax меле л-го перехода
О* //a de/пало
(//пел лосле л го лерехода
и/паж лосле /го лерехода
S на /-о переход
dmcrt о осле /-го лерехода
0тал загол?одло
д/го геготод/гу Г
chjfr заге/под/ro \_
2'люх"° л« лереход | |
2mL "я J'" переход Q
Ш
Ж
ZJur* #а п-о переход £
Zj$£7 //о п д лерехлд £
'&
Схема графического расположения припусков и допусков на
обработку поверхности | |
Припуски и допуски на обрабатываемые поверхности детали по
ГОСТ 1855 — 55, мм
Поверхность
Размер
2, 4
3
2. 5
Припуск
Допуск
ОгшЖ
О
Заготовка с начисленными
припусками и допусками
Пояснительная записка
Лист
234
8.8. РАСЧЕТНЫЕ ФОРМУЛЯРЫ РЕЖИМОВ РЕЗАНИЯ
8.8.1. Расчет элементов режима резания и основного времени
Одноинстружнтная обработка на токарных станках
Резец I 1 Ф=[ 1°
Длина рабочего хода суппорта .
Lp.x e * + 'i + fe мм*. /х + *2 ■= I ] мм;
Lp.x =" «=■• I 1 мм
*ои ■= [ ] мм/об; Sonp = [ ] мм/об
При черновой обработке s0 проверить по осевой силе резания
допускаемой прочностью механизма подач станка и по прочности
державки резца
V = l>„ k,v knv М/МИН;
«ив [ 1 м/мии; ftlly = [ ]; АЛи - [ ];
и ^» с= [ | м/мин
1000» , . .
/*«=>——= = [ ] мин ';
ппр = [ ] мин""1;
JiD/inp f , ,
^"looo" = =I ,м/мин;
MVo - Л/и^; JVM - I ] кВт; kN = \ 1;
iVpea« ■=[ ] кВт;
ЯстЧ 1 «Вт; Г)ст = ( ];
Г0 - -J^L « I ] мин
Япр«опр
Для нескольких переходов, выполняемых последовательно,
суммируются составляющие Т0 по каждому переходу
Пояснительная записка
Лист
235
8.8.2. Расчет элементов режима резания и основного времени
Многоинструментная обработка на одношпиндельных токарных
станках
Суппорт
•X
льны
фОДО
»х
ечны
юпер
Номер
инструмента
1 V
Z
Для сложных налалс
Для продольного cyi
Для поперечного суг
Число оборотов
Лл^1
Z
Z
1 **
1 •*
1 <=
1 о
1 "*
Z
1 *^"
1 Z
Z
1 *
1 ^
1 *-
CQ
1 ^
1 ***
1 ь
CQ
ж:
«*>
О)
о.
L =» / -f /, + /доп мм.
ж L можно определить графически Lp х = Lma**
тпорта «ои =■ 1 ) мм /об;
] мм/об.
торта s0„ = [ 1 мм/об. 1
за время работы лимитирующего суппорта 1
J ои» 1
Пояснительная записка
1 Лист |
Окончание
Расчетная подача для нел имитирующего суппорта
- [ ] мм /об;
пл
sonp e I ) мм/об.
Предполагаемый лимитирующий инструмент-резец [ ]
к = -1— =. = [ 1;
Sx
Г => Гм >„;
Гм = ( ] мин; Г =» «= [ ] мин;
0 = Vnkvk„v kTo м/мин; ун = I 1 м/мин;
Ч = [ 1;
о =» «^=( ]м/мии;
ЮООо
ndnnp
МИН !;
ппр = [ j мин !;
»пР = -|щ- = « [ 1 м/мии;
2>н = 1 I кВт;
5>pe3~ «l 1кВт;
лгсг«Г J кВт: лст«1 I;
ст»
^р.х
Г0 « «=» =• [ ] МИН,
лпр*Опр
8.8.3. Расчет элементов режима резания и основного времени
Одноинструментная обработка на сверлильных станках [ ]
Lp х а / -f /i, мм; /i =» I J мм;
Lpx=> «[ ] мм;
$о = *о„ kfs мм/об;
*о„ ■=■ [ 1 мм/об; */,=»( I;
S0 =» е=а [ | MM/Об.
Подача, допускаемая механизмом подач станка,
50доп =* { ] мм/об.
Подача, принятая по паспорту станка, s0 «= [ J мм/об;
f = fн*м0 biv k„v м/мин;
Пояснительная записка
Лист
237
"и*
L'„ в [
ЮООо
] м/мин; /гМс; =[ );
kiv
nd
ппр ~ I
Ь'пр :
лс;/7,ф
100 J
„—Ь
| кВт;
] kBi;
]м/мнн;
] мим-1;
] м/мин;
Го»
/inp50np
] МИН.
8.8.4. Расчет элементов режима резания и основного времени
Многоинструментная обработка на сверлильных станках
(с одной многошпиндельной головкой) [ ]
| Номер
румента
/, мм
*доп»
мм
L, мм
мм/о б
°о •
мм/об
*ои» »
мм/об
*4.iipf I *0.у»
мм/о б | мм/об I
Пояснительная записка
Лист
238
j ти,
МНИ
V
\
—
7",
мин
L =
м/мин
/+1|-
V,
м/мин
+" ^ЛОП
мин *
мм; L
5М,
мм/мин
р.*=<-
аш» !
Villi '
max =5 1
п ш. пр.
мин—1
.
мни—1
]
s0 <=» s0u kis mm/o(v (k[s — только для сверл);
Окончание
ипр.
м/мии
мм;
sM.np,
мм/мин
so.mt=jSoi мм/об; s4.npcr'so.iii (min> (по депорту станка) I
soy «=■ — мм/об;
- ^рсз(').
л =» ;
р.х
Г => 7\,А. мин;
= ии^т0 bUv k(v k„v (коэффиименты только для сверл и
sM = nsQ мм/мин;
sM(min)
лш =* мин ж; ппр =» лПасп*»
srnp к
ndn„p
^p-looo'li/llwi:
s.Nfnp ет 5гпрлпр мм/мин;
/0 — «=» —• [ ] МИН,
SMnp
5>р
ез = 1
1 кВт:
зенкеров);
] кВт.
Пояснительная записка
Лист
8.8.6. Расчет элементов режима резания и основного времени
Многоинструментная обработка одной головкой на агрегатном
станке [ )
Номер
инструмента
/, мм
/1( мм
*-р.п«
мм
'у.П'
мм
'у.о»
мм
мм/об
*'.
*о .
мм/об
1 Тм , мин
X
Т, мин
*н •
м/мин
о,
м/мин
л' 1
мин—»
мм/ мин
Ы пр,
мм/ мин
"пр.
мин—*
°пр.
м/мин
1 Lpn — перемещение головки с рабочей подачей £р.Л= (f-Mi)max"i
1 /уп —длина ускоренного подвода головки выбирается исходя из
1 особенностей наладки и конфигурации детали (для агрегат-
1 ных станков 150—200 мм);
1 1уо — длина ускоренного отвода головки в исходное положение:
1 у.о ^ у.л ' ^р.п»
50 = s0ll kjs мм/об {kis только для сверл).
Пояснительная аапигка
Лист 1
240
Окончание
К =- ; Т = TJ* мин;
Lp.u
v =* vHklv kMv klv k„v м/мии (коэффициенты только для сверл и зенкеров)
ЮООи .
л =* мин ;
па
sM = s0n мм/мин;
smj,p = sMmin»
Л„р = МИН »
П^ЛПр
1'»»=~ШГ м/мин;
2Ur = l ]Н;
2>рез = [ ) кВт.
Выбираем: бабку силовую [ ]
стол силовой [ j
Выбор силовой бабки осуществляется по мощности
электродвигателя, соответствующей Х/Урез. числу оборотов выходного вала
ближайшему ялр инструментальных шшшделей, с учетом минимальной
цены комплекта.
Выбор силового стола производится по наибольшему усилию подачи
стола, соответствующему ^Рх% диапазону рабочих подач,
соответствующему sM с учетом минимальной цены комплекта,
*х.стола — I J "•
Л'бабки = ( ] кВт;
Т0-^ + Vn + 'y.o мин>
Скорость быстрого хода стола sc х => [ ] м/мин;
Т0 «=» -f = J ) Мин.
Пояснительная записка
Лист
16. Заказе К-6641
241
8.8.6. Расчет элементов режима резания и основного времени
Одпоинструментная обработка на фрезерных станках [ ]
/i => [ ] мм; /;> = ( ] мм,
h учитывается лля работы по методу пробных проходов и fie
учитывается при работе на предварительно настроенных станках
D
sZll = [ ] мм/зуб; — = f 1
(v; n\ sM) = {и, n, sM)uk м/ммн; мин""1; мм/мин;
/г = /ем /г,, *0 /гф Л,,';
0„ = [ ] m/mius; л„=-| ] мин — 1; sMj| [ ]' мм/мин;
*м = 1 ];*« = 1 !;*о = 1 1;*Ф-[ 1: ** = 1 1
II =э =: [ ] м/мин;
п => «( ) мин — 1;
sM =» «= ( ] мм/мин;
п„р=»1 1 мин-1; sM|lpel 1 мм/мин;
яО/!пр
^пр
1000
5Мп
•[ ] м/мин;
s*np - ТТ = = [ ] мм/зуб;
"npz
/V„«[ ] кВт; *Фл,-1 ]; *T/V=>[ ];
Л^рез3
yvCT =» л/дЛст; л^д
Л>'ст =
Го ==-*-■ =
SM„p
-
[
«=»[ ] кВт;
] кВт; Лст^! 1;
«= [ J кВт;
— [ J мин.
Пояснительная записка
Лист |
242
8.8.7. Расчет элементов режима резания и основного времени
Многоинструментная обработка на одношпиндельных фрезерных
станках с прямолинейной подачей [ ]
^р.х
I -f /i + I»
*!=[
]
мм; /доп = 1
]
мм;
^Р.х= = ( 1 мм;
F
*Ср= — (мм); F= «=[ ]мм2;
ЬСр •—• ■ --" ■ [ ) мм.
Номер
румента
м/мии
мм/зуб
Л,
мин—1
5о *
мм/об
5М '
мм/мии
S
Чир'
мм/об
Лпр-
мин—*
Орр^ 5
S2 •
znp
мм/зуб
мпр'
мм/мин
°1П|П»
Т
1 м*
мин
мм/зуб
s*np
X
7*, мин
Л'н .
кВт
7.
J^
*Н .
м/мми
*Л/
(мм/зу
мин *
^реэ.
кВт
б);
мм/мии
*т
Окончание
Т = Аф (Тч, + Гмг + ... -)- Тнп) X; йф = ( ];
(у. "'• *м) = £ (с; л; sM)„ (м/мин; мин-1; мм/мин);
* = 0,85МА; *„ = I I; *в =■ ( ]; *т = -J-;
' М
**пр — "
лмпр
(мм/зуб)
Л;рез— N*kN\ 2>рсз - [ ] кВт;
#ст = Л/дПст; Л^д — [ ] кВт; t]CT - [
tfCT- -[ )кВт;
Го =
>х
*мпр
[
] мин.
Пояснительная записка
Лист
16*
243
8.8.8. Расчет элементов режима резания и основного времени
Обработка червячными фрезами на зубофрезерных станках [ ]
^р.к=/ + h; /i = [ ] мм;
So = So,, khis kfi$ ;
Vh^I ) мм/об; kM& =[ ]; ftp$ =[ ];
S0 => «=■- [ ] MM/OO.
^ a f.« ^ *w0 fy3p kv Л^;
o„ «= [ ] м/мин; *Mt; = [ 1; At<d0 = [ 1;
*Ро =1 1; k0 = [ ]; A„=»l ];
v = «=• [ ] м/мин;
1000c/
nd
пПр = [
*rfrt„p
=[
J мин—1;
=-[
) мин — 1;
] м/мин;
NH = [ ] кВт; /гмдг = [ ]; ftttA, = [ ]; kfiN => [ I;
#ct =» Л^дЛст; /VA = [ J кВт; Лет = [ 1;
NCT =» = [ 1 кВт;
Г0= = -=[ |мин
Лпр50^
или
i о =" мин; sm = мм/мин,
sM г
Пояснительная записка
Лист
8.8.9. Расчет элементов режима резания и основного времени
Наружное круглое шлифование с продольной подачей [ ]
Способ подачи [ ]. Срок службы станка [ ] лет.
«A^f
1/д =
пРпп
Тооо"
] м/мин;
«м = [
] мм/мин;
$/ = $t ^м^к^ш^ф^и^т мм/ход;
'х.н 1
] ММ/ХОД.
** = [ I: *.< = [ 1; *ш = [
Лф = £
]; *«=■! ); *г = Г I;
S/ = с=[ ] мм/ход;
ЛГрсз = Nubik»;
Л'н = [ ] кВт; *!=»[ ]; *,=»[.
Л'рез = «= 1 I кВт;
1 Исходя из режима бесприжогового шлифования
1 Л'прсд =э Л'н. уд^кр»
Л/Н.уд = [ 1 «Вт;
^пред = =1 ] кВт;
г L"77
— [ ] МИ
";
П — припуск на сторону, мм.
Пояснительная записка
Лист
8.8.10. Расчет элементов режима резания и основного времени
Наружное круглое шлифование с радиальной подачей
Способ подачи [ ]. Срок службы станка [ ] лет.
лд = [ ] мин-1;
ndnn
1000
*/.. =Г
J м/мин;
5/u e 5/м kMkKkmk^knkT;
) мм/мин; /г*«[ ];
** = I ]; *ш■= I ]; ^ф63!
] мм/мин;
3 кВт;
];
Л/Рсз= ■=[ ]кВт.
Исходя из режима бесприжогового шлифования
Л прел = **и. уд°шл»
Л\,.УА = 1 ] кВт;
= 1 ] кБг:
N,
Т0-
пред *
П
[
) мин;
Л — припуск на сторону, мм.
Пояснительная записка
Лист
246.
8.8.11. Расчет элементов режима резания
и основного времени
Бесцентровое шлифование с продольной подачей
пд = [ ) мин-1;
nDnn
v„ =
= [ ] м/мип;
1000
SM ==э SM. П^М^К^Н»
sM.„ = [ ] мм/мин; *м = [ 1:Л|с = 1 1:
ku = [ ]; sM =» =» [ ] мм/мин;
* = 1 l;*i-l !;
*. = [ I-- ft = [ I.
Для 1-го прохода 2/i = 2/Лч =• = { ] мм.
Для 2-го прохода 2/2 = 2/&2 =» = [ ] мм.
Для 1-го прохода 2tt = 2/fy =» =» [ ) км;
Л/„ = [ ) кВт; *,»[ 1; *2 = [ I;
'рез -"
I кВт;
] мин.
8.9. Расчет коэффициентов использования оборудования
Тзкт выпуска tn = I ] мин
Операция
ж
%
к.
ас
а
ь-
Si
тр
ти
Ъ
Чо
0
V
а
с
5>
кВт
* 1
1м
Чзор
2>
5>
I
Чо,
ср
2>
i
Лмср —
]=
1.
Пояснительная записка
Лист
247
8.10. Расчет основных технико-экономических показателей разработанного
технологического процесса
/. Расчет стоимости операций механической обработки
Операция № [
/ =
Л4у =
]; [ (наименование) ]; Станок [
1,1=1 ] руб;
] кВт; Гшт =» [
] мин;
™лр=Ч ]; М=*[ ]; £„«=»[ ]; а = [ ];
разряд работы [ ]; Стф «= [ J коп./ч);
сп.з = С» + Счз -г Еи (*с + Л) коп./ч;
и т. д. (расчет ведется по методике раздела «Выбор варианта
технологического маршрута и его технико-экономическое обоснование»
по всем операциям).
2. Таблица подсчета технологической себестоимости детали по стоимости
заготовки и операциям механической обработки
Наименование
Стоимость
С0 , коп.
Наименование
Стоимость
С0 , коп.
Заготовка
Операция № 005
(наименование)
Операция № 010
(наименование)
Стоимость заготовки берется из формуляра «Сопоставление и выбор
технологического процесса при различных способах получения
заготовки».
Технологическая себестоимость
Ст — 53аг + 2 ^°i ^
1
) коп.
Пояснительная записка
Лист
248
Продолжение
3. Циклограмма многостаночного обслуживания на проектируемом участке
Операция
Операция
Операция
Загрузка рабочего
Число единиц оборудования mnp = [ ]
Число рабочих-станочников в одну смену на операциях с
многостаночным обслуживанием R => [ 1
.г . , 1 /ппр г
Коэффициент многостаночиости тт— -тр = = [
]
4. Основные технико-экономические показатели разработанного
технологического процесса
] шт. Число смен рабо-
Наименование детали [
Годовая программа N =» [
ты [ ]
Действительный годовой фонд времени работы оборудования
Fд = [ ) ч
Действительный годовой фонд времени рабочего Fp = [
Масса готовой детали q = f ) кг; Масса заготовки
Q = [ ] кг
Коэффициент использования материала заготовки
100 = [ I %
] ч
к„.« = £-'оо =
Годовой выпуск продукции по технологической себестоимости
£ = CT/V = =[ ) руб.
Сумма основного времени по операциям 2?W ~ ~ f ] мни
Сумма штучного (штучно-калькуляционного) времени по операциям
Е^шт (шк)/ = =1 ]мин
Трудоемкость годовой программы
S^uit (шк) N а *= I 1 мин
Пояснительная заилена
Лист
249
Максимально допустимое число рабочих
Окончание
*чпах — '
2j 'шт (ш-к) N
\
'=[
60-1860
Потребное число рабочих на операциях с многостаночным обслужи-
^oni —
* шт (iu-k)j N
Л</60-1860
' шт (ш-к)2 N
^0П2
[
] и т. д.
MC0-I860
Общее количество рабочих на две смелы с учетом многостаночного
обслуживания
л = 2л°п'
= [
]
Число наладчиков И = (0,16.. .0,2) тпр =»
Средний коэффициент загрузки оборудования
[
)
,3*-ср 2т"Р
Средний коэффициент использования оборудования по основному
времени
У*1о гп
пр
2j m"p
1
Средний коэффициент использования оборудования по мощности
л
S
/я,
пр
Годовой фонд заработной платы рабочих-станочников и наладчиков
'шт (ш-к)с
Ф = 2Ф* РУб- ' ф* =c*iN-
60
Операция
ф,
Операция
Среднемесячная заработная плата рабочих
Годовой выпуск продукции на одного рабочего-станочника
В
R
= 1
] РУб.
Пояснительная записка
Лист
250
9. КОДЫ ТЕХНОЛОГИЧЕСКИХ ОПЕРАЦИИ
4101 Агрегатная 4180
Резьбонакатная 4181
Токарная 4182
Токарио-револьверная 4190
Автоматная токарная 4191
Токарно-винторезная 4192
Сверлильная 4193
Вертикалыю-сверлчльная 4194
Радиально-сверлильная 4195
Центровальная 4196
Шлифовальная 4220
Круглошлифэвальная 4221
Внутрпшлифовальная 4222
Плоскошлифовальная 4224
Б^сцентровошлифовальиая 4260
Резьбошлифовальная 4261
Зубообрабатывагсшая 4262
Зубо шлифовальная 4264
Зубодолбежная 4265
Зубофрезерная 4266
Зубострогальная 4267
Зубопротяжная 4268
Зубозакругляющая 4269
Зубошевинговальная 4271
Зубопритиромпая 4272
Зубоприрабатывающая 4280
Зубообкатквающая 4281
Долбежная 4282
4108
4110
4111
4112
4114
4120
4121
4123
4124
4130
4131
4132
4133
4134
4135
4150
4151
4152
4153
4154
4155
4156
4157
4158
4159
4161
4175
ОБРАБОТКИ РЕЗАНИЕМ [131
Протяжная
Горизонтально-протяжная
Вертикально-протяжная
Отделочная
Полировальная
Хонннговальная
Суперфинишная
Доводочная
Притирочная
Виброабразивиая
Расточная
Горизонтально-расточная
Вертикально-расточная
Алмазно-расточная
Фрезерная
Вертикально-фрезерная
Горизонтально-фрезерная
Карусельно-фрезериая
Барабанио-фрезерная
Универсально-фрезерная
Копировально-фрезерная
Гравировально-фрезерная
Фрезерно-центровальная
Резьбофрезерная
Специально-фрезерная
Отрезная
Иожовочпо-отрезная
Леиточно-отрезная
/
^
V)
^
'
-»*-
1
1
т
(
10. ФОРМА ОСНОВНОЙ НАДПИСИ НА ЧЕРТЕЖАХ
КУРСОВОГО ПРОЕКТА
res ^
Т~7п~. W . ~t.t . to\ 70 _^ _Ж U
№
■—*-•>-
/lucm
Pcjpat
ПроВер
ft.KOWp.
""■* *|
Л/»<?0/Гр1
fpatiWi/ffj
МАжь
JGRU
Курсовой лраех/я
(ноияенобам/е \
4 чертежа) *1
(материал)
lumspo
3\5\5
~рО
rtacca vfcm//Tfao\
f7 JS^A
A _.
£1
bcJ
В
1 Г
Ы
1 J
r>>
T
11. ФОРМА УГЛОВОЙ ТАБЛИЧКИ ЧЕРТЕЖЕЙ
ОПЕРАЦИОННЫХ ЭСКИЗОВ ОДНОИНСТРУМЕНТНОЙ ОБРАБОТКИ
Наименование о
модели с/панна
i—<
V,
fl/MOH
/S
МОП '
/б
t.
MM
/S
S.
мм/од
/S
W
s.
ММ/МШ
/S
M(/H
/8
MM
f3
^_
"5
f
2Г>1
12. ЧИСЛА В ДРОБНЫХ
Число
0,02
0,03
0,04
0,05
0,06
0,07
0,08
0,09
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1,25
2
3
4
5
6
7
8
9
10
20
30
40
50
60
70
80
90
100
120
140
160
180
200
220
240
260
280
300
350
400
450
500
0,1
0,671
0,704
0,725
0,741
0,755
0,766
0,777
0,786
0.794
0.852
0,886
0,913
0,933
0,950
0,965
0,978
0,99о
1,02
1.07
1,12
1,15
1.18
1,20
1.21
1,23
1,25
1,26
1,35
1.41
1,45
1,48
1,51
1,53
1,55
1,57
1,59
1,62
1,64
1,66
1,68
1,70
1,72
1,73
1,74
1,76
1,77
1,80
1,82
1,84
1,86
| 0,!2:>
0,613
0,645
0,669
0,687
0,703
0,717
0,730
0,740
0,750
0,818
0,860
0,892
0,917
0,938
0,956
0,972
0,987
1,03
1,09
1,15
1,19
1,22
1.25
1,28
1,30
1,32
1,33
1,45
1,53
1,59
1,63
1,65
1,71
1,74
1J6
1,78
1,82
1,86
1,89
1,92
1,94
1,96
1,98
2,00
2,02
2,04
2,08
2,12
2,15
2,18
1 «и»
0,556
0,591
0,617
0,638
0,656
0,671
0,685
0,697
0,708
0,785
0,835
0,872
0,901
0,926
0,948
0,967
0,984
1,04
1,Н
1,18
1,23
1,27
1,31
1,34
1,37
1,39
1,41
1,57
1.67
1,74
1,80
1,85
1,89
1,93
1,96
1,99
2,05
2,10
2,14
2,18
2,21
2,25
2,28
2,30
2,33
2,35
2,42
2,46
2,50
2,54
1 С
0,458
0,496
0,525
0,549
0,570
0,587
0,603
0,618
0,631
0,725
0,786
0,833
0,870
0,903
0,931
0,956
0,979
1,05
1,15
1,25
1,32
1,38
1,43
1,48
1,52
1,55
1,59
1,82
1,97
2,09
2,19
2,275
2,33
2,40
2,45
2,52
2,60
2,68
2,76
2,82
2,89
2,94
2,99
3,04
3,09
3,13
3,22
3,32
3,30
3,46
Ч
| 0.25
0,376
0,416
0,448
0,4/6
0,498
0,514
0,532
0,548
0,562
0,702
0,740
0,795
0,841
0,880
0,915
0,946
0,971
1,058
1,19
1,32
1,41
1,50
1,57
1,63
1,68
1,73
1.78
2,11
2,34
2,62
2,66
2,78
2,89
2,99
3,08
3,16
3,31
3.44
3,58
3,65
3,77
3,86
3,94
4,01
4,08
4,16
4,34
4,47
4,60
4,75
и ел о, возведенное в степень |
| 0,3
0,309
0,349
0,381
0,407
0,430
0,450
0,469
0,486
0,501
0,617
0,697
0,760
0,812
0,858
0,899
0,935
0,969
1,07
1,23
1.39
1,52
1,62
1,71
1.79
1,87
1,93
2,00
2,46
2,77
3,02
3,24
3,42
3,58
3,72
3,86
8,98
4,22
4,40
4,58
4,74
4,91
5,05
5,18
5,29
5,44
5,53
5,80
6,02
6,25
6,45
| 0.35
0,256
0,293
0,327
0,358
0,380
0,400
0,420
0,430
0,450
0,570
0,650
0,720
0,790
0,840
0,880
0,920
0.964
1,08
1,28
1,43
1,57
1,69
1,80
1,90
1,98
2,16
2,24
2,68
3,29
3,38
3,93
4,19
4,42
4,64
4,82
5,00
5,35
5,70
5,90
6,15
6,40
6,61
6,81
6,98
7,18
7,35
7,80
8,11
8,43
8,78
м 1
0,209
0,246
0,276
0,302
0,325
0,345
0,364
0,382
0,400
0,530
0,620
0,690
0,760
0,820
0,870
0,910
0,960
1,09
1,32
1,55
1,74
1,90
2,05
2,18
2,30
2,41
2,51
3,81
3,90
4,37
4,78
5,14
5,47
5,77
6,10
6,30
6,75
7,22
7,61
7.98
8,33
8,65
8,96
9,26
9,55
9,80
10,40
11,10
11,70
12,01
0.45
0,175
0,200
0,240
0,270
0,290
0,305
0,320
0,340
0,370j
0,490
0,580
0,660
0,730
0,800
0,850
0,900
0,953
0,10
1,37
1,64
1,86
2,06
2,24
2,39
2,54
2,68
2,82
3,89
4,62
5,25
5,55
6.30
6,79
7,18
7,60
7,94
8,61
9,24
9,81
10,30
10,80
11,30
11,80
12,20
12,60
13,00
13,90
14,80
15,60
16,40
ПОКАЗАТЕЛЯХ СТЕПЕНЕЙ
при показателе степени
0.5
0.55
0.6
0,65
0.7
0,75
0.8
0,85
1.1
1.20
0,142
0,173
0.20С
0,225
0,245
0,265
0,284
0,300
0,316
0,447
0,548
0,663
0,707
0,775
0,837
0,894
0,949
1,12
1,41
1,73
2,00
2,24
2,50
2,65
2,83
3,00
3,16
4,47
5,48
6,33
7,07
7,74
8,40
8,95
9,50
10,00
10,90
11,85
12,65
13,40
14,10
14,80
15,50
16,10
16,70
17,30
18,70
20,00
21,20
22,40
0.12С
0,145
0,16/
0,19:
0.2IC
0.23С
0.25С
0,27С
0,29С
0,415
0,52С
0,600
0,680
0,760
0,825
0,880
0.945
1,13
1,46
1,84
2,08
2,45
2,87
2,95
3,26
3,40
3,60
5,40
6,70
7,61
9,00
9,46
10,40
11,10
11,80
12,60
13,80
15,10
16,30
17,30
18,40
19.40
20,40
21,00
22,30
23,00
25,10
27,00
29,00
30,30
) 0,096 0.07С
> 0,122 О.ЮС
' 0,145 0,125
\ 0,166 0,14С
) 0.18с
) о,2о:
) 0.22С
) 0,23(
0,25С
0,38С
0,49С
0.58С
0,66С
0.74С
0,810
0,870
0,940
1,14
1,51
1,93
2,17
2,63
3,00
3,25
3,55
3,80
4,00
6,30
7,90
9,15
10,80
11,60
12,80
13,00
14,80
15,80
17,50
19,30
21,00
22,40
24,00
25,40
26,80
28,00
29,30
30,30
33,50
36,40
39,00
41,40
5 0.16С
) 0.18С
) 0,195
3 0.21С
) 0,23С
) 0,35С
) 0,46С
0,550
0,640
0,720
0,790
0,865
0,935
1,15
1,57
2,05
2,246
2,84
3,21
3,54
3,86
4,20
4,47
7,01
9,12
11,00
12,90
14,20
15,80
17,20
18,50
20,00
22,30
24,70
27,00
29,00
31,30
33,20
35,30
37,00
39,00
40,20
45,10
49,00
53,00
56,20
) 0,065
) 0,08С
> 0.10Г
) о,12:
) 0.14С
) 0,155
0,171
0,185
0,20С
О.ЗЗС
0.43С
0.53С
0.62С
0.70С
0,78С
0,860
0,930
1,16
1,62
2,17
2,40
3,10
3,50
3,90
4,30
4,70
4,90
8,00
11,00
13,00
15,70
17,50
19,60
21,40
23,10
25,10
28,20
31,70
34,70
37,60
40,80
43,60
46,30
48,70
52,00
53,70
60,30
66,40
72,00
77,00
) 0,05:
> 0,072
) 0,08с
) 0,105
) 0,121
> 0.13С
0,151
> 0,164
) 0,176
) 0.28С
0,405
0,503
0,595
0,68k
0,765
0,846
0,924
1,18
1,68
2,28
2,55
3,34
3,84
4,31
4,75
5,19
5,62
9,02
12,80
15,00
18,60
21,40
24,20
26,70
29,00
31,60
35,80
39,90
44,70
48,90
50,20
57,00
61,00
64,00
69,00
71,00
81,20
90,00
97,10
\ 0,044
> 0,060
) 0,076
) 0,092
0,105
> 0,119
0,133
0,146
0,159
) 0,275
0,383
0,480
0,575
0,665
0,752
0,837
0,919
1.19
1,74
2,43
2,92
3,66
4,24
4,74
5,30
5,85
5,90
11,00
15,00
19,50
23,50
26,30
30,10
33,30
36,30
39,80
45,50
50,30
57,60
63,10
69,10
74,30
80,00
85,00
91,20
95,00
108,00
121,00
132,00
105,00 144,00
0,036
0,051
0,065
0,078
0,092
0,105
0,117
0,128
0,141
0,255
0,360
0,460
0,555
0,649
0,739
0,827
0,914
1,20
1,81
2,57
3,29
3,99
4,67
5,23
5,98
6,62
7,24
13,15
18,64
23,87
28,91
32,40
38,00
43,00
48,00
52,00
64,00
66,71
78,00
86,90
95,00
102,00
110,00
117,00
127,00
135,00
150,00
170,00
190,00
210,00
0,013
0,021
0,029
0,037
0,045
0,054
0,062
0,071
0,080
0,171
0,266
0,366
0,467
0,570
0,676
0,782
0,890
1,28
2,14
3,35
4,59
5,87
7,18
8,50
9,85
11,21
12,59
27,00
42,30
58,00
74,00
90,50
107,00
124,00
141,00
159,00
194,00
230,00
265,00
303,00
340,00
378,00
415,00
453,00
494,00
531,00
630,00
728,00
828,00
930,82
0,009
0,015
0,021
0,027
0,034
0,040
0,049
0,056
0,063
0,145
0,237
0,333
0,435
0,542
0,652
0,767
0,881
1,31
2,30
3,82
5,28
6,90
8,58
10,30
12,15
13,95
15,90
36,40
59,10
83,50
108,00
136,00
164,00
191,00
219,00
251,00
309,00
376,00
442,00
502,00
575,00
646,00
717,00
780,00
870,00
923,00
1150,00
1324,00
1537,00
1732,90
253
13. ЗНАЧЕНИЯ НОРМАЛИЗОВАННЫХ ЗНАМЕНАТЕЛЕЙ РЯДОВ ф.
ВОЗВЕДЕННЫЕ В СТЕПЕНЬ
ф
Ф2
Ф3
Ф*
ф*>
чГ
ср-
ф*
ф9
ф!°
ф"
ф«
ф13
ф»
ф»
фч
ф"
ф"
ф1«
ф20
ф21
ф*
ф23
ф«*
ф25
ф*
ф«
ф28
ф»
ф*°
ф81
фИ
фЗЗ
ф*4
фЗэ
ф*«
ф**
ф8Я
ф39
ф40
ф«
ф«
ф«
ф«
ф«
ф"
ф«
ф*«
ф«*
<j,!»0
1.06
1.12
1.19
1,26
1.34
1.41
1,49
1,58
1,67
1,78
1,89
2,00
2,12
2,24
2,36
2,50
2,65
2,81
2,98
3,16
3,35
3,55
3,77
4,00
4,24
4,48
4,75
5,04
5,34
5,64
5,98
6,32
6,70
7,12
7,55
8,00
8,48
8.96
9,50
10,08
10,68
11,28
11,96
12,64
13,40
14,24
15,09
16.00
16.96
17,92
i.12
1,26
1.41
1,58
1,78
2.00
2.24
2,50
2.81
3,16
3.55
4.00
4.48
5,04
5.64
6.32
7,12
8.00
8.96
10.08
11.28
12,64
14.24
16.00
17,92
20J6
22,56
25,28
28,48
32.00
35,84
40.00
44,96
50,56
55. НО
64,00
1.2G
1,58
2,00
2.50
3,16
4.00
5,04
6,32
8,00
10,08
12,64
16,00
20,16
25,28
32,00
40,00
50,65
64,00
80,64
101,61
' 1.41
2,00
2,82
4,00
5,64
8,00
11,28
16,00
22,56
32,00
45,12
64,00
1.58
2,50
4,00
6,32
10,08
16,00
25,28
40,00
64,00
1,78
3,16
5,64
10,08
17,92
32,00
56,80
2.00
4.00
8,00
16,00
32,00
64,00
ЛИТЕРАТУРА
1. Анурьев В. И. Справочник конструктора-машиностроителя.— М.:
Машиностроение, 1980.— Т.1..— 728 с.
2. Анурьев В. И. Справочник конструктора-машиностроителя.— М.:
Машиностроение, 1980.—Т. 2.-559 с.
3. Барташев J7. В. Технико-экономические расчеты при проектировании и
производстве машин.— М.: Машиностроение, 1973.— 384 с.
4. Гамрат-Курек Л. И., Иванов К. Ф. Выбор вариантов изготовления и
коэффициенты затрат.— М.: Машиностроение, 1975.— 134 с.
5. Дипломное проектирование по технологии машиностроения/Под общ.
ред. В. В. Бабука.—-Мн.: Вышэйш. школа, 1979.—464 с.
6. Егоров М. Е. Основы проектирования машиностроительных заводов.—
М.: Высш. школа, 1969.— 480 с.
7. Единая система планово-предупредительного ремонта и рациональной
эксплуатации технологического оборудования машиностроительных
предприятий.— М.: Машиностроение, 1967.— 591 с.
8. Единый тарифно-квалификационный справочник рабочих (сквозные
профессии).— М.: Машиностроение, 1961.— 656 с.
9. Зазерский Е. И., Жолнерчик С. И. Технология обработки деталей на
станках с программным управлением.—Л.: Машиностроение, 1975.— 208 с.
10. Зазерский Е. //., Митрофанов И. Г., Сахновский А. Г. Справочник
молодого наладчика токарных автоматов и полуавтоматов.— М.: Высш. школа,
1979.— 239 с.
11. Золотухина Г. А. Нормативные методы в экономических расчетах.— Л.:
Машиностроение, 1975.— 168 с.
12, Иллюстрированный определитель деталей общемашиностроительного
применения. Руководящий технический материал. Классы 40 и 50
Общесоюзного классификатора промышленной и сельскохозяйственной продукции.— М.:
Изд-во стандартов, 1977.— 238 с.
13. Классификатор технологических операций в машиностроении и
приборостроении.— М.: Изд-во стандартов, 1975.— 4.1.— 24 с.
14. Краткий справочник нормировщика-машиностроителя.— Мн.: Беларусь,
1976.—287 с.
15. Мамет О. П. Краткий справочник конструктора-станкостроителя.—М.:
Машиностроение, 1968.— 688 с.
16. Методические указания о рациональных способах заполнения и
применения технологической документации, разрабатываемой в соответствии с
требованиями стандартов ЕСТД. РДМУ 75—76.— М.: Изд-во стандартов,
1977.—84 с.
17. Обработка металлов резанием: Справочник технолога/Под ред.
Г. А. Монахова.— 3-е изд.— М.: Машиностроение, 1974.—598 с.
18. Общемашиностроительные нормативы режимов резания для
технического нормирования работ на металлорежущих станках.— М.: Машиностроение,
1974.— Ч. I. Токарные, карусельные, токарно-рсвольвериые, алмазно-расточные,
сверлильные, строгальные, долбежные и фрезерные станки.— 416 с.
19. Общемашиностроительные нормативы режимов резания для
технического нормирования работ на металлорежущих станках.— М.:
Машиностроение, 1974.—Ч. II. Зуборезные, горизонтально-расточные-, резьбо-пакатные и
отрезные станки.— 200 с.
255
20. Общемашиностроительные нормативы режимов резания для
технического нормирования работ на шлифовальных и доводочных станках.— М.:
Машиностроение, 1974.— 203 с.
21. Общемашиностроительные нормативы режимов резания и времени для
технического нормирования работ на протяжных станках.— М.:
Машиностроение, 1969.— 199 с.
22. Общемаишностроительные нормативы вспомогательного времени и
времени на обслуживание рабочего места на работы, выполняемые па
металлорежущих станках. Массовое производство.— М.: Машиностроение, 1974.— 136 с.
23. Общемашиностроительные нормативы .времени вспомогательного на
обслуживание рабочего места и подготовительно-заключительного для
технического нормирования. Серийное производство.— М.: Машиностроение, 1974.—
421 с.
24. Поливанов П. М. Таблицы для подсчета массы деталей и материалов.—
М.: Машиностроение, 1978.— 352 с.
25. Расчеты экономической эффективности новой техники: Справочник/Под
ред. К. М. Велнканова.— Л.: Машиностроение, 1975.—430 с.
26. Режимы резания металлов: Справочник/Под ред. 10. В.
Барановского.— М.: Машиностроение, 1972.— 408 с.
27. Росика А. И. Подготовка чертежей при программированном
изготовлении деталей.— М.: Машиностроение, 1967.—39 с.
28. Справочник технолога-машиностроителя/Под ред. А. Г. Косиловой,
Р. К. Мещерякова.—М.: Машиностроение, 1972.—Т. I.—694 с.
29. Справочник тсхиолога-машнностронтеля/Под ред. А. Н. Малова.— М.:
Машиностроение, 1972.— Т. Н.—568 с.
30. Станки с программным управлением: Справочник.— М.:
Машиностроение, 1975.—288 с.
31. Технологический классификатор деталей машиностроения и
приборостроения/Под ред. В. Р. Верченко.—М.: Изд-во стандартов, 1974.— Ч. I.—
168 с.
32. Технологичность конструкций/Под ред. С. Л. Ананьева, В. П. Купро-
впча.— М.: Машиностроение, 1969.— 424 с.
33. Чарнко Д. В. Основы выбора технологического процесса механической
обработки.— М.: Машиностроение, 1963.—320 с.
34. Шатин В. П., Денисов П. С. Режущий и вспомогательный инструмент:
Справочник.— М.: Машиностроение, 1968.—420 с.
Горбацевич Александр Феликсович
Шкред Виктор Андреевич
Курсовое проектирование
по технологии машиностроения
Учебное пособие для вузов
Издание пятое, стереотипное
Перепечатка с четвертою издания 1983 г.
Подписано в печать 31.10.06.
Формат 60х901/16. Гарнитура Литературная.
Печать офсетная. Тираж 1000 экз. Заказ № К-6641.
ООО Издательский дом «Альянс»
105120, Москва, ул. Сергия Радонежского, д.9, стр. 5
Тел./факс (499) 973-06-80,973-09-41,
973-17-82,973-17-96,973-18-56
info@alians-book.ru
Отпечатано с готовых диапозитивов
в ГУП «ИПК «Чувашия».
428019, г. Чебоксары, пр. И. Яковлева, 13.
Качество печати соответствует качеству диапозитивов заказчика.